/


































Text
15 Заказ 977
ПРИСПОСОБЛЕНИЯ
К ФРЕЗЕРНЫМ СТАНКАМ
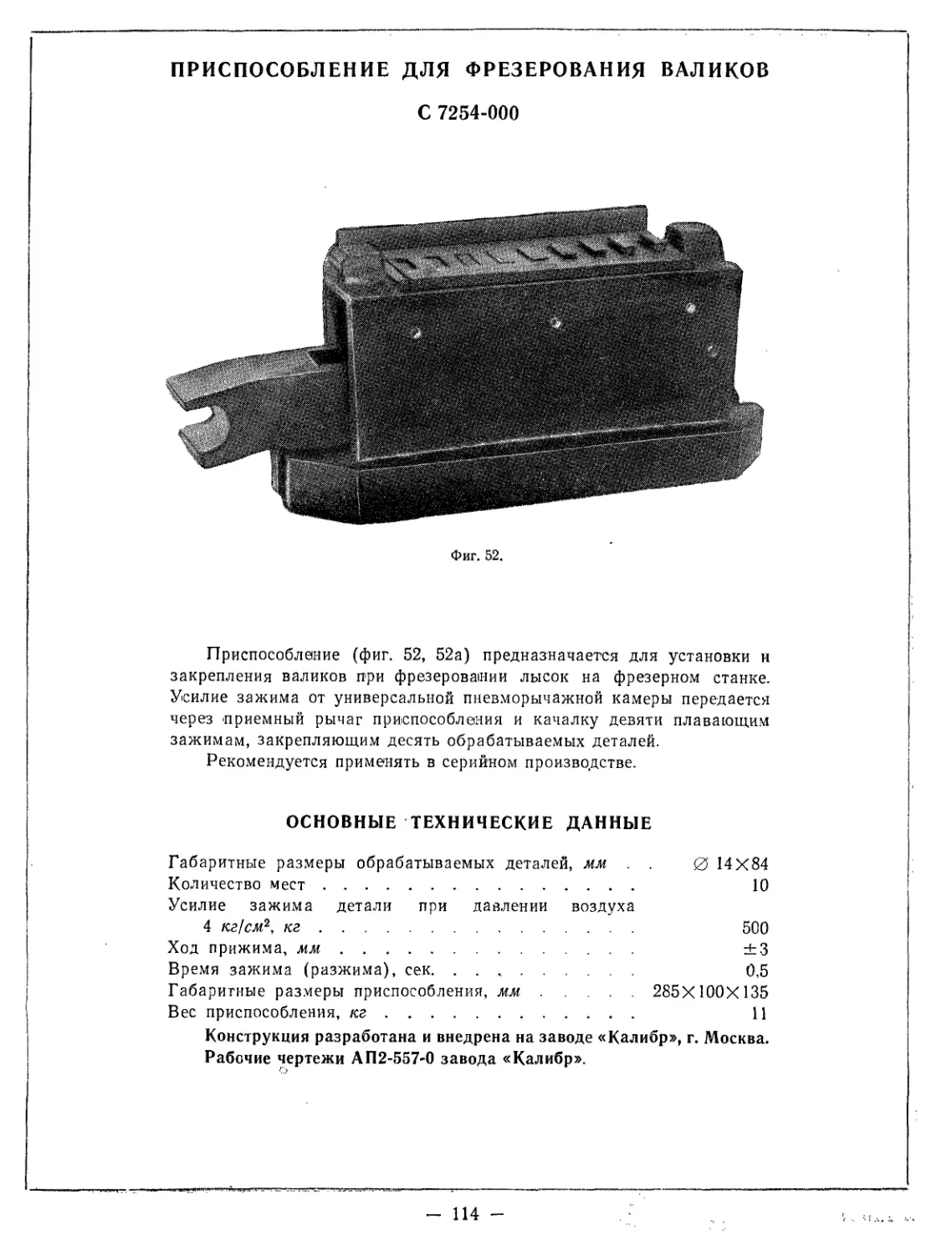
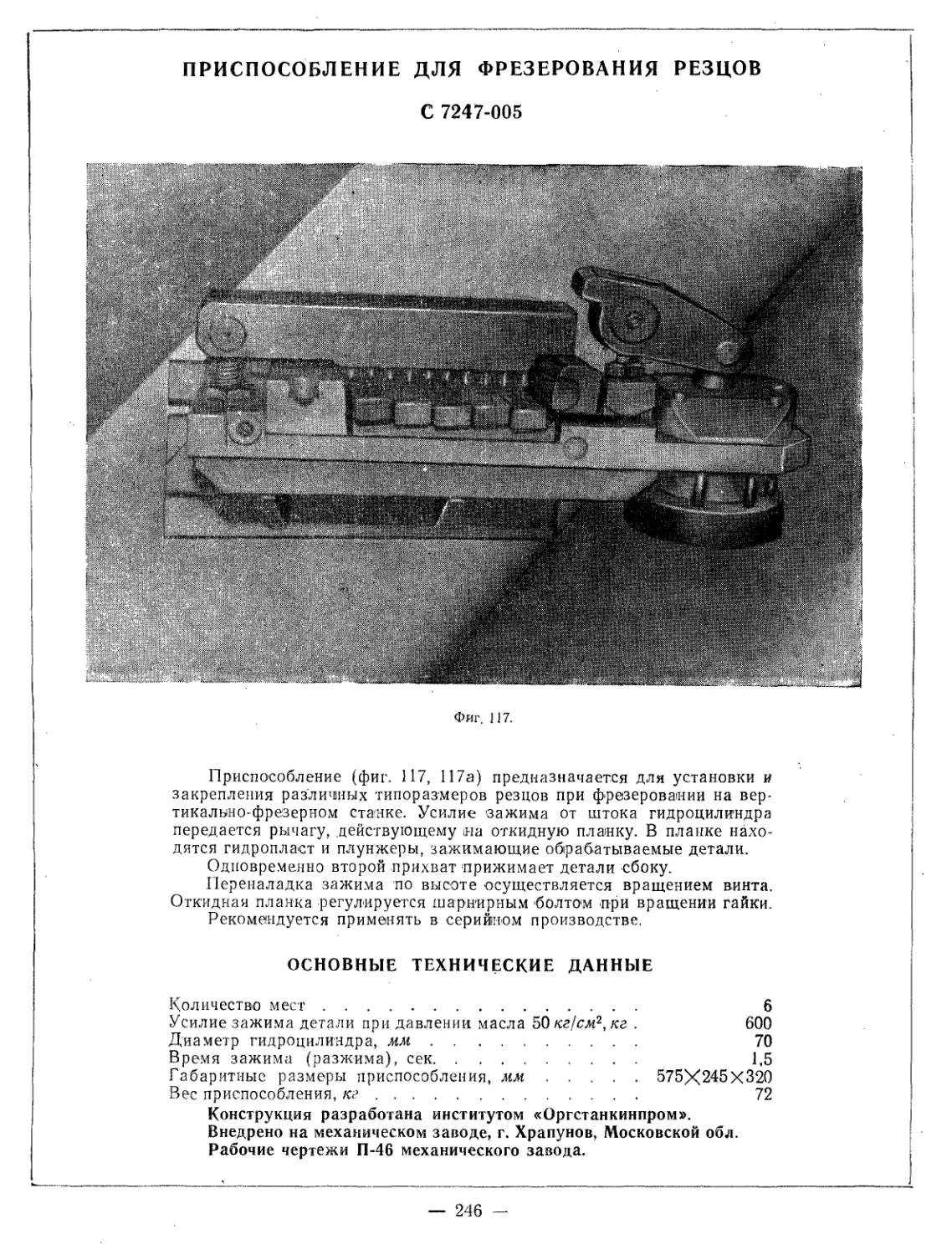
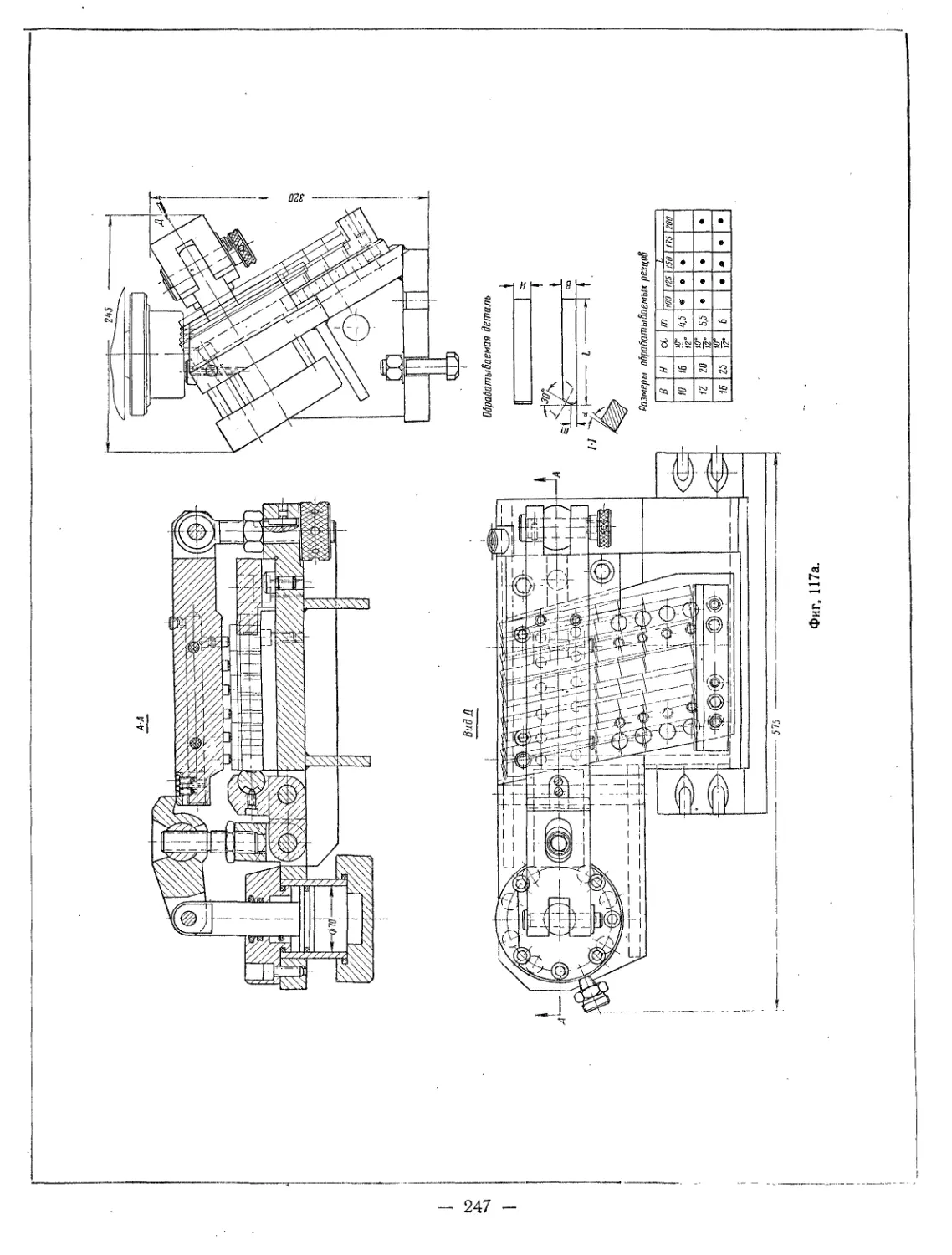
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7254-000
Фиг. 52.
Приспособление (фиг. 52, 52а) предназначается для установки и
закрепления валиков при фрезеровании лысок на фрезерном станке.
Усилие зажима от универсальной пневморычажной камеры передается
через приемный рычаг приспособления и качалку девяти плавающим
зажимам, закрепляющим десять обрабатываемых деталей.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм . . 0 14X84
Количество мест.............................................. 10
Усилие зажима детали при давлении воздуха
4 кг! см7, кг............................................ 500
Ход прижима, мм.............................................. ±3
Время зажима (разжима), сек................................. 0,5
Габаритные размеры приспособления, мм............... 285X100X135
Вес приспособления, кг....................................... 11
Конструкция разработана и внедрена на заводе «Калибр», г. Москва.
Рабочие чертежи АП2-557-0 завода «Калибр».
О
- 114 -
115.
Фиг. 52а.
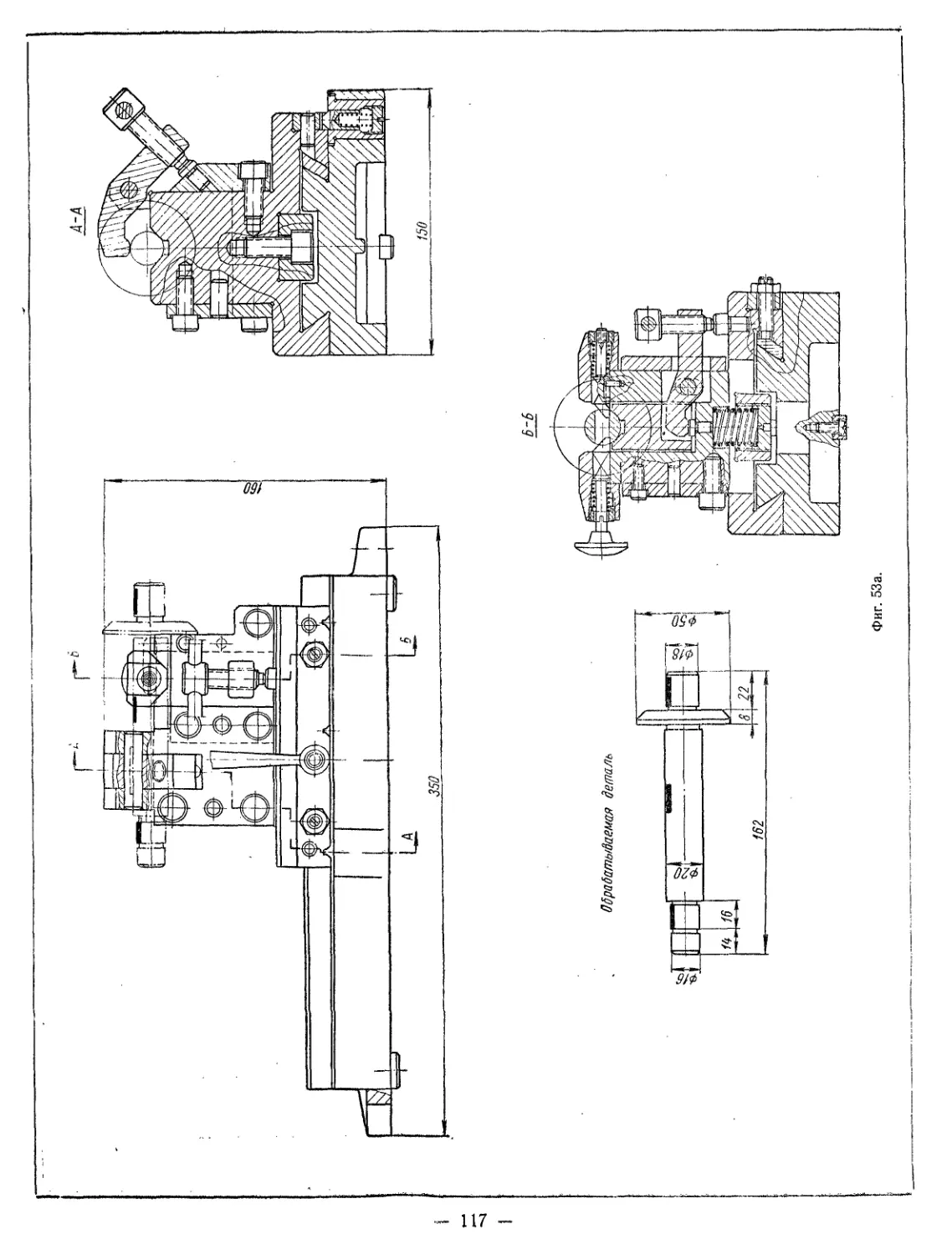
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7234-002
Фиг. 53.
Приспособление (фиг. 53. 53а) предназначается для установки и
закрепления валиков при фрезеровании трех шпоночных пазов на шпо-
ночно-фрезерном станке.
Обрабатываемая деталь устанавливается на призмы и закрепляет-
ся прихватом.
Перемещение приспособления для фрезерования второго паза про-
изводится по салазкам, закрепленным на столе станка.
Положение приспособления устанавливается с помощью фиксато-
ра, после чего приспособление закрепляется на салазках винтом.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм ... 050X162
Габаритные размеры приспособления, мм................ 350X150X160
Вес приспособления, кг........................................ 18
Конструкция разработана и внедрена на заводе фрезерных станков
имени Кирова, г. Одесса.
_ _ ФР-НО .
Рабочие чертежи -тептод завода фрезерных станков имени
/0111 V Z*
Кирова. ’ .........
— Ц6™
Фиг. 53а.
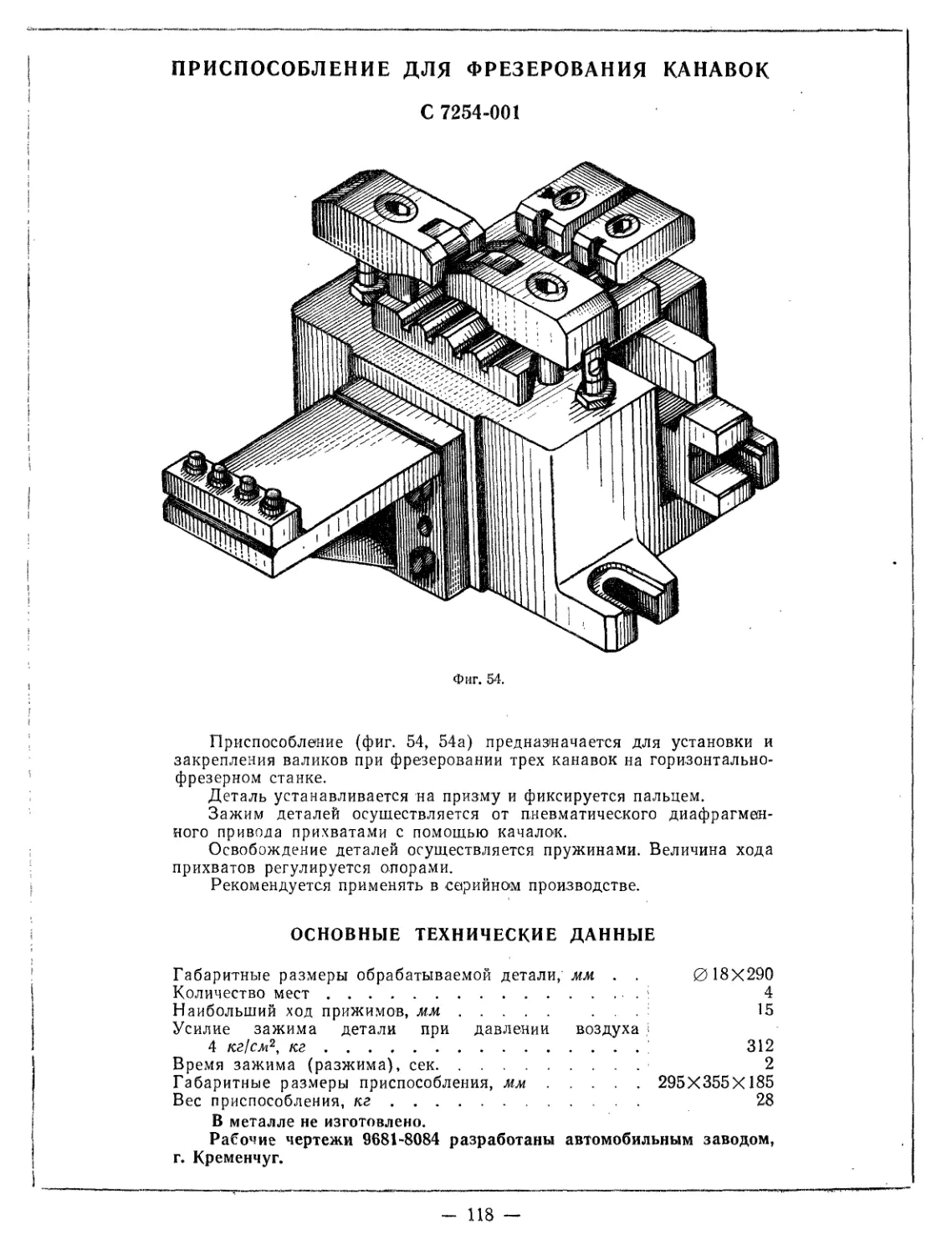
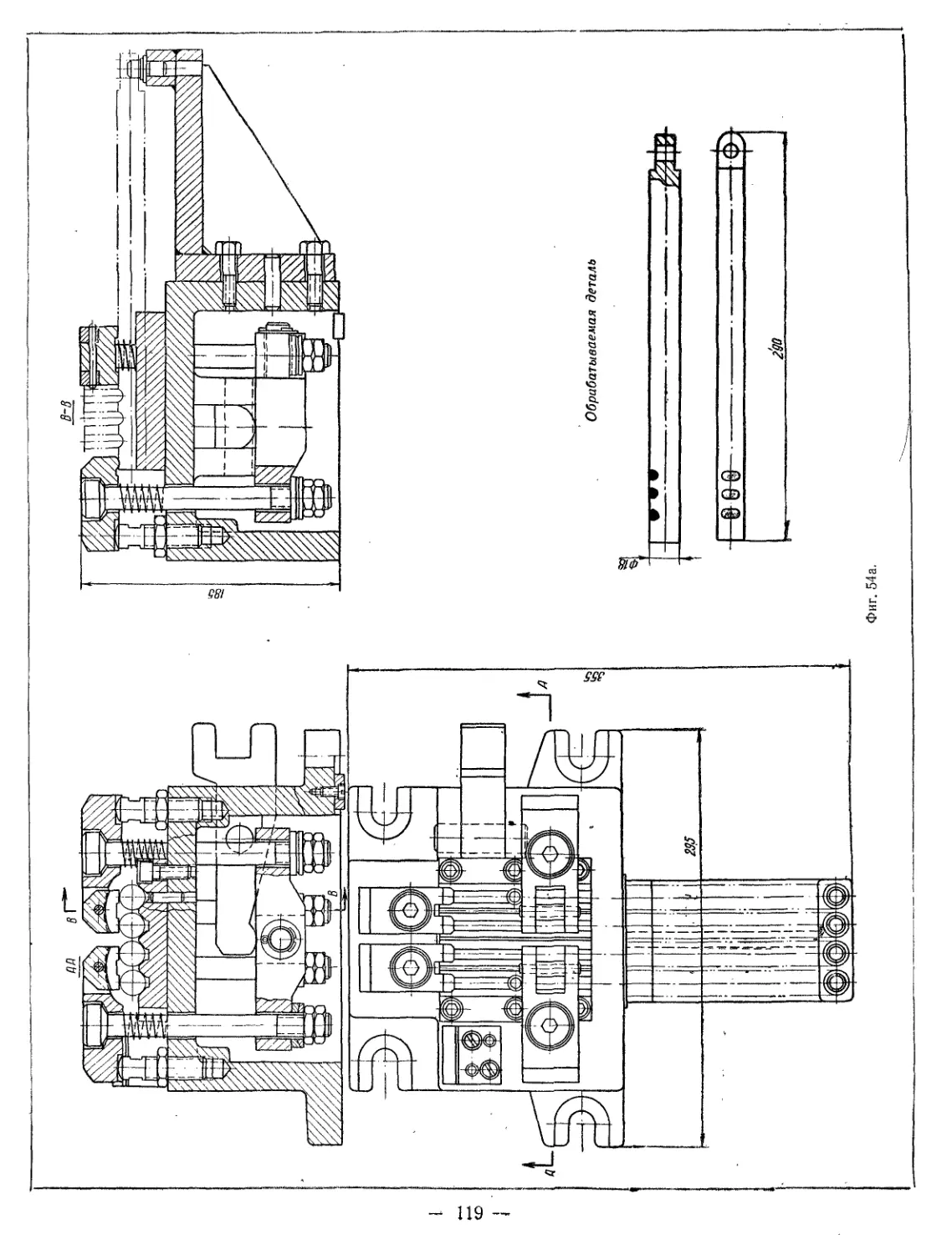
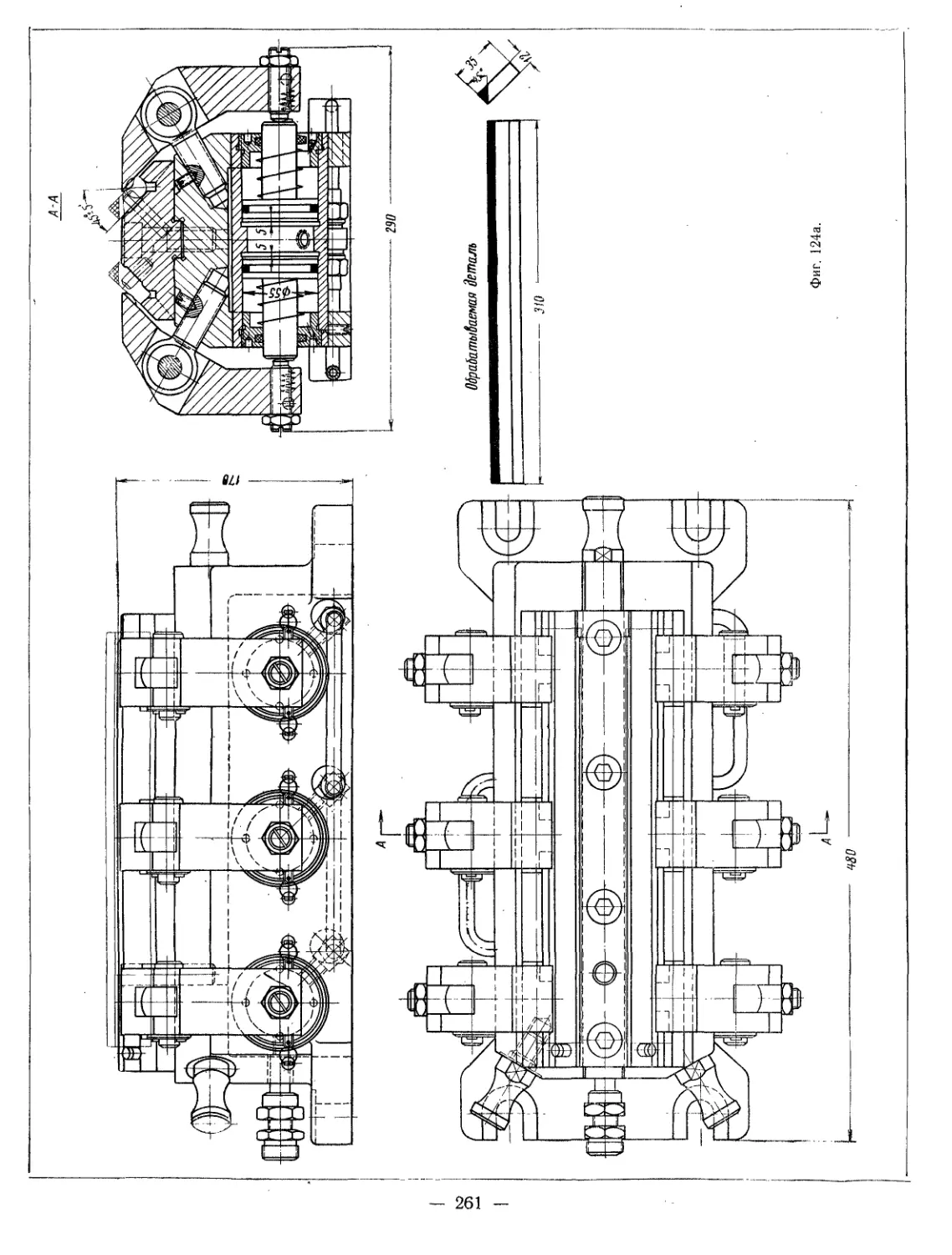
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ КАНАВОК
С 7254-001
Приспособление (фиг. 54, 54а) предназначается для установки и
закрепления валиков при фрезеровании трех канавок на горизонтально-
фрезерном станке.
Деталь устанавливается на призму и фиксируется пальцем.
Зажим деталей осуществляется от пневматического диафрагмен-
ного привода прихватами с помощью качалок.
Освобождение деталей осуществляется пружинами. Величина хода
прихватов регулируется опорами.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 018X290
Количество мест....................................* 4
Наибольший ход прижимов, мм................. . . . 15
Усилие зажима детали при давлении воздуха J
4 кг!см2, кг.......................................' 312
Время зажима (разжима), сек.................................... 2
Габаритные размеры приспособления, мм................ 295X355X185
Вес приспособления, кг........................................ 28
В металле не изготовлено.
Рабочие чертежи 9681-8084 разработаны автомобильным заводом,
г. Кременчуг.
- 118 —
SSP
Фиг. 54а.
в-в
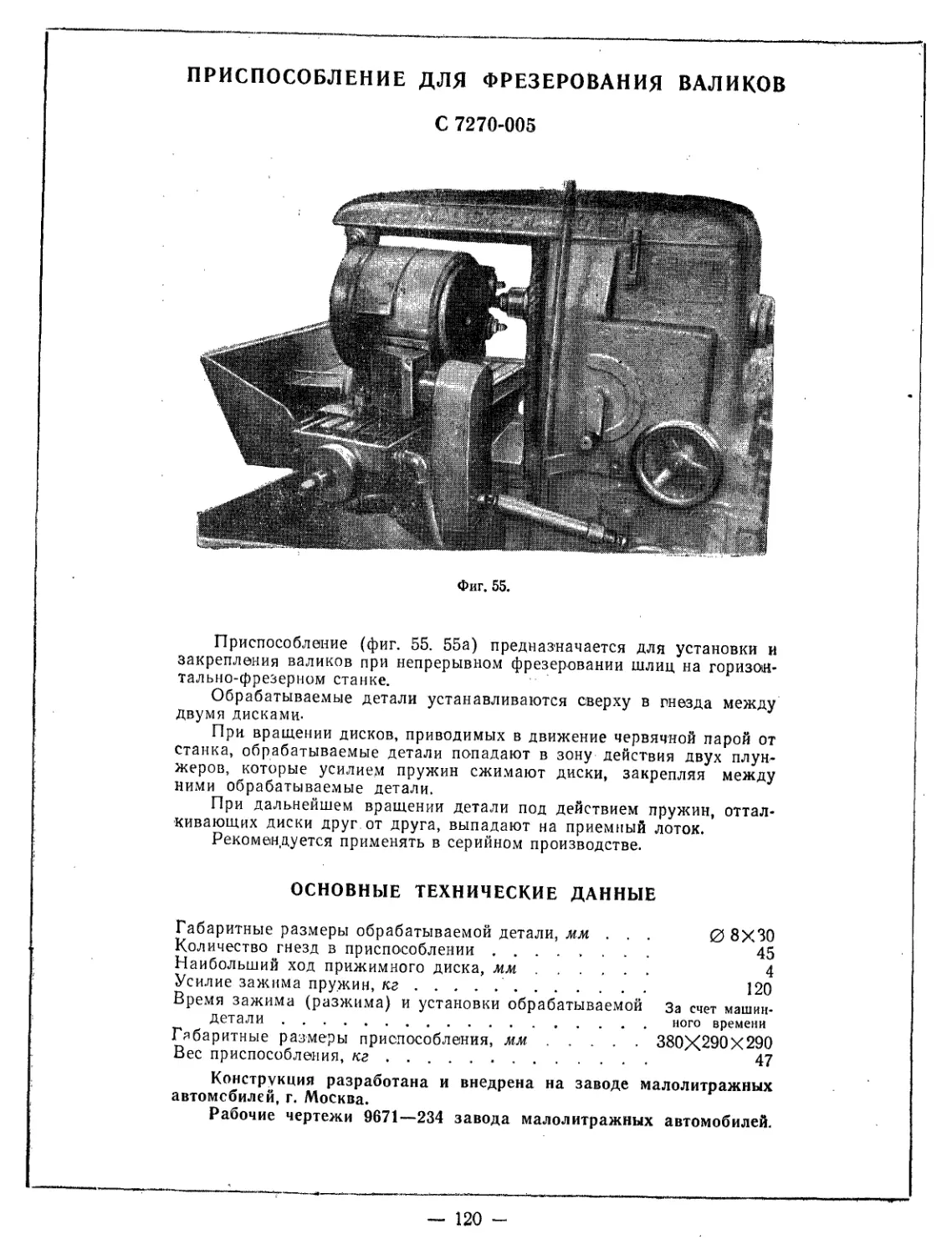
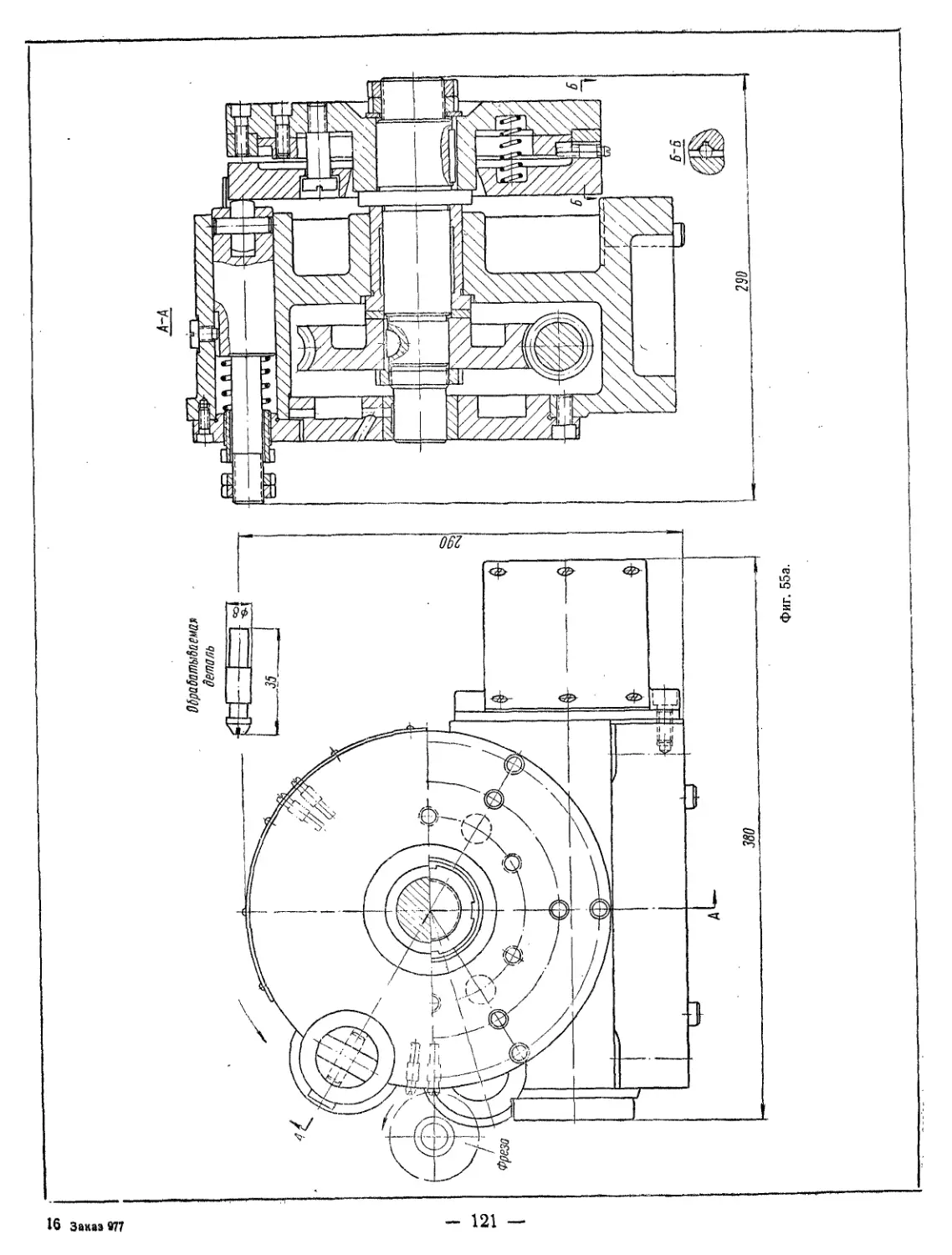
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7270-005
Фиг. 55.
Приспособление (фиг. 55. 55а) предназначается для установки и
закрепления валиков при непрерывном фрезеровании шлиц на горизои-
тально-фрезерном станке.
Обрабатываемые детали устанавливаются сверху в гнезда между
двумя дисками.
При вращении дисков, приводимых в движение червячной парой от
станка, обрабатываемые детали попадают в зону действия двух плун-
жеров, которые усилием пружин сжимают диски, закрепляя между
ними обрабатываемые детали.
При дальнейшем вращении детали под действием пружин, оттал-
кивающих диски друг от друга, выпадают на приемный лоток.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 0 8X30
Количество гнезд в приспособлении........................... 45
Наибольший ход прижимного диска, мм.......................... 4
Усилие зажима пружин, кг.................................. 120
Время зажима (разжима) и установки обрабатываемой За счет машин-
детали.............................................ного времени
Габаритные размеры приспособления, мм.............. 380X290X290
Вес приспособления, кг.................................... 47
Конструкция разработана и внедрена на заводе малолитражных
автомсбилей, г. Москва.
Рабочие чертежи 9671—234 завода малолитражных автомобилей.
— 120 -
о
Заказ 977
Д-Д
Фиг. 55а.
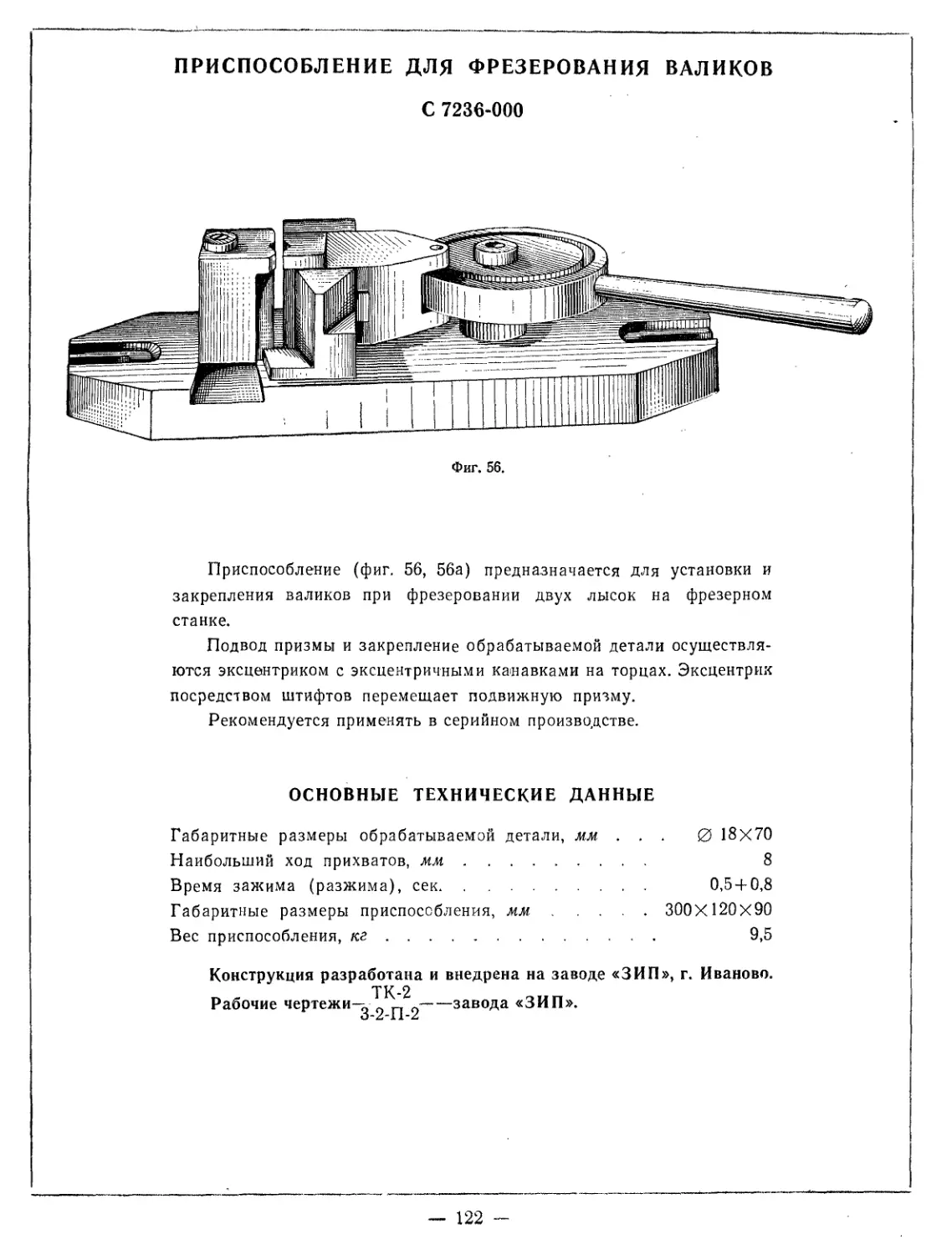
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7236-000
Фиг. 56.
Приспособление (фиг. 56, 56а) предназначается для установки и
закрепления валиков при фрезеровании двух лысок на фрезерном
станке.
Подвод призмы и закрепление обрабатываемой детали осуществля-
ются эксцентриком с эксцентричными кацавками на торцах. Эксцентрик
посредством штифтов перемещает подвижную призму.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 0 18X70
Наибольший ход прихватов, мм................................. 8
Время зажима (разжима), сек........................ 0,5 + 0,8
Габаритные размеры приспособления, мм............... 300X120x90
Вес приспособления, кг..................................... 9,5
Конструкция разработана и внедрена на заводе «ЗИП», г. Иваново.
ТК-2
Рабочие чертежи-^ --------завода «ЗИП».
— 122 -
123
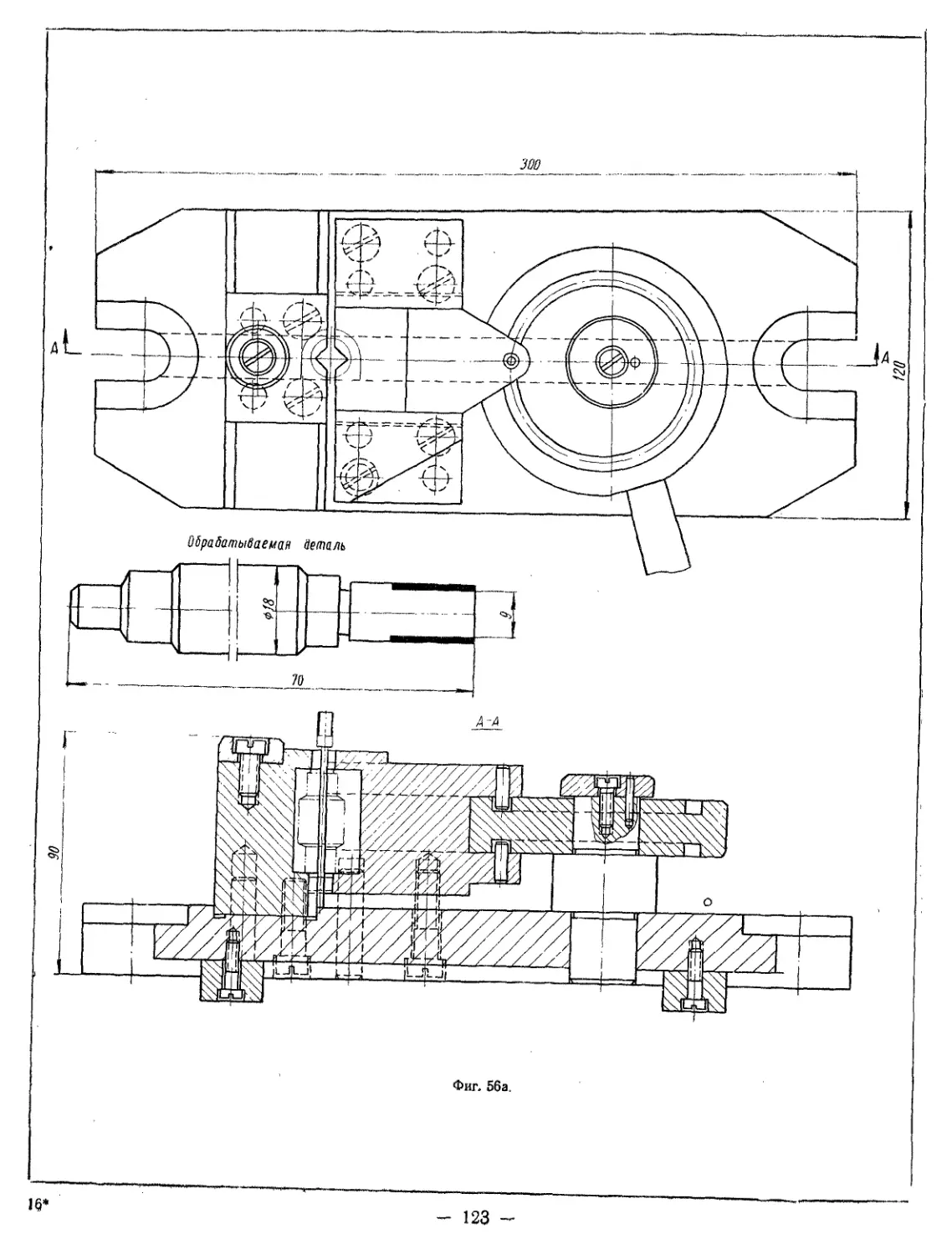
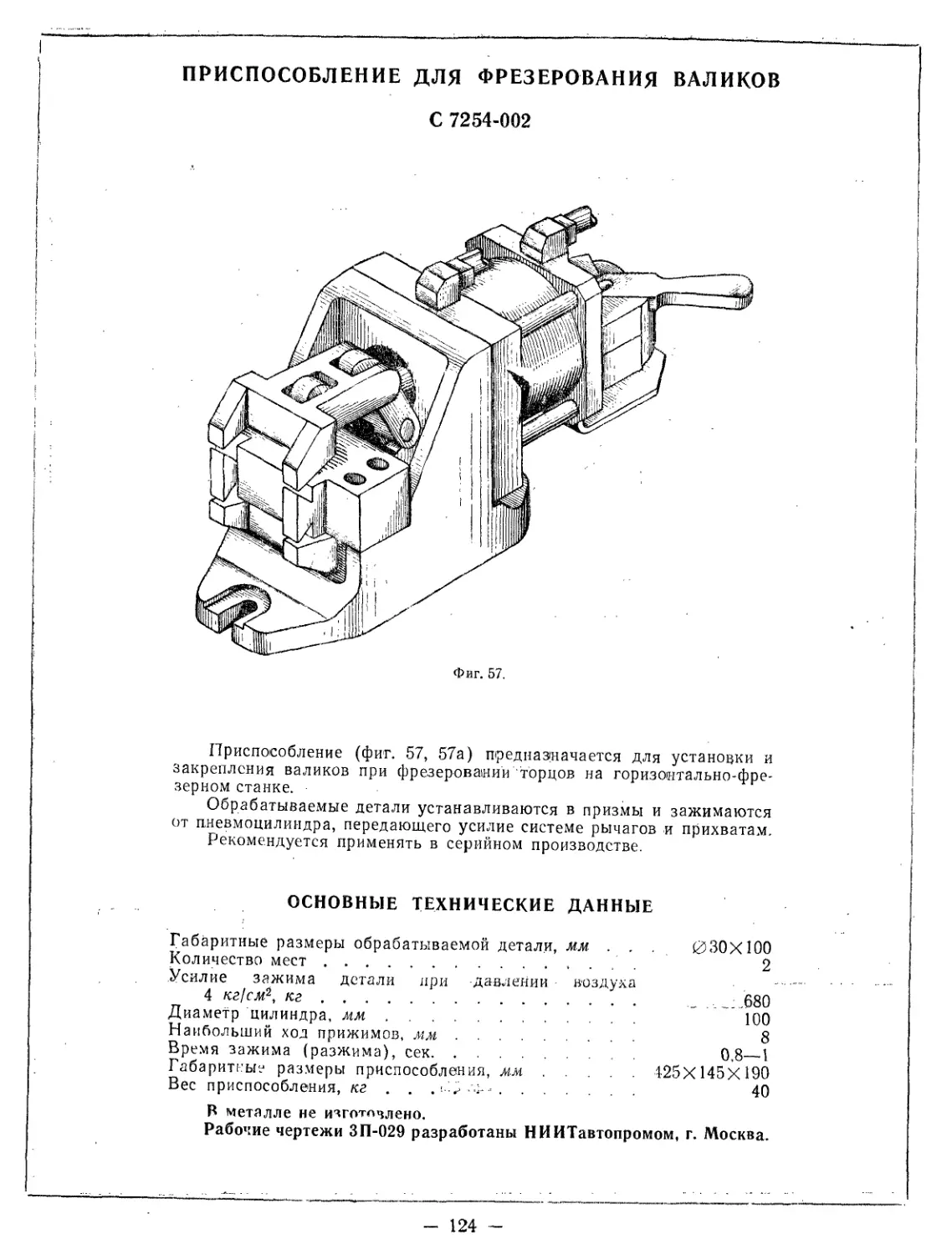
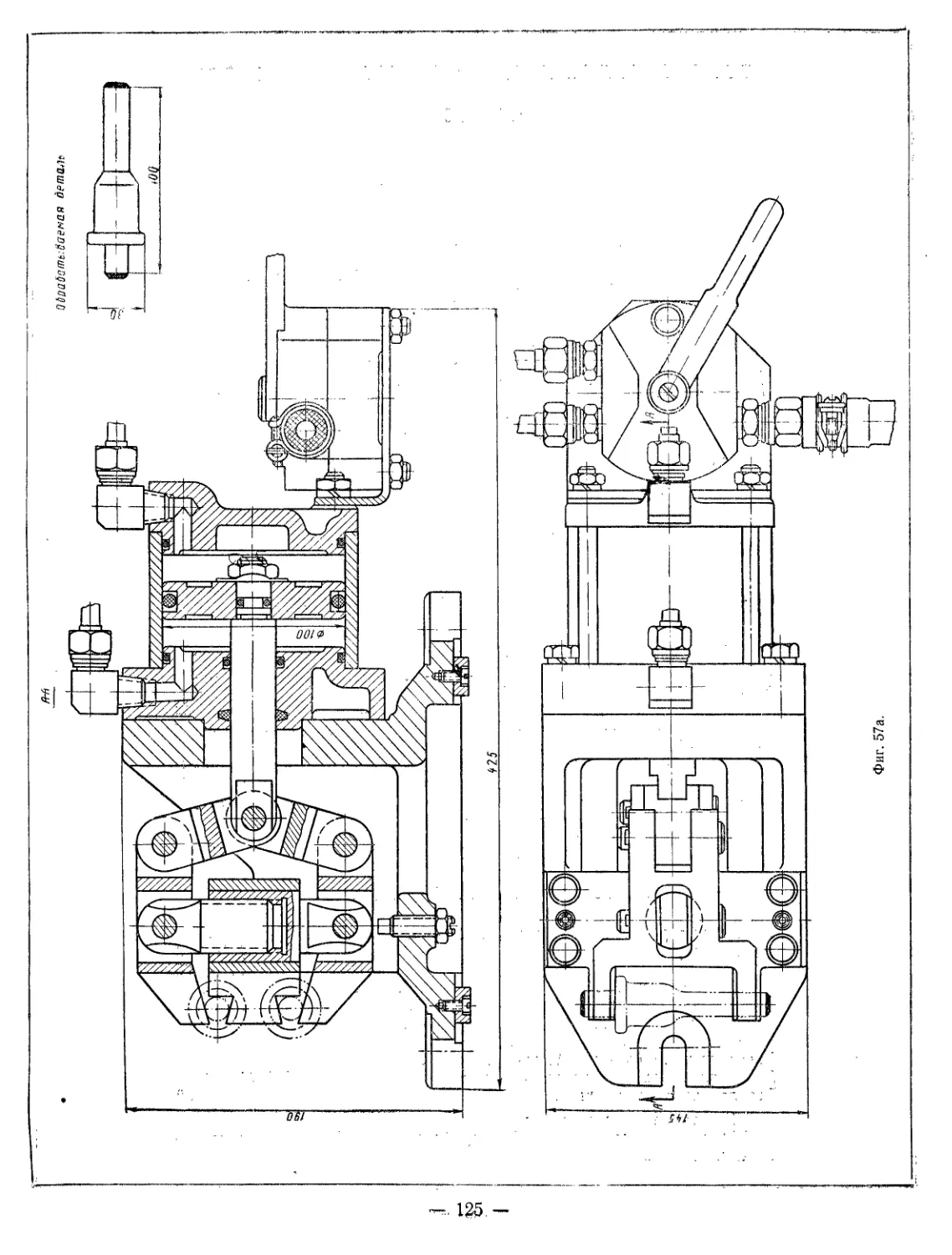
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7254-002
Фиг. 57.
Приспособление (фиг. 57, 57а) предназначается для установки и
закрепления валиков при фрезеровании торцов на горизонтально-фре-
зерном станке.
Обрабатываемые детали устанавливаются в призмы и зажимаются
от пневмоцилиндра, передающего усилие системе рычагов и прихватам.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм ... 0 30X100
Количество мест............................................. 2
Усилие зажима детали при давлении воздуха
4 кг!см*, кг........................................ , „680
Диаметр цилиндра, мм...................................... 100
Наибольший ход прижимов, мм................................. 8
Время зажима (разжима), сек...................... 0,8—1
Габаритные размеры приспособления, мм............. 425X145X190
Вес приспособления, кг . . . <0 л- -..................... 40
В металле не изготовлено.
Рабочие чертежи ЗП-029 разработаны НИИТавтопромом, г. Москва.
- 124 -
145
Фиг. 57а.
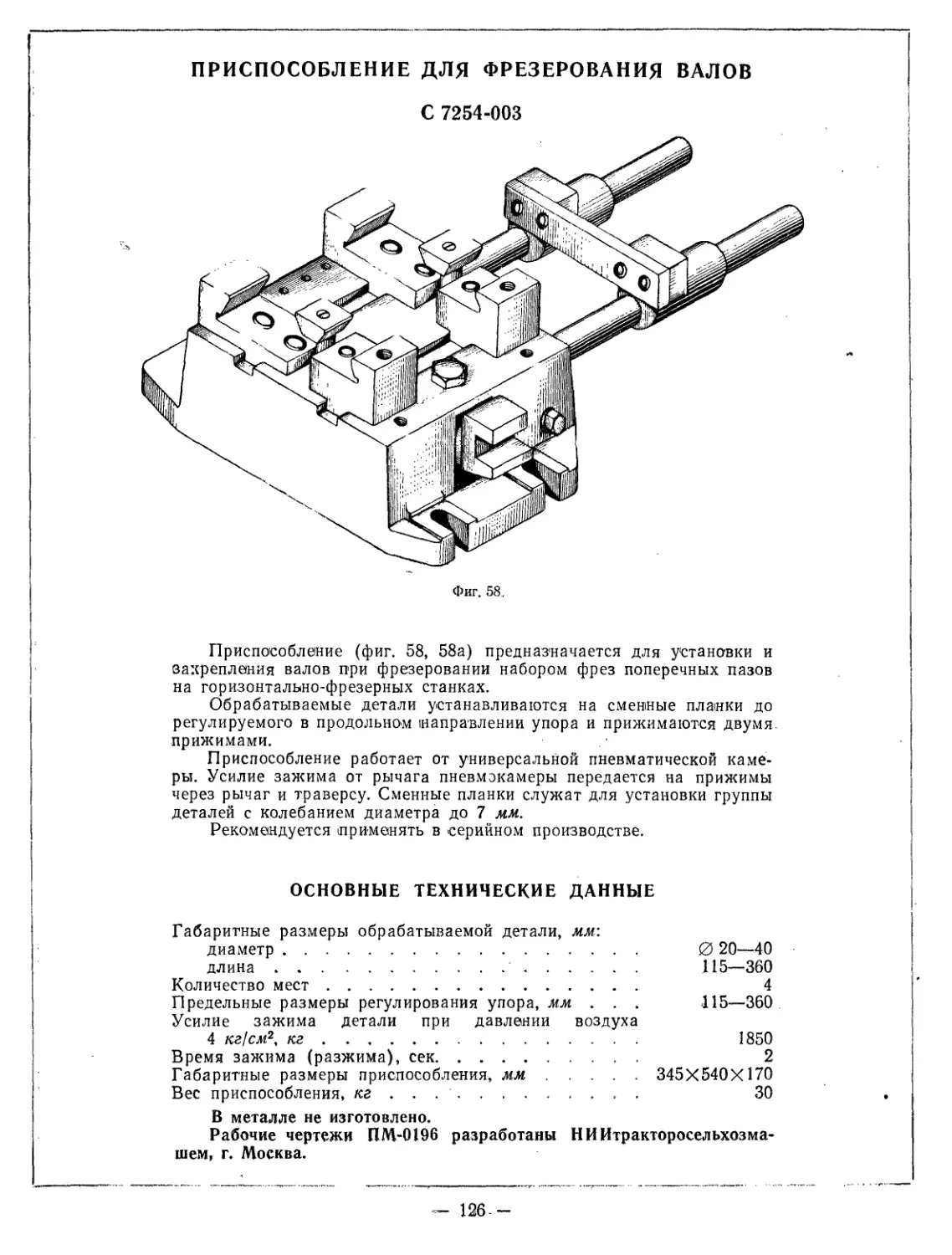
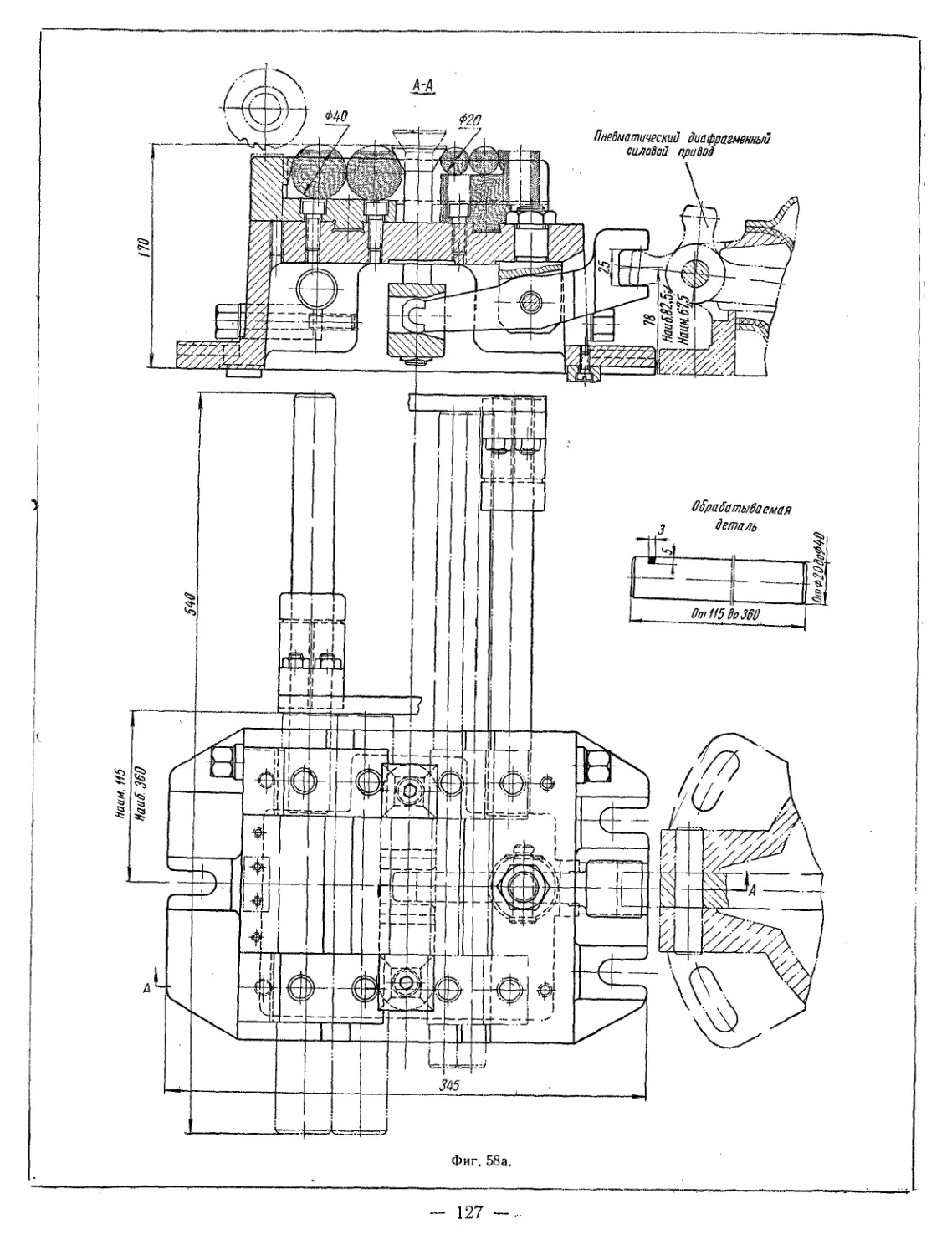
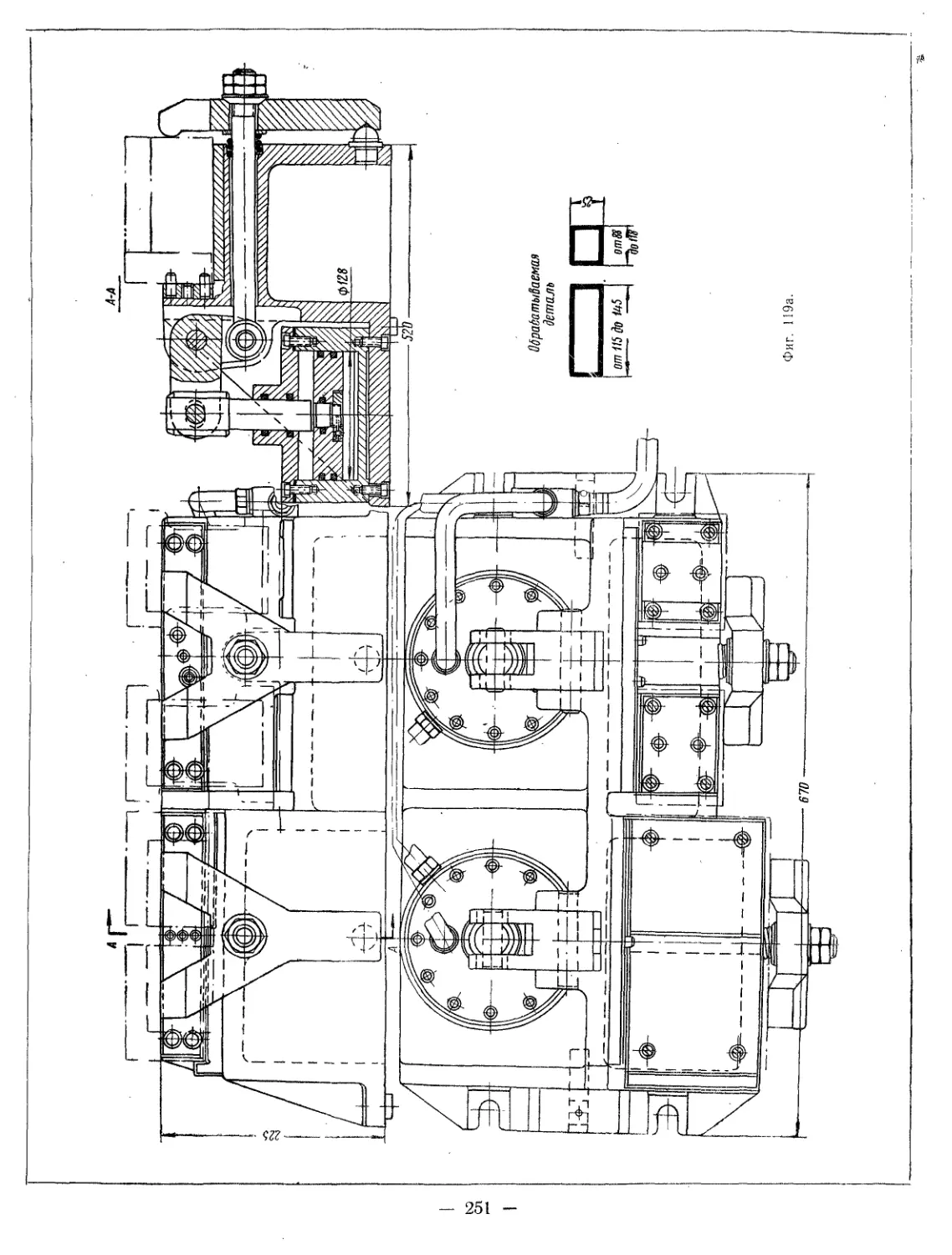
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛОВ
С 7254-003
Фиг. 58.
Приспособление (фиг. 58, 58а) предназначается для установки и
закрепления валов при фрезеровании набором фрез поперечных пазов
на горизонтально-фрезерных станках.
Обрабатываемые детали устанавливаются на сменные планки до
регулируемого в продольном направлении упора и прижимаются двумя,
прижимами.
Приспособление работает от универсальной пневматической каме-
ры. Усилие зажима от рычага пневмэкамеры передается на прижимы
через рычаг и траверсу. Сменные планки служат для установки группы
деталей с колебанием диаметра до 7 мм.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм:
диаметр............................................. 0 20—40
длина........................................... 115—360
Количество мест................................................. 4
Предельные размеры регулирования упора, мм . . . 115—360
Усилие зажима детали при давлении воздуха
4 кг!см2, кг............................................. 1850
Время зажима (разжима), сек..................................... 2
Габаритные размеры приспособления, мм............... 345X540X170
Вес приспособления, кг ..... .................................. 30
В металле не изготовлено.
Рабочие чертежи ПМ-0196 разработаны НИИтракторосельхозма-
шем, г. Москва.
126--
Наш*. 115
Наиб. 360
Фиг. 58а.
- 127 -
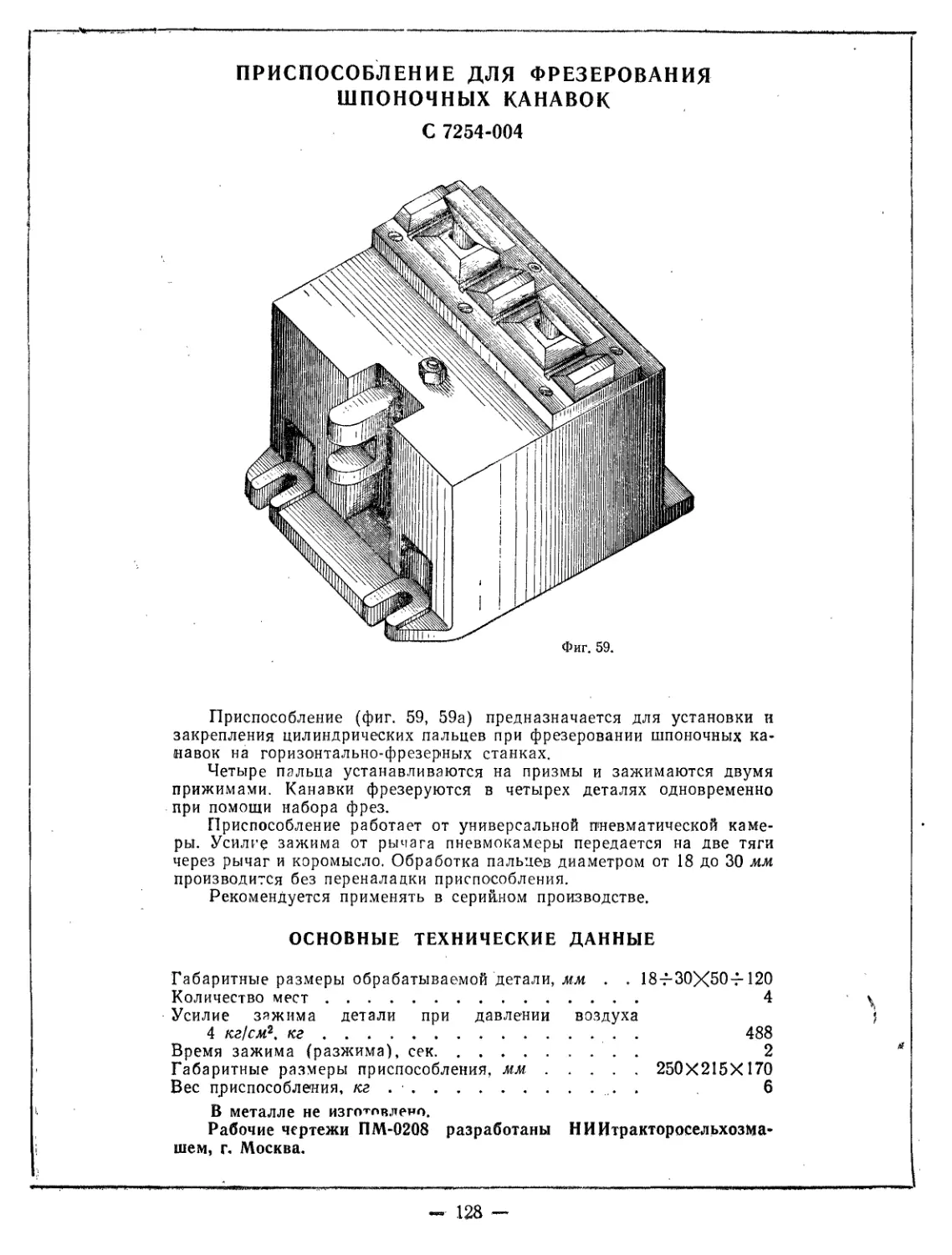
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ШПОНОЧНЫХ КАНАВОК
С 7254-004
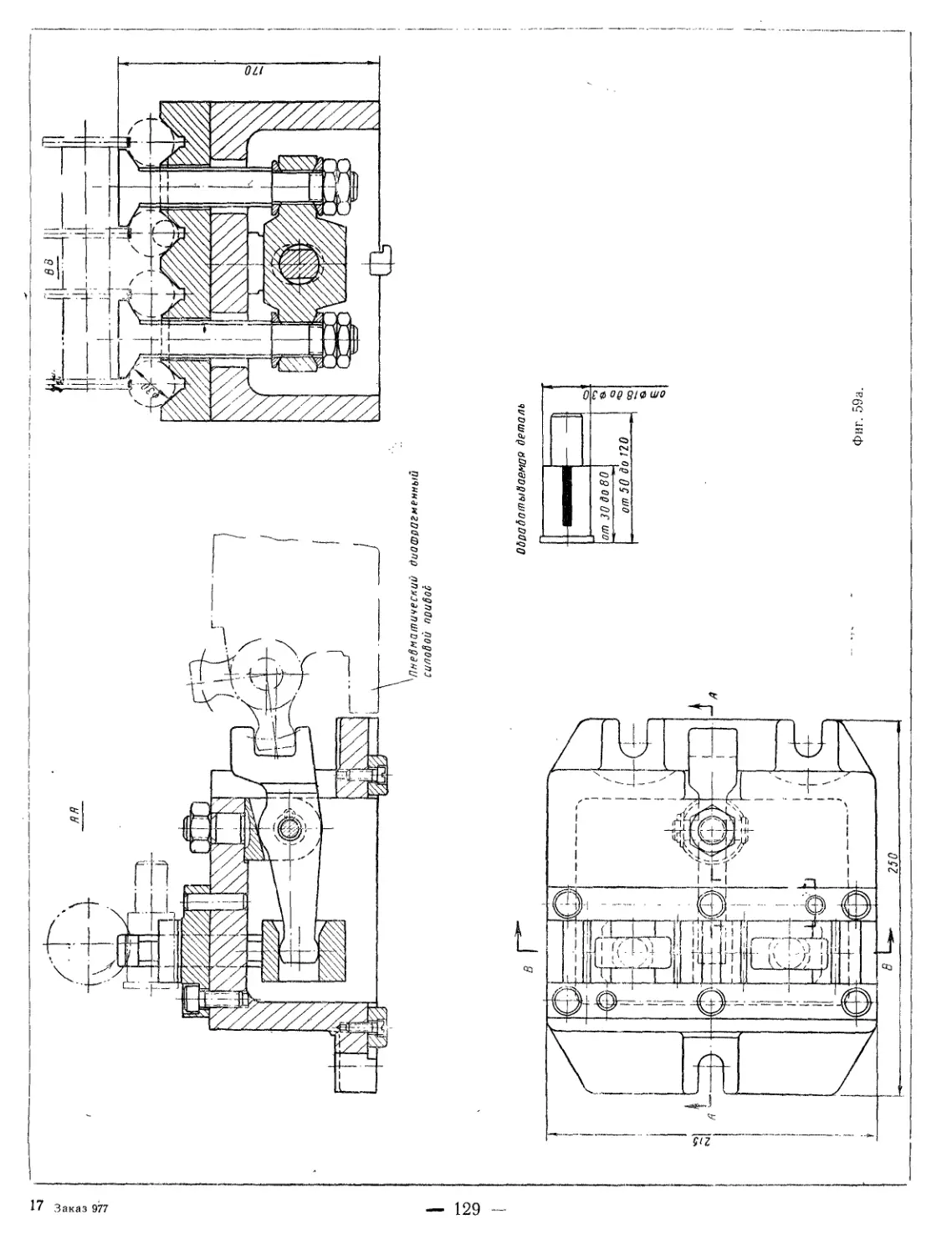
Приспособление (фиг. 59, 59а) предназначается для установки и
закрепления цилиндрических пальцев при фрезеровании шпоночных ка-
навок на горизонтально-фрезерных станках.
Четыре пальца устанавливаются на призмы и зажимаются двумя
прижимами. Канавки фрезеруются в четырех деталях одновременно
при помощи набора фрез.
Приспособление работает от универсальной пневматической каме-
ры. Усилие зажима от рычага пневмокамеры передается на две тяги
через рычаг и коромысло. Обработка пальцев диаметром от 18 до 30 лш
производится без переналадки приспособления.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 184-30X504-120
Количество мест............................................... 4
Усилие зажима детали при давлении воздуха I
4 кг! см2, кг........................................... 488
Время зажима (разжима), сек................................... 2
Габаритные размеры приспособления, мм.............. 250X215X170
Вес приспособления, кг ...................................... 6
В металле не изготовлено.
Рабочие чертежи ПМ-0208 разработаны НИИтракторосельхозма-
шем, г. Москва.
—• 128 —*
Заказ 977
силоВой прибое
Фиг. 59а.
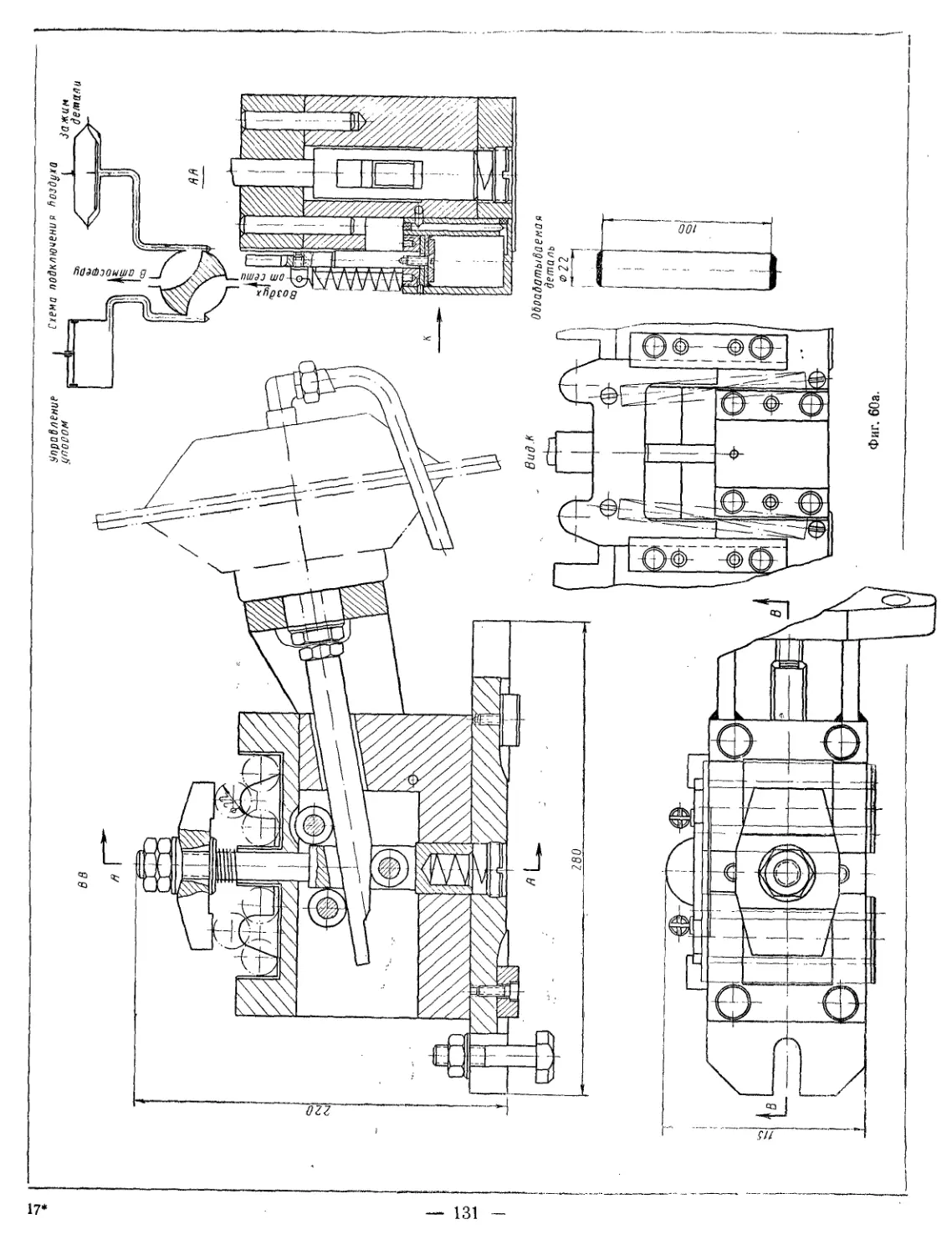
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7254-005
Фиг. оО.
Приспособление (фиг. 60, 60а) предназначается для установки и
закрепления валиков при двустороннем фрезеровании торцов на гори-
зонтально-фрезерном станке.
Валики устанавливаются в паз до выдвижного упора. Управление
упором осуществляется с помощью пневмоцилиндра.
Зажим обрабатываемых деталей осуществляется прихватом от
пневмокамеры, передающей усилие зажима через клин и скалку.
Пневмокамера и пневмоцилиндр управляются одним краном. До
зажима обрабатываемых деталей упор выдвинут, после зажима упор
отводится от обрабатываемых торцов деталей.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 022x100
Количество позиций ........................................... 2
Количество мест.............................................. 6
Наибольший ход прихвата, мм................................... 7
Усилие зажима детали при давлении воздуха
4 кг/см2, кг........................................... 1200
Время зажима (разжима), сек....................... 0,8—1
Габаритные размеры приспособления, мм.......... 280X115X220
Вес приспособления, кг....................................... 20
В металле не изготовлено.
Рабочие чертежи 755-3062 разработаны моторным заводом,
г. Минск.
— 130
0Z2
Обрабатываемая
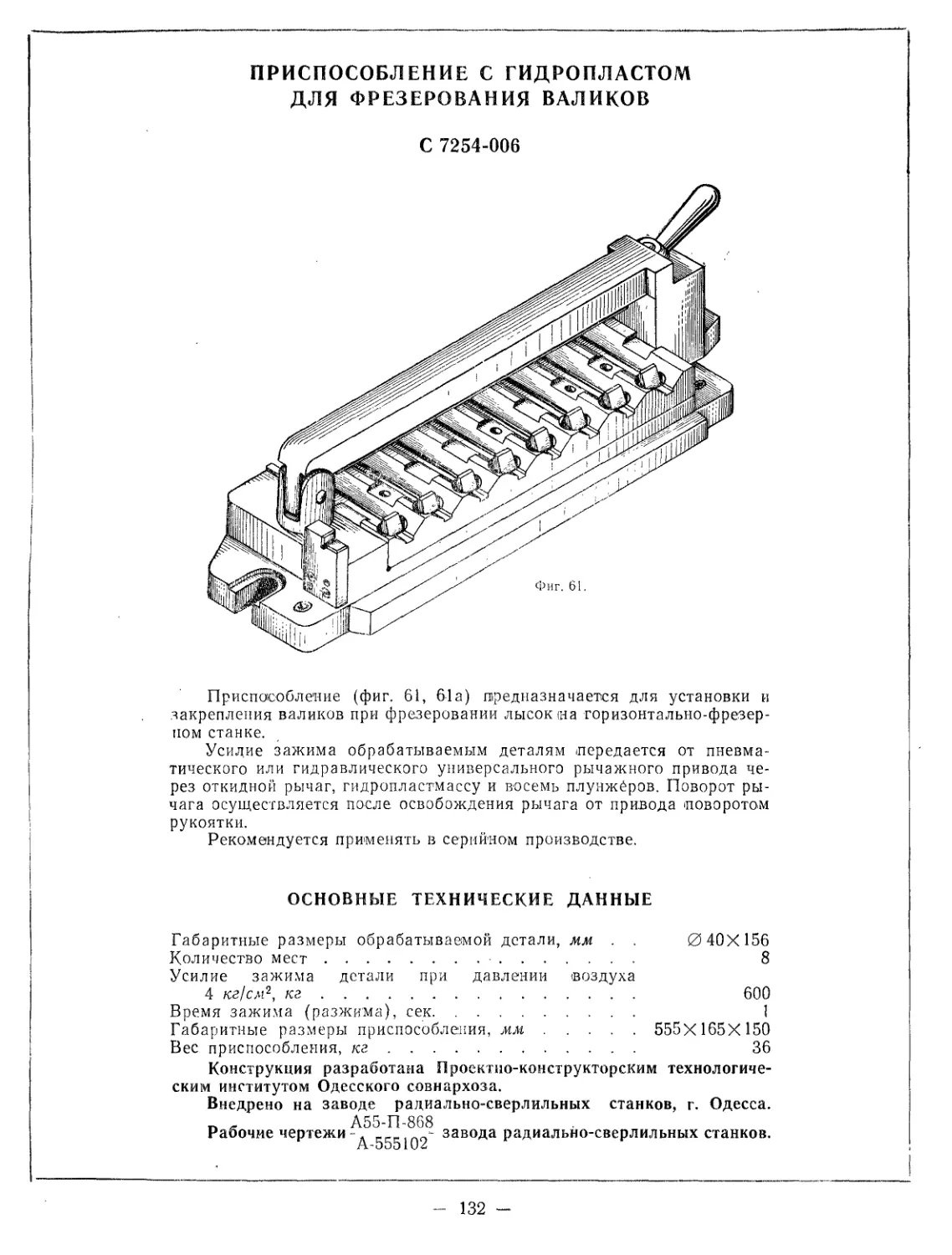
ПРИСПОСОБЛЕНИЕ С ГИДРОПЛАСТОМ
ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7254-006
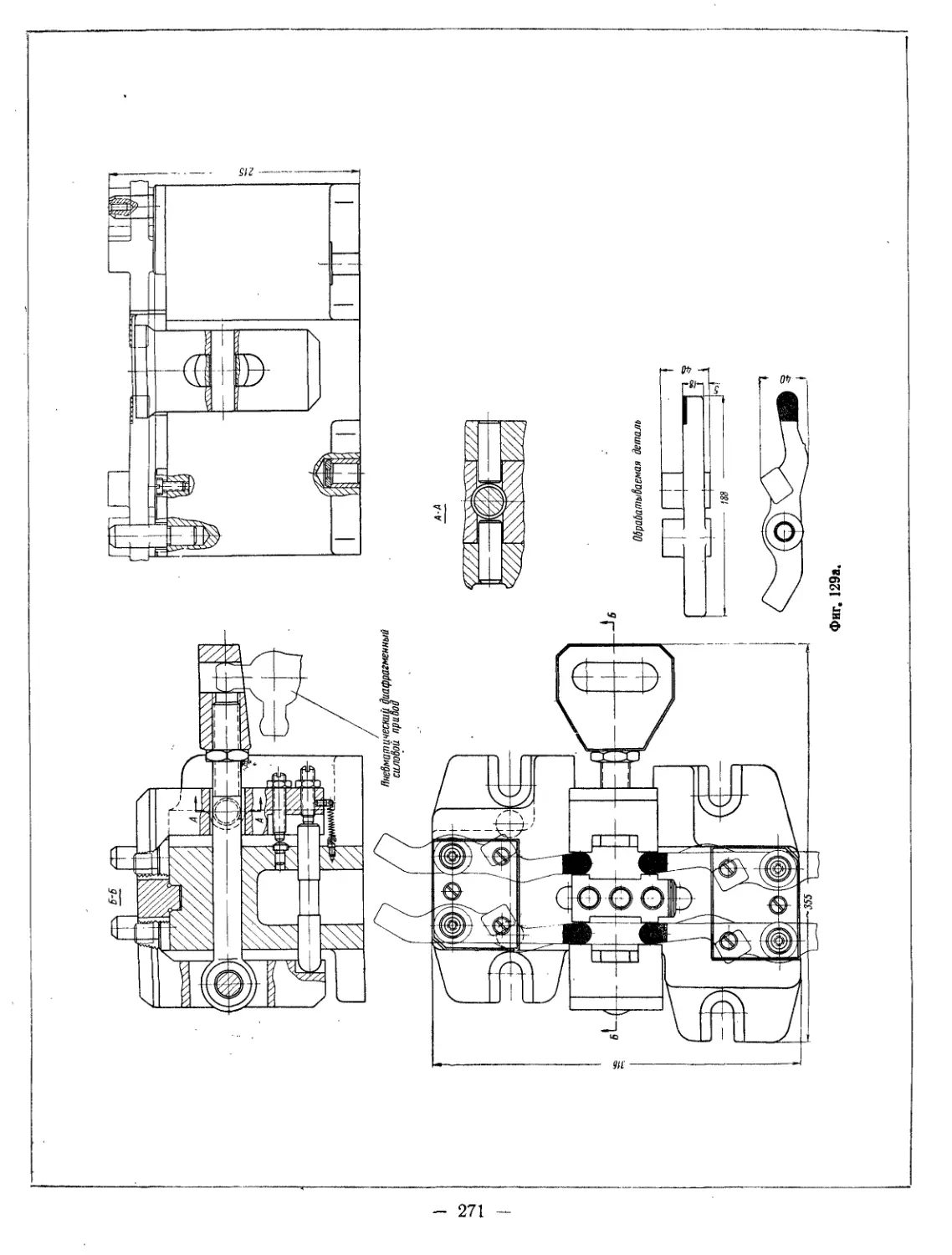
Приспособление (фиг. 61, 61а) предназначается для установки и
закрепления валиков при фрезеровании лысок на горизонтально-фрезер-
ном станке.
Усилие зажима обрабатываемым деталям передается от пневма-
тического или гидравлического универсального рычажного привода че-
рез откидной рычаг, гидропластмассу и восемь плунжёров. Поворот ры-
чага осуществляется после освобождения рычага от привода поворотом
рукоятки.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
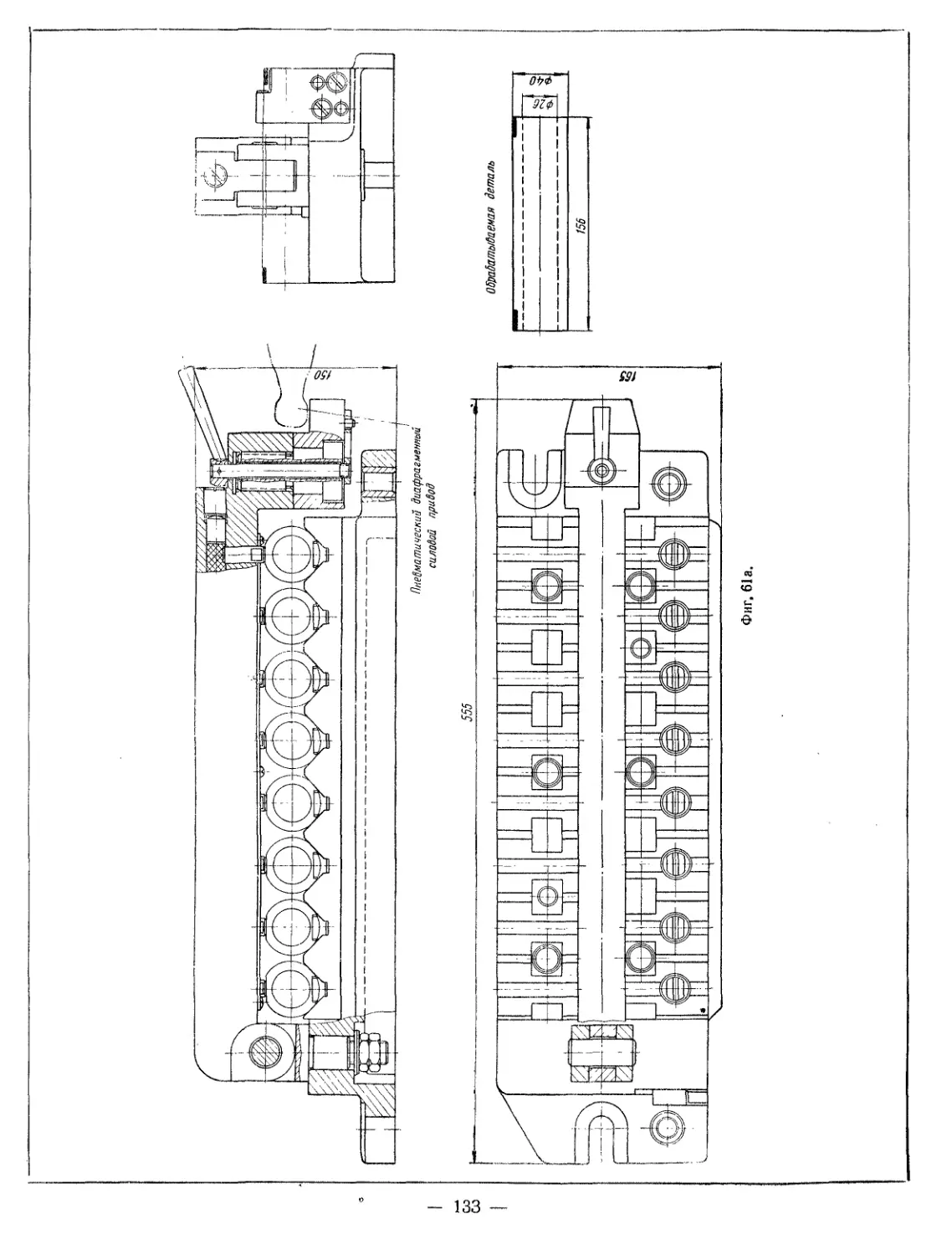
Габаритные размеры обрабатываемой детали, мм . . 0 40X156
Количество мест............................................... 8
Усилие зажима детали при давлении воздуха
4 кг/сл!2, кг............................................ 600
Время зажима (разжима), сек................................ 1
Габаритные размеры приспособления, мм................ 555X165X150
Вес приспособления, кг........................................ 36
Конструкция разработана Проектно-конструкторским технологиче-
ским институтом Одесского совнархоза.
Внедрено на заводе радиально-сверлильных станков, г. Одесса.
„ - А55-П-868
Рабочие чер,еж»-А_555102
завода радиально-сверлильных станков.
132 -
Фиг. 61а.
Пневматический диафрагменный
силовой привод
Оврадатываемая деталь
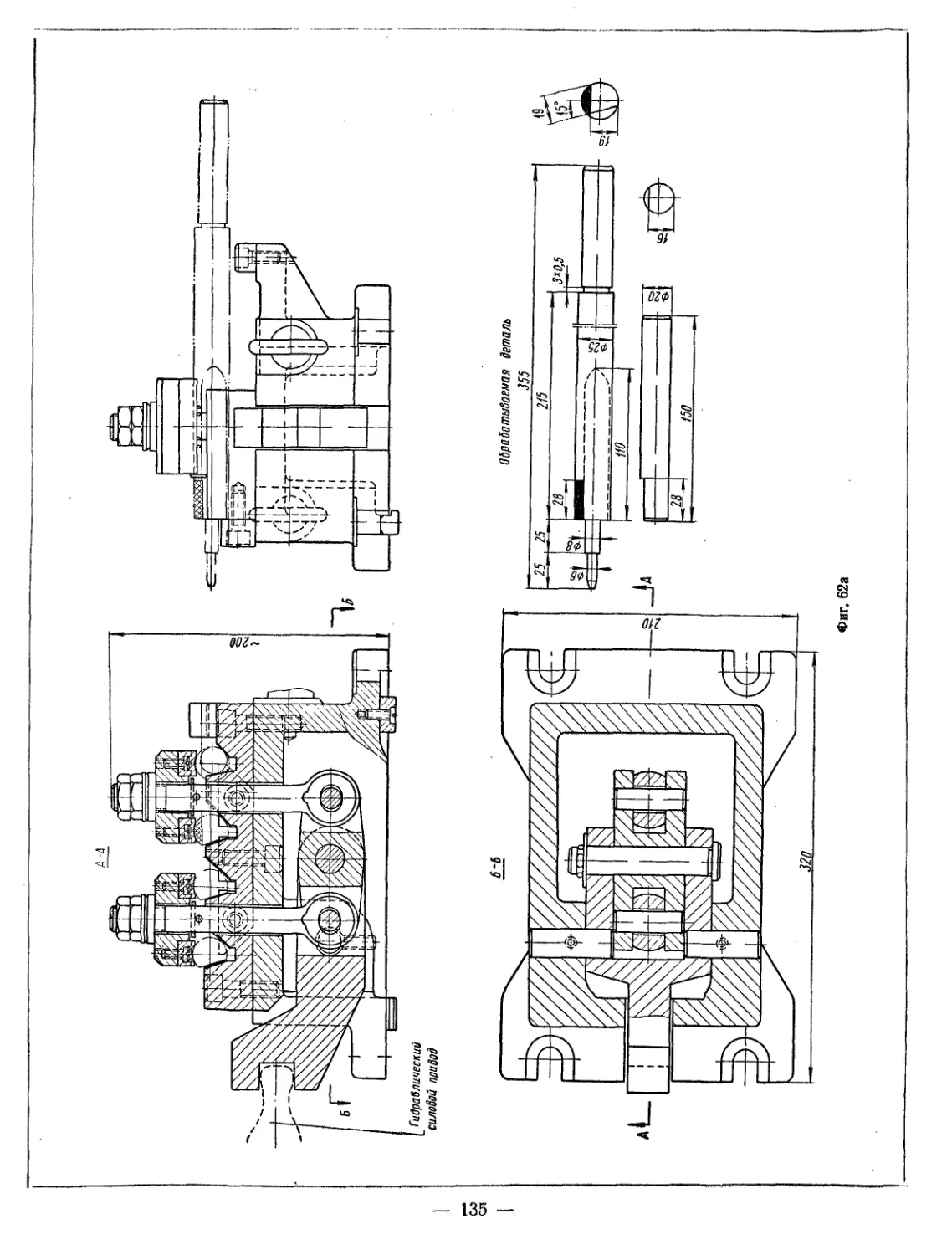
силовой привой
Фиг. 62а
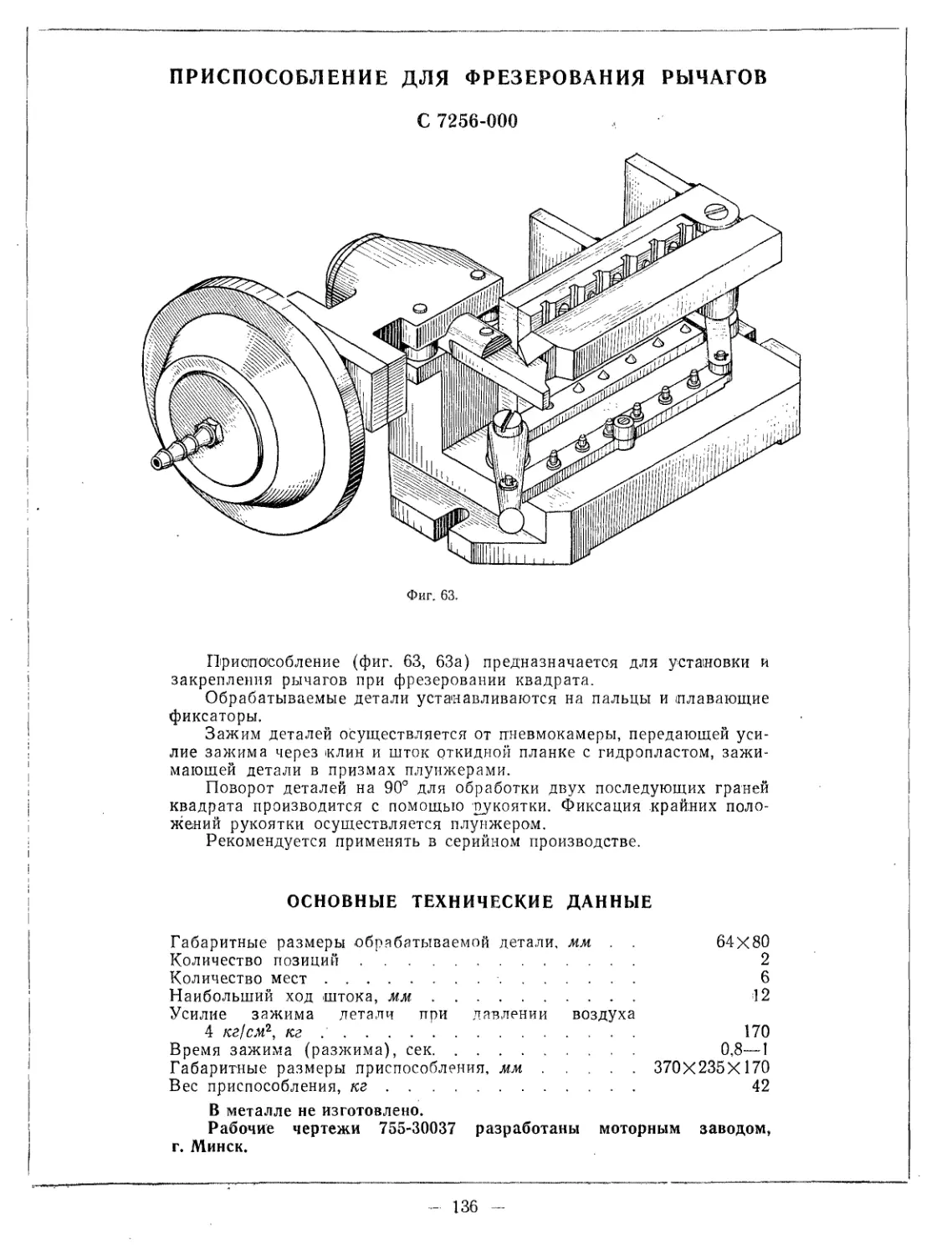
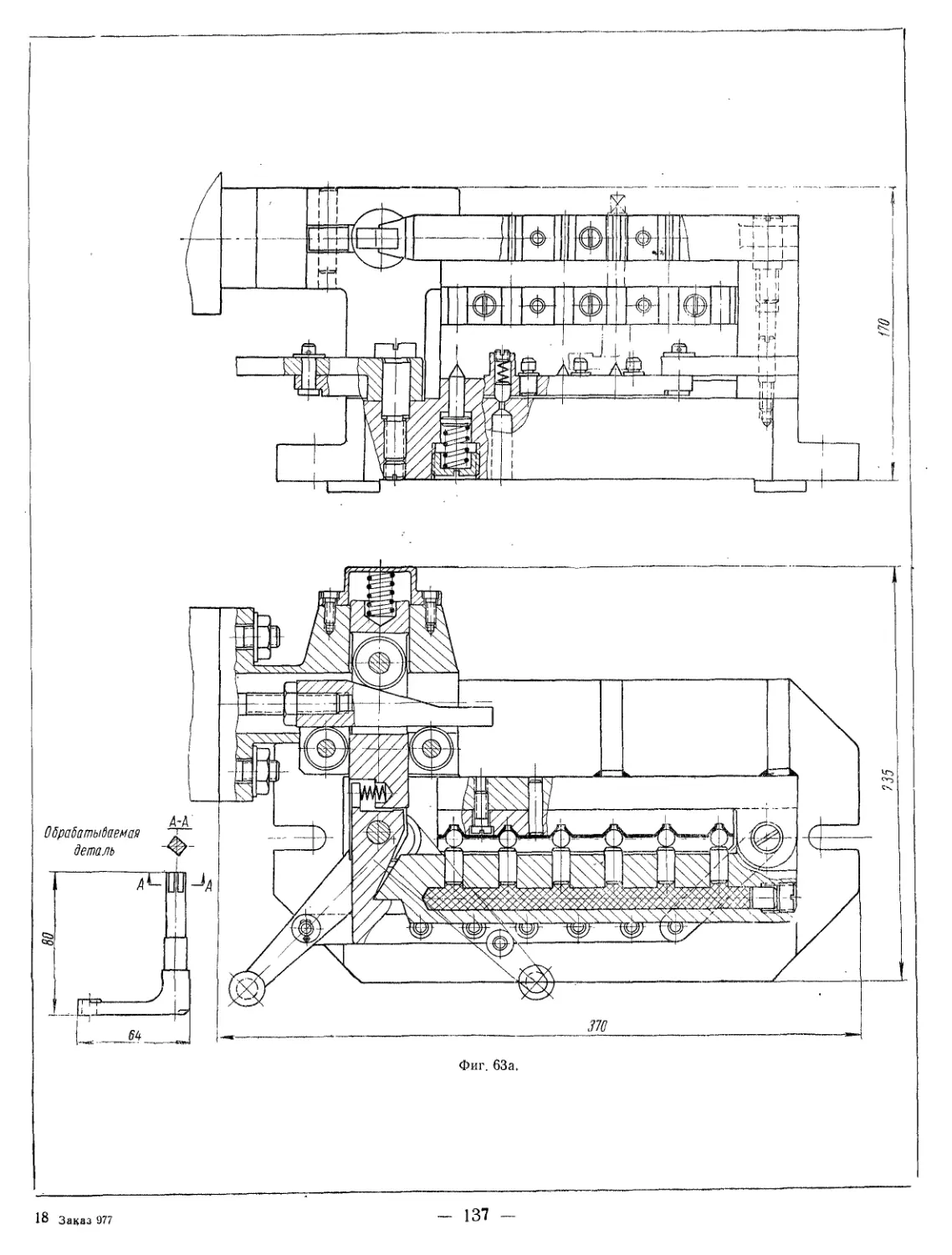
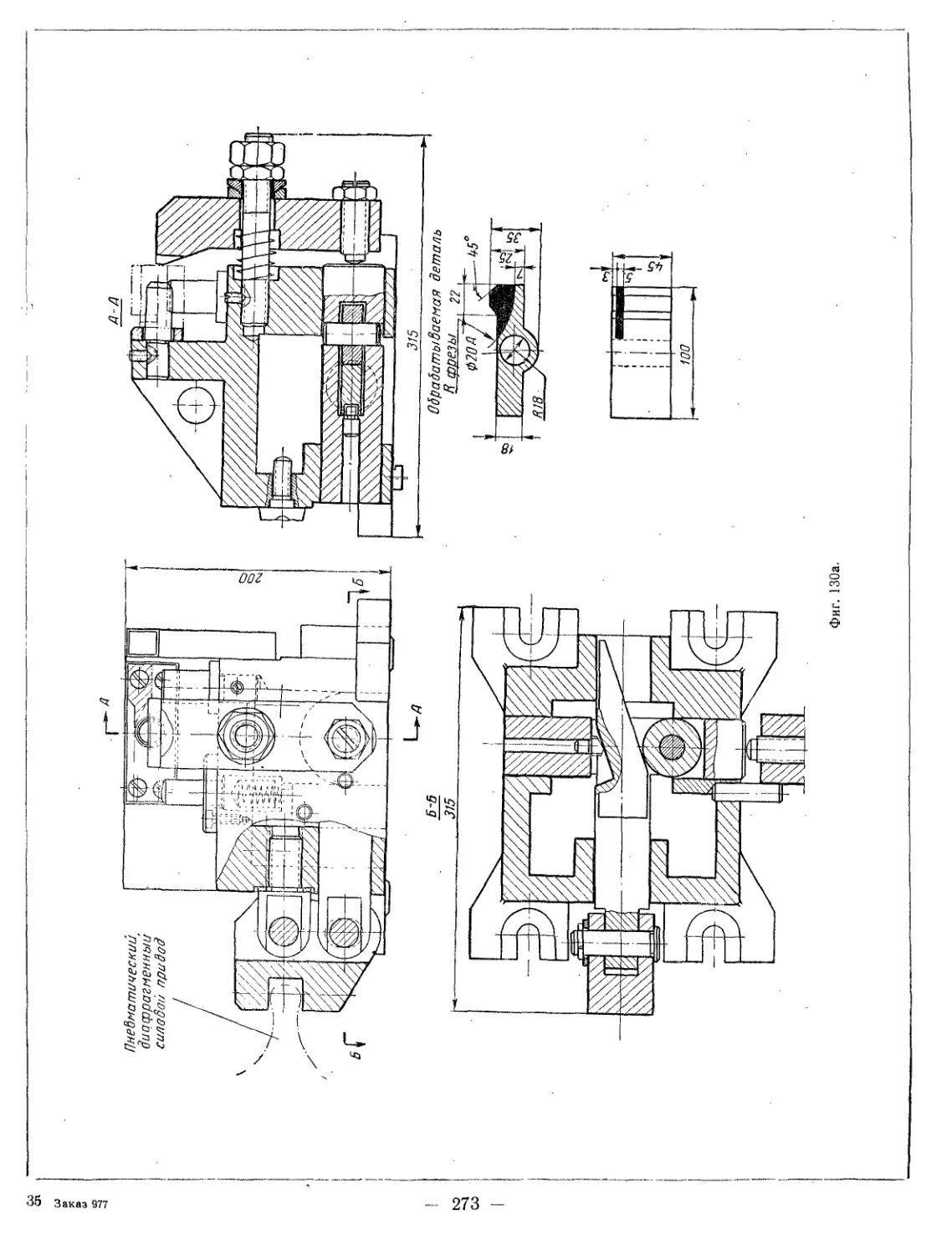
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ РЫЧАГОВ
С 7256-000
Фиг. 63.
Приспособление (фиг. 63, 63а) предназначается для установки и
закрепления рычагов при фрезеровании квадрата.
Обрабатываемые детали устанавливаются на пальцы и плавающие
фиксаторы.
Зажим деталей осуществляется от пневмокамеры, передающей уси-
лие зажима через клин и шток откидной планке с гидропластом, зажи-
мающей детали в призмах плунжерами.
Поворот деталей на 90° для обработки двух последующих граней
квадрата производится с помощью рукоятки. Фиксация крайних поло-
жений рукоятки осуществляется плунжером.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 64X80
Количество позиций ........................................... 2
Количество мест.............................................. 6
Наибольший ход штока, мм..................................... 12
Усилие зажима летали при давлении воздуха
4 кг'см^, кг :........................................... 170
Время зажима (разжима), сек............................... 0,8—1
Габаритные размеры приспособления, мм............... 370X235X170
Вес приспособления, кг....................................... 42
В металле не изготовлено.
Рабочие чертежи 755-30037 разработаны моторным заводом,
г. Минск.
136
Фиг. 63а.
18 Заказ 977
- 137 -
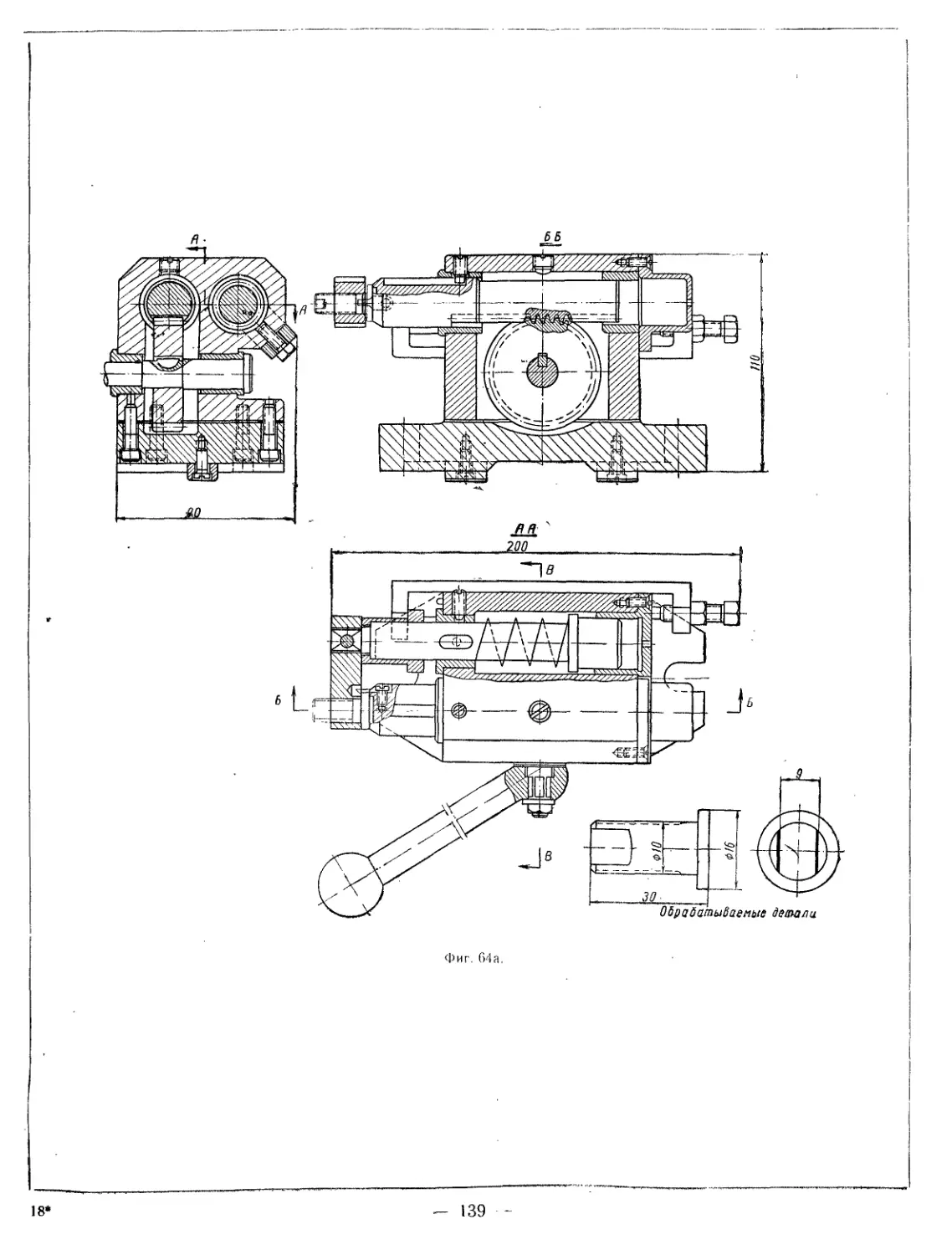
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ЛЫСОК
С 7234-003
Фиг. 64.
Приспособление (фиг. 64, 64а) предназначается для установки и
закрепления винтов при фрезеровании лысок и шлицев со стороны резь-
бы на горизонтально-фрезерных станках, не имеющих рычажной пода-
чи суппортов.
Обрабатываемая деталь устанавливается в гнездо планки, когда
валик отведен в исходное правое положение.
Закрепление детали осуществляется валиком, прижимающим де-
таль к планке при повороте рукоятки влево. Подача происходит за счет
сжатия пружины. Длина фрезерования детали регулируется винтом.
При отводе валика вправо деталь выталкивается пружинным эк-
страктором.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . .
Наибольший ход рейки, мм . .........................
Время зажима (разжима), сек.........................
Время установки детали, сек. .......................
Габаритные размеры приспособления, лл ..............
Вес приспособления, кг .............................
0 16X30
80
0,5
0,8—1
200X90X110
8,5
В металле не изготовлено.
Рабочие чертежи ВП-01103 разработаны ВНИТИприбором,
г. Москва.
- 138 -
18*
- 139
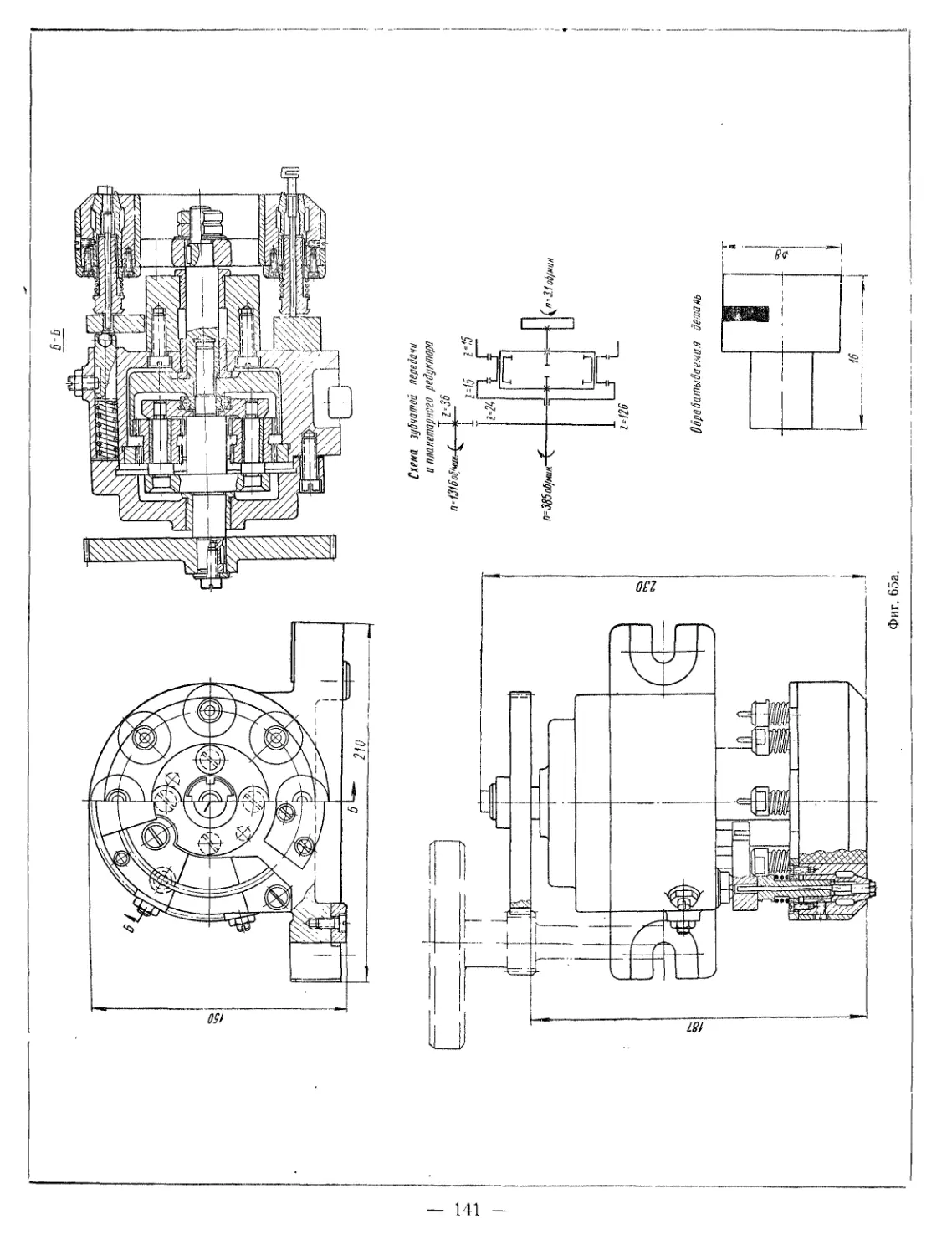
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7270-002
Приспособление (фиг. 65, 65а) предназначается для установки и
закрепления валиков при непрерывном фрезеровании пазов на фрезер-
ном станке.
Зажим детали осуществляется цангой при помощи пружины. Раз-
жим цанги и выталкивание обработанной детали осуществляется не-
подвижным кулачком.
Револьверная головка получает вращение от шпинделя станка че-
рез шестерни и планетарный редуктор.
Обработка деталей производится дисковой фрезой диаметром 60 мм.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 8X10
Количество мест.............................................. 8
Число оборотов головни, об!мин............................. 2,1
Передаточное число редуктора...................... 127: 1
Время установки детали, сек. . . .......................... 0,5
Габаритные размеры приспособления, мм.............. 230X210X150
Вес приспособления, кг...................................... 18
В металле не изготовлено.
Рабочие чертежи ЗПР-4081 разработаны ВНИТИприбором,
г. Москва.
Фиг. 65а.
5-6
Схема зубчатой передачи
Обрабатываемая деталь
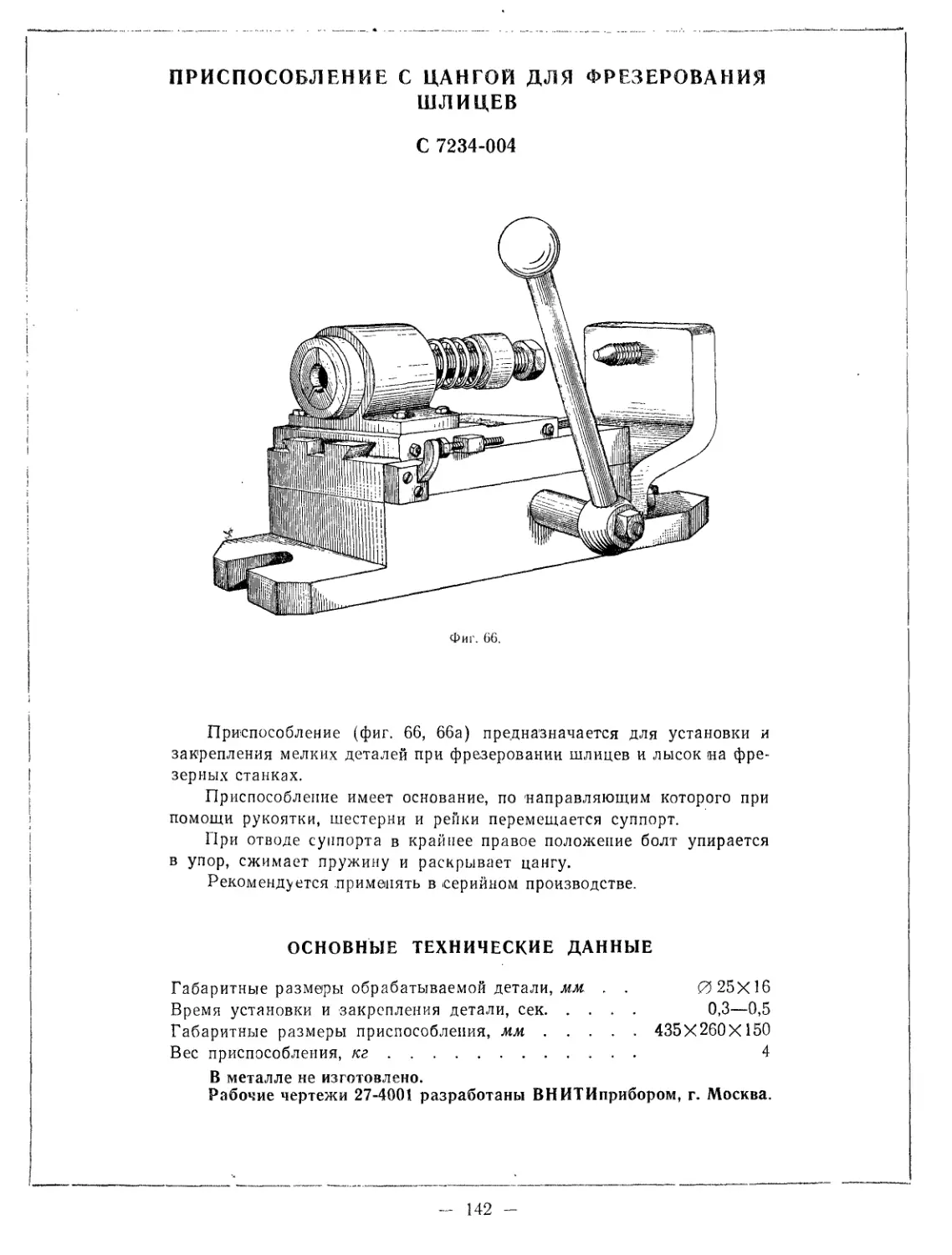
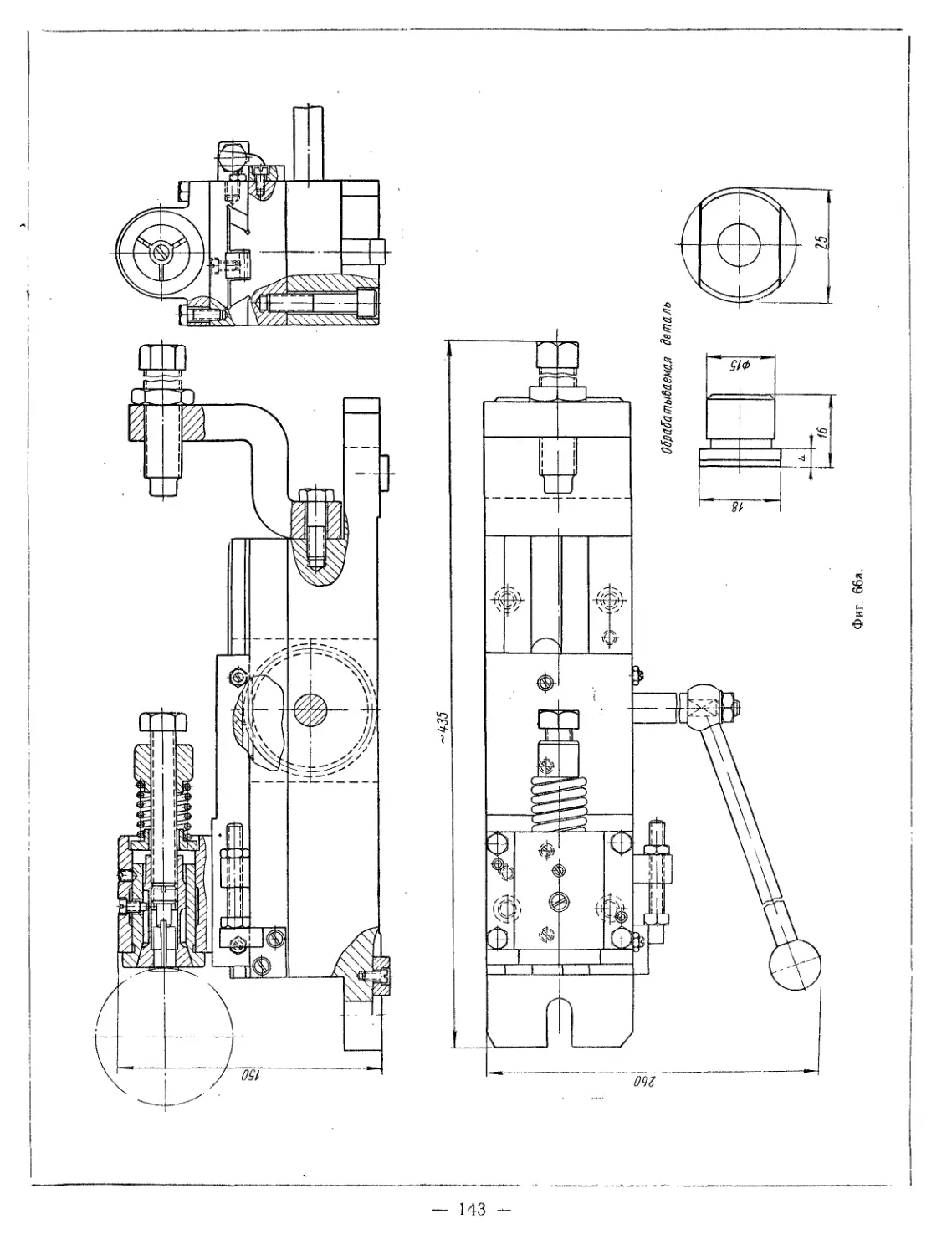
ПРИСПОСОБЛЕНИЕ С ЦАНГОЙ ДЛЯ ФРЕЗЕРОВАНИЯ
ШЛИЦЕВ
С 7234-004
Фиг. 66.
Приспособление (фиг. 66, 66а) предназначается для установки и
закрепления мелких деталей при фрезеровании шлицев и лысок на фре-
зерных станках.
Приспособление имеет основание, по направляющим которого при
помощи рукоятки, шестерни и рейки перемещается суппорт.
При отводе суппорта в крайнее правое положение болт упирается
в упор, сжимает пружину и раскрывает цангу.
Рекомендуется .применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 25X16
Время установки и закрепления детали, сек........... 0,3—0,5
Габаритные размеры приспособления, лл................. 435X260X150
Вес приспособления, кг.......................................... 4
В металле не изготовлено.
Рабочие чертежи 27-4001 разработаны ВНИТИприбором, г. Москва.
142 -
Фиг. 66а.
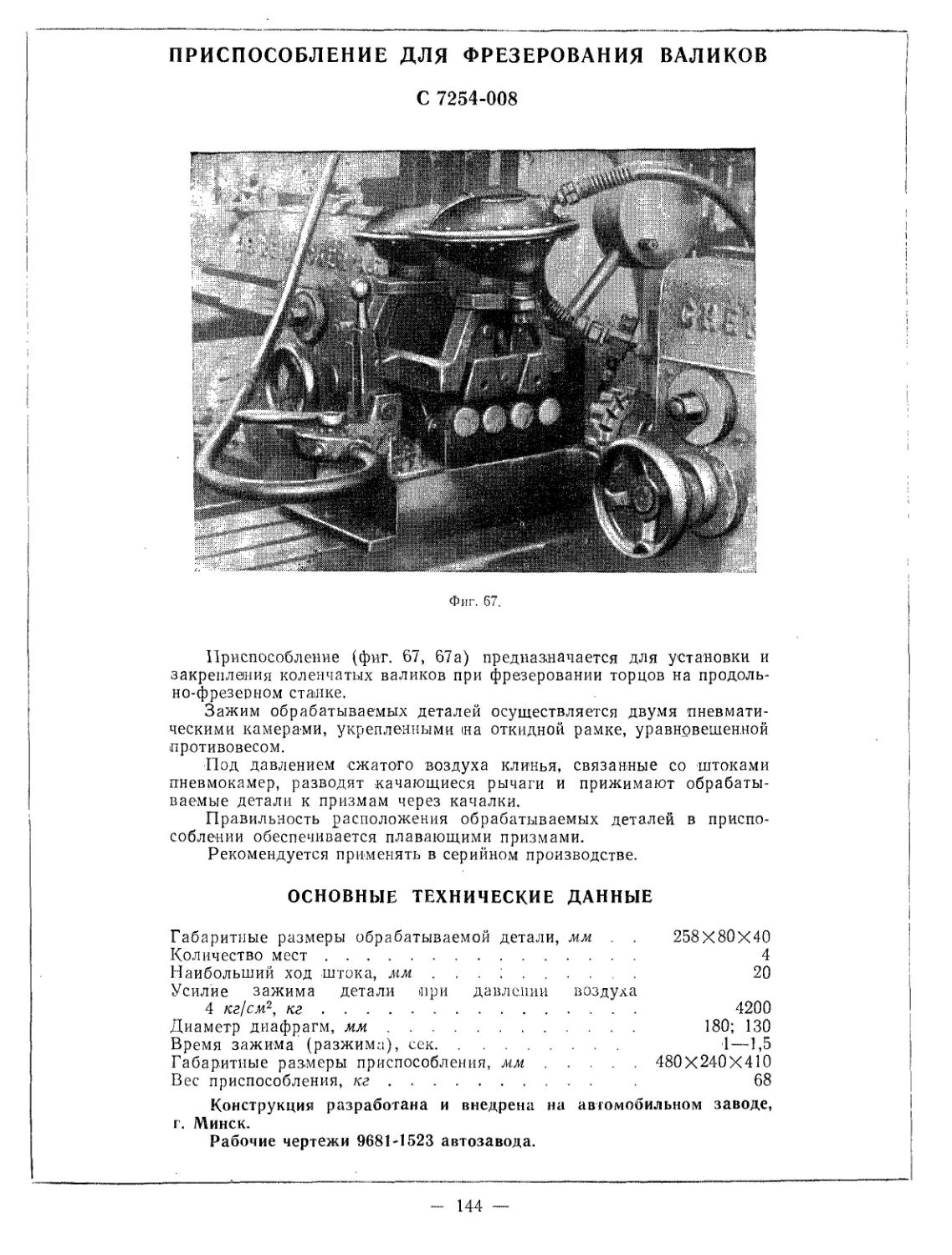
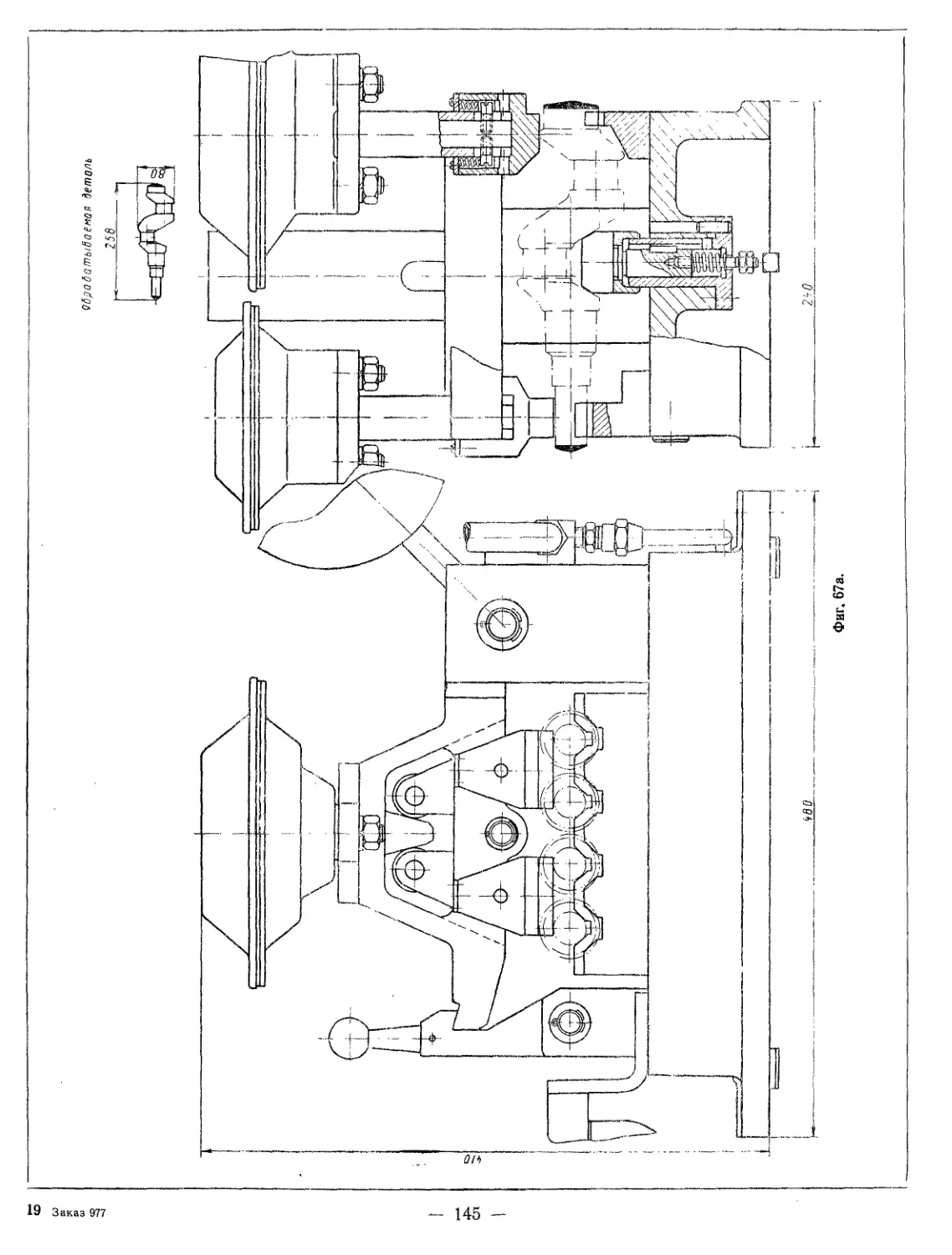
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВАЛИКОВ
С 7254-008
Фиг. 67.
Приспособление (фиг. 67, 67а) предназначается для установки и
закрепления коленчатых валиков при фрезеровании торцов на продоль-
но-фрезерном станке.
Зажим обрабатываемых деталей осуществляется двумя пневмати-
ческими камерами, укрепленными на откидной рамке, уравновешенной
противовесом.
Под давлением сжатого воздуха клинья, связанные со штоками
пневмокамер, разводят качающиеся рычаги и прижимают обрабаты-
ваемые детали к призмам через качалки.
Правильность расположения обрабатываемых деталей в приспо-
соблении обеспечивается плавающими призмами.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 258X80X40
Количество мест............................................... 4
Наибольший ход штока, мм . . . :............................. 20
Усилие зажима детали при давлении воздуха
4 кг/см?, кг........................................... 4200
Диаметр диафрагм, мм.................................... 180; 130
Время зажима (разжима), сек..................... 1—1,5
Габаритные размеры приспособления, мм.............. 480X240X410
Вес приспособления, кг.......................... . 68
Конструкция разработана и внедрена на автомобильном заводе,
г. Минск.
Рабочие чертежи 9681-1523 автозавода.
144
0!Ь
19 Заказ 977
- 145
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШЛИЦЕВ
С 7256-001
Фиг. 68.
Приспособление (фиг. 68, 68а) предназначается для установки и
закрепления валиков при фрезеровании шлицев на горизонтально-фре-
зерном станке. Зажим деталей осуществляется от универсального гид-
равлического силового привода. Усилие зажима воспринимается вилкой
приемного {Лячага и передается через прихваты и плунжеры подвижным
.призмам, зажимающим с двух сторон по четыре обрабатываемые дета-
ли. Зажим деталей может осуществляться также и от универсального
пневматического привода.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 10X70
Количество мест................................................ 8
Усилие зажима детали при давлении масла
50 кг/см2, кг........................................... 2900
Общий ход четырех призм, мм................................. 6
Время зажима (разжима), сек................................. 1
Габаритные размеры приспособления, мм................ 540X 180X165
Вес приспособления, кг....................................... 46
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
Внедрена на заводе фрезерных станков, г. Горький.
П Г 612-236
Рабочие чертежи— завода фрезерных станков.
H8272G1
— 146 —
Фиг. 68а.
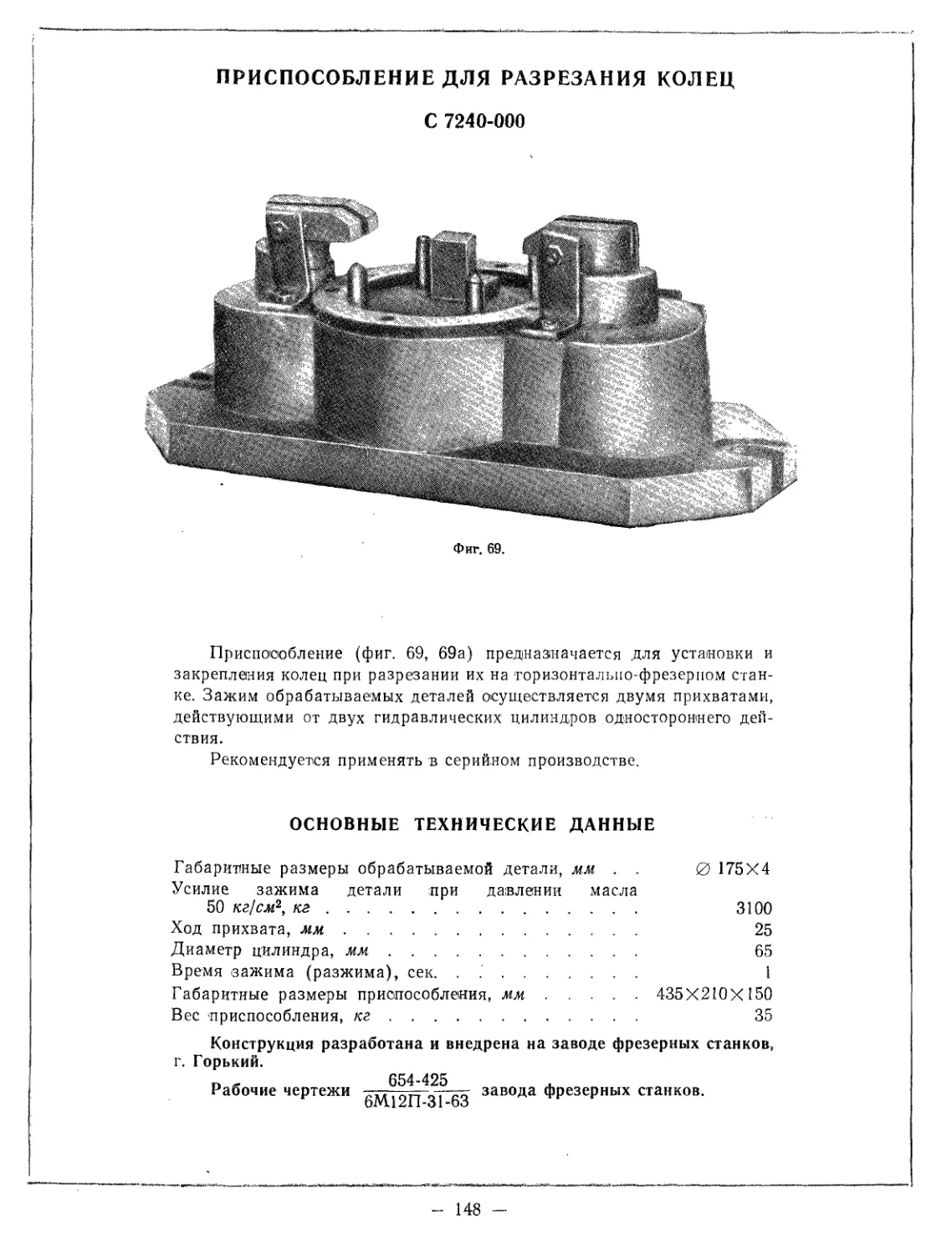
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗРЕЗАНИЯ КОЛЕЦ
С 7240-000
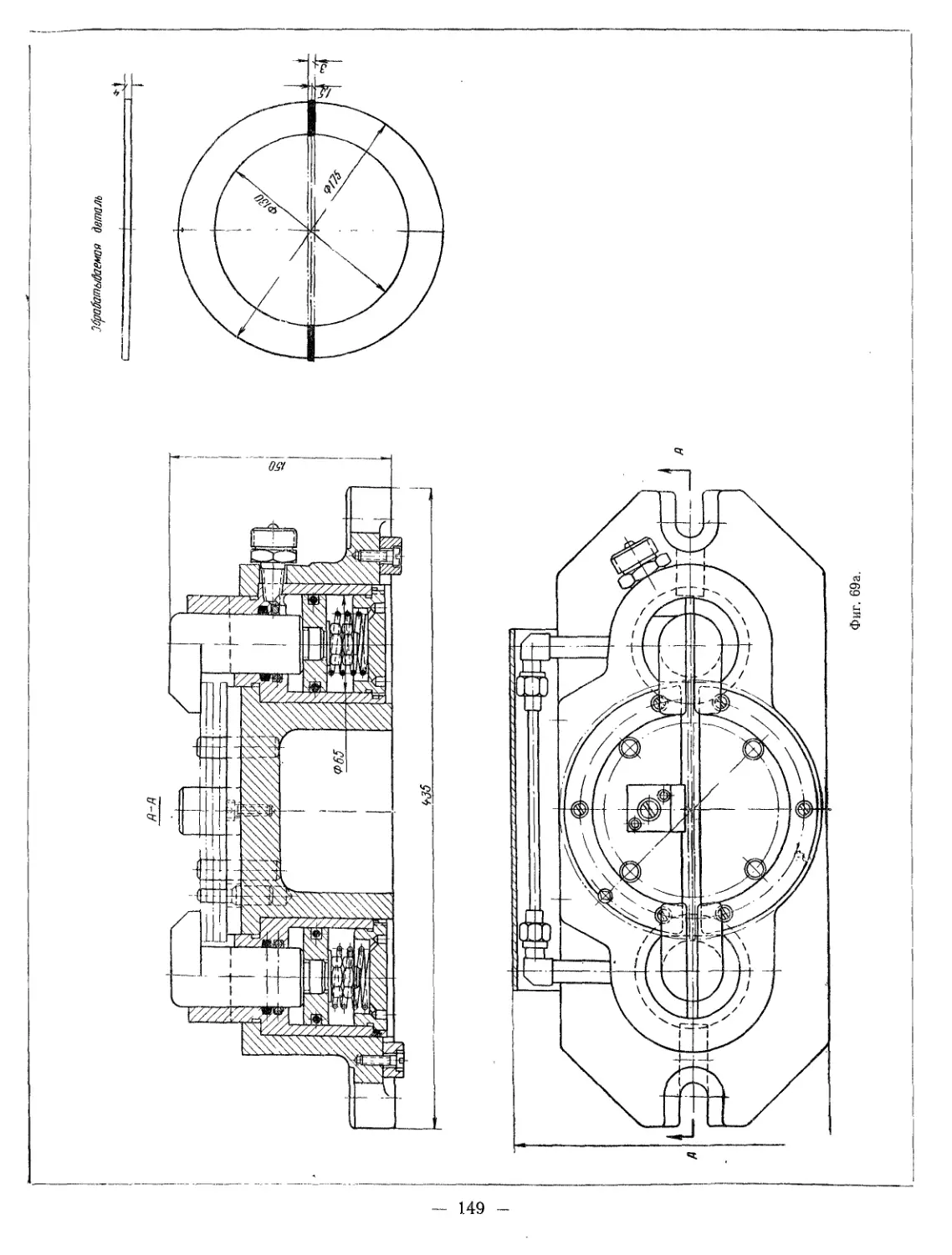
Приспособление (фиг. 69, 69а) предназначается для установки и
закрепления колец при разрезании их на торизонталыю-фрезерпом стан-
ке. Зажим обрабатываемых деталей осуществляется двумя прихватами,
действующими от двух гидравлических цилиндров одностороннего дей-
ствия.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 175X4
Усилие зажима детали при давлении масла
50 кг/см2, кг........................................ 3100
Ход прихвата, мм........................................... 25
Диаметр цилиндра, мм....................................... 65
Время зажима (разжима), сек. . ............................ 1
Габаритные размеры приспособления, мм............. 435X210X150
Вес приспособления, кг..................................... 35
Конструкция разработана и внедрена на заводе фрезерных станков,
г. Горький.
г, 654-425 .
Рабочие чертежи —завода фрезерных станков.
6М1211-31-Ь3
148 -
Фиг. 69а.
Збрабатыбаемая деталь
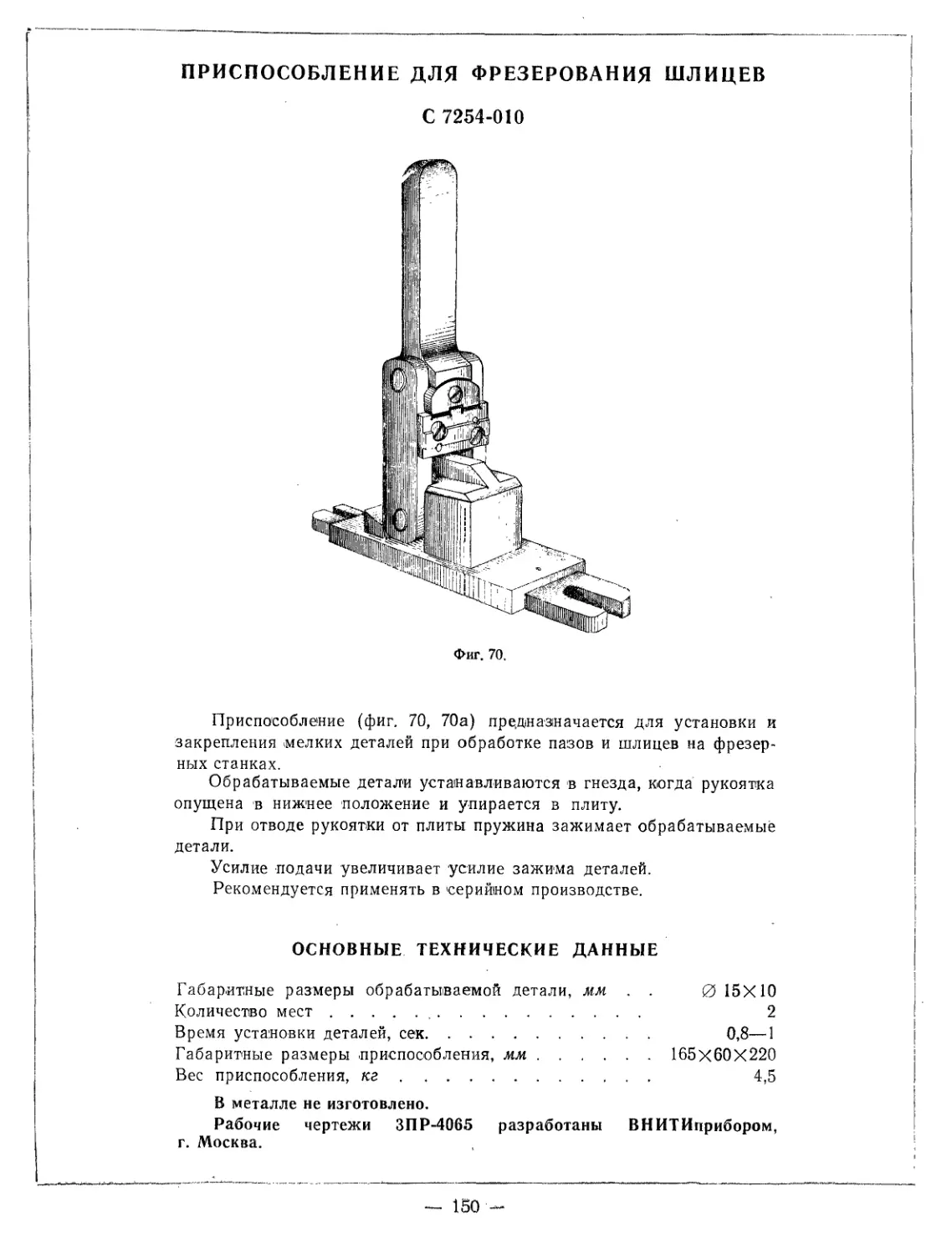
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШЛИЦЕВ
С 7254-010
Фиг. 70.
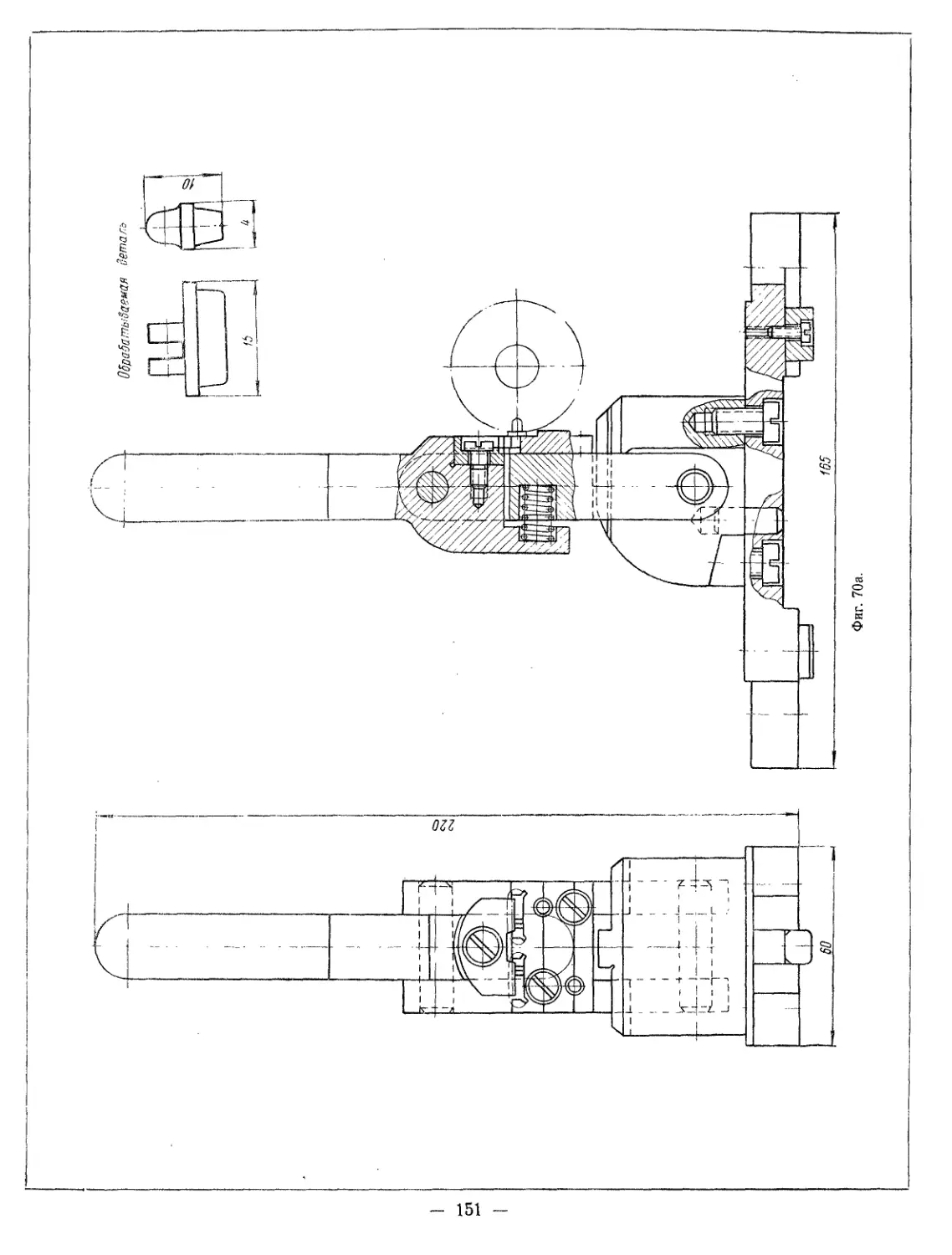
Приспособление (фиг. 70, 70а) предназначается для установки и
закрепления мелких деталей при обработке пазов и шлицев на фрезер-
ных станках.
Обрабатываемые детали устанавливаются в гнезда, когда рукоятка
опущена в нижнее положение и упирается в плиту.
При отводе рукоятки от плиты пружина зажимает обрабатываемые
детали.
Усилие подачи увеличивает усилие зажима деталей.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 15X10
Количество мест............,................................... 2
Время установки деталей, сек........................ 0,8—1
Габаритные размеры приспособления, лии................ 165x60X220
Вес приспособления, кг....................................... 4,5
В металле не изготовлено.
Рабочие чертежи ЗПР-4065 разработаны ВНИТИприбором,
г. Москва.
150 —
Фиг. 70а.
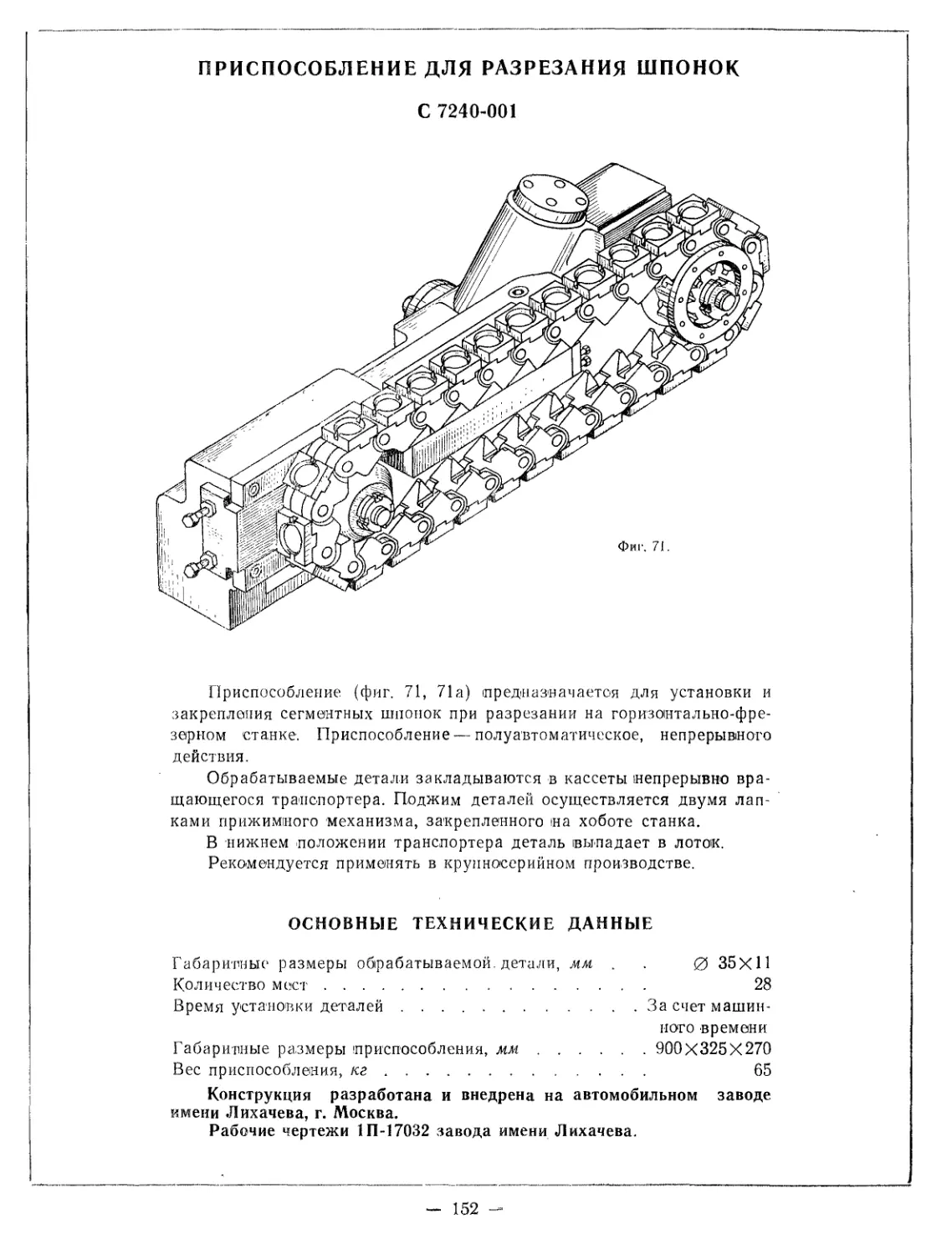
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗРЕЗАНИЯ ШПОНОК
С 7240-001
Приспособление (фиг. 71, 71а) нредназначаетоя для установки и
закрепления сегментных шпонок при разрезании на горизонтально-фре-
зерном станке. Приспособление — полуавтоматическое, непрерывного
действия.
Обрабатываемые детали закладываются в кассеты непрерывно вра-
щающегося транспортера. Поджим деталей осуществляется двумя лап-
ками прижимного механизма, закрепленного на хоботе станка.
В нижнем положении транспортера деталь выпадает в лоток.
Рекомендуется применять в крупносерийном производстве.
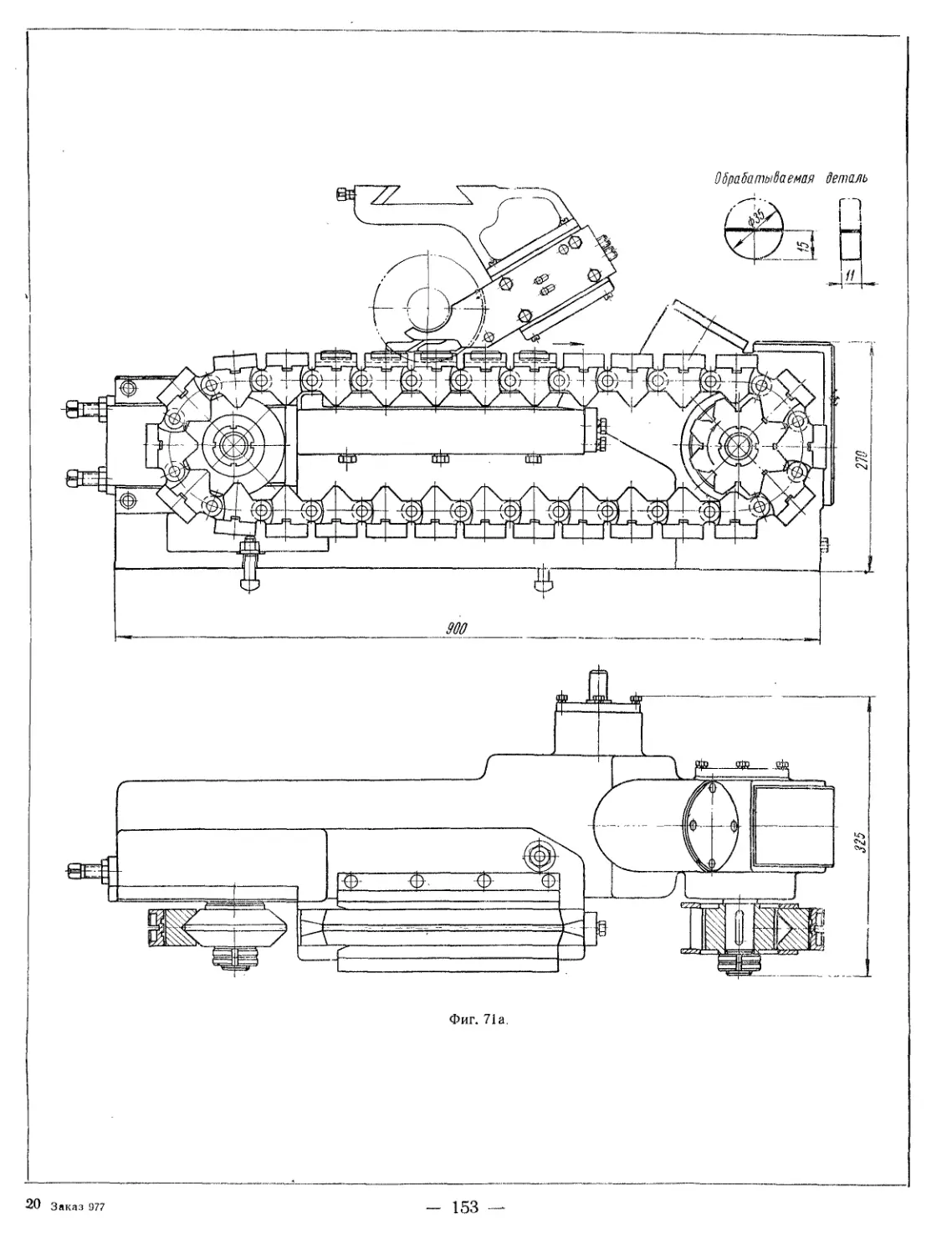
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой, детали, мм . . 0 35X11
Количество мест............................................... 28
Время установки деталей ............................За счет машин-
ного времени
Габаритные размеры приспособления, мм................ 900X325X270
Вес приспособления, кг........................................ 65
Конструкция разработана и внедрена на автомобильном заводе
имени Лихачева, г. Москва.
Рабочие чертежи 1 П-17032 завода имени Лихачева.
- 152 -
900
Фиг. 71а.
20 Заказ 977
- 153
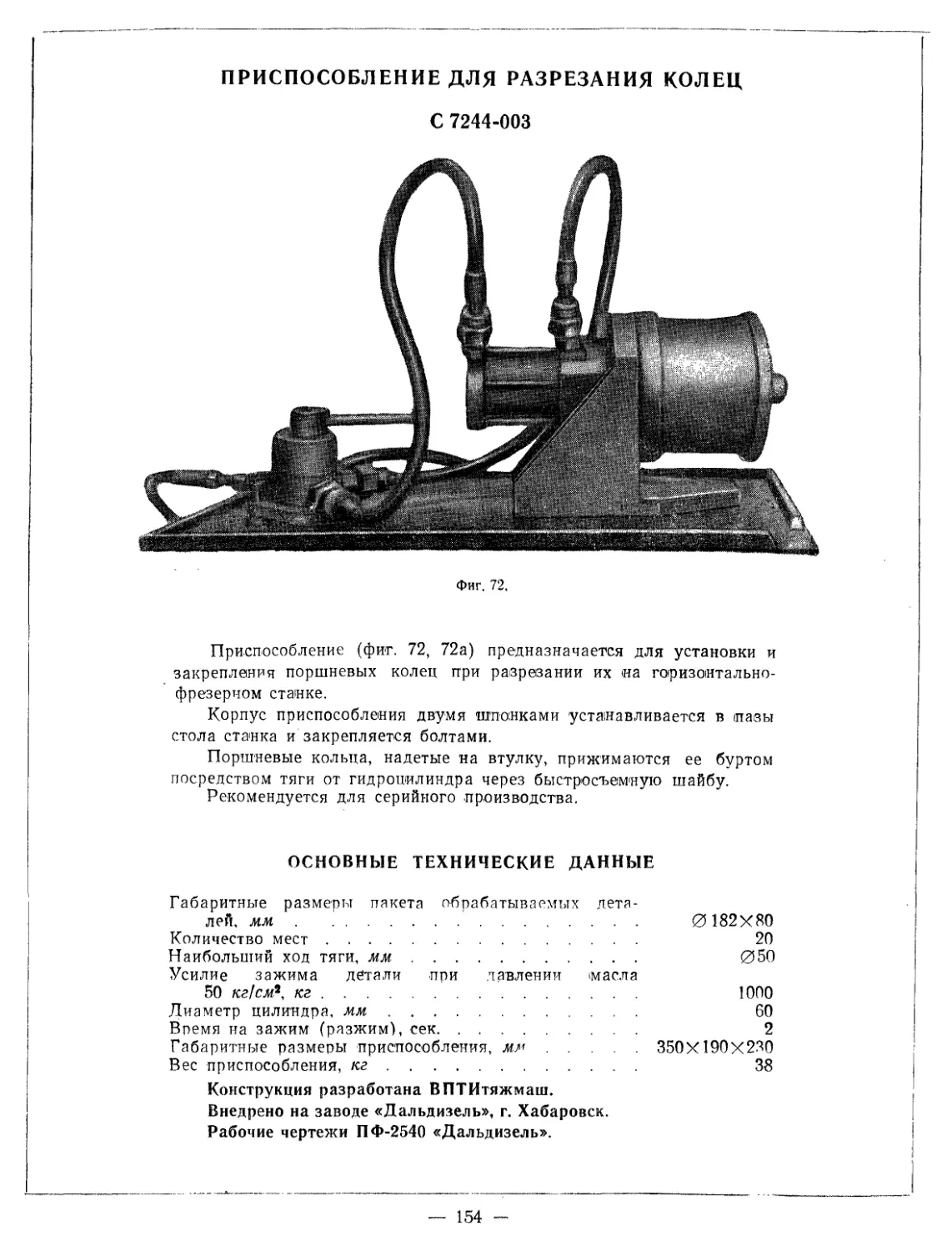
ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗРЕЗАНИЯ КОЛЕЦ
С 7244-003
Фиг, 72.
Приспособление (фиг. 72, 72а) предназначается для установки и
закрепления поршневых колец при разрезании их на горизонтально-
фрезерном станке.
Корпус приспособления двумя шпонками устанавливается в павы
стола станка и закрепляется болтами.
Поршневые кольца, надетые на втулку, прижимаются ее буртом
посредством тяги от гидроцилиндра через быстросъемную шайбу.
Рекомендуется для серийного производства.
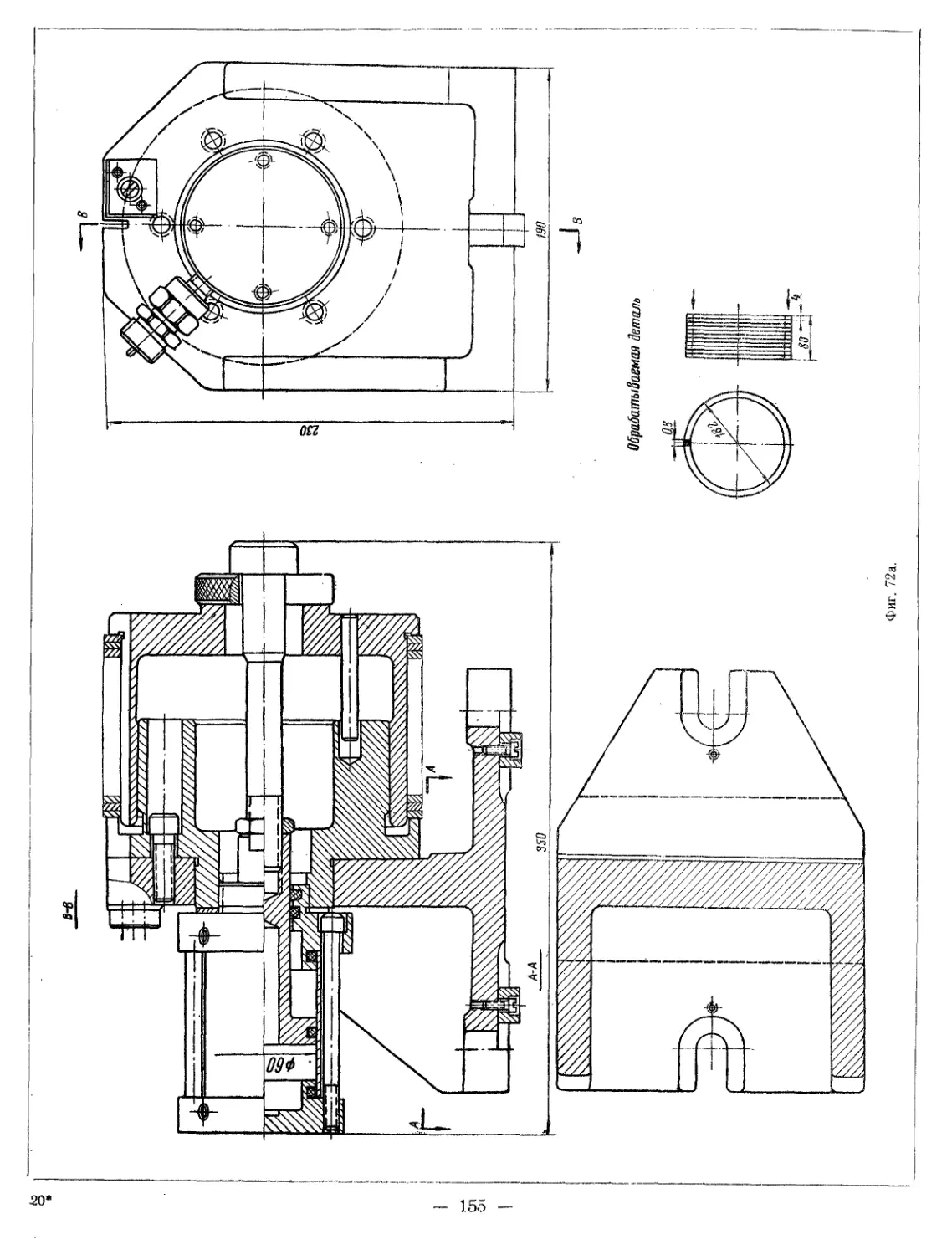
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры пакета обрабатываемых дета-
лей, мм...........................................
Количество мест ..................................
Наибольший ход тяги, мм...........................
Усилие зажима детали при давлении масла
50 кг/см\ кг......................................
Диаметр цилиндра, мм..............................
Время на зажим (разжим), сек......................
Габаритные размеры приспособления, мм ............
Вес приспособления, кг............................
0182X80
20
050
1000
60
2
350X190X280
38
Конструкция разработана ВПТИтяжмаш.
Внедрено на заводе «Дальдизель», г. Хабаровск.
Рабочие чертежи ПФ-2540 «Дальдизель».
— 154
8-в
—iff
Фиг. 72а.
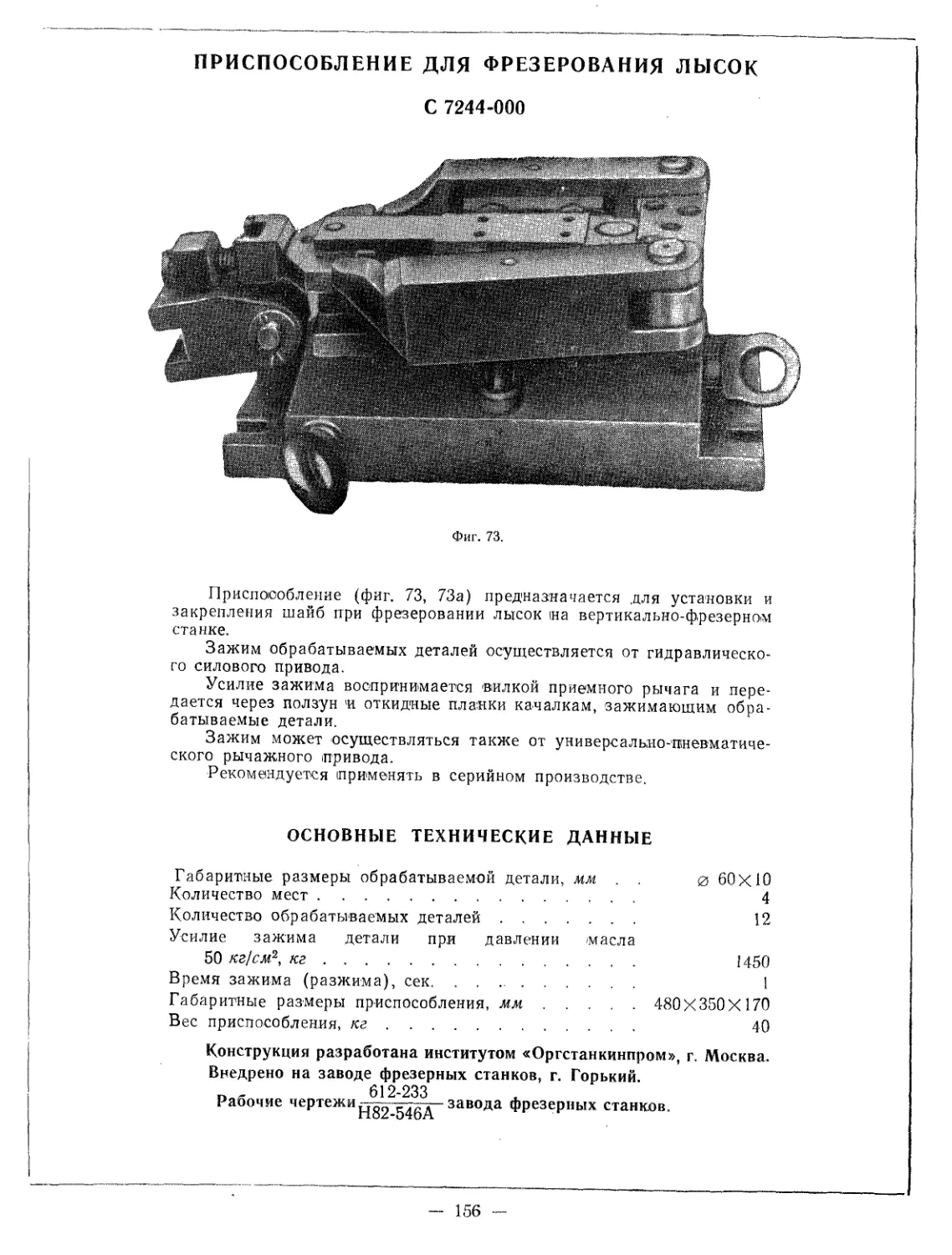
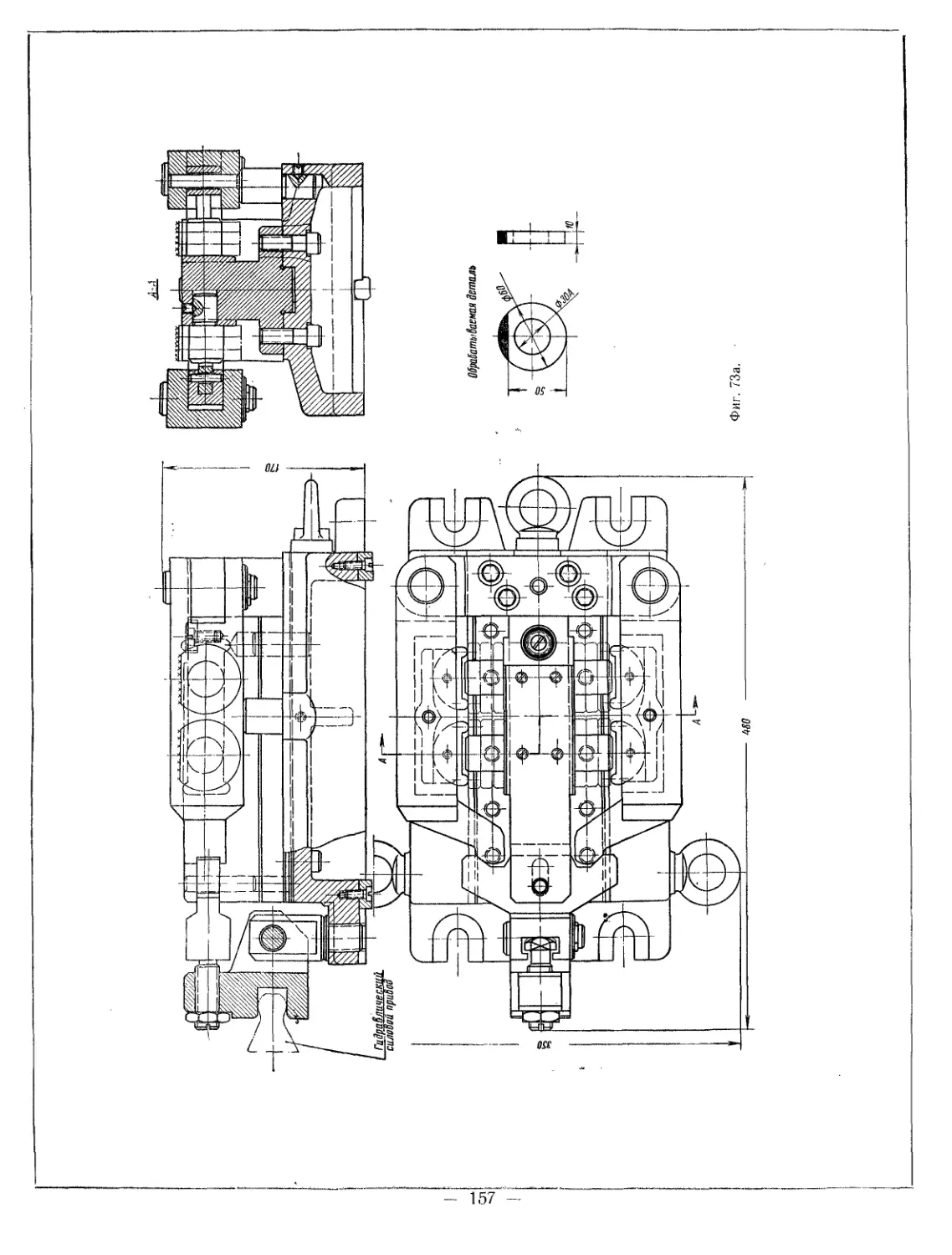
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ЛЫСОК
С 7244-000
Приспособление (фиг. 73, 73а) предназначается для установки и
закрепления шайб при фрезеровании лысок на вертикально-фрезерном
станке.
Зажим обрабатываемых деталей осуществляется от гидравлическо-
го силового привода.
Усилие зажима воспринимается вилкой приемного рычага и пере-
дается через ползун и откидные планки качалкам, зажимающим обра-
батываемые детали.
Зажим может осуществляться также от универсально-пневматиче-
ского рычажного привода.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 60X10
Количество мест................................................ 4
Количество обрабатываемых деталей............................. 12
Усилие зажима детали при давлении масла
50 кг/см2, кг........................................... 1450
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм................ 480X350X170
Вес приспособления, кг........................................ 40
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
Внедрено на заводе фрезерных станков, г. Горький.
612-233
Рабочие чертежиг—завода фрезерных станков.
rioz-o4bA
156 -
480
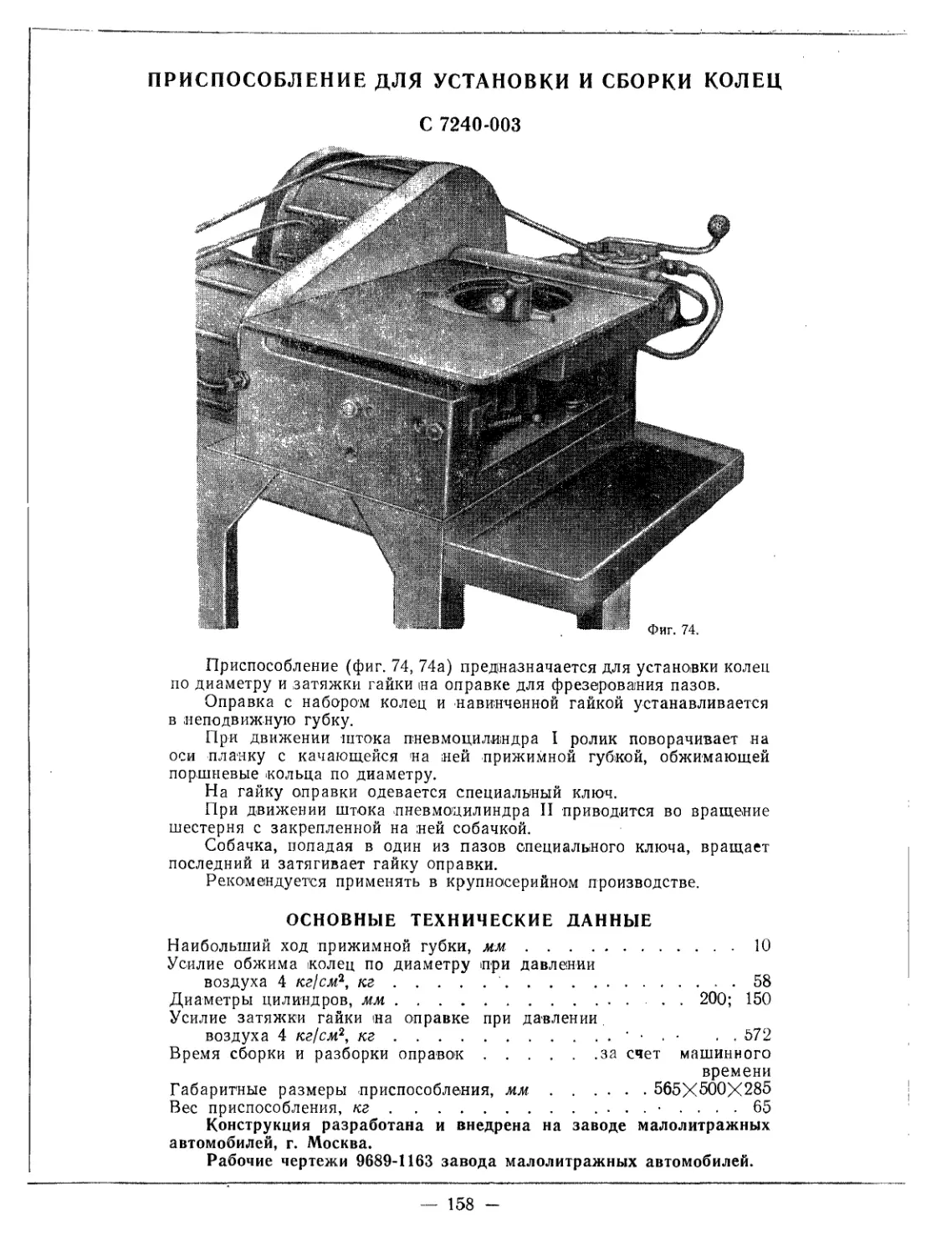
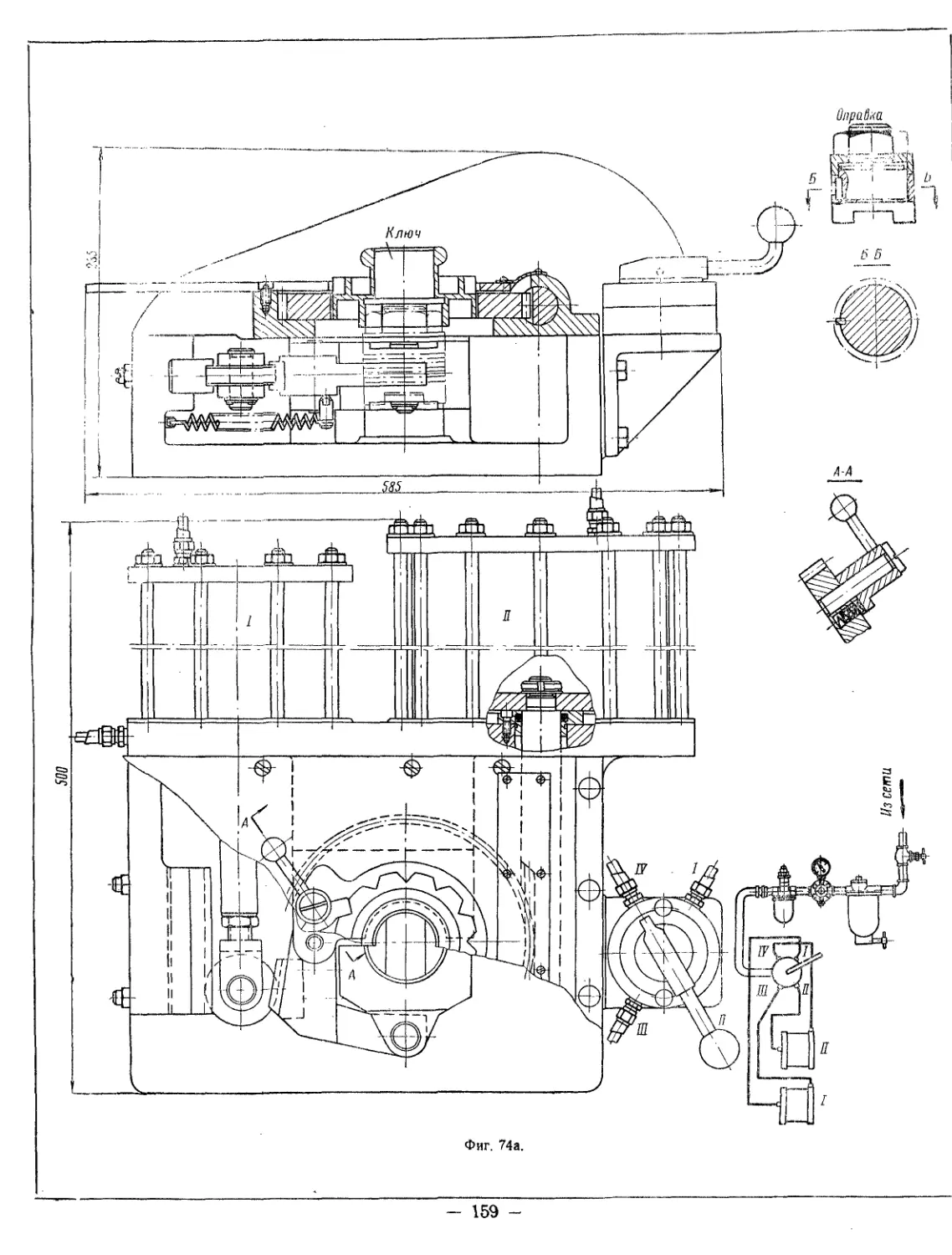
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ И СБОРКИ КОЛЕЦ
С 7240-003
Приспособление (фиг. 74, 74а) предназначается для установки колец
по диаметру и затяжки гайки на оправке для фрезерования пазов.
Оправка с набором колец и навинченной гайкой устанавливается
в неподвижную губку.
При движении штока пневмоцилиндра I ролик поворачивает на
оси планку с качающейся на ней прижимной губкой, обжимающей
поршневые -кольца по диаметру.
На гайку оправки одевается специальный ключ.
При движении штока пневмоцилиндра II приводится во вращение
шестерня с закрепленной на ней собачкой.
Собачка, попадая в один из пазов специального ключа, вращает
последний и затягивает гайку оправки.
Рекомендуется применять в крупносерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Наибольший ход прижимной губки, мм...................10
Усилие обжима колец по диаметру при давлении
воздуха 4 кг/см2, кг............................... 58
Диаметры цилиндров, мм ............ . . 200; 150
Усилие затяжки гайки на оправке при давлении
воздуха 4 кг/см2, кг................. . . . 572
Время сборки и разборки оправок.........за счет машинного
времени
Габаритные размеры приспособления, мм...... 565X500X285
Вес приспособления, кг ................. ........ 65
Конструкция разработана и внедрена на заводе малолитражных
автомобилей, г. Москва.
Рабочие чертежи 9689-1163 завода малолитражных автомобилей.
— 158 -
Фиг. 74а.
Из сети
- 159 -
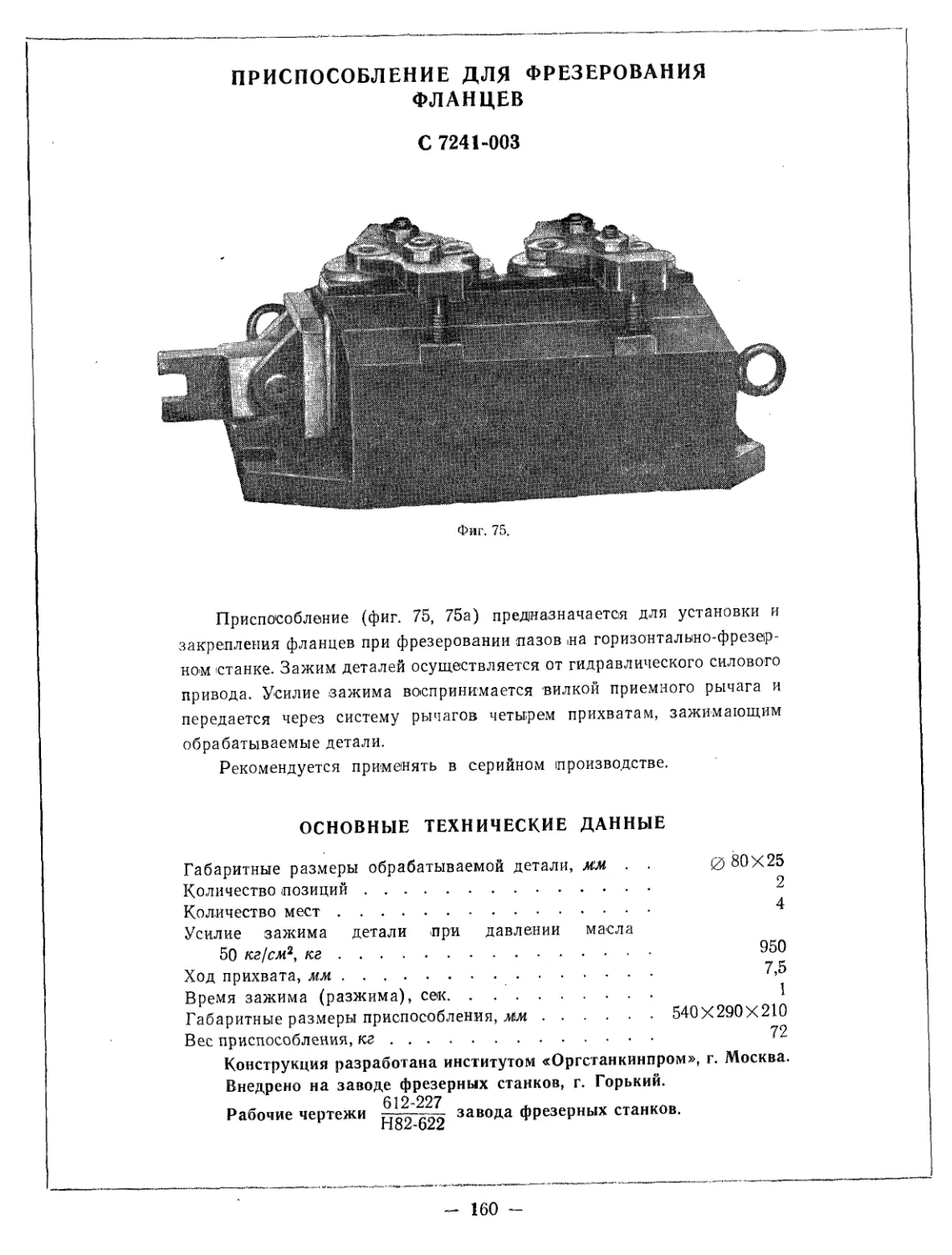
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ФЛАНЦЕВ
С 7241-003
Фиг. 75.
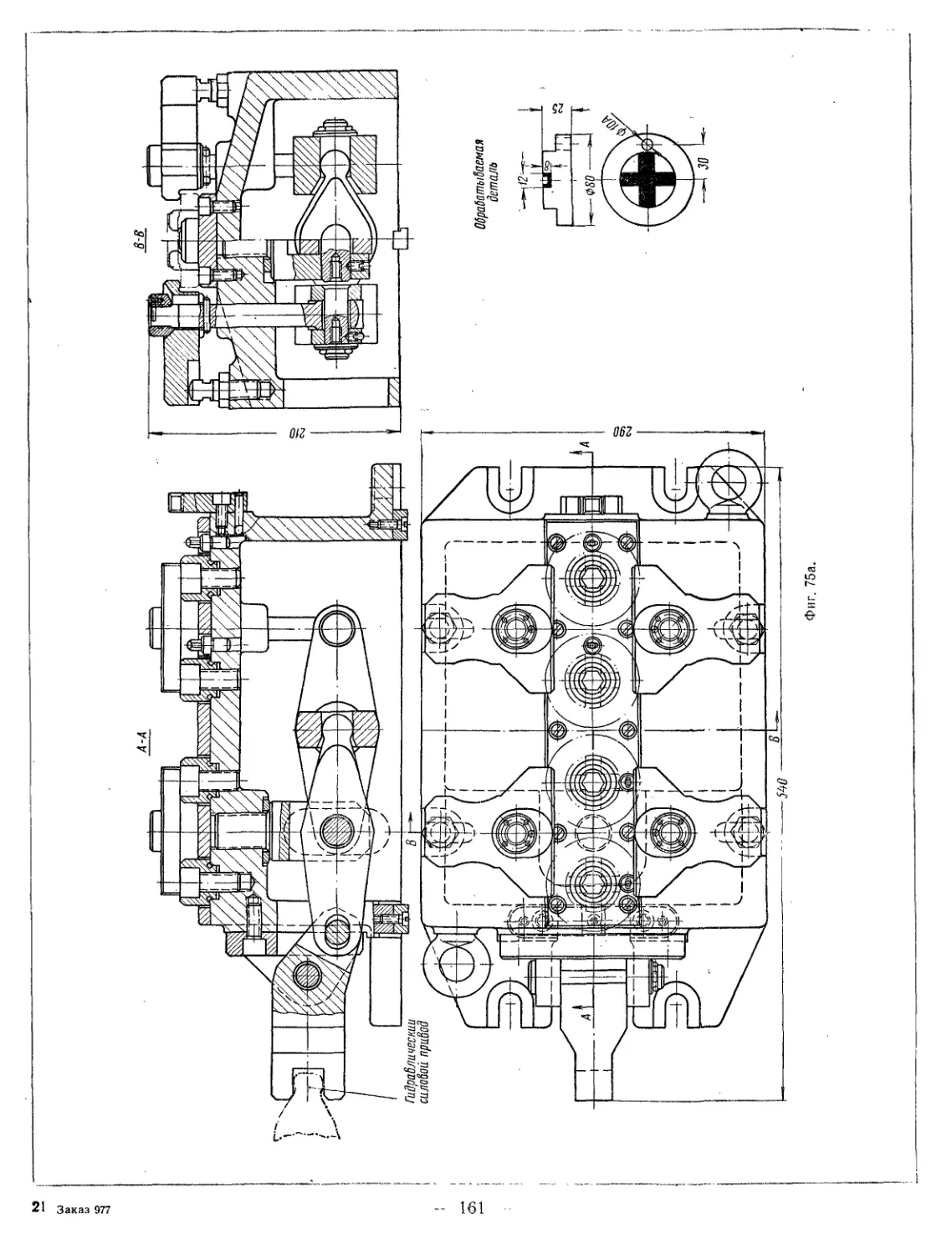
Приспособление (фиг. 75, 75а) предназначается для установки и
закрепления фланцев при фрезеровании лазов да горизонтально-фрезер-
ном станке. Зажим деталей осуществляется от гидравлического силового
привода. Усилие зажима воспринимается вилкой приемного рычага и
передается через систему рычагов четырем прихватам, зажимающим
обрабатываемые детали.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 80 X 25
Количество позиций............................................. 2
Количество мест.............................................. 4
Усилие зажима детали при давлении масла
50 кг/см2, кг............................................ 950
Ход прихвата, мм............................................. 7,5
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм................ 540X290X210
Вес приспособления, кг........................................ 72
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи
612-227
Н82-622
завода фрезерных станков.
160 -
21 Заказ 977
в-в
Фиг. 75а.
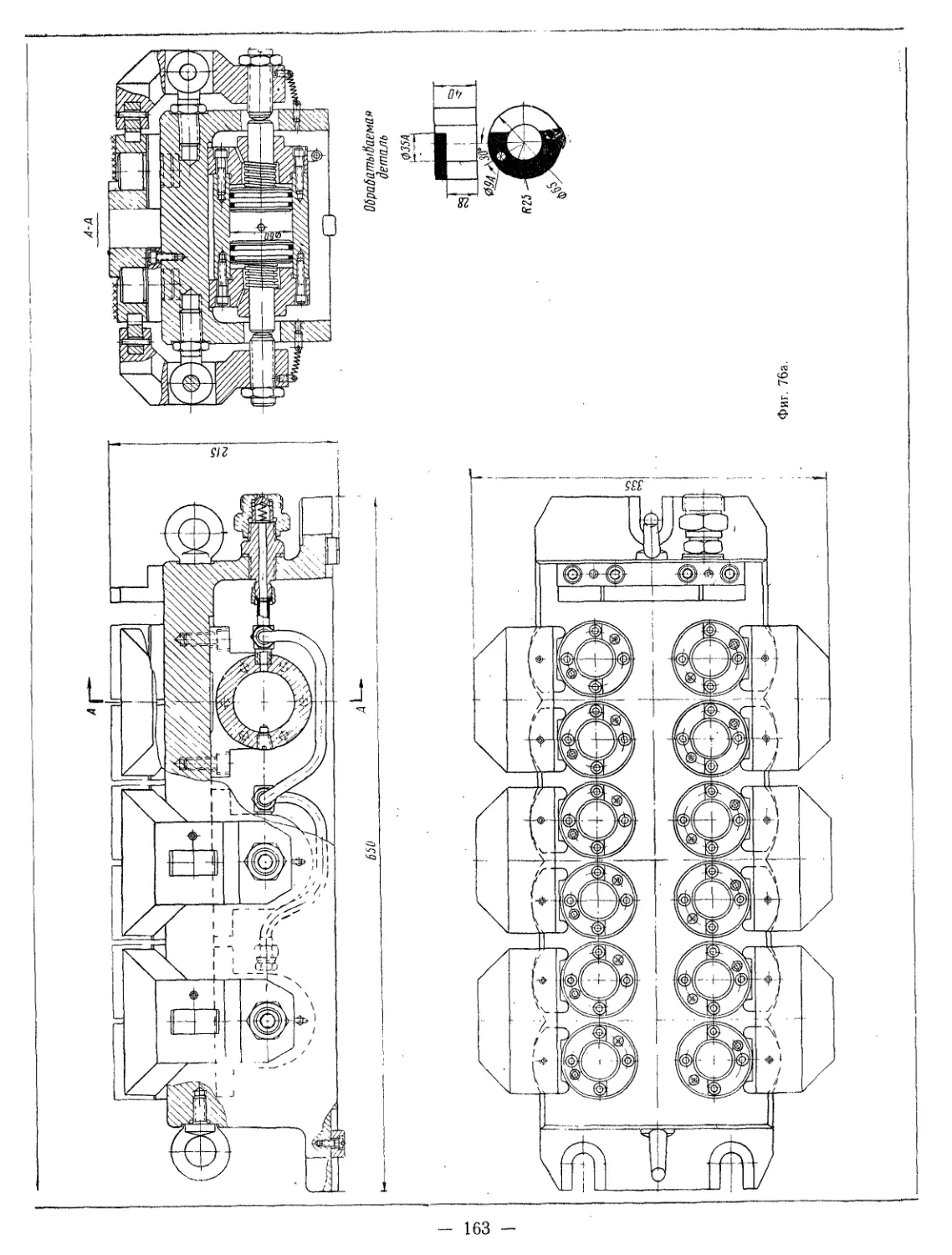
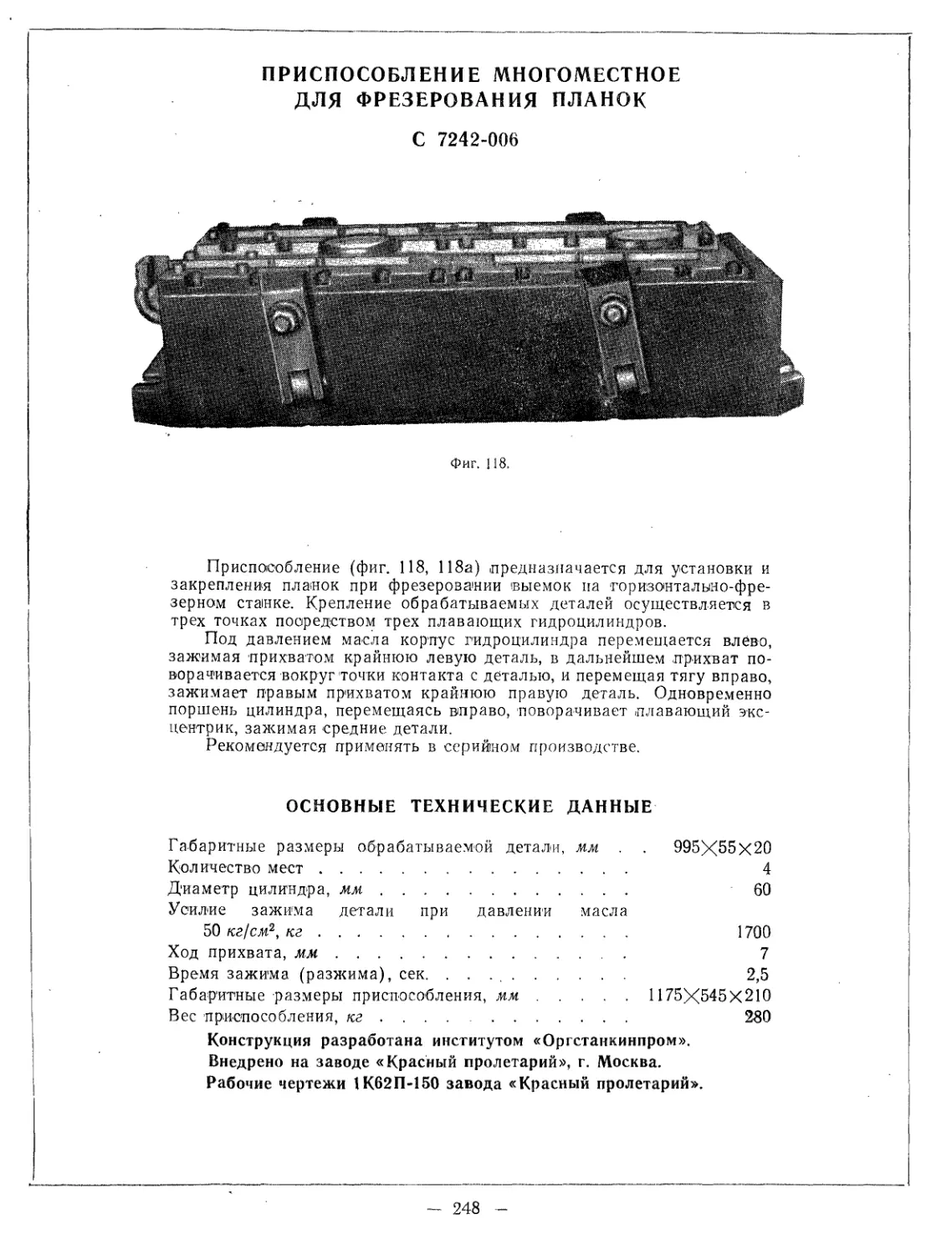
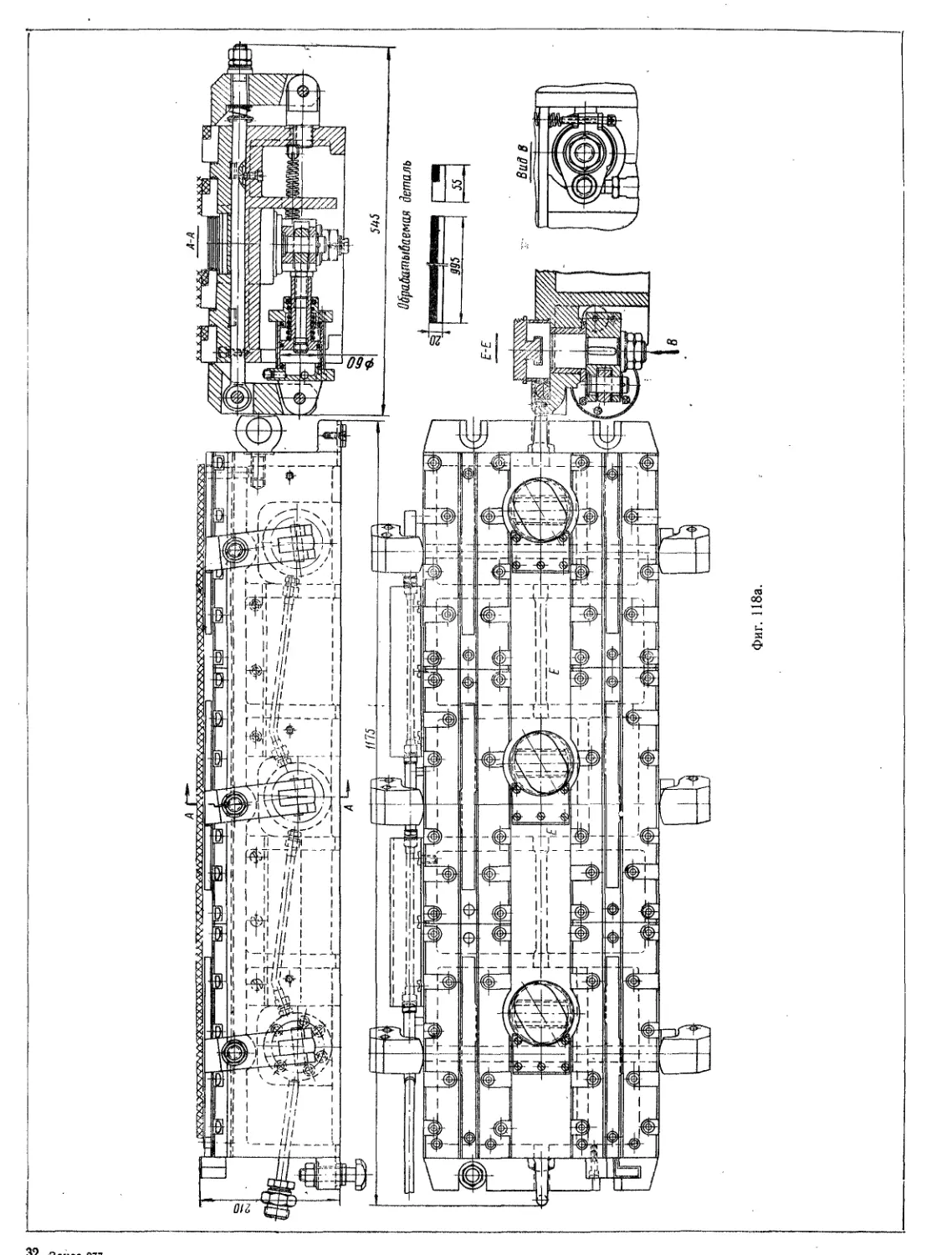
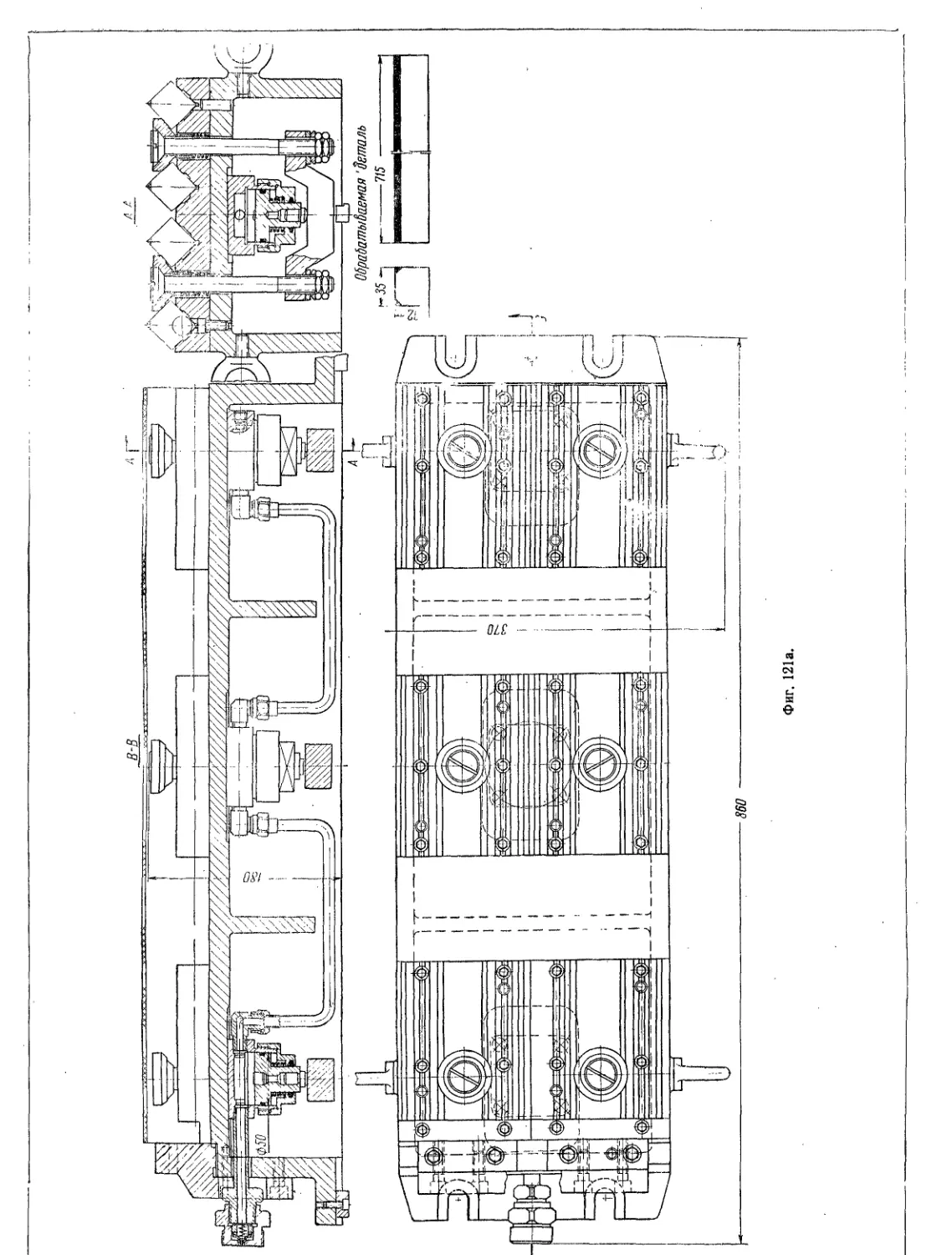
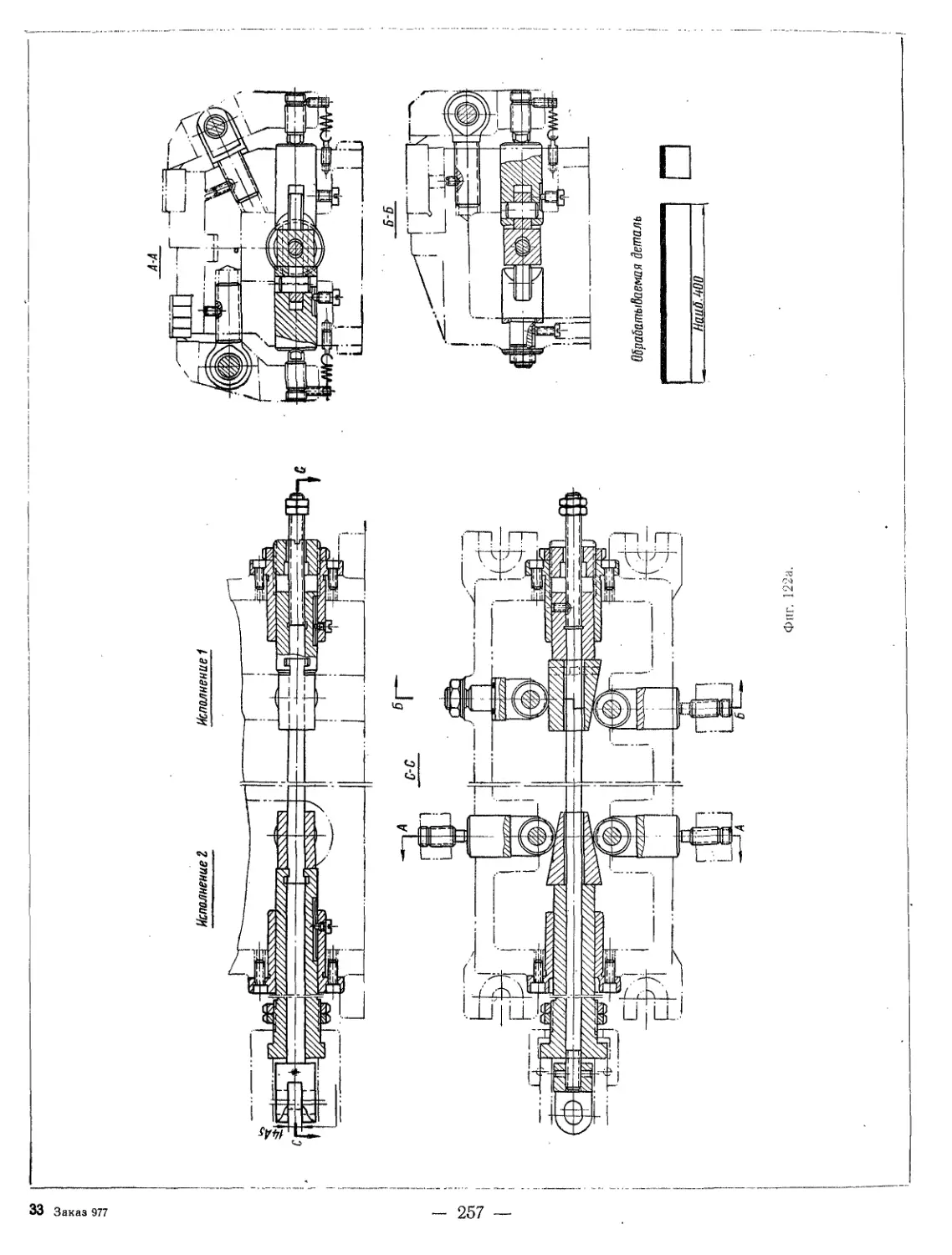
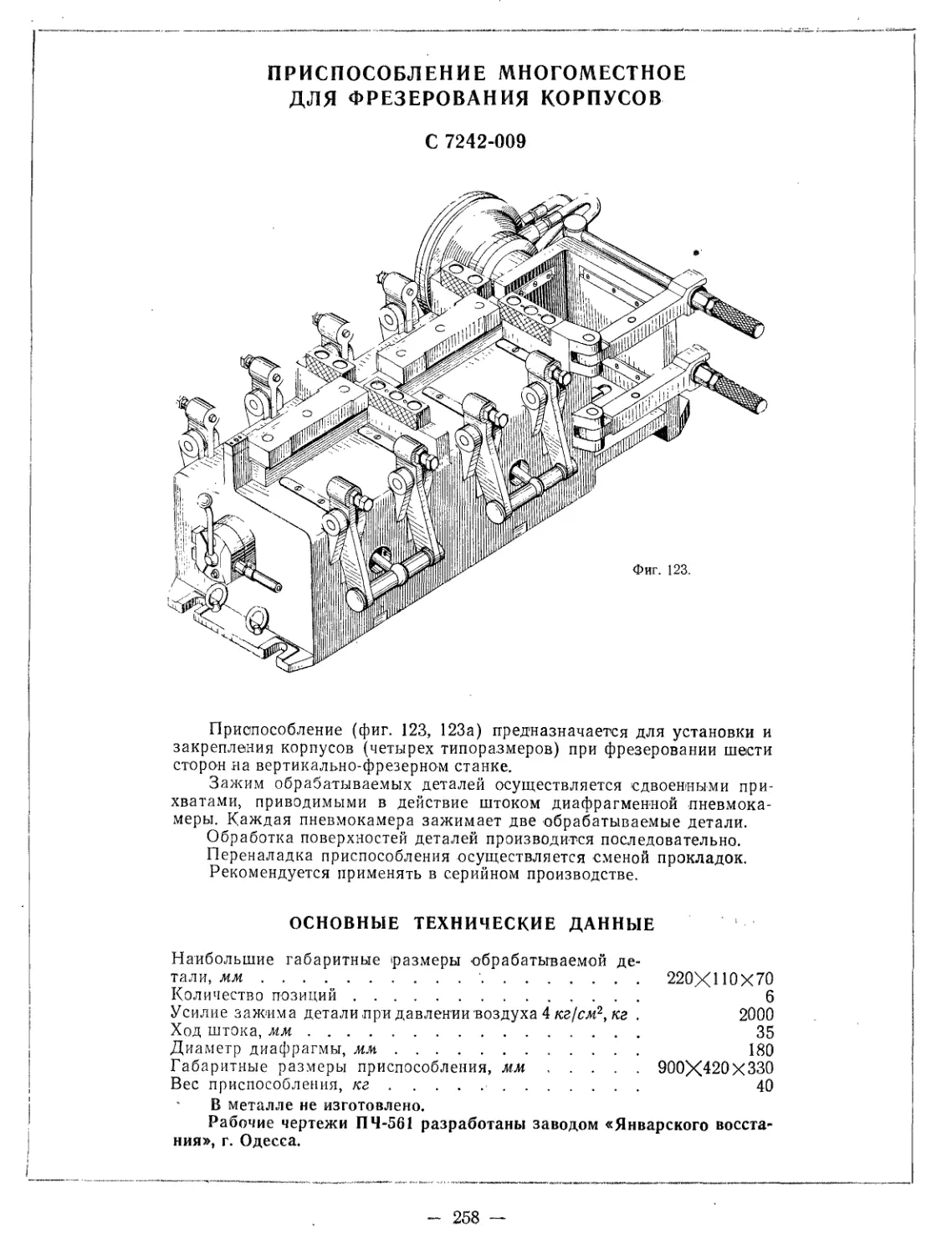
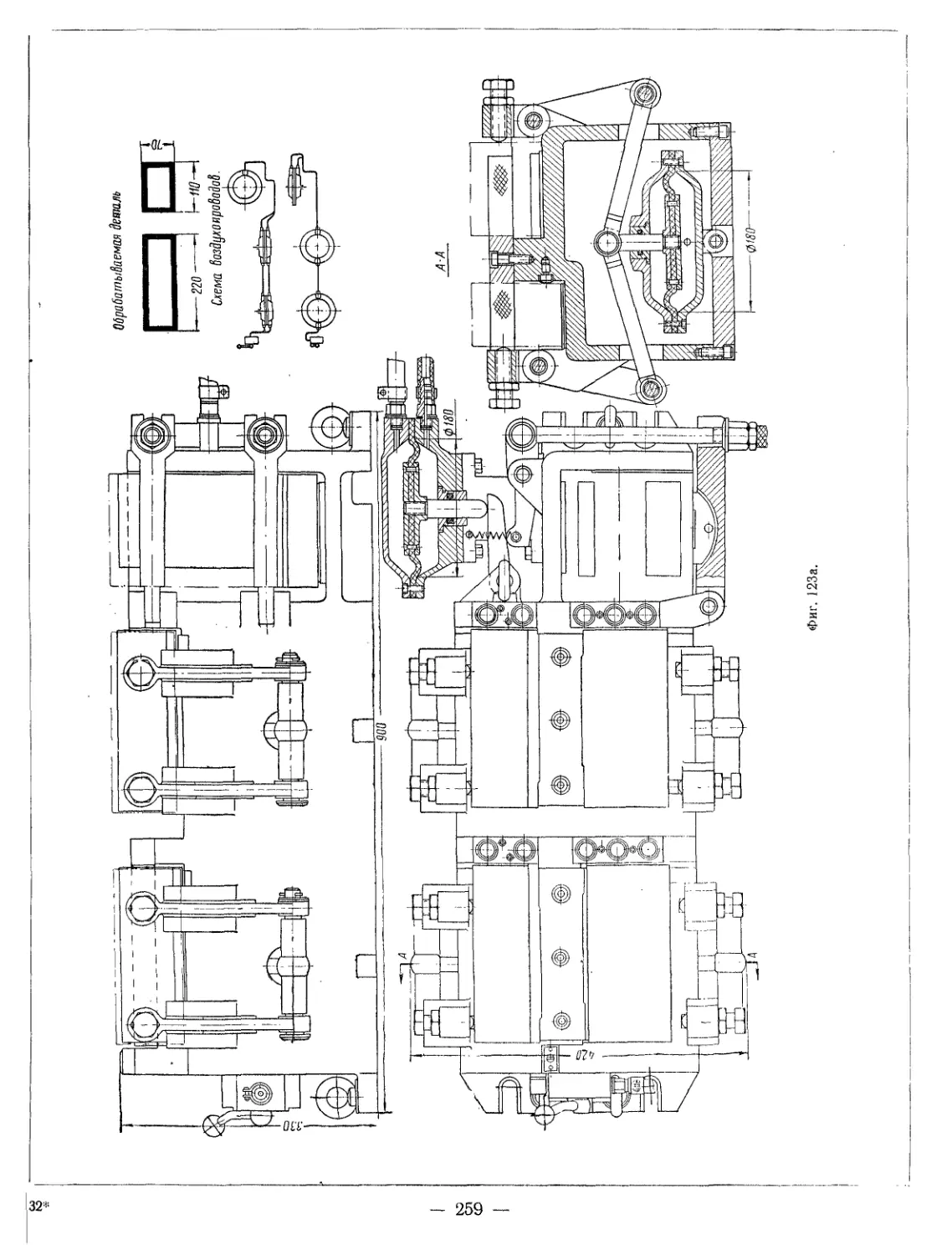
ПРИСПОСОБЛЕНИЕ МНОГОМЕСТНОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ ФЛАНЦЕВ
С 7241-004
Приспособление (фиг. 76, 76а) предназначается для установки и
закрепления фланцев при фрезеровании уступов на горизонтально-
фрезерном станке. Обрабатываемые детали устанавливаются на штыри
и .зажимаются качалками шести прихватов. Усилие зажима передается
прихватам от трех встроенных цилиндров одностороннего действия с
двумя поршнями.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 0 65 X 40
Количество мест................................................ 12
Диаметр гидроцилиндра, мм ...:................................. 60
Усилие зажима детали при давлении масла
50 кг/см2, кг............................................. 650
Ход прихвата, мм............................................... 15
Время зажима (разжима), сек................................... 1,5
Габаритные размеры приспособления, мм................. 650X335X215
Вес приспособления, кг........................................ 125
Конструкция разработана и внедрена на заводе «Красный пролета-
рий», г. Москва.
Рабочие чертежи 1К62П-1752 завода «Красный пролетарий».
162 —
L'B
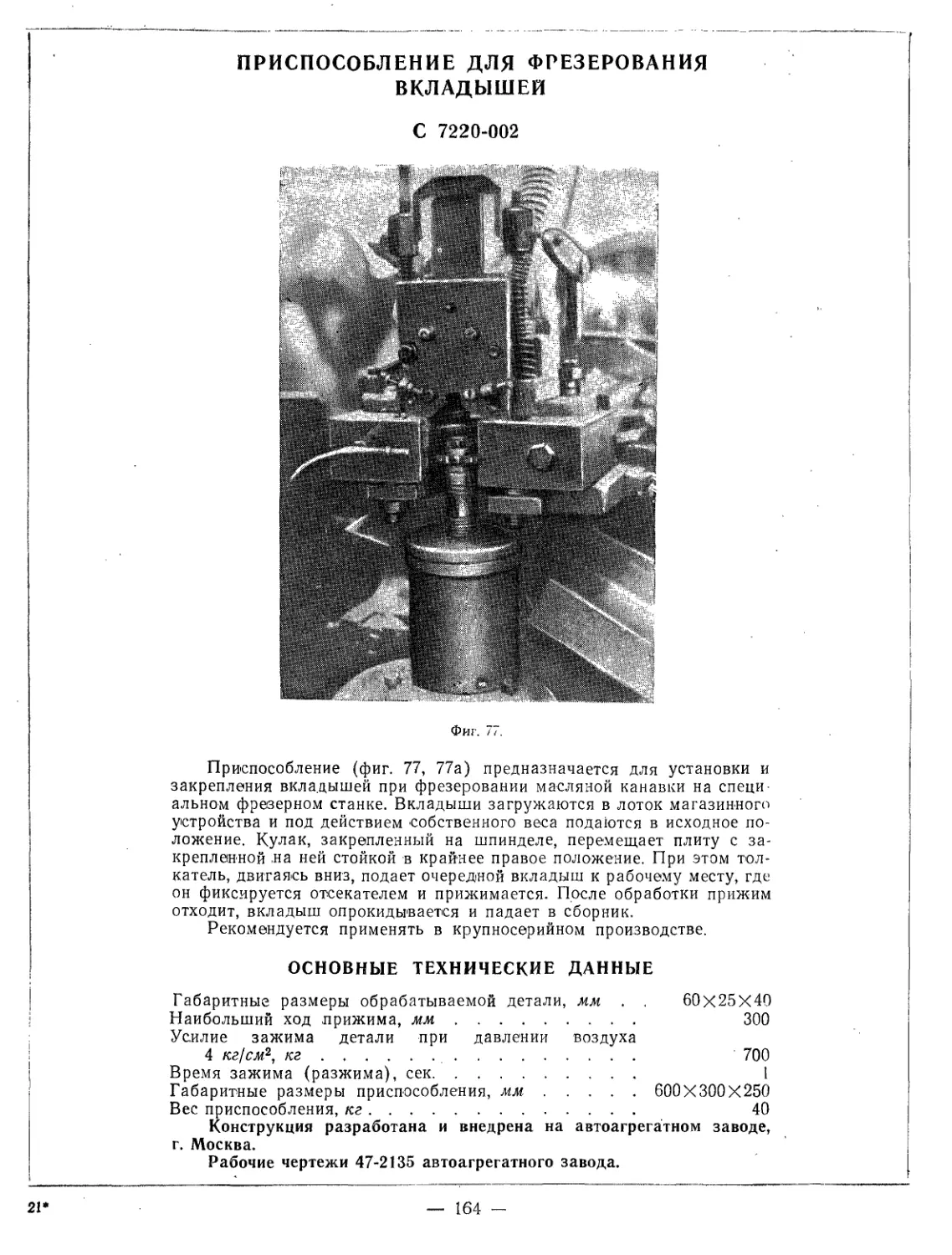
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ВКЛАДЫШЕЙ
С 7220-002
Фиг. 77.
Приспособление (фиг. 77, 77а) предназначается для установки и
закрепления вкладышей при фрезеровании масляной канавки на специ-
альном фрезерном станке. Вкладыши загружаются в лоток магазинного
устройства и под действием собственного веса подаются в исходное по-
ложение. Кулак, закрепленный на шпинделе, перемещает плиту с за-
крепленной .на ней стойкой в крайнее правое положение. При этом тол-
катель, двигаясь вниз, подает очередной вкладыш к рабочему месту, где
он фиксируется отсекателем и прижимается. После обработки прижим
отходит, вкладыш опрокидывается и падает в сборник.
Рекомендуется применять в крупносерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 60X25X40
Наибольший ход прижима, мм.................................. 300
Усилие зажима детали при давлении воздуха
4 кг/см2, кг........................................... 700
Время зажима (разжима), сек................................... 1
Габаритные размеры приспособления, мм............... 600X300X250
Вес приспособления, кг....................................... 40
Конструкция разработана и внедрена на автоагрегатном заводе,
г. Москва.
Рабочие чертежи 47-2135 автоагрегатного завода.
21*
— 164 -
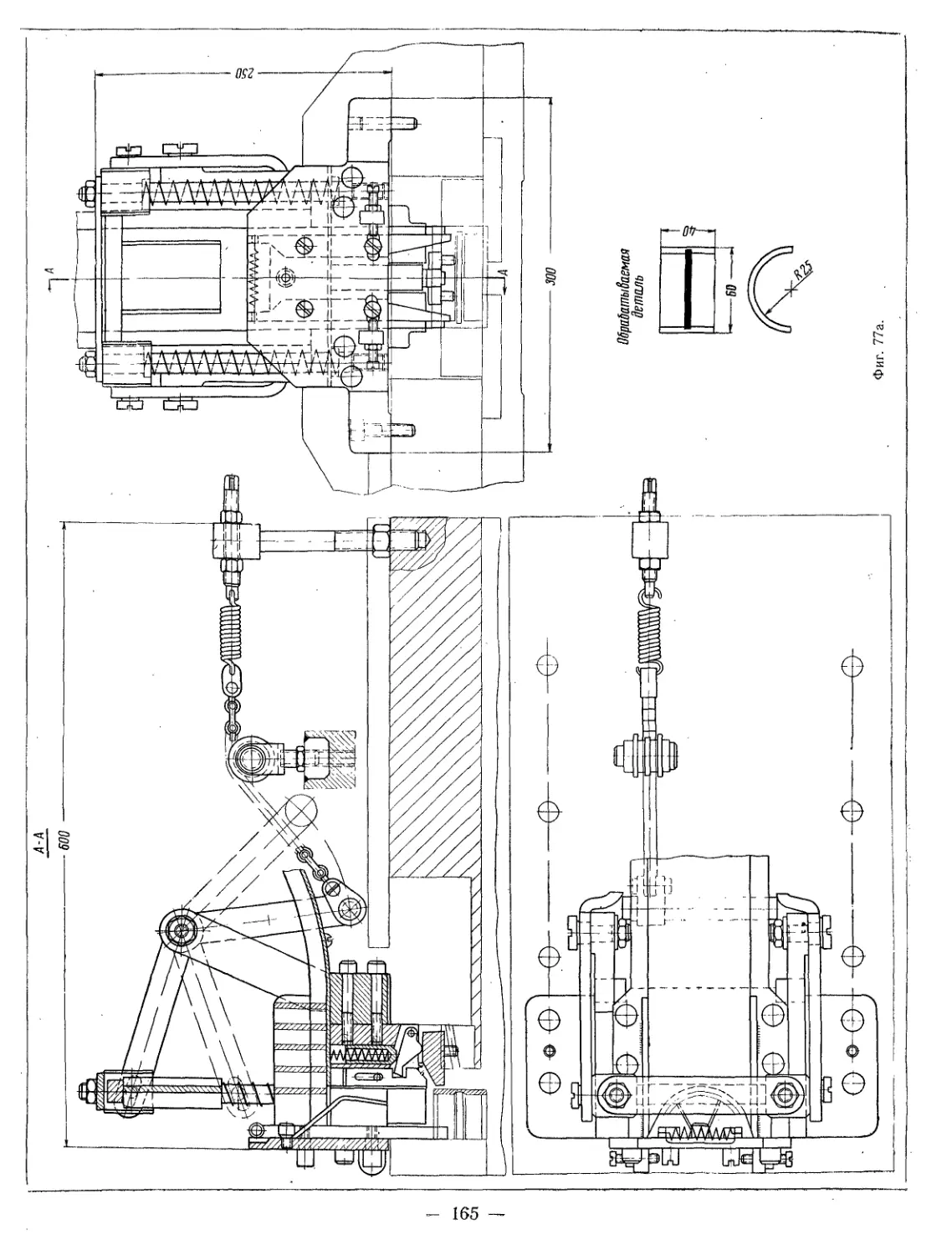
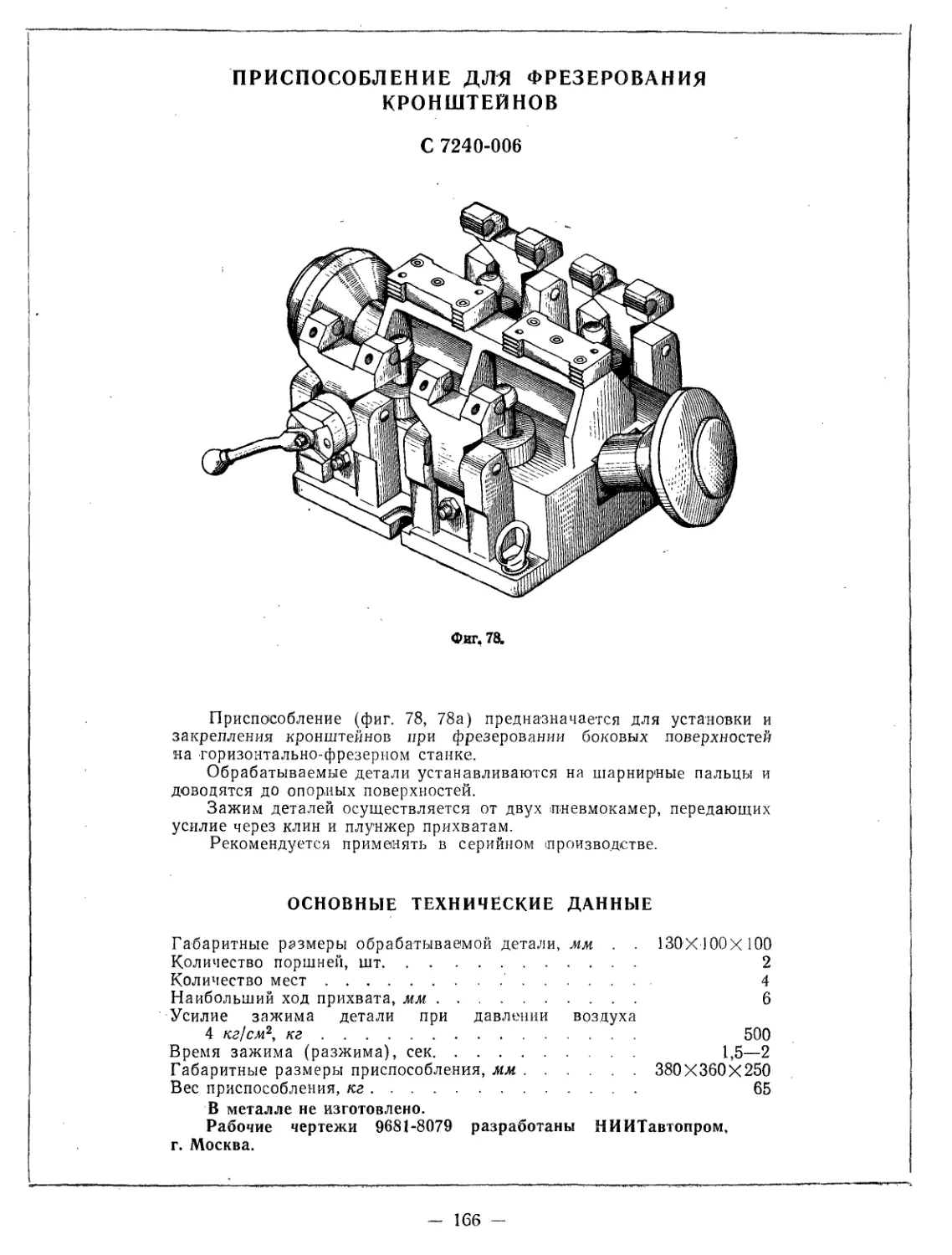
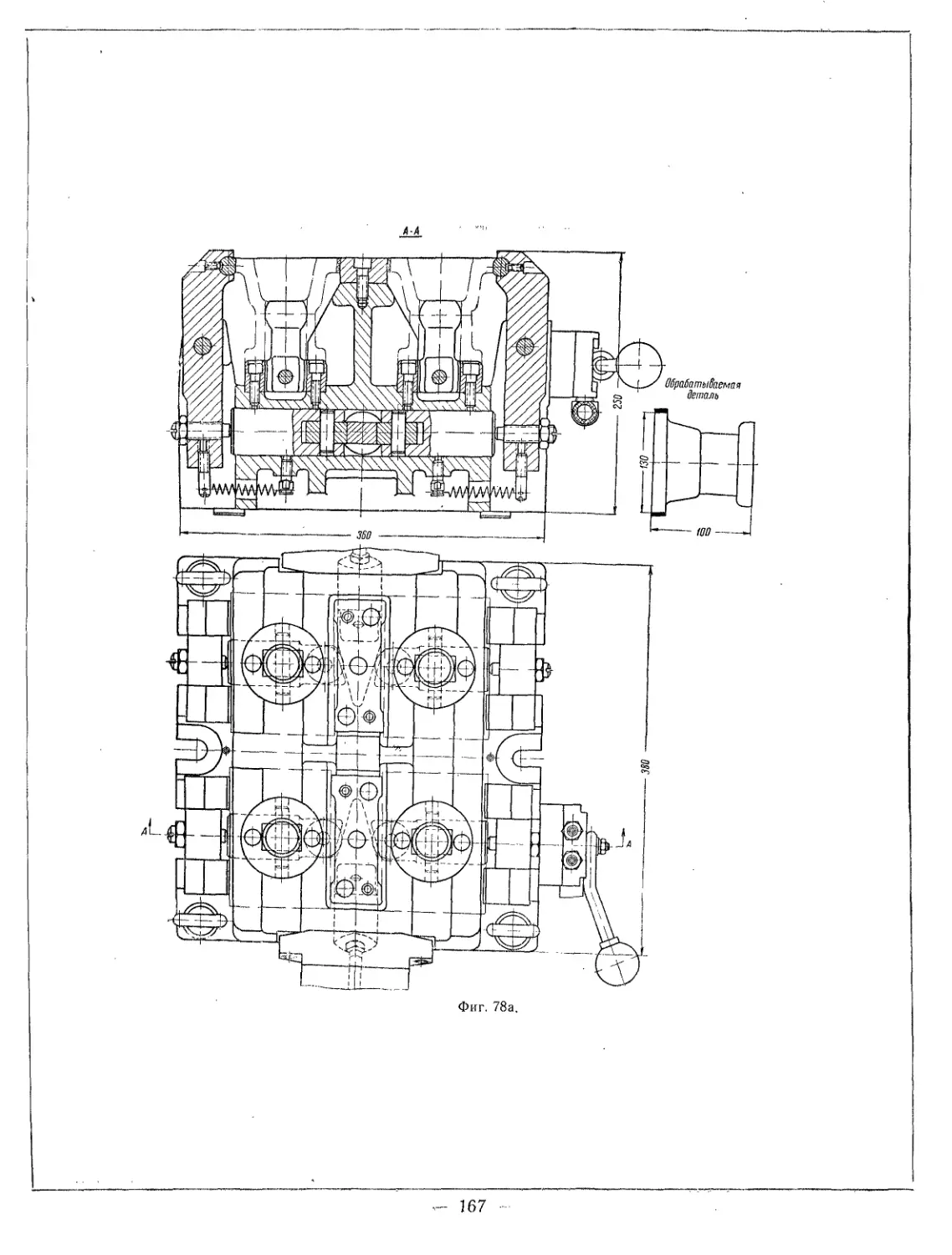
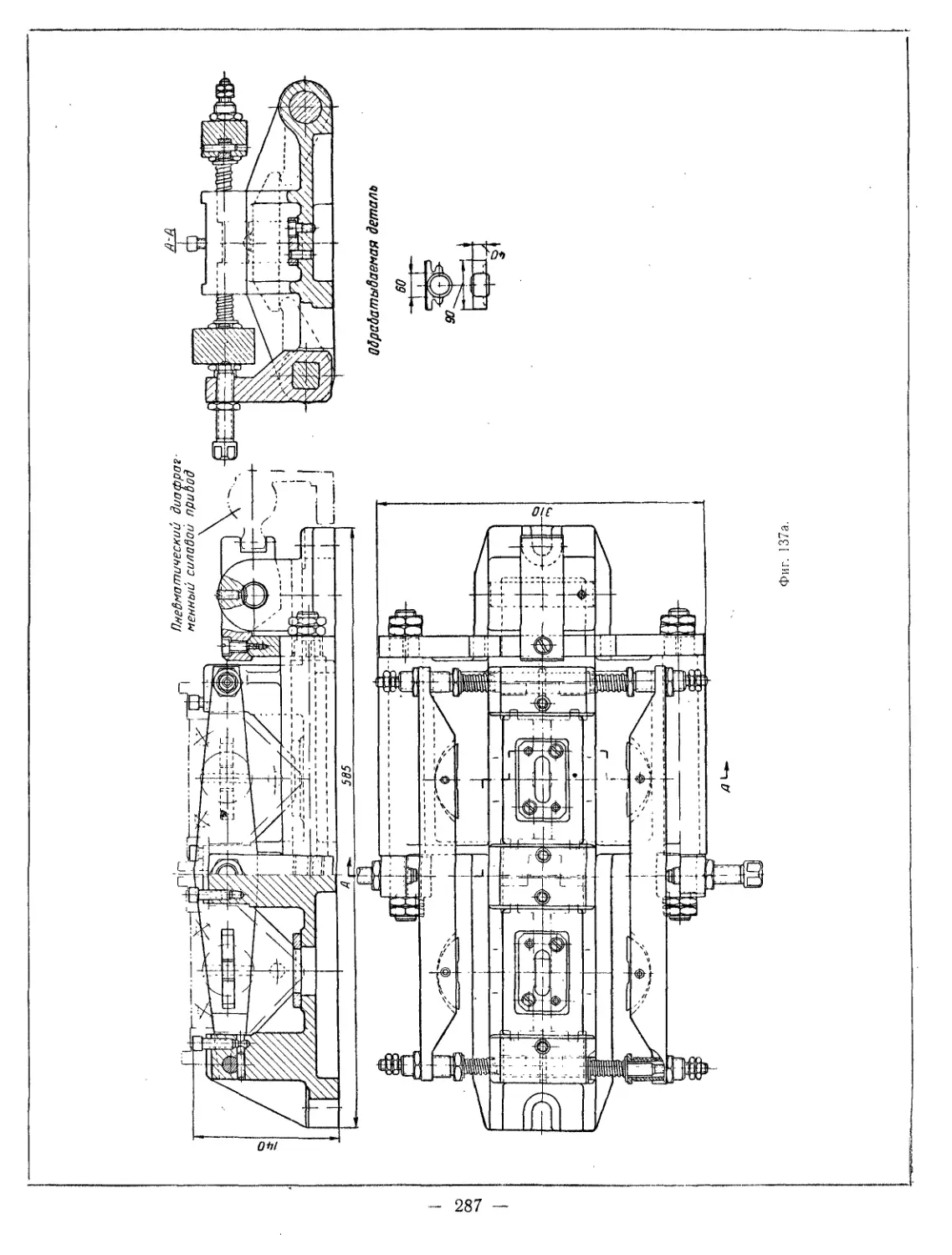
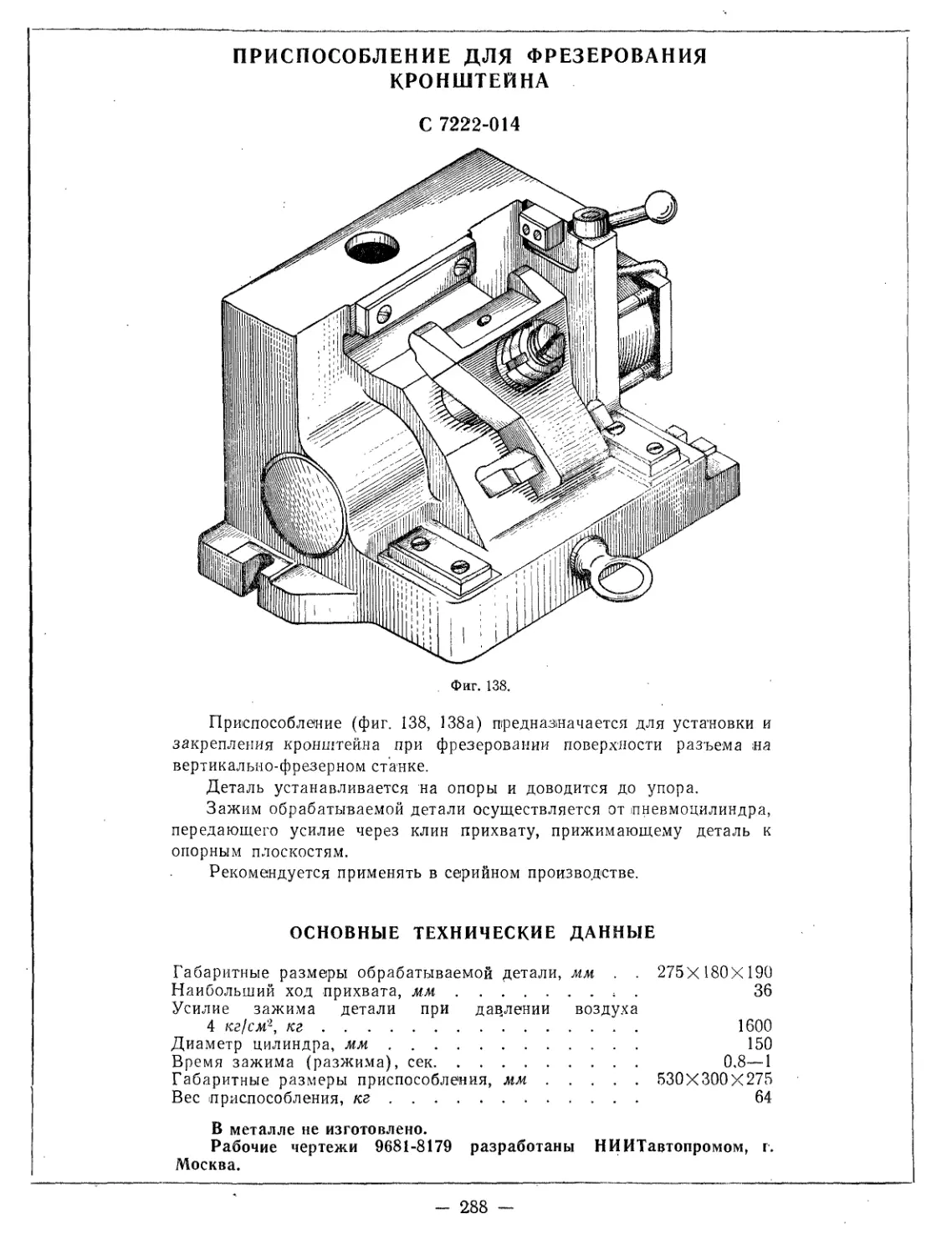
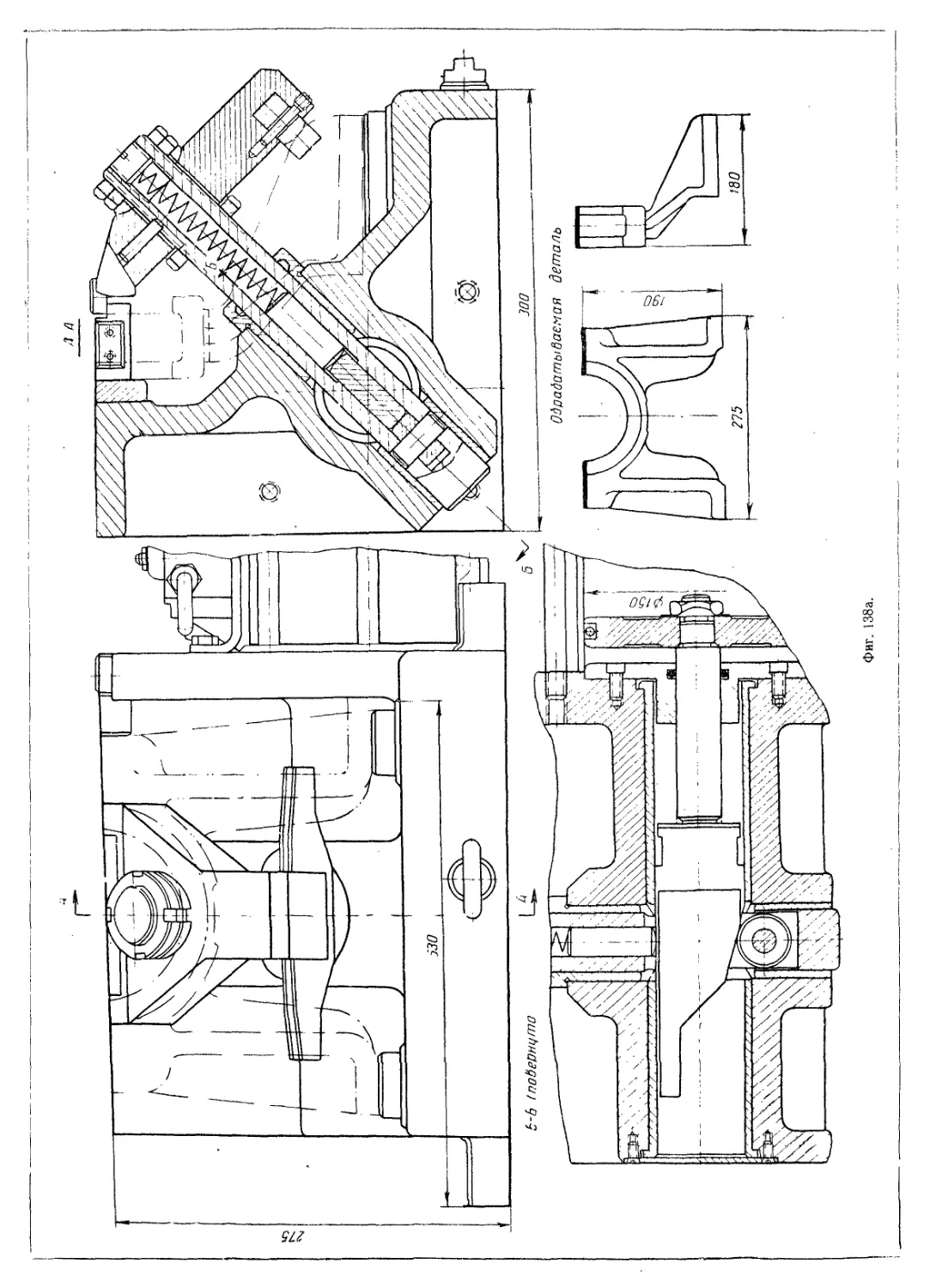
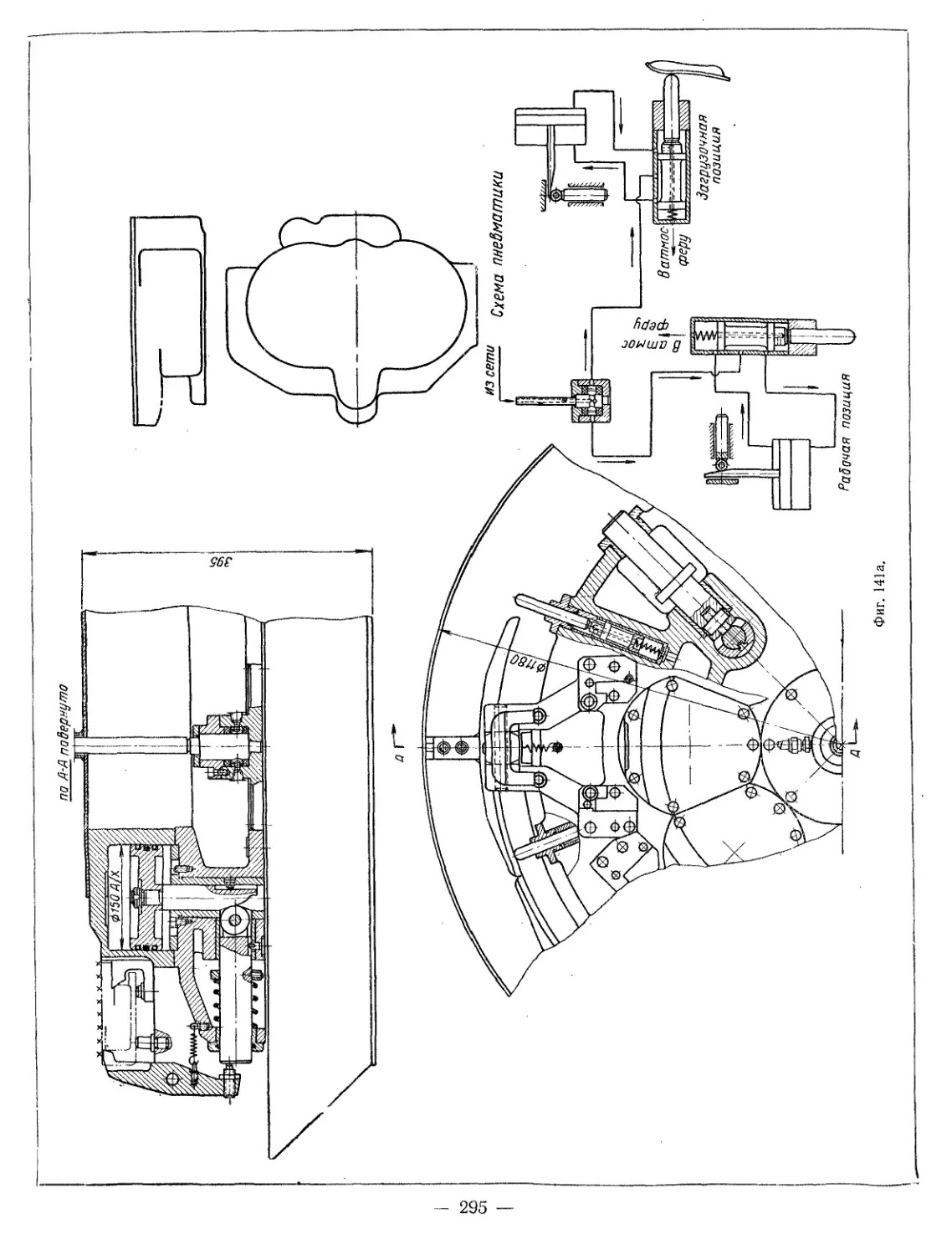
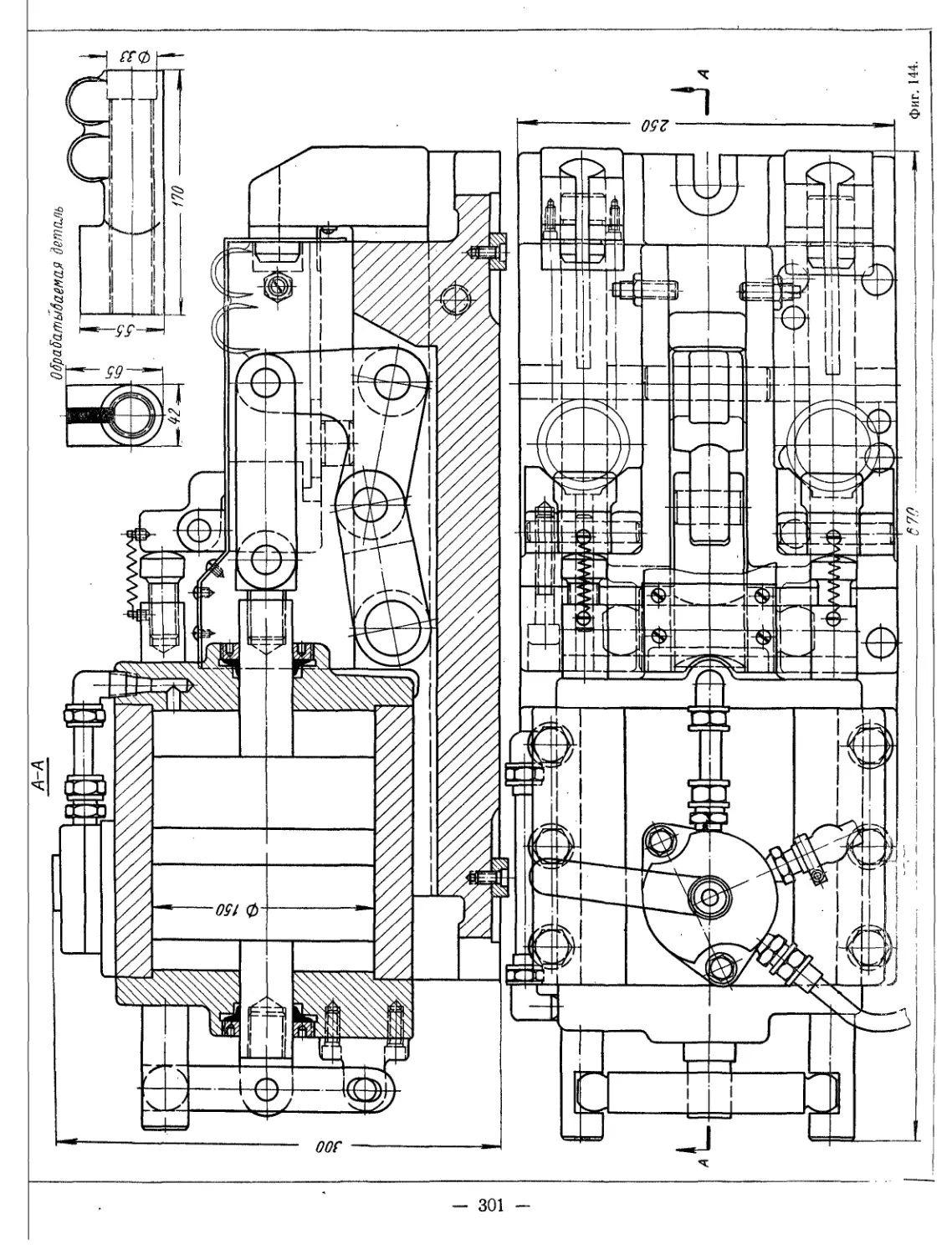
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КРОНШТЕЙНОВ
С 7240-006
Приспособление (фиг. 78, 78а) предназначается для установки и
закрепления кронштейнов при фрезеровании боковых поверхностей
на горизонтально-фрезерном станке.
Обрабатываемые детали устанавливаются на шарнирные пальцы и
доводятся до опорных поверхностей.
Зажим деталей осуществляется от двух пневмокамер, передающих
усилие через клин и плунжер прихватам.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 130X100X100
Количество поршней, шт......................................... 2
Количество мест..................................... 4
Наибольший ход прихвата, мм.................................... 6
Усилие зажима детали при давлении воздуха
4 кг]см2, кг............................................. 500
Время зажима (разжима), сек......................... 1,5—2
Габаритные размеры приспособления, мм................ 380X360X250
Вес приспособления, кг........................................ 65
В металле не изготовлено.
Рабочие чертежи 9681-8079 разработаны НИИТавтопром,
г. Москва.
- 166 -
4-4
Фиг. 78а.
167
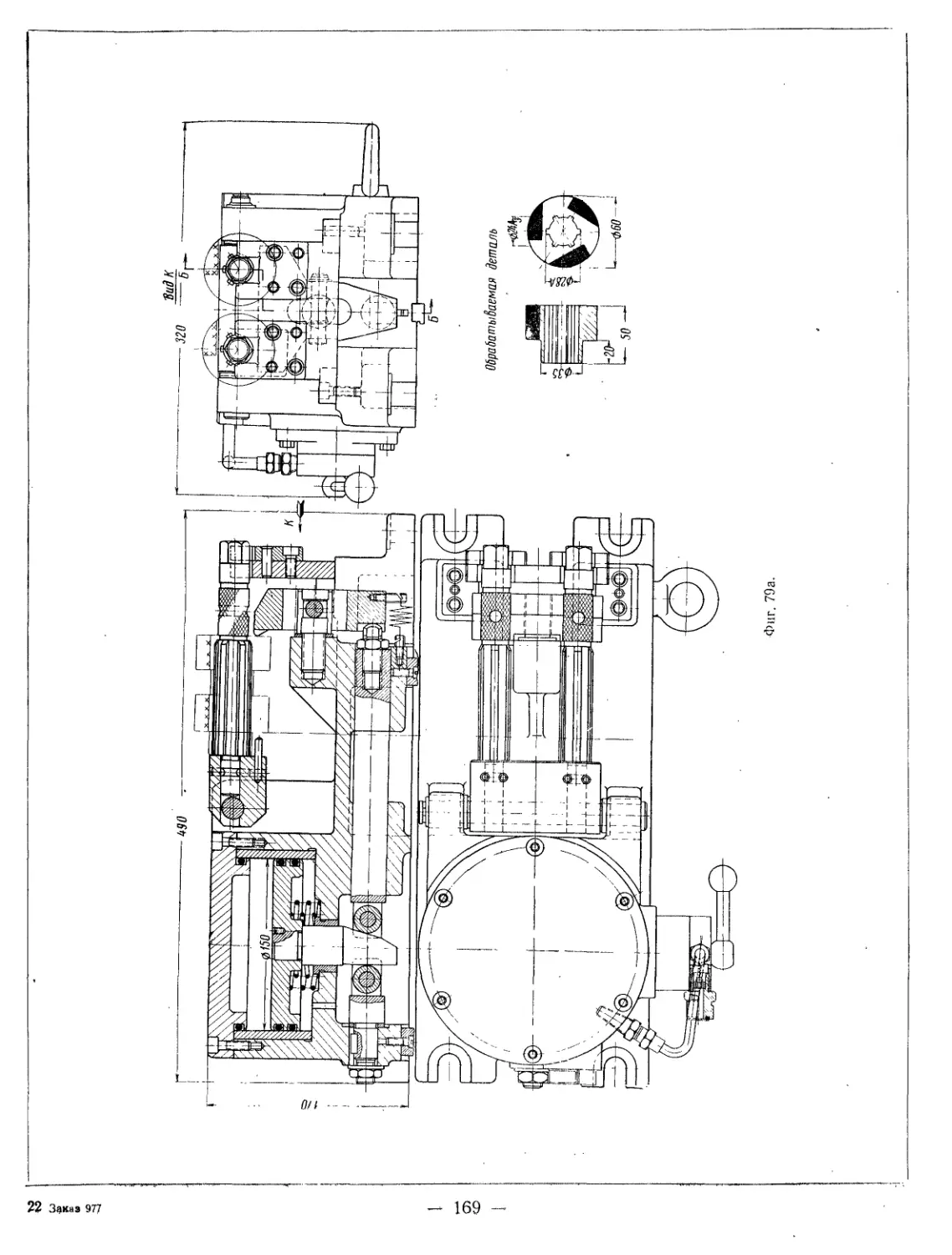
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ МУФТ
С 7250-000
Фиг. 79.
Приспособление (фиг. 79, 79а) предназначается для установки и
закрепления муфт при-фрезеровании трех поверхностей на горизонталь-
но-фрезерном станке. Обрабатываемые детали устанавливаются по
шлицам на два валика. Зажим обрабатываемых деталей осуществляет-
ся прихватом. Усилие зажима прихвату передается от штока пневмати-
ческого цилиндра через клин и плунжер с роликом.
Поворот обрабатываемой детали на 120° осуществляется после ее
освобождения поворотом шлицевых валиков.
Фиксация положения осуществляется шестигранником (выполнен-
ным на конце шлицевого валика), входящим в пазы установив.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 60X50
Количество мест................................................. 4
Диаметр пневматического цилиндра, мм.......................... 150
Усилие зажима детали при давлении воздуха
4 кг/см1, кг............................................. 1100
Ход прихвата, мм................................................ 8
Время зажима (разжима), сек................................... 1.5
Габаритные размеры приспособления, мм................. 490X320X170
Вес приспособления, кг......................................... 78
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе «Красный пролетарий», г. Москва.
Рабочие чертежи 1К62П-277 завода «Красный пролетарий».
168
к>
Заказ 977
О)
Фиг. 79а.
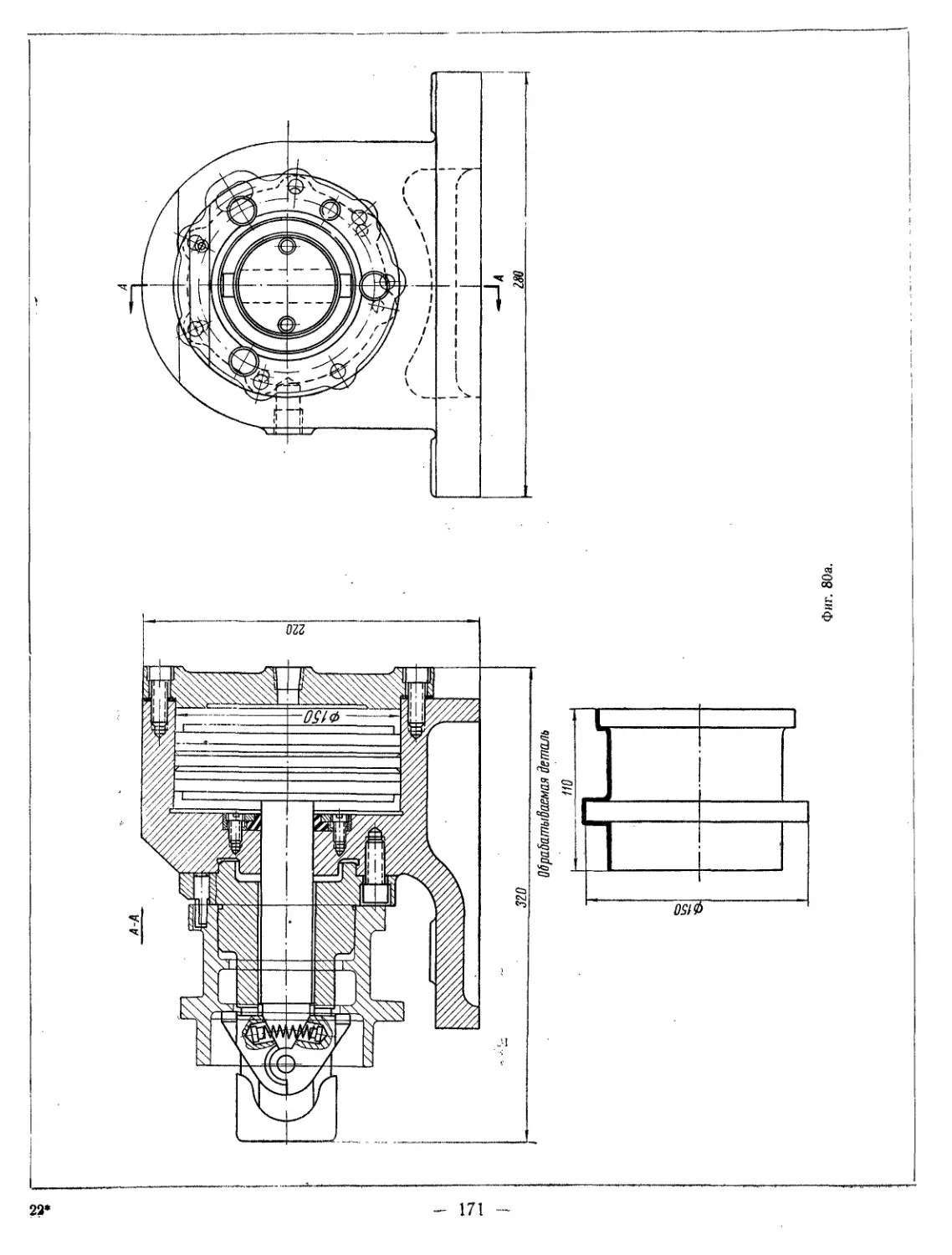
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВТУЛОК
С 7225-000
Фиг. 80.
Приспособление (фиг. 80, 80а) предназначается для установки и
закрепления втулки при фрезеровании лыски на горизонтально-фрезер-
ном станке.
Деталь устанавливается на два пальца (цилиндрический централь-
ный и срезанный) и закрепляется двумя кулачками, качающимися на
штоке.
При освобождении детали кулачки заходят в выемку крышки и
сжимаются, при этом деталь свободно снимается с пальцев.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0150X110
Наибольший ход кулачков, мм................................... 15
Усилие зажима детали при давлении воздуха
4 кг]см?, кг............................................. 550
Диаметр цилиндра, мм......................................... 150
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм................ 320X280X220
Вес приспособления, кг........................................ 15
Конструкция разработана и внедрена на автомобильном заводе име-
ни Лихачева, г. Москва.
Рабочие чертежи 38П-69 автомобильного завода имени Лихачева.
- 170 -
Фиг. 80а.
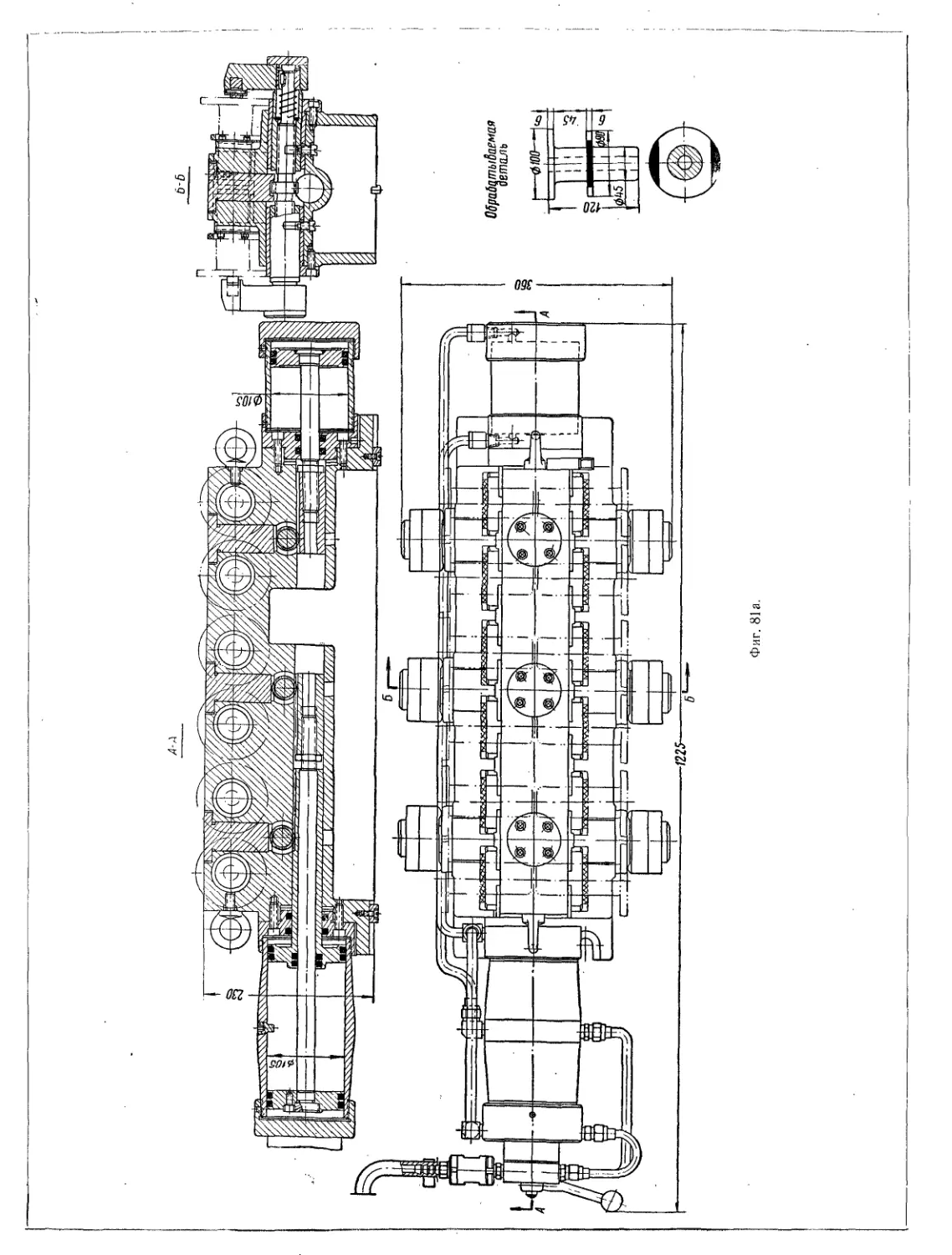
ПРИСПОСОБЛЕНИЕ МНОГОМЕСТНОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ ФЛАНЦЕВ
С 7245-002
Фиг. 81.
Приспособление (фиг. 81, 81а) предназначается для установки и
закрепления фланцев при фрезеровании лысок на горизонтально-фрезер-
ном станке. Приспособление двухпозиционное. Обрабатываемые детали
устанавливаются на цилиндрический и срезанный штыри и зажимаются
качалками с помощью .шести Г-образных прихватов.
Зажим деталей — пневматический самотормозящий. Два пневмати-
ческих цилиндра, закрепленных на торцах приспособления, передают
усилие зажима через рейку шестерням, вращающим винты с правой и
левой резьбой. Для загрузки обрабатываемых деталей прихваты авто-
матически поворачиваются с помощью шпонки и подпружиненной зуб-
чатой муфты.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм . 0100X120
Количество позиций ............................................ 2
Количество мест..................................... 12
Диаметр пневмоцилиндра, мм.......................... 105
Усилие зажима детали при давлении воздуха
4 кг!см2, кг................................... 1200
Ход прихвата, мм..................................... 5
Время зажима (разжима), сек...................... 2
Габаритные размеры приспособления, мм . . . 1225X360X230
Вес приспособления, кг ...................................... 140
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе «Красный пролетарий», г. Москва.
Рабочие чертежи 1К62П-157 завода «Красный пролетарий».
- 172 -
Фиг. 81а.
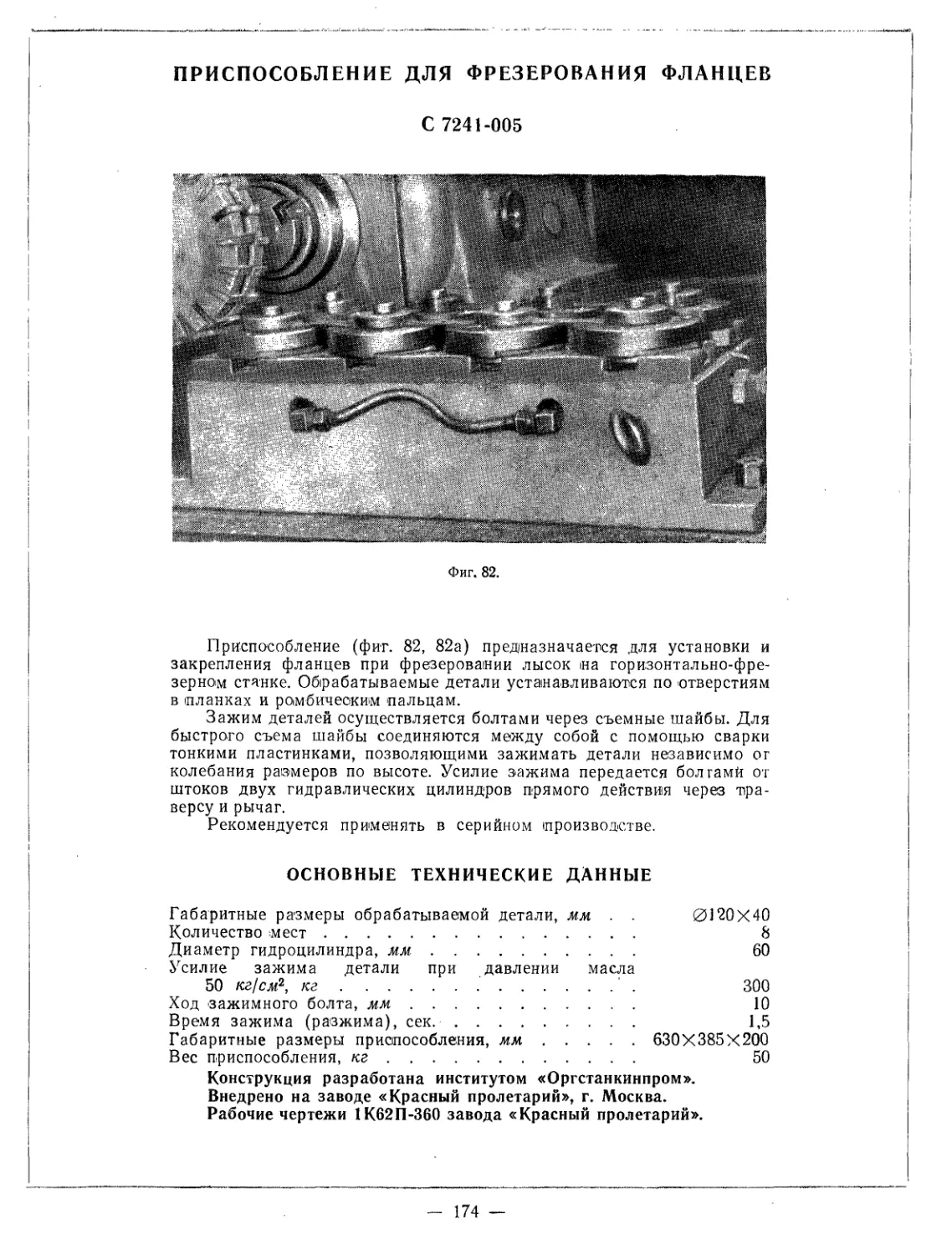
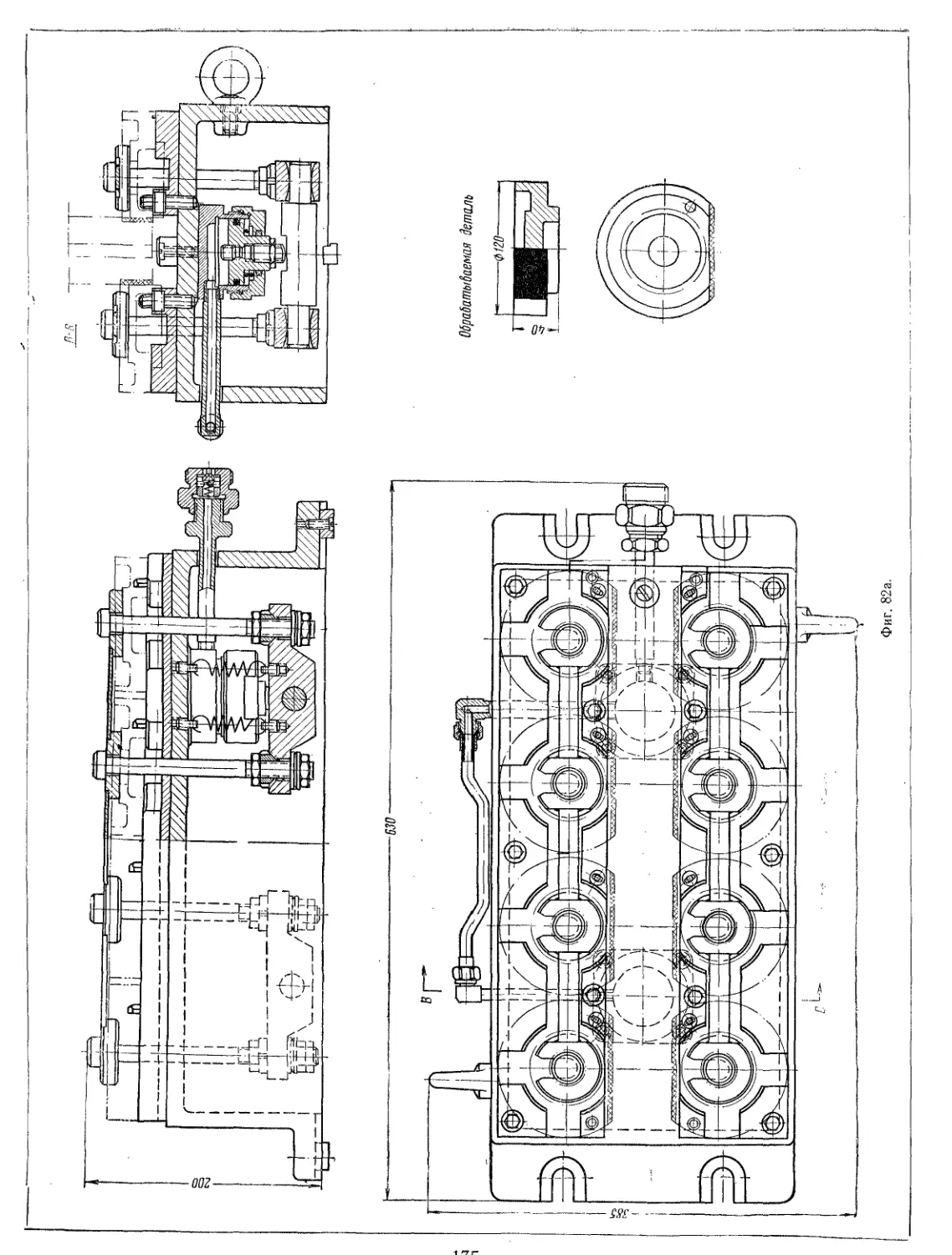
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ФЛАНЦЕВ
С 7241-005
Приспособление (фиг. 82, 82а) предназначается для установки и
закрепления фланцев при фрезеровании лысок на горизонтально-фре-
зерном станке. Обрабатываемые детали устанавливаются по отверстиям
в планках и ромбическим пальцам.
Зажим деталей осуществляется болтами через съемные шайбы. Для
быстрого съема шайбы соединяются между собой с помощью сварки
тонкими пластинками, позволяющими зажимать детали независимо ог
колебания размеров по высоте. Усилие зажима передается болгамй от
штоков двух гидравлических цилиндров прямого действия через тра-
версу и рычаг.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0120X40
Количество мест................................................ 8
Диаметр гидроцилиндра, мм..................................... 60
Усилие зажима детали при давлении масла
50 кг/см2, кг........................................... 300
Ход зажимного болта, мм....................................... 10
Время зажима (разжима), сек.................................. 1,5
Габаритные размеры приспособления, мм................ 630X385X200
Вес приспособления, кг........................................ 50
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе «Красный пролетарий», г. Москва.
Рабочие чертежи 1К62П-360 завода «Красный пролетарий».
езо
~3S5
Фиг. 82а.
Обрабатываемая деталь
Ф/20-
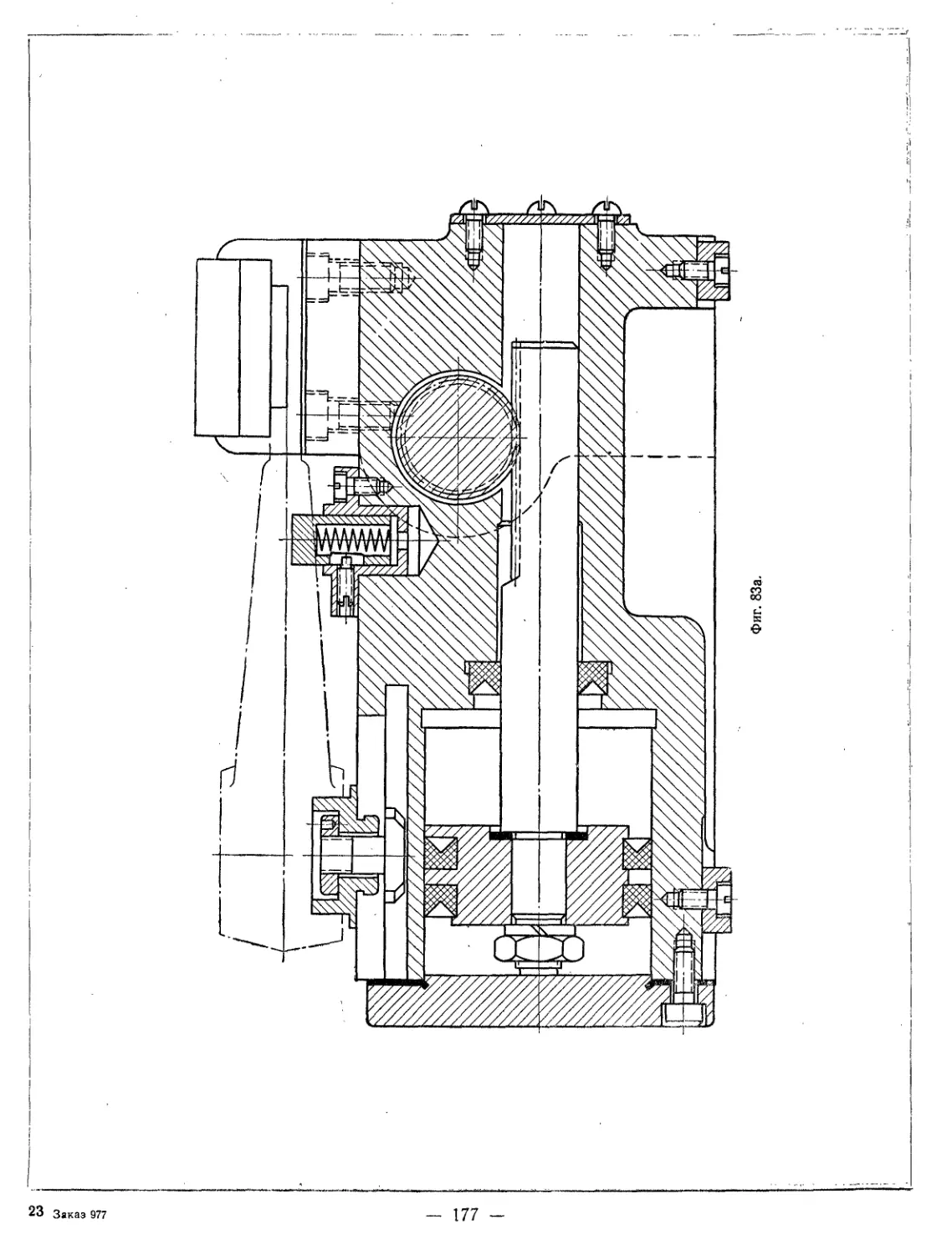
ПРИСПОСОБЛЕНИЕ, ПЕРЕНАЛАЖИВАЕМОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ РЫЧАГОВ
С 7220-000
Фиг. 83.
Приспособление (фиг. 83, 83а) предназначается для установки и
закрепления деталей типа рычагов при обработке пазов на фрезерном
станке.
Деталь устанавливается на срезанный палец, фиксируется пружин-
ной призмой и закрепляется двумя Г-образными прихватами, действую-
щими от поршневого пневматического привода посредством шестерни
и рейки. Переналадка приспособления для обработки различных рыча-
гов осуществляется сменой прихватов, призмы и пальца. Палец уста-
навливается при этом по пазу корпуса в месте, соответствующем длине
обрабатываемого рычага.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм .. . 230X60
Диаметр поршня, мм............................................ 32
Габаритные размеры приспособления, мм................ 270X236X170
Время зажима детали, сек..................................... 1,5
Вес приспособления, кг........................................ 25
Рабочие чертежи ТП-104
Материалы имеются в институте «Оргстанкинпром». г. Москва
176
Фиг. 83а.
23 Заказ 977
- 177 -
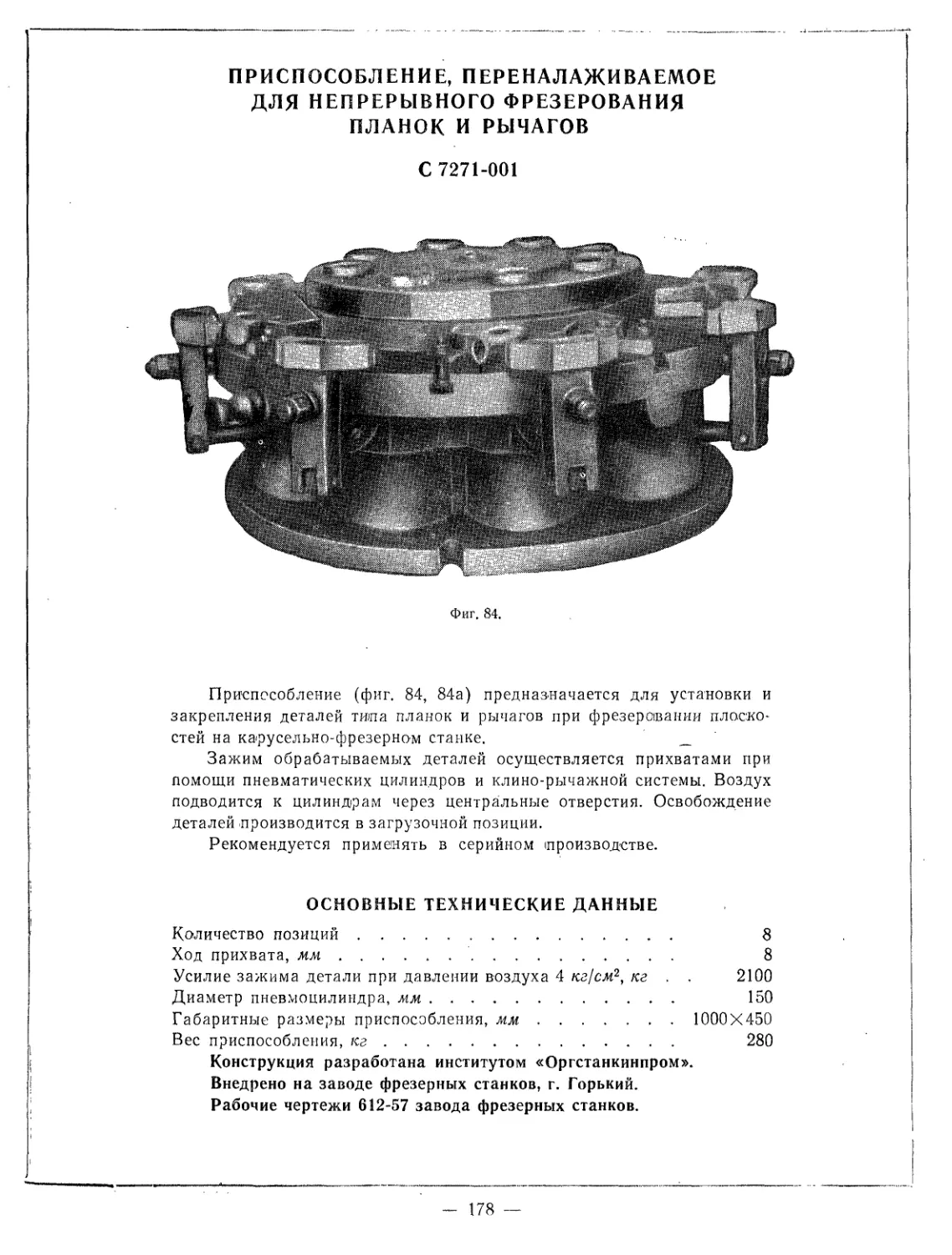
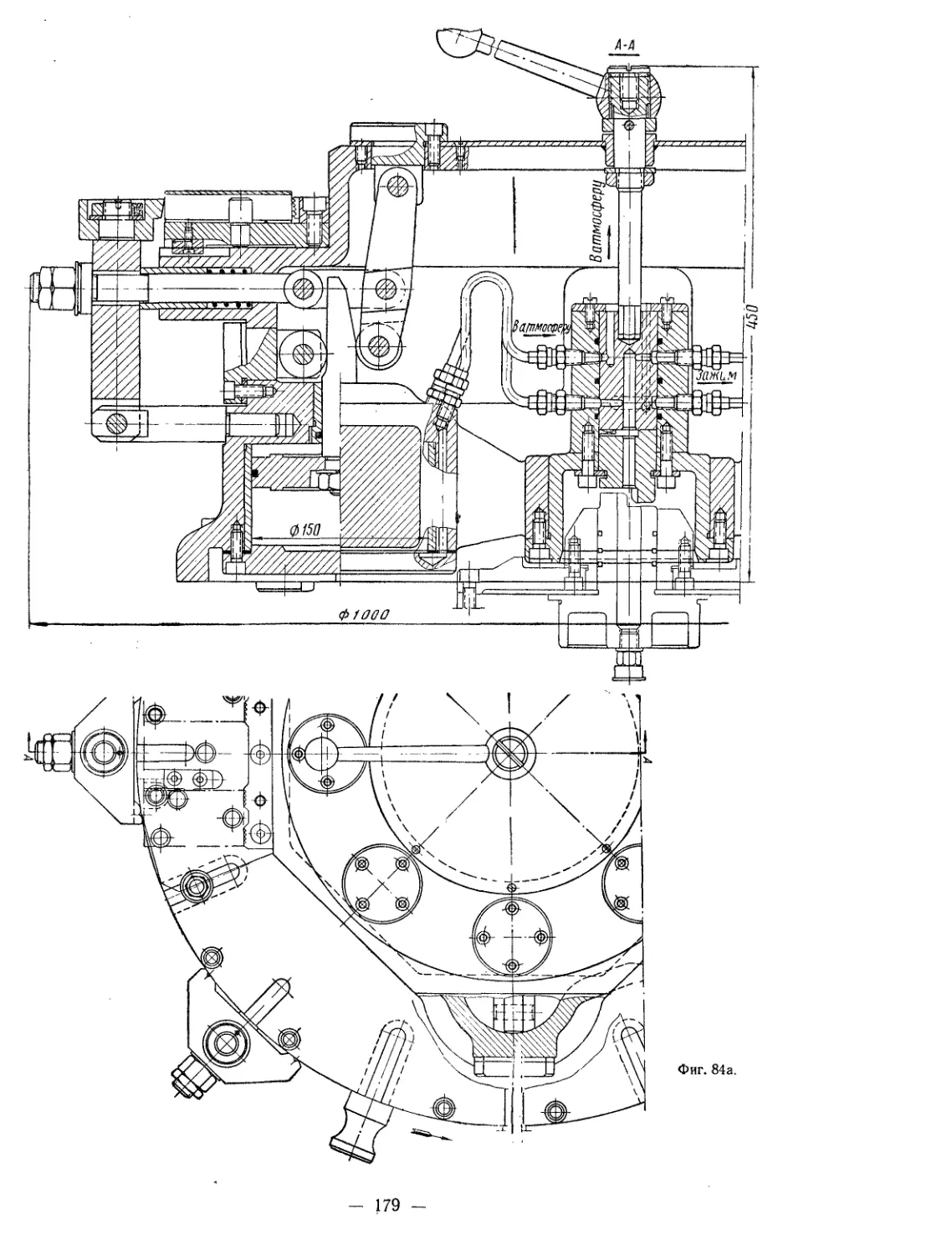
ПРИСПОСОБЛЕНИЕ, ПЕРЕНАЛАЖИВАЕМОЕ
ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ
ПЛАНОК И РЫЧАГОВ
С 7271-001
Фиг. 84.
Приспособление (фиг. 84, 84а) предназначается для установки и
закрепления деталей типа планок и рычагов при фрезеровании плоско-
стей на карусельно-фрезерном станке. _
Зажим обрабатываемых деталей осуществляется прихватами при
помощи пневматических цилиндров и клино-рычажной системы. Воздух
подводится к цилиндрам через центральные отверстия. Освобождение
деталей производится в загрузочной позиции.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Количество позиций ............................................. 8
Ход прихвата, мм............................................... 8
Усилие зажима детали при давлении воздуха 4 кг/см2, кг . . 2100
Диаметр пневмоцилиндра, мм................................. 150
Габаритные размеры приспособления, мм.................... 1000X450
Вес приспособления, кг........................................ 280
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 612-57 завода фрезерных станков.
- 178 —
VZZZZ.
- 179 -
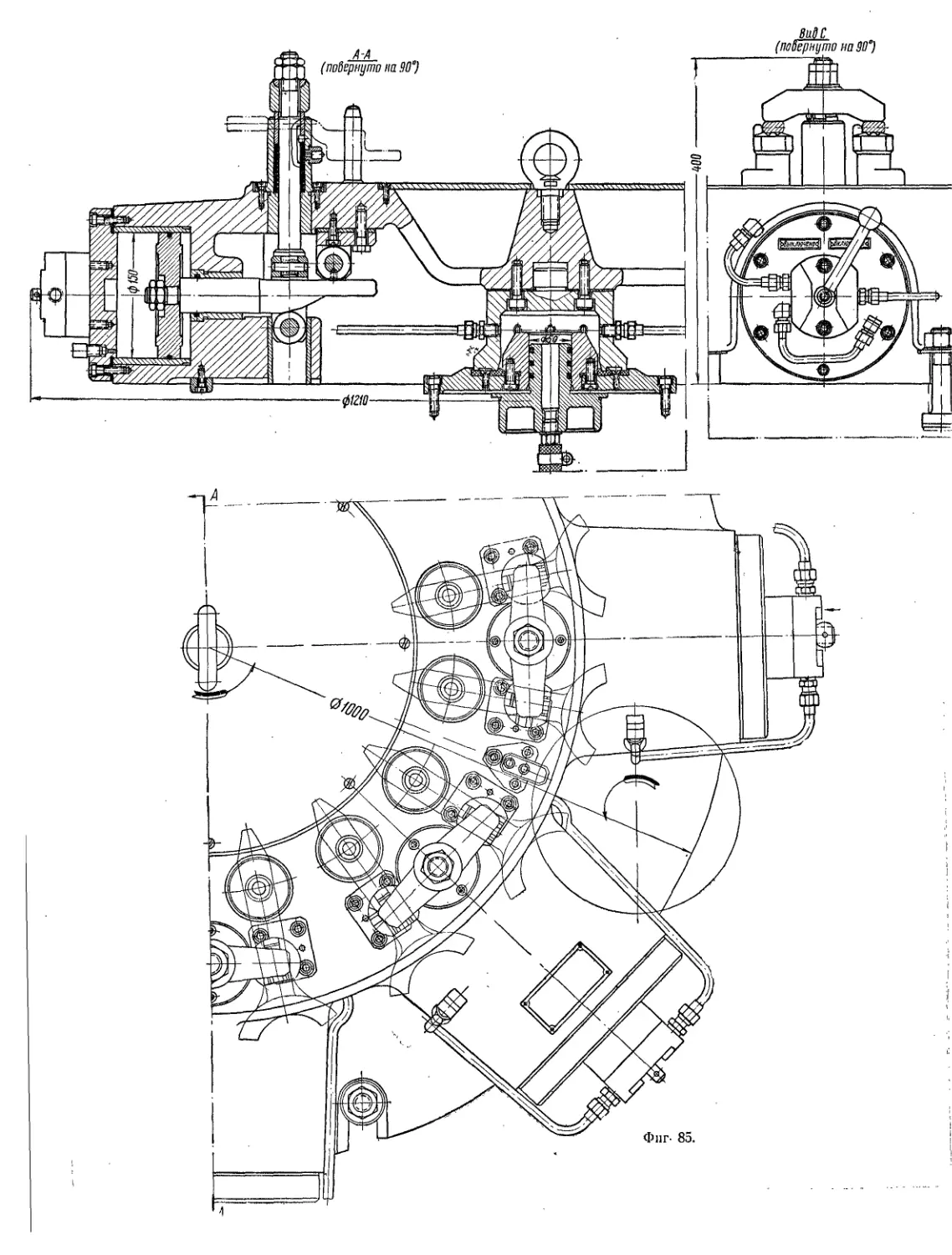
ПРИСПОСОБЛЕНИЕ, ПЕРЕНАЛАЖИВАЕМОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ РЫЧАГОВ
С 7271-002
'Приспособление (фиг. 85) предназначается для установки и
закрепления деталей типа рычагов при обработке их на карусельно-
фрезерном станке модели 621С2.
Каждой группе обрабатываемых деталей соответствует своя смен-
ная наладка.
Зажим деталей осуществляется от пневматических цилиндров по-
средством клино-рычажной системы.
Воздух подводится через центральное отверстие стола. Управление
пневматическими цилиндрами производится трехходовыми распредели-
тельными кранами.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Количество позиций, шт...............................
Ход прихвата, мм................. . ..........
Усилие зажима детали при давлении воздуха 4 кг/слК, кг
Диаметр пневмоцилиндра, мм...........................
Габаритные размеры приспособления, мм ...............
Вес приспособления, кг ..................
8
9
1150
150
1210X400
300
Конструкция разработана и внедрена на заводе фрезерных станков,
г. Горький.
Рабочие чертежи 621С2-Н9-01 завода фрезерных станков.
180 -
Bui с
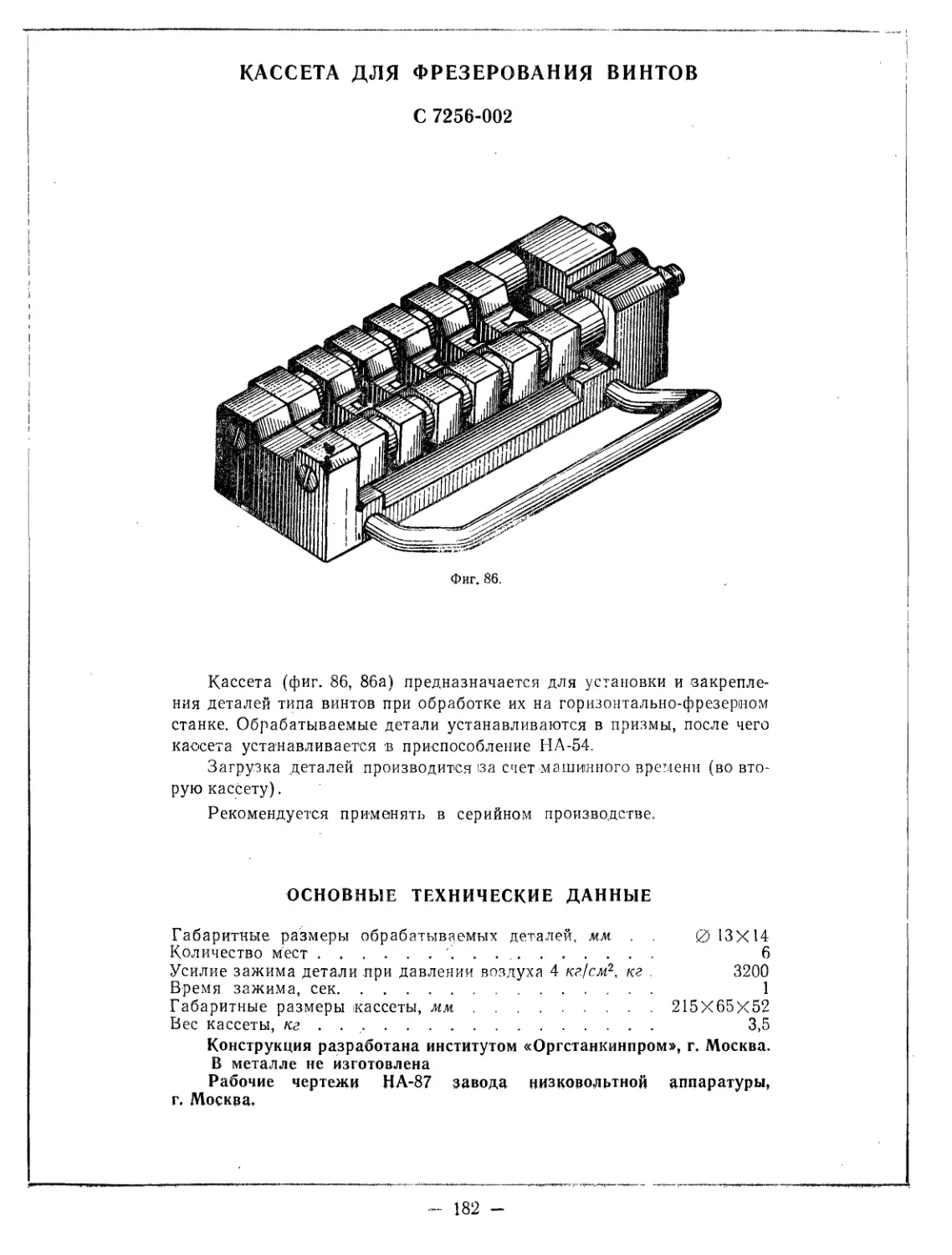
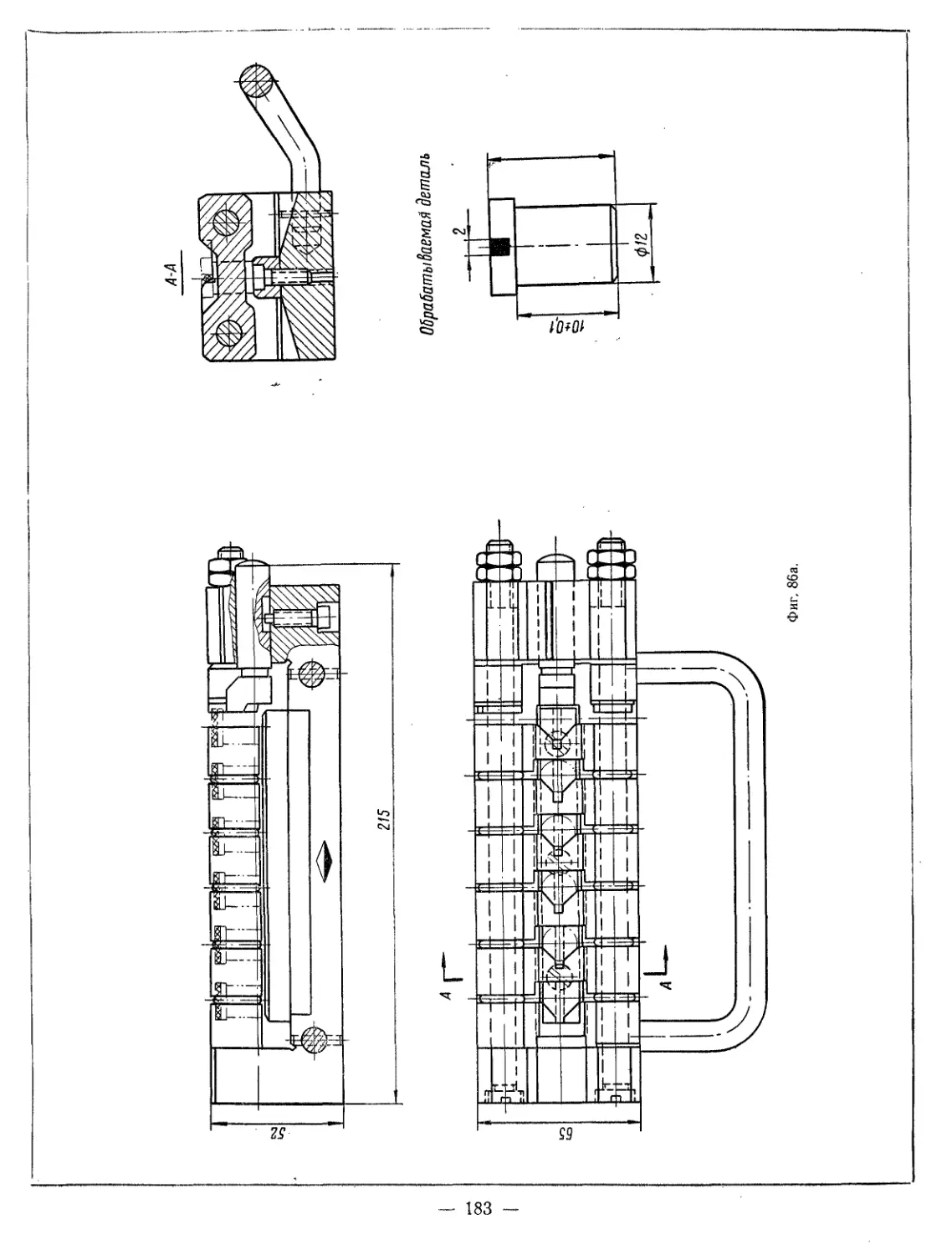
КАССЕТА ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ
С 7256-002
Фиг. 86.
Кассета (фиг. 86, 86а) предназначается для установки и закрепле-
ния деталей типа винтов при обработке их на горизонтально-фрезерном
станке. Обрабатываемые детали устанавливаются в призмы, после чего
кассета устанавливается в приспособление НА-54.
Загрузка деталей производится за счет машинного времени (во вто-
рую кассету).
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм . . 0 13X14
Количество мест............................................. 6
Усилие зажима детали.при давлении воздуха 4 кг!см2, кг . 3200
Время зажима, сек............................................. 1
Габаритные размеры кассеты, мм.........................215X65X52
Вес кассеты, кг . .......................................... 3,5
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
В металле не изготовлена
Рабочие чертежи НА-87 завода низковольтной аппаратуры,
г. Москва.
- 182 -
Фиг, 86а.
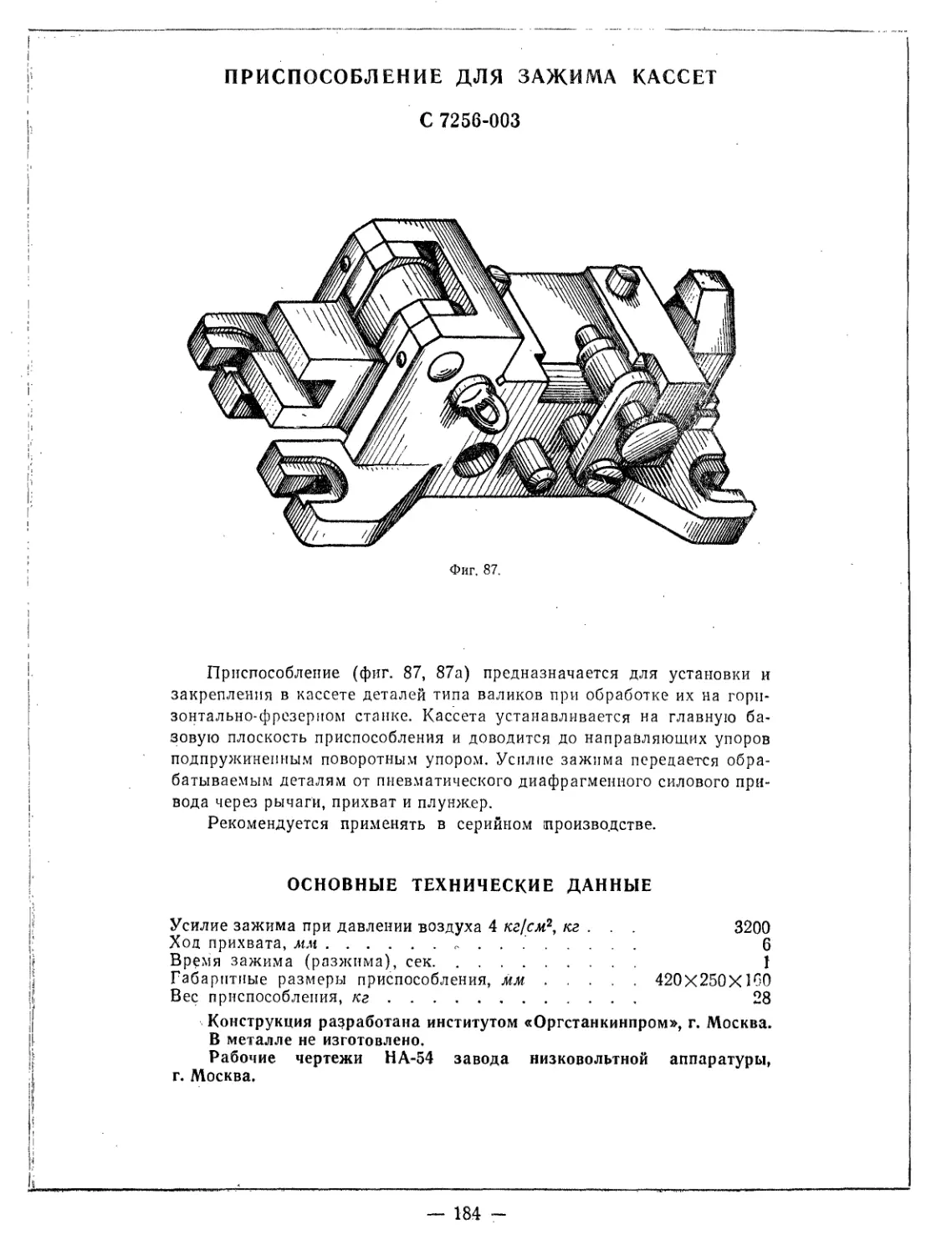
ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАЖИМА КАССЕТ
С 7256-003
Фиг. 87.
Приспособление (фиг. 87, 87а) предназначается для установки и
закрепления в кассете деталей типа валиков при обработке их на гори-
зонтально-фрезерном станке. Кассета устанавливается на главную ба-
зовую плоскость приспособления и доводится до направляющих упоров
подпружиненным поворотным упором. Усилие зажима передается обра-
батываемым деталям от пневматического диафрагменного силового при-
вода через рычаги, прихват и плунжер.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Усилие зажима при давлении воздуха 4 кг/см2, кг . . . 3200
Ход прихвата, мм.................................... 6
Время зажима (разжима), сек................................. 1
Габаритные размеры приспособления, мм................. 420X250X160
Вес приспособления, кг......................................... 28
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
В металле не изготовлено.
Рабочие чертежи НА-54 завода низковольтной аппаратуры,
г. Москва.
— 184 -
24 заказ 977
Фиг. 87а.
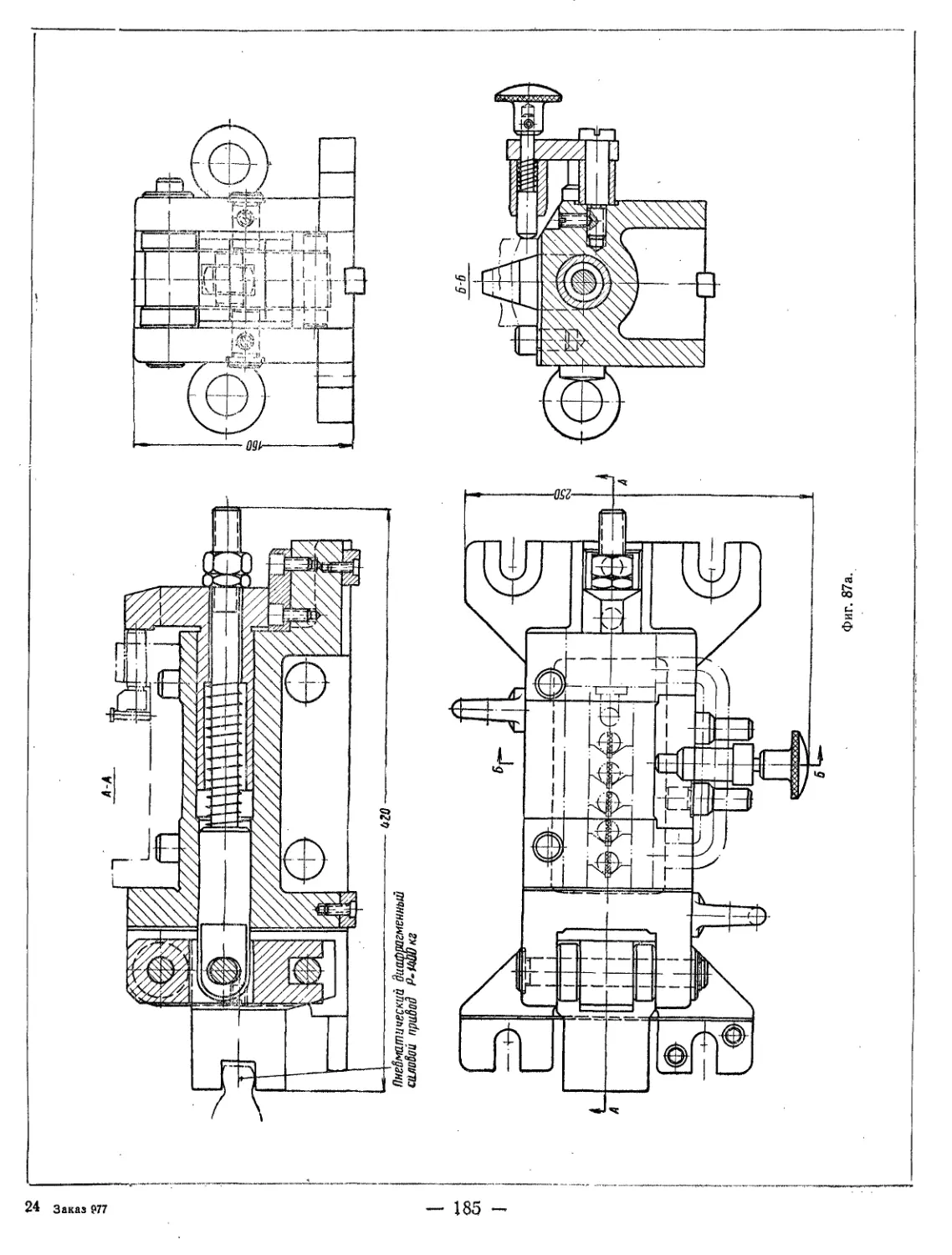
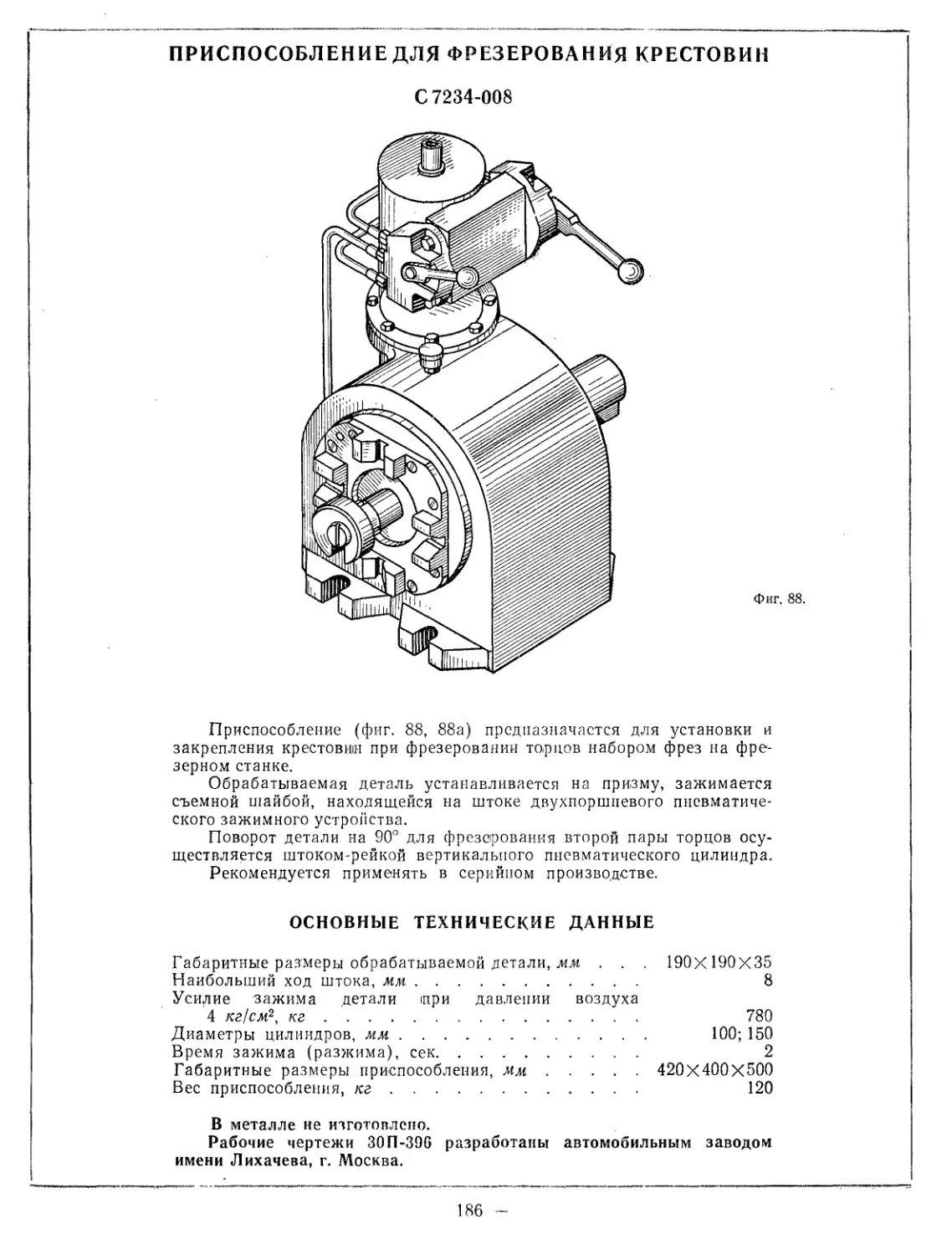
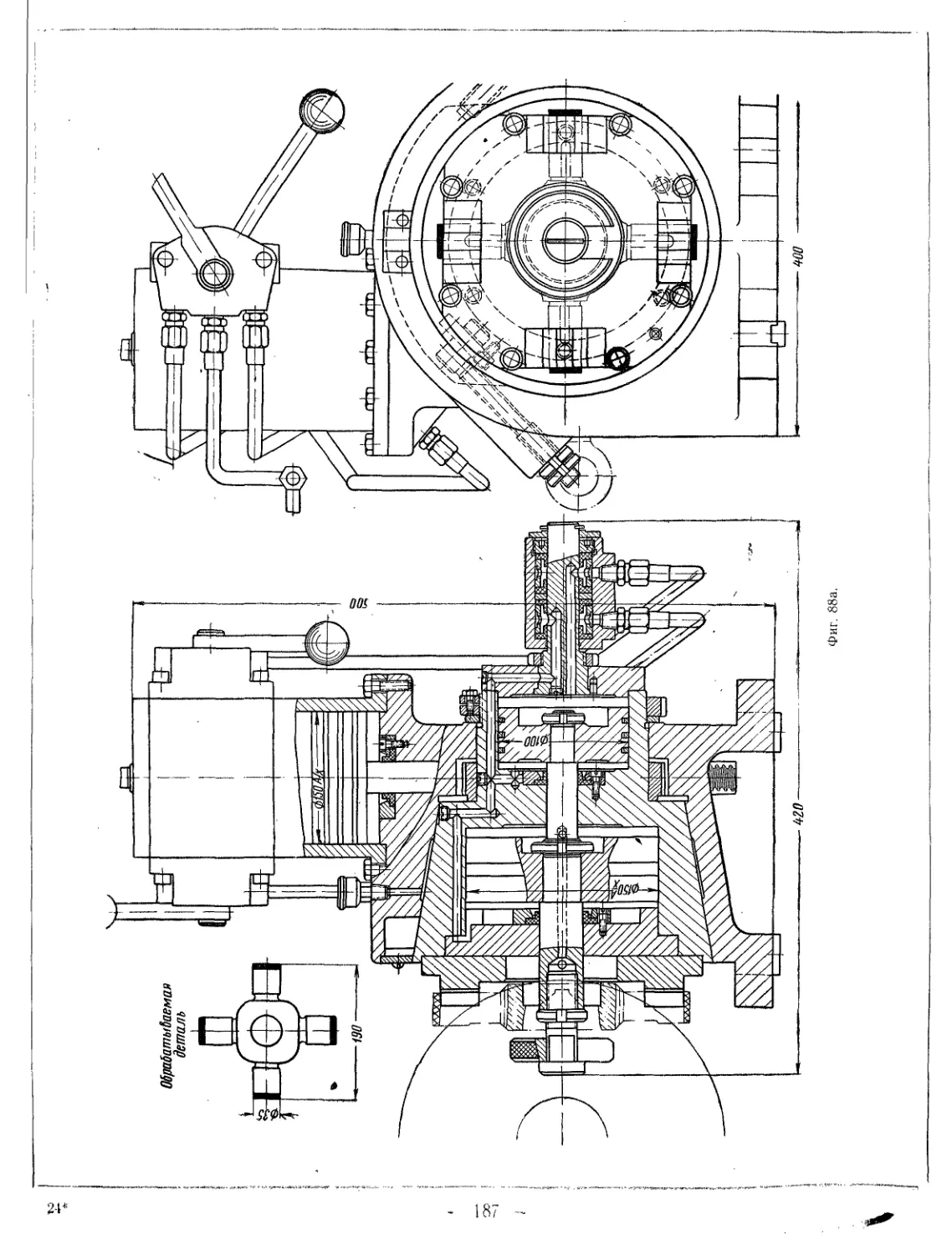
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ КРЕСТОВИН
С 7234-008
Приспособление (фиг. 88, 88а) предназначается для установки и
закрепления крестовин при фрезеровании торцов набором фрез на фре-
зерном станке.
Обрабатываемая деталь устанавливается на призму, зажимается
съемной шайбой, находящейся на штоке двухпоршпевого пневматиче-
ского зажимного устройства.
Поворот детали на 90° для фрезерования второй пары торцов осу-
ществляется штоком-рейкой вертикального пневматического цилиндра.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 190X190X35
Наибольший ход штока, мм...................................... 8
Усилие зажима детали при давлении воздуха
4 кг/см2, кг............................................. 780
Диаметры цилиндров, мм................................... 100; 150
Время зажима (разжима), сек................................ 2
Габаритные размеры приспособления, мм............... 420X400X500
Вес приспособления, кг..................................... 120
В металле не изготовлено.
Рабочие чертежи 30П-396 разработаны автомобильным заводом
имени Лихачева, г. Москва.
186 -
420
Фиг. 88а.
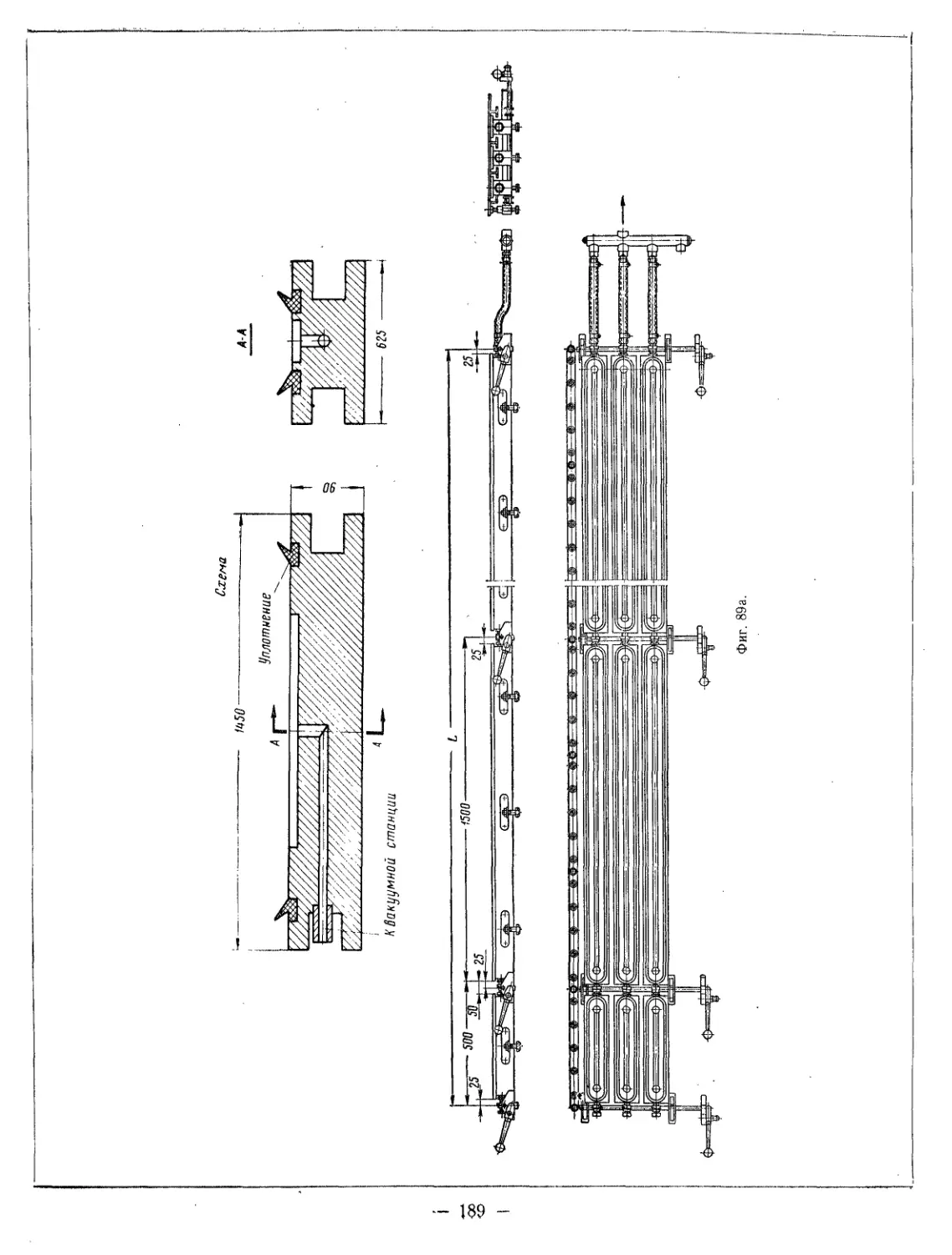
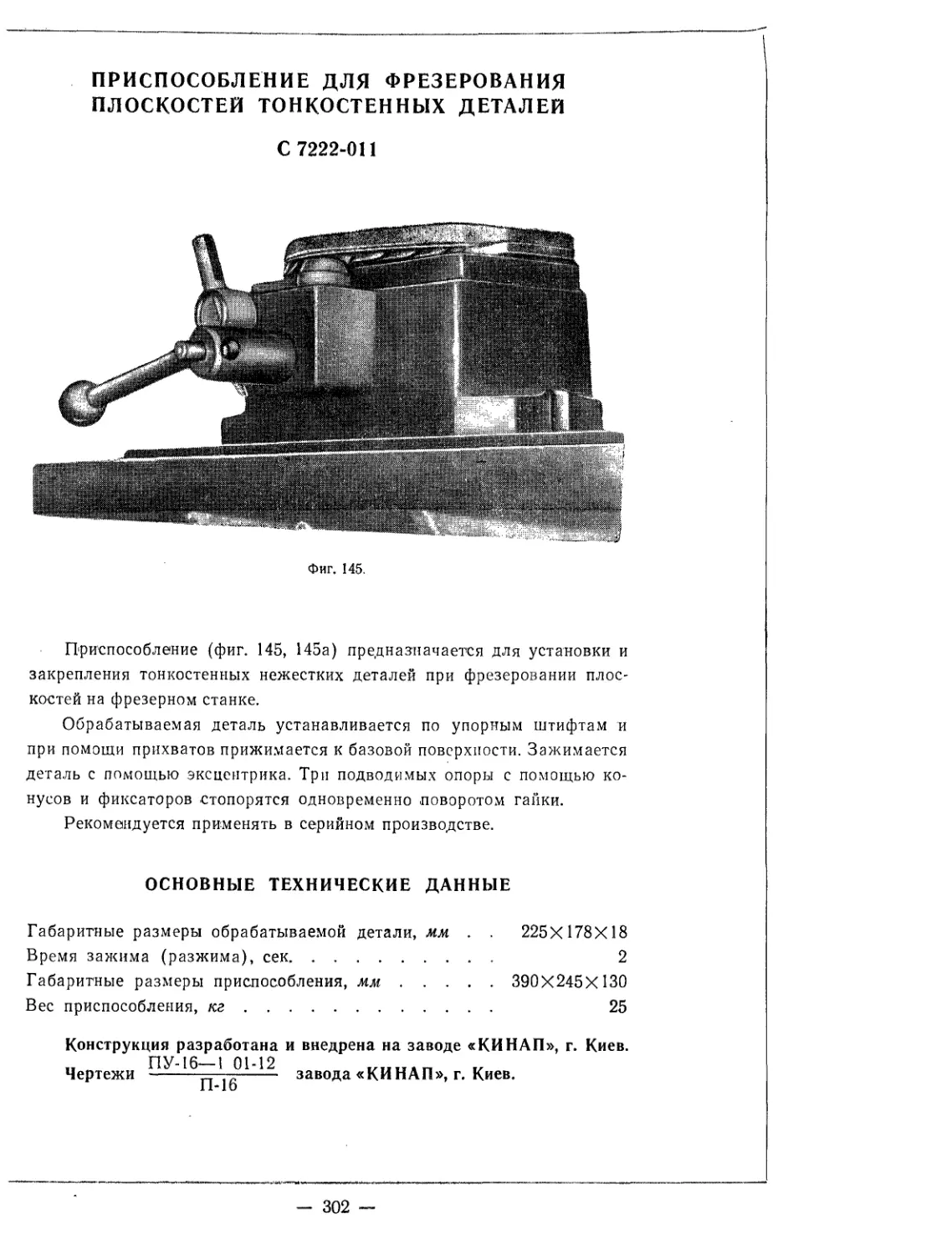
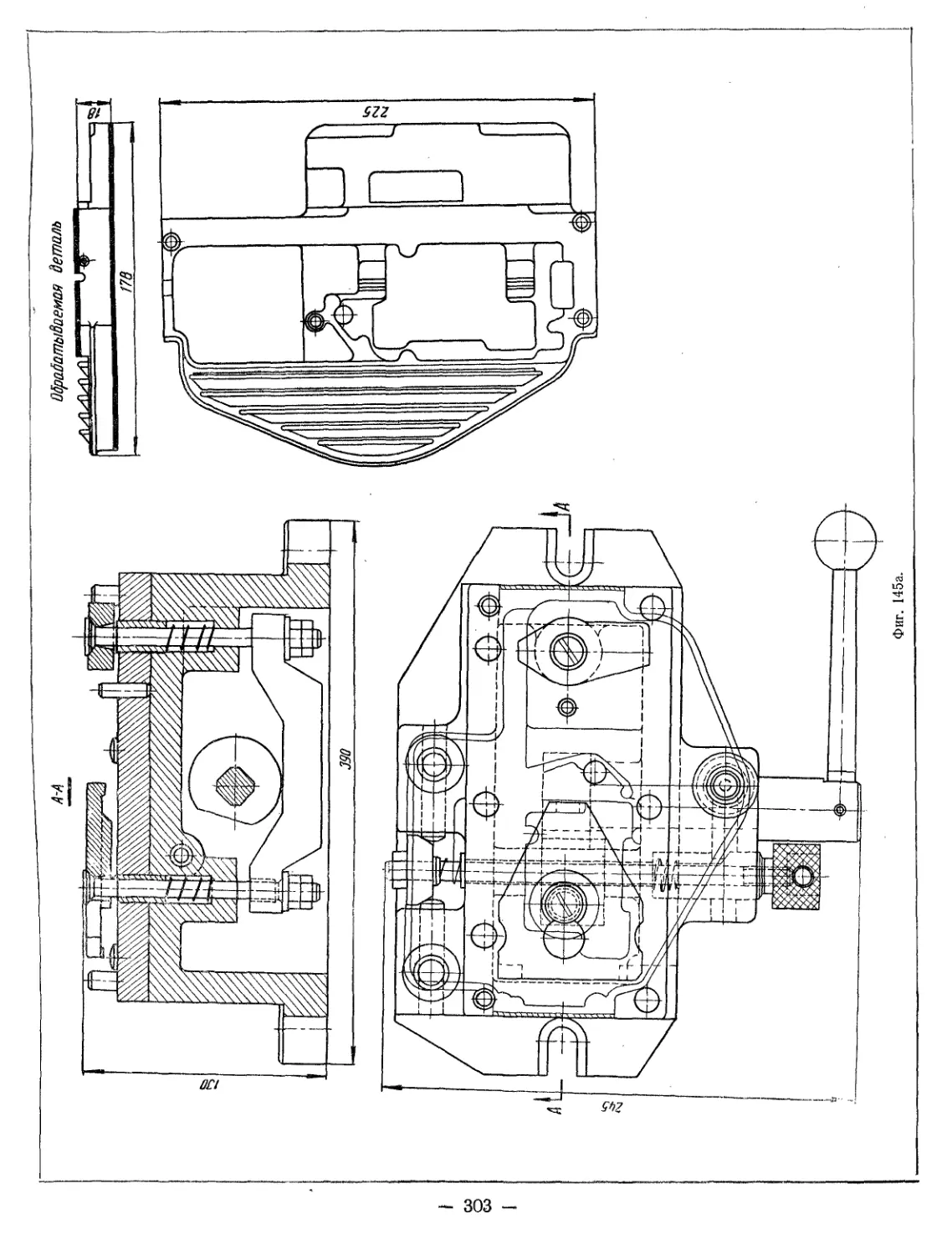
ПРИСПОСОБЛЕНИЕ ВАКУУМНОЕ ДЛЯ ЗАКРЕПЛЕНИЯ
МОНОЛИТНЫХ ПАНЕЛЕЙ
С 7222-001
Приспособление (фиг. 89, 89а) предназначается для закрепления
монолитных панелей при обработке их на фрезерных станках.
Приспособление состоит из отдельных блоков, количество которых
и ширина зависят от размеров обрабатываемой панели.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Расчетное удельное давление прижима,/сг/сж2.............. 0,5—0.1
Длина блока, мм............................................. 1450
Высота блока, мм............................................ 90
Ширина блока........................................• выбирается
Габаритные размеры одного блока, мм................ 1450X625X90
Вес блока 1,5 ж, кг......................................... 100
Рабочие чертежи 7128/1-9.
Материалы имеются в институте «Оргстанкинпром», г. Москва.
- 188 -
Схема
МО
Уплотнение
Фиг. 89а.
К Вакуумной станции
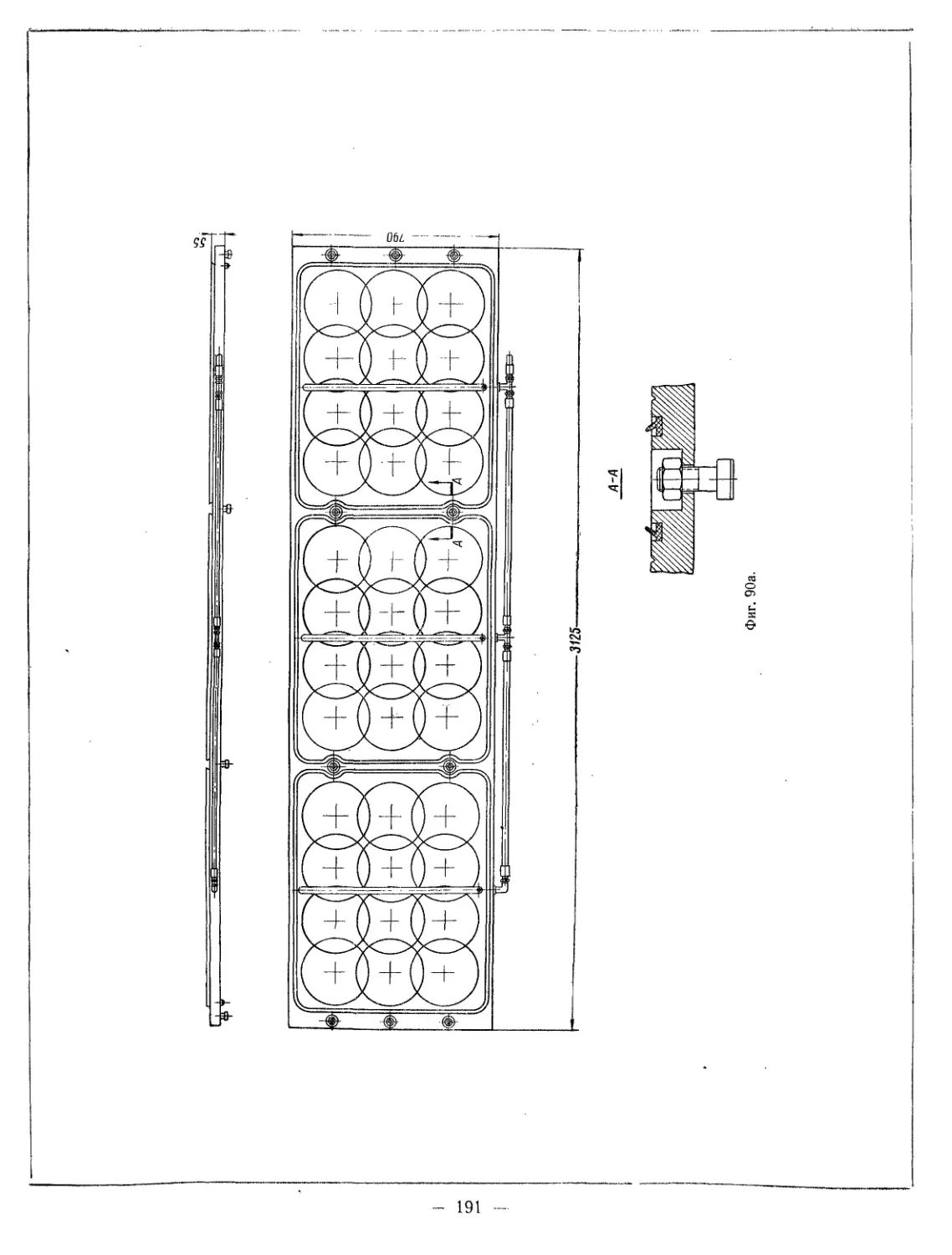
ПРИСПОСОБЛЕНИЕ ВАКУУМНОЕ ДЛЯ ЗАКРЕПЛЕНИЯ
ДЕТАЛЕЙ ИЗ ЛИСТА
С 7222-002
Приспособление (фиг. 90, 90а) предназначается для закрепления
деталей из листа с помощью вакуума.
Приспособление имеет вакуумную плиту, кран ресивера, вакуумный
насос и электродвигатель. Вакуумная плита может устанавливаться на
поворотный стол, позволяющий фрезеровать детали под различными
углами на фрезерном станке.
Рекомендуется применять в мелкосерийном и серийном производ-
стве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Расчетное удельное давление прижима, кг! см2 . . . 0,5—0,9
Габаритные размеры, мм................................ 3125X790X55
Вес приспособления, кг........................................ 660
Рабочие чертежи 644/1-4.
Материалы имеются в институте «Оргстанкинпром», г. Москва.
190 -
A-A
Фиг. 90a.
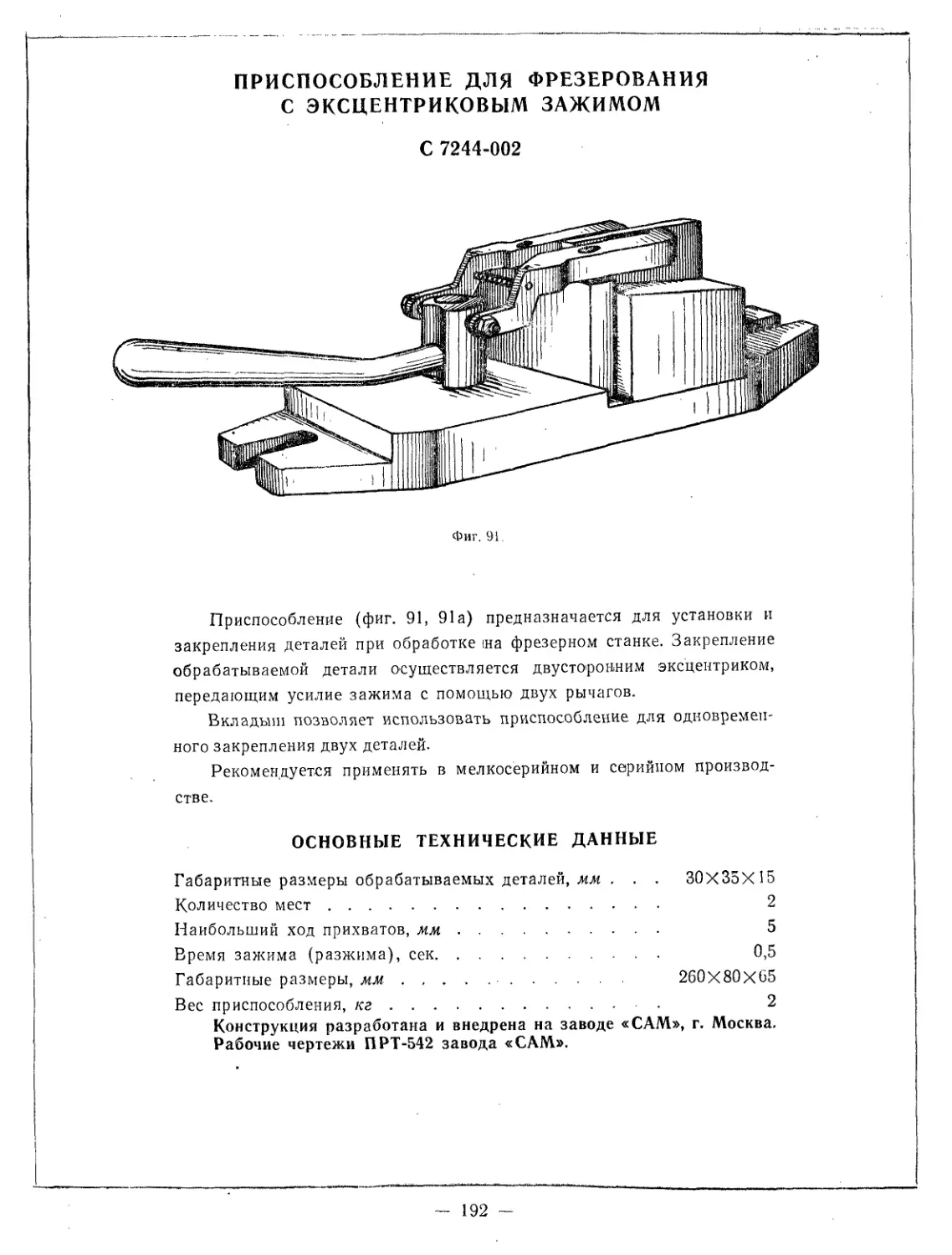
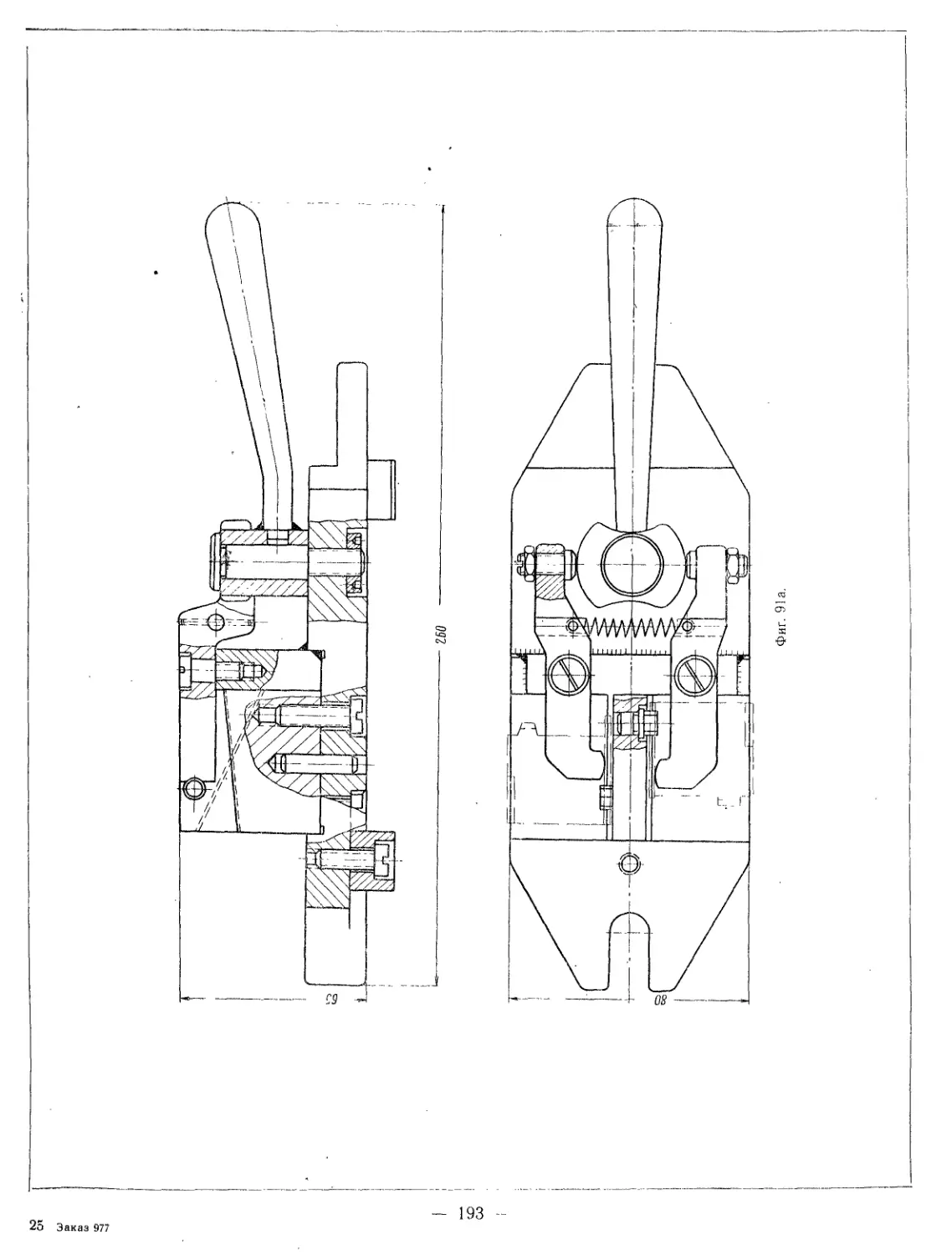
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
С ЭКСЦЕНТРИКОВЫМ ЗАЖИМОМ
С 7244-002
Фиг. 91.
Приспособление (фиг. 91, 91а) предназначается для установки и
закрепления деталей при обработке 1на фрезерном станке. Закрепление
обрабатываемой детали осуществляется двусторонним эксцентриком,
передающим усилие зажима с помощью двух рычагов.
Вкладыш позволяет использовать приспособление для одновремен-
ного закрепления двух деталей.
Рекомендуется применять в мелкосерийном и серийном производ-
стве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, жж . . . 30X35X15
Количество мест ............................................. 2
Наибольший ход прихватов, жж................................ 5
Время зажима (разжима), сек................................ 0,5
Габаритные размеры, жж.............................. 260x80x65
Вес приспособления, кг...................................... 2
Конструкция разработана и внедрена на заводе «САМ», г. Москва.
Рабочие чертежи ПРТ-542 завода «САМ».
- 192 -
25 Заказ 977
Фиг.
193
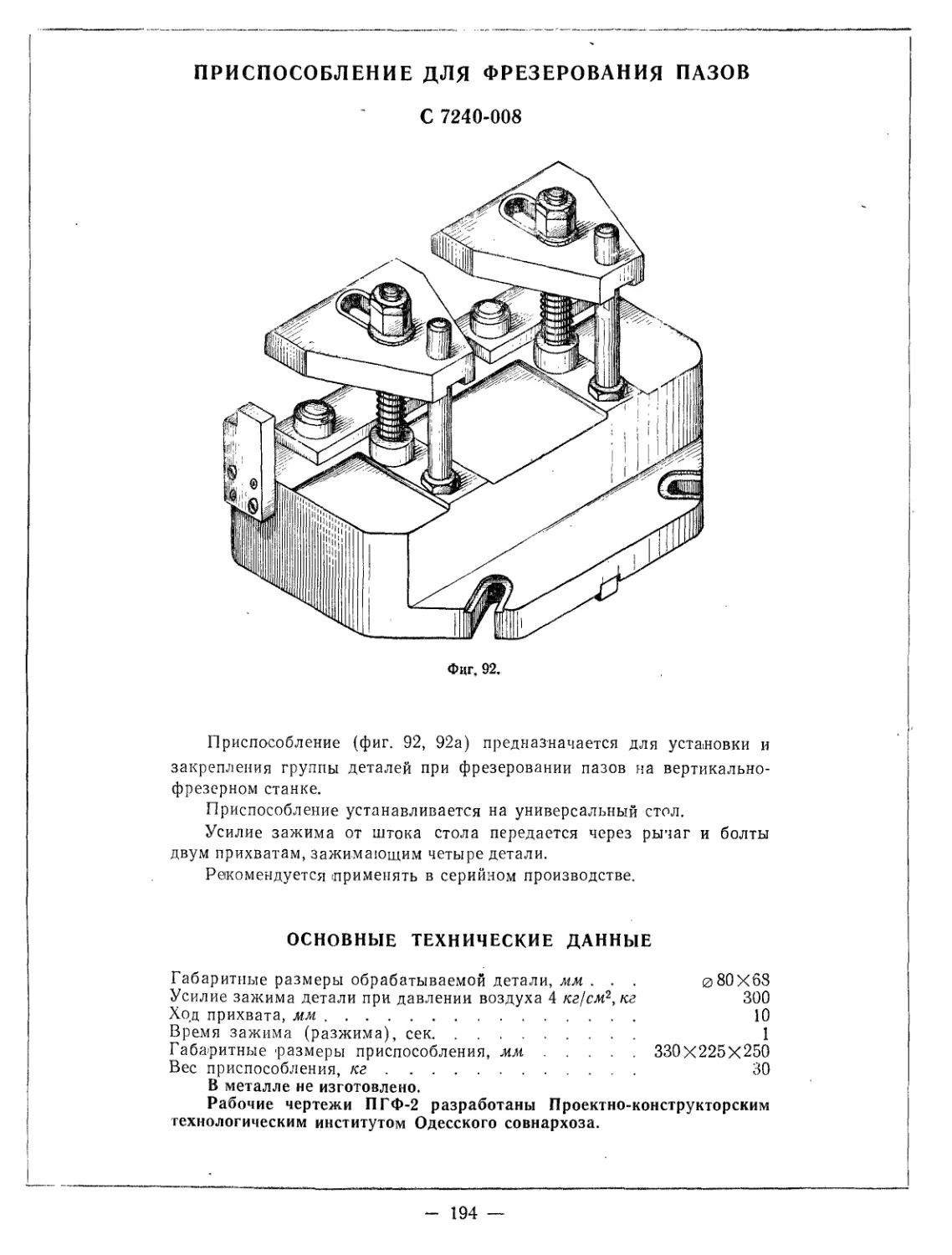
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ
С 7240-008
Фцг, 92.
Приспособление (фиг. 92, 92а) предназначается для установки и
закрепления группы деталей при фрезеровании пазов на вертикально-
фрезерном станке.
Приспособление устанавливается на универсальный стол.
Усилие зажима от штока стола передается через рычаг и болты
двум прихватам, зажимающим четыре детали.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 08ОХ68
Усилие зажима детали при давлении воздуха 4 кг/сж2, кг 300
Ход прихвата, мм............................................... 10
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм................. 330X225X250
Вес приспособления, кг......................................... 30
В металле не изготовлено.
Рабочие чертежи ПГФ-2 разработаны Проектно-конструкторским
технологическим институтом Одесского совнархоза.
194 —
Фиг. 92а.
Универсальный
стол
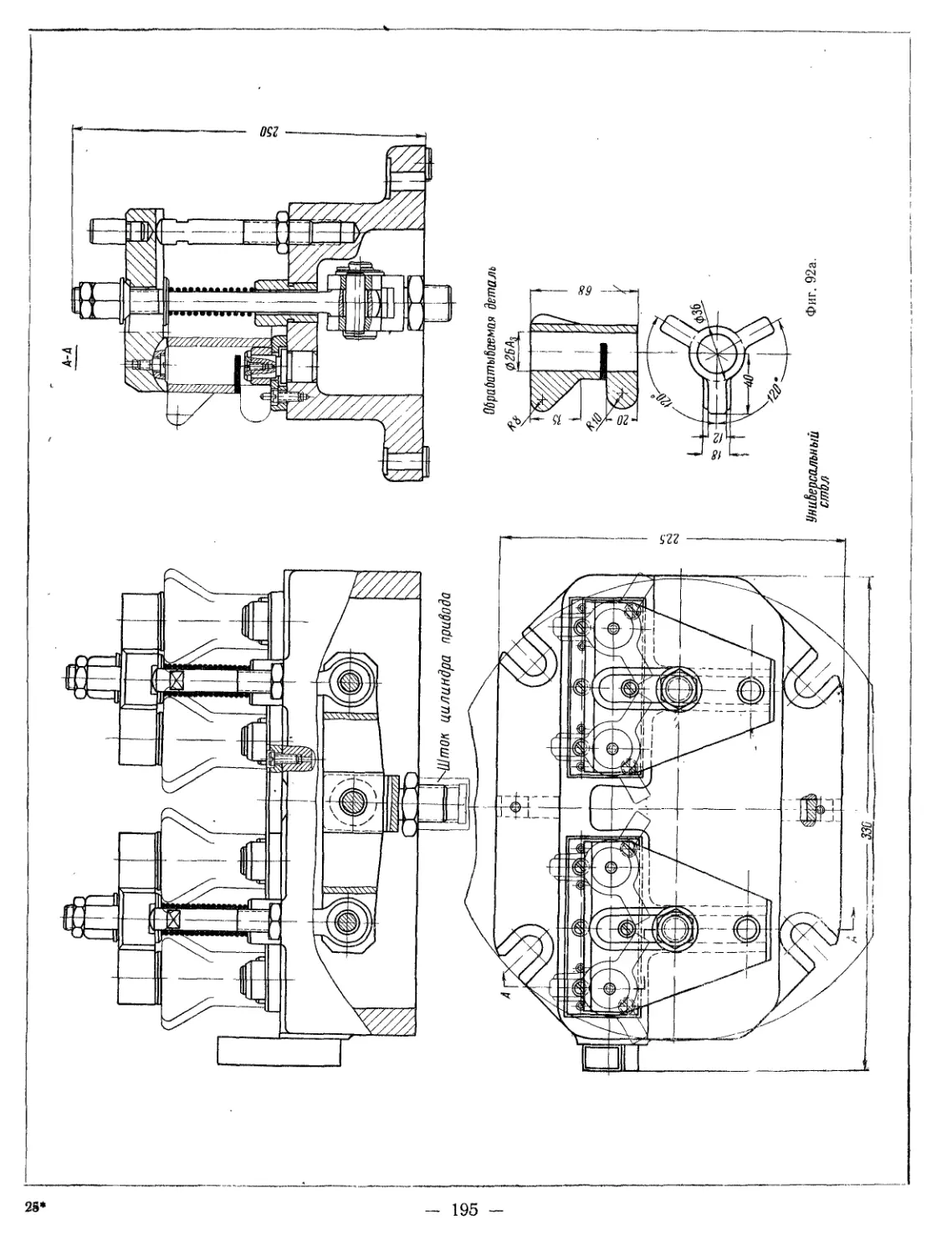
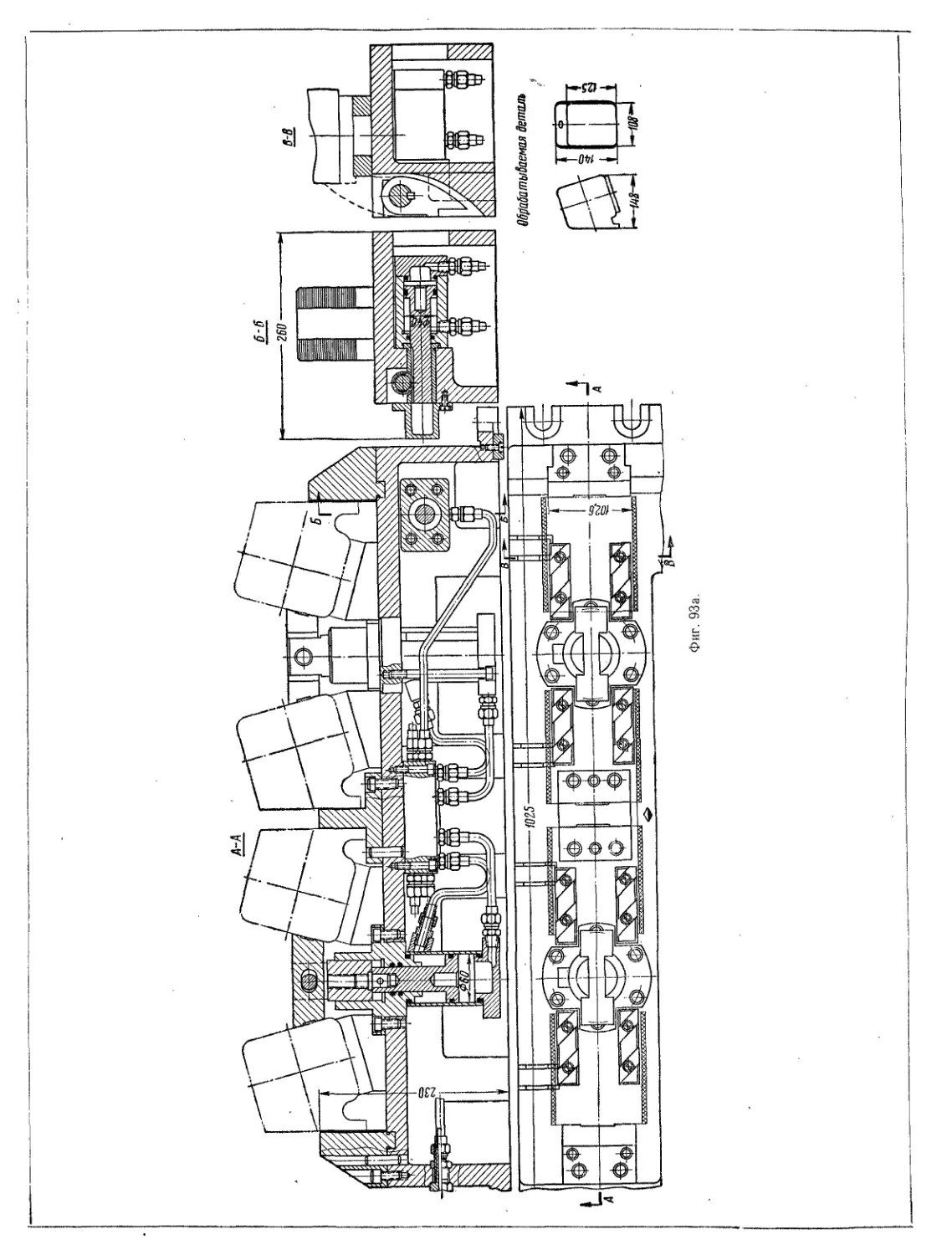
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОРПУСНЫХ ДЕТАЛЕЙ
С 7247-000
Фиг. 93.
Приспособление (фиг. 93, 93а) предназначается для установки и
закрепления корпусных деталей при фрезеровании боковых стенок на
вертикально фрезерном станке.
Обрабатываемые детали устанавливаются на опорные планки и при-
жимаются к боковым убирающимся упорам.
Зажим деталей осуществляется двумя плавающими прихватами,
действующими от гидроцилиндров. Одновременно с зажимом деталей
упоры убираются вниз.
Одновременность действия всех трех гидроцилиндров обеспечивается
распределительным механизмом.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 148X108X140
Количество мест................................................ 4
Наибольший ход прихватов, мм....................... 30
Усилие зажима детали при давлении масла 50 кг! см2, кг 950
Диаметры цилиндров, мм............................... 40; 60
Время зажима (разжима), сек. ......... 5
Габаритные размеры приспособления, мм............... 1025X260X230
Вес приспособления, кг....................................... 150
Конструкция разработана и внедрена на заводе «25 Октября»,
г. Горький.
Рабочие чертежи 9670-0323 завода «25 Октября».
196
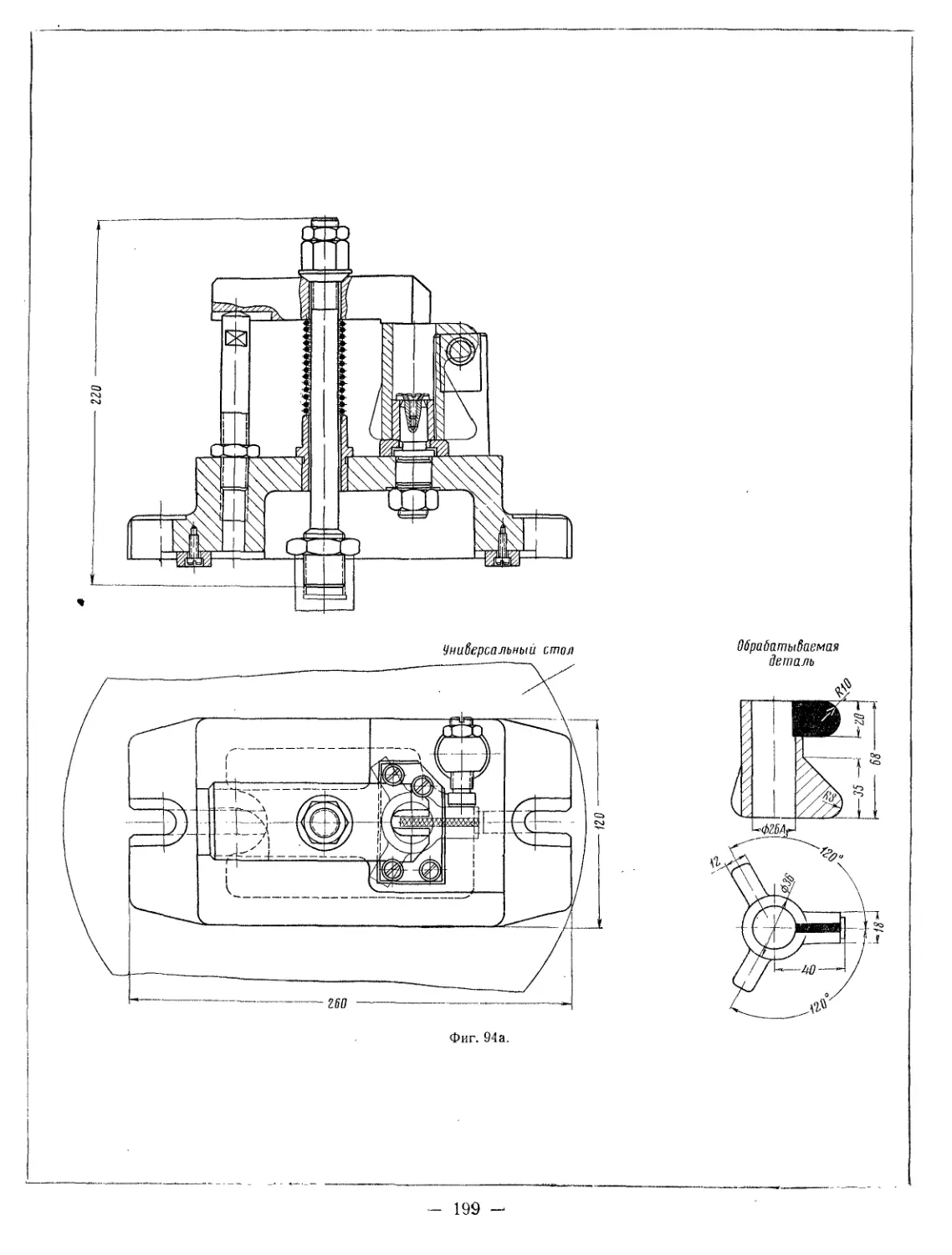
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ВТУЛОК
С 7220-003
Приспособление (фиг. 94, 94а) предназначается для установки и
закрепления втулок при фрезеровании паза на горизонтально-фрезер-
ном станке. Приспособление устанавливается на универсальный стол.
Усилие зажима от штока стола передается через шпильку прихвату,
зажимающему обрабатываемую деталь.
Рекомендуется применять в мелкосерийном и серийном производ-
стве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 80X68
Усилие зажима детали при давлении воздуха Ьк.г!см2, кг. 1200
Ход прихвата, мм................................................ 10
Время зажима (разжима), сек.................................. 1
Габаритные размеры приспособления, мм................... 260X120X220
Вес приспособления, кг................................ 11
В металле не изготовлено.
Рабочие чертежи ПСФ-1 разработаны Проектно-конструкторским
технологическим институтом Одесского совнархоза.
— 198 -
199 -
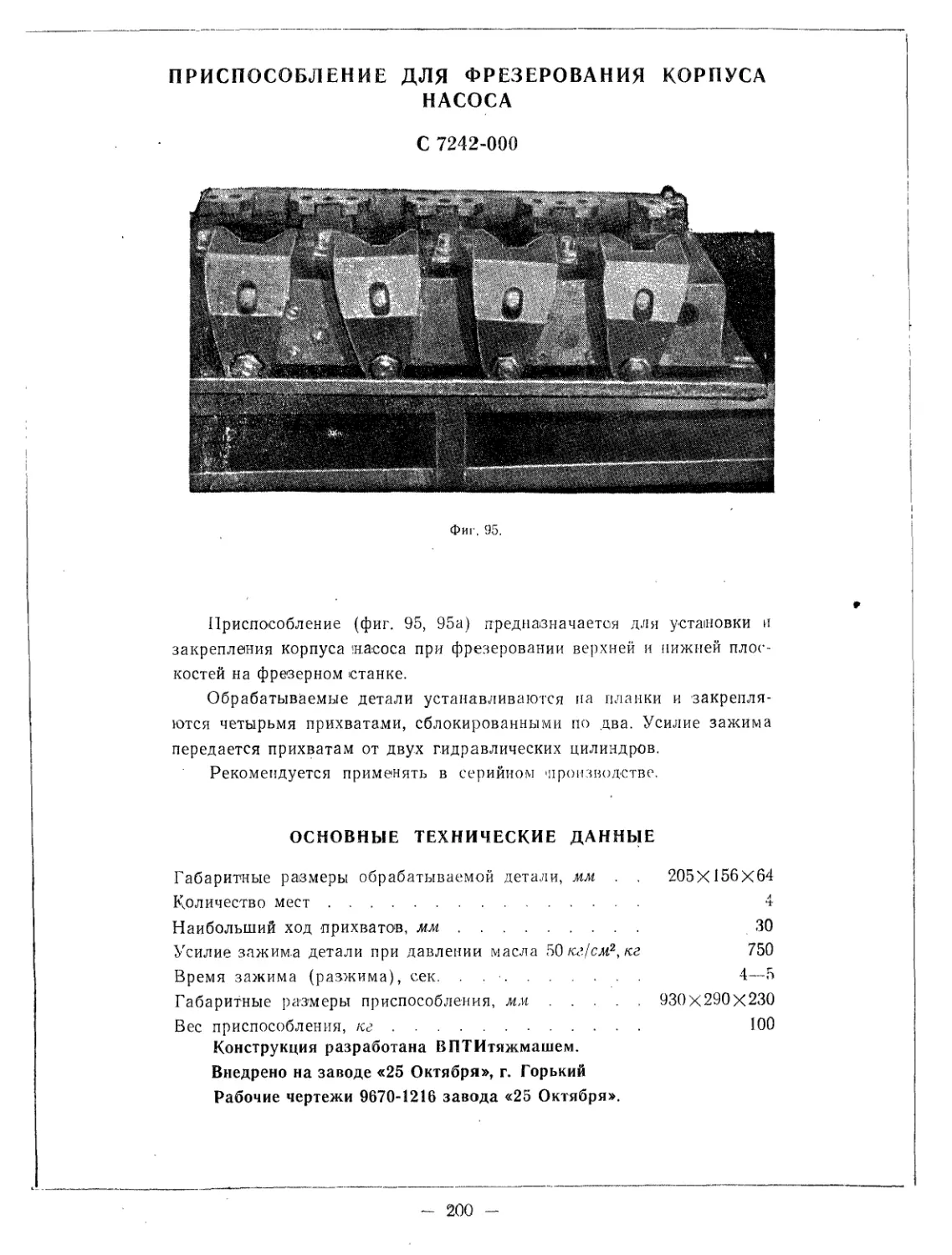
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ КОРПУСА
НАСОСА
С 7242-000
Фиг. 95.
Приспособление (фиг. 95, 95а) предназначается для установки и
закрепления корпуса насоса при фрезеровании верхней и нижней плос-
костей на фрезерном станке.
Обрабатываемые детали устанавливаются на планки и закрепля-
ются четырьмя прихватами, сблокированными по два. Усилие зажима
передается прихватам от двух гидравлических цилиндров.
Рекомендуется применять в серийном 'производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 205X156x64
Количество мест............................................... 4
Наибольший ход прихватов, мм................................. 30
Усилие зажима детали при давлении масла 50кг/сд«2, кг 750
Время зажима (разжима), сек. . .................. 4—5
Габаритные размеры приспособления, мм............... 930x290x230
Вес приспособления, кг...................................... 100
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе «25 Октября», г. Горький
Рабочие чертежи 9670-1216 завода «25 Октября».
- 200 -
26 Заказ 977
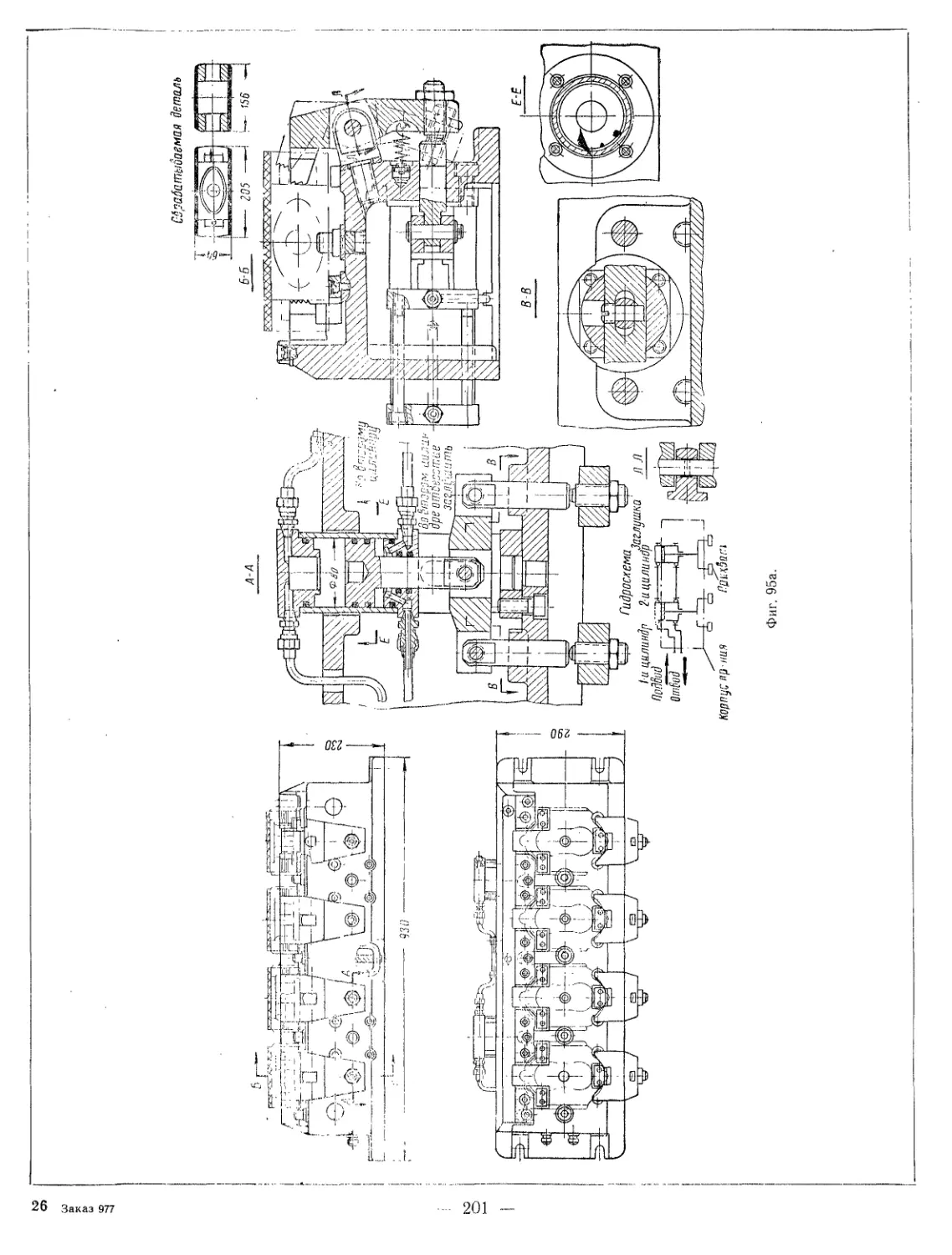
арибатуЗаемая деталь
Фиг. 95а.
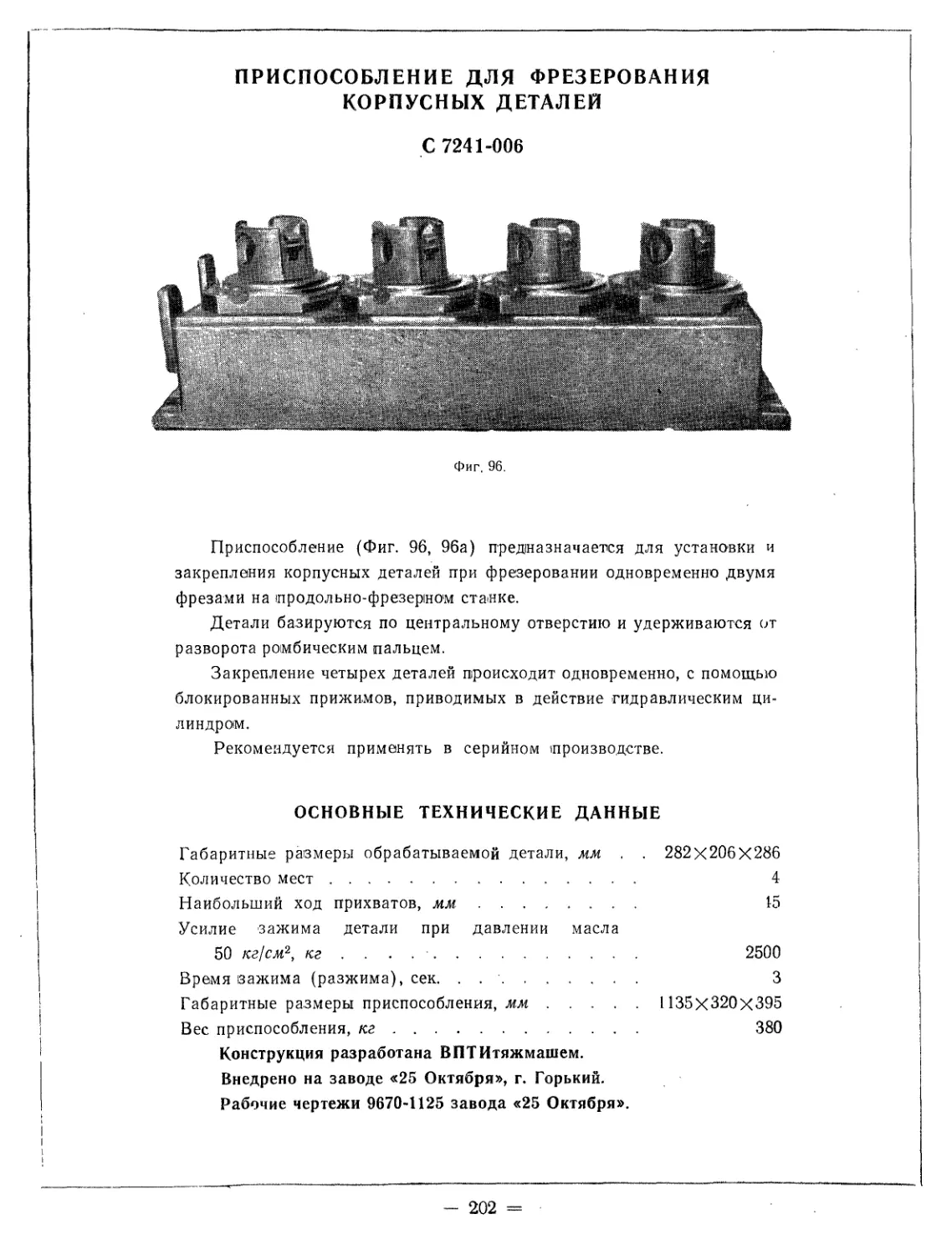
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОРПУСНЫХ ДЕТАЛЕЙ
С 7241-006
Фиг, 96.
Приспособление (Фиг. 96, 96а) предназначается для установки и
закрепления корпусных деталей при фрезеровании одновременно двумя
фрезами на продольно-фрезер1ном ставке.
Детали базируются по центральному отверстию и удерживаются от
разворота ромбическим пальцем.
Закрепление четырех деталей происходит одновременно, с помощью
блокированных прижимов, приводимых в действие гидравлическим ци-
линдром.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 282x206X286
Количество мест ................................................ 4
Наибольший ход прихватов, мм....................... 15
Усилие зажима детали при давлении масла
50 кг/см2, кг ... ....................................... 2500
Время зажима (разжима), сек. . ................................. 3
Габаритные размеры приспособления, мм.................1135x320x395
Вес приспособления, кг........................................ 380
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе «25 Октября», г. Горький.
Рабочие чертежи 9670-1125 завода «25 Октября».
- 202 =
26*
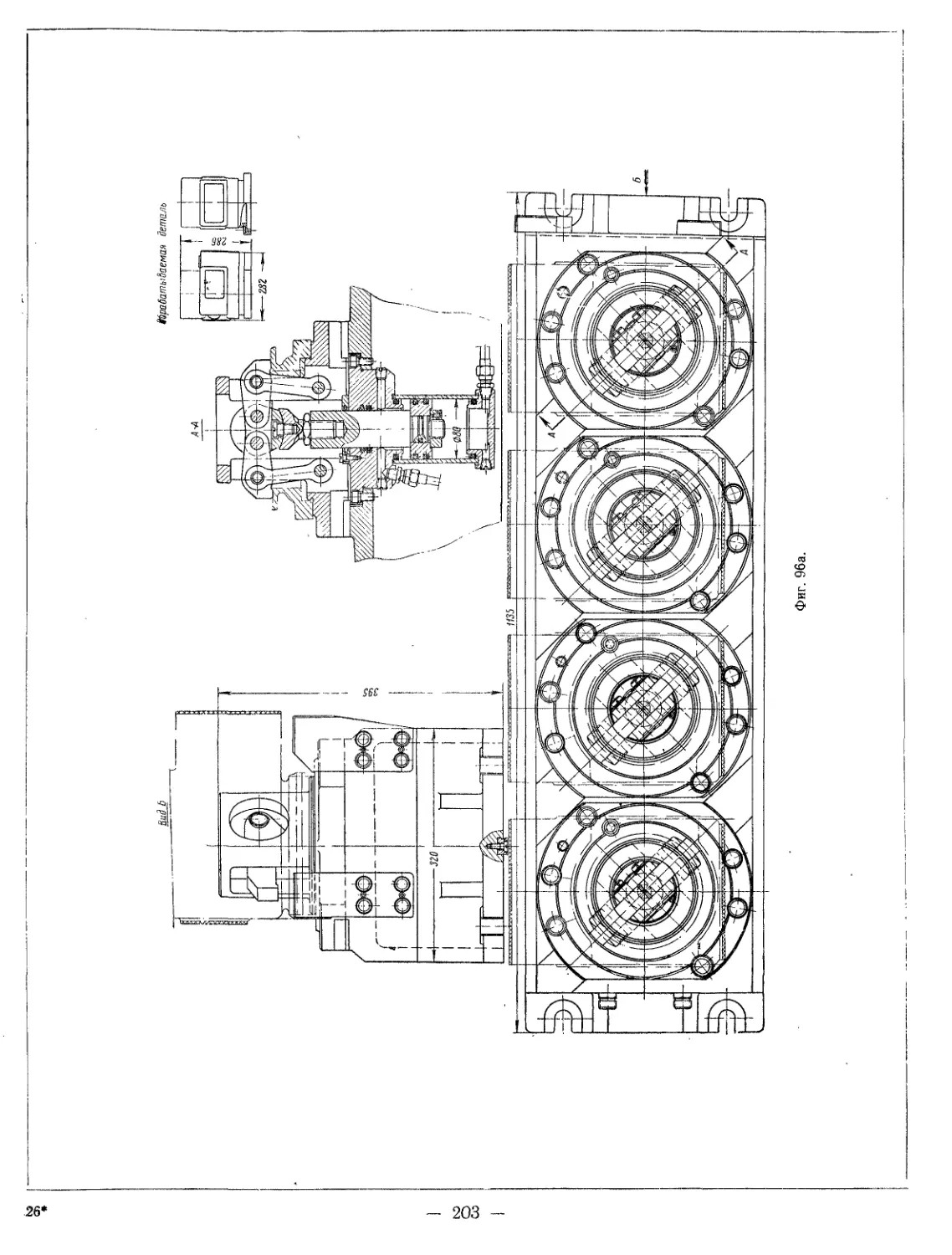
Вид ь
9^рабатыЬа.емая деталь
Фиг. 96а.
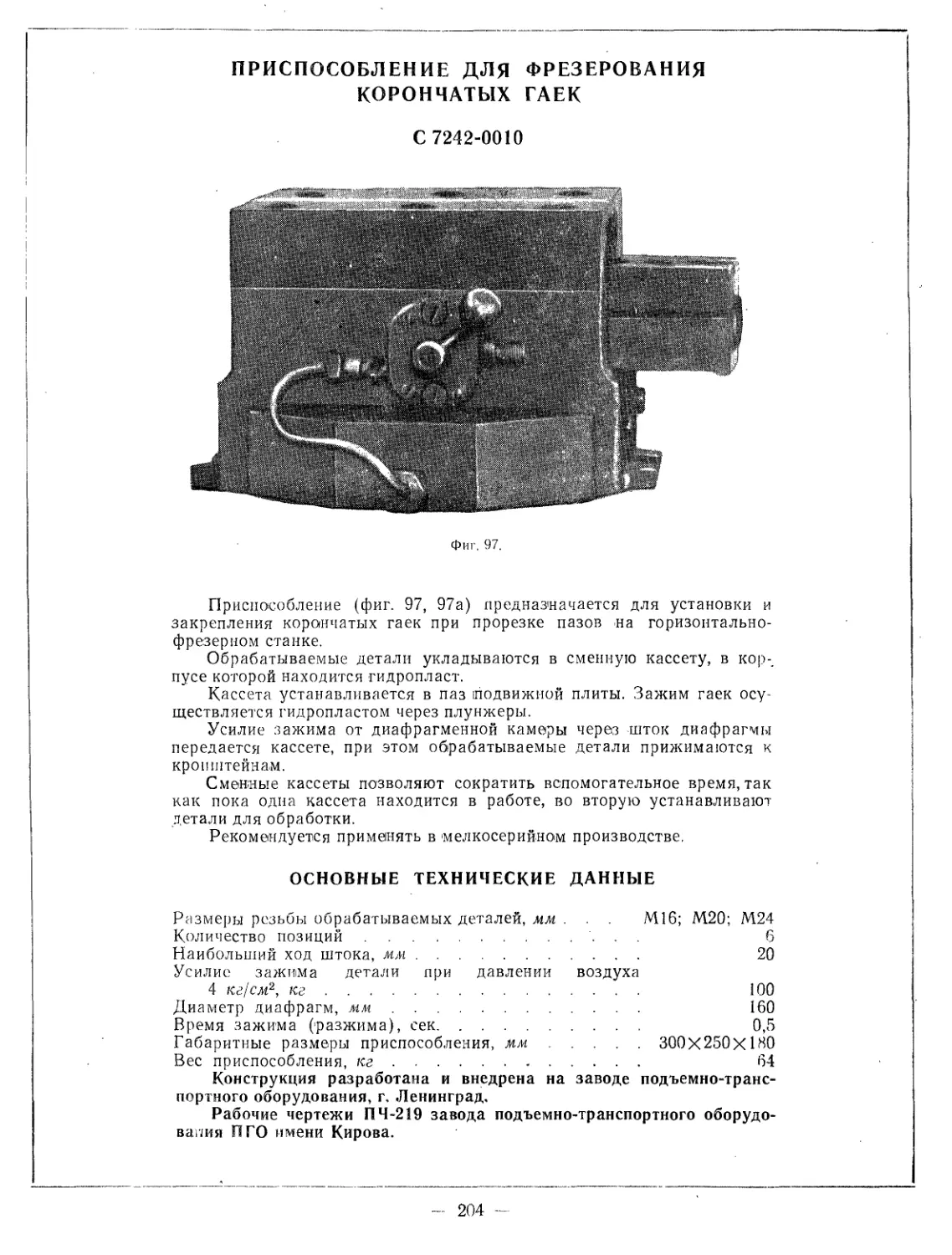
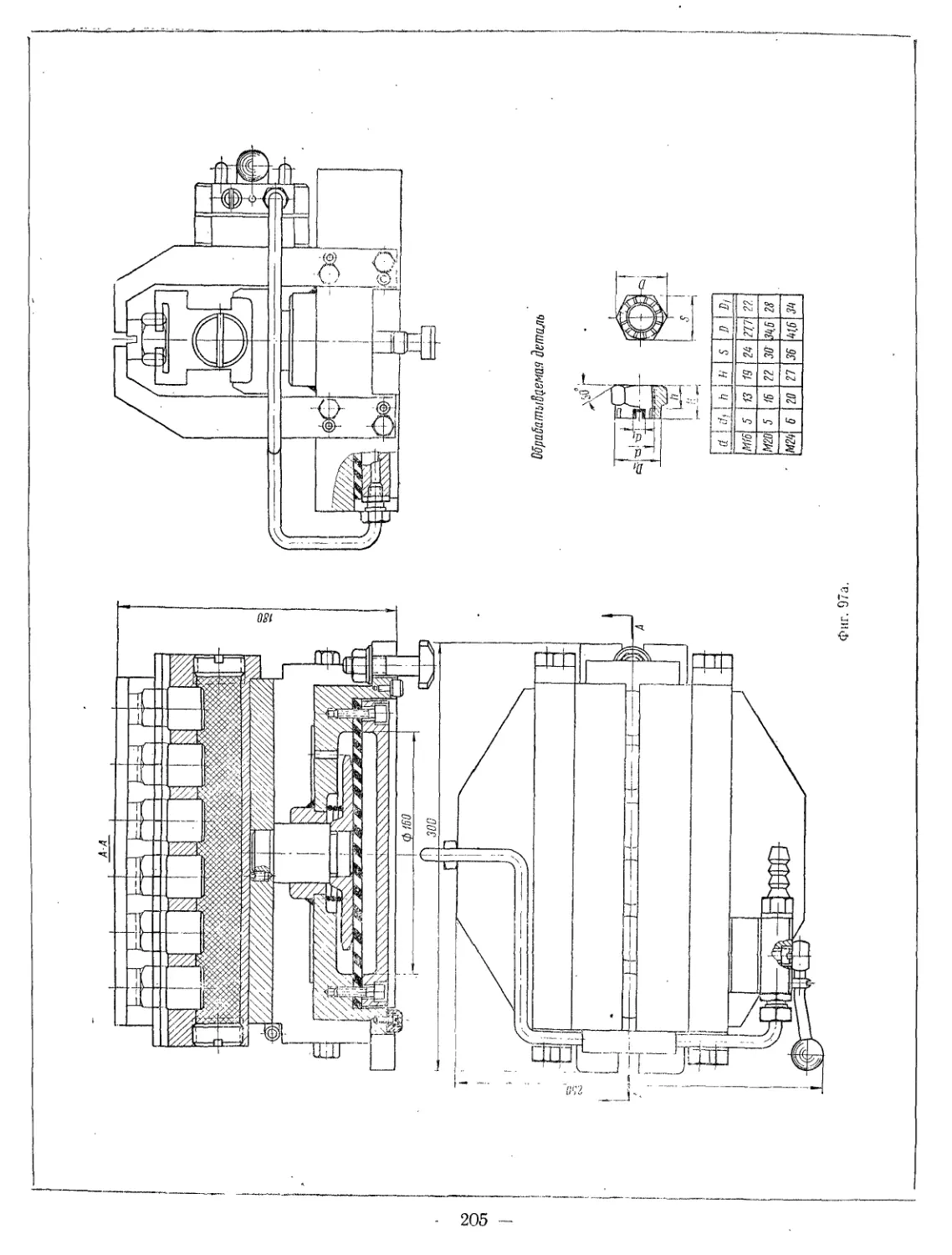
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОРОНЧАТЫХ ГАЕК
С 7242-0010
Приспособление (фиг. 97, 97а) предназначается для установки и
закрепления корончатых гаек при прорезке пазов на горизонтально-
фрезерном станке.
Обрабатываемые детали укладываются в сменную кассету, в кор-,
пусе которой находится гидропласт.
Кассета устанавливается в паз подвижной плиты. Зажим гаек осу-
ществляется гидропластом через плунжеры.
Усилие зажима от диафрагменной камеры через шток диафрагмы
передается кассете, при этом обрабатываемые детали прижимаются к
кронштейнам.
Сменные кассеты позволяют сократить вспомогательное время, так
как пока одна кассета находится в работе, во вторую устанавливают
детали для обработки.
Рекомендуется применять в мелкосерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Размеры резьбы обрабатываемых деталей, мм . . . М16; М20; М24
Количество позиций ........................ ... 6
Наибольший ход штока, мм.................................... 20
Усилие зажима детали при давлении воздуха
4 кг/см2, кг........................................... 100
Диаметр диафрагм, мм....................................... 160
Время зажима (разжима), сек................................ 0,5
Габаритные размеры приспособления, мм............. 300X250X130
Вес приспособления, кг...................................... 64
Конструкция разработана и внедрена на заводе подъемно-транс-
портного оборудования, г, Ленинград.
Рабочие чертежи ПЧ-219 завода подъемно-транспортного оборудо-
вания ПГО имени Кирова.
204 -
205
Фиг. 97а.
Мрадатыдремая деталь
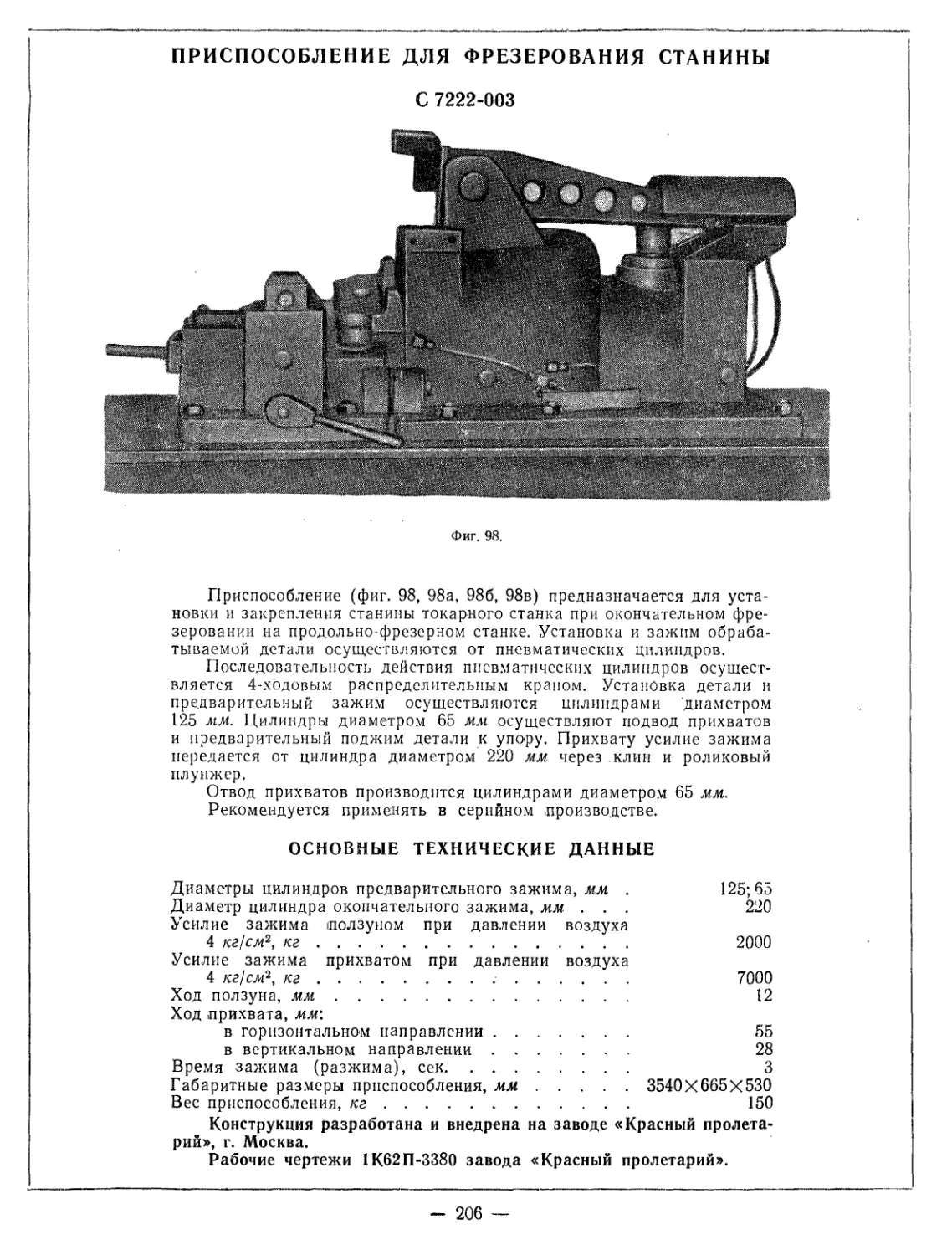
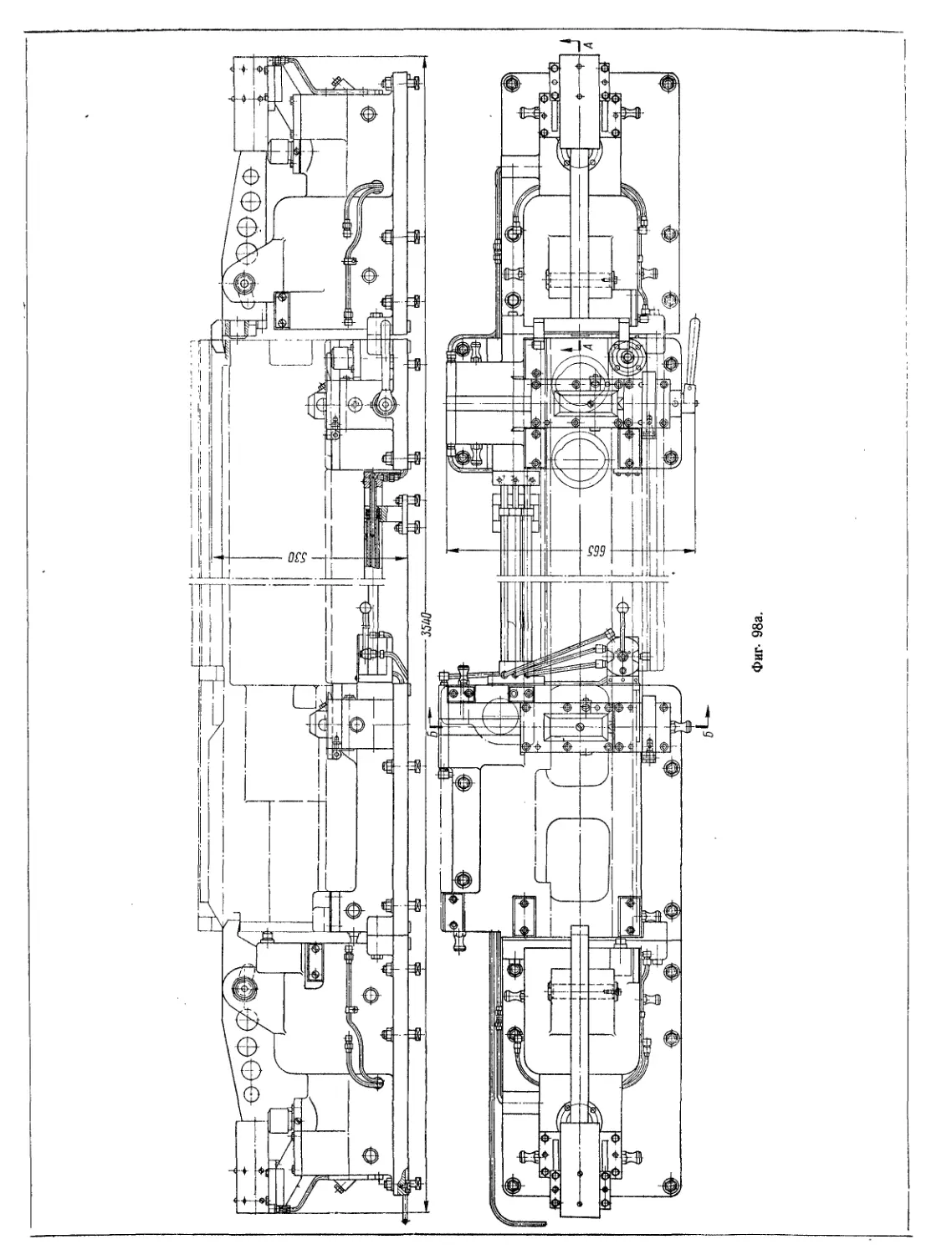
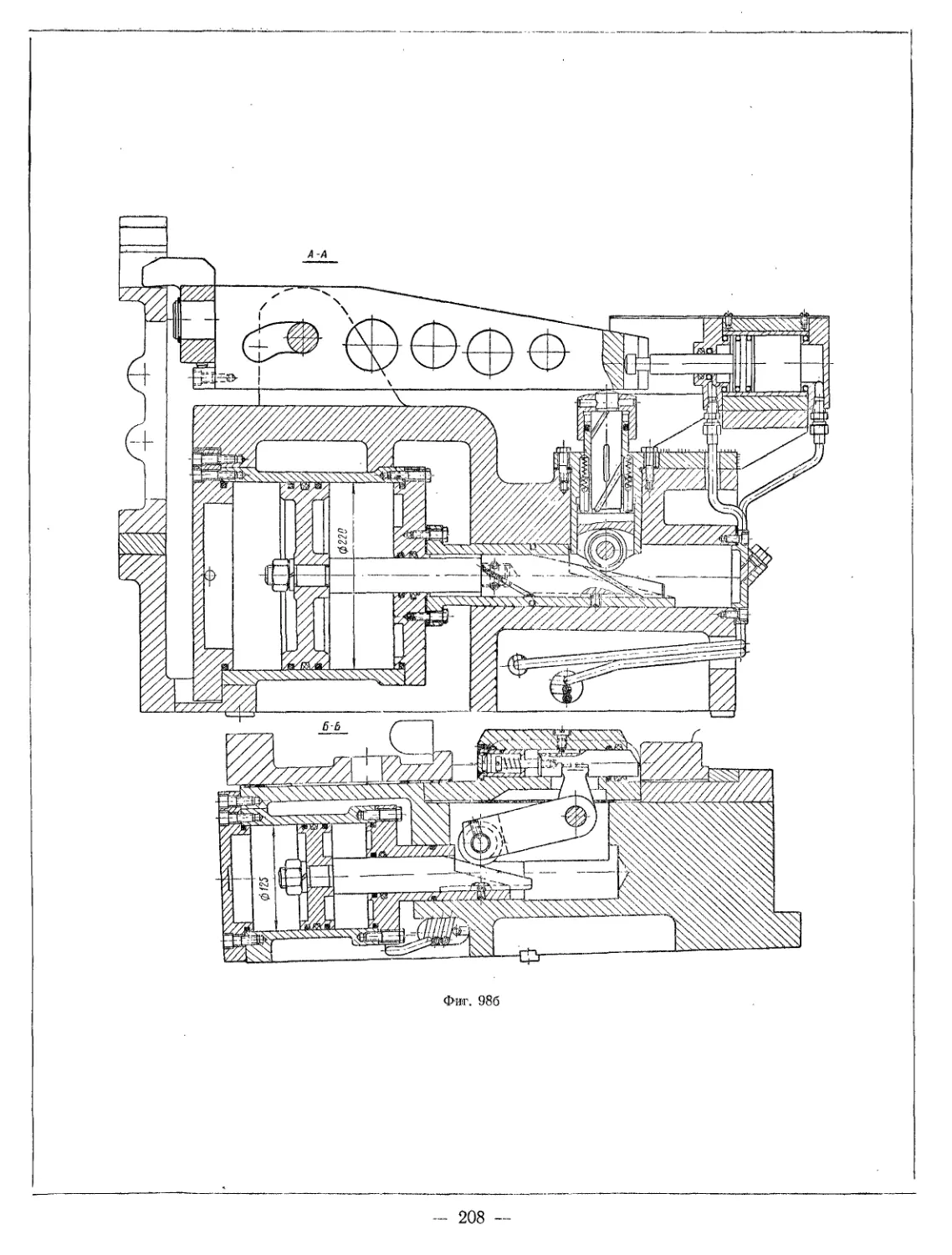
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ СТАНИНЫ
С 7222-003
Фиг. 98.
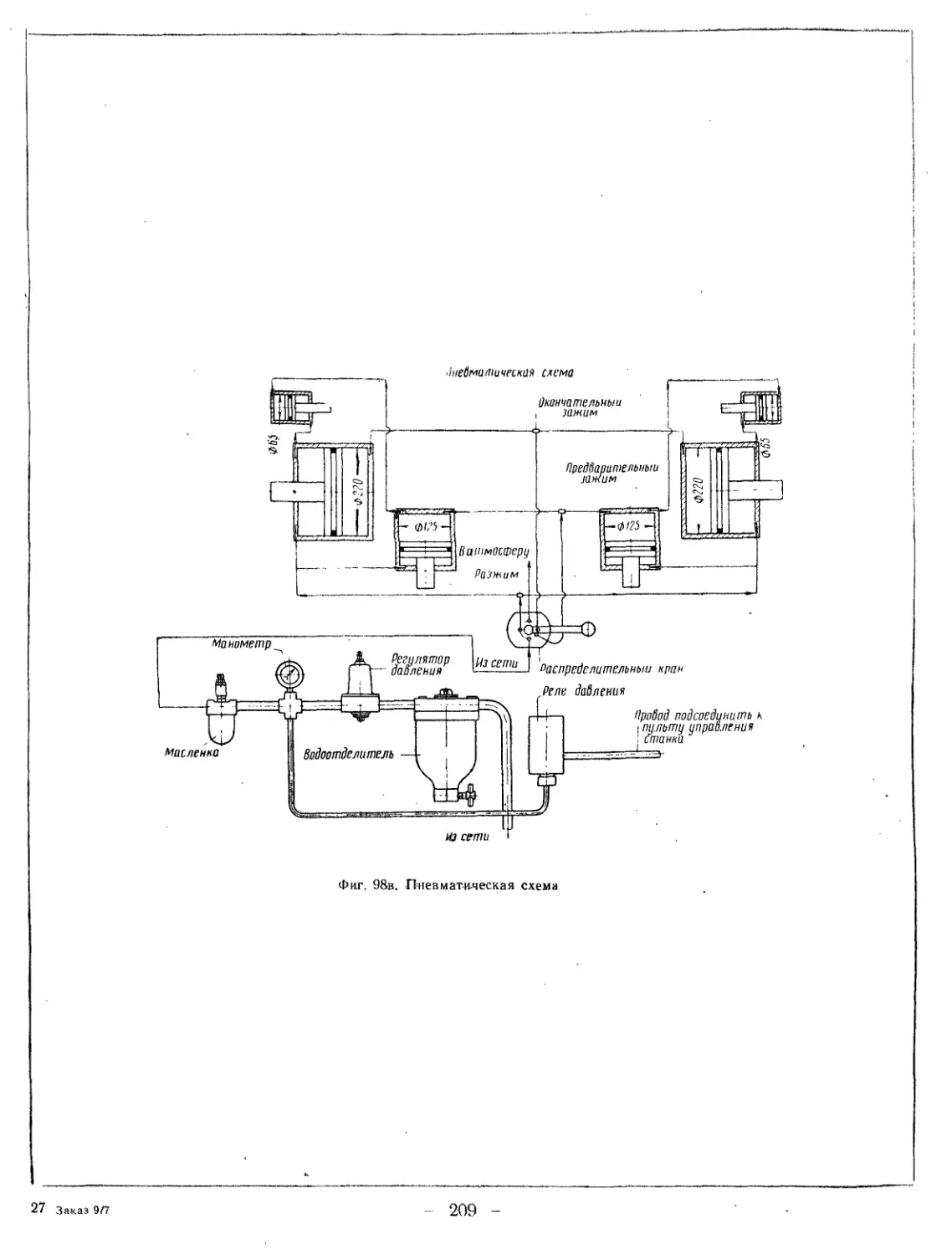
Приспособление (фиг. 98, 98а, 986, 98в) предназначается для уста-
новки и закрепления станины токарного станка при окончательном фре-
зеровании на продольно-фрезерном станке. Установка и зажим обраба-
тываемой детали осуществляются от пневматических цилиндров.
Последовательность действия пневматических цилиндров осущест-
вляется 4-ходовым распределительным краном. Установка детали и
предварительный зажим осуществляются цилиндрами диаметром
125 мм. Цилиндры диаметром 65 мм осуществляют подвод прихватов
и предварительный поджим детали к упору. Прихвату усилие зажима
передается от цилиндра диаметро^м 220 мм через .клин и роликовый
плунжер.
Отвод прихватов производится цилиндрами диаметром 65 мм.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Диаметры цилиндров предварительного зажима, мм . 125; 65
Диаметр цилиндра окончательного зажима, мм . . . 220
Усилие зажима ползуном при давлении воздуха
4 кг/см2, кг.............................................. 2000
Усилие зажима прихватом при давлении воздуха
4 кг!см2, кг..................;........................... 7000
Ход ползуна, мм................................................. 12
Ход прихвата, мм\
в горизонтальном направлении ............................. 55
в вертикальном направлении ............................... 28
Время зажима (разжима), сек...................................... 3
Габаритные размеры приспособления, мм................. 3540X665X530
Вес приспособления, кг......................................... 150
Конструкция разработана и внедрена на заводе «Красный пролета-
рий», г. Москва.
Рабочие чертежи 1К62П-3380 завода «Красный пролетарий».
- 206 —
Фиг- 98а.
Фиг. 986
- 208 —
•1не6ма111ический схема
Фиг. 98в. Пневматическая схема
27 Заказ 9/7
209 -
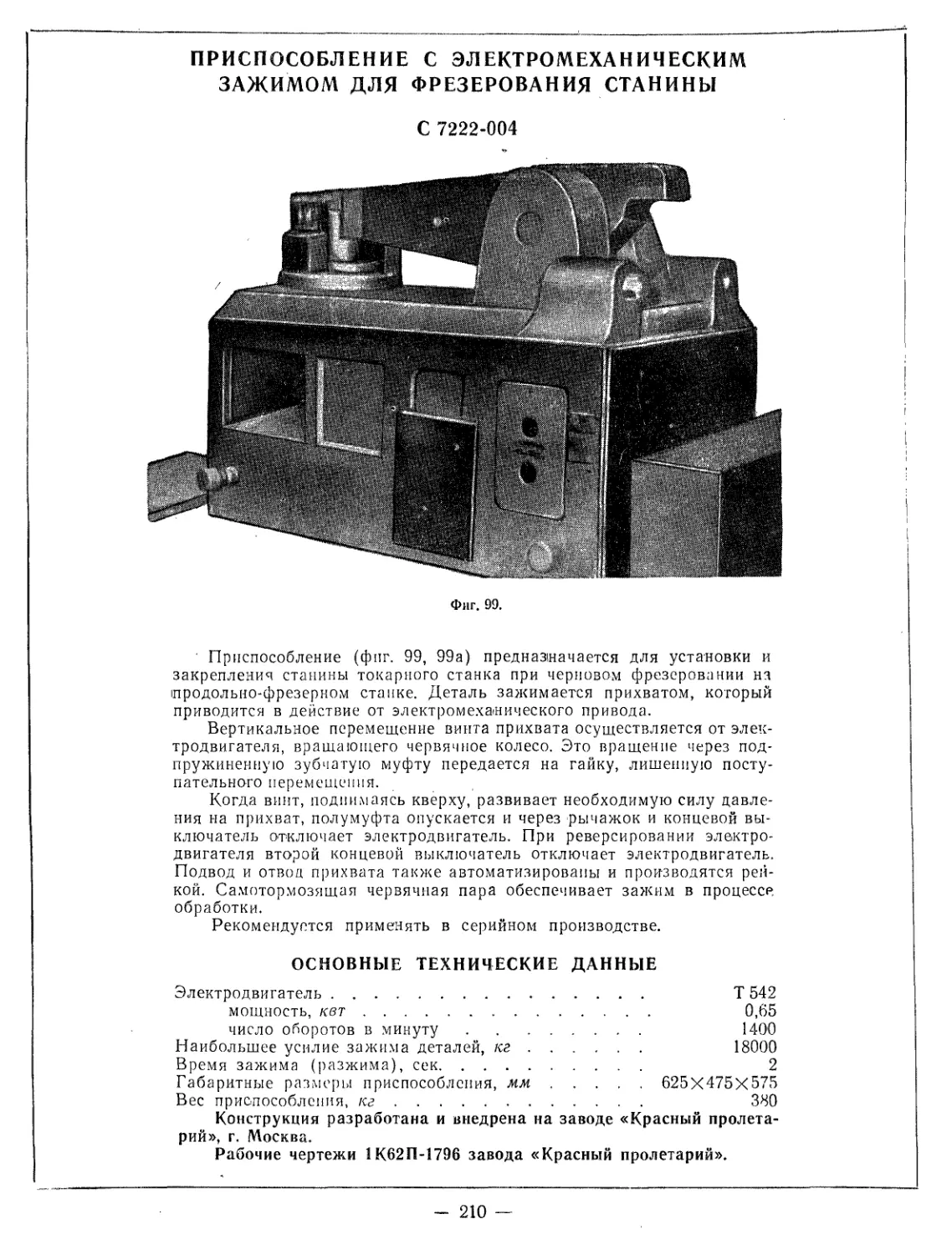
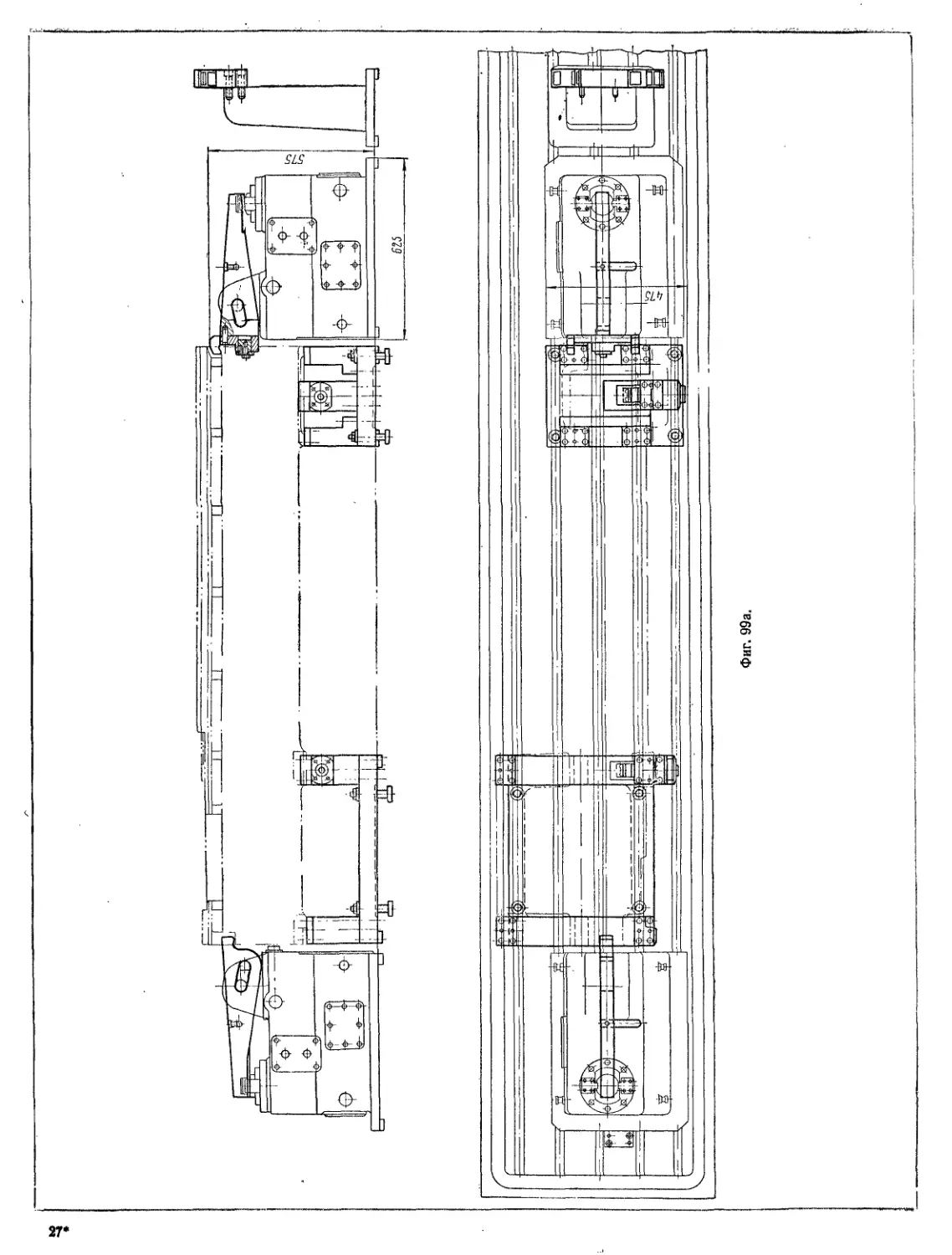
ПРИСПОСОБЛЕНИЕ С ЭЛЕКТРОМЕХАНИЧЕСКИМ
ЗАЖИМОМ ДЛЯ ФРЕЗЕРОВАНИЯ СТАНИНЫ
С 7222-004
Фиг. 99.
' Приспособление (фиг. 99, 99а) предназначается для установки и
закрепления станины токарного станка при черновом фрезеровании на
продольно-фрезерном станке. Деталь зажимается прихватом, который
приводится в действие от электромеханического привода.
Вертикальное перемещение винта прихвата осуществляется от элек-
тродвигателя, вращающего червячное колесо. Это вращение через под-
пружиненную зубчатую муфту передается на гайку, лишенную посту-
пательного перемещения.
Когда винт, поднимаясь кверху, развивает необходимую силу давле-
ния на прихват, полумуфта опускается и через рычажок и концевой вы-
ключатель отключает электродвигатель. При реверсировании электро-
двигателя второй концевой выключатель отключает электродвигатель.
Подвод и отвод прихвата также автоматизированы и производятся рей-
кой. Самотормозящая червячная пара обеспечивает зажим в процессе
обработки.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Электродвигатель ............................................ Т 542
мощность, кет......................................... 0,65
число оборотов в минуту............................... 1400
Наибольшее усилие зажима деталей, кг....................... 18000
Время зажима (разжима), сек.................................... 2
Габаритные размеры приспособления, мм.............. 625x475x575
Вес приспособления, кг....................................... 380
Конструкция разработана и внедрена на заводе «Красный пролета-
рий», г. Москва.
Рабочие чертежи 1К62П-1796 завода «Красный пролетарий».
- 210 -
ьо
575
Фиг. 99a.
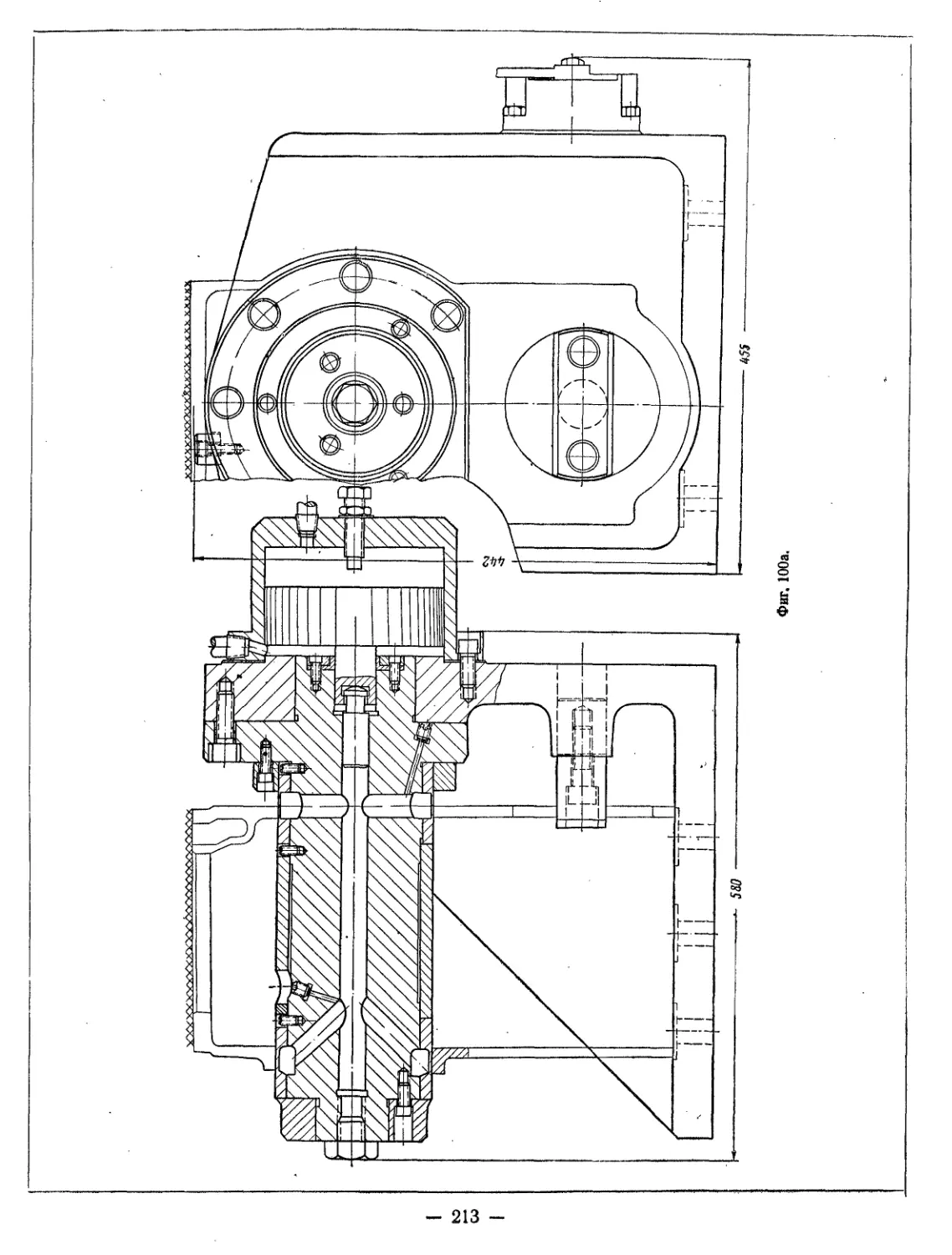
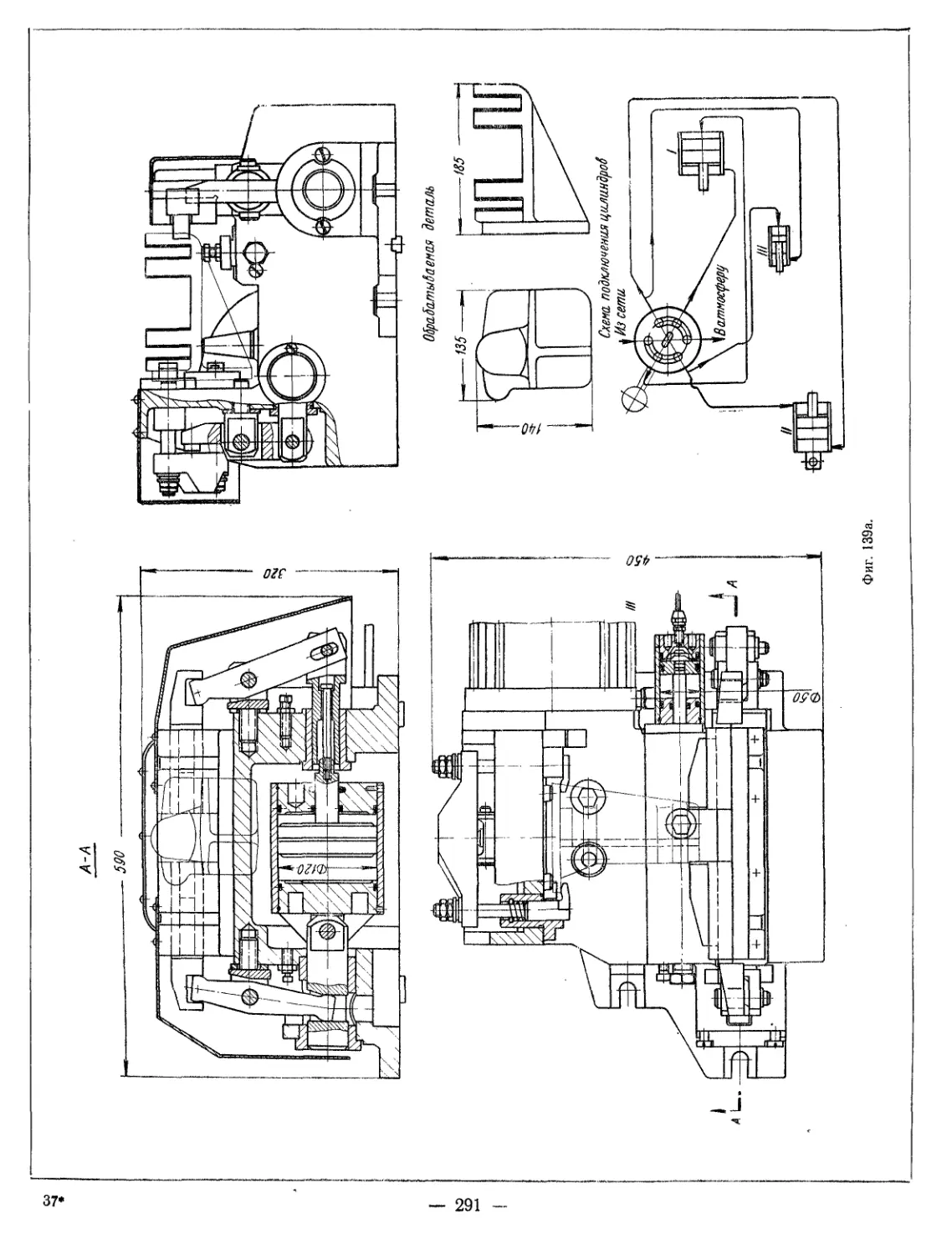
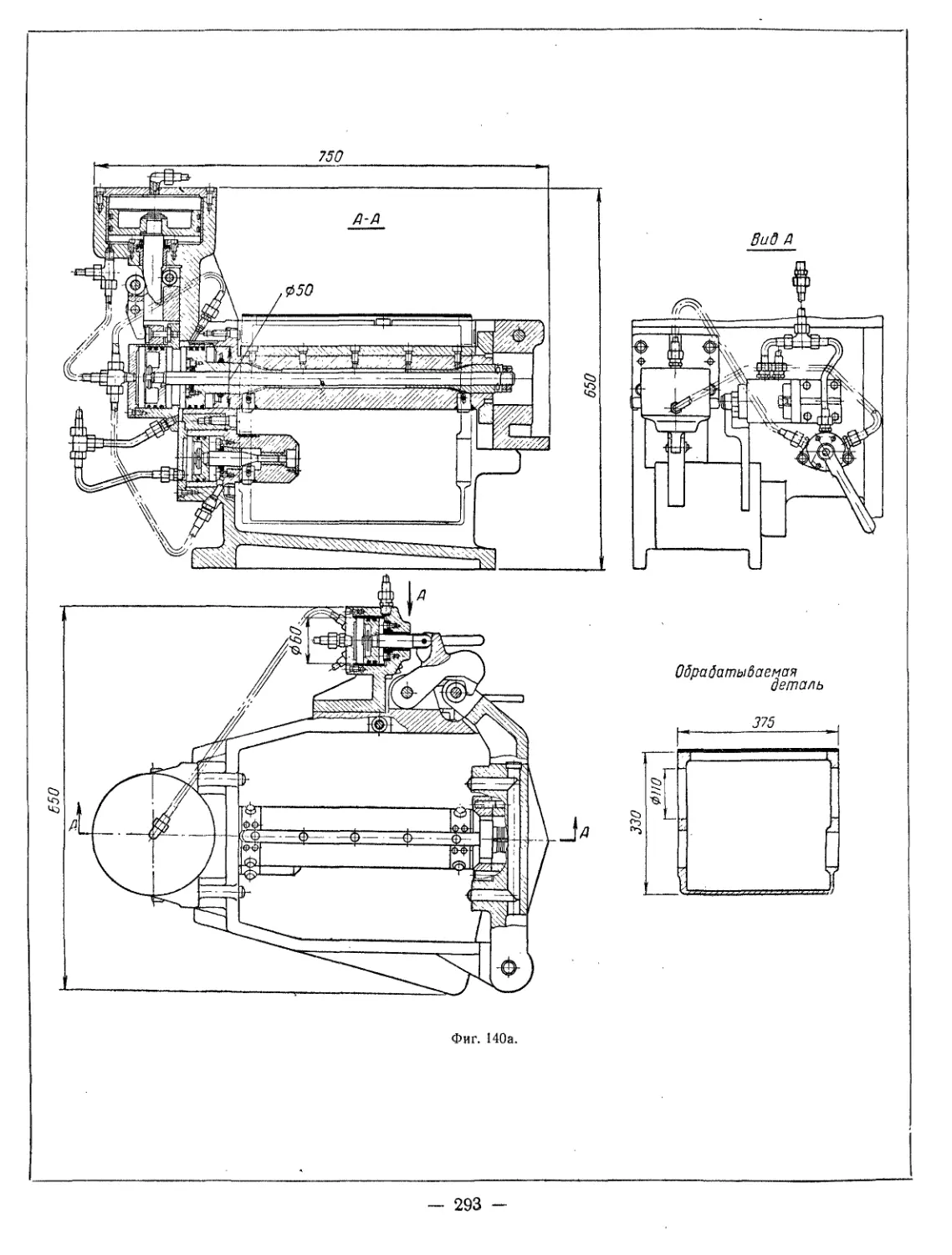
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ КАРТЕРА
С 7230-000
Фиг. 100.
Приспособление (фиг. 100, 100а) предназначается для установки и
закрепления картера коробки передач при фрезеровании на вертикаль-
1но-фрезерно,м станке.
Деталь устанавливается на разжимную оправку с гидропластом и
фиксируется срезанным штырем.
Зажим детали осуществляется посредством гидропласта.
Давление на гидропласт передается от пневмоцилиндра через плун-
жер.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 570X46X595
Наибольший ход плунжера, мм.................................. 15
Усилие зажима детали при давлении сжатого воздуха
4 кг!см2, кг........................................... 1320
Время зажима (разжима), сек................................... 1
Габаритные размеры приспособления, мм............... 580X455X442
Вес приспособления, кг...................................... 160
Конструкция разработана и внедрена на автомобильном заводе име-
ни Лихачева, г. Москва.
Рабочие чертежи 1 П-11898 завода имени Лихачева.
— 212 -
Фиг. 100а.
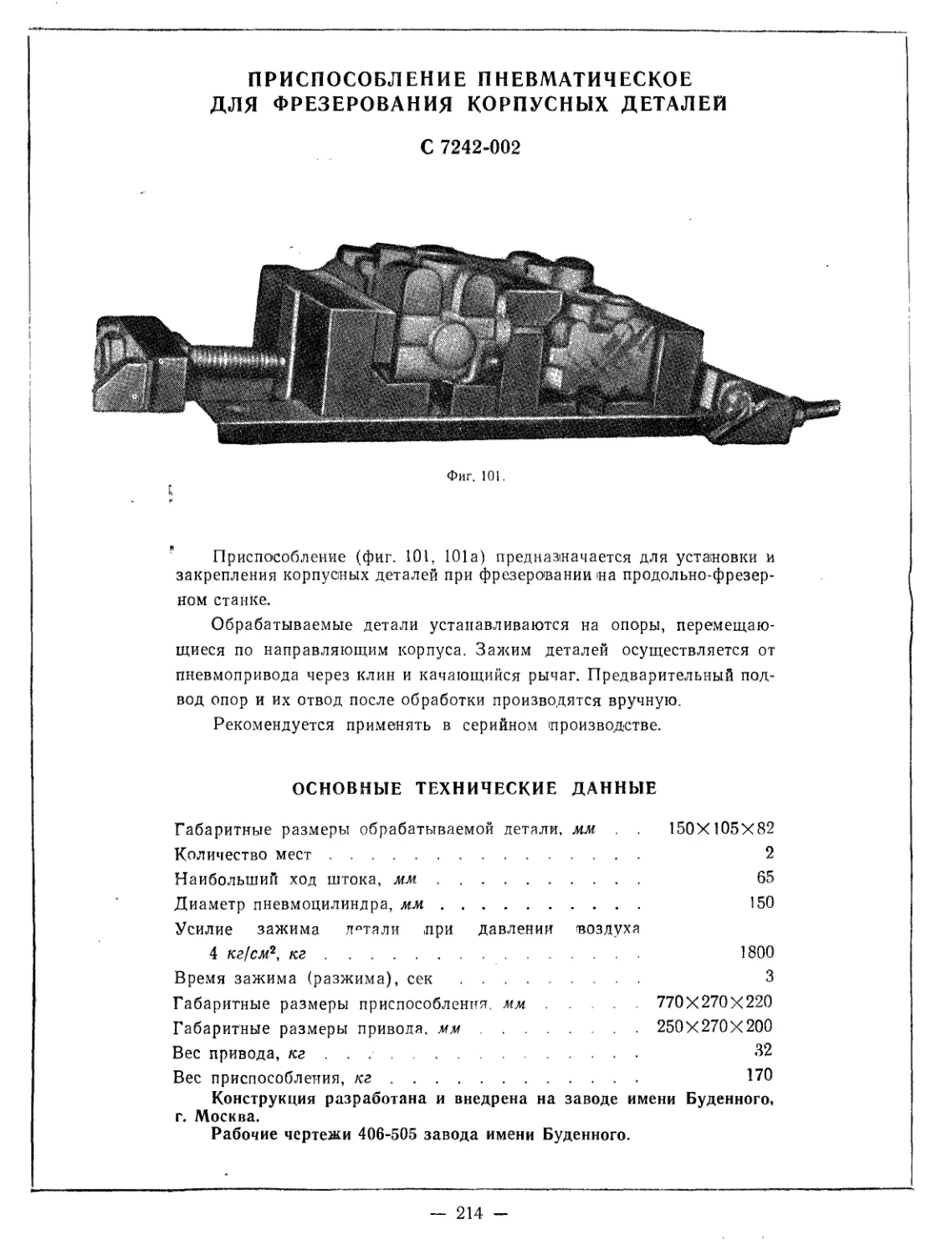
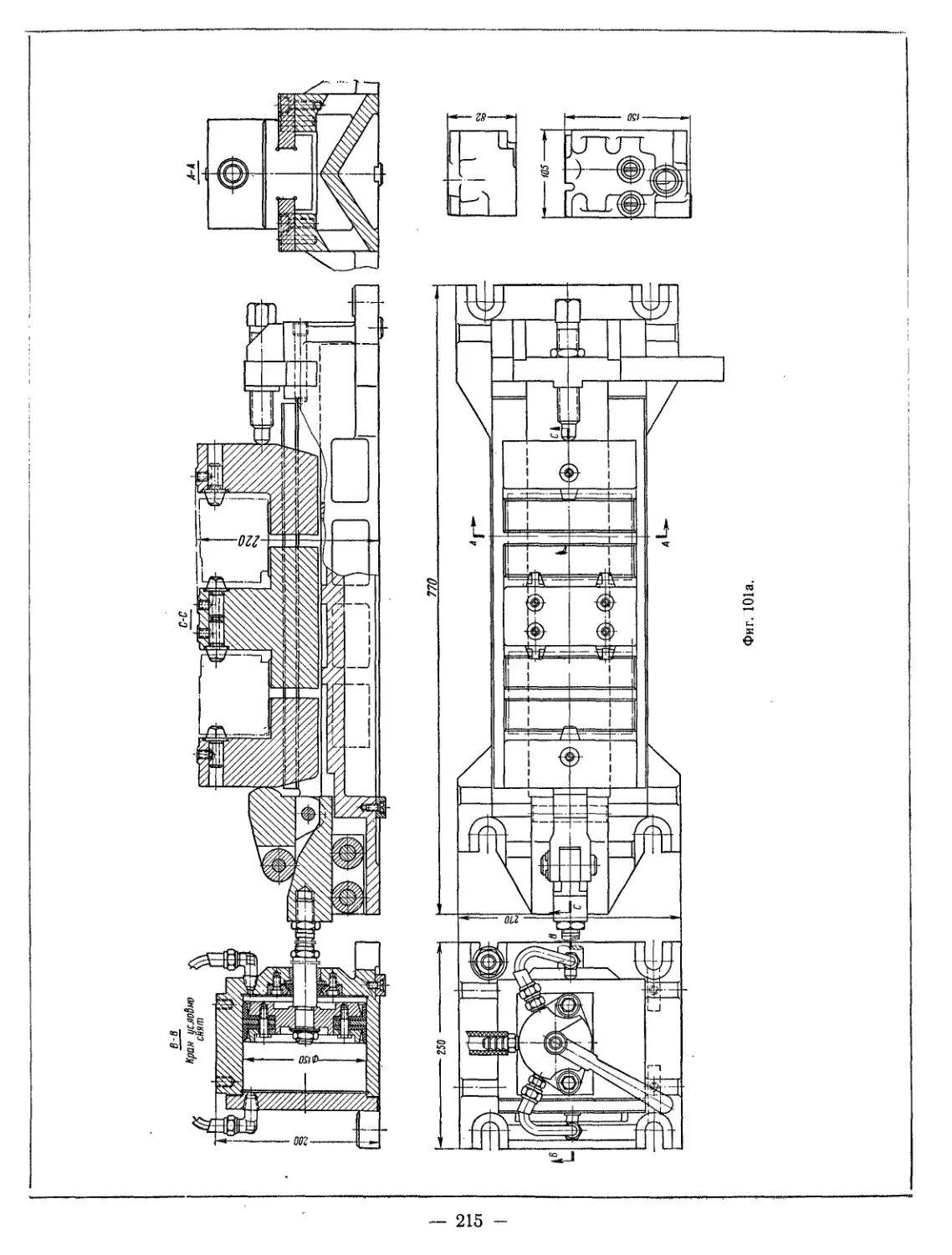
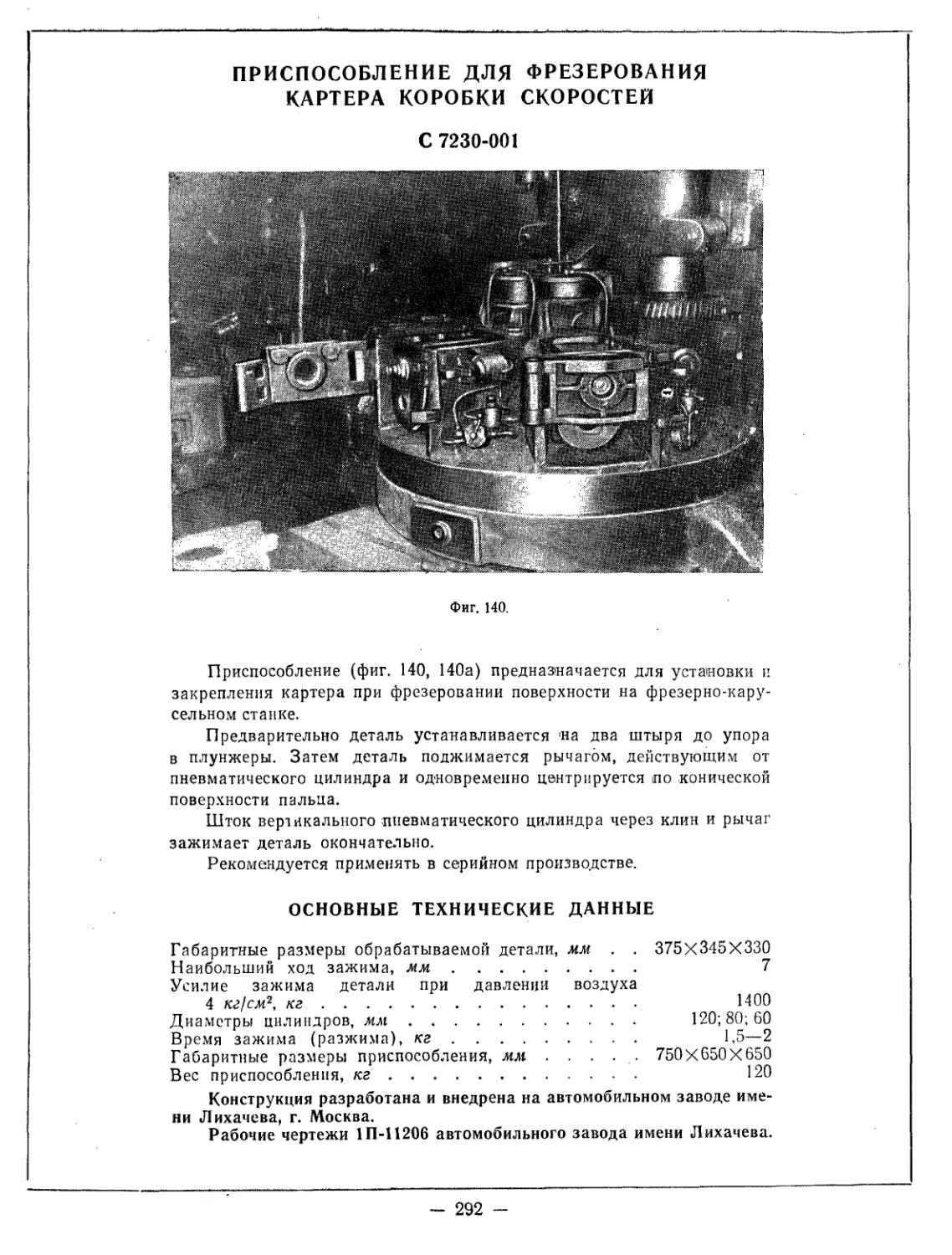
ПРИСПОСОБЛЕНИЕ ПНЕВМАТИЧЕСКОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
С 7242-002
Приспособление (фиг. 101, 101а) предназначается для установки и
закрепления корпусных деталей при фрезеровании на продольно-фрезер-
ном станке.
Обрабатываемые детали устанавливаются на опоры, перемещаю-
щиеся по направляющим корпуса. Зажим деталей осуществляется от
пневмопривода через клин и качающийся рычаг. Предварительный под-
вод опор и их отвод после обработки производятся вручную.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 150X105X82
Количество мест.............................................. 2
Наибольший ход штока, мм.................................... 65
Диаметр пневмоцилиндра, мм................................. 150
Усилие зажима детали при давлении воздуха
4 кг!см?, кг........................................... 1800
Время зажима (разжима), сек.................................. 3
Габаритные размеры приспособления, мм.............. 770X270X220
Габаритные размеры привода, мм 250X270X200
Вес привода, кг . . ........................................ 32
Вес приспособления, кг..................................... 170
Конструкция разработана и внедрена на заводе имени Буденного,
г. Москва.
Рабочие чертежи 406-505 завода имени Буденного.
— 214 -
Фиг. 101а.
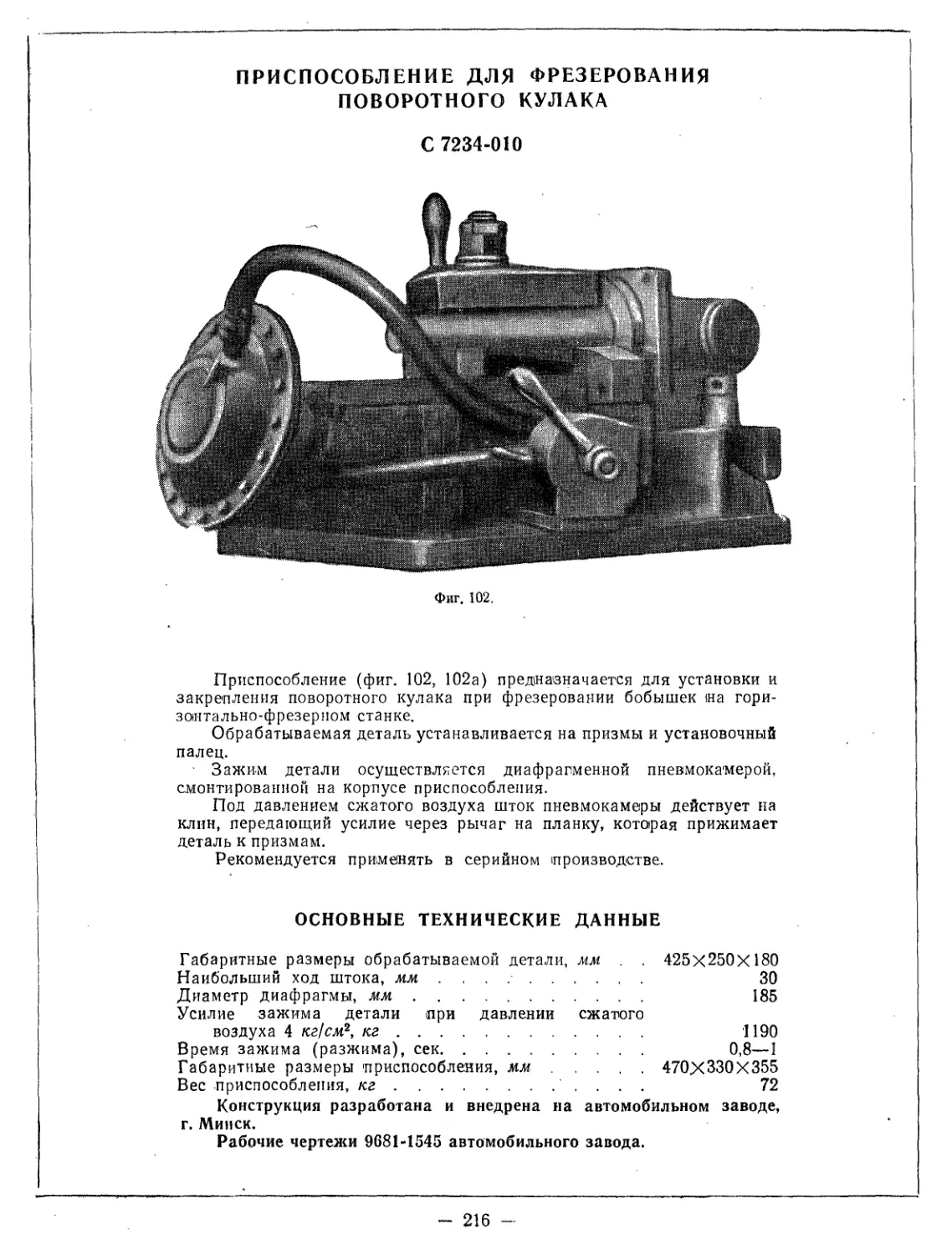
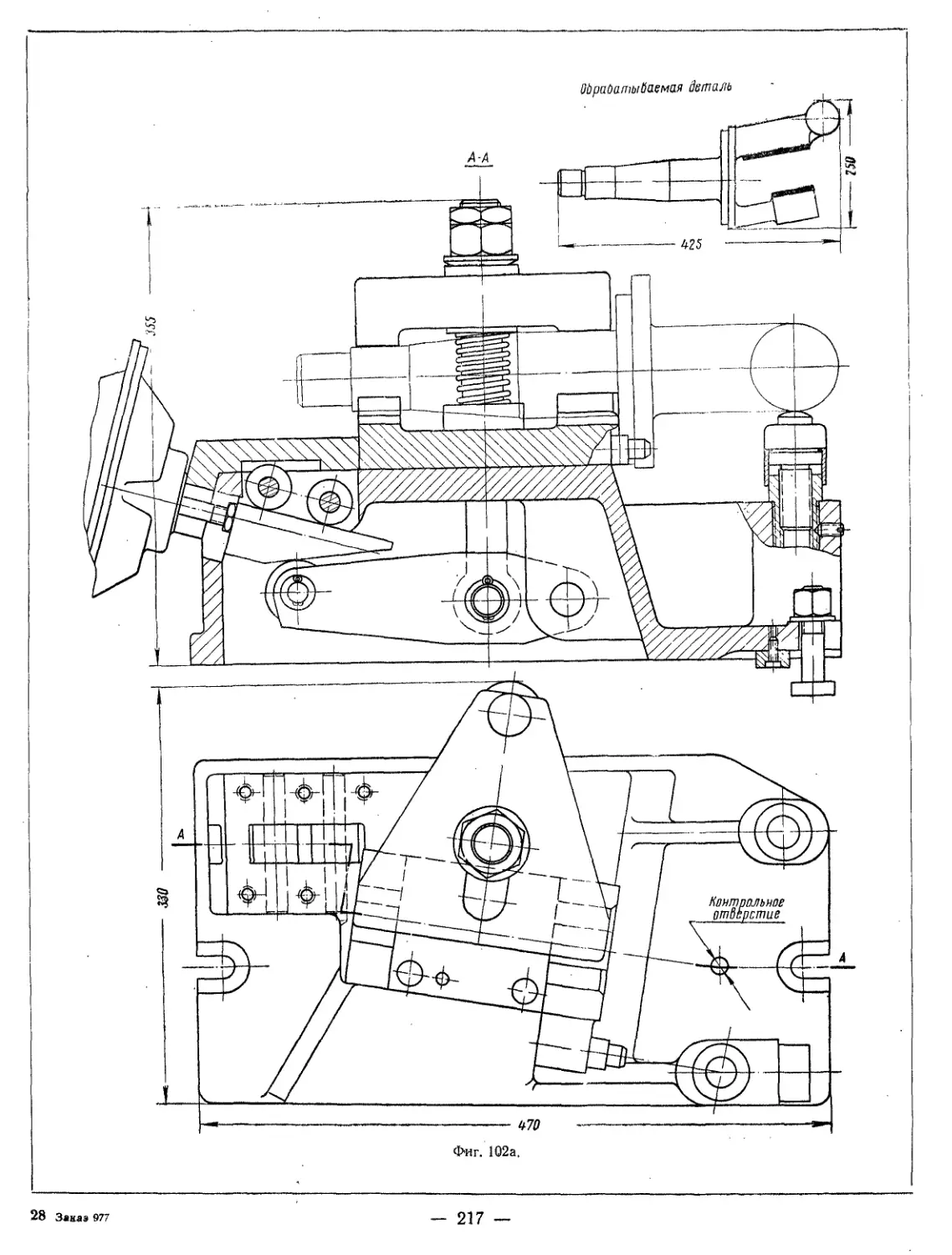
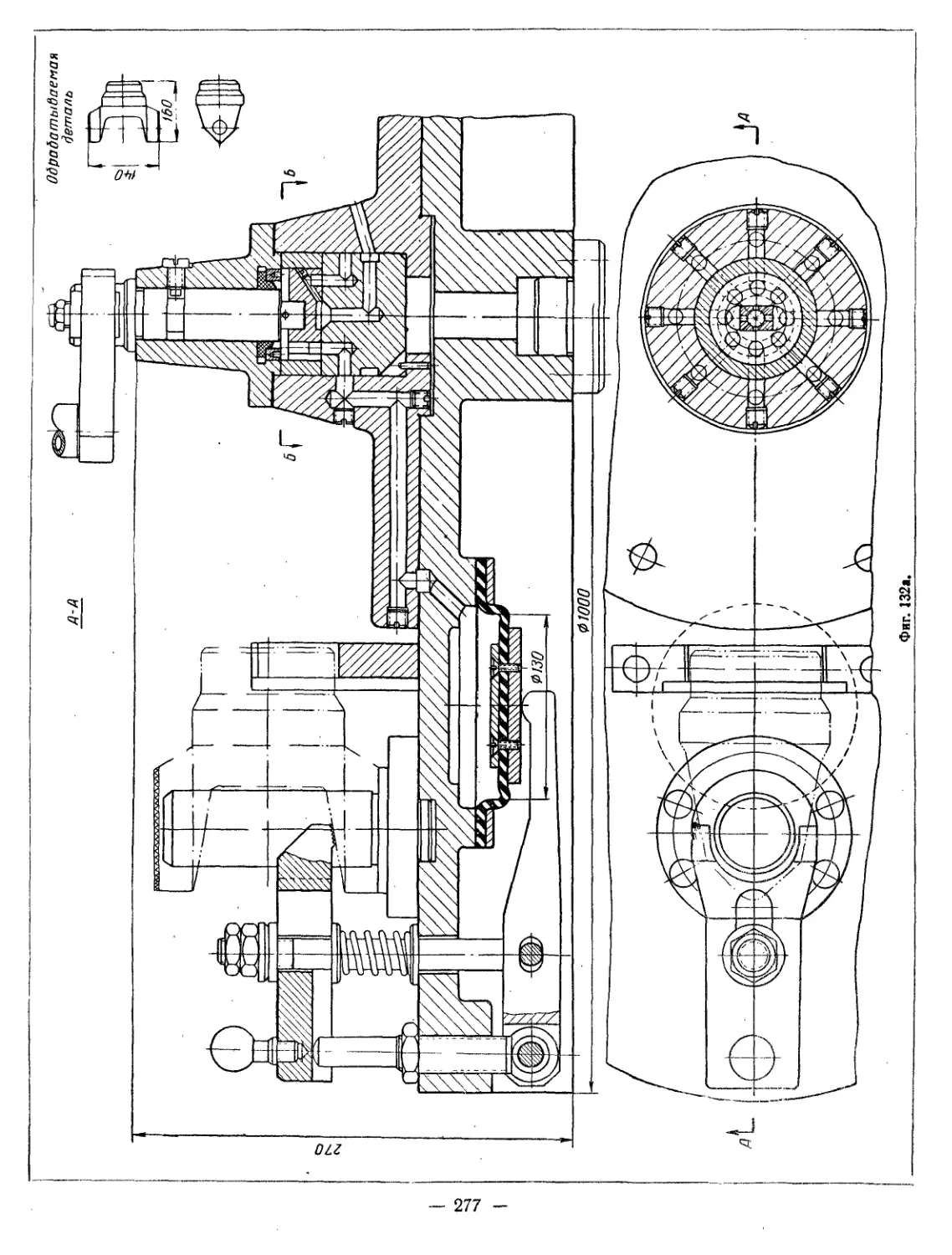
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ПОВОРОТНОГО КУЛАКА
С 7234-010
Фиг, 102,
Приспособление (фиг. 102, 102а) предназначается для установки и
закрепления поворотного кулака при фрезеровании бобышек на гори-
зонтально-фрезерном станке.
Обрабатываемая деталь устанавливается на призмы и установочный
палец.
Зажим детали осуществляется диафрагменной nneBiMoKa'Mepoft,
смонтированной на корпусе приспособления.
Под давлением сжатого воздуха шток пневмокамеры действует на
клин, передающий усилие через рычаг на планку, которая прижимает
деталь к призмам.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 425x250X180
Наибольший ход штока, мм . . . ............ 30
Диаметр диафрагмы, мм....................................... 185
Усилие зажима детали при давлении сжатого
воздуха 4 кг]см?, кг................................... 1190
Время зажима (разжима), сек....................... 0,8—1
Габаритные размеры приспособления, мм............... 470X330X355
Вес приспособления, кг...................................... 72
Конструкция разработана и внедрена на автомобильном заводе,
г. Минск.
Рабочие чертежи 9681-1545 автомобильного завода.
- 216 -
ОЬрайатыЬаемая деталь
28 Заказ 977
— 217 —
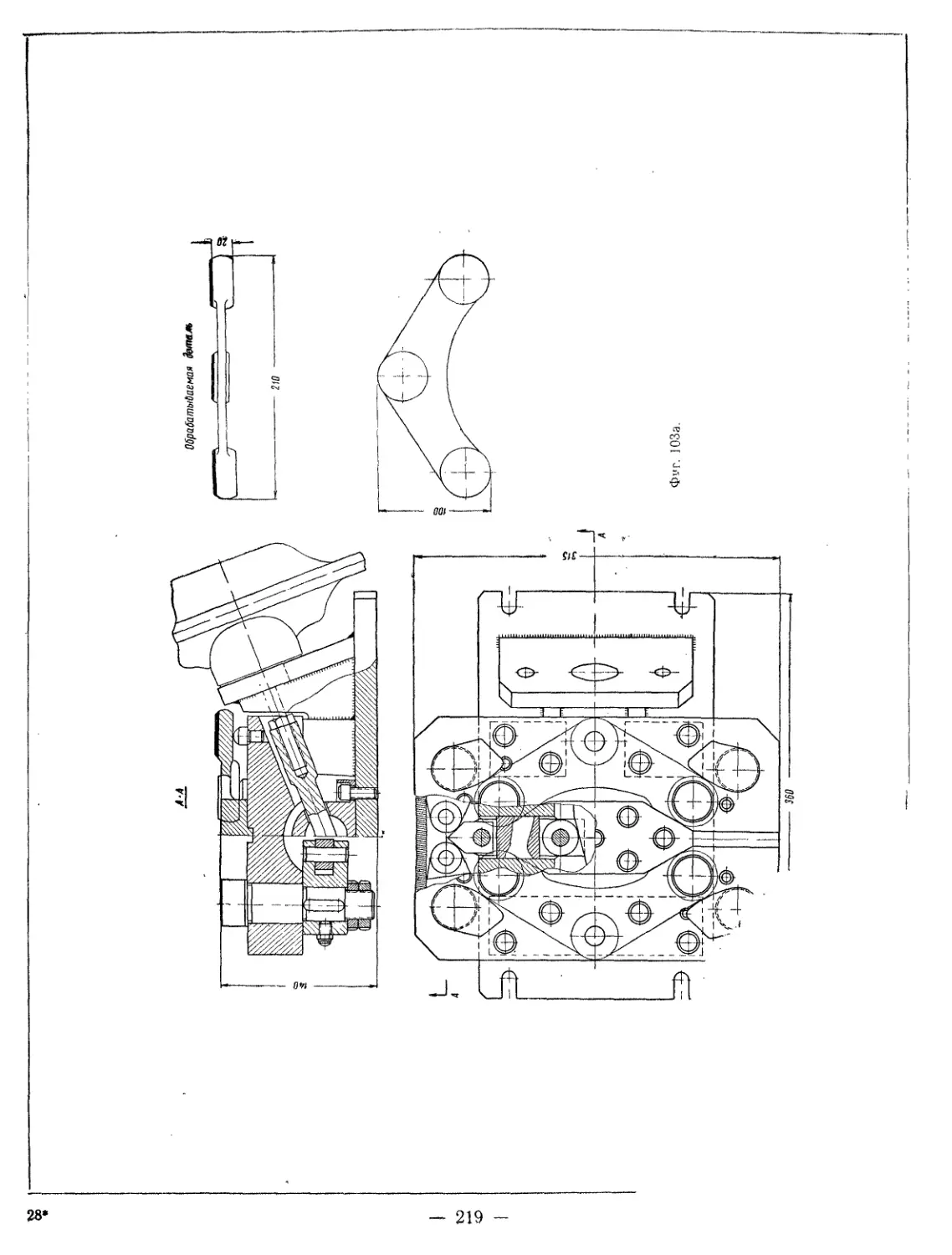
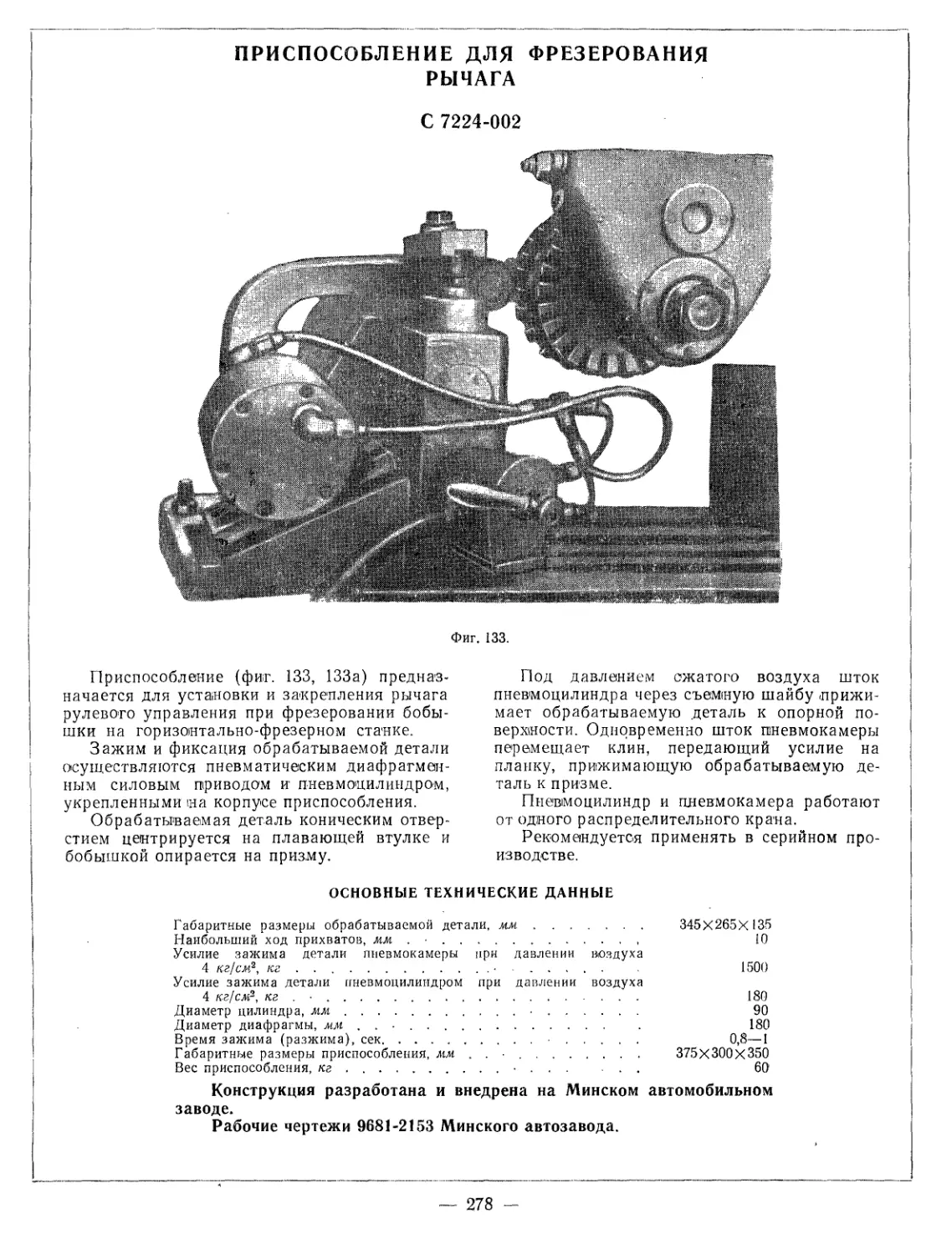
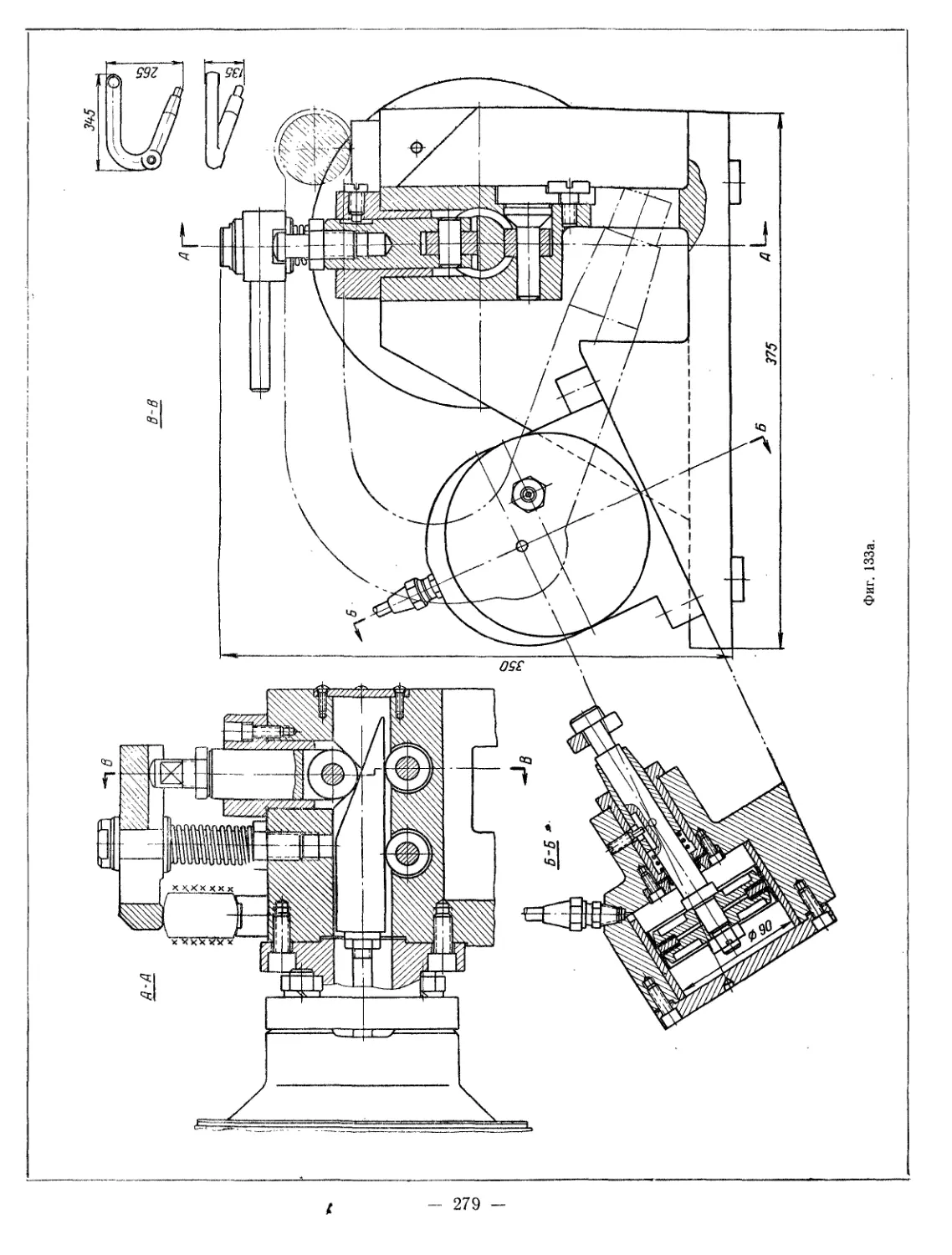
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
РЫЧАГОВ
С 7241-000
Фиг. 103
Приспособление (фиг. 103, 103а) предназначается для установки и
закрепления рычагов при фрезеровании бобышек па горизонтально-
фрезерном станке.
Зажим обрабатываемой детали осуществляется от пневмокамеры,
соединенной с клином. Клин через толкатели поворачивает рычаги и с
помощью кулачков, сидящих на одной оси с рычагами, прижимает дета-
ли к неподвижному упору.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 210X100X20
Количество мест................................................ 2
Наибольший ход кулачков, мм.................................... 5
Усилие зажима детали при давлении сжатого воздуха
4 кг/см2, кг........................................... 1050
Время зажима (разжима), сек......................... 0,8—1
Габаритные размеры приспособления, мм........... 360X315X140
Вес приспособления, кг........................................ 28
В металле не изготовлен.
Рабочие чертежи 754-30055 разработаны моторным заводом,
г. Минск.
- 218 —
to
*
360
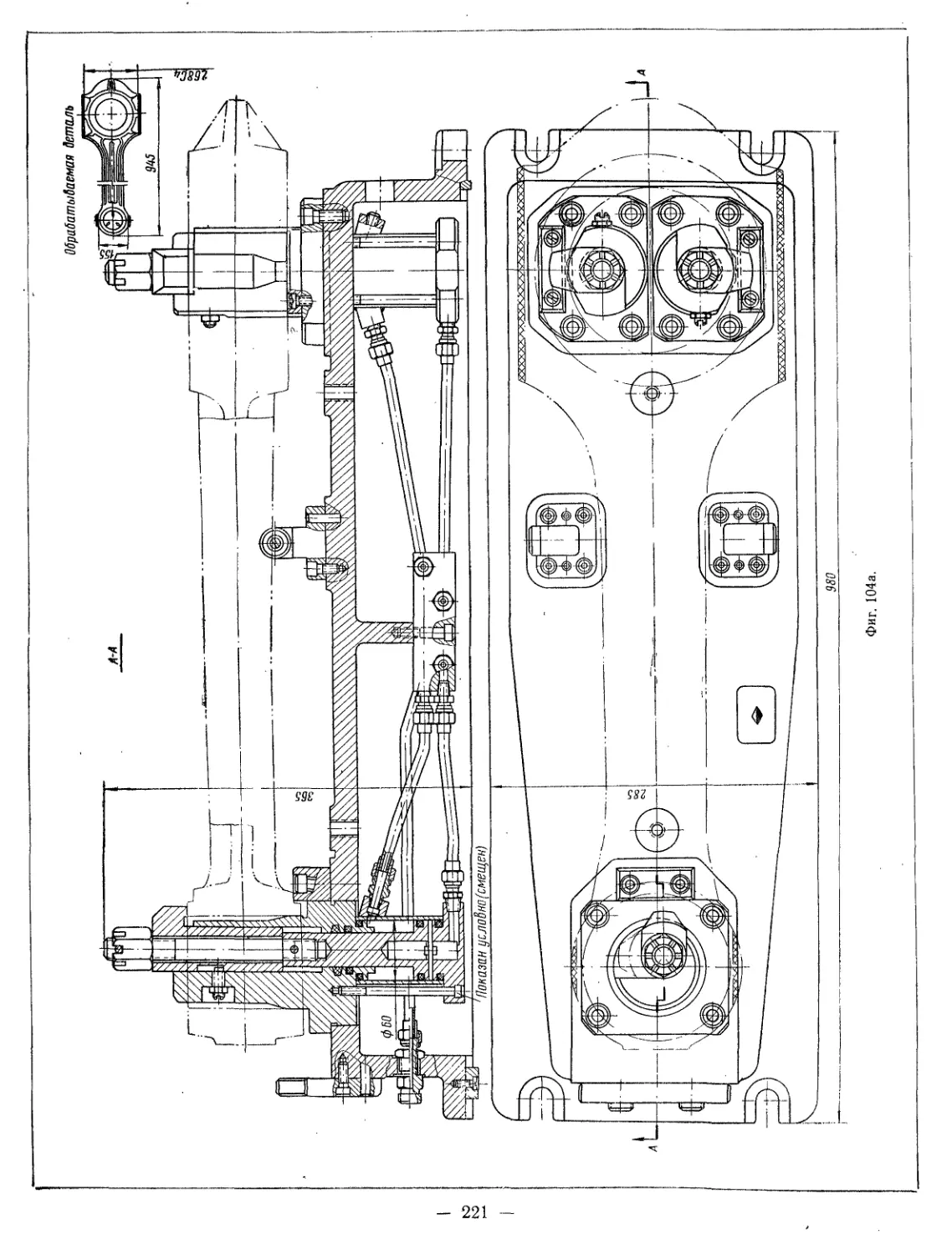
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШАТУНА
С 7221-000
Приспособление (фиг. 104, 104а) предназначается для установки и
закрепления шатуна при фрезеровании боковых плоскостей головок на
двухшпиндельном продольно-фрезерном станке.
Деталь базируется по плоскости и двум отверстиям и закрепляется
тремя автоматически поворачивающимися прихватами, действую-
щими от трех гидравлических цилиндров.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 945X268X115
Наибольший ход прихватов, мм 45
злие зажима детали при давлении масла 50 кг!см?,кг 2600
етр цилиндра, мм 60
зажима (разжима), сек.................................. 5
тые размеры приспособления, мм............. 980X285X365
особления, кг...................................... 130
эукция разработана ВПТИтяжмашем.
но на заводе «25 Октября», г. Горький.
чертежи 9670-1102 завода «25 Октября».
- 220 -
980
Ш£±
Фиг. 104а.
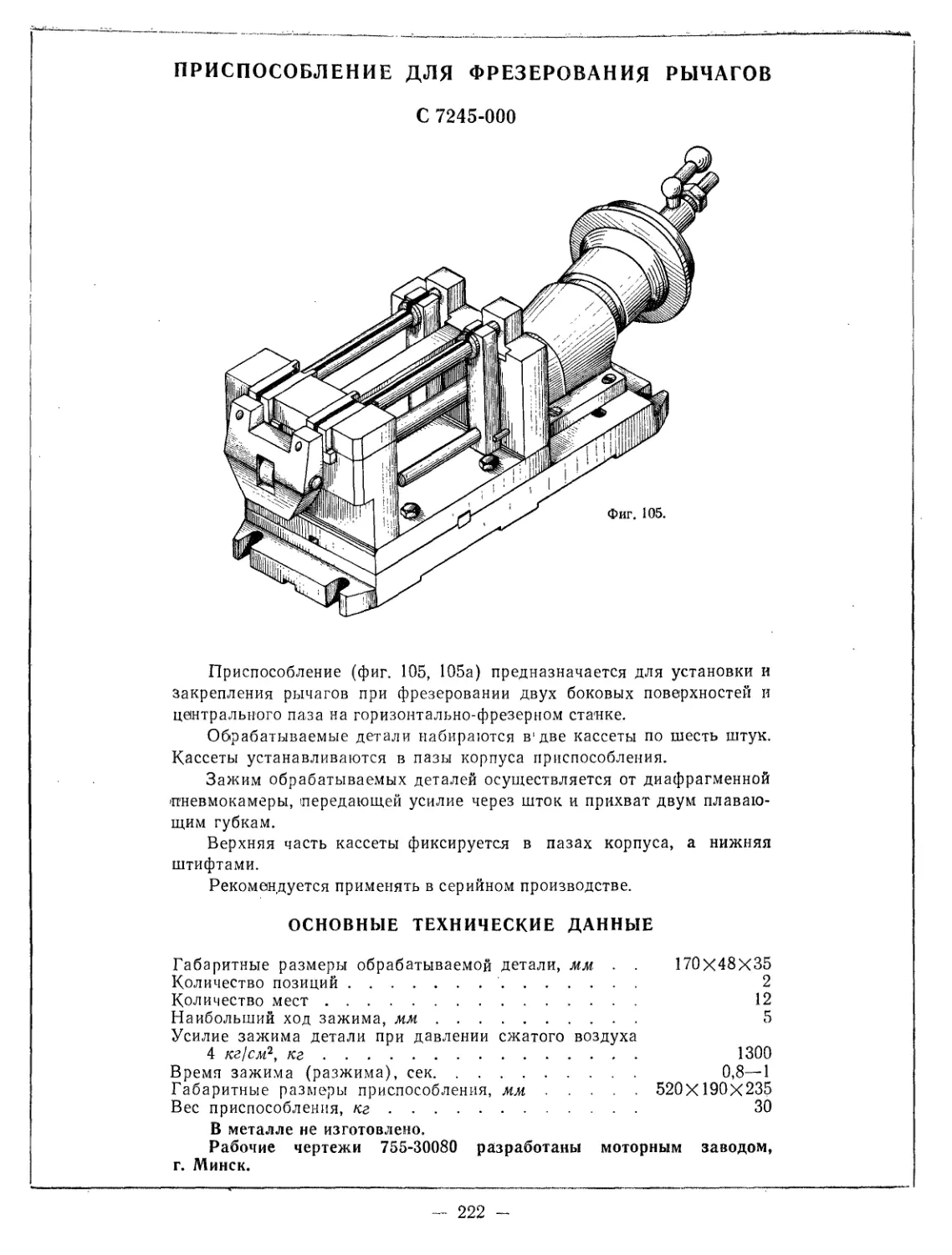
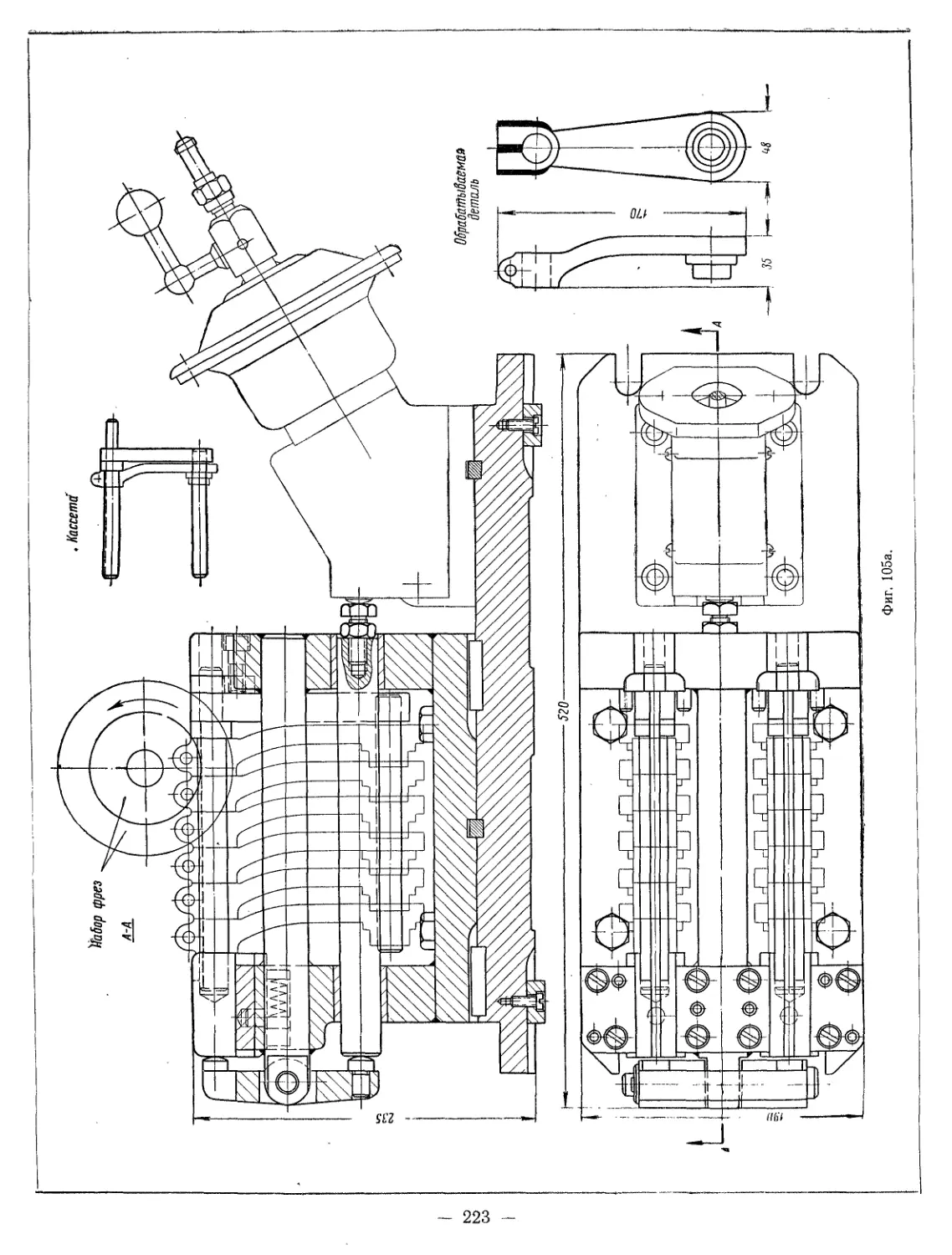
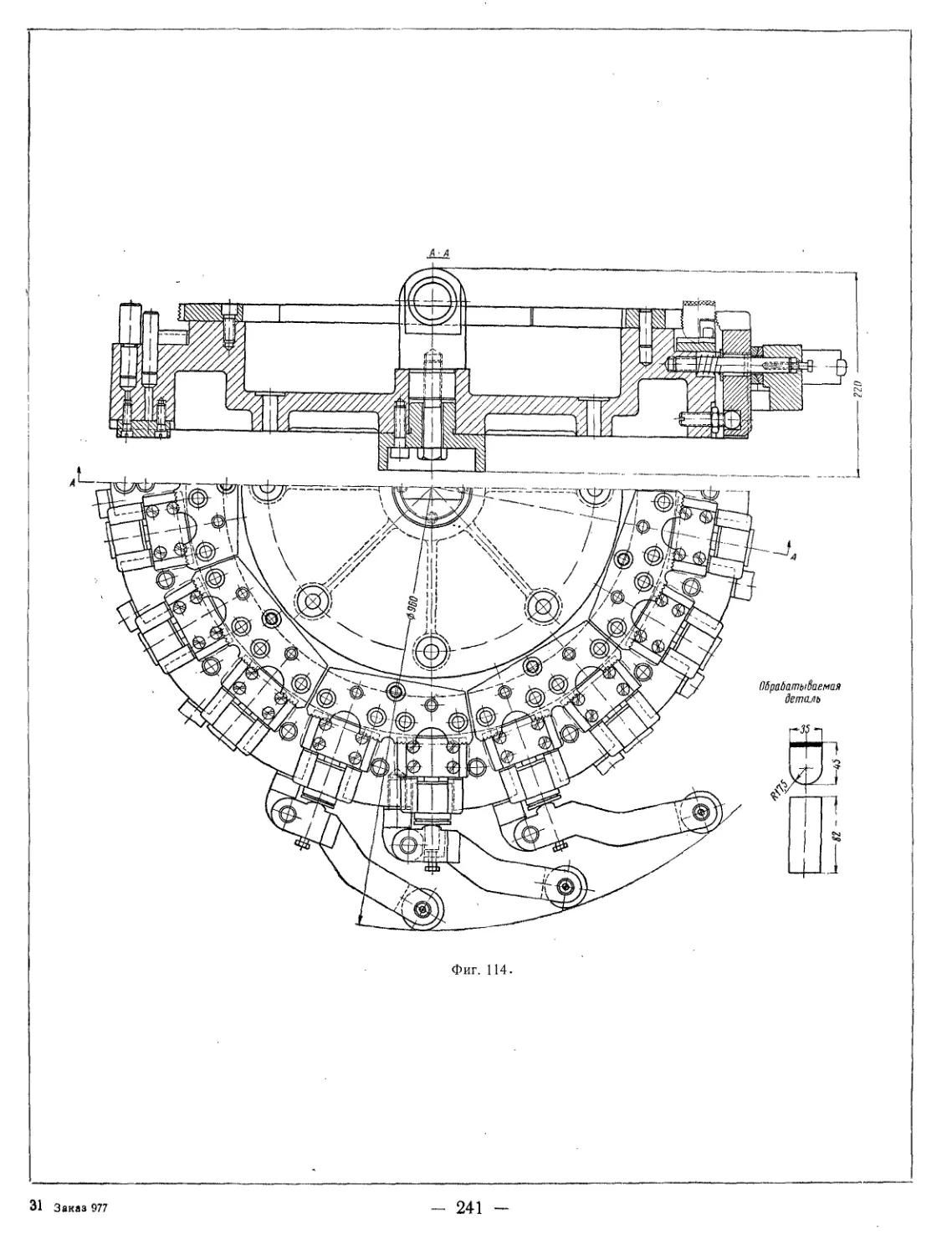
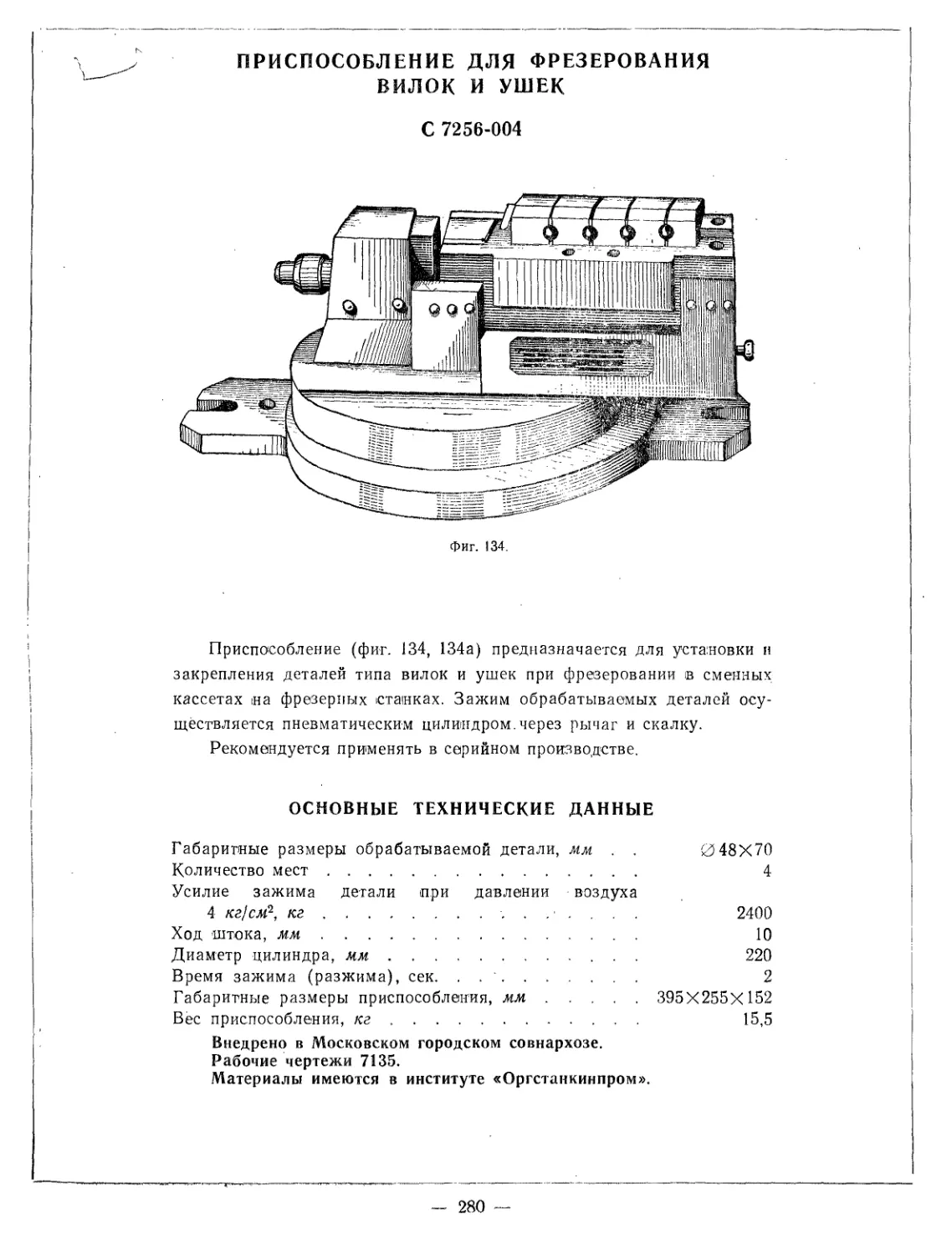
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ РЫЧАГОВ
С 7245-000
Приспособление (фиг. 105, 105а) предназначается для установки и
закрепления рычагов при фрезеровании двух боковых поверхностей и
центрального паза на горизонтально-фрезерном станке.
Обрабатываемые детали набираются в'две кассеты по шесть штук.
Кассеты устанавливаются в пазы корпуса приспособления.
Зажим обрабатываемых деталей осуществляется от диафрагменной
пневмокамеры, передающей усилие через шток и прихват двум плаваю-
щим губкам.
Верхняя часть кассеты фиксируется в пазах корпуса, а нижняя
штифтами.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . 170X48X35
Количество позиций .......................................... 2
Количество мест.................................. 12
Наибольший ход зажима, мм......................... 5
Усилие зажима детали при давлении сжатого воздуха
4 кг)см?, кг.................................... 1300
Время зажима (разжима), сек..................... 0,8—1
Габаритные размеры приспособления, мм........ 520X190x235
Вес приспособления, кг........................... 30
В металле не изготовлено.
Рабочие чертежи 755-30080 разработаны моторным заводом,
г. Минск.
- 222 --
223
U^£------------------------- _ --------------------------- ^20-----
. Кассета
Фиг. 105а.
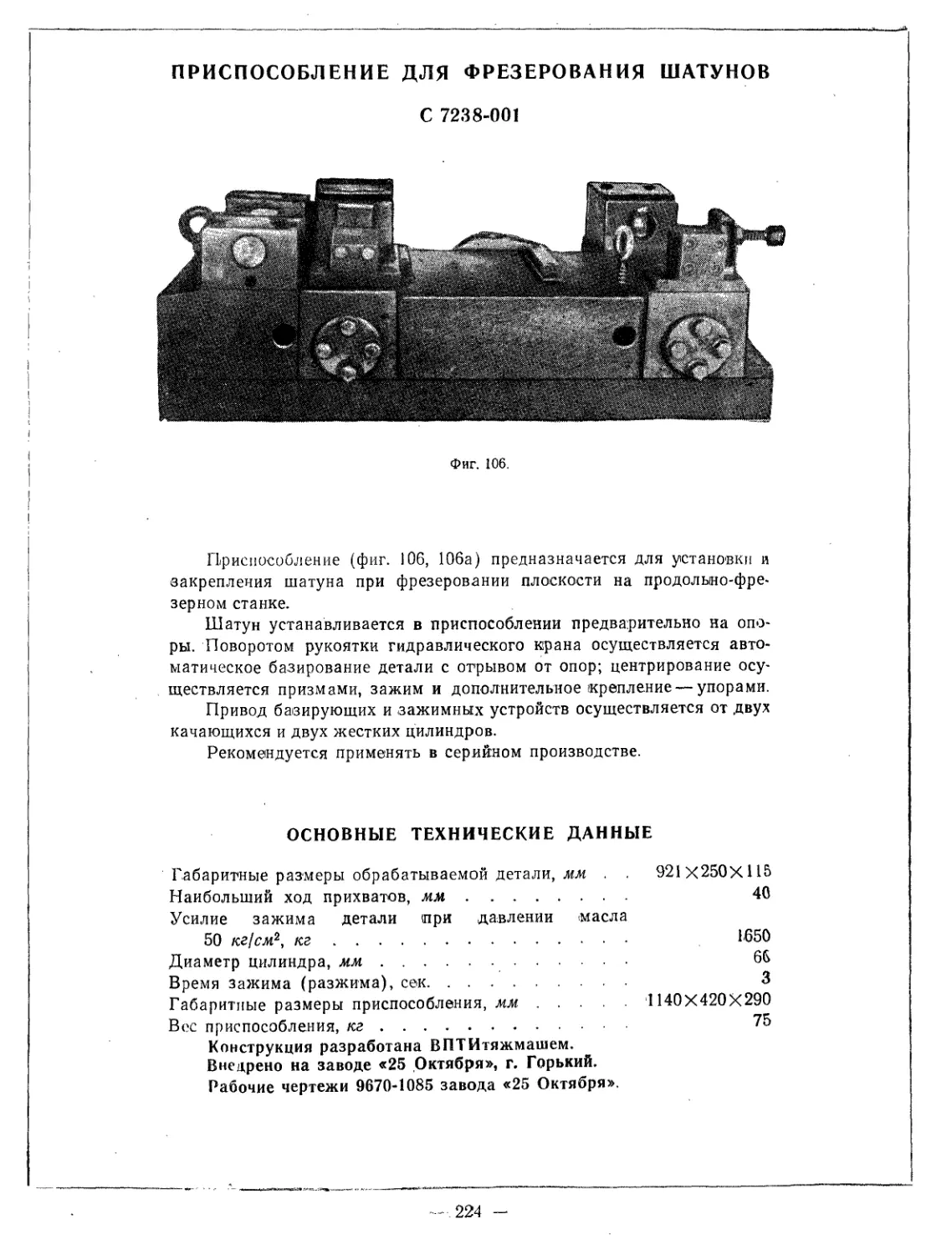
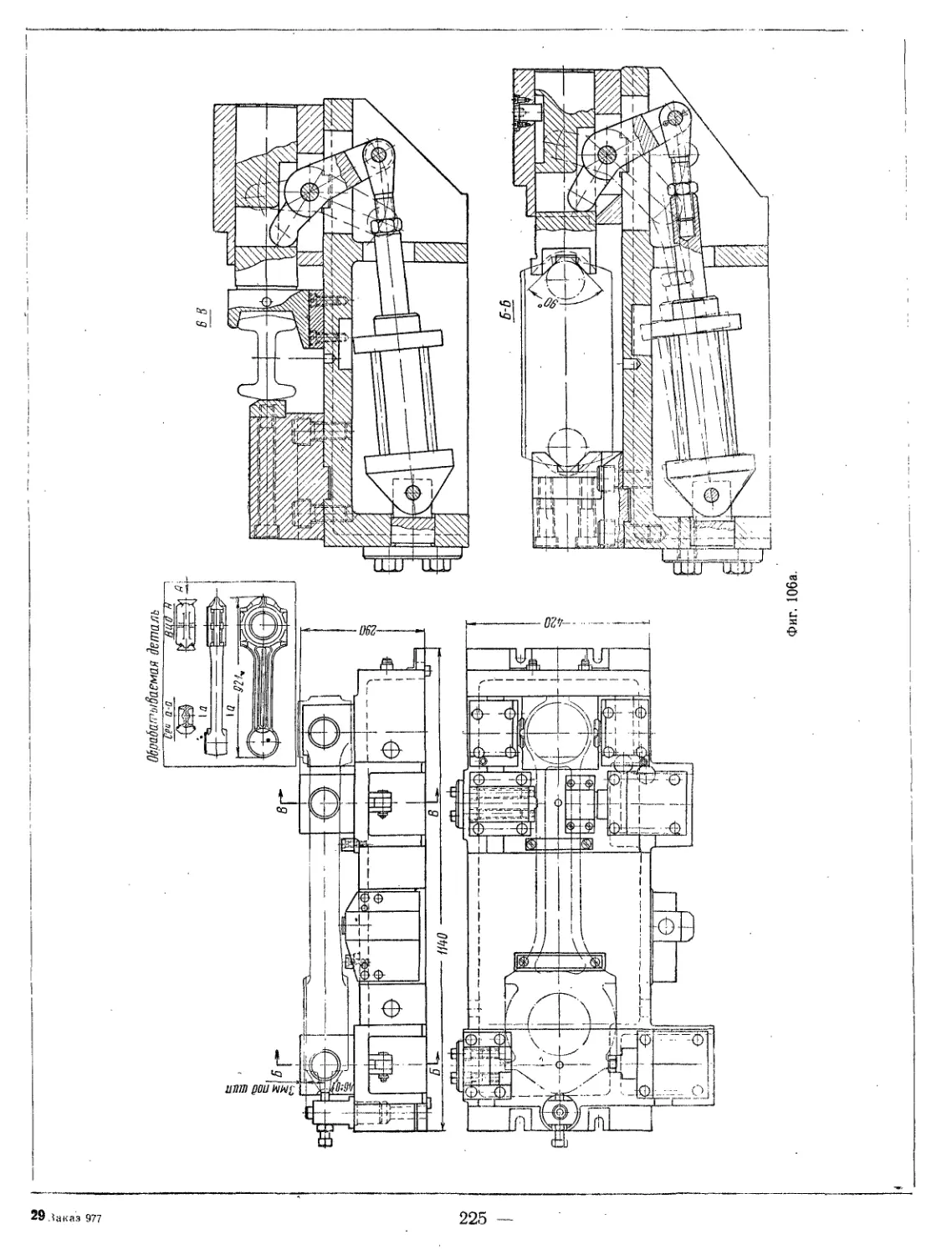
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ШАТУНОВ
С 7238-001
Фиг. 106.
Приспособление (фиг. 106, 106а) предназначается для установки и
закрепления шатуна при фрезеровании плоскости на продольно-фре-
зерном станке.
Шатун устанавливается в приспособлении предварительно на опо-
ры. Поворотом рукоятки гидравлического крана осуществляется авто-
матическое базирование детали с отрывом от опор; центрирование осу-
ществляется призмами, зажим и дополнительное крепление — упорами.
Привод базирующих и зажимных устройств осуществляется от двух
качающихся и двух жестких цилиндров.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 921X250X115
Наибольший ход прихватов, мм................................ 40
Усилие зажима детали при давлении масла
50 кг/см2, кг......................................... 1650
Диаметр цилиндра, мм........................................ 66
Время зажима (разжима), сек.................................. 3
Габаритные размеры приспособления, мм............. 1140X420X290
Вес приспособления, кг...................................... 75
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе «25 Октября», г. Горький.
Рабочие чертежи 9670-1085 завода «25 Октября».
224 -
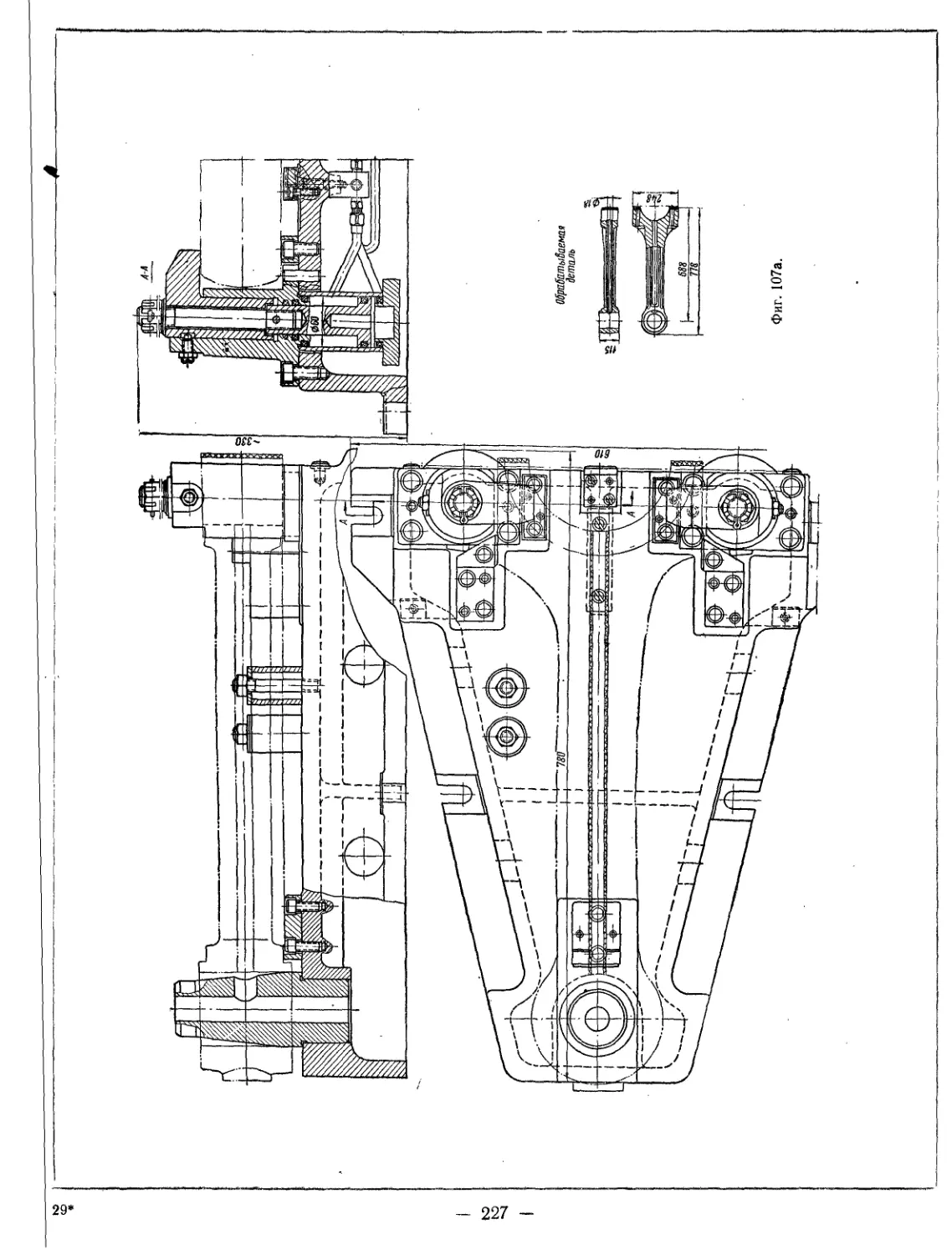
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
И СВЕРЛЕНИЯ ШАТУНОВ
С 7220-001
Фиг. 107.
Приспособление (фиг. 107, 107а) предназначается для установки и
закрепления шатуна при обработке на горизонтально-расточном стан-
ке по следующим операциям: фрезерование поверхности разьема шату-
на, глубокое сверление отверстия в стержне шатуна.
Деталь надевается отверстием на палец и устанавливается между
стоек на планки.
Закрепляется деталь двумя прихватами, действующими от гидрав-
лических цилиндров. Прихваты поворачиваются на 90° для зажима .и
разжима детали.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 778x248X115
Наибольший ход прихвата, мм.......................... 58
Усилие зажима детали при давлении масла 50 кг!см2, кг 1700
Диаметр цилиндра, мм ............. 60
Время зажима (разжима), сек. ... 3
Габаритные размеры приспособления, мм . . . 780x610X330
Вес приспособления, кг.............................. 160
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе «25 Октября», г. Горький
Рабочие чертежи 9670-1083 завода «25 Октября».
— 226 -
ьо
co
«
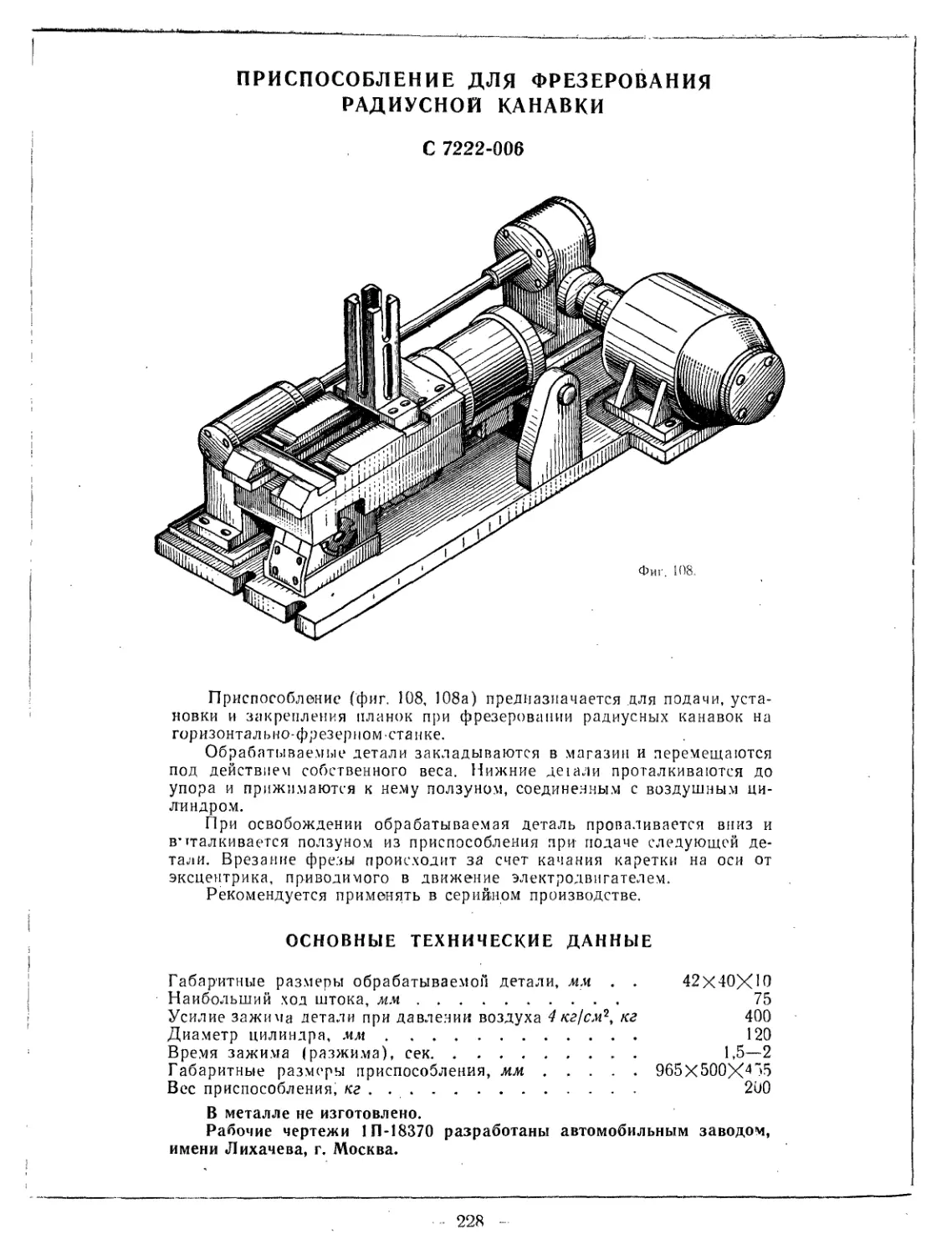
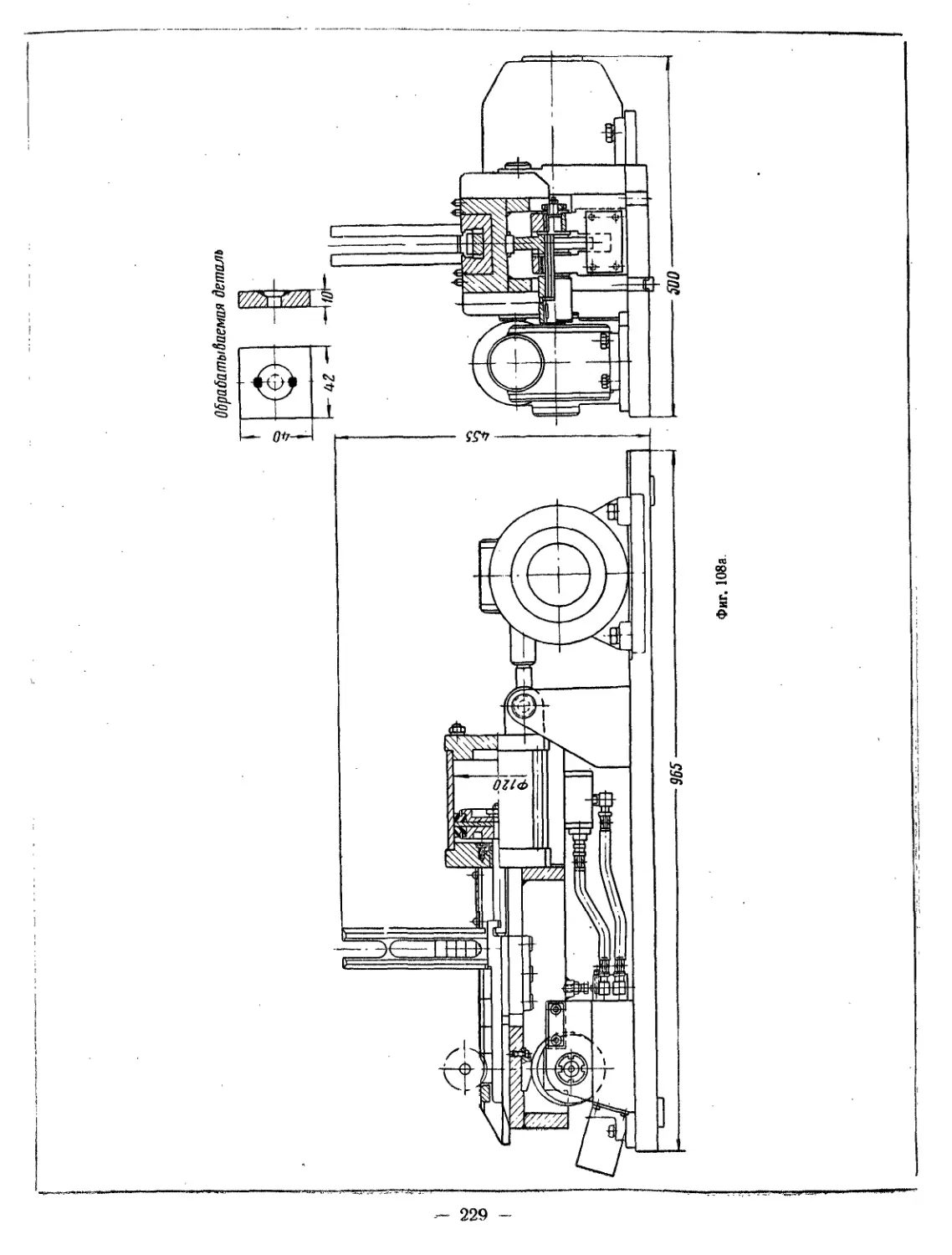
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
РАДИУСНОЙ КАНАВКИ
С 7222-006
Приспособление (фиг. 108, 108а) предназначается для подачи, уста-
новки и закрепления планок при фрезеровании радиусных канавок на
горизонтально-фрезерном станке.
Обрабатываемые детали закладываются в магазин и перемещаются
под действием собственного веса. Нижние деыли проталкиваются до
упора и прижимаются к нему ползуном, соединенным с воздушным ци-
линдром.
При освобождении обрабатываемая деталь проваливается вниз и
выталкивается ползуном из приспособления при подаче следующей де-
тали. Врезание фрезы происходит за счет качания каретки на оси от
эксцентрика, приводимого в движение электродвигателем.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 42X40X10
Наибольший ход штока, мм...................................... 75
Усилие зажима детали при давлении воздуха 4 кг/см\ кг 400
Диаметр цилиндра, мм......................................... 120
Время зажима (разжима), сек........................ 1,5—2
Габаритные размеры приспособления, лл............... 965Х500Х4”1’
Вес приспособления, кг . .................................... 200
В металле не изготовлено.
Рабочие чертежи 1 П-18370 разработаны автомобильным заводом,
имени Лихачева, г. Москва.
228
229
Фиг. 108а.
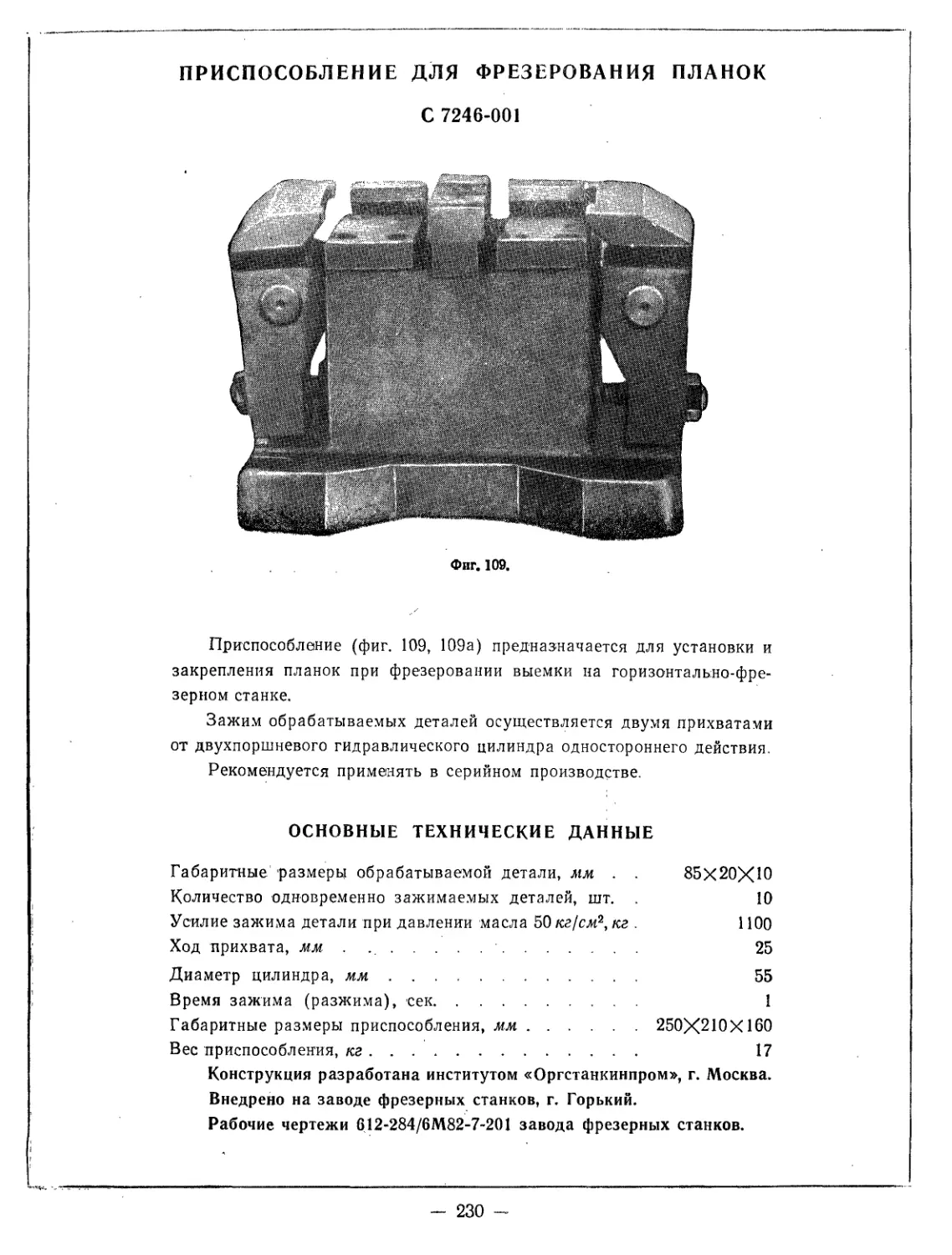
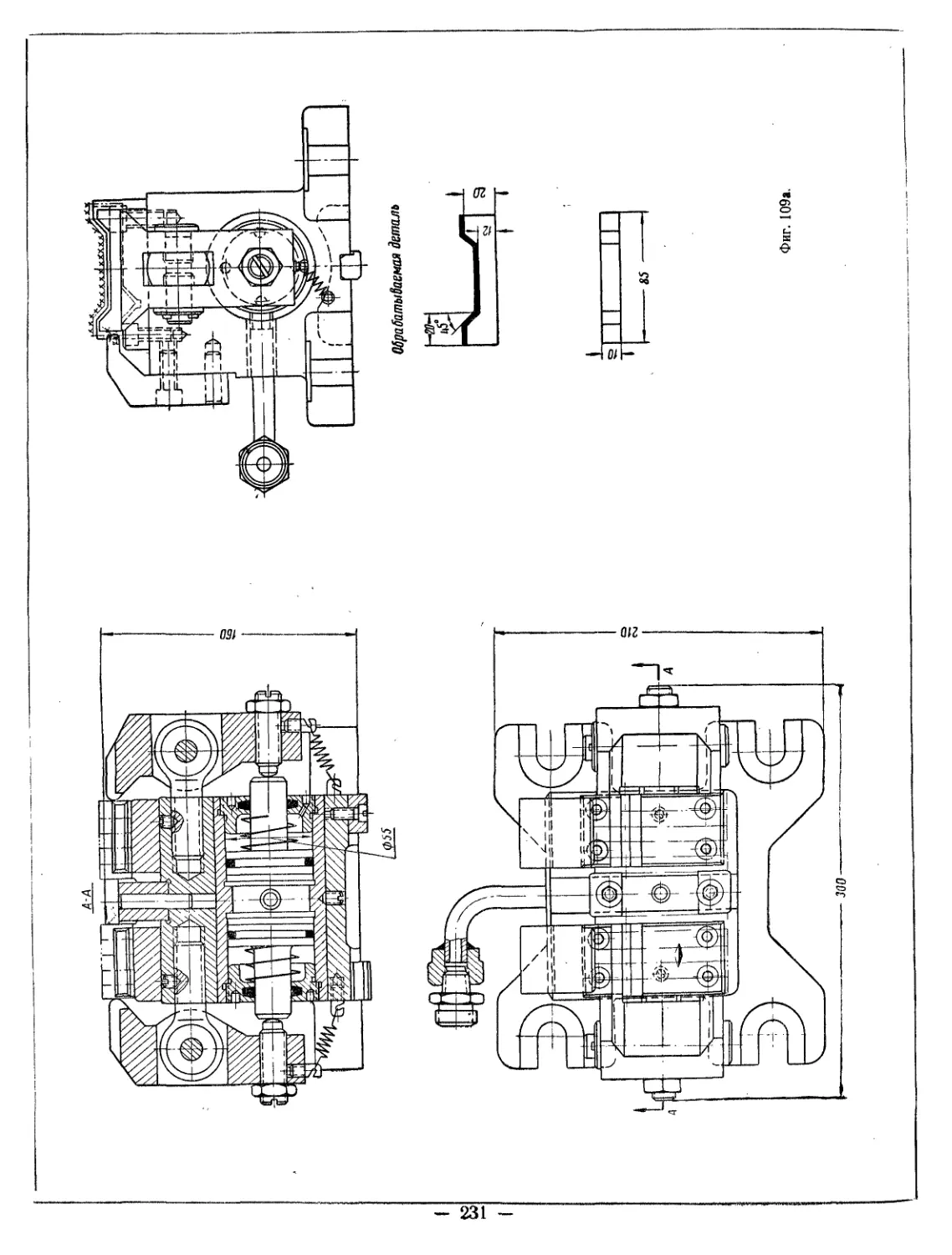
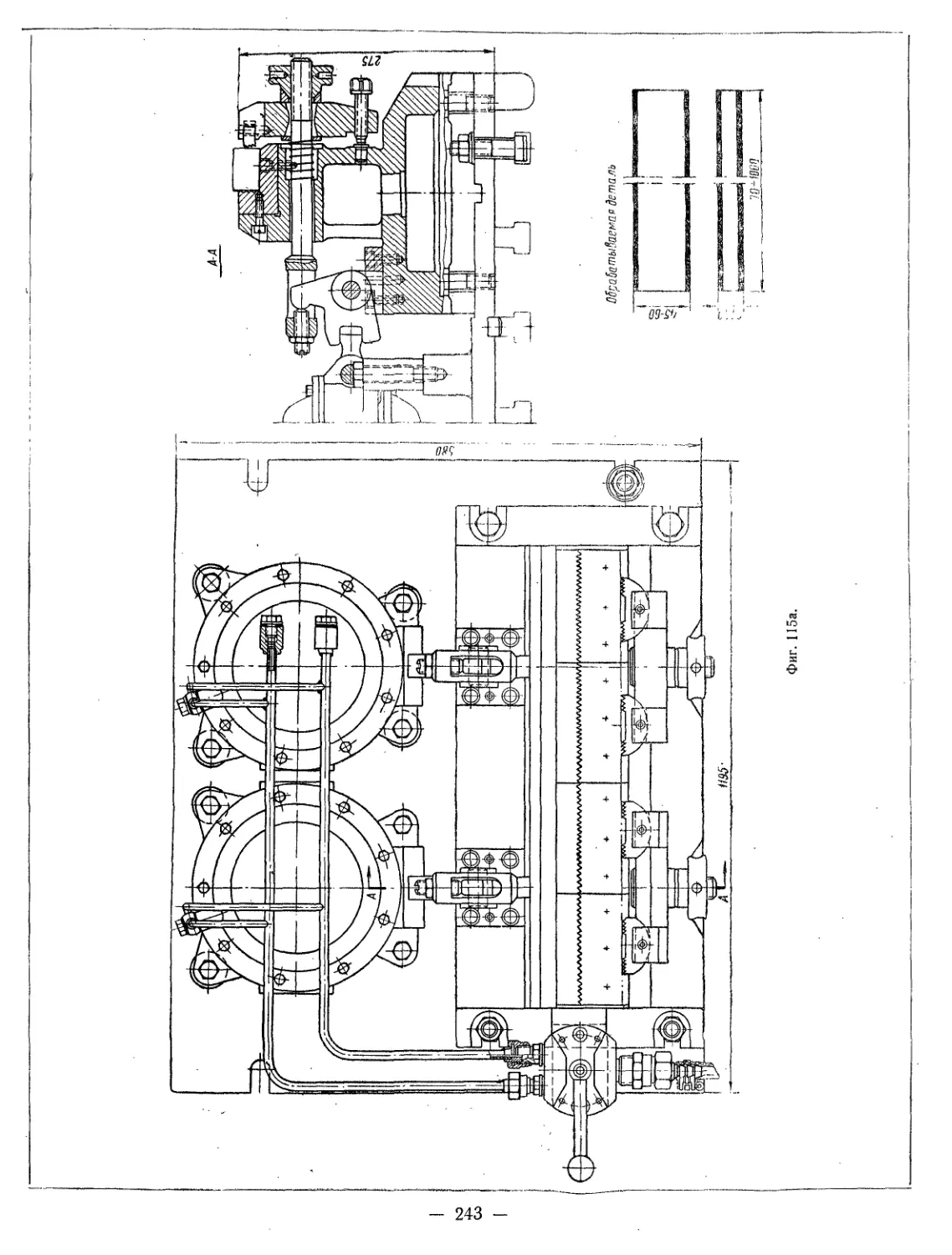
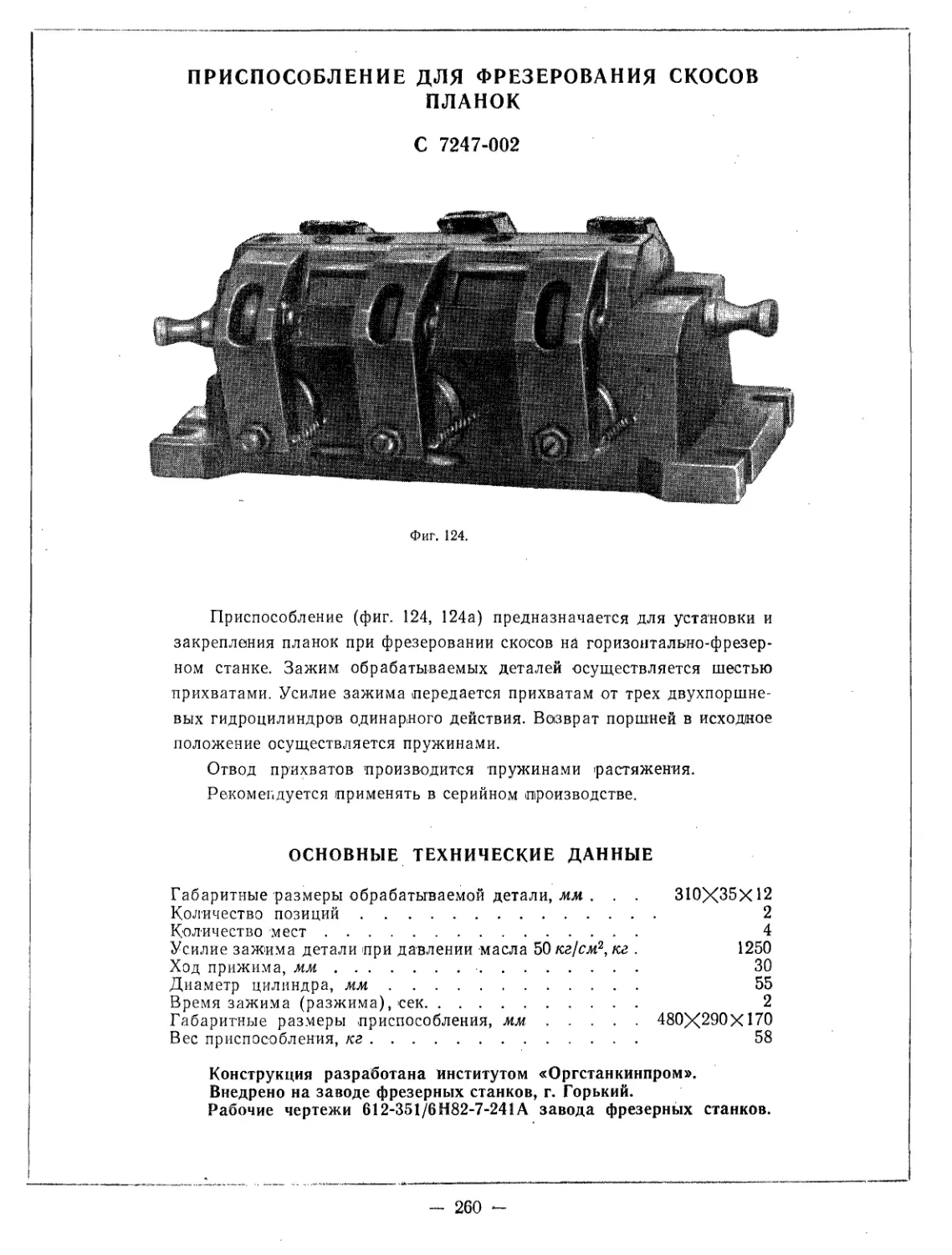
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ПЛАНОК
С 7246-001
Фиг. 109.
Приспособление (фиг. 109, 109а) предназначается для установки и
закрепления планок при фрезеровании выемки на горизонтально-фре-
зерном станке.
Зажим обрабатываемых деталей осуществляется двумя прихватами
от двухпоршневого гидравлического цилиндра одностороннего действия.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 85Х20ХЮ
Количество одновременно зажимаемых деталей, шт. 10
Усилие зажима детали при давлении масла 50 кг)см2, кг . 1100
Ход прихвата, мм . 25
Диаметр цилиндра, мм.......................................... 55
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм................ 250X210X160
Вес приспособления, кг........................................ 17
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 612-284/6М82-7-201 завода фрезерных станков.
- 230
Обрабатываемая деталь
85
Фиг. 109а.
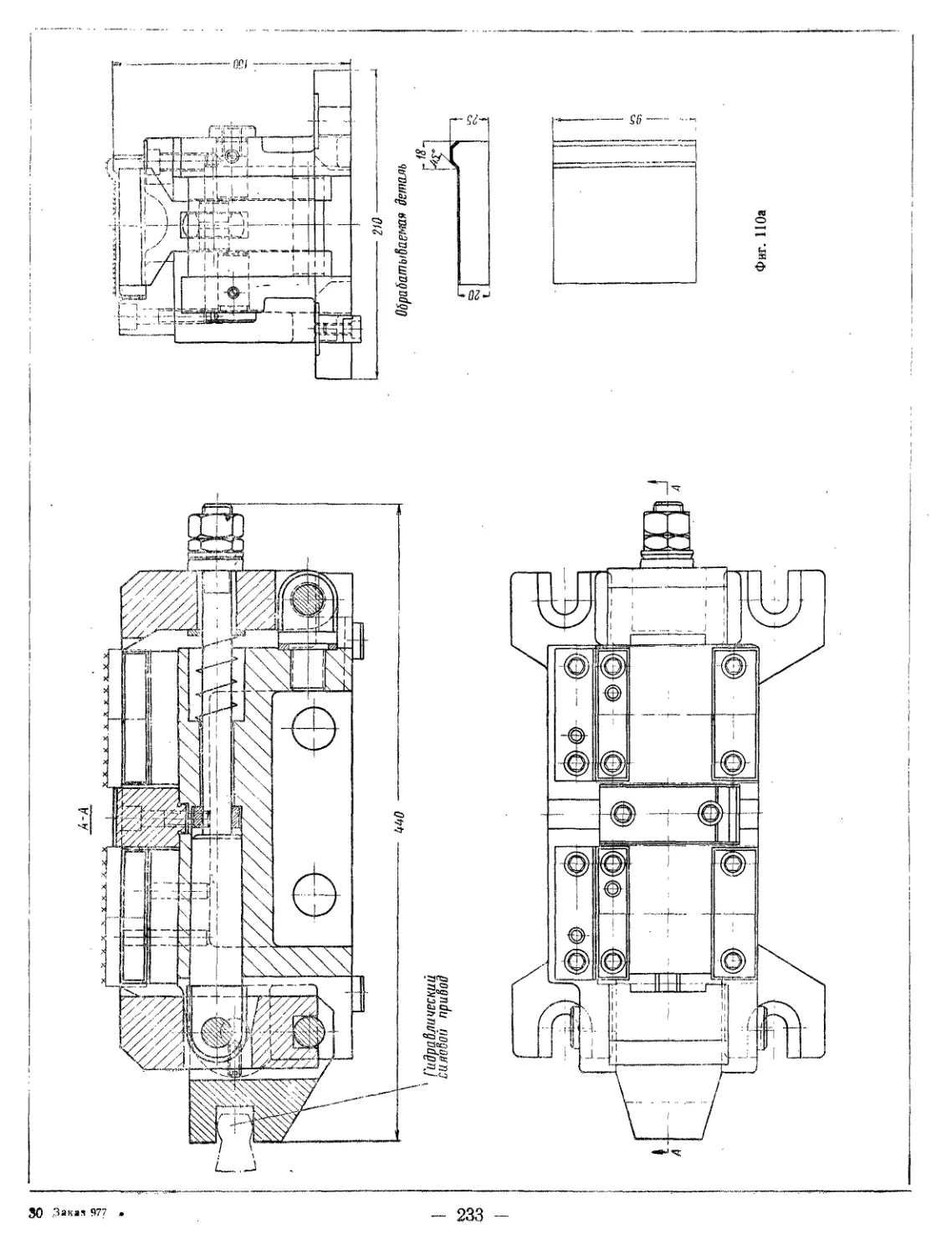
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ПЛАНОК
С 7242-003
Приспособление (фиг. ПО, 110а) предназначается для установки и
закрепления планок при фрезеровании поверхностей на горизонтально-
фрезерном станке.
Зажим осуществляется от гидравлического силового привода.
Усилие зажима воспринимается вилкой приемного рычага и пере-
дается сблокированным прихватам, зажимающим обрабатываемые де-
тали.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 100X95X25
Количество мест................................................ 2
Усилие зажима детали при давлении масла 50 кг/см"*, кг . 2900
Ход прихвата, мм.................................... 6
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм.............. 440X210x160
Вес приспособления, кг....................................... 33
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 612-162/Н82-6283/8 завода фрезерных станков.
232 -
.Закяя 977
А-А
' Гидравлический
силовой привод
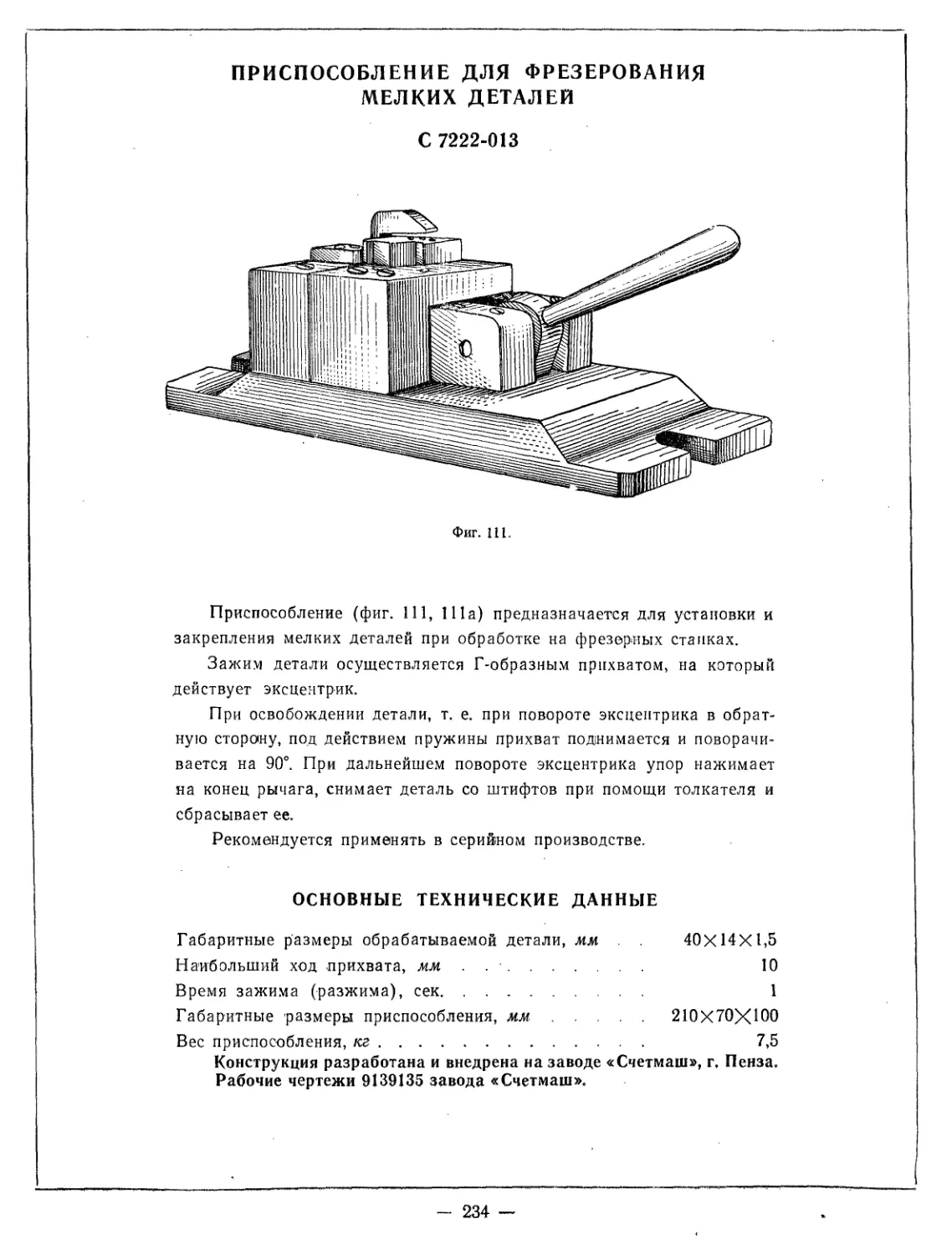
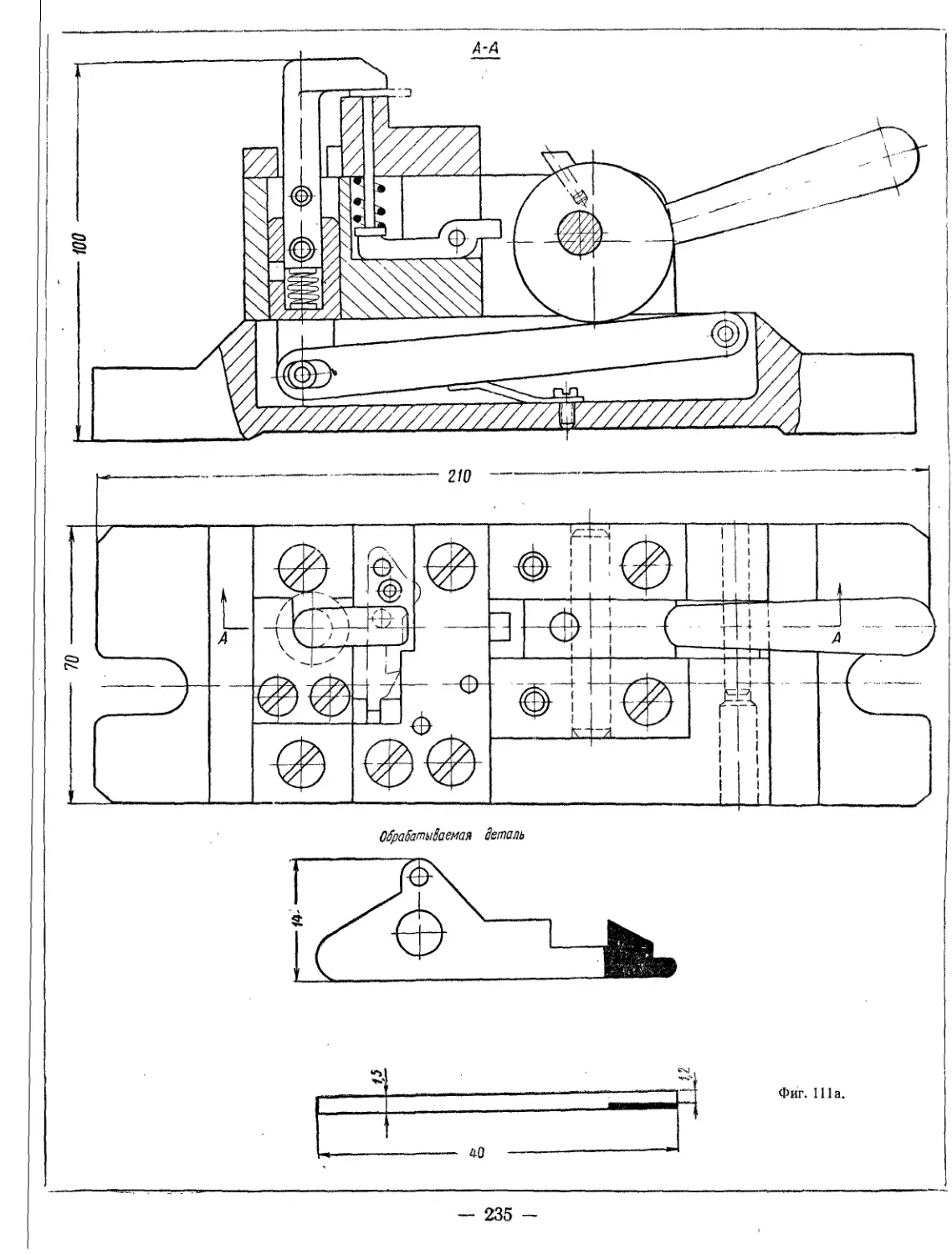
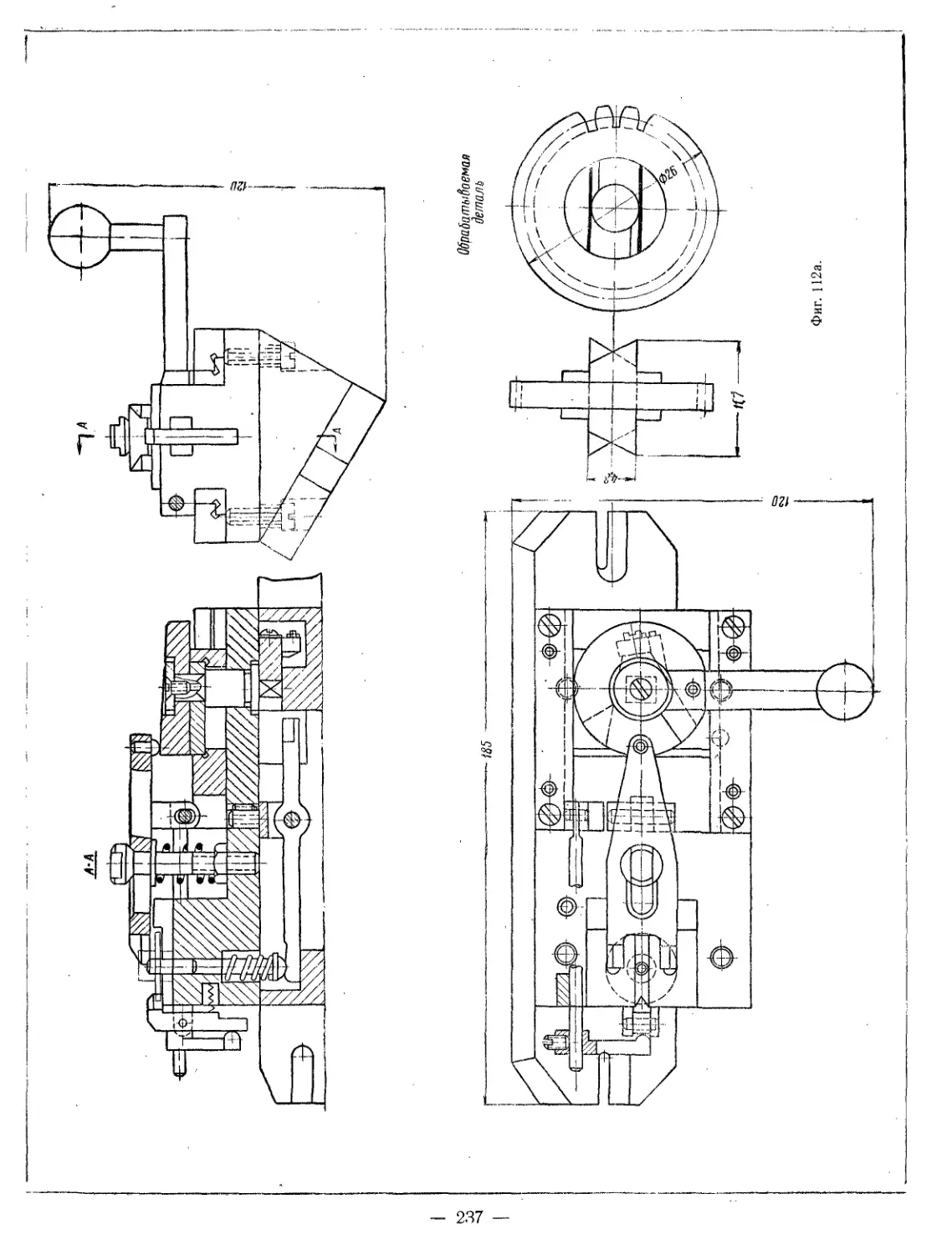
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
МЕЛКИХ ДЕТАЛЕЙ
С 7222-013
Фиг. 111.
Приспособление (фиг. 111, 111а) предназначается для установки и
закрепления мелких деталей при обработке на фрезерных станках.
Зажим детали осуществляется Г-образным прихватом, на который
действует эксцентрик.
При освобождении детали, т. е. при повороте эксцентрика в обрат-
ную CTopoiHy, под действием пружины прихват поднимается и поворачи-
вается на 90°. При дальнейшем повороте эксцентрика упор нажимает
на конец рычага, снимает деталь со штифтов при помощи толкателя и
сбрасывает ее.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 40X14X1,5
Наибольший ход прихвата, мм . ............................... 10
Время зажима (разжима), сек................................... 1
Габаритные размеры приспособления, мм 210X70X100
Вес приспособления, кг...................................... 7,5
Конструкция разработана и внедрена на заводе «Счетмаш», г, Пенза.
Рабочие чертежи 9139135 завода «Счетмаш».
- 234 —
— 235 -
ПРИСПОСОБЛЕНИЕ С БЫСТРОДЕЙСТВУЮЩИМ
ЗАЖИМОМ ДЛЯ ФРЕЗЕРОВАНИЯ ШЕСТЕРЕН
С 7222-013
Фиг. 112.
Приспособление (фиг. 112, 112а) предназначается для установки и
закрепления шестерен при фрезеровании скосов ступицы на фрезерном
станке.
Обрабатываемая деталь устанавливается на штифт. При повороте
рукоятки торцового эксцентрика перемещается ползушка, с укреплен-
ным на ней штоком, который освобождает пружину фиксатора, фикси-
рующего деталь по впадине зуба, после чего эксцентрик через рычаг за-
крепляет деталь.
При освобождении детали эксцентрик с помощью рычага и толка-
телей сбрасывает обработанную деталь с приспособления.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм 0 26X12
Наибольший ход прихвата, мм.............................. 2,5
Время зажима (разжима), сек. . ............................ 1
Габаритные размеры приспособления, мм........... 1850X120X120
Вес приспособления, кг...................... . 9,5
Конструкция разработана и внедрена на заводе «Счетмаш», г. Пенза.
Рабочие чертежи 91. 39. 141 завода «Счетмаш».
237
Обрабатываемая
деталь
120
Фиг. 112а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
РАДИУСНЫХ ВЫЕМОК
С 7222-008
Фиг. 113.
Приспособление (фиг. 113, 113а) предназначается для установки и
закрепления деталей при фрезеровании радиусных пазов грибковой фре-
зой на вертикально-сверлильном станке.
Обрабатываемая деталь фиксируется штифтом и упором. Ползушка
при помощи рычага подводится к грибковой фрезе.
Закрепление детали осуществляется усилием резания.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 60X125X5
Время установки детали, сек..................... 0,5—0,8
Габаритные размеры приспособления, мм................. 250X200 X 85
Вес приспособления, кг....................................... 3,5
Конструкция разработана и внедрена на заводе «Готовальня»,
г. Москва.
Рабочие чертежи П-685 завода «Готовальня».
- 238
250-
Обрабатываема»
деталь
i ... .
Г
4
SB
фиг. 113а.
ПРИСПОСОБЛЕНИЕ ДЛЯ НЕПРЕРЫВНОГО
ФРЕЗЕРОВАНИЯ
С 7270-004
Фиг. 114.
Приспособление (фиг. 114 и 114а) предназначается для установки и
закрепления деталей при непрерывном фрезеровании на фрезерном
стайке.
Закрепление обрабатываемых деталей осуществляется прихватами.
Усилие зажима передается прихватам от подпружиненной ленты через
рычаги с отношением плеч 8: 1. Установка и снятие деталей осуществля-
ются в нерабочей зоне в течение машинного времени.
Рекомендуется применять в серийном и крупносерийном произ-
водстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых Деталей, мм. . . . 82X35X45
Количество мест ......... ............................ 18
Время на установку и зажим детали , . . . . за счет машинного
времени
Габаритные размеры приспособления, мм.......... . .0 960X220
Вес приспособления, кг..................................30
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на Средневолжском станкозаводе, г. Куйбышев.
Рабочие чертежи 16А32082-ПЧ/1 Средневолжского станкозавода.
240 -
A-A
Фиг. 114.
gz -
______________________________________J____________________________
31 Заказ 977 — 241 —
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ РЕЗЦОВ
С 7242-004
Фиг. 115.
Приспособление (фиг. 115, 115а) предназначается для установки и
закрепления резцов при фрезеровании граней.
Зажим деталей осуществляется двумя диафрагменными пневмоза-
жимами, от которых через систему рычагов усилие передается на четыре
прихвата-качалки, зажимающие детали.
Регулировка прихвата осуществляется гайкой.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм-.
наименьший............................................ 70x45x25
наибольший.................................... 1000X60X70
Количество мест ............................................. 4
Усилие зажима детали при давлении воздуха
4 кг/см2, кг.................................
Ход прихвата, мм . . ............................
Диаметр диафрагмы, мм............................
650
16
178
Габаритные размеры приспособления, мм................. 1195X580X275
Вес приспособления, кг.......................................... 40
Конструкция разработана и внедрена на тепловозостроительном за-
воде, г. Коломна, Московской обл.
Рабочие чертежи КП9670-1924 тепловозостроительного завода.
— 242 —
Фиг. II 5а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ ПЛАНОК
С 7222-010
Фиг. 116.
Приспособление (фиг. 116, 116а) предназначается для установки и
закрепления планок при фрезеровании центрального паза на горизон-
тально-фрезерном станке. Зажим детали производится двумя парами
самоцентрирующих губок. Усилие зажима губкам передается от штока
и KOipnyca плавающего гидроцилиндра через рейки, шестерни и винты
с правой и левой резьбой.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм:
наименьший............................................. 432X30x55
наибольший...................................... 622x32x60
Ход губок, мм................................................ 10
Усилие зажима детали при давлении масла 50 кг/см2, кг 2300
Диаметр цилиндра, мм......................................... 40
Время зажима (разжима), сек................................... 1
Габаритные размеры приспособления, мм........ 610X250X160
Вес приспособления, кг....................................... 75
Конструкция разработана и внедрена на заводе «Калибр», г. Москва.
Рабочие чертежи АП2-476-0 завода «Калибр».
_ 244 -
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ РЕЗЦОВ
С 7247-005
Фиг. 117.
Приспособление (фиг. 117, 117а) предназначается для установки и
закрепления различных типоразмеров резцов при фрезеровании на вер-
тикально-фрезерном станке. Усилие зажима от штока гидроцилиндра
передается рычагу, действующему на откидную планку. В планке нахо-
дятся гидропласт и плунжеры, зажимающие обрабатываемые детали.
Одновременно второй прихват прижимает детали сбоку.
Переналадка зажима по высоте осуществляется вращением винта.
Откидная планка регулируется шарнирным болтом при вращении гайки.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Количество мест................................................. 6
Усилие зажима детали при давлении масла 50 ка/си2, кг . 600
Диаметр гидроцилиндра, мм...................................... 70
Время зажима (разжима), сек................................... 1,5
Габаритные размеры приспособления, мм................. 575X245X320
Вес приспособления, кг......................................... 72
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на механическом заводе, г. Храпунов, Московской обл.
Рабочие чертежи П-46 механического завода.
— 246
Фиг, 117а.
ПРИСПОСОБЛЕНИЕ МНОГОМЕСТНОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ ПЛАНОК
С 7242-006
Фиг. 118.
Приспособление (фиг. 118, 118а) предназначается для установки и
закрепления планок при фрезеровании выемок па горизонтально-фре-
зерном станке. Крепление обрабатываемых деталей осуществляется в
трех точках посредством трех плавающих гидроцилиндров.
Под давлением масла корпус гидроцилиндра перемещается влево,
зажимая прихватом крайнюю левую деталь, в дальнейшем прихват по-
ворачивается вокруг точки контакта с деталью, и перемещая тягу вправо,
зажимает правым прихватом крайнюю правую деталь. Одновременно
поршень цилиндра, перемещаясь вправо, поворачивает плавающий экс-
центрик, зажимая средние детали.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 995X55x20
Количество мест................................................. 4
Диаметр цилиндра, мм........................................... 60
Усилие зажима детали при давлении масла
50 кг!см2, кг............................................ 1700
Ход прихвата, мм................................................ 7
Время зажима (разжима), сек. ................................. 2,5
Габаритные размеры приспособления, мм................ 1175X545x210
Вес приспособления, кг........................................ 280
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе «Красный пролетарий», г. Москва.
Рабочие чертежи 1К62П-150 завода «Красный пролетарий».
- 248
A-A
Фиг. 118а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ КОРПУСА
ЦИЛИНДРА
С 7242-007
Фиг. 119.
Приспособление (фиг. 119, 119а) предназначается для установки и
закрепления корпусов (шести типоразмеров) при одновременном фрезе-
ровании с четырех сторон на продольно-фрезерном станке.
Зажим обрабатываемых деталей осуществляется прихватами, -приво-
димыми в действие тягой, связанной рычагом со штоком пневмоцилиндра.
Каждый пневмопривод обслуживает два обрабатываемых корпуса.
В четырех -позициях последовательно обрабатываются все стороны
корпуса.
Переналадка на другой типоразмер корпуса осуществляется сменой
планок.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Наибольшие габаритные размеры обрабатываемой де-
тали, мм.............................................. 145ХИ8Х25
Количество мест...................'........................... 4
Наибольший ход прихватов, мм................................. 10
Усилие зажима детали при давлении воздуха 4 кг/см2, кг . 220
Диаметр цилиндра, мм........................................ 128
Габаритные размеры приспособления, мм............... 670X520x225
Вес приспособления, кг....................................... 35
Конструкция разработана ВПТИ Мосгорсовнархоза.
Внедрено на заводе «Январского восстания», г. Одесса.
Рабочие чертежи ПЧ-553 завода «Январского восстания».
- 250
22Ь
ПРИСПОСОБЛЕНИЕ, МОДЕРНИЗИРОВАННОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ КЛИНА
С 7246-003
Фиг. 120.
Приспособление (фиг. 120, 120а) предназначается для установки и
закрепления клиньев при фрезеровании боковых сторон их на верти-
кально-фрезерном станке. Приспособление двухпозиционное. Модерни-
зация его заключается в замене зажимных гаек гидравлическими ци-
линдрами.
Приспособление с ручным зажимом превращено в быстродействую-
щее гидравлическое.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 415X55X18
Количество позиций............................................. 2
Количество мест................................................ 8
Усилие зажима детали при давлении масла 50 кг]см2, кг . 2100
Ход прихвата, мм.............................................. 12
Диаметр цилиндра, мм........................................ ,75
Время зажима (разжима), сек.................................... 2
Габаритные размеры цилиндра............................... 95X130
Габаритные размеры приспособления, мм................ 580X430X170
Вес приспособления, кг....................................... 150
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 655-64М/Н836164 завода фрезерных станков.
— 252
Oil -
A-A
к----—---------------------------------------— 580
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
РЕЕК МНОГОМЕСТНОЕ
С 7247-001
Фиг. 121.
Приспособление (фиг. 121, 121а) предназначается для установки и
закрепления реек при фрезеровании фаски 7X45° на вертикально-фре-
зерном станке. Обрабатываемые детали закрепляются шестью прижи-
мами под действием трех гидроцилиндров прямого действия.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, лл . . 715X35X32
Количество мест................................................. 4
Ход прихвата, лл................................................ 5
Усилие зажима детали при давлении масла 50/сг/сл2, кг . 1000
Диаметр гидроцилиндра, лл....................................... 50
Время зажима (разжима), сек.................................... 1,5
Габаритные размеры приспособления, лл.................. 860X370X180
Вес приспособления, кг......................................... НО
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе «Красный пролетарий», г. Москва.
Рабочие чертежи 1К62П-1315 завода «Красный пролетарий».
- 254 -
Фиг. 121а.
ПРИСПОСОБЛЕНИЕ ФРЕЗЕРНОЕ МНОГОМЕСТНОЕ
С 7242-008
Фиг. 122.
Приспособление (фиг. 122, 122а) предназначается для установки и
закрепления планок, рычагов и других деталей при фрезеровании на
фрезерных станках, в одной или двух позициях.
Усилие зажима от универсального поршневого -гидропривода пере-
дается через тягу и втулку одновременно -правому и левому клину и далее
через -плунжеры прихватом.
Рекомендуется применять в серийном Рроизводстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Исполнение 1 Исполнение 2
однопози- двухпози-
ционное ционное
Габаритные -размеры обрабатывавемой детали, мм . 400 400
Усилие зажима -на плунжере -при давлении -масла
50 кг/см?-, кг............................. 3000 2600
Ход плунжера при ходе привода 60 мм, мм ... 22 10
Ширина корпуса приспособления, мм..............190 190
Габаритные размеры...............................конструктивные
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 655-141 завода фрезерных станков.
— 256 —
8
Заказ 977
Исполнение I
Исполнение 1
Фиг. 122а.
ПРИСПОСОБЛЕНИЕ МНОГОМЕСТНОЕ
ДЛЯ ФРЕЗЕРОВАНИЯ КОРПУСОВ
С 7242-009
Приспособление (фиг. 123, 123а) предназначается для установки и
закрепления корпусов (четырех типоразмеров) при фрезеровании шести
сторон на вертикально-фрезерном станке.
Зажим обрабатываемых деталей осуществляется сдвоенными при-
хватами, приводимыми в действие штоком диафрагменной пневмока-
меры. Каждая пневмокамера зажимает две обрабатываемые детали.
Обработка поверхностей деталей производится последовательно.
Переналадка приспособления осуществляется сменой прокладок.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Наибольшие габаритные (размеры обрабатываемой де-
тали, жж ............................................ 220X110X70
Количество позиций ............................................ 6
Усилие зажима детали при давлении воздуха 4 кг/см?, кг . 2000
Ход штока, жж................................................. 35
Диаметр диафрагмы, жж........................................ 180
Габаритные размеры приспособления, мм................ 900X420x330
Вес приспособления, кг....................................... 40
В металле не изготовлено.
Рабочие чертежи ПЧ-561 разработаны заводом «Январского восста-
ния», г. Одесса.
- 258 —
Фиг. i23a.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ СКОСОВ
ПЛАНОК
С 7247-002
Фиг. 124.
Приспособление (фиг. 124, 124а) предназначается для установки и
закрепления планок при фрезеровании скосов на горизонтально-фрезер-
ном станке. Зажим обрабатываемых деталей осуществляется шестью
прихватами. Усилие зажима передается прихватам от трех двухпоршне-
вых гидроцилиндров одинарного действия. Возврат поршней в исходное
положение осуществляется пружинами.
Отвод прихватов производится пружинами растяжения.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, лии . . . 310X35X12
Количество позиций ............................................ 2
Количество мест................................................ 4
Усилие зажима детали при давлении масла 50 кг/см2, кг . 1250
Ход прижима, мм.............................................. 30
Диаметр цилиндра, мм.......................................... 55
Время зажима (разжима), сек.................................... 2
Габаритные размеры приспособления, мм................ 480X290X170
Вес приспособления, кг........................................ 58
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 612-351/6Н82-7-241А завода фрезерных станков.
- 260 -
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
СКОСОВ КЛИНЬЕВ
С 7247-003
Фиг. 125.
Приспособление (фиг. 125, 125а) предназначается для установки и
закрепления четырех клиньев при фрезеровании скосов под углом 55° на
вертикально-фрезерном станке.
Зажим обрабатываемых деталей осуществляется двенадцатью при-
хватами.
Усилие зажима передается прихватам от трех гидроцилиндров.
. Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 565X40X16
Количество мест ................................................ 4
Усилие на зажиме детали при давлении масла
50 кг]см2, кг............................................ 7100
Ход поршня цилиндра, мм........................................ 25
Диаметр цилиндра, мм............................ . 80
Время зажима (разжима), сек..................................... 3
Габаритные размеры приспособления, мм................ 1420X520X155
Вес приспособления, кг........................................ 285
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе фрезерных станков, г. Горький.
612-397
Рабочие чертежи--“-- г--—завода фрезерных станков.
ОМо<5* / <50
- 262 —
Фиг. 125а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ТОРЦОВ ПЛАНОК
С 7246-004
Приспособление (фиг. 126, 126а) предназначается для установки и
закрепления пакета платок при фрезеровании их торцов, та горизонталь-
но-фрезер(ных станках.
Зажим обрабатываемых деталей осуществляется от пневматической
диафрагменной камеры, вмонтированной в корпус приспособления.
Диафрагма под давлением сжатого воздуха одновременно дейст-
вует на два рычага и через плунжеры и рычаги передает усилие на при-
жимы. Сухарь, к которому прижимаются детали, сменный.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 225x25X25
Количество мест.............................................. 2
Наибольший ход прихватов, мм................................ 3,5
Усилие зажима детали при давлении воздуха 4 кг/см?, кг . 690
Диаметр диафрагмы, мм....................................... 145
Время зажима (разжима), сек........................ 0,8—1
Габаритные размеры приспособления, мм............... 430X260X160
Вес приспособления, кг....................................... 42
В металле не изготовлено.
Рабочие чертежи ВП-419 разработаны ВНИТИприбором, г. Москва.
- 264 -
—430 -
Фиг. 126a.
I Заказ 977
— 265 -
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОЛОДОК
С 7271-004
Приспособление (фиг. 127). предназначается для установки и
закрепления тормозных колодок при фрезеровании по диаметру на спе-
циальном фрезерном станке с вращающимся круглым столом.
Зажим обрабатываемых деталей осуществляется автоматически, от
двух пневмоцилиндров, работающих последовательно.
Включение и выключение цилиндров производится воздухораспре-
делительной муфтой, смонтированной на кронштейне (на чертеже не по-
казаны) .
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . 385X200X140
Количество мест............................................. 2
Наибольший ход штока, мм................................... 35
Усилие зажима детали при давлении воздуха
4 кг)см2, кг........................................ 2500
Диаметр цилиндра, мм...................................... 150
Время зажима (разжима).......................перекрывается ма-
Время установки детали.......................шинным временем
Габаритные размеры приспособления, мм .... 0460X340
Вес приспособления, кг.................................... 70
Конструкция разработана и внедрена на автомобильном заводе,
г. Минск.
Рабочие чертежи 9681-2011 автомобильного завода.
— 266 —
Фиг, 127
- 267 -
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОРОМЫСЛА
С 7250-001
Фиг. 128.
Приспособление (фиг. 128, 128а) .предназначается для установки и
закрепления коромысла дизеля при фрезеровании радиусной поверхно-
сти рабочего конца на горизонтально-фрезерном станке.
Четыре коромысла обработанными отверстиями устанавливаются на
пальцы. Рабочие концы деталей зажимаются прихватом, связанным
тягой с гидроцилиндром.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные -размеры обрабатываемой детали, мм . . 185X45X34
Количество мест .............................................. 4
Наибольший ход прихватов, мм................................. 18
Усилие зажима детали при давлении масла 50 кг/см2, кг . 120
Диаметр цилиндра, мм . ...................................... 60
Время зажима (разжима), сек. . ............................... 2
Габаритные размеры приспособления, мм............... 370X285X170
Вес приспособления, кг....................................... 44
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе «Дальдизель», г. Хабаровск.
Рабочие чертежи ПФ-2502 завода «Дальдизель».
— 268 -
6-6
еГ
370 ------—------------------------------
Фиг. 128a.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
РЫЧАГОВ
С 7240-011
Фиг. 129.
Приспособление (фиг. 129, 129а) предназначается для установки н
закрепления рычагов при обработке их iHa фрезерном станке. Приспо-
собление четырехместное. Усилие зажима от пневматического диафраг-
менного силового привода передается через болт левому прихвату,
закрепляющему детали с левой стороны. В то же время прихват через
скалку передает усилие зажима правому прихвату, поворачивающемуся
вокруг двух полуосей и зажимающему правые детали.
Приспособление может работать также с гидрорычажным при-
водом.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . .
Количество мест .................................
Усилие зажима при давлении воздуха 4 кг/см2, кг . .
Ход прихвата, мм...................'.............
Время зажима (разжима), сек......................
Габаритные размеры приспособления, мм............
Вес приспособления, кг ..........................
Конструкция разработана Проектно-конструкторским технологиче-
ским институтом Одесского совнархоза.
Внедрено на заводе радиальных станков, г. Одесса.
п _ 50АП851
Рабочие чертежи —20Y7— завода радиальных станков.
188X40X40
4
1200
12
1
355X316X215
38
— 270
Фиг. 129а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ПАЗА РЫЧАГА
С 7224-001
Фиг. 130.
Приспособление (фиг. 130, 130а) предназначается для установки и
закрепления рычага при фрезеровании паза на горизонтально-фрезер-
ном станке. Зажим обрабатываемых деталей осуществляется от гидрав-
лического силового привода. Усилие зажима передается прихвату через
рычаг, клин и плунжер. Отвод плунжера принудительный при обратном
перемещении клина.
Рекомендуется применять в серийном производстве.
Г '
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 100X45X35
Усилие зажима детали при давлении масла 50 кг/см2, кг 5200
Ход прихвата, мм............................................... 5
Время зажима (разжима), сек.................................... 1
Габаритные размеры приспособления, мм............315x315x200
Вес приспособления, кг........................................ 52
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе фрезерных станков, г. Горький.
П л 612-206
Рабочие чертежи
завода фрезерных станков.
- 272 -
35 Заказ 977 — 273
Фиг. 130а.
д-д
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ВИЛКИ КАРДАННОГО ВАЛА
С 7234-012
Фиг. 131.
Приспособление (фиг. 131, 131а) предназначается для установки и
закрепления вилки карданного вала при предварительном фрезеровании
на горизонтально-фрезерном станке.
Центрирование детали осуществляется призмой и рычагом, приво-
димым в движение рукояткой.
Зажимается деталь пневматическим диафрагменным силовым при-
водом через систему рычагов.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, лои . . 0 70 X 85
Наибольший ход прихвата, мм .................................. 8
Усилие зажима детали при давлении воздуха
4 кг!см2, кг........................................... 1600
Диаметр диафрагмы, мм....................................... 130
Время зажима (разжима), сек....................... 0,8—1
Габаритные размеры приспособления, мм............... 480X200X235
Вес приспособления, кг....................................... 28
Конструкция разработана и внедрена на заводе малолитражных
автомобилей, г. Москва.
Рабочие чертежи 9670-861 завода малолитражных автомобилей.
- 274 -
to
сл
Фиг. 131а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ВИЛКИ КАРДАННОГО ВАЛА
С 7271-006
Фиг. 132.
Приспособление (фиг. 132, 132а) предназ-
начается для установки и закрепления вилки
карданного вала при фрезеровании боковых
граней ее на карусельно-фрезерном станке.
Закрепление обрабатываемых деталей осу-
ществляется автоматически при помощи встро-
енных диафрагменных пневматических камер.
Усилие зажима передается на прихват че-
рез рычаг и болт.
Воздух из сети поступает ко всем пневмока-
мерам по каналам через золотник, удержива-
емый от вращения сухарем. При повороте сто-
ла рабочие полости пневматических камер в
загрузочной позиции последовательно соеди-
няются с атмосферой и под действием пружи-
ны обработанные детали освобождаются.
Рекомендуется применять в серийном про-
изводстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм.................... 160X140X100
Количество позиций ........ ........................... ,,,,,, 2
Количество мест............................................................8
Наибольший ход прихвата, мм ....... ....................................... 6
Усилие зажима детали при давлении воздуха 4 кг/см.2, кг.................. 450
Диаметр диафрагмы, мм . .............................. , , , 130
Время зажима •........................................,,,,,,,, перекрывается
машинным
временем
Габаритные размеры приспособления, мм............................. <Z 1000x270
Вес приспособления, кг . . •........................... , , 6,8
Конструкция разработана и внедрена на автомобильном заводе,
г. Минск.
Рабочие чертежи 9881-2393 автомобильного завода.
- 276 —
Фиг. 132а.
fmfi Ф
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
РЫЧАГА
С 7224-002
Фиг. 133.
Приспособление (фиг. 133, 133а) предназ-
начается для установки и закрепления рычага
рулевого управления при фрезеровании бобы-
шки на горизонтально-фрезерном станке.
Зажим и фиксация обрабатываемой детали
осуществляются пневматическим диафрагмен-
ным силовым: приводом и пневмоцилиндром,
укрепленными на корпусе приспособления.
Обрабатываемая деталь коническим отвер-
стием центрируется на плавающей втулке и
бобышкой опирается на призму.
Под давлением сжатого воздуха шток
пневмоцилиндра через съемную шайбу прижи-
мает обрабатываемую деталь к опорной по-
верхности. Одновременно шток пневмокамеры
перемещает клин, передающий усилие на
планку, прижимающую обрабатываемую де-
таль к призме.
Пневмоцилиндр и плевмокамера работают
от одного распределительного крана.
Рекомендуется применять в серийном про-
изводстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм...................... 345X265X135
Наибольший ход прихватов, мм . .......................................... 10
Усилие зажима детали пневмокамеры при давлении воздуха
4 кг/см?, кг .. ...........................• ........... 1500
Усилие зажима детали пневмоцилиидром при давлении воздуха
4 кг/см-, кг . ....................................................... 180
Диаметр цилиндра, мм..................................................... 90
Диаметр диафрагмы, мм . . ................................ . 180
Время зажима (разжима), сек.................... ............. 0,8—1
Габаритные размеры приспособления, мм . . ...................... 375x300x350
Вес приспособления, кг..................... . . . . . 60
Конструкция разработана и внедрена на Минском автомобильном
заводе.
Рабочие чертежи 9681-2153 Минского автозавода.
— 278 -
279
Фиг. 133а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ВИЛОК И УШЕК
С 7256-004
Фиг. 134.
Приспособление (фиг. 134, 134а) предназначается для установки и
закрепления деталей типа вилок и ушек при фрезеровании в сменных
кассетах на фрезерных станках. Зажим обрабатываемых деталей осу-
ществляется пневматическим цилиндром.через рычаг и скалку.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . .
Количество мест ...................................
Усилие зажима детали при давлении воздуха
4 кг1см\ кг...........................
Ход штока, мм......................................
Диаметр цилиндра, мм............................ . .
Время зажима (разжима), сек. . ....................
Габаритные размеры приспособления, мм .............
Вес приспособления, кг.............................
048X70
4
2400
10
220
2
395X255X152
15,5
Внедрено в Московском городском совнархозе.
Рабочие чертежи 7135.
Материалы имеются в институте «Оргстанкинпром».
- 280 --
36 Заказ 977
Типовая сменная кассета
Фиг. 134а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОРПУСОВ
С 7241-001
Фиг. 135.
Приспособление (фиг. 135, 135а) предназначается для установки и
закрепления деталей при фрезеровании боковых поверхностей на про-
дольно-фрезерном станке.
Обрабатываемые детали попарно устанавливаются на штыри и
опоры.
Зажим обрабатываемых деталей осуществляется от универсального
пневмоцилиндра, укрепленного на корпусе приспособления.
Клин, перемещаемый штоком пневмоцилиндра через ролик и коро-
мысло, передает усилие зажима одновременно на два прихвата.
Освобождение прихватов осуществляется двумя пружинами.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 245X95X45
Количество мест................................................ g
Наибольший ход прихватов, мм.................................. 45
Усилие зажима детали при давлении воздуха
4 кг/см2, к.г........................................... 1750
Диаметр цилиндра, мм......................................... 300
Время зажима (разжима), сек. . .'.............................. 5
Габаритные размеры приспособления, мм................ 625X350X300
Вес приспособления, кг....................................... 250
Конструкция разработана и внедрена на заводе «Дальдизель»,
г. Хабаровск.
Рабочие чертежи ПФ-9069 завода «Дальдизель»..
- 282 -
283
Фиг. 135а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КОРПУСОВ И КРЫШЕК РЕДУКТОРА
С 7247-004
Фиг. 136.
Приспособление (фиг. 136, 136а) предназначается для установки и
закрепления корпусов редуктора при одновременном фрезеровании трех
поверхностей основания и крышки за один проход на трехшпиндельном
продольно-фрезерном станке.
Приспособление состоит из двух гидрофидированных узлов, на один
из которых устанавливают корпус, а на другой крышку редуктора. Бази-
ровка и крепление обеих деталей производятся одновременно.
Обрабатываемые детали самоустанавливаются во взаимно-перпен-
дикулярных направлениях и крепятся автоматически поворачивающи-
мися прихватами с помощью гидроцилиндров.
Установка и закрепление деталей производятся на обеих позициях
одновременно посредством кранов управления.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 826X310X250
Количество позиций.......................................... 2
Наибольший ход прихватов, мм .............................. 40
Усилие зажима детали при давлении масла 50 кг!см"1, кг 3000
Диаметр цилиндра, мм....................................... 40
Время зажима (разжима), сек................................. 3
Габаритные размеры приспособления, мм.. 995X410X460
Вес приспособления, кг.................................... 278
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе имени Котлякова, г. Ленинград.
Рабочие чертежи 9670-609 завода имени Котлякова.
- 284 —
Фиг, 136а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ОПОР КОРПУСОВ ПОДШИПНИКОВ
С 7246-005
Приспособление (фиг. 137, 137а) предназначается для установки и
закрепления корпусов подшипников при фрезеровании опорных поверх-
ностей на вертикально-фрезерных станках.
Обрабатываемые детали устанавливаются в приспособление по
4 штуки и закрепляются при помощи четырех самоустанавливающихся
прижимов, смонтированных на двух прижимных планках.
Приспособление работает от пневматического диафрагменного си-
лового привода.
Усилие зажима от рычага пневматического диафрагменного сило-
вого привода передается на рычаг приспособления, а от него — через
коромысло и рычаги, установленные на одной оси, — на прижимные
планки. Для обработки корпусов подшипников всех размеров, предус-
мотренных нормалью, выпущено три типоразмера наладок (ПМ. 0216,
ПМ-0217 и ПМ-0218) со сменными опорами.
Рекомендуется применять в серийном и крупносерийном производ-
стве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 90X60X40
Количество мест................................... 4
Усилие зажима детали при давлении воздуха
4 кг]см2, кг.............................................. 540
Время зажима (разжима), сек..................................... 2
Габаритные размеры приспособления, мм............... 585X310X140
Вес приспособления, кг......................................... 36
В металле не изготовлено.
Рабочие чертежи ПМ-0217 разработаны НИИтракторосельхозма-
шем, г. Москва.
— 286 —
287
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КРОНШТЕЙНА
С 7222-014
Фиг. 138.
Приспособление (фиг. 138, 138а) предназначается для установки и
закрепления кронштейна при фрезеровании поверхности разъема на
вертикалы-ю-фрезерном станке.
Деталь устанавливается на опоры и доводится до упора.
Зажим обрабатываемой детали осуществляется от пневмоцилиндра,
передающего усилие через клин прихвату, прижимающему деталь к
опорным плоскостям.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 275X180X190
Наибольший ход прихвата, тим.................................. 36
Усилие зажима детали при давлении воздуха
4 кг/см2, кг............................................ 1600
Диаметр цилиндра, мм......................................... 150
Время зажима (разжима), сек........................ 0.8—1
Габаритные размеры приспособления, мм................ 530X300X275
Вес приспособления, кг........................................ 64
В металле не изготовлено.
Рабочие чертежи 9681-8179 разработаны НИИТавтопромом, г.
Москва.
- 288 -
Фиг. 138а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КРОНШТЕЙНА
С 7226-000
плоскости. Второй, плавающий пневмоци-
линдр, через рычаги и кулачки осуществляет
зажим консольного конца обрабатываемой
детали.
Отвод и подвод опоры осуществляются
также от пневмоцилиндра (третьего).
Все цилиндры работают от крана последо-
вательного действия, смонтированного ,на кор-
пусе приспособления.
Рекомендуется применять в крупносерий-
ном производстве.
Фиг- 139.
Приспособление (фиг. 139, 139а) предназ-
начается для установки и закрепления крон-
штейна при фрезеровании ушков набором фрез
на горизонтально-фрезерном станке.
Обрабатываемая деталь устанавливается
на три опоры: постоянную, регулируемую ч
подводимую и доводится до опорной плоскости
прихватами.
Зажим детали осуществляется от двух
пневмоцилиндров. Первый пневмоцилиндр, пе-
редающий усилие через клин и рычаг на качал-
ку и прихваты, поджимает деталь к опорной
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм...................... 185x135X140
Наибольший ход прихватов, мм ..... ....................................... 10
Наибольший ход кулачков, мм......................... . , , 15
Усилие зажима детали прихватами при давлении воздуха 4 кг/см2, кг .1300
Усилие зажима детали кулачками при давлении воздуха 4 кг:!смг, кг 900
Диаметр цилиндра, мм . . •.............................. , , , 120; 50
Время зажима (разжима), сек.....................2
Габаритные размеры приспособления, мм . .............. 590x320x450
Вес приспособления, кг......................................... 78
В металле не изготовлено.
Рабочие чертежи 9681-8075 разработаны НИИТавтопромом, г. Мо-
сква.
- 290 —
CO
•ч
A-A
590 „------------_
co
Фиг. 139a.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КАРТЕРА КОРОБКИ СКОРОСТЕЙ
С 7230-001
Фиг. 140.
Приспособление (фиг. 140, 140а) предназначается для установки и
закрепления картера при фрезеровании поверхности на фрезерно-кару-
сельном станке.
Предварительно деталь устанавливается на два штыря до упора
в плунжеры. Затем деталь поджимается рычагом, действующим от
пневматического цилиндра и одновременно центрируется по конической
поверхности пальца.
Шток вертикального пневматического цилиндра через клин и рычаг
зажимает деталь окончательно.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 375x345X330
Наибольший ход зажима, мм..................................... 7
Усилие зажима детали при давлении воздуха
4 кг)см2, кг............................................ 1400
Диаметры цилиндров, мм............................. 120; 80; 60
Время зажима (разжима), кг................................ 1,5—2
Габаритные размеры приспособления, мм . . . . . 750X650X650
Вес приспособления, кг...................................... 120
Конструкция разработана и внедрена на автомобильном заводе име-
ни Лихачева, г. Москва.
Рабочие чертежи 1 П-11206 автомобильного завода имени Лихачева.
- 292 -
650
750
Фиг. 140а.
— 293 -
ПРИСПОСОБЛЕНИЕ ДЛЯ НЕПРЕРЫВНОГО
ФРЕЗЕРОВАНИЯ КОРПУСНЫХ ДЕТАЛЕЙ
С 7271-007
Фиг. 141.
Приспособление (фиг. 141, 141а) предназначает-
ся для установки и закрепления деталей при фрезе-
ровании. Устанавливается на карусельно-фрезер-
ный станок.
Из восьми позиций приспособления четыре пред-
назначены для обработки верхней и четыре для
обработки (нижней плоскости детали.
Обрабатываемая деталь устанавливается на
жесткие опоры до упора в планку.
Каждая рабочая позиция имеет встроенный ци-
линдр и золотниковое устройство. Сжатый воздух
из магистрали поступает в воздухораспределитель-
ную муфту, которая соединяется через трубки и
воздушные каналы с золотниковым устройством. К
неподвижной части стола станка прикреплен копир.
При повороте стола в рабочую позицию палец
золотника контактирует с копиром и переключает
пневматику. Сжатый воздух из воздухораспреде-
лительной муфты поступает в рабочую полость
цилиндра и посредством плунжеров действует на
прихват, который и зажимает обрабатываемую
деталь.
После прохождения рабочей позиции шток ци-
линдра и прихват под действием пружин отходят в
исходное положение.
Рекомендуется применять в серийном производ-
стве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . .
Количество мест.....................
Наибольший ход прижимной планки, мм.
Усилие зажима детали при давлении воздуха 4 кг/см2, кг
Диаметр цилиндра, мм................
Время зажима (разжима), сек.........
Габаритные размеры приспособления, мм ......
Вес приспособления, кг .............
175X150X50
8
22
1400
150
1,5—2
1180X395
420
Конструкция разработана и внедрена на автомобильном заводе име-
ни Лихачева, г. Москва.
Рабочие чертежи 1 П-15133 автомобильного завода имени Лихачева.
- 294 -
по А.-А побер.чуто
Фиг. 141а,
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КАРТЕРА
С 7241-002
Фиг. 142.
Приспособление (фиг. 142, 142а) предназначается для установки и
закрепления картера компрессора при фрезеровании торцов на про-
дольно-фрезерном станке. Обрабатываемые детали устанавливаются по
отверстиям на пальцы.
Зажим обрабатываемых деталей осуществляется пневмокамерой,
укрепленной на корпусе приспособления.
Под давлением сжатого воздуха шток пневмокамеры действует на
клин, передающий усилие через толкатель и траверсу на прихваты, под-
жимающие обрабатываемые детали к опорной поверхности.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 186X120X124
Количество мест.............................................. 2
Наибольший ход штока, мм..................................... 25
Усилие зажима детали при давлении воздуха
4 кг/сж2, кг............................................ 736
Время зажима (разжима), сек........................ 0,8—1
Габаритные размеры приспособления, мм............... 220X305X730
Вес приспособления, кг....................................... 71
Конструкция разработана и внедрена на автомобильном заводе,
г. Минск.
Рабочие чертежи 9681-1506 автомобильного завода.
296 -
5Т
Фиг. 142а.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КРОНШТЕЙНОВ
С 7245-001
Фиг. 143.
Приспособление (фиг. 143, 143а) предназначается для установки и
закрепления кронштейна при фрезеровании поверхностей на вертикаль-
но-фрезер!ном станке.
Деталь устанавливается на пальцы и поджимается прихватами,
передающими зажимное усилие -пневмоцилиндров посредством клиньев
и плунжеров с рамками. Качалка поддерживает рычаги во время ра-
боты с помощью пружины >и клина.
При обратном ходе поршней прихваты отходят от деталей под
действием пружин. Винт рычагом выжимает клин и качалка возвра-
щается в исходное положение.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 190X160X150
Наибольший ход прижимов, мм................................... 10
Усилие зажима детали при давлении воздуха
4 кг] см?, кг........................................... 1500
Диаметр цилиндра, мм......................................... 150
Время зажима (разжима), сек.................................... 4
Габаритные размеры приспособления, мм................ 620X390X285
Вес приспособления, кг........................................ 50
В металле не изготовлено.
Рабочие чертежи 9681-8069 разработаны автомобильным заводом,
г. Кременчуг.
- 298 -
co
co
Фиг. 143a.
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
КРОНШТЕЙНОВ
С 7250-002
Приспособление (фиг. 144) предназначается для установки и
закрепления кронштейнов при фрезеровании прорезей на горизонталь-
но-фрезерном станке.
Обрабатываемые детали устанавливаются на штыри до упора в
призмы. Регулируемые упоры являются предварительными установами.
Под действием сжатого воздуха, поступающего в правую полость ци-
линдра, шток поршня передает усилие зажима двум прихватам и паль-
цами окончательно фиксирует детали, поджимая их к призмам.
Одновременно сжатый воздух действует на поршень и через рычаги
и скалки зажимает деталь.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 170X65X42
Количество мест............................................... 2
Наибольший ход зажима, мм.................................... 30
Усилие зажима детали при давлении воздуха
4 кг) см2, кг......................................... 1500
Диаметр цилиндра, мм..........................• . . 150
Время зажима (разжима), сек................................ 2
Габаритные размеры приспособления, лл............... 670X250X300
Вес приспособления, кг..................................... 120
Конструкция разработана и внедрена на автомобильном заводе
имени Лихачева, г. Москва.
Рабочие чертежи 1 П-4578 автомобильного завода имени Лихачева.
- 300 —
Обрабатываемая деталь
uL Q
ПРИСПОСОБЛЕНИЕ ДЛЯ ФРЕЗЕРОВАНИЯ
ПЛОСКОСТЕЙ ТОНКОСТЕННЫХ ДЕТАЛЕЙ
С 7222-011
Фиг. 145.
Приспособление (фиг. 145, 145а) предназначается для установки и
закрепления тонкостенных нежестких деталей при фрезеровании плос-
костей на фрезерном станке.
Обрабатываемая деталь устанавливается по упорным штифтам и
при помощи прихватов прижимается к базовой поверхности. Зажимается
деталь с помощью эксцентрика. Три подводимых опоры с помощью ко-
нусов и фиксаторов стопорятся одновременно поворотом гайки.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . .
Время зажима (разжима), сек..................... .
Габаритные размеры приспособления, мм..............
Вес приспособления, кг ............................
225X178X18
2
390X245X130
25
Конструкция разработана и внедрена на заводе «КИНАП», г. Киев.
„ ПУ-16—1 01-12 „
Чертежи -----ргтт--- завода «КИНАП», г. Киев.
- 302
303
Фиг. 145а.
Обрабатываемая деталь
170
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ
ПОВЕРХНОСТЕЙ РАЗЪЕМА РЕДУКТОРОВ
С 7222-012
Фиг. 146-
Приспособление (фиг. 146, 146а) предназначается для установки и
закрепления корпусов и крышек редукторов при обработке поверхностей
разъем на'предельно-строгальном станке.
Приспособление состоит из четырех узлов: гидроаккумуляторной
станции, роликового устройства, гидропанели и гидравлического шести-
местного приспособления.
Гидроаккумуляторная станция питает приспособление маслом под
давлением 50 кг!см2.
Подвод к приспособлению масла осуществляется гибким шлангом
через систему блоков, расположенных в специальном колодце.
Гидравлическое шестиместное приспособление имеет цилиндры с
качалками и подводные опоры.
После автоматического цикла последовательной базировки и фик-
сирования детали зажимаются окончательно.
Освобождение деталей осуществляется поворотом рукоятки крана
управления.
При зажиме и разжиме деталей Г-образные и коромысловые при-
хваты разворачиваются на 90° для установки и съема деталей.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . 826X310X250
Количество мест...................'............................ 6
Наибольший ход прихватов, мм................................. 100
Усилие зажима детали при давлении масла
50 кг/см2, кг........................................... 3000
Диаметр цилиндра, мм.......................................... 80
Габаритные размеры приспособления, мм .... 4770X1035X500
Вес приспособления, кг...................................... 2220
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе имени Котлякова, г. Ленинград.
Рабочие чертежи 9680-286 завода имени Котлякова.
- 304
Обра.'шгпы'дасмам ис:ьаль
825
Фиг. 146а.
Закаэ 977
305