/
























































Text
~-·-
-
-
___:...:..._
--...
-~
-
PF. э
_
.,...,
_
~ .....---.о---=---
·б21. 9
/.Vi - 69'
u
Н.В.МИХЕЕВ, 11.М.ЛЕПСl\ИИ
.....".•.) . -
~ НИВЕРСАЛЬНЫЕ
ПЕРЕНАЛАЖИВАЕМЫЕ
nРИСПОСОБА ЕН ИЯ
'
u
Н.В. М ИХЕЕВ, 71.М.ЛЕПСl<ИИ
НИВЕРСАЛЬНЫЕ
ПЕРЕНАЛАЖИВАЕМЫЕ
ПРИСПОСОБЛЕНИЯ
'
Стр. \ Строка
51
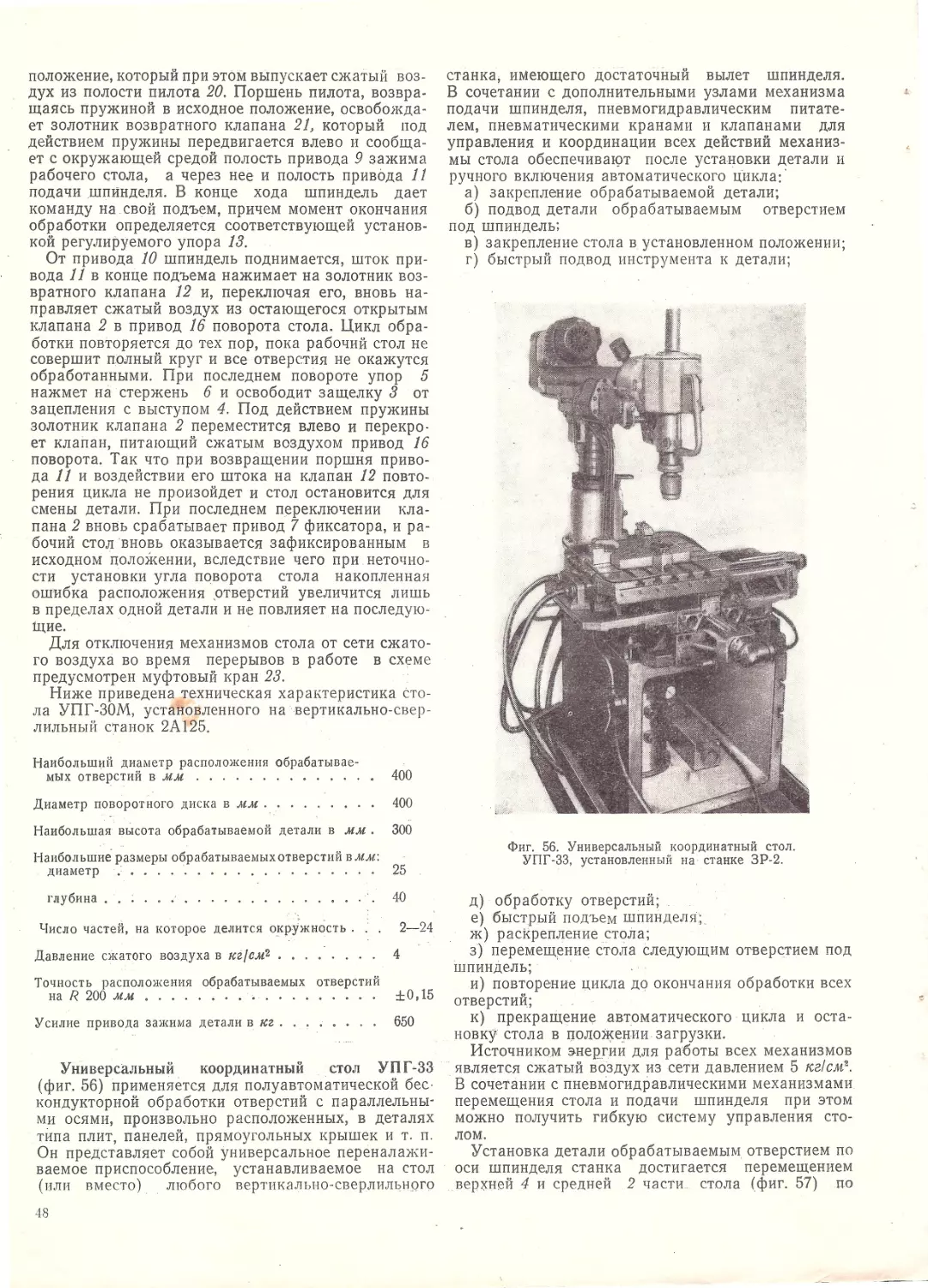
Правая колонка
1 снизу
За~<Н З No 15%/ 9883
Н . В. МИХЕЕВ и А. М. ЛЕПСКИЙ
УНИВЕРСАЛЬНЬIЕ
ПЕРЕНАЛАЖИВАЕМЬIЕ
ПРИСПОСОБЛЕНИЯ
Исправление
Напечатано
Должно быть
до 1 января 1961 r.
после 1 января 1961 r .
'
ГОСУДАРСТВЕННОЕ НАУЧНО - ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
ОБОРОНГИЗ
Москва 1961
с2_;. 9
Р1- ьfj
В книге описываются конструкции универсальных пере
налаживаемых приспособлений и сменных наладок к ним .
Даны необходимые сведения об их при менении, краткие рас
четы и методы проектиров ания, приведены примеры нала док
для установки обрабатываемых деталей. Освещены вопросы
внедрения указанных приспособлений в производство .
Книга рассчитана на инженерно-тех нических работников
проектных т ехнологи ческих организаций и предприятий ма
шиностроения , з ани м ающи хся про ектировани ем, изготовлени
ем и наладкой станочных приспособлений .
Редактор инж. С. Л, Мартенс
Зав. реда1<uией инж. А. С. Зай,новсг;ая
.~
ВВЕДЕНИЕ
Вследствие быстроfо развития современного ма
шиностроения, не п рерывного улучшения конструк
ций машин происходит частая смена вьшускаемых
заводами изделий. В настоящее время в ряде веду
щих отраслей машиностроения одни и те же машины
выпускаются лишь в течение трех-четырех лет, а на
заводах с серийным и мелкосерийным характером
производства этот срок часто составляет 1,5-2 года.
Вместе с этим повышаются требования к сокраще
нию сроков подготовки производства и уменьшению
стоимости оснастки, увеличению п роизводительно
сти труда и снижению стоимости вьrпускаемых из
делий.
В этих условиях существующие методы оснаще
ния производства обычной технологической оснаст
кой становятся неп риемлемыми. Станочные
приспособления, применяемые в большинстве случа
ев на заводах серийного и мелкосерийного произ
водства, на 80 % являются специальными, т. е.
предназначены для проведения определенной опе
рации при обработке одной детали .
Общее количество таких приспособлений для
оснащения данного изделия обычно очень велико.
Серийный машиностроительный завод средней
мощности имеет 13-15 тыс. специальных станоч
ных приспособлений. Стоимость оснастки состав
ляет миллионы рублей и на ее изготовлени е затра
чиваются месяцы и даже годы. Нередки случаи,
когда к моменту полного оснащения или вскоре
после его завершения изделие снимается с произ
водства. При этом теряется огромное количество
труда, средств и материалов, так I<ак обычно при
способления не обладают свойством преемственно
сти, т. е. не могут быть использованы для обработ ки
других деталей, и идут в лом .
Большинство станочны х приспособлений н е обе
спечивают высокой прои звод ительности, так как
имеют ручные зажимы, требуют для закрепления
деталей значительных затрат вспомогательно го
времени и физических усилий и не создают постоян
ного зажимного усилия. Однако в условиях серий
ного и мелкосерийного производств при изготовле
нии деталей малыми партиями даже эти простые
конструкции не всегда успевают окупиться за ко
роткий сро к выпуска изделия . При этих условиях
применение дорогостоящей и трудоемкой высоко
пр~mзводительной оснастки с механизированными
(пневматическим, гидравлическим и др.) привода
ми не оправдывается экономичес1ш. Поэтому, не-
1596
смотря на усложнение конструкций машин, увеличе
ние точности их деталей и повышение требований к
росту производительности и снижению стоимости,
на заводах серийного и мелкосерийного производств
стараются не применять совершенную высокопроиз
водительную оснастку и используют универсальные
средства крепления, менее удобные, еще менее про
изводительные, но всегда имеющиеся в нал ич ии и
пригодные для обработки различных деталей.
Это свидетельствует о том, что существующ ие ме
тоды подготовки производства новых изделий и
применяемые виды оснастки устарели. Необходимо
пере ходить от . процесса осн а щения к пр оцессу пе
реналадки производства на новое изд елие.
Современные приспособления для условий частой
смены изделий при серийном или мелкосерийном их
выпуске должны быть такими, чтобы можно было:
1) быстро и дешево оснащать· новое про изв'одство;
2) применять их для обработки не одной, а различ
ных деталей и 3) выполнять их высокопроизводи
тельными при выпуске детал ей малыми партиями.
В настоящее время существуют три основных на
правления в проектировании или три систе мы ста
ночных приспособлений, в той или иной мере удов
летворяющих поставленны м требованиям. Это уни
версально-сборные приспосо бле ния (УСП), перена
лаживаемые приспособ ления (УНП , ГП, УПГ, ТП
и др.) и сборно-разборные приспособления (СРП) .
Система универсально-сборных приспособлений
применяется при единичном, опытном и частично
мелкосерийном производствах деталей. Перенала
живаемые и сборно - разборные приспособления яв
ляются основными видами прогрессивной оснаспш
для серийного и большей части мелкосери йного про
изводства.
В настоящей работе рассматриваются вопросы
проектирования и конструкции универсальных пере
налаживаемых приспособлений и сменных наладок
к ним, применяемых при оснащении серийного про
изводства машин, а также некоторые опыт ные кон
стру1щии, представляющие дальнейшее развитие
идеи переналаживаемой оснастки.
Все за мечания по данной книге просим присылать
в адрес Оборонгиз, Москва, И-51, П етровка , 24.
Авторы выражают благодарность инж. Г. В. Фи~
латову за помощь при подготовке материалов по
координатному столу УПГ - 33 и столам с пер ест ан
ными гидравлическими зажимами .
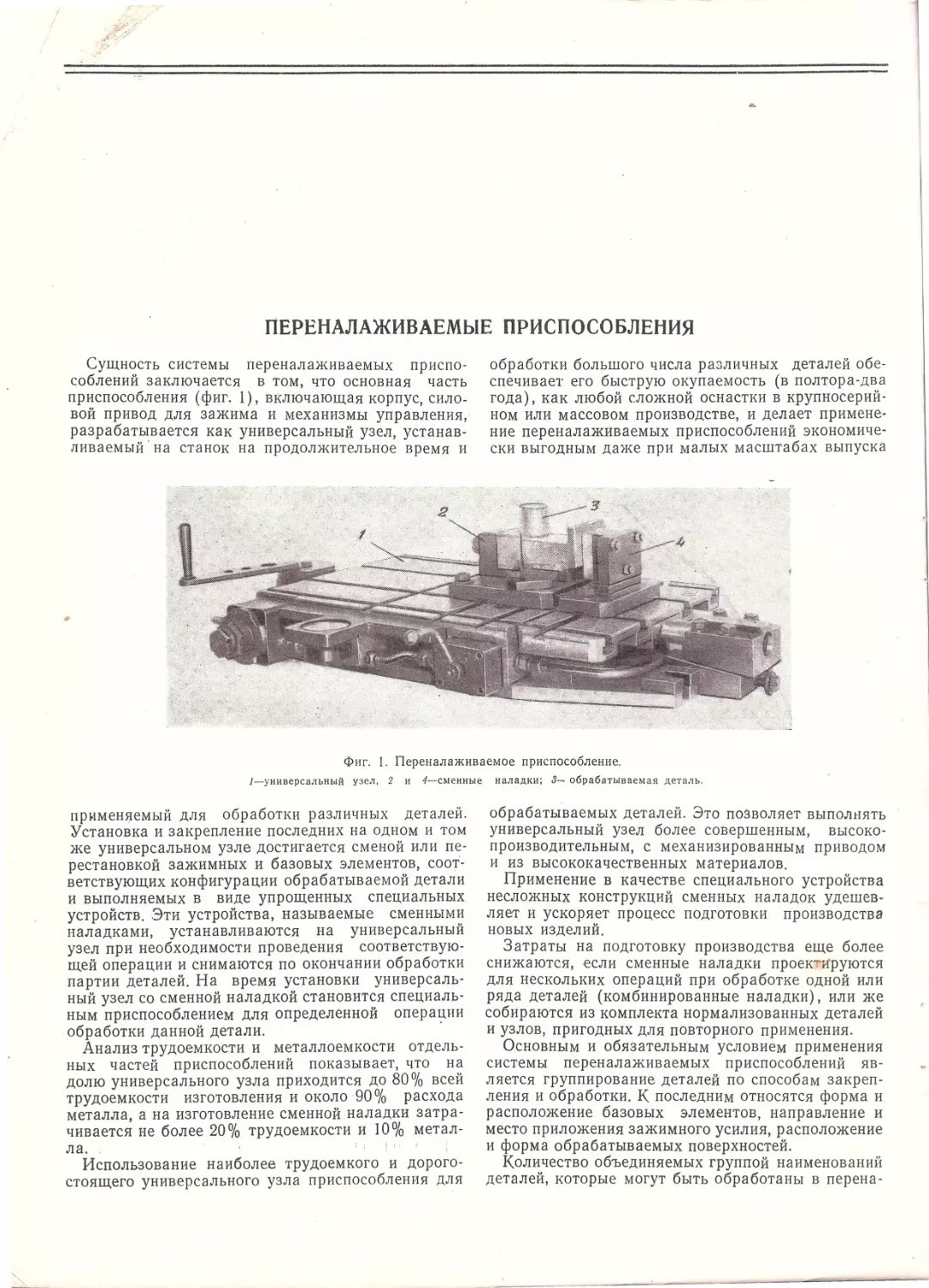
ПЕРЕНАЛАЖИВАЕМЫЕ ПРИСПОСОБЛЕНИЯ
Сущность системы переналаживаемых приспо
соблений заключается в том, что основная часть
приспособления (.фиг. 1), включающая корпус, си.тю
вой привод для зажима и механизмы управления,
разрабат~шается как универсальный узел, устанав
ливаемыи на станок на продолжительное время и
обработки большого числа ра3личных деталей обе
спечивает его быструю окупаемость (в полтора-два
года), как любой сложной оснастки в крупносерий
ном или массовом производстве, и делает примене
ние переналаживаемых приспособ лений экономиче
ски выгодным даже при малых масштабах выпуска
Фиг. 1. Переналаживаемое приспособление .
] -универсальный уз ел, 2 и 4-сменные наладки; 3- обрабатыва емая детал ь.
применяемый для обработки различных деталей.
Установка и закрепление последних на одном и том
же универсальном узле достигается сменой или пе
рестановкой зажимных и базовых элементов, соот
ветствующих конфигурации обрабатываемой детаJJи
и выполняемых в виде упрощенных специальных
устройств. Эти устройства, называемые сменными
наладками, устанавливаются на универсальный
узел при необходимости проведения соответствую
щей операции и снимаются по окончании обработки
партии деталей. На время установки универсаль
ный узел со сменной наладкой становится специаль
ным приспособлением для определенной опера1:"ии
обработки данной детали.
Анализ трудоемкости и металлоемкости отдель
ных частей приспособлений показывает, что на
долю универсального узла приходится до 80 % всей
трудоемкости изготовления и около 90 % расхода
металла, а на изготовление сменной наладки затра
чивается не более 20% трудоемкости и 10% метал
ла.
Использование наиболее трудоемкого и дорого
стоящего универсального узла приспособления для
обрабатываемых деталей. Это позволяет выполнять
универсальный узел более совершенным, высоко
производительным, с механизи рованны м приводом
и из высококачественных материалов .
Применение в качестве специального устройства
несложных конструкций сменных наладок удешев .
ляет и ускоряет процесс подготовки производства
новых изделий.
Затраты на подготовку производства еще более
снижаются, если сменные наладки проект и'руются
для нескольких операций при обработке одной или
ряда деталей (комбинированные наладки), или же
собираются из комплекта нормализованных деталей
и узлов, пригодных для повторного прим ен ения .
Основным и обязательным условием применения
системы переналаживаемых приспо со блений яв
ляется группирование деталей по способам закреп
ления и обработки. К последним относятся форма и
расположение базовых элементов, направление и
место приложения зажимного усилия, расположение
и форма обрабатываемых поверхностей.
Количество объединяемых группой наименований
деталей, которые могут быть обработаны в перена -
лаживаемом приспособлении одного типа, в значи
тельной степени зависят от сложности установки и
закрепления . Чем проще схема установки и закреп
ления, тем больше разнообразных деталей может
быть обработано и тем более универсально перена
лаживаемое приспособление. Наоборот, чем слож
нее схема установки и закрепления, тем меньше
количество различных деталей (более близких по
форме и размерам) может быть обработано и тем
более специализировано приспособление. С этой
точки зрения все переналаживаемые приспособле
ния можно разделить на два основных типа: уни
версальные и специализированные. Такое деление
несколько условно, так 1\ак четкой границы между
этими типами нет и некоторые приспособления
могут быть отнесены как к универсальным, так и к
специализированным. Однако для большинства пе
реналаживаемых приспособлений это деление пра
вильно, так как отражает основные особенности их
конструирования и применения.
Практика применения переналаживаемых приспо
соблений показывает, что ими может быть заменено
до 60 % специальной оснастки, причем не менее по
ловины этого количества составят универсальные
переналаживаемые приспособления .
УНИВЕРСАЛЬНЫЕ ПЕРЕНАЛАЖИВАЕМЫЕ ПРИСПОСОБЛЕНИЯ
Универсальные переналаживаемые · приспособле
ния предназначены для обработки различных по
форме и размерам деталей, сходных по условиям
закрепления и обработки, при сравнительно неслож
ной схеме их установки . В большинстве случаев эти
приспособления представляют собой тиски, столы,
патроны, кондукторы, делительные головки и т. п"
которые применяются, как и обычные универсаль
ные приспособления, при механической обработке,
но со значительно большим разнообразием обраба
тываемых деталей. Номенклатура последних может
неограниченно изменяться и расширяться путем
проектирования новых сменных наладок. Размеры
деталей ограничиваются лишь габаритами, завися
щими от размеров приспособления.
По внешнему виду универсальные переналажи
ваемые приспособления нередко сходны с обычными
универсальными, а иногда значительно отличаются
от них. Основное отличие заключается в ряде ха
рактерных конструктивных особенностей и техноло
гических возможностей, присущих только перенала
живаемым приспособлениям. Для рассматриваемых
в настоящей книге тисков, столов и патронов оно
заключается в наличии:
1) точных пазов для установки и закрепления
сменных наладок;
2) встроенного механизированного привода для
зажима;
3) возможности регулирования величины зажим
ного усилия;
4) возможности предварительного поджима обра
батываемых деталей с небольшим усилием;
5) возможности отвода зажимных элементов на
значительное расстояние (если требуется).
Для уvановки сменных наладок на рассматрива
емые приспособления их верхние или торцовые (у
патронов) поверхности выполнены в виде рабочих
столов с точными продольными и поперечными па
зами . При этом приспособление один раз устанав
ливают точно относительно станка и не производят
выверку положения наладок, которые при смене
ориен тируются по точным пазам приспособления.
Для закрепления деталей в рассматриваемых
конструкциях применяются пневматические и пнев
могидравлические силовые приводы, т. е. источни
ком энергии во всех случаях является сжатый воз
дух давлением 4 кг/см 2 • В тисках и столах приводы
встроены в конструхщию, в патронах встроена толь
ко гидравлическая часть привода, а в качестве
пневматической части используется обычный от
дельный пневматический привод (любого типа),
устанавливаемый на задний конец шпинделя станка
и соединяемый тягой с гидравлической частью при
вода.
Величину зажимного усилия необходимо регули
ровать вследствие значительных различий конфигу
рации, размеров, жесткости, материалов и чистоты
поверхностей деталей, обрабатываемых в одном и
том же переналаживаемом приспособлении. В рас
сматриваемых конструкциях регулирование величи
ны зажимного усилия достигается изменением дав
ления сжатого воздуха в пневматических полостях
силовых приводов. Для этого служат регуляторы
давления, снабженные переводными таблицами, со
ставляемыми для каждого экземпляра приспособле
ния. Регулятор давления с таблицей оформлен в ви
де отдельного нормализованного узла - приставки
УПГ- 18, включаемого между пневматической сетью
и приспособлением, а в некоторых случаях он встро
ен в приспособление .
Предварительный поджим обрабатываемых дета
лей с небольшим усилием необходим для выверки
их положения в. приспособлении, особенно на пер
вых операциях обработки в условиях серийного и
мелкосерийного производства, когда работа часто
ведется по разметке. Мгновенное окончательное за
крепление от быстродействующего механизирован
ного силового привода не всегда обеспечивает пра
вильное положение детали, и очень затрудняет, а
иногда делает невозможной ее выверку. В рассмат
риваемых конструкциях предварительный поджим
осуществляется в большинстве случаев вручную,
поворотом соответствующей рукоятки и лишь в од
ном случае производится от пневматического рас
пределительного крана, служащего и для оконча
тельного силового закрепления.
Такими же способами осуществляется отвод за
жимных элементов на значительное расстояние, что
еще более расширяет номенклатуру обрабатывае
мых деталей, позволяя проводить закрепление дета
лей с большими колебаниями зажимных размеров,
сложной конфигура ции , с установкой на пальцы и
т. п.
Кроме того, рассматриваемые констру1щии имеют
сравнительно небольшую высот,у (или вылет), что
улучшает условия обработки и облегчает примене
ние приспособлений в производстве. Практически
не всегда и не сразу удается сгруппировать на од -
5
нам станк е операции, проводи м ы е толыю в да нном
переналаживаемом приспособлении . Неко торы е
операции проводятся на том ж е станке в сп е ц и аль
ных приспособлениях или с п р именением ун и вер
сальных средств I<репления . Небольшая высота и
больши е разм еры в план е пер еналаживае м ых при
способл е ний делают их весь м а устойчивыми в ра
боте и позвол яют проводить указанные операции ,
не снимая переналаживаемого приспособления со
станка . Используемая при этом специальная оснаст
ка устанавл и вается на приспособление вместо смен-
ных наладок Снижение высоты конструкций дости
гается применением в ни х пнев м оги д ра влически х
или диаф р агменных пнев м атических пр и водов.
Расс м атриваемые конструкции разраб отаны дл я
конкр етн ы х уча стков п р оизводства отдел ь н ых заво
дов. Однако практика применения показала воз
можность их широкого использования и на други х
заводах в различны х отраслях м ашиностроения .
Большинство конструкций экспониров ал ось на Вы
став ке Достижений Народного Хозяйств а и получи
ло поло ж ительную оценк у.
УНИВЕРСАЛЬНЫЕ ПЕРЕНАЛА ЖИ ВАЕМЫЕ ТИСКИ
Универсальные переналаживаемые поворо тные
тиски УП Г-6 * предназначены для закрепления раз-
других станках с шириной стола не менее 300 мм.
Устройство тисков показано на фиг . 2.
Д-Д
~--+ ----- От f!..eгyл11mo{Ja
оаl3лен11я
Фиг. 2. Универсальные переналажи ваемые тиски УПГ-6 .
! - неподвижная губка ; 2-рычаг . 3- шток, 4-'-подвижная губка . 5- ш ар_ик перек ид ной рукоятки, 6-перекидн ая рукоятка, 7-га йки кр е п -
ления винта, 8-втулка, 9-винт, 10-нижняя nлип.: .//-возвратн ая пружина, /2-фасонная гайка , /З-днафрагма, /4-корпус, /5-рабочая
полостr, пневматическо го п ривода , /6.,-эащелка перекидно й руко ятки. 17-ступица перек ид ной рукоятки, /В-ви нт крепления рукоя тки ,
/9-направJiяющая пла н ка, 20- r a t't кa крепле ния THCl{CH~~ · при пов9ро т е, 21- расп р еделитель ны й пн ев матически й кр а~-1 . 22-обратны й клапан.
23-пр ужин а.
··
личных деталей с наибольшими размерами в плане
около -200Х250 мм при обработке на фрезерных и
В п азу чугунного корпуса 14 помещена подви ж
ная губка 4, выполненная в виде рамы и переме
щ ающаяся п о двум стальны м закаленным на пр а в
ляющим пл аю<ам 19, закре пленн ым винтами в кор
пусе 14. Такая ко нструкция на правляющих обесгiе -
* УП Г - условное обозначен11е . унив ерсальных перенала
живаемых приспособлений.
6
.'
l'V
00
чивает простоту их изготовления при надлежащей
точности и облегчает ремонт или смену в случае
износа. Рама подвижной губки 4 закрыта сверху
неподвижной губкой 1, закрепленной на корпусе 14
винтами и штифтами. Неподвижная 1 и подвиж
ная 4 губки выполнены так, что верхние их поверх-
1-10сти, снабженные точными продольными и попе
речными пазами, образуют рабочий стол с размера
ми 455Х200 млt, на который устана13ливаются
сменные наладки , обрабатываемые детали и спе
циальные приспособления (если нет наладок).
Сменные наладки можно устанавливать не только
на верхние, но и на торцовые поверхности губок,
имеющие точные пазы.
Детали закрепляются перемещением подвижной
губки 4 от пневматического диафрагменного приво
да одностороннего действия, встроенного в нижнюю
часть корпуса 14. При впуске сжатого воздуха в ра-
Фиг. 3 . Тиски УПГ -6 с регулятором
мой детали с небольшим усилием осуществляются
вручную, вращением винта 9 (фиг. 2) при помощи
перекидной рукоятки 6. Винт 9, перемещаясь при
этом в фасонной гайке 12, передвигает подвижную
губку 4 вправо" или влево, осуществляя одну из
указанных выше ьпераций. Если работа ведется с
отводом губки на значительное расстояние (до
50 мм) и нет возможности свободного поворота пе·
рекидной рукоятки 6 на 360°, то последняя работает
с перекидкой на 180° после каждого пол - оборота .
Фиксирование перекидной части рукоятки на сту
пице 17 осуществляется при помощи подпружинен
ной защелки 16, встроенной внутрь рукоятки и вхо
дящей концом в соответствующие гнезда на ступице.
Для работы рукояткой с перекидкой шарик 5 дол
жен быть отвернут до отказа. При небольшом под
воде губки или предварительном поджиме детали
от рукоятки, когда не требуется поворот последней
зажимного усилия - приставкой УПГ- 1 8.
/-тиски, 2-ре гулят.ор - приставка.
бочую полость 15 диафрагма :13, изготовленная из
маслостойкой резины с тканевой прокладкой, пе
р е мещает шток 3 с диском вверх . Рычаг 2 с соот
ношением плеч 4 : 1 передает движение што ка фа
со нной гайке 12, в которую ввернут винт 9, соеди
ненный через втулку 8 с рамо й подвижной губки 4.
При этом гай1<а, винт и подвижная губка перемеща
ются влево, осуществляя закрепление детали. Об
ратный отвод подвижной губки 4 при выпуске воз·
духа из рабочей полости 15 производится возврат
ной пружино й Jfl, действующей на бурт фасонной
гайки 12. Возвращению диафрагмы 13 в исходное
(нижнее) положение помогают четыре пружи
ны 23, помещенные вертикально в корпусе 14 идей
ствующие на диск што1<а 3. Управление работой
пневматического привода осуществляется распре
делительным пневматическим краном 21, встроен
ным в корпус 14 и соединенным внутренними ка на
лами с рабочей полостью 15. ·
Зажимное усилие при давлении сжатого воздуха
4 J{г/см2 составляет 3600 кг при ходе подвижной
губки 5-'-6 мм. Величину зажимного усилия можно
регулировать в пределах 1000- 3600 кг с помощью
регулятора зажимного усилия УПГ-18, включаемого
между пневматической сетью и тисками (фиг. 3).
Перемещение подвижной губки на величину, бол ь
шую, чем 5- 6 мм, изменение раствора губок от 50
до 100 млt и предварительный поджим обрабатывае -
более чем на 180°, перекидная часть закрещ:rяется
от перек идывания завертыванием д о отказа шари
ка 5. При этом защелка 16 входит в гнездо на сту
пице 17 и не может выйти из него. При работе толь
ко от пневматического привода рукоятку 6 снимают
с винта 9, которы й закрепляют гайками 7 от само
произвольного отвертывания при резком срабатыва
нии привода.
Корпус 14 с губкам.и, пневматическим приводом и
всеми механизмами управления помещается на
нижн ей плите 10, относительно которой он может
быть повернут в горизонтальной плоскости на 360° и
закреплен в требуемо м. положении гайками 20. Пли
та 10 имеет круговую шкалу для отсчета угла пово
рота корпуса и проушины для закрепления тисков
на столе станка.
Подвод сжатого воз духа 1< тискам от пневматиче
ской сети или регулятора зажимного усил и я ведется
через обратный клапан 22, который предохраняет
от вырыва детали в случае пад ения давлени я возду
ха в сети или обрыва шланга, сохраняя рабоч ее
давление воздуха в полости пн евматическог о приво
да в течение некоторого времени, достаточного для
окончания операции .
Преимуществом ручного предварительно го под
жима обрабатываемой детаЛ и является возмож
ность из ме н ения усилия подж има в широких преде
лах н езавиtимо от устано вленного усилия оконча-
7
тельного закрепления механизированным приводом.
Однако на ручной поджим затрачивается лишнее
вспомогательное время особенно, если подвод губки
осуществляется на большое расстояние .
Универсальные переналаживаемые поворотные ти
ски УПГ-8 и УПГ-10 (фиг. 4 и 5). Оообенностью
этих тисков является то, что подвод губки в них на
расстояние до 40 мм, предварительный поджим и
окончательное закрепление деталей осуществляется
от одного распределительного пневматического кра
на, управляющего работой пневмогидравлической
системы из трех поршневых приводов. Тиски пред
назначены для обработки различных деталей с наи
большими размерами в плане 25ОХ250 мм (УПГ-8)
и 200Х 150 мм (УПГ - 10) . Они аналогичны по уст
ройству и отличаются лишь габаритными размерами
и величиной зажимнuго усилия, которое при давле-
110.тrожении полости А и Е сообщаются с окружаю
щей средой. В полости В и Д, соединенные каналом,
подается сжатый воздух, под действием которого
поршень 5 с подвижной губкой 3 и поршень 7 отво
дятся в крайнее правое положение. При этом масло
из полости Г (высокого давления) вытесняется в
по.Лость Б (низкого давления). Поршень 10 при
этом перемещается влево, сжимая пружину 9. По
следняя служит для создания постоянного неболь
шого давления масла в полостях Б и Г, что увели
чивает герметичность уплотнений этих полостей и
уменьшает потери масла.
При переключении рукоятки крана в среднее по
ложение сжатый воздух из полостей В и Д выбра
сывается в окружающую среду, с которой также
сообщается полость Е . Полость А сообщается с
пневматической сетью. Под действием давления
Фиг. 4. Внешний вид универсальных переналаживаемых тисков УПГ- 10.
нии воздуха 4 кг/см 2 составляет у тисков УПГ-8
- 3000 кг, а у тисков УПГ-10 -1500 кг. При помо
щи регулятора зажимного усилия УПГ-18 оно мо
жет изменяться в пределах 500-3000 кг у тисков
УПГ-8 и в пределах 200-1500 кг у тисков УПГ-10.
Установленное усилие постоянно на всей длине хода
губки. Усилие предварительного поджима в этих ти
сках зависит от величины установленного зажимно
го усилия и составляет примерно 4-5 % от него.
На фиг. 5 показано устройство тисков УПГ-10.
В пазу корпуса 1, являющегося одновременно не
подвижной губкой тисков, установлен корпус 4
пневмогидравлической системы. Продольные боко
вые ребра корпуса 4 являются направляющими для
1юдвижной губки 3, соединенной со штоком одного
из приводов системы, от которого она получает пе
ремещение . Верхние поверхности неподвижной и
подвижной 3 губок, снабженные точными продоль
ными и поперечными пазами, образуют стол для ус
тановки сменных наладок и обрабатываемых дета
лей . Полости приводов расположены в корпусах 1
и 4 и соединены между собой внутренними канала
ми. Полость А закрыта пневматическим распреде
лительным краном.
Работа пневмогидравлической системы тисков по
казана · на фиг. 6 (см. также фиг. 5) . В исходном
8
сжатого воздуха поршень 10 перемещается слева
направо, вытесняя масло из полости Б в полость Г,
которое перемещает поршень 5 и связанную с ним
губку 3 до соприкосновения с обрабатываемой де
талью .
При этом происходит предварительный поджим
последней с небольшим усилием, так как давление
масла в сообщающихся полостях Б и Г не превы
шает давления сжатого воздуха в полости А. Таким
образом в полости высокого давления Г при пред
варительном поджиме масло имеет низкое давление.
При переключении крана в следующее положение
полость А, так же как и полости В и Д, сообщается
с окружающей средой, а сжатый воздух впускается в
полость Е. Под действием давления сжатого возду
ха поршень 7 начинает двигаться влево, отсекает
своим штоком полость Б от полости Г и входит в
последнюю, повышая там давление масла во столько
раз, во сколько площадь поршня 7 больше площади
его штока . Система двух приводов работает в дан
ном случае, как обычный пневмогидравлический
усилитель, осуществляя закрепление детали.
При повороте рукоятки крана в исходное положе
ние происходит освобождение детали и отвод губки,
как было указано выше . Для фиксации рукоятки
~<рана в трех положениях имеется фю<сатор.
2
и
14-д
r
2
s
д
7
Е
~ ~'-
-:::_
~
"'~
-----
60
~
---
,.... ._
~~
<:::::,
*
~""
'-
~
180
"""'<
5'10(635)
ззо(чоо)
Ф'иг. 5. Универсальные переналаживаемые тиски УПГ-10.
/-корпус - неподвижная губка , 2-сухарь, 3-подвижная губка. 4- корпус пневмогидравлической системы, 5-поршень в ь1сокоrо да вления,
6-вентиляционное отверстие, 7-пневматический поршень, В-рас п редели тельный пневматический кран. 9-пружина. /О -поршень предвари
тельного поджима, //-отверстие для заливки масла, 12-гайка креп ления тисков при повороте . /3-нижняя плита , /4-обрат н ый кла п ан.
15-шкала, А, В, Д и Е-пневматические полости, В-гидравлическая полость ни з кого дав·ления~ Г-гидра.влическая полость высокого дав·
1596
\
а) i8 ОКРIJЖОЮЩl)Ю
cpeiJy
ления (размеры в скобках относятся только к тискам УПГ-8) .
ЗакрепляемаR ilеталь
Усло8ные ооознаqенu>1
г---~ Атмосфернь111
L_____J бозiJух
Сжатый
бозiJул
~Масло
ЬЬl=--211
Фиг. 6. Схема работы пневмогидравлической системы тисков УПГ-8 и УПГ-10.
а-отвод губки в исходное положение, 6-подвод губки и предварительный поджим детали, в - окончательное закреп
ление детали, 5, 7 н /О-поршни (см. фиг. 5) .
9
1
Подвод сжатого воздуха к тискам от сети или ре
гулятора зажимного усилия УПГ-18 осуществляется
через обратный клапан 14 (см. фиг . 5), предохр а
няющий от вырыва детали в случае падения давле
ния сжатого воздуха в сети или обрыва шланга.
Заливка масла в гидравличе ские полости произво
дится через отверстие 11 в исходном (отведенном)
положении подвижной губки 3. Для заливки откры
вают отверстия 11 и 6, снимают распределител ьный
пневматический 1<ран 8 и вынимают пруж ину 9.-
\
ния» детали вверх при закре пл ении подвижн ая губ
ка снабжена сухарем 2. В момент закрепления су
харь скользит задним скосом по соответству ющему
скосу губки, перемещаясь п ри этом вниз и увлекая
за~<репляемую деталь до упора в гори зо нтальную
плоскость между губка ми.
Универсальные переналаживаемые стационарные
тиски УПГ-2 (см. фиг. 1 и фиг. 7) имеют более узко е
назначение, чем рассмотренные выше. Они предназ
начены в осно вном для обработки отливок из алю-
Фиг. 7. Универсальные переналажив аемые тиски УПГ-2 .
/-корпус, 2-траверса, 3-гайка, 1-ви нт , 5 и /О-по р шни , 6-гидравлическая полость, .7-пробк а отв ерстия для заливки масла, В-пл у нж ер,
9-смотровое окн о, 11-пневматическая полость, 12-напр авляющая скалка , /3-подвижная губка - каретка, 14-реrулнруемая опора, 15-
шестерни, 16-рукоятка предв а рительного поджим а, 17-обр а тный клапан , 1 8-регулятор давления, 19 и 20-ма ном етры, 21-!1'\и ток, 22-рас-
предел итель ный пн евмати че ский кран , 23 и 24-пружины, 25-колп ачок.
Ввернув специальный стержень в порш ень 10, по
следний вытягивают влево к выходу и з цилиндра
так, чтобы его край не доходил до края цилиндра
на 5-7 мм. Масло заливают до появления его в от
верстии 6. Затем закрывают отверстия 6 и 11 и по
сле этого ставят на место расп ределительный кра н
с пружиной.
Тиски помещены на нижней плите 13, относитель
но которой о ни могут быть повернуты в горизон
тальной плоскости на требуемый угол, отсчитывае
мый по шкале 15, и за1<реплены в этом положении
гайками 12. Для установки и крепления на стан ке
нижняя плит а имеет установочные шпонки и болты.
Тиски можно и спол ьз овать и как п ереналажи вае
мые со см ен ными наладк ами, и как обычные пло
ско-параллельные с м еха ни зи р о ванны м при водо м.
В последнем случае для п редотв р ащения «выжима-
10
м и ниевых и других цветных сплавов с наиб ол ьшими
размерами 250ХЗОО мм (в плане). Тиски (см.
фиг . 7) состоят из корпуса 1, в котором помещаются
все мехаНИЗМЫ, И ПОДВ ИЖНОЙ губки - I<аретки 13,
образующнх пря моугольный стол раз мерам и ббОХ
ХЗОО мм, с точными продольными и поп ер ечными
пазами для установки сме нных нал адок, уни вер
сальных средств крепления или спе циальны х при
способлений при отсутствии нала док .
Подвижная губка - каретка 13 установлена на
двух направляющих с1<а лк ах 12 и дополнительно
поддерживается при работе двумя регулируемыми
опорами 14, с кользящим и по стальны м з акаленным
планк ам в корпусе 1.
Подв од губки на расстояние до 40 мм и предва
рит ельный поджим детали с небольшим усилием
прои зводи тся рукояткой 16. Вращени е ее через 1<0 -
нические шестерни 115, передается винту 4, по кото
рому при этом перемещается гайка 3 с траверсой 2,
связанной с направляющими скалками 12. Крупный
шаг винта 4 позволяет перемещать губку на 12 мм
за один оборот рукоятки 16. Последняя может быть
поставлена в удобное для работы положение соот
ветствующей перестановкой относительно шестер
ни 15. Винт при подводе губки ·упирается в пор
шень 5. Окончательное закрепление детали осуще
ствляется с помощью пневмогидравлического уст
ройства . Для этого сжатый воздух из сети направ
ляется распределительным краном 22 в полость 11.
Под действием давления сжатого воздуха пор
шень 10 перемещается влево, сжимает пружину 24
и через колпачок 25 толкает плунжер 8 в полость б,
создавая в ней давление масла. Последнее через
равлической системы контролируется маномет
ром 20. Величина зажимного усилия регулируется
в пределах 500-1600 кг (при 3 кг/см2 ) изменением
давления сжатого воздуха в полости J 1 п ри помощи
регулятора давления 18, встроенного в тиски. За
жимное усилие определяется по манометру 19, по
казывающему давление сжатого воздуха, и перевод
ной таблице на щитке 21.
Так же как и в предыдущих случаях, подвод сжа
того воздуха ведется через обратный клапан 17,
обеспечивающий безопасность работы. Тиски могут
быть установлены только вдоль стола станка и при
меняются в основно м на фрезерных операциях.
Для сравнения областей применения универсаль
ных переналаживаемых тисков в табл. 1 даны ха
рактер :1стики расс мотренных конструкций.
6)
Фиг. 8. Сменные наладки на переналаживаемые тиск и для определен но й операции.
поршень 5 действует на винт 4 и далее на травер
су 2 с направляющими скалками :12 и подвижной
губкой 13, производя окончательное закрепление
детали.
Пневмогидравлическое устройство позволяет уве
личить усилие пневматического привода примерно
в 14 раз, получить требуемое заж.имное усилие при
сравнительно малом диаметре цилиндра и довести
высоту тисков до 95 JTTM. Однако ход губки от пнев
могидравлического устройства сокращается при
этом до 1-1,5 мм, что делает обязательным предва
рительный ручной поджим детали. Это несколько
сокращает область применения тиско~. ограничивая
ее случаями, когда требуется выверка положения
детали (работа по разметке и др.). Пружина 24 и
две пружины 23, так же r<ак и в тисках УПГ-10 ,
создают небольшое постоянное давление масла в
полости б, увеличивающее герметичность уплотне
ний и уменьшающее потери масла .
Заливка масла в полость б производится через
отверстие, з акрытое пробкой 7, при помощи шпри
ца . Количество масла в гидравлической системе
определяется при работе по положению поршня 10
через смотровое о~шо 9. Правильность работы гид-
2*
Сменные наладки на универсальные переналажи
ваемые тиски представляют собой специаJ1ьные губ
ки, разрабатываемые во многих случаях для - о п реде
ленной операции при обработке одной детали. На
ладка,.. показанная на фиг. 8, а, состоит из двух ча
стей 1 и 2, закрепляемых с:оответственно на подвиж
ную и неподвижную гу бки тисков . Иногда к этим _
двум основным частям наладки доба вляется третья
(фиг. 8, 6) в виде базовой плиты 3, помеща емой
обычно на неподвижную губку тисков и ориентирую
щей обрабатываемую деталь в требуемом положе
нии.
Несмотря на простоту конструкции, такой вид
сменных наладок является не наилучш и м, так как
при проеюировании наладк11 на каждую отдельную
операцию по одной детали общее ,их · количество
поJiучается значительным.
.
Лучше применять комб инирова нные наладки,
предназначенные для устано вки и закрепл ения од
ной детали в нескольких разJшчн1;~1х положе ниях
или нескольких разных деталей (последнее реже).
Установка детали в нескольких различных положе
ниях дости гается различными способами, одним и з
1<оторых является создание в нала дке ба з овы х и
11
Наименование
тисков
и обозначение
Стационарные
УПГ-2
Поворотные
УПГ-6
Поворотные
УПГ-8
Поворотные
УПГ-10
Эскиз
Харантеристини универсальных
Назначение
Для установки и закрепления различных
детал.ей из цветных металлов и мягких
сплавов с обязательным предварительным
ручным поджимом деталей при обработке
на фрезерных и других станках с шири
.ной стола не менее 300 мм
Для установки и закрепления различных
деталей из стали, чугуна, цветных метал
лов и сплавов с небольшим отводом по
движной губки при обработке на фрезер
ных и других станках t шириной стола
не менее 300 мм
Для установки и закрепления различных
деталей из стали, чугуна, цветных метал
лов и сплавов с отводом подвижной губки
на значительное расстояние при обработке
на фрезерных и других станках с шириной
стола не менее 300 .м.м
Для установки и закрепления различных
деталей из стали, чугуна, цветных метал
лов и сплавов с отводом подвижной губки
на значительное расстояние при обработке
на фрезерных и других станках с шириной
стола не менее 250 мм
Размеры
рабочего
стола в мм
Наибольшие
размеры
обрабатыва
--------
емой детали
ь
660
300
465
200
635
240
540
150
(в плане)
мм
250Х300
200Х250
250Х250
200Х 150
Пр и меч а ни е. Наибольшие величины зажимных усилий даны для давления сжатого воздуха 4 кг/ см~.
12
переналаживаемых тисков
Таблица 1
.
-
-
Поворот Поверх но-
в гори-
Габаритные размеры
Тип
Зажимное Ход
Раствор Предвари- Регулятор зонталь- сти губок
тисков в мм
силового
усилие
губки
губок
тельный
ной для уста-
новки
привода
KZ
мм
.мм
поджим
усилия
плоско-
1
1
сменных
сти
наладок
L
в
н
град.
Пневмоrид-
Ручной Встроенный -
верхняя
800
400
95
равлический 500-1600 1-1,5
0-40
ОТ
УПГ-17
встроенный
рукоятки
-
Пневмати-
Ручной Отдельный
ческий
1000- 3600 5-6
50-100
ОТ
УПГ-18
0-360 верхняя и
620
380
140
встроенный
рукоятки
торцовая
Пневмогид-
20-60 Автомат и- Отде.~ьный
равлический 500-3000
40
или
ческий от УПГ-18
0-360 верхняя
680
320
165
встроенный
60-100
крана
1·
Пневмоrид-
0-40 Автоматиче-
.
равлический 200-1500
40
или
СКИЙ ОТ Отдельный 0-360 верхняя
600
280
150
встроенный
40-80
крана
УПГ-18
.
1
13
/
зажимных поверхностей дш1 каждого положення.
Обычно деталь последовательно обрабатывается в
каждом из этих положений.
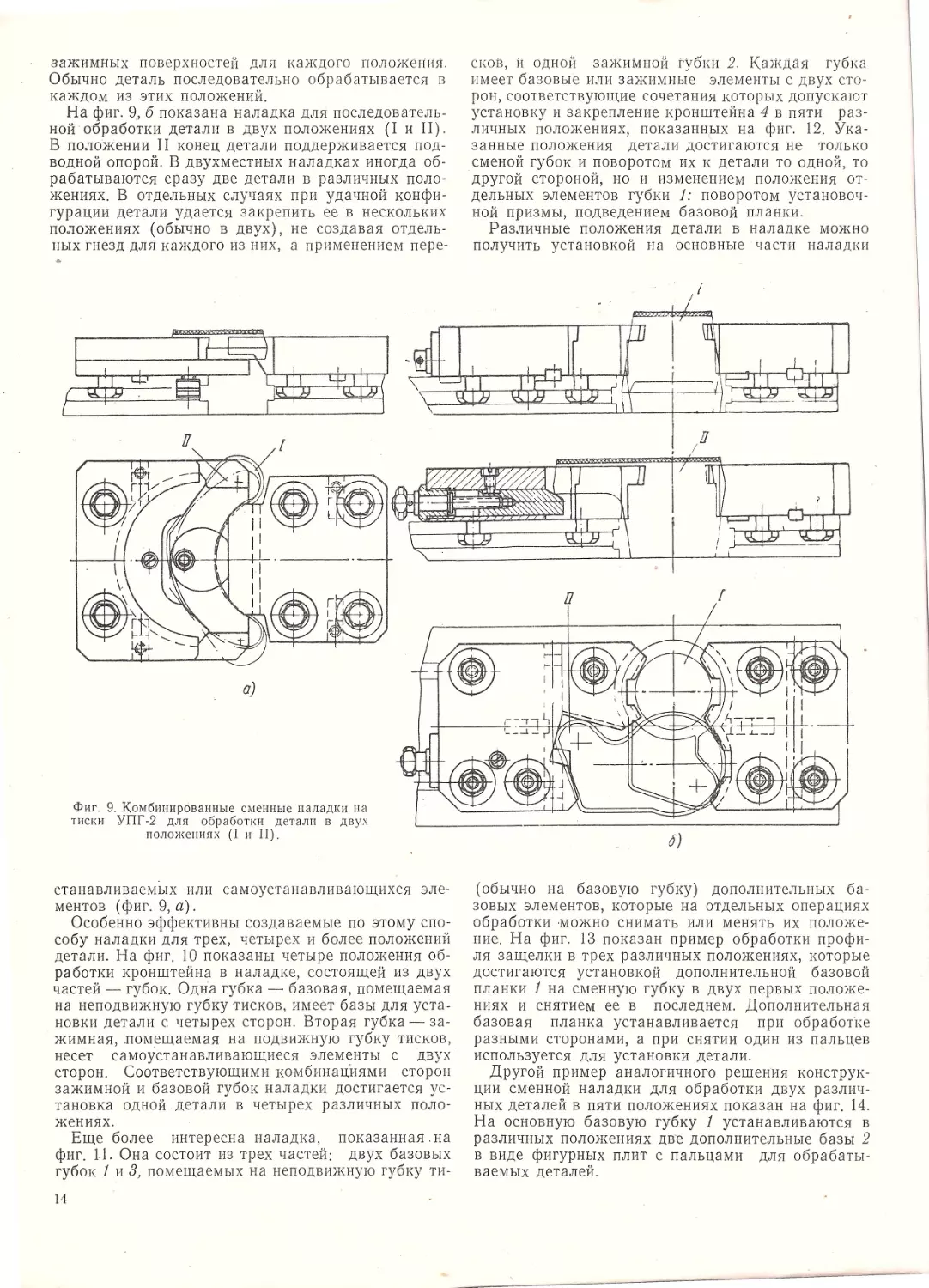
На фиг. 9,, 6 показана наладка для последователь
ной обработки детали в двух положениях ( I и I I).
В положении II конец детали поддерживается под
водной опорой. В двухместных наладках иногда об
рабатываются сразу две детали в различных поло
жениях. В отдельных случаях при удачной конфи
гурации детали удается закрепить ее в нескольких
положениях (обычно в двух), не создавая отдель
ных гнезд для каждого из них, а применением пере-
а)
Фиг. 9. Комбинированные сменны е наладки на
тиски УПГ - 2 для обра ботки детали в двух
положениях (! и !!).
станавлива е мых или самоустанавливающихся эле
ментов (фиг . 9, а).
Особенно эффективны создаваемые по этому спо
собу наладки для трех, четыр ех и более положений
детали. На фиг. 10 показаны четыре положения об
работки кронштейна в наладке, состоящей из двух
частей - губок. Одна губка
-
базовая, помещаемая
на неподвижную губку тисков, имеет базы для уста-
1-ювки детали с четырех сторон . Вторая губка - за
жимная, .пом_ещаемая на подвижную губку тисков,
несет самоустанавли в ающиеся элементы с двух
сторон. Соответствующими комбинац'иями сторон
зажимной и базовой губок наладки достигается ус
тановка одной детали в четырех различных поло
жениях .
Еще более интересна нала дка, показанная на
фиг. 11. Она состоит из трех ч астей: двух базовых
губок 1 и 3, помещаемых на неподвижную губку ти-
14
cr<oi3, н одно11 зажимной губки 2. Каждая rуб1<а
имеет базовые или зажимные элементы с двух сто
рон, соответствующие сочетания которы х допускают
установку и закрепление кронштейна 4 в пяти раз
личных положениях, показанных на фиг. 12. Ука
занные положения детали достигаются не только
сменой губок и поворотом их к детали то одной, то
другой стороной, но и изменением положения от
дельных элементов губки 1: п оворотом установоч
ной призмы, подведением базовой планки.
Различные положения детал и в наладке можно
получить установкой на основные част и наладки
1
о)
(обычно на базовую губку) дополнитель ных ба
зовых элементов, которые на отдельных операциях
обработки ·можно снимать или менять их положе
ние. На фиг. 13 показан пример обработк и профи
ля защелки в трех различных положениях, 1<оторые
достигаются установкой дополнительной базовой
планки 1 на сменную губку в двух первы х положе
ниях и снятием ее в последнем . Дополн ительная
базовая планка устанавливается при обработ'ке
разными сторонами, а при снятии од ин и з пальцев
используется для установки детали.
Другой пример анало гичного решения конструк
ции сменной наладки для обработки двух различ
ных деталей в пяти положениях показан на фиг. 14.
На основную базовую губку 1 устанавливаются в
различных положениях дв·е дополнительные базы 2
в виде фигурных плит с пальцами для обрабаты
ваемы х деталей.
Если при обработке зажимные и базовые rtо
верхности детали остаются неизменными, то раз-
ся во1<руг горизонтальной оси n базоnой губке 2
нместе с деталью и фиксируется в четырех различ-
Фиг. 10. Различные положения обрабатываемого кронштейна в комбинированной сменной наладке на тиски УПГ-2.
1 и 3-части наладки, 2-обрабатываемая деталь.
личные положения ее могут быть получены приме
нением сменных наладок с поворотной базой
Фиг. 11. Комбинированная сменная наладка на тиски
УПГ-2 для обработки детали в пяти различных поло
жения х .
(фиг. 15). Деталь усТаI-:! авлив ается жестко относи
тельно поворотной плиты 1, котор ая повор ачива ет-
ных положениях по срезанному пальцу на губке.
З акрепление базовой плиты с деталью в установ
ленном. положении производится губкой 3, поме
щаемой на п одвИжной губ ке тисков.
Из приведенных при м еров видно, что комбини
рованны е наладки по конструкции нескоЛ ько (хотя
и незнач ительно) сложнее н аладо к, р азр абатьшае
мых на одну определ енную операцию. Однако стои
мость· изготовления одной комбинир ованной налад
ки меньше стоимости несколышх простых.
Для одновременной обработки нескольких оди
наковых деталей раз рабатываются м ного м естные
наладки (фиг. 16) . Несколько деталей устанавли
вают в сп е циальную касс ету, за к репля ем ую во
время заж има вм ест е с деталями между двумя
губками сменной наладки. Кассета 3 допускает ус
тановку деталей в двух положениях I и II. Для
поддержания деталей в кассете во время ее снятия
и установ ки новой парт и и деталей, имеется мех а
низм для предварительного поджима деталей в
кассете в виде торцового кулачка. Иногда кассета
конструктив но объединяет ся с базово й губкой;
в этом случае механизм для предварительного под
жима деталей не нужен.
15
'
1
Фиг. 12 . Различные положения (а-д) и соответствующие эски з ы обработки кронштейна в наладке, показанной на фи1' . 11.
16
J
3
.1/стано8ка лер8оJ детали ( бид д)
!-е 11 2 е лоложен11я
J ·e положени~·
4 е поло1«ение
5-е положение
ф-
6)
1
Фиг. 13. К:омбинированная сменная наладка с допол
нительной базовой планкой 1 для обработки детали
в трех различных по ложения х.
а-уста новл ена базовая планка. б-переставлена базовая план ·
ка, в-снята базовая пла нка.
2
!Jстанобка 8mopoU. детали (8118 д)
!-е и 2-е положения
J·e 11 4-е положения
5-е полощение
Фиг . 14 . Схема установки двух разл ичны х детал е й в пяти положениях в комбинированной сменной наладке к тиска~<
УПГ-2.
1-<:> сновная губка . 2-допол нительная база. 3-зажимная губка .
----------------~-----------------------
1596
17
18
Фиг. 15. Комбинированная сменная нала дка с поворотной базовой плитой д.1н обработl(И детали
в ч етырех различных положениях (а-г).
!-поворотная базовая плита, 2 и 3-губки .
Фнг. 16. М но гоместная сменнан наладка на тиски.
/ - 11 еподnижная губ1<а, 2-ру~юяп<а для лредварителыюго nоджнr-. 1 :1.
З-нассета, 4-nодnнжнnя губка.
..
"
УНИВЕРСАЛЬНЫЕ ПЕРЕНАЛАЖИВАЕМЫЕ СТОЛЫ
Универсальные переналаживаемые столы пред
назначены для обработки в основном на фрезерных
и сверлильных станках с поджимом деталей к . го
ризонтальной базовой поверхности, роль которой
выполняет либо верхняя (рабочая) плоскость стола,
либо устанавливаемь1е на нее сменные · базовые эле
менты наладки. В зависимости от назначения столы
выполняются стационарными или с перемещаю-
2, 3, 4, 6, 8 или 12 равных частей. Оба стола пред
ставляют два типоразмера одной и той же конст
рукции . На чугунном корпусе 4 помещается пово
ротная часть, состоящая из рабочего стола 1 и
~редней части 3. На рабочий стол по точным пазам
и центральному отверстию устанавливаются смен
ные на·ладки и обрабатываемые детали. В средней
части 3 помещаются втулки 9 дЛЯ фиксатора. Внут -
Фиг. 17. Универсальные переналаживаемые делительные столы УПГ - 4 н УПГ-31.
·
/-рабоч·ий стол, 2-кольцо, 3-средияя часть, 4-корпус, 5-шток, 6- пневматический привод, 7-штырь, В-ручки -зажимы, 9-вт улк а, /О-па
лец фиксатора, 1/-муфта подвода воздуха , /2-разрезной хомут_ 13- рукоятка поворота стола , /4-распределительный пневматический · кран.
/5-обратный клапан, /6-рукоятка фиксатора и зажима поворотной части , /7-масленка (размеры в скобках относятся к столу УПГ-3 1 ).
щейся рабочей плоскостью, причем последние мо
гут использоваться и как стационарные.
В настоящей работе рассматриваются конструк
ции переналаживаемых делительных столов УПГ-4
и УПГ-31, кругового стола УПГ-5 и стационарного
УПГ-3, а также столов с переставными гидропри
водами. В табл. 2 и 3 приведены области примене
ния и основные характеристики рассматриваемых
универсальных переналаживаемых столов.
Универсальные переналаживаемые делительные
столы УПГ-4 и УПГ-31 (фиг. 17) предназначены для
установки и закрепления деталей, требующих для
обработки поджима к горизонтальной базовой
поверхности и поворота с делением окружности на
3*
ренние полости рабочеr:о стола и средней части
образуют камеру диафрагменного пневматического
привода 6, к штоку 5 которого, выходящему на ра
бочую плоскость стола, прИсоединяются зажимные
элементы сменных наладок. Закрепление деталей
производится перемещением штока 5 вниз или
вверх (при «потолочной» базе) под действием дав
ления сжатого воздуха, направляемого распреде
лительным пневматическим краном 14 в верхнюю
или нижнюю полость привода. Подвод сжатого воз·
духа от крана к приводу производится по внутрен
ним каналам через специальную муфту 11, обеспе·
чивающую свободный поворот стола при" делении с
закрепленной деталью. На муфте 11 установлен
19
::5
Таблица 2
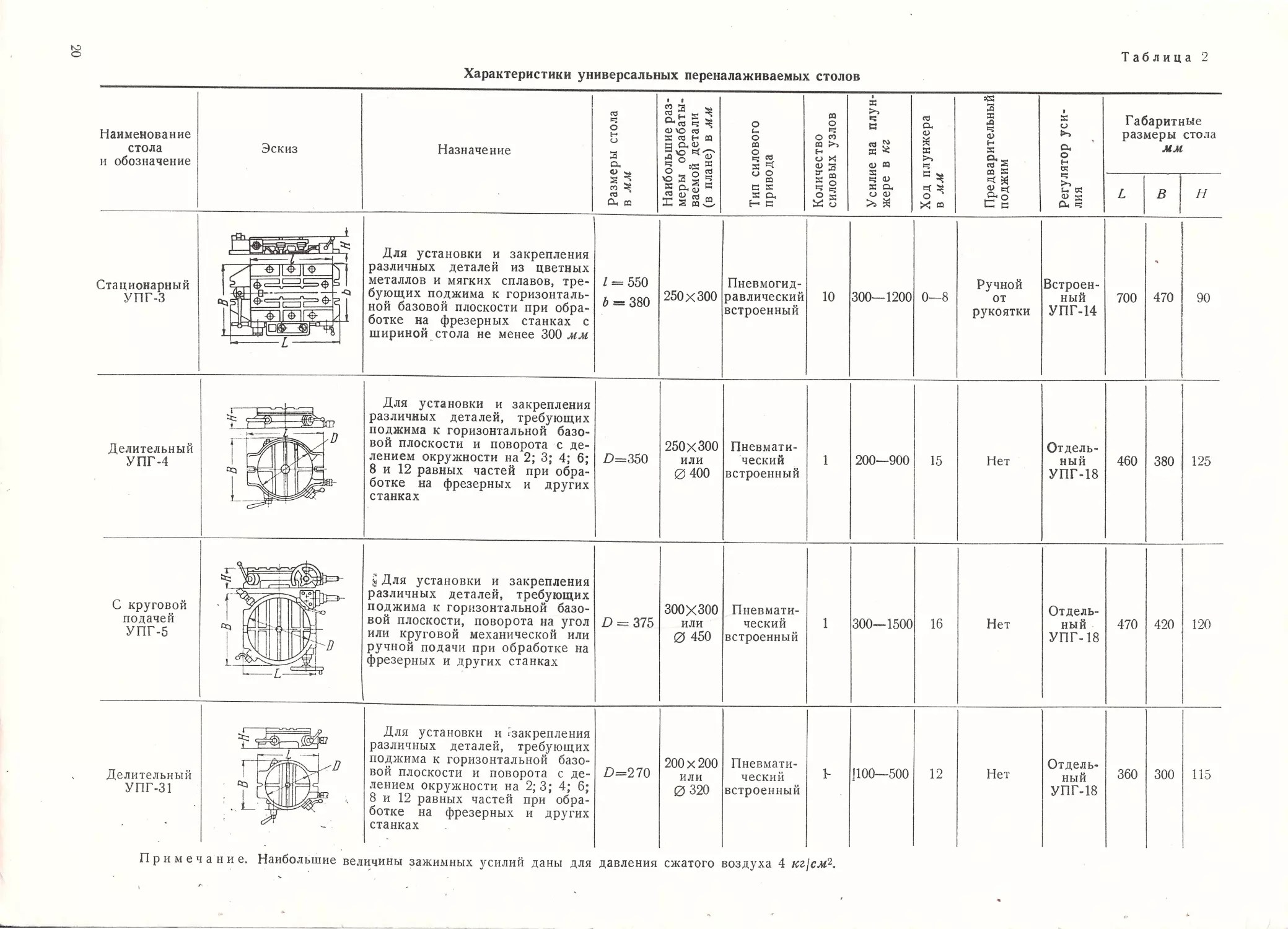
Характеристики универсальных переналаживаемых столов
•
1
~
~
"':z; ~
>,
'""
•
:;J
2,i-- :s:"
~-:
"'
;JJ
=
1 Габаритные
о
QJ~~"" е
о: t::
~
о:
~
азме ы стола
Наименование 1
1
1t;
:s: g_~ "'
g
g~ "'"' ~
~
о.Р~.м
стола
Эскиз
Назначение
:z;
~'8 ~а> g"'
:::; ><
:.: ~
~
~-
~
и обозначение
о.
о: •= :i:
:s:: ~
а.> :z;
а.>"' "
~:=
оо:
м:;: :s::o.~t:: t:::s:
"g
:s::o.
~::;;
OJ"'[
r....oo:
L
ВН
~~ ,8:z;o:;J
ug
g;,,,
;;ja.>
t:::;:
<'(~
;;,
1
1
J
"1
"1QJ"1
:S::O.
O:s:
UQJ
О
0.о
aJ:s:
О.а>
:I:::!1a>~
E-t::
::<::u
>.,~ ;.<:а>
C:t::
Р..о:
!
~~~~~~~~~~-'---
Для установки и закрепления
различных деталей из цветных
Ста ~~~~~ный
бу~щих по!'-жима к горизонталь- Ь = 380 25ОхЗОО равлический 10 300-1200 0-8
от ный17001470190
1
металлов и мягких сплавов, тре- 1 / = 550 1
1 Пневмогид- ,
1
1
1 Ручной \Встроен-
нои базовои плоскости при обра-
встроенный
рукоятки УПГ-14
Делительный
УПГ-4
С круговой
подачей
УПГ-5
Делительный
УПГ-31
~
:::1
~1,,D
г.""
.
.-.
l_.:
~
•
.
.
~о
't)
'
1
,•
.
:
.
L·
,
.
·.
ботке на фрезерных станках с
шириной . стола не менее 300 .м.м
Для установки и закрепления
различных деталей, требующих
поджима к горизонтальной базо
вой плоскости и поворота с де
лением окружности на 2; 3; 4; 6;
8 и 12 равных частей при обра
ботке на фрезерных и других
станках
§Для установки и закрепления
различных деталей, требующих
поджима к горизонтальной базо
вой плоскости, поворота на угол
или круговой механической или
ручной подачи при обработке на
фрезерных и других станках
Для установки и ;закрепления
различных деталей, требующих
поджима к горизонтальной базо
вой плоскости и поворота с де
лением окружности на 2; 3; 4 ; 6;
8 и 12 равных частей при обра
ботке на фрезерных и других
станках
D=350
D=375
25ОхЗОО 1 Пневма~и-
или
чески и
0 400 встроенный
зоохзоо
или
0 450
Пневмати·
ческий
встроенный
D=270 '200х200
или
Пне вмати
ческий
встроенны й
0 320
}-
Пр им е чан и е. Наибодьшие величины зажимных усилий даны для давления сжатого воздуха 4 tcz /cм2.
200-900 15
Нет
300-1500 16
Нет
Jl00-500 12
Нет
Отдель
ный
УПГ-18
Отдель
ный
УПГ-18
Отдель
ный
УПГ-18
460
470
360
380 125
420 120
300 115
роликовый радиальный подшипник, центрирующий
поворотную часть.
Механизм деления столов УПГ-4 и УПГ-31 имеет
устройство, аналогичное механизмам обычных де
ли,тельных столов. Деление производится цилиндри
ческим фиксатором, срезанный палец 10 которого
входит в соответствующие втулки 9 на средней ча
сти 3. Управление фиксатором осуществлйется от
рукоятки ,16, сблокированной с механизмом за
крепления поворотной части. При повороте руко
ятки 16 по часовой стрелке палец фиксатора 10 под
действием пружины входит во втулку 9. Дальней
шим поворотом рукоятки производится стягивание
разрезного хомута 12, прижимающего поворотную
часть стола к верхней плоскости корпуса 4. Обрат
ным поворотом рукоятки 16 производится раскреп
ление поворотной части и вывод фиксатора. Враще-
Фиг. 18 . Делительный стол УПГ-4 с наладкой.
1-стол. 2-сменнал наладка. 3-обрабатываемал деталь.
ние поворотной части производится вручную руко
яткой 13. Поворотная часть при этом скользит по
верхней плоскости корпуса 4. Для уменьшения
трения . и облегчения поворота на верхней плоско
сти корпуса проточена канщзка, заполняемая мас
лом через масленку 17 в рабочем столе. Для той
же цели в столе УПГ-4 имеется четыре подпружи
ненных ролика, воспринимающих большую часть
веса поворотной части при вращении.
Требуемое число делений устанавливается спе
циальным кольцом 2, поворачиваемым относитель
но . рабочего стола 1 и закрепляемым на средней
части 3 ручками-зажимами 8 в таком положении,
когда рИска на кольце 2, соответствующая данному
числу делений, совпадает с риской на рабочем сто
ле. При этом выемки на кольце 2 под штырь 7
фиксатора совпадают только с теми втулками, ко
торые соответствуют установленному числу деле
ний; в другие втулки фиксатор войти не может.
Подвод сжатого воздуха к столу происходит
через обратный клапан 15, обеспечивающий без
опасность работы. Перед обратным клапаном мо
жет быть установлен регулятор зажимного усилия
УI1Г-18, позволяющий изменять усилие на штоке
привода в пределах 200-900 кг у стола УПГ-4 и в
пред€лах 100-500 кг у стола УПГ-31. Предвари
тельный поджим деталей в этих столах не пред
. усмотрен,
так как по характеру проводимых опера-
ций он не требуется. Корпус 4 имеет шпонки, про
ушины и полки для установки и закрепления на
столе станка. Для направления стока жидкости
при работе с охлаждением в корпусе сделаны спе
циальные борта.
На фиг . 18 показан внешний вид стола УПГ-4 со
сменной наладкой и обрабатываемой деталью, на
которой фрезеруются грани шестигранника. Смен
ные наладки на переналаживаемые делительные
столы разр'абатываются обычно на одну опреде
ленную операцию и являются очень простыми по
конструкции. На фиг. 19 показана наладка для
Фиг. 19. Сменная наладка на делительный стол УПГ-4
для одной определенной операции.
1-наладка. 2-обрабатываемая деталь.
обработки корпусной детали на горизонтально-
. фре зерн ом
станке торцовой фрезой. Комбинирован
ная наладка на делительный стол для разрезки
двух различных колец показана на фиг. 20. Уста
новка колец различных диаметров достигается по
воротом базовой плиты 2..
Универсальный переналаживаемый круговой стол
УПГ-5 (фиг. 21) предназначен для различных дета
лей, требующих при обработке поджима к гори
зонтальной базовой поверхности и круговой подачи
или поворота в горизонтальной плоскости на за
данный угол. Стол допускает установку деталей
с наибольшими размерами в плане 250Х250 мм
(или ф 450 мм).
Устройство стола (фиг. 22) во многом анало г ич
но устройству рассмотренных делительных- столов.
В чугунном корпусе 1 помещается поворотная
часть, состоящая из рабочего стола 3 и крышки 4.
На рабочий стол по точным пазам и центральному
отв1ерстиК) устанавливаю т ся сменные наладки и
обрабатываемые детали. На крышке установлено
червячное колесо 7. Внутренние полости рабочего
стола 3 и крышки 4 образуют камеру диафрагмен
ного пневматического привода 5, к штоку 6 которо
го, выходящему на рабочую плоскость стола,
присоединяются зажимные элементы сменных на
ладок. Детали закрепляются при перемещении што-
21
ка б . вниз или вв'ерх (при «ПОТОЛОЧНОЙ» базе) ПОД
действием давления сжатого воздуха, направляе
мого распределительным краном 21 в верхнюю
или нижнюю полость привода . Подвод воздуха от
крана к приводу ведется по внутренним каналам и
соединительным трубкам, помещающимся в ниж
ней части корпуса 1 через специальную муфту 13,
обеспечивающую вращение стола с закре[Jл~нно~
дета.irью. На муфте . 13 расположен радиальныи
роЛИковый подшипник, центрирующий: поворот·ную
часп и облегчающий: вращение стола при работе.
В ней же расположены · винты, с помощью которых
Фиг. 21. Вн.ешний _!!!)д стола УПГ·5.
регулируется i1лотность прилегания ра·бочеtо · сто
ла 3 к i<0рпусу 1.
Вращение рабочего стола 3 с крышкой 4 осуще
ствляется от механизмов станка через реверсивную
1<оробку 14, червяк 8 и червячное колесо 7 с авто
матическим отключением от кулачков 11, устанав
ливаемых в I<руговой паз рабочего стола 3 или
вручную от рукоятки 15. При работе с автоматиче-
22
ским отключением кулачки 11 ставятся горизон
тальной полкой кверху. Ручная круговая подача
или поворот на заданный угол производится съем
ным маховичком 20 через ту же червячную пере
дачу. Поворот можно производить до жесткого
упора 16 с п.рименением тех же кулачков, устанав
ливаемых для этого полкой вниз. Угол поворота
1.
2
л
Фиг. 20. К:омбинированная смен
ная наладка на делительный стол
УПГ-4 для разрезки двух колец
различных диаметров.
1 и !!-установки различных колец .
/-кольцо , 2-базовая плита .
отсчитьriзаетс:я по шкале , нанесенной на рабочем
столе 3. Более точный отсчет (до 5') ведется по
лимбу на втулке 18, которая может быть установ
лена в удобное для начала отсчета положение и за
креплена в нем винтом 19 . Зацепление червяка 8 с
червячным колесом 7 регулируется поворотом экс
центриковой гил·ьзы 9 до упора в регулировочный
винт с последующим креплением винтом 17.
Установка рабочего стола 3 центральным пазом
парал.[Iельно установочным шпонкам, а следова
тельно, и параллельно движению стола фрезерного
стщ[]{а, производится совмещением этого паза с
пазом _сухаря 10 при помощи специальной устано
вочной пла.юп1; На этом же сухаре могут закреп
J1яться установы для инструмента или базы для
измерений. · Црииспользовации стола без поворота
на. УГ()Л ИЛI:I круговой подачи поворртщ1r~ часть мо
жет бf>I!Ь жес:тко закреплена винтами 2.
: Лодвод тжатого воздуха к столу происходит че
рез обратный клапан 12; обеспечивающий: безопас
ность в случае падения давления сжатого воздуха.
При необходимости регулирования усилия на што
ке б в пределах 300-1500 кг (при 4 кг/см 2 ) перед
обратным клапаном включается регулятор - при
ставка УПГ-18 . Ход штока 6, ращ1ый 16 мм, являет
ся рабочим .в обе стороны. Предварительного под
жима деталей с небольшим усилием стол не имеет.
..
-
"'а
!lJJSд
1
2
J
5
б
М14
От рег!Jлятора
12
ааеления
"'
60
60
27
Фиг. 22. Универсальный п е р еналажива емый круговой ст ол
УПГ-5.
/-корпус, 2-винт крепления поворотной части , 3-рабочи i\ стоJ1 , 4-
крышка, 5-привод . 6-ш ток. 7-червячное колесо, В-ч ервяк. 9-экс
це нтриков а я гильз а. /О-установочный суха рь, //-кулачок выключения
механической подачи, /2-обратный клапан, /3-м уфта подвода воз
духа, /4-р еверсивная коробка. /5-рукоятка включени я меха нической
подач и, /6-упор, 17-винт крепления эксцентриковой гильзы, /8-втул -
1<а с лимбом, 19-вннт лимб а , 20-съем ный маховичок ру чно й пода ч11 ,
·
2/-распределит ельиый кран .
7
8
9
10
15
17
18
19
20
-
---------
-·
23
Виды работ, проводимых на этом столе, показаны
на примерах сменных наладок. Наладки можно раз-
Фиг. 23. Сменная наладка на кру
говой стол УПГ - 5 для . одной опе
рации.
рабатывать как на одну определенную операцию
(фиг. 23), так и комбинированными, для обработ 1ш
aj
тельных баз 1. На фиг. 25 приведена конструкция
комбинированной наладки для обработки двух
различных деталей, одна из которых фрезеруется с
круговой подачей в одном положении, а вторая -
с неподвижным столом в двух положениях с исполь
зованием подачи CTO..Jia станка. Установка второй
детали осуществляется применением дополнитель
ной базовой планки 1 с упорами для двух положе
ний.
Наличие одного центрально расположенного при
вода ограничивает возможности закрепления дета
ли. Наиболее удобными для закрепления в этом
случае являются детали с центральным отверстием,
через которое проходит зажимная тяга наладки.
Поджим деталей без такого отверстия и в несколь
ких различных точках является затруднительным
и конструкция наладки значительно усложняется.
Универсальный переналаживаемый стационарный
стол УПГ-3 (фиг. 26) служит для закрепления дета
лей одновременно в нескольких различных точках
с поджимом их к горизонтальной базовой поверх
ности. Стол предназначен в основном для фрезеро
вания деталей из алюминиевых сплавов и цветных
металлов с наибольшими габаритами в плане
250ХЗОО мм. Закрепление деталей осуществляется
от десяти гидравлических приводов, расположен
ных по периферии прямоугольного стального кор
пуса 8 стола вров·ень с его поверхностью. К што
кам 12 приводов присоединяются соответствующие
Фиг. 24. Комбинированная сменная наладка на круговой стол УПГ-5 для обработки двух различ
ных деталей .
/-дополнительная база, а-установка первой детали, 6-установка второй детали .
нескольких деталей . Комбинированная сменная
наладка показана на фиг. 24; установка двух раз
личных деталей осуществляется заменой дополни-
24
элементы сменных наладок, устанавливаемых по
точным пазам корпуса. При закреплении поршни
силовых узлов со штоками 12 перемещаются вверх
под действием давления масла , создаваемым пнев
могидравлич,еским устройством в полости 4. Масло
поступает по каналам в рабочие полости приводов.
Пневмогидравлическое устройство, состоящее из
поршня 9 и плунжера 5, увеличивает в 20 раз дав
ление сжатого воздуха, подаваемого распредели
тельным краном 19 в полость 10. Усилие на штоке
привода регулируется в пределах 300-1200 кг ре
гулятором давления 15. Усилие на штоке опреде
ляется по манометру 17 и переводной таблице на
щитке .16 . Ход штока зависит от количества одно
временно работающих при41одов. Количество и ме-
//
1J=:·
j-· ·
(
l,--- _
_JJL~
,
а)
/
ставлена в удобное для работы положение пере
становкой относительно шестерни 1.
Масло заливается через отверстие под пробку 7
при открытом вентиляционном отверстии. Работа
::идравлической системы контролируется маномет
ром 18. Как и в других столах подвод сжатого воз
духа происходит через обратный клапан 14.
Особенностью стола УПГ-3 являются сменные
наладки, которые собираются из нормализованных
крепежных , базовых и установочных узлов с добав
лением специальных деталей. Внешний вид отдель
ных узлов показан на фиг. 27 вместе со столом
!!
2
oJ
Фиг. 25 . Комбинированная сменная наладка на круговой стол УПГ-5 для обработки двух различных деталей
в трех положениях.
а -установка первой детали . 6-установка второй детали в двух положениях (! и !!) , /-дополнительная базовая пл а нк а,
2 и 3-установочны е упоры.
сто последних определяется конфигурацией обра
батываемой детали и условиями ее закрепления.
Ненужные для работы приводы выключаются за
вертыванием гаек 11, препятствующих перемеще
нию поршней приводов. При работе одного привода
ход штока составляет 8 мм, при работе трех приво
дов-3 мм. При дальнейшем увеличении числа ра
ботающих приводов ход становится еще меньше .
Подвод штоков на большее расстояние, а - также
предварительный поджим детали с небольшим
усилием осуществляется вручную перекидной руко
яткой 13. Вращени·е ее через шестерню 1 передается
шестерне-гайке 2, в которую ввернут шток порш
ня 3. Последний при этом перемещается вправо,
перегоняет масло из полости 4 в рабочие полости
приводов и выдвигает штоки на требуемое расстоя
ние (до 10 мм), осуществляя закрепление детали
с небольшим усилием . Обратным движением порш
ни возвращаются в исходное положение с помощью
возвратных пружин. Рукоятка 13 может быть по-
4 1596
Комплект нормализованных узлов включает 13 ти
пов, два из которых входят как составные элементы
в другие узлы. Всего в комплекте 45 узлов (табл . 3),
из которых можно составить наладки на различные
детали и операции. При этом нет необх-одимости
делать чертежи наладок. Их собирают из нормали
зованных узлов, как компоновки УСП из деталей
комплекта . Чертежи делают лишь на немногие сп е
циальные детали (опоры, подпятники, пальцы и
т . п.) . Ряд нормализованных узлов, как например,
прихваты (фиг . 28) или некоторые опоры, можно
при установке регулировать по длине и высоте в
соответствии с обрабатываемой деталью, что де
лает их еще более удобными для применения при
создании наладок.
Использование сменных наладок, составляемых
из нормализованных узлов, сокращает сроки и стои
мость подготовки производства и уменьшает потери
при смене изделия, так как все нормализованные
узлы пригодны для многократного применений на
25
Эскиз
26
Таблица 3
Крепежные, установочные и базовые узлы, используемые для наладон
Креriежнь1е узлы
Обозначенне и
наименование
УПГ-300
Прихват
раздвижной
УПГ-302
Прихват
поворотный
У ПГ -303
Прихват
ступенчатый
УПГ-306
Прихват
угловой
Количество
в комплекте
шт.
2
2
2
2
См.
См.
У ста новоч ные и базовые узлы
Эскиз
эскиз прихвата
УПГ-301
эски з прихвата
УПГ-301
Обозначение и
наименование
УПГ-307
Угольник
УПГ-310
Упор
УПГ-311
Упор
УПГ-312
Параллель
• УПГ-304
Стержень
к прихватам
У ПГ-305
То лкатель
к прихватам
Количество
в комплек т е
шт.
4
3
2
10
10
*""
tv
--J
.._,~"
--\t··
--.----------------
~lbl~~
.. ;/-
13
700
Mt4 но гЛt;5и ну 4S
~.
~
д-А (по/Jернуто)
<:::::>
;'!:
·с::,
""
""'
;; с::,
~
Фиг. 26. Универсальный переналаживаемый стационар-
ный стол УПГ-3 .
/-шестерня, 2-шестерня-гайка, 3 и 9-поршни, 4-гидр авличе
ская полость , 5-плунжер , 6-пробка вентиляционного отверстия,
7-пробка заливочного отверстия, 8-корпус, /О-пневматическая
полость, 11-гайка, 12-шток, 13-перекидная рукоятка предва
рительного поджима, 14-обратный клапан, 15-регулятор дав
ления, /б-щиток с переводной таблицей, 17 и /В-манометры,
19-'пневматический распределительный кран.
различных деталях. На фиг. 29 показана такая на
ладка.
Во всех рассмотренных столах механизированные
приводы для закрепления деталей встроены в кон
струкцию и имеют определенное положение в при
способлении.
Стол с переставными гидравлическими приводами.
Эти приводы устанавливаются на корпусе сто-
,_
__
" _,]
Фиг. 27. Стол УПГ-3 с нормализованны ми узлами наладок.
!-стол, 2-нормализованные узлы.
ла в количестве и местах, определяемых условиями
закрепления той или иной детали. Эти столы пред
назначены для мелкосерийного и опытного произ
водства и представляют собой плиты, снабженные
пазами для установки приводов, а также базовых,
установочных и других деталей и узлов сменных
наладок.
,_,
Фиг. 28. Нормали зованный прихват к столу УПГ-3.
! -р ама. 2- I<opnyc, 3- nита. 4-стержень. 5-толкатель.
Для различны х случаев закреплен ия и обработки
разработаны столы различных размеров и форм,
устанавлива ем ые горизонтально и вертикально на
специальных кронштейнах (стойках). В табл. 4
даны основные характеристики таких столов.
Гидравлические приводы разработаны двух ти
пов (фиг. 30) . Привод типа I, представляющий со
бой отдельный гидравлический цилиндр, закреп
ляется в специальной ра зъемной колодке, ПО Хl)Жей
28
на корпус подшипника, которая крепится на плите
стола (фиг . 31). Кольцевые выточки на корпусе
Фиг. 29. Стол УПГ-3 со сменной наладкой .
!-стол, 2 и 4-узлы наладки, 3-обраба тыва емая деталь.
цилиндра и соответствующий выступ в колодке по
зволяют изменять положение привода в осевом на-
1
л
Фиг. 30. Переставные гидравлические приводы .
Тип 1: !-корпус, 2-поршень. 3-возвратная пружина ; тип 11:
J-1<олод"а , 2-пор шень, 3-возвратная пружина, 4-прихnат, 5-вин т
фи!{сации. б-клиновой зажим.
правлении . Для установки приводов этого типа в
плитах имеются Т-образные пазы . Детали зак реп-
-·
Фиг. 31 . Стол с пер.еставными приводами т ипа !:
!-п л ита . 2-прихват, 3- колодка 4- nривод .
лять можно как непосредственно штоком привода,
так и при помощи нормализованных или специ аль-
;'
•
Характеристики столов
Наименование
Стол круглый с перестав
ными плунжерными гидрав
лическими зажимами
Стол прямоугольный с
переставными плунжерными
гидравлическими зажимами
Стол прямоугольный с пе
реставными гидравлически
ми зажимами с прихватами
Стойка с переставными
гидравлическими зажимами
с прихватами
Стол круглый на подст·ав
ке с переставными плун
жерными гидравлическими
зажимами
Стол прямоугольный на
подставке с переставными
.rидравлическими зажимами
с прихватами
* Н - высота стола.
Эскиз
в
~~
250
L
350
350
400
260
350
** Усилии Р на штоке привода даны при давлении масла 85 1сгf.сл~2.
Габаритные размеры в .м.м
L
Н*
D
80
250
90
350
350
80
500
90
500
95
140
150
250
200
Таблица 4
Привод
Тип \Р**кг
350
550
350
550
350
350
350
11
350
29
Наименование
Плита с переставными
плунжерными гидравличе
скими зажимами
* Н - высота стола.
Эскиз
в
300
Продо лжен ие
Габаритные размеры в м.м
Привод
L
Н*
D
Тип 1 Р** кг.
550
40
550
** У с или я Р на штоке привода даны при давлении масла 85 иг/с.м2.
ных узлов наладок (обычно, прихватов), устанав
ливаемых также на плите.
Привод типа II (см. фиг . 30) выполнен за одно
целое с колодкой, в корпусе которой расточена по
лость гидравлического цилиндра. Для приводов
этого типа в плите должны быть пазы специально
го п рофиля с выступами, входящими в соответст
вующие канавки на боковых поверхностях колодки.
С помощью последних приводы можно устанавли
вать на различной высоте относительно поверхности
стола и в нужном месте по длине паза (фиг. 32) .
Фиг. 32. Стол с переставными приводами типа !!.
J-плита, 2-прихват, 3-колодка , 4-винт фиксации положения привода.
Положение привода фиксируется с помощью кли
нового зажима 6 (см. фиг . 30), встроенного в ко
лодку и действующего от винта . Детали закрепля
ются прихватами, постоянно установленными на
верхней поверхности колодки.
Приводы обоих типов являются приводами одно·
стороннего действия, отвод штоков которых в исход
ное положение осуществляется возвратными пру
жинами. Усилие на штоке зависит от площади ра
бочего цилиндра и давления рабочей жидкости
(масла), подводимой к приводам . Питание маслом
под давлением можно осуществлять от централизо
ванной гидравлической сети, индивидуального на
соса или же питателей (гидроусилителей), отдель
ных для каждого прислособления, что более удобно
в условиях мелкосерийного и опытного произ
водств.
30
Разработаны питатели двух типов: пневмог идра в
лический, в котором источником энергии служит
сжатый воздух из пневматической сети давлением
5 кг/см2, и механогидравлический, где да вление
масла создается вращением рукоятки с небольшим
усилием.
Пневмогидравлический питатель ППГ-2 (фиг. 33)
представляет собой составной цилиндр, в котором
размещаются три пневматических В, Г, Д и две
гидравлических по.лости- низкого Б и высокого А
давления. Для закрепления детали сжатый воздух
от сети направляется пневматическим распредели
тельным краном, устанавливаемым на столе стан
ка в удобном для обслуживания месте, по внутрен
ним каналам в полость В. Под его давление м рези
новая камера 3 сжимается в радиальном направле
нии И перегоняет масло из полости Б в полость А
и далее по трубкам в гидравлические приводы сто
лов. При этом происходит подв од зажимных эле
ментов к обрабатываемой детали и ее предвари
тельное закрепление с небольш и м усилием, так как
давление масла в системе пока еще не превышает
давления сжатого воздуха в сети.
Одновременно с пуском в полость В сжат ый
воздух направляется по тем же каналам в по
лость Д и давит на поршень 6. Однако движен ие
поршня начинается несколько позднее, чем сжатие
резиновой камеры 3, так как воздух в полость Д
направляется через дроссель 7, а поршень б при
держивается в исходном положении двумя подпру
жиненными через рычаги 8 шариками 9, входящи
ми в канавку на хвостовике поршня 6. Дроссель 7
регулируется так, чтобы поршень начинал двигать
ся после подвода зажимных элементов к дет али.
Шари ки срабатывают при давлении воздуха в по
лости Д, равном 5 кг/см2• При этом шток 5 отсекает
полость Б от полости А и входит в последню ю,
создавая в ней (а следовательно, и в гидравличе
ских приводах столов) давление масла во столько
раз больше дав ления воздуха в сети, во ско .пь ко
площадь поршня больше площади его штока. При
давлении воздуха 5 кг/см2 в гид равличес кой сети
создается давление масл а -85 кг/см2, при посред
с11ве которого происходит окончательное закреп ле
ние детали. Переход от предварительного поджима
к окончательному закреплению происходит автома
тически и не может быть приостановлен.
При соединении полостей В и Д с окружаю щей
средой и впуске сжатого воздуха в поло сть Г по р -
с.;
---
/{ гиiJра8-
личесним
пpu8urJaм
~
J1
з
60
1
-$
lf
5
б
7
)lt
/f(-tl(
9
8
300
!
u
90
[-[
-+Ш--#Н!Н- ---
От 1<рана
......_
Фиг. 33. Пневмогидравлический питатель ППГ - 2 .
/-м аном етр, 2-составной цилиндр, 3-резинов ая камера , 4-пробк а в . отверстии для з аливки масл а , 5-шток. 6-порше нь, 7-дроссел ь_ В-ры ча г. 9- ша р и к .
шень со штоком отводится в исходное положение.
Полости А и Б вновь сообщаются между собой и
масло из рабочих полостей приводов под действием
поршней с возвратными пружинами перегоняется
обратно в полости А и Б, прижимая резиновую ка -
Фиг. 34 . Установка стола с переставными привода м и
типа II и пневмогидравличес1ш м питателем ППГ-2.
1-плита, 2-базовая деталь наладки, 3-обрабатыв аемая деталь,
4- rидравлический привод с прихв атом. 5-пит атель, 6-пневма ·
тиче ский кран.
меру 3 к стенкам цилиндра 2. Давление масJ1 а в
гидравлич еской сети контролируется манометром 1.
Питатель крепится на столе станка в непосредст
венной близости от приспособления там, где он не
'130
На фиг. 34 показана установка стола с перестаЕJ
ными пр иводами типа 11 и пневмогидрав лическим
пит ателем ППГ-2.
Механоrидр.авлический питатель ПМГ-2 (фиг. 35)
несложен по· конструкции и состоит из стального
Фиг. 35. В нешний вид механогидра влическоrо питателя
ПМГ-2 .
цилиндра 1 (фиг. 36) с ла пами для
внутри которого установлен поршень 3
Внутрь последних вставлен плунжер 2
R-R
крепле ния ,
с винтом 4.
с гайкой 5.
Фиг. 36 . Механогидра влический пит ател ь ПМГ-2.
!-цилиндр 2-плуюкер, 3-поршен ь, 4-ви нт, 5-rайка, 6-кольцо , 7-руко ятка, 8-полумуфта, 9-проб ка в от в ерст ии для з а.чнв к и
'
.
масла, !О-полость, 11 -манометр.
мешает обслуживанию. В табл. 5 дана техническая
характеристика питателя ППГ-2.
Таблица 5
Техничесная харантеристина питателя
Наименование
Рабочее давление сжато
го воздуха в кz/см2
Давление масла в кг/ с.м2
Полезный объем масла в
с.мз
32
ППГ-2
1
ПреЕ-варитель- \ Окончательное
ныи поджим закрепление ;
5
5
250
5
85
20
При вращении винта 4 от рукоятки 7, соединепной
с винтом через торцовый кулачок на кольце 6, пор
шень 3 перемещается влево, вытесняет масло из
полости 10 в рабочие полости переставн ых приво
дов, прои зводит подвод зажимных элементов и
предварительный поджим обрабатываемой детали
с небольшим усилием. Для окончательного закреп
ления рукоятка 7 отводится вправо, разъединяется
с кольцом 6 и соединяется с полумуфтой 8, уста
новленной на конце гайки 5. При дальнейшем вра
щении рукоятки 7 по часовой стрелке плунжер 2
перемещается влево в глубь гидравлической полос'Ги,
повышая там давление масла и прои зводя о к онча
тельное закрепление детали.
1
ii
~·
Малый диаметр плунжера позволя ет создать в
гидравлической системе приводов давление
100 кг/см2 и более. При вращении рукоятки в обрат
ном направлении и обратной последовательности
r1 i"
;L.
б
Фиг. 37. Установка стола с приводом типа I и механо
rидравлическим питателем ПМГ-1.
/-плита, 2-базовые детали наладки, 3-прихв ат. 4-обрабаты
ваемая деталь, 5-трубопровод. 6-питатель. 7-rидроприводы
с колодками .
плунжер 2 возвращается в исходное положение,
давление понижается, затем отводится назад пор
шень 3 и масло из гидравлических приводов вытес
няется обратно в полость питателя - происходит
освобождение детали. Для работы прикладывают
усилие к рукоятке не более 6 кг. Упорные шарико
подшипники облегчают вращение винта и гайки.
Рукоятка 7 фиксируется встроенной защелкой в
двух положениях соединения с винтом и гайкой.
Давление масла в гидравлической системе контро
лируется по манометру 11. Масло заливается через
отверстие, закрытое пробкой 9.
В табл. 6 приведена техническая характеристика
механогидравлического питателя ПМГ-2.
Таблица 6
Техническая характеристика механоrидравличесноrо
питателя ПМГ-2
На именование
Усилие на рукоятке в кz
Давление ыасла в кz / с.лt2
Объем масла в с.лtЗ
Объем ыасла, вытесняе-
мый за один оборот руко
ятки, в смз
1
Пре"дваритель- 1 Окончательное
ныи поджим
закрепление
6
7
325
23.
6
100
23,6
2,5
На фиг. 37 показана установка стола с привода
ми типа I и механогидравлическим питателем
пмг .1.
Питатели рассмотренных конструкций применя
ются не только для столов, но и для создания дав
ления масла в гидравлических системах других
приспособлений и устройств .
УНИВЕРСАЛЬНЫЕ ПЕРЕНАЛАЖИВАЕМЫЕ ПАТРОНЫ
Для обработки на токарных и револьверных
станках различных деталей с центриров анием их
по обработанному отверстию или наружной цилин
дрической поверхности и с поджимом к торцовой
базовой поверхности разработаны универсальные
переналаживаемые патроны УПГ-9 и УПГ-19 . Оба
патрона являютс·я различными типоразмерами
одной и той же конструкции и по устройству анало-
гичны столу УПГ-3.
-
В стальном корпусе 3 патрона (фиг . 38) по пери
ферии расположены шесть гидравлических порш
невых приводов, рабочие полости которых сообща
ются каналами с центрально й гидравлической по
лостью 12. К штокам б приводов присоединяются
соответствующие детали зажимных элементов
сменных наладок. Для установки последних на
торцовой поверхности патрона предусмотреньi
точные центральные пазы 1, а для закрепления-
Т-образные пазы 2. Кроме того, для предохранения
от смещения под действием центробе)!(НоЙ силы ·
торцовая по верхность в местах установки зажимных
элементов наладок выполнена рифленой. Центри
рующие части сменных наладок устанавливаются
по отверстию центрального цилиндра 10 и закреп
ляются вин тами, для которых в корпусе патрона
имеются отверстия 9.
Обрабатываемые детали закре пляются при пере
мещении поршней приводов вправо (наруж у) под
давлением масла, создаваемым в полости 12 при
движении центрального порш ня 11 влево. В отличие
от других рассмотренных конструкций это движе
ние осуществляется не от встроенного в патрон
.5 1596
пневматического привода, а от отдельного нормали
зованного пневматического или любого другого ме
ханизированного привода, помещаемого на заднем
конце шпинделя станка и соединяемого тягой с вин
том 17 центрального поршня 11. Возвращение пор
шней с зажимными элементами наладок в исходное
положение для освобождения . деталей производит
ся возвратными пружинами 5 при ходе по ршня 11
вправо . Количество одновременно работающих
гидравлическ и х приво дов зависит от числа и места
требуемых точек з акрепл ения деталей . Ненужные
для работы приводы выключаются завертыванием
гаек 7, препятствующих перемещению поршней.
Ход штоков б составляет 12 мм. Усилие на штоке
зависит от величины усил ия на тяге механизиро
ванного привода на заднем конце шпи нделя станка;
его можно регулировать изменением давления сжа
того воздуха в рабочей полости последнего. Для
данных конструкций патронов предусматривается
применение пневматическ ого привода с наибольшим
усилием на тяге 1200 кг (при давлении воздуха
4 кг/см2) и ходом ее 50 мм. При этом наибольшее
усилие на штока х б гидравлических приводов со
ставляет в патроне УПГ-9-8 00 кг и в п атрон е
УПГ- 19-500 кг. В обоих п атронах его можно и з
менять указанным выше способом до наименьшего
(50 кг ). Величина усилия определяется по мано
метру 16 и п ер еводной табл. 18 . Управление всеми
приводами осуществляется от одного распредели
тельного крана, подключаемого в общую сеть под
вода сжатого воздуха к станку (фиг. 39).
Для пр едварительного поджима детале й с не -
33
.....
(>j
~
Б-Б
д-д ;
5
Б
7
14
д
4
з
"::::
2
Фиг. 38. Устройство универсальных перена лажива ем ы х патр.онов 'УПГ-9 и УПГ-19 .
/-паз ДЛЯ устаНОВКН наладок, 2-паз ДЛЯ крепления наладок, 3- корпус, 4-пробка отверстия ДЛЯ заливки масла. 5-ВОЗВРатиая ПDУЖИ·
на, 6-шток, 7-га йка выключения привода, В-рифленая поверхность , 9-атверстия дЛSJ крепления наладок, 10-центральный цилиндр, 11 и
/3-поршии, /2-центральная гидравлическая полость, 14-гайка, 15-винт предварител ьного поджима, /6-манометр, /7-винт тяги пневма-
тич еского . привода , /В-переводная таблица (раз меры в скобках qтносятся только к патрону У ПГ-19),
\
~~.-~·
'r
~~--.1
1
большим усилием в патронах имеется специальное
устройство, состоящее из порll!НЯ 13 (см. фиг. 38),
винта 15 и гайки 14. При вращении винта 15 клю
чом перемещается гайка 14, толкающая поршень 13
в глубь цилиндра. Вытесняемое при этом масло
l
f
J
7
можно вести и обработку валов с захватом кулач
ками по наружной цилиндрической поверхности,
как показано на фиг. 42.
Деталь в этом случае должна быть установлена
на центра, так как система кулачков, действующих
fJm сети
Фиг. 39. Схема включения п атронов УПГ-9 и УПГ-19.
/-муфта. 2-пневматический привод 3-соединительная тяга, 4-патрон УПГ·9 нли УПГ-1 9, 5-масленJ<а,
6-регулятор давления' с манометром. 7-распределител ьный пневматически/! К1>а11.
по каналам попадает в рабочие полости гидравли
ческих приводов и перемещает их поршни, осуще
ствляя Предварительное закрепление деталей. Пор
шень 13 и гайю:r 14 выполнены раздельными. Под
действием щ)ужИны, находящейся внутри винта 15,
поршень 13 · постоянно давит на масло с неболь
шим усилием. Зто обеспечивает хорошую герме
тичность упЛотнений, исключает возможность от
рыва поршня -·13 от поверхности масла при отводе
гайки 14 и возникновения вакуума в гидравличе
ской системе, уменьшает потери масла и предот
вращает проникновение воздуха в гидравлические
полости.
Масло заливается через отверстие, закрытое
пробкой 4. При заливке поршень 11 отводится в
крайнее правое положение, поршень 13 при помо
щи специальной тяги, проходящей через винт 15 и
пружину в нем" отводится назад до соприкоснове
ния с гайкой 14, находящейся в крайнем заднем
положении, а весь патрон поворачивается торцовой
поверхностью .'вниз.
Технически е~ характеристики патронов УПГ -9 и
УПГ-19 приведены в табл. 7.
См е нные наладки на эти патроны собирают из
нормализ ованных узлов и специальных деталей.
К первым обычно относятся зажимные элементы
наладки (фиг~ 40). В виде специальных деталей
выполняются центрирующие элементы. Нормализо
ванные зажимы допускают некоторое регулирова
ние по высот~ и соотношению плеч . Сконструиро
ваны они так, · что в положении закрепления не мо
гут сдвинуться под действием центробежной силы,
возникающей 'при обработке деталей. Наряду с
нормализованными зажимами применяют и специ
альные. На фиг. 41 показан внешний вид патрона
УПГ-9 со сменной наладкой и обрабатываемой де
талью.
При помощи специальных наладок в патронах
5*
от гидравлических приводов, связанных общей
сетью, является плавающей и не производит цент
рирования детали. Закрепление валов различных
диаметров осуществляется сменой насадных частей
кулачков.
·~
Таблица 7
Технические характеристики патронов
УПГ-9 и УПГ-19 .
Наименование
Габаритные размеры в мм:
диаметр
высота
Наибольшие размеры обрабаты
ваемых деталей (в плане) в мм
Тип силового привода
Число силовых приводов
УПГ-9
400
115
300Х300
или 0 400
УПГ-19
300
100
2оох200
или 0 300
Пневмогидравлический
6
6
Диаметр окружl'lости, на кото-
340
260
рой распол?жены приводы, в мм
Колич.ество одновременно ра-
1-6
ботающих приводов
1-6
Ход штока силового привода 10-14
12
вмм
Усилие на штоке силового при- 50-!ЮО
. 50 -500
вода в кг
Регулятор усилия
Отдельный в системе
привода станка
Предварительный поджим де·
талей
Высота центров _станка (не ме
нее) в .мм
Пневматический привод:
усилие в кг
ход штока в м.м
200
1200
50
Ручной
150
1200
50
35
.,., -
w
с;>
вио 11
'
z
а)
Фиг. 40. Сменные наладки на патроны УПГ - 9 и УПГ-19.
б)
11, /
11
11
111
111
\li
l-J-1- -- -1 -- -t ff
11
'1
;i
il
J
а-центрировани е по на ружной ци.чиндрической поверхности , 6-центрнрование по отверстию, J-патрон, 2-нормализованный прихв ат , 3-обрабатыв аем ая деталь. 4-цент
рирующее кольцо .
1•
1596
+-
Фиг. 41. Патрон УПГ-9 с наладкой.
!-патрон, 2-центрирующи!I элемент· наладки. 3 н
4-нормал нзован ные
узлы,
5-обрабатываемая
деталь.
Фиг. 42. Сменнап наладка на патроны для обработки валов .
в.
J
5
б
! -патрон . 2-толкатель, 3-корпус 11 nлnд 1ш , 4-рычаr, 5-кулачок. 6-сменная час.ть куJ1ач1<а, 7-цевтр _ 8-обрабаты
nаемая деталь.
37
ВСТРОЕННЫЕ КОНСТРУКЦИИ ПЕРЕНАЛАЖИВАЕМЫХ ПРИСПОСОБЛЕНИЙ
Использование универсальной части перенала
живаемого приспособления для обработки большо
го количества различных деталей и установка ее
на стол станка на продолжительное время (особен
но при хорошо проведенном группировании дета
лей) делает целесообразным в ряде случаев объ
единение универсальной части и стола станка в
один узел. В последнее время созданы подобные
узлы для фрезерных и сверлильных станков, при
чем использован существующий стол станка. Во
всех случаях установка таких узлов, представляю
щих как бы встроенные переналаживаемые приспо
собления, не мешает применению станка для обра
ботки деталей в специальных приспособлениях или
с креплением универсальными средствами без ис
пользования механизированного зажима.
Универсальный привод УПГ-20 для закрепления
деталей на столах фрезерных станков показан на
фиг. 43. Он состоит из шести гидравлических порш
невых приводов 2 (фиг. 44) одностороннего дейст
вия, установленных стационарно на боковых поверх
ностях (бортах) стола станка вровень с его рабочей
плоскостью. К штокам приводов ~:~рисоединяются
соответствующие детали зажимных узлов сменных
наладок, помещаемых на столе станка. Приводы
действуют под давлением масла, создаваемым в
двух пневмогидравлических устройствах 1, которые
также установлены на задней боковой плоскости
стола и соединены с приводами трубопроводами 3.
т'. ,
llt!1~ ..
Е~
f2J
устройств и гидравлических приводов производится
от одного пневматического распределительного кра
на, установленного на передней боковой поверхно
сти стола. Работа пневмогидравлической системы
Фиг. 43. Внешний вид универсального зажимного привода
УПГ-20 к фрезерным станкам.
привода УПГ-20 сходна с работой аналогичной
системы в тисках УПГ-8 и УПГ-10 и заключается в
следующем (см. фиг. 45). В исходном положении
(отвод зажимных элементов) воздушные полости А,
Фиг. 44 . Устройство универсального зажимного привода УПГ-20.
/-пневмогидравлнческое устройство, 2-гндравлический привод, 3-трубопроводы, 4-гидравлическнй манометр, 5-отверстне для зал11вк11
масла, 6-распределительный пневматический кран. 7-пневм:~тичсскнй манометр, В-регулятор давления, 9- обратный J(лапан .
Пневмогидравлические устройства (фиг. 45) по
зволяют осуществить подвод зажимных элементов,
предварительный поджим обрабатываемой детали
с небольшим усилием и ее окончательное закрепле
ние. Управление работой пневмогидравлических
38
В и Д . сообщаются с окружающей средой, а по
лость Г постоянно сообщается с ней. Сжатый воз
дух заполняет полость Б, действуя на поршень 1,
который вместе с соединенным с ним поршнем 2
находится в крайнем левом положении, как пока-
•
1
cr
CJ
1
1
Зано на фиг. 45. Поршни 7 гидр авлИчес1<Их fipfiвo
дoв 5 возвратными пружинами 8 отжаты в нижнее
положение . Масло из рабочих полостей и приводов
вытеснено через канал Ж в полость Е цилиндра
предварительного поджима . Поршень ,JO последне
го под действием давления масла и пружины 11
также сдвинут до отказа влево .
При переключении рукоятки распределительного
крана в среднее положение сжатый воздух из сети
направляется в полость Д. Под его давлением пор
шень 10 перемещается вправо, сжимает пружину 11
и вытесняет масло из полости Е через канал )/( в
рабочую полость И привода. При этом поршень 7
перемещается вверх, сжимает пружину 8 и дейст
вует штоком на зажимные элементы сменной на
ладки, подводя их к обрабатываемой детали и осу
ществляя ее предварительный поджим. Усилие
поджима при этом невелико, так как давление ма-
фиг . 45) сообщаются с 01<ру}каtощей средой, а c:}IOJ ·
тый воздух ; подаваемый в пqлость Б, возвращает
поршни 1 и 2 в крайнее левое положение . Полость И
опять сообщается с полость!О Е и поршни 7 пере
мещаются вни з под действием пружин 8, освобож
дая обработанную деталь.
При применении в пневмоги д равличес1ш х устрой
ствах сдвоенных поршней можно получить высокое
давление воздуха в рабочей полости приводов при
сравнительно малых диаметрах цилиндров .· Это
обеспечивает малые размеры устройств, которые
также не выступают за пределы рабочей плоскости
стола и очень незначительно (на 40-45 мм) сокра
щают поперечный ход стола станка по направлению
к станине .
Перемещение поршней гидравлических приводов
составляет 10 мм . В работе участвуют только те
приводы, которые необходимы для закрепления той
Фиг. 45. Пневмогидравлическое устройство привода УПГ-20 .
1 и 2-пневматнческне поршни, З-корпус. 4-вентнляционно е от в ерстие, 5-гидравлический привод, 6-гайка выключения привода,
7-поршень привода, 8 и 11-воэвратные пружины , 9-эаглушка, /О-поршень предварительного поджима.
ела в полостях Е, Ж и И не превышает давления
сжатого воздуха в полости Д. При давлении возду
ха в сети 4 кг/см2 усилие на штоке привода при
предварительном поджиме составляет ~ 100-
120 кг.
Для окончательного закрепления детали поворо
том рукоятки распределительного крана полости Б
и Д сообщают с окружающей средой . В то же вре
мя сжатый воздух направляется в полость А, а
через отверстие в штоке поршня 1 в полость В . Под
действием давления воздуха поршни 1 и 2 начина
ют перемещаться вправо . При этом шток поршня 2,
несущий уплотнительные кольца, отсекает гидрав
лическую полость низкого давления Е и входит в
канал Ж, создавая в нем и в рабочих полостях И
гидравлических приводов давление масла около
80 кг/см2 • Под действием этого давления поршни 7
осуществляют окончательное закрепление деталей .
Усилие на штоке каждого привода составляет при
этом примерно 1100-1200 кг. Регу,nятор давле
ния 8 (см. фиг . 44), изменяющий давление воздуха
в пневматических полостях, допускает регулирова
ние усилия на штоке в пределах 300-1200 кг . Вели
чина установленного усилия определяется по воз
душному манометру и переводной таблице . При
возвращении рукоятки распределительного крана в
первоначальное положение полости А и В ( см .
или иной детали при определенных условиях обра
ботки. Нену~ные приводы откJ1ючаются заверты
ванием гаек б до упора в поршень 7. Во избежание
засорения стружкой выключенные приводы закры
ваются резьбовой заглушкой 9.
В гидравлические полости масло заливается при
сборке привода , при вынутых поршнях 7 и откры
том вентиляционном отверстии 4. Пополнение за
пасов масла в процессе эксплуатации осуществляет
с я через вентиляционное отверстие. 4. Тщательная
заливка гарантирует отсутствие воздуха в гидрав
лических полостях, что является одним из важней
ших условий правильной работы гидравлической
системы. Последняя контролируется гидравлическим
манометром 4 (см . фиг . 44) . Сжатый воздух от сети
подводится через обратный клапан 9, обеспечиваю
щий безопасность работы в случае падения давле
ния в сети сжатого возду х а или прекращения его
подачи .
Использование в качестве основной детали при
вода УПГ-20 стола станка позволяет применить
рассмотренную конструкцию на фрезерных станках
(горизонтальных и вертикальных) · без изменения
или с незначительными изменениями.
При пользовании приводом УПГ-20 детали для
обработки устанавт1ваются непосредственно на
стол станка или на базовые и установочные детали
39
и узлы, помещаемые на рабочей плоскости стола.
Там же закрепляются зажимные узлы сменных на
ладок. Последние представляют собой простейшие
приспособления типа рычагов, прижимных планок,
тисков и др., при помощи которых можно переда
вать усилие гидравлических приводов в любую точ
ку стола станка в горизонтальном или вертикаль
ном направлении.
На фиг. 46 показан прихват, применяемый для
поджима деталей к горизонтальной базовой плос-
Фиг. 46. Прихват к приводу УПГ-20.
кости. Возможность регулирования вылета при по
мощи раздвижного корпуса и высоты при помощи
гаек на стержне делает прихват пригодным для
многократного применения в различных случаях
обработки.
Простейшее устройство типа тисков (фиг. 47)
позволяет закреплять детали горизонтально направ-
Фиг. 47. Устройство типа тисков к приводу УПГ-20.
.
-
/-дополнительный рычаг. 2-угловой рычаг, З-подвнжная губка,
4-плита для установки неподвижно_й губки.
ленным усилием. Неподвижная губка требуемой
конфигурации устанавливается на · плиту 4, имею
щую Т-образные пазы. Подвижная губка 3 (посто
янная в этом устройстве) передвигается по упро
щенным направляющим на той же плите под . дей
ствием углового рычага 2, на который действует
либо шток гидравлического привода (при устанрвке
поперек стола), либо усилие передается дополни
тельным рычагом 1 (при установке вдоль стола).
Эксплуатация' привода УПГ-20 в производстве
позволит создать комплекты нормализованных кре
пежных и базовых узлов сменных наладок, как в
столе УПГ-3, которые с небольшим количеством
специальных деталей позволят устанавливать · и
40
закреплять практически любую деталь для обра
ботки. Изготовление нормализованных узлов из
высококачественных термически обработанных ма
териалов обеспечит их л.егкость, прочность, износо "
стойкость и возможность многократного примене
ния.
Техническая характеристика универсального при
вода УПГ-20 приведена ниже.
Количество приводов для зажима .
Усилие на штоке привода в 1'г .•
Ходштокаприводав.м.м•• . • •
Давление сжатого воздуха в 1'г/слt2
6
300-1200
10
4
Универсальный делительный стол УПГ-30М. Во
многих машинах имеется значительное количество
деталей типа фланцев, крышек, колец, корпусов
и т. д., в которых необходимо обработать ряд отвер
стий, равномерно расположенных по окружности.
Требуемая точность изготовления и расположения
подобных отверстий (большей частью крепежных)
обычно не велика, тем не менее для выполнения их
необходимо проектирование и изготовление хотя бы
простейших накладных кондукторов. Работа с пос
ледними не обеспечивает высокой производительно
сти и часто утомительна особенно в тех случаях,
когда нет радиально-сверлильных станков и при
ходится тяжелые детали вместе с кондуктором пе
редвигать каждым отверстием под шпиндель вер
тикально-сверлильного станка. В серийном и мелко
серийном производствах при большой номенклатуре
выпускаемых изделий изготовляют большое количе
ство подобных кондукторов. Это увеличивает стои
мость выпускаемой машины, сроки и затраты на под-
готовку производства.
.
Для повышения производительности и обJ1егчения
труда, а также при применении элементов автома
тики при сверлении в серийном и меш:осерийн ом
производствах разработан и изготовлен унивеμсаль
ный делительный стол УПГ-ЗОМ для полуавтома
тического бескондукторного сверления и других ви
дов обработки крепежных отверстий, равномерно
расположенных по окружности. Стол представляет
собой комплект узJ1ов, устанавливаемых на верти
кально-сверлильном станке модеJ!и 2А125 взамен
или в дополнение к его узлам (фиг. 48). С незна
чительными конструктивными изм.енениями (в . ос
новном посадочных мест), а подчас и без них, ком
плект узлов может быть пр именен и на других мо
делях вертикально-сверлильных станков.
К:омплект состоит из двух основных узлов: пово
ротного стола 1 и механизма подачи 5 и дополни
тельных узлов: гидроуправления 3, пневматичес.ких
клапанов 4 и пневматической панели 6, управ ляю
щих и координирующих работу стоJ1а и механизма
подачи.
Установлещ1ый на станок универсальный стол
УПГ-ЗОМ обеспечивает следующий полуавтомати
ческий цикл бескондукторного сверления детали с
делени ем окружности на некоторое число равных
частей:
а) механизированный зажим обрабатываемой де
тали рабочим от пневматического "Крана;
б) включение автоматического цикла рабочим; ·
в) быстрый подвод сверла к обрабатываемой де,
тали;
.
г) сверление (или другую обработку) отвер_стия
на требуемую глубину с подачей, регулируемой по
1
J
1~
величине в процессе обработки по заданной про
грамме;
д) быстрый отвод инструмента ;
е) поворот стола с деталью на заданный угол с
фиксированием нового положения;
.
Фиг. 48 . Стол УПГ-ЗОМ, установленный на свер
лильном станке 2AI25 .
/-поворотный стол , 2-обрабатываемая деталь. З- 1·и дро
управление подачей , 4-пиевматические клапаны. 5-меха·
низм ndд_ачи, 6-пневматнческая панель.
ж) автоматическое повторение цикла до оконча
ния обработки всех отверстий;
з) остановку стола в исходном положении по
окончании обработки .
Источником .энергии для работы механизмов стола
является сжатый · воздух давлением 4 кг/см2, что
обусловливает преимущества : простоту конструкции
и быстрое срабатывание механизмов, дешевизну
энергии с и отсутствие громозщшх шкафов электро
управления. В сочетании с простым гидравлическим
6 1596
· регулятором, пневматический привод позволяет по
лучить гибкую систему управления механизмами
стола , возможность быстрой перенастройки на за
данный режим работы с подачей, регулируемой по
величине в процессе обработки.
Основной узел стола УПГ -ЗОМ-поворотный стол
(фиг. 49), представляет собой универсальное пере
налаживаемое приспособление, оформленное в ви
де узла станка . Механизмы поворотного стола
осуществляют закрепление обрабатываемой детали,
поворот на угол с делением окружности на задан
ное число частей, установку на требуемый диаметр
окружности расположения осей отверстий .
Деталь непосредственно или при помощи сменной
наладки устанавливается на рабочий стол 3
(фиг. 50), в котором имеются Т-образньи~ пазы и
центрирующее отверстие. Закрепление детали осу
ществляется диафрагменным пневматическим при
водом 16, помещенным в нижней части стола и
управляемым от пневматического распределитель
ного крана 11 . К: штоку привода 16 присоединяются
зажимные элементы сменных наладок.
Стол 3 вместе со всеми механизмами поворота и
деления помещается в чугунном корпусе 10; уста
новленном на стальной плите 21. Прямоугольный
выступ плиты входит в соответствующий точный
паз в чугунном основании 20, вдоль которого пли
та 21скорпусом10 и столом 3 может перемещаться
при вращении винта 19. Таким образом происхо
дит установка требуемого диаметра окружности
расположения осей обрабатываемых в детали отвер
стий. Отсчет установленного диаметра ведется по
шкале с нониусом, расположенным на основании 20
и плите 21. Стол на станке установлен так, что при
«нулевом» положении нониуса ось поворота стола
точно совпадает с осью шпинделя. При перемеще
нии плиты по основанию нониус показывает радиус
ОI<ружности расположения осей отверстий. В уста
новленном положении плита 21 со всеми механиз
мами закрепляется на основании 20 гайками 18.
В начальном положении, когда производится
установка и снятие детали, рабочий стол 3 фикси
руется относительно корпуса 10 конусным пневма
тическим фиксатором 21.. который выводится из гнез
да во время обработки.
Механизм поворота состоит из двух встроенных
пневматических поршневых приводов, осуществля
ющих рабочий ход (поворот) и возврат элементов
механизма в исходное положение для следующего
поворота, и шестеренно-муфтового устройства, пре
образующего поступательное движение штоков
реек 17 и 27 во вращательное и обеспечивающего
безынерционный поворот рабочего стола 3 с де
талью .
При впуске сжатого воздуха в полость А привода
поворота поршень последнего со штоком-рейкой 27
перемещается влево, вращая шестерню 7, устано13-
ленную свободно на оси 6 стола и связанную чере3
диск 8 со столом 3. Вращение последнего происхо
дит всегда по часовой стрелке и только от привода
поворота (большего диаметра).
При этом привод возврата (меньшего диаметра),
поршень которого со штоком-рейкой 17 всегда нахо
дится под· давлением сжатого воздуха в полости Б.
несколько противодействует вращению шестерни 7.
Однако будучи значительно меньшим по размерам,
41
поршень привода возврата со штоком-рейкой 17 вы
нужден перемещаться вправо, выдавливая сжатый
воздух из полости Б обратно в сеть. Поворот проис
ходит до тех пор, пока шток-рейка 27 торцом не
дойдет до упора 23, препятствующего дальнейшему
ее перемещению. В зависимости от места установки
упора 23 стол совершает поворот на тот или иной
угол. Установка упора для получения угла поворота,
соответствующего делению окружности на опреде~
ленное число равных частей, производится переме
щением его винтом 26. Точное местоположение упо
ра 23 устанавливается по вкладным калибрам 24,
которые помещены в гнезда между упором 23 и кор -
стрелке ролики заклиниваются между диском 8 и .
кольцом 9 стола и последний совершает поворот
на тот же угсл, что и диск 8.
При быстром повороте в момент остановки дис
ка 8 стол 3 по инерции может повернуться на не
который угол, так как ролики при таком движении
(вращение стола с кольцом при неподвижном диске)
немедленно расклинятся. Во избежание подобного
явления в диске 8 имеются три встречных конусных
впадины с роликами, которые при попытке кольца
со . столом повернуться по инерции немедленно за
клиниваются и препятствуют вращению стола без
диска.
Фиг. 49. Поворотный стол УПГ-ЗОМ .
пусом 10 и изготовлены для каждого числа частей,
на которое делится окружность. После установки
упор 23 закрепляется двумя гайками 25 тангенци
альных зажимов.
При сообщении лолости А привода поворота с
окружающей средой начинает действовать привод
возврата. Сжатый воздух, находящийся в полости Б,
перемещает поршень со штоком-рейкой 17 влево,
вращает шестерню 7 против часовой стрелки и пе~
ремещает. поршень со штоком-рейкой 27 вправо до
упора в винт . крышки - в исходное положение для
следующего ловор.ота. Вместе с шестерней 7 вра
щв..ется и диск 8, но рабочий стол 3 при . этом не
поворачивается, та1< . как . срабатывает механизм
муфты. Устройство и .дей.ствие его заключается . в
следующем (фиг. 51) . Своим наружным . диамет
ром диск 8 (см . . фиг. 5Q) .вхQдит с <Jазором в коль
цо З, закрепленное на стол~ 3.: На д.~'!С:1(е 8 Иl'v!eIQтcя
три конусных впадины, в 1<оторых помещаются три
ролика 4. Форма ·к:ону~1-iь1х ВП(!ДНН такова, ~тсi _ ~р_И
вращении диска вместе ..с. шестер11ей по ,~ ча.совой
47
При обратном вращении диска 8 от привода воз
врата первые три ролика не заклиниваются между
этим диском и кольцом и не увлекают за собой стол .
Опасность в этом отношении представляют встреч
ные ролики, направление конусных впадин которых
таково, что заклинивание должно произойти именно
при обратном вращении диска. Чтобы этого не про
изошло, диск на шестерне установлен на шпонке так,
что в начале движения шестерн я имеет возмож
ность некоторого поворота относительно диска. Это
достигается выполнением шпоночного паза в диске
несколько большей ширины, чем шпонка на шестер
не. К:роме того, на шпонку шестерни посажен фигур
ный рычаг 5, три конца которого связаны со встреч
ными роликами. Таким образом, при обратном ходе
в первый момент вращается только шестерня 7 с фи
гурным рычагом 5, который своими концами выво
дит встречные ролики из угла заклинивания. После
этоrо шестерня 7, вьiбрав зазор между шпонкой и
Ш!101ючноИ канавкой в диске 8, начинает вращать
ПОСJ!едний ун<е без опасности увлечь поворотный
<ЗО
*
*'"
°"
1
2J4
5
б78
9
10
11
22 2]
24
25
26
Фиг. 50 . Устройство поворотного· стола УПГ-ЗОМ .
1 :--У~ор: ~~,к~'ючения авт6м.атнч~скоrо цикла, 02-фнксатор, 3-рабочнА стол, 4-ролнк, 5-фнгурныА рычаг, 6-ось стола, 7-шестерня поворотного механизма, В-диск муфты, 9-кольцо, JО-корпус,
1 /-"пиевматliческий ' распредел·ительный крян. 12-рычаг поджима рабочего стола •. 13 -р ук оя тк а в кл юч ен ия
автоматического цикла, 14-привод поджима стола, /5-прпвод фиксатора, 16-прнвод
з ажима· л rтали" п и ' 27-што ки-рейки, 18-rайка крепления плиты, 19-винт перемещения плиты, 20-чугуиное основание. 21-стальная плита, 22-регулируемый упор, 23-упор ограничения поворота .
·
. 24-вкладиой калибр , 25-rайка крепления упора поворота, 26- виит установки упора поворота, А и В-рабочие полости.
i;
/
дисI< в обратном направлении. То же происходит и
в начале рабочего хода, тольI<о фигурный рычаг в
первый .момент поворота без диска вводит встреч
ные ролики в угол заклинивания против поворота
стола по инерции, что гарантирует точность деления.
После каждого поворота стол 3 прижимается к
поверхности корпуса 10 рычагом 12, действующим
от привода 14 через ось стола 6, скрепленную с дис
ком. Перед поворотом происходит освобождение
диска .
Использование для поворота системы двух встреч "
ных приводов различного диаметра, меньший из
которых находится под постоянным давлением сжа
того во:щуха из сети, обеспечивает более плавную
работу механизма, так как выбирает все зазоры
·
Фиг. 51. Схема механизма муфты.
/-встречный ролик. 2-фиrурныl! рычаг, З-рабочнй ро
лик , 4-кольцо рабочего стола, 5-диск. 6-шпонка.
7-паз в диске. В-шестерня.
зубчатого · зацепления, упрощает схему управления
и сокращает расход сжатого воздуха.
Подобная схема использована и во втором основ
ном узле стола УПГ-ЗОМ - в механизме подачи
шпинделя · (фиг. 52). Два встроенных в чугунный
корпус .1 поршневых привода - подачи (больший)
и под'l?ема (меньший)- вращают шестерню 3, сво:
бодно установленную на стакане 10. Через кулачки
на ее торце вращение передается полумуфте 5, свя
занной Шпонкой со стаканом 10, который вра
щает ... Муфту 11 , надетую на вал 12 механизма
станка., осуществляющего подъем и опускание пи
нали шпинделя.
При вгtуске сжатого воздуха в ;10лость А привода
подачи поршень 2, перемещаясь влево, вращает
шестерн!{) 3 против часовой стрелки. Происходит
опуска1ще пиноли. При этом поршень 13 привода
подъема;:. находящийся под постоянным давлением
сжатогd' воздуха в полости Б, перемещается шестер
ней 3 вправо, выдавливая воздух в сеть. При сооб
щении ~оJiости А с 01<ружающей средой начинает
действовать привод подъема, поршень 13 которого
перемещае,тся влево, в.ращает шестерню 3 по часо
вой стрелке, осущесrвляя подъем пинали . При этом
поршень 2 привода подачи отводится в исходное по
ложение tзправо.
44.
Механизм подачи монтируется на валу 12 шпин
дельной коробки станка вместо снятого узла ступицы
рукояши ручной подачи станка и крепится к корпу
су коробки. Устройство зубчатой передачи повторя
ет устройство снятого узла и позволяет в случае
использования станка без полуавтоматического цик
ла работать с ручной или механической подачей са
мого станка . Для этого отвертывается гайка 7; под
действием пружины 4 полумуфта 5 отводится впра
во, расцепляясь с кулачками на торце шестерни 3 .
и последняя вместе с приводом оказывается отъеди
ненной от остальных деталей механизма перемеще
ния пиноли.
Пневматические приводы срабатывают с доволь
но большой скоростью, которая может быть ис
пользована лишь для подвода инструмента к детали
и подъема его по окончании обработки. Для получе
ния рабочей подачи заданной величины или умень
шающейся по заданному закону (например, на вы
ходе сверла) применяется несложный узел гидро
управления подачей, устанавли в аемый на корпус
механизма подачи и соединяемый со штоком приво
да подачи рычагом 14. Этот узел представляет со
бой гидравлический цилиндр (фиг. 53), обе полости
которого, разделенные поршнем 4 с одной У-образ
ной манжетой 12, сообщаются через . золотниковую
коробку , размещенную в верхней части корпуса 2.
Перемещаясь справа налево под действием привода
подачи, поршень 4 перегоняет масло из левой поло
сти в правую через золотниковую коробку. Так как
скорость перетекания масла является величиной
определенной, зависящей от его вязкости, а также
давления, которое на него производится и размеров
щели, то и поршень 4 вместе с соединенным с ним
приводом подачи могут передвигаться с определен
ной заранее установленной . скоростью, обусловли
вая получение требуемой рабочей подачи инструмен
та . Величина ее регулируется изменением размеров
щели перестановкой золотника 5, который крепится
в нужном положении зажимом 6. Для облегчения
процесса регулирования на золотнИке 5 нанесена
условная шкала . Для получения рабочей подачи в
нужном месте хода шпинделя станка привод подачи
соединяется при помощи рычага не непосредственно
со штоком поршня 4, а через подпружиненную тя
гу 1, свободно проходящую через полый шток. В
начале движения тяга 1 быстро проходит сквозь
неподвижный поршень 4, не задерживая движения
рабочего привода . Происходит быстрый подвод ин
струмен:rа к детали, и лишь когда гайка 11, сжав
пружину 10, упрется в торец полого штока, узел
гидроуправления начинает работать, замедляя дви
жение шпинделя до требуемой скорости. Перемеще
нием гайки 11 по тяге 1 устанавливается точно мес
то перехода от быстрого подвода к рабочей подач{> .
Пружина 10 смягчает резкость перехода от быстрого
движения к медленному .
При обратном перемещении шпинделя узел гид
роуправления не мешает его быстрому подъему :
сначала двигается одна тяга 1 до упора рычагом в
торец штока и при упоре последнего поршень 4
двигается в исходное положение без замедления ,
так как масло перегоняется в основном не через
щель· золотника , а через одностороннюю · манжету
12, которую оно легко отгибае~, переходя в сосед-
нюю_полость.
·
)J,-,l!Я уменьшения рабочей подачи в о время обра -
l
д
с,"
в-в
·uu
••u
•
~'!О__ _ ----~
- --- =-==-= --= =---=-=- -==-- - -
-
11
10
Фиг. 52 . Механизм подачи.
1-корпус, 2 и 13-поршни, а-шестерня, 4-пружина, 5-полумуфта. 6-регулируемы й упор управления, 7-гайка, В-штур ва л ручн;ой подачи. 9-кнопка включения механической подаqк,
JО~такан, //-муфта, /2-в ал, /4-рычаг соединения с узлом гидроуправления.
ботки на полом штоке поршня 4 укрепляется допол•
нительный рычаг 8 с отверстием, через которое про
ходит резьбовой конец золотника 5. В данном слу
чае золотник освобождается от закрепления зажи
мом б. При движении штока с дополнительным
рычагом 8 при рабочей подаче, последний упирается
в гайки 7, вдвигает золотник в корпус 2 и уменьшает
размеры щели, через которую протекает масло.
При этом подача еще более замедляется и может
быть очень малой (близкой к нулю). Требуема II ве
личина подачи, а также место начала ее замедления
регулируется гайками 7. Две гайки 9 обеспечивают
отвод золотника в исходное положение при подъеме
шпинделя.
Аналогичный узел гидроуправления установлен
на плите поворотного стола, где он замедляет ско
рость вращения поворотного диска в конце поворота
для уменьшения инерции.
7
8910
tz
Фиг. 53. Гидроуправление подачей .
/ -тяга, 2-корпус, 3-пробка отверстия для заливки масла. 1-nор шень .
5-зо.т1отник, 6-зажим золотника, 7 и 9-гайки золотника, 8-доrЮJJ
нительныi\ рычаг. /О-пружин а. //-гайка тяги. /2-манжета.
Требуемая последовательность взаимодействия
отдельных устройств поворотного стола и механиз
ма подачи достигается применением ряда пневмати
ческих клапанов и пилотов, установленных на сто
ле и механи зме подачи и соединенных гибкими
шлангами вместе с узлами стола в одну общую
схему .
Пневматические двухходовые клапаны с прямым
воздействием командующих механизмов на золот
ник применяют двух типов: возвратный клапан
(фиг. 54, а), золотник которого возвращается в ис
ходное положение после того, как воздействие пре
кратилось, и путевой клапан (фиг. 54, 6), где золот
ник остается в переключенном положении до тех
пор, пока новое воздействие не возвратит его в
прежнее положение .
Подача сжатого воздуха из сети в приводы у:злов
производится через три регулятора давления пнев
матической панели, что содействует созданию наи
более благоприятного режима работы механизмов
поворота стола и подачи шпинделя и экономному
расходу сжатого воздуха.
Последовательность работы всех механизмов
можно проследить по пневмогидравлической схеме.
показанной на фиг. 55. После закрепления: обраба
тываемой детали пневматическим прив()дом 24,
управляемым рукояткой распределительного пнев
матиче ского крана, оператор нажимом на рукоят
ку 1 пер е м ещает з олотник четырехходового конеч-
46
нога клапана 2 вправо, и тем самым, начинает
цикл автоматической обработки. При этом воздух от
пневматической панели направляется клапаном 2
в верхнюю полость привода 7 фиксатора. Поршень
его, отходя вниз, выводит фиксатор из гнезда ра
бочего стола 8 и в конце хода открывает канал, на
правляющий сжатый воздух через возвратный кла
пан 12 в привод 16 поворота стола. Происходит по
ворот на заданную часть окружности. Все это время
(--1 -2 сек.) оператор продолжает держать руко
ятку 1 I<лапана 2. При первом же повороте упор 5
рабочего стола сходит с подпруЖиненного стерж
ня б, который поднимается и дает возможность за
щелке 3 клапана 2 зацепить.ся за соответствующий
выступ 4 на корпусе стола. Вследствие этого золот
ник клапана 2 не возвращается своей пружиной
немедленно обратно, а остается в таком положении
до конца обработю1 детали.
а)
6)
Фиг. 54. Пневматические клапаны упра вленип.
а-возв р атный, 6-путевоii.
В конце поворота регулируемый упор 17 на што
ке-рейке привода поворота переключает золотник
путевого кла пана 18 и впускает воздух из сети в
пилот 20, который переключает золотник возврат
ного клапана 21, направляющего воздух от пнев
матической панели в привод 9 зажима рабочего
стола, который и осуществ ляет крепление последне
го после поворота.
Сжатый воздух, проходя через полость п рив ода 9,
поступа ет в привод 11 подачи шпинделя. Начинает
ся быстрый подвод шпинделя, а затем и рабочая
подача; происходит обработка отверстия детали. В
самом начале движения шток привода подачи осво
бождает золотник возвратного клапана 12, который
под действием пружины переключается (на схеме
передвигается вниз) и сообщает полост ь привода 16
поворота стола с окружающей средо й . При этом
вступает в Действие привод 25 возврата, н аходящий
ся все время под давлением сжатого воздуха, и м е
ханизм поворота во з враща ет ся в исходно е положе
ние для следующего поворота.
В конце обработки регулируемый упор 13 на што
ке привода подачи воздействует на зол отник воз
вратного клапана 14, который впускает сжатый
воздух из сети в пилот 19. Последний возвращает
золотник путевого клапана 18 в п ервонача JJьное
""'
-.J
,,
От пне8!>fо-
~ __/ОораоатыtJаеиаЯuеталь
__J
.(
8
9
"''"'··~
·J --,11 ·11
~
~
21
24
По8оротнь1u стол
20
25
75
ШпинiJель
73
1~
17
16
Фиг. 55. Пневмогидравлическая схема стола УПГ-ЗОМ .
1-рукоя·r·ка вкJ1юч ения автоi\·1 атического цикла. 2-чегырехходовой конечный клапан, 3-защелка, 4-выступ, 5-упор, 6-стержень. 7-привод фиксатора, В-рабочий
стол, 9-привод зажима стола, /О-привод подъема шпинделя, 11-привод подачи шпинделя, 12, 14, 2/-возвратные клапаны, 13 и /7~регулируемые упоры, /5-дрос.
сель, /6-прнвод поворота стол а, 18-путевой клапан поворотного стола, 19 и 20-пневматические пилоты, 22-пневматическая панель, 23-входноА муфтовый кран,
24-привод зажима детали, 25-привод возврата стола (положение всех механизмов показано перед началом цикла).
положение, который при этом выпускает сжатый воз
дух из полости пилота 20. Поршень пилота, возвра
щаясь пружиной в исходное положение, освобожда
ет золотник возвратного клапана 21, который под
действием пружины передвигается влево и сообща
ет с окружающей средой полость привода 9 зажиУiа
рабочего стола, а через нее и полость привода 11
подачи щпинделя. В конце хода шпиндель дает
команду на свой подъем, причем момент окончания
обработки определяется соответствующей установ
кой регулируемого упора 13.
От привода 10 шпиндель поднимается, шток при
вода 11 в конце подъема нажимает на золотник воз
вратного клапана 12 и, переключая его, вновь на
правляет сжатый воздух из остающегося открытым
клапана 2 в привод 16 поворота стола. Цикл обра
ботки повторяется до тех пор, пока рабочий стол не
совершит полный круг и все отверстия не окажутся
обработанными. При последнем повороте упор 5
нажмет на стержень б и освободит защелку 3 от
зацепления с выступом 4. Под действием пружины
золотник клапана 2 переместится влево и перекро
ет клапан, питающий сжатым воздухом привод 16
поворота. Так что при возвращении поршня приво
да 11 и воздействии его штока на клапан 12 повто
рения цикла не произойдет и стол остановится для
смены детали . При последнем пере1<лючении кла
пана 2 вновь срабатывает привод 7 фиксатора, и ра
бочий стол вно~ь оказывается зафиксированным в
исходном положении, вследствие чего при неточно
сти установки угла поворота стола накопленная
ошибка расположения ,отверстий увеличится лишь
в пределах одной детали и Н•е повлияет на последую
щие.
Для отключения механизмов стола от сети сжато
го воздуха во время перерывов в работе в схеме
предусмотрен муфтовый кран 23.
Ниже приведена техническая характеристика сто
ла УПГ-ЗОМ, установленного на вертикально-свер
лильный стано1< 2А125 .
Наибольший диаметр расположения обрабатывае-
мыхотверстийв.мм......
400
Диаметр поворотного диска в .м.м . •
.
.
.
.
400
Наибольшая вь1сота обрабатываемой детали в .мм . 300
Наибольшие размеры обрабатываемых отверстий в .мм:
диаметр ·
25
глубина .
40
Число частей, на которое деJштся окружность . . . 2-24
Давление с)катого воздуха в кг/с.м2 . . .
4
Точность расположения обрабатываемых отверстий
на R 200 .м.м ........ •
.
.
±0, 15
Усилие привода зажима детали в кг .
650
Универсальный координатный стол УПГ"33
(фиг. 56) применяется для полуавтоматической бес·
кондукторной обработки отверстий с параллельны
ми осями, произвольно расположенных, в деталях
тИпа плит, панелей, прямоугольных крышек и т. п.
Он представляет собой универсальное переналажи
ваемое приспособление, устанавливаемое на стол
(или вместо) любого вертика.пьно-сверлильнqго
48
станка; имеющего достаточный вылет шпинделя.
В сочетании с дополнительными узлами механизма
подачи шпинделя, пневмогидравлическим питате
лем, пневматическими кранами и клапанами для
управления и координации всех действий механиз
мы стола обеспечива19т после установки детали и
ручного включения автоматического цикла:·
а) закрепление обрабатываемой детали;
б) подвод детали обрабатываемым отверстием
под шпиндель;
в) закрепление стола в установленном положении;
г) быстрый подвод инструмента к детали;
Фиг. 56. Универсальный координатный стол.
УПГ - 33, установленный на станке ЗР-2.
д) обработку отверстий;
е) быстрый подъем шпинделя; _
ж) раскрепление стола;
з) перемещ~ние стола следующим отверстием под
шпиндель;
и) повторение цикла до окончания обработки всех
отверстий;
к) прекраЩени~ автоматического цикла и оста
новку стола в полоЛ$е_нии загрузки.
Источником энергии для работы всех механизмов
··
является сжатый воздух из сети давлением 5 кг!см2 •
В сочетании с пневмогидравлическими механиз~1ами
перемещения стола и подачи шпинделя при этом
можно получить гибкую систему управления сто
лом.
Установка детали обрабатываемым. отверстием по
оси шпинделя станка достигается перемещением
верХней 4 и средней 2 части стола (фиг . 57) по
.:.
_
_
J
О)
ел
1
t- ..:J
двум взаимно-перпендйкулярным направлениям до
соприкосновения с мерными упорами 1, закладывае
мыми в поворотные барабаны 3 и 8 и соответству
ющими . по . длине _ прямоугольным координатам каж
дого отв.ер·спщ. Подъем и опускание шпинделя стан
ка по заJI.анному_режиму осуществляется при помо
щи механизма авто!\1атической подачи, устанавли
ваемqго на . шцинделЬ,ной коробке (или механизме)
станка. ·
.
Работу всех .меха;~измов стола УПГ-33 в процессе
обработки ряда отверстий можно проследить по
пневмопщравлиЧеск9й схеме (фиг. 58). После уст~
новки обрабатываемой детали и прихватов 5, деи
ствующих · от Переставных гидравлических приво
дов 4, в положение закрепления оператор поворотом
рукоятки пневматическЬГо крана включает автома
тический цикл обработки, проходящий следующим
порядком: через кран 1 сжатый воздух направляет-
):
Фиг. 57 . I<оордина'тный стол.
!-мерный упор. 2-средняЯ часть стола, 3 и · В-поворотные
барабаны. 4-верхияя часть стола. 5--обрабатываемая де
таль, 6-прихват, 7-переставиой гидравлический ПDивод за
жима. 9-привод поворота барабана. · 1.О,-основание стола,
! !-крепление стола. ··>
ся в пневмогидравлический питатель ППГ-2, созда
ющий давление масла в гидравлической систем .е
переставных гидравлических-; ··приводов 4. Происхо
дит закрепление обрабатываемой детали . Одновр~
менно через другой лневматический кран 13 сж!}тый
воздух направляется :в бачок lf), установленный под
столом станка и наполовину наполненный маслом,
и действует на поверхно:сть последнего. Масло, вы
тесняемое из бачка под тем же давлением, что и ·
воздух, по трубопро.водам направляется через полые
неподвижные Штоки в гидраВJшческие · · полости А
парных пневмогидравлических приводов. в верхней
и средней частях стqла и передвигает их по салазкам
во взаимно-перпендйкулярных направлеюrях до со
прикосновения с упорами 7, установленными в двух
сменных барабанах 2.
По другому ответвлению трубопрово.Да масло
направляется через реле времени 18 в привод 6
зажима верхней 12 и средней 11 частей стола, штоки
которых действуют на прижимные планки и закреп
ляют верхнюю часть стола относительно средней,
а среднюю относительно q~нования 10. Реле вре
мени 18 обеспечивает срабатывание Прижимов лишь
после того, как обе части стола дойдут до своих_
7 1596
упоров. Кроме того, масло, вЬпесняемое из бачка,
попадает в полость В привода механизма подачи
шпинделя. Шток-рейка 17 этого привода при своем
движении (влево) вращает шестерню 14, которая
опускает шпиндель. Происходит подвод инструмента
к детали и затем обрабоп{а отверстия. Скорость
подвода и величина рабочей подачи устанавливает
ся настройкой механизма гидравлического управле
ния 15, сходного по конструкции с аналогичным ме
ханизмом стола УПГ-30М.
По окончании обработки шпиндель в конце хода
посредством регулируемой скобы 16 переключает
пневматический кран 13, в результате чего сжатый
воздух из верхней полости бачка 19 выходит нару
жу, а из сети направляе:rся в противоположную
(пневматическую) полость Г привода подачи и в
пневматические полости Б приводов стола. При
этом шпиндель станка поднимается, за жимы стола
ослабляются, так как масло из приводов 6 под дей
ствием пружин стекает в бачок, а верхняя и сред
няя части стола отходят от упоров. В конце этого
хода средняя часть 11 стола переключает пневмати
ческий кран 9, подающий воздух в приводы 3 и 8 по
ворота ' барабанов, которые поворачивают барабаны
в следующую позицию с упорами, соответствующи
ми координатам следующего отверстия . Шпиндель в
конце подъема переключает пневматический кран
13, Подающий воздух в бачок и сообщающий с ок
ружающей средой пневматические полости Б и Г
приводов стола и привода подачи. Верхняя и сред
няя части стола передвигаются под давлением масла
к упорам на барабанах, повернувшихся в следую
щую позицию. При этом в самом начале хода пере
ключается кран 9 и приводы поворота барабанов
пружинами возвращаются в исходную позицию для
следующего поворота.
Цикл обработки отверстий автоматически. повто
ряется до тех пор, пока барабаны не встанут в
по.тiожение з~грузочной позиции, на 1юторой упоры
не установлены. · При своем движении верхняя и
средняя части стола, не встретив упоров, продви
нутся несколько дальше и переключа;г кран 1 вклю- ·
чения автоматического цикла в первоначальное по
ложение. При этом прекращается питание сжатым
воздухом бачка и автоматический . Цикл прерывает
ся. Одновремщшо выпускается воздух из гидравли ·
ческого питателя и обрабатываемая деталь освобож
дается для снятия.
Универсальный координатный стол УПГ-33 уста
новлен на станке ЗР-2 (фиг. 56). При некотором
изменении присоединительных деталей механизма
подачи он может быть смонтирован на любом дру
гом станке. Установка стола, как и в других рас
смотренных случаях, не препятствует использованию
станка без применения автоматического цикла. Ни
же дана техническая характеристика стола УПГ-33.
Наибольший диаметр обрабатываемых отверст н й
в.мм..........•
.
.
•......
12
Наибольiuие размеры З)НЫ расположения отвер -
стийв.мм.......... ••
.
•...
2оо х 200
Наибольшее число обрабатываемых отверстий . •
12
Давление сжатого воздуха в ати .
5
Рабочее _ давление жидкости в ати
70-ВО
49
ел
о
~-. ~---:- - -- -
Шпинi!ель
14
18
J(J(.х
,1( ,.. )(
)()()()1'
J()(х)()1()()(')("
.:)1')(хх.х)(.:.<х)(
'1()()1()(~х)()(.)( "
J(J()(J()()(х1С)(
)()()(J()(...)(х)()t
15
19
Условные оаозначениf1
-
/lтмосферныii бoзiJyr
_ _ =. Boзilgx поо i!а8лением 4112/снZ
тУХ7ХХ Масло пoiJ оа8лением 411г/смz.
""""""Масло пoiJ iJа8лением BJ 1<.г/смz
Фиг. 58. Пневмоrидравлнческая
схема стола УПГ-33 .
/, 9, /3-пневматические крзны, 2-
барабан, 3 и В-приводы поворота
барабана, 4-переставноll гидравлн
ческнll привод, 5-прихват, 6-гри
вод зажима стола, 7-мерныll упор ,
/О-основание, //-средняя ч асть сто
ла, /2-верхняя часть стола, /4-
шестерня, /5-механизм гидравлич е
ского управления подаче!!, /6-регу
лируемая скоба, 17-шток-реllка ме
ханизма подачи, /В-реле времени,
19-бачок .
/>
--L
г'
" ---·.
/
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
ПЕРЕНАЛАЖИВАЕМЫХ ПРИСПОСОБЛЕНИЙ
Основным и обязательным условием успешного
применения переналаживаемых приспособлений яв
ляется группирование обрабатываемых деталей по
условиям заr<репления и обработки, при которых
универсальную часть приспособления можно уста
навливать на станок на продолжительное время,
м~няя только сменные наладки.
Разработка и применение переналаживаемых
приспособлений проходят наиболее успешно при
внедрении системы типовых технологических процес
сов или группового метода обработки. Проводимая
при этом классификация деталей с делением их на
классы, группы, подгруппы и т. д. упрощает разра
ботку конструкций, а закрепление за определенны
ми рабочими местами этих групп деталей обеспечи
вает эффективное использование приспособлений.
Отсутствие работ по типизации технологических
п.роцессов или групповому методу не может, однако,
служить препятствием для применения переналажи
ваемой оснастки. Опыт ряда заводов показывает,
что внедрение переналаживаемых приспособлений
приводит к необходимости внедрения всего комплек
са работ по типизации или групповому методу.
Около 40% рассмотренных конструкций разра
ботаны и применены именно без проведения типи
зации технологических процессов, что потребовало
значительной работы по группированию . С этой
целью рассмотрено большое количество (несколь
ко сотен) операций, проводимых на конкретных
участках производства. Для каждой операции со
ставлены схемы установки и закрепления дет.али,
на основании которых все операции были разделе
ны на группы с аналогичными условиями установки
и закрепления с учетом условий обработки. Пара
метры переналаживаемого приспособления для каж
дой такой группы определялись на основании изу
чения и обобщения параметров всех операций, вхо
дящих в группу. Разработанные схемы во многих
случаях служили основанием для дальнейшей раз
работки сменных наладок.
Работы в области технико-экономического обос·
нования выбора типа оснастки*, а также опыт экс
плуатации переналаживаемых приспособлений по
казывают, что применение их наиболее целесообраз
но при такой программе выпуска деталей и трудо
емкости операций, когда за одним приспособлением
при полной загрузке может быть закреплено от 4
до 24 детале-операций. При наличии изготовленных
ранее универсальных частей приспособлений и при
выпуске изделия не менее двух-трех лет, верхнюю
границу можно отодвинуть до 40 детале-операций.
Применение универсальных переналаживаемых
приспособлений в этих условиях обеспечивает:
а) сокращение сроков и стоимости подготовки
производства;
б) сокращение вспомогательного времени;
-
в) у~1еньшение потерь при смене выпускаемых
изделии;
г) повышение качества обрабатываемых деталей;
д) облегчение труда работающих .
* Проскуряков А. В. Технико-экономические основы
выбора приспособлений. «Вестник машиностроения», 1957, No 5, _
стр . }0-75;_ Т~хнико-экономические _ 9сновь1 нормализации и
универсализации приспособлений. Машгиз, 1959, стр. 124-132.
7*
Затраты средств и времени на подготовку произ
водства сокращаются в среднем в 2- 3 раза вслед
ствие уменьшения числа специальных приспособле
ний и замены их упрощенными сменными наладка
ми, применяемыми с одной универсальной частью.
Эти затраты могут быть сокращены и больше (до
5 раз) особенно при применении комбинированных
наладок или наладок из нормализованных узлов,
пригодных для многократного использования . Ко
нечно это сокращение затрат происходит только по
тем операциям, которые оснащаются переналажива
емыми приспособлениями.
Если принять среднюю стоимость (с накладными
расходами) специ ального приспособления 50 руб.*,
сменной наладки 15 руб. и универсальной части пе
реналаживаемого приспособления 200 руб., то внед
рение одного универсального переналаживаемого
приспособления со средним числом наладок равным
20 дает экономию 500 руб. при первоначальном ос
нащении, когда приходится изготовлять универ
сальную часть и сменные наладки, и 700 руб. при
повторных оснащениях, когда изготовляют только
сменные наладки. В эту экономию не _входит эконо
мия, вызванная · сокращением вспомогательного
времени обработки, составляющего в среднем 30%.
Если принять долю вспомогательного времени в
штучном времени обработки, равной также 30%,
а стоимость одного часа работы станочника с на
кладными расходами-1 руб., то при двухсменной
работе и 7-часовом рабочем дне экономия от сокра
щения вспомогательного времени составит свы ш е
400 руб. в год на каждое внедренное универсальное
переналаживаемое приспособление.
Сокращение вспомогательного времени достигает
ся применением в универсальной части быстродей
ствующего механизированного привода, который
обеспечивает постоянство зажимного усилия и мень
ший разброс размеров обрабатываемых деталей, а
следовательно, и лучшее их качество и облегчение
процесса сборки . Механизированный привод в уни
версальных переналаживаемых приспособлениях
значительно облегчает труд работающих .
Потери при смене объекта производства сокра
щаются, так как приходится выбрасывать только
сменные наладки, а само универсальное перенала
живаемое приспособление (универсат,ная часть)
может применяться с новыми наладками, на дета
лях новых изделий до полного физического износа.
При использовании комбинированных наладок или
наладок, составляемых в большей части из норма
лизованных узлов, затраты и трудоемкость их изго
товления сокра щаются еще больше.
Большое влияние на уменьшение первоначальных
затрат на изготовление универсальной части пере
налаживаемых приспособлений оказывает органи
зация их централизованного изготовления. Однако
и при отсутствии его рассмотренные конструкции
могут быть изготовлены и применены на любом
машиностроительном заводе с надлежащим эффек
том, что позволит приблизить уровень серийного и
мелкосерийного производства J< уровню круп носе- _
рийного и массового.
* Здесь И дaJiee в маёштабе цен до i я11варя 1961-г.
51
СОДЕРЖАНИЕ
Введение .
Переналаживаемые приспособления
•1.
Универсальные переналаживаемые приспособления .
Универсальные переналаживаемые тиски
-Универсальные переналаживаемые столы
Универсальные переналаживаемые патроны
Встроенные конструкции переналаживаемых приспособлений
Технико-экономические показатели переналаживаемых приспособлений
Стр.
3
4
5
6
19
33
38
51
Издательский редактор Л. А. Беляева
Техн. ред. В. П Ро:нсин
Т-01987.
Цена 32 коп.
Подписано в печать 22/II 1961 r.
Формат бумаги 60Х921/8• 3;25 бум. л. 6,50 печ. л. Учетно~изд. л. 6,30
Тираж 7570 экз.
Заказ 1596/9883
Типография Оборонrиза
1:
'~
,.
(
~1
'
1
j
r
\
--
\
' .;:) 1 --у; ':;..::-'У
-<
.. .... ...
оп.
"'
-~ сС
.}
\
-/ -:4
/
'
-/ --_
-- 1,
'
+
f
-
'
6
lr
•·.
/1
---
-'
,
\.
--,
\
Цен~ 32 коп.
~\\