/





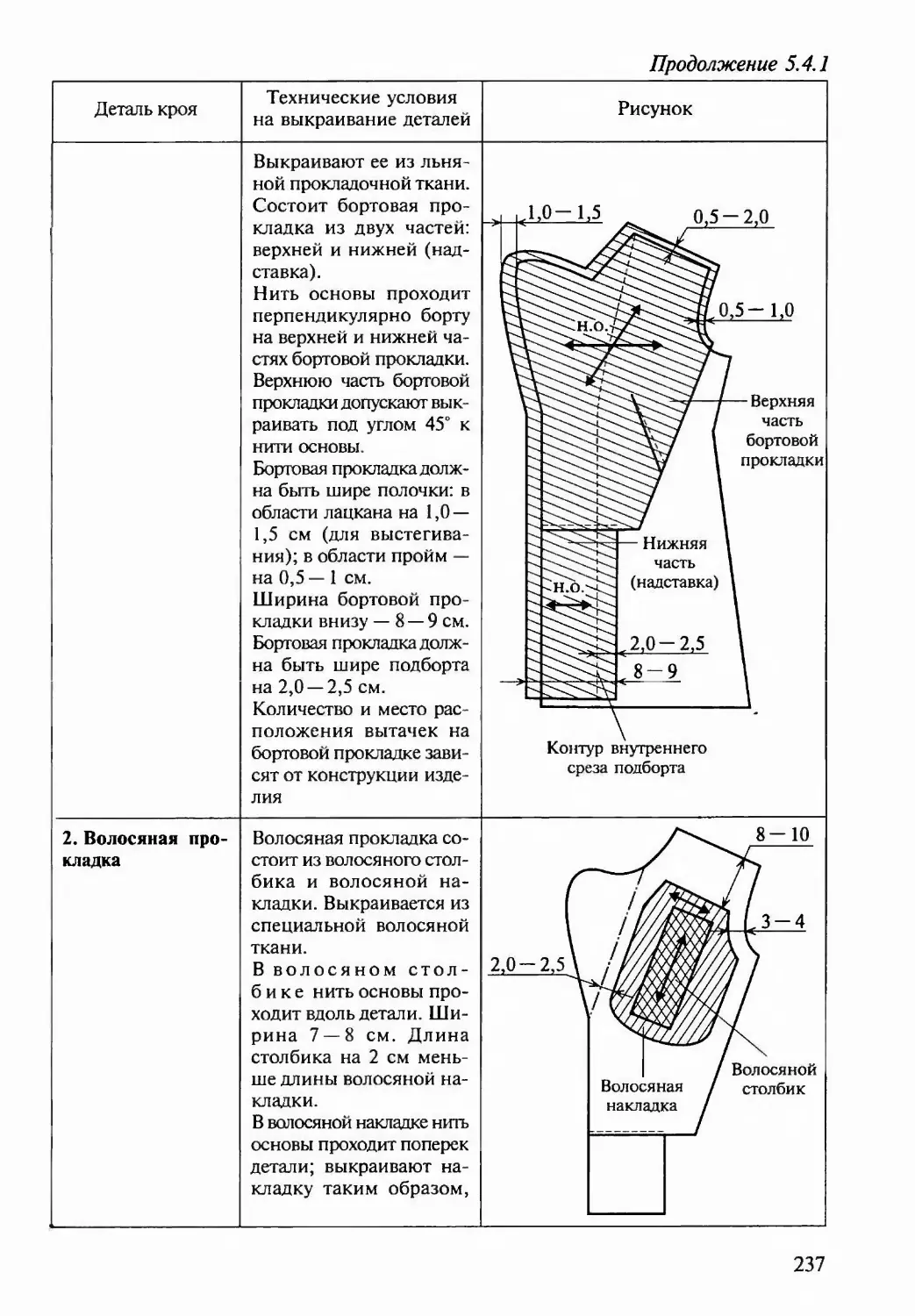



Author: Силаева М.А.
Tags: одежда швейное производство шитье пошив изделий шитье на заказ
ISBN: 5-7695-1167-2
Year: 2003
Similar




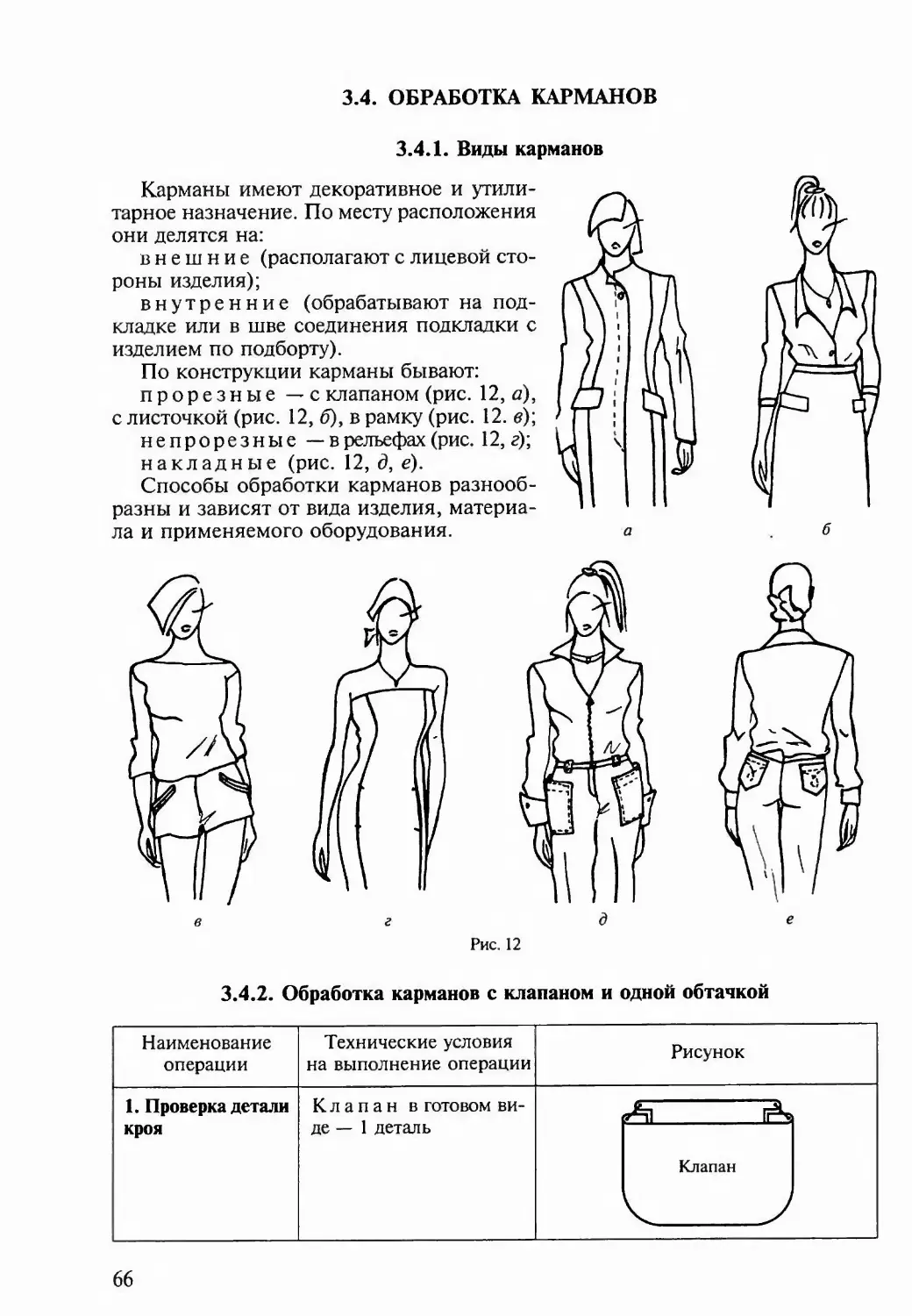
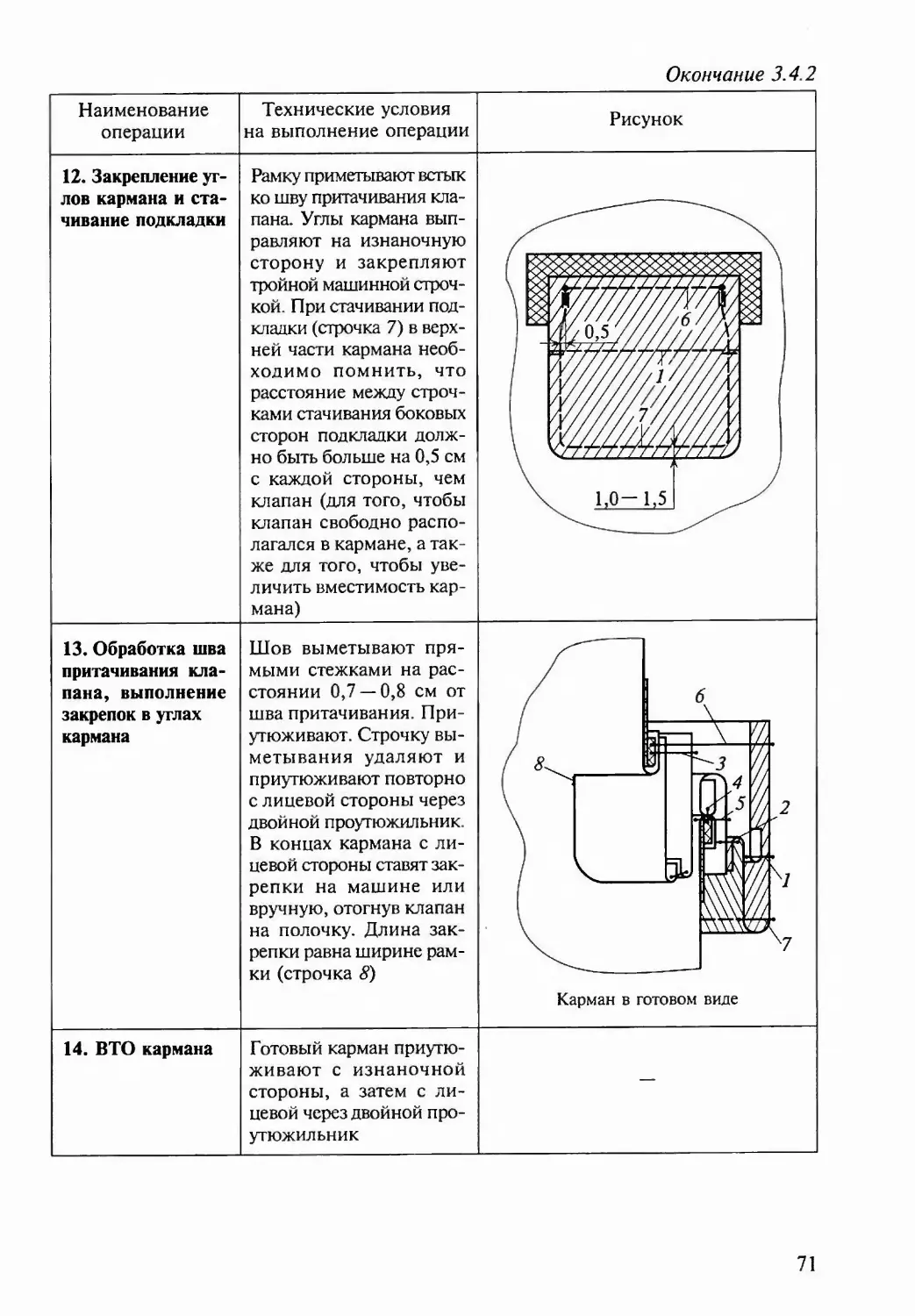
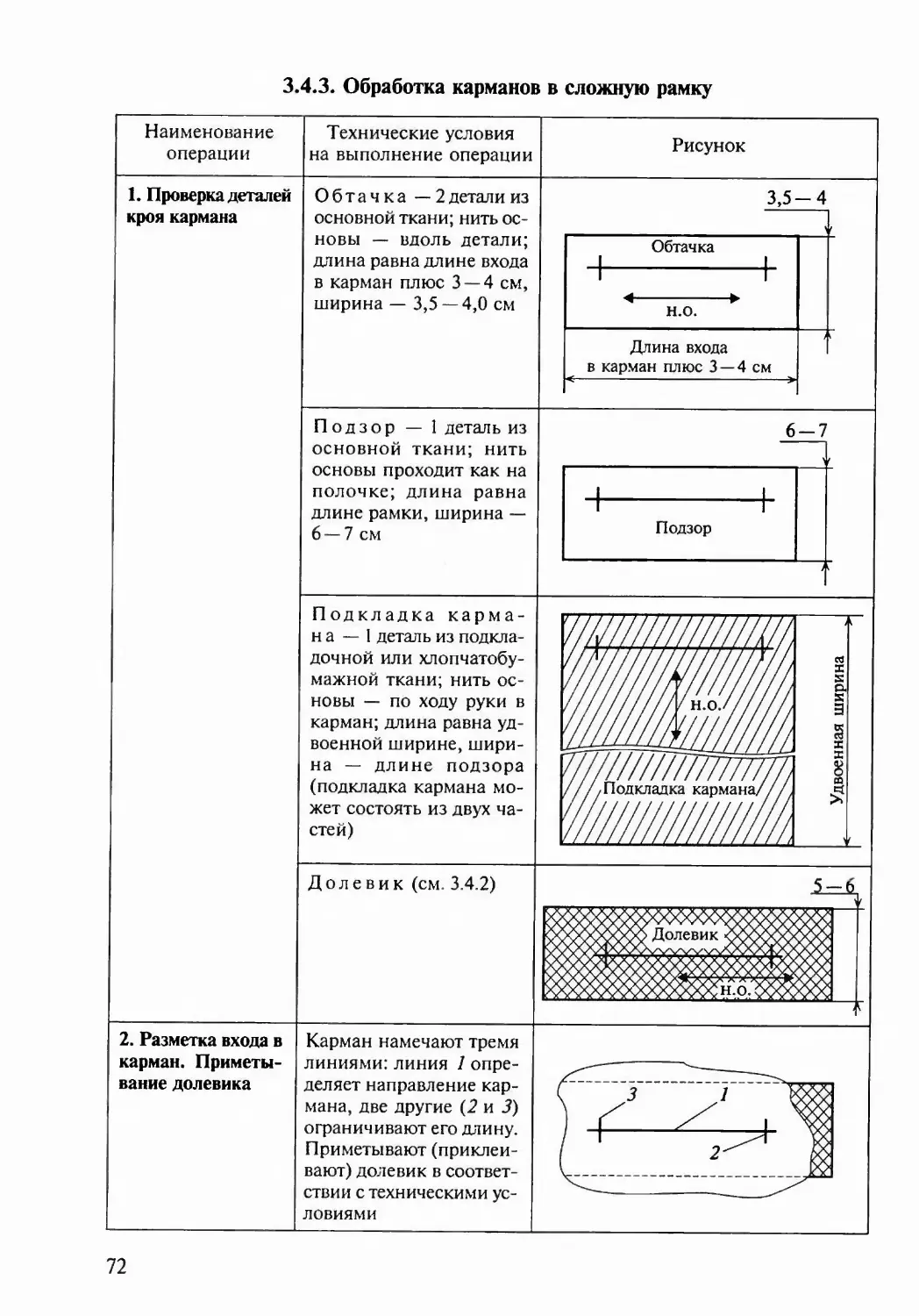
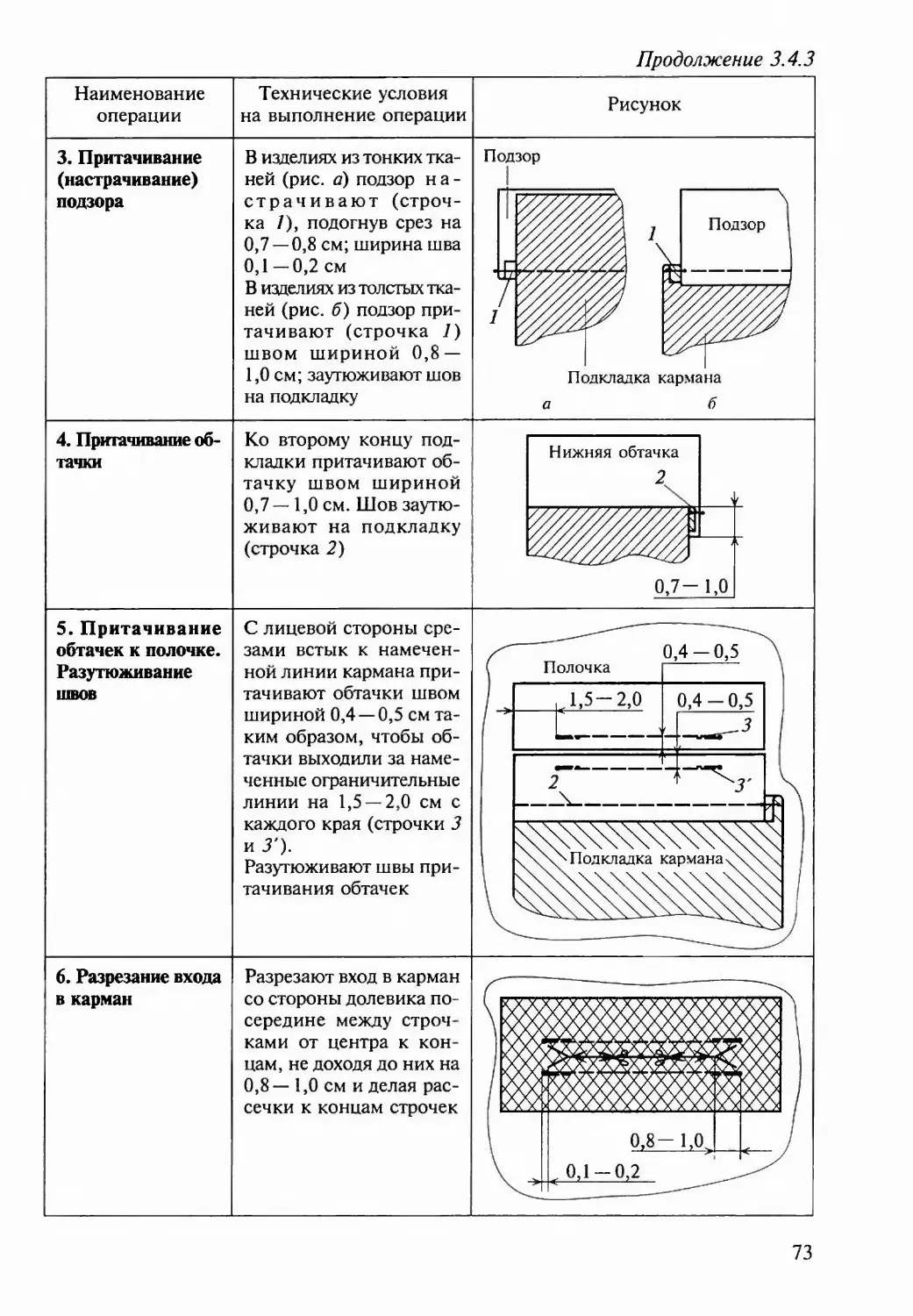
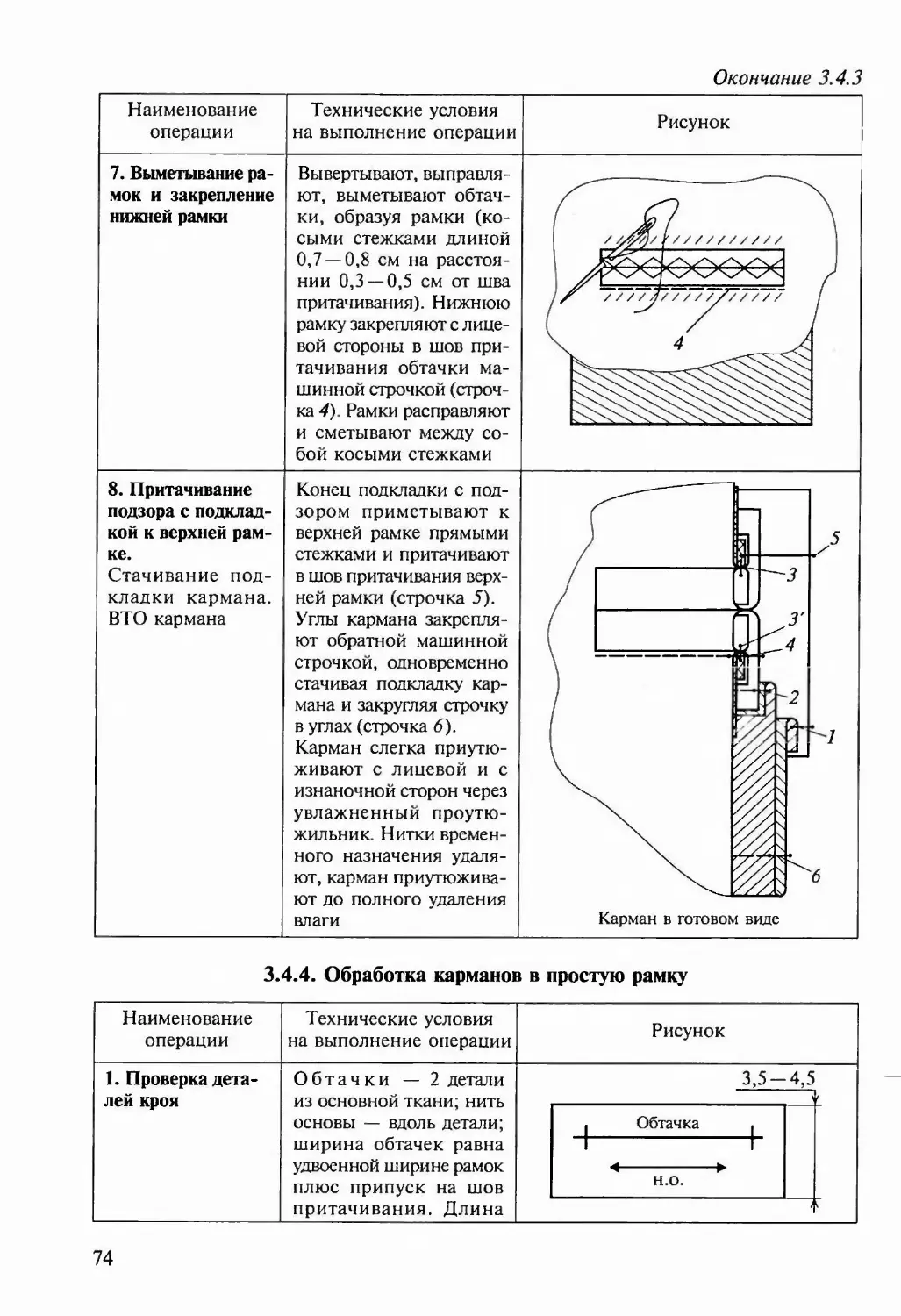
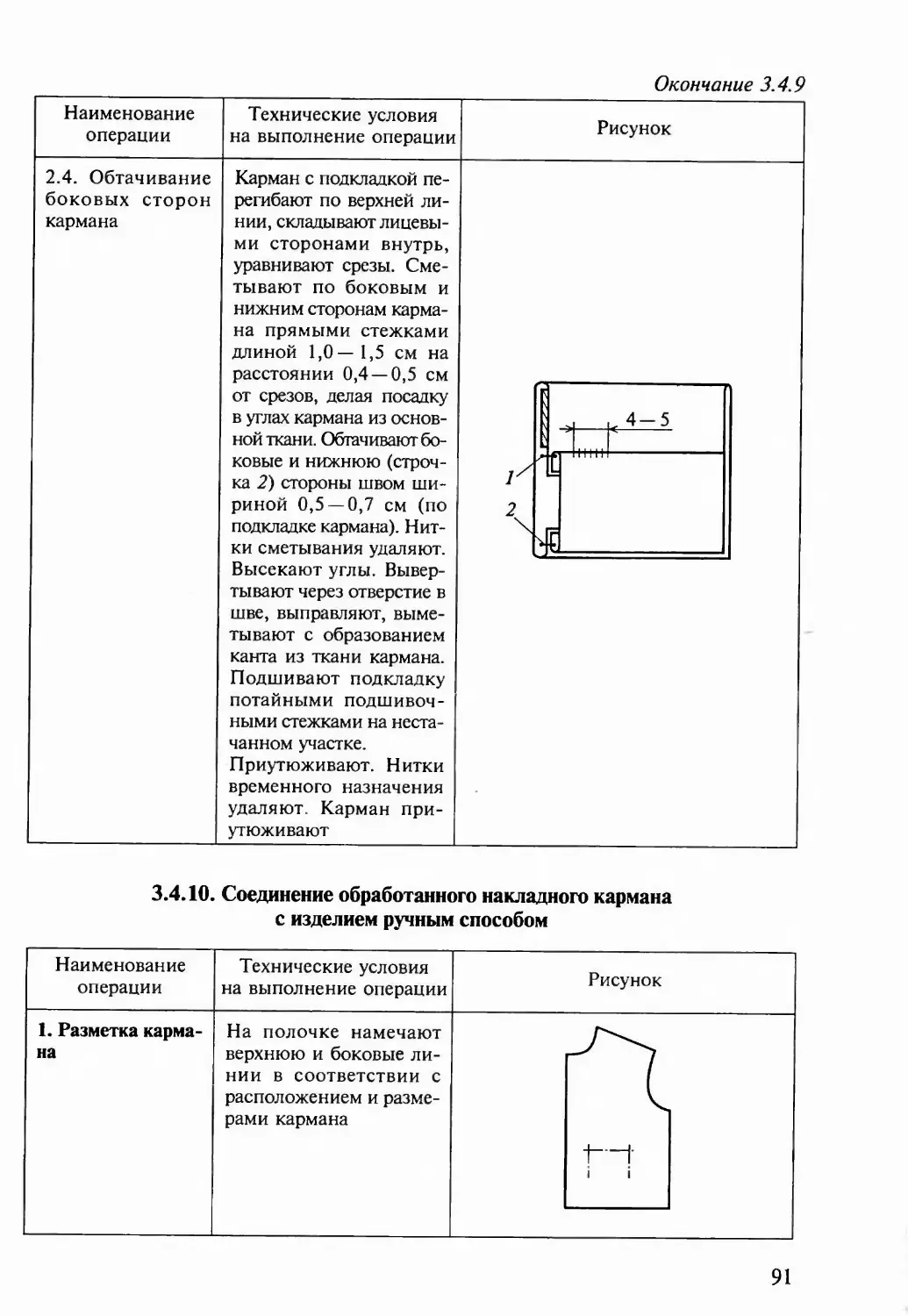
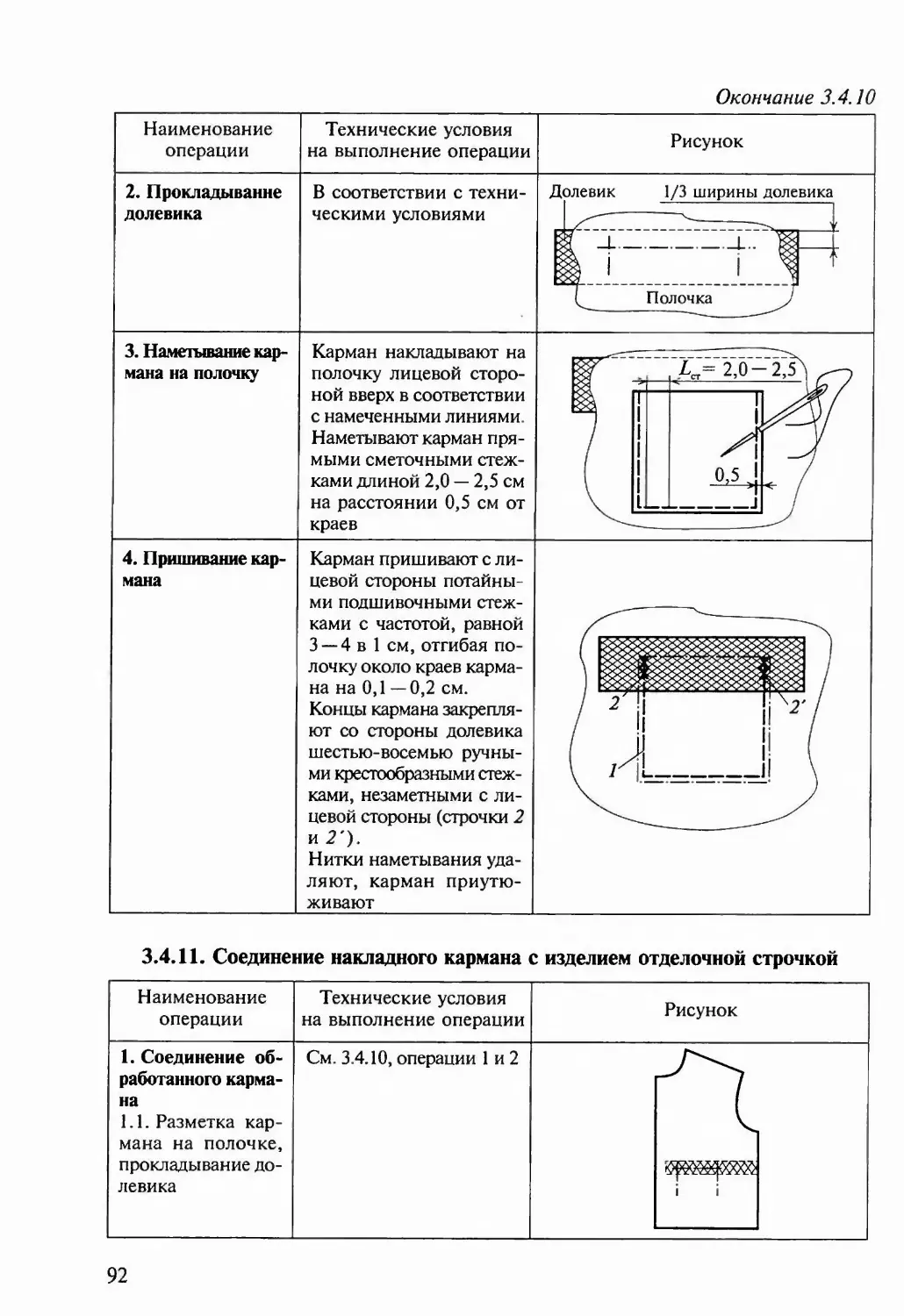
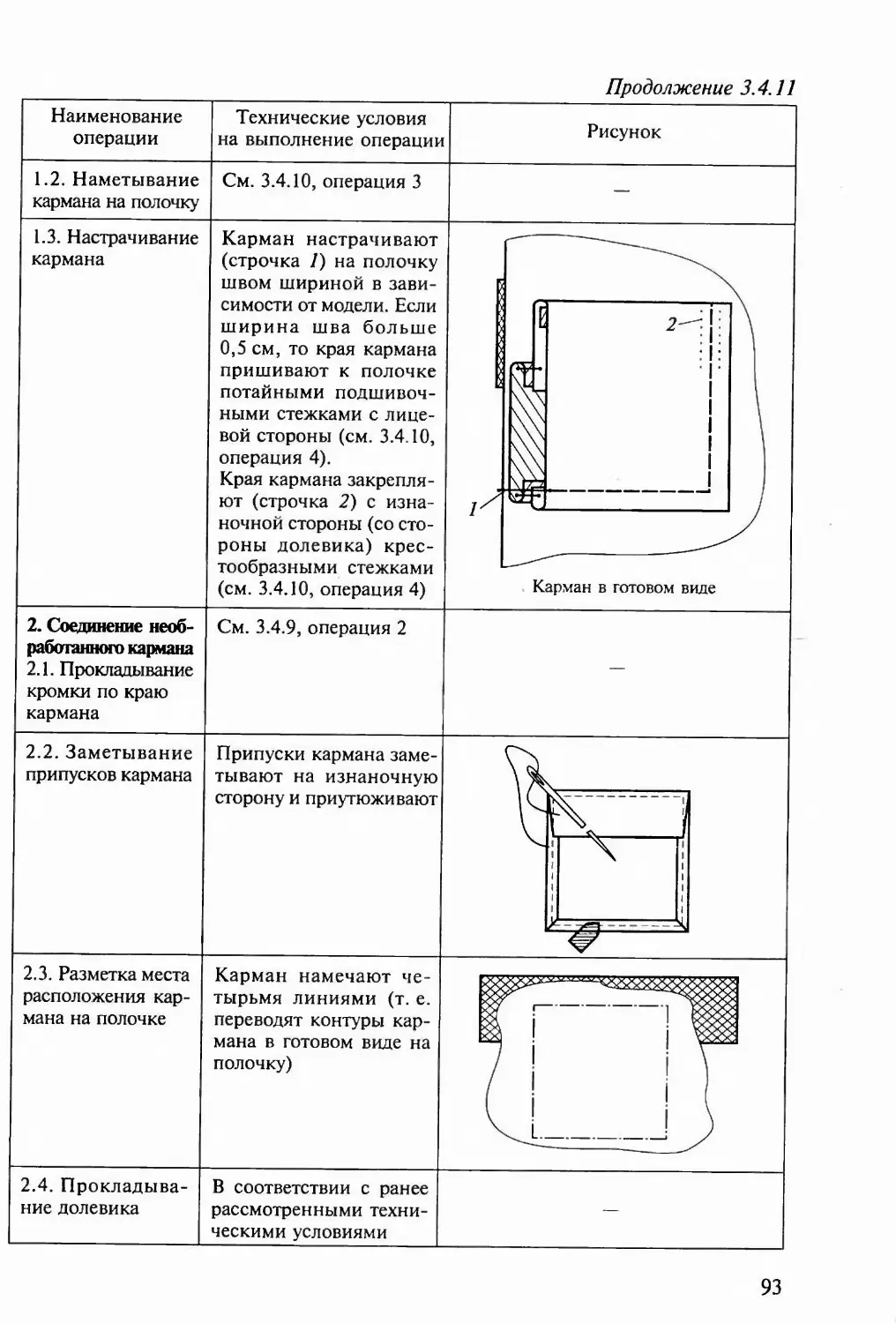
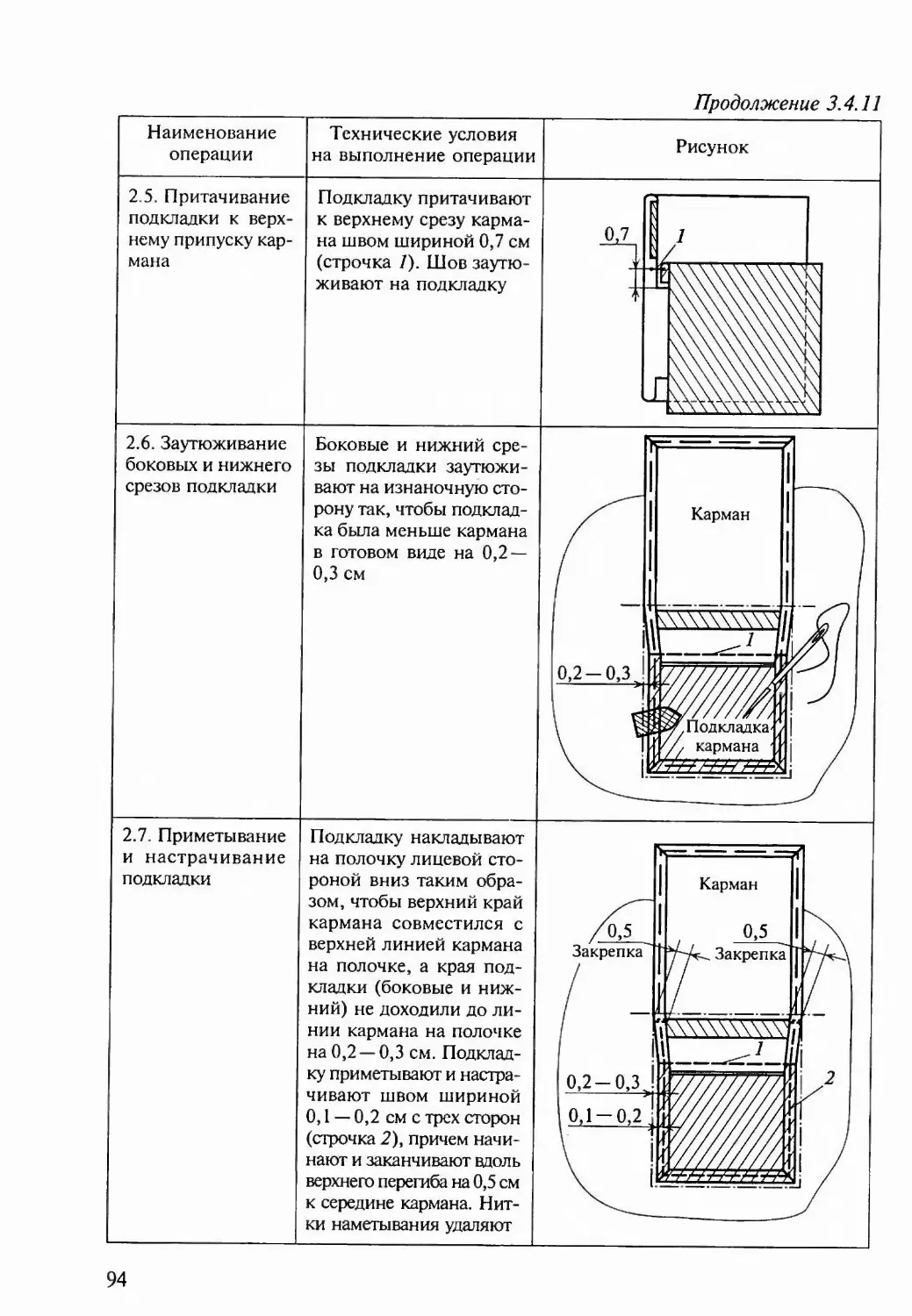
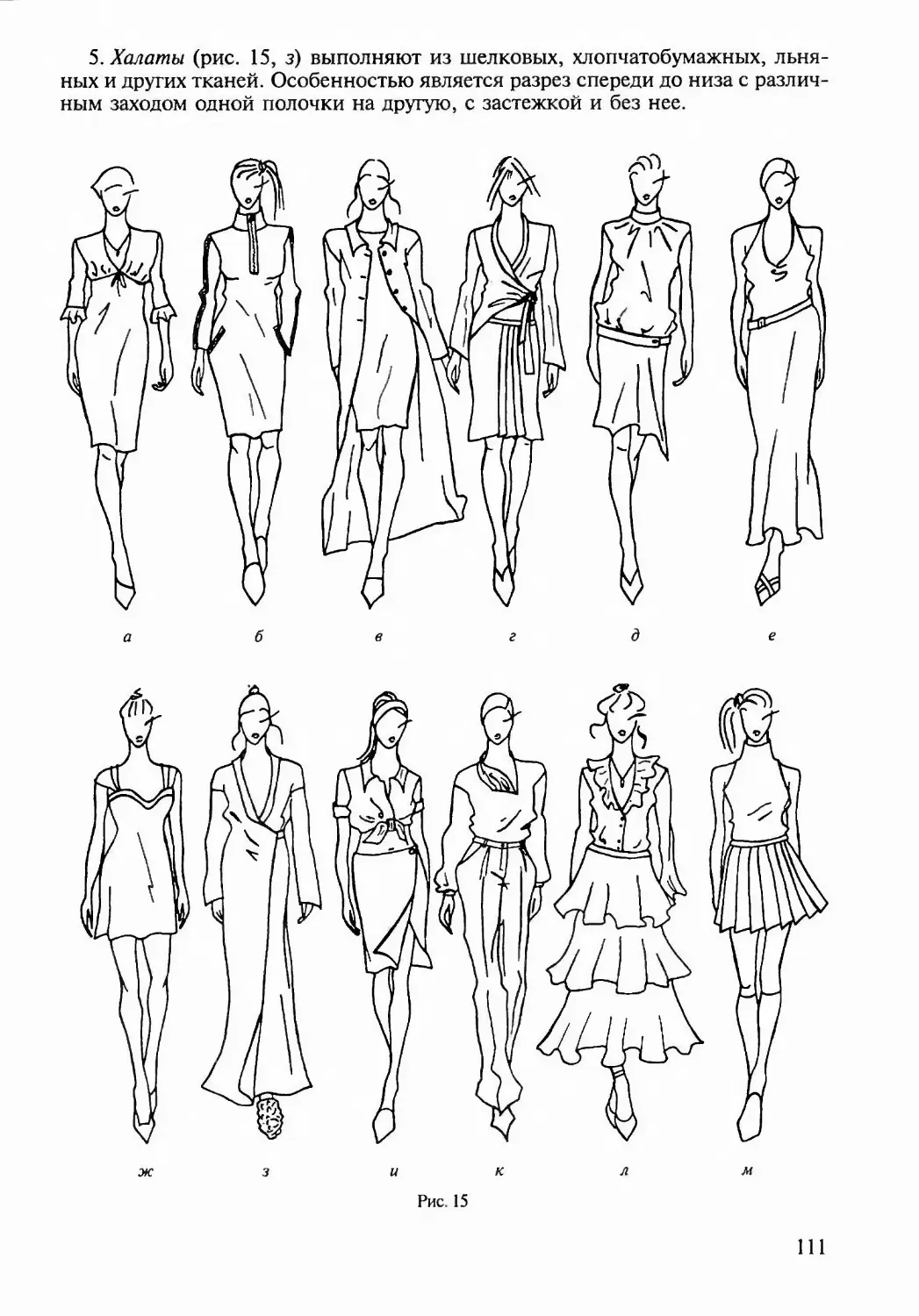
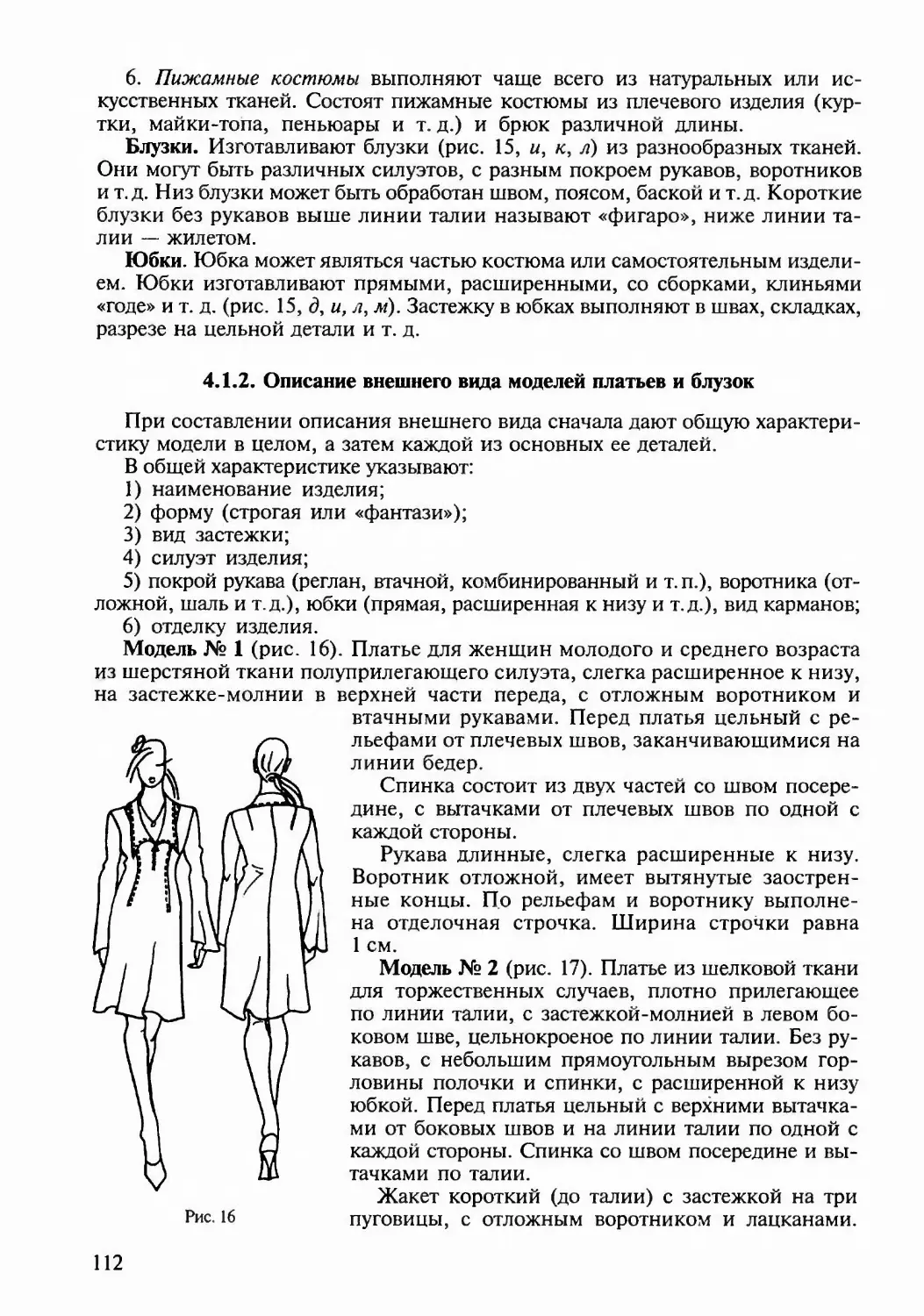
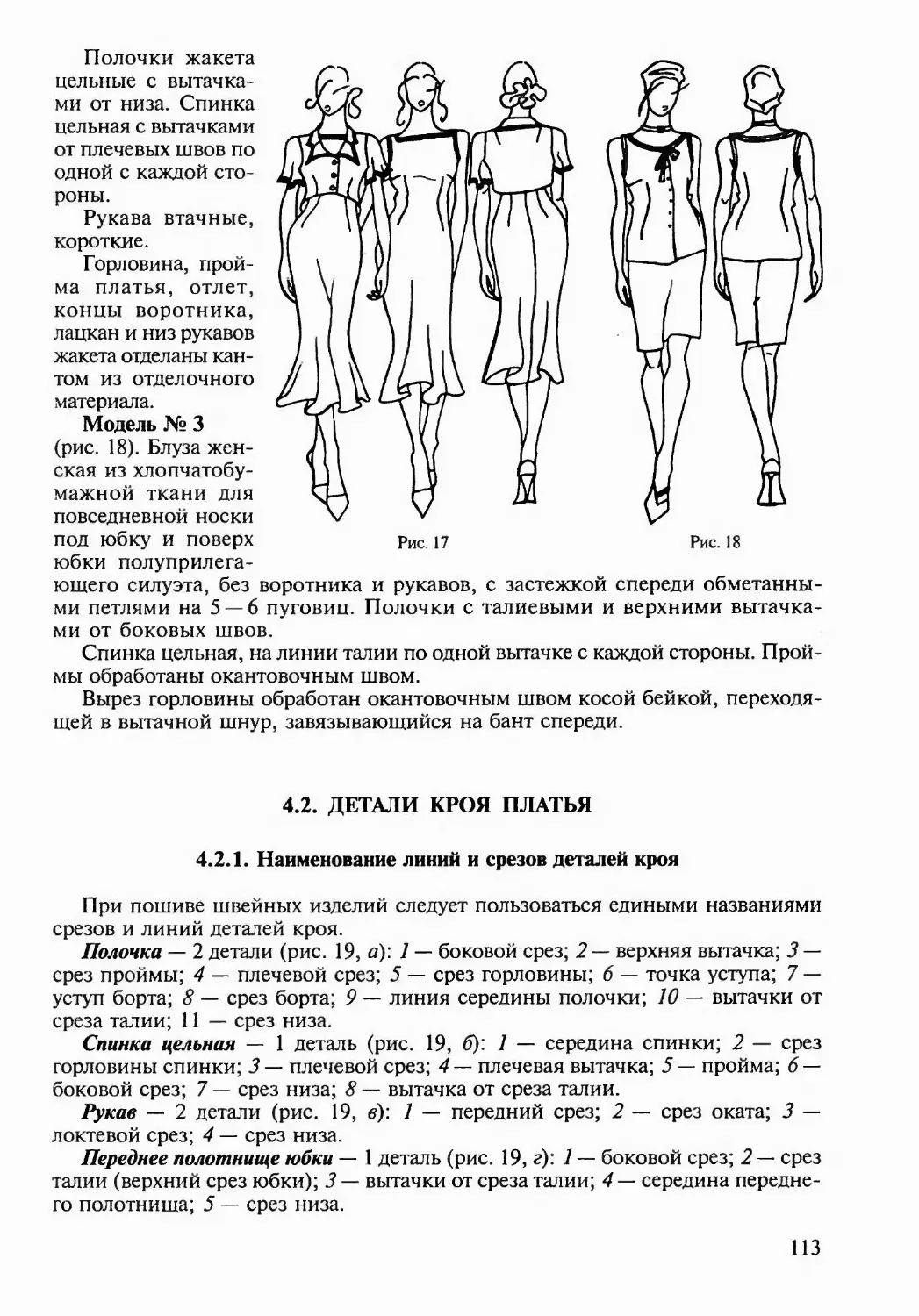
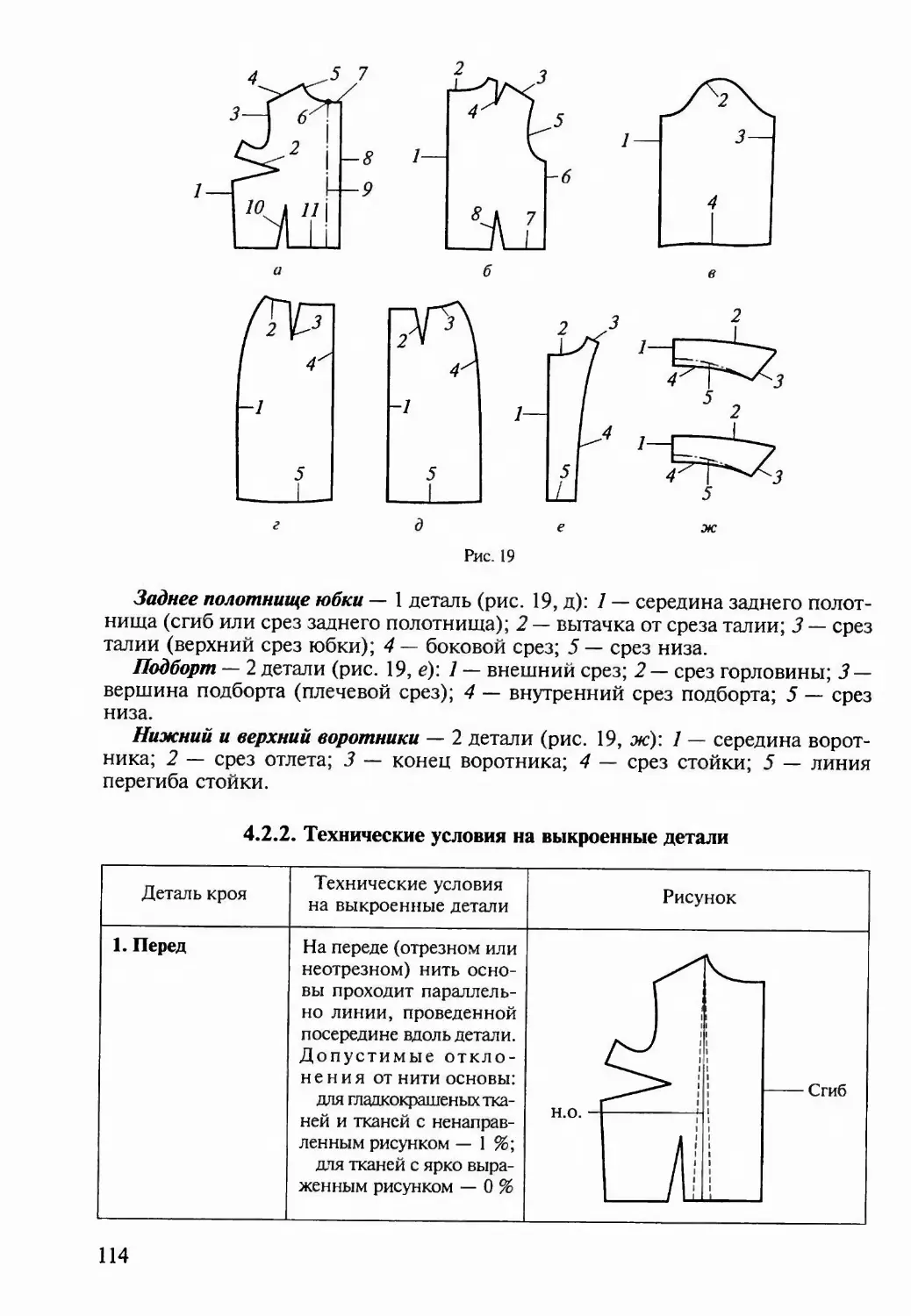
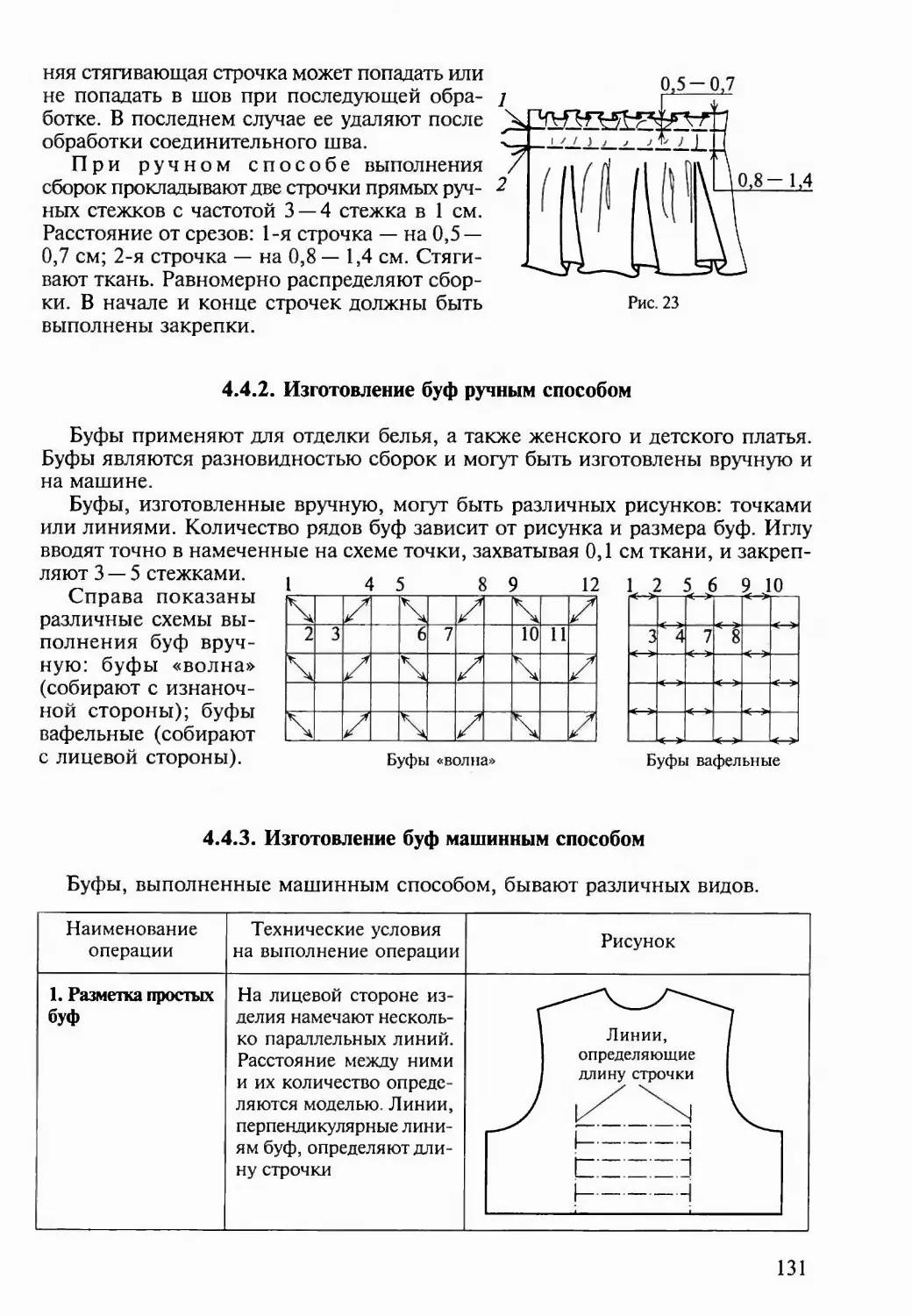
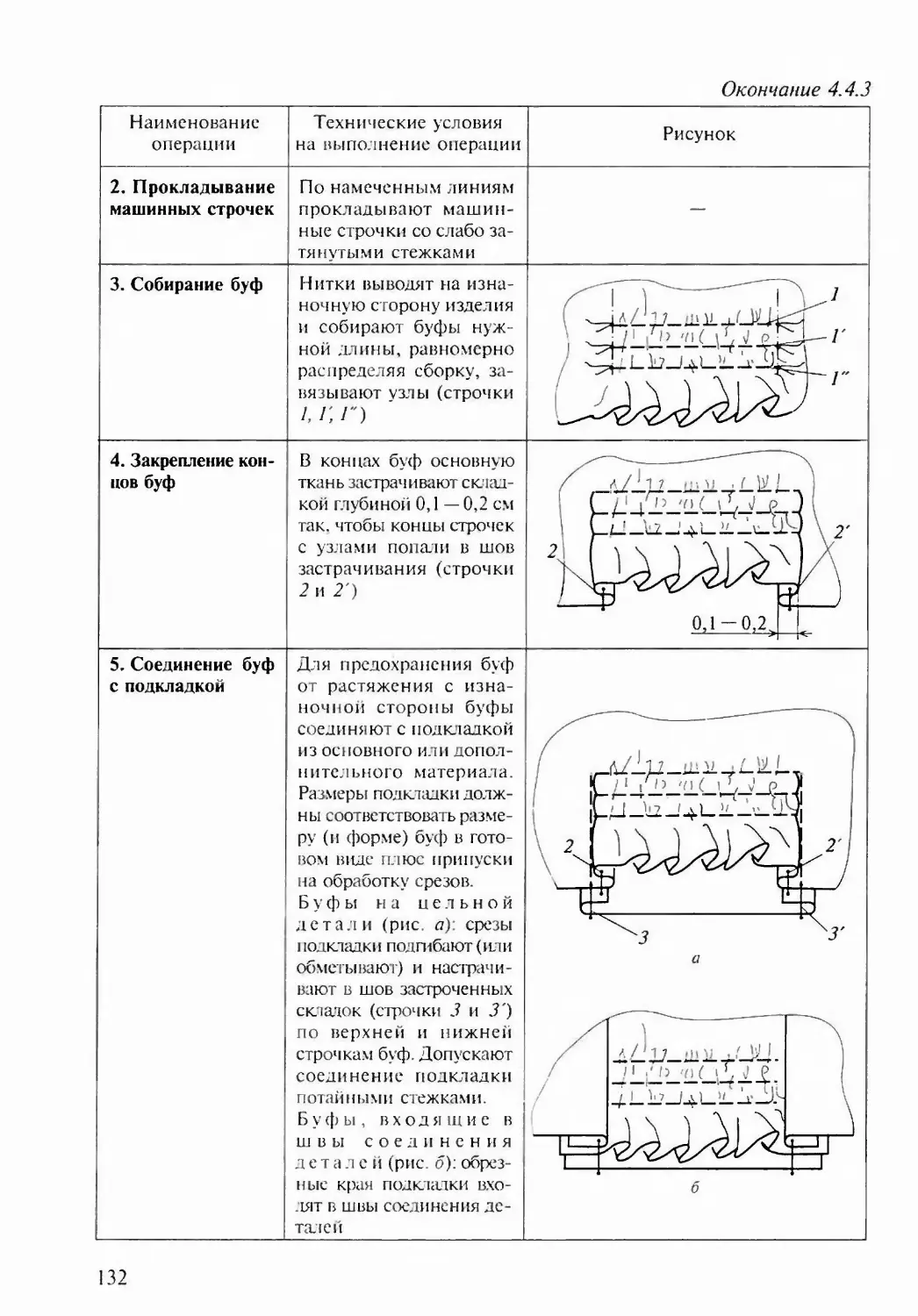
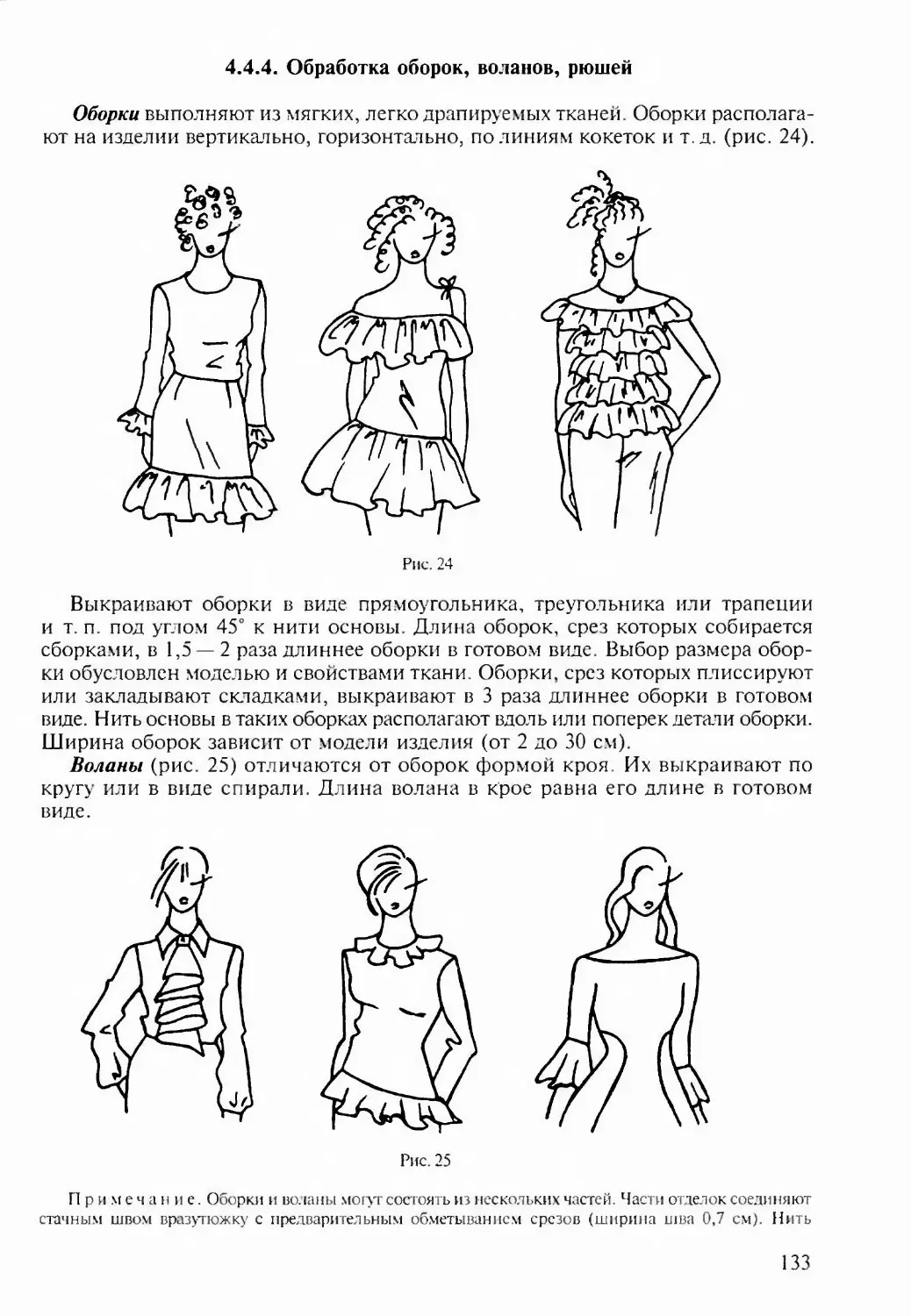
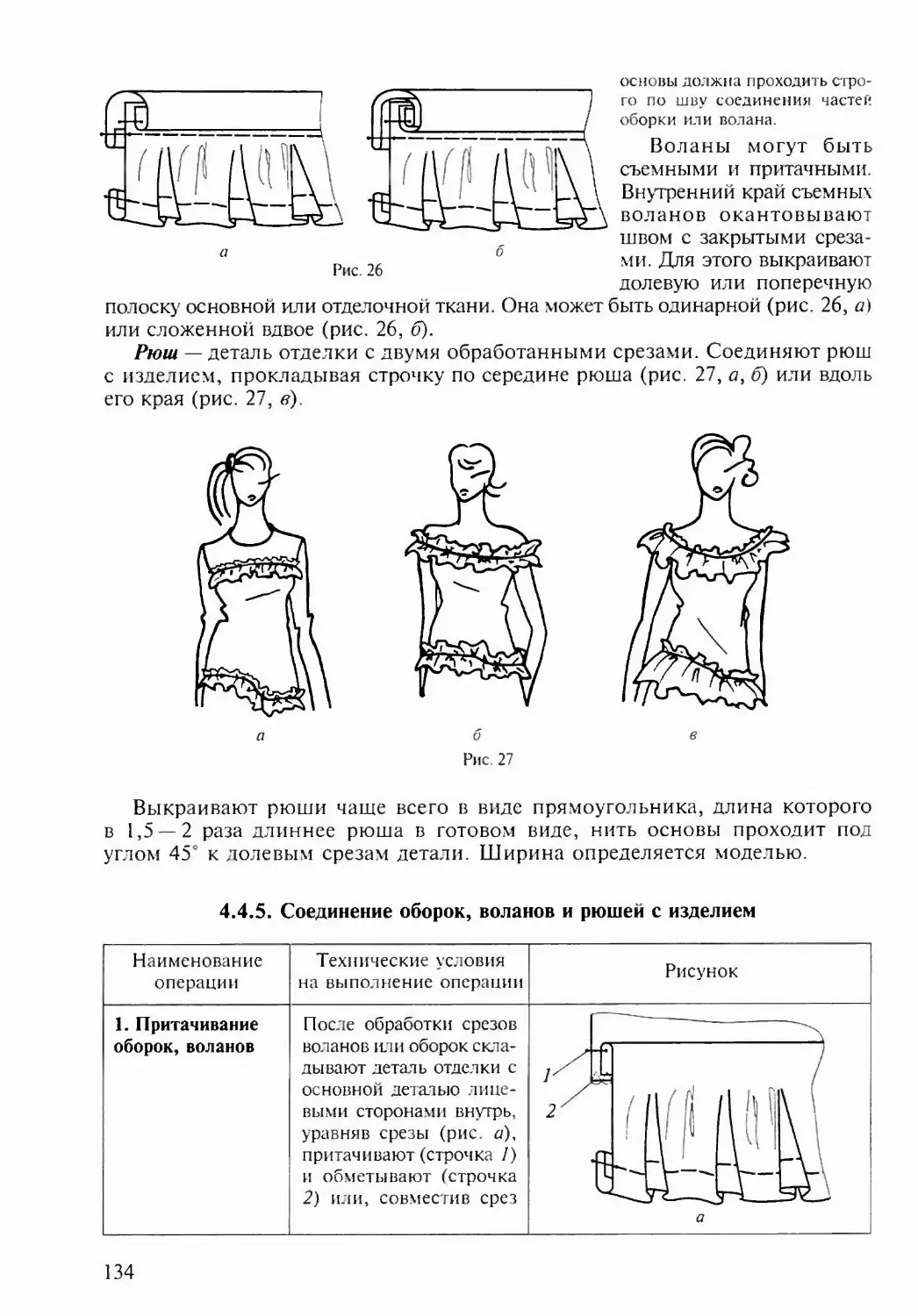
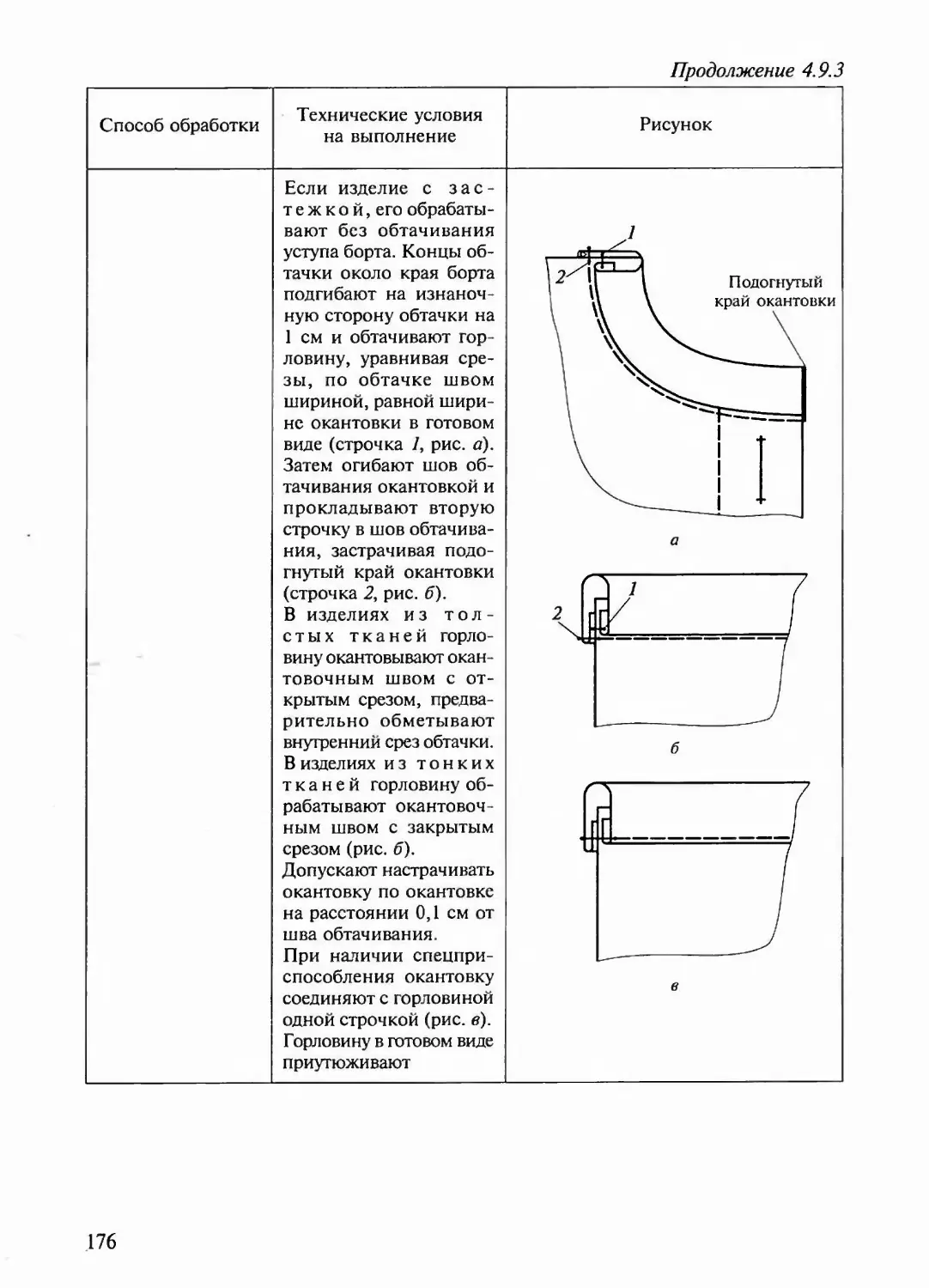
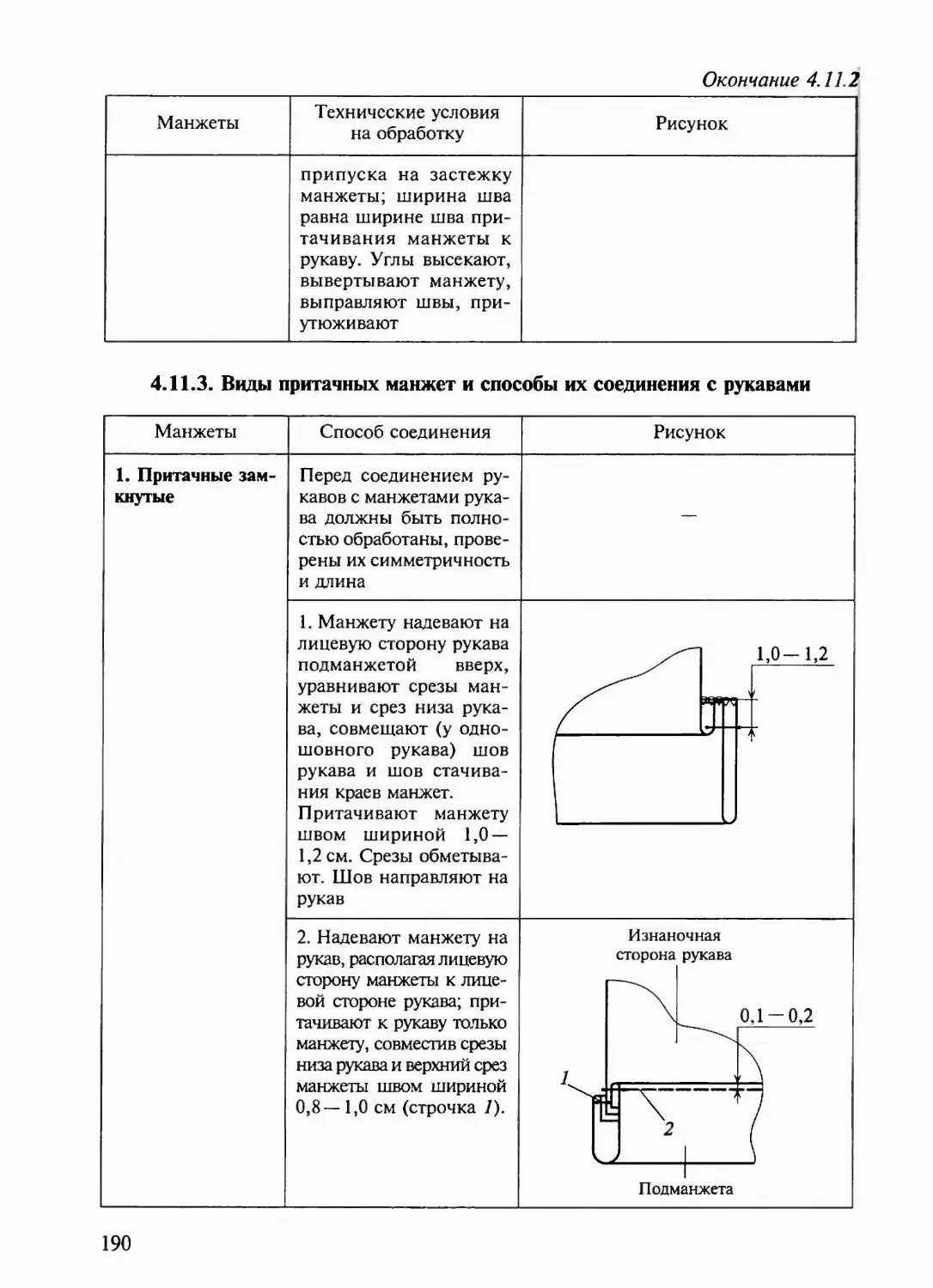
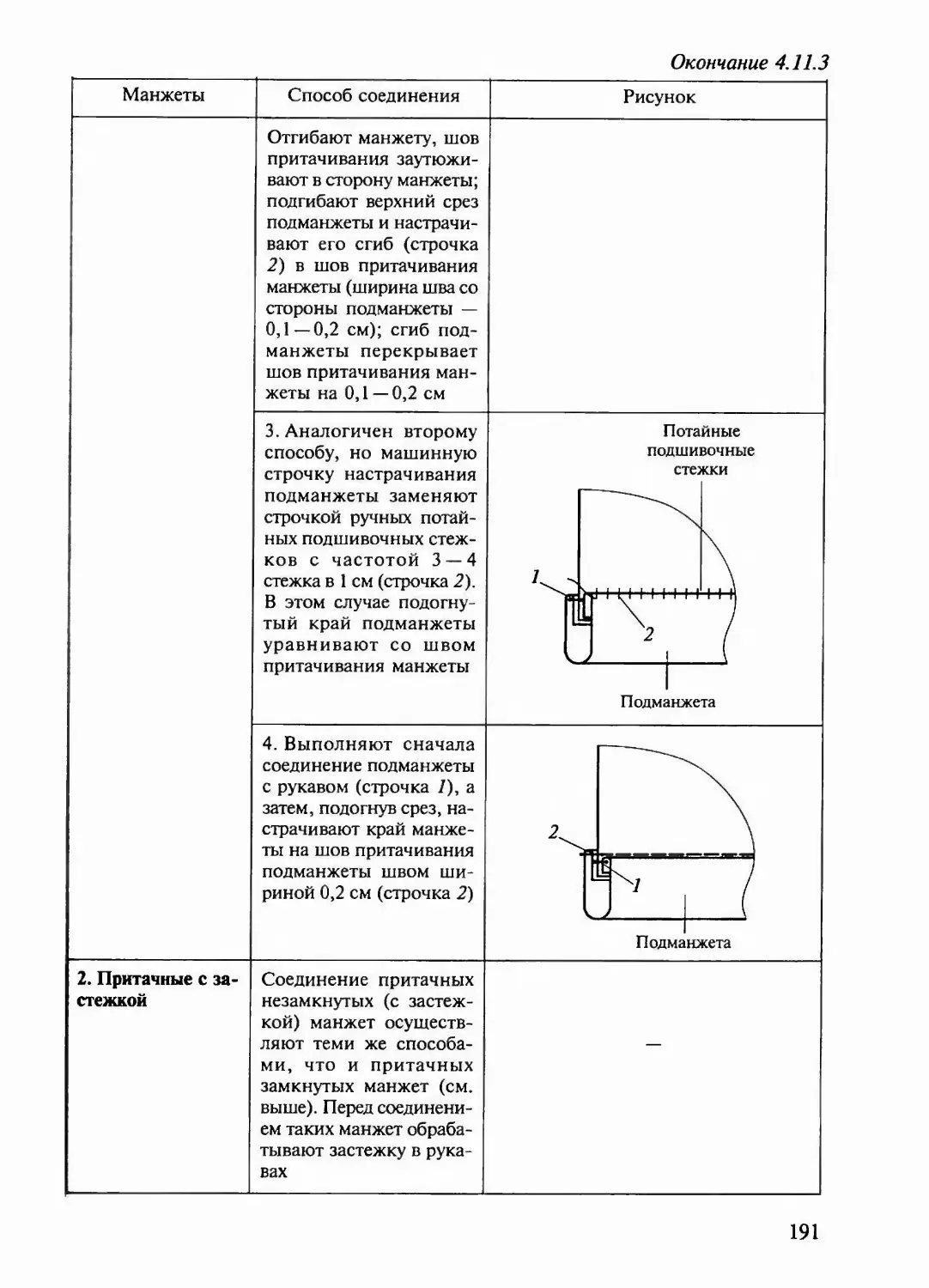
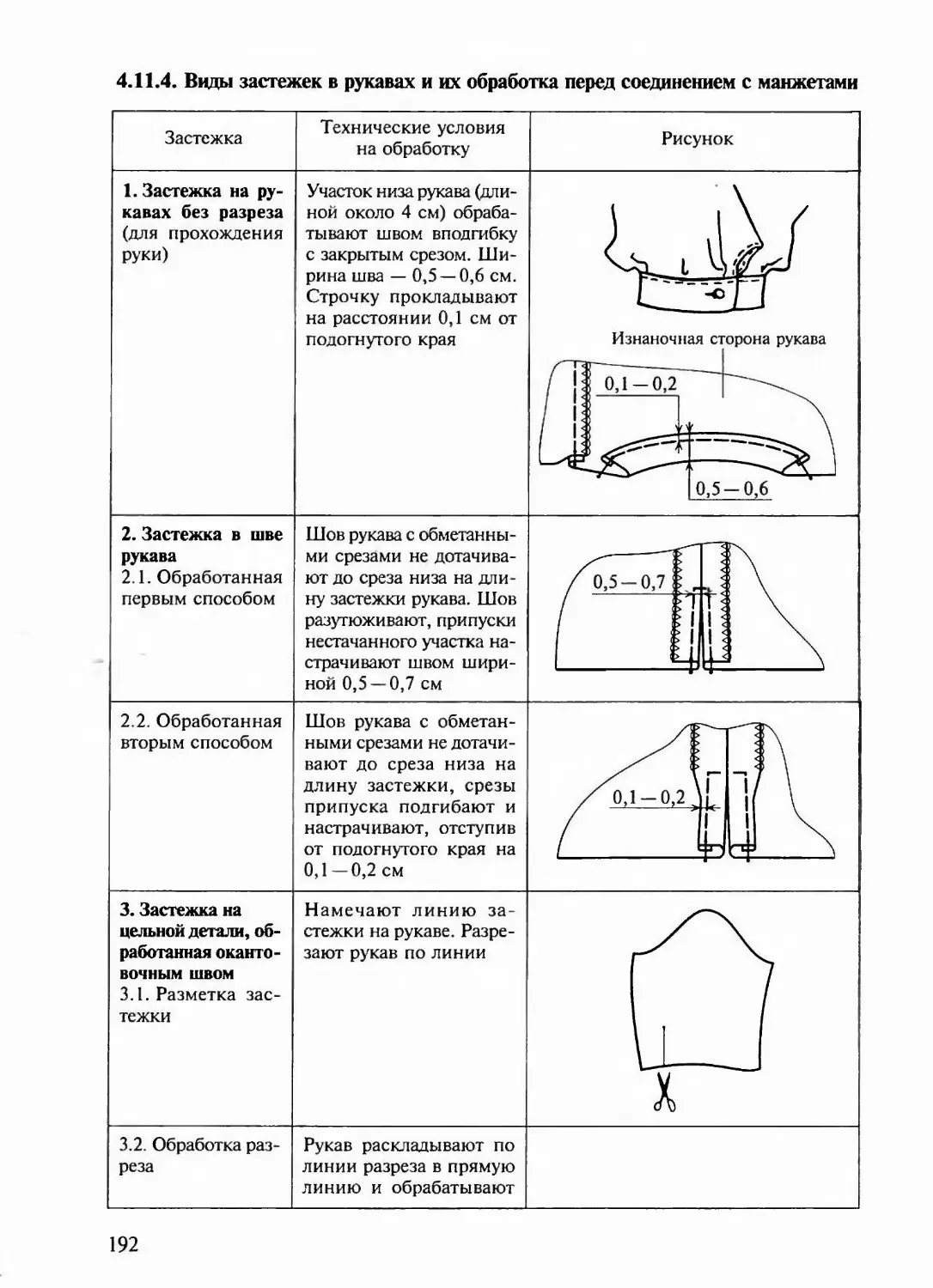
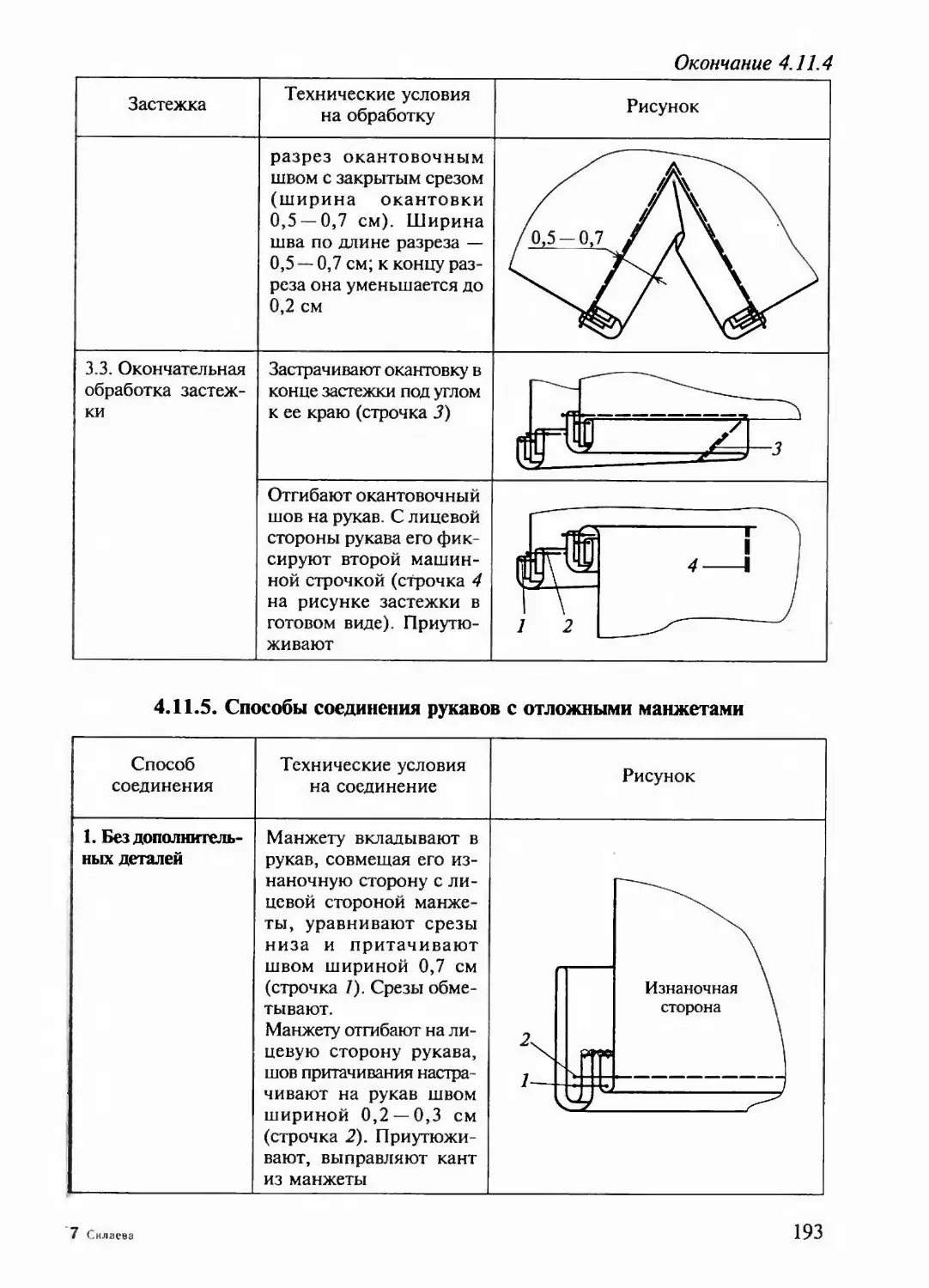
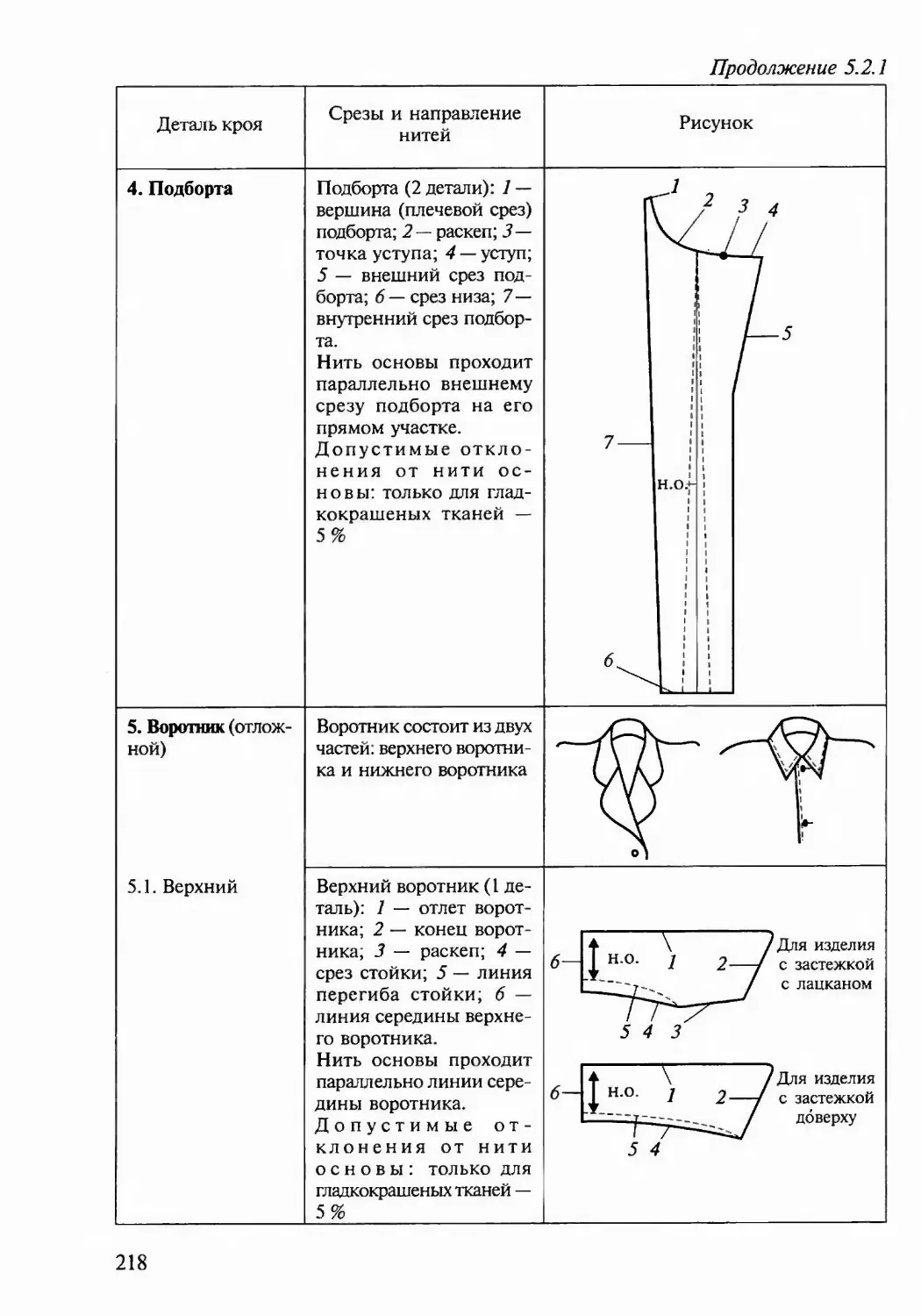
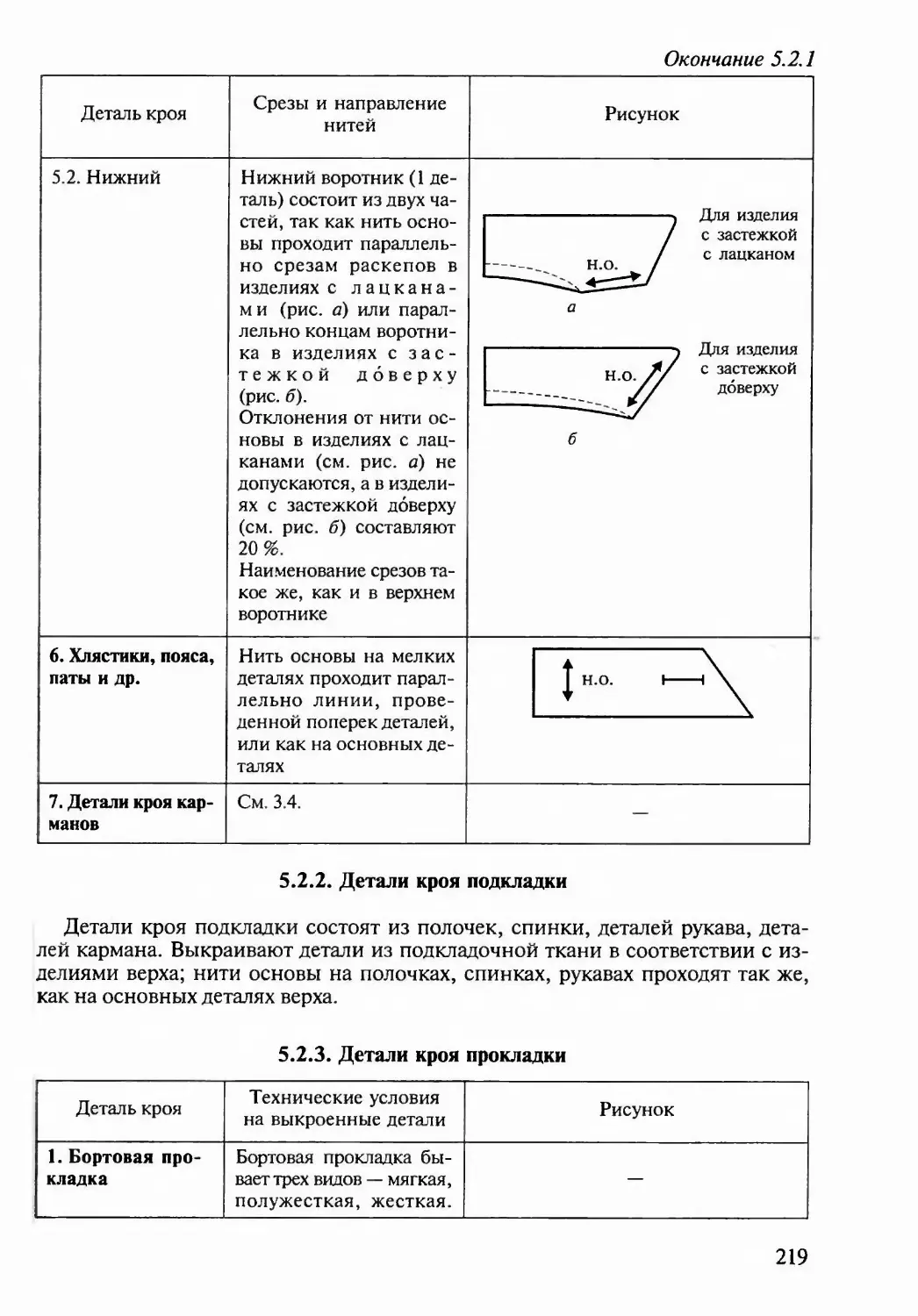
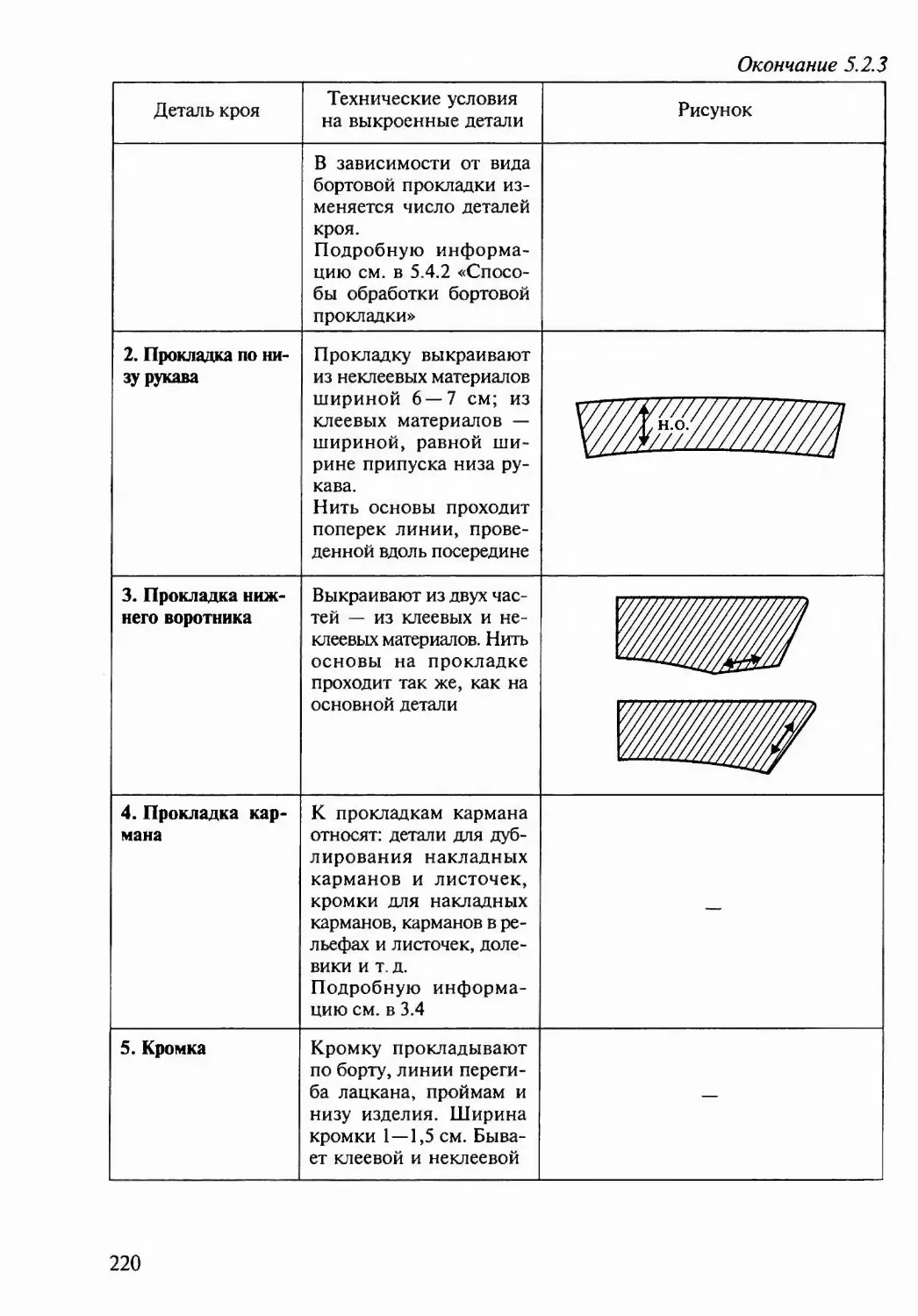
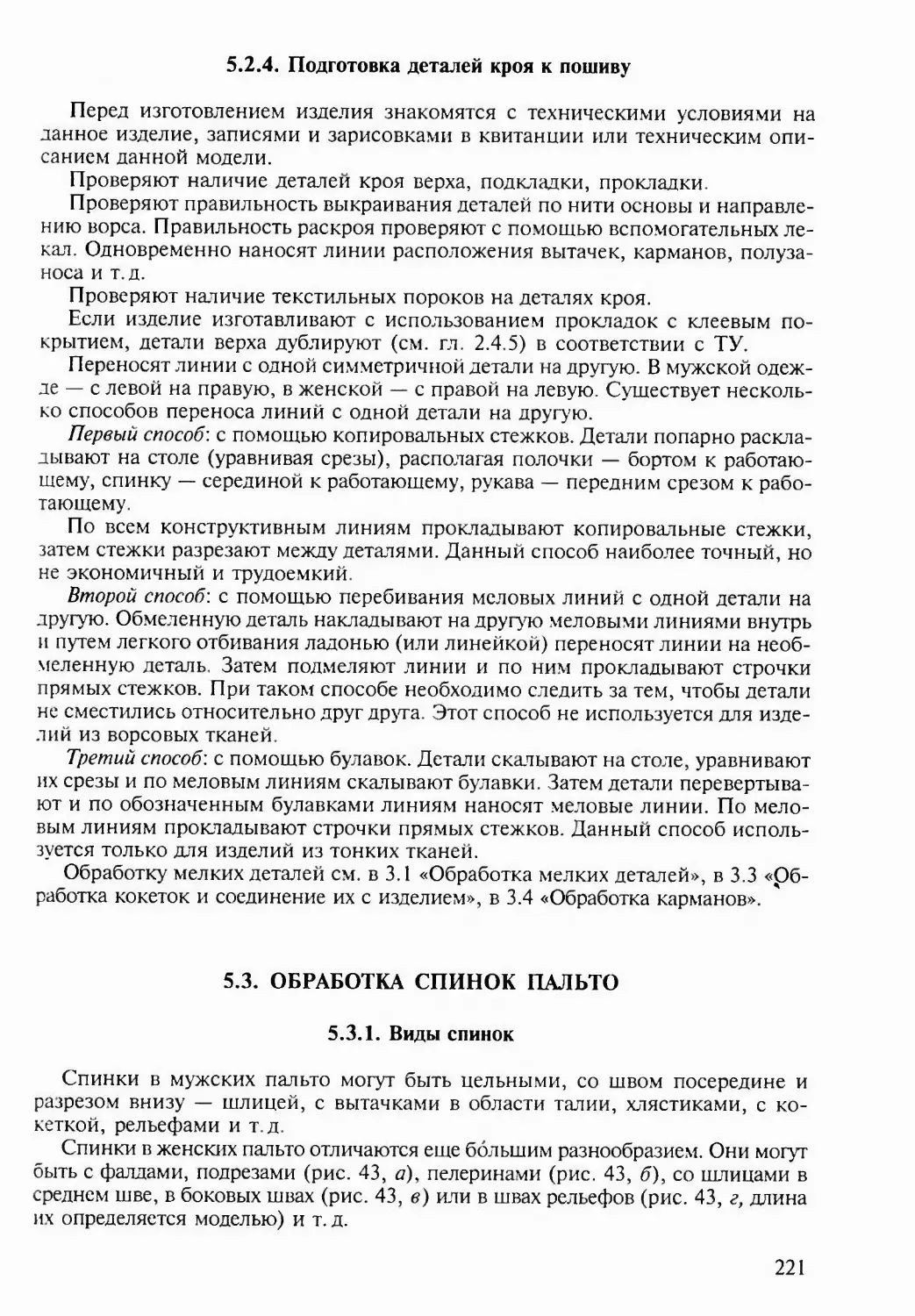
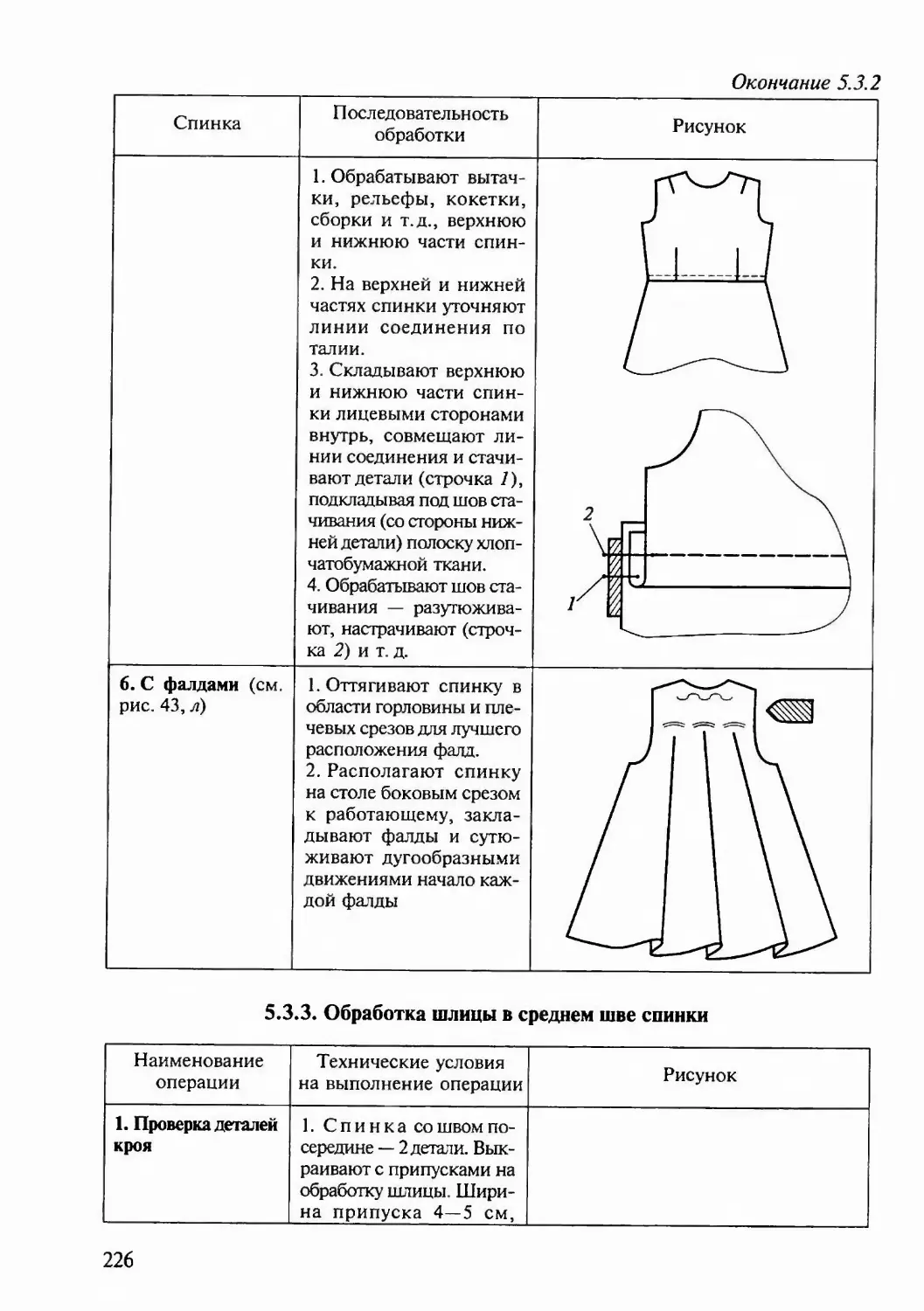
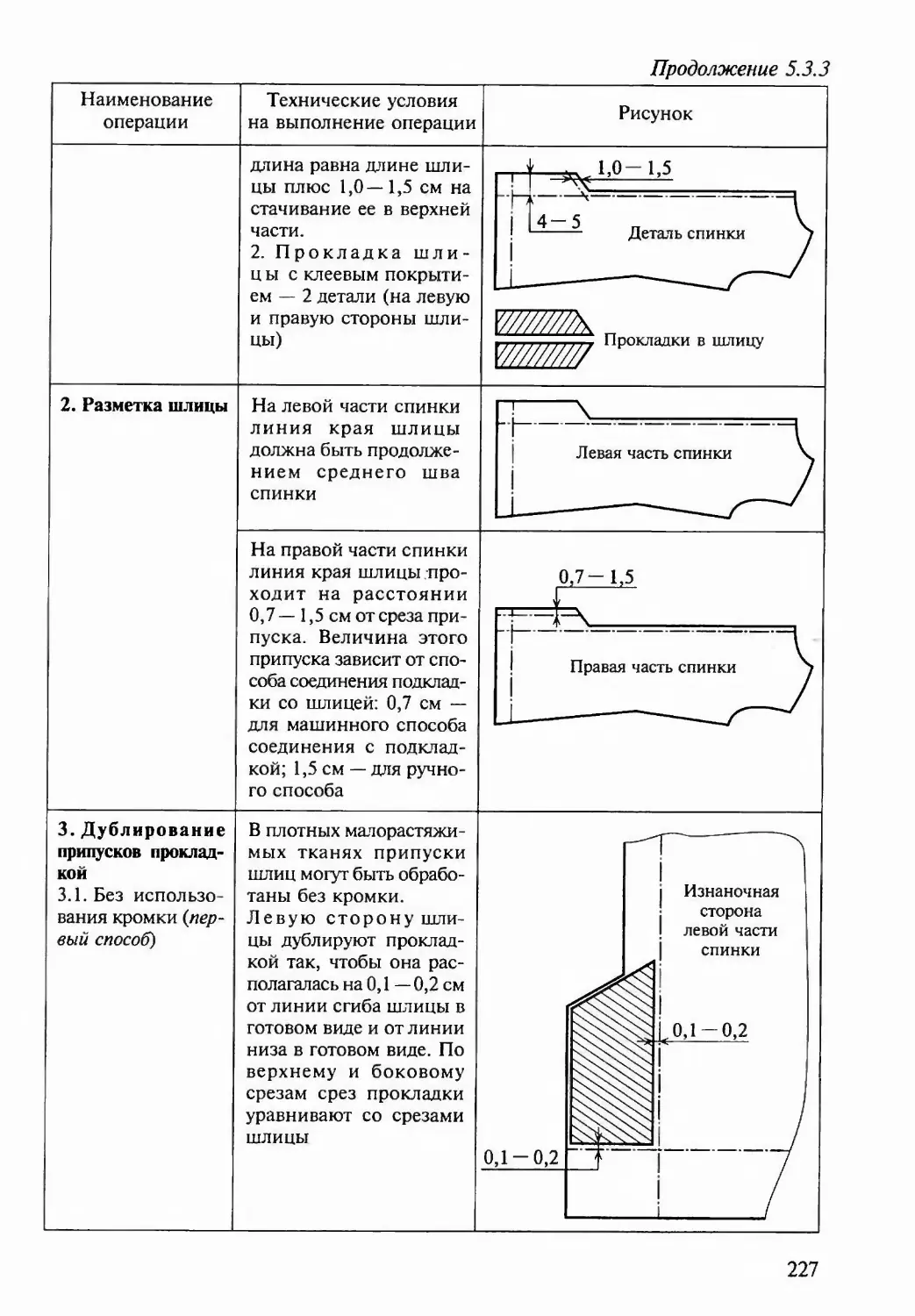
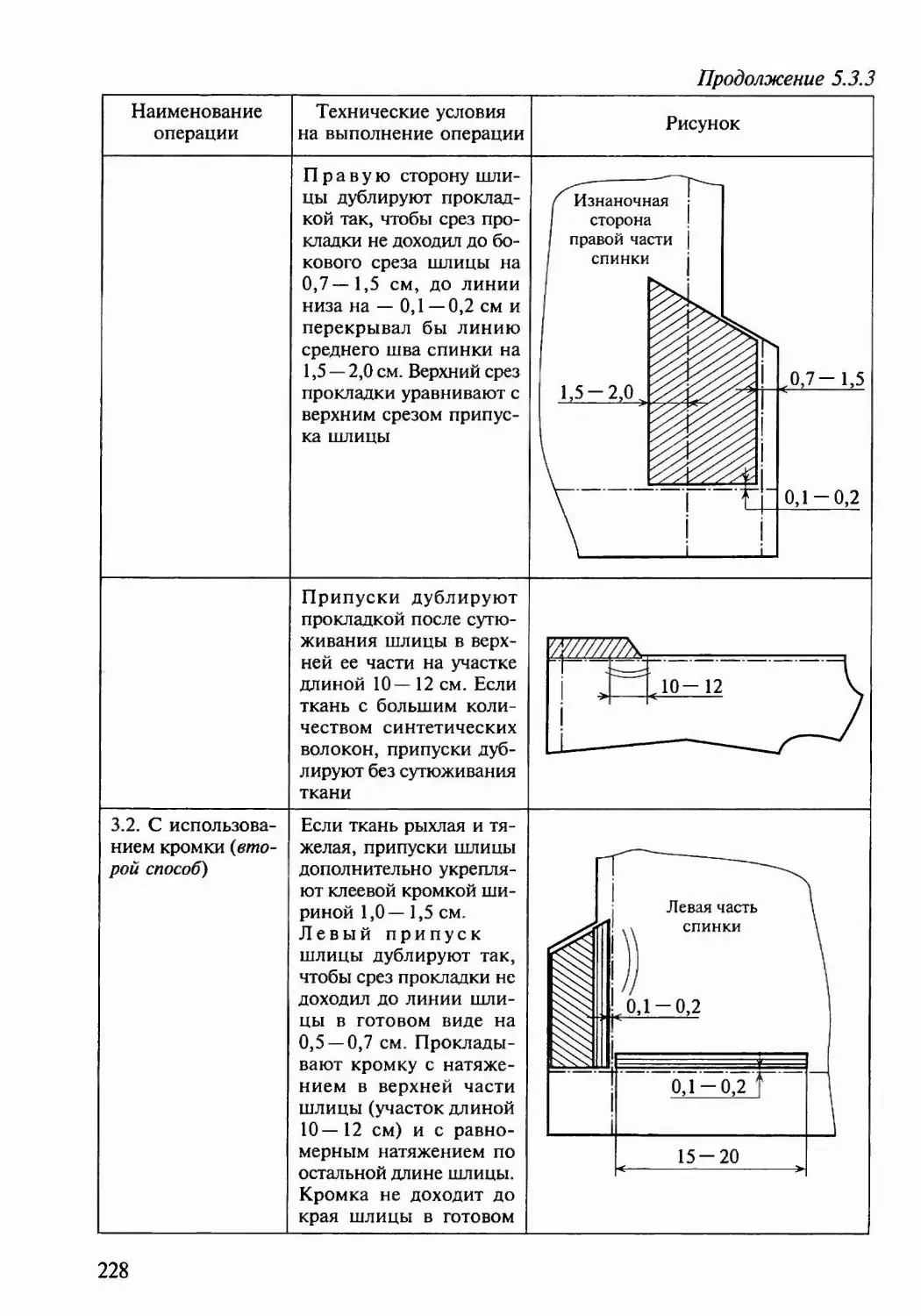
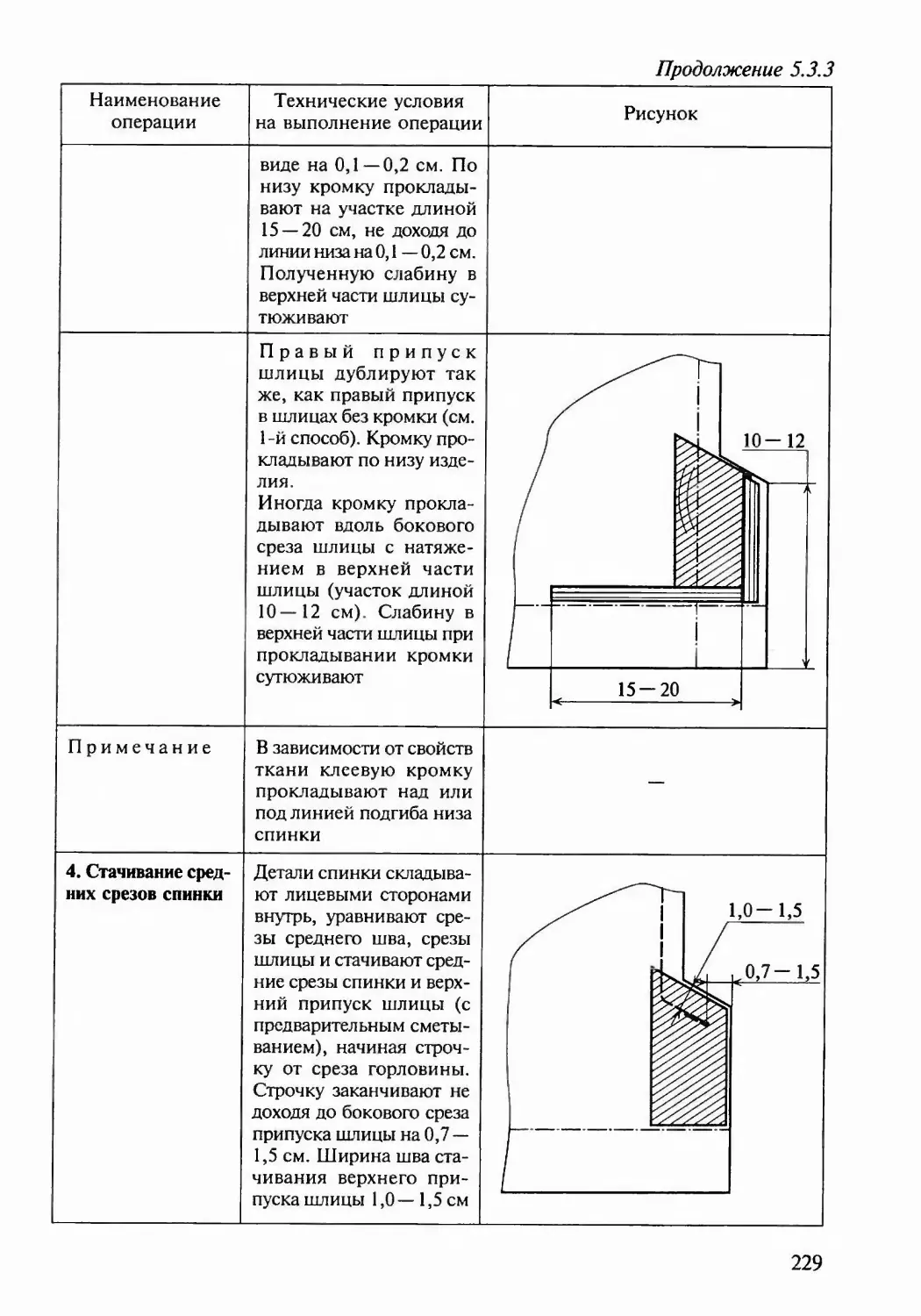
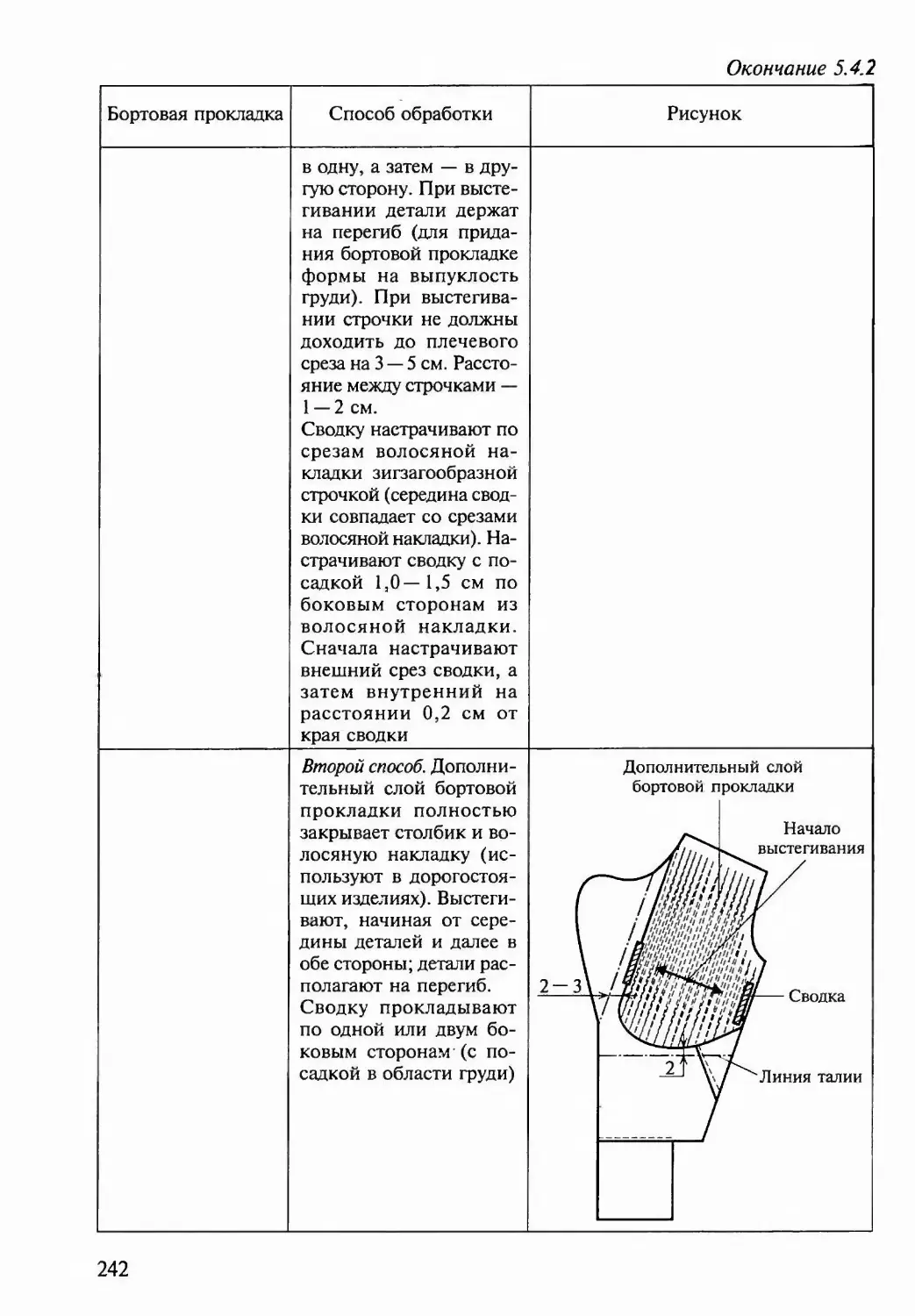
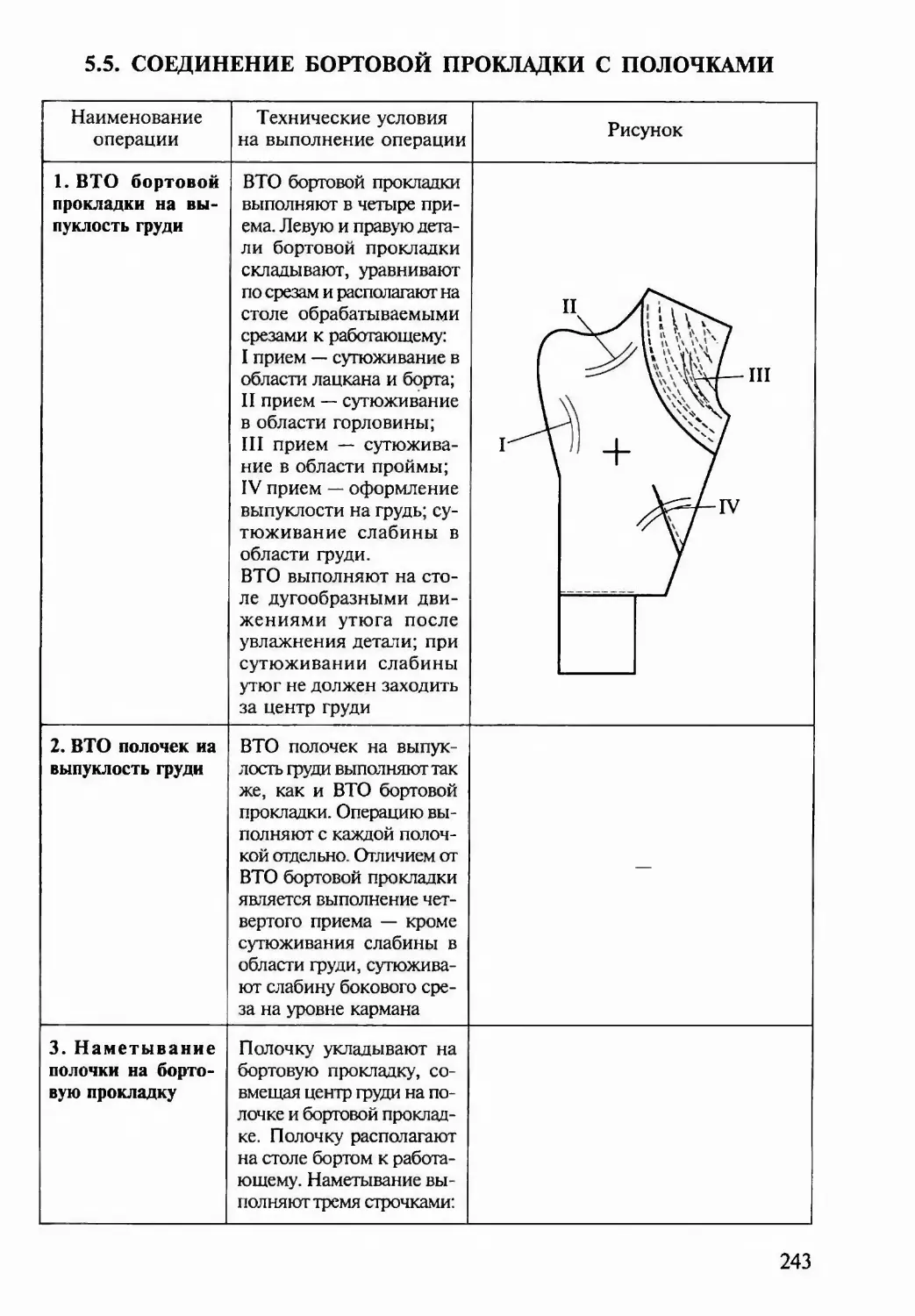
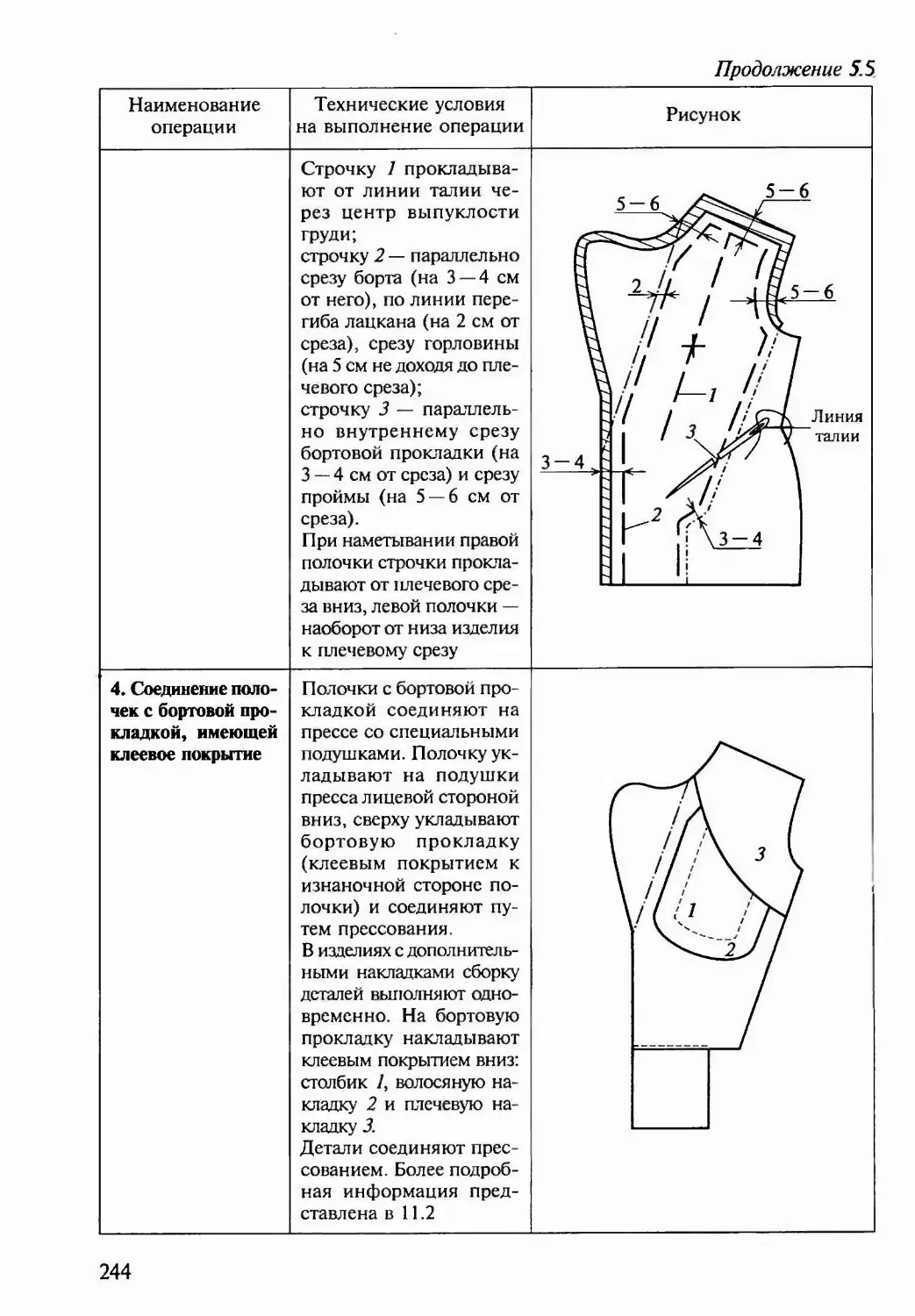
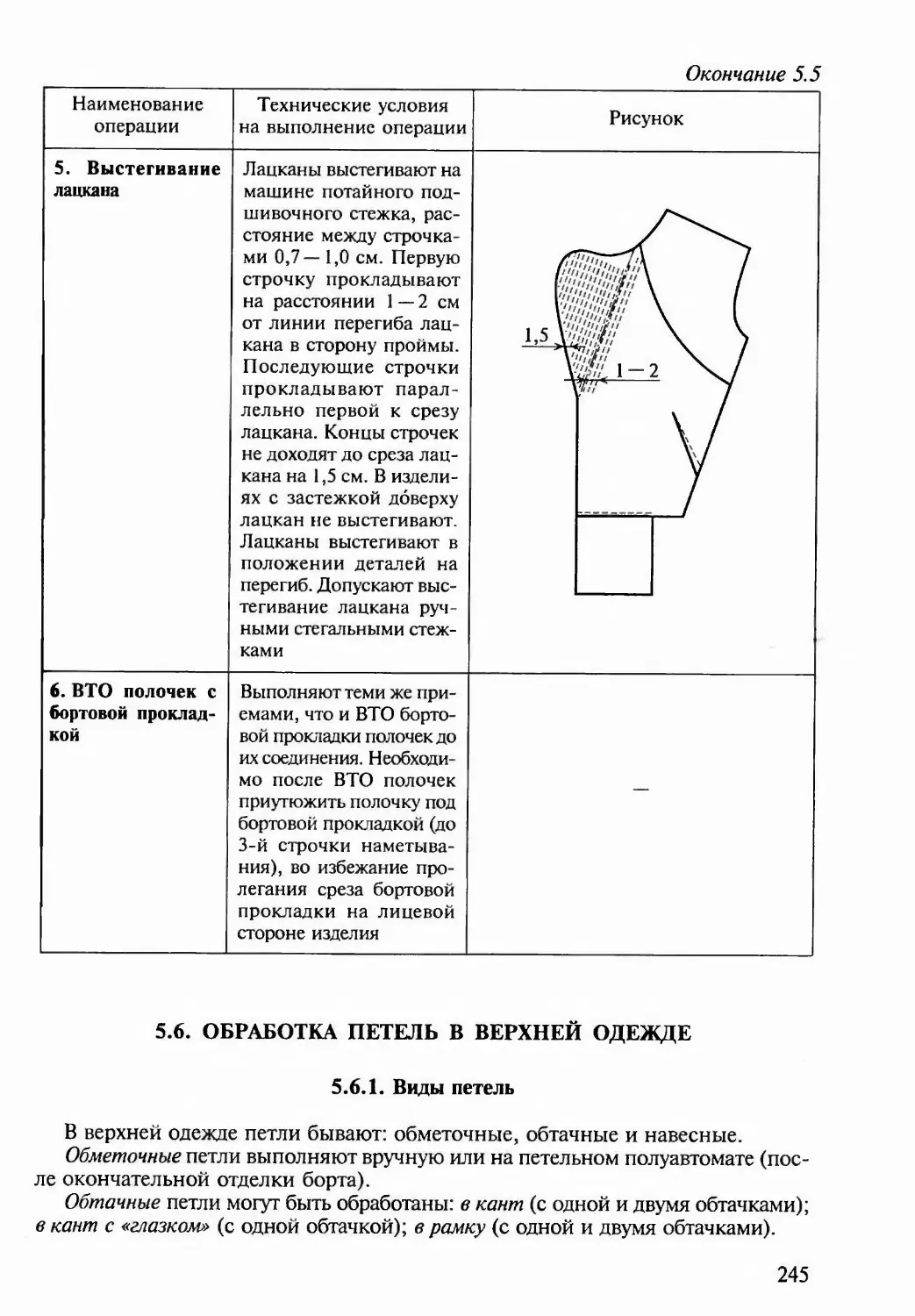
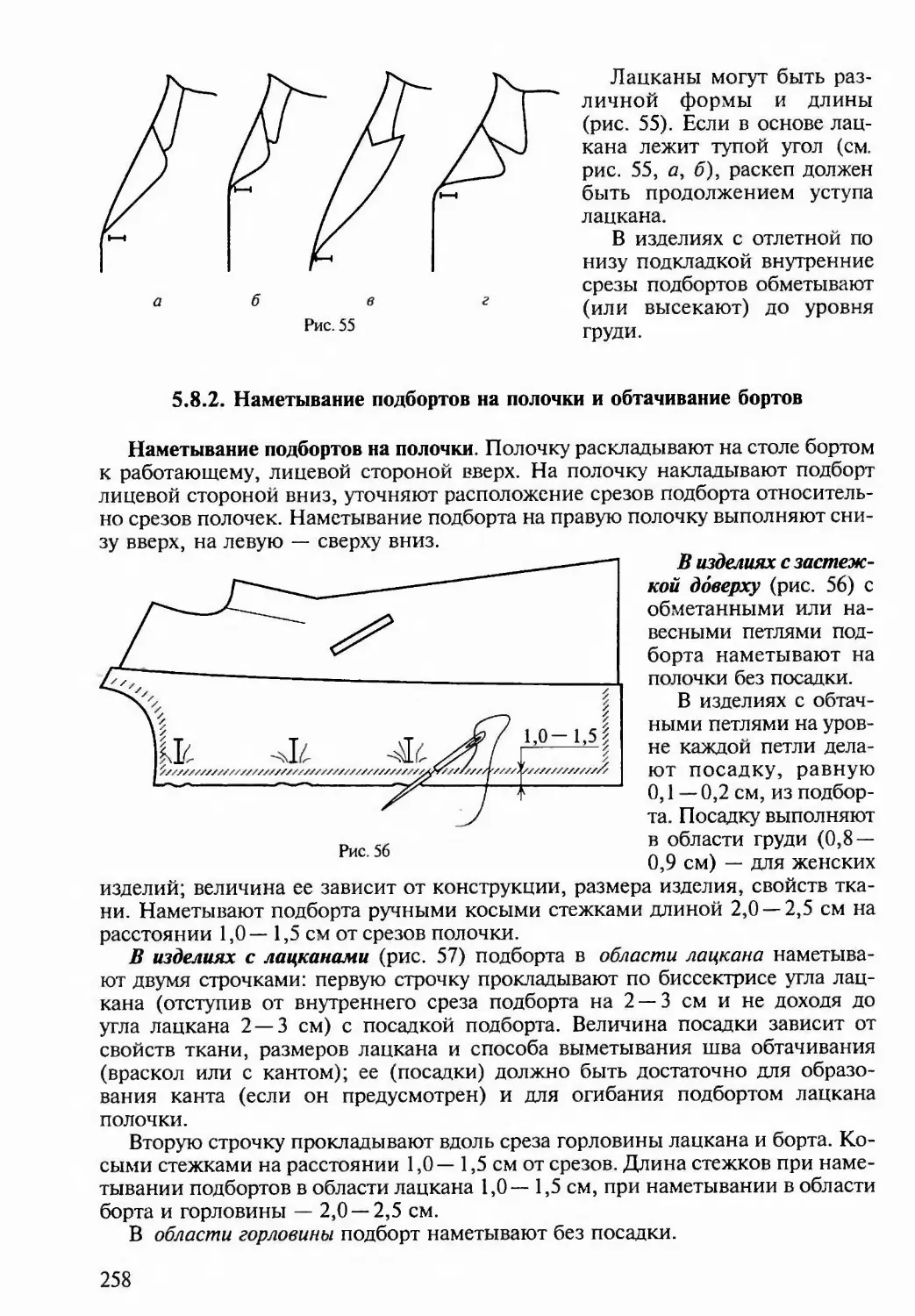
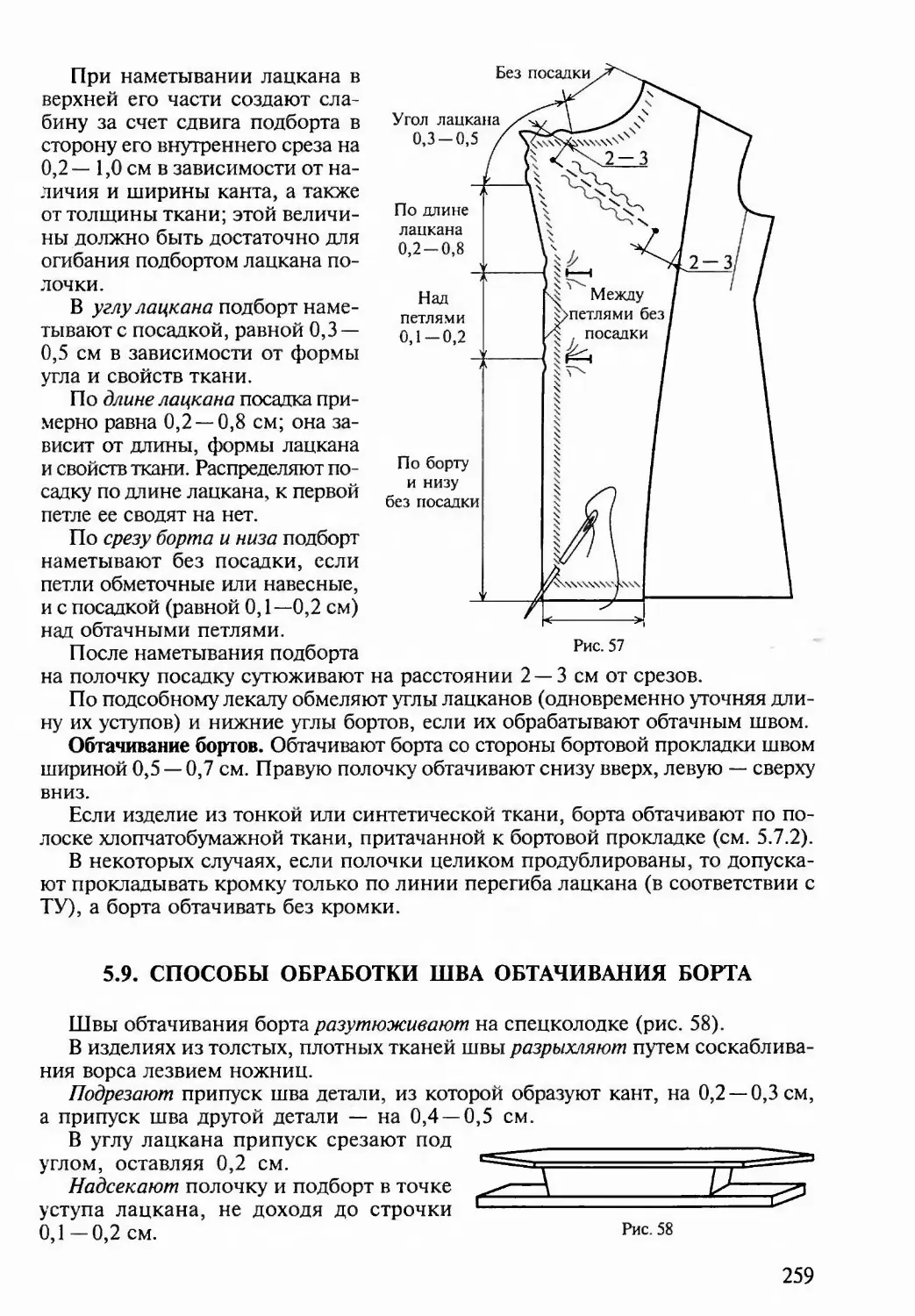
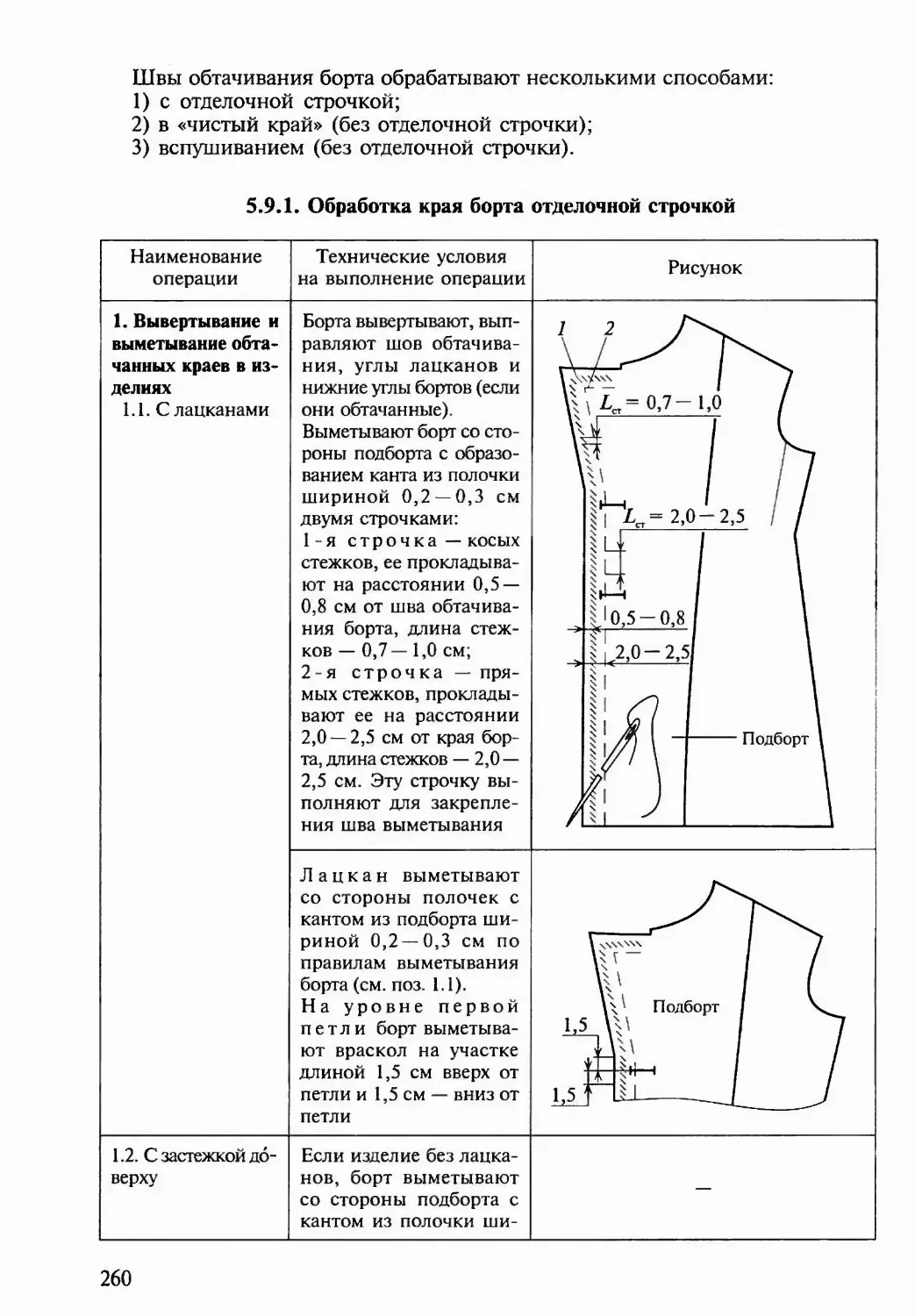
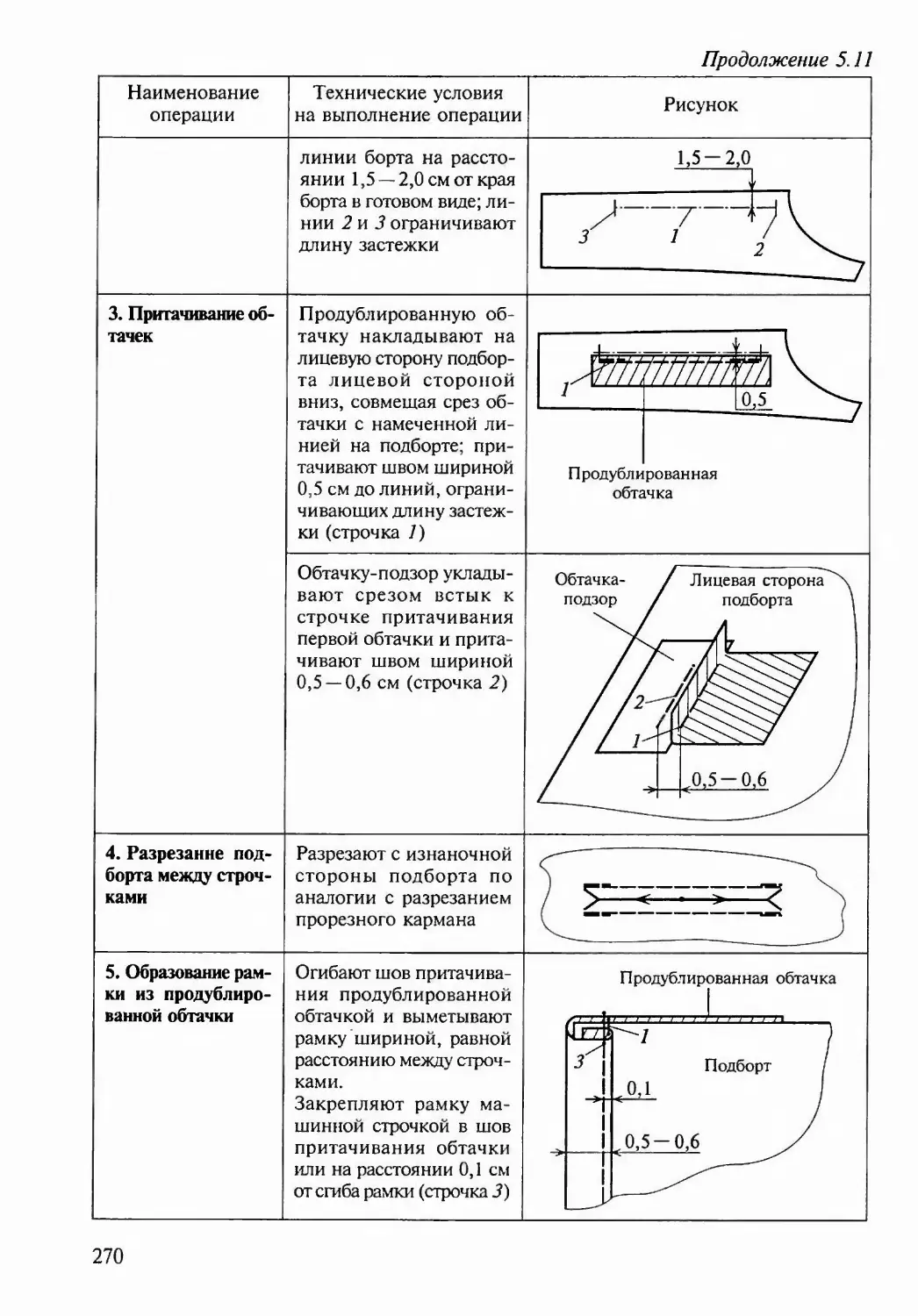
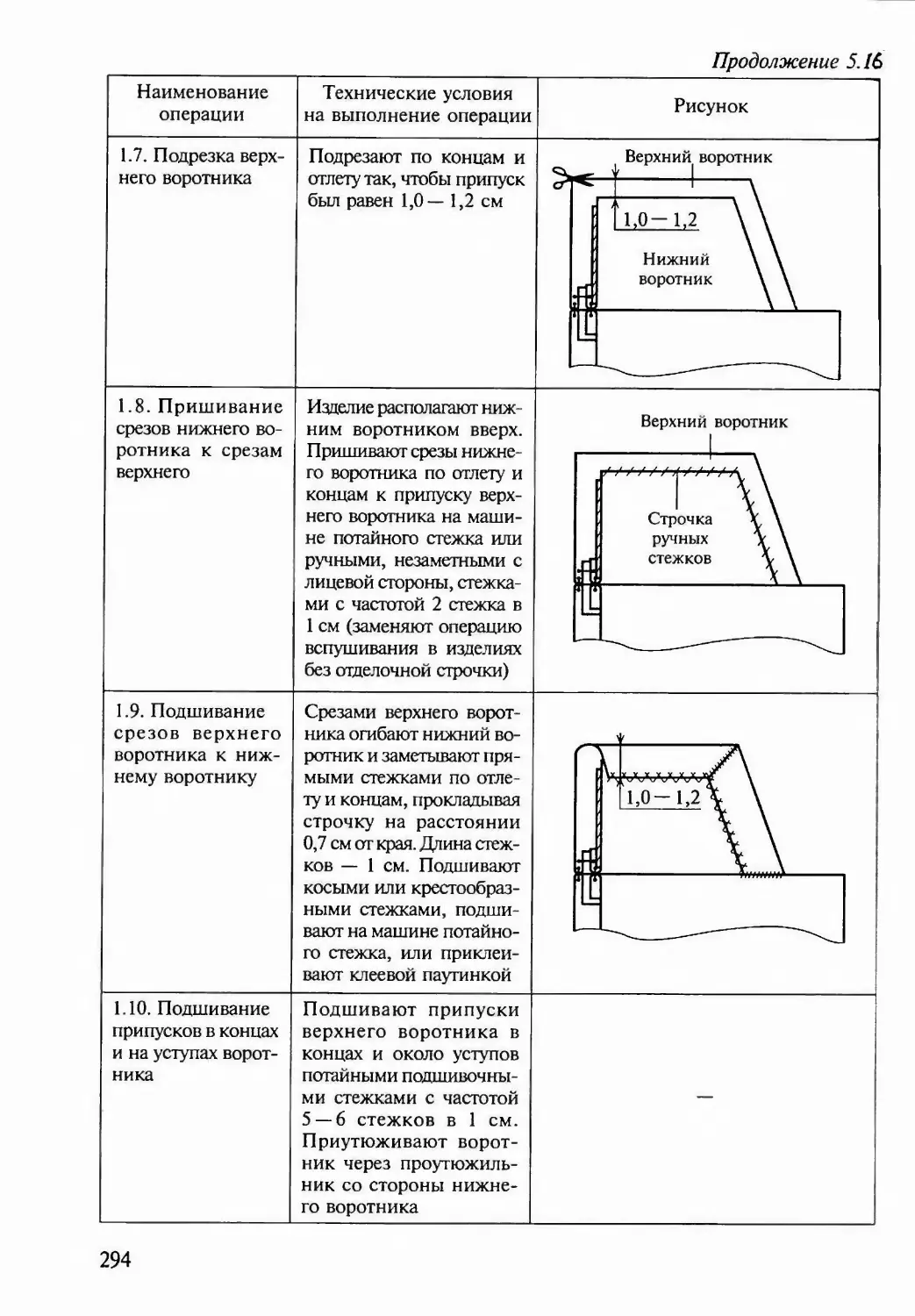
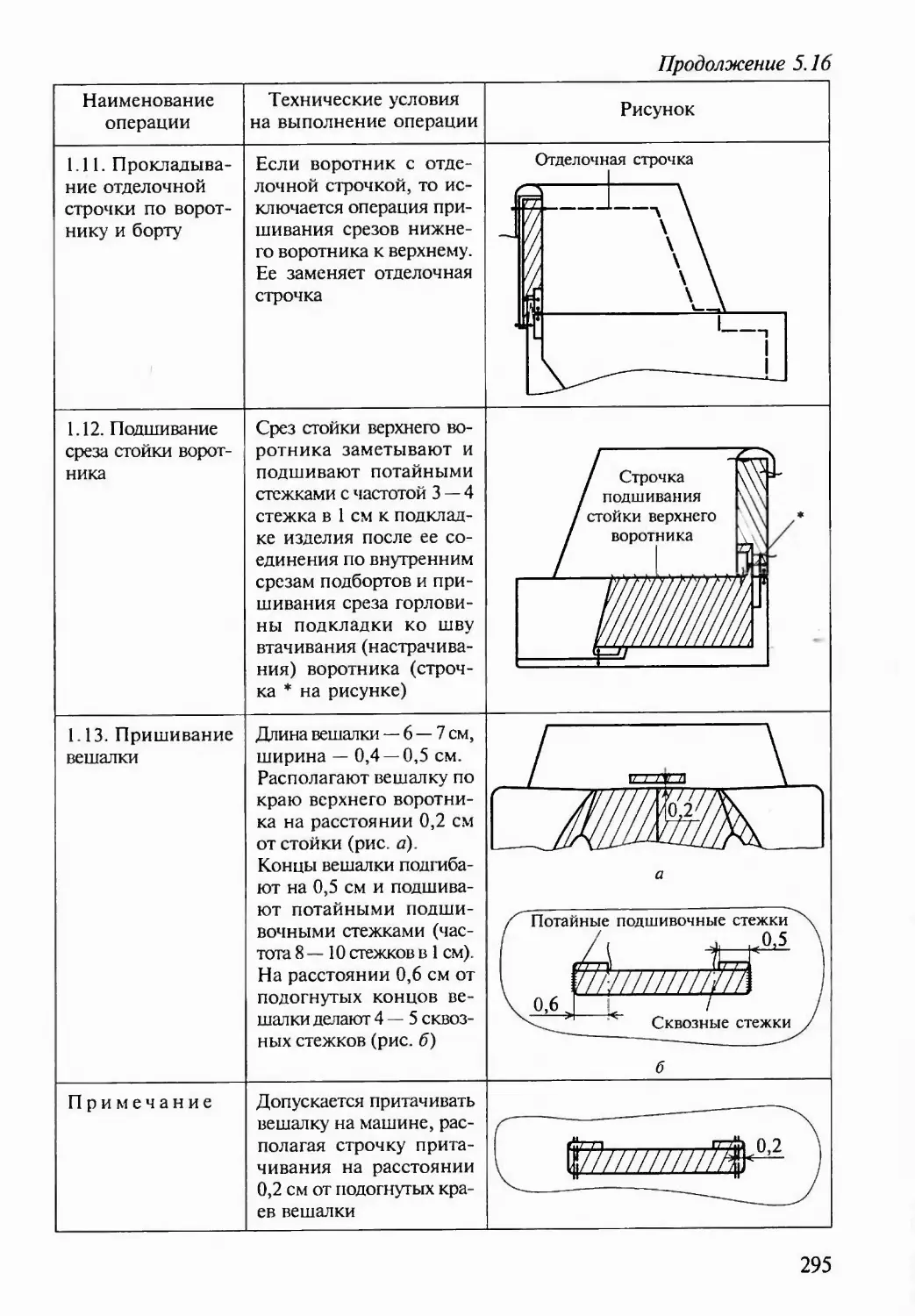
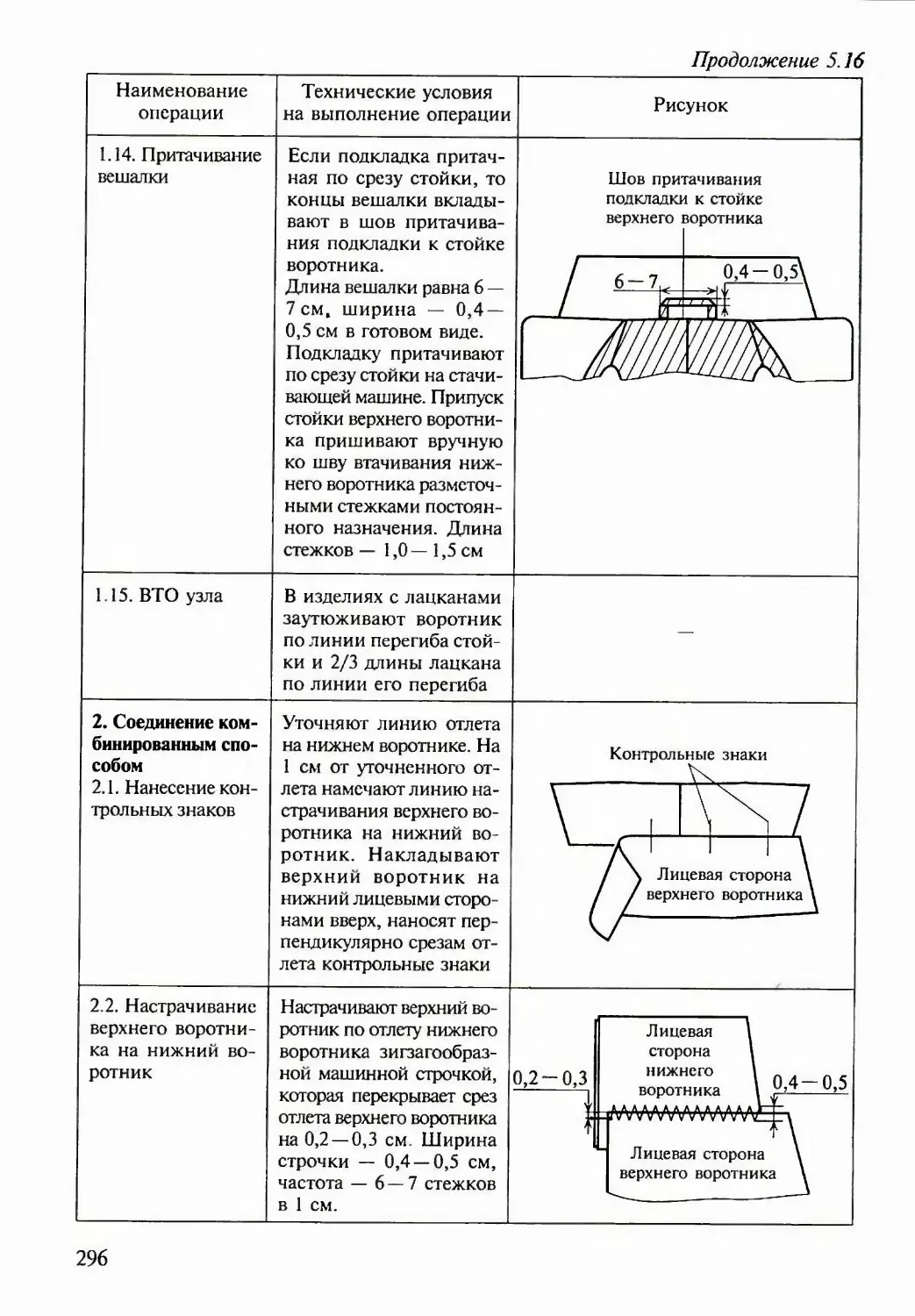
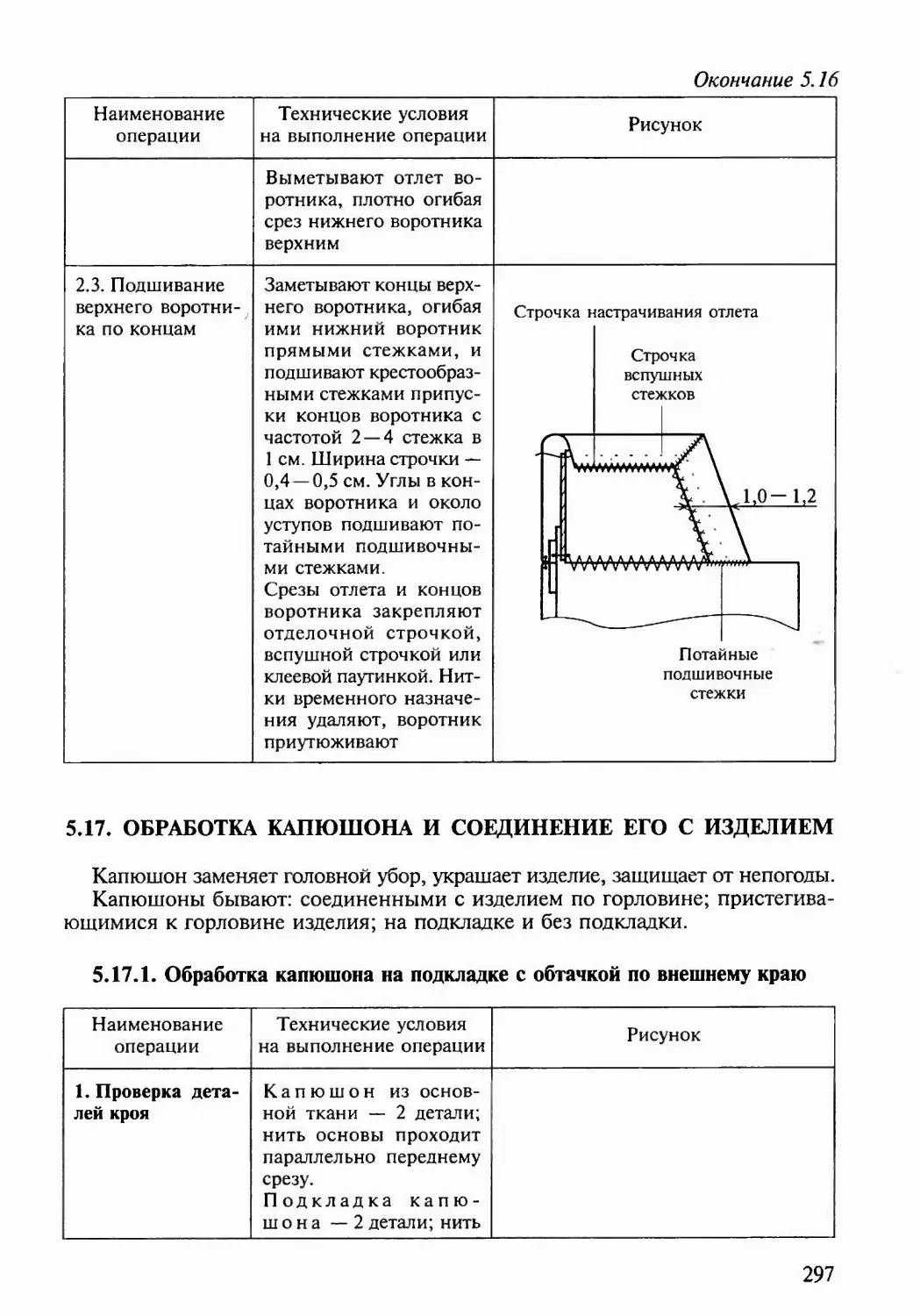
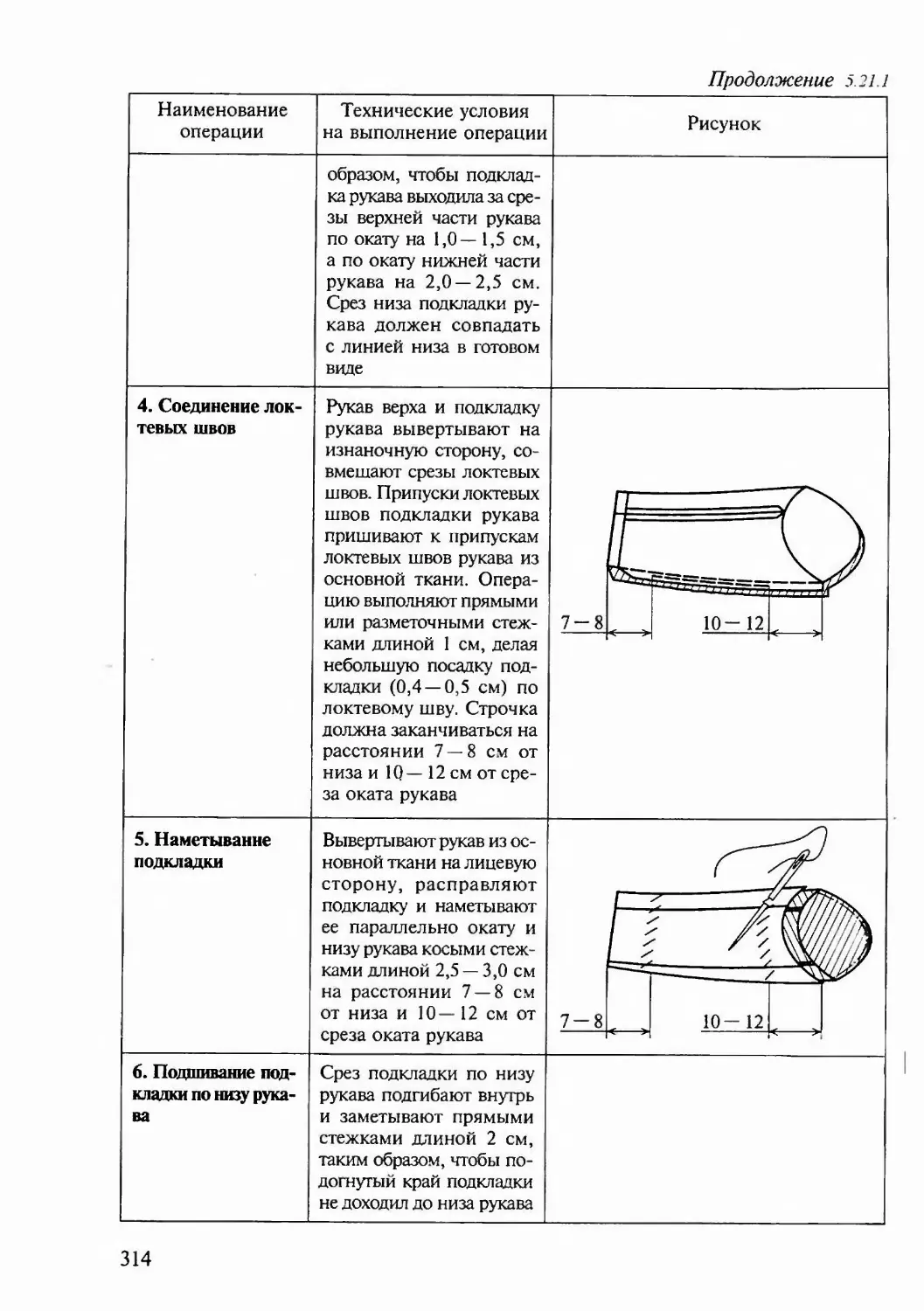
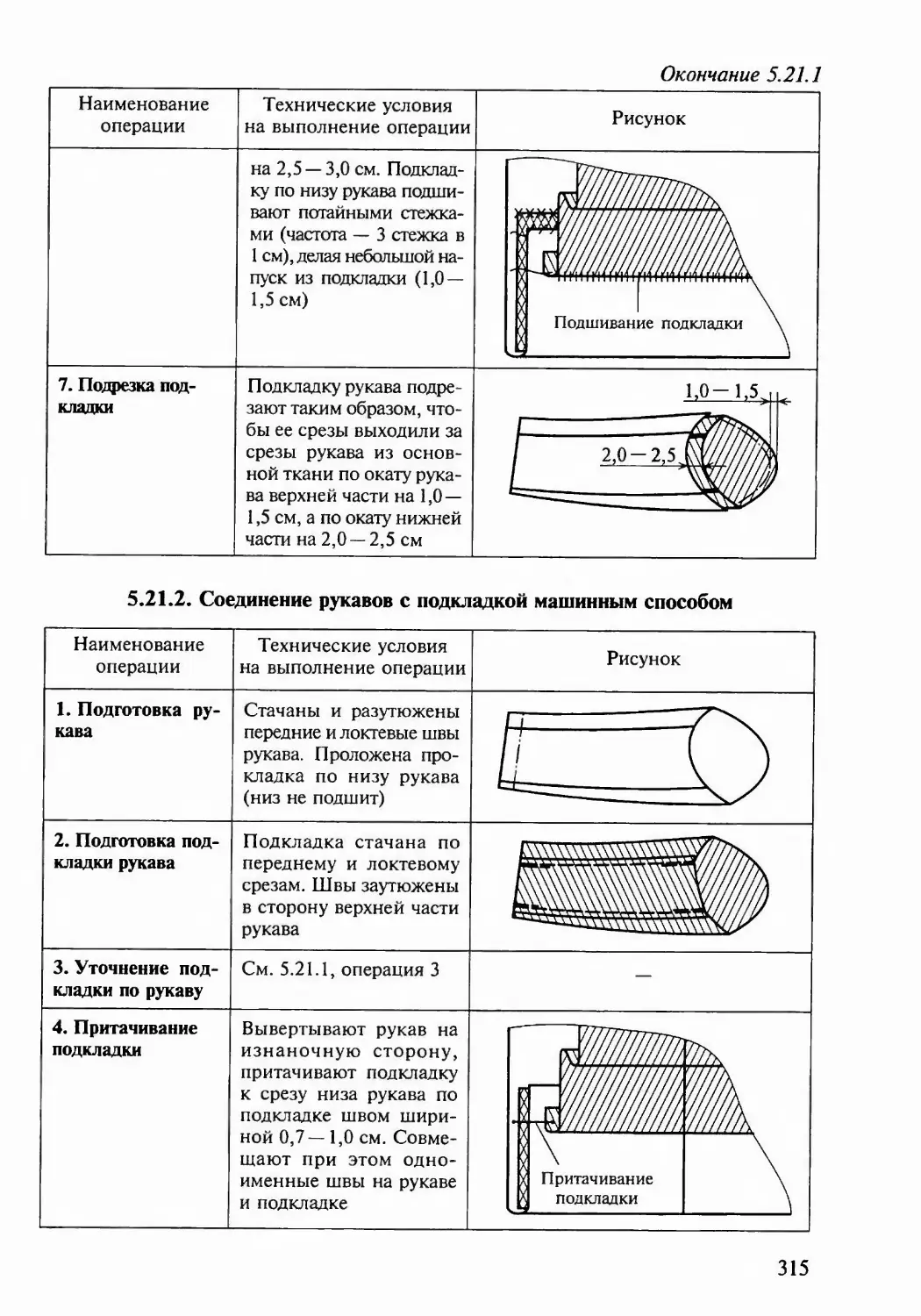
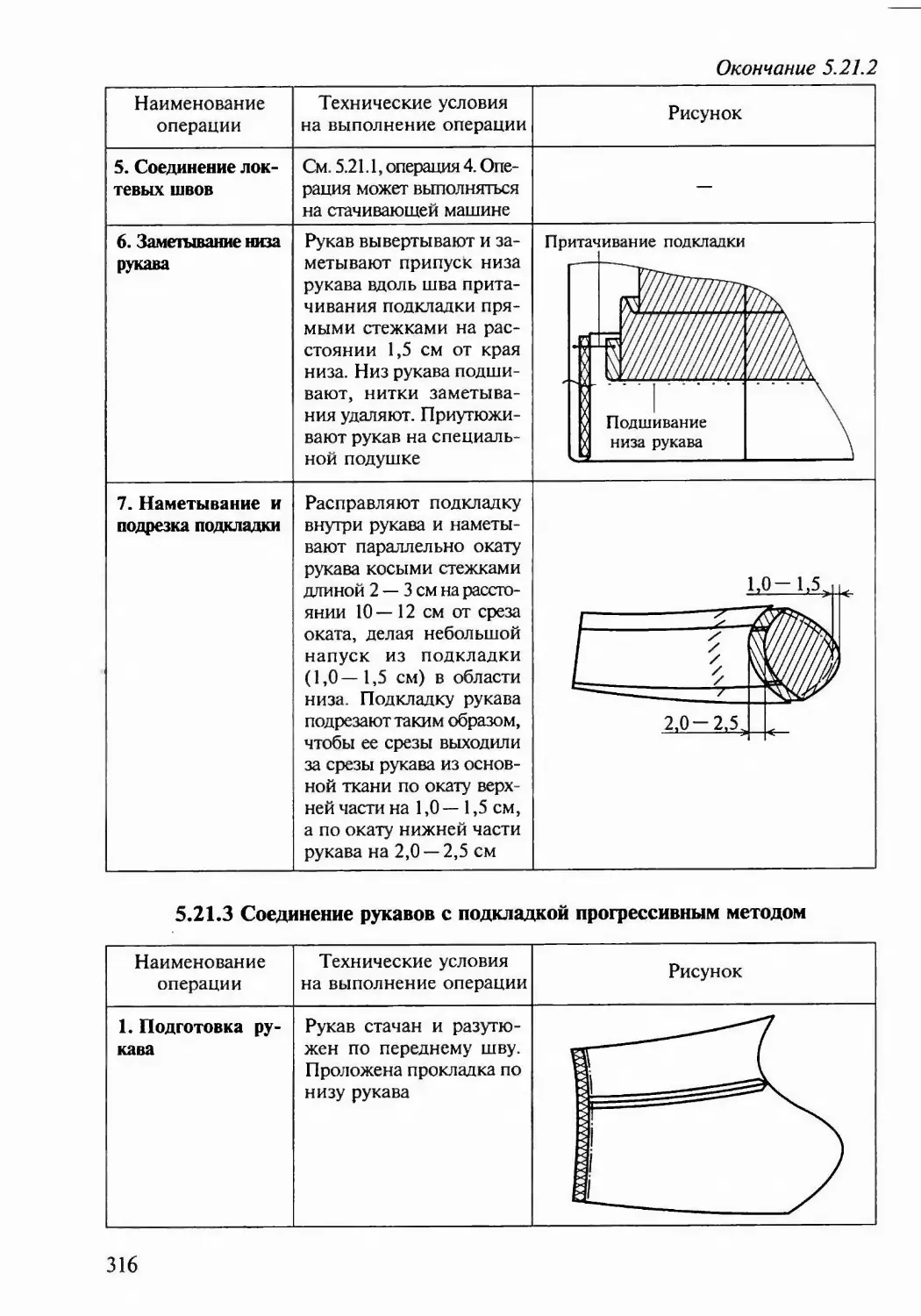
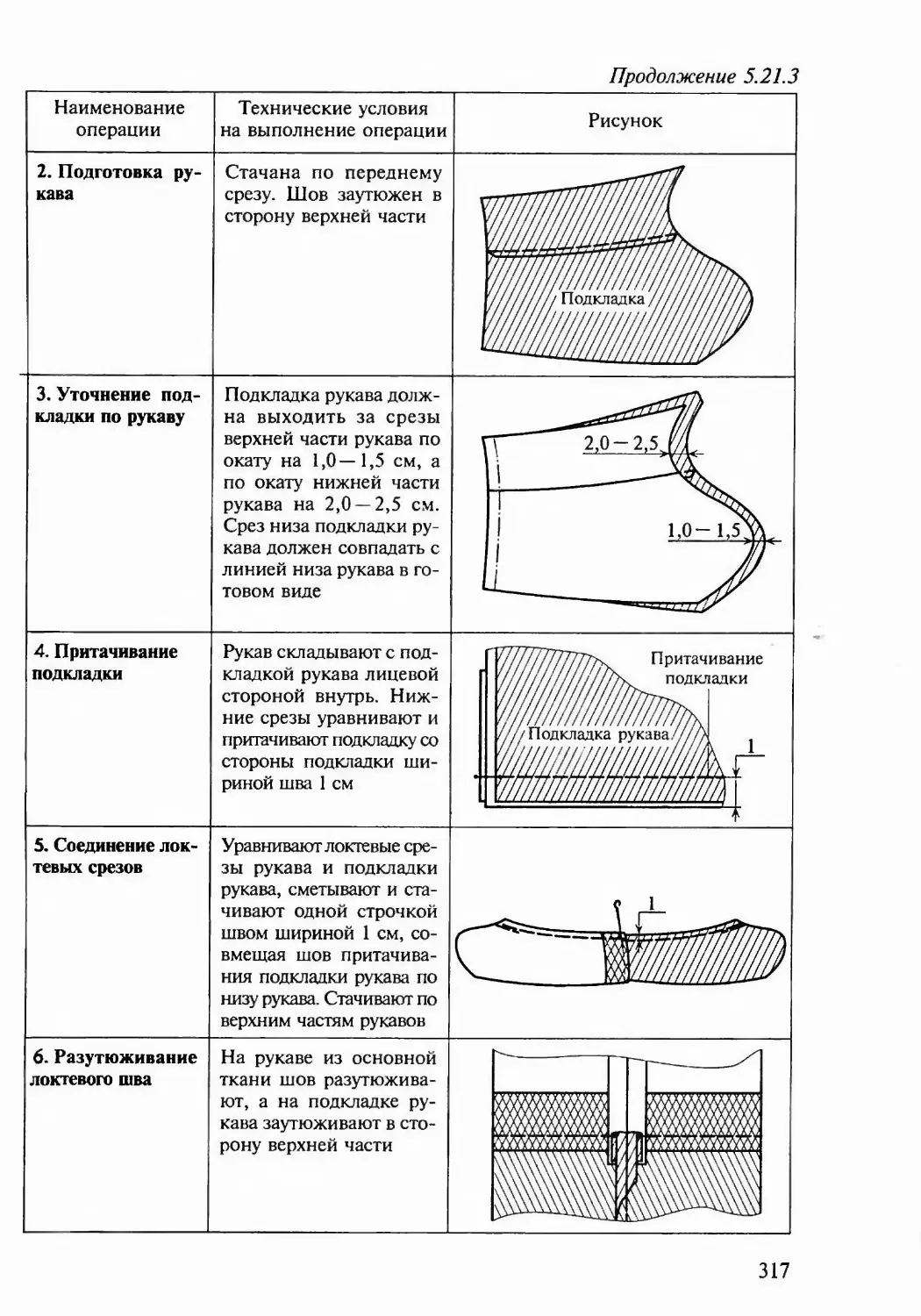
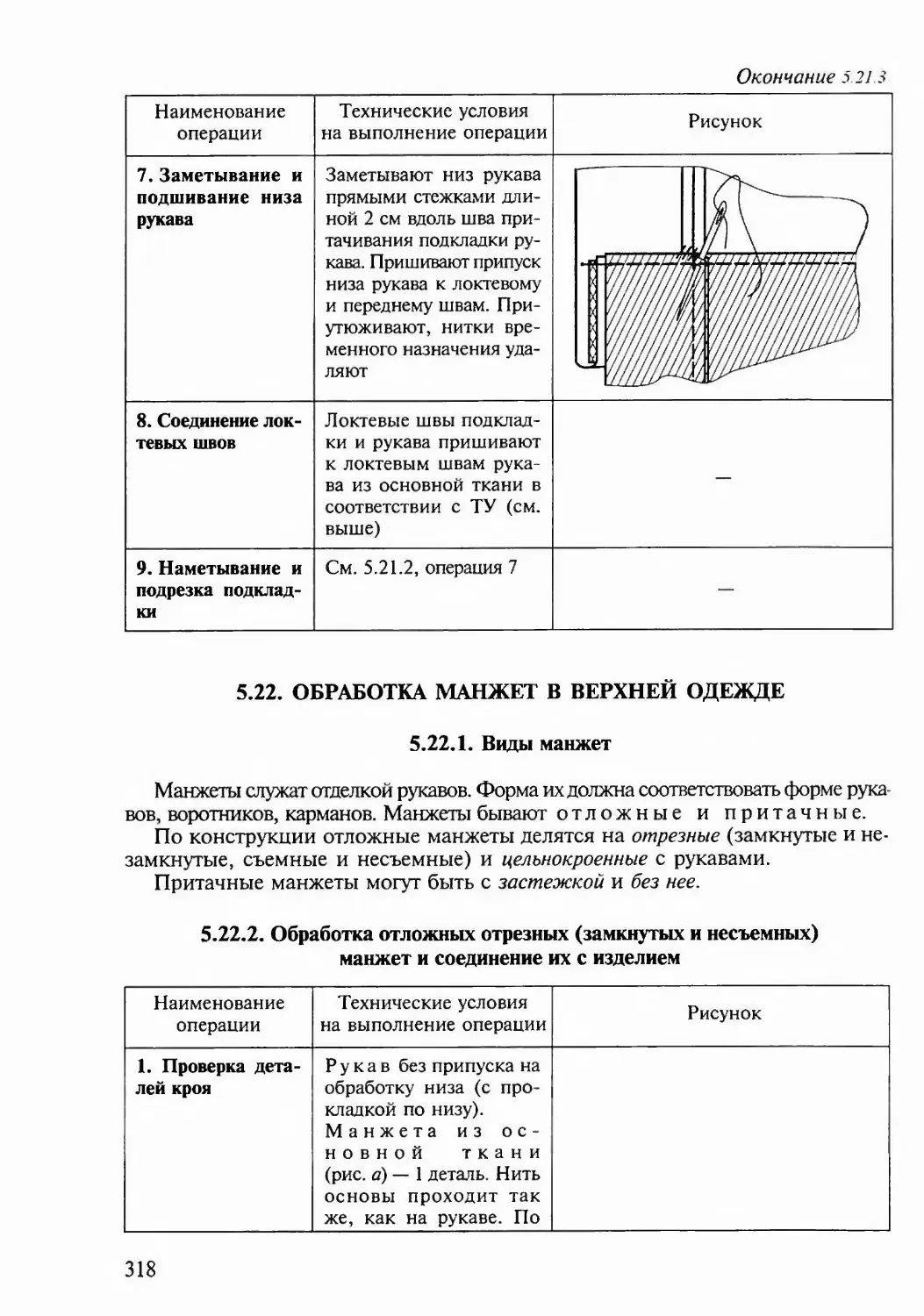
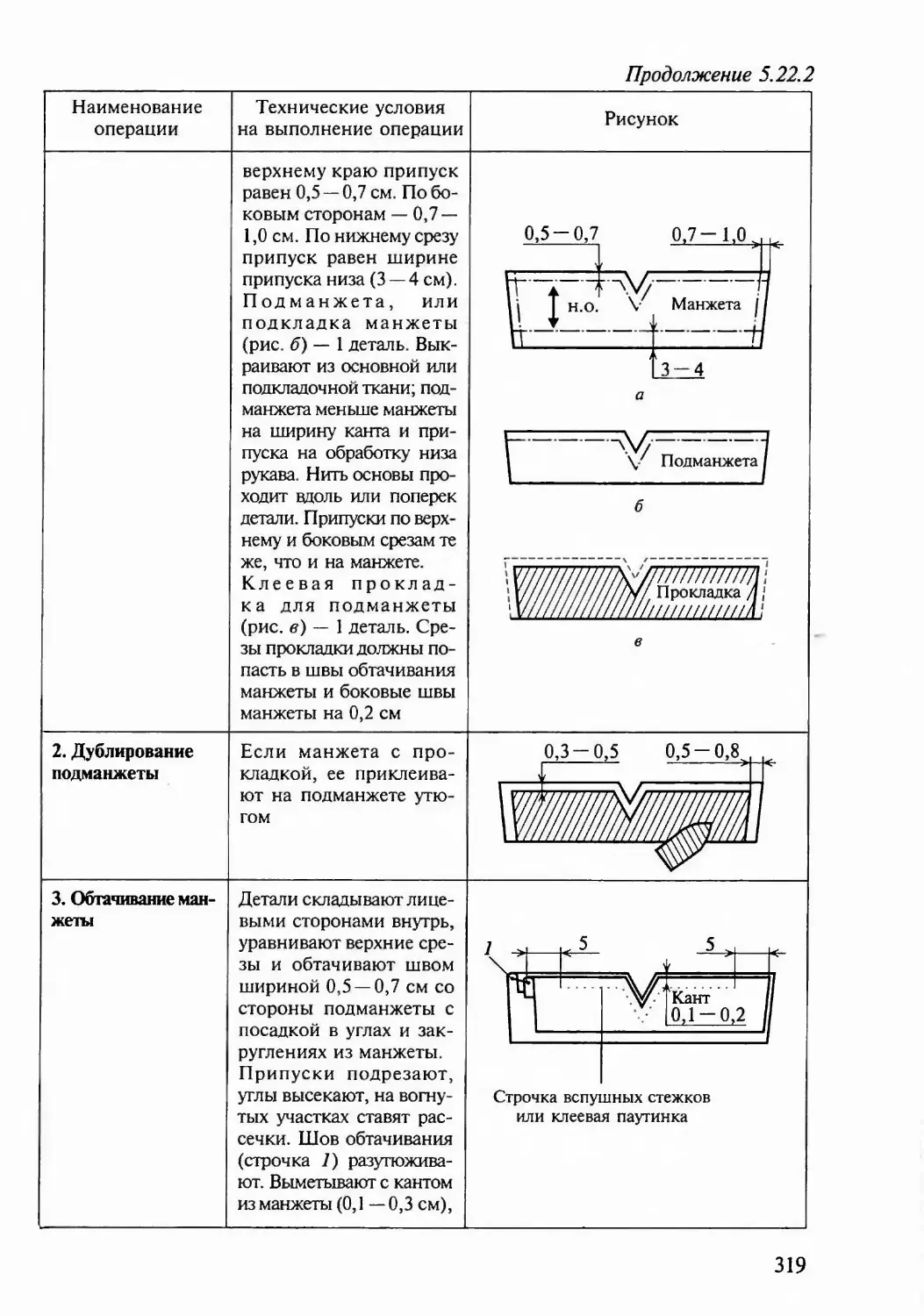
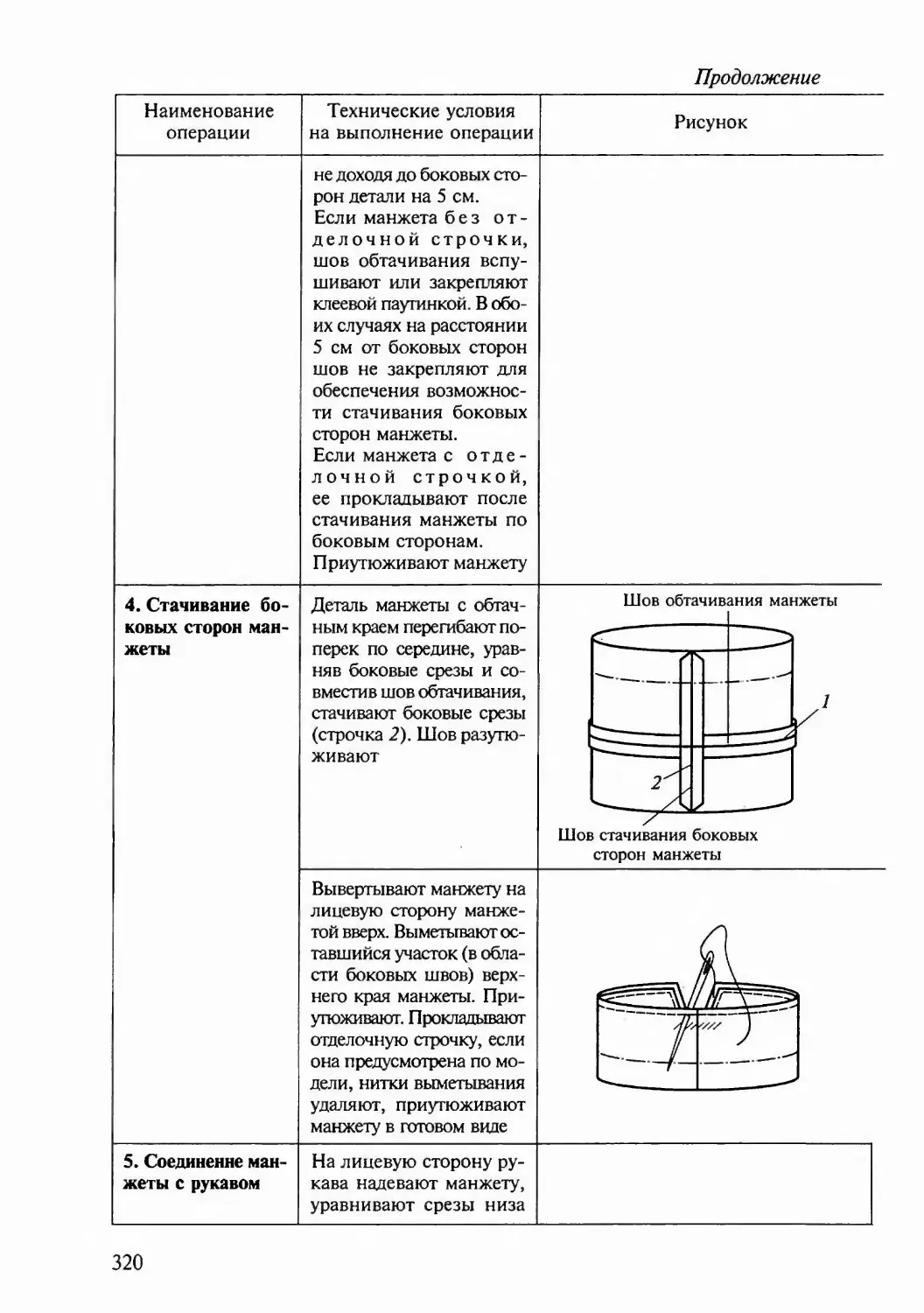
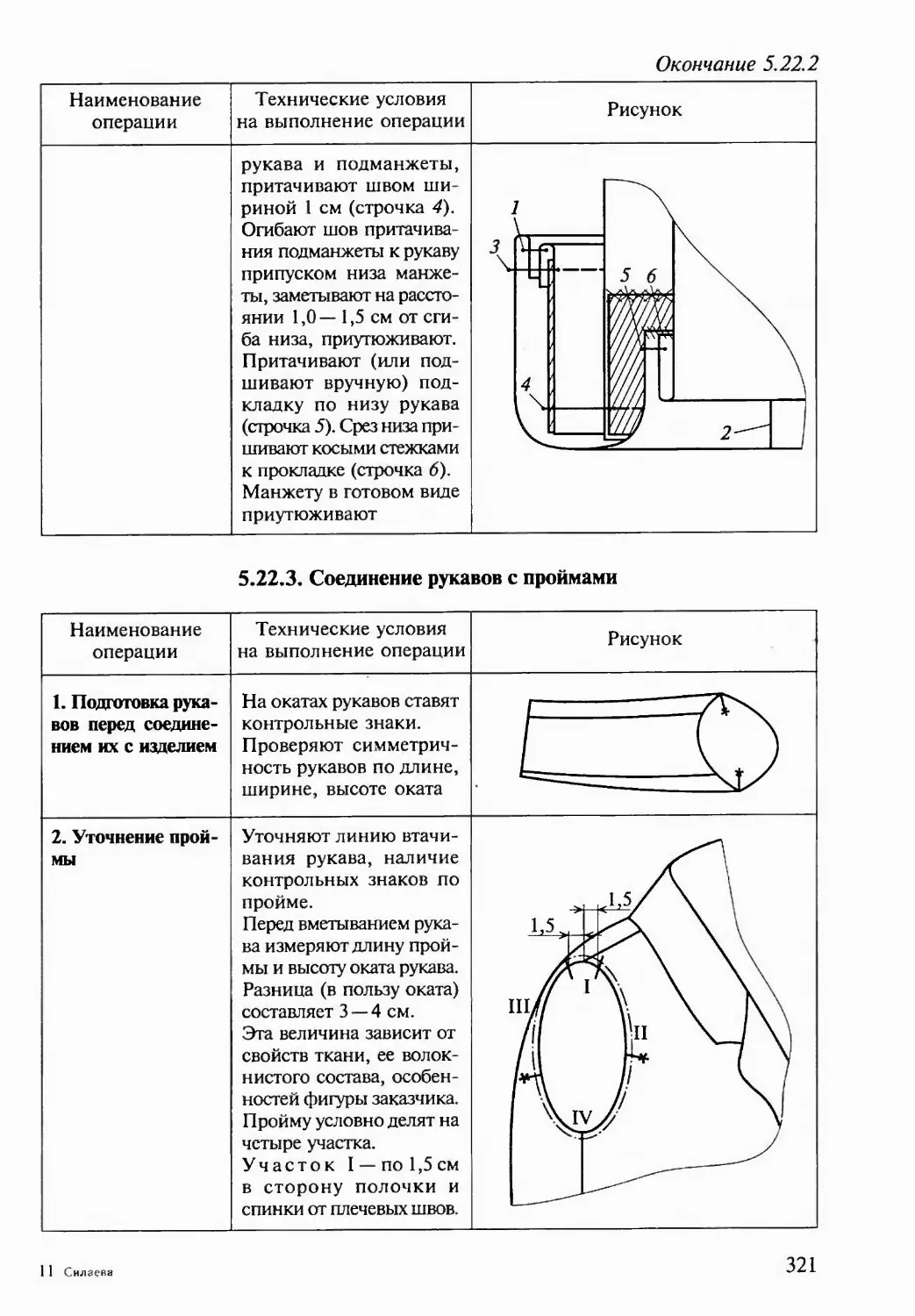
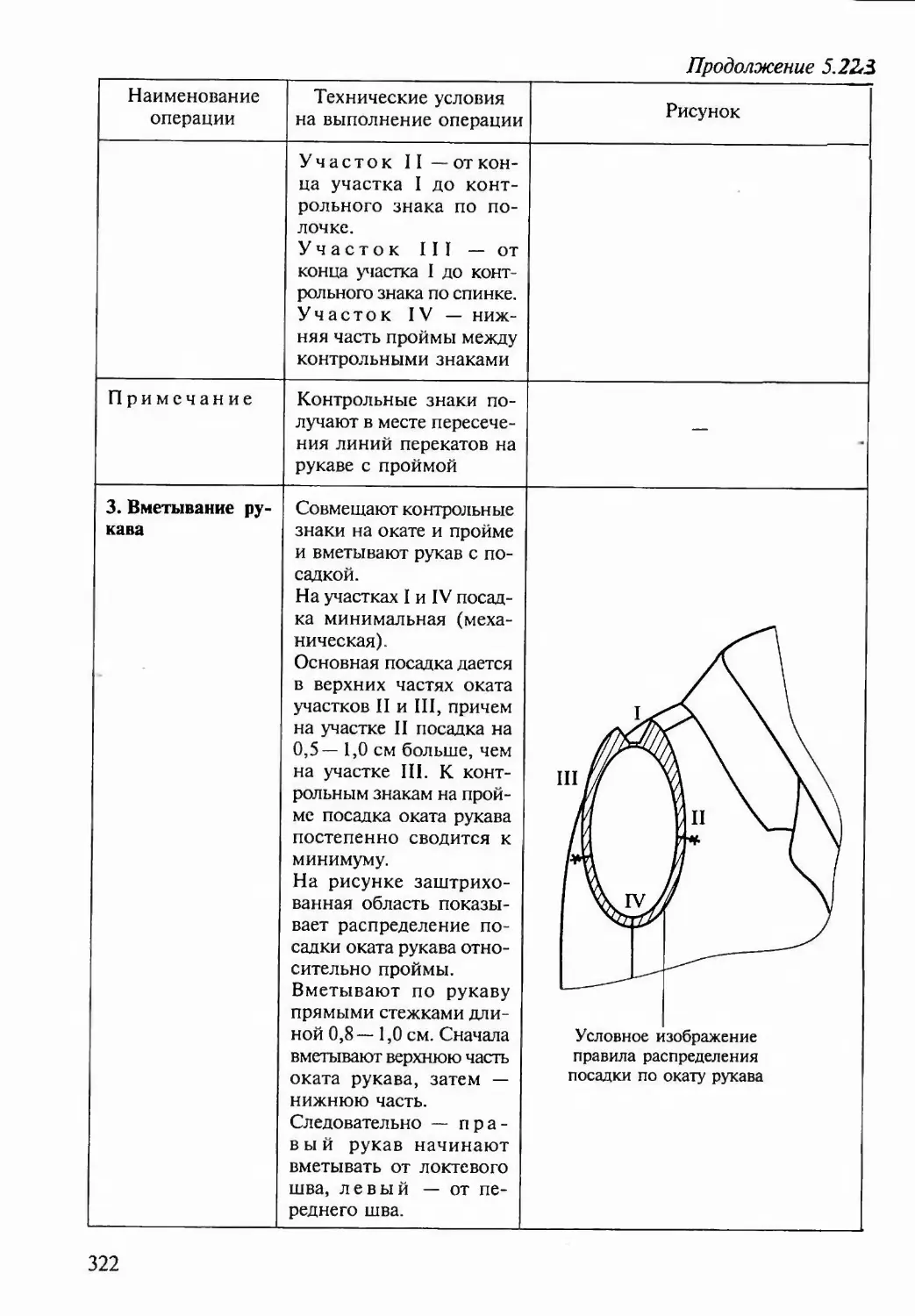
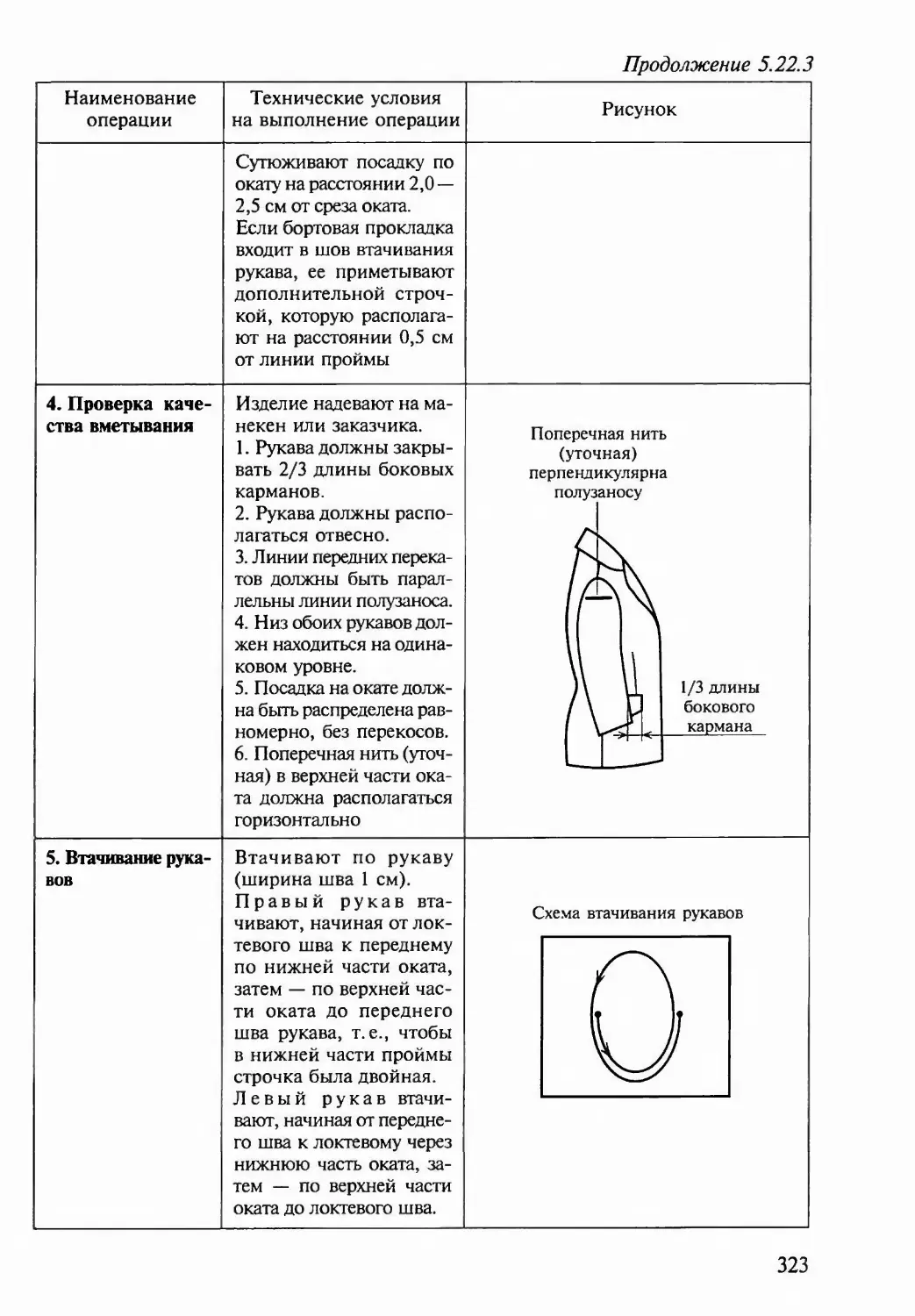
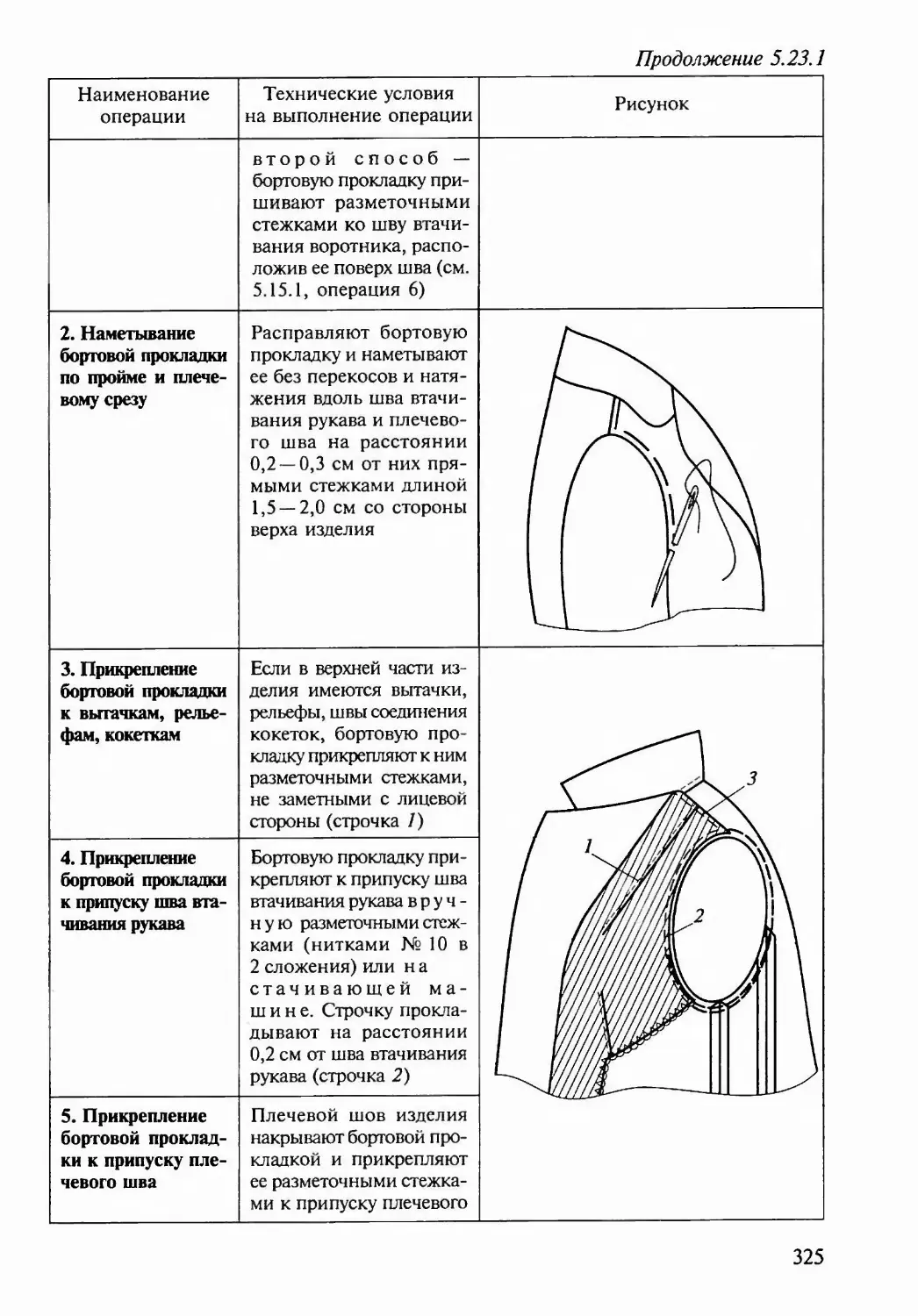
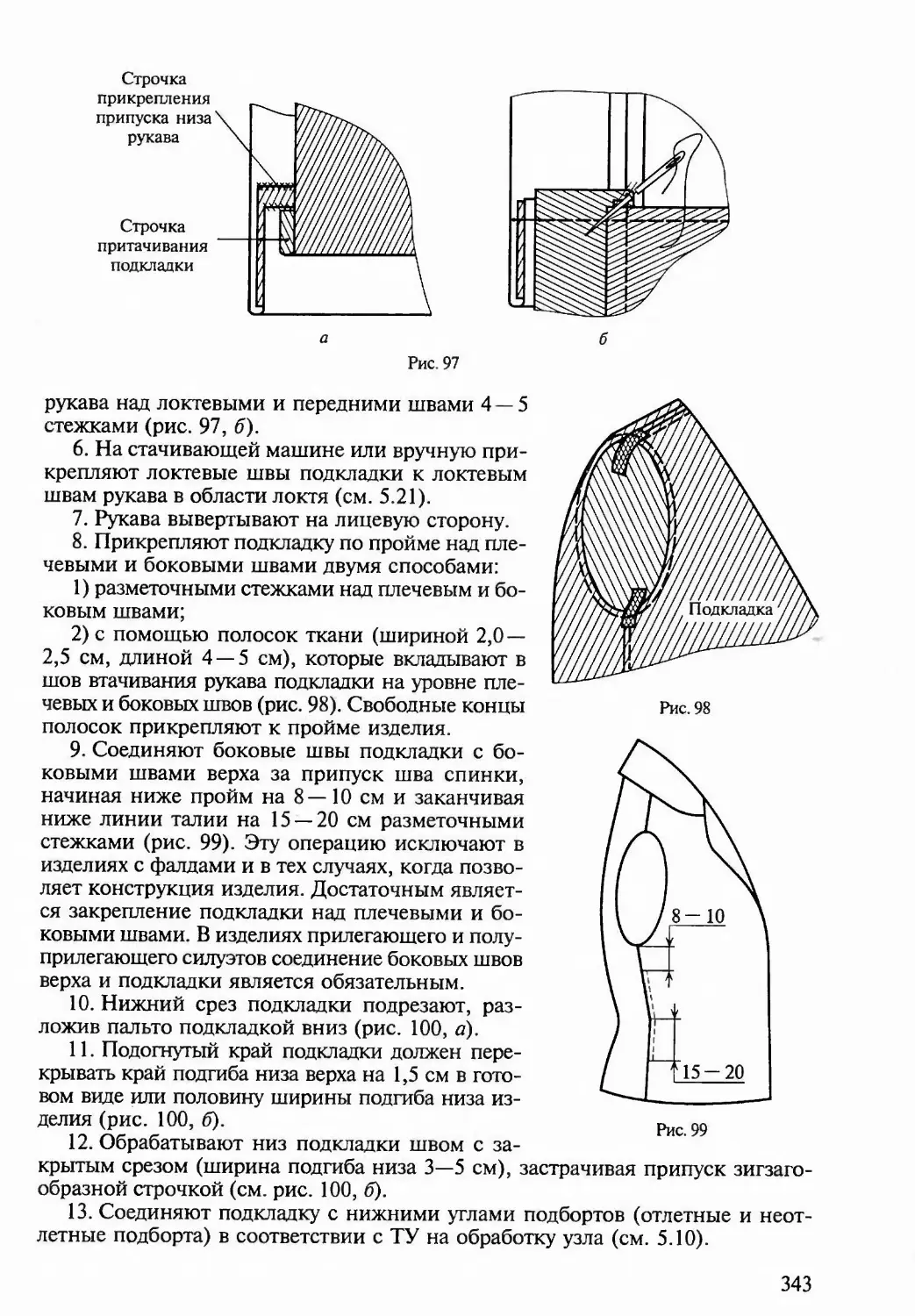
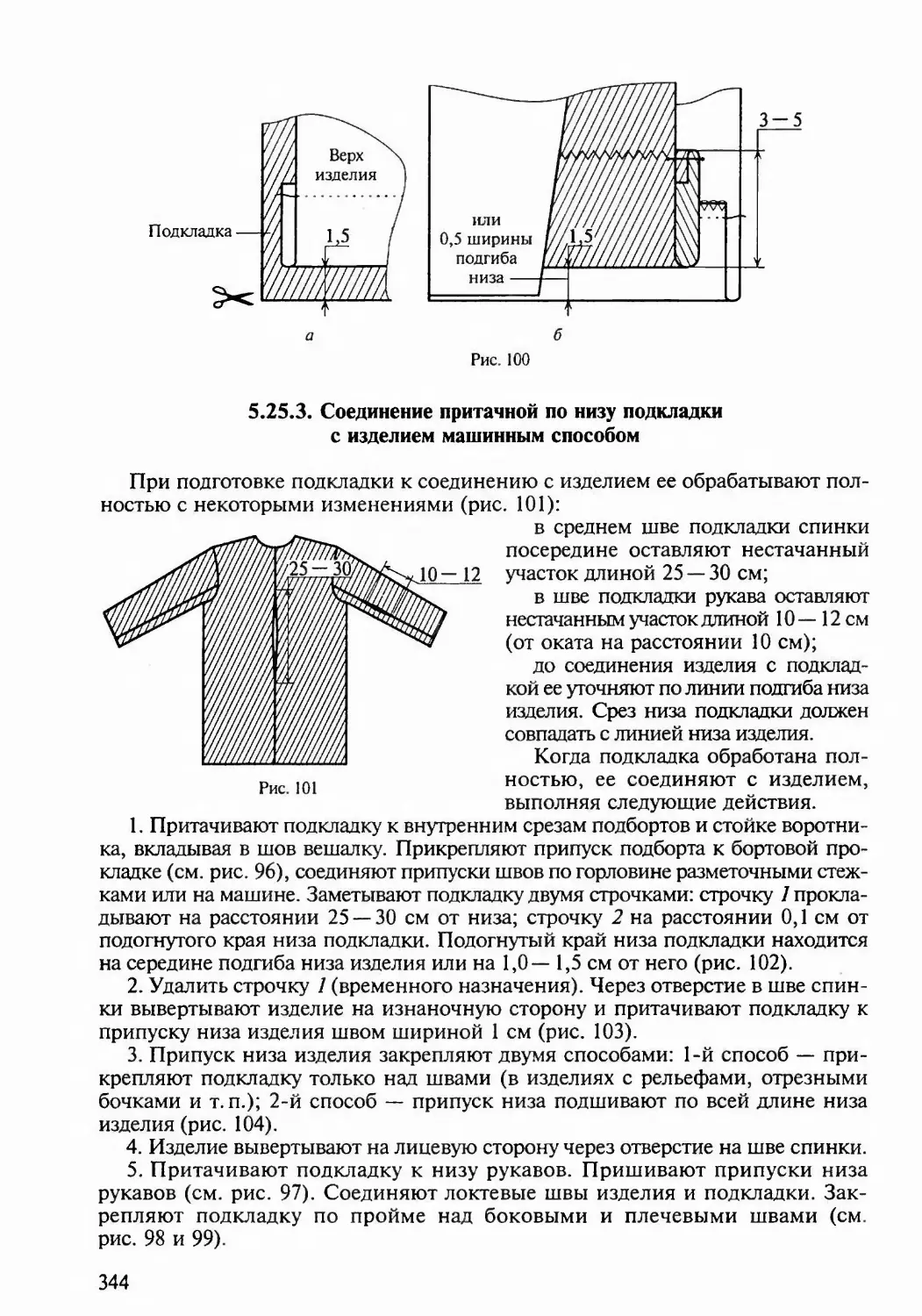
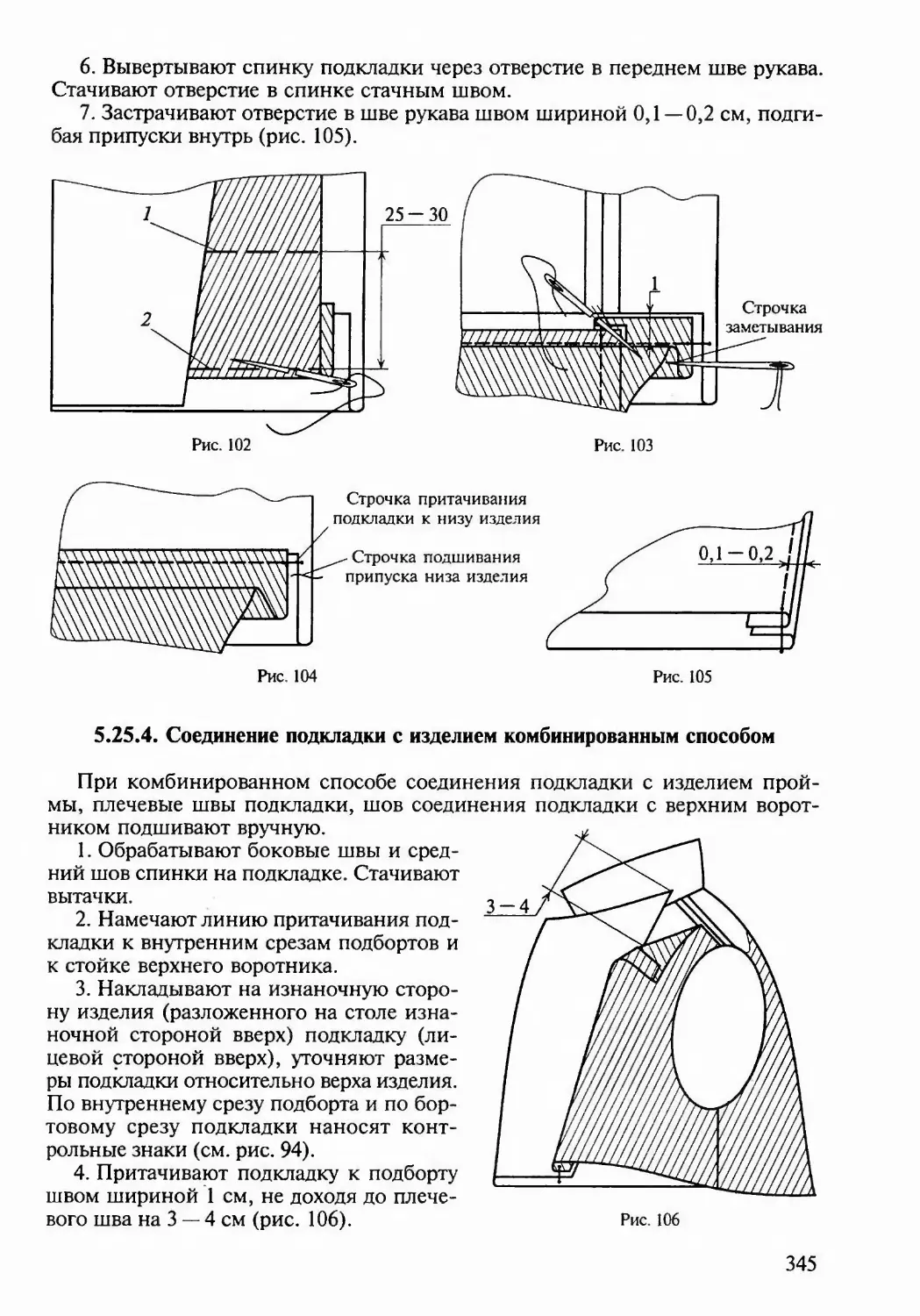
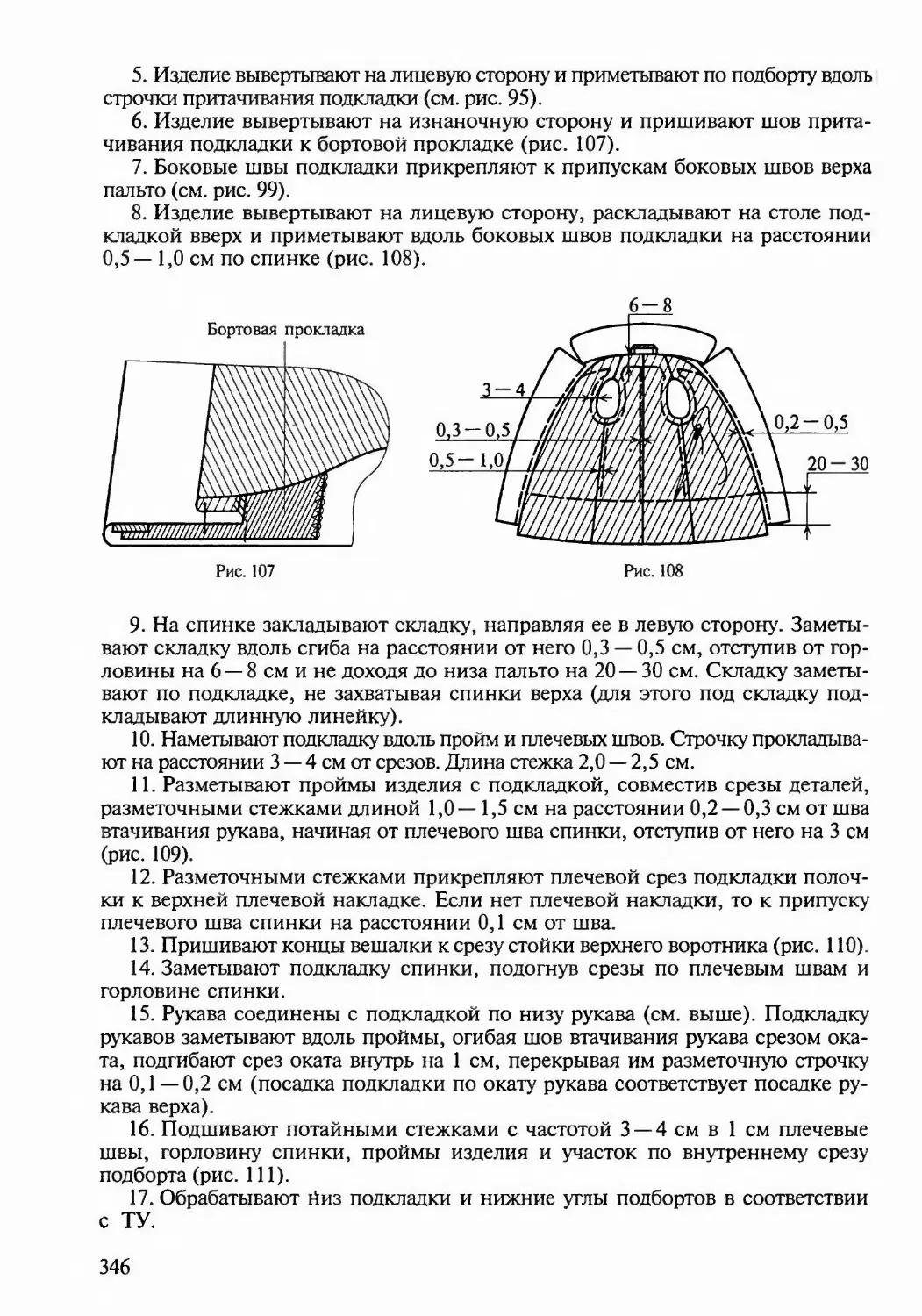
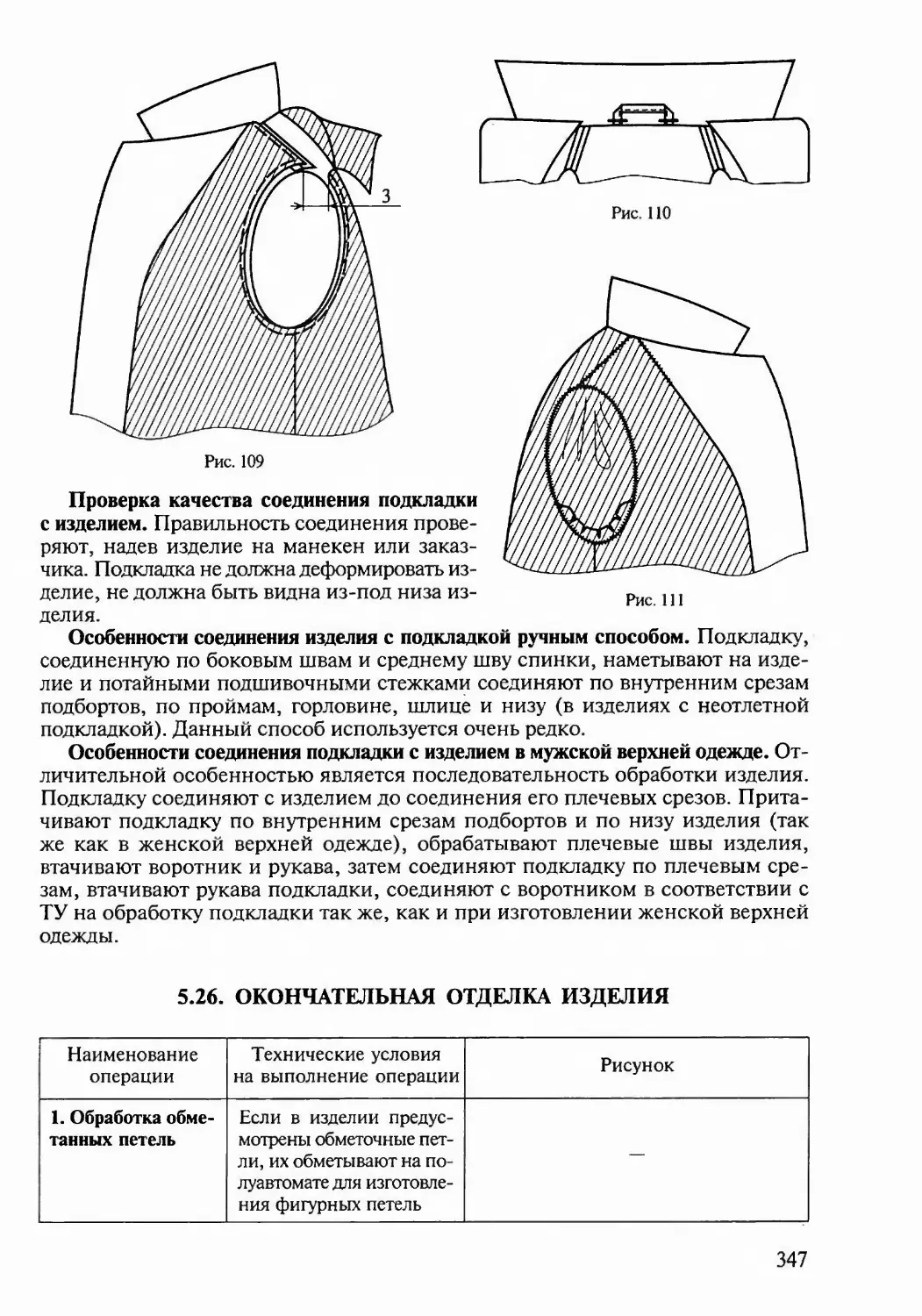
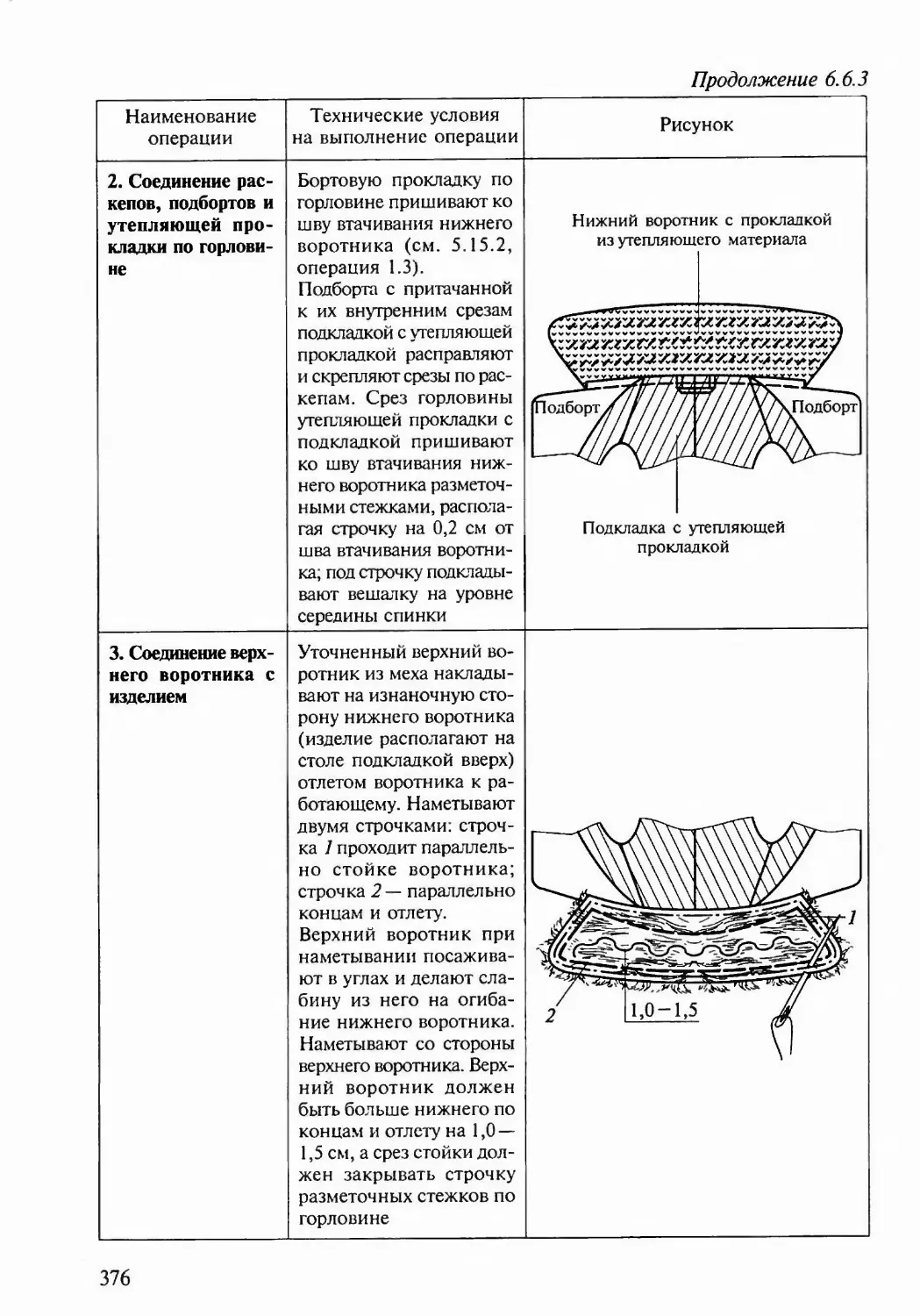
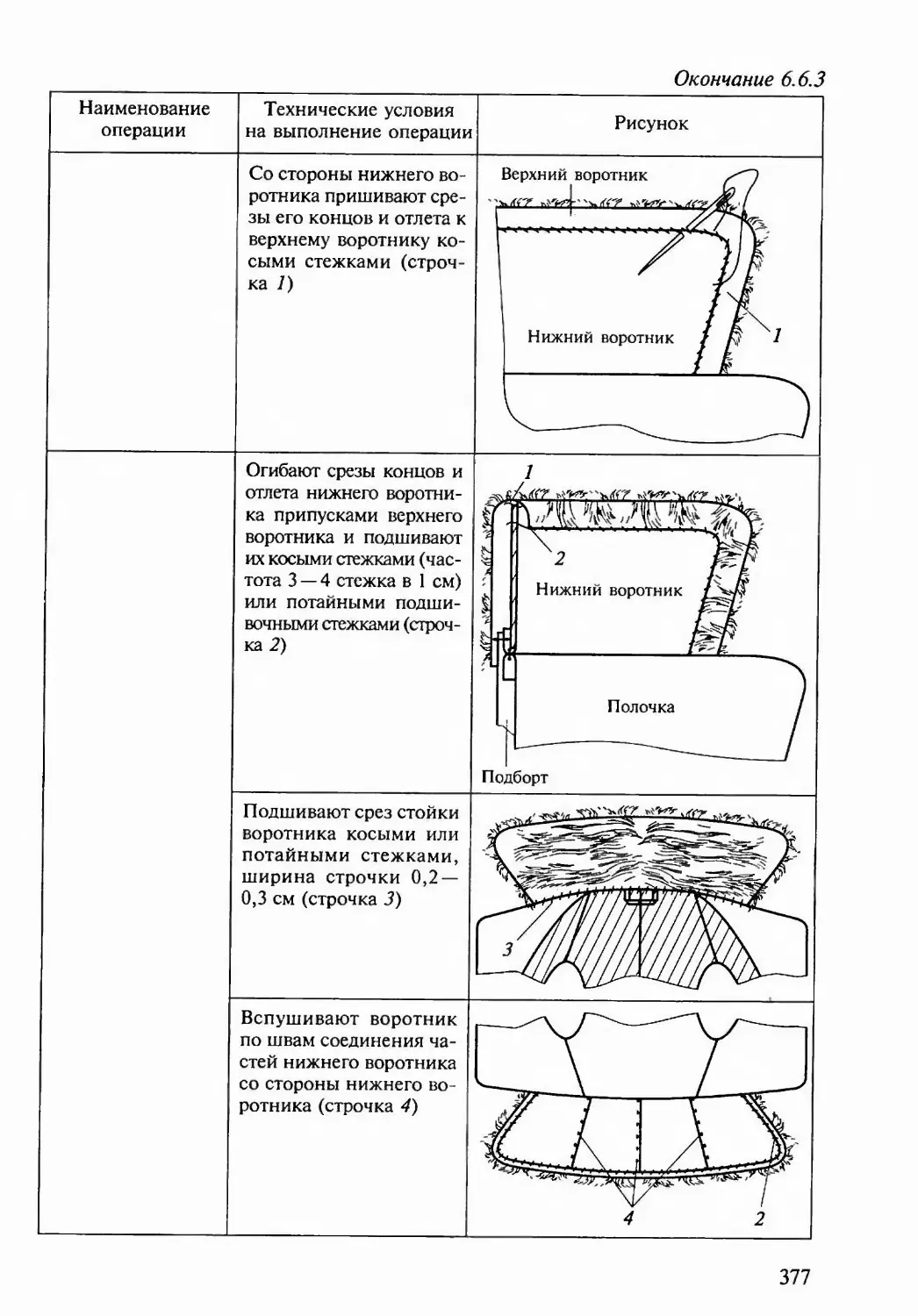
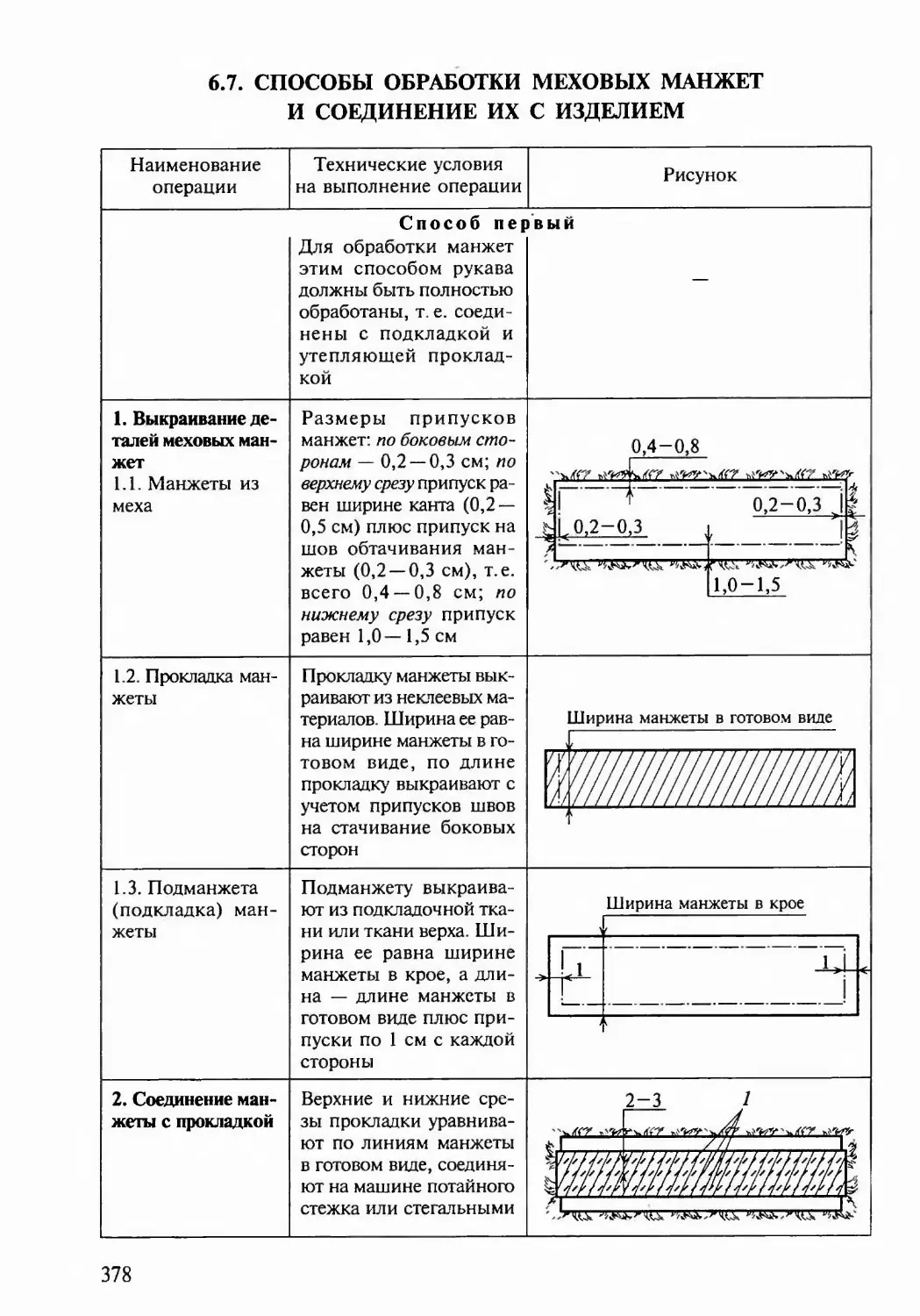
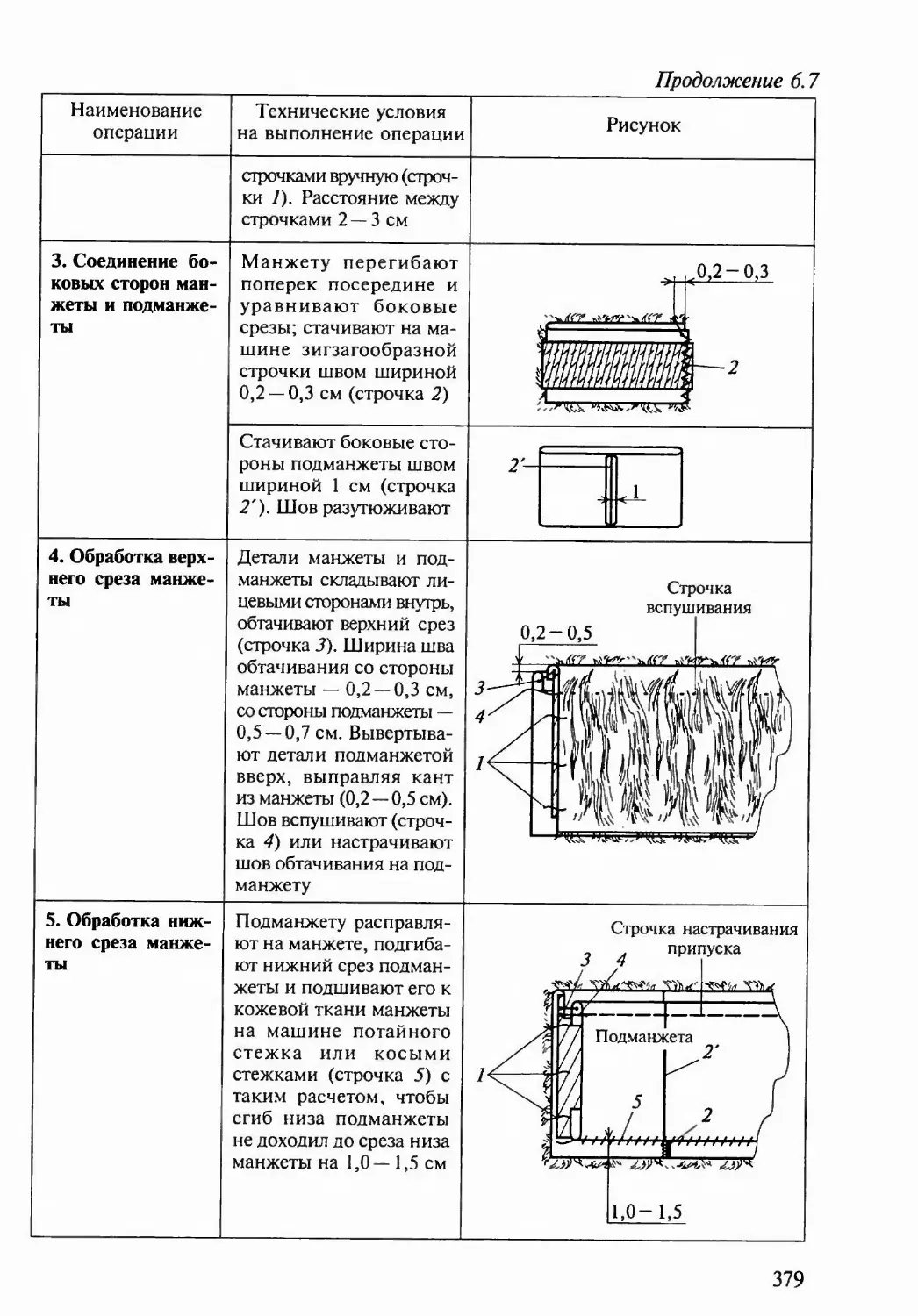
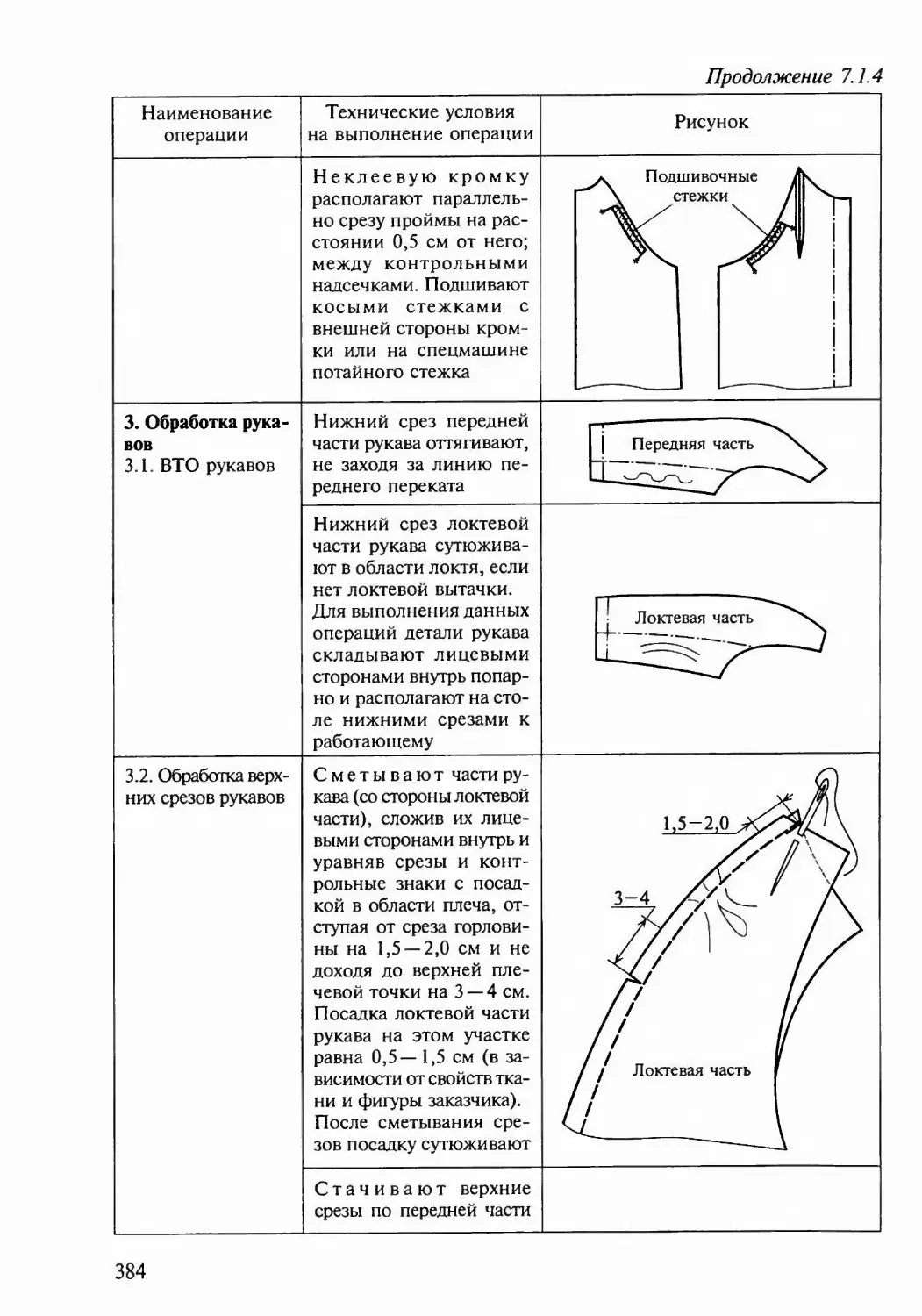
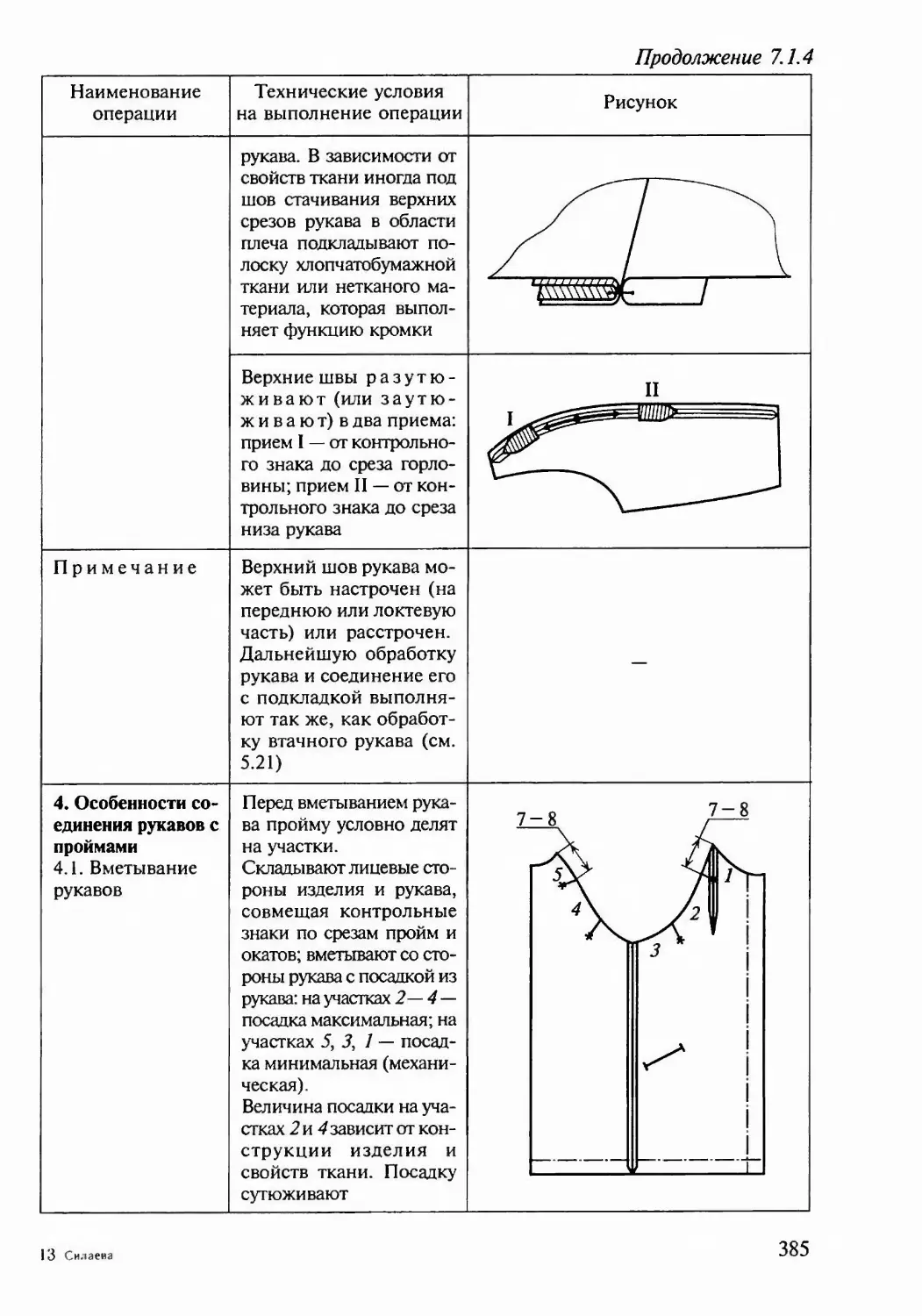
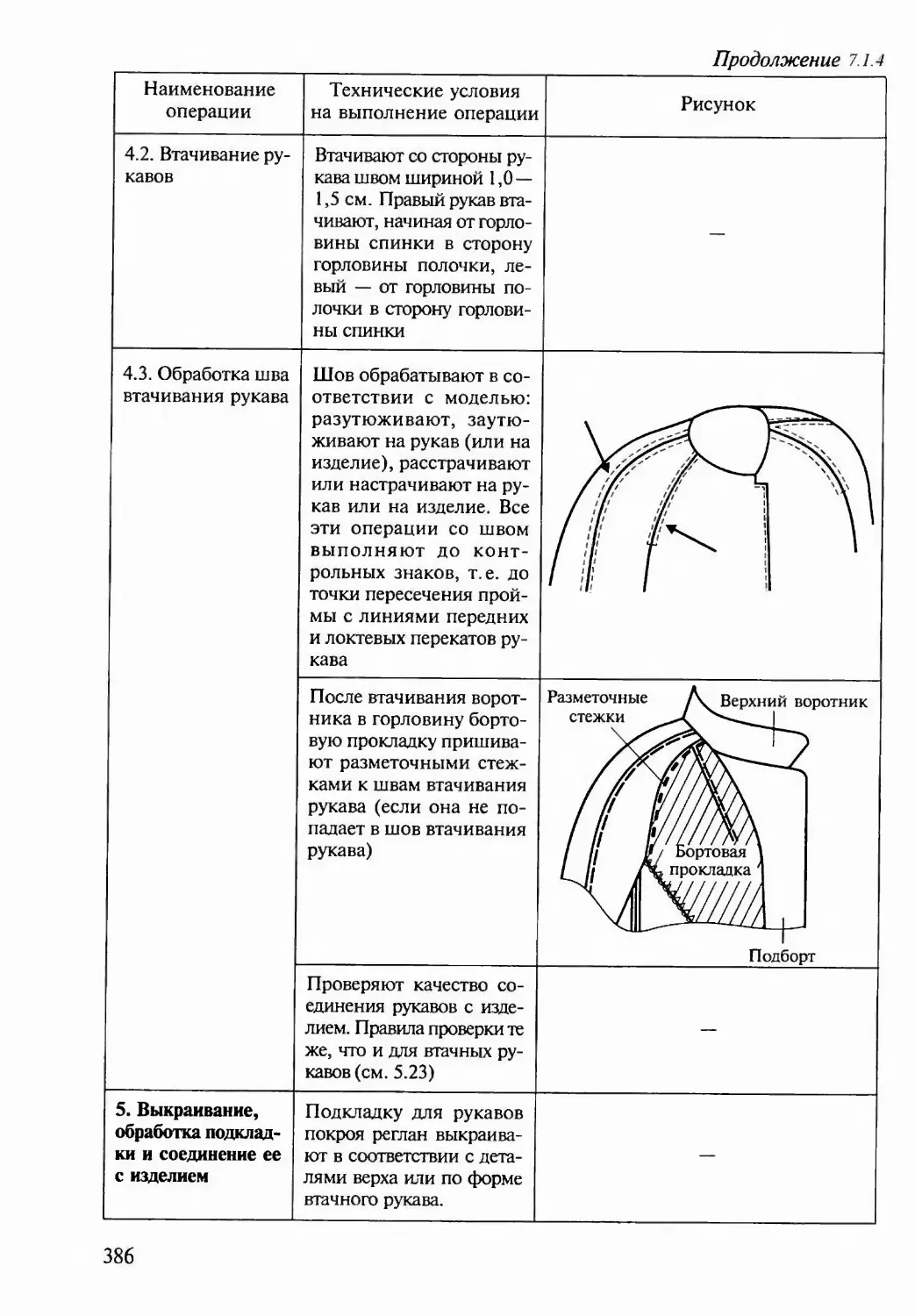
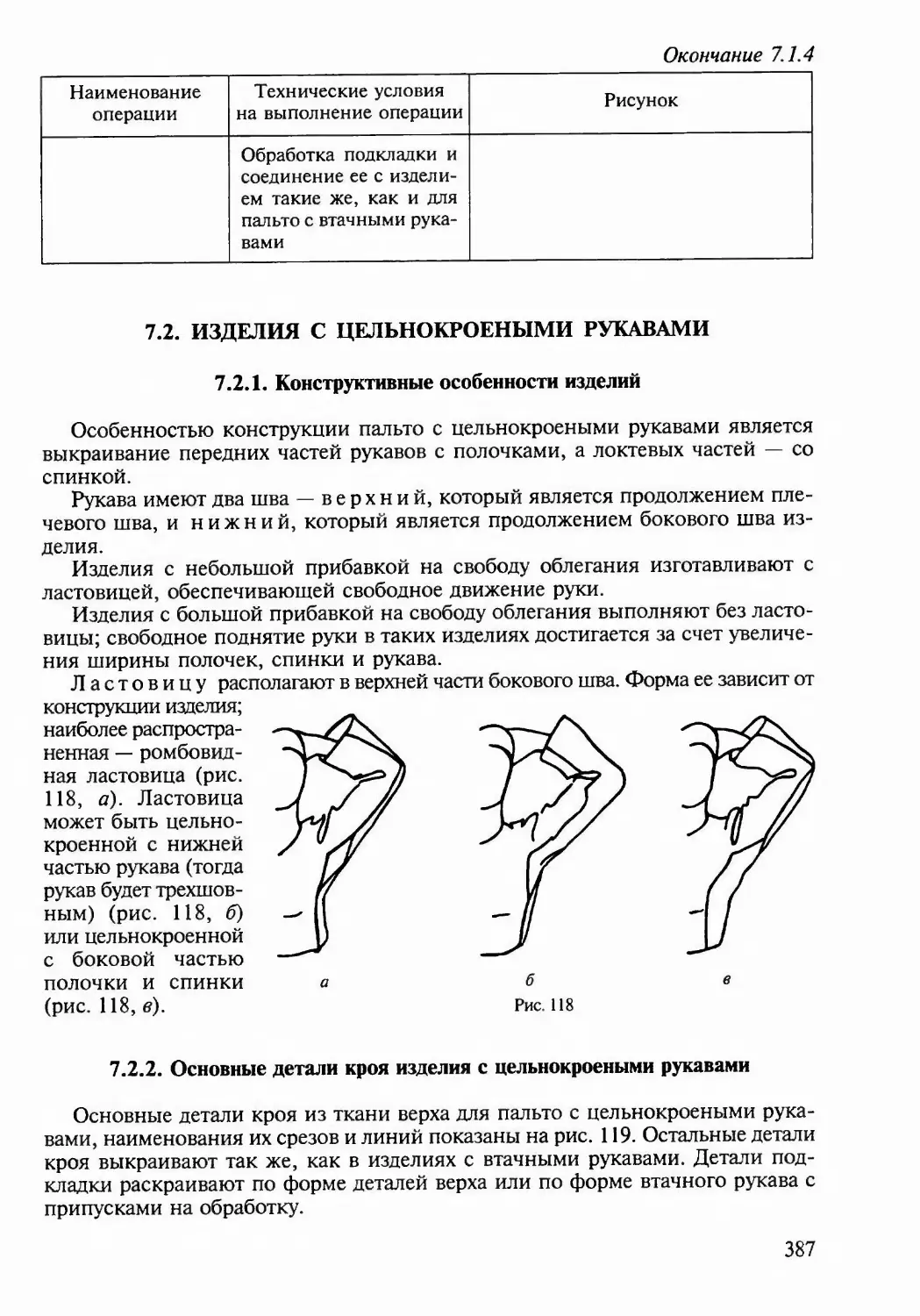
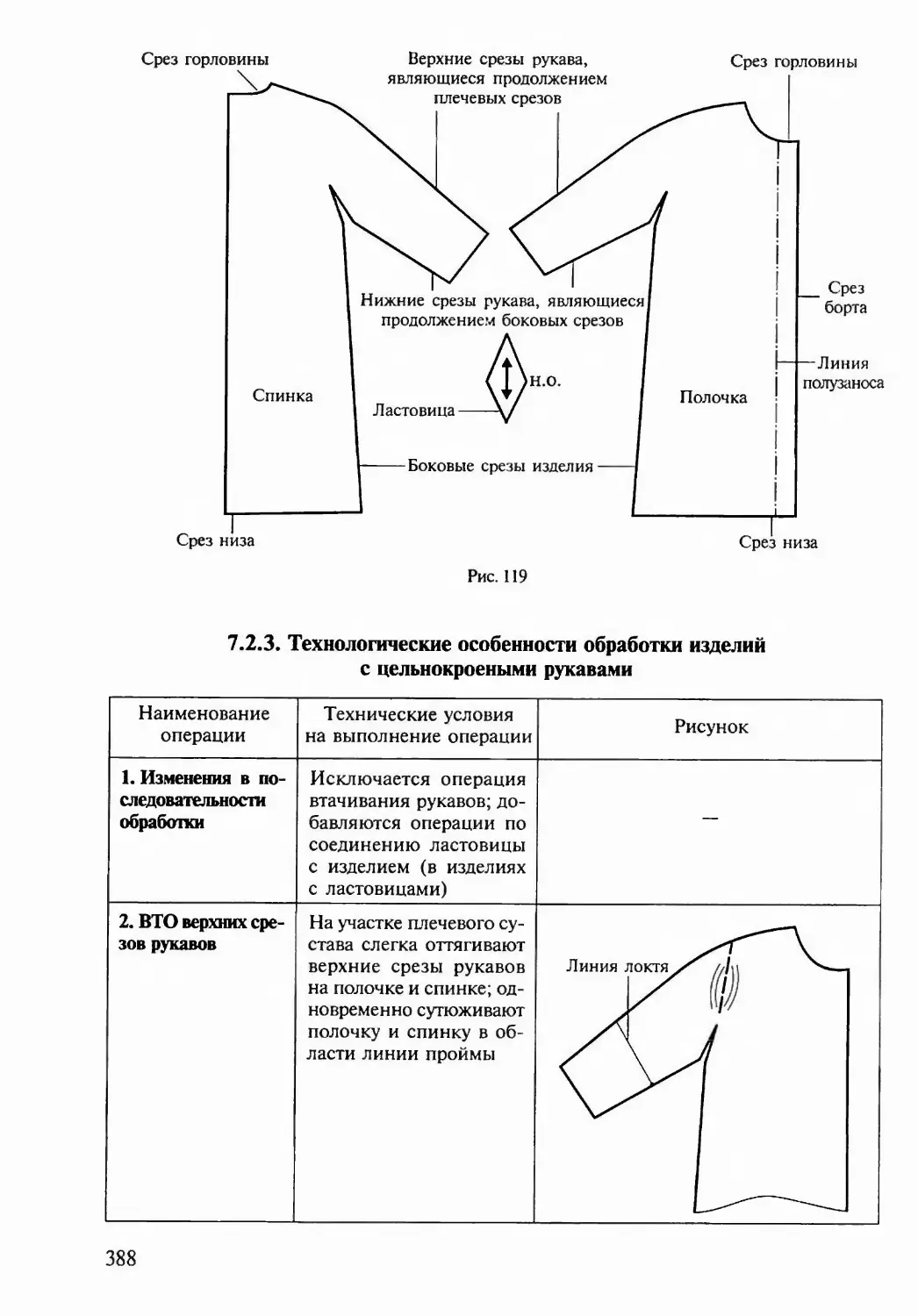
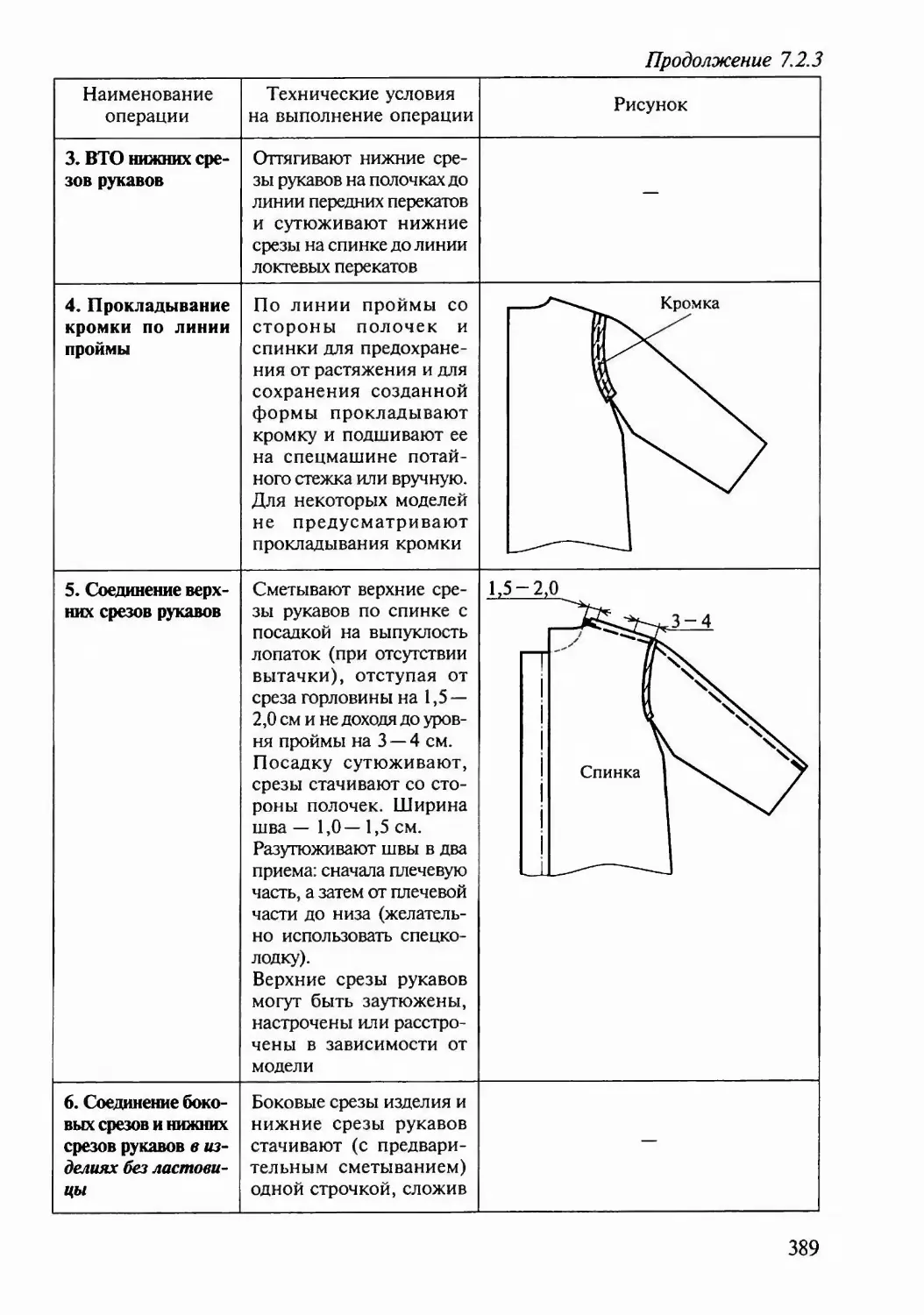
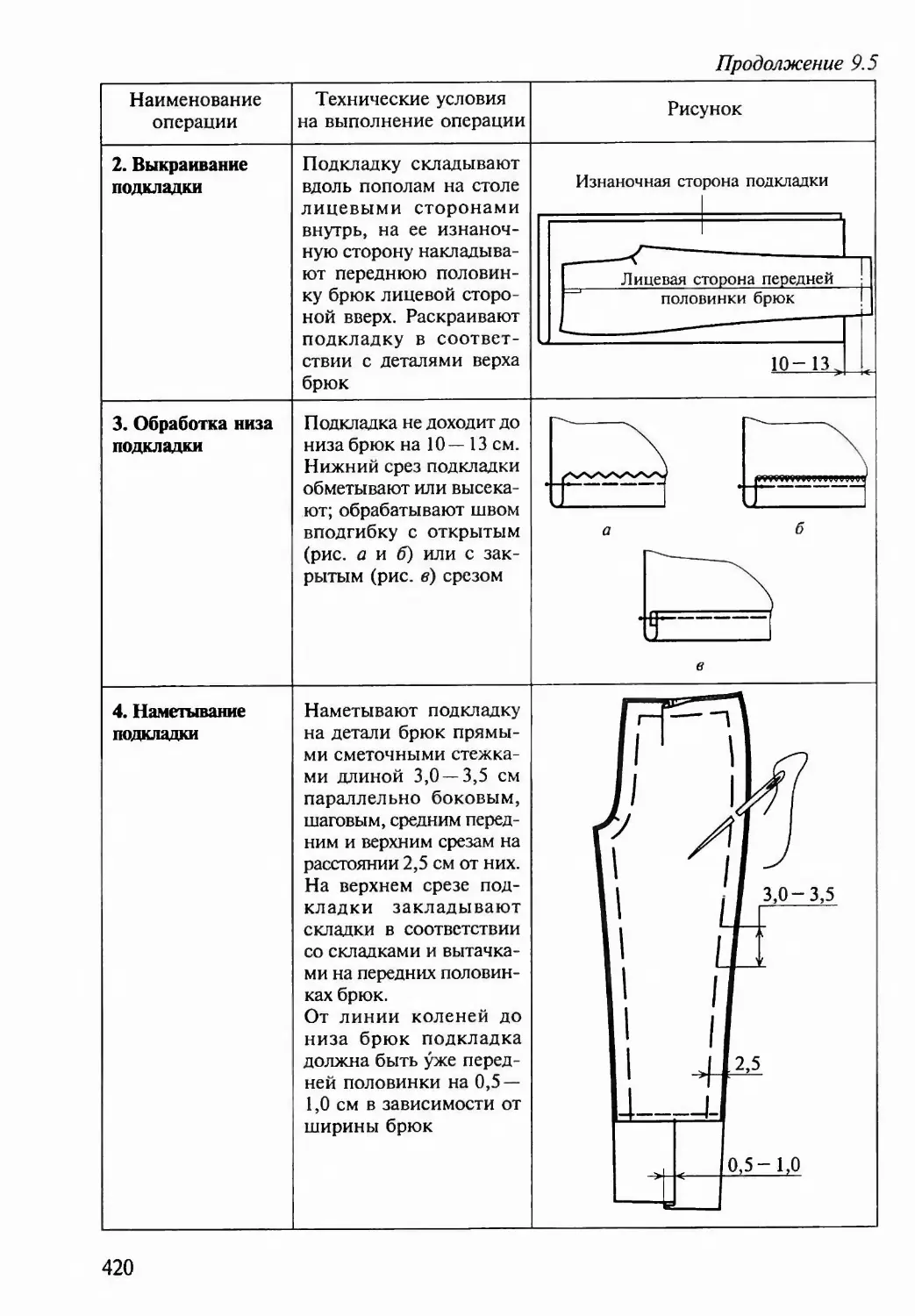
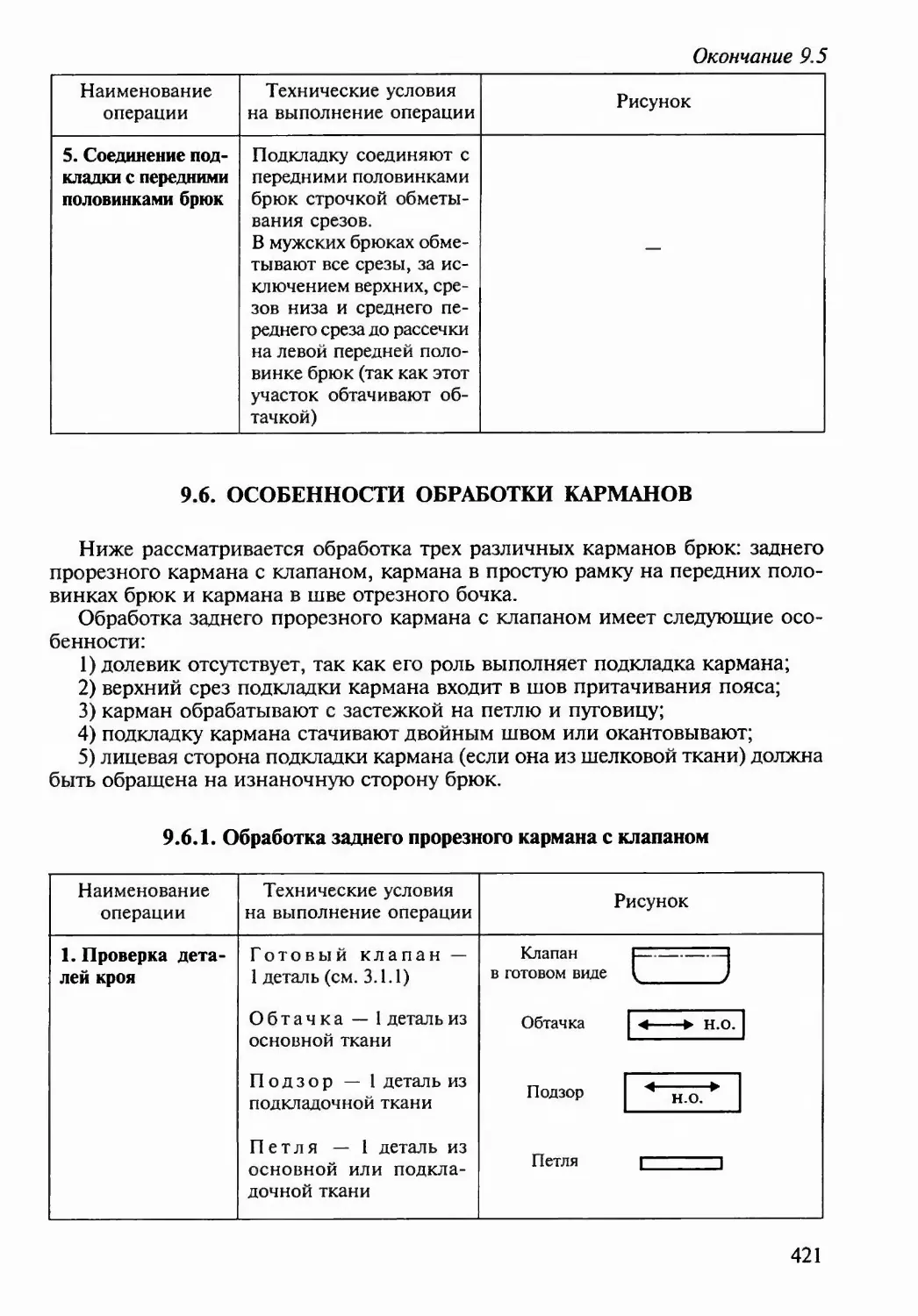
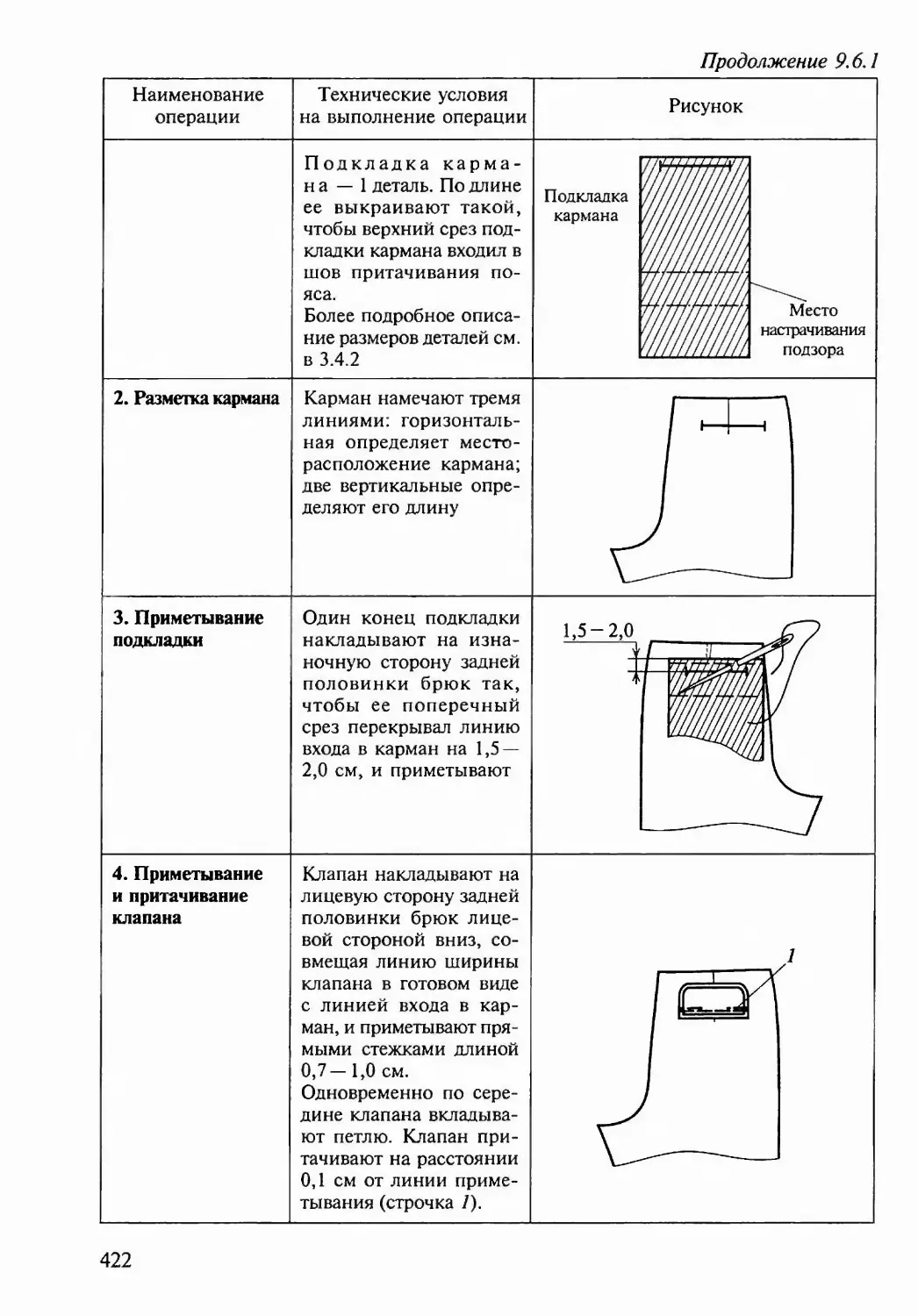
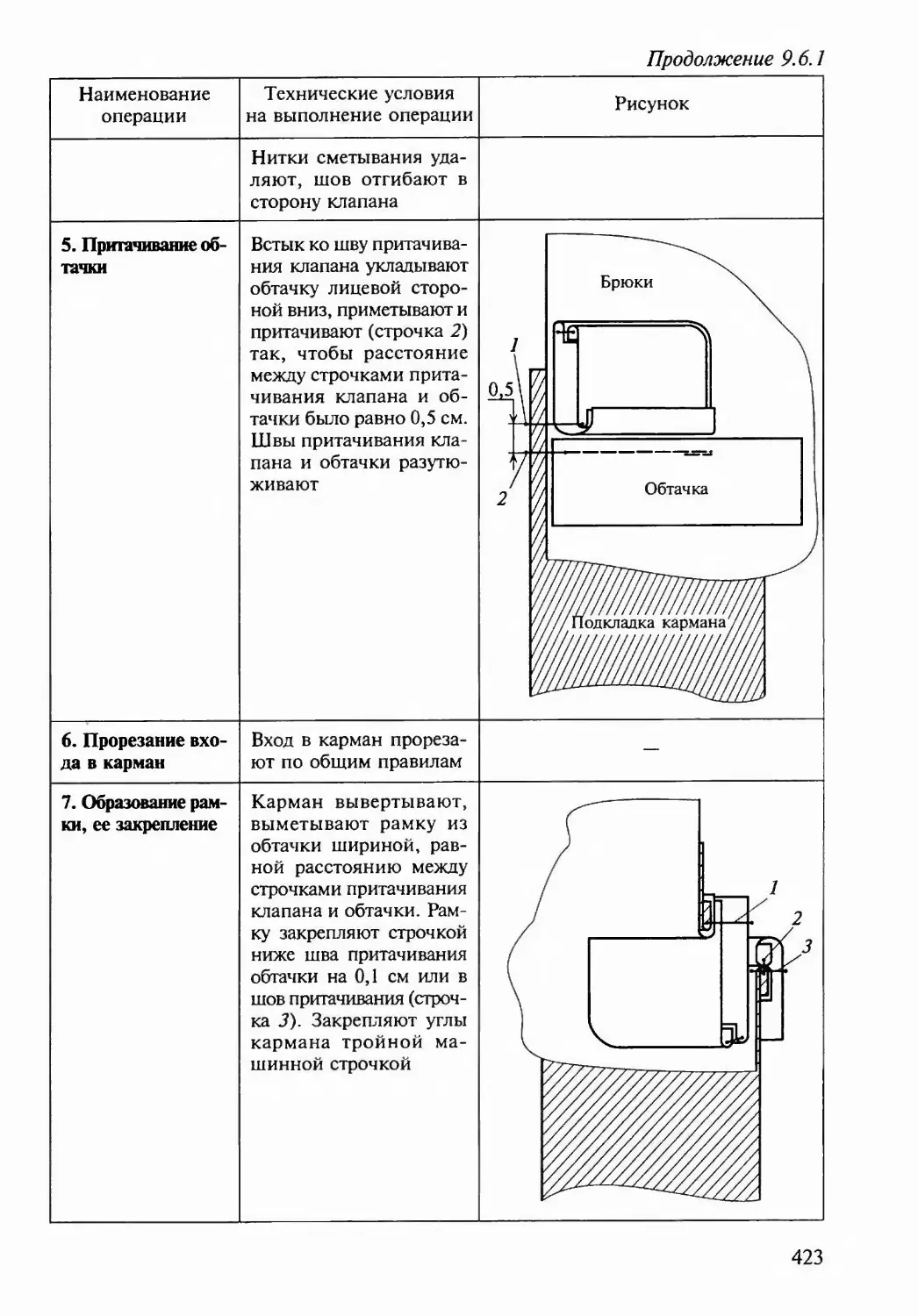
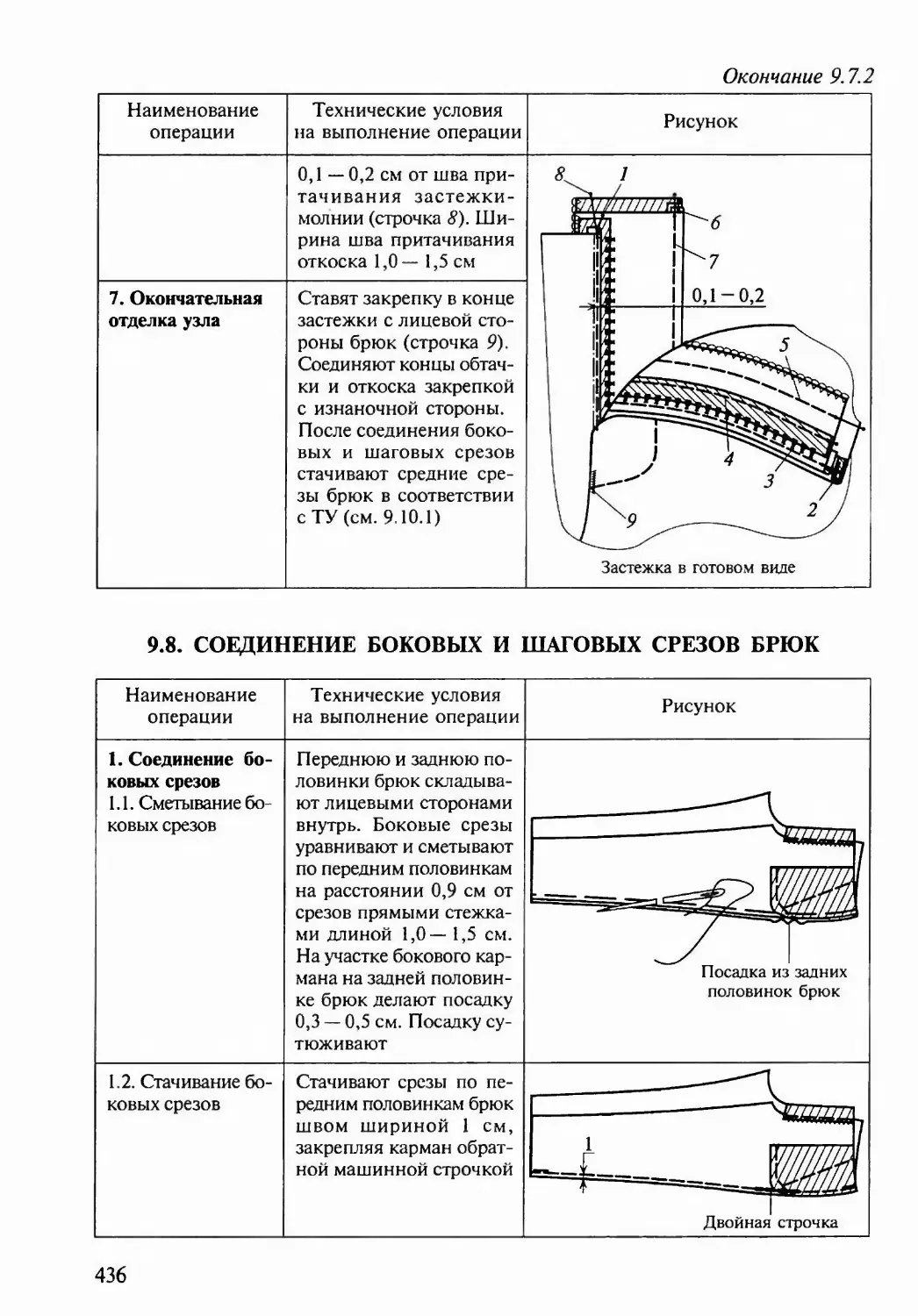
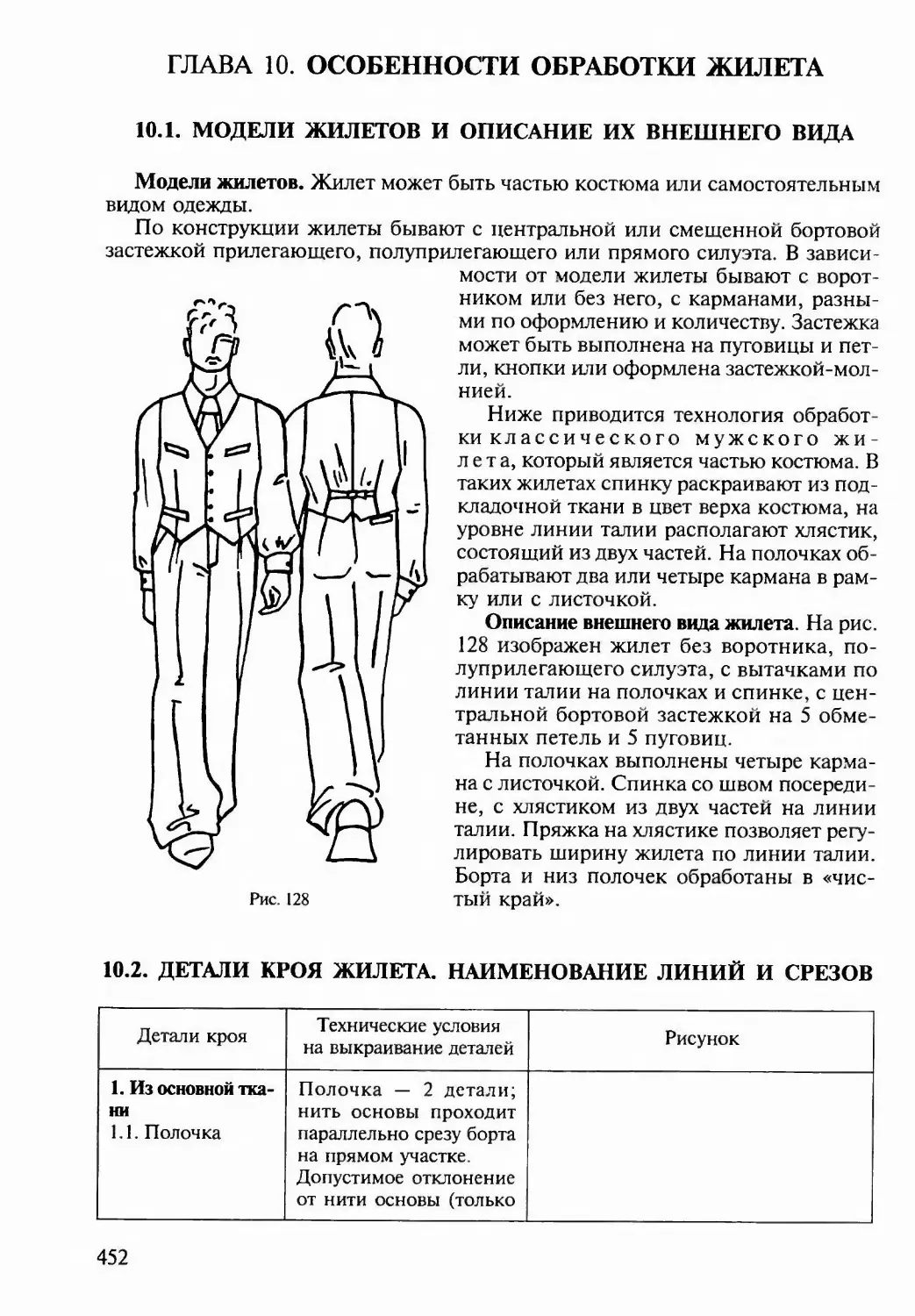
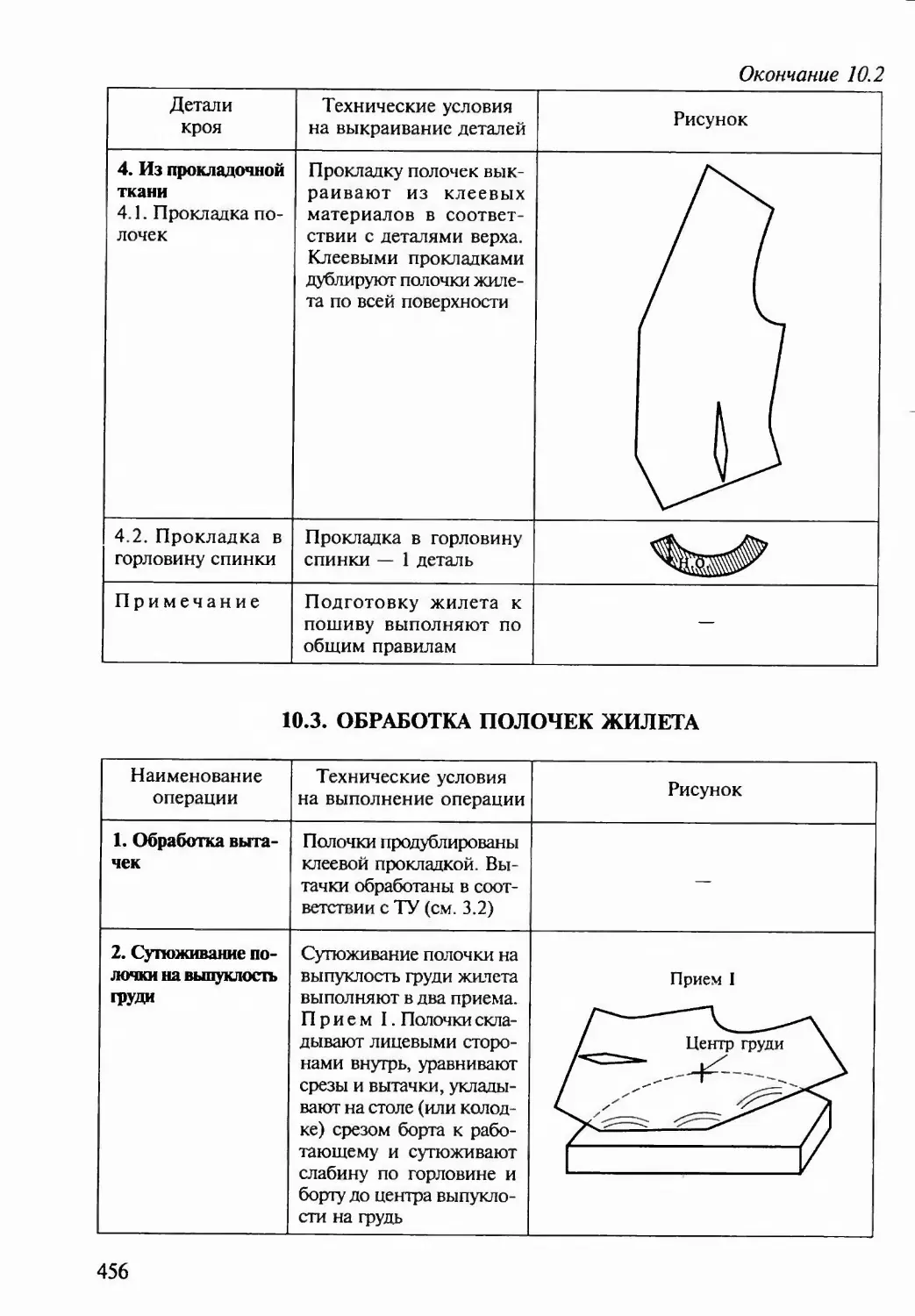
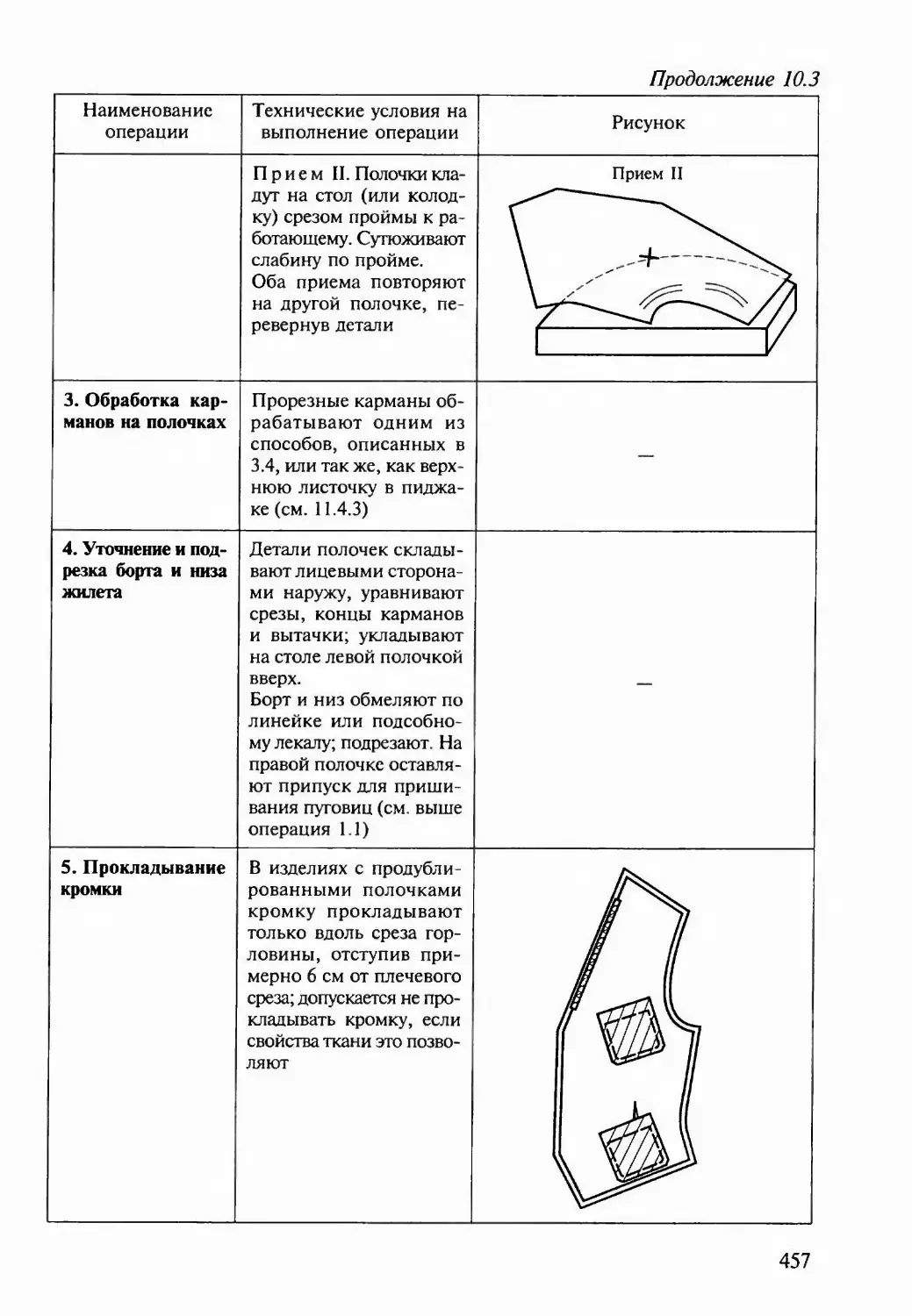
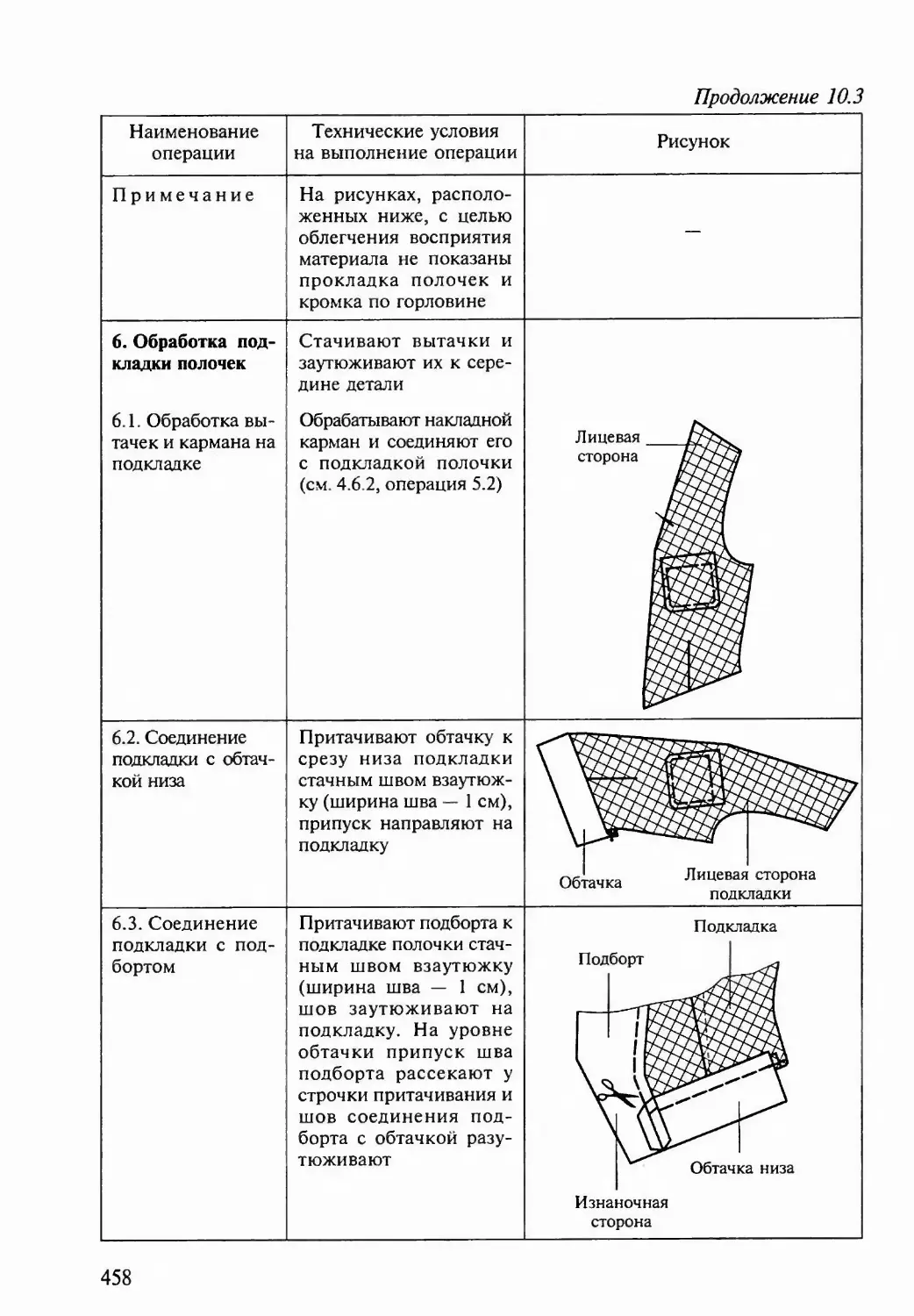
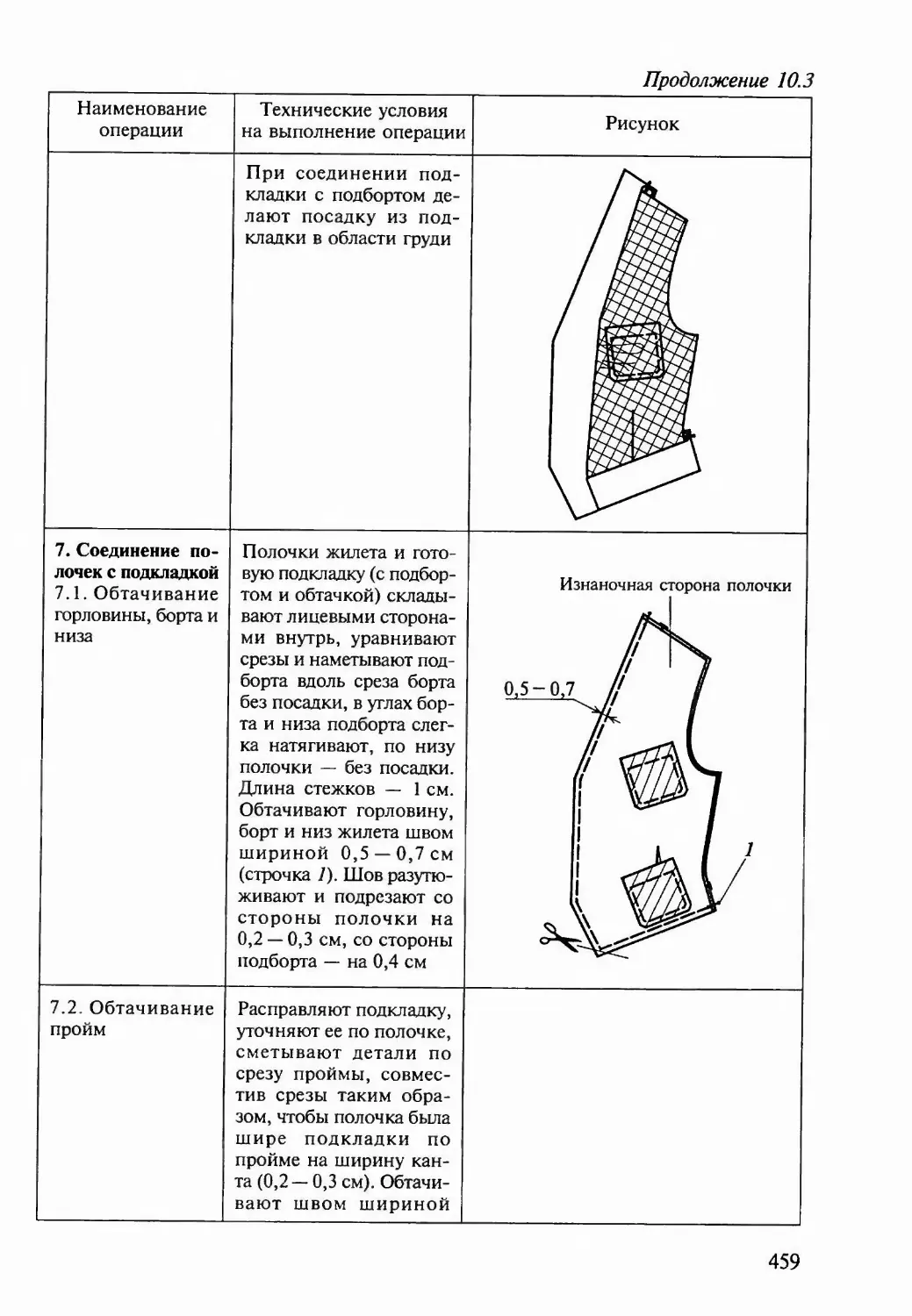
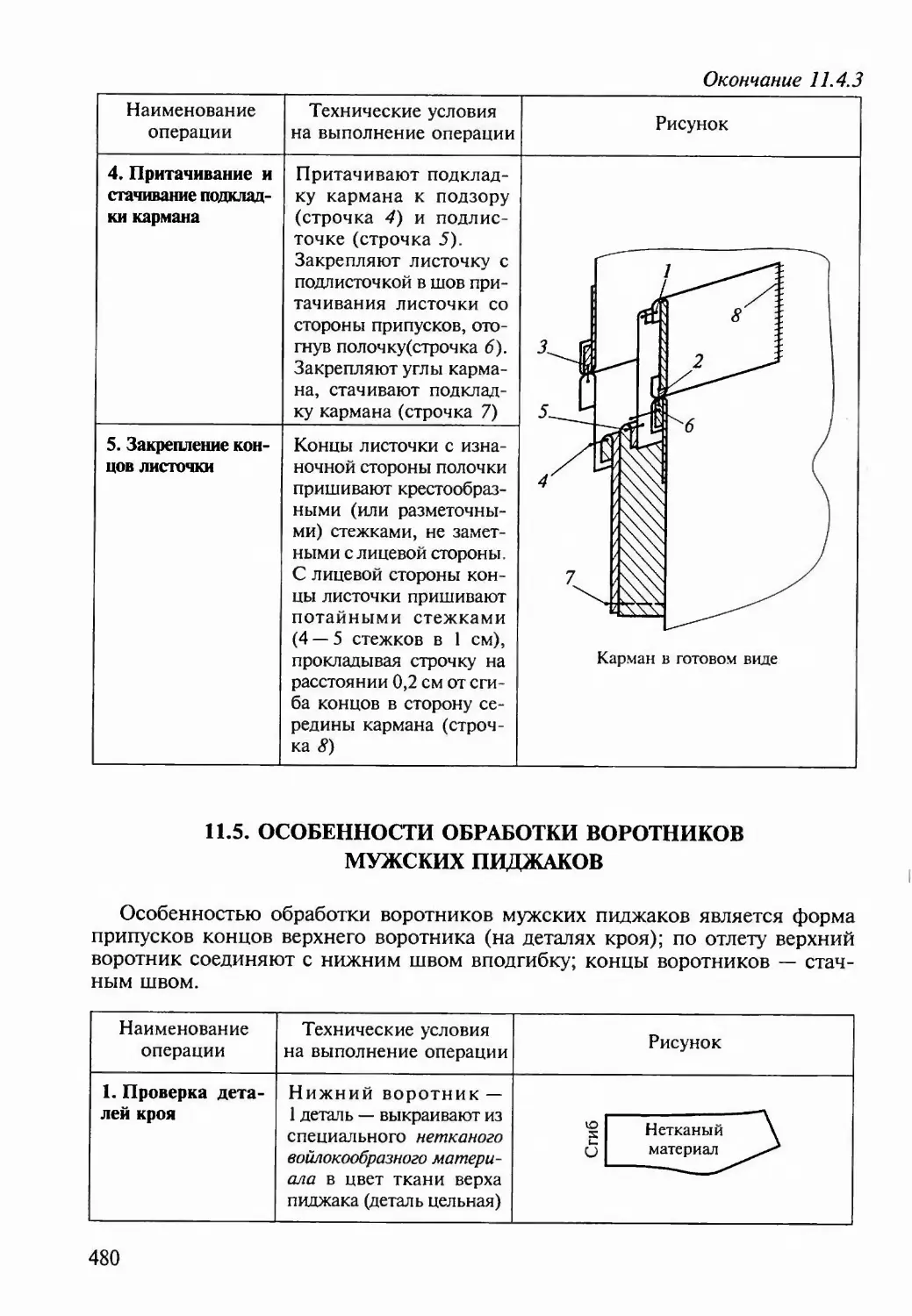
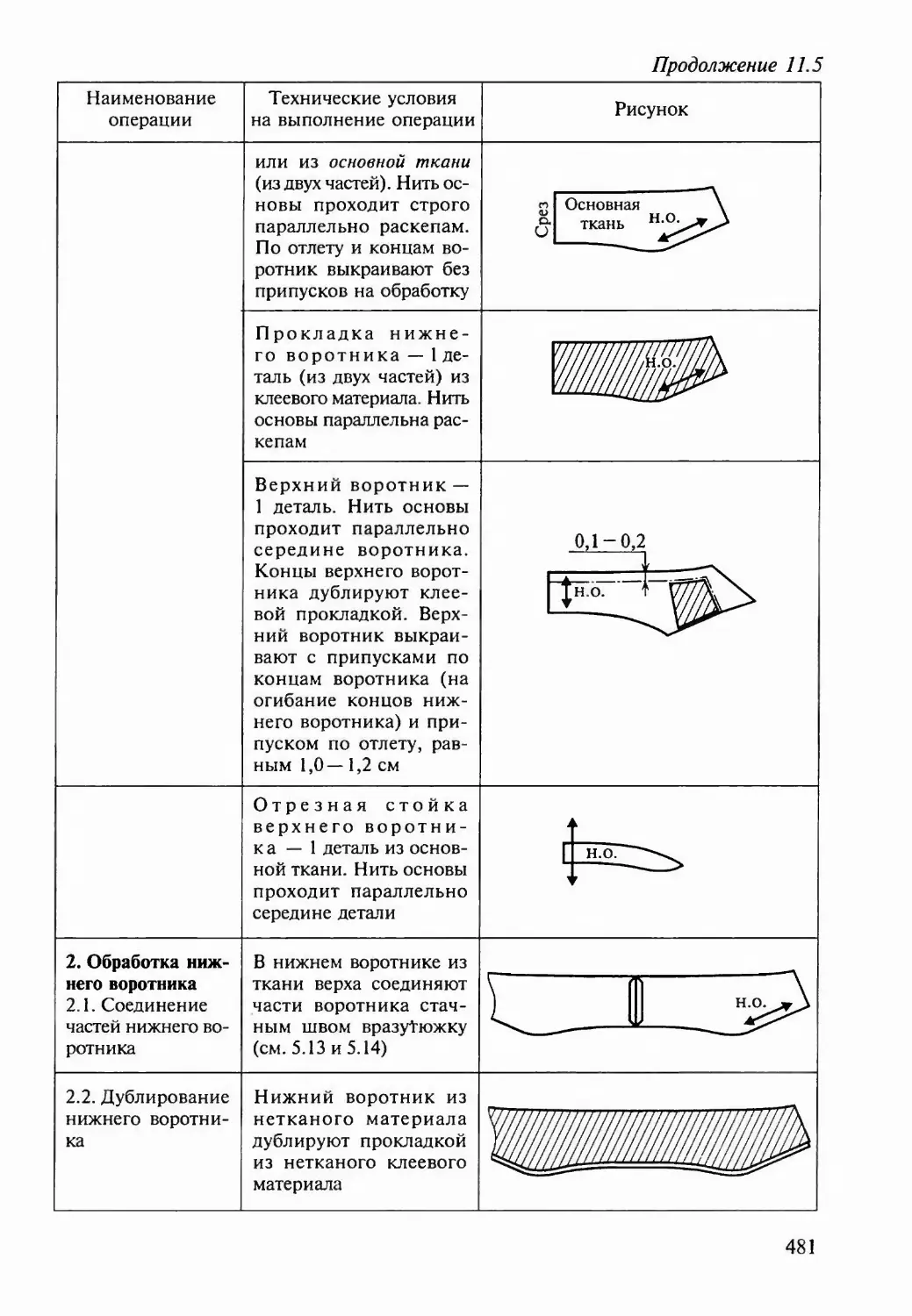
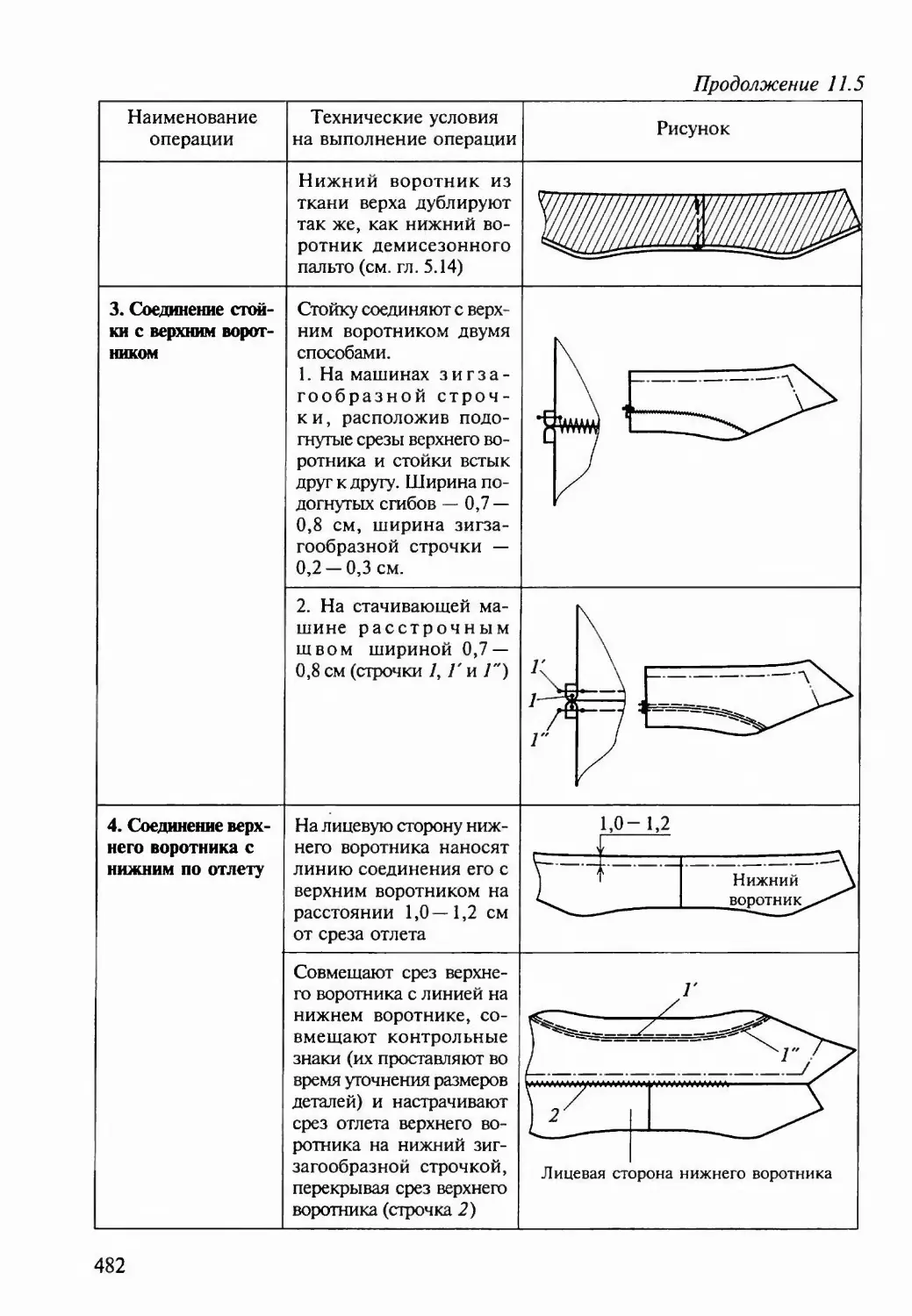
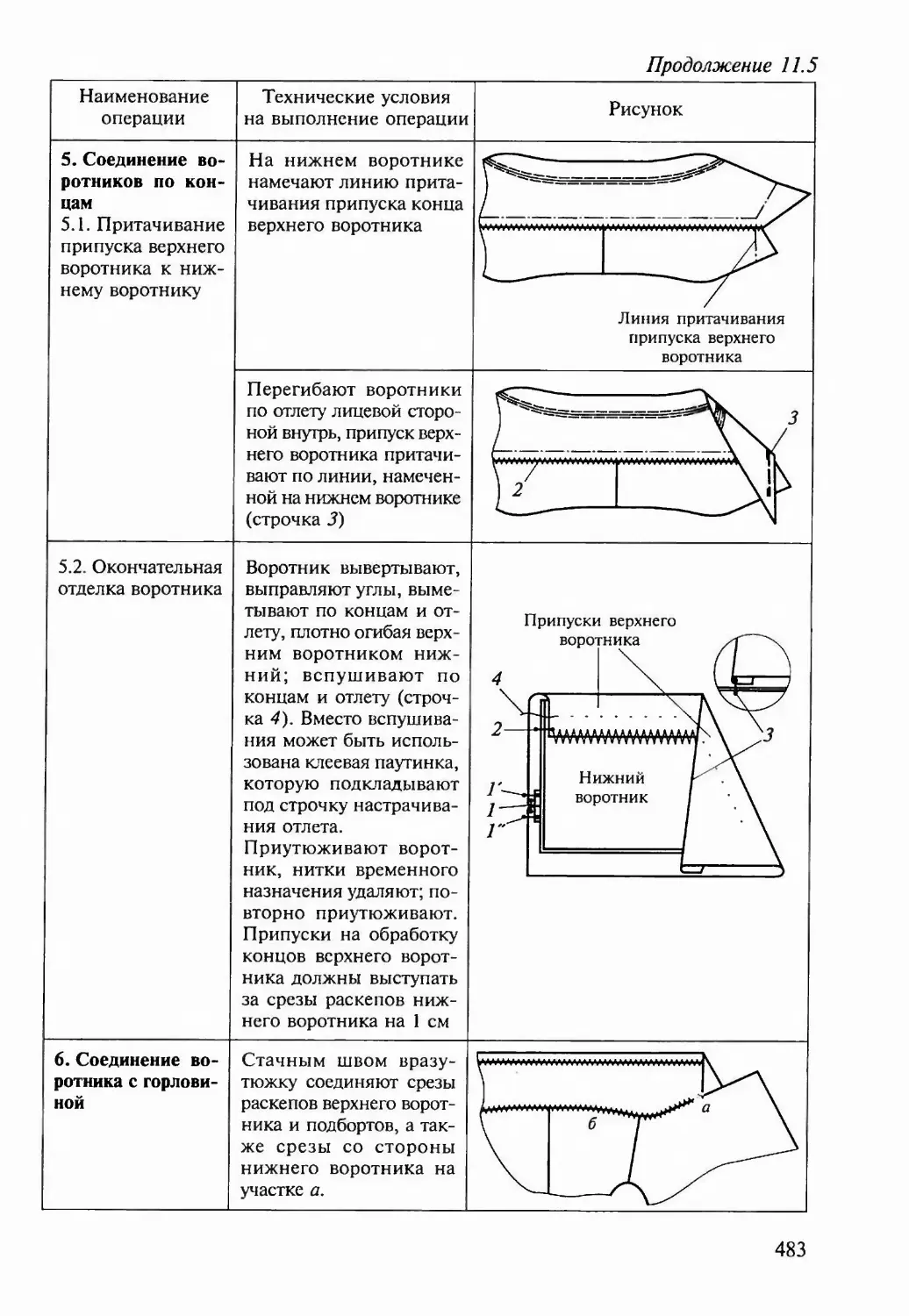
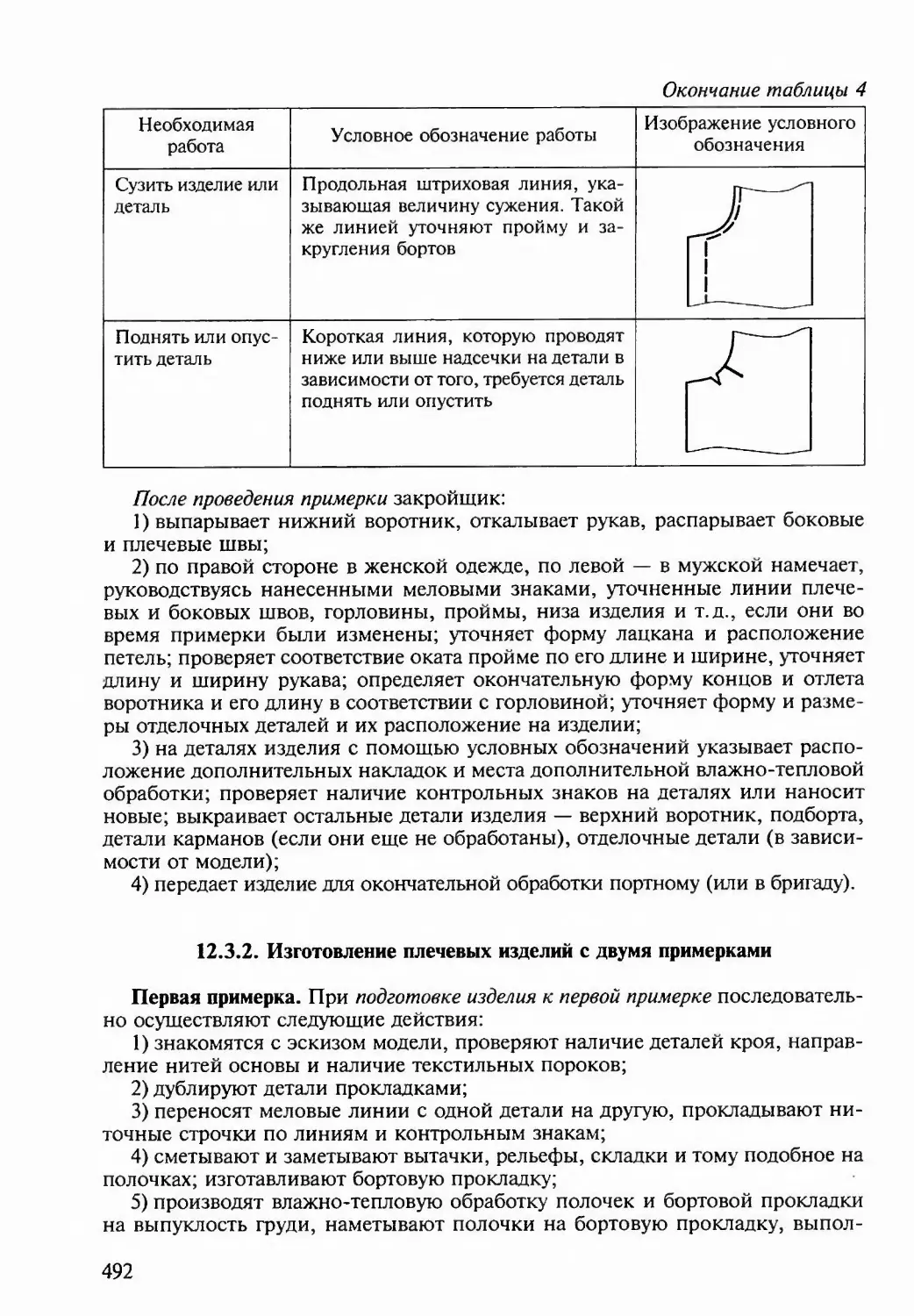
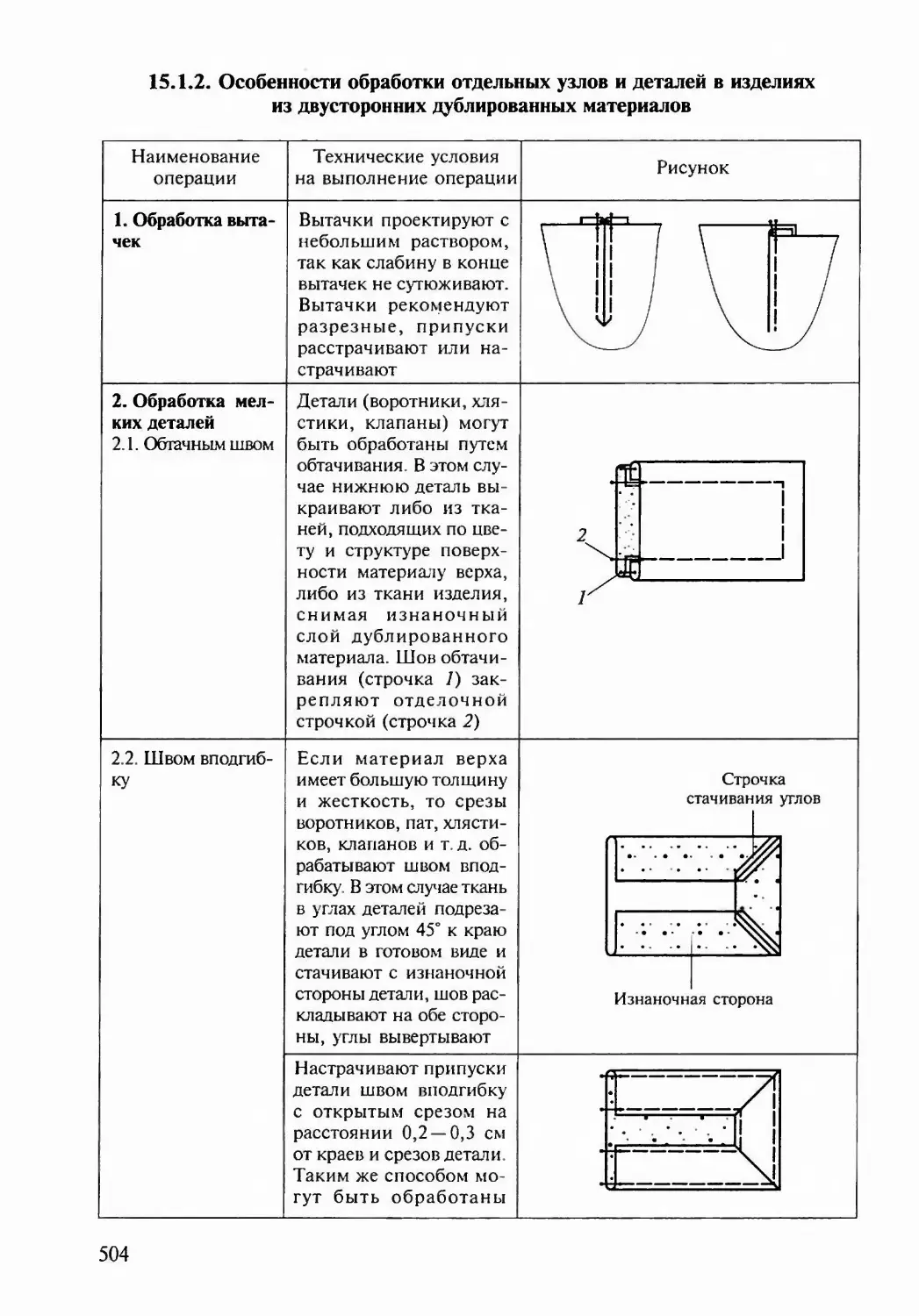
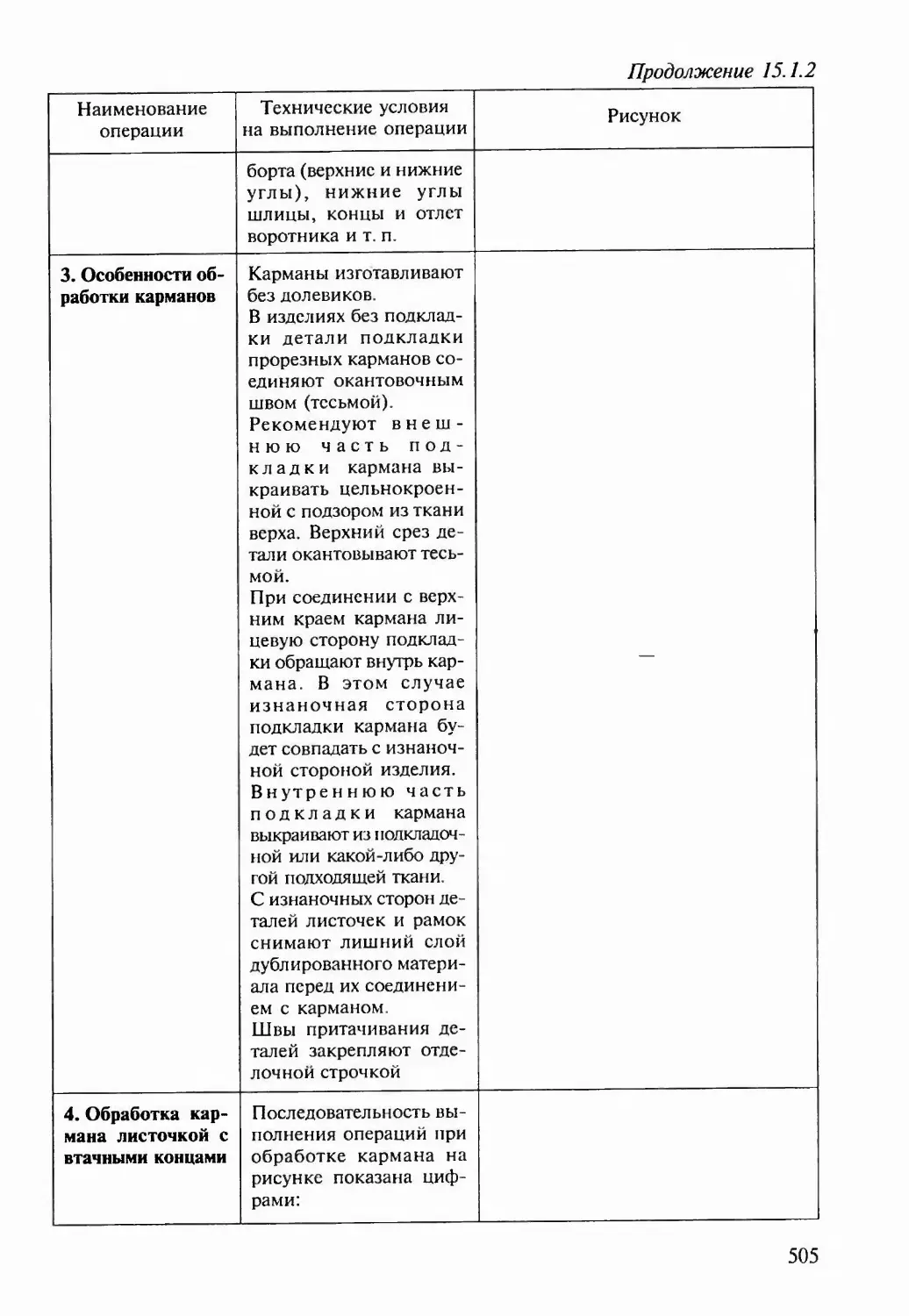
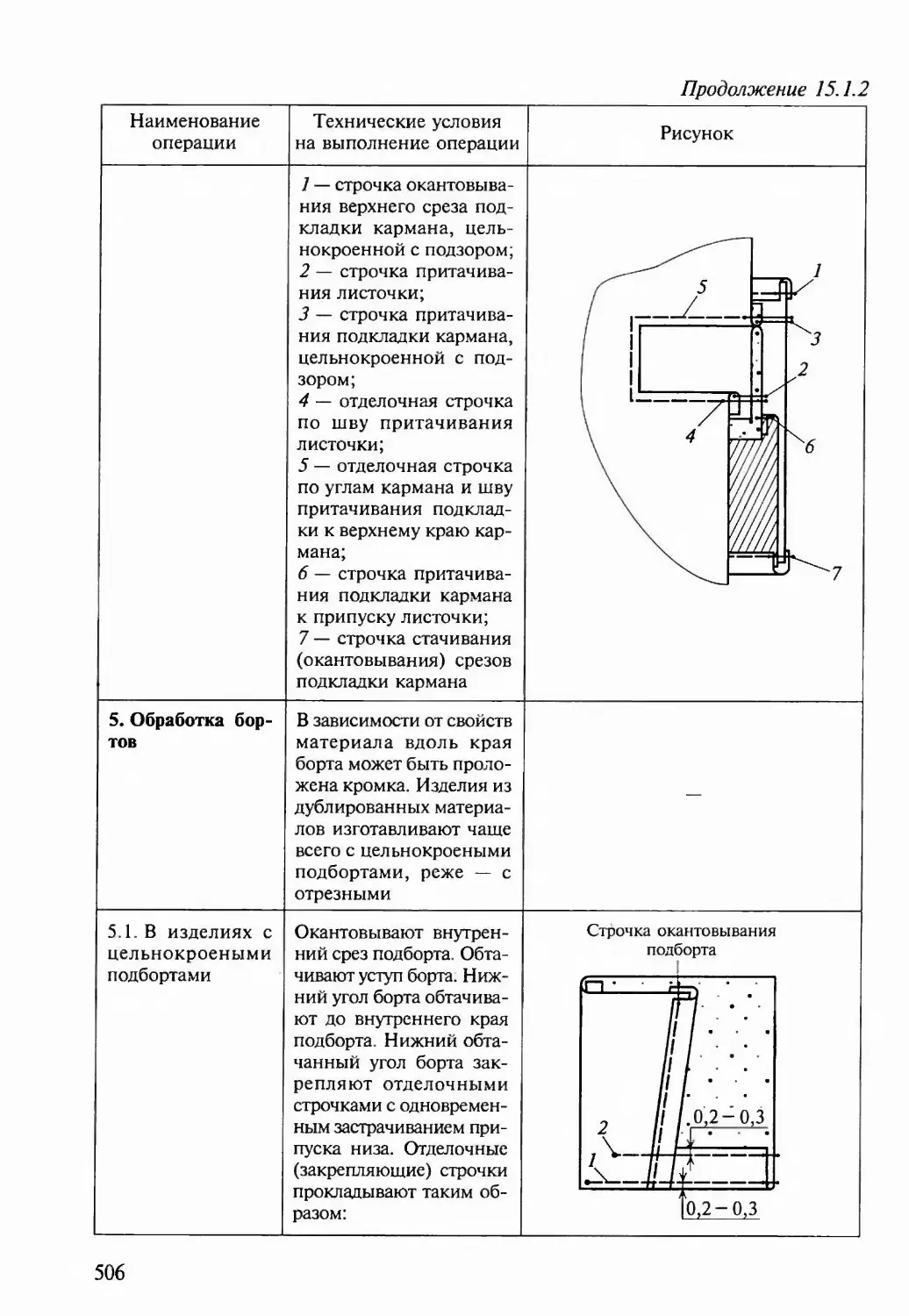
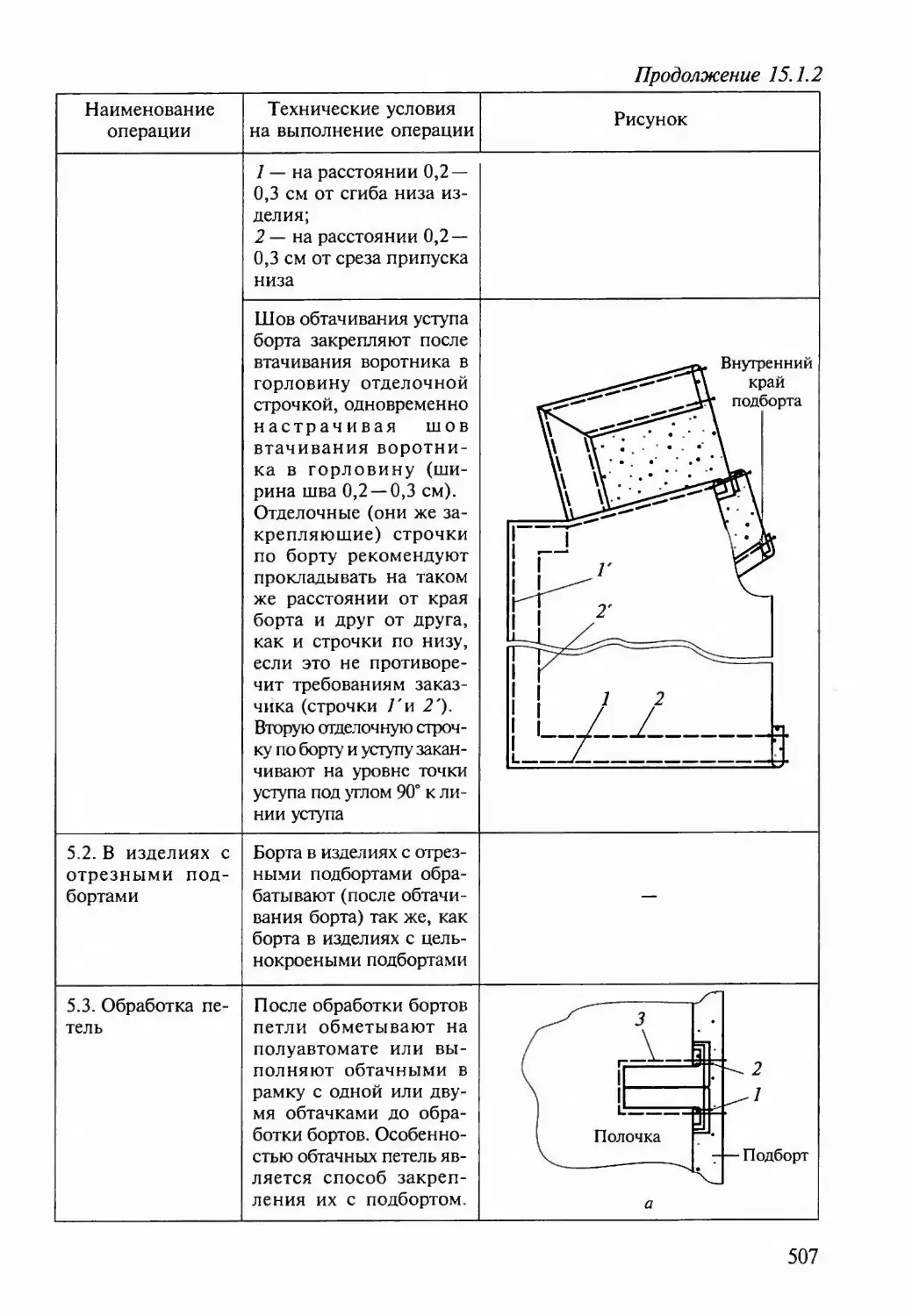
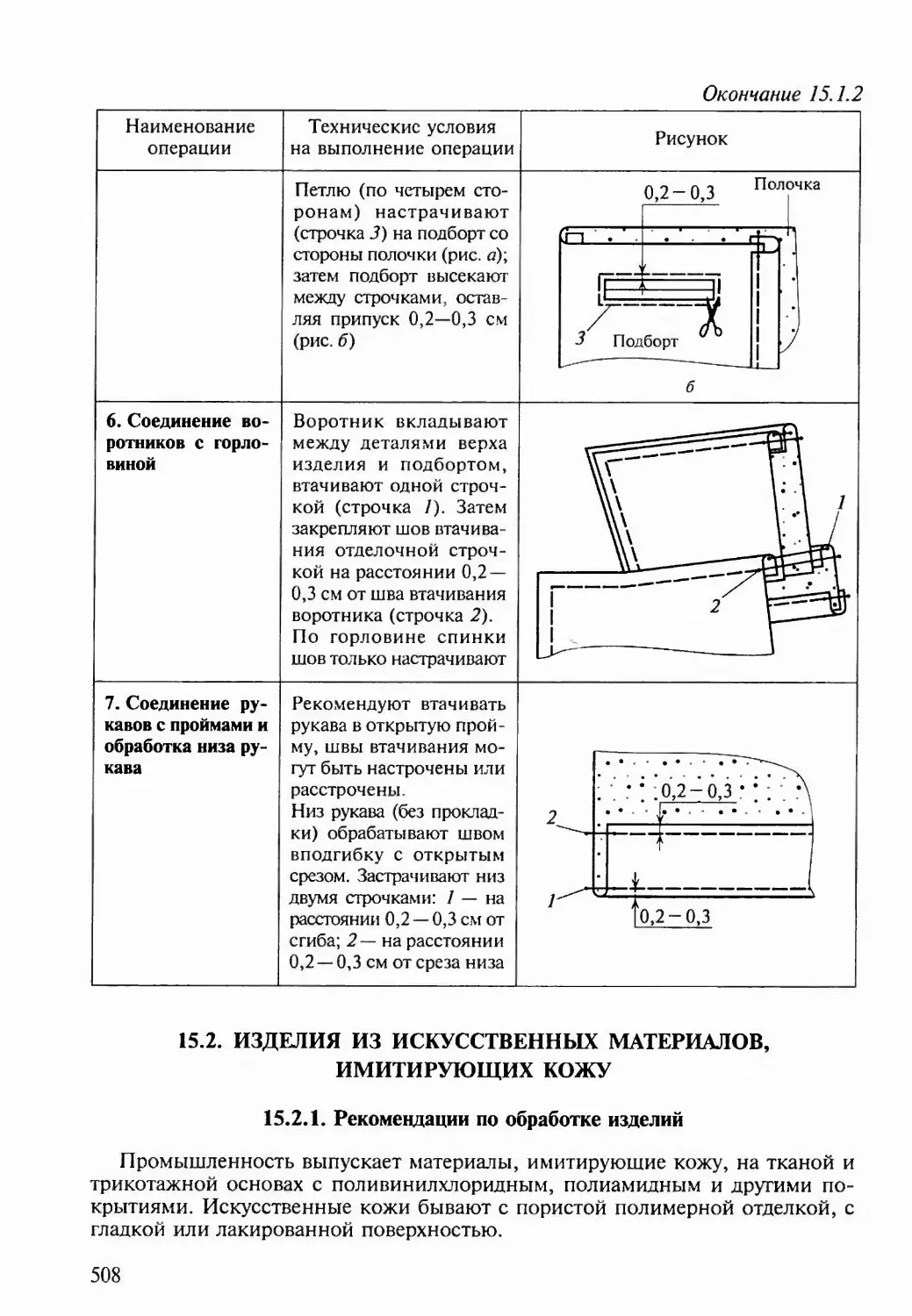
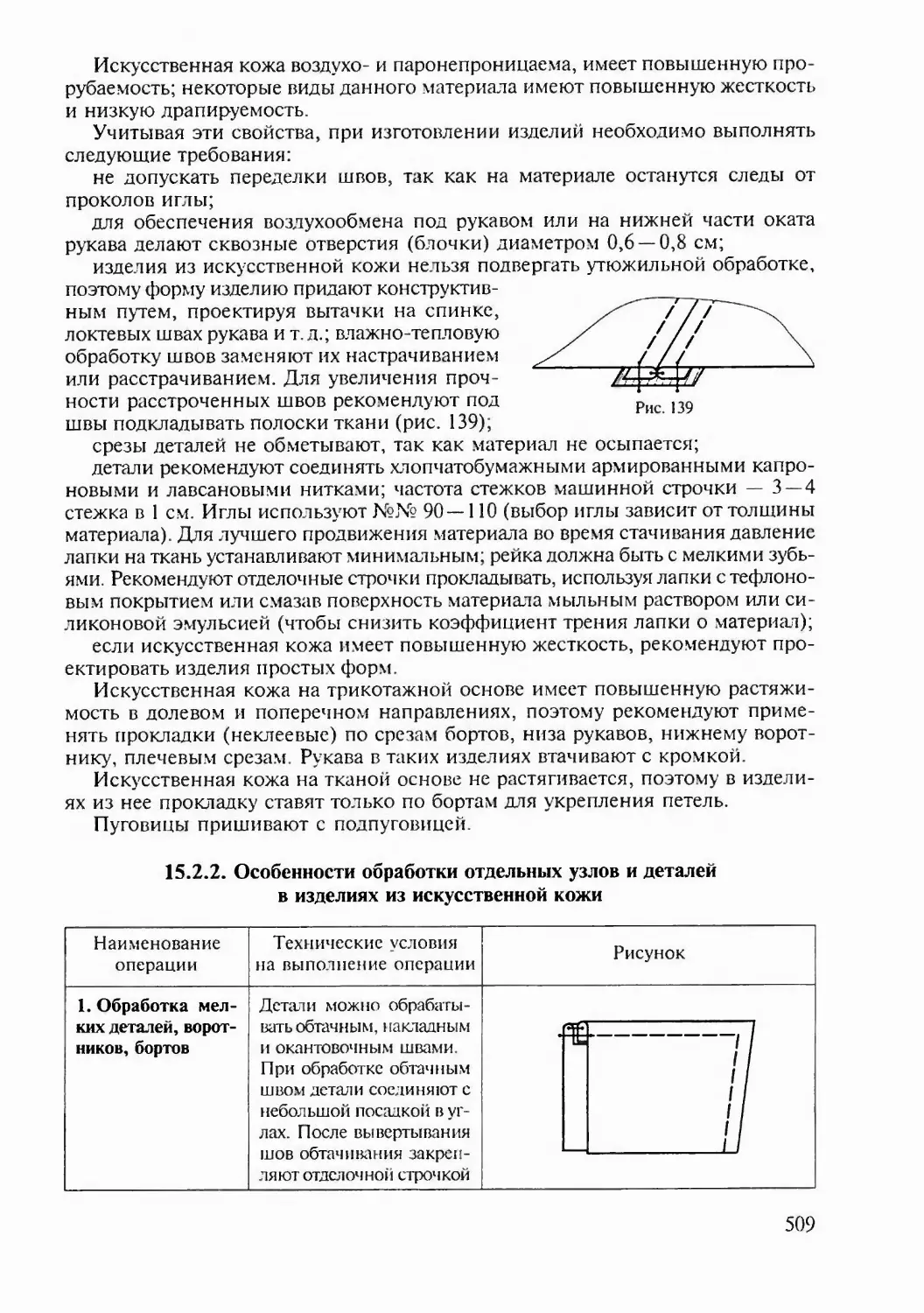
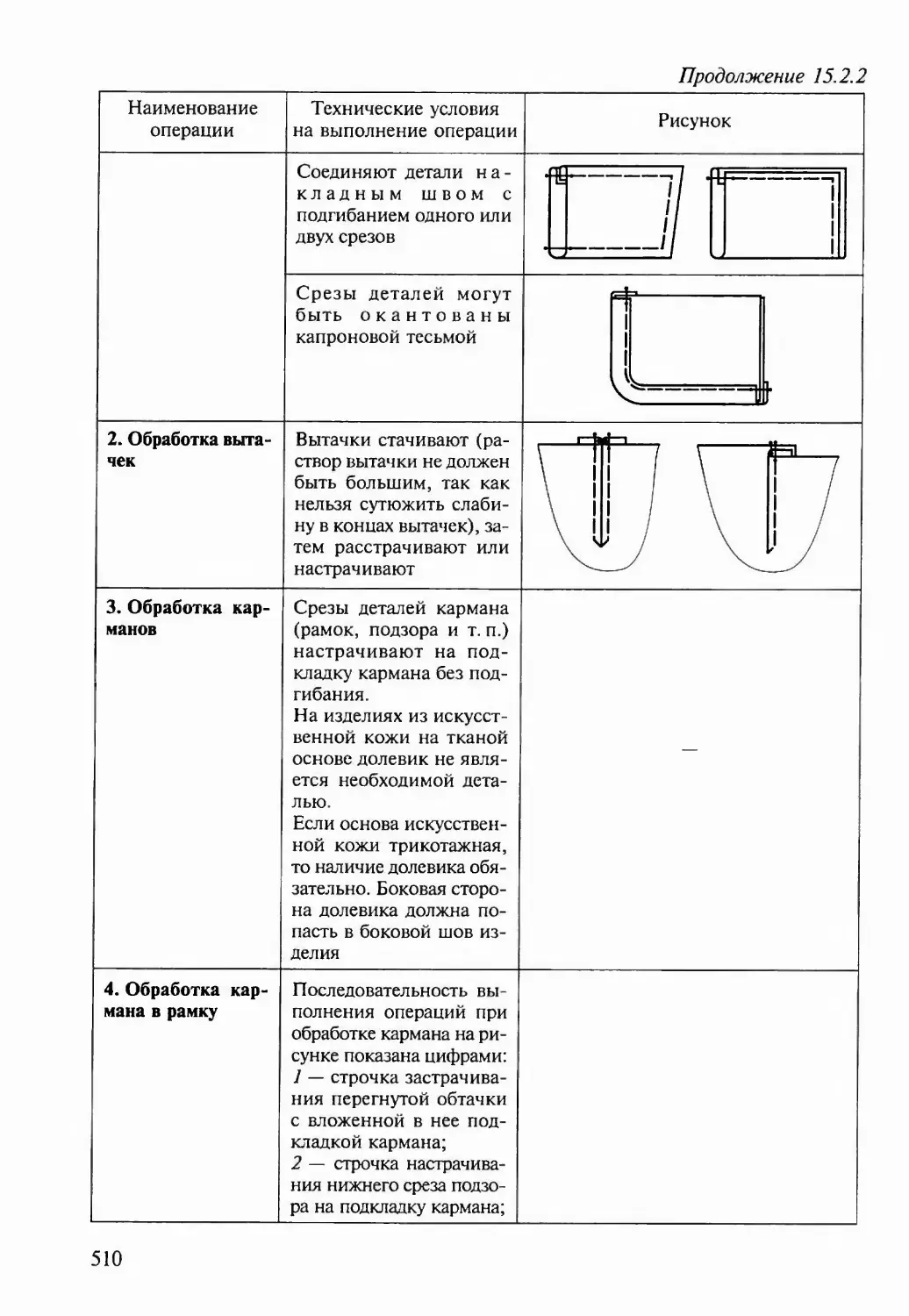
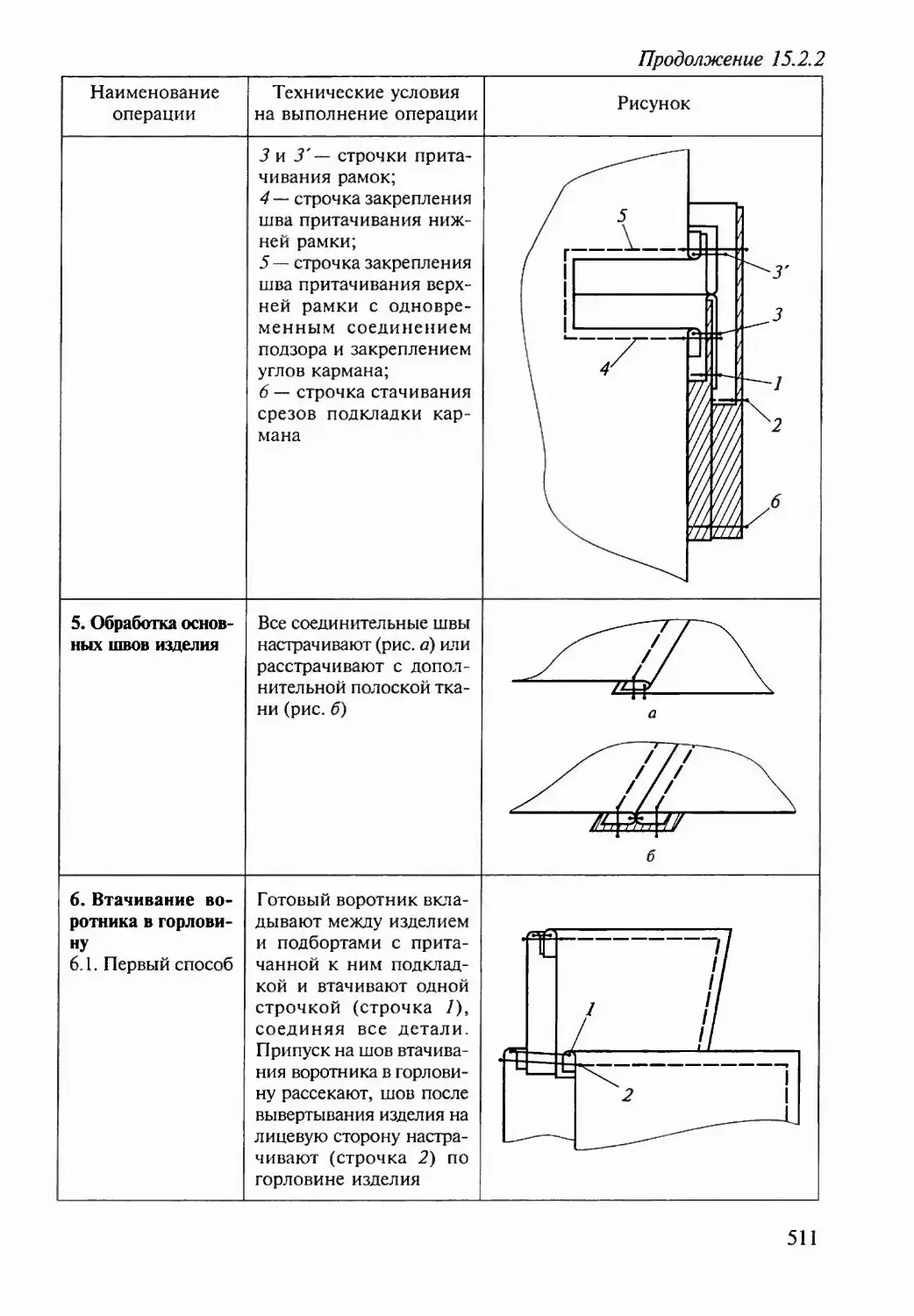
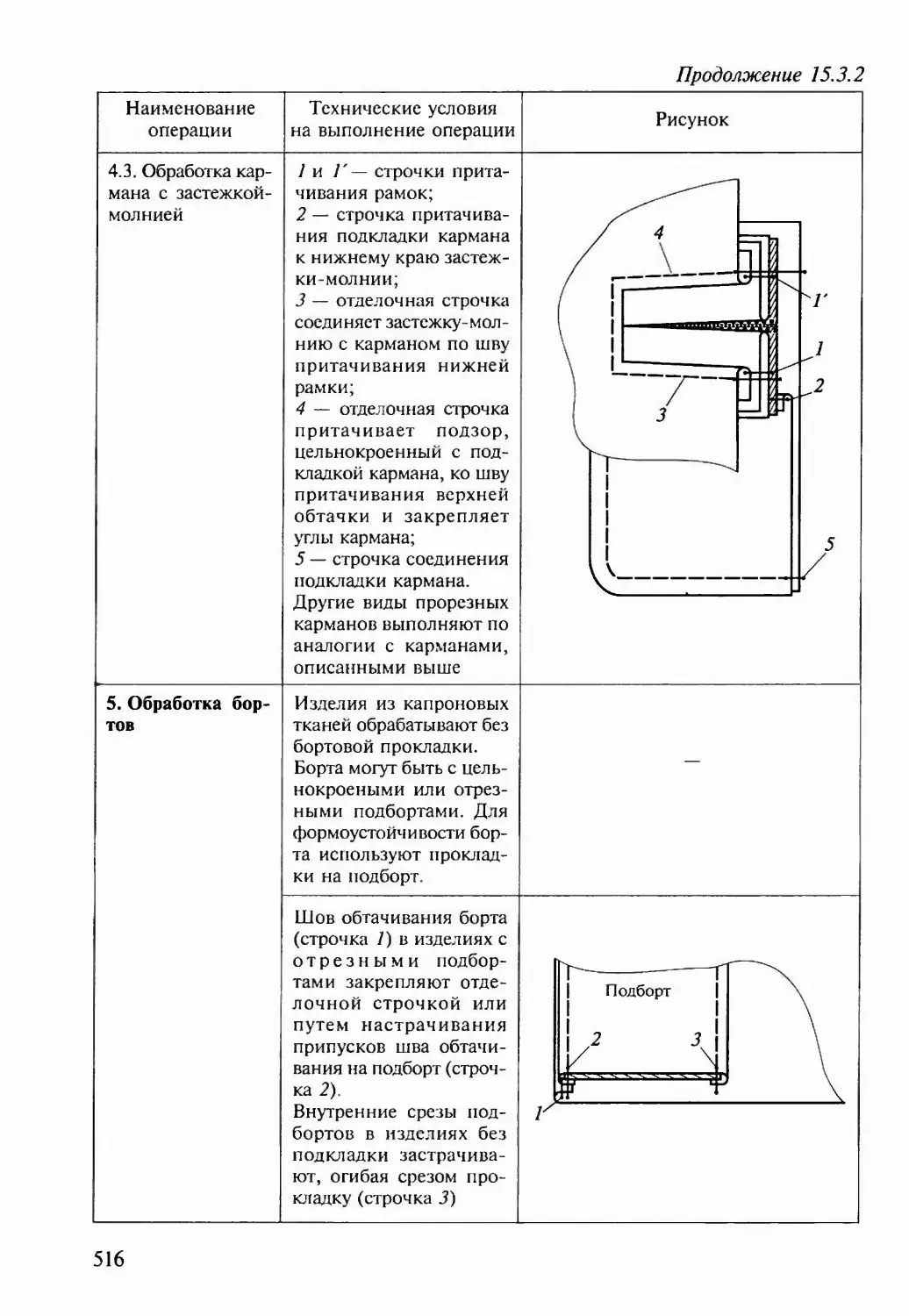
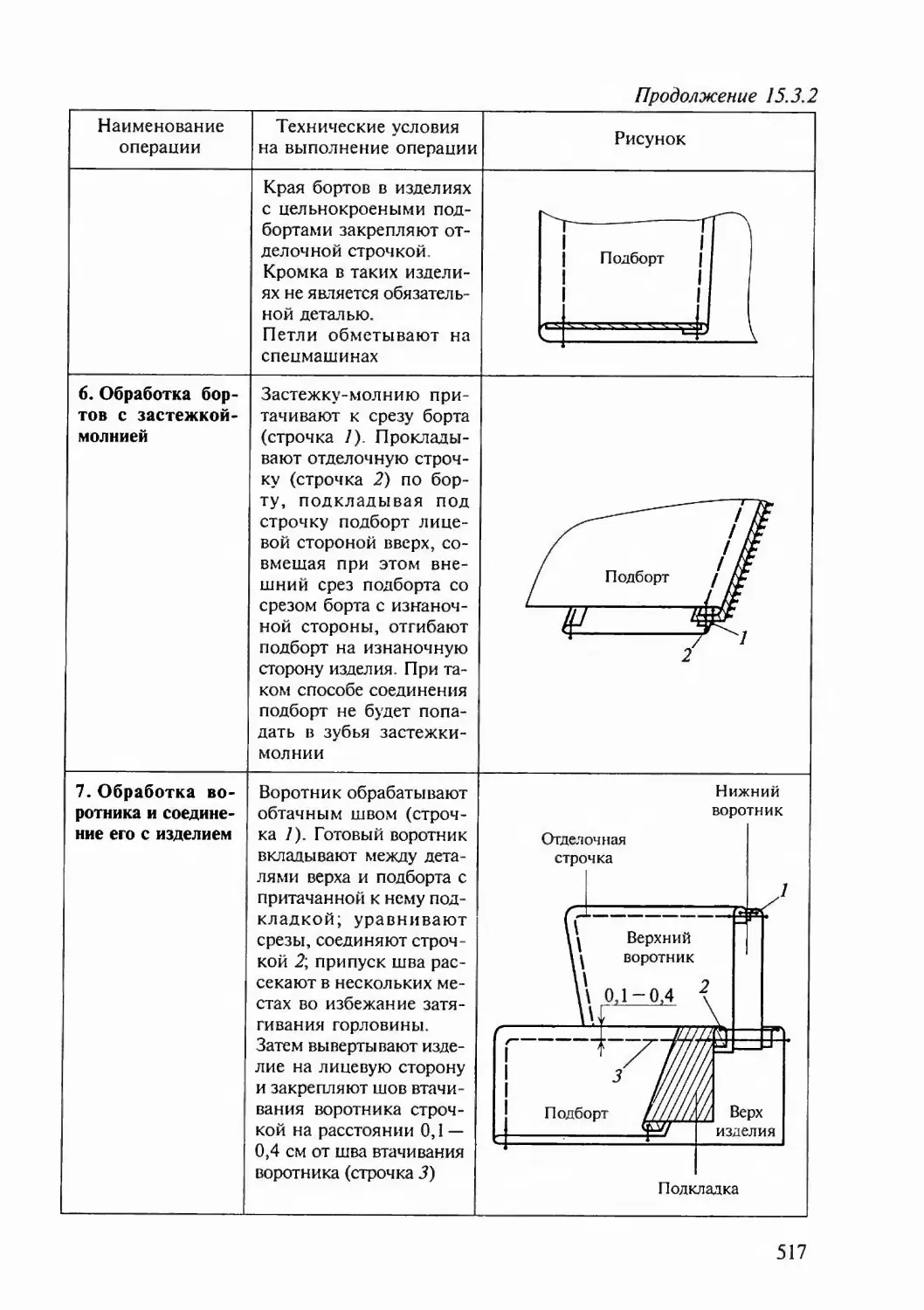
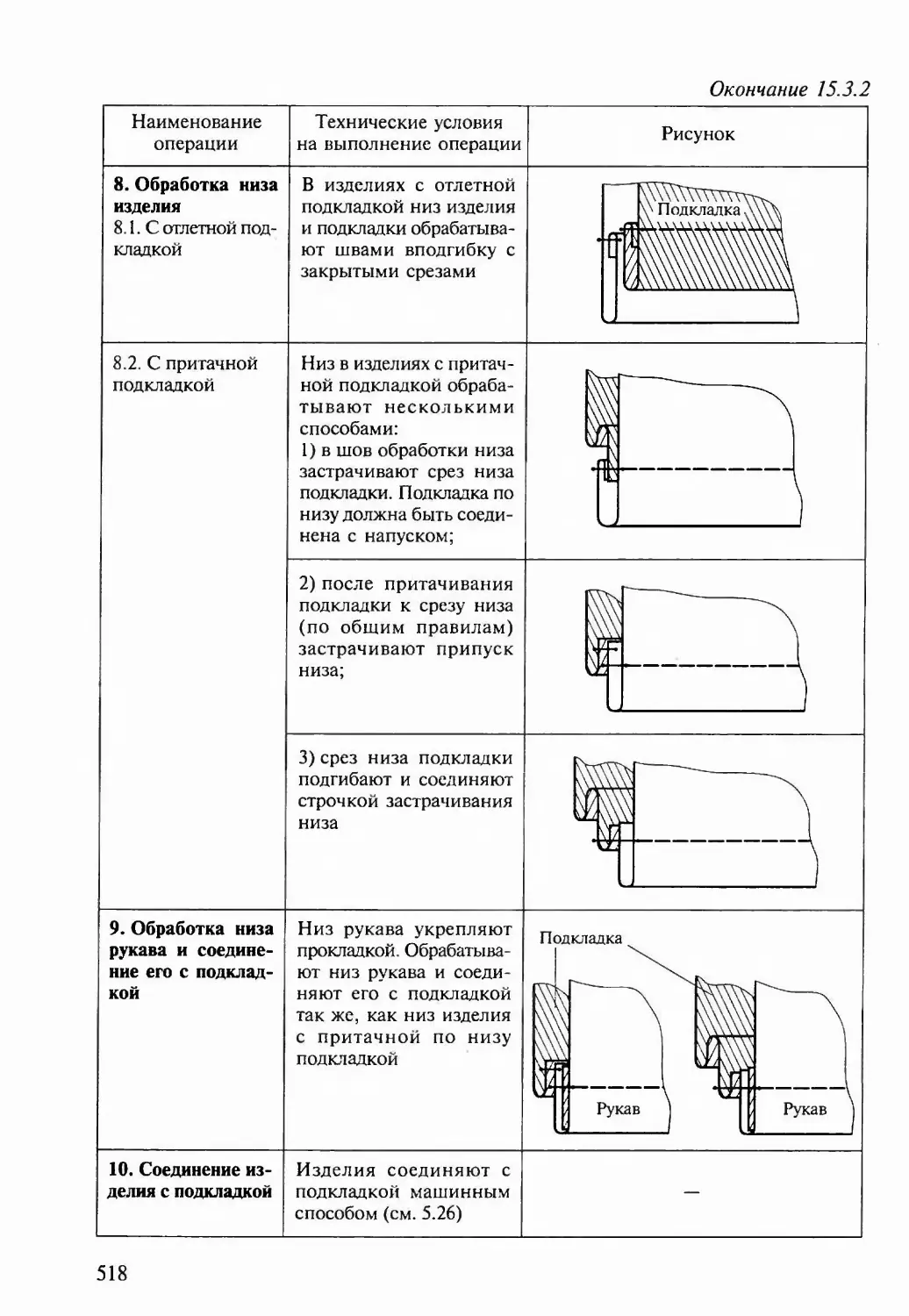
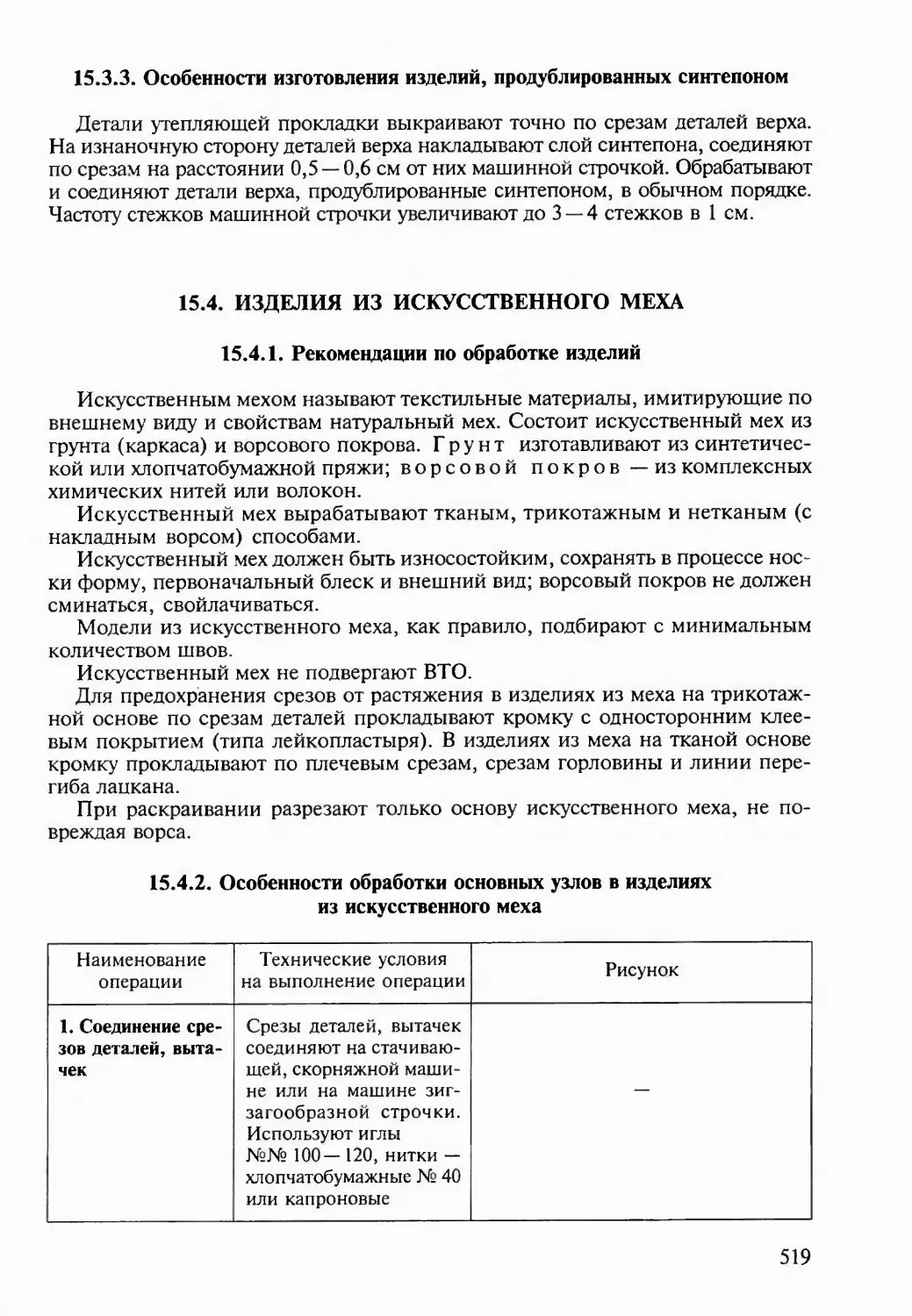
Text
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
М. А.СИЛАЕВА
ПОШИВ ИЗДЕЛИЙ
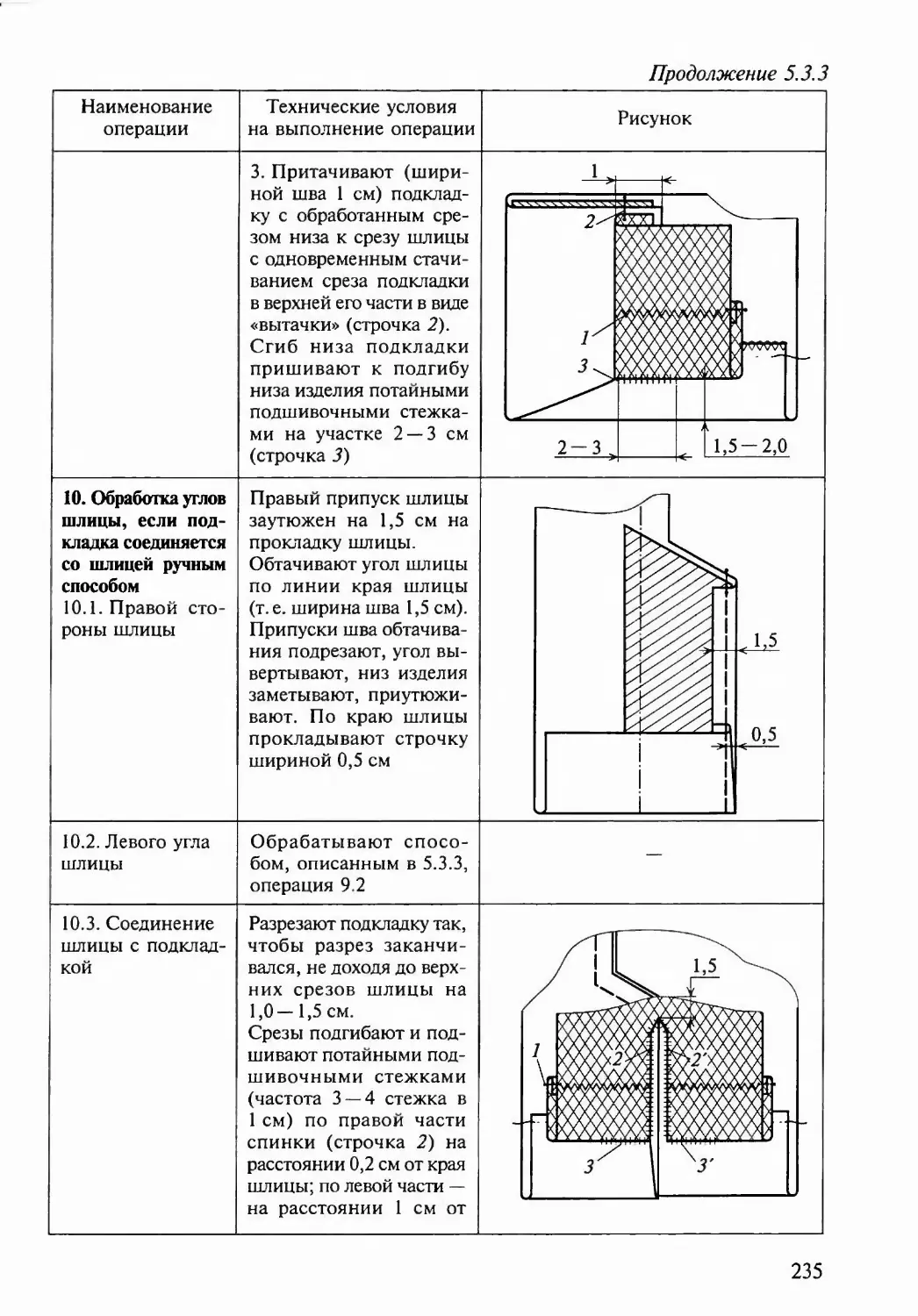
ПО ИНДИВИДУАЛЬНЫМ
ЗАКАЗАМ
УЧЕБНИК
Допущено
Министерством образования Российской Федерации в качестве учебника
для учреждений начального профессионального образования
2 е издание, стереотипное
Москва
АСАВГмк
2003
УДК687.1
ББК 37.24
С 36
Рецензент —
зам. директора ПУ № 99 г. Москвы Г. А. Крючкова
Силаева М.А.
С 36 Пошив изделий по индивидуальным заказам: Учебник для нач. проф.
образования / Марина Александровна Силаева. — 2-е изд., стер. — М.:
Издательский центр «Академия», 2003. — 528 с.
ISBN 5-7695-1167-2
Последовательно рассмотрены темы программы по курсу «Технология одежды»: руч-
ные, машинные, влажно-тепловые работы, обработка отдельных деталей и узлов одеж-
ды, технология одежды различных ассортиментных групп, виды и методы ремонта' одеж-
ды, особенности обработки изделий из различных материалов.
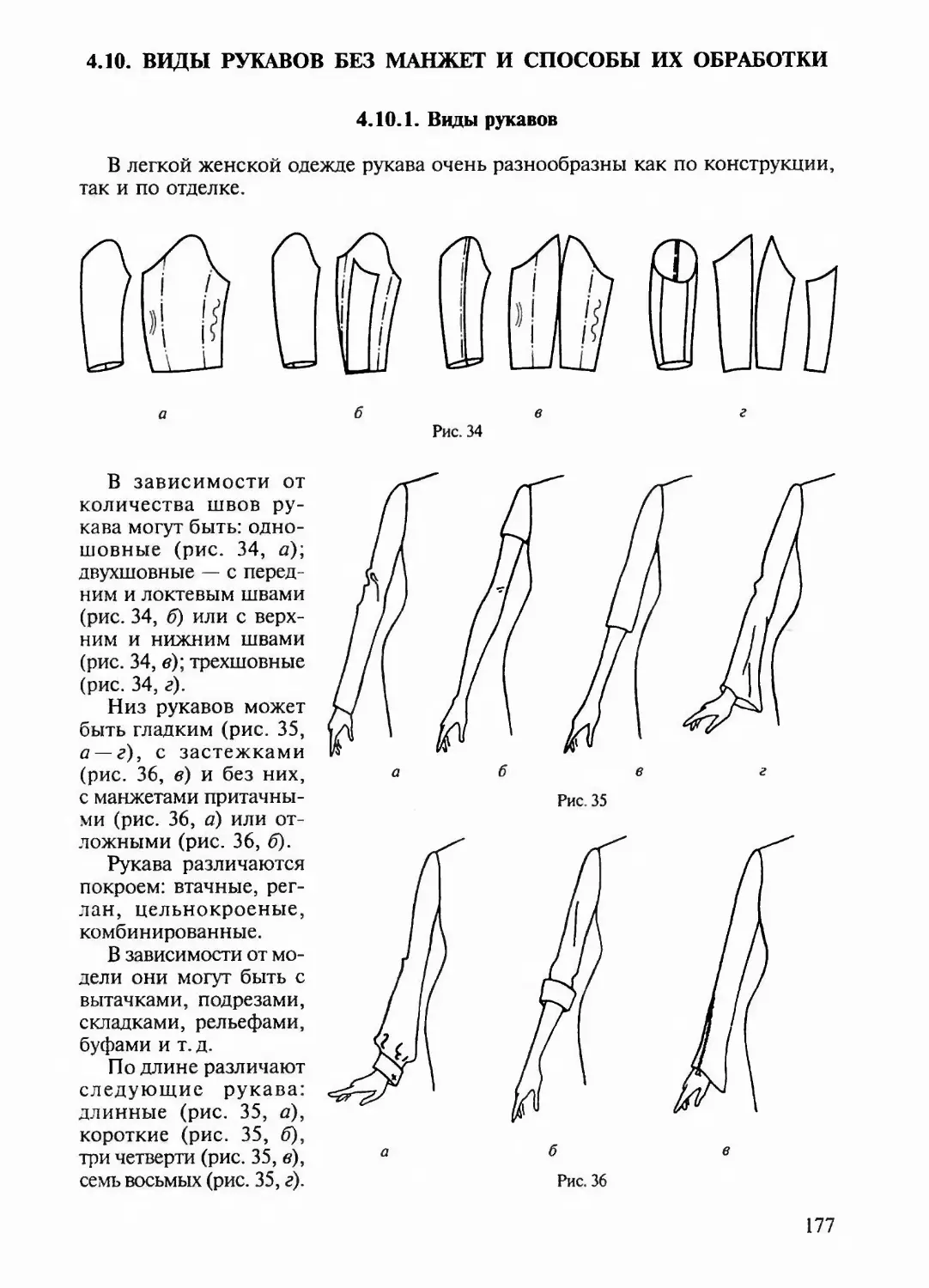
Для учащихся профессиональных швейных учебных заведений.
УДК 687.1
ББК 37.24
Учебное издание
Силаева Марина Александровна
Пошив изделий по индивидуальным заказам
Учебник
2-е издание, стереотипное
Редактор И. Н. Пахомова
Технический редактор О. С. Александрова
Компьютерная верстка: А. А. Хренова
Корректоры А. Б. Глазкова, Н. С Потемкина
Качество печати соответствует качеству
предоставленных издательством диапозитивов
Изд. № A-968-II/1. Подписано в печать 02.07.2003. Формат 70х 100/16. Бумага тип. № 2.
Печать офсетная Гарнитура «Таймс». Усл. печ. л. 42,9. Тираж 30000 экз. (1-й завод 1 - 8000 экз.).
Заказ №12089
Лицензия ИД № 02025 от 13 06 2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.С03903.06.03 от 05 06 2003.
117342, Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)334-8337, 330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
© Силаева М. А., 2002
© Образовательно-издательский центр «Академия», 2003
ISBN 5-7695-1167-2 © Оформление. Издательский центр «Академия», 2003
ПРЕДИСЛОВИЕ
Настоящее учебное пособие создано в соответствии с требованиями дей-
ствующей учебной программы по курсу «Технология одежды» с учетом Стан-
дарта образования и классификатора (квалификационный справочник) по про-
фессии «портной» (ОСТ 9 ПО 02.196 —95).
Пособие рекомендовано к использованию в профессиональных швейных
учебных заведениях.
В данном издании последовательно рассмотрены темы программы предмета:
ручные, машинные, влажно-тепловые работы, обработка отдельных деталей и
узлов одежды, технология мужской и женской одежды, особенности изготов-
ления юбок, брюк, жилетов, зимнего пальто, мужских пиджаков, изготовле-
ние одежды с примерками, технология ремонта одежды, особенности обра-
ботки изделий из различных материалов.
В книге представлены традиционные способы обработки изделий с элемен-
тами новых технологий, поскольку именно классические методы изготовле-
ния одежды являются фундаментом профессиональных знаний специалиста.
Наличие такого фундамента дает возможность развивать мастерство в ходе ов-
ладения профессией.
Большинство тем учебника представлено в форме инструкционно-техноло-
гических карт по обработке тех или иных узлов (деталей) одежды, которые
выполнены в виде таблиц, состоящих, как правило, из трех разделов:
наименование операции;
содержание операции и технические условия на выполнение;
пооперационные схемы или рисунки и схемы узлов деталей в готовом виде
(с указанием номеров строчек в последовательности обработки).
Предлагается практически полный курс предмета «Технология одежды»;
содержание тем, методы и формы подачи материала даются в определенной
последовательности и закономерности.
В начале курса дается подробное описание основных правил и приемов вы-
полнения операций, цель которых научить пользоваться схемами, т.е. получать
максимум информации из их содержания, развивать навыки самостоятельного
изображения сначала швов, а затем узлов обработки изделий. К середине курса
текстовое содержание постепенно сокращается и акцент делается на графику;
в ряде тем схемы узла превращаются в опорный конспект, который легко чи-
тается и запоминается.
По мнению автора, такой способ подачи материала способствует лучшему
восприятию и усвоению его учащимися.
При подготовке данного издания использовались методические рекоменда-
ции лабораторий, предприятий, практический опыт передовых ателье, разра-
ботки других авторов, данные учебной и справочной литературы.
3
ГЛАВА 1. НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ОДЕЖДЫ
1.1. НАЗНАЧЕНИЕ ОДЕЖДЫ
Одежда — это изделие (или совокупность изделий), изготовленное из ма-
териалов животного, растительного, искусственного происхождения и из ма-
териалов, полученных путем синтеза. Одежда является одним из предметов
первой необходимости человека наряду с пищей, жильем и т.д.
Требования, предъявляемые к одежде, очень разнообразны. Их подразделя-
ют на гигиенические, механические, эстетические, эксплуатационные, тех-
нические и экономические.
Гигиенические требования обеспечивают теплозащитные свойства одежды,
воздухообмен в пододежном слое, гигроскопичность, способствующую отве-
дению влаги от тела, и водонепроницаемость для защиты от влаги.
Механические требования — это требования к прочности изделий, устойчи-
вости к трению, многократным изгибам, окраске, сохранению формы и др.
Эстетические требования включают художественное оформление изделия,
подбор материала по цвету и фактуре и т. п.
Эксплуатационные требования обеспечивают удобство одежды в носке и
надежность. Удобство в носке заключается в свободе движения и дыхания
человека, легком надевании и снятии одежды; надежность в эксплуатации —
в безотказной службе одежды до момента ее морального или физического
износа.
Технические требования должны выполняться в процессе производства одеж-
ды в полном соответствии с требованиями государственных стандартов и тех-
нических условий.
Экономические требования предусматривают снижение себестоимости изго-
товления изделий, минимальный расход материалов и т.п.
Эстетические и эксплуатационные показатели одежды должны соответ-
ствовать современным направлениям моды по силуэтным формам, пропор-
циям, цвету, используемым материалам. Эти задачи решают путем создания
изделий, соответствующих законам зрительного восприятия и отвечающих
нормам дизайнерского искусства. Кроме этого, одежда должна быть выпол-
нена с соблюдением необходимых требований и норм технологии произ-
водства.
1.2. КЛАССИФИКАЦИЯ ОДЕЖДЫ
Ассортимент одежды — это изделия, объединенные в самостоятельные груп-
пы по определенным признакам.
Существует пять основных групп одежды.
1. Верхняя одежда — одежда, надеваемая на нательное белье и (или) платье
(костюм). Например- пальто, плащ, пиджак, жилет, брюки, юбки, платье,
блуза и т. д.
4
2. Нательное белье — одежда, надеваемая на корсетные изделия или непо-
средственно на тело человека. Например: ночная рубашка, нижняя сорочка,
нижняя юбка, трусы и т. д.
3. Корсетные изделия — одежда, надеваемая непосредственно на тело чело-
века для формирования и поддержания отдельных частей тела (или) держания
чулок. Например: бюстгальтер, корсет, грация, пояс для чулок и т.д.
4. Пляжная одежда — это одежда для купания и загорания. Например: плав-
ки, купальный комплект (бюстгальтер и трусы), купальник.
5. Головной убор — изделие, покрывающее голову человека. Например: кепи,
шляпа, берет, шлем, капор, тюбетейка и т.д.
Одежда подразделяется также на бытовую, производственную и форменную.
{.Бытовая одежда бывает повседневной, торжественной, домашней,
спортивной, национальной.
2. К производственной одежде относится специальная (используют для за-
шиты работающего от опасных и вредных производственных факторов, напри-
мер для химиков, пожарных и т.д.) и санитарная (для защиты от загрязне-
ний).
3. Форменная одежда предназначена для военнослужащих, учащихся и др.
Одежда может быть массового производства и выполненная по индивиду-
альному заказу.
Различают также готовую одежду и одежду-полуфабрикат.
В зависимости от членения конструкции на пояса одежду делят на плечевую
(пальто, плащ, платье, пиджак и т.п.) и поясную (брюки, юбка, шорты и т.п.).
Одежду различают: по покрою — с втачными, цельнокроеными рукавами,
с рукавами покроя реглан и комбинированного покроя; по силуэту — полу-
прилегающую, прилегающую, трапециевидную, прямую; по сезонности — зим-
нюю, летнюю, демисезонную, всесезонную; по половозрастному признаку —
мужскую, женскую, детскую; по модели — с застежкой доверху, с лацканами,
воротниками и карманами различной формы; по виду материалов — из шер-
стяных, полушерстяных, шелковых, хлопчатобумажных тканей, трикотажа,
из кожи, меха и т.д.
ГЛАВА 2. ВИДЫ РАБОТ, ПРИМЕНЯЕМЫХ
ПРИ ИЗГОТОВЛЕНИИ ОДЕЖДЫ
2.1. РУЧНЫЕ РАБОТЫ
2.1.1. Организация рабочего места для ручных работ
Под рабочим местом понимается участок производственной площади, пред-
назначенный для определенной работы и оснащенный в соответствии с харак-
тером этой работы. Правильная организация рабочего места способствует по-
вышению производительности труда и высокому качеству работы.
Размеры рабочих мест различны: они зависят от вида изделия и выполняе-
мой операции. Ручные работы могут выполняться стоя и сидя.
Для повышения производительности труда и качества выпускаемой про-
дукции необходимо обеспечить правильную посадку рабочего за столом.
5
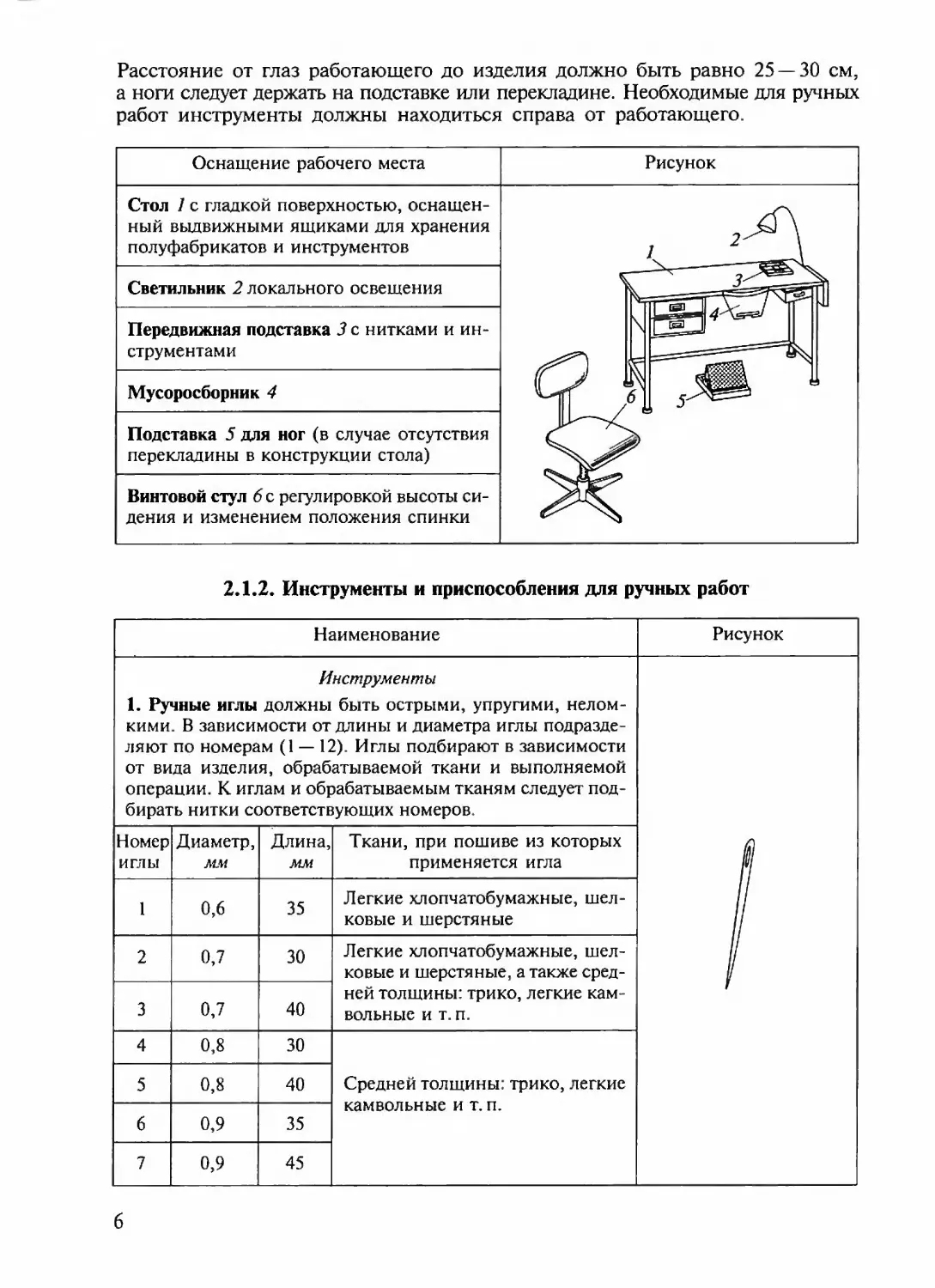
Расстояние от глаз работающего до изделия должно быть равно 25 — 30 см,
а ноги следует держать на подставке или перекладине. Необходимые для ручных
работ инструменты должны находиться справа от работающего.
Оснащение рабочего места Рисунок
Стол / с гладкой поверхностью, оснащен- ный выдвижными ящиками для хранения полуфабрикатов и инструментов
Светильник 2 локального освещения 1
о 4
Передвижная подставка 3 с нитками и ин- струментами
Мусоросборник 4 ti
Подставка 5 для ног (в случае отсутствия перекладины в конструкции стола)
Винтовой стул 6 с регулировкой высоты си- дения и изменением положения спинки
2.1.2. Инструменты и приспособления для ручных работ
Наименование Рисунок
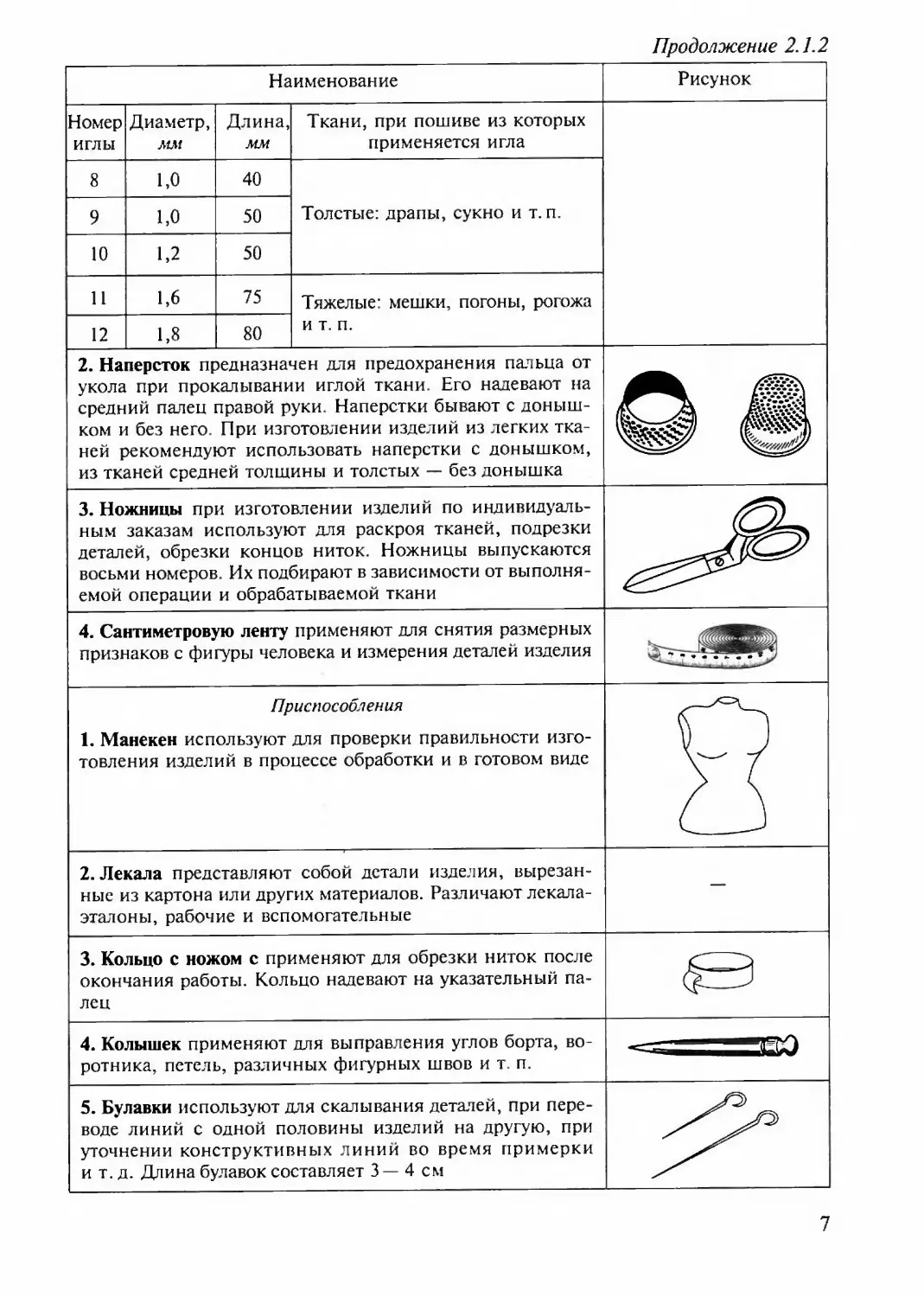
Инструменты 1. Ручные шлы должны быть острыми, упругими, нелом- кими. В зависимости от длины и диаметра иглы подразде- ляют по номерам (1 — 12). Иглы подбирают в зависимости от вида изделия, обрабатываемой ткани и выполняемой операции. К иглам и обрабатываемым тканям следует под- бирать нитки соответствующих номеров. /
Номер иглы Диаметр, мм Длина, мм Ткани, при пошиве из которых применяется игла
1 0,6 35 Легкие хлопчатобумажные, шел- ковые и шерстяные
2 0,7 30 Легкие хлопчатобумажные, шел- ковые и шерстяные, а также сред- ней толщины: трико, легкие кам- вольные и т. п.
3 0,7 40
4 0,8 30 Средней толщины трико, легкие камвольные и т. п.
5 0,8 40
6 0,9 35
7 0,9 45
6
Продолжение 2.1.2
Наименование Рисунок
Номер иглы Диаметр, мм Длина, мм Ткани, при пошиве из которых применяется игла
8 1,0 40 Толстые: драпы, сукно и т. п.
9 1,0 50
10 1,2 50
11 1,6 75 Тяжелые1 мешки, погоны, рогожа и т. п.
12 1,8 80
2. Наперсток предназначен для предохранения пальца от укола при прокалывании иглой ткани. Его надевают на средний палец правой руки. Наперстки бывают с доныш- ком и без него При изготовлении изделий из легких тка- ней рекомендуют использовать наперстки с донышком, из тканей средней толщины и толстых — без донышка у»'
3. Ножницы при изготовлении изделий по индивидуаль- ным заказам используют для раскроя тканей, подрезки деталей, обрезки концов ниток. Ножницы выпускаются восьми номеров. Их подбирают в зависимости от выполня- емой операции и обрабатываемой ткани
4. Сантиметровую ленту применяют для снятия размерных признаков с фигуры человека и измерения деталей изделия
Приспособления 1. Манекен используют для проверки правильности изго- товления изделий в процессе обработки и в готовом виде 'к
2. Лекала представляют собой детали изделия, вырезан- ные из картона или других материалов. Различают лекала- эталоны, рабочие и вспомогательные —
3. Кольцо с ножом с применяют для обрезки ниток после окончания работы. Кольцо надевают на указательный па- лец
4. Колышек применяют для выправления углов борта, во- ротника, петель, различных фигурных швов и т. п. 'НО
5. Булавки используют для скалывания деталей, при пере- воде линий с одной половины изделий на другую, при уточнении конструктивных линий во время примерки и т. д. Длина булавок составляет 3 — 4 см
7
Окончание 2.1.2
Наименование Рисунок
6. Линейки, угольники и лекала применяют для построе- ния чертежей деталей изделия, а также при раскрое и по- шиве швейных изделии —
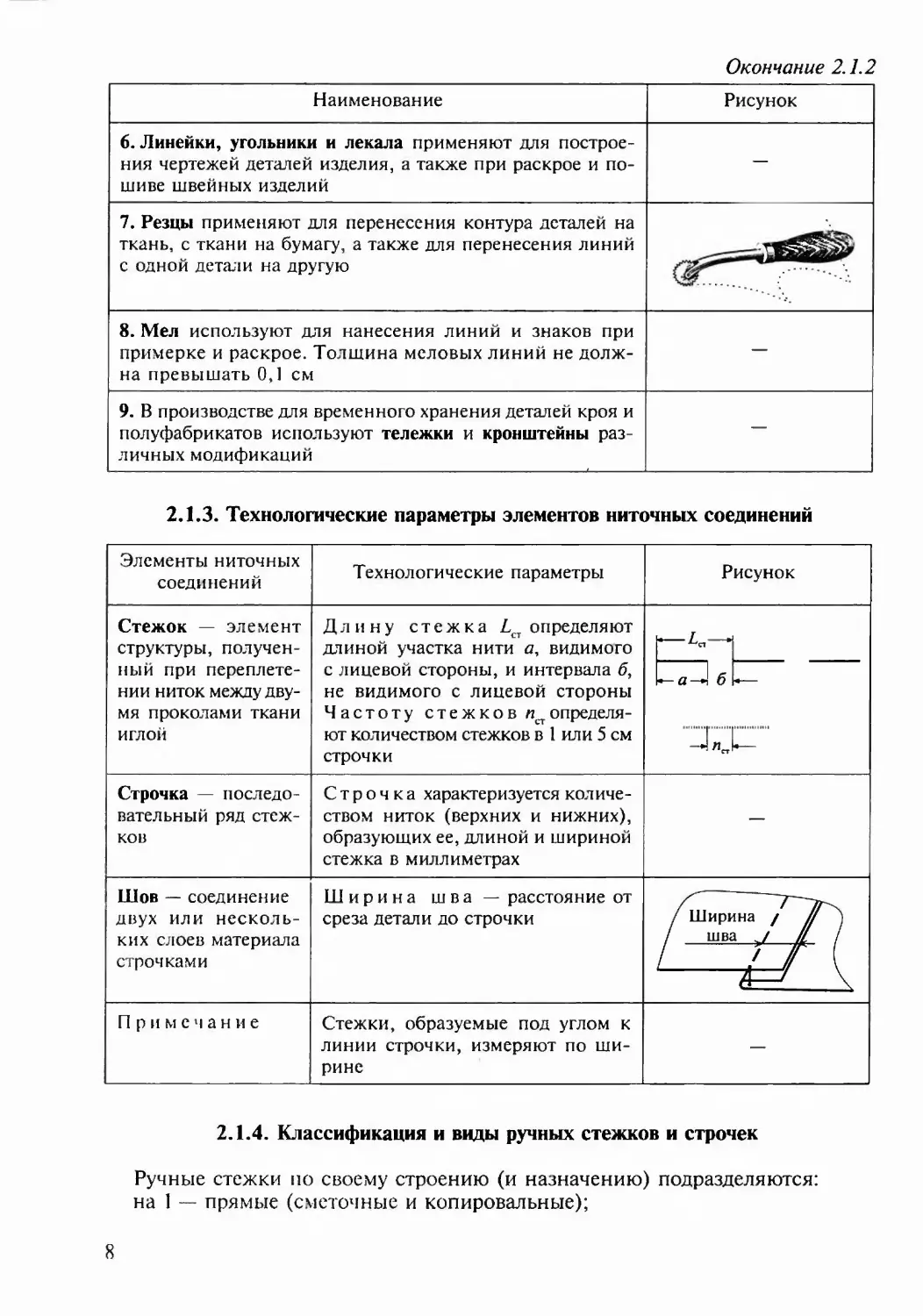
7. Резцы применяют для перенесения контура деталей на ткань, с ткани на бумагу, а также дпя перенесения линий с одной детали на другую
8. Мел используют для нанесения линий и знаков пои примерке и раскрое. Толщина меловых линии не долж- на превышать 0,1 см —
9. В производстве для временного хранения деталей кроя и полуфабрикатов используют тележки и кронштейны раз- личных модификаций t —
2.1.3. Технологические параметры элементов ниточных соединений
Элементы ниточных соединений Технологические параметры Рисунок
Стежок — элемент структуры, получен- ный при переплете- нии ниток между дву- мя проколами ткани иглой Длину стежка Тст определяют длиной участка нити а, видимого с лицевой стороны, и интервала б, не видимого с лицевой стороны Частоту стежков ястопределя- ют количеством стежков в 1 или 5 см строчки 1—4,—
•—a—J б ж
Строчка — последо- вательный ряд стеж- ков Строчка характеризуется количе- ством ниток (верхних и нижних), образующих ее, длиной и шириной стежка в миллиметрах —
Шов — соединение двух или несколь- ких слоев материала строчками Ширина шва — расстояние от среза детали до строчки / Ширина / // } / шва >/ /1 /
л—' \
Примечание Стежки, образуемые под углом к линии строчки, измеряют по ши- рине —
2.1.4. Классификация и виды ручных стежков и строчек
Ручные стежки по Своему строению (и назначению) подразделяются:
на 1 — прямые (сметочные и копировальные);
8
2 — косые (2.1 — наметочные, 2.2 — косые выметочные, 2.3 — косые обметоч-
ные, 2.4 — косые подшивочные, 2.5 — стегальные, 2.6 — штуковочные);
3 — петлеобразные (3.1 — стачные, 3.2 — разметочные, 3.3 — потайные
подшивочные, 3.4 — вспушные, 3.5 — копировальные);
4 — стежки для пришивания фурнитуры (4.1 — закрепки, 4 2 — нитяные
петли, 4.3 — для пришивания пуговиц, 4.4 — для пришивания крючков и
петель);
5 — крестообразные;
6 — петельные.
Примечание. Все стежки (кроме крестообразного) выполняют справа напево.
2.1.5. Характеристики ручных стежков и строчек
Стежки Применение Технологические параметры Рисунок
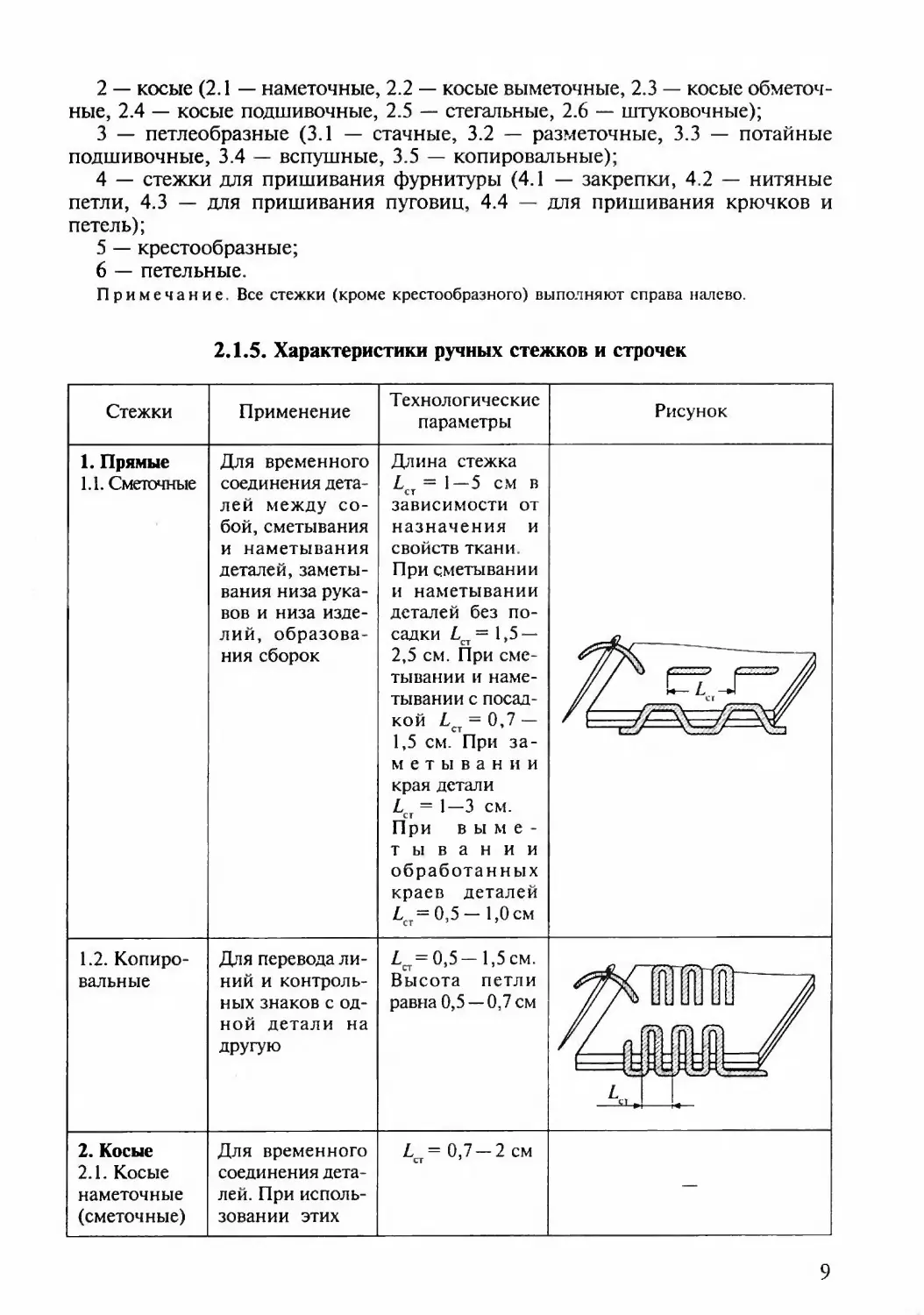
1. Прямые 1.1. Сметочные Для временного соединения дета- лей между со- бой, сметывания и наметывания деталей, заметы- вания низа рука- вов и низа изде- лий, образова- ния сборок Длина стежка L т = 1—5 см в зависимости от назначения и свойств ткани При сметывании и наметывании деталей без по- садки £ст = 1,5 — 2,5 см. При сме- тывании и наме- тывании с посад- кой L т = 0,7 — 1.5 см. При за- м е т ы в а н и и края детали £ст = 1—3 см. При выме- тывании обработанных краев деталей £ст = 0,5 — 1,0 см
// Ё CI _ ///
1.2. Копиро- вальные Для перевода ли- ний и контроль- ных знаков с од- ной детали на другую L = 0,5— 1,5 см. Высота петли равна 0.5 —0,7 см / *' « » ТЧ г-—"Ч
У,1.. ....к
L ст , L
2. Косые 2.1. Косые наметочные (сметочные) Для временного соединения дета- лей. При исполь- зовании этих L = 0,7 —2 см ст ’ —
9
Продолжение 2.1.5
Стежки Применение Технологические параметры Рисунок
стежков почти ис- ключается сдвиг слоев тканей от- носительно друг друга. Строчка ко- сых стежков бо- лее эластична, чем прямых
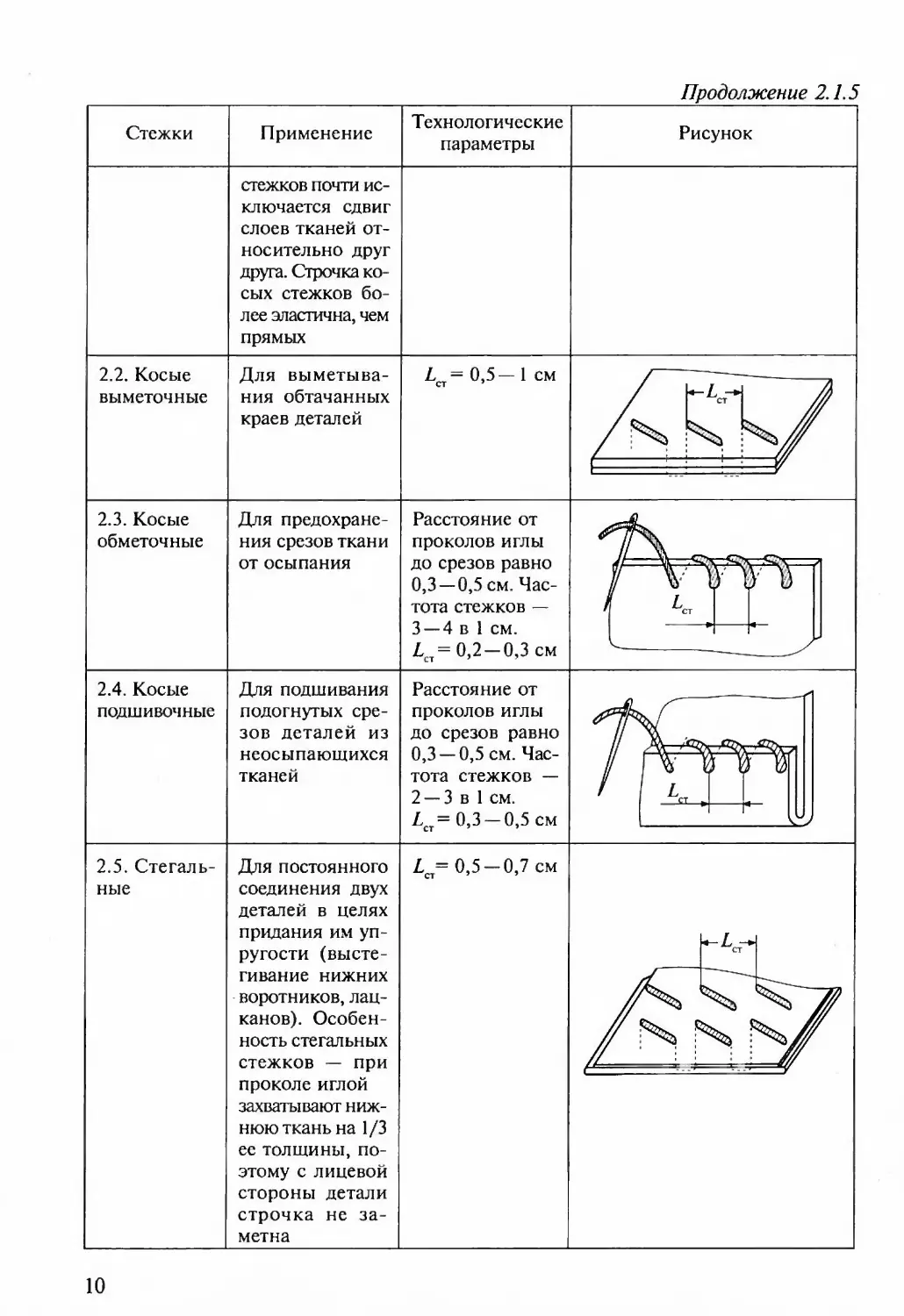
2.2. Косые выметочные Для выметыва- ния обтачанных краев деталей L = 0,5 — 1 см / ( i i i—i-
2 3. Косые обметочные Для предохране- ния срезов ткани от осыпания Расстояние от проколов иглы до срезов равно 0,3 —0,5 см Час- тота стежков — 3 — 4 в 1 см. L т= 0,2 —0,3 см 1' ) 1 а* т а <4
2.4. Косые подшивочные Для подшивания подогнутых сре- зов деталей из неосыпающихся тканей Расстояние от проколов иглы до срезов равно 0,3 —0,5 см. Час- тота стежков — 2 — 3 в 1 см. £ст = 0,3 —0,5 см
L ст г —
2.5. Стегаль- ные Для постоянного соединения двух деталей в целях придания им уп- ругости (высте- гивание нижних воротников, лац- канов). Особен- ность стегальных стежков — при проколе иглой захватываю г ниж- нюю ткань на 1/3 ее толщины, по- этому с лицевой стороны детали строчка не за- метна L = 0,5 —0,7 см ст ’ ’ // • 1 1 •
10
Продолжение 2.1.5
Применение
Технологические
параметры
Рисунок
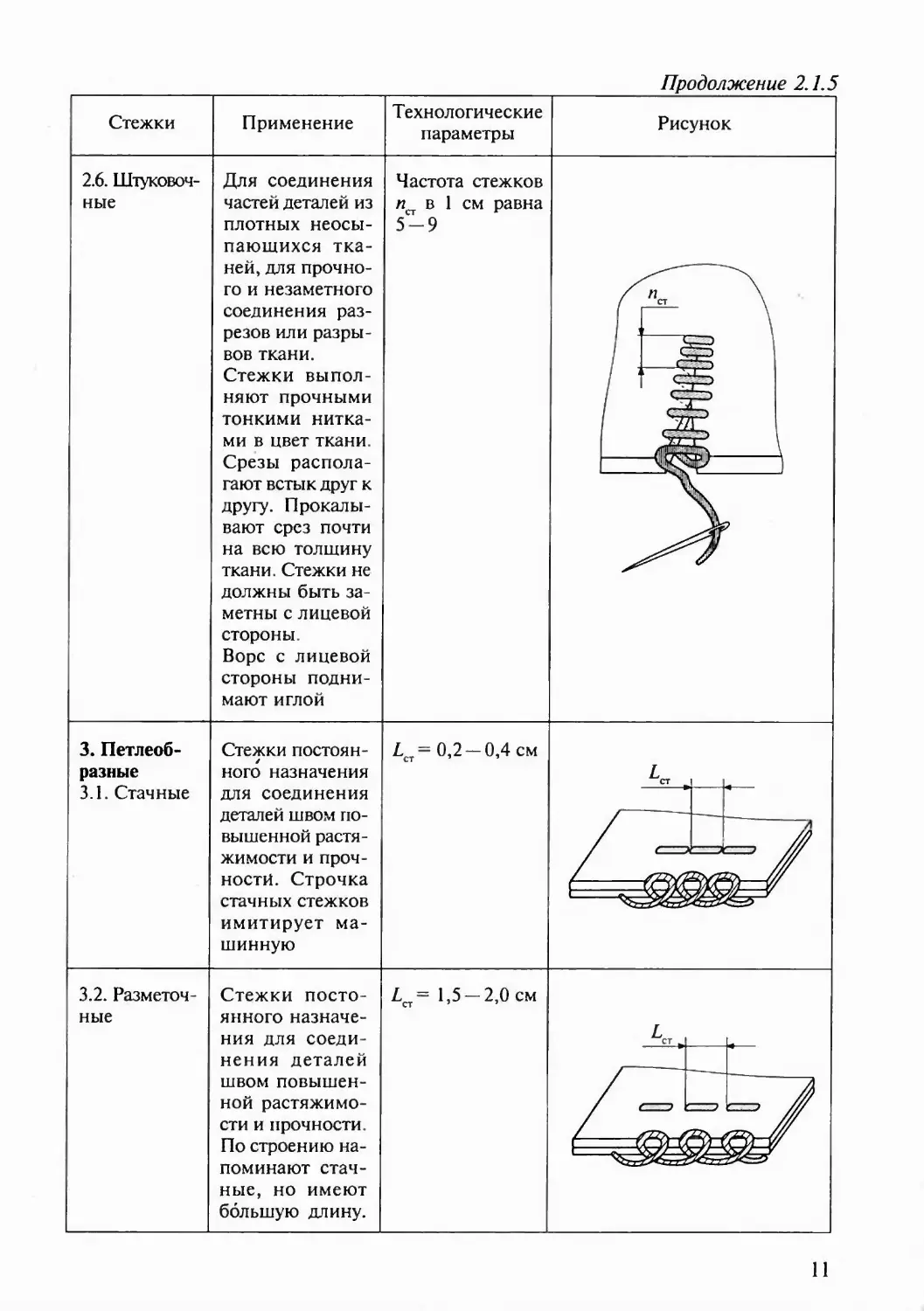
2.6. Штуковоч-
ные
Для соединения
частей деталей из
плотных неосы-
пающихся тка-
ней, для прочно-
го и незаметного
соединения раз-
резов или разры-
вов ткани.
Стежки выпол-
няют прочными
тонкими нитка-
ми в цвет ткани.
Срезы распола-
гают встык друг к
другу. Прокалы-
вают срез почти
на всю толщину
ткани. Стежки не
должны быть за-
метны с лицевой
стороны.
Ворс с лицевой
стороны подни-
мают иглой
Частота стежков
лп в 1 см равна
3. Петлеоб-
разные
3.1. Стачные
Стежки постоян-
ного назначения
для соединения
деталей швом по-
вышенной растя-
жимости и проч-
ности. Строчка
стачных стежков
имитирует ма-
шинную
L г= 0,2 -0,4 см
3.2. Разметоч-
ные
Стежки посто-
янного назначе-
ния для соеди-
нения деталей
швом повышен-
ной растяжимо-
сти и прочности
По строению на-
поминают стач-
ные, но имеют
большую длину.
L = 1,5 —2,0 см
СТ ’ ’
Продолжение 2.1.5
Стежки Применение Технологические параметры Рисунок
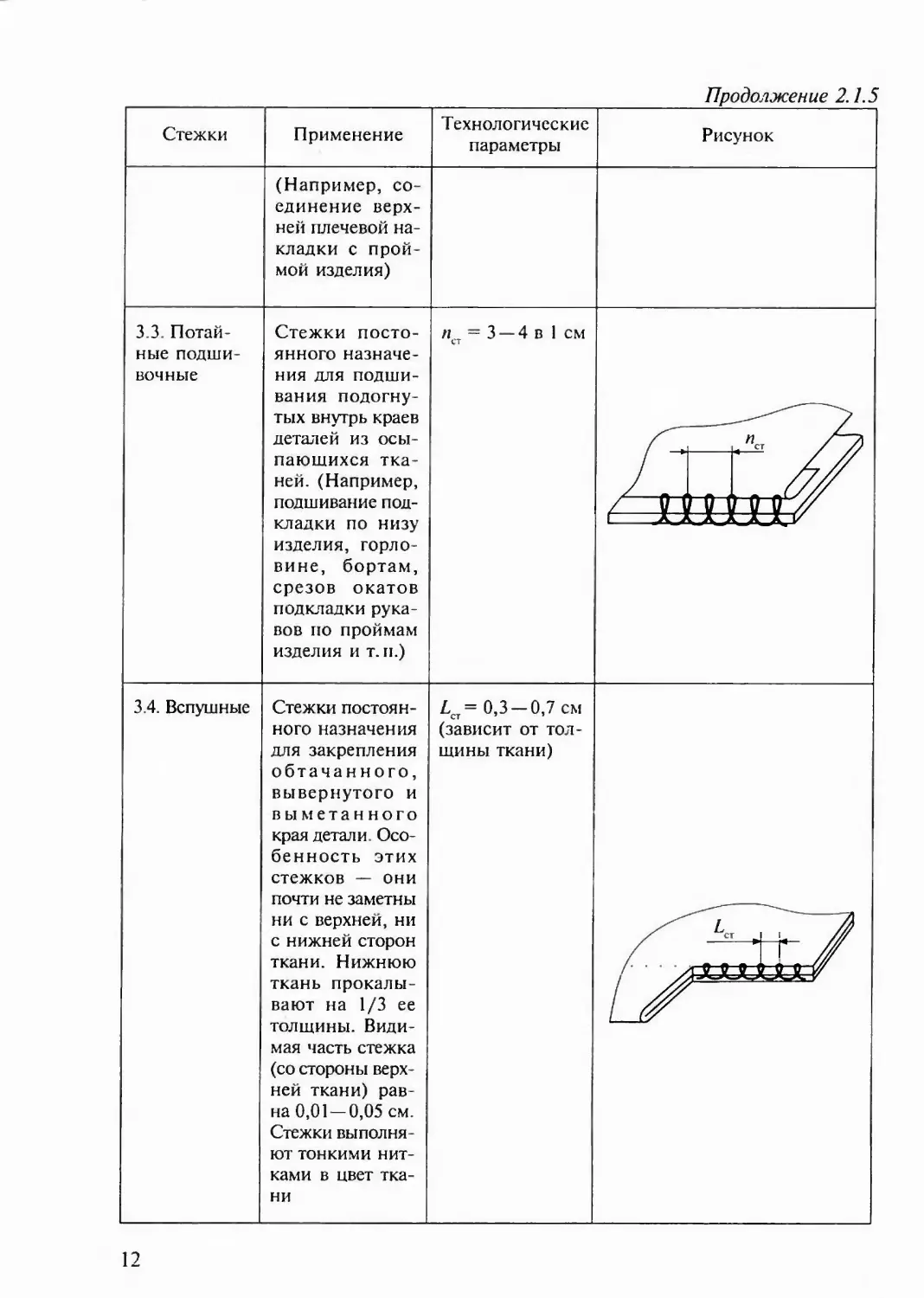
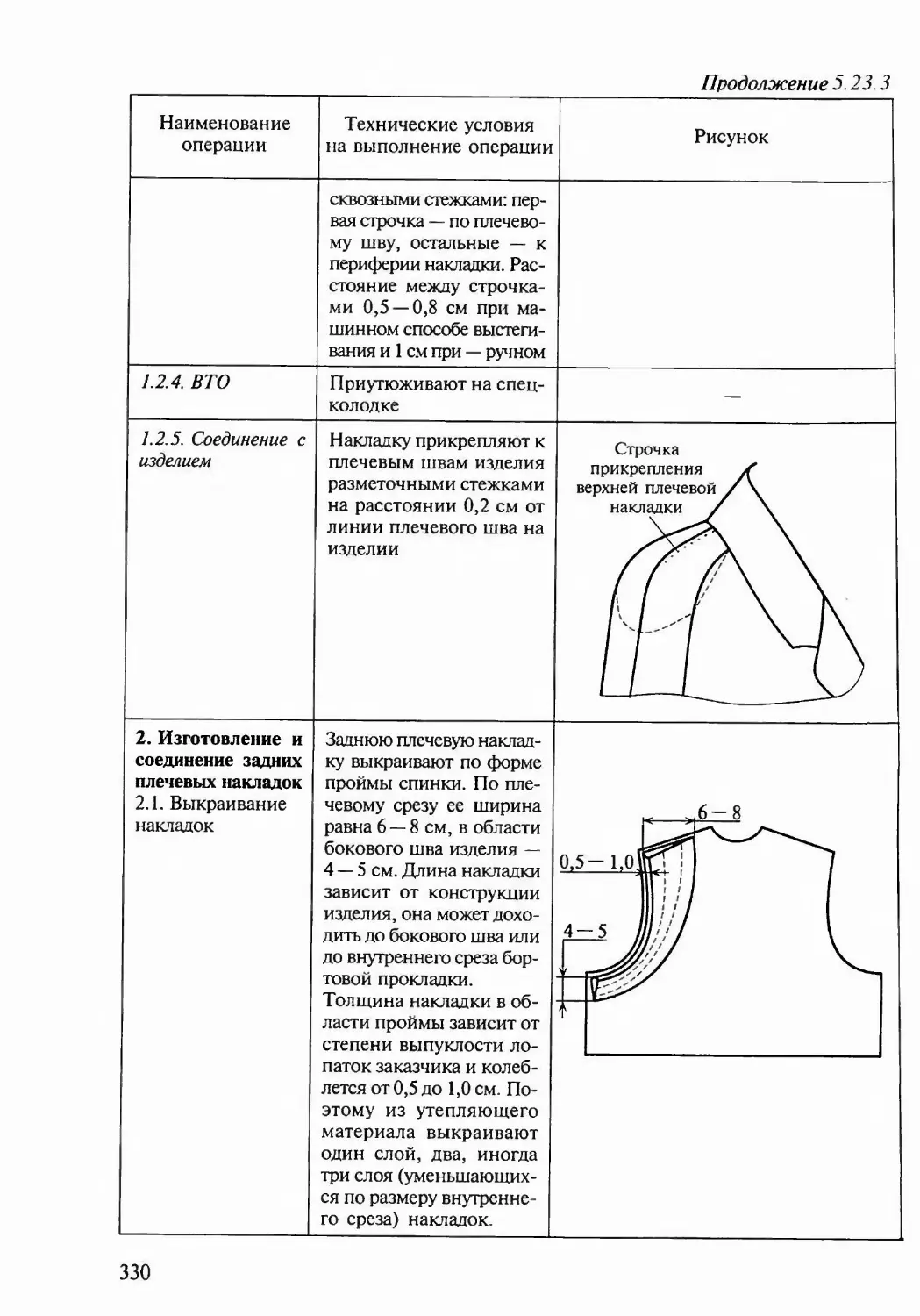
(Например, со- единение верх- ней плечевой на- кладки с прой- мой изделия)
3.3. Потай- ные подши- вочные Стежки посто- янного назначе- ния для подши- вания подогну- тых внутрь краев деталей из осы- пающихся тка- ней. (Например, подшивание под- кладки по низу изделия, горло- вине, бортам, срезов окатов подкладки рука- вов по проймам изделия и т. и.) п = 3 — 4 в 1 см СТ ”сг
3.4. Вспушные Стежки постоян- ного назначения для закрепления обтачанного, вывернутого и выметанного края детали Осо- бенность этих стежков — они почти не заметны ни с верхней, ни с нижней сторон ткани. Нижнюю ткань прокалы- вают на 1/3 ее толщины. Види- мая часть стежка (со стороны верх- ней ткани) рав- на 0,01 — 0,05 см. Стежки выполня- ют тонкими нит- ками в цвет тка- ни L^ — 0,3 —0,7 см (зависит от тол- щины ткани) 1
12
Продолжение2 Г. 5
Стежки
Применение
Технологические
параметры
Рисунок
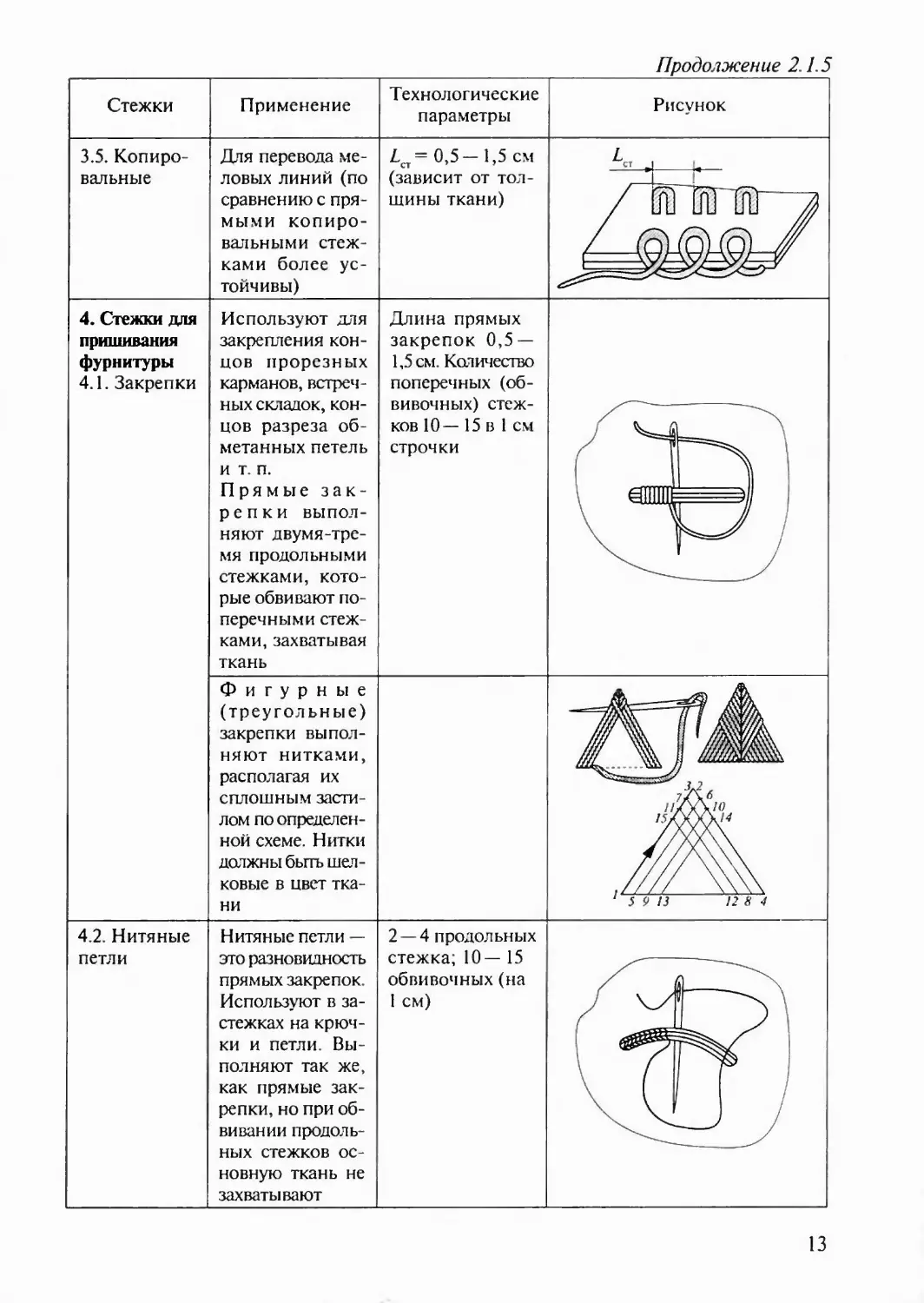
3.5. Копиро-
вальные
4. Стежки для
пришивания
фурнитуры
4.1. Закрепки
Для перевода ме-
ловых линий (по
сравнению с пря-
мыми копиро-
вальными стеж-
ками более ус-
тойчивы)
Используют для
закрепления кон-
цов прорезных
карманов, встреч-
ных складок, кон-
цов разреза об-
метанных петель
и т. п.
Прямые зак-
репки выпол-
няют двумя-т ре-
мя продольными
стежками, кото-
рые обвивают по-
переч н ы м и стеж-
ками, захватывая
ткань
£ст= 0,5— 1,5 см
(зависит от тол-
щины ткани)
Длина прямых
закрепок 0,5 —
1,5 см. Количестве»
поперечных (об-
вивочных) стеж-
ков 10 — 15 в I см
строчки
4 2. Нитяные
петли
Фигурные (треугольные)
закрепки выпол- няют нитками, располагая их сплошным засти- лом по определен- ной схеме. Нитки должны быть шел- ковые в цвет тка- ни
Нитяные петли — 2 — 4 продольных
это разновидность прямых закрепок. Используют в за стежках на крюч- ки и петли. Вы- полняют так же, стежка; 10—15 обвивочных (на 1 см)
как прямые зак- репки, но при об-
вивании продоль- ных стежков ос- новную ткань нс захватывают
13
Продолжение 2.1.5
Стежки Применение Технологические параметры Рисунок
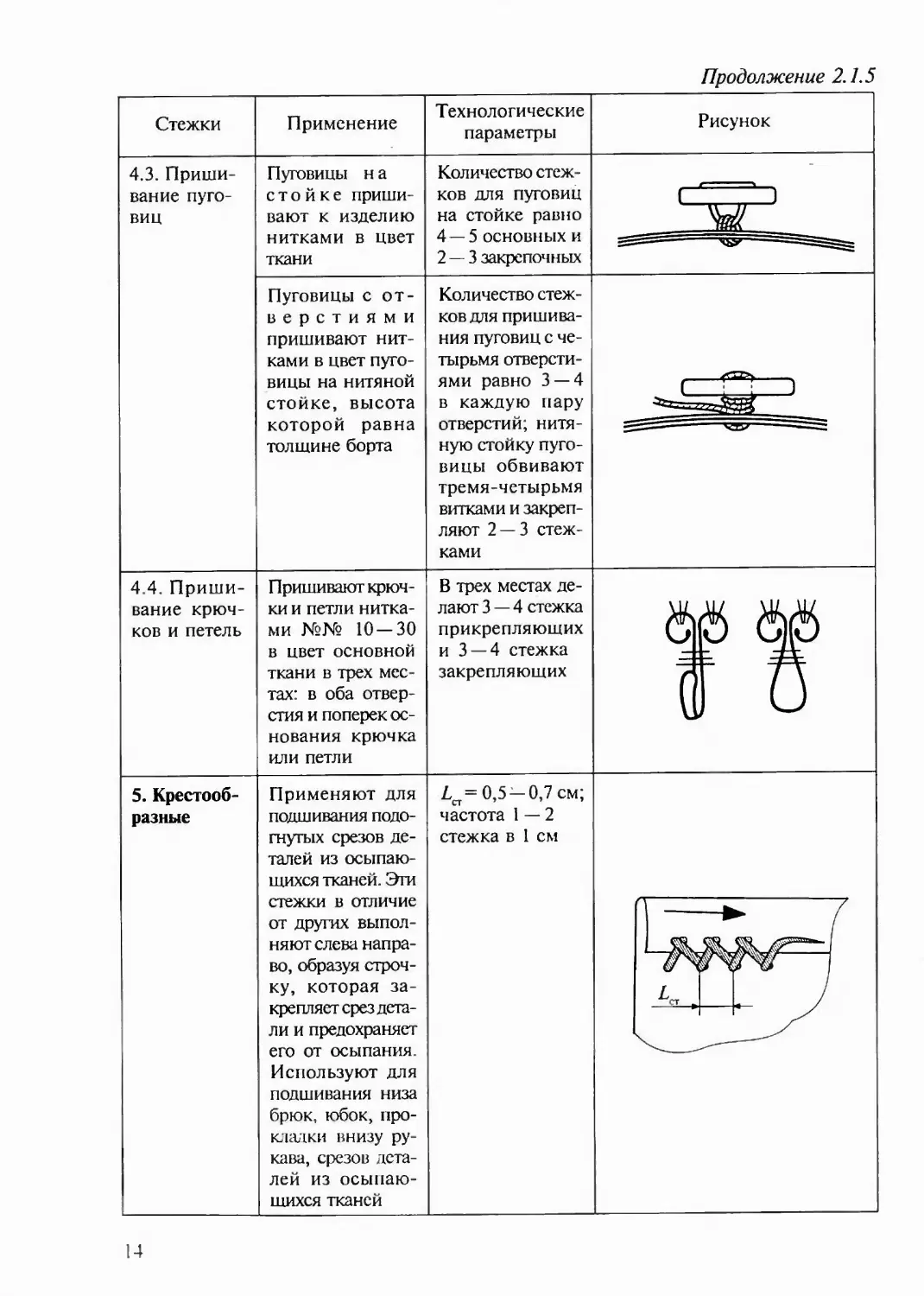
4.3. Приши- вание пуго- виц Пуговицы н а стойке приши- вают к изделию нитками в цвет ткани Количество стеж- ков для пуговиц на стойке равно 4 — 5 основных и 2 — 3 закрепочных -
Z— ЧЪУ
Пуговицы с от- верстиями пришивают нит- ками в цвет пуго- вицы на нитяной стойке, высота которой равна толщине борта Количество стеж- ков для пришива- ния пуговиц с че- тырьмя отверсти- ями равно 3 — 4 в каждую пару отверстий; нитя- ную стойку пуго- вицы обвивают тремя-четырьмя витками и закреп- ляют 2 — 3 стеж- ками
1 о 1
4.4. Приши- вание крюч- ков и петель Пришивают крюч - ки и петли нитка- ми №№ 10 — 30 в цвет основной ткани в трех мес- тах: в оба отвер- стия и поперек ос- нования крючка или петли В трех местах де- лают 3 — 4 стежка прикрепляющих и 3 — 4 стежка закрепляющих г 1 А] 3 0
5. Крестооб- разные Применяют для подшивания подо- гнутых срезов де- талей из осыпаю- щихся тканей. Эти стежки в отличие от других выпол- няют слева напра- во, образуя строч- ку, которая за- крепляет срез дета- ли и предохраняет его от осыпания Используют для подшивания низа брюк, юбок, про- кладки внизу ру- кава, срезов дета- лей из осыпаю- щихся тканей L =0,5 —0,7 см; частота 1 — 2 стежка в 1 см
/г
ИХ
Г/ЧУ/
14
Окончание 2.1.5
Стежки Применение Технологические параметры Рисунок
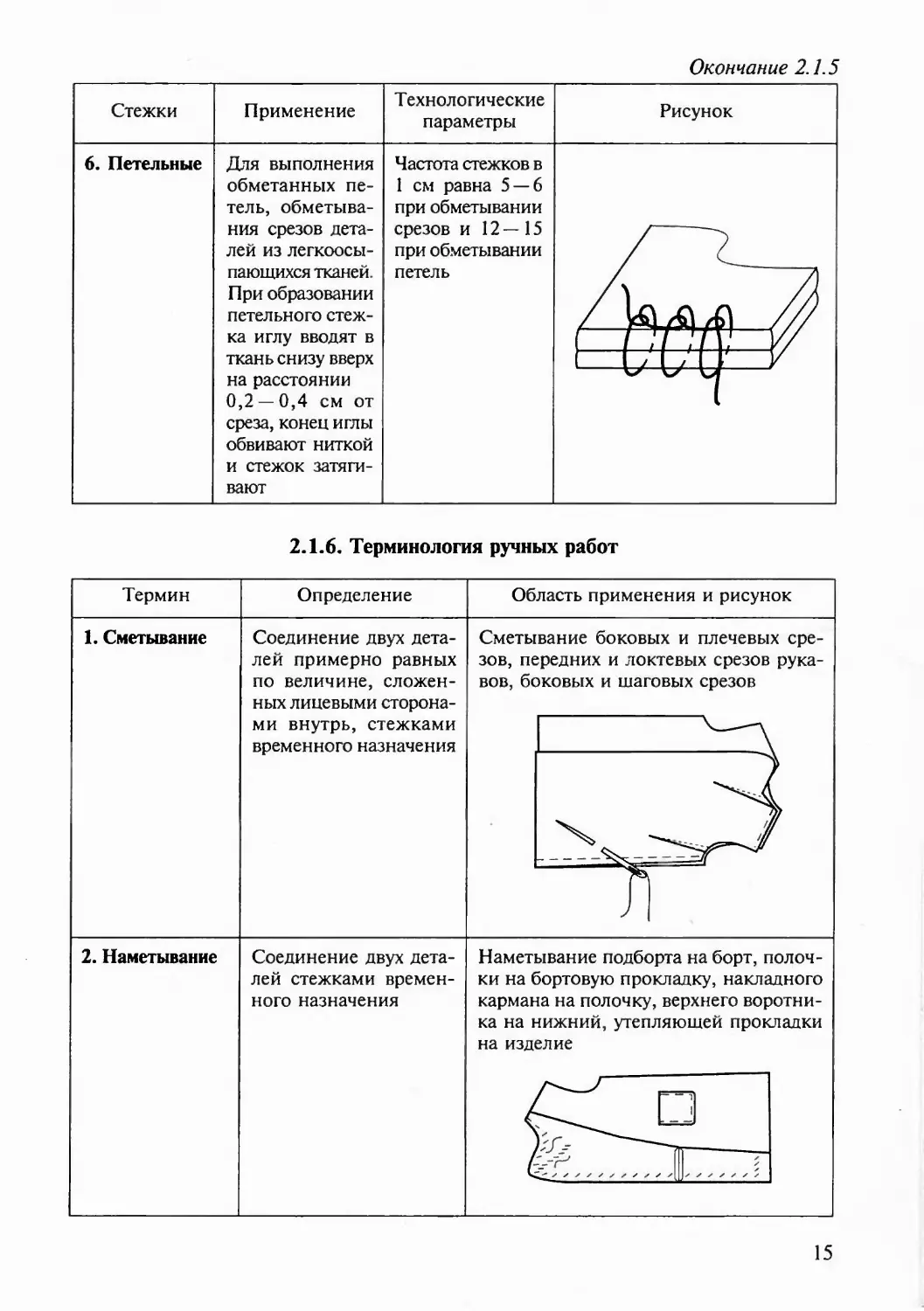
6. Петельные Для выполнения обметанных пе - тель, обметыва- ния срезов дета- лей из легкоосы- пающихся тканей. При образовании петельного стеж- ка иглу вводят в ткань снизу вверх на расстоянии 0,2 —0,4 см от среза, конец иглы обвивают ниткой и стежок затяги- вают Частота стежков в 1 см равна 5 — 6 при обметывании срезов и 12—15 при обметывании петель
/ / / /fl/
2.1.6. Терминология ручных работ
Термин Определение
1. Сметывание Соединение двух дета- лей примерно равных по величине, сложен- ных лицевыми сторона- ми внутрь, стежками временного назначения
2. Наметывание Соединение двух дета- лей стежками времен- ного назначения
Область применения и рисунок
Сметывание боковых и плечевых сре-
зов, передних и локтевых срезов рука-
вов, боковых и шаговых срезов
Наметывание подборта на борт, полоч-
ки на бортовую прокладку, накладного
кармана на полочку, верхнего воротни-
ка на нижний, утепляющей прокладки
на изделие
15
Продолжение 2.1.6
Термин Определение Область применения и рисунок
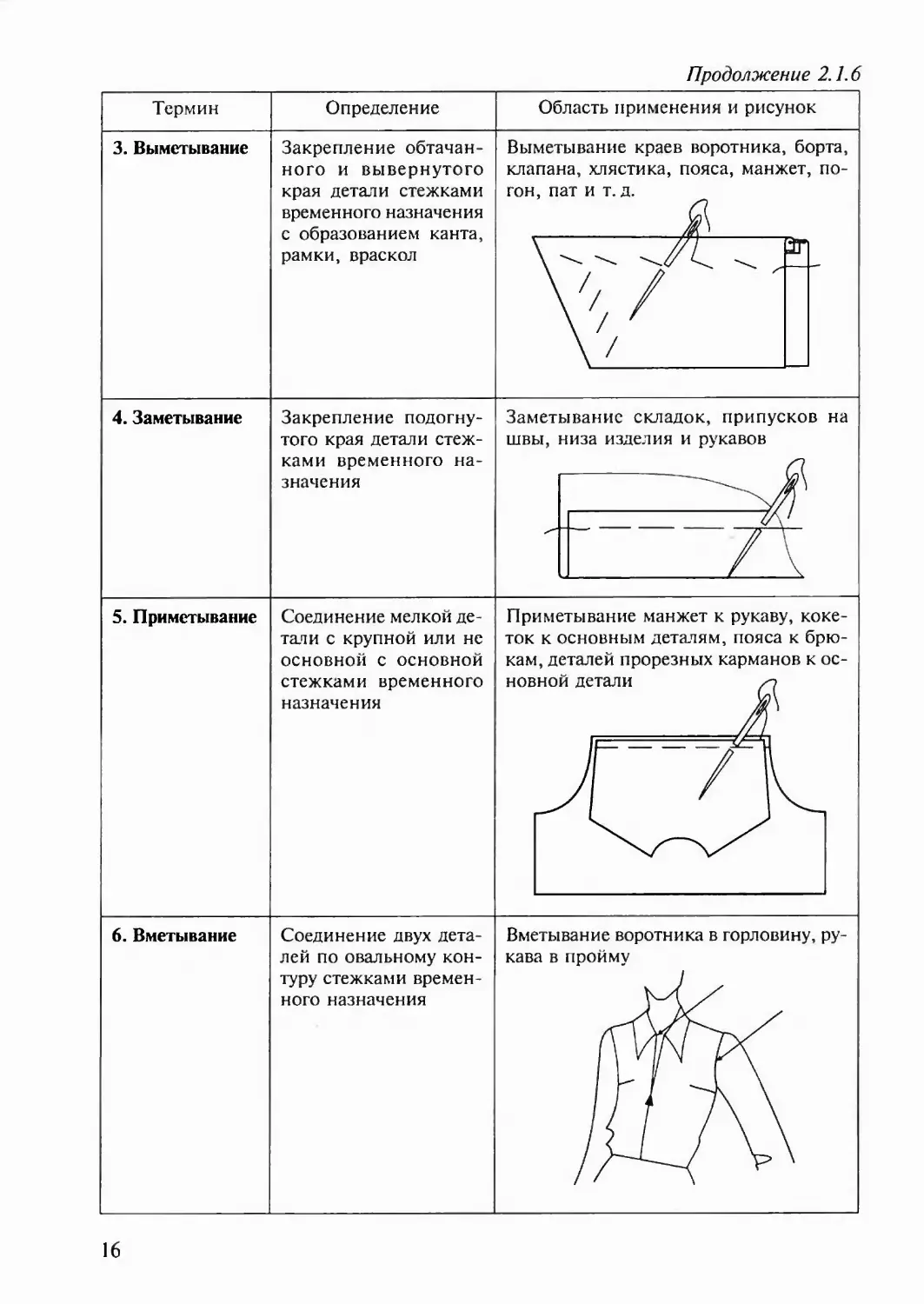
3. Выметывание Закрепление обтачан- ного и вывернутого края детали стежками временного назначения с образованием канта, рамки, враскол Вы кла гон метывание краев воротника, борта, пана, хпястика, пояса, манжет, по- , пат и т. д.
—
4. Заметывание Закрепление подогну- того края детали стеж- ками временного на- значения Заметт швы, т яванис складок, припусков на тиза изделия и рукавов t Za
5. Приметывание Соединение мелкой де- тали с крупной или не основной с основной стежками временного назначения Пр| ток кам нов тметывание манжет к рук< к основным деталям, поя , деталей прорезных кармг ной детали > IBy, KOI са к бр 1НОВ К ( <е- ю- )С-
6. Вметывание Соединение двух дета- лей по овальному кон- туру стежками времен- ного назначения Вметывание воротника в горловину, ру- кава в пройму
16
Продолжение 2.1.6
Определение
Область применения и рисунок
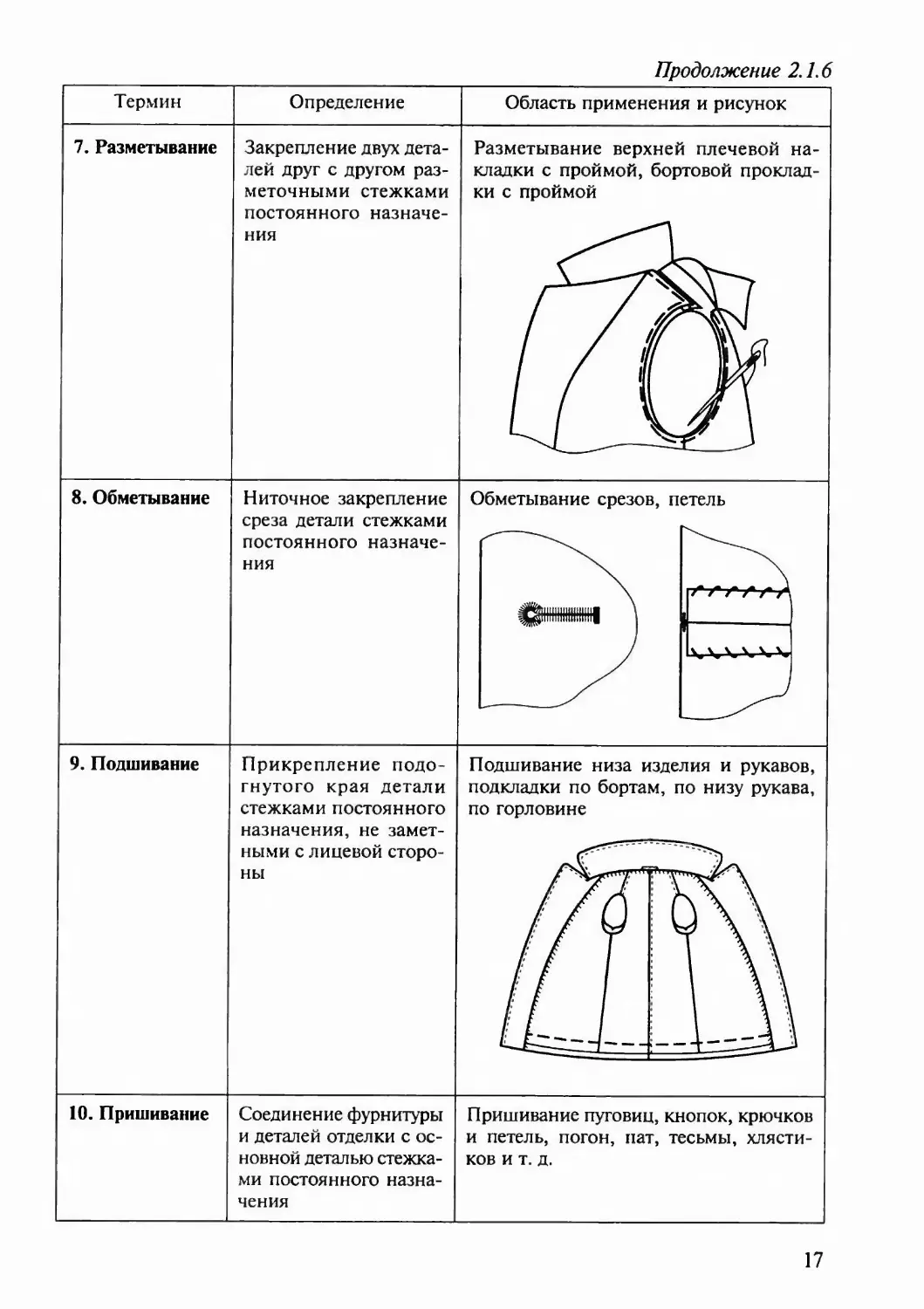
7. Разметывание
Закрепление двух дета-
лей друг с другом раз-
меточными стежками
постоянного назначе-
ния
Разметывание верхней плечевой на-
кладки с проймой, бортовой проклад-
ки с проймой
8. Обметывание
Ниточное закрепление
среза детали стежками
постоянного назначе-
ния
Обметывание срезов, петель
9. Подшивание
Прикрепление подо-
гнутого края детали
стежками постоянного
назначения, не замет-
ными с лицевой сторо-
ны
Подшивание низа изделия и рукавов,
подкладки по бортам, по низу рукава,
по горловине
10. Пришивание
Соединение фурнитуры
и деталей отделки с ос-
новной деталью стежка-
ми постоянного назна-
чения
Пришивание пуговиц, кнопок, крючков
и петель, погон, пат, тесьмы, хлясти-
ков и т. д.
17
Окончание 2.1.6
Термин Определение Область применения и рисунок
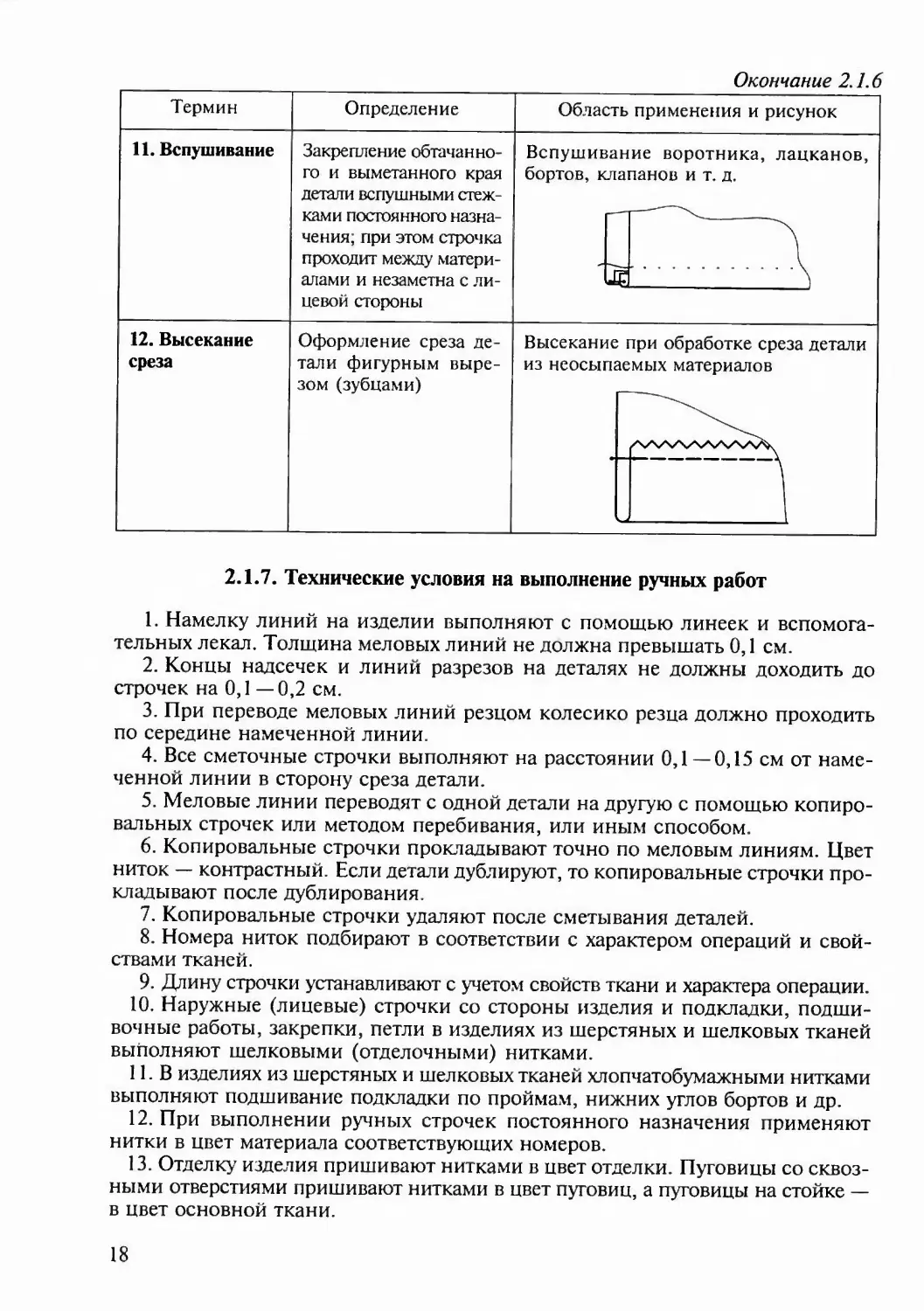
11. Вспушивание Закрепление обтачанно- го и выметанного края детали вспушными стеж- ками постоянного назна- чения, при этом строчка проходит между матери- алами и незаметна с ли- цевой стороны Вспушивание воротника, лацканов, бортов, клапанов и т. д. ТВГ "' А
12. Высекание Оформление среза де- Высекание при обработке среза детали
среза тали фигурным выре- зом (зубцами) из неосыпаемых материалов — __1
2.1.7. Технические условия на выполнение ручных работ
1. Намелку линий на изделии выполняют с помощью линеек и вспомога-
тельных лекал. Толщина меловых линий не должна превышать 0,1 см.
2. Концы надсечек и линий разрезов на деталях не должны доходить до
строчек на 0,1 —0,2 см.
3. При переводе меловых линий резцом колесико резца должно проходить
по середине намеченной линии.
4. Все сметочные строчки выполняют на расстоянии 0,1—0,15 см от наме-
ченной линии в сторону среза детали.
5. Меловые линии переводят с одной детали на другую с помощью копиро-
вальных строчек или методом перебивания, или иным способом.
6. Копировальные строчки прокладывают точно по меловым линиям. Цвет
ниток — контрастный. Если детали дублируют, то копировальные строчки про-
кладывают после дублирования.
7. Копировальные строчки удаляют после сметывания деталей.
8. Номера ниток подбирают в соответствии с характером операций и свой-
ствами тканей.
9. Длину строчки устанавливают с учетом свойств ткани и характера операции.
10. Наружные (лицевые) строчки со стороны изделия и подкладки, подши-
вочные работы, закрепки, петли в изделиях из шерстяных и шелковых тканей
выполняют шелковыми (отделочными) нитками.
11. В изделиях из шерстяных и шелковых тканей хлопчатобумажными нитками
выполняют подшивание подкладки по проймам, нижних углов бортов и др.
12. При выполнении ручных строчек постоянного назначения применяют
нитки в цвет материала соответствующих номеров.
13. Отделку изделия пришивают нитками в цвет отделки. Пуговицы со сквоз-
ными отверстиями пришивают нитками в цвет пуговиц, а пуговицы на стойке —
в цвет основной ткани.
18
14. Сметывание обязательно при обтачивании деталей с фигурными краями
и если одна из деталей с посадкой.
15. Деталь, из которой выполняют посадку, располагают сверху.
16. При соединении деталей из тканей разной толщины и плотности деталь
из более тонкой и рыхлой ткани располагают сверху.
17. Детали из бархата и других скользящих материалов сметывают двумя
строчками так, чтобы машинная строчка располагалась между ними.
18. Любые строчки (машинные и ручные) должны иметь закрепки в начале
и конце.
Концы сметочных строчек закрепляют одним-двумя обрагными стежками.
Концы внутренних строчек закрепляют двумя-тремя обратными стежками.
Концы отделочных строчек, выполняемых шелковыми нитками (изготовле-
ние петель, закрепок), закрепляют с изнаночной стороны тремя-четырьмя
обратными стежками.
19. Для удаления ниток сметывания нитку строчки разрезают ножницами
через каждые 10—15 см, а затем вытягивают концы ниток из ткани колышком.
2.2. МАШИННЫЕ РАБОТЫ
2.2.1. Организация рабочего места для машинных работ
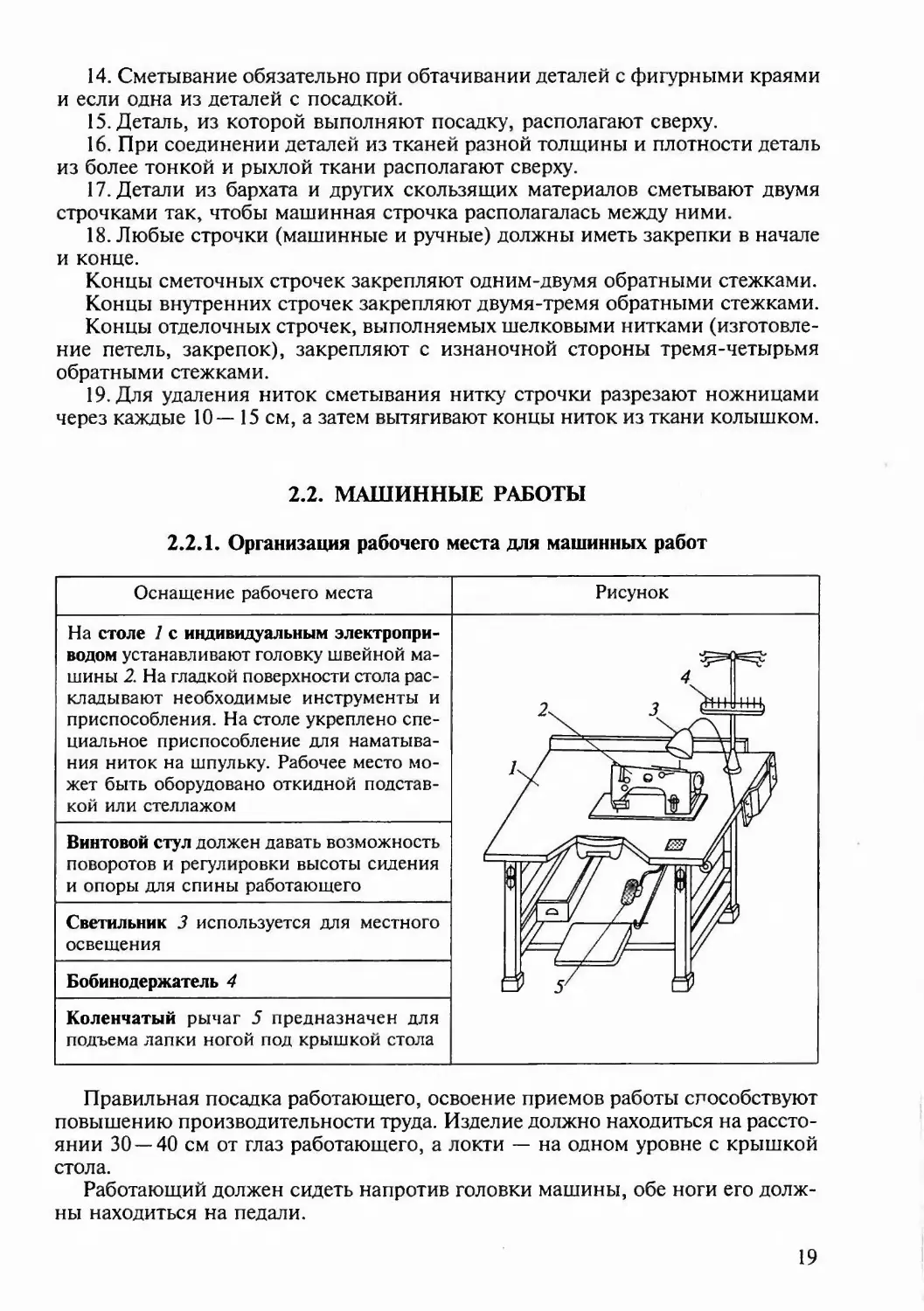
Оснащение рабочего места
Рисунок
На столе 1 е индивидуальным электропри-
водом устанавливают головку швейной ма-
шины 2. На гладкой поверхности стола рас-
кладывают необходимые инструменты и
приспособления. На столе укреплено спе-
циальное приспособление для наматыва-
ния ниток на шпульку. Рабочее место мо-
жет быть оборудовано откидной подстав-
кой или стеллажом
Винтовой стул должен давать возможность
поворотов и регулировки высоты сидения
и опоры для спины работающего
Светильник 3 используется для местного
освещения
Бобинодержатель 4
Коленчатый рычаг 5 предназначен для
подъема лапки ногой под крышкой стола
Правильная посадка работающего, освоение приемов работы способствуют
повышению производительности труда. Изделие должно находиться на рассто-
янии 30 — 40 см от глаз работающего, а локти — на одном уровне с крышкой
стола.
Работающий должен сидеть напротив головки машины, обе ноги его долж-
ны находиться на педали.
19
2.2.2. Приспособления для машинных работ
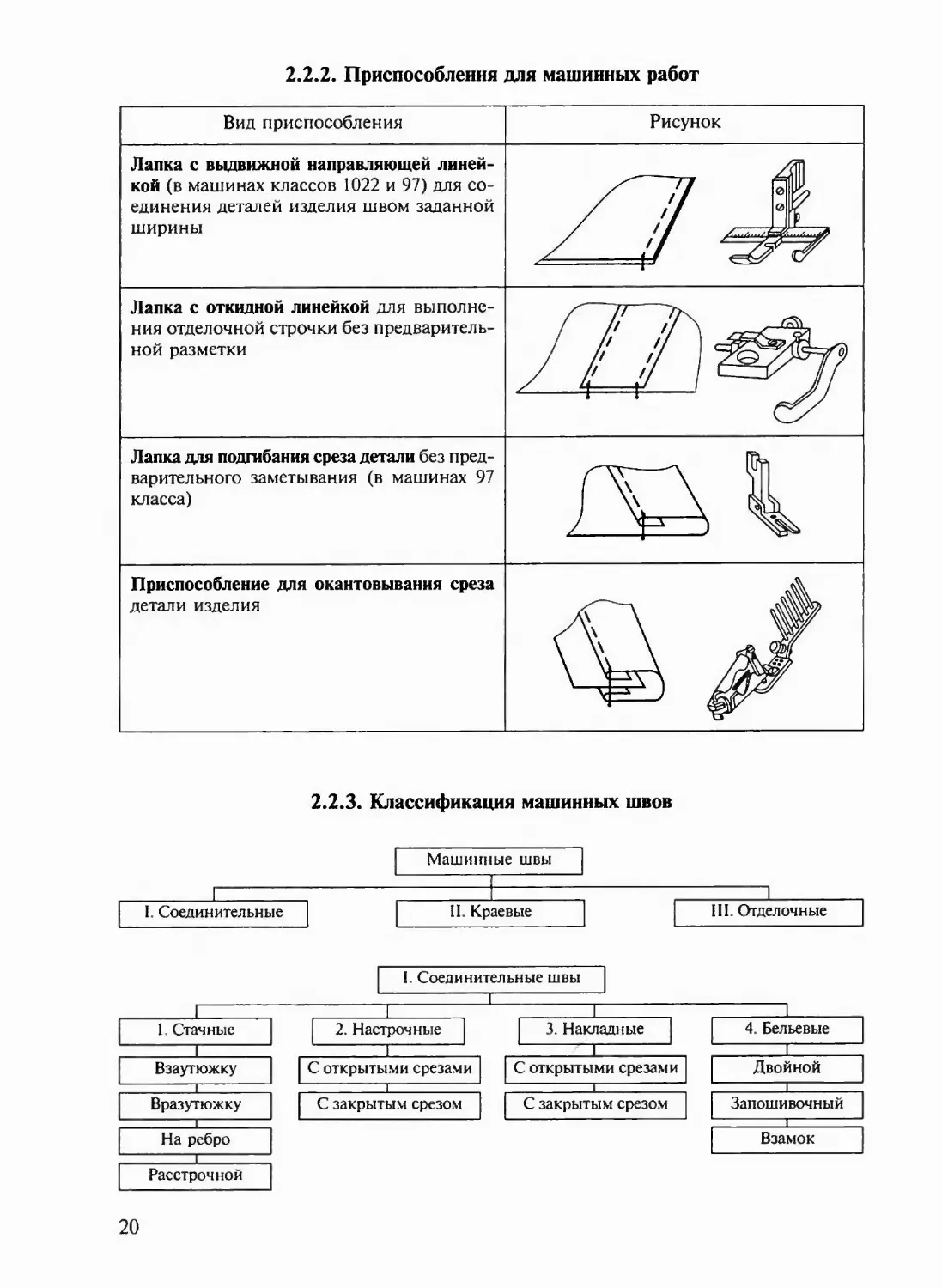
Вид приспособления Рисунок
Лапка с выдвижной направляющей линей- кой (в машинах классов 1022 и 97) для со- единения деталей изделия швом заданной ширины 0 ,4/,4 4
Лапка с откидной линейкой для выполне- ния отделочной строчки без предваритель- ной разметки
Лапка для подгибания среза детали без пред- варительного заметывания (в машинах 97 класса) А \ / \\ \ ] 1 А \ & * ’Ч
Приспособление для окантовывания среза детали изделия \\
2.2.3. Классификация машинных швов
20
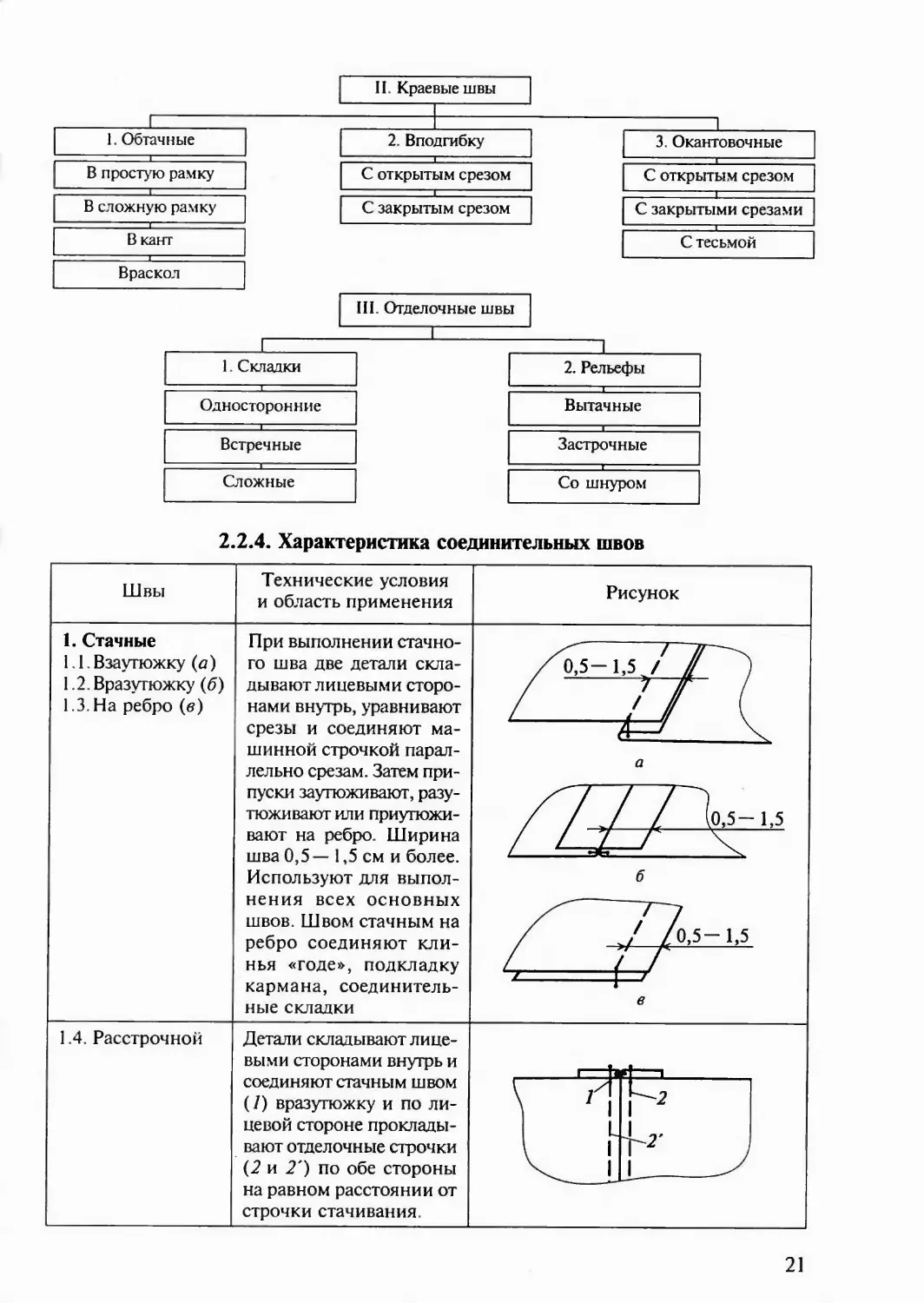
2.2.4. Характеристика соединительных швов
Швы
Технические условия
и область применения
1. Стачные
1.1 . Взаутюжку (а)
1.2 Вразутюжку (б)
1.3 На ребро (в)
При выполнении стачно-
го шва две детали скла-
дывают лицевыми сторо-
нами внутрь, уравнивают
срезы и соединяют ма-
шинной строчкой парал-
лельно срезам. Затем при-
пуски заутюживают, разу-
тюживают или приутюжи-
вают на ребро. Ширина
шва 0,5 — 1,5 см и более.
Используют для выпол-
нения всех основных
швов. Швом стачным на
ребро соединяют кли-
нья «годе», подкладку
кармана, соединитель-
ные складки
1.4. Расстрочной
Детали складывают лице-
выми сторонами внутрь и
соединяют стачным швом
(/) вразутюжку и по ли-
цевой стороне проклады-
вают отделочные строчки
(2 и 2') по обе стороны
на равном расстоянии от
строчки стачивания
21
Продолжение 2.2.4
Швы Технические условия и область применения Рисунок
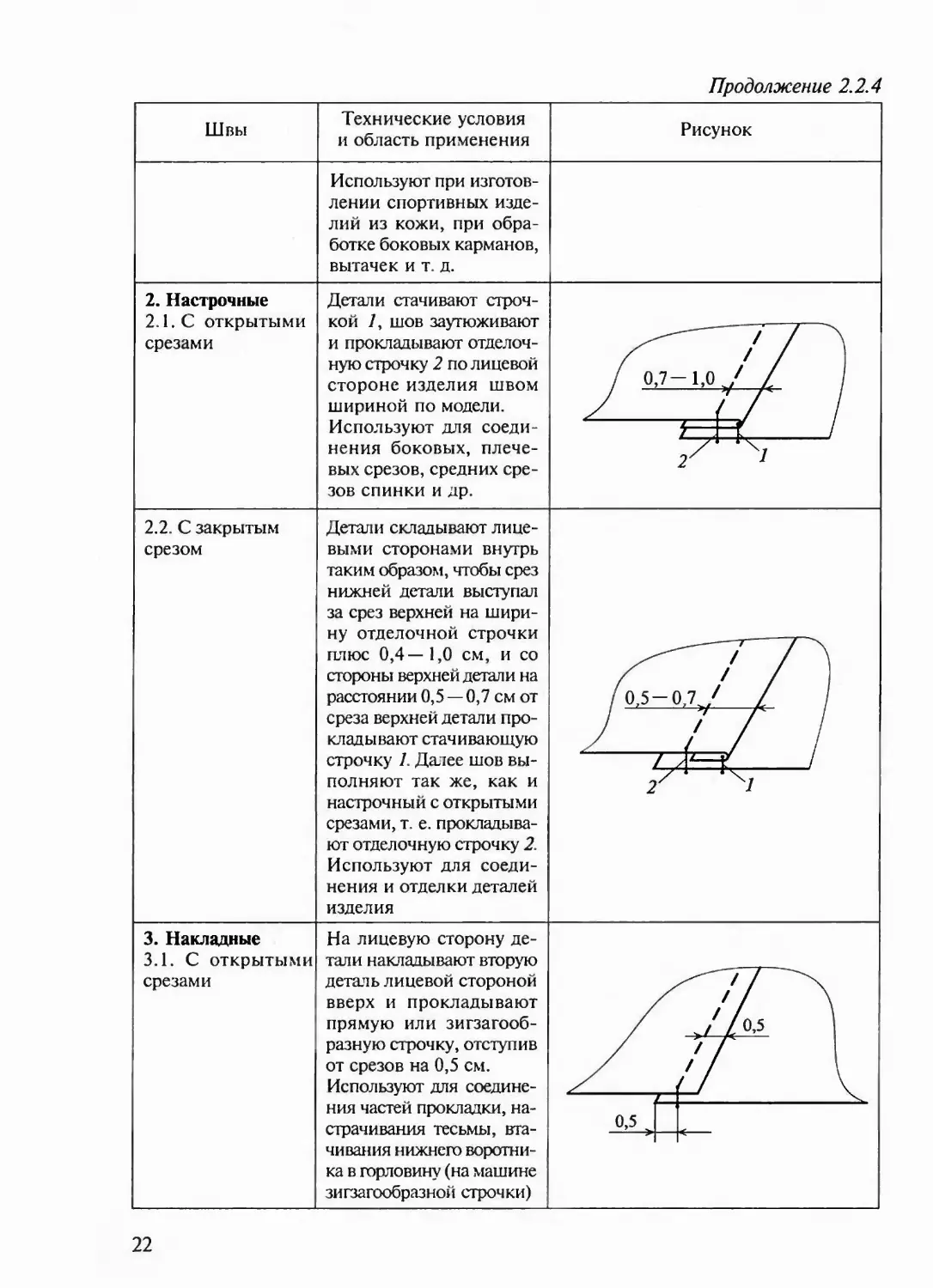
Используют при изготов- лении спортивных изде- лий из кожи, при обра- ботке боковых карманов, вытачек и т. д.
2. Настрочные 2.1. С открытыми срезами Детали стачивают строч- кой 7, шов заутюживают и прокладывают отделоч- ную строчку 2 по лицевой стороне изделия швом шириной по модели. Используют для соеди- нения боковых, плече- вых срезов, средних сре- зов спинки и др. J 0,7- 1,0 / / ) н / 2' 1
2.2. С закрытым срезом Детали складывают лице- выми сторонами внутрь таким образом, чтобы срез нижней детали выступал за срез верхней на шири- ну отделочной строчки плюс 0,4—1,0 см, и со стороны верхней детали i ia расстоянии 0,5 — 0,7 см от среза верхней детали про- кладывают стачивающую строчку 1 Далее шов вы- полняют так же, как и настрочный с открытыми срезами, т. е. прокладыва- ют отделочную строчку 2 Используют для соеди- нения и отделки деталей изделия 27 Х7
3. Накладные 3.1. С открытыми срезами На лицевую сторону де- тали накладывают вторую деталь лицевой стороной вверх и прокладывают прямую или зигзагооб- разную слрочку, отступив от срезов на 0,5 см. Используют для соедине- ния частей прокладки, на- страчивания тесьмы, вта- чивания нижнего воротни- ка в горловину (на машине зигзагообразной строчки) ' / 0-5> <
22
Продолжение 2.2.4
Швы Технические условия и область применения Рисунок
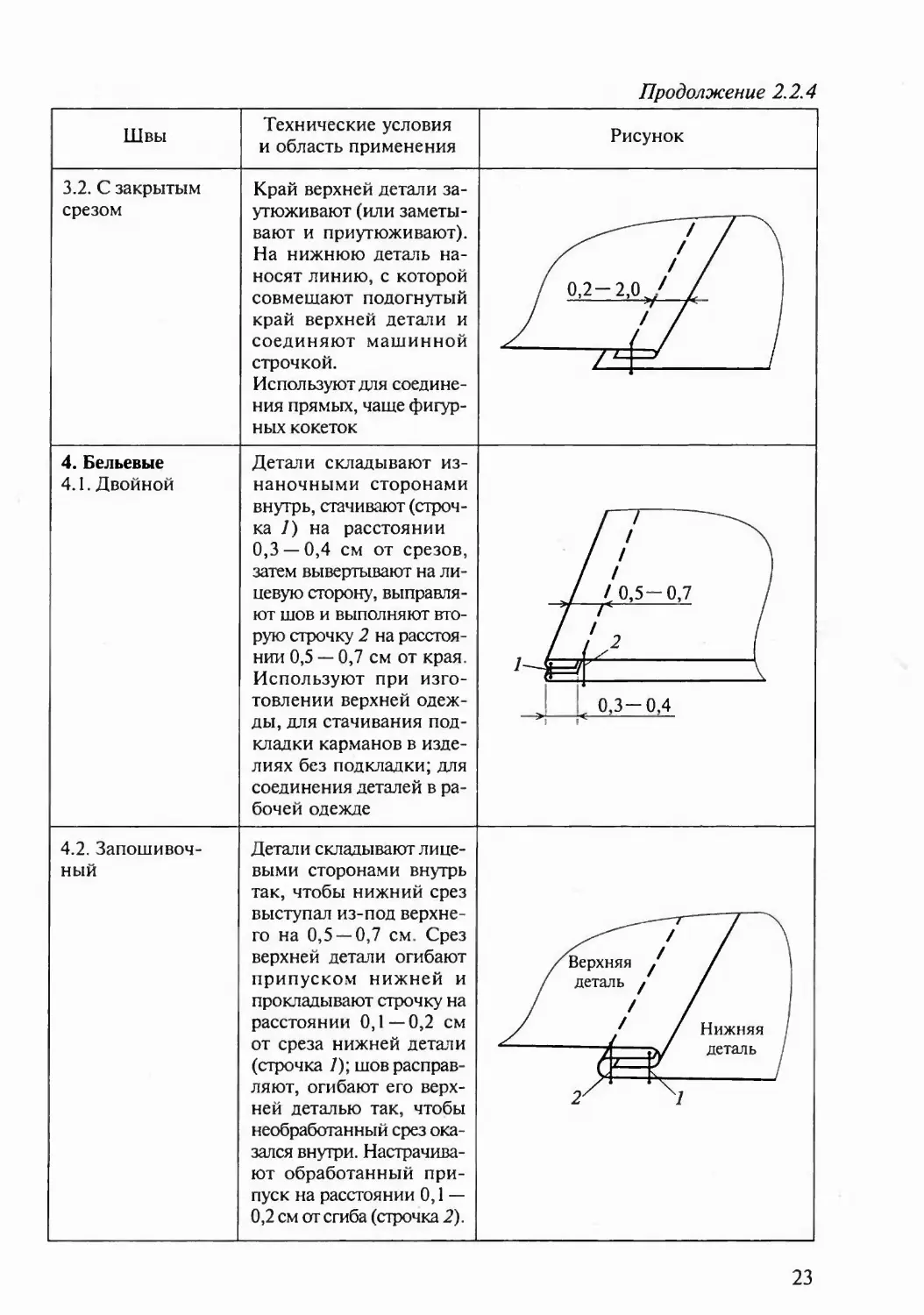
3.2. С закрытым срезом Край верхней детали за- утюживают (или заметы- вают и приутюживают). На нижнюю деталь на- носят линию, с которой совмещают подогнутый край верхней детали и соединяют машинной строчкой. Используют для соедине- ния прямых, чаще фигур- ных кокеток / - 2—2,0,/ / —г
4. Бельевые 4.1. Двойной Детали складывают из- наночными сторонами внутрь, стачивают (строч- ка 7) на расстоянии 0,3 —0,4 см от срезов, затем вывертывают на ли- цевую сторону, выправля- ют шов и выполняют вто- рую строчку' 2 на расстоя- нии 0,5 — 0,7 см от края. Используют при изго- товлении верхней одеж- ды, для стачивания под- кладки карманов в изде- лиях без подкладки; для соединения деталей в ра- бочей одежде / 1 / / \ / / \ / 1 / J 7 0,5-0,7 / У Г / / А2 ।
1—У—'
1 1 . 0,3-0,4
4.2. Запошивоч- ный Детали склады вают лице- выми сторонами внутрь так, чтобы нижний срез выступал из-под верхне- го на 0,5 —0,7 см. Срез верхней детали огибают припуском нижней и прокладывают строчку на расстоянии 0,1—0,2 см от среза нижней детали (строчка 7); шов расправ- ляют, огибают ею верх- ней деталью так, чтобы необработанный срез ока- зался внутри. Настрачива- ют обработанный при- пуск на расстоянии 0,1 — 0,2 см от сгиба (строчка 2). /Верхняя / / деталь / / / / / Нижняя ~Л деталь — 2 7
23
Окончание 2.2,4
Швы
Технические условия
и область применения
Используют при изготов-
лении постельного белья,
спецодежды, в костюмах
без подкладки и т д.
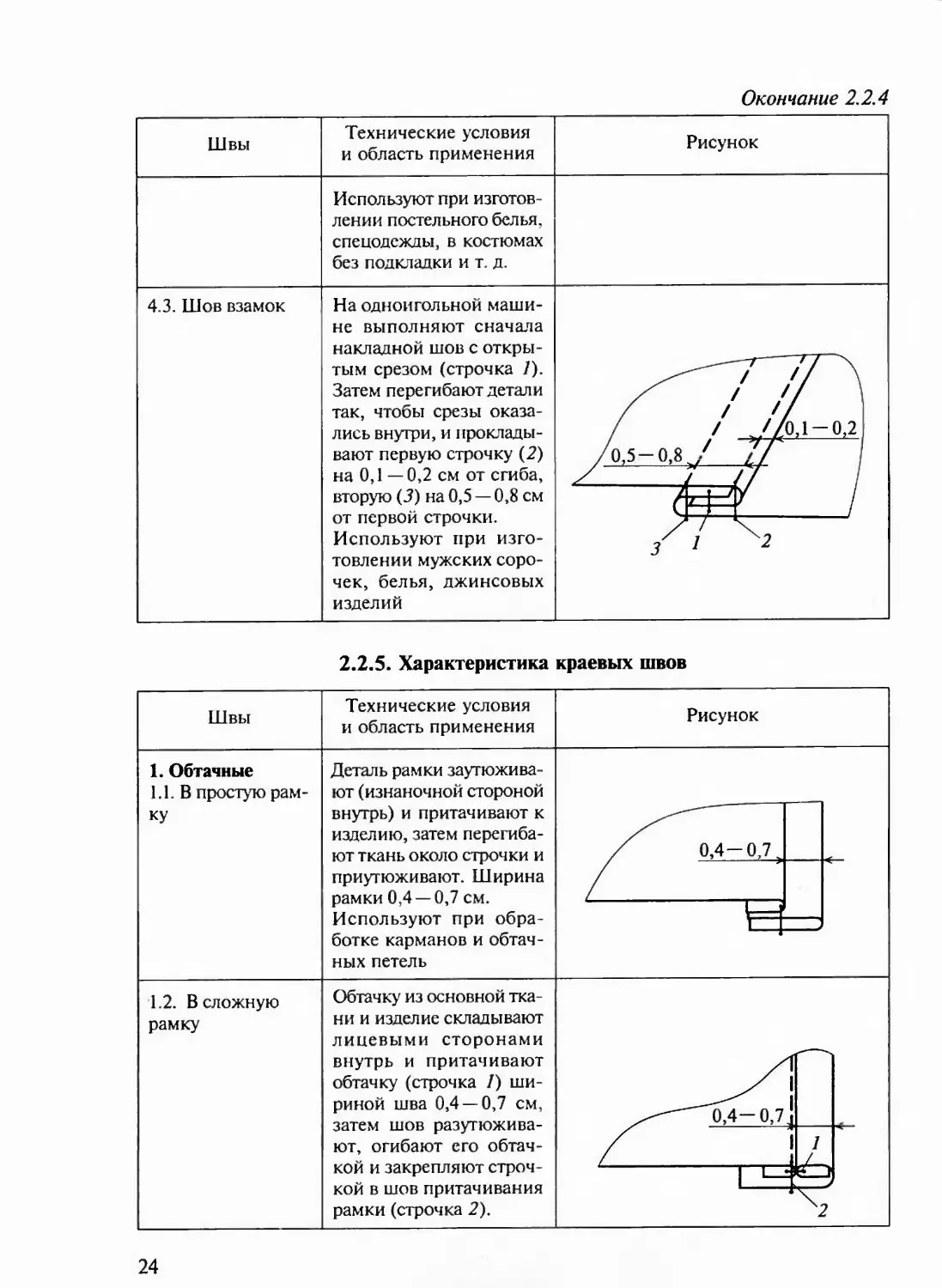
4.3. Шов взамок
На одноигольной маши-
не выполняют сначала
накладной шов с откры-
тым срезом (строчка 7).
Затем перегибают детали
так, чтобы срезы оказа-
лись внутри, и проклады-
вают первую строчку (2)
на 0,1 —0,2 см от сгиба,
вторую (3) на 0,5 — 0,8 см
от первой строчки.
Используют при изго-
товлении мужских соро-
чек, белья, джинсовых
изделий
2.2.5. Характеристика краевых швов
Швы
Технические условия
и область применения
Рисунок
1. Обтачные 1.1. В простую рам- ку Деталь рамки заутюжива- ют (изнаночной стороной внутрь) и притачивают к изделию, затем перегиба- ют ткань около строчки и приутюживают. Ширина рамки 0,4 —0,7 см. Используют при обра- ботке карманов и обтач- ных петель
1.2. В сложную рамку Обтачку из основной тка- ни и изделие складывают лицевыми сторонами внутрь и притачивают обтачку (строчка /) ши- риной шва 0,4 —0,7 см, затем шов разутюжива- ют, огибают его обтач- кой и закрепляют строч- кой в шов притачивания рамки (строчка 2).
24
Продолжение 2.2.5
Швы
Технические условия
и область применения
Рисунок
Используют при обра-
ботке карманов
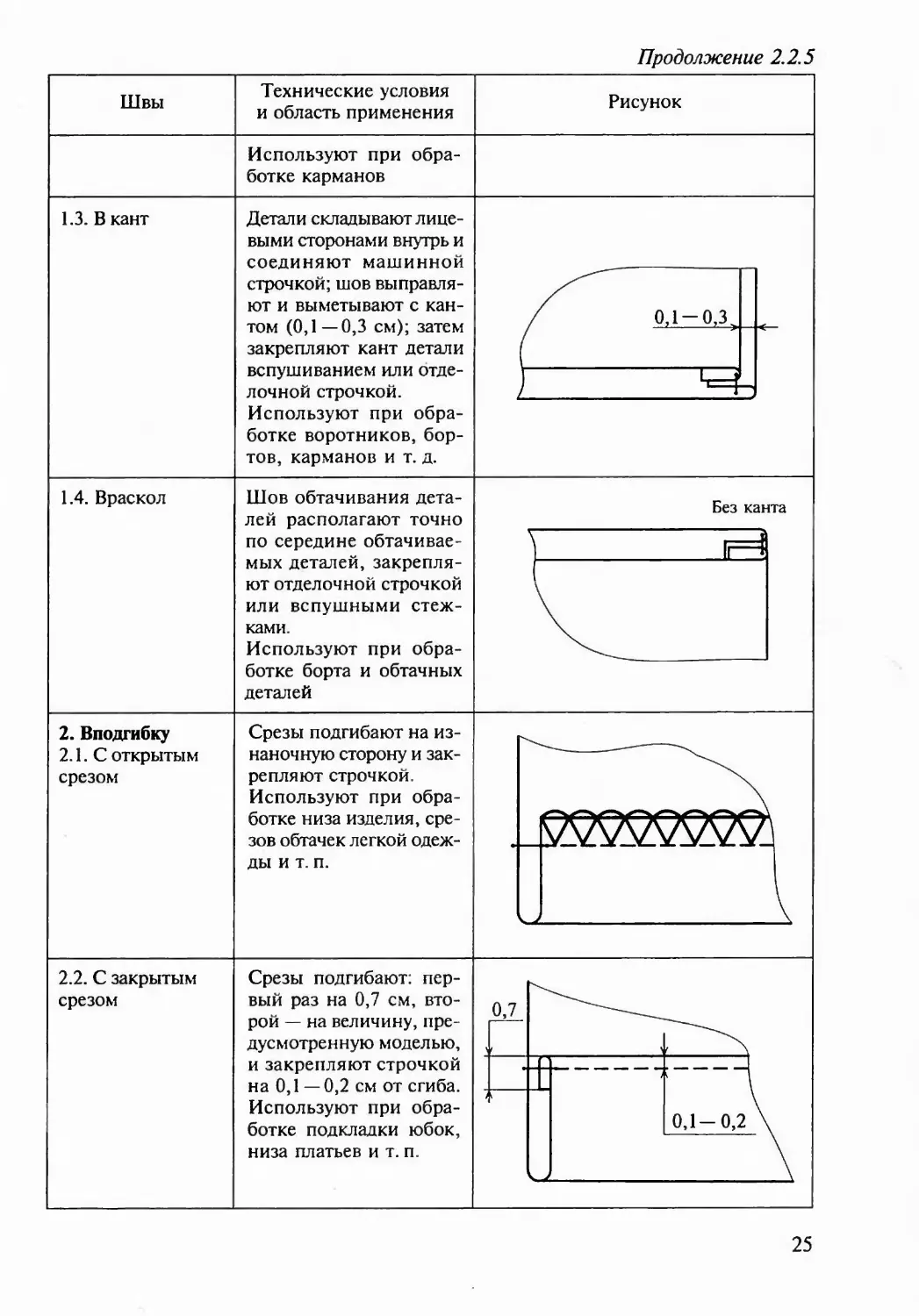
1.3. В кант Детали складывают лице- выми сторонами внутрь и соединяют машинной строчкой; шов выправля- юг и выметывают с кан- том (0,1 —0,3 см); затем закрепляют кант детали вспушиванием или отде- лочной строчкой. Используюг при обра- ботке воротников, бор- тов, карманов и т. д.
1.4. Враскол Шов обтачивания дета- лей располагают точно по середине обтачивае- мых деталей, закрепля- ют отделочной строчкой или вспушными стеж- ками. Используют при обра- ботке борта и обтачных деталей
2. Вподгибку 2.1. С открытым срезом Срезы подгибают на из- наночную сторону и зак- репляют строчкой. Используют при обра- ботке низа изделия, сре- зов обтачек легкой одеж- ды и т. п.
2.2. С закрытым
срезом
Срезы подгибают: пер-
вый раз на 0,7 см, вто-
рой — на величину, пре-
дусмотренную моделью,
и закрепляют строчкой
на 0,1 — 0,2 см от сгиба.
Используют при обра-
ботке подкладки юбок,
низа платьев и т. п
25
Окончание 2.2.5
Швы Технические условия и область применения Рисун ок
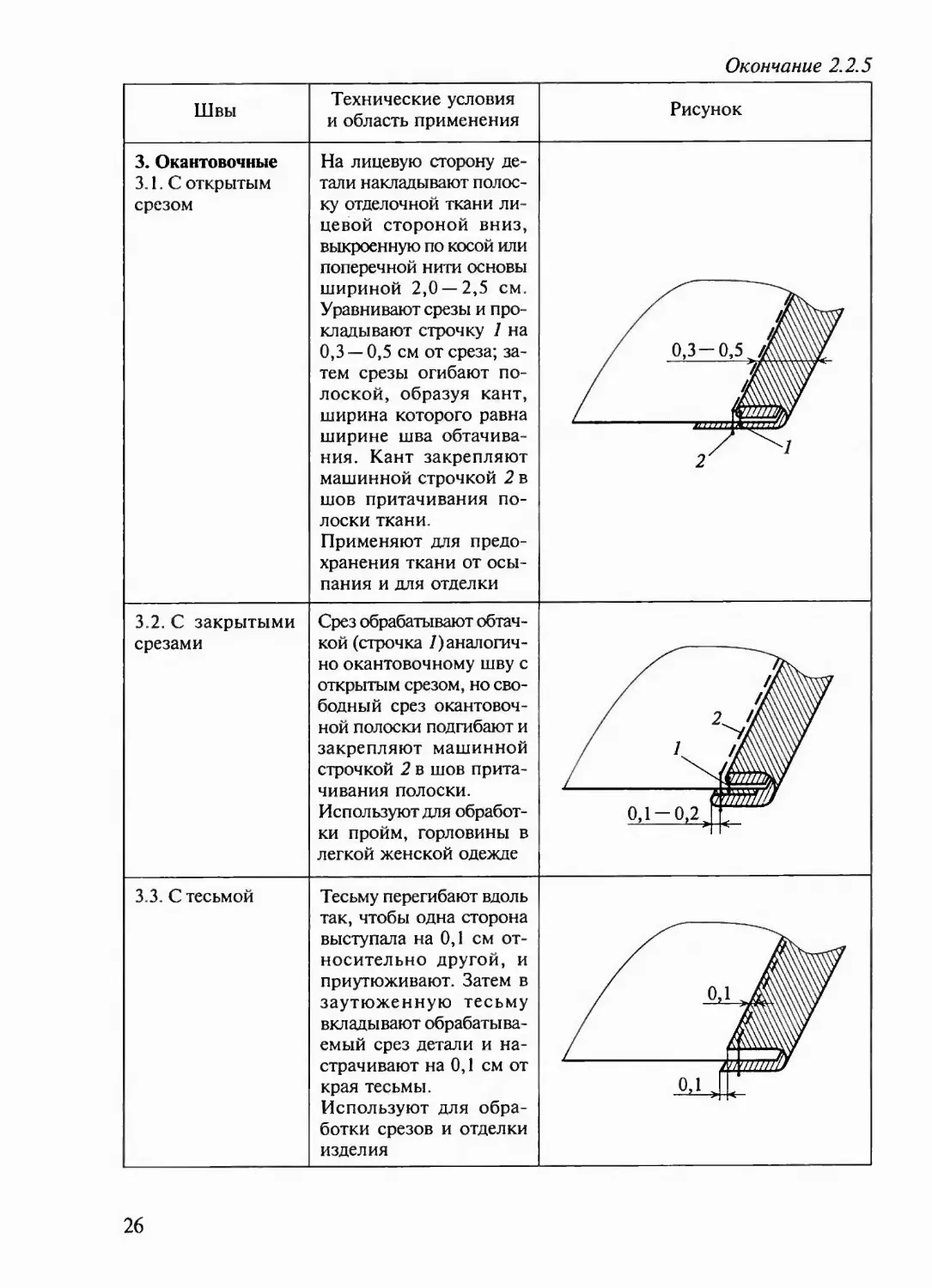
3. Окантовочные 3.1. С открытым срезом На лицевую сторону де- тали накладывают полос- ку отделочной ткани ли- цевой стороной вниз, выкроенную по косой или поперечной нити основы шириной 2,0 —2,5 см. Уравнивают срезы и про- кладывают строчку 7 на 0,3 — 0,5 см от среза; за- тем срезы огибают по- лоской, образуя кант, ширина которого равна ширине шва обтачива- ния. Кант закрепляют машинной строчкой 2 в шов притачивания по- лоски ткани. Применяют для предо- хранения ткани от осы- пания и для отделки 27
3 2. С закрытыми срезами Срез обрабатывают обтач- кой (строчка 7)аналогич- но окантовочному шву с открытым срезом, но сво- бодный срез окантовоч- ной полоски подгибают и закрепляют машинной строчкой 2 в шов прита- чивания полоски. Используют для обработ- ки пройм, горловины в легкой женской одежде 0,] —0,2 — —> 2. В/
3.3. С тесьмой Тесьму перегибают вдоль так, чтобы одна сторона выступала на 0,1 см от- носительно другой, и приутюживают. Затем в заутюженную тесьму вкладывают обрабатыва- емый срез детали и на- страчивают на 0,1 см от края тесьмы. Используют для обра- ботки срезов и отделки изделия / _( X
0Л
26
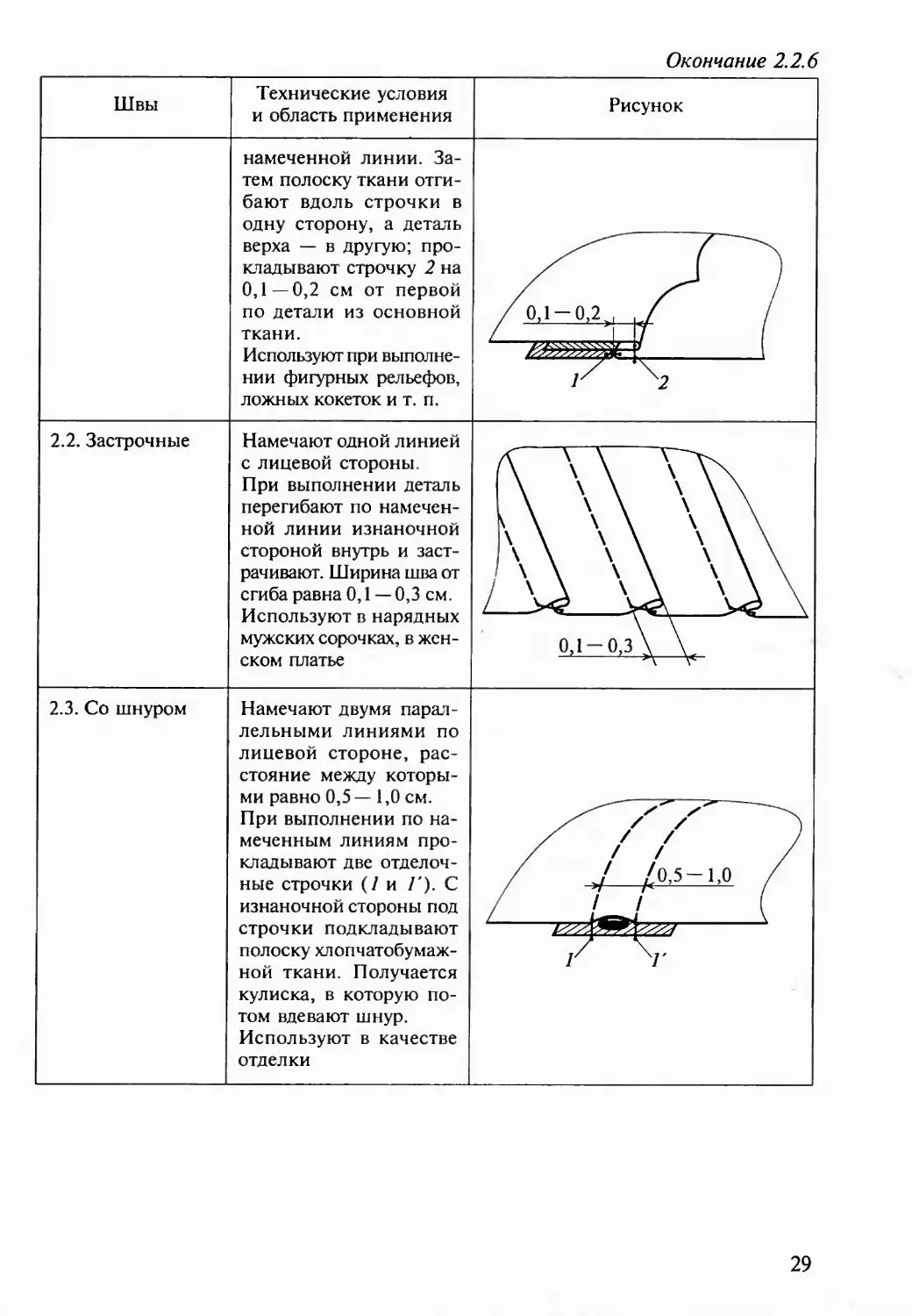
2.2.6. Характеристика отделочных швов
Швы
Технические условия
и область применения
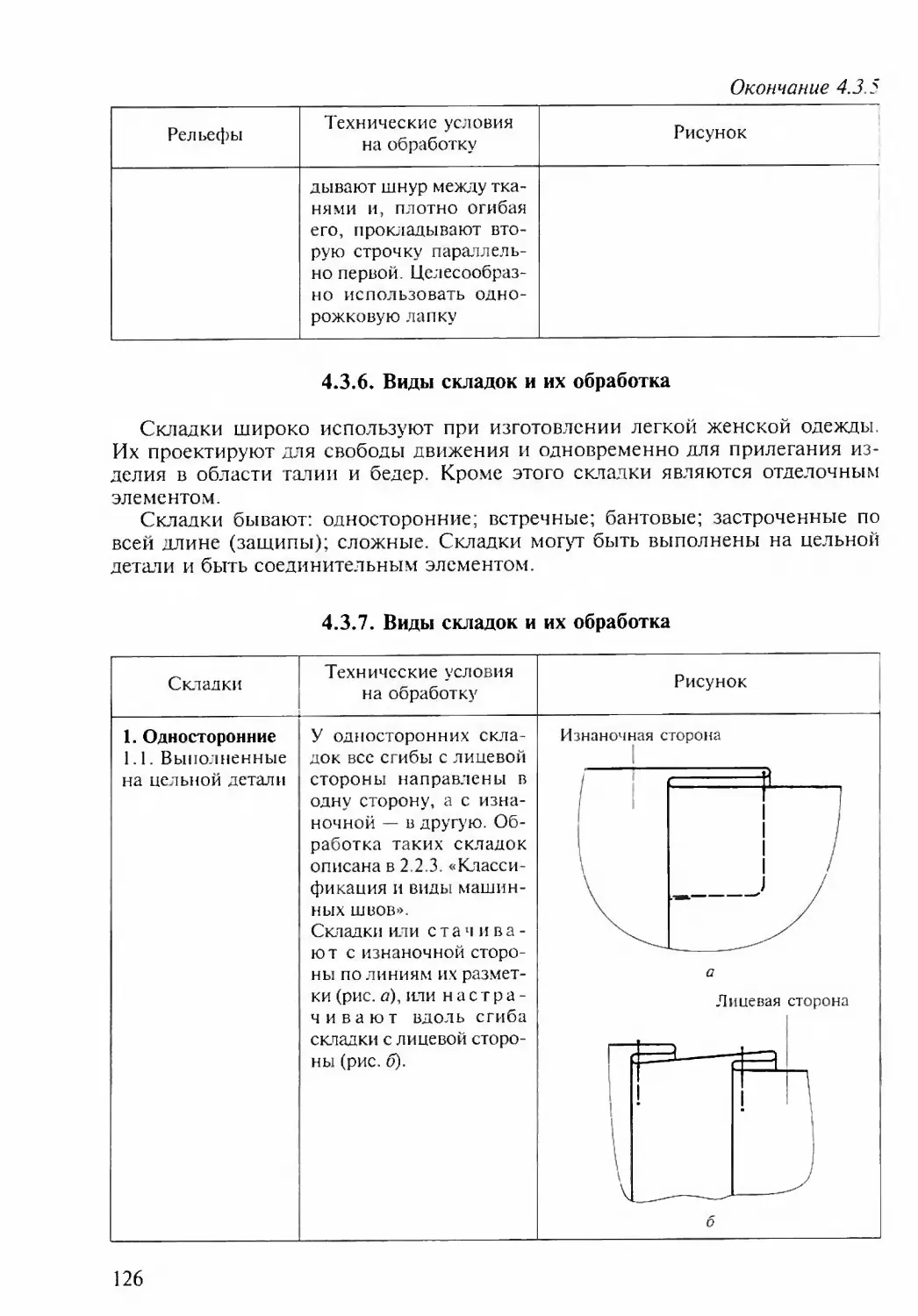
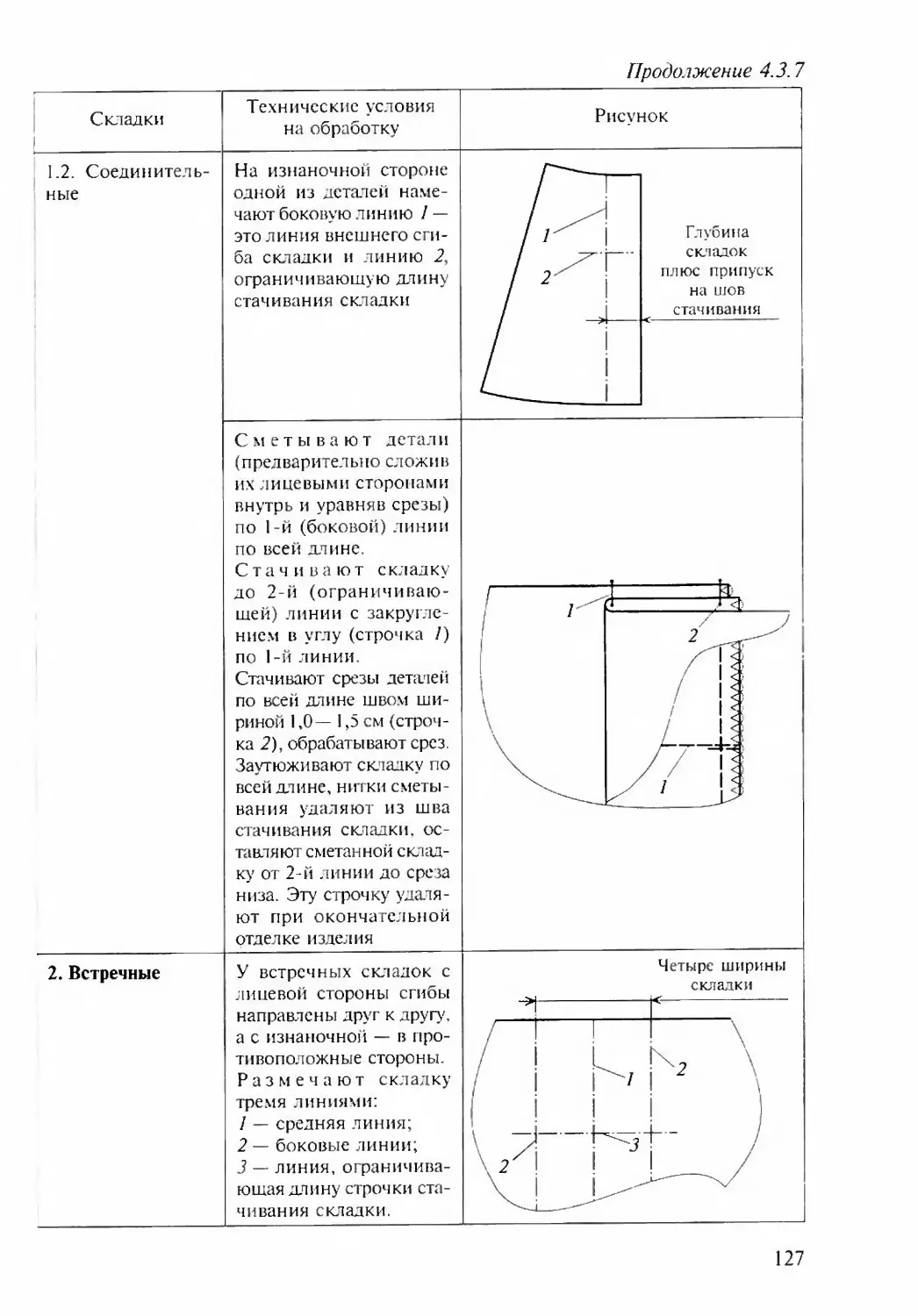
1. Складки
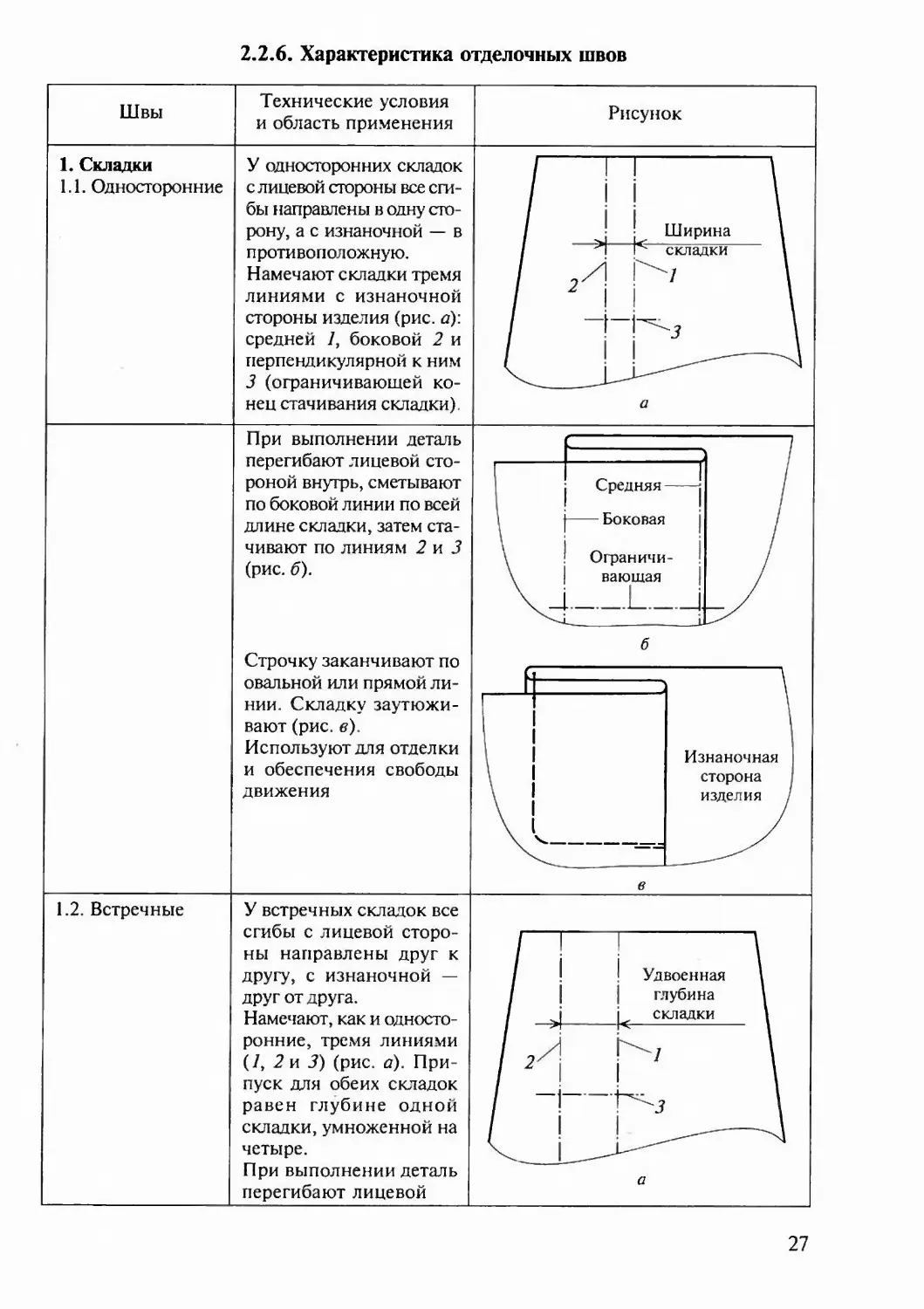
1.1. Од1 юсторонние
У односторонних складок
с лицевой стороны все сги-
бы направлены в одну сто-
рону, а с изнаночной — в
противоположную.
Намечают складки тремя
линиями с изнаночной
стороны изделия (рис. а):
средней 7, боковой 2 и
перпендикулярной к ним
3 (ограничивающей ко-
нец стачивания складки)
При выполнении деталь
перегибают лицевой сто-
роной внутрь, сметывают
по боковой линии по всей
длине складки,, затем ста-
чивают по линиям 2 и 3
(рис. б).
Строчку заканчивают по
овальной или прямой ли-
нии. Складку заутюжи-
вают (рис. в).
Используют для отделки
и обеспечения свободы
движения
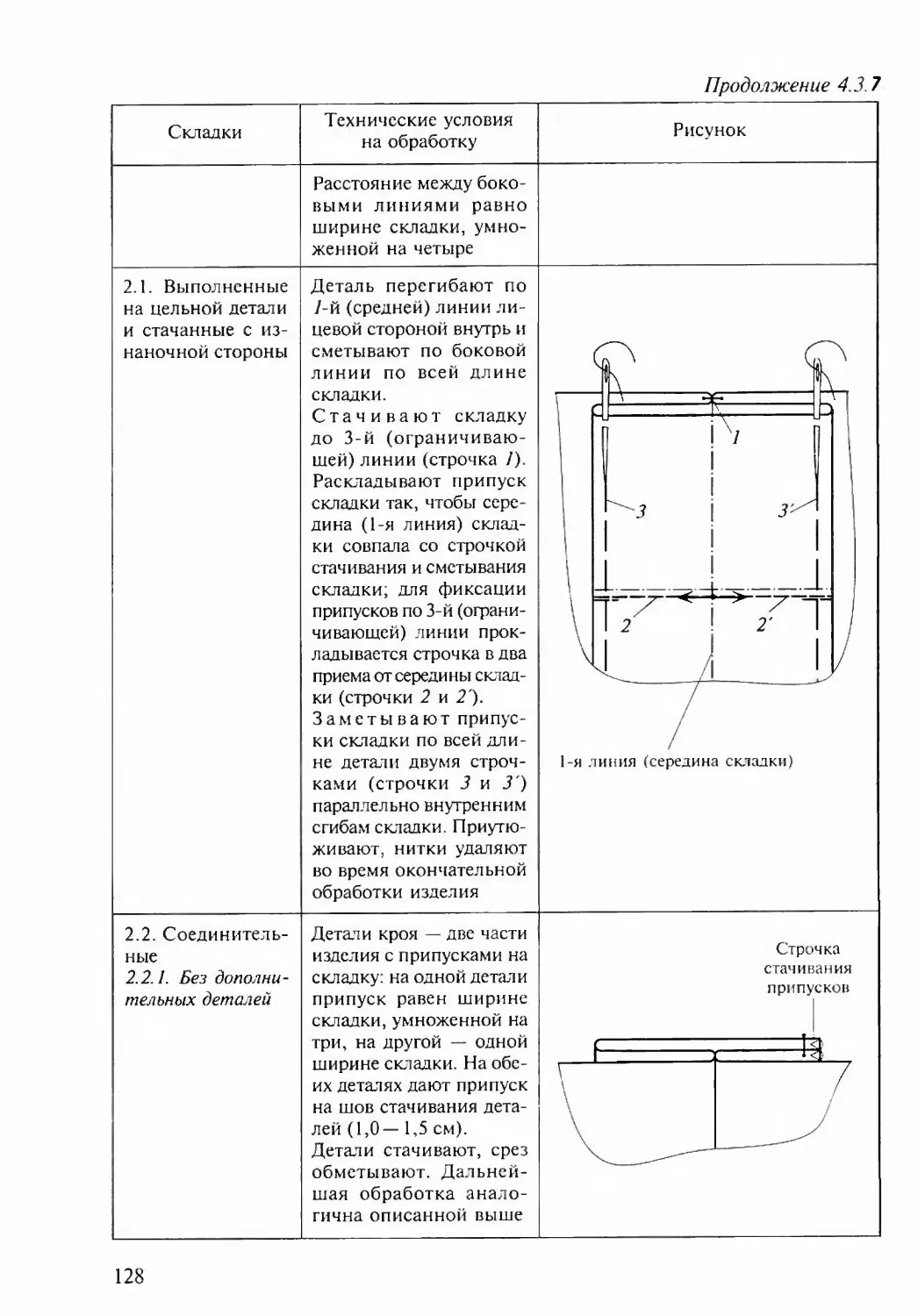
1.2. Встречные
У встречных складок все
сгибы с лицевой сторо-
ны направлены друг к
другу, с изнаночной —
друг от друга.
Намечают, как и односто-
ронние, тремя линиями
(7, 2 и 3) (рис а). При-
пуск для обеих складок
равен глубине одной
складки, умноженной на
четыре.
При выполнении деталь
перегибают лицевой
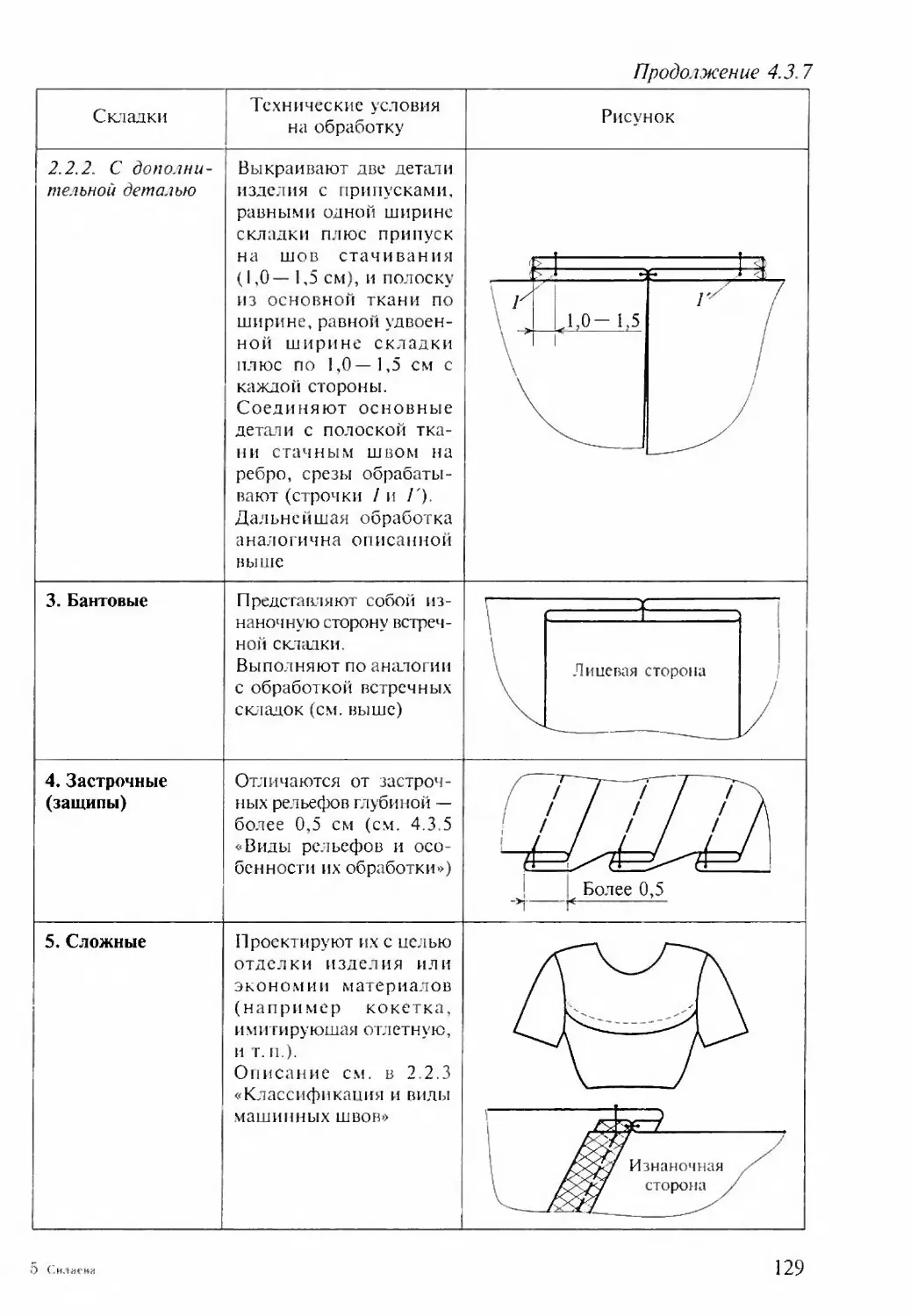
Продолжение 2.2.6
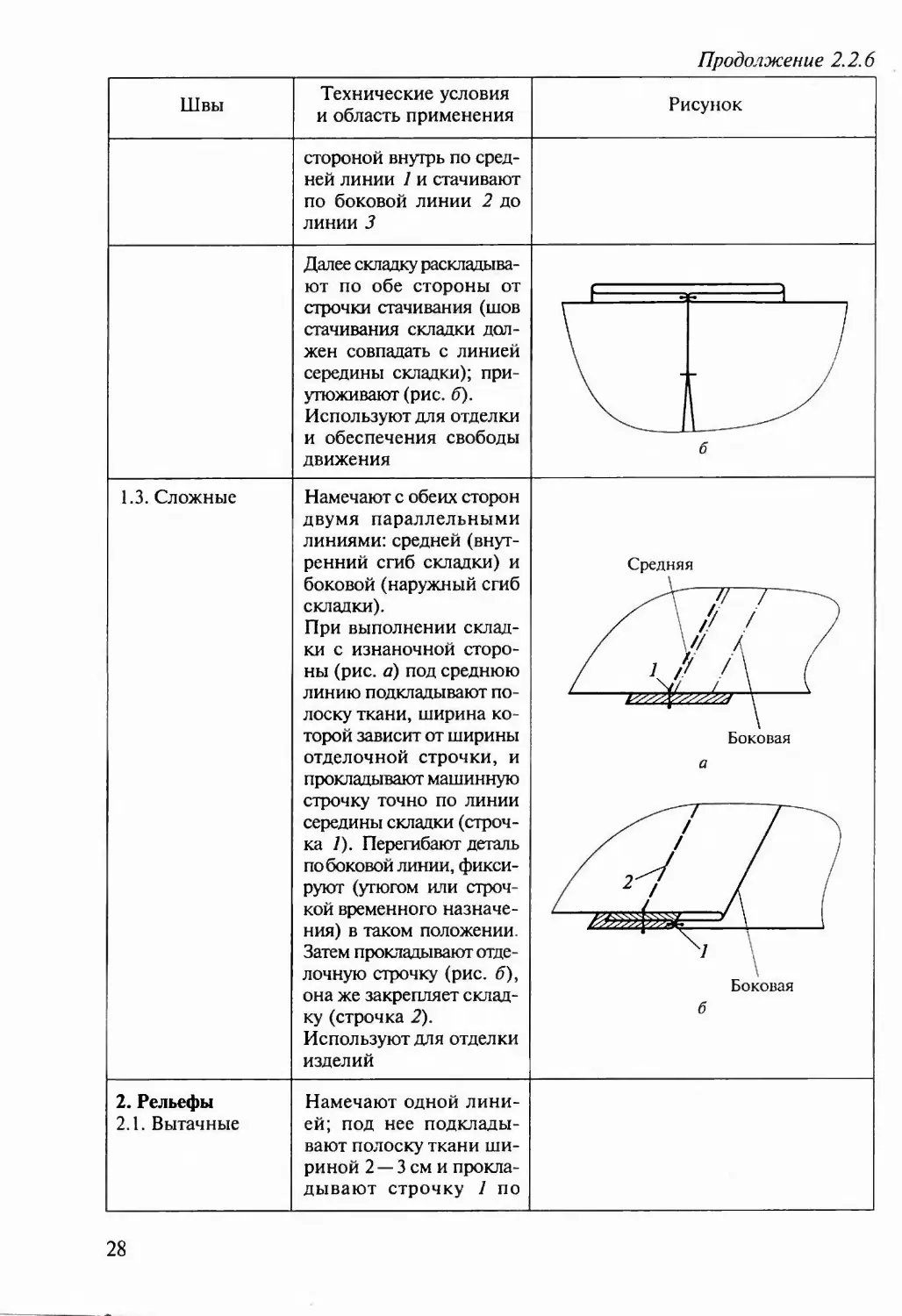
Швы Технические условия и область применения
стороной внутрь по сред- ней линии 1 и стачивают по боковой линии 2 до линии 3
Далее складку раскладыва- ют по обе стороны от строчки стачивания (шов стачивания складки дат- жен совпадать с линией середины складки); при- утюживают (рис. б). Используют для отделки и обеспечения свободы движения
1.3. Сложные Намечают с обеих сторон двумя параллельными линиями: средней (внут- ренний сгиб складки) и боковой (наружный сгиб складки). При выполнении склад- ки с изнаночной сторо- ны (рис. а) под среднюю линию подкладывают по- лоску ткани, ширина ко- торой зависит от ширины отделочной строчки, и прокладывают маш и ь щ * i строчку точно по линии середины складки (строч- ка 7). Перегибают деталь по боковой линии, фикси- руют (утюгом или строч- кой временного назначе- ния) в таком положении. Затем прокладывают отде- лочную строчку (рис. б), она же закрепляет склад- ку (строчка 2). Используют для отделки изделий
Рисунок
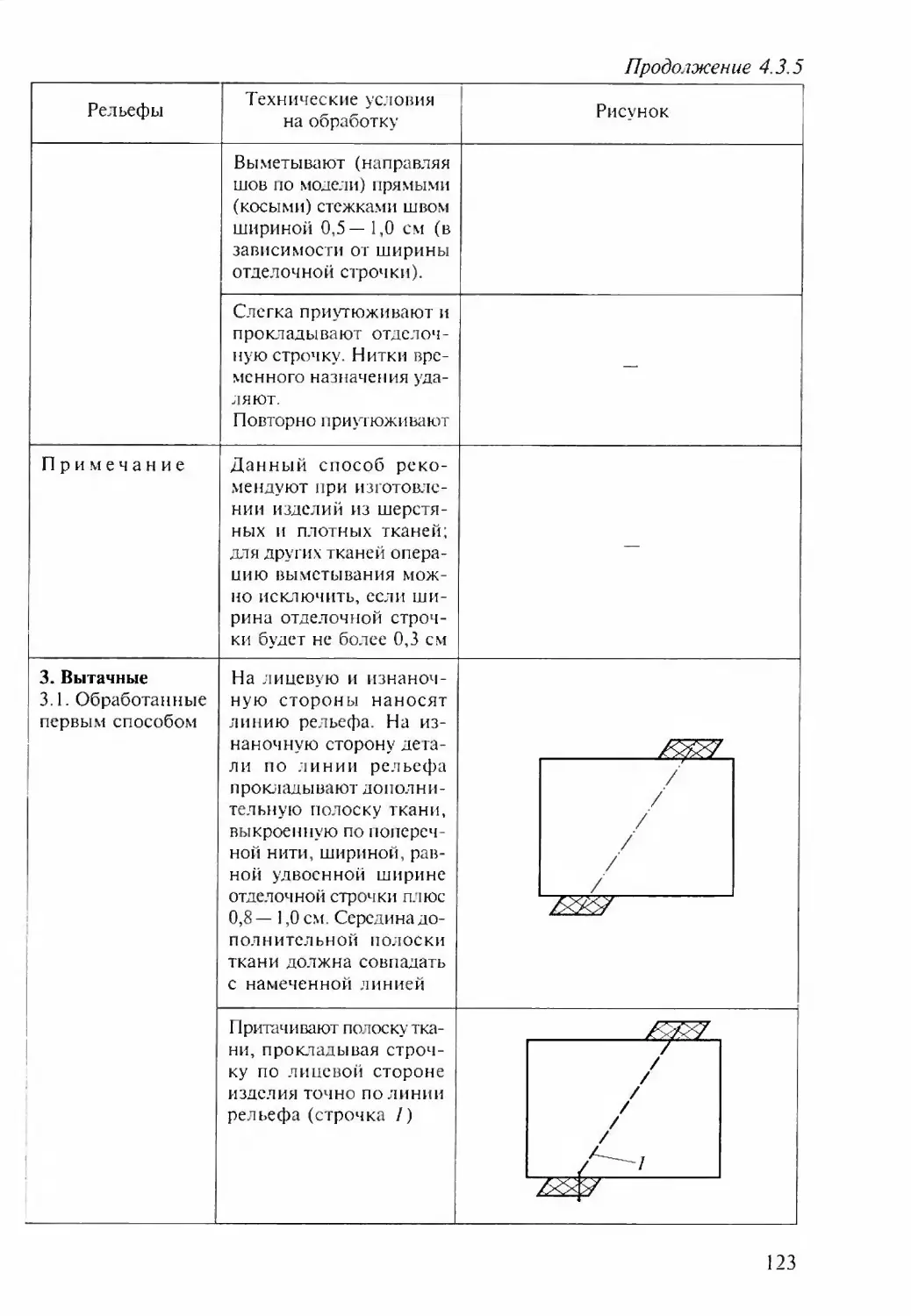
2. Рельефы
2.1. Вытачные
Намечают одной лини-
ей; под нее подклады-
вают полоску ткани ши-
риной 2 — 3 см и прокла-
дывают строчку 1 по
28
Окончание 2.2.6
Швы
Технические условия
и область применения
Рисунок
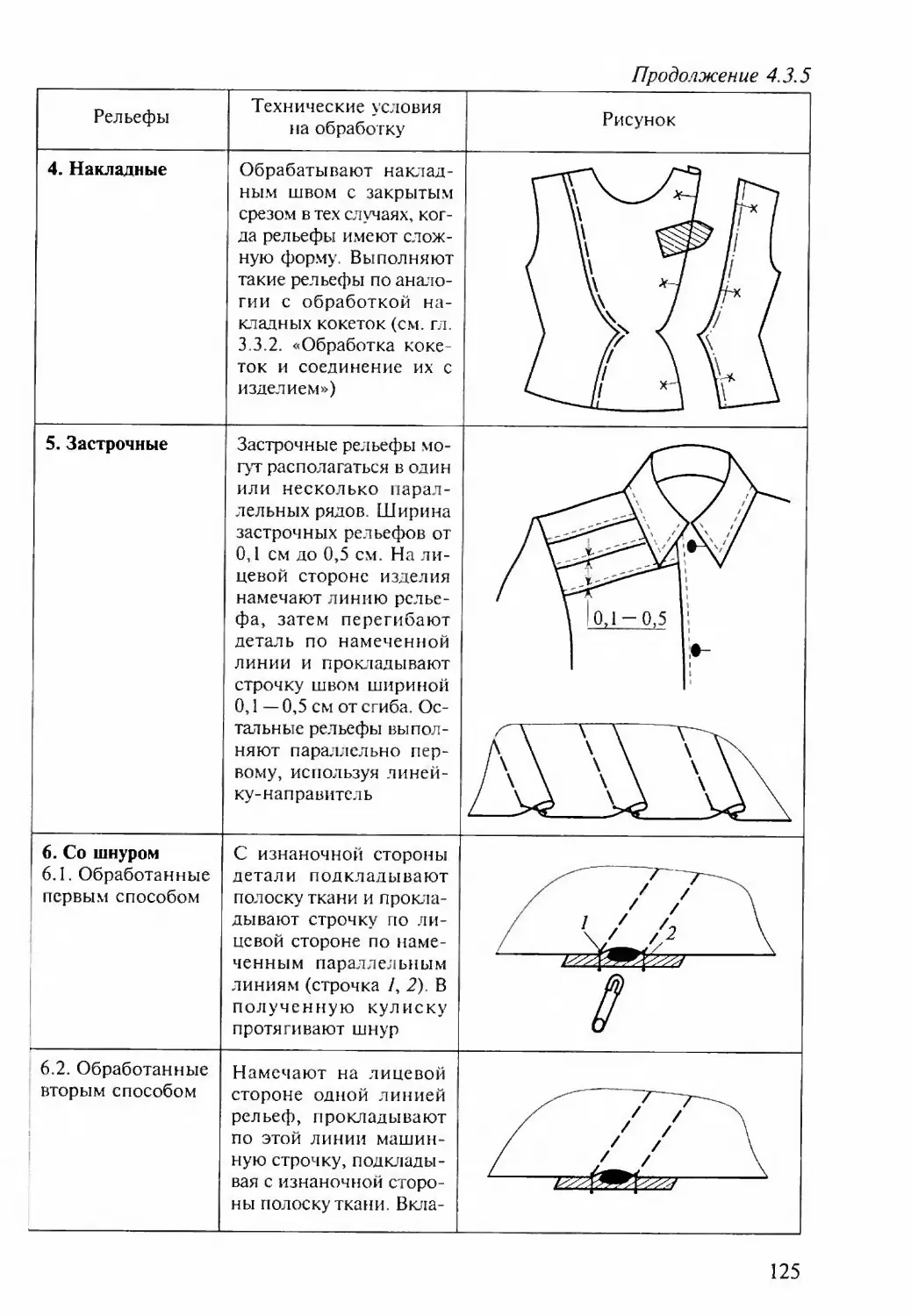
2.2. Засзрочные
2.3. Со шнуром
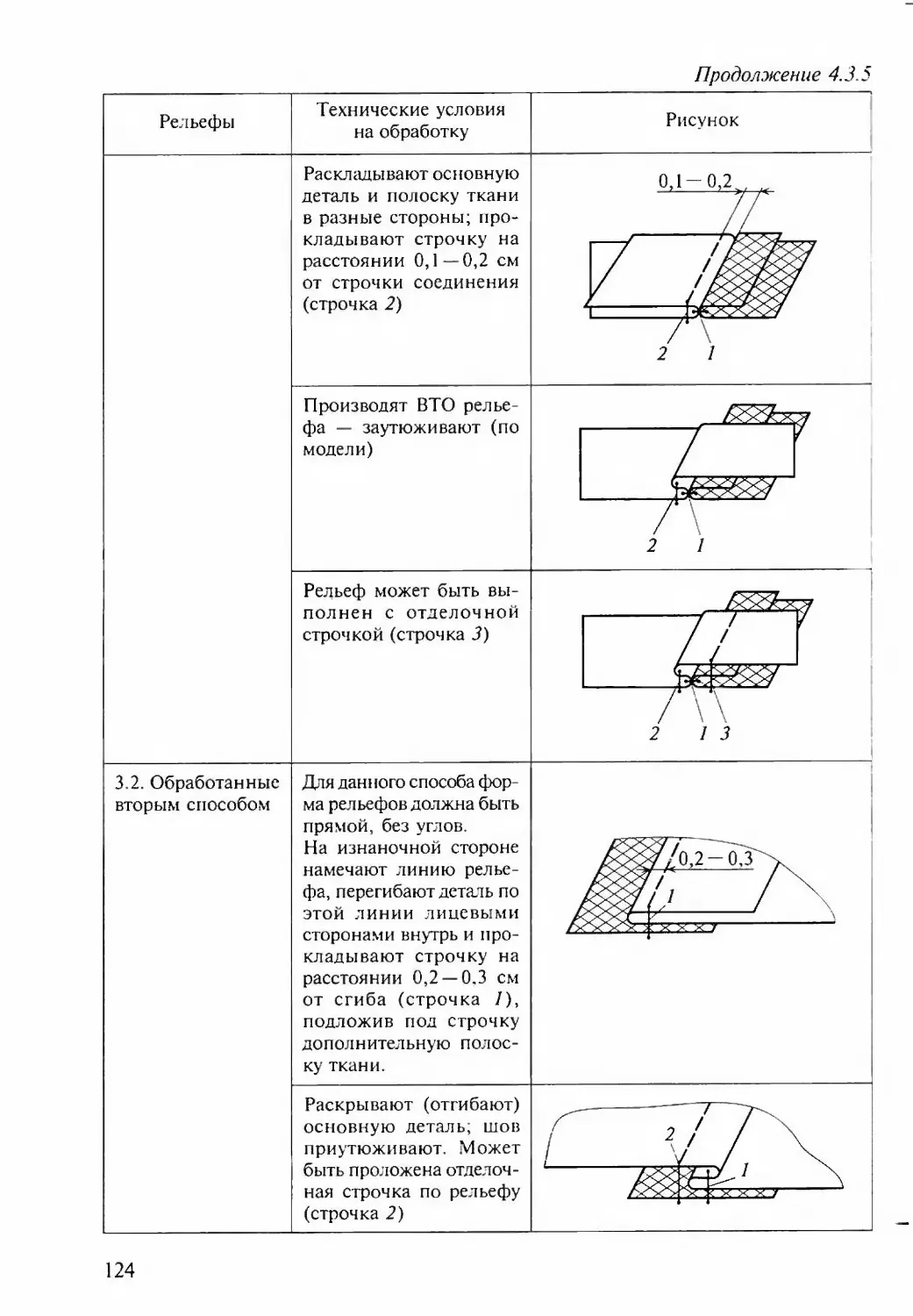
намеченной линии. За-
тем полоску ткани отги-
бают вдоль строчки в
одну сторону, а деталь
верха — в другую; про-
кладывают строчку 2 на
0,1 —0,2 см от первой
по детали из основной
ткани.
Используют при выполне-
нии фигурных рельефов,
ложных кокеток и т. п.
Намечают одной линией
с лицевой стороны.
При выполнении деталь
перегибают по намечен-
ной линии изнаночной
стороной внутрь и засг-
рачивают. Ширина шва от
сгиба равна 0,1 — 0,3 см.
Используют в нарядных
мужских сорочках, в жен-
ском плагье
Намечают двумя парал-
лельными линиями по
лицевой стороне, рас-
стояние между которы-
ми равно 0,5 — 1,0 см.
При выполнении ио на-
меченным линиям про-
кладывают две отделоч-
ные строчки (/и /'). С
изнаночной стороны под
строчки подкладывают
полоску хлопчатобумаж-
ной ткани. Получается
кулиска, в которую по-
том вдевают шнур.
Используют в качестве
отделки
29
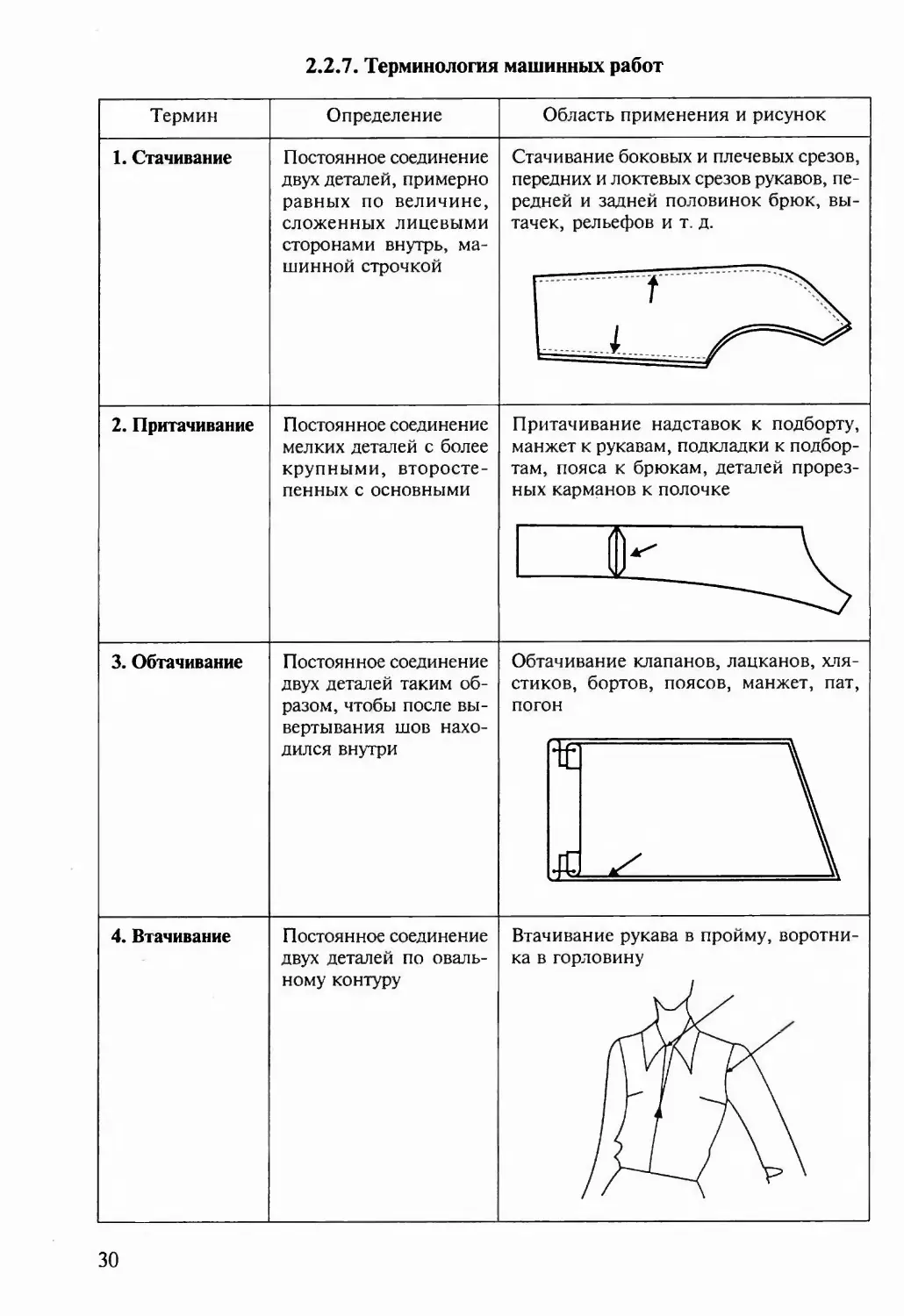
2.2.7. Терминология машинных работ
Термин Определение Область применения и рисунок
1. Стачивание Постоянное соединение двух деталей, примерно равных по величине, сложенных лицевыми сторонами внутрь, ма- шинной строчкой Стачивание боковых и плечевых срезов, передних и локтевых срезов рукавов, пе- редней и задней половинок брюк, вы- тачек, рельефов и т. д.
J Г X
2. Притачивание Постоянное соединение мелких деталей с более крупными, второсте- пенных с основными Притачивание надставок к подборту, манжет к рукавам, подкладки к подбор- там, пояса к брюкам, деталей прорез- ных карманов к полочке
3. Обтачивание Постоянное соединение двух деталей таким об- разом, чтобы после вы- вертывания шов нахо- дился внутри Обтачивание клапанов, лацканов, хля- стиков, бортов, поясов, манжет, пат, погон
- \\
4. Втачивание Постоянное соединение двух деталей по оваль- ному контуру Втачивание ка в горловг рукава в пройму, воротни- тну
30
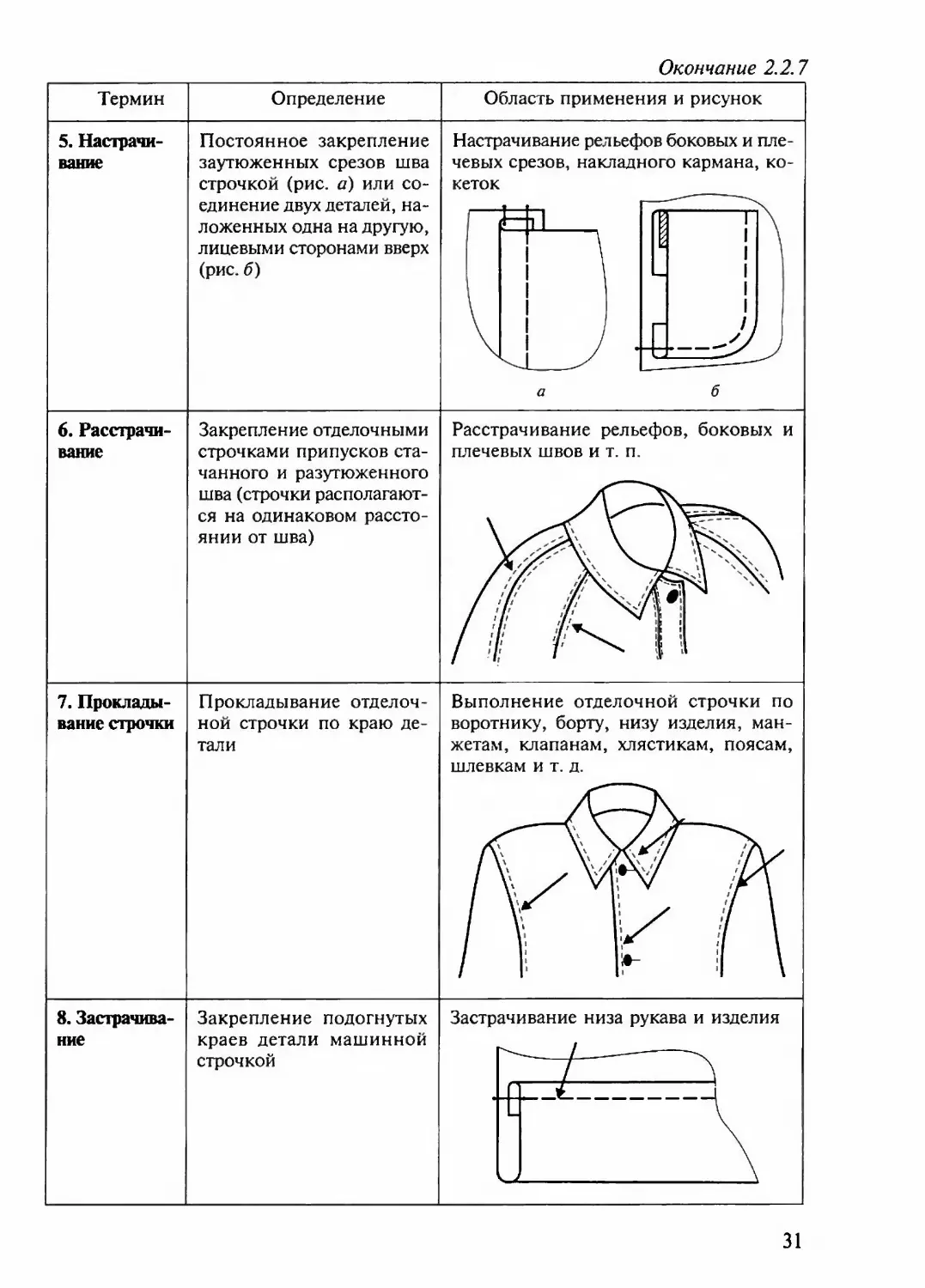
Окончание 2.2.7
Термин
Определение
Область применения и рисунок
5. Настрачи-
вание
Постоянное закрепление
заутюженных срезов шва
строчкой (рис. а) или со-
единение двух деталей, на-
ложенных одна на другую,
лицевыми сторонами вверх
(рис. 6)
Настрачивание рельефов боковых и пле-
чевых срезов, накладного кармана, ко-
кеток
6. Расстрачи-
вание
Закрепление отделочными
строчками припусков ста-
чанного и разутюженного
шва (строчки располагают-
ся на одинаковом рассто-
янии от шва)
Расстрачивание рельефов, боковых и
плечевых швов и т. п.
7. Проклады-
вание строчки
Прокладывание отделоч-
ной строчки по краю де-
тали
Выполнение отделочной строчки по
воротнику, борту, низу изделия, ман-
жетам, клапанам, хлястикам, поясам,
шлевкам и т. д.
8. Застрачива-
ние
Закрепление подогнутых
краев детали машинной
строчкой
31
2.2.8. Технические условия на выполнение машинных работ
1. Все внутренние строчки выполняют нитками в цвет ткани верха.
2. Номера ниток, машинных игл и частота строчки при выполнении ма-
шинных работ должны соответствовать толщине ткани и характеру выполняе-
мых операций.
3. При изготовлении изделий из шерстяных и шелковых тканей все отде-
лочные строчки, а также петли и закрепки выполняют шелковыми (отделоч-
ными) нитками. Цвет ниток для отделочных строчек должен соответствовать
цвету ткани верха или быть другого цвета, если это предусмотрено моделью.
4. Концы верхних ниток отделочных строчек выводят на изнаночную сторо-
ну, завязывают узлом и (или) закрепляют тремя-четырьмя ручными стежками.
5. Концы всех внутренних строчек, выполняемых на стачивающей машине,
закрепляют двойной обратной строчкой (закрепкой) длиной 0,7 — 1 см; на
специальных машинах — длиной 1,5 — 2 см.
6. При прокладывании строчек по замкнутым контурам строчки в конце
швов должны заходить одна на другую не менее чем на 2 — 2,5 см.
7. Ширина швов должна соответствовать припускам на швы.
8. Стачивание деталей, настрачивание швов, прокладывание отделочных строчек
рекомендуется выполнять с помощью направляющих линеек. Фигурные отделоч-
ные строчки выполняют по линиям, намеченным по вспомогательным лекалам.
9. При соединении двух деталей, одна из которых с прямым срезом, а дру-
гая с косым, деталь с косым срезом необходимо положить снизу (на рейку
двигателя ткани), а деталь с прямым срезом — сверху.
10. При соединении двух деталей из тканей разной толщины, например ткань
верха и ткань подкладки, вниз следует положить деталь из толстой ткани.
11. При соединении двух деталей с посадкой одной из них деталь, которую
нужно посадить, следует положить вниз на рейку двигателя ткани.
12. Срезы деталей обметывают хлопчатобумажными нитками или мононитями.
13. Срезы должны быть обметаны, либо высечены, либо обработаны швом
вподгибку с открытым срезом.
14. В изделиях из шерстяных и шелковых тканей используют шелковые и
хлопчатобумажные нитки, а в изделиях из хлопковых тканей — хлопчатобу-
мажные нитки.
2.3. ВЛАЖНО-ТЕПЛОВЫЕ РАБОТЫ
Под влажно-тепловой обработкой (ВТО) швейных изделий понимают спе-
циальную обработку детали или изделия влагой, теплом и давлением с помо-
щью специального оборудования. Различают влажно-тепловую обработку внут-
рипроцессную и окончательную.
Сущность влажно-тепловой обработки заключается:
1) в размягчении волокон ткани влагой и теплом;
2) придании ткани определенной формы давлением;
3) закреплении полученной формы путем удаления влаги при помощи теп-
ла и давления.
Процессы влажно-тепловой обработки разделяются:
1) на утюжильные работы;
2) отпаривание;
3) прессование.
32
2.3.1. Организация рабочего места для влажно-тепловых работ
Оснащение рабочего места
Рисунок
Стол / (специально оборудован-
ный) с обтянутой сукном столеш-
ницей
Светильник 2 местного освеще-
ния
Кронштейн 3 для поддержания
шнура утюга
Выключатель 4 электрического
утюга
Пульверизатор 5
Подставка для утюга 6 с асбес-
товой прокладкой (располагает-
ся справа от работающего)
Резиновый коврик 7
2.3.2. Оборудование и приспособления для влажно-тепловых работ
Наименование
Рисунок
Оборудование
1. Утюги бывают легкие, средние, тяжелые с массой от 2,5
до 6 кг. В зависимости от способа нагрева различают утюги
электрические, паровые, электропаровыс и пароэлектри-
ческие. Утюг должен быть оснащен терморегулятором. Тем-
пература нагрева подошвы утюгов 100 —240 С
2, Прессы по типу приводов бывают электромеханические,
пневматические и гидравлические. По назначению их раз-
личают на специальные и универсальные
3. Отпариватели используются для снятия лас и придания
продукции товарного вида
2 Силаева
33
Окончание 2.3.2
Наименование Рисунок
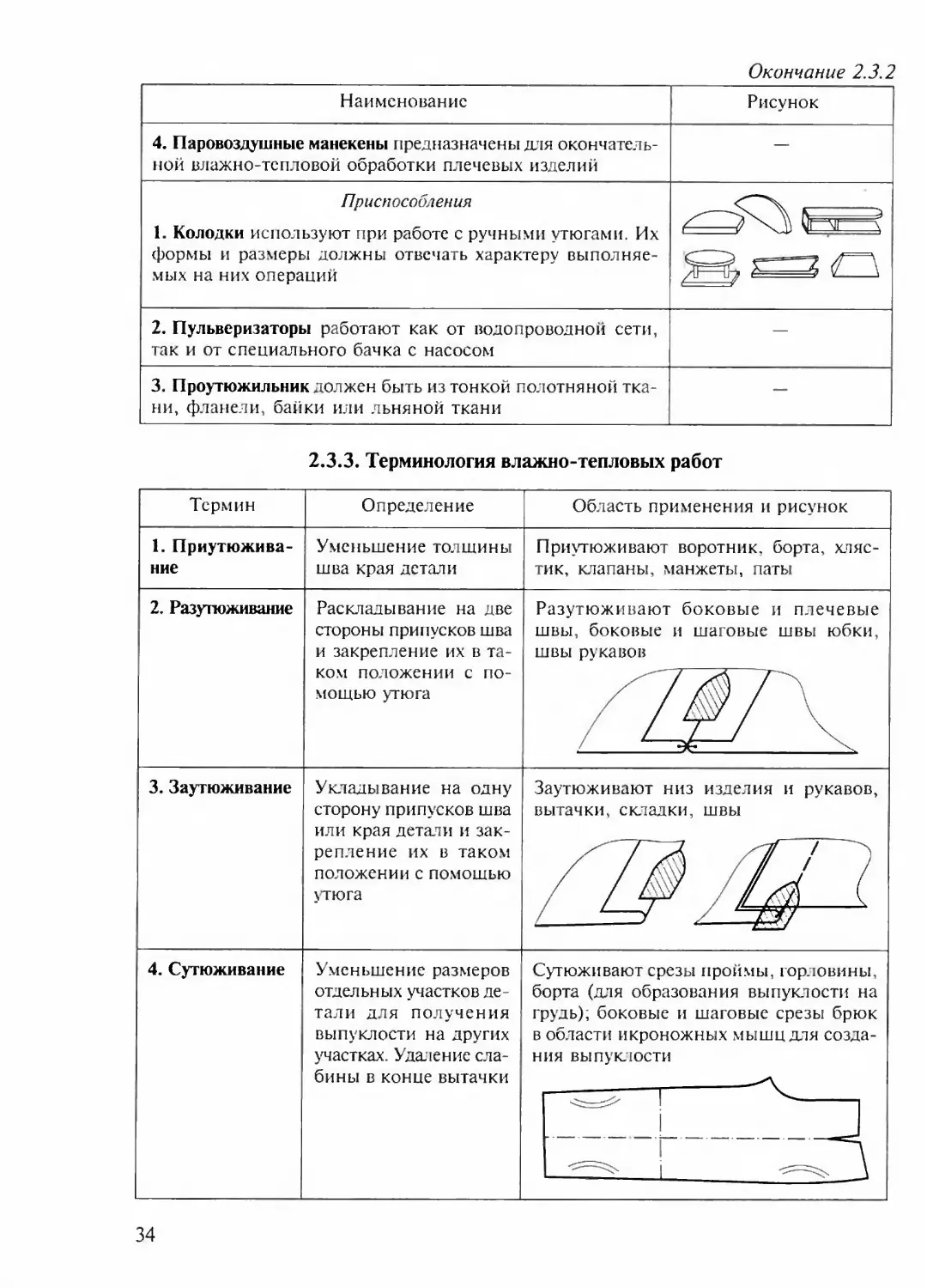
4. Паровоздушные манекены предназначены для окончатель- ной влажно-тептовой обработки плечевых изделий —
Приспособления 1. Колодки используют при работе с ручными утюгами. Их (Ьормы и размеры должны отвечать характеру выполняе- мых на них операции Ж
2. Пульверизаторы работают как от водопроводной сети, так и от специального бачка с насосом —
3. Проутюжильник должен быть из тонкой полотняной тка- ни, фланели, банки или льняной ткани —
2.3.3. Терминология влажно-тепловых работ
Термин Определение Область применения и рисунок
1. Приутюжива- нне Уменьшение толщины шва края детали Приутюживают воротник, борта, хляс- тик, клапаны, манжеты, паты
2. Разутюживание Раскладывание на две стороны припусков шва и закрепление их в та- ком положении с по- мощью утюга Разутюживают боковые и плечевые швы, боковые и шаговые швы юбки, швы рукавов / / / / \ / / / \
3. Заутюживание Укладывание на одну сторону припусков шва или края детали и зак- репление их в таком положении с помощью утюга Заутюживают низ изделия и рукавов, вытачки, складки, шьы
4. Сутюживание Уменьшение размеров отдельных участков де- тали для получения выпуклости на других участках. Удаление сла- бины в конце вытачки Сутюживаюгсрезы проймы, горловины, борта (для образования выпуклости на грудь), боковые и шаговые срезы брюк в области икроножных мышц для созда- ния вы пук. юсти
J
34
Окончание 2.3.3
Термин Определение Область применения и рисунок
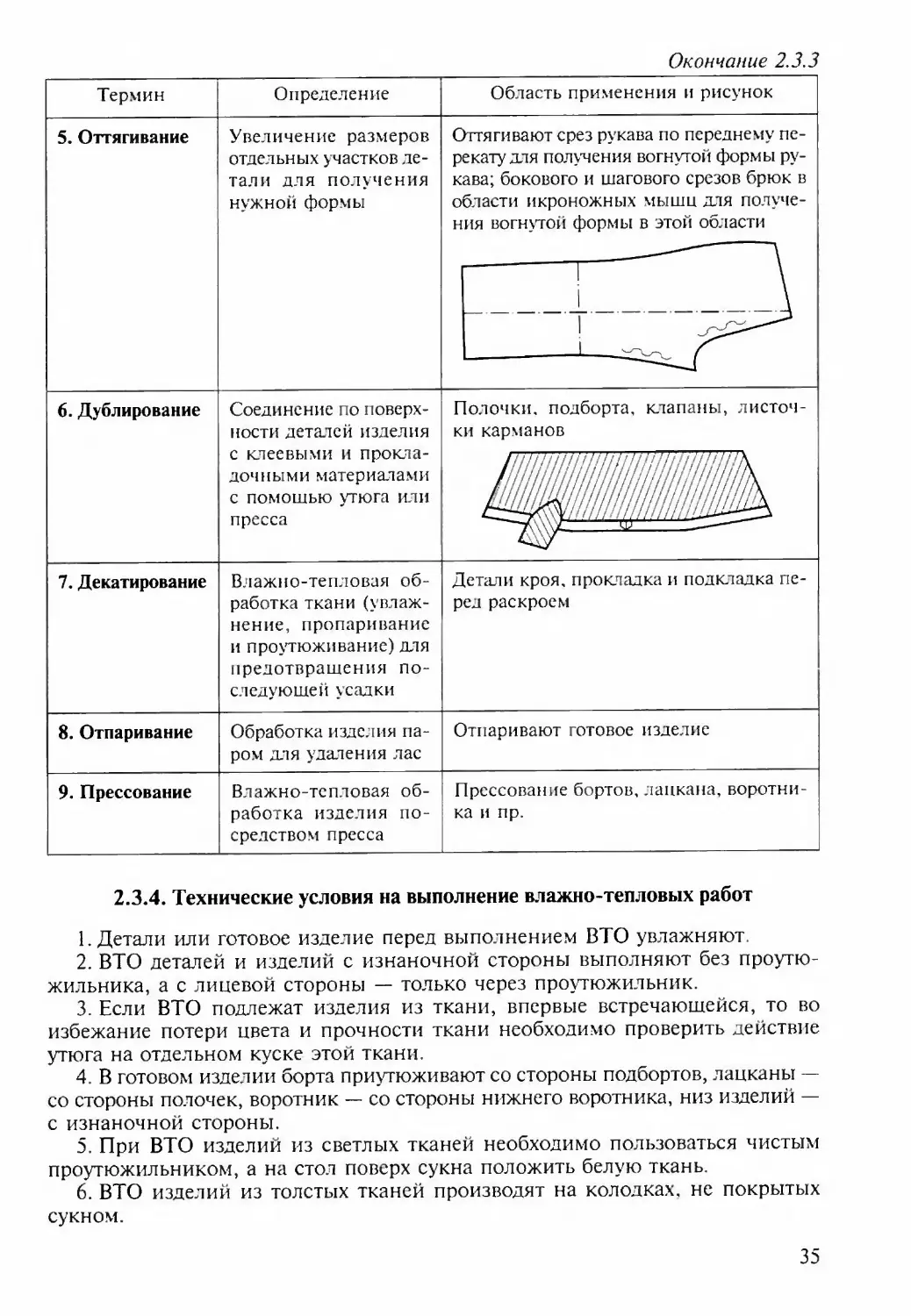
5. Оттягивание Увеличение размеров отдельных участков ле- тал и для получения нужной формы С Р к о н йтягивают срез рукава по переднему пе- екату для получения вогнутой формы ру- ава; бокового и шагового срезов брюк в бласти икроножных мышц для получе- ия вогнутой формы в этой области
6. Дублирование Соединение по поверх- ности деталей изделия с клеевыми и прокла- дочными материалами с помощью утюга или пресса Полочки, подборта, клапаны, листоч- ки карманов
7. Декатирование Влажно-тепловая об- работка ткани (увлаж- нение, пропаривание и проутюживание) для предотвращения по- следующей усадки Детали кроя, прокладка и подкладка пе- ред раскроем
8. Отпаривание Обработка изделия па- ром для удаления лас Отпаривают готовое изделие
9. Прессование Влажно-тепловая об- работка изделия по- средством пресса Прессование бортов, лацкана, воротни- ка и пр.
2.3.4. Технические условия на выполнение влажно-тепловых работ
1. Детали или готовое изделие перед выполнением ВТО увлажняют.
2. ВТО деталей и изделий с изнаночной стороны выполняют без проутю-
жильника, а с лицевой стороны — только через проутюжильник.
3. Если ВТО подлежат изделия из ткани, впервые встречающейся, то во
избежание потери цвета и прочности ткани необходимо проверить действие
утюга на отдельном куске этой ткани.
4. В готовом изделии борта приутюживают со стороны подбортов, лацканы —
со стороны полочек, воротник — со стороны нижнего воротника, низ изделий —
с изнаночной стороны.
5. При ВТО изделий из светлых тканей необходимо пользоваться чистым
проутюжильником, а на стол поверх сукна положить белую ткань.
6. ВТО изделий из толстых тканей производят на колодках, не покрытых
сукном.
35
7. ВТО деталей или изделий на прессах выполняют с лицевой стороны че-
рез проутюжильник.
8. После проведения окончательной ВТО готовые изделия должны быть
просушены и охлаждены в подвешенном состоянии до полного закрепления
приданной им формы, при этом продолжительность просушивания пальто
из шерстяной ткани составляет 50 — 75 мин, из хлопчатобумажной ткани —
30 — 40 мин, костюма из шерстяной ткани — 30 — 40 мин, из хлопчатобумаж-
ной ткани 20 — 25 мин.
При обработке изделий на паровоздушном манекене время на просушива-
ние не требуется.
9. ВТО детаяей и изделий должна производиться при установленных для
данных тканей режимах обработки.
10. При обработке стачным швом взаутюжку шов сначала слегка увлажняют
и разутюживают, а затем заутюживают через проутюжильник.
11. Изделия из тканей с синтетическими волокнами обрабатывают утюгами
с терморегулятором.
12. Операции ВТО производят до полного удаления влаги.
13. Во избежание искривления швов их разутюживают до полного прилега-
ния припусков к детали изделия.
14. Во избежание пролегания швов под припуски подкладывают бумагу или
проутюжильник.
15. Особое внимание требуют ткани цвета морской волны, голубые, свет-
ло-серые и белые, поскольку эти красители особо чувствительны к действию
высоких температур.
16. ВТО ткани из искусственных волокон (штапель, вискоза) производят с
минимальным увлажнением, не растягивая ее.
17. При стачивании двух деталей из тканей разной толщины шов всегда
заутюживают на тонкую ткань.
18. При изготовлении изделий из хлопчатобумажных тканей припуски на
швы лишь закладывают в сторону, предусмотренную техническими условия-
ми, а ВТО выполняют при окончательной обработке изделия.
2.4. КЛЕЕВЫЕ МЕТОДЫ ОБРАБОТКИ ДЕТАЛЕЙ ОДЕЖДЫ
2.4.1. Сущность клеевого метода обработки одежды
Методы клеевого соединения широко используют в швейной промышлен-
ности. Клеевые материалы обеспечивают возможность изготовления различ-
ных конструкций, уменьшают массу изделия, повышают формоустойчивость
отдельных деталей и узлов одежды. Кроме того, клеевой метод позволяет по-
вышать производительность труда и эффективность производства.
Клеевое соединение — это неразъемное соединение, полученное в резуль-
тате воздействия клеящего вещества со склеиваемым материалом (ткань, три-
котаж) химическим или термическим (т.е. с помощью утюга или пресса)
способом.
К клеевым материалам и соединениям предъявляются следующие требова-
ния:
1) прочность;
2) эластичность и гибкость. Чаще всего требуется большая гибкость соедине-
ния и малая их жесткость. Жесткость клеевых соединений зависит от вида клея,
36
толщины слоя клея, способа нанесения клея на прокладочную ткань (сплош-
ное и несплошнсе покрытие) и от вида самой прокладки;
3) водостойкость (определяется устойчивостью к воде и кипячению);
4) устойчивость к химической чистке;
5) морозоустойчивость;
6) внешний вид клеевых соединений (отсутствие лас, пузырей, пролеганий,
заломов, высокая формоустойчивость).
Клеевые материалы можно разделить на две группы: термопластичные и
нетермопластичные.
При нагревании те рмо пластич ных материалов клеящая масса пла-
вится и проникает в структуру склеиваемой ткани; после остывания закрепляет-
ся с образованием клеевого соединения. Этот вид клеевого соединения выпол-
няют с использованием утюгов и прессов. Применяют при изготовлении одеж-
ды из шерстяных, шелковых, хлопчатобумажных, синтетических и других тканей.
К нетермопластичным относятся материалы типа лейкопластыря. Ис-
пользуются в качестве кромок в изделиях из натурального и искусственного
меха, искусственной и натуральной кожи.
2.4.2. Виды и характеристика клеевых материалов
В производстве одежды используются клеевые прокладочные и кромочные
материалы, клеевая паутинка, клеевые нити, сетки, пленки, порошки, пасты.
К клеевым прокладочным материалам относятся ткани, не-
тканые полотна, трикотаж, на одну сторону которых нанесен слой клеевого
покрытия. Назначение их — придание формоустойчивости деталям одежды,
обработка краев и срезов деталей.
Нанесение покрытия по своей сгруктурс может быть точечным и сплошным.
Термоклеевые кромочные материалы — прокладочные мате-
риалы в виде полосок материала шириной 0,5 — 2,0 см с односторонним кле-
евым покрытием. Применяют для предохранения срезов от растяжения.
Клеевая паутинка — нетканый клеевой материал. Выпускают в виде по-
лосок или полотна. Используют для закрепления припусков и краев деталей и др.
Клеевая нить — моноволокно из термопластичного полимера толщи-
ной 0,3 —0,4 мм. Используют для закрепления припусков и краев деталей.
Клеевую сетку изготавливают из полиэтилена. Она имеет ячейки раз-
личной формы. Используют для придания формы мелким деталям пальто. Для
крупных деталей не используется, так как имеет повышенную термоусадку.
Клеевую пленку выпускают из полиамида, полиэтилена, лавсана и т.п.
Соединяют с деталями под давлением при воздействии растворителя.
Клеевые порошки и п а с т ы - п о л и м е р ы используют для изготов-
ления клеевых материалов.
2.4.3. Основные направления в применении клеевых материалов
Существуют три основных направления в использовании клеевых материалов:
1) закрепление краев и с р е з о в деталей одежды для обеспечения
их ровности, формоустойчивости, предохранения от растяжения и осыпания;
2) придание деталям одежды требуемой формоустойчивости различ-
ными клеевыми прокладочными материалами;
3) изготовление и прикрепление отделочных элементов: апплика-
ций, вышивок и т. п.
37
Последовательно рассмотрим эти направления.
Для закрепления краев и срезов деталей применяют клеевые пау-
тинку и нить.
Клеевую паутинку используют при изготовлении пальто и костюмов на опе-
рациях закрепления бортов, шлиц, воротника, низа изделия, рукавов и т. д.
Клеевую нить используют для закрепления швов обтачивания. Нить может
быть проложена ниточным или термоконтактным способом: при ниточном
способе нить заправляют сверху через иглу или наматывают на шпульку; при
термоконтактном — соединяют с помощью специальных машин.
Формоустойчивость деталей достигается дублированием — фиксиро-
ванным соединением деталей изделий (пальто, костюмов) с клеевыми про-
кладками по всей поверхности или ее части. Дублирование выполняется на
прессах или утюгах. Не дублируют изделия из тканей с рельефной поверхно-
стью, ворсовых и с ярко выраженной надворсовкой с изнаночной стороны.
Дублируют детали до стачивания вытачек и притачивания отрезных деталей.
К процессу дублирования предъявляются следующие требования:
правильное расположение прокладки относительно срезов основной детали;
отсутствие заминов, неровностей на основной ткани и прокладке;
прочность соединения по всей поверхности;
отсутствие скрытых дефектов (ласы, опалы и т. д.).
Отделочные элементы: аппликации, вышивки, вставки — прикрепля-
ют с помощью утюга с предварительным нанесением на них термопластично-
го клеевого слоя.
2.4.4. Особенности обработки деталей одежды клеевыми
прокладочными материалами
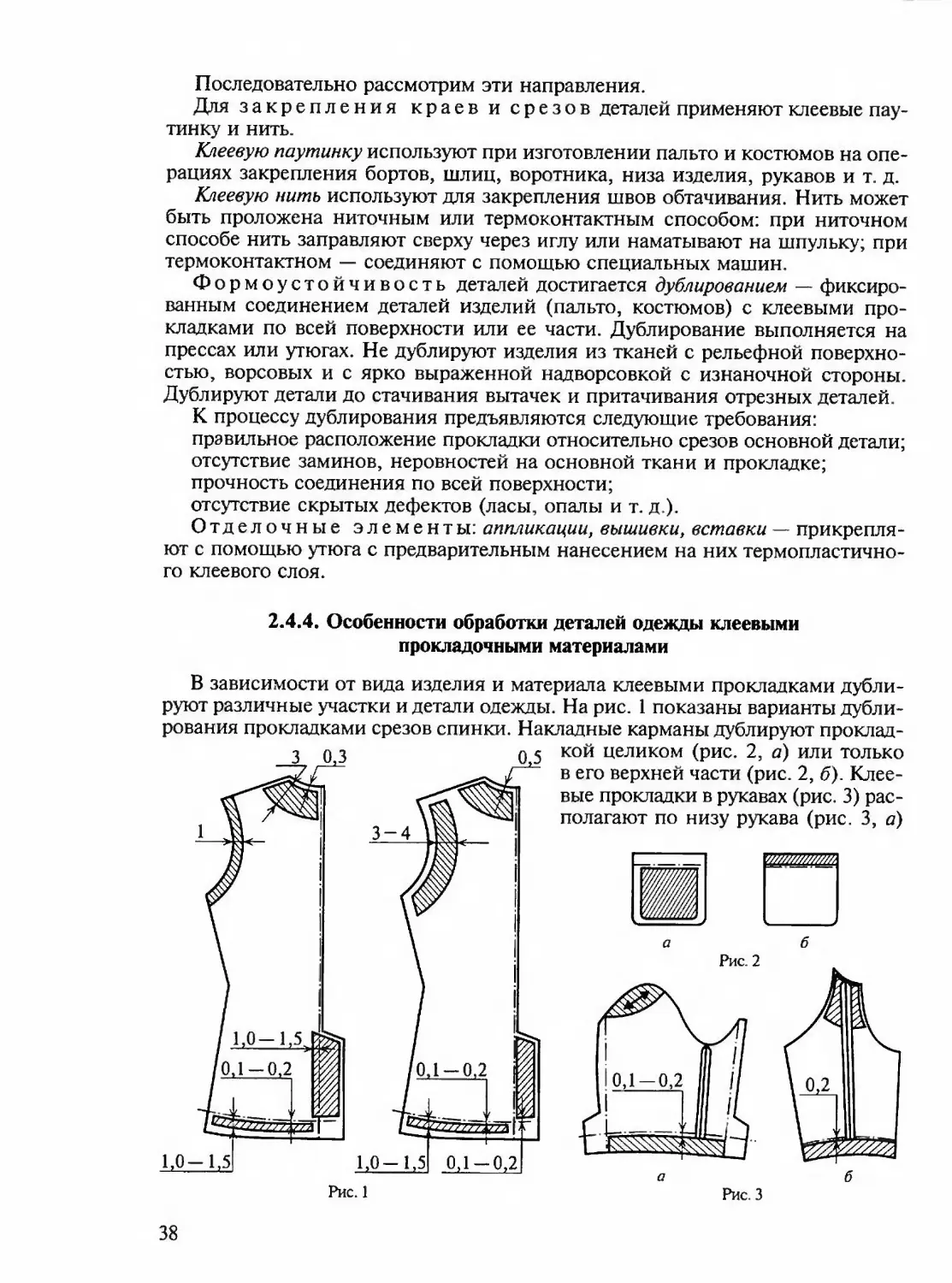
В зависимости от вида изделия и материала клеевыми прокладками дубли-
руют различные участки и детали одежды. На рис. 1 показаны варианты дубли-
рования прокладками срезов спинки. Накладные карманы дублируют проклад-
Рис. 1
кой целиком (рис. 2, а) или только
в его верхней части (рис. 2, б). Клее-
вые прокладки в рукавах (рис. 3) рас-
полагают по низу рукава (рис. 3, а)
Рис. 3
38
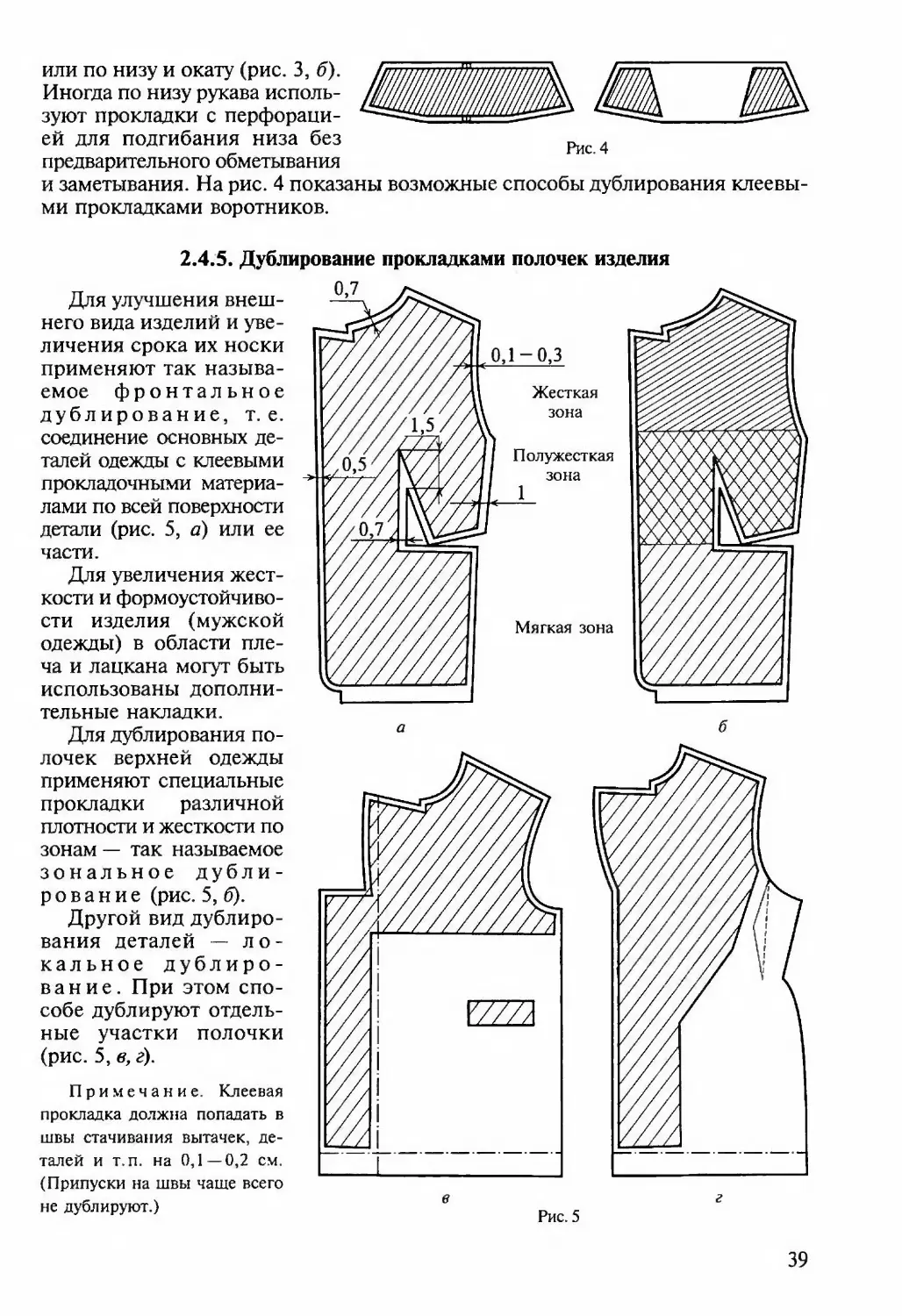
или по низу и окату (рис. 3, б).
Иногда по низу рукава исполь-
зуют прокладки с перфораци-
ей для подгибания низа без
предварительного обметывания
Рис. 4
и заметывания. На рис. 4 показаны возможные способы дублирования клеевы-
ми прокладками воротников.
2.4.5. Дублирование прокладками полочек изделия
Для улучшения внеш-
него вида изделий и уве-
личения срока их носки
применяют так называ-
емое фронтальное
дублирование, т. е.
соединение основных де-
талей одежды с клеевыми
прокладочными материа-
лами по всей поверхности
детали (рис. 5, а) или ее
части.
Для увеличения жест-
кости и формоустойчиво-
сти изделия (мужской
одежды) в области пле-
ча и лацкана могут быть
использованы дополни-
тельные накладки.
Для дублирования по-
лочек верхней одежды
применяют специальные
прокладки различной
плотности и жесткости по
зонам — так называемое
зональное дубли-
рование (рис. 5, б).
Другой вид дублиро-
вания деталей — ло-
кальное дублиро-
вание. При этом спо-
собе дублируют отдель-
ные участки полочки
(рис. 5, в, г).
Примечание Клеевая
прокладка должна попадать в
швы стачивания вытачек, де-
талей и т.п. на 0,1—0,2 см.
(Припуски на швы чаще всего
не дублируют.)
39
ГЛАВА 3. ОБРАБОТКА ДЕТАЛЕЙ И УЗЛОВ
ШВЕЙНЫХ ИЗДЕЛИЙ
3.1. ОБРАБОТКА МЕЛКИХ ДЕТАЛЕЙ
К мелким деталям относят клапаны, лйсточки, хлястики, паты, шлевки,
пояса, бретели, полудержатели.
3.1.1. Обработка клапанов
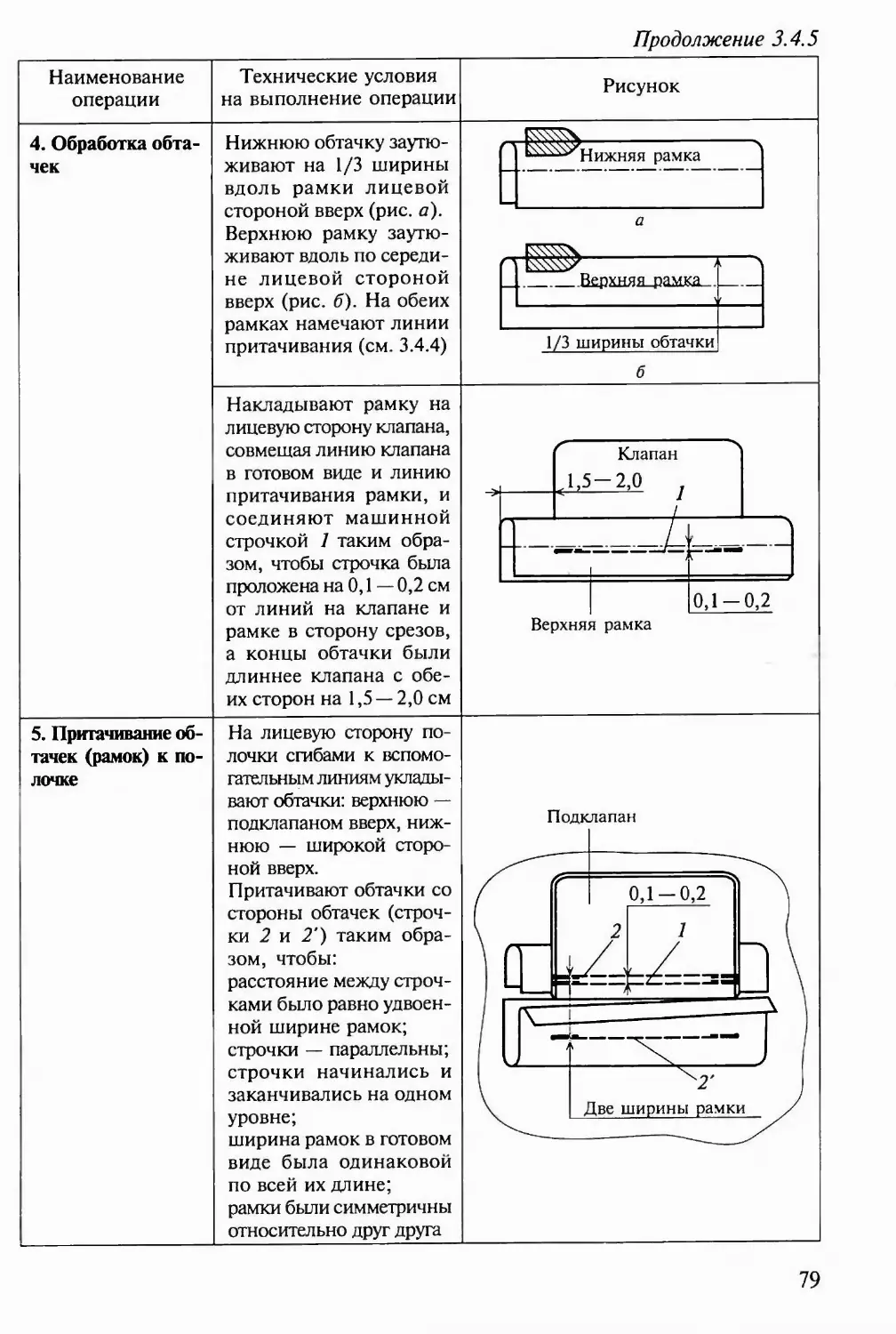
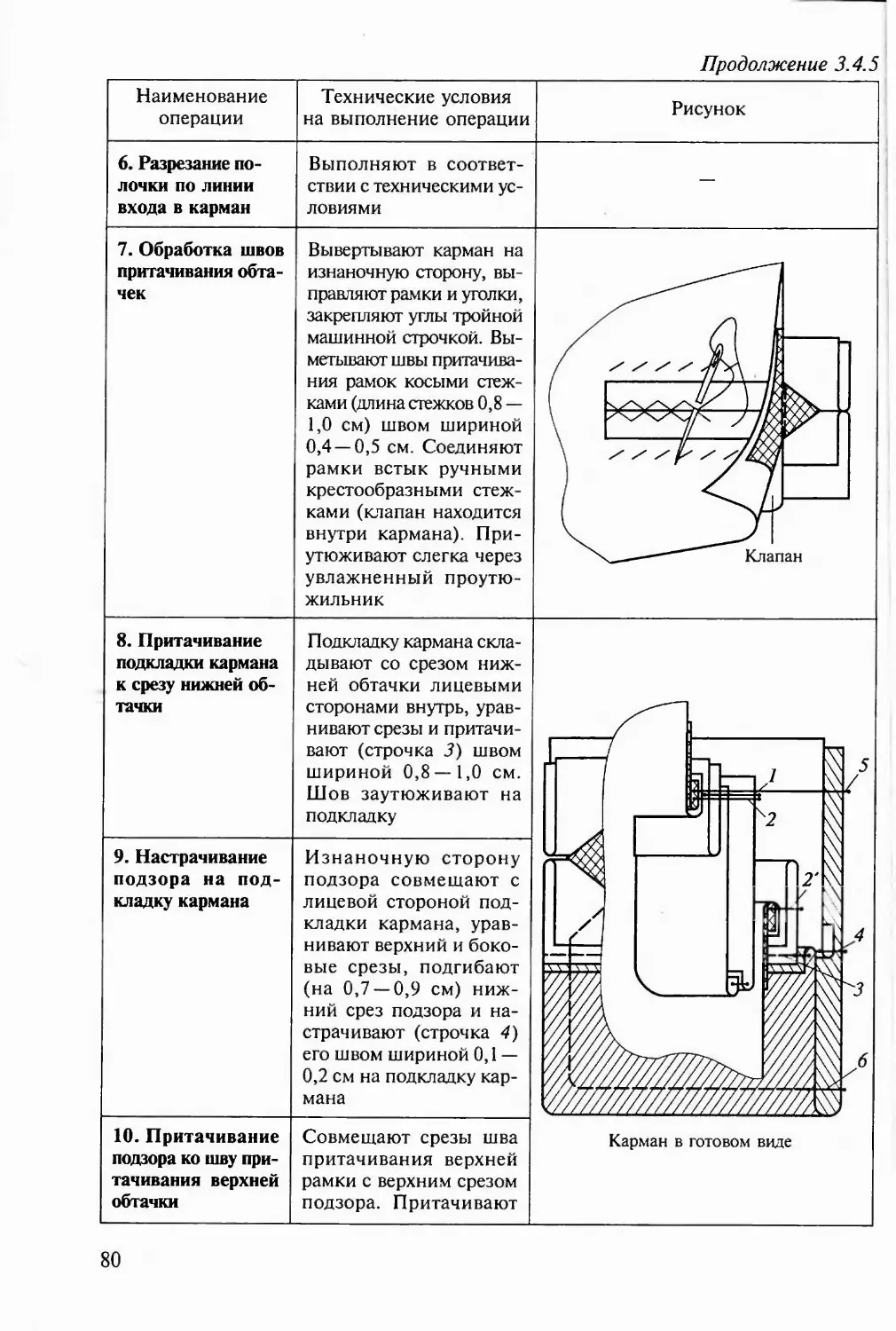
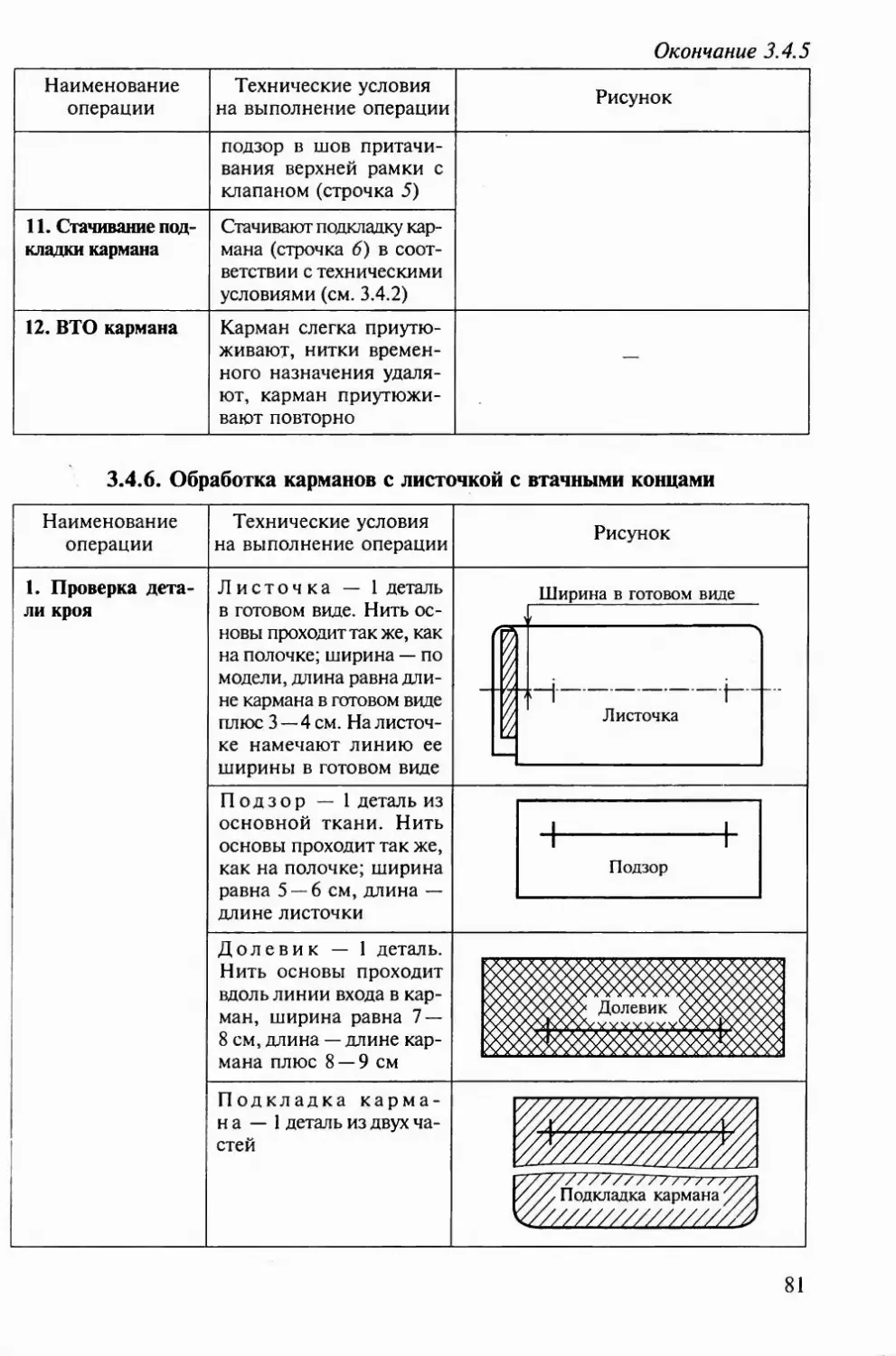
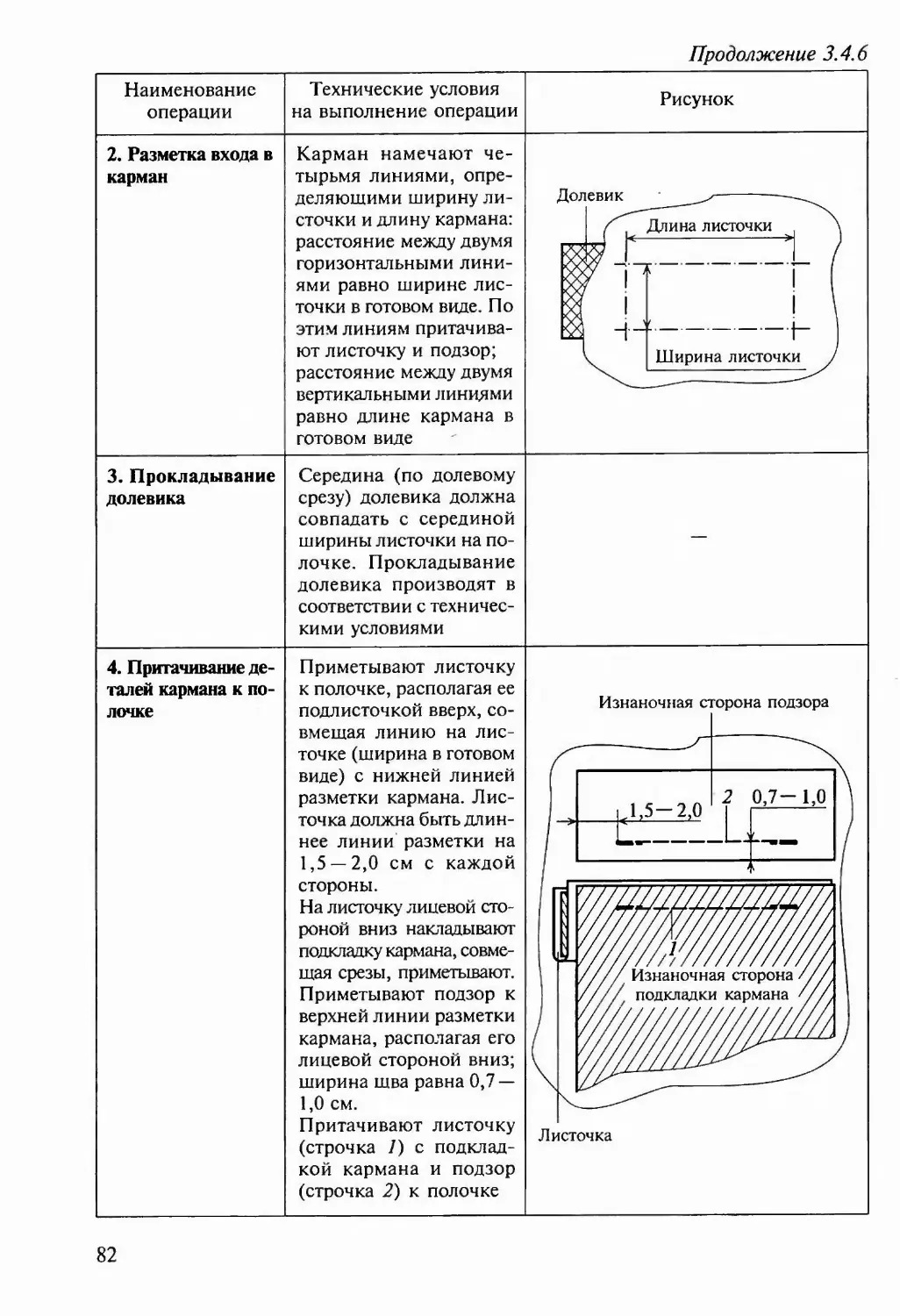
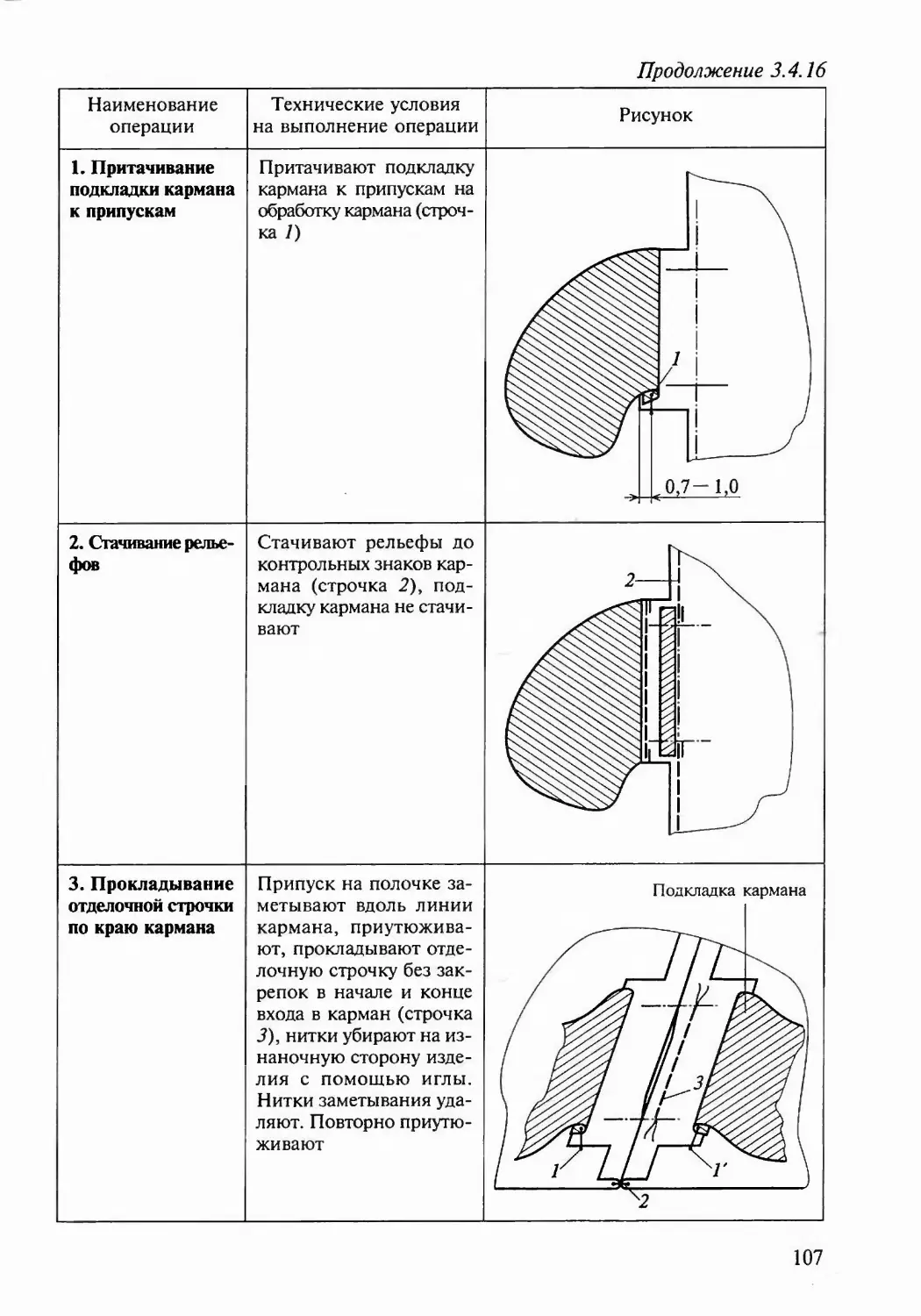
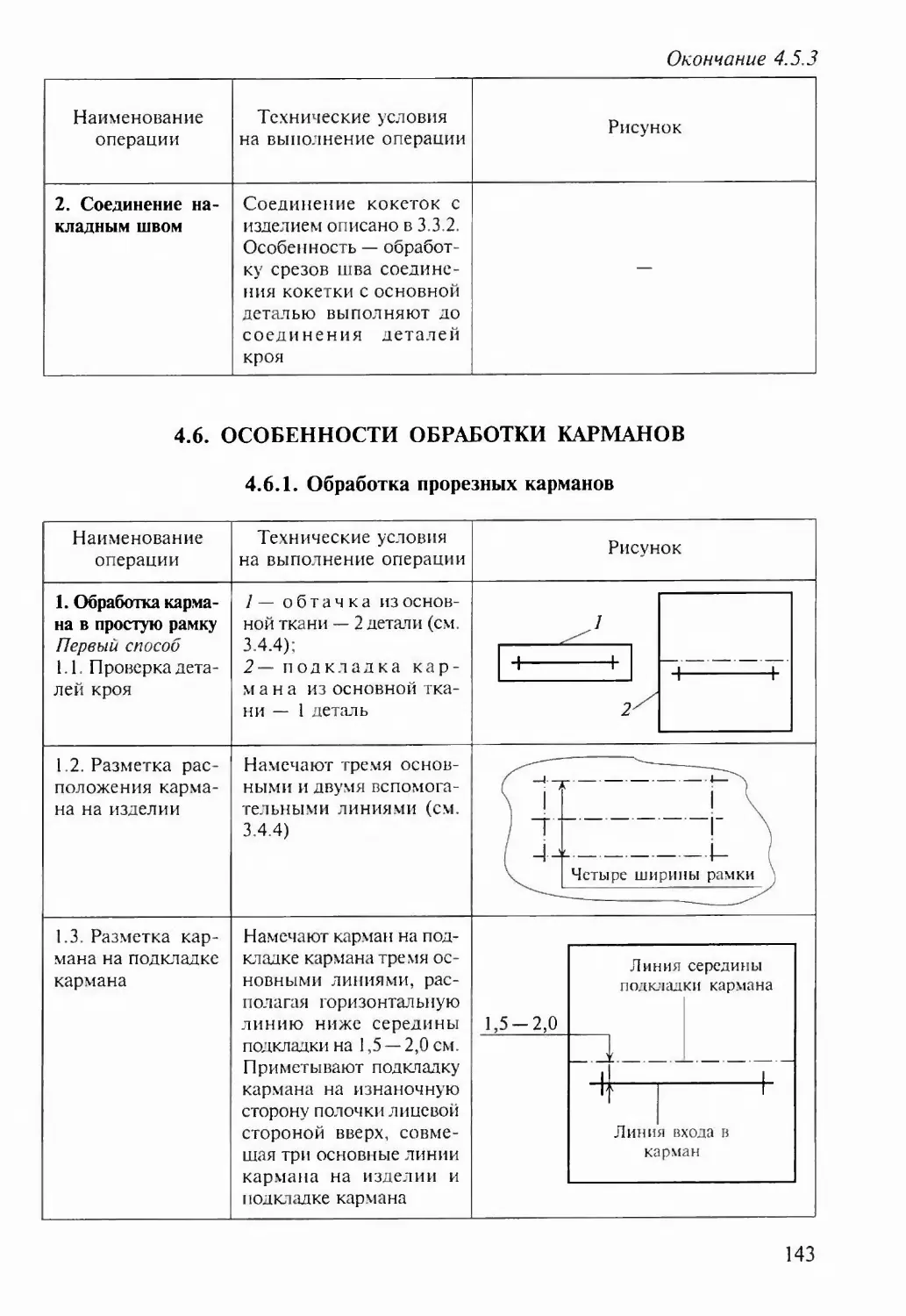
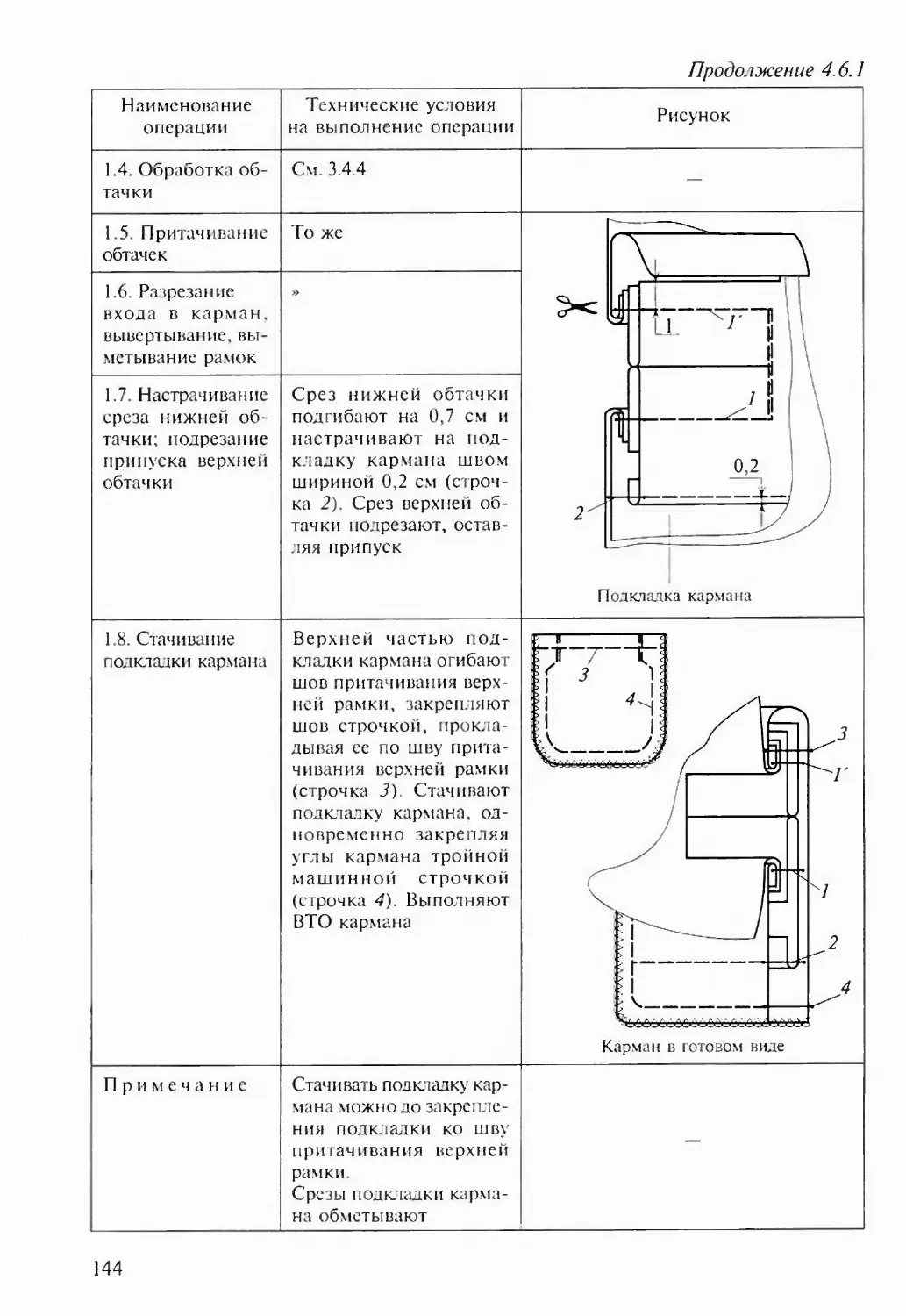
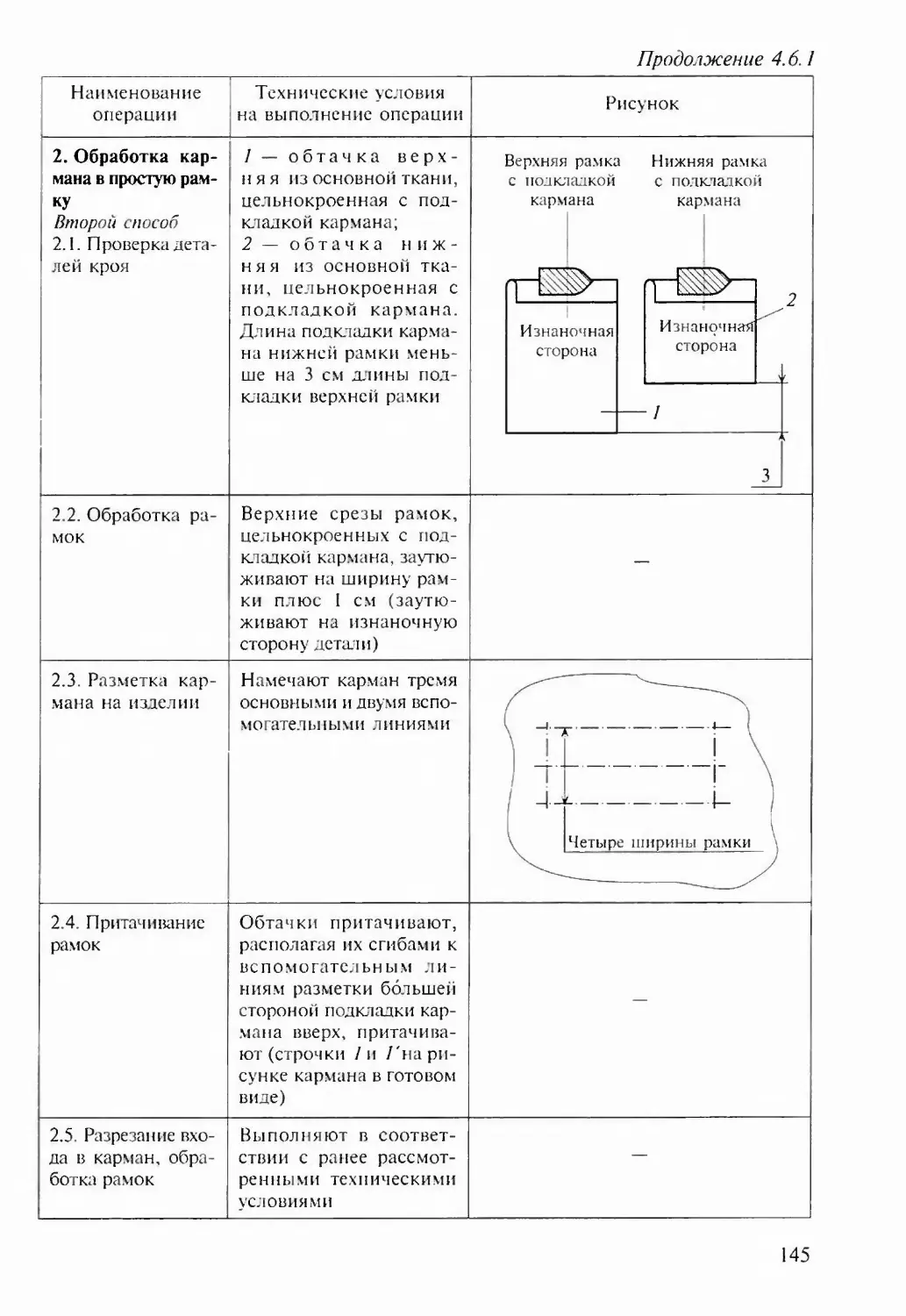
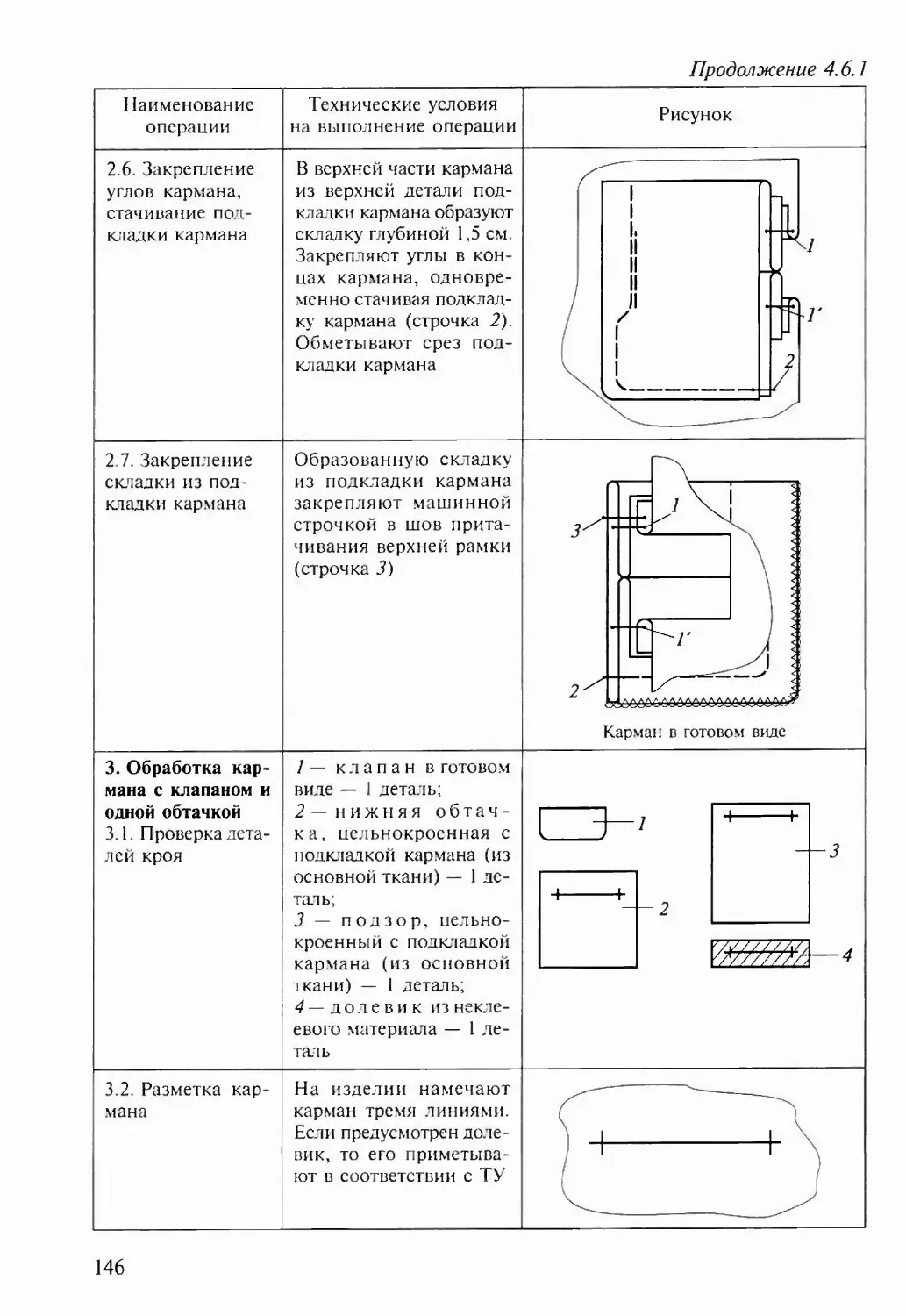
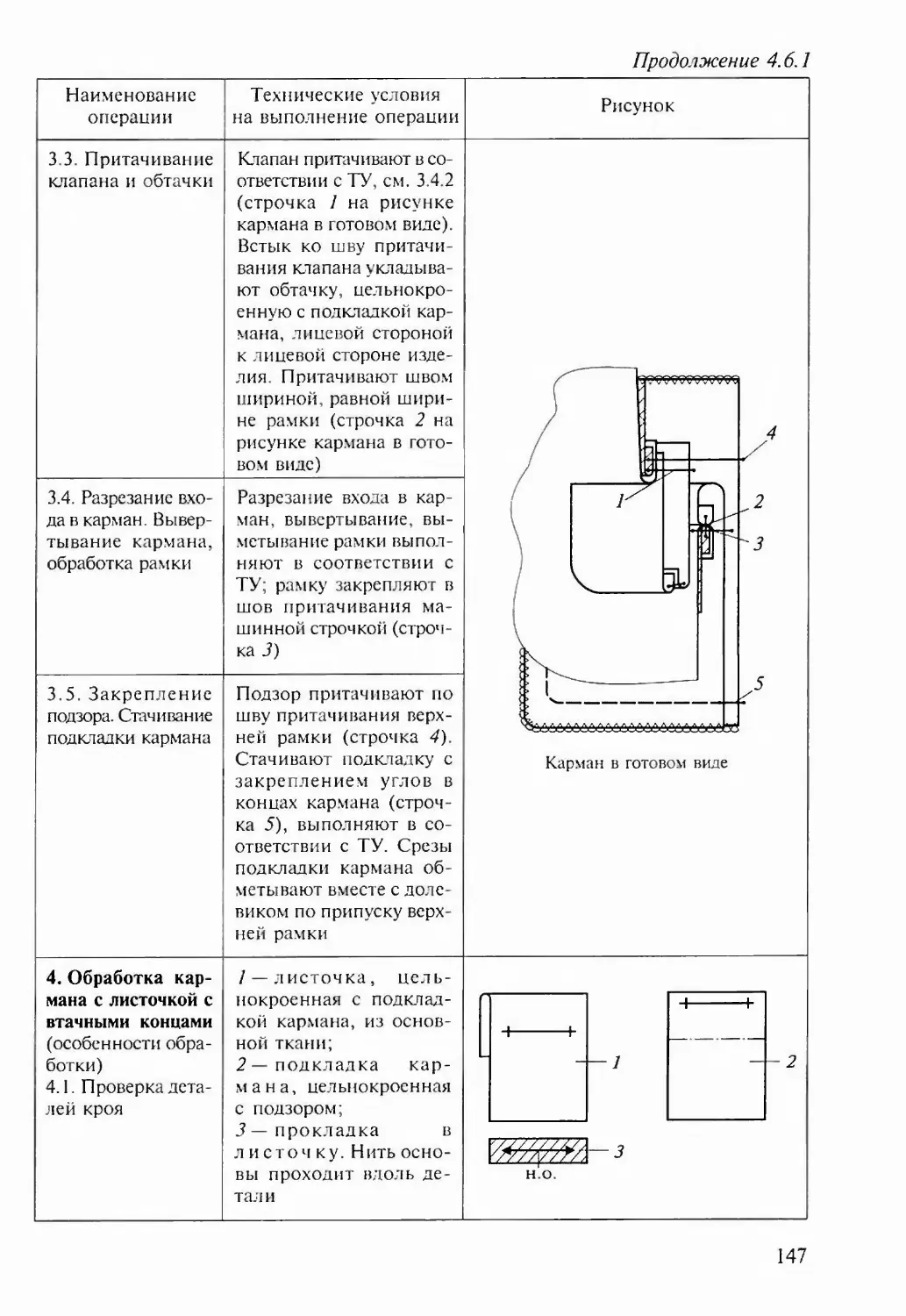
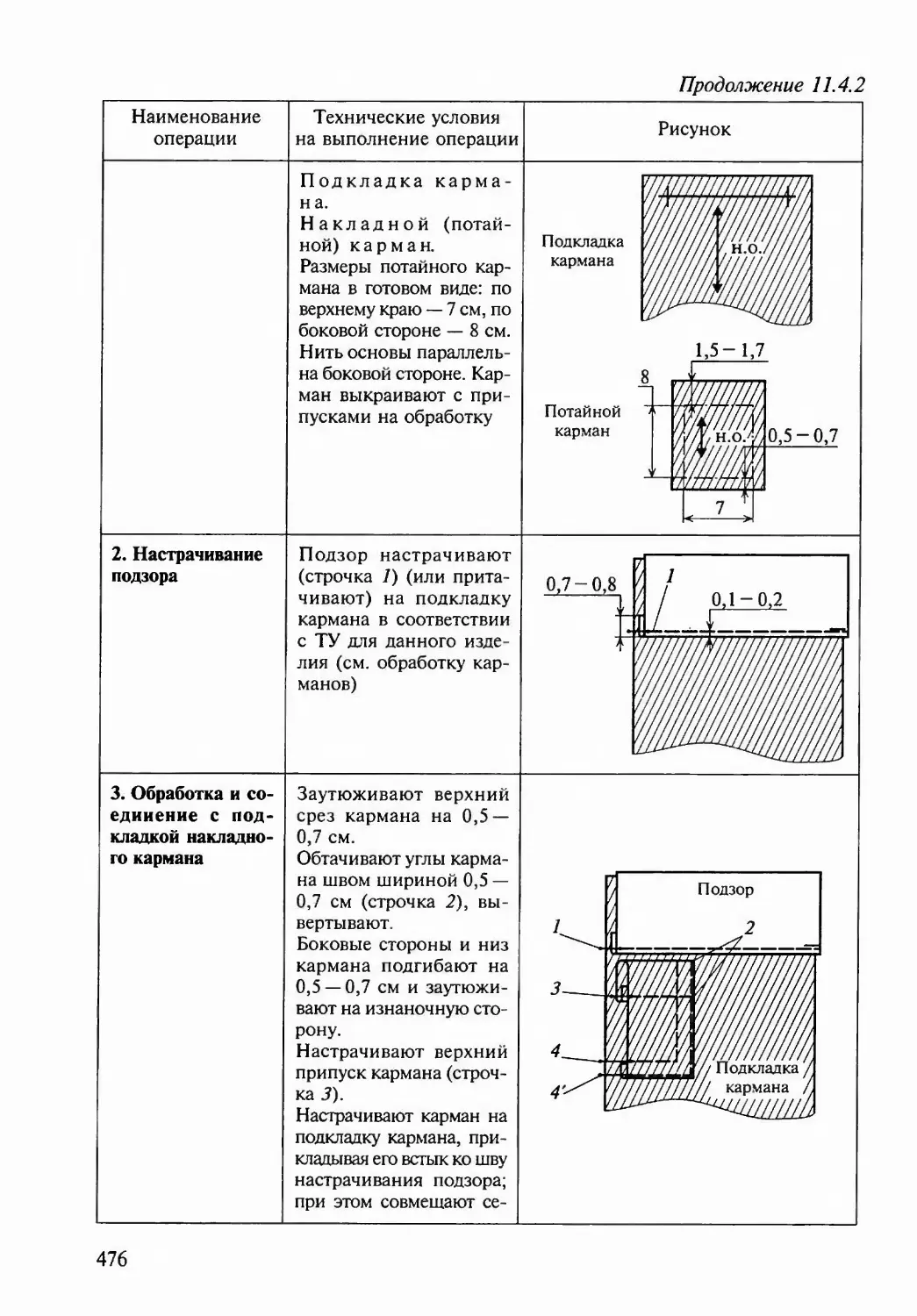
Наименование операции Технические условия на выполнение операции Рисунок
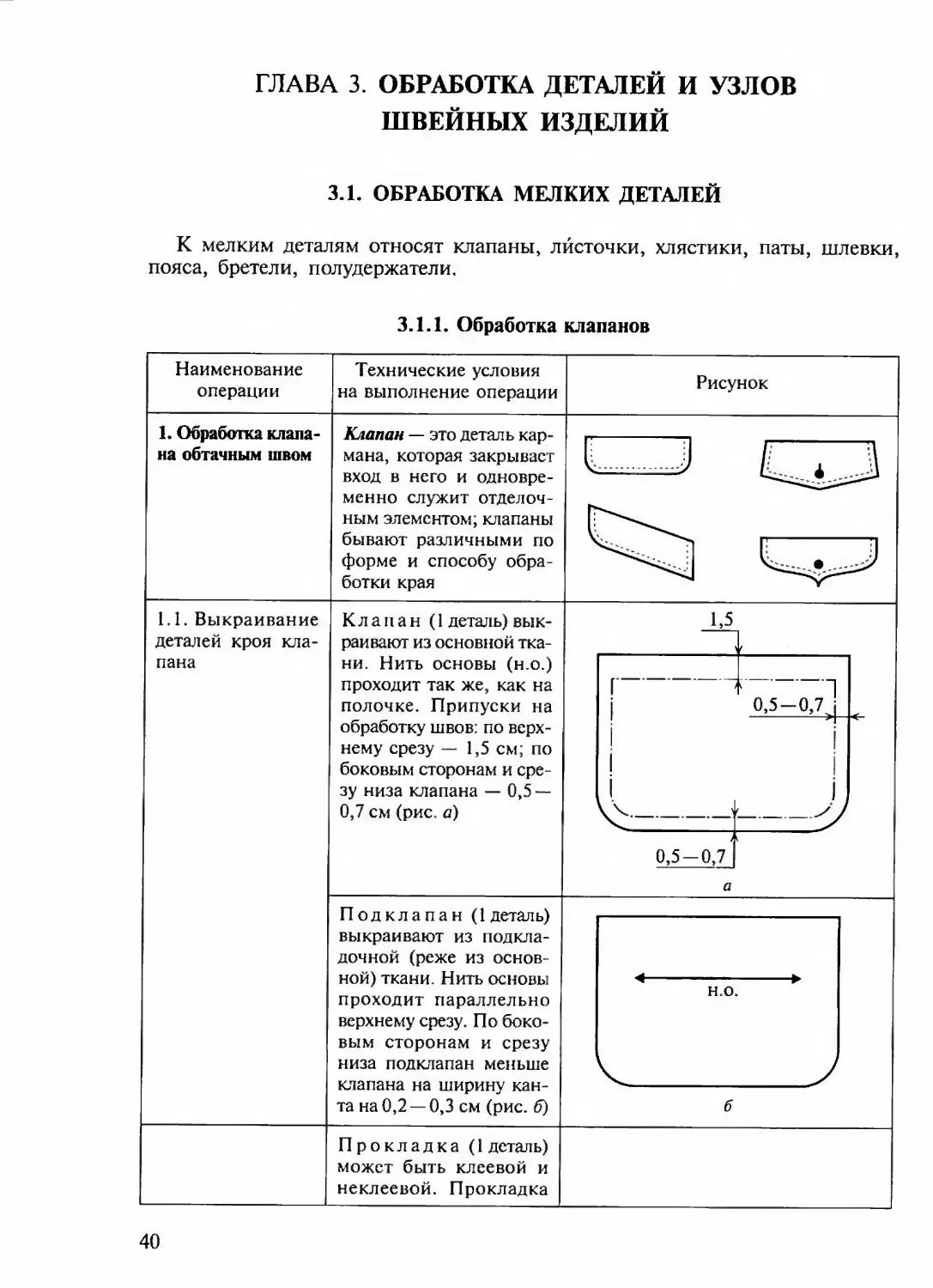
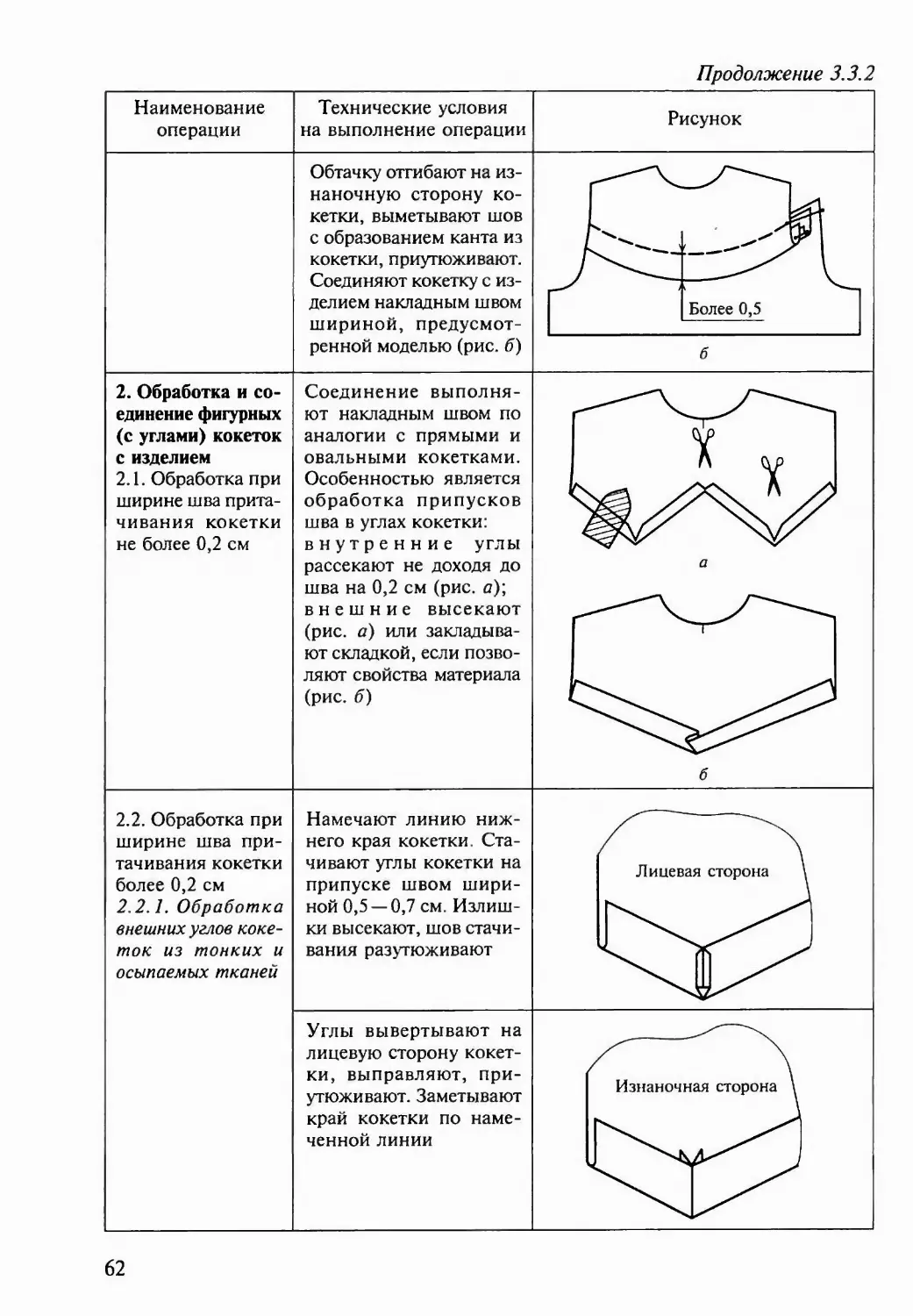
1. Обработка клапа- на обтачным швом Клапан — это деталь кар- мана, которая закрывает вход в него и одновре- менно служит отделоч- ным элементом; клапаны бывают различными по форме и способу обра- ботки края
ф
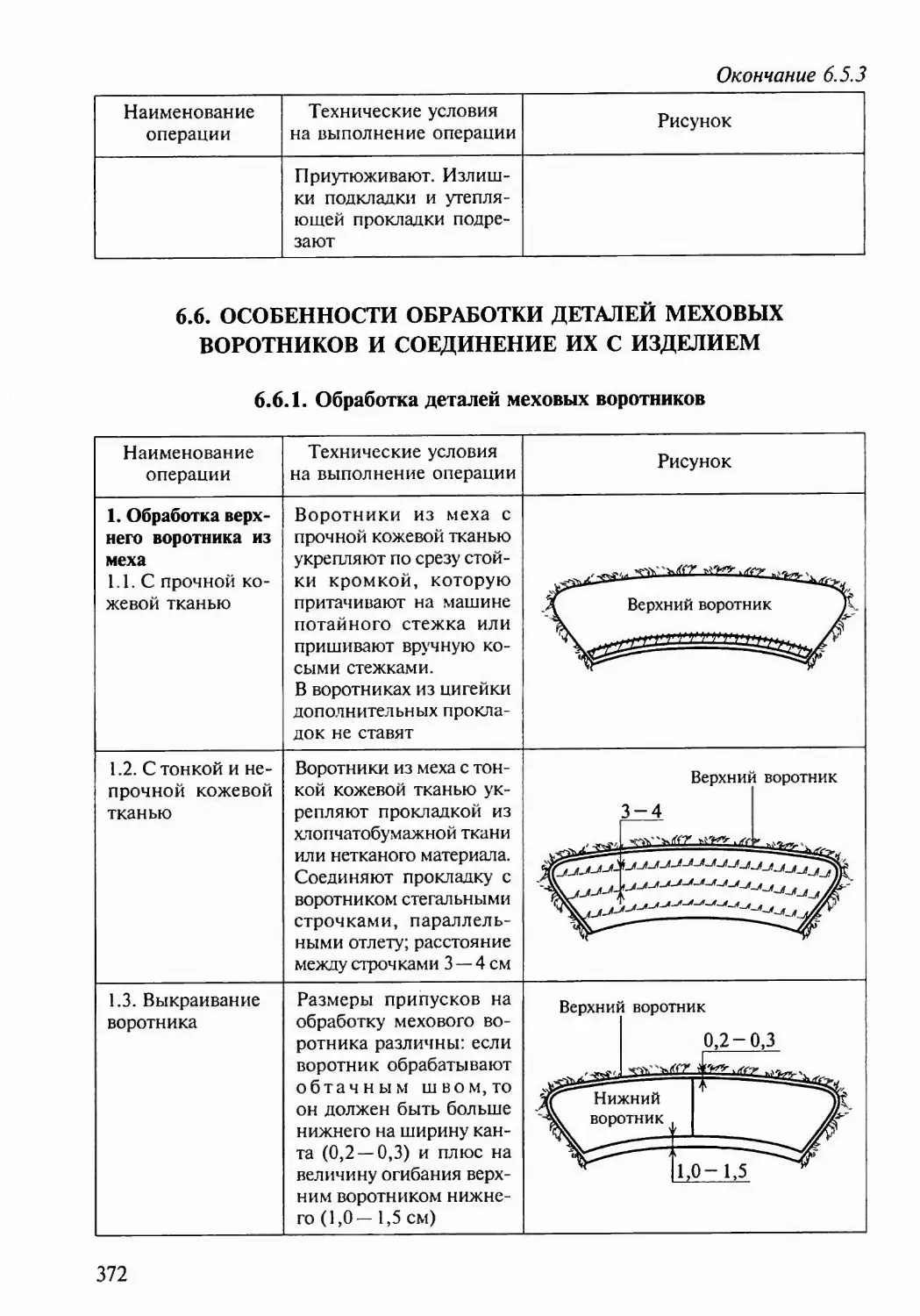
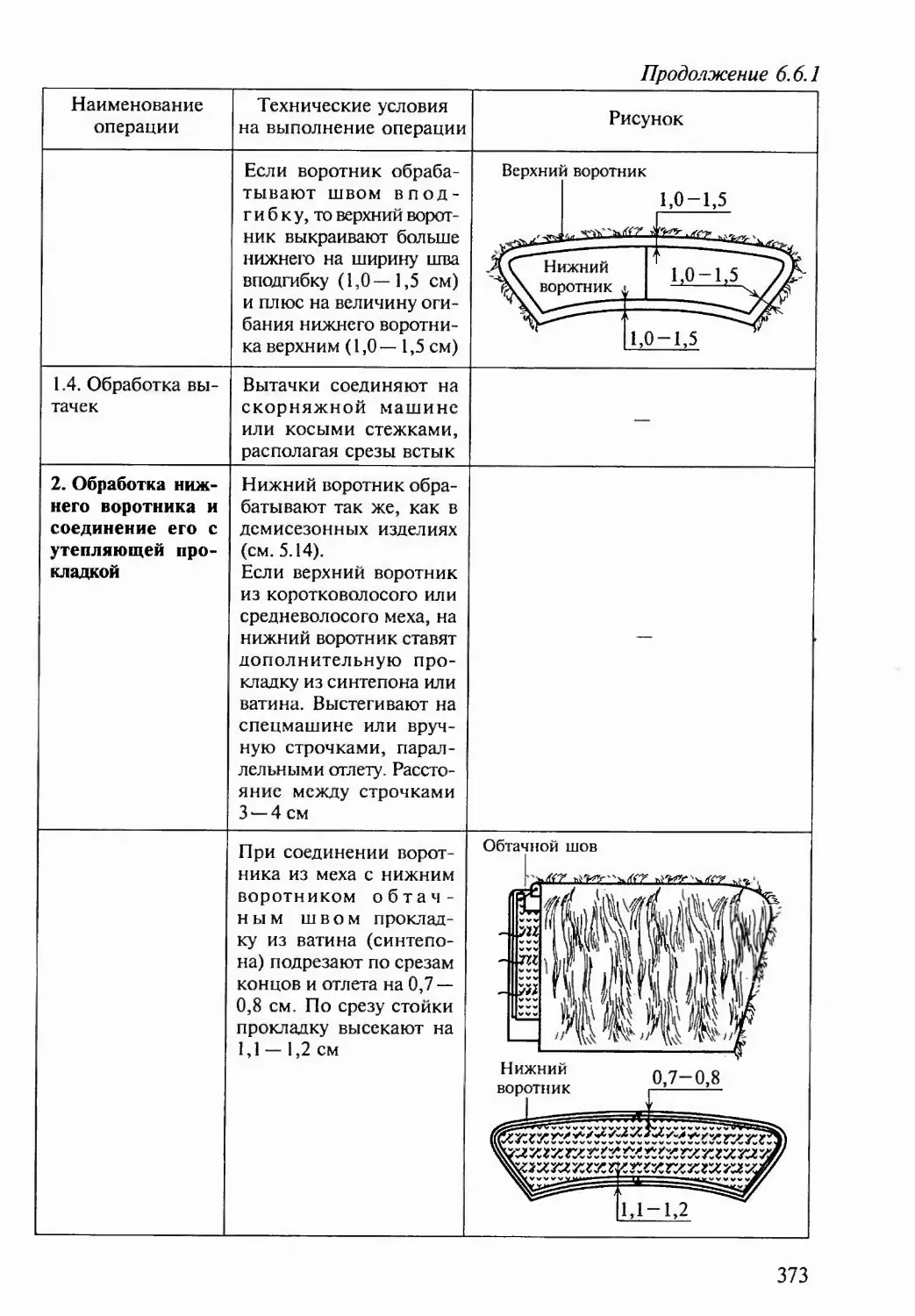
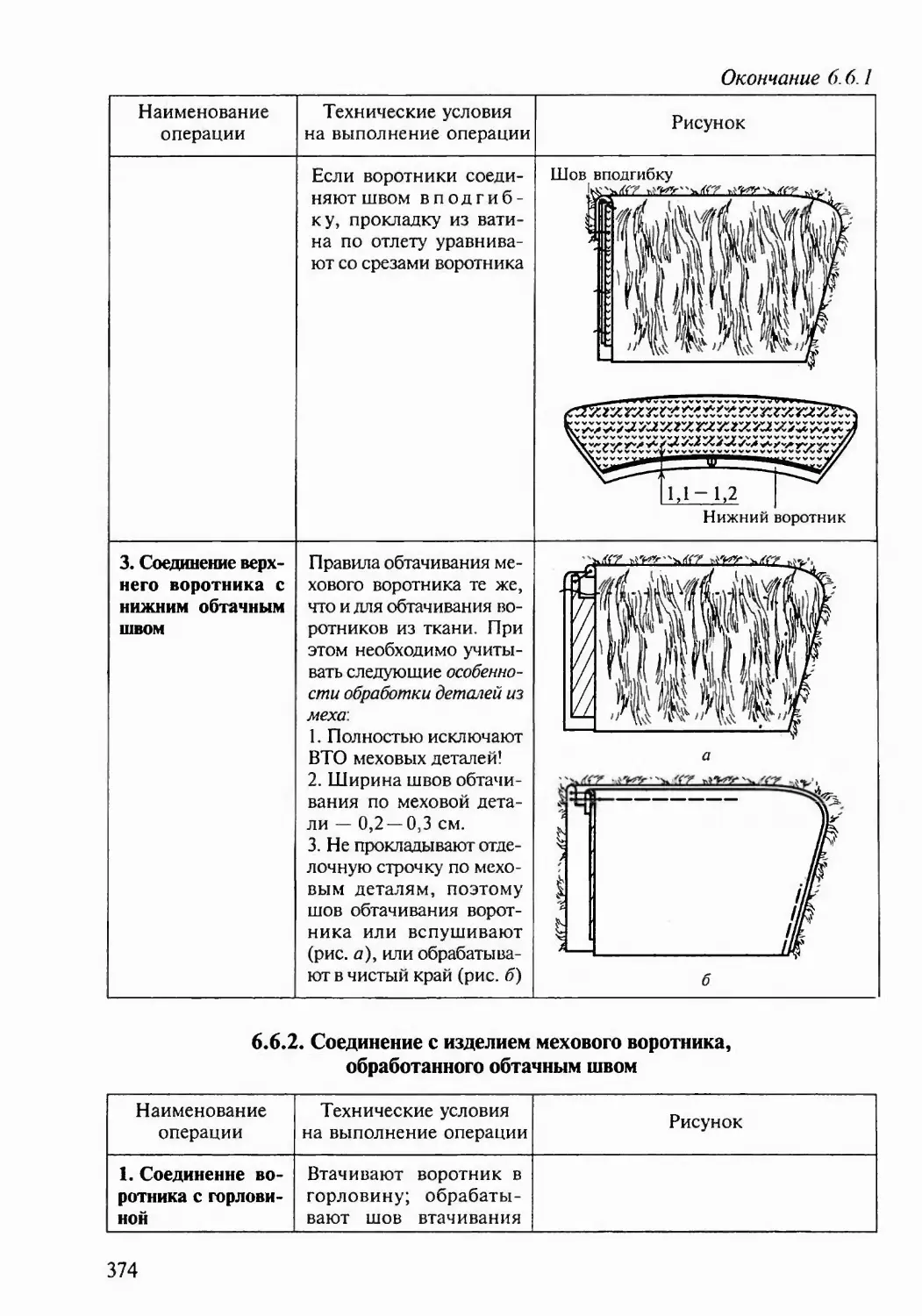
1.1. Выкраивание деталей кроя кла- пана Клапан (1 деталь) вык- раивают из основной тка- ни. Нить основы (н.о.) проходит так же, как на полочке. Припуски на обработку швов: по верх- нему срезу — 1,5 см; по боковым сторонам и сре- зу низа клапана — 0,5 — 0,7 см (рис. а) 1,5
г г 1 0,5—0,7 J
1 1 i 0,5- -0,7 а л i i у
Подклапан (1 деталь) выкраивают из подкла- дочной (реже из основ- ной) ткани. Нить основы проходит параллельно верхнему срезу. По боко- вым сторонам и срезу низа подклапан меньше клапана на ширину кан- та на 0,2 — 0,3 см (рис. 6)
◄ но б ►
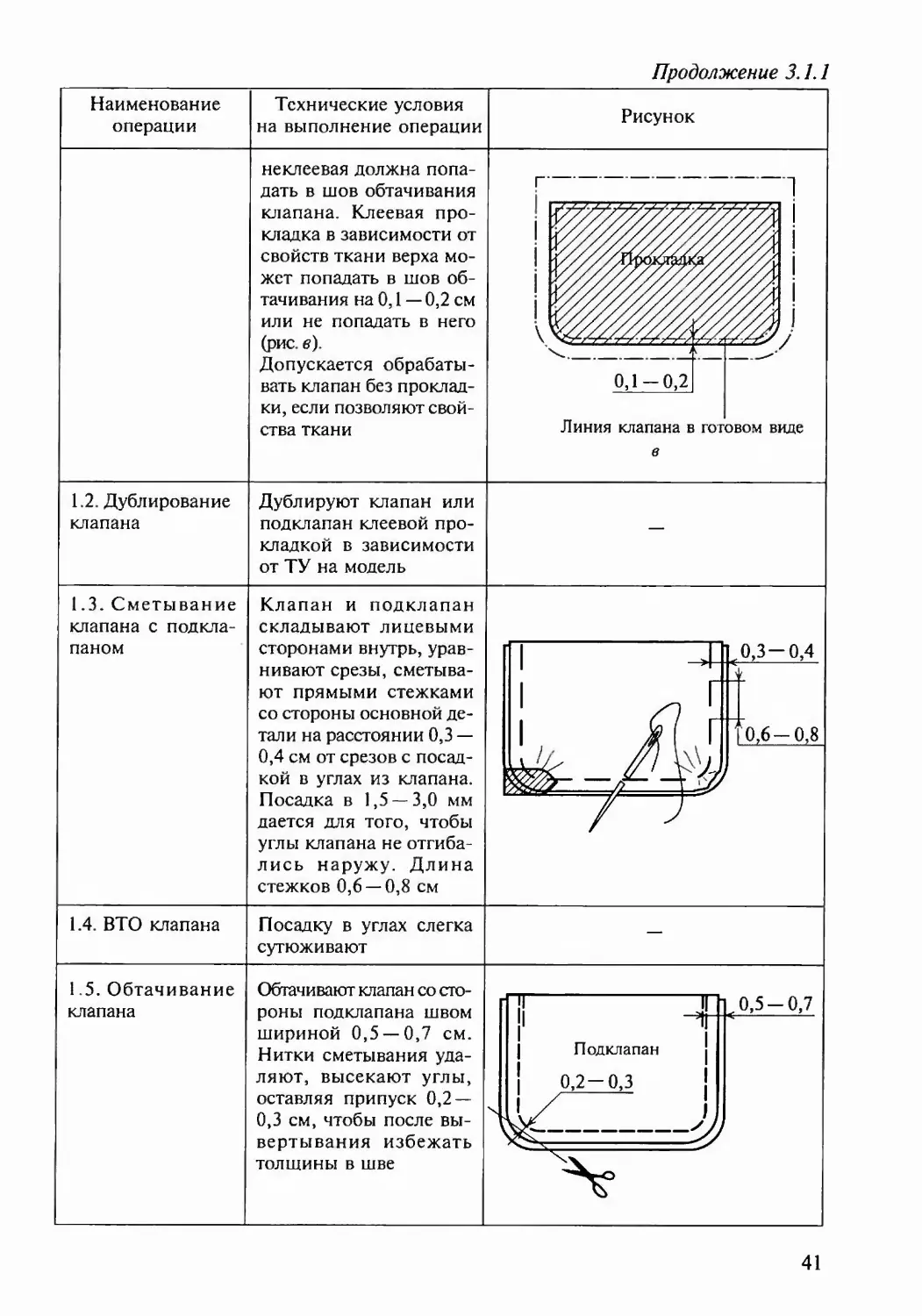
Прокладка (1 деталь) может быть клеевой и неклеевой. Прокладка
40
Продолжение 3.1.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
неклеевая должна попа-
дать в шов обтачивания
клапана. Клеевая про-
кладка в зависимости от
свойств ткани верха мо-
жет попадать в шов об-
тачивания на 0,1 — 0,2 см
или не попадать в него
(рис. в).
Допускается обрабаты-
вать клапан без проклад-
ки, если позволяют свой-
ства ткани
Линия клапана в готовом виде
1.2. Дублирование клапана Дублируют клапан или подклапан клеевой про- кладкой в зависимости от ТУ на модель
1.3. Сметывание клапана с подкла- паном Клапан и подклапан складывают лицевыми сторонами внутрь, урав- нивают срезы, сметыва- ют прямыми стежками со стороны основной де- тали на расстоянии 0,3 — 0,4 см от срезов с посад- кой в углах из клапана. Посадка в 1,5—3,0 мм дается для того, чтобы углы клапана не отгиба- лись наружу. Длина стежков 0,6 —0,8 см
1.4. ВТО клапана Посадку в углах слегка сутюживают
1.5. Обтачивание клапана Обтачивают клапан со сто - роны подклапана швом шириной 0,5 —0,7 см. Нигки сметывания уда- ляют, высекают углы, оставляя припуск 0,2 — 0,3 см, чтобы после вы- вертывания избежать толщины в шве
41
Продолжение 3.1.1
Наименование операции Технические условия на выполнение операции Рисунок
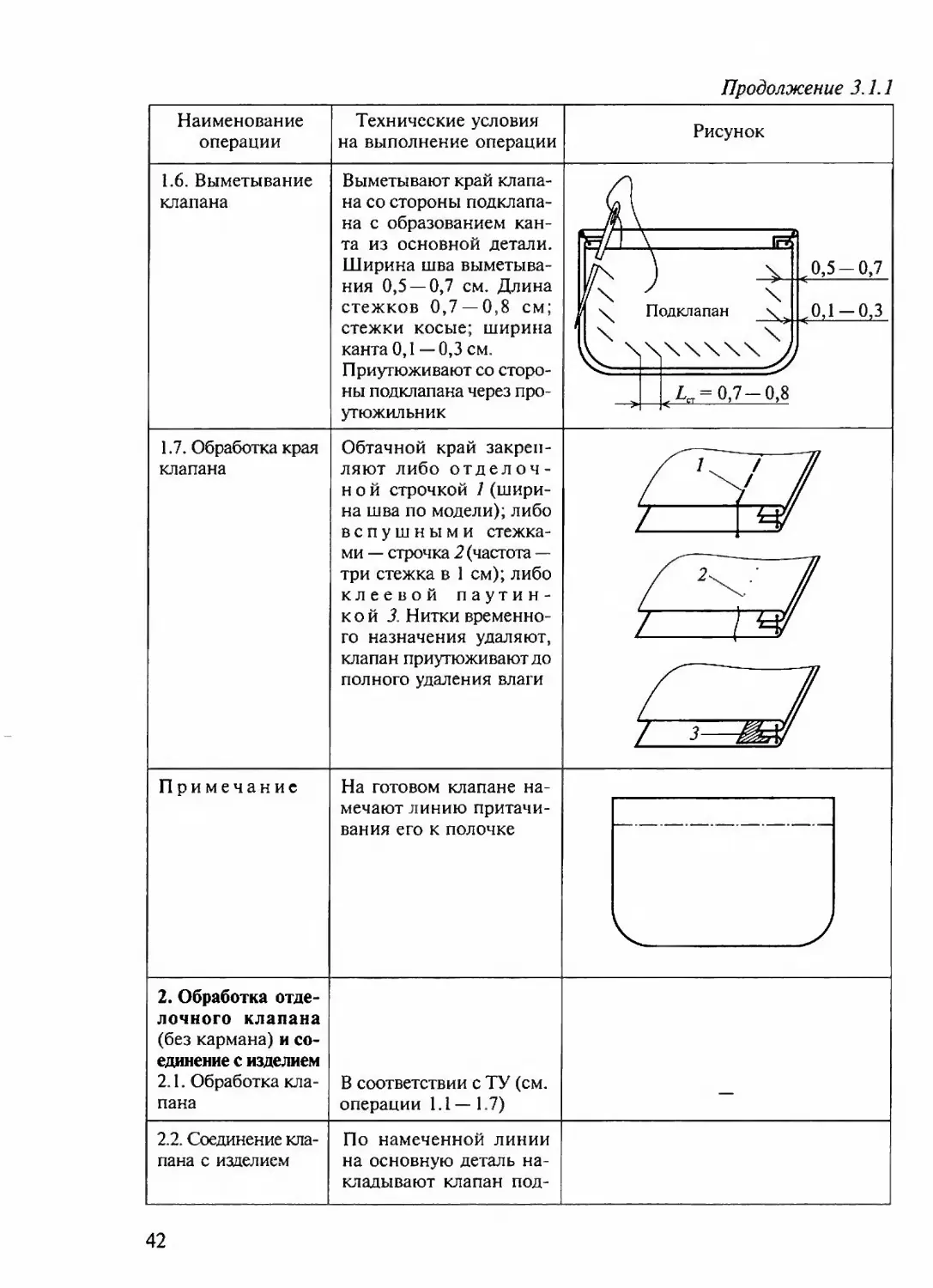
1.6. Выметывание клапана Выметывают край клапа- на со стороны подклапа- на с образованием кан- та из основной детали. Ширина шва выметыва- ния 0,5 —0,7 см. Длина стежков 0,7 —0,8 см; стежки косые; ширина канта 0,1 —0,3 см. Приутюживают со сторо- ны подклапана через про- утюжильник i Подклапан \ 0,5-0,7 <— =— ,0,1-03
. <Дт = 0,7-0,&
1.7. Обработка края клапана Обтачной край закреп- ляют либо отделоч- ной строчкой 1 (шири- на шва по модели); либо вспушными стежка- ми — строчка 2 (часто та — три стежка в 1 см); либо клеевой паутин- кой 3 Н итки временно- го назначения удаляют, клапан приутюживают до полного удаления влаги 7 у / 1
Примечание На готовом клапане на- мечают линию притачи- вания его к полочке
2. Обработка олде- лочного клапана (без кармана) и со- единение с изделием 2.1. Обработка кла- пана В соответствии с ТУ (см. операции 1.1 — 1.7) —
2.2. Соединение кла- пана с изделием По намеченной линии на основную деталь на- кладывают клапан под-
42
Продолжение 3.1. /
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Особенности об-
работки краев кла-
пана различными
способами
3.1. Клапан, обра-
ботанный прилач-
ной бейкой
3.2. Клапан с кан-
том, оборкой, кру-
жевом
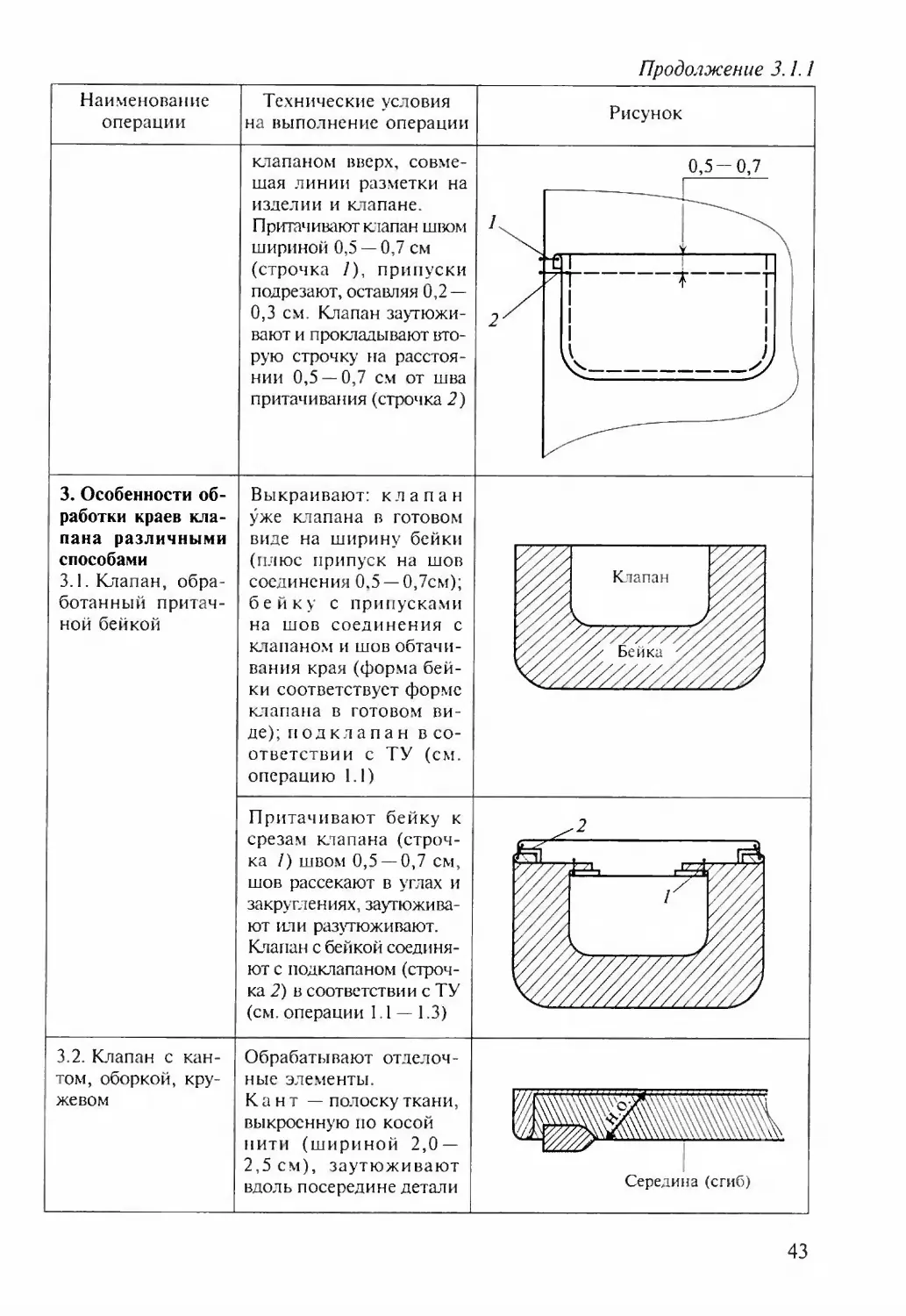
клапаном вверх, совме-
щая линии разметки на
изделии и клапане
Притачивают клапан швом
шириной 0,5 —0,7 см
(строчка 7), припуски
подрезают, оставляя 0,2 —
0,3 см Клапан заутюжи-
вают и прокладывают вто-
рую строчку на расстоя-
нии 0,5 — 0.7 см от шва
притачивания (слрочка 2)
Выкраивают: клапан
уже клапана в готовом
виде на ширину бейки
(плюс припуск на шов
соединения 0.5 —0,7см);
бейку с припусками
на шов соединения с
клапаном и шов обтачи-
вания края (форма бей-
ки соответствует форме
клапана в готовом ви-
де); и о л к л а п а н в со-
ответствии с ТУ (см.
операцию 1.1)
Притачивают бейку к
срезам клапана (строч-
ка /) швом 0,5 —0,7 см,
шов рассекают в углах и
закруглениях, заутюжива-
ют шли разутюживают.
Клапан с бейкой соединя-
ют с подклапаном (строч-
ка 2) в соответствии с ТУ
(см. операции 1.1 — 1.3)
Обрабатывают отделоч-
ные элементы.
Кант — полоску ткани,
выкроенную по косой
нити (шириной 2,0 —
2,5 см), заутюживают
вдоль посередине детали
Середина (сгиб)
43
Продолжение 3.1.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3.3. Клапан, обра-
ботанный оканто-
вочным швом
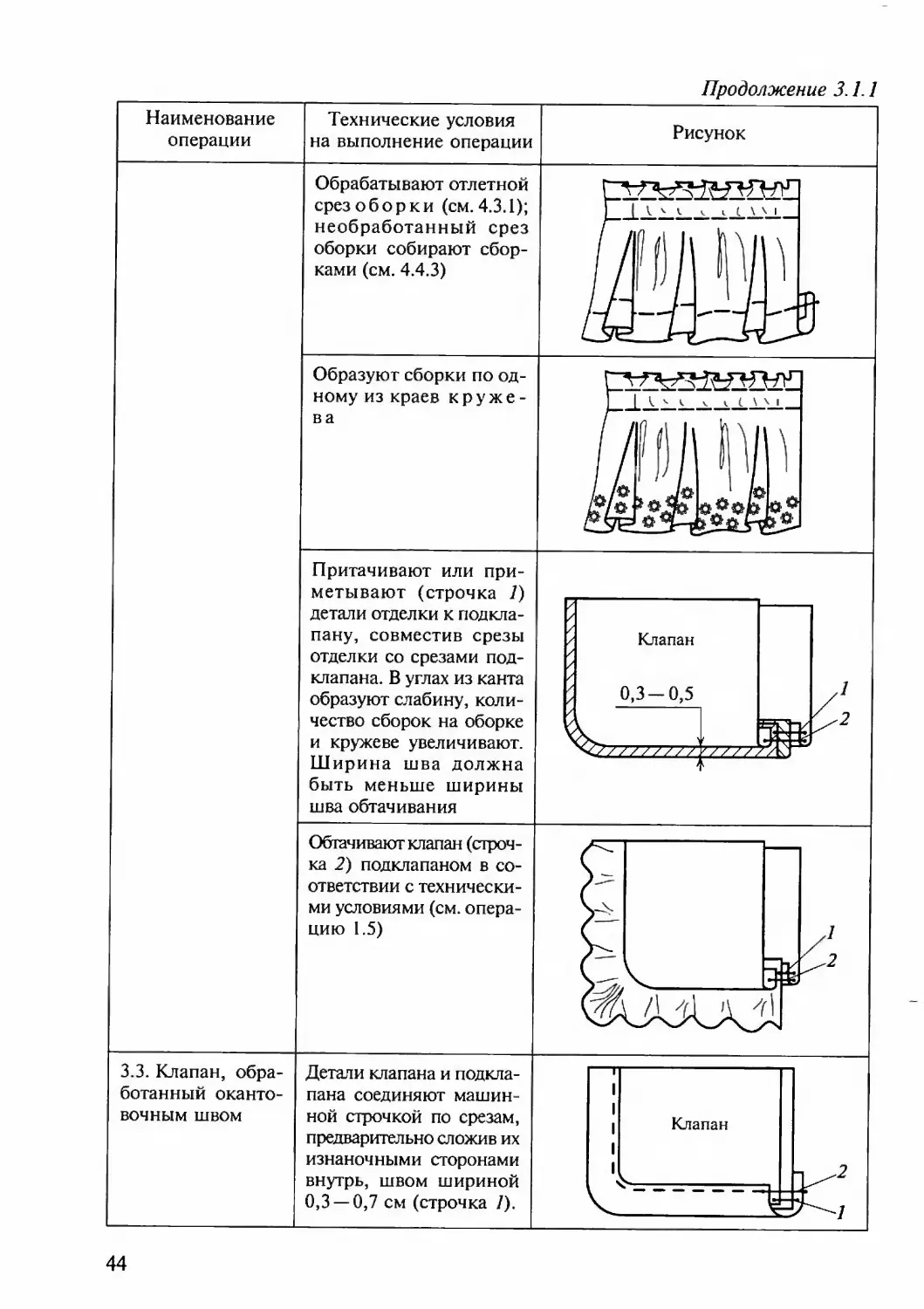
Обрабатывают отлетной
срез оборки (см. 4.3.1);
необработанный срез
оборки собирают сбор-
ками (см. 4.4.3)
Образуют сборки по од-
ному из краев круже-
ва
Притачивают или при-
метывают (строчка 7)
детали отделки к подкла-
пану, совместив срезы
отделки со срезами под-
клапана. В углах из канта
образуют слабину, коли-
чество сборок на оборке
и кружеве увеличивают.
Ширина шва должна
быть меньше ширины
шва обтачивания
Обтачивают клапан (строч-
ка 2) подклапаном в со-
ответствии с технически-
ми условиями (см. опера-
цию 1.5)
Детали клапана и подкла-
пана соединяют машин-
ной строчкой по срезам,
предварительно сложив их
изнаночными сторонами
внутрь, швом шириной
0,3 —0,7 см (строчка 7).
44
Окончание 3.1.1
Наименование операции Технические условия на выполнение операции Рисунок
Окантовывают срезы клапана тесьмой или полоской ткани (строч- ка 2). См. 2.2.3 «Класси- фикация и виды машин- ных швов»
3.1.2. Обработка листочек
Наименование
операции
1. Обработка лис-
точки с настрочны-
ми концами
Технические условия
на выполнение операции
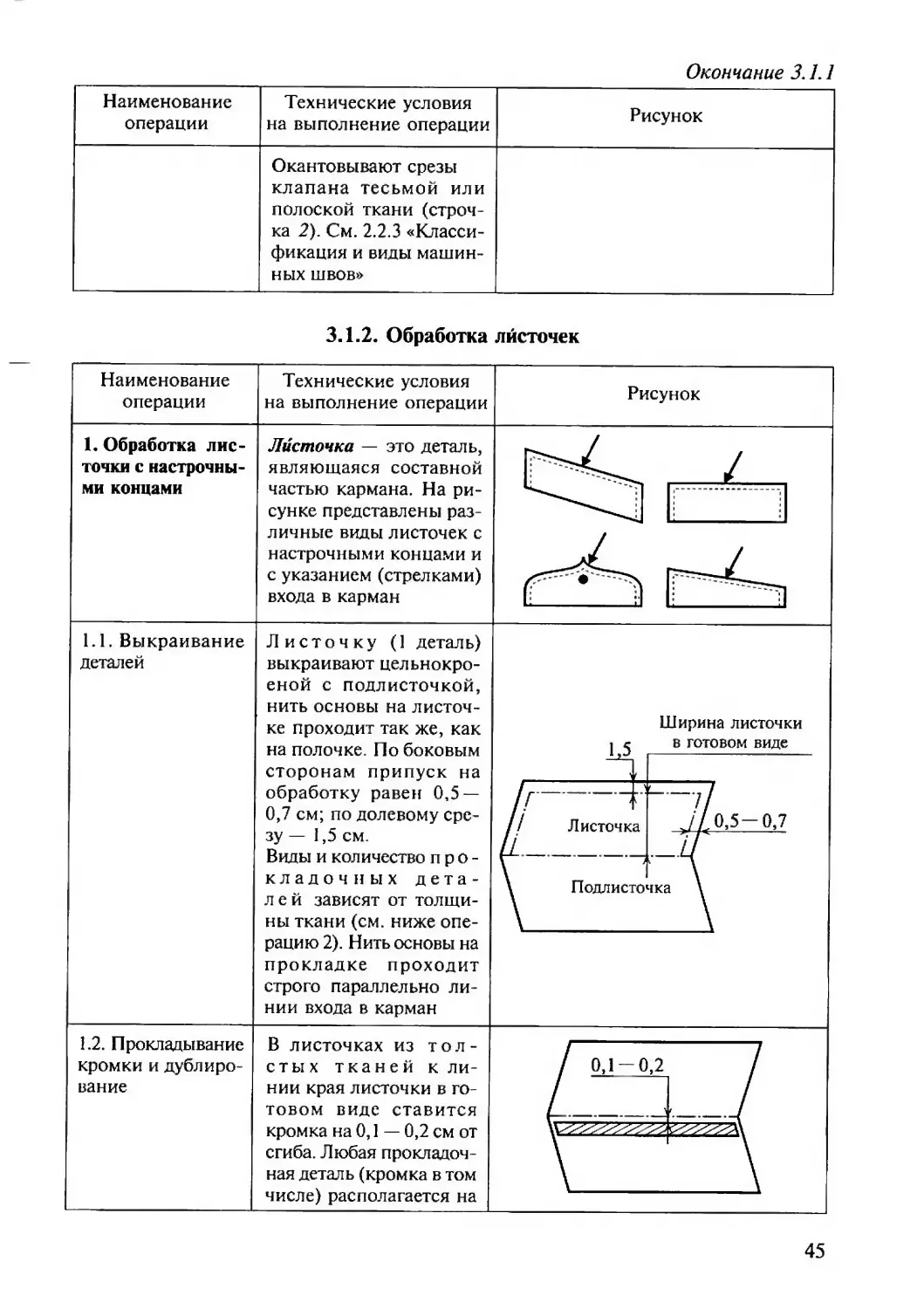
Листочка — это деталь,
являющаяся составной
частью кармана. На ри-
сунке представлены раз-
личные виды листочек с
настрочными концами и
с указанием (стрелками)
входа в карман
1.1. Выкраивание Листочку (1 деталь)
деталей выкраивают цельнокро-
еной с подлисточкой,
нить основы на листоч-
ке проходит так же, как
на полочке. По боковым
сторонам припуск на
обработку равен 0,5 —
0,7 см; по долевому сре-
зу — 1,5 см.
Виды и количество про-
кладочных дета-
лей зависят от толщи-
ны ткани (см. ниже опе-
рацию 2). Нить основы на
прокладке проходит
строго параллельно ли-
нии входа в карман
1.2. Прокладывание
кромки и дублиро-
вание
В листочках из тол-
стых тканей к ли-
нии края листочки в го-
товом виде ставится
кромка на 0,1 — 0,2 см от
сгиба. Любая прокладоч-
ная деталь (кромка в том
числе) располагается на
45
Продолжение 3.1.2
Наименование
операции
Технические условия
на выполнение операции
0,1 — 0,2 см (в зависимо-
сти от толщины ткани)
от края детали во избе-
жание заминов проклад-
ки, т. е. дается припуск
на огибание прокладки
основной тканью
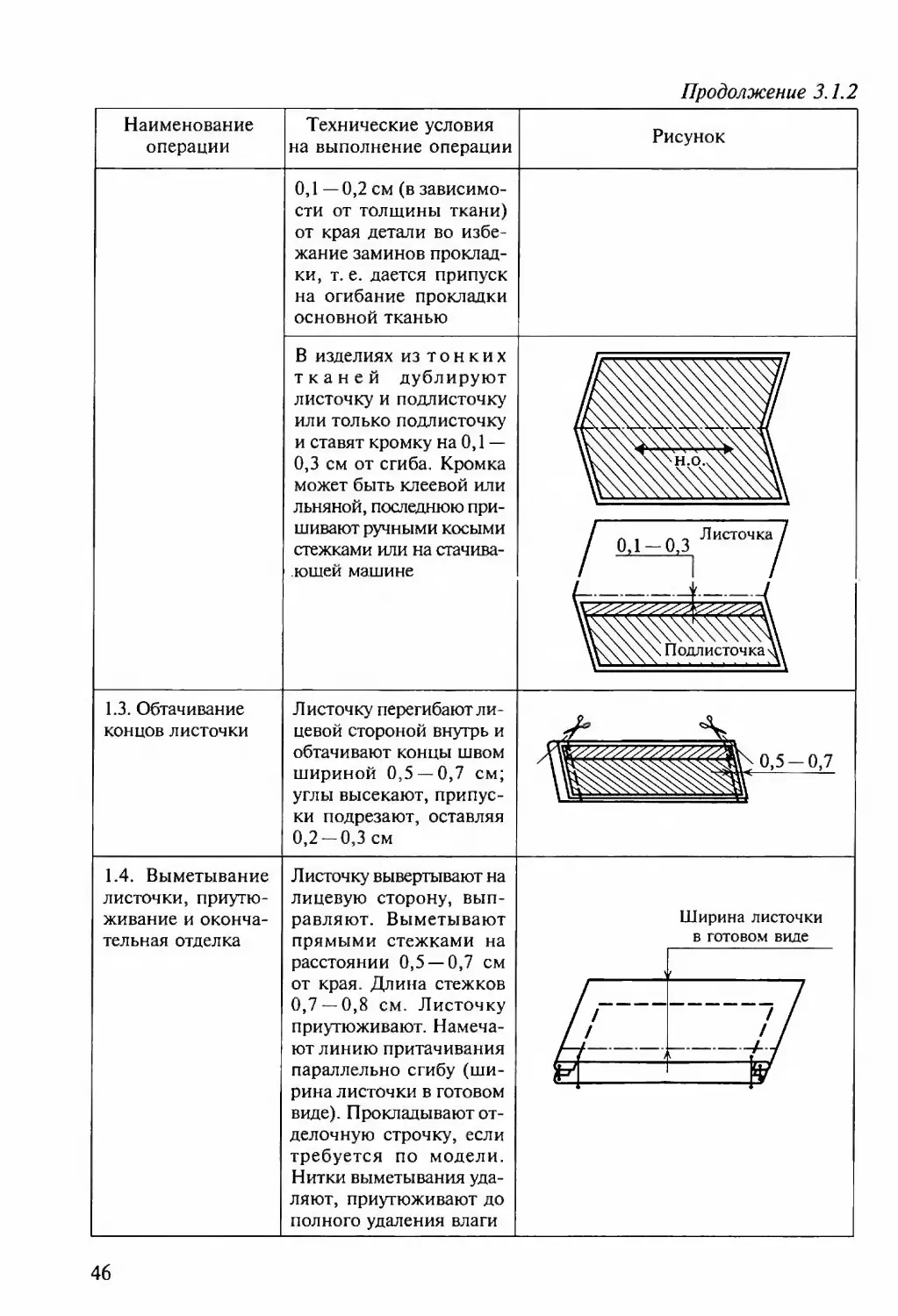
В изделиях из тонких
тканей дублируют
листочку и подлисточку
или только подлисточку
и ставят кромку на 0,1 —
0,3 см от сгиба. Кромка
может быть клеевой или
льняной, последнюю при-
шивают ручными косыми
стежками или на стачива-
ющей машине
Рисунок
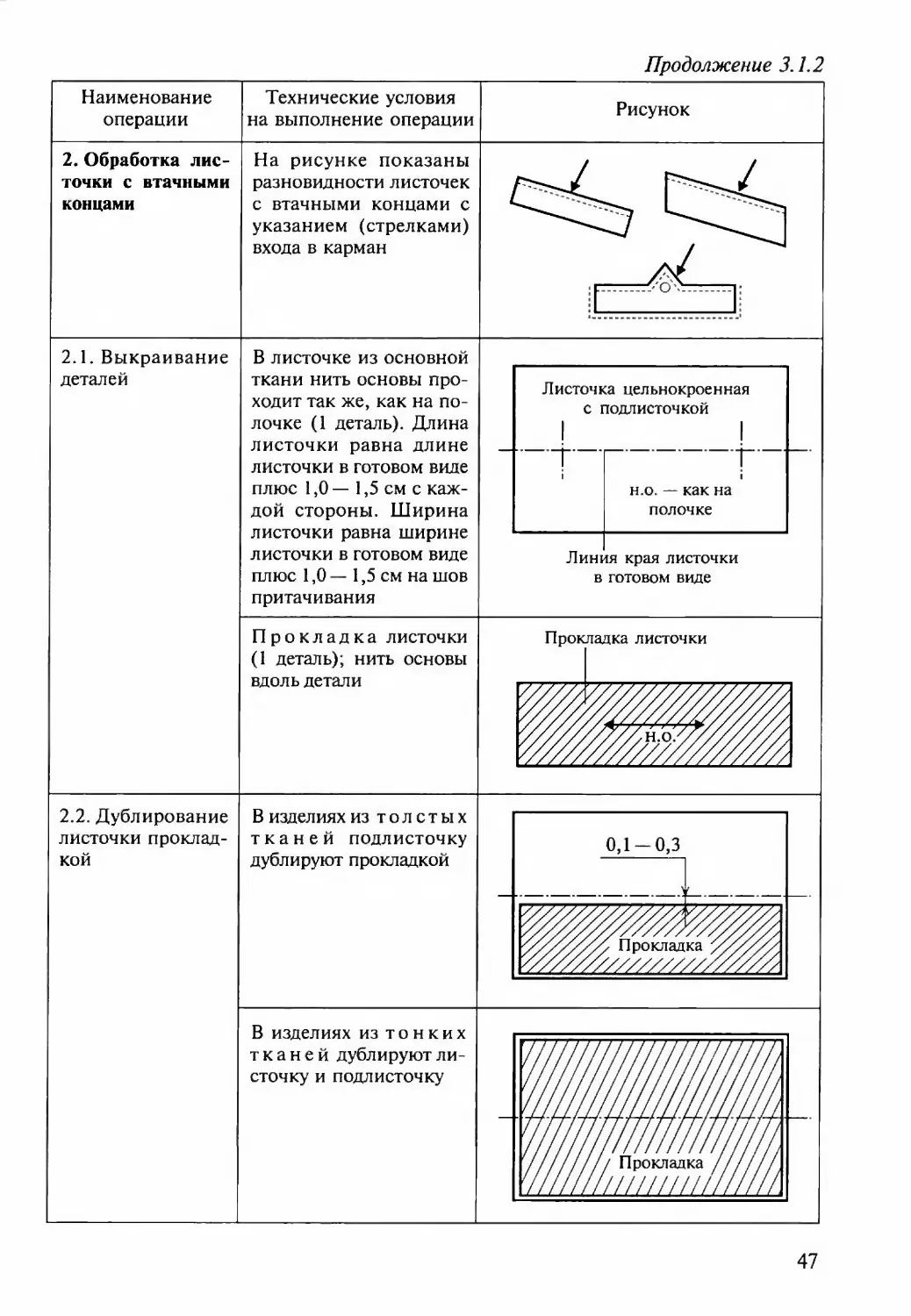
1.3. Обтачивание
концов листочки
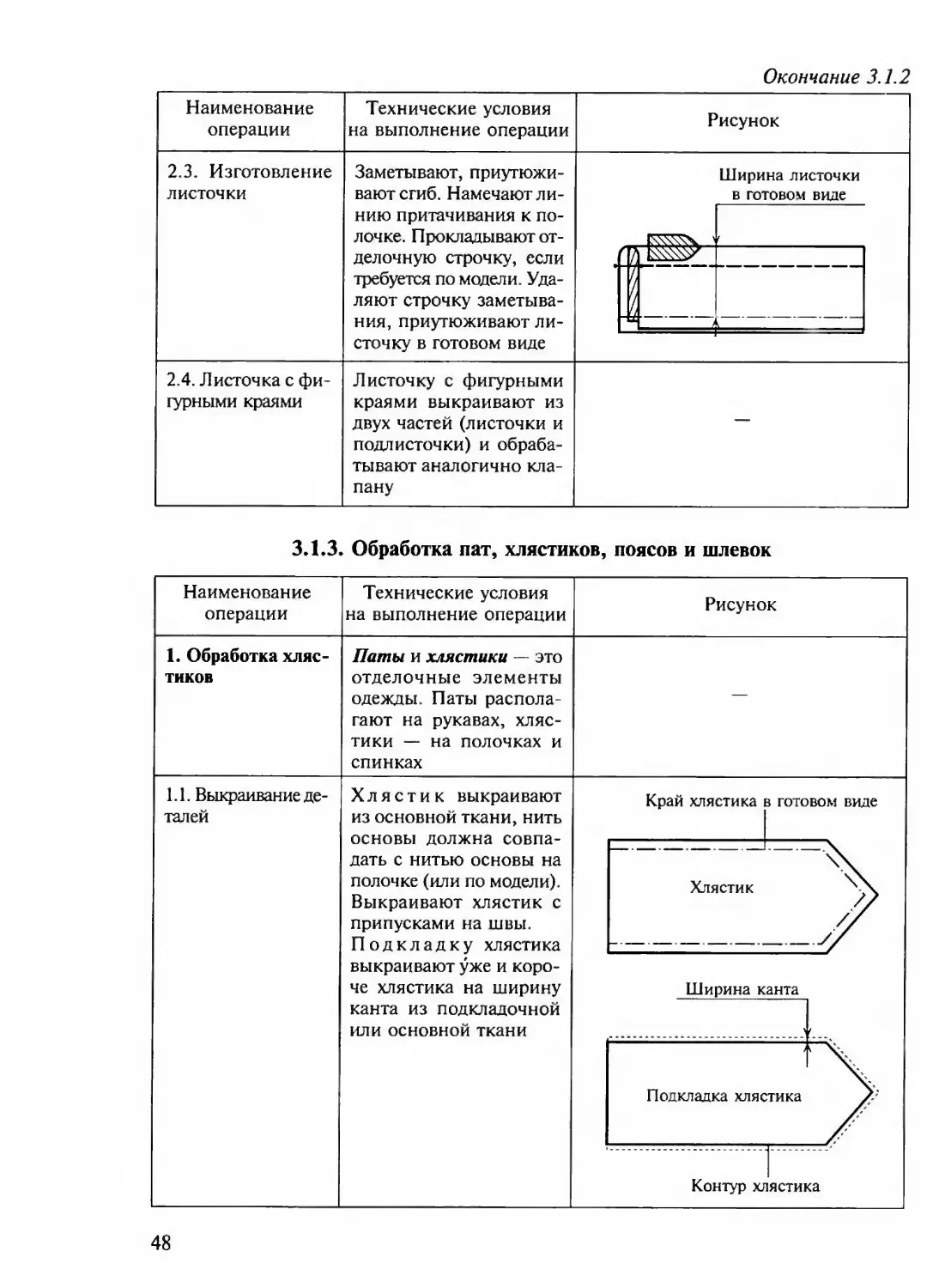
1.4. Выметывание
листочки, приутю-
живание и оконча-
тельная отделка
Листочку перегибают ли-
цевой стороной внутрь и
обтачивают концы швом
шириной 0,5 —0,7 см;
углы высекают, припус-
ки подрезают, оставляя
0,2 — 0,3 см
Листочку вывертывают на
лицевую сторону, вып-
равляют. Выметывают
прямыми стежками на
расстоянии 0,5 —0,7 см
от края. Длина стежков
0,7 —0,8 см. Листочку
приутюживают. Намеча-
ют линию притачивания
параллельно сгибу (ши-
рина листочки в готовом
виде). Прокладывают от-
делочную строчку, если
требуется по модели.
Нитки выметывания уда-
ляют, приутюживают до
полного удаления влаги
Ширина листочки
46
Продолжение 3.1.2
Наименование Технические условия
операции на выполнение операции
2. Обработка лис- точки с втачными концами На рисунке показаны разновидности листочек с втачными концами с указанием (стрелками) входа в карман
2.1. Выкраивание деталей В листочке из основной ткани нить основы про- ходит так же, как на по- лочке (1 деталь). Длина листочки равна длине листочки в готовом виде плюс 1,0 — 1,5 см с каж- дой стороны. Ширина листочки равна ширине листочки в готовом виде плюс 1,0 — 1,5 см на шов притачивания
Листочка цельнокроенная
с подлисточкой
но— как на
полочке
Линия края лис точки
в готовом виде
2.2. Дублирование
листочки проклад-
кой
Прокладка листочки
(1 деталь); нить основы
вдоль детали
Прокладка листочки
В изделиях из толстых
тканей подлисточку
дублируют прокладкой
0,1-0,3
В изделиях из тонких
тканей дублируют ли-
сточку и подлисточку
47
Окончание 3.1.2
Наименование операции Технические условия на выполнение операции Рисунок
2.3. Изготовление листочки Заметывают, приутюжи- вают сгиб. Намечают ли- нию притачивания к по- лочке. Прокладывают от- делочную строчку, если требуется по модели. Уда- ляют строчку заметыва- ния, приутюживают ли- сточку в готовом виде Ширина листочки в готовом виде
1
2.4. Листочка с фи- гурными краями Листочку с фигурными краями выкраивают из двух частей (листочки и подлисточки) и обраба- тывают аналогично кла пану —
3.1.3. Обработка пат, хлястиков, поясов и шлевок
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка хляс-
тиков
1.1. Выкраивание де-
талей
Паты и хлястики — это
отделочные элементы
одежды Па гы распола-
гают на рукавах, хляс-
тики — на полочках и
спинках
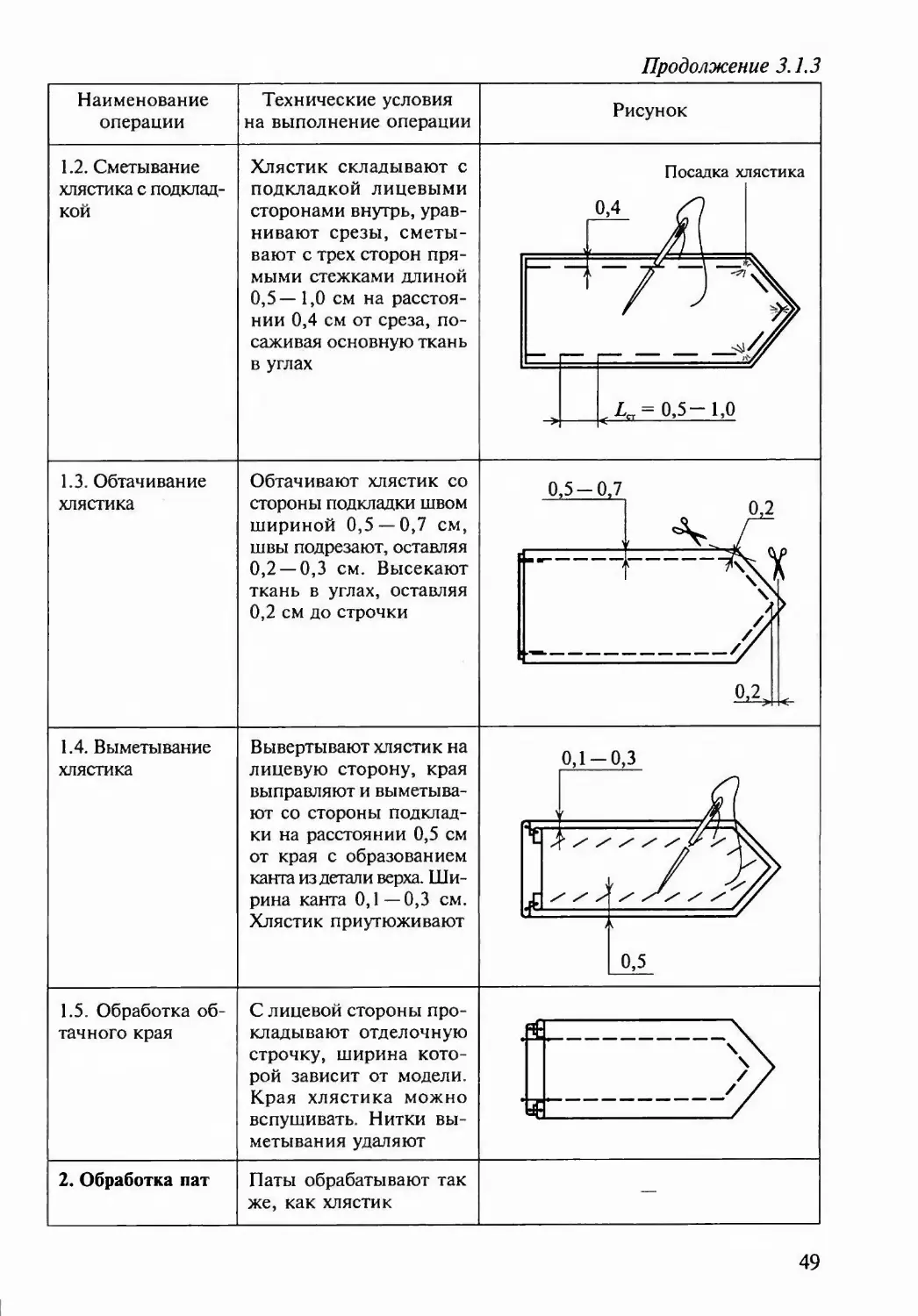
Хлястик выкраивают
из основной ткани, нить
основы должна совпа-
дать с нитью основы на
полочке (или по модели).
Выкраивают хлястик с
припусками на швы
Подкладку хлястика
выкраивают уже и коро-
че хлястика на ширину
канта из подкладочной
или основной ткани
Край хлястика в готовом виде
48
Продолжение 3.1.3
Наименование операции Технические условия на выполнение операции
1.2. Сметывание Хлястик складывают с
хлястика с подклад- подкладкой лицевыми
кой сторонами внутрь, урав-
нивают срезы, сметы-
вают с трех сторон пря-
мыми стежками длиной
0,5— 1,0 см на расстоя-
нии 0,4 см от среза, по-
саживая основную ткань
в углах
Рисунок
1.3. Обтачивание
хлястика
Обтачивают хлястик со
стороны подкладки швом
шириной 0,5 —0,7 см,
швы подрезают, оставляя
0,2 —0,3 см. Высекают
ткань в углах, оставляя
0,2 см до строчки
0,5-0,7
1.4. Выметывание
хлястика
Вывертывают хлястик на
лицевую сторону, края
выправляют и выметыва-
ют со стороны подклад-
ки на расстоянии 0,5 см
от края с образованием
канта излетали верха. Ши-
рина канта 0,1—0,3 см.
Хлястик приутюживают
1.5. Обработка об-
тачного края
2. Обработка пат
С лицевой стороны про-
кладывают отделочную
строчку, ширина кото-
рой зависит от модели.
Края хлястика можно
вспушивать. Нитки вы-
метывания удаляют
Паты обрабатывают так
же, как хлястик
49
Продолжение 3.1.3
Наименование операции Технические условия на выполнение операции Рисунок
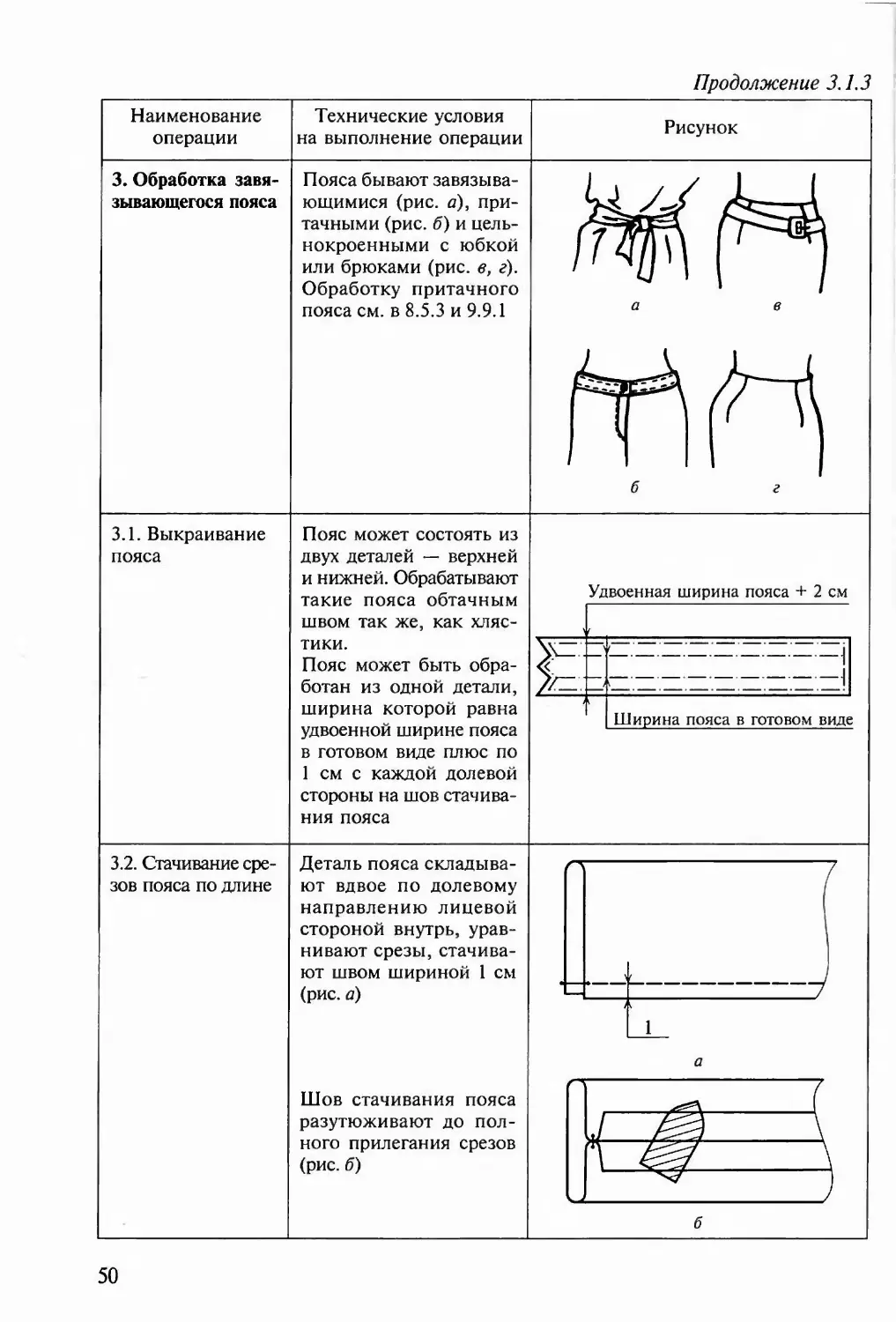
3. Обработка завя- зывающегося пояса Пояса бывают завязыва- ющимися (рис. а), при- тачными (рис. б) и цель- нокроенными с юбкой или брюками (рис. в, г). Обработку притачного пояса см. в 8.5.3 и 9.9.1 7? а б в г 1
3.1. Выкраивание пояса Пояс может состоять из двух деталей — верхней и нижней. Обрабатывают такие пояса обтачным швом так же, как хляс- тики. Пояс может быть обра- ботан из одной детали, ширина которой равна удвоенной ширине пояса в готовом виде плюс по 1 см с каждой долевой стороны на шов стачива- ния пояса Удвоенная ширина пояса + 2 см
у
а_
Ширина пояса в готовом виде
3.2. Стачивание сре- зов пояса по длине Деталь пояса складыва- ют вдвое по долевому направлению лицевой стороной внутрь, урав- нивают срезы, стачива- ют швом шириной 1 см (рис. а) Шов стачивания пояса разутюживают до пол- ного прилегания срезов (рис. б)
V
Г"
А 1 а б
50
Продолжение 3.1.3
Наименование
операции
3.3. Обтачивание
конца пояса
Технические условия
на выполнение операции
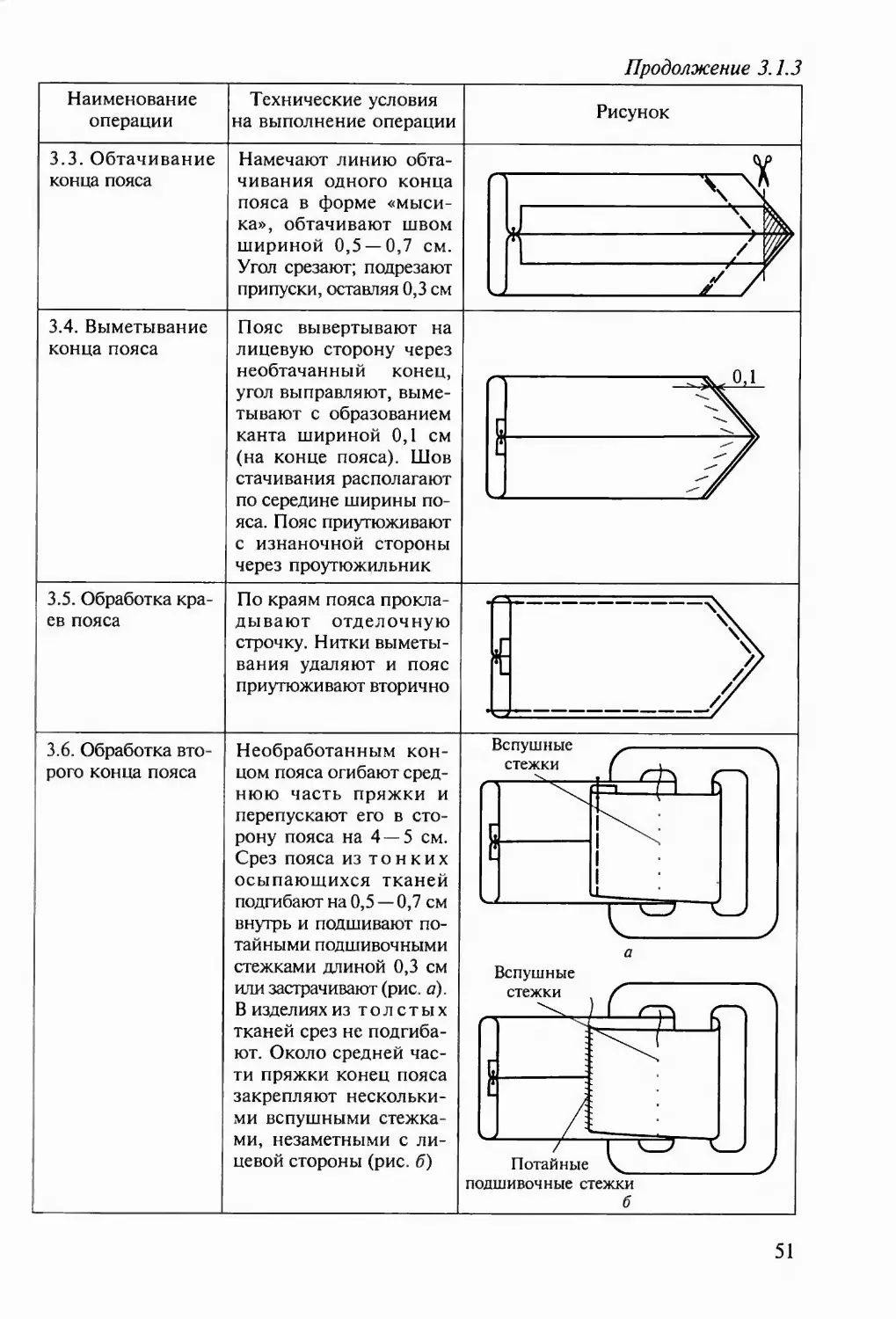
Намечают линию обта-
чивания одного конца
пояса в форме «мыси-
ка», обтачивают швом
шириной 0,5 —0,7 см.
Уюл срезают; подрезают
припуски, оставляя 0,3 см
Рисунок
3.4. Выметывание
конца пояса
3.5. Обработка кра-
ев пояса
Пояс вывертывают на
лицевую сторону через
нсобтачанный конец,
угол выправляют, выме-
тывают с образованием
канта шириной 0,1 см
(на конце пояса). Шов
стачивания располагают
по середине ширины по-
яса. Пояс приутюживают
с изнаночной стороны
через проутюжильник
По краям пояса прокла-
дывают отделочную
строчку. Нитки выметы-
вания удаляют и пояс
приутюживают вторично
3.6. Обработка вто-
рого конца пояса
Необработанным кон-
цом пояса огибают сред-
нюю часть пряжки и
перепускают его в сто-
рону пояса на 4 —5 см.
Срез пояса из тонких
осыпающихся тканей
подгибают на 0,5 — 0,7 см
внутрь и подшивают по-
тайными подшивочными
стежками длиной 0,3 см
или застрачивают (рис. а).
В изделиях из толстых
тканей срез не подгиба-
ют. Около средней час-
ти пряжки конец пояса
закрепляют нескольки-
ми вспушными стежка-
ми, незаметными с ли-
цевой стороны (рис. б)
Вспуши ые
б
51
Продолжение 3.1.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
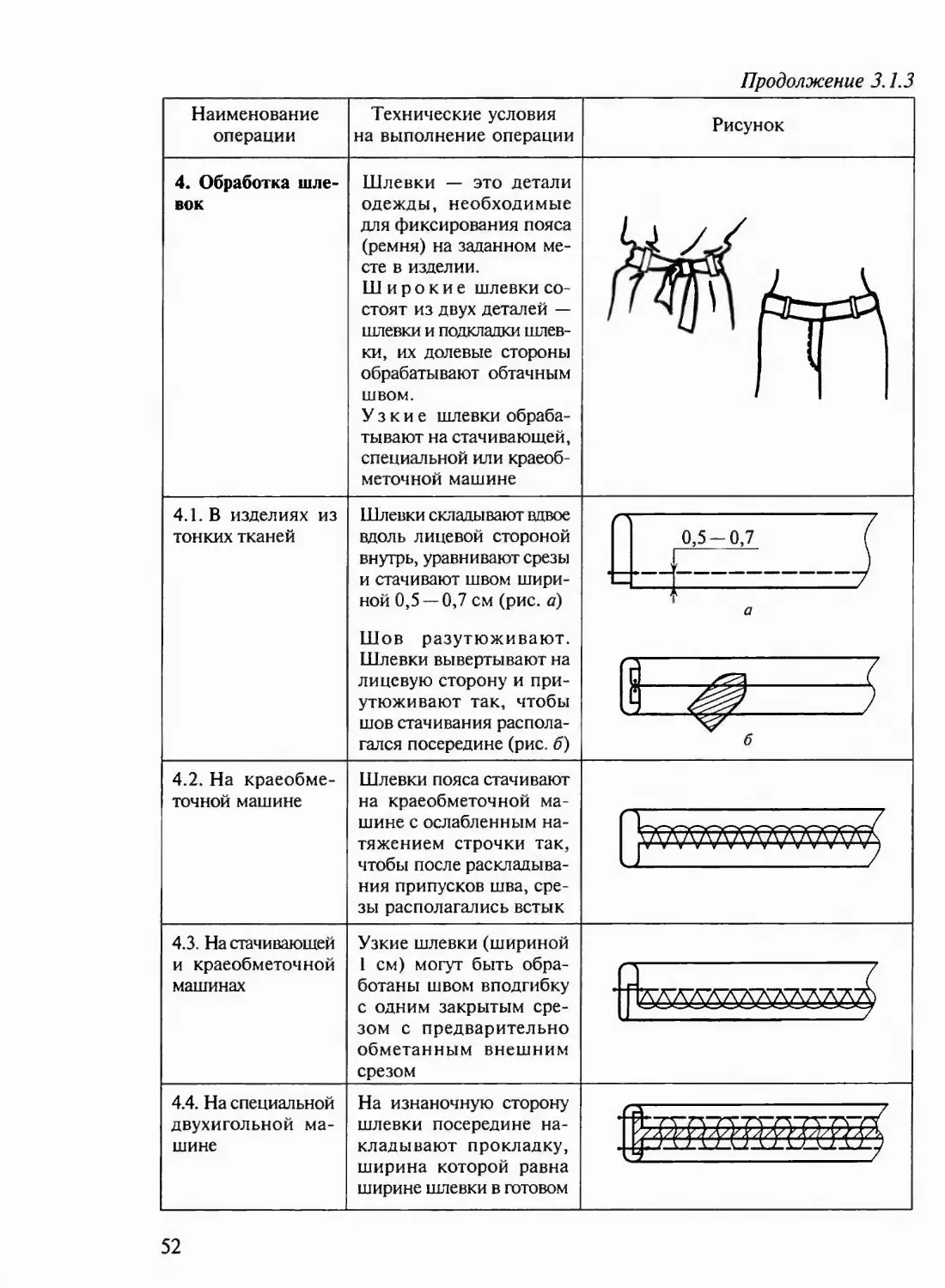
4. Обработка шле- Шлевки — это детали
вок одежды, необходимые
для фиксирования пояса
(ремня) на заданном ме-
сте в изделии.
Широкие шлевки со-
стоя г из двух деталей —
шлевки и подкладки шлев-
ки, их долевые стороны
обрабатывают обтачным
швом.
Узкие шлевки обраба-
тывают на стачивающей,
специальной или краеоб-
меточной машине
4.1. В изделиях из тонких тканей Ш левки складывают вдвое вдоль лицевой стороной внутрь, уравнивают срезы и ст ачивают швом шири- ной 0,5 —0,7 см (рис. а) Шов разутюживают. Шлевки вывертывают на лицевую сторону и при- утюживают так, чтобы шов стачивания распола- гался посередине (рис б)
4.2. На краеобме- точной машине Шлевки пояса стачивают на краеобметочной ма- шине с ослабленным на- тяжением строчки так. чтобы после раскладыва- ния припусков шва, сре- зы располагались встык
4.3 На стачивающей и краеобметочной машинах Узкие шлевки (шириной 1 см) могут быть обра- ботаны швом вподгибку с одним закрытым сре- зом с предварительно обметанным внешним срезом
4.4. На специальной двухигольной ма- шине На изнаночную сторону шлевки посередине на- кладывают прокладку, ширина которой равна ширине шлевки в готовом
52
Окончание 3.1.3
Наименование операции Технические условия на выполнение операции Рисунок
виде. Заутюживают боко- вые стороны шлевки на прокладку срезами встык и закрепляют их на спе- циальной двухигольной машине
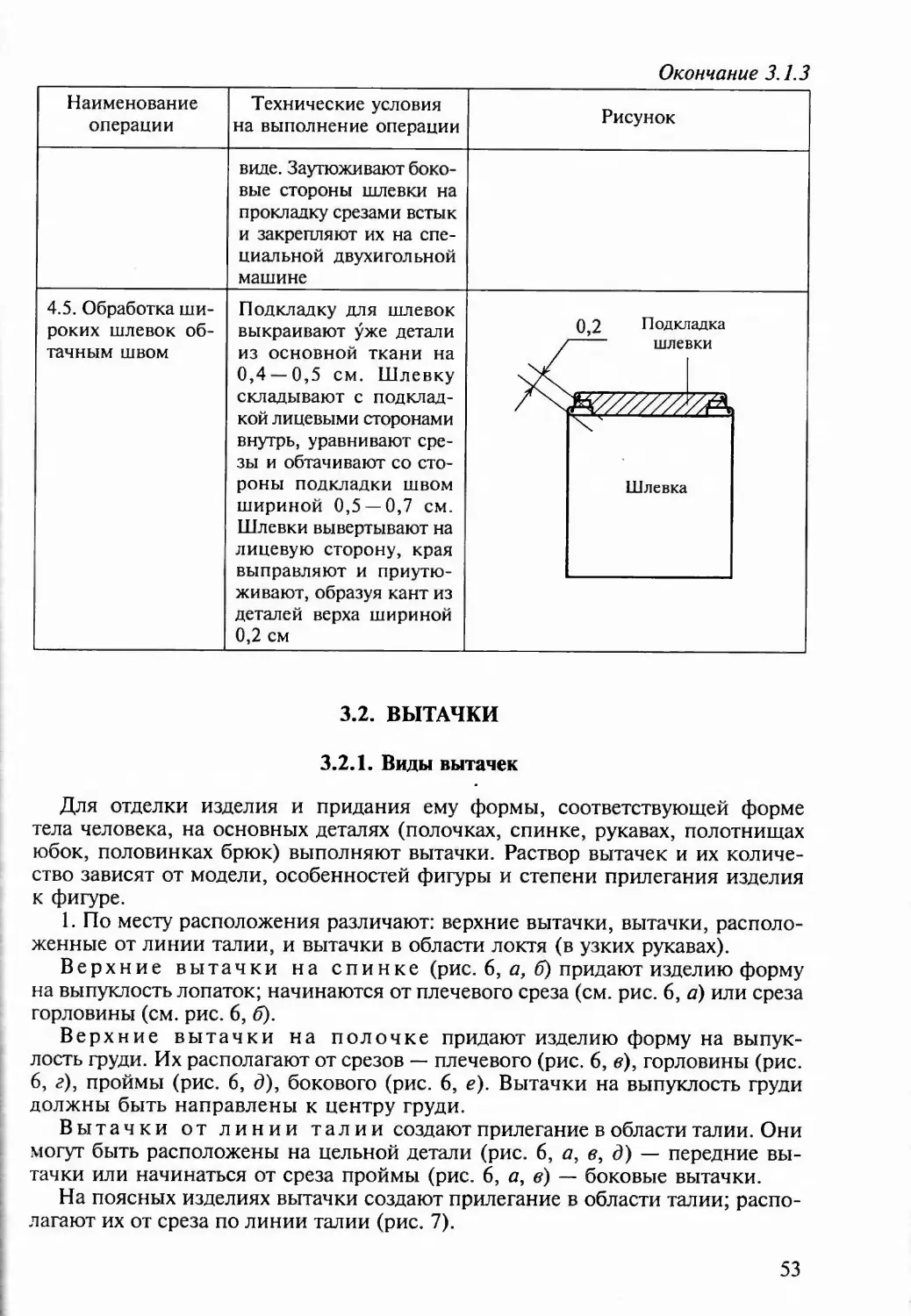
4.5. Обработка ши- роких шлевок об- тачным швом Подкладку для шлевок выкраивают уже детали из основной ткани на 0,4 —0,5 см. Шлевку складывают с подклад- кой лицевыми сторонами внутрь, уравнивают сре- зы и обтачивают со сто- роны подкладки швом шириной 0,5 —0,7 см. Шлевки вывертывают на лицевую сторону, края выправляют и приутю- живают, образуя кант из деталей верха шириной 0,2 см 0,2 Подкладка шлевки MW/Z/^ZA Шлевка
3.2. ВЫТАЧКИ
3.2.1. Виды вытачек
Для отделки изделия и придания ему формы, соответствующей форме
тела человека, на основных деталях (полочках, спинке, рукавах, полотнищах
юбок, половинках брюк) выполняют вытачки. Раствор вытачек и их количе-
ство зависят от модели, особенностей фигуры и степени прилегания изделия
к фигуре.
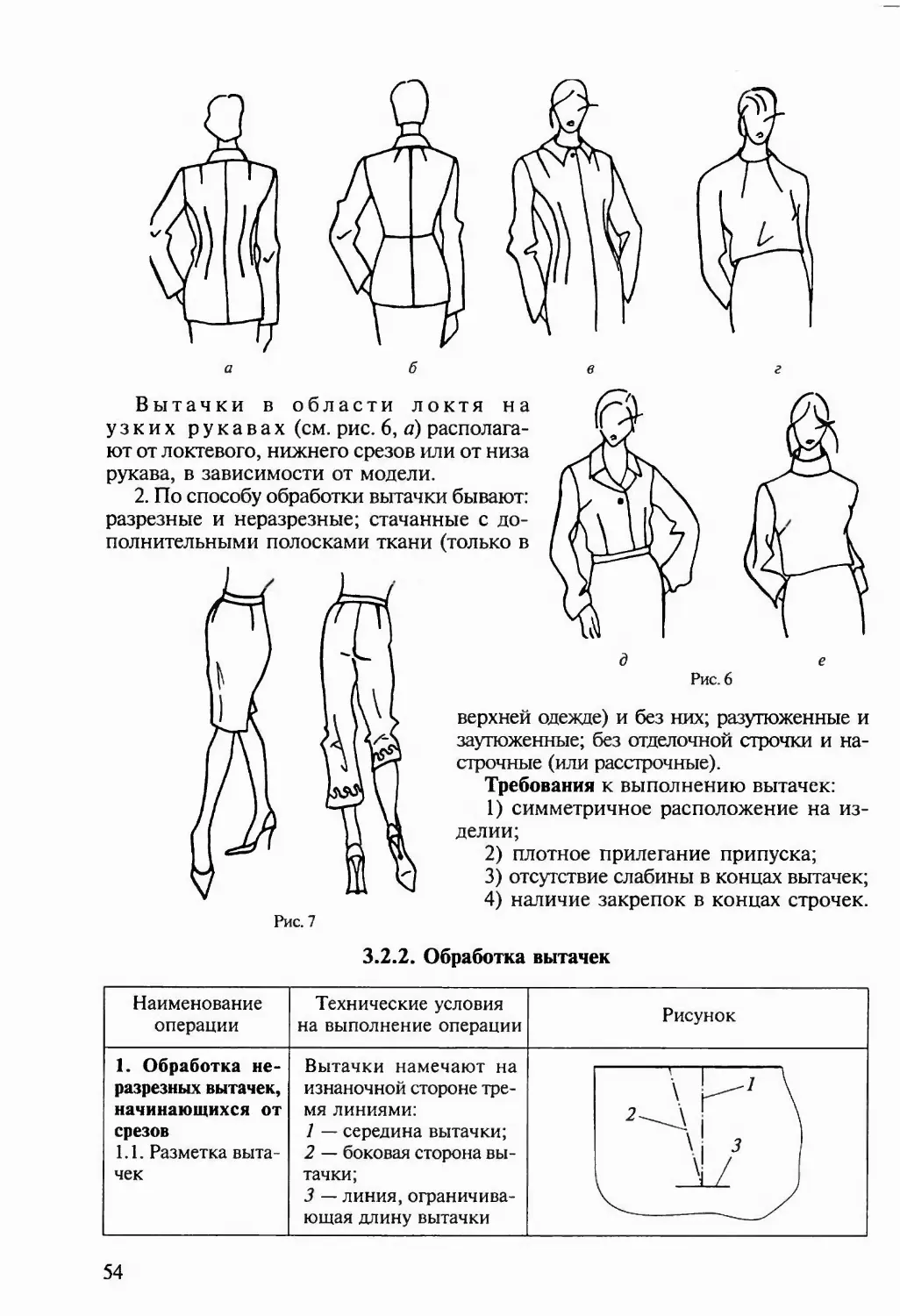
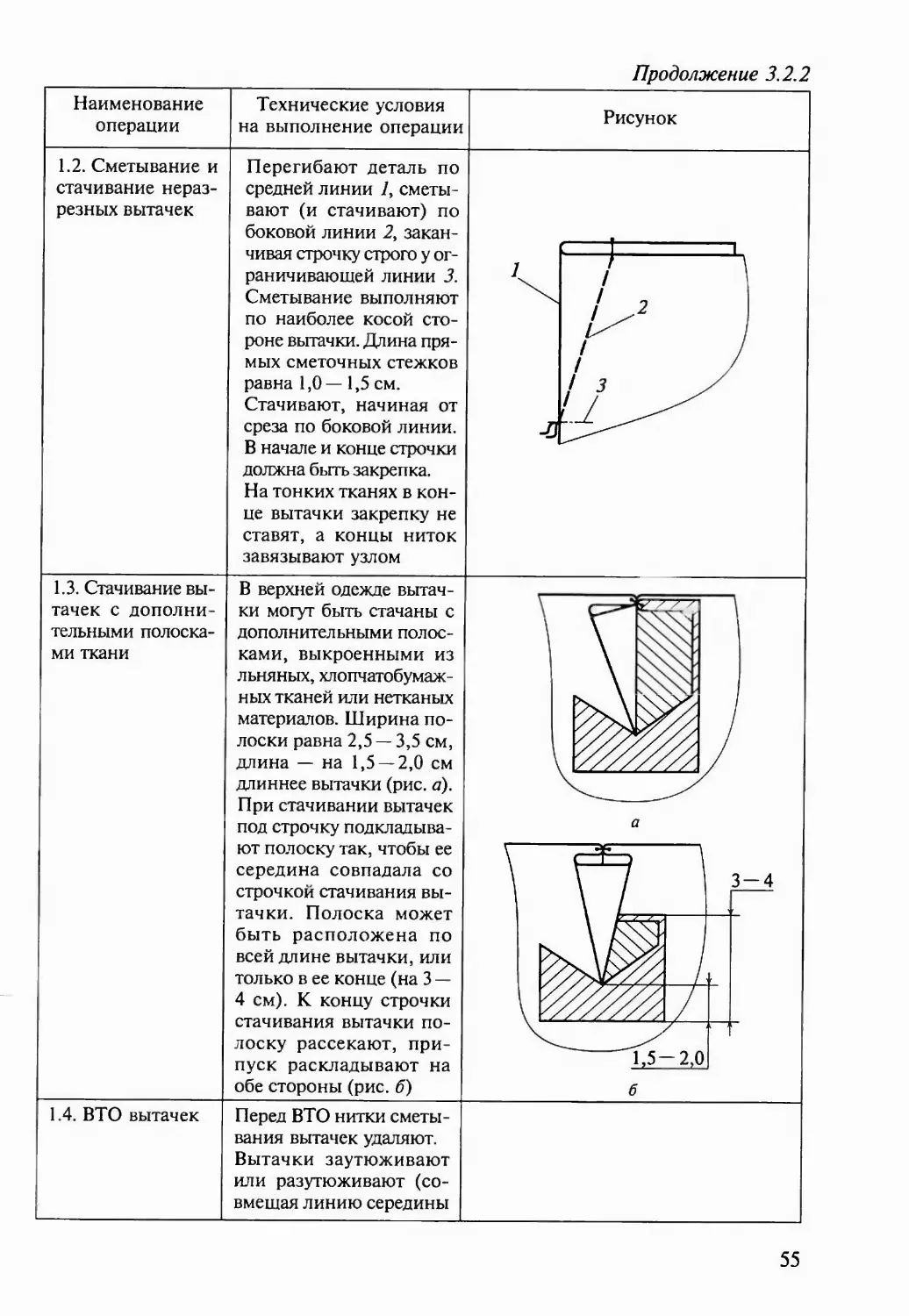
1. По месту расположения различают: верхние вытачки, вытачки, располо-
женные от линии талии, и вытачки в области локтя (в узких рукавах).
Верхние вытачки на спинке (рис. 6, а, б) придают изделию форму
на выпуклость лопаток; начинаются от плечевого среза (см. рис. 6, а) или среза
горловины (см. рис. 6, б).
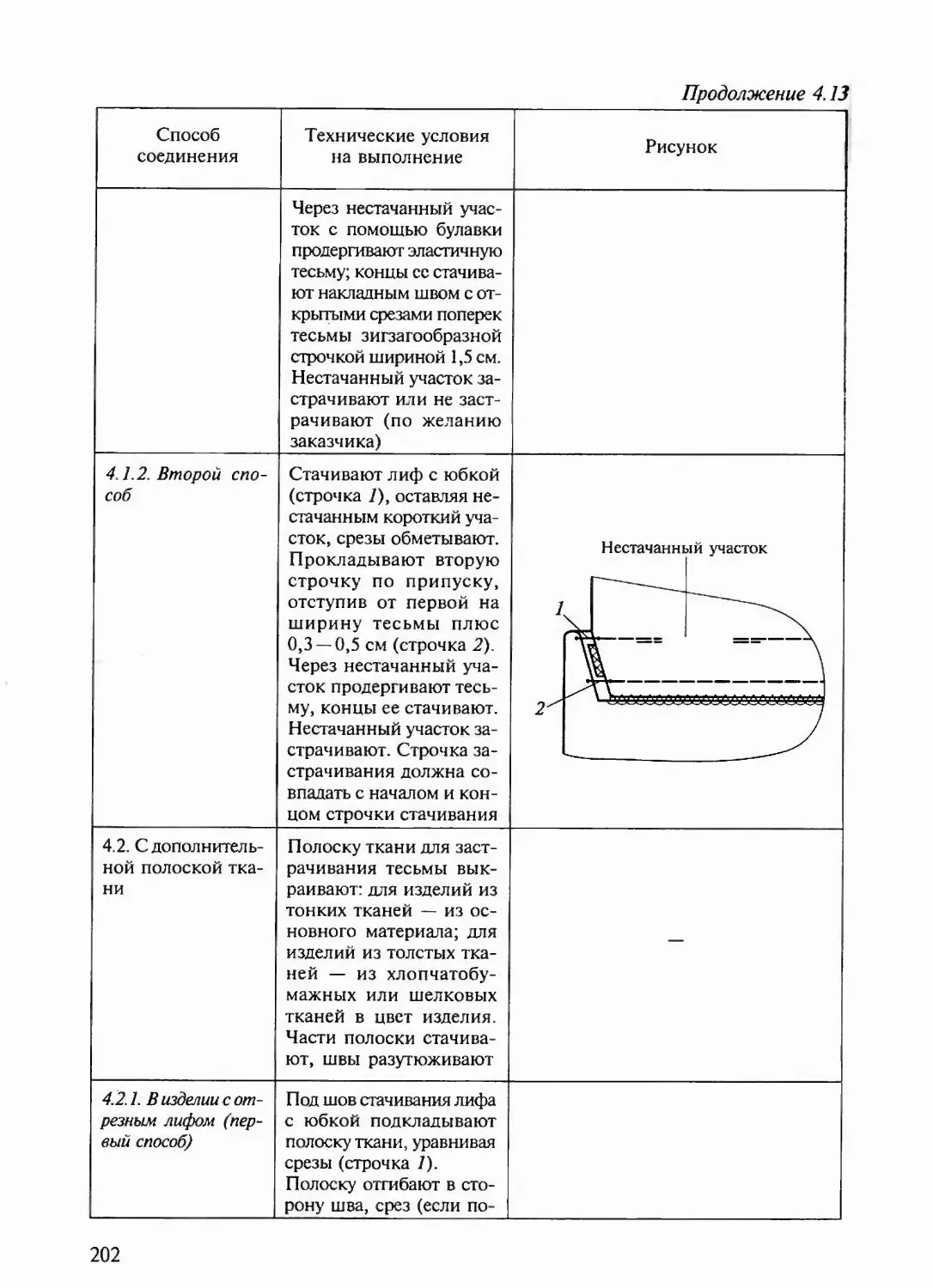
Верхние вытачки на полочке придают изделию форму на выпук-
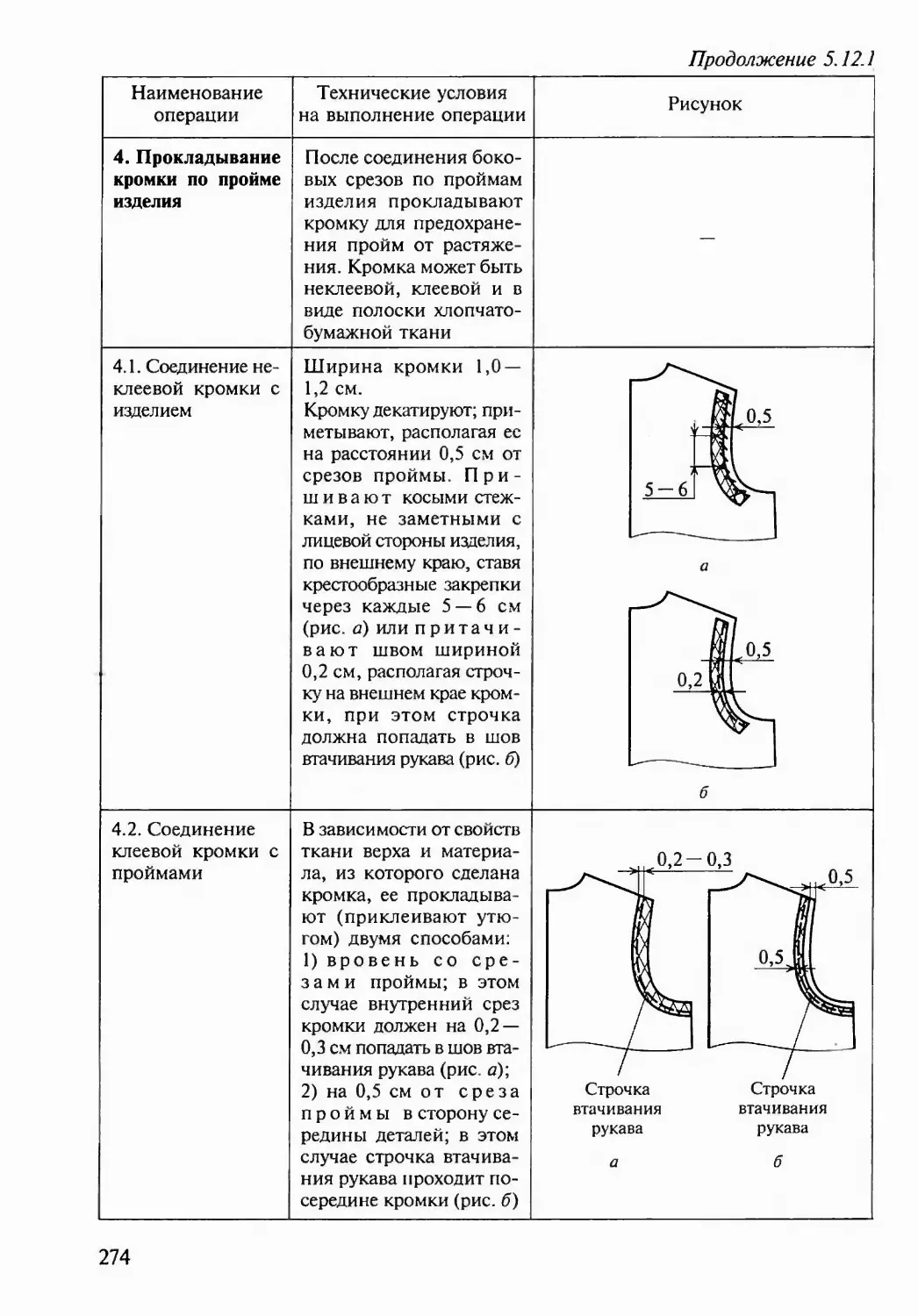
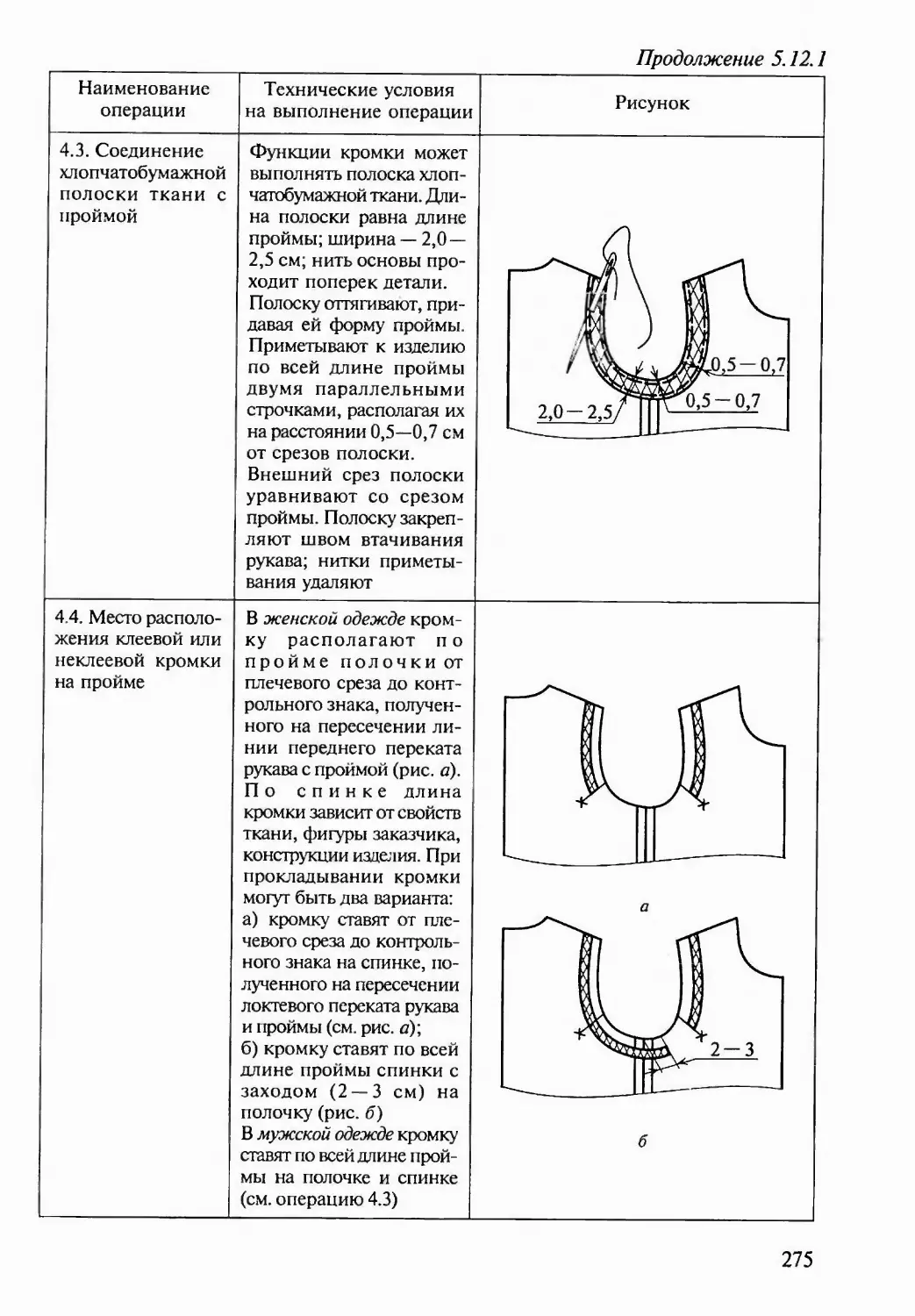
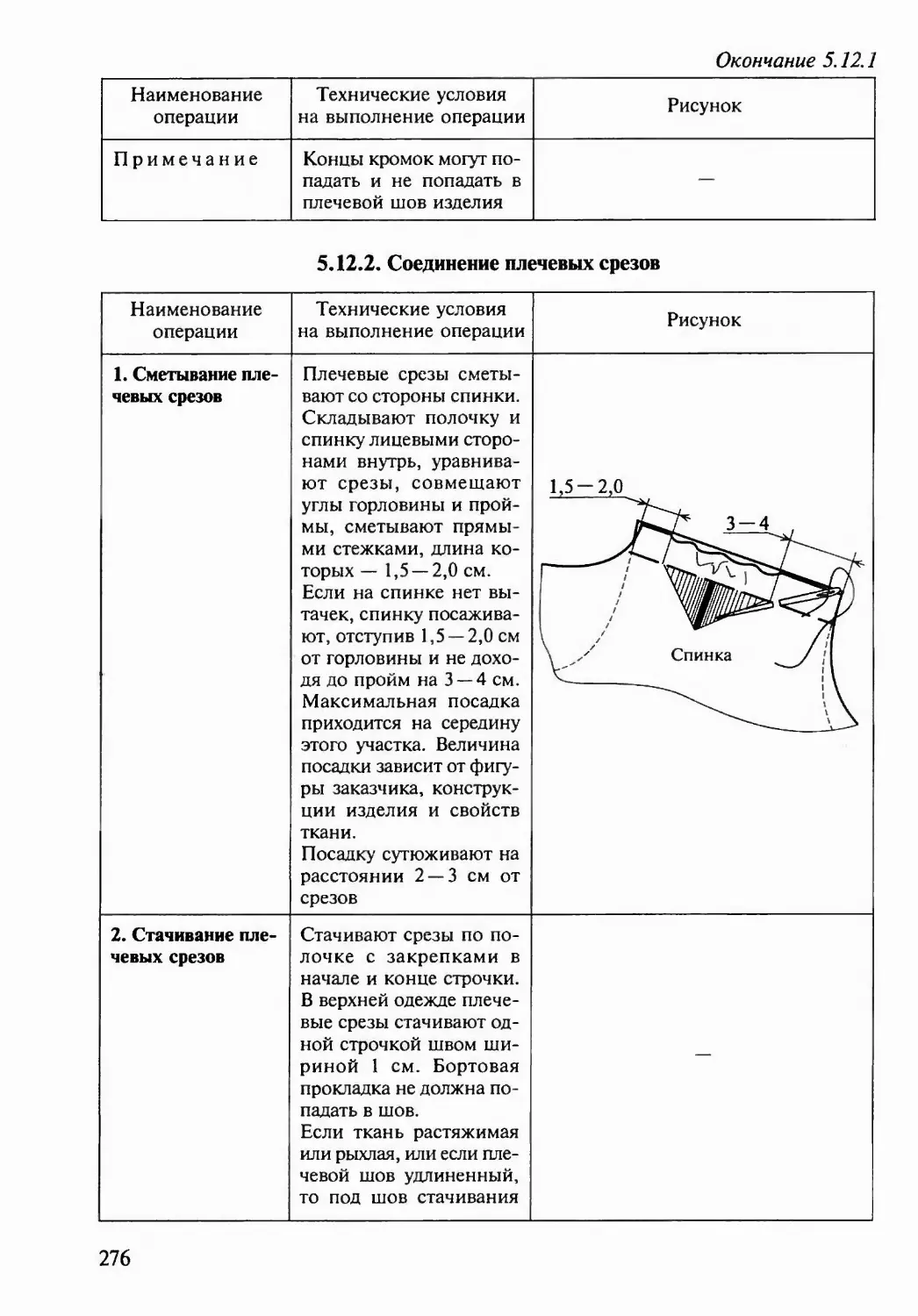
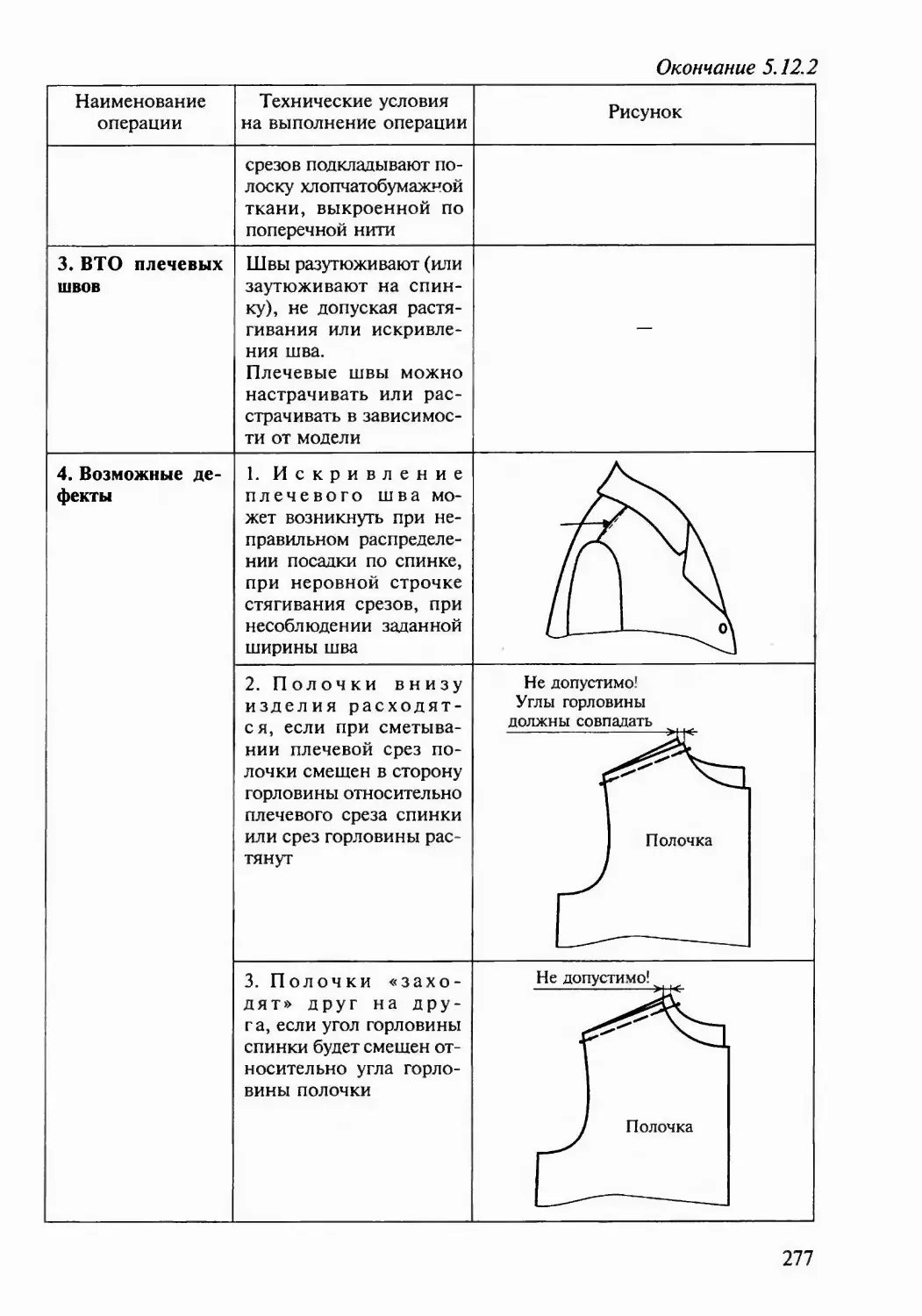
лость груди. Их располагают от срезов — плечевого (рис. 6, в), горловины (рис.
6, г), проймы (рис. 6, д), бокового (рис. 6, е). Вытачки на выпуклость груди
должны быть направлены к центру груди.
Вытачки от линии талии создают прилегание в области талии. Они
могут быть расположены на цельной детали (рис. 6, а, в, д) — передние вы-
тачки или начинаться от среза проймы (рис. 6, а, в) — боковые вытачки.
На поясных изделиях вытачки создают прилегание в области талии; распо-
лагают их от среза по линии талии (рис. 7).
53
Рис. 6
Вытачки в области локтя на
узких рукавах (см. рис. 6, а) располага-
ют от локтевого, нижнего срезов или от низа
рукава, в зависимости от модели.
2. По способу обработки вытачки бывают:
разрезные и неразрезные; стачанные с до-
полнительными полосками ткани (только в
верхней одежде) и без них; разутюженные и
заутюженные; без отделочной строчки и на-
строчные (или расстрочные).
Требования к выполнению вы гачек:
1) симметричное расположение на из-
делии;
2) плотное прилегание припуска;
3) отсутствие слабины в концах вытачек;
4) наличие закрепок в концах строчек.
Рис. 7
3.2.2. Обработка вытачек
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка не- разрезных вытачек, начинающихся от срезов 1.1. Разметка выта- чек Вытачки намечают на изнаночной стороне тре- мя линиями: 7 — середина вытачки; 2 — боковая сторона вы- тачки; 3 — линия, ограничива- ющая длину вытачки \ □ / lZ^
54
Продолжение 3.2.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2. Сметывание и
стачивание нераз-
резных вытачек
1.3. Стачивание вы-
тачек с дополни-
тельными полоска-
ми ткани
Перегибают деталь по
средней линии 7, сметы-
вают (и стачивают) по
боковой линии 2, закан-
чивая строчку строго у ог-
раничивающей линии 3.
Сметывание выполняют
по наиболее косой сто-
роне вытачки. Длина пря-
мых сметочных стежков
равна 1,0 — 1,5 см.
Стачивают, начиная от
среза по боковой линии.
В начале и конце строчки
должна быть закрепка.
На тонких тканях в кон-
це вытачки закрепку не
ставят, а концы ниток
завязывают узлом
В верхней одежде вытач-
ки могут быть стачаны с
дополнительными полос-
ками, выкроенными из
льняных, хлопчатобумаж-
ных тканей или нетканых
материалов. Ширина по-
лоски равна 2,5 — 3,5 см,
длина — на 1,5 —2,0 см
длиннее вытачки (рис. а).
При стачивании вытачек
под строчку подкладыва-
ют полоску так, чтобы ее
середина совпадала со
строчкой стачивания вы-
тачки. Полоска может
быть расположена по
всей длине вытачки, или
только в ее конце (на 3 —
4 см). К концу строчки
стачивания вытачки по-
лоску рассекают, при-
пуск раскладывают на
обе стороны (рис. б)
1.4. ВТО вытачек
Перед ВТО нитки сметы-
вания вытачек удаляют.
Вытачки заутюживают
или разутюживают (со-
вмещая линию середины
55
Продолжение 3.2.2
Наименование Технические условия
операции на выполнение операции
Рисунок
со швом стачивания вы-
тачки), одновременно
сутюживая слабину в
концах вытачек (рис. а).
При обработке вытачек с
дополнительными по-
лосками припуск выта-
чек разутюживают, если
полоска притачана в
конце вытачки.
Припуск вытачки и по-
лоски направляют в раз-
ные стороны и фиксиру-
ют утюгом, одновремен-
но сутюживая слабину в
концах вытачек (рис. б),
если полоска притачана
по всей длине вытачки
(см. рисунки в поз. 1.3)
2. Обработка раз- Вытачку выкраивают так,
резных вытачек чтобы припуски боковых
2.1. Выкраивание сторон (линии 1, 2) были
вытачки равны 0,7—1,0 см и до
конца вытачки (линия 3)
разрез не доходил бы на
1,5 см
2.2 Стачивание раз-
резных вьпачек
Деталь складывают ли це-
выми сторонами внутрь,
уравнивают срезы и ста-
чивают по боковым сто-
ронам, заканчивая строч-
ку у линии 3.
56
Продолжение 3.2.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2.3. ВТО вытачек
3. Обработка не-
разрезных вытачек
на цельной детали
3.1. Разметка выта-
чек
3.2. Стачивание вы-
тачек
3.3. Стачивание вы-
тачек с дополни-
тельной полоской
ткани
Разрезные вытачки мо-
гут быть стачаны с до-
полнительной полоской
ткани в концах
Припуски разутюжива-
ют, одновременно сутю-
живая слабину в концах
вытачек
Вытачки намечают че-
тырьмя линиями:
7 — середина вытачки;
2 — боковая сторона вы-
тачки;
3 и 4 — линии, ограни-
чивающие длину вытачки
Деталь перегибают по
средней линии лицевой
стороной внутрь, сметы-
вают и стачивают по бо-
ковой линии, начиная
строчку у одного из кон-
цов и заканчивая ее у
другого. Концы строчек
закрепляют
Дополнительную полоску
ткани располагают по всей
длине вытачки (рис. а)
или только в ее концах
(рис. б). Обработку выта-
чек с дополнительными
полосками ткани см. выше
(поз. 1.3)
57
Окончание 3.2.2
Наименование операции Технические условия на выполнение операции Рисунок
3.4. ВТО вытачек Выполняют так же, как вытачки, начинающиеся от срезов (см. выше). Пред- варительно оттягивают вытачку по сгибу в обла- сти талии, добиваясь вып- рямления строчки стачи- вания вытачки —
4. Обработка разновидностей вытачек (вытачки- складки, подрезы)
4.1. Разметка вытач- ки-складки Намечают тремя линия- ми: 1 — средняя; 2 — боковая; 3 — ограничивающая 4 з X л у/
4.2. Стачивание вы- тачки-складки Стачивают по боковой ли- нии и по ограничивающей с закруглением строчки в углу / / / / / / / J у
4.3. ВТО вытачек- складок Заутюживают вытачку- складку до ограничиваю- щей линии 1 1 / / /
3.3. ОБРАБОТКА КОКЕТОК И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМ
3.3.1. Разновидности кокеток
Кокетка — отрезная деталь верхней части плечевого или поясного изделия.
1. Кокетки по форме бывают прямыми (рис. 8, а), овальными (рис. 8, б)
ифигурными (рис. 8, в).
58
2. Кокетки соединяют
с изделием стачным
(рис. 9, а), настрочным
(рис. 9, б), накладным
(рис. 9, в) и рельефным
(рис. 9, г) швом.
3. Кокетки бывают от-
резными (см. рис. 9, а,
б, в) и цельнокро-
ен н ы м и с изделием
(рис. 10).
Обработку кокеток,
цельнокроенных с изде-
лием, выполняют так
же, как рельефные швы
или сложные складки на
цельной детали (см. гл.
2.3.3. «Классификация и
виды машинных швов»).
б в
Рис. 8
4. Кокетки бывают притачные и отлетные (рис. 11). Перед соединени-
ем с изделием притачных кокеток на основных деталях обрабатывают вытач-
ки, рельефы, складки, сборки и т. п. Отлетные кокетки могут быть с подклад-
кой и без нее.
59
3.3.2. Соединение притачных кокеток с изделием
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Соединение пря-
мых и овальных ко-
кеток с изделием
1.1. Соединение
стачным швом
7.7.7. Приметыва-
ние кокетки к ос-
новной детали
Деталь кокетки и ос-
новную деталь склады-
вают лицевыми сторо-
нами внутрь. Уравнива-
ют срезы. Приметывают
по кокетке прямыми сме-
точными стежками
Лст= 1,5 —2,0 см, шири-
на шва — 0,9 см
7.7.2. Притачива-
ние кокетки
Притачивают кокетку
швом шириной 1 см по
кокетке
7.7.5. Обработка шва
притачивания
Шов разутюживают, за-
утюживают, настрачива-
ют или расстрачивают
1.2. Соединение
настрочным швом
Приметывают и прита-
чивают (строчка 7) ко-
кетку. Шов заутюживают
на кокетку и настрачи-
вают (строчка 2).
Ширина припуска на
шов настрачивания зави-
сит от вида настрочного
шва: с открытым (рис. а)
или закрытым (рис. б)
срезом. Она равна шири-
не отделочной строчки
плюс 0,5 —0,7 см
60
Продолжение 3.3.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.3. Соединение
накладным швом с
закрытым срезом
1.3.1. При ширине
отделочной строчки
не более 0,5 см
На основной дезали на-
мечают линию притачи-
вания кокетки
На кокетке намечают ли-
нию нижнего ее края
Заутюживают или заме-
тывают нижний край
кокетки по намеченной
линии, припуск шва на
овальных краях сутюжи-
вают или высекают уг-
лами
Кокетку накладывают
на лицевую сторону ос-
новной детали лицевой
стороной вверх Уравни-
вают линии на основной
детали с нижним краем
кокетки; приметывают,
настрачивают швом ши-
риной 0,1 —0,5 см
1.3.2. При ширине
отделочной строч-
ки более 0,5 см
Намечают линию прита-
чивания кокетки на основ-
ной детали. Выкраивают
обтачку по форме нижне-
го среза кокетки. Ширина
обтачки равна ширине от-
делочной строчки плюс
1,0— 1,5 см.
Складывают обтачку с ко-
кеткой лицевыми cropoi ia -
ми внутрь, уравнивают
срезы и обтачивают ниж-
ний край кокетки швом
шириной 0,5 —0,7 см со
стороны обтачки (рис. а)
Ширина отделочной
строчки + 1,0—1,5
61
Продолжение 3.3.2
Наименование Технические условия
операции на выполнение операции
Обтачку отгибают на из-
наночную сторону ко-
кетки. выметывают шов
с образованием канта из
кокетки, приутюживают.
Соединяют кокетку с из-
делием накладным швом
шириной, предусмот-
ренной моделью (рис. б)
2. Обработка и со- Соединение выполня-
единение фигурных ют накладным швом по
(с углами) кокеток аналогии с прямыми и
с изделием овальными кокетками.
2.1. Обработка при Особенностью является
ширине шва прита - обработка припусков
чивания кокетки шва в углах кокетки:
не более 0,2 см внутренние углы
рассекают не доходя до
шва на 0,2 см (рис. а);
внешние высекают
(рис. а) или закладыва-
ют складкой, если позво-
ляют свойства материала
(рис. б)
2.2. Обработка при
ширине шва при-
тачивания кокетки
более 0,2 см
2.2.1. Обработка
внешних углов коке-
ток из тонких и
осыпаемых тканей
Намечают линию ниж-
него края кокетки. Ста-
чивают углы кокетки на
припуске швом шири-
ной 0,5 — 0,7 см. Излиш-
ки высекают, шов стачи-
вания разутюживают
Углы вывертывают на
лицевую сторону кокет-
ки, выправляют, при-
утюживают. Заметывают
край кокетки по наме-
ченной линии
62
Продолжение 3.3.2
Наименование операции Технические условия на выполнение операции Рисунок
2.2.2. Обработка внешних углов коке- ток из неосыпаемых толстых тканей Угол на припуске высе- кают и срезы соединяют штуковочным швом с изнаночной стороны. За- тем угол вывертывают Строчка штук овочных стеж ков
2.2.3. Обработка внутренних углов ко- кеток Обтачивают углы обтачка- ми, которые выкраивают из дополнительной или основной ткани по фор- ме угла кокегки таким об- разом, чтобы строчки проходили на расстоянии 0,1—0,2 см от намечен- ной на кокетке линии в сторону внутреннего сре- за. Швы надсекают в уг- лах, не доходя до строч- ки на 0,1 см Изнаночная сторона / 0,1- 0,2 /Zz / 1 с Обтачка 0,1\ к Стр обтач! очка ивания
Обтачку отгибают на из- наночную сторону. Угол выметывают с кантом из основной ткани, при- утюживают Лицевая сторонг L Д1-0,2
2.3. Соединение с изделием фигурных кокеток Соединяют фигурные ко- кетки с изделием наклад- ным швом в соответствии с ТУ (см. выше) —
Примечание Фигурные кокетки могут быть обработаны обтач- кой, выкроенной по форме кокетки, и соеди- нены с изделием наклад- ным швом
63
Окончание 3.3.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Соединение с из-
делием кокеток с
кантом
Кант может быть выпол-
нен из отделочной тка-
ни (трикотаж, кожа,
вельвет и т.п.); ширина
его — 0,2 см и более
3.1. Обработка канта
Полоску ткани для кан-
та (ширина равна шири-
не канта, умноженной на
два, плюс 1,5 —2,0 см)
заутюживают вдоль по-
полам изнаночной сто-
роной внутрь
Ширина канта
в готовом виде
3.2. Соединение ко-
кетки и основной
детали
Соединяют кокетку на-
кладным швом с закры-
тым срезом, вкладывая
кант между кокеткой и
основной деталью
В фигурных кокетках кант
сначала притачивают
(строчка 7) к основной
детали, совместив край
канта с намеченной на ней
линией, а затем соединя-
ют кокетку с изделием
(строчка 2) (см. выше)
3.3.3. Особенности обработки отлетных кокеток
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка отлет-
ных кокеток на под-
кладке (см. рис. 11)
1.1. Обтачивание
края кокетки под-
кладкой
Кокетку обтачивают под-
кладкой таким образом,
чтобы кант был образован
из кокетки; ширина кан-
та определяется техничес-
кими условиями на мо-
дель
64
Окончание 3.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2. Обтачивание
края кокетки обтач-
кой
Кокетку обрабатывают
обтачкой (в соответствии
с ТУ), к обтачке прита-
чивают подкладку швом
шириной 0,8—1,0 см.
Шов заутюживают на
подкладку
2. Обработка от- Нижний край отлетной
летных кокеток без кокетки обрабатывают
подкладки швом вподгибку с
2.1. Обработка ниж- открытым (рис а) или
него края кокетки закрытым (рис. б) срезом
Нижний край отлетной
кокетки обрабатывают
обтачкой
2.2. Соединение ко-
кетки с изделием
Соединяют кокетку с из-
делием машинной строч -
кой по срезам пройм,
горловины и плечевым;
если кокетка большая, то
и по боковым срезам. За-
тем изделие с отлетной
кокеткой обрабатывают
как одно целое
3 Силаева
65
3.4. ОБРАБОТКА КАРМАНОВ
3.4.1. Виды карманов
Карманы имеют декоративное и утили-
тарное назначение. По месту расположения
они делятся на:
внешние (располагают с лицевой сто-
роны изделия);
внутренние (обрабатывают на под-
кладке или в шве соединения подкладки с
изделием по подборту).
По конструкции карманы бывают:
прорезные — с клапаном (рис. 12, а),
с листочкой (рис. 12, 6), в рамку (рис. 12. в);
не прорезные — в рельефах (рис. 12, г);
накладные (рис. 12, д, е).
Способы обработки карманов разнооб-
разны и зависят от вида изделия, материа-
ла и применяемого оборудования.
Рис. 12
3.4.2. Обработка карманов с клапаном и одной обтачкой
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка детали кроя Клапан в готовом ви- де — 1 деталь Клапан
66
Продолжение 3.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Обтачка — 1 деталь из
основной ткани; нить
основы проходит вдоль
длины обтачки (для пре-
дохранения края карма-
на от растяжения); дли-
на обтачки равна длине
входа в карман плюс 3 —
4 см на шов стачивания
подкладки кармана; ши-
рина — 5 — 6 см. Ис-
пользуется для обработки
нижнего среза кармана
Подзор — 1 деталь из
подкладочной или основ-
ной ткани; длина равна
длине обтачки, ширина —
6 — 7 см; нить основы
проходит вдоль детали (для
предохранения входа в
карман от растяжения)
Подкладка карма-
на — 1 деталь из специ-
альной карманной тка-
ни, сатина, бязи или из
подкладочной ткани;
нить основы — по ходу
руки в карман, длина
равна удвоенной шири-
не детали; ширина —
длине подзора; может
состоять из двух частей
Обтачка
н.о.
Длина входа в карман
плюс 3 — 4 см
<-----------------------
Длина входа в карман
плюс 3 — 4 см
<------------------------>
Долевик — 1 деталь,
может быть клеевой или
неклеевой (из бязи, ко-
ленкора или другой
хлопчатобумажной тка-
ни), нить основы прохо-
дит вдоль линии входа в
карман (для предохране-
ния входа в карман от
67
Продолжение 3.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Разметка входа в
карман
растяжения); длина рав-
на длине линии входа в
карман плюс 8—9 см,
ширина — 5 — 6 см
Намечают тремя линия-
ми: одной горизонтальной
1 (линия, определяющая
направление кармана) и
двумя вертикальными 2 и
3 (линии, ограничиваю-
щие линию входа в кар-
ман)
3. Прокладывание
долевика
С изнаночной стороны
приме! ывают долевик дву-
мя параллельными строч-
ками на 0,5 см от срезов
прямыми стежками дли-
ной 2 — 3 см таким об-
разом, чтобы середина
долевика совпадала с го-
ризонтальной линией на
полочке, а боковые сто-
роны выходили за огра-
ничительные линии кар-
мана на 3 — 4 см с каж-
дой стороны. Если долевик
клеевой, то его приклеи-
вают с помощью утюга с
изнаночной стороны по-
лочки ио аналогии с не-
клеевым долевиком
4. Обработка под- кладки кармана 4.1. Настрачивание подзора На подкладку кармана накладывают подзор, уравнивают верхние, бо- ковые срезы; внутренние срезы подзора подгиба- ют на 0,7 — 0,9 см и на- страчивают швом шири- ной 0,1 —0,2 см (строч- ка 7)
4.2. Притачивание обтачки Обтачку притачивают к другому краю подклад- ки швом шириной 0,8 — 1,0 см, припуск заутю- живают на подкладку кармана (строчка 2)
68
Продолжение 3.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Притачивание
клапана
Клапан накладывают ли-
цевой стороной вниз на
лицевую сторону изде-
лия срезом вниз. Уравни-
вают линию притачива-
ния на клапане и линию
входа в карман на полоч-
ке и приметывают. Кла-
пан притачивают по на-
меченной линии, делая
закрепки в начале и кон-
це строчки (строчка 3)
6. Заметывание при- Припуск отгибают в сто-
пуска клапана рону клапана и заметы-
вают
7. Приметывание и
притачивание об-
тачки
Встык ко шву притачива-
ния клапана накладыва-
ют обтачку с притачан-
ной к ней подкладкой. Об-
тачку накладывают
лицевой стороной вниз,
концы обтачки должны
выходить за концы клапа-
на на 1,5 — 2,0 см с каж-
дой стороны. Обтачку
приметывают швом ши-
риной 0,5 —0,6 см (рав-
на ширине рамки), при-
тачивают швом шириной
0,5 — 0,6 см. Строчка при-
тачивания должна начи-
наться и заканчиваться
строго у намеченных ли-
ний кармана (строчка 4)
Обтачка
8. Разутюживание
шва притачивания
обтачки
Шов притачивания обтач-
ки разутюживают. Строч-
ку заметывания припуска
клапана и строчку приме-
тывания обтачки удаляют
69
Продолжение 3.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
9. Разрезание входа
в карман
Полочку разрезают по
линии кармана со сторо-
ны долевика между дву-
мя строчками от середи-
ны, не доходя до концов
строчек на 0,5 —0,6 см,
далее ткань разрезают в
обе стороны углом к кон-
цам строчек, не доходя
до них на 0,1 — 0,2 см
10. Вывертывание,
выметывание и зак-
репление рамки
В полученное отверстие
вывертывают обтачку с
подкладкой, выправля-
ют рамку (ширина рам-
ки зависит от ширины
шва притачивания об-
тачки). Образованную
рамку выметывают ко-
сыми стежками длиной
0,5 — 0,7 см на 0,2 см от
шва притачивания об-
тачки. Рамку закрепляют
строчкой (строчка 5) в
шов притачивания об-
тачки. Удаляют нитки
выметывания и выпол-
няют ВТО
Долевик
Подкладка кармана
11. Закрепление
подзора с подклад-
кой
Нитки временного на-
значения удаляют и кла-
пан опускают вниз, шов
притачивания клапана
отгибают на изнаночную
сторону. Подкладку кар-
мана отгибают наверх
таким образом, чтобы
она перекрывала шов
притачивания клапана
на 1,0 — 1,5 см, и прита-
чивают подкладку с под-
зором в шов притачива-
ния клапана со стороны
долевика (строчка 6)
Подкладка кармана
70
Окончание 3.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
12. Закрепление уг-
лов кармана и ста-
чивание подкладки
13. Обработка шва
притачивания кла-
пана, выполнение
закрепок в углах
кармана
Рамку приметывают встык
ко шву притачивания кла-
пана. Углы кармана вып-
равляют на изнаночную
сторону и закрепляют
тройной машинной строч-
кой. При стачивании под-
кладки (строчка 7) в верх-
ней части кармана необ-
ходимо помнить, что
расстояние между строч-
ками стачивания боковых
сторон подкладки долж-
но быть больше на 0,5 см
с каждой стороны, чем
клапан (для того, чтобы
клапан свободно распо-
лагался в кармане, а так-
же для того, чтобы уве-
личить вместимость кар-
мана)
Шов выметывают пря-
мыми стежками на рас-
стоянии 0,7 —0,8 см от
шва притачивания. При-
утюживают. Строчку вы-
метывания удаляют и
приутюживают повторно
с лицевой стороны через
двойной проутюжильник.
В концах кармана с ли-
цевой стороны ставят зак-
репки на машине или
вручную, отогнув клапан
на полочку. Длина зак-
репки равна ширине рам-
ки (строчка 8)
Карман в готовом виде
14. ВТО кармана
Готовый карман приутю-
живают с изнаночной
стороны, а затем с ли-
цевой через двойной про-
утюжильник
71
3.4.3. Обработка карманов в сложную рамку
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Проверка деталей
кроя кармана
Обтачка —2детали из
основной ткани; нить ос-
новы — вдоль детали;
длина равна длине входа
в карман плюс 3 — 4 см,
ширина — 3,5 — 4,0 см
Обтачка
I-------------
н.о.
Длина входа
в карман плюс 3 — 4 см
<------------------------>
Подзор — 1 деталь из
основной ткани; нить
основы проходит как на
полочке; длина равна
длине рамки, ширина —
6 — 7 см
Подкладка карма-
на — I деталь из подкла-
дочной или хлопчатобу-
мажной ткани; нить ос-
новы — по ходу руки в
карман; длина равна уд-
военной ширине, шири-
на — длине подзора
(подкладка кармана мо-
жет состоять из двух ча-
стей)
Долевик (см. 3.4.2)
2. Разметка входа в
карман. Приметы-
вание долевика
Карман намечают тремя
линиями: линия 1 опре-
деляет направление кар-
мана, две другие (2 и 3)
ограничивают его длину.
Приметывают (приклеи-
вают) долевик в соответ-
ствии с техническими ус-
ловиями
72
Продолжение 3.4.3
Наименование
операции
3. Притачивание
(настрачивание)
подзора
4. Притачивание об-
тачки
5. Притачивание
обтачек к полочке.
Разутюживание
швов
6. Разрезание входа
в карман
Технические условия
на выполнение операции
В изделиях из тон ких тка-
ней (рис. а} подзор на-
страчивают (строч-
ка /), подогнув срез на
0,7 — 0,8 см; ширина шва
0,1 —0,2 см
В изделиях из толстых тка-
ней (рис. б) подзор при-
тачивают (строчка J)
швом шириной 0,8 —
1,0 см; заутюживают шов
на подкладку
Ко второму концу под-
кладки притачивают об-
тачку швом шириной
0.7 — 1,0 см. Шов заутю-
живают на подкладку
(строчка 2)
Рисунок
Подзор
Подкладка кармана
С лицевой стороны сре-
зами встык к намечен-
ной линии кармана при-
тачивают обтачки швом
шириной 0,4 —0,5 см та-
ким образом, чтобы об-
тачки выходили за наме-
ченные ограничительные
линии на 1,5 —2,0 см с
каждого края (строчки 3
и 3').
Разутюживают швы при-
тачивания обтачек
Разрезают вход в карман
со стороны долевика по-
середине между строч-
ками от центра к кон-
цам, не доходя до них на
0,8— 1,0 см и делая рас-
сечки к концам строчек
73
Окончание 3.4.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
7. Выметывание ра-
мок и закрепление
нижней рамки
8.Притачивание
подзора с подклад-
кой к верхней рам-
ке.
Стачивание под-
кладки кармана.
ВТО кармана
Вывертывают, выправля-
ют, выметывают обтач-
ки, образуя рамки (ко-
сыми стежками длиной
0,7 —0,8 см на расстоя-
нии 0,3 —0,5 см от шва
притачивания). Нижнюю
рамку закрепляют с лице-
вой стороны в шов при-
тачивания обтачки ма-
шинной строчкой (строч-
ка 4) Рамки расправляют
и сметывают между со-
бой косыми стежками
Конец подкладки с под-
зором приметывают к
верхней рамке прямыми
стежками и притачивают
в шов притачивания верх-
ней рамки (строчка 5).
Углы кармана закрепля-
ют обратной машинной
строчкой, одновременно
стачивая подктадку кар-
мана и закругляя строчку
в углах (строчка 6).
Карман слегка приутю-
живают с лицевой и с
изнаночной сторон через
увлажненный проутю-
жил ьник. Нитки времен-
ного назначения удаля-
ют, карман приутюжива-
ют до полного удаления
влаги
3.4.4. Обработка карманов в простую рамку
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Обтачки — 2 детали из основной ткани; нить основы — вдоль детали; ширина обтачек равна удвоенной ширине рамок плюс припуск на шов притачивания. Длина 3,5-4,5
। Обтачка j ◄ ► н.о.
к
74
Продолжение 3.4.4
Наименование операции Технические условия на выполнение операции Рисунок
равна длине входа в кар- ман плюс 3 — 4 см
Подзор — 1 деталь из основной ткани; нить основы — как на полоч- ке; ширина 6 — 7 см, длина равна длине входа в карман плюс 3 — 4 см 6-7
[ Подзор
Длина входа в карман плюс 3 — 4 см Л
Подкладка карма-
на — 1 деталь (может со-
стоять из двух частей),
нить основы — по ходу
руки; ширина равна дли-
не подзора, длина — уд-
военной ширине под-
кладки кармана
Долевик (см. 3.4.2)
2. Разметка входа в Намечают линию входа
карман. Проклады- в карман тремя основ-
вание долевика ными линиями 7, 2, 3
(см. 3.4.2. «Обработка кар-
мана с клапаном с од-
ной обтачкой») и двумя
вспомогательными ли-
ниями (расстояние меж-
ду вспомогательными
линиями равно четырем
рамкам)
Вспомогательные линии
Четыре ширины рамки
75
Продолжение 3.4.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Обработка рамок
(обтачек)
Верхнюю обтачку заутю-
живают вдоль по середи-
не лицевой стороной на-
ружу (рис, а), нижнюю
заутюживают на 1/3 ши-
рины лицевой стороной
наружу (рис. б)
Верхняя рамка
1/3 ширины обгачки
4. Притачивание об-
тачек
Приметывают обтачки,
располагая их встык к
намеченным вспомога-
тельным линиям. Прита-
чивают каждую на рас-
стоянии, равном шири-
не рамки относительно
сгибов обтачек. Рамки
должны быть длиннее
входа в карман на 2 см с
каждой стороны (строч-
ки 7 и 7')
5. Разрезание кар-
мана. Выметывание
рамок
Отверстие для кармана
разрезают со стороны до-
левика в соответствии с
техническими условиями
(см. 3.4.2). Вывертывают,
выправляют, выметыва-
ют рамки косыми стеж-
ками длиной 0,7 — 0,8 см,
на 0,4 —0,5 см от шва
притачивания рамок.
Рамки соединяют крес-
тообразными ручными
стежками
6. Притачивание
подкладки к ниж-
ней рамке
Один конец подкладки
кармана притачивают к
нижней рамке швом ши-
риной 0,7— 1,0 см. Шов
заутюживают в сторону
подкл; пки кармана (с гроч-
ка 2)
76
Окончание 3.4.4
Наименование операции Технические условия на выполнение операции
7. Притачивание (настрачивание) подзора. Притачи- вание подзора в шов притачивания верхней рамки Притачивают или на- страчивают (строчка 5) подзор к другому срезу подкладки кармана (см. 3.4.3). Подзор притачивают в шов притачивания верх- ней обтачки (строчка 4) со стороны долевика (см. 3.4.2)
8. Стачивание под- кладки Тройной машинной строчкой закрепляют углы кармана, одновременно стачивают подкладку кар- мана швом шириной 1,0— 1,5 см (строчка 5). Карман приутюживают с лицевой и изнаночной сторон через увлажнен- ный проутюжильник. Нитки временного на- значения удаляют, кар- ман повторно приутю- живают
Рисунок
Карман в готовом виде
3.4.5. Обработка карманов с клапаном и двумя обтачками
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Клапан — 1 деталь, обработан < >
Обтачка — 2 детали из основной ткани; нить основы — вдоль длины обтачки (для предохране- ния края кармана от ра- стяжения); длина обтач- ки равна длине линии входа в карман плюс 3 — 4 см на шов стачивания подкладки кармана, ши- рина — 3,5 — 4,5 см
ч ◄ ► н.о. ь
77
Продолжение 3.4.5
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Подзор — I деталь из
подкладочной или ос-
новной ткани; длина
равна длине обтачки,
ширина — 6 — 7 см; нить
основы — вдоль детали
(для предохранения вхо-
да в карман от растяже-
ния)
Подкладка карма-
на — I деталь из специ-
альной карманной тка-
ни, сатина, бязи или из
подкладочной ткани;
нить основы — по ходу
руки в карман. Длина
равна удвоенной шири-
не, ширина — длине
подзора; подкладка кар-
мана может состоять из
двух частей
Долевик — 1 деталь,
может быть клеевой или
неклеевой (из бязи, ко-
ленкора или другой хлоп-
чатобумажной ткани),
нить основы — вдоль ли-
нии входа в карман (для
предохранения входа в
карман от растяжения),
длина равна длине линии
входа в карман плюс 8 —
9 см, ширина — 5 — 6 см
2. Разметка линии Линию входа в карман
входа в карман намечают тремя основ-
ными (на рис. линии 7,
2, 3) и двумя вспомога-
тельными линиями (на
рис. штрихпунктирные
линии) Расстояние меж-
ду вспомогательными
линиями равно четырем
рамкам
3. Прокладывание
долевика
Долевик прокладывают в
соответствии с техничес-
кими условиями (см. 3.4.2)
78
Продолжение 3.4.5
Наименование
операции
Технические условия
на выполнение операции
Рисунок
4. Обработка обта- Нижнюю обтачку заутю-
чек живают на 1/3 ширины вдоль рамки лицевой стороной вверх (рис. а). Верхнюю рамку заутю- живают вдоль по середи- не лицевой стороной вверх (рис. б). На обеих рамках намечают линии притачивания (см. 3.4.4)
Накладывают рамку на
лицевую сторону клапана,
совмещая линию клапана
в готовом виде и линию
притачивания рамки, и
соединяют машинной
строчкой 1 таким обра-
зом, чтобы строчка была
проложена на 0,1 — 0,2 см
от линий на клапане и
рамке в сторону срезов,
а концы обтачки были
длиннее клапана с обе-
их сторон на 1,5 — 2,0 см
5. Притачивание об- На лицевую сторону по-
тачек (рамок) к по- лочки сгибами к вспомо-
лочке гательным линиям уклады- вают обтачки: верхнюю —
подклапаном вверх, ниж- нюю — широкой сторо- ной вверх. Притачивают обтачки со стороны обтачек (строч- ки 2 и 2') таким обра- зом, чтобы: расстояние между строч- ками было равно удвоен- ной ширине рамок; строчки — параллельны; строчки начинались и заканчивались на одном уровне;
ширина рамок в готовом
виде была одинаковой
по всей их длине;
рамки были симметричны
относительно друг друга
79
Продолжение 3.4.5
Наименование операции Технические условия на выполнение операции
6. Разрезание по- лочки по линии входа в карман Выполняют в соответ- ствии с техническими ус- ловиями
7. Обработка швов притачивания обта- чек Вывертывают карман на изнаночную сторону, вы- правляют рамки и уголки, закрепляют углы тройной машинной строчкой. Вы- метывают швы притачива- ния рамок косыми стеж- ками (длина стежков 0,8 — 1,0 см) швом шириной 0,4 —0,5 см. Соединяют рамки встык ручными крестообразными стеж- ками (клапан находится внутри кармана). При- утюживают слегка через увлажненный проутю- жильник
8. Притачивание подкладки кармана к срезу нижней об- тачки Подкладку кармана скла- дывают со срезом ниж- ней обтачки лицевыми сторонами внутрь, урав- нивают срезы и притачи- вают (строчка 3) швом шириной 0,8 —1,0 см. Шов заутюживают на подкладку
9. Настрачивание подзора на под- кладку кармана Изнаночную сторону подзора совмещают с лицевой стороной под- кладки кармана, урав- нивают верхний и боко- вые срезы, подгибают (на 0,7 —0,9 см) ниж- ний срез подзора и на- страчивают (строчка 4) его швом шириной 0,1 — 0,2 см на подкладку кар- мана
10. Притачивание подзора ко шву при- тачивания верхней обтачки Совмещают срезы шва притачивания верхней рамки с верхним срезом подзора. Притачивают
Рисунок
Карман в готовом виде
80
Окончание 3.4.5
Наименование операции Технические условия на выполнение операции Рисунок
подзор в шов притачи- вания верхней рамки с клапаном ^строчка 5)
11. Стачивание под- кладки кармана Стачивают подкладку кар- мана (строчка 6) в соот- ветствии с техническими условиями (см. 3.4.2)
12. ВТО кармана Карман слегка приутю- живают, нитки времен- ного назначения удаля- ют, карман приутюжи- вают повторно —
3.4.6. Обработка карманов с листочкой с втачными концами
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- ли кроя Листочка — 1 деталь в готовом виде. Нить ос- новы проходит так же, как на полочке; ширина — по модели, длина равна дли- не кармана в готовом виде плюс 3—4 см. На листоч- ке намечают линию ее ширины в готовом виде Ширина в готовом виде
>
1 J
1 Листочка
Подзор — 1 деталь из основной ткани. Нить основы проходит так же, как на полочке; ширина равна 5 — 6 см, длина — длине листочки
Подзор
Долевик — 1 деталь. Нить основы проходит вдоль линии входа в кар- ман, ширина равна 7 — 8 см, дчина — длине кар- мана плюс 8 —9 см
Долевик хххОххх < / vyyyyyyywyx
Подкладка карма- на — 1 деталь из двух ча- стей
//. ////////У/ / / / ///г //, Подкладка кармана /Уд 7/////////////////J
81
Продолжение 3.4.6
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Разметка входа в Карман намечают че-
карман тырьмя линиями, опре-
деляющими ширину ли-
сточки и длину кармана:
расстояние между двумя
горизонтальными лини-
ями равно ширине лис-
точки в готовом виде. По
этим линиям притачива-
ют листочку и подзор;
расстояние между двумя
вертикальными линиями
равно длине кармана в
готовом виде
3. Прокладывание Середина (по долевому
долевика срезу) долевика должна
совпадать с серединой
ширины листочки на по-
лочке. Прокладывание
долевика производят в
соответствии с техничес-
кими условиями
4. Притачивание де-
талей кармана к по-
лочке
Приметывают листочку
к полочке, располагая ее
подлисточкой вверх, со-
вмещая линию на лис-
точке (ширина в готовом
виде) с нижней линией
разметки кармана. Лис-
точка должна быть длин-
нее линии разметки на
1,5 —2,0 см с каждой
стороны.
На листочку лицевой сто-
роной вниз накладывают
подкладку кармана, совме-
щая срезы, приметывают.
Приметывают подзор к
верхней линии разметки
кармана, располагая его
лицевой стороной вниз;
ширина шва равна 0,7 —
1,0 см.
Притачивают листочку
(строчка 7) с подклад-
кой кармана и подзор
(строчка 2) к полочке
82
Продолжение 3.4.6
Наименование
операции
5. Притачивание
подкладки кармана
к срезу подзора
6. Разрезание полоч-
ки по линии входа в
карман
Технические условия
на выполнение операции
Складывают подкладку
кармана с подзором лице-
выми сторонами внутрь,
уравнивают срезы и со-
единяют машинной строч-
кой, шириной шва, рав-
ной 0,8— 1,0 см (строч-
ка 5). Шов заутюживают
на подкладку кармана
Выполняют в соответ-
ствии с техническими ус-
ловиями
Рисунок
7. Вывертывание и
выметывание швов
притачивания лис-
точки и подзора
Выполняют выметыва-
ние и вывертывание в
соответствии с техничес-
кими условиями.
Приметывают край лис-
точки к подзору, следя
за тем, чтобы не было
перекосов деталей
8. Закрепление кон- Отгибают основную ткань
цов кармана у боковых сторон листоч-
ки и тройной машинной
строчкой закрепляют
углы кармана по основа-
нию, одновременно ста-
чивают подкладку карма-
на швом шириной 1,0 —
1,5 см (строчка 4). Выме-
тывают углы.
Слегка приутюживают
карман, нитки времен-
ного назначения удаля-
ют. Повторно приутюжи-
вают карман
83
Окончание 3.4.6
Наименование операции Технические условия на выполнение операции Рисунок
Примечание Шов притачивания под- зора к полочке может быть разутюжен или за- утюжен на полочку(в за- вис имости от модели и свойств ткани) —
3.4.7. Обработка карманов с листочкой с настрочными концами
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Проверка детали
кроя
Листочка — 1 деталь,
в готовом виде; нить ос-
новы — как на полочке
(см. 3.1.1)
Подкладка карма-
на — 1 деталь из двух
частей
Ширина в готовом виде
Долевик — 1 деталь
Подзор (если ширина
листочки меньше 3 см) —
1 деталь из основной
ткани; нить основы про-
ходит так же, как на по-
лочке
Подзор
2. Разметка входа в
карман. Проклады-
вание долевика
Намечают тремя линия-
ми горизонтальная оп-
ределяет месторасполо-
жение кармана, верти-
кальные — длину линии
входа в карман.
Долевик прокладывают в
соответствии с техничес-
кими условиями таким
84
Продолжение 3.4.7
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Соединение лис-
точки с подкладкой
кармана
4. Притачивание
листочки к полочке
5. Притачивание
подкладки к полоч-
ке при ширине ли-
сточки более 3 см.
образом, чтобы 2/3 его
ширины приходились на
месторасположение лис-
точки
Складывают подкладку
кармана лицевой сторо-
ной с подлисточкой,
уравнивают срезы и ста-
чивают на расстоянии
0.1—0,2 см от линии
ширины листочки в сто-
рону припуска листочки
(строчка /). Дают при-
пуск на стачивание де-
талей подкладки карма-
на: для этого подкладку
выпускают относитель-
но краев листочки на
1,5 —2,0 см
Листочку накладывают
на полочку лицевой сто-
роной вниз, уравнивая
линию на листочке с ли-
нией кармана на полоч-
ке; приметывают и при-
тачивают (строчка 2).
(Допускается притачи-
вание листочки и под-
кладки кармана одной
строчкой.) Шов прита-
чивания листочки разу-
тюживают
Встык ко шву притачи-
вания листочки накла-
дывают вторую часть
подкладки кармана ли-
цевой стороной вниз и
притачивают на рассто-
янии 0.8— 1,0 см от шва
(строчка 3) притачива-
ния листочки; строчку
прокладывают в соответ-
ствии с вертикальными
ограничительными ли-
ниями входа в карман;
начинают и заканчивают
строчку не доходя до
этих линий на 0,1 см
Ширина листочки
в готовом виде
85
Продолжение 3.4.7
Наименование
операции
6. Притачивание
подкладки кармана
при ширине лис-
точки меньше 3 см
6.1. Притачивание
к подзору подклад-
ки кармана
6.2. Притачивание
подзора к полочке
Технические условия
на выполнение операции
Рисунок
7. Разрезание входа
в карман. Стачива-
ние подкладки кар-
мана
8. Закрепление кон-
цов листочки. ВТО
кармана
8,1. Первый способ
К подзору из основной
ткани притачивают (строч-
ка 3) подкладку швом
шириной 0,7—1,0 см.
Шов заутюживают на
подкладку
Притачивают подзор
(строчка 4) так же, как
подкладку кармана (см.
поз. 5, строчка 5). Шов
притачивания подзора
разутюживают
Прорезают вход в кар-
ман в соответствии с
техническими условия-
ми; карман вывертыва-
ют, выправляют. Шов
притачивания листочки
выметывают, листочку
приметывают к полочке
одной строчкой. Внутрен-
ние углы кармана за-
крепляют двойной ма-
шинной строчкой, од-
новременно стачивают
подкладку кармана швом
шириной 1,0 — 1,5 см
Концы листочки закреп-
ляют с лицевой и изна-
ночной сторон тремя спо-
собами.
Концы листочки настра-
чивают на полочку (строч-
ка 5) швом шириной
0,5 —0,7 см и подшива-
ют потайными подши-
вочными стежками (на
0,2 см от края) боковые
стороны листочки с лице-
вой стороны (строчка 5')
Строчка
Ширина листочки
более 3 см
Карман в готовом виде
86
Окончание 3.4.7
Наименование
операции
8.2 Второй способ
Технические условия
на выполнение операции
Концы листочки настра-
чивают двойной отде-
лочной строчкой (строч-
ка 6)
Рисунок
Ширина листочки менее 3 см
Карман в готовом виде
8.3. Третий способ С лицевой стороны (на
0,2 см от края) потайны-
ми подшивочными стеж-
ками (строчка 6) под-
шивают боковые сторо-
ны листочки (частота
стежков 4 —5 в 1 см); с
изнаночной стороны —
разметочными или косы-
ми стежками (строчка 6')
со стороны долевика,
незаметными с лицевой
стороны, на расстоянии
0,5 см от краев листочки.
Карман в готовом виде
приутюживают
Примечание Закрепление косыми
или разметочными стеж-
ками концов листочек со
стороны долевика реко-
мендуется выполнять во
всех трех случаях
3.4.8. Виды накладных карманов
Накладные карманы могут быть различной формы. Верхний край кармана
может быть обработан листочкой, клапаном, обтачкой, косой бейкой, окан-
товочным швом и т. д. Накладные карманы обрабатывают на подкладке и без
нее, а в изделиях из легкорастяжимых материалов — с прокладкой.
87
На рис. 13 представлены некоторые виды накладных карманов: а и б —
простые; в и г — сложные.
Процесс обработки накладных карманов состоит из двух этапов: сборки
деталей кармана и соединения их с изделием.
3.4.9. Способы обработки простого накладного кармана
Наименование операции Технические условия на выполнение операции
1. Обработка руч- ным способом 1.1. Проверка дета- лей кроя Накладной кар- ман — 1 деталь (вык- раивают с припусками: по верхнему срезу 3,0 — 3,5 см, по остальным сторонам — 1 см. Подкладка карма- на — 1 деталь (выкраи- вают соответственно де- тали верха, но меньше ее по верхнему краю — на 2,0 — 2,5 см). Кромка — 1 деталь. Карман может иметь прокладку из клеевого материала; размеры про- кладки равны размерам кармана в готовом виде
1.2. Прокладыва- ние кромки Прокладывают кромку с небольшим натяжением на припуск кармана так, чтобы нижний ее край не доходил до линии пе- региба припуска на 0,1 — 0,2 см. Если карман продубли- рован целиком, то кром- ку не ставят (клеевую прокладку прокладыва- ют не доходя до линии верхнего края кармана на 0,1 — 0,2 см)
Рисунок
Кромка
88
Продолжение 3.4.9
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.3. Обработка бо- Припуск кармана пере-
ковых и верхнего гибают на лицевую сто-
краев кармана рону кармана по верхней
линии, уравнивают бо-
ковые срезы кармана и
припуска, обтачивают
по боковым линиям
Примечание
Высекают излишки тка-
ни в углах кармана, под-
резают шов обтачивания
припуска на 0,2 — 0,3 см.
Вывертывают и выправ-
ляют углы, выметывают
углы и заметывают верх-
ний и боковые края кар-
мана прямыми стежками
длиной 1,0—1,5 см на
расстоянии 0,5 см от
края. Приутюживают
Если нижние углы оваль-
ные, то излишки ткани
на припуске в изделиях
из тонких тканей собира-
ют в мелкие складки, в
изделиях из толстых тка-
ней высекают углами. Вы-
сеченные углы не долж-
ны доходить до линии
кармана на 0,2 —0,3 см
1.4. Соединение
кармана с подклад-
кой
На изнаночную сторону
кармана накладывают
подкладку изнаночной
стороной вниз. Подгиба-
ют края подкладки на
изнаночную сторону и
подшивают подкладку
кармана к заметанным
припускам кармана по-
тайными подшивочны-
ми стежками (частота
Подкладка
0,2-0,5
89
Продолжение 3.4.9
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Обработка ма-
шинным способом
2.1. Проверка дета-
лей кроя
2.2. Прокладыва-
ние кромки
2.3. Притачивание
подкладки к верх-
нему припуску кар-
мана
стежков — 2 — 3 в 1 см).
Подкладка не доходит до
боковых краев кармана на
0,2 — 0,5 см, а до верхне-
го края — на 2,0 — 2,5 см.
Карман приутюживают.
Нитки заметывания уда-
ляют. Карман приутюжи-
вают до полного удале-
ния влаги
Накладной кар-
ма н — 1 деталь. Припус-
ки по верхнему срезу
3,0 — 3,5 см, по боковым
и нижнему 0,5 —0,7 см.
Подкладка карма-
на — 1 деталь. Припус-
ки по верхнему срезу
меньше, чем для верхне-
го среза накладного кар-
мана на 2,0 —2,5 см, по
боковым и нижнему на
0,2 —0,3 см.
Кромка — 1 деталь
Прокладывают неклее-
вую кромку по верхне-
му краю, пришивая ее
косыми стежками (2 — 3
в 1 см).
Клеевую кромку прикле-
ивают на припуск на
расстоянии 0,1—0,2 см
от линии перегиба
Карман складывают с
подкладкой лицевыми
сторонами внутрь, урав-
нивают верхние срезы и
притачивают подкладку
(строчка Z) швом шири-
ной 0,5 — 0,7 см. Шов за-
утюживают на подкладку.
Для последующего вывер-
тывания строчку притачи-
вания подкладки преры-
вают по середине на участ-
ке длиной 4 — 5 см
Кромка
90
Окончание 3.4.9
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2.4. Обтачивание
боковых сторон
кармана
Карман с подкладкой пе-
регибают по верхней ли-
нии, складывают лицевы-
ми сторонами внутрь,
уравнивают срезы. Сме-
тывают по боковым и
нижним сторонам карма-
на прямыми стежками
длиной 1,0 — 1,5 см на
расстоянии 0,4 —0,5 см
от срезов, делая посадку
в углах кармана из основ-
ной ткани. Обтачивают бо-
ковые и нижнюю (строч-
ка 2) стороны швом ши-
риной 0,5 —0,7 см (по
подкладке кармана). Нит-
ки сметывания удаляют.
Высекают углы. Вывер-
тывают через отверстие в
шве, выправляют, выме-
тывают с образованием
канта из ткани кармана.
Подшивают подкладку
потайными подшивоч-
ными стежками на неста-
чанном участке.
Приутюживают. Нитки
временного назначения
удаляют. Карман при-
утюживают
3.4.10. Соединение обработанного накладного кармана
с изделием ручным способом
Наименование операции Технические условия на выполнение операции Рисунок
1. Разметка карма- на На полочке намечают верхнюю и боковые ли- нии в соответствии с расположением и разме- рами кармана । i
91
Окончание 3.4.10
Наименование
операции
2. Прокладывание
долевика
Технические условия
на выполнение операции
В соответствии с техни-
ческими условиями
3. Наметывание кар-
мана на полочку
Карман накладывают на
полочку лицевой сторо-
ной вверх в соответствии
с намеченными линиями.
Наметывают карман пря-
мыми сметочными стеж-
ками длиной 2,0 — 2,5 см
на расстоянии 0,5 см от
краев
4. Пришивание кар- Карман пришивают с ли-
мана цевой стороны потайны-
ми подшивочными стеж-
ками с частотой, равной
3 — 4 в 1 см, отгибая по-
лочку около краев карма-
на на 0,1 —0,2 см.
Концы кармана закрепля-
ют со стороны долевика
шестью-восемью ручны-
ми крестообразными стеж-
ками, незаметными с ли-
цевой стороны (строчки 2
и 2').
Нитки наметывания уда-
ляют, карман приутю-
живают
Рисунок
3.4.11. Соединение накладного кармана с изделием отделочной строчкой
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение об- работанного карма- на 1.1. Разметка кар- мана на полочке, прокладывание до- левика См. 3.4.10, операции 1 и 2 I i
92
Продолжение 3.4.11
Наименование операции Технические условия на выполнение операции Рисунок
1.2. Наметывание кармана на полочку См. 3.4.10, операция 3 —
1.3. Настрачивание кармана Карман настрачивают (строчка 1) на полочку швом шириной в зави- симости от модели. Если ширина шва больше 0,5 см, то края кармана пришивают к полочке потайными подшивоч- ными стежками с лице- вой стороны (см. 3.4.10, операция 4). Края кармана закрепля- ют (строчка 2) с изна- ночной стороны (со сто- роны долевика) крес- тообразными стежками (см. 3.4.10, операция 4) Е 2—;
Iх
Карман в готовом виде
2. Соединение необ- работанного кармана 2.1. Прокладывание кромки по краю кармана См. 3.4.9, операция 2 —
2.2. Заметывание припусков кармана Припуски кармана заме- тывают на изнаночную сторону и приутюживают I 1 1 1 1 1 J 1 1 1 1 1 1 1
2.3. Разметка места расположения кар- мана на полочке Карман намечают че- тырьмя линиями (т. е. переводят контуры кар- мана в готовом виде на полочку)
□
2.4. Прокладыва- ние долевика В соответствии с ранее рассмотренными техни- ческими условиями —
93
Продолжение 3.4.11
Наименование операции Технические условия на выполнение операции Рисунок
2 5. Притачивание подкладки к верх- нему припуску кар- мана Подкладку притачивают к верхнему срезу карма- на швом шириной 0,7 см (строчка 7). Шов заутю- живают на подкладку
F 0,7 ; 1 /
и :llb
2.6. Заутюживание боковых и нижнего срезов подкладки Боковые и нижний сре- зы подкладки заутюжи- вают на изнаночную сто- рону так, чтобы подклад- ка была меньше кармана в готовом виде на 0,2 — 0,3 см 1 -
Карман | ! J ]
ч\\\\\\\\\\' 1.
^,1 I/
0,2-0,3
• !Подкладка- / '/// кармана |
\ 1 ‘
2.7. Приметывание и настрачивание подкладки Подкладку накладывают на полочку лицевой сто- роной вниз таким обра- зом, чтобы верхний край кармана совместился с верхней линией кармана на полочке, а края под- кладки (боковые и ниж- ний) не доходили до ли- нии кармана на полочке на 0,2 —0,3 см. Подклад- ку приметывают и настра- чивают швом шириной 0,1 — 0,2 см с трех сторон (строчка 2), причем начи- нают и заканчивают вдоль верхнего перегиба на 0,5 см к середине кармана. Нит- ки наметывания удаляют
1и — о —1 1
/0,5 Закрепка । Карман 1 0,5 | Закрепка
0,2 —0,3.
:р ' /
0,1 — 0,2. - /
\ 1
94
Окончание 3.4.11
Наименование операции Технические условия на выполнение операции
2.8. Настрачива- ние кармана Карман перегибают по верхнему краю, совме- щая боковые и нижние края кармана с намечен- ными линиями на по- лочке и наметывают пря- мыми стежками длиной 1,0— 1,5 см, настрачива- ют по трем сторонам (строчка 5). Ширина от- делочной строчки — по модели. Нитки временно- го назначения удаляют. Карман приутюживают
Рисунок
Карман в готовом виде
3.4.12. Соединение накладного кармана стачным швом
Наименование
операции
1. Притачивание
кармана отдельно от
подкладки
1.1. Разметка кар-
мана на полочке
Технические условия
на выполнение операции
На полочке намечают
контур кармана в готовом
виде. Приметывают доле-
вик. Карман накладывают
на полочку, совмещая
верхний край с верхней
линией, и ставят конт-
рольные знаки на полоч-
ке и кармане; эти знаки
перпендикулярны сторо-
нам кармана
1.2. Настрачивание
подкладки
Срезы подкладки заутю-
живают на 0,7—1,0 см
на изнаночную сторону.
Подкладку настрачивают
(строчка 7) на полочку
по боковым и нижним
сторонам швом шири-
ной 0,1—0,2 см. Под-
кладка должна быть
меньше кармана из ос-
новной ткани по трем
сторонам на 0,2 —0,5 см
95
Продолжение 3.4.12
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.3. Обработка верх-
него края кармана;
соединение кармана
с полочкой
Прокладывают кромку,
заутюживают верхний
срез кармана, заметыва-
ют. Накладывают карман
на полочку и притачи-
вают (строчка 2) боко-
вые и нижние срезы кар-
мана к полочке по изна-
ночной стороне кармана,
совмещая контрольные
знаки на полочке и кар-
мане и делая посадку на
закруглениях; ширина
шва 0,5 —0,7 см
Подкладка кармана
1.4. Соединение
кармана с подклад-
кой
Подкладку пришивают
к верхнему припуску
кармана потайными
подшивочными стежка-
ми (строчка 3 на рисун-
ке в готовом виде) или
приклеивают клеевой
паутинкой.
Верхние углы кармана
закрепляют вручную
по верхнему краю кар-
мана, длина закрепки
0,7 —0,8 см. Строчка
должна захватывать про-
кладку и скрыть срезы
припуска
1.5. Закрепление
верхних углов кар-
мана
Карман выправляют,
приутюживают. Со сто-
роны долевика ставят
крестообразные закреп-
ки (см. 3.4.10, опера-
ция 4)
Карман в готовом виде
96
Продолжение 3 4.12
Наименование операции Технические условия на выполнение операции Рисунок
2. Притачивание кармана вместе с подкладкой 1. Прокладывание кромки В соответствии с ранее рассмотренными техни- ческими условиями —
2.2. Соединение верхнего края кар- мана с подкладкой Подкладку притачивают к верхнему припуску кармана швом шириной 0,7 см (строчка 7). Припуски кармана и подкладки кармана по боковым и нижним сто- ронам кармана равны 0,5 —0,7 см V 1 [/////////// 0,5-0,7
л
2.3. Соединение кармана с подклад- кой по боковым и нижним срезам Соединяют карман с под- кладкой машинной строч- кой (строчка 2) шпом ши- риной 0,4—0,5 см, пред- варительно уравняв срезы (боковые и нижние) на кармане и подкладке кар- мана (детали сложены из- наночными сторонами внутрь) Лини карма в готов виде 0.5 —
я на ЮМ ! 1 -1 |' ^2
• 0,7. '/// ////
0,4-0,5 э (7////////
2.4. Разметка кар- мана на полочке, приметывание до- левика На палочке намечают кон- тур карма! ia в готовом визе. Прокладывают долевик. Карман накладывают на полочку, совмещая верх- ний край с верхней лини- ей, и ставят контрольные знаки на полочке и карма- не (знаки перпендикуляр- ны краям кармана) -4- 4- 4-
2.5. Притачивание кармана Карман накладывают на полочку и притачивают боковые и нижн ий срезы кармана к полочке по из- наночной стороне карма- на, совмешая контроль- ные знаки и делая посад- ку из кармана на закруг- лениях, швом шириной 0,5 — 0,7 см (строчка 5) 3
2 л
4 Силаева
97
Окончание 3.4.12
Наименование операции Технические условия на выполнение операции
2.6. Закрепление верхних углов кар- мана Карман выправляют, приутюживают. Со сторо- ны долевика ставят крес- тообразные закрепки. По лицевой стороне кармана
прокладывают отделоч-
ную строчку (строчка 4)
такой ширины, чтобы сре-
зы кармана находились
под ней
Рисунок
3.4.13. Особенности обработки сложных накладных карманов
и соединение их с изделием
Наименование
операции
1. Обработка кар-
мана с листочком по
верхнему краю
1.1. Проверка дета-
лей кроя
Технические условия
на выполнение операции
Рисунок
1.2. Притачивание
листочки
Накладной кар-
ман — 1 деталь (при-
пуски по всем срезам по
0,7 см).
Листочка — 1 деталь
(припуски по верхнему
срезу 3,0 — 3,5 см, по бо-
ковым и нижнему 0,7 см).
Кромка — 1 деталь.
Подкладка карма-
на — 1 деталь
Кромка
На верхний припуск ли-
сточки ставят кромку.
Листочку притачивают к
верхнему краю кармана
швом шириной 0,7 см.
Шов бывает взаутюжку
(рис. а), вразутюжку (рис.
6), настрочным (рис. в)
или расстрочным (рис. г)
98
Продолжение 3.4.13
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.3. Соединение
кармана с подклад-
кой и полочкой
Выполняют в соответ-
ствии с техническими
условиями (см. выше).
Последовательность об-
работки указана цифра-
ми на рисунке кармана
в готовом виде
Карман в готовом виде
2. Обработка на-
кладного кармана с
фигурной листоч-
ком
2 1. Соединение
кармана с фигур-
ной листочкой
Ставят кромку на верх-
ний припуск листочки.
Заутюживают нижний
срез листочки. Совмеща-
ют заутюженный край
листочки с намеченны-
ми линиями на кармане
и настрачивают (строч-
ка 7). Соединение вы-
полняют по аналогии с
кокетками (см. 3.3.2)
2.2. Соединение
кармана с подклад-
кой; соединение
кармана с изделием
Соединение кармана с
подкладкой и соедине-
ние кармана с полочкой
выполняют любым из
выше описанных спосо-
бов
99
Продолжение 3.4.13
Наименование операции Технические условия на выполнение операции
Примечание Если на кармане распо- ложены складки, релье- фы, сначала выполняют отделочные элементы, а затем обрабатывают края кармана в соответствии с техническими услови- ями
3. Обработка кар- манов, декориро- ванных прорезными карманами 3,1. Проверка дета- лей кроя: накладного кар- мана; 7 — накладной карман (1 деталь); 2 — подкладка кармана (1 деталь); 3 — долевик (1 деталь); 4 — кромка (1 деталь)
прорезного кар- мана в рамку 5 — обтачка (2 детали); 6 — подкладка кармана (1 деталь); 7 — подзор (1 деталь); 8 — долевик (1 деталь)
3.2. Обработка про- резного кармана на детали накладного кармана Прорезной карман в рамку обрабатывают в соответствии с техничес- кими условиями (см. 3.4.3 или 3.4.4)
3.3. Обработка на- кладного кармана Прокладывают кромку по верхнему припуску. Соединяют подкладку с накладным карманом любым выше описанным способом
Рисунок
100
Продолжение 3.4.13
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3.4. Соединение на-
кладного кармана с
изделием
Намечают место распо-
ложения кармана. Про-
кладывают долевик. На-
кладной карман накла-
дывают на полочку
изнаночной стороной
вверх в соответствии с
намеченными линиями.
Настрачивают, приутю-
живают
4. Обработка на-
кладного кармана с
клапаном и одной
обтачкой
4.1. Проверка дета-
лей кроя
/ — накладной карман;
2 — клапан в готовом
виде;
3 — рамка;
4 — подкладка кармана;
5 — подзор;
6 — долевик для прорез-
ного кармана
Примечание
4.2. Разметка на-
кладного кармана
На полочке намечают ли-
нию входа в карман тре-
мя линиями (см. 3.4 10,
операция 1)
На детали накладного
кармана намечают ли-
нию входа в карман с
клапаном
4.3. Обработка про- Обработку прорезного
резного кармана с кармана с клапаном с
клапаном одной обтачкой выпол-
няют в соответствии с
техническими условиями
(см. 3.4 2)
101
Окончание 3.4.13
Наименование операции Технические условия на выполнение операции
4.4. Соединение кармана с полоч- кой Совмещают (предвари- тельно заметанные по четырем сторонам) края кармана с намеченной линией на полочке и на- метывают. Затем карман настрачивают по пери- метру, нитки сметывания удаляют, карман приутю-
живают
Рисунок
Рис. 14
3.4.14. Разновидности карманов
в рельефных швах
Карманы в рельефных швах разно-
образны (рис. 14). Они могут распола-
гаться: горизонтально, вертикально,
наклонно, в зависимости от направле-
ния рельефа.
Отделкой карманов могут быть: от-
делочная строчка, клапаны, хлястики,
листочки и т. д.
Требования к выполнению карма-
нов в рельефных швах: верхний край
кармана должен быть плотным, устой-
чивым, не должен деформироваться
и перемещаться при носке; нижний
край кармана с изнаночной стороны
дублируют клеевой прокладкой для
устойчивости и плотности входа в
карман.
102
3.4.15. Обработка карманов в рельефных швах без отделочной строчки
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка кар-
мана с цельнокрое-
ными припусками
на обработку кар-
мана
1.1. П роверка дета-
лей кроя
1 — кромка для верх -
него края кармана;
2—долевик (клеевой
или неклеевой);
3 — подкладка кар-
мана из двух частей.
Переднюю и боковую
части полочки выкраи-
вают с припусками на
обработку кармана;
ширина припусков рав-
на 3,5 —4,0 см
Боковая Передняя
часть полочки часть полочки
1.2. Разметка линии
входа в карман
Направление входа в кар-
ман определяют линией
рельефа, а длину карма-
на определяют двумя зна-
ками, перпендикулярны-
ми линии входа в карман
1.3. Прокладывание
кромки
Кромку прокладывают
с некоторым натяжени-
ем на расстоянии 0,1 —
0,2 см от сгиба кармана
в сторону припуска (она
может быть клеевой и не-
клеевой); концы кромки
должны перекрывать кон-
трольные знаки на 1 см
103
Продолжение 3.4.15
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.4. Прокладыва-
ние долевика
Долевик прокладывают
с изнаночной стороны
боковой части так, что-
бы он перекрывал ли-
нию входа в карман на
2 — 3 см и выходил за
контрольные знаки на
1,0— 1,5 см
1.5. Притачивание
подкладки к при-
пускам кармана
Подкладку кармана при-
тачивают (со стороны
подкладки) к обоим при-
пускам швом шириной
0,7— 1,0 см (строчка 7).
Припуски заутюживают
на подкладку
1.6. Стачивание
рельефа и подклад-
ки кармана
Части полочки склады-
вают лицевыми сторо-
нами внутрь и стачива-
ют по передней части
полочки; одновремен-
но стачивают подкладку
кармана (строчка 2).
Концы кармана закреп-
ляют двойной машин-
ной строчкой шириной
1 см
1.7. Обработка
рельефа, закрепле-
ние сгиба кармана,
влажно-тепловая
обработка
Рельеф выметывают, шов
выправляют на переднюю
часть полочки, одновре-
менно заметывают верх-
ний край кармана. Сгиб
кармана закрепляют кле-
евой паутинкой или на
Клеевая паутинка
104
Продолжение 3.4.15
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Обработка кар-
мана с отрезными
припусками на обра-
ботку кармана
2.1. Проверка дета-
лей кроя
2.2. Разметка карма-
на; притачивание
деталей кармана к
частям полочки;
прокладывание про
кладочных деталей
машине потайного стеж-
ка, или вспушной строч-
кой (строчка 3).
Карман приутюживают,
нитки временного на-
значения удаляют, при-
утюживают повторно (см.
рисунок кармана в гото-
вом виде)
7 —части полочки
без припусков на обра-
ботку' кармана;
2—обтачка подкрой-
ная (нить основы вдоль
линии входа в карман);
3 — подзор под-
крой н о й (нить осно-
вы — как на полочке);
4 — кро м ка;
5 — долевик
Намечают карман на по-
лочке так же, как в опи-
санном выше способе (см.
операцию 1.2).
Кромку на полочке про-
кладывают с натяжени-
ем, отступив от линии
кармана 0,1 —0,2 см.
Притачивают детали об-
тачки (строчка 7) к пе-
редним частям полоч-
ки, детали подзора — к
боковым частям полоч-
ки (строчка Г). Шири-
на швов должна быть
Строчка вспушивания
Карман в готовом виде
105
Окончание 3.4.15
Наименование операции Технические условия на выполнение операции
меньше на 0,1—0,3 см ширины швов стачивания рельефов. Это необходимо для того, чтобы шов об- тачивания кармана на пе- редней части полочки был выметан с кантом (соот- ветственно 0,1 —0,3 см), а шов притачивания под- зора располагался бы под верхним краем кармана (на 0,1 —0,3 см) и был не заметен с лицевой сто- роны. Разутюживают швы при- тачивания деталей; на бо- ковую часть полочки, приклеивают (приметыва- ют) долевик (см. опера- цию 1.4)
2.3. Притачивание подкладки кармана; стачивание релье- фов; выметывание; закрепление края кармана; оконча- тельная обработка кармана Дальнейшую обработку кармана выполняют по аналогии с карманом в рельефах с цельнокрое- ными припусками (см. операции 1.5— 1.7). На рисунке кармана в готовом виде строчка 3 — это строчка стачивания рельефа и подкладки кар- мана
Долевик
Передняя часть
Боковая часть
полочки
Карман в готовом виде
3.4.16. Особенности изготовления кармана
в рельефном шве с отделочной строчкой
Наименование операции Технические условия на выполнение операции Рисунок
Изменения в по- следовательности обработки Детали кроя, прокладыва- ние кромки и долевика см. в 3.4.15, операции 1.3, 1.4 —
106
Продолжение 3 4.16
Наименование операции Технические условия на выполнение операции
1. Притачивание подкладки кармана к припускам Притачивают подкладку кармана к припускам на обработку кармана (строч- ка 0
2. Стачивание релье-
фов
3. Прокладывание
отделочной строчки
по краю кармана
Стачивают рельефы до
контрольных знаков кар
мана (строчка 2), под-
кладку кармана не стачи-
вают
Припуск на полочке за-
метывают вдоль линии
кармана, приутюжива-
ют, прокладывают отде-
лочную строчку без зак-
репок в начале и конце
входа в карман (строчка
3), нитки убирают на из-
наночную сторону изде-
лия с помощью иглы.
Нитки заметывания уда-
ляют. Повторно приутю-
живают
Подкладка кармана
107
Окончание 3.4.16
Наименование операции Технические условия на выполнение операции Рисунок
4. Стачивание под- кладки кармана Стачивают подкладку кармана (строчка 4), сло- жив ее лицевыми сторо- нами внутрь. У верхнего и нижнего контрольных знаков ставят закрепку Il 2 ) г/ \ /А5 )
5. Обработка релье- фа Прокладывают отделоч- ную строчку по рельефу, которая должна являться продолжением строчки на кармане (строчка на рисунке в готовом виде не указана)
Карман в готовом виде
3.4.17. Особенности обработки кармана с листочкой в рельефном шве
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя 1 — листочка в готовом виде; 2 — части полочки без припусков; 3 — две части подкладки кармана; 4 — долевик —
2. Соединение ли- сточки с подклад- кой кармана На подлисточку накла- дывают подкладку кар- мана лицевой стороной внутрь, притачивают под- кладку кармана к лис- точке швом шириной 0,8 —0,9 см, совмещая срезы подкпадки и лис- точки (строчка 7) 1 ,\Подкладка\ \ кармана \
ЛиСТОЧ! са 1 ^0,8 - 0,9 \
1 \\
ЧА А А А А А А от
7- *тт\
3. Притачивание ли- сточки Лис точку с подкладкой кармана (подкладка кар- мана длиннее листочки на ширину шва стачива- ния подкладки) притачи- вают (строчка 2) к пере- дней части полочки швом шириной 1 см (ширина шва стачивания рельефа) Листочка Передняя часть \ полочки \ 7
'Е А'А А А А/ 2—k
108
Окончание 3.417
Наименование Т ехнические условия
операции на выполнение операции
Рисунок
4. Притачивание
подкладки кармана
к боковой части по-
лочки
5. Стачивание релье-
фов и частей под-
кладки
Шов притачивания зау-
тюживают на переднюю
часть полочки
Прокладывают долевик
на боковую часть полоч-
ки так, чтобы концы ли-
сточки впоследствии на-
страчивались на него.
Подкладку притачиваю!
к боковой части полоч-
ки швом шириной 0,7 —
1,0 см (строчка 5) Шов
заутюживают на под-
кладку
Стачивают рельефы до
шва притачивания ли-
сточки швом шириной
1 см. Затем стачивают
подкладку кармана швом
шириной 1 см (строчка 4).
Концы листочки закреп-
ляют (строчка 5) анало-
гично прорезному кар-
ману с листочкой (см.
3.4.7). Шов стачивания
рельефа и шов притачи-
вания листочки к полоч-
ке должны быть продол-
жением друг друга
Карман в готовом виде
ГЛАВА 4. ОБРАБОТКА ЛЕГКОЙ ЖЕНСКОЙ ОДЕЖДЫ
4.1. АССОРТИМЕНТ И ОПИСАНИЕ ВНЕШНЕГО ВИДА МОДЕЛЕЙ
4.1.1. Ассортимент легкой женской одежды
Ассортимент женской легкой одежды делится на три основные подгруппы:
платья и платьевые изделия;
блузки (жилегы);
юбки (брюки).
Внешний вид изделий определяется:
видом основных материалов и сложностью их обработки;
109
силуэтом (прямой, полуприлегающий, прилегающий, свободный);
покроем (рукавов, воротника, лифа, юбки) и т. д.
Платья и платьевые изделия. Ассортимент этой подгруппы велик. Изделия
этой подгруппы классифицируются следующим образом:
1 — платья;
2 — платья-пальто;
3 — платья-костюмы;
4 — сарафаны;
5 — халаты;
6 — пижамные костюмы.
1 . Платьем (рис. 15, а, б) принято считать вид одежды, который надевают
поверх белья. Платье чаще всего состоит из лифа и юбки.
Лиф имеет спинку и перед (состоящий из одной детали) или полочки
(состоящие из двух частей). Лиф может быть выполнен с кокетками, рельефа-
ми, буфами, подрезами и т.д.
Юбку выполняют цельной или состоящей из нескольких частей (перед-
него и заднего полотнищ или клиньев); кроме того, юбки могут быть пря-
мыми, коническими, клеш, со складками, сборками, плиссировкой, рель-
ефами и т.д.
Лиф и юбку соединяют по линии талии (отрезные платья) или лиф
и юбку выкраивают без шва соединения (цельнокроеные платья). Шов
соединения лифа и юбки может быть расположен на уровне талии фигуры или
быть смещенным вверх или вниз.
Платье может быть одного силуэта, но разных моделей, что зависит от по-
кроя рукавов, воротника, лифа, юбки и т.п.
Платье изготавливают без рукавов или с рукавами (втачными, покроя рег-
лан, цельнокроеными).
Рукава могут быть различной длины (короткие, длинные, полудлин-
ные — 3/4 и 7/8) и ширины. Иногда рукава заменяют воланами, оборками,
планками и т. п. Низ рукавов может быть оформлен шлицами, эластичной
тесьмой и т.д.
Воротники выполняют втачными и цельнокроенными с полочкой и спин-
кой. По форме воротники различают как отложные, стояче-отложные, стой-
ки, стойки, переходящие в шарф или в бант, шалью, английский воротник.
Вырез горловины в изделиях без воротников может быть различной
формы и глубины — каре, овальный, У-образный и т.д.
Карманы располагают на лифе и юбке; они могут быть прорезные, на-
кладные, в швах и т.д.
Застежки выполняют на полочках, спинке, в плечевых и боковых швах и т. д.
Застежка может быть на пуговицы и петли, кнопки, застежку-молнию и т. д.
Отделкой платья служат вышивка, аппликация, сборки, воланы, буфы,
подрезы и т.д.
2 . Платье-пальто (рис. 15, в) — это изделие без подкладки (или на подклад-
ке), выполненное из плательных или костюмных тканей, которое носят по-
верх платья.
3 . Платье-костюм (рис. 15, г) — носят на белье или блузку. Состоит платье-
костюм из жакета и юбки (брюк), жилета и юбки (брюк). Изделия выполняют
без подкладки.
4. Сарафаны (рис. 15. е, ж) — это платья с открытым плечевым поясом.
Могут быть изготовлены отрезными и цельнокроеными, с брегелями, без бре-
телей и т. д.
ПО
5. Халаты (рис. 15, з) выполняют из шелковых, хлопчатобумажных, льня-
ных и других тканей. Особенностью является разрез спереди до низа с различ-
ным заходом одной полочки на другую, с застежкой и без нее.
Рис. 15
111
6. Пижамные костюмы выполняют чаще всего из натуральных или ис-
кусственных тканей. Состоят пижамные костюмы из плечевого изделия (кур-
тки, майки-топа, пеньюары и т. д.) и брюк рагтичной длины.
Блузки. Изготавливают блузки (рис. 15, и, к, л) из разнообразных тканей.
Они могут быть различных силуэтов, с разным покроем рукавов, воротников
и т.д. Низ блузки может быть обработан швом, поясом, баской и т.д. Короткие
блузки без рукавов выше линии талии называют «фигаро», ниже линии та-
лии — жилетом.
Юбки. Юбка может являться частью костюма или самостоятельным издели-
ем. Юбки изготавливают прямыми, расширенными, со сборками, клиньями
«годе» и т. д. (рис. 15, д, и, л, м). Застежку в юбках выполняют в швах, складках,
разрезе на цельной детали и т. д.
4.1.2. Описание внешнего вида моделей платьев и блузок
При составлении описания внешнего вида сначала дают общую характери-
стику модели в целом, а затем каждой из основных се деталей.
В общей характеристике указывают:
1) наименование изделия;
2) форму (строгая или «фантази»);
3) вид застежки;
4) силуэт изделия;
5) покрой рукава (реглан, втачной, комбинированный и т.п.), воротника (от-
ложной, шаль и т.д.), юбки (прямая, расширенная к низу и т.д.), вид карманов;
6) отделку изделия.
Модель № 1 (рис. 16). Платье для женщин молодого и среднего возраста
из шерстяной ткани полуприлегающего силуэта, слегка расширенное к низу,
на застежке-молнии в верхней части переда, с отложным воротником и
втачными рукавами. Перед платья цельный с ре-
льефами от плечевых швов, заканчивающимися на
линии бедер.
Спинка состоит из двух частей со швом посере-
дине, с вытачками от плечевых швов по одной с
каждой стороны.
Рукава длинные, слегка расширенные к низу.
Воротник отложной, имеет вытянутые заострен-
ные концы. По рельефам и воротнику выполне-
на отделочная строчка. Ширина строчки равна
1 см.
Модель № 2 (рис. 17). Платье из шелковой ткани
для торжественных случаев, плотно прилегающее
по линии талии, с застежкой-молнией в левом бо-
ковом шве, цельнокроеное по линии талии. Без ру-
кавов, с небольшим прямоугольным вырезом гор-
ловины полочки и спинки, с расширенной к низу
юбкой. Перед платья цельный с верхними вытачка-
ми от боковых швов и на линии талии по одной с
каждой стороны. Спинка со швом посередине и вы-
тачками по талии.
Жакет короткий (до талии) с застежкой на три
пуговицы, с отложным воротником и лацканами.
Рис. 16
112
Полочки жакета
цельные с вытачка-
ми от низа. Спинка
цельная с вытачками
от плечевых швов по
одной с каждой сто-
роны.
Рукава втачные,
короткие.
Горловина, прой-
ма платья, отлет,
концы воротника,
лапкан и низ рукавов
жакета отделаны кан-
том из отделочного
материала.
Модель № 3
(рис. 18). Блуза жен-
ская из хлопчатобу-
мажной ткани для
повседневной носки
ПОД юбку и поверх Рис. 17 Рис. 18
юбки полуприлега-
ющего силуэта, без воротника и рукавов, с застежкой спереди обметанны-
ми петлями на 5 — 6 пуговиц. Полочки с талиевыми и верхними вытачка-
ми от боковых швов.
Спинка цельная, на линии талии по одной вытачке с каждой стороны. Прой-
мы обработаны окантовочным швом.
Вырез горловины обработан окантовочным швом косой бейкой, переходя-
щей в вытачной шнур, завязывающийся на бант спереди.
4.2. ДЕТАЛИ КРОЯ ПЛАТЬЯ
4.2.1. Наименование линий и срезов деталей кроя
При пошиве швейных изделий следует пользоваться едиными названиями
срезов и линий деталей кроя.
Полочка — 2 детали (рис. 19, а): 1 — боковой срез; 2 — верхняя вытачка; 3 —
срез проймы; 4 — плечевой срез; 5 — срез горловины; 6 — точка уступа; 7 —
уступ борта; 8 — срез борта; 9 — линия середины полочки; 10 — вытачки от
среза талии; 11 — срез низа.
Спинка цельная — 1 деталь (рис. 19. б): 1 — середина спинки; 2 — срез
горловины спинки; 3 — плечевой срез; 4 — плечевая вытачка; 5— пройма; 6 —
боковой срез; 7 — срез низа; 8 — вытачка от среза талии.
Рукав — 2 детали (рис. 19, в): 1 — передний срез; 2 — срез оката; 3 —
локтевой срез; 4 — срез низа.
Переднее полотнище юбки — I деталь (рис. 19, г): 7 — боковой срез; 2 — срез
талии (верхний срез юбки); 3 — вытачки oi среза талии; 4 — середина передне-
го полотнища; 5 — срез низа.
113
Рис. 19
Заднее полотнище юбки — 1 деталь (рис. 19, д): 1 — середина заднего полот-
нища (сгиб или срез заднего полотнища); 2 — вытачка от среза талии; 3 — срез
талии (верхний срез юбки); 4 — боковой срез; 5 — срез низа.
Подборт — 2 детали (рис. 19, е): 1 — внешний срез; 2 — срез горловины; 3 —
вершина подборта (плечевой срез); 4 — внутренний срез подборта; 5 — срез
низа.
Нижний и верхний воротники — 2 детали (рис. 19, ж): 1 — середина ворот-
ника; 2 — срез отлета; 3 — конец воротника; 4 — срез стойки; 5 — линия
перегиба стойки.
4.2.2. Технические условия на выкроенные детали
Деталь кроя Технические условия на выкроенные детали Рисунок
1. Перед На переде (отрезном или неотрезном) нить осно- вы проходит параллель- но линии, проведенной посередине вдоль детали. Допустимые откло- нения от нити основы: для гладкокрашеных тка- ней и тканей с ненаправ- ленным рисунком — 1 %; для тканей с ярко выра- женным рисунком — 0 % н.о. - 1 1 1 / 1 / । / । 1 ^****-^_ । _^-***^ । с 1 1 1 1 Л 1 /1 1 /1 1 / 1 1 / 1 1 / 1 1 / 1 1 1 1 1 1 1 1 i 1 1 1 1 1 1 1 1 1 1 1 □ Сгиб
114
Продолжение 4.2.2
Деталь кроя
Технические условия
на вы кроенные детали
Рисунок
2. Полочки
Нить основы проходит
вдоль полочки парал-
лельно линии середины.
Допустимые от-
клонения:
для гладкокрашеных
тканей — I %;
для тканей с ярко выра-
женным рисунком — 0 %
н.о.
Срез
борта
3. Спинка
Нить основы проходит
параллельно линии сере-
дины, вдоль детали.
Допустимые от-
клонения:
для гладкокрашеных
тканей — 2 %;
для тканей с ярко выра-
женным рисунком — 0 %
н.о.
4. Рукава Нить основы проходит
4.1. Одношовные параллельно линии, со-
единяющей верхнюю и
нижнюю линии перед-
него среза.
Допустимые от-
клонения:
для гладкокрашеных
тканей — 2 %;
для тканей с ярко выра-
женным рисунком — 0 %
4.2. Двухшовные Нить основы на верхней
части рукава (рис. а)
проходит так же, как в
одношовном рукаве с
теми же допустимыми
отклонениями.
На нижней части рукава
(рис. 6) нить основы про -
ходит параллельно ли-
нии, соединяющей вер-
хнюю и нижнюю точки
переднего среза.
115
Продолжение 4.2.2
Деталь кроя Технические условия на выкроенные детали Рисунок
Допустимые от- клонения: для гладкокрашеных тка- ней — 3 %; для тканей с ярко выра- женным рисунком — 0 % i
5. Юбка двухшов- ная, клеш, полу- клеш Нить основы проходит параллельно линии, проведенной вдоль по середине детали. Допустимые от- клонен и я: для гладкокрашеных тка- ней — 3 %; для тканей с ярко выра- женным рисунком — 0 % н.о.—h 1 \
6. Манжета Нить основы на манже- тах проходит так же, как на рукаве. Допустимые от- клонения (только для притачных манжет, для других — нет допустимых отклонений от нити ос- новы): для гладкокрашеных тка- ней — 2 %; для тканей с ярко выра- женным рисунком — 0 % Н.О.
1 1 i 1 I— 1 1 1 1 4
7. Воротник 7.1. Верхний Нить основы на верхнем воротнике проходит па- раллельно линии, соеди- няющей концы отлета (рис. а), или параллель- но линии середины во- ротника (рис. б) □ ► / н.о. / а н.о. " б
7.2. Нижний Нить основы проходит так же, как в верхнем во- ротнике. Допустим ы е от- клонения тол ько для гладкокрашеных тка- ней — 1 % < 4 Н.о’ _ 1 /
116
Окончание 4.2.2
Деталь кроя Технические условия на выкроенные детали Рисунок
8. Подборта Нить основы проходит параллельно внешнему срезу подборта на его прямом участке. Допустимые от- клонен и я: только для гладкокрашеных тканей — 3 % н.о- 1 1 1 1 г 1 1 1 1 1 1 1 J 1 —•— 1 1 1
9. Пояс, хлястики, паты Нить основы проходит так же, как на основной детали. Допустимые от- клонения: только для гладкокрашеных тканей — 1 %
4.3. ОБРАБОТКА СРЕЗОВ, ВЫТАЧЕК, ПОДРЕЗОВ И РЕЛЬЕФОВ
Срезы деталей обрабатывают различными способами для предохранения их
от осыпания, в некоторых случаях и для отделки изделия.
В изделиях без подкладки все открытые срезы обметывают или окантовыва-
ют, или застрачивают, или высекают.
В изделиях с притачной по низу подкладкой срезы не обрабатывают.
В изделиях с отлетной по низу подкладкой срезы обрабатывают до уровня
линии груди в плечевых изделиях и до линии талии в поясных изделиях.
4.3.1. Виды срезов и их обработка
Срезы Технические условия на обработку Рисунок
1. Срезы, обраба- тываемые швами: 1.1. Соединитель- । {ы м вразу тюжку Срезы обметывают (строчки 1 и /') до со- единения деталей (строч- ка 2) 7' X.
^2
Срезы застрачивают до выполнения шва та- ким образом: подгибают срезы на 0,5 —0,7 см и застрачивают швом ши- риной 0,1 — 0.3 с.м (строч- ки /и /') /7//
117
Продолжение 4.3.1
Срезы Технические условия на обработку Рисунок
Срезы окантовыва- ют до соединения дета- лей: окантовочным швом с открытым срезом (строч- ки 7, 7' 2, 2', на рис. а); окантовочным швом с тесьмой (строчки 7 и 7' на рис. б)
а / / /^1/\
б
Срезы в изделиях из нео- сыпаемых тканей вы- секают на специаль- ном приспособлении
1.2. Соединитель- ным взаутюжку Срезы обметывают пос- ле (или во время) ста- чивания деталей
1.3. Соединитель- ным настрочным и накладным Срезы настрочного (рис. а) и накладного с зак- рытым срезом (рис. б) швов обрабатывают до соединения деталей а - б
1.4. Краевым еподгибку с откры- тым срезом Срез шва вподгибку с открытым срезом обра- батывают путем обметы- вания (рис. а), оканто- вывания (рис. 6), высе- кания (рис. в) а б rlj в
118
Окончание 4.3.1
Технические условия
на обработку
Рисунок
2. Отлетные срезы
рюшей, оборок, во-
ланов, обрабатыва-
емые швами:
2.1. Вподгибку с
закрытым срезом
Подгибают срез дважды
(по 0,5 —0,7 см) и заст-
рачивают на прямост-
рочной машине или на
машине зигзагообразной
строчки
2.2. Вподгибку с от-
крытым срезом
Застрачшлют срез зигзаго-
образной строчкой швом
шириной 0,5 —0,7 см.
Припуск вдоль строчки (не
доходя до нее на 0,1 см)
срезают
2.3. Вподгибку с
закрытыми срезами
с двумя строчками
(«американка»)
Срез подгибают на изна-
ночную сторону на 0,3 —
0,5 см и застрачивают швом
шириной 0,1—0,2 см
(строчка 7), припуск сре-
зают до величины, рав-
ной 0,1 — 0,2 см_______
Затем край подгибают
еще раз и застрачивают
(строчка 2) по припус-
ку швом шириной 0,2 см
(шов в готовом виде)
2 4*. Окантовочными
Окантовывание тесьмой
Окантовыва! ше двойной
обтачкой
Окантовывание на ма-
шине со спецприспособ-
лением
Окантовывание на ста-
чивающей машине окан-
товочным швом с закры-
тым срезом
119
4.3.2. Разновидности вытачек и подрезов
Рис. 20
Обработка вытачек описана в 3.22.
1. Особенности обработки вытачек при изготовле-
нии легкой женской одежды:
1. Вытачки выполняют неразрезными.
2. Стачивают вытачки без дополнительных
полосок ткани.
3. В изделиях из хлопчатобумажных тканей вытач-
ки не утюжат в процессе обработки, лишь закла-
дывают в нужную сторону или раскладывают, а утю-
жильные работы производят во время окончатель-
ной ВТО всего изделия.
4. Закрепки в концах вытачек заменяют завя-
зыванием концов ниток в узлы.
5. Если вытачки настрачивают (или расстра-
чивают), то отделочную строчку выполняют без зак-
репок в концах вытачек (это правило используют и в
верхней одежде). Концы отделочных строчек выво-
дят на изнаночную сторону, завязывают.
Подрезы — это разновидность вытачек и отделоч-
ный элемент одежды. Подрезы могут быть на лифе,
юбке и рукавах (рис. 20) — в зависимости от модели.
4.3.3. Обработка подрезов
Наименование операции Технические условия на выполнение операции Рисунок
1. Выкраивание подрезов Подрез проектируют так, чтобы один его срез был длиннее другого (для об- разования сборок или складок)
2. Образование сбо- рок у подрезов со сборками По припуску длинного среза подреза проклады- вают две параллельные строчки (7 и /'), стяги- вают нижние концы ни- ток; образованную сбор- ку расправляют равно- мерно (или по модели). Длину сторон подреза уравнивают
120
Окончание 4.3.3
Наименование
операции
2.1. Стачивание под-
реза
Технические условия
на выполнение операции
Подрез стачивают, урав-
няв срезы сторон (по ана-
логии со стачиванием раз-
резных вытачек). Строчку
прокладывают со стороны
сборки (строчка 2)
2.2 Обработка шва
стачивания
Шов направляют в сторо-
ну без сборок, приутю-
живают Если предусмот-
рено моделью, то настра-
чивают припуск подреза
на деталь (строчка 3)
3. Обработка под- В отличие от подрезов со
резов со складками сборками у подрезов со
складками вместо сборок
выполняют складки на
длинной стороне подреза
4.3.4. Разновидности рельефов
Рельефы бывают конструктивные и декора-
тивные. Они имеют различное расположение на
изделии: от плечевого среза (рис. 21, о); от прой-
мы (рис. 21, б) и т.д. Линия рельефа может
быть прямой (см. рис. 21, а) или фигурной (см.
рис. 21, б).
По способу обработки рельефы бывают: стач-
ные; застрочные; настрочные; расстрочные; на-
кладные; вытачные; со шнуром.
Рис. 21
121
4.3.5. Виды рельефов и их обработка
Рельефы Технические условия на обработку Рисунок
1. Стачные Детали передней части полочки и боковой отрез- ной части (бочка) скла- дывают лицевыми сторо- нами внутрь, уравнивают срезы, совмещают конт- рольные знаки, сметыва- ют со стороны бочка швом шириной 0 9 см (ширина шва стачивания равна 1 см). Изделие рас- полагают на столе. Стачивают по перед- ней части полочки: один шов — снизу вверх, дру- гой — сверху вниз (ши- рина шва 1 см) Нитки сметывания удаляют. Обрабатывают стачанный рельеф: обработка срезов (до ити после стачивания); шов разутюживают (рис. а) или заутюжива- ют (рис. б), в некоторых случаях шов приутюжи- вают на ребро (напри- мер, клинья «годе»), швы вертикальных рель- ефов направляют к сере- дине .летали а б
Примечание ВТО рельефов выполня- ют на спецколодке. Рель- еф со сложной конструк- тивной линией обрабаты- вают утюгЬм в несколько приемов — !
2. Настрочные Соединяют детали так же, как стачные релье- фы. Ширина шва стачи- вания равна ширине от- делочной строчки плюс 0,5 —9,7 см. Обрабатывают срезы шва (до или после стачивания). Приутюживают шов на ребро. L 1 [ к
122
Продолжение 4 3.5
Рельефы
Технические условия
на обработку
Выметывают (направляя
шов по модели) прямыми
(косыми) стежками швом
шириной 0,5— 1,0 см (в
зависимости ог ширины
отделочной строчки).
Слегка приутюживают и
прокладывают отделоч-
ную строчку. Нитки вре-
менного назначения уда-
ляют.
Повторно приутюживают
Рисунок
Примечание
3. Вытачные
3.1. Обработанные
первым способом
Данный способ реко-
мендуют при изготовле-
нии изделий из шерстя-
ных и плотных тканей;
для друг их тканей опера-
цию выметывания мож-
но исключить, если ши-
рина отделочной строч-
ки будет не более 0,3 см
На лицевую и изнаноч-
ную стороны наносят
линию рельефа. На из-
наночную сторону дета-
ли по линии рельефа
прокладывают дополни-
тельную полоску ткани,
выкроенную по попереч-
ной нити, шириной, рав-
ной удвоенной ширине
отделочной строчки плюс
0,8 — 1,0 см Середина до-
полнитсльной полоски
ткани дотжна совпадать
с намеченной линией
Притачивают по оску тка-
ни, прокладывая строч-
ку по лицевой стороне
изделия точно по линии
рельефа (строчка /)
123
Продолжение 4.3.5
Рельефы Технические условия на обработку
Раскладывают основную деталь и полоску ткани в разные стороны; про- кладывают строчку на расстоянии 0,1 —0,2 см от строчки соединения (строчка 2)
Производят ВТО релье- фа — заутюживают (по модели)
Рельеф может быть вы- полнен с отделочной строчкой (строчка 3)
3.2. Обработанные вторым способом Для данного способа фор- ма рельефов должна быть прямой, без углов. На изнаночной стороне намечают линию релье- фа, перегибают деталь по этой линии лицевыми сторонами внутрь и про- кладывают строчку на расстоянии 0,2 —0,3 см от сгиба (строчка /), подложив под строчку дополнительную полос- ку ткани.
Раскрывают (отгибают) основную деталь; шов приутюживают. Может быть проложена отделоч- ная строчка по рельефу (строчка 2)
Рисунок
124
Продолжение 4.3.5
Рельефы Технические условия на обработку Рисунок
4. Накладные Обрабатывают наклад- ным швом с закрытым срезом в тех случаях, ког- да рельефы имеют слож- ную форму. Выполняют такие рельефы по анало- гии с обработкой на- кладных кокеток (см. гл. 3.3.2. «Обработка коке- ток и соединение их с изделием») А \\ V \\ V / \\ / 1 г 7 г / ( V \
5. Застрочные Застрочные рельефы мо- гут располагаться в один или несколько парал- лельных рядов. Ширина застрочиых рельефов от 0,1 см до 0,5 см. На ли- цевой стороне изделия намечают линию релье- фа, затем перегибают деталь по намеченной линии и прокладывают строчку швом шириной 0,1 — 0,5 см от сгиба Ос- тальные рельефы выпол- няют параллельно пер- вому, используя линей- ку-направитель --******\ ' \ 1 oj - Q.5 / {/ *******^ X 1 / f f / k yr / / < V ' / у
А л \" \ \ \ \ \ \ \ \\ \ \ \ \ \ \
6. Со шнуром 6.1. Обработанные первым способом С изнаночной стороны детали подкладывают полоску ткани и прокла- дывают строчку по ли- цевой стороне по наме- ченным п а р а л л е л ь и ы м линиям (строчка /, 2). В полученную кулиску протягивают шнур / / /2 \/ у72
6
6.2. Обработанные вторым способом Намечают на лицевой стороне одной линией рельеф, прокладывают по этой линии машин- ную строчку, подклады- вая с изнаночной сторо- ны полоску ткани Вкла-
125
Окончание 4.3.5
Рельефы Технические условия на обработку Рисунок
дывают шнур между тка- нями и, плотно огибая его, прокладывают вто- рую строчку параллель- но первой. Целесообраз- но использовать одно- рожковую лапку
4.3.6. Виды складок и их обработка
Складки широко используют при изготовлении легкой женской одежды.
Их проектируют для свободы движения и одновременно для прилегания из-
делия в области талии и бедер. Кроме этого складки являются отделочным
элементом.
Складки бывают: односторонние; встречные; бантовые; застроченные по
всей длине (защипы); сложные. Складки могут быть выполнены на цельной
детали и быть соединительным элементом.
4.3.7. Виды складок и их обработка
Складки Технические условия на обработку
1. Односторонние 1.1. Выполненные на цельной детали У односторонних скла- док все сгибы с лицевой стороны направлены в одну сторону, а с изна- ночной — в другую. Об- работка таких складок описана в 2.2.3. «Класси- фикация и виды машин- ных швов». Складки или с т а ч и в а - юте изнаночной сторо- ны по линиям их размет- ки (рис. я), или настра- чивают вдоль сгиба складки с лицевой сторо- ны (рис. б).
Рисунок
Лицевая сторона
126
Продолжение 4.3.7
Складки
1.2. Соединитель-
ные
Технические условия
на обработку
На изнаночной стороне
одной из деталей наме-
чают боковую линию / —
это линия внешнего сги-
ба складки и линию 2,
ограничивающую длину
стачивания складки
2. Встречные
Сметывают детали
(предварительно сложив
их лицевыми сторонами
внутрь и уравняв срезы)
по 1-й (боковой) линии
по всей длине
Стачивают складку
до 2-й (ограничиваю-
щей) линии с закругле-
нием в углу (строчка /)
по 1-й линии.
Стачивают срезы деталей
по всей длине швом ши-
риной 1,0— 1,5 см (строч-
ка 2), обрабатывают срез.
Заутюживают складку по
всей длине, нитки сметы-
вания удал я юл' из шва
стачивания складки, ос-
тавляют сметанной склад-
ку от 2-й линии до среза
низа. Эту строчку удаля-
ют при окончательной
отделке изделия
У встречных складок с
лицевой стороны сгибы
направлены друг к другу,
а с изнаночной — в про-
тивоположные стороны.
Размечают складку
тремя линиями:
/ — средняя линия;
2 — боковые линии;
3 — линия, ограничива-
ющая длину строчки ста-
чивания складки.
Четыре ширины
складки
127
Продолжение 4.3.7
Складки
Технические условия
на обработку
Рисунок
Расстояние между боко-
выми линиями равно
ширине складки, умно-
женной на четыре
2.1. Выполненные
на цельной детали
и стачанные с из-
наночной стороны
2.2. Соединитель-
ные
2.2.1. Без дополни-
тельных деталей
Деталь перегибают по
7-й (средней) линии ли-
цевой стороной внутрь и
сметывают по боковой
линии по всей длине
складки.
Стачивают складку
до 3-й (ограничиваю-
щей) линии (строчка 7).
Раскладывают припуск
складки так, чтобы сере-
дина (1-я линия) склад-
ки совпала со строчкой
стачивания и сметывания
складки, для фиксации
припусков по 3-й (ограни-
чивающей) линии прок-
ладывается строчка в два
приема от середины склад-
ки (строчки 2 и 2').
Заметывают припус-
ки складки по всей дли-
не детали двумя строч-
ками (строчки 3 и 3 )
параллельно внутренним
сгибам складки. Приутю-
живают, нитки удаляют
во время окончательной
обработки изделия
Детали кроя — две части
изделия с припусками на
складку: на одной детали
припуск равен ширине
складки, умноженной на
три, на другой — одной
ширине складки. На обе-
их деталях дают припуск
на шов стачивания дета-
лей (1,0 — 1,5 см).
Детали стачивают, срез
обметывают. Дальней-
шая обработка анало-
гична описанной выше
Строчка
стачивания
припусков
128
Продолжение 4.3.7
Складки Технические условия на обработку Рисунок
2.2.2 С дополни- тельной деталью Выкраивают две детали изделия с припусками, равными одной ширине складки плюс припуск на шов стачивания (1,0— 1,5 см), и полоску из основной ткани по ширине, равной удвоен- ной ширине складки плюс по 1,0—1,5 см с каждой стороны. Соединяют основные детали с полоской тка- ни стачным швом на ребро, срезы обрабаты- вают (строчки /и /'). Дальнейшая обработка аналогична описанной выше
>
у
7 \ Д,0-1,5 / ,у/ /
3. Бантовые Представляют собой из- наночную сторону встреч- ной складки. Выполняют по аналогии с обработкой встречных складок (см. выше)
/
т ’
Лицевая сторона
4. Застрочные (защипы) О сличаются от застроч- ных ре 1ьефов глубиной — более 0,5 см (см. 4.3.5 «Виды рельефов и осо- бенности их обработки») ! 1 F / Г / / / / / А / / / / / /
1 т Более 0,5 **
5. Сложные Проектируют их с целью отделки изделия или экономии материалов (например кокетка, имигируюшая отлетную, и Г. II.). Описание см. в 2 2.3 «Классификация и вилы машинных швов» i 1 Изнаночная сторона /
6 ( n.iat-ни
129
Окончание 4.3.7
Складки Технические условия на обработку Рисунок
6. Мягкие, неза- утюженные По срезу детали, на ко- торой будут располагать- ся складки, делают над- сечки на уровне середи- ны и боковой стороны складок (рис. а). Н; адсечки
/
Закладывают складки по надсечкам, закреп- а
ляют машинной строч- кой вдоль среза детали (строчка 7) швом шири- ной 0,5 —0,7 см. Строч- ку застрачивания скла- док не должно быть вид- но с лицевой стороны после соединения основ- ных деталей строчкой 2 (рис. б)
2^
б
4.4. ОТДЕЛКА ИЗДЕЛИЙ
При изготовлении женской и детской легкой одежды в качестве отделки
применяют сборки, буфы, оборки, воланы, рюши и кружева.
4.4.1. Обработка сборок
Сборки используют в качестве отделки, вместо вытачек, для создания сво-
бодного силуэта (рис. 22).
Сборки можно выполнять тремя спосо-
бами: на двухигольной машине со специ-
альным приспособлением (в массовом про-
изводстве); на стачивающей машине; руч-
ным способом.
При выполнении сборок на двух-
игольной машине используют специ-
альную лапку.
На стачивающей машине слабо
затянутыми стежками прокладывают две
строчки (рис. 23): 1-я на расстоянии 0,5 —
0,7 см от среза; 2-я — на расстоянии 0,8 —
1,4 см от среза. Срез детали стягивают ниж-
ними нитками на необходимую величину,
равномерно распределяя сборки. Строчки
после стачивания в концах закрепляют. В за-
висимости от свойств ткани и модели ниж-
130
няя стягивающая строчка может попадать или
не попадать в шов при последующей обра-
ботке. В последнем случае ее удаляют после
обработки соединительного шва.
При ручном способе выполнения
сборок прокладывают две строчки прямых руч-
ных стежков с частотой 3 — 4 стежка в 1 см.
Расстояние от срезов: 1-я строчка — на 0,5 —
0,7 см; 2-я строчка — на 0,8 — 1,4 см. Стяги-
вают ткань. Равномерно распределяют сбор-
ки. В начале и конце строчек должны быть
выполнены закрепки.
Рис. 23
4.4.2. Изготовление буф ручным способом
Буфы применяют для отделки белья, а также женского и детского платья.
Буфы являются разновидностью сборок и могут быть изготовлены вручную и
на машине.
Буфы, изготовленные вручную, могут быть различных рисунков: точками
или линиями. Количество рядов буф зависит от рисунка и размера буф. Иглу
вводят точно в намеченные на схеме точки, захватывая 0,1 см ткани, и закреп-
ляют 3 — 5 стежками.
Справа показаны
различные схемы вы-
полнения буф вруч-
ную: буфы «волна»
(собирают с изнаноч-
ной стороны); буфы
вафельные (собирают
с лицевой стороны).
4.4.3. Изготовление буф машинным способом
Буфы, выполненные машинным способом, бывают различных видов.
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Разметка простых
буф
На лицевой стороне из-
делия намечают несколь-
ко параллельных линий.
Расстояние между ними
и их количество опреде-
ляются моделью. Линии,
перпендикулярные лини-
ям буф, определяют дли-
ну строчки
131
Окончание 4.4.3
Наименование
операции
Технические условия
на выполнение операции
2. Прокладывание
машинных строчек
По намеченным линиям
прокладывают машин-
ные строчки со слабо за-
тянутыми стежками
3. Собирание буф
Нитки выводят на изна-
ночную сторону изделия
и собирают буфы нуж-
ной длины, равномерно
распределяя сборку, за-
вязывают узлы (строчки
1. /; г)
4. Закрепление кон-
цов буф
В концах буф основную
ткань застрачивают с кли-
кой глубиной 0,1 — 0,2 см
так. чтобы концы строчек
с узлами попали в шов
застрачивания (строчки
2 и 2')
0,1 —0,2^
5, Соединение буф
с подкладкой
Для предохранения буф
от растяжения с изна-
ночной стороны буфы
соединяют с подкладкой
из основного или допол-
нительного материала.
Размеры подкладки долж-
ны соответствовать разме-
ру (и форме) буф в гото-
вом виде плюс припуски
на обработку срезов.
Буфы на ц е 1 ь н о й
летали (рис а): срезы
подклад ки подгибают (или
обметывают) и настрачи-
вают в шов застроченных
свалок (строчки 3 и 3 )
по верхней и нижнеи
строчкам бхф. Допускают
соединение подкладки
п от ай н ы Xi и стеж ка м 11
Б у ф ы , входя щ ие в
швы соединения
деталей (рис. б)' обрез-
ные края подкладки вхо-
1яг в швы соединения де-
тален
132
4.4.4. Обработка оборок, воланов, рюшей
Оборки выполняют из мягких, легко драпируемых тканей. Оборки располага-
ют на изделии вертикально, горизонтально, полициям кокеток и т. д, (рис. 24).
Рис. 24
Выкраивают оборки в виде прямоугольника, треугольника или трапеции
и т. п. под углом 45° к нити основы Длина оборок, срез которых собирается
сборками, в 1,5 — 2 раза длиннее оборки в готовом виде. Выбор размера обор-
ки обусловлен моделью и свойствами ткани. Оборки, срез которых плиссируют
или закладывают складками, выкраивают в 3 раза длиннее оборки в готовом
виде. Нить основы в таких оборках располагают вдоль или поперек детали оборки.
Ширина оборок зависит от модели изделия (от 2 до 30 см).
Воланы (рис. 25) отличаются от оборок формой кроя Их выкраивают по
кругу или в визе спирали. Длина волана в крое равна его длине в готовом
виде.
Приме ч а н ие. Оборки и воланы moiyr состоять и з нескольких частей. Част и отделок сое линяют
стачным швом вразутюжку с предварительным обметыванием срезов (ширина шва 0,7 см). Нить
133
основы должна проходить стро-
го по шву соединения чаете»?
оборки или волана.
Воланы могут быть
съемными и притачными.
Внутренний край съемных
воланов окантовывают
швом с закрытыми среза-
ми. Для этого выкраивают
долевую или поперечную
полоску основной или отделочной ткани Она может быть одинарной (рис. 26, а)
или сложенной вдвое (рис. 26, б).
Рюш — деталь отделки с двумя обработанными срезами. Соединяют рюш
с изделием, прокладывая строчку по середине рюша (рис. 27, а, б) или вдоль
его края (рис 27, в)
а
б
Рис. 27
в
Выкраивают рюши чаше всего в виде прямоугольника, длина которого
в 1,5 — 2 раза длиннее рюша в готовом виде, нить основы проходит под
углом 45° к долевым срезам детали. Ширина определяется моделью.
4.4.5. Соединение оборок, воланов и рюшей с изделием
Наименование операции Технические условия на выполнение операции Рисунок
1.Притачивание оборок, воланов После обработки срезов воланов или оборок скла- дывают деталь отделки с основной деталью лице- выми сторонами внутрь, уравняв срезы (рис. а), притачивают (строчка /) и обметывают (строчка 2) или, совместив срез 7х Ц 2
. /1 / fl /| к Г (0 1 1 1 ' ,
а
134
Продолжение 4.4.5
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Втачивание обо-
рок, воланов меж-
ду двумя деталями
2.1. Стачным швом
2.2 Накладным
швом с закрытым
срезом
отделки с линией при-
тачивания се на полоч-
ке, притачивают (строч-
ка 2) со стороны отде-
лочной детали швом
шириной 1 см (рис б).
Оборку (волан) отгиба-
ют вниз. Срезы обметы-
вают до соединения де-
талий (строчка 7)
Притачивают отделку к
срезу одной детали по
второй строчке образо-
вания сборок или на рас-
стоянии 0,7—1.2 см от
среза (строчка 7)
Складывают деталь с
оборкой (воланом) со
второй деталью лицевы-
ми сторонами внутрь,
уравнивают срезы; при-
тачивают, располагая
строчку на 0,1 см от
строчки притачивания
отделки (строчка 2).
Шов обметывают и зау-
тюживают в сторону,
противоположную от
расположения оборки
(волана)
Притачивают оборку или
волан к нижней детали
(строчка 7)
Заутюживают (заметы-
вают) сгиб верхней де-
тали по намеченной ли-
нии. Настрачивают так,
чтобы сгиб верхней де-
тали перекрывал строч-
ку соединения оборки на
0,1 —0,2 см (строчка 2)
135
Окончание 4.4.5
Наименование операции Технические условия на выполнение операции
3. Соединение рю- ша с изделием 3 1. Образование сборки на рюше После обработки срезов (см 4.3.1) ио середине рюша прокладывают две строчки слабо затянуты- ми стежками дня обра- зования сборки; рассто- яние между строчками 0,2 см. Сборки распре- деляют равномерно по всей длине
3.2. Притачивание рюша Совмещают линию при- тачивания рюша на ос- новной детали с линией по середине рюша. На- страчивают прямой или зигзагообразной строч- кой. располагая ее меж- ду вспомогательными строчками. Нитки вспо- могательных строчек уда- ляют
Рисунок
4.4.6. Разновидности и обработка беек
Бейки — это полоски, выкроенные из основной или отделочной ткани. При-
меняют их для отделки изделий. Бейки бывают двойными или одинарными;
притачными или втачными.
Располагают бейки горизонтально, вертикально, на цельной детали, по кра-
ям деталей и т. д. (рис. 28).
Выкраивают бейки под углом 45° к нити основы (реже — по поперечной);
бейки могут быть подкройными по форме детали (в качестве примера в 3.1.1
смотреть обработку клапана с бейкой); ширина бейки определяется моделью.
Рис. 28
136
Если бейка состоит из нескольких частей, их стачивают, шов разутюживают;
шов соединения должен проходить строго вдоль нити основы. Если линия
притачивания бейки не прямая, бейку оттягивают, придавая ей форму в соот-
ветствии с моделью.
4.4.7. Соединение беек с изделием
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Соединение на-
строчных беек
1.1. Одинарной
Бейку накладывают лице-
вом стороной вниз. Прита-
чивают (строчка 7) швом
шириной 0,5 —0,7 см,
затем бейку отгибают,
закрывая шов притачива-
ния; подгибают на 0,5 —
0,7 см внутрь, настрачи-
вают по краю (строчка 2)
1.2. Двойной
Бейку, сложенную вдоль
посередине, накладывают
срезом к намеченной ли-
нии, притачивают швом
шириной 0,5 —0,7 см
(строчка 7). оттягивают,
закрывая шов притачива-
ния, и настрачивают по
сгибу бейки (строчка 2)
1.3. Двойной с от-
летным краем
2. Соединение втач-
ных беек
2.1. Первым спосо-
бом
Полоску ткани для бей-
ки складывают посере-
дине лицевой стороной
внутрь и стачивают швом
шириной 0,5 —0,7 см
(строчка 7), вывертыва-
ют, расправляют, рас-
полагая шов на сгибе,
затем бейку накладыва-
ют на основную деталь
и настрачивают по краю
(строчка 2)
Бейку складывают с де-
талью лицевыми сторо-
нами внутрь, притачива-
ют швом шириной 1,0 —
1,5 см. Шов отгибают в
сторону основной дета-
ли Таким же образом
соединяют другой срез
бейки с основной дета-
лью (строчки 7 и Г)
137
Окончание 4.4.7
Наименование операции Технические условия на выполнение операции Рисунок
2.2. Вторым спосо- бом Если один срез одинар- ной бейки входит в шов соединения деталей, бей- ку накладывают к наме- ченной линии на изде- лие лицевой стороной вниз, притачивают швом шириной 0,5 —0,7 см (строчка 7), отгибают и соединяют срезы бейки и основной детали машин- ной строчкой (строчка 2) 27 1/ > Л Л Л 1 А Д Л А Л Л Л Л X X Я X / X I
4.4.8. Виды тесьмы (кружева) и отделка ими изделия
Тесьма (кружево) Технические условия на соединение тесьмы с изделием Рисунок
1. Тесьма (кружево) с прямыми краями Тесьму (кружево) накла- дывают на изделие и на- страчивают на расстоя- нии 0,1 см от края
_k J k J kJ kJ k J кк J к > к 1 kJ к J к J kJ1 > к JkJ. ' > kJJJJ. J 7к ! к > к •! к! kJ кУ.
/Х/Л. -. / -• •lj’yz ’ 1- к. 'Х/ч/Х/Ч/Х.! X. Х.А. v
Примечание Согласно модели основ- ную ткань можно высе- кать под кружевом. Тогда строчки настрачивания выполняют на машине зигзагообразной строчки A Л А A А A Л. A Z4 Л Л. ^\/ V V V у V у V V V у \
XT t - .д . :><£?
vVWWWWVVVl vVvVvVVVVVvVvJl
2. Тесьма «вьюн- чик» Накладывают на лице- вую сторону изделия и настрачивают одной строчкой посередине. Тесьму настрачивают на обтачные детали до об- тачивания
3. Тесьма (круже- во) с фигурными краями Внутренний край тесь- мы (кружева) настрачи- вают по намеченной линии на основную де- таль (строчка 7). Затем
138
Окончание 4.4.8
Тесьма
(кружева)
Технические условия
на соединение тесьмы
с изделием
Рисунок
огибают основной тка-
нью тесьму и настрачи-
вают (строчка 2) обра-
зовавшийся сгиб из ос-
новной детали на
расстоянии 0,1—0,2 см
от его края Фигурный
край тесьмы выпускают
на необходимую вели-
чину
4.5. ОСОБЕННОСТИ ОБРАБОТКИ КОКЕТОК
И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМ
4.5.1. Разновидности кокеток в легкой женской одежде
Кокетка является одной из конструктивных деталей в изделии. Кокетки по
форме бывают прямые, овальные и фигурные. Они могут быть расположены на
переде, спинке или полотнищах юбки (рис. 29).
Рис 29
139
Прямые и овальные кокетки при изготовлении легкой женской одежды об-
рабатывают и соединяют с изделием так же, как в верхней одежде (см. 3.3.2).
Отличием является обработка срезов кокетки и основной детали (до или после
соединения кокеток с изделием).
По способу соединения кокетки могут быть притачными и накладными
Нижний край кокетки может быть притачным и отлетным, а также отделан
кантом, оборкой, воланом, кружевом и т.п.
4.5.2. Обработка и соединение с основной деталью кокеток
с кантом, оборкой, кружевом
Наименование операции Технические условия на выполнение операции
1. Обработка коке- ток 1.1. С кантом ( см. рис. 29) 1.1.1. Обработка канта Полоску для канта зау- тюживают вдоль попо- лам изнаночной сторо- ной внутрь
1.1.2. Притачива-
ние канта к кокет-
ке
1.2. С оборкой или
воланом (см. рис 29)
Кант накладывают на
лицевую сторону кокет-
ки, уравнивают срезы
деталей, притачивают
(строчка /) швом, ши-
рина которого равна ши-
рине канта минус 0,1 —
0,2 см (для того, чтобы
строчка притачивания
канта попала в шов при-
тачивания кокетки к ос-
новной детали)
Обработанную оборку
(волан) накладывают на
лицевую сторону изде-
лия лицевой стороной
вниз, уравнивают срезы
и притачивают (строчка
/) швом, ширина кото-
рого меньше ширины
шва соединения кокет-
ки с основной деталью
1.3. С кружевом
Кружево соединяют с
кокеткой так же, как
кант (см операцию 1.2)
140
Окончание 4.5.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Соединение ко-
кетки с изделием
2.1. Притачивание
кокетки
Кокетку складывают с ос
новной деталью лицевы-
ми сторонами внутрь,
уравнивают срезы и при-
тачивают швом, ширина
которого на 0,1 —0,2 см
больше ширины шва
притачивания отделки к
изделию (строчка 2). Шов
притачивания обметы-
вают, заутюживают на
кокетку
2.2. Настрачивание
шва соединения
кокетки с основ-
ной деталью
Шов притачивания ко-
кетки выметывают (если
необходимо) и настра-
чивают швом шириной
по модели (строчка 3)
4.5.3. Особенности соединения с основной деталью кокеток
с внутренними углами
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Соединение стач-
ным швом
1.1. Выкраивание
обтачки
Выкраивают обтачку по
форме угла кокегки (рис
29, е) из основной или
дополнительной ткани
шириной 2.5 — 3 см. Дли-
на сторон обтачки — 3 —
4 см в готовом виде. Зау-
тюживают боковые сто-
роны обтачки на ее ли-
цевую сторону
141
Продолжение 4.5.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2. Обтачивание
угла кокетки
Накладывают обтачку
лицевой стороной вверх
на изнаночную сторону
кокетки, притачивают
швом шириной меньше
ширины шва соединения
кокетки с изделием на
0,1 с.м (строчка 7). При-
пуск в углу рассекают.
Обтачку заутюживают в
сторону среза
Изнаночная
1.3. Соединение
кокетки с основ-
ной деталью
Кокетку складывают с
основной деталью лице-
выми сторонами внутрь,
уравнивают срезы, совме-
щают угол на кокетке с
углом на полочке, прита-
чивают строго по линии
края кокетки (строчка 2)
1 4. Обработка сре-
зов
Срезы обметывают вме-
сте с обтачкой, Ширина
шва соединения кокет-
ки с основной деталью
не меньше 1,5 см (строч-
ка 3)
142
Окончание 4.5.3
Наименование операции Технические условия на выполнение операции Рисунок
2. Соединение на- кладным швом Соединение кокеток с изделием описано в 3.3 2. Особенность — обработ- ку срезов шва соедине- ния кокетки с основной деталью выполняют до соединения деталей кроя —
4.6. ОСОБЕННОСТИ ОБРАБОТКИ КАРМАНОВ
4.6.1. Обработка прорезных карманов
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка карма-
на в простую рамку
Первый способ
1.1. Проверка дета-
лей кроя
1 — обтачка из основ-
ной ткани — 2 детали (см.
3.4.4);
2 — подкладка кар-
мана из основной тка-
ни — 1 деталь
1.2. Разметка рас-
положения карма-
на на изделии
Намечают тремя основ-
ными и двумя вспомога-
тельными линиями (см.
3.4.4)
1.3. Разметка кар-
мана на подкладке
кармана
Намечают карман на под-
кладке кармана тремя ос-
новными линиями, рас-
полагая горизонтальную
линию ниже середины
подкладки на 1,5 — 2,0 см
Приметывают подкладку
кармана на изнаночную
сторону полочки лицевой
стороной вверх, совме-
щая три основные линии
кармана на изделии и
подкладке кармана
Линия середины
подкладки кармана
Линия входа в
карман
143
Продолжение 4.6.1
Наименование
операции
1.4. Обработка об-
тачки
Технические условия
на выполнение операции
См. 3.4 4
Рисунок
1.5 Притачивание обтачек То же
1.6. Разрезание входа в карман, вывертывание, вы- метывание рамок »
1.7. Нас грач иван не среза нижней об- тачки; подрезание припуска верхней обтачки Срез нижней обтачки подгибают на 0,7 см и настрачивают на под- кладку кармана швом шириной 0,2 см (строч- ка 2). Срез верхней об- тачки подрезают, остав- ляя припуск
1.8. Стачивание
подкладки кармана
Верхней частью под-
кладки кармана огибают
шов притачивания верх-
ней рамки, закрепляют
шов строчкой, прокла-
дывая ее по шву прита-
чивания верхней рамки
(строчка 3) Стачивают
подкладку кармана, од-
новременно закрепляя
углы кармана тройной
машинной строчкой
(строчка 4). Выполняют
ВТО кармана
Карман в готовом виде
П р и м е ч а н и с
Стачпвагь подкладку кар-
мана можно до закрепле-
ния подкладки ко шву
притачивания верхней
рамки.
Срезы подкладки карма-
на обметывают
144
Продолжение 4.6. /
Наименование операции Технические условия на выполнение операции Рисунок
2. Обработка кар- мана в простую рам- ку Второй способ 2.1. Проверка дета- лей кроя 1 — обтач ка верх- няя из основной ткани, цеаьнокроенная с под- кладкой кармана; 2 — обтачка н и ж - н я я из основной тка- ни, цельнокроенная с подкладкой кармана. Длина подкладки карма- на нижней рамки мень- ше на 3 см длины под- кладки верхней рамки верхняя рам к; с подкладкой кармана —1. Э~~ Изнаночная сторона Нижняя рамь с подкладке кармана —13^— 1 Изнаночная сторона са । 2
— 1
3
2 2. Обработка ра- мок Верхние срезы рамок, цельнокроенных с под- кладкой кармана, заутю- живают на ширину рам- ки плюс 1 см (заутю- живают на изнаночную сторону детали) —
2.3. Разметка кар-
мана на изделии
2.4. Притачивание
рамок
2.5. Разрезание вхо-
да в карман, обра-
ботка рамок
Намечают карман тремя
основными и двумя вспо-
могательными линиями
Обтачки притачивают,
располагая их сгибами к
вспомогательным ли-
ниям разметки большей
стороной подкладки кар-
мана вверх, притачива-
ют (строчки /и /'на ри-
сунке кармана в готовом
виде)
Выполняют в соответ-
ствии с ранее рассмот-
рен н ы ми тех 11 и ч ес к и м и
условиями
145
Продолжение 4.6.1
Наименование
операции
2.6. Закрепление
углов кармана,
стачивание под-
кладки кармана
Технические условия
на выполнение операции
Рисунок
2 7. Закрепление
складки из под-
кладки кармана
3. Обработка кар-
мана с клапаном и
одной обтачкой
3.1 Проверка дета-
лей кроя
3.2. Разметка кар-
мана
В верхней части кармана
из верхней детали под-
кладки кармана образуют
складку глубиной 1,5 см
Закрепляют углы в кон-
цах кармана, одновре-
менно стачивая подклад-
ку кармана (строчка 2).
Обметывают срез под-
кладки кармана
Образованную складку
из подкладки кармана
закрепляют машинной
строчкой в шов прита-
чивания верхней рамки
(строчка 3)
7 — клапан в готовом
виде — 1 деталь;
2 — нижняя обтач-
ка, цельнокроенная с
подкладкой кармана (из
основной ткани) — 1 де-
таль;
3 — подзор, цельно-
кроенный с подкладкой
кармана (из основной
ткани) — 1 деталь;
4 — д о л е в и к из некле-
евого материала — 1 де-
таль
На изделии намечают
карман тремя линиями.
Если предусмотрен доле-
вик, то его приметыва-
ют в соответствии с ТУ
146
Продолжение 4.6.1
Наименование операции Технические условия на выполнение операции
3 3 Притачивание клапана и обтачки Клапан притачивают в со- ответствии с ТУ см. 3.4.2 (строчка 1 на рисунке кармана в готовом виде). Встык ко шву притачи- вания клапана укладыва- ют обтачку, цельнокро- енную с подкладкой кар- мана, лицевой стороной к лицевой стороне изде- лия. Притачивают швом шириной, равной шири- не рамки (строчка 2 на рисунке кармана в гото- вом виде)
3.4. Разрезание вхо- да в карман. Вывер- тывание кармана, обработка рамки Разрезание входа в кар- ман, вывертывание, вы- метывание рамки выпол- няют в соответствии с ТУ; рамку закрепляют в шов притачивания ма- шинной строчкой (строч- ка 3)
3 5.Закрепление подзора. Стачивание подкладки кармана Подзор притачивают по шву притачивания верх- ней рамки (строчка 4). Стачивают подкладку с закреплением углов в концах кармана (строч- ка 5), выполняют в со- ответствии с ТУ. Срезы подкладки кармана об- метывают вместе с доле- виком по припуску верх- ней рамки
4. Обработка кар- мана с листочкой с втачными концами (особенности обра- ботки) 4.1. Проверка дета- лей кроя 7 —листочка, цель- нокроенная с подклад- кой кармана, из основ- ной ткани; 2—подкладка кар- мана, цельнокроенная с подзором; 3 — прокладка в листочку. Н ить осно- вы проходит вдоль де- тал и
Рисунок
Карман в готовом виде
2
н.о.
147
Окончание 4.6 1
Наименование операции Технические условия на выполнение операции Рисунок
4.2. Обработка ли- сточки Дублируют подлисточку. Перегибают по линии края листочки и npnyi из- живают сгиб. Намечают линию, определяющую ширину листочки в го- товом виде
м
Лирина листочки в готовом виде
4
4 3. Разметка линии расположения кар- мана Намечают четырьмя ли- ниями на лицевой сто- роне изделия -L L ) Ширина листочки J
4.4. Дальнейшая об- работка кармана Притачивание деталей и дальнейшая обработка кармана производятся в соответствии с ТУ: строчка 7 — притачива- ние листочки-подклад- ки; строчка 2 — притачи- вание подзора, цельно- кроенного с подкладкой кармана, строчка 3 — стачивание подкладки кармана, за- крепление углов в кон- цах кармана и обработ- ка срезов 1
1 ! 3 i
4.6.2. Обработка кармана в шве изделия
Наименование операции Технические условия на выпознение операции Рисунок
1. Проверка дета- лей кроя 1 — основные де- тали; 2 — подкладка кармана из основной ткани — 2 летали; 3 — кромка — 1 де- таль / W- 2 / ц Ш / \\ W й / Ч и / \\ / А А
148
Окончание 4.6.2
Наименование операции Технические условия на выполнение операции Рисунок
1. Разметка карма- на На основных деталях длину кармана намечают меловыми линиями, на- правленными перпенди- кулярно линии шва, или надсечками
\ Основные детали
^^****^^ 1
3. Прокладывание кромки Вдоль линии кармана на передней половинке ос- новной детали прогла- дывают кромку с незна- чительным натяжением
4. Притачивание подкладки кармана 1 На лицевую сторону ос- новных деталей накла- дывают детали подклад- ки кармана лицевой сто- роной вниз, уравнивают срезы и притачивают швом шириной 1 см, (строчки 7 и 7'на рисун- ке в готовом виде) таким образом,чтобы подклад- ка кармана перекрывала линию, ограничиваю- щую длину входа в кар- ман, на ширину шва ста- чивания подкладки кар- мана. Швы обметывают и заутюживают на под- куп ад ку кармана 1 а 1 / ЖЖ 1 / / \\ / -\
5. Стачивание дета- лей 1 1 * 1 1 Стачивают части основ- ной лет дли швом шири- ной 1,2—1,5 см, одно- временно стачивая под- кладку кармана с закрепками в начале и конце кармана (строчка 2 на рисунке кармана в готовом виде). Срезы об- метывают, карман при- утюживают # /7 2 } / // / 4//Z / Бочок /Г- Передняя часть / , Ч р ) Карман в готовом виде
149
4.6.3. Особенности обработки гладкого накладного кармана
Наименование операции Технические условия на выполнение операции
1. Проверка деталей кроя /—накладной кар- ман — 1 деталь из ос- новной ткани. Припуск по верхнему краю кар- мана равен 4 — 5 см по боковым и нижней сто- ронам — ширине отде- лочной строчки плюс 0,5-0,7 см; 2 — кромка — 1 де- таль; прокладывают вдоль верхнего края кар- мана по припуску
2. Застрачивание среза верхнего при- пуска Застрачивают срез верх- него припуска, подогнув на изнаночную сторону 0, д — 0,7 см, ширина шва 0,2 см (строчка /)
Рисунок
3. Обтачивание уг-
лов кармана, при-
утюживание (ши-
рина шва настрачи-
вания 0,1 —0,2 см)
4. Обработка ниж-
них углов кармана
(ширина шва на-
страчивания кар-
мана более 0,5 см)
Обтачивают углы карма-
на верхним припуском
(строчка 2); ширина шва
равна ширине припуска
по боковым сторонам.
Излишки ткани из при-
пусков высекают.
Углы кармана выверты-
вают, выправляют, при-
утюживают с одновре-
менным заутюживанием
верхнего края кармана,
боковой и нижней сто-
рон
Припуски на углах кар-
мана п р я м о у г о л ь -
н о и формы (рис. а)
стачивают под углом 45°
к сторонам кармана,
шов разутюживают, под-
резают, вывертывают на
лицевую сторону. Заутю-
живают припуски по
всем сторонам кармана
150
Окончание 4.6.3
Наименование
операции
Технические условия
на выполнение операции
Углы кармана оваль-
ной формы или со
срезанным углом (рис. 0
обтачивают обтачкой,
выкроенной по форме
углов кармана; боковые
стороны обтачки подги-
бают на 0,5 —0,7 см
Рисунок
0,5-0,7
б
5. Соединение кар-
мана с полочкой
5.1. Разметка кар-
мана
На изделии намечают
место расположения кар-
мана тремя точками (или
крестообразными знака-
ми), соответствующими
верхним, переднему и
нижнему углам кармана
Примечание
В некоторых изделиях
(если позволяют свой-
ства ткани) кромку по
краю кармана не прокла-
дывают.
Если карман из легко-
осыпаемых материалов,
то срезы боковых и ниж-
ней сторон обметывают
5.2. Нас грачивапие
кармана
Совмещают углы карма-
на с намеченными зна-
ками на изделии и на-
страчивают (после на-
метывания) машинной
строчкой, ширина кото-
рой определяется моде-
лью (строчка 5).
Верхние углы кармана
закрепляют машинной
закрепкой в виде тре-
угольника (рис. а) или
прямоугольника (рис. б)
Карман в готовом виде
151
4.7. ВИДЫ ПЕТЕЛЬ И ЗАСТЕЖЕК И СПОСОБЫ ИХ ОБРАБОТКИ
При изготовлении легкой женской одежды выполняют петли различных
видов: обтачные, обметочные, навесные.
4.7.1 Виды петель и их обработка
Петли Технические условия на обработку Рисунок
1. Обтачные Бывают в рамку и с кантом, с глазком и без него. Обработка обтач- ных петель описана в 5.6 —
2. Обметочные Выполняют на полуавто- матах. Прямые петли (рис. а) обрабатывают на по- луавтомате 525 класса (петля с двумя закреп- ками, стежок двухниточ- ный челночный). Фигурные петли (рис. б) разных видов об- рабатывают на полуавто- мате двухниточного цеп- ного стежка I1 —'i Г «Р IIII III 11II1II111 н 1111 1 / ВП1111Ш1111П1Л-$а>1^
llllllllllllllllllllll \ 1 1IIIIII Illi Illi Illi а б
3. Навесные 3.1. Из вытачного шнура 3.1.1. Изготовление вытачного шнура Выкраивают полоску ткани под углом 45° к ниги основы шириной 2 — 3 см. Складывают ее вдоль посередине лице- вой стороной внутрь. Ста- чивают вдоль сгиба швом шириной 0,3 —0,4 см. В конце ширину шва уве- личивают до 0,5 — 0,7 см. Припуск шва подреза- ют, оставляя 0,3 — 0,6 см. Вывертывают на лице- вую сторону с помощью ИГЛЫ С ТОЛСТОЙ ниткой. Шнур должен быть плот- ным по всей длине 0,5-0,7 1,0-1,5
i
! - j ^/Ti.O. /
< ) 0,3-0,4
3.1.2. Изготовление петель Шнур разрезают на рав- ные части (длине петли должен соответствовать диаметр пуговицы). Скла-
152
Окончание 4.7.1
Петли
Технические условия
на обработку
Рисунок
3.2. Из плетеного
шнура
3.3 Из прямой по-
лоски ткани
дывают их пополам и на-
кладывают на лицевую
сторону правой полочки.
Закрепляют машинной
строчкой (рис. а).
Край застежки обтачива-
ют в соответствии с ТУ'
(рис. 5)
Шнур используют фаб-
ричный или плетеный
вручную.
Петли обрабатывают так
же, как из вытачного
шнура
Застрачивают полоску
ткани, подогнув оба сре-
за (нить основы прохо-
дит вдоль детали)
0,1-0,2
Разрезают полоску на
равные части (длиной,
соответствующей диа-
метру пуговицы). На
каждой части застрачи-
вают угол на середине
петли.
Соединяют эти петли с
изделием так же, как
петли из вытачного
шнура
4.7.2. Виды застежек
Застежки в легкой женской одежде очень разнообразны.
По расположению они могут быть спереди, сзади, сбоку, в плечевом
и боковом швах, складке, доходить до низа изделия. Застежка может быть до-
верху или с отворотами по лацкану.
153
По способу застегивания застежки могут быть выполнены на пу-
говицы и петли, крючки и петли, завязывающиеся на шнур, в виде застежки-
молнии.
По конструкции (по середине переда) они могут быть с отрезными
подбортами (рис. 30, а), с втачными планками (рис. 30, б), с настрочной план-
кой (рис. 30, в), с петлями в шве притачивания планки (рис. 30, г), с потайной
застежкой (рис. 30, д), застежкой с обтачками-подбортами (рис. 30. е).
в
Рис. зо
4.7.3. Обработка бортов отрезными подбортами
Наименование
операции
1. Обработка без
прокладки (см. рис.
30, а)
1.1. Проверка дета-
лей кроя
1.2. Соединение ча-
стей подборта
Технические условия
на выполнение операции
1. Полочки — 2 дета-
ли.
2. Подборт — 2 дета-
ли (может состоять из
двух частей)
Стачивают части подбор-
та стачным швом вразу-
тюжку. Ширина шва рав-
на 0,7 — 1 см
Рисунок
1.3. Обработка внут-
реннего среза под-
бор га
Внутренний срез под-
борта обрабатывают: а —
швом вподгибку с от-
крытым (обметанным)
срезом; б — швом впод-
гибку с закрытым срезом
154
Окончание 4.7.3
Наименование Технические условия
операции на выполнение операции
1.4. Обтачивание Обтачивают срезы уступа,
борта борта, нижнего угла бор-
та, сложенные лицевыми
сторонами внутрь, швом
шириной 0,5 —0,7 см.
После высекания углов
вывертывают, выправля-
ют шов, выметывают с
образованием канта из
полочки
2. Обработка с про-
кладкой
2.1. Проверка дета-
лей кроя
1. Полочка — 2 детали.
2. Подборт — 2 детали.
3. Прокладка для подбор-
та из неклеевого матери-
ала — 2 детали
2.2. Обтачивание внутреннего среза подборта проклад- кой Детали подборта и про- кладки складывают лице- выми сторонами внутрь, уравнивают срезы и обта- чивают (строчка 7) швом шириной 0,5 —0,7 см внутренний срез подбор- та и его вершину. Высе- кают углы, вывертывают, выправляют шов, при- утюживают, формируя кант из подборта. Закреп- ляют шов строчкой ши- риной 0,2 см (строчка 2)
2.3. Обтачивание борта Обтачивают борт в соот- ветствии с ранее рас- смотренными техничес- кими условиями (строч- ка 3)
4.7.4. Обработка бортов планками
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка на- строчных планок (см. рис. 30, в) 1.1. Проверка дета- лей кроя 1. Полочка —2дета- ли. 2. Планка — 2детали —
155
Продолжение 4.7.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2 Притачивание
планки к низу из-
делия, обработка
низа изделия
Нижний срез планки с
заутюженным внешним
срезом притачивают к
линии низа в готовом
виде. Ширина шва со сто-
роны планки 0,7 — 1,0 см
(строчка 7).
Низ изделия застрачива-
ют (строчка 2)
1.3. Обтачивание борта Планку отгибают на из- наночную сторону по- лочки, совместив срезы деталей. Лицевая сторо- на планки обращена к изнаночной стороне по- лочки. Обтачивают уступ и борт полочки (строч- ка 5). Подрезают углы, отгибают планку на ли- цевую сторону полочки, выметывают борт с кан- том из полочки
1.4. Настрачивание внешнего среза планки Заутюженный срез план- ки настрачивают (строч- ка 4) с предваритель- ным наметыванием (или без него). Прокладывают отделочную строчку по борту (строчка 4')
Застежка в готовом виде
2. Обработка втач-
ных планок (см. рис.
30, б)
2.1. Проверка дета-
лей кроя
1. Планка—2 детали,
ширина равна удвоенной
ширине планки в гото-
вом виде плюс 2 — 3 см;
длина — длине застежки
плюс 1,5 —2,0 см.
156
Продолжение 4.7.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2.2. Обработка ус-
тупов на планке
2.3. Разметка зас-
тежки; проклады-
вание долевика
2.4. Притачивание
планок
2. Перед — 1 деталь.
3. Долевик — 1 деталь
из основной или допол-
нительной ткани; про-
кладывают но всей дли-
не застежки или только
в ес конце (приблизи-
тельно на 5 —6 см)
Перегнув планки вдоль
по середине лицевой сто-
роной внутрь, обтачива-
ют уступы в соответствии
с ТУ.
Вывертывают, выправ-
ляют углы уступов, зау-
тюживают планки вдоль
посередине. Намечают на
них линию ширины в го-
товом виде
Намечают застежку че-
тырьмя линиями:
7 — линия середины
переда;
2, 3 — линии притачи-
вания планок;
4 — линия, ограничива-
ющая длину долевика.
Приметывают долевик
двумя параллельными
строчками вдоль долевых
его срезов
Накладывают планки на
лицевую сторону переда
лицевыми сторонами
вниз, срезами к середи-
не переда. Совмещают
линии на планках и пе-
реде (линии 2 и 3), при-
тачивают, заканчивая
строчки притачивания
планок у ограничитель-
ной линии 4 (строчки 1
и Г). Разрезают застеж-
ку по аналогии с разре-
занием прорезных кар-
манов
Ширина планки в готовом виде
Обтачанный уступ планки
Долевик
157
Продолжение 4.7.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Обработка зас-
тежки в шве прита-
чивания планки (см.
рис. 30, г)
3.1. Проверка дета-
лей кроя
3.2. Соединение пла-
нок с полочками и
подбортами
Отгибают швы притачи-
вания планок на изна-
ночную сторону переда,
приутюживают. Закреп-
ляют угол в конце зас-
тежки по его основанию
тройной машинной строч-
кой (строчка 2). Обме-
тывают срезы застежки
(строчка 3) вместе с до-
левиком. Приутюживают
карман в готовом виде
1. Полочка — 2 дета-
ли; выкраивают до ли-
нии середины плюс при-
пуск 1 см.
2. Планка —2детали;
ширина равна удвоен-
ной ширине планки
плюс 1 см на притачи-
вание к полочке и 1 см
на притачивание к под-
борту.
3. Подборт (собрабо-
танным внутренним сре-
зом).
На всех трех деталях раз-
мечают петли перпенди-
кулярными относитель-
но срезов линиями
Притачивают планку к
полочке и подборту стач-
ным швом вразутюжку с
закрепками в начале и
конце петель, ширина
шва равна 1 см (строчки
7 и Г). Детали предвари-
тельно сложены лицевы-
ми сторонами внутрь,
срезы уравнены
Линия борта
в готовом виде
Подборт
158
Окончание 4.7.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3.3. Обтачивание
уступов и нижних
углов подбортов
Перегибают детали по
линии середины планки.
Уравнивают швы соеди-
нения деталей, срезы ус-
тупов и нижних углов
бортов, обтачивают в со-
ответствии с ТУ, высе-
кают углы, вывертыва-
ют, выправляют углы.
Приутюживают с одно-
временным заутюжива-
нием планки посередине
Сгиб
3.4. Окончательная
обработка петель
3 4.1. Первый спо-
соб
3.4.2. Второй спо-
соб
Закрепляют петли (соеди-
няя детали палочки и под-
борта с двух сторон пла-
нок) отделочными строч-
ками (строчки 2 и 2'),
прокладывая их вдоль со-
вмещенных швов притачи-
вания планки на расстоя-
нии 0,1 — 0,2 см от них
Совмещают швы прита-
чивания планки, отгиба-
ют подборт и полочку,
стачивают припуски швов
притачивания планки на
полочке и подборте, рас-
полагая строчку на 0,1 см
от строчек притачивания
планки (строчка 2).
Сторону петель со сторо-
ны планки подшивают
потайными подшивоч-
ными стежками частотой
3 — 4 стежка в 1 см (строч-
ка 2')
Потайные подшивочные стежки
4.7.5. Обработка потайной застежки и застежки обтачками-подбортами
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка потай- ной застежки (см. рис. 30, <?) 1.1. Проверка дета- лей кроя Полочка с припуском на обработку застежки —
159
Продолжение 4.7.5
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2. Разметка зас-
тежки
На полочке, цельнокро-
енной с припуском, на
застежке намечают ли-
нии:
7 — линия ширины по-
тайной планки;
2 — линия середины
полочки;
3 — линия борта в гото-
вом виде (расстояние
между линиями 1 и 2 рав-
но половине ширины за-
стежки);
4 — линия сгиба планки
(расстояние между лини-
ями 3 и 4 равно ширине
планки);
5 — линия края борта
на потайной планке
(расстояние между ли-
ниями 4 и 5 равно ши-
рине планки);
6 — линия ширины план-
ки (расстояние между
линиями 5 и 6 равно ши-
рине планки плюс при-
пуск на шов 1 см)
1.3. Обработка по-
тайной планки
Заутюживают деталь по-
лочки по линии борта
полочки (линия 3) и по
линии борта планки (ли-
ния 5). По линии 1 про-
кладывают строчку, со-
единяя припуски
Отгибают потайную (внут-
реннюю) часть планки в
сторону борта полочки.
Приутюживают.
Обрабатывают петли на
потайной части планки
на петельном полуавто-
мате, располагая их па-
раллельно краю борта
160
Окончание 4.7.5
Наименование
операции
Технические условия
на выполнение операции
2. Обработка зас- тежки обтачками- подбортами (см. рис. 30, е) 2 1. Проверка дета- лей кроя Перед — 1 деталь. Подборт-обтачка — 1 деталь с застроченны- ми срезами
2.2. Обтачивание застежки На середине лицевой сто- роны переда двумя вза- имно перпендикулярны- ми линиями намечают линию застежки. Скла- дывают детали переда и обтачки лицевыми сто- ронами внутрь, уравни- вают срезы плечевые и горловины, обтачивают застежку двумя парал- лельными строчками, располагая их с двух сто- рон от линии застежки; расстояние между строч- ками равно 0,5 —0,8 см. К концу застежки строч- ки сводят на нет друг к другу. Разрезают застеж- ку по линии середины, не доходя до строчки в ее конце на 0,1—0,2 см
2.3. Обработка шва
обтачивания
Настрачивают припуски
шва обтачивания застеж-
ки на обтачку швом ши-
риной 0,1—0,2 см. Вы-
вертывают, приутюжи-
вают с выправлением
канта из переда. В гото-
вом виде внутренний
край обтачки пришива-
ют потайными стежками
к переду, располагая их
через 8 — 10 см; приутю-
живают застежку
Рисунок
Обтачка
подборта
6 Силаева
161
4.8. ОБРАБОТКА БОКОВЫХ И ПЛЕЧЕВЫХ СРЕЗОВ
4.8.1. Обработка боковых срезов
Боковые срезы могут быть обработаны до или после обработки застежек.
Это зависит от технологической последовательности обработки, выбранной
технологом или закройщиком.
1. Перед (или полочки) складывают со спинкой лицевыми сторонами
внутрь, уравнивают срезы и надсечки и сметывают с посадкой спин-
кив верхней части бокового шва (приблизительно 8—10 см от проймы) и
посадкой полочки в области боковых карманов. Стачивают швом ши-
риной 1,0 — 1,5 см. В индивидуальном производстве ширина шва может быть
увеличена.
2. При соединении боковых срезов и срезов частей юбок типа «годе» низ
обрабатывают следующим образом. Строчку стачивания боковых срезов (строчка
/, рис. 31, а) отводят в сторону, т. е. ширину шва в области низа уменьшают до
0,5 —0,7 см (не доходя до среза низа на 8 — 10 см). Шов обметывают до «сту-
пеньки» образовавшейся строчки. Шов на «ступеньке» разутюживают. Затем
обметывают низ изделия (строчка 2, рис. 31, 6). Срезы стачивают в области
низа таким образом, чтобы строчка 3 была продолжением строчки стачивания
боковых срезов.
3. В массовом производстве боковые срезы соединяют без сметывания на
стачивающе-обметочной машине с посадкой спинки в области лопаток и по-
лочек в области бедер.
4. В изделиях из хлопчатобумажных тканей срезы полочки и спин-
ки обметывают (без ВТО) и закладывают в сторону переда. В изделиях из шер-
стяных и шелковых тканей срезы обметывают, а после стачивания
швы разутюживают. Если по модели боковые швы заутюживают, их обметыва-
ют после (или во время) стачивания.
4.8.2. Обработка плечевых срезов
1. Полочку и спинку складывают лицевыми сторонами внутрь, уравнивая
срезы, сметывают срезы по спинке, делая посадку по спинке (на выпуклость
лопаток), отступив от горловины 1,5 —2,0 см, и заканчивают не доходя до
162
срезов проймы на 3 — 4 см (рис. 32). Величина посадки определяется фигурой
заказчика, свойствами ткани, а также конструкцией изделия.
2. При наличии вытачки величина посадки незначительная или отсутствует
совсем.
3. Стачивают плечевые срезы по полочке швом шириной 1,0 — 1,5 см. При
индивидуальном изготовлении эта величина может быть больше.
4. Плечевые срезы в изделиях без рукавов стачивают одной строчкой.
5. Если плечевые срезы стачивают на машине цепного стежка, кромку
не ставят и стачивают их одной строчкой.
6. При стачивании плечевых срезов на машине челночного стежка од-
ной строчкой со стороны полочки прокладывают кромку таким образом,
чтобы один ее срез совпадал с плечевым срезом, а другой попадал бы под
строчку стачивания на 0,1 —0,2 см (рис. 33).
При стачивании плечевых срезов
двумя строчками их распола-
гают на расстоянии 0,1 — 0.2 см одну
от другой.
7. Плечевые швы разутюживают или
заутюживаю! согласно ТУ на изделие.
4.9. ВИДЫ ВОРОТНИКОВ, ИХ ОБРАБОТКА
И СОЕДИНЕНИЕ С ГОРЛОВИНОЙ
Воротники могут быть: цельными (без шва по отлету); состоящими из двух
деталей (обтачные по отлету); состоящими из двух частей (т. е. иметь две пары
концов); одинарными (есть только верхний воротник).
Края воротников могут быть обработаны: обтачным швом; обтачным швом
с кантом и бейкой; окантовочным швом: с отделкой рюшем и кружевом
и т.д.
4.9.1. Виды воротников и их обработка
Воротник Технические условия на обработку Рисунок
1. Без прокладки 1.1. Верхний, цель- нокроенный с ниж- ним (без шва по от- лету) Перегибают воротник вдоль посередине и обта- чивают концы воротни- ка швом шириной 0,5 — 0,7 см.
163
Продолжение 4.9.1
Воротник
Технические условия
на обработку
Воротник вывертывают,
выправляют и выметыва-
ют обтачанные концы с
кантом из верхнего во-
рси ника; приутюжива-
ют, нитки временного
назначения удаляют, по-
вторно приутюживают
Рисунок
Сгиб
1.2. Состоящий из
двух деталей (верх-
него и нижнего во-
ротника)
Верхний воротник на-
кладывают на нижний
лицевыми сторонами
внутрь, обтачивают по
концам и отлету швом
шириной 0,5 —0,7 см с
посадкой в углах и на
закруглениях; подрезают
шов на 0,2 —0,3 см. На
фигурных краях и в уг-
лах делают надсечки.
Вывертывают, выправ-
ляя швы обтачивания,
выметывают с кантом из
верхнего воротника; при-
утюживают, нитки вре-
менного назначения уда-
ляют, приутюживают по-
вторно
2. С прокладкой
2.1. Клеевой
Дублируют нижний во-
ротник клеевой про-
кладкой таким образом,
чтобы под строчкой об-
тачивания оказалось
0,1 —0,2 см прокладки
2.2 Неклеевой
В изделиях из хлопча-
тобумажных тка-
ней прокладку накла-
дывают на изнаночную
сторону нижнего ворот-
ника. Нижний воротник
обтачивают в соответ-
ствии с ТУ по нижнему
воротнику
Неклеевая прокладка
нижнего воротника
164
Продолжение 4.9.1
Воротник
Технические условия
на обработку
Рисунок
В изделиях из шелко-
вых и шерстяных
тканей верхний ворот-
ник сметывают и стачи-
вают с прокладкой, вы-
полняя посадку из верх-
него воротника в углах
(строчка 7).
Наметывают верхний
воротник на нижний,
обтачивают по концам и
отлету (строчка 2).
Высекают прокладку из
припусков на 0,1 — 0,2 см.
Выметывают верхний
воротник в соответствии
с ТУ
Нижний воротник
Прокладка
Верхний воротник
3. С кружевом
(оборкой, кантом)
Кружево притачивают к
нижнему воротнику со
стороны кружева (строч-
ка 7).
Обтачивают верхний во-
ротник нижним (строч-
ка 2).
В концах воротника и на
закр^тлениях количество
сборок на оборке долж-
но быть больше, чем по
отлету
4. Состоящий из
двух частей
Срезы отлетов и концов
обрабатывают обтачным
швом.
Соединяют две части во-
ротника ручной закреп-
кой около среза стойки
5. Съемный отде-
лочный воротник
5 L Цельный
Деталь воротника скла-
дывают лицевыми сторо-
нами внутрь, обтачива-
ют концы и срез стойки,
оставляя не обтачанным
участок 2,5 —3,0 см на
стойке (рис. а)
а
165
Окончание 4.9.1
Воротник
Технические условия
на обработку
Рисунок
5.2. Со швом по от-
лету
5.3. С окантовкой
по срезу стойки
6. Одинарный
Через полученное отвер-
стие вывертывают ворот-
ник на лицевую сторону,
обрабатывают шов обта-
чивания и застрачивают
(или подшивают) откры-
тый участок (рис. б)
Воротник обтачивают по
концам, отлету и стой-
ке, оставляя не обтачан-
ным участок для вывер-
тывания. После обработ-
ки шва обтачивания от-
верстие застрачивают (или
подшивают)
Срез стойки может быть
обработан окантовочным
швом с закрытым срезом
Одинарный воротник
может быть отложным, в
виде оборки, кокилье
и т.д. Срезы концов и от-
лета могут быть обрабо-
таны:
окантовочным швом с
закрытым срезом;
швом вподгибку;
кружевом и т.д.
4.9.2. Соединение воротников с горловиной
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение во- ротника с горлови- ной в изделиях с лацканами 1.1. Из тонкой ткани Борт и уступ обтачаны. Подборт и борт сложены лицевыми сторонами внутрь.
166
Продолжение 4.9.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Готовый воротник вкла-
дывают между подбортом
и горловиной изделия,
вкалывают, вметывают и
втачивают в горловину,
совмещая лицевую сторо-
ну нижнего воротника с
лицевой стороной полоч-
ки. Втачивают по воротни-
ку следующим образом:
от левого уступа до вер-
шины левого подборта
одной строчкой соединя-
ют горловину полочки,
оба воротника и подборт;
около вершины подбор-
та рассекают припуски
на шов втачивания во-
ротника; отгибают верх-
ний воротник и втачива-
ют в горловину спинки
только нижний воротник
до вершины правого под-
борта, рассекая припус-
ки около него;
затем втачивают ворот-
ник вместе с правым под-
бортом до усгупа одной
строчкой; строчку втачи-
вания воротника не пре-
рывают
Срез стойки верхнего во-
ротника на участке гор-
ловины спинки подгиба-
ют таким образом, что-
бы подогнутый край
перекрывал шов втачи-
вания нижнего воротни-
ка (строчка 7) на 0,1 —
0,2 см, и настрачивают
(строчка 2) его в шов
втачивания нижнего во-
ротника.
Воротник в готовом виде
приутюживают
167
Продолжение 4 9.2
Наименование операции Технические условия на выполнение операции Рисунок
Примечание Воротник вметывают и втачивают с посадкой во- ротника нал плечевыми швами: на расстоянии 1,5 — 2,0 см в сторону гор- ловины спинки и 3 — 4 см в сторону полочки —
1 2. Из толстой тка- ни Борта и уступы обработа- ны полностью Нижний воротник втачи- вают в горловину изде- лия, одновременно (од- ной строчкой) соединя- ют верхний ворогник с подбортами (строчка 7). Рассекают шов втачива- ния нижнего воротника в горловину около вер- шины подбортов; шов в области горловины спин - ки заутюживают на во- ротник; швы соединения в области горловины по- лочки и подбортов и на
2^ 1 1 f £ /
Верхнем, и на нижнем воротниках разутюжива- ют. Разутюженные швы горловины полочки и подборта соединяют вручную или на машине, отступив от шва втачи- вания воротника на 0,1 —0,2 см (строчка 2)
Срез верхнего воротни- ка подгибают и настра- чивают его на шов вта- чивания нижнего ворот- ника в горловину
t i 1 Е Верхний воротник /
спинки швом шириной 0,1 — 0,2 см. Воротник приутюжива- ют / Шов разутюжен
168
I[родолжение 4.9.2
Наименование
операции
2. Соединение во-
ротника с горлови-
ной в изделиях с
застежкой доверху
2.1. Из тонкой тка-
ни
2.2. Из толстой тка-
ни
Технические условия
на выполнение операции
Подборта или припуски
на обработку борта (за-
меняющие подборта)
выкраивают такой ши-
рины, чтобы они пере-
крывали точку уступа на
1,5 —3,0 см
Перед соединением изде-
лия с воротником борта
полностью обрабатывают
Воротник складывают с
изделием, совмещая ли-
цевую сторону нижнего
воротника с лицевой сто-
роной изделия, уравни-
вают срезы, вкалывают
булавками, вметывают,
втачивают нижний ворот-
ник швом шириной 0,7 —
1,0 см о г у сту па до уступа
по нижнему воротнику
(строчка /). Срезы подбор-
тов должны попас гь в шов
втачивания воротника.
Шов отгибают на ворот-
ник.
Срез стойки верхнего во-
ротника подгибают на
0,5 —0,7 см, перекрывая
шов втачивания нижне
го воротника, и настра-
чивают швом шириной
0.1 — 0,2 см (строчка 2)
Совмещают лицевую сто-
рону верхнею воротни-
ка с изнаночной сторо-
ной изделия, уравнивают
срезы, вкалывают, вме-
тывают, втачивают от ус-
тупа ло уступа строчкой
шириной 0,7—1,0 см
(строчка /) но верхнему
воротнику. Срезы под-
бор гов должны попасть в
шов втачивания верхне-
го воротника.
Подгибают срез стойки
нижнего воротника и
Рисунок
169
Продолжение 4.9.2
Наименование операции Технические условия на выполнение операции настрачивают его в шов втачивания верхнего во- ротника (строчка 2)
3. Соединение от- ложного воротника с горловиной с по- мощью обтачки 3 1. Обработка об- тачки Выкраивают обтачку по форме горловины. Если обтачка состоит из не- скольких частей, швы стачивают и разутюжи- вают. Если изделие с за- стежкой, вершины под- бортов притачивают к обтачке. Обрабатывают внутрен- ние срезы обтачки: в изделиях из неосыпасмых тканей подгибают срезы на 0,5 см внутрь и застрачи- вают швом шириной 0,1 — 0,2 см (рис. а); обметывают, если по- зволяют свойства ткани или если обтачка про- дублирована (рис. б); обметывают и застрачи- вают срезы, если ткань тонкая и легкоосыпае- мая (рис. в)
Рисунок
3.2. В изделиях из
тонкой ткани
Воротник (верх! шй и ниж-
ний), изделие, обтачку
втачивают в горловину
одной строчкой, распо-
лагая воротник между из-
делием и обтачкой, швом
шириной 0,7—1,0 см
(строчка 7).
Шов втачивания воротни-
ка выметывают (или при-
утюживают). Внутренние
края обтачки прикрепля-
ют к плечевым швам ко-
роткой машинной строч-
кой (строчка 2). Вдоро1их
изделиях или изделиях с
большим вырезом горло-
вины обтачку прикрепля-
ют потайными подшивоч-
ными стежками (машин-
ными или ручными) к
170
Продолжение 4,9.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Примечание
3.3. В изделиях из
толстой ткани
4. Соединение от-
ложного воротника
с изделием с помо-
щью косой бейки
4.1. Обраб» >тка бей-
ки
переду и спинке по всей
длине горловины или в
нескольких местах, пред-
варительно приметав край
об гачки к горловине
Шов соединения ворот-
ника с горловиной может
быть закреплен отделоч-
ной строчкой (строчка 2).
Нитки временного на-
значения удаляют, во-
ротник приутюживают
Нижний воротник втачи-
вают в горловину изде-
лия; верхний воротник
соединяют с обтачкой, не
прерывая строчку, швом
шириной 0,7—1,0 см
(строчка 7).
Швы втачивания верхне-
го и нижнего воротников
разутюживают.
Припуски горловины и
обтачки соединяют меж-
ду собой,совместив швы
втачивания верхнего и
нижнего воротников на
машине или вручную,
располагая строчку на
0,1 —0,2 см от шва вта-
чивания (строчка 2).
Внутренние края обтач-
ки прикрепляют к изде-
лию так же, как и в из-
делиях из тонких тканей
Бейку выкраивают под
углом 45° к нити основы
по длине обрабатывае-
мого среза. Она может
быть одинарной (рис. а)
или двойной (рис. б).
Двойную бейку заутю-
живают вдоль посереди-
не. Ширина бейки в го-
товом виде составляет
1,0-1,5 см.
171
Продолжение 4.9.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
4.2. Соединение во-
ротника с бейкой
Для изделий из тонких
тканей бейку выкраива-
ют из основного матери-
ала, для изделий из тол-
стых тканей — из шелко-
вой ткани в цвет изделия
В изделиях из тонких тка-
ней воротник с бейкой
втачивают тем же спосо-
бом, что и воротник с
обтачкой.
Внутренний край оди-
нарной бейки подгиба-
ют и настрачивают на
изделие (швом шириной
0,1 —0,2 см, рис. а).
Внутренний край двой-
ной бейки настрачивают
на изделие (швом шири-
ной 0,1 — 0,2 см, рис. б)
5. Соединение с из-
делием воротника-
стойки
5.1. С завязываю-
щимися концами
5.2. Собственно во-
ротника-стойки
Деталь воротника-стойки
(без шва по отлету) пере-
гибают вдоль посередине
и обтачивают по концам
и вдоль длины завязыва-
ющейся части до надсе-
чек, определяющих длину
среза стойки воротника
(рис. а). Воротник вывер-
тывают, выправляют, вы-
метывают, приутюживают
Втачивают сначала внут-
реннюю часть стойки от
уступа до уступа (строч-
ка 7).
Настрачивают подогнутый
срез стойки внешней час-
ти воротника в шов вта-
чивания, закрывая сгибом
шов (строчка 2) (рис. б)
Воротник-стойку соеди-
няют так же, как и отлож-
ной воротник (см. выше)
5.3. Отложного на
притачной стойке
Воротник обрабатывают
по общим правилам.
Стойка состоит из двух
деталей: внутренней и
172
Окончание 4.9.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
внешней. Внутренняя
часть стойки может быть
продублирована.
Готовый воротник вкла-
дывают между деталями
стойки, сложенными ли-
цевыми сторонами внутрь,
уравнивают сре ты и при-
тачивают воротник одно-
временно обтачивая кон-
цы стойки (строчка 7).
Отгибают стойку, совме-
щая ее изнаночные сто-
роны, приутюживают.
Втачивают воротник в
горловину по общим пра-
вилам (строчки 2 и 5)
6. Соединение оди-
нарного воротника с
горловиной
Втачивают обработан-
ный одинарный ворот-
ник в горловину так же,
как двойной воротник'
с помощью обтачки
(рис.д);
с помощью бейки
(рис. б): 1 — втачивание
воротника; 2 — настра-
чивание бейки
173
4.9.3. Способы обработки горловины в изделиях без воротника
Способ обработки
Технические условия
на выполнение
Рисунок
1. Обтачкой, вык-
роенной по форме
горловины
Готовую обтачку (см.
«Соединение воротника
с изделием с помощью
обтачки»), выкроенную
по форме горловины,
шириной 2,5 — 3,0 см на-
кладывают на лицевую
сторону изделия лицевой
стороной вниз, приме-
тывают, обтачивают гор-
ловину (строчка 2); шов
обтачивания рассекают в
углах и на закруглениях
и настрачивают на об-
тачку’ (строчка 3) швом
шириной 0,1—0,2 см.
Обтачку отгибают на
горловину, выправляют
(выметывают) кант из
ткани изделия, приутю-
живают.
Внутренние края обтач-
ки прикрепляют так же,
как при соединении во-
ротника с изделием с по-
мощью обтачки
2. Обтачкой (бей-
кой), выкроенной
по косой
2.1. Одинарной
Эти способы рекоменду-
ют для изделий из про-
зрачных, легкоосыпае-
мых тканей
Обтачку (стачанную в
кольцо, если изделие без
застежки) укладывают
на лицевую сторону гор-
ловины лицевой сторо-
ной вниз, обтачивают
горловину швом шири-
ной 0,5 — 0,7 см. Шов об-
тачивания рассекают и
направляют в сторону
обтачки (строчка 1 на
рис. а, б).
Огибают обтачкой шов
обтачивания, подгиба-
ют срез обтачки на 0,5 —
0,7 см и настрачивают
б
Изнаночная
сторона
Лицевая сторона
174
Продолжение 4.9.3
Способ обработки Технические условия на выполнение Рисунок
сгиб обтачки, перекры- вая им строчку обтачи- вания на 0.1 —0,2 см (строчка 2, рис. о). Ши- рина шва настрачива- ния подогнутого края — 0,1 —0,2 см. Отгибают обтачку на из- наночную сторону изде- лия, приутюживают с кантом из горловины (рис. б). Обтачку прикрепляют к плечевым швам
2.2. Двойной Обтачку (бейку) заутю- живают вдоль по середи- не (ширина обтачки в крое — 2,5 — 3,0 см), ста- чивают концы. Обтачивают горловину, располагая обтачку на лицевой стороне изделия (строчка 7), уравнивая срезы обтачки и горло- вины. Настрачивают шов обта- чивания на обтачку швом шириной 0,1 —0,2 см (строчка 2). Отгибают обтачку на из- наночную сторону изде- лия, выправляют кант из горловины, настрачива- ют внутренний сгиб об- тачки на полочку (строч- ка 3). Ширина шва 0,1 — 0,2 см. Приутюживают
— 2
Изнаночная сторона I
3. Окантовочным швом Окантовку выкраивают по косой. Части окантов- ки и ее концы стачивают, если изделие без зас- тежки. Ширина окантовки зави- сит от ширины оканто- вочного шва и способа обработки (с закрытым или с открытым срезом).
175
Продолжение 4.9.3
Способ обработки
Технические условия
на выполнение
Рисунок
Если изделие с зас-
тежкой, его обрабаты-
вают без обтачивания
уступа борта. Концы об-
тачки около края борта
подгибают на изнаноч-
ную сторону обтачки на
1 см и обтачивают гор-
ловину, уравнивая сре-
зы, по обтачке швом
шириной, равной шири-
не окантовки в готовом
виде (строчка /, рис. а).
Затем огибают шов об-
тачивания окантовкой и
прокладывают вторую
строчку в шов обтачива-
ния, застрачивая подо-
гнутый край окантовки
(строчка 2, рис. б).
В изделиях из тол-
стых тканей горло-
вину окантовывают окан-
товочным швом с от-
крытым срезом, предва-
рительно обметывают
внутренний срез обтачки.
В изделиях из тонких
тканей горловину об-
рабатывают окантовоч-
ным швом с закрытым
срезом (рис. б).
Допускают настрачивать
окантовку по окантовке
на расстоянии 0,1 см от
шва обтачивания.
При наличии спецпри-
способления окантовку
соединяют с горловиной
одной строчкой (рис. в).
Горловину в готовом виде
приутюживаю!
176
4.10. ВИДЫ РУКАВОВ БЕЗ МАНЖЕТ И СПОСОБЫ ИХ ОБРАБОТКИ
4.10.1. Виды рукавов
В легкой женской одежде рукава очень разнообразны как по конструкции,
так и по отделке.
а
в г
Рис. 34
В зависимости от
количества швов ру-
кава могут быть: одно-
шовные (рис. 34, а);
двухшовные — с перед-
ним и локтевым швами
(рис. 34, б) или с верх-
ним и нижним швами
(рис. 34, в); трехшовные
(рис. 34, г).
Низ рукавов может
быть гладким (рис. 35,
а — г), с застежками
(рис. 36, в) и без них,
с манжетами притачны-
ми (рис. 36, а) или от-
ложными (рис. 36, б).
Рукава различаются
покроем: втачные, рег-
лан, цельнокроеные,
комбинированные.
В зависимости от мо-
дели они могут быть с
вытачками, подрезами,
складками, рельефами,
буфами и т. д.
По длине различают
следующие рукава:
длинные (рис. 35, а),
короткие (рис. 35, б),
три четверти (рис. 35, в),
семь восьмых (рис. 35, г).
Рис. 36
177
4.10.2. Соединение срезов рукавов
Наименование операции Технические условия па выполнение операции Рисунок
1. Стачивание сре- зов рукавов Перед соединением сре- зов на рукавах обрабаты- вают вытачки, буфы, ре- льефы и т. д. Части рука- вов склд ibiBLb -т лицевыми сторонами внутрь, урав- нивают срезы и стачива- ют швом шириной 1,0 — 1,5 см. Срезы заутюжива- ют (по модели) или разутюживают, в издели- ях из хлопчатобумажных тканей — отгибают. Передние срезы стачивают по верхней половинке (ча- сти) рукава. Локтевые — по нижней, с посадкой верхней половинки в об- ласти локтя —
2. Подготовка ру- кавов к дальнейшей обработке Проверяют симметрич- ность рукавов, намечают линию низа и дополни- тельные линии (по мо- дели)
3. Особенность со- единения срезов при обработке низа по незамкнутому контуру Низ рукава может быть обработан (обтачками, окантовкой, бейками) до соединения срезов (т.е. по незамкну- тому конт уру). Пос- ле стачивания срезов все швы внизу рукава долж- ны совпадать, припуск на шов стачивания рука- ва настрачивают двой- ной машинной строчкой длиной 0.7— 1,0 см по- перек шва на расстоянии 0,3 —0,4 см от низа так, чтобы срезы припуска не были видны с лицевой стороны v У^о^о^ 1 — притачивани 2 — стачивание с 3 — настрачиван] 1 3 I е отделки резов не припуска
178
4.10.3. Способы обработки низа рукавов без манжет
Способ обработки Технические условия на выполнение Рисунок
1. Швом вподгибку с отделочной строч- кой изделий — || || || 1_ Ji 11 II II Ji
1.1. Из тонких тка- ней Обрабатывают низ рука- вов швом вподгибку с закрытым срезом 0,7— 1,0 По модели
1.2. Из толстых тка- ней Обрабатывают низ рука- вов швом вподгибку с от- крытым (предварительно обметанным) срезом -> —h г: 0.4-0,5 Е 1
2. Швом вподгиб- ку без отделочной строчки изделий —
2Л. Из тонких тка- ней Сначала застрачивают срез низа, подогнув его на 0,7—1,0 см, швом шириной 0,2 см (строч- ка 7), затем швом впод- гибку. Край подгиба низа подшивают потайными подшивочными стежка- ми (строчка 2) ручными или на машине потайно- го стежка
1 V л2-
1.2. Из толе гых тка - ней Обрабатывают срез на краеобметочной машине, заметывают припуск на изнаночную сторону и, отогнув на 0,4 —0,5 см, срез низа подшивают по- тайными стежками -4 , 1 0,4-0,5 r-*- - —
179
Продолжение 4.10.3h
Способ обработки
Технические условия
на выполнение
Рисунок
3. Швом вподгибку
с тесьмой
Срез низа может быть об-
работан шелковой тесь-
мой в цвет ткани изделия.
Сначала настрачивают
тесьму на срез низа рука-
ва (на расстоянии 0,1 см
от края тесьмы), затем
подгибают припуск (ши-
рина подгиба — по мо-
дели) и подшивают по-
тайными стежками вруч-
ную или на спецмашине
4. Обтачным швом
Этот способ применяют
при обработке рукава с
фигурной линией низа
4.1. Обтачки
Обтачку выкраивают по
форме низа рукава; нить
основы проходит, как на
рукаве.
Обтачка может быть с
прокладкой и без нее (в
зависимости от свойств
ткани и модели).
Верхний срез обтачки в
изделиях из тонких тка-
ней застрачивают; в изде-
лиях из толстых тканей —
обметывают и подшива-
ют потайными стежками
(см. рис. ниже)
Обтачка
с застроченным срезом
4.2. Низа рукава
Низ рукава обтачивают
по общим правилам —
до стачивания среза ру-
кава или после обработ-
ки всех срезов (в послед-
нем случае обтачку стачи-
вают по боковым сторо-
нам до обтачивания)
Шов обтачивания (строч-
ка 7) настрачивают
на обтачку шириной шва
0,1 — 0,2 см (строчка 2 на
рис. а) или закрепляют
Потайные стежки
180
Продолжение 4.10.3
Способ обработки
Технические условия
на выполнение
Рисунок
5. Окантовочным
швом
6. Бейками
6.1. Выкраивание
бейки
6.2. Обработка низа
бейкой
отделочной строч-
кой (см. строчку 2 на
рис. б)
Верхний край обтачки
соединяют с рукавом по-
тайными стежками (ма-
шинными или ручными)
или на стачивающей ма-
шине (сгрочка 5)
Выкраивают рукава без
припуска на подгиб низа,
окантовывают полосками
ткани, выкроенными из
основной или отделочной
ткани, одинарными или
двойными, или тесьмой
Бейки выкраивают из от-
делочной или основной
ткани под углом 45° к
нити основы.
Если низ рукава фигур-
ный, форма бейки долж-
на соответствовать форме
низа рукава.
Бейки, выкроенные по
косой, могут быть про-
дублированы проклад-
ками
Бейку накладывают ли-
цевой стороной на изна-
ночную сторону рукава,
уравнивают срезы, обта-
чивают (строчка 7), от-
гибают бейку на лице-
вую сторону рукава.
Настрачивают шов обта-
чивания на рукав (строч-
ка 2), выметывают (зау-
тюживают) швы с кан-
том из бейки.
Верхний срез бейки под-
гибают на 0,7— 1,0 см и
настрачивают на рукав
швом шириной 0,1 —
0,2 см (строчка 3)
181
Продолжение 4.10.3
Способ обработки
Технические условия
на выполнение
Рисунок
7. С отворотами
Припуск на подгиб низа
(1,5 — 2,0 см) увеличива-
ют на удвоенную шири-
ну отворота плюс 0,7 —
1,0 см на обработку (под-
гибание) среза (если
ткань толстая, то срез
низа только обметыва-
ют).
Намечают на рукаве:
верхний край отворота —
линия 2; линии низа ру-
кава — линии 1 и 5, ли-
нию подгиба низа — ли-
ния 4
8. Эластичной
тесьмой
8.1. Один ряд тесь-
мы
Совмещают линии 1 и 3;
заутюживают сгиб края
отворота по линии 2,
подгибают припуск на
шов (0,7— 1,0 см) и на-
страчивают подогнутый
край на изнаночную сто-
рону рукава швом шири-
ной 0,1 —0,2 см.
Отгибают отворот на ли-
цевую сторону рукава.
Заутюживают по линии
низа
настрачивания
припуска
Припуск на обработку
низа равен ширине тесь-
мы- плюс 0,3 —0,5 см и
ширине подогнутого
края — 0,7— 1,0 см
Ширина тесьмы
+ 0,3-0,5
0,7-1,0
182
Продолжение 4.10.3
Способ обработки
Технические условия
на выполнение
Рисунок
Обрабатываю! срез низа
рукава швом вподгибку с
закрытым срезом (ши-
рина шва зависит от ши-
рины тесьмы плюс 0,3 —
0,5 см). Для продергива-
ния тесьмы или остав-
ляют не стачанным
участок при настрачива-
нии припуска низа рука-
ва (1,2— 1,5 см), или об-
метывают петлю на спец-
машине в непосредствен-
ной близости от шва
стачивания рукава со сто
роны припуска рукава
Нарезают тесьму нужной
длины, продергивают ее
с помощью булавк и (или
на спецмашине). Соеди-
няют концы тесьмы на-
кладным швом с откры-
тыми срезами (ширина
шва — 1,2 — 1,5 см). Зиг-
загообразную строчку
прокладывают перпен-
дикулярно длине тесьмы
Шов стачивания
8.2. Несколько ря-
дов эластичной
гесьмы с двойной
оборкой по низу
рукава
8 2.1. Первый спо - соб — швом впод- гибку Припуск на обработку низа рукава увеличивают на нужное количество рядов для тесьмы (с уче- том 0,3 — 0,5 см для каж- дого ряда) плюс при- пуск на оборку по моде- ли, плюс 0,7— 1,0 см на обработку среза низа ру- кава.
183
Продолжение 4.10.3
Способ обработки
Технические условия
на выполнение
Рисунок
Примечание
8.2.2. Второй спо-
соб — с обтачкой по
низу рукава
8.3. Один ряд эла-
стичной тесьмы с
одинарной обор-
кой
Подгибают припуск низа
(по линии низа) на из-
наночную сторону, под-
гибают срез низа на 0.7 —
1,0 см и прокладывают
первую машинную строч-
ку на расстоянии 0,1 —
0,2 см от подогнутого края
(строчка 7). Остальные
строчки прокладывают
на расстоянии, равном
ширине эластичной тесь-
мы плюс 0,3 — 0,5 см для
каждого ряда (строчки 2
и 3). Для продер! ивания
тесьмы оставляют не
стачанные участки на
строчках, равные 1,2 —
1,5 см, или обметывают
петли на припуске низа
рукава для каждого ряда
тесьмы. Продергивают
тесьму в полученные ку-
лиски и застрачивают
срезы тесьмы зигзагооб-
разной строчкой
Последовательность про-
кладывания строчек мо-
жет быть обратной
Обтачивают срез низа
обтачкой (строчка 7),
настрачивают шов на об-
тачку (строчка 2). Про-
кладывают строчки (см.
1-й способ) для образо-
вания кулиски (строчки 3,
4, 5) и продергивают в
них тесьму
Обрабатывают срез низа
рукава: швом вподгибку,
окантовкой или бейкой
и т. д.
С изнаночной или лице-
вой стороны (по моде-
ли) настрачивают зау-
тюженную с двух сторон
184
Окончание 4.10.3
Способ обработки
Технические условия
на выполнение
Рисунок
полоску основной (отде-
лочной) ткани, выкро-
енную с учетом припус-
ков на обработку доле-
вых и торцевых срезов.
Отверстие для продерги-
вания тесьмы обрабаты-
вают в одном из швов
настрачивания или об-
метывают петлю на по-
лоске кулиски.
Продергивают тесьму Ста
чивают ее концы зигзаго-
образной строчкой
4.11. ВИДЫ МАНЖЕТ, СПОСОБЫ ОБРАБОТКИ
И СОЕДИНЕНИЯ ИХ С РУКАВАМИ
4.11.1. Виды манжет
Манжеты бывают: прямые (рис. 37, а, б, в) и фигурные (рис. 37, г, д); при-
тачные (рис. 37, 6, в, д) и отложные (рис. 37, а, г); замкнутые (рис. 37, а, г, д)
и с застежкой на петли и пуговицы (рис. 37, б) или с застежкой запонками
(рис. 37, в).
Рис. 37
185
4.11.2. Виды манжет и способы их обработки
Манжеты Технические условия на обработку
1. Прямые замкну- тые 1.1. Выкраивание манжеты Манжеты выкраивают в виде прямоугольника, ширина которого равна удвоенной ширине ман- жеты в готовом виде плюс 2 — 3 см на шов соеди- нения с рукавом; длина равна длине манжеты в готовом виде плюс 1,5 — 2,0 см на шов стачива- ния. Манжета может быть выполнена с прокладкой и без нее
1.2. Обработка ман- жеты Складывают манжету ли- цевыми сторонами внутрь, уравнивают концы и ста- чивают в кольцо швом шириной 0,7—1,0 см. Шов ра }утюживают или (в изделиях из хлопчатобу- мажных тканей) раскла- дывают на две стороны. Складывают манжету вдоль посередине (по ли- нии края манжеты в гото- вом виде) изнаночной стороной внутрь и при- утюживают (или заметы- вают) по низу
2. Прямые с застеж- кой 2.1. Выкраивание манжеты Длина манжеты в крое равна длине манжеты в го- товом виде плюс припуск на застежку 2 — 3 см, плюс припуск на обта- чивание концов (0,5 — 0,7 см с каждой сторо- ны). Ширина манжеты в крое равна удвоенной шири- не манжеты плюс при- пуск на шов притачива- ния с каждой стороны. Если требуется, дубли- руют подманжету про- кладкой
Рисунок
манжеты
186
Продолжение 4.11.2
Манжеты
2.2. Обработка ман-
жеты
Технические условия
на обработку
Обтачивают концы ман-
жет (по модели) швом
шириной 0,5 —0,7 см.
Углы высекают, припус-
ки подрезают, выверты-
вают манжету, выметы-
вают с кантом из ман-
жеты или враскол,
приутюживают (рис. д).
Обметывают петлю на
петельном полуавтомате.
Если петли навесные,
готовую петлю вклады-
вают в шов обтачивания
одного из концов (рис. б).
Если петля обтачная
(рис. в), ее обтачивают до
обработки концов манже-
ты. Обработку обтачной
петли на подманжетах вы-
полняют после обтачива-
ния концов манжеты (см.
«Виды и обработка петель
в верхней одежде»).
Отделочную строчку по
манжете (если требуется
по модели) прокладыва-
ют после соединения ее
с рукавом
Рисунок
а
Строчка обтачивания
концов манжеты
б в
3. Замкнутые фи-
гурные
3.1. Выкраивание
манжеты
Манжеты выкраивают из
двух частей: ширина ман-
жеты в крое равна шири-
не манжеты в готовом
виде плюс припуски на
обтачивание среза и при-
тачивание манжеты к ру-
каву; подманжету выкра-
ивают уже манжеты на
ширину канта.
По длине детали выкра-
ивают, равными длине
манжеты в готовом виде
плюс припуски на шов
стачивания концов (1,5 —
2,0 см)
Подманжета
Длина манжеты
в готовом виде
187
Продолжение 4.11.
Манжеты Технические условия на обработку Рисунок
3.2. Обработка ман- жеты Обтачивают манжету (строчка 7) подманже- тои по общим правилам до стачивания концов деталей. Складывают манжет}' с подманжетои поперек по- середине и, совместив шов обтачивания и срезы краев, стачивают швом шириной 0,7—1,0 см Шов разутюживают (строчка 2) Перегибают манжету по шву обтачивания лице- выми сторонами наружу, выметывают (приутюжи- вают) с кантом из ман- жеты. Прокладывают от- делочную строчку, если это не противоречит мо- дели (строчка 3) 2
5^ 7-^ £= д tb 1
Примечание Последовательность обра- ботки может быть иной: 1) стачивают концы ман- жеты и подманжеты; 2) обтачивают манжету подманжетом; 3) обрабатывают шов об- тачивания —
4. Фигурные с зас- тежкой 4.1. Выкраивание манжеты Манжета состоит из ман- жеты и из подманжсты. Манжету выкраивают по длине, равной длине ман- жеты в готовом виде плюс припуск на засгежку, плюс 1,0 — 1,5 см на об- тачивание концов ман- жеты; по ширине манже- та в крое равна ширине манжеты в готовом виде плюс припуск на шов притачивания к рукаву, плюс припуск на шов обтачивания Подманжету выкраивают по длине, равной длине Аа 4 ’•/7
J Манжета ,0,5-0,7 <—
Под манжета Припуск на застежку > _±t
188
Продолжение 4.11.2
Манжеты
Технические условия
на обработку
Рисунок
4.2. Обтачивание
манжеты
4.3. Обработка кон-
цов манжет
4 3.1. Первый спо-
соб
манжеты, по ширине
подманжета уже манже-
ты на ширину канта.
Манжета может быть с
прокладкой и без нее
Манжету складывают с
подманжетой лицевыми
сторонами внутрь, урав-
нивают срезы, обтачива-
ют по общим правилам
по концам и нижнему
краю с посадкой из ман-
жеты на фигурных участ-
ках и углах. Рассекают в
углах припуск шва, вы-
секают углы и подреза-
ют припуск. Вывертыва-
ют, выправляют шов и
выметывают (приутюжи-
вают) с образованием
канта из манжеты по шву
обтачивания. Приутюжи-
вают; отделочную строч-
ку прокладывают после
притачивания манжеты к
рукаву, если это требу-
ется по модели
Обтачивают концы ман-
жет только по их боковым
сторонам (ширина шва
0,5 —0,7 см). Манжету
вывертывают, выправля-
ют шов, приутюживают
4.3.2. Второй спо- Складывают деталь ман-
го# жеты вдоль посередине,
уравнивают срезы и об-
тачивают концы манже-
ты таким образом: один
конец — по боковой сто-
роне (ширина шва 0,5 —
0,7 см); другой — по бо-
ковой стороне (ширина
шва 0,5 —0,7 см) и верх-
нему срезу манжеты.
Длина строчки по верх-
нему срезу равна длине
Ширина шва
притачивания манжеты
0,5-0,7
189
Окончание 4.112
Манжеты Технические условия на обработку Рисунок
припуска на застежку манжеты, ширина шва равна ширине шва при- тачивания манжеты к рукаву. Углы высекают, вывертывают манжету, выправляют швы, при- утюживают
4.11.3. Виды притачных манжет и способы их соединения с рукавами
Манжеты
Способ соединения
Рисунок
1. Притачные зам-
кнутые
Перед соединением ру-
кавов с манжетами рука-
ва должны быть полно-
стью обработаны, прове-
рены их симметричность
и длина
1. Манжету надевают на
лицевую сторону рукава
подманжетой вверх,
уравнивают срезы ман-
жеты и срез низа рука-
ва, совмещают (у одно-
шовного рукава) шов
рукава и шов стачива-
ния краев манжет.
Притачивают манжету
швом шириной 1,0 —
1,2 см. Срезы обметыва-
ют. Шов направляют на
рукав
2. Надевают манжету на
рукав, располагая лицевую
сторону манжеты к лице-
вой стороне рукава; при-
тачивают к рукаву только
манжету, совместив срезы
ни к* ру кава и верхний срез
манжеты швом шириной
0,8— 1,0 см (строчка 7).
Изнаночная
190
Окончание 4.11.3
Манжеты Способ соединения Рисунок
Отгибают манжету, шов притачивания заутюжи- вают в сторону манжеты; подгибают верхний срез подманжеты и настрачи- вают его сгиб (строчка 2) в шов притачивания манжеты (ширина шва со стороны подманжеты — 0,1—0,2 см); сгиб под- манжеты перекрывает шов притачивания ман- жеты на 0,1 —0,2 см
3. Аналогичен второму способу, но машинную строчку настрачивания подманжеты заменяют строчкой ручных потай- ных подшивочных стеж- ков с частотой 3 — 4 стежка в 1 см (строчка 2). В этом случае подогну- тый край подманжеты уравнивают со швом притачивания манжеты 7 Пота ПОДШИ1 сте; йные ВОЧН1 кки >ie
2
Подманжета
4. Выполняют сначала соединение подманжеты с рукавом (строчка 7), а затем, подогнув срез, на- страчивают край манже- ты на шов притачивания подманжеты швом ши- риной 0,2 см (строчка 2) 2 =
Х7
Подма нжета
2. Притачные с за- стежкой Соединение притачных незамкнутых (с застеж- кой) манжет осуществ- ляют теми же способа- ми, что и притачных замкнутых манжет (см. выше). Перед соединени- ем таких манжет обраба- тывают застежку в рука- вах —
191
4.11.4. Виды застежек в рукавах и их обработка перед соединением с манжетами
Застежка
Технические условия
на обработку
Рисунок
1. Застежка на ру-
кавах без разреза
(для прохождения
руки)
Участок низа рукава (дли-
ной около 4 см) обраба-
тывают швом вподгибку
с закрытым срезом. Ши-
рина шва — 0,5 —0,6 см.
Строчку прокладывают
на расстоянии 0,1 см оз
подогнутого края
2. Застежка в шве рукава 2 1. Обработанная первым способом Шов рукава с обметанны- ми срезами не дотачива- ют до среза низа на дзи- ну застежки рукава. Шов разутюживают, припуски нестачанного участка на- страчивают швом шири- ной 0,5 — 0,7 см
2.2. Обработанная вторым способом Шов рукава с обметан- ными срезами не дотачи- вают до среза низа на длину застежки, срезы припуска подгибают и настрачивают, отступив о г подогнутого края на 0,1 —0,2 см
3. Застежка на цельной детали, об- работанная оканто- вочным швом 3.1. Разметка зас- тежки Намечают линию за- стежки на рукаве. Разре- зают рукав по линии
3.2. Обработка раз-
реза
Рукав раскладывают по
линии разреза в прямую
линию и обрабатывают
192
Окончание 4.11.4
Застежка Технические условия на обработку Рисунок
разрез окантовочным швом с закрытым срезом (ширина окантовки 0,5 —0,7 см). Ширина шва по длине разреза — 0,5 — 0,7 см; к концу раз- реза она уменьшается до 0,2 см
3.3. Окончательная обработка застеж- ки Застрачивают окантовку в конце застежки под углом к ее краю (строчка 3) rt Р Z —3
Отгибают окантовочный шов на рукав. С лицевой стороны рукава его фик- сируют второй машин- ной строчкой (строчка 4 на рисунке застежки в готовом виде). Приутю- живают 1 2 =а I j У. 4 1 1
4.11.5. Способы соединения рукавов с отложными манжетами
Способ
соединения
1. Без дополнитель-
ных деталей
Технические условия
на соединение
Манжету вкладывают в
рукав, совмещая его из-
наночную сторону с ли-
цевой стороной манже-
ты, уравнивают срезы
низа и притачивают
швом шириной 0,7 см
(строчка 7). Срезы обме-
тывают.
Манжету отгибают на ли-
цевую сторону рукава,
шов притачивания настра-
чивают на рукав швом
шириной 0,2 —0,3 см
(строчка 2). Приутюжи-
вают, выправляют кант
из манжеты
7 Силаева
193
Продолжение 4. ILS
Способ
соединения
Технические условия
на соединение
Рисунок
2. С помощью двой-
ной косой бейки
Бейку, выкроенную под
углом 45° к нити осно-
вы, заутюживают вдоль
посередине; стачивают и
разутюживают шов со-
единения ее концов.
Манжету надевают на
рукав, совместив срезы
низа, располагают под-
манжетой к лицевой сто-
роне рукава; заутюжен-
ную бейку надевают на
манжету; уравняв ее сре-
зы со срезами низа рукава
и манжеты. Притачивают
одной строчкой, соединяя
три детали (строчка 1).
Настрачивают шов при-
тачивания манжеты на
бейку швом шириной
0,2 —0,3 см (строчка 2).
Верхний сгиб бейки на-
страчивают на рукав швом
шириной 0,1 —0,2 см
(строчка 3).
Отгибают манжету на ру-
кав, приутюживают низ
рукава с выправлением
канта (ширина канта оп-
ределяется моделью)
3. С помощью об- Выкраивают обтачку ши-
тачки риной 2 см по форме низа
рукава, концы обтачки
стачивают, шов разутю-
живают.
Внутренние срезы обтач-
ки застрачивают (строч-
ка 7), подогнув срез на
0,5 —0,7 см швом шири-
ной 0,1 —0,2 см, или
обметывают.
Готовую манжету наде-
вают на рукав, поверх
манжеты располагают
обтачку, совместив их
лицевые стороны, прита-
чивают по обтачке швом
194
Окончание 4.11.5
Способ соединения Технические условия на соединение Рисунок
шириной 0,7 см (строч- ка 2). Шов настрачивают на обтачку шириной 0,2 — 0,3 им (строчка 3). Обтач- ку отгибают на изнаноч- ную сторону рукава. Шов выметывают (или заутю- живают) с кантом из ман- жеты. Внутренний срез обтачки соединяют с рукавом на стачивающей машине или пслайными подшивочны- ми стежками (строчка 4)
Примечание Все виды отложных ман- жет подшивают над шва- ми рукава ручными потай- ными стежками, отогнув верхн ий край манжеты на 0,5 см !
4.12. СОЕДИНЕНИЕ РУКАВОВ С ПРОЙМАМИ.
ОБРАБОТКА ПРОЙМ В ИЗДЕЛИЯХ БЕЗ РУКАВОВ
4.12.1. Соединение рукавов с проймами
1. Окат рукава должен быть длиннее прой-
мы изделия на 4 — 6 см. Эта величина зависит
от направлений моды, свойств ткани, фигу- "
ры заказчика. ft
2. В индивидуальном производстве сначала
по окату рукава прокладывают две параллель- ______________________—
ные строчки с расстоянием между ними 0,5 см
(на машине или вручную). Затем стягивают Рис. 38
нитки, распределяя посадку (по модели) равномерно по всей длине верхней
части оката до контрольных знаков (рис. 38).
3. Дтя предохранения пройм от растяжения по краю проймы переда и спин-
ки на участках вниз от плечевого шва на 10 — 12 см и на расстоянии 0,7 — 1,3 см
от срезов прокладывают машинную строчку (рис. 39) вместо кромки. Приутю-
живают срез проймы на спецколодке.
4. Рукава могут быть втачаны в пройму после соединения боковых срезов и
до их соединения, т. е. в открытую пройму.
195
Рис. 39
5. В индивидуальном производстве рукава пред-
варительно вкалывают булавками, вметывают, со-
вмещая контрольные знаки, а затем втачивают
(ширина шва 1,0—1,5 см). В некоторых случаях по
нижней части оката рукав втачивают двойной
строчкой.
6. Все операции выполняют со стороны рукава.
7. Посадку по окату рукава сутюживают.
8. Срезы проймы обметывают со стороны ру-
кава.
4.12.2. Способы обработки пройм в изделиях без рукавов
Способ обработки Технические условия на обработку Рисунок
1. Обтачным швом 1.1. Обтачки Перед обработкой пройм соединяют боковые и плечевые срезы. Детали обтачек, выкроен- ных по форме проймы, стачивают в кольцо по бо- ковым сторонам, предва- рительно стачав их части Швы соединения распо- лагают строго по нити ос- новы; швы разутюживают —
1.2. Проймы обтач- кой Пройму обтачивают так же, как горловину в изде- лиях без воротника (см. 4.9.3). Обтачкой, выкроен- ной по форме проймы, обтачивают пройму швом шириной 0,5 —0,7 см (строчка 7), рассекают шов на вогнутых участках, обтачку отгибают, шов обтачивания настрачива- ют на обтачку (строчка 2); заутюживают обтачку с образованием канта из проймы на изнаночную сторону изделия Уточня- ют ширину обтачки, ее срез застрачивают в со- ответствии с ТУ (строч- ка 5) или обметывают ч Обтачка Изнаночная г-СЗ1 . сторона / \ изделия /
Застрачивание обтачки
Примечание Обтачивать пройму мож- но готовой (с застрочен- ным или обметанным
196
Продолжение 4.12.2
Способ обработки Технические условия на обработку Рисунок
срезом) обтачкой. Край обтачки прикрепляют к припускам боковых и плечевых швов ручным или машинным спосо- бом. В дорогостоящих из- делиях край обтачки при- шивают к изделию по- тайными подшивочными стежками в нескольких местах —
2. Окантовочным швом 2.1. В изделиях из тонких тканей Обрабатывают срез прой- мы окантовочным швом с закрытым срезом. Ши- рина окантовки опреде- ляется моделью (см 4 9.3) 1 2 х
2.2. В изделиях из толстых тканей Обрабатывают срез прой- мы окантовочным швом с открытым (обметан- ным) срезом Л z / 2^
3. Обтачкой (бей- кой), выкроенной под углом 45° к нити основы 3.1. Одинарной Окантовывакл срез прой- мы окантовочным швом с закрытым срезом, за- тем заутюживают (с кан- том из проймы) обрабо- танный край на изна- ночную сторону изделия. Прикрепляют окантовку по плечевым и боковым швам (см. 4.9.3) 2 I""'
3.2. Двойной Обтачивают пройму сло- женной вдвое обтачкой (ширина которой равна 2.5—3,0 см в крое), рас- полагая обтачку' с лице- вой стороны изделия. На- страчивают шов обтачи- вания на бейку (ширина шва равна 0,1—0,2 см), заутюживают бейку на 7 \ :\ да ч 1 1 1 1 1 1 ' \ Н-1
197
Окончание 4.12 2
Способ обработки Технические условия на обработку Рисунок
изнаночную сторону из- делия с образованием канта из проймы; на- страчивают сгиб бейки на пройму швом шири- ной 0,1 —0,2 см (см. гл. 4.9.3)
4.13. СПОСОБЫ СОЕДИНЕНИЯ ЛИФА ПЛАТЬЯ С ЮБКОЙ
Способ соединения Технические условия на выполнение Рисунок
1. Подготовка из- делия к соедине- нию лифа с юбкой 1.1. Обработка ли< ра Целиком обрабатывают полочки (перед) и спин- ка лифа: обрабатывают вытачки, складки, рельефы, от- делки; соединяют кокетки; обрабатывают застежку; выполняют карманы; соединяют плечевые и
/ \ V / \ 0 у / \ 9 1 \
э _
боковые срезы; втачиваю! воротник Рукава могут быть втачаны до соединения лифа с юб- кой и после их соединения 1-5 h
1 2. Обработка юбки Обрабатывают вытачки, рельефы, отделку, кар- маны и т д. Соединяют части юбки с предварител ьным сметы - ванием или без него. По- лотнища юбки стачива- ют (пли настрачивают), начиная строчку от верх- него среза юбки. Шири- на шва — 1,2—1.5 см. Если швы обрабатывают на стачивающе-обметоч- ной машине, допускается ширина шва 0,7 — 0,8 см. По желанию заказчика ширина швов можег быть увеличена до 3 см. 1,0-1,5
К\ / V / V / V / V / I* / I1 / 1 / I1 / I1 / г / I1 / г / г ! I1 / г / I1 / I1 / Р / р / р [ II / р / р L р О"*. р Р — —- /й // 1 ч \ ч \ ч \ ч \ Ч ч -***Lx^
198
Продолжение 4.13
Способ соединения Технические условия на выполнение Рисунок
В изделиях из хлопчато- бумажных тканей швы отгибают в сторону пе- реда. В изделиях из дру- гих тканей — разутюжи- вают или заутюживают в зависимости от модели. На детали лифа и юбки наносят линии соедине- ния их в готовом виде. Припуск на шов сое- динения по лифу — 1 — 4 см (в детских изделиях до 5 см); по юбке — 1,0 — 1,5 см. Срезы обметывают до или после соединения лифа и юбки (в зависи- мости от припусков и способа соединения)
2. Соединение стач- ным швом лифа с юбкой 2.1. Без сборок по линии талии Юбку вывертывают на изнаночную сторону, лиф — на лицевую. Лиф вкладывают в юбку, складывая лицевые сто- роны деталей, совмеща- ют боковые швы, вытач- ки или контрольные зна- ки, уравнивают линии соединения деталей в го- товом виде, стачивают (с предварительным сметы- ванием или без него) со стороны лифа —
2.1.1. Без кромки Стачивают двумя строч- ками, располагая их на расстоянии 0,1 —0,3 см друг от друга. При стачивании на ма- шине двухниточного цеп- ного стежка допускается одна строчка. Концы строчек заходят один на другой на 2,0 — 2,5 см —
199
Продолжение 4.13
Способ
соединения
Технические условия
на выполнение
Рисунок
2.1.2 С кромкой
Кромку располагают со
стороны юбки и соединя-
ют се с изделием строч-
кой стачивания лифа и
юбки
2.2. Со сборками
по линии талии
Сборки могут быть-
и на лифе, и на юбке;
только на лифе;
только на юбке;
по всей длине детали;
на отдельных участках
лифа или юбки.
Образуют сборку в соот-
ветствии с моделью (см.
4.4.1).
С изнаночной стороны
юбки по всему верхнему
срезу (или в местах обра-
зования сборки) притачи-
вают кромку. Строчка при-
тачивания (строчка 7)
кромки должна прохо-
дить по нижней строчке
образования сборок. Сре-
зы кромки уравнивают с
верхним срезом юбки
Лиф вывертывают на ли-
цевую сторону, юбку —
на изнаночную. Лиф по-
мещают в юбку, уравни-
вают линии соединения,
контрольные знаки, рав-
номерно распределяют
сборки. Стачивают по
лифу (строчка 2). Шири-
на шва — по модели.
Если сборки только на
юбке, стачивают по юбке
3. Соединение лифа с юбкой накладным швом 3.1. Без канта Лиф обработан, по линии стачивания заметывают (заутюживают) припуск среза низа лифа. На юбке обрабатывают вытачки, сборки и т.д.
200
Продолжение 4.13
Способ
соединения
Технические условия
на выполнение
Рисунок
3.2. С кантом
Намечают линию соеди-
нения с лифом.
Наметывают лиф на юбку,
совмещая сгиб лифа с ли-
нией на юбке, настрачи-
вают швом шириной по
модели.
Нитку временного на-
значения удаляют, шов
приутюживают
Обрабатывают кант (рис.
о): выкраивают шири-
ной, равной удвоенной
ширине канта в готовом
виде плюс припуски на
соединение с каждой до-
левой стороны; заутю-
живают вдоль посереди-
не, стачивают концы,
шов разутюживают.
Притачивают кант к юбке
или полочке (зависит от
модели), располагая сре-
зы к срезу низа детали.
Соединяют детали лифа
и юбки накладным (рис.
б) или стачным швом
(рис. в)
4. Соединение ли-
фа с юбкой с элас-
тичной тесьмой
4.1. Без дополни-
тельной полоски
ткани
4.1 1. Первый спо-
соб
Припуск на стачивание
лифа и юбки делают рав-
ным ширине эластичной
тесьмы плюс 0,3 —0,5 см
и плюс 0,7 —0,8 см
Стачивают лиф с юбкой
(строчка J); срезы обме-
тывают.
Шов настрачивают (строч-
ка 2) на лиф или на
юбку (в зависимости от
модели), оставляя неста-
чанным участок для про-
дергивания эластичной
тесьмы. Ширина шва рав-
на ширине тесьмы плюс
0,3 —0,5 см.
201
Продолжение 4.13
Способ соединения Технические условия на выполнение Рисунок
Через нестачанный учас- ток с помощью булавки продергивают эластичную тесьму; концы ее стачива- ют накладным швом с от- крытыми срезами поперек тесьмы зигзагообразной строчкой шириной 1,5 см. Нестачанный участок за- страчивают или не заст- рачивают (по желанию заказчика)
4.1.2. Второй спо- соб Стачивают лиф с юбкой (строчка 7), оставляя не- стачанным короткий уча- сток, срезы обметывают. Прокладывают вторую строчку по припуску, отступив от первой на ширину тесьмы плюс 0,3 —0,5 см (строчка 2). Через нестачанный уча- сток продергивают тесь- му, концы ее стачивают. Нестачанный участок за- страчивают. Строчка за- страчивания должна со- впадать с началом и кон- цом строчки стачивания 7 2' J Нестачаннт ли участок
——
4.2. С дополнитель- ной полоской тка- ни Полоску ткани для заст- рачивания тесьмы вык- раивают- для изделий из тонких тканей — из ос- новного материала; для изделий из толстых тка- ней — из хлопчатобу- мажных или шелковых тканей в цвет изделия. Части полоски стачива- ют, швы разутюживают —
4.2.1. В изделии с от- резным лифом (пер- вый способ) Под шов стачивания лифа с юбкой подкладывают полоску ткани, уравнивая срезы (строчка 7). Полоску отгибают в сто- рону шва, срез (если по-
202
Продолжение 4.13
Способ
соединения
Технические условия
на выполнение
Рисунок
лоска одинарная) подги-
бают внутрь и настрачи-
вают сгиб на основную
деталь (строчка 2) (ши-
рина шва равна 0,1 —
0,2 см), оставляя неста-
чанным участок для про-
дсргивания тесьмы.
Тесьму продергивают,
концы ее стачивают на-
кладным швом с откры-
тым срезом
4 2.2. В изделии с
неотрезным лифом
(второй способ)
1.Одинарную полос-
ку ткани притачивают
(строчка 7) по намечен-
ной линии. Срез подгиба-
ют и сгиб настрачивают
(строчка 2) на изделие
(ширина шва равна 0,1 —
0,2 см), оставляя неста-
чанным участок для про-
дергивания тесьмы, или
предварительно обраба- 2
тывают петлю на полос-
ке ткани. Тесьму продер-
гивают, концы ее стачи-
вают накладным швом с
открытым срезом
2. Двойную полоску
заутюживают вдоль посе-
редине, притачивают к
изделию по намеченной
линии, отступив от сре-
зов на 0,7 — 1,0 см (строч-
ка 7). Отгибают ее, закры-
вая шов притачивания, \
настрачивают сгиб так же,
как на одинарной полос-
ке (строчка 2). .Для продер- 2
гивания тесьмы прерыва-
ют с грочку настрач ива! шя
сгиба полоски, оставляя
нестачанным участок дли-
ной 1,2 —1,5 см; продср-
швают тесьму, соединя-
ют ее концы накладным
швом с открытым срезом
203
Продолжение 4.13
Способ соединения Технические условия на выполнение Рисунок
4.2.3. В изделии с не- сколькими рядами эластичной тесьмы (третий способ) Полоска ткани для таких изделий — одинарная. Ее притачивают к изделию (строчка /), отгибают, закрывая шов притачива- ния, прокладывают нуж- ное количество строчек (строчки 2 и 5); расстоя- ние между стоочками оав-
но ширине тесьмы плюс 0,3 —0,5 см. Перед про- кладыванием последней строчки срез полоски подгибают и настрачива- ют на 0,1 — 0,2 см от сги- ба (строчка 4). Для продергивания элас- тичной тесьмы обметыва- ют петли на дополнитель- ной детали, или преры- вают строчки настрачива- ния полоски на длину 1,2 — 1,5 см 1 —
Л 1 л п ?
0,1 0,2 у ^х**’"*
1 1
А Ширина те сьмы + 0,3—0,5
5. Прокладывание кромки по линии талии в изделиях прилегающего си- луэта 5.1. Назначение кромки 5.2. Обработка кромки Для лучшего прилега- ния изделия по линии талии и для предохра- нения его от растяже- ния в изделиях с нео- трезным лифом прокла- дывают кромку, тесьму или полоску ткани Полоску ткани, заменя- ющую тесьму или кром- ку, выкраивают из ос- новной или какой-либо другой подходящей тка- ни длиной, равной дли- не изделия по линии та- лии плюс припуск на застежку и обработку концов. Ширина полоски в готовом виде пример- но 1 см. Полоску ткани заутюжи- вают пополам, подгиба- ют все срезы внутрь и за- 1
0,1 -0,2
204
Продолжение 4.13
Способ Технические условия
соединения на выполнение
Рисунок
страчивают по длине и
концам швом шириной
0,1 —0,2 см.
На края полоски (тесь-
мы) пришивают крючок
и петлю или кнопки
5.3. Пришивание Тесьму пришивают (на
кромки к изделию машине или вручную) ко
всем швам, вытачкам,
складкам и т. п. ci рого по
линии талии
6. Обработка зас-
тежки-молнии по
линии талии
6.1. Обработка зас-
тежки-молнии в
изделиях прямого
силуэта
6.1.1. Первый спо-
соб
Застежку-молнию вы-
полняют в левом боко-
вом шве или в среднем
шве спинки.
При обработке шва, в
котором будет распола-
гаться засгежка, остав-
ляют нестачанным учас-
ток, равный длине тесь-
мы застежки- молнии.
Срезы шва (обметан-
ные) разутюживают по
линии шва в готовом
виде. Под сгибы подкла-
дывают тесьму замком
вверх и настрачивают по-
догнутые срезы шва на
тесьму двумя способами.
Строчку настрачивания
располагают на равном
расстоянии от сгибов
0,5 —0,7 см (рис. а)
205
Продолжение 4.13
Способ соединения Технические условия на выполнение
6.1 2 Второй спо- соб Выполняют только в бо- ковом шве платья, На- страчивают сгибы шва на тесьму застежки-мол- нии таким образом по переду — на 1,0 — 1,5 см от сгиба, по спинке — на 0,1 —0.2 см от сгиба (рис. б)
6.2. Обработка зас- тежки-молнии в изделиях прилега- ющего силуэта 6.2.1 Выкраивание клапана для зас- тежки В изделиях прилегающе- го силуэта рекомендуют под застежку-молнию подкладывать клапан из основного материала Длина полоски для юта- пана в готовом виде рав- на длине тесьмы плюс 1,0—1,5 см с каждой стороны; ширина клапа- на в готовом виде при- мерно равна 2 см плюс припуск на соединение с боковым швом
6.2.2 Обработка клапана Полоску для клапана скла- дывают лицевыми сторо- нами внутрь, уравнива- ют срезы, обтачивают по концам, вывертывают, выправляют углы, при- утюживают
6.2 3. Соединение клапана с застеж- кой Застежку'-мол нию соеди- няют с изделием (строч- ка 7) Клапан притачива- ют к боковому срезу спинки, совместив срезы клапана со срезом боко- вого шва (если припуск на шов не более 1,5 см); прокладывают строчку около шва нас грач и вания спинки на тесьму застеж- ки-молнии (строчка 2)
Длина застежки-молнии + 1,0—1,5
206
Окончание 4.13
Способ соединения Технические условия на выполнение Рисунок
6.3. Обработка по- тайной застежки- молнии Потайную застежку-мол- нию (новый вид фурни- туры) притачивают к припуску шва со сторо- ны тесьмы рядом с зубь- ями, отгибая их. Строчка притачивания потайной застежки-мол- нии должна проходить по линии шва в ютовом виде &
4.14. ОБРАБОТКА НИЗА ПЛАТЬЕВ И БЛУЗОК
Наименование операции Технические условия на выполнение операции Рисунок
1. Обмелка и об- резка низа Изделие вывертывают на изнаночную сторону, рас- кладывают на столе, пе- регибая по середине пе- реда и спинки, совмеща- ют боковые швы, вытачки и т. д. Затем, уточнив дли- ну изделия, по вспомога- тельному лекалу мелом намечают линии подреза- ния и подгиба низа. Из- лишки ткани подрезают
2. Обработка изде- лий, сильно расши- ренных книзу 2.1. Из хлопчатобу- мажных, льняных и шелковых тканей Обрабатывают низ узким (0,7 —1,2 см) швом вподгибку с закры- тым срезом. Для этого подгибают срез низа дваж- ды и застрачивают его, от- ступив от сгиба на 0,1 — 0,2 см. Во избежание перекосов шва на изделиях, выкро- енных под углом 45° к нитям основы, рекомен- дуют низ заметывать, прокладывая строчку на расстоянии 0,3 см от сгиба шва 0,1-0,2 V ; ' J
0,7-1,2
207
Продолжение 4.14
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2 2. Из шерстяных,
тонких, шелковых
тканей низких ас-
сортиментных групп
2.2.1. Заметывание
припуска низа
Припуск на подгиб низа
зависит от ТУ на изде-
лия (обычно 2,0 —2,5 см
в готовом виде)
Заметывают припуск низа
тремя строчками: 1-я —
на расстоянии 0,5 — 0,7 см
от сгиба низа; 2-я — по-
середине припуска; 3-я —
на 0,5 см от края обме-
танного среза, если низ
обрабатывают швом впод-
гибку с открытым срезом
(рис. а), или на 0,3 см от
подогнутого края низа
изделия, если шов впод-
гибку с закрытым срезом
(рис. б)
2.2.2. Подшивание
припуска
Припуск низа (после при-
угюживания) подшивают
на машине потайного
стежка или вручную потай-
ными подшивочными
стежками частотой 2 — 3
стежка в 1 см (рис. а).
Строчку стежков не затя-
гивают во избежание про-
легания строчки.
Шов вподгибку с откры-
тым срезом подшивают,
отогнув срез шва на 0,5 см
(рис. б)
2 3. Из шерстяных, шелковых тканей высоких ассорти- ментных групп 2.3.1. Первый спо- соб Обрабатывают срез низа окантовочным ш в о м с открытым сре- зом; подгибают припуск низа и подшивают по- тайными подшивочны-
208
Продолжение 4.14
Наименование
операции
Технические условия
на выполнение операции
Рисунок
ми стежками, озегупив
от края низа на 0,5 см.
Окантовку выкраивают
из подкладочной или
шелковой ткани. Шири-
на окантовки в готовом
виде равна 0,3 — 0,5 см
2 3.2. Второй спо- соб Отступив от среза низа на 0,7—1,0 см, настра- чивают тесьму швом ши- риной 0,1 — 0,2 см, затем отгибают припуск низа на изнаночную сторону изделия и пришивают край тесьмы к нему на машине потайного стеж- ка или вручную
2. Обработка изде- лий, слегка расши- ренных книзу 2.1. Из хлопчатобу- мажных, льняных, шелковых тканей Обрабатывают швом вподгибку с закры- тым срезом (без предва- рительного заметыва- ния) на стачивающей машине (рис. а) или ма- шине потайного подши- вочного стежка (рис. б)
2.2. Из шерстяных, шелковых тканей низких ассорти- ментных групп 2.2.1. Заметывание припуска низа Припуск низа заметывают двумя строчками: 1-я — на расстоянии 0,7 см от сги- ба низа, 2-я — на рассто- янии 0,3 см оз подогнуто- го края низа, если низ об- рабатывают швом впод- гибку с закрытым срезом (рис. а), или на 0,5 см от обметанного среза, если низ обработан швом впод- гибку с открытым срезом (рис. б)
209
Окончание 4.14
Наименование операции Технические условия на выполнение операции Рисунок
2.2 2. Подшивание низа См. операцию 1.2.2 —
2.3. Из шерстяных, шелковых тканей высоких ассорти- ментных групп См. операцию 1.3 —
3. Обработка изде- лий прямого силу- эта 3.1. Из хлопчатобу- мажных, льняных, шелковых тканей См. операции 1.1 и 2.1 —
3.2. Из шерстяных, шелковых тканей низких ассорти- ментных групп Припуск низа изделий заметывают одной строч- кой по середине подгиба низа или по подогнуто- му краю шва; допускают подшивание без заметы- вания _ *——
у — /
4. Обработка низа блузок притачным поясом Перед соединением блуз- ки с поясом по низу блуз- ки обрабатывают сборки, рельефы, буфы и т. д. По- яса в блузках могут быть с застежкой и замкнутые. Обработка поясов и соеди- нение их с блузкой анало- гичны обработке притач- ных манжет (см 4.11.3) / V \\ / г А / V А и А /\ \ ‘J 0 0 ( 0 11 1 1 l| \ 1 II X В
4.15. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ИЗДЕЛИЙ
Окончательная отделка изделий включает: чистку; окончательную влажно-
тепловую обработку; пришивание фурнитуры; пришивание пояса и отделоч-
ных материалов; прием ОТК.
4.15.1. Чистка изделий
Готовое изделие очищают от ниток, подрезают концы ниток, удаляют сле-
ды меловых линий с лицевой и изнаночной сторон. Платья и блузки из шер-
стяных тканей чистят ручной щеткой, а изделия из шелковых тканей — кусоч-
ками основного материала.
210
4.15.2. Окончательная влажно-тепловая обработка изделий
Окончательную ВТО готового изделия выполняют утюгом массой 3 — 4 кг с
применением специальных и универсальных колодок и стола, обтянутых сукном
и покрытых белой хлопчатобумажной тканью. Изделие вывертывают на изнаноч-
ную сторону и приутюживают сначала рукава на специальной колодке, затем все
изделие на столе и в последнюю очередь — воротник. Борта, воротник, пояс,
манжеты и низ изделия приутюживают с лицевой стороны через проутюжильник.
4.15.3. Пришивание фурнитуры, пояса и отделочных деталей
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Пришивание
фурнитуры
1.1. Разметка места
расположения пу-
говиц
Намечают место распо-
ложения пуговиц через
глазки петель специаль-
ным карандашом, раз-
ложив изделие на столе,
совместив середину по-
лочек, уступы и нижние
края бортов.
Пуговицы пришивают
вручную или на специаль-
ной машине. Прив швание
вручную выполняют вдвое
сложенной ниткой
1.2. Пришивание
пуговиц с четырьмя
или двумя отверс ги-
ями
Пуговицы с четырь-
мя отверстиями
пришивают двумя сквоз-
ными стежками, а с
двумя, — тремя,—
четырьмя — сквозны-
ми стежками в каждую
пару отверстий; при этом
стежки не затягивают,
образуя стойку высотой
h = 0,1 — 0,3 см в зависи-
мости от толщины борта.
Стойку обвивают несколь-
кими витками и закрепля-
ют двумя — четырьмя
стежками
1.3. Пришивание от-
делочных пуговиц и
пуговиц с ушком
Отделочные пуговицы и
пуговицы с ушком при-
шивают без стойки тре-
мя-четырьмя сквозными
стежками с закрепкой из
2—4 стежков (см. 2.1.5,
операцию 4.3)
211
Окончание 4.15.3
Наименование операции Технические условия на выполнение операции Рисунок
1.4. Пришивание верхней пуговицы Верхнюю пуговицу в из- делиях с отворотами пришивают только за один слой ткани
• • •
1.5. Пришивание обтянутых и мягких фасонных пуговиц Пуговицы, обтянутые тканью, и мягкие фасон- ные, изготовленные из ткани, пришивают за нижнюю часть пуговицы и в зависимости от на- значения пуговицы со стойкой и без нее —
1.6. Пришивание крючков и метал- лических петель Количество стежков — 3 — 4 в каждое отверстие, 3 — 4 стежка около изги- ба крючка и 3 — 4 — зак- репляющих (см. 2.1.5, операцию 4.4)
1.7. Пришивание кнопок Кнопки пришивают вруч- ную стежками через край кнопки. Количество стеж- ков — 3 — 4 в каждое от- верстие 4 о ®
2. Пришивание по- яса и отделочных деталей 2.1. Пришивание пояса Пояс прикрепляют к пра- вому боковому шву на специальной машине или вручную. При прикрепле- нии пояса сначала дела- ют 3—4 стежка длиной 0,7—1,0 см, соединяю- щих пояс с изделием, за- тем стежки обвивают. Дли- на закрепки 0,7—1,0 см / \. / V / 1 \\ \\ 11 ч \ Ь i| '
1 \\ V Д А и ч) L —и/
Закрепка
2.2. Пришивание отделочного ворот- ника и манжет Отделочные воротник и манжеты пришивают к изделию на специальной машине потайного стеж- ка или вручную потайны- ми подшивочными стеж- ками длиной 0,3—0,5 см нитками в цвет отделки —
212
ГЛАВА 5. ОБРАБОТКА ДЕМИСЕЗОННОГО ПАЛЬТО
5.1. ОБЩИЕ СВЕДЕНИЯ О ВЕРХНЕЙ ОДЕЖДЕ
5.1.1. Ассортимент верхней одежды
Классификация верхней одежды. Верхняя одежда делится на подгруппы: паль-
то, куртки, плащи, полупальто, пиджаки, жакеты и т.п.
Изделия в подгруппах разделяют по следующим признакам:
1) типовое наименование изделия (пальто, плащ, жакет, куртка и т.д.);
2) половая принадлежность (мужская, женская, детская);
3) возрастная принадлежность (для взрослых, детей, подростков);
4) сезонность (летняя, зимняя, внесезонная, демисезонная);
5) вид ткани верха (шерстяные, хлопчатобумажные и т.д.);
6) назначение ( выходная, домашняя, повседневная и т.д.).
Швейные изделия верхней одежды различают:
а) по стилю — классический (рис. 40, а, б, в); спортивный (рис. 40, г);
фантазй (или романтический) (рис. 40, д, ё);
б) по силуэту — прилегающий (рис. 40, б); полуприлегающий (см. рис.
40, а); прямой (см. рис. 40, в); трапециевидный и др. (рис. 40, е);
в) по виду застежки — однобортная (центральная) — заход поло-
чек друг на друга 4 —6 см (см. рис. 40, б, в, г, г); двубортная (смещенная) —
Рис 40
213
заход полочек — 8 — 12 см (см. рис. 40, а)\ открытая (рис. 40, а, е), с застежкой
доверху (см. рис. 40, б, в, г, д); потайная и т.д. (см. рис. 40, г, д);
г) по покрою рукавов — втачной (см. рис. 40, а, б, г); реглан (см. рис.
40, е); полуреглан (см. рис. 40, в); цельнокроеный (см. рис. 40, д), комбинирован-
ный;
д) по покрою во ротн и к а — отложной (с лацканами, см. рис. 40, я);
отложной с застежкой доверху (см. рис. 40, <?); воротник-стойка (см. рис. 40, б);
цельнокроеный (см. рис. 40, г); воротник-шаль (см. рис. 40, г);
е) по виду карманов — прорезные; накладные; в швах изделия.
Для каждой из этих разновидностей изделия дается описание внешнего вида
модели.
Требования к изготовлению верхней одежды. Способы и режимы обработки
одежды выбирают в соответствии с отраслевыми стандартами. На каждое изде-
лие швейной промышленности составляют технические условия (ТУ), в кото-
рых указываются требования к раскрою и пошиву изделий (способы обработки
отдельных узлов и деталей, ширина припусков на швы, размеры стежков и т.д.),-
табель измерения деталей, правила приемки изделий, хранения и транспорти-
ровки.
В индивидуальном производстве одежды на каждую конкретную модель со-
ставляют техническое описание', это не самостоятельный документ, оно входит
в состав технической документации на изделие.
5.1.2. Описание внешнего вида моделей демисезонного пальто
Ассортимент пальтовой подгруппы включает в себя зимнее демисезонное
пальто, полупальто, куртки и т.д.; они могут быть с центральной или сме-
щенной бортовой застежкой, прилегающего, полуприлегающего или прямо-
го силуэта. Спинка может быть цельной и стачной, со шлицей внизу, со
складками, хлястиком или поясом. Рукава втачные, реглан, цельнокроеные
или комбинированные. Карманы прорезные или накладные, с клапаном или
листочкой и др.
Ассортимент женской одежды отличается от ассортимента мужской одежды
большим разнообразием моделей, отделок и тканей, из которых эти модели
изготавливают.
При описании внешнего вида модели сначала дают общую характеристику
модели, а затем — описание по элементам.
1. Описание внешнего вида модели женского пальто (рис. 41). Пальто демисе-
зонное из гладкокрашеной полушерстяной ткани полуприлегающего силуэта,
слегка расширенное книзу.
Полочки с вытачками по талии, с открытой центральной застежкой на три
обметочные петли и пуговицы.
Карманы прорезные боковые (листочка).
Спинка со швом посередине. Внизу среднего шва спинки — шлица.
Рукава втачные, узкие; внизу локтевого шва выполнены открытые шлицы.
Шлицы рукавов отделаны тремя пуговицами.
Воротник отложной с лацканами. Края воротника и лацканов имеют зак-
ругленную форму.
2. Описание внешнего вида модели мужского пальто (рис. 42). Пальто муж-
ское демисезонное из драпа прямого силуэта со смещенной бортовой застеж-
кой, с обметанными петлями на две пуговицы и двумя отделочными пугови-
цами на левой полочке.
214
Рис. 41 Рис. 42
На полочках — боковые вытачки и боковые прорезные карманы с клапана-
ми, верхний карман-листочка на левой полочке.
Спинка из двух частей, со швом посередине и шлицей.
Рукава втачные двухшовные с отлетными шлицами.
На шлицах по одной отделочной пуговице. Воротник отложной пиджачного
типа.
Пальто выполнено на подкладке с утепляющей прокладкой. На полочках
подкладки обработаны внутренние карманы.
5.2. ДЕТАЛИ КРОЯ ПАЛЬТО. НАИМЕНОВАНИЕ ДЕТАЛЕЙ КРОЯ,
ЛИНИЙ И СРЕЗОВ. ТУ НА ВЫКРОЕННЫЕ ДЕТАЛИ
В комплект деталей кроя пальто входит большое количество деталей, кото-
рое меняется в зависимости от модели.
Детали кроя разделяют на три основные группы:
1) детали верха (спинка, полочки, рукава, воротник, подборта, детали
карманов и мелкие детали);
2) детали подкладки (спинка, полочки, рукава, детали карманов);
3) детали прокладки (бортовая прокладка, прокладка в низ рукавов, про-
кладка нижнего воротника, кармана, кромка).
215
5.2.1. Детали кроя верха изделия
Деталь кроя Срезы и направление нитей
1. Спинка Деталь может состоять из двух частей: 1 — срез горловины спинки; 2 — плечевой срез; 3 — пле- чевая вытачка; 4 — срез проймы; 5 — боковой срез; 6 — срез низа; 7 — линия низа в готовом виде; 8— середина спин- ки. Нить основы проходит на спинке параллельно ли- нии, проведенной вдоль по середине детали. Допустимые от- клонения от нити основы: для гладкокрашеных тка- ней — 2 %; для тканей с ярко вы- раженным рисунком — 0,5%
2. Полочка Состоит из двух частей. 1 — плечевой срез по- лочки; 2 — верхняя вы- тачка; 3 — срез горлови- ны полочки; 4 — точка уступа; 5 — уступ лацка- на (или уступ борта в из- делиях с застежкой до- верху); 6 — срез лацка- на; 7 — линия перегиба лацкана; 8 — линия по- лузаноса; 9 — срез бор- та; 10 — срез низа; 11 — линия низа в готовом виде; 12 — боковой срез; 13 — срез проймы; 14 — линия кармана. Нить основы на полоч- ках проходит параллель- но линии полузаноса. Допустимые откло- нения от нити ос- новы только для глад- кокрашеных гканеи — 1 %
Рисунок
216
Продолжение 5.2.1
Деталь кроя Срезы и направление нитей Рисунок
Примечание Для правильного соеди- нения деталей на боковых срезах полочки и спинки, срезах пройм и < катов ру- кавов -ггавят контрольные знаки (надсечки) —
3. Рукава 3.1. Верхняя часть Верхняя часть рукава (2 детали): 1 — срез ока- та; 2 — локтевой срез верхней части рукава; 3 — срез низа рукава; 4— линия низа рукава; 5 — передний срез, 6 — ли- ния переднего переката; 7 — линия локтевого пе- реката 5 Ун!.— \ 1 1 1 1 1 1 1 1 1 1 i - ! Н 1 1 I 1 1 । । । 1 । । 1 । I । I । i । । 1 1 .1 ; I 2 ч /з / X
7
1 1 ' X» /
3.2. Нижняя часть Нижняя час гь рукава (2 де- тали): 1 — срез оката ниж- ней части; 2 — локтевой срез; 3 — срез низа рука- ва; 4 — линия низа; 5 — передний срез рука! ia Нить основы на верхней и нижней частях рукава про- ходит параллельно линии, соединяющей верхние и нижние точки передних срезов частей рукава. Допустимые от- клонения от нити основы: на верхней части рукава — для гладкокрашеных тка- ней — 3 — 4%, для тка- 5 1 1 г 1 1 1 1 1 1 1 1 1 1 1 i 1 ! 1 Г 1 । Г 1 1 1 1 1 1 Н.О. 1 1 1 — 2 4
3
ней с ярко выраженным рисунком — 1 %; на нижней части рукава — для гладкокрашеных тка- ней — 6 %, для тканей с ярко выраженным рисун- ком — 3 % 1 - - 1 1 1
217
Продолжение 5.2.1
Деталь кроя Срезы и направление нитей Рисунок
4. Подборта Подборта (2 детали): 7 — вершина (плечевой срез) подборта; 2 — раскеп; 3— точка уступа; 4 — уступ; 5 — внешний срез под- борта; 6 — срез низа; 7— внутренний срез подбор- та. Нить основы проходит параллельно внешнему срезу подборта на его прямом участке. Допустимые откло- нения от нити ос- новы: только для глад- кокрашеных тканей — 5% 7 6 _.7 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 J 1 J 2 1 1 1 I 1 1 1 1 1 I 1 1 1 ? 4 г—5
5. Воротник (отлож- ной) 5.1. Верхний Воротник состоит из двух частей: верхнего воротни- ка и нижнего воротника \ • х***" v х / / \ V Ух / ) V N / 1 * 1 1 ' 1 1
Верхний воротник (1 де- таль): 7 — отлет ворот- ника; 2 — конец ворот- ника, 3 — раскеп; 4 — срез стойки; 5 — линия перегиба стойки; 6 — линия середины верхне- го воротника. Нить основы проходит параллельно линии сере- дины воротника. Допустимые от- клонения от нити основы: только для гладкокрашеных тканей — 5%
6— н.о. \ / Для изделия 7 2—У с застежкой / с лацканом
5 4 3
6— J н.о. \ j Для изделия 7 2—Ч с застежкой / доверху
5 4
218
Окончание 5.2,1
Деталь кроя Срезы и направление нитей Рисунок
5.2. Нижний Нижний ворогник (1 де- таль) состоит из двух ча- стей, так как нить осно- вы проходит параллель- но срезам раскепов в изделиях с лацкана- ми (рис. а) или парал- лельно концам воротни- ка в изделиях с зас- тежкой доверху (рис. б). Отклонения от нити ос- новы в изделиях с лац- канами (см. рис. а) не допускаются, а в издели- ях с застежкой доверху (см. рис. б) составляют 20%. Наименование срезов та- кое же, как и в верхнем воротнике j Для изделия / с застежкой / с лацканом —.... н.о. / а у Для изделия н о с застежкой // доверху б
6. Хлястики, пояса, паты и др. Нить основы на мелких деталях проходит парал- лельно линии, прове- денной поперек деталей, или как на основных де- талях | Н.О. 1 |\\
7. Детали кроя кар- манов См. 3 4. —
5.2.2. Детали кроя подкладки
Дегали кроя подкладки состоят из полочек, спинки, деталей рукава, дета-
лей кармана. Выкраивают детали из подкладочной ткани в соответствии с из-
делиями верха; нити основы на полочках, спинках, рукавах проходят так же,
как на основных деталях верха.
5.2.3. Детали кроя прокладки
Деталь кроя Технические условия на выкроенные детали Рисунок
1. Бортовая про- кладка Бортовая прокладка бы- вает трех видов — мягкая, полужесткая, жесткая. —
219
Окончание 5.2.3
Деталь кроя Технические условия на выкроенные детали Рисунок
В зависимости от вида бортовой прокладки из- меняется число деталей кроя. Подробную информа- цию см. в 5.4.2 «Спосо- бы обработки бортовой прокладки»
2. Прокладка по ни- зу рукава Прокладку выкраивают из неклеевых материалов шириной 6 — 7 см; из клеевых материалов — шириной, равной ши- рине припуска низа ру- кава. Нить основы проходит поперек линии, прове- денной вдоль посередине
Y7777/ '^7777777777777
3. Прокладка ниж- него воротника Выкраивают из двух час- тей — из клеевых и не- клеевых материалов. Нить основы на прокладке проходит так же, как на основной детали
4. Прокладка кар- мана К прокладкам кармана огносят: детали для дуб- лирования накладных карманов и листочек, кромки для накладных карманов, карманов в ре- льефах и листочек, доле- вики и т. д. Подробную информа- цию см. в 3.4 —
5. Кромка Кромку прокладывают по борту, линии переги- ба лацкана, проймам и низу изделия. Ширина кромки 1—1,5 см. Быва- ет клеевой и неклеевой —
220
5.2.4. Подготовка деталей кроя к пошиву
Перед изготовлением изделия знакомятся с техническими условиями на
данное изделие, записями и зарисовками в квитанции или техническим опи-
санием данной модели.
Проверяют наличие деталей кроя верха, подкладки, прокладки.
Проверяют правильность выкраивания деталей по нити основы и направле-
нию ворса. Правильность раскроя проверяют с помощью вспомогательных ле-
кал. Одновременно наносят линии расположения вытачек, карманов, полуза-
носа и т.д.
Проверяют наличие текстильных пороков на деталях кроя.
Если изделие изготавливают с использованием прокладок с клеевым по-
крытием, детали верха дублируют (см. гл. 2.4.5) в соответствии с ТУ.
Переносят линии с одной симметричной детали на другую. В мужской одеж-
де — с левой на правую, в женской — с правой на левую. Существует несколь-
ко способов переноса линий с одной детали на другую.
Первый способ: с помощью копировальных стежков. Детали попарно раскла-
дывают на столе (уравнивая срезы), располагая полочки — бортом к работаю-
щему, спинку — серединой к работающему, рукава — передним срезом к рабо-
тающему.
По всем конструктивным линиям прокладывают копировальные стежки,
затем стежки разрезают между деталями. Данный способ наиболее точный, но
не экономичный и трудоемкий.
Второй способ: с помощью перебивания меловых линий с одной детали на
другую. Обмеленную деталь накладывают на другую меловыми линиями внутрь
и путем легкого отбивания ладонью (или линейкой) переносят линии на необ-
меленную деталь. Затем подмеляют линии и по ним прокладывают строчки
прямых стежков. При таком способе необходимо следить за тем, чтобы детали
не сместились относительно друг друга. Этот способ не используется для изде-
лии из ворсовых тканей
Третий способ: с помощью булавок. Детали скалывают на столе, уравнивают
их срезы и по меловым линиям скалывают булавки. Затем детали перевертыва-
ют и по обозначенным булавками линиям наносят меловые линии. По мело-
вым линиям прокладывают строчки прямых стежков. Данный способ исполь-
зуется только для изделий из тонких тканей.
Обработку мелких деталей см. в 3.1 «Обработка мелких деталей», в 3.3 «Об-
работка кокеток и соединение их с изделием», в 3.4 «Обработка карманов».
5.3. ОБРАБОТКА СПИНОК ПАЛЬТО
5.3.1. Виды спинок
Спинки в мужских пальто могут быть цельными, со швом посередине и
разрезом внизу — шлицей, с вытачками в области талии, хлястиками, с ко-
кеткой, рельефами и т д.
Спинки в женских пальто отличаются еще большим разнообразием. Они могут
быть с фалдами, подрезами (рис. 43, а), пелеринами (рис. 43, б), со шлицами в
среднем шве, в боковых швах (рис. 43, в) или в швах рельефов (рис. 43, г, длина
их определяется моделью) и т. д.
221
Рис 43
Способы обработки спинок пальто зависят от конструкции, направления
моды, силуэта изделия и от свойств ткани.
5.3.2. Виды спинок и последовательность их обработки
Спинка Последовательность обработки Рисунок
1. Цельная полупри- легающего силуэта без вытачек на ли- нии талии (см. рис. 43, д) 1. После проверки дета- лей кроя обрабатывают плечевые вытачки, сутю- живают слабину в концах вытачек. 2. Оттягивают боковые срезы спинки в области талии, одновременно су- тюживая слабину на се- редине спинки для полу- чения прогиба в области талии. —
222
Продолжение 5.3.2
Спинка Последовательность обработки Рисунок
3. Сутюживают слабину по пройме и под ней на участке 7 — 8 см ниже среза проймы. 4. Слегка сутюживают горловину спинки. Для ВТО спинки деталь складывают лицевыми сторонами внутрь, урав- нивают срезы и приутю- живают с двух сторон. За- тем образовавшийся сгиб на середине спинки при- утюживают, развернув спинку ^7-8
Примечание В зависимости от разме- ра, конструкции спинки и свойств ткани можно выполнять сутюживание в области бедер по боко- вому срезу —
2. Со швом по се- редине полуприле- гающего силуэта (см. рис. 43, е) 1. Проверяют детали кроя, обрабатывают плечевые вытачки, стачивают сред- ние срезы спинки, начи- ная строчку от горловины. 2. Детали складывают лицевыми сторонами внутрь, уравнивают сре- зы. Детали располагают на столе обрабатываемым срезом к работающему: а) оттягивают боковой срез и средний шов в области талии, одно- временно выполняя су- тюживание к середине каждой половинки; б) сутюживают спинку в области пройм;
Тг Пу/ 1 =
223
Продолжение 5.3.2
Спинка Последовательность обработки Рисунок
в) сутюживают в обла- сти лопаток по средне- му шву и в области гор- ловины; г) сутюживают спинку в области бедер по бо- ковому срезу и средне- му шву
П римечание Проверка качества ВТО среднего шва спинки: средний шов спинки после ВТО должен быт ь прямым. Обрабатывают средний шов спинки в зависимо- сти от модели — разутю- живают, заутюживают на левую сторону, на- страчивают или расстра- чивают
3. Прилегающего си- луэта с вытачками по линии талии (см. рис. 43, ж) Обрабатывают спинку так же, как в описанных случаях. Отличие состоит в следующем: после ста- чивания вытачек (по ли- нии талии) слегка оття- ги ваюг (до заутюживания вытачек) изделие пс сги- бам вытачек в области талии. Заутюживают вы- тачки к середине спин- ки, сутюживают слабину в их концах, сутюжива- ют слабину на участках между боковыми срезами и вытачками по линии талии и между средним швом и вытачками, если изделие со средним швом U и ?
1 ’
224
Продолжение 5.3.2
Спинка Последовательность обработки Рисунок
П римечан ие Если изделие без сред- него шва (см. рис. 43, з), слабину сутюживают к середине спинки в обла- сти талии
)) Ws
4. Прямого силуэта (см. рис. 43, и) Особенностью обработки спинки прямого силуэта является отсутствие ВТО в области талии. Сутюжи- вают спинку в области пройм, горловины и бе- дер (по боковому срезу)
5. Отрезная по ли- нии талии (см. рис 43, к) Верхнюю часть спинки соединяют с нижней ча- стью до соединения бо- ковых срезов.
8 Силаева
225
Окончание 5.3.2
Спинка
П осл едовател ьность
обработки
Рисунок
6. С фалдами (см.
рис. 43, л)
1. Обрабатывают вытач-
ки, рельефы, кокетки,
сборки и т.д., верхнюю
и нижнюю части спин-
ки.
2. На верхней и нижней
частях спинки уточняют
линии соединения но
талии.
3. Складывают верхнюю
и нижнюю части спин-
ки лицевыми сторонами
внутрь, совмещают ли-
нии соединения и стачи-
вают детали (строчка 7),
подкладывая под шов ста-
чивания (со стороны ниж-
ней детали) полоску хлоп-
чатобумажной ткани.
4. Обрабатывают шов ста-
чивания — разутюжива-
ют, настрачивают (строч-
ка 2) и т. д.
1. Оттягивают спинку в
области горловины и пле-
чевых срезов для лучшего
расположения фалд.
2. Располагают спинку
на столе боковым срезом
к работающему, закла-
дывают фалды и сутю-
живают дугообразными
движениями начало каж-
дой фалды
5.3.3. Обработка шлицы в среднем шве спинки
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка деталей кроя 1. Спинка со швом по- середине — 2 детали. Вык- раивают с припусками на обработку шлицы. Шири- на припуска 4—5 см,
226
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Разметка шлицы
3. Дублирование
припусков проклад-
кой
3.1. Без использо-
вания кромки {пер-
вый способ)
длина равна длине шли-
цы плюс 1,0—1,5 см на
стачивание ее в верхней
части.
2. Прокладка шли-
цы с клеевым покрыти-
ем — 2 детали (на левую
и правую стороны шли-
цы)
На левой части спинки
линия края шлицы
должна быть продолже-
нием среднего шва
спинки
На правой части спинки
линия края шлицы про-
ходит на расстоянии
0,7 — 1,5 см от среза при-
пуска. Величина этого
припуска зависит от спо-
соба соединения подклад-
ки со шлицей: 0,7 см —
для машинного способа
соединения с подклад-
кой; 1,5 см — для ручно-
го способа
В плотных малорастяжи-
мых тканях припуски
шлиц MOiyr быть обрабо-
таны без кромки.
Левую сторону шли-
цы дублируют проклад-
кой так, чтобы она рас-
полагалась на 0,1 — 0,2 см
от линии сгиба шлицы в
готовом виде и от линии
низа в готовом виде. По
верхнему и боковому
срезам срез прокладки
уравнивают со срезами
шлицы
Прокладки в шлицу
да
Изнаночная
сторона
левой части
спинки
227
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Правую сторону шли-
цы дублируют проклад-
кой так, чтобы срез про-
кладки не доходил до бо-
кового среза шлицы на
0,7—1,5 см, до линии
низа на — 0,1 —0,2 см и
перекрывал бы линию
среднего шва спинки на
1,5 — 2,0 см. Верхний срез
прокладки уравнивают с
верхним срезом припус-
ка шлицы
Припуски дублируют
прокладкой после сутю-
живания шлицы в верх-
ней ее части на участке
длиной 10 — 12 см. Если
ткань с большим коли-
чеством синтетических
волокон, припуски дуб-
лируют без сутюживания
ткани
3.2. С использова-
нием кромки (вто-
рой способ)
Если ткань рыхлая и тя-
желая, припуски шлицы
дополнительно укрепля-
ют клеевой кромкой ши-
риной 1.0 — 1,5 см.
Левый припуск
шлицы дублируют так,
чтобы срез прокладки не
доходил до линии шли-
цы в готовом виде на
0,5 —0,7 см. Проклады-
вают кромку с натяже-
нием в верхней части
шлицы (участок длиной
10—12 см) и с равно-
мерным натяжением по
оста 1ьной длине шлицы.
Кромка не доходит до
края шлицы в готовом
228
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
виде на 0,1—0,2 см. По
низу кромку проклады-
вают на участке длиной
15 — 20 см, не доходя до
линии низа на 0,1 — 0,2 см.
Полученную слабину в
верхней части шлицы су-
тюживают
Правый припуск
шлицы дублируют так
же, как правый припуск
в шлицах без кромки (см.
1-й способ). Кромку про-
кладывают по низу изде-
лия.
Иногда кромку прокла-
дывают вдоль бокового
среза шлицы с натяже-
нием в верхней части
шлицы (участок длиной
10—12 см). Слабину в
верхней части шлицы при
прокладывании кромки
сутюживают
Примечание
В зависимости от свойств
ткани клеевую кромку
прокладывают над или
подлинней подгиба низа
спинки
4. Стачивание сред-
них срезов спинки
Детали спинки складыва-
ют лицевыми сторонами
внутрь, уравнивают сре-
зы среднего шва, срезы
шлицы и стачивают сред-
ние срезы спинки и верх-
ний припуск шлицы (с
предварительным сметы-
ванием), начиная строч-
ку от среза горловины.
Строчку заканчивают не
доходя до бокового среза
припуска шлицы на 0,7 —
1,5 см. Ширина шва ста-
чивания верхнего при-
пуска шлицы 1,0 — 1,5 см
229
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Обработка левой
стороны шлицы
Заметывают левый при-
пуск на изнаночную сто-
рону таким образом, что-
бы край шлицы являлся
продолжением среднего
шва спинки
6. Обработка пра-
вой стороны шлицы
При ручном спо-
собе соединения
подкладки со шли-
цей заутюживают при-
пуски правой стороны
шлицы (1,5 см) на про-
кладку шлицы.
При машинном
способе соедине-
ния подкладки при-
пуск правой стороны
шлицы на данном этапе
не обрабатывают
7. Закрепление при-
пусков шлицы с ли-
цевой стороны из-
делия
1. Если средний шов спин-
ки разутюживают, при-
пуск среднего шва правой
части спинки рассекают в
начале шлицы. Шов разу-
тюживают. Припуски
шлицы заутюживают на
левую часть спинки.
Если шов заутюжен,
рассечку не делают, шов
заутюживают на левую
часть спинки
2. Если по данному шву
спинки предусмотрена
отделочная строчка, то
сначала выполняют строч-
ку по левому припуску
шлицы, концы ниток вы-
водят на изнаночную сто-
рону по среднему шву
спинки и закрепляют с
изнаночной стороны из-
делия. Строчка по шлице
(строчка 7) должна быть
продолжением строчки
по среднему шву спин-
ки (строчка 2)
230
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Заметывают припуск
шлицы и прокладывают
отделочную строчку по
лицевой стороне изделия
под углом 45° к средне-
му шву спинки, закреп-
ляя припуски шлицы.
Строчку начинают от
шва спинки или от от-
делочной строчки по
среднему шву спинки;
заканчивают не доходя
на 1,0 — 1,5 см до боко-
вых срезов припуска
шлицы
8. Обработка углов
шлицы в изделиях с
притачной по низу
подкладкой (машин-
ный способ)
8 1. Правой сторо-
ны шлицы
1. Уточняют линию низа
на изделии.
Разрезают подкладку на
уровне боковых срезов
шлицы. Разрез подклад-
ки должен заканчивать-
ся на 1,0—1,5 см выше
верхнего среза шлицы
2. Притачивают (строчка
7) подкладку к припус-
ку низа изделия швом
шириной 1 см таким об-
разом, чтобы из под-
кладки был образован
напуск (складка) на сво-
боду движения. Величи-
на напуска 1,0 — 1,5 см
3. Перегибают припуск
низа с притачной под-
кладкой на лицевую сто-
рону изделия. Обтачивают
231
Продолжение 5.3.3
Наименование операции Технические условия на выполнение операции Рисунок
угол шлицы и 1 уплачива- ют (строчка 2) подклад- ку с напуском к припус- ку шлицы швом шириной 0,7 см одной строчкой
1 п< 1 щкладка Й 2 1 ;?/_нал ИЦ .под] уск из спадки -1,5
' 1,0
4. Припуски шва обта- чивания в углу подреза- ют, вывертывают, вып- равляют угол, выметы- вают обтачанный угол и шов притачивания под- кладки (с кантом из ос- новной ткани шириной 0,2 — 0,3 см) одной строч- кой. Заметывают низ. Приутюживают. Прокла- дывают строчку по краю шлицы (строчка 5), низ подшивают. Нитки вре- менного назначения уда- ляют, повторно приу по- живают .3
кХХ> Подкладка -YyS
Примечание Сгиб напуска из подклад- ки должен располагаться на уровне середины под- I иба низа или не доходить до низа на 1.5 см —
8.2. Левой стороны •плицы 1. Намечают новую линию низа на припуске шлицы. По срезу низа срезают припуск шлицы на угол; соединив точку А (ее от- мечают на расстоянии 1,5 см от среза низа по боковому срезу шлицы) с внешним краем шли- цы. Параллельно этому срезу наносят новую ли- нию низа припуска шлицы, отступив от по- лученного среза на вели- чину, равную ширине припуска низа Левая част ь спинки Линия н 1,5 иза
232
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Притачивают под-
кладку к левой стороне
шлицы швом шириной 1
см (начиная строчку у
среза низа изделия), од-
новременно ci ачивая ко-
нец разреза подкладки в
виде вытачки (строчка 7)
«Вытачка» на подкладке
3. Заметывают низ изде-
лия и припуск шлицы по
новой линии низа на
припуске шлицы.
Подгибают срез низа под-
кладки и приметывают ее
к припуску низа с напус-
ком из подкладки таким
образом, чтобы сгиб на-
пуска находился на рас-
стоянии 1,5 см от сгиба
низа изделия (или на се-
редине ширины припус-
ка низа изделия).
Притачивают подкладку к
низу изделия швом ши-
риной 1 см (строчка 2),
одновременно стачивают
припуск низа шлицы с
припуском низа спинки.
Низ изделия подшивают
(строчка 5). Приутюжива-
ют. Нитки заметывания
удаляют. Повторно при-
утюживают
9. Обработка ниж-
них углов шлицы в
изделиях с отлет-
ной по низу под-
кладкой
9.1. Правой сторо-
ны шлицы
Уточняют длину под-
кладки и обрабатывают
низ подкладки швом
виодгибку с закрытым
срезом (строчка 7). Сгиб
низа подкладки должен
быть выше сгиба низа
изделия в готовом виде
на 1,5 —2,0 см. Ширина
233
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
припуска низа в готовом
виде на подкладке равна
3 — 4 см.
Разрезают подкладку на
уровне боковых сторон
шлицы.
Притачивают подкладку к
правому припуску шли-
цы, одновременно обта-
чивая нижний угол шли-
цы (строчка 2). После вы-
вертывания и выправле-
ния угла выметывают шов
с кантом из основной дета-
ли. Закрепляют шов строч-
кой шириной 0,5 — 0,7 см
(строчка 5).
Подшивают низ изделия
9.2. Левой стороны 1. Левую сторону шлицы
шлицы обрабатывают до заметы-
вания шлицы по краю.
Намечают линию стачива-
ния угла шлицы под углом
45° к линии низа изделия
в готовом виде через точ-
ку пересечения линии
шлицы в готовом виде с
линией низа. Отступив от
полученной линии 0,5 —
0,7 см (припуск на шов
стачивания), срезают угол
2. Складывают припуски
низа и шлицы лицевыми
сторонами внутрь, пере-
гнув деталь в точке пере-
сечения линий шлицы и
низа в готовом виде. Сре-
зы уравнивают, стачива-
ют швом шириной 0,5 —
0,7 см. Строчка стачивания
угла шлицы не доходит до
среза низа на 1,5 см. Шов
разутюживают, выверты-
вают угол, заметывают
край шлицы и низ. При-
утюживают. Срез низа об-
метывают или высекают
234
Продолжение 5.3.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
10. Обработка углов
шлицы, если под-
кладка соединяется
со шлицей ручным
способом
10.1. Правой сто-
роны шлицы
10.2. Левого угла
шлицы
10.3. Соединение
шлицы с подклад-
кой
3. Притачивают (шири-
ной шва 1 см) подклад-
ку с обработанным сре-
зом низа к срезу шлицы
с одновременным стачи-
ванием среза подкладки
в верхней его части в виде
«вытачки» (строчка 2).
Сгиб низа подкладки
пришивают к подгибу
низа изделия потайными
подшивочными стежка-
ми на участке 2 — 3 см
(строчка 3)
Правый припуск шлицы
заутюжен на 1,5 см на
прокладку шлицы.
Обтачивают угол шлицы
по линии края шлицы
(т. е. ширина шва 1,5 см).
Припуски шва обтачива-
ния подрезают, угол вы-
вертывают, низ изделия
заметывают, приутюжи-
вают. По краю шлицы
прокладывают строчку
шириной 0,5 см
Обрабатывают спосо-
бом, описанным в 5.3.3,
операция 9 2
Разрезают подкладку так,
чтобы разрез заканчи-
вался. не доходя до верх-
них срезов шпицы на
1,0 — 1,5 см.
Срезы подгибают и под-
шивают потайными под-
шивочными стежками
(частота 3 — 4 стежка в
1 см) по правой части
спинки (строчка 2) на
расстоянии 0,2 см от края
шлицы; по левой части —
на расстоянии 1 см от
235
Окончание 5.3.3
Наименование операции Технические условия на выполнение операции Рисунок
бокового края шлицы (строчка 2'). В верхней ча- сти шлицы срез подклад- ки подшивают на угол. Если низ подкладки от- летной, его обрабатывают до разрезания подкладки, застрачивая швом впод- гибку с закрытым срезом (строчка /). При подши- вании подкладки к при- пускам шлицы низ под- кладки подшивают к припуску низа на рассто- янии 2 — 3 см от шва со- единения подкладки со шлицей (строчки 3 и 3 ) потайными подшивоч- ными стежками. Если низ подкладки не- отлетной, подкладку под- шивают к припуску низа потайными подшивоч- ными стежками с обра- зованием напуска из под- кладки
Примечание Низ отлетной подкладки может быть обработан после соединения под- кладки с припусками шлицы —
5.4. ОБРАБОТКА БОРТОВОЙ ПРОКЛАДКИ
Для придания жесткости и четкости линий в области плеча, груди и борта
в изделиях используют бортовую прокладку.
5.4.1. Технические условия на выкраивание бортовой прокладки
Деталь кроя Технические условия на выкраивание деталей Рисунок
1. Основная борто- вая прокладка Количество деталей кроя бортовой прокладки за- висит от ее вида (мягкая, полужесткая, жесткая).
236
Продолжение 5,4.1
Деталь кроя
Технические условия
на выкраивание дет а пей
Выкраивают ее из льня-
ной прокладочной ткани.
Состоит бортовая про-
кладка из двух частей:
верхней и нижней (над-
ставка).
Нить основы проходит
перпендикулярно борту'
на верхней и нижней ча-
стях бортовой прокладки.
Верхнюю часть бортовой
прокладки допускают вык-
раивать под углом 45° к
нити основы.
Бортовая прокладка долж-
на быть шире полочки: в
области лацкана на 1,0 —
1,5 см (для выстегива-
ния); в области пройм —
на 0,5— 1 см.
Ширина бортовой про-
кладки внизу — 8 — 9 см.
Бортовая пр< жладка долж -
на быть шире пол борта
на 2,0 —2,5 см.
Количество и место рас-
положения вытачек на
бортовой прокладке зави-
сят от конструкции изде-
лия
2. Волосяная про- Волосяная прокладка со-
кладка с гоит из волосяного стол-
бика и волосяной на-
кладки. Выкраивается из
специальной волосяной
ткани.
р волосяном стол-
бике нить основы про-
ходит вдоль детали. Ши-
рина 7 — 8 см. Длина
столбика на 2 см мень-
ше длины волосяной на-
кладки.
В волосяной накладке нить
основы проходит поперек
детали; выкраивают на-
кладку таким образом,
Рисунок
1,0-1,5
0,5-2,0
0,5- 1,0
н.о.
Контур внутреннего
- Верхняя
часть
бортовой
прокладки
Нижняя
часть
(надставка)
2,0-2,5
8-9
среза подборта
н.о.
237
Продолжение 5.4.1
Деталь кроя Технические условия на выкраивание деталей Рисунок
чтобы ее срезы не дохо- дили до линии перегиба лацкана на 2,0 —2,5 см, до срезов пройм — на 3 — 4 см, до плечевого среза — на 8 — 10 см
3. Плечевая на- кладка Выкраивают из льняной ткани. Плечевые срезы и срезы проймы на борто- вой прокладке должны совпадать с одноименны- ми срезами на плечевой накладке. По боковому срезу бортовой проклад- ки плечевую накладку выкраивают так, чтобы она была расположена ниже среза проймы на 3 — 4 см. По горловине плечевую накладку вык- раивают так, чтобы она не доходила до линии пе- региба лацкана на 1,5 — 2,0 см (т. е. 1/3 горлови- ны). Нить основы проходит параллельно внутреннему срезу накладки или па- раллельно срезу проймы Плечевая на* 1.5-2,0,/^^ гладка
/Ж\ * • \ ч////Ж\ . 73~4
V / V / \ / V / V /
4. Сводка Сводку выкраивают из хлопчатобумажной тка- ни (нить основы прохо- дит поперек детали). Слу- жит для предохранения срезов волосяной на- кладки от осыпания и для закрепления формы выпуклости груди. Ширина сводки 2 — 3 см, длина равна периметру волосяной накладки
2-3 /д iff//. / X • •’ V / V / V / Сводка
238
Окончание 5.4.1
Деталь кроя Технические условия на выкраивание деталей
5. Дополнительный слой бортовой про- кладки Дополнительный слой бортовой прокладки явля - ется разновидностью пле- чевой накладки. Выкраи- вают его из льняной тка- ни. По срезам проймы, плечевым, горловине, бо- ковому срезу срезы допол- нительного слоя и основ- ной бортовой прокладки должны совпадать. До среза талии дополни- тельный слой бортовой прокладки не доходит на 2 см, до среза лацкана — на 2,0 —2,5 см
6. Прокладка под петли Выкраивают из коленко- ра шириной 5 — 6 см. Настрачивают на основ- ную бортовую проклад- ку в области петель
Примечание Прокладка под петли мо- жет быгь цельнокроенной с прокладкой для лацка- на (см. пункгирную ли- нию на рисунке)
Рисунок
Дополнительный слой
бортовой прокладки
239
5.4.2. Виды бортовых прокладок и способы их обработки
Бортовая прокладка
Способ обработки
Рисунок
1. Мягкой формы
Бортовая прокладка мяг-
кой формы не имеет ка-
ких-либо дополнитель-
ных деталей.
Стачивают вытачки на-
кладным швом с откры-
тыми срезами (рис. а)
или швом встык (рис. б),
сутюживают слабину в
их концах.
Притачивают надставку
(нижнюю часть бортовой
прокладки) швом на-
кладным или встык.
В современных условиях
этот вид бортовой про-
кладки почти везде заме-
нен дублированием по-
лочек
2. Полужесткой
формы
Отличается от бортовой
прокладки мягкой формы
наличием плечевой на-
кладки, которую соеди-
няют с основной борто-
вой прокладкой после
стачивания вытачек и
притачивания надставок.
Соединяют плечевую на-
кладку с основной бор-
товой прокладкой двумя
способами.
Первый способ. Уравнива-
ют срезы плечевой на-
кладки и бортовой про-
кладки, выстегивают на
машине зигзагообразной
строчки или на стачива-
ющей машине, прокла-
дывая строчки парал-
лельно внутреннему сре-
зу плечевой накладки.
Расстояние между строч-
ками 1 см
Плечевая
накладка
240
Продолжение 5.4.2
Бортовая прокладка Способ обработки
Второй способ Выстеги-
вают плечевую наклад-
ку, прокладывая строч-
ки параллельно плечево-
му срезу
Рисунок
3. Жесткой формы
Обрабатывают вытачки,
притачивают надставку
Для придания изделию
формы и упругости со-
единяют с основной бор-
товой прокладкой воло-
сяную прокладку'. По цен-
тру груди располагают
волосяной столбик, на-
крывают его волосяной
накладкой.
Выстегивают бортовую
прокладку жесткой фор-
мы двумя способами.
Первый способ. Столбик и
волосянную накладку
закрепляют одной строч-
кой посередине (строч-
ка 7).
Накладывают плечевую
накладку на основную
бортовую и волосяную
прокладки, совмещая
срезы пройм, горловины
и плечевые срезы дета-
лей.
Выстегивают на машине
строчками вдоль деталей
от центра груди, сначала
241
Окончание 5.4.2
Бортовая прокладка Способ обработки Рисунок
в одну, а затем — в дру- гую сторону. При высте- гивании детали держат на перегиб (для прида- ния бортовой прокладке формы на выпуклость груди). При выстегива- нии строчки не должны доходить до плечевого среза на 3 — 5 см. Рассто- яние между строчками — 1 — 2 см. Сводку настрачивают по срезам волосяной на- кладки зигзагообразной строчкой (середина свод- ки совпадает со срезами волосяной накладки). На- страчивают сводку с по- садкой 1,0—1,5 см по боковым сторонам из волосяной накладки. Сначала настрачивают внешний срез сводки, а затем внутренний на расстоянии 0,2 см от края сводки
Второй способ. Дополни- тельный слой бортовой прокладки полностью закрывает сголбик и во- лосяную накладку (ис- пользуют в дорогостоя- щих изделиях). Выстеги- вают, начиная от сере- дины деталей и далее в обе стороны; детали рас- полагают на перегиб. Сводку прокладывают по одной или двум бо- ковым сторонам (с по- садкой в области груди) Дополнительный слой бортовой прокладки Начало выстегивания Г^КЩ/ 2 — 3 \ , / ММЖИ
7 W/ i L'ii i ч ат ч !»!/*№ if ‘*4
J V/Линия талии
242
5.5. СОЕДИНЕНИЕ БОРТОВОЙ ПРОКЛАДКИ С ПОЛОЧКАМИ
Наименование операции Технические условия на выполнение операции Рисунок
1. ВТО бортовой прокладки на вы- пуклость груди ВТО бортовой прокладки выполняют в четыре при- ема. Левую и правую дета- ли борговой прокладки складывают, уравнивают по срезам и располагают на столе обрабатываемыми срезами к работающему: I прием — сутюживание в области лацкана и борта; II прием — сутюживание в области горловины; III прием — сутюжива- ние в области проймы; IV прием — оформление выпуклости на грудь; су- тюживание слабины в области груди. ВТО выполняют на сто- ле дугообразными дви- жениями утюга после увлажнения детали; при сутюживании слабины утюг не должен заходить за центр 1руди 11 У 1 ?, V 7 УиА-IV / 7 \\ / V /
2. ВТО полочек иа выпуклость груди ВТО полочек на выпук- лость фуди выполняют так же, как и ВТО бортовой прокладки. Операцию вы- полняют с каждой полоч- кой отдельно. Слличием от ВТО бортовой прокладки является выполнение чет- вертого приема — кроме сутюживания слабины в области груди, сутюжива- ют слабину бокового сре- за на уровне кармана
3. Наметывание полочки на борто- вую прокладку Полочку укладывают на бор голую прокладку, со- вмещая центр фуди на по- лочке й бортовой проклад- ке. Полочку располагают на столе бортом к работа - ющему. Наметывание вы- полняют тремя строчками:
243
Продолжение 5.5
Наименование операции Технические условия на выполнение операции
Строчку 1 прокладыва- ют от линии талии че- рез центр выпуклости груди; строчку 2 — параллельно срезу борта (на 3 — 4 см от него), по линии пере- гиба лацкана (на 2 см от среза), срезу горловины (на 5 см не доходя до пле- чевого среза); строчку 3 — параллель- но внутреннему срезу бортовой прокладки (на 3 — 4 см от среза) и срезу проймы (на 5 — 6 см от среза). При наметывании правой полочки строчки прокла- дывают от плечевого сре- за вниз, левой полочки — наоборот от низа изделия к плечевому срезу
4. Соединение поло- чек с бортовой про- кладкой, имеющей клеевое покрытие Полочки с бортовой про- кладкой соединяют на прессе со специальными подушками. Полочку ук- ладывают на подушки пресса лицевой стороной вниз, сверху укладывают бортовую прокладку (клеевым покрытием к изнаночной стороне по- лочки) и соединяют пу- тем прессования. В изделиях с дополнитель- ными накладками сборку деталей выполняют одно- временно. На бортовую прокладку накладывают клеевым покрытием вниз: столбик /, волосяную на- кладку 2 и плечевую на- кладку 3. Детали соединяют прес- сованием Более подроб- ная информация пред- ставлена в 11.2
Рисунок
Линия
талии
244
Окончание 5.5
Наименование операции Технические условия на выполнение операции
5. Выстегивание лацкана Лацканы выстегивают на машине потайного под- шивочного стежка, рас- стояние между строчка- ми 0,7— 1,0 см. Первую строчку прокладывают на расстоянии 1 — 2 см от линии перегиба лац- кана в сторону проймы. Последующие строчки прокладывают парал- лельно первой к срезу лацкана. Концы строчек не доходят до среза лац- кана на 1,5 см. В издели- ях с застежкой доверху лацкан не выстегивают. Лацканы выстегивают в положении деталей на перегиб. Допускают выс- тегивание лацкана руч- ными стегальными стеж- ками
6. ВТО полочек с бортовой проклад- кой Выполняют теми же при- емами, что и ВТО борто- вой прокладки полочек до их соединения. Необходи- мо после ВТО полочек приутюжить полочку под бортовой прокладкой (до 3-й строчки наметыва- ния), во избежание про- легания среза бортовой прокладки на лицевой стороне изделия
Рисунок
5.6. ОБРАБОТКА ПЕТЕЛЬ В ВЕРХНЕЙ ОДЕЖДЕ
5.6.1. Виды петель
В верхней одежде петли бывают: обметочные, обтачные и навесные.
Обметочные петли выполняют вручную или на петельном полуавтомате (пос-
ле окончательной отделки борта).
Обтачные петли могут быть обработаны: в кант (с одной и двумя обтачками);
в кант с «глазком» (с одной обтачкой); в рамку (с одной и двумя обтачками).
245
Навесные петли выполняют из вытачного
0,4 —0,5
90
Рис. 44
диаметр
пуговицы
+ 0,3-0,5
шнура или застроченной полочки ткани.
Место расположения петель размечают после
уточнения линии полузаноса (рис. 44). Отно-
сительно края борта они могут быть распо-
ложены горизонтально, вертикально и на-
клонно.
При горизонтальном расположении линии
петель должны быть перпендикулярны линии
полузаноса.
Начало петли намечают, отступив от линии
полузаноса в сторону борта на 0,4 —0,5 см.
Длина петли равна диаметру пуговицы плюс
0,3 — 0,5 см.
Верхнюю петлю в изделиях с застежкой до-
верху намечают на расстоянии 2,5—3,0 см от
уступа в готовом виде.
Нижнюю петлю обычно намечают на уров-
не бокового кармана.
5.6.2. Обработка обтачных петель в кант
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка пе- тель с одной обтач- кой 1.1. Выкраивание обтачки Длина обтачки равна дли- не петли плюс 1,5 — 2,0 см с каждой стороны. Ши- рина обтачки 5 — 6 см. Нить основы — вдоль об- тачки 5-6 f
◄ ► н.о. 1 1
Длина петли плюс 3 — 4 <
1.2. Разметка места расположения пет- ли Место расположения пет- ли намечают со стороны бортовой прокладки тремя линиями: долевая линия определяет направление пет ли; две перпендикуляр- ные ей линии ограничива- ют длину петли. Длина петли рав на диа - метру пуговицы плюс 0,3 —0,5 см. Ширина каждого канта — 0,2 —0,3 см
1.3. Обтачивание петли Обтачку накладывают ли- цевой стороной на лице- вую сторону полочки,
246
Продолжение 5.6.2
Наименование
операции
Технические условия
на выполнение операции
совмещая середину об-
тачки с центральной ли-
нией, и приметывают.
Обтачивают петлю со сто-
роны бортовой про-
кладки. Существует два
способа обтачивания
петли (строчки 7):
а) по двум сторонам
(Рис. д);
б) по четырем сторонам
(рис. 6).
Расстояние между строч-
ками притачивания об-
тачек — 0,4 —0,6 см
1.4. Разрезание пет-
ли
Разрезают петлю анало-
гично разрезанию про-
резного кармана
1.5. Выметывание
петли
Обтачку вывертывают и
выметывают кант из обтач-
ки (косыми стежками на
расстоянии 0,4—0,6 см от
шва обтачивания). Шири-
на канта — 0,2 —0,3 см
Если петлю обтачи-
вают с двух сто-
рон, то закрепляют
углы двойной машинной
строчкой.
Если петлю обтачива-
ют с четырех сто-
рон, то боковые сторо-
ны петли выметывают
враскол.
После выметывания и
закрепления углов края
петли соединяют между
собой встык косыми стеж-
ками. Приутюживают
Строчка
обтачек
1 6. Обработка сре-
зов обтачки
Обтачку подрезают с че-
тырех сторон, оставляя
по 1,5 —2,0 см с каждой
247
Продолжение 5.6.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.7. Обработка пет-
ли на подборте
2. Обработка петель
с двумя обтачками
3. Обработка пе-
тель с «глазком»
стороны, и пришивают
(строчка 2) срезы об-
тачки к бортовой про-
кладке косыми стежка-
ми (2 стежка в 1 см).
Приутюживают
После обтачивания бор-
та концы петли перево-
дят на подборт с помо-
щью двух булавок (рис а)
На подбоотр намечают
линию петли. Прометы-
вают вокруг петли на
расстоянии 2,0—2,5 см
от нее. Петлю на подбор-
те прорезают. Срезы пет-
ли на подборте подгиба-
ют внутрь и подшивают
(строчка 5) потайными
подшивочными стежка-
ми (6 — 8 стежков в 1 см)
Нитки временного назна-
чения удаляют. Петлю в
готовом виде (рис. б)
приутюживают через про-
утюжил ьник
Обработка петли в кант
с двумя обтачками ана-
логична обработке пет-
ли в кант с одной обтач-
кой. Обтачки укладыва-
ют встык к намеченной
линии петли и притачи-
вают поочередно их к
полочке по двум доле-
вым сторонам петли
Обработка такой петли
аналогична обработке
петли в кант без «глазка».
б
248
Окончание 5.6.2
Наименование операции Технические условия на выполнение операции Рисунок
1 Особенностью является форма петли. Петли с «глазком» обта- чивают с четырех (рис. а)и с трех (рис. б) сторон. Разрезают петли в два приема: от середины в одну и в другую сторо- ну, рассекают «глазок» в 5 — 6 местах. После вы- вертывания обтачек вы- метывают петлю в обла- сти «глазка» враскол, если ткань толстая — с кантом 0,1 см И- W W (9| ® I । । I 1 И [Aj I
5.6.3. Обработка обтачных петель в рамку
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка пе-
тель с одной обтач-
кой
I 1. Выкраивание
обтачки
Д лина обтачки равна дли-
не петли плюс 2 см с каж-
дой стороны. Ширина об-
тачки 6 —7 см
1.2. Разметка места Намечают место распо-
расположения петли ложения петли тремя ос-
новными и двумя вспо-
могательными линиями.
Длина петли равна диа-
метру пуговицы плюс
0,3 —0,5 см
1.3. Притачивание обтачек Одну из продольных сто- рон обтачки подгибают на 2,5 — 3,0 см. Укладыва- ют обтачку сгибом к вспо- могательной линии и притачивают (строчка / на рис. а). Вторую сторо- ну обтачки укладывают
Вспомогательные линии
Вспомогательная линия
249
Окончание 5.6.3
Наименование операции Технические условия на выполнение операции Рисунок
сгибом ко второй вспомо- гательной линии и при- тачивают на ширину рам- ки (строчка 2 на рис. б) Вспомогательные —— '-уу — nuuuu —-—- // 1
^^/7/ 7
/Г У/ /
б
1.4. Дальнейшая об- работка петли Разрезание петли, выме- тывание швов притачива- ния рамок, закрепление углов двойной машинной строчкой, пришивание обтачки к бортовой про- кладке и обработка петли на подборте выполняют- ся аналогично обработке петли в кант с двумя об- тачками Строчка при к бо ши )ТО1 ван юй ия срезов обтачки прокладке
— \ Строчка притачивания рамок
У^уЬлочка —— Строчка подшивания петли
п одб на пидиирхс орт
2. Обработка пе- тель с двумя обтач- ками Обработка аналогична обработке петли в рамку с одной обтачкой. Заутюженные обтачки укладывают встык к вспо- могательным линиям и притачивают поочередно на ширину рамок каждую ^/'Ширина рамки^у
5.6.4. Обработка навесных петель
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка навес- ных петель 1.1. Первый способ Петли из вытачного шну- ра изготавливают в основ- ном из тонких тканей. Об- рабатывают их так же, как аналогичные петли в лег- кой женской одежде (см. 4.7.1) —
250
Окончание 5.6.4
Наименование
операции
Технические условия
на выполнение операции
1.2. Второй способ При обработке петель из
полоски ткани полоску
ткани застрачивают на
расстоянии 0,2 см от
предварительно подогну-
тых срезов. Складывают
петлю утлом. У основания
угол петли застрачивают
(см. 4.7.1)
2. Соединение пе- Петли вкладывают в шов
тель с изделием обтачивания борта
5.7. ОБРАБОТКА БОРТОВ (ДО СОЕДИНЕНИЯ С ПОДБОРТАМИ)
5.7.1. Уточнение и подрезка бортов и низа изделия
Уточнение линий борта и низа. Выполняют до соединения боковых срезов
или после их соединения следующим образом.
1. Подрезают бортовую прокладку по срезам горловины, борта, плечевым и
пройме.
2. Полочки складывают изнаночными сторонами внутрь, совмещая срезы,
швы, вытачки и т.д. Изделие располагают на столе бортом к работающему: в
женской одежде — правой полочкой вверх, в мужской — левой.
3. По подсобному лекалу обмеляют и подрезают срезы лацкана и борта; если
во время примерки изменились срезы проймы,
плечевые, то их подрезают с учетом припусков
на обработку.
4. Уточняют или намечают линию низа. Намеча-
ют ширину подгиба низа; излишки ткани срезают.
5. Намечают место расположения петель
(если петли еще не обработаны).
6. Намечают линию перегиба лацкана по ли-
ниям, нанесенным закройщиком или, рассчитав
ее расположение следующим образом (рис. 45):
а) на уровне первой петли на срезе борта ставят
точку П; б) мысленно продлевают плечевой срез
в сторону горловины. На этой линии откладывают
величину, равную высоте стойки ворот-
ника минус 1 см. Отмечают точку Г; в) соеди-
няют точки П и Г прямой. Полученная линия
является линией перегиба лацкана.
251
7. По всем намеченным линиям прокла-
дывают копировальные стежки.
При выполнении обмелки и обрезки
изделия выполняют следующие требования
1. Край борта должен быть параллелен
линии полузаноса.
2. Край борта в нижней части должен
иметь угол 90°.
3. Петли должны быть расположены на
одинаковом расстоянии друг от друга и
быть равными по длине и ширине.
4. Линию низа спинки проводят под
прямым углом к линии середины спинки
5. Ширина подгиба низа менее 3 см не
допускается.
6. В изделиях из тканей с ярко выра-
женным рисунком подрезку осуществля-
ют в развернутом виде отдельно правой и
левой стороны.
7. Изделия с воротниками шаль и апаш
обмеляют после втачивания нижнего во-
ротника в горловину.
Перед прокладыванием кромки срез
бортовой прокладки (с целью уменьшения толщины по краю лацкана, борта,
низу и горловины) подрезают (высекают) на величину в зависимости от вида
кромки, конструкции изделия (с отрезными или цельнокроеными
подбортами) и способа обтачивания борта.
Подрезка бортовой прокладки. Середина клеевой кромки по ширине
(ширина кромки — 1,0—1,2 см) должна
проходить по внешнему срезу бортовой
прокладки. Поэтому бортовую прокладку
высекают на 0,5 —0,6 см, т. е. на половину
ширины кромки Кроме этого, при высе-
кании учитывают ширину шва обтачива-
ния (0,5 — 0,7 см) полочки по борту, усту-
пу и ширину шва втачивания воротника в
горловину (0,8—1,0 см); дополнительно
учитывают ширину канта из полочки (0,2 —
0,3 см) по борту. Отсюда следующие вели-
чины (в см) высекания бортовой проклад-
ки (рис. 46):
по борту 1,3—1,5;
по лацкану и уступу 1,1 — 1,2
(т.е. на ширину
канта меньше);
0,5-0,6.
кромка перекрывает
по горловине
по низу
Неклеевая
бортовую прокладку на 0,2 см в сторону по-
лочки. Отсюда следующие величины высека-
ния бортовой прокладки (рис. 47):
252
по борту
no лацкану и уступу
по горловине
по низу
1,0-1,1;
0,8-0,9;
1,0-1,2;
0,3.
5.7.2. Прокладывание кромки по борту, низу, линии перегиба лацкана
Для предохранения краев изделия от растяжения и для закрепления полу-
ченной выпуклости в области груди прокладывают кромку по срезу борта,
лацкана, горловины (на 2/3 ее длины), низу (на расстоянии 15 — 20 см от угла
борта), по линии перегиба лацкана (кромку прокладывают на 2/3 ее длины,
начиная от горловины, отступив на 0,5— 1,0 см в сторону проймы).
Общие правила прокладывания кромки. Правило 1. Для правильного про-
кладывания кромки срез борта условно делят на определенные участки. Вели-
чина посадки полочки на участках различна (табл. 1).
Таблица 1
Величина посадки полочки на участках прокладывания кромки
Участок прокладывания кромки Величина посадки, см Рисунок
Участок I — область горловины 0,2 кА
Участок II — уступ и угол лацкана 0,2
Участок III — срез лацкана 0,5-0,6 (по длине участка; к первой петле посадку сводят на нет)
11 / \ r"ftlA Г V.U / 0,5-1,0 [ VIII L
Ill * \\\ f
_ 1 * I— I
V L 1 1
Участок IV — на уровне груди, если первая петля расположена выше линии груди (на рису ке не показано) 0,3-0,4
1 VI j
Участок V — расстояние по по- лочке между петлями 0,2
Участок VI — оставшаяся часть среза борта Проклады- вают кромку с равно- мерным натяжени- ем
участок VII — низ изделия (15 — 20 см начиная от среза борта)
<
VII
Участок VIII — 2/3 длины ли- Жии перегиба лацкана 0,4-0,5
253
Правило 2. Перед соединением с изделием неклеевую кромку декатируют; затем
приметывают с посадкой полочек (см. выше) косыми стежками. По правой полочке
приметывание кромки начинают от горловины, по левой — от низа изделия. После
приметывания приутюживают кромку, супоживая посадку на полочках.
Правило 3. Неклеевую кромку соединяют с изделием различными способа-
ми в зависимости от способа обтачивания борта (табл. 2).
Таблица 2
Способы соединения неклеевой кромки с полочкой
в зависимости от способа обтачивания борта
Способ обтачивания борта Способ соединения неклеевой кромки с полочкой Рисунок
1. Обтачивание борта по кромке 1. Кромку по внутреннему краю соединяют с борто- вой прокладкой машин- ной строчкой (строчка 7); внешний край кромки по- падает в шов обтачивания борта (строчка 2) i 77; А / |/ прокладка 1
2. Внешний край кром- ки входит в шов обтачи- вания борта (на 0.2 см), другой ее край подшива- ют ручными косыми стеж- ками или на машине по- тайного подшивочного стежка li А £ 1 i \ 1—1—р
Примечание В качестве кромки исполь- зуют полоску хлопчатобу- мажной ткани (коленкор) —
2. Обтачивание бор- та рядом с кромкой 1. Оба края кромки под- шивают косыми подши- вочными стежками (часто- та — 2 — 3 стежка в 1 см) с крестообразными зак- репками поперек кромки через каждые 6 — 8 см. Допускают подшивание кромки на машине по- тайного стежка / i zt £ it f hL I Ч 1 (С 6-g\
2. Внутренний край кром- ки притачивают к борто- вой прокладке (строчка 7), внешний подшивают ко- сыми стежками к полоч- ке (строчка 2) / 1 / L 'Г 7F 1 \ Ч 1. [L
254
Окончание табл, 2
Способ обтачивания борта Способ соединения неклеевой кромки с полочкой Рисунок
Примечание Косые ручные стежки или строчки машинных по- тайных стежков не долж- ны быть заметны с лице- вой стороны изделия —
Правило 4. Клеевую кромку закрепляют утюгом без приметывания. Ширина
кромки 1,0 — 1,2 см. Долевая середина кромки проходит по срезу бортовой про-
кладки, тем самым кромка приклеивается и к полочке, и к бортовой прокладке.
Правило 5. Для изделий, в которых борта обтачивают рядом с кром-
кой, кромку прокладывают на определенном расстоянии от срезов (табл. 3).
Таблица 3
Расположение кромки относительно срезов полочки
Срезы полочки Расстояние от срезов полочки до внешнего края кромки, см
1. Горловины 2. Лацкана и его уступа 0,9-1,0 0,6-0,8
3. Борта 0,7-0,9
4. По низу 0,1 от линии низа 0,6-
5. По линии перегиба лацкана От линии перегиба лацкана на 0,5 — 0,7 (на 2/3 ее длины от горловины) 0,7
Примечание В табл. 3 приведены данные для изделий, в которых строчка об- тачивания проходит рядом с кром- кой
-0,9
Рисунок
0,9-1,0
0,8
0,1
ст rm
0,5-0,7
Проверка качества прокладывания кромки. Полочку складывают бортовыми
прокладками внутрь, уравнивают срезы, вытачки, карманы и т. д.
По борту в женской одежде правая полочка должна быть длиннее левой на
0,5 см; в мужской одежде — левая полочка длиннее правой на 0,5 см.
255
Рис. 48
Срез борта перегиба-
ют по линии полузаноса,
при этом:
а) кромка проложена
в соответствии с ТУ на
прокладывание кромки,
если срез борта паралле-
лен линии полузаноса и
срезы по линии низа со-
впадают (рис. 48);
б) кромка проложена
с недостаточным натя-
жением по линии борта,
если в готовом виде ли-
нии полузаноса на пра-
вой и левой полочках не
совпадают. Полочки будут
«расходиться» (рис. 49);
в) кромка проложе-
на с чрезмерным натя-
жением, если в готовом
виде полочки будут «за-
ходить» друг на друга
(рис. 50).
После проверки ка-
чества прокладывания
кромки (ее приметыва-
ния, приутюживания и
приклеивания клеевой
кромки) приступают к
окончательному закреп-
лению (притачиванию,
пришиванию) неклеевой
кромки на изделии (см.
табл. 2) и выполняют
влажно-тепловую обра-
ботку кромки.
5.8. СОЕДИНЕНИЕ ПОДБОРТОВ С ПОЛОЧКАМИ
5.8.1. Обработка подбортов
Подборта — это детали из основной ткани, которыми обрабатывают лацка-
ны и борта изделия; они расположены с внутренней стороны изделия.
По конструкции подборта бывают отрезными и цельнокроенными с полочками.
Наименование срезов на отрезных подбортах см. на рис. 51. Нить основы
проходит параллельно внешнему срезу подборта на прямом его участке.
Подборта выкраивают с одной или двумя надставками. Соединяют надставки
стачным швом вразутюжку, ширина шва равна 0,5 —0,7 см (рис. 52); нить осно-
256
вы на надставках прохо-
дит так же, как на под-
бортах.
В подбортах изделий с
ярко выраженным ри-
сунком ткани при при-
тачивании надставок ри-
Рис. 52
сунок совмещают.
Шов притачивания верхней надставки располагают ниже первой петли на
расстоянии не менее 3 см.
Швы притачивания надставок располагают на расстоянии 3 см от петель.
Длина нижней надставки (в готовом виде) должна быть не менее 6 см.
При выкраива-
нии подбортов для
изделий с лацкана-
ми (рис. 53) в обла-
сти лацкана на под-
борте дают прибавку
на огибание лацка-
ном полочки, на
образование канта и
посадку в углу лацка-
на и по его длине.
Прибавка зависит от
свойств ткани, обыч-
но она равна 1,5 —2,0 см. Подборт должен быть длиннее полочки на 2 — 3 см.
Ширина подборта в его вершине равна 2 см; внутренний срез подборта может
заканчиваться у угла горловины и плечевых срезов.
В изделиях с застежкой доверху подборта выкраивают по форме борта (без
учета припуска на обработку лацкана в виду его отсутствия) по правилам,
описанным выше.
В изделиях из тканей в полоску или клетку (рис. 54) полоска на под-
бортах должна проходить параллельно срезу борта и лацкана. Для этого
подборта по внутреннему срезу сутюживают на уровне первой петли, тем
самым выравнивают срез
подборта. Величина сутю-
живания зависит от фор-
мы лацкана.
После обработки под-
борта его приутюживают и
уточняют форму по под-
собным лекалам.
Рис. 54
9 Силаева
257
в
Рис. 55
Лацканы могут быть раз-
личной формы и длины
(рис. 55). Если в основе лац-
кана лежит тупой угол (см.
рис. 55, а, б), раскеп должен
быть продолжением уступа
лацкана.
В изделиях с отлетной по
низу подкладкой внутренние
срезы подбортов обметывают
(или высекают) до уровня
груди.
5.8.2. Наметывание подбортов на полочки и обтачивание бортов
Наметывание подбортов на полочки. Полочку раскладывают на столе бортом
к работающему, лицевой стороной вверх. На полочку накладывают подборт
лицевой стороной вниз, уточняют расположение срезов подборта относитель-
но срезов полочек. Наметывание подборта на правую полочку выполняют сни-
Рис. 56
В изделиях с застеж-
кой доверху (рис. 56) с
обметанными или на-
весными петлями под-
борта наметывают на
полочки без посадки.
В изделиях с обтач-
ными петлями на уров-
не каждой петли дела-
ют посадку, равную
0,1 — 0,2 см, из подбор-
та. Посадку выполняют
в области груди (0,8 —
0,9 см) — для женских
изделий; величина ее зависит от конструкции, размера изделия, свойств тка-
ни. Наметывают подборта ручными косыми стежками длиной 2,0 —2,5 см на
расстоянии 1,0 — 1,5 см от срезов полочки.
В изделиях с лацканами (рис. 57) подборта в области лацкана наметыва-
ют двумя строчками: первую строчку прокладывают по биссектрисе угла лац-
кана (отступив от внутреннего среза подборта на 2 — 3 см и не доходя до
угла лацкана 2 — 3 см) с посадкой подборта. Величина посадки зависит от
свойств ткани, размеров лацкана и способа выметывания шва обтачивания
(враскол или с кантом); ее (посадки) должно быть достаточно для образо-
вания канта (если он предусмотрен) и для огибания подбортом лацкана
полочки.
Вторую строчку прокладывают вдоль среза горловины лацкана и борта. Ко-
сыми стежками на расстоянии 1,0 — 1,5 см от срезов. Длина стежков при наме-
тывании подбортов в области лацкана 1,0 — 1,5 см, при наметывании в области
борта и горловины — 2,0 —2,5 см.
В области горловины подборт наметывают без посадки.
258
При наметывании лацкана в
верхней его части создают сла-
бину за счет сдвига подборта в
сторону его внутреннего среза на
0,2— 1,0 см в зависимости от на-
личия и ширины канта, а также
от толщины ткани; этой величи-
ны должно быть достаточно для
огибания подбортом лацкана по-
лочки.
В углу лацкана полборт наме-
тывают с посадкой, равной 0,3 —
0,5 см в зависимости от формы
угла и свойств ткани.
По длине лацкана посадка при-
мерно равна 0,2 —0,8 см; она за-
висит от длины, формы лацкана
и свойств ткани. Распределяют по-
садку по длине лацкана, к первой
петле ее сводят на нет.
По срезу борта и низа подборт
наметывают без посадки, если
петли обметочные или навесные,
и с посадкой (равной 0,1—0,2 см)
нал обтачными петлями.
После наметывания подборта
на полочку посадку сутюживают на расстоянии 2 — 3 см от срезов.
По подсобному лекалу обмеляют углы лацканов (одновременно уточняя дли-
ну их уступов) и нижние углы бортов, если их обрабатывают обтачным швом.
Обтачивание бортов. Обтачивают борта со стороны бортовой прокладки швом
шириной 0,5 — 0,7 см. Правую полочку обтачивают снизу вверх, левую — сверху
вниз.
Если изделие из тонкой или синтетической ткани, борта обтачивают по по-
лоске хлопчатобумажной ткани, притачанной к бортовой прокладке (см. 5.7.2).
В некоторых случаях, если полочки целиком продублированы, то допуска-
ют прокладывать кромку только по линии перегиба лацкана (в соответствии с
ТУ), а борта обтачивать без кромки.
5.9. СПОСОБЫ ОБРАБОТКИ ШВА ОБТАЧИВАНИЯ БОРТА
Швы обтачивания борта разутюживают на спецколодке (рис. 58).
В изделиях из толстых, плотных тканей швы разрыхляют путем соскаблива-
ния ворса лезвием ножниц.
Подрезают припуск шва детали, из которой образуют кант, на 0,2 —0,3 см,
а припуск шва другой детали — на 0?4 —
В углу лацкана припуск срезают под
углом, оставляя 0,2 см.
Надсекают полочку и подборт в точке
уступа лацкана, не доходя до строчки
0,1 —0,2 см.
0,5 см.
Рис. 58
259
Швы обтачивания борта обрабатывают несколькими способами:
1) с 01 дел очной строчкой;
2) в «чистый край» (без отделочной строчки);
3) вспушиванием (без отделочной строчки).
5.9.1. Обработка края борта отделочной строчкой
Наименование операции Технические условия на выполнение операции
1. Вывертывание и выметывание обта- чанных краев в из- делиях 1.1. С .лацканами Борта вывертывают, вып- равляют шов обтачива- ния, углы лацканов и нижние углы бортов (если они обтачанные). Выметывают борт со сто- роны подборта с образо- ванием канта из полочки шириной 0,2 —0,3 см двумя строчками: 1-я строчка — косых стежков, ее прокладыва- ют на расстоянии 0,5 — 0.8 см от шва обтачива- ния борта, длина стеж- ков — 0,7 — 1,0 см; 2-я строчка — пря- мых стежков, проклады- вают ее на расстоянии 2,0 —2,5 см от края бор- та, длина стежков — 2,0 — 2,5 см. Эту строчку вы- полняют для закрепле- ния шва выметывания
Лацкан выметывают со стороны полочек с кантом из подборта ши- риной 0,2 —0,3 см по правилам выметывания борта (см. поз. 1.1). На уровне первой петли борт выметыва- ют враскол на участке длиной 1,5 см вверх от петли и 1,5 см — вниз от петли
1.2. С застежкой до- верху Если изделие без лацка- нов, борт выметывают со стороны лодборта с кантом из полочки ши-
Рисунок
26G
Окончание таблицы
Наименование операции Технические условия на выполнение операции Рисунок
риной 0,2 — 0,3 см по об- щим правилам
2. Предварительная ВТО шва обтачива- ния борта Приутюживают через ув- лаж11енный проутюжиль- ник: борта — со сторо- ны подбортов; лацка- ны — со cropoi гы палочек —
Я. Прокладывание отделочной строч- ки Отделочную строчку в изделиях без мехового во- ротника прокладывают после обработки низа из- делия и после соедине- ния воротника с горло- виной по следующим правилам: строчку по воротн и ку и лац- канам прокладывают со стороны верхнего во- ротника и подбортов; и о бортам — со стороны полочки; нитки завязывают узлом и убирают с помощью иглы в шов обтачивания борта. В изделиях с меховым во- ротником отделочную строчку прокладывают до соединения воротни- ка с изделием
4. Обработка петель на подборте Обтачные петли со сторо - ны подборта обрабатыва- ют способом, описанным в 5.6. Эта операция может быть выполнена после со- единения изделия с под- кладкой —
5. ВТО борта После прокладывания отделочной строчки нит- ки временного назначе- ния удаляют. Борт при- утюживают окончатель- но, до полного удаления влаги. Следят за тем, что бы не было пролеганий швов и лас —
261
5.9.2. Способы обработки края борта в «чистый край»
Способ
обработки
1. На стачивающей
машине
1.1. Подрезка при-
пусков
1.2. Настрачивание
припусков шва
Технические условия
на выполнение
Данный способ приме-
няют при пошиве изде-
лий из тканей низких
прейскурантных групп.
После разутюживания
шва обтачивания бор-
та припуски шва под-
резают: по бортам —
только со стороны поло-
чек до 0,2 —0,3 см, по
лацканам — только
со стороны подборта до
0,2 —0,3 см.
Рассекают припуск на
уровне первой петли, не
доходя до строчки обта-
чивания на 0,1—0,2 см
Рисунок
Отступив от углов лац-
канов 3 — 4 см, настра-
чивают припуск шва об-
тачивания борта швом
шириной 0,2 —0,3 см: по
лацкану — на полочку,
не доходя до уровня пер-
вой петли 1,5 см; затем
строчку прокладывают
строго по шву обтачива-
ния на участке длиной
1,5 см; далее настрачи-
вают припуск шва по
длине подборта. Если
нижние углы борта обта-
чаны, строчку настрачи-
вания заканчивают, не
доходя до низа изделия
на 3 — 4 см. Закрепки в
концах строчек не выпол-
няют, нитки убирают на
изнаночную сторону из-
делия. связав их узлом.
262
Продолжение 5,9.2
Способ обработки Технические условия на выполнение Рисунок
Нитки используют тон- кие отделочные в цвет ткани верха
3. Выметывание бортов Выметывание бортов, их ВТО. обработку обтач- ных (со стороны подбор- та) и пи обметанных пе- тель выполняют так же, как в изделиях с отделоч- ной строчкой по борту (см. 5.9.1, операция 1 1) —
Примечание Возможно подшивание обтачных петель на под- борте и обработку обме- точных петель на полоч- ках выполнять после со- единения изделия с под- кладкой —
2. Потайными стеж- ками 2.1. Подрезка при- пусков Припуски по всему бор- ту подрезают со сторо ны полечки до 0,2 —0.3 см
^Подборт Бортовая ' прокладка 1 1
2.2. Пришивание припусков Припуски шва со сторо- ны подборта пришивают к кромке (или к материа- лу, которым продублиро- ваны полочки) косыми стежками, не заметными с лицевой стороны, дли- ной 0,7 см или на маши- не потайного стежка
0.2-0,3 ' —— —2—>- ТА
1—2
2.3. Выметывание бортов, ВТО Дальнейшую обработку выполняют в соответ- ствии с ТУ (см. 5.9.1) —
3. Термопластич- ными материалами Швы обтачивания борта подрезают только со сторо- ны папочек до 0,2 — 0,3 см; припуски приклеивают клеевой нитью или пау- тинкой. Клеевой нитью про- кладывают строчку по припуску шва подборта (рис. а). Полочка продублирован? 1 /7 \ / Подборт / // \ / / 7 \ / / Ц—Клеевая Z / . // нить ж-1 а 1
263
Окончание 5.9.2
Наименование операции Технические условия на выполнение операции Рисунок
Клеевую паутинку подкладывают под шов обтачивания борта. Ее края не должны быть шире шва обтачивания (рис. б). Дальнейшую обработку (т.е. выметывание, ВТО и т. п.) выполняют в со- ответствии с ТУ Полочка продублирована Т / / \ / / / \ / / / \ / 1 / / / / Клеевая паутинка б
5.9.3. Обработка края борта вспушиванием
Особенности обработки Рисунок
1. Обработка борта данным способом такая же, как обработка борта с отделочной строчкой (до ее прокладывания по бортам и воротнику). 2. После приутюживания, выметывания края борта, отступив от него 0,7 —0,8 см, прокла- дывают строчку ручных вспушных стежков тонкими нитками в цвет ткани или на специ- альной машине -э> / ///////Л Q т о ОС
5.9.4. Особенности обработки изделий с цельнокроеными подбортами
Наличие в изделии цельнокроеных подбортов улучшает качество обработки
борта и сокращает время и трудовые затраты на изготовление изделия.
1. Обработку полочек, соединение ее с прокладками и ВТО полочек вы-
полняют так же, как в из-
делиях с отрезными под-
бортами.
2. После ВТО полочек
на выпуклость груди на них
намечают линию борта в го-
товом виде и уступ борта.
3. Подрезают бортовую
прокладку по борту Для
клеевой кромки на 0,6 —
0,8 см от линии борта;
по уступу — на 1,1 —
1,2 см; для не клеевой
кромки по борту — на
0,3 —0,4 см; по уступу —
на 0,9—1,0 см. Прокла-
дывают кромку с посад-
264
кой по общим правилам на расстоянии 0,1 —0.2 см от линии борта в гото-
вом виде (рис. 59).
4. Обтачивают уступ, заметывают борт одной или двумя (в зависимости от
свойств ткани) строчками, выметывают уступ борта, приутюживают.
5. Закрепляют сгиб борга вспушной строчкой или клеевой паутинкой, или
отделочной строчкой в соответствии с ТУ (см. выше).
5.10. ОБРАБОТКА НИЖНИХ УГЛОВ БОРТОВ И НИЗА ИЗДЕЛИЯ
Способы обработки нижних углов бортов различны. Их выбор зави-
сит от способа обработки подкладки по низу изделия (отлетная, притачная),
от формы борта в нижней части, от свойств ткани.
Обрабо 1куниза изделия выполняют после соедшгения боковых сре-
зов. Выбор способа обработки зависит от способа соединения подкладки с
изделием.
5.10.1. Обработка нижних углов борта
Наименование
операции
1. Обработка неот-
летных углов бор-
та
1.1. Обтачивание
нижних углов
Технические условия
на выполнение операции
При наметывании под-
борта на полочку урав-
нивают нижние срезы
подборта и полочки.
Одновременно с обта-
чиванием борта обтачи-
вают нижний угол бор-
та, не доходя до внут-
реннего среза подборта
на 1,5 см.
Подрезают угол и при-
пуски низа полочки и
подборта, не доходя до
внутреннего среза под-
борта на 2,5 —3,0 см;
оставляя припуск, рав-
ный 0,5 —0,7 см
Вывертывают, выметыва-
ют борта (в соответствии
с ТУ), одновременно вы-
метывают нижний угол
борта и заметывают низ
изделия.
На уровне половины ши-
рины подгиба низа (или на
1.5 см от подоп ijtoi о края
низа) рассекают внутрен-
ний срез поцборта (глуби-
на рассечки — 0,9 см)
Рисунок
265
Продолжение 5.10.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2. Притачивание подкладки К внутреннему срезу подборта притачивают подкладку швом шири- ной 1,0 — 1,1 см до рас- сечки (строчка 2). Затем обрабатывают низ под- кладки (строчка 3)
1.3. Подшивание внутреннего угла подборт Ирш {уск внутреннего сре- за подборта (от рассечки до низа подборта) подги- бают внутрь и подшива- ют потайными подшивоч- ными стежками частотой 3 — 4 стежка в 1 см (строч- ка 4). На подкладке с отлетным низом подшивают потай- ными слежками ешб низа подкладки к припуску низа изделия на участке 2,0 —2,5 см (строчка 4'). Шов притачивания под- кладки (выше рассечки) направляют в сторону подкладки
2. Обработка от-
летных углов борта
2,1. Стачивание
борта и подборта в
области низа изде-
лия
Нижние срезы борта и
подборта уравнивают.
При обтачивании борта
одновременно стачивают
срезы низа полочки и
подборта швом шириной
1 см. Строчка стачивания
не доходит до среза под-
борта на 3 см (строчка 7).
Намечают линию низа на
подборте на 0,1— 0,2 см
выше линии низа на из-
делии (см. штрих-пунк-
тирную линию)
2.2. Обработки внут-
реннего угла на под-
борте
Перегибают подборт по
намеченной линии лице-
вой стороной внутрь и об-
тачивают угол подборта
(строчка 2) швом, ши-
рина которого равна ши-
рине шва притачивания
подкладки (1,0—1,1 см)
266
Продолжение 5.10.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Обработка ниж-
них углов борта в
изделиях с притач-
ной по низу под-
кладкой
3.1. Подрезание
подборта по низу
В конце строчки делают
рассечку, не доходя до
линии притачивания
подкладки на 0,1 — 0,2 см.
Припуски шва обтачива-
ния подрезают, уголок
высекают, угол вывер-
тывают, выметывают и
приутюживают. Прита-
чивают подкладку в со-
ответствии с заданной
шириной шва
Уравнивают срезы низа
изделия и подборта.
Делят ширину подборта
по нижнему срезу попо-
лам (точка А), по внут-
реннему срезу подборта
(от среза низа вверх) от-
кладывают 1,0 — 1,5 см и
ставят точку Б. Соединя-
ют точки А и Б. Угол сре-
зают.
Параллельно полученно-
му срезу мелом отмеча-
ют новую линию низа на
подборте (отрезок А'Б')
3.2. Стачивание
срезов низа изде-
лия и подборта
Одновременно с обта-
чиванием борта стачи-
вают уравненные срезы
низа подборта и полоч-
ки (строчка 7).
Строчку прокладывают
от угла борта по припус-
ку низа под углом; закан-
чивают строчку 1 на по-
ловине ширины подгиба
низа или на 1,0— 1,5 см
от линии низа в готовом
виде.
До внутреннего среза
подборта строчка не до-
ходит на 1,5 см (для
обеспечения возможно-
сти притачать подкладку
к внутреннему срезу под-
борта)
267
Окончание 5.10.1
Наименование Технические условия
операции на выполнение операции
3.3. Окончательная Борт выметывают, низ и
отделка угла борта нижние углы борта заме-
Рисунок
тывают, приутюживают.
Притачивают подкладку
к внутренним срезам
подбортов и низу (с на-
пуском из подкладки).
Сгиб низа подкладки не
доходит до сгиба низа
изделия на 1,0—1,5 см
(т.е. до уровня, на кото-
ром расположен сгиб
низа подборта)
5.10.2. Обработка низа изделия при различных способах
соединения подкладки с изделием
Способ
соединения
Способ обработки
Рисунок
1. Притачной по
низу подкладки
См. 5.26.3, рис. 102-104
2. Отлетной по низу
подкладки
1. После уточнения и
подрезки низа изделия
(см. 5.7.1) обрабатывают
срез низа:
обметывают (тонкие лег-
коосыпаемые ткани);
высекают зубцами (нео-
сыпаемые ткани);
обрабатывают оканто-
вочным швом с закры-
тым срезом (рис. а).
2. Заметывают низ изде-
лия:
одной строчкой по сере-
дине подгиба низа в из-
делиях прямого или слег-
ка расширенного силуэта;
двумя строчками (1 — на
1,0 — 1,5 см от сгиба низа;
2— на 1,0— 1,5 см от сре-
за низа) в изделиях, рас-
ширенных книзу (рис. б).
При этом изделие раскла-
дывают на столе изнаноч-
ной стороной вверх, ни-
268
Окончание 5.10.2
Способ соединения Способ обработки Рисунок
зом — к работающему. При заметывании низа верти- кальные швы на изделии и припуске совмещают. 3. Подшивают низ изде- лия стежками, не замет- ными с лицевой сторо- ны, отступив от среза на 0,5 см. После заметывания и подшивания низ изделия приутюживают; нитки временного назначения удаляют и еще раз при- утюживают
5.11. ОБРАБОТКА ПОТАЙНОЙ ЗАСТЕЖКИ
С ДОПОЛНИТЕЛЬНЫМ ПРОРЕЗОМ НА ПОДБОРТЕ
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Проверка дета-
лей кроя застежки
Полочка может быть
выкроена с цельнокро-
еным или отрезным под-
бортом.
Первая обтачка
продублирована, она
служит прокладкой для
петли.
Вторая обтачка
служит подзором. Обтач-
ки выкраивают из под-
кладочной ткани. Шири-
на обтачек — 8 — 9 см.
Длина равна длине зас-
тежки (прореза) плюс
1,3—1,5 см с каждой
стороны. Нить основы
проходит вдоль длины
обтачек
2. Разметка места
расположения про-
реза застежки
Намечают тремя линия-
ми с лицевой стороны
на подборте, линия 1
проходит параллельно
269
Продолжение 511
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Притачивание об-
тачек
4. Разрезание под-
борта между строч-
ками
5. Образование рам-
ки из продублиро-
ванной обтачки
линии борта на рассто-
янии 1,5 — 2,0 см от края
борта в готовом виде; ли-
нии 2 и 3 ограничивают
длину застежки
Продублированную об-
тачку накладывают на
лицевую сторону подбор-
та лицевой стороной
вниз, совмещая срез об-
тачки с намеченной ли-
нией на подборте; при-
тачивают швом шириной
0,5 см до линий, ограни-
чивающих длину застеж-
ки (строчка 7)
Обтачку-подзор уклады-
вают срезом встык к
строчке притачивания
первой обтачки и прита-
чивают швом шириной
0,5 —0,6 см (строчка 2)
Разрезают с изнаночной
стороны подборта по
аналогии с разрезанием
прорезного кармана
Огибают шов притачива-
ния продублированной
обтачкой и выметывают
рамку шириной, равной
расстоянию между строч-
ками.
Закрепляют рамку ма-
шинной строчкой в шов
притачивания обтачки
или на расстоянии 0,1 см
от сшба рамки (строчка 5)
Продублированная
обтачка
270
Продолжение 5.11
Наименование
операции
Технические условия
на выполнение операции
Рисунок
6. Закрепление шва
притачивания вто-
рой обтачки
Обтачку-подзор заутю-
живают, шов настрачи-
вают на 0,1 см (строчка
4). Заутюживают в сторо-
ну внутреннего среза под-
борта
7. Обметывание пе-
тель на спецмаши-
не
Петли (строчки 5) рас-
полагают на расстоянии
ширины полузаноса
плюс 0,5 см к краю бор-
та. 1-я петля — на 2 см
ниже конца застежки,
последняя — на 4 см
выше конца застежки
8. Соединение ра-
мок и срезов обта-
чек
Соединяют край рамки
со швом притачивания
обтачки-подзора. Вып-
равляют углы, закрепля-
ют их тройной машин-
ной строчкой, одновре-
менно стачивая срезы
обтачек швом шириной
1,3—1,5 см (строчка 6)
9. Выполнение зак-
репок между петля-
ми
Закрепки ставят между
каждой парой петель и
на расстоянии 0,5 см от
" концов прореза. Закреп-
ки (строчки 7) выполня-
ют тройной машинной
строчкой или на спецма-
шине. Длина закрепок
равна ширине рамки.
Приутюживают узел
Дальнейшая обработка
борта аналогична обра-
ботке борта без потайной
застежки
Линия
полузаноса
271
Окончание 5.11
Наименование
операции
Технические условия
на выполнение операции
Рисунок
10. Прокладывание
отделочно-закреп-
ляющей строчки по
полочке
По лицевой стороне по-
лочки прокладывают отде-
лочную строчку (строчка
8) шелковыми нитками в
цвет ткани. Расстояние от
края борта — по модели.
В изделиях с такой застеж-
кой рекомендуют первую
петлю делать прорезной
или навесной.
Петли обрабатывают в
соответствии с ТУ
Примечание
Существуют и другие
способы обработки до-
полнительного прореза
для потайной застежки.
Последовательность об-
работки прореза показа-
на на рисунках цифрами.
Первый способ
Второй способ
5.12. СОЕДИНЕНИЕ БОКОВЫХ И ПЛЕЧЕВЫХ СРЕЗОВ
В зависимости от технологической последовательности обработки изделия,
боковые срезы соединяют: до или после обработки бортов, после В ГО поло-
чек и спинки. Если подкладка отлетная по низу изделия, боковые срезы обме-
тывают (высекают) до их стачивания.
5.12.1. Соединение боковых срезов
Наименование операции Технические условия на выполнение операции Рисунок
1. Сметывание бо- ковых срезов Изделие раскладывают на столе обрабатываемым срезом к работающему
272
Продолжение 5.12.1
Наименование операции Технические условия на выполнение операции Рисунок
На лицевую сторону по- лочки укладывают спин- ку, срезы уравнивают, совмещая надсечки в об- ласти талии и бедер, и сметывают швом шири- ной 0,9 см по спинке. 8-10 i
Срез правого шва сметы- вают сверху вниз, лево- го — снизу вверх. Выполняют посадку из спинки (навыпуклость лопаток) на расстоянии 8—10 см под проймой. Величина посадки зави- сит от фигуры заказчика 1 1
L /Л L--, г к 1 осадка из юл очки 1 1 1 \ 1 \ i \ 1 1 1 \
и конструкции изделия. Полочку посаживают в области бокового кармана. 1 \
В боковой шов должны попасть срезы неклеевых долевиков кармана, сре- зы хлястиков и т. п. Сутюживают посадку
2. Стачивание бо- ковых срезов Стачивают боковые сре- зы по спинке швом ши- риной 1 см. По желанию заказчика припуск мо- жет быть увеличен —
3. ВТО боковых швов В изделиях прямого и трапециевидного силуэтов боковые швы ра- зутюживают в один прием. В изделиях полуприлегаю- шего и прилегающего си- луэтов боковые швы ра- зутюживают в два приема: 1-й прием — от проймы до талии; 2-й прием — от талии до низа изделия (срез бокового шва в об- ласти талии оттягивают до его разутюживания). В зависимости от модели боковые швы могут быть настрочены или расстро- чены —
273
Продолжение 5.12.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
4. Прокладывание
кромки по пройме
изделия
После соединения боко-
вых срезов по проймам
изделия прокладывают
кромку для предохране-
ния пройм от растяже-
ния. Кромка может быть
неклеевой, клеевой и в
виде полоски хлопчато-
бумажной ткани
4.1. Соединение не-
клеевой кромки с
изделием
Ширина кромки 1,0 —
1,2 см.
Кромку декатируют; при-
ме гывают, располагая ес
на расстоянии 0,5 см от
срезов проймы. При-
шивают косыми стеж-
ками, не заметными с
лицевой стороны изделия,
по внешнему краю, ставя
крестообразные закрепки
через каждые 5 — 6 см
(рис а) или притачи-
вают швом шириной
0,2 см, располагая строч-
ку на внешнем крае кром-
ки, при этом строчка
должна попадать в шов
втачивания рукава (рис. б)
4.2. Соединение
клеевой кромки с
проймами
В зависимости от свойств
ткани верха и материа-
ла, из которого сделана
кромка, ее прокладыва-
ют (приклеивают утю-
гом) двумя способами:
1) вровень со сре-
зами проймы; в этом
случае внузренний срез
кромки должен на 0,2 —
0,3 см попадать в шов вта-
чивания рукава (рис а);
2) на 0,5 см от среза
проймы в сторону се-
редины деталей; в этом
случае строчка втачива-
ния рукава проходит по-
середине кромки (рис. б)
Строчка Строчка
втачивания втачивания
ру каьа рукава
а
274
Продолжение 5.12.1
Наименование
операции
4.3. Соединение
хлопчатобумажной
полоски ткани с
проймой
Технические условия
на выполнение операции
Функции кромки может
выполнять полоска хлоп-
чатобумажной ткани. Дли-
на полоски равна длине
проймы; ширина — 2,0 —
2,5 см; нить основы про-
ходит поперек детали.
Полоску оттягивают, при-
давая ей форму проймы.
Приметывают к изделию
по всей длине проймы
двумя параллельными
строчками, располагая их
на расстоянии 0,5—0,7 см
от срезов полоски.
Внешний срез полоски
уравнивают со срезом
проймы. Полоску закреп-
ляют швом втачивания
рукава; нитки приметы-
вания удаляют
Рисунок
4 4. Место располо-
жения клеевой или
неклеевой кромки
на пройме
В женской одежде кром-
ку располагают п о
пройме полочки от
плечевого среза до конт-
рольного знака, получен-
ного на пересечении ли-
нии переднего переката
рукава с проймой (рис. а).
По спинке длина
кромки зависит от свойств
ткани, фигуры заказчика,
конструкции изделия. При
прокладывании кромки
могут быть два варианта:
а) кромку ставят от пле-
чевого среза до контроль-
ного знака на спинке, по-
лученного на пересечении
локтевого переката рукава
и проймы (см. рис. о);
б) кромку ставят по всей
длине проймы спинки с
заходом (2 — 3 см) на
полочку (рис. б)
В мужской одежде кромку
ставят по всей длине 11рой-
мы на полочке и спинке
(см. операцию 4.3)
275
Окончание 5.12.1
Наименование операции Технические условия на выполнение операции Рисунок
Примечание Концы кромок могу г по- падать и не попадать в плечевой шов изделия —
5.12.2. Соединение плечевых срезов
Наименование операции Технические условия па выполнение операции Рисунок
1. Сметывание пле- чевых срезов Плечевые срезы сметы- вают со стороны спинки. Складывают полочку и спинку лицевыми сторо- нами внутрь, уравнива- ют срезы, совмещают углы горловины и прой- мы, сметывают прямы- ми стежками, длина ко- торых — 1,5 —2,0 см. Если на спинке нет вы- тачек, спинку посажива- ют, отступив 1,5 — 2,0 см от горловины и не дохо- дя до пройм на 3 — 4 см. Максимальная посадка приходится на середину этого участка. Величина посадки зависит от фигу- ры заказчика, конструк- ции изделия и свойств ткани. Посадку сутюживают на расстоянии 2 — 3 см от срезов 1,5— 2,0 з-4 t ч ! Ш / / \1П ШИ I II I С-*-*—у / > / ч1 я и L/ 1 ч/Л \ / /4 \ z Спинка / .'| V" ! 1 Ч, | \ ’ \ 1 \ 1 \ 1 \ \ \ — 1—-—
2. Стачивание пле- чевых срезов Стачивают срезы по по- лочке с закрепками в начале и конце сгрочки. В верхней одежде плече- вые срезы стачивают од- ной строчкой швом ши- риной 1 см. Бортовая прокладка не должна по- падать в шов. Если ткань растяжимая или рыхлая, или если пле- чевой шов удлиненный, то под шов стачивания 1
Окончание 5.12.2
Наименование операции Технические условия на выполнение операции Рисунок
срезов подкладывают по- лоску хлопчатобумажной ткани, выкроенной по поперечной нити
3. ВТО плечевых швов Швы разутюживают (или заутюживают на спин- ку), не допуская растя- гивания или искривле- ния шва. Плечевые швы можно настрачивать или рас- страчивать в зависимос- ти от модели —
4. Возможные де- фекты 1. Искривление плечевого шва мо- жет возникнуть при не- правильном распределе- нии посадки по спинке, при неровной строчке стягивания срезов, при несоблюдении заданной ширины шва 1— о\
2. Полочки внизу изделия расходят- ся, если при сметыва- нии плечевой срез по- Не допустимо’ Углы горловины должны совпадать >н<-
лочки смешен в сторону горловины относительно плечевого среза спинки или срез горловины рас- тянут Полочка
3. Полочки «захо- дят» друг на дру- га, если угол горловины спинки будет смешен от- носительно угла горло- вины полочки Не допустимо! J Полочка
277
5.13. ОБЩИЕ СВЕДЕНИЯ О ВОРОТНИКАХ
ДЕМИСЕЗОННОГО ПАЛЬТО
5.13.1. Виды воротников
1. По способу соединения с горловиной воротники делятся на втачанные
в горловину и воротники, цельнокроенные с основными деталями из-
делия.
2. По форме воротники бывают: отложные; стоячие; стоячие-отложные;
плосколежащие; воротники покроя фантазй. Воротники разных форм отли-
чаются друг от друга соотношением высоты стойки и ширины отлета.
Рис. 60
3. В зависимости от формы горло-
вины воротники бывают: с застежкой
доверху (закрытая горловина, рис.
60, а, б) и с отворотами лацканов
(открытая горловина, рис. 60, в).
4. По размеру воротники различают
на малые (узкие, см. рис. 60, в) и боль-
шие (широкие, см. рис. 60, б).
5. По конфигурации среза отлета
воротники бывают типа; шаль (рис.
61, а) и апаш (рис. 61, о).
5.13.2. Детали кроя отложного воротника
Срез отлета
1. Верхний воротник
выкраивают цельным,
нить основы проходит
вдоль середины ворот-
ника. На рис. 62 даны
наименования линий и
срезов верхнего ворот-
ника.
Рис. 62
278
Срез _
середины
Срез отлета
а
Рис. 63
2. Нижний воротник (рис. 63) вык-
раивают из двух деталей, так как нить
основы у него проходит вдоль срезов
раскепов в изделиях с лацканами (рис.
63, а) или параллельно концам ворот-
ника в изделиях с застежкой доверху
(рис. 63, б).
Нижний воротник может состоять
из двух деталей, каждая из которых в
свою очередь состоит из двух частей.
Шов соединения частей нижнего во-
ротника не должен (при соединении
с горловиной) совпадать с плечевым
Рис 64
срезом, не должен попадать на линию перегиба лацкана и воротника. Мини-
мально допустимые расстояния: от середины воротника до шва соединения
его частей — 5 см; от концов воротника до шва по отлету — не менее 9 см; от
концов воротника до шва на стойке — не менее 7 см (рис. 64).
По ширине воротника надставки не допускаются.
5.13.3. Способы обработки воротников и соединение их
с изделиями верхней женской и мужской одежды
При изготовлении верхней одежды наиболее распространенными являют-
ся способы соединения верхнего воротника с нижним обтачным швом (рис.
65, а) и швом вподгибку (рис. 65, б).
Обработку обтачным швом применяют при изготовлении женской верхней одежды.
Швом вподгибку пользуются при обработке воротников мужской верхней одежды.
Нижний воротник соединяют с горловиной стачным (рис. 66, а) или
накладным швом с закрытым (рис. 66, б) или открытыми (рис. 66, в) сре-
зами.
С горловиной во-
ротники соединяют
двумя способами:
I — готовый во-
ротник (верхний во-
ротник соединен с
нижним по концам
и отлету) соединя-
ют с горловиной
Рис. 65
279
a
б
Рис. 66
изделия и с раскепа-
ми одной строчкой
стачным швом;
II — нижний во-
ротник с проклад-
кой соединяют с
горловиной, затем
его накрывают верх-
ним и соединяют по
раскепам стачным
швом вразутюжку;
по концам и отле-
ту — швом впод-
гибку.
5.14. ОБРАБОТКА ВЕРХНЕГО
И НИЖНЕГО ВОРОТНИКОВ
5.14.1. Обработка верхнего воротника
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Декатировка
верхнего воротника
2. Подрезка верхне-
го воротника
Верхний воротник ув-
лажняют и приутюжива-
ют в целях декатирова-
ния. Затем формуют его
для придания формы в
соответствии с формой
нижнего воротника
Подрезают верхний ворот-
ник относительно ниж-
него.
Если воротники по кон-
цам и отлету соединяют
обтачным швом,верх-
ний воротник должен
быть больше нижнего по
концам и отлету на ши-
рину канта (0,2 —0,3 см)
плюс припуск (1,0 —
1,5 см) на огибание верх-
ним воротником нижне-
го (величина зависит от
толщины ткани и разме-
ра воротника)
Если воротники соединя-
ют швом в под гибку,
верхний воротник дол-
жен быть больше нижне-
280
Окончание 5.14.1
Наименование операции Технические условия на выполнение операции Рисунок
го на величину припуска на огибание нижнего во- ротника (1,0—1,5 см) плюс припуск (1,0 — 1,2 см) на обработку среза
\ \
(1,0- 1,5)+(1,0- 1,2)\
5.14.2. Обработка нижнего воротника
Наименование операции Технические условия на выполнение операции Рис унок
1. Стачивание час- тей нижнего ворот- ника Стачивают срезы соеди- нения частей нижнего воротника: средние сре- зы швом шириной 1 см; срезы притачивания над- ставок — швом шириной 0,5 —0,7 см. Швы разутюживают и срезают их у срезов стой- ки на угол, оставляя припуск у срезов, рав- ный 0,2 см
"Ч ^5“ 0,7 1 г- - * с 1 0,5 —ОД/
—
2. Выкраивание прокладок нижне- го воротника Прокладки выкраивают из ткани с клеевым по- крытием и без клеевого покрытия (льняные или нетканые материалы). Нить основы на тканой прокладке располагают так же, как на нижнем воротнике, поэтому про- кладку выкраивают из двух частей
3. Уточнение раз- меров прокладок по концам и отлету воротника 3.1. Клеевая про- кладка Если воротники соеди- няют между собой об- тачным швом, про- кладку выкраивают с та- ким расчетом, чтобы ее срезы на 0,1 —0,2 см входили в шов обтачива- ния воротника (рис. а). В зависимости от свойств ткани верха и прокладки Строчки 0,1-0 обтачива: ,2 НИЯ ворон г1 гников 1-0,2
В и// W//
а б
281
Продолжение 5.14.2
Наименование операции Технические условия на выполнение операции Рисунок
клеевая прокладка мо- жет не попадать в шов обтачивания воротника (рис. б)
Если воротники соеди- няют швом вподгибку, размеры прокладки по концам и отлету уравни- вают со срезами нижне- го воротника \WZO Срезы W / Прокладка / [ уравнены W/ ////// //\
3.2. Неклеевая про- кладка При соединении нижнего воротника с горловиной обтачным швом срезы отлета и концов прокладки не должны по- падать в шов обтачивания. Они должны не доходить до него на 0,1 — 0,2 см . : 0,7-0,9 t 0,1-0,2 < \
\ 'г \ \¥ \\\ v х X х VL X X Х Xх X Xх \
Если воротники соеди- няют швом вподгибку, срезы воротника и про- кладки уравнивают Срезы Ч х X X X X X Х\ уравнены W \
4. Уточнение раз- меров прокладки по срезу стойки и рас- кепов воротника При соединении нижнего воротника с горловиной накладным швом с открытыми среза- ми прокладка по срезу стойки не должна дохо- дить до среза стойки ниж- него воротника на 0,2 см Срезы уу//////////////X уравнены W////////// ' ////) 1
При соединении нижнего воротника с горловиной накладным швом с закрытым срезом прокладка не должна до- ходить до среза стойки на 1 см (т. е. на ширину шва огибания среза проклад- ки срезом стойки ниж- него воротника) Срезы уравнены
LL
282
Продолжение 5.14.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
| 5. Соединение кле-
евой прокладки с
нижним воротни-
ком
6. Соединение не-
клеевой прокладки
с нижним воротни-
ком на машине по-
тайного стежка
При соединении нижне-
го воротника с горлови-
ной стачным швом
прокладка не должна до-
ходить до среза стойки во-
ротника на ширину шва
втачивания воротника в
горловину (0,8—1,0 см)
минус 0,1—0,2 см. Т.е.
прокладка не должна до-
ходить до шва втачивания
воротника на 0,1 — 0,2 см
Части прокладки вы-
краивают с припуском
0,5 —0,7 см по средним
срезам. Приклеивают
утюгом или на прессе
Нижний воротник со-
единяют с прокладкой
путем выстегивания на
машине потайного стеж-
ка (или ручными сте-
хальными стежками)
Узкие воротники
выстегивают со стороны
прокладки строчками,
не заметными с лицевой
стороны, параллельны-
ми срезу отлета. Первую
строчку прокладывают
вдоль среза стойки про-
кладки, отступив от нее
на 1,0 — 1,2 см. Остальные
строчки прокладывают на
расстоянии 0,7 —1,0 см
друг от друга
Широкие ворот-
ники выстегивают
строчками, параллель-
ными середине воротни-
ка. Первую строчку про-
кладывают посередине
воротника со стороны
прокладки. Расстояние
между последующими
строчками — 0,7 — 1,0 см
Первая строчка
283
Окончание 5.14.2
Наименование операции Технические условия на выполнение операции Рисунок
7. ВТО и уточнение формы нижнего во- ротника После выстегивания приутюживают нижний воротник и формируют его в соответствии с конструкцией и моде- лью. В изделиях с лацканами воротник оттягивают по срезу стойки и отлету и заутюживают стойку по линии перегиба. В изделиях с застежкой до верха отложные во- ротники только при- утюживают —
5.14.3. Соединение верхнего воротника с нижним обтачным швом
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Наметывание
верхнего воротни-
ка на нижний
Нижний воротник рас-
полагают на столе отле-
том к работающему ли-
цевой стороной вверх.
Его накрывают верхним
воротником, совмещая
лицевые стороны, срезы
отлетов и концов. Наме-
тывают двумя строч-
ками.
Первую строчку
прокладывают по бис-
сектрисе правого угла,
отступив от него на 1,5 —
2,0 см, с посадкой на об-
работку угла. Затем наме-
тывают вдоль линии пе-
региба стойки (без
посадки). Заканчивают
строчку, прокладывая ее
по биссектрисе левого
угла, не доходя до него
на 1,5 —2,0 см (с посад-
кой).
Длина прямых стежков
равна 2 — 3 см
284
Окончание 5.14.3
Наименование операции Технические условия на выполнение операции Рисунок
Вторую строчку прокладывают косыми стежками на расстоянии 1,0 — 1,5 см от уравнен- ных срезов концов и от- лета воротника. Начина- ют строчку от левого конца воротника, вы- полняя посадку в концах воротника. Между двумя строчками должна быть посадка на образование канта и на огибание нижнего воротника верх- ним. Сутюживают посадку по срезам отлета и концам на расстоянии 1,5 —2,0 см от них Вторая Первая с гроч ка строч ка 7
\\ о 1 ) \\ гч ч 1 г м Су
2. Обтачивание во- ротника Обтачивают воротник со стороны нижнего ворот- ника швом шириной 0,5 —0,7 см. Строчку обтачивания начинают и заканчива- ют или от среза стойки, ГПГГГП'п 1 /)\ Пу //////////
или отступив от среза стойки на величину, равную ширине шва вта- чивания воротника в горловину [о 5 — 0,7
3. Обработка шва обтачивания ворот- ника Шов обтачивания может быть обработан в «чис- тый край»; закреплен от- делочной или вспушной строчкой. Разутюживание шва об- тачивания, подрезка сре- зов, разрыхление срезов (в изделиях из толстых тканей), выметывание и обработку шва обтачива- ния выполняют теми же приемами, что и при об- работке бортов (см. 5.8.2). Воротник приутюживают —
285
5.15. СОЕДИНЕНИЕ ВОРОТНИКА С ГОРЛОВИНОЙ ИЗДЕЛИЯ
5.15.1. Соединение готового (обтачанного) воротника
с горловиной изделия стачным швом
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Вкалывание во-
ротника в горлови-
ну
2. Вметывание во-
ротника
2.1. Приемы вме-
тывания
Соединяют верхний во-
ротник с подбортами бу-
лавками по линии раске-
пов (по контрольным зна-
кам) со стороны ворот-
ника. Вкалывают булавка-
ми нижний воротник в
горловину, совмещая его
середину с серединой
спинки (детали сложены
лицевыми сторонами
внутрь). Длина среза
стойки воротника равна
длине горловины между
точками уступов
Вметывают со стороны
нижнего ворот ника в один
или два приема прямыми
сметочными стежками.
В один прием во-
ротник вметывают, на-
чиная от вершины под-
борта правого раскепа и
далее до вершины под-
борта левою раскепа, не
доходя до вершин на
1,0— 1,5 см
В два приема ворот-
ник вметывают от сере-
дины нижнего воротни-
ка к левому раскепу, а
затем от правого раске-
па к середине нижнего
воротника, совмещая
швы обтачивания ворот-
ника и уступа борта
В один прием
Левый
подборт
Правый
подборт
Верхний
воротник
Левый Верхний Правый
подборт воротник подборт
Примечание
Если изделие имеет бор-
товую прокладку мягкой
формы и ткань верха
тонкая, допускается вта-
чивать воротник вместе
286
Продолжение 5.15.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2.2. Правила вме-
тывания
Примечание
3. Втачивание во-
ротника в горлови-
ну и стачивание рас-
кепов. Разутюжива-
ние шва
с бортовой прокладкой.
Если бортовая проклад-
ка жесткой или полуже-
сткой формы, ее отги-
бают и соединяют во-
ротник с горловиной
без нее
Воротник над плечевы-
ми швами (1,5 —2,0 см —
в сторону спинки и 3 —
4 см — в сторону полоч-
ки) вметывают с посад-
кой 0,5 —0,7 см.
Полочку посиживают на ту
же величину (0,5 — 0,7 см)
на наиболее косом участ-
ке горловины, отступив от
плечевого шва на 3 — 4 см
и не доходя до линии пе-
региба лацкана на 1,5 —
2,0 см
Если изделие с застеж-
кой доверху, образова-
ние посадки из полочки
заканчивают, не доходя
на 2 — 3 см до точки ус-
тупа борта.
На остальных участках
горловины воротник и
изделие соединяют без
посадки деталей. Пра-
вильность вметывания
проверяют на манекене
или заказчике
Соединяют воротник с
изделием в один прием
от левого раскепа швом
шириной 0,8— 1,0 см со
стороны воротника.
Разутюживают шов на
спецколодке. Изделие рас-
полагают на столе ворот-
ником к работающему
Посадка из
воротника
0,5-0,7
287
Продолжение 5.15.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
4. Закрепление при-
пусков нижнего во-
ротника
Припуски шва втачивания
нижнего воротника зак-
репляют двумя способами:
косыми стежками
к прокладке нижнего во-
ротника (рис. а);
на стачивающей
машине на расстоянии
0,2 см от шва втачивания
по нижнему воротнику
(рис. б)
5. Соединение бор-
товой прокладки с
горловиной (если
бортовая прокладка
не входит в шов
втачивания)
Бортовой прокладкой на-
крывают шов втачивания
нижнего воротника и при-
шивают разметочными
(или косыми) стежками
ко шву втачивания ниж-
него воротника
6. Соединение рас-
кепов со швами вта-
чивания воротника
7. Обработка среза
стойки горловины
верхнего воротника
Совмещают швы втачи-
вания нижнего воротни-
ка со швами стачивания
раскепов, закалывают
вдоль шва булавками
(или соединяют строч-
кой временного назначе-
ния), затем отгибают
подборт и на расстоянии
0,1 см от шва втачивания
воротника в горловину со-
единяют швы втачивания
воротника со швами ста-
чивания раскепов разме-
точными стежками посто-
янного назначения (или
на стачивающей машине)
Если подкладку по гор-
ловине изделия при-
шивают вручную,
срез стойки верхнего во-
ротника пришивают к
припуску нижнего ворот-
швов втачивания
288
Окончание 5.15.1
Наименование операции Технические условия на выполнение операции
ника разметочными стеж- ками постоянного назна- чения на 0,1— 0,2 см от строчки втачивания ниж- него воротника. Если подкладку при- тачивают к срезу стойки верхнего ворот- ника, швы втачивания верхнего и нижнего ворот- ников разметывают после соединения с подкладкой
Рисунок
Строчка разметочных стежков
5.15.2. Соединение нижнего воротника с горловиной изделия
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение ниж- него воротника с горловиной стач- ным швом 1 1. Втачивание нижнего воротника Нижний воротник (с про- кладкой, не соединен с верхним воротником) вметывают в горловину и вгачивают от уступа до ус- тупа в соответствии с ТУ на соединение воротника с горловиной (см. 5.15.2). Шов втачивания разутю- живают на спецколодке
1.2. Закрепление припусков нижне- го воротника 1.2.1. Первый спо- соб Пришивают припуск нижнего воротника к прокладке косыми стеж- ками (частота — 2 стеж- ка в 1 см)
ИИ i
1.2.2. Второй спо- соб Настрачивают на стачи- вающей машине на рас- стоянии 0,1—0,2 см от шва втачивания нижне- го воротника
10 Силаева
289
Продолжение 5.15 2
Наименование
операции
1.3 Закрепление
бортовой проклад-
ки
Технические условия
на выполнение операции
Бортовой прокладкой по
горловине полочки на-
крывают шов втачива-
ния нижнего воротника
и пришивают этот учас-
ток прокладки ко шву
втачивания разметочны-
ми стежками постоянно-
го назначения (длина
стежков 1,0 — 1,5 см)
Рисунок
Разметочные стежки
2. Соединение ниж-
него воротника с
горловиной наклад-
ным швом с откры-
тыми срезами
2.1. Наметывание
линии настрачива-
ния воротника на
изделии
Уточняют срез горловины.
От уточненного среза
горловины отступают
1 см и намечают линию
настрачивания воротника
2.2. Вметывание
нижнего воротника
Накладывают нижний
воротник на лицевую с го -
ролу изделия лицевой
стороной вверх, совме-
щая намеченную линию
на горловине со срезом
стойки воротника. Наме-
тывают прямыми стежка-
ми (длина стежков — 2 —
3 см), отступив на 0гЗ см
от среза стойки Изделие
располагают нижним во-
ротником к работающему
2.3. Настрачивание
нижнего воротника
Настрачивают нижний
воротник (ог уступа до ус-
тупа) зигзагообразной
строчкой (по воротнику),
частота машинных стеж-
ков — 10—12 в 1 см,
ширина зигзага — 0,4 —
0,5 см.
Под строчку настрачи-
вания нижнего ворот-
ника попадает бортовая
прокладка; по горловине
290
Окончание 5.15.2
Наименование операции Технические условия на выполнение операции Рисунок
изделия зигзагообразная строчка перекрывает срез стойки воротника на 0,2 —0,3 см
3. Соединение нижнего воротника с горловиной наклад- ным швом с закры- тым срезом 3.1. Наметывание линии втачивания воротника на изде- лии Намечают линию горло- вины на изделии. Шири- на шва настрачивания воротника — 1 см ГТ гх
3.2. Обработка стой- ки нижнего ворот- ника Огибают срез стойки про- кладки припуском ниж- него воротника (1 см) и закрепляют припуск на стачивающей ма- шине на расстоянии 0,2 см от края стойки во- ротника -> - < нМ
Пришивают косыми стежками (частота — 2 стежка в 1 см) к про- кладке нижнего ворот- ника ч. ч
Приклеивают клеевой паутинкой
3.3 Соединение нижнего воротника с горловиной На лицевую сторону из- делия накладывают ниж- ний воротник лицевой стороной вверх. Край об- работанной стойки совме- щают с линией настрачи- вания на горловине, на- метывают и настрачивают от уступа до уступа — по воротнику в соответствии с общими правилами. Ширина шва — 0,2 см. Бортовая прокладка попа- дает под шов настрачива- ния воротника / j
А | 0,2 bJ
291
5.16. СОЕДИНЕНИЕ НИЖНЕГО ВОРОТНИКА
С ВЕРХНИМ ВОРОТНИКОМ ШВОМ ВПОДГИБКУ
Наименование
операции
1. Соединение руч-
ным способом
1.1. Наметка линии
раскепа на подбор-
те
Технические условия
на выполнение операции
Уточняют форму нижне-
го воротника (на мане-
кене). На левый подборт
наносят линию раскепа
(линия раскепа совпада-
ет со швом соединения
нижнего воротника) Пе-
реносят линию раскепа
на правый подборт (пе-
ребиванием)
1.2. Уточнение при- Подрезают излишки тка-
пуска раскепов ни по раскепам, оставив
1 см (на шов стачивания
раскепов)
1.3. Перенос линии
раскепа подборта
на верхний ворот-
ник
Для переноса линии рас-
кепа изделие укладыва-
ют на столе отлетом во-
ротника к работающему.
На прокладку нижнего
воротника накладывают
верхний воротник лице-
вой стороной вверх та-
ким образом, чтобы по
отлету и концам верх-
ний воротник был боль-
ше нижнего воротника
на 1,5 —2,0 см и пере-
крывал бы шов соедине-
ния нижнего воротника
на 1 см (т.е. на ширину
шва соединения с раске-
пами подборта)
1.4. Стачивание рас-
кепов подборта и
верхнего воротника
Соединяют раскепы под-
борта с раскепами верх-
него воротника машин-
ной строчкой со стороны
воротника швом шири-
ной 1 см. Швы стачива-
ния раскепов разутюжи -
вают, высекая углы при-
пуска на шов около точки
Рисунок
Прокладка нижнего воротника
292
Продолжение 5.16
Наименование
операции
Технические условия
на выполнение операции
Рисунок
уступа со стороны под-
борта
1.5. Закрепление
швов соединения
нижнего воротни-
ка со швами раске -
пов на подборте
Раскладывают изделие
на столе отлетом ворот-
ника к работающему,
верхним воротником
вверх. Расправляют, со-
вмещают и скалывают
швы соединения нижне-
го воротника с горлови-
ной и верхнего воротни-
ка с раскепами. Отгиба-
ют верхний воротник и
пришивают припуски
шва стачивания раске-
пов ко шву соединения
нижнего воротника,
располагая строчку раз-
меточных стежков на
0,1 — 0,2 см от шва
стежков
1.6. Наметывание
верхнего воротника
на нижний воротник
Изделие укладывают на
столе отлетом к работа-
ющему.
Наметывают двумя
строчками.
Первую строчку
прокладывают (со сторо-
ны нижнего воротника)
параллельно раскепам на
расстоянии 0,1 — 0,2 см
от них и по линии пере-
гиба стойки (длина стеж-
ков 1,0—1,5 см)
Вторую строчку
прокладывают (со сторо-
ны верхнего воротника)
на расстоянии 0,5 см от
срезов отлета и концов
нижнего воротника, с по-
садкой из верхнего ворот-
ника (по отлету — 0,2 см,
по концам — 0,4 — 0,5 см),
длина стежков равна 1,5 см.
Посадку сутюживают на
расстоянии 2 — 3 см от
срезов
Первая строчка наметывания
Первая строчка
Вторая строчка наметывания
293
Продолжение 5.16
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.7. Подрезка верх-
него воротника
Подрезают по концам и
отлету лак, чтобы припуск
был равен 1,0— 1,2 см
1.8. Пришивание
срезов нижнего во-
ротника к срезам
верхнего
Изделие располагают ниж-
ним воротником вверх.
Пришивают срезы нижне-
го воротника по отлету и
концам к припуску верх-
него воротника на маши-
не потайного стежка или
ручными, незаметными с
лицевой стороны, стежка-
ми с частотой 2 стежка в
1 см (заменяют операцию
вспушивания в изделиях
без отделочной строчки)
1.9. Подшивание
срезов верхнего
воротника к ниж-
нему воротнику
1.10. Подшивание
припусков в концах
и на уступах ворот-
ника
Срезами верхнего ворот-
ника огибают нижний во-
ротник и заметывают пря-
мыми стежками по отле-
ту и концам, прокладывая
строчку на расстоянии
0,7 см от края. Длина стеж-
ков — 1 см. Подшивают
косыми или крестообраз-
ными стежками, подши-
вают на машине потайно-
го стежка, или приклеи-
вают клеевой паутинкой
Подшивают припуски
верхнего воротника в
концах и около уступов
потайными подшивочны-
ми стежками с частотой
5 — 6 стежков в 1 см.
Приутюживают ворот-
ник через проутюжиль-
ник со стороны нижне-
го воротника
294
Продолжение 5.16
Наименование операции Технические условия на выполнение операции
1.11. Прокладыва- ние отделочной строчки по ворот- нику и борту Если воротник с отде- лочной строчкой, то ис- ключается операция при- шивания срезов нижне- го воротника к верхнему. Ее заменяет отделочная строчка
Рисунок
1.12. Подшивание
среза стойки ворот-
ника
Срез стоики верхнего во-
ротника заметывают и
подшивают потайными
стежками с частотой 3 — 4
стежка в 1 см к подклад-
ке изделия после ее со-
единения по внутренним
срезам подбортов и при-
шивания среза горлови-
ны подкладки ко шву
втачивания (настрачива-
ния) воротника (строч-
ка * на рисунке)
1 13. Пришивание
вешалки
Дпина вешалки — 6 — 7 см,
ширина — 0,4 —0,5 см.
Располагают вешалку по
краю верхнего воротни-
ка на расстоянии 0,2 см
от стойки (рис. а).
Концы вешалки подгиба-
ют на 0,5 см и подшива-
ют потайными подши-
вочными стежками (час-
тота 8—10 стежков в 1 см).
На расстоянии 0,6 см от
подогнутых концов ве-
шалки делают 4—5 сквоз-
ных стежков (рис. б)
Примечание
Допускается притачивать
вешалку на машине, рас-
полагая строчку прита-
чивания на расстоянии
0,2 см от подогнутых кра-
ев вешалки
295
Продолжение 5.16
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.14. Притачивание
вешалки
Если подкладка притач-
ная по срезу стойки, то
концы вешалки вклады-
вают в шов притачива-
ния подкладки к стойке
воротника.
Длина вешалки равна 6 —
7 см. ширина — 0,4 —
0,5 см в готовом виде.
Подкладку притачивают
по срезу стойки на стачи-
вающей машине. Припуск
стойки верхнего воротни-
ка пришивают вручную
ко шву втачивания ниж-
него воротника разметоч-
ными стежками постоян-
ного назначения. Длина
стежков — 1,0 — 1,5 см
Шов притачивания
подкладки к стойке
верхнего воротника
1.15. ВТО узла
В изделиях с лацканами
заутюживают воротник
по линии перегиба стой-
ки и 2/3 длины лацкана
по линии его перегиба
2. Соединение ком-
бинированным спо-
собом
2.1. Нанесение кон-
трольных знаков
Уточняют линию отлета
на нижнем воротнике. На
1 см от уточненного от-
лета намечают линию на-
страчивания верхнего во-
ротника на нижний во-
ротник. Накладывают
верхний воротник на
нижний лицевыми сторо-
нами вверх, наносят пер-
пендикулярно срезам от-
лета контрольные знаки
2.2. Настрачивание
верхнего воротни-
ка на нижний во-
ротник
Настрачивают верхний во-
ротник по отлету нижнего
воротника зигзагообраз-
ной машинной строчкой,
которая перекрывает срез
отлета верхнего воротника
на 0,2 —0,3 см. Ширина
строчки — 0,4 —0,5 см,
частота — 6 — 7 стежков
в 1 см.
Лицевая \
сторона I
0,2-0,3 ,,ижнсго \ о
— -----—। воротника |
V
0.4 —0,5
Лицевая сторона
верхнего воротника
296
Окончание 5.16
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Выметывают отлет во-
ротника, плотно огибая
срез нижнего воротника
верхним
2.3. Подшивание
верхнего воротни-
ка по концам
Заметывают концы верх-
него воротника, огибая
ими нижний воротник
прямыми стежками, и
подшивают крестообраз-
ными стежками припус-
ки концов воротника с
частотой 2 — 4 стежка в
1 см Ширина строчки —
0,4 —0,5 см Углы в кон-
цах воротника и около
уступов подшивают по-
тайными подшивочны-
ми стежками
Срезы отлета и концов
воротника закрепляют
отделочной строчкой,
вспушной строчкой или
клеевой паутинкой. Нит-
ки временного назначе-
ния удаляют, воротник
приутюживают
Строчка настрачивания отлета
подшивочные
стежки
5.17. ОБРАБОТКА КАПЮШОНА И СОЕДИНЕНИЕ ЕГО С ИЗДЕЛИЕМ
Капюшон заменяет головной убор, украшает изделие, защищает от непогоды.
Капюшоны бывают: соединенными с изделием по горловине; пристегива-
ющимися к горловине изделия; на подкладке и без подкладки.
5.17.1. Обработка капюшона на подкладке с обтачкой по внешнему краю
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Капюшон из основ- ной ткани — 2 детали; нить основы проходит параллельно переднему срезу. Подкладка капю- шона — 2 детали; нить
297
Продолжение 5.17.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
основы проходит парал-
лельно переднему срезу.
Обтачка — 1 деталь;
может состоять из двух
частей; нить основы про-
ходит так же, как на ка-
пюшоне
2. Обработка выта- чек Вытачки стачивают на капюшоне и подкладке в соответствии с ТУ. Вытачки на капюшоне разрезают, а на подклад- ке заутюживают
3. Стачивание частей капюшона и под- кладки Стачивают части капюшо- на швом шириной 1 см. Шов обрабатывают в со- ответствии с моделью (ра- зутюживают, заутюжива- ют, настрачивают, рас- страчивают — строчка /) Стачивают части подклад- ки капюшона (строчка Г) швом шириной 1 см, швы заутюживают
4. Соединение под- кладки капюшона с обтачкой Притачивают обтачку к внешнему срезу подклад- ки капюшона швом ши- риной 0,7 — 1,0 см (строч- ка 2). Шов заутюживают в сто- рону подкладки. Шов мо- жет быть настрочен на 0,1 см по подкладке (строч- ка 3)
5. Обтачивание внешнего среза ка- пюшона Обтачивают внешний срез капюшона обтачкой с под- кладкой. сложив их лице-
вы .ми сторонами внутрь
Капюшон Подклалка капюшона
Изнаночная
сторона
капюшона
Изнаночная
сторона —
обтачки
298
Окончание 5.17.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
6. Закрепление под-
кладки капюшона
швом шириной 0,5 —
0,7 см (строчка 4).
Шов обтачивания обра-
батывают в соответствии
с ТУ, выметывают, при-
утюживают. Отделочную
строчку прокладывают
после соединения капю-
шона с изделием (строч-
ка 5).
Нитки выметывания уда-
ляют, капюшон приутю-
живают
Пришивают швы под-
кладки ко швам основ-
ной детали в затылочной
части капюшона разме-
точными стежками на
участке 5 — 10 см
7. Соединение ка- Втачивание капюшона
пюшона с горлови- выполняют аналогично
ной втачиванию воротника в
горловину (см. 5.15)
5.17.2. Обработка пристегивающегося капюшона
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обтачивание сре-
зов капюшона
Все операции до обтачи-
вания переднего среза
капюшона выполняют
аналогично операциям
по обработке втачного
капюшона. При обтачива-
нии капюшона обтачкой
(с притачанной к ней
подкладкой) обтачивают
и срез стойки капюшона.
Оставляют нестачанным
участок длиной 7 — 9 см
(для вывертывания) на
срезе стойки капюшона
299
Окончание 5.17.2
Наименование операции Технические условия на выполнение операции Рисунок
2. Подшивание от- верстия Вывернув капюшон на лицевую сторону и об- работав шов обтачива- ния, отверстие подши- вают потайными под- шивочными стежками. Прокладывают отделоч- ную строчку по капю- шону —
3. Обработка пе- тель на стойке ка- пюшона Петли обрабатывают под углом 45° к краю стойки у х/
5.18. ОБРАБОТКА ВОРОТНИКОВ, ЦЕЛЬНОКРОЕННЫХ
С ВЕРХНИМИ ЧАСТЯМИ ПОДБОРТОВ (ШАЛЬ, АПАШ)
5.18.1. Разновидности воротников
Существует несколько разновидностей воротников, цельнокроенных с под-
бортами.
1. Воротники, цельнокроенные с верхними частями подбортов и с о швом
посередине (рис. 67).
2. Воротники без среднего шва (рис. 68). Швы соединения с подбортами
расположены н и ж е уровня 1-й петли и 1-й пуговицы на Зсм и
более.
3. Воротники, в которых верхний воротник соединен с подбортами по р а с -
кепам (рис. 69).
300
5.18.2. Обработка воротников, цельнокроенных с подбортами
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение час- тей подборта и под- бортов с верхним воротником 1.1 В изделиях со швом по середине верхнего воротника Части подбортов соединя- ют стачным швом враз- утюжку шириной 0,8 — 1,0 см. Средние срезы воротни- ка соединяют стачным швом вразутюжку шири- ной 1 см —
1 2 В изделиях со швами по раскепам Подборт соединяют с воротником по раскепам швом шириной 0,8 — 1,0 см. Швы разутюжива- ют или настрачивают, или расстрачивают в со- / ответствии с моделью \ \\/у \ \ \V/ \ 1 аЯ > \ / 1 ' \
301
Продолжение 5.18.2
Наименование операции Технические условия на выполнение операции Рисунок
2. Обработка борта и соединение его с нижним воротни- ком Борт изделия обрабатыва- ют в соответствии с ТУ. Особенностью является иная форма нижнего во- ротника. Обработка ниж- него воротника аналогич- на обработке отложного воротника. Втачивание производят в соответ- ствии с ТУ на втачивание воротника в горловину (см. 5.15.2) 1 \ 1 11 II *1 / /1 "Л /-* ** / \
3. Наметывание подбортов с верх- ним воротником на изделие Изделие располагают на столе лицевой стороной вниз отлетом к работа- ющему. Совмещают сере- дину верхнего воротни- ка с серединой нижнего воротника. Срезы верхне- го воротника должны выходить за срезы ниж- него воротника на 1,0 — 1,5 см. Наметывают подборта двумя строчками: строчку 1 прокладывают со стороны нижнего во- ротника параллельно ли- нии перегиба лацкана и стойке воротника; строчку 2 прокладывают со стороны верхнего во- ротника параллельно отлету воротника и краю борта. Дальнейшая обработка бортов такая же, как и обработка бортов в из- делиях с отложными во- ротниками (см. 5.8.2) ^^7
я
/ - S****-' 1 / 7 Г / Л. 2 / / / ) /\ / / / /\ / / / а / fl /\ / / / /\ / л /\ / j /\ / I /\ I I /\ I I [X / I 1 ь\ \ ?\ \ \ А \ \ д \ \ д \ \ А \ \ А L \ \ А \ \ А I \ z । I \ z\ I \ zi 1 1 л 1 | /д
4. Обтачивание бор- та Обтачивают борта и во- ротник швом шириной 0,5 —0,7 см в соответ- ствии с ТУ в один при- ем по борту и нижнему воротнику (по правилам —
302
Окончание 5.18.2
Наименование операции Технические условия на выполнение операции Рисунок
обтачивания борта в из- делиях с отложными во- ротниками, см. 5.8)
5. Обработка шва обтачивания борта и воротника Шов обрабатывают в со- ответствии с ТУ (см. об- работку бортов в 5.9) —
5.19. ВИДЫ РУКАВОВ. ОБРАБОТКА РУКАВОВ ВЕРХНЕЙ ОДЕЖДЫ
5.19.1. Виды рукавов
Рукава в верхней одежде очень разнообразны по конструкции и отделке.
По покрою рукава делятся: на втачные; цельнокроеные; реглан и комбини-
рованные.
По количеству швов они делятся: на одношовные (рис. 70, а)\ двухшовные —
с передними и локтевыми швами (рис. 70, б) и с верхними и нижними швами
(рис. 70, в); трехшовные (рис. 70, г).
Рукава могут иметь различную отделку: рельефные швы, вытачки, складки,
шлицы, хлястики, паты, манжеты (отложные и притачные) и т. д.
Срез низа
Срез оката
Передний
перекат
Локтевой
перекат
Срез низа
- Верхняя часть
рукава
Передние срезы
Локтевые срезы
Нижняя часть
рукава
Срезы оката
а
Рис. 70
303
5.19.2. Обработка двухшовных рукавов с передними и локтевыми швами
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Проверка дета-
лей кроя
7 — верхняя часть рукава;
2 — нижняя часть рукава;
3 — прокладка по низу из
хлопчатобумажной не-
клеевой ткани или из
материала с клеевым по-
крытием
2. Оттягивание ру- Рукава складывают лице-
кавов по переднему выми сторонами внутрь,
перекату укладывают на столе
передними срезами к ра-
ботающему, срезом оката
вправо и оттягивают по ли-
нии переднего переката в
такой последовательности:
I — от линии локтя в сто-
рону низа рукава;
II — от линии локтя в
сторону оката рукава.
Затем переворачивают
детали другим рукавом
кверху и повторяют опе-
рацию
3. Проверка пра- Рукав перегибают по ли-
вильности оттяги- нии переднего переката,
вания рукава Оттягивание выполнено
верно, если:
линия переднего перека-
та параллельна передне-
му срезу рукава;
рукав лежит на столе ров-
но, линия низа на одном
уровне
Линия
переднего Передний
переката срез рукава
4. Соединение пе- Сметывают уравненные
редних срезов ру- передние срезы рукавов,
кава сложив детали лицевыми
сторонами внутрь, пря-
мыми сметочными стеж-
ками на расстоянии 0,9 см
от срезов. Д лина стежка —
1,0 — 1,5 см.
3
304
Продолжение 5.19.2
Наименование операции Технические условия на выполнение операции Рисунок
Стачивают швом шири- ной 1 см по верхней час- ти рукава, левый рукав — сверху вниз, а правый — снизу вверх
5. Разутюживание передних срезов ру- кава Рукава раскладывают на столе нижней частью к работающему и разутю- живают шов таким обра- зом, чтобы утюг не за- ходил за линию передне- го переката —
6. Определение дли- ны рукава Намечают линию низа рукава от высшей точки оката по середине верх- ней части рукава, откла- дывают мерку «Длина рукава»
[Г- н Д-Р-
7. Прокладывание прокладки по низу рукава Прокладка бывает клеевая и неклеевая, она имеет форму низа рукава. Ши- рина прокладки — 4 — 6 см. Прокладка необходи- ма для уплотнения и ус- тойчивости низа, а также для закрепления нижне- го среза рукава и шлицы. Клеевой проклад- кой дублируют припуск низа рукава. Прокладка не доходит до линии низа в готовом виде на 0,1 — 0,2 см i 1 Рукав —- 0,1 —0,2
) f
wxxxxxxxxxxxxxj д'Ж'Жш П ро кл ад ка Л ЖшшхххххххххххххХ)
Боковые стороны некле- евой прокладки должны входить в локтевой шов рукава. Приметывают од- ной строчкой по середи- не прокладки рукава. Под- шивают крестообразными стежками к рукаву (час- тота стежков — 2 в 1 см), Рукав 1
ХдХ/ Прокладка
’ IB гЛТЛ । Ж
1 0,1-0,2 А
305
Окончание 5.19.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
не заметными с лицевой
стороны, или на маши-
не потайного стежка
8. Соединение лик- Верхние и нижние части
тевых срезов рука- рукава складывают лице-
вое выми сторонами внутрь и
сметывают прямыми сме-
точными стежками (дли-
на стежка 1,0—1,5 см)
локтевые срезы с посад-
кой в области локтя из
верхней части рукава.
Посадку сутюживакл. Ста •
чивают по верхней части
рукава швом шириной
1 см. Шов разутюживают
на специальной колодке
9. Обработка низа
рукавов с клеевой
прокладкой по низу
рукава
Заметывают низ рука-
вов, перегнув припуск
низа на изнаночную сто-
рону рукава. Приутюжи-
вают, подшивают срез
низа рукава стежками,
нс заметными с лицевой
стороны изделия, или
закрепляют над локте-
вым и нижним швами.
Строчку временного на-
значения удаляют, по-
вторно приутюживают
10. Обработка низа Низ рукава перегибают по
с неклеевой про- намеченной линии и заме-
кладкон тывают припуск низа пря-
мыми сметочными стеж-
ками (длина стежка 2 см)
на расстоянии 1,5 см от ли-
нии низа. Приутюживают.
Ниж ние срезы подшивают
к прокладке косыми стеж-
ками (частота — 2 стежка
в 1 см).
Повторно приутюживают
низ рукава на подушке с
изнаночной стороны; за-
тем весь рукав, предвари-
тельно удалив строчку за-
метывания
306
5.19.3 . Обработка рукавов с отделочной строчкой по локтевому шву и патами
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка лок-
тевого шва с отде-
лочной строчкой
1. Оттягивают рукав по
переднему перекату.
2. Обрабатывают локте-
вой шов (сметывают,
стачивают, настрачива-
ют по верхней части ру-
кава).
3. Ставят прокладку в
низ рукава.
4. Обрабатывают низ ру-
кава
2. Обработка пат
В соответствии с ТУ
3. Наметывание пат
на рукава
Перед сметыванием
передних срезов на верх-
нюю часть рукава по на-
меченным линиям накла-
дывают пату, совмешая ее
срез с передним срезом,
и приметывают одной
строчкой посередине
4. Соединение пе-
редних срезов
Стачивают передние сре-
зы (в соответствии с
ТУ), шов разутюживают,
конец паты заутюжива-
ют в сторону нижней ча-
сти рукава
5. Окончательная
отделка
Дальнейшую обработку
рукавов выполняют в
соответствии с ТУ
5.19.4. Обработка двухшовных рукавов с верхними и нижними швами
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение верх- них частей рукавов Соединяют верхние сре- зы рукава стачным швом вразутюжку, заутюжку или настрочным швом. Припуски могут быть на- строчены на верхнюю или на нижнюю части рукава в зависимости от модели. —
307
Окончание 5.19.4
Наименование операции Технические условия на выполнение операции Рисунок
Ширина припуска по верхнему шву равна ши- рине отделочной строч- ки плюс 0,3 —0,5 см
2. ВТО рукавов Оттягивают рукав по пе- реднему перекату в соот- ветствии с ТУ (см. выше). Сутюживают в области локтя, не заходя за ли- нию локтевого переката Локтевой перекат
1! Передний перекат У
3. Обработка низа рукавов Ставят прокладку в низ рукава. Соединяют ниж - ние срезы. Обрабатывают низ рука- ва в соответствии с ТУ (см. выше) —
5.19.5. Особенности обработки одношовных и трехшовных рукавов
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка одно- шовных рукавов Обрабатывают аналогич- но обработке двухшовно- го рукава с верхними швами, за исключением операции соединения верхних срезов ввиду их отсутствия —
2. Обработка трех- шовных рукавов 2.1. Соединение верхних срезов ру- кава Детали верхней части рукава складывают лице- выми сторонами внутрь и сметывают (ширина шва 0,9 см). Стачивают верхние срезы по перед- ней части рукава швом шириной 1 см 1
Г Передняя часть У I рукава
2.2. Разутюживание шва и ВТО верхней части рукава Шов разутюживают в два приема: I — от середины вверх к отлету;
308
Окончание 5.19.5
Наименование операции Технические условия на выполнение операции Рисунок
II — от середины к срезу низа. Оттягивают рукав по пе- реднему перекату, сутю- живают по локтевому пе- рекату в области локтя | II I
2.3. Соединение пе- редних срезов Сметывают и стачивают в соответствии с ТУ. Швы разутюживают —
2.4. Определение длины рукава Намечают линию низа рукава: от высшей точки оката по середине верх- ней части рукава откла- дывают мерку «Длина рукава»
2.5. Соединение локтевых срезов Локтевые срезы верхней и нижней частей рукава складывают лицевыми сторонами внутрь и сме- тывают с посадкой верх- ней части на участке локтя. Стачивают швом шири- ной 1 см. Шов разутюжи- вают —
2.6. Обработка низа рукавов В соответствии с ТУ (см. выше) —
5.20. ВИДЫ И ОБРАБОТКА ШЛИЦ В РУКАВАХ
Шлицы являются
элементом отделки ру-
кава. Их обрабатывают в
нижней части швов.
Шлицы бывают: вытач-
ные (рис.71, а), отлет-
ные (рис. 71, б), откры-
тые (рис. 71, в) и в виде
разрезов (рис. 71, г).
309
5.20.1. Обработка вытачной шлицы
1. Стачивают передние срезы, намечают линию подгиба низа рукавов в со-
ответствии с ТУ. Выкраивают припуски на обработку шлицы, ставят неклее-
вую прокладку (рис. 72, а) на рукав по общим правилам или дублируют при-
пуски низа рукава (рис. 72, б).
Верхняя часть рукава
Нижняя часть рукава
2. Стачивают локтевые срезы и припуски шлицы. Рассекают углы в нижней
части рукава на верхнем и нижнем припусках шлицы (рис. 73).
3. Разутюживают локтевой шов до рассечек, а шлицу заутюживают на верх-
нюю часть рукава (рис. 74). Припуск низа заметывают. Дальнейшая обработка
рукава — в соответствии с ТУ.
5.20.2. Обработка отлетной шлицы
1. Стачивают передние срезы рукава, намечают линию подгиба низа в соот-
ветствии с ТУ. Выкраивают припуски на обработку шлицы (рис. 75). Ширина швов
стачивания боковых сторон шлицы равна 1 см. В отлетной шлице шов стачива-
ния низа по локтевому шву смещают в сторону верхней части рукава на шири-
ну шлицы (/ = /,). Высекают припуск низа на передней части рукава на удвоен-
ную ширину шлицы, оставляя вдоль линии низа припуск на шов обтачивания
угла шлицы (0,5 —0,7 см) и припуск на соединение по припуску низа (1 см).
310
2. Обтачивают угол шлицы на верхней части рукава (рис. 76). Затем делают
рассечку по линии низа в углу а строчки обтачивания, высекают угол б обта-
чивания, срезают угол в припуска шлицы.
Рис. 75
3. Стачивают локтевые срезы, верхний и боковой срезы шлицы, припуски
низа рукава (рис. 77, а), совмещая срезы.
4. Рассекают припуск шва нижней части рукава в углу а (рис. 77, б) и при-
пуск низа в углу б. Разутюживают локтевой шов, шов стачивания припуска
низа до рассечек, а шлицу заутюживают на верхнюю часть рукава. Низ заметы-
вают. Дальнейшая обработка выполняется в соответствии с ТУ (рис. 78).
а
Рис. 77
Рис. 78
311
5.20.3. Обработка открытой шлицы
1. Стачивают передние срезы рукава, намечают линию подгиба низа в соот-
ветствии с ТУ. Выкраивают припуски на обработку шлицы. Дублируют припуски
низа рукава или пришивают неклеевую прокладку. На верхней части рук ва на-
мечают линию стачивания угла шлицы (линия должна проходить под углом 45
к линии низа рукава через точку пересечения линий локтевого шва и низ рука-
ва). Откладывают 0,5 — 0,7 см
от линии обтачивания верх-
него угла шлицы, срезают из-
лишки ткани (см. рис. 79)
2. Стачивают угол на верх-
ней части рукава, сложив при-
пуски шлицы и низа лицевы-
ми сторонами внутрь по наме
ченной линии, не доходя до
срезов на 1,0 — 1,5 см.
На нижней части рукава
угол шлицы обтачивают швом, равным ширине шва стачивания боковых ср
зов шлицы (рис. 80). Для этого отгибают припуск низа на лицевую сторону
рукава, совмещают боковые срезы низа. Строчка обтачивания не доходит до
среза низа на 1,0 — 1,5 см (для обеспечения возможности притачать подкладку
на машине).
3. Стачивают локтевые срезы и одновременно стачивают припуск шлицы
швом шириной 1 см. Рассекают угол на верхнем припуске шлицы нижнеи
части рукава. Разутюживают локтевой шов до рассечек, а шлицу заутюживают
на верхнюю часть рукава (рис. 81). Низ рукава заметыв ют. Дальнейшую обра-
ботку выполняют в соответствии с ТУ.
Рис 80
5.20.4. Обработка шлицы в виде разреза
1. Стачивают передние срезы рукава, намечают линию подгиба низа рукава в
соответствии с ТУ. Выкраивают припуски на обработку шлицы. Дублируют при-
пуски низа рукава или ставят неклеевую прокладку на припуски низа рукава. На
верхней и нижней частях рукава намечают линию стачивания угла шлицы (ли-
ния должна проходить под углом 45° к линии низа рукава, рис. 82).
2. Стачивают углы, не доходя до срезов на 1,0 — 1,5 см (рис. 83). Углы среза-
ют, оставляя припуск на шов 0,5 —0,7 см (см. рис. 82).
312
3. Стачивают локтевые срезы, заходя за верхний срез припуска шлицы на
1,0 — 1,5 см. Разутюживают шов, шлицу приутюживают (рис. 84). Заметывают
низ. Дальнейшая обработка в соответствии с ТУ.
Рис. 82
5.21. СОЕДИНЕНИЕ РУКАВОВ С ПОДКЛАДКОЙ
5.21.1. Соединение рукавов с подкладкой ручным способом
Наименование операции Технические условия на выполнение операции Рисунок
1. Подготовка ру- кава Стачаны и разутюжены передние и локтевые сре- зы. Низ рукава обрабаты- вают в соответствии с ТУ.
2. Подготовка под- кладки Подкладка стачана по переднему и локтевому срезам. Швы заутюжены в сторону верхней части рукава
3. Уточнение под- кладки по рукаву Рукав раскладывают на столе нижней частью вверх, на него наклады- вают подкладку рукава нижней частью вниз таким
313
Продолжение 5.21.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
образом, чтобы подклад-
ка рукава выходила за сре-
зы верхней части рукава
по окату на 1,0 — 1,5 см,
а по окату нижней части
рукава на 2,0 —2,5 см.
Срез низа подкладки ру-
кава должен совпадать
с линией низа в готовом
виде
4. Соединение лок- Рукав верха и подкладку
тевых швов рукава вывертывают на изнаночную сторону, со- вмещают срезы локтевых швов. Припуски локтевых швов подкладки рукава пришивают к припускам локтевых швов рукава из основной ткани. Опера- цию выполняют прямыми или разметочными стеж- ками длиной 1 см, делая небольшую посадку под- кладки (0,4 —0.5 см) по локтевому шву. Строчка должна заканчиваться на расстоянии 7 — 8 см от низа и 1Q — 12 см от сре- за оката рукава
5. Наметывание Вывертывают рукав из ос-
подкладки новной ткани на лицевую сторону, расправляют подкладку и наметывают ее параллельно окату и низу рукава косыми стеж- ками длиной 2,5 — 3,0 см на расстоянии 7 — 8 см от низа и 10—12 см от среза оката рукава
6. Подшивание под-
кладки по низу рука-
ва
Срез подкладки по низу
рукава подгибают внутрь
и заметывают прямыми
стежками длиной 2 см,
таким образом, чтобы по-
догнутый край подкладки
не доходил до низа рукава
314
Окончание 5.21.1
Наименование операции Технические условия на выполнение операции Рисунок
на 2,5 — 3,0 см. Подклад- ку по низу рукава подши- вают потайными стежка- ми (частота — 3 стежка в 1 см), делая небольшой на- пуск из подкладки (1,0 — 1,5 см) ////////////////////^)\
A liTIIITTTTlTT ITГТТ1 1 1 1 1 1 1 1 1 1 1 И Н X Подшивание подкладки
7. Подрезка под- кладки Подкладку рукава подре- зают таким образом, что- бы ее срезы выходили за срезы рукава из основ- ной ткани по окату рука- ва верхней части на 1,0 — 1,5 см, а по окату нижней части на 2,0 —2,5 см Г 2,0-2,5 J 1,0— 1,5
5.21.2. Соединение рукавов с подкладкой машинным способом
Наименование операции Технические условия на выполнение операции Рисунок
1. Подготовка ру- кава Стачаны и разутюжены передние и локтевые швы рукава. Проложена про- кладка по низу рукава (низ не подшит)
1
2. Подготовка под- кладки рукава Подкладка стачана по переднему и локтевому срезам. Швы заутюжены в сторону верхней части рукава
3. Уточнение под- кладки по рукаву См. 5.21.1, операция 3 —
4. Притачивание подкладки Вывертывают рукав на изнаночную сторону, притачивают подкладку к срезу низа рукава по подкладке швом шири- ной 0,7— 1,0 см. Совме- щают при этом одно- именные швы на рукаве и подкладке
х Притачивание подкладки
315
Окончание 5.21.2
Наименование операции Технические условия на выполнение операции Рисунок
5. Соединение лок- тевых швов См. 5.21.1, операция 4.0] ie- рация может выполняться на стачивающей машине —
6. Заметывание низа рукава Рукав вывертывают и за- метывают припуск низа рукава вдоль шва прита- чивания подкладки пря- мыми стежками на рас- стоянии 1,5 см от края низа. Низ рукава подши- вают, нитки заметыва- ния удаляют. Приутюжи- вают рукав на специаль- ной подушке При тач ивание подкладки
у - ш.
Подшивание низа рукава
7. Наметывание и подрезка подкладки Расправляют подкладку внутри рукава и наметы- вают параллельно окату рукава косыми стежками длиной 2 — 3 см на рассто- янии 10—12 см от среза оката, делая небольшой напуск из подкладки (1,0—1,5 см) в области низа. Подкладку рукава подрезают таким образом, чтобы ее срезы выходили за срезы рукава из основ- ной ткани по окату верх- ней части на 1,0 — 1,5 см, а по окату нижней части рукава на 2,0 —2,5 см 1 / 1,< 3—1,5.
2,0—2,5, <—
5.21.3 Соединение рукавов с подкладкой прогрессивным методом
Наименование операции Технические условия на выполнение операции Рисунок
1. Подготовка ру- кава Рукав стачан и разутю- жен по переднему шву. Проложена прокладка по низу рукава
316
Продолжение 5.21.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Подготовка ру-
кава
Стачана по переднему
срезу. Шов заутюжен в
сторону верхней части
3. Уточнение под-
кладки по рукаву
Подкладка рукава долж-
на выходить за срезы
верхней части рукава по
окату на 1,0—1,5 см, а
по окату нижней части
рукава на 2,0 —2,5 см.
Срез низа подкладки ру-
кава должен совпадать с
линией низа рукава в го-
товом виде
4. Притачивание
подкладки
Рукав складывают с под-
кладкой рукава лицевой
стороной внутрь. Ниж-
ние срезы уравнивают и
притачивают подкладку со
стороны подкладки ши-
риной шва 1 см
Притачивание
подкладки
Подкладка рукава
5. Соединение лок-
тевых срезов
Уравнивают локтевые сре-
зы рукава и подкладки
рукава, сметывают и ста-
чивают одной строчкой
швом шириной 1 см, со-
вмещая шов притачива-
ния подкладки рукава по
низу рукава. Стачивают по
верхним частям рукавов
6. Разутюживание
локтевого шва
На рукаве из основной
ткани шов разутюжива-
ют, а на подкладке ру-
кава заутюживают в сто-
рону верхней части
317
Окончание 5.21.3
Наименование операции Технические условия на выполнение операции Рисунок
7. Заметывание и подшивание низа рукава Заметывают низ рукава прямыми стежками дли- ной 2 см вдоль шва при- тачивания подкладки ру- кава. Пришивают припуск низа рукава к локтевому и переднему швам. При- утюживают, нитки вре- менного назначения уда- ляют
- шццж // 211Ы-ШИИ-Ш !>
- < х X X * Is // / / / 77 /7/7 ////////II / /
8. Соединение лок- тевых швов Локтевые швы подклад- ки и рукава пришивают к локтевым швам рука- ва из основной ткани в соответствии с ТУ (см. выше)
9. Наметывание и подрезка подклад- ки См. 5.21.2, операция 7
5.22. ОБРАБОТКА МАНЖЕТ В ВЕРХНЕЙ ОДЕЖДЕ
5.22.1. Виды манжет
Манжеты служат отделкой рукавов. Форма их должна соответствовать форме рука-
вов, воротников, карманов. Манжеты бывают отложные и притачные.
По конструкции отложные манжеты делятся на отрезные (замкнутые и не-
замкнутые, съемные и несъемные) и целънокроенные с рукавами.
Притачные манжеты могут быть с застежкой и без нее.
5.22.2. Обработка отложных отрезных (замкнутых и несъемных)
манжет и соединение их с изделием
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Рукав без припуска на обработку низа (с про- кладкой по низу). Манжета из ос- новной ткани (рис. с) — 1 деталь. Нить основы проходит так же, как на рукаве. По
318
Продолжение 5.22.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Дублирование
подманжеты
3. Обтачивание ман-
жеты
верхнему краю припуск
равен 0,5 — 0,7 см. По бо-
ковым сторонам — 0,7 —
1,0 см. По нижнему срезу
припуск равен ширине
припуска низа (3 — 4 см).
Подманжета, или
подкладка манжеты
(рис. б) — 1 деталь. Вык-
раивают из основной или
подкладочной ткани; под-
манжета меньше манжеты
на ширину канта и при-
пуска на обработку низа
рукава. Нить основы про-
ходил вдоль или поперек
детали. Припуски по верх-
нему и боковым срезам те
же, что и на манжегс
Клеевая проклад-
ка для подманжеты
(рис. в) — 1 деталь. Сре-
зы прокладки должны по-
пасть ь швы обтачивания
манжеты и боковые швы
манжеты на 0,2 см
Если манжета с про-
кладкой, ее приклеива-
ют на подманжете утю-
гом
Детали складывают лице-
выми сторонами внутрь,
уравнивают верхние сре-
зы и обтачивают швом
шириной 0 5 —0,7 см со
стороны подманжеты с
посадкой в углах и зак-
руглениях из манжеты.
Припуски подрезают,
углы высекают, на вогну-
тых участках ставят рас-
сечки. Шов обтачивания
(строчка Г) разутюжива-
ют. Выметывают с кантом
из манжеты (0,1 — 0,3 см),
Подманжета
б
М Прокладка / /
Строчка вспушных стежков
или клеевая паутинка
319
Продолжение
Наименование
операции
Технические условия
на выполнение операции
Рисунок
не доходя до боковых сто-
рон детали на 5 см.
Если манжета без от-
делочной строчки,
шов обтачивания вспу-
шивают или закрепляют
клеевой паутинкой. В обо
их случаях I ia расстоянии
5 см от боковых сторон
шов не закрепляют для
обеспечения возможнос-
ти стачивания боковых
сторон манжеты.
Если манжета с отде-
лочной строчкой,
ее прокладывают после
стачивания манжеты по
боковым сторонам.
Приутюживают манжету
4. Стачивание бо-
ковых сторон ман-
жеты
Деталь манжеты с обтач-
ным краем перегибают по-
перек по середине, урав-
няв боковые срезы и со-
вместив шов (>бтачивания,
стачивают боковые срезы
(строчка 2). Шов разутю-
живают
Шов обтачивания манжеты
Шов с гачивания боковых
сторон манжеты
Вывертывают манжету на
лицевую сторону манже-
той вверх. Выметывают ос-
тавшийся участок (в обла-
сти боковых швов) верх-
него края манжеты. При-
утюживают. Прокладывают
отделочную строчку, если
она предусмотрена по мо-
дели, нитки выметывания
удаляют, приутюживают
манжету в готовом виде
5. Соединение май- На лицевую сторону ру-
жеты с рукавом кава надевают манжету;,
уравнивают срезы низа
320
Окончание 5.22.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Наименование
операции
1. Подготовка рука-
вов перед соедине-
нием их с изделием
2. Уточнение прой-
мы
рукава и подманжеты,
притачивают швом ши-
риной 1 см (строчка 4).
Огибают шов притачива-
ния подманжеты к рукаву
припуском низа манже-
ты, заметывают на рассто-
янии 1,0 — 1,5 см от сги-
ба низа, приутюживают.
Притачивают (или под-
шивают вручную) под-
кладку по низу рукава
(строчка 5). Срез низа при-
шивают косыми стежками
к прокладке (строчка 6).
Манжету в готовом виде
приутюживают
5.22.3. Соединение рукавов с проймами
Технические условия
на выполнение операции
На окатах рукавов ставят
контрольные знаки.
Проверяют симметрич-
ность рукавов по длине,
ширине, высоте оката
Уточняют линию втачи-
вания рукава, наличие
контрольных знаков по
пройме.
Перед вметыванием рука-
ва измеряют длину прой-
мы и высоту оката рукава.
Разница (в пользу оката)
составляет 3 — 4 см.
Эта величина зависит от
свойств ткани, ее волок-
нистого состава, особен-
ностей фигуры заказчика.
Пройму условно делят на
четыре участка.
Участок I —по 1,5 см
в сторону полочки и
спинки от плечевых швов.
1 I Силаева
321
Продолжение 5.223
Наименование операции Технические условия на выполнение операции Рисунок
Участок II—от кон- ца участка I до конт- рольного знака по по- лочке. Участок III — от конца участка I до конт- рольного знака по спинке. Участок IV — ниж- няя часть проймы между контрольными знаками
Примечание Контрольные знаки по- лучают в месте пересече- ния линий перекатов на рукаве с проймой —
3. Вметывание ру- кава Совмещают контрольные знаки на окате и пройме и вметывают рукав с по- садкой. На участках I и IV посад- ка минимальная (меха- ническая). Основная посадка дается в верхних частях оката участков II и III, причем на участке II посадка на 0,5— 1,0 см больше, чем на участке III. К конт- рольным знакам на прой- ме посадка оката рукава постепенно сводится к минимуму. На рисунке заштрихо- ванная область показы- вает распределение по- садки оката рукава отно- сительно проймы. Вметывают по рукаву прямыми стежками дли- ной 0,8— 1,0 см. Сначала вметывают верхнюю часть оката рукава, затем — нижнюю часть. Следовательно — пра- вый рукав начинают вметывать от локтевого шва, левый — от пе- реднего шва. 111l/ 1 Условн правил: посадки \ \ И п \ / \ \ V# у ое изображение а распределения по окату рукава
322
Продолжение 5.22.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Сутюживают посадку по
окату на расстоянии 2,0 —
2,5 см от среза оката.
Если бортовая прокладка
входит в шов втачивания
рукава, ее приметывают
дополнительной строч-
кой, которую располага-
Ю1 на расстоянии 0,5 см
от линии проймы
4. Проверка каче-
ства вметывания
5. Втачивание рука-
вов
Изделие надевают на ма-
некен или заказчика.
1. Рукава должны закры-
вать 2/3 длины боковых
карманов.
2. Рукава должны распо-
лагаться отвесно.
3. Линии передних перека-
тов должны быть парал-
лельны линии полузаноса.
4. Низ обоих рукавов дол-
жен находиться на одина-
ковом уровне.
5. 11осадка на окате долж-
на быть распределена рав-
номерно, без перекосов.
6. Поперечная нить (уточ-
ная) в верхней части ока-
та должна располагаться
горизонтально
Втачивают по рукаву
(ширина шва 1 см).
Правый рукав вта-
чивают, начиная от лок-
тевого шва к переднему
по нижней части оката,
затем — по верхней час-
ти оката до переднего
шва рукава, т. е., чтобы
в нижней части проймы
строчка была двойная.
Левый рукав втачи-
вают, начиная от передне-
го шва к локтевому через
нижнюю часть окала, за-
тем — по верхней части
оката до локтевого шва.
Поперечная нить
(уточная)
перпендикулярна
Схема втачивания рукавов
323
Окончание 5.22.3
Наименование операции Технические условия на выполнение операции Рисунок
Посадку сутюживают, шов направляют в сторо- ну рукава. Нитки вметы- вания удаляют
Примечание Швы рукава могут быть настрочены на рукав или пройму —
6. Особенности вта- чивания рукава в открытую пройму Если рукав рубашечного покроя и боковые швы изделия и нижние швы рукавов совпадают, ру- кава соединяют с прой- мами до соединения бо- ковых срезов изделия и нижних срезов рукавов. Рукав вметывают и вта- чивают по рукаву (шири- на шва 1 см), посадку су- тюживают. Затем одной строчкой стачивают бо- ковые срезы и нижние срезы рукавов, обраба- тывают низ изделия и рукавов и т. д. —
5.23. ОБРАБОТКА ПРОЙМ ИЗДЕЛИЯ. ВИДЫ ДОПОЛНИТЕЛЬНЫХ
НАКЛАДОК И СПОСОБЫ СОЕДИНЕНИЯ ИХ С ИЗДЕЛИЕМ
Обработка пройм включает операции по прикреплению бортовой проклад-
ки к швам изделия и соединению с изделием дополнительных накладок.
5.23.1. Закрепление бортовой прокладки
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение бор- товой прокладки с горловиной Срез бортовой проклад- ки по горловине закреп- ляют при соединении воротника с изделием двумя способами: первый способ — бортовая прокладка по- падает в шов втачивания воротника; —
324
Продолжение 5.23.1
Наименование операции Технические условия на выполнение операции Рисунок
второй способ — бортовую прокладку при- шивают разметочными стежками ко шву втачи- вания воротника, распо- ложив ее поверх шва (см. 5.15.1, операция 6)
2. Наметывание бортовой прокладки по пройме и плече- вому срезу Расправляют бортовую прокладку и наметывают ее без перекосов и натя- жения вдоль шва втачи- вания рукава и плечево- го шва на расстоянии 0,2 —0,3 см от них пря- мыми стежками длиной 1,5 —2,0 см со стороны верха изделия >
3. Прикрепление бортовой прокладки к вытачкам, релье- фам, кокеткам Если в верхней части из- делия имеются вытачки, рельефы, швы соединения кокеток, бортовую про- кладку прикрепляют к ним разметочными стежками, не заметными с лицевой стороны (строчка 7) Л// Ь7// / /III г/ / ! ! ч 5
4. Прикрепление бортовой прокладки к припуску шва вта- чивания рукава Бортовую прокладку при- крепляют к припуску шва втачивания рукава вруч- ную разметочными стеж- ками (нитками № 10 в 2 сложения) или н а стачивающей ма- шине. Строчку прокла- дывают на расстоянии 0,2 см от шва втачивания рукава (строчка 2) 1 ////Л / / / /! //1/// / it'// //i v// //Л 111 '1.2 у И Л 1 \
5. Прикрепление бортовой проклад- ки к припуску пле- чевого шва Плечевой шов изделия накрывают бортовой про- кладкой и прикрепляют ее разметочными стежка- ми к припуску плечевого
325
Окончание 5 23.1
Наименование операции Технические условия на выполнение операции Рисунок
шва спинки на расстоя- нии 0,1 — 0,2 см от шва стачивания (строчка 3)
Примечание Бортовая прокладка мо- жет попадать в шов вта- чивания оукава. В этом случае закрепляют толь- ко плечевой срез про- кладки —
5.23.2. Виды дополнительных накладок
Дополнительные накладки применяют в тех случаях, когда их наличие пре-
дусмотрено конструкцией и внешним видом модели; кроме этого они нужны
для сглаживания недостатков фигуры заказчика.
Современная промышленность выпускает дополнительные накладки, вы-
полненные из качественных нетканых материалов. Ниже приводятся способы
обработки накладок в индивидуальном производстве, выполненные из синте-
пона или ватина.
5.23.3. Изготовление дополнительных накладок и соединение их с изделием
Наименование операции Технические условия на выполнение операции Рисунок
1. Изготовление и соединение верхних плечевых накладок 1.1. Для изделий с втачными рукавами 7.7.7. Выкраивание деталей 1. Две детали из плотно- го нетканого материала или льняной ткани (нить основы — под углом 45° к краю детали)
326
Продолжение 5.23.3
Наименование операции Технические условия на выполнение операции Рисунок
2. Несколько слоев из син- тепона. Количество слоев (следовательно, толщина накладок) зависит от кон- струкции изделия и фигу- ры заказчика 1 2-й слой 3-й слой III 4-Й слой \\\\
-й слой
Слои выкраивают с уменьшением их разме- ров по овальным срезам (примерно на 1 см), края по необходимости уто- няют путем выщипыва- ния материала для плав- ного перехода толщины накладки от наружного к ее внутреннему срезу
1.1.2. Соединение де- талей прокладки На деталь из нетканого (или льняного) материа- ла накладывают последо- вательно слои из утепля- ющего материала: снача- ла самую большую деталь, затем меньшую и т. д. На- крывают уложенные слои второй деталью из нетканого (льняного) материала и выстегива- ют, перегибая накладку вдоль посередине двумя способами: —
первый способ — ручными косыми стеж- ками, прокалывая на- кладку насквозь. Строчки располагают параллельно внешнему срезу и друг другу. Расстояние между строчками 1,0 — 1,5 см; i ,0-1,5
327
Продолжение 5 23.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
7.1.3. ВТО накладок
Примечание
второй способ —
выстегивают на стачива-
ющей машине или маши-
не зигзагообразной строч-
ки. Расстояние между
строчками — 0,5 — 0,8 см.
Во втором случае на-
кладки получаются более
жесткими и формоустой-
чивыми по сравнению с
накладками, обработан-
ными первым способом
Накладку приутюживают
на спецколодке, прида-
вая ей ярко выраженную
вогнутую форму
Во избежание пролега-
ний строчек выстегива-
ния в изделиях из тонких
тканей накладку накрыва-
ют сверху слоем матери-
ала (выкроенного по фор-
ме накладки) и соединя-
ют их на машине по
овальному срезу (ширина
шва 0,5 —0.7 см)
1.1.4 Соединение с изделием Верхнюю плечевую на- кладку располагают меж- ду изделием и подкладкой Совмещают внешние сре- зы накладки со срезами шва втачивания рукава, расправляют изделие; приметываю! или прика- лывают накладку с лице- вой стороны изделия, прикрепляют сквозными разметочными стежками
Слой ткани
328
Продолжение 5.23.3
Наименование операции Технические условия на выполнение операции Рисунок
длиной 1,0—1,5 см по припуску шва втачива- ния рукава, на расстоя- нии 0,1 —0,2 см от него, или на разметочной ма- шине (строчка 7). Внут- ренний срез накладки пришивают к плечево- му шву 6—7 стежками (строчка 2) / Л \\ К 1 / 2 L 1
1.2. Для изделий по- кроя реглан и цель- нокроеных рукавов 1.2.1. Детали кроя Для одной накладки не- обходимо: 1 — четыре детали из льняной ткани (или не- тканого материала); 2 — несколько слоев (слои выкраивают с уменьше- нием размера каждого слоя на 1 см) из синтепо- на по две детали каждого размера 1- 1 2 * 4-й слой X. й слой \ 2-й слой ' 3-й слой' '
1.2.2. Стачивание деталей Верхние (плечевые) срезы всех парных деталей ста- чивают накладным швом или швом встык зигзаго- образной строчкой \ \\ \ \ \ \vv\ \ \
1.2.3. Выстегивание деталей Складывают детали в та- кой последовательности: сначала слой из льняного материала, затем самый большой слой из синте- пона и т. д. в порядке убы- вания размера, в конце — деталь из льна. Выстегивают на маши- не или вручную косыми V \ \ \ X Г х *4 ч ч X Ч X V X X 1 I 1 1 / / / • . ' > 1 / / г ' / । 7 \ 7 А J
329
Продолжение 5.23 3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2.4. ВТО
сквозными стежками: пер-
вая строчка — по плечево
му шву, остальные — к
периферии накладки. Рас-
стояние между строчка-
ми 0,5 —0,8 см при ма-
шинном способе выстеги-
вания и 1 см при — ручном
Приутюживают на спец-
колодке
1.2.5. Соединение с Накладку прикрепляют к
изделием плечевым швам изделия
разметочными стежками
на расстоянии 0,2 см от
линии плечевого шва на
изделии
2. Изготовление и
соединение задних
плечевых накладок
2.1. Выкраивание
накладок
Заднюю плечевую наклад-
ку выкраивают по форме
проймы спинки. По пле-
чевому срезу ее ширина
равна 6 — 8 см, в области
бокового шва изделия —
4 — 5 см. Длина накладки
зависит от конструкции
изделия, она может дохо-
дить до бокового шва или
до внутреннего среза бор-
товой прокладки.
Толщина накладки в об-
ласти проймы зависит от
степени выпуклости ло-
паток заказчика и колеб-
лется от0,5 до 1,0 см. По-
этому из утепляющего
материала выкраивают
один слой, два, иногда
три слоя (уменьшающих-
ся по размеру внутренне-
го среза) накладок.
Строчка
330
Продолжение 5.23.3
Наименование операции Технические условия на выполнение операции Рисунок
Внутренние края слоев вы- щипывают для сведения толщины накладок к внут - реннему ее срезу на нет
2.2. Соединение сло- ев накладок Слои соединяют сквоз- ными стежками (длиной 1,0 — 1,5 см) или на ма- шине (с сильно ослаб- ленной строчкой). Строч- ки располагают парал- лельно внешним срезам накладок с расстоянием между ними 1 — 2 см 1,0-1,5
V 1
1- Т fir 2д£
2.3. Соединение с изделием Накладывают накладку на спинку изделия, совме- щают по срезам пройм, плечевым и боковым швам (или с внутренним срезом бортовой проклад- ки), приметывают одной строчкой по середине на- кладки. Пришивают к бор- товой прокладке (над пле- чевыми швами) косыми стежками, затем вдоль шва втачивания рукава (на расстоянии 0,2 см от него) разметочными стежками и, наконец, к припускам бокового шва (или к внут- реннему срезу бортовой проклатки) косыми сгеж- ками р, I / I 1 1 I V дх by 1л \ т/l \ зЛ \
3. Изготовление и соединение накла- док на горловину спинки 3.1. Обработка на- кладок Выкраивают по форме горловины спинки: шири- на 8 — 12 см; толщина — 0,5—1,0 см (к овально- му срезу сводится на нет). Обрабатывают так же, как заднюю плечевую на- кладку 0,5- 1,0
J У7% У ulLLU^
8-12
331
Продолжение 5.23.3
Наименование операции Технические условия на выполнение операции Рисунок
3.2. Соединение с изделием Пришивают косыми стеж- ками к швам втачивания нижнего воротника в гор- ловину над плечевыми швами к бортовой про- кладке —
4. Изготовление и соединение накла- док в области груди 4 1. Обработка на- кладки Ставят в изделиях на фи- гуры с впалой грудью, а также для выравнивания размера груди у заказчи- ка (в изделиях легкой женской одежды) Выкраивают в ф< >рме эл- липса; толщина накладок зависит от фигуры заказ- чика. Может состоять из нескольких (или одного) слоев утепляющего мате- риала с выщипанными краями. Обрабатывают по принципу выполнения задней плечевой наклад- ки. Размеры накладки: 16 — 18 см — по большей длине эллипса и 10 — 12 — по меньшей / / у 16-18 / I 10-12
4.2. Соединение с и зделием Совмещают центры груди на бортовой прокладке и накладке, выстегивают (не затягивая строчки) накладку с борт< >вой про- кладкой ручными стеж- ками
5. Изготовление и соединение подо- катников 5.1. Выкраивание Подоказник необходим для придания окату рука- ва наполненной, объем- ной формы. Выкраивают его из синтепона или ва- тина. Длина подока гника равна расстоянию от лок- тевого до переднего пере- ката рукава, ширина в центре равна 5 — 6 см, в концах — 1,5 —2,0 см. Свободный срез выщи- пывают 5-6
j 1 к 1 ,5-2,0 1
332
Окончание 5.23.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5.2. Соединение с
изделием
Прикрепляют на машине
или вручную разметочны-
ми сквозными стежками,
предварительно уравняв
срезы пройм и срез подо-
катника. При выполнении
операции из подокатни-
ка делают посадку на тех
же участках и той же ве-
личины, что и на рукаве.
Прикрепляют со стороны
подокатника
5.24. ВИДЫ И ОСОБЕННОСТИ ОБРАБОТКИ ВНУТРЕННИХ КАРМАНОВ
В мужской одежде на левой полочке (иногда и на правой) подкладки
обрабатывают внутренние прорезные карманы. Они могут быть обработаны
с листочками из основной или подкладоч-
ной ткани или в рамку из основной или
подкладочной ткани. Все внутренние карма-
ны обрабатывают с застежкой на петлю и
пуговицу. Петли для застегивания кармана
изготовляют из капроновой ленты, сочета-
ющейся по цвету с подкладкой, или из под-
кладочной ткани.
Особенности выкраивания подкладки для кар-
мана слисточкой из основной ткани (рис. 85):
1) подкладку полочки выкраивают с от-
резной боковой частью;
2) подкладка полочки разрезная по линии
расположения кармана.
5.24.1. Обработка кармана с листочкой из основной ткани
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя и направ- ления нити основы Листочка — 1 деталь, нить основы — поперек детали, выкраивают из подкладочной ткани. Подкладка карма- на — 1 деталь, нить ос- новы вдоль детали.
333
Продолжение 5 24 I
Наименование операции Технические условия на выполнение операции Рисунок
Полоска из подкладочной ткани для петли — 1 деталь, нить основы вдоль детали. Детали выкраивают с припусками на обработ- ку швов Н.О. — t н.о. Листочка Подкладка кармана Полоска для петли
2. Обработка петли Петлю обрабатывают в соответствии с ТУ
А 1
3. Изготовление
листочки
4. Соединение лис-
точки с подкладкой
полочки и подклад-
кой кармана
Полоску ткани для лис-
точки складывают вдвое
изнаночной стороной
внутрь и приутюживают.
Внутрь листочки вклады-
вают вкладку из хлопча-
тобумажной ткани или
клеевого материала
Листочку вкладывают
между нижней частью
подкладки полочки и
подкладкой кармана и
стачивают детали, вкла-
дывая петлю на середи-
ну кармана (строчка 7)
Подкладку кармана от-
гибают на изнаночную
сторону нижней части
подкладки полочки. Ли-
сп очку выправляют и при-
утюживают
334
Окончание 5.24.1
Наименование
операции
5. Притачивание
свободного конца
подкладки кармана
к верхней части
подкладки
Технические условия
на выполнение операции
Другой конец подкладки
кармана притачивают к
верхней части подклад-
ки полочки швом шири-
ной 1 см, выпуская срез
подкладки кармана за
верхний срез подклад-
ки полочки на 3 — 4 см
(строчка 2). Шов заутю-
живают в сторону под-
кладки полочки
Рисунок
6. Закрепление кон-
цов кармана и ста-
чивание подкладки
кармана
Нижнюю часть подклад-
ки полочки накладыва-
ют на верхнюю и скреп-
ляют концы кармана ма-
шинными строчками в
форме прямоугольника
(строчка 5). Подкладку
кармана стачивают швом
шириной 1 см (строчка 4)
7. Притачивание от-
резной боковой ча-
сти
К подкладке полочки
притачивают отрезную
боковую часть. Шов зау-
тюживают в сторону бо-
ковой части. Карман в
готовом виде приутюжи-
вают
335
5.24.2. Обработка кармана с листочкой из подкладочной ткани
Наименование операции Технические условия на выполнение операции
1. Проверка дета, (ей кроя Листочка-подзор — 1 детал). (из подкладочной ткани) шириной 10 см, длиной, равной ширине подкладки кармана. Подкладка карма- на — 1 деталь. Полоска из подкла- дочной ткани для пет- ли — 1 деталь. Д ол е в и к. Детали выкраивают с припусками на обработку швов
2. Обработка петли Петлю обрабатывают в соответствии с ТУ
3. Настрачивание листочки-подзора на подкладку кармана Намечают линию сере- дины на подкладке кар- мана поперек детали. Заутюживают долевые сре- зы листочки-подзора на 0,5 —0,7 см. Накладывают листочку- подзор с заутюженными срезами на подкладку кар- мана лицевой стороной вверх так, чтобы верхний край листочки-подзора перекрывал середину под- кладки кармана на 3 см и настрачивают швом ши- риной 0,1 — 0,2 см (строч- ки 7 и 7')
Рисунок
4. Обработка лис-
точки
Заутюживают подкладку
кармана с настроченной
на нее листочкой-подзо-
ром на 1,5 см от верхне-
го настроченного края
листочки подзора, совме-
стив шов настрачивания
листочки-подзора с лини-
ей середины на подклад-
ке кармана
кармана
Подкладка кармана
336
Продолжение 5.24.2
Наименование операции Технические условия на выполнение операции
5. Определение ме- ста расположения кармана Вход в карман намеча- ют четырьмя линиями на подкладке полочки. Расстояние между доле- вым и линиями равно ширине листочки в го- товом виде. Ставят доле- вик в соответствии с ТУ с учетом того, что один его конец втачивается в пройму, другой — в шов притачивания подборта
6. Притачивание листочки-подзора Подкладку кармана с листочкой-подзором на- кладывают на полочку сгибом листочки вниз, настроченный край лис- точки подзора совпадает с нижней линией входа в карман, притачивают 1 листочку (строчка 2). i Отгибаю! одну часть под- , кладки и прокладывают . строчку 3 на расстоянии / 1,5 см от строчки 1 прита- чивания подзора, сместив ее на 0,5 см в сторону проймы. В середину карма- \ на вкладывают петлю
7. Разрезание вхо- да в карман Разрезают вход в карман в соответствии с ТУ и разрезают подкладку кар- мана вдоль прореза кар- мана /
Притачивание листочки
Лицевая сторона
подкладки полочки
Рисунок
Долевик
Подкладка полочки
Полочка
337
Окончание 5.24.2
Наименование операции Технические условия на выполнение операции
8. Закрепление кон- цов кармана и ста- чивание подкладки кармана Полочку в концах карма- на отгибают и концы кар- мана закрепляют обрат- ной машинной строчкой по основанию уголков, одновременно стачивают подкладку кармана, за- кругляя строчку в углах (строчка 4) подкладки кармана
9. Закрепление до- левика При закреплении конца кармана со стороны прой- мы одновременно прита- чивают долевик вдоль сре- за проймы так, чтобы его конец доходил до среза проймы
10. ВТО кармана и прокладывание за- крепляющей строч- ки Карман в готовом виде приутюживают, прокла- дывают строчку на рас- стоянии 0,1 см от шва притачивания подзора и боковых сторон листоч- ки (строчка 5). На рисунке кармана в готовом виде: 1 и Г— строчки настра- чивания листочки-подзо- ра на подкладку кармана; 2 — строчка притачива- ния листочки; 3 — строчка притачива- ния подзора; 4 — строчка стачивания подкладки кармана; 5 — строчка закрепляю- щая
Рисунок
Карман в готовом виде
338
5.25. ОБРАБОТКА ПОДКЛАДКИ И СПОСОБЫ
СОЕДИНЕНИЯ ЕЕ С ИЗДЕЛИЕМ
Ткань подкладки должна иметь гладкую поверхность и быть прочной к ис-
тиранию. Цвет подкладки должен гармонировать с цветом основной ткани.
Подкладка может быть отлетной по низу и притачной; она может быть длиной
до низа изделия, линии бедер или талии.
5.25.1. Обработка подкладки
Выкраивание подкладки. Детали подкладки выкраиваю! в соответствии с
деталями верха подкладки. Нити основы направлены вдоль деталей.
Для того чтобы подкладка не затягивала изделие, в верхних частях деталей
предусматривают припуски из подкладки (рис. 86); по середине спинки пре-
дусматривают складку из подкладки.
Рис. S6
ТУ на обработку подкладки. 1. Подкладку соединяют с изделием ручным,
машинным или комбинированным способами. В зависимости от спо-
соба соединения подкладки с изделием различают две степени ее готовности:
стачаны боковые срезы, средние срезы спинки и обработаны карманы;
подкладка полностью обработана (стачаны вытачки, обработаны карманы,
боковые и плечевые швы, втачаны рукава в проймы в том случае, если под-
кладка рукавов не соединена с низом рукавов).
2. Стачивают вытачки по наиболее прямой стороне, заутюживают к середи-
не детали.
3. Боковые срезы стачивают по спинке швом шириной 1,0—1,5 см, со-
вмещая срезы и контрольные знаки. Припуски в зависимости от способа
339
закрепления их с изделием могут быть заутюжены и на спинку, и на по-
лочку.
4. Средние срезы спинки стачивают, начиная от горловины, швом шири-
ной 1,0 —1,5 см.
5. Плечевые срезы стачивают по полочке с посадкой спинки. Если вершина
подборта сведена на нет к плечевым срезам (рис. 87, а), их стачивают по всей
длине. Если вершина под-
борта выкроена с припус-
ком (рис. 87, б), плечевые
срезы стачивают на 2/3 их
длины от среза проймы. До-
тачивают открытый участок
шва после притачивания
подкладки к внутренним
срезам подбортов; припус-
ки плечевых швов заутюжи-
Рис-87 вают на спинку.
6. Втачивают рукав в пройму подклатки со стороны рукава, совместив сре-
зы и контрольные знаки, швом шириной 1,0 — 1,5 см. На уровне плечевого и
бокового швов под шов втачивания подкладывают полоски ткани (размером
2.0 — 2,5 см по ширине и 4 — 5 см по длине). В дальнейшем эти полоски будут
соединены с плечевыми и боковыми швами изделия, что позволит зафикси-
ровать подкладку относительно изделия (рис. 88).
7. В верхней женской одежде для поддержания правой полочки иногда ис-
пользуют полодержатели (чаще всего в изделиях со смещенной застежкой). В
верхней мужской одежде в изделиях со смещенной застежкой полодержатель
заменяют застежкой правого борта на пуговицу и петлю. Петлю обрабатывают
на правом борте в области талии изделия по общим правилам. На левый под-
борт пришивают пуговицу.
Полодержатель состоит из двух или одной детали. При обработке полодер-
жателя, состоящего из двух деталей, детали (нить основы — вдоль детали)
складывают лицевыми сторонами внутрь и обтачивают вдоль деталей и по их
концам. Вывертывают, приутюживают. Ширина в готовом виде 2,0 —2,5 см.
Один конец полодержателя вкладывают в правый боковой шов подкладки,
отступив от проймы на 2 — 3 см. Другой конец полодержателя располагают на
уровне линии талии, его срез закреплен швом притачивания подкладки к ле-
вому подборту. Около края борта полодержатель закрепляют крестообразными
стежками к подборту (рис. 89).
Рис. 88
340
Рис. 90
Длина петли
Рис. 91
Полодержатель, состоящий из одной детали, представляет собой удли-
ненную навесную петлю. При обработке деталь полодержателя перегибают
вдоль посередине, подгибают долевые срезы и застрачивают швом шири-
ной 0,2 см по длине детали. Затем перегибают поперек посередине, скла-
дывают сгиб углом и закрепляют угол по основанию машинной строчкой.
Отступив от основания угла на длину петли, ставят закрепку, соединяя
застроченные стороны полодержателя. Такой полодержатель втачивают в бо-
ковой шов правой половины подкладки на 2 — 3 см ниже проймы (рис. 90).
Кроме того, его закрепляют машинной (или ручной) строчкой на подклад-
ке полочки. На левый подборт пришивают пуговицу на расстоянии 2,0 —2,5
см от линии талии. Ширина полодержателя в готовом (сложенном) виде
равна 2,5 —3,0 см (рис. 91).
8. Для изготовления вешалки деталь вешалки, выкроенную вдоль нити ос-
новы, перегибают вдоль пополам, подгибают долевые срезы внутрь и застра-
чивают швом шириной 0,2 см (см. рис. 90).
Ширина в готовом виде равна 0,7 см, дли-
на — 7 — 8 см. Вешалка может быть выпол-
нена из специальной тесьмы (рис. 92).
Впоследствии вешалку соединяют с изде-
лием по шву соединения стойки верхнего во-
ротника с подкладкой. Концы вешалки под-
гибают и втачивают в шов. Длина втачанной
вешалки 6 — 7 см, долевая сторона ее не
доходит до шва на 0,3 —0,5 см (рис. 93).
9. Допускают надставки в подкладке: в
верхних частях отрезных бочков полочки и
на подкладке рукава в нижней части. Швы
притачивания надставок заутюживают в
сторону надставок. Рис
10. Если изделие с отлетной по низу ис‘
подкладкой, на подкладке обметывают боковые срезы и срез борта до уровня
груди. На изделии обметывают также срез бортовой прокладки, подкладку кар-
манов; обметывают (или высекают) срезы боковых швов до пройм, внутрен-
ний срез подборта до уровня груди.
ВТО изделия перед соединением его с подкладкой. Это ответственная опе-
рация, так как после соединения с подкладкой ВТО изделия будет затруд-
нительна. Приутюживают борта, карманы, боковые швы, отделочные, сред-
ний шов на спинке, вытачки и т.д. с лицевой стороны изделия через ув-
лажненный проутюжильник. С изнаночной стороны сутюживают слабину по
341
Рис. 94
полочкам и спинке, выправляют форму гру-
ди, удаляют пролегания швов. После ВТО
изделие просушивают до полного удаления
влаги, надев его на манекен.
Уточнение подкладки относительно верха
изделия. Подкладку лицевой стороной вверх
накладывают на разложенное на столе изде-
лие (изнаночной стороной вверх); совмеща-
ют боковые и плечевые швы изделия и под-
кладки и, создавая слабину подкладки на
уровне выпуклости груди, проверяют длину
и ширину подкладки. По внутреннему срезу
подборта и бортовому срезу подкладки ставят контрольные знаки через каж-
дые 20 см (рис. 94).
Низ подкладки подрезают после соединения подкладки с изделием.
5.25.2. Соединение отлетной по низу подкладки с изделием машинным способом
Когда подкладка обработана полностью (см. выше), ее соединяют с издели-
ем, выполняя следующие действия.
1. Подкладку притачивают по внутреннему срезу подборта и срезу стойки
верхнего воротника швом шириной 1 см (вкладывая вешалку) по подкладке,
совмещая контрольные знаки на подборте и бортовом срезе подкладки.
2. Вывертывают изделие на лицевую сторону и приметывают подборт по
внутреннему срезу на расстоянии 0,2 —0,5 см от строчки притачивания под-
кладки (рис. 95, строчка 7). При этом изделие располагают на столе подклад-
кой вверх, бортом к работающему. По подкладке прокладывают строчку пря-
мых стежков на расстоянии 25 — 30 см от низа (строчка 2).
3. Прикрепляют шов притачивания подкладки к бортовой прокладке
(рис. 96) на спецмашине потайного стежка или вручную косыми стежками,
а по воротнику — ко шву втачивания нижнего воротника в горловину на ста-
чивающей машине или вручную. Если изделие без бортовой прокладки, внут-
ренний срез подборта допускается не соединять с изделием совсем или со-
единять лишь с деталями кармана.
4. Нижний срез подкладки рукава притачивают к нижнему срезу рукава вер-
ха швом шириной 1 см, вывернув рукав на изнаночную сторону (рис. 97, а).
5. Шов притачивания подкладки по низу рукава прикрепляют к прокладке
на спецмашине потайного стежка или вручную или закрепляют припуск низа
Рис. 95 Рис. 96
342
Строчка
прикрепления
припуска низа
рукава
б
Строчка
притачивания
подкладки
а
Рис. 97
рукава над локтевыми и передними швами 4 — 5
стежками (рис. 97, б).
6. На стачивающей машине или вручную при-
крепляют локтевые швы подкладки к локтевым
швам рукава в области локтя (см. 5.21).
7. Рукава вывертывают на лицевую сторону.
8. Прикрепляют подкладку по пройме над пле-
чевыми и боковыми швами двумя способами:
1) разметочными стежками над плечевым и бо-
ковым швами;
2) с помощью полосок ткани (шириной 2,0 —
2,5 см, длиной 4 — 5 см), которые вкладывают в
шов втачивания рукава подкладки на уровне пле-
чевых и боковых швов (рис. 98). Свободные концы
полосок прикрепляют к пройме изделия.
9. Соединяют боковые швы подкладки с бо-
ковыми швами верха за припуск шва спинки,
начиная ниже пройм на 8—10 см и заканчивая
ниже линии талии на 15 — 20 см разметочными
стежками (рис. 99). Эту операцию исключают в
изделиях с фалдами и в тех случаях, когда позво-
ляет конструкция изделия. Достаточным являет-
ся закрепление подкладки над плечевыми и бо-
ковыми швами. В изделиях прилегающего и полу-
прилегающего силуэтов соединение боковых швов
верха и подкладки является обязательным.
10. Нижний срез подкладки подрезают, раз-
ложив пальто подкладкой вниз (рис. 100, а).
11. Подогнутый край подкладки должен пере-
крывать край подгиба низа верха на 1,5 см в гото-
вом виде или половину ширины подгиба низа из-
делия (рис. 100, б).
12. Обрабатывают низ подкладки швом с за-
крытым срезом (ширина подгиба низа 3—5 см), застрачивая припуск зигзаго-
образной строчкой (см. рис. 100, б).
13. Соединяют подкладку с нижними углами подбортов (отлетные и неот-
летные подборта) в соответствии с ТУ на обработку узла (см. 5.10).
343
Рис. 100
5.25.3. Соединение притачной по низу подкладки
с изделием машинным способом
При подготовке подкладки к соединению с изделием ее обрабатывают пол-
ностью с некоторыми изменениями (рис. 101):
Рис 101
в среднем шве подкладки спинки
посередине оставляют нестачанный
участок длиной 25 — 30 см;
в шве подкладки рукава оставляют
нес гачанным участок длиной 10 — 12 см
(от оката на расстоянии 10 см);
до соединения изделия с подклад-
кой ее уточняют по линии подгиба низа
изделия. Срез низа подкладки должен
совпадать с линией низа изделия.
Когда подкладка обработана пол-
ностью, ее соединяют с изделием,
выполняя следующие действия.
1. Притачивают подкладку к внутренним срезам подбортов и стойке воротни-
ка, вкладывая в шов вешалку. Прикрепляют припуск подборта к бортовой про-
кладке (см. рис. 96), соединяют припуски швов по горловине разметочными стеж-
ками или на машине. Заметывают подклалку двумя строчками: строчку 1 прокла-
дывают на расстоянии 25 — 30 см от низа; строчку 2 на расстоянии 0,1 см от
подогнутого края низа подкладки. Подогнутый край низа подкладки находится
на середине подгиба низа изделия или на 1,0 — 1,5 см от него (рис. 102).
2. Удалить строчку 7 (временного назначения). Через отверстие в шве спин-
ки вывертывают изделие на изнаночную сторону и притачивают подкладку к
припуску низа изделия швом шириной 1 см (рис. 103).
3. Припуск низа изделия закрепляют двумя способами: 1-й способ — при-
крепляют подкладку только над швами (в изделиях с рельефами, отрезными
бочками и т.п.); 2-й способ — припуск низа подшивают по всей длине низа
изделия (рис. 104).
4. Изделие вывертывают на лицевую сторону через отверстие на шве спинки.
5. Притачивают подкладку к низу рукавов. Пришивают припуски низа
рукавов (см. рис. 97). Соединяют локтевые швы изделия и подкладки. Зак-
репляют подкладку по пройме над боковыми и плечевыми швами (см.
рис. 98 и 99).
344
6. Вывертывают спинку подкладки через отверстие в переднем шве рукава.
Стачивают отверстие в спинке стачным швом.
7. Застрачивают отверстие в шве рукава швом шириной 0,1 —0,2 см, подги-
бая припуски внутрь (рис. 105).
Рис. 102
Строчка притачивания
подкладки
Рис. 103
Строчка
припуска
Рйс. 104
к низу изделия
подшивания
низа изделия
5.25.4. Соединение подкладки с изделием комбинированным способом
При комбинированном способе соединения подкладки с изделием прой-
мы, плечевые швы подкладки, шов соединения подкладки с верхним ворот-
ником подшивают вручную.
1. Обрабатывают боковые швы и сред-
ний шов спинки на подкладке. Стачивают
вытачки.
2. Намечают линию притачивания под-
кладки к внуп рснним срезам подбортов и
к стойке верхнего воротника.
3. Накладывают на изнаночную сторо-
ну изделия (разложенного на столе изна-
ночной стороной вверх) подкладку (ли-
цевой стороной вверх), уточняют разме-
ры подкладки относительно верха изделия.
По внутреннему срезу подборта и по бор-
товому срезу подкладки наносят конт-
рольные знаки (см. рис. 94).
4. Притачивают подкладку к подборту
швом шириной 1 см, не доходя до плече-
вого шва на 3 — 4 см (рис. 106).
Рис. 106
345
5. Изделие вывертывают на лицевую сторону и приметывают по подборту вдоль
строчки притачивания подкладки (см. рис. 95).
6. Изделие вывертывают на изнаночную сторону и пришивают шов прита-
чивания подкладки к бортовой прокладке (рис. 107).
7. Боковые швы подкладки прикрепляют к припускам боковых швов верха
пальто (см. рис. 99).
8. Изделие вывертывают па лицевую сторону, раскладывают на столе под-
кладкой вверх и приметывают вдоль боковых швов подкладки на расстоянии
0,5— 1,0 см по спинке (рис. 108).
Бортовая прокладка
Рис. 107
9. На спинке закладывают складку, направляя ее в левую сторону. Заметы-
вают складку7 вдоль сгиба на расстоянии от него 0,3 — 0,5 см, отступив от гор-
ловины на 6 —8 см и не доходя до низа пальто на 20 — 30 см. Складку' заметы-
вают по подкладке, не захватывая спинки верха (для этого под складку под-
кладывают длинную линейку).
10. Наметывают подкладку вдоль пройм и плечевых швов. Строчку прокладыва-
ют на расстоянии 3 — 4 см от срезе в. Длина стежка 2,0 — 2,5 см.
11. Разметывают проймы изделия с подкладкой, совместив срезы деталей,
разметочными стежками длиной 1,0 — 1,5 см на расстоянии 0,2 —0,3 см от шва
втачивания рукава, начиная от плечевого шва спинки, отступив от него на 3 см
(рис. 109).
12. Разметочными стежками прикрепляют плечевой срез подкладки полоч-
ки к верхней плечевой накладке. Если нет плечевой накладки, то к припуску
плечевого шва спинки на расстоянии 0,1 см от шва.
13. Пришивают концы вешалки к срезу стойки верхнего воротника (рис. 110).
14. Заметывают подкладку спинки, подогнув срезы по плечевым швам и
горловине спинки.
15. Рукава соединены с подкладкой по низу рукава (см. выше). Подкладку
рукавов заметывают вдоль проймы, огибая шов вгачивания рукава срезом ока-
та, подгибают срез оката внутрь на 1 см, перекрывая им разметочную строчку
на 0,1 —0,2 см (посадка подкладки по окату рукава соответствует посадке ру-
кава верха).
16. Подшивают потайными стежками с частотой 3 — 4 см в 1 см плечевые
швы, горловину спинки, проймы изделия и участок по внутреннему срезу
подборта (рис. 111).
17. Обрабатывают йиз подкладки и нижние углы подбортов в соответствии
с ТУ.
346
Рис. 110
Рис. 109
Рис. 111
Проверка качества соединения подкладки
с изделием. Правильность соединения прове-
ряют, надев изделие на манекен или заказ-
чика. Подкладка не должна деформировать из-
делие, не должна быть видна из-под низа из-
делия.
Особенности соединения изделия с подкладкой ручным способом. Подкладку,
соединенную по боковым швам и среднему шву спинки, наметывают на изде-
лие и потайными подшивочными стежками соединяют по внутренним срезам
подбортов, по проймам, горловине, шлице и низу (в изделиях с неотлетной
подкладкой). Данный способ используется очень редко.
Особенности соединения подкладки с изделием в мужской верхней одежде. От-
личительной особенностью является последовательность обработки изделия.
Подкладку соединяют с изделием до соединения его плечевых срезов. Прита-
чивают подкладку по внутренним срезам подбортов и по низу изделия (так
же как в женской верхней одежде), обрабатывают плечевые швы изделия,
втачивают воротник и рукава, затем соединяют подкладку по плечевым сре-
зам, втачивают рукава подкладки, соединяют с воротником в соответствии с
ТУ на обработку подкладки так же, как и при изготовлении женской верхней
одежды.
5.26. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ИЗДЕЛИЯ
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка обме- танных петель Если в изделии предус- мотрены обметочные пет- ли, их обметывают на по- луавтомате для изготовле- ния фигурных петель —
347
Продолжение
Наименование операции Технические условия на выполнение операции Рисунок
2. Чистка изделия Удаляют все нитки и строчки временного на- значения. Очищают изделие от ме- ловых линий и произ- водственного мусора —
3. Окончательная
ВТО изделия
3.1. ВТО лацканов
и воротника
3.2. ВТО бортов
низа и шлиц
Изделие располагают на
столе подкладкой вниз,
отлетом воротника к ра-
ботающему. Утюжат через
увлажненный проутю-
жильник в такой после-
довательности: 1 — пра-
вый лацкан; 2 — ворот-
ник; 3 — левый лацкан.
При этом выправляют
края, углы и неровности
Изделие располагают на
столе подкладкой вверх
и приутюживают через
увлаженный проутю-
жильник в такой после-
довательности: 1 — пра-
вый борт; 2 — низ изде-
лия; 3 — левый борт
3.3. Приутюжива-
ние подкладки
Без увлажнения!
3.4. ВТО рукавов и
плечевых участков
Плечевые участки и ока-
ты в верхней части при-
утюживают на специаль-
ных колодках через увлаж-
ненный проутюжильник.
Рукава приутюживают на
специальных подушках,
по форме, сходных с фор-
мой рукава. В конце при-
утюживают проймы «на
ребро» через подкладку
Колодка
для ВТО окатов
Колодка
для ВТО
плечевых
участков
348
Окончание 5.26
Наименование операции Технические условия на выполнение операции Рисунок
Подушка для [ ] ВТО рукавов \ у
3.5. Снятие лас Снимают ласы путем от- паривания. Затем остав- ляют просохнуть изделие на манекене 1,5 —2,0 ч —
4. Пришивание пу- говиц 4.1. Разметка мест расположения пуго- виц Изделие раскладывают на столе полочками вверх, совмещают линии полу- заносов на полочках и низ изделия. Намечают место пришивания пуговиц че- рез «глазки» петель. Отде- лочные пуговицы приши- вают согласно требовани- ям модели
4.2. Правила при- шивания пуговиц Пуговицы пришивают на полуавтоматах или вручную. Нитки подби- рают прочные в цвет пу- говицы (если пуговица с отверстиями) или в цвет ткани (если пуговица на «ножке»). Пуговицу пришивают ниткой в два сложения. Одним стежком борт прокалывают насквозь, далее за 2/3 его толщи- ны, захватывая борто- вую прокладку. Если бор- товой прокладки нет, под пуговицу с изнаноч- ной стороны изделия подкладывают полоску из бортовой прокладки или пришивают с под- пуговицей (см. 2.1.4) —
349
ГЛАВА 6. ОСОБЕННОСТИ ОБРАБОТКИ ЗИМНИХ ИЗДЕЛИЙ
6.1. ОБЩИЕ СВЕДЕНИЯ О ЗИМНИХ ПАЛЬТО
Модели зимних пальто разнообразны. По конструкции они отличаются от
демисезонных наличием прибавки (при построении чертежа конструкции) на
Рис. 112
утепляющую прокладку. Технологическая после-
довательность изготовления в основном не от-
личается от последовательности обработки де-
мисезонного пальто. Дополнением является на-
личие утепляющей подкладки и меховых деталей.
На рис. 112 изображено женское зимнее
пальто из гладкокрашеной ткани, прямого си-
луэта с втачными рукавами. Полочки с релье-
фами от плечевых швов, карманы обработа-
ны в рельефных швах. Застежка закрытая до-
верху, центральная, с застежкой на 5 петель
и 5 пуговиц. Спинка со швом по середине в
вертикальном направлении. Рукава гладкие,
прямые по всей длине заканчиваются меховы-
ми манжетами. Воротник большой отложной
из меха. По рельефам полочек, среднему шву
спинки и бортам проложена отделочная строч-
ка на расстоянии 1 см от швов.
Материалы для утепляющих прокладок долж-
ны быть легкими, недорогими, нетрудоемки-
ми в обработке и должны иметь высокие теп-
лозащитные свойства.
В современных условиях утепляющая про-
кладка из ваты не используется из-за большой
трудоемкости обработки и большой массы.
Чаще всего применяют синтепон или ватин.
Ниже приведена схема видов утепляющих
материалов.
350
6.2. ОБРАБОТКА УТЕПЛЯЮЩЕЙ ПРОКЛАДКИ
ИЗ ВАТИНА (СИНТЕПОНА)
Наименование
операции
1. Выкраивание де-
талей утепляющей
прокладки
Технические условия
на выполнение операции
Рисунок
2. Выстегивание
утепляющей про-
кладки
Детали полочки и спин-
ки утепляющей проклад-
ки выкраивают в один
или два слоя в соответ-
ствии с деталями верха
изделия: 1-й слой — от
верха изделия до низа;
2-й — от верха изделия
до линии бедер.
Детали рукава также вы-
краивают в один или два
слоя: 1-й слой — от ока-
та рукава до низа; 2-й —
от оката и далее, не до-
ходя до низа на 8 — 10 см.
Для нижней части (по-
ловинки) рукава выкра-
ивают только один слой
утепляющей прокладки
1-й слой
1-й слой
Оба слоя ватина склады-
вают начесом внутрь, на-
ружный слой перекрыва-
ют слоем марли.
При ручном спосо-
бе выстегивания рассто-
яние между строчками
равно 12 см, длина косых
стежков составляет 2,0 —
2,5 см
351
Продолжение 6.2
Наименование операции Технические условия на выполнение операции Рисунок
При выстегивании на ста- чивающей или много- игольной машине рас- стояние между строчками равно 10—12 см, длина стежка — максимальная (ш Мар ш нетканы )ЛЯ й материал)
10- 12 Уте! > тляющая прокладка
Примечание Утепляющую прокладку из синтепона можно об- рабатывать без марли или заменять ее тонким нетканым материалом —
3. ВТО утепляю- щей прокладки Детали увлажняют и при- утюживают 111" "
4. Уточнение дета- лей утепляющей про- кладки относительно изделия Детали утепляющей про- кладки уточняют по ле- калам или деталям верха по всем срезам, кроме среза низа (его подреза- ют после соединения из- делия с утепляющей про- кладкой). По срезам проймы, пле- чевым срезам срезы утеп- ляющей прокладки долж- ны быть выкроены вро- вень с одноименными срезами деталей верха. По бортовому срезу утеп- ляющую прокладку под- резают с таким расчетом, чтобы она заходила за внутренний срез подбор- та на 2 — 3 см. Боковые срезы должны иметь припуски 1,0 — 1,5 см, если боковые срезы соединяют на- кладным или стачным Вну7 ренний 1 1 i i —k <C<<<<<C<<<<<<<C (<<<<<< < . Г1 V <<<<<<<<<<<<<<<<<<<<<<<<<<<<< <г< <<<<<<<<<<<<<<<<<. 1 и... ч. <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< W <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< <~<у з <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<у <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<у <<<< <<<<<<<<<< <<<<<<<<<< <<<<<<<<<< <<<<<<<<<< <<<<<<<<<< <<<<<<<<<< У <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<</ н / to <<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<<< i —^4j</ <<<<<<<<<<<<<<<<<<<<<<<<< < < < < < I <<<<<<<<<< <;<<<<<-<- ——
352
Окончание 6.2
Наименование операции Технические условия на выполнение операции Рисунок
швом, и не имеют при- пусков, если срезы со- штуковывают (соединя- ют встык)
5. Соединение бо- ковых срезов Боковые срезы соеди- няют встык (строчка 7) косыми стежками (часто- та стежков 5 —6 в 1 см) для изделий из тонких тканей или стачивают накладным швом (строч- ка 2) с открытыми сре- зами, или соединяют стач- ным швом (строчка 3) вразутюжку ^^>> > > > > > > > .Xх >>>>>>>> > > > > > / X А>>>>>>>>>>>>> />>>>>>>> УУ / / >>>>>>>>>>>>> />>>>>>>>> /5 >>>>>>> > > > / / | > > >>>>>> />>>>>>>>>> />>>>>>>>>>>> I / ’>>>>>>>> > >>>>>>>>>>> />>>>>>>>>>>>> >>>>>>>>>>>>>> м >>>>>>>>>>> >>>>>>>>>>>> I > >>>>>> >1 Я%>>>>>>>> >>>>>>>>> J >>>>>>>> > > > > > > > > > > > > > > j >>>>>>>>>>>>>>4 !>>>>>> >>>>>>> I V । >>>>>> й У >>>>>>>> । >>>>>>>>>> > ГкХ \ 1 \ >>>>>>>> > >1 \>>>>>>>>>> ¥>>>>>>>>>>>>>: \ \ \ \ \ \ у>>>>>>>>>>>>>> \>>>>>>>>> \ \ \ \ \ \ \>>>>>>>>>>>>> \> >>>>>>> \ >>>>>>>>>>>>>: \ \ \ \ \ ГЧ ч \> >>>>>>>>>>> \>>>>>>> X у>>>>>>>>>>>: V \ ***« \ \>>>>>>>>>> \>>>>>> \> >>>>>>>>> \ \ X. \>>>>>>>>> V > > > > >>>>>>: X \ > > > > > \> > > > >: X. , >
3^
Примечание Если изделие с отлетной подкладкой по низу, сре- зы соединяют, отогнув слой марли (кроме спо- соба соединения стач- ным швом). Затем один припуск марли подгиба- ют, перекрывая им вто- рой срез марли и подши- вают косыми стежками или на машине. Швы приутюживают Марля
6. Соединение вы- тачек, надставок в утепляющих про- кладках Вытачки на утепляющих прокладках соединяют теми же способами, что и боковые срезы. Надставки соединяют швом встык до соедине- ния утепляющей про- кладки с марлей —
12 Силаева
353
6.3. СПОСОБЫ СОЕДИНЕНИЯ УТЕПЛЯЮЩЕЙ ПРОКЛАДКИ
ИЗ ВАТИНА (СИНТЕПОНА) С ИЗДЕЛИЕМ
6.3.1. Комбинированный способ
Наименование операции Технические условия на выполнение операции
1. Наметывание Изделие соединено с до-
спинки верха на полнительными наклад-
утепляющую про- ками. Подокатника для
тладку данного способа соедине- ния утепляющей про- кладки с изделием не тре- буется Раскладывают утепляю- щую прокладку с неста- чанными плечевыми сре- зами на столе слоем мар- ли вверх. На нее наклады- вают изделие изнаночной стороной вниз. Совмеща- ют боковые швы изделия с боковыми швами утеп- ляющей прокладки, со- вмещают детали по прой- мам, плечевым швам. Наметывают спинку вер- ха на утепляющую про- кладку строчками прямых стежков (длиной 3 — 4 см) на расстоянии 10 см от низа, параллельно боко- вым швам (отступив от них на 3 — 4 см), параллель- но проймам, плечевым швам, горловине (отсту- пив от швов на 8 —10 см)
2. Закрепление бо- Отгибают полочку вер-
ковых швов утеп- ха на спинку и приши-
ляющей прокладки вают боковые швы вер-
и изделия ха к утепляющей про- кладке разметочными стежками (длина стеж- ков 1,5 —2,0 см) около строчки стачивания бо- ковых срезов, отступая от проймы на 8 — 10 см, и заканчивают строчку на уровне линии бедер (для изделий с отлетной
Рисунок
8-10
354
Продолжение 6.3.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Наметывание по-
лочки верха на утеп-
ляющую прокладку
подкладкой), или не до-
ходя до низа на 8 — 10 см
(для изделий с притач-
ной по низу подкладкой)
Полочку верха отгибают
на полочку утепляющей
прокладки и наметывают
по линии бедер, вдоль
внутренних краев под-
бортов, горловины, пле-
чевых швов, проймы на
расстоянии 8—10 см от
срезов утепляющей про-
кладки прямыми стежка-
ми длиной 3 — 4 см
4. Подрезка утепля-
ющей прокладки по
борту
Изделие переворачивают
лицевой стороной вниз,
срез утепляющей про-
кладки подрезают так,
чтобы он заходил на внут-
ренний срез подборта на
2,5 — 3,0 см
5. Закрепление сре-
зов борта утепляю-
щей прокладки
Срезы утепляющей про-
кладки по бортам при-
крепляют к бортовой про-
кладке на машине потай-
ного стежка или косыми
стежками (строчка 7)
6. Соединение утеп-
ляющей прокладки
рукава с изделием
по окату
Соединяют срез оката
утепляющей прокладки
рукава с проймой изделия
разметочными стежками,
прокладывая строчку на
расстоянии 0,1—0,2 см
355
Продолжение 6.3.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
от шва втачивания рукава
изделия. При таком спосо-
бе соединения утепляю-
щей прокладки рукава с
проймой функцию подо-
катника выполняет утеп-
ляющая прокладка рукава
7. Соединение пле-
чевых срезов утеп-
ляющей прокладки
8. Прикрепление
утепляющей про-
кладки к горлови-
не спиики
Сначала плечевой срез
прокладки полочки при-
шивают косыми стежка-
ми к плечевым швам вер-
ха спинки или к плечевым
накладкам (строчка 7).
Затем плечевым срезом
прокладки спинки пере-
крывают плечевой срез
прокладки ни почки и при-
шивают ею косыми стеж-
ками (частота два стежка
в 1 см); посаживают про-
кладку в соответствии с
посадкой спинки верха
(строчка 2).
Плечевые швы утепляю-
щей прокладки должны
совпадать с плечевыми
швами верха.
При обработке плечевых
швов излишки утепляю-
щей прокладки по сре-
зам удаляют
Отгибают верхний ворот-
ник, перекрывают шов
втачивания нижнего во-
ротника срезом горлови-
ны утепляющей проклад-
ки, прикрепляют срез
утепляющей прокладки
ко шву втачивания ниж-
него воротника косыми
или разметочными стеж-
ками
356
Продолжение 6.3.1
Наименование операции Технические условия на выполнение операции Рисунок
9. Соединение из- делия с подкладкой При данном способе со- единения утепляющей прокладки с изделием подкладку соединяют теми же способами, что и в демисезонных паль- то. Особенностью являет- ся обработка низа под- кладки —
9.1. С отлетной по низу подкладкой Утепляющую прокладку подрезают (на 1,5 см или на половину ширины подгиба низа изделия). Огибают подкладкой срез низа утепляющей прокладки, подгибают срез подкладки и далее обрабатывают двумя способами —
Первый способ: за- страчивают низ со сторо- ны подкладки на маши- не зигзагообразной строч- ки. Ширина подгиба низа подкладки 3 — 5 см />>>>>>>>>>> />>>>>>>>>>> />>>>>>>>>>>> >>>>>>>>>>>> <<<<<<<< | <<<<<<</ <<<<<<</ СЛ J <<<<<<<<<4 <<<<<<<<<< <<<<<<<<<I <<<<<<<<<I <<<<<<<</ <<<<<<<</ <<<<<<</ <<<<<</ V
f V V V V vvvvvvvvvvv
<
f V t V f V
Второй способ притачивают подогнутый сгиб подкладки к утепля- ющей прокладке со сто- роны припуска на подгиб низа подкладки швом шириной 0,1—0,2 см, захватывая 0,5 толщины утепляющей прокладки /> >>>>>>>>>> />>>>>>>>>>> />>>>>>>>>>>> >>>>>>>>>>>>> />>>>>> />>>>>>> A >>>>>> > />>>>>>>> />>>>>>>>> />>>>>>>>> (>>>>>>>>> L>>>>>>>>> 1 !>>>>>>> >>>>>>> I />>>>>>>CC
V V V . ¥ V ¥ ¥ V V V ¥
vvvvvvvvvvv V j
4 !>>>>>>> X
9.2. С притачной по низу подкладкой Утепляющую прокладку подрезают на 1,5 см от низа изделия. Пришивают к припуску низа косыми стежками (строчка 7)
357
Окончание 6.3.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Подкладкой перекрывают
утепляющую прокладку,
подгибают срез подклад-
ки, делают напуск из нее
и подшивают потайными
подшивочными стежками
к припуску низа изделия
(строчка 2)
6.3.2. Ручной способ
Вследствие большой трудоемкости данный способ используется редко, по-
этому даются краткие сведения о нем.
1. Уточняют детали утепляющей прокладки относительно деталей верха. По
срезам плечевым, боковым и проймы детали прокладки должны быть подреза-
ны вровень с одноименными срезами деталей верха.
По бортовому срезу утепляющую прокладку подрезают так, чтобы она пе-
рекрывала внутренний срез подборта на 2 — 3 см. По низу ее подрезают после
наметывания деталей прокладки на изделие.
2. В мужской верхней одежде утепляющую прокладку соединяют до соеди-
нения плечевых срезов верха. В женской верхней одежде утепляющую проклад-
ку соединяют с пальто после соединения всех деталей верха.
3. Наметывают полочки утепляющей прокладки на полочки изделия, при-
крепляют бортовой срез утепляющей прокладки к бортовой прокладке, внут-
ренние срезы подбортов пришивают косыми стежками к утепляющей про-
кладке, боковые срезы утепляющей прокладки прикрепляют к припускам бо-
ковых швов спинки ручными стежками.
4. Наметывают спинку утепляющей прокладки на спинку верха, прикреп-
ляют боковые срезы утепляющей прокладки косыми стежками к боковым сре-
зам утепляющей прокладки полочек, перекрывая их на 1,0 — 1,5 см.
5. Утепляющую прокладку уточняют и подрезают по низу изделия, высека-
ют в области шлицы и подшивают косыми стежками по низу (отступив от низа
в готовом виде 1,5 —2,0 см), по краям шлицы.
6. Плечевые срезы спинки утепляющей прокладки прикрепляют к плечевой
накладке, затем перекрывают шов плечевым срезом полочки утепляющей про-
кладки и прикрепляют его косыми стежками к утепляющей прокладке. По зак-
репленному шву стойки верхнего воротника утепляющую прокладку приши-
вают косыми стежками. Утепляющую прокладку по проймам соединяют с прой-
мой изделия разметочными стежками на расстоянии 0,2 см от шва втачивания
рукава.
7. Подкладку’ соединяют с изделием только ручным способом. Правила ее
обработки и соединения такие же, как и для демисезонного пальто.
358
6.4. ОБРАБОТКА И СОЕДИНЕНИЕ С ИЗДЕЛИЕМ ВЫСТЕГАННОЙ
С СИНТЕПОНОМ (ВАТИНОМ) ПОДКЛАДКИ
6.4.1. Основные способы соединения утепляющей прокладки с подкладкой
Подкладку с утепляющей прокладкой соединяют двумя способами:
1-й способ — промышленный. Подкладку и утепляющую прокладку
(чаще синтепон) выстегивают цельными полотнами на многоигольных ма-
шинах; 2-й способ — выстегивание выполняют на стачивающей ма-
шине.
Промышленный способ выстегивания предпочтительней, так как полу-
ченное полотно получается мягким и относительно легко драпирующимся,
что позволяет соединять утепляющую прокладку с изделием машинным спо-
собом по правилам соединения подкладки с изделием в демисезонном паль-
то. Единственной особенностью при монтаже выстеганной улепляющей про-
кладки является разутюживание боковых, плечевых швов и вытачек.
При выстегивании подкладки с утепляющей прокладкой на стачивающей
машине детали получаются относительно жесткими и мало драпирующимися,
поэтому по подбортам и стойке верхнего воротника рекомендуют соединять
утепляющую прокладку с изделием накладным швом.
6.4.2. Обработка подкладки, выстеганной с синтепоном (ватином)
Наименование операции Технические условия на выполнение операции Рисунок
1. Выстегивание де- талей полочки и спинки иа стачива- ющей машине 1.1. Выкраивание деталей утепляющей прокладки Детали утепляющей про- кладки выкраивают в со- ответствии с деталями верха с учетом дополни- тельного припуска на ура- ботку при выстегивании (по всем срезам). У утеп- ляющей прокладки мо- жет быть второй слой (на полочке и спинке второй слой доходит до линии бедер (см. гл. 6.2) —
1.2. Выкраивание подкладки Подкладку выкраивают с припусками на уработ- ку по всем срезам —
1.3. Наметывание подкладки на утеп- ляющую прокладку На утепляющую проклад- ку укладывают подкладку лицевой стороной вверх и соединяют сметочными строчками вдоль детали (длина стежка — 5 см, расстояние между строч- ками — 12—15 см) — 12- 15 ' -1 1 ' 7
359
Продолжение 6.4.2.
Наименование операции Технические условия на выполнение операции Рисунок
1.4. Выстегивание подкладки с синте- поном (ватином) Выстегивают со стороны подкладки Рисунок вы- стегивания наносят на подкладку — по модели (линии для прокладыва- ния строчек проводят по линейке). Затем детали приутюживают и уточ- няют по лекалам или из- делию; излишки матери- ала подрезают
। 1 < 1 L 1 1 1 1 1 । । । । —Г——1 т г 7
1.5. Обработка бо- ковых срезов Боковые срезы высте- ганной подкладки стачи- вают (ширина шва 1 см). Дальнейшая обработка боковых швов зависит от способов обработки под- кладки по низу изделия —
Если подкладка отлет- ная по низу изделия, боковые срезы подклад- ки с утепляющей про- кладкой обметывают до уровня проймы, затем разутюживают или рас- страчивают < < < < < <\ < < < < <\ С С < С < А < < < < < <\ <<<<<< А < <\ < < < <<<у <<<«««/ с < < < < У С < с < J с
г* v v v v v v *4 \ уу \ \ iff/Ч f f v v v v
/vvvvvvv V V V V V V
Если подкладка не от- лети а я, боковые швы не обметывают, а лишь разутюживают или рас- страчивают
1 6. С гач ивание пле- чевых срезов Складывают детали под- кладкой внутрь и стачи- вают швом шириной 1 см. Швы разутюживают или расстрачивают
A\\\\\\\\\\\\\ i\W'i//n////////////f
1.7 Уточнение выс- теганной подкладки относительно изде- лия и проставление контрольных знаков по внутренним сре- зам подборта Изделие раскладывают на столе изнаночной сторо- ной вверх, правым бортом к работающему и накла- дывают на него подклад- ку. Подкладка должна за- ходить за срезы основных деталей: за внутренний
360
Окончание 6.4.2
Наименование операции Технические условия на выполнение операции Рисунок
срез подборта — на 2,0 — 2,5 см; за срез проймы — на 1 см; за срез горлови- ны — на 1 см; срез низа должен быть вровень со сгибом низа изделия. Затем намечают линию 1
/>А / / // -!- / / // ' . Гп“~Г“ 2,0-2,5 \ IL V ‘ v \ 1 \ 1 ' - V- \ 1 “ -r -| I 1 TTl \ \ 1
притачивания выстеган- ной прокладки вдоль всей длины бортового среза и ставят попереч- ные контрольные знаки ' Т • I' 1 / 1 /Г - — L J 1 । / /; ; ; гт’ / —н!-1- 1 / / Л । , । fr'— ///' 1 1 ' ' 1 1 !l' 1 V \* 1 '1 > 1 V \ 1 11 \ 1 ill ’—1"\\ \ -rih * ’ \\ \ • 'll ' 1 ’ A\\
через каждые 20 см на подборте и подкладке
2. Обработка рука- вов Если утепляющую про- кладку с подкладкой вы- стегивают промыш- ленным способом, рукава верха соединяют с выстеганной проклад- кой машинным спосо- бом или прогрессивным, так же, как в демисезон- ном пальто (см 5.21.2 и 5.21.3). Если детали выстегива- ют на стачивающей машине, допускают не выстегивать утепляющую прокладку с подкладкой. В этом случае верх рука- ва соединяют с утепля- ющей прокладкой и под- кладкой машинным или прогрессивным спосо- бом (см 6.5.3 и 6.5.4) —
6.4.3. Соединение подкладки, выстеганной с синтепоном, с верхом изделия
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка внут-
ренних срезов под-
бортов и стойки
верхнего воротника
Обрабатывают внутрен-
ние срезы подбортов и
стойку верхнего воротни-
ка окантовочным швом с
открытым срезом.
2,5 — 3,0
Окантовка
361
Продолжение 6.4.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Для окантовки исполь-
зуют полоску подкладоч-
ной ткани, выкроенную
по косой или по попе-
речной нити. Части по-
лоски стачивают, швы
разутюживают
Выравнивают и подреза-
ют внутренние срезы под-
бортов и стойки верхне-
го воротника. Совместив
лицевые стороны полос-
ки для окантовки со сре-
зами подбортов и стойки
верхнего воротника, при-
тачивают ее швом шири-
ной 0,4 —0,7 см (строч-
ка 7). Полоской огибают
шов притачивания и вы-
метывают шов прямыми
или косыми стежками
по подборту (строчка 7')
2. Притачивание
прокладки к подбор-
там и стойке верх-
него воротника
Подкладку, выстеганную
с прокладкой, подклады-
вают под окантованный
край подборта и стцйку
верхнего воротника, со-
вмещают с намеченной
линией на подкладке, со-
вмещают контрольные
знаки, приметывают и
притачивают (строчка 2).
Контрольный знак
Строчку выполняют в шов
притачивания обтачки по
подборту и верхнему во-
ротнику, отгибая полочку
и спинку. Одновременно
под строчку притачива-
ния выстеганной под-
кладки к стойке верхне-
го воротника, с изнаноч-
ной стороны подкладки
подкладывают полоску
хлопчатобумажной ткани
(ширина равна 2 — 3 см,
Полоска ткани
362
Продолжение 6.4.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Соединение при-
пусков верхнего во-
ротника со швом
втачивания ворот-
ника в горловину
4. Соединение утеп-
ляющей прокладки
рукава с проймой
4.1. Рукава верха
соединены с утеп-
ляющей проклад-
кой и подкладкой
по срезу низа
длина — длине горлови-
ны спинки) для последу-
ющего соединения верх-
него воротника с горло-
виной изделия
По линии горловины
спинки вкладывают ве-
шалку (концы вешалки
располагают на расстоя-
нии 3,5 см в одну и дру-
гую сторону от середины
спинки)
Полоску ткани, прита-
чанную на уровне гор-
ловины, прикрепляют
разметочными стежка-
ми (или на стачиваю-
щей машине) к припус-
ку горловины изделия
(строчка 3)
Последовательность и спо-
собы соединения зависят
от способа соединения ру-
кавов верха с утепляющей
прокладкой и подкладкой.
После притачивания вы-
стеганной подкладки к
внутренним краям под-
бортов (строчка /) втачи-
вают (строчка 2) подклад-
ку и утепляющую про-
кладку рукава в пройму
подкладки (так же, как в
демисезонном пальто). В
шов втачивания рукава
Прокладка нижнего воротника
363
Продолжение 6.4.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
вкладывают полоски тка-
ни (ширина полоски 2 —
3 см, длина 4 — 5 см) над
плечевыми и боковыми
швами. Впоследствии эти
полоски прикрепляют к
одноименным швам вер-
ха изделия
4.2. Утепляющая
прокладка рукава
не выстегана с под-
кладкой
4.3. Рукава верха
не соединены по
низу рукава с под-
кладкой
Соединяют срез проймы
утепляющей прокладки
изделия с изделием по
всей длине проймы со
стороны прокладки раз-
меточными стежками
(строчка 2).
Утепляющую прокладку
рукава заметывают по
пройме, уравняв срезы;
соединяют разметочны-
ми стежками (строчка 5),
располагая строчку на
расстоянии 0,2 см от шва
втачивания рукава верха
(строчка /).
После выполнения этих
операций подкладкой ру-
кава огибают срез проймы
и, подогнув срез оката
подкладки рукава, подши-
вают потайными подши-
вочными стежками (3 — 4
стежка в 1 см) к пройме
изделия (строчка 4), пе-
рекрывая разметочные
стежки на 0,1 —0,2 см
В этом случае рукава вы-
стеганной подкладки вта-
чивают в пройму под-
кладки после стачивания
боковых и плечевых сре-
зов выстеганной под-
кладки до соединения ее
с изделием; в шов втачи-
вания рукава вкладывают
полоски ткани для пос-
ледующего закрепления
подкладки с изделием.
Степень готовности подкладки
364
Окончание 6.4.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Закрепление утеп-
ляющей прокладки
6. Обработка низа
утепляющей про-
кладки
6.1. Неотлетная по
низу подкладка
6.2. Отлетная по
низу подкладка
После притачивания выс-
теганной подкладки к под-
бортам соединяют низ ру-
кава верха с утепляющей
прокладкой так же, как в
демисезонном пальто
Соединенные с проймой
утепляющей прокладки
полоски ткани (см. выше
поз. 4.1) пришивают к
верхней плечевой наклад-
ке или к припуску шва
втачивания рукава около
плечевого шва и к при-
пуску втачивания рука-
ва над боковым швом.
Кроме того, возможно
закрепление утепляющей
прокладки в области лок-
тя на рукаве
Существует несколько
способов обработки низа
утепляющей прокладки.
Обрабатывают низ изде-
лия и утепляющей про-
кладки так же, как в де-
мисезонном пальто (см.
5.26.3). Иногда для умень-
шения толщины высекают
утепляющую прокладку до
уровня низа подкладки в
готовом виде
Утепляющую прокладку
высекают из припуска
низа; обрабатывают срез
низа швом вподгибку с
закрытым срезом. Со-
единение с верхом изде-
лия по низу такое же, как
в демисезонном пальто
(см. 5.26.2)
Закрепление на уровне
плечевого среза
Потайные подшивочные стежки
365
6.5. СПОСОБЫ СОЕДИНЕНИЯ РУКАВОВ
С УТЕПЛЯЮЩЕЙ ПРОКЛАДКОЙ
Особенностью обработки рукавов с утепляющей прокладкой является из-
менение последовательности обработки и технических условий на выполнение
операции.
6.5.1. Соединение утепляющей прокладки с подкладкой рукава
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Выкраивание
утепляющей про-
кладки
Утепляющую прокладку
выкраивают по деталям
рукава верха со стачан-
ным передним швом.
Второй слой ватина на-
кладывают на верхнюю
часть (половинку) рука-
ва и соединяют машин-
ной строчкой вдоль сре-
за второго слоя (строчка
на рисунке не показана).
Размеры второго слоя
указаны в 6.2
2. Закрепление пе-
редних швов рукава
подкладки и утепля-
ющей прокладки
Подкладку со стачанным
передним швом (шири-
на шва равна 1 см) на-
кладываю! на утепляю-
щую прокладку лицевой
стороной вверх, уравни-
вают срезы. Нижние ча-
сти (половинки) рука-
вов подкладки отгибают
на верхние; припуски
передних швов приши-
вают к утепляющей про-
кладке на стачивающей
машине или вручную
разметочными стежка-
ми, не доходя до оката
на 10—12 см и до среза
низа на 6—8 см
366
Окончание 6.5.1
Наименование операции Технические условия на выполнение операции
3. Настрачивание подкладки на утеп- ляющую прокладку Подкладку расправляют на утепляющей проклад- ке и настрачивают па-
раллельно срезам на рас-
стоянии 10 см от них
Рисунок
4. Стачивание лок-
тевых срезов под-
кладки и утепляю-
щей прокладки
Примечание
Складывают детали утеп-
ляющей прокладкой вверх.
Стачивают локтевые сре-
зы со стороны нижних
частей рукавов швом ши-
риной 1 см.
На участке локтевого шва
от оката вниз на 12— 15 см
и от среза низа вверх на
6 —8 см стачивание де-
талей выполняют по от-
дельности. Швы разутю-
живают
В изделиях из тонкой тка-
ни локтевые срезы утеп-
ляющей прокладки со-
штуковывают, а локте-
вые срезы подкладки
стачивают отдельно
367
6.5.2. Обработка и соединение верха рукавов с утепляющей прокладкой
и подкладкой ручным способом
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка рука-
вов из основной
ткани
В низ рукава, стачанного
по передним срезам, ста-
вят прокладку в соответ-
ствии с ТУ (строчка 7)
2. Соединение лок-
тевого шва рукава
верха с утепляющей
прокладкой и под-
кладкой
Вывертывают детали на
изнаночную сторону. Скла-
дывают летали рукава и
утепляющей прокладки,
совмещая локтевые срезы.
Припуски локтевого шва
утепляющей прокладки и
подкладки прикрепляют к
припуску локтевого шва
рукава на стачивающей
машине или вручную раз-
меточными стежками, не
доходя до оката на 10 —
12 см, до среза низа —
на 6 — 8 см
10-12
6-8
3. Закрепление утеп-
ляющей прокладки
по низу рукава
Рукав вывертывают под-
кладкой вверх и расправ-
ляют детали. Нижний срез
утепляющей прокладки
совмещают с линией под-
гиба низа и подшивают
(строчка 2) к прокладке
косыми стежками (2 стеж-
ка в 1 см)
4. Подшивание при- пуска низа рукава к утепляющей про- кладке Припуск низа перегиба- ют по линии низа рукава и заметывают, отступив от низа на 2,0 —2,5 см,
368
Окончание 6.5.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Соединение ру-
кава с подкладкой
6. Закрепление рука-
ва и утепляющей
прокладки по окату
прямыми стежками дли-
ной 1,5— 2,0 см. Подши-
вают (строчка 3) срез
низа к утепляющей про-
кладке косыми стежками
(2 стежка в 1 см). Строч-
ку заметывания удаляют.
Приутюживают
Подшивают (строчка 4)
потайными подшивочны-
ми стежками (3—4 стеж-
ка в 1 см) подкладку к
припуску низа рукава с
образованием складки из
подкладки
Рукав вывертывают на
лицевую сторону. Внутри
рукава расправляют утеп-
ляющую прокладку с
подкладкой и наметыва-
ют ее вдоль срезов оката
на расстоянии 10— 12 см
от них косыми стежками.
Излишки утепляющей
прокладки подрезают; в
верхней части оката ос-
тавляют 1,0—1,5 см, в
нижней — в пределах
2,0 —2,5 см
Строчка настрачивания подкладки
6.5.3. Соединение верха рукавов с утепляющей прокладкой и подкладкой
машинным способом
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение под- кладки рукава с утепляющей про- кладкой Выкраивают утепляю- щую прокладку рукава в соответствии с рукавом верха(после стачивания передних срезов).
369
Продолжение 6 5.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Степень готовно-
сти верха рукава
Соединяют детали рука-
ва подкладки по перед-
ним срезам.
Соединяют утепляющую
прокладку с подкладкой
рукавов в области перед-
него шва (строчка 7).
Настрачивают (строч-
ка 2) подкладку рукава
на утепляющую проклад-
ку, располагая строчку на
10 см от срезов окатов,
локтевых и передних. По
низу рукавов строчка
проходит на 2 — 3 см от
среза низа утепляющей
прокладки, которую
предварительно подреза-
ют выше среза низа про-
кладки на 2,5 —3,0 см
Детали рукава верха ста-
чаны по передним сре-
зам; по низу проложена
прокладка
Подкладка рукава
3. Притачивание
подкладки (с утеп-
ляющей проклад-
кой) к низу рукавов
Детали верха рукава и
подкладки (с утепляю-
щей прокладкой) скла-
дывают лицевыми сторо-
нами внутрь. Срезы низа
рукава и подкладки урав-
нивают и притачивают
(строчка 7) подкладку
(с утепляющей проклад-
кой) к рукаву верха швом
шириной 1 см
Лицевая сторона изделия
Строчка настрачивания утепляющей
прокладки на подкладку
370
Продолжение 6.5.3
Наименование
операции
4. Стачивание лок-
тевых срезов
Технические условия
на выполнение операции
Детали рукава с прита-
чанной по низу подклад-
кой складывают лицевы-
ми сторонами внутрь и
стачивают локтевые сре-
зы верха рукава и под-
кладки (с утепляющей
прокладкой) одной
строчкой швом шириной
1 см.
В верхней части локтево-
го шва (10 см) рукава
подкладку и утепляю-
щую прокладку стачива-
ют по отдельности. Швы
разутюживают
Рисунок
5. Обработка низа
рукава
Заметывают низ рукава
одной строчкой. Срез
притачивания подкладки
к рукаву прикрепляют к
прокладке низа над пе-
редними и локтевыми
швами (строчка 7, с из-
наночной стороны). При-
утюживают. Нитки за-
метывания удаляют, по-
вторно приутюживают на
специальной подушке
6. Закрепление
припусков локте-
вых швов
Закрепляют припуски
локтевого шва рукава и
подкладки (с утепляю-
щей прокладкой) в соот-
ветствии с ТУ. Выверты-
вают на лицевую сторо-
ну и наметывают рукав
на подкладку косыми
стежками параллельно
окату в соответствии с ТУ.
371
Окончание 6.5.3
Наименование операции Технические условия на выполнение операции Рисунок
Приутюживают. Излиш- ки подкладки и утепля- ющей прокладки подре- зают
6.6. ОСОБЕННОСТИ ОБРАБОТКИ ДЕТАЛЕЙ МЕХОВЫХ
ВОРОТНИКОВ И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМ
6.6.1. Обработка деталей меховых воротников
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка верх- него воротника из меха 1.1. С прочной ко- жевой тканью Воротники из меха с прочной кожевой тканью укрепляют по срезу стой- ки кромкой, которую притачивают на машине потайного стежка или пришивают вручную ко- сыми стежками. В воротниках из цигейки допочнительных прокла- док не ставят ч Верхний воротник It.
1.2. С тонкой и не- прочной кожевой тканью Воротники из меха с тон- кой кожевой тканью ук- репляют прокладкой из хлопчатобумажной ткани или нетканого материала. Соединяют прокладку с воротником стегальными строчками, параллель- ными отлету; расстояние между строчками 3 — 4 см Верхнш 3-4 1 воротник
га £ £ £ £ £ цу
1.3. Выкраивание воротника Размеры припусков на обработку мехового во- ротника различны: если воротник обрабатывают обтачным швом, то он должен быть больше нижнего на ширину кан- та (0,2 —0,3) и плюс на величину огибания верх- ним воротником нижне- го (1,0— 1,5 см) Верхний i воротник 0,2-0,3
Нижний \х воротник 'пК ) t 1 —
1,0-1,5 ***—
372
Продолжение 6.6.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Если воротник обраба-
тывают швом впод-
гибку, то верхний ворот-
ник выкраивают больше
нижнего на ширину шва
вподгибку (1,0 — 1,5 см)
и плюс на величину оги-
бания нижнего воротни-
ка верхним (1,0 — 1,5 см)
1,0-1,5
Верхний воротник
1.4. Обработка вы-
тачек
2. Обработка ниж-
него воротника и
соединение его с
утепляющей про-
кладкой
Вытачки соединяют на
скорняжной машине
или косыми стежками,
располагая срезы встык
Нижний воротник обра-
батывают так же, как в
демисезонных изделиях
(см. 5.14).
Если верхний воротник
из коротковолосого или
средневолосого меха, на
нижний воротник ставят
дополнительную про-
кладку из синтепона или
ватина. Выстегивают на
спецмашине или вруч-
ную строчками, парал-
лельными отлету. Рассто-
яние между строчками
3 — 4 см
При соединении ворот-
ника из меха с нижним
воротником обтач-
ным швом проклад-
ку из ватина (синтепо-
на) подрезают по срезам
концов и отлета на 0,7 —
0,8 см. По срезу стойки
прокладку высекают на
1,1 — 1,2 см
Обтачной шов
373
Окончание 6.6.1
Наименование операции Технические условия на выполнение операции Рисунок
Если воротники соеди- няют швом вподгиб- ку, прокладку из вати- на по отлету уравнива- ют со срезами воротника Шов вподгибку и |1, Mt ww 7Л Tit 1-1,2 Нижний воротник
3. Соединение верх- него воротника с нижним обтачным швом Правила обтачива ния ме- хового воротника те же, что и для обтачивания во- ротников из ткани. При этом необходимо учиты- вать следующие особенно- сти обработки деталей из меха: 1. Полностью исключают В" 0 меховых деталей! 2. Ширина швов обтачи- вания по меховой дета- ли — 0,2 — 0,3 см. 3. Не прокладываю! отде- лочную строчку по мехо- вым деталям, поэтому шов обтачивания ворот- ника или вспушивают (рис. а), или обрабатыва- ют в чистый край (рис. б) i / ч 1 t Xi :м '/, 11 tf w а /ту1 /Ж Ir /// $ б
6.6.2. Соединение с изделием мехового воротника
обработанного обтачным швом
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение во- ротника с горлови- ной Втачивают воротник в горловину; обрабаты- вают шов втачивания
374
Окончание 6.6.2
Наименование операции Технические условия на выполнение операции Рисунок
воротника в горловину так же, как в демисезон- ном пальто. При втачивании ворот- ника необходимо учиты- вать особенности обра- ботки меховых деталей (см. выше). Рекомендуют соединять * V.
Lu . Lu .
fl Wflf
1I1W
верхний меховой ворот- ник с нижним после окончательной ВТО из- делия во избежание по- вреждения кожевой тка- ни воротника !
2. Вспушивание во- ротника После соединения во- ротника с изделием во- ротник вспуйшвают по швам соединения частей нижнего воротника с учетом слабины из мехо- вого воротника на оги- бание нижнего воротни- ка Строчки ВС X > “А пушивания
г
Примечание Данная операция не яв- ляется необходимой —
6.6.3. Соединение с изделием мехового воротника
обработанного швом вподгибку
Наименование операции Технические условия на выполнение операции Рисунок
1. Втачивание ниж- него воротника в горловину Выполняют в соответ- ствии с ТУ на втачива- ние нижнего воротника (см. 5.15). Шов втачивания нижне- го воротника разутюжи- вают, пришивают при- пуск нижнего воротника к прокладке воротника -lUUVUUUU'UUUVVUUUV WVVVWVWWWW VVVVVVVVWWWVV * ********* VW wvwvwwwww * XXX Y XXX Y X.XX Y XXX l/VUVVVVUUUVVUVVVV*\ WWVWWWWWWW ^wwwwwvwww> ^WVWWWWWWW' ’ УУЛУУЛЧУ у УХУ УУЛУ Ул
1 Нижний воротн из утепляют ик с прокладкой его материала
375
Продолжение 6.6.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Соединение рас-
кепов, подбортов и
утепляющей про-
кладки по горлови-
не
Бортовую прокладку по
горловине пришивают ко
шву втачивания нижнего
воротника (см. 5.15.2,
операция 1.3).
Подборта с притачанной
к их внутренним срезам
подкладкой с утепляющей
прокладкой расправляют
и скрепляют срезы по рас-
кепам. Срез горловины
утепляющей прокладки с
подкладкой пришивают
ко шву втачивания ниж-
него воротника разметоч-
ными стежками, распола-
гая строчку на 0,2 см от
шва втачивания воротни-
ка; под строчку подклады-
вают вешалку на уровне
середины спинки
3. Соединение верх-
него воротника с
изделием
Нижний воротник с прокладкой
из утепляющего материала
Подкладка с утепляющей
прокладкой
Уточненный верхний во-
ротник из меха наклады-
вают на изнаночную сто-
рону нижнего воротника
(изделие располагают на
столе подкладкой вверх)
отлетом воротника к ра-
ботающему. Наметывают
двумя строчками: строч-
ка 1 проходит параллель-
но стойке воротника;
строчка 2— параллельно
концам и отлету.
Верхний воротник при
наметывании поезжива-
ют в углах и делают сла-
бину из него на огиба-
ние нижнего воротника.
Наметывают со стороны
верхнего воротника. Верх-
ний воротник должен
быть больше нижнего по
концам и отлечу на 1,0 —
1,5 см, а срез стойки дол-
жен закрывать строчку
разметочных стежков по
горловине
376
Окончание 6.6.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Со стороны нижнего во-
ротника пришивают сре-
зы его концов и отлета к
верхнему воротнику ко-
сыми стежками (строч-
ка 7)
Огибают срезы концов и
отлета нижнего воротни-
ка припусками верхнего
воротника и подшивают
их косыми стежками (час-
тота 3 — 4 стежка в 1 см)
или потайными подши-
вочными стежками (строч-
ка 2)
Подшивают срез стойки
воротника косыми или
потайными стежками,
ширина строчки 0,2 —
0,3 см (строчка 3)
Вспушивают воротник
по швам соединения ча-
стей нижнего воротника
со стороны нижнего во-
ротника (строчка 4)
377
6.7. СПОСОБЫ ОБРАБОТКИ МЕХОВЫХ МАНЖЕТ
И СОЕДИНЕНИЕ ИХ С ИЗДЕЛИЕМ
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Способ первый
Для обработки манжет
этим способом рукава
должны быть полностью
обработаны, т. е. соеди-
нены с подкладкой и
утепляющей проклад-
кой
1. Выкраивание де-
талей меховых ман-
жет
1.1. Манжеты из
меха
Размеры припусков
манжет: по боковым сто-
ронам — 0,2 —0,3 см; по
верхнему срезу припуск ра-
вен ширине канта (0,2 —
0,5 см) плюс припуск на
шов обтачивания ман-
жеты (0,2 —0,3 см), т.е.
всего 0,4 —0,8 см; по
нижнему срезу припуск
равен 1,0 — 1,5 см
!
4
-----------------------------------------------------------------------------------------------.. у/,
0,2-0,3 .1
1.2. Прокладка ман-
жеты
Прокладку манжеты вык-
раивают из неклеевых ма-
териалов. Ширина ее рав-
на ширине манжеты в го-
товом виде, по длине
прокладку выкраивают с
учетом припусков швов
на стачивание боковых
сторон
Ширина манжеты в готовом виде
1.3. Подманжета
(подкладка) ман-
жеты
Подманжету выкраива-
ют из подкладочной тка-
ни или ткани верха. Ши-
рина ее равна ширине
манжеты в крое, а дли-
на — длине манжеты в
готовом виде плюс при-
пуски по 1 см с каждой
стороны
Ширина манжеты в крое
21
2. Соединение ман-
жеты с прокладкой
Верхние и нижние сре-
зы прокладки уравнива-
ют по линиям манжеты
в готовом виде, соединя-
ют на машине потайного
стежка или стегальными
378
Продолжение 6.7
Наименование
операции
Технические условия
на выполнение операции
Рисунок
строчками вручную (строч-
ки 7). Расстояние между
строчками 2 — 3 см
3. Соединение бо-
ковых сторон ман-
жеты и подманже-
ты
Манжету перегибают
поперек посередине и
уравнивают боковые
срезы; стачивают на ма-
шине зигзагообразной
строчки швом шириной
0,2 —0,3 см (строчка 2)
4. Обработка верх-
него среза манже-
ты
5. Обработка ниж-
него среза манже-
ты
Стачивают боковые сто-
роны под манжеты швом
шириной 1 см (строчка
2')- Шов разутюживают
Детали манжеты и под-
манжеты складывают ли-
цевыми сторонами внутрь,
обтачивают верхний срез
(строчка 3). Ширина шва
обтачивания со стороны
манжеты — 0,2 —0,3 см,
со сторон ы подманжеты —
0,5 —0,7 см. Вывертыва-
ют детали под манжетой
вверх, выправляя кант
из манжеты (0,2 — 0,5 см).
Шов вспушивают (строч-
ка 4) или настрачивают
шов обтачивания на под-
манжету
Подманжету расправля-
ют на манжете, подгиба-
ют нижний срез подман-
жеты и подшивают его к
кожевой ткани манжеты
на машине потайного
стежка или косыми
стежками (строчка 5) с
таким расчетом, чтобы
сгиб низа подманжеты
не доходил до среза низа
манжеты на 1,0 — 1,5 см
Строчка
вспушивания
0,2-0,5
Строчка настрачивания
1,0- 1,5
379
Окончание 6.7
Наименование
операции
Технические условия
на выполнение операции
Рисунок
6. Соединение ман-
жеты с рукавом
В рукав вкладывают ман-
жету мехом к подкладке
рукава. Уравнивают срез
низа манжеты со сгибом
низа рукава и притачива-
ют его (строчка 6) швом
шириной 0,5 —0,7 см.
Отгибают манжету на
лицевую сторону рукава
и прикрепляют ее в го-
товом виде над швами
рукавов за подманжету
(строчка 7), отогнув край
манжеты на 1,0 — 1,5 см
Способ второй
Если манжету выполняют
из искусственного или
натурального меха, раз-
меры которого позволяют
выкроить манжету с при-
пуском на подгиб низа,
то обрабатывают верхний
край манжеты и соединя-
ют его с изделием так же,
как при обработке манжет
из ткани (см. 5.22), Следу-
ет учесть особенности ра-
боты с мехом (см. 6.6.2)
ГЛАВА 7. ОСОБЕННОСТИ ОБРАБОТКИ ИЗДЕЛИЙ
С РУКАВАМИ РАЗЛИЧНЫХ ПОКРОЕВ
7.1. ИЗДЕЛИЯ С РУКАВАМИ ПОКРОЯ РЕГЛАН
7.1.1. Конструктивные особенности рукавов
Изделия с рукавами покроя реглан изготавливают различных силуэтов —
чаще всего прямого или расширенного с углубленной линией проймы. Для
изделий прилегающего или полуприлегаюшего силуэта рекомендуют трехшов-
ные рукава покроя реглан с естественной линией проймы.
Конструктивно изделия с рукавами покроя реглан отличаются от изделий с
втачными рукавами формой оката рукава и линией проймы (рис. 113).
380
Рис. 113
Рукава покроя реглан могут быть: одношовными — с вытачкой от среза гор-
ловины (рис. 114); двухшовными — с верхними и нижними швами (рис. 115);
трехшовными — с верхними, передними и локтевыми швами (рис. 116).
Детали подкладки рукавов раскраивают по форме деталей из основной тка-
ни с припусками на обработку.
Рис. 114
Рис. 115
Рис. 116
381
7.1.2. Основные детали кроя верха изделия покроя реглан
с двухшовными рукавами
Наименование срезов и линий деталей кроя такие же, как в изделиях с
втачными рукавами за исключением тех, которые показаны на рис. 117. Ос-
тальные детали кроя раскраивают по общим правилам в соответствии с моде-
лью изделия.
Направление нити основы в рукавах покроя реглан обычно проходит вдоль
детали параллельно прямому участку верхних срезов рукавов. В зависимости от
модели и свойств ткани допустимо, чтобы нить основы проходила под углом
45° к верхним срезам рукава.
На нижней части (половинке) трехшовного рукава нить основы проходит
так же, как на нижней части втачного рукава.
7.1.3. Технологические особенности изготовления изделий
с рукавами покроя реглан
1. Изменения в технологической последовательности обработки изделий
покроя реглан связаны с тем, что верхняя часть рукава является составной
частью горловины. Допустимы два варианта последовательности обработки та-
ких изделий.
Вариант I. После обработки полочек и спинки соединяют боковые сре-
зы, обрабатывают низ изделия и подготавливают срезы пройм к соединению с
рукавами; затем втачивают рукава и в последнюю очередь соединяют воротник
с изделием.
Вариант II. Применяют в изделиях, в которых нижние швы рукавов на-
ходятся на одном уровне с боковыми швами. Сначала части рукава соединяют
с проймами полочек и спинки, затем соединяют верхние срезы рукавов; ниж-
382
ние срезы рукавов соединяют одновременно с соединением боковых срезов,
затем втачивают воротник в горловину.
2. Другой технологической особенностью является обработка рукавов, пройм
и соединение рукавов с проймами.
Обработка бортов, воротников, карманов, отделочных деталей и т. д. не от-
личается от обработки этих узлов и деталей в изделиях с втачными рукавами.
7.1.4. Обработка рукавов, пройм в изделиях покроя реглан
и соединение рукавов с проймами
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка пройм
изделия
Срезы пройм полочек и
спинки сутюживают меж-
ду контрольными надсеч-
ками для создания выпук-
лости в области груди на
полочках и в области ло-
паток на спинке. Величи-
на посадки зависит от
свойств ткани и фигуры
заказчика
2. Прокладывание
кромки по проймам
полочек и спинки
Прокладывание кромки
по пройме необходимо
для закрепления посад-
ки и предохранения
проймы от растяжения в
процессе эксплуатации.
Клеевую кромку
прокладывают по припус-
ку шва проймы, пере-
крывая линию втачива-
ния рукава на 0,2 — 0,5 см.
Кромку прокладывают
по всей длине проймы
с посадкой между кон-
трольными знаками,
если проймы не были
предварительно сутюже-
ны: на спинке посадка
равна 0,3 —0,5 см, на
полочке — около 0,5 —
0,7 см. Посадку сутюжи-
вают после прокладыва-
ния кромки
383
Продолжение 7.1.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Неклеевую кромку
располагают параллель-
но срезу проймы на рас-
стоянии 0,5 см от него;
между контрольными
надсечками. Подшивают
косыми стежками с
внешней стороны кром-
ки или на спецмашине
потайного стежка
3. Обработка рука- Нижний срез передней
вов части рукава оттягивают,
3.1. ВТО рукавов не заходя за линию пе- реднего переката
Нижний срез локтевой
части рукава сутюжива-
ют в области локтя, если
нет локтевой вытачки.
Для выполнения данных
операций детали рукава
складывают лицевыми
сторонами внутрь попар-
но и располагают на сто-
ле нижними срезами к
работающему
3.2. Обработка верх- Сметывают части ру-
них срезов рукавов кава (со стороны локтевой части), сложив их лице- выми сторонами внутрь и уравняв срезы и конт- рольные знаки с посад- кой в области плеча, от- ступая от среза горлови- ны на 1,5 —2,0 см и не доходя до верхней пле- чевой точки на 3 — 4 см. Посадка локтевой части
рукава на этом участке
равна 0,5— 1,5 см (в за-
висимости от свойств тка-
ни и фигуры заказчика).
После сметывания сре-
зов посадку сутюживают
Стачивают верхние
срезы по передней части
384
Продолжение 7.1.4
Наименование
операции
Технические условия
на выполнение операции
рукава. В зависимости от
свойств ткани иногда под
шов стачивания верхних
срезов рукава в области
плеча подкладывают по-
лоску хлопчатобумажной
ткани или нетканого ма-
териала, которая выпол-
няет функцию кромки
Примечание
4. Особенности со-
единения рукавов с
проймами
4.1. Вметывание
рукавов
Верхние швы разутю-
живают (или заутю-
жив а ю т) в два приема:
прием I — от контрольно-
го знака до среза горло-
вины; прием II — от кон-
трольного знака до среза
низа рукава
Верхний шов рукава мо-
жет быть настрочен (на
переднюю или локтевую
часть) или расстрочен.
Дальнейшую обработку
рукава и соединение его
с подкладкой выполня-
ют так же, как обработ-
ку втачного рукава (см.
5.21)
Перед вметыванием рука-
ва пройму условно делят
на участки.
Складывают лицевые сто-
роны изделия и рукава,
совмещая контрольные
знаки по срезам пройм и
окатов; вметывают со сто-
роны рукава с посадкой из
рукава: на участках 2—4—
посадка максимальная; на
участках 5, 3, 1 — посад-
ка минимальная (механи-
ческая).
Величина посадки на уча-
стках 2 и 4 зависит от кон-
струкции изделия и
свойств ткани. Посадку
сутюживают
I 3 Силаева
385
Продолжение 7.1.4
Наименование
операции
4.2. Втачивание ру-
кавов
Технические условия
на выполнение операции
Втачивают со стороны ру-
кава швом шириной 1,0 —
1,5 см. Правый рукав вта-
чивают, начиная от горло-
вины спинки в сторону
горловины полочки, ле-
вый — от горловины по-
лочки в сторону горлови-
ны спинки
Рисунок
4.3. Обработка шва
втачивания рукава
Шов обрабатывают в со-
ответствии с моделью:
разутюживают, заутю-
живают на рукав (или на
изделие), расстрачивают
или настрачивают на ру-
кав или на изделие. Все
эти операции со швом
выполняют до конт-
рольных знаков, т.е. до
точки пересечения прой-
мы с линиями передних
и локтевых перекатов ру-
кава
После втачивания ворот-
ника в горловину борто-
вую прокладку пришива-
ют разметочными стеж-
ками к швам втачивания
рукава (если она не по-
падает в шов втачивания
рукава)
Проверяют качество со-
единения рукавов с изде-
лием. Правила проверки те
же, что и для втачных ру-
кавов (см. 5.23)
5. Выкраивание, обработка подклад- ки и соединение ее с изделием Подкладку для рукавов покроя реглан выкраива- ют в соответствии с дета- лями верха или по форме втачного рукава.
386
Окончание 7.1.4
Наименование операции Технические условия на выполнение операции Рисунок
Обработка подкладки и соединение ее с издели- ем такие же, как и для пальто с втачными рука- вами
7.2. ИЗДЕЛИЯ С ЦЕЛЬНОКРОЕНЫМИ РУКАВАМИ
7.2.1. Конструктивные особенности изделий
Особенностью конструкции пальто с цельнокроеными рукавами является
выкраивание передних частей рукавов с полочками, а локтевых частей — со
спинкой.
Рукава имеют два шва — верхний, который является продолжением пле-
чевого шва, и нижний, который является продолжением бокового шва из-
делия.
Изделия с небольшой прибавкой на свободу облегания изготавливают с
ластовицей, обеспечивающей свободное движение руки.
Изделия с большой прибавкой на свободу облегания выполняют без ласто-
вицы; свободное поднятие руки в таких изделиях достигается за счет увеличе-
ния ширины полочек, спинки и рукава.
Ластовицу располагают в верхней части бокового шва. Форма ее зависит от
конструкции изделия;
наиболее распростра-
ненная — ромбовид-
ная ластовица (рис.
118, а). Ластовица
может быть цельно-
кроенной с нижней
частью рукава (тогда
рукав будет трехшов-
ным) (рис. 118, 0
или цельнокроенной
с боковой частью
полочки и спинки
(рис. 118, в).
7.2.2. Основные детали кроя изделия с цельнокроеными рукавами
Основные детали кроя из ткани верха для пальто с цельнокроеными рука-
вами, наименования их срезов и линий показаны на рис. 119. Остальные детали
кроя выкраивают так же, как в изделиях с втачными рукавами. Детали под-
кладки раскраивают по форме деталей верха или по форме втачного рукава с
припусками на обработку.
387
7.2.3. Технологические особенности обработки изделий
с цельнокроеными рукавами
Наименование операции Технические условия на выполнение операции Рисунок
1. Изменения в по- следовательности обработки Исключается операция втачивания рукавов; до- бавляются операции по соединению ластовицы с изделием (в изделиях с ластовицами) —
2. ВТО верхних сре- зов рукавов На участке плечевого су- става слегка оттягивают верхние срезы рукавов на полочке и спинке; од- новременно сутюживают полочку и спинку в об- ласти линии проймы Линия локтя//1\\ X— И///
388
Продолжение 7.2.3
Наименование операции Технические условия на выполнение операции Рисунок
3. ВТО нижних сре- зов рукавов Оттягивают нижние сре- зы рукавов на полочках до линии передних перекатов и сутюживают нижние срезы на спинке до линии локтевых перекатов —
4. Прокладывание кромки по линии проймы По линии проймы со стороны полочек и спинки для предохране- ния от растяжения и для сохранения созданной формы прокладывают кромку и подшивают ее на спецмашине потай- ного стежка или вручную. Для некоторых моделей не предусматривают прокладывания кромки Кромка
5. Соединение верх- них срезов рукавов Сметывают верхние сре- зы рукавов по спинке с посадкой на выпуклость лопаток (при отсутствии вытачки), отступая от среза горловины на 1,5 — 2,0 см и не доходя до уров- ня проймы на 3 — 4 см. Посадку сутюживают, срезы стачивают со сто- роны полочек. Ширина шва — 1,0— 1,5 см. Разутюживают швы в два приема: сначала плечевую часть, а затем от плечевой части до низа (желатель- но использовать спецко- лодку). Верхние срезы рукавов могут быть заутюжены, настрочены или рассро- чены в зависимости от модели 1,5- "2, т i 1 1 • 1 1 i i 0 г—^^Г^З-4 Спинка I У
6. Соединение боко- вых срезов и нижних срезов рукавов в из- делиях без ластови- цы Боковые срезы изделия и нижние срезы рукавов стачивают (с предвари- тельным сметыванием) одной строчкой, сложив —
389
Продолжение 7.2.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
детал и лицевыми сторона-
ми внутрь и совместив сре-
зы и контрольные знаки,
с посадкой на локтевой ча-
сти рукава в области локтя.
Посадку сутюживают.
После обработки швов
проверяют общий ба-
ланс изделия на манеке-
не или заказчике
7. Соединение боко-
вых срезов и ниж-
них срезов рукавов
в изделиях с ласто-
вицами
7.1. Из малоосыпа-
емых тканей
Укрепляют подрезы для
ластовицы на полочках и
спинке клеевой или не-
клеевой прокладкой.
Ширина прокладки
2,0 —2,5 см; форма про-
кладки соответствует
форме подреза.
Клеевую прокладку при-
клеивают с изнаночной
стороны; неклеевую при-
тачивают с изнаночной
стороны по припуску
шва соединения с ласто-
вицей. Строчки притачи-
вания прокладки не дол-
жно быть видно с лице-
вой стороны изделия.
Затем приметывают и
притачивают (втачива-
ют) ластовицу (см. ниже)
7.2. Из легкоосы-
паемых тканей
Линия втачивания
Выкраивают обтачку из
хлопчатобумажной тка-
ни или нетканого мате-
риала по форме подреза,
шириной 2,0 —2,5 см.
К лицевой стороне изде-
лия притачивают (строч-
ка 7) обтачку вдоль сре-
за подреза (ширина шва
на 0,1—0,2 см меньше
ширины шва притачива-
ния ластовицы). Срезы
обтачки и подреза урав-
нивают
390
Продолжение 7.2.3
Наименование
операции
Технические условия
на выполнение операции
Срезы обтачки отгибают
в сторону срезов подреза
Ластовицу с изделием со-
единяют двумя способами:
1) втачивают ласто-
вицу после соединения
нижних срезов рукавов и
боковых срезов изделия.
Для этого складывают
детали верха с ластови-
цей лицевыми сторона-
ми внутрь, совмещают
линии соединения дета-
лей, вметывают и вта-
чивают ластовицу (строч-
ка 2), делая рассечки к
строчке в углах подреза;
2) притачивают ласто-
вицу к изделию. До со-
единения боковых срезов
и hi [жних срезов рукавов
ластовицу притачивают к
подрезу одной из деталей
верха. Вторую сторону
ластовицы соединяют
при стачивании нижних
срезов рукава и боковых
срезов изделия одной
строчкой.
Нижний
- шов
рукава
и,1 — 0,2
Обтачка
Ластовица
Шов '
притачивания
обтачки
Шов
притачивания
ластовицы
Боковой
шов
391
Продолжение 7.2.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
После втачивания (или
притачивания) ластови-
цы швы соединения ра-
зутюживают и настрачи-
вают в углах подрезов по
полочкам и спинке с
лицевой стороны изде-
лия на расстоянии 0,2 см
от шва втачивания (при-
тачивания) ластовицы
на участках длиной по
2 — 3 см в каждую сторо-
ну от угла
8. Обработка под-
кладки
8.1. Закрепление
бортовой проклад-
ки в области плече-
вого шва
8.2. Пришивание
верхних плечевых
накладок
Подкладку выкраивают в
соответствии с деталями
верха или так же, как для
изделий с втачными ру-
кавами.
После соединения во-
ротника с горловиной
плечевой срез бортовой
прокладки пришивают к
припуску плечевой час-
ти верхнего шва спинки
разметочными стежками
Верхнюю плечевую на-
кладку накладывают на
плечевую часть изделия с
изнаночной стороны, со-
вмещая середину наклад-
ки с верхним швом; при-
шивают накладку к при-
пуску верхнего шва разме-
точными стежками. Край
накладки косыми стежка-
ми пришивают к бортовой
прокладке. Стежки не вид-
ны с лицевой стороны
392
Окончание 7.2.3
Наименование операции Технические условия на выполнение операции Рисунок
8.3. Соединение подкладки с изде- лием Подкладку соединяют с изделием машинным спо- собом —
ГЛАВА 8. ОБРАБОТКА ЮБОК
8.1. МОДЕЛИ ЮБОК И ОПИСАНИЕ ИХ ВНЕШНЕГО ВИДА
Модели юбок. Юбки относят к поясным изделиям. Их изготавливают в
комплекте с жилетом, жакетом или как самостоятельный вид одежды.
По силуэту юбки подразделяют на прямые и конические.
Прямые юбки (рис. 120) могут быть выполнены со шлицами различных ви-
дов, рельефами, с застроченной (или) заутюженной складкой или с группой
складок и т. п.
Рис 120
Конические юбки (расклешенные) бывают (рис. 121): клеш (средний и боль-
шой), «солнце», «полусолнце», «колокол» (малый и большой) и т. п.
По количеству соединительных швов юбки делятся на бесшов-
ные («солнце», юбки с запахом), одношовные, двухшовные, четырехшовные,
восьмишовные и многошовные.
Отделкой юбок могут служить рельефы, планки, кокетки, подрезы, аппли-
кация, вышивка, карманы и т. д.
393
Застежки в юбках могут быть
в виде застежки-молнии, пуго-
виц и петель, крючков и кно-
пок. Застежка может быть рас-
положена сзади, спереди, в ле-
вом боковом шве юбки и т. д.
Верхний срез в юбках обра-
батывают поясом, корсажной
лентой, обтачкой, эластичной
тесьмой.
Нижний срез в юбках обра-
батывают швом вподгибку с от-
крытым или закрытым срезом,
тесьмой, окантовочным швом.
Описание внешнего вида мо-
делей. На рис. 122, а изображена
юбка, слегка расширенная к
низу, на заднем полотнище вни-
зу среднего шва выполнена шлица (модель 1). На переднем и задних полотни-
щах по две вытачки от линии талии. Застежка-молния — в левом боковом шве
Верхний срез юбки обработан цельнокроеным поясом.
На рис. 122, б изображена юбка широкая, прямая, одношовная, со сборка-
ми на линии талии (модель 2). Застежка-молния выполнена в среднем шве
заднего полотнища. Верхний срез обработан притачным поясом. Низ обработан
швом вподгибку.
а б
Рис. 122
394
8.2. ДЕТАЛИ КРОЯ. ПОДГОТОВКА ЮБКИ К ПОШИВУ
8.2.1. Детали кроя, наименование линий и срезов
Количество и форма деталей кроя зависят от модели юбки.
К основным деталям кроя
верха юбки относят переднее и заднее
полотнища, пояс.
Из подкладочной ткани раскраива-
ют подкладку юбки, подкладку карма-
нов, вешалки и т.д.
К прикладным материалам
относят корсажную ленту для обра-
ботки верхнего среза юбки и прокла-
дочные материалы для уплотнения де-
талей.
Наименование линий и срезов де-
талей кроя юбки (рис. 123): 1 — сере-
дина полотнища; 2 — срез низа; 3 —
боковой срез; 4 — верхний срез; 5 —
передняя вытачка от линии талии;
6— задняя вытачка от линии талии.
Рис.123
8.2.2. Подготовка юбки к пошиву
При подготовке юбки к пошиву:
I) определяют-, наличие деталей кроя основной ткани, подкладки, про-
кладки; правильность раскроя деталей — направление нити осно-
вы, ворса, рисунок ткани; наличие текстильных пороков, места их рас-
положения, места расположения вытачек, складок, рельефов, карманов и т.д.;
2) переносят линии с одной детали на другую с помощью копировальных
стежков; спецмашины 2222 кл ; с помощью булавок и мела; отбиванием ко-
ротких меловых линий;
3) обрабатывают вытачки, рельефы, кокетки, складки, карманы:
вытачки предназначены для облегания фигуры в области талии и бедер. Их
количество зависит от модели и фигуры заказчика. Вытачки стачивают от среза
талии; заутюживают, как правило, в сторону середины детали;
рельефы, кокетки обрабатывают в соответствии с техническими условиями.
Срезы обметывают (или окантовывают);
складки используют в юбках для обеспечения свободы движения, для обле-
гания в области талии, в качестве отделки;
карманы обрабатывают в соответствии с техническими условиями на обра-
ботку карманов в легкой женской одежде;
4) уточняют последовательность соединения швов, которая зависит от вида
застежки:
если застежка выполняется на крючки и петли, боковые срезы стачивают
после ее обработки;
если предусмотрена застежка-молния, боковые срезы стачивают до обра-
ботки застежки
Швы в юбках обрабатывают стачным швом, настрочным или бельевым. Вы-
бор швов зависит от модели, пожеланий заказчика и от вида ткани.
395
8.3. СПОСОБЫ ОБРАБОТКИ РАЗЛИЧНЫХ ШВОВ В ЮБКАХ
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка швов без застежек Детали располагают на столе обрабатываемыми срезами к работающему, складывая их лицевыми сторонами внутрь, уравни- вая срезы, контрольные знаки; стачивают (с пред- варительным сметывани- ем или без него). Ширина шва от 1 до 3 см в зави- симости от модели и по- желаний заказчика.
1 -3
>
Нитки сметывания уда- ляют, шов обметывают (если срезы не были об- метаны до стачивания) и разутюживают или за- утюживают
£ d b 0
f
2. Обработка швов с застежкой-молни- ей Обметанные срезы урав- нивают и сметывают по всей длине шва. Стачива- ют до контрольного зна- ка, определяющего дли- ну застежки. Нитки сме- тывания удаляют из шва, оставляя сметанным уча- сток для застежки. Шов разутюживают, затем притачивают тесьму за- стежки-молнии (см. 8.4.2). Ширина шва должна быть не менее 1,5 см
Не менее 1,5 см
_ J ^**^**^***?ч
3. Обработка швов расклешенных юбок Детали раскладывают на столе лицевыми сторона- ми внутрь, уравнивают срезы, совмещают конт- рольные знаки и сметы- вают (операция сметыва- ния обязательна) таким образом, чтобы деталь с наиболее косым срезом находилась сверху. Стачи- вают детали по наименее косому срезу
396
8.4. ОБРАБОТКА ЗАСТЕЖЕК В ЮБКАХ
8.4.1. Особенности обработки застежки-молнии
Застежка -молния может быть расположена в верхней части левого бокового
шва, среднего шва заднего или переднего полотнища.
При обработке застежки-молнии выполняют следующие операции.
1. Тканую ленту традиционной застежки-молнии притачивают по лицевой сто-
роне изделия отделочными нитками в цвет ткани или контрастными по цвету
(если это предусмотрено моделью, например, в изделиях из джинсовой ткани).
Цвет потайной застежки-молнии и ниток подбирают в соответствии с цветом
основной ткани юбки. Застежку притачивают на стачивающей машине с приме-
нением специальной лапки по линии края застежки на юбке в готовом виде.
2. Застежка-молния может быть соединена с юбкой различными способами:
1) притачана на одинаковом расстоянии от сгибов (рис. 124, д);
2) притачана со смещением звеньев в сторону переднего полотнища юбки
(рис. 124, б);
3) притачана по линии края застежки на юбке (рис. 124, в).
3. Перед обработкой застежки-молнии срезы юбки стачивают (шов заутю-
живают или разутюживают), припуски на застежку разутюживают. Срезы при-
пусков должны быть обработаны.
4. Застежку-молнию притачивают таким образом, чтобы звенья не были
видны с лицевой стороны изделия.
5. Верхний край ленты застежки-молнии должен попасть в шов обработки
верхнего среза юбки. Замок застежки-молнии располагают на 1,5 см ниже верх-
него среза юбки
6. Нижние срезы ленты застежки-
молнии заутюживают под утлом к ее
сторонам и настрачивают на припуск
шва (рис. 125). Если лента застеж-
ки-молнии выполнена из синтети-
ческого неосыпаемого материала,
нижний срез допускают не обра-
батывать. Возможно настрачивание
боковых краев застежки-молнии на
Припуск (СМ. рИС. 124, в И 125). Рис. 125
397
8.4.2. Способы обработки застежки-молнии
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка зас-
тежки-молнии, ког-
да ее звенья распо-
ложены на равном
расстоянии от сги-
бов припуска
1.1. Приметывание
застежки-молнии
1.2. Притачивание
застежки-молнии
Под заутюженные сгибы
припуска на застежку
подкладывают застежку-
молнию замком к лице-
вой стороне изделия и
приметывают прямыми
сметочными стежками
длиной 0,8—1,0 см на
расстоянии 0,5 —0,8 см
от сгибов.
Звенья застежки-молнии
должны быть расположе-
ны строго между сгиба-
ми припуска на застеж-
ку и быть не заметны с
лицевой стороны юбки
Притачивают застежку-
молнию по лицевой сто-
роне юбки швом шири-
ной 0,4 —0,7 см (в за-
висимости от свойств
ткани и от размеров зве-
ньев застежки-молнии)
в один прием, при этом
используют однорожко-
вую лапку. В конце зас-
тежки строчка проходит
перпендикулярно сгибам
припуска на застежку
1.3. Окончательная
отделка застежки
Нитки временного на
значения удаляют. За
стежку приутюживают
2.Обработка зас-
тежки-молнии, ког-
да ее звенья сме-
щены в сторону пе-
реднего полотнища
юбки
2.1. Приметывание
застежки-молнии
Под заутюженный срез
заднего полотнища юбки
подкладывают правую
часть расстегнутой за-
стежки-молнии зубьями
встык к сгибу припуска.
Приметывают, распола-
гая строчку на расстоя-
нии 0,2 —0,3 см от верх-
него среза юбки к концу
застежки.
Затем закрывают застеж-
ку-молнию и, совместив
398
Продолжение 8.4.2
Наименование операции Технические условия на выполнение операции Рисунок
сгибы припусков на за- стежку переднего и зад- него полотнищ, приме- тывают ее левую сторону к переднему полотнищу, ширина шва равна 0,8 — 1,2 см. При этом следят за тем, чтобы сгибы при- пусков на застежку явля- лись продолжением шва юбки. Звенья застежки- молнии не должны быть заметны с лицевой сто- роны юбки
2.2. Притачивание застежки-молнии Притачивают в один при- ем, начиная от верхнего среза переднего полотни- ща, и заканчиваю г у верх- него среза заднего полот- нища. Строчка проходит на переднем полотнище на расстоянии 0,7 —1,1 см, на заднем — 0,2 см от припусков шва. Нитки приметывания удаляют, застежку приутюжива- ют
\ 0,7—1,1, 10,2 /
\ 1^.
3. Обработка по- тайной застежки- молнии 3.1. Разметка зас- тежки Застежка-молния должна быть длиннее на 2 см не- стачанного участка шва юбки. Совместив сгибы припусков нестачанного участка на юбке, ставят контрольные знаки (пер- пендикулярные линии заутюженных краев) во избежание смешения де- талей относительно друг друга в процессе прита- чивания потайной за- стежки-молнии
/ Длина / . застежки-молнии \ 1 ' * * * \ 1 Длина \ L 2 X нестачанного XJ" участка для застежки
3.2. Притачивание одной из сторон за- стежки-молнии На лицевую сторону при- пуска на шов укладыва- ют застежку-молнию ли- цевой стороной вниз и, отогнув звенья, притачи- вают застежку-молнию
399
Продолжение 8.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3.3. Притачивание
второй стороны за-
стежки-молнии
3.4. Настрачивание
боковых сторон лен-
ты застежки-мол-
нии
по всей длине, проклады-
вая строчку как можно
ближе к звеньям (строч-
ка 7). Необходимо сле-
дить за тем, чтобы строч-
ка притачивания не ме-
шала движению замка
застежки. Рекомендуется
использовать специаль-
ную лапку
Закрывают застежку и
фиксируют ее на свобод-
ном припуске шва булав-
кой около верхнего среза
юбки, совмещая при этом
контрольные знаки.
Открыв застежку-молнию
на всю длину, притачи-
вают ее вторую сторону к
юбке, располагая строч-
ку максимально близко к
звеньям (строчка 2), не
доходя до знака, опреде-
ляющего длину застежки
на юбке, на 1,5 см. Через
полученное отверстие
вытягивают замок зас-
тежки-молнии и закры-
вают ее
Настрачивают боковые
стороны ленты застеж-
ки-молнии на припуски
шва юбки, располагая
строчки на расстоянии
0,1 — 0,2 см от них
(строчки 3 и 4).
Нестачанный участок
можно закрепить ручны-
ми стачными стежками со
стороны припуска юбки.
Узел приутюживают
400
Окончание 8.4.2
Наименование операции Технические условия на выполнение операции Рисунок
Примечание Возможна иная последова- тельность обрабо тки шва с потайной застежкой-мол- нией: сначала притачива- ют зас гежку-молнию, за- тем стачивают боковые срезы юбки, используя од- норожковую лапку —
8.5. СПОСОБЫ ОБРАБОТКИ ВЕРХНЕГО СРЕЗА ЮБКИ
Верхний срез юбки может быть обработан обтачкой (без пояса), притачным
поясом, цельнокроеным поясом, поясом с обтачкой, эластичной тесьмой,
окантовочным швом, корсажной лентой, швом вподгибку.
8.5.1. Обработка верхнего среза юбки обтачкой
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Выкраивание об-
тачки
Обтачку выкраивают по
форме юбки в области
верхнего среза. Обтачка мо-
жет состоять из нескольких
частей, которые соединяют
стачным швом вразутюжку
шириной 0,5 —0,7 см
2. Дублирование
обтачки проклад-
кой
Нить основы на проклад-
ке проходит вдоль дета-
ли. Дублируют обтачку
прокладкой
3. Обработка верх
него среза юбки
Заутюживают припуски
на застежку (традицион-
ная застежка-молния еще
не притачана к юбке, а
потайная — притачана,
на рисунке — нет). Дуб-
лируют прокладкой вер-
хнюю часть припуска на
застежку. К этим припус-
кам притачивают (строч-
ка 7) боковые стороны
обтачки швом шириной
0,5 —0,7 см. Швы прита-
чивания разутюживают.
Изнаночная сторона припуска
401
Продолжение 8.5.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Обметывают нижний
срез обтачки и припуска
застежки одной строч-
кой. Совмещают верхний
срез юбки и верхний
срез обгачки, сложив их
лицевыми сторонами
внутрь. Обтачивают верх-
ний срез юбки обтачкой
(строчка 2)
Шов обтачивания вы-
вертывают, выправля-
ют, выметывают с обра-
зованием канта из юбки
и настрачивают на об-
тачку или закрепляют
отделочной строчкой
(строчка 3)
4. Притачивание за-
стежки-молнии
Застежку-молнию при-
тачивают по общим пра-
вилам (см. 8.4.2). Особен-
ностью является за-
крепление верхнего среза
ленты застежки-молнии.
Существуют два способа
ее закрепления:
1) ленту застежки-
молнии притачивают
после обтачивания верх-
него среза юбки, подо-
гнув ее верхние срезы на
0,5 —0,7 см внутрь и за-
строчив их.
Строчка застрачивания
должна совпасть с отделоч-
ной строчкой по верхнему
краю юбки. Допускается
подшивание подогнутого
края ленты подшивочны-
ми стежками;
402
Окончание 8.5.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2) верхние срезы ленты
застежки-молнии должны
попасть в шов обтачива-
ния верхнего среза юбки.
В этом случае сначала при-
тачивают застежку-мол-
нию, а затем обрабатыва-
ют верхний срез юбки об-
тачкой
8.5.2. Обработка верхнего среза юбки притачным поясом
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка пояса
1.1. Подготовка
деталей кроя
Примечание
Пояс — 1 деталь из тка-
ни верха. Длина пояса
равна измерению обхва-
та талии плюс 2 — 3 см на
длину переходного пояса
(припуск на застежку),
плюс 1,0—1,4 см на швы
обтачивания боковых
сторон пояса; ширина —
по модели плюс 2 см на
швы притачивания
Прокладка пояса —
1 деталь из клеевого ма-
териала. Длина и ширина
прокладки равны соответ-
ственно длине и ширине
пояса в готовом виде. Дуб-
лируют пояс или подпо-
яс в зависимости от тре-
бований ТУ на модель
0,5-0,7
0.5-0.7
Пояс
тДлина пояса
в готовом виде
Длина переходного пояса
Ширина пояса в готовом виде
Длина пояса в готовом виде
с учетом длины переходного пояса у
Если по ТУ на изготов-
ление изделия проклад-
ка должна попадать на
0,1 — 0,2 см в швы пояса,
ее выкраивают шире и
длиннее пояса в готовом
виде на 0,2 —0,4 см
403
Продолжение 8.5.2
Наименование операции Технические условия на выполнение операции Рисунок
1.2. Обтачивание концов пояса Конец пояса обтачива- ют швом шириной 0,5 — 0,7 см. Конец переходного пояса по боковой стороне обтачивают также швом шириной 0,5 —0,7 см, а по нижнему срезу — швом шириной 1 см. Углы вы- секают. концы пояса вы- вертывают, выметывают, приутюживают
I 1 0 Г" L_ ,5- 0,7 V - и 1 г 0,5 —0,7,1 1 Г — <е-
1
2. Притачивание пояса к юбке Юбку складывают с по- ясом лицевыми сторона- ми внутрь, уравнивают срезы и притачивают (строчка 7) пояс швом шириной 1 см. В шов притачивания пояса на переднее полотнище, не доходя до боковых швов на 2 см, вкладывают ве- шалки. Длина вешалок в готовом виде 6 — 12 см 1 7
^^^////////
1 Изнаночная сторона пояса
V Лицевая сторона юбки
3. Обработка шва притачивания по- яса к юбке Выметывают шов прита- чивания пояса, направ- ляя припуски на пояс. Слегка приутюживают Допускают заутюжива- ние припусков. Переход- ной пояс должен быть продолжением притач- ного пояса
——-
4. Соединение под- пояса с юбкой Заметывают (заутюжива- ют) пояс вдоль линии верхнего края пояса в го- товом виде. В юбках из тонких легко- осыпаемых тканей подг и- бают нижний срез подпо- яса на 0,8 —0,9 см и за- метывают таким образом, чтобы сгиб перекрывал
7 Ф 1 п
0,1 — 0,2 /
404
Окончание 8.5 2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
шов притачивания пояса
на 0,1 — 0,2 см. Закрепля-
ют подогнутый край под-
пояса на верхнем срезе
юбки, прокладывая
строчку в шов притачива-
ния пояса или по поясу
(строчка 2) на расстоя-
нии 0,1—0,2 см от его
края. Нитки временного
назначения удаляют, пояс
приутюживают
В юбках из толстых и
малоосыпаемых тканей
обметанный срез подпо-
яса настрачивают в шов
притачивания пояса или
по поясу на расстоянии
0,1—0,2 см от его сгиба
(строчка 2). Нитки времен-
ного назначения удаляют,
пояс приутюживают
5. Обработка юбки
поясом альтерна-
тивным способом
5 1. Последователь-
ность обработки
юбки поясом
Последовательность об-
работки юбки поясом на
рисунках ниже показана
цифрами:
1 — строчка обтачивания
пояса подпоясом;
2 — строчка притачива-
ния пояса к юбке;
3 — строчка настрачива-
ния среза подпояса на
юбку
5.2. Соединение по-
яса с юбкой наклад-
ным швом с закры-
тым срезом
1 — строчка притачива-
ния пояса к юбке;
2 — отделочная строчка
405
8.6. ОСОБЕННОСТИ ОБРАБОТКИ ЮБКИ НА ПОДКЛАДКЕ.
ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ЮБКИ
8.6.1. Особенности обработки юбки на подкладке
Наименование операции Технические условия на выполнение операции Рисунок
1. Раскраивание подкладки Подкладку раскраивают в соответствии с юбкой из основной ткани. Вы- тачки на подкладке рас- полагают над вытачками на юбке гг i । । । i i i i 1 i i i i i i i H
2. Обработка шва с застежкой Срезы подкладки, в кото - рых предусмотрена зас- тежка стачивают (строч- ка 7) до контрольного знака, определяющего длину застежки. Срезы застежки обметываю г и застрачивают швом впод- гибку с открытым срезом (строчка 2) или обраба- тывают швом вподгибку с закрытым срезом
4i > 1 > 1 : 1 & i_i 4^7 * « 7 * : / 1 d f 1 Я 1 J <
3. Обработка шли- цы Если в подкладке пред- усмотрены шлицы, их обрабатывают швом вподгибку с открытым или с закрытым срезом > г > ’ r 1 > 1 / h» f : 1 1 bi 1 hl * < 1 1 < 1 1 * 1 < 1 :
1 1 L 1 I | Низ I j подкладки
406
Окончание 8.6.1
Наименование операции Технические условия на выполнение операции Рисунок
4. Обработка под- кладки Низ подкладки обраба- тывают швом вподгибку с закрытым срезом
t
5. Соединение юбки
с подкладкой
Подкладку вывертывают
на изнаночную сторону,
юбку — на лицевую. Под-
кладку вкладывают в
юбку изнаночными сто-
ронами друг к другу.
Уравнивают срезы, швы,
вытачки по верхним сре-
зам и стачивают швом
шириной 0,5—0,7 см (на
рисунке изображен *). В
области застежки под-
кладка должна быть рас-
положена так, чтобы она
перекрывала половину
ширины одной стороны
ленты застежки-молнии
6. Обработка верх-
него среза юбки по-
ясом
Обработку верхнего сре-
за юбки поясом см. в
8.5.2, операция 5
Примечание
Подкладка может быть
настрочена или подшита
вручную к припускам за-
стежки и шлицы и за-
креплена в области бедер
ручными стежками. Од-
нако для облегчения ВТО
юбки с изнаночной сто-
роны в процессе эксплу-
атации эти операции не
рекомендуются
407
8.6.2. Окончательная отделка юбки
Окончательная отделка юбки включает операции по обметыванию петель,
чистке, ВТО и пришиванию фурнитуры.
Петли обметывают на спецмашинах нитками в цвет основного материала.
Удаляют концы ниток, счищают следы мела, очищаю! от производствен-
ной пыли и мусора.
Скрепляют складки на юбке по линии низа прямыми или крестообразными
стежками.
ВТО выполняют через увлажненный проутюжильник с изнаночной сторо-
ны в следующем порядке: пояс; полотнища юбки, начиная от левого бокового
шва (без низа); низ изделия (изделие располагают лицевой стороной к работа-
ющему); затем удаляют ласы, отпаривают и просушивают в подвешенном со-
стоянии.
Фурнитуру пришивают в соответствии с техническими условиями.
ГЛАВА 9. ОБРАБОТКА БРЮК
9.1. МОДЕЛИ БРЮК И ОПИСАНИЕ ИХ ВНЕШНЕГО ВИДА
Модели брюк (рис. 126). Брюки могут быть самостоятельным видом одеж-
ды или входить в состав костюма. Они могут быть нарядными и повсед-
невными. Форма, длина, силуэт брюк зависят от моды: расширенные,
Рис. 126
408
зауженные, с поясом, без пояса, с застеж-
кой-молнией, застежкой на пуговицы и
петли, низ брюк может быть с манжетами
и без них.
По конструкции брюки делятся на брюки
навыпуск (носят поверх обуви), брюки в са-
поги (форменные брюки-галифе), брюки
спортивные (лыжные, для игры в гольф,
шорты и пр.).
Описание внешнего вида. На рис. 127
изображены повседневные брюки, вверху
на поясе, с боковыми прорезными карма-
нами в рамку на передних половинках, с
часовым карманом в рамку на левой пере-
дней половинке, с застежкой-молнией в
среднем переднем шве и с застежкой на
металлический крючок и металлическую
петлю на поясе.
На правой задней половинке обработан
карман в рамку. Для поддержания ремня на
поясе имеется пять шлевок.
Передние половинки брюк с двумя вы-
тачками по линии талии, которые переходят
в заутюженный сгиб посередине передних по-
ловинок.
Рис. 127
Задние половинки брюк с вытачками по линии талии, с прорезным карма-
ном в рамку на правой половинке.
Низ брюк без манжет.
9.2. ДЕТАЛИ КРОЯ БРЮК. НАИМЕНОВАНИЕ ЛИНИЙ И СРЕЗОВ
ДЕТАЛЕЙ. ПОДГОТОВКА БРЮК К ПОШИВУ
9.2.1. Детали кроя. Технические условия на их выкраивание,
наименование срезов деталей кроя
Детали кроя Технические условия на выкраивание деталей Рисунок
1. Детали кроя из основной ткани 1.1. Передняя по- ловинка брюк Передняя половинка брюк — 2 детали; нить основы проходит парал- лельно линии, соединя- ющей точки середины половинок брюк на сре- зе низа и линии коленей. Допустимые отклонения от нити основы для глад- кокрашеных тканей —
409
Продолжение 9.2.1
Детали кроя Технические условия на выкраивание деталей Рисунок
3 %, для ткани с рисун- ком отклонения не допу- стимы Выта чка (складка) \ Верхний срез [средний срез редкий срез Линия середины передней юловинки брюк Шаговый срез 1ния коленей
- 1 г 1 С]
1
Боков L ! 1 1 ' 1 Г ; 1 лр
□й срез Сре з низа
На передней половинке брюк намечают ме- ста расположения бокового и часового (если он предусмотрен по модели) карма- нов, ставят рассечку, определяющую длину за- стежки. Верхний конец боко- вого кармана рас- полагают не менее чем на 5 см от верхнего сре- за брюк. Длина бокового кармана для брюк 48-го размера равна 18 см Не менее 5 Длина застежки
у
J- / 3 1 L
410
Продолжение 9.2.1
Детали кроя
Технические условия
на выкраивание деталей
Рисунок
Длина часового кар-
мана равна 7 — 8 см.
Карман может быть про-
резным, накладным, рас-
положенным в шве при-
тачивания пояса. Карман
выполняют на левой или
на правой (по модели)
половинке брюк около
шва притачивания пояса
1.2. Задняя поло-
винка брюк
Задняя половинка брюк —
2 детали. Линия середины
определяется так же, как
на передних половинках
брюк. Нить основы прохо-
дит параллельно линии
середины.
Отклонения от нити осно-
вы допускают: для глад-
кокрашеных тканей — 4 %;
для ткани с ярко выра-
женным рисунком — 3 %
Срез низа
Задние половинки брюк
могутиметь надставки
в верхней части шагового
шва. Длина надставок не
более 20 см, ширина (по
среднему срезу) — не бо-
лее 7 см. Рисунок ткани
на надставке при притачи-
вании надставок должен
411
Продолжение 9.2.1
Детали кроя Технические условия на выкраивание деталей Рисунок
совпадать с рисунком тка- ни на основной детали. На задних половинках — .4-5 L
*
брюк намечают линии входа в карман. Дли- на заднего кармана рав- на 14 см для брюк 48-го размера. Линию кармана располагают ниже верх- него среза брюк на 8 см; до бокового среза она не доходит на 4 — 5 см \ 14 L _ Не более 7
Не более 20
— —-_
1.3. Детали на об- работку застежки Для обработки застежки - молнии выкраивают об- тачку (1 деталь) для левой половинки брюк и откосок (1 деталь) — для правой половинки. Нити основы проходят на обтачке и откоске парал- лельно внутренним сре- зам. Допустимые отклоне- ния для гладкокрашеных тканей — 10%, для тка- ней с рисунком — 2% Об! н.о.— Внешний срез 'ач ▲ 1' ка Откосок ▲ н.о. Внутренние Внешний срезы срез
1.4 Пояс Пояс — 1 деталь, вы- краивают из двух частей. Нить основы проходит па- раллельно долевому или поперечному срезу пояса (для гладкокрашеных тка- ней). До! [устимые отклоне- ния от нити основы — 2 %
’ t
[.О.
1.5. Детали карма- нов Обработку деталей карманов см. в9.6 —
1.6 Хлястики В классических мужских брюках выполняют два хлястика: большой (2 детали) располагают в боковом шве; малый (1 деталь с пряжкой) рас- полагают в вытачке зад- них половинок брюк. Оба
412
Продолжение 9.2.1
Детали кроя
Технические условия
на выкраивание деталей
Рисунок
1.7. Шлевки
2. Детали кроя из
подкладочной тка-
ни
2.1. Подкладочная
ткань идентична
ткани на полочках
и спинке пиджака
хлястика находятся на
расстоянии 2,0 —2,5 см
от верхнего среза брюк.
Они нужны для регули-
рования объема брюк в
области талии. Нить осно-
вы проходит вдоль дета-
ли или поперек нее. До-
пустимые отклонения от
нити основы для гладко-
крашеных тканей — 5 %
Шлевки — нить осно-
вы проходит вдоль по се-
редине детали. Допусти-
мые отклонения от нити
основы для гладкокраше-
ных тканей — 5 %
Если брюки являются
частью костюма, то ряд
деталей (см. ниже) вы-
краивают из подкладоч-
ной ткани в цвет верха
изделия. В пиджаках из
такой же ткани выпол-
няют полочки и спинку
подкладки
Подкладка под пе-
реднюю половин-
ку брюк — 2 детали.
Подкладка короче брюк
на 10— 12 см. Нить осно-
вы проходит вдоль по
середине детали. Откло-
нения от нити основы не
допускают
Малый хлястик
г~.....П
н.о.
н.о.
413
Окончание 9.2.1
Детали кроя Технические условия на выкраивание деталей Рисунок
Примечание Подкладку под передние половинки брюк можно выкраивать из специаль- ной безусадочной ткани белого цвета (см. ниже) —
П одкладка боль- ших хлястиков — 2 детали. Нить основы может проходить и вдоль и поперек детали н.о.
Подкладка широ- ких шлевок. Нить ос- новы проходит вдоль или поперек детали
4- -► н.о.
2.2. Специальная безусадочная под- кладочная ткань белого цвета Подкладка карма- н а (см. гл. 9.6) —
Подкладка откос- ка — 1 деталь. Нить ос- новы параллельна внут- реннему срезу н.о.
Готовая сборная под- кладка пояса (поясная лента) — 1 деталь (из двух частей)
Лея — одна деталь из двух частей
3. Детали кроя из прокладочных ма- териалов Прокладка откос- к а — 1 деталь (эта де- таль не является обяза- тельной) н.о.—
9.2.2. Подготовка брюк к пошиву
При подготовке брюк к пошиву следует ознакомиться с технической доку-
ментацией на модель, проверить наличие деталей кроя; правильность раскроя
(т. е. соответствие деталей ТУ на раскрой, см. выше); наличие текстильных по-
роков.
414
9.3. ОБРАБОТКА МЕЛКИХ ДЕТАЛЕЙ БРЮК.
ПРИТАЧИВАНИЕ НАДСТАВОК И ОБРАБОТКА ВЫТАЧЕК
9.3.1. Обработка мелких деталей
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка хляс- тиков 1.1. Больших Большие хлястики обра- батывают обтачным швом (см. 3.1)
1.2. Малых Заутюживают на изна- ночную сторону долевые срезы детали и закреп- ляют края отделочной строчкой на рассгоянии 0,1 —0,2 см от сгибов
На хлястик надевают пряжку', концы уравни- вают и застрачивают на расстоянии 1 см от краев
1 •У 11 { ! 1 - и
2. Обработка шле- вок Обрабатывают в соответ- ствии с ТУ (см. 3.1.3) —
3. Обработка дета- лей карманов Обрабатывают в соответ- ствии с ТУ (см. 3.1.1) —
9.3.2. Притачивание надставок и обработка вытачек
Наименование операции Технические условия на выполнение операции Рисунок
1. Обметывание срезов Срезы на задних поло- винках брюк и надставок обметывают до их соединения
2. Притачивание надставок Надставки соединяю г с задними половинками брюк стачным швом враз- утюжку
415
Окончание 9.3.2
Наименование опера ции Технические условия на выполнение операции Рисунок
3. Разметка вытачек Размечают вытачки в соответствии с ТУ (см. 3.2.2) —
4. Обработка выта- чек Вытачки в брюках вы- полняют неразрезными, за исключением случаев, когда на обеих задних половинках брюк выпол- няют прорезные карма- ны (их подкладку зак- репляют в шве притачи- вания пояса, поэтому она закрывает вытачки). Неразрезные вытачки заутюживают к средним срезам половинок брюк. Разрезные вытачки раз- утюживают. Слабину в их концах сутюживают я 1 1 1 м 1 1 1 1
В шов вытачки на задних половинках брюк вклады- вают малые хлястики на расстоянии 2,0 —2,5 см ниже верхнего среза брюк. Обрабатывают вытачки в соответствии с ТУ (см. 3.2.2) 2,0 -15
9.4. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ПЕРЕДНИХ
И ЗАДНИХ ПОЛОВИНОК БРЮК
Наименование операции Технические условия на выполнение операций Рисунок
1. ВТО передних половинок брюк 1.1. Оттягивание шаговых и боковых срезов ниже линии коленей Детали укладывают на столе правой половинкой вверх, боковыми срезами к работающему. Боковой и шаговый срезы оттяги- вают на 1,2—1,5 см на участке от линии коле- ней до линии низа. Об- разовавшуюся слабину Лини колен< я ;й
416
Продолжение 9.4
Наименование операции Технические условия на выполнение операции Рисунок
сутюживают до середи- ны передних половинок. Затем эти операции по- вторяют со стороны ле- вой половинки брюк
1.2. Суноживание слабины в области голени Половинки брюк разъ- единяют и складывают каждую отдельно лице- вой стороной внутрь так, чтобы на участке от ли- нии коленей до низа бо- ковой срез совпадал с шаговым, а сгиб был направлен к сгибу верх- ней передней складки (или вытачки). Верхний участок шагового среза выступает за боковой срез (* — на рисунке). Сутюживают каждую по- ловинку брюк по сгибу, не заутюживая его, на участке по линии коле- ней для получения плав- ной линии прогиба в об- ласти голени. Половинки брюк переворачивают и повторяют операции с другой стороны *
□ [
Примечание Если боковой шов в об- ласти бедра имеет вы- пуклую форму, то вы- равнивают срез в облас- ти бедра, сутюживая слаби ну
2. ВТО задних по- ловинок брюк 2.1. Сутюживание бокового и шагово- го срезов в области икроножных мышц Половинки брюк скла- дывают лицевыми сторо- нами внутрь, уравнивая срезы, раскладывают их на столе правой половин- кой вверх, боковыми срезами к работающему. Участок от линии коле- ней до низа сутюжи вают на 0,8—1,0 см сначала по боковому, а затем по
_..• ~~
I 4 С илаева
417
Продолжение 9.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2.2. Оттягивание
шагового и средне-
го срезов
шаговому срезу. Эту опе-
рацию повторяют со сто-
роны левой половинки
брюк
Детали раскладывают на
столе обрабатываемым
срезом к работающему.
Оттягивают шаговый срез
в верхней его части на
2,0 —2,5 см, отводят его
в сторону бокового сре-
за, одновременно оття-
гивают средний срез на
участке наибольшей вы-
емки. Возникшую слаби-
ну сутюживают до сере-
дины задней половинки.
Эти же приемы повторя-
ют со стороны левой по-
ловинки
Примечание
Угол верхней части шаго-
вого среза (около 12 см —
по шаговому срезу и 6 см —
по среднему срезу) не
оттягивают
2.3. Сутюживание
в подъягодичной
области и в облас-
ти голени
Половинки брюк разъ-
единяют и складывают
каждую отдельно лице-
вой стороной внутрь так,
чтобы на участке от ли-
нии коленей до низа бо-
ковой срез совпадал с
шаговым, срезы низа
должны быть уравнены.
Сгиб каждой половинки
брюк должен быть на-
правлен к верхней части
среднего среза (на рас-
стоянии 5 — 8 см от вер-
шины). В верхней части
шаговый срез должен от-
стоять от бокового среза
на такую же величину,
на какую шаговый срез
передней половинки в
верхней части выходил за
418
Окончание 9.4
Наименование операции Технические условия на выполнение операции Рисунок
боковой срез (* — на ри- сунке). Сутюживают сгиб деталей (не заутюживая его) ниже области яго- диц (напротив верхнего угла шагового среза, по- лучая при этом вогнутую линию)
2.4. Окончательная форма брюк Форма брюк должна со- ответствовать строению тела человека II II
9.5. ОБРАБОТКА ПОДКЛАДКИ И СОЕДИНЕНИЕ ЕЕ
С ПЕРЕДНИМИ ПОЛОВИНКАМИ БРЮК
Наименование операции Технические условия на выполнение операции Рисунок
1. ВТО подкладки под передние поло- винки брюк Подкладку из шелковой подкладочной ткани под передние половинки брюк увлажняют и приутюжи- вают с целью усадки. Под- кладку из специальной безусадочной подкладоч- ной ткани не декатируют. Подкладка должна пре- дохранять брюки от рас- тяжения в области коле- ней и способствовать со- хранению фирмы, при- данной ВТО —
419
Продолжение 9.5
Наименование операции Технические условия на выполнение операции Рисунок
2. Выкраивание подкладки Подкладку складывают вдоль пополам на столе лицевыми сторонами Изнаночная сторона подкладки
внутрь, на ее изнаноч- ную сторону накладыва- ют переднюю половин- ку брюк лицевой сторо- ной вверх. Раскраивают
Лицевая сторона передней
половинки брюк
подкладку в соответ- ствии с деталями верха брюк — *
10— 13^
3. Обработка низа подкладки Подкладка не доходит до низа брюк на 10—13 см. Нижний срез подкладки обметывают или высека- ют; обрабатывают швом вподгибку с открытым (рис. а и б) или с зак- рытым (рис. в) срезом
» V ь, Л
а б
t*
в
4. Наметывание подкладки Наметывают подкладку на детали брюк прямы- ми сметочными стежка- ми длиной 3,0 —3,5 см параллельно боковым, шаговым, средним перед- ним и верхним срезам на расстоянии 2,5 см от них. На верхнем срезе под- кладки закладывают складки в соответствии со складками и вытачка - ми на передних половин- ках брюк. От линии коленей до низа брюк подкладка должна быть уже перед- ней половинки на 0,5 — 1,0 см в зависимости от ширины брюк 1 . 1 и ь, 3,0-3,5 А V 5
- <- 0,5-1,0
420
Окончание 9.5
Наименование операции Технические условия на выполнение операции Рисунок
5. Соединение под- кладки с передними половинками брюк Подклацку соединяют с передними половинками брюк строчкой обметы- вания срезов. В мужских брюках обме- тывают все срезы, за ис- ключением верхних, сре- зов низа и среднего пе- реднего среза до рассечки на левой передней поло- винке брюк (так как этот участок обтачивают об- тачкой) —
9.6. ОСОБЕННОСТИ ОБРАБОТКИ КАРМАНОВ
Ниже рассматривается обработка трех различных карманов брюк: заднего
прорезного кармана с клапаном, каомана в простую рамку на передних поло-
винках брюк и кармана в шве отрезного бочка.
Обработка заднего прорезного кармана с клапаном имеет следующие осо-
бенности:
1) долевик отсутствует, так как его роль выполняет подкладка кармана;
2) верхний срез подкладки кармана входит в шов притачивания пояса;
3) карман обрабатывают с застежкой на петлю и пуговицу;
4) подкладку кармана стачивают двойным швом или окантовывают:
5) лицевая сторона подкладки кармана (если она из шелковой ткани) должна
быть обращена на изнаночную сторону брюк.
9.6.1. Обработка заднего прорезного кармана с клапаном
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Готовый клапан— 1 деталь (см. 3.1.1) Обтачка — 1 деталь из основной ткани Подзор — 1 деталь из подкладочной ткани Петля — 1 деталь из основной или подкла- дочной ткани Клапан в готовом виде J
Обтачка ◄ ► н.о. Подзор * н о * Петля | |
421
Продолжение 9.6.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Подкладка карма-
на — 1 деталь. Подлине
ее выкраивают такой,
чтобы верхний срез под-
кладки кармана входил в
шов притачивания по-
яса.
Более подробное описа-
ние размеров деталей см.
в 3.4 2
2. Разметка кармана
Карман намечают тремя
линиями: горизонталь-
ная определяет место-
расположение кармана;
две вертикальные опре-
деляют его длину
3. Приметывание
подкладки
Один конец подкладки
накладывают на изна-
ночную сторону задней
половинки брюк так,
чтобы ее поперечный
срез перекрывал линию
входа в карман на 1,5 —
2,0 см, и приметывают
4. Приметывание
и притачивание
клапана
Клапан накладывают на
лицевую сторону задней
половинки брюк лице-
вой стороной вниз, со-
вмещая линию ширины
клапана в готовом виде
с линией входа в кар-
ман, и приметывают пря-
мыми стежками длиной
0,7— 1,0 см.
Одновременно по сере-
дине клапана вкладыва-
ют петлю. Клапан при-
тачивают на расстоянии
0,1 см от линии приме-
тывания (строчка /).
Подкладка
кармана
1,5 — 2,0
422
Продолжение 9.6.7
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Нитки сметывания уда-
ляют, шов отгибают в
сторону клапана
5. Притачивание об-
тачки
6. Прорезание вхо-
да в карман
7. Образование рам-
ки, ее закрепление
Встык ко шву притачива-
ния клапана укладывают
обтачку лицевой сторо-
ной вниз, приметывают и
притачивают (строчка 2)
так, чтобы расстояние
между строчками прита-
чивания клапана и об-
тачки было равно 0,5 см.
Швы притачивания кла-
пана и обтачки разутю-
живают
Вход в карман прореза-
ют по общим правилам
Карман вывертывают,
выметывают рамку из
обтачки шириной, рав-
ной расстоянию между
строчками притачивания
клапана и обтачки. Рам-
ку закрепляют строчкой
ниже шва притачивания
обтачки на 0,1 см или в
шов притачивания (строч-
ка 5). Закрепляют углы
кармана тройной ма-
шинной строчкой
423
Продолжение 9.6.1
Наименование
операции
8. Настрачивание
обтачки и подзора
на подкладку кар-
мана
Технические условия
на выполнение операции
Рисунок
Внутренний срез обтач-
ки подгибают на 0,7 см
и настрачивают на под-
кладку на расстоянии
0,1 см от подогнутого
края (строчка 4) или об-
метывают и настрачива-
ют без подгибания среза
швом 0,3 —0,4 см
Свободный поперечный
срез подкладки кармана
уравнивают с верхним
срезом брюк и намечают
место расположения под-
зора относительно входа
в карман. Верхний срез
подзора должен распола-
гаться на 1,5 см выше шва
притачивания клапана
Нижний срез подзора под-
гибают на 0,7 см и настра-
чивают на подкладку на
расстоянии 0,1 см от сги-
ба (строчка 5). Нижний
срез подзора может быть
обметан и настрочен на
подкладку швом шири-
ной 0,3 —0,4 см
9. Обработка под- кладки кармана двойным швом Подкладку стачивают двойным швом. Для этого сначала подкладку с под- зором отгибают вниз, со- вмещая изнаночные сто- роны подкладки кармана, и стачивают швом шири- ной 0,4 см (строчка 6).
424
Окончание 9.6.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Затем подкладку вывер-
тывают, края и углы вып-
равляют и стачивают
вторично на расстоянии
0,5 —0,7 см от края
(строчка 7). Шов прита-
чивания клапана вып-
равляют и притачивают
верхний срез подзора ко
шву притачивания кла-
пана (строчка 8). При-
утюживают с лицевой
стороны, в концах кар-
мана ставят закрепки с
лицевой стороны. Нитки
временного назначения
удаляют. Карман приутю-
живают
9.6.2. Обработка кармана в простую рамку на передних половинках брюк
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка детали кроя Обтачки кармана — 2 детали из основной ткани. Нить основы про- ходит вдоль детали. Подзор из основ- ной ткани—1 деталь. Нить основы проходит так же, как в брюках. Подкладка карма- на — 1 деталь из под- кладочной ткани, выкра- ивают таким образом, чтобы верхние и боковые Обтачка н о. | 2 детали '1 Подзор н о- у. Подкладка ///////!/}///////// кармана уг///////п////////
425
Продолжение 9.6.2
Наименование операции Технические условия на выполнение операции Рисунок
ее срезы совпадали с верхними и боковыми срезами брюк. Нить ос- новы проходит по ходу движения руки в карман
2. Разметка линии входа в карман Намечают вход в карман линиями: гремя основны- ми и двумя вспомогатель- ными; расстояние между вспомогательными лини- ями равно ширине рам- ки умноженной на четы- ре (см. 3.4.4)
i
3. Наметывание подкладки кармана на переднюю поло- винку брюк С изнаночной стороны накладывают подкладку кармана так, чтобы ее верхний край совпадал с верхним срезом перед- ней половинки брюк, а боковая сторона на 1,5 — 2,0 см перекрывала ли- нию входа в карман. На- метывают двумя строчка- ми, параллельными верх- нему срезу брюк: 1 -я — на 1 см ниже верхнего сре- за; 2-я — на 1 см ниже конца кармана 2,0 -2,5 1
U_
4. Заутюживание об- тачек Перегибают обтачки (пе- реднюю на 1/3 ширины, боковую ровно посереди- не) и заутюживают 55? . 1/3 ширины
обтачки
Боковая //// > обтачка-IjII А г // Передняя // обтачка
5. Приметывание и притачивание обта- чек Обтачки приметывают, прикладывая их сгибами к вспомогательным лини- ям, и притачивают на рас - стоянии 0,5 см от сгибов. Швы оггибают на обтач- ки (см. 3.4.4, операция 4) —
6. Прорезание вхо- да в карман. Вы- метывание рамок, закрепление углов кармана Прорезание входа в кар- ман, выметывание рамок, закрепление углов выпол- няют в соответствии с ТУ на обработку кармана (см. 3.4.4, операция 5) —
426
Продолжение 9.6.2
Наименование операции Технические условия на выполнение операции Рисунок
7. Настрачивание среза передней об- тачки на подкладку кармана Внузренний срез перед- ней обтачки подгибают на 0,5 — 0,7 см и настра- чивают на подкладку на расстоянии 0,1 см от по- догнутого края (строч- ка 2). Допускают настра- чивание среза передней рамки на подкладку кар- мана накладным швом шириной 0,3 —0,4 см с открытым, предваритель- но обметанным срезом 1 7' 2
8. Настрачивание подзора Намечают на подкладке место расположения под- зора. Срезы его с грех сто- рон подгибают на изна- ночную сторону на 0,7 см Заутюживают. Наклады- вают его на подкладку кармана и настрачивают с трех сторон на рассто- янии 0Л см от подогну- тых краев. Или предвари- тельно обметанные сре- зы подзора настрачивают по трем внутренним сто- ронам швом шириной 0,3 —0,4 см (строчка 3}
9. Притачивание подкладки с подзо- ром к боковой об- тачке Подкладку кармана с подзором приметывают и притачивают к боко- вой обтачке с изнаноч- ной стороны в шов при- тачивания боковой об- тачки (строчка 6 на рисунке к армана в гото- вом виде) —
10. Стачивание под- кладки. ВТО карма- на Подкладку стачивают и обметывают на спецма- шине или стачивают подкладку кармана двой- ным швом (строчки 4 и 5, тогда подкладку ста- чивают до соединения
427
Окончание 9.6.2
Наименование операции Технические условия на выполнение операции Рисунок
подзора с подкладкой со швом притачивания бо- ковой обтачки). Карман приутюживают с лицевой и изнаночной сторон через увлажнен- ный проутюжильник пос- ле удаления ниток вре- менного назначения 6 \ 4 / / г 2/^^
Карман в готовом виде
9.6.3. Обработка кармана в брюках с отрезным бочком
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Передняя половинка брюк. Задняя половинка брюк Подзор (отрезной бо- чок — часть передней половинки брюк). Вы- краивают из основной ткани. Нить основы про- ходит так же, как на пе- редней половинке брюк. Подкладка кармана (мо- жет состоять из двух ча- стей). Кромка Кромка
Бочок Подкладка кармана
2. Разметка карма- на Карман намечают дву- мя надсечками глуби- ной 0,5 см, определяю- щими вход в карман на передней половинке брюк X
/ / а | ' j 0,5 1 1 1
428
Продолжение 9.6.3
Наименование операции Технические условия на выполнение операции Рисунок
3. Прокладывание клеевой кромки Кромку располагают встык к линии входа в карман со стороны припуска перед- ней половинки брюк; кромку прокладывают с натяжением
№ 1 /
4. Наметывание подкладки кармана Подкладку кармана укла- дывают к намеченной ли- нии, уравнивают верхние и боковые срезы подклад- ки с соответствующими срезами брюк и наметы- вают на переднюю поло- винку брюк на расстоянии 1 см от намеченной линии
11
5. Прокладывание отделочной строчки по краю кармана и настрачивание цельнокроеной об- тачки на подкладку кармана Припуск передней по- ловинки (цельнокроеная обтачка) перегибают в сторону подкладки кар- мана, заметывают и закрепляют отделочной строчкой (строчка /) по модели, в начале и в конце строчки ставят закрепки. Обметанный срез цельнокроеной об- тачки настрачивают на подкладку кармана на расстоянии 0,3 — 0,4 см от краев (строчка 2)
2
6. Настрачивание подзора (бочка кар- мана) Уравнивают боковые и верхние срезы на подзоре и подкладке кармана, под- гибают внутренний срез подзора на 0,5 — 0,7 см и настрачивают на подклад- ку кармана на расстоянии 0,1 — 0,2 см от сгиба (строчка 3) или настра- чивают обметанный срез бочка на подкладку на- кладным швом с откры- тым срезом на расстоя- нии 0,3—0,4 см от краев 1 1-0,2 3
2
429
Окончание 9.6.3
Наименование операции Технические условия на выполнение операции
7. Соединение час- тей подкладки кар- мана На переднюю половинку брюк накладывают под- кладку с подзором. Урав- нивают верхние, боковые и нижние срезы подклад- ки кармана; сметывают, стачивают швом шири- ной 1,0—1,5 см (строч- ка 4}. Срез обметывают или окантовывают. В на- чале и конце кармана ставят закрепки (на ри- сунке изображены * и **)
8. Соединение зад- ней н передней по- ловинок брюк Заднюю половинку' брюк накладывают на перед- нюю половинку лицевы- ми сторонами внутрь. Уравнивают верхние, бо- ковые и нижние срезы. Сметывают и стачивают боковые срезы швом ши- риной I см (строчка 5) в соответствии с ТУ. Бо- ковые срезы обметывают до стачивания
Рисунок
zzzzzzzz
ТИТТЛ
Карман в готовом виде
9.7. ОБРАБОТКА ЗАСТЕЖКИ БРЮК
9.7.1. Обработка застежки брюк в условиях массового производства
(застежка-молния не соединена замком)
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя 7 — откосок — 1 де- таль из основной ткани (планка под застежку- молнию);
430
Продолжение 9.7.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Обработка пра-
вого среза левой
стороны застежки
брюк
2.1. Обтачивание
откоска
2 — подкладка от-
коска — 1 деталь из
подкладочной ткани;
3 — обтачка левой
стороны застежки
брюк — 1 деталь из ос-
новной ткани.
В массовом производстве
брюк на передних поло-
винках ставят рассечку,
определяющую длину за-
стежки, а при индиви-
дуальном изготовлении
ставят контрольный знак
Откосок обтачивают
(строчка 7) подкладкой
откоска по внешнему
срезу (ширина шва 0,5 —
0,7 см). После выверты-
вания и выправления
канта прокладывают
строчку по обтачанному
краю на расстоянии от
него 0.2 — 0,3 см (строч-
ка 2)
2 2. Соединение от-
коска с застежкой-
молнией
Застежку-молнию на-
кладывают на откосок,
совмещая ее край с внут-
ренним срезом откоска.
Обметывают, одновре-
менно соединяя детали
(строчка 3)
431
Продолжение 9.7.I
Наименование операции Технические условия на выполнение операции Рисунок
2.3. Притачивание откоека к правой передней половин- ке брюк Обработанный откосок притачивают (строчка 4) к правой передней поло- винкс брюк (ширина шва 0,7 см). Шов настра- чивают (строчка 5) на расстоянии 0,1—0.2 см от шва притачива! шя от- коска 5 / Правая | / половинка j брюк ' S Линия застежки в готовом виде 4 'пит. 1- 2
3. Обработка лево- го среза застежки 3.1. Соединение об- тачки застежки с застежкой-молнией Обметывают (или окан- товывают) внутренние срезы обтачки застежки. На лицевую сторону об- тачки (по ранее намечен- ной линии) настрачива- ют застежку молнию на расстоянии от края лен- ты 0,2 см (строчка 6) 6
1 :! я :! 1 ^2
3.2. Обтачивание ле- вого среза застежки Обтачивают левый срез застежки брюк (строч- ка 7) швом шириной 0,7 см с одновременным прокладыванием кромки до рассечки (глубиной 0.9 см). Выметывают шов с образованием канта ши- риной 0.3 см
432
Окончание 9.7.1
Наименование операции Технические условия на выполнение операции
Примечан ие Ширина шва обтачива- ния и ширина канта в сумме должны быть рав- ны 1 см, так как ширина шва стачивания средне- го переднего среза брюк равна 1 см. Шов должен быть продолжением за- стежки
Приутюживают. Прокла- дывают отделочно за- крепляющую строчку вдоль застежки с лицевой стороны брюк с за- круглением внизу (строч- ка 8). Строчка должна за- канчиваться у рассечки
3.3. Окончательная отделка узла Замком соединяют час- ти застежки-молнии пе- ред стачиванием средних срезов. Средние срезы стачива- ют швом шириной 1 см, начиная строчку от рас- сечки. Закрепляют застежку в конце (т. е. около рассеч- ки) ручной или машин- ной закрепкой (строч- ка 9), выполненной с ли- цевой стороны изделия (см. 9.10.1, операция 5). В нижней части застеж- ки откосок и обтачку скрепляют между собой закрепкой с лицевой или изнаночной стороны
Рисунок
Застежка в готовом виде
9.7.2. Особенности обработки застежки брюк
в условиях индивидуального пошива
Наименование операции Технические условия на выполнение операции Рисунок
1. Стачивание сред- них срезов на перед- них половинках брюк Стачивают средние сре- зы передних половинок брюк, начиная строчку около koi [трольного зна- ка и заканчивая, не до- ходя до шаговых срезов на 4 — 5 см. Ширина шва равна 1 см О 1 ! U- -5
2. Притачивание за- стежки-молнии к правой передней по- ловинке брюк Застежку-молнию прита- чивают к правой поло- винке брюк (ширина шва 0,5 —0,7 см) до конт- 1 -и \\
рольного знака, ограни- чивающего длину за- стежки. Шов заутюжива- ют на правую половинку брюк (строчка 7) /о,3 - 0,5 J г <
Правая пол '/
свинка брюк
3. Обтачивание ле- вого среза застеж- ки Левую сторону застежки обтачивают обтачкой с обметанными внешни- ми срезами швом шири- ной 0,5 — 0,7 см до кон- трольного знака (строч- ка 2), т. е. до строчки стачивания средних сре- зов на передних поло- винках брюк. Шов обта- чивания настрачивают на обтачку на расстоя- нии от края 0,1 — 0,2 см (строчка 5). Выметывают с образованием канта ши- риной 0,5 — 0,3 см (в за- висимости от ширины шва обтачивания левого среза застежки). Приутю- живают. Шов должен быть продолжением застежки Левая пол овинка брюк 2
/3 .0,1 ~~ 0,2
> > ► > > > > > > > > > > > > > > > > > > > >' > у
434
Продолжение 9.7.2
Наименование операции Технические условия на выполнение операции Рисунок
Примечание В некоторых случаях под строчку обтачивания ле- вой стороны застежки подкладывают кромку —
4. Соединение за- стежки-молнии с левой половинкой брюк Передние половинки брюк раскладывают на столе лицевой стороной вверх. Расправляют края застежки. Накладывают левую сторону застежки на правую, совмещают линию застежки в гото- вом виде на правой сто- роне и край банта на ле- вой стороне, скалывают булавками (или заметы- вают) вдоль края застеж- ки. Настрачивают ленту застежки-молнии (на рас- стоянии 0,2 см от края ленты) на обтачку (строч- ка 4). Прокладывают отделоч- ную строчку (по модели) с закруглением в конце застежки (строчка 5). Пои - утюживают / 4 7/.
1 л 1 г
а П : 1
211 1 и ния засте жки в готов* □м виде
5. Обработка от- коска Обтачивают внешний срез откоека подкладкой откоека (строчка 6), шов обтачивания закрепляют отделочной строчкой (строчка 7). Внутренние срезы детали обметывают
УПИШИ Я
Е > г* Z 7^6 1Г^7 1 1 1 1 1 1
6. Соединение от- косна с правой сто- роной застежки Соединяют откосок с правой половинкой брюк строчкой по лицевой сто- роне брюк на расстоянии
435
Окончание 9.7.2
Наименование операции Технические условия на выполнение операции
0,1 — 0.2 см от шва при- тачивания застежки- молнии (строчка 8). Ши- рина шва притачивания откоска 1,0— 1,5 см
7. Окончательная отделка узла Ставят закрепку в конце застежки с лицевой сто- роны брюк (строчка 9). Соединяют концы обтач- ки и откоска закрепкой с изнаночной стороны. После соединения боко- вых и шаговых срезов стачивают средние сре- зы брюк в соответствии с ТУ (см. 9.10.1)
Рисунок
ОД-0,2
Застежка в готовом виде
9.8. СОЕДИНЕНИЕ БОКОВЫХ И ШАГОВЫХ СРЕЗОВ БРЮК
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Соединение бо-
ковых срезов
1.1. Сметывание бо-
ковых срезов
Переднюю и заднюю по-
ловинки брюк складыва-
ют лицевыми сторонами
внутрь. Боковые срезы
уравнивают и сметывают
по передним половинкам
на расстоянии 0,9 см от
срезов прямыми стежка-
ми длиной 1,0— 1,5 см.
На участке бокового кар-
мана на задней половин-
ке брюк делают посадку
0,3 — 0,5 см. Посадку су-
тюжинают
Посадка из задних
половинок брюк
1 2. Стачивание бо-
ковых срезов
Стачивают срезы по пе-
редним половинкам брюк
швом шириной 1 см,
закрепляя карман обрат-
ной машинной строчкой
436
Окончание 9.8
Наименование операции Технические условия на выполнение операции Рисунок
1.3. ВТО шва Нитки сметывания уда- ляют. Швы разутюжива- ют на специальной ко- лодке —
2. Соединение ша- говых срезов 2.1. Уточнение ши- рины брюк Перед соединением ша- говых срезов проверяют ширину брюк внизу и на уровне коленей и
2.2. Нанесение контрольных зна- ков Брюки раскладывают на столе шаговыми срезами передних и задних поло- винок встык и намеча- ют контрольные мело- вые знаки через каждые 20 см
2.3. Сметывание срезов Каждую половинку брюк складывают лицевыми сторонами внутрь, со- вмещая контрольные ме- ловые знаки. Сметывают шаговые срезы по перед- ней половинке на рас- стоянии 0,9 см от срезов —
2.4. Стачивание ша- говых срезов и ВТО шва Стачивают срезы по передней половинке брюк, ширина шва — 1,0— 1,5 см. Нитки сме- тывания удаляют, швы разутюживают на специ- альной колодке —
2.5. ВТО брюк Половинки брюк рас- кладывают на столе та- ким образом, чтобы на участке от низа до линии коленей боковые швы совпадали с шаговыми. Сутюживают передние половинки ниже линии коленей, а задние — ни- же линии ягодиц, прида- вая брюкам форму, соот- ветствующую строению фигуры ц ~~
437
9.9. ОБРАБОТКА ВЕРХНЕГО СРЕЗА БРЮК
9.9.1. Соединение пояса с верхним срезом брюк
Наименование операции Технические условия на выполнение операции Рисунок
1. Подготовка брюк к соединению их с поясом 1. Соединена подкладка с передними половинка- ми брюк. 2. Обработан задний кар- ман. 3. Обработаны боковые карманы, боковые и ша- говые шаы. 4 Обработана застежка —
2. Выкраивание по- яса Пояс по д’Тине выкраи- вают равным длине верх- него среза брюк (учиты- вая ширину откоека и длину переходного по- яса, если он есть) плюс прибавка на обработку боковых срезов пояса. Ширина пояса в крое равна ширине его в го- товом виде плюс 1,5 — 2,0 см на обработку —
3. Расположение шлевок Количество шлевок на поясе равно 5 или 6 шту- кам. Располагают их та- ким образом: две шлев- ки — по середине пере- дней половинки брюк; две — у боковых швов со стороны задних полови- нок; две — на расстоя- нии 6 — 7 см от среднего заднего шва или одна шлевка на среднем шве
XI д л е If > Л X Л £ л t л X л Ф л X л 't / X i 5
4. Соединение шле-
вок с брюками
Шлевки укладывают ли-
цевой стороной вниз.
Верхние срезы брюк и
срезы шлевок уравнивают;
шлевки закрепляют трой-
ной машинной строчкой
(или вручную разметоч-
ными стежками)
438
Окончание 9.9.1
Наименование Технические условия
операции на выполнение операции
5. Притачивание по- Пояс укладывают лице-
яса вой стороной вниз на лицевую сторону брюк, уравнивают верхний срез брюк со срезом пояса. Приметывают и прита- чивают пояс швом ши- риной 1 см. Нитки при- метывания удаляют, швы заутюживают в сто- рону пояса или разутю- живают
Рисунок
6. Заутюживание
шлевок
Шлевки заутюживают на
пояс с напуском (из шле-
вок), равным 0,3 — 0,5 см
(с учетом ширины рем-
ня). Верхние срезы шле-
вок притачивают к верх-
нему срезу пояса на рас-
стоянии от него, равном
0,3 см
9.9.2. Обработка верхнего среза пояса поясной лентой
Наименование операции Технические условия на выполнение операции
1. Соединение пояса с поясной лентой накладным швом с открытыми срезами 1.1. Настрачивание поясной ленты По всей длине пояса от- мечают линию его ши- рины в готовом виде плюс 0,2 см (на ширину канта). Встык к намечен- ной линии с лицевой стороны пояса настрачи - вают поясную ленту на расстоянии 0,1 см от ее края
439
Окончание 9.9.2
Наименование
операции
1.2. Оформление
верхнего края по-
яса
2. Соединение по-
яса с поясной лен-
той обтачным швом
3. Соединение пояса
с поясной лентой
накладным швом с
закрытым срезом
Технические условия
на выполнение операции
Отгибают поясную леп-
ту на пояс (изнаночной
стороной внутрь) и вы-
метывают край пояса с
образованием канта ши-
риной 0,2 см из пояса с
последующим приутю-
живанием
Рисунок
Складывают лицевыми
сторонами внутрь пояс
и поясную ленту; урав-
нивают срезы, обтачи-
вают швом шириной
0,5 — 0,7 см. Шов обтачи-
вания вывертывают,
выправляют, выметыва-
ют с образованием кан-
та шириной 0,2 см, при-
утюживают
Верхний срез пояса за-
метывают, подгибая на
0,7 см на изнаночную
сторону пояса, и при-
утюживают. Накладыва-
ют поясную лету на из-
наночную сторону пояса
таким образом, чтобы ее
верхний край не доходил
до верхнего края пояса
на 0,2 см, и настрачива-
ют на расстоянии 0,3 —
0,4 см от сгиба среза по-
яса, перекрывая край
ленты на 0,1 — 0,2 см
9.9.3. Обработка концов пояса обтачным швом
Наименование операции Технические условия на выполнение операции Рисунок
Обтачивание кон- цов пояса Пояс перегибают по ли- нии края в готовом виде, складывают с поясной
440
Окончание 9.9.3
Наименование операции Технические условия на выполнение операции Рисунок
лентой лицевыми сторо- нами внутрь и обтачива- ют: по нижнему срезу пе- реходного пояса (ширина шва — 1 см) и по боко- вому срезу пояса (шири- на шва — 0,5 —0,7 см). Строчка обтачивания ниж- него среза пояса должна заканчиваться у строчки
1 / 0,5 —0,7 J / 1 / 1 И - — 1 1 Л С Л *7 1
м <• — \
• 1
1 1 ,
притачивания пояса и быть ее продолжением (рис. а). Затем обтачивают дру- гой конец пояса (шири- на шва — 0,5 —0,7 см) таким образом, чтобы он был продолжением за- стежки брюк (рис. б) Высекают углы, излишки ткани в углах выправляют, выметывают с кантом из пояса (ширина канта 0,1 — 0,2 см). Приутюживают
_L а _L 0
Примечание Данный способ исполь- зуют при обработке брюк из тканей низких прейскурантных групп —
9.9.4. Обработка конца пояса подпоясом на левой половинке
брюк швом вподгибку
Наименование операции Технические условия на выполнение операции Рисунок
1. Подготовка дета- лей кроя застежки Пояс с припуском по длине (4 — 5 см) на об- работку подпояса. Обтачка левой сто- роны застежки с настроченной на нее за- стежкой-молнией —
Примечание Обработку правой сторо- ны брюк см. в 9.7.1, опе- рация 2.3 и в 9.7.2, опе- рация 6; обработку левой части брюк см. ниже —
441
Продолжение 9.9.4
Наименование
операции
2. Обтачивание сре-
за левой стороны
застежки
Технические условия
на выполнение операции
Срез левой стороны за-
стежки обтачивают обтач-
кой (ширина шва 0,7 см),
заутюживают (или на-
страчивают) шов обта-
чивания на обтачку
Рисунок
0,5-0,7
*—2----—
3. Притачивание по-
яса. Обработка шва
притачивания пояса
Пояс притачивают к ле-
вой части брюк и верх-
нему срезу обтачки (ши-
рина шва — 1 см). Шов
притачивания пояса ра-
зутюживают или заутю-
живают
4. Настрачивание
поясной ленты на
верхний срез пояса
Вдоль верхнего среза
брюк намечают линию
ширины пояса в готовом
виде.
Край пояса определяют
линией, перпендикуляр-
ной шву притачивания
пояса. Эта линия являет-
ся продолжением линии
края застежки на брюках.
Поясную ленту наклады-
вают на верхний при-
пуск пояса таким обра-
зом, чтобы конец ее был
уравнен с линией конца
пояса, а долевой ее край
не доходил до линии
ширины пояса в готовом
виде на 0,2 см.
Соединяют срез пояса и
поясную ленту машин-
ной строчкой на рассто-
янии 0,1 — 0,2 см от края
ленты (строчка 7)
442
Продолжение 9.9.4
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Обтачивание по-
яса подпоясом
По линии края застежки
на лицевую сторону брюк
отгибают обтачку с под-
поясом. Подгибают на из-
наночную сторону боко-
вой срез пояса на 1 см и
уравнивают шов прита-
чивания пояса на брюках
и на обтачке.
Обтачивают конец пояса
по верхнему краю так, что-
бы строчка обтачивания
проходила выше линии
верхнего края пояса на
0,1 — 0,2 см (строчка 2)
6. Окончательная
отделка узла
Вывертывают конец по-
яса, отгибая обтачку на
изнаночную сторону брюк.
Выметывают шов обтачи-
вания конца пояса врас-
кол. Настрачивание пояс-
ной ленты в шов прита-
чивания пояса выполняют
в обычном порядке. Подо-
гнутый край подпояса
пришивают потайными
подшивочными стежками
к поясной ленте (строч-
ка 5) или приклеивают,
используя клеевую пау-
тинку. Вдоль края застеж-
ки прокладывают отде-
лочную строчку (строч-
ка 4), соединяющую об-
тачку с брюками. Застежку
приутюживают
7. Обработка пра-
вого конца пояса
Правый конец пояса об-
рабатывают обтачным
швом или способом, ана-
логичным описанному
443
Окончание 9.9.4
Наименование
on ерации
Технические условия
на выполнение операции
8. Закрепление по-
ясной ленты с по-
ясом
После обработки концов
пояса расправляют пояс
и поясную ленту; соеди-
няют их машинной
строчкой, прокладывае-
мой:
в шов притачивания
пояса (рис. а)\
на расстоянии 0,1 —
0,2 см от шва притачи-
вания пояса по брюкам
(рис. б);
на расстоянии 0,1 —
0.2 см от шва притачи-
вания пояса по поясу
(рис в)
9.10. СОЕДИНЕНИЕ СРЕДНИХ СРЕЗОВ БРЮК.
ОБРАБОТКА И ПРИКРЕПЛЕНИЕ ЛЕИ
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка сред-
них срезов брюк
1.1. Уточнение ши-
рины брюк
1.2. Сметывание
средних срезов
Уточняют ширину левой
и правой частей брюк
вверху; намечают линию,
по которой будет выпол-
няться стачивание
Задние половинки брюк
складывают лицевыми
сторонами внутрь и сме-
тывают средние срезы
стежками длиной 1,0 —
1,5 см, следя за совпаде-
нием краев пояса, швов
притачивания пояса, над-
ставок и шаговых швов.
444
Продолжение 9.10
Наименование операции Технические условия на выполнение операции Рисунок
1.3. Стачивание средних срезов Стачивают по левой по- ловинке брюк двумя строчками на стачиваю- щей машине (на рассто- янии 0,1 см одна от дру- гой) или на машине цепного стежка. При ста- чивании брюки растяги- вают по шву —
1.4. ВТО среднего шва Нитки сметывания уда- ляют; средний шов разу- тюживают на расстоянии 10—15 см от пояса
L Н 1
Цг- “А
К 10- 15 1
1.5. Закрепление застежки брюк Левую сторону застежки укладывают на откосок, застегивают брюки. Пе- рекрывают шов притачи- вания откоека левой сто- роной застежки на 0,2 — 0,3 см. В конце застежки ставят закрепку (строч- ка 9) ручным способом или на спецмашине (см. 9.7 1 операция 3.3) //- // /' 9 If X // \ н // > // рМ J N
1.6. Обработка сред- них швов на участ- ке пояса В мужских брюках пояс выполняют из двух час- тей для того, чтобы об- легчить корректировку объема брюк по фигуре в процессе эксплуатации. Поэтому рекомендуют упрощенные способы обработки припуска среднего шва —
1.6.1. Первый спо- соб Средний срез обметыва- ют (до соединения) вме- сте с поясом, шов ра- зутюживают, припуски
445
Продолжение 9.10
Наименование
операции
Технические условия
на выполнение операции
Рисунок
фиксируют закрепками
машинными или выпол-
ненными вручную
1.6.2. Второй спо- Окантовывают средние
соб срезы брюк. В этом слу-
чае должны быть окан-
тованы швы стачивания
подкладки карманов и
срез обтачки левой сто-
роны застежки. Верхние
срезы окантовки должны
выступать за верхний
край пояса на 1 см. При-
пуски окантовки подги-
бают внутрь и фиксиру-
ют закрепками, одно-
временно закрепляют
припуск пояса
1.6.3. Третий спо-
соб
Подгибают верхние углы
припуска пояса (в изде-
лиях из тонких тканей)
и настрачивают их на
пояс
2. Обработка и при-
крепление накладки
(леи) к брюкам
2.1. Стачивание
частей леи
Лея состоит из двух ча-
стей. Детали складыва-
ют лицевыми сторона-
ми внутрь и стачивают
по верхнему срезу швом
шириной 0,8—1,0 см.
Срезы обметывают, шов
заутюживают. Обметыва-
ют края леи
446
Окончание 9.10
Наименование операции Технические условия на выполнение операции Рисунок
2.2. Притачивание леи к среднему шву На изнаночную сторону брюк накладывают лею изнаночной стороной вниз. Шов стачивания ча- стей леи притачивают к припуску заднего средне- го шва машинной строч- кой. Передний конец леи притачивают к нижним концам деталей застеж- ки, а остальные края при- крепляют к среднему и шаговым швам коротки- ми строчками (машинны- ми или ручными) —
9.11. ОБРАБОТКА НИЗА БРЮК. ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА БРЮК
9.11.1. Обработка низа брюк без манжет
Наименование
операции
1. Определение дли-
ны брюк
2. Определение ши-
рины припуска на
подгиб низа брюк
Технические условия
на выполнение операции
Брюки укладывают на
столе правой половин-
кой вверх, совмещая
шаговый и боковой швы
и швы притачивания по-
яса. Намечают линию
низа брюк; она должна
соответствовать длине
брюк в готовом виде
Линию низа на передней
половинке брюк подни-
мают на 0,5 см, а на зад-
ней — опускают на 0,5 см.
Откладывают от наме-
ченной линии низа в го-
товом виде около 4 см на
обработку низа и наме-
чают линию среза низа.
Меловые линии низа пе-
реводят на левую поло-
винку брюк, низ брюк
подрезают и обметывают
на спецмашине
Линия низа в готовом виде
447
Продолжение 9.1J.1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
3. Настрачивание
брючной ленты
Ленту наметывают на
припуск низа брюк таким
образом, чтобы ес утол-
щенный край перекры-
вал линию низа брюк на
0,1 — 0,2 см
4. Требования к на-
страчиванию брюч-
ной ленты
5. Окончательная
обработка низа
брюк
Haci рачивают ленту дву-
мя строчками: первую
строчку прокладывают на
расстоянии 0.3 см от ее
утолщенного (внешне-
го) края (строчка 7);
вторую — на расстоянии
0,1 — 0,2 см ог внутрен-
него края (строчка 2).
Настрачивание начинают
от шагового шва. Свобод-
ный конец ленты подги-
бают и перекрывают им
настроченный край на
1 см, застрачивая сгиб
края ленты (ширина шва
0,1—0,2 см) перпенди-
кулярно линии низа
Ленту настраивают с
равномерным натяжени-
ем, т. е. низ брюк не дол-
жен быть затянут Не до-
пускается и растянутый
низ брюк
Припуск низа подгиба-
ют и заметывают так,
чтобы край ленты выхо-
дил на 0,1 — 0,2 см. Низ
брюк подшивают на
спецмашине или вручную
потайными подшивочны-
ми стежками. Нитки заме-
тывания удаляют. Низ
брюк приутюживают
Шаговый шов. Направление
448
Окончание 9.11.1
Наименование операции Технические условия на выполнение операции Рисунок
Примечание Низ брюк может быть приклеен клеевой пау- тинкой, которую соеди- няют с припуском низа строчкой обметывания среза низа Клеевая _ паутинка 0,1-0,2 f
9.11.2. Обработка низа брюк манжетами
Наименование
операции
1. Обработка двой-
ными манжетами
1.1. Определение
линий низа и ман-
жеты
Технические условия
на выполнение операции
Рисунок
Брюки укладывают на
столе правой половин-
кой вверх, совмещая ша-
говый и боковой швы и
швы притачивания пояса.
Намечают линии:
7-я линия — длина брюк
в готовом виде;
2-я линия — ширина
подманжеты (край ман-
жеты в готовом виде);
3-я линия — ширина
манжеты
Припуск низа равен ши-
рине брючной ленты
минус 0,5 см.
Скос на линии низа брюк
отсутствует. Переносят
намеченные линии на ле-
вую половинку брюк
Линия низа
в готовом виде
Удвоенная
ширина
манжеты
7 я линия
Подманжета
Манжета
5-я линия у у
Ширина ленты минус 0,5
1.2. Настрачивание
брючной ленты
Ленту настрачивают од-
ной строчкой таким об-
разом, чтобы ее утол-
щенный край перекры-
вал 5-ю линию на 0,1 —
0,2 см (строчка 7)
Строчка настрачивания ленты
15 Силаева
449
Продолжение 9.11.2
Наименование
операции
1.3. Заметывание и
настрачивание ман-
жеты с лентой
1.4. Окончательная
обработка
2. Обработка полу-
торными манжета-
ми
2.1. Определение
линий низа и ман-
жеты
Технические условия
на выполнение операции
Заметывают манжету по
2-й линии, определяю-
щей край манжеты в го-
товом виде. Настрачива-
ют край ленты второй
строчкой на брюки
(строчка 2)
Рисунок
Отгибают манжету на
лицевую сторону брюк
по линии низа в готовом
виде. Заметывают низ
брюк с манжетой таким
образом, чтобы край
ленты выступал за сгиб
низа на 0,1 — 0,2 см
Закрепляют края манжет
над шаговыми и боковы-
ми швами ручными
стежками. Приутюжива-
ют слегка. Нитки заметы-
вания удаляют. Повтор-
но приутюживают
Брюки укладывают на
столе правой половин-
кой вверх, совмещая ша-
говый и боковой швы и
швы притачивания по-
яса. Намечают линии:
/-я линия — длина брюк
в готовом виде минус
половина ширины ман-
жеты;
2-я линия — половина
ширины манжеты (край
манжеты в готовом виде);
5-я линия — ширина
манжеты (линия низа
брюк в готовом виде).
450
Окончание 9.11.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2.2. Настрачивание
брючной ленты
2.3. Формирование
верхнего края ман-
жеты
2.4. Окончательная
обработка манжет
Припуск низа равен по-
ловине ширины манже-
ты плюс 1 см. Намечен-
ные линии переносят на
левую половинку брюк
Со стороны припуска
низа настрачивают ленту
в соответствии с ТУ. Низ
брюк подрезают, обметы-
вают на спецмашине
Половину ширины ман-
жеты направляют в сто-
рону брюк таким обра-
зом, чтобы 2-я линия
являлась верхним краем
манжеты. Припуск низа с
настроченной лентой пе-
регибают на изнаночную
сторону брюк и настра-
чивают на брюки одной
строчкой (ширина шва —
1 см), отгибая манжету
(строчка 3)
2-я линия
3-я линия
Манжеты приутюжива-
ют и закрепляют над
шаговыми и боко-
выми швами
9.11.3. Окончательная отделка брюк
Обметывают петли. Затем удаляют концы ниток; очищают изделие от про-
изводственного мусора и следов мела. Окончательную ВТО начинают с верх-
ней части брюк через увлажненный проутюжильник, выправляя карманы,
линии пояса, застежки и т.д. Затем приутюживают нижнюю часть брюк, рас-
кладывая их на столе и совмещая боковые и шаговые швы от уровня коленей
до низа. Сгибы заутюживают со стороны шаговых швов на каждой половинке
отдельно, со стороны боковых — на обеих половинках вместе. Одновременно
приутюживают и отпаривают манжеты. После ВТО брюки просушивают в те-
чение 30 — 40 мин в подвешенном состоянии. Пуговицы для застегивания при-
шивают в соответствии с расположением петель.
451
ГЛАВА 10. ОСОБЕННОСТИ ОБРАБОТКИ ЖИЛЕТА
10.1. МОДЕЛИ ЖИЛЕТОВ И ОПИСАНИЕ ИХ ВНЕШНЕГО ВИДА
Модели жилетов. Жилет может быть частью костюма или самостоятельным
видом одежды.
По конструкции жилеты бывают с центральной или смещенной бортовой
застежкой прилегающего, полуприлегающего или прямого силуэта. В зависи-
Рис. 128
мости от модели жилеты бывают с ворот-
ником или без него, с карманами, разны-
ми по оформлению и количеству. Застежка
может быть выполнена на пуговицы и пет-
ли, кнопки или оформлена застежкой-мол-
нией.
Ниже приводится технология обработ-
ки классического мужского жи-
лета, который является частью костюма. В
таких жилетах спинку раскраивают из под-
кладочной ткани в цвет верха костюма, на
уровне линии талии располагают хлястик,
состоящий из двух частей. На полочках об-
рабатывают два или четыре кармана в рам-
ку или с листочкой.
Описание внешнего вида жилета. На рис.
128 изображен жилет без воротника, по-
луприлегающего силуэта, с вытачками по
линии талии на полочках и спинке, с цен-
тральной бортовой застежкой на 5 обме-
танных петель и 5 пуговиц.
На полочках выполнены четыре карма-
на с листочкой. Спинка со швом посереди-
не, с хлястиком из двух частей на линии
талии. Пряжка на хлястике позволяет регу-
лировать ширину жилета по линии талии.
Борта и низ полочек обработаны в «чис-
тый край».
10.2. ДЕТАЛИ КРОЯ ЖИЛЕТА. НАИМЕНОВАНИЕ ЛИНИЙ И СРЕЗОВ
Детали кроя Технические условия на выкраивание деталей Рисунок
1. Из основной тка- ни 1.1. Полочка Полочка — 2 детали; нить основы проходит параллельно срезу борта на прямом участке. Допустимое отклонение от нити основы (только
452
Продолжение 10.2
Детали кроя Технические условия на выкраивание деталей Рисунок
для изделий из гладко- крашеной ткани) — 3%. Правую полочку рас- краивают с припуском для пришивания пуго- виц (1,5 см) на прямом участке борта. При про- верке деталей кроя уточ- няют место расположе- ния вытачек и карманов. Карманы располагают на жилете в зависимости от модели. Длина верхнего кармана для жилета 48-го размера — 9 см, нижне- го — 12 см Левая полочка Срез горловины Плечевой Срез ;! борта ;I i ш Срез низ Скос борта Правая полочка срез Срез — проймы ’ Боковой срез — Вытачка а
1.2. Подборт Подборт — 2 детали. Нить основы проходит парал- лельно внешнему срезу на прямом участке.
453
Продолжение 10.2
Детали кроя Технические условия на выкраивание деталей Рисунок
Допустимые отклонения от нити основы для глад- кокрашеных тканей — 10%, для тканей с ри- сунком — 5 %. Размеры подборта указа- ны на рисунке 11 \ / " 3,0-3,5 |, 6,0-6,5
11 11 и
1 1 “ 11 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ' - 1 1 / 1 1 / 1 1 / 1 У ' 1— 11 11 1 1 1 1 1 1 1 1 1 1 > ’ 1 1 1 1 ’ 1 1 1 1 1 X III \ 1 11 \ 1 1 1 \ 1 1^- 3,0-3,5
1.3. Обтачка низа полочки Обтачка низа полочки — 2 детали, ширина — 3,0 — 3,5 см. Нить осно- вы — в любом направ- лении \ 1 1 г г 1 1 1 1 \ с \ i \ < \ 4 1 1 1 6
1.4. Детали карма- на О деталях кармана см. в 34 —
2. Из подкладочной ткани, идентичной подкладке полочек и спинке пиджака 2.1. Спинка Спинка — 1 деталь (со- стоит из двух частей). Нить основы — вдоль по- середине детали. Допус- тимые отклонения от нити основы — 5 %. При проверке деталей кроя уточняют располо- жение вытачек и хлясти- ков Плечевой срез rW Срез I ////, проймы х//// Боковой ГУ ' / /1\/ /// срез Г7//д)///! // / / / /V / / / / Срез горловины i // Средний {/Л/ сРез 1
Срез ь шза
2.2. Детали прорез- ных карманов О деталях прорезных кар- манов см. в 3.4 —
454
Продолжение 10.2
Детали кроя Технические условия на выкраивание деталей Рисунок
2.3. Хлястик Хлястик — 2 детали (из двух частей) трапецие- видной формы. Широкие концы соединяют одно- временно с боковыми срезами
3. Из светлой под- кладочной ткани, идентичной под- кладке рукавов в пиджаке 3.1. Подкладка по- лочек Подкладка полочек — 2 детали. Нить основы проходит так же, как на полочке жилета 7 / / / 7 / / 7 7 7 / f 1 7 Г / г ( ь 1 £ I Г 17 1 Г' I к, i 17 1 г 1 । 1 1/ 1 L7 1 г Ьч 1 К7 \ 1/ \ V \ \ \ \ \ \ /\ 1 > 7 1 7 / 7 Л it •<7ч? /чЛ \
3.2. Подкладка спинки Подкладка спинки — 1 деталь (из двух частей). Нить основы проходит вдоль по середине детали /V * ч/Ъч Средний срез подкладки спинки
3.3. Накладной кар- ман (внутренний) Накладной карман — 2 детали с припусками на швы 5-4,0 Lo,7-i,o ?<—2- -2—
Примечание Подкладка жилета может быть выполнена из ткани, идентичной подкладке по- лочки и спинки пиджака —
455
Окончание 10.2
Детали кроя Технические условия на выкраивание деталей Рисунок
4. Из прокладочной ткани 4.1. Прокладка по- лочек Прокладку полочек вык- раивают из клеевых материалов в соответ- ствии с деталями верха. Клеевыми прокладками дублируют полочки жиле- та по всей поверхности
4.2. Прокладка в горловину спинки Прокладка в горловину спинки — 1 деталь
Примечание Подготовку жилета к пошиву выполняют по общим правилам
10.3. ОБРАБОТКА ПОЛОЧЕК ЖИЛЕТА
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка выта- чек Палочки продублированы клеевой прокладкой. Вы- тачки обработаны в соот- ветствии с ТУ (см. 3.2) —
2. Сутюживание по- лочки на выпуклость груди Сутюживание полочки на выпуклость груди жилета выполняют в два приема. Прием I. Палочки скла- дывают лицевыми сторо- нами внутрь, уравнивают срезы и вытачки, уклады- вают на столе (или колод- ке) срезом борта к рабо- тающему и сутюживают слабину по горловине и борту до центра выпукло- сти на грудь Прием I
456
Продолжение 10.3
Наименование операции Технические условия на выполнение операции Рисунок
Прием II. Полочки кла- дут на стол (или колод- ку) срезом проймы к ра- ботающему. Сутюживают слабину по пройме. Оба приема повторяют на другой полочке, пе- ревернув детали Прием II
3. Обработка кар- манов на полочках Прорезные карманы об- рабатывают одним из способов, описанных в 3.4, или так же, как верх- нюю листочку в пиджа- ке (см. 11.4.3) —
4. Уточнение и под- резка борта и низа жилета Детали полочек склады- вают лицевыми сторона- ми наружу, уравнивают срезы, концы карманов и вытачки; укладывают на столе левой полочкой вверх. Борт и низ обмеляют по линейке или подсобно- му лекалу; подрезают. На правой полочке оставля- ют припуск для приши- вания пуговиц (см. выше операция 1.1) —
5. Прокладывание кромки В изделиях с продубли- рованными полочками кромку прокладывают только вдоль среза гор- ловины, отступив при- мерно 6 см от плечевого среза; допускается не про- кладывать кромку, если свойства тка» (и это позво- ляют
457
Продолжение 10.3
Наименование операции Технические условия на выполнение операции Рисунок
Примечание На рисунках, располо- женных ниже, с целью облегчения восприятия материала не показаны прокладка полочек и кромка по горловине —
6. Обработка под- кладки полочек 6.1. Обработка вы- тачек и кармана на подкладке Стачивают вытачки и заутюживают их к сере- дине детали Обрабатывают накладной карман и соединяют его с подкладкой полочки (см. 4.6.2, операция 5.2) Лицевая сторона
6.2. Соединение подкладки с обтач- кой низа Притачивают обтачку к срезу низа подкладки стачным швом взаутюж- ку (ширина шва — 1 см), припуск направляют на подкладку Об тачка Лицева! подк I сторона ладки
6.3. Соединение подкладки с под- бортом Притачивают подборта к подкладке полочки стач- ным швом взаутюжку (ширина шва — 1 см), шов заутюживают на подкладку. На уровне обтачки припуск шва подборта рассекают у строчки притачивания и шов соединения под- борта с обтачкой разу- тюживают Под борт По д кладка
1 1знг ст< 1 1 1 1НОЧГ )ронг Обтачк 1ая а низа
458
Продолжение 10.3
Наименование операции Технические условия на выполнение операции Рисунок
При соединении под- кладки с подбортом де- лают посадку из под- кладки в области груди
7. Соединение по- лочек с подкладкой 7.1. Обтачивание горловины, борта и низа Полочки жилета и гото- вую подкладку (с подбор- том и обтачкой) склады- вают лицевыми сторона- ми внутрь, уравнивают срезы и наметывают под- борта вдоль среза борта без посадки, в углах бор- та и низа подборта слег- ка натягивают, по низу полочки — без посадки. Длина стежков — 1 см. Обтачивают горловину, борт и низ жилета швом шириной 0,5 —0,7 см (строчка 7). Шов разутю- живают и подрезают со стороны полочки на 0,2 — 0,3 см, со стороны подборта — на 0,4 см Изнаночная сто] / 4 // 0,5-0,7 // 7l // 7 \ // W/ А I i i 1 i W/Л эона полочки / 7
7.2 Обтачивание пройм Расправляют подкладку, уточняют ее по полочке, сметывают детали по срезу проймы, совмес- тив срезы таким обра- зом, чтобы полочка была шире подкладки по пройме на ширину кан- та (0,2 — 0,3 см). Обтачи- вают швом шириной
459
Окончание 10.3
Наименование операции Технические условия на выполнение операции Рисунок
0,5 —0,7 см (строчка 2). Шов рассекают в местах наибольшего углубления ! // // // // // // । 1 1 1 1 1 i W \\ // // \\ || « 2 1
7 3. Обработка швов обтачивания Полочки вывертывают на лицевую сторону через боковой срез. Швы обта- чивания выметывают (в соответствии с ТУ) с об- разованием канта из по- лочки. Приутюживают. По проймам проклады- вают отделочную строч- ку на расстоянии от края 0,2 —0,5 см. Край борта и низа закрепляют отде- лочной строчкой или вспушивают. Нитки выметывания уда- ляют, детали приутюжи- вают // // // // // // // // // // // // // // i 1 1 1 1 1 1 1 1 1 J 1 // ^к0?2-0,5 1 1 1 1 А
460
10.4. ОБРАБОТКА СПИНКИ ЖИЛЕТА
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка хляс- Подгибают узкий конец
тиков хлястика на изнаночную
сторону. По длине один
срез заутюживают (рис. а),
затем подгибают другой
долевой срез хлястика,
перекрывают его заутю-
женным срезом и на-
страчивают по середине
вдоль детали.
Узкий конец правого хля-
стика застрачивая л* (рис. б).
Узкий конец левого хля-
стика пропускают через
пряжку и, подогнув срез,
застрачивают на рас-
стоянии 1,5 см от сгиба
(рис. <?)
а
2. Соединение хля-
стиков со спинкой
На лицевую сторону
спинки на уровне линии
талии укладывают хляс-
тики лицевыми сторона-
ми вверх, необработан-
ными срезами к боковым
срезам и притачивают
хлястики швом шириной
0,5 см вдоль боковых сре-
зов спинки
3. Соединение сред-
них срезов спинки и
подкладки спинки
3.1. Спинка верха
3 2. Спинка под-
кладки
Стачивают средние сре-
зы спинки верха стачным
швом вразутюжку или
взаутюжку (в последнем
случае припуск заутюжи-
вают на левую сторону)
Стачивают средние срезы
подкладки спинки жиле-
та швом шириной 1 см.
Если после обработки
боковых и плечевых швов
461
Продолжение 10.4
Наименование операции Технические условия на выполнение операции Рисунок
жилет будут вывертывать через горловину, средние срезы стачивают по всей длине. Если горловину буду; обрабатывать обтач- ным швом, соединяют средние срезы, оставляя нестачанным участок на середине шва (примерно 15 — 18 см) для последу- ющего вывертывания изделия на лицевую сто- рону. Шов разутюжива- ют или заутюживают на правую сторону спинки
<15—18^,
3.3. Обработка вы- тачек Стачивают вытачки (в соответствии с ТУ) и за- утюживают их на спин- ке верха в сторону боко- вых швов, на спинке подкладки в сторону се- редины детали —
4. Прокладывание прокладки в горло- вину спинки Для укрепления горло- вины спинки ставят про- кладку Если прокладка неклеевая, ее приметы- вают к спинке верха, если клеевая — прикле- ивают к подкладке спин- ки. Срез прокладки не доходит до среза горло- вины на 1 см в том слу- чае, если жилет будут вывертывать через нее В - uii/j//////ь
Если жилет с обтачной горловиной спинки, прокладку приклеивают вровень со срезами ос- новной детали в
5. Соединение спинки верха с под- кладкой 5.L Сметывание де- талей Спинку верха складывают с подкладкой лицевыми сторонами внутрь (при этом подкладка спинки уже спинки верха по —
462
Окончание 10.4
Наименование операции Технические условия на выполнение операции Рисунок
проймам и короче по низу на 0,2 —0,3 см), уравнивают срезы и сме- тывают по срезам низа и пройм
5.2. Обтачивание Обтачивают срезы низа и 0,5-0,7
спинки по срезам низа и пройм пройм швом шириной 0,5 —0,7 см На месте наибольшего углубления пройм и в углу шлицы по линии среднего шва де- лают рассечки, выступа- ющие углы шлицы по линии низа срезают ? 0,5-0,7
< ////// U"
///!//!/
ч///'f L f /^// /////////! /i \////////: f/ ‘/ 4///. ////////// ‘ \)C/1////7 // V / / / //1 4/////п a//// f /л. *///
5.3. Обтачивание Если изделие будут вы-
горловины вертывать через нестачан- ный шов на подкладке
спинки, горловину спин- ки обтачивают швом ши- '///////// 0,5-0,7
риной 0,5 —0,7 см с предварительным сметы- ванием срезов. Припуск шва рассекают на наибо- лее вогнутых участках. Если жилет будут вывер- тывать через горловину, ее не обтачивают id \/////у г/////X f/////\ f ////////// 1 ///////////* ( //////////т I ////////// Hi //////////* > J"
463
10.5. СОЕДИНЕНИЕ БОКОВЫХ И ПЛЕЧЕВЫХ СРЕЗОВ ЖИЛЕТА
ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ЖИЛЕТА
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение пле- чевых и боковых срезов жилета Через нестачанные боко- вые срезы между спин- кой верха и подкладкой спинки вкладывают го- товые полочки, совме- щая лицевые стороны полочки и спинки,урав- нивают срезы — боковые и плечевые, сметывают (прямыми стежками длиной 0,8 —1,0 см) и стачивают по спинке швом шириной 1 см у / Подклад //////// //Л ка спинки Спинка
/ / / / / / / / / / /А ////////////ь ///////////г f///////////у /////////// / //////////Iу ///////////н ////////////у \/ //// ///\ верха
1.1. Жилет с обта- чанной горловиной При соединении плече- вых и боковых срезов в жилетах с обтачанной горловиной следят за тем, чтобы длина сре- зов на полочке и спин- ке была одинаковой. После стачивания сре- зов жилет вывертывают на лицевую сторону че- рез нестачанный учас- ток шва середины под- кладки спинки. Рас- правляют швы. Застрачивают отверстие в среднем шве подклад- ки спинки (ширина шва 0,1 — 0,2 см)
////'
По горловине спинки (после выметывания) прокладывают отделоч- ную строчку (ширина ее такая же, как на проймах полочки). Выметывают проймы и низ жилета спинки, за- крепляют их швы обтачи- вания отделочной строч- кой. Нитки временного назначения удаляют При- утюживают изделие
464
Продолжение 10.5
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1.2. Жилет с необ-
тачанной горлови-
ной спинки
Если горловина спинки
жилета не обтачана, при
сметывании плечевых
срезов следят за тем,
чтобы срезы горловины
спинки перекрывали
край горловины полочки
на 1,0 — 1,2 см (припуск
на обработку).
После стачивания боко-
вых и плечевых срезов
(по правилам, описан-
ным выше) жилет вы-
вертывают через срез
горловины, выправляют
швы, выметывают швы
обтачивания пройм и
низа
Огибают приметанную
прокладку по горловине
спинки верха припуском
шва, равным 1 см, заме-
тывают прямыми стеж-
ками.
Подгибают срез горлови-
ны на подкладке спинки
таким образом, чтобы ее
край не доходил до края
горловины верха спинки
на 0,1 — 0,2 см. Подши-
вают вручную потайны-
ми подшивочными стеж-
ками (3 — 4 стежка в 1 см)
или застрачивают
двумя строчками: 7-я —
на расстоянии 0,2 — 0,3 см
от края (строчка 7); 2-я —
на расстоянии 2,0 — 2,5 см
от 7-й (строчка 2); при-
чем 2-я строчка не дохо-
дит до плечевых швов на
2,0 — 3,0 см.
16 Силаева
465
Продолжение 10.5
Наименование операции Технические условия на выполнение операции Рисунок
Прокладывают отделоч- ные строчки по проймам и низу жилета. Приутю- живают после удаления ниток временною назна- чения
2. Окончательная отделка изделия 2.1. Прикрепление хлястика Хлястики настрачивают на спинку строчкой в виде прямоугольника (или треугольника), от- ступив от боковых швов на 10— 12 см (или над вытачками)
10- 12^ 1 1 < с-
2.2. Обметывание петель Количество петель оп- ределяют по модели. На- мечают 1-ю петлю на 1 см ниже угла горло- вины и борта; послед- нюю — выше на 1 см верхнего угла скоса бор- та. Остальные петли на- мечают на равном рас- стоянии друг от друга и на расстоянии 1 см от края борта. Длина петли 1,5 — 1,7 см. Обметывают их на спецмашине % 1,5-1,7V\ \\J
'L I \ \
1 , , 1
2.3. Чистка жилета Удаляют следы мела и производственный му- сор. Подрезают концы ниток с лицевой и изна- ночной сторон —
3. ВТО жилета Жилет приутюживают с лицевой и изнаночной сторон: сначала плечевые участки со стороны под- кладки, потом правую и —
466
Окончание 10.5
Наименование операции Технические условия на выполнение операции Рисунок
левую части спинки, низ и боковые швы; затем приутюживают полочки со стороны подкладки; борта со стороны подбор- тов и низ со стороны об- тачек низа приутюжива- ют через проупожильник. Отпаривают полочки и пришивают пуговицы
ГЛАВА 11. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
МУЖСКИХ ПИДЖАКОВ
11.1. МОДЕЛИ ПИДЖАКОВ И ОПИСАНИЕ ИХ ВНЕШНЕГО ВИДА
Модели пиджаков. Пиджак может быть ча-
стью костюма или быть самостоятельным ви-
дом одежды. Мужские костюмы представляют
собой комплект из нескольких предметов —
пиджака и брюк («двойка») или пиджака,
жилета и брюк («тройка»).
Все мужские пиджаки состоят из спинки
(чаще всего из двух частей со швом посереди-
не), двух полочек, двух рукавов (каждый ру-
кав состоит из двух частей — верхней и ниж-
ней), верхнего и нижнего воротника, двух
подбортов, мелких деталей (клапанов, обта-
чек, подзоров и других деталей), подкладки и
прокладочных деталей.
Подкладку в мужских классических пид-
жаках, являющихся частью костюма, вык-
раивают из двух видов подкладочной ткани.
Полочки и спинку подкладки — из шелко-
вой ткани в цвет верха изделия, подкладку ру-
кава выкраивают из светлой в полоску ткани.
Пиджаки шьют с задней или боковы-
ми шлицами.
В комплект деталей кроя пиджака входят
те же детали, что и для мужского пальто.
Срезы имеют те же названия.
Описание внешнего вида мужского пид-
жака. На рис. 129 изображен пиджак муж-
Рис. 129
467
ской, полуприлегающий по линии талии, с центральной бортовой застеж-
кой на две петли и две пуговицы, с отложным воротником и втачными
рукавами.
Полочки с отрезными боковыми частями, передними вытачками по линии
талии, боковыми прорезными карманами с клапаном и верхним карманом с
листочкой на левой полочке. Спинка состоит из двух частей со швом посереди-
не и шлицей внизу. Воротник втачной отложной с прямыми концами. Рукава
двухшовные с отлетными шлицами, отделанными тремя пуговицами. Борта и
воротник обработаны в «чистый край».
11.2. ДУБЛИРОВАНИЕ ДЕТАЛЕЙ КЛЕЕВЫМИ ПРОКЛАДКАМИ
Деталь Технические условия на выполнение дублирования Рисунок
1. Полочка 1.1. В изделиях мяг- кой формы Полочки дублируют кле- евой прокладкой ио всей поверхности (на рисунке указаны расстояния, на которые клеевая проклад- ка отстоит от срезов дета- ли) до стачивания выта- чек, притачивания отрез- ной боковой части и т. п. Места расположения вы- тачек, карманов, линии перегиба лацкана и т.д. наносят после дублирова- ния. Полочки дублируют кле- евой прокладкой и про- кладывают кромку по ли- нии перегиба лацкана 0,5 ? 0,7 / / / / .0,1-0,3 11 1 ^-L
3
1.2. В изделиях по- лужесткой формы Плечевую накладку (де- таль 7) выкраивают из нетканого нитепрошив- ного полотна с клеевым покрытием. Накладку на лацкан (де- таль 2) выкраивают из материалов с клеевым покрытием и наклеивают до линии его перегиба.
468
Продолжение 11.2
Деталь Технические условия на выполнение дублирования Рисунок
Прокладка не должна по- падать в шов обтачива- ния лацкана. Кромку по линии пере- гиба лацкана ставят по общим правилам 2 Ц 1
1.3. В изделиях же- сткой формы Существует много спосо- бов обработки полочек в изделиях жесткой формы Ниже приведен один из них. Плечевую наклад- ку (деталь 7) наклеива- ют на дополни- тельный слой бор- товой прокладки (деталь 2), выкроенной из полушерстяной борто- вой ткани или нетканого материала без клеевого слоя. Дополнительный слой бортовой прокладки соединяют по срезам пройм, горловины и пле- чевым срезам на стачива- ющей машине на рассто- янии 0,5 см от срезов. Предварительно к внеш- нему срезу дополнитель- ного слоя притачивают клеевую кромку (деталь 3) шириной 2,0 — 2,5 см. С помощью 4 \ W 0,5 |Г 1 Ж 2
469
Продолжение 11.2
Деталь Технические условия на выполнение дублирования Рисунок
этой кромки прокладку приклеивают параллель- но линии перегиба лац- кана, отступив от нее на 0,5— 1,0 см. Лацкан дублируют про- кладкой лацкана (деталь 4)
2. Боковые отрез- ные части полочек Боковые отрезные части полочек дублируют про- кладкой по всей поверх- ности или только в верх- ней их части
3. Подборта Подборта дублируют клеевой прокладкой в верхней их части <_по длине лацкана) 0,5 J
4. Спинка Для предохранения сре- зов от растяжения по —
470
Окончание 11,2
Деталь Технические условия на выполнение дублирования Рисунок
горловине спинки,прой- мам прокладывают клее- вые кромки
5. Воротники Нижний воротник дуб- лируют клеевой проклад- кой по всей поверхнос- ти (рис. а), верхний — только по концам (рис. б)
а
j б
6. Детали карманов Детали дублируют в с< ют ветствии с ТУ (см. 3 1) —
11.3. ОСОБЕННОСТИ ОБРАБОТКИ ПОЛОЧЕК И СПИНКИ
Рассмотрим некоторые изменения в последовательности обработки поло-
чек и спинки мужского пиджака, имеющих конструктивные особенности.
Соединение полочек с отрезными бо-
ковыми частями выполняют в указанной
ниже последовательности (рис. 130).
1. Стачивают передние вытачки.
2. Срезы кармана соединяют встык
крестообразными стежками или склеи-
вают с помощью клеевой кромки.
3. Притачивают отрезную боковую
часть к полочке со стороны боковой час-
ти стачным швом вразутюжку (шириной
1,0- 1,2 см).
4. Оттягивают шов притачивания бо-
ковой части полочки (а в изделиях при-
легающего силуэта оттягивают и вытач-
ку) в области талии в два приема: 1-й —
от линии талии вверх; 2-й — от линии
талии вниз.
В качестве примера ниже приведена
последовательность обработки полочки,
отрезной по линии талии, с рельефом и ко-
кеткой (рис. 131).
1. На полочке обрабатывают рельеф
(полочка может быть оформлена вытач-
471
ками, складками или сборками — все отделочные или конструктивные эле-
менты обрабатывают в первую очередь в соответствии с ТУ).
2. Соединяют кокетку с основной деталью по общим правилам (см. 3.3).
3. Соединяют верхнюю и нижнюю части полочки по линии талии в соот-
ветствии с ТУ на изделие.
4. Соединяют ттолочку с бортовой прокладкой; если полочка без нее, дета-
ли дублируют клеевыми прокладками до их соединения.
5. Обрабатывают боковой карман, соединяют его с полочкой (см. 3.4).
ВТО полочек на выпуклость груди выполняют в четыре приема по общим
правилам после процесса дублирования полочки клеевыми прокладками
(см. 5.5).
В массовом производстве одежды полочки формуют на прессах со спец-
подушками.
Последовательность обработки спинки, отрезной по линии талии, со встречной
складкой и кокеткой приведена на рис. 132.
1. На спинке обрабатывают встречную складку (в соответствии с ТУ).
2. Соединяют спинку с кокеткой в соответствии с ТУ на модель.
3. Соединяют верхнюю и нижнюю части спинки в соответствии с ТУ на
данную модель (в данном случае настрочным швом).
4. Выполняют ВТО спинки.
Спинки со шлицами обрабатывают так же, как спинки демисезонного пальто
(см. 5.3.3).
Примечание Обработка бортов, низа изделия, боковых, плечевых швов, рукавов, со-
единение рукавов с пиджаком выполняют так же, как в демисезонном пальто (см. гл. 5).
Ниже рассмотрены особенности обработки карманов, воротников, спинок
и подкладки мужских пиджаков.
11.4. ОСОБЕННОСТИ ОБРАБОТКИ КАРМАНОВ
МУЖСКИХ ПИДЖАКОВ
11.4.1. Унифицированная обработка прорезного кармана
с клапаном и двумя обтачками
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Клапан, подклапан, две обтачки, подзор, под- кладка кармана, долевик (см. 3.4.5) —
I Тримечание Особенностью унифи- цированной обработки карманов является пос- ледовательность их обра- ботки. Сначала соединя- ют детали кармана, а за- тем их притачивают к полочке —
2. Разметка карма- на Намечают расположение кармана четырьмя линия- ми: двумя горизонта ъны- ми с расстоянием между ними 2 см (так как шири- на рамки равна 0,5 см); двумя вертикальными, ограничивающими длину кармана. Прокладывают долевик в соответствии с ТУ
4 ширины рамки
3. Разметка шири- ны клапана Намечают линию шири- ны клала! ia в готовом виде. Ширина клапана — 5 см 5
4. Настрачивание подзора на подклад- ку кармана Настрачивают (строч- ка 1) подзор на подклад- ку в соответствии с ТУ (см. 3.4.5)
1
413
Продолжение 11.4 1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Настрачивание
клапана и верхней
обтачки на подзор,
настроченный на
подкладку кармана
Клапан укладывают на
подзор, настроченный
на подкладку кармана,
лицевой стороной вверх.
На клапан кладут обтач-
ку, заутюженную вдоль
посередине, совмещая
ее сгиб с меловой лини-
ей на клапане, и прита-
чивают (строчка 2) швом
шириной 0,6 см
Верхняя обтачка
5 Строго 0,6
6. Настрачивание
нижней обтачки
Накладывают вторую об-
тачку лицевой стороной
вверх на подкладку кар-
мана таким образом, что-
бы она выход] та на 1,5 см
за срез подкладки карма-
на. Другой срез обтачки
подгибак гг на 0,5 — 0,7 см
и настрачивают его на
подкладку (строчка 3) на
расстоянии 0,1—0,2 см
от сгиба
7. Застрачивание
нижней обтачки
Застрачивают обтачку
кармана швом шириной
0,6 см, обогнув ею срез
подкладки (строчка 4)
8. Притачивание де-
талей кармана к по-
лочке
Подкладку с клапаном и
верхней обтачкой укла-
дывают на полочку лице-
вой стороной внутрь та-
ким образом, чтобы сгиб
обтачки совпадал с верх-
ней меловой линией, и
притачивают (строчка 5
на рисунке кармана в го-
товом виде).
474
Окончание 11.4,1
Наименование
операции
Технические условия
на выполнение операции
Рисунок
9. Разрезание входа
в карман
10. Стачивание под-
кладки кармана
Сгиб второй обтачки
уравнивают с нижней
меловой линией на по-
лочке и притачивают
швом шириной 0,5 см
(строчка 5' на рисунке
кармана в готовом виде)
Разрезают карман со
стороны долевика в со-
ответствии с ТУ
Вывертывают карман,
выправляют, подтягива-
ют рамки встык друг к
другу, закрепляют угол-
ки тройной машинной
строчкой по их основа-
нию. Одновременно ста-
чивают (строчка 6) под-
кладку кармана швом
шириной 1,0—1,5 см.
Карман приутюживают
11.4.2. Особенности обработки подкладки бокового кармана
(с потайным карманом)
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка деталей кроя Подзор из основной или подкладочной ткани (в зависимости от вида бокового кармана). Подзор 4 1-
475
Продолжение 11.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
2. Настрачивание
подзора
3. Обработка и со-
единение с под-
кладкой накладно-
го кармана
Подкладка карма-
н а.
Накладной (потай-
ной) карман.
Размеры потайного кар-
мана в готовом виде: по
верхнему краю — 7 см, по
боковой стороне — 8 см.
Нить основы параллель-
на боковой стороне. Кар-
ман выкраивают с при-
пусками на обработку
Подзор настрачивают
(строчка 7) (или прита-
чивают) на подкладку
кармана в соответствии
с ТУ для данного изде-
лия (см. обработку кар-
манов)
Заутюживают верхний
срез кармана на 0,5 —
0.7 см.
Обтачивают углы карма-
на швом шириной 0.5 —
0,7 см (строчка 2), вы-
вертывают.
Боковые стороны и низ
кармана подгибают на
0,5 —0,7 см и заутюжи-
вают на изнаночную сто-
рону.
Настрачивают верхний
припуск кармана (строч-
ка 3).
Настрачивают карман на
подкладку' кармана, при-
кладывая ei о встык ко шву
настрачивания подзора,
при этом совмещают се-
Подкладка
кармана
Потайной
карман
1,5-1,-
476
Окончание 11.4.2
Наименование операции Технические условия на выполнение операции Рисунок
редину подкладки с сере- диной кармана в их доле- вом направлении. Настрачивают карман двумя строчками (строчки 4 и 4'). Приутюживают
11.4.3. Обработка верхнего кармана с листочкой
Наименование
операции
1. Проверка дета-
лей кроя
Технические условия
на выполнение операции
Листочка — 1 деталь
из основной ткани. Нить
основы проходит так же,
как на полочке. Рисунок
на полочке и листочке
должен совпадать. Деталь
выкраивают с припуска-
ми на обработку
Длина листочки в гото-
вом виде — 11 — 12 см,
ширина — 2,0 —2,5 см
Листочка по длине рас-
положена под углом к
линии полузаноса, кон-
цы ее параллельны ли-
нии полузаноса
Рисунок
Верхний срез листочки
листочки
Подлисточка — 1 де-
таль из основной или
подкладочной ткани с
припусками на обработ-
ку. Нить основы прохо-
дит вдоль или поперек
детали.
Листочка может быть
цельнокроеной с подли-
сточкой
477
Продолжение 11.4.3
Наименование
операции
Технические условия
на выполнение операции
Рисунок
Прокладка в лис-
точку — 1 деталь из
клеевого материала; ее
размеры соответствуют
размерам листочки в го-
товом виде
Ширина листочки в готовом виде
Длина листочки
в готовом виде
Подзор — 1 деталь из
основной ткани. Нить ос-
новы проходит так же,
как на полочке
Долевик — 1 деталь.
Нить основы проходит
вдоль детали Допускает-
ся обработка кармана без
долевика на продублиро-
ванных полочках. Ниже
приводится способ обра-
ботки кармана без доле-
вика
Подкладка карма-
на — 1 деталь. Нить ос-
новы — по ходу движе-
ния руки в карман
2. Обработка лис-
точки
2.1. Соединение с
прокладкой
Наклеивают прокладку
на изнаночную сторону
листочки
478
Продолжение 11.4.3
Наименование операции Технические условия на выполнение операции Рисунок
2.2. Обтачивание верхнего края ли- сточки Обтачивают (строчка 7) верхний край листочки подлисточкой (ширина шва 0,5 — 0,7 см). После вывертывания заутюжи- вают шов с образовани- ем канта шириной 0,2 см из листочки 7 А2
2.3. Обработка бо- ковых сторон лис- точки Заутюживают боковые припуски листочки, оги- бая ими прокладку; од- новременно заутюжива- ют боковые стороны подлисточки таким обра- зом, чтобы они не дохо- дили до краев листочки на 0,1 —0,2 см. Намеча- ют линию ширины лис- точки в готовом виде 0 ,2 ^.ОД ~0,2 ^Ширина листочки \ в готовом виде
3. Разметка карма- на Намечают карман тремя линиями
4. Сборка деталей кармана 4 1 Притачивание листочки и подзора Притачивают листочку, отгибая подлисточку, совместив линию на ли- сточке с линией на по- лочке —
4.2. Притачивание подзора Встык ко шву притачива- ния листочки приклады- вают подзор и притачива- ют его швом шириной 0,8—1,0 см, начиная и заканчивая строчку у по- перечных знаков размет- ки кармана (строчка 3 на рисунке кармана в гото- вом виде). Швы притачи- вания деталей разутюжи- вают —
4.3. Разрезание кар- мана Разрезают карман в со- ответствии с ТУ —
479
Окончание 1L4.3
Наименование операции Технические условия на выполнение операции
4. Притачивание и стачивание подклад- ки кармана Притачивают подклад- ку кармана к подзору (строчка 4) и подлис- точке (строчка 5). Закрепляют листочку с подлисточкой в шов при- тачивания листочки со стороны припусков, ото- гнув полочку(строчка 6). Закрепляют углы карма- на, стачивают подклад- ку кармана (строчка 7)
5. Закрепление кон- цов листочки Концы листочки с изна- ночной стороны полочки пришивают крестообраз- ными (или разметочны- ми) стежками, не замет- ными с лицевой стороны. С лицевой стороны кон- цы листочки пришивают потайными стежками (4 — 5 стежков в 1 см), прокладывая строчку на расстоянии 0,2 см от сги - ба концов в сторону се- редины кармана (строч- ка 8)
Рисунок
Карман в готовом виде
11.5. ОСОБЕННОСТИ ОБРАБОТКИ ВОРОТНИКОВ
МУЖСКИХ ПИДЖАКОВ
Особенностью обработки воротников мужских пиджаков является форма
припусков концов верхнего воротника (на деталях кроя); по отлету верхний
воротник соединяют с нижним швом вподгибку; концы воротников — стач-
ным швом.
Наименование операции Технические условия на выполнение операции Рисунок
1. Проверка дета- лей кроя Нижний воротник — 1 деталь — выкраивают из специального нетканого войлокообразного матери- ала в цвет ткани верха пиджака (деталь цельная)
s Нетканый \ U материал
480
Продолжение 11.5
Наименование операции Технические условия на выполнение операции Рисунок
или из основной ткани (из двух частей). Нить ос- новы проходит строго параллельно раскенам. По отлету и концам во- ротник выкраивают без припусков на обработку Срез Основная \ ткань
Прокладка нижне- го воротника — Де- таль (из двух частей) из клеевого материала Нить основы параллельна рас- кепам
Верхний воротник — 1 деталь. Нить основы проходит параллельно середине воротника. Концы верхнего ворот- ника дублируют клее- вой прокладкой. Верх- ний воротник выкраи- вают с припусками по концам воротника (на огибание концов ниж- него воротника) и при- пуском по отлету, рав- ным 1,0 — 1,2 см 0,1-о; 1
ка
Отрезная стойка верхнего воротни- ка — 1 деталь из основ - ной ткани. Нить основы проходит параллельно середине детали L н.о.
2. Обработка ниж- него воротника 2.1. Соединение частей нижнего во- ротника В нижнем воротнике из ткани верха соединяют части воротника стач- ным швом вразуТюжку (см. 5.13 и 5.14)
2.2. Дублирование нижнего воротни- ка Нижний воротник из нетканого материала дублируют прокладкой из нетканого клеевого материала
481
Продолжение 11.5
Наименование операции Технические условия на выполнение операции Рисунок
Нижний воротник из ткани верха дублируют так же, как нижний во- ротник демисезонного пальто (см гл. 5.14)
3. Соединение стой- ки с верхним ворот- ником С гонку сое, щня ют с верх- ним воротником двумя способами. 1. На машинах зигза- гообразной строч- к и, расположив подо- гнутые срезы верхнего во- ротника и стойки встык друг к другу. Ширина по- догнутых сгибов — 0,7 — 0,8 см, ширина зигза- гообразной строчки — 0,2 —0,3 см.
2. На стачивающей ма- шине расстрочным швом шириной 0,7 — 0,8 см (строчки 7, Г и Г'} 7' 1 ь
Г—Я
1" Т —
4. Соединение верх- него воротника с нижним по отлету На лицевую сторону ниж- него воротника наносят линию соединения его с верхним воротником на расстоянии 1,0 — 1,2 см от среза отлета г— : 1,0-1,2
С —х
Нижний \ воротник "
Совмещают срез верхне- го воротника с линией на нижнем воротнике, со- вмещают контрольные знаки (их проставляют во время уточнен ия размеров деталей) и настрачивают срез отлета верхнего во- ротника на нижний зиг- загообразной строчкой, перекрывая срез верхнего воротника (строчка 2) Г j rL/’x
1 2Х Лицевая с г орона нижнею воротника
482
Продолжение 11.5
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Соединение во-
ротников по кон-
цам
5.1. Притачивание
припуска верхнего
воротника к ниж-
нему воротнику
На нижнем воротнике
намечают линию прита-
чивания припуска конца
верхнего воротника
Линия притачивания
припуска верхнего
воротника
5.2. Окончательная
отделка воротника
6. Соединение во-
ротника с горлови-
ной
Перегибают воротники
по отлету лицевой сторо-
ной внутрь, припуск верх-
него воротника притачи-
вают по линии, намечен-
ной на нижнем воротнике
(строчка 3)
Воротник вывертывают,
выправляют углы, выме-
тывают по концам и от-
лету, плотно огибая верх-
ним воротником ниж-
ний; вспушивают по
концам и отлету (строч-
ка 4). Вместо вспушива-
ния может быть исполь-
зована клеевая паутинка,
которую подкладывают
под строчку настрачива-
ния отлета.
Приутюживают ворот-
ник, нитки временного
назначения удаляют; по-
вторно приутюживают.
Припуски на обработку
концов верхнего ворот-
ника должны выступать
за срезы раскепов ниж-
него воротника на 1 см
Стачным швом вразу-
тюжку соединяют срезы
раскепов верхнего ворот-
ника и подбортов, а так-
же срезы со стороны
нижнего воротника на
участке а.
483
Окончание 11.5
Наименование операции Технические условия на выполнение операции Рисунок
На участке б нижний во- ротник соединяют с гор- ловиной накладным швом с открытыми срезами
11.6. ОСОБЕННОСТИ ОБРАБОТКИ ПОДКЛАДКИ
И СОЕДИНЕНИЕ ЕЕ С ПИДЖАКОМ
Внутренние карманы на подкладке (рис. 133). На подкладке пиджака обраба-
тывают один (на левой полочке) или два верхних кармана и лорнетный кар-
Рис. 133
ман, который располагают на левой полоч-
ке на 3—4 см ниже линии талии.
Внутренние карманы обрабатывают
так же, как в демисезонном пальто
(см. 5.25).
Соединение подкладки с пиджаком. После
ВТО изделия подкладку соединяют с изде-
лием машинным или комбинированным
способом (см. 5.26).
Окончательная отделка изделия произво-
дится так же, как для демисезонного паль-
то (см. 5.27).
ГЛАВА 12. ИЗГОТОВЛЕНИЕ ОДЕЖДЫ
ПО ИНДИВИДУАЛЬНЫМ ЗАКАЗАМ С ПРИМЕРКАМИ
12.1. РАБОТА ПРЕДПРИЯТИЙ ИНДИВИДУАЛЬНОГО
ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
12.1.1. Виды предприятий
К швейным предприятиям, изготавливающим одежду по индивидуальным
заказам населения, относят ателье и Дома моды.
Ателье — производственное подразделение фабрики (объединения) или
автономное предприятие, которое оказывает услуги населению по изготовле-
нию и ремонту швейных изделий. По виду ателье могут быть узкоспециализи-
рованными и смешанного типа.
В узкоспециализированных ателье изготавливают один вид одежды (напри-
мер, мужскую одежду, или свадебные платья, или одежду детского ассорти-
мента, или легкую женскую одежду и т.д.).
484
В ателье смешанного типа изготавливают одежду различных ассортиментных
групп.
Ателье различаю! по следуюп [им категориям: высшего разряда; перво] о
разряда; второго разряда и мастерские. Категории присваивают в зависимости
от технического уровня производства, квалификации сотрудников, показате-
лей качества продукции и уровня производственного сервиса.
Дома моды могут быть высшего и первого разрядов. Они характеризуются
высоким качеством обслуживания населения. От ателье Дома моды отличают-
ся наличием: 1) модельно-конструкторских групп, в которых разрабатывают пер-
спективные модели, ведутся работы над совершенствованием конструкций
изделий и т. п.; 2) выставочных и демонстрационных залов, где проводят пока-
зы моделей.
12.1.2. Характеристика и оборудование основных помещений ателье
Основными помещениями ателье являются: салон; участок запуска; раскрой-
ный цех; склад сырья и фурнитуры; швейный цех и склад готовой продукции.
1. Салон ателье (или приемный зал) — это помещение, в котором прини-
мают заказы, выполняют примерки и выдают готовые изделия; кроме того,
здесь предоставляют информацию о направлениях моды.
Помещение салона должно быть просторным, хорошо освещенным. Особое
значение имеют дизайнерское решение интерьера, наличие комфортной ме-
бели, рекламных элементов и т.д. Это необходимо в силу того, что салон явля-
ется «лицом» предприятия, и оформление салона играет нс последнюю роль в
привлечении заказчиков и повышении авторитета данного предприятия.
В салоне должно быть необходимое количество примерочных кабин, в кото-
рых имеются: зеркало, вешалка, стул (кресло), тумба, ковровое покрытие.
Кабины должны быть хорошо освещены.
Весь ассортимент материалов и фурнитуры должен быть представлен на со-
временно оформленных стендах, вигрипах и т.п.
Перспективные модели размещают на манекенах, декоративных кронштейнах
и в витринах. Кроме различных моделей, необходимо наличие журналов мод
последних выпусков, эскизов художников, рекламных проспектов и других
информационных источников.
2. На участке запуска регистрируют все поступившие заказы; размещают мате-
риалы, крой, изделия в зоне храпения; подбирают заказы и выдают их на каждый
участок производства; ведут журнал учета поступления и запуска заказов.
3. В раскройном цехе осуществляют раскрой изделий. В зависимости от вели-
чины заказа изделия раскраивают настилами — по зипу массового производ-
ства или одиночными полотнами — для индивидуальных заказов.
Раскройный цех оснащен столом для раскроя, режущими инструментами,
линейками, подсобными и вспомогательными лекалами и т.д.
4. На складе сырья и фурнитуры хранят ткани — в кусках и рулонах на полоч-
ных стеллажах и подставках: фурнитуру — в ячеистых шкафах; натуральные
меха — в специальных шкафах с хорошим воздухообменом; искусственные
меха и ворсовые материалы — в подвешенном состоянии или в специальных
упаковках.
5. Швейный цех должен быть оснащен современным швейным оборудовани-
ем, позволяющим выполнять изделия заданного качества и различного ассор-
тимента.
485
6. На складе готовых изделий на кронштейнах и в шкафах хранят изделия,
подготовленные к примеркам, или готовые изделия. Склад должен быть распо-
ложен в непосредственной близости от салона.
12.2. ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
С ПРИМЕРКАМИ
12.2.1. Прием и оформление заказов
1. При выборе модели используют журналы мод и готовые изделия, ранее
изготовленные в ателье по эскизам заказчика или художника-консультанта.
Закройщик (или художник-консультант) помогает клиенту в выборе мо-
дели, учитывая особенности фигуры, возраст, внешность, вид ткани, назна-
чение изделия и современные направления моды. При выборе модели закрой-
щик определяет силуэт изделия, покрой рукава, вид застежки, форму и раз-
мер воротника (или горловины) и т.д. С особой тщательностью подбирают
модели для людей с ярко выраженными недостатками фигуры, по возможнос-
ти помогая скрыть дефекты, используя конструкцию изделия и дополнитель-
ные элементы отделки.
2. Закройщик измеряет фигуру заказчика.
3. Исходя из полученных размерных признаков, выбранной модели и дей-
ствующих нормативов, закройщик определяет расход ткани и прикладных ма-
териалов в том случае, если используются материалы ателье. В случае исполь-
зования материала заказчика закройщик измеряет длину и ширину материала
в присутствии клиента, а также выявляет текстильные пороки материала.
4. Закройщик оформляет паспорт заказа, в котором указывает фами-
лию, имя, отчество клиента, его адрес и вид изделия; дает описание и рису-
нок модели, перечисляет усложняющие элементы; записывает размерные при-
знаки фигуры и фамилию закройщика, принявшего заказ. После заполнения
паспорта заказа заказчик подписывает этот документ.
5. Затем паспорт заказа передают приемщице на оформление квитанции.
Квитанцию выписывают в трех экземплярах: один экземпляр передают заказ-
чику, второй — в бухгалтерию, третий вместе с паспортом заказа передают в
производство.
В квитанции указывают: фамилию, имя, отчество заказчика, его адрес, те-
лефон; вид изделия, основные размерные признаки (или размер и рост изде-
лия), усложняющие элементы; стоимость обработки, сумму внесенного аванса
(в которую входят стоимость всех материалов ателье и 50 % полной стоимости
пошива); сроки проведения примерок и выполнения заказа; артикулы и мет-
раж (по ширине и длине материалов), наличие текстильных пороков на ма-
териале заказчика; фамилию закройщика; прикрепляют к квитанции образ-
цы материалов. Номер квитанции, подписанной клиентом, заносят в паспорт
заказа.
12.2.2. Определение сложности изготовления модели
Сложность и стоимость обработки изделий определяют по прейскуранту на
изготовление швейных изделий по индивидуальным заказам населения.
486
Стоимость изготовления изделий зависит от категории предприя-
тий (Дома мод и ателье высшего разряда, Дома мод и ателье первого разряда,
ателье второго разряда и мастерские) и ассортиментной группы материала.
Различают четыре ассортиментные группы материалов.
1-я группа: натуральная кожа, замша, спилок; парча и материалы с содер-
жанием металлических нитей; габардин; бостон; шелковые кружевные полот-
на, гипюр, шитье и другие материалы, аналогичные по трудоемкости обра-
ботки.
2-я группа: шерстяные и полушерстяные ткани, в том числе с содержанием
синтетических волокон; эластичные материалы; искусственный мех; искусст-
венные кожа и замша; шерстяные, шелковые трикотажные полотна; нетканые
текстильные материалы; шелковые натуральные, искусственные и синтетиче-
ские, пальтовые, костюмные и плательные ткани; хлопчатобумажные плюш,
бархат, гипюр, шитье и другие материалы.
3-я группа: дублированные материалы; плащевые ткани; выстеганные по-
лотна; хлопчатобумажные и льняные трикотажные полотна; хлопчатобумаж-
ный вельвет; хлопчатобумажные и льняные, пальтовые и костюмные ткани;
нетканые текстильные и другие материалы, аналогичные по трудоемкости об-
работки.
4-я группа: хлопчатобумажные и льняные, плательные и сорочечные тка-
ни, нетканые текстильные и другие материалы, аналогичные по трудоемкости
обработки.
Стоимость изготовления изделия зависит также от сложности модели
и определяется стоимостью пошива модели минимальной стоимости плюс сто-
имость усложняющих элементов (по их количеству).
Усложняющие элементы обработки изделий разделены на три группы. Ус-
ложняющие элементы I группы оплачивают как один элемент. Например, в
верхней одежде — шлица в среднем шве спинки длиной не более 15 см; кокет-
ки на полочках или спинке; трехшовные рукава и т.д.; в легкой женской одеж-
де — непрорезные карманы (не более двух), подрезы в различных направлени-
ях и т.д.
Усложняющие элементы II группы оплачивают каждый как два элемента.
Например, в верхней одежде — шлицы длиннее 15 см; утепляющая прокладка
полочек и спинки до линии бедер и т.д.; в легкой женской одежде — юбка
покроя «полусолнце»-клеш или сильно сосборенная по линии талии, рукава
различных покроев (кроме цельнокроеных) и т.д.
Усложняющие элементы III группы оплачивают каждый как четыре элемента.
Например, в верхней одежде — пристегивающийся меховой воротник или капю-
шон; в легкой женской — сложные драпировки, юбка «солнпе»-клеш и т.д.
12.2.3. Особенности изготовления одежды с примерками
Назначение примерок. Неотъемлемой частью процесса изготовления одежды
по индивидуальным заказам является примерка изделия на фигуре заказчика. На-
значение примерки состоит в том, чтобы достичь идеальной посадки изделия на
фигуре; удовлетворить все запросы заказчика и точно выполнить модель изделия.
Существуют два метода изготовления изделий с примерками: с одной при-
меркой и с двумя примерками.
Наиболее прогрессивным является метод изготовления одежды с одной
примеркой, так как он позволяет сократить цикл производственного про-
487
488
цесса (за счет ликвидации повторных операций); повысить производительность
труда; создать условия для работы в бригадах; сократить срок изготовления
изделия и сэкономить время заказчика.
Пошив изделия с двумя примерками осуществляют в тех случаях,
когда требуется изготовить сложную модель, или когда фигура заказчика име-
ет резко выраженные отклонения от типового телосложения, или когда зак-
ройщик не имеет достаточного опыта работы.
Чтобы избежать выполнения второй примерки, закройщик должен:
пользоваться Единым методом конструирования одежды (ЕМКО);
использовать лекала базовой конструкции;
точно измерять фигуру заказчика;
учитывать особенности фигуры клиента;
использовать передовые технологии изготовления изделий.
Этапы работ с примерками. Изготовление изделий с примерками предусматри-
вает следующие этапы работ:
прием и оформление заказа (выбор модели, оформление квитанции);
подготовку материала к раскрою (декатирование), раскрой изделия;
подготовку изделия к примерке;
примерку на фигуру заказчика для уточнения посадки изделия на фигуре;
изготовление изделия после примерки и сдача готовой продукции на склад.
Особенности выкраивания основных деталей изделий. После декатирования
тканей приступают к выкраиванию деталей изделия. При выкраивании основ-
ных деталей по их срезам дают припуски на швы с учетом возможности под-
гонки изделия по фигуре заказчика.
Величины припусков к различным срезам не одинаковые. На рисунках
приведены припуски (в см) к деталям кроя верхней одежды с втачными
рукавами (рис. 134), с рукавами покроя реглан (рис. 135) и с цельнокроены-
ми рукавами (рис. 136).
В легкой женской одежде припуски по всем срезам деталей должны быть не
менее 1,5 см. В изделиях, отрезных по линии талии, нижние срезы лифа выкра-
ивают с припусками 2,5 —4,0 см.
12.3. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ПЛЕЧЕВЫХ ИЗДЕЛИЙ
ВЕРХНЕЙ ОДЕЖДЫ С ПРИМЕРКАМИ
12.3.1. Изготовление плечевых изделий с одной примеркой
Подготовка изделия к примерке включает следующие операции:
1) ознакомление с эскизом модели, проверку наличия деталей кроя и пра-
вильности выкраивания деталей по нитям основы, выявление текстильных
пороков; дублирование деталей кроя; перенос линий с одной детали на дру-
гую и прокладывание строчек прямых стежков по меловым линиям;
2) стачивание вытачек, рельефов, соединение кокеток с основными дета-
лями и т. п:
3) обработку бортовой прокладки, верхних плечевых накладок; соединение
частей нижнего воротника между собой и соединение его с прокладкой;
4) влажно-тепловую обработку бортовой прокладки и полочек на выпук-
лость груди, верхних частей рукавов;
5) наметывание полочек на бортовую прокладку, выстегивание лацкана;
489
6) приутюживание спинки, сметывание и заметывание швов спинки,
7) сметывание срезов и заметывание боковых и плечевых швов изделия;
8) заметывание низа;
9) стачивание и разутюживание передних срезов рукавов;
10) сметывание локтевых срезов; заметывание локтевых швов и низа рукава
(в женской одежде — правого, в мужской одежде — левого рукава; в изделиях
на фигуру с ярко выраженными отклонениями от типового телосложения опе-
рации выполняют для двух рукавов);
11) вметывание нижнего воротника в горловину;
12) вметывание правого рукава в пройму;
13) прикрепление верхних плечевых накладок и паспорта изделия;
14) проверку качества выполненных операций на манекене.
Примечания: 1. К примерке могут быть обработаны борта и карманы
2. В зимних изделиях обрабатывают утепляющую прокладку и соединяют ее с изделием.
3 В изделиях с рукавами покроя реглан вметывают оба рукава в проймы.
4 В изделиях с цельнокроеными рукавами вметывают ластовицы.
5. Все строчки временного назначения выполняют хлопчатобумажными нитками с прочны-
ми закрепками в начале и конце строчки, длина сметочных стежков — 1,5 —2,0 см, длина
заметочных стежков — 2,0 —2,5 см.
6. После заметывания припусков швов и срезов их слегка приутюживают.
Проведение примерки закройщиком осуществляется следующим образом.
1. Изделие примеряют на заказчике в целях уточнения баланса изделия,
посадки его на фигуре, определения форм и пропорций декоративно-отделоч-
ных деталей и места их расположения на изделии.
2. В мужской одежде примерку проводят по левой стороне изделия, в жен-
ской — по правой. Если фигура заказчика имеет отклонения от типового тело-
сложения, все уточнения выполняют на двух сторонах изделия.
3. Правильную посадку на фигуре определяют:
отсутствием перекосов и заломов в области горловины, проймы и т.д.;
степенью облегания изделием фигуры в плечевой области, в области груди
и лопаток;
выбором оптимальной прибавки на свободу облегания (т. е. изделие не должно
быть ни слишком узким, ни слишком широким);
строго вертикальным расположением боковых швов, линий полузаноса и
середины спинки при сохранении направления нитей основы на деталях, за-
данного в крое (т. е. правильным балансом изделия).
При проведении примерки закройщик:
1) надевает изделие на заказчика, скалывает борта, совмещая линии полу-
заноса и края левой и правой полочек по низу; расправляет изделие и прове-
ряет посадку его на фигуре;
2) выпарывает рукав из проймы;
3) уточняет баланс изделия пли исправляет его (в случае нарушения) путем
перекалывания плечевых швов;
4) проверяет степень облегания изделием фигуры заказчика в зависимости
от силуэта изделия, его назначения и вида; выявляет необходимость дополни-
тельной влажно-тепловой обработки и определяет место расположения до-
полнительных накладок, если в них возникает необходимость;
5) определяет ширину борта, расположение и количество петель; форму и
размеры воротника; длину горловины;
6) уточняет линию проймы (в мужской одежде — левую, в женской — пра-
вую); вкалывает с помощью булавок рукав в пройму, уточняет высоту оката,
490
ширину, длину рукава. Ставит контрольные знаки на рукаве и пройме, нанося
и уточняя конструктивные линии. Закройщики используют условные меловые
обозначения (табл. 4);
7) уточняет длину изделия;
8) определяет места расположения, форму и размер отделочных деталей,
ширину отделочных строчек и т. д.
Условные обозначения, применяемые при примерке
и изготовлении изделий
Таблица 4
Необходимая работа Условное обозначение работы Изображение условного обозначения
Оття! [уть срез Волнообразные линии в месте оття- гивания
С утюжить выпук- лость Несколько полукруглых линий в мес- те сутюживания
Положить наклад- ку в области груди Несколько двусторонних полукруглых линий в местах расположения накла- док
Положить плече- вую накладку Несколько полукруглых линий, ука- зывающих границы накладок
Удлинить деталь или изделие Поперечная линия, указывающая ве- личину удлинения, и пересекающие ее две продольные линии г~— г I II 1
1 1
Укоротить деталь или изделие Поперечная линия, указывающая ве- личину укорочения — i i i !
i i i i
Расширить деталь или изделие Продольная линия, указывающая величину расширения, и пересекаю- щие ее две поперечные линии
491
Окончание таблицы 4
Необходимая работа Условное обозначение работы Изображение условного обозначения
Сузить изделие или деталь Продольная штриховая линия, ука- зывающая величину сужения. Такой же линией уточняют пройму и за- кругления бортов У/
Поднять или опус- тить деталь Короткая линия, которую проводят ниже или выше надсечки на детали в зависимости от того, требуется деталь поднять или опустить
После проведения примерки закройщик:
1) выпарывает нижний воротник, откалывает рукав, распарывает боковые
и плечевые швы;
2) по правой стороне в женской одежде, по левой — в мужской намечает,
руководствуясь нанесенными меловыми знаками, уточненные линии плече-
вых и боковых швов, горловины, проймы, низа изделия и т.д., если они во
время примерки были изменены; уточняет форму лацкана и расположение
петель; проверяет соответствие оката пройме по его длине и ширине, уточняет
длину и ширину рукава; определяет окончательную форму концов и отлета
воротника и его длину в соответствии с горловиной; уточняет форму и разме-
ры отделочных деталей и их расположение на изделии;
3) на деталях изделия с помощью условных обозначений указывает распо-
ложение дополнительных накладок и места дополнительной влажно-тепловой
обработки; проверяет наличие контрольных знаков на деталях или наносит
новые; выкраивает остальные детали изделия — верхний воротник, подборта,
детали карманов (если они еще не обработаны), отделочные детали (в зависи-
мости от модели);
4) передает изделие для окончательной обработки портному (или в бригаду).
12.3.2. Изготовление плечевых изделий с двумя примерками
Первая примерка. При подготовке изделия к первой примерке последователь-
но осуществляют следующие действия:
1) знакомятся с эскизом модели, проверяют наличие деталей кроя, направ-
ление нитей основы и наличие текстильных пороков;
2) дублируют детали прокладками;
3) переносят меловые линии с одной детали на другую, прокладывают ни-
точные строчки по линиям и контрольным знакам;
4) сметывают и заметывают вытачки, рельефы, складки и тому подобное на
полочках; изготавливают бортовую прокладку;
5) производят влажно-тепловую обработку полочек и бортовой прокладки
на выпуклость груди, наметывают полочки на бортовую прокладку, выпол-
492
няют влажно-тепловую обработку полочек и бортовой прокладки на выпук-
лость груди;
6) производят влажно-тепловую обработку спинки, сметывают и заметыва-
ют швы на спинке (средний, рельефы и т.д.), слегка приутюживают;
7) сметывают и заметывают (на спинке) плечевые и боковые швы изделия,
приутюживают;
8) заметывают низ изделия, приутюживают;
9) оттягивают верхнюю часть рукава по переднему срезу, стачивают и раз-
утюживают передние швы, сметывают и заметывают локтевой шов рукава
(правого — в женской, левого — в мужской одежде); оба рукава обрабатывают
для фигуры с отклонениями от типового телосложения, заметывают низ рукава,
приутюживают;
10) вметывают (или прилагают к изделию) левый (или правый) рукав;
11) приметывают кромки по горловине или вметывают прокладку нижнего
воротника в нее;
12) в зимних пальто наметывают обработанную утепляющую прокладку на
изделие;
13) приметывают дополнительные накладки;
14) прикалывают паспорт заказа к очищенному от производственного мусо-
ра изделию и проверяют качество работ на манекене.
Правила и последовательность проведения первой примерки при изготовлении
изделий с двумя примерками аналогичны правилам проведения примерки при
изготовлении одежды с одной примеркой. Особенностями являются: уточнение
расположения и глубины вытачек, подрезов, складок и т.д.; разметка мест рас-
положения карманов, петель; уточнение ширины борта, формы горловины и
воротника. Предварительно устанавливают размеры и форму отделочных деталей.
При уточнении деталей изделия после первой примерки закройщик:
1) на левой — в мужской, на правой — в женской одежде намечает уточ-
ненные при примерке линии горловины, проймы, боковых швов, низа из-
делия и рукава; уточняет расположение петель, карманов, линию перегиба
лацкана; ставит контрольные знаки для соединения деталей;
2) уточняет форму и длину оката рукава и соответствие их пройме; размеры
рукава по длине и ширине; ставит контрольные знаки для соединения частей
рукава и рукавов с проймой.
Вторая примерка. При подготовке изделия ко второй примерке осуществляют
следующие действия:
1) проверяют наличие всех деталей кроя, удаляют ненужные при дальней-
шей обработке строчки временного назначения, переводят меловые линии на
парные детали;
2) целиком обрабатывают полочки, спинку:
3) выкраивают подкладку в соответствии с уточненными деталями верха.
4) сметывают срезы и заметывают (иногда оттягивают в области талии) бо-
ковые швы, приутюживают;
5) сметывают срезы и заметывают плечевые швы;
6) заметывают низ изделия;
7) обрабатывают и вметывают в горловину нижний воротник;
8) сметывают срезы и заметывают локтевые швы рукавов, заметывают низ
рукавов, приутюживают;
9) приметывают верхние плечевые накладки;
10) чистят изделие, прикалывают паспорт заказа, проверяют качество работ
на манекене;
493
Проведение второй примерки закройщиком и уточнение деталей после пример-
ки производят так же, как и при работе над изделием с одной примеркой.
12.4. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ЛЕГКОЙ
ЖЕНСКОЙ ОДЕЖДЫ С ПРИМЕРКАМИ
Первая примерка. При подготовке изделия к первой примерке последователь-
но осуществляют следующие действия:
Ознакомятся с эскизом, проверяют наличие деталей кроя, направление
нитей основы на деталях и наличие текстильных пороков на ткани;
2) прокладывают строчки прямых стежков по средним линиям всех деталей
(на лифе — по полочкам или переду и спинке, на юбке — по переднему и
заднему полотнищам), на рукаве — у верхней точки оката; по линии талии.
Затем переводят меловые линии с одной симметричной детали на другую,
чаще всего используют резец и меловую доску. Если ткани слишком тонкие,
линии переводят с помощью булавок, если толстые — с помощью копиро-
вальных стежков;
3) приметывают (в некоторых случаях притачивают) клинья, надставки к
основным деталям;
4) на лифе сметывают вытачки, рельефы, боковые, плечевые срезы, срезы
правого рукава. При необходимости по срезу оката прокладывают строчку для
образования сборки;
5) в юбке сметывают вытачки, рельефы, складки и т.д., боковые срезы, при-
метывают лиф к юбке, заметывают низ, правый рукав вметывают (или прилага-
ют к изделию); нижний воротник вметывают (или прилагают к изделию);
6) к верхнему срезу юбки приметывают пояс или корсажную ленту;
7) приутюживают изделие, прикалывают паспорт заказа.
При проведении первой примерки закройщик:
1) надевает изделие на заказчика, скалывает борта, совмещая линии сере-
дины полочек, расправляет изделие на фигуре; прикалывает изделие к белью
спереди и сзади по линиям середины деталей; устанавливает линию талии,
опоясав заказчика узкой тесьмой;
2) примерку проводит по правой стороне изделия. Если фигура заказчика с
отклонениями от типового телосложения, — по двум сторонам изделия;
3) уточняет баланс изделия — отсутствие заломов и перекосов ткани, сте-
пень прилегания к фигуре в области горловины, проймы, груди, талии и бе-
дер; определяет правильность расположения плечевых и боковых швов;
4) после корректировки баланса уточняет глубину, длину и направление
вытачек, рельефов и т.д.;
5) уточняет посадку изделия в области горловины и намечает линию горло-
вины, вкалывает воротник, уточняет его форму;
6) уточняет посадку изделия в области талии и бедер, выбирает оптимальную
степень облегания фигуры изделием, проверяет направление вертикальных швов;
7) определяет длину изделия спереди, сбоку, сзади от пояса с использова-
нием линейки или спецприспособления;
8) уточняет посадку изделия в области проймы, обмеляет се, вкалывает ру-
кав, определив его ширину и длину;
9) определяет форму и расположение отдельных деталей;
10) при примерке платья-костюма сначала примеряет юбку, потом жакет.
494
Вторая примерка. При обработке изделия после первой примерки последова-
тельно осуществляют следующие действия:
1) по всем уточненным линиям прокладывают строчки для прямых стежков.
Предварительно сложив детали лицевыми сторонами внутрь и совместив сре-
зы, вытачки и т.п., перенеся линии с одной детали на другую с помощью
резца, булавок или копировальных стежков, подрезают припуски швов в соот-
ветствии с техническими условиями;
2) по окату рукава и пройме ставят контрольные знаки (ниточными строч-
ками), определяющие расположение рукава относительно проймы, места рас-
положения сборок, складок, буф и т.д.;
3) контрольные знаки, длина которых 2 см, ставят на лифе и юбке по шву
соединения; определяют расположение сборок, складок и т.д.;
4) выкраивают дополнительные детали — обтачки горловины, проймы и т. п.
При подготовке изделия ко второй примерке осуществляют следующие действия:
1) полностью обрабатывают вытачки, складки, буфы, подрезы, карманы,
воланы, рельефы, петли борта, застежки, рукава, пояс, воротник и т.д.;
2) сметывают боковые и плечевые срезы, сметывают лиф с юбкой, заметы-
вают низ изделия, вметывают воротник в горловину, рукава — в пройму, при-
метывают отделочные детали.
При проведении второй примерки закройщик окончательно уточняет баланс
изделия, степень прилегания изделия к фигуре, положение плечевых, боко-
вых швов, горловину, пройму и т.д. Порядок проведения второй примерки не
отличается от порядка проведения первой примерки.
После проведения второй примерки закройщик обмеляет и передает изделие
на окончательную обработку портному.
Примечание. В зависимости от квалификации портного, сложности модели, свойств тка-
ни и особенностей телосложения клиента изделия могут изготавливаться с одной примеркой.
12.5. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ПОЯСНЫХ
ИЗДЕЛИЙ С ПРИМЕРКАМИ
При подготовке юбки к примерке:
1) проверяют детали кроя и переносят линии на симметричные детали (или
стороны);
2) сметывают и заметывают вытачки, складки, рельефы и т.п.;
3) сметывают срезы и заметывают боковые швы юбки;
4) заметывают низ юбки, кроме юбок, сильно расширенных по низу (перед при-
меркой такие юбки должны быть выдержаны в подвешенном состоянии 2 — 3 дня);
5) к верхнему срезу юбки приметывают корсажную ленту или пояс; может
быть приметана застежка-молния;
6) выполняют влажно-тепловую обработку изделия, чистят, проверяют ка-
чество выполненных операций, прикалывают паспорт заказа.
При подготовке брюк к примерке:
1) проверяют детали кроя и переводят меловые линии с одной детали на другую;
2) сметывают и заметывают вытачки;
3) сметывают и заметывают боковые, шаговые срезы, средний срез, заме-
тывают низ брюк;
4) приметывают корсажную ленту (или пояс) к верхнему срезу брюк. Иног-
да приметывают застежку-молнию;
495
5) выполняют утюжильные работы, чистят изделие, проверяют качество ра-
бот, прикрепляют паспорт заказа.
Примечание. В ряде случаев к примерке полностью обрабатывают карманы, боковые и
шаговые швы.
При проведении примерки поясных изделий закройщик:
1) надевает изделие на заказчика, скалывает корсажную ленту по линии
талии, скалывает (или застегивает) застежку:
2) уточняет баланс изделия путем перекалывания боковых швов (в случае
нарушения их баланса);
3) проверяет ширину изделия в области талии, низа бедер; уточняет вели-
чину вытачек, складок и т.д.;
4) уточняет линию притачивания пояса, длину изделия;
5) с помощью меловых обозначений наносит уточнения на изделие и пере-
дает его для окончательной обработки в цех.
При сдаче готового изделия заказчику:
1) проверяют соответствие изделия типовым методам обработки изделий;
2) проверяют качество изготовления изделия.
12.6. ОСНОВЫ БРИГАДНОГО МЕТОДА ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
В ателье применяют три формы организации труда: индивидуальную, сме-
шанную (индивидуально-групповую) и бригадную.
При индивидуальном изготовлении изделие целиком изготавливает
один портной соответствующей квалификации.
При бригадной форме организации труда (с разделением труда) каж-
дое изделие изготавливает бригада.
При смешанной (индивидуально-групповой) форме организации тру-
да сочетаются элементы индивидуального и группового методов. Например,
подготовку к примеркам осуществляет один портной, а окончательную обра-
ботку выполняет бригада (группа).
Преимуществами бригадного метода являются:
специализация рабочих и рабочих мест, что ведет к повышению производи-
тельности труда и улучшению качества продукции; к высокому коэффициенту
эксплуатации оборудования;
применение прогрессивных технологий;
использование комплектов оборудования, приспособлений;
рациональная организация рабочих мест и способов передачи полуфабри-
катов в процессе обработки.
В зависимости от мощности производства рекомендуется создавать бригады
численностью:
7—11 человек — для процессов малой мощности;
12 — 20 человек — для процессов средней мощности;
21—35 человек — для процессов большой мощности.
Бригада состоит из портных, выполняющих ручные, машинные, утюжиль-
ные работы, и бригадира. В обязанности бригадира входят: регистрация за-
казов, контроль за ходом выполнения изделия и его качеством, инструк-
таж рабочих, получение и хранение кроя и фурнитуры, сдача готовой про-
дукции сменному мастеру или технологу, подготовка деталей кроя к запуску
и другие операции технологического процесса, предусмотренные разделе-
нием труда.
496
Для обеспечения высокого качества работ и сдачи изделий с первого предъяв-
ления в бригаде должны проводиться все виды внутреннего и внешнего конт-
роля (см. гл. 13).
Перед сдачей готового изделия клиенту его качество проверяют закрой-
щик, сменный мастер, контролер ОТК или бригадир.
12.7. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ
ИЗДЕЛИЙ ИЗ ПОЛУФАБРИКАТОВ
1. Полуфабрикатом в швейной промышленности является изделие, выкро-
енное по меркам типового телосложения фигур и сшитое до определенной
степени готовности, при которой остается возможность внесения уточнений в
изделие в соответствии с фигурой заказчика.
2. Степень готовности полуфабриката чаше всего эквивалентна степени го-
товности изделия ко второй примерке. После примерки изделие с учетом вне-
сенных изменений сдают заказчику.
3. При выборе модели и тканей для полуфабрикатов необходимо следовать
современным направлениям моды; учитывать потребности населения на те или
иные виды одежды; изготавливать на основе одной силуэтной формы различ-
ные модели, изменяя конструкцию отделочных деталей, воротника, длину
изделия и т. д.; учитывать сезонный спрос; изготавливать широкий спектр мо-
делей различных размеров и небольшими партиями.
4. При работе с полуфабрикатами сокращается время на обработку изде-
лия, снижается себестоимость продукции, повышается производительность
труда за счет включения в процесс изготовления одежды элементов массового
производства, а именно:
изделие изготавливают бригадным методом:
раскраивают по предварительно разработанным лекалам;
раскрой изделий выполняют настилами;
исключают работы на подготовку и проведение первой примерки;
основные швейные процессы стандартизированы.
5. Изделия-полуфабрикаты обрабатывают в соответствии с техническими
условиями, разработанными для условий индивидуального пошива одежды.
6. Ноома времени на изготовление изделий из полуфабрикатов составляет при-
мерно 87% нормы времени на обработку изделий в индивидуальном пошиве.
ГЛАВА 13. КРАТКИЕ СВЕДЕНИЯ О КОНТРОЛЕ
КАЧЕСТВА ИЗДЕЛИЙ
13.1. ОПРЕДЕЛЕНИЕ КАЧЕСТВА ИЗДЕЛИЙ
И ВИДЫ КОНТРОЛЯ ЗА КАЧЕСТВОМ
Качество изделий. Качество швейных изделий определяется прежде всего
стандартами — государственными (ГОСТ), отраслевыми (ОСТ) и пред-
приятий.
17 Силаева
497
Это основополагающие нормативно-технические документы на изготовле-
ние швейных изделий.
Кроме стандартов, на предприятиях используют технические усло-
вия, которые содержат все требования к продукции — к ее изготовлению,
контролю, приемке, поставке и эксплуатации. Технические условия разраба-
тывают на конкретное изделие.
На конкретную модель разрабатывают техническое описание. Это не
самостоятельный документ, а лишь составная часть технической документа-
ции, которая содержит: комплект лекал на изделие всех размеров, сведения о
площади лекал, данные о трудоемкости обработки изделия, образец модели,
проект цены и т. д.
Технические описания разрабатываются предприятиями или Домами моде-
лей, согласовываются с заказчиком и утверждаются руководителем предприя-
тия или художественным советом. Одновременно утверждается и образец мо-
делей.
Контроль качества. Осушествляют органолептическим методом (ос-
мотр изделия, надетого на манекен или расположенного на столе, сравнение
его с эталоном, проверка качества клеевых соединений, симметричности де-
талей и т.п.) или измерительным (контроль с помощью измерительных
инструментов).
Контроль может быть сплошным (г. е. проверяют качество всех изготов-
ленных изделий) или выборочным (проверяют качество некоторых моде-
лей из партий).
Сведения о различных видах технического контроля приведены ниже.
Виды технического контроля
Вид контроля
Входной
Межоперационный
Операционный
Инспекционный
Приемочный
Определение контроля
Контроль поступающих на предприятие мате-
риалов
Контроль качества полуфабриката, прошедше-
го законченный этап обработки (т. е. группы тех-
нологических операций)
Контроль во время и после выполнения техно-
логической операции
Контроль, выполняемый комиссией по каче-
ству, для проверки эффективности ранее вы-
полненного контроля
Контроль за качествам готового изделия; осу-
ществляется контролером качества или техно-
логом
13.2. ОПРЕДЕЛЕНИЕ СОРТНОСТИ ИЗДЕЛИЙ
Сортность изделий определяют контролеры отдела технического контроля
(ОТК) в соответствии с требованиями государственных стандартов, технических
условий и потребительскими свойствами одежды — внешним видом, посад-
кой на фигуре, размерами, качеством изготовления изделия.
498
Проверка качества. При проверке качества изделия сначала проводят его
общий осмотр, затем осмотр отдельных деталей и узлов.
Плечевые изделия верхней одежды проверяю г на манекене:
изделие надевают на манекен лицевой стороной вверх, осматривают и про-
веряют размеры;
затем надевают его на манекен подкладкой вверх, проверяют качество об-
работки подкладки, правильность соединения ее с изделием и соразмерность
подкладки и верха изделия;
раскладывают изделие на столе лицевой стороной вверх и проверяют каче-
ство обработки отдельных деталей и участков изделия;
затем раскладывают изделие подкладочной стороной вверх, низом изделия к
работающему и проверяют качество обработки изделия со стороны подкладки.
Брюки при проверке качества осматривают следующим образом:
располагают на столе, совместив сгибы левой и правой половин брюк, по-
ясом влево и проверяют качество обработки боковых швов со стороны правой
и левой половин брюк;
проверяют обработку низа брюк;
отогнув влево верхнюю половину брюк, просматривают шаговые швы и
надставки;
проверяют качество обработки пояса, шлевок, карманов, складок, застеж-
ки и т.д.;
сильно растягивая средний шов, проверяют прочность его соединения.
Изделия легкой женской одежды проверяют на столе и на манеке-
не. При контроле за качеством изделия его сначала осматривают на манекене,
затем на столе с лицевой стороны — со стороны переда и спинки; потом с
изнаночной стороны. Изделия просматривают, начиная с плечевого пояса —
сначала воротник, затем лиф, рукава, юбку.
Симметричность формы, размеров и расположения парных деталей или уз-
лов проверяют путем их совмещения или измерения. Например, изделие скла-
дываюг, совмещая края бортов, точки уступов, концы воротников, низ изде-
лия и проверяют симметричность деталей.
Если детали или швы располагаются под прямым углом друг к другу, их
положение проверяют с помощью треугольника.
Правильность формы деталей, ширину канта и т. п. проверяют внешним
осмотром, в некоторых случаях используют линейку для измерения шири-
ны канта; сравнивают края детали (узла) с линейкой как эталоном прямой
линии.
Измерение деталей производят строго в соответствии с требованиями Госу-
дарственных стандартов или согласно таблице измерений изделия в готовом
виде, изложенной в техническом описании каждой модели.
При наличии исправимого дефекта изделие возвращают в производство для
устранения дефекта.
Определение сортности. На швейные изделия устанавливают два сорта: пер-
вый (I) и второй (II). В комплектах изделий сортность устанавливают по части
комплекта низшего сорта. Например, если жакет — I сорта, юбка — II сорта,
костюм относят ко II сорту.
Недопустимые дефекты в швейных изделиях. К значительным дефектам, не-
допустимым ни для I, ни для II сортов, относят:
1) нарушение общего баланса изделия и, как следствие, расхождение поло-
чек или излишний заход одной полочки на другую; эти же дефекты недопус-
тимы в шлицах;
499
2) натяжение (слабина) лацканов, воротников, подбортов, клапанов и других
обтачных деталей;
3) перекосы, заломы на изделии;
4) изменение посадки (или непоавильное ее распределение) на окате рукава;
отклонение рукавов вперед или назад; искривление швов втачивания рукавов;
5) неправильное соединение прокладок; подкладки с изделием, вследствие
чего изделия (или отдельные детали) могут быть деформированы;
6) нарушение направления ворса, нитей основы на деталях изделия;
7) несоответствие цвета ниток цвету материала, разрывы строчек, пропус-
ки стежков;
8) несовпадение рисунков в изделиях из тканей с ярко выраженным рисунком;
9) укорочение верхней стороны шлицы (борта) относительно нижней;
10) отсутствие прокладок, предусмотренных техническим описанием;
11) опалы. Исключением являются малозаметные опалы с изнаночной сто-
роны на закрытых деталях в изделиях II сорта;
12) наличие лас и пролеганий швов.
ГЛАВА 14. ТЕХНОЛОГИЯ РЕМОНТА
И ОБНОВЛЕНИЯ ОДЕЖДЫ
14.1. КРАТКИЕ СВЕДЕНИЯ О РЕМОНТЕ ОДЕЖДЫ
Предприятия бытового обслуживания населения по изготовлению одежды
наряду с пошивом новых изделий производят ремонт и обновление старой
одежды.
Виды услуг по ремонту одежды, предоставляемые потребителю, включают:
ремонт изделий;
обновление морально устаревших моделей;
перелицовку изделий;
перешивание детской одежды из одежды для взрослых.
При ремонте не только ликвидируют изношенные участки, но и стараются
достичь соответствия изделия современной моде. При этом используют конст-
руктивные (складки, защипы и т. п.) и декоративные (шнуры, тесьму, бейки,
фурнитуру и т. п.) средства отделки изделии.
В качестве дополнительных отделочных материалов используют кожу (нату-
ральную и искусственную), замшу, мех, бархат, вельвет, гобелен, трикотаж.
При подборе отделочных материалов необходимо учитывать совместимость
материала основного изделия и дополнительного по цветовой гамме, фактуре
и свойствам. Кроме того, композиционное решение обновленной модели должно
быть приемлемым для заказчика и отвечать эстетическим требованиям.
В случае, когда при ремонте модели не предусмотрено использование до-
полнительных материалов, подбирают материал, максимально похожий на
материал изделия по цвету и фактуре. Если подобрать новый материал невоз-
можно, используют части самого изделия (надставки подбортов, пояса, хляс-
тики, жилеты мужских костюмов и т. п.).
Если износ изделия велик, ремонтировать его не рекомендуется, так как
стоимость ремонта не окупится сроком носки.
500
14.2. ВИДЫ РЕМОНТА
Ремонтируемая одежда в зависимости ог степени изношенности может быть
подвергнута мелкому, среднему и крупному ремонту.
Мелкий (или частичный) ремонт включает работы, не связанные с перекро-
ем, изменением конструкции и модели изделия. Это следующие виды работ:
пришивание оторванной фурнитуры;
восстановление петель;
восстановление или пришивание вешалки;
закрепление концов карманов;
стачивание подкладки карманов;
соединение распоровшихся швов;
восстановление отделочной строчки;
пришивание оторванных деталей;
установка заплат на открытых дырах;
ремонт низа брюк;
ВТО изделий.
Средний ремонт включает в себя работы по починке изношенных мест, за-
мене отдельных деталей и изменению размера (незначительному) изделия или
его деталей.
К наиболее характерным видам среднего ремонта относятся:
ремонт воротника — заменяют верхний воротник или изменяют его форму
и размер;
ремонт изношенного сгиба рукава — уменьшают длину рукава, обтачивают
его низ обтачками, оформляют низ рукава манжетами, заменяют подкладку
рукава полностью или частично;
ремонт прорезных карманов — заменяют или увеличивают ширину рамок,
в некоторых Яучаях рекомендуют рамки заменять листочками;
изменение длины изделия — укорачивают изделие или удлиняют его за счет
припуска на подгиб низа;
ремонт низа изделия — уменьшают длину изделия, окантовывают или об-
тачивают низ изделия;
ремонт подкладки — заменяюг изношенные участки или полностью заме-
няют подкладку’
Крупный ремонт включает в себя работы по изменению модели и размера
изделия (т. е. работы по перекрою изделия).
14.3. МЕТОДЫ РЕМОНТА И ОБНОВЛЕНИЕ ОДЕЖДЫ
Методы ремонта одежды. Существует широкий спектр методов ремонта одеж-
ды, например художественная штопка, штуковка, установка заплат и др.
Художественную штопку на изделиях выполняют тогда, когда про-
терлись основные и уточные нити, в этом случае штопают прямо по оставшим-
ся нитям основы ткани. Если же на изделии образовалась дыра или протертое
место слишком большое, то изношенный участок вырезают и штопают «на воз-
духе». Лучше всего, если для штопки употребляют нити из той же ткани, на
которой выполняют штопку.
При выполнении штопки «на воздухе» нити должны плотно прилегать друг
к другу, чтобы законченная штопка имитировала вид того полотна, на кото-
ром она сделана.
501
Штуковку применяют при ремонте изделий из толстых ворсовых неосыпа-
емых тканей. Соединяют срезы деталей ручными штуковочными стежками с из-
наночной стороны изделия. Игла прокалывает ткань почти на всю ее толщину
так, чтобы с лицевой стороны стежки не были бы заметны Для прочности соеди-
нения стежки сильно затягивают. Частота стежков — 5 — 12 в 1 см. Нитки подби-
рают прочные, в цвет ткани. Иглой выправляют ворс из шва, приутюживают.
Существует три способа установки заплат: машинный, ручной и
клеевой.
Машинный способ включает следующие операции:
1) втачивание заплат (используют в тех случаях, если поврежденный участок
большой и штопка или штуков-
ка на нем не возможны или не
целесообразны) (рис. 137).
2) настрачивание заплат
(применяют при ремонте из-
делий из недорогих, тонких
тканей) (рис. 138).
При соединении заплат с из-
делием любым способом необхо-
димо следить за совмещением
нитей основы на детали и запла-
те и подгонкой рисунка на них.
Руиной способ включает сле-
дующие операции:
1) заплаты соединяют с изделием шгуковочными стежками. Этот способ со-
единения используют при ремонте изделий из ворсовых толстых, неосыпаемых
тканей;
2) заплаты вплетают в участок износа. Данный способ используют в изделиях из
дорогостоящих легксхюыпаемых тканей при небольшом поврежденном участке.
Клеевой способ применяют в изделиях из тканей с натуральными волокнами
с использованием специальных термопластичных клеев.
Под участок, требующий ремонта, подкладывают кусок (заплату) основного
(или подходящего по цвету, фактуре, волокнистому составу) материала и прикле-
ивают утюгом, располагая слой клея (в виде порошка или пасты) между деталями.
Размер заплаты должен быть больше поврежденного участка. Для уменьше-
ния пролегания заплаты с лицевой стороны срезы заплаты с изнаночной сто-
роны могут быть высечены.
Обновление одежды. Под обновлением одежды понимают ее чистку и ВТО,
изменение внешнего вида и обновление морально устаревших моделей.
Обновляют одежду с полным или частичным перекроем. Например, из пла-
ща можно раскроить куртку, жилет, жакет и т.п.; из брюк — шорты, бриджи;
из одежды для взрослых изготавливают детскую и подростковую одежду.
Обновление одежды с полным перекроем осуществляют с перелицовкой и
без нее. При перелицовке изделий места прорезов карманов и петель соштуко-
вывают (если позволяют свойства ткани) или закрывают отделочными, или
функциональными деталями.
При обновлении одежды широко используют различные виды отделочных
материалов, аппликации, тесьму и т.д.
Использование отделочных материалов позволяет получать изделия новых
форм и пропорций, скрыть или удалить изношенные участки и придать изде-
лию современный вид.
502
ГЛАВА 15. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
ИЗ НЕТРАДИЦИОННЫХ МАТЕРИАЛОВ
15.1. ИЗДЕЛИЯ ИЗ ДУБЛИРОВАННЫХ МАТЕРИАЛОВ
15.1.1. Общие сведения о дублированных материалах
Дублированные материалы широко применяют для изготовления швейных
изделий; их получают путем соединения двух или трех исходных материалов:
материал верха плюс материал подкладки;
материал верха плюс утепляющая прокладка (поролон, мех);
материал верха плюс утепляющая прокладка и плюс материал подкладки.
Существуют три метода производства дублированных материалов:
клеевой, когда на основной материал наносят клей, а затем на него накла-
дывают прокладочный материал или поролон;
огневой, когда поверхность поролона расплавляют и сразу же дублируют матери-
алом. Этот метод обеспечивает высокую прочность соединения слоев материала;
прошивной, когда материалы соединяют строчками (например, утепляющая
прокладка, выстеганная с подкладкой), выполненными с помощью спецмашин.
Изделия из дублированных материалов изготавливают на стачивающих ма-
шинах челночного стежка. Нитки для соединения деталей применяют армиро-
ванные хлопчатобумажные, лавсановые и капроновые. Частота стежков состав-
ляет 3 — 4 в 1 см. Применяют машинные иглы № ПО и N° 120.
Обработка изделий из двусторонних дублированных материалов имеет сле-
дующие особенности:
1. Изделия из двусторонних дублированных материалов изготавливают без
подкладки, так как ею служит изнаночная сторона изделия.
2. Поскольку' дублированные материалы имеют относительно высокие жест-
кость и толщину, обладают низкой драпируемостью, изделия из них рекомендуют
изготавливать прямых, полуприлегающих или слегка расширенных к низу силуэ-
тов.
3. Дублированные материалы не подвергают влажно-тепловой обработке,
поэтому:
соединительные, краевые и отделочные швы закрепляют отделочными строч-
ками (по модели);
форму изделия создают конструктивным путем: посадку по окату рукава
переводят в вытачки или в локтевые швы; для этого меняют место расположе-
ния шва, располагая его выше к верхней части оката, рекомендуют конструи-
ровать рукава с верхними и нижними швами;
облегание изделия в области груди и бедер обеспечивают проектированием
рельефов, вытачек; рекомендуют верхние вытачки переводить в срезы коке-
ток, располагая шов притачивания кокеток на уровне линии груди.
4. Детали изделия допускается выкраивать как вдоль нити основы, так и
вдоль поперечной нити (если внешний вид ткани это допускает), так как вслед-
ствие воздействия нагрузки на ткань при соединении слоев материала свой-
ства поперечной и долевой нити становятся одинаковыми.
5. Пуговицы пришивают с подпуговицей.
6. Изделия из дублированных материалов изготавливают без прокладок и без
бортовой прокладки.
503
15.1.2. Особенности обработки отдельных узлов и деталей в изделиях
из двусторонних дублированных материалов
Наименование
операции
Технические условия
на выполнение операции
Рисунок
1. Обработка выта-
чек
Вытачки проектируют с
небольшим раствором,
так как слабину в конце
вытачек не сутюживают.
Вытачки рекомендуют
разрезные, припуски
расстрачивают или на-
страчивают
2. Обработка мел-
ких деталей
2 1. Обтачным швом
Детали (воротники,хля-
стики, клапаны) могут
быть обработаны путем
обтачивания. В этом слу-
чае нижнюю деталь вы-
краивают либо из тка-
ней, подходящих по цве-
ту и структуре поверх-
ности материалу верха,
либо из ткани изделия,
снимая изнаночный
слой дублированного
материала. Шов обтачи-
вания (строчка 7) зак-
репляют отделочной
строчкой (строчка 2)
2.2. Швом вподгиб-
ку
Если материал верха
имеет большую толщину
и жесткость, то срезы
воротников, пат, хлясти-
ков, клапанов и т. д. об-
рабатывают швом впод-
гибку В этом случае ткань
в углах деталей подреза-
ют под углом 45° к краю
детали в готовом виде и
стачивают с изнаночной
стороны детали, шов рас-
кладывают на обе сторо-
ны, углы вывертывают
Настрачивают припуски
детали швом вподгибку
с открытым срезом на
расстоянии 0,2 —0,3 см
от краев и срезов детали.
Таким же способом мо-
гут быть обработаны
Строчка
стачивания углов
Изнаночная сторона
504
Продолжение I5.L2
Наименование операции Технические условия на выполнение операции Рисунок
борта (верхние и нижние углы), нижние углы шлицы, концы и отлет воротника и т. п.
3. Особенности об- работки карманов Карманы изготавливают без долевиков. В изделиях без подклад- ки детали подкладки прорезных карманов со- единяют окантовочным швом (тесьмой). Рекомендуют внеш- нюю часть под- кладки кармана вы- краивать цельнокроен- ной с подзором из ткани верха. Верхний срез де- тали окантовывают тесь- мой. При соединении с верх- ним краем кармана ли- цевую сторону подклад- ки обращают внутрь кар- мана. В этом случае изнаночная сторона подкладки кармана бу- дет совпадать с изнаноч- ной стороной изделия. Внутреннюю часть подкладки кармана выкраивают из подкладоч- ной или какой-либо дру- гой подходящей ткани. С изнаночных сторон де- талей листочек и рамок снимают лишний слой дублированного матери- ала перед их соединени- ем с карманом. Швы притачивания де- талей закрепляют отде- лочной строчкой —
4. Обработка кар- мана листочкой с втачными концами Последовательность вы- полнения операций при обработке кармана на рисунке показана циф- рами:
505
Продолжение 15.1.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
5. Обработка бор-
тов
5.1. В изделиях с
цельнокроеными
подбортами
1 — строчка окантовыва-
ния верхнего среза под-
кладки кармана, цель-
нокроенной с подзором,
2 — строчка притачива-
ния листочки;
3 — строчка притачива-
ния подкладки кармана,
цельнокроенной с под-
зором;
4 — отделочная строчка
по шву притачивания
листочки;
5 — отделочная строчка
по углам кармана и шву
притачивания подклад-
ки к верхнему краю кар-
мана;
6 — строчка притачива-
ния подкладки кармана
к припуску листочки;
7 — строчка стачивания
(окантовывания) срезов
подкладки кармана
В зависимости от свойств
материала вдоль края
борта может быть проло-
жена кромка Изделия из
дублированных материа-
лов изготавливают чаще
всего с цельнокроеными
подбортами, реже — с
отрезными
Окантовывают внутрен-
ний срез подборта. Обта-
чивают уступ борта. Ниж-
ний угол борта обтачива-
ют до внутреннего края
подборта. Нижний обта-
чанный угол борта зак-
репляют отделочными
строч ками с одновремен-
ным застрачиванием при-
пуска низа. Отделочные
(закрепляющие) строчки
прокладывают таким об-
разом:
Строчка окантовывания
подборта
0,2-0,3
506
Продолжение 15.1.2
Наименование
операции
Технические условия
на выполнение операции
7 — на расстоянии 0,2 —
0,3 см от сгиба низа из-
делия;
2 — на расстоянии 0,2 —
0,3 см от среза припуска
низа
Рисунок
5.2. В изделиях с
отрезными под-
бортами
Шов обтачивания уступа
борта закрепляют после
втачивания воротника в
горловину отделочной
строчкой, одновременно
настрачивая шов
втачивания воротни-
ка в горловину (ши-
рина шва 0,2 —0,3 см).
Отделочные (они же за-
крепляющие) строчки
по борту рекомендуют
прокладывать на таком
же расстоянии от края
борта и друг от друга,
как и строчки по низу,
если это не противоре-
чит требованиям заказ-
чика (строчки 7'и 2').
Вторую отделочную строч-
ку по борту и уступу закан-
чивают на уровне точки
уступа под углом 90° к ли-
нии уступа
Борта в изделиях с отрез-
ными подбортами обра-
батывают (после обтачи-
вания борта) так же, как
борта в изделиях с цель-
нокроеными подбортами
5.3. Обработка пе-
тель
После обработки бортов
петли обметывают на
полуавтомате или вы-
полняют обтачными в
рамку с одной или дву-
мя обтачками до обра-
ботки бортов. Особенно-
стью обтачных петель яв-
ляется способ закреп-
ления их с подбортом.
507
Окончание 15.1.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
6. Соединение во-
ротников с горло-
виной
7. Соединение ру-
кавов с проймами и
обработка низа ру-
кава
Петлю (по четырем сто-
ронам) настрачивают
(строчка 3) на подборт со
стороны полочки (рис. а);
затем подборт высекают
между строчками, остав-
ляя припуск 0,2—0,3 см
(рис. б)
Воротник вкладывают
между деталями верха
изделия и подбортом,
втачивают одной строч-
кой (строчка /). Затем
закрепляют шов втачива
пия отделочной строч-
кой на расстоянии 0,2 —
0,3 см от шва втачивания
воротника (строчка 2).
По горловине спинки
шов только настрачивают
Рекомендуют втачивать
рукава в открытую прой -
му, швы втачивания мо-
гут быть настрочены или
расстрочены.
Низ рукава (без проклад-
ки) обрабатывают швом
вподгибку с открытым
срезом. Засграчивают низ
двумя строчками: 7 — на
расстоянии 0,2 — 0,3 см от
сгиба; 2 — на расстоянии
0,2 — 0,3 см от среза низа
0,2-0,3
Полочка
15.2. ИЗДЕЛИЯ ИЗ ИСКУССТВЕННЫХ МАТЕРИАЛОВ,
ИМИТИРУЮЩИХ КОЖУ
15.2.1. Рекомендации по обработке изделий
Промышленность выпускает материалы, имитирующие кожу, на тканой и
трикотажной основах с поливинилхлоридным, полиамидным и другими по-
крытиями. Искусственные кожи бывают с пористой полимерной отделкой, с
гладкой или лакированной поверхностью.
508
Искусственная кожа воздухо- и паронепроницаема, имеет повышенную про-
рубаемость; некоторые виды данного материала имеют повышенную жесткость
и низкую драпируемость.
Учитывая эти свойства, при изготовлении изделий необходимо выполнять
следующие требования:
не допускать переделки швов, так как на материале останутся следы от
проколов иглы;
для обеспечения воздухообмена под рукавом или на нижней части оката
рукава делают сквозные отверстия (блочки) диаметром 0,6 —0,8 см;
изделия из искусственной кожи нельзя подвергать утюжильной обработке,
поэтому форму изделию придают конструктив-
ным путем, проектируя вытачки на спинке,
локтевых швах рукава и т.д.; влажно-тепловую
обработку швов заменяют их настрачиванием
или расстрачиванием. Для увеличения проч-
ности расстроченных швов рекомендуют под
швы подкладывать полоски ткани (рис. 139);
срезы деталей не обметывают, так как материал не осыпается;
детали рекомендуют соединять хлопчатобумажными армированными капро-
новыми и лавсановыми нитками; частота стежков машинной строчки — 3 — 4
стежка в 1 см. Иглы используют №№ 90— 110 (выбор иглы зависит от толщины
материала). Для лучшего продвижения материала во время стачивания давление
лапки на ткань устанавливают минимальным; рейка должна быть с мелкими зубь-
ями. Рекомендуют отделочные строчки прокладывать, используя лапки с тефлоно-
вым покрытием или смазав поверхность материала мыльным раствором или си-
ликоновой эмульсией (чтобы снизить коэффициент трения лапки о материал);
если искусственная кожа имеет повышенную жесткость, рекомендуют про-
ектировать изделия простых форм.
Искусственная кожа на трикотажной основе имеет повышенную растяжи-
мость в долевом и поперечном направлениях, поэтому рекомендуют приме-
нять прокладки (неклеевые) по срезам бортов, низа рукавов, нижнему ворот-
нику, плечевым срезам Рукава в таких изделиях втачивают с кромкой.
Искусственная кожа на тканой основе не растягивается, поэтому в издели-
ях из нее прокладку ставят только по бортам для укрепления петель.
Пуговицы пришивают с подпуговицей.
15.2.2. Особенности обработки отдельных узлов и деталей
в изделиях из искусственной кожи
Наименование
операции
1. Обработка мел-
ких деталей, ворот-
ников, бортов
Рисунок
Детали можно обрабаты-
вать обтачным, накладным
и окантовочным швами.
При обработке обтачным
швом детали соединяют с
небольшой посадкой в уг-
лах. После вывертывания
шов обтачивания закреп-
ляют отделочной строчкой
Технические условия
на выполнение операции
509
Продолжение 15.2.2
Наименование операции Технические условия на выполнение операции Рисунок
Соединяют детали на- кладным швом с подгибанием одного или двух срезов
т
ТЕ 1 11 1 1 / т 1 1 1 1
Срезы деталей могут быть окантованы капроновой тесьмой ч
2. Обработка выта- чек Вытачки стачивают (ра- створ вытачки не должен быть большим, так как нельзя сутюжить слаби- ну в концах вытачек), за- тем расстрачивают или настрачивают м =п
м
3. Обработка кар- манов Срезы деталей кармана (рамок, подзора и т. п.) настрачивают на под- кладку кармана без под- гибания. На изделиях из искусст- венной кожи на тканой основе долевик не явля- ется необходимой дета- лью. Если основа искусствен- ной кожи трикотажная, то наличие долевика обя- зательно. Боковая сторо- на долевика должна по- пасть в боковой шов из- делия —
4. Обработка кар- мана в рамку Последовательность вы- полнения операций при обработке кармана на ри- сунке показана цифрами: 1 — строчка застрачива- ния перегнутой обтачки с вложенной в нее под- кладкой кармана; 2 — строчка настрачива- ния нижнего среза подзо- ра на подкладку кармана;
510
Продолжение 15.2.2
Наименование
операции
Технические условия
на выполнение операции
3 и 3' — строчки прита-
чивания рамок;
4 — строчка закрепления
шва притачивания ниж-
ней рамки;
5 — строчка закрепления
шва притачивания верх-
ней рамки с одновре-
менным соединением
подзора и закреплением
углов кармана;
6 — строчка стачивания
срезов подкладки кар-
мана
Рисунок
5. Обработка основ-
ных швов изделия
Все соединительные швы
настрачивают (рис. а) или
расстрачивают с допол-
нительной полоской тка-
ни (рис. б)
6. Втачивание во-
ротника в горлови-
ну
6.1. Первый способ
Готовый воротник вкла-
дывают между изделием
и подбортами с прита-
чанной к ним подклад-
кой и втачивают одной
строчкой (строчка 7),
соединяя все детали.
Припуск на шов втачива
ния воротника в горлови-
ну рассекают, шов после
вывертывания изделия на
лицевую сторону настра-
чивают (строчка 2) по
горловине изделия
511
Продолжение 15.2.2
Наименование
операции
6.2. Второй способ
Технические условия
на выполнение операции
Рисунок
7. Обработка низа
изделия и низа ру-
кавов
7.1. Обработка низа
изделия
7.2. Обработка низа
рукава
Срез горловины изделия
совмещают со срезами
раскепов подбортов и
срезом горловины под-
кладки (предварительно
притачанной к внузрзн-
ним срезам подбортов),
сложив их лицевыми сто-
ронами наружу. Стачивают
машинной строчкой (ши-
рина шва около 0,5 см) по
припуску шва втачивания
воротника (строчка 7). За-
тем втачивают верхний
воротник в горловину,
совмещая срезы горлови-
ны и стойки воротника,
ширина шва 0.7 — 0,9 см
(строчка 2). Далее срез
стойки нижнего ворот-
ника настрачивают на
шов втачивания верхне-
го воротника с подгиба-
нием или без подгибания
среза стойки (строчка 3).
Срез стойки нижнего во-
ротника должен закры-
вать шов втачивания верх-
него
Низ изделия обрабатыва-
ют швом вподгибку с от-
крытым срезом, закреп-
ляя ею двумя строчками:
7 — на расстоянии 0,1 —
0,2 см от сгиба; 2 — по
модели. Строчка 2 может
быть выполнена ручны-
ми подшивочными стеж-
ками, не заметными с
лицевой стороны (игла
должна захватывать толь-
ко материал основы)
Низ рукава обрабатыва-
ют с прокладкой (если
свойства основы искус-
ственной кожи не позво-
ляют обратного) швом
512
Окончание 15.2.2
Наименование операции Технические условия на выполнение операции Рисунок
вподгибку с открытым срезом и двумя строчка- ми закрепляют припуск (рис. а) или прикрепля- ют припуск над швами рукава (рис. 6) 'l t
к. л 1
а б
8. Соединение из- делия с подкладкой Обрабатывают подкладку целиком и соединяют ее с изделием машинным способом (см. 5.26) —
15.3. ИЗДЕЛИЯ ИЗ КАПРОНОВЫХ МАТЕРИАЛОВ С ВОДОУПОРНЫМ
ПЛЕНОЧНЫМ ПОКРЫТИЕМ И С ОТДЕЛКОЙ «ЛАКЕ»
15.3.1. Рекомендации по обработке изделий
Капроновые ткани с водоупорным пленочным покрытием обладают повы-
шенными прочностью, паро-, водо- и воздухонепроницаемостью, небольшой
массой. Благодаря этим свойствам такие ткани нашли широкое применение в
швейной промышленности. Из них изготавливают пальто, плащи, куртки, вет-
ровки, головные уборы, жилеты, брюки, комбинезоны.
Изделия из капроновых тканей могут быть с утепляющей прокладкой и без
нее, без подкладки и с подкладкой. В качестве утепляющей прокладки чаще
всего используют синтепон, для подкладки используют капроновые материа-
лы. Для прокладок подбирают нетканые материалы без клеевого слоя. Проклад-
ками укрепляют борта, воротники, низ рукавов и изделия, мелкие детали Срезы
прокладок должны попадать в швы соединения деталей. В некоторых видах из-
делий в качестве прокладок используют синтепон (например, куртки, пальто
целиком продублированы синтепоном).
Выбор моделей диктуют направления моды. Изделия могут быть различных
силуэтов, иметь различные покрои рукавов, разнообразные отделочные дета-
ли. Особое значение для такого рода одежды имеет выбор фурнитуры, она
выполняет утилитарную и декоративную функции.
При изготовлении одежды из капроновых тканей с водоупорным пленоч-
ным покрытием необходимо учитывать следующие свойства ткани:
при стачивании деталей возможно стягивание шва строчкой, поэтому чтобы
избежать возникновения этого дефекта, используют машину беспосадочного
шва или при стачивании деталей их растягивают. Частоту стежков машинной
строчки устанавливают равной 4—5 стежков в 1 см;
при воздействии тепла водоупорное покрытие разрушается, поэтому в изделиях
из этих тканей влажно-тепловую обработку швов заменяют их настрачиванием;
513
Рис. 140
края обтачных деталей
закрепляют отделочной
строчкой или обрабатывают
в «чистый край»;
данные ткани имеют низ-
кую осыпаемость, поэтому
при изготовлении изделий
без подкладки швы можно
не обметывать;
ткани с водоупорным по-
крытием имеют повышенную
прорубаемость швов, вслед-
ствие чего снижаются водоупорные свойства изделия. Во избежание этого при кон-
струировании изделия плечевые срезы смещают в сторону полочки фис. 140, а)
или закрывают шов отделочными деталями (рис. 140, б). Из-за высокой прэруба-
емости ткани не допускают распарывания швов;
капроновые гкани с водоупорным покрытием паро- и воздухонепроницае-
мы, поэтому в области верхней части оката рукава или в верхней области боко-
вых швов выполняют сквозные отверстия («блочки»). Не рекомендуют проекти-
ровать изделия с малыми прибавками на свободу облегания, так как снижаются
гигиенические свойства одежды.
15.3.2. Особенности обработки основных узлов в изделиях
без утепляющей прокладки
Наименование операции Технические условия на выполнение операции Рисунок
1. Обработка мел- ких деталей Детали обрабатывают об- тачным швом с исполь- зованием прокладок. В из- делиях из толстых, жест- ких капроновых тканей допускают обтачивание деталей без прокладок. Обтачные швы закрепля- ют отделочной строчкой
/ / / / / / / / /
Хлястики, пагы, пояса и т.д. допускают соеди- нять накладным швом с двумя подогнутыми внутрь срезами лг
ЛЕ 1 _|
2. Обработка соеди- нительных швов Для соединения деталей используют накладные, насзрочные, расстрочные и бельевые швы —
3. Обработка выта- чек Раствор вытачек должен быть небольшим, так как —
514
Продолжение 15.3.2
Наименование операции Технические условия на выполнение операции Рисунок
невозможно сутюжива- ние слабины в их концах Вытачки стачивают, швы настрачивают или рас- страчивают
4. Обработка кар- манов Рекомендуют детали про- резных карманов выкра- ивать цельнокроенными с подкладкой кармана; капроновые ткани мало- растяжимые, поэтому до- пускают обработку карма- нов без долевиков —
4.1. Прорезной кар- ман листочкой с втачными концами 1 — строчка притачива- ния листочки, цельно- кроенной с подкладкой кармана; 2 — строчка притачивания подзора, цельнокроенно- го с подкладкой кармана; 3 — закрепление шва притачивания листочки отделочной строчкой; 4 — закрепление шва притачивания подзора и углов кармана отделоч- ной строчкой; 5 — шов стачивания под- кладки кармана и за- крепления углов кармана / ^4 - 2 ,5
3^
4.2. Прорезной кар- ман в рамку Карман выполнен с при- менением долевика. / и Г — строчки прита- чивания рамок (нижняя рамка цельнокроенная с подкладкой); 2 — отделочная строчка, закрепляет шов притачи- вания нижней рамки; 3 — отделочная строчка, закрепляет шов притачи- вания верхней рамки и со- единяет подзор, цельно- кроенный с подкладкой кармана, и углы кармана; 4 — строчка стачивания подкладки кармана
3 \ л
। ^1' 1 4
/ । 1 1 \ 1 \ 1
2// т
515
Продолжение 15.3.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
4.3. Обработка кар-
мана с застежкой-
молнией
1 и Г — строчки прита-
чивания рамок;
2 — строчка притачива-
ния подкладки кармана
к нижнему краю застеж-
ки-молнии;
3 — отделочная строчка
соединяет застежку -мол-
нию с карманом по шву
притачивания нижней
рамки;
4 — отделочная строчка
притачивает подзор,
цельнокроенный с под-
кладкой кармана, ко шву
притачивания верхней
обтачки и закрепляет
утлы кармана;
5 — строчка соединения
подкладки кармана.
Другие виды прорезных
карманов выполняют по
аналогии с карманами,
описанными выше
5. Обработка бор- Изделия из капроновых
тов тканей обрабатывают без
бортовой прокладки.
Борта могут быть с цель-
нокроеными или отрез-
ными подбортами. Для
формоустойчивости бор-
та используют проклад-
ки на подборт.
Шов обтачивания борта
(строчка 7) в изделиях с
отрезными подбор-
тами закрепляют отде-
лочной строчкой или
путем настрачивания
припусков шва обтачи-
вания на подборт (строч-
ка 2).
Внутренние срезы под-
бортов в изделиях без
подкладки застрачива-
ют, огибая срезом про-
кладку (строчка 3)
516
Продолжение 15.3.2
Наименование
операции
Технические условия
на выполнение операции
Края бортов в изделиях
с цельнокроеными под-
бортами закрепляют от-
делочной строчкой.
Кромка в таких издели-
ях не является обязатель-
ной деталью.
Петли обметывают на
спецмашинах
Рисунок
6. Обработка бор-
тов с застежкой -
молнией
Застежку-молнию при-
тачивают к срезу борта
(строчка 7) Проклады-
вают отделочную строч-
ку (строчка 2) по бор-
ту, подкладывая под
строчку подборт лице-
вой стороной вверх, со-
вмещая при этом вне-
шний срез подборта со
срезом борта с изнаноч-
ной стороны, отгибают
подборт на изнаночную
сторону изделия. При та-
ком способе соединения
подборт не будет попа-
дать в зубья застежки-
молнии
7. Обработка во-
ротника и соедине-
ние его с изделием
Воротник обрабатывают
обтачным швом (строч-
ка 7). Готовый воротник
вкладывают между дета-
лями верха и подборта с
притачанной к нему под-
кладкой; уравнивают
срезы, соединяют строч-
кой 2; припуск шва рас-
секают в нескольких ме-
стах во избежание затя-
гивания горловины.
Затем вывертывают изде-
лие на лицевую сторону
и закрепляют шов втачи-
вания воротника строч-
кой на расстоянии 0,1 —
0,4 см от шва втачивания
воротника (строчка 3)
Нижний
517
Окончание 15.3.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
8. Обработка низа
изделия
8 I. С отле!ной под-
кладкой
В изделиях с отлетной
подкладкой низ изделия
и подкладки обрабатыва-
ют швами вподгибку с
закрытыми срезами
8 2 С притачной
подкладкой
Низ в изделиях с притач-
ной подкладкой обраба-
тывают несколькими
способами:
1) в шов обработки низа
застрачивают срез низа
подкладки. Подкладка по
низу должна быть соеди-
нена с напуском;
9. Обработка низа
рукава и соедине-
ние его с подклад-
кой
10. Соединение из-
делия с подкладкой
2) после притачивания
подкладки к срезу низа
(по общим правилам)
застрачивают припуск
низа;
3) срез низа подкладки
подгибают и соединяют
строчкой застрачивания
низа
Низ рукава укрепляют
прокладкой. Обрабатыва-
ют низ рукава и соеди-
няют его с подкладкой
так же, как низ изделия
с притачной по низу
подкладкой
Изделия соединяют с
подкладкой машинным
способом (см. 5.26)
518
15.3.3. Особенности изготовления изделий, продублированных синтепоном
Детали утепляющей прокладки выкраивают точно по срезам деталей верха.
На изнаночную сторону деталей верха накладывают слой синтепона, соединяют
по срезам на расстоянии 0,5 — 0,6 см от них машинной строчкой. Обрабатывают
и соединяют детали верха, продублированные синтепоном, в обычном порядке.
Частоту стежков машинной строчки увеличивают до 3 — 4 стежков в 1 см.
15.4. ИЗДЕЛИЯ ИЗ ИСКУССТВЕННОГО МЕХА
15.4.1. Рекомендации по обработке изделий
Искусственным мехом называют текстильные материалы, имитирующие по
внешнему виду и свойствам натуральный мех. Состоит искусственный мех из
грунта (каркаса) и ворсового покрова. Грунт изготавливают из синтетичес-
кой или хлопчатобумажной пряжи; ворсовой покров — из комплексных
химических нитей или волокон.
Искусственный мех вырабатывают тканым, трикотажным и нетканым (с
накладным ворсом) способами.
Искусственный мех должен быть износостойким, сохранять в процессе нос-
ки форму, первоначальный блеск и внешний вид; ворсовый покров не должен
сминаться, свойлачиваться.
Модели из искусственного меха, как правило, подбирают с минимальным
количеством швов.
Искусственный мех не подвергают ВТО.
Для предохранения срезов от растяжения в изделиях из меха на трикотаж-
ной основе по срезам деталей прокладывают кромку с односторонним клее-
вым покрытием (типа лейкопластыря). В изделиях из меха на тканой основе
кромку прокладывают по плечевым срезам, срезам горловины и линии пере-
гиба лацкана.
При раскраивании разрезают только основу искусственного меха, не по-
вреждая ворса.
15.4.2. Особенности обработки основных узлов в изделиях
из искусственного меха
Наименование операции Технические условия на выполнение операции Рисунок
1. Соединение сре- зов деталей, выта- чек Срезы деталей, вытачек соединяют на стачиваю- щей, скорняжной маши- не или на машине зиг- загообразной строчки. Используют иглы №№ 100—120, нитки — хлопчатобумажные № 40 или капроновые —
519
Продолжение 15.4.2
Наименование операции 'Технические условия на выполнение операции Рисунок
2. Обработка борто- вой прокладки и со- единение ее с изде- лием Для изделий из искусст- венного меха используют бортовую прокладку мяг- кой формы; выкраивают ее из тонких хлопчатобу- мажных тканей или не- тканых материалов. Со- единяют с изделием на машине потайного стеж- ка или стегальными строчками, располагая их вдоль края борта и вдоль внутреннего (боко- вого) среза бортовой прокладки. Строчки рас- полагают на расстоянии 2,0 —2,5 см от срезов прокладки. Перед соеди- нением срезы горлови- ны, плечевые и проймы уравнивают; срез борта на прокладке не должен доходить до края борта в готовом виде на 0,5 см а Л- i V: 1 £ z ^2,0- 2^5^^ -Z /7 \ J X ft»
0,5 I ST ^5 l г 3 k | 4
^4<Z2,0-2,5
ill
3. Обработка бор- тов Изделие выкраивают с цельнокроеными под- бортами, ширина кото- рых 5 — 6 см. По борту прокладывают клеевую кромку с односторон- ним клеевым покрытием так, чтобы одна полови- на ширины кромки была приклеена к изделию, другая — к бортовой прокладке. Затем обраба- тывают уступ и нижний угол борта. Край борта вспушивают
J 1 £ л F > z
Ж * flu : H*- ti / 1
I ч • U 1 9
i.,1 «л Ж
4. Обработка за- стежки на крючки и петли Застежку в изделиях из искусственного меха об- рабатывают на специаль- ные шубные крючки и петли. Шубный крючок имеет пружину, которая позволяет ему захлопы- ваться и не раскрываться
520
Продолжение 15.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
в процессе носки. В жен-
ской одежде крючок
пришивают на правый
подборт, петлю — на ле-
вую полочку. Для соеди-
нения фурнитуры с из-
делием в намеченных
местах прокалывают ма-
териал верха колышком,
через отверстие выпуска-
ют «носик» крючка и
пришивают его основа-
ние со стороны подбор-
та, одновременно заши-
вая прокол. Аналогичным
способом соединяют пет-
лю с полочкой
5. Обработка низа
Низ с притачной
подкладкой обраба-
тывают так же, как в из-
делиях из ткани.
Низ в изделиях с отлет-
ной по низу под-
кладкой обрабатывают
следующим образом:
к срезу низа изделия при-
тачивают (строчка 7) по-
лосу подкладочной ткани
шириной 15—17 см,
длиной, равной длине
низа от одного борта до
другого;
подгибают припуск низа
изделия и пришивают его
к изделию косыми стеж-
ками, отогнув притачан-
ную полосу (строчка 2);
полосу отгибают на изде-
лие, подгибают ее верх-
ний срез и подшивают
косыми стежками или по-
тайной машинной строч-
кой вдоль подогнутого
края (строчка 5);
низ подкладки обрабаты-
вают швом вподгибку с
Дополнительная
полоса ткани
521
Продолжение 15.4.2
Наименование
операции
Технические условия
на выполнение операции
Рисунок
6. Обработка про-
резных карманов
закрытым срезом (строч-
ка 4). Сгиб низа подклад-
ки должен закрывать шов
притачивания полосы
С изнаночной стороны
изделия прокладывают
вдоль линии кармана две
кромки с клеевым слоем,
затем разрезают вход в
карман. К срезам прита-
чивают детали кармана с
припусками I [о боковым
сторонам на обработку на
скорняжной машине или
на машине зигзагообраз-
ной строчки.
Дальнейшая обработка
кармана выполняется
так же, как карманов из
тканей
7. Обработка ворот-
ников и соединение
их с изделием
Воротники обтачивают с
посадкой в углах, предва-
рительно продублировав
неклеевой прокладкой
нижний воротник. Шов
обтачивания вспушивают.
Втачивают воротник в
горловину таким образом:
верхний соединяют с
раскепами подбортов и
подкладкой изделия в
области горловины спин-
ки (строчка 7),
нижний воротник втачи-
вают в горловину изде-
лия (строчка Г)\
соединяют припуски швов
между собой (строчка 2)
8. Обработка рука-
вов и соединение
их с изделием
Рекомендуют для изделий
из искусственного меха
рукава с одним швом
Прокладку по низу рука-
ва соединяют стегальны-
ми стежками или на ма-
шине потайного подши-
вочного стежка (строчки
7 и 7').
522
Окончание 15.4.2
Наименование операции Технические условия на выполнение операции Рисунок
Подкладку притачивают к низу рукава (строчка 2) и подшивают припуск низа к рукаву (строчка 3). По проймам изделия про- кладывают кромку. Рука- ва втачивают по общим правилам
9. Соединение из- делия с прокладкой Изделия из искусственно- го меха не обладают вы- сокими теплозащитными свойствами, поэтому ре- комендуют использовать утепляющие материалы. Утепляющую прокладку выкраивают до низа из- делия, до уровня бедер или талии. Соединение утепляющей прокладки с изделием выполняют по прави- лам, описанным в 6.3
Примечание Мех на трикотажной ос- нове имеет повышенную воздухопроницаемость. Поэтому в изделиях из та- кого меха утепляющую прокладку ставят в рукава —
15.5. ИЗДЕЛИЯ ИЗ НАТУРАЛЬНОГО МЕХА
15.5.1. Общие сведения о мехе
Натуральные меха (каракуль, шкурки лисицы, норки, песца, кролика и т. д.)
используют для изготовления пальто, полупальто, жакетов, жилетов, головных
уборов. Мех может быть использован и в качестве отделки изделий, изготавливают
из него воротники, манжеты, пелерины, опушку по бортам и низу изделий.
Натуральный мех имеет высокие теплозащитные свойства, необходимые
гигроскопичность и паропроницаемость, кроме этого он обладает высокой из-
носо- и цветостойкостью, имеет красивый внешний вид.
Основными показателями качества меховых шкурок являются: равномер-
ность, густота и высота волосяного покрова; прочность, пластичность и мяг-
кость кожевой ткани.
Подбор шкурок и их соединение выполняют на скорняжных производствах.
В торговлю поступают так называемые скрои (рис. 141). Скрои — это верх
523
Верхний
воротник
Нижний
воротник
изделия из меха, состоящий из стана — полочки с подбортами и спинки
изделия, соединяемых в одну деталь (стан может состоять из двух частей — из
полочки, соединенной с половинкой спинки), рукавов (различных покроев),
воротника (из двух деталей — верхней и нижней), деталей отделки и карманов.
15.5.2. Особенности изготовления изделий из натурального меха
1. Раскрой изделия или подрезку срезов деталей из натурального меха вы-
полняют специальными остро заточенными скорняжными ножами со стороны
кожевой ткани, не допуская повреждения волоса.
2. Срезы соединяют на скорняжных машинах, которые позволяют выпол-
нять соединение с минимальной шириной шва или встык.
3. Не допускается влажно-тепловая обработка меха!
4. Швы обтачивания закрепляют вспушной строчкой.
5. При соединении деталей волос должен быть убран из строчки.
6. Если кожевая ткань недостаточно высокого качества, стан, рукава и ниж-
ний воротник дублируют тонким хлопчатобумажным или нетканым материа-
лом. Соединяют прокладку с изделием на машине потайного стежка или вруч-
ную стегальными стежками, располагая строчки вдоль (при ручном способе
соединения) или поперек стана (при машинном способе соединения); рассто-
яние между строчками 12— 15 см. Во избежание перекосов прокладку предва-
рительно наметывают на стан.
7. По краям борта, проймы, горловины, срезу стойки верхнего воротника,
по линии перегиба лацкана, по одной стороне вытачек, по плечевому срезу
полочки, по срезу низа полочки прокладывают кромку с клеевым слоем (типа
лейкопластыря) или неклссвую (ее пришивают косыми стежками).
8. Наличие бортовой прокладки определяется моделью изделия. Форма бор-
товой прокладки мягкая, выполняется из льняных, хлопчатобумажных или
нетканых материалов.
9. Обработка отдельных узлов и деталей аналогична (с учетом особенностей на-
турального меха) обработке узлов и деталей из искусственного меха (см. 15.4.2).
СПИСОК ЛИТЕРАТУРЫ
Баженов В. И. Материалы для швейных изделий. — М., 1982.
Козлова Т. В. Художественное проектирование костюма. — М., 1982.
Козлова Т. В., Рытвинская Л. Б., Тимашева 3. Н. Моделирование и художественное
оформление женской и детской одежды. — М., 1990
Литвинова И. Н., Шахова Я. А. Изготовление женской верхней одежды — М., 1991.
Марсакова 3. П., Петрова Е. М., АгтаковА. Т. Производство меховых и овчинно-шуб-
ных изделий. — М., 1991.
Назарова А. И., Куликова И. А., Савостицкий А. В. Технология швейных изделий по
индивидуальным заказам. — М., 1986.
Пармон Ф. М. Композиция костюма. — М , 1985.
Прогрессивная технология изготовления одежды в Домах моды, ателье разрядов
«люкс» и высшего по индивидуальным заказам. Женская верхняя одежда пальтового и
костюмного ассортимента (методические рекомендации). — М., 1988.
Промышленная технология одежды: Справочник / П. П. Кокеткин, Т. Н. Кожегу-
рова, В. И. Барышникова и др. — М., 1988.
Садыкова Р. К. Дидактические материалы по предмету «Технология швейного про-
изводства» (Лабораторно-практические работы). — М., 1993.
Технология швейного производства / В. А. Шишова, Р. И. Виданова, Л. Ф Перши-
на, С. В. Петрова. — М., 1985.
Труханова А. Т. Изготовление мужской верхней одежды по индивидуальным зака-
зам. — М , 1990.
Труханова А. Т. Иллюстрированное пособие по технологии легкой одежды. — М., 1984.
Труханова А. Т. Основы технологии швейного производства. — М., 2001.
Труханова А. Т. Справочник молодого швейника. — М , 1993.
Труханова А. Т. Технология женской и детской легкой одежды. — М., 2000
ОГЛАВЛЕНИЕ
Предисловие..............................................................3
Глава 1. Назначение и классификация одежды...............................4
1.1. Назначение одежды...............................................4
1.2 Классификация одежды.............................................4
Глава 2. Виды работ, применяемых при изготовлении одежды................ 5
2.1. Ручные работы...................................................5
2.2. Машинные работы................................................19
2.3. Влажно-тепловые работы.........................................32
2.4. Клеевые методы обработки деталей одежды...................... 36
Глава 3. Обработка деталей и узлов швейных изделий......................40
3.1. Обработка мелких деталей.......................................40
3.2. Вытачки........................................................53
3 3. Обработка кокеток и соединение их с изделием...................58
3.4. Обработка карманов.............................................66
Глава 4. Обработка легкой женской одежды.............................. 109
4.1. Ассортимент и описание внешнего вида моделей................. 109
4.2. Детали кроя платья............................................ 113
4 3. Обработка срезов, вытачек, подрезов и рельефов.............. 117
4А Отделка изделий................................................ 130
4.5. Особенности обработки кокеток и соединение их с изделием..... 139
4.6. Особенности обработки карманов............................... 143
4 7. Виды петель и застежек и способы их обработки............... 152
4.8. Обработка боковых и плечевых срезов.......................... 162
4.9. Виды воротников, их обработка и соединение с горловиной...... 163
4.10. Виды рукавов без манжет и способы их обработки .............. 177
4 11. Виды манжет, способы обработки и соединения их с рукавами.. 185
4.12. Соединение рукавов с проймами. Обработка пройм в изделиях
без рукавов........................................................ 195
4.13. Способы соединения лифа платья с юбкой....................... 198
4.14. Обработка низа платьев и блузок...............................207
4.15. Окончательная отделка изделий.................................210
Глава 5. Обработка демисезонного пальто..... ..........................213
5.1 Общие сведения о верхней одежде................................213
5.2. Детали кроя пальто. Наименование деталей кроя, линий и срезов.
ТУ на выкроенные детали...........................................215
5 3. Обработка спинок пальто......................................221
5.4 Обработка бортовой прокладки.... ..............................236
5.5. Соединение бортовой прокладки с полочками ....................243
5.6. Обработка петель е верхней одежде ............................245
5 7. Обработка бортов (до соединения с подбортами) ...............251
5.8. Соединение подбортов с полочками..............................256
5 9. Способы обработки шва обтачивания борта......................259
5.10. Обработка нижних углов бортов и низа изделия ................ 265
526
5.11. Обработка потайной застежки с дополнительным прорезом
на подборте..............................................................269
5.12 Соединение боковых и плечевых срезов................................272
5.13 Общие сведения о воротниках демисезонного пальто...................278
5.14. Обработка верхнего и нижнего воротников............................280
5.15. Соединение воротника с горловиной изделия..........................286
5.16. Соединение нижнего воротника с верхним воротником швом
вподгибку............................................................... 292
5.17. Обработка капюшона и соединение его с изделием.....................297
5.18. Обработка воротников, цельнокроенных с верхними частями
подбортов (шаль, апаш)...................................................300
5.19. Виды рукавов. Обработка рукавов верхней одежды.....................303
5.20. Виды и обработка шлиц в рукавах....................................309
5.21. Соединение рукавов с подкладкой....................................313
5.22. Обработка манжет в верхней одежде....... ..........................318
5.23. Обработка пройм изделия. Виды дополнительных накладок и способы
соединения их с изделием.................................................324
5.24. Виды и особенности обработки внутренних карманов...................333
5.25. Обработка подкладки и способы соединения ее с изделием.............339
5.26. Окончательная отделка изделия .....................................347
Глава 6. Особенности обработки зимних изделий........ ..................... 350
6.1. Общие сведения о зимних пальто......................................350
6.2. Обработка утепляющей прокладки из ватина (синтепона)................351
6.3. Способы соединения утепляющей прокладки из ватина (синтепона)
с изделием.............................................................. 354
6.4. Обработка и соединение с изделием выстеганной с синтепоном
(ватином) подкладки.....................................................359
6.5. Способы соединения рукавов с утепляющей прокладкой..................366
6.6. Особенности обработки деталей меховых воротников и соединение
их с изделием............................................................372
6.7. Способы обработки меховых манжет и соединение их с изделием.........378
Глава 7. Особенности обработки изделий с рукавами различных покроев .........380
7.1. Изделия с рукавами покроя реглан....................................380
7.2. Изделия с цельнокроеными рукавами...................................387
Глава 8. Обработка юбок......................................................393
8.1. Модели юбок и описание их внешнего вида.............................393
8.2 Детали кроя. Подготовка юбки к пошиву................................395
8.3. Способы обработки различных швов в юбках............................396
8.4. Обработка застежек в юбках ............................................................................ 397
8.5. Способы обработки верхнего среза юбки...............................401
8.6. Особенности обработки юбки на подкладке. Окончательная отделка
юбки....................................................................406
Глава 9. Обработка брюк..................................................... 408
9.1. Модели брюк и описание их внешнего вида.............................408
9.2. Детали кроя брюк. Наименование линий и срезов деталей.
Подготовка брюк к пошиву.................................................409
9.3. Обработка мелких деталей брюк. Притачивание надставок и обработка
вытачек..................................................................415
9.4. Влажно-тепловая обработка передних и задних половинок брюк..........416
9.5. Обработка подкладки и соединение ее с передними половинками брюк ... 419
527
9 6 Особенности обработки карманов.............................421
9.7. Обработка застежки брюк......................................430
9.8. Соединение боковых и шаговых срезов брюк.....................436
9.9. Обработка верхнего среза брюк................................438
910. Соединение средних срезов брюк. Обработка и прикрепление леи...444
9.11. Обработка низа брюк. Окончательная отделка брюк..............447
Глава 10. Особенности обработки жилета.................................452
10 1. Модели жилетов и описание их внешнего вида...................452
10 2. Детали кроя жилета. Наименование линий и срезов 452
10 3. Обработка полочек жилета.....................................456
10.4. Обработка спинки жилета......................................461
10.5. Соединение боковых и плечевых срезов жилета. Окончательная
отделка жилета.....................................................464
Глава 11. Особенности изготовления мужских пиджаков .................. 467
11.1. Модели пиджаков и описание их внешнего вида..................467
11.2. Дублирование деталей клеевыми прокладками....................468
11.3. Особенности обработки полочек и спинки.......................471
11.4. Особенности обработки карманов мужских пиджаков..............473
11.5. Особенности обработки воротников мужских пиджаков............480
11.6. Особенности обработки подкладки и соединение ее с пиджаком...484
Глава 12. Изготовление одежды по индивидуальным заказам с примерками...484
12 1. Работа предприятий индивидуального изготовления одежды.......484
12.2. Последовательность изготовления одежды с примерками..........486
12.3. Особенности изготовления плечевых изделий верхней одежды
с примерками.......................................................488
12.4. Особенности изготовления изделий легкой женской одежды
с примерками.......................................................494
12.5. Особенности изготовления поясных изделий с примерками........495
12.6. Основы бригадного метода изготовления одежды.................496
12.7. Особенности изготовления изделий из полуфабрикатов...........497
Глава 13. Краткие сведения о контроле качества изделий.................497
13.1. Определение качества изделий и виды контроля за качеством....497
13 2. Определение сортности изделий................................498
Глава 14. Технология ремонта и обновления одежды ......................500
14.1. Краткие сведения о ремонте одежды ...........................500
14.2 Виды ремонта..........................................,.......501
14.3. Методы ремонта и обновление одежды...........................501
Глава 15. Особенности изготовления одежды из нетрадиционных материалов..503
15 1. Изделия из дублированных материалов..........................503
15.2. Изделия из искусственных материалов, имитирующих кожу........508
15.3. Изделия из капроновых материалов с водоупорным пленочным
покрытием и с отделкой «лаке».................................... 513
15.4. Изделия из искусственного меха...............................519
15.5. Изделия из натурального меха.................................523
Список литературы..................................................... 525