/


























































































































































































































Author: Рубинштейн Ю.Б. Мелик-Гайказян В.И. Матвеенко Н.В.
Tags: обогащение минерального сырья горное дело полезные ископаемые руды
ISBN: 5-247-00617-8
Year: 1989




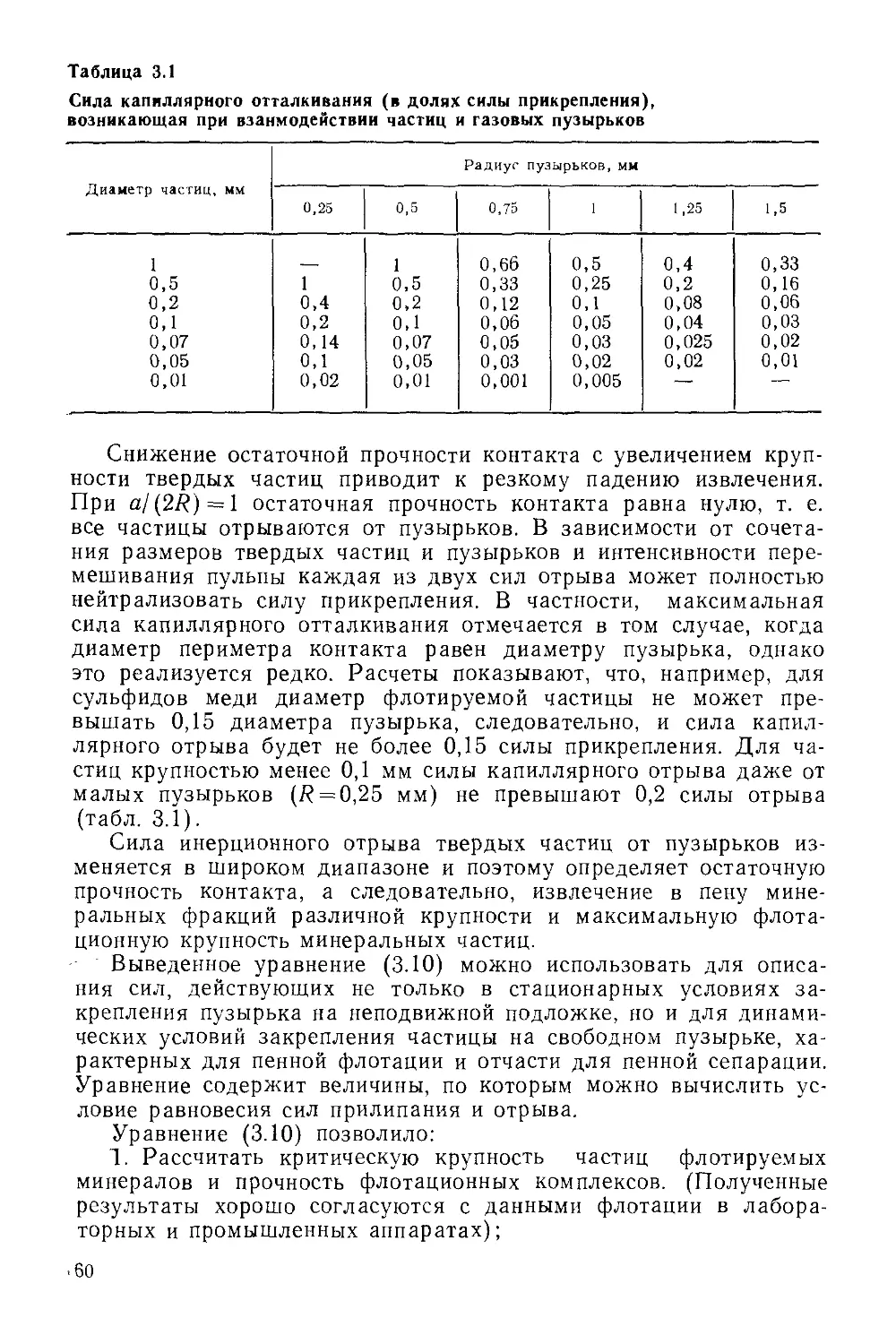
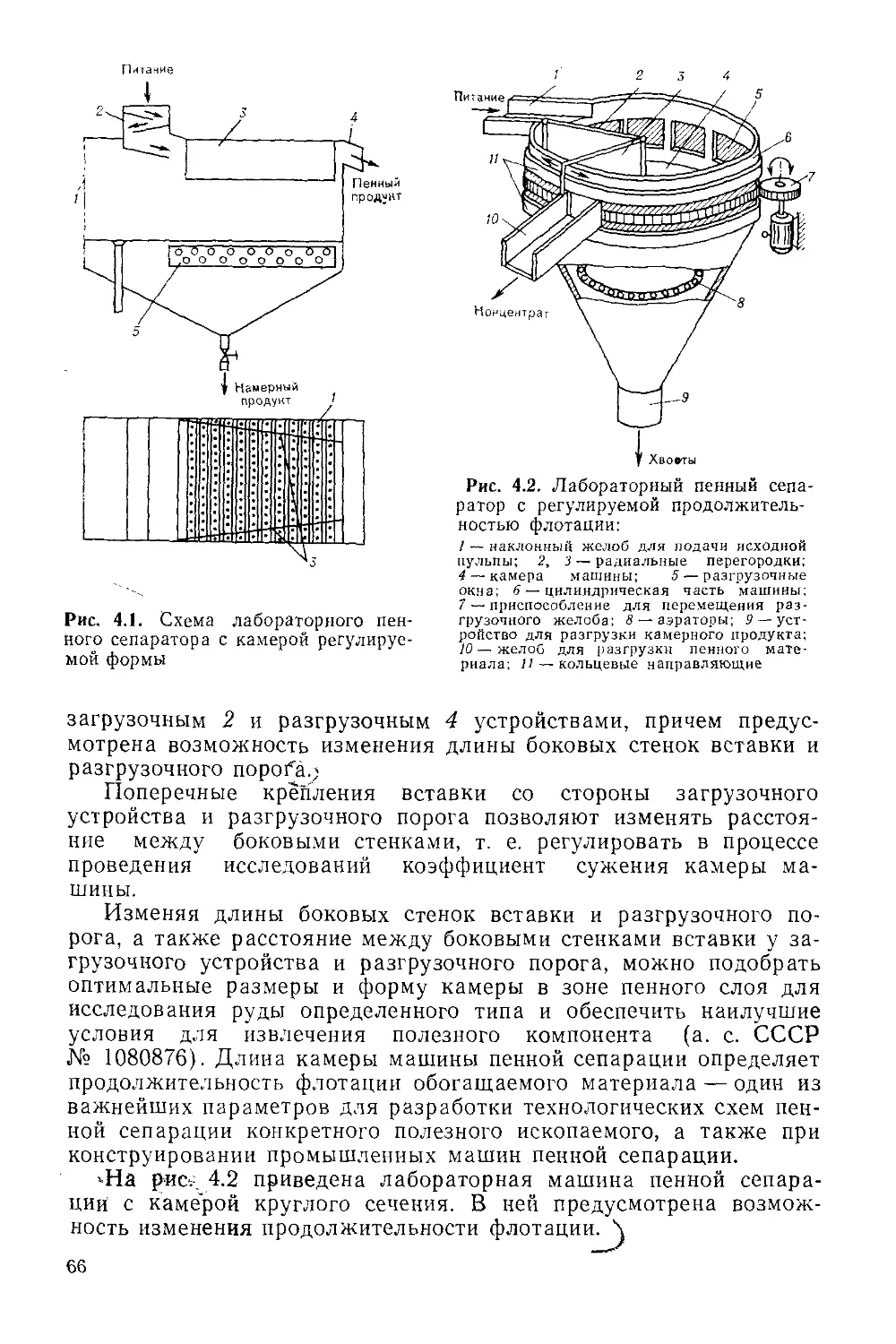
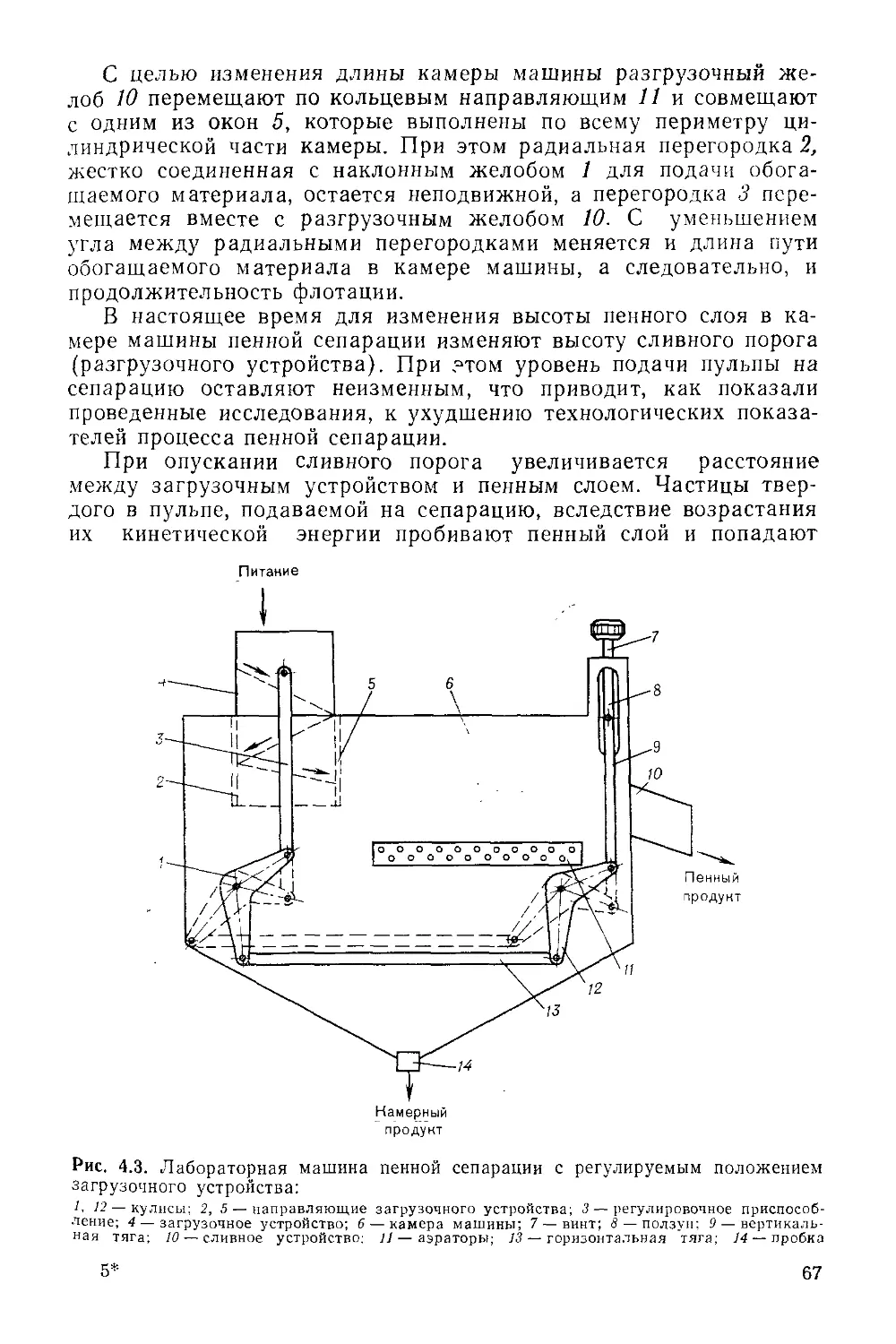
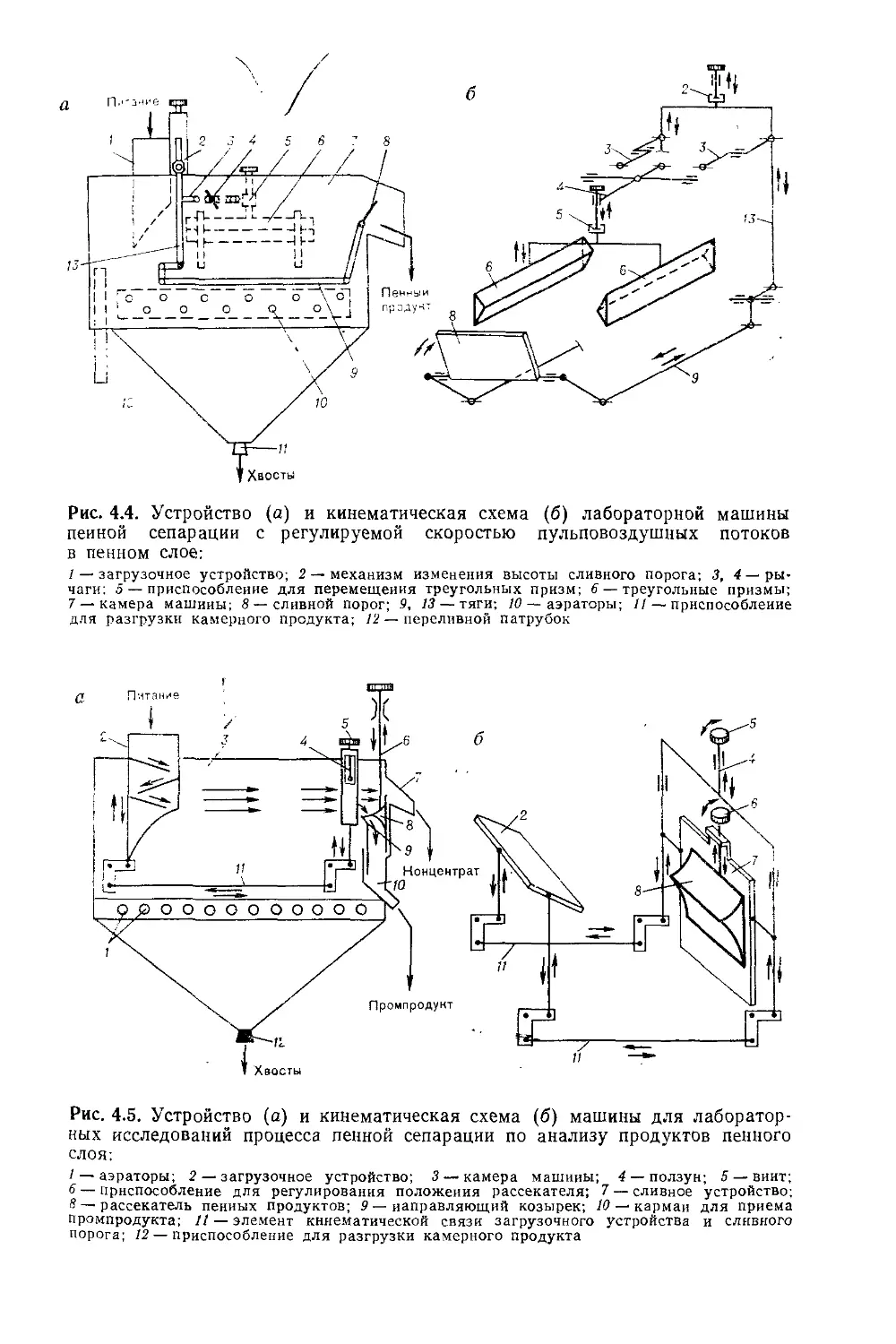
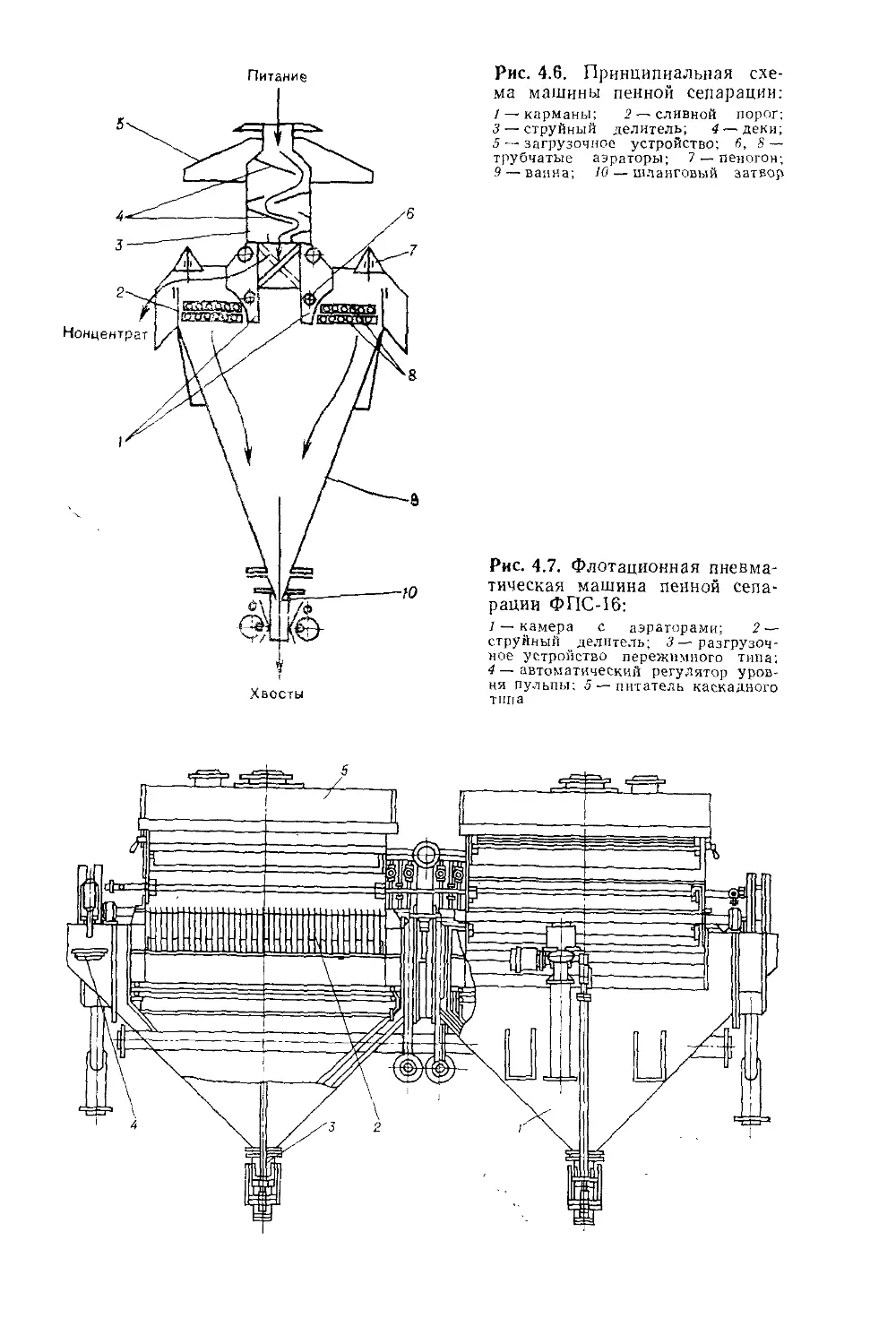
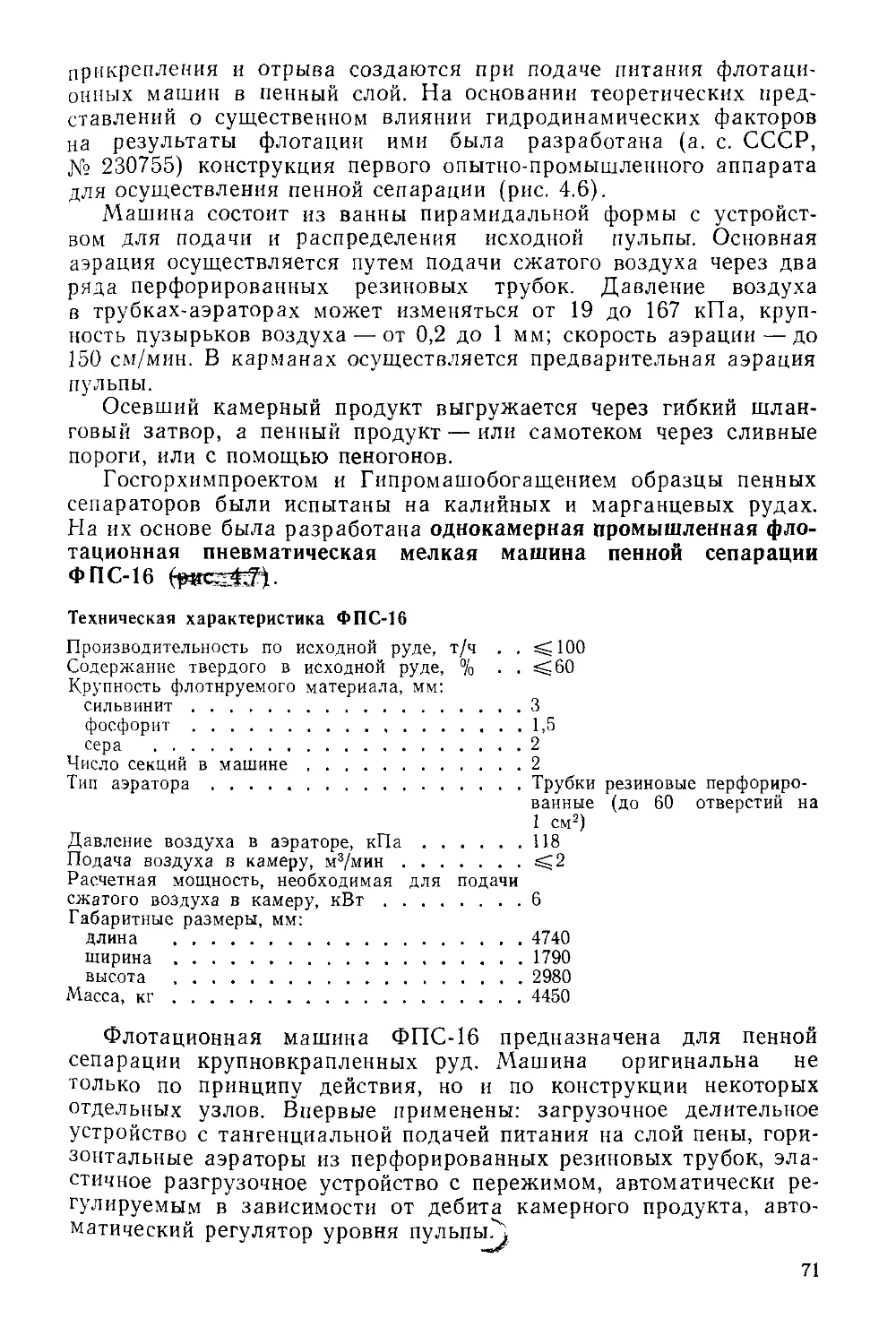
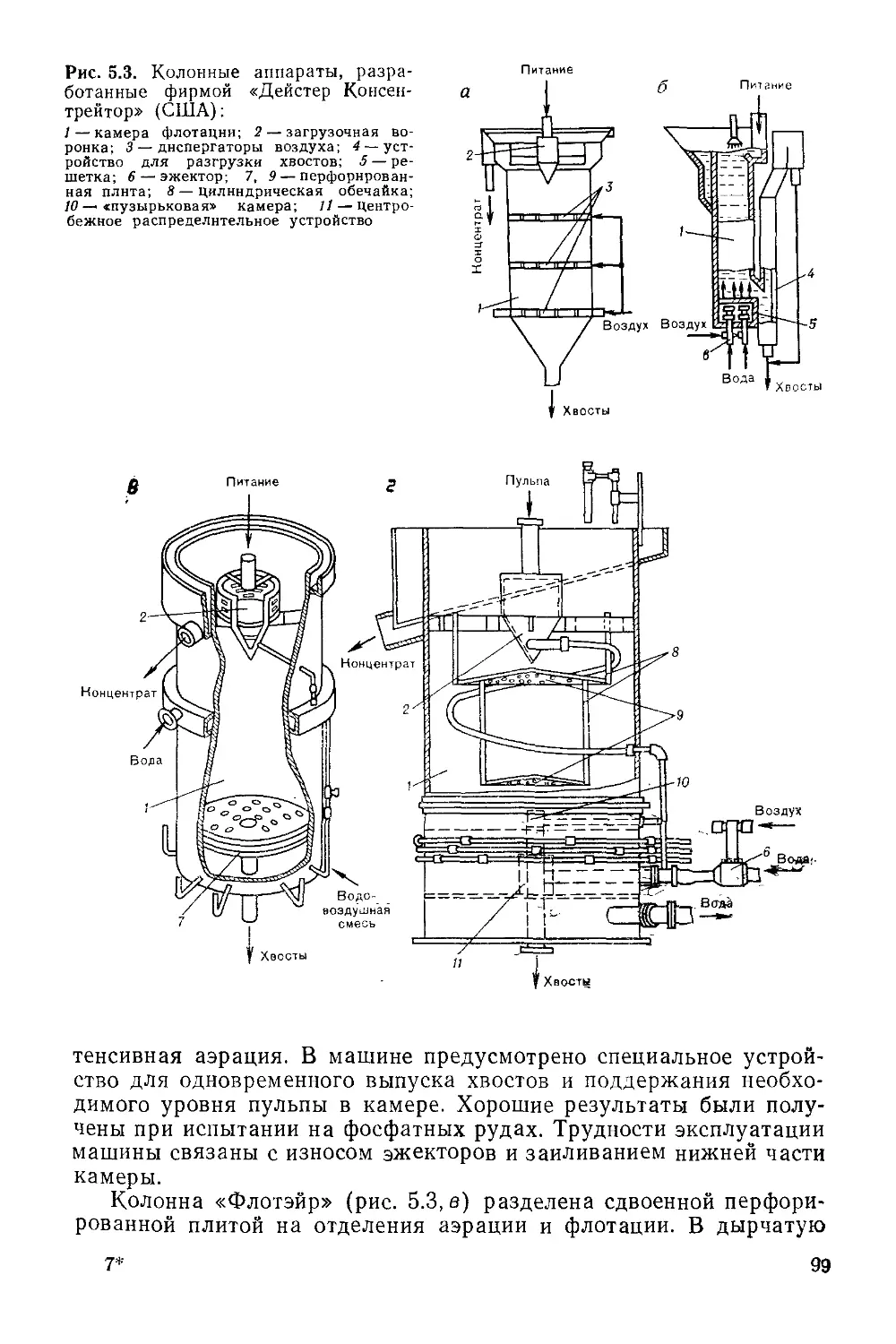
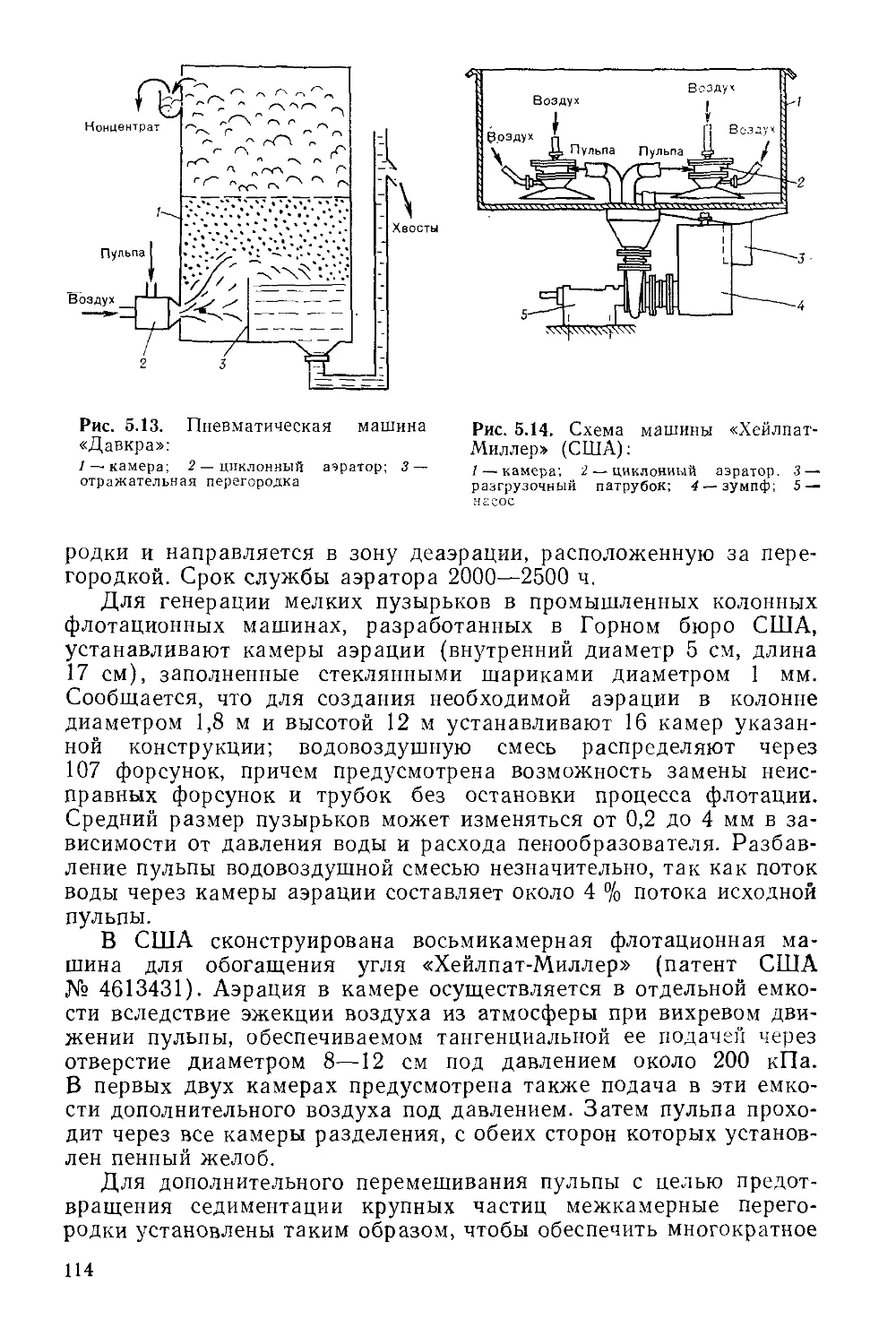
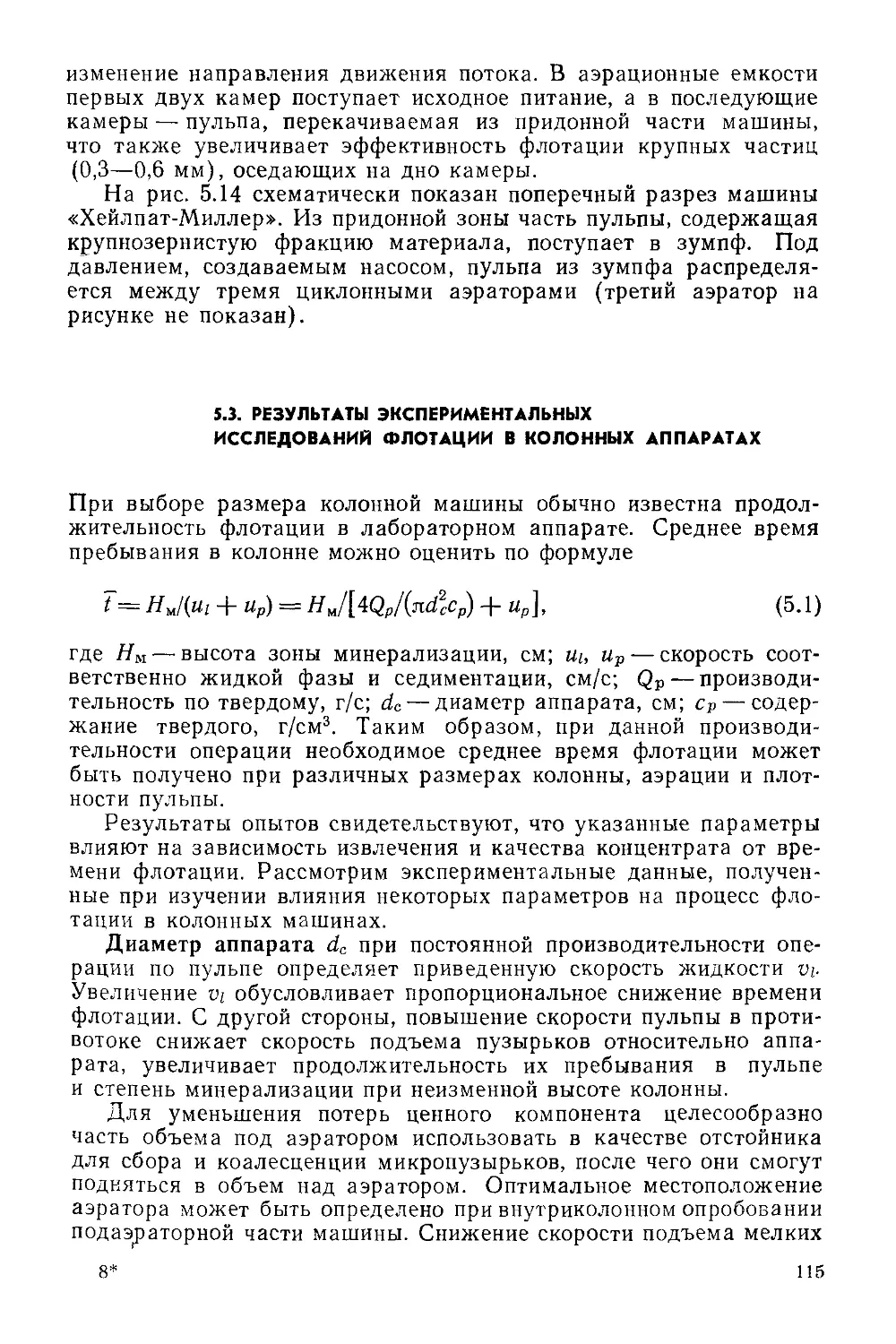
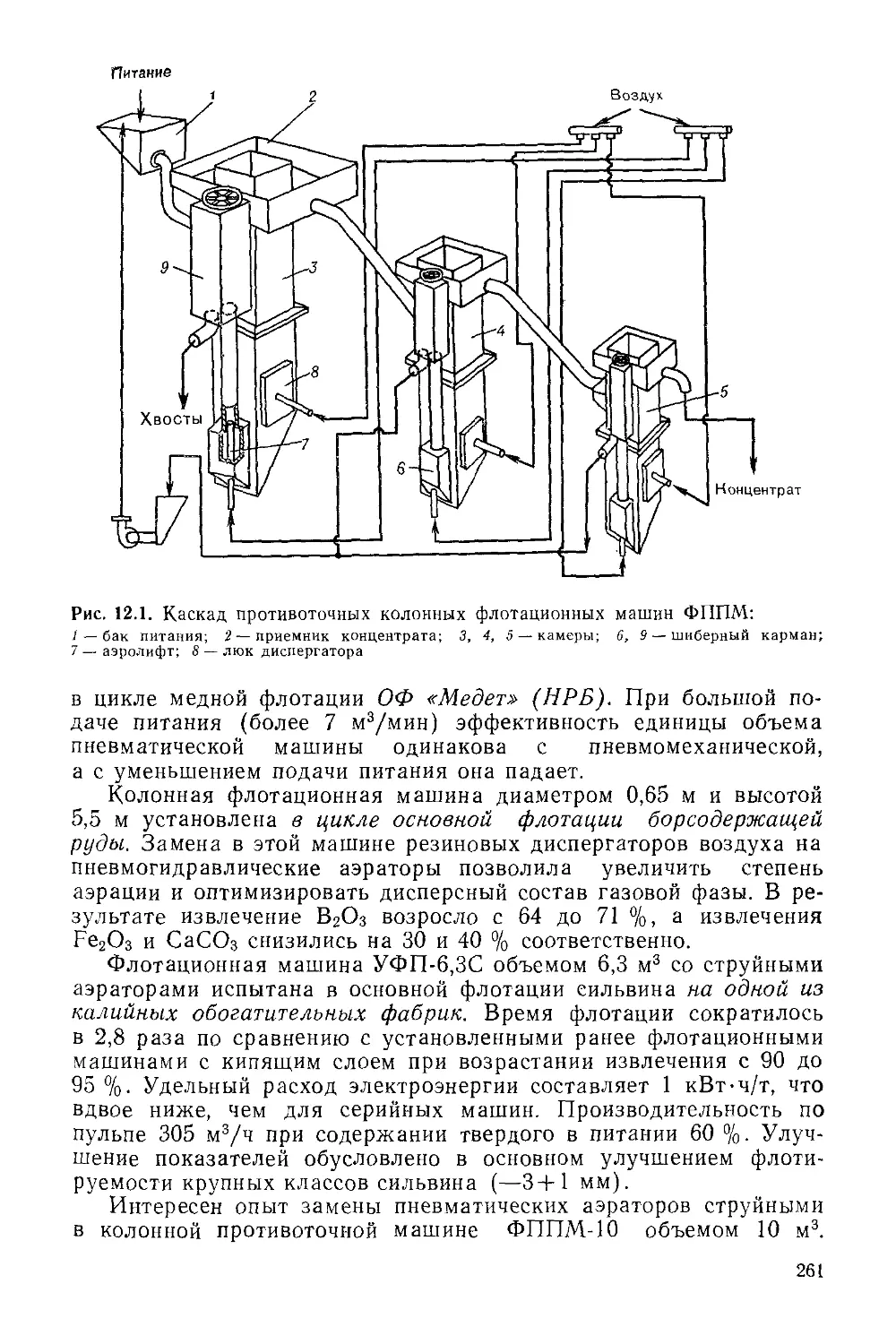
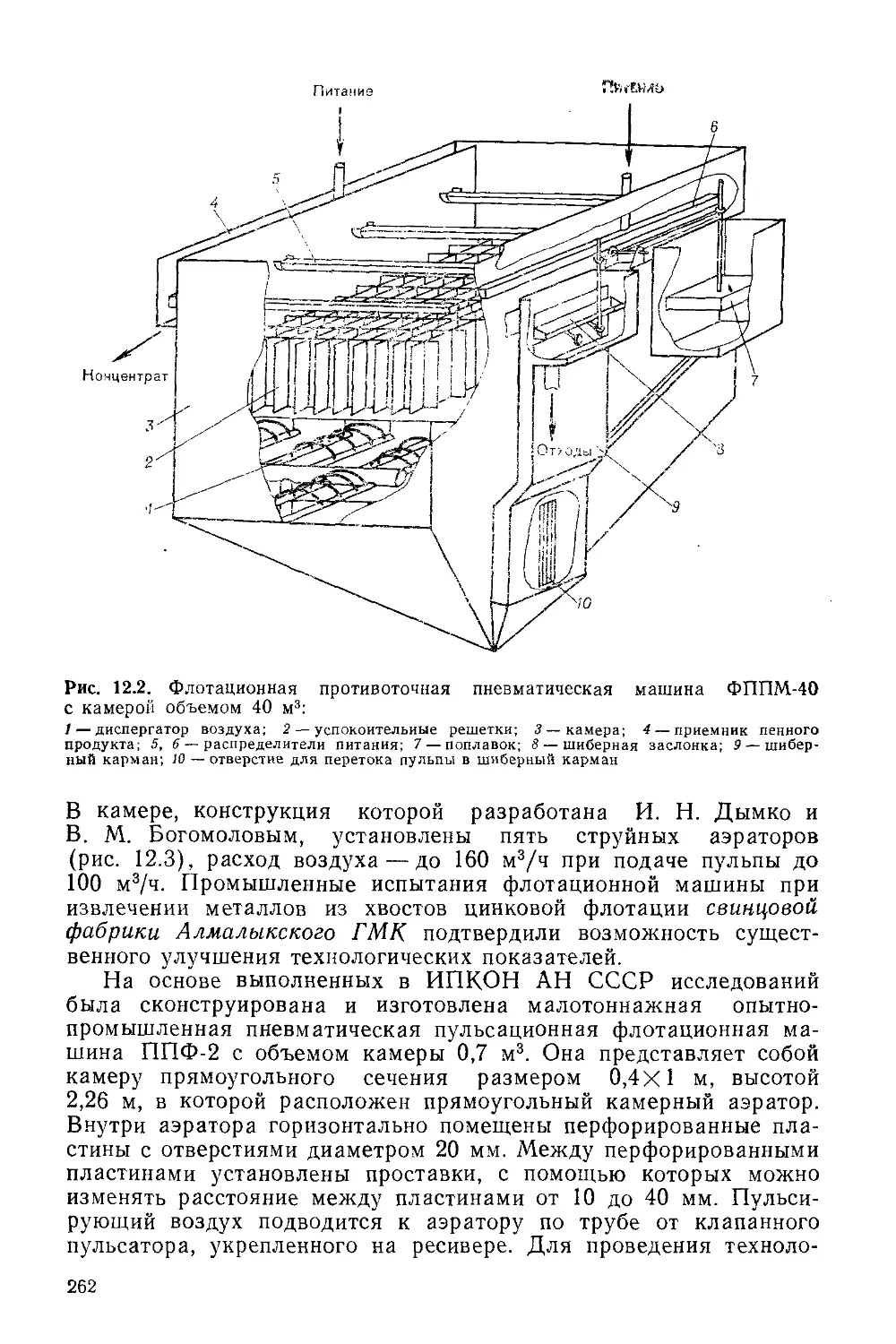
Text
ББК 33.4
П 25
УДК 622.765.01
Авторы:
Ю. Б. РУБИНШТЕЙН, д-р техн, наук, В. И. МЕЛИК-ГАЙКАЗЯН, д-р хим.
наук, Н. В. МАТВЕЕНКО, канд. техн, наук, С. Б. ЛЕОНОВ, д-р техн, наук
Рецензент д-р техн, наук В. А. Глембоцкий
Пенная сепарация и колонная флотация/Ю. Б. Рубин-
П 25 штейн, В. И. Мелик-Гайказян, Н. В. Матвеенко, С. Б. Лео-
нов.— М.: Недра, 1989.— 304 с.: ил.
ISBN 5-247-00617-8
Изложены физические основы и современные методы исследования
процесса пенной сепарации и колонной флотации, подбора флотационных
реагентов н их сочетаний. Рассмотрены особенности конструкций машин
пенной сепарации и колонных аппаратов. На основе сравнения различ-
ных аэрационных устройств выявлены наиболее предпочтительные для
промышленного использования. Описан отечественный и зарубежный опыт
применения колонных аппаратов при обогащении руд цветных и черных
металлов, горно-химического сырья и угля, а также опыт автоматизации
процесса.
Для инженерно-технических и научных работников, занимающихся
обогащением полезных ископаемых.
ПРОИЗВОДСТВЕННОЕ (ПРАКТИЧЕСКОЕ) ИЗДАНИЕ
Юлий Борисович Рубинштейн, Виген Иосифович Мелик-Гайказян
Николай Владимирович Матвеенко, Сергей Борисович Леонов
ПЕННАЯ СЕПАРАЦИЯ И КОЛОННАЯ ФЛОТАЦИЯ
Заведующий редакцией О. И. Парками
Редактор издательства М. В. Чуваева
Переплет художника Т. Н. Погореловой
Художественный редактор О. И. Зайцева
Технический редактор И. В. Жидкова
Корректор М. В. Дроздова
ИБ № 7195
Сдано в набор 20.02.89. Подписано в печать 15.08.89. Т-08715. Формат 60X90V16. Бумага
типографская № 1. Гарнитура Литературная. Печать высокая. Усл.-печ. л. 19,0.
Усл.-кр. отт. 19,5. Уч.-изд. л. 21,15. Тираж 1920 экз. Заказ № 60/1277-9. Цена 1 р. 50 к.
Ордена «Знак Почета» издательство «Недра».
125047, Москва, пл. Белорусского вокзала, 3.
Ленинградская типография № 4 ордена Трудового Красного Знамени Ленинградского
объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома при Госу-
дарственном комитете СССР по делам издательств, полиграфии и книжной торговли.
190000, Ленинград, Прачечный переулок, 6.
ISBN 5-247-00617-8 ’©’•-Издательство «Недра», 1989
ПРЕДИСЛОВИЕ
Пенной сепарацией называется процесс разделения частиц минералов прн их
прохождении сверху вниз сквозь слой движущейся пены, образованной на по-
верхности аэрированной жидкости.
Целесообразность подачи обогащаемого материала на пену была обоснована
профессором В. А. Малиновским в 1961 г. [16] на основе почти двухлетних
исследований по обогащению свинцово-цинковых и других руд.
Разделение минералов при пенной сепарации основано на различии в ско-
ростях прохождения их частиц через пену, что обусловлено главным образом
неодинаковыми свойствами поверхности частиц. По такому принципу наиболее
эффективно разделяются минералы, размеры зерен которых почти на порядок
превышают размеры, оптимальные для пенной флотации, но значительно меньше
оптимальных для гравитационного обогащения.
Следует отметить, что подавать пульпу на пену или в пену пробовали и
ранее, однако, поскольку эффективность разделения частиц обычной флотаци-
онной крупности при этом не возрастала, такой способ подачи пульпы не полу-
чил распространения.
Развитию процесса пенной сепарации и его быстрому внедрению в промыш-
ленность в немалой степени способствовали опытно-конструкторские работы по
флотации фосфоритов Щигровского и Егорьевского месторождений, проведенные
в ГИГХСе, а затем в Госгорхимпроекте. Уже к 1965 г. было сконструировано
и изготовлено несколько специальных лабораторных и промышленных машин,
опробованных в полупромышленных и промышленных условиях [17, 34]. К концу
1974 г. на предприятиях химической промышленности, цветной и черной метал-
лургии новым методом было переработано около 8 мли. т фосфоритовых, калий-
ных, алмазосодержащих, золотоносных, марганцевых, оловянных и других руд
при улучшенных технико-экономических показателях.
Во всех случаях для этой цели были использованы машины конструкции
Госгорхимпроекта, которые вместе со способом пенной сепарации запатентованы
в 12 странах, в том числе в Великобритании, Бельгии, США, Франции, ФРГ
и др. Тем не меиее, несмотря на очевидные преимущества, пенная сепарация
еще не заняла должное место в ряду других методов обогащения. В первую
очередь это, по-видимому, обусловлено недоучетом специфических особенностей
процесса и его механизма при конструировании аппаратов для его осуществле-
ния. (Неизбежные неудачи при их эксплуатации, безусловно, сыграли отрица-
тельную роль в распространении пенной сепарации.
Возможности пенной сепарации во многом связаны с эффективностью про-
текания процессов вторичного обогащения в пенном слое, которые оказывают
существенное влияние и на селективность пенной флотации. В этом плане осо-
бый интерес представляют колонные аппараты, для которых характерен высо-
кий пенный слой, легко поддающийся регулировке. Колонные аппараты имеют
два принципиальных отличия от других типов машин: противоточное движение
пульпы и пузырьков воздуха и то, что высота аппарата в несколько раз превы-
шает его диаметр. Характер относительного движения пульпы и воздуха—
важный фактор. От него зависят вероятность образования флотокомплексов,
степень минерализации пузырьков, интенсивности механического выноса частиц
и перемешивания в аппарате, скорость флотации и энергоемкость машины,1|
Конструирование колонных машин сформировалось в определенное напра-
вление.
Его основоположниками были П. Бутин и Т. Тремблей (Канада), которые
в 1961 г. запатентовали флотационную колонну. По инициативе чл.-кор. АН
СССР И. Н. Плаксина с 1967 г. в ПОТТ проводятся работы по исследованию,
созданию и внедрению колонных аппаратов. О широких исследованиях в обла-
сти колонной флотации свидетельствует анализ патентной литературы ведущих
стран. В СССР, США, Великобритании, Франции, ФРГ, Японии и Канаде за
1*
3
период с 1970 по 1987 г. выдано более 75 охранных документов. У нас в стране
и за рубежом проводились совещания по колонной флотации, в США и Канаде
организованы фирмы «Колэмн флотейшен» и «Дейстер Консентрейтор», выпу-
скающие такие аппараты. Накоплен достаточно большой опыт их эксплуатации
при обогащении различных полезных ископаемых.
Настоящая книга представляет собой обобщение материала по применению
пенной сепарации и колонной флотации, анализу механизма процессов, методов
исследования основных характеристик, способов подбора реагентов, моделиро-
вания, контроля и управления процессами, конструкций аппаратов и основных
их узлов и опыта эксплуатации машин при обогащении различного сырья.
Авторы надеются, что проведенный анализ будет способствовать созданию
новых, более совершенных аппаратов, предотвратит проведение работ в непер-
спективных направлениях или, напротив, позволит выявить причины имеющихся
нещщаботок.
хДроцессы пенной сепарации и колонной флотации применяют сравнительно
недолго, и многие аспекты их еще не выясненыД Возможно, что освещение
в монографии достигнутого уровня будет способствовать более глубокому иссле-
дованию механизма процессов, рационализации способов определения реагент-
ного режима и развитию методов автоматизированного управления процессами.
В ходе работы над книгой авторы использовали данные специалистов, имею-
щих опыт работы по исследованию и применению пенной сепарации и колон-
ной флотации. Материалы Р. О. Гуревича, Ю. П. Уварова, О. М. Кнауса ис-
пользованы при написании разд. 4, Н. Н. Тетериной написан разд. 12.3,
В. П. Бескровной, Д. И. Коганом — разд. 12.2, Р. И. Стуру а и Т. И. Мечурчли-
швили — разд. 12.4. С участием В. М. Иоффе написаны разделы 4 и И, совместно
с М. А. Бурштейном — разделы 5—10 и 12.1. Всем им авторы выражают глубо-
кую признательность.
В книге разделы 1 и 2 написаны В. И. Мелик-Гайказяном, 5—10 и 12.1—
Ю. Б. Рубинштейном, 3 — Н. В. Матвеенко, 4 и 11 —С. Б. Леоновым.
ОСНОВНЫЕ ОБОЗНАЧЕНИЯ
С — локальная концентрация трассера
Со — концентрация твердого в исходной пульпе, г/л
Ср — локальная концентрация частиц, г/л
С|, С’г, С3 — локальные концентрации частиц в соответст-
вующих состояниях, г/л
dc— внутренний диаметр колонного аппарата, м
dn — диаметр насадки струйного аэратора, мм
</& = (6Иб/л)— эквивалентный диаметр пузырька, мм
ds = 6Vb/Sb—диаметр пузырька по Заутеру, мм
d0 — размер отверстия аппарата, мм
dp — размер частицы, мкм
D — коэффициент эффективной диффузии, см2/с
Е (К) —сепарационная характеристика
f (0—плотность распределения времени пребывания
в колонне (РВП), с-1
g — ускорение свободного падения (§'=9,8 м/с2)
Н — рабочая высота колонны, м
Н№—высота зоны минерализации (расстояние от
точки подачи питания до аэратора), м
/ = о/ф + vg (1 — ср) — скорость потока дрейфа, см/с
К — константа скорости флотации, с-1
Ki/ — интенсивность флотационных субпроцессов, с-1
Lj — длина свободной струи жидкости, м
— интенсивность (частота) столкновений частицы
с пузырьками, с-1
Ря — вероятность закрепления частицы на пузырьке
г—радиальная координата (г=0 соответствует оси
колонны), см
Ql, Qg — расходы жидкой и газовой фаз, соответствен-
но, м3/ч
S — удельная поверхность пузырьков, м2/м3
Sb — площадь поверхности воздушного пузырька,
мм2
ut •—локальная скорость жидкости, см/с
иьоо — скорость движения одиночного пузырька, см/с
и0 — скорость коллективного подъема пузырьков,
см/с
us ~ но/(1 —ф) —скорость скольжения фаз, см/с
иа — скорость циркуляционного движения жидкости,
см/с
ип — начальная скорость струи, м/с
Up — скорость седиментации частиц, см/с
5
iQjfjtdty, vg = 4Q /(ndfy— приведенные скорости жидкой и газовой фаз,
соответственно
Уь — объем пузырька, мм3
z — осевая координата (г = 0 соответствует гра-
нице «пульпа—пена», ось г направлена вниз)
Рер = (и0 + U[) Н/D — критерий Пекле частицы
Res = UadB/v — критерий Рейнольдса пузырька
Web = dBu2o (р; — Vg)la — критерий Вебера пузырька
St = zzoppdp/(9dBp)—критерий Стокса частицы
<р — газосодержание (отношение объема газа
к объему газо-жидкостной смеси)
е — удельная диссипация энергии, Вт/кг
f> = (1 —<₽)”' —кратность пены
ем, Во, в/ — частные извлечения в зонах минерализации,
очистки и пене, соответственно
Вт — общее извлечение в аппарате
Р-, Pg, Ps — плотности соответственно жидкой, газовой и
твердой фаз, г/см3
ро —плотность трехфазной смеси, г/см3
ря —плотность частиц, г/см3
ц — динамическая вязкость жидкости, Па-с
v = p/pz — кинематическая вязкость жидкости, см2/с
Vg — кинематическая вязкость газа, см2/с
о — поверхностное натяжение границы газ—жид-
кость, Н/м
0 — краевой угол, градус
ЭКСПЕРИМЕНТАЛЬНЫЕ МЕТОДЫ
ИССЛЕДОВАНИЯ ПРОЦЕССА ПЕННОЙ
СЕПАРАЦИИ И ЕГО МЕХАНИЗМА
1.1. ОПЫТЫ ПЕННОЙ СЕПАРАЦИИ
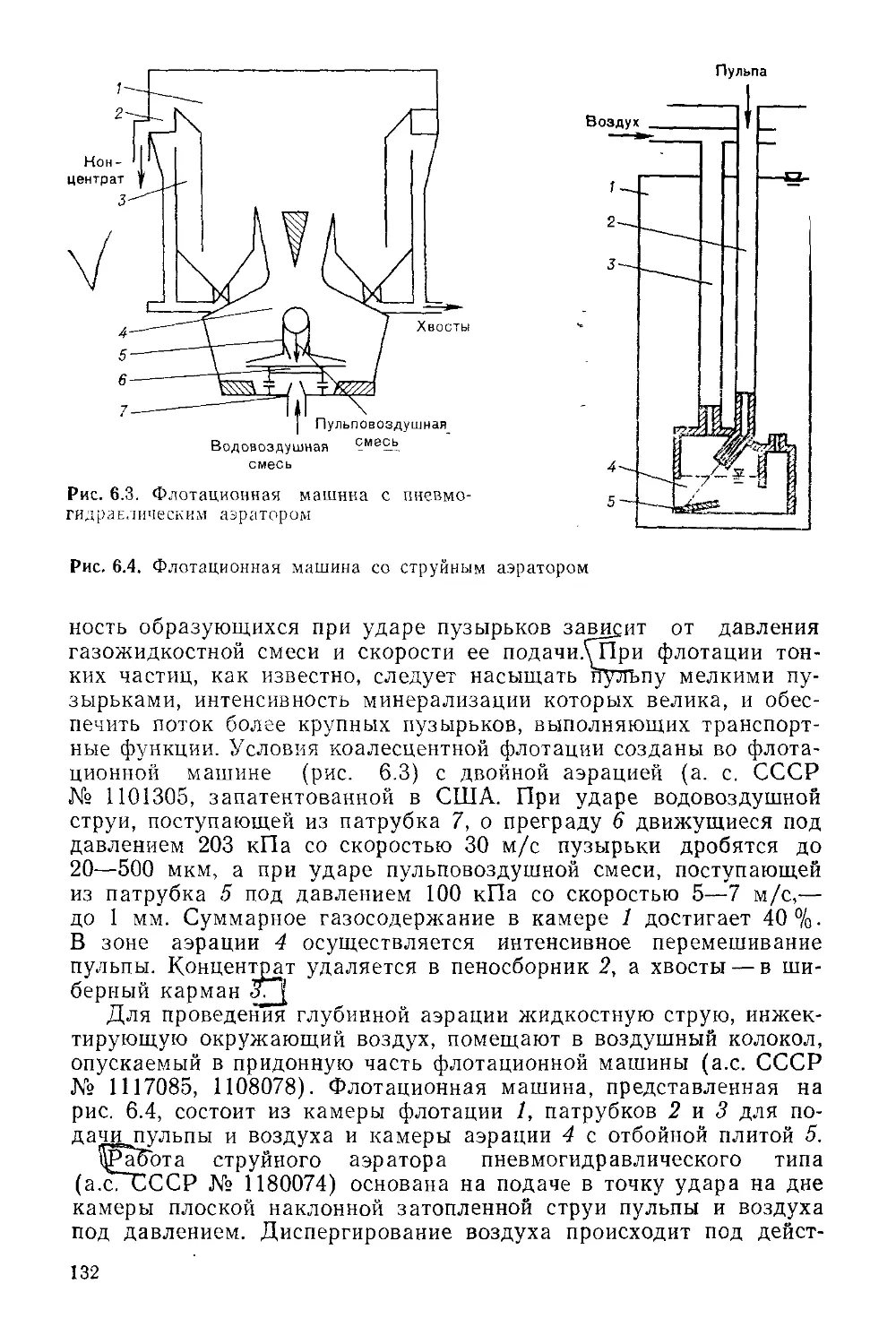
Представления о процессе, его механизме и условиях оптималь-
ного применения в промышленных условиях обычно формируются
на основе обобщения данных практики и лабораторных исследо-
ваний.
Для исследования процесса пенной сепарации были разра-
ботаны различные конструкции лабораторных сепараторов, кото-
рые, как правило, содержали узлы первых машин, предложенных
Госгорхимпроектом в конце 60-х годов. Рассмотрим одну из та-
ких моделей [13], которая может использоваться как для лабо-
раторных опытов, так и в схемах укрупненных непрерывно дейст-
вующих стендовых установок производительностью до 0,5 т/ч для
отработки технологических режимов.
Сепаратор (рис. 1.1) состоит из камеры 2 с дном в форме пе-
ревернутой пирамиды, и загрузочной коробки 4 с несколькими
наклонными деками 3. Сползая по декам и козырьку 5, обводнен-
ный материал равномерно распределяется по краю козырька и
поступает на поверхность пены 6, создаваемой аэраторами 8, на-
бранными из отрезков перфорированных резиновых полувакуум-
ных трубок, к которым через коллектор подводится сжатый воз-
дух. Трубки соединены в две-три секции для обеспечения повы-
шенной аэрации под козырьком, т. е. в зоне подачи материала на
пену. Число отверстий на 1 см2 поверхности трубки достигает ше-
стидесяти.
Толщину слоя пены регулируют высотой расположения слив-
ного порога 7, который может перемещаться по вертикали на 20—
25 мм. Закрепившиеся в пене частицы переливаются через порог
в приемник для концентрата. Расстояние между передней и задней
стенками сепаратора, определяющее его производительность,
обычно колеблется от 50 до 150 мм.
Опыты проводят в следующем порядке. В камеру сепаратора
заливают водный (или солевой) раствор пенообразователя, обес-
печивают подачу сжатого воздуха и после создания слоя пены не-
обходимой толщины (20 мм и более) подают питание в виде срав-
нительно плотной пульпы, предварительно обработанной собира-
телями для избирательной гидрофобизации поверхности частиц
разделяемых минералов. По окончании опыта осевший камер-
ный продукт выпускают через разгрузочное отверстие 1 в дне
камеры.
7
Рис. 1.1. Схема лабораторного
пенного сепаратора Госгорхим-
Рис. 1.2. Схема лабораторного пенного се-
паратора ЛПС-2 с аэролифтом н обезво-
проекта
живающим струнным грохотом
Рассмотренная конструкция моделирует работу промышленных
монокамерных машин ФПС-16, одним из недостатков которых
является однократное прохождение материала через слой пены.
Для многократного возврата камерного продукта на пенный слой
и повышения полноты разделения частиц при сепарации в Госгор-
химпроекте были разработаны две модификации машины: с меха-
ническим и аэролифтным пульпоподъемниками [13]. На базе по-
следней была создана промышленная машина ФП-16.
При выявлении причин неудовлетворительной работы ФП-16
оказалось, что основной из них является повышенная обводнен-
ность возвращаемого в пену продукта [10, 19]. Этот вывод был экс-
периментально обоснован при помощи лабораторного сепаратора
ЛПС-2 (рис. 1.2). Передняя и задняя стенки глубокой камеры
ЛПС-2 вместимостью 20 л для повышения жесткости конструкции
изготовлены из плексигласа толщиной 12 мм. Перемещением
вставленных в нее перегородок, удерживаемых силами трения,
можно изменять конфигурацию внутренней камеры, высоту и на-
клон ее боковых стенок, ограничивающих объем жидкости над
аэраторами. С помощью таких перегородок можно создавать или
гасить различные циркуляционные потоки, хорошо видимые в про-
ходящем свете, и проверять их влияние на результаты сепарации.
Получаемый пенный продукт, переливаясь через порог 8, располо-
женный благодаря державке 7 на фиксированном выбранном
уровне, поступает в правую часть камеры 9, где пена на поверх-
ности воды быстро разрушается, частицы концентрата собираются
8
в приемник 12, а жидкость вместе с водорастворимыми реагентами
возвращается через нижний канал 10 в аэрационную часть сепа-
ратора. В связи с этим при работе сепаратора исключается необ-
ходимость подачи свежей воды для поддержания неизменного
уровня жидкости и компенсации ее убыли с пенным продуктом,
вследствие чего не изменяется и концентрация водорастворимых
реагентов в пульпе.
Сепаратор снабжен аэролифтом 2 и вставленным в камеру
струнным грохотом 4 для регулирования степени обводнения пита-
ния, подаваемого на пену. Благодаря возможности изменения на-
клона и высоты расположения сита 5 грохота питание можно по-
давать на пену, в пену или под нее. Угол подачи материала на
пену изменяют поворотом козырька 6. Степень обезвоживания
питания регулируют прижатием шарнирно закрепленной на гро-
хоте заслонки 3, покрытой поролоном. (Положение заслонки, при-
жатой к струнному ситу грохота, показано на рис. 1.2 пунктиром).
Наличие аэролифта позволяет непрерывно возвращать в сепа-
ратор и подавать на пену несфлотировавшиеся частицы для их
повторного прохождения через нее. В зависимости от задач иссле-
дования в питание сепаратора можно возвращать и сфлотирован-
ные частицы. Для этого приемник концентрата 12 соединяют
с краном 1 для выпуска жидкости из сепаратора. Изменяя поло-
жение заслонки грохота, можно многократно пропускать через
слой пены один и тот же материал и оценивать влияние степени
его обводненности на прочность закрепления частиц в пене. Для
расширения возможностей экспериментальных исследований сепа-
ратор снабжен двумя пробковыми кранами 11, выточенными из
блочного плексигласа. Вместо них можно также использовать
резиновые патрубки с зажимами, например, для дробного отбора
продуктов сепарации.
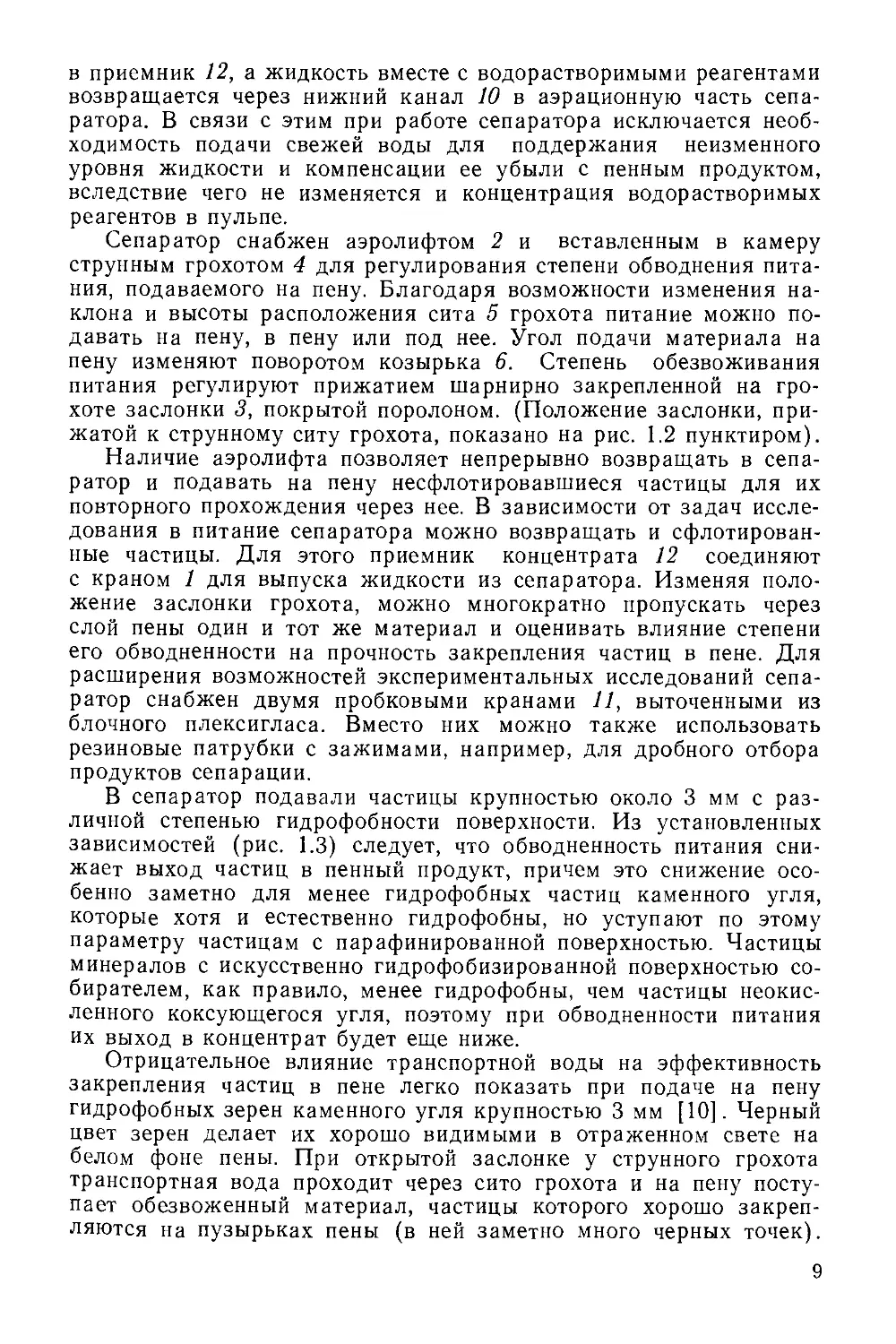
В сепаратор подавали частицы крупностью около 3 мм с раз-
личной степенью гидрофобности поверхности. Из установленных
зависимостей (рис. 1.3) следует, что обводненность питания сни-
жает выход частиц в пенный продукт, причем это снижение осо-
бенно заметно для менее гидрофобных частиц каменного угля,
которые хотя и естественно гидрофобны, но уступают по этому
параметру частицам с парафинированной поверхностью. Частицы
минералов с искусственно гидрофобизированной поверхностью со-
бирателем, как правило, менее гидрофобны, чем частицы неокис-
ленного коксующегося угля, поэтому при обводненности питания
их выход в концентрат будет еще ниже.
Отрицательное влияние транспортной воды на эффективность
закрепления частиц в пене легко показать при подаче на пену
гидрофобных зерен каменного угля крупностью 3 мм [10]. Черный
цвет зерен делает их хорошо видимыми в отраженном свете на
белом фоне пены. При открытой заслонке у струнного грохота
транспортная вода проходит через сито грохота и на пену посту-
пает обезвоженный материал, частицы которого хорошо закреп-
ляются на пузырьках пены (в ней заметно много черных точек).
9
Рис. 1.3. Зависимость выхода пенного продукта у от
обводненности питания Ж: Т и интенсивности его
подачи Q:
1 — частицы с предельно гидрофобной парафинированной
поверхностью; 2 — естественно гидрофобные частицы угля
марки К
Если заслонку закрыть, то питание не обезвоживается, частицы
с потоком воды проходят сквозь пену, не задерживаясь в ней,
и затем (при данной крупности материала) в нее не возвраща-
ются. Более того, если в практически черную от частиц пену по-
давать необезвоженное питание, то пена быстро обводняется и из
нее начинают выпадать даже те частицы, которые до этого уже'
достигли сливного порога. Таким образом, для более эффектив-
ного удержания частиц в пене на нее необходимо подавать мало-
обводненный материал. С учетом этого для повышения эффектив-
ности работы машины ФПС-16 было предложено [8] заменить
делитель Джонса на бункер с щелевой разгрузкой в нижней части
и применить специальный гребешок, закрепленный у загрузочного
козырька в плоскости поверхности пены. Материал поступает на
ромбообразные в сечении зубья гребешка, сделанного из поли-
уретана, и, перемещаясь вдоль сужающихся к концу зубьев дли-
ной до 150 мм, обезвоживается пеной и плавно поступает между
зубьями или в зависимости от крупности частиц в конце зубьев
на поверхность пены [8].
Анализ работы лабораторных и промышленных сепараторов
показал, что эффективность разделения частиц несколько возра-
стает при заглублении аэраторов. В связи с этим в сепараторах
типа изображенного на рис. 1.1 аэраторы следует располагать не
на глубине 40—60 мм, как это обычно делается, а значительно
ниже (будет меньшее волнение пены). Кроме того, поскольку
в каждом сепараторе одновременно осуществляются разделение
частиц в слое пены и процесс обычной пенной флотации из аэри-
рованной жидкости, расположенной между аэраторами и слоем
пены, увеличение ее объема с заглублением аэраторов повышает
эффективность флотации.
Таким образом, для проведения опытов по пенной сепарации
в оптимальных условиях расстояние между нижним уровнем пены
и аэраторами должно быть не менее 100 мм. Приемник для кон-
центрата следует помещать в камере сепаратора, т. е. так, как
это сделано в сепараторе, изображенном на рис. 1.2.
1.2. ОПРЕДЕЛЕНИЕ НЕСУЩЕЙ СПОСОБНОСТИ ПЕНЫ
И ФАКТОРОВ, ВЛИЯЮЩИХ НА НЕЕ
Под несущей способностью пены понимается значение силы F,
с которой частица, помещенная на пену или в пену, выталкивается
вверх. При движении частицы вниз, например, под действием
10
силы тяжести, сила F будет тормозить ее. При измерениях уста-
новлено, что значение силы F зависит от различных факторов,
в том числе и от поверхностных свойств частицы. Одна и та же
пена при прочих равных условиях оказывает неодинаковое соп-
ротивление продвижению сквозь нее частиц с различным состоя-
нием поверхности.\На этом и основано разделение частиц минера-
лов при пенной сепарации. Моделируя процесс, продвигая искус-
ственно различные частицы через пену и измеряя сопротивление,
которое она им оказывает, можно получить информацию о его
механизме.
' Для осуществления этой методики исследования процесса пен-
ной сепарации и оценки влияния различных факторов на значе-
ние F был сделан специальный прибор (рис. 1.4), состоящий из
прозрачной пеногенерирующей ячейки 2 и устройства, измеряю-
щего силу, действующую на частицу 3 при ее погружении в пен^ц)
Сначала силу F оценивали по прогибу калиброванной длинной
стеклянной иглы, на конец которой на тонкой стеклянной тяге 4
подвешивали частицу [6, 10, 19]. Затем для этой цели стали ис-
пользовать электронные весы 5, закрепленные на кронштейне 6,
связанном с механическим устройством 7, которое перемещает
весы и частицу с заданной скоростью вниз или вверх. Весы и дат-
чик их положения связаны с двухкоординатным самописцем, ко-
торый автоматически регистрирует зависимость величины F от
глубины Н погружения частицы в пену [10]3
Пеногенерирующая ячейка 2 представляет собой плоскую ка-
меру шириной 50—70 мм, разделенную двумя вертикальными пе-
регородками 1 на три связанных между собой отсека. В нижней
части среднего отсека помещен трубчатый аэратор 8, создающий
в верхней части отсека слой пены. Толщина слоя зависит от
уровня жидкости в камере и подачи воздуха в камеру через аэра-
торы, последнюю регулируют вентилем 10 и контролируют рео-
метром. Для удобства настройки прибора на необходимый режим
работы используют манометр 9.
Для нормальной работы прибора необходимо, чтобы пена пе-
реливалась через перегородки 1 в боковые отсеки. В этих отсеках
пена разрушается, а содержащаяся в ней жидкость и реагенты
возвращаются снизу в аэрационную часть камеры. Таким образом
поддерживается постоянная концентрация реагента в пенном слое
в течение всего опыта. Если пена не переливается, то концентра-
ция реагентов в ней заметно возрастает и условия эксперимента
не соответствуют тем, которые реализуются в сепараторах. Для
быстрого разрушения пены в боковых отсеках ячейки необходимо,
чтобы в них всегда был хотя бы небольшой участок зеркала жид-
кости, свободной от пены, поскольку наиболее интенсивно пена
разрушается вдоль периметра контакта пены с жидкостью. Если
такого периметра нет, то разрушение пены сильно замедляется,
пена накапливается, концентрация реагента в боковых отсеках
возрастает, а в среднем — падает. В таких случаях измерения
должны быть прекращены. Для предотвращения подобных ситуа-
11
Рис. 1.4. Схема автоматизи-
рованного прибора для
определения несущей спо-
собности пены (АПОНС)
Рис. 1.5. Зависимость несу-
щей способности пены F,
действующей на частицу,
от глубины И ее погруже-
ния в пену и подпенный
слой. Здесь и далее / и II —
верхняя и нижняя границы
пены соответственно
ций следует увеличить размеры отсеков или понизить концентра-
цию пенообразователя в жидкости.
Установленная зависимость между концентрацией пенообразо-
вателя и периметром контакта пены и жидкости, необходимым для
разрушения пены, была использована при создании прибора
«Пеномер» для оперативного контроля содержания пенообразова-
теля в оборотной воде фабрики по длине «языка» пены на поверх-
ности жидкости [8, 21].
На рис. 1.5 приведена кривая F(H) с четырьмя экстремумами,
которая поясняет направление действия силы F и ее относитель-
ные значения на различных уровнях. Приведенная кривая явля-
ется результатом обобщения большого числа экспериментальных
кривых, и вид ее практически не зависит от формы, размера и по-
верхностных свойств частиц, используемых для измерений. В связи
с этим во всех случаях при исследовании влияния различных
12
факторов на величину F использовали частицы пулевидной формы,
представляющие собой в нижней части полусферу, плавно пере-
ходящую в цилиндр того же диаметра. Общая высота частицы
равна этому диаметру. Частицу такой формы можно легко изго-
товить из любого материала (стекло, плексиглас, пластик, золото,
серебро), она удобна для вычисления действующих на нее сил и
проведения измерений, поскольку пузырьки пены не захватыва-
ются ею механически. Кроме того, такая частица (как и естест-
венные кристаллы и частицы) имеет на своей поверхности неко-
торую «долю ребер», степень остроты которых можно легко вы-
держивать или изменять. Таким образом можно моделировать
поверхность естественных кристаллов и частиц, что важно при
изучении влияния гистерезиса смачивания на величину F.
Для правильной трактовки результатов измерений поясним от-
дельные точки (позиции) и участки кривой F(H), помеченные
цифрами. Точка 1 соответствует положению частицы в воздухе
над пеной. Вес частицы скомпенсирован и поэтому на кривой не
отображается. При соприкосновении частицы с пеной последняя
смачивает ее и стремится втянуть в себя. Точка 2 соответствует
положению, при котором F приобретает свое минимальное и при-
том отрицательное значение.
Затем F достигает остроконечного максимума в точке 3, когда
продвижению частицы вниз противодействует максимально про-
гнувшаяся под ней поверхность пены. Но как только эта поверх-
ность замкнется над погрузившейся в пену частицей, значение F
сначала резко, а затем постепенно уменьшается до точки 4, соот-
ветствующей положению, при котором частица достигает нижнего
уровня пены. При переходе через границу пены с подпенным слоем
значение F снова возрастает. Максимум отмечается в точке 5.
При дальнейшем опускании частицы в аэрированной жидкости
(участок 5) значение F сначала несколько уменьшается, а затем
стабилизируется.
Для сравнения на рис. 1.5 приведены также значения силы
Архимеда Fa (позиция 7), действующей на данную частицу в не-
аэрированной жидкости, и силы пленочной флотации Fn (пози-
ция 8) для этой же частицы.
На рис. 1.6, а приведены четыре экспериментальные кривые
F(H), полученные при использовании частиц пулевидной формы
диаметром 5 мм, с различными поверхностными свойствами. Кон-
центрация пенообразователя ОПСБ составляет при этом 22 мг/л,
а расход воздуха 3 л/мин. Из анализа этих кривых следует:
1. Поверхностные свойства частиц оказывают заметное влия-
ние на силу F и являются основой для их разделения в пенном
слое.
2. Гистерезис смачивания также влияет на силу F. Наличие
острых углов в верхней части пулевидной частицы (механический
гистерезис) обусловливает увеличение несущей способности пены.
К этому же выводу можно прийти, сопоставляя кривые 3 и 4.
Очевидно, что поверхность, покрытая мазутом, менее гидрофобна,
13
Рис. 1.6. Зависимости, иллюстрирую-
щие влияние свойств поверхности
частиц (о), концентрации ОПСБ
в растворе (б) и аэрации пульпы (е)
на несущую способность пены на раз-
личных уровнях Н:
1, 2, 3, 4 — поверхности соответственно из
стекла, плексигласа, парафина и покрытая
мазутом; 5, 6, 7, и— концентрации ОПСБ
в растворе соответственно 11, 22, 45 и
75 мг/л; 9, 10, 11 — расход воздуха соответ-
ственно 2, 3 и 4 л/мин
о 1000 2000 F.mhH
чем поверхность, покрытая парафином, однако кривая 4 располо-
жена правее кривой 3.
Кривые F(H) на рис. 1.6, б иллюстрируют антибатную зави-
симость между концентрацией с пенообразователя в жидкости и
величиной F при использовании частиц из плексигласа и расходе
воздуха 3 л/мин. Поскольку при заданных концентрациях ОПСБ
значения краевых углов 0 и кинетического гистерезиса смачива-
ния h на плексигласе не меняются, можно считать, что снижение
F обусловлено уменьшением поверхностного натяжения о на гра-
нице жидкость—газ (пузырьки) при росте с.
3. Наблюдается определенный параллелизм между влиянием
гистерезиса смачивания и расхода пенообразователя на поведение
частиц при пленочной флотации и пенной сепарации.
Из зависимостей, полученных при использовании частиц из
плексигласа и концентрации ОПСБ 3 л/мин, следует, что повы-
шенная аэрация создает в слое пены некоторое волнение и сни-
жает несущую способность пены.
Информативность кривых F(H) побудила автоматизировать
процедуру их снятия и заменить стеклянную иглу чувствитель-
ными электронными весами, сконструированными В. П. Кулаги-
ным [10, 19].
На рис. 1.7 приведены кривые, снятые на приборе АПОНС (см.
рис. 1.4) при опускании стеклянной (С) и покрытой мазутом (Л1)
пулевидных частиц диаметром 5,1 мм со скоростью 1 мм/с через
слой пены толщиной 40—45 мм, образованной на поверхности ра-
створа ОПСБ концентрацией И мг/л. Цифры у кривых соответ-
ствуют позициям, описанным ранее (см. рис. 1.5).
14
a
Рис. 1.7. Зависимости F(H), записанные АПОНСом для
стеклянной С (а) и покрытой мазутом М (б) частиц
Зигзагообразный характер кривых обусловлен колебаниями
силы F при срыве пузырьков, контактирующих с поверхностью ча-
стицы при ее прохождении через пену и аэрированную жидкость
под ней. С ростом гидрофобности поверхности частицы и гистере-
зиса смачивания на ней сила F и длина зигзага возрастают.
Реверсивные кривые F(H), полученные при использовании
стеклянных частиц с гидрофильной поверхностью (рис. 1.8, а),
расходятся в значительно меньшей степени, чем кривые для ча-
стиц из плексигласа с более гидрофобной поверхностью
(рис. 1.8,6). Таким образом, реверсивное движение частиц позво-
ляет оценить степень гидрофобности и гистерезис смачивания ис-
следуемой поверхности в жидкости и в пене, а также влияние, ко-
торое оказывают на них те или иные реагенты.
Если через центры зигзагов провести плавную линию, то она
воспроизведет очертания кривой F(H), приведенной на рис. 1.5.
Некоторое отличие будет только в наклоне участков 2—3 и
4—5. Оно обусловлено тем, что при движении частицы вниз
с межфазной границей сначала взаимодействует нижняя поверх-
ность частицы, а отрывается от нее верхняя поверхность, что по-
ясняется изображением частиц на рис. 1.5. АНОНС не учитывает
высоту частицы и потому, например, максимум у точки 3 записы-
вается на уровне точки 3' (см. рис. 1.5).
15
Рис. 1.8. Реверсивные кривые F(H), записанные АПОНСом для стеклянной (а)
и плексигласовой (б) частиц при их движении со скоростью 1 мм/с вниз (соот-
ветственно кривые С и П) и вверх (соответственно кривые С и П') через слой
пены толщиной 40—45 мм, образованной иа поверхности раствора ОПСБ с кон-
центрацией 22 мг/л
Легко заметить, что длина участка 1—2 кривой С больше чем
у кривой М (см. рис. 1.7), следовательно частицы с гидрофильной
поверхностью сильнее втягиваются в пену, чем с гидрофобной, и,
поскольку несущая способность пены для них меньше, проходят
они ее значительно быстрее. Слабее задерживаются они и у ниж-
ней границы пены, и в аэрированной жидкости. То же самое
можно заметить при рассмотрении рис. 1.8. Однако при обрат-
ном ходе, когда частицы вытягиваются из пены, значения F, со-
ответствующие позициям 2, у кривых, изображенных на рис. 1,8, а
и б, практически одинаковы. Отмеченное хорошо согласуется
с утверждением акад. П. А. Ребиндера (1936 г.), что на смочен-
ной поверхности гистерезис ослаблен и наблюдаемые краевые
углы ближе к их равновесным значениям. Крутой спад кривой
А(Л), изображенной на рис. 1.5, к точке 4 обусловлен большей
обводненностью пены в нижних ее слоях, что легко подтвержда-
ется кривыми, снятыми без орошения и при незначительном оро-
шении пены. Значения F во втором случае гораздо меньше не
только в нижних, но и в верхних слоях пены. Вероятно, именно
этим обстоятельством объясняется широко известное из практики
флотации повышение селективности процесса вторичной концен-
трации минералов в пене при ее орошении в камере флотационной
машины. При снижении несущей способности пены различия в по-
16
верхностных свойствах частиц становятся значимее, а качество
концентрата улучшается, так как интенсивность выпадания из
пены частиц с более гидрофильной поверхностью возрастает.
Наблюдения за поведением частиц в пене лабораторного и про-
мышленного сепараторов и экспериментальные зависимости (см.
рис. 1.3) подтверждают, что увеличение обводненности питания
резко ухудшает условия закрепления в пене даже легких частиц
со сравнительно высокой степенью гидрофобности их поверхности
[9, Ю].
Таким образом, кривые F(//) правильно отражают процесс за-
крепления частиц в пене. Из этого следует, что:
кривые F(H) могут быть использованы для исследования про-
цесса пенной сепарации и развития правильных представлений
о его механизме;
на базе этих кривых могут быть развиты рациональные ме-
тоды подбора реагентов;
в практических условиях для удержания в пене крупных и
тяжелых частиц питание, подаваемое на пену, не должно быть об-
водненным. Необходимо отметить, что такая рекомендация пред-
лагалась исследователями и технологами процесса пенной сепа-
рации и ранее, однако это не исключило применения в машине
ФПС-16 делителя Джонса, который, как известно, работает либо
на сухом сыпучем материале, либо с потоком воды. Более того,
в машине ФП-16, разработанной позднее, для подъема материала
используется аэролифт, и сильно обводненная пульпа поступает
на пену, вследствие чего извлечение крупных частиц снижается
(см. рис. 1.3) [19].
Специально проведенными измерениями [19] было установ-
лено, что плотность пены с глубиной увеличивается (примерно от
0,2 до 0,3 г/см3), т. е. возрастает архимедова сила, действующая
на частицы, а несущая способность пены тем не менее падает.
Отмеченное еще раз подтверждает важную роль поверхностных
сил и состояния поверхности частиц при их разделении пенной
сепарацией.
Изучение процесса с помощью кривых F(H) позволило решить
вопросы о рациональной глубине расположения аэраторов в пен-
ных сепараторах и целесообразности совмещения в них процес-
сов пенной сепарации и пенной флотации из объема. С этой
целью была сделана пеногенерирующая ячейка, отличающаяся
от изображенной на рис. 1.4 значительно большей глубиной и тем,
что аэратор в ней мог перемещаться по высоте.
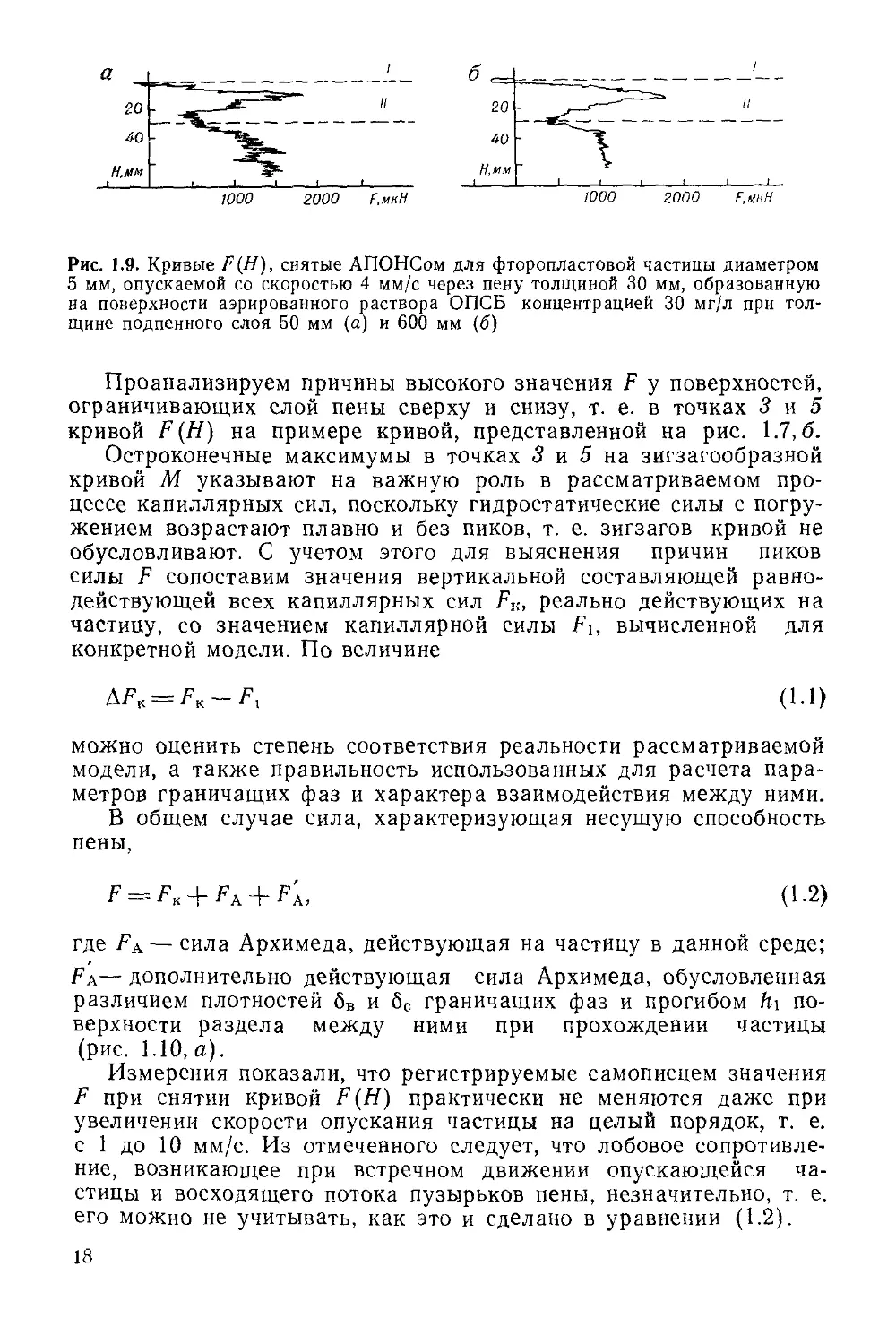
Из кривых, приведенных на рис. 1.9, следует, что при малых
толщинах подпенного слоя турбулентность в объеме аэрирован-
ной жидкости передается в пену — кривая получается более зиг-
загообразной. С заглублением аэраторов кривая F(Н) становится
более плавной и, начиная с Н = 200 мм, не изменяется. Аналогич-
ные результаты были получены для пен с другими толщинами и
для частиц, изготовленных из других материалов и покрытых раз-
ными реагентами.
2 Заказ № 60
17
Рис. 1.9. Кривые F(H)> снятые АПОНСом для фторопластовой частицы диаметром
5 мм, опускаемой со скоростью 4 мм/с через пену толщиной 30 мм, образованную
на поверхности аэрированного раствора ОПСБ концентрацией 30 мг/л при тол-
щине подпенного слоя 50 мм (а) и 600 мм (б)
Проанализируем причины высокого значения F у поверхностей,
ограничивающих слой пены сверху и снизу, т. е. в точках 3 и 5
кривой F (Н) на примере кривой, представленной на рис. 1.7,6.
Остроконечные максимумы в точках 3 и 5 на зигзагообразной
кривой М указывают на важную роль в рассматриваемом про-
цессе капиллярных сил, поскольку гидростатические силы с погру-
жением возрастают плавно и без пиков, т. е. зигзагов кривой не
обусловливают. С учетом этого для выяснения причин пиков
силы F сопоставим значения вертикальной составляющей равно-
действующей всех капиллярных сил F,;, реально действующих на
частицу, со значением капиллярной силы F], вычисленной для
конкретной модели. По величине
AFK = FK —Ft (1.1)
можно оценить степень соответствия реальности рассматриваемой
модели, а также правильность использованных для расчета пара-
метров граничащих фаз и характера взаимодействия между ними.
В общем случае сила, характеризующая несущую способность
пены,
F^FK + FA + F'A, (1.2)
где Fa — сила Архимеда, действующая на частицу в данной среде;
Fa— дополнительно действующая сила Архимеда, обусловленная
различием плотностей 6В и 60 граничащих фаз и прогибом h\ по-
верхности раздела между ними при прохождении частицы
(рис. 1.10, с).
Измерения показали, что регистрируемые самописцем значения
F при снятии кривой F (Н) практически не меняются даже при
увеличении скорости опускания частицы на целый порядок, т. е.
с 1 до 10 мм/с. Из отмеченного следует, что лобовое сопротивле-
ние, возникающее при встречном движении опускающейся ча-
стицы и восходящего потока пузырьков пены, незначительно, т. е.
его можно не учитывать, как это и сделано в уравнении (1.2).
18
Рис. 1.10. Схема расположения частицы
на поверхности воды (а) и пены (б)
Решив уравнение (1.2) относительно FK, получим соотношение
Fk = F-Fa-F'a, (1.3)
которое позволяет оценивать влияние всех капиллярных сил. При
этом не обязательно строить модель и знать механизм действия
сил, достаточно прямых измерений и несложных расчетов, свя-
занных с определением Fa и F'
Запишем соотношения для вычисления значений Fb FA и F
применительно к схеме, изображенной на рис. 1.10, а:
F, = л da sin 0; (1.4)
FA = (5/24)nrf3dc£; (1.5)
Fa = (1/4) л (dc — 6В), (1.6)
где d — диаметр и высота частицы; а — поверхностное натяжение
на границе жидкость—газ; 0 — угол наклона поверхности жид-
кости к горизонту у периметра контакта с частицей; 6С — плот-
ность среды, в которой находится частица; 6В — плотность воз-
духа; g — ускорение свободного падения.
В расчетах используем динамическое значение поверхностного
натяжения од, поскольку движущаяся частица вытягивает сопри-
касающуюся по периметру контакта поверхность жидкости, пены
или пузырьков. Значения h-, могут быть вычислены по формуле
hx = h^ — d (1.7)
по результатам соответствующих измерений кривой F(H). Для их
пояснения рассмотрим построения на рис. 1.7, б, позволяющие
определить Л2, например, для поверхности пены. В этом случае
h2 равно расстоянию между ординатой начала кривой (при сопри-
косновении частицы с пеной) и ординатой точки 3 (при отрыве
частицы от этой поверхности). Аналогичные построения выпол-
няют при определении h2 для границы пена — подпенный слой
в точке 5 рис. 1.7, а также для границы воздух—вода [19].
2*
19
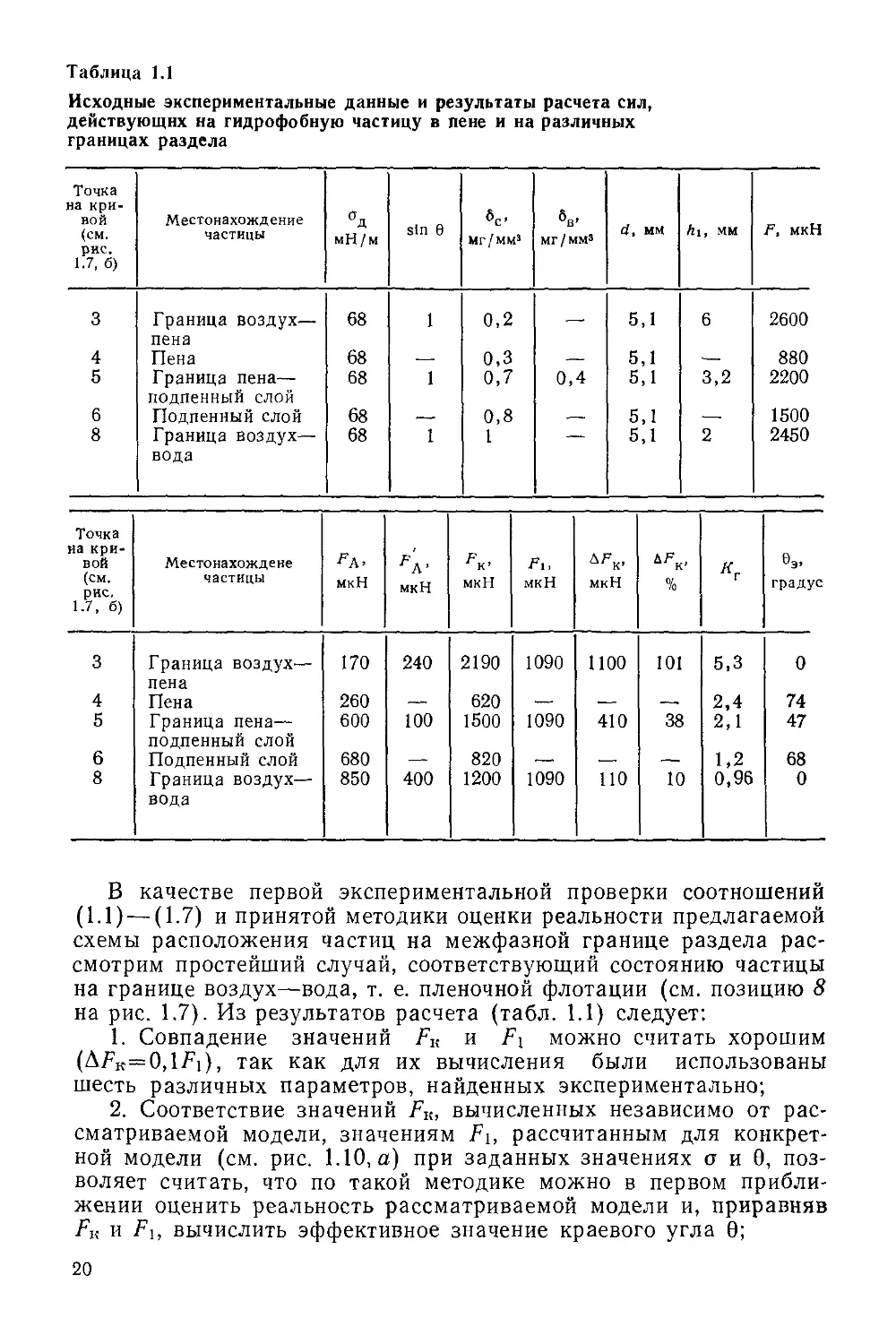
Таблица 1.1
Исходные экспериментальные данные и результаты расчета сил,
действующих на гидрофобную частицу в пене и на различных
границах раздела
Точка на кри- вой (см. рис. 1.7, б) Местонахождение частицы °д мН /м stn 9 бс, мг/мм3 6В- мг/мм3 d, мм Ль мм Л мкН
3 Граница воздух— пена 68 1 0,2 — 5,1 6 2600
4 Пена 68 — 0,3 — 5,1 .— 880
5 Граница пена— подпенный слой 68 1 0,7 0,4 5,1 3,2 2200
6 Подпенный слой 68 — 0,8 .—. 5,1 — 1500
8 Граница воздух— вода 68 1 1 — 5,1 2 2450
Точка на кри- вой (см. рис, 1.7, б) Местонахождене частицы г а- мкН РА’ мкН FK. мкН Fi, мкН мкН % 9Э, градус
3 Граница воздух— пена 170 240 2190 1090 1100 101 5,3 0
4 Пена 260 — 620 — — —— 2,4 74
5 Граница пена— подпенный слой 600 100 1500 1090 410 38 2,1 47
6 Подпенный слой 680 — 820 .— — —— 1,2 68
8 Граница воздух— вода 850 400 1200 1090 по 10 0,96 0
В качестве первой экспериментальной проверки соотношений
(1.1) — (1.7) и принятой методики оценки реальности предлагаемой
схемы расположения частиц на межфазной границе раздела рас-
смотрим простейший случай, соответствующий состоянию частицы
на границе воздух—вода, т. е. пленочной флотации (см. позицию 8
на рис. 1.7). Из результатов расчета (табл. 1.1) следует:
1. Совпадение значений FK и Л можно считать хорошим
(AFK=O,1F1), так как для их вычисления были использованы
шесть различных параметров, найденных экспериментально;
2. Соответствие значений FK, вычисленных независимо от рас-
сматриваемой модели, значениям Fi, рассчитанным для конкрет-
ной модели (см. рис. 1.10, а) при заданных значениях о и 0, поз-
воляет считать, что по такой методике можно в первом прибли-
жении оценить реальность рассматриваемой модели и, приравняв
FK и Fi, вычислить эффективное значение краевого угла 0;
20
3. Для частиц крупностью 5 мм капиллярные и гидростатиче-
ские силы примерно равны. Для краткости соотношение между
ними целесообразно выразить коэффициентом
Kr = FK/(FA + Fl). (1-8)
В соответствии с условием флотационного равновесия
П. А. Ребиндера (1933 г.) значение Кг с уменьшением размера
частиц должно резко возрастать.
Из рассмотрения результатов расчета для границы воздух—
пена (см. табл. 1.1) следует, что Кг = 5,3, a FK составляет 84 %
F, т. е. на этой границе можно обеспечить наиболее эффективное
разделение крупных частиц, если умело использовать различие
в их поверхностных свойствах. При этом необходимо учесть, что
значение силы F для гидрофобных частиц на поверхности пены
часто даже больше, чем на границе воздух—вода (см. рис. 1.5—
1.8), несмотря на то что плотность пены в ее верхних слоях во*
много раз меньше плотности воды. Кроме того, условия закрепле-
ния частицы на границе воздух—пена не соответствуют модели,
изображенной на рис. 1.10, а. Так как FK в 2 раза больше F1t
частица удерживается не только поверхностью пены, но и внут-
ренней поверхностью пузырьков, контактирующих с частицей гю
ее периметру. Внутренняя поверхность пузырьков отделена от
внешней результирующей поверхности пены тонкой прослойкой
жидкости. Поскольку (FK/FF)>1, возникает вопрос о способе вы-
числения суммарного периметра контакта между частицей и со-
прикасающимися с ней пузырьками пены, причем такого пери-
метра, который эффективен с позиции торможения частицы, дви-
жущейся относительно пузырьков пены.
Рассмотрим схему, изображенную на рис. 1.10,6. У всех уча-
стков контакта прослойки жидкости между смежными пузырьками
воздуха в пене и частицей действует пара сил поверхностного на-
тяжения о, направленных по касательной к поверхности прослойки
и иллюстрирующих одинаковое участие обеих поверхностей жид-
кости в создании направленных сил у периметра трехфазного кон-
такта с частицей. Вертикальную составляющую равнодействующей
каждой пары сил о, направленную вверх, учитывают при опреде-
лении силы FK.
Если поверхность частицы хорошо смачивается жидкостью, то
векторы о у каждой прослойки будут или направлены в противо-
положные стороны, или пересекаться друг с другом под большим
углом, при этом равнодействующая их будет мала. Ее вертикаль-
ная составляющая для боковой поверхности частицы будет равна
нулю, если на поверхности частицы полностью отсутствует гисте-
резис смачивания. Этим и объясняется малое значение несущей
способности пены в случае частиц с гидрофильной поверхностью.
С возрастанием гидрофобности поверхности и гистерезиса сма-
чивания угол между векторами о будет уменьшаться. При нали-
чии внешней силы f, действующей сверху (см. рис. 1.10, б),
частица сместится вниз, и гистерезисные углы натекания и
21
юттекания установятся такими, при которых векторы о станут па-
раллельными и направленными вверх, и пена через периметр кон-
такта с частицей окажет соответствующее противодействие силе f.
Наибольшее противодействие окажут пары 1 и 2 векторов о
в верхних участках периметра контакта частицы перед отрывом.
На это указывают зигзагообразность кривой F(//) (см. рис. 1.7—
1.9) и уменьшение силы FK более чем в 2 раза после отрыва ча-
стицы от поверхности пены. Противодействие пар 3 и 4, а также
5 и 6 векторов о гораздо меньше. В горизонтальном направлении
их действие компенсируется силами, равными произведению ка-
пиллярного давления газа в пузырьках Рк на площадь поверх-
ности их контакта с частицей. Результирующая пар 5 и 6 векто-
ров о равна гидростатической силе выталкивания частицы вверх,
которая незначительна вследствие малой плотности пены.
С учетом изложенного представляется справедливым утвер-
ждение о том, что частица на границе воздух—пена удерживается
силами, действующими на поверхности пены и внутренней поверх-
ности пузырьков, контактирующих с пеной и частицей. Действие
силы Fi при снятии кривой F(H) компенсируется силой f,
а в случае пенной сепарации — гравитационной силой mg, где
т — масса частицы. Минимальное значение силы F характерно
для точки 4 (см. рис. 1.7,6). Результаты расчетов показали, что
это самый «слабый» участок пены (см. табл. 1.1).
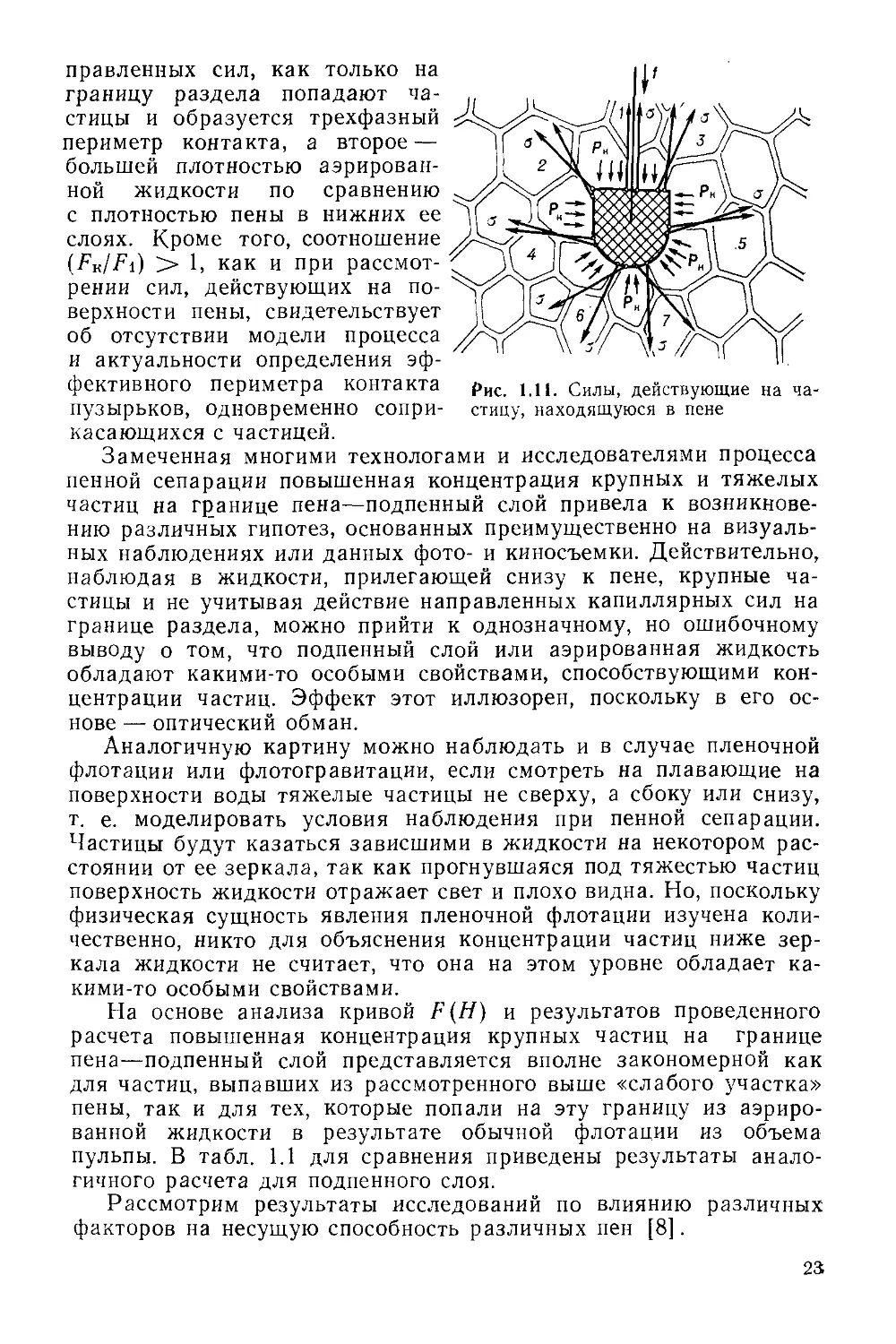
При нахождении частицы в пене (рис. 1.11) действие всех пар
векторов о заметно ослаблено капиллярным давлением Рк газа
в пузырьках. По сравнению со значениями показателей на поверх-
ности пены F, FK и КТ снизились соответственно почти в 3 раза,
более чем в 3 и в 2 раза. Резко уменьшилась и сила гидростатиче-
ского давления, несмотря на то, что плотность пены возросла
с 0,2 до 0,3 г/см3.
С учетом изложенного процесс пенной сепарации целесооб-
разно организовать так, чтобы крупные и тяжелые частицы при
движении в пене сверху вниз не достигли «слабого» участка пены
и соответственно не пересекли его.
Согласно экспериментальным данным Л. А. Климович, тяже-
лые частицы, достигшие нижних слоев пены, в пенный продукт
обычно не извлекаются. К аналогичному выводу пришли
В. И. Зеленов и П. А. Грачев. Используя рентгеноскопический ме-
тод определения траектории движения частиц в пенном сепара-
торе, они показали, что тяжелые частицы, прошедшие пену сверху
вниз, вновь в пену не возвращаются. В связи с этим не следует
подавать грубозернистый материал в подпенный слой.
Границе раздела пена — подпенный слой в работах по пенной
сепарации почти с самого начала ее промышленного применения
было уделено наибольшее внимание. Результаты расчета сил, дей-
ствующих на этой границе раздела, также приведены в табл. 1.1.
Из них следует, что на этой границе раздела значения всех сил
выше, чем в пене: F и FK — почти в 2,5 раза, а гидростатические
силы — почти в 3 раза. Первое обусловлено возникновением на-
22
правленных сил, как только на
границу раздела попадают ча-
стицы и образуется трехфазный
периметр контакта, а второе —
большей плотностью аэрирован-
ной жидкости по сравнению
с плотностью пены в нижних ее
слоях. Кроме того, соотношение
(FK/Fi) > 1, как и при рассмот-
рении сил, действующих на по-
верхности пены, свидетельствует
об отсутствии модели процесса
и актуальности определения эф-
фективного периметра контакта
пузырьков, одновременно сопри-
касающихся с частицей.
Рис. 1.11. Силы, действующие на ча-
стицу, находящуюся в пене
Замеченная многими технологами и исследователями процесса
пенной сепарации повышенная концентрация крупных и тяжелых
частиц на границе пена—подпенный слой привела к возникнове-
нию различных гипотез, основанных преимущественно на визуаль-
ных наблюдениях или данных фото- и киносъемки. Действительно,
наблюдая в жидкости, прилегающей снизу к пене, крупные ча-
стицы и не учитывая действие направленных капиллярных сил на
границе раздела, можно прийти к однозначному, но ошибочному
выводу о том, что подпенный слой или аэрированная жидкость
обладают какими-то особыми свойствами, способствующими кон-
центрации частиц. Эффект этот иллюзорен, поскольку в его ос-
нове — оптический обман.
Аналогичную картину можно наблюдать и в случае пленочной
флотации или флотогравитации, если смотреть на плавающие на
поверхности воды тяжелые частицы не сверху, а сбоку или снизу,
т. е. моделировать условия наблюдения при пенной сепарации.
Частицы будут казаться зависшими в жидкости на некотором рас-
стоянии от ее зеркала, так как прогнувшаяся под тяжестью частиц
поверхность жидкости отражает свет и плохо видна. Но, поскольку
физическая сущность явления пленочной флотации изучена коли-
чественно, никто для объяснения концентрации частиц ниже зер-
кала жидкости не считает, что она на этом уровне обладает ка-
кими-то особыми свойствами.
На основе анализа кривой F (Н) и результатов проведенного
расчета повышенная концентрация крупных частиц на границе
пена—подпенный слой представляется вполне закономерной как
для частиц, выпавших из рассмотренного выше «слабого участка»
пены, так и для тех, которые попали на эту границу из аэриро-
ванной жидкости в результате обычной флотации из объема
пульпы. В табл. 1.1 для сравнения приведены результаты анало-
гичного расчета для подпенного слоя.
Рассмотрим результаты исследований по влиянию различных
факторов на несущую способность различных пен [8].
23
Для оценки влияния дисперсности пузырьков на несущую спо-
собность и плотность образуемых из них пен в пеногенерирующей
ячейке (см. рис. 1.4) устанавливали аэраторы: обычные (из пер-
форированных резиновых трубок) и набранные в пучки в сетча-
той обойме короткие тонкостенные стеклянные капилляры одина-
кового диаметра (до 100 и более в одном аэраторе), что позво-
лило получать множество пузырьков, близких по размерам.
Несущая способность мелкозернистых и практически монодис-
персных пен оказалась меньшей, чем у обычных полидисперсных
пен, создаваемых в тех же растворах реагентов. Было обнару-
жено, что крупные пузырьки, попав в тонкодисперсную пену,
быстро поднимаются сквозь нее вверх, поскольку плотность
•тонкодисперсных пен, как показали измерения, вследствие
их большей обводненности выше плотности крупнозер-
нистых.
Одна из возможных причин возрастания несущей способности
полидисперсных пен — повышенное значение архимедовой силы
комплекса из укрупненных пузырьков, коалесцирующих на поверх-
ности гидрофобных частиц в среде из мелких пузырьков пены.
С учетом этого в сепараторах целесообразно использовать аэра-
торы из перфорированных резиновых трубок, генерирующие пу-
зырьки различных размеров.
Для оценки влияния взвешенных в пене частиц материала на
ее несущую способность была собрана специальная установка,
в которой циркулировали твердые частицы заданной крупности.
Массу частиц, подаваемых на поверхность пены, регулировали.
Несущую способность пены определяли на различных расстояниях
от загрузочного козырька до разгрузочного порога. При исследо-
вании установлено, что наличие частиц материала в пене при кон-
центрации, соответствующей концентрации в зоне загрузки про-
мышленного сеператора, практически не влияет на несущую
способность пены. Наблюдается некоторое возрастание этой
несущей способности с приближением к разгрузочному порогу,
что, по-видимому, является следствием частичного обезвоживания
пены.
Таким образом, результаты, полученные при оценке влияния
различных факторов на несущую способность двухфазных пен, ис-
следование которых более удобно, могут быть применены к слу-
чаю трехфазных промышленных пен без особых корректив.
Для исследования влияния тонких шламов на процесс пенной
сепарации пеногенерирующую ячейку (см. рис. 1.4) снабжали эр-
лифтом с целью поддержания заданной массы шламов во взве-
шенном состоянии. Установлено, что с увеличением массы шлама
несущая способность пены заметно снижается. Одна из возмож-
ных причин этого — гидрофилизация поверхности частиц, исполь-
зуемых для измерений. На такой установке можно оценивать эф>-
фективность действия пептизаторов шламов и их дозировку. "
Изучению процесса пенной сепарации посвящено большое
число работ, но, к сожалению, в них неполно или вообще не опи-
24
сана методика, использованная авторами для исследования и по-
лучения результатов, что снижает их научную ценность, поэтому
такие работы в настоящем разделе не рассмотрены.
1.3. СНЯТИЕ ИЗОТЕРМ ГИСТЕРЕЗИСНОГО СМАЧИВАНИЯ
Исследование влияния различных факторов на несущую способ-
ность пены позволило установить, что явление гистерезиса смачи-
вания на поверхности частиц играет существенную роль в разде-
лении частиц различных минералов при их прохождении сквозь
пену сверху вниз. Справедливость этого вывода подтверждается
также и тем, что реагенты, успешно применяемые в промышлен-
ности при пенной сепарации для извлечения крупных частиц в пен-
ный продукт, повышают трудноподвижность периметра трехфазной
границы раздела твердое—жидкость—газ.
Вследствие этого реагенты для пенной сепарации крупных ча-
стиц можно подбирать по тем же методикам, которые используют
при подборе реагентов для пленочной флотации и флотогравита-
ции [6, 19]. При этом оценивают влияние реагентов на гистерезис
смачивания или, что проще, на критический угол а наклона иссле-
дуемой поверхности к горизонту (угол, при котором посаженный
на поверхность пузырек начинает перемещаться вверх вдоль нее).
Гистерезис смачивания h можно оценивать по разности коси-
нусов краевых углов оттекания 60 и натекания 6Н (рис. 1.12):
h = cos 0О — cos 0Н.
С увеличением наклона исследуемой поверхности (увеличением
угла а) углы 0Н и 0О будут меняться, а разность между их коси-
нусами— возрастать. Для вычисления h используют значения
углов, при которых пузырек начинает медленно ползти по наклон-
ной поверхности.
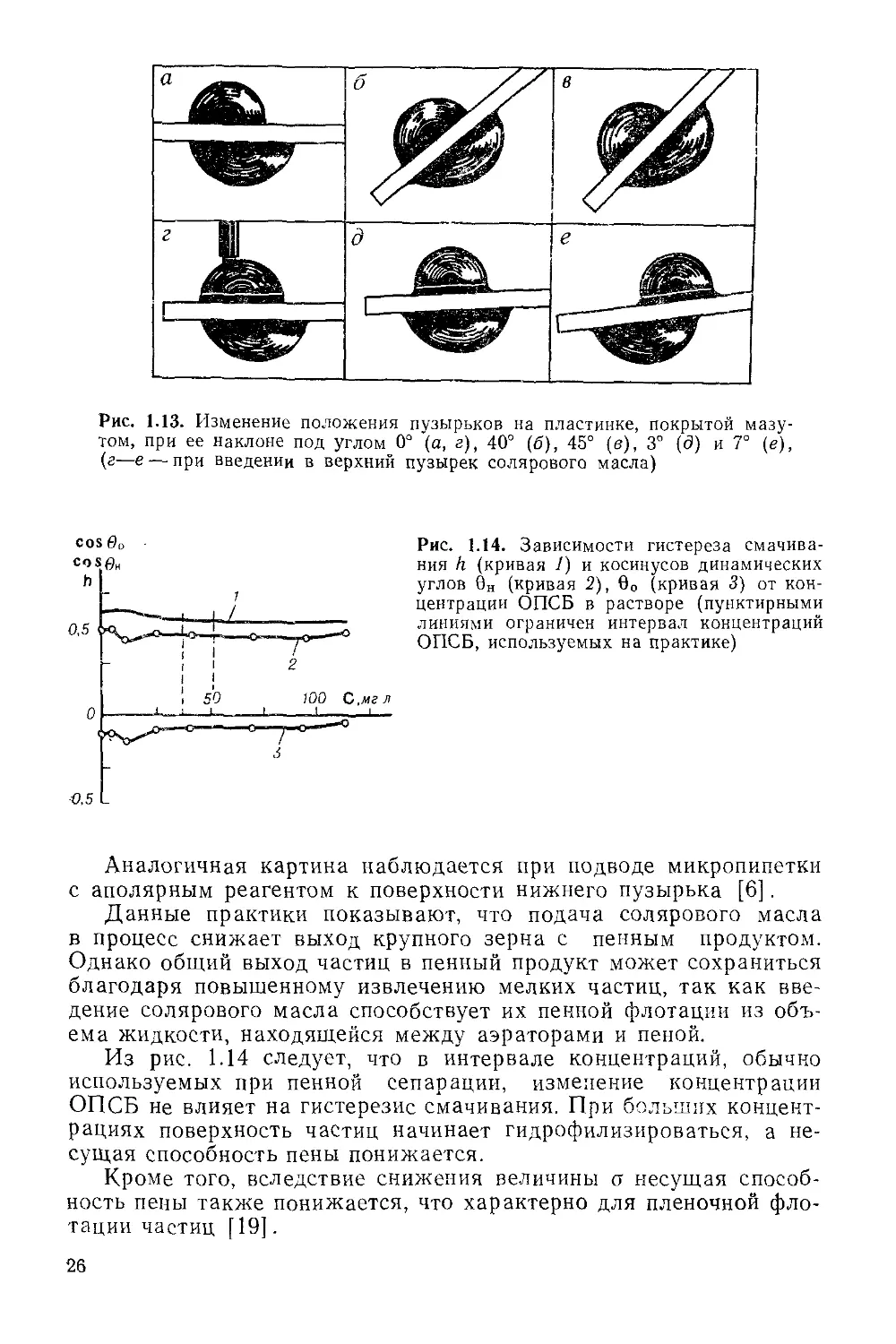
На рис. 1.13, а изображены два пузырька, расположенные
сверху и снизу пластинки, покрытой мазутом. Левые края пузырь-
ков совмещены, положение нижнего пузырька используется для
контроля изменения положения верхнего пузырька. При повороте
пластинки на 40° (рис. 1.13,6) и даже на 45° (рис. 1.13, в) пу-
зырьки не перемещаются вдоль пластинки,
т. е. гистерезис смачивания на поверхности,
покрытой мазутом, довольно велик. Если
микропипеткой к верхнему пузырьку до-
бавить немного солярового масла
(рис. 1.13, а), то наблюдается резкое сни-
жение гистерезиса смачивания (с 0,28
до 0,035). Верхний пузырек начинает
перемещаться при наклоне пластинки
под углом 3° (рис. 1.13, д'), а тормозя-
щая сила ф = йо (о — поверхностное
натяжение на поверхности пузырька), дей-
ствующая вдоль поверхности, снижается
с 16,6 до 2,1 мН/м.
Рис. 1.12. Схема движе-
ния пузырька по иссле-
дуемой поверхности, на-
клоненной к горизонту
до критического угла от-
рыва а
25
Рис. 1.13. Изменение положения пузырьков на пластинке, покрытой мазу-
том, при ее наклоне под углом 0° (а, г), 40° (б), 45° (в), 3° (5) и 7° (е),
(г—е — при введении в верхний пузырек солярового масла)
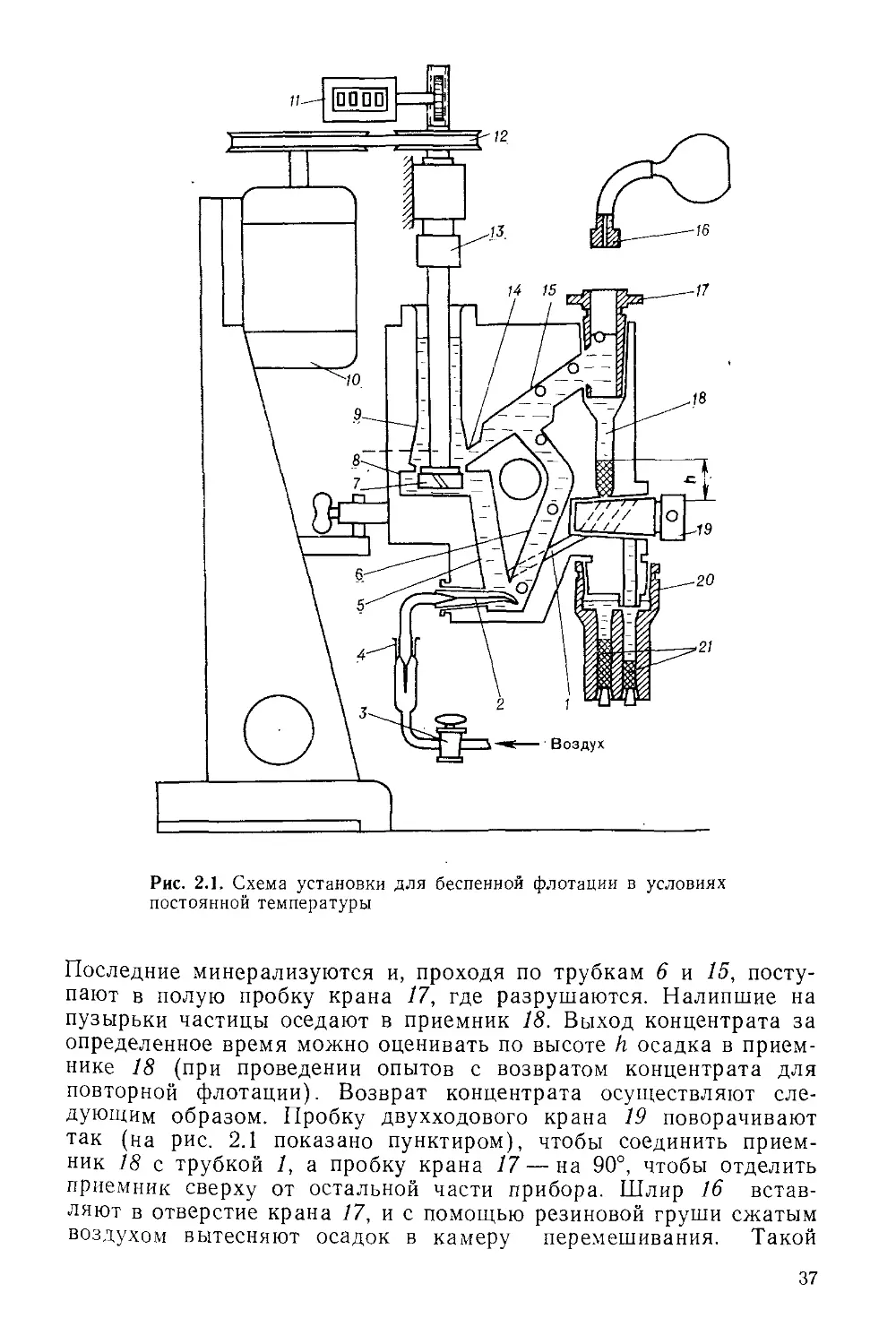
0.5
Рис. 1.14. Зависимости гистереза смачива-
ния h (кривая 1) и косинусов динамических
углов 9Н (кривая 2), 60 (кривая 3) от кон-
центрации ОПСБ в растворе (пунктирными
линиями ограничен интервал концентраций
ОПСБ, используемых на практике)
Аналогичная картина наблюдается при подводе микропипетки
с аполярным реагентом к поверхности нижнего пузырька [6].
Данные практики показывают, что подача солярового масла
в процесс снижает выход крупного зерна с пенным продуктом.
Однако общий выход частиц в пенный продукт может сохраниться
благодаря повышенному извлечению мелких частиц, так как вве-
дение солярового масла способствует их пенной флотации из объ-
ема жидкости, находящейся между аэраторами и пеной.
Из рис. 1.14 следует, что в интервале концентраций, обычно
используемых при пенной сепарации, изменение концентрации
ОПСБ не влияет на гистерезис смачивания. При больших концент-
рациях поверхность частиц начинает гидрофилизироваться, а не-
сущая способность пены понижается.
Кроме того, вследствие снижения величины о несущая способ-
ность пены также понижается, что характерно для пленочной фло-
тации частиц [19].
26
1.4. ЗАКРЕПЛЕНИЕ ЧАСТИЦ В ПЕНЕ
В отличие от пенной флотации при пенной сепарации частица
'-в пене контактирует не с одним-двумя пузырьками, а окружена
ими со всех сторон. Поэтому для выяснения механизма тормозя-
щего действия пены на продвижение сквозь нее частицы необхо-
димо оценить сопротивление, которое оказывают отдельные уча-
стки периметра трехфазного контакта одиночного пузырька на
продвижение соприкасающейся с ним поверхности.
Измерение тормозящей силы заключается в следующем
(рис. 1.15, а) [19]. Подвешенную на тонкой нити к коромыслу
торзионных весов гладкую пластинку 6 с заданными поверхност-
ными свойствами протягивают вверх или вниз между прижатыми
к ней с двух сторон пузырьками 4 и 5 (их может быть и больше),
выдуваемыми специальными компрессионными устройствами на
концах изогнутых стеклянных трубок 2 и 3. На трубку 1 надета
насадка 8 с продольным отверстием, позволяющим получать пу-
зырек 7 вытянутой формы (соотношение длины и ширины, на-
пример, 5:1).
При измерениях установлено, что сила f, минимальная при
продольном расположении вытянутого пузырька, возрастает по
мере поворота насадки 8 и становится максимальной, когда про-
дольная сторона пузырька нормальна к направлению движения
пластинкш) Необходимо учитывать, что периметр контакта системы
пузырек — пластинка при повороте не изменялся. Многочисленные
измерения позволили однозначно установить, что тормозящее
действие отдельных элементарных участков А/о, А/а, А/эсг
(рис. 1.15, б) периметра контакта пузырька пропорционально
косинусу угла а между направлением движения пластинки
Рис. 1.15. Схемы измерения силы f торможения пластинки прижатыми к ней-
пузырьками различной формы (а) и определения эффективной тормозящей длины
периметра контакта пузырька и подложки (б)
27'
и нормалью к этому участку. В связи с этим на торможение ока-
зывает влияние не периметр контакта пузырька с подложкой,
а удвоенная длина его проекции на нормаль к направлению дви-
жения пластины, т. е. 2а.
Допустим, что пузырьки пены покрывают поверхность частицы
в несколько ярусов. Тогда суммарный эффективный периметр пу-
зырьков в каждом ярусе будет равен удвоенному периметру ча-
стицы. Число таких ярусов п оценивают отношением высоты ча-
стицы к среднему диаметру пузырьков пены. С учетом этого тор-
мозящую силу можно вычислить по выражению
f = 2пп tZ(icos03, (1.9)
где 0Э — краевой угол. Определение величины 0Э связано с неко-
торой неопределенностью, поскольку у поверхности пузырьков на
различных участках периметра контакта создаются различные
углы. Так, при переходе от точки О к точке Н (см. рис. 1.15,6)
краевой угол изменяется от 0О до 0Н. Эффективное значение угла
может быть определено путем приравнивания сил f и FK и реше-
ния полученного равенства относительно cos 0Э:
cos 0Э = FK/(2nn da). (1-10)
Значения 0Э для случая одного яруса пузырьков и=1 приве-
дены в табл. 1.1 (последняя графа).
Измерения позволили установить, что при сближении трубок
2 и 3 (см. рис. 1.15, а) пузырьки 4 и 5 образуют некоторый эле-
мент пены и не ослабляют тормозящее действие, т. е. подтвер-
ждается справедливость схемы, представленной на рис. 1.10, б. Та-
ким образом, у прослойки жидкости между поверхностью пены и
внутренней поверхностью пузырьков следует учитывать обе по-
верхности пленки жидкости.
Справедливость соотношения (1.9) была проверена при оценке
силы f, тормозящей движение пленки целлофана, натянутого на
тонкую стеклянную рамку, погруженную в пену. Была выявлена
прямая пропорциональная зависимость между силой f и пло-
щадью пленки целлофана S в интервале от 0,1 до 4 см2:
f = KS,
где Д' — коэффициент пропорциональности.
Описанные измерения позволяют оценивать кинетический ги-
стерезис смачивания и влияние реагентов на его значение.
1.5. ВИЗУАЛЬНЫЙ МЕТОД ОЦЕНКИ ХАРАКТЕРА ПЕНЫ
И ДВИЖЕНИЯ ЧАСТИЦ В ПЕНЕ ПРОМЫШЛЕННОГО
СЕПАРАТОРА
Для оперативного контроля и регулирования работы промышлен-
ного сепаратора используют плексигласовую камеру 3 (рис. 1.16),
условно названную «Перископ» [8, 9], которую на короткое время
28
Рис. 1.16. Схемы установки (а), крепления (б) и конструкции (в)
камеры «Перископ»
погружают в пену 1 работающего сепаратора и закрепляют в нем
с помощью деревянного клина 9. Форма камеры повторяет внут-
ренние очертания сепаратора 11 у загрузочного козырька, к кото-
рому он прижимается клином, и потому поток материала 2, пода-
ваемый из бункера с шиберной заслонкой или после делителя
Джонса [8] на пену, проходит мимо смотрового окна 4, облицо-
ванного стеклом для уменьшения налипания на нем пузырьков, ча-
стиц и капель реагента. Для того, чтобы сделать видимым место
подачи материала на пену, выпуклая задняя стенка камеры прод-
лена со стороны смотрового окна примерно на 50 мм, при этом
Рис 1.17. Ситуации, наблюдаемые с помощью камеры «Перископ», в нормально
работающем сепараторе (а), при избытке воды в питании (б), при избыточной
аэрации (в), при недостаточной загрузке питания и его обводненности (г)
29
ее край 14 соприкасается с загрузочным козырьком сепаратора.
Для предотвращения видимости повышенной загрузки перед
смотровым окном установлено ребро 5, направляющее питание
к противоположной стороне 6 камеры. Чтобы перед смотровым
окном не создавалось повышенной аэрированности, в нижней
части камеры имеется ребро 12, отклоняющее поток пузырьков от
аэраторов 10, а дно 13 камеры «Перископ» делают наклонным.
Вырез 8 сделан для удобства наблюдения и фотографирования
«разреза» пены в сепараторе. Чтобы в камеру не попадали брызги
с поверхности пены, например от лопающихся пузырьков, к ниж-
ней части выреза приклеен козырек 7.
Наблюдая с помощью камеры за состоянием пены (рис. 1.17),
можно оперативно регулировать работу сепаратора. «Перископ»
может быть использован для оценки толщины слоя пены в сепа-
раторе, дисперсности пузырьков (характеризует расход пенообра-
зователя [8]), траектории движения частиц и т. д. В последнем
случае в пену со стороны смотрового окна помещают электри-
ческий осветитель.[
1.6. ОБЩИЕ ЧЕРТЫ И РАЗЛИЧИЯ ПЕННОЙ СЕПАРАЦИИ
С ПРОЦЕССАМИ ПЕННОЙ И ПЛЕНОЧНОЙ ФЛОТАЦИИ
ГПенная сепарация — процесс, обладающий некоторыми преимуще-
ствами по сравнению с пенной флотацией. К ним относятся го-
раздо большая производительность (почти на два порядка), мень-
шая энергоемкость и возможность эффективного разделения
крупных зерен таких, которые могут быть извлечены лишь при
использовании малопроизводительных процессов пленочной флота-
ции и флотогравитации. Тем не менее пенная сепарация приме-
няется еще недостаточно широко, а возможности ее раскрыты
пока не полностью. Основная причина этого — весьма туманное
представление о механизме процесса и факторах, влияющих на
него. До сих пор нет даже модели процесса, адекватно отобра-
жающей его, и, главное экспериментально проверенного аналити-
ческого выражения, описывающего модель и включающего в себя
характеристики пены и частиц. Очевидно, что при таком положе-
нии дел трудно создать эффективные аппараты для осуществления
процесса и применять или разрабатывать методики для подбора
оптимальных реагентов.
Ввиду сложности процесса целесообразно сначала выяснить
общие принципы действия реагентов при пенной сепарации.
Проще всего для этого сопоставить результаты длительного тех-
нологического применения отдельных сочетаний реагентов с их
влиянием на несущую способность пены, а также с теми свойст-
вами этих реагентов, которые оказывают наибольшее влияние на
эффективность пленочной или пенной флотации, поскольку
с каждой из них в отдельности пенная сепарация имеет общие
черты. i
30
Так по аналогии с пленочной флотацией извлечение крупных
частиц при пенной сепарации может происходить по гистерезис-
ному механизму. Экспериментальная проверка этого допущения
путем оценки влияния различных реагентов на гистерезис смачи-
вания h оказалась в хорошем согласии с данными практики, т. е.
чем больше была величина h для данного реагента, тем большим
было извлечение крупных частиц в пенный продукт. Сопоставле-
ние этих данных с полученными кривыми F(H) подтвердило суще-
ствовавшее уже давно представление, что определяющим при раз-
делении крупных частиц в пене является неодинаковое торможе-
ние пеной частиц различных минералов при их движении сверху
вниз. к
С учетом этого, реагенты, используемые при сепарации круп-
ных частиц, должны, как и в случае пленочной флотации, гидро-
фобизировать поверхность частиц, повышать трудноподвижность
периметра трехфазного контакта на границе воздух—вода и не
быть по возможности поверхностно-активными.
По аналогии с пенной флотацией извлечение мелких частиц
при пенной сепарации возможно по капиллярному механизму, что
подтвердила экспериментальная проверка. В этом случае реа-
генты должны гидрофобизировать поверхность частиц, снижать
гистерезис смачивания и быть в достаточной мере поверх-
ностно-активными, чтобы в динамических условиях обеспечи-
вать необходимую прочность контакта комплекса частица.—
пузырек.
Поскольку для извлечения крупных и мелких частиц требуются
различные реагенты и несколько разные условия их разделения,
целесообразно питание пенной сепарации предварительно класси-
фицировать и, проводя раздельное кондиционирование крупнозер-
нистого материала, подавать его на пену сепаратора. Необезво-
женный материал после его обработки соответствующими реаген-
тами следует подавать под пену. Необходимо отметить, что
возможность такой подачи была предусмотрена О. М. Клаусом
с сотрудниками в одной из первых конструкций промышленного
сепаратора. В последующем было установлено, что заглубление
аэраторов в машине ФПС-16 повышает выход в пенный продукт
мелких классов. Кривые снятые в пеногенерирующей ячейке
при плавном изменении заглубления аэраторов от 0 до 600 мм,
позволили установить (см. рис. 1.9), что при заглублении 200 мм
и более заметно снижается зигзагообразность кривой, т. е. в пене
создаются условия, способствующие извлечению в пенный продукт
крупных частиц^Вопросы, связанные с установлением размера
граничного зерна, по которому целесообразно разделять питание
сепаратора перед его подачей на пену и под пену, выбором рацио-
нальных условий подачи питания на пену, а также приборов для
контроля за распределением питания в пене работающего сепа-
ратора, содержанием пенообразователя в оборотной воде и дру-
гими параметрами процесса, описаны в работе 18] и потому в на-
стоящем разделе не рассматриваются.
31
1.7. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ МЕХАНИЗМА
ПРОЦЕССА ПЕННОЙ СЕПАРАЦИИ
Результаты проведенных исследований в сопоставлении с дан-
ными практики пенной сепарации конкретных минералов с исполь-
зованием различных реагентов позволили прийтишк следующим
выводам.
1. В процессе разделения крупных частиц в слое пены важную
роль играет гистерезис смачивания, т. е. торможение, которое
оказывает пена различным частицам при их прохождении сквозь
нее сверху вниз.
Этот вывод основан на следующих экспериментальных данных:
а. Резкий всплеск силы F на всех кривых несущей способности
пены (см. рис. 1.6—1.9) в момент, когда частица преодолевает
верхнюю границу пены, т. е. находится в положении, иллюстри-
руемом рис. 1.10,6. Увеличение силы F, хотя и в значительно
меньшей степени, отмечается при прохождении частицы через
нижнюю границу пены. Реальность такого возрастания F под-
тверждается тем, что в сепараторе на границе пены с подпенным
слоем концентрируется большое число частиц, вследствие чего
было сделано ошибочное допущение об особых свойствах подпен-
ного слоя.
б. Близкое значение сил пленочной флотации Fn и F для од-
ной и той же частицы. Несмотря на некоторое различие в механиз-
мах формирования сил FB (см. рис. 1.10, а) и F (см. рис. 1.10,6),
влияние гистерезиса смачивания h в обоих случаях весьма суще-
ственно.
в. Расхождение кривых F(H), снятых при прямом и обратном
движении частиц сквозь пену (см. рис. 1.8). Практика показала,
что реагенты, способствующие увеличению такого «раздвижения»
кривых, способствуют также и извлечению крупных частиц в пен-
ный продукт. Таким образом, чем больше кинетический гистере-
зис h, тем прочнее закрепляются частицы в пене. Следует отме-
тить, что в подпенном слое такое расхождение кривых F (Я) не
наблюдается.
г. Использование реагентов, снижающих величину h (см.
рис. 1.13), обусловливает уменьшение крупности зерен в пенном
продукте.
д. Наличие заметной силы F даже в случае гидрофильной
стеклянной частицы (см. рис. 1.6—1.8) со срезом, перпендикуляр-
ным к оси в верхней ее части («механический» гистерезис).
Отрицательное влияние обводненности питания на несущую
способность пены и на условия закрепления частиц в пене лабо-
раторного и промышленного сепараторов (см. рис. 1.3 и 1.17).
2. Положительную роль при пенной сепарации играют реа-
генты, которые не только усиливают различие в поверхностных
свойствах частиц, но и обеспечивают неравновесные состояния на
деформированных участках поверхности пузырьков. При пенной
флотации они действуют по капиллярному механизму и способ-
32
ствуют извлечению крупных и тяжелых частиц, однако не столь
крупных и тяжелых, какие возможны при пенной сепарации и
пленочной флотации.
Измерения несущей способности пены показали (см. рис. 1.6—
1.8), что она возрастает с увеличением гидрофобности поверх-
ности частиц на всех уровнях пены. Кроме того, сильно гидрофо-
бизированные парафином крупные частицы способны удержи-
ваться в пене даже при значительной обводненности питания
(см. кривую 1 на рис. 1.3).
3. Из большего числа разработанных методик для исследова-
ния механизма процесса пенной сепарации и проверки справед-
ливости различных предположений, возникших на первых этапах
применения этого процесса, наиболее информативной и перспек-
тивной оказалась методика снятия кривых несущей способности
пены с использованием прибора АПОНС (см. рис. 1.4). Эта ме-
тодика позволила оценить влияние различных факторов, в том
числе новых реагентов и их сочетаний, на несущую способность
пены и кинетический гистерезис смачивания, а также показать,
что при прочих равных условиях:
несущая способность монодисперсных пен ниже обычно реа-
лизуемых полидисперсных [8, 19];
несущая способность трехфазных пен даже при содержании
в ней твердой фазы (в зоне загрузки промышленного сепаратора)
мало отличается от несущей способности двухфазной пены [8, 19];
заглубление аэраторов обеспечивает более спокойные условия
в пене [19] и т. д.
К положительным результатам проведенных работ следует от-
нести:
создание прибора «Пеномер», позволяющего легко контроли-
ровать содержание пенообразователя в оборотной воде фабрики
и поддерживать его на заданном уровне [8, 21];
разработку конструкции лабораторного сепаратора (см.
рис. 1.2), позволяющего исследовать влияние различных факто-
ров (обводненности питания, расходов реагентов, конфигурации
потоков в подпенном слое и т. д.) на процесс пенной сепарации
[Ю];
разработку прибора «Перископ» для периодического наблю-
дения за процессом в пене работающего сепаратора [8];
выяснение причины повышения силы F на поверхности пены
(см. рис. 1.6) [19].
3 Заказ № 60
2
МЕТОДЫ ПОДБОРА РЕАГЕНТОВ ДЛЯ
ПЕННОЙ СЕПАРАЦИИ И ОЦЕНКИ
ИХ СОДЕРЖАНИЯ В ОБОРОТНОЙ ВОДЕ
ФАБРИКИ
2.1. ОТПРАВНЫЕ ПОЛОЖЕНИЯ
соответствии с результатами проведенного исследования меха-
низма процесса пенной сепарации можно утверждать, что реаген-
тами для этого процесса, как и при флотации, должны быть со-
биратели, регуляторы и пенообразователи.
Специфика состоит в том, что пенную сепарацию целесооб-
разно применять для разделения крупных зерен в пене. Опти-
мально подобранные реагенты должны избирательно гидрофоби-
зировать поверхность частиц, подлежащих извлечению в пенный
продукт, усиливать гистерезис смачивания на ней и лишь незна-
чительно снижать поверхностное натяжение о на поверхности жид-
кости, т. е. должны быть выполнены условия подготовки мате-
риала к пленочной флотации или флотогравитации.~|
Вместе с тем необходимо учесть, что через слои^пены с водой
питания и частицами породы проходит большое число как круп-
ных, так и мелких частиц ценного минерала. Возвратить их в пену
можно только пенной флотацией. Для этого необходимо, чтобы
частицы были гидрофобны, гистерезис на их поверхности был
незначительным (чтобы не замедлять прилипание частиц к пу-
зырькам), а граница жидкость—газ (пузырек) обладала свойст-
вами, способствующими упрочнению контакта между частицей и
пузырьком, поскольку в аэрированной жидкости под пеной комп-
лекс частица—пузырек испытывает заметные разрывающие уси-
лия, которых практически не было в пене. Упрочнение осущест-
вляется по капиллярному механизму. Оно обусловлено тем, что
отрываемая от пузырька прилипшая частица слегка вытягивает
поверхность пузырька на кольцевом участке вокруг периметра их
контакта, а это приводит к локальному повышению о и, как след-
ствие, к некоторому выгибанию поверхности пузырька и увеличе-
нию угла 0. Одновременное возрастание о и 0 в несколько раз
повышает прочность контакта между частицей и пузырьком и
компенсирует действие внешнего отрывающего усилия [19]. Ес-
тественно, что для такого упрочнения реагенты должны обладать
свойствами, которые проявляются лишь в динамических условиях.
К таким свойствам реагентов относятся: некоторая поверхностная
активность; способность адсорбироваться на поверхности жид-
кости или образовывать масляные пленки на ней и обеспечивать
34
неравновесные состояния при ее вытягивании, а также некоторая
замедленность восстановления нарушенного адсорбционного рав-
новесия. р
/•'"'Таким образом^ реагенты для процессов, протекающих в
in подпенном слое, должны несколько отличаться. '7
Ранее отмечалась целесообразность разделения питания
пене
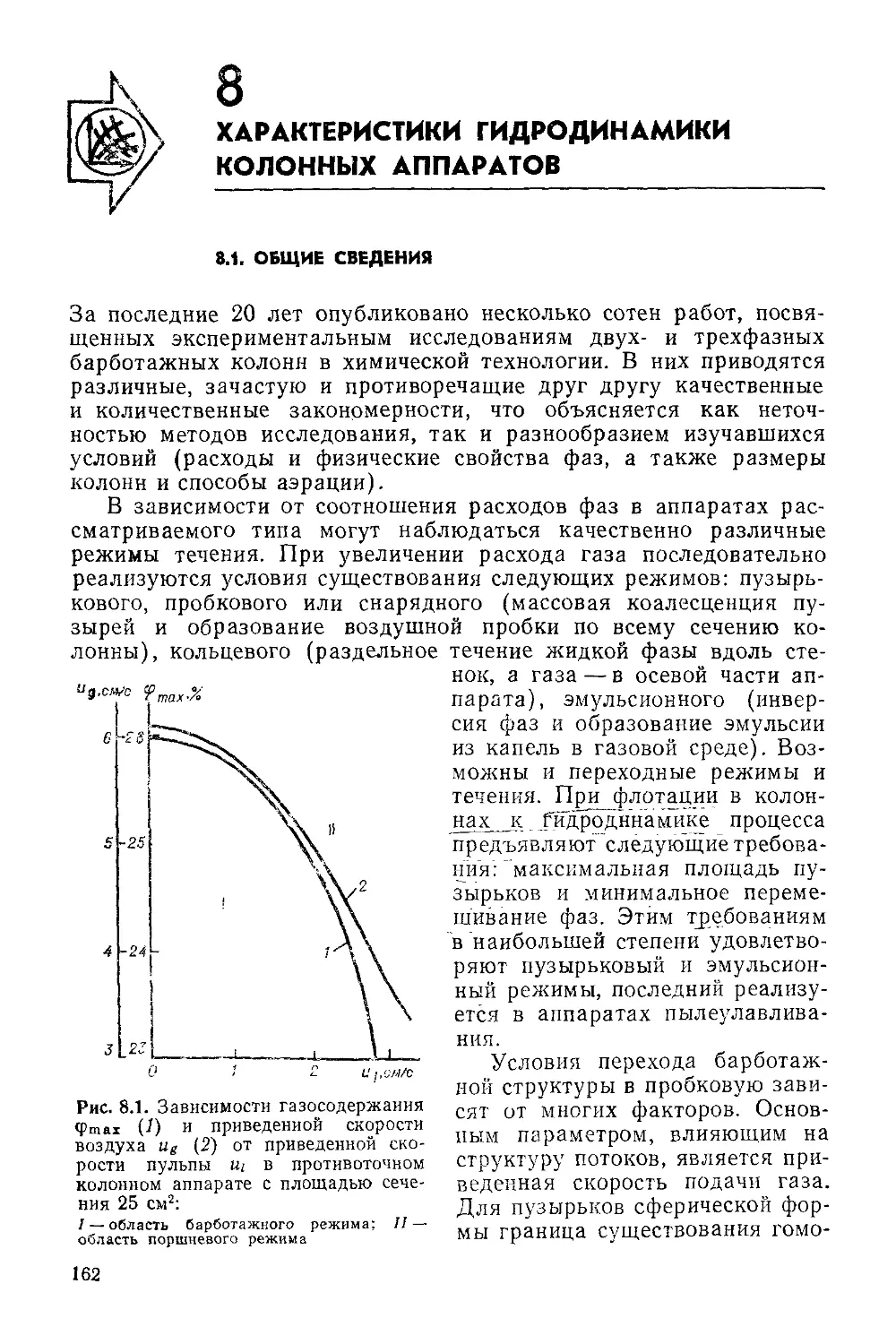
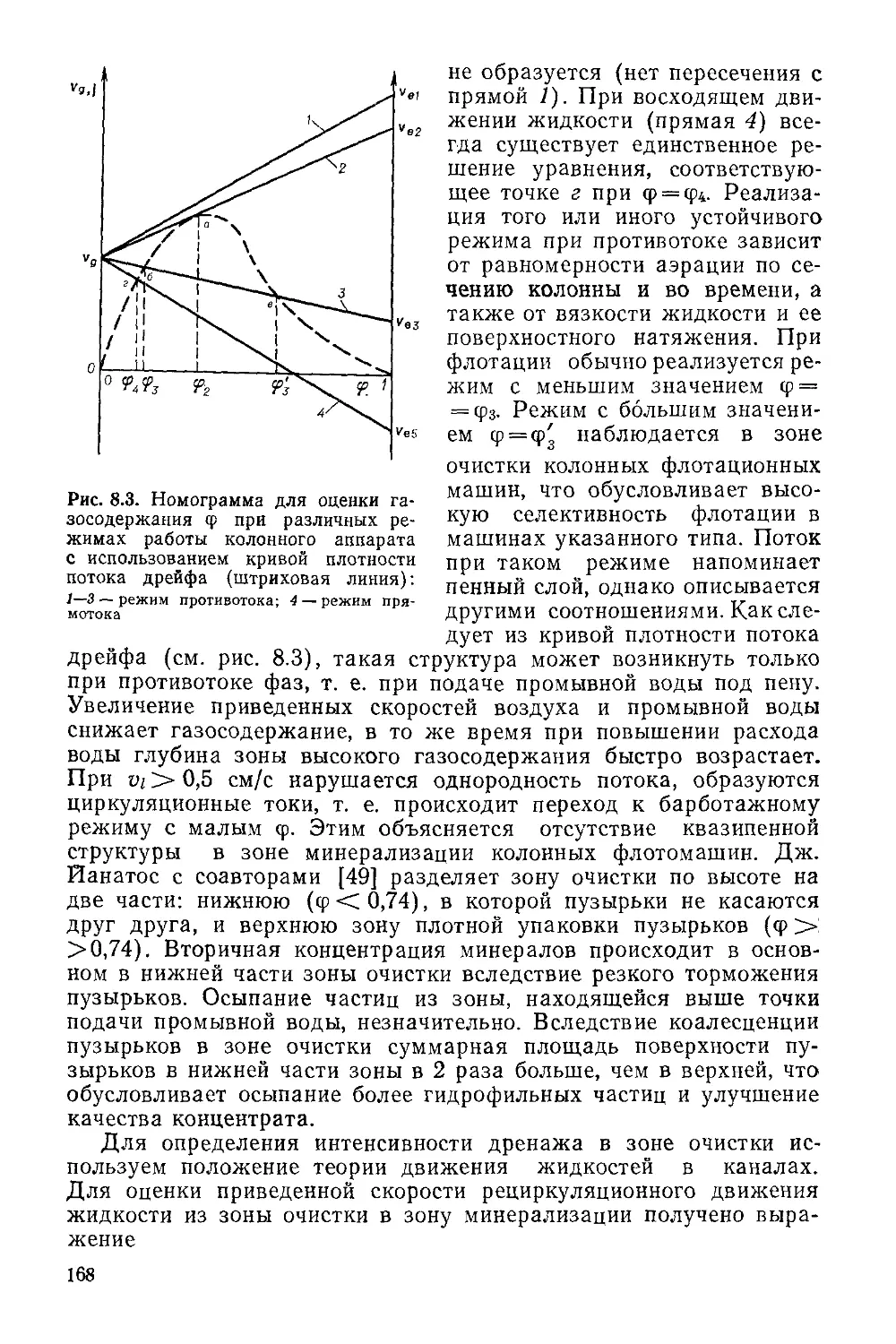
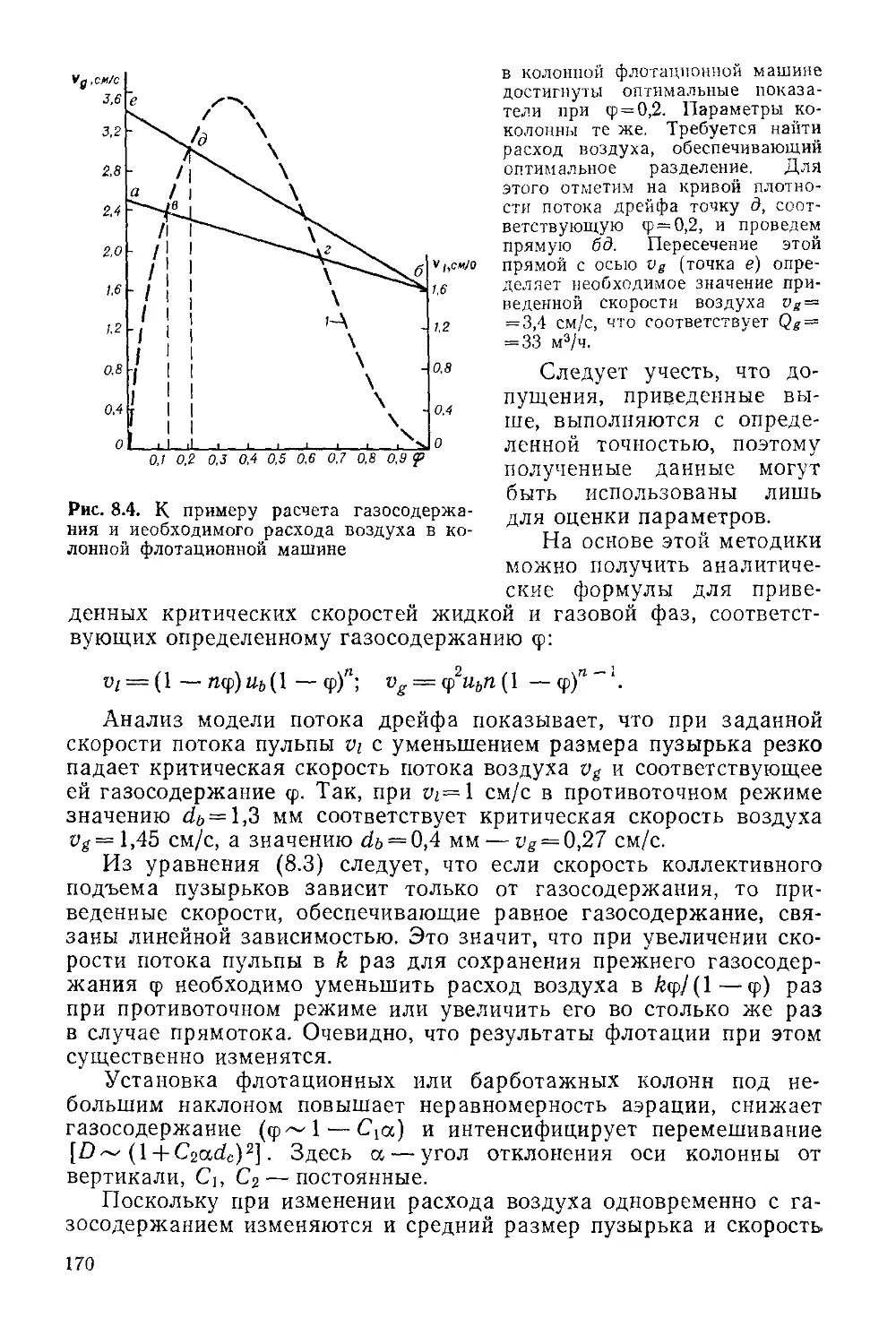
сепа-
ратора на два потока (обезвоженный крупнозернистый и необез-
воженный, содержащий мелкие частицы), раздельного их конди-
ционирования с соответствующими реагентами и подачи соответ-
ственно на и под пену. Следует отметить, что эта рекомендация
для пенной сепарации никогда не была реализована, и потому
о ее практической полезности судить трудно.
Более предпочтительным считается другой путь — подбор реа-
гентов с такими свойствами, чтобы они в достаточной мере удов-
летворяли требованиям к реагентам для обоих процессов. В на-
стоящее время подбор реагентов для пенной сепарации осу-
ществляют аналогично тому, как это делают для пенной фло-
тации.
[_Ниже описаны некоторые из методик подбора реагентов для
пенной сепарации конкретных минералов. Оказалось, что их
можно применить в случае подбора реагентов для сепарации и
флотации других минералов, что еще раз указывает на общность
этих процессов.
По своему назначению рассматриваемые методики могут быть
разделены на три группы.
К первой относят методики, которые позволяют оценить харак-
тер взаимодействия испытываемых реагентов с частицами кон-
кретного минерала и влияние реагентов на изменение гидрофоб-
ности поверхности частиц.|Указанные задачи решают проведением
опытов в аппаратах беспенной флотации и измерением сил от-
рыва частиц от пузырьков.
Вторая группа методик основана на оценке влияния иссле-
ых реагентов на значение и изменение гистерезиса смачива-
ния поверхности твердого тела^Измерения по этой методике мо-
гут быть выполнены либо с помощью прибора AHOHCj путем
снятия кривых несущей способности пены при реверсивном дви-
жении частиц вниз, а затем вверх, /Яибо на приборе П. А. Ребин-
дера, либо, учитывая дефицитноств—последнего прибора, на уст-
ройстве, которое может быть легко собрано на базе деталей мик-
роскопа и препаратоводителяП
Третья группа методик позволяет оценить свойства реагентов,
которые проявляются в динамических условиях и приводят
к многократному упрочнению контакта комплекса частица—пу-
зырек. Наиболее удобной и перспективной из разработанных ока-
залась методика с использованием кюветы Поккельс—Лэнгмюра,
позволяющая записывать релаксационные кривые, иллюстрирую-
щие кинетику восстановления нарушенного равновесия в адсорб-
ционных слоях на поверхности жидкости при ее растяжении или
сжатии с различными скоростями.
3*
35
Очевидно, что полное представление о реагенте, его актив-
ности и механизме действия можно получить при сопоставлении
результатов, полученных по этим трем группам методик.
2.2. ИЗУЧЕНИЕ ВЛИЯНИЯ РЕАГЕНТОВ НА СВОЙСТВА
ПОВЕРХНОСТИ ЧАСТИЦ ПО РЕЗУЛЬТАТАМ БЕСПЕННОЙ
ФЛОТАЦИИ
Отличительная особенность флотации в беспенных аппаратах со-
стоит в том, что процесс осуществляется одиночными пузырьками
при ограниченной подаче воздуха, т. е. в режиме «голодном» по
воздуху. В таких аппаратах по выходу флотируемого продукта
можно контролировать изменение поверхностных свойств частиц
и оценивать собирательное и депрессирующее действие подавае-
мых реагентов.
Флотация узких классов частиц различной крупности позво-
ляет оценивать влияние реагентов на прочность контакта комп-
лекса частица—пузырек, поскольку с увеличением размера частиц
возрастают периметр контакта (пропорционально этому размеру),
масса частицы (пропорционально кубу этого размера) и удельная
нагрузка на единицу периметра контакта (резко).
Бесценные аппараты изготовляют из плексигласа и стекла.
Выбор материала для аппарата определяется необходимостью
минимизировать его взаимодействие с используемыми реагентами.
Конструкция аппарата, выполненного из плексигласа (рис. 2.1),
позволяет осуществлять в нем кондиционирование пульпы, дроб-
ный отбор флотируемого концентрата или его возврат на переме-
шивание для повторной флотации в тех же или изменившихся ус-
ловиях, т. е. проводить серии опытов с одной и той же навеской
при возрастающих расходах реагентов и получать хорошо воспро-
изводимые результаты.
Методика проведения флотационных опытов сводится к сле-
дующему. Прибор заливают водой (или рассолом при флотации
водорастворимых солей), и в камеру перемешивания подают на-
веску узкого класса обесшламленного минерала. Эта часть при-
бора состоит из конуса 9 и улитки 8, разделенных кольцевым су-
жением, диаметр которого чуть больше диаметра импеллера 7.
Импеллер закреплен на вертикальном плексигласовом валу, свя-
занном посредством накидной гайки 13 и текстропной передачи 12
с электродвигателем 10. Аппарат установлен на станине типовой
лабораторной флотационной машины. При вращении импеллера
с частотой 900—1000 мин-1 пульпа из конуса 9 затягивается через
кольцевой зазор в улитку 8, вытесняется в отводную трубку 5,
поступает в трубку 6 и через сужение 14 возвращается в камеру
перемешивания. Реагенты в зависимости от их физических
свойств подают в пульпу либо в виде раствора, либо в виде эмуль-
сии (аполярные реагенты). После перемешивания открывают
кран 3, и через дозирующий капилляр 4 по тонкому каналу
в шлифе 2 в прибор подают воздух в виде мелких пузырьков.
36
Рис. 2.1. Схема установки для беспенной флотации в условиях
постоянной температуры
Последние минерализуются и, проходя по трубкам 6 и 15, посту-
пают в полую пробку крана 17, где разрушаются. Налипшие на
пузырьки частицы оседают в приемник 18. Выход концентрата за
определенное время можно оценивать по высоте h осадка в прием-
нике 18 (при проведении опытов с возвратом концентрата для
повторной флотации). Возврат концентрата осуществляют сле-
дующим образом. Пробку двухходового крана 19 поворачивают
так (на рис. 2.1 показано пунктиром), чтобы соединить прием-
ник 18 с трубкой 1, а пробку крана 17 — на 90°, чтобы отделить
приемник сверху от остальной части прибора. Шлир 16 встав-
ляют в отверстие крана 17, и с помощью резиновой груши сжатым
воздухом вытесняют осадок в камеру перемешивания. Такой
37
способ возврата отфлотированных частиц для повторной флотации
исключает их извлечение из воды, которое приводит к нежела-
тельному резкому смыванию реагента с поверхности частиц.
Для проведения опытов с дробным отбором концентрата
пробку крана 19 необходимо повернуть на 180°. Тогда частицы из
приемника 18 будут поступать в одну из полостей 21, располо-
женных по окружности цилиндрического блока 20, соединенного
с корпусом прибора посредством шлифа. Смену полостей осуще-
ствляют поворотом блока 20 на соответствующий угол. Частоту
вращения импеллера контролируют счетчиком оборотов И, а ре-
гулируют вариатором.
К передней и задней стенкам корпуса прибора приклеивают
плоские камеры с лабиринтом, через которые пропускают воду
от ультратермостата для поддержания заданной температуры
пульпы.
В трубке 6 предусмотрены небольшие и короткие по длине
расширения с резкими изменениями диаметров сечения для созда-
ния в восходящем потоке турбулентности, способствующей от-
рыву непрочно закрепившихся на пузырьках частиц. Результаты,
получаемые при флотации из турбулентной среды в беспенном
аппарате, весьма близки к тем, которые получаются в машинах
пенной флотации.
В процессе исследований изучали влияние расхода реагентов
и их состава (смесь амина Си—С2о с дистиллятным экстрактом
температурных фракций более 428 °C и 299—361 °C в соотношении
1 : 10) на результаты флотации частиц сильвина класса 2—2,5 мм.
Как следует из рис. 2.2, для кривых y(q) характерны крутой
рост, насыщение и затем спад выхода флотируемого минерала
Рис. 2.2, Зависимость выхода у концентрата сильвина класса 2—2,5 мм от рас-
хода q смеси амина С17—С2о с дистиллятным экстрактом температурных фракций
более 428 °C (а) и 299—361 °C (б) при беспенной флотации в течение 0,5; 1; 4
и 6 мин соответственно кривые 1—4
38
Рис. 2.3. Зависимость выхода концентрата у от расхода q и концентрации С
реагентов при беспенной флотации сильвина дистиллированным амином (а) и
гексадециламином (б), а также модификаций кальцита (штриховые линии) и
датолита омыленным сырым талловым маслом (в) при крупности частиц 0,5—
0,6 мм (/), 0,6—1 мм (2), 1—1,25 мм (3), 0,25—0,5 мм {4—9) и температуре
пульпы 40, 30 и 20 СС соответственно кривые 4—6
с увеличением расхода реагентов, причем для более активного
реагента эта зависимость особенно резка.
Из сопоставления кривых, приведенных на рис. 2.2, а и 2.3, а,
следует, что аполярные реагенты оказывают положительное влия-
ние на прочность комплекса частица—пузырек. Так, максималь-
ный выход частиц крупностью 1 —1,25 мм при использовании
в качестве реагента одного амина составляет 76 %, а при сочета-
нии его с аполярным реагентом выход частиц крупностью 2—
2,5 мм (тяжелее почти в 8 раз) достигает 80 %.
Кривые на рис. 2.3, б отображают влияние температуры пульпы
на флотируемость частиц сильвина класса 0,25—0,5 мм гексаде-
циламином за 5 мин. Характерно то, что ход кривых при темпе-
ратуре 40 °C резко отличается от хода кривых у (с), снятых при
20 и 30 °C.
На рис. 2.3, в приведены кривые флотируемости двух модифи-
каций кальцита и частиц датолита крупностью 0,25—0,5 мм при
различных дозировках омыленного сырого таллового масла.
Описанная методика обеспечивает хорошую воспроизводимость
результатов, позволяет легко поддерживать неизменными условия
опытов — температуру, расход воздуха и реагентов, продолжи-
тельность кондиционирования пульпы, интенсивность перемешива-
ния, крупность частиц и т. д.
2.3. ИЗМЕРЕНИЕ СИЛ ОТРЫВА ЧАСТИЦ ОТ ПУЗЫРЬКОВ
•Измерение сил отрыва f исследуемой поверхности от пузырьков
позволяет оценивать влияние реагентов на прочность контакта
между частицей и пузырьком и изменение смачиваемости отры-
ваемой поверхности^Методика измерения силы f при исследовании
процесса флотации обладает некоторыми преимуществами перед
39
более распространенной методикой измерения краевых углов сма-
чивания. К ним относят:
возможность проведения измерений в условиях, моделирующих
закрепление частиц на свободных пузырьках при флотации;
возможность регистрации изменений смачиваемости, происхо-
дящих под воздействием реагентов на весьма малых участках по-
верхности частицы;
возможность использования для измерений сил f отрыва ча-
стиц минералов с необработанной (нешлифованной) поверх-
ностью;
незначительное влияние изменений о на результаты измерений
сил отрыва в статических условиях.
ГДля успешного применения этой методики необходимо соблю-
дать определенные правила, так как их нарушение приводит
к ошибочным результатам, противоречащим истине, данным прак-
тики флотации, и необоснованно дискредитирует методику.
Одно из основных правил следующее: измерять величину f
следует так, чтобы в балансе сил, действующих между отрывае-
мой частицей и пузырьком, архимедова сила пузырька не участ-
вовала. Только в этом случае измерения будут проводиться в ус-
ловиях, моделирующих флотационные? Указанное правило следует
и из теоретического уравнения Фрумкина—Кабанова (4-е след-
ствие) [19]. Оно может быть пояснено как количественно, так и
на основе следующего простого рассуждения.
Пусть на большом всплывающем пузырьке закрепилась ма-
ленькая частица, которая всплывает вместе с ним. Если частицу
каким-либо образом прикрепить к неподвижной опоре, то пузырек
от нее оторвется. Однако это не означает, что флотация малень-
кой частицы на большом пузырьке невозможна: нарушились
только условия флотации, и у периметра контакта пузырька и ча-
стицы проявилось действие архимедовой силы пузырька. До за-
крепления частицы оно не могло проявиться, так как эта сила
не участвовала в балансе сил, действующих на границе свобод-
ный пузырек — частица.
Поскольку силу f удобнее измерять на неподвижном пузырьке,
его необходимо закрепить, причем сверху, как это показано на
рис. 2.4. Архимедова сила у «плененного» пузырька 4 компенсиру-
ется реакцией опоры державки 5 пузырька. Баланс же сил, дей-
ствующих между частицей и пузырьком, будет практически таким
же, как и со свободным пузырьком. Для моделирования условий
флотации отрывать частицу от пузырька следует вниз.
Методика определения силы отрыва заключается в следующем.
Используемую для измерений частицу 3 помещают пинцетом
в легкий зажим 2, шарнирно закрепленный на подвеске 6, которая
тонкой капроновой нитью (диаметр 20 мкм) связана с коромыс-
лом торзионных весов /.^Шарнирное устройство позволяет распо-
ложить горизонтально любую грань частицы, чтобы по силе от-
рыва пузырька от ее поверхности оценить изменения, которые
могли произойти на ней под влиянием введенных реагентов?] Ча-
40
Рис. 2.4. Схема установки для измерения силы отрыва мине-
ральной частицы от воздушного пузырька
стицу взвешивают в воде или растворе реагента, залитого
в плоскопараллельную ячейку 1. После этого под державкой пи-
петкой выдувают пузырек выбранного размера, который затем
медленно подводят к частице. Для этого поворачивают маховик
8 кремальеры 9. Частицу и пузырек до и после их контакта фото-
графируют. Перемещая державку с пузырьком вверх или вниз и
поворачивая ручку весов 7, измеряют действующую силу f. Она
равна разности между показаниями весов в момент измерения и
до контакта. Ячейка снабжена перемешивающим устройством, вы-
полненным в виде тонкостенного плексигласового шнека 11, вра-
щающегося с заданной скоростью от микродвигателя 10. Шнек
помещен в цилиндрическую обойму, что способствует повышению
эффективности его работы. На рис. 2.4 показан случай, когда
шнек гонит жидкость вниз, чтобы, например, поданный на поверх-
ность жидкости реагент перемещался в нижние ее слои и мог
быстрее соприкоснуться с поверхностью частицы. Возможно пере-
мещение жидкости и в обратном направлении.
В зависимости от поставленной задачи при измерениях можно
контролировать pH среды, i
41
Рис. 2.5. Зависимости сил отрыва / частиц различных минералов от поверхности
пузырька от концентраций С гексадециламина (а), омыленного сырого таллового
масла (б) и гексилового спирта (в) в растворе:
1, 2, 3—сильвин соответственно при температурах пульпы 40, 30 и 20 СС; 4, 6 — модификации
кальцита; 5 — датолит; 7 — камеииый уголь
Конструкция подвески позволяет поворачивать частицы вокруг
вертикальной оси почти на 360° и изучать форму поверхности ча-
стицы, контактирующей с пузырьком. Одновременно с регистра-
цией действующей силы целесообразно фотографировать частицу
и пузырек для последующего измерения краевого угла смачива-
ния и оценки формы периметра контакта (круглая, вытянутая).
Методика позволяет также по фотографии деформированного
контура пузырька и значению приложенной силы f вычислять зна-
чения о на различных уровнях деформированной поверхности
пузырька, определять градиент изменения о и т. п. Следует отме-
тить, что именно по такой методике была экспериментально до-
казана (1972 г.) реальность локального роста о у периметра кон-
такта пузырька с отрываемым от него торцом цилиндрической по-
верхности и обоснован капиллярный механизм действия многих
классов реагентов при пенной флотации.
На рис. 2.5, а приведены кривые, характеризующие изменение
силы отрыва кристалла сильвина от пузырька в условиях, анало-
гичных условиям флотоопытов, по результатам которых построены
зависимости, приведенные на рис. 2.3, б, а на рис. 2,5, б — кривые
соответствующие условиям флотоопытов, которые характеризу-
ются зависимостями, представленными на рис. 2.3, в. Из сопо-
ставления полученных данных следует, что выход концентрата при
флотации в значительной степени зависит от прочности контакта
между частицей и пузырьком. Кривые, приведенные на рис. 2.5, в,
иллюстрируют снижение силы f при отрыве от пузырька частицы
угля с увеличением концентрации в растворе гексилового спирта.
В соответствии с правилом уравнивания полярностей молекулы
спирта, адсорбируясь на угле, гидрофилизируют его поверхность
и тем самым снижают силу его отрыва от пузырька. Специально
проведенные измерения по отрыву от пузырька водорода чистой
поляризованной поверхности ртути показали, что существует за-
висимость краевого угла смачивания 0Р и силы f от скачка потен-
ция па ср. Зависимости 0р(ср) и f (ср) имеют колоколообразную
42
форму, причем их максимум совпадает с максимумом на электро-
капиллярной кривой, снятой в том же растворе электролита. Чи-
стоту поверхности ртути контролировали с одновременным изме-
рением дифференциальной емкости двойного электрического слоя.
Таким образом, подтверждается вывод о том, что по изменению
силы f можно оценивать изменение смачиваемости твердой поверх-
ности под влиянием реагентов. В частности, еще в 1967 г. было
показано, что наличие (в умеренных количествах) аполярного реа-
гента на гидрофобной поверхности частиц не влияет на силу f,
если измерения проводят в соответствии с указанным выше пра-
вилом, т. е. аполярные реагенты не повышают гидрофобности гид-
рофобной поверхности [2].
2.4. ОПРЕДЕЛЕНИЕ КИНЕТИЧЕСКОГО ГИСТЕРЕЗИСА
СМАЧИВАНИЯ И КРИТИЧЕСКОГО УГЛА ОТРЫВА
ПУЗЫРЬКА
' Влияние реагентов на кинетический гистерезис смачивания на
'-твердой поверхности можно оценить двумя способами:
по раздвижению кривых несущей способности пены F(H),
снятых при реверсивном движении частицы, покрытой реагентом,
сквозь пену (см. рис. 1.8);
путем посадки пузырька (капли) на поверхность, обработан-
ную реагентом, и последующем наклоне поверхности к горизонту
на некоторый угол а (см. рис. 1.12), при котором пузырек (капля)
начинает двигаться по поверхности. Угол а, называемый крити-
ческим углом отрыва пузырька (капли), характеризует гистере-
зисные свойства поверхности, обработанной реагентом. Их можно
также оценить по разности между косинусами углов оттекания и
натекания. Д
Прибор (рис. 2.6), позволяющий проводить такие измерения,
состоит из прозрачной кюветы 4 с плоскопараллельными стенками,
устанавливаемой на державке 2, которая может перемещать кю-
вету по вертикали и устанавливать ее против центра отверстия
в предметном столике 7 поляризационного микроскопа с градус-
ной шкалой и нониусом, закрепленным на вертикальной стойке 3.
На столике микроскопа установлен препаратоводитель 8 с легким
устройством, удерживающим державку 10. На нижнюю горизон-
тальную поверхность последней наносят реагент, гистерезисные
свойства которого необходимо определить. К этой поверхности по-
средством передвижных механизмов 1, связанных со стойкой 13,
подводят кончик стеклянной пипетки 9 и по центру столика 7 вы-
дувают пузырек 5. Пузырек может быть деформирован либо кон-
чиком пипетки, либо наклоном державки при медленном повороте
предметного столика маховиком 6. Если центр пузырька нахо-
дится на оси отверстия в столике, то при повороте столика пузы-
рек все время остается в центре кадра, а изменение углов можно
наблюдать и фотографировать, не перемещая державку. Угол на-
клона державки, при котором начинается движение пузырька по
43
Рис. 2.6. Схема прибора для измерения кинетического гистерезиса смачивания,
краевых углов натекания и оттекания и критического угла отрыва пузырька
ее поверхности, будет критическим углом а отрыва пузырька. Ги-
стерезис может быть определен по значениям углов, которые изме-
ряют с помощью транспортира, закрепленного на тубусе микро-
скопа 11, либо по фотографиям, для чего используют фотоаппарат
12. Углы натекания и оттекания можно определять, например, пу-
тем введения в пузырек пипетки и раздувания пузырька или путем
отсасывания воздуха из него, т. е. так, как это впервые было сде-
лано в 1936 г. в лаборатории П. А. Ребиндера.
2.5. ОПРЕДЕЛЕНИЕ ХАРАКТЕРИСТИК РЕАГЕНТОВ,
ПРОЯВЛЯЮЩИХСЯ В ДИНАМИЧЕСКИХ УСЛОВИЯХ
ПЕННОЙ ФЛОТАЦИИ И ПЕННОЙ СЕПАРАЦИИ
Исследование кинетики процесса релаксации неравновесных со-
стояний, возникающих в пленках различных реагентов, образован-
ных на поверхности воды в кювете Поккельс—Лэнгмюра, позво-
лило прийти к расчетным соотношениям, оценивающим вклад
свойств реагентов в их флотационную активность, проявляющуюся
в динамических условиях пенной флотации и пенной сепарации
[3]. Такой подход базировался на капиллярном механизме дейст-
вия реагентов на границе пузырек—пульпа и свойствах масляных
пленок на поверхности воды, обнаруженных и исследованных вы-
дающимися учеными-исследователями (А. Поккельс, Дж. Рэлей,
Г. Дево, И. Лэнгмюр и др.).
Пок-ажоМуЧаю измерения, проводимые на плоской поверхности
воды (или рассола) в кювете, моделируют процессы, происходя-
щие на поверхности флотационного пузырька при отрыве от него
под действием внешних сил прилипшей частицьгд
44
Рис. 2.7. Изменение поверхности пузырька при отсутствии (а) и действии (б)
силы ), отрывающей его от поверхности частицы, а также схема кюветы для
моделирования такого изменения (е)
На рис. 2.7, а схематически изображен пузырек с закрепив-
шейся на нем частицей, вес которой в воде равен q. Видимая часть
периметра контакта частицы с пузырьком заштрихована. От нее
отходит выделенный мысленно лоскуток поверхности пузырька Л
с условно параллельными сторонами. При наличии аполярного
реагента на поверхности пузырька величина о в соответствии
с прямыми измерениями уменьшится до оц Если бы подложка
пузырька не была ограничена размерами грани частицы, то, со-
гласно уравнению Лапласа, снижение о привело бы к растеканию
и уплощению пузырька (см. рис. 2.7, штриховые линии) и уста-
новлению угла 9' вместо 9Ь По этой причине при внешнем механи-
ческом воздействии на пузырек контур его может деформироваться,
а угол 9 возрастать до 9' без заметного перемещения пери-
45
метра. Такое внешнее воздействие может оказывать отрывающая
инерционная сила [, возникающая при прохождении комплекса
частица—пузырек через турбулентные участки в потоке пульпы.
На рис. 2.7, б схематически изображены изменения, которые
происходят на поверхности пузырька и в его форме под воздей-
ствием силы f. Пузырек слегка вытягивается (вытягивается и лос-
куток Л), при этом если на пузырьке имеется поверхностно-актив-
ный реагент, то вытягивание поверхности будет сопровождаться
локальным повышением <т от щ до <т2. Локальное увеличение о
обусловит уменьшение главных радиусов кривизны R\ и pi до зна-
чений Rz и р2. Последнее вызовет выгибание поверхности и возра-
стание угла 0 от 01 до 02. Одновременное увеличение о и 0 приве-
дет к многократному, хотя и временному упрочнению контакта,
которое компенсирует действие отрывающей силы f. Таким обра-
зом, основной узел измерительной схемы должен позволять растя-
гивать пленку реагента на поверхности воды (рассола) с одновре-
менным измерением значения <т на участке растяжения.
На рис. 2.7, в схематически изображен вид сверху использован-
ной в работе фторопластовой кюветы 1 размером 450X200X3 мм
с фторопластовыми барьерами 2 и 3. Ширина бортов кюветы, по
которым перемещаются барьеры, 20 мм. Барьер 2 обычно непод-
вижен, его край совмещают с началом отсчета линейки 6, при-
крепленной к кювете сбоку. Барьер 3 может реверсивно переме-
щаться с заданной скоростью вдоль оси кюветы. Левая сторона
этого барьера отмечена штриховкой, чтобы подчеркнуть, что
именно она воспроизводит сильно увеличенный участок пери-
метра контакта комплекса пузырек—частица (см. рис. 2.7, а).
Площадь поверхности воды между барьерами 2 и 3 соответствует
(во много раз больше) площади лоскутка Л на пузырьке, что по-
зволяет воспроизводить на поверхности жидкости в кювете кон-
центрации реагентов, которые реализуются при флотации на от-
дельных пузырьках в пульпе, и оценивать изменения <т при вытя-
гивании этой поверхности. С этой целью необходимо с определен-
ной скоростью переместить подвижной барьер на расстояние АТ/.
Барьер 3 связан с датчиком положения 5, который регистрирует
также скорость перемещения барьера и изменение площади, за-
ключенной между барьерами. Поверхностное натяжение измеряют
методом Вильгельми, однако вместо вытягиваемой из воды пла-
стинки используют гребешок 4, выполненный из узкой полоски
нержавеющей стали толщиной 0,1 мм. Гребешок подвешивают на
жесткой тяге к коромыслу электронных весов, движущихся с барь-
ером, параллельно ему и на расстоянии 5 мм от него. Зубья гре-
бешка перпендикулярны к соединяющей их вверху планке (как
у грабель), чтобы при растяжении или сжатии пленки они не за-
трудняли миграцию вещества в ней соответственно к барьеру или
от него. Поскольку градиент изменения о у быстро движущегося
барьера может быть значительным, ширина зубьев не должна пре-
вышать 2 мм, чтобы уменьшить усреднение измеряемых значений
поверхностного натяжения.
46
f Исследуемые реагенты подают на поверхность воды между
барьерами, причем водонерастворимые — только сверху (встряхи-
вают тонкую нихромовую проволоку, оканчивающуюся петелькой,
содержащей реагент). Перед этим предварительно прокаленную
проволоку (платина, нихром) с петелькой погружают в реагент.
Массу т поданного реагента оценивают по разности масс прово-
локи до и после встряхивания. Использование проволок с петель-
ками различного диаметра позволило подавать реагенты в необхо-
димых количествах. Водорастворимые реагенты подают в виде
капель их водных растворов на поверхность воды. При наличии на
поверхности масляной пленки реагенты подают как на нее, так и
(преимущественно) под нее^Для этого барьер 3 несколько при-
ближают к барьеру 2, реагент в виде капель подают у правого
края барьера 3 в воду. Для ускорения распределения водораство-
римого реагента в объеме жидкости под пленкой пипеткой отби-
рают раствор (5—6 раз по 20 мм3) слева от барьера 2 и вводят
ее справа от барьера 3. После перемещения барьера 3 вправо
реагент из воды диффундирует к масляной пленке. При этом ими-
тируется реальный процесс поступления реагента из пульпы на
омасленную поверхность пузырька.
Необходимо отметить, что для проведения опытов с водонера-
створимыми реагентами поверхность жидкости в кювете очищают,
перемещая чистый барьер от одного края кюветы к другому или
от барьера 3 к барьеру 2, заменяя каждый раз барьер 2 чистым.
Такие операции повторяют 2—3 раза до получения чистой по-
верхности (с табличным значением о для заданных условий).
На рис. 2.8, а приведены экспериментальные кривые о(х),
записанные двухкоординатным самописцем, соединенным с элек-
тронными весами и датчиком положения. Кривые характеризуют
поверхностное натяжение пленки дистиллятного экстракта фрак-
ции 299—361 °C на поверхности солевого раствора (кривая 7) и
Рис. 2.8. Кривые А. Поккельс (а) и выраженные по И. Лэнг-
мюру (б)
47
воды (кривая 2). Для их снятия на поверхность жидкости подают
немного реагента, и постепенно барьер 3 приближают к барьеру 2
(см. рис. 2.7, в), однако расстояние х между ними должно быть не
меньше 30 мм. В начале сближения кривые <т(х) горизонтальны,
т. е. уменьшение х не сопровождается снижением о (реагент на
поверхности плавает в виде отдельных «островков» или пятен
масляной пленки). При достижении определенной точки Р «ост-
ровки» сливаются в сплошную пленку толщиной ho. Дальнейшее
уменьшение х сопровождается сравнительно резким спадом зна-
чений о. При перемещении барьера в обратном направлении
форма кривой воспроизводится. При подаче на поверхность жид-
кости реагента в большом количестве снижение о отмечается при
большем значении х и наоборот. Это явление было обнаружено
в прошлом веке немецкой исследовательницей Агнессой Поккельс,
а сведения о нем опубликованы в 1891 г. Кювета А. Поккельс
стала прообразом весов Лэнгмюра. Современные методы исследо-
вания свойств пленок также базируются на ее использовании.
Информативность экспериментальных данных можно заметно
повысить, если выражать их не в виде кривых о(х), записывае-
мых самописцем, а в виде кривых о(й) (рис. 2.8,6), построенных
на основе пересчета данных (см. рис. 2.8, а), откладывая по оси
абсцисс усредненную толщину пленки h. Первым их предложил
Дж. Рэлей в 1899 г., выразивший толщину в единицах 1/х. И. Лэнг-
мюр в 1917 г. для определения h делил объем реагента, подан-
ного на поверхность воды между барьерами, на ее площадь. Оче-
видно, что на горизонтальном участке до точки Р, где пленка
прерывна и представлена отдельными «островками», среднее зна-
чение h получится меньше /г0, соответствующей истинной толщине
непрерывной пленки в точке Р. По-видимому, «островки» имеют
такую же толщину. Впоследствии точка Р на кривых о(х) и о (h)
в честь А. Поккельс была названа ее именем.
Возрастает или нет толщина пленки при дальнейшем ее сжа-
тии, как это иллюстрируют кривые на рис. 2.8, б, неясно. Изве-
стно, что на поверхности пленки после выполаживания кривой по-
являются линзочки (или капли), в которых скапливается избыток
реагента. Возможно, что часть реагента скапливается также по
периметру поверхности воды у бортов кюветы и барьеров в виде
тонкой жидкостной каймы так же, как у периметра трехфазного
контакта пузырька и гидрофобной подложки. В связи с этим не
следует сильно сжимать пленку барьерами и тем инициировать
вытеснение избытка реагента в кайму. Измерения, проведенные
ранее, показали, что на нижнем пологом участке MN кривой о(h)
наблюдается заметное возрастание о при растяжении пленки,
хотя и в меньшей мере, чем на участках более близких к точке М,
где линз меньше и «подпитка» вытянутой поверхности реагентом
происходит слабее.
Необходимо отметить, что кривые А. Поккельс, выраженные по
И. Лэнгмюру, весьма важны для понимания действия реагентов,
активных по отношению к границе жидкость—газ при флотации.
48
Отмеченная зависимость ст от h обеспечивает многократное упроч-
нение контакта между частицей и пузырьком, препятствующее
разрывающим усилиям в турбулентных потоках пульпы. К сожа-
лению, в учебной литературе по флотации кривые А. Поккельс
практически не описаны, вследствие чего многие авторы часто не-
обоснованно объясняют механизм положительного влияния апо-
лярных реагентов и других ПАВ на упрочнение комплекса ча-
стица—пузырек при пенной флотации.
Воспользуемся кривой А. Поккельс и выведем соотношение,
которое позволит количественно оценить неравновесные состояния,
возникающие на вытягиваемых кольцевых участках поверхности
пузырьков у периметра контакта с отрываемыми от них прилип-
шими частицами. Цель такого исследования—определение
свойств реагентов, оптимальных для конкретного процесса,
а также развитие методов инструментальной оценки активности
и качества различных реагентов и их сочетаний.
Пусть комплекс частица—пузырек (см. рис. 2.7, а) испытывает
разрывающие усилия и поверхность пузырька у периметра кон-
такта с частицей слегка вытягивается (см. рис. 2.7,6). Допустим,
что вытягивание лоскутка Л на поверхности пузырька соответст-
вует быстрому (со скоростью 20—40 мм/с) перемещению барь-
ера 3 (см. рис. 2.7,6) в положении 3'. На движущейся ленте пер-
вого и второго самописцев, связанных с электронными весами, за-
писываются соответственно кривые ст(й) (рис. 2.9, а) и o(t)
(рис. 2.9,6), имеющие крутой участок 1—2' и затем плавный спад
на участке 2'—2, характеризующий релаксацию неравновесных
состояний, возникших при быстром растяжении пленки. Поверх-
ностное натяжение в точке 2' будет равно его динамическому зна-
чению Стд, а время, в течение которого ст примет равновесное значе-
ние, соответствующее точке 2 на кривой стЦ),— tv.
Рис. 2.9. Схематические построения, поясняющие вывод уравнения, описывающего
экспериментальные релаксационные кривые и вычисления параметров уравне-
ния (2.8)
4 Заказ № 60 49
Очевидно, что изменение во времени о обусловлено измене-
нием адсорбции Г на границе пленка—подложка (вода, рассол),
и процесс релаксации неравновесных значений Г состоит в вырав-
нивании концентрации ПАВ на этой границе. Допустим, что при-
рост адсорбции ПАВ из пленки на границу пленка—подложка за
время Д будет пропорционален разности адсорбций в момент вре-
мени t, т. е. Г/, и равновесного значения адсорбции Гр в точке 2
на кривой Г (t):
dG = B(rr-r;) Д, (2.1)
где В — константа скорости процесса.
Разделяя переменные и интегрируя, получаем
Гр — = (Гр — Гд) exp (—Bf), (2.2)
так как при t = Q (в начале процесса релаксации), т. е. в точке
2', о = од, полагаем, что и Гг=о = Гд. Решая уравнение (2.2) отно-
сительно П, получаем
П = ГР[1 _(Гр-Гд)ехр(-ВО/Гр]. (2.3)
Уравнение (2.3) описывает изменение адсорбции ПАВ из
пленки на ограничивающие ее поверхности. Полагая, что в эф-
фективно действующих аполярных реагентах концентрация ПАВ
сравнительно невелика, и учитывая, что рассматриваемая система
замкнута, поскольку концентрация ПАВ в ней определена, допус-
каем, что адсорбция Г обратно пропорциональна о (его наимень-
шему значению по сравнению с о для чистой воды или чистого
солевого раствора, когда Г = 0):
Г = К/о, (2.4)
где К — константа, зависящая от концентрации ПАВ в пленке.
При отсутствии ПАВ /С = 0.
Обозначив в уравнении (2.3) предэкспоненциальный член D
и подставив вместо значений Г соответствующие значения о, по-
лучим
= (Гр — Г Д)/Г р = (од — ор)/од = До/од. (2.5)
Величина D постоянна, поскольку возможное увеличение зна-
чения Од при более быстром растяжении пленки слабо отразится
на ней. Физический смысл параметра D — относительная вели-
чина До.
Из уравнения (2.3) с учетом соотношений (2.4) и (2.5) сле-
дует
(о« — op)/ot = D exp (—Bf). (2.6)
50
Пусть (at—Gp)/cft=A, тогда, логарифмируя выражение (2.6),
получаем уравнение прямой. Значения В и D можно найти по
графику, построенному в полулогарифмических координатах, либо
методом наименьших квадратов, в соответствии с которым
1пЛ = -Вг+ 1п£>. (2.7)
На рис. 2.9, в кривые 1 и 2 отображают зависимости A (t) и
1пЛ(/). Для их построения пересчитывали данные, характеризуе-
мые кривой ст(0> записанной самописцем и измеренной с по-
мощью инструментального микроскопа. Для определения парамет-
ров В и D используют прямолинейный участок кривой 2, начиная
от точки А до ее конца. Загибающаяся вверх начальная часть
этой кривой указывает на наличие в пленке молекул ПАВ, мигра-
ция которых завершилась ко времени, соответствующему абсциссе
точки А.
При обсчете большого числа экспериментальных кривых уста-
новлено, что применяемые на практике аполярные реагенты содер-
жат целый спектр ПАВ, с резко различными скоростями миграции
к вытянутым участкам пленки в результате возникшего перепада
концентраций. С учетом этого уравнение (2.6) должно быть заме-
нено более общим уравнением
А = D, exp (—Bit) + О2 exp (—B2t) + D3 exp (—B3t) + . . . (2.8)
При нахождении параметров В и D этого уравнения предпо-
лагают, что молекулы содержащихся в пленке различных ПАВ
мигрируют независимо друг от друга. Сначала определяют наи-
меньшие значения В для веществ с минимальной скоростью миг-
рации, когда изменение о во времени t обусловлено только ад-
сорбцией этих веществ (адсорбция более быстро мигрирующих
молекул уже завершена, и членами ехр (—B2t), exp (—B3t) и
другими из-за их малости можно пренебречь). Значения В\ и D\,
найденные из уравнения типа (2.7), подставляют в уравнение
(2.8). Вклад в изменение о остальных мигрирующих ПАВ опре-
деляют по формуле
A-D, ехр (-6,0 = Л, (2.9)
где А = D2 exp (—B2t) + D3 exp (—B,t) -f-. . . (2.10)
Определив из уравнения (2.9) значения А для различных мо-
ментов времени и построив зависимость InA(Z), получим либо
прямую (например, 3 на рис. 2.9, в), либо кривую 2, но, естест-
венно, с большим углом наклона a (tga = B2). В первом случае
процесс релаксации описывается уравнением (2.8) с двумя экспо-
нентами, а во втором — не менее чем с тремя. Параметры В2 и D2
можно определить так же, как и в предыдущем случае, используя
51
прямолинейный участок кривой 1пД(/) на отрезке времени, при
котором все более быстрые процессы завершены, т. е. по уравне-
нию, полученному логарифмированием соотношения (2.10):
In А = —B2t -1- In D3. (2-И)
Повторив описанную операцию еще раз, можно найти пара-
метры В3 и £>з и т. д.
По найденным параметрам можно вычислить продолжитель-
ность каждого из процессов, полагая, что за время t\ принимается
время, в течение которого щ достигает значения 1,002сгр (0,2 %).
Решив уравнение (2.7) относительно tx, получим
/, = (6,217-ф In ДЖ- (2.12)
При вычислении времен, соответствующих процессам, описы-
ваемым вторым, третьим и последующими членами уравнения
(2.8), наиболее близким к истинному получается значение вре-
мени /2 при допущении, что щ не достигло соответствующего
равновесного значения на 0,1 %, т. е.
t2 = (6,908 + 1пД)/В2. (2.13)
Уравнение (2.8) проверяли с целью выяснения соответствия
его изучаемому процессу; правильности вычисленных параметров;
рациональности его применения для инструментального опреде-
ления флотационной активности реагентов, контроля их качества
и оценки влияния различных добавок и внешних воздействий на
активность исследуемых реагентов и их сочетаний.
Первая проверка уравнения (2.8) заключалась в его решении
относительно сц, т. е.
0i = Op/[l — О, ехр(—Bit) — Д exp (—B2t) — . . .]. (2.14)
Проверка состоит в сопоставлении значений сц, эксперимен-
тально измеренных и вычисленных по уравнению (2.14) для
различных t с использованием найденных параметров В и D. Рас-
хождение не превышало десятых долей процента, что, вероятно,
вполне приемлемо.
Вторая проверка уравнения заключалась в сопоставлении зна-
чений параметров В и D, найденных при изменении в 5—10 раз
скорости растяжения пленки реагента. Вычисления показали, что
расхождения в значениях параметров колебались в пределах
20 %.
Третья проверка заключалась в сравнении правой (вычисляе-
мой) и левой (экспериментально определенной) частей уравнения
(2.8) для случая £ = 0, когда уравнение принимает вид
(Од — +)/+ = D, + D2 + D3 + . . . (2.15)
Вычисления показали, что расхождение не превышает 2 %.
52
Рис. 2.10. Релаксационные кривые а(/), снятые для сочетаний амина Си—С20
с дистиллятным экстрактом температурной фракции более 428 °C (а) и 299—
361 °C (б), и соответствующие построения, связанные с определением параметров
уравнения (2.14)
Проверки позволяют считать, что уравнение (2.8) хорошо от-
ражает процессы, протекающие в вытянутой пленке, и что допу-
щения, сделанные при его выводе, оправданы.
Рассмотрим одно из приложений уравнения. На рис. 2.10 при-
ведены две релаксационные кривые о((), полученные при исполь-
зовании сочетаний реагентов, обладающих большей (а) и мень-
шей (б) флотоактивностью. Флотоактивность оценивали по ре-
зультатам беспенной флотации (см. рис. 2.2).
Кривые о(0 были получены при растяжении пленок реагентов
толщиной 30 нм, образованных на поверхности рассола со ско-
ростью 20 мм/с при увеличении площади пленки с 200 до 300 см2.
В табл. 2.1 приведены значения величин, входящих в уравнение
(2-8).
На рис. 2.10 приведены также кривые 1 и 2, рассчитанные по
уравнению (2.14) с учетом соответственно только первой и пер-
вых двух экспонент.
Слева от оси ординат на рис. 2.10 графически показаны зна-
чения До, Д1, Д2 и Аз (см. табл. 2.1).
Сопоставление полученных данных (см. рис. 2.2 и 2.10
и табл. 2.1) позволяет сделать следующие выводы.
1. Для рассматриваемых сочетаний (а и б) реагентов в началь-
ный момент различия в значениях До составляют около 25 %,
а затем возрастают вследствие неодинаковой крутизны кривых
О;. Так, через 10 с До«40 %, а через 40 с До«75 % (причем це-
53
Таблица 2.1
Значения параметров, входящих в уравнения (2.5)—(2.16),
измеренных и рассчитанных для двух сочетаний реагентов с большей (а)
и меньшей (б) флотоактивностями
Параметры Сочетание реагентов Параметры Сочетание реагентов
а б а б
сгд мН/м 62,76 62,52 6, с 620 100
огр, мН/м 54,26 55,7 t2, с 45 12
Да, мН/м 8,5 6,82 /з. с 12 —
Bi, с-1 0,0058 0,037 Дь мН/м 4,22 4,11
В2, с-' 0,077 0,032 Д2, мН/м 2,04 2,71
В3, с-1 0,3 — Дз, мН/м 2,24 —
0,072 0,069 Ф, мНс/м 2620 413
d2 0,031 0,041 2d 0,135 0,11
D3 0,032 — Д а/Д ад 0,135 0,109
ликом за счет медленно мигрирующих ПАВ, описываемых первой
экспонентой).
2. Время релаксации рассматриваемых сочетаний реагентов
различается почти в 6 раз.
Согласно капиллярному механизму действия реагентов при
флотации [19], величина До обеспечивает упрочнение контакта
между частицей и пузырьком, а величина ti характеризует про-
должительность действия этого упрочнения. С учетом этого
флотационную активность Ф реагентов, действующих на границе
жидкость—газ, целесообразно оценивать произведением Дсг/i,
которое симбатно площади под кривой релаксации. Если руковод-
ствоваться этим параметром, то становится очевидным, что фло-
тационную активность в первую очередь определяют медленно
мигрирующие ПАВ, обеспечивающие наибольшую неравновесность
на деформированных кольцевых участках поверхности пузырька
(см. рис. 2.7, б) у периметра контакта с отрываемой от него части-
цей.
Учитывая большую крутизну кривой <т(() в начальные моменты
времени, целесообразно в целях повышения стабильности значе-
ний Ф определять их по формуле
Ф = Д1(1. (2.16)
Рассчитанные таким образом значения Ф приведены в табл. 2.1.
В двух последних строках этой таблицы приведены результаты
проверки уравнения (2.8) по третьему способу.
Описанная методика может быть использована для изуче-
ния механизма действия реагентов, оценки их активности и под-
54
бора оптимальных сочетаний реагентов по значениям величин
А] и 6.
2.6. МЕТОДЫ КОНТРОЛЯ СОДЕРЖАНИЯ РЕАГЕНТОВ
В ПУЛЬПЕ И ОБОРОТНОЙ ВОДЕ ФАБРИКИ
Определение содержания пенообразователя в пульпе. Избыток
пенообразователя оказывает нежелательное влияние на процессы
пенной сепарации и флотации. В связи с этим были разработаны
конструкции приборов для непрерывного и периодического конт-
роля содержания пенообразователя в питании сепаратора и в обо-
ротной воде фабрики [8, 21].
Прибор «Пеномер» (рис. 2.11) для периодического определе-
ния пенообразующей способности раствора ПАВ и пульп состоит
из корпуса 2, аэратора 3 из перфорированных резиновых трубок,
щупа 5, шкалы 6, аэролифта 7 и реометра 1.
Содержание пенообразователя в растворе определяется по
длине «языка» пены 4, образуемой при подаче сжатого воздуха
в аэратор. С помощью щупа, устанавливаемого на конце «языка»,
по шкале определяют его длину. Аэролифт предназначен для пе-
ремешивания раствора с целью усреднения концентрации пено-
образователя. Расход сжатого воздуха, проходящего через аэра-
тор, фиксируется реометром.
Измерения показали, что имеется тесная связь между содер-
жанием пенообразователя в жидкости и длиной «языка» пены.
Используя «Пеномер», можно регулировать подачу пенообразова-
теля в пульпу перед сепарацией.
Определение содержания в пульпе реагентов, обладающих ре-
лаксационными свойствами, основано на том, что у пузырька за-
данного объема V с фиксированным диаметром основания высота
Н и площадь меридионального сечения Пм пузырька являются
Рис 2.12. Зависимость высоты Н (кривая 1) и площади меридионального сече-
ния 77м (кривая 2) пузырька объемом 15 мм3 с диаметром основания 2 мм от
поверхностного натяжения <з
55
однозначными антибатными функциями поверхностного натяже-
ния а на границе пузырек—раствор.
На рис. 2.12 приведены кривые, иллюстрирующие зависимость
о от Н или Пм. Эти зависимости были рассчитаны по результатам
численного решения уравнения Лапласа для соответствующих
форм сидячих и плененных пузырьков.
Удобнее и точнее при реализации этого способа оказалось оп-
ределять высоту пузырька и ее изменения под влиянием адсорб-
ции различных ПАВ на его поверхности. Прибор для ее измере-
ния представляет собой полый цилиндрический корпус, на торцах
которого с одной стороны помещен источник света, а с другой —
фотоумножитель (ФЭУ) с вертикальной оптической щелью на
световой поверхности. ФЭУ соединен с измерительным блоком.
Между источником света и ФЭУ расположена камера с раствором
реагента и вертикальной трубкой, на торце которой выдувается
пузырек заданного объема. Пузырек выдерживают определенное
время для регистрации равновесного значения ор, а затем разду-
вают до второго заданного объема для определения значения
Од. После этого по увеличению высоты пузырька (при этом он за-
слоняет щель ФЭУ) регистрируют уменьшение а, а самописец вы-
писывает релаксационную кривую, аналогичную изображенной на
рис. 2.10.
3
НЕКОТОРЫЕ АСПЕКТЫ ТЕОРИИ
ПРОЦЕССА ПЕННОЙ СЕПАРАЦИИ
3.1. ОПТИМАЛЬНЫЕ УСЛОВИЯ МИНЕРАЛИЗАЦИИ
ПУЗЫРЬКОВ В ПЕНЕ
Общие черты процессов пенной флотации и пенной сепарации по-
будили поначалу считать, что нет особой разницы между усло-
виями закрепления частиц в пене, когда частица контактирует со
многими пузырьками одновременно (см. рис. 1.11), и с одним пу-
зырьком, как это обычно принимается по упрощенной схеме пен-
ной флотации (рис. 3.1). На базе такой флотационной схемы были
сформулированы некоторые рекомендации, оправдавшиеся при их
приложении к практике пенной сепарации. С учетом этого рас-
смотрим кратко представления, относящиеся к начальному этапу
развития процесса и не потерявшие значения в настоящее время.
Подача материала в сепараторе на поверхность пены обеспе-
чивает непосредственный контакт всех частиц питания с пузырь-
ками, если питание не слишком обводнено. Различие в поверхно-
стных свойствах частиц обусловливает неодинаковую способность
прилипания их к пузырькам. Она уменьшается с возрастанием
работы адгезии W поверхности частиц к воде. Используя метод
Дюпре и уравнение закона Юнга, получаем:
W = о(1 + cosOf), (3.1)
где о — поверхностное натяжение на границе вода—воздух; 9Р —
равновесный краевой угол смачивания поверхности водой.
Очевидно, что чем больше угол 0Р на поверхности данной ча-
стицы, т. е. чем выше гидрофобность ее поверхности, тем меньше
работа адгезии W и вероятнее прилипание этой частицы к пу-
зырькам. Таким образом, условие селекции частиц разделяемых
минералов — предварительная избирательная гидрофобизация
поверхности одних частиц и гидрофилизация поверхности других,
как и в случае пенной флотации. Повышенная производительность
пенной сепарации при этом обусловлена малым временем (1—3 с),
необходимым для вывода из пены гидрофильных частиц, прохож-
дение которых сквозь пену не тормозится прилипанием к сопри-
касающимся пузырькам.
Вероятность прилипания частиц к пузырькам может быть рас-
смотрена и с позиции убыли свободной энергии АЕ системы ча-
стица—пузырек при прилипании. Используя метод Дюпре и закон
Юнга, можно легко получить известное соотношение
AE/AS = —о (1 — cos 0Р), (3.2)
57
Рис. 3.1. Упрощенная схема пенной флотации:
а — силы поверхностного натяжения; Рк — капиллярное дав-
ление газа в пузырьке; q — сила отрыва пузырька от частицы
где AS — площадь образовавшейся поверхности контакта между
частицей и пузырьком.
Из соотношения (3.2) также следует, что чем больше 9Р, тем
энергетически выгоднее прилипание частиц к пузырькам, а также и
то, что прилипанию будет способствовать снижение о реагентами.
3.2. СИЛЫ, ДЕЙСТВУЮЩИЕ МЕЖДУ ПУЗЫРЬКОМ
И ПРИЛИПШЕЙ К НЕМУ ЧАСТИЦЕЙ (ПОДЛОЖКОЙ)
Впервые силы, действующие между пузырьками и прилипшей
к нему подложкой, были количественно оценены в 1933 г. при экс-
периментальных исследованиях А. Н. Фрумкиным и Б. Н. Каба-
новым (СССР) и независимо от них при теоретических исследо-
ваниях Я. В. Уорком (Австралия). Из этих работ однозначно сле-
довало, что между пузырьком и прилипшей к нему подложкой
действуют три силы: капиллярная сила прилипания Fi; гидроста-
тическая сила отрыва F2, численно равная архимедовой силе пу-
зырька, но направленная в противоположном направлении, капил-
лярная сила Кз, обусловленная избыточным давлением газа в пу-
зырьке (по сравнению с давлением в жидкости на том же
уровне). Равновесие сил записывается в следующем виде:
F, = F2 + F3. (3.3)
Значения этих сил могут быть вычислены по известным соот-
ношениям:
F, = лао sin 0; (3.4)
F, = Vg6; (3.5)
F3 = Ркла2/4; (3.6)
Рк==о(1/К1 + 1/К2), (3.7)
где а — диаметр периметра контакта системы частица—пузырек;
6—угол наклона поверхности пузырька к горизонту у периметра
контакта с подложкой; V — объем пузырька; g — ускорение сво-
бодного падения; б — разность плотностей воды и воздуха; Рк—
58
капиллярное давление газа в пузырьке на рассматриваемом
уровне; и fa— главные радиусы кривизны поверхности пу-
зырька на этом уровне.
Для случая частицы, закрепившейся на свободном пузырьке,
уравнение (3.3) примет вид
F^q + fa, (3.8)
где q — сила отрыва, обусловленная весом частицы в воде и про-
чими силами отрыва, возникающими при движении комплекса ча-
стица—пузырек в данной среде.
Уравнения (3.3) и (3.8) тождественны при q = Fi, т. е. в пре-
дельном случае флотации.{Флотация при этом не происходит, но
возможно точное вычисление всех параметров системы в состоя-
нии равновесия. Флотация возможна только при q <
Уравнение (3.8) в сочетании с соотношениями (3.4), (3.6) и
(3.7) позволяет вычислить синус угла 0, необходимого для удер-
жания частицы на пузырьке как в состоянии покоя, так и при по-
явлении дополнительных сил отрыва f, обусловленных, например,
силами инерции. В этом случае уравнение (3.8) примет вид
fa = q + f + fa. (3.9)
Сделав необходимые подстановки и решив уравнение относи-
тельно sin 9, получим
sin 9 = а/(2А!) + (<? +/)/(лао), (3.10)
где R—средний радиус пузырька (для вычисления капиллярного
давления газа в пузырьке флотационного размера можно с малой
погрешностью принять fa=fa = fa).
Уравнение (3.10) позволяет выразить силы отрыва в долях
силы прилипания частицы к пузырьку, принятой равной sin 0.
Тогда первый член правой части этого уравнения характеризует
степень «напряженности конструкции». Он указывает, какая часть
силы прилипания нейтрализована капиллярной силой отрыва, по-
скольку равен синусу угла, который был бы в случае сферического
пузырька радиуса У? с прилипшей частицей при диаметре пери-
метра их контакта а. Последнее характерно для состояния невесо-
мости, при котором не действуют никакие силы кроме капилляр-
ных.
Второй член уравнения (3.10) отображает вклад силы отрыва
частицы от пузырька, обусловленной ее массой, и других сил от-
рыва, возникающих при ее движении с пузырьком в турбулент-
ном потоке в камере флотомашины, т. е. ту часть силы прилипа-
ния, которая удерживает частицу на пузырьке и обеспечивает ее
флотацию. Для отличия этот член можно назвать остаточной проч-
ностью контакта.
В практике работы обогатительных фабрик извлечение суль-
фидов цветных металлов более 90 % обычно достигается из фрак-
ций крупностью 30—50 мм. Расчеты показали, что сумма сил от-
рыва указанных фракций составляет 400—500 мкН, а остаточная
прочность контакта (при <т = 67 мН/м)—около 250 мкН.
59
Таблица 3.1
Сила капиллярного отталкивания (в долях силы прикрепления),
возникающая при взаимодействии частиц и газовых пузырьков
Диаметр частиц, мм Радиус пузырьков, мм
0,25 0,5 0,75 1 1,25 1,5
1 1 0,66 0,5 0,4 0,33
0,5 1 0,5 0,33 0,25 0,2 0,16
0,2 0,4 0,2 0,12 0,1 0,08 0,06
0,1 0,2 0,1 0,06 0,05 0,04 0,03
0,07 0,14 0,07 0,05 0,03 0,025 0,02
0,05 0,1 0,05 0,03 0,02 0,02 0,01
0,01 0,02 0,01 0,001 0,005 — —
Снижение остаточной прочности контакта с увеличением круп-
ности твердых частиц приводит к резкому падению извлечения.
При а/(2/?) = 1 остаточная прочность контакта равна нулю, т. е.
все частицы отрываются от пузырьков. В зависимости от сочета-
ния размеров твердых частиц и пузырьков и интенсивности пере-
мешивания пульпы каждая из двух сил отрыва может полностью
нейтрализовать силу прикрепления. В частности, максимальная
сила капиллярного отталкивания отмечается в том случае, когда
диаметр периметра контакта равен диаметру пузырька, однако
это реализуется редко. Расчеты показывают, что, например, для
сульфидов меди диаметр флотируемой частицы не может пре-
вышать 0,15 диаметра пузырька, следовательно, и сила капил-
лярного отрыва будет не более 0,15 силы прикрепления. Для ча-
стиц крупностью менее 0,1 мм силы капиллярного отрыва даже от
малых пузырьков (Р = 0,25 мм) не превышают 0,2 силы отрыва
(табл. 3.1).
Сила инерционного отрыва твердых частиц от пузырьков из-
меняется в широком диапазоне и поэтому определяет остаточную
прочность контакта, а следовательно, извлечение в пену мине-
ральных фракций различной крупности и максимальную флота-
ционную крупность минеральных частиц.
Выведенное уравнение (3.10) можно использовать для описа-
ния сил, действующих не только в стационарных условиях за-
крепления пузырька на неподвижной подложке, но и для динами-
ческих условий закрепления частицы на свободном пузырьке, ха-
рактерных для пенной флотации и отчасти для пенной сепарации.
Уравнение содержит величины, по которым можно вычислить ус-
ловие равновесия сил прилипания и отрыва.
Уравнение (3.10) позволило:
1. Рассчитать критическую крупность частиц флотируемых
минералов и прочность флотационных комплексов. (Полученные
результаты хорошо согласуются с данными флотации в лабора-
торных и промышленных аппаратах);
• 60
2. Рассчитать шкалу флотационной крупности минералов в за-
висимости от их плотности и интенсивности перемешивания
пульпы в аппаратах;
3. 'Установить условия, позволяющие в 5—6 раз повысить мак-
симальную крупность частиц флотируемых минералов. Расчеты
полностью подтвердились при осуществлении промышленного
процесса пенной сепарации алмазов, золотосодержащих и марган-
цевых руд, сильвина, апатита и других полезных ископаемых. По-
вышение крупности измельчения и ускорение разделения мате-
риала в аппаратах пенной сепарации позволяют сократить на 30—
50 % удельные энергозатраты на обогащение руд.
3.3. КИНЕТИКА ПЕННОЙ СЕПАРАЦИИ
Многочисленными исследованиями [4] промышленного примене-
ния пенной сепарации убедительно доказана высокая скорость
этого процесса, превышающая скорость обычной флотации в 5—
10 раз. Флотация и пенная сепарация базируются на едином меха-
низме взаимодействия минералов с поверхностью газовых пузырь-
ков и проводятся при идентичных реагентных режимах, следова-
тельно, резкое отличие скоростей протекания этих процессов
полностью определяется различием аэрационных и гидродинамиче-
ских характеристик и условий контакта минеральных частиц с га-
зовыми пузырьками во флотационных машинах и машинах пенной
сепарации.
Этот вывод подтверждается расчетами скорости межфазового
массопереноса по данным лабораторных исследований многих ав-
торов, а также результатами изучения кинетических параметров
современных флотационных машин и пенных сепараторов. Во всех
аппаратах при флотации и пенной сепарации соблюдается закон
действия масс, а процессы описываются едиными уравнениями:
для монофракций — уравнением К- Ф. Белоглазова, а для про-
мышленных пульп — адсорбционным кинетическим уравнением.
Изучение кинетики флотации началось более полувека назад.
Губер-Пану в 1931 г. предложил характеризовать скорость фло-
тации производной извлечения е по времени t.
Учитывая, что de/d^ изменяется, приближаясь к нулю при вы-
соких значениях е, К- Ф. Белоглазов предложил для оценки ско-
рости флотации зависимость функции In [1/(1—е)] от времени t.
Предположив кинетику минерализации пузырьков при флота-
ции аналогичной кинетике взаимодействия молекул и радикалов
при химических реакциях 1-го порядка, К- Ф. Белоглазов получил
в интегральной форме уравнение
1п(1 — = Kt, (3.11)
где К — постоянная для данного материала (константа скорости).
Тщательная проверка уравнения (3.11) многими исследовате-
лями подтвердила его полное соответствие кинетике флотации мо-
нодисперсных фракций материалов с однородной флотоактивно-
61
стью. При флотации промышленных пульп уравнение (3.11) не вы-
полняется.
Попытки приблизить теорию к практике путем введения
в уравнение эмпирических дробных показателей либо замены кон-
станты скорости К переменными величинами не увенчались успе-
хом, поскольку численные значения таких поправок становятся
известными только после построения кинетической кривой по дан-
ным опытов, когда расчетная кривая уже не нужна.
Из системного аналитического обзора теоретических разрабо-
ток и математических моделей по кинетике флотации и оптимиза-
ции флотационных схем следует, что возможности таких моделей
пока еще не велики. Имеющиеся работы образовали фундамент
для создания методов расчета и оптимизации схем. Практиче-
ское применение и развитие этих методов в конечном счете при-
ведет к интенсификации флотации [25].
Для объяснения резкого увеличения скорости процесса пенной
сепарации по сравнению с обычной флотацией предложено адсорб-
ционное кинетическое уравнение [18]
ср/с0 = (1 -ФКйт)-1/ч>, (3.12)
где ср, с0 — текущее и исходное содержания флотируемого компо-
нента в твердой фазе пульпы, %; <р — отношение удельной поверх-
ности флотируемых минералов в пульпе к удельной поверхности
минералов, выносимых на газовых пузырьках; Ка — начальная
скорость процесса при т = 0; т — продолжительность флотации.
Величина Ка учитывает равновесную скорость адсорбции твер-
дых частиц на пузырьках, зависящую в основном от наличия сво-
бодных пузырьков, инерционных сил отрыва частиц и распреде-
ления их по крупности.
При установившемся процессе флотации (заданном <р) началь-
ная скорость процесса колеблется вследствие изменений крупности
флотируемого материала, содержания твердого в пульпе и его
минерального состава. При этом необходимая для достижения
определенного уровня извлечения продолжительность флотации
обратно пропорциональна величине Ка.
Учитывая четкую обратную связь двух указанных величин, ре-
комендуется при анализе кинетики процесса использовать модуль
КаХ.
Входящая в показатель степени уравнения величина опреде-
ляет долю гидрофобной твердой поверхности, закрепляющуюся на
газовых пузырьках в единицу времени:
ф — Птв/Птв/газ 1> (3.13)
где Птв — текущее значение удельной гидрофобной поверхности
в пульпе, см2/см3; П тв газ площадь поверхности минералов, за-
крепившихся на газовых пузырьках в единице объема пульпы,
см2/см3.
При ф = 1 и Ka=i в пену переходит 50 % частиц. Назовем
кинетическую кривую с такими параметрами эталонной, а флота-
62
Таблица 3.2
Скорость адсорбции твердых частиц и время, необходимое
для 85 %-ного извлечения
Доля твердой поверхности, закрепляю- щейся на пу- зырьках Показа- тель ф Необходимая продолжитель- ность флотации (мин) при Примеры из практики
Ка=' Ка = 0,5
1 0 — — Беспенная флотация одиноч- ных частиц
0,8 0,125 2,2 4,4 Пенная сепарация сильвина в машине ФПС-16
0,75 0,33 2,6 5,2 Лабораторная флотация пири- та крупностью 15—20 мкм
0,66 0,5 3,2 6,5 Промышленная флотация мед-
0,5 1 6 12 ных руд на Балхашской фаб-
0,33 2 22 44 рике
0,28 2,6 53 106 Флотация минеральной фрак-
0,25 3 99 198 ции крупнее 0,15 мм, а также шламов мельче 0,01 мм на большинстве фабрик
цию при больших и меньших скоростях — соответственно интен-
сивной и замедленной. По мере увеличения скорости флотации
показатель уравнения <р уменьшается (табл. 3.2).
Замедление скорости адсорбции в опытах по флотации мине-
ральных частиц крупностью 0,15—0,3 мм сопровождается возра-
станием по экспоненциальной зависимости показателя <р до 3.
Исследование любого кинетического уравнения связано с опре-
делением его констант. В рассматриваемом случае их значения
вычисляют по остаточному содержанию флотируемого компонента
в различные моменты времени.
Адсорбционное уравнение флотации проверяли путем расчета
констант при проведении опытов по флотации пирротина, гале-
нита, молибденита, кварца, стеклянных шариков в широком диа-
пазоне крупности частиц и применяемых реагентов. Кроме того,
с помощью уравнения исследовали влияние частоты вращения
импеллера и глубины его погружения на кинетику флотации мед-
ных руд на Балхашской обогатительной фабрике. При расчете по
уравнению (3.12) более 100 кинетических кривых отклонение по-
лученных данных от фактических не превысило допустимого от-
клонения при параллельном опробовании процесса.
В соответствии с эталонной кривой 85- и 90 %-ное извлечение
полезных компонентов в концентраты достигается при времени
флотации соответственно 6 и 9 мин. Поскольку на фабриках для
обеспечения такого извлечения обычно требуется 15—20 мин, мо-
жно утверждать, что промышленная флотация замедленная.
Количественные зависимости констант, входящих в уравнение
(3.12), от гидродинамических условий контактирования частиц и
гз
пузырьков позволили выразить скорость флотации через функцию
постоянной (в заданных условиях) скорости закрепления твер-
дых частиц на пузырьках Птвг/Птв (см. табл. 3.2).
Поскольку скорость массопереноса в пену зависит не только
от скорости адсорбции, но и от отношения площади поверхности
частиц к их массе, прогноз необходимого времени флотации в ап-
паратах с различными аэрационными и гидродинамическими па-
раметрами рассчитан для условно постоянной характеристики
твердой фазы, обеспечивающей начальную скорость флотации
Ка = 0,5 мин'1. Колебания дисперсности и плотности твердой фазы
могут обусловить увеличение необходимого времени флотации
в 1,5—2 раза. Прогнозные данные (см. табл. 3.2) хорошо согла-
суются с данными промышленной практики.
Из структуры уравнения (3.12), а также сравнения значений
его констант при различных скоростях флотации следует, что для
обеспечения высокой скорости процесса необходимы:
наличие у воздушных пузырьков свободной поверхности, доста-
точной для закрепления частиц;
создание гидродинамических условий для закрепления и удер-
жания частицы на пузырьках в процессе переноса;
оптимизация гранулометрического состава твердой фазы при-
менительно к гидродинамике используемых аппаратов.
4
МАШИНЫ ПЕННОЙ сепарации
4.1. ЛАБОРАТОРНЫЕ МАШИНЫ ПЕННОЙ СЕПАРАЦИИ
Для проведения лабораторных исследований созданы различные
лабораторные пенные сепараторы, два из них были рассмотрены
в разд- 1 •
’ТТГроцесс пенной сепарации труднообогатимых руд изучают в ла-
бораторных машинах, обеспечивающих многократный возврат
камерного продукта на пенный слой. Такие лабораторные аппа-
раты по принципу действия аналогичны многокамерным машинам
пенной сепарации типа ФП-^6?)
Проведение широких исследований на существующем лабора-
торном оборудовании связано со значительными трудностями и
временными затратами. Так, в процессе исследования обогати-
мости необходимо изменять не только технологические параметры
ведения процесса, но и неоднократно заменять некоторые конст-
руктивные элементы лабораторных машин, например камеру ма-
шины (для изучения влияния ее формы в зоне пенного слоя), раз-
грузочные устройства, обеспечивающие прямоточную разгрузку
пенного материала или его подачу в загрузочное устройство.
'Требования сокращения сроков проведения лабораторных ис-
следований для определения оптимального реагентного режима,
технологических параметров ведения процесса пенной сепарации,
а также конструктивных особенностей машин делают актуальной
задачу разработки и внедрения универсального, легко трансфор-
мируемого оборудования и, в частности, лабораторных машин для
пенной сепарации?) В лабораторной машине должны быть пре-
дусмотрены возможности изменения геометрической конфигура-
ции и размеров (длины и ширины) камеры в зоне пенного слоя,
оперативного перехода от одного типа загрузочного (разгрузоч-
ного) устройства к другому, проведения одновременных сопоста-
вительных исследований в эталонной (базовой) и модернизирован-
ной камерах, установки различных типов аэраторов (генераторов
пеньЦ и др.
Z" (Существенное влияние на процесс пенной сепарации, его техно-
логические показатели оказывает форма камеры машины: ее
длина и отношение ширины загрузочного устройства к ширине
разгрузочного устройства. Для изучения влияния на процесс раз-
меров камеры машины применяют лабораторную машину
(рис. 4.1), которая содержит съемную вставку 3. Вставка состоит
из двух вертикальных боковых стенок, которые могут переме-
щаться относительно друг друга. Вставку устанавливают над
аэраторами 5 в зоне пенного слоя в камере 1 сепаратора между
5 Заказ № 60 6 5
Питание
Рис. 4.1. Схема лабораторного пен-
ного сепаратора с камерой регулируе-
мой формы
Рис. 4.2. Лабораторный пенный сепа-
ратор с регулируемой продолжитель-
ностью флотации:
/ — наклонный желоб для подачи исходной
пульпы; 2, 3 — радиальные перегородки;
4 — камера машины; 5 — разгрузочные
окна; 6 — цилиндрическая часть машины;
7 — приспособление для перемещения раз-
грузочного желоба: 8— аэраторы; 9 — уст-
ройство для разгрузки камерного продукта;
10— желоб для разгрузки пенного мате-
риала; 11 — кольцевые направляющие
загрузочным 2 и разгрузочным 4 устройствами, причем предус-
мотрена возможность изменения длины боковых стенок вставки и
разгрузочного nopofa.p
Поперечные крепления вставки со стороны загрузочного
устройства и разгрузочного порога позволяют изменять расстоя-
ние между боковыми стенками, т. е. регулировать в процессе
проведения исследований коэффициент сужения камеры ма-
шины.
Изменяя длины боковых стенок вставки и разгрузочного по-
рога, а также расстояние между боковыми стенками вставки у за-
грузочного устройства и разгрузочного порога, можно подобрать
оптимальные размеры и форму камеры в зоне пенного слоя для
исследования руды определенного типа и обеспечить наилучшие
условия для извлечения полезного компонента (а. с. СССР
№ 1080876). Длина камеры машины пенной сепарации определяет
продолжительность флотации обогащаемого материала — один из
важнейших параметров для разработки технологических схем пен-
ной сепарации конкретного полезного ископаемого, а также при
конструировании промышленных машин пенной сепарации.
‘На рису 4.2 приведена лабораторная машина пенной сепара-
ции с камерой круглого сечения. В ней предусмотрена возмож-
ность изменения продолжительности флотации/^
66
С целью изменения длины камеры машины разгрузочный же-
лоб 10 перемещают по кольцевым направляющим 11 и совмещают
с одним из окон 5, которые выполнены по всему периметру ци-
линдрической части камеры. При этом радиальная перегородка 2,
жестко соединенная с наклонным желобом 1 для подачи обога-
щаемого материала, остается неподвижной, а перегородка 3 пере-
мещается вместе с разгрузочным желобом 10. С уменьшением
угла между радиальными перегородками меняется и длина пути
обогащаемого материала в камере машины, а следовательно, и
продолжительность флотации.
В настоящее время для изменения высоты пенного слоя в ка-
мере машины пенной сепарации изменяют высоту сливного порога
(разгрузочного устройства). При ?том уровень подачи пульпы на
сепарацию оставляют неизменным, что приводит, как показали
проведенные исследования, к ухудшению технологических показа-
телей процесса пенной сепарации.
При опускании сливного порога увеличивается расстояние
между загрузочным устройством и пенным слоем. Частицы твер-
дого в пульпе, подаваемой на сепарацию, вследствие возрастания
их кинетической энергии пробивают пенный слой и попадают
продукт
Рис. 4.3. Лабораторная машина пенной сепарации с регулируемым положением
загрузочного устройства:
Л 12 — кулисы; 2, 5 — направляющие загрузочного устройства; 3—регулировочное приспособ-
ление; 4 — загрузочное устройство; 6 — камера машины; 7 — винт; 8 — ползун; 9 — вертикаль-
ная тяга; 10— сливное устройство; 11— аэраторы; 13— горизонтальная тяга; 14— пробка
5*
67
в камерный продукт. При подъеме сливного порога материал,
поступающий на обогащение, подается или в зону пенного слоя,
или в подпенный слой. В обоих случаях изменяется расстояние
между загрузочным устройством и пенным слоем, что является
грубым нарушением технологии ведения процесса пенной сепара-
ции. .. д/ г
На рис. 4.3 изображена лабораторная машина, в которой при
всех изменениях положения сливного порога обеспечивается по-
стоянство высоты загрузочного устройства над пенным слоем
в камере машины^(а. с. СССР № 1122365).
<^Йз практики эксплуатации машин пенной сепарации и опуб-
ликованных данных известно, что скорость пульповоздушных по-
токов в пенном слое не постоянна (изменяется по его высоте).
Представляет определенный интерес изучение возможности улуч-
шения технологических показателей процесса за счет изменения
скорости потоков в пенном слое. Подобные исследования можно
проводить на лабораторной машине, -вредетавленной ..на рис. 4.4.
При необходимости лабораторных исследований.,процесса пен-
ной сепарации по анализу продуктов пенного слоя ^используют
лабораторную машину,)представленную на-рие. 4:5.
В описанных лабораторных машинах можно исследовать про-
цесс пенной сепарации различных полезных ископаемых и, изме-
няя конструктивные параметры машин, определять оптимальные
условия ведения процесса сепарации, при которых достигаются
наилучшие показатели обогащения (извлечение, содержание цен-
ного компонента в концентрате и др.). Изменение конструктивных
или технологических параметров вызывает перераспределение
пенного компонента по высоте пенного слоя, анализ которого обес-
печивает целенаправленное ведение лабораторных исследований
и сокращает их продолжительность.
4.2. ПРОМЫШЛЕННЫЕ АППАРАТЫ
Мелкие машины пенной сепарации
В настоящее время в мировой практике обогащения полезных ис-
копаемых применяют несколько десятков типов флотационных ма-
шин (механические, пневматические, пневмомеханические, эжек-
торные, вакуумные и др.), основанные на общем принципе барбо-
тажа, т. е. создания в пульпе потока воздушных пузырьков, на
которых закрепляются и всплывают частицы гидрофобных мине-
ра.тоц.
/Практическое освоение нового принципа контактирования
твёрдой и газовой фаз (способа пенной сепарации) было осуще-
ствлено только после опубликования теоретических расчетов, сви-
детельствующих о возможности повышения в несколько раз фло-
тационной крупности минеральных частиц и необходимых для
этого физико-химических условий.
Специалисты Госгорхимпроекта пришли к выводу, что реко-
мендуемые теорией оптимальные сочетания флотационных сил
68
Рис. 4.4. Устройство (а) и кинематическая схема (б) лабораторной машины
пеиной сепарации с регулируемой скоростью пульповоздушных потоков
в пенном слое:
/ — загрузочное устройство; 2 — механизм изменения высоты сливного порога; 3, 4— ры-
чаги: 5 — приспособление для перемещения треугольных призм; 6 — треугольные призмы;
7 — камера машины; 8—сливной порог; 9, 13 — тяги; 10 — аэраторы; 11 — приспособление
для разгрузки камерного продукта; 12 — переливной патрубок
Рис. 4.5. Устройство (а) и кинематическая схема (б) машины для лаборатор-
ных исследований процесса пенной сепарации по анализу продуктов пенного
слоя:
1 — аэраторы; 2 — загрузочное устройство; 3 — камера машины; 4 — ползун; 5 — винт;
6 — приспособление для регулирования положения рассекателя; 7 — сливное устройство;
8—рассекатель пенных продуктов; 9—направляющий козырек; 10 — карман для приема
промпродукта; 11— элемент кинематической связи загрузочного устройства и сливного
порога; 12 — приспособление для разгрузки камерного продукта
Рис. 4.6. Принципиальная схе-
ма машины пенной сепарации:
1 — карманы: 2 — сливной порог;
3 —струйный делитель; 4 — деки;
5 — загрузочное устройство; б, S—
трубчатые аэраторы; 7 —пелотон;
9 — ванна; 10— шланговый затвор
Рис. 4.7. Флотационная пневма-
тическая машина пенной сепа-
рации ФПС-16:
/ — камера с аэраторами; 2—
струйный делитель; 3 —разгрузоч-
ное устройство лережнмного типа;
4—автоматический регулятор уров-
ня пульпы; 5 —питатель каскадного
типа
прикрепления и отрыва создаются при подаче питания флотаци-
онных машин в пенный слой. На основании теоретических пред-
ставлений о существенном влиянии гидродинамических факторов
на результаты флотации ими была разработана (а. с. СССР,
№ 230755) конструкция первого опытно-промышленного аппарата
для осуществления пенной сепарации (рис. 4.6).
Машина состоит из ванны пирамидальной формы с устройст-
вом для подачи и распределения исходной пульпы. Основная
аэрация осуществляется путем подачи сжатого воздуха через два
ряда перфорированных резиновых трубок. Давление воздуха
в трубках-аэраторах может изменяться от 19 до 167 кПа, круп-
ность пузырьков воздуха — от 0,2 до 1 мм; скорость аэрации — до
150 см/мин. В карманах осуществляется предварительная аэрация
пульпы.
Осевший камерный продукт выгружается через гибкий шлан-
говый затвор, а пенный продукт — или самотеком через сливные
пороги, или с помощью пекогонов.
Госгорхимпроектом и Гипромашобогащением образцы пенных
сепараторов были испытаны на калийных и марганцевых рудах.
На их основе была разработана однокамерная промышленная фло-
тационная пневматическая мелкая машина пенной сепарации
ФПС-16 ерцсл^7).
Техническая характеристика ФПС-16
Производительность по исходной руде, т/ч . .
Содержание твердого в исходной руде, % . .
Крупность флотируемого материала, мм:
сильвинит ...................................
фосфорит ..................................
сера ......................................
Число секций в машине........................
Тип аэратора ................................
Давление воздуха в аэраторе, кПа.............
Подача воздуха в камеру, м3/мин..............
Расчетная мощность, необходимая для подачи
сжатого воздуха в камеру, кВт................
Габаритные размеры, мм:
длина .....................................
ширина.....................................
высота ....................................
Масса, кг....................................
с 100
s£60
3
1,5
2
2
Трубки резиновые перфориро-
ванные (до 60 отверстий на
1 см2)
118
^2
6
4740
1790
2980
4450
Флотационная машина ФПС-16 предназначена для пенной
сепарации крупновкрапленных руд. Машина оригинальна не
только по принципу действия, но и по конструкции некоторых
отдельных узлов. Впервые применены: загрузочное делительное
устройство с тангенциальной подачей питания на слой пены, гори-
зонтальные аэраторы из перфорированных резиновых трубок, эла-
стичное разгрузочное устройство с пережимом, автоматически ре-
гулируемым в зависимости от дебита камерного продукта, авто-
матический регулятор уровня пульпы?)
71
Машина работает следующим образом. Пульпа, предвари-
тельно обработанная реагентами, подается в загрузочное устрой-
ство, где разделяется на два равных по объему потока, которые
направляются в желоба предварительной аэрации. Аэрированная
пульпа поступает на поверхность пены, образуемой воздухом, вы-
ходящим из резиновых диспергаторов. Расход воздуха в трубках,
расположенных в зоне поступления на пену аэрированной пульпы,
поддерживается более высоким, чем в остальных диспергаторах,
что обеспечивает направленное движение пены к переливному по-
рогу.
В пенном слое гидрофобизированные твердые частицы прили-
пают к пузырькам воздуха и выносятся потоком пены из машины
через порог. Несфлотированные частицы выпадают из пенного
слоя, сгущаются в пирамидальном корпусе машины и выгружа-
ются, через шланговый затвор.
{Промышленные испытания машины пенной сепарации показали
ее преимущества по сравнению с типовыми механическими флота-
ционными машинами. К ним относятся: возможность флотации
более (в 5—10 раз) крупных частиц, сокращение времени флота-
ции, энергозатрат, удельного расхода металла соответственно
в 80, 4 и 8 раз?^
Промышленное освоение оборудования и технологии пенной се-
парации началось в 1969 г. на Втором Березниковском калийном
комбинате.
Максимальная крупность сильвина в концентрате при флота-
ции его в механических флотационных машинах составляет
0,75 мм, при этом для обеспечения его 93 %-ного извлечения не-
обходимо значительную часть руды измельчать до оптимальной
флотационной крупности 0,2—0,3 мм, несмотря на то что размер
зерен природной вкрапленности сильвина в руде гораздо больше.
При дроблении некоторых калийных руд до 3 мм содержание
свободных зерен в материале составляет 92—94 %. Более того,
тонкое измельчение сильвинитов при обогащении значительно
снижает экономические показатели его применения в сельском хо-
зяйстве.
{Процесс флотации в машине ФПС-16 начинается и заканчи-
вается в одной камере, поэтому она предназначена в основном
для легкофлотируемых материалов, не требующих многочислен-
ных перечистных и контрольных операций, характерных для схем
флотации руд цветных и черных металлов?) Применение в этих
случаях машин ФПС-16 связано с необходимостью или установки
насосов (пульпоподъемников), или каскадного расположения ма-
шин, что уменьшает эффективность их применения и усложняет
схемы обогащения.
{{Типромашобогащением и Госгорхимпроектом разработана но-
вая флотационная машина ФП-16 (рис. 4.8), отличающаяся от
ФПС-16 тем, что камерный продукт вновь подается на пенный
слойЛ.
-Флотационная машина ФП-16 является пневматической прямо-
72
Питание
Рис. 4.8. Флотационная пневматическая машина пенной сепарации ФП-16:
/ — загрузочный карман; 2 — направляющие пластины; 3 — камера; 4—аэраторы; 5 — раз-
грузочный карман; 6 — аэролифт
точной машиной, состоящей из камер, в которых в качестве аэра-
торов-диспергаторов установлены на определенной высоте два
ряда резиновых перфорированных трубок, соединенных с источ-
ником сжатого воздуха. Вдоль центральной продольной оси ка-
меры расположен щелевой аэролифт с воздухоподводящим устрой-
ством для обеспечения неоднократной подачи камерного продукта
на пенный слой.
В нижней части камеры флотационной машины ниже уровня
перфорированных трубок по обе стороны аэролифта расположены
пластины, которые могут поворачиваться в шарнирах, изменяя
угол наклона к горизонту в пределах от 45 до 60°. Пластины вы-
ступают в роли наклонных плоскостей, по которым оседающие
твердые частицы сползают в зону действия аэролифта. При изме-
нении угла наклона пластин к горизонту от 45 до 60° производи-
тельность машины уменьшается, но одновременно возрастает
число повторных операций подачи камерного продукта на пен-
ный слой.
В загрузочном кармане машины размещены устройство для де-
ления потока на обе стороны машины и наклонные диски для
равномерной загрузки аэролифта твердой фазой. В разгрузочном
кармане имеются шибер с электроприводом для регулирования
УРрзня пульпы в машине и шибер для выпуска песков.
<(В машине предусмотрено автоматическое регулирование рас-
хода' воздуха высокого и низкого давления, подводимого к соот-
ветствующим ресиверам. Для контроля расхода воздуха на под-
водящих трубопроводах установлены дифференциальные мано-
метры с сужающими устройствами.
Флотационная машина ФП-16 так же, как и флотационные ма-
шины пенной сепарации, характеризуется повышенными скоро-
стью флотационного разделения и верхним пределом крупности
73
флотируемых минералов. При ее использовании не требуются:
насосы и другие транспортные устройства.
Возможность регулирования угла наклона пластин позволяет
обогащать на машине различные по обогатимости руды, а наличие
большой емкости — легко поддерживать заданный уровень пены.;
Техническая характеристика ФП-16
Производительность ио потоку, м3/мин............... ^3,5
Содержание твердого в исходной пульпе, % .... ^50
Крупность флотируемых минералов, мм..............
Площадь сечения камеры, м2.......................... 1,6
Избыточное давление воздуха, кПа:
в аэраторе .............................. ....... 196
в аэролифте........................................ 29
Габаритные размеры двухкамерной машины, мм:
длина ............................................ 4270
ширина........................................... 1712
высота .......................................... 3370
Масса двухкамерной машины, кг....................... 4880
Подготовленная к пенной сепарации исходная пульпа посту-
пает в приемный патрубок, разделяется на два потока и стекает
по наклонным распределительным декам в камеру машин. При
этом жидкая фаза с относительно тонкими взвешенными части-
цами поступает в камеру из окна кармана, проходя над трубками-
аэраторами, а твердая фаза, распределяясь равномерно по обе
стороны машины, стекает по наклонным декам, обеспечивая рав-
номерную загрузку аэролифта.
Тонкие взвешенные частицы, увлекаемые потоком, проходят
через зоны аэрации. При этом гидрофобные частицы поднимаются
с пузырьками в пену и разгружаются с ней, а гидрофильные —
транспортируются потоком к разгрузочному карману. Поступаю-
щая из загрузочного кармана в зону действия аэролифта пульпа
с относительно крупными частицами транспортируется аэролифтом
в верхнюю часть машины, делится специальной перегородкой на
два равных потока и через воздухоотделитель направляется на
пенный слой. Гидрофобизированные частицы при этом удержива-
ются в пене и удаляются вместе с ней. Гидрофильные и несфло-
тированные минеральные частицы проваливаются сквозь пенный
слой, сползают по наклонным пластинам вниз, попадая в аэролифт
другой камеры, и вновь подаются на пену.
Опытный образец машины ФП-16 из четырех камер был уста-
новлен в цикле флотации крупнозернистого сильвина на флотаци-
онной фабрике Третьего рудоуправления комбината Белоруска-
лий. Испытания проводили в два этапа — летом и зимой.
Испытания показали (табл. 4.1), что на машине ФП-16 обес-
печивается большее извлечение крупнозернистого сильвина, чем
по схеме фабрики, предусматривающей использование механиче-
ских флотационных машин «Механобр» (ФМ 3,2) с кипящим
слоем, реконструированных по схеме ГИГХСа. Производитель-
ность четырехкамерной машины ФП-16 составила 30—35 т/ч, рас-
74
Таблица 4.1
Результаты испытаний машины ФП-16 при обогащении
крупнозернистого сильвина (0,5—3 мм) [23]
Период испытаний Продукт Производительность, т/ч Наименование и расход (г/т) реаген- тов Содержание KCI, % Извлечение КС1, % Температура пуль- пы, °C
Апрель—июнь Концентрат Хвосты 1 Исходный 30—35 ОДА 3 (46,4) ГФК4 (724) Мазут (50) 82,75 4,94 26,6 86,6 13,4 100 30—32
Декабрь—январь Концентрат Хвосты 2 Исходный 30—35 ОДА (88) ГФК (0) Мазут (362) 80,49 2,59 26 93,2 6,8 100 20—22
1 Содержание КС1 в крупнозернистых хвостах фабрики в этот период превышало 7 %.
г Содержание КС1 в хвостах фабрики составляло 4,5—6 %.
3 Октадециламин.
4 Гидрофобизатор калийный.
ход воздуха низкого и высокого давления соответственно до 20 и
5 м3/мин. Кроме того, продолжительность пребывания твердых
частиц в машине ФП-16 не превышала 40 с, что в несколько раз
меньше, чем в механических машинах ФМ 3,2.
Сокращение времени пребывания материала в машине при
обогащении крупнозернистых калийных руд имеет большое зна-
чение, так как уменьшается вероятность раскрытия сростков га-
лита и сильвина с глиной, а следовательно, и образования глини-
стых шламов, подавляющих флотацию сильвина.
Анализ кривых кинетики флотации зерен сильвина различной
крупности показал, что в машинах ФП-16 в первую очередь фло-
тируются тонкие частицы, затем — частицы средней крупности,
а после них — крупные зерна, т. е. для машин ФП-16, несмотря на
отличия в процессах, характерны те же закономерности кинетики,
что и для обычных механических машин, но при значительном
сокращении общего времени флотации.
На базе машины ФП-16 была создана флотационная машина
ФП-6,3 (рис. 4.9), предназначенная для обогащения руд цветных,
черных металлов и горно-химического сырья в операциях меж-
цикловой, основной, контрольной и перечистной флотации. Ее ос-
новные узлы — загрузочный карман 1, двухкамерная секция 2,
автоматический регулятор уровня пульпы 3, разгрузочный кар-
ман 4. В двухкамерной секции имеются аэраторы 5 из резиновых
перфорированных трубок, транспортирующие пластины 6 и аэро-
лифт 7.
75
Рис. 4.9. Флотационная пневматическая машина пенной сепарации ФП-0,3
/В машине использован принцип пенной сепарации (подача
материала на пенный слой каждой камеры) и созданы условия
для флотации из объема пульпы тонких частиц минералов*)
В корпус секции сварной конструкции с торцов предусмотрены
присоединительные фланцы для стыковки секций друг с другом
и с загрузочным и разгрузочным карманами.
(^Для транспортировки продукта из камеры в камеру приме-
няет направляющие пластины, которые обеспечивают самотечное
движение твердой фазы пульпы к аэролифту. Наклон пластин
обеспечивает продвижение материала в сторону разгрузочного
кармана/)
Техническая характеристика Ф П-6,3
Производительность по потоку пульпы, м3/мин ... 5
Содержание твердого в исходном, %................ ^60
Крупность флотируемого материала, мм:
руды цветных металлов............................ 0,02—1
калийные соли ...................................... <3
Объем камеры, м3 ..................................... 6,3
Избыточное давление сжатого воздуха, кПа .... ^15
Подача сжатого воздуха в камеру, м3/мин.............. е/12
Габаритные размеры двухкамерной секции, мм:
длина.............................................. 4600
ширина............................................. 2200
высота ............................................. 4000 'ч
Масса двухкамерной машины, кг.................... sc7800 j
Машина работает следующим образом. Пульпа, обработанная
реагентами, подается под гидростатическим напором в загрузоч-
ный карман. Относительно тонкие частицы с основной массой
76
жидкости проходят над трубками-аэраторами, крупные и тяже-
лые— опускаются по направляющим пластинам вниз и подаются
аэролифтом на пенный слой камеры.
Гидрофобизированные частицы, контактируя с пузырьками
воздуха, образуют флотокомплексы и разгружаются с пеной,
а гидрофильные и несфлотированные частицы под действием силы
тяжести опускаются по пластинам вниз и подаются аэролифтом на
пенный слой следующей камеры. Хвосты разгружаются через
разгрузочный карманов машине предусмотрена автоматическая
и механическая регулировка уровня пульпы. Отличительная осо-
бенность этой машины — возможность флотировать как тонкие,
так и крупные (до 3 мм) минеральные частицы без применения
насосов или других перекачивающих устройств.
В 1979—1980 гг. на Алмалыкском горно-металлургическом
комбинате (АГМК) проводились промышленные испытания ма-
шины пенной сепарации ФП-6,3 [24].
Показатели работы четырехкамерной машины ФП-6,3 (объем
камер 25,2 м3), установленной в операции межцикловой коллек-
тивной свинцово-цинковой флотации, сравнивались с показате-
лями параллельно работающей 12-камерной механической флота-
ционной машины ФМ-3,2 (объем камер 38,4 м3).
В период испытаний машины работали на фабричном питании
межцикловой флотации, в которой объединяются слив классифи-
катора I стадии измельчения, разгрузка мельницы II стадии из-
мельчения и промпродукт перечистки коллективного концентрата.
Реагентные режимы в период испытаний были одинаковыми, за
исключением вспенивателя, расход которого в машине ФП-6,3
выше.
Производительность сравниваемых машин по пульпе соста-
вила 8—9 м3/мин, по твердому — 300—340 т/ч, в питании содер-
жалось 34—38 % класса +0,21 мм и 30—36 % класса —0,074 мм,
твердого — 45—50 %
Анализ результатов (табл. 4.2), полученных при сравнитель-
ных испытаниях двух машин, позволяет сделать следующие вы-
воды: при работе на потоках пульпы 8—9 м3/мин получены близ-
кие технологические показатели, а при равных объемах машин
Таблица 4.2
Результаты сравнительных испытаний машин ФП-6,3 и ФМ-3,2 [24]
Тип машины Число отрабо- танных смен Производительность Содержание в кон- центрате, % Извлечение в кон- центрат, %
т/ч м3/мнн свинца цинка свинца цинка
ФП-6,3 21 338 8,9 7,520 7,87 34,11 29,58
10 320 8,9 7,462 6,882 41,21 32,91
ФМ-3,2 17 308 8,4 8,269 7,19 36,26 27,84
77
Рис. 4.10. .Схема мелкой машины пен-
ной „сепарации со шнековой выгруз-
кой камерного продукта
Рис. 4.11. Схема пенного сепаратора с механическим пульпоподъемником:
/ — трубчатые аэраторы; 2 ~ сливной порог; 3 — пеногон; 4 — вал мешалки; 5 — пульпо-
подъемннк
(4 камеры ФП-6,3 и 8 камер ФМ 3,2) извлечение свинца и цинка
в машине ФП-6,3 соответственно на 4,11 и 7,08 % выше, чем в эта-
лонной (при работе без пеногонов); обе машины повышают кон-
центрацию компонентов в пенном продукте в 8—10 раз; конечное
извлечение свинца, получаемое в 12-камерной механической ма-
шине с объемом камер 38,4 м3 за 4 мин, достигается в четырех
камерах пневматической машины с объемом 25,2 м3 за 2,8 мин.
Испытания показали также, что расходы сжатого и засасывае-
мого воздуха в машинах ФП-6,3 и ФМ. 3,2 составили соответст-
венно 1,9 и 0,5 м3/мин на 1 м2 площади камеры. При одинаковых
значениях производительности и извлечения расход электроэнер-
гии на 1 т исходного питания в машине ФП-6,3 в 2 раза меньше,
чем в эталонной. Объем и площадь производственного помещения
в случае установки пневматических машин ФП-6,3 сокращается
в 2 раза. В период промышленных испытаний случаев отказа
машины, выхода из строя перфорированных трубок-аэраторов и
забивания аэролифтов не наблюдалось.
С Характерная особенность всех мелких машин пенной сепара-
ции, разработанных в Госгорхимпроекте,— пирамидальная форма
камеры машины, предназначенной для камерного продукта,
а вследствие этого ее высокая металлоемкость. С целью исключе-
ния этого недостатка Госгорхимпроект совместно с ЦНИИолово
разработал мелкую машину ФПСШ для пенной сепарации
сульфидов из оловосульфидных концентратов (рис. 4.10). Осо-
бенность этой машины — применение шнекового транспортного
устройства, предназначенного для непрерывного удаления из ка-
меры машины камерного продукта. Такая конструкция позволила
изменить конфигурацию камерной части машины, значительно
уменьшить ее габариты и металлоемкость. Три такие машины
были установлены на доводочной фабрике Новосибирского оловян-
ного комбината.'Результаты испытаний машины ФПСШ приведены
в табл. 4.3.
78
Таблица 4.3
Показатели работы машин ФПСШ в цикле доводки оловосульфидных черновых
концентратов (класс —2 + 0,074 мм)
ИСХОДНЫЙ черновой концент- рат Содержание в ис- ходном, % Пенный продукт (сульфиды) Камерный продукт
олова серы Содержание, % Извлечение, % Содержание, %
олова серы олова серы олова серы
I 35,62 7,1 2,12 25 2,1 76,7 47,73 2,42
II 20,88 16,6 3,65 26 2,9 81,7 40,16 4,2
III 27,54 13,95 1,55 24 4,1 90,8 50,28 2,75
На рис. 4.11 приведена схема многокамерного сепаратора
мелкого типа с механическим пульпоподъемником. Машину такого
типа применяли на Гаурдакском серном заводе для обогаще-
ния материала отвалов прошлых лет. Машину производитель-
ностью 1 —1,5 т/ч испытывали на Грушевской обогатительной
фабрике при обогащении марганцевых шламов.
В этих машинах в качестве механического пульпоподъемника
применен низконапорный вертикальный осевой насос, обеспечи-
вающий при небольшой мощности двигателей подъем значитель-
ных объемов пульпы. В машинах такого типа предусмотрен двух-
сторонний съем пены. Материал, прошедший через пену, всасыва-
ется пульпоподъемником и подается на пенный слой следующей
камеры.
Машины этого типа позволяют реализовать любые технологиче-
ские схемы. Их недостаток — ограниченная крупность обогащае-
мого материала (на марганцевых рудах, например, 1 мм), лими-
тируемая горизонтальными участками
всасывающих труб пульпоподъемни-
ков, а также трудность создания вы-
сокого пенного слоя.
Во всех рассмотренных конструк-
циях машин пенной сепарации приме-
нялись диспергаторы воздуха, выпол-
ненные из перфорированных резино-
вых трубок. В последние годы в Гос-
горхимпроекте была разработана
механическая флотационная маши-
на (рис. 4.12), которая работает сле-
дующим образом. Исходная пульпа
подается, в камеру 6 через загрузоч-
ное приспособление 2. В камере при
вращении роторного диска 10 с лопа-
стями 9, осуществляемом от привода
через вал 4, происходит интенсивное
перемешивание пульпы. При этом че-
Питание
Рис. 4.12. Механическая флота-
ционная машина пенной сепа-
рации
79
рез трубу 3 в аэратор засасывается воздух, который при враще
нии роторного диска диспергируется, образуя мелкие пузырьки
Пульпа из верхних слоев собирается в шпицкастене 1 и черЦ
трубу 11 поступает во внутреннюю полость аэратора 7. После на
сыщения воздухом пульпа выбрасывается в камеру 6, где и осу
ществляется флотационное выделение гидрофобных компоненте!
всплывающими пузырьками воздуха. В результате наличия в ма;
шине между статором 8 и полым обтекателем 12 раструба 11
аэрированная пульпа движется сначала к дну камеры, а затем
вверх и предотвращается образование в машине застойных зо!
с низкой степенью аэрации. Сфлотированные гидрофобные ча-
стицы образуют пенный слой, удаляемый из камеры пеносъемни-
ком 5. Камерный продукт выводится из машины через разгрузоч-
ный карман (на рисунке не показан).
✓ Глубокие пенные сепараторы
Глубокие пенные сепараторы относятся к колонным аппаратам. 1
Аппарат типа КФ (рис. 4.13, а) представляет собой высокий!
цилиндрический корпус 1 с двумя группами аэраторов 2 и 3 из
резиновых перфорированных трубок. Исходная пульпа, обрабо-
танная реагентами, поступает по трубе сверху в пенный слой. Ка-
мерный продукт разгружается через нижнее разгрузочное устрой-
ство, а пенный продукт сливается в кольцевой желоб?)
В сепараторе КФ успешно флотировался мелкозернистый силь-
винит (0—0,8 мм). В одну стадию был получен концентрат, содер-
жащий 95,6 % КС1 и отвальные хвосты (3,8 % КС1). Несколько
Рис. 4.13. Глубокий пенный сепаратор:
а — типа КФ; б— типа ФПСГ
80
худшие показатели были получены при испытаниях сепаратора
КФ на крупнозернистой руде (0,8—3 мм), так как добавляемый
при кондиционировании крупнозернистой пульпы мазут частично
разрушал пенный слой. Содержание КС1 в крупнозернистом кон-
центрате составило 53,4 % при извлечении 74 %.
На основании результатов испытаний машины КФ в Госгор-
химпроекте был разработан сепаратор ФПСГ производительно-
стью по пульпе 100—120 м3/ч)Сепаратор (рис. 4.13, б) состоит из
прямоугольного корпуса 1, разделенного перегородками 5 на три
равных отсека. Внутри каждого отсека размещены вертикальные
успокоительные пластины 4 и трубчатые резиновые диспергаторы
воздуха 2 и 3. В верхней части сепаратора расположен загрузчик-
распределитель с пятью наклонными деками, ниже которого
внутри камеры укреплен криволинейный козырек, предназначен-
ный для улучшения аэрации в полосе поступления исходной
пульпы. Для поддержания заданного уровня жидкости в сепара-
торе предусмотрен промежуточный карман с регулируемым поро-
гом. Камерный продукт можно разгружать как через промежуточ-
ный карман, так и через разгрузочную воронку.
Техническая характеристика сепаратора ФПСГ
Производительность, м3/ч ......................
Расход воздуха, м3/мин.........................
Давление воздуха, кПа..........................
Габаритные размеры, мм:
длина .........................................
ширина ......................................
высота ......................................
Полезная площадь, м2...........................
Полезный объем, м3 ............................
Глубина погружения оросителей в пенный слой, мм
(^епаратор ФПСГ испытывали на флотационной фабрике Вто-
рого рудоуправления ПО «Уралкалий» в операции очистки тонких
рудных шламов от глины) (на сливе гидроциклонов I стадии обес-
шламливания). Установленные там гидросепараторы работали
неудовлетворительно: потери КС1 достигали 16%. Сепаратор ис-
пытывали в течение 4 мес. как с орошением, так и без орошения
пены. В качестве оросителей применяли перфорированные сталь-
ные трубки (диаметр отверстий 2,5 мм, расстояние между отвер-
стиями 50 мм). Оросители устанавливали внутри пенного слоя
на глубине 350 мм.
В оптимальных режимах без орошения пены были получены
пенные глинистые продукты, содержащие 60 % нерастворимого
осадка и от 15,4 до 24,5 % КС1 при извлечении глины до 70 % и
выше. Орошение пены значительно улучшает качество пенных
продуктов, отмывая от них практически весь сильвинит. Такой
степени очистки глинистых шламов от КС1 не достигали на фаб-
рике даже при трехступенчатой противоточной промывке глины
в сгустителях диаметром 30 м.
6 Заказ № 60 81
100—120
1—1,2
88—108
2432
1320
8000
2
13^
350 %
Рис. 4.14. Глубокая машина пенной сепарации:
1— наклонное днище; 2—аэраторы; 3, 20 — патрубки для аварийного сброса пульпы; 4— ла-
биринтная перегородка; 5 — распределительный желоб; б, 15, 16 — окна; 7 — отбойный
козырек; 8—глухая крышка; 9 — устройство для орошения пены; 10 — загрузочный карман:
11 — корпус камеры; 12 — перелнвиые пенные пороги; 13 — камера; 14— тяга; Z7 —рычаг;
18 — ручка управления; 19 — карман для выгрузки камерного продукта; 21, 2.3 — горловины;
22 — разгрузочный карман; 24— подпятники; 25— трубы для подвода дополнительной воды;
26 — дроссельные заслонки; 27 — коллекторы; 28 — пеноотводные желоба; 29 — пеносборные
желоба; 30 — патрубки для вывода пенного продукта
На основании результатов испытаний глубоких пенных сепа-
раторов ФК и ФПСГ была разработана высокопроизводительная
машина пенной сепарации (глубокая)—МПСГ (рис. 4.14)
(ц. с. СССР № 472691).
Машина работает следующим образом. Исходная пульпа, обра-
ботанная соответствующими реагентами, подается в загрузочный
карман, проходит под лабиринтную перегородку и вытесняется
в распределительные желоба через окна 6 под действием избыточ-
ного напора в кармане.
Наличие лабиринта обусловливает стесненное движение пульпы
и сглаживает колебания в скоростях, потоков, вызываемых нерав-
номерностью подачи пульпы в машину}
Отбойные козырьки в распределительных желобах предотвра-
щают переливание пульпы. Из распределительных желобов через
отверстия пульпа изливается в пенный слой, образуемый при про-
пускании сжатого воздуха через резиновые перфорированные
трубки-аэраторы. Наличие у распределительных желобов двух-
скатных днищ предотвращает оседание в них твердых частиц.
С целью увеличения концентрации пузырьков воздуха в зонах
вытекания пульпы с двухскатного днища его края соединены
с пластинами, установленными под углом к направлению движе-
ния воздушных пузырьков. Эти пластины, отклоняя воздушные пу-
зырьки, способствуют также распределению вытекающей из жело-
бов пульпы в направлении, перпендикулярном к их оси.
Минерализованный пенный слой орошают водой (растворами
солей, реагентами), поступающей внутрь пенного слоя по трубам
82
оросительного устройства. Очищенная пена переливается через
пенные пороги и по пеноотводным желобам стекает в пеносборные
желоба.
Пульпа, прошедшая между резиновыми трубчатыми аэрато-
рами, поступает через горловину 23 в разгрузочный карман.
Увеличение скорости движения пульпы при прохождении через
горловину 23 препятствует оседанию твердых частиц в нижней
части камеры.
Из разгрузочного кармана пульпа вытекает через окна 16
дроссельного устройства, которые прикрываются дроссельными
заслонками настолько, чтобы обеспечить поддержание уровня
пульпы в разгрузочном кармане и подпор для сглаживания коле-
баний уровня пульпы внутри камеры вследствие изменений подачи
питания или давления воздуха в аэраторах. Затем пульпа направ-
ляется либо для повторного обогащения в камеру аналогичной
конструкции (при многокамерном исполнении), либо в разгрузоч-
ный карман 19 при однокамерном исполнении.
Техническая характеристика машины МПСГ
Производительность, м3/ч........................... 600—1000
Расход сжатого воздуха, м3/мин..................... 6—7
Давление воздуха, кПа................................ ^118
Срок службы трубок-аэраторов, мес.................. 4—6
Расход полиакриламида для флокуляции глины, г/т
руды .............................................. 10—25
Габаритные размеры, мм:
длина.............................................. И 700
ширина............................................. 4200
высота ............................................ 6000
Первая машина МПСГ была пущена на флотационной фабрике
Второго рудоуправления ПО «Уралкалий» в 1974Т^)Машина обес-
печила очистку от глины тонких солевых шламов, получаемых
на I стадии механического обесшламливания на одной из трех
секций фабрики, и заменила три гидросепаратора диаметром 10 м.
Применение глубокого пенного сепаратора МПСГ позволило
уменьшить потери КС1 с глинистыми шламами с 20—25 до 8—10 %
даже без орошения пены водой. С орошением пены при расходе
воды 1—2 м3 на 100 т руды содержание KCI в глинистом про-
дукте снижается до 2—5 %.
На этой фабрике все девять гидросепараторов были заменены
машинами МПСГ. Их стали применять и для очистки сливов
II стадии механического обесшламливания.
Комбинированные машины пенной сепарации
Рассмотренные конструкции мелких и глубоких машин пенной
сепарации при указанных преимуществах обладают и недостат-
ками, обусловленными конструктивными особенностями. Мелкие
6*
83
Рис. 4.15. Комбинированная машина пенной сепарации:
1— камера машины; 2 — штурвал; 3— шибер; 4 — переливной карман: 5—окна: 6— выпуск-
ной патрубок: 7, 15 — аэраторы; 8— пирамидальные днища; 9— отсек основной флотации:
/0 —окна; //-—прямоугольный корпус камеры; /2—отсек перечисткой флотации; 13 — желоб
для сбора пенного продукта: 14, 16 — регулируемые пороги; 17— загрузочный карман;
18 — распределительный козырек; 19— вертикальная перегородка; 20— штурвал для переме-
щения заслонки: 21 — разгрузочный карман: 22— механический пульпоподъемиик; 23 — за-
слонка: 24 — патрубок
машины обладают недостаточной удельной производительностью
и селективностью разделения. Глубокие машины также обладают
недостаточной удельной производительностью, обусловленной тем,
что для получения высокой селективности нередко приходится
работать при пониженной интенсивности аэрации. Другой недо-
статок глубоких машин — ступенчатое расположение камер, вслед-
ствие чего в промежуточных карманах машины создаются потоки,
поднимающие пульпу со взвешенной в ней твердой фазой до
уровня распределительных желобов в последующих камерах.
Кроме того, отсутствие в этих машинах средств для механиче-
ского подъема пульпы обусловливает их применение только
для обогащения тонкодисперсных руд с невысокой плотностью
частиц.
Отмеченных недостатков лишена комбинированная машина
пенной сепарации МПСУ (рие,;-4.15У, разработанная в Госгорхим-
проекте (-а.с. С-ССР № 599849). Эта машина обладает повышенной
удельной производительностью и может применяться на рудах
с расширенным диапазоном крупности флотируемых частиц. Ха-
рактерная особенность машины МПСУ — сочетание в каждой ка-
мере принципа действия двух машин (мелкой и глубокой). Это
сочетание достигается благодаря установке в каждой камере
машины вертикальной перегородки, разделяющей ее на отсеки
основной и перечистной флотации. Аэраторы в отсеке основной
флотации размещают на уровне нижней части вертикальной пере-
городки (как в мелкой машине), а в отсеке перечистной флота-
ции—на уровне верхней части (как в глубокой машине)
84
Работает машина следующим образом. Пульпа, обработанная
реагентами, через загрузочный карман по распределительным
козырькам поступает в отсек основной флотации, где через аэра-
торы 7 осуществляется интенсивная подача воздуха. Сфлотиро-
ванный материал (черновой концентрат) в виде минерализованной
пены проходит над регулируемым порогом 16 в отсек перечисткой
флотации, в аэраторы которого подают значительно меньше воз-
духа. При более слабой аэрации часть пены деминерализуется
и очищается от механически вынесенных гидрофильных частиц.
Готовый пенный продукт стекает в желоб. Осевший материал
вместе с частью жидкой фазы через выпускное отверстие, регули-
руемое заслонкой, попадает в разгрузочный карман и затем пуль-
поподъемником перекачивается в загрузочный карман следующей
камеры, где осуществляется контрольная флотация.
Твердые частицы, выпавшие из пены в перечистном отсеке,
оседают в нижнюю часть камеры и либо попадают через выпуск-
ное отверстие в разгрузочный карман, либо увлекаются между
перегородкой и днищем в отсек основной флотации, в котором
вследствие высокой насыщенности воздухом создается аэролифт-
ный восходящий поток, затягивающий часть жидкой фазы с твер-
дыми частицами из перечистного отсека в отсек основной флота-
ции. Пирамидальная форма нижней части камеры способствует
уплотнению камерного продукта, выгружаемого через выпускной
патрубок. Избыток жидкой фазы свободно перетекает из камеры
в камеру через окно. При остановке машины пульпу выпускают
через выпускное отверстие в разгрузочные карманы и затем через
выпускной патрубок — в хвостоприемник фабрики.
Разделение каждой камеры на два отсека, сообщающиеся
в верхней и нижней частях, позволяет создать в каждом из них
разные аэродинамические режимы: в отсеке основной флотации —
более сильную аэрацию и восходящий поток, которые способствуют
более полному извлечению флотируемых частиц и повышению их
крупности; в отсеке перечистной флотации — менее сильную аэра-
цию и нисходящий поток, которые обеспечивают эффективную
очистку пенного продукта от тонких гидрофильных частиц и срост-
ков. Разница в интенсивности аэрации создает энергичную цирку-
ляцию жидкой фазы внутри камеры, потоки которой захватывают
несфлотировавшиеся или случайно выпавшие из пены гидрофоб-
ные частицы и возвращают их на повторную флотацию в зону
повышенной аэрации.
Наличие пульпоподъемников позволяет применять эту ма-
шину для обогащения частиц широкого диапазона крупности
и осуществлять многократную подачу пульпы в пену для кон-
трольной флотации, что повышает ее удельную производитель-
ность.
С 1978 г. комбинированные машины типа МПСУ (многокамер-
ный пенный сепаратор универсальный) успешно эксплуатируются
для обогащения фосфоритов в производственном объединении
«Фосфаты».
85
Техническая характеристика машины МПСУ-1
Число камер, шт..................................... 3
Полезный объем одной камеры, м3..................... 11,5
В том числе:
отсека I ........................................ 3,75
отсека II............................................ 7’75
Площадь одной камеры, м2............................... 4,5
В том числе:
отсека I ........................................... 3
отсека II............................................. 1,5
Число пульпоподъемников, шт......................... 2
Электродвигатель пульпоподъемника:
тнп................................................ А02-72-6
мощность, кВт ......................................... 22
Габаритные размеры, мм:
длина............................................... 9970
ширина ............................................... 4120
высота................................................ 6150
Производительность:
по руде, т/ч........................................ 30—40
по пульпе, м3/ч................................... 150—200
Масса, кг.............................................. 16 100
Одна машина МПСУ-1 с успехом заменила одиннадцать камер
флотационной машины ФМЗ,2.^
^.КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ МАШИН ПЕННОЙ
СЕПАРАЦИИ
Специфические особенности процесса пенной сепарации предъяв-
ляют специальные требования к конструированию сепараторов.
Так, для пенных сепараторов весьма важно обеспечить равномер-
ную подачу и распределение исходной пульпы на пенном слое,
в то же время отпадает необходимость в перемешивании пульпы
внутри камер машины. Положительное влияние оказывает предва-
рительная аэрация пульпы перед ее подачей на пенный слой. Такая
аэрация может быть осуществлена либо с помощью специальных
аэраторов (эжекторов, перфорированных трубок и т. п.), либо пу-
тем каскадной установки пенных сепараторов.
Разрушение пены в зоне загрузки в значительной степени
уменьшается дифференцированной аэрацией. Для этого в зону
поступления исходной пульпы подают столько воздуха, чтобы
восходящим потоком пузырьков и жидкости максимально погасить
кинетическую энергию поступающей на пену пульпы.
Скорость горизонтального перемещения пены определяется
разницей в степенях аэрации пульпы, чем она больше, тем быст-
рее движется пена. В этой связи для получения более богатых
пенных продуктов необходимо при прочих равных условиях увели-
чивать расстояние между зоной поступления пульпы и пенным
порогом. В некоторых случаях для более полного отстаивания
пены целесообразно прекратить подачу воздуха у пенных порогов.
Дисперсность газовых пузырьков в пенных сепараторах также,
как в обычных флотационных машинах, определяет эффективность
86
обогащения. Крупные пузырьки малоэффективны и лишь нару-
шают процесс, вызывая местный барботаж, в то время как пу-
зырьки размером менее 1 мм лучше удерживают минеральные ча-
стицы любых размеров. В пенных сепараторах могут применяться
аэраторы различных конструкций при условии, что они позволяют
изменять подачу воздуха по направлению движения пены в преде-
лах 0—200 см3/(см2-мин) и не создают зон с повышенной турбу-
лентностью.
Стабильность технологических показателей сепараторов зави-
сит от постоянства уровня пульпы и пенного слоя, для чего в ма-
шинах должны предусматриваться соответствующие средства ав-
томатического контроля и управления. В некоторых случаях для
поддержания уровня обеспечивают постоянный слив избытка
жидкой фазы через бортовые карманы.
В зависимости от цели использования пенные сепараторы кон-
струируют одно- и многокамерными, мелкими и глубокими. При
этом однокамерные аппараты применимы в основном для обога-
щения относительно легко обогатимых руд. При развитых схемах
их устанавливают каскадно или в сочетании с пульпоподъемни-
ками. В многокамерных сепараторах осевший продукт подают на
пенный слой последующих камер с помощью аэролифтных или
механических подъемников.
Мелкие аппараты используют для обогащения грубоизмельчен-
ных руд, глубокие — для тонкоизмельченных. К мелким аппаратам
условно относятся сепараторы с высотой пенного слоя не более
200 мм, к глубоким — более 200 мм.
Производительность однокамерных сепараторов Q (т/ч) опре-
деляют по формуле
Q = 3,6vBm/y,
где v — интенсивность удаления пены с одного погонного метра,
м3/(с-м); В — длина пенного порога, м; т — несущая способ-
ность пенного слоя, кг/м3; у — выход пенного продукта, доли ед.
Интенсивность удаления пены зависит от требований, предъяв-
ляемых к качеству пенного продукта, и определяется относитель-
ной скоростью осаждения в пенном слое наиболее тонких гидро-
фильных частиц. Так, например, для сильвинитовых руд круп-
ностью 0,1—0,8 и 0,074—0,5 мм величина v не должна превышать
соответственно 0,004 и 0,006 м3/(с-м).
Несущая способность пенного слоя определяется физическими,
механическими и физико-химическими свойствами обогащаемого
материала и пенного слоя. Так, например, при сепарации зерен
сильвина крупностью 0,8—3 и 0,8—2 мм катионными собирателями
величина т. равна соответственно 150—160 и 160—200 кг/м3;
для сульфидов тяжелых металлов т= 1704-250 кг/м3.
Производительность многокамерных сепараторов Q (т/ч) зави-
сит от числа п последовательно расположенных камер:
Q — 3,6 У ViBitriily.
1=1
87
Вследствие высокой скорости разделения удельная производи-
тельность пенных сепараторов, рассчитанная на единицу объема
аэрированной жидкости (включая объем пенного слоя), в десятки
раз выше удельной производительности машин пенной флотации
и достигает 100 т/(м3-ч) и более.
Важнейший конструктивный элемент машин пенной сепара-
ции— устройство для аэрации пульпы и создания пены, от работы
которого в конечном счете зависят технологические показатели
процесса.
Аэраторы, установленные в машинах пенной сепарации,
должны обеспечивать:
тонкое диспергирование и высокое объемное содержание воз-
духа в зоне сепарации, обусловливающее большую удельную по-
верхность пузырьков и максимальную вероятность встречи мине-
ральных частиц с пузырьками;
минимальную турбулентность потоков в зоне минерализации
пузырьков и образования пены для снижения сил отрыва частиц
от пузырьков, увеличения сохранности флотокомплексов и повы-
шения крупности флотируемых частиц;
максимальную аэрацию в зоне поступления пульпы на пену
и регулирование скорости аэрации по пути движения пениого про-
дукта для изменения времени сепарации;
возможность изменения степени аэрации в широких пределах
в зависимости от подачи сепарируемого материала, его крупности
и флотационных свойств. Аэраторы должны быть выполнены из
недефицитных материалов, иметь надежную конструкцию и быть
простыми в эксплуатации.
В настоящее время в машинах пенной сепарации в основном
применяют аэраторы, изготовленные из резиновых перфорирован-
ных трубок, обеспечивающие получение сравнительно равномер-
ных пузырьков диаметром 0,2—1 мм; при этом возможно регули-
рование скорости аэрации пульпы в широком диапазоне — от 20
до 250 см3/(см2-мин) и более.
Поры резиновых эластичных аэраторов самоочищаются при их
закупорке. С уменьшением внутреннего диаметра трубки и увели-
чением толщины стенок повышается равномерность аэрации по
ее длине, но возрастает давление, необходимое для продувания
воздуха.
Испытания, проведенные В. М. Малиновским и другими иссле-
дователями, показали, что для равномерной аэрации жидкости по
длине трубки ее диаметр должен быть менее 12 мм, а толщина
стенки — более 3 мм. Оптимальные линейные параметры резино-
вых трубчатых аэраторов следующие: внутренний диаметр
8—12 мм, толщина стенки 3—4 мм, предельная длина 2000 мм.
Оптимальное число проколов (отверстий) на 1 см2 поверхности
с учетом механической прочности и максимальной аэрирующей
способности аэраторов составляет 40—60. При увеличении числа
отверстий в 2 раза необходимое давление воздуха внутри трубки
88
снижается на 30—50 %, но при этом значительно ослабляется ме-
ханическая прочность аэраторов.
Надежность работы аэраторов зависит от качества резины,
а также от среды, в которой они работают. Срок их службы ко-
леблется от 3 до 10 мес. Так, в условиях ПО «Фосфаты» аэраторы
работают около года, на обогатительной фабрике объединения
«Якуталмаз» — 3—4 мес. Существенное влияние на срок службы
аэраторов оказывает реагентный режим ведения процесса обо-
гащения.
Резиновые аэраторы удовлетворяют перечисленным выше тре
бованиям, обеспечивают гидроаэродинамические условия, необхо-
димые для успешного осуществления процесса пенной сепарации,
кроме того, отличаются предельной дешевизной, простотой кон-
струкции и замены.
^- ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Эффективность пенной сепарации в значительной степени зависит
от способа кондиционирования пульпы с реагентами. В случае
обогащения тонкоизмельченного материала этот процесс успешно
осуществляется в стандартных кондиционерах, однако для конди-
ционирования крупнозернистого материала необходимы аппараты
специальной конструкции.
" Особенность сепарации крупнозернистого материала — увеличе-
ние крупности флотируемых минеральных частиц в 3—5 раз, при
этом значительно возрастает масса отдельных зерен и сокраща-
ется сорбционная активность по отношению к реагентам.
Для обеспечения требуемой гидрофобизации крупных частиц
в пульпу необходимо подавать вторичные собиратели — аполярные
углеводороды. Вследствие их плохой растворимости в воде конди-
ционирование крупных зерен эффективно только в очень плотных
пульпах при Т:Ж=1,5-4-3.
, Для кондиционирования плотных и крупнозернистых пульп
с реагентами перед пенной сепарацией в Госгорхимпроекте разра-
ботаны промышленные аппараты — горизонтальные лопастные
Устинов К и КР) и барабанные смесителид 13].
Горизонтальный лопастный смеситель, представленный на
рис. 4.16, а, состоит из рамы, корпуса, валов с лопатками и при-
вода. Рама, выполненная из швеллеров, служит основанием для
корпуса и привода. Сварной корпус имеет днище, состоящее из
двух спаренных полукруглых желобов, и высокие боковые и тор-
цевые стенки. К корпусу присоединены загрузочный короб и раз-
грузочный бункер. Перед разгрузочным бункером находится под-
порная перегородка. Внутренняя поверхность корпуса футерована.
Внутри корпуса расположены два вала с насаженными на них
лопастями, которые установлены по винтовой линии. Угол пово-
рота лопастей изменяется в зависимости от необходимости от 0
до 90°. Рабочие поверхности лопастей защищены износостойкой
89
Рис. 4.16. Двухвальные лопастные смесители типов К (а) и КР (б): 1
/ — электродвигатель; 2 — редуктор; 3 — рама; 4— открытая зубчатая пара; 5 — подшипник;
6 — загрузочное устройство; 7 — корпус; 8— лопатки; 9 — перегородка; 10— вал; // — разгру-
зочное устройство; 12 — стойка; 13— муфта-шестерня; 14 — клиноременная передача
наплавкой толщиной 3—5 мм. Привод состоит из электродвига-
теля, редуктора и открытой зубчатой передачи, связывающей оба
вала. В промышленных условиях эксплуатируются две модифика-
ции лопастных смесителей с рабочим объемом 0,7 и 4,5 м3.
Аппараты типа К и КР (рис. 4.16, б) используют на обогати-
тельных фабриках калийной промышленности.
Техническая характеристика лопастных смесителей
Тнп...............................................
Рабочий объем, м3 ................................
Содержание твердого в исходной пульпе, % • •
Крупность минеральных зерен (мм), при плотности
пульпы, кг/м3:
2200 .........................................
3000—4000 ....................................
Частота вращения валов, мин-1.....................
Число пар лопаток на валу, шт.....................
Радиус окружности, описываемый лопаткой, мм . . .
Мощность электродвигателя, кВт....................
Габаритные размеры, мм:
длина ............................................
ширина..........................................
высота .........................................
К
0,7
<80
КР
4,5
<80
0—4 0-5
0—1,5 0—2
30 20
16 16
325 650
10 40
5100 7300
1400 2700
1500 2200
ОКБ Госгорхимпроекта разработан барабанный кондиционер
с уравновешенными массами, пуск которого в работу возможен
при загруженном барабане.
90
Техническая характеристика барабаииого смесителя
Объем барабана, м3.................................... 9
Коэффициент заполнения............................... 0,5
Диаметр барабана, мм................................ 1600
Длина барабана, мм.................................. 5000
Диаметр загрузочного отверстия, мм................... 400
Частота вращения, мин-1.............................. 20
Редуктор ....................................... РЦД-750-40-1
Электродвигатель.................................. АОС-83-6
Мощность электродвигателя, кВт....................... 40
Габаритные размеры, мм:
длина............................................. 7500
ширина............................................ 2200
высота ................................. 2400
Масса, кг........................................... 8000
Кондиционер барабанного типа (рис. 4.17, а) имеет опорную
раму, вращающийся барабан, поддерживаемый двумя регулируе-
мыми опорными роликами, консольный приводной вал и привод.
Внутри барабана установлены продольные перегородки — деки
(рис. 4.17,6), разделяющие внутреннюю полость барабана на че-
тыре равных отсека. Перегородки не доходят до торцевых стенок
Рис. 4.17. Кондиционер барабанного типа (а) и внутрибарабанные перегородки (б):
1— загрузочная воронка; 2 — крышка с конусом; 3— корпус; 4 — продольные деки; 5 — коль-
цевой порог; 6— поворотное устройство; 7 — диск; 8 — фланец; 9 — ребра жесткости; 10—
разгрузочная камера; 11 — вал; /2 — подшипник; 13— электродвигатель; 14 — редуктор; 15 —
клнноременная передача; 16— подъемное устройство; 17 — рама; 18— опорная станция
91
барабана, отделяя зону загрузки и зону выгрузки. Со стороны
выгрузки к перегородкам прикреплен диск, диаметр которого не-
сколько меньше внутреннего диаметра барабана. Этот диск пред-
назначен для повышения коэффициента заполнения барабана за
счет снижения скорости продвижения материала. Для лучшего
перемешивания жидкой и твердой фаз внутри барабана имеется
несколько кольцевых порогов, замедляющих свободное перемеще-
ние жидкости.
Пульпа из зоны загрузки поступает в продольные отсеки, пе-
ремешивается в них с реагентами и через зазор между диском
и внутренними стенками барабана попадает в зону выгрузки.
Наличие продольных перегородок способствует равномерному рас-
пределению перемещаемого материала, что снижает расход энер-
гии на вращение барабана и облегчает пуск его после остановки
с материалом. Рама аппарата снабжена специальным поворотным
устройством для изменения угла наклона барабана.
Колонные барботажные аппараты для флотационного обогащения
появились четверть века назад, что позволяет подвести некоторые
итоги. В нашей стране работы в указанном направлении были
начаты по инициативе чл.-корр. АН СССР И. Н. Плаксина /
в 1967 г. в Институте обогащения твердых горючих ископаемых. J
В настоящее время в СССР исследованием и разработкой флота-
ционных колонн занимаются в ИОТТ, ИрПИ, Армниипроцветмете,
Механобре, Гинцветмете, ИГМ АН ГССР, УХИНе и других ин-
ститутах [7, 26]. Вопросы разработки, освоения и эксплуатации
колонных машин обсуждались на посвященных этой теме Всесоюз-
ной школе (г. Учалы, 1983 г.) и Всесоюзном научно-практическом
семинаре (г. Иркутск, 1985 г.). Доклады, посвященные созданию
и испытанию аппаратов различных конструкций, были представ-
лены на 14-ом и 15-ом Международных конгрессах по обогаще-
нию руд в 1982 и 1985 г. [36—39]. На 24-й, 25-й и 26-й ежегодных
конференциях металлургов Канады, 114-й и 115-й конференциях
Американского общества горных инженеров (1985—1987 гг.) ко-
лонной флотации были посвящены специальные заседания [50].
В 1988 г. в Аризоне (СЩА) состоялся Международный симпозиум
по колонной флотации. 1
О высокой интенсивности разработок в области колонной фло-
тации свидетельствует и анализ патентной литературы по ведущим
странам (СССР, США, Великобритания, Франция, ФРГ и Япо-
ния). За период с 1970 по 1987 г. выдано более 75 охранных доку-
ментов, из них у нас в стране 34, в США— 13, в ФРГ— 14.
В настоящее время на подавляющем большинстве обогатитель-
ных фабрик установлены флотационные машины импеллерного
типа. В таких машинах структура потоков жидкой и твердой фаз
близка к идеальному перемешиванию, что, как известно из теории
процессов разделения, не является оптимальной гидродинамиче-
ской организацией операций сепарации. Увеличение объемов камер
пневмомеханических и механических машин и уменьшение их уста-
новочного числа усугубляет этот недостаток. Перемешивание в ап-
паратах прямоточной конструкции также обусловливает потери
работы разделения. Установка импеллера снижает энергетический
КПД флотационной машины, так как большая часть энергии рас-
ходуется на поддержание пульпы во взвешенном состоянии и не
связана непосредственно с флотационным процессом. Интенсивное
перемешивание способствует механическому выносу мелких
частиц локальными восходящими потоками. Конструктивные
93
особенности импеллерных машин затрудняют оперативное управ-
ление процессом. Указанных недостатков лишены флотационные
машины пневматического типа, в частности колонные аппараты.
Характер движения частиц и пузырьков — важный фактор, от
которого зависят вероятность образования флотокомплекса, сте-
пень минерализации, скорость флотации и энергоемкость процесса.
При их противотоке обеспечиваются лучшие условия образования
и сохранения флотокомплекса. Вероятность столкновения частицы
с пузырьком и ее закрепления определяется, в частности, нормаль-
ной составляющей относительной скорости их движения, временем
контакта и инерционными силами. Относительная скорость движе-
ния частиц и пузырьков в противотоке при скорости потока пульпы
2 см/с и средней крупности пузырьков 1,5—2,5 мм составляет при-
мерно 10—12 см/с, что соответствует оптимальным условиям со-
ударения, определенным в работах Ф. Дедека. Противоток пульпы
и воздуха обусловливает снижение групповой скорости всплывания
пузырьков, что удлиняет их пребывание в машине, повышает коэф-
фициент использования воздуха и удельную производительность
аппарата. В колонне в связи с отсутствием перемешивающих
устройств и низкой турбулентностью потоков пульпы инерционные
силы, разрушающие комплекс частица—пузырек, незначительны.
Кроме того, в противотоке выше вероятность столкновения частиц
с пузырьками вследствие большого аэрируемого объема камеры
и длинного пути частиц и пузырьков при их движении навстречу
друг другу по высоте машины. И, наконец, в колонне низка интен-
сивность продольного перемешивания пульпы. Все это свидетель-
ствует о том, что скорость и селективность флотации в противо-
токе выше, чем при других направлениях движения потока пульпы
и воздуха.
Повышение флотоактивности воздушных пузырьков связано
с увеличением времени их кондиционирования, т. е. интервала
между моментами образования и минерализации пузырька. Опти-
мальные условия прилипания соответствуют длительности конди-
ционирования 5—20 с, за это время процесс самопроизвольной
активации в результате деструктурирования поверхностных слоев
пузырька успевает в основном завершиться. Вследствие значи-
тельной высоты противоточной колонны продолжительность пре-
бывания в ней воздушных пузырьков составляет более 20 с, т. е.
процесс минерализации в основном происходит при максимальной
флотоактивности пузырьков.
К преимуществам противоточных машин относят также: низкий
расход электроэнергии (в связи с отсутствием вращающихся дета-
лей расход энергии определяется только мощностью привода воз-
духодувки), небольшие капитальные затраты; большой аэрируе-
мый объем, возможность регулирования расхода и дисперсности
воздуха, а также то, что площадь, необходимая для их размеще-
ния, в 3—5 раз меньше площади, занимаемой механическими ма-
шинами той же производительности. Следует отметить и повыше-
ние селективности флотации в колоннах вследствие большей, чем
94
Рис. 5.1. Зависимость содержания р
(сплошные линии) и извлечения е
(штриховые линии) Сг20з в концентрат
от размера частиц dp для колонной
(кривые /) и импеллерной (кривые 2)
флотационных машин [45]
обычно, роли процессов вторичной концентрации, происходящих
в зоне очистки и пенном слое, позволяющее получать высококаче-
ственные концентраты, снижать расход депрессоров и упрощать
технологические схемы.
Конструктивными отличиями машин являются статичность, про-
стота, компактность камеры, отсутствие вращающихся в абразив-
ной среде узлов, эффективное использование производственных
площадей и объемов.
Основная область испытаний колонных аппаратов — флотация
тонкозернистых пульп. Отсутствие интенсивного перемешивания
пульпы, очистка продукта в зоне, расположенной выше уровня
подачи питания, большая высота пенного слоя — все это способ-
ствует получению тонкозернистого концентрата лучшего качества,
чем в импеллерных машинах (рис. 5.1).
Во многих работах отмечалось, что крупные частицы в ко-
лонне флотируются хуже, чем в импеллерных машинах, вследствие
меньшего времени пребывания этих частиц по сравнению со сред-
ним временем пребывания пульпы. Однако в пневматической ма-
шине в условиях слабой турбулентности вероятность закрепления
и удержания частиц на пузырьках бывает выше, чем в импеллер-
ных машинах, поэтому в некоторых случаях применение колонных
машин для флотации крупнозернистых материалов может ока-
заться целесообразным. Об этом свидетельствуют результаты ис-
следований гранулометрического состава продуктов флотации
в аппаратах «Флотэйр» и в колонных машинах с прямоточно-про-
тивоточным направлением движения частиц и пузырьков
.. [45, 50].
Широкое применение колонных аппаратов сдерживается как
объективными причинами (отсутствие надежных аэраторов и мето-
дов расчета параметров), так и консерватизмом технологов. Акти-
визации практических исследований за рубежом в начале 80-х гг.
способствовала информация о замене 13 перечисток концентрата
на фабрике «Мине Гаспе» двумя операциями в колонных машинах
с улучшением технологических показателей [39]. В последние
годы разработка пневматических машин является одним из
важных направлений совершенствования флотационного оборудо-
вания.
95
В настоящее время в постоянной эксплуатации находятся ко-
лонные флотационные машины конструкций ИОТТ, Гинцветмета
и Армниипроцветмета. Из зарубежных пневматических аппаратов
наиболее распространены колонны фирмы «Колэмн Флотейшн»
(Канада), машины «Флотэйр» фирмы «Дейстер Консентрейтор»
(США) и машины с циклонным аэратором «Давкра», производи-
мые в Австралии и ЮАР.
В последние годы в промышленной эксплуатации на нескольких
зарубежных фабриках по обогащению руд цветных металлов
и угля находится пневматическая флотационная машина с отдель-
ной камерой аэрации, разработанная учеными ФРГ и выпускаемая
фирмой «Бергбау Форшунг» [36].
!.?. КОНСТРУКЦИИ КОЛОННЫХ АППАРАТОВ
Первой пневматической флотационной машиной, широко приме-
нявшейся в промышленности, была машина Кэллоу, созданная
еще в 1914 г. Подобно многокамерным механическим аппаратам,
в ней было предусмотрено перекрестное движение пульпы и воз-
душных пузырьков.
Конструкция, напоминающая колонну, была использована для
флотации Т. М. Оуэном в 1915 г. Порцию материала в нее пода-
вали в подпенный слой, а сжатый воздух (через специальные
трубки с резиновыми манжетами) — в нижнюю часть колонны.
Флотацию осуществляли в циклическом режиме; для суспендиро-
вания твердых частиц в придонной части колонны был установлен
четырехлопастной импеллер; с целью поддержания постоянного
уровня пульпы в камеру постоянно подавали свежую воду.
Первая конструкция колонной флотационной машины с проти-
вотоком пульпы и воздуха была создана М. Тауном и С. Флинном
в 1919 г. Аппарат представляет собой цилиндр, в среднюю часть
которого непрерывно поступает обработанная реагентом пульпа.
Сквозь пористое днище (тканевый аэратор или аэратор с жесткими
порами) вводится воздух под давлением. Хвосты разгружаются
по трубе из нижней части. Для поддержания постоянного уровня
пульпы машина снабжена системой клапанов, автоматически изме-
няющих интенсивность выгрузки хвостов. При испытаниях аппа-
рата диаметром 30 см на рудах различных типов была установлена
его высокая эффективность. Промышленное применение колонных
аппаратов сдерживалось осаждением крупных частиц и забивкой
ими пор тканевого аэратора. В нашей стране первая конструкция
колонной флотационной машины была предложена И. П. Шилиным
в 1939 г.
Флотационная колонна, разработанная П. Бутиным и Р. Трем-
блеем в 1961 г., стала первой из нового поколения машин, осно-
ванных на противоточном движении пульпы и воздуха. Принцип
действия машины (рис. 5.2, а) заключается в следующем. Исход-
ная пульпа после перемешивания с реагентами поступает в сред-
нюю часть колонны, где смешивается со струей воды, подаваемой
96
Рис. 5.2. Колонные аппараты, разработанные в Канаде (а), ЧССР (б), Фран-
ции (s), ПНР (г):
/ — камера; 2, 6 — диспергаторы воздуха; 3 — решетка; 4—распределительная тарелка; 5 —
сливной порог
сверху, и встречается с восходящим потоком воздушных пузырьков,
вводимых в нижней части машины.
Первые лабораторные опыты с железной рудой проводили
в колонне диаметром 50 мм, затем колонну диаметром 0,3 м и вы-
сотой 8,8 м испытывали на фабрике «Шеффервилл» (Канада).
Для оценки изменения содержания железа по высоте аппарата
выполняли специальное опробование, позволившее установить, что
основное изменение концентрации металла в камере происходит
в зоне очистки и пенном слое. В дальнейшем колонну квадрат-
ного сечения со стороной 0,457 м и высотой 8,2 м испытывали на
фабрике компании «Опемиска» (Канада). В нее подавали про-
дукты основной, контрольной и перечистной флотации сульфидных
руд. Опыты, проведенные на концентрате основной флотации, вы-
явили возможность получения в колонне концентратов высокого
качества, так, при содержании меди в руде 10,7 % в колонне полу-
чали концентрат и хвосты, содержащие соответственно 27,5 и
4,3 % Си, а в механической машине — концентрат и хвосты, содер-
жащие 22 и 4,1 % Си соответственно.
Сравнение хвостов флотации, получаемых при грубом измель-
чении, показало, что флотационные колонны эффективней рабо-
тают на питании крупностью менее 0,15 мм (медные руды). При
испытании колонны большого диаметра (0,915 м) полученные ре-
зультаты были значительно хуже фабричных, что объяснялось
плохой регулировкой уровня пульпы и расхода воздуха в машине,
а также значительной турбулентностью потоков, затрудняющей
достаточно полный переход флотируемых частиц в концентрат.
Положительные результаты испытаний противоточных машин
в Канаде стимулировали создание и испытание новых конструкций
колонных аппаратов в других странах.
В Чехословакии разработана колонна, по принципу действия
похожая на многоподовый аппарат кипящего слоя с решетками
(рис. 5.2,6). Пульпу подают в верхний отсек колонны. Навстречу
потоку пульпы, проходящей через решетку из отсека в отсек, по-
ступает воздух. Отличительная особенность машины — фракцион-
7 Заказ № 60
97
ная флотация, позволяющая осуществить разные технологические
схемы и многократное использование воздуха путем циркуляции
его в колонне. Недостатки предложенной конструкции следующие:
относительно крупное диспергирование воздуха с помощью меха-
нических решеток, возможность зарастания отверстия дисперга-
тора нерастворимыми осадками, отсутствие равномерного перифе-
рийного съема пенного продукта и возможность попадания твер-
дых частиц в воздуходувку.
Во Франции для флотации крупнозернистого сильвинита разра-
ботана и испытана на заводе «Теодор» цилиндроконическая ко-
лонна диаметром 2,1 м с высотой цилиндрической части 1,5 м
(рис. 5.2, в). Исходная пульпа поступает на распределительную
тарелку, смонтированную в верхней части камеры. В нижнюю
зону машины вводится эмульсия воздуха в маточном растворе,
а несколько ниже — маточный раствор, обеспечивающий поддер-
жание нужной скорости восходящего потока. Особенность ма-
шины— отсутствие диспергатора в камере и создание восходящего
потока, снижающего скорость падения крупных частиц.
В Польше разработана противоточная машина «KFP»
(рис. 5.2, г). Особенность машины — высокий пенный слой, отсут-
ствие промывной воды. Крупнозернистая часть хвостов разгружа-
ется через выпускной клапан, а остальная — через наружный ши-
берный карман, обеспечивая регулировку уровня пульпы в камере
(на рисунке не показаны). Питание в машину поступает через
карман, в котором расположены аэраторы. Поток пульпы проходит
над ними и поступает в камеру. Часть камеры между порогом
и краем сливного желоба предназначена для самоочистки образую-
щейся пены. Замена механических флотационных машин в пере-
чистном цикле на машины «KFP» позволила повысить содержание
серы в концентрате на 7—8 % без снижения извлечения, что объяс-
няется интенсификацией процессов вторичной концентрации в вы-
соком пенном слое машины и отсутствием турбулентных потоков
в камере, способствующих механическому выносу породы. Воздух
в машину подается через паралитовые плиты с порами диамет-
ром 30 и 40 мкм.
В США фирмой «Дейстер Консентрейтор» создано несколько
оригинальных конструкций противоточных машин. Флотационная
колонна Халлинсворта (рис. 5.3, а) имеет камеру прямоугольного
сечения высотой от 1,5 до 8 м с расположенными горизонтально
на разной высоте перфорированными резиновыми аэраторами. Под
ложным перфорированным днищем в нижней части машины уста-
новлена перфорированная труба для подачи воды, необходимой
для разгрузки хвостов (на рисунке не показана). В модифициро-
ванной конструкции этой машины аэрируется не пульпа, а допол-
нительный объем воды, который затем смешивается с пульпой
(рис. 5.3,6). Воду и воздух через эжектор подают в нижнюю часть
колонны, отделенную решеткой. В нижней части колонны аэриро-
ванная пульпа находится под несколько большим давлением, чем
в остальном объеме машины. Так обеспечивается достаточно ин-
98
Рис. 5.3. Колонные аппараты, разра-
ботанные фирмой «Дейстер Консен-
трейтор» (США):
1— камера флотации; 2 — загрузочная во-
ронка; 3 — диспергаторы воздуха; 4 — уст-
ройство для разгрузки хвостов; 5 — ре-
шетка; 6 — эжектор; 7, 9— перфорирован-
ная плнта; 8 — цилиндрическая обечайка;
10 — «пузырьковая» камера; 11 — центро-
бежное распределительное устройство
Питание
Хвосты
тенсивная аэрация. В машине предусмотрено специальное устрой-
ство для одновременного выпуска хвостов и поддержания необхо-
димого уровня пульпы в камере. Хорошие результаты были полу-
чены при испытании на фосфатных рудах. Трудности эксплуатации
машины связаны с износом эжекторов и заиливанием нижней части
камеры.
Колонна «Флотэйр» (рис. 5.3, в) разделена сдвоенной перфори-
рованной плитой на отделения аэрации и флотации. В дырчатую
7* 99
воронку в верхней части камеры поступает питание и аэрированная
пропусканием через эжекторы вода. Аэрированная вода подается
и под перфорированную плиту. Восходящие аэрированные потоки
образуют на перфорированной плите кипящий слой из частиц.
Часть из них флотируется, а остальные движутся вниз навстречу
всплывающим пузырькам. Для улучшения транспортировки не-
сфлотированных частиц при недостаточной скорости восходящих
потоков плита может иметь уклон к разгрузочному патрубку.
Колонна имеет цилиндрическую форму, высоту 4—4,5 м, объем —
от 1,13 до 19 м3. Она используется при флотации фосфоритов
Флориды крупностью 0—1,18 мм, а также при флотации угля и
медных руд [50].
Для предотвращения забивки эжекторов разработана модер-
низированная конструкция машины «Флотэйр», в отделении аэра-
ции которой создают избыточное давление воздуха и воды. Дис-
пергация воздуха в воде осуществляется в распылительных труб-
ках специальной конструкции, соединяющих отделения аэрации
и флотации (патент США № 4450072). Для снижения степени раз-
бавления пульпы водой при аэрации водовоздушной смесью,
а также с целью уменьшения энергозатрат в одной из конструкций
флотационных машин «Флотэйр» воду с пенообразователем эжек-
тируют потоком сжатого воздуха (под давлением около 130 кПа),
который затем диспергируют на пузырьки при движении в сопле
Вентури (Европ. патент № 208411).
В одной из последних разработок фирмы «Дэйстер Консентрей-
тор» (рис. 5.3, г) с целью более равномерной аэрации по сечению
аппарата в нижней части аппарата (под перфорированной плитой,
на рисунке не показана) установлено центробежное устройство
для распределения водовоздушной смеси (патент США № 4617113).
В центробежном устройстве происходит дополнительное дисперги-
рование пузырьков. Размер отверстий в плите выбирают таким
образом, чтобы минеральные частицы не попадали в нижнюю
часть камеры (скорость восходящих водовоздушных потоков в от-
верстиях больше скорости осаждения самых крупных частиц).
Авторы конструкций подчеркивают, что диспергация воздуха про-
исходит при движении водовоздушной смеси, а не в отверстиях
перфорированной плиты, поэтому диаметр пузырьков не зависит
от размера отверстий. Часть воды, не прошедшая в верхнюю часть
камеры, перекачивается насосом через эжектор обратно в камеру,
что позволяет значительно снизить потребление свежей воды. По-
тери воды компенсируются подачей ее под перфорированную
плиту. Как и в предыдущих конструкциях машины «Флотэйр»,
водовоздушную смесь подают не только в нижнюю часть аэратора,
но и в зону подачи питания. Третьей точкой подачи водовоздушной
смеси является так называемая «пузырьковая камера», располо-
женная над патрубком для разгрузки хвостов. Для оптимизации
гидродинамических условий флотации камера снабжена двумя
цилиндрическими коаксиальными обечайками и перфорирован-
ными горизонтальными перегородками.
100
Рис. 5.4. Колонные аппараты, разработанные в Гинцветмете:
/ — патрубки для разгрузки концентрата; 2 —зона отстоя пены; 3 — обечайка; 4 — смеси-
тельная камера; 5 —эжектор; 6 — корпус; 7— диспергатор воздуха; 8 — перфорированная
обечайка
Конструкция машины, в которой сочетаются флотация в проти-
вотоке и предварительная активация минеральных частиц возду-
хом, выделяющимся из раствора при вводе пульпы через эжектор,
разработана в Гинцветмете (а.с. СССР № 368883). Верхняя часть
колонны (рис. 5.4, а) выполнена в виде двух усеченных конусов,
соединенных широкими основаниями для увеличения зоны образо-
вания и отстоя пены. Устройство для разгрузки пены состоит из
нескольких патрубков, установленных в вершине и по периметру
конуса. Внутри колонны расположена цилиндрическая смеситель-
ная камера с эжекторами. Пульпу и воздух подводят в камеру
тангенциально. В зоне подачи пульпы камера снабжена обечайкой.
В смесительной камере образуется восходящий вихревой поток
аэрированной пульпы, который в сочетании с резким увеличением
сечения колонны на выходе из стакана усиливает отделение круп-
ных частиц. Промышленные испытания такого аппарата с объе-
мом камеры 1,2 м3, проведенные на фабрике Урупского ГОКа,
показали, что продолжительность перечистной медной флотации
в нем в 3—5 раз меньше, чем в механической машине ФМЗ,2, при
одновременном улучшении качества концентрата. Улучшение по-
казателей обусловлено лучшей флотируемостью тонких (—5 мкм)
и крупных (+80 мкм) частиц.
На рис. 5.4,6 показана машина, снабженная перфорированной
обечайкой, образующей с внутренней поверхностью колонны по-
лость для подачи воздуха (а. с. СССР № 545385). Устройство для
подачи пульпы в колонну может быть выполнено в виде вертикаль-
ной трубки, перемещаемой вдоль оси колонны с помощью подъем-
ного механизма (а.с. СССР № 472692), что позволяет изменять
место ввода пульпы в колонну.
101
Рис. 5.5. Колонные аппараты, разработанные в ИОТТ:
/ — камера флотации; 2 — загрузочная труба; 3 — диспергатор воздуха; 4 — аэролифтиая
труба; 5 — отделение минерализации; 6 — соединительный патрубок; 7 — пеииое отделение;
8 — направляющие; 9 — устройство для распределения пульпы; 10 — привод; // — шиберный
карман; 12—камера пенной сепарации
На рис. 5.5, а приведена конструкция машины (а.с. СССР
№ 419255), состоящей из этажно расположенных камер, смонтиро-
ванных на трубе питания. Последняя выполнена из секций, пло-
щадь сечения которых увеличивается от нижней к верхней, обес-
печивая пропорциональное уменьшение рабочего объема камер.
Труба питания такой конструкции является гидравлическим клас-
сификатором. Из каждой ее секции на флотацию поступают ча-
стицы определенного класса крупности, при этом в камерах
создаются соответствующие скорости потоков пульпы благодаря
изменению площади сечения камер. Интенсификация флотацион-
ного процесса в такой машине осуществляется за счет раздельной
флотации в камерах частиц узких классов крупности. Недостаток
рассматриваемой машины — сложность покамерной регулировки
уровня пульпы и значительная высота.
102
Этих недостатков лишен флотационный аппарат (рис. 5.5,6),
состоящий из набора концентрически расположенных камер раз-
личного сечения (а.с. СССР № 478616).
Анализ разных аспектов влияния характера движения на про-
текание процесса показал, что для улучшения флотации частиц
различной флотируемости целесообразно в одной машине совме-
щать противоточное и прямоточное направления движения
фаз.
Переток флотируемой пульпы из камеры в камеру осуществля-
ется с помощью кольцевых аэролифтных труб, которые располо-
жены между обечайками камер. Предложенная конструкция позво-
ляет многократно направлять камерный продукт в зону минера-
лизации, чередовать противоточное движение пульпы и воздуха
с прямоточным, а увеличение размера сечений полостей аппарата
в направлении движения камерных продуктов снижает скорости
потоков, обусловливает увеличение времени пребывания частиц
и улучшение условий минерализации труднофлотируемых классов
(а.с. СССР № 1118413).
Для интенсификации процессов вторичной минерализации
в пенном слое камера колонны (рис. 5.5, в) разделена на два отде-
ления: пенное и минерализации, соединенные между собой патруб-
ком. Регулирование расхода воздуха, подаваемого в диспергатор
пенного отделения, и расхода воды для орошения пены позволяет
управлять качеством и выходом концентрата и промпродукта
(а.с. СССР № 271446).
Опыт применения колонных машин при обогащении различных
полезных ископаемых позволил выявить, что соотношения высот
зон минерализации и очистки следует устанавливать с учетом
флотоактивности материала. Разработаны машины (а.с. СССР
№ 489530), снабженные направляющими для перемещения диспер-
гаторов воздуха и устройства для распределения пульпы
(рис. 5.5, г). В зависимости от характеристики исходного питания
и требований, предъявляемых к продуктам разделения, с помощью
приводов диспергаторы и желоба перемещают по вертикальным
направляющим до требуемого соотношения высот зон минерализа-
ции и очистки.
Для интенсификации флотации крупных классов разработана
машина (рис. 5.5,6) (а.с. СССР № 478615), в которой совмещены
процессы пенной сепарации и флотации в противотоке: питание
поступает на пенный слой камеры пенной сепарации для извлече-
ния крупных и легкофлотируемых частиц и для предварительной
аэрации пульпы, а камерный продукт поступает на флотацию
в камеру аппарата.
Недостаток машины — высокие потери металла, так как мине-
рализованные пузырьки, скорость всплывания которых меньше
скорости нисходящего потока, выносятся в хвосты. Для уменьше-
ния потерь и создания циркуляционных потоков в зоне аэратора
разработаны машины (рис. 5.5, е) с аэролифтом в нижней части
камеры (а. с. СССР № 440161).
103
Для регулирования процесса предусмотрена возможность изме-
нения длины аэролифта (рис. 5.6, а).
В одной из конструкций пневматических машин (рис. 5.6, б)
сочетаются прямоточное и противоточное движения фаз. Камера
такой машины представляет собой цилиндроконический резер-
вуар, в верхнюю часть которого вводится пульпа. В резервуаре
расположена цилиндрическая обечайка с двойными перфорирован-
ными стенками. Высоту ее погружения можно регулировать, изме-
няя соотношение противоточных и прямоточных потоков. Воздух
подается через перфорированные стенки цилиндрической части
корпуса и двойного цилиндра (а.с. СССР № 1118413).
Гидродинамические режимы флотации в прямо- и противоточ-
ных секциях регулируют следующим образом. Камеру машины,
состоящую из нескольких прямоточных и противоточных цилин-
дрических секций с диспергаторами, снабжают кольцеобразными
элементами (на рис. 5.6,6 не показаны) с патрубками для под-
вода воздуха и винтовой насадкой, установленной на внутренней
поверхности прямоточной цилиндрической емкости над дисперга-
торами. Кольцеобразные элементы из упругого материала устанав-
ливают внутри каждой емкости соосно с ней.
Изменение давления воздуха, подаваемого через патрубки
в кольцеообразные элементы, влияет на объем последних и живое
сечение цилиндрических емкостей, что позволяет регулировать
скорости потоков пульповоздушной смеси в цилиндрических емко-
стях. Это, в свою очередь, способствует созданию оптимальных
гидродинамических режимов в каждой из емкостей камеры ма-
шины (прямо- и противоточных) и возрастанию извлечения в кон-
центрат труднофлотируемых зерен обогащаемого материала.
В машине, изображенной на рис. 5.6, в (а.с. СССР № 1233946),
для стабилизации процесса целесообразно с изменением расхода
воздуха в камере регулировать уровень пульпы. Для этого пред-
ложено подавать воздух в шиберный карман, причем его расход
должен быть пропорционален расходу воздуха в камере флотаци-
онной машины.
На рис. 5.7, а приведена схема флотационной машины, загру-
зочное устройство которой выполнено в виде перемещаемого по
высоте камеры аэролифта, снабженного кольцевыми желобами,
на уровне которых в аэролифте имеются отверстия, при этом аэра-
торы установлены на днище кольцевых желобов (а.с. СССР
№ 1015917). В машине, изображенной на рис. 5.7,6 (а.с. СССР
№ 984498), загрузочное устройство выполнено в виде элементов
жалюзи, образующих полый усеченный конус, меньшее основание
которого направлено к разгрузочному приспособлению, при этом
элементы жалюзи установлены большим основанием к желобу для
сбора концентрата. В нижней части загрузочного приспособления
предусмотрен подвод воды для возврата частиц в зону флотации.
К недостаткам конструкций обеих колонн следует отнести ма-
лый полезный объем, а также турбулизацию потоков непосредст-
венно около загрузочного устройства.
104
a
Питание
О
Питание
Концентрат
6
3
1 Воздух
8
Отходы
Воздух
J Отходы
6 Питание
Пенный
продукт
Пенный
продукт
Камерный
продукт
Концентрат
Воздух
Г-Д-
Камерный РиС. 5.6. КоЛОННЫе аппараты, раз-
продукт работанные в ИОТТ и ИрПИ:
/ — камера; 2, 4 — диспергаторы воз-
3 — аэраторы; 5 — винтовая на-
6 — цилиндрическая обечайка;
секция; 8 — против©-
9 — шибериый карман
духа;
садка;
7 — прямоточная
точная секция;
Рис. 5.7. Колонные аппараты, разработанные в Гинцветмете (а), Якутниипро-
алмазе (б), ИМСе (в) и Госгорхимпроекте (г):
1—камера: 2 — аэролифт; 3— кольцевой желоб; 4, 7 — диспергаторы воздуха; 5 — жалюзи;
о — загрузочная труба; 8 — отбойный козырек; 9 — циклонное устройство; /0 — телескопиче-
ская труба; 11 — распределитель пульпы
Для классификации исходного материала и равномерного рас-
пределения его по классам крупности в различных по высоте зонах
колонны (рис. 5.7, в) ее загрузочное устройство предложено выпол-
нять в виде системы коаксиально установленных труб, верхние
срезы которых размещены в герметично закрытом цилиндре с тан-
генциальным патрубком для ввода питания (циклонном устрой-
стве), а нижние — на разных уровнях по высоте колонны (а. с.
СССР № 520132). Разделение по крупности осуществляется
в поле центробежных сил, создаваемом тангенциальной подачей
питания. Классифицированный по крупности материал через ко-
аксиально установленные трубы поступает в соответствующие
зоны колонны (крупнозернистый материал ближе к пенному
слою), что способствует увеличению скорости флотации крупных
частиц). Для снижения кинетической энергии потока под трубами
питания установлены отбойные козырьки, под которыми вмонтиро-
ваны дополнительные аэраторы.
Комплекс работ по созданию и внедрению колонных машин
конструкции Госгорхимпроекта выполнен на фабриках, обогащаю-
щих горно-химическое сырье. Опытные образцы машин были ис-
пытаны при обогащении фосфоритов на Подмосковном горно-хими-
чееком комбинате и на комбинате «Уралкалий» в операциях: ос-
новной и перечистной шламовой флотации, основной флотации
крупнозернистого и мелкозернистого сильвинита. В машине
(рис. 5.7, г) исходную пульпу по загрузочной трубе вводят в рас-
ширенную часть колонны. Под трубой закреплен распределитель
пульпы, выполненный в виде перевернутого конуса с вогнутым
основанием. Пену выводят с помощью телескопической трубы, на-
ружный диаметр которой близок к внутреннему диаметру колонны.
Диаметр и высота машины равны соответственно 0,415 и 4,35 м;
объем 0,58 м3. При обогащении фосфоритов крупностью 0—0,18 мм
максимальная производительность машины составила 5 т/ч. Как
показали испытания на калийных фабриках, колонна обеспечивает
получение чистых концентратов при достаточно высоком извлече-
нии ценного компонента.
Срок службы резиновых диспергаторов в машине, установлен-
ной на калийной фабрике, оказался небольшим. В насыщенных
растворах солей происходит их кристаллизация в отверстиях тру-
бок, что снижает пропускную способность аэраторов. Эксплуата-
ция пористых аэраторов в насыщенных растворах солей стала
возможной только при применении подогрева и увлажнении воз-
духа острым паром. В поток воздуха вводят водяной пар (расход
пара 0,15—0,25 кг/м3), а температуру паровоздушной смеси
поддерживают на 30—40 °C выше температуры пульпы. Положи-
тельные результаты, полученные при испытании колонны, позво-
лили перейти к созданию промышленного образца, в котором были
использованы некоторые конструктивные элементы машин пенной
сепарации ФПС-16: каскадный распределитель пульпы по ширине
машины и криволинейный козырек, концентрирующий пузырьки
в зоне поступления пульпы. Машина состоит из прямоугольного
106
Рис. 5.8. Колонные аппараты, разработанные во ВНИПИгорцветмете (а) и
ВНИИцветмете (б):
1 — камера; 2 — диспергаторы воздуха; 3 — шиберный кармаи с клапанной коробкой; 4 — ко-
нусная насадка; 5 — пульсатор; 6 — фильтр; 7 — компрессор
корпуса, разделенного перегородками на три отсека площадью
0,6 м2 каждый; ее производительность 100—120 м3/ч; расход воз-
духа 60—70 м3/ч.
Интересна конструкция колонны (а.с. СССР № 867423) с си-
стемой клапанов, позволяющей пускать машины после технологи-
ческих перерывов. Разгрузка камерного продукта и регулировка
уровня пульпы в машине (рис. 5.8, а) осуществляются через кла-
панную коробку. Такая конструкция машины позволяет в период
пуска отключать подачу питания и в течение 5—10 мин возвра-
щать хвосты в аппарат, что благоприятно сказывается на ее
дальнейшей работе, однако наличие системы клапанов снижает
надежность работы машины в целом.
В камере флотационной пневматической машины (а.с. СССР
№ 722587) для улучшения эмульгирования реагента в верхней
части трубок для подвода реагента, размещенных между трубками
подвода воздуха, делают два ряда отверстий.
Отличительная особенность другой колонны (а.с. СССР
№ 451466), представленной на рис. 5.8,6,— наличие пульсатора
для подачи сжатого воздуха и конусной насадки, обеспечивающих
пульсирующий съем пенного продукта. Флотокомплексы выносятся
на границу раздела, которая расположена на 10—20 мм ниже
верхней части конической насадки концентратора. Пенный продукт
удаляют в результате кратковременного (0,1 мин) импульсного
107
Рис. 5.9. Пневматические флотационные машины, разработанные в США:
1 — камера; 2— полки с каналами; 3 — диспергаторы воздуха; 4— трубка; 5 — конусная
насадка; 6 — пакет рифленых пластин
увеличения расхода воздуха в два раза при частоте 4 мин-1 и бо-
лее. В пульсатор воздух, засасываемый компрессором, попадает
через фильтр.
Все перечисленные пневматические флотационные машины
имеют противоточное движение потоков пульпы и воздуха и аэра-
торы, установленные внутри флотационной камеры. К преимущест-
вам этих машин можно отнести простоту конструкции и обслужи-
вания; к недостаткам — отсутствие зон с различной гидродинами-
кой для более полного извлечения частиц, отличающихся по
флотируемости.
В камерах многозонных колонных машин для более полного
извлечения флотируемых частиц разной флотоактивности выде-
лены зоны с соответствующими гидродинамическими характеристи-
ками.
В колонне, изображенной на рис. 5.9, а (патент США
№ 4066540), на равном расстоянии одна от другой расположены
полки, разделяющие камеру на несколько зон. Каждая полка
имеет открытые сквозные каналы, которые соединяют между собой
соседние зоны и образуют непрерывные вертикальные проходы
сложной конфигурации.
В машине, изображенной на рис. 5.9, б (патент США № 4186087),
зоны с различными гидродинамическими условиями образуются
за счет установки в камере трубок диаметром 4—5 см и длиной,
108
составляющей 8—24 % общей высоты колонны. На концах трубок
установлены конусные насадки для захвата минерализованных
пузырьков. Трубки с насадками образуют зону резкого снижения
турбулентности движущихся потоков воздушных пузырьков и
пульпы. Установка внутри флотационных камер различных обте-
кателей, несомненно, интенсифицирует процесс флотации, повы-
шает извлечение частиц и улучшает качество концентрата, но,
с другой стороны, снижает эффективный объем камеры и произво-
дительность машины, кроме того, такие устройства не позволяют
изменять гидродинамические условия при колебаниях характери-
стик питания.
В настоящее время для интенсификации флотации используют
различные физические методы воздействия на пульпу: ультразву-
ковое, ядерное и радиоактивное облучения, магнитную обработку.
Некоторые из них применяют в колонных аппаратах. Предложена
колонна, которая снабжена гидропневматическим излучателем,
установленным соосно с ней на дне (а.с. СССР № 597425). Форма
излучателя соответствует форме колонны, а размеры ее соизме-
римы с длинами звуковых волн, возбуждаемых излучателем,
и кратны целому числу полуволн. При установке излучателя со-
здаются условия для получения тонкодиспергированного воздуха.
В качестве излучателя может быть применен пьезокерамический
преобразователь с частотой колебаний около 1 МГц, который уста-
навливают выше аэратора (а.с. СССР № 588004). Наличие маг-
нитной системы, расположенной с внешней стороны корпуса
колонны в зоне минерализации пузырьков, позволяет агрегировать
и извлекать в пенный продукт тонкие шламы магнитных минера-
лов, например марганцевых, вольфрамовых и гематито-мартитовых
руд (а.с. СССР № 440160). Эффективность процесса может быть
повышена путем введения в пульпу частиц железного скрапа в ка-
честве минерала-носителя.
Опыт работы колонных машин при обогащении различных по-
лезных ископаемых позволил выявить их конструктивные и техно-
логические особенности и найти оптимальные конструктивные ре-
шения основных узлов: диспергаторов воздуха, распределителей
питания и разгрузки пульпы, стабилизаторов уровня пульпы в ка-
мере.
При создании на базе модельных образцов высокопроизводи-
тельных противоточных пневматических машин необходимо учи-
тывать дополнительные факторы. Установлено, что от размера
поперечного сечения колонны зависят ее удельная производитель-
ность и необходимая продолжительность флотации. Для оценки
влияния режима движения потоков пульпы необходимо опреде-
лять интенсивность перемешивания в машине. Перемешивание
обычно происходит во всех направлениях, однако, поскольку для
колонной машины характерна направленность потока, можно огра-
ничиться учетом интенсивности перемешивания только в продоль-
ном направлении. Необходимо отметить, что вследствие значи-
тельно большей интенсивности перемешивания в промышленных
109
машинах (по сравнению с лабораторными) результаты разделения
в них существенно отличаются. При исследовании интенсивности
перемешивания в колонне установлено, что значение критерия
Пекле, характеризующего степень неидеальности потока в аппа-
ратах, уменьшается с увеличением диаметра колонны и расхода
воздуха и возрастает с повышением скорости потока. Сопоставле-
ние значений критерия Пекле, рассчитанных по результатам экспе-
риментов в колоннах разного диаметра, с удельными производи-
тельностями аппаратов свидетельствует о корреляции между
этими параметрами, а наличие экстремума — о существовании
оптимальной интенсивности перемешивания в колонне.
Полученные результаты позволяют сделать вывод о необходи-
мости оптимизации гидродинамического режима в противоточных
пневматических машинах. Проведенный анализ показал, что для
этого в камерах большого сечения следует устанавливать успокои-
тели. Были испытаны успокоители различных конструкций: в виде
горизонтальных решеток, сеток, цилиндров из проволоки и др.
Наиболее эффективными оказались цилиндры из проволочной
сетки диаметром 5 см и высотой 6 см с отверстиями 2 мм.
Анализ структуры потоков в колонне с тарелками различной
конструкции и без них показал, что интенсивность перемешивания
при их установке уменьшается на 30%; изменение скорости газа
оказывает меньшее влияние, а режим движения пузырей при этом
не нарушается.
Установка перфорированных пластин в различных сечениях ко-
лонны (патент США № 4431531) позволяет увеличить время пре-
бывания частиц в аппарате, а также интенсифицировать элемен-
тарный акт флотации при движении частиц и пузырьков навстречу
друг другу через отверстия в пластинах.
Использование колонны (рис. 5.9,в), заполненной рифлеными
пластинами (аппарат Д. Янга), позволяет обеспечить более тесный
контакт тонких частиц с пузырьками. Повышению извлечения
шлама способствует также интенсивная микротурбулентность
между нарифлениями, характерная глубина которых равна 3 мм,
а угол наклона к горизонту — 45°. Смежные пакеты пластин уста-
новлены во взаимно перпендикулярных направлениях. Отсутствие
макроциркуляции пульпы в насадочной колонне практически
исключает механический вынос в пену частиц пустой породы, что
совместно с большой высотой пенного слоя обуславливает возмож-
ность получения сверхчистых концентратов тонкозернистого мате-
риала в одну стадию. Одно из основных конструктивных преиму-
ществ данного аппарата — исключение необходимости получения
мелких пузырьков, так как дробление воздуха происходит при
движении пузырьков по нарифлениям. Приведенная скорость
пульпы в колонне составляет около 0,3 см/с, воздуха — 8—12 см/с,
промывной воды — 0,1—0,15 см/с (патент США № 4592834).
Исследования, проведенные в ПОТТ, позволяют считать наибо-
лее целесообразной установку в зоне минерализации колонны
(рис. 5.10) вертикальных решетчатых успокоителей, разделяющих
ПО
Рис. 5.10. Колонный ап-
парат с вертикальными
успокоителями:
/ — решетчатые успокоители;
2 — камера; 3 — шиберный
карман; 4 — диспергаторы
воздуха
Рис. 5.11. Пневматиче-
ская машина «Лидс»:
1 — камера; 2 — дисперга-
торы воздуха; 3—нейлоно-
вые стержни
машину на ячейки (а.с. СССР № 483144). Оптимальное сечение
ячейки определяют экспериментально. Образцы машины с такими
успокоителями были испытаны на Жилевской ОПОФ и медной
фабрике Балхашского ГМК. На их базе создан противоточный
аппарат с объемом камеры 40 м3 (ФППМ-40).
В Великобритании испытана колонна «Лидс» (рис. 5.11), ее
особенность состоит в том, что в пене и под ней размещено не-
сколько барьеров, каждый из них состоит из решетки, над щелями
которой свободно установлены легкие нейлоновые стержни. При
уменьшении интенсивности вертикального потока они препятст-
вуют протеканию пульпы на нижний этаж, т. е. барьер действует
111
Рис. 5.12. Пневматические флотационные машины, разработанные в ФРГ:
1 — камера разделения; 2— аэрационный узел (реактор); 3 — патрубок; 4— сопло; 5 — обе-
чайка
как одноходовый клапан. Когда под стержнями собирается доста-
точно пузырьков, стержни раздвигаются и пропускают их вверх.
Это позволяет повысить селективность флотации.
Противоточное движение пульпы и воздуха — характерный
признак пневматических колонных аппаратов — используют и в ма-
шинах других типов. В Японии разработана машина «Севонетт»,
принцип действия которой основан на сочетании противоточной
флотации с механическим перемешиванием. В центр цилиндри-
ческой камеры помещают многоярусный узел аэрации и перемеши-
вания. Каждый ярус представляет собой блок ротора и статора.
Исходная пульпа поступает на верхний ярус через вертикальный
цилиндрический колпак, засасывается ротором и выбрасывается
по направляющим пластинам статора в объем камеры, где твер-
дые частицы движутся навстречу поднимающимся вверх пузырь-
кам. Для обеспечения равномерности аэрации по всему объему
камеры под каждый ярус подают сжатый воздух. В скандинавских
странах распространены пневмомеханические машины «Сала»
(Швеция), работающие в режиме противотока пульпы и воздуха.
Пневматические машины с аэраторами, расположенными вне
камеры. Несмотря на значительные преимущества, распростране-
ние в промышленности колонных машин и пенных сепараторов
пока еще ограничено. Обусловлено это недостаточной надежностью
аэраторов, выполненных из перфорированных резиновых трубок.
В последние годы разрабатывают машины, в которых процессы
аэрации пузырьков и массопереноса разделены.
В ФРГ разработана машина (рис. 5.12, а) со специальным
реактором для аэрации пульпы и минерализации пузырьков.
В реакторе перпендикулярно к направлению потока пульпы раз-
мещены пористые трубки из полиэтилена с диаметром отверстий
около 15 мкм. Поток пульпы проходит через аэратор со скоростью
2—6 м/с, при этом весь его объем равномерно заполняется пузырь-
ками и образуются флотокомплексы. Флотация начинается после
подачи пульповоздушной смеси в камеру, имеющую вид конуса
112
с цилиндрической частью объемом 28 м3. По периметру конуса
расположено 10 патрубков, соединенных с реакторами. Производи-
тельность одного реактора при флотации угля 70 м3/ч пульпы.
Данные, полученные при измерении расхода пульпы, используют
для регулирования расхода воздуха. Новая машина работает на
фабрике, обогащающей коксовые и газовые угли. Материал круп-
ностью менее 0,1 мм подготавливается в трубопроводе, подводя-
щем пульпу к флотационной машине. В каждую камеру поступает
500—900 м3/ч пульпы с концентрацией твердого 20—70 г/л. В пи-
тании флотации зольностью 30—35 % содержится более 40 % ча-
стиц крупностью менее 9 мкм. Зольность концентрата и отходов
соответственно 7—8 % и 68—78 %. Такие аппараты используют
и при обогащении другого минерального сырья [37]. Реактор
может быть установлен как вне камеры разделения, так и
внутри нее.
В некоторых случаях пульповоздушную смесь подают танген-
циально со скоростью 3—7 м/с, что обеспечивает реализацию прин-
ципа циклонной флотации и ускорение выноса мелких минерализо-
ванных пузырьков в пену.
Для обогащения тонких классов углей целесообразно заменить
описанный выше реактор специальной аэрационной камерой, рабо-
тающей по принципу эжектора (рис. 5.12,6).
Для интенсификации флотации тонких угольных шламов в ФРГ
разработан аппарат струйной флотации, основанный на том, что
поток пульпы после выхода из сопла захватывает воздух, и при
встрече аэрированного потока с поверхностью пульпы он проникает
в нее [36]. Для образования кольцевых струй с углом раскрытия
около 30° используют специальные насадки. Насадки устанавли-
вают перпендикулярно к поверхности жидкости или под углом
к ней.
Созданию струйного аппарата (рис. 5.12, в) предшествовали
исследования по изучению зависимости расхода засасываемого
воздуха от давления нагнетания пульпы, диаметра и числа сопел,
а также от расстояния между соплом и поверхностью воды. Пульпа
в виде вертикальной струи из конического сопла подается в верх-
нюю часть цилиндроконической камеры. Зона пузырькового конуса
отделена цилиндрической обечайкой. Испытания опытного образца
показали возможность получения из угля с зольностью 25,1 % при
его концентрации в исходной пульпе 40 г/л концентрат и отходы
с зольностью соответственно 9,4 % и 86,2 % при извлечении угля
76,6%. Высокая удельная производительность аппарата —
2,42 т/(м3-ч) — в сочетании с хорошими результатами разделения
свидетельствует о перспективности струйной флотации.
Наиболее широко в настоящее время применяют машину
«Давкра» (рис. 5.13), разработанную в Австралии и предназначен-
ную для флотации руд и угля. В нижней части камеры расположен
циклонный аэратор, куда под давлением вводятся пульпа и сжа-
тый воздух (расход воздуха 0,6—1 м3 на 1 м3 пульпы). Аэриро-
ванный поток пульпы поступает в камеру, отражается от перего-
8 Заказ № 00
113
Рис. 5.13. Пневматическая машина
«Давкра»:
/ — камера; 2 — циклонный аэратор; 3 —
отражательная перегородка
Рис. 5.14. Схема машины «Хейлпат-
Миллер» (США):
1 — камера; 2 — циклонный аэратор. 3 —
разгрузочный патрубок; 4 — зумпф; 5 —
насос
родки и направляется в зону деаэрации, расположенную за пере-
городкой. Срок службы аэратора 2000—2500 ч.
Для генерации мелких пузырьков в промышленных колонных
флотационных машинах, разработанных в Горном бюро США,
устанавливают камеры аэрации (внутренний диаметр 5 см, длина
17 см), заполненные стеклянными шариками диаметром 1 мм.
Сообщается, что для создания необходимой аэрации в колонне
диаметром 1,8 м и высотой 12 м устанавливают 16 камер указан-
ной конструкции; водовоздушную смесь распределяют через
107 форсунок, причем предусмотрена возможность замены неис-
правных форсунок и трубок без остановки процесса флотации.
Средний размер пузырьков может изменяться от 0,2 до 4 мм в за-
висимости от давления воды и расхода пенообразователя. Разбав-
ление пульпы водовоздушной смесью незначительно, так как поток
воды через камеры аэрации составляет около 4 % потока исходной
пульпы.
В США сконструирована восьмикамерная флотационная ма-
шина для обогащения угля «Хейлпат-Миллер» (патент США
№ 4613431). Аэрация в камере осуществляется в отдельной емко-
сти вследствие эжекции воздуха из атмосферы при вихревом дви-
жении пульпы, обеспечиваемом тангенциальной ее подачей через
отверстие диаметром 8—12 см под давлением около 200 кПа.
В первых двух камерах предусмотрена также подача в эти емко-
сти дополнительного воздуха под давлением. Затем пульпа прохо-
дит через все камеры разделения, с обеих сторон которых установ-
лен пенный желоб.
Для дополнительного перемешивания пульпы с целью предот-
вращения седиментации крупных частиц межкамерные перего-
родки установлены таким образом, чтобы обеспечить многократное
114
изменение направления движения потока. В аэрационные емкости
первых двух камер поступает исходное питание, а в последующие
камеры — пульпа, перекачиваемая из придонной части машины,
что также увеличивает эффективность флотации крупных частиц
(0,3—0,6 мм), оседающих на дно камеры.
На рис. 5.14 схематически показан поперечный разрез машины
«Хейлпат-Миллер». Из придонной зоны часть пульпы, содержащая
крупнозернистую фракцию материала, поступает в зумпф. Под
давлением, создаваемым насосом, пульпа из зумпфа распределя-
ется между тремя циклонными аэраторами (третий аэратор на
рисунке не показан).
5.3. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНЫХ
ИССЛЕДОВАНИЙ ФЛОТАЦИИ В КОЛОННЫХ АППАРАТАХ
При выборе размера колонной машины обычно известна продол-
жительность флотации в лабораторном аппарате. Среднее время
пребывания в колонне можно оценить по формуле
t = HJ(ui + ир) = Hj[4Qp/(nd2cc^ + Up], (5.1)
где //м — высота зоны минерализации, см; ui, ир — скорость соот-
ветственно жидкой фазы и седиментации, см/с; Qp — производи-
тельность по твердому, г/с; dc — диаметр аппарата, см; сР — содер-
жание твердого, г/см3. Таким образом, при данной производи-
тельности операции необходимое среднее время флотации может
быть получено при различных размерах колонны, аэрации и плот-
ности пульпы.
Результаты опытов свидетельствуют, что указанные параметры
влияют на зависимость извлечения и качества концентрата от вре-
мени флотации. Рассмотрим экспериментальные данные, получен-
ные при изучении влияния некоторых параметров на процесс фло-
тации в колонных машинах.
Диаметр аппарата da при постоянной производительности опе-
рации по пульпе определяет приведенную скорость жидкости vi.
Увеличение Vi обусловливает пропорциональное снижение времени
флотации. С другой стороны, повышение скорости пульпы в проти-
вотоке снижает скорость подъема пузырьков относительно аппа-
рата, увеличивает продолжительность их пребывания в пульпе
и степень минерализации при неизменной высоте колонны.
Для уменьшения потерь ценного компонента целесообразно
часть объема под аэратором использовать в качестве отстойника
для сбора и коалесценции микропузырьков, после чего они смогут
подняться в объем над аэратором. Оптимальное местоположение
аэратора может быть определено при внутриколонном опробовании
подаэраторной части машины. Снижение скорости подъема мелких
8* 115
Рис. 5.15. Зависимость извлечения е
меди (сплошные линии) и никеля
(штриховые линии) от глубины погру-
жения аэратора Н в колонной флотаци-
онной машине при содержании твердого
43 % (кривые /) и 30 % (кривые 2) [14]
пузырьков повышает вероятность их выноса в хвосты. Величина vi
влияет также и на газосодержание в камере.
Увеличение dc вызывает и увеличение коэффициента диффузии
(Д~Д'/3), что является одной из основных причин ухудшения
показателей флотации при переходе от лабораторных к промыш-
ленным колонным машинам. Следовательно, число Пекле
Pq = viHID (vi— приведенная скорость потока пульпы, см/с), яв-
ляющееся гидродинамическим критерием подобия, убывает с уве-
личением диаметра при неизменном потоке пульпы по квадратич-
ному закону.
Кроме того, отрицательное влияние на разделение оказывает
неравномерная аэрация по сечению колонны в аппаратах боль-
шого диаметра. Равновесный профиль газосодержания (распреде-
ление по радиусу колонны) вдали от аэратора близок к параболи-
ческому. Газосодержание на расстоянии г от оси
Ф = ф[(6 + 2)/Ь][1-(г/<1,
где ф—среднее газосодержание; 6=1,8ч-2,3 — коэффициент; R —
радиус колонны.
Движение части материала в пристенной зоне с незначительной
аэрацией ухудшает показатели флотации. Вследствие неравномер-
ности аэрации в колоннах большого диаметра образуются цирку-
ляционные потоки, усиливающие макроперемешивание в аппарате
и механический вынос частиц. В соответствии с эксперименталь-
ными данными В. И. Янцена, при содержании твердого в пульпе
25 % и извлечении 85 % с увеличением диаметра колонны
с 10 до 50 см удельная производительность аппарата снижается
с 7,2 до 3,3 т/(м3-ч) (при обогащении медной руды Балхаш-
ского ГМК).
Высота колонны — основной параметр при ее расчете. Некото-
рые авторы считают, что увеличение высоты всегда положительно
влияет на качество разделения, однако экспериментальные иссле-
дования И. И. Максимова с соавторами [14] убедительно доказы-
вают, что для зависимостей извлечения и эффективности обогаще-
116
ния от высоты зоны минерализации характерно наличие макси-
мума (рис. 5.15), объясняемое несколькими причинами.
Одни частицы в процессе подъема полностью минерализован-
ного пузырька могут вытеснять другие, однако селективность и
скорость этого процесса не изучены. Свидетельством стесненности
движения частиц при флотации в колонне является смещение
точки максимального извлечения в область меньших значений Н
при увеличении содержания твердого в питании операции
(см. рис. 5.15), а также отсутствие экспоненциального снижения
извлечения при возрастании скорости потока пульпы в ка-
мере. (Несложно показать, что при свободной флотации е=
= 1—ехр(—a/Qz), а при ограничении подачи воздуха e=6/Qz, где
а, Ь — коэффициенты, Qi — объемный поток пульпы при данном
содержании в ней твердой фазы.) Интенсивность перемешивания
при H>5dc практически не зависит от высоты аппарата. При
H<Zbdc следует учитывать неравномерность барботажного слоя
в поперечном направлении. В этом случае применение диффузион-
ной модели некорректно, кроме того при значительном выходе
пенного продукта и наличии тонкодисперсных пузырьков в пульпе
возможно увеличение минеральной нагрузки на пузырьке и увле-
чение его потоком вниз. Расчеты показывают, что при скорости
потока пульпы 0,7 см/с и плотности твердого рр=4 г/см3 пол-
ностью нагруженные пузырьки диаметром менее 0,3 мм будут
вынесены потоками в хвосты. Во-вторых, увеличение траектории
движения пузырьков в пульпе способствует их коалесценции. Сте-
пень коалесценции зависит от поверхностного натяжения пузырька,
плотности и вязкости пульпы. В плотных пульпах изменение сред-
него размера пузырька по высоте колонны может составлять бо-
лее 100 %. При коалесценции пузырьков возможен отрыв закрепив-
шихся на их поверхности частиц. Увеличение среднего размера
пузырьков снижает интенсивность минерализации и продолжитель-
ность их подъема, ускоряет циркуляцию пульпы. Высота зоны ми-
нерализации ограничена площадью свободной поверхности пу-
зырьков.
Аэрация. При достижении 50 %-ной занятости площади поверх-
ности пузырьков скорость их минерализации уменьшается, а при
приближении этой величины к 100% дальнейшего увеличения ми-
неральной нагрузки не происходит. Минимальный расход воздуха,
который может обеспечить требуемые показатели при dv<^db, рас-
считывают по формуле
гу ____ db
^min—• 66Ор d„ ,
где у— выход концентрата; б— коэффициент упаковки частиц на
поверхности рр — плотность частиц; db, dp — диаметр соответст-
венно пузырька и частицы. При регулировании подачи воздуха
следует учитывать зависимость дисперсного состава пузырьков
117
Рис. 5.16. Зависимость извлечения
е меди от приведенной скорости
воздуха ve в колонном аппарате
[43] ’
Рис. 5.17. Зависимость извлечения 8 меди (сплошные линии) и ее содержания [>
в концентрате (штриховые линии) от расхода воздуха Qg в противоточной ко-
лонне диаметром 10 см при расходе пульпы 360, 600 и 720 л/ч, соответственно
кривые 1, 2, 3
и коэффициента диффузии от приведенной скорости потока воз-
духа Vg\
Лъ Vg ;
D ~ v'g3.
Увеличение аэрации в области Qg>Qgmm влияет на элемен-
тарный акт флотации сложным образом: с одной стороны, увели-
чивается концентрация пузырьков в пульпе, а с другой стороны,
в результате возрастания их среднего диаметра уменьшается
гидродинамический коэффициент захвата. Вследствие этого на за-
висимости извлечения от подачи воздуха обычно имеется макси-
мум (рис. 5.16) [42]. При флотации медной руды в лабораторной
колонне максимальное извлечение наблюдалось при приведенной
скорости воздуха vg=2-h2,5 см/с. Следует учитывать также интен-
сификацию неселективного механического выноса и изменение
структуры пены при увеличении vg.
Плотность пульпы. Увеличение плотности пульпы позволяет
снизить объем камеры флотационной машины при неизменном
времени флотации в соответствии с формулой (5.1). Эксперимен-
тальное сравнение показателей флотации угля в колоннах и им-
118
Рис. 5.18. Зависимость зольности кон-
центрата (сплошные линии) и из-
влечения горючей массы е (штрихо-
вые линии) от содержания твердого
Ств в колонной (кривые 1) и импел-
лерной (кривые 2) флотационных
машинах [46]
пеллерных машинах показывает, что процесс разделения в колон-
ном аппарате оказывается менее чувствителен к увеличению содер-
жания твердого. При увеличении плотности пульпы в импеллерных
машинах повышаются скорость коагуляции частиц и степень их
механического выноса. Низкая интенсивность перемешивания
в пневматических машинах и наличие зоны очистки позволяют
предотвратить отрицательные последствия повышения содержания
твердого. При расчете оптимальной плотности пульпы следует учи-
тывать усиление коалесценции пузырьков и повышение неоднород-
ности течения в радиальном направлении при увеличении плотно-
сти и вязкости среды. При постоянных значениях скорости потока
пульпы и объема камеры, по данным И. И. Максимова, В. И. Ян-
цена и других исследователей, увеличение плотности пульпы сни-
жает эффективность процесса (рис. 5.17). При незначительной
глубине погружения аэратора показатели слабо зависят от плот-
ности пульпы, при увеличении глубины проявляется влияние огра-
ниченности поверхности пузырьков и их плавучести. Очевидно, что
при постоянной аэрации насыщение поверхности наступает тем
раньше, чем больше плотность питания (рис. 5.18). Однако для
практических расчетов важнее другой вопрос: как изменяются
показатели при увеличении плотности пульпы, если производитель-
ность по твердому не изменяется. Экспериментальные данные
Дж. Гроппо свидетельствуют о повышении как извлечения, так
и качества концентрата при повышении плотности пульпы до
определенного предела [46].
По мнению А. Д. Боркина, подтвержденному результатами про-
мышленных испытаний, в технологическом интервале изменения
подачи пульпы в машину увеличение приведенной скорости пульпы
способствует повышению эффективности работы колонных машин
при незначительном снижении извлечения ценных компонентов.
Максимальная производительность аппарата по пульпе ограничена
нарушением процесса флотации, когда скорость нисходящих пото-
ков становится больше скорости подъема минерализованных воз-
душных пузырьков.
Австралийскими исследователями изучено влияние подачи в пен-
ный слой воды на показатели колонной флотации угля в пилотной
установке диаметром 10 см и высотой 4,2 м при подаче пульпы
119
и воды соответственно 3—10 и 0—4 л/мин. Установлено, что кри-
вая обогатимости приближается к предельной (рассчитанной на
основе фракционного анализа) при уменьшении подачи пульпы.
С увеличением расхода промывной воды снижается как зольность
концентрата, так и извлечение горючей массы. При эксперимен-
тальном исследовании углей 12 типов установлено, что в случае
зольности концентрата не менее 8 % снижение зольности на 6 %
(что обычно обеспечивается подачей промывной воды с приведен-
ной скоростью 0,3—0,6 см/с) приводит к уменьшению выхода кон-
центрата лишь на 5% (при флотации угля фракции —100 мкм).
Экономические расчеты свидетельствуют о целесообразности
подачи воды в пенный слой для получения высококачественных
концентратов.
Итак, разработанные пневматические флотационные машины
характеризуются большим диапазоном изменения соотношений вы-
соты зон минерализации и очистки, диаметров колонны, скоростей
и интенсивностей потоков пульпы и воздуха и других параметров.
Данные экспериментальных исследований и качественный анализ
не позволяют сделать вывод о требованиях к конструкциям флота-
ционных машин и определить оптимальные параметры процесса.
Для разработки методики расчета аппаратов и создания алгорит-
мов оптимального управления процессом необходимо применение
модели колонной флотации.
6
АЭРАТОРЫ ПНЕВМАТИЧЕСКИХ
ФЛОТАЦИОННЫХ МАШИН
6.1. ОБЩИЕ СВЕДЕНИЯ
Эффективность работы флотационных машин во многом зависит
от устройства и способа диспергирования воздуха в аппарате, по-
скольку аэрация и дисперсный состав пузырьков влияют на ско-
рость и селективность процесса. В процессе флотации можно
условно выделить три последовательные стадии: элементарный акт
минерализации пузырьков, разделение пульповоздушной смеси
и вторичное обогащение в пенном слое. Обычно все эти стадии
осуществляются в одном аппарате, хотя оптимальные гидродина-
мические и аэрационные условия их проведения различны. Флота-
ционные машины существующих конструкций можно подразделить
на аппараты с совмещенной камерой аэрации и сепарации и аппа-
раты с раздельными камерами для минерализации пузырьков
и разделения трехфазной системы.
С учетом различия гидродинамических условий в камерах по-
следних аппаратов разные требования предъявляются и к аэра-
ционным установкам. Аэраторы в камере минерализации должны
обеспечивать максимальное газосодержание при оптимальной
средней крупности пузырька, зависящей от гранулометрического
состава питания и интенсивности перемешивания, а также высокую
вероятность столкновения частиц и пузырьков. К аэраторам в ап-
паратах с совмещенной камерой минерализации и разделения
предъявляют следующие требования: минимальная макроциркуля-
ция пульпы в камере и обеспечение таких размеров пузырьков,
чтобы флотокомплексы были плавучими. Кроме того, все аэраторы
должны иметь стабильную аэрационную характеристику, быть на-
дежными и долговечными^]
Конструкции аэрационных устройств, разработанные с учетом
указанных требований, можно объединить по принципу действия
в следующие группы: механические, пневмомеханические, пневма-
тические, гидравлические (струйные) и пневмогидравлические.
Аэраторы первых двух типов широко применяют во флотационных
машинах. Диспергирование воздуха в них обеспечивается враще-
нием импеллера. Их недостаток — интенсивное перемешивание
пульпы в камере, обусловливающее повышенный механический вы-
нос шламов, снижение эффективности процесса [крутизна сепара-
ционной характеристики камеры идеального смешения £(К) =
= (1 + К/)“1 минимальна при данном времени флотации /] и повы-
шение энергозатрат (0,3—0,8 по сравнению с 0,15—0,2 кВт-ч/м3
пульпы для пневматических аэраторов). В настоящей главе
121
проанализируем конструкции аэраторов, в которых отсутствуют
движущиеся элементы, так как именно такие аэраторы используют
л-квлоштых-флотомашинах ^аппаратах пенной сепарации.
6.2. ОСНОВНЫЕ КОНСТРУКЦИИ ПНЕВМАТИЧЕСКИХ
АЭРАТОРОВ
К наиболее распространенным аэрационным устройствам относят
„ перфорированные трубки или пластины, в которые под давлением
подают воздух. Такие аэраторы были на одной из первых машин
пенной флотации «Келлоу».
В пневматических флотационных машинах канадских фирм
применяют тканевые аэраторы, к преимуществам которых относят
низкую стоимость и регенерацию при промывке, а к недостаткам —
неравномерность аэрации, появление крупных пузырьков (до 3 мм)
и возможность попадания жидкости в воздушную магистраль. Тка-
невые аэраторы изготавливают тарельчатыми, в виде рамки, ре-
шетчатыми, в виде чехлов на перфорированных трубках и др.
В зарубежной практике применяют аэраторы в виде воздухорас-
пределительных решеток различной формьП
установленных на фабрике «КипрусСьеррита» (СШД) ко-
Х1онньц флотационных машинах применено оригинальное устрой-
ство, пфедставляй>ш,ее собрй патрубок, герметично' закрывающий
ди^пергатрр воздухк при выходе последнего из строй. Оно позво-
ляет заменить отдельные труоки тканевого аэратора без остановки
флотационного процесса, что^'аначитНдьно снижает требования
к долговечности диспергаторов воздуха.
[Т£эраторы из тефлона, пористой керамики и металлокерамики
для флотации использовать нецелесообразно вследствие высокой
стоимости, забивки их пор частицами и сложной регенерации.
Основным типом аэраторов в пневматических флотомашинах
остаются трубчатые устройства. Для улучшения аэрационных ха-
рактеристик предложен аэратор, представляющий собой набор
полых колец из пористого (войлок или пористый полиэтилен) или
эластичного (резина) материала, сжатых стяжными гайками. Во
внутреннюю полость колец подают воздух под давлением. Дисперс-
ный состав пузырьков регулируют изменением степени сжатия
колец. Аналогичную конструкцию имеет шайбовый аэратор, в ко-
тором ось колец расположена вертикально, а их'диаметр увели-
чивается сверху вниз. Шайбовый аэратор АШ-15 для подачи до
15 м3/ч воздуха под давлением 0,15 МПа имеет диаметр 14 см
и высоту 13,5 см. Аэраторы данной конструкции надежны и долго-
вечны, но для их работы необходимо обеспечить высокое давление
^•воздуха. Наилучшие показатели аэрации отмечены при использо-
‘ вании перфорированных резиновых трубок диаметром 8—12 мм
(срок службы —6 мес). Каждое отверстие с эластичными краями
играет роль обратного клапана, закрывающегося при снижении
подачи воздуха, что предотвращает забивку пор и попадание
пульпы в воздухопровод. Были испытаны резиновые трубки разных
122
размеров из материала с различными физическими свойствами.
Оказалось, что повышение твердости резины снижает чувствитель-
ность аэратора к колебаниям давления воздуха, повышает равно-
мерность аэрации по объему камеры и уменьшает дисперсию гра-
нулометрического состава пузырьков. Обычно применяют трубки
с толщиной стенок не более 3 мм, однако испытания резиновых
трубок с толщиной стенки 6 мм, показали, что при высоком дав-
лении воздуха их срок службы значительно возрастает.
Перфорация швейными иглами диаметром 0,8 мм обеспечивает
получение пузырьков, размеры которых оптимальны для флотации.
Частота перфорации составляет 40—60 отверстий на 1 см2, при
этом vg можно доводить до 2,5 см/с при давлении воздуха до
150 кПа. В случае перфорации щелевидными отверстиями необхо-
димое давление воздуха снижается до 30—90 кПа, вследствие чего
срок службы аэратора возрастает, однако снижается однород-
ность размеров пузырьков. К недостаткам резиновых аэраторов
относят: быстрый износ резины, увеличение диаметров отверстий
и повышение неравномерности аэрации в ходе работы, а также
необходимость замены аэратора при локальном нарушении его
целостности, что существенно сокращает срок службы.
Для предотвращения «окостенения» резины (потеря эластично-
сти) аэраторы следует периодически погружать в аполярные орга-
нические масла.'~~]
На равномерность аэрации, газосодержание и интенсивность
перемешивания в колонных флотационных машинах большого диа-
метра существенное влияние оказывают форма и расположение
трубок, через которые проводится барботаж. Экспериментальные
исследования трубок различной формы (прямая трубка; располо-
женная по диаметру колонны; две перпендикулярные трубки; одна
и две концентрические кольцевые трубки и их сочетание с пря-
мыми трубками) показали, что в колонне круглого сечения наи-
большее газосодержание и минимальное обратное перемешивание
наблюдаются при аэрации через перфорированную трубку в форме
кольца.
Во флотационных машинах колонного типа резиновые трубки
обычно укладывают перекрестно в несколько рядов, закрепленных
на металлическом каркасе.
В последние годы в СССР и за рубежом запатентовано много
устройств для пневматической аэрации во флотационных машинах.
Для изменения крупности пузырьков (в 5—10 раз) при использо-
вании материала с эластичными порами предложено регулировать
степень сжатия пластины, через которую осуществляют барботаж
(а. с. СССР № 660715). Для улучшения аэрационных характери-
стик и повышения срока службы аэраторов целесообразно их изго-
товлять в виде перфорированной металлической трубки или ко-
нуса, на которые одевают кольца или конус специальной формы
Неэластичного материала (а. с. СССР №201263, 1005922, 1142172).
/Для интенсификации процесса дробления пузырьков, ускорения их
отрыва от аэратора и повышения равномерности аэрации предло-
......... - —
123
' -—~i _ ’ V'i v'
жено подводить к жидкости акустические колебания./ При этом
в качестве резонатора может использоваться специальное устрой-
ство (а. с. СССР № 597425) или аэратор (а. с. СССР № 1093357,
патенты США № 3735868, 3722836). Создан аэратор из перфори-
рованных трубок с автоматическим регулятором подачи воздуха,
причем аэрирующие трубки перемещаются по эллиптическим тра-
екториям (а. с. СССР № 1150035). Для усиления локального пере-
мешивания и повышения надежности системы предложено перфо-
рированные трубки располагать в виде объемного каркаса
СССР № 867424) и осуществлять аэрацию через несколько
перфорированных поверхностей.
Применение для аэрации регулируемого кольцевого зазора
с системой обратных клапанов для исключения попадания воды
в компрессор (а. с. СССР № 865406, 1183180) или трубок с отвер-
стиями, на которые одеты клапаны (патент СРР № 77353), позво-
лит снизить интенсивность забивки отверстий аэраторов и стаби-
лизировать дисперсный состав пузырьков. Недостаток таких
устройств, как и аэраторов типа «шар в конусе», заключается в об-
разовании относительно крупных пузырьков, неэффективных для
флотации.
(^Разнообразие конструкций аэрирующих устройств расширяется
с пфитеттением флотационных машин с раздельными камерами
минерализации и сепарации"} (патент США № 4186094). В ка-
мере минерализации цеЖтГбобразно создать интенсивную мел-
комасштабную турбулентность, способствующую закреплению мел-
ких частиц и оптимизации процесса. Такие условия обеспечиваются
в аэрационной камере с перфорированными трубками, расположен-
ными на расстоянии нескольких сантиметров друг от друга для
микроциркуляции пульпы и обеспечения перекрестного движения
потоков пульпы и воздуха (патент ФРГ № 2420482) (см. рис. 5.12).
Для получения пузырьков диаметром 0,1—3 мм в США создана
камера аэрации, заполненная стеклянными шариками диаметром
1 мм. В аэратор подают под давлением воду и воздух, образую-
щаяся водовоздушная смесь поступает в противоточную колонную
флотационную машину [45].
В аппаратах статической флотации, созданных в НРБ, в каче-
стве аэратора используют перфорированный барабан, на который
надета пористая ткань (патент США № 4407715). Материал посту-
пает из питателя в верхнюю часть барабана и стекает слоем тол-
щиной в несколько миллиметров. В процессе движения аэрирован-
ной пульпы по барабану интенсивно образуются флотокомплексы.
В качестве диспергатора воздуха во флотоциклонах используют
пористые или перфорированные внутренние стенки камеры с диа-
метрами отверстий от 5 до 190 мкм. На крупность образующихся
пузырьков основное влияние оказывают гидродинамические пара-
метры камеры.
"К отдельному направлению конструирования следует отнести
создание пульсационных (вибрационных) пневматических флота-
ционных машин (-а. с. СССР № 860867, 869819, -933121, 994016',
124
1026832, 1052267, 1128985, 1Г42171). Принцип их действия основан
на диспергировании воздуха при пульсациях его давления в ка-
мере аэрацииу^см. рис. 5.8,~б). Создаваемое этими пульсациями
турбулентное движение пульпы усиливается при протекании жид-
кости через специальные решетки.
Отсутствие газораспределительных устройств в объеме пульпы
является преимуществом аппарата, в котором аэрация обеспечи-
вается струей воздуха, перпендикулярной к поверхности пульпы
(патент США № 3411271, патент ФРГ № 3140966). Предваритель-
ное кондиционирование материала с воздухом обеспечивает ад-
сорбцию микропузырьков на поверхности частиц и улучшает после-
дующую флотацию. На этом основана, в частности, применяемая
в водоочистке флотация растворенным воздухом (компрессионная
и вакуумная флотация), когда выделение пузырьков из раствора
происходит при снижении внешнего давления. Минимальный раз-
мер устойчивых пузырьков определяется по формуле db min=2a/Ap,
где Ар— падение давления. Центрами образования микропузырь-
ков являются гидрофобные поверхности, что обеспечивает селек-
тивность флотации шламов. При компрессионной флотации насы-
щение пульпы воздухом проводится в сатураторах при давлении
100—300 кПа. Подача воздуха в сатураторах может осущест-
вляться через пористые материалы либо эжекцией в пульпопровод.
Применяют также напорные резервуары со струйной аэрацией. Ка-
витационный механизм образования пузырьков проявляется и
в других аэраторах с интенсивным перемешиванием.
Другое направление развития пневматической флотации свя-
зансГ~с совершенствованием аэролифтных флотационных мащшГ)
(а. с. СССР № 440161, 369932). В этих машинах зоны минерализа-
ции и сепарации также отделены друг от друга. Воздух подают
через перфорированные пластины или щелевые аэраторы, а диспер-
гирование пузырьков осуществляется в потоке пульповоздушной
смеси переменного направления (сначала поднимающегося в аэро-
лифте, а затем опускающегося). Для дополнительного диспергиро-
вания воздуха в аэролифте, предусматривают сужение потока
(а. с. СССР № 822904)Г Аэролифтное устройство флотационных
машин рассматривают как' пневматический аэратор, так как
одна из его функций — диспергирование воздуха благодаря кине-
тической энергии всплывающих пузырьков и их минерализация.^
6.3. МЕТОДЫ РАСЧЕТА ПНЕВМАТИЧЕСКИХ АЭРАТОРОВ
Основная характеристика аэратора — размер отрывающихся от
его поверхности пузырьков.
Точный количественный анализ стадий роста пузырьков невоз-
можен вследствие множества влияющих факторов, которые экс-
периментально и аналитически не определяются. Например, до
сих пор не разработана модель, учитывающая взаимное влияние
пузырьков в соседних отверстиях. Разработано несколько подхо-
дов к описанию барботажа через затопленное отверстие. Один из
125
Рис. 6.1. Схема сил, действующих на
пузырек до отрыва от аэратора
них заключается в составлении дифференциальных уравнений дви-
жения жидкости вблизи растущего пузырька (уравнения непрерыв-
ности, Навье—Стока, Бернулли) и уравнений термодинамического
равновесия пузырька, определяющих соотношение объема пу-
зырька с давлением. Такие уравнения, характеризующие динамику
роста пузырька и его форму в момент отрыва, решают одним из
численных методов, например методом конечных элементов. К не-
достаткам рассмотренного подхода относят недоучет многих фак-
торов при составлении уравнений и сложность математического
описания.
Другой подход связан с определением диаметра пузырька из
условия равновесия сил в момент отрыва. На первой стадии силы
прилипания превышают силы, направленные вверх. С увеличением
объема пузырька наступает баланс сил. Однако пузырек отрыва-
ется не мгновенно, а в течение определенного времени (стадия
отрыва). Продолжительность этой стадии определяют по эмпириче-
ским зависимостям. Анализ экспериментальных данных показал,
что вычисление диаметра пузырька в момент установления ба-
ланса сил (без учета второго этапа образования пузырька) обу-
словливает погрешность, не превышающую 10 % в широких пре-
делах изменения параметров.
Рассмотрим силы, действующие на пузырек (рис. 6.1). К ним
относятся:
1. Сила Архимеда
Fa = nd* (р/ — pg) g/6. (6.1)
2. Сила поверхностного натяжения Fn—iida sin у, где d — диа-
метр площади контакта, у— угол наклона границы раздела газ—
жидкость к горизонту, он складывается из гистерезисного краевого
угла смачивания поверхности аэратора и угла наклона этой по-
верхности. В связи со сложностью и большой погрешностью опре-
деления значения у обычно принимают siny=l.
126
3. Сила сопротивления
Гс==лс!^р;(иь + и/)2/8, (6.2)
где g — коэффициент гидродинамического сопротивления; щ — ско-
рость движения жидкости вблизи пузырька (цг>0 соответствует
противотоку), иь — скорость подъема центра массы пузырька в мо-
мент отрыва. Исследование модели показало, что 10 %-ная по-
грешность в определении Fc и Fn обусловливает менее, чем
1 %-ную погрешность вычисления db, поэтому для расчета коэф-
фициента сопротивления целесообразно использовать простые ин-
терполярные формулы, например g=24Re-1+l.
В момент отрыва, согласно упрощенной модели, пузырек имеет
сферическую форму и связан с аэратором цилиндрической воз-
душной перемычкой, длина которой близка к db/b. Несложно по-
казать, что в этом случае средняя скорость подъема центра пу-
зырька до момента отрыва Ub=9Qg0/(2itdl), где Qg0— расход
воздуха через отверстие. В случае барботажа в непроточном ре-
жиме (м;=0) получаем
_ 27»Qg0 81P/Q|O
4. Сила, обусловленная избыточным давлением газа и его им-
пульсом:
£д = л/ (Pg — Р;)/4 4- 4Q20pg/(nd), (6.4)
где pi, pg — давление жидкости и газа на уровне аэратора.
5. Инерционная сила обусловлена ускоренным движением пу-
зырька и присоединенной жидкости. В случае невязкой жидкости
ее объем равен V= 11 V&/16. Следовательно,
F,, = [99рг/(32л) + 9рг/(2л)] Q2go/di (6.5)
Условие баланса сил имеет вид
Га + ^д^п + ^с + Л., (6.6)
откуда
4 = 5 + LdF' + Tdi2. (6.7)
Если выполняется условие p;^>pg, то
S = 6 do/(pzg); L = 8lvQg0/(ng); Т = 135<+0/(4n2g). (6.8)
Первое слагаемое в правой части уравнения (6.6) отражает
влияние поверхностного натяжения, второе слагаемое — вязкого
сопротивления, а третье слагаемое — инерционных сил. Уравнение
(6.7) имеет пятую степень относительно db и может быть решено
только итерационными методами, однако с погрешностью, не
127
превышающей несколько процентов, можно получить приближен-
ное решение:
db = (S’/S + L + ТЧ‘У!>. (6.9)
При барботаже с малым расходом воздуха (Qgo~>0) в непро-
точной и не очень вязкой жидкости можно принять
db = S'l3 = [6da/(Qlg)]'l\ (6.10)
Последняя формула справедлива в случае <ф>>0,2 мм.
Поскольку в момент отрыва пузырька его форма отличается
от сферической, С. С. Кутателадзе и А. М. Стырикевичем введена
уточненная формула <ф>= [6ado/((pz —pg)g)]1/3. Экспериментально
установлено, что ах 2/3. При увеличении расхода воздуха через
отверстие отрыв происходит не в момент статистического равнове-
сия, а несколько позже, поэтому диаметр пузырька будет больше
рассчитанного по формуле (6.10). Для вычисления начального
объема пузырька А. Девисон и М. Харрисон предлагают следую-
щее выражение:
Vb = l,138Q^g-’/s. (6.11)
В некоторых работах предложено определять продолжитель-
ность формирования пузырька из уравнения динамики движения
его центра с учетом силы Архимеда и поверхностного натяжения.
Начальный объем пузырька в этом случае можно определить из
уравнения
V2b - (ЗК&/4л)'/з (2Qg0/g) - 4яоКь/(р^) = 0. (6.12)
Из уравнений (6.10) и (6.11) следует, что при малых расходах
воздуха размер пузырьков слабо зависит от диаметра пор, а при
увеличении расхода такая зависимость практически не наблюда-
ется. Вследствие этого попытки получить микропузырьки в аэра-
торах пневматического типа, уменьшая размер пор, обречены на
неудачу. Так, п-ри уменьшении размера отверстий в 5 раз (от 1
до 0,2 мм) средний начальный диаметр пузырьков изменится ме-
нее чем в 1,8 раза, а их размер в объеме колонны останется вслед-
ствие коалесценции практически неизменным.
Поток воздуха через отверстие можно оценить по уравнению
Бернулли
Qgo = (л4с0/4) (2 Ар/рг)'/2,
где d0 — диаметр отверстия; с0 — коэффициент; Ар — избыточное
давление газа; \p=pg— pigH — Арс, pg — давление воздуха в тру-
бопроводе; Арс— потеря давления в отверстии (равна минималь-
ному давлению, при котором начинается аэрация в слое пульпы
малой толщины Н-+0). Коэффициент с0 для малых отверстий вы-
числяют по формуле с0=VRe-(12л), где Re=uodo/vg<:100, ио —
128
скорость воздуха в отверстии, vg — кинематическая вязкость воз-
духа в трубопроводе.
При увеличении давления воздуха механизм аэрации меняется:
воздух выходит из отверстия в виде компактной струи, которая
затем дробится на отдельные пузырьки. Такой механизм аэрации
используется в некоторых комбинированных пневмогидравличе-
ских аэраторах. Если в области распада газовой струи скорость
потока жидкости мала, то средний диаметр пузырька, рассчиты-
ваемый при помощи энергетического баланса, составляет
db = 2,7n<jdo/(QgoPg)- Условие формирования газовой струи
Qg0 > (5x/8)doub[e/(g(pt — рг))]'/!. (6.13)
Другие исследователи считают, что условием перехода пузырь-
кового режима в струйный является баланс силы поверхностного
натяжения Fn, стабилизирующий пузырек, и силы Кд, обусловлен-
ной давлением газа и его импульсом. В этом случае критическое
значение числа Вебера We=16pgQ|o/(n2doo) равно 4(smy —
—do/db), a db рассчитывают по формуле (6.9). Общие вопросы
формирования и распада газовых струй рассмотрены в моногра-
фии Г. Н. Абрамовича с соавторами. На основе уравнений стати-
стической физики получено, что средний размер пузырька, обра-
зующегося при распаде затопленной газовой струи в условиях
Ш=0, db=81d//38. Диаметр (мм) струи в точке распада опреде-
ляют по эмпирическом формуле а;=0,9ао tig0 , где ug0 — скорость
потока газа в отверстии (м/с). Экспериментальные исследования
подтвердили адекватность последних формул в условиях мм,
ugo^5 м/с.
При критическом расходе воздуха QgKp через отверстие, соот-
ветствующем переходу барботажного режима аэрации в струй-
ный, аэрация осуществляется в результате образования непрерыв-
ной цепочки пузырьков. В этом случае из уравнения баланса воз-
духа в аэраторе можно получить
db = ^6QgK,/(nub), (6.14)
где иь — скорость подъема пузырька, зависящая от db.
В промышленных установках барботаж осуществляется через
большое число отверстий или пористую пластину. В этом случае
теорию образования пузырьков в одиночном отверстии используют
лишь в качестве первого приближения для описания процесса.
При высокой скорости движения пульпы вблизи аэратора размер
пузырьков значительно уменьшается вследствие «срезающего»
действия потока.
Коалесценция пузырьков при их росте в соседних отверстиях
определяется параметром TV—We0/VFr0, где We0=Wep//pg;
Fr0=uo/ (gd0). Экспериментальные исследования Т. Мияхары и
Т. Такахаши показывают, что при d0=l,5-ьЗ мм и p/d0=1,354-2,37
9 Заказ № 60
129
(р — расстояние между соседними отверстиями) коалесценция
наблюдается при N>2.
При барботаже через материалы с эластичными порами сле-
дует учитывать зависимость диаметра отверстия от давления воз-
духа pg в системе. Степень растяжения k=do/do {d*o—диаметр от-
верстий, соответствующий минимальному давлению воздуха в бар-
ботажном режиме) поверхности перфорированного эластомера,
применяемого в качестве аэратора, зависит от механических свойств
материала (модуль Юнга, напряжение сдвига и т. д.), размеров
аэратора и способа его крепления.
Для пористых эластичных мембран, принимающих под дейст-
вием избыточного давления сферическую форму, справедливо со-
отношение
(Pg - 9igH) RR8b0G) = (Xе - 1 )/Z7, (6.15)
где R— радиус мембраны; b0— толщина недеформированной
мембраны; G — модуль Юнга.
Определяя из выражения (6.15) численными методами X,
можно найти зависимость размера пор от давления воздуха. В пер-
вом приближении do^y'pg — pigH. В соответствии с эксперимен-
, 4/------------------------
тальными данными vg.
Дисперсный состав пузырьков изменяется по высоте колонны.
На него влияют уменьшение гидростатического давления, а также
процессы диспергирования и коалесценции пузырьков. Коалесцен-
ция пузырьков может предшествовать их отрыву при малом рас-
стоянии между отверстиями аэратора. Условием коалесценции при
образовании пузырьков является неравенство WeFr-1/2<;2. Началь-
ное распределение пузырьков по размерам и интенсивность их
коалесценции зависят от поверхностного натяжения а на границе
пульпа—воздух. Экспериментальные исследования показывают, что
на величину а влияет не только расход реагентов, но и способ их
подачи. Так, при распылении пенообразователя в виде аэрозоля
в воздух, подаваемый во флотационную машину, средний размер
пузырьков может быть вдвое меньше, чем при подаче реагентов
непосредственно в пульпу.
\/ 6.4. ОСНОВНЫЕ КОНСТРУКЦИИ ГИДРАВЛИЧЕСКИХ
АЭРАТОРОВ
К гидравлическим аэраторам относят такие устройства, в которых
подача воздуха в поток пульпы и его диспергация или хотя бы
один из этих процессов осуществляются за счет энергии движу-
щейся жидкости. Разработано множество конструкций с идентич-
ным принципом действия: эжекция воздуха при перепаде динами-
ческого напора жидкости и его диспергация в турбулентном потоке.
Наиболее наглядно этот принцип реализован в струйных аэрато-
130
Рис. 6.2. Аппарат с подачей воздуха в питающий патрубок
рах, действие которых основано на ударе струи жидкости о по-
верхность пульпы [36].
Аэрация падающими струями — один из основных способов
контактирования жидкости с воздухом в процессах водоочистки.
Осуществлять таким образом аэрацию пульпы для целей флотации
предложили К. Даррелл (1915 г.) и Т. Гувер (1916 г.). В 1917 г.
А. Вагнером был создан аппарат, в котором дробление пузырьков
воздуха и их минерализация происходят при движении пульповоз-
душной смеси с большой скоростью по трубе. Фазы разделяют
в спокойных условиях (патент США № 1235083). Эту конструкцию
можно считать прототипом современных эжекторных и аэролифт-
ных флотационных машин. [
Подробное экспериментальное и аналитическое исследование
аэраторов этого класса показало, что механизм процесса аэрации
зависит от скорости движения потока жидкости. При малых ско-
ростях воздух поступает в пульпу при ударе струи изменяющегося
диаметра о поверхность жидкости в результате периодического
смыкания краев образующегося кратера. С увеличением скорости
струи вблизи нее образуется развитый пограничный слой, движу-
щийся вместе с ней. На некотором расстоянии от сопла турбулент-
ная струя распадается на отдельные капли, движущиеся с большой
скоростью и увлекающие за собой воздух (эжекционный меха-
низм). Форма струи в зависимости от конструкции сопла может
быть конической, спиральной (патенты США № 4514291, 4605494)
или плоской. Для дополнительного диспергирования пузырьков
можно использовать удар пульповоздушной смеси о твердую
стенку.
Аппараты, изображенные на рис. 6.2, а, б, состоят из камеры /,
пеноприемника 2, патрубков 3 и 4 для подачи пульпы и воздуха
и отбойной плиты 5 для интенсификации диспергирования воздуха.
В конструкции, приведенной на рис. 6.2, в (патент ФРГ
№ 3008476), дробление струи пульпы, выходящей под давлением
из патрубка 1, происходит при ее ударе об отбойник 3. Воздух
подается через патрубок 2. Хорошие результаты, полученные при
флотации в аппаратах с поверхностными струями, свидетельствуют
о перспективности использования этого принципа аэрации. Круп-
9*
131
Рис. 6.3. Флотационная машина с пневмо-
гидравлическим аэратором
Пульпа
Рис. 6.4. Флотационная машина со струйным аэратором
ность образующихся при ударе пузырьков зависит от давления
газожидкостной смеси и скорости ее подачи.ГПри флотации тон-
ких частиц, как известно, следует насыщать пульпу мелкими пу-
зырьками, интенсивность минерализации которых велика, и обес-
печить поток более крупных пузырьков, выполняющих транспорт-
ные функции. Условия коалесцентной флотации созданы во флота-
ционной машине (рис. 6.3) с двойной аэрацией (а. с. СССР
№ 1101305, запатентованной в США. При ударе водовоздушной
струи, поступающей из патрубка 7, о преграду 6 движущиеся под
давлением 203 кПа со скоростью 30 м/с пузырьки дробятся до
20—500 мкм, а при ударе пульповоздушной смеси, поступающей
из патрубка 5 под давлением 100 кПа со скоростью 5—7 м/с,—
до 1 мм. Суммарное газосодержание в камере 1 достигает 40%.
В зоне аэрации 4 осуществляется интенсивное перемешивание
пульпы. Концентрат удаляется в пеносборник 2, а хвосты — в ши-
берный карман
Для проведения глубинной аэрации жидкостную струю, инжек-
тирующую окружающий воздух, помещают в воздушный колокол,
опускаемый в придонную часть флотационной машины (а.с. СССР
№ 1117085, 1108078). Флотационная машина, представленная на
рис. 6.4, состоит из камеры флотации 1, патрубков 2 и 3 для по-
дачи пульпы и воздуха и камеры аэрации 4 с отбойной плитой 5.
^Работа струйного аэратора пневмогидравлического типа
(а.с~СССР № 1180074) основана на подаче в точку удара на дне
камеры плоской наклонной затопленной струи пульпы и воздуха
под давлением. Диспергирование воздуха происходит под дейст-
132
Рис. 6.5. Аэраторы циклонного (а, б) и эжекторного (б, г) типов
вием турбулентных вихрей, возникающих вблизи зоны 'удара^
Аэрация струями падающей жидкости используется во многих
устройствах для флотации и водоочистки (патенты Франции
№ 231312А 2354820, патенты США № 3865909, 3756578, 3653641,
3797809).(Применение струйных аэраторов — перспективное на-
правление совершенствования конструкций флотомarnnTTJ
С целью повышения степени аэрации предложено”обеспечить
вращательное движение в противоположных направлениях кониче-
ской _струи пульпы и жидкости в объеме (а.с. СССР № 1260026).
.Другое направление разработки гидравлических аэраторов
связано с созданием новых конструкций вихревых камер, в кото-
рых разрежение обусловлено вращательным движением жидкости
(пульпы). Пневмогидравлические циклонные аэраторы представ-
ляют собой центробежные форсунки, в которых распыление воз-
духа, подаваемого под давлением 15 кПа, происходит под воздей-
ствием вихревых потоков жидкости, выталкивающейся из циклона
в виде веера. В качестве жидкости в аэраторе, изображенном на
рис. 6.5, а (а.с. СССР № 724210), используется пульпа, подавае-
мая под давлением до 200 кПа. Он напоминает по форме гидро-
133
циклон, в который вместо сливного отверстия вставлен патрубок
для подачи реагентно-воздушной смёси'Д В состав аэратора входят
патрубок 1 для тангенциальной подачи питания, труба 2 для по-
дачи реагентно-воздушной смеси, патрубок 3, распределитель 4,
разгрузочные патрубки 5, сопло 6 и корпус 7. Предложено также
подавать воздух непосредственно в рабочее пространство лопаст-
ного насоса, перекачивающего пульпу во флотационную машину
обычной конструкции. Аэрацию в вихревой камере осущест-
вляют и во флотационных машинах, запатентованных в СССР
(а.с. № 1005920), США (патент № 3645892) и Югославии (па-
тент № 37474).
^Японскими исследователями проведены многочисленные экспе-
рименты с аэратором циклонного типа, в который принудительно
одновременно подавали жидкую и газовую фазы (режим пневмо-
гидравлической аэрации). Из результатов исследований следует,
что степень аэрации при постоянном давлении воздуха быстро
возрастает с увеличением расхода пульпыТР
Австралийской фирмой «Зинк Корпорешпен» разработана фло-
тационная машина «Давкра» с циклонным аэратором (см.
рис. 5.13), успешно применяемая на зарубежных обогатительных
фабриках (патент США № 3446353). Благодаря более эффектив-
ному диспергированию воздуха в машине можно значительно по-
высить ее удельную производительность по сравнению с пневмо-
механическими флотационными машинами без ухудшения техно-
логических показателей. Аэратор, обеспечивающий эффективную
аэрацию плотных пульп (до 60 % твердого), расположен непосред-
ственно у места ввода пульповоздушной смеси в нижнюю часть
камеры. В него поступают пульпа под давлением и поток сжатого
воздуха. Для повышения равномерности аэрации напротив места
ввода в камере установлена отражательная перегородка.
Особенность циклонного аэратора, установленного во флотаци-
онной машине «Хейлпат-Миллер» (см. рис. 5.14), заключается
в подаче дополнительного воздуха в кольцевой зазор в стенке
конической части циклона через специальный патрубок и в уста-
новке конической перфорированной насадки, вызывающей допол-
нительное дробление пузырьков. Аэратор имеет следующие пара-
метры: диаметр цилиндрической части 30 см, высота 20 см, диа-
метры входного патрубка и нижнего (выходного) отверстия 10 см,
высота конической части 15 см, угол конусности насадки 140°,
диаметр насадки в нижней части 90 см, давление пульпы
70—220 кПа, давление воздуха 15 кПа. Давление подаваемой
в аэраторы пульпы целесообразно увеличивать по мере перемеще-
ния от первой камеры к последней, поскольку средняя флотируе-
мость убывает от камеры к камере. Для обеспечения эффектив-
ного обогащения необходимо увеличивать газосодержание вдоль
фронта флотации.
На рис. 6.5,6 представлена конструкция комбинированногс
пневмогидравлического аэратора (а.с. СССР № 1175563), соче
тающего в' себе элементы аэраторов струйного и вихревого типов
134
Аэратор состоит из корпуса 5 цилиндроконической формы, танген-
циально подведенного патрубка 6 для подачи исходного питания,
патрубка 3 для слива, распределителя пульпы 4, патрубка 2 для
ввода реагентно-воздушной смеси и дополнительного патрубка 1
для слива. Аэратор работает следующим образом. Исходная
пульпа по патрубку 6 под давлением поступает в аэратор, в ниж-
ней части которого встречается с реагентно-воздушной смесью,
и через распределитель пульпы попадает в камеру флотационной
машины.
В Японии для водоочистки применяют флотационную машину,
в которой последовательно установлены аэратор циклонного типа,
аэролифт для интенсификации минерализации пузырьков и камера
разделения.
В нашей стране и за рубежом разработано множество кон-
струкций эжекторов и аэраторов типа сопло Вентури] (а.с. СССР
№ '1212588; а.с. ЧССР № 228250; патент США Ж^406782, па-
тенты ФРГ № 3211906, 2366107, 3101221, 3529638).
В этих устройствах поступающая от насоса по напорному тру-
бопроводу под давлением около 200 кПа пульпа подается в сужен-
ное сечение (сопло) аэратора, за которым при высоких скоростях
движения возникает зона пониженного давления. Вследствие раз-
режения по другому трубопроводу инжектируется атмосферный
воздух, который интенсивно диспергируется в диффузоре?]
'Для создания условий коалесцентной флотации целесообразно
исполкзовать машины, в которых установлены аэраторы эжектор-
ного и пневматического типов (а.с. СССР № 472692). Технологи-
ческие опыты подтвердили высокую эффективность таких
устройств]?Для дополнительной диспергации воздуха в пульпопро-
воде предусматриваются сужение потока, введение сопла и т. п.
(Европ. патент № 90234).
Минимальный расход жидкости в эжекторе, при котором начи-
нается подсос воздуха, рассчитывают по формуле
QzKp = d2nd?/(cM)V(p2 — Pi)/P/, (6.16)
где di, d2 — диаметры, соответственно, сопла и камеры смешения;
Pi, Рч— давление в зоне подсоса и трубопровода, соответственно.
Согласно расчетам А. С. Васильева и других исследователей,
Q/Kp = V[(AP3/p;) - fiA] - rf?) , (6.17)
где Арэ—(1—<p)pzg/z+pg; h — пьезометрическая высота газа. До-
казано, что наименьшие энергозатраты на единичный объем эжек-
тируемого воздуха обеспечивается при Qz=l,26Q/Kp.
В ФРГ в течение 5 лет успешно эксплуатируются флотационные
машины большого объема (до 45 м3) для обогащения в ко-
торых используют щелевые аэраторы эжекторного типа (рис. 6.5, е,
г), состоящие из камеры 1, отверстий*дЛя'"подачи пульпы 2 и воз-
духа 3 и диспергаторов пульповоздушной смеси 4. Аэраторы про-
работали около 20 тыс. ч при содержании твердого в питании до
135
6 %^бдз^значительного износа. Эти конструкции являются модер-
низ аннен 'аэратораеДред ставленного на рис.'5.12, б._>.
VК недостаткам аэраторов с инжекцией воздуха из атмосферы
относ’ЙТ малый срок службы вследствие быстрой забивки эжектора
минеральными частицами при флотации плотных пульп. Этого
недостатка лишены пневмогидравлические аэраторы, так как по-
дача сжатого воздуха исключает необходимость установки сопла
малого диаметра^ Интенсивную аэрацию обеспечивает вихресме-
сительная система «EM.JA», созданная в США. В этой системе
сжатый воздух и жидкость падают в сопла диаметром 28 мм
(при таком диаметре их забивка маловероятна), расположенные
по окружности цилиндрической камеры перпендикулярно к ее
поверхности. В камере, где организуется восходящее движение
пульповоздушной смеси, происходит интенсивное дробление пу-
зырьков и перемешивание. Применяют также устройства, в кото-
рых сжатый воздух или реагентно-воздушную смесь под давлением
подают непосредственно в питающий флотационную машину пуль-
попровод или патрубок (через сопла или форсунки), а дисперга-
цию осуществляют турбулентным потоком в трубе (а.с. СССР
№ 1119736, патент ФРГ № 2700049, патенты США № 3758080,
3446353, 3947359, 4450072) (см. рис. 6.2,а, б).
Устройство для аэрозольной подачи реагентов состоит из ка-
меры с диффузором, патрубков для подачи реагента и воздуха.
Устройство вставляют в пульпопровод, по которому пульпа посту-
пает на флотацию. Аэраторы, установленные во флотационной ма-
шине ФП-2,5 «Апатит», состоят из двух концентрически располо-
женных труб. Во внутреннюю трубу под избыточным давлением
поступает воздух, а во внешнюю под таким же давлением — вода.)
Во внутренней трубе имеются отверстия, через которые воздуха
переходит во внешнюю трубу, где смешивается с водой. Образо-’
ванная водовоздушная смесь продавливается в пульпу через сопла,j
расположенные вдоль аэратора по обеим его сторонам. Разбавле-)
ние пульпы водой, подаваемой в аэратор,— недостаток машины)
«Апатит». ;
В колонных флотационных машинах «Флотэйр» фирмы «Дей-|
стер Консентрейтор» (США) в камере нагнетания находятся вода^
и воздух под давлением, которые через патрубок с отверстиями
поступают в камеру флотации в виде пульповоздушной смеси. Та-1
кое техническое решение позволило предотвратить забивку ранее
использовавшихся в аппаратах эжекторных аэраторов (см)
рис. 5.3). 1
В Чехословакии и США созданы аэраторы, основанные на
эжекции воздуха вследствие снижения давления в местах изгиба
пульпопровода. Дополнительная диспергация воздуха в них обес?
печивается установкой отбойных пластин.
При аэрации пневмогидравлическими затопленными струйным!
аэраторами растворов ПАВ образуются только мелкие пузырьки
Одним из путей создания потока транспортных пузырьков боль
шего размера является интенсификация процесса коалесценцш
136
в вихревом потоке жидкости за препятствием. Результаты иссле-
дований различных вихреобразующих элементов показывают, что
кинетика коалесценции описывается известной формулой
dnb,/dt = (р//рс) nl (е3/</v5/<) db, (6.18)
где pc — плотность пульповоздушной смеси; db— средний размер
пузырька в момент времени t; е — диссипация энергии; v — кине-
матическая вязкость жидкости. Следует, однако, учитывать воз-
можность дробления пузырьков в вихревом потоке и отрицатель-
ное влияние циркуляции пульпы на гидродинамические параметры
флотационной машины.ГК преимуществам гидравлических и пнев-
могидравлических аэраторов относят возможность получения вы-
сокой концентрации тонкодисперсного воздуха при невысоких
энергозатратах без аэрирующих и перемешивающих устройств
в камерах машины. Недостатком этих конструкций является их
интенсивный абразивный износ J
6.5. АЭРАЦИОННЫЕ И ГИДРОДИНАМИЧЕСКИЕ
ХАРАКТЕРИСТИКИ СТРУЙНЫХ АЭРАТОРОВ
Как уже отмечалось, механизм инжектирования воздуха струей
жидкости изменяется при увеличении расхода пульпы. При аэра-
ции струей высокого напора (число Вебера We=pgUndn/G>10,
где и„ — скорость жидкости на выходе из цилиндрического на-
садка, dn-—внутренний диаметр последнего) возрастает как газо-
насыщение пульпы, так и стабильность аэрации. Величина ип про-
порциональна давлению пульпы на выходе из насоса.
Расстояние, на котором струя дробится на отдельные капли,
связано с ее скоростью сложной зависимостью. Степень турбули-
зованности струи и отношение потоков пульпы Qi и инжектирован-
ного воздуха Qg увеличиваются с удлинением насадка. Предло-
жено несколько аппроксимационных зависимостей Qg/Qi от длины
струи Lj, диаметра насадка dn и скорости струи ип. Различие фор-
мул обусловлено разными соотношениями параметров насадка.
Эксперименты показали, что дополнительная турбулизация струи
инжектированием небольшого количества воздуха в насадок или
введением в него спирали Архимеда (геликоида) значительно по-
вышает отношение Qg/Qi, особенно при высоких скоростях движе-
ния пульпы («п>5 м/с). Масштабный фактор существенно влияет
на аэрацию, увеличение диаметра насадка при неизменной скоро-
сти струи обуславливает снижение степени аэрации. Для насадков
цилиндроконической формы предложено эмпирическое соотноше-
ние Qg/Qi = 0,09(Li/dn)°’e5 (стандартное отклонение 8%) при ско-
рости струи, изменяющейся в пределах 1—10 м/с. При работе с на-
садком диаметром 1 см при «п=6ч-10 м/с обеспечивается
Qg/Qz=l,6.
Из результатов некоторых экспериментальных исследований
следует, что, начиная с критического значения, увеличение длины
137
свободной струи не повышает степень аэрации пульпы вследствие
снижения ее импульса, обусловленного действием диссипативной
силы сопротивления. Дробление струи на капли, по мнению
В. А. Сугака, также не повышает аэрацию. При аэрации компакт-
ной струей поток воздуха, движущийся в пограничном слое,
C/1 g —
где dj — диаметр струи; б — толщина пограничного слоя. Скорость
потока воздуха и степень инжекции пропорциональны скорости
жидкости на поверхности струи, поэтому
Qg^kTidj^VgLjUnRo1, (6.19)
где k, п— коэффициенты, экспериментально установлено, что
Аг=2,1 -10—3; п=2/3. Диаметр струи определяют по эмпирической
формуле
dj = 0,08drt т'«М (6.20)
где I — расстояние от насадка.
Выбор геометрических параметров камеры струйной флотаци-
онной машины определяется гидродинамическими условиями в пу-
зырьковом конусе, образующемся в жидкости. Глубина камеры
при падении струи на поверхность жидкости должна быть не-
сколько больше максимальной глубины погружения пузырька,
а глубина погружения и диаметр патрубка, отделяющего зону
пузырькового конуса от остальной части камеры,— соответство-
вать размерам конуса. Установлено, что глубина погружения пу-
зырьков /7с=5,1 ^Und^^g. При диаметре насадка 6 мм увеличе-
ние скорости потока пульпы ип от 4 до 10 м/с повышает глубину
зоны (конуса) аэрации с 15 до 30 см. Максимальный диаметр
пузырькового конуса при этом не превышает 2 см (эксперимен-
тальные данные). Средний размер пузырьков по мере погружения
водовоздушной струи увеличивается вследствие коалесценции. Их
начальный размер определяют по формуле с?г>о=1,5-10~4 е.
Удельную диссипацию энергии е рассчитывают из баланса под-
водимой мощности
(л/8) piu2ndn = QgPigHc + zpi^dcHclb, (6.21)
где de — средний диаметр пузырькового конуса. При подстановке
численных значений в формулу (6.21) получаем е«;5 Вт/кг, от-
куда начальный диаметр dbo~ 0,1 мм, равновесное значение
dbp~4 мм. На пузырьках диаметром 0,1—0,4 мм обеспечивается
эффективное закрепление частиц различной крупности. Увеличе-
ние диаметра пузырька в нижней части конуса и в восходящем
потоке до нескольких миллиметров создает предпосылки для
подъема минерализованного пузырька в спокойных условиях, ха-
138
рактерных вне зоны пузырькового конуса. Значительное влияние
на показатели флотации оказывает распределение газосодержания
и скоростей пузырьков по объему конуса. Экспериментально опре-
делено, что распределение скоростей жидкости и пузырьков
в нисходящей затопленной струе (пузырьковом конусе) близко
к распределению скоростей в одномерной турбулентной струе
и (г) =umaxexp (—kr2/№). Распределение газосодержания опускаю-
щихся пузырьков подчиняется аналогичной зависимости на доста-
точно больших глубинах <p(z) =<ртахехр(—&г2/62). Диаметр ко-
нуса d,(z) =*bд/in(umax/uc) • Вблизи поверхности максимальное га-
зосодержание наблюдается не на оси струи, а в кольце, диаметр
которого близок к диаметру насадка. Значения коэффициентов
«так, фтах, b, k и uc, зависящих от глубины, определяют экспери-
ментально. При изменении z от 0 до /7С значение Ь возрастает при-
мерно от 1 до 2, а значение k убывает примерно от 30 до 0.
В соответствии с экспериментальными данными угол расшире-
ния пузырькового конуса близок к 25°, а его объем 14=0,152 Н3С-
Для увеличения объема аэрированной жидкости, зависящего
от времени пребывания частицы в пульповоздушной системе, при-
меняют аэрацию плоскими наклонными струями. При этом макси-
мальная глубина аэрации Нсу—Нс sin у, где Нс-—глубина аэрации
такой же струей, но направленной вертикально, у — угол наклона
струи. Максимальное расстояние от точки входа струи до точки
выхода пузырьков 7?v=0,8 /7CV, а объем аэрируемой пульпы Га=
= (0,8—0,5 ctg у) (а-|-0,44 Нсу), где а — длина струи.
Среднее газосодержание аэрируемой зоны пропорционально
расходу инжектируемого струей воздуха и времени пребывания
пузырька в жидкости. Определяя последнюю величину на основе
профилей радиальной и вертикальной составляющих скорости пу-
зырьков, для вертикальной струи круглого сечения
(р = 23,8/(Яс VQzun),
где Qi — расход пульпы. Для плоской наклонной струи
ф = 17,7Qg/[VQzwn/a (cz + 1,2д/#01
Газосодержание восходящего потока пузырьков значительно
ниже газосодержания пузырькового конуса и обычно не превышает
0,15—0,2 (вследствие относительно большого размера поперечного
сечения потока). Размеры пузырьков составляет 4—5 мм, поэтому
можно предположить, что они выполняют функцию транспортиро-
вания. В спокойной зоне от пузырьков отрываются гидрофильные
частицы, случайно вынесенные на поверхность. Так как интенсив-
ность минерализации вне пузырькового конуса низка, увеличивать
высоту аппарата струйной флотации и распылять струю в придон-
ной части в воздушном колоколе нецелесообразно.
Механизм струйной флотации, отличающийся от флотации в им-
пеллерных и колонных машинах, в литературе практически не
139
описан. Закрепление частиц на межфазной границе происходит,
очевидно, не только при движении пузырьков в пульпе, но и при
падении с большой скоростью отдельных капель пульпы в свобод-
ной струе (по аналогии с режимом инверсии фаз в газовой абсорб-
ции, характеризующимся высокой скоростью массообмена). Ско-
рость выноса минеральных частиц на поверхность капли или
компактной струи, превышающую скорость их столкновения с от-
дельными пузырьками, можно ожидать и в процессе струйной
флотации, так как в турбулентной струе значительна площадь
поверхности раздела газовой и жидкой фаз, а расстояние, которое
надо преодолеть частицам до нее, в интенсивно перемешиваемой
струе мало. Для моделирования процесса минерализации пузырь-
ков в пузырьковом конусе следует использовать уравнения, приме-
няемые для описания процесса в машинах с интенсивным переме-
шиванием.
Размер пузырька, зависящий от конструкции аэратора и дав-
ления (расхода) воздуха, влияет на интенсивность всех флотаци-
онных субпроцессов [12]. Гидродинамический коэффициент за-
хвата Е возрастает с уменьшением размера пузырька. Вероятность
закрепления частицы Ра, определяющая селективность флотации,
зависит от соотношения времени контакта частицы с поверхностью
пузырька и времени индукции. Обе эти величины уменьшаются при
снижении крупности пузырьков. Расчеты Г. С. Добби и
Дж. А. Финча показывают, что для повышения вероятности за-
крепления частиц необходимо повышать дисперсность пузырьков
воздуха. На основе этого обычно делают вывод о целесообразно-
сти получения тонкодисперсных пузырьков. Согласно формуле
О. Н. Тихонова, скорость флотации пропорциональна удельной
поверхности пузырьков, т.е. обратно пропорциональна их средней
крупности. Ухудшение показателей флотации при чрезмерной
диспергации воздуха происходит по следующим причинам. Во-пер-
вых, при малых значениях db скорость подъема минерализован-
ного пузырька может стать меньше скорости потока пульпы, кото-
рая увлекает флотокомплекс в хвосты; во-вторых, приведенная
скорость воздуха, при которой наблюдается «захлебывание» ко-
лонны (переход к поршневому режиму), согласно модели
Г. Уоллиса, падает при уменьшении db, поэтому повышение дис-
персности пузырьков вынуждает снижать приведенную скорость
воздуха. Таким образом, наблюдается экстремальная зависимость
скорости флотации от размера пузырька при максимально возмож-
ной аэрации. Согласно расчетам Г. С. Добби и Дж. А. Финча, при
о!р = 10 мкм, ps = 4 г/см3 и времени индукции т; = 30 мс приведен-
ной скорости противоточного движения пульпы ог=1,5 см/с соот-
ветствует оптимальное значение db—0,8 мм, а о;=0,25 см/с —
о!ь=0,4 мм. Этот размер следует учитывать при выборе типа аэра-
тора.
7
МЕТОДЫ ИССЛЕДОВАНИЯ
ГИДРОДИНАМИКИ ФЛОТАЦИОННЫХ
МАШИН
7.1. МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ
МНОГОФАЗНЫХ ПОТОКОВ
Для оптимизации параметров пневматических колонных флота-
ционных машин и пенных сепараторов необходимо изучать влияние
конструктивных особенностей на их гидродинамику. Эксперимен-
тальные исследования — необходимый этап разработки математи-
ческих моделей и методики расчета флотомашин.
При исследовании структуры потоков в аппаратах наиболее
широко применяют метод трассера, который может дать исчерпы-
вающую информацию о распределении времени пребывания (РВП)
в аппаратах различных фаз [27]. Этот широко известный метод
заключается во введении динамически пассивной (движущейся
вместе с потоком и не оказывающей на него влияния), поверх-
ностно-неактивной примеси с малым коэффициентом молекулярной
диффузии. Концентрация примеси во времени в точке подачи
(обычно совпадающей с местом ввода исследуемой фазы в аппа-
рат) изменяется по известному закону. В качестве трассера можно
использовать красители, электролиты, магнитные включения, теп-
ловой поток, радиоактивные изотопы, фотохромные и другие жид-
кости. Для получения РВП дисперсной фазы можно применять
изотопы инертных газов или минеральные частицы с наведенной
или естественной радиоактивностью. Для определения РВП дис-
персной газовой фазы применяют также импульсную подачу детек-
тируемого газа другого состава, а для РВП частиц — ферромагнит-
ный материал с идентичными физико-механическими свойствами
с исследуемой твердой фазой.
Метод трассера обычно применяют для параметрической иден-
тификации модели (т. е. для определения коэффициентов уравне-
ний). Его использование для структурной идентификации — слож-
ная математическая задача, так как функции отклика систем,
описываемых уравнениями различной структуры с большим числом
параметров, могут практически совпадать. Обычно в качестве мо-
дели, описывающей структуру потоков в колонных аппаратах, ис-
пользуют одномерные уравнения диффузии
dc/dt = — идс/дх + D д2с1дх2,
где с — концентрация частиц или пузырьков; й — средняя скорость
течения исследуемой фазы.
141
Поскольку уравнения являются двухпараметрическими, для их
идентификации необходимо определить среднюю скорость потока
и коэффициент диффузии. Первый параметр можно оценить по
объемному расходу исследуемой фазы и ее содержанию в аппа-
рате. Часто уравнение диффузии приводят к безразмерному виду,
принимая за характерный линейный размер высоту колонны Н,
а за характерную скорость — среднюю скорость течения исследуе-
мой фазы й. При этом типичной ошибкой, содержащейся в неко-
торых публикациях, является расчет среднего времени пребывания
в колонне исследуемой фазы из соотношения
t = H[u. (7.1)
В действительности средняя скорость й по определению равна
усредненной по времени скорости движения элементарного объема
фазы:
й = a, [H/Z] == На, [Г’].
Величина aJZ-1] является начальным моментом РВП порядка
(—1) a-i [/]. Соотношение (7.1) справедливо только в случае
а, [г1] = 1/й1 [/“*], т. е. в режиме идеального вытеснения. Разность
значений t, вычисляемого по формуле (7.1), и ai[t], получаемого
непосредственно по функции РВП, характеризует интенсивность
перемешивания в аппарате.
Многочисленными экспериментальными исследованиями дока-
зано, что при не слишком высокой приведенной скорости жидкости
она слабо влияет на перемешивание в высокослойных аппаратах.
В этом случае адекватные данные по перемешиванию в промыш-
ленных аппаратах можно получить в непроточном режиме, что зна-
чительно упрощает не только проведение экспериментов, но и ме-
тодику обработки получаемых результатов. При импульсном вводе
трассера в верхнем или нижнем сечении колонны и измерении
его концентрации в противоположном сечении эффективный коэф-
фициент диффузии D можно найти зафиксировав моменты вре-
мени to,5 или /о.з, когда концентрация достигла соответственно 0,5
или 0,3 равновесной. Из аналитического решения одномерного
диффузионного уравнения для непроточной колонны следует, что
£>=0,14 £/2/^о,5=0,1 £/2/t0j3, где Н — высота барботажного слоя.
При определении коэффициента эффективной осевой диффузии
в проточном режиме применяют как нестационарную, так и стацио-
нарную подачу трассера.
Метод стационарной подачи трассера заключается в непрерыв-
ной подаче трассера в определенную точку колонны (не на вход)
до установления во всем ее объеме равновесных (не изменяющихся
во времени) концентраций. При этом концентрация трассера ниже
(по течению) точки подачи Со будет постоянна, а выше ее — убы-
вать по логарифмическому закону вследствие перемешивания,
определяемого, в соответствии с моделью, уравнением диффузии.
Коэффициент диффузии определяют следующим соотношением:
В = и (г — z0)/ln (с/с0),
14:
где (г — Zo) — расстояние от точки подачи трассера до точки из-
мерения концентрации, расположенной выше по течению; с, со —
равновесные (стационарные) значения концентрации трассера
в точке измерения и в месте подачи трассера в колонну, соответст-
венно, Для получения более точных результатов и проверки
адекватности одномерной диффузионной модели следует провести
эксперименты с подачей трассера в нескольких точках и опреде-
лить по этим данным средний коэффициент диффузии и средне-
квадратическое отклонение экспериментальных данных. Концент-
рацию трассера необходимо измерять во всех точках сечения
колонны, так как на результаты локальных измерений может
существенно влиять поперечная неравномерность течения. Рас-
смотренный метод обладает существенными недостатками: боль-
шим расходом трассера; необходимостью вводить трассер не на
входе, а измерять его концентрацию не на выходе из аппарата;
невозможностью получения характеристик переходных процессов
в колонне.
В практических исследованиях применяют, как правило, метод
нестационарной подачи трассера, в соответствии с которым кон-
центрацию «метки потока» изменяют на входе в аппарат изучае-
мой фазы по импульсному или ступенчатому закону. Коэффициент
диффузии определяют путем сопоставления аналитического реше-
ния одномерного диффузионного уравнения с граничными и на-
чальными условиями с экспериментальными кривыми отклика.
Аналитическое решение диффузионного уравнения обычно пред-
ставляют в виде суммы бесконечного ряда, поэтому для решения
обратной задачи, т. е. определения параметров модели по извест-
ному решению (экспериментально полученной кривой отклика),
следует воспользоваться стандартными методами: асимптотиче-
ским, избранных точек, наименьших квадратов, моментов и др.
Поскольку при импульсном вводе сокращается расход трассера
и упрощается экспериментальная часть работы, рассмотрим
расчетные формулы, разработанные для этого метода. Методы
идентификации при ступенчатом вводе трассера подробно опи-
саны во многих монографиях. Кроме того, несложно доказать, что
при вводе трассера на вход аппарата и измерении его концентра-
ции в потоке, выходящем из колонны, функции отклика на им-
пульсное C(t) и ступенчатое F(t) возмущения совпадают с плот-
ностью и функцией распределения времени пребывания соответст-
вующей фазы, т. е. С(^)=77/(0- При этом для обработки
результатов, полученных при ступенчатом вводе трассера, можно
использовать те же формулы, что и в случае импульсной подачи.
Расчетные формулы зависят от вида граничных условий. Наиболее
распространены граничные условия П. Данквертса
си |г=0_ = си |г=0+ + D дс/dz |г=о+.
Метод избранных точек заключается в использовании для
вычисления эффективного коэффициента диффузии одной или
143
нескольких характерных точек кривой отклика. Так, в случае ко-
лонны неограниченной высоты (неоднородность поля концентра-
ций, связанная с разрывностью функции с (г) на входе в колонну,
не влияет на функцию отклика) справедливо соотношение, предло-
женное О. Левеншпилем:
Pe = 2L-’[l-(uUL)2rlu/M.
где L — длина экспериментального участка (расстояние от места
ввода трассера до точки измерения); £м — время, за которое изме-
ряемая величина достигает
максимального значения, его опреде-
ляют из условия dcjdt
t_t = 0. Преимущество данного метода —
z=h + L
возможность использования экспериментально получаемой кривой
(например, светопоглощения или мощности излучения от времени),
которая может быть связана с c(t) сложной нелинейной зависи-
мостью. Единственное требование к этой зависимости — ее моно-
тонность. К недостаткам метода относят сложность точного опре-
деления положения максимума кривой и невыполнимость предпо-
ложения о неограниченной высоте колонны. Другой способ
применения метода избранных точек заключается в определении
времен tu и l2i, соответствующих некоторой концентрации трассера
на восходящей и нисходящей частях графика с(/). Коэффициент
диффузии при применении этого способа определяют по формуле
Di = [2 In (W^)]'1 [U - ^2z)2 t2i' — (L — utuT
Для уменьшения влияния случайных ошибок на величину D
значения ty и t2t желательно определять при различных концент-
рациях трассера и коэффициент диффузии оценивать средним зна-
чением полученного набора {£>,}. С увеличением объема выборки
{D,} точность метода возрастает. По дисперсии распределения
коэффициента диффузии сто можно судить о погрешности опыта
и адекватности одномерной диффузионной модели.
Если известны концентрация трассера в точке подачи Со и сред-
нее время пребывания материала в аппарате t, то значение крите-
рия Пекле определяют по формуле
Ре = 4л [с(7)/со]2,
где c(t)—концентрация трассера на выходе из аппарата при
t=t.
Наиболее достоверные результаты при расчете обратной за-
дачи получаются при применении метода наименьших квадратов.
Применительно к рассматриваемому случаю он сводится к реше-
п
нию уравнения (/А/(/Ре=0, где А = X (сЭ1-— ср(-)2; cat— экспери-
/=1
ментальные значения концентрации; cpi — значения, рассчитанные
144
ординат — Ci = сЭ1-
по аналитическому решению уравнения диффузии и соответствую-
щие варьируемому значению критерия Пекле. Метод наименьших
квадратов может быть применен при анализе всей кривой отклика
или любого из ее участков. Если экспериментальным участком яв-
ляется вся колонна, то
СР (0 = [FPe/CW)]7’ exp [(Ре/4) (2 - t/1 - l/t)].
Предпочтительнее исключить из рассмотрения начальный и конце-
вой участки. Основной недостаток метода наименьших квадратов —
сложность расчетов, требующих больших затрат машинного вре-
мени.
Для практических расчетов обычно применяют метод моментов,
основанный на приравнивании моментов функции отклика значе-
ниям, полученным из уравнения диффузии. Для применения ме-
тода моментов функцию отклика строят в безразмерных коорди-
натах: по оси абсцисс откладывают величину Q=tu/L, а по оси
У, c3i А/), где Ы — интервал между после-
£ = 1 )
довательными измерениями. Начальный момент й-го порядка вы-
п
числяют по формуле ak = У, сэ;0; А0, где п — число экспери-
i = l
ментальных измерений концентрации трассера c8/; №=uAt/L. Для
определения й-го центрального момента следует использовать фор-
п
мулу пк = У (0г — ax)k Ci А0. Моменты РВП можно вычислять и
/=1
на основе уравнения диффузии. Обычно используют формулу, свя-
зывающую второй центральный момент (дисперсию) РВП и кри-
терий Пекле,
о2 == ц2 = 2 Ре-1 [1 — Ре-1 (1 — ехр (—Ре))].
Эта формула справедлива, если длина экспериментального
участка L равна высоте колонны Н (трассер вводится в точку
подачи материала, а его концентрация измеряется на выходе из
аппарата) и колонна закрытого типа (диффузионный перенос на
верхней и нижней границе пульпы отсутствует). Если высота
столба жидкости значительно больше экспериментального участка,
расположенного в нижней части, то справедливо соотношение
Ре=:8/[ (8о2-|-1)‘/2—1] при относительно слабом перемешивании
(Ре>20) обе зависимости с достаточной точностью аппроксими-
руются простой формулой Ре=2/о2. Для вычисления диспер-
сии о2 безразмерного времени пребывания по опытным данным
можно воспользоваться известным соотношением
о2 = р2 = ах [02] - (ц, [0]2) = X (С; А0Д2) - (£ сД,- Аб^2.
10 Заказ № 60
145
Основная погрешность, неизбежно возникающая при расчетах
по методу моментов, связана с отсечением «хвоста» кривой от-
клика. При больших t функция с (t) асимптотически стремится
к нулю и, начиная с некоторого момента времени t*, значение с
не будет превышать чувствительности измерительной аппаратуры.
Особенность моментов высокого порядка заключается в том, что
погрешность определения концентрации в области больших t су-
щественно сказывается на окончательном результате. Например,
при Ре=1 прекращение измерения концентрации трассера при
/*=10/м приводит к десятикратному занижению вычисленного
значения дисперсии РВП по сравнению с истинным. При менее
интенсивном перемешивании (большие значения критерия Пекле)
разность моментов, вычисленных по «полной» и «усеченной» кри-
вым РВП, быстро уменьшается. Поскольку, как показано выше,
среднее время пребывания ai=^nd2cH/ (4Q;), значение критерия
Пекле можно определять и по первому моменту РВП, построенного
в безразмерных координатах. При слабом перемешивании эта за-
висимость аппроксимируется соотношением a^l+Pe-1. При опре-
делении интенсивности перемешивания по последней формуле по-
грешность вследствие отсечения «хвоста» функции отклика будет
ниже, однако возникает дополнительная погрешность, обусловлен-
ная тем, что второе слагаемое становится много меньше единицы
при Ре>10. Для уменьшения влияния «хвоста» кривой предло-
жены различные методы: замена в этой области функции отклика
экспонентой, расчет параметров по моментам отрицательного по-
рядка; расчет по усеченным кривым.
Асимптотический метод обработки результатов опытов с трас-
сером заключается в определении тангенса угла наклона кривой
отклика, построенной в координатах In с—(04-9-1) при больших
значениях 0. В случае полубесконечной колонны (высота столба
жидкости значительно превышает длину экспериментального
участка) критерий Пекле равен учетверенному угловому коэффи-
циенту асимптоты кривой, построенной в указанных коорди-
натах.
Как уже указывалось, при помощи метода трассера невозможно
установить модель структуры потоков. С этой целью применяют
следующие косвенные методы проверки адекватности диффузион-
ной одномерной модели:
определение коэффициентов продольного перемешивания раз-
личными методами; в случае применимости диффузионной модели
величина D не должна сильно зависеть от метода обработки
данных;
определение коэффициента диффузии методом наименьших
квадратов; в случае применимости диффузионной модели значе-
ния D, определенные по различным участкам кривой отклика,
должны совпадать (в пределах экспериментальной погрешности),
а остаточное отклонение должно быть мало;
определение интенсивности перемешивания при различной вы-
соте барботажного слоя в колонне; в случае применимости диффу-
146
знойной модели величина D не должна зависеть от высоты ко-
лонны, длины и расположения измерительного участка;
определение функции интенсивности
л(9;) = Д0-1
In ( 1 - Л0 2 сЛ - In (1 - А0 У с{
\ 1 7 \ 1
которая должна монотонно возрастать.
Она характеризует вероятность выхода из аппарата частицы
в зависимости от времени ее пребывания. Для идеального переме-
шивания X(0)=const, для поршневого режима Х(0) близка
к дельта-функции Дирака. Наличие у этой функции экстремумов
свидетельствует о неоднородности потока, т. е. о наличии застой-
ных зон, байпасов или макроциркуляций.
Кривую отклика на импульсный ввод трассера можно исполь-
зовать для идентификации параметров моделей структуры потоков,
отличных от диффузионной. С учетом конечного времени релакса-
ции тр (поперечного выравнивания концентрации) выражение для
диффузионного потока принимает вид
j = D || (дс)дх) — Тр [(dj/dt) + (и dj/dx)].
Подставляя последнее соотношение в уравнение диффузии, при-
водя получающееся уравнение гиперболического типа к безразмер-
ному виду и решая его при заданных граничных условиях на
входе в колонну, можно получить следующие выражения для пер-
вых моментов:
ах = 1 + Ре 1 [1 — ехр(—Ре/(у — 1))];
а2=1 + 2 Ре '1 [2 — Ре~'(3 - у)] + 2 Ре”1 [(у - 3) (у - 1)Ре^‘ -
— (1 Д- у)]ехр[—Ре/(у — 1)]/(у — 1);
ц2 = о2 = Ре"1 [2 + Ре~‘ (5 — 2у)] + 2 Ре-1 (у2 Ре-1 — Зу Ре”1 +
4- 2 Ре-1 - 2) ехр [—Ре/(у - 1 )]/(у - 1),
где y=xPu2/D. Приведенные уравнения решают методом итераций
относительно параметров модели — Ре и у. Малое значение тР
свидетельствует о применимости диффузионной одномерной мо-
дели— предельного случая модели, учитывающей релаксационные
явления.
При помощи метода трассера можно изучать интенсивность пе-
ремешивания и другие параметры потока в промышленной ко-
лонне, работающей в замкнутом цикле и непрерывном режиме.
В этом случае трассер будет частично возвращен в аппарат вместе
с циркулирующей нагрузкой, поэтому форма сигнала на входе
системы будет отличаться от идеальной (импульсной или ступен-
чатой), а кривая отклика не будет совпадать с плотностью или
Функцией РВП. Для определения РВП при исследовании гидроди-
10*
147
намики аппаратов в условиях замкнутых промышленных схем при-
меняют методы Фурье-анализа. На основе экспериментально опре-
деленных функций x(t), y(t) соответственно на входе и выходе из
аппарата вычисляют функции
оо оо
А ~ J y(t) cos (cof) dt-, В = j у (0 sin (wf) df;
о о
oo oo
E = j x (t) cos (at) dZ; F = j x (t) sin (at) dZ.
b о
Обратное преобразование Фурье позволяет получить следую-
щую формулу для плотности РВП:
с (t) = л-1 J [(ЛЕ + BF) (Е2 4- F2)-' cos (at) — (АЕ — BF) X
о
X (Е2 4- FT' sin (и/)1 dm.
Интегрирование проводят численными методами. Предложено
также применение других методов операционного исчисления (на-
пример, преобразования Лапласа).
7.2. МЕТОДЫ ИССЛЕДОВАНИЯ ЛОКАЛЬНЫХ
ГИДРОДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК АППАРАТОВ
Существенный недостаток метода трассера — возможность опреде-
ления только интегральных характеристик потока, причем при
заранее заданном виде модели. Для определения локальных харак-
теристик и измерения величин, связанных со взаимодействием
фаз, например дисперсности воздуха или газосодержания, должны
применяться другие экспериментальные методы. Эксперименталь-
ное исследование многофазных потоков — стремительно развиваю-
щаяся область техники, основанной на последних достижениях
в области разработки средств измерения и обработки данных. Вы-
бор конкретной методики зависит от задач исследования, а также
от имеющихся в арсенале экспериментатора приборов. Некоторые
из наиболее распространенных методов исследования барботажных
аппаратов приведены в табл. 7.1. Более полная систематизация ме-
тодов измерения по назначению содержится в справочнике [47].
При моделировании элементарного акта флотации необходимо
иметь информацию о локальном распределении пузырьков по раз-
мерам, газосодержании, скорости относительного движения фаз
и интенсивности перемешивания. Выбор метода исследования
локальных скоростей целесообразно осуществлять в соответствии
со схемой, представленной на рис. 7.1. Рекомендуется применять
лазерную доплеровскую анемометрию, имеющую две основные раз-
новидности. Первая из них заключается в измерении сдвига ча-
стоты монохроматического излучения лазера, происходящего при
148
отражении его от неоднородностей потока либо от дисперсных
включений. При реализации второй разновидности метода иссле-
дуемую точку помещают в пересечение двух когерентных лучей,
полученных от одного и того же лазера. В результате интерферен-
ции наблюдаются максимумы интенсивности при определенных
длинах волн, которые обратно пропорциональны скорости движе-
ния частиц в исследуемой точке. На этом принципе основана си-
стема измерения скорости в барботажных устройствах, разрабо-
танная в университете г. Осака (Япония). Благодаря значительному
отражению света от поверхности пузырьков, можно одновременно
измерять локальную скорость жидкости и пузырьков, а также их
размеры. Фотоумножитель, улавливающий сигнал от жидкой фазы,
устанавливают на оптической оси системы, а другой фотоумножи-
тель, по выходному сигналу которого определяют скорость пузырь-
ков,— перпендикулярно к этой оси. К недостаткам лазерной ане-
мометрии относят сложность аппаратурного оформления, а также
возможность измерения только вблизи стенок или при малом газо-
содержании (до 30%) вследствие интенсивного внутреннего отра-
жения и рассеяния света на поверхности пузырьков.
Если лазерная анемометрия по тем или иным причинам невоз-
можна, то рекомендуется применять термоанемометрию для опре-
деления скорости сплошной фазы и точечные оптические или элек-
трические датчики для исследования потока диспергированного
газа. Общий недостаток этих методов — введение зонда в иссле-
дуемую точку, обусловливающее искажение структуры потоков
и внесение систематической погрешности в измерения.
Для оценки влияния размеров датчика на его показания при
измерении характеристик дисперсной фазы Л. 3. Шендеровым
предложены следующие формулы. Минимальный диаметр пу-
зырька, накалывающегося на датчик,
min == [6&<j/(pzg)]'/s, (7.2)
где b — диаметр датчика.
Для системы вода—воздух при &=0,1 мм t/bmm=0,8 мм. Отно-
сительная погрешность при измерении скорости пузырька по вре-
мени его прохождения между соседними датчиками
% 6&o/(d|pzg)- В качестве оценки параметров используют мгно-
венные значения, усредненные за все время измерения Т, при этом
среднее квадратическое отклонение 6 среднего значения от истин-
ного при пуассоновском распределении числа изменений л изме-
ряемого параметра S определяют по формуле
6/S = [(1 — S)/(XSr)]'/2.
При измерении газосодержания S=<p, а X — удвоенная частота
прохождения пузырей в данной точке. Последняя формула позво-
ляет по времени измерения, газосодержанию и частоте следования
пузырей определить точность измерения и, наоборот, по требуемой
149
~ Таблица 7.1
~ Основные методы экспериментального исследования барботажных аппаратов
Метод Измеряемый параметр, принцип измерения Вычисляемая величина Преимущества метода Недостатки метода
Фото- и киносъемки Анализ изображений Дисперсный состав пу- зырьков f (db); ub Простота, помехоустой- чивость Необходимость оптической прозрач- ности стенок и жидкой фазы; невоз- можность измерений во всем объеме аппарата и в случае, когда размеры пузырьков различаются более чем на порядок
Трассера Определение и анализ РВП Е (0 Простота, бесконтакт- ность Невозможность получения локальных характеристик, трудоемкость обра- ботки данных
Вакуумный Локальный пробоотбор и электрооптическое измерение проб f (db) Локальность Необходимость калибровки; слож- ность реализации при высоких ср; возмущение потока пробоотборником; энергозатраты
Дегазации (отсечки) Динамика изменения верхнего и нижнего уровней барботажного слоя после внезапного прекращения подачи газа ф, f (db) Помехоустойчивость, применимость при высо- ких расходах газа Определение средних по объему зна- чений для расчета необходимы априорные допущения
Химический Масса абсорбированно- го компонента газовой фазы по изменению его парциального давления Удельная поверхность пузырьков S Бесконтактность; поме- хоустойчивость Определение среднего по объему зна- чения; кинетика абсорбции и время пребывания пузырьков должны быть известны
Манометрический Градиент давления по оси колонны ф То же Определение среднего по сечении значения (р
Радиационный
Измерения абсорбции
или дисперсии рентге-
новского, гамма- или
нейтронного излучения
Ф
Измерения поглоще-
ния звукового излу-
чения, видимого и
ультрафиолетового
излучения
Точечного электрода
Ясны из названия
Скачок сопротивления
при переходе из газа в
жидкость и обратно
Волоконно-оптиче-
ский
Скачок оптических
свойств при переходе
из газа в жидкость и
обратно
Пьезометрический или трубка Пито— Праидтля Разность динамического и статического напоров «г
Турбоанемометриче- ский Скорость вращения микропропеллера «г
Использование радиации, определе-
ние среднего по лучу значения ср
db Бесконтактность Прозрачность среды для используе- мого излучения; неприменим при вы- соких значениях ср; определение од- ной из указанных величин только при наличии информации о другой
utf, d/? Локальность, малые размеры устройства и его транспортабельность Неприменимы для тонкодиспергиро- ваииого газа и сильно турбулизован- ного потока; необходимость регули- ровки и калибровки при измерении, неприменим для несферических пу- зырьков и в жидкости с диэлетрнче- скими свойствами (в неэлектролитах)
db То же Те же, за исключением последнего, кроме того, неприменим в трехфаз- ных системах
Локальность Неприменим для турбулентных тече- ний, искажение потока датчиком
Локальность, возмож- ность определения век- тора и, применимость при высоких расходах фаз Невозможность измерения пульсаци- онной составляющей; необходимость калибровки
Продолжение табл. 7.1
Метод Измеряемый параметр, принцип измерения Вычисл веди
Термоанемометриче- ский Лазерная доплеров- Измерение термосопро- тивления, термо-ЭДС Определение частоты щ; Ф
ская анемометрия световых импульсов, от- раженных пузырьками или локальными неодно- родностями оптической плотности потока Ф
Акустический резо- нансный Определение спектра по- глощения акустических волн f (db)
Акустическая анемо- метрия Определение частоты ультразвука, отраженно- го пузырьками или ло- кальными неоднородно- стями потока Uf, ub
Измерение электро- проводности или ем- кости слоя (импе- дансный) Ясны из названия Ф
Электрохимический Электрический ток, вы- знанный электродной электрохимической реак- цией ср, и 1
Автогенераторный Измерение сдвига фаз в соленоиде, сердечни- ком в котором является исследуемый участок или весь аппарат ф
Преимущества метода
немая
чина
Недостатки метода
db; Локальность; возмож- ность учета направления и пульсационной соста- вляющей скорости Локальность; бескон- тактность; возможность определения направле- ния и мгновенного зна- чения скорости Необходимость калибровки, сло- жность измерения и идентификации результатов; искажение потока; чув- ствительность к изменениям темпера- туры среды и другим помехам; при измерении ф те же недостатки, что и у метода точечного электрода Неприменим: при высоких значениях ф, для колонн большого диаметра (только вблизи стенок), при наличии крупных пузырьков, в случае непро- зрачной жидкости
Бесконтактность Те же, что у лазерной анемометрии Определение среднего по сечению распределения; чувствительность к помехам Сложность получения и обработки сигнала
Простота Измерение среднего значения в меж- электродном пространстве
Локальность, возмож- ность определения век- тора скорости Независимость от дис- персного состава пу- зырьков Необходимость калибровки при изме- рении Ut и использования жидкости строго определенного химического со- става; искажения, вносимые электро- дом в поток Необходимость калибровки, влияние твердой фазы на результаты измере- ния
Рис. 7.1. Логическая схема выбора экспериментального метода исследования поля
скоростей жидкости и пузырьков в барботажном слое
точности рассчитать минимально необходимое время осреднения.
Входящая в формулу величина X легко определяется по осцилло-
грамме получаемого сигнала или с помощью специального датчика.
Рассмотрим различные методы, связанные с применением то-
чечных датчиков. Термоанемометрия — один из основных методов
измерения локальных скоростей в однофазных потоках. Она осно-
вана на зависимости температуры нагреваемого датчика от скоро-
сти омывающего его потока. Чувствительным элементом датчика
является терморезистор или нагреваемый спай термопары. В за-
висимости от размеров и формы датчика и инерционности измери-
тельной системы при помощи термоанемометрии можно получить
информацию о модуле скорости, ее направлении, а также оценить
интенсивность турбулентных пульсаций различных масштабов.
При измерениях в барботажных системах датчик (микротерморе-
зистор или спай термопары) может оказаться в газовой фазе,
поэтому необходимо иметь методику идентификации сигналов, со-
ответствующих пульсациям скорости жидкости, и изменений тем-
пературы, вызванных накалыванием пузырька. Обычно сигналы,
связанные с переходом чувствительного элемента из одной фазы
в другую, имеют большую амплитуду и иную частоту, чем сигналы,
вызванные пульсациями скорости. Для выделения этих сигналов
используются электронные преобразователи, фильтры или ЭВМ,
работающие в режиме реального времени. При скорости потока
около 1 см/с для улавливания пульсаций масштаба 0,1 мм инер-
ционность прибора должна составлять не более нескольких милли-
секунд. Термоанемометрическое измерение может быть реализо-
вано при помощи схем непосредственного и косвенного нагрева.
В первом случае измерительный элемент нагревают током, пропу-
скаемым через него, а во втором — нагреватель и датчик разне-
сены. Схемы косвенного нагрева применяют обычно при измерении
высоких скоростей, когда для нагрева необходимо пропускание
153
через терморезистор тока, превышающего предельно допустимые
значения. При использовании схем с непосредственным нагревом
применяют метод постоянного тока или постоянной температуры.
В первом методе ток, проходящий через терморезистор, поддержи-
вают постоянным независимо от его сопротивления. Измерения
скорости потока в этом случае связаны с изменением температуры
датчика, а следовательно, и его сопротивления и разность потен-
циалов на концах.
Электрохимический способ определения скорости жидкой фазы
в барботажных колоннах основан на электрохимической реакции.
Он также связан с введением в точку измерения датчика. Этот
метод, основанный на поляризации электрода в растворе электро-
литов, диффузии анионов к катоду и протекании на его поверхно-
сти быстрой электрохимической реакции, развит в работах
В. Е. Накорякова с соавторами. В определенной области разности
потенциалов между катодом и анодом ток не зависит от приложен-
ного напряжения (режим предельного диффузионного тока),
а определяется только диффузией ионов. Перемещение ионов к по-
верхности в условиях высокой электропроводности раствора (ис-
ключающей миграцию под действием электрического поля) подчи-
няется диффузионному уравнению, на основании решения которого
при известном профиле скорости вблизи поверхности электрода
можно вычислить скорость потока жидкости. В зависимости от
формы электродов можно измерять как модуль, так и вектор ско-
рости с учетом ее пульсационной составляющей. Калибровочная
зависимость обычно имеет вид I=A^-B-y/ui, где 1 — электрохими-
ческий ток, А и В — константы для определенного датчика при
данной концентрации активных ионов. При вычислении среднего
значения скорости из полученной осциллограммы должны быть
исключены участки, соответствующие пребыванию катода в газо-
вой фазе. Датчик для определения скорости потока жидкости
электрохимическим методом может быть использован в качестве
точечного электрода для одновременного определения момента пе-
рехода от жидкости к газу и наоборот. Принцип работы схемы
заключается в следующем. На датчик наряду с постоянным сме-
щением подается напряжение до 10 мВ частотой несколько сотен
килогерц. Ток, протекающий через датчик, можно разложить на
две составляющие: низкочастотную, которая меняется с измене-
нием скорости жидкости, и высокочастотную, изменяющуюся с ча-
стотой питающего напряжения. Амплитуда высокочастотной со-
ставляющей принимает два фиксированных значения, соответст-
вующих пребыванию датчика в жидкой и газовой фазах. После
разделения на фильтрах из высокочастотной составляющей форми-
руется сигнал фазы в виде прямоугольных импульсов, который
управляет ключом, пропускающим на выходной усилитель низко-
частотную составляющую только в те моменты времени, когда
датчик находится в жидкой фазе.
Для реализации этого метода часто используют окисление
ионов феррицианида на катоде. Анод, расположенный в произволь-
154
ном месте внутри колонны, имеет значительно большую площадь
поверхности, чем катод. Для проведения реакции используют
сантинормальные растворы ферри- и ферроцианида калия. Для
обеспечения высокой электропроводности измерения проводят
в 0,5—2 н. растворе едкого натра в дистиллированной воде.
Пьезометрический метод, основанный на пьезоэлектрическом
эффекте, применяют для измерения локальных давлений. В зонде,
разработанном во Фрайбергской горной академии ГДР, чувстви-
тельным элементом является керамическая пластинка, на которую
нанесен слой пьезолана. При пьезометрическом методе измерения
турбулентности возникают трудности, обусловленные влиянием
собственных колебаний зонда. Встречное включение второго дат-
чика позволяет в значительной степени компенсировать эту помеху.
Определение спектра турбулентных пульсаций жидкости основано
на соотношении
[(“/ (D2)] « [0,25 + [(/ (f))2] /2/(р/И?)] Л — 0-5,
Где [р'(/)211/2 — среднее квадратичное значение составляющей дав-
ления, изменяющейся с частотой f, рассчитываемое при помощи
спектрального анализа снимаемых с зондов электрических сигна-
лов (предварительно осуществляется динамическая градуировка
зондов в напорной камере).
Значительные сложности при использовании этого метода свя-
заны с необходимостью применения чувствительной электроизме-
рительной аппаратуры, а также предварительной калибровки. Не-
обходимо также учитывать «выбросы» вследствие прохождения
пузырька вблизи датчика. Кроме того, для перехода от спектра
турбулентной составляющей скорости потока к интегральным ха-
рактеристикам турбулентной диффузии необходима дополнитель-
ная информация.
Для оценки скорости потока жидкости в определенной области
при известной картине потока применяют метод, заключающийся
в локальном вводе трассера и измерении его концентрации точеч-
ными датчиками, расположенными вдоль линии тока. В приборе,
разработанном А. Г. Лопатиным и А. М. Думовым, в качестве
трассера используют электролит, а в качестве датчика — пару
игольчатых электродов. Метод не требует калибровки, но чувстви-
телен к попаданию пузырька в область измерения.
Для определения скорости дисперсной фазы применяют методы,
основанные на локальных измерениях электропроводности, оптиче-
ских характеристик или других физических параметров, имеющих
различное значение для жидкой и газовой фазы. Этим методам
свойствен недостаток, присущий всем устройствам, связанным
с введением зонда: искажение структуры потока вблизи точки
измерения.
Метод точечного электрода заключается во введении в поток
тонкой проволоки, изолированной повсюду, за исключением места
измерения. Размер неизолированного участка должен быть значи-
155
тельно меньше размера измеряемых пузырьков [см. формулу (7.2)].
Второй электрод имеет значительно большую площадь поверхности
и постоянно находится в жидкой фазе. Если среда электропро-
водка, то при подаче на электроды разности потенциалов через них
будет протекать некоторый ток. При накалывании пузырька на
игольчатый электрод электрическая цепь размыкается, и ток па-
дает до нулевого значения. Для повышения точности идентифика-
ции момента смены фаз на датчике получаемые сигналы должны
иметь форму, приближающуюся к прямоугольной. Отличие формы
первичного сигнала от идеальной объясняется взаимодействием
датчика с пузырьком (утоньшением водной прослойки, эластич-
ностью и смачиваемостью поверхности пузырька, конечными разме-
рами электрода), а также электрохимическими явлениями. Если
поверхность электрода хорошо смачивается жидкостью, то дли-
тельность импульса, порождаемого пузырем, не может быть больше
истинного времени пребывания точечного электрода в пузыре, по-
этому для получения сигналов прямоугольной формы, удобных для
последующей обработки, в измерительную цепь включают релей-
ное устройство с порогом включения, несколько превышающим
уровень помех. При применении рассматриваемого метода на элек-
троды можно подавать как постоянное, так и переменное напряже-
ние. При работе с постоянным напряжением вследствие поляриза-
ции и электролиза на датчике изменяется его сопротивление. При
включении такой системы в цепь переменного тока она становится
чувствительной к емкостной составляющей сопротивления, поэтому
появление крупных пузырьков вблизи электрода без их накалыва-
ния может в этом случае вызвать ложные сигналы. Кроме того,
при использовании переменного напряжения усложняется преоб-
разовательная часть измерительной схемы. Скорость всплывания
пузырька определяется по интервалу времени между накалыва-
нием пузырька на два точечных электрода, расположенных друг
над другом на известном расстоянии. Имеются сведения о приме-
нении метода точечного электрода для измерения газосодержания
в трехфазных системах.
В работе [47] указывается, что метод, основанный на локаль-
ных оптических измерениях, дает более правильное представление
о характере движения газовой фазы, чем при использовании точеч-
ного электрода. Существует множество вариантов этого метода,
основанных на использовании волоконной оптики. Разработаны
датчики диаметром в несколько десятков микрометров, способные
с достаточной точностью определять размер пузырьков крупностью
до 0,4 мм. Световой поток, интенсивность которого зависит от
среды, в которой находится торец стекловолокна, преобразуется
фотоэлементом в электрический ток, поступающий на регистрирую-
щее или записывающее устройство. Для получения более четких
сигналов может использоваться эффект полного внутреннего отра-
жения света на границе стекло—воздух и неполное отражение на
границе стекло—вода вследствие большего коэффициента прелом-
ления жидкости. В этом случае оптическую систему конструируют
156
таким образом, чтобы луч, выходящий из осветительного волокна
и отраженный от его поверхности, попадал на датчик (торец вто-
рого волокна). Диаметр зонда, основанного на этом принципе, со-
ставляет 0,3 мм.
Разработаны также локальные датчики, идентифицирующие
фазу, в которой они находятся, основанные на использовании дру-
гих физических явлений, например, на различии интенсивности по-
глощения радиоволн в жидкости и газе. Система состоит из точеч-
ного источника радиоволн определенной частоты и приемной ан-
тенны диаметром 25 мм, расположенных на небольшом расстоянии
друг от друга. Недостаток системы — отличие получаемых импуль-
сов от прямоугольных, так как моменты накалывания приемной
и передающей антенн пузырьком могут не совпадать.
Методы, связанные с введением точечных датчиков в поток,
применимы не только для определения скорости, но и для вычисле-
ния газосодержания (по доле времени, в течение которого датчик
находится в газовой фазе) и среднего размера пузырька по фор-
муле
п
db= 16 X
i
где т,— время пребывания датчика в i-м пузырьке, п — число пу-
зырьков, контактировавших с датчиком за время измерения. По-
следняя формула получена из условия одинаковой вероятности
накалывания сферического пузырька во всех точках его поверхно-
сти (траектория датчика в пузырьке не обязательно совпадает
с его диаметром).
Для определения гранулометрического состава пузырьков раз-
работаны специальные методы, выбор которых рекомендуется про-
водить с учетом схемы, приведенной на рис. 7.2. Наиболее простым
является способ определения среднего диаметра пузырьков по Зау-
теру ds на основе измерения интенсивности узкого пучка света,
прошедшего через барботажный слой. Расчет проводится на основе
соотношения 7//0 = ехр [—3<pZ/(2ds)], где /, /0 — интенсивности све-
тового потока при прохождении лучом барботажного слоя и чистой
жидкости, соответственно; I — длина хорды, по которой луч пере-
секает барботажный слой. К недостаткам метода следует отнести
необходимость параллельного определения газосодержания и не-
точность метода при интенсивной аэрации (ср>0,2). Другие методы
изучения распределения пузырьков по размерам связаны с исполь-
зованием лазерного излучения (определение параметров дисперс-
ной фазы по дифрактограмме, использование голографии и интер-
ферометрии, регистрация интенсивности пульсаций рассеянного
света при освещении контрольного объема тонким лучом). Широко
применяют метод измерения среднего размера пузырька, основан-
ный на введении в исследуемую зону капиллярного пробоотбор-
ника. Проходящие вблизи капилляра пузырьки затягиваются
в него. По длине поднимающейся в канале воздушной пробки
можно определить объем пузырька. Разработаны различные
157
Рис. 7.2. Логическая схема выбора метода экспериментального определения
дисперсного состава пузырьков
несложные устройства для автоматизации счета пузырьков и опре-
деления их размеров.
Для определения газосодержания и удельной поверхности пу-
зырьков в барботажных системах применимы различные методы.
Выбирать метод рекомендуется в соответствии со схемой, приве-
денной на рис. 7.3 [47].
Для измерения среднего газосодержания в аппарате исполь-
зуют метод отсечки, заключающийся в одновременном прекраще-
нии аэрации и протока жидкости через колонну. Газосодержание
равно относительному уменьшению объема жидкости по сравне-
нию с объемом газожидкостной смеси. По кинетике дегазации
(скорости перемещения верхней и нижней границ барботажного
слоя) можно судить о распределении пузырьков по размерам.
К недостаткам метода относят необходимость выключения аппа-
рата при проведении каждого измерения, а также снижение точ-
ности результатов при неодновременном перекрывании входного
и выходного трубопроводов для подачи жидкости и газа.
Для измерения средних значений газосодержания в попереч-
ном сечении колонны применяется метод, основанный на измере-
нии электропроводности системы. Электропроводность материала,
как известно, зависит от длины проводящего участка, которая свя-
зана с извилистостью пути тока g. Первая расчетная формула, по-
лученная Дж. К. Максвеллом, имеет следующий вид: g =
= 1—0,5 In (1—ф). В исследованиях Дж. Йанатоса с соавторами
получены более простые формулы, определяющие взаимосвязь
158
Рис. 7.3. Логическая схема выбора метода экспериментального определения газо-
содержания
извилистости и газосодержания: для гомогенного барботажного
режима (ф<0,3) £=1 + 0,55 ф, для ячеистой полиэдрической пены
(ф = 0,6+0,95) £ = 2,315 ф. Течения с газосодержанием от 0,3 до 0,6
во флотационных машинах практически не используются. Отноше-
ние электропроводностей в барботажном слое и в чистой жидкости
равно /г=у/у0=(1—ф)/В- Газосодержание барботажного слоя мо-
жно вычислить по формуле ф=(1—fe)/(l+0,55 &), предложенной
Дж. Финчем и Дж. Йанатосом, или по формуле & = 1 + сф/(1— ф2'3),
предложенной X. Шубертом. В последней формуле с — постоянная
прибора. Формулы применимы при ф = 0,05+0,6.
Метод электропроводности широко применяют для определения
кратности р пен. Исследованию зависимости удельной электропро-
водности k от кратности пены р=(1—ф)-1 посвящено большое
число работ. Найдено, что коэффициент B = k/$ зависит от рас-
пределения жидкости между пленками и каналами в пене. В слу-
чае, когда вся жидкость сосредоточена в пленках, В=1,5. Если же
пену можно рассматривать как каркас из жидких каналов (прене-
брегая проводимостью пленок), то В = 3. В промежуточном случае
В зависит от крупности и степени полидисперсности пены, с уве-
личением дисперсии распределения пузырьков в пене по размерам
В убывает. На основе обобщения многочисленных эксперименталь-
ных данных К- Б. Канном и В. Н. Феклистовым получена эмпи-
рическая зависимость р = 0,65&°’9, применимая для пен низкой и
средней кратности (р = 6+200), которые образуются в процессе
флотации. Р. Лемлих предложил другую аппроксимационную фор-
мулу, применимую при р>10: ф=1—3 ZH+2,5 6-4/3 — 0,5 &“2,
159
а В. А. Нелидов на основе изучения электропроводности слоя жид-
кости, засыпанного непроводящими частицами, получил следующее
соотношение:
k~l = 1 + 3q>/[2 (1 - Ф - 0,1<р10/3)]-
Расчеты по приведенным формулам для пен с ф=0,74-0,95 по-
казывают, что различие вычисленных значений газосодержания не
превышает 0,03—0,05.
В состав экспериментальной установки входят два электрода
с площадью поверхности в несколько квадратных сантиметров,
расположенных на одинаковой высоте у противоположных стенок
колонны. На электроды подается переменное напряжение частотой
около 1 кГц для предотвращения поляризации. Фиксируется ток,
протекающий между электродами при отсутствии подачи воздуха
и в исследуемом режиме, и вычисляется газосодержание. Опыты,
проведенные по различным методам, показали высокую точность
метода измерения электропроводности, который может приме-
няться в системах оперативного регулирования процесса флота-
ции. В общем случае при значительной диэлектрической проницае-
мости жидкости наряду с ее активным сопротивлением должна
учитываться и реактивная составляющая, однако поскольку для
флотационных систем емкостное сопротивление существенно
больше активного и проводимость определяется ионной силой
жидкой фазы, приведенные выше соотношения применимы с до-
статочной точностью. Для повышения точности измерения в колон-
нах большого диаметра следует устанавливать несколько пар
электродов, подключенных последовательно и расположенных друг
против друга по всему периметру колонны. При введении не-
скольких пар цилиндрических коаксиальных электродов внутрь
колонны можно определить распределение газосодержания по
радиусу.
Для более точных измерений газосодержания применяют ме-
тоды, основанные на измерении степени поглощения рентгенов-
ского или гамма-излучения, комптоновском рассеянии электромаг-
нитного излучения (обычно используются гамма-лучи) или рас-
сеянии быстрых нейтронов. Абсорбционные методы широко
применяют для исследования гидродинамики аппаратов химиче-
ской технологии. Их преимущества — точность и простота, а недо-
статок— использование ионизирующих излучений. При измерении
абсорбции рентгеновских лучей на различных уровнях можно вы-
числить наряду с газосодержаниями скорость скольжения фаз щ.
Краткая характеристика других методов измерения газосодержания
приведена в табл. 7.1. Из них наиболее широко применяют ме-
тоды: манометрический, с использованием трубки Пито—Прандтля
и акустические.
Классическим способом определения суммарной площади по-
верхности пузырьков является химический метод. Он заключается
в заполнении исследуемого аппарата жидкостью, химически взаи-
модействующей с кислородом, и измерении падения его парциаль-
160
ного давления в воздухе, покидающем барботажный слой. Обычно
в качестве жидкой фазы используют раствор сульфита натрия,
окисляющегося на воздухе до сульфата. Степень поглощения кис-
лорода пропорциональна удельной поверхности пузырьков и вре-
мени их пребывания в растворе (времени всплывания). Если сред-
няя крупность пузырьков известна, то можно определить ско-
рость их подъема и рассчитать площадь удельной поверхности
пузырьков, связанную с газосодержанием.
Итак, в настоящее время исследователь обладает широкими
возможностями для экспериментального изучения газожидкост-
ных потоков, основанными на современной измерительной тех-
нике и описанных методах исследования.
Необходимо отметить, что на основе экспериментальных иссле-
дований барботажных аппаратов химической технологии получено
большое число эмпирических соотношений, критическое изучение
которых целесообразно при конструировании флотационных пнев-
матических машин, а также для того, чтобы предотвратить «от-
крытия» закономерностей, давно известных химикам-технологам.
11 Заказ № 60
8
ХАРАКТЕРИСТИКИ ГИДРОДИНАМИКИ
КОЛОННЫХ АППАРАТОВ
8.1. ОБЩИЕ СВЕДЕНИЯ
За последние 20 лет опубликовано несколько сотен работ, посвя-
щенных экспериментальным исследованиям двух- и трехфазных
барботажных колонн в химической технологии. В них приводятся
различные, зачастую и противоречащие друг другу качественные
и количественные закономерности, что объясняется как неточ-
ностью методов исследования, так и разнообразием изучавшихся
условий (расходы и физические свойства фаз, а также размеры
колонн и способы аэрации).
В зависимости от соотношения расходов фаз в аппаратах рас-
сматриваемого типа могут наблюдаться качественно различные
режимы течения. При увеличении расхода газа последовательно
реализуются условия существования следующих режимов: пузырь-
кового, пробкового или снарядного (массовая коалесценция пу-
зырей и образование воздушной пробки по всему сечению ко-
лонны), кольцевого (раздельное течение жидкой фазы вдоль сте-
нок, а газа — в осевой части ап-
Рис. 8.1. Зависимости газосодержания
<Pmax U) и приведенной скорости
воздуха ие (2) от приведенной ско-
рости пульпы Ut в противоточном
колонном аппарате с площадью сече-
ния 25 см2:
I— область барботажного режима; II—
область поршневого режима
парата), эмульсионного (инвер-
сия фаз и образование эмульсии
из капель в газовой среде). Воз-
можны и переходные режимы и
течения. При флотации в колон-
нах к Гидродинамике процесса
предъявляют следующие требова-
ния: "максимальная площадь пу-
зырьков и минимальное переме-
шивание фаз. Этим требованиям
в наибольшей степени удовлетво-
ряют пузырьковый и эмульсион-
ный режимы, последний реализу-
ется в аппаратах пылеулавлива-
ния.
Условия перехода барботаж-
ной структуры в пробковую зави-
сят от многих факторов. Основ-
ным параметром, влияющим на
структуру потоков, является при-
веденная скорость подачи газа.
Для пузырьков сферической фор-
мы граница существования гомо-
162
генного барботажного слоя определяется условием Ug/иь СЮ - 0,186
(«ьоо — скорость подъема одиночного пузырька). Согласно другим
данным, критическая приведенная скорость газа зависит от рас-
хода жидкости: ug= (п/ + пь)/3 (положительные значения vt соот-
ветствуют прямотоку). Последнее соотношение хорошо согласу-
ется с экспериментальными данными (рис. 8.1). При увеличении
подачи газа выше предельного значения наблюдаются интенсив-
ная коалесценция пузырьков и переход к пробковому режиму (для
колонн малого диаметра) или образованию крупных (так назы-
ваемых тейлоровских) пузырьков, усилению макроциркуляции
жидкости и наступлению гетерогенного режима. Наибольший раз-
мер колонны, в которой еще возможно образование пробок, опре-
---- 4 ----
деляется соотношением 0,35 -V gde.— 1.53у ga/pi, т. е. для системы
вода—воздух он составляет 5—10 см. Образованию пробки или
тейлоровского пузырька способствует массовая коалесценция, по-
этому создание условий, замедляющих этот процесс, может обес-
печить существование барботажного слоя при расходах фаз, пре-
вышающих критические значения. Если число Бонда пузырька
Bo = g(pz — pg)dZt>l<j не превышает 0,4, то вероятность перехода
к пробковому или гетерогенному режиму мала. Границы существо-
вания пузырькового режима зависят также от химического со-
става жидкой фазы и меняются при переходе к трехфазным си-
стемам. Приведенные граничные параметры барботажного режима
(см. рис. 8.1) являются естественными пределами изменения гид-
родинамических характеристик колонной флотации, выход за ко-
торые обусловливает резкое нарушение процесса.
8.2. РАЗМЕРЫ И СКОРОСТЬ ДВИЖЕНИЯ ПУЗЫРЬКОВ,
ГАЗОСОДЕРЖАНИЕ БАРБОТАЖНОГО СЛОЯ
Скорости движения пузырьков во флотационных колоннах обычно
значительно превышают скорость потока пульпы, поэтому основ-
ные гидродинамические, а следовательно, и флотационные харак-
теристики определяются расходом воздуха и способом его диспер-
гирования [42]. Расход пульпы влияет в основном на время пре-
бывания частиц в аппарате.
Одним из важнейших параметров, влияющих на показатели
обогащения, является дисперсный состав газовой фазы. Способы
аэрации и соотношения, определяющие начальную крупность пу-
зырьков, рассмотрены в гл. 6. По мере всплывания вследствие
разности скоростей пузырьков различной крупности и перемеши-
вания наблюдаются коалесценция и дробление пузырьков, кине-
тика которых определяется как гидродинамическими, так и фи-
зико-химическими условиями. При безграничном увеличении вы-
соты колонны распределение пузырьков по размерам в верхней
ее части будет стремиться к равновесному. Математическое ожи-
дание этого распределения (средний размер пузырька вдали от
11*
163
диспергирующего устройства) не зависит от параметров аэратора
и определяется из условия минимума потенциальной энергии:
4 = ^?/(4g),
где g — коэффициент гидродинамического сопротивления пузырька,
зависящий от приведенной скорости воздуха vg. Скорость дости-
жения энергетически равновесного дисперсного состава пузырьков
зависит от условий аэрации, концентрации ПАВ и твердой фазы.
В соответствии с экспериментальными исследованиями последнее
уравнение адекватно описывает средний размер пузырька вдали
от аэратора, который для системы вода—воздух при отсутствии
примесей составляет 3—6 мм. При вычислении размера пузырька
по этой формуле следует учесть, что входящие в правую часть ко-
эффициент сопротивления и скорость подъема зависят от db, по-
этому для решения уравнения следует использовать один из чис-
ленных итерационных методов. Результаты экспериментальных ис-
следований свидетельствуют о влиянии на средний равновесный
размер пузырька газосодержания. Аппроксимационные формулы
для db (мм) имеют вид
db == 4,15o°-6pz-016g~0'V>5 • 103 + 0,9; ds = (0,59/g) (vg/<p)2.
Распределение пузырьков по размерам определяется структу-
рой барботажного слоя. При псевдогомогенной структуре, харак-
терной для небольших расходов газа (для системы вода—воздух
vg <. 3 — 5 см/с), дисперсный состав пузырьков описывается лога-
рифмически-нормальным или гамма-распределением, а плотность
этих распределений соответственно функциями
f (db) = [ 1/(д/2л In od)] exp [— (in db — In dtf/fy (In od)2)] и
f (d6) = -1 dl exp (-®d6) [Г U + 1)F *.
где ds — средний размер пузырька; oj—дисперсия распределения
по размерам;
оо
Г (®) = J хв-1 exp (—х) dx; a»=d&/od; £; = (di/од)—1.
о
При увеличении приведенной скорости газа существенное влия-
ние на крупность пузырьков оказывает коалесценция, обуслов-
ливающая образование крупных пузырьков и возрастание пуль-
сационной скорости жидкости и газа в колонне даже при весьма
малом начальном размере пузырьков (аэрация через пористые ди-
ски с диаметром пор do = 25-=-75 мкм). При гетерогенной структуре
барботажного слоя поток газа можно разделить на две части —
транспортный (крупные пузырьки) и увлекаемый (мелкие пу-
зырьки). Такое бимодальное распределение пузырьков по разме-
рам может интенсифицировать процесс флотации, обеспечивая
164
так называемый коалесцентный механизм процесса, когда мелкие
частицы захватываются пузырьками малого размера и затем вы-
носятся вместе с потоком, увлекаемым крупными пузырьками в пе-
ну, либо вместе с мелкими пузырьками налипают на пузырьки
транспортного потока. Флотация в гетерогенном режиме харак-
теризуется интенсивным перемешиванием и механическим выносом
частиц в концентрат. При увеличении vg от 6 до 10 см/с газосо-
держание ср изменяется незначительно и составляет для мелких
пузырьков около 14 %, а для крупных — около 6 %. При дальней-
шем увеличении расхода газа основная часть его переносится
крупными пузырьками. При моделировании флотации в высоко-
слойных колонных аппаратах следует учитывать увеличение
объема пузырька по мере подъема вследствие снижения гидро-
статического давления, поскольку
(Pcgz + Р&т + 4оМ) df = const,
где рс — плотность газожидкостной смеси.
Скорость подъема одиночного пузырька зависит от его раз-
мера и свойств фаз. Критериями подобия рассматриваемой задачи
являются числа Рейнольдса и Вебера.
Поверхность пузырьков весьма малых размеров обычно прак-
тически полностью заторможена уже в присутствии ничтожных
следов ПАВ, поэтому их движение можно рассматривать как дви-
жение твердых сферических частиц малой плотности pg и рассчи-
тывать скорость подъема по формуле Стокса
«ьоо = dbg (Pz — рД/( 18ц).
При малых концентрациях ПАВ и невысокой вязкости среды
эта формула адекватна для пузырьков размером менее 100 мкм.
С увеличением крупности пузырька значительно возрастает влия-
ние на его скорость скольжения и деформируемости поверхности.
Для относительно крупных пузырьков размером 1—12 мм в си-
стеме вода—воздух характерна слабая зависимость скорости сво-
бодного подъема от эквивалентного радиуса ubao = K(c!g(pi — pg)/
Р?)1/4, где К= 1,44-1,8 — эмпирический коэффициент, учитывающий
размер пузырька. Для пузырьков промежуточных размеров (0,1 —
1 мм) предложено большое число аналитических и эмпирических
формул, в сответствии с которыми на скорость пузырька, помимо
размера, влияет концентрация ПАВ (рис. 8.2). Для расчета ско-
рости подъема одиночного пузырька чаще используют эмпириче-
ское соотношение Г. Уоллиса. Расчет скорости начинает с вычис-
ления безразмерных параметров
Р = (fWfW); г’ = №/2) (p?g/ ц2)'/з; В = ^р;/(4а).
Формулы справедливы в интервале 102<Р< 1010. Затем вычи-
сляют безразмерную скорость и* в зависимости от значений без-
размерных параметров: при В>4 u* = Vr*; при 1<В<4 и* =
= -^2Р11'2. При В<1 и г*<1,5 скорость зависит от степени затор-
165
Рис. 8.2. Зависимость подъема одиноч-
ных пузырьков от их размеров:
I, //, III— зоны, соответствующие пу-
зырькам сферической, эллиптической и
снарядообразной формы:
1 — в чистой воде; 2 — при высокой концентра-
ции ПАВ (заштрихована область промежуточ-
ных режимов)
моженности поверхности. При отсутствии ПАВ и* = (г*)2/3, а при
значительной их концентрации и* = 2 (г*)2/9. При В<1 и г*>1,5
и отсутствии ПАВ и* равно наименьшему значению из следую-
щих 0,408 (г*)’/2 и (2/г*)'1г Р1/1, при заторможенной поверхности —
наименьшему из значений 1,41 Р'!'2 и 0,307 (г*)1-21. Заключитель-
ным этапом расчетакявляется определение скорости подъема оди-
ночного пузырька по формуле ubao = u* (pg/pz)1/з.
Следует иметь в виду, что вследствие разности скоростей подъ-
ема мелких и крупных пузырьков их дисперсный состав на входе
в аппарат не совпадает с распределением размеров, усреднен-
ным по его объему и при отсутствии коалесценции. В этом случае
средний размер пузырька в пульпе меньше его среднего начального
размера вследствие меньшего времени пребывания в аппарате
более крупных пузырьков.
Объемное газосодержание в колонной машине влияет не только
на дисперсный состав пузырьков, но и на скорость и селективность
процесса. Оно зависит от расходов фаз и крупности пузырьков.
Для описания этой зависимости рассмотрим процесс барботажа
в непроточной по жидкой фазе колонне в приближении монодис-
персных пузырьков и однородного поля скоростей фаз. В этом
случае доля сечения колонны, занятого газом, равна объемному
газосодержанию ф, и скорость подъема пузырьков относительно
аппарата или слоя неподвижной жидкости u0=vg/(p. Слой подни-
мающихся пузырьков вытесняет некоторый объем жидкой фазы,
который перемещается вниз, поэтому скорость относительного дви-
жения пузырька и обтекающей его жидкости (скорость скольже-
ния фаз) us не равна и0. Скорость жидкости, обтекающей пузырек,
определяется из условия постоянства объема барботажного слоя
по мере всплывания пузырьков: иго = иОф/(1—ф). Скорость сколь-
жения фаз можно определить по формуле
ws = u0 + Щ0 = 1>г/[ф(1 — ф)] = и0/(1 — ф). (8.1)
Если расход жидкой фазы в колонне не равен нулю, то в ука-
занных допущениях относительные скорости движения фаз будут
выражаться через скорость, определенную для непроточного ре-
166
датма, и скорость движения жидкости в сечении площадью
ndc (1 — ф)/4:
«о = vg/<p ± Vi/( 1 — ф); (8.2)
= МФ (1 — ф)1 ± f z/( 1 — ф)
(знак « + » соответствует противоточному режиму). Следует от-
метить, что величина us определяет только среднюю вертикальную
проекцию скорости скольжения фаз без учета стохастической со-
ставляющей, зависящей от интенсивности перемешивания. Зави-
симость скорости подъема совокупности пузырьков в неподвиж-
ной жидкости от газосодержания выражается формулой, анало-
гичной известному выражению для скорости стесненного осажде-
ния частиц
п0 = пЬоо (1 — ср)”-1, (8.3)
где значение коэффициента п зависит от числа Рейнольдса для
пузырька и колеблется, по данным разных исследователей, в пре-
делах 1,5—2 для гомогенного барботажного режима. Из формул,
приведенных в данном разделе, можно вывести соотношение для
расчета газосодержания в указанных допущениях по известным
расходам фаз и дисперсности газа
vg (1 — ф) ± Vi(f = Пйооф (1 — ф)п.
Последнее уравнение может быть решено итерационными ме-
тодами или графически. Следует учесть, что средний размер пу-
зырька db, определяющий скорость его подъема иь, зависит от
расхода воздуха (см. гл. 6). Кроме того, полученное уравнение
неприменимо в случае гетерогенного режима, при интенсивном
перемешивании и большой дисперсии гранулометрического состава
пузырьков.
Графический метод определения газосодержания заключается
в следующем. На диаграмму (рис. 8.3) наносят кривую зависи-
мости плотности потока дрейфа / = иьооф(1—ф)п от газосодержа-
ния ф с учетом зависимостей пьоо(б/ь) и б/ь(ф).
Для определения газосодержания ф на оси ординат следует от-
ложить значение приведенной скорости газа vg, а на оси Vi, соот-
ветствующей прямой ф=1,— приведенной скорости жидкости Vi,
причем щ>0 соответствует нисходящему потоку жидкости (проти-
вотоку). По абсциссе точки пересечения прямой, соединяющей по-
строенные точки с кривой плотности потока дрейфа / (<р), опреде-
ляют значение газосодержания ф, соответствующего заданным
расходам фаз. Из диаграммы, приведенной на рис. 8.3, видно, что
при противотоке газа и жидкости в зависимости от соотношения их
расходов может существовать один устойчивый режим (точка а на
прямой 2) при ф = ф2, два устойчивых режима (точки б и а на
прямой 3) при ф = фз и ф=Фз, либо барботажной структуры вовсё'
167
Рис. 8.3. Номограмма для оценки га-
зосодержания ср при различных ре-
жимах работы колонного аппарата
с использованием кривой плотности
потока дрейфа (штриховая линия):
/—3 — режим противотока; 4— режим пря-
мотока
не образуется (нет пересечения с
прямой 1). При восходящем дви-
жении жидкости (прямая 4) все-
гда существует единственное ре-
шение уравнения, соответствую-
щее точке г при <? = <. Реализа-
ция того или иного устойчивого
режима при противотоке зависит
от равномерности аэрации по се-
чению колонны и во времени, а
также от вязкости жидкости и ее
поверхностного натяжения. При
флотации обычно реализуется ре-
жим с меньшим значением ср =
= срз. Режим с большим значени-
ем Ф = Фз наблюдается в зоне
очистки колонных флотационных
машин, что обусловливает высо-
кую селективность флотации в
машинах указанного типа. Поток
при таком режиме напоминает
пенный слой, однако описывается
другими соотношениями. Как сле-
дует из кривой плотности потока
дрейфа (см. рис. 8.3), такая структура может возникнуть только
при противотоке фаз, т. е. при подаче промывной воды под пену.
Увеличение приведенных скоростей воздуха и промывной воды
снижает газосодержание, в то же время при повышении расхода
воды глубина зоны высокого газосодержания быстро возрастает.
При vi > 0,5 см/с нарушается однородность потока, образуются
циркуляционные токи, т. е. происходит переход к барботажному
режиму с малым <р. Этим объясняется отсутствие квазипенной
структуры в зоне минерализации колонных флотомашин. Дж.
Йанатос с соавторами [49] разделяет зону очистки по высоте на
две части: нижнюю (ср <0,74), в которой пузырьки не касаются
друг друга, и верхнюю зону плотной упаковки пузырьков (<р >
>0,74). Вторичная концентрация минералов происходит в основ-
ном в нижней части зоны очистки вследствие резкого торможения
пузырьков. Осыпание частиц из зоны, находящейся выше точки
подачи промывной воды, незначительно. Вследствие коалесценции
пузырьков в зоне очистки суммарная площадь поверхности пу-
зырьков в нижней части зоны в 2 раза больше, чем в верхней, что
обусловливает осыпание более гидрофильных частиц и улучшение
качества концентрата.
Для определения интенсивности дренажа в зоне очистки ис-
пользуем положение теории движения жидкостей в каналах.
Для оценки приведенной скорости рециркуляционного движения
жидкости из зоны очистки в зону минерализации получено выра-
жение
168
vt = (1 — ф)3 dlptgA 1 [1 — <p + (vw — vc)/{vc 4- vg — ою)],
где ф — газосодержание на нижней границе зоны очистки; А =
= 72ф2р[1 — 0,51п(1—ф)] ; Vw — приведенная скорость промывной
воды; ос = Qc/(л^с); Qc — объемный поток в концентрат. Значение
Vi можно найти и из условия баланса воды в зоне очистки. При-
равнивая выражения для vi, можно вывести зависимость среднего
размера пузырька в нижней части зоны очистки db от газосодер-
жания ф. Следует отметить неточность в работе [49]: при моде-
лировании зоны очистки в отличие от полиэдрической пены необ-
ходимо учитывать неполное увлечение жидкости всплывающими
пузырьками. Следовательно, соотношение для вычисления скорости
выноса воды vi=vg (1 —ф)/ф не выполняется.
Для определения максимально допустимого расхода газа, при
котором наступает «захлебывание» потока, следует провести из
точки с координатами (1; vi) касательную к кривой плотности
потока дрейфа и продолжить ее до пересечения с осью ординат.
Расстояние от точки касания до оси газосодержания равно кри-
тической приведенной скорости газа.
Пример. Оценим при помощи модели потока дрейфа газосодержание
в колонной флотационной машине диаметром dc=80 см. Аэрация осущест-
вляется через перфорированные трубки с отверстиями диаметром 0,2 мм. Рабо-
чее давление в воздухопроводе обеспечивает расход воздуха Qg=45 м3/ч,
производительность по пульпе равна Qi=27 м3/ч. Начальный диаметр пузырька
оценим по формуле db=[6ad0/(gpi)],/s; при 0 = 6-10~2 Н/см и do = 0,l мм ch,=
= 1,9 мм. Адсорбция ПАВ на поверхности пузырьков препятствует их коалесцен-
ции, поэтому, пренебрегая увеличением объема пузырька вследствие падения гид-
ростатического давления по мере подъема, можно считать, что средний размер
пузырьков составляет 1,9 мм. Для мелких пузырьков показатель степени п в фор-
муле потока дрейфа, по данным многих исследований, находится в пределах
1,5—2. Примем п—2. Скорость подъема одиночного пузырька диаметром 1,9 мм
в соответствии с рис. 8.2 составляет 18—28 см/с в зависимости от степени
заторможенности поверхности. В первом приближении можно допустить, что при
dB^l мм скорость подъема одиночного пузырька слабо зависит от его размера.
Будем вычислять ее по формуле uioo = l,53(go/pf)1^4, тогда при pz—1 г/см3
wioo=23,8 см/с.
Кривая плотности потока дрейфа для данных условий j—23,8ср(1—ср)2
представлена на рис. 8.4 штриховой линией. Вычислим приведенные скорости
потоков пульпы и воздуха:
= 4Qz/(jtd2) = 2,5 см/с;
vg = 4Q^/(nd?)=l,6 См/С-
Отметим соответствующие точки на осях (точки а и б). Значения газосодержа-
ния определяются как абсциссы точек пересечения прямой аб с кривой плотности
потока дрейфа. Точка г соответствует пенной структуре, точка в — пузырько-
вому режиму. Следовательно, в данном случае газосодержание ф близко к 0,14.
При помощи той же диаграммы можно решить практически важную обрат-
ную задачу — определить необходимый расход воздуха. Предположим, что
169
Рис. 8.4. К примеру расчета газосодержа-
ния и необходимого расхода воздуха в ко-
лонной флотационной машине
в колонной флотационной машине
достигнуты оптимальные показа-
тели при <р = 0,2. Параметры ко-
колонны те же. Требуется найти
расход воздуха, обеспечивающий
оптимальное разделение. Для
этого отметим на кривой плотно-
сти потока дрейфа точку д, соот-
ветствующую <р = 0,2, и проведем
прямую бд. Пересечение этой
прямой с осью vs (точка е) опре-
деляет необходимое значение при-
веденной скорости воздуха ve —
= 3,4 см/с, что соответствует Qg =
= 33 м3/ч.
Следует учесть, что до-
пущения, приведенные вы-
ше, выполняются с опреде-
ленной точностью, поэтому
полученные данные могут
быть использованы лишь
для оценки параметров.
На основе этой методики
можно получить аналитиче-
ские формулы для приве-
денных критических скоростей жидкой и газовой фаз, соответст-
вующих определенному газосодержанию <р:
щ = (1—п<р)щ>(1—ф)"; vs = yubn (1 — ф)га *.
Анализ модели потока дрейфа показывает, что при заданной
скорости потока пульпы щ с уменьшением размера пузырька резко
падает критическая скорость потока воздуха vg и соответствующее
ей газосодержание ф. Так, при щ=1 см/с в противоточном режиме
значению d& = l,3 мм соответствует критическая скорость воздуха
vg = 1,45 см/с, а значению йь = 0,4 мм — ug = 0,27 см/с.
Из уравнения (8.3) следует, что если скорость коллективного
подъема пузырьков зависит только от газосодержания, то при-
веденные скорости, обеспечивающие равное газосодержание, свя-
заны линейной зависимостью. Это значит, что при увеличении ско-
рости потока пульпы в k раз для сохранения прежнего газосодер-
жания ф необходимо уменьшить расход воздуха в /?ф/(1—ф) раз
при противоточном режиме или увеличить его во столько же раз
в случае прямотока. Очевидно, что результаты флотации при этом
существенно изменятся.
Установка флотационных или барботажных колонн под не-
большим наклоном повышает неравномерность аэрации, снижает
газосодержание (ф~1— С\а) и интенсифицирует перемешивание
(1 + C2adc)2]. Здесь а — угол отклонения оси колонны от
вертикали, Сь С2 — постоянные.
Поскольку при изменении расхода воздуха одновременно с га-
зосодержанием изменяются и средний размер пузырька и скорость
170
его подъема, формула для коллективного подъема пузырьков
требует уточнения. При значительных колебаниях степени аэрации
следует применять аппроксимационные формулы, например,
«0 = иь(1 — ф)2(1 — фЕ/з) или u0 = uft(l — ф)2,39(1 — 2,55ф2).
Первая из этих формул аналитически получена Г. Маруччи на
основе ячеечной модели. Им были вычислены составляющие тен-
зора скоростей деформации для безвихревого обтекания сферы,
интенсивность диссипации энергии и сила сопротивления, дей-
ствующая на пузырек. Из баланса силы сопротивления и силы
Архимеда определена величина и0- Следовательно, область приме-
нения этой формулы ограничена мелкими пузырьками (стоксов-
ское безвихревое обтекание) и невысоким газосодержанием (воз-
мущение, вносимое пузырьком в поток, локализовано в объеме
ячейки).
Экспериментальные исследования созданной специальным спо-
собом гомогенной барботажной системы показали, что с возра-
станием ф до 0,12 значение us несколько повышается. Это объяс-
няется известным явлением снижения коэффициента гидродина-
мического сопротивления при перемешивании жидкости.
В барботажной колонне интенсивность перемешивания определя-
ется в основном газосодержанием. При ф = 0,12 4-0,14 значение us
резко падает и снижается при дальнейшем увеличении ф до 0,21—
0,23 вследствие взаимного гидродинамического торможения пу-
зырьков. При ф>0,23 вследствие интенсивной коалесценции
псевдогомогенный барботажный режим переходит в гетерогенный,
и значение us повышается. Эту область можно рассчитать по фор-
муле (8.3), полагая n = 0 [us = m&/(1 — ф)]. Однако при создании
условий, соответствующих ф > 0,26, возможно также образование
монодисперсной пузырьковой структуры, схожей с пенным слоем.
Применение для расчета скорости коллективного подъема пузырь-
ков модели точечных сил не позволяет получать адекватные ре-
зультаты вследствие неточности начальных предположений.
Для аналитического расчета скорости скольжения фаз исполь-
зуют уравнение баланса сил
us = ub {(U/l) (1 — ?) [1 + АГ/(§ (Р/ — рД)]}'/=>
где S,co, Н — коэффициенты гидродинамического сопротивления при
движении одиночного пузырька и стесненном подъеме движения;
ДА — разность сил сопротивления, действующих на единичный
объем жидкости и воздуха.
Результаты экспериментальных исследований газосодержания
барботажного слоя целесообразно представлять в виде произве-
дения безразмерных критериев Галилея, Этвоша, Фруда, отноше-
ния высоты колонны к диаметру и размера отверстий барботера
к диаметру. Показатели степени, критериев, входящих в урав-
нение для газосодержания, и численные значения коэффициентов
определяют экспериментально.
171
Нахождению среднего газосодержания посвящено огромное
число экспериментальных исследований, однако пределы примени-
мости полученных в них эмпирических соотношений неясны, что
не позволяет применять их при моделировании колонных флота-
ционных машин без опытов по проверке адекватности. Прогнози-
рование скорости движения пузырьков и их концентрации явля-
ется необходимым этапом конструирования и моделирования фло-
тационной машины.
8.3. ПЕРЕМЕШИВАНИЕ ФАЗ В КОЛОННЫХ АППАРАТАХ
Неравномерная аэрация во флотационной машине значительно
снижает эффективность селекции вследствие возникновения круп-
номасштабной циркуляции жидкости. Как уже отмечалось, суще-
ствуют две структуры барботажного слоя: псевдогомогенная с рав-
номерным распределением пузырьков по объему камеры и гетеро-
генная, для которой характерны образование крупных пузырьков
и интенсивное перемешивание пульпы. Переход от одной структуры
к другой происходит постепенно; замечено, что для систем вода—
воздух при приведенной скорости потока воздуха более 1—2 см/с
наблюдается значительная неоднородность газосодержания в ра-
диальном направлении.
Существует несколько причин, вызывающих перемешивание
пульпы в барботажных аппаратах:
1) неоднородность скорости по сечению, вызванная торможе-
нием жидкости в пристенном слое (тейлоровская диффузия, ана-
логичная диффузии при однофазных потоках в трубах);
2) всплывающие пузырьки (вследствие спутного течения за
пузырьком);
3) крупномасштабная циркуляция вследствие повышенного га-
зосодержания вдоль оси колонны. Соотношение этих механизмов
перемешивания зависит от газосодержания в колонне. Диссипа-
ция энергии всплывающих пузырьков определяется произведением
скорости на диссипативную силу (силу сопротивления среды).
Следовательно, удельную диссипацию энергии в единице массы
пульпы можно вычислить по формуле e=gvg или, с учетом разно-
сти плотностей фаз,
е = ё [(»< + vg) Pc — »zp/]/[( 1 — ф) РЛ « ё К (1 — ф) — У/ф]/( 1 — ф).
где рс=фРй+ (1 — ф)рь Некоторые авторы считают, что при вы-
числении удельной диссипации энергии следует учитывать только
пульсационную составляющую скорости, т. е. e=g(yg — <pwo±
±фи;/(1 — <р))_ Знаки « + » и «—» в формуле соответствуют про-
тивоточному и прямоточному режимам. Из термодинамического
анализа следует, что
е = vg [(RT/(НМ)) In (рвх — рат) — ul/(2H)\ pff/pz,
где R— универсальная газовая постоянная; Т — температура;
Н — высота барботажного слоя; М — молекулярная масса газа;
172
рв%.—давление на выходе из аэратора; рат — атмосферное дав-
ление.
Внутренний масштаб турбулентности можно оценить по соот-
ношению (v3/e)'/4. Для барботажного режима, применяемого
во флотации, характерны приведенные скорости подачи воздуха
0,5—2 см/с. В этом случае для не слишком вязких пульп внут-
ренний масштаб турбулентности не превышает 100 мкм. Даже
столь грубая оценка показывает, что размер наиболее интенсив-
ных турбулентных вихрей сопоставим с размерами пузырька. По-
рядок величины пульсационной составляющей скорости потока
можно оценить по формуле и/~ (ev)7’, в соответствии с которой
для указанных условий ш ~2 см/с, что сопоставимо со скоростью
направленного движения жидкости и скоростью седиментации
частиц. Следовательно, при моделировании элементарного акта
флотации и других субпроцессов в пневматической колонной ма-
шине необходимо учитывать пульсационную составляющую ско-
рости жидкости и частиц. При увеличении расхода воздуха на-
ряду с турбулентными вихрями образуются устойчивые циркуля-
ционные контуры размером от диаметра до высоты колонны,
вызванные неравномерностью аэрации по сечению. Функциониро-
вание флотационной машины в таком гетерогенном режиме неже-
лательно, так как усиление аэролифтного эффекта обусловливает
загрязнение пенного продукта механически вытесненными части-
цами. Для описания гетерогенного потока необходимо использо-
вать циркуляционную модель (например, модель И. Иоши и
С. Шарма). При гомогенном режиме течения интенсивность круп-
номасштабной циркуляции низка и перемешивание вызвано
в основном первыми двумя причинами. Аналитическое определение
составляющих коэффициента турбулентной диффузии, обусловлен-
ных движением жидкости и трением о стенки, а также взаимо-
влиянием фаз (относительным перемещением пузырьков), приво-
дит к громоздким формулам. К преимуществам расчета, основан-
ного на теории турбулентного пограничного слоя, следует отнести
возможность получения данных о распределении коэффициента
турбулентной диффузии по сечению колонны, что важно при рас-
смотрении вопросов микрогидродинамики.
С увеличением интенсивности перемешивания возрастает раз-
ность между левой и правой частями равенства (8.2), что позво-
ляет оценить коэффициент диффузии по формуле
D = kd'J’g'1' [vg — ф«0 ± щ<р/( 1 — ф)]'/з,
где К — постоянная, « + » — соответствует противоточному режиму.
Применение метода трассера, результаты которого изложены
в многочисленных работах обогатителей и химиков-технологов,
позволяет определить среднее эффективное значение коэффици-
ента диффузии D (см. гл. 7). Результаты исследований гомоген-
ного барботажного слоя можно аппроксимировать формулой
173
D = Kd*Vg, где /7=14-1,4, //7 = 0,3. В соответствии с теорией изо-
топной турбулентности А. Н. Колмогорова 2? = 0,35 dl'3 (vgg) '1з- Ин-
тенсификацию перемешивания с увеличением площади сечения
колонны можно объяснить как повышением неоднородности про-
филя скорости конвективного переноса, так и поглощением стен-
ками аппарата энергии турбулентных пульсаций. Изменение ин-
тенсивности перемешивания с увеличением объема флотационной
машины является одной из причин изменения показателей фло-
тации при переходе к аппаратам больших размеров. Отметим
слабую зависимость величины D от расхода пульпы.
Поскольку структура потоков в аппаратах не соответствует
одномерной диффузионной модели, при отношениях высоты ко-
лонны к диаметру H)de 7 4- 10 (что характерно для промыш-
ленных аппаратов) коэффициент диффузии зависит от высоты
барботажного слоя. Увеличение расчетного значения D не связано
с интенсификацией перемешивания в более высоких слоях, оно
объясняется неадекватностью используемой модели. В этом слу-
чае целесообразно применение модели, учитывающей совместное
действие поперечной неравномерности средней скорости и попе-
речной диффузии, или модели с конечным временем релаксации.
По данным экспериментальных исследований, профиль скорости
потока в колонне близок к параболическому, причем с увеличе-
нием приведенной скорости газа восходящее течение жидкости
в осевой части колонны может наблюдаться и в противоточном ре-
жиме (рис. 8.5). Скорость циркуляции иц жидкости в объеме ко-
лонны слабо зависит от ее расхода и поэтому может определяться
при щ = 0 по эмпирической формуле иц = K[gdc(vg— ф«о)]'/з, где
А=1,184- 1,4. Если выполняется соотношение мц>ш/(1 — ф), то
средняя скорость жидкости вблизи осевой линии колонны направ-
лена вверх, что нежелательно для флотационного разделения, так
как при этом резко возрастают механический вынос частиц и за-
грязнение пенного продукта.
При высоких значениях vg в колонне можно выделить три
зоны: осевую с гомогенной турбулентностью и восходящим пото-
ком жидкости, промежуточную с большими значениями градиен-
тов скорости и преобладанием процесса дробления пузырьков и
пристенную, характеризующуюся малым газосодержанием. Оче-
видно, использование такой структуры потоков неэффективно для
флотационного разделения. При значительной неоднородности га-
зосодержания и поля скоростей по сечению колонны описанный
в предыдущем разделе метод графического определения газосо-
держания некорректен, поскольку уравнение (8.1), а следова-
тельно, и уравнение (8.2) не выполняются. Физически это объясня-
ется тем, что большая часть пузырьков всплывает в осевой зоне,
где скорость движения жидкости в противотоке меньше средней
по сечению, рассчитываемой по формуле ui = Vi/(\—ф). Поэтому
средняя скорость подъема пузырьков относительно стенок колонны
будет в этом случае выше определяемой правой частью урав-
нения (8.2), что обусловливает завышение расчетного газосодер-
174
Рис. 8.5. Эпюра скоростей пульпы в про-
тивоточной колонне при интенсивной
аэрации
жания по сравнению с действительным. Уравнение (8.2) легко пре-
образовать к виду Vgltp= (vg±vi) +и0(1 —<р) (« + » относится к пря-
мотоку). Зубер и Финдлей предложили для моделирования интен-
сивной аэрации ввести в последнее уравнение поправочный коэф-
фициент, определяемый по формуле
G = (ф) + ф))>
где qi, qg — объемы жидкости и газа, проходящих через данную
точку сечения в единицу времени и усредненные по времени. Угло-
вые скобки означают усреднение по сечению колонны. При гомо-
генном режиме Со~ 1, при гетерогенном Со>1. Скорректирован-
ное уравнение имеет вид
1^/ф = (vg ± щ) Со + «о (1 — ф).
Для определения значения Со по формуле Зубера—Финдлея
необходимо знать характер распределения скоростей и газосо-
держания по сечению колонны, что является сложной эксперимен-
тальной и аналитической задачей. Обычно применяют эмпириче-
ские формулы, связывающие величину Со с газосодержанием ф.
При помощи итерационного решения полученного уравнения мо-
жно рассчитать среднее газосодержание ф с учетом поперечной
неоднородности или по измеренному значению ф оценить пара-
метр и0. Для аппроксимации зависимости и0(ф) можно восполь-
зоваться соотношением (8.3).
Наряду с поперечной неравномерностью параметры газожид-
костного потока изменяются и вдоль оси колонны. Следует выде-
лить зону несформировавшегося течения вблизи аэраторов и зону
основного потока.
Как уже подчеркивалось, экспериментальные данные об изме-
нении значения коэффициента диффузии жидкости (по некоторым
данным он изменяется по высоте колонны более чем в 2 раза) мо-
гут свидетельствовать как о действительной неоднородности барбо-
тажного слоя в осевом направлении, так и о неприменимости диф-
фузионной модели, например, вследствие продольной циркуляции
жидкой фазы.
175
Параметры перемешивания газовой фазы в барботажных аппа-
ратах исследованы значительно хуже, чем жидкости, что обус-
ловлено сложностью применения метода трассера для газов.
Оптимальной для процесса флотации следует признать такую
организацию гидродинамического режима, когда отсутствует мак-
роциркуляция пульпы, повышающая механический вынос и пере-
мешивание, а относительные скорости движения частиц и пузырь-
ков удовлетворяют следующим требованиям: вероятность столкно-
вения частиц и пузырьков максимальна; сила адгезии превышает
сумму сил капиллярного давления и гидродинамических сил от-
рыва для частиц полезного компонента (для частиц породы соот-
ношение между указанными силами — обратное); скорость всплы-
вания нагруженного пузырька превышает скорость потока (мине-
рализованные пузырьки не тонут).
8.4. ВЛИЯНИЕ ПРИМЕСЕЙ НА СТРУКТУРУ ПОТОКОВ
В КОЛОННЫХ АППАРАТАХ
Флотационные системы характеризуются наличием в жидкой фазе
ПАВ и реагентов, нерастворимых в воде и тонко эмульгирован-
ных в ней, а также содержанием твердых частиц (до 50 % по
массе). Реологические свойства этой гетерогенной смеси отлича-
ются от свойств системы вода—воздух, что обусловливает несо-
ответствие структуры потоков во флотационных колоннах пред-
ставлениям, полученным на основе опытов с чистой водой. Число
экспериментальных работ по изучению влияния твердой фазы
на газосодержание и распределение частиц по высоте стремительно
растет.
Вследствие наличия примесей, с одной стороны, повышаются
вязкость и плотность пульпы (для трехфазных систем), а с дру-
гой — снижается поверхностное натяжение пузырьков при адсорб-
ции ПАВ. С повышением средней плотности и вязкости пульпы
увеличивается разность скоростей подъема пузырьков, отличаю-
щихся размерами, что вызывает интенсификацию процесса коалес-
ценции, возрастание среднего размера пузырька и скорости его
подъема, а следовательно, снижение газосодержания в аппарате.
Такая тенденция характерна для систем с относительно крупными
пузырьками (более 1 мм) и частицами крупнее 50 мкм при содер-
жании твердого в пульпе более 15 %. Для мелких (менее 10 мкм)
или гидрофобных (флотоактивных) частиц характерна обратная
тенденция: предотвращение коалесценции вследствие экранирова-
ния поверхности пузырьков.
При исследовании влияния угольных частиц на газосодержа-
ние барботажного слоя установлено, что при содержании твердого
до 15 % газосодержание практически не меняется; при дальней-
шем увеличении содержания угольных частиц крупностью около
50 мкм газосодержание падает. Такой же эффект отмечается и
при повышении крупности угля. С увеличением крупности частиц
176
(от 44 до 150 мкм) газосодержание снижается примерно на 5 %
при неизменной плотности пульпы.
Добавление органических реагентов повышает вязкость си-
стемы, что способствует усилению коалесценции. Однако адсорб-
ция реагента на поверхности снижает поверхностное натяжение,
что уменьшает вероятность коалесценции пузырьков, повышая тем
самым однородность их дисперсного состава. Снижение величины
а обусловливает повышение сферичности пузырька и коэффици-
ента его гидродинамического сопротивления и снижение вслед-
ствие этого скорости его подъема. Добавление ПАВ, как правило,
повышает время пребывания пузырька в барботажном слое и га-
зосодержание, а также снижает средний размер пузырька вслед-
ствие предотвращения коалесценции и меньшего начального раз-
мера пузырька (см. гл. 6).
Для количественного определения газосодержания в трехфаз-
ных системах с интенсивной аэрацией применяют обобщенную мо-
дель Зубера—Финдлея: Vg/q) = Vs+C1 (у; + ур) +C2vg, причем при
возрастании содержания твердого от 0 до 40 % значение пара-
метра С] убывает от 1 до 0,5, а значение С2 увеличивается от 1
до 2,5.
Изменение критического расхода воздуха, при котором про-
исходит переход к пробковому режиму, зависит от преобладания
тенденции к усилению или ослаблению коалесценции при переходе
к трехфазным системам. При усилении коалесценции точка «захле-
бывания» смещается в сторону меньших расходов фаз.
При моделировании гидродинамики флотационных колонн сле-
дует учитывать, что значение таких параметров, как содержание
твердого в пульпе и степень экранирования поверхности пузырька,
изменяются не только вследствие гидродинамических особенно-
стей, но и в результате флотационного процесса.
Важной задачей является описание динамики движения частиц
в барботажных аппаратах, которая определяет во многом резуль-
тат флотационного разделения. В соответствии с работой [44],
скорость седиментации частиц в барботажном аппарате не зави-
сит от аэрации, а определяется по известным законам стесненного
осаждения. В частности, в указанной работе предлагается следую-
щая формула для расчета скорости седиментации одиночной
частицы:
Upoo = [20,52p/(PzJp)](Vl + 0,0921 (dp/p)^ _ 1)2, Где
Р = [Зи2/(4 (рр — рг) pzg)]‘ !>.
Скорость стесненного осаждения рассчитывают по формуле
мР = иР0о(1 — О)"1,
где 0 — объемное содержание твердого в пульпе; т, — коэффи-
циент, зависящий от критерия Рейнольдса частицы Re = uPoodp/v:
Rep....................<0,2 0,2—1 1—500 >500
т...................... 4,65 4,35 Rep-0.03 4,45 2,39
12 Заказ № 60
177
Другая методика расчета ир применяется при исследовании
гравитационных процессов обогащения. Отсутствие учета стеснен-
ности, создаваемой пузырьками, а также локальных восходящих
потоков ограничивает применимость данной методики гомоген-
ным режимом с малым газосодержанием (fg<3 см/с). В другом
предельном случае весьма интенсивного перемешивания пульпы
всплывающими пузырьками наблюдается полное суспендирование
частиц (скорость осаждения стремится к нулю). Из расчетов ско-
рости седиментации для условий флотации следует, что среднее
время пребывания жидкости в аппарате, рассчитываемое по фор-
муле ti—Hfui, может отличаться от среднего времени флотации
частиц размером около 100 мкм более чем в 2 раза, поэтому учет
осаждения частиц при расчете флотационного процесса в пневма-
тических аппаратах со слабым перемешиванием является обяза-
тельным этапом.
В работе Дж. Янга, Дж. Финча и А. Лапланта рассчитано от-
ношение среднего времени пребывания частиц и жидкой фазы в ко-
лонной флотационной машине TPITi с учетом неполного увлечения
частиц потоком жидкости. Для описания движения пульпы ис-
пользована циркуляционная модель, согласно которой определен-
ный объем жидкости движется вместе с всплывающим пузырьком.
Приведенная скорость циркуляционного потока оценивается по
формуле, предложенной В. Андерсоном и X. Праттом:
Уц =
I = 24/[Refe (1 + 0,15 Re* 687)] при Re6 < 1000; ^ = 0,44 при
Re6 > 1000,
или по формуле Г. Бэтчелора
= 2dftg<p7(3ag).
Среднюю степень увлечения частиц восходящим потоком пульпы
определяют по преобразованной формуле А. Даяна и С. Залмано-
вича
а = [^,/(5,16<р2/зМр)] [1 — ехр (—5,16нрф2/з/иг)],
где ир — скорость седиментации частиц в двухфазной системе.
Для флотационных условий а = 0,54-1. Эксперименты показали, что
последняя формула адекватна при не очень интенсивном переме-
шивании пульпы в камере, т. е. для колонн небольшого диаметра
(коэффициент диффузии пропорционален диаметру аппарата).
В промышленных несекционированных колоннах а~1, что обус-
ловливает усиление механического выноса тонких частиц в пену.
Отношение концентрации частиц в восходящих потоках к средней
по камере
Срц/Ср = аф/ц/(1 — ф),
где ф/ц — отношение объема жидкости, участвующей в циркуля-
ционном движении, к объему колонны; эту величину можно оце-
178
нить по формуле <pztj=£<p2«&/y£- Приведенные соотношения следует
подставить в формулу
Vl ГГ1 — Сра ( Vl + Цц । _
Г/ ф 1Л ср 7 к (1 — ф) — Ф(Ц ' р)
В случае а«=1 или vg~0 на различие среднего времени пре-
бывания твердой и жидкой фазы влияет только седиментация ча-
стиц, при этом последняя формула принимает вид
Tp/Ti = (иг/ф)/[(У;/ф) + ир]. (8.4)
Расчеты и экспериментальные данные показывают, что для
промышленных флотационных колонн перемешивание приводит
к практически полному суспендированию частиц, и поэтому за-
вышение среднего времени флотации при расчете по формуле
(8.4) для частиц мельче 100 мкм не превышает 5 %.
Из результатов опытов с жидким и твердым трассером следует,
что коэффициент турбулентной диффузии частиц флотационной
крупности в колонной машине совпадает (в пределах экспери-
ментальной и расчетной погрешности метода) с коэффициентом
диффузии жидкой фазы. Это косвенно свидетельствует о значи-
тельно больших размерах турбулентных вихрей по сравнению
с размером частиц.
Для повышения эффективности трехфазных барботажных мас-
сообменных аппаратов химической технологии требуется полное
суспендирование частиц, в то время как при флотационном про-
цессе ставится обратная задача: снизить макроциркуляцию пульпы,
интенсифицирующую перемешивание и механический вынос,
а также увеличить вероятность столкновения частицы с пузырьком
и обеспечить возможность сохранения флотокомплекса ценного
минерала до выноса в пенный слой при нестабильности агрегата
депрессируемый минерал—пузырек. Несмотря на то, что методы
оптимизации работы барботажных аппаратов в химической и фло-
тационной технологии не всегда совпадают и механический перенос
достижений в конструировании из одной области в другую не-
возможен, общие принципы исследования и цонедщенствования
барботажных колонных аппаратов одинаковы. Так, целесообраз-
ность поперечного секционирования колонн,'широко применяе-
мого в химической промышленности, при флотации спорна, по-
скольку внутри секций отмечаются интенсивное перемешивание
жидкости и значительная продольная неоднородность газосодер-
жания, что создает предпосылки деминерализации пузырька при
движении его через тарелку. Для снижения интенсивности пере-
мешивания жидкости в колоннах флотационных машин предло-
жено устанавливать успокоительные решетки [38]. В то же время
продольное секционирование является эффективным средством
12* 179
борьбы с поперечной неравномерностью газосодержания и макро-
циркуляцией пульпы во флотационных машинах.
Для снижения интенсивности перемешивания жидкой фазы, уве-
личения пути минерализации пузырьков, освобождения от меха-
нически выносимых частиц целесообразно применять широко из-
вестные в химической технологии насадочные колонны, отличаю-
щихся тем, что их рабочий объем засыпан относительно крупной
насадкой специальной формы, например, пакетами вертикальных
рифленых пластин. Флотационные характеристики таких аппара-
тов в цикле обогащения угля приведены в докладе [48]. По-
скольку параметры потока в насадочных колоннах определяются
только приведенными скоростями фаз и конструктивными особен-
ностями насадки, для получения в промышленном аппарате с на-
садкой тех же результатов, что и при лабораторных исследова-
ниях с насадкой такого же типа, необходимо лишь обеспечить
равенство удельных расходов воздуха и пульпы. Итак, многочис-
ленные экспериментальные исследования барботажных колонных
аппаратов в химической промышленности свидетельствуют об эф-
фективности применения этих устройств для проведения раздели-
тельных процессов.
9
МОДЕЛИРОВАНИЕ КОЛОННЫХ
ФЛОТАЦИОННЫХ МАШИН
9.1. ЗАДАЧИ И ОСОБЕННОСТИ МОДЕЛИРОВАНИЯ
Расширение области использования колонной флотации связана
с необходимостью количественного описания совокупности явле-
ний, наблюдающихся в ходе процесса, т. е. разработки его мате-
матической модели. С этой целью целесообразно исследовать из-
вестные модели обычной флотации и выявить своеобразие про-
цесса в колонных аппаратах.
При создании модели флотации можно выделить несколько
иерархических уровней, причем описание каждого из них дол-
жно обладать следующим свойством: уточнение моделей других
уровней не приводит к изменению структуры модели данного
уровня. Вместе с тем все аспекты флотационного процесса дол-
жны рассматриваться во взаимосвязи с учетом влияния верхних
(последних) уровней на нижние.
Декомпозиция задачи моделирования флотации может быть
различной, ниже приведен один из ее возможных вариантов.
1. Химические превращения реагентов в пульпе, состав жид-
кой фазы и энергетическое состояние поверхности.
2. Адсорбционные и окислительно-восстановительные явления
на минеральной поверхности, адсорбция реагентов на границе
пульпа—воздух.
3. Поле скоростей и содержаний флотационных фаз в камере
флотационной машины.
4. Гетерокоагуляция частиц и пузырьков, коагуляция (флоку-
ляция) частиц, истечение жидкости из пленки, устойчивость фло-
кул и флотокомплексов в пульпе и пенном слое.
5. Макрогидродинамика флотационной машины, перенос частиц
и пузырьков в объеме камеры в пульпе и пене.
6. Структура потоков в многокамерной машине, обратное меж-
камерное перемешивание, диффузия реагентов вдоль фронта фло-
тации при дробной подаче.
7. Топология схем флотации, циркулирующие продукты, дина-
мические характеристики цикла при переменном вещественном
составе сырья и регулировании параметров.
В каждом из уровней можно выделить несколько подуровней
моделирования. Для решения тех или иных практических задач
обычно необходимо моделирование одного или нескольких уров-
ней, однако при этом надо не забывать о взаимном влиянии раз-
личных факторов. Для описания каждого уровня могут исполь-
зоваться модели, отличающиеся по сложности, адекватности, спо-
собу получения.
181
В данном разделе будут рассмотрены некоторые модели уров-
ней 3, 4 и 5. Они необходимы для оптимизации конструкций
флотационных машин, масштабного перехода, а также в системах
управления аэрацией, уровнем пульпы, подачей питания и содер-]
жанием в нем твердой фазы. Моделирование основывается на дан-'
ных коллоидной химии, физико-химической гидродинамики, теории
многофазных течений. Исходные данные для расчетов должны
включать конструктивные параметры камеры и узла аэрации,
расходы пульпы и воздуха, характеристики крупности, плотности
и флотоактивности частиц. В результате расчета получают зави-
симости показателей обогащения от параметров процесса.
В связи с многофакторностью процесса для его анализа целе-
сообразно применять системный подход, заключающийся в вы-
делении различных составляющих процесса и расположении их
по иерархическому принципу.
Изучение и оптимизация флотационного разделения развива-
ются по трем направлениям: моделирование поверхностных явле-
ний и разработка реагентных режимов; моделирование гидроди-
намики процесса и разработка аппаратов; моделирование и опти-
мизация схем обогащения. Указанные направления практически
не взаимосвязаны. В дальнейшем будут рассмотрены некоторые
аспекты второго направления, в том числе проблемы масштабного
перехода.
Особенность флотационного метода заключается в том, что ре-
зультаты процесса зависят от времени его проведения. В отличие
от большинства других процессов разделения, где с увеличением
времени сепарации возрастает ее точность, для флотации суще-
ствует оптимальное время разделения, при превышении которого
качество пенного продукта не будет удовлетворять допустимым
нормам. В связи с этим особое значение при моделировании мас-
штабного перехода имеет изучение кинетических особенностей
процесса. Первое уравнение для описания повышения извлечения
в ходе процесса е=1—ехр(—Kt) было предложено независимо
друг от друга К- Ф- Белоглазовым и Г. X. Цунигой. В ходе даль-
нейших исследований обнаружилось несовпадение эксперимен-
тальных кривых, получаемых на основе данных лабораторных
опытов с фракционным пеносъемом и промышленных испытаний
при покамерном опробовании, с расчетом по уравнению Белогла-
зова. Оказалось, что доля материала, флотирующаяся в единицу
времени (скорость флотации /C=de/(edO), не остается постоянной
в ходе опыта. Обычно значение К возрастает в начале процесса
(в первых камерах), а затем значительно уменьшается. Для объ-
яснения этого явления были использованы различные предполо-
жения, математическая формулировка которых составляет основ-
ные кинетические модели флотации [25].
Первым предположением, объясняющим отличие эксперимен-
тальных результатов от уравнения Белоглазова, было описание про-
цесса уравнением кинетики, порядок которого отличен от единицы.
Вскоре, однако, выяснилось, что такое описание формально, по-
182
скольку попытки связать уравнение de/d/ = ae”, где п — перемен-
ный параметр, зависящий от питания операции, с физическими
особенностями процесса успеха не имели.
В дальнейшем теория флотации развивалась по известному
в науке принципу, согласно которому более простые модели вклю-
чаются в более общие в качестве предельного случая. В шести-
десятые годы появилось несколько направлений, развивавших ки-
нетическое учение флотации с учетом тех или иных явлений:
1. Модель с распределенной константой скорости К (с учетом
неоднородности флотационных свойств материала);
2. Модель нескольких состояний, (с учетом параллельно про-
текающих субпроцессов и влияния пенного слоя);
3. Пространственно-неоднородная модель (учитывает отличия
структуры потоков в камере от идеального перемешивания и меж-
камерное перемешивание).
В последние годы появилось еще несколько направлений обоб-
щения уравнения первого порядка: модель, учитывающая одновре-
менное протекание процесса флотации, адсорбции реагентов и
флокуляции; модель, учитывающая изменение порядка кинетики
вследствие изменения нагруженности пузырьков в процессе фло-
тации, влияния концентрации частиц на стабильность пенного
слоя и др.
Рассмотрим три основных направления развития кинетических
представлений.
9.2. МОДЕЛЬ С РАСПРЕДЕЛЕННОЙ КИНЕТИЧЕСКОЙ
КОНСТАНТОЙ
Модель с распределенной кинетической константой описывается
уравнением
1-е(/)=] f (К) [exp (—Kt) - а Д/i] dK, (9.1>
о
где /(К)—распределение материала или компонента по флоти-
руемости К', а — коэффициент, определяемый экспериментально;
Д/г — превышение уровня пульпы в камере над стандартным.
Уравнение (9.1) соответствует определенным представлениям
о флотационном процессе, суть которых заключается в следую-
щем. Каждая частица обладает набором свойств, определяющих
ее флотируемость К- Величина К зависит лишь от свойств частицы
и реагентной обработки и инвариантна к типоразмеру аппарата.
Вероятность перехода частицы с данным значением К в концен-
трат распределена по времени экспоненциально и определяет се-
парационную характеристику процесса
Е(К, /)==1-exp(-KZ). (9.2)
Понятие сепарационной характеристики имеет основное значе-
ние при разработке теории разделительных процессов, оптимиза-
183.
ции и расчете схем и аппаратов обогащения. Доказано, что мак-
симальное извлечение при заданном качестве концентрата дости-
гается при ступенчатой форме сепарационной характеристики.
Рассмотрим особенности определения сепарационной характери-
стики флотационного процесса.
Сепарационной характеристикой разделительного процесса,
в частности флотации, называется зависимость извлечения мате-
риала в один из продуктов обогащения от значения критерия
разделения. Сепарационные характеристики (кривые распределе-
ния) широко используют для анализа процессов и аппаратов
гравитационного обогащения, где критерием разделения явля-
ется плотность минеральных фракций. Во флотационном процессе
невозможно выделить единственный экспериментально определяе-
мый физический параметр, определяющий показатели разделения.
В связи с этим за меру флотируемости принимают параметр, опре-
деляемый по результатам флотационного опыта, а не физическую
величину (плотность, крупность, магнитную восприимчивость или
диэлектрическую проницаемость), которая не зависит от вида
процесса. Поскольку флотируемость вычисляется по результатам
опыта, ее значение может изменяться в зависимости от типораз-
мера аппарата н параметров процесса (реагентного режима,
уровня пульпы, аэрации и др.). Следовательно, при масштабном
переходе изменяется не только сепарационная характеристика, но
и распределение материала по флотируемости (фракционный со-
став). Увеличение времени флотации, как правило, обусловливает
ухудшение качества продуктов вследствие уменьшения крутизны
сепарационной характеристики, тогда как в большинстве других
методов с увеличением времени процесса повышается точность
разделения.
Поскольку фракционный состав материала по флотируемости
можно определить только по результатам флотационного опыта,
сепарационная характеристика флотации, в отличие от других
процессов обогатительной технологии, должна быть задана апри-
орно из аналитических представлений. Опыты по флотации чистых
минералов узких классов крупности, которые обладают близкими
значениями флотируемости, показывают, что сепарационную ха-
рактеристику периодической флотации можно аппроксимировать
уравнением Белоглазова (9.2). Как известно, перемешивание
в аппаратах непрерывного действия снижает точность разделения.
Эффективность гравитационных процессов обогащения обычно
оценивают по величине Ерт, уменьшение которой соответствует
улучшению разделения. Значение этого критерия для флотации
вычисляют по формуле
Ерт — (К75-К25)/2, (9.3)
где Ка, К?5 — значения флотируемости, соответствующее 25- и
75 %-ному извлечениям фракций флотируемости в концентрат. На
рис. 9.1 представлены кривые Б'(К), полученные при среднем вре-
мени пребывания t = 5 мин частиц во флотационных машинах пе-
184
рис. 9.1. Расчетные сепарационные ха-
рактеристики флотации:
/ — в лабораторной флотационной машине пе-
риодического действия; 2 — в колоииом аппа-
рате при Ре=1; 3 — в промышленной механи-
ческой флотационной машине
риодического действия по уравнению Белоглазова (кривая /),
колонного типа при Ре=1 (кривая 2) и механической при Ре=0
(кривая 3). Из приведенных зависимостей следует, что интенсифи-
кация перемешивания обусловливает некоторое увеличение фло-
тируемости разделения /Сэо. кроме того, существенно снижается
крутизна сепарационной характеристики, определяющая селектив-
ность флотации. Так, для кривых, приведенных на рис. 9.1, в слу-
чае идеального вытеснения в соответствии с соотношением (9.3)
Ерт\ = (0,29 — 0,06)/2 = 0,11 мин-1, для колонной флотации Ертг =
= (0,46—0,07)/2 = 0,2 мин-1, а для процесса в механических фло-
томашинах Ертъ— (0,6—0,08)/2 = 0,26 мин-1. Значительное сниже-
ние значения Ерт при переходе от обычных флотационных машин
к колонным свидетельствует о высокой эффективности этих аппа-
ратов.
Существует несколько определений флотируемости. И. И. Мак-
симов и другие называют ею долю материала данной фракции
флотируемости, переходящую в концентрат в единицу времени.
Недостаток такого определения — его связь с моделью флотации.
Действительно, если свойства материала в ходе процесса не ме-
няются, то не должна изменяться и его флотируемость. Согласно
же приведенному определению, если кинетика флотации не под-
чиняется уравнению первого порядка, то значение К изменяется.
Кинетическую константу флотации определяют и как величину,
обратную среднему времени пребывания частиц в камере до вы-
хода в концентрат. Если для фракции флотируемости справедливо
уравнение Белоглазова, то значения Д, рассчитанные на основе
этого определения и по определению Максимова, совпадают.
Применение сепарационной характеристики при расчете аппа-
ратов и схем флотации целесообразно, если взаимное влияние
частиц невелико, так как в противном случае распределение
фракции между продуктами обогащения Е(К) зависит не только
от параметров процесса, но и от распределения по флотируемости
(фракционного состава) питания. Для экспериментального опреде-
ления сепарационной характеристики при слабом взаимном влия-
нии частиц следует путем многократной флотации концентрата
в течение определенного времени выделять фракции равной фло-
тируемости, провести с каждой из них кинетический опыт в иссле-
185
дуемых условиях и рассчитать функцию £(К, t). Следует отметить
•одинаковое извлечение в концентрат различных минеральных ком-
понентов, относящихся к одной и той же фракции флотируемости,
что обусловлено одним и тем же значением их кинетической кон-
станты К.
Из соотношения (9.2) следует, что в рассматриваемой модели
флотационные свойства каждой частицы не зависят от фракцион-
ного состава пульпы и содержания в ней твердого, т. е. в процессе
флотации взаимное влияние частиц отсутствует. Кроме того, при-
нимается, что вероятность элементарного акта флотации пропор-
циональна удельной поверхности пузырьков в объеме пульпы и не
зависит от их дисперсности. Сепарационная характеристика, опи-
сываемая выражением (9.2), не учитывает распределенность кон-
центраций частиц и пузырьков по объему камеры и вторичное обо-
гащение в пенном слое. Слагаемое ahh, выражающее влияние
уровня пульпы на показатели процесса, не имеет теоретического
обоснования. Более того, оно противоречит физическому смыслу,
так как в соответствии с выражением (9.1) еще до начала флота-
ции (£=0) имеется ненулевое извлечение в концентрат, а при про-
должительности процесса, превышающей некоторое значение,
расчетное извлечение превышает 100%. Уравнение (9.1) отражает
в указанном приближении кинетику флотации в аппарате периоди-
ческого действия, когда все частицы находятся в камере одинако-
вое время t. В аппаратах непрерывного действия продолжитель-
ность пребывания частицы в камере — случайная величина
(вследствие перемешивания пульпы), поэтому целесообразно рас-
считывать плотность распределения времени пребывания (РВП)
/(/). Если переход от периодического к непрерывному режиму
работы не влияет на флотационные субпроцессы, то справедливо
соотношение
СО
ен = (е (/)/(/) d/, (9.4)
о
где ен — извлечение в непрерывном режиме.
РВП в общем случае зависит от плотности и крупности частиц
(вследствие седиментации и неполного увлечения частиц пото-
ками), поэтому расчет по уравнению (9.4) следует проводить по
фракциям материала. Соотношение (9.4) позволяет с некоторой
точностью прогнозировать статические характеристики процесса,
однако в промышленном процессе поток питания флотации и рас-
пределение его по флотируемости подвержены значительным коле-
баниям. Если характерный период этих колебаний соизмерим со
временем пребывания пульпы в аппарате, то расчет по формуле
(9.4) не дает адекватных результатов, поскольку при изменении
вещественного состава питания операции изменяется функция e(f).
На основе рассмотренной модели О. Н. Тихоновым предложена
методика расчета аппаратов и схем флотации [33]. Она, с одной
стороны, предполагает идеальное перемешивание пульпы в камере
186
и равенство концентраций частиц внутри аппарата и на выходе из
него, а с другой стороны, не учитывает РВП, подчиняющееся
в этом случае экспоненциальному закону.
Таким образом, модель, разработанная О. Н. Тихоновым с со-
авторами, не учитывает влияние структуры потоков на флотацион-
ное разделение и связана с допущениями, значительно сужающими
область ее применения. К преимуществам модели следует отнести
ее наглядность и удобство использования при расчете и оптимиза-
ции схем обогащения, однако для изучения гидродинамики про-
цесса и разработки методических основ масштабного перехода
необходимо более детальное изучение физико-механических харак-
теристик флотации. При пропорциональном уменьшении степени
аэрации пульпы и увеличении времени флотации результаты про-
цесса в соответствии с моделью О. Н. Тихонова не меняются, что
противоречит результатам испытаний.
Параметрическая идентификация модели, заключающаяся
в определении по данным кинетического опыта функции —
сложная математическая задача, которая может быть решена
только при помощи современной вычислительной техники мето-
дами, разработанными акад. А. Н. Тихоновым с соавторами для
некорректных задач, либо методом подбора.
Гистограмму распределения по флотируемости (спектр флоти-
руемости) наиболее просто определять на основе решения систем
линейных алгебраических уравнений вида
1 - е (ti) = £ f (ZQ exp (-Kjti)-, i =
/=1
где — экспериментальное значение извлечения (выхода) ма-
териала в момент времени ti (данные кинетического опыта);
— доля материала в /-й флотофракции, очевидно, 0^(7</)^1.
Однако уже первые практические расчеты дали необъяснимые на
первый взгляд результаты: функция f(Kj) имела пилообразный вид
и принимала отрицательные значения, что противоречит физиче-
скому смыслу. Причина заключается в том, что задача расчета
спектра флотируемости относится к классу некорректных, по-
скольку функция существенно изменяется при незначитель-
ных колебаниях е(/), т. е. небольшая экспериментальная погреш-
ность в определении е обусловливает сколь угодно большие изме-
нения расчетного спектра флотируемости. Задачи этого класса,
относящиеся к обратным кинетическим задачам, встают перед ис-
следователями, работающими в различных областях науки и тех-
ники, и разработка методов их численного решения является ин-
тенсивно развивающейся областью прикладной математики.
Для выбора истинного решения среди большого класса функ-
ций, для которых уравнение (9.1) выполняется с определенной точ-
ностью, необходимо использовать априорную информацию о функ-
ции f(7<). Метод подбора заключается в априорном задании вида
функции f(/() и определении по результатам кинетического опыта
187
из уравнения (9.1) при а=0 параметров этой функции. Было пред-
ложено в качестве функции, аппроксимирующей распределение
материала по флотируемости, использовать различные модифика-
ции гамма-распределения. Преимущество такого подхода — отно-
сительная простота расчетов, а недостаток — ограниченный класс
функций, описываемых гамма-распределением.
Более общий метод решения некорректных задач, метод регу-
ляризации, заключается в определении численными методами
функции f(K), минимизирующей разность левой и правой частей
уравнения (9.1) при а=0 с учетом априорной информации.
О. Н. Тихоновым с соавторами, Э. А. Аккерман и другими авто-
рами разработаны алгоритмы расчета спектра флотируемости, ос-
нованные на условии максимальной гладкости функции /(/С). Пра-
вомерность этого условия, однако, никем не обоснована. Согласно
исследованиям Л. Г. Маргулис и М. А. Бурштейна, для получения
устойчивого решения задачи (при котором малому изменению е(/)
соответствуют малые изменения спектра флотируемости) доста-
точно сузить область поиска решения распределениями с ограни-
ченным математическим ожиданием. Уравнение (9.1) при а—О
можно представить в виде
оо
8 (t)/t = j [ 1 - F (К)] exp (-Kt) АК,
о
к
где F(K)~ \f(K)AK— функция распределения материала по фло-
о
тируемости. Очевидно, функция F (К)—неубывающая, 27(0)=0,
F(<x>)=\. Условие ограниченности среднего значения записывается
в виде
оо
j(l — F(K))AK < К,
о
где К — число, заведомо превышающее среднюю флотируемость.
Разработан алгоритм расчета функции F(K)- Для вычисления
плотности распределения материала по флотируемости f(K) =
—AF(K)/dK используют известные методы численного дифферен-
цирования.
К данной группе моделей флотации можно условно отнести и
уравнение Р. Климпелла
8 (t) = £оо [ 1 - (1 - exp (-Kt))/(Kt)].
Это уравнение можно интерпретировать как результат интегри-
рования уравнения с распределенной константой
^тах
1-е (0= f f (К) exp (-Kt) АК
О
188
при равномерном распределении
fornix при max
f (К) — |o при /с > /Cmax.
Однако такое объяснение нельзя признать удовлетворительным
с физической точки зрения, следует искать другие причины соот-
ветствия результатов расчетов по уравнению экспериментальным
данным.
В последние годы вновь усилился интерес к использованию про-
стых эмпирических моделей кинетики флотации, однако не следует
забывать, что они не основаны на физических закономерностях.
Например, при применении модели А. Келсалла
е(0 = а[1 — ехр (—+ (1 — а)[1 — ехр(—Kst)].
по значениям параметров a, Kf, Ks нельзя сделать выводов о фло-
тационных свойствах материала, поскольку разделение материала
на две фракции флотируемости не повышает точности модели, а
лишь понижает достоверность определяемых коэффициентов.
Расчеты по данной модели показывают, что небольшим измене-
ниям е(/) соответствуют значительные колебания расчетных па-
раметров. Таким образом, коэффициенты подобных моделей нельзя
использовать ни в системах управления флотацией, ни в качестве
исходных данных для масштабного перехода от лабораторных
опытов к промышленным установкам.
Для того, чтобы прогнозировать результаты процесса, разрабо-
тан подход, согласно которому описывается кинетика флотации
частиц данного минерального состава и крупности. Если прене-
бречь взаимным влиянием частиц в пульпе и пене, то для описания
кинетики флотации можно использовать средневзвешенное извле-
чение (выход) каждой фракции двумерного распределения. Такой
подход возможен при управлении процессом флотации, а также
при разработке схем флотации.
Двумерные распределения материала по крупности и флотируе-
мости необходимы при разработке систем оптимального управле-
ния измельчительно-флотационными циклами, а также при мас-
штабном переходе, поскольку основным параметром, влияющим на
степень изменения флотируемости частиц при регулировании гид-
роаэродинамического режима во флотокамере, является их круп-
ность.
9.3. МНОГОФАЗНЫЕ МОДЕЛИ ФЛОТАЦИИ
Субпроцессы флотации можно разделить на два типа: переноса
и коагуляции — отрыва. Субпроцессы первого типа (перенос частиц
в свободном состоянии или на пузырьках в пульпе или пене) опи-
сываются при помощи диффузионных или вероятностных законов
уравнениями в частных производных, а субпроцессы второго типа
(прилипание частицы к пузырьку, флокуляция, коалесценция и
189
обратные процессы)—уравнениями кинетики, параметры которых
зависят от микрогидродинамических характеристик [31].
При описании структуры переходов, совершаемых частицей во
флотационных машинах импеллерного типа, обычно предполагают
идеальное перемешивание в камере. В этом случае полагают, что
при избытке свободной поверхности пузырьков («свободная фло-
тация») интенсивности субпроцессов второго типа одинаковы по
всему объему камеры и в окончательные уравнения пространствен-
ные координаты не входят.
В моделях, разработанных в настоящее время, не учитывается
взаимное влияние частиц. В этом случае вероятности переходов
частицы из i-ro состояния в /-е в единицу времени Kt, и из пены
в концентрат Kfc не меняются в ходе процесса. Концентрацию ча-
стиц в i-м состоянии ci в пульпе или пене определяют уравнениями
типа
п
Е (KjiCj - Ki/ci).
7 = 1
7 /= i
Выход в концентрат можно найти из уравнения
dec/dZ = KfCcf,
где С/ — концентрация частиц в пенном слое.
Извлечение частиц в концентрат является сложной функцией
вероятностей Kij и К/с. Уравнение, описывающее концентрацию
свободных частиц в камере при непрерывном процессе флотации,
имеет вид
п
dc1/d/ = Zo+ S —К1К,)— KiA,
7 = 2
где /о — число частиц, поступающих в камеру в единицу времени;
Kit— величина, обратная среднему времени пребывания частиц
в камере (в первом приближении равна отношению объемного по-
тока питания к рабочему объему камеры).
При непрерывном процессе в статическом (установившемся)
режиме значения с, являются решением системы алгебраических
уравнений, получаемых при dcz/d/=O (i=l,n).
При рассмотрении данного направления моделирования флота-
ционного процесса следует выделить работы, в которых на основе
теории случайных процессов определяются вероятности перехода
частиц в концентрат в непрерывном процессе или время флотации
в аппарате периодического действия. Несмотря на бесперспектив-
ность практического применения таких моделей, они представляют
несомненный познавательный интерес.
Необходимость учета профиля концентрации частиц в машинах
пневматического типа обусловливает применение пространственно-
неоднородной модели. При изучении процесса в импеллерных ма-
190
Рис. 9.2. Кривые распределения времени пребывания частиц в аппаратах при раз-
личных структурах потоков:
1 — идеальное вытеснение в лабораторной машине периодического действия; 2— диффузион-
ная модель промышленного колонного аппарата; 3 — идеальное перемешивание (импеллерная
флотационная машина)
шинах обычно рассматривают их как реактор идеального переме-
шивания. Правомерность этого предположения подтверждается
близостью формы РВП пульпы к экспоненциальной, однако несо-
мненно, что интенсивность процессов гетерокоагуляции, флокуля-
ции, отрыва и механического выноса различна вблизи импеллера
и в спокойной зоне. Исходя из этого следует ожидать большей
адекватности при расчетах по двухзонным моделям.
Отсутствие механических перемешивающих устройств в маши-
нах колонного типа обусловливает значительную неоднородность
концентрации частиц в объеме аппарата. Кривые РВП для усло-
вий идеального перемешивания (механическая флотационная ма-
шина), идеального вытеснения (колонна малого диаметра или ме-
ханическая флотационная машина периодического действия) и про-
межуточного режима (промышленная колонная флотационная
машина) приведены на рис. 9.2. Для описания переноса частиц
в аппаратах с большим отношением высоты к поперечному размеру
чаще всего используют одномерную диффузионную модель
dc/dz = (ир + Ui) dc/dz + D d2c/dz\
Идентичность математического описания переноса частиц и пу-
зырьков в аппарате и уравнений молекулярной диффузии связана
с общим исходным эмпирическим правилом: диффузионный поток
вещества пропорционален градиенту его концентрации и направлен
в противоположную сторону, причем коэффициент пропорциональ-
ности, называемый коэффициентом диффузии D, зависит только
от свойств фаз. Если параметры потока одинаковы по всему сече-
нию аппарата, то справедлива одномерная диффузионная модель:
191
j==—Ddc/dz. Г. Тейлор доказал, что в некоторых случаях поток,
неоднородный в радиальном направлении, также можно описи*
вать одномерной диффузионной моделью. Диффузионная модель^
однако, неприменима в том случае, когда время релаксации т со-
измеримо со временем пребывания частиц в аппарате. В барбот
тажных колонных аппаратах перемешивание частиц происходит
благодаря турбулизации пульпы всплывающими пузырьками и на*
личию крупномасштабной циркуляции (восходящее движение
пульпы в осевой части, нисходящее — в пристенной зоне). Для
определения времени релаксации сравнивают продолжительности
пребывания частиц в турбулентном вихре и блуждания в попереч-!
ном направлении из зоны восходящего в зону нисходящего потока?
и выбирают большую из них. Продолжительность блуждания ча- <
стиц можно оценить по формуле x=<^dD. Если время релаксации
соизмеримо с интервалом между столкновениями частицы с пу-
зырьками или с другими частицами или со временем пребывания
их в колонне, то применение диффузионной модели некорректно.
Концепция турбулентной диффузии неприменима также для
описания процессов в области, размер которой сопоставим с внут-
ренним масштабом турбулентности или меньше его. С учетом вре-
мени релаксации уравнение для диффузионного потока имеет вид
j — —D dc/dz — т [(dj/di) + updjldz\.
Разработаны и другие модели, учитывающие неоднородность
скоростей фаз и газосодержания по сечению колонны. Двухпоточ-
ная модель развита на основе представления о применимости диф-
фузионной модели при рассмотрении процессов переноса внутри
восходящего и нисходящего потоков пульпы. В соответствии с этой
моделью локальный обмен веществом между восходящим и нисхо-
дящим потоками подчиняется кинетике первого порядка.
Отметим, что диффузионная модель применима тогда, когда
экспериментальные значения коэффициента диффузии не зависят
от высоты барботажного слоя. Установлено, что при 10
или при неравномерной аэрации по сечению колонны диффузион-
ная модель требует корректировки, однако и в этих случаях она
применима для оценочных расчетов.
Модели кинетики колонной флотации. Если структура потоков
фаз описывается одномерным диффузионным уравнением, а
константы скоростей процессов минерализации /С12 и отрыва Кп
постоянны во всем объеме колонны, то динамику процесса можно
описать системой параболических уравнений [28]
(dcx/dt — —К12С1 + К21С2 — иР (dci{dz) + Dp ddJdz2,
\dcddt — /(12С1 — K21C2 + ub (dcz/dz) + Db d2cddz\
Для решения таких систем разработаны алгоритмы, реализую-
щие различные конечно-разностные схемы. Начальные условия оп-
ределяются наличием материала в аппарате в момент t—0. Кор-
192
рсктиая запись граничных условий представляет некоторую слож-
ность. Как известно, параболические уравнения требуют задания
граничных условий определенного вида. На уровне аэратора кон-
центрация частиц, закрепленных на пузырьках, равна нулю:
с2(Н, /)=0. Концентрация свободных частиц на входе в аппарат,
согласно П. Данквертсу, имеет разрыв, т. е.
с, (0—) ир = с1 (0, /) ир — Dp dcjdz |z==0.
где ci (0—)—содержание твердого в питании операции. На выходе
из колонны концентрация свободных и закрепленных частиц пред-
полагается неизменной:
dcjdz \г^н = dcjdz |г=0 = 0.
Для получения статического решения (установившийся режим)
следует положить dcjdt=dc2/dt=O.
Приведенная система уравнений линейна, что связано с отсут-
ствием учета взаимного влияния частиц в отвечающей ей модели.
В этом случае извлечение каждого класса флотируемости можно
рассчитать независимо и использовать сепарационную характери-
стику для описания процесса флотации. Если результаты процесса
зависят от нескольких параметров (интенсивностей субпроцессов
К12 и К21, времени флотации и гидродинамических условий), то
сепарационная характеристика является функцией многих пере-
менных.
Ограниченность применения диффузионных моделей, учитываю-
щих большое число субпроцессов, обусловлена сложностью пара-
метрической идентификации (экспериментального определения
коэффициентов модели). Экспериментальная погрешность делает не-
целесообразным дальнейшее уточнение модели. Перспективы при-
менения моделей массопереноса в проектных расчетах и АСУ ТП
становятся еще более сомнительными, если принять во внимание
неоднородность материала. Тем не менее на основе феноменологи-
ческих моделей, развитых в работах В. Д. Самыгина, Ю. Б. Рубин-
штейна, Д. Фюрстенау и др., можно установить влияние различных
параметров на динамические характеристики операции. Получен-
ные в результате машинного эксперимента профили концентрации
частиц, закрепленных на пузырьках, приведены на рис. 9.3. Для
исключения трудоемкой процедуры определения параметров мо-
дели целесообразно вводить эмпирические зависимости этих пара-
метров от физических свойств частиц (плотности, крупности, мине-
рального состава). Многомерное распределение питания флотации
по указанным свойствам можно определить, не проводя флотаци-
онного опыта.
Технологам хорошо известно, сколь сильно изменяются пока-
затели флотации при изменении плотности пульпы. Известно
также, что при коллективной флотации кривая, характеризующая
кинетику извлечения флотоактивного компонента, может иметь
перегиб, т. е. первые минуты опыта скорость его флотации низка.
13 Заказ № 60 193
Рис. 9.3. Динамика изменения концен-
трации частиц, закрепленных на пу-
зырьках, по высоте камеры (расчет-
ные кривые):
1, 2 — в начале флотации; 3 — в установив-
шемся режиме
Рис. 9.4. Граф состояний частицы
в колонной флотационной машине:
1—3 — безынерционная частица соответ-
ственно в пульпе, на пузырьках и в пене;
4—6 — инерционная частнца соответственно
в пульпе, на пузырьках н в пене
Указанные факты объясняются взаимным влиянием частиц в ходе
процесса, которое может проявляться в виде: агрегирования (фло-
куляции), «стесненной» флотации (скорость флотации лимити-
руется свободной поверхностью пузырьков), выноса мелких нагру-
женных пузырьков в камерный продукт, зависимости адсорбции
флотореагентов на каждом минерале от состава пульпы. Взаимное
влияние частиц учитывается в нелинейных моделях флотации.
В связи с большим временем подъема пузырька в колонных
машинах при расчете необходимой высоты аппарата следует учи-
тывать ограниченность поверхности пузырька и уменьшение ско-
рости его движения по мере минерализации. Если скорость
подъема пузырька можно вычислить по закону Стокса (мелкие
пузырьки), то скорость движения нагруженного пузырька иъм—
=Ub(N)X[l—S c2g/(nNdb)\, где Ub(N)—скорость коллективного
подъема ненагруженных пузырьков, W— численная концентрация
пузырьков, при UbM<Ui минерализованный пузырек тонет. Устой-
чивое закрепление частицы возможно, как правило, на нижней по-
лусфере поверхности пузырька, поэтому при степени заполнения
поверхности, равной 1/2, дальнейшее возрастание минеральной
нагрузки маловероятно. Следовательно, увеличение высоты аппа-
рата выше значения 77кр, при котором выполняется соотношение
c2dp/(lpPNdT)=l (g — коэффициент упаковки частиц на поверх-
ности пузырька), не приведет к повышению извлечения при данной
194
аэрации. На расстоянии от аэратора, большем значение
Х12 = 0.
Механический вынос частиц в колонных машинах связан с дви-
жением присоединенной жидкости (объемом V=ll Vb/16) вблизи
пузырька при гомогенном режиме барботажа (отсутствии макро-
циркуляции) или наличием восходящего потока пульпы в осевой
части колонны при гетерогенном характере течения, что подтвер-
ждается экспериментальными данными (пропорциональная зави-
симость между выходами гидрофильной породы и воды в пену).
Полагая интенсивность перехода частиц в восходящие потоки
пропорциональной C\N, представим нелинейную модель массопере-
носа в колонной флотационной машине (без учета пенного слоя)
в виде
dcjdt = —ДЪ (с2, N) CiN + K2iC2 — ир (dct/dz) -ф
+ Dp (fci/dz2-,
' dc2/dt = Kl2 (c2, N) c,N - K2lc2 + [ub (N) - Ksc2/N] X
X (dc2/dz) + Db cfc^dz2-,
dc3ldt = Ki3CiN + ub (dc3/dz) -f- Dpd-c^dz2,
где сз — концентрация частиц в восходящих потоках; щ — скорость
этих потоков. Извлечение материала в зоне минерализации в ста-
тическом режиме определяют по формуле
(с2 |г=0 + Сз |г=0 усо,
где со — концентрация частиц рассматриваемого компонента в пи-
тании операции.
Для учета процесса флокуляции или коагуляции, протекающего
одновременно с флотацией, в правую часть уравнения, описываю-
щего изменение локальной концентрации свободных частиц круп-
ностью dp(ci(dp)), следует добавить слагаемые
d
оо р _______
—с, (dp) J Ка (dp-, dp) ct (dp) d (dp) + $ Ka (dp; dp-dp) c, (dp) X
о 0
X с, (лУ4-^р) d (dp),
где Ka(dP; dp)— ядро кинетического уравнения коагуляции Смолу-
ховского (скорость агрегирования частиц размером dp и dp).
Обычно к началу флотации процесс агрегирования достигает дина-
мического равновесия, поэтому уравнения флокуляции и флотации
могут быть решены последовательно.
На рис. 9.4 представлен график, на котором отражены субпро-
цессы минерализации (переходы 1->-2 и 4->5), отрыв инерцион-
ных частиц от пузырьков в пульпе (5->4) и пене (6-> 4), переноса
частиц на пузырьках в пену (2->3 и 5->6), механического выноса
безынерционных частиц (1->3), флокуляции (1->4) и распада
агрегатов (4-^-1).
13* 195
Известны работы, посвященные изучению макроструктуры по-
токов в импеллерных флотационных аппаратах и прогнозированию
процесса в промышленных условиях (пат. Великобритании
№ 2114023) на основе гидродинамического моделирования без
учета флотационных свойств материала. Для этих исследований
характерно применение методов теории подобия, заключающихся
в создании физической модели процесса (лабораторного аппарата),
к которой предъявляются требования геометрического и физиче-
ского подобия. Последнее означает тождественность некоторого
набора безразмерных критериев для процесса в аппарате боль-
шого и малого размера (промышленном и лабораторном). Для
сложных многофазных систем невозможно добиться одновремен-
ного выполнения условия идентичности всех критериев. С исполь-
зованием этих критериев разными авторами получены различные
соотношения скорости вращения импеллера, его размера и удель-
ного расхода воздуха, которые обеспечивают, согласно теории по-
добия, одинаковые гидродинамические условия флотации. Невоз-
можность создания камер разных размеров с подобной геометрией
потоков очевидна из следующего примера: геометрическое подобие
означает пропорциональное увеличение всех линейных размеров
при масштабном переходе, однако размеры частиц и пузырьков
остаются одинаковыми в промышленной и лабораторной флотома-
шинах. Следовательно, меняется соотношение микромасштаба те-
чения, определяемого диаметром частиц дисперсной фазы, и мак-
ромасштаба, который можно оценить по глубине слоя пульпы, пло-
щади сечения аппарата или диаметру импеллера в импеллерных
машинах. Таким образом, для создания методики масштабного
перехода физические модели должны быть дополнены математиче-
ским описанием процессов. Методы физического моделирования
позволяют устанавливать адекватность математического описания
и определять границы изменения коэффициентов, входящих в урав-
нения.
9.4. ПРИНЦИПЫ РАСЧЕТА ГИДРОДИНАМИКИ
ЭЛЕМЕНТАРНОГО АКТА ФЛОТАЦИИ
Большинство исследований в области флотационного обогащения
связано с поиском оптимальных реагентных режимов и изучением
физико-химических особенностей флотационных систем. Технологи
часто недооценивают роль гидродинамического фактора, хотя
широко известно, что показатели флотации шламистых и крупно-
зернистых пульп во многом зависят от правильного выбора обо-
рудования. Скорость флотации частиц оптимальной крупности
также лимитируется интенсивностью гетерокоагуляции, поскольку
этап закрепления частицы на пузырьке происходит практически
мгновенно, а продолжительность выноса частиц пузырьками в пен-
ный слой при низкой вероятности их отрыва не влияет на пока-
затели процесса в непрерывном режиме. Следовательно, необходи-
мая продолжительность флотации и число флотационных машин
196
определяются рациональностью их гидродинамической организа-
ции. Следует учесть, что структура потоков влияет не только на
интенсивность, но и на селективность флотационного разделения,
поскольку вероятность образования устойчивого флотокомплекса
зависит от баланса сил адгезии и отрыва. Задача исследователей
состоит в создании таких физико-химических и гидродинамических
условий, при которых равнодействующие этих сил для частиц раз-
личного минерального состава были направлены в противополож-
ные стороны.
На частицы в неоднородном потоке действуют не только грави-
тационные, но и инерционные силы. Баланс этих сил и силы со-
противления среды определяет в условиях безвихревого течения
траекторию частицы и вероятность ее захвата всплывающим пу-
зырьком. В действительности гидродинамика акта значительно
усложняется вследствие турбулизации пульпы всплывающими пу-
зырьками и искажений, вносимых в поток самими частицами.
Уравнения, предложенные для расчета вероятности столкновения
частиц с пузырьками, можно разделить на две группы. К первой
относятся формулы, основанные на концепции столкновения в ре-
зультате турбулентных блужданий частицы и пузырька. Некото-
рые из них приведены в табл. 9.1 [формулы (1—5)]. В последние
годы достигнут значительный прогресс в экспериментальном и тео-
ретическом изучении турбулентного переноса и осаждения аэро-
золей. Наряду с диффузионным был теоретически предсказан и
практически подтвержден миграционный механизм осаждения. Он
обусловлен пульсационной составляющей скорости потока. Теория
миграционного механизма к настоящему времени разработана для
осаждения частиц на стенки каналов. Применение ее для расчета
турбулентной коагуляции помогло бы глубже раскрыть механизм
субпроцессов и способствовать оптимизации гидродинамических
условий. По данным Е. П. Медникова, на движение частицы в тур-
булентном потоке влияют: продольная и пульсационная скорость
среды; поперечная турбулентная миграция; крупномасштабное
турбулентное перемешивание; диффузия, вызванная мелкомас-
штабными пульсациями; седиментация; соударение со стенками
и остаточная миграция.
Во вторую группу входят формулы, полученные на основе ана-
лиза детерминированного описания движения частицы в окрест-
ности пузырька с учетом действия тех или иных сил. К ним отно-
сятся формулы (6) — (15), приведенные в табл. 9.1. Н. Н. Рулев
указывает, что теория турбулентной диффузии неприменима для
расчетов флотации микрочастиц мелкими пузырьками (получа-
ются заниженные по сравнению с экспериментальными данными
результаты), тогда как В. Г. Левич делает прямо противоположный
вывод. Таким образом, вопрос о вкладе сил различной природы
в интенсивность захвата частиц пузырьками при флотации остается
открытым. С целью определения наиболее адекватной формулы
экспериментальные данные [29] сравнивали с результатами расче-
тов по различным соотношениям. В соответствии с формулами
197
Таблица 9.1
Формулы для расчета числа столкновений N и коэффициента захвата частицы
пузырьком Е
Автор, год опубликования, формула Модель и допущения
М. Смолуховский, 1936 г. N = 2л£> (dp + db) ПрПь (1) Коагуляция вследствие броуновской диффузии частиц, подчиняющейся уравнению дп _ 1 д / 2 дп \ dt г2 dr V дг ) Отсутствие собственной траектории частицы и пузырьков относительно жидкости
М. Смолуховский, 1936 г. N ^^(dp + dbynpnb (2) Градиентнан коагуляция, т. е. стол- кновение вследствие различия в ско- ростях движения частиц. Отсутствие гидродинамического взаимодействия коагулирующих частиц. Скорость по- тока вблизи поверхности изменяется по линейному закону
В. Г. Левич, 1959 г. N = 4V npnb (dp + d6)2 е3Ч~5/’ X Xpp(Pp-Pz)/Pz+rf*] (3) Коагуляция вследствие влияния на скорость движения в турбулентных потоках плотности и крупности ча- стицы и пузырька. Сила сопротивле- ния, действующая на частицу и пу- зырек, подчиняется закону Стокса
Дж. Абрахамсон, 1975 г. Е = -Т npnb(dp + dl) х х уН)2+Ы2; где (0,33 4-0,4) X &tld’!' ( Рр~ Pl Y/a Х v1/» V Р( ) Модель совпадает с моделью, опи- сываемой формулой (3)
X. Шуберт, 1977 г. N -\/^^р + аьУпрПЬ (5) V 1Э» Коагуляция вследствие турбулентных пульсаций. Полное увеличение частиц турбулентными пульсациями; dB<Xo (Хо — внутренний масштаб турбулент- ности)
К. Л. Сазерленд, 1948 г. E = 3dBldb (6) Столкновение вследствие зацепления. Потенциальное обтекание. Силами тяжести и инерции пренебрегают; dp db
198
Продолжение табл. 9.1
—
Автор, год опубликования, формула Модель и допущения
И Лэнгмюр, 1949 г. Е- ( st Y (7) Столкновение вследствие инерционно- сти захватываемой частицы. Потен- циальное обтекание (пограничный слой отсутствует). Эффектом заце- пления, седиментацией, диффузион- ным осаждением пренебрегают
С St + а J ’ где а — 0,06 -j- 0,5
В. Г. Левич, 1959 г. £=з(4Гке^3^ д/ -^-Р/иЬ (8) Осаждение частиц вследствие турбу- лентных пульсаций в случае dP<?;db. Частицы не обладают собственной скоростью, эффект зацепления не учитывают
Л. Р. Флинт, В. И. Говарт, E = G/(G + 1), 1971 г. (9) Столкновение вследствие седимента- ционного осаждения частиц
где G = St • Fr = ир/иь = _ (pP-Pt)4s
18p.ua
П. П. Колборн, 1971 г. 2,33 Г / dp у/з-1 x Учет числа столкновений вследствие турбулентных пульсаций и вероят- ности деминерализации
dp L \ ^max ✓ J
/ a \ X exp — —- \ dp / (10)
E. Б. Кремер, 1978 г. E — ( “p + 3dp\ , 2 (11) Осаждение за счет гравитационного сноса с линий тока и зацепления. Турбулентной коагуляцией пренебре- гают
V Ub + db JSln p’ где
ср = arccos (V1 + b2 — b); b = 2dp/3db — St
С. С. Духин, 1980 г. E — G/(l + G) -f- Qdpldb (12) Обобщение моделей, описываемых формулами (6) и (9)
H. H. Рулев, 1985 г. 2 \ db J ' где f — 0,1 — 1 (13) Модель совпадает с моделью К. Л. Сазерлэнда, но вязкое обтекание (по- верхность пузырька полностью затор- можена)
199
Продолжение табл. 9.1
Автор, год опубликования, формула
Модель и допущения
Г. С. Добби, Дж. А. Финч, 1985 г.
при St <0,1 Е = Ео = Es + Ei,
(14)
Независимое осаждение по гравита-
ционному и инерционному механиз-
му
< р = 78,1 — 7,37 lg Res
(20 < Res < 400);
< p = 98— 12,491g (10 Re 6)
(1 < Res <20);
< p = 90 —2,5 1g (100 Re&)
(0,1 < Res < 1);
(3/16) Res j .
1 + 0,279Re°'56 ]’
при 0,1 < St < 0,8; 20 < Re* < 300
и G < 0,25
£ = £O1,627Rea’°aSt0,54G~0’16 (15)
Обозначения: М — число столкновений в единичном объеме за единицу времени;
D — коэффициент диффузии; dp, db — диаметры частицы и пузырька соответственно, пр, пь —
число частиц и пузырьков в единичном объеме соответственно; Г — градиент скорости жидко-
сти; £ — удельная диссипация энергии; v—кинематическая вязкость; рр, рг — плотности
частиц и жидкости соответственно; Е— коэффициент захвата; St — критерий Стокса, Fr, Re,
G — критерии Фруда, Рейнольдса и седиментационный; ир, —• скорости частицы и пузырька
соответственно; и' — пульсационная составляющая скорости; |3, Л, dmax, f, а — численные
коэффициенты; g — ускорение свободного падения, Ц— динамическая вязкость.
(1—5) (см. табл. 9.1) в случае, когда размер частицы пренебре-
жимо мал по сравнению с диаметром пузырька, изменение крупно-
сти частиц не влияет на число столкновений, что не подтвержда-
ется экспериментальными результатами.
Опыты по флотации частиц пирита узких классов крупности
инерционного размера (+50 мкм) проводили в беспенном аппа-
рате, аэрирующее устройство которого обеспечивало практически
одинаковый размер пузырьков {29, 30]. Реагентный режим соот-
ветствовал условиям максимальной гидрофобности поверхности
частиц. В этом случае кинетика процесса при неизменности гидро-
динамических характеристик по объему аппарата описывается
уравнением
К — —In (1 — е)Д = const.
200
Константа скорости флотации К равна произведению числа
столкновений частицы с пузырьками в единицу времени Pcn и ве-
роятности устойчивого закрепления Ра. Поскольку в условиях бес-
ценной флотации скорость движения частиц ир значительно
меньше скорости всплывания пузырьков иь, величина Pcn=
= (лс1ь!4:)(ир-Риь)пьЕ, т. е. пропорциональна коэффициенту за-
хвата Е(пъ — концентрация пузырьков). Следовательно, при по-
стоянном времени флотации должно выполняться соотношение
lg (1 — ei)/lg (1 — е2) = £Г,/£Г2,
где индексы 1 и 2 относятся к опытам по флотации частиц различ-
ной крупности в одинаковых условиях. На рис. 9.5 приведены экс-
периментально полученная кривая роста величины 1g [1 — e(dp)]
по сравнению с ее значением для крупности 50 мкм
A=lg [1—e(dp)]/lg [1 — e(d0)] и расчетные кривые В=Е/Е0,
где £о — коэффициент захвата частиц крупностью 50 мкм. Из со-
поставления расчетных и экспериментальных кривых видно, что
формула (12) (см. табл. 9.1), учитывающая седиментационное
осаждение частиц на пузырьке и эффект зацепления в приближе-
нии незаторможенной поверхности пузырька, описывает резуль-
таты флотации относительно крупных частиц (dp^50 мкм) в спо-
койных условиях (при отсутствии интенсивного перемешивания)
с погрешностью, не превосходящей погрешности опыта. Эта же
формула рекомендована для анализа результатов флотационных
опытов в работах О. С. Богданова с соавторами. С увеличением
размера частиц влияние седиментации по сравнению с влиянием
эффекта зацепления возрастает. В соответствии с данными, при-
веденными в работе [29], удельный вес первого слагаемого в фор-
муле (12) табл. 9.1 возрастает от 21 % для частиц крупностью
50 мкм до 49 % для частиц крупностью 125 мкм.
Хорошая сходимость результатов отмечается и при расчете по
формуле (7) (см. табл. 9.1) со значением а=0,2, предложенным
Б. В. Дерягиным и С. С. Духиным, и по методике Е. Б. Кремера,
несмотря на то, что исходные предпосылки для их вывода противо-
положны.
Полученные данные нельзя, однако, непосредственно экстрапо-
лировать для расчета показателей в колонной флотационной ма-
шине с интенсивной аэрацией, где наблюдается значительное пе-
ремешивание пульпы. Некоторые исследователи для учета влияния
перемешивания на элементарный акт флотации используют фор-
мулы, полученные для спокойных условий, рассчитывая значения
скорости частицы и пузырька с учетом пульсационных составляю-
щих. Н. Н. Рулев и другие исследователи получили оценочную
формулу для расчета амплитуды относительной скорости инерци-
онных пульсаций частицы (пузырька) и жидкости при турбулент-
ном движении последней. Это выражение следует подставлять
в формулу для расчета интенсивности процесса Pcn- Аддитивность
значений интенсивности Pcn, рассчитанных исходя из инерцион-
20 1
Рис. 9.5. Экспериментальная зависи-
мость величины А от крупности ча-
стиц пирита df (штриховая линия) и
Рис. 9.6. Схема столкновения частицы
(?) с пузырьком воздуха (2):
сплошная линия — траектория частицы,
штриховая линия — линия тока жидкости
кривые роста гидродинамического
коэффициента захвата, рассчитанные
по формулам (4), (7) (при а = 0,2), (6), (11), (12), (9), (13), (7) (при а = 0,5),
приведенным в табл. 9.1,— соответственно кривые 1—6, 8, 9; кривая 7 построена
на основе зависимостей, полученных Ю. Б. Рубинштейном
ного и гравитационного механизма элементарного акта флотации,
должна быть обоснована. Необходимо также учитывать градиент-
ный механизм столкновений вследствие неоднородности гидроди-
намического поля.
При интенсивном перемешивании пульпы в импеллерных ма-
шинах концентрация частиц остается постоянной вблизи поверх-
ности пузырька и концентрационный пограничный слой весьма
тонок. В аппаратах колонного типа циркуляции пульпы обеспечи-
вается только всплывающими пузырьками и градиентом скорости
в пристенном слое, поэтому закономерно предположить качествен-
ные различия гидродинамики элементарного акта флотации в ма-
шинах этих типов.
Поле скоростей жидкости вблизи сферического препятствия при
стоксовском (вязком) ламинарном обтекании (Re->0) описыва-
ется системой
f иг/иЬх = 1 - (z2 + - (z2 + z/2 - 1) (2z2 - z/2)/[4 (г2 + 1/2)БЧ
t Uy]ubao = 3 (z2 + z/2 — 1) щ//[4 (z2 + z/T2],
(9.5)
202
а при потенциальном ламинарном обтекании (Re->oo)— системой
Гиг/иЬх> = 1 — (2г2 — у2)/[2 (z2 + у2}ъ!*\
tMy/Mboo = 3zz//[2(22 + ^)54, ( }
где «г и иу — вертикальная и горизонтальная составляющие ско-
рости частицы в системе координат, связанной с пузырьком,
мьоо — скорость подъема пузырька (рис. 9.6).
Анализ уравнений показывает, что искажение линий тока от-
мечается уже на значительном расстоянии от пузырька (на поря-
док превосходящем его размеры). В то же время внешний масштаб
турбулентных вихрей, индуцируемых всплывающими пузырьками,
будет, очевидно, совпадать с характерным расстоянием между
пузырьками, поэтому наряду с детерминированной составляющей,
определяемой уравнениями (9.5) и (9.6), скорость потока будет
обладать пульсационной составляющей. Степень турбулентного
перемешивания и интенсивность крупномасштабной циркуляции
пульпы оказывают существенно влияние на столкновения и отрыв
от пузырьков. Влияние крупномасштабной цуркуляции можно
учесть, если в формулы табл. 9.1 подставить значения реальной
скорости движения частиц и пузырьков.
Турбулентные вихри, масштаб которых соизмерим с расстоя-
нием между пузырьками, влияют на траекторию движения частицы
вблизи пузырька, следовательно, для их учета необходимо приме-
нять специально полученные соотношения.
Для описания движения молекул примеси при массообменных
процессах используют уравнение диффузии, являющееся следст-
вием эмпирического соотношения
j — —D grad с, (9.7)
где j — поток примеси.
Из физической кинетики известно, что правая часть выражения
(9.7) — первый неисчезающий член разложения функции j(c).
Членами высших порядков можно пренебречь, если характерный
линейный размер задачи (в нашем случае — расстояние от частицы
до поверхности пузырька) значительно превышает длину свобод-
ного пробега частицы, совпадающую для мелких частиц с внутрен-
ним масштабом турбулентности. Таким образом, при расчете тра-
ектории частиц в слое радиуса г целесообразно воспользоваться
уравнением движения частиц для определения поля регулярных
скоростей, а затем учесть пульсационную составляющую при по-
мощи уравнений турбулентной диффузии и турбулентной миграции
частиц.
Пределы изменения г определяются неравенствами /?д<г<
<Rb + X0«, где Rh— дальность распространения возмущений потока,
порождаемых пузырьком, Rb — радиус пузырька, X0 = /Re~3/‘— внут-
ренний масштаб турбулентности, I — внешний масштаб турбулент-
ности (расстояние между пузырьками), Re = Z(ut> — «z)/v; v —
203
кинематическая вязкость жидкости; — коэффициент, опреде-
ляющий точность выполнения равенства (9.7).
Коэффициент турбулентной диффузии для частиц малых раз-
меров совпадает с коэффициентом диффузии среды, для частиц
большого диаметра он может быть вычислен по известным форму-
лам. Число частиц, достигающих поверхности пузырька в единицу
времени, определяют по выражению
W = &cbjdt = ^vr (Rb + dp/2; 0) cp (Rb dp/2; 0) dS,
s
где S — поверхность сферы радиуса (Rb-{-dp/2); vr— радиальная
составляющая скорости частицы, 0 — полярный угол. Граничные
условия для уравнений движения частиц и уравнений турбулент-
ного массопереноса можно найти из ячеечной модели, в соответст-
вии с которой возмущения, вносимые дисперсным включением
(в частности, пузырьком) в поток, локализованы в ячейке радиуса
Ле=/?ьф-1/з, где ф — удельное объемное газосодержание (не сле-
дует путать ее с ячеечной моделью структуры потоков в аппарате).
Очевидно, адекватность этого предположения снижается с рос-
том ф.
Методика расчета кинетики флотации, разработанная япон-
скими исследователями, основана на осаждении частиц на пу-
зырьки вследствие турбулентной диффузии. Поле концентраций
частиц в окрестности пузырька описывается уравнением
dcpldt = г~2 (д/дг) (2r2D дср/дг),
где г — расстояние от центра пузырька, r= (dp-(-db)/2; D — коэф-
фициент турбулентной диффузии.
В этом случае N—2nd’bDdcPldr. Выражая коэффициент диффу-
зии через удельную диссипацию энергии е, можно получить соот-
ношение для константы скорости флотации К~ e°'5Na°’7°, где
Na=Qa/(ndl), п — частота вращения импеллера, dH — его диа-
метр. Выражение, стоящее в правой части уравнения, может быть
использовано как один из физически обоснованных критериев мас-
штабного перехода во флотационных машинах механического
и пневмомеханического типов.
При высокой концентрации дисперсной фазы (интенсивная
аэрация) для расчета гидродинамического взаимодействия пу-
зырьков следует применять альтернативную методику, основанную
на модели точечных сил. Суть ее заключается в том, что возмуще-
ние, вносимое сферической частицей в поток, можно выразить че-
рез точечный массовый диполь и точечную силу, приложенную
в центре пузырька и направленную в сторону, противоположную
силе сопротивления, действующей на него.
При рассмотрении движения большого числа пузырьков или
частиц от описания движения каждого пузырька (частицы) пере-
ходят к статистическим характеристикам (концентрация, поле ско-
ростей и т. д.). Такой переход корректен в том случае, когда ха-
204
рактерное расстояние, на котором существенно меняются гидро-
динамические параметры, значительно превышает расстояние
между пузырьками (частицами). В соответствии с ячеечной мо-
делью условия для решения уравнений должны задаваться на гра-
нице ячейки. Радиальная и тангенциальная составляющие скорости
частиц на этой поверхности в системе отсчета, связанной с всплы-
вающим пузырьком, выражаются соотношениями vr(Rc, 6) =
= t’o cos 0 и Vt (Rc, 0)=uosin0, где v0 — сумма скоростей седимен-
тации частиц и коллективного подъема пузырьков. Для диффузи-
онного уравнения возможны следующие граничные условия:
с |r==Rc = с0 и
дс/дг |r=Rc = дс/дВ |r=Rc = О,
характеризующие концентрации частиц с=с0 на наибольшем рас-
стоянии от пузырьков. Таким образом, модель флотации в условиях
турбулентного потока может включать в себя сочетание элементов
моделирования столкновения в условиях спокойного течения
(расчет траектории частиц) с подходом, применяющимся для ана-
лиза массообменных процессов. Методика численного расчета ин-
тенсивности гетерокоагуляции должна предусматривать:
1) расчет поля скоростей среды вблизи пузырька;
2) расчет траекторий частиц при различном «прицельном рас-
стоянии»;
3) расчет поля скоростей частиц с учетом стохастической со-
ставляющей их движения;
4) определение вероятности столкновения частицы с пузырьком.
Решение каждой из этих задач связано со значительными ма-
тематическими сложностями, преодоление которых позволит со-
здать более адекватную картину гидродинамики элементарного
акта при флотации частиц широкого диапазона крупности.
Расчет миграции частиц в случае детерминированных и стати-
стических факторов методом имитационного моделирования при-
меняют для описания сходного процесса улавливания частиц во-
локном фильтра. При разработке алгоритма были сделаны сле-
дующие допущения: осаждение частиц не влияет на гидродинамику
обтекания волокна, пространственное и временное распределение
частиц вдали от волокна носит случайный характер, каждое столк-
новение частицы с волокном сопровождается захватом. Рассматри-
вается движение частиц внутри цилиндрической ячейки радиуса
Rc = Rb(P~'12, где Rb — радиус волокна, ср — коэффициент упаковки
(объемная доля волокон в пространстве фильтра). Направленную
скорость частицы определяют по кривизне линий тока. Перемеще-
ние частицы, вызванное случайной составляющей скорости, моде-
лируют при помощи случайного вектора п с нулевым математиче-
ским ожиданием, изотропным распределением направления и дис-
персией в безразмерных координатах, равной a2 = 2DzV, где D —
коэффициент турбулентной диффузии, /\t — интервал времени, за
которое рассматривается перемещение.
205
Траекторию частицы рассчитывают при помощи генератора слу-
чайных чисел по рекуррентной формуле
Pi = Р,, + Ui _ I М + 2 д/А^/Ре,
где Pi — пространственная координата на i-м шаге расчета;
п — компоненты вектора скорости и случайного вектора п, соответ-
ственно; At— шаг расчета по времени.
Начальное положение частиц на поверхности ячейки также
выбирают случайным образом. После проведения каждого шага
расчета траектории проверяют, не столкнулась ли частица с во-
локном и не вышла ли она за пределы ячейки. Расчет продолжают
до осуществления одного из этих событий. При помощи много-
кратного проведения подобного процесса можно определить веро-
ятность улавливания частицы волокном, а также характер распре-
деления частиц по поверхности волокна и другие статистические
характеристики. Расчеты С. Канаоки по предложенному им алго-
ритму показали его эффективность.
Имитационное моделирование успешно применяют в коллоидной
химии для исследования осаждения микронных частиц на сфериче-
ском коллекторе.
Для применения имитационного моделирования при анализе
гидродинамики элементарного акта флотации необходимо в урав-
нение массопереноса подставить выражение для коэффициента
турбулентной диффузии и учесть собственную траекторию частиц
относительно линий тока жидкости.
Гидродинамические условия влияют не только на вероятность
столкновения частицы и пузырька, но и на устойчивость флото-
комплекса.
Вероятность закрепления частиц на пузырьке зависит от соот-
ношения времени контакта частицы и пузырька и времени индук-
ции. Время контакта определяется в основном гидродинамиче-
скими условиями. Для расчета его значения используют две взаи-
моисключающие гипотезы. Согласно одной из них, столкновение
частицы с поверхностью пузырька представляет собой удар, при
этом расчетное время контакта тс в зависимости от размера частиц
меняется от 1 до 103 мкс. В соответствии с другой гипотезой, после
столкновения с пузырьком частица в течение некоторого времени
(время контакта) скользит по его поверхности, в этом приближе-
нии расчетное время контакта значительно больше (тс= 10ч-100 мс).
Адекватность одного из этих предположений зависит, очевидно, от
соотношения размеров частицы и пузырька и параметров потока.
Величина тс стохастическая, поскольку полярный угол и энергия
столкновения частицы с пузырьком являются случайными парамет-
рами. Согласно расчетам К- Л- Сазерленда, время скольжения
хс = (2db/3ub) Arch [^3d„db (2г)-1], где г — прицельное расстоя-
ние (расстояние от оси подъема пузырька до центра частицы вдали
от пузырька). Тангенциальная составляющая скорости скольжения
206
частиц по поверхности пузырька ие слагается из скорости седимен-
тации частиц иР sin 9 и скорости движения жидкости, определяемой
подвижностью поверхности. Для расчета подвижности £=«е/иь
в зависимости от значения Re& С. By и Б. Леклером разработаны
аппроксимационные формулы. При флотации совокупностью пу-
зырьков экспериментально установлено, что подвижность поверх-
ности g пропорциональна газосодержанию ср. Численный расчет
траекторий, проведенный Г. С. Добби, показывает, что функция
распределения точек столкновения частиц с поверхностью пу-
зырька в приближении гравитационно-инерционного сноса с линий
тока жидкости приближенно описывается соотношением пе=
= sin2 9,,/sin2 9С, где 9П. — полярный угол точки соударения; 9С —
критический угол (полярный угол точки касания частицы, движу-
щейся по критической траектории).
Время скольжения можно оценить по формуле
тс — (9/п 9„) /(360мр9),
где 9т — максимальный угол контакта, определяемый из баланса
гравитационной силы, прижимающей частицу к верхней полу-
сфере пузырька, и гидродинамической силы отрыва, обусловленной
радиальной составляющей скорости потока. Значение 9т зависит
от размера пузырька и плотности частицы.
Время индукции — это интервал, в течение которого происхо-
дит утоньшение прослойки жидкости до критической толщины hKV.
Согласно X. Шульце, оно определяется по формуле
h
кр
т;=(Зц^/2) J d/i/[/i3(na - П2)],
/to
где г/— радиус пленки жидкости, По— капиллярное давление,
ГД— сумма сил взаимодействия, зависящая от физико-химических
условий и структуры потоков. К сожалению, разработанные методы
(например, а.с. № 1187018 и др.) позволяют измерять, как правило,
значения т,- в статических условиях при помощи различных кон-
тактных устройств. Опыты показывают уменьшение т/ с увеличе-
нием прижимной силы, действующей на частицу. Вследствие слу-
чайных значений параметров, входящих в последнее соотношение,
величина тг подвержена стохастическим изменениям. Вероятность
закрепления одиночной частицы на пузырьке равна единице, если
т/<тс, и нулю, если знак меняется на противоположный. На рис. 9.7
представлены расчетные зависимости вероятности закрепления от
времени индукции в случае закрепления на одиночном пузырьке
для частиц различной крупности. Кривые получены Г. Добби
и Дж. Финчем при расчете по формуле
Ра ~ sin2 9'/sin2 9С,
где 9Z — значение полярного угла точки контакта частицы с по-
верхностью пузырька, когда Tc—Ti (при 9<9' закрепление проис-
207
Рис. 9.7. Зависимость вероятности Ра
закрепления частицы после столкновения
ее с пузырьком от времени индукции т>
при d6 = 1 мм; «(, = 10 см/с; ц =
= 10"3 Па-с; рр = 4-103 кг/м3 и крупно-
сти частиц dP = 5; 10; 20; 30; 50 и
80 мкм — соответственно кривые 1—6
Рис. 9.8. Зависимость вероятности элементарного акта флотации ЕРа от размера
частицы dp при db = i мм; иъ = 10 см/с; р,= 10~3 Па-с; рр=4-103 кг/м3 и времени
индукции т, =0; 10; 15; 20; 25; 30 и 50 мс — соответственно кривые 1—7
ходит, а при 6Z<6<;0Z времени контакта частицы с поверхностью
оказывается недостаточно для закрепления).
Из рис. 9.8 видно, что для мелких частиц время индукции слабо
влияет на вероятность элементарного акта флотации. Этот факт,
наряду с механическим выносом, обусловливает низкую селектив-
ность флотации шламов. Эксперименты, проведенные во Фрайберг-
ской горной академии (ГДР), показали, что распределение частиц
по времени индукции близко к экспоненциальному. По мнению
Т. Гейделя, это является теоретическим обоснованием применения
для описания неоднородности флотационных свойств материала
гамма-распределения.
В работах С. С. Духина и Н. Н. Рулева рассматривается дина-
мика утоньшения пленки при ударе частицы о поверхность пу-
зырька в случае лобового столкновения. Авторы полагают, что
гравитационные силы значительно меньше инерционных. Уравне-
ния движения сферической частицы в гидродинамическом поле
пузырька получены для случая dp<^db. На первом (гидродинами-
ческом) этапе движение частицы определяется силами инерции
и вязкого сопротивления. Второй этап утончения пленки наступает
тогда, когда ее толщина достигает критического значения h0, соот-
ветствующего началу интенсивного движения пленки внутрь пу-
зырька. На втором этапе наряду с силами сопротивления тонкой
пленки на частицу со стороны деформированной поверхности жид-
кости действует капиллярная сила. После подстановки выражений
для определения указанных сил в уравнения динамики рассчиты-
вают кинетику утончения пленки. Полученные данные свидетель-
208
cTBVior об уменьшении конечной толщины пленки и энергии ча-
стицы при уменьшении ее размера и скорости относительного
движения частицы и пузырька, что является одной из причин пло-
хой флотируемости крупных частиц.
Согласно модифицированной для случая гетерокоагуляции тео-
рии ДЛФО, утончение межфазной пленки в случае крупных частиц
осуществляется в процессе инерционного удара; при значительной
относительной скорости частицы и пузырька возможны упругое
отражение частицы и ее закрепление при повторных столкнове-
ниях. При уменьшении размера частицы механизм элементарного
акта качественно меняется, и выдавливание жидкости происходит
под действием прижимной гидродинамической силы. Однако суб-
процесс закрепления в теории ДЛФО рассматривается на основе
анализа изотерм расклинивающего давления, без учета структуры
потоков. Продолжительность этого процесса ограничена временем
контакта, что может существенно снижать вероятность закрепле-
ния частицы на пузырьке. По мере утончения пленки вязкое со-
противление неограниченно возрастает. Следовательно, для умень-
шения ее толщины до нуля необходимо бесконечное время. С уче-
том этого обычно вводят понятие критической толщины пленки
Лкр, при достижении которой происходит ее спонтанное разруше-
ние. Величину /гкр можно не вводить, если учесть зависимость элек-
трической и молекулярной компонент расклинивающего давления
от толщины пленки и ввести их в уравнение баланса при расчете
траектории частицы.
Увеличение интенсивности турбулентных пульсаций или прове-
дение флотации в центробежном поле повышает скорость относи-
тельного движения частицы и пузырька. В результате возрастает
вероятность столкновения и отрыва частиц от пузырька. В неко-
торых работах для определения влияния турбулентного перемеши-
вания на столкновение частицы с пузырьком скорость относитель-
ного движения, входящую в формулу (4) (см. табл. 9.1), рассчи-
тывают с учетом пульсационных составляющих (при <Ф>3>с(р>Хо),
или в центробежном поле, возникающем внутри турбулентного
вихря (при с/р<Х0). Такой подход, однако, не позволяет решить
задачу, поскольку изменение структуры потоков при перемешива-
нии влияет не только на число частиц, проходящих вблизи пу-
зырька (это учитывается формулами для относительной скорости),
но и на траектории частиц и пузырьков при гетерокоагуляции, т. е.
на коэффициент захвата Е. В этом случае его определяют с учетом
гравитационного сноса с линий тока жидкости, градиентной коагу-
ляции в неоднородном поле пульсационных скоростей, а также
турбулентной миграции.
Приводимые Н. Н. Рулевым с соавторами данные о слабом
влиянии градиентной коагуляции получены для случая коагуляции
частиц в поле пузырька, в то время как следует рассматривать
случай гетерокоагуляции частицы и пузырька в поле неоднород-
ных скоростей, вызванных вихревым движением жидкости. Вывод
о том, что при концепции турбулентной диффузии получаются
14 Заказ № 60
209
заниженные извлечения, не соответствует расчетам, приведенным
самими авторами статьи.
Вероятность закрепления частиц меняется при уменьшении
скорости относительного движения сложным образом. С одной
стороны, опыты в статических условиях свидетельствуют о сниже-
нии времени индукции при увеличении силы, прижимающей ча-
стицу к пузырьку (при флотации роль этой силы играют силы
инерции, тяжести или центробежные). С другой стороны, расчеты
показывают, что уменьшение кинетической энергии частицы обу-
словливает неупругий удар и уменьшение конечной толщины
пленки. Последнее повышает вероятность спонтанного разрыва
пленки с образованием трехфазного периметра смачивания. Кроме
того, с уменьшением размера и скорости относительного движения
частицы снижается ее конечная энергия при ударе, а следова-
тельно, падает вероятность отскока и возрастает вероятность за-
крепления при повторном ударе. Таким образом, снижение интен-
сивности перемешивания и напряженности силовых полей способ-
ствует улучшению общей структуры потоков оптимизации условий
флотационных субпроцессов, что доказывает перспективность при-
менения колонных аппаратов.
Влияние размера частиц на селективность флотации опреде-
ляется зависимостью интенсивностей всех флотационных субпро-
цессов не только от минерального состава и поверхностных
свойств, но и от крупности частиц. Важное значение имеет созда-
ние условий, обеспечивающих соотношение Fa>F0 для флотируе-
мого компонента и Fa<ZF0 для депрессируемых частиц. Сила адге-
зии Fa зависит от поверхностных свойств частицы и трехфазного
периметра смачивания, который при прочих равных условиях
прямо пропорционален диаметру частицы. Сила отрыва Fo, со-
гласно уравнению Фрумкина—Кабанова, слагается из веса ча-
стицы в воде (при закреплении частицы на нижнем полюсе пу-
зырька), силы сопротивления, действующей со стороны обтекаю-
щей пузырек жидкости, и силы, обусловленной лапласовским
избыточным давлением внутри пузырька. Вес и сила сопротивле-
ния пропорциональны размеру частицы в третьей степени, а сила,
вызванная избыточным давлением, пропорциональна площади кон-
такта и, следовательно, зависит от размера частицы по квадратич-
ному закону. По данным С. С. Духина и Н. Н. Рулева (рис. 9.9),
зависимость сил отрыва от размера частиц при близких плотностях
разделяемых компонентов будет характерна для частиц различного
минерального состава. Силы адгезии для извлекаемого и подавляе-
мого компонентов различаются, о чем свидетельствуют отличия
изотерм расклинивающего давления (зависимостей свободной
энергии от толщины пленки жидкости). Легко понять, что в стати-
ческих условиях (силы, действующие в системе, постоянны во
времени) подавляемый компонент прочно закрепляется на пу-
зырьке при dp<ZdPi, а извлекаемый — при с/Р<с/Р2- Следовательно,
селективная флотация возможна для частиц класса крупности
— dP2-\-dpi. Поскольку вид кривых, представленных на рис. 9.9,
210
Рис. 9.9. Зависимость сил F отрыва частицы от пузырька (кривая 1) и сил адге-
зии для извлекаемого (кривая 2) и подавляемого (кривая 3) компонентов от
размера частицы dp
Рис. 9.10. Зависимости параметров k
(кривая 1) и п. (кривая 2) от диа-
метра пузырька
зависит от гидродинамических условий, диаметра пузырька и фи-
зико-химических факторов, количественный расчет флотационных
условий на основе баланса сил не представляется возможным. Из-
ложенный подход целесообразно использовать при поиске направ-
лений оптимизации процесса.
Для мелких пузырьков (<7ь<1 мм, Re&<70) коэффициент гид-
родинамического захвата можно рассчитать по формуле
Ес = k (dPldb)n. (9.8)
Зависимость параметров k и п от диаметра пузырька db, по-
строенная на основе расчетов 3. Джианга и П. Хольтхема, пред-
ставлена на рис. 9.10. Для интервала 80 мкм<^ь<260 мкм
(0,2<Reb<5) адекватной расчетной формулы не получено. Для
относительно крупных пузырьков (^ь>0,5 мм) Г. Добби и
Дж. Финч получили формулу
Ес = 1,627Е„ [Re^’06 St0,E4 G-0’16],
применимую в интервале 20<Reb<300, St—ppdp иь/(9 ц<7б)<0,8;
G~Up/ub<.0,25. Значение выражения в квадратных скобках не
менее 0,614. Коэффициент захвата в случае St->0
Ег, ~ Ег + Е3,
где Ег, Е3 — члены, учитывающие влияние соответственно гравита-
ционного осаждения (седиментации) и эффекта зацепления. Гра-
витационный член вычисляют по формуле
Ет = [G/(G + 1)] (1 + dpldb) sin2 6С,
а влияние эффекта зацепления —
_ 3 (dp!dby Г 3/16 Re& 1
3 2(G + 1) [ 1 +0,249 Re^’56 J '
14*
211
Согласно С. By, 0С=78,1—7,37 lg Re?,. Размер пузырька влияет
также на вероятность Ра закрепления частицы после столкновения.
Исходя из концепции, что величина Ра определяется соотношением
времени индукции т(- и временем контакта tc, получаем
Ра — sin2 0„/sin2 0С,
где 0„ = 9 + 8,1 рр + 0С (0,9 + 0,09рр) — 360иГ)т,/(л (db + db)),
uq — средняя скорость скольжения частицы по поверхности (зави-
сит от степени ее заторможенности). Расчетная формула для 0С
приведена выше. Обычно значения и& и т, неизвестны, что затруд-
няет применение последней формулы в практических расчетах.
Формулы для определения вероятности столкновения частицы
и пузырька в спокойных условиях обычно получают аппроксима-
цией данных численного расчета траекторий частиц. Выбор расчет-
ных соотношений зависит от размера пузырька.
Адекватный расчет интенсивности элементарного акта флота-
ции при изменении размера пузырьков — сложная задача. Необхо-
димо поэтому обеспечить идентичный дисперсный состав пузырьков
в рассчитываемом аппарате и машине для проведения лаборатор-
ных опытов. Если же это невозможно, то следует рассчитать соот-
ношение вероятностей их столкновения и закрепления в данных
аппаратах.
9.5. ЭЛЕМЕНТЫ РАСЧЕТА ПАРАМЕТРОВ КОЛОННЫХ
ФЛОТАЦИОННЫХ МАШИН
К преимуществам пневматических флотационных машин по срав-
нению с аппаратами других типов относят более широкие возмож-
ности регулирования процесса. Для их реализации и возможности
экстраполяции результатов необходимо исследование влияния ос-
новных конструктивных и технологических параметров на показа-
тели флотации, основанное не только на статистических законо-
мерностях, но и на физических представлениях. Разработка модели
колонной флотации позволит создать методику масштабного пере-
хода и системы оптимального управления процессом.
Флотация представляет собой сложную совокупность физиче-
ских субпроцессов различной природы, на интенсивность которых
влияют конструктивные и технологические параметры аппаратов.
С учетом этого при расчете оптимальных параметров машин сле-
дует, в первую очередь, установить их воздействие на структуру
субпроцессов, выделить основные связи, а затем определить об-
ласть значений параметров, обеспечивающих заданные технологи-
ческие показатели. При расчете оптимальных параметров колонной
флотации необходимо учитывать следующие факторы:
1. Влияние гидродинамических условий на элементарный акт
флотации:
2. Связь параметров процесса с интенсивностью перемешивания
пульпы и дисперсией времени пребывания частиц в камере;
212
3. Влияние условий процесса на вторичное обогащение в пен-
ном слое;
4. Кинетические особенности флотации в свободных и стеснен-
ных условиях; вынос минерализованных пузырьков потоком
в хвосты.
Рассмотрим более подробно определение вероятностей столкно-
вения Kcn и закрепления Ра частиц на пузырьке и флотируемости
К (в однофазном приближении K = Kcn-Po) •
Количественное описание элементарного акта флотации явля-
ется сложной задачей, решения которой основаны на различных
представлениях о физической сути процесса (см. раздел 9.2). Как
известно, для описания сходной задачи сорбции, лимитируемой
скоростью переноса молекул примеси в жидкой фазе, применяют
уравнения диффузии. Хаотическое движение частиц в турбулент-
ных потоках можно описать аналогичными уравнениями, подставив
в них значения коэффициента турбулентной диффузии. Диффузи-
онное уравнение турбулентной миграции частиц типа (9.7) кор-
ректно в том случае, когда характерный линейный размер иссле-
дуемого потока значительно превосходит внутренний масштаб
турбулентных вихрей (размер самых мелких пульсаций). Вместе
с тем в отличие от молекул сорбируемых веществ частицы обла-
дают конечными размерами и массой, что вызывает отклонение
их траекторий от линий тока жидкости. В. Г. Левич показал, что
для частиц субмикронных размеров вероятность осаждения по
диффузионному механизму значительно выше, чем вследствие
инерционного сноса. В то же время большинство исследователей
при анализе гидродинамического этапа элементарного акта флота-
ции рассчитывают траекторию частицы на основе баланса сил
тяжести, инерции и вязкого сопротивления без учета пульсацион-
ной составляющей скорости. Оценочные расчеты, однако, показы-
вают, что даже для колонных аппаратов, в которых отсутствуют
механические перемешивающие устройства, вследствие диссипации
энергии всплывающих пузырьков частицам сообщается пульсаци-
онная скорость, соизмеримая со скоростью их седиментации. Из-
вестно, что уже при Reb=20 за пузырьком возникает вихревое
течение, способное «засасывать» относительно мелкие частицы.
Таким образом, при изменении типоразмера флотационной машины
может изменяться не только скорость осаждения частиц на пу-
зырьки, но и его механизм. Невозможность создания флотацион-
ной машины, оптимальной при обогащении сырья различного гра-
нулометрического и химического состава, обусловлена различиями
необходимых гидродинамических условий процесса.
Для определения константы скорости флотации в однофазном
приближении (элементарный акт флотации необратим) при отсут-
ствии перемешивания следует подставить полученные значения Ес
в формулу Kcn=1,§ VgEc/db- Как отмечалось в разд. 9.2, переме-
шивание влияет на механизм флотационного закрепления. Мелкие
частицы при интенсивном перемешивании сталкиваются с пузырь-
ком либо вследствие дрейфа в турбулентном потоке (описывается
213
уравнениями турбулентной диффузии), либо при «катапультиро-
вании» из турбулентных вихрей (уравнение Дж. Абрахамсона
примененное для расчета флотации X. Шубертом). При уменьше-
нии диссипации энергии определяющим является механизм осаж-
дения частиц на пузырьки в результате действия гравитационные
и инерционных сил.
Методы расчета одновременного действия диффузионного и се-
диментационно-инерционного механизмов осаждения потока не
разработаны. Примем, что при относительно слабом перемешива-
нии, характерном для колонных флотационных машин, инерци- (
онно-седиментационный механизм оказывает определяющее влия-
ние на закрепление минеральных частиц, а турбулентные пульса-
ции скорости влияют лишь на относительную скорость движения
частиц и пузырьков. В случае db^>dP, характером для колон-
ных машин, П. Саффманом и Дж. Тернером получена следующая
формула:
Яс* = 2,5 [Едр (1 + dp/dbf] {1,3 (тр + ть)2 (e3/v)’/2 +
+ [(тр + т,)2 g2/3] + 4(1 + dpldbf е/(36</2 db\
где Тр, ть — время релаксации, соответственно, частицы и пузырька,
rxu/g, и — скорость свободного движения частицы (пузырька)
в пульпе; е — удельная диссипация энергии e~gvg, v — кинемати-
ческая вязкость. Первое слагаемое в квадратных скобках отражает
интенсивность столкновений в поле центробежных сил, возникаю-
щих при движении частицы и пузырька внутри турбулентного
вихря, размер которого близок к внутреннему масштабу турбулент-
ности Хо; второе слагаемое — число столкновений в единицу вре-
мени в результате действия силы тяжести; третье слагаемое — ин-
тенсивность коагуляции в поле постоянного сдвига с градиентом
скорости, равным Ve/v. Полагая, что вероятность устойчивого
закрепления Ра определяется в основном свойствами материала
и реагентным режимом и слабо зависит от типоразмера аппарата,
можно записать K^—K\Kcs2/Kcn\, где К\, Кг— константы скоро-
сти флотации частиц данного класса флотируемости и крупности
соответственно в лабораторной и промышленной флотационной
машине; Kcni, Kcnz — расчетные значения интенсивности столкно-
вений частиц данного размера в тех же аппаратах.
Исследование влияния макроструктуры потоков на результаты
процесса предполагает расчет газосодержания в камере при дан-
ных расходах фаз, определение режима потока (гомо- или гетеро-
генный барботажный, снарядный или струйный) и интенсивности
перемешивания, а также оценку показателей процесса с учетом
неидеальности течения.
Заданное извлечение компонента или качество концентрата
может быть достигнуто при различных наборах конструктивных
и технологических параметров (высота и диаметр колонны, расход
воздуха, подача и плотность пульпы). Однако при изменении ре-
0 14
жимов потока будут меняться другие показатели флотации. С уче-
том этого целесообразна следующая последовательность расчета
оптимальных условий:
выбор нескольких значений параметров (например, расхода
воздуха и диаметра аппарата);
расчет других параметров (высоты), обеспечивающих заданное
извлечение;
сравнение возможных наборов параметров и выявление опти-
мального в соответствии с определенным критерием.
Для оценки газосодержания в колонной флотационной машине
целесообразно построить диаграмму, аналогичную приведенной на
рис. 8.3. По оси ординат диаграммы следует отложить приведен-
ную скорость воздуха vg, а на прямой, соответствующей ф=1— Vi,
причем щ>0 характерно для противоточного режима. Абсциссы
точек пересечения прямой, соединяющей две указанные точки,
с кривой потока дрейфа «ьф(1—ф)2 определяют значения газосо-
держания ф. В зоне минерализации реализуется режим с меньшим
значением ф. Если построенная прямая лежит над кривой потока
дрейфа, то гомогенная барботажная структура при данных зна-
чениях vi и vg не образуется. В этом случае надо повторить расчет
при меньшем значении vg или vi, снижая производительность или
повышая плотность пульпы.
После выбора расхода воздуха, определения газосодержания
и расчета константы скорости флотации в промышленном аппарате
следует учесть отрицательное влияние перемешивания пульпы на
показатели разделения.
Вследствие перемешивания пульпы в камере машины непре-
рывного действия время пребывания частицы в аппарате (время
флотации) — случайная величина, распределение которой харак-
теризуется ненулевой дисперсией. Увеличение дисперсии ухудшает
показатели флотации, в том числе снижается извлечение при не-
изменном среднем времени флотации, определяемом объемом ка-
меры. Менее интенсивное перемешивание — одно из преимуществ
колонных аппаратов по сравнению с импеллерными флотацион-
ными машинами.
Для прогнозирования показателей процесса с учетом обратного
перемешивания разработаны две различные методики. В первой
из них учитывается плотность распределения времени пребыва-
ния f(t). Значение этой функции характеризует долю материала,
находящегося в камере флотационной машины, время, близкое к t.
Функция f(t) зависит от структуры потоков в аппарате и не свя-
зана с флотационным процессом. Для ее экспериментального опре-
деления обычно используют метод трассера (см. гл. 7). Если из-
вестна кинетика флотации частиц в промышленном аппарате, то
показатели процесса с учетом перемешивания можно рассчитать
по формуле еп= j f(Oe(i)df. Эта формула справедлива в том
О
случае, когда скорость флотации не меняется при переходе от
215
Таблица 9.2
Распределение по флотируемости и гранулометрический состав
питания флотации, %
Класс крупности, мкм Интервал флотируемости К, мин~~1 Содержание класса, %
0 0—0,3 0,3—1 1-3
—20 60 30 10 0 30
—40+20 20 60 10 10 20
—70+40 30 40 20 10 30
—100+70 50 30 20 0 15
+ 100 80 10 10 0 5
Исходный продукт 47,5 35 13,5 4 100
периодического к непрерывному режиму и флотация каждой ча-
стицы не зависит от плотности пульпы (взаимовлияние частиц от-
сутствует). В противном случае уменьшение плотности пульпы при
флотации в периодическом режиме обусловливает изменение ве-
роятности перехода данной фракции флотируемости в концентрат.
Кроме того, при данном подходе предполагают одинаковые условия
во всех точках рабочего объема флотокамеры. Это условие с до-
статочной точностью выполняется для колонных аппаратов, что
упрощает их моделирование по сравнению с аппаратами других
типов.
Особенностью колонных флотационных машин является невоз-
можность проведения опыта в периодическом режиме вследствие
седиментации частиц. При расчете функции ер) следует провести
кинетический опыт в лабораторной механической машине либо
в колонной машине малого диаметра с несколькими перечистками
концентрата.
Таблица 9.3
Распределение по флотируемости и гранулометрический состав
ценного компонента в питании флотации, %
Класс крупности, мкм Интервал флотируемости К, мин-'1 Содержание класса, %
0 0-0,3 0,3-1 1-3
—20 30 40 20 10 40
—40 + 20 20 30 30 20 20
—70 + 40 10 30 30 30 20
— 100 + 70 30 50 10 10 15
+ 100 60 30 10 0 5
Исходный продукт 25,5 37 22 15,5 100
216
Рис. 9.11. Зависимость вероятности
Рея столкновения частицы с пузырь-
ком от ее размера dp в лабораторной
(кривая 1) н промышленной колон-
ной (кривая 2) флотационных маши-
нах
Рис. 9.12. Распределение f безраз-
мерного времени 0 пребывания
в колонной флотационной машине
при dc = 0,5 м и vg = 1,5 см/с
Ниже приведен расчет показателей флотации в непрерывном
аппарате большого объема по данным опыта в периодическом
режиме.
Кинетический флотационный опыт был проведен с определе-
нием гранулометрического состава и распределений по флотируе-
мости питания и ценного компонента (табл. 9.2, 9.3). Содержание
ценного компонента в питании равно 5%. Для каждого класса
крупности была рассчитана вероятность столкновения с пузырьком
в лабораторной и промышленной машине. Результаты расчета гра-
фически представлены на рис. 9.11.
Значения кинетической константы К2 спектров флотируемости
узких классов крупности, деформированных в результате масштаб-
ного перехода, рассчитаны по формуле K2—KiKcN2(dp) /KCN\(dp)
для средних значений интервалов Ki и приведены в табл. 9.4. На
рис. 9.12 отображено распределение fo безразмерного времени
Таблица 9.4
Флотируемость частиц в промышленном аппарате, мин~]
Класс крупности, мкм
0,15 0,65 2
—20 0,04 0,16 0,50
-404-20 0,08 0,33 1,00
—704-40 0,10 0,43 1,33
-100-4-70 0,11 0,49 1,50
4-100 0,13 0,57 1,75
217
Таблица 9.5
Экспериментальные показатели флотации в лабораторной машине
при /ф = 3 мин (числитель) и расчетные показатели промышленной колонно>
флотации при Н = 3 м (знаменатель), %
Показатель Класс крупности, мкм
-20 -40+20 -704-40 -100+70 + 100 .
Выход концентрата 19,4 40,3 41,6 28 12,2 ;
7 26,5 30,8 21,2 10,1
Извлечение ценного 41,6 56,5 66,5 36,7 22,7
компонента 19,2 39,8 53,4 29,4 19,4
пребывания Q = t!t в колонной машине диаметром 0,5 м при vg =
= 1,5 см/с, полученное в результате опытов с трассером. Прогно-
зируемые значения выходов и извлечений по классам крупности
в аппарате большого объема рассчитывали по формулам
' Vd = 1 — Е Е dif (tj) exp (—fC2 ditj)
1 V V г (i \ / iz / \ (9-9)
= 1 — L L <Pe dif (tj) exp (—K2 ditj)
i i
.где <pVdi, фей/ — распределения класса крупности материала и цен-
ного компонента, соответственно, по флотируемости.
Результаты расчетов при / = 3 мин сведены в табл. 9.5. Выход
и извлечение ценного компонента без учета взаимовлияния частиц,
подсчитанные по соотношениям у = У, fy(dpiydi) и е=£ fR(dpledi),
i I
равны соответственно 18,3 % и 32,8 %, в то время как эксперимен-
тальные значения этих величин при том же среднем времени фло-
тации составляют соответственно 28,2 и 47,7%. Таким образом,
каждый класс крупности характеризуется своим значением коэф-
фициента масштабного перехода, определяемого структурой пото-
ков в аппарате и вероятностью элементарного акта флотации.
Следовательно, невозможно сохранить показатели флотации
всех классов крупности при изменении размера аппарата. Для вы-
бора параметров промышленного процесса можно предложить два
подхода. Первый из них заключается в определении параметров,
обеспечивающих неизменные показатели флотации частиц средней
крупности. Более правильно использовать другой подход, согласно
которому следует вычислить зависимости показатели флотации
материала данного флотометрического и гранулометрического со-
става от регулируемых параметров и с их помощью выбрать опти-
мальные условия процесса.
При увеличении высоты колонны перемешивание изменяется не-
значительно, поэтому форма распределения времени пребывания
218
Рис. 9.13. Расчетные зависимости выхода (а) и извлечения (б) частиц различных
классов крупности от высоты зоны минерализации Н:
1---20 мкм; 2-----300+100 мкм; 3-----300+0 мкм; 4----100+70 мкм; 5 ----40+20 мкм;
5---“0+40 мкм
не меняется, т. е. значение tf (t/t) не зависит от высоты аппарата
Я=г(иР+иг). На рис. 9.13 представлены расчетные кривые пока-
зателей флотации при различной высоте зоны минерализации, по-
лученные на основе указанных допущений без учета ограниченно-
сти поверхности пузырьков.
Альтернативный метод учета интенсивности перемешивания при
расчете флотационных машин — решение уравнений локального
баланса фаз. В отличие от метода, основанного на использовании
распределения времени пребывания, данный способ требует опи-
сания структуры потоков внутри аппарата. Чаще всего для описа-
ния переноса частиц в колонных аппаратах используют одномер-
ную диффузионную модель. Эта модель справедлива при отсутст-
вии макроциркуляции пульпы в колонне, т. е. при большом
отношении высоты колонны к ее диаметру, равномерном распре-
делении воздуха по сечению аппарата и не слишком интенсивной
аэрации. В противном случае для описания переноса минеральных
частиц следует применять более сложные модели, разработанные
в химической технологии для описания барботажных аппаратов.
Фактором, существенно ограничивающим область практических
расчетов по этим моделям, является сложность определения их па-
раметров на основе экспериментальных данных.
Большинство процессов, происходящих во флотационной пульпе,
обладают марковским свойством, т. е. вероятность их осуществле-
ния для данной частицы не зависит от ее предыстории, числа дру-
гих частиц и времени. В этом случае процесс флотации частиц
с одинаковой флотоактивностью можно описать системой парабо-
лических уравнений. Аналогичные системы можно записать для
каждого класса частиц. Если в ходе флотации пренебречь взаим-
ным влиянием частиц нельзя, то получаемые системы становятся
зависимыми, что затрудняет их анализ и решение. Для анализа
стационарного режима работы флотационной машины следует
219
положить левую часть уравнений локального баланса равной нулю
и решить систему линейных обыкновенных дифференциальны!
уравнений второго порядка.
Если интенсивность элементарного акта флотации значительно
превышает скорость деминерализации пузырьков и механического
выноса частиц, то для описания установившегося процесса флота-
ции частиц, характеризующихся значением кинетической кон-
станты К, можно использовать уравнение
(«/ -ф ир) (Ac)Az) 4- D (d2c/dz2) — Kc = 0.
Это уравнение имеет аналитическое решение
« = 1 — с (Н)/с (0) = 1 — 4а exp (Ре/2) [(1 4- а)2 ехр (а Ре/2) —
— (1 — а)2 ехр (—аРе/2)Г', (9.10)
где а — дЛ 4~ 4Л7/Ре; Ре = (м; 4- ир)2 t/D.
Последнее выражение представляет собой в указанных прибли-<
жениях сепарационную характеристику колонной флотации, по-
скольку отображает зависимость распределения материала между
продуктами сепарации от параметра разделения К- По расчетным
данным, сепарационная характеристика в точке е=0,5 круче, чем
характеристика импеллерных машин е=1 — 1/(14~К7)> что свиде-
тельствует о гидродинамических преимуществах колонной флота-,
ции по сравнению с флотацией в большеобъемных машинах с ин-
тенсивным перемешиванием.
Практическое применение уравнения (9.10) возможно с исполь-
зованием модифицированной номограммы (рис. 9.14). Рассмотрим
способ ее применения на примерах.
Пример I. В результате исследований на обогатимость в колонне малого
диаметра (Ре-*о°) получено, что при t = 5 мин и гг = 1,5 см/с е —86 %. Требу-
ется рассчитать необходимую для достижения такого же извлечения высоту про-
мышленной колонны диаметром d„ = 0,5 м при выбранном расходе воздуха Qg =
= 10,5 м3/ч. Приведенная скорость воздуха в промышленной машине равна
o« = Q«/(9nd]:) 1,5 см/с, Равенство значений приведенных скоростей воздуха
и одинаковый тип газораспределительных устройств в промышленной и лабо-
раторной колонных машинах обеспечивают близкие аэрационные характери-
стики (газосодержание и дисперсный состав пузырьков) этих аэраторов. Следо-
вательно, можно предположить одинаковую интенсивность флотационных суб-
процессов в колоннах разных размеров при идентичных реагентных режимах
(Kcni — Kcnz)- Рассмотрим сначала наиболее простой случай: частицы ценного
компонента имеют равную флотируемость К, т. е. кинетика флотации в лабора-
торном периодическом аппарате близка к экспоненциальной. Объемная произ-
водительность операции по пульпе составляет Qi=10 м3/ч при содержании твер-
дого в питании 15 %. Скорость потока пульпы Ui = Qil[9nd% (1—ср)]. По модели
потока дрейфа (см. разд. 8.1) установлено, что при указанных расходах фаз
газосодержание ср = 10 %. Следовательно, иг=1,6 см/с. В условиях противотока
скорость движения частицы равна где ир — скорость стесненного осажде-
ния. Согласно расчетам и экспериментальным данным Г. Добби и Дж. Финча
[43, 44], для частиц крупностью 60 мкм и плотностью 4 г/см3 скорость седимен-
220
Рис. 9.14. Номограмма для расчета высоты колонной флотационной машины
ташш мр=0,4 см/с. Таким образом, «р+м/=2 см/с. Если бы в промышленной
колонной машине обеспечивался режим идеального вытеснения, то необходи-
мое время флотации равнялось бы 1=5 мни, а необходимая высота зоны мине-
рализации Hp = (up+ui)t = 6 м, однако вследствие перемешивания (диффузии)
высоту аппарата следует увеличить. Рассчитаем коэффициент диффузии D (м2/с)
по одной из известных аппроксимационных формул (см. разд. 8.2), например,
по формуле
n = O,O63dc(t)g./l,6)0’3, (9.11)
согласно которой £>=0,03 м2/с. Определим значение критерия Пекле по формуле
Ре = (u; + Up)H!D при Н=Нр Ре=Ре *=2-6/3=4. Воспользуемся теперь номо-
граммой. Искомому режиму функционирования колонной флотационной машины
соответствует точка пересечения вертикальной прямой е=86 % с линией Ре* = 4
(точка а). Ордината этой точки равна отношению необходимой высоты зоны
минерализации Н к высоте реактора идеального вытеснения Нр /////р = 1,39.
Следовательно, //=6'1,39=8,4 м. Таким образом, вследствие диффузии высоту
колонны следует увеличить на 2,4 м. Действительное значение критерия Пекле
Для колонны Ре=Ре* Н)НР =4-1,4=5,6.
Если пренебречь влиянием перемешивания и установить колонну высотой
Н=Нр=6 м, то значения К/ для лабораторного (Ре—>-оо) и промышленного
(Ре = 4) аппаратов будут равны. Следовательно, точка, соответствующая этому
режиму работы, находится на пересечении линий Kt——1п(1 — е) =2 и Ре=4
(точка б). По абсциссе этой точки можно определить извлечение 8=78%.
Потерн вследствие недостаточной высоты составят 8 %.
Рассмотрим теперь более сложный случай, когда флотируемость
разных фракций отличается значительно. В этом случае необхо-
221
димую высоту колонны следует определять в несколько
этапов.
Сначала проводят эксперимент. Для этого порцию материала,
обработанного реагентами, импульсно вводят в поток жидкой фазы,
непрерывно поступающей в лабораторную колонную машину ма-
лого диаметра. Определяют извлечение материала в концентрат
ел (0- Хвосты флотации вновь подают в аппарат и находят ел (20.
Подобным образом определяют п значений ел(/0; /=1,«.
Расчет осуществляют по следующей методике. Если значение
критерия Пекле для лабораторной колонны Рел=ирлЯл/Дл>20,
то режим течения близок к идеальному вытеснению и е(/0=ел(]0.
Если Рел^20, то следует учитывать перемешивание в лаборатор-
ной колонне, для чего необходимо на диаграмме найти линию,
соответствующую Рел, отметить на ней точки с абсциссами е(0,
е (20, . .., g(n0 и по значениям (Kjt) в этих точках проследить
изменение средней флотируемости K(t). Уравнение кинетики фло-
тации материала описывается выражением
е (0 = 1 — ехр [—К (0/]. (9.12)
После этого одним из численных методов определяют распре-
деление материала по флотируемости f(K) на основе уравнения
] f (К)ехр (—К0 dK = exp [—
о
В простейшем случае уравнение кинетики флотации можно ап-
проксимировать формулой А. Келсалла
1 — е (0 = af exp (—/00 + as exp (—Kst),
где af, as — доли быстро- и медленнофлотируемых фракций в пи-
тании; Kf, Ks — флотируемости этих фракций; а/=1—as.
Минимизируя сумму квадратов разностей экспериментальных
и расчетных извлечений и варьируя значения Kf и Ks в допусти-
мых интервалах, рассчитывают
а® = [ Д - Д 9 + Д ехр (-/00с0^Д С/,
где с^ = ехр(—/00)—ехр(—/<s0). Значение е(0 определяют по
формуле (9.12). Затем вычисляют извлечение быстро- и медленно-
флотируемой фракции в зависимости от высоты Н промышленной
колонны. Для этого определяют значения ир и D при данных dc,
Qi и Qg и вычисляют
Kst = К3НЦир + иг); К ft = K.fHI(up +
По абсциссе точек пересечения изолиний критерия Пекле с кри-
выми, соответствующими значениям Kst и Kft, определяют значе-
ния £f(H) и общее извлечение e(/?)=ases(/7)-)-a/e/(/7).
222
Исходя из этой зависимости, выбирают оптимальное значение вы-
соты зоны минерализации Н.
Пример 2. В результате обработки экспериментальных данных по фло-
тируемости в лабораторной колонне получим, что 7(я=0,1 мин-1, as=0,2, Kt~
=0,5 мин-1, а, = 0,8. Промышленную флотацию проводили в аппарате и при
условиях, описанных в предыдущем примере. Рассчитаем извлечение при высоте
зоны минерализации //=5 м. Для этого сначала определим <=///(up+ и;) =
= 4,2 мин. Следовательно, 7(я< = 0,42; Лр = 2,1; Ре = 2 • 5/3 = 3,3. По номограмме
определяем ея = 33 % (точка в) и е/ = 78 % (точка г). Таким образом, при Н=5 м
6 = 33-0,2 + 78-0,8 = 69 %.
Аналогичным образом прогнозируют извлечение в колоннах
других размеров. По результатам вычисления функций у (Я) и
е(/7) можно построить кривые обогатимости материала при изме-
нении высоты зоны минерализации.
На основе результатов флотации при помощи этой же номо-
граммы можно оценить значение критерия Пекле.
Пример 3. Предположим, что в колонне малого диаметра (Ре->-оо),
имеющей идентичные аэрационные характеристики с промышленной колонной,
получено, что
К = — 1п(1 — ел)/Т1 = 0,3 мин-1.
При флотации этого же материала в колонне больших размеров (dc =
=0,8 м, /7=6 м) оказалось, что при <р=15 % и ф=30 м3/ч е=70 %. Среднее
время пребывания в этой колонне
t = nd2H(i — <p)/(4Qz) = 3,14-0,8-6 (1 — 0,15) 60/(4 • 30) « 5 мии.
Следовательно, А7=1,5. Точка пересечения вертикальной прямой 6 = 70%
с линией /(<=1,5 соответствует значению числа Пекле Ре=4 (точка д').
Каждая из методик расчета имеет свои преимущества. К пре-
имуществам методики, основанной на применении функции рас-
пределения времени пребывания, относят использование всей
функции распределения и кинетической кривой, отсутствие апри-
орно заданной модели структуры потоков, относительную простоту
расчетов. Преимущества диффузионной модели заключаются
в возможности: оценки параметров на основе известных эмпириче-
ских соотношений без постановки трудоемких опытов с трассером,
получения поля концентраций фаз внутри аппарата, учета различ-
ных протекающих одновременно процессов, быстрой оценки пока-
зателей при помощи диаграмм и моделирования динамических ха-
рактеристик. Таким образом, выбор методики расчета определя-
ется объемом исходных данных и целью расчета.
Сравнение результатов расчетов по диффузионной одномерной
модели и при помощи РВП проводилось следующим образом. Для
различных кривых отклика извлечения рассчитывали по формуле
(9.9), а значение критерия Пекле — по методу моментов, описан-
ному в разд. 7.1. Затем рассчитывали извлечение по диффузион-
ной модели по уравнению (9.10). Проведенный численный анализ
при помощи ЭВМ показал, что для широкого класса потоков,
223
структура которых может отличаться от одномерной диффузном
ной модели, извлечения, рассчитанные по обеим методикам, весьма
близки (различие не превышает 1,5%). Это доказывает возмож!
ность расчета колонных аппаратов при помощи диаграммы. Таким
образом, применение более сложных моделей структуры потоков
не повышает адекватность показателей. 1
Влияние высоты и структуры пенного слоя и зоны очистки
на извлечение и качество концентрата. В противоточных колонны^
аппаратах точки подачи питания образуется зона высокого газо!
содержания. Эта зона напоминает пенный слой, однако его струк-
тура отличается от структуры полиэдрической пены. По мнению
некоторых исследователей, подтвержденному экспериментальными
данными, вторичное обогащение в пенном слое имеет первостепен-
ное значение при селективной флотации. Однако разработанные
модели не позволяют прогнозировать связи «параметры процесса—
структура пены—показатели флотации». Извлечение в зоне очистки
зависит от ее высоты и расхода воды в подпенный слой, а интен-
сивность осыпания частиц из пены — от толщины, структуры и спо-
соба удаления концентрата. Общее извлечение
ет = e„eoef/[ 1 — ем (1 — е0) — еме0 (1 — ef)]„
где е0, е/ — частные извлечения в зоне очистки и пенном слое со-
ответственно.
Проверка нагруженности и плавучести пузырьков проводится
на основе сравнения общей площади поверхности пузырьков и пло-
щади поверхности, которая должна быть заполнена частицами при
расчетном выходе, а также подъемной силы наиболее мелких пу-
зырьков и силы тяжести закрепившихся на них частиц. При этом
необходимо учитывать, что с уменьшением размера пузырька воз-
растают коэффициент гидродинамического захвата и степень за-
полненности поверхности. В случае, когда данный аэрационный
режим не обеспечивает необходимой площади поверхности пузырь-
ков или их плавучести, следует изменить параметры аппарата или
процесса и провести новый расчет.
При расчете колонных флотационных машин обязательно вы-
полнение следующих условий:
1. При заданных значениях подачи пульпы и выхода концен-
трата площадь поверхности воздушных пузырьков достаточна для
закрепления частиц на нижней полусфере;
2. Подъемная сила пузырьков достаточна для транспортирова-
ния частиц в пену;
3. Мелкие минерализованные пузырьки не увлекаются потоком
в хвосты.
Первое и второе условия ограничивают минимальную степень
аэрации, а третье — наименьший размер транспортирующего пу-
зырька. Мелкие пузырьки могут играть роль «носителя» при фло-
тации по коалесцентному механизму.
Площадь поверхности пузырьков, образующихся в единицу вре-
мени, должна быть не менее
224
s = 3Q;CsV (2 — e„)/(2pp^p),
(9.13)
где £— произведение коэффициента сферичности и плотности упа-
ковки частиц на поверхности. Значение S должно по меньшей мере
вдвое превышать скорость образования поверхности, которая равна
6Qn. Из второго условия следует соотношение
QgPz > [QzM (рр — р;)/рр] (2 — ео).
Таким образом, отношение расходов воздуха и пульпы Qg/Qz
должно быть не меньше наибольшего из значений, рассчитываемых
по выражениям
csY Со) (4ppjzip),
(Рр — Pz) (2 — £o)/(pPPz).
В случае cs=300 г/л; у=0,4; ео=0,6; £?ь=0,1 см; рр=3,5 г/см3;
р/=1 г/см3; dp=50 мкм, £=0,7 (значения, типичные для флотации
сульфидов), согласно первому условию, Qg/Qz^0,34, а согласно
второму — Qg/Qi^ 0,21. Обычно в колонных флотационных ма-
шинах Qg/Qi= 1-7-2. Важное значение имеет, однако, не только
общий расход воздуха, но и дисперсный состав пузырьков, по-
скольку интенсивная подача крупных пузырьков уменьшает ско-
рость флотации и ухудшает ее гидродинамические условия. Од-
нако, как показано в работах Г. Добби и Дж. Финча, конструкторы
не должны стремиться к максимальной диспергации воздуха,
обуславливающей «захлебывание» колонны при пониженной сте-
пени аэрации. Кроме того, при недостатке транспортных пузырьков
снижается извлечение ценного компонента вследствие выноса тон-
кодисперсных нагруженных пузырьков в хвосты. При малой ско-
рости несущего потока пульпы нагруженный пузырек движется
вверх, если
т (db) рр — р;)/рр < лйьрг/6, (9.14)
где tn(db)—масса частиц на пузырьке размера db. Если вероят-
ность столкновения частицы с мелкими пузырьками можно рассчи-
тать по формуле (9.8), положив »=2(гУь>0,2 мм) и
то масса частиц на пузырьке слабо зависит от его диаметра
m(db)=Qlcsy/N, где N = 6Qg/ (ndl)—число пузырьков, проходящих
через сечение колонны в единицу времени. После подстановки по-
лучаем
m(db) — (Qi/Qg)xcsydb/6. (9.15)
При заполненной нижней полусфере скорость дальнейшей ми-
нерализации резко уменьшается, следовательно, максимальное
значение веса минеральной нагрузки равно —ndpdb2Z,pP/3
(принято, что db^>dp). Подставляя (9.15) в (9.14), получаем, что
критический размер пузырька
dbk = db[(Qi/Qg) csy (рр — pz)/pzpp]1/s (9.16)
15 Заказ № 60
225
Если пузырек предельно минерализован т (db) ^ттяу (db),
dbk = 2dpgpp/p(. Пузырьки размером менее dbb движутся вн^
и могут быть вынесены в хвосты.
Пример. Рассчитаем dbk при dp=50 мкм; с/б = 0,2 см; £=0,7; у=0,
cs=300 г/л, рр=3,5 г/см3, Qg/Q(=l,5. В соответствии с выражением (9.14
сбд=0,09 см. Для пузырька такого размера m(dbit)=0,3 мг;
=0,5 мг. Следовательно, пузырьки диаметром менее 0,9 мм будут некотор,
время подниматься в пульпе, замедляя свое движение по мере минерализаци
а затем под действием минеральной нагрузки изменят направление движен!
на противоположное.
Если скорость несущего потока жидкости значительна, Т(
нисходящий поток могут формировать и более крупные пу
зырьки. Предполагая полную занятость поверхности пузырька;
М. Сцатковски и У. Фрейбергер получили следующее уравнение
для определения dbk с учетом скорости потока пульпы щ:
$i§dbk л (Рр <>/) gdpdbk ISdfrkiiUi 3Qdp[iut — 0.
Если сила сопротивления, действующая на пузырек, описыва-
ется уравнением Ес=сиь, то относительное уменьшение скорости
его подъема при минерализации
ub/ubx = [(nt/sp/g- — 6m (db) gyindlpig)]'111,
где ubco — скорость подъема неминерализованного пузырька диа-
метром db. Если ийоо рассчитывается по формуле Стокса, то в по-
следней формуле п= 1.
Пример. Рассчитаем зависимость показателей колонной флотации при
перечистке медного концентрата (аси = 20 %) от высоты аппарата. Колонна
имеет диаметр dc=0,5 м, расход пульпы Q;=5 м3/ч, подача воздуха — Q« =
=8 м3/ч, размер пор аэратора при рабочем давлении ^о=0,2 мм, а=5-10-4 Н/см.
Для оценки флотируемости материала используем методику Келсалла, заклю-
чающуюся в определении доли быстро- и медленнофлотирующихся фракций в ла-
бораторном аппарате. Оказалось, что Кла=0,2 мин-', Дл/=1 мин-1. Распреде-
ление материала и ценного компонента между фракциями характеризуется
следующими значениями: а =0,8; 0^=1—avs=0,2; aes = ^,3; аеу = 0,7. Содер-
жание твердого в пульпе — 400 г/л, средняя крупность частиц — 40 мкм, плот-
ность частиц 5 г/см3. В лабораторной колонной флотационной машине малого
диаметра установлен аэратор того же типа, что и в промышленной, при прове-
дении флотационного опыта газосодержание, измеренное методом отсечки, со-
ставляло ср = 15 %.
Процесс флотации существенно зависит от крупности пузырьков. Как пока-
зано в гл. 6, при относительно небольшом расходе воздуха средний диаметр
пузырька можно оценить по формуле db — [6doo/(pjg)] ''3 = 0,18 см. По мере
подъема дисперсный состав пузырьков меняется вследствие дробления и коа-
лесценции, однако при достаточной концентрации вспенивателя и отсутствии
механического перемешивания интенсивность этих процессов невелика.
Интенсивность элементарного акта флотации и значение кинетической кон-
станты при идентичном дисперсном составе пузырьков пропорциональны газосо-
держанию ср. Определим на основе модели потока дрейфа (см. главу 8) значе-
ние ср в промышленном аппарате:
ug(l — ф) + ^ф = Ибооф(1 — ф)П.
226
рис. 9.15. Зависимость показателей
флотации от высоты аппарата:
< содержание ценного компонента в кон-
ентратс; 2 — выход концентрата; 3— из-
влечение ценного компонента в концентрат;
максимально достижимый при данной
аэрации выход концентрата
Для пузырька размером dB = l,8 мм с заторможенной поверхностью, со-
гласно рис. 8.2, «*^=17 см/с, n = 2. С учетом заданных расходов пульпы и воз-
духа и диаметра колонны находим, что приведенные скорости пульпы и воз-
духа составляют vt=0,7 см/с; ve = l см/с. Из диаграммы, аналогичной той, что
представлена на рис. 8.3, находим <рп = 9°/о. Следовательно, в промышленном
колонном аппарате Лз = Лл8<Рп/фл =0,1 мин-1, Л/ = Лл/фп/фл = 0,6 мин-1.
Оценим теперь коэффициенты диффузии. По эмпирической формуле (9.11)
£) = 274 см2/с. По методике, описанной выше, при помощи номограммы (см.
рис. 9.14) строим зависимость показателей флотации от высоты аппарата без
учета ограниченности поверхности (рис. 9.15).
Площадь поверхности пузырьков, образующихся в единицу времени, можно
оценивать, исходя из средней крупности пузырьков:
S* = 6Qg/d* — 1,1 м2/с.
Следовательно, их площадь, занимаемая в единицу времени частицами, не
должна превышать 0,5 м2/с. Рассчитаем на основе выражения (9.13) макси-
мальный выход концентрата, соответствующий данной поверхности. Принимаем
ео = О,7, g = 0,8, тогда
ум == 2Sppldp/[3Qlcs (2 — ео)] = 95,7 %.
Таким образом, поверхность пузырьков не является лимитирующим факто-
ром при расчете показателей флотации. Определим теперь размер (мм) пузырь-
ков нулевой плавучести. Согласно выражению (9.16), dts = 1,1 у1/'3. При у = 50 %
(что соответствует И = 2,8 м) пузырьки мельче 0,9 мм будут тонуть. С увеличе-
нием высоты колонны в нисходящее движение будет вовлекаться все большая
доля воздуха
15*
10
СТРУКТУРА ФЛОТАЦИОННЫХ ПЕН
И МОДЕЛИРОВАНИЕ МАССОПЕРЕНОСА
В НИХ
10.1. СВОЙСТВА ДВУХФАЗНЫХ ПЕН
Процессы в пенном слое играют, по мнению большинства иссле-
дователей, важную роль во флотационном обогащении. Еще
в 1929 г. А. Таггарт подчеркивал, что селективность пневматиче-
ской флотации определяется свойствами пены. В то же время опи-
сание этих процессов является одним из наименее изученных раз-
делов теории флотации, что связано со сложностью их экспери-
ментального исследования и с разнообразием свойств пен, их
толщины, кратности, устойчивости. Особенностью пенной струк-
туры по сравнению со структурой барботажного слоя флотацион-
ных машин является сильная зависимость ее свойств от концентра-
ции и состава твердой фазы и концентрации ПАВ. Поэтому обыч-
ное при изучении гидродинамики флотационной машины перене-
сение результатов исследования двухфазных систем на трехфаз-
ные при исследованиях пенного слоя недопустимо.
При изучении пен определяют:
пенообразующую способность раствора (объем пены, образую-
щийся из данного объема раствора при определенном значе-
нии vg);
кратность пены |3 (отношение объема пены к объему содержа-
щейся в ней жидкости);
стабильность пены (обычно период, в течение которого высота
слоя уменьшается вдвое). В качестве оценки стабильности флота-
ционной пены некоторые исследователи предлагают использовать
прирост объема воздуха в пене, отнесенный к изменению потока
воздуха: r=Wgf/\Qg. Индекс пенообразующей способности ПАВ
вычисляют по формуле DF = dr/dc\c=o, где с — концентрация пе-
нообразователя;
дисперсность пены, которая может быть задана средним раз-
мером пузырька, распределением пузырьков по размерам или пло-
щадью поверхности раздела системы жидкость—газ в единице
объема пены [32].
Свойства двухфазных пен определяются характеристикой пено-
образователя, его изотермой адсорбции и поверхностной актив-
ностью. Разработаны различные теории устойчивости пен. Ста-
бильность пен влияет на интенсивность осыпания минеральных
частиц в процессе пенной флотации и определяет результаты пен-
ной сепарации, поэтому исследование этого свойства имеет важное
практическое значение. Пена разрушается вследствие истечения
228
или дренажа межпленочной жидкости (синерезис), диффузии газа
между пузырьками, разрыва пленок в пене (коалесценция).
Истечение жидкости из пены происходит по каналам Плато-
Гиббса (ребрам пленочного каркаса, разделяющего пузырьки).
Переток жидкости из пленок к каналам обусловлен капиллярными
силами, а истечение жидкости — гравитационным полем. Предло-
жено множество различных кинетических уравнений синерезиса,
имеющих экспоненциальный или гиперболический вид. Наилучшим
образом экспериментальные данные аппроксимируются выраже-
нием
/ = Кд (т + Ио/ыГ1,
где Г — объем жидкости, вытекаемой из пены к моменту т; Ио —
начальный объем жидкости; со — экспериментальная константа.
Диффузионный перенос газа вследствие разности давлений
внутри пузырьков полидисперсной пены pi — p2 = 2o(r~l — г”1)
(уравнение Лапласа) обусловливает уменьшение маленьких пу-
зырьков и увеличение больших, т. е. возрастание полидисперсности
пены. Уравнение состояния пены имеет вид
Зрат AH + 2oAS = 0,
где рат — атмосферное давление; ДУ, AS — изменение объема пу-
зырьков и поверхности пленки жидкости в результате коалесцен-
ции. Распределение пузырьков по размерам в пене аппроксими-
руется законом
f (db) = 6rfft/(l + adl)\
где параметр распределения а изменяется по мере разрушения
пены. Пленка пены при достижении критической толщины (в ре-
зультате процессов синерезиса и диффузии) разрушается. Устой-
чивость пен к синерезису объясняется противоположным направ-
лением силы тяжести и градиента давления жидкости в каналах
Плато—Гиббса; вытекание жидкости из пены происходит, если
кратность нижнего слоя меньше некоторого критического значе-
ния. Таким образом, для высокократных пен механическое осыпа-
ние частиц и вторичная концентрация их в пенном слое малове-
роятны в первые минуты после поступления материала в камеру
флотационной машины непрерывного действия. Отсутствие сине-
резиса из пен при их формировании может привести к снижению
качества первых концентратов периодического опыта.
Стабилизация пленок обеспечивается эффектами Марангони
и Гиббса. Первый из них заключается в самовосстановлении
пленки вследствие перетекания жидкости из области с низкими
значениями поверхностного натяжения в область с высокими зна-
чениями о, а также миграции молекул ПАВ из объема раствора
к поверхностному слою. Эффект Гиббса проявляется в эластично-
сти пленок при воздействии механических возмущений вследствие
снижения локальной концентрации ПАВ в растянутой зоне и по-
вышения поверхностного натяжения. Это, в свою очередь, вызывает
229
действие сил упругости, стремящихся сократить пленку, и возник-
новение потока молекул ПАВ к растянутому участку. Разрушение
пленки под воздействием возмущений возможно, если она превра-
тилась в тонкую, средняя часть которой утратила свойства жидко-
сти. Определенную роль в повышении устойчивости пен может
играть и вязкость межпленочной жидкости, с повышением которой
замедляется скорость ее истечения. Динамика утоньшения толстой
пленки описывается уравнением
d = 2 vW/(Pz£O>
где d — толщина пленки, z— расстояние от верхнего края пленки,
t—время. Опыты подтверждают линейную зависимость d2 от ц.
Вязкость пленки (ламеллы) складывается из вязкостей двух слоев
ПАВ и межпленочной жидкости.
Большое влияние на распределение минеральных частиц по вы-
соте пенного слоя оказывает его гидродинамика. Сложность экс-
периментального определения структуры потоков фаз объясняет
отсутствие развитой модели движения жидкости в пене. В некото-
рых работах рассматривается аналогия между течением жидкости
в каналах Плато—Гиббса и фильтрацией. Коэффициент проницае-
мости этого своеобразного фильтра равен (1—<p)3/(Z>S2), где k —
коэффициент, зависящий от устойчивости и структуры пенного
слоя, S — удельная поверхность пузырьков. Распределение газо-
содержания по высоте при отсутствии пеносъема, по мнению ряда
исследователей, близко к гиперболическому. По результатам экс-
периментального определения газосодержания в двух точках по
высоте пены cpi(/ii) и ф2(Дг) можно аппроксимировать профиль <р
следующей зависимостью:
<₽(Л) = Ф1 [1 — (ф2 — Ф1)(й — — М)] '
Теория устойчивости пен является развивающейся областью
коллоидной химии, о чем свидетельствуют многочисленные пуб-
ликации и дискуссии на страницах журналов. Режим течения
в зоне очистки колонных флотационных машин был рассмотрен
в разд 8.
10.2. ВЛИЯНИЕ ТВЕРДОЙ ФАЗЫ НА УСТОЙЧИВОСТЬ
ПЕННОГО СЛОЯ
Изучению трехфазных пен посвящено относительно немного работ.
Твердые частицы влияют на структуру и стабильность пен слож-
ным образом. Механизм стабилизации трехфазных пен трактуется
различно. Некоторые авторы стабилизацию пен объясняют в ос-
новном сужением канала Плато—Гиббса, замедляющим течение
межпленочной жидкости, а также образованием пробок из зерен,
не прилипающих к пузырькам. При концентрациях ПАВ, близких
к критической концентрации мицеллообразования, вследствие ад-
230
сорбции ПАВ на частицах твердой фазы происходит обеднение
раствора молекулами этих веществ, а скорость стекания жидкости
увеличивается. Предложена модель, согласно которой дестабили-
зирующее действие гидрофобных частиц (0>90°) объясняется
утоньшением пленки и ее прорывом гранями частицы, что обус-
ловливает коалесценцию пузырьков в пене. Согласно этой модели,
частицы размером 25—37 мкм в наибольшей степени дестабили-
зируют пену. В то же время А. Диппенаар обнаружил, что тонкие
частицы, не покрытые слоем ПАВ (краевой угол 0<90°), способ-
ствуют значительной стабилизации пены вследствие образования
пробок, предотвращающих вытекание жидкости. Таким образом,
тонкие частицы породы, механически вынесенные в пенный слой,
не только не подвержены процессу осыпания, но и оказывают ста-
билизирующее влияние на пену, уменьшая вторичное обогащение
более крупных фракций. К тем же выводам пришли Уотсон и
Грейнджер-Аллен, исследуя влияние концентрации тонких частиц
кварца при отделении их от гематита.
Резкое увеличение среднего размера пузырьков в верхней
части пены с повышением содержания твердого в пульпе, наблю-
давшееся в опытах угольной флотации С. Флинна и Е. Вудборна,
также свидетельствует о дестабилизации пены гидрофобными ча-
стицами вследствие коалесценции. Этот эффект особенно заметен
при недостаточной концентрации пенообразователя. Структура
пены (полиэдрическая или сферическая) определяется типом при-
меняемых реагентов.
Опыты А. Диппенаара показали, что наибольшее дестабилизи-
рующее влияние на пену оказывают частицы галенита, пирита,
халькопирита, покрытые ксантогенатом, тогда как частицы пирро-
тина и сфалерита оказывают на пену стабилизирующее воздейст-
вие. Наличие твердой фазы повышает стабильность пены вследст-
вие увеличения толщины прослойки пульпы (ламеллы), а скорость
процесса коалесценции пузырьков в пене возрастает с увеличе-
нием площади их свободной поверхности.
А. Г. Дьяковым получено уравнение, описывающее изменение
среднего размера пузырька по высоте пены
d (rfb)/dz = w (z) d6/(2u(),
где ш(г)—скорость коалесценции. Большинство работ, посвя-
щенных исследованию структуры трехфазных пен, связано с экс-
периментами, что затрудняет экстраполяцию результатов.
10.3. МОДЕЛИ ПЕРЕНОСА ЧАСТИЦ В ПЕННОМ СЛОЕ
ПРИ ФЛОТАЦИИ
Одна из основных причин неадекватности математических моделей
флотации — отсутствие в них учета влияния пенного слоя на ход
процесса.
231
Для описания вторичной концентрации частиц в пенном слое
предложены различные эмпирические формулы, например:
yi = уьЕр,
Ег = (1 +af)/(l+pA
где у,, уъ — выходы частиц размера dpi и воды в пенный продукт
соответственно; t — среднее время пребывания частиц в пене,
a = ki(Cf—ср); p, = a exp (k2dPi)—содержание твердого соответст-
венно в пульпе и пене; ki, k2— экспериментальные коэффициенты.
Более полное представление о кинетике процессов в пенном слое
может дать математическое моделирование.
В первых моделях пена рассматривалась как однородная суб-
станция, попав к которую, частица может быть вынесена в кон-
центрат либо вторично оказаться в пульпе, причем число перехо-
дов из одного состояния в другое пропорционально числу частиц
в исходном состоянии (марковский процесс). В указанных прибли-
жениях справедлива следующая система уравнений для периоди-
ческой флотации (двухфазная модель):
Acfl^t — KpfCp (KfP-\-f(fc)Cf
dcp/d/ = KfPcf - KPfCp, ( '
где индексы p, f, с означают пульпа, пена и концентрат соответ-
ственно. Извлечение, определенное при решении этой системы,
t
е(0 = | KfcCf dt = [Kf^pf/(a2 — ои)] {af1 [1 — exp(—a^)] —
b
— «Г1 [ 1 — exp (—a2/)]},
где alr2 = {KfP + KfC + Kpf ± [(Kfp + Kfc + Kpf)2 - AKPfKfc]'h};2
В непрерывном режиме для оценки извлечения часто исполь-
зуют выражение e=PcN?aPf, где Рсы — вероятность столкновения
частицы с пузырьком за время /ф ее пребывания в камере флота-
ционной машины (Рск = К.сх1ф), Ра— вероятность удержания ее
на пузырьке в пульпе за время его подъема в пену, Р/ — вероят-
ность удержания частицы в пене до выноса в пенный желоб. Од-
нако в этой формуле не учитывается вероятность повторного за-
крепления частицы после ее отрыва от пузырька. Между тем мно-
гократное повторение элементарного акта является весьма
вероятным, в особенности в перечистных операциях (циркуляцион-
ный механизм флотации, по терминологии А. С. Кузькина). Доля
частиц, оторвавшихся от пузырька за время его подъема, равна
(1—Ра). Следовательно, число частиц, прошедших стадии закреп-
ление—отрыв—закрепление, Ni = NoPcn [ (1 — Ра)Рся], где No —
исходное число частиц. В пену попадает N\Pa частиц, а (1—Pa)N\
частиц вторично оторвется от пузырька. Таким образом, число
232
частиц, поступающих в пену в установившемся режиме, равно
сумме членов бесконечно убывающий геометрической прогрессии
с" первым членом NoPcnPo. и знаменателем (1—Pa)PcN т. е.
Мрг = МоРсхРа [1— (1—Ра) Pcn] '*
Между пульпой и пеной происходит циркуляция частиц, опи-
сываемая аналогичными закономерностями. В этом случае первый
член прогрессии равен NPfPf, а знаменатель — NPf(\—Pf)/No. Из-
влечение, равное отношению потока частиц в концентрат к исход-
ному, вычисляется по формуле
е = PcxPaPf [1 - Pcn (1 - Ра) - PCNPa (1 - Pf)]~l.
Очевидно, значение, вычисленное по последней формуле, бу-
дет существенно больше вычисленного по формуле е = PcxPaPf,
особенно при значительной вероятности деминерализации в пульпе
(1—Ра) и пене (1— Pf).
Учет в двухфазной модели распределения материала по фло-
тируемости позволяет прогнозировать изменение показателей при
переработке руды переменного вещественного состава. Такая мо-
дель в предположении, что поведение каждой фракции незави-
симо и подчинено уравнениям (10.1), развита в работах П. С. Ка-
пура. Недостатки указанных моделей — сложность математиче-
ского обеспечения и большое число необходимых эксперименталь-
ных данных.
На время пребывания существенное влияние оказывают такие
параметры процесса, как аэрация, уровень пульпы и др. Согласно
экспериментальным данным, в равновесном режиме (периодиче-
ский опыт при отсутствии пеносъема) высота пены и масса ча-
стиц в пенном слое пропорциональны потоку воздуха vg при неиз-
менных физико-химических условиях. При непрерывной флотации
из баланса массы частиц в пенном слое следует, что
е = KPfKfc^/(Kfc + KfP + KpfKfc^)>
где Н> — время пребывания пульпы во флотокамере. Если частицы
следуют за линиями тока жидкости и концентрация твердого
постоянна в объеме пены, то ^=lzp/Qt, K/c = V//Qc, где Vp, Vf—
объем соответственно пульпы и пенного слоя во флотокамерах;
Qc, Qt — объемный поток соответственно пенного и камерного
продуктов.
Экспериментальные исследования С. Фетериса показали, что
вероятность удержания частицы в пенном слое и константа ско-
рости флотации линейно уменьшаются с увеличением глубины
пенного слоя he. К=-Л—Bhf. Вероятность осыпания частиц из
пены вычисляют по формуле Pd=l — hf/hfo, где й/о — глубина
пены при отсутствии пеносъема.
В модели четырех состояний Т. Мика и Д. Фюрстенау выде-
ляются два возможных состояния частиц в пене: свободное и
в контакте с пузырьками. Рассматриваются и возможные пере-
ходы между ними. На модели четырех состояний для каждой
233
фракции частиц основаны программы динамического описания
флотации DYNAFLOAT I и DYNAFLOAT II, разработанные
в США О. Баскуром и П. Хербстом.
Как подчеркивал академик П. А. Ребиндер, создание сложных
математических моделей не имеет смысла до тех пор, пока не су-
ществует методов практического определения значительного числа
входящих в уравнение констант. Несомненно, однако, что разви-
тие теории флотации неизбежно приведет к созданию более пол-
ных (следовательно, сложных) моделей, отражающих различные
физические закономерности, которые влияют на изучаемый про-
цесс.
В работах С. А. Флинна и Е. Т. Вудборна доказывается, что
основное влияние на селективность флотации тонких частиц ока-
зывает структура потоков в пенном слое. Поток частиц в кон-
центрат, согласно представлениям этих авторов, определяется
площадью поверхности пузырьков в пене и толщиной пленок.
Исходя из модели, получены выражения для извлечения и содер-
жания металла в концентрате (принимается, что поверхность пу-
зырька в пене полностью минерализована). Экспериментально
установлена корреляция между гранулометрическим составом
пенного продукта и толщиной ламелл.
В последнее десятилетие появились публикации, в которых ис-
следуется перенос частиц в пенном слое [49]. Экспериментально
было установлено, что более половины частиц, вынесенных
в пену, осыпается из нее, а вероятность удержания частицы
в слое пены зависит от ее размеров и минерального состава.
По мнению некоторых авторов, процессы вторичного обогаще-
ния в пенном слое играют основную роль не только в пенной се-
парации, но и в пенной флотации.
В одной из первых работ, посвященных исследованию нерав-
номерности пенного слоя принято, что поток частиц в пене рас-
пределен по высоте по экспоненциальному закону. Л. Флинт раз-
делял пенный слой по высоте на две зоны, внутри каждой из
которых все характеристики идентичны. В нижней части происхо-
дит вторичная концентрация продукта вследствие осыпания слу-
чайно сфлотировавшихся зерен. Верхняя же часть (в обозначе-
ниях Флинта собственно пена), получающая материал из нижнего
слоя, выполняет только функции транспортировки частиц в кон-
центрат.
Допустим, что пена неоднородна только по высоте z и характе-
ризуется следующими параметрами: S (z, 0==6a/db — удельная
площадь поверхности пузырьков в пене (ах!— коэффициент
формы пузырька; — средний размер пузырька в пене);
m.f(z, t)—число частиц, закрепившихся на единичной поверх-
ности; C/(z, t) —число свободных частиц в единице объема пены;
W (z, t) =Р-1 — содержание воды в 1 см3 пены. Примем также, что
свободные частицы в пене появляются только в результате раз-
рыва водных прослоек, причем они могут вновь закрепляться на
поверхности раздела.
234
Уравнение баланса удельной площади поверхности 5 пузырь-
ков в пене можно записать в виде dS(z, t)/dt — —UfdS(z, t)/dz—
— S(z, t)L(S, trif, W), где L(S, m./, W) —интенсивность распада
пенной ячейки пузырька с данными свойствами; и/ — скорость
подъема пузырька в пене. Константы скорости субпроцесса обра-
зования свободных частиц в данной точке пены пропорциональны
величине L(5, trif, №7). Число частиц, осыпающихся из пульпы
в пену в данной точке, равно щ(0, Z)up(0, t).
Скорость нисходящего движения свободных частиц «р зависит
от обводненности пены W. Данная модель предполагает поток
идеального вытеснения всплывающих пузырьков и опускающихся
свободных частиц в пене и обратимый процесс отрыва частиц от
поверхности пузырьков в результате разрыва пленок. Сложность
экспериментального определения коэффициентов нелинейной мо-
дели с распределенными параметрами исключает использование
модели в практических расчетах в обозримом будущем, однако
ее познавательное значение несомненно.
Согласно другой модели, частица может находиться в пене
в одном из трех состояний: в контакте с пузырьком, в восходящем
или нисходящем потоке. Восходящие потоки жидкости в пене обус-
ловлены в основном капиллярным подъемом в каналах Плато—
Гиббса. Приведенная скорость жидкости определяется соотноше-
нием v (/) =kdi>g/(y. Р), где р — кратность пены, k — параметр,
зависящий от р. При р>570 fe = 0,872-1СН. Начиная с некоторой
высоты, зависящей от типа минеральной частицы, происходит
субпроцесс отрыва частиц от пузырьков с некоторой постоянной
вероятностью. Скорость подъема пузырьков определяется из ба-
ланса воздуха в пене =ug/[l—cp(z)]. Переход воды и меха-
нически вынесенных частиц из восходящего в нисходящий поток
подчинен уравнению кинетики первого порядка. Принято, что вы-
нос воды и частиц в пену обеспечивается движением некоторого
слоя пульпы вблизи всплывающего пузырька. Скорость нисходя-
щего движения пульпы в пенном слое определяют из соотношения
ир(г)=Ди—Ub(z), где Ди — постоянное значение скорости сколь-
жения фаз в пене. На основе этих соотношений составлена замк-
нутая система уравнений и определены профили концентраций
частиц в пене при различном соотношении параметров. К недо-
статкам данной и предыдущей модели относят сложность пара-
метрической идентификации и отсутствие учета неоднородности
качества пены в горизонтальном направлении, перпендикулярном
к пенному порогу.
Одномерная модель массопереноса в пене в режиме идеаль-
ного вытеснения получила дальнейшее развитие в работах
А. Г. Дьякова, рассматривающего обратимый процесс десорбции
частиц с поверхности пузырьков. Причина отрыва частиц—инер-
ционные силы, действующие на ускоренно движущиеся частицы
при коалесценции пузырьков. А. Г. Дьяков рассматривал двумер-
ное распределение частиц по минеральному составу и крупности.
Профили концентрации частиц каждого класса по высоте пены
235
взаимосвязаны и определяются решением системы нелинейных f
дифференциальных уравнений первого порядка, причем скорость i
движения свободных частиц в пене находят как алгебраическую j
сумму скоростей осаждения частиц, подъема пузырьков и движе- :
ния жидкости в капилярах. Последнюю определяют по формуле
Пуайзеля. В качестве граничных условий принимают полный пе-
носъем при z=hf. В рамках данной модели кинетику флотации
в машине периодического действия определяют уравнением
dc/d/ = — ас/(1 — y/ifC),
где а, у — константы; hf — толщина пены.
При значительном выходе воды в пенный продукт следует
учитывать уменьшение скорости потока от камеры к камере и уве-
личение времени пребывания пульпы в последних камерах.
Промежуточное положение между моделями идеального пере-
мешивания и идеального вытеснения занимает модель, согласно
которой пена состоит из нескольких слоев идеального перемеши-
вания, между которыми происходит обмен веществом (ячеечная
модель с рециркуляцией).
В последние годы опубликованы работы Т. Гейделя и других
авторов, в которых предпринята попытка математического описа-
ния двумерного движения частиц в пенном слое. Действительно,
до выхода в концентрат частицы, всплывшие вблизи задней стенки
камеры, находятся в пене значительно дольше частиц, вынесен-
ных в пену вблизи пеногона. Для моделирования гидродинамики
пенного слоя целесообразно использовать двумерное уравнение
Лапласа (уравнение неразрывности)
(д2Ф/<9х2) + (д2Ф/дг2) = О,
где Ф — функция тока вблизи пузырька, х— координата, перпен-
дикулярная к пенному порогу. Зависимость среднего времени пре-
бывания пузырька в пене от расстояния до пенного порога, полу-
ченная М. Мойзом на основе модельных представлений о струк-
туре потоков в пене, приведена на рис. 10.1.
По данным М. Мойза, вблизи задней стенки камеры (на рас-
стоянии до 1/4 ее ширины) в пене может быть застойная зона,
где частицы не движутся к пекогону, а осыпаются в пульпу.
Вследствие ограниченной скорости горизонтального движения
частиц вероятность их удержания в пенном слое зависит от точки
выноса в пену, что подтверждается экспериментальными зависи-
мостями (рис. 10.2), приведенными в работе [40].
В связи с этим большое значение имеет разработка более оп-
тимальных способов пеносъема в больших флотокамерах. Дис-
персия распределения времени пребывания частиц в пенном слое,
как и РВП в пульпе, отрицательно сказывается на результатах
разделения.
Проверка адекватности моделей и определение значений коэф-
фициентов уравнений возможна только на основе эксперимен-
тальных данных. Для экспериментальных исследований пен при-
233
Рис. 10.1. Зависимость времени пре-
бывания t (сплошные линии) пу-
зырька (7) и частицы (2) в пене до
выноса в концентрат, а также верти-
кальных (4) и горизонтальных (3)
составляющих скорости и (штрихо-
вые линии) от расстояния до пенного
порога d (данные М. Мойза)
Рис. 10.2. Зависимость вероятности Р/
попадания частицы в концентрат от
места ее выноса в пену при основ-
ной, первой и второй перечисткой
флотации — соответственно кривые
1—3
меняют методы, описанные в разд. 1 и 7: фотографический, опти-
ческий (основанный на пропорциональности между коэффициен-
том поглощения света и удельной поверхностью пузырьков или
на зависимости коэффициента отражения света от той же вели-
чины), кондуктометрический. В последнее время для исследования
флотационных пен применяют гамма-абсорбционный метод, кото-
рый позволяет измерять изменение плотности пенного слоя. К его
недостаткам следует отнести использование радиоактивных излу-
чателей, а также невозможность по измеренной средней плотности
определить кратность пены и содержание в ней твердого. Пре-
имущество использования волоконной оптики заключается в полу-
чении локальных характеристик, а недостаток — в искажениях,
вносимых в структуру пены зондом, и сложности получения коли-
чественных характеристик. Основной метод, применяемый для
изучения распределения минеральных зерен в пене,— локальный
пробоотбор. Результаты эксперимента свидетельствуют о значи-
тельном градиенте содержания ценных минералов в пенном слое,
причем это распределение зависит от способа пеносъема. Экстре-
мальная зависимость концентрации пирита от высоты объясня-
ется замещением его более гидрофобными минералами на поверх-
ности пузырьков и движением частиц пирита с нисходящими по-
токами. Еще большая степень обогащения в пенном слое наблю-
далась в экспериментах, проводимых Г. Каттингом, С. Барбером
и С. Ньютоном. Ими установлено, что в нижних слоях пены ре-
жим близок к идеальному перемешиванию, тогда как вблизи по-
верхности перемешивание незначительно (рис. 10.3). Для опреде-
ления выхода жидкой фазы пульпы в концентрат канадские ис-
следователи в качестве трассера применяют электролит.
Экспериментальные исследования позволили выделить три ме-
ханизма осыпания частиц из пены: пленочный — вследствие сине-
резиса (вытекания жидкости из ламелл); колонный дренаж —
вследствие спонтанного разрыва пленки; образование скопления
237
Рис. 10.3. Изолинии концентрации (г/л) пирита (а), остальных сульфидов (б)
и породы (е) в пенном слое (нижняя изолиния соответствует концентрации ком-
понентов в пульпе)
частиц на поверхности пены площадью до 0,1 м2 и движение их
вниз под действием силы тяжести. При моделировании аппара-
тов с пеногонами следует учитывать также механическое разру-
шение пены лопатками пеногона, приводящее к неселективному
осыпанию частиц.
Кинетика пленочного и колонного дренажа описывается урав-
нениями соответственно первого и второго порядка. Второй поря-
док уравнения обусловлен локальным увеличением веса частиц,
которое пропорционально их концентрации. Принимая, что вероят-
ность попадания частиц в пенный желоб одинакова для всех ча-
стиц, находящихся выше сливного порога, получаем следующие
уравнения массопереноса в непрерывном режиме:
— (ас + ус2) при z < hc„
— (ас + ус2 + б) при z Лсл,
где а, у, 6 — постоянные; /1сл — высота сливного порога над гра-
ницей между пульпой и пенным слоем.
Для улучшения качества пенных продуктов предложено раз-
деление пенного слоя по высоте в суживающихся желобах.
Осыпание частиц из пены зависит от ее толщины и стабиль-
ности, что является одной из причин несоответствия показателей
лабораторной и промышленной флотации.
Таким образом, оптимизация структуры потоков в пенном
слое является значительным резервом улучшения показателей
флотационного процесса.
dc/dz =
II
АВТОМАТИЗАЦИЯ МАШИН ПЕННОЙ
СЕПАРАЦИИ И КОЛОННЫХ АППАРАТОВ
11.1. АВТОМАТИЗАЦИЯ МАШИН ПЕННОЙ СЕПАРАЦИИ
Опыт эксплуатации машин пенной сепарации на обогатительных
фабриках, а также анализ опубликованных данных и патентов
показали, что в настоящее время отсутствуют какие-либо принци-
пиально новые разработки систем автоматического регулирования
процесса пенной сепарации. Как правило, на всех действующих и
вновь разрабатываемых машинах пенной сепарации применяют
или закладывают в проекты давно известные системы автоматиче-
ского регулирования параметров. Широко используют системы: ре-
гулирования уровня пульпы в камере машины и плотности
пульпы, поступающей на обогащение, автоматического контроля
содержания ценного компонента в исходной пульпе, концентрате,
промпродуктах и хвостах; регулирования расхода реагентов, по-
даваемых на флотацию, а также уровня пенного слоя в камере
машины.
Для реализации систем автоматического регулирования про-
цесса пенной сепарации в Госгорхимпроекте были разработаны
специальные датчики уровня пульпы, уровня пены, а также датчик
для измерения плотности и крупности пузырьков пены.
Датчик уровня пульпы типа ДУ-1М (рис. 11.1) предназначен
для систем контроля и регулирования уровня пульпы в машинах
пенной сепарации. Уровень пульпы измеряется поплавком 4, на
котором установлена трубка 3 из немагнитного материала и сталь-
ной сердечник 2, помещенный внутри индукционного преобразо-
вателя 1. Датчик работает в комплекте с типовым электронным
регулирующим прибором, выходные сигналы поступают на при-
боры контроля.
Техническая характеристика датчика ДУ-1М
Диапазон измерения уровня, мм.............. О—60
Напряжение питания, В...................... 6
Измеряемая плотность среды, кг/см3......... 0,95—1,4
Максимальная погрешность, %.................. ±1,5 %
При проверке известных способов и устройств для измерения
верхнего уровня минерализованной пены в камере машины пенной
сепарации установлена целесообразность применения емкостного
датчика (рис. 11.2), представляющего собой плоский конденсатор,
одной обкладкой которого является стационарно установленная
в корпусе 3 изолированная пластина 2, а другой — гидратная
пленка 1, находящаяся на поверхности пены.
239
Рис. 11.1. Схема датчика уровня
пульпы
Рис. 11.2. Схема датчика уровня ми-
нерализованной пены в камере ма-
шины пенной сепарации
При колебаниях уровня пены изменяется расстояние между
пластинами и, следовательно, емкость конденсатора, определяе-
мая по известной формуле.
Для повышения чувствительности и уменьшения габаритов
конденсатора датчик работает в комплексе с высокочастотным
генератором и электронным сигнализатором уровня 4.
Известно, что плотность и крупность пузырьков пены сущест-
венно влияют на извлечение, качество и производительность ма-
шин пенной сепарации. Для автоматического измерения плотности
и крупности пузырьков пены был разработан датчик, принцип
действия которого основан на зависимости диэлектрической про-
ницаемости двухфазной пены от соотношения в ней объемов жид-
кости и воздуха
где еп — диэлектрическая проницаемость пены; — объем жид-
кости, см3; Ув — объем воздуха, см3.
Диэлектрическая проницаемость измеряется при помощи кон-
денсатора, емкость которого определяется по формуле
С = EnS/(W),
где еп — диэлектрическая проницаемость пены; S — активная пло-
щадь конденсатора, см2; d — расстояние между пластинами, см.
240
Рис. 11.3. Датчик плот-
ности пены
Рис. 11.4. Вариант си-
стемы автоматического
регулирования процесса
пенной сепарации
Следовательно, при постоянных площади пластин и расстоянии
между ними емкость конденсатора будет зависеть только от ди-
электрической проницаемости пены.
Датчик плотности пены (рис. 11.3) состоит из двух погружен-
ных в пену изолированных пластин конденсатора 2, которые под-
ключены к прибору контроля емкости 1. Следует отметить, что
данный датчик испытан в лабораторных условиях.
Одна из систем автоматического регулирования процесса сепа-
рации, учитывающая специфические особенности именно этого
процесса, представлена на рис. 11.4. Исходная пульпа подается
в контактный чан 3, где она обрабатывается реагентами, а затем
поступает в машину пенной сепарации 1, работу которой регули-
руют путем стабилизации толщины пенного слоя и поддержания
плотности двухфазной пены. Толщину пенного слоя стабилизируют
регулированием уровней пены и жидкости. Уровень пены изме-
ряют электродным или емкостным датчиком 7, подключенным
к регулятору 8.
При отклонении уровня пены от заданного значения регуля-
тор 8 через исполнительный механизм 9 и регулирующий орган 10
изменяет подачу воздуха в аэраторы 13. Регулятор 10 обеспечи-
вает также поддержание высоты перелива пены через сливной
порог 11. Уровень пены регулируют переливом через щель 2 или
воздействием на шланговое устройство 14, через которое разгру-
жаются хвосты.
Плотность двухфазной пены под минерализованным слоем
в зоне сливного порога измеряют емкостным датчиком 12, прин-
цип действия которого основан на зависимости диэлектрической
проницаемости пены от соотношения в ней объемов воздуха и
16 Заказ № 60
241
жидкости. Этот датчик подключен к регулятору 6, который при =
отклонении плотности пены от заданного значения через исполни-
тельный механизм 5 и питатель 4 изменяет дозировку реагента-
пенообразователя в контактный чан 3.
Известно, что на показатели процесса флотации влияют раз-
личные технологические параметры: концентрация растворов реа-
гентов и их расходы, уровень пульпы в машинах пенной сепара-
ции, температура пульпы и др. Если при этом учесть, что
флотационный процесс протекает в трехфазной среде (жидкость—
твердое — воздух), то можно оценить трудности, связанные с ус-
тановлением точных количественных соотношений между факто-
рами, определяющими ход технологического процесса.
Уменьшить отрицательное влияние взаимосвязей между пара-
метрами процесса на его показатели можно путем стабилизации
некоторых входных и выходных величин. Так как эта задача ре-
шается более простыми средствами, чем, например, задача авто-
матической оптимизации процесса в целом, то автоматизацию
флотации обычно начинают с внедрения отдельных контуров авто-
регулирования и контроля, связывая их в систему оптимального
управления процессом.
Для примера рассмотрим действующую систему автоматиза-
ции узла пенной сепарации на одной из обогатительных фабрик
(рис. 11.5).
В систему автоматизации узла пенной сепарации входят: мне-
мосхема, контуры позиционного контроля, непрерывного контроля
и авторегулирования.
Мнемосхема и контуры позиционного контроля предназначены
для сигнализации о работе оборудования с электроприводами (на-
сосы, питатели, классификаторы и кондиционеры) и функциони-
ровании контуров позиционного контроля (контроль уровня
в обезвоживающих воронках, баке внутриоборотной воды, баках
реагентов, в хвостовых и концентрационных зумпфах).
К контурам непрерывного контроля относят:
1. Контур контроля производительности процесса, который реа-
лизуется с помощью весоизмерительного устройства АПВ-80. Сиг-
налы с этого устройства поступают на показывающий и самопи-
шущий прибор КСУ-3, который установлен в операторской — пен-
ной сепарации, а также на ЭВМ СМ-2, где происходит накопление
информации с выдачей ее на распечатку и дисплей диспетчера
фабрики;
2. Контур расхода реагентов, который реализуется с использо-
ванием сигналов от питателей реагентов ПРИУ-4, входящих
в систему АДФР. Информация о расходе реагентов поступает
также на ЭВМ СМ-2 с выдачей ее на распечатку и дисплей дис-
петчера фабрики.
К контурам авторегулирования относят следующие.
1. Контур поддержания уровня перелива пульпы над концен-
тратным порогом в пенных сепараторах. Регулирование уровня пе-
релива в пенном сепараторе осуществляется с помощью следую-
242
Рис. 11.5. Действующая система автоматического регулирования пенной сепа-
рации;
1—13, 15, 16 — датчики уровня; 14 — радиоизотопное реле; 17, 20, 23, 42 — исполнительный
механизм; В, 21 — термосопротивление; 19 — преобразователь; 22 —- щелевой расходомер;
24—26, 39 — дозатор реагентов; 27 — электронный сигнализатор уровня; 28 — дифманометр;
29, 38, 41 — задатчик; 30 — регулятор; 31, 35 — миллиамперметр самопишущий; 32 — интегратор;
33 — электропневматический преобразователь; 34 — шланговый клапан; 36 — электронный
блок; 37 — шкаф управления: 40 — самопишущий мост; 43 — магнитный пускатель; 44 —
датчик положения исполнительного механизма; 45— блок управления в режиме «ручное»;
46— зумпф концентрата; 47— зумпф хвостов; 48— сепаратор: 49— кондиционер; 50— весы;
51 — питатель; 52 — бункер; 53 — классификатор; 54 — обезвоживающая воронка
щих приборов и средств автоматизации: дифманометра ДСЭН-100;
прибора, показывающего и самопишущего КСУ-3, регулятора ана-
логового с испульсным выходом Р27, задатчика БУ12, блока ин-
тегратора ДО7, электропневматического преобразователя ЭПП и
регулируемого шлангового клапана КРШ.
Уровень пульпы в сепараторе регистрируется в кессоне дифма-
нометра ДСЭН-100. Аналоговый сигнал (0—5 мА) с дифмано-
метра поступает на регулятор Р27, где сравнивается с заданным,
16*
243
соответствующим уровню перелива. Сигналы рассогласования
с регулятора Р27 после интегрирования поступают на электро-
пневматический преобразователь, который управляет шланговым
клапаном подачи воды в сепаратор.
2. Контур автоматической дозировки реагентов на сепаратор
с учетом подачи материала. Автоматическая дозировка реагентов
осуществляется с помощью весоизмерительного устройства АПВ-80
и системы АДФР-5, в состав которых входят шкаф управления
ШУ-15, задатчик расхода реагентов, установка УРИП-6 и пита-
тель ПРИУ-4.
Сигнал, пропорциональный массе загруженного материала,
с АПВ-80 подается в шкаф управления ШУ-15, в котором выра-
батываются импульсы управления питателем реагентов ПРИУ-4
в соответствии с уставкой. Питатели размещают на установке
УРИП-6, снабженной напорным баком, в котором автоматически
поддерживается заданный уровень реагента.
3. Контур регулирования температуры оборотной воды, посту-
пающей на пенную сепарацию. Регулирование осуществляется
с помощью датчика ТСП, самопишущего и показывающего при-
бора КСМ-2, регулятора Р27, задатчика БУ12, реверсивного пус-
кателя МКР-058, дистанционного указателя положения ДУП-М,
исполнительного механизма МЭК-Юб, блока управления БУ21,
работающего в режиме «местное».
Температура воды регистрируется на диаграммной ленте при-
бора КСМ-2. Необходимая для технологического процесса темпе-
ратура воды выставляется с помощью задатчика. Сигналы рас-
согласования температуры с заданием поступают в регулятор
Р27, который управляет исполнительным механизмом подачи пара
в теплообменник. Предусмотрена возможность ручного управле-
ния исполнительным механизмом с блока БУ21.
4. Контур автоматического регулирования температуры пульпы,
поступающей на каждую технологическую линию. Технические
средства, реализующие регулирования температуры пульпы, и их
взаимодействие аналогичны предусмотренным в контуре 3.
Рассмотренная система автоматизации узла пенной сепарации
в значительной степени повышает извлечение ценного компонента,
позволяет оперативно контролировать распределение питания на
технологической линии, а также учитывать и контролировать рас-
ход реагентов с помощью ЭВМ.
Специфические конструктивные элементы машин пенной сепа-
рации, а также особенности ведения этого процесса (подача обо-
гащаемого материала на пенный слой, регулирование в широком
диапазоне высоты пенного слоя, возможность изменения дисперс-
ного состава газовой фазы и др.) позволяют обеспечить разра-
ботку и ускоренное внедрение относительно несложных, но прин-
ципиально новых способов управления процессом пенной сепара-
ции и системы автоматического регулирования на их основе.
Разработка новых систем и устройств по автоматизации ма-
шин пенной сепарации направлена на автоматизацию: регулирова-
244
Рис. 11.6. Система автоматической стабилизации вы-
соты загрузки пульпы над уровнем пенного слоя
ния дисперсного состава пенного слоя и гидроаэродинамических
условий процесса; удельной нагрузки на пену по фронту флота-
ции; расхода воздуха, подаваемого в аэраторы, в зависимости от
расхода исходной пульпы; времени флотации обогащаемого ма-
териала; стабилизации уровня загрузочного устройства над пен-
ным слоем и др.
В настоящее время известно несколько типов конструкций ма-
шин пенной сепарации, различающихся формой камеры, а также
выполнением загрузочных и разгрузочных устройств, аэраторов
и некоторых других элементов. На рис. 11.6 приведена схема аппа-
рата с элементами автоматической стабилизации высоты загрузки
исходной пульпы над уровнем пенного слоя.
При необходимости изменения высоты пенного слоя в камере
3 машины (над переливным патрубком 1) включают двигатель 11
перемещения сливного устройства 13. Через редуктор 12 он пере-
мещает сливной порог в заданном направлении (вверх или вниз)
и на требуемое расстояние, фиксируемое по углу поворота ротора
сельсина 10. На блок управления 9 поступают электрические сиг-
налы с сельсина и с датчика 5, фиксирующего направление и
245
Питание
Рис. 11.7. Система автоматического регулирования
длины пути обогащаемого материала
расстояние, на которое перемещается загрузочное устройство 4 по
направляющим 2.
С выхода блока 9 сигнал поступает на вход блока запаздыва-
ния 8, который обеспечивает выдержку времени, необходимую для
установления нового уровня пенного слоя в камере машины. Сиг-
нал с блока 8 воздействует на двигатель 6 загрузочного устрой-
ства. При этом двигатель 6 через редуктор 7 обеспечивает пере-
мещение загрузочного устройства, аналогичное (в том же на-
правлении и на такое же расстояние) перемещению сливного
порога. В момент, когда загрузочное устройство достигает уровня
сливного порога, сигналы, поступающие на блок 9 с датчиков 5 и
10, компенсируются, в результате чего исчезает сигнал, воздейст-
вующий на блок запаздывания, и перемещение загрузочного уст-
ройства прекращается. Сигнал уставки запаздывания обратно
пропорционален производительности сепаратора по исходной руде.
Рассмотренная система автоматического регулирования разра-
ботана с учетом специфических особенностей ведения процесса
пенной сепарации: регулирования высоты пенного слоя, необхо-
димости стабилизации высоты загрузочного устройства над пен-
ным слоем при всех изменениях его высоты (а. с. СССР
№ 1103902).
На рис. 11.7 приведена система автоматического регулирова-
ния длины пути обогащаемого материала в пенном слое при из-
менении аэрационных характеристик ведения процесса. Система
работает следующим образом.
Пульпа, обработанная реагентами, поступает в загрузочное
приспособление 2, из которого она равномерно подается на пен-
ный слой. Сфлотированные минеральные частицы удаляются
с пенным слоем через разгрузочное приспособление 5, а несфло-
246
тировавшийся материал выпадает из пенного слоя и разгружается
через отделения 7 и 9 камерного продукта.
В момент пуска машины отсекатель 6, расположенный в ка-
мере 3, устанавливается в положение, обеспечивающее получение
двух концентратов (I и II) требуемого качества. Нужное положе-
ние отсекателя определяют экспериментально заранее. При регу-
лировании скорости движения пенного слоя изменением расхода
воздуха, подаваемого в аэраторы 4 через патрубок 1, смещается
положение зоны пенного слоя, из которой выпадают частицы оп-
ределенной крупности требуемого качества. Изменение расхода
воздуха фиксируется расходомером 11, сигнал с которого посту-
пает на регулятор 10, а с него — на исполнительный механизм 8,
который корректирует угол установки отсекателя в соответствии
с изменением расхода воздуха, подаваемого в аэраторы.
При увеличении расхода воздуха скорость движения пены
к разгрузочному приспособлению возрастает. Отсутствие системы
регулирования привело бы к тому, что материал, ранее выпадав-
ший в отделении 9, начал бы попадать в отделение 7, где проис-
ходит накопление или разгрузка материала более высокого каче-
ства, чем в отделении 9. Однако система регулирования откло-
няет отсекатель 6 к разгрузочному приспособлению, вследствие
чего качество получаемых концентратов I и II сохраняется в за-
данных пределах.
При уменьшении расхода воздуха скорость движения пенного
слоя к разгрузочному приспособлению снижается. Соответственно
изменяются траектории движения частиц в пенном слое, материал
более высокого качества попадает в отделение 9. Выход концен-
трата II при этом снижается.
Уменьшение расхода воздуха, обусловленное требуемой сте-
пенью аэрации процесса флотации, фиксируется расходомером,
и отсекатель отклоняется в сторону загрузочного приспособления,
благодаря чему качество получаемых концентратов и их выхода
остаются на заданном уровне (а. с. СССР № 1227247).
Характерная особенность ведения процесса пенной сепара-
ции — высокое содержание твердого в обогащаемой пульпе. Од-
нако в производственных условиях не всегда удается обеспечить
его постоянство, что, как правило, обусловливает ухудшение тех-
нологических показателей процесса и увеличение потерь ценного
компонента. С целью исключения этих потерь разработана си-
стема автоматического регулирования, обеспечивающая стабилиза-
цию удельной производительности машины путем регулирования
длины зоны загрузки камеры машины. Машина пенной сепарации
с системой стабилизации удельной производительности (рис. 11.8)
работает следующим образом. При отсутствии питания перифе-
рийные части 4 улиткообразных течек 3 сегнерова колеса 2 нахо-
дятся над той из кольцевых щелей 14 между ограничителями 13,
которая ближе всех остальных щелей от центра камеры 1 ма-
шины. При подаче пульпы в сегнерово колесо оно начинает вра-
щаться, что обусловлено реактивным моментом, возникающим
247
Рис. 11.8. Система автоматического регулирования удельной производительности
флотационной машины
при истечении пульпы из улиткообразных течек, которые равно-
мерно распределяют пульпу по кольцевому желобу 5. К кольце-
вому желобу крепят ограничители 6. Под действием центробежных
сил упругие периферийные части улиткообразных течек начинают
деформироваться (разгибаться), изменяя тем самым расстояние
от точки подачи питания на пенный слой до пеносборника 7.
В случае оптимального расхода питания периферийные части
улиткообразных течек устанавливаются над средней частью коль-
цевого желоба 5, при этом удельная производительность машины
соответствует оптимальной. При увеличении расхода пульпы воз-
растает скорость вращения сегнерова колеса и соответственно
центробежные силы, действующие на периферийные части улит-
кообразных течек. Вследствие их дополнительной деформации пи-
248
тание на пенный слой начинает поступать через кольцевую щель
14, более удаленную от пеносборника, что увеличивает длину зоны
загрузки камеры машины при сохранении постоянной ее удельной
производительности.
При уменьшении расхода пульпы скорость вращения сегнерова
колеса и центробежные силы, действующие на периферийные
части улиткообразных течек, уменьшаются. В этом случае пери-
ферийные части течек деформируются (отгибаются) к центру ка-
меры машины, и питание на пенный слой начинает поступать че-
рез кольцевую щель, расположенную ближе к пеносборнику,
вследствие чего длина зоны загрузки уменьшается, причем удель-
ная производительность машины остается постоянной. Хвосты раз-
гружаются через специальное устройство 8.
Кроме стабилизации удельной производительности в этой же
машине предусмотрена система автоматического регулирования
степени аэрации в соответствии с подачей обогащаемого мате-
риала.
Эта система реализована следующим образом. Частота
вращения сегнерова колеса контролируется датчиком 12, сигнал
с которого поступает на регулятор 11, обеспечивающий через
исполнительный механизм 10 необходимое изменение расхода воз-
духа, подаваемого в аэраторы 9.
11.2. АВТОМАТИЗАЦИЯ КОЛОННЫХ ФЛОТАЦИОННЫХ
МАШИН
В настоящее время практически отсутствуют какие-либо принци-
пиально новые разработки систем автоматического управления
процессом флотации в колонных машинах. Однако целый ряд спе-
цифических конструктивных элементов колонных машин, особен-
ности ведения процесса обогащения полезных ископаемых в них
и некоторые другие позволяют обеспечить разработку и внедре-
ние относительно несложных, принципиально новых способов
управления процессом флотации в колонных машинах и (на их
основе) новых систем автоматического регулирования.
К основным направлениям разработки новых систем и уст-
ройств по автоматизации пневматических колонных машин с уче-
том специфических особенностей последних относят:
регулирование дисперсного состава газовой фазы по высоте
колонной машины;
раздельное регулирование расхода воздуха, подаваемого
в диспергаторы, установленные в прямоточных и противоточных
емкостях камеры машины;
регулирование высоты пенного слоя в каждой емкости камеры
машины;
раздельное регулирование аэродинамических параметров фло-
тационного процесса в прямо- и противоточных емкостях камеры
машины;
249
регулирование положения загрузочного устройства на гранит
раздела пенного слоя и пульповоздушной среды в камере машины
регулирование плотности пульповоздушной среды в камере
машины;
регулирование уровня пульповоздушной среды в камере ма-
шины в соответствии с изменением аэродинамических режимов!
ведения процесса флотации в камере машины;
регулирование высоты камеры машины без остановки процесса
флотации;
раздельное регулирование энергетических воздействий (элек-
трических, магнитных полей и др.) на обогащаемый материал
в прямо- и противоточных емкостях камеры машины;
автоматическое регулирование раздельной подачи реагентов
в различные емкости камеры машины с учетом степени флотируе-
мости твердых частиц.
В настоящее время известно несколько типов конструкций ко-
лонных машин. Наиболее характерное отличие их друг от друга
заключается в наличии одной или нескольких емкостей в камере,
что обеспечивает различные направления пульповоздушных пото-
ков в камере машины в процессе флотационного обогащения.
На рис. 11.9 приведена одна из систем автоматического регу-
лирования расхода воздуха в колонной машине, в частности по-
даваемого в устройство для разгрузки камерного продукта, в за-
висимости от расхода воздуха в противоточной камере (а. с.
СССР № 1233946).
Известно, что изменение степени аэрации в камере машины
обусловливает изменение плотности всей пульповоздушной смеси,
при этом плотность камерного продукта не меняется. Вследствие
разности плотностей пульповоздушной смеси в камере машины и
камерного продукта смещается граница раздела зон извлечения
и очистки в камере машины, что оказывает существенное влияние
на процесс флотации и значительно ухудшает технологические по-
казатели. Установка дополнительного диспергатора в устройстве
для разгрузки камерного продукта и соединение его с воздушной
магистралью, обеспечивающей подачу воздуха в камеру на фло-
тацию, позволяет изменять плотность камерного продукта в зави-
симости от степени аэрации процесса флотации. Одновременное
изменение степени аэрации в камере машины и устройстве для
разгрузки камерного продукта позволяет поддерживать необходи-
мое соотношение между плотностями пульповоздушной смеси и
камерным продуктом, а следовательно, регулировать границу
раздела зон извлечения и очистки в камере машины.
Система автоматического регулирования, представленная на
рис. 11.9, работает следующим образом. Исходная пульпа, обра-
ботанная реагентами, поступает в загрузочное устройство 12, ко-
торое равномерно распределяет пульпу по всему сечению камеры
И машины. Воздух, подаваемый в камеру через диспергаторы 15,
образует с пульпой пульповоздушную смесь. В случае необходи-
мости изменения степени аэрации пульпы регулируют расход воз-
250
6
Рис. 11.9. Система автоматического регулирования высоты
зоны минерализации камеры машины
духа, подаваемого в камеру машины. Изменение расхода воздуха.,,
подаваемого в диспергаторы, фиксируется расходомером Л сиг-
нал с которого поступает на регулятор 19 расхода воздуха, по-
даваемого в устройство разгрузки камерного продукта 14 через
диспергаторы 18. В соответствии с уставкой регулятор расхода
воздуха поддерживает соотношение расходов воздуха, подавае-
мого в камеру машины и в устройство для разгрузки камерного
продукта.
Изменение степени аэрации пульпы обусловливает изменение
высоты пенного слоя и, соответственно, соотношений высот зон
очистки и минерализации.
251-
Система регулирования соотношения высот зон минерализаций
и очистки работает следующим образом. При перемещении дис|
пергаторов приводным устройством 5 изменяется соотношение
высот зон очистки и минерализации. Сигнал, пропорциональны^
перемещению диспергаторов по высоте, с датчика перемещения 6)
поступает на вход функционального преобразователя 7. Выходной^
сигнал с него подается на вход приводного устройства 9, которое',
по направляющим 13 перемещает загрузочное устройство 12. Си-
стема автоматического регулирования обеспечивает заданное со-
отношение высот зоны минерализации и зоны очистки с учетом
сигнала от регулятора 8.
Одной из специфических особенностей колонных машин явля-
ется их значительная высота. Однако в процессе флотации полез-
ных ископаемых при изменении гранулометрического состава ис-
ходной пульпы, плотности, степени аэрации и других параметров
возникает необходимость оперативного регулирования высоты ка-
меры машины.
Такая возможность предоставляется в машине колонного
типа, схема которой приведена на рис. 11.9. Особенность ее
конструкции — жесткое соединение диспергаторов с приемни-
ком камерного продукта 16, а также соединение разгрузочного
устройства 10 с приемником камерного продукта эластичным гоф-
рированным шлангом 17.
Диспергаторы и связанный с ними приемник камерного про-
дукта устанавливают на предварительно выбранную высоту ка-
меры машины. Содержание полезного компонента в пенном про-
дукте контролируют расходомером 2, расположенным в прием-
нике пенного продукта 3. Регулируют его изменением высоты
камеры. Для этого с помощью устройства 5 перемещают диспер-
гаторы и связанный с ними приемник камерного продукта. Через
гофрированный шланг осуществляется непосредственная связь
приемника камерного продукта с устройством для его разгрузки.
Для повышения эффективности этой системы регулирования про-
цесса флотации в колонной машине представляется целесообраз-
ным ввести коррекцию на перемещение диспергаторов по высоте
камеры машины, определяя датчиком 4 гранулометрический со-
став исходной пульпы.
Рассмотренные примеры систем автоматического регулирова-
ния процесса флотации в колонных машинах реализованы с уче-
том специфических особенностей именно таких машин, а также
условий ведения процесса флотации полезных ископаемых.
Наиболее перспективно при управлении флотационным процес-
сом использование алгоритмов, основанных на применении моде-
лей. Они позволяют оптимизировать показатели флотации, рассчи-
тываемые моделирующим блоком, а затем реализовать оптималь-
ные управляющие воздействия на объекте. Несмотря на
сложность реализации таких систем, их применение целесообразно
вследствие существенного повышения точности управления (дан-
ные О. Баскура и Дж. Хербста).
252
Показатели флотации сравниваются с данными, полученными
на модели. При существенном рассогласовании, вызванном дейст-
вием неконтролируемых возмущений, корректируются коэффици-
енты уравнений модели. Такие системы управления процессом фло-
тации разработаны в ПОТТ.
Для прогнозирования показателей промышленной колонной
флотации необходимо провести флотометрический анализ, вклю-
чающий кинетический флотационный опыт с последующей обра-
боткой результатов. Скорость элементарного акта флотации и ин-
тенсивность механического выноса существенно зависят от круп-
ности частиц, поэтому при переходе от данных лабораторного
опыта к промышленной колонной флотации следует учитывать
гранулометрический состав питания. Модель позволяет прогнози-
ровать влияние потока питания, аэрации, глубины погружения
аэратора, расхода промывной воды на показатели процесса. Опре-
деленные оптимальные параметры реализуются при помощи обыч-
ных исполнительных механизмов.
12
ПРАКТИКА ПРИМЕНЕНИЯ АППАРАТОВ
ПЕННОЙ СЕПАРАЦИИ И КОЛОННОЙ
ФЛОТАЦИИ
12.1. ОПЫТ ПРИМЕНЕНИЯ КОЛОННЫХ АППАРАТОВ
Пневматические флотационные машины, в частности аппараты
колонного типа, являются перспективным типом флотационного
оборудования, о чем свидетельствуют результаты крупномасштаб-
ных испытаний и промышленной эксплуатации различных моди-
фикаций этих аппаратов (табл. 12.1, 12.2). Благодаря высокой
производительности таких машин и селективности процессов, их
успешно применяют в различных операциях обогащения (в пере-
чистных, для доизвлечения ценных компонентов из хвостов фло-
тации).
Исследования по колонной флотации проводятся в нашей
стране и за рубежом в течение четверти века. За это время на-
коплен значительный опыт эксплуатации машин, обзор которого
будет содействовать более широкому внедрению этих аппаратов
в практику флотации.
В ИОТТ разработаны различные конструкции колонных аппа-
ратов. Они испытаны и эксплуатируются при обогащении различ-
ных полезных ископаемых.
На свинцовой обогатительной фабрике АГМК внедрение пнев-
матической противоточной флотационной машины ФППМ-10 диа-
метром 2 м и высотой 3,5 м позволило эффективно извлекать
сфалерит из хвостов флотации. Одна камера объемом 10 м3 заме-
нила шестикамерную механическую флотационную машину объ-
емом 21 м3.
На первой доводочной секции медной обогатительной фабрики
Балхашского ГМК. в операции третьей перечистной флотации мед-
ного концентрата была установлена противоточная колонная фло-
тационная машина, состоящая из двух цилиндров диаметром 1,4
(в верхней части) и 0,8 м (в нижней). Высота аппарата 3,5 м,
производительность по пульпе 6 м3/ч при объеме камеры 4 м3.
При близких значениях показателей флотации производитель-
ность колонной машины в 6—7 раз, а энергоемкость в 12 раз
ниже, чем десятикамерной машины ФМ 3,2.
На обогатительной фабрике Кадамджайского сурьмяного ком-
бината им. М. В. Фрунзе установлен каскад из трех камер ФППМ
(диаметр машин 500, 450 и 375 мм, высота — 5 м). В качестве
аэраторов использованы перфорированные резиновые трубки раз-
мером 10X2 мм, на 1 см длины которых имеется 60—70 отвер-
стий. Сравнение работы ФППМ с работой машины ФМ 1,2, ис-
254
пользуемой для перечистки флотоконцентрата, показывает, что
селективность флотации в противоточной машине в несколько раз
выше. Внедрение каскада ФППМ на Кадамжайской фабрике поз-
волило повысить содержание сурьмы в товарных концентратах
на 7,5 % и извлечение сурьмы на 1,7 %. С 1975 г. каскад ФППМ
работает в схеме фабрики (рис. 12.1).
На ЦОФ «Березовская» ПО «Кузбассуголь» была установлена
двухкамерная машина ФППМ-40 (рис. 12.2). Средняя произво-
дительность машины по пульпе составляет 600—700 м3/ч, по твер-
дому—70—80 т/ч. При близких технологических показателях
(у = 86 °/о, Ак=8,8%, Аотх =64%) и рабочем объеме пневмати-
ческой и механических машин (МФУ-2-63) металле- и энергоем-
кость ФППМ-40 в 3 раза меньше. Площадь, необходимая для ее
установки, меньше в 2 раза.
На Кафанской обогатительной фабрике Зангезурского медно-
молибденового комбината в операции основной флотации внедрена
пневматическая прямоточно-противоточная машина ФП-25ПП
(объем камеры 25 м3). Сравнительные испытания этого аппарата
и ранее эксплуатировавшейся аэролифтной машины АФМ-45 по-
казали более чем двукратное повышение содержания меди в кон-
центрате (18,9 и 7,4%) при некотором снижении извлечения
(77,3 и 80,1 %), что объясняется, в частности, большой высотой
пены (30—40 см). Анализ кривых кинетики и эффективности
флотации показывает, что скорость флотации в машине ФП-25ПП
на 40 % выше, т. е. 1 м3 объема машины ФП-25ПП соответствует
по технологической эффективности 1,6—1,8 м3 объема машины
АФМ-2,5.
В Гинцветмете созданы пневматические флотационные машины
чанового типа объемом от 1 до 100 м3. Машины испытаны при
обогащении различных руд цветных и редких металлов. Замена
восьми камер машины «Механобр-5» основной флотации и шести
аналогичных камер контрольной флотации на Приморской обога-
тительной фабрике на однокамерную машину ФП-10 (объем
10 м3) позволила повысить содержание вольфрама в концентрате
на 17% при доновременном повышении извлечения с 66,4 до
70,1 % и уменьшении времени флотации на 30 %.
Установка машины ФП-10 в цикле флотации на Чорух-Дайрон-
ской медно-молибденовой фабрике позволила повысить содержа-
ние Мо в концентрате в 1,5 раза, а его извлечение в концентрат
на 5%. Значительно улучшились показатели при установке ма-
шины чанового типа ФП-40 на Сорской ОФ.
На одной из золотоизвлекательных фабрик пачуки сорбцион-
ного выщелачивания переоборудованы под пневматические фло-
тационные машины объемом 80 и 100 м3. В результате при неко-
тором снижении потерь драгоценных металлов содержание золота
в концентрате основной флотации возросло с 53 до 80 г/т, а со-
держание серебра — с 342 до 562 г/т.
Сравнительные испытания чановой машины ФП-40 и пневмо-
механической флотомашины Денвер ДР-500 были проведены
255
g Таблица 12.1
02 Практика эксплуатации пневматических флотационных машин на отечественных обогатительных фабриках
Предприя i ие Сырье, операция Тип и размеры аппаратов Производи- тельность по пульпе, М3/ч
ОФ Кадамджайского сурьмяного ком- Сурьмяные руды, перечистной цикл, ФПГ1М; О,!'ХО,5Х5,5 м; 40—50
бината основная и контрольная флотация 0,45X0,15Х м 0,37X0,37X5,5 м 0,8X1,8X6,5 м 20—25 10—15 60—80
Свинцовая фабрика Алмалыкского ГМК Свинцово-цинковая руда, контроль- ная флотация Машина со струйной аэрацией; диа- метр 2 м, высота 3,5 м 100
ОФ Африкандского рудоуправления Медно-никелевые руды, основная флотация 1X1X10 м 60—70
Сорская ОФ Медно-молибденовые руды, основная флотация ФП-40, диаметр 3,4 м, высота 5,2 м 200
ОФ Минцветмета СССР Золотосодержащие руды, доизвлече- ФП-80, диаметр 3,4 м, высота 11 м 400
ние благородных металлов, основная и контрольная флотация ФП-100, диаметр 3,4 м, высота 13 м 400—500
Тырныаузская ОФ Вольфрамовые руды ФП-10, объем 10 м3, диаметр 2 м, высота 5,2 м 40—60
ОФ Норильского ГМК Медно-никелсвые руды ФП-80, диаметр 3,4 м, высота 11 м 180-200
ОФ Минцветмета СССР Висмутовые руды ФП-40, диаметр 3,4 м, высота 5,2 м 150
Актюзская ОФ Редкоземельные руды, контрольная флотация ФП-1, объем 1 м3 5—10
17 Заказ № 60
ЦОФ «Березовская» Уголь, основная флотация ФППМ-40 (секционированная), объ- ем 40 м3 2,2Х4,4Х5,5 м j 600—800
ЦОФ «Шолоховская» То же ФППМ, объем 8 м3, 1,4Х1,4Х4,5 м 100—200
ОФ Шабровского талькового комби- ната Талько-магнезитовые руды, основная флотация ФППМ, объем 12 м3 30
Кафанская ОФ Зангезурского ММК Медные руды, основная флотация ФМ-25ПП, 1,8X2X5 м 300
ОФ Балхашского ГМК Медно-молибденовые руды, медная флотация ФППМ, объем 10 м3 40—50
ОФ Кингисеппского ПО «Фосфорит» Фосфориты Машина со струйной аэрацией, объем 12 м3 100—150
Комбинат «Уралкалий» Сильвинит ФППМ, площадь сечения 1,6 м2, вы- сота 8 м 120
Подмосковный горно-химический комбинат Сильвинит МПСГ-3; 3X3X3 м УФП-6,Зс; объем 6,3 м3 200—300 300
Текелейская ОФ Баритовая руда, контрольная флота- ция ФП-40, объем 40 м3 480—550
ОФ комбината «Ачполнметалл» Полиметаллические руды, цинковый цикл ФП-40, объем 40 м3 350
ОФ Минцветмета СССР Борсодержащая руда, основная фло- тация ФППМ, диаметр 0,65 м, высота 5,5 м (пневмогидравлический аэратор) н/д
g Таблица 12.2
00 Практика эксплуатации пневматических флотационных машин за рубежом
Страна, предприятие Сырье (операция)
Канада
ОФ «Мине Гаспе», «Геко», «Бран- Медные и медно-молибденовые руды
суик», «Гибралтар», «Лорнекс», «Хаймонт», «Опемиска», «Айленд Коппер», «Бренда» (основная и перечистные флотация)
ОФ «Шеффервилл» Железные руды
ОФ «Поларис» ФРГ Свинцово-цинковые руды (перечист- ки концентратов)
ОФ «Вестерхольт» Уголь
Рур Уголь
Рур, ОФ «Вестерхольт» Уголь
ОФ «Вестерхольт» Уголь
Рур Свинцовые руды Уголь Апатит
США
ОФ «Чнно» Медно-молибденовые руды (молиб- деновая перечнстная и контрольная флотация)
ОФ «Сан Мануэль» Медно-молибденовые руды (перечист- ная флотация коллективного концент- рата)
Фирма, параметры аппарата (способ аэрации) Производи- тельность по пульпе, м’/ч
«Колэми флотейшен» 0,45X0,45X12 м; 8
0,9X0,9X12 м; 30
1,8X1,8X12 м; (через перфорирован- 120
ные или пористые материалы) «Колэми флотейшен», диаметр 0,3 м «Колэми флотейшен», диаметр 0,6 м, Н. д.
10
высота 10 м «МАН-ГХХ» (в отдельной камере) «МАН-ГХХ» (струйная) 500
«МАН-ГХХ», диаметр 4,1 м, высота 550
4,6 м «МАН-ГХХ», диаметр 4,6 м, высота 800—1000
5,1 м «Давкра», объем 2 м3 (циклонная) «Давкра» 89
Н. д.
«МАН-ГХХ», объем камеры разделе- 100
ния 8,5 м3 «Колэмн флотейшен», диаметр 0,4 м, 12
высота 11,4 м, диаметр 0,6 м, высо- та 11,6 м, диаметр 0,3 м, высота 1:1,5 м Диаметр 1,5 м, высота 12 м 100
ОФ «Пинто Биллей» ОФ «Кипрус Сьеррита» ОФ «Кипрус Сьеррита» ОФ «Коппер Клнфф» Медно-молибденовые руды (молибде- новый цикл, перечнстная и контроль- ная флотация) Медно-молибденовые руды (молибде- новая перечнстная флотация) Медно-молибденовая перечнстная флотация Медные руды (перечнстная флота- ция)
ОФ «Солт Лейк» Флюоритовые руды (основная фло- тация и перечнстная флотация)
г. Питсбург Уголь
Шт. Монтана Уголь Фосфориты
Шт. Флорида Фосфориты
Австралия ОФ «Риверсайд» Уголь (флотация тонких шламов)
Либерия «Бонг Майиинг» Железные руды
Испания ОФ «Магнезитас Наваррас» Магнезит
«Колэмн флотейшен», диаметр 0,6 м, высота 7,6 м (через тканевый аэра- тор) «Колэмн флотейшен», диаметр 0,9 м, высота 15 м (через тканевый аэра- тор) Диаметр 2 м, высота 15 м Н. д.
>»
«Колэмн флотейшен», диаметр 1,1 м, высота 11,1 м; диаметр 1,8 м, вы- сота 11,1 м (через аэратор из пер-
форнрованной резины) «ЮСБМ», диаметр 6 см, высота 5,5 м; диаметр 6 см, высота 4,2 м н. д.
(генераторы пузырьков вне камеры) «Колэмн флотейшен», 0,46 X 0,46 X X 12,2 м (через перфорированные 10
трубки) «Дейстер Консентрейтор», объем 19 м3 «Денстер Консентрейтор» (пневмати- Н. д. п
ческий или от эжектора)
«Денстер Консентрейтор», диаметр 4 м, высота 1,5 м (пиевмогидравли- 5,
ческнн
«Колэмн флотейшен» диаметр 1,7 м, высота 8 м (через тканевый аэратор 150
и перфорированные трубки) Н, д.
«МАН-ГХХ», объем камеры разделе- ния 8,5 м3 (в отдельной камере) «МАН-ГХХ», объем камеры разделе- ния 8,5 м3 15
Продолжение табл. 12,2
Страна, предприятие Сырье (операция) Фирма, параметры аппарата (способ аэрации) Производи- тельность по пульпе, м3/ч
Великобритания Уголь «Дидс» Н. д.
Индия Графит (основная и перечистная фло- тация) «Колэмн флотейшен», диаметр 0,25 м 5
Франция ОФ «Теодор» Сильвинит «Мииемет», диаметр 2,1 м, высота 1,5 м (в отдельной камере) Н. д.
Бразилия Апатиты «МАН-ГХХ», диаметр 4,5 м, высота 5,1 м 500
Чили
ОФ «Лос Бронзас» Медные руды (перечистная флота- ция) Диаметр 0,9 м, высота 12 м; диаметр 0,45 м, высота 12 м (через тканевый аэратор) Н. Д.
Перу ОФ «Куйон» Медно-молибденовые руды (перечист- ная флотация) «Колэмн флотейшен», диаметр 1,8 м, высота 12,1 м (через тканевый аэра- тор)
Папуа — Новая Гвинея ОФ «Бугенвиль» Медные руды (основная и перечист- ная флотация) «Давкра», объем 5,7 м3
ПНР Серные руды «КФП», объем 5 м3 70
НРБ
ОФ «Медет» Медные руды (основная флотация) ФП-40, объем 40 м3 450
Питание
Рис. 12.1. Каскад противоточных колонных флотационных машин ФППМ:
/ — бак питания; 2 — приемник концентрата; 3, 4, 5 —камеры; 6, 9 — шиберный карман;
7 — аэролифт; 8 — люк диспергатора
в цикле медной флотации ОФ «Медет» (НРБ). При большой по-
даче питания (более 7 м3/мин) эффективность единицы объема
пневматической машины одинакова с пневмомеханической,
а с уменьшением подачи питания она падает.
Колонная флотационная машина диаметром 0,65 м и высотой
5,5 м установлена в цикле основной флотации борсодержащей
руды. Замена в этой машине резиновых диспергаторов воздуха на
пневмогидравлические аэраторы позволила увеличить степень
аэрации и оптимизировать дисперсный состав газовой фазы. В ре-
зультате извлечение В20з возросло с 64 до 71 %, а извлечения
Fe2O3 и СаСО3 снизились на 30 и 40 % соответственно.
Флотационная машина УФП-6,ЗС объемом 6,3 м3 со струйными
аэраторами испытана в основной флотации сильвина на одной из
калийных обогатительных фабрик. Время флотации сократилось
в 2,8 раза по сравнению с установленными ранее флотационными
машинами с кипящим слоем при возрастании извлечения с 90 до
95 %. Удельный расход электроэнергии составляет 1 кВт-ч/т, что
вдвое ниже, чем для серийных машин. Производительность по
пульпе 305 м3/ч при содержании твердого в питании 60 %. Улуч-
шение показателей обусловлено в основном улучшением флоти-
руемости крупных классов сильвина (—3+1 мм).
Интересен опыт замены пневматических аэраторов струйными
в колонной противоточной машине ФППМ-10 объемом 10 м3.
261
Питание
Рис. 12.2. Флотационная противоточная пневматическая машина ФППМ-40
с камерой объемом 40 м3:
/ — диспергатор воздуха; 2 — успокоительные решетки; 3 — камера; 4 — приемник пенного
продукта; 5, 6распределители питания; 7— поплавок; 8 — шиберная заслонка; 9 — шибер-
ный карман; 10 — отверстие для перетока пульпы в шиберный карман
В камере, конструкция которой разработана И. Н. Дымко и
В. М. Богомоловым, установлены пять струйных аэраторов
(рис. 12.3), расход воздуха — до 160 м3/ч при подаче пульпы до
100 м3/ч. Промышленные испытания флотационной машины при
извлечении металлов из хвостов цинковой флотации свинцовой
фабрики Алмалыкского ГМК подтвердили возможность сущест-
венного улучшения технологических показателей.
На основе выполненных в ИПКОН АН СССР исследований
была сконструирована и изготовлена малотоннажная опытно-
промышленная пневматическая пульсационная флотационная ма-
шина ППФ-2 с объемом камеры 0,7 м3. Она представляет собой
камеру прямоугольного сечения размером 0,4X1 м, высотой
2,26 м, в которой расположен прямоугольный камерный аэратор.
Внутри аэратора горизонтально помещены перфорированные пла-
стины с отверстиями диаметром 20 мм. Между перфорированными
пластинами установлены проставки, с помощью которых можно
изменять расстояние между пластинами от 10 до 40 мм. Пульси-
рующий воздух подводится к аэратору по трубе от клапанного
пульсатора, укрепленного на ресивере. Для проведения техноло-
262
гических испытаний по флотации
грубозернистого продукта фосфо-
ритовой руды машина ППФ-2
была установлена на одной из
секций обогатительной фабрики
ПО «Фосфаты» и обогатительной
фабрике Зыряновского свинцово-
го комбината.
Сравнительные промышлен-
ные испытания машины ППФ-2 и
механической флотационной ма-
шины ФМР-25 показали, что при
флотации грубозернистой фрак-
ции фосфоритовой руды извлече-
ние Р2О5 в машине ППФ-2 в
1,5—2 раза выше, чем в машине
ФМР-25. Концентрат стабильного
качества при большом его вы-
Рис. 12.3. Пневматическая флотаци-
онная машина со струйным аэрато-
ром:
Z — камера ФППМ; 2 — струйные аэра-
торы; 3 — насос
ходе был получен на машине
ППФ-2. Удельная производительность промышленного образца
ППФ-2 — 0,47 м3/(мин-м3), а механической машины ФМ.Р-25 —
0,32 м3/ (мин • м3).
Установлено, что при флотации в одной камере неклассифици-
рованной фосфатной руды извлечение ценного компонента в ма-
шине ППФ-2 выше, чем в машине механического типа. Пульса-
ционная аэрация обеспечивает более высокое извлечение фосфат-
ных минералов из тонких классов крупности. Выход пенного
продукта из классов —0,1 + 0,047 и —0,047 мм в машине ППФ-2
примерно в 2,5 раза выше, чем в машине ФМР-25.
Испытания этой машины при флотации фосфатных руд на
Подмосковном горно-химическом комбинате показали, что при
производительности 24 т/ч и содержании в исходном 8,6 % Р2О5
извлечение Р2О5 составило 90%, а содержание в концентрате
Р2О5—17—18 %. Использование колонных машин позволило уп-
ростить технологическую схему фабрики, исключив контрольную
и перечистную флотации.
На обогатительной фабрике комбината «Белорускалий» кас-
кадно (с перепадом между соседними камерами 0,5 м) были уста-
новлены три колонные машины. Площадь сечения камеры каж-
дой машины 1 м2, высота — 3 м. Пески гидросепаратора после
перемешивания с полиакриламидом направлялись в колонну, очи-
щались в ней от свободной глины и поступали на флотацию силь-
винита. Производительность машины по пульпе составила 100—
116 м3/ч, по твердому — 30—50 т/ч.
На фабрике «Мине Гаспе» (Канада) использование
трех операций флотации в колонных аппаратах размерами
0,45X0,45X12, 0,9X0,9X12 и 1,8X1,8X12 м позволило заме-
нить 13 перечистных операций в механических флотационных
машинах.
263
Извлечение молибдена при этом повысилось с 40 до 70 %
что обусловлено улучшением селекции класса —30 мкм вследствие
снижения интенсивности перемешивания в аппарате, подачи про-
мывной воды в зону очистки, большой высоты пенного слоя (1 —
1,3 м) и уменьшения циркулирующей нагрузки в схеме. Установ-
ленная на фабрике «Мине Гаспе» в операции медной перечистки
колонна диаметром 1,8 м с целью улучшения структуры потоков
разделена вертикальными перегородками на четыре секции. Воз-
дух подается через перфорированные эластичные трубки. Стаби-
лизация уровня пульпы обеспечивается регулированием расхода
промывной воды. Приведенные скорости пульпы и воздуха состав- '
ляют соответственно 1,5 и 0,9—2,7 см/с.
На фабрике «Гибралтар Майнз» (Канада) в 1984 г. были про- :
ведены сравнительные испытания обычного трехстадиального пе-
речистного цикла с колонной флотацией грубого медного концент-
рата. Заданное качество концентрата (30 % Си) достигается при
одностадиальной флотации в колонне. Для полного извлечения
меди (более 98%) хвосты перечистки направляют на контроль-
ную колонную флотацию. Уменьшение фронта флотации позво-
ляет существенно сократить расход депрессора меди и повысить
рентабельность обогащения. Для повышения стабильности про-
цесса колонные флотационные машины на фабриках «Гибралтар
Майнз» и «Мине Гаспэ» снабжены системами автоматического ре-
гулирования скорости разгрузки камерного продукта (по соотно-
шению потоков питания и хвостов), расхода промывной воды (по
уровню пульпы в колонне) и расхода воздуха в зависимости от
газосодержания в камере, расхода промывной воды и питания и
требований к концентрату.
В настоящее время на фабрике «Гибралтар Майнз» установ-
лены три колонны диаметром 2,2 м и высотой 12 м в цикле пере-
чистной флотации медного концентрата, которые заменили 16 ка-
мер механических флотационных машин объемом 8,5 м3 каждая.
В цикле молибденовой флотации этой фабрики 11 перечисток за-
менены четырьмя операциями колонной флотации. Корпус колонн
изготовлен непосредственно на фабрике из стандартных труб.
Аэратор представляет собой перфорированные металлические
трубки, покрытые фильтротканью. Срок их службы — 2—10 мес.
С целью уменьшения размера пузырьков от 3 до 0,7 мм и повы-
шения надежности аэрации устанавливают диспергаторы воздуха
из эластичных материалов. Внедрение колонных флотационных
машин в молибденовом и медном цикле приносит ежегодную при-
быль в размере соответственно 50 и 1200 тыс. канадских долла-
ров с учетом капитальных затрат на производство и установку
аппаратов. Следует подчеркнуть, что стабильная работа колонных
машин возможна только при наличии указанных систем автомати-
ческого регулирования параметров процесса.
На фабрике «Бренда» (Канада) две колонны диаметром 85 см
заменили 9 операций перечистки молибденового концентрата, еще
три такие колонны установлены в цикле медной перечистной фло-
264
тации. Установка пяти колонн позволила заменить 50 камер обыч-
ных флотационных машин и тем самым существенно сократить
расход электроэнергии, упростить схему флотации, снизить цир-
кулирующие нагрузки, ввести систему оптимального автоматиче-
ского управления по кривым обогатимости с учетом технико-эко-
номических показателей обогащения.
В настоящее время колонную флотацию применяют на боль-
шинстве обогатительных фабрик Канады, перерабатывающих мед-
но-молибденовые руды.
Аппараты пневматического типа были успешно испытаны для
обогащения угля. Противоточная пневматическая флотационная
машина диаметром 5 м и высотой 6 м (производительность
80 т/ч) установлена на фабрике компании «Танома Коал» (США).
Две колонные машины установлены в цикле перечистки
коллективного концентрата на обогатительной фабрике
«Сан Мануэль» (США), перерабатывающей медно-молибденовые
руды.
Расчет размеров аппаратов, проведенный по методике
Г. С. Добби и Дж. А. Финча, показал, что следует установить две
колонны диаметром 1,5—1,8 м и высотой 12 м. В качестве аэра-
торов (площадью по 1,5—2 м2) используют секции дискового
фильтра с фильтротканью из полипропилена. Срок службы
ткани — 2 мес. Расход промывной воды в технологическом режиме
меняется в пределах 0,2—0,5 см/с. Флотация в двух параллельно
работающих колоннах заменила две стадии флотации в машинах
«Аджитейр» (28 камер объемом 1,13 м3 в I стадии и 8 камер во
II стадии) при сохранении тех же технологических показателей.
Б. В. Клинган и Д. Р. Мак-Грегор провели анализ показателей
работы колонных аппаратов, из которого следует, что при замене
обычных флотационных машин на колонные в операциях пере-
чистки молибденового концентрата необходимое время флотации,,
рассчитанное с учетом производительности по пульпе, снижается
в среднем на 22%, а в цикле медной флотации — увеличивается
на 39 %. Причины столь существенного различия не выяснены,
можно предположить, что продолжительность пребывания в ко-
лонне медных частиц большого размера отличается от времени
пребывания пульпы вследствие седиментации. Кроме того, гидро-
динамика элементарного акта в машинах импеллерного и колон-
ного типов отличается, поэтому коэффициент масштабного пере-
хода зависит от свойств флотируемого материала.
В США испытан канадский вариант колонны при флотации
угольного шлама. Эксперименты проводили на аппарате квад-
ратного сечения со стороной 45,7 см и высотой 12,2 м. Ввод пита-
ния осуществляли на высоте 9,2 м. Над машиной установлен
коллектор, обеспечивающий орошение пены струями воды. Ре-
зультаты испытаний показали, что колонна удовлетворительно ра-
ботает при содержании твердого в питании 8—12 %, что соответ-
ствует плотности пульпы в механических машинах. Средние ре-
зультаты флотации при зольности питания 30,8 % следующие:
265
Тип флотационной машины
Зольность, %
концентрата ............
отходов ..............
Выход концентрата, % .
Колонная Механиче-
ская
6,6 12,8
75,6 72,2
63,8 72
Эксплуатационные расходы также ниже при использовании ко-
лонны. Расход реагентов и электроэнергии составил 1/3 эксплуата-
ционных расходов по традиционной схеме. Полученные резуль-
таты показали целесообразность испытаний колонны большего
размера (183X183 см) производительностью 16—20 т/ч.
В Великобритании разработана и испытана колонна «Лидс»,
позволяющая проводить в одной камере основную и перечистные
операции путем интенсификации процессов, протекающих в пене
(см. рис. 5.11). Сравнительные полупромышленные испытания
флотации угольного шлама показали, что применение колонны по-
зволяет снизить содержание глины в пене с 21 до 9,5 %. Иссле-
довали способность к фильтрованию пены, полученной в колонной
машине и в обычной («Денвер»), При фильтровании пены ма-
шины «Денвер» в осадке содержалось глины и воды соответст-
венно на 2—5 и 2—8 % больше, чем в осадке, полученном после
фильтрования пены колонной машины. Снижение содержания
глины в пене на 2 и 5 % уменьшает продолжительность фильтро-
вания соответственно в 2 и 4 раза, а при использовании флоку-
лянта — в 10 раз. Осадок с меньшим содержанием глины менее
вязкий и хорошо рассыпается, что очень важно для последующей
сушки.
Намечается применение колонных машин для обратной флота-
ции пирита из чернового угольного концентрата. При исследова-
нии установлена более высокая удельная производительность и
селективность колонной флотации по сравнению с обычной,
в особенности при переработке плотных пульп (содержащих до
17 % твердого).
При обогащении более плотных пульп повышается производи-
тельность аппарата при неизменном времени флотации, уменьша-
ется потребление свежей воды и удельный расход пенообразова-
теля. Все это снижает эксплуатационные затраты при замене
обычной флотации на колонную.
Для обогащения тонких угольных частиц целесообразно при-
менение насадочной колонны (см. рис. 5.9, в), разработанной
Д. Янгом. Исследование работы аппарата с размерами О,6ХО,6Х
Х7 м, заполненного шестью пакетами тонких рифленых пластин
(30X30 см), на опытной фабрике Американского электроэнергети-
ческого института в Хопер Сити показало возможность получе-
ния концентрата зольностью менее 2 % (производительность —
около 200 кг/ч при содержании в питании более 85 % класса
—20 мкм и 10 % твердого). Для полного раскрытия сростков пе-
ред флотацией уголь измельчают. Флотация в насадочной барбо-
тажной колонне, габаритные размеры которой 0,18X0,18X7 м,
266
обеспечивает лучшие показатели обогащения, чем восьмистади-
альная обычная флотация при обогащении немагнитной фракции
железной руды, содержащей 75 % класса —30 мкм и 20 % твер-
дого в пульпе. Удельная производительность при флотации желез-
ных руд в насадочной колонне — 0,36 т/(ч-м3), что втрое превы-
шает аналогичный показатель механических флотационных ма-
шин. К преимуществам данных аппаратов относится стабильность
показателей в камерах различных размеров при постоянных зна-
чениях удельной производительности по пульпе и расхода воздуха
и реагентов, что облегчает переход от лабораторных исследований
к промышленному применению. Получаемую водноугольную сус-
пензию используют в качестве жидкого топлива.
На фабрике «Риверсайд» (Квинсленд, Австралия) установлена
противоточная колонная флотационная машина для обогащения
сверхтонкого угля (60—70 % класса —38 мкм) из сливов гидро-
циклонов. Высота зоны минерализации аппарата — 6,2 м, зоны
очистки — около 1 м (из них пена занимает около 0,6 м), произ-
водительность по пульпе—150 м3/ч (содержание твердого 4%)-
Расход промывной воды в пенный слой — 30 м3/ч. При указанных
условиях из питания зольностью 30—55 °/о получают концентрат
зольностью 6—9 °/о (извлечение горючей массы 70—80 %)- Обо-
гащение столь мелкого угля в обычных флотационных машинах
неэффективно вследствие интенсивного механического выноса.
В результате установки колонны в схеме обогащения фабрики
«Риверсайд» общее извлечение угля существенно увеличилось.
Срок окупаемости колонной машины с учетом стоимости уста-
новки фильтров для обезвоживания дополнительного количества
концентрата не превышает 9 мес. Уровень пульпы контроли-
руется кондуктометрическими датчиками, идентифицирую-
щими фазу (пульпа или пена) на уровне их погружения. В ко-
лонне установлено 17 датчиков (на разной глубине), степень
перекрытия трубопровода разгрузки хвостов изменяется автома-
тически обратно пропорционально суммарному электрическому
току через все датчики.
Интересен опыт применения колонны для получения чистого
графита в Индии. Для получения в механических флотационных
машинах концентрата с содержанием углерода 91 % из сырья,
содержащего его 50%, необходимо пять-шесть перечистных опе-
раций, при этом общее извлечение редко превосходит 60 %. Испы-
тания, проведенные с использованием колонн диаметром 75 и
250 мм, аналогичных по конструкции машине П. Бутина, но с по-
дачей промывной воды на пенный слой, показали возможность
получения в одной операции концентрата с содержанием углерода
до 96 %, что свидетельствует о преимуществах применения проти-
воточных аппаратов в перечистном цикле.
Сравнительные испытания колонны и машины «Денвер» про-
водились на пробе молибденовой руды предприятия «Капе Мак-
ковик» (Лабрадор). Использовали колонну канадского образца
диаметром 50 мм и высотой 8 м.
267
Так как качество концентрата основной флотации в колонне
значительно лучше, чем при флотации в механической машине, ;
четыре первые операции, предусмотренные схемой, заменили
двумя. При равном извлечении металла степень концентрации и
содержание молибдена в концентрате значительно (более чем
в 3 раза) выше при флотации в колонне, чем в обычных камерах,
что свидетельствует о более высокой селективности процесса в ко-
лонне. При исследовании влияния на показатели флотации в ко-
лонне и механической машине регуляторов (жидкого стекла, циа-
нида и бихромата калия для депрессии, соответственно, кварца,
пирита и галенита со сфалеритом) были получены близкие ре-
зультаты, однако расход депрессоров в колонне был на 30 % ниже,
чем в механической машине. Это подтверждает мнение авторов
колонны о депрессирующем действии нисходящего потока шлама,
поэтому расход химического депрессора может быть уменьшен.
Колонная флотация успешно испытана также для обогащения
хромитовых и фосфоритовых руд в США. Исследовалось два типа
аэраторов: перфорированные трубки и аэрационная камера, рас-
положенная вне машины. В аэрационную камеру, заполненную
стеклянными шариками диаметром 1 мм, поступают вода и воз-
дух под давлением 0,4 МПа, а водовоздушная смесь — в нижнюю
часть флотационной колонны. Аэратор позволяет получать боль-
шое количество тонкодисперсного воздуха. Размер пузырьков
изменяется от 0,1 до 3 мм в зависимости от расхода вспенивателя.
Колонная флотационная машина обеспечивает идентичные пока-
затели с импеллерной при обогащении сырья крупностью 100—
230 мкм, однако происходит значительное улучшение селекции
тонких (—100 мкм) и крупных ( + 230 мкм) частиц. При колон-
ной флотации необесшламленной хромитовой руды при оптималь-
ных условиях получен концентрат, содержащий 41,5 % Сг2О3 при
извлечении 95 % (аналогичные показатели для механической ма-
шины составляют соответственно 35,6 и 87%). Показатели фло-
тации флюорита в колонне с крупными пузырьками (диспергация
воздуха через перфорированные трубки) следующие: содержание
CaF2 в концентрате 90,9 % при извлечении 86,8 %. При обычной
флотации получают концентрат, содержащий 67,4 % CaF2, при
его извлечении 90,4%. Продолжительность флотации в колонной
машине в 2 раза меньше.
Американские исследователи отмечают преимущества колон-
ных аппаратов по сравнению с импеллерными флотационными ма-
шинами при обогащении хромитовых и других руд:
отпадает необходимость в предварительном обесшламливании
и перечистных операциях;
большая скорость флотации;
улучшение качества концентрата при увеличении извлечения
ценного компонента;
уменьшение производственных площадей;
отсутствие движущихся частей;
простота автоматизации;
268
низкие капитальные и эксплуатационные затраты.
Восьмикамерная пневматическая машина «Хейлпат-Миллер»
объемом около 23 м3 с вихревыми аэраторами (см. рис. 5.14) ис-
пытана в цикле флотации угля на фабрике «Альфгус» (США).
При производительности 400 м3/ч извлечение угля составило
90%, а доля удаляемой в хвосты золы — 66,5 % (те же показа-
тели для механических флотационных машин составляют
соответственно 87,5 и 61 %). Повышение эффективности
флотации обусловлено в основном улучшением селекции крупных
классов.
Подача воздуха в виде воздушной смеси осуществляется
также в аппаратах «Флотэйр», производимых фирмой «Дейстер
Консентрэйтор» (США). Основная область применения этих ма-
шин — обогащение крупнозернистых фосфоритовых руд, поскольку
они позволяют эффективно разделять частицы размером до 1,2 мм.
Промышленная эксплуатация аппаратов «Флотэйр» позволила
увеличить извлечения фосфатов в среднем на 13,6 % (с 73,5 до
87,1 %) по сравнению с извлечением в механических машинах при
некотором улучшении качества концентрата. Повышение извлече-
ния объясняется в основном флотацией фракции +750 мкм.
Колонны «Флотэйр» установлены также на четырех фабриках
в США, перерабатывающих медно-молибденовые руды. Аппараты
объемом 19,1 м3 используют в операциях основной флотации и до-
извлечения металлов из предварительно обесшламленных хвостов.
Замена механических флотационных машин на машины «Флот-
эйр» позволила при неизменном времени флотации повысить со-
держание меди и молибдена в концентрате основной флотации
в 1,5—2 раза при увеличении извлечения соответственно на 6 и
12 %. При доизвлечении металлов из хвостов флотации примене-
ние машин «Флотэйр» позволило повысить извлечение меди на
12—15 % при сокращении времени флотации на 50 %. Повышение
эффективности процесса обусловлено в основном лучшей флота-
цией тонких (—44 мкм) и крупных ( + 150 мкм) фракций в колон-
нах. Эти аппараты намечено применять для обогащения крупных
фракций меди в ЮАР.
С 1985 г. машина «Флотэйр» объемом 19,1 м3 установлена
также в схеме обогащения угля на фабрике «Танома» (США).
Исследования показали следующие преимущества данных флото-
машин по сравнению с механическими: уменьшение зольности на
5 % и содержания серы в концентрате на 0,3 % при постоянном
извлечении горячей массы и снижении извлечения золы и серы
в концентрат; возможность флотации более крупных частиц; сокра-
щение механического выноса глинистых шламов в пену.
Для доизвлечения угля из хвостов концентрационных столов
на фабрике «Веллмор» (США) установлена пневматическая ма-
шина «Флотэйр» (рис. 12.4). При крупности питания большей,
чем в обычных флотомашинах (76—79 % класса +150 мкм), из-
влекается 22—54 % угля из материала, ранее направляемого
в хвосты (зольность питания 42—56%, зольность хвостов — 61 —
269
Рис. 12.4. Схема цепи аппаратов обогатительной фабрики «Беллмор» (США):
1 — грохот; 2 — зумпф; 3 — насос; 4— гидроциклон; 5 — механическая флотационная машина
«Вемко»; 6 — колоиная флотационная машина «Флотэйр»; 7 — сгуститель; 8— концентра-
ционный стол
82 %, содержание твердого — 46—59 %). Установка этих машин
намечена и на других углеобогатительных фабриках США.
В ФРГ интенсивно проводятся работы по созданию пневмати-
ческих флотационных машин, в которых аэрация и разделение
пульповоздушной смеси осуществляются в разных емкостях. Пер-
воначально в камере аэрации пульпы и минерализации пузырьков
были установлены несколько перфорированных полиэтиленовых
трубок с диаметром отверстий от 5 до 100 мкм. Пульповоздуш-
ную смесь в камеру разделения вводят либо в виде струи, либо
тангенциально. Последний способ обеспечивает ускорение разде-
ления пульповоздушной смеси в центробежном поле (окружная
скорость пульпы 1—2 м/с). Флотационные машины данной кон-
струкции с объемом камеры разделения 40 м3 и производитель-
ностью по пульпе до 1000 м3/ч установлены для доизвлечения
угольных шламов из оборотной воды на одной из фабрик Рура.
Показатели обогащения следующие:
Продукт ..............................
Зольность, %..........................
Содержание класса — 10 мкм, °/о . . . .
Концентрация твердого, %..............
Питание Концентрат Хвосты
<50 5—10 75
50 Н. д Н. д
10—70 200 Н. д
Приведенные показатели были получены при уменьшении вре-
мени флотации в 2 раза и сокращении расхода электроэнергии
на 1 м3 пульпы в 3 раза. При установке аппарата в цикле обыч-
ной угольной флотации (80 % класса —0,3 мм) были получены
270
результаты, близкие к результатам обогащения на механической
флотационной машине при снижении расхода собирателя с 600 до
350 г/т.
Сравнительные испытания показали возможность замены
восьми камер основной и трех камер перечистной флотации одной
пневматической флотационной машиной рассматриваемого типа
в цикле очистки гравитационного и магнитного железных концен-
тратов на фабрике компании «Бонг Майнинг» (Либерия). Пнев-
матическая флотация оказалась менее чувствительной к колеба-
ниям плотности пульпы, с ее помощью можно получать сверхчи-
стый железный концентрат.
При исследовании флотации магнезита (Испания) в пневма-
тической машине установлена возможность повышения извлечения
по сравнению с трехстадиальной флотацией в механическом аппа-
рате при практически неизменном качестве концентрата.
Флотация апатитовых руд (ФРГ) резко интенсифицируется
при применении аппарата рассматриваемой конструкции. Необхо-
димое время флотации снижается с 15 до 4 мин, что позволяет
в одну стадию получить концентрат, содержащий 35 % РгО5
(а=12°/о) при извлечении Р2О5 более 90 %. При применении
обычных флотационных машин для достижения таких показате-
лей необходима схема флотации с двумя контрольными и двумя
перечистными операциями. Гранулометрическим анализом уста-
новлено значительное повышение извлечения частиц размера около
10 мкм и крупнее 500 мкм в пневматической машине по сравне-
нию с импеллерной.
Возможность извлечения ультратонких частиц позволяет при-
менять пневматические машины для дофлотации свинца и цинка
из слива сгустителей. При концентрации твердого в питании
12 г/л, содержании в нем РЬ и Zn соответственно 1,5 и 2,2 % и
крупности частиц менее 10 мкм удается получить концентрат, со-
держащий 27 % РЬ(е = 30 %) и 43 % Zn(e=45 %).
В настоящее время учеными ФРГ разработана и внедрена
улучшенная конструкция аэрационного устройства, основанного
на эжекционном механизме: щелевой аэратор (см. рис. 6.5, в) и
аэратор «Хош» (см. рис. 6.5,г), которые позволяют повысить со-
отношение расходов пульпы и воздуха до 1 : 1,5. Эти аэраторы
проработали 15 тыс. ч без значительного износа. Производитель-
ность по пульпе аппарата с объемом камеры разделения 45 м3 —
800 м3/ч при концентрации угля в питании 45—75 г/л. Такие аппа-
раты применяют для обогащения весьма тонких угольных частиц
(66 % класса —45 мкм). При средней зольности питания 37 %
содержание золы в концентрате и хвостах составляют в среднем
соответственно 10 и 70 %, выход концентрата — около 80 %, кон-
центрация в нем твердого — более 200 г/л. Такие показатели
были получены при времени флотации 2,5—3 мин, что вдвое
меньше необходимой продолжительности процесса в механических
флотационных машинах. Затраты электроэнергии также невысоки
и составляют 0,15 кВт/м3 пульпы, а установочная площадь втрое
271
меньше площади, необходимой для размещения механических ма-
шин. Эти факторы наряду со стабильностью процесса обеспечили
значительный экономический эффект от внедрения пневматиче-
ской флотационной машины с эжекционными аэраторами.
Таким образом, анализ данных по промышленной эксплуата-
ции различных конструкций пневматических машин у нас в стране
и за рубежом показывает существенные технологические и тех-
нико-экономические преимущества этих аппаратов перед тради-
ционно применяемыми при обогащении полезных ископаемых ме-
ханическими и пневмомеханическими флотационными машинами.
12.2. ПРИМЕНЕНИЕ ПЕННОЙ СЕПАРАЦИИ ПРИ
ОБОГАЩЕНИИ ЗОЛОТО- И СЕРЕБРОСОДЕРЖАЩИХ РУД
Возможности использования машин пенной сепарации при обога-
щении золото- и серебросодержащих руд обусловлены незначи-
тельными силами отрыва частиц от пузырька. В зависимости от
вещественного состава руд пенную сепарацию испытывали для
изучения возможности: полной замены флотационного процесса,
пенной сепарации песков и флотации шламов при одностадиаль-
ных схемах измельчения, пенной сепарации продукта I стадии из-
мельчения с последующим доизмельчением хвостов и их флотацией.
Пенные сепараторы устанавливали как в открытом цикле измель-
чения, так и в замкнутом с возвращением на пенный слой про-
дуктов классификации хвостов пенной сепарации. Полупромыш-
ленные испытания пенной сепарации проводили на Балейской
опытной фабрике, промышленные — на Березовской и др. На од-
ной фабрике процесс внедрен в схему переработки руды.
На действующей обогатительной фабрике Березовского руд-
ника руду обогащают по гравитационно-флотационной схеме. Ру-
доподготовка представлена трехстадиальным дроблением и одно-
стадиальным измельчением (до 15 % класса +0,42 мм). В каче-
стве собирателя используют бутиловый ксантогенат калия (90 г/т
руды), а в качестве вспенивателя Т-66 (30 г/т руды).
Значительная крупность конечного продукта измельчения и
низкое содержание золота в хвостах флотации послужили основа-
нием для проверки возможности повышения крупности измельче-
ния руды и испытания пенной сепарации этого продукта. Пенный
сепаратор установлен в схеме цепи аппаратов после одной из ша-
ровых мельниц, работающих в замкнутом цикле с грохотом. На
грохоте устанавливали шпальтовую сетку с шириной щели 1,7 мм.
Нижний продукт грохочения обесшламливался в гидроциклоне,
слив которого объединялся со сливами классификаторов других
мельниц и подавался на флотацию. Пески гидроциклона направ-
лялись на основную сепарацию.
Для сепарации была установлена двухкамерная машина
ФПС-16, одна из камер использовалась для основной сепарации,
другая — для контрольной. Концентрат контрольной сепарации по-
ступал на перечистку в отсадочную машину. Перед основной сепа-
272
рацией контактирование пульпы с реагентами осуществлялось
в мельнице, перед контрольной — в лопастном смесителе. Расход
реагентов, г/т руды: БКК—150, Т-66 — 60, смесь мазута с ди-
зельным топливом при отношении 2:1 — 100. Аполярный реагент
подавали в контрольную сепарацию с целью извлечения в пенный
продукт крупных сульфидов и сростков.
В ходе промышленных испытаний средняя производительность
мельницы возросла от 20 до 33 т/ч благодаря повышению круп-
ности измельчения руды от 15 до 40 % класса +0,42 мм. Потери
золота с хвостами сепарации идентичны фабричным потерям, из-
влечение золота повысилось на 1,8 %, концентрат сепарации ана-
логичен по выходу и качеству концентрату флотации.
Внедрение пенной сепарации позволило перейти на безотход-
ную технологию, получая из хвостов два строительных продукта —
щебень и песок. Ожидаемый экономический эффект 528 тыс. руб.
в год.
На опытной фабрике рудника «Балей» с целью проверки влия-
ния самоизмельчения на показатели обогащения была испытана
схема переработки руды в двух вариантах: флотация и полная
пенная сепарация с гравитационным обогащением в начале про-
цесса. При сопоставлении результатов испытаний вариантов тех-
нологических схем выявлено, что показатели обогащения матери-
ала крупностью —2 мм пенной сепарацией аналогичны показате-
лям флотационного обогащения продукта, содержащего 15 °/о
класса +0,4 мм. Пенная сепарация позволяет получать более бо-
гатые по содержанию золота концентраты, более проста в экс-
плуатации и снижает расход электроэнергии.
На одной из фабрик страны, где начали перерабатывать руды
с пониженным содержанием золота, испытана схема с примене-
нием пенной сепарации при повышенной крупности измельчения,
что позволило увеличить объем переработки и сохранить выпуск
металла на достигнутом уровне. Технология переработки руды на
действующей фабрике предусматривает: двустадиальное дробле-
ние в открытом цикле с ручной сортировкой руды после I стадии
дробления; одностадиальное измельчение с отсадкой слива мель-
ниц; сгущение и флотацию слива спиральных классификаторов.
На флотацию поступает продукт, содержащий 18—22 % класса
+ 0,1 мм и 25—30 % твердого. Флотация в течение 19 мин осуще-
ствляется в нейтральной среде при расходе реагентов, г/т руды:
БКК — ЮО, Т-66 — 90. Установку для пенной сепарации монтиро-
вали на сливах классификаторов. Она предусматривала основную
и две контрольные операции в однокамерных машинах ФПС-16
с перемешиванием реагентов перед основной сепарацией в мельни-
цах, перед контрольными — в барабанных смесителях конструкции
Иргиредмета. Хвосты второй контрольной сепарации направляли
в отвал.
Для повышения крупности измельчения руды в цикле измель-
чение—классификация использовали спиральные классификаторы.
Для этого у классификаторов убирали пороги, поднимали на
18 Заказ № 60
273
определенную высоту спирали, уменьшали расход подрешетной
воды в отсадочные машины и ход диафрагм. Повышение содержа-
ния твердого в сливе классификаторов от 18 до 50 % позволило
увеличить крупность измельченного продукта (от 18 до 45 %
класса +0,1 мм) и производительность мельниц (в 1,4 раза).
В период промышленных испытаний пенной сепарации сравнивали
показатели обогащения руды флотацией и пенной сепарацией.
Пенную сепарацию применяли в течение 5 мес. Средние пока-
затели обогащения при ее использовании оказались выше, чем на
действующей фабрике при флотационном обогащении,— техно-
логическое извлечение золота возросло на 2%, концентрация зо-
лота в конечном концентрате повысилась в среднем на 20 г/т при
снижении потерь металла с хвостами фабрики от 0,5 до 0,3 г/т.
Повышение производительности мельниц позволило отказаться от
ручной сортировки руды.
На основе контрольного опробования пенная сепарация была
рекомендована к внедрению в схему обогащения фабрики. Реаль-
ный экономический эффект за 5 мес эксплуатации составил 50 тыс.
руб. Вместе с тем из-за систематического повышения в перера-
батываемой руде тонкодисперсного золота и сульфидов начали
возрастать потери золота с хвостами. Общее извлечение Au упало
на 5 %
По рекомендации Иргиредмета с целью снижения потерь ме-
талла с отвальными хвостами на фабрике было введено двуста-
диальное измельчение. При этом пенную сепарацию использовали
как межцикловую операцию после I стадии измельчения, что поз-
волило благодаря повышению крупности руды до 0,8 мм высво-
бодить мельницы для последующего доизмельчения хвостов пен-
ной сепарации (до 96—98 % класса —0,074 мм) и сохранить пла-
новую производительность фабрики. Дополнительная флотация
хвостов пенной сепарации (по данным лабораторных исследова-
ний) позволит сохранить прежний уровень извлечения. Промыш-
ленные испытания предложенной технологии полностью подтвер-
дили результаты лабораторных исследований.
Вовлечение в переработку серебряных руд со сложным веще-
ственным составом предопределяет необходимость изыскания эф-
фективной технологии и оборудования с целью получения высоких
технологических показателей при снижении трудовых и матери-
альных затрат.
Первое освоение пенной сепарации в схеме обогащения сереб-
росодержащей руды осуществлено на одной из фабрик ВПО «Со-
юззолото». Руда, поступающая в переработку, относится к раз-
ряду труднообогатимых и представлена образцами кварц-полево-
шпатового и кварц-родонитового состава с тонкой вкраплен-
ностью серебросодержащих минералов и незначительным содер-
жанием сульфидов со степенью окисления по сере около 50 %.
Практически все рудные и породообразующие минералы содержат
серебро в форме тонких выделений сложных и изменчивых
соединений.
274
Таблица 12.3
Распределение серебра по классам крупности в питании
и концентрате пенной сепарации
Класс крупности» мм Содержание классов, % Концентрация серебра, г/т Распределение серебра, %
Пнтанне Концентрат Питание Концентрат Питание Концентрат
+0,5 2,8 216 1,9
—0,5+0,315 7,9 2,2 208 544 5,1 0,3
—0,315+0,16 29,5 11,3 185 2376 17,2 7,1
—0,16+0,08 33,6 24 219 3566 23 22,6
—0,074 26,2 62,5 643 4233 52,8 70
Исходный про- дукт 100 100 319 3782 100 100
В схеме цепи аппаратов на пенные сепараторы (ФПС-16П)
поступают хвосты винтовой сепарации слива классификатора I
стадии измельчения. Пенные сепараторы работают в замкнутом
цикле измельчения и классификации, хвосты сепарации после до-
измельчения направляются на флотацию.
В период освоения пенной сепарации определены факторы,
влияющие на показатели обогащения руды со сложной вкраплен-
ностью ценных компонентов. Одним из основных факторов, обус-
лавливающих эффективность процесса, является удельная произ-
водительность по питанию. Увеличение последней за счет цирку-
лирующей нагрузки (пески гидроциклонирования хвостов пенной
сепарации после доизмельчения) способствует повышению извле-
чения серебра и золота на 15—20 %.
Из данных, приведенных в табл. 12.3, следует, что в пенный
продукт извлекаются минералы флотационной крупности (92,6 %
металла находится в классе —0,16 мм), извлечение серебра в клас-
сах —0,16 + 0,074 мм и —0,074 мм составляет соответственно 27,2 и
65,4 %.
При увеличении содержания класса —0,074 мм в питании пен-
ной сепарации от 23,8 до 61,8 % извлечение серебра возрастает
более чем в 2 раза при незначительном изменении выхода и каче-
ства концентрата. При более крупном питании (26,1—27,4 %
класса —0,074 мм) извлечение серебра понижается до 33,8—39,5 %
вследствие неполного вскрытия серебросодержащих минералов.
Такая закономерность, не типичная для пенной сепарации вообще
(в практике пенной сепарации обычно обогащают обесшламлен-
ные продукты крупностью —2 +0,44 мм), объясняется смешанной
вкрапленностью серебросодержащих минералов, требующей более
тонкого измельчения.
18*
275
Перерабатываемые на фабрике руды характеризуются разли-
чиями вещественного состава и значительными колебаниями со-
держания серебра. При поступлении с плановым содержанием ме-
талла пенный продукт получается требуемого качества при его
выходе от руды 2,5—3%. При снижении содержания серебра
в руде концентрат, при сохранении его выхода, направляется на
перечистную флотацию. Эффективность перечистки высока (97—
98%), так как в концентрат пенной сепарации извлекаются лег-
кофлотируемые минералы благородных металлов с применением
в качестве собирателя БК.К и вспенивателя Т-66.
В период освоения процесса установлено, что пенной сепара-
цией из хвостов гравитационного обогащения извлекается до 40 %
серебра и до 30 % золота в форме легко обогатимых минералов.
Это создает благоприятные условия для флотации окисленных ми-
нералов. Пенная сепарация сокращает необходимое время фло-
тации, в случае исключения сепарации из схемы для достижения
аналогичных качественных показателей фронт флотации должен
быть увеличен на 35 %.
По результатам исследований пенная сепарация предусмот-
рена в проекте строительства нового предприятия. Однако следует
отметить, что промышленное серийное производство пенных сепа-
раторов в СССР не налажено. Выпускаемые по индивидуальным
заказам пенные сепараторы ФП-2,5 и ФП-6,5 не оснащены систе-
мой автоматического контроля, а узел аэрации (резиновые диспер-
гаторы) является слабым звеном в конструкции машины. Эти об-
стоятельства затрудняют широкое промышленное освоение пенной
сепарации.
12.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПЕННОЙ
СЕПАРАЦИИ И КОЛОННОЙ ФЛОТАЦИИ КАЛИЙНЫХ РУД
К наиболее распространенным и перспективным для использова-
ния типам калийных руд относят сильвинитовые, различающиеся
по химическому и минеральному составу, морфологическим осо-
бенностям и текстурно-структурным характеристикам рудной за-
лежи.
Поскольку калийные руды, и особенно сильвинитовые, в ос-
новном представлены водорастворимыми солями хлоридного и
сульфатного типов, главная специфическая особенность их флота-
ционного обогащения заключается в использовании в качестве
жидкой фазы насыщенных растворов электролитов. Так, для силь-
винитовых руд хлоридного типа с небольшим (не более 1 %) со-
держанием карналлита в растворе содержится 10—11 % хлорида
калия, 20—21 % хлорида натрия и 68—69 °/о воды (при темпера-
туре 20 °C концентрация раствора 5,7—5,8 моль/л, поверхностное
натяжение 83 мН/м).
Применение насыщенных солевых растворов, состав которых
существенно изменяется под действием внешних условий (темпе-
ратура окружающей среды, состав руды, колебания водного ба-
976
ланса фабрик и др.), усложняет физико-химические взаимодейст-
вия фаз и реагентов, влияющие на технологические показатели,
и специфические требования к конструктивным элементам обору-
дования. Кроме того, технологическая особенность обогащения ка-
лийных руд связана с вещественным составом нерастворимых
в воде примесей (нерастворимый остаток — н. о.), характеризуе-
мых, как правило, весьма сложным минеральным составом, вы-
сокой дисперсностью и поверхностной активностью частиц,
различием структурных ассоциаций с солевыми минералами
и т. д.
И, наконец, последняя важная особенность — морфогенетиче-
ские и текстурно-структурные характеристики основного полезного
минерала сильвинитовых руд (сильвина), определяющие его по-
верхностную активность, вкрапленность, наличие минеральных
включений и изоморфных примесей в кристаллах и т. д.
Основные требования, предъявляемые к процессам флотацион-
ного обесшламливания, сводятся к высокой селективности про-
цесса обесшламливания без интенсивного разрушения на стадиях,
предшествующих флотации сильвина, сростков минералов н. о.
с сильвином и галитом.
Результаты лабораторных исследований кинетики флотации
н. о. узких классов крупности и их смеси показали, что высокая
скорость флотации н. о. достигается в сравнительно разбавленных
суспензиях (при содержании твердого 30%). Скорость флотации
увеличивается с уменьшением крупности частиц (оптимальная
крупность 0—0,2 мм).
При обогащении калийных руд Верхнекамского месторождения
применяют флотационные машины ФМ 6,3 КС для флотации н. о.
крупностью не более 3 мм. Однако в этих машинах интенсивные
потоки в зоне камеры над решеткой разрушают солевые зерна.
Так, содержание классов +0,5 мм в суспензиях до и после шла-
мовой флотации, осуществляемой в течение 10—12 мин на маши-
нах ФМ. 63 КС на фабрике Третьего рудоуправления ПО «Урал-
калий», снижалось на 25 %. Значительно меньше переизмельчение
солевых зерен наблюдается при размере их в исходной суспензии
не более 1 мм.
Селективность процесса шламовой флотации в этих машинах
при крупности частиц в исходной суспензии 0—3 и 0—0,8 мм не-
велика.
С целью улучшения результатов шламовой флотации н. о. из
калийных суспензий испытывались колонные флотационные ма-
шины типа КФ (см. рис. 4.14) и МПСГ и машины МПСГ-ЗИ ме-
ханического типа (см. рис. 4.16) с подачей исходной суспензии
в зону пенного продукта, что обеспечивало противоточное движе-
ние частиц и пузырьков воздуха.
Положительные результаты получены при очистке чернового
шламового продукта, выделенного в I стадии гидромеханического
обесшламливания (слив гидроциклонов), с применением машин
ФПСГ производительностью до 160 м3/ч [12 м3/(ч-м3)].
277
На основе этой машины были разработаны более производи-
тельные машины МПСГ первоначально пневматического (подача
сжатого воздуха 6—7 м3/мин через перфорированные резиновые
трубки), а затем механического (МПСГ-ЗИ) типов производи-
тельностью 600—800 м3/ч [12 м3/(м3-ч)].
В настоящее время машины МПСГ успешно работают на фаб-
рике Второго рудоуправления ПО «Уралкалий». Каждая заменяет
три гидросепаратора диаметром 10 м. При работе этих машин
на сливе гидроциклонов I стадии обесшламливания содержание
н. о. в пенном продукте составило 60—64 %, а КС1 — 7—10 %
(с промывкой водой или рассолом) и 15—18 % (без орошения во-
дой). Аналогичные результаты получены при использовании ма-
шин МПСГ-ЗИ на фабрике Третьего Березниковского рудоуправ-
ления. К недостаткам работы машин МПСГ и МПСГ-ЗИ отно-
сится отсутствие автоматических систем управления уровнем
машины, что отрицательно сказывается на показателях работы и
производительности труда.
В процессе исследований установлено, что флотацию шламов
целесообразно осуществлять из суспензий, классифицированных по
крупности 0,25—0,5 мм, например, в гидроциклонах. При этом ре-
комендуется следующее оборудование: для основной шламовой
флотации из суспензий с частицами крупнее 0,25 мм — флота-
ционные машины ФМ 6,3 КС; для основной шламовой флотации
из суспензий с частицами мельче 0,5 мм, а также для очистки
черновых пенных шламовых продуктов или шламовых продуктов
гидромеханического обесшламливания — машины пенной сепара-
ции глубокие (МПСГ или МПСГ-ЗИ).
В 60-е гг. сельским хозяйством было выдвинуто требование
о поставках хлористого калия в гранулированном и крупнокри-
сталлическом виде. Одним из эффективных путей его получения
является метод крупнозернистой флотации, основанный на пенной
сепарации частиц сильвина крупностью 0,8—3 мм.
Разработку технологии флотации частиц сильвина повышенной
крупности нельзя считать законченной. Адсорбционные и флота-
ционные свойства частиц сильвина крупнее 0,5 мм отличаются от
свойств более мелких частиц. Эффективное обогащение их воз-
можно при:
предварительном кондиционировании с собирателем плотной
(не менее 60 % твердого) тщательно обесшламленной калийной
суспензии;
разделении гидрофобизированных частиц сильвина крупнее
2 мм обычной флотацией:
разделении гидрофобизированных частиц сильвина крупностью
1—4 мм пенной сепарацией.
При флотации частиц сильвина повышенной крупности меха-
низм действия реагентов сложен и недостаточно изучен. Эффек-
тивность собирателя, в частности, зависит от морфогенетических
особенностей кристаллов сильвина и крупности флотируемых зе-
рен. Для флотации зерен молочно-белого сильвина крупностью
278
1 —1,25 мм и красного крупностью 0,6—1 мм достаточно использо-
вать аминный собиратель (алифатические амины С16—С20 в форме
гидрохлорида). Дальнейшее повышение крупности флотируемых
частиц возможно с применением эмульсии амина и аполярного
реагента. При крупности флотируемых частиц 1,2—1,6 мм соотно-
шение амина и аполярного реагента в эмульсии 1 : 2,5; при круп-
ности частиц 3—4 мм — до 1:10. Однако общим обязательным
технологическим приемом остается предварительное кондициони-
рование плотной исходной суспензии с собирателем.
Аппараты-кондиционеры для этого приема должны обеспечи-
вать равномерное перемешивание плотной суспензии без разру-
шения твердых частиц. В настоящее время на калийных фабриках
для этой цели используют двухспиральные горизонтальные ме-
шалки КР конструкции Госгорхимпроекта. Продолжительность
перемешивания в них должна быть в пределах 120—150 с.
Как показали опыты, беспенная флотация гидрофобизирован-
ных частиц сильвина крупностью до 1,2—2 мм (в зависимости от
их морфологических особенностей) может осуществляться из объ-
ема суспензии, например, в машинах ФМ 6,3 КС. Дальнейшее
повышение крупности флотируемых частиц до 3—4 мм возможно
при использовании пенной сепарации.
Флотация сильвина из верхнекамской руды крупностью 1,2—
1,5 мм осуществляется из суспензии, утяжеленной частицами не-
флотируемого минерала, например галита. При этом вероятность
удержания вынесенного на поверхность машины комплекса ча-
стица сильвина—пузырек возрастает, кроме того, снижаются отры-
вающие усилия (вследствие уменьшения турбулентности потоков
в машине при уплотнении суспензии). С учетом этого повышается
эффективность флотации более крупных (до 1,4 мм) частиц силь-
вина.
Указанный технологический принцип был реализован путем
возврата на флотацию через мельницу надрешетного продукта,
получаемого при классификации по крупности 0,8 мм хвостов
флотации. Схема была реализована на третьей секции фабрики
Первого рудоуправления ПО «Уралкалий». Установлено, что ис-
пользование схемы контрольной флотации хвостов с доизмельче-
нием их крупных фракций в мельнице позволило повысить про-
изводительность секции по руде на 25—30 %, увеличить содер-
жание в черновом флотоконцентрате класса +0,7 мм с 5 до 30 %.
Однако эффективность перечистных операций более крупного кон-
центрата была ниже — основная часть крупных фракций не фло-
тировалась.
Классификация чернового концентрата по крупности 0,7 мм
с выводом надрешетного продукта в качестве готового концен-
трата позволила повысить стабильность всего процесса флотации
и увеличить содержание класса +0,7 мм в готовом концентрате
с 15 до 30%. Однако при этом на 0,7 % снизилось содержание
КС1 в готовом продукте. Изменение этого показателя и повыше-
ние за счет циркуляции части хвостов затрат электроэнергии
279
исключило возможность внедрения данной технологии на отече-
ственных фабриках.
На фабрике Второго Березниковского рудоуправления
(БКРУ-2) была разработана и внедрена схема радиальной фло-
тации сильвина. Флотацию мелкозернистого (0—0,7 мм) силь-
вина из суспензий осуществляли в машинах ФМ. 6,3 КС.
Для флотации сильвина крупностью 0,7—3 мм применяли пен-
ную сепарацию в машинах ФПС-16 при предварительном переме-
шивании плотной обесшламленной гидромеханическим способом
суспензии с эмульсией гидрохлорида амина С16—С20 и аполярного
реагента (остаточного экстракта фенольной очистки масел
ФАК-81) в соотношении по массе 1 : 10. Основную и контрольную
операции осуществляли после обезвоживания и вторичного пере-
мешивания с реагентами хвостов основной флотации. Суммарное
извлечение КС1 составило 90—93 %, в том числе в основной опе-
рации— 87—88 %, при содержании КС1 в суммарном концентрате
88—89 %. Выход крупнозернистого готового продукта составляет
40 % всей продукции.
Дальнейшие исследования позволили разработать более эф-
фективную схему флотации крупнозернистого сильвина, преду-
сматривающую флотацию из неклассифицированных суспензий
мелкозернистого (менее 0,8 мм) сильвина аминами, а затем пен-
ную сепарацию сильвина крупностью 0,8—3 мм и классифициро-
ванных по крупности 0,6—0,8 мм хвостов флотации.
Флотационные опыты по флотируемости сильвина из руды раз-
личной крупности были проведены на пробах руды БКРУ-1 ПО
«Уралкалий». Показано, что высокое извлечение КС1 в концен-
трат при флотации в одну стадию можно достигнуть при измель-
чении руды до 0,5 мм (8 = 98,3 %) и 0,8 мм (8 = 96,1 %), более вы-
сокая селективность получена при измельчении до 0,8 и 1,2 мм.
С целью повышения крупности эффективно флотируемых ча-
стиц были проведены опыты по схеме, предусматривающей: ос-
новную флотацию аминами; классификацию и обезвоживание хво-
стов основной флотации; перемешивание крупных (более 0,5 мм)
фракций хвостов с аминами или эмульсией его с нефтепродук-
тами; контрольную флотацию сильвина в механических флотаци-
онных машинах или машинах пенной сепарации.
На фабрике БКРУ-3 была исследована двухстадиальная схема
флотации с применением механических флотационных машин.
В качестве собирателя использовали амин или эмульсию амина
с ФАК-81 в различных соотношениях. Применение двухстадиаль-
ной флотации (крупность руды 0—1,2 и 0—1,6 мм) с дополни-
тельным кондиционированием крупных фракций с собирателем
позволяет успешно флотировать аминами сильвин из суспензии
с частицами крупностью 0—1,2 мм (8 = 95,5%), а при использо-
вании эмульсии (отношение амина к ФАК 1:2,5)—частиц силь-
вина крупностью 0—1,6 мм (8 = 94,9 %).
Из анализа результатов исследований следует, что наиболее
низкое извлечение КС1 в концентрат характерно для классов
280
+ 0,5 мм и особенно +0,8 мм, а нестабильность процесса влияет
прежде всего на извлечение сильвина из этих классов.
Двухстадиальная схема флотации эффективна также при фло-
тации руды обычной крупности (0—0,7; 0—0,8 мм), так как по-
зволяет на 2—3 % повысить извлечение К.С1 за счет дополнитель-
ной флотации сильвина из класса +0,5 мм.
Важная задача в технологии флотации крупных частиц силь-
вина — вывод из чернового концентрата крупных фракций в виде
готового продукта и ведение перечистных операций флотации
фракций оптимальной крупности. В качестве примера такого тех-
нологического решения можно отметить успешно работающий узел
классификации крупной фракции чернового концентрата на фаб-
рике БК.РУ-3, позволяющий эффективно обогащать руду при по-
вышенной производительности секции по руде.
Результаты опыта промышленной проверки разработанных
технических решений по флотации крупных частиц сильвина по-
зволят окончательно обосновать и рекомендовать к внедрению
эффективную технологию обогащения сильвинитовых руд с учетом
морфогенетических особенностей сильвина.
12.4. ОБОГАЩЕНИЕ ЧИАТУРСКИХ МАРГАНЦЕВЫХ
ШЛАМОВ В ПНЕВМАТИЧЕСКИХ ФЛОТАЦИОННЫХ МАШИНАХ
На действующих в ПО «Чиатурмарганец» семи обогатительных
фабриках (ЦОФ-1, ЦОФ-2, ПерОФ, № 25-Бис, ОФ-29, НОФ-Дар-
квети, ЦДФ) получаемые при обогащении шламы по трубопро-
воду перекачиваются на Центральную флотационную фабрику
(ЦФФ). Проектная технологическая схема ЦФФ предусматривала
разделение минералов в механических флотационных машинах.
Однако большие (до 30 %) потери металла в сливах обесшламли-
вания, связанные с необходимостью тонкого измельчения перед
пенной флотацией, вынудили исследователей и производственни-
ков применить пенную сепарацию. Основные направления техно-
логической модернизации фабрики были предложены Ш. Д. Гри-
галашвили.
Исходные шламы ЦФФ крупностью 0—2 мм представлены
в основном механической смесью карбонатных и окисных минера-
лов марганца и пустой породы. Пенная сепарация позволяет обо-
гащать шламы без измельчения, что снижает потери окисных ми-
нералов. По этой причине содержание марганца в питании ма-
шин пенной сепарации ФПС-16 увеличилось по сравнению с меха-
ническими машинами в карбонатном цикле с 8—И до 11,3—
15,6 %, в окисном — с 7,5—8,6 до 9,6—15 %.
Более бедное питание механических машин обусловлено пере-
измельчением сравнительно богатых окисных минералов марганца
с большими потерями их при сгущении перед флотацией. В ре-
зультате проведения карбонатной пенной сепарации перед окис-
ной содержание окисных минералов в питании окисной пенной
281
сепарации увеличивается и на нее поступает материал с соотно-
шением карбонатных и окисных минералов 1 :3.
Данные изучения вещественного состава исходных шламов
ЦФФ подтверждают преимущества процесса пенной сепарации,
позволяющей исключить измельчение и примерно в 2 раза умень-
шить потери псиломелана, содержание которого в питании пенной
сепарации составляет 12%, а в питании пенной флотации — 4—
6 %.
На фабрике реализована селективная схема обогащения, пре-
дусматривающая перемешивание с реагентами, основную карбо-
натную и окисную пенную сепарацию, одну перечистку карбонат-
ного концентрата и две — окисного.
Результаты лабораторных исследований и промышленной прак-
тики селективной пенной сепарации по основным показателям до-
статочно сходны. Разделение карбонатных, окисных минералов и
пустой породы осуществляется с помощью МСТМ, соды и жид-
кого стекла. Увеличение расхода МСТМ в карбонатной сепарации
увеличивает как содержание, так и извлечение металла в кон-
центрат. Это объясняется тем, что в карбонатный концентрат
извлекаются окисные минералы марганца. Оптимальным расхо-
дом МСТМ в карбонатную пенную сепарацию можно считать 1—
1,5 кг/т, при котором содержание Мп в карбонатном концентрате
повышается до 23%, а содержание SiO2 не превышает 16%.
Оптимальный расход МСТМ в окисной пенной сепарации
2,5 кг/т, а продолжительность перемешивания 15 мин. Давление
воздуха в аэраторах 0,12 МПа, содержание твердого в пульпе при
перемешивании 55—60 %.
Практика ЦФФ показала, что селективную пенную сепарацию
следует проводить, регулируя размеры воздушных пузырьков.
Лучшие результаты при сепарации пиролюзита были получены
при подаче мелких пузырьков. На результаты сепарации кальцие-
вого родохрозита размер пузырьков не оказывает существенного
влияния, что обусловлено его сравнительно малой плотностью и
повышенной флотационной активностью.
Значительное улучшение процесса пенной сепарации марган-
цевых шламов достигается также правильным регулированием
толщины пенного слоя. Оптимальное значение высоты пенного
слоя при окисной пенной сепарации находится в пределах 40—
55 мм. С уменьшением высоты пенного слоя снижается содержа-
ние ценного компонента в концентрате, а с увеличением высоты —
извлечение металла в концентрат. При карбонатной пенной сепа-
рации с уменьшением высоты пенного слоя ниже 75—80 мм
вследствие перехода окисных минералов марганца в карбонатный
концентрат селективность процесса существенно ухудшается.
На процесс пенной сепарации существенное влияние оказывает
изменение таких параметров, как производительность по питанию,
температура и плотность пульпы, продолжительность перемеши-
вания, расходы реагентов (сода, жидкое стекло, талловое мыло,
соляровое масло), воздуха и воды.
282
Практикой работы секции пенной сепарации на ЦФФ установ-
лены следующие оптимальные значения параметров:
Производительность одной камеры машины, т/ч . . .
Продолжительность перемешивания, мин:
с жидким стеклом................................
с собирателем ..................................
Содержание твердого в пульпе при перемешивании, %
Расход воздуха на одну машину, м3.................
Давление воздуха, МПа ............................
Крупность питания, мм.............................
Расход в карбонатном (числитель) и окисном (знамена-
тель) цикле, кг/т:
жидкого стекла..................................
таллового мыла..................................
солярового масла................................
20—25
8—10
15—18
55—65
2
0,11—0,13
<1
(0,54-0,8)/0,1
(0,84-1,1)/(2,14-12,7)
(0,54-0,8)/(1,64-2)
Показатели сепарации, полученные при оптимальных значениях
параметров, следующие:
Выход концентрата, % исходного шлама:
карбонатного ..................................... 6—12
окисного ......................................... 4,5—10
Содержание Мп, %:
в концентрате:
карбонатном ...................................... 20—25
окисном ........................................ 34—37
в хвостах, полученных:
без контрольной сепарации..................... 6—7
с контрольной сепарацией........................ 5—5,5
Извлечение Мп в концентрат, %:
карбонатный ........................................ 15—20
окисный........................................... 15—25
Содержание SiO2 в концентрате, %:
карбонатном ........................................ 15—16
окисном ........................................ 16—17
Содержание Р в концентрате, %:
карбонатном ........................................ 0,318
окисном .......................................... 0,227
Крупные и тонкие классы концентратов по сравнению со сред-
ними классами обеднены марганцем. Окисный концентрат круп-
нее карбонатного. Основные потери марганца в хвостах прихо-
дятся на классы крупнее 0,5 мм (табл. 12.4).
На ЦФФ ПО «Чиатурмарганец» испытана новая конструкция
колонной машины (рис. 12.5).
В аппарате камера установлена под острым углом к горизонту
с возможностью его изменения. Аэраторы размещены вдоль сте-
нок камеры машины. Предусмотрена возможность индивидуаль-
ной подачи воздуха в каждую секцию, при этом пеноприемники
размещены вдоль противоположных боковых стенок камеры над
аэраторами. Такое расположение пеноприемников обусловливает
своевременный вывод минерализованных пузырьков из объема
пульпы и сохранение флотокомплекса. Пульпа, предварительно
обработанная реагентами, поступает в камеру 3 через загрузоч-
ное устройство. Легко флотируемые частицы закрепляются на
283
Таблица 12.4
Характеристика продуктов обогащения по классам крупности
Класс крупности, мм Карбонатный концентрат Окисный концентрат Хвосты
Выход, % Содержа- ние Мп, % Выход, % Содержа- ние Мп, % Выход, % Содержание Мп, %
-3+1 2,1 10,3
—1+0,5 2,4 18 10,3 29,6 20,5 6,7
—0,5+0,25 23,2 21,7 41,1 35,7 30,6 4,6
—0,25+0,16 34,6 22,7 29,1 36,5 27,7 2,1
—0,16+0,1 22,6 22,8 13,3 28,5 13 1,7
—0,1+0,071 6,5 22,3 3 38,6 2,5 1,7
—0,071+0,04 6,5 21,5 1 37,7 2 1,7
—0,04 4,2 10,1 1,2 32,1 1,6 2,5
—з+о 100 22,1 100 36 100 3,9
пузырьках воздуха, поднимающихся от аэратора 5, и разгружа-
ются через устройство разгрузки пенного продукта 6. Труднофло-
тируемые частицы движутся вдоль камеры машины и по мере
перемещения закрепляются на пузырьках воздуха, подаваемого из
аэраторов 4 и 5. При этом в зависимости от степени флотируе-
мости частиц их селективная разгрузка осуществляется через
один из пеноприемников 2. Расход воздуха, подаваемого в каж-
дую секцию аэратора 4, расположенного по высоте камеры ма-
шины, регулируют с помощью вентилей.
При изменении типа обогащаемого материала (горно-химиче-
ское сырье, полиметаллические руды и др.) и условий ведения
флотации возникает необходимость изменения аэрогидродинами-
ческих характеристик процесса. Для этого с помощью приспо-
собления 1 (в данном случае лебедки) регулируют угол наклона
камеры и обеспечивают установку пеноприемников для фракцион-
ной разгрузки концентрата по флотируемости перпендикулярно
к горизонтальной плоскости.
Для определения максимального угла наклона колонны были
проведены флотационные опыты на марганцевых шламах. Луч-
шие результаты обогащения тонких шламов Чиатурского место-
рождения получены при установке колонны пневматической фло-
тационной машины под углом 30° к горизонту. Поэтому дальней-
шие исследования проведены именно при таком наклоне колонны.
Возможность регулирования подачи воздуха в каждой секции
и интенсивное выделение минерализованных пузырьков в пенопри-
емниках позволило получить из тонких шламов марганцевый кон-
центрат с содержанием Мп 21,4 % при его извлечении 57,71 %.
Так как в разработанном устройстве пеноприемники располо-
284
Рис. 12.5. Наклонная пневматическая колонная флотационная
машина
жены на некотором расстоянии друг от друга, в пространстве
между ними вследствие коалесценции воздушных пузырьков со-
здавалось препятствие для интенсивного выделения минерализо-
ванных пузырьков из объема пульпы.
Для предотвращения этого промышленный образец аппарата
выполнен в виде параллелепипеда. Пеноприемники размещены
на верхней части стенки камеры, их плавное сопряжение обеспе-
чивает скольжение пузырьков по направлению к пеноприемникам.
Машина изготовлена в центральной механической мастерской
ПО «Чиатурмарганец». Ее технологические показатели следую-
щие:
Производительность по питанию, м3/ч................... 120
Вместимость камеры, м3 8,5
Длина камеры, м........................................ 5
Площадь сечения камеры, м2........................... 1
Высота, м ............................................ 2,5
Аэраторы изготовлены в виде кассеты, состоящей из трех сек-
ций с индивидуальной подачей воздуха в каждую из них. Общая
285
Точки опробований
Рис. 12.6. Схема распределения точек опробования по длине колонны (а) и содер-
жание ценного компонента в отобранных пробах (б)
длина перфорированных резиновых трубок 160 м, число проколов
на 1 см их длины 70—80. Срок службы аэраторов 6 мес.
Расход воздуха в каждой секции регулировали вентилем, дав-
ление, зависящее от расхода воздуха, измеряли манометром.
В промышленных условиях исследовано влияние высоты пен-
ного слоя на технологические показатели флотации марганцевых
шламов. Испытания проводили при расходе пульпы и воздуха со-
ответственно 100 и 120 м3/ч. Содержание твердого в пульпе 5%.
Наилучшие показатели были получены при высоте пенного
слоя 20—30 см.
С увеличением высоты пенного слоя качество концентрата
должно улучшаться вследствие вторичной концентрации полезных
минералов по высоте пенного слоя, но при флотации тонких мар-
ганцевых шламов процессы синерезиса пены замедляются, так как
каналы Плато—Гиббса забиваются тонкими частицами и умень-
шаются дренирующие потоки.
Орошение пенного слоя водой даже при минимальных расхо-
дах промывной воды резко ухудшает качество концентратов фло-
тации тонких марганцевых шламов.
Содержание марганца постепенно уменьшается по длине ка-
меры (рис. 12.6), так как в разработанной машине отсутствует
продольное перемешивание пульпы.
В результате промышленной эксплуатации машины дополни-
тельно получен марганцевый коллективный концентрат с содержа-
нием Мп 22,82 % при его извлечении 57,84 %, который удовлетво-
ряет требованиям государственного стандарта.
Потери ценного компонента при обогащении марганцевых руд
связаны в основном с тонкими шламами (—40 мкм), которые
в виде сливов обесшламливания удаляются в хвостохранилище.
Содержание марганца в этом материале колеблется от 10 до
286
13 %, выход составляет 61 % °т шламов промывки или 29 % от
исходной руды.
Решение проблемы извлечения Мп из тонких шламов марган-
цевых руд связано не только с разработкой технологических ре-
жимов, но и с созданием машин и аппаратов большой произво-
дительности. С этой целью Институтом горной механики АН
ГССР на ЦОФ ПО «Чиатурмарганец» проводились испытания
пневматических флотационных машин колонного типа.
Флотационные реагенты, применяемые для обогащения песко-
вой части марганцевых шламов, неэффективны для обогащения
тонких сливов. Наряду с исследованиями параметров флотацион-
ной машины велись поиски новых собирателей. Испытывались
дважды сульфидированные соапстоки хлопкового масла (ВС-2),
сульфитное мыло, отходы производства себациновой кислоты
(ТЖК) и др.
Основные марганцевые минералы в шламах представлены пси-
ломеланом, пиролюзитом, кальциевым родохрозитом и мангано-
кальцитом; пустая порода содержит кварц, полевой шпат, глини-
стые минералы, гидроксиды железа, слюды и др.
Опытно-промышленная секция противоточных пневматических
флотационных машин с расчетной производительностью 60 м3 со-
стояла из четырех колонных машин, связанных между собой по
замкнутой схеме. Диаметры флотационных колонн 100, 450,
1000 мм, высота от 3 до 5 м. Технологическая схема опытной
секции была следующей: исходные шламы после перемешивания
с реагентами в чане объемом 8 м3 поступали в пневматическую
флотационную камеру диаметром 1 м и высотой 4,5 м; в камере
флотационной машины по всей высоте стояли крестообразные
успокоители пульпы. Отходы через зумпф грунтовым насосом по-
давались во второй чан объемом 8 м3. После перемешивания под-
готовленная пульпа поступала на контрольную флотацию во фло-
тационную колонну диаметром 1 м. Флотационные концентраты
основной и контрольной флотации аэролифтом подавались в чан
для перемешивания с реагентами перед первой перечистной фло-
тацией, туда же поступали хвосты второй перечистной флотации.
Первая перечистная флотация концентратов проводилась в ко-
лонне диаметром 0,45 и высотой 4,5 м, полученный концентрат
поступал в контактный чан объемом 0,1 м3, а промежуточный про-
дукт возвращался в основную флотацию.
Вторая перечистная флотация полученного концентрата осу-
ществлялась во флотационной машине, изготовленной из толсто-
стенного стекла, диаметром 0,1 м и высотой 3 м. На этой машине
получали окончательный продукт — марганцевый концентрат.
Обычно увеличение расхода воздуха и общей поверхности
пузырьков оказывает положительное влияние на флотацию тон-
ких шламов. Однако, как показала практика эксплуатации меха-
нических флотационных машин типа ФМ 3,2, на ЦОФ при полном
перекрытии всасывающих воздух патрубков, т. е. при сокращении
подачи в камеру воздуха, улучшались технологические показатели
287
флотации. Удельный расход воздуха при флотации марганцевых
шламов должен быть гораздо меньше, чем в других
случаях.
Выбор оптимального расхода воздуха для пневматической фло-
тационной машины диаметром 1 м проводили на ЦФФ при сле-
дующих условиях: расход эмульсии из МСТМ и солярового масла
в соотношении 2,5 : 1 10 кг/т; производительность машины по
пульпе 10 м3/ч содержание в шламе твердой фазы и марганца со-
ответственно 7 и 13,7 %. Высота пенного слоя 20 см, продолжи-
тельность проведения одного опыта 3 ч, приведенная скорость воз-
духа в пределах 0,03—0,01 см/с. В процессе исследований уста-
новлено, что лучшая селективность процесса достигается при
минимально возможном расходе воздуха, т. е. при такой его по-
даче, когда обеспечивается равномерное получение минимального
количества пенного продукта.
Скорость потока пульпы во флотационной камере зависит от
производительности машины. Опыты на флотационной машине
диаметром 1 м показали, что с увеличением скорости потока
пульпы с 0,5 до 2,1 см/с ухудшается селективность флотационного
процесса и снижается выход.
Полное объяснение результатов эксперимента в условиях фло-
тации марганцевых шламов возможно только после глубокого ис-
следования элементарного акта минерализации воздушного пу-
зырька и гидродинамики колонной машины.
Высота аппарата влияет на вероятность столкновения частиц
с пузырьками воздуха, их закрепления и выноса в пенный слой.
С увеличением глубины камеры продолжительность нахожде-
ния в ней воздушных пузырьков возрастает до 40 с, а с увеличе-
нием времени между моментом образования и моментом минера-
лизации повышается флотационная активность пузырьков.
Однако исследования, проведенные в ИГМ АН ГССР по изу-
чению адсорбционного равновесия на поверхности воздушного пу-
зырька в статических и динамических условиях, показали, что
вследствие большой разницы в механизме адсорбции ПАВ на по-
верхностях всплывающего и остановленного пузырьков неправо-
мерно экстраполировать результаты, полученные в статических
условиях, для всплывающего пузырька, когда вдоль направления
движения поверхности значительно изменяется адсорбция.
Кроме того, из результатов опытов по определению оптималь-
ной высоты аэрационной зоны в лабораторной колонной машине
следует, что при флотации олеатом натрия и подобными ему со-
бирателями по мере увеличения времени нахождения пузырьков
в пульпе их флотационная активность заметно снижается.
Намного раньше, исследуя действие олеата натрия на флота-
ционные свойства поверхности пузырьков воздуха, к аналогичному
мнению пришли В. И. Классен и С. А. Тихонов.
Влияние высоты зоны минерализации изучали на флотацион-
ных машинах диаметром 450 и 1000 м. По ходу опыта аэратор
опускали через каждые 3 ч на глубину 2; 2,5; 3; 3,5; 4; 4,5 м.
288
В качестве реагентов использовали мыло сырого таллового масла
(10 кг/т) и соляровое масло (2,5 кг/т).
С увеличением глубины аэрированной зоны содержание Мп
в концентрате падает с 23,1 до 17,4 %; выход концентрата увели-
чивается при опускании аэратора от 2 до 3 м до 21,3 %, при
дальнейшем опускании аэратора выход концентрата постепенно
снижается до 15,1 %.
Лабораторные исследования эффективности воздушных пу-
зырьков разных размеров методом фракционирования ми-
нерализованных пузырьков показали, что с уменьшением раз-
мера воздушного пузырька его селективные свойства ухудша-
ются. t
Установлено, что при повышении крупности пузырьков от 0,5
до 3 мм содержание Мп в концентрате возрастает на 4,5%,
а при флотации баритовых руд содержание полезного компонента
увеличивается на 9 %.
Опыты на ЦФФ показали, что при прочих равных условиях се-
лективность процесса флотации воздушными пузырьками с 5 =
= 3,2 мм на 3,7 % выше, чем пузырьками с 5 = 0,7 мм, а выход
концентрата в последнем случае на 4—5 % выше, чем при флота-
ции крупными пузырьками.
Это, вероятно, связано с тем, что при весьма низком расходе
воздуха, характерном для флотации марганцевых шламов, показа-
тели флотации определяются не скоростью элементарного акта
флотации, а свободной поверхностью пузырьков. При неизменном
потоке воздуха уменьшение размера пузырьков обусловливает
увеличение площади их поверхности, а также снижение скорости
подъема и, следовательно, повышение газосодержания в аппарате.
Вследствие этого выход концентрата возрастает, а его качество
ухудшается.
Улучшение качества концентрата с уменьшением глубины
всплывания происходит, вероятно, из-за уменьшения адсорбции
реагентов, в основном поверхностно-активного вещества, на по-
верхности всплывающих пузырьков.
При высоте аэрированной зоны более 3 м, несмотря на повы-
шение вероятности столкновения частиц с воздушными пузырь-
ками уменьшается число сфлотированных частиц. Такое измене-
ние объясняли перегрузкой воздушных пузырьков минеральными
частицами, уменьшением подъемной силы минерализованных воз-
душных пузырьков и выносом их с отходами флотации.
В рассматриваемом случае вследствие значительной крупности
воздушных пузырьков (5 = 3 мм) и низкой скорости противотока
(0,7 см/с) попадание минерализованных воздушных пузырьков
в отходы флотации из-за их перегрузки минералами малове-
роятно.
В процессе исследований на ЦФФ отходы из флотационной
колонны поступали в зумпф для дальнейшей транспортировки
центробежным насосом, минерализованных воздушных пузырьков
в них не наблюдалось.
19 Заказ № 60
289
Причину уменьшения выхода концентрата при чрезмерном уве-
личении глубины аэрации необходимо искать в условиях подго-
товки поверхности воздушной фазы и «возрасте» пузырьков.
Процессы вторичной концентрации в пенном слое всегда спо-
собствуют улучшению качества концентрата. Однако в случае
флотации марганцевых шламов с увеличением высоты пенного
слоя ухудшаются качественно-количественные показатели флота-
ции.
Преимущество колонных флотационных машин, заключающе-
еся в возможности регулирования высоты пенного слоя в широ-
ком диапазоне, не реализуется при флотации марганцевых шла-
мов. Вероятная причина этого — весьма слабая адгезия марганце-
вых минералов к воздушным пузырькам.
Минералы вымываются из каналов Гиббса потоками жидкости,
стекающими вниз, поэтому высоту пенного слоя при флотации
марганцевых шламов необходимо поддерживать на уровне, обес-
печивающем свободный перелив концентрата (с учетом колебаний
уровня пульпы), что соответствует примерно 10—15 см.
На основании результатов исследования колонных флотацион-
ных машин на опытно-промышленной секции ЦФФ проведены
промышленные испытания в течение 100 рабочих смен (перерабо-
тано 12 000 м3 слива).
Контрольное опробование показало, что при производитель-
ности опытной секции 15 м3/ч, среднем содержании твердой фазы
в шламах 3,3 % и расходе реагентов ВС-2—8 кг/т и солярового
масла — 2 кг/т из шламов, содержащих 14 % Мп, получается
коллективный марганцевый концентрат с содержанием Мп
25,3%. При выходе концентрата 21,2 % извлечение металла
в него составляет 37,7 %.
СПИСОК ЛИТЕРАТУРЫ
1. Аппараты для кондиционирования крупнозернистых и плотных пульп
перед пенной сепарацией/И. Г. Кузнецов, Ю. П. Уваров, Р. И. Гуревич и др.—
В кн.: Пенная сепарация. М., Изд. ВЗПИ, 1976, с. 52—57.
2. Баранов Л. М., Глазунова 3. И., Ворончихина В. В. К методике оценки
действия реагентов и изменения смачиваемости твердой поверхности по величине
силы отрыва ее от пузырька.— В кн.: Обогащение бедных руд. М., Наука, 1975.
3. Белова Н. С., Мелик-Гайказян И. Я., Мелик-Гайказян В. И. К методике
инструментальной оценки флотационной активности реагентов и их сочетаний.—
В кн.: Обогащение руд. Иркутск, Изд. ИПИ, 1986.
4. Бескровная В. П„ Коган Д. И. Применение пенной сепарации при обога-
щении золото- и серебросодержащих руд.— В кн.: Совершенствование техники
и технологии грубозернистой флотации. Апатиты. Изд. КФ АН СССР, 1986.
5. Бондаренко О. П., Емельянов М. Ф„ Максимов И. И. Изучение влияния
производительности, высоты камеры и места подачи пульпы на результаты пен-
ной сепарации нефелиновых уртитов Хибинского месторождения.— Обогащение
руд, 1980, № 4, с. 28—33.
6. Влияние некоторых факторов на несущую способность пены при пенной
сепарации/В. И. Мелик-Гайказян, М. Н. Злобин, В. Ф. Тептин и др.— В кн.:
Пенная сепарация. Изд. ВЗПИ, 1976, с. 37—47.
7. Дебердеев И. X., Рубинштейн Ю. Б., Романов В. К- Современные на-
правления в конструировании флотационных машин.— Обзорная информ.
ЦНИЭИУголь, сер. Обогащение и брикетирование угля. 1985, вып. 6.
8. Достижения в области исследования н контроля процесса пенной сепа-
рации/М. Н. Злобин, В. П. Кулагин, В. А. Смольников и др.— В кн.: Обогаще-
ние руд. Иркутск, Изд. ИПИ, 1981, с. 84—90.
9. Живанков Г. В., Кулешов В. Ю. К оценке распределения питания в пене
работающего сепаратора.— В кн.: Исследования по разработке новых флотаци-
онных машин и усовершенствованию существующих конструкций. Л., Изд. Ме-
ханобра, 1983, с. 95—97.
10. Исследование процесса пенной сепарации/М. Н. Злобин, В. П. Кулагин,
Н. П. Емельянова и др.— В кн.: Исследования по разработке новых и усовер-
шенствованию существующих процессов и технологических схем обогащения
руд. Л., Изд. Механобра, 1977, с. 47—59.
11. К методике определения содержания флотационных поверхностно-актив-
ных примесей в непрозрачных аполярных реагентах/3. И. Глазунова, В. В. Во-
рончихина, Т. Н. Курдюкова и др.— В кн.: Обогащение руд. Иркутск, Изд.
ИПИ, 1976, с. 32—44.
12. Кондратьев С. А. Исследование процесса дробления газовых пузырьков
в турбулентном потоке жидкости.— ФТПРПИ, 1987, № 5, с. 97—103.
13. Лабораторные машины пенной сепарации/Ю. П. Уваров, О. М. Кнаус,
Р. И. Гуревич, И. М. Этлин — В кн.: Пенная сепарапия. Изд. ВЗПИ, 1976,
с. 57—60.
14. Максимов И. И., Боркин А. Д., Емельянов М. Ф. Изучение влияния
глубины камеры на технологические показатели флотации в колонной пневма-
тической машине.— Обогащение руд, 1986, № 4, с. 27—30.
15. Малиновский В. А. Пенная сепарация.— В кн.: Пенная сепарация. М.,
Изд. ВЗПИ, 1976, с. 4—13.
16. Малиновский В. А. Селективное извлечение гидрофобных и гндрофобн-
зированиых частяц и некоторых поверхностно-активных веществ пенной сепа-
рации,—ДАН СССР, 1961, т. 141, № 2, с. 420—423.
17. Матвеенко Н. В. Пенная сепарация полезных ископаемых. М., Недра,
1976.
18. Матвеенко Н. В. Кинетические основы интенсификации флотации.—
Цветные металлы, 1986, К» 11, с. 82—87.
19*
291
19. Мелик-Гайказян В. И. Пенная сепарация.— В кн.: Физико-химические
основы теории флотации. М., Наука, 1983, с. 222—241.
20. Мелик-Гайказян В. И., Емельянова М. Л., Пронин В. Т. К автоматизи-
рованному определению кинетических характеристик флотореагентов, проявляю-
щихся в динамических условиях пенной флотации.— В кн.: Применение ЭВМ
и математических методов в горном деле (Труды 17-го Международного сим-
позиума). М., Недра, 1982, с. 350—353.
21. Оперативный контроль вспенивающей способности пульпы/А. И. Семья-
нов, В. В. Карнаухов, В. Н. Передник и др.— Цветные металлы, 1984, № 7,
с. 100—103.
22. Отнельченко С. В., Кнаус О. М. Перспективы применения пенной сепа-
рации для обогащения угольных шламов.— В ки.: Пенная сепарация. М., Изд.
ВЗПИ, 1976, с. 80—90.
23. Перспективы развития технологии и техники крупнозернистой флотации
снльвииа/Н. Н. Тетерина, 3. И. Глазунова, С. М. Баландин и др.— В кн.: Совер-
шенствование техники и технологии грубозернистой флотации. Апатиты, Изд.
КФ АН СССР, 1986, с. 25—29.
24. Промышленные испытания машины пенной сепарации/О. П. Бондаренко,
А. Д. Боркин, Н. Н. Деиегина и др.— Цветные металлы, 1981, Я» 5, с. 97—98.
25. Рубинштейн Ю. Б., Филиппов Ю. А. Кинетика флотации. М., Недра,
1980.
26. Рубинштейн Ю. Б. Противоточные пневматические флотационные ма-
шины. Обзорная информ. ЦНИИЭИЦветмет, сер. Обогащение руд цветных
металлов, М., 1979.
27. Рубинштейн Ю. Б., Самыгин В. Д., Бурштейн М. А. Методика расчета
гидродинамических характеристик колонных флотомашин.— Изв. вуз. Цветная
металлургия, 1984, № 6, с. 8—15.
28. Рубинштейн Ю. Б., Бурштейн М. А. Оценка параметров колонных фло-
тационных машин.— В ки.: Колонные пневматические флотационные машины.
Иркутск, Изд. ИПИ, 1986, с. 49—58.
29. Самыгин В. Д., Чертилин Б. С., Енбаев И. А. Закономерности минера-
лизации пузырьков частицами инерционного размера.— Коллоидный журнал,
1980. Т. 42, № 5, с. 898—905.
30. Самыгин В. Д. Физические основы элементарного акта минерализации
пузырьков при флотации.— В кн.: Современное состояние и перспективы развития
теории флотации. М., Наука, 1979, с. 5—17.
31. Самыгин В. Д., Филиппов Л. О., Бурштейн М. А. Диффузионная модель
пенной флотации.— Изв. вуз. Цветная металлургия, 1985, № 3, с. 3—8.
32. Тихомиров В. К. Пены. Теория и практика их получения и разрушения.
М., Химия, 1983.
33. Тихонов О. И. Закономерности эффективного разделения минералов
в процессах обогащения полезных ископаемых. М., Недра, 1984.
34. Уваров Ю. П., Гуревич Р. И., Никитин Е. Н. Конструктивные и техно-
логические особенности аппаратов для пенной сепарации и результаты их
испытаний.— В кн.: Материалы Всесоюзного совещания по вопросам совершен-
ствования конструкций флотационных машин и их применения на обогатитель-
ных фабриках. Л., Изд. Механобра, 1983, с. 100—113.
35. Alizadeh A., Simonis W. Flotation of finest and ultra-finest size coal
particles.— Aufbereit.-Techn. 1985. V. 26. N 6. P. 363—366.
36. Bahr A., Imhoff R., Lddke H. Application and sizing of a new pneumatic
flotation cell.— 15 Congr. int. miner., Cannes, 2—9.06.85. V. 2. 1985. P. 314—325.
37. Changlian Xu. Kinetic models for batch and continious flotation in a flo-
tation column.— 15 Congr. int. miner., Cannes, 2—9.06.85. V. 3. 1985. P. 16—27.
38. Clingan В. V., Me. Gregor D. R. Column flotation experience at Magma
Copper company.— Minerals and Metall. Process. 1987. V. 4. N 3. P. 121—126.
39. Coffin V., Miszcak J. Column flotation operations at Mines Gaspe molyb-
denum circuit.— 14 Int. Mineral Process. Congr., Toronto. 1982. Paper 4—21.
P. 21/1—21/19.
40. Cutting G. W„ Barber S. P„ Newton S. Effects of froth structure and
mobility on the performance and simulation of continiously operated flotation
cell.— Int. J. Mineral Process. 1986. V. 16. N 1—2. P. 43—61.
292
41. Dobby G. S., Amelunxen R., Finch J. A. Column flotation: some plant
experience and model development.— Autom. Miner. Resour. Dev. Proc. 1st IFAC
Symp. 1986. P. 259—263.
42. Dobby G. S., Finch J. A. Particle collection in columns — gas rate and
bubble size effects.— Can. Metall. Quart. 1986. V. 25. N 1. P. 89—96.
43. Dobby G. S., Finch J. A. Flotation columns scale-up and modelling.—
CIM Bull. 1986. V. 79. N 889. P. 89—96.
44. Dobby G. S., Finch J. A. Mixing characteristics of industrial flotation
columns.— Chem. Eng. Sci. 1985. V. 40. N 7. P. 1061—1068.
45. Foot D. G., Me. Kay D. J., Huiatt J. L. Column flotation of chromite and
fluorite ores.— Can. Metall. Quart. 1986. V. 25. N 1. P. 15—21.
46. Groppo G. Column flotation shows higher recovery with less ash.— Coal
Mining. 1986. V. 23. N 8. P. 36—38.
47. Handbook of multyphase systems/Ed. G. Hetsroni N. Y. 1982.
48. Yang D. C. Static tube flotation for fine coal cleaning.— 6th Int. symp.
on coal slurry coombustion, Pittsburg. 1984. P. 582—597.
49. Yianatos J. B., Finch J. A., Laplante A. R. Holdup profile and bubble size
distribution of flotation column froths.— Can. Metall. Quart. 1986. V. 25. N 1.
P. 23—29.
50. Zipperian D. E., Chrictophersen J. A. Plant operation of the Deister
Flotaire column flotation cell.— Prepr. Soc. Min. Eng. A1ME. 1985. N 85—128.
P. 13.
ПРИЛОЖЕНИЕ t
ПЕРЕЧЕНЬ АВТОРСКИХ СВИДЕТЕЛЬСТВ
№ А. С., класс МКИ Авторы Название Место публикации
Xs БИ ГОД
201263 B03D Плаксин И. Н., Шахма- тов С. С., Ефремов А. Г. Флотоотсадочная ма- шина 18 1967
230755 B03D Кнаус О. М., Гуре- вич Р. И., Дронин Н. Н. и др. Машина для флотогра- витационного обогаще- ния полезных ископае- мых 35 1968
271446 B03D1/02 Тюрникова В. И., Рубин- штейн Ю. Б., Мечурчли- швили Т. И. и др. Устройство для колонной флотации 8 1971
368883 B03D1/24 Митрофанов С. И., Рыс- кин М. Я-, Чертилин Б. С. и др. Колонная флотационная машина 10 1973
369932 B03D1/24 Сладков А. С. Флотационная машина пневматического типа 11 1973
419255 B03D1/24 Тюрникова В. И., Рубин- штейн Ю. Б., Дымко И. Н. и др. Пневматическая флота- ционная машина 10 1974
440160 B03D1/24 Барский Л. А., Мачехи- на Э. Г., Мечурчлишви- ли Т. И. Пневматическая флота- ционная колонна 31 1974
440161 B03D1/24 Янцен В. И., Тюр- никова В. И., Рубин- штейн Ю. Б. и др. Противоточная флота- ционная машина 31 1974
451466 B03D1/24 Порубаев В. П., Дуб- чев И. П., Яшанов Г. Г., Шевченко В. Н. Колонная флотационная машина 44 1974
472692 B03D1/24 Гребнев П. А., Зай- цев В. Г., Шипицин А. Н. Колонная флотационная машина 21 1975
478615 B03D1/24 Дымко И. Н., Тюрнико- ва В. И., Богомолов В. М. И Др. Пневматическая противо- точная флотационная машина 28 1975
483144 B03D1/24 Богомолов В. М., Дым- ко И. Н., Линев Б. И. и др. Пневматическая противо- точная флотационная машина 33 1975
484011 B03D1/02 Канунников В. Б, Способ автоматического регулирования процесса пенной сепарации 34 1975
489530 B03D1/24 Тюрникова В. И., Корсак П. В., Кравцов И. Ф. и др. Пневматическая флота- ционная машина 28 1975
294
Продолжение прилож. 1
№ А. С., класс МКИ Авторы Название Место публикации
№ БИ год
520132 В03Ю1/24 Отнельченко С. В., Кнаус О. М., Варва- ров В. К. Колонный флотационный аппарат 25 1976
545385 B03D1/24 Митрофанов С. И., Рыс- кин М. Я., Енбаев И. А. и др. Колонная флотационная машина 5 1977
588004 B03D1/24 Зубков А. А., Голо- вин Ю. М., Белов Б. Г. Колонная флотационная машина 2 1978
597425 B03D1/24 Ямщиков В. С., Рехт- ман В. И., Ильченко Э. Г. и др. Противоточная пневма- тическая флотационная машина 10 1978
599849 B03D1/24 Андерс В. В., Гуревич Р. Н., Жарвин Н. А. и др. Машина для пенной сепарации 12 1978
660715 B03D1/24 Емельянов М. Ф., Максимов И. И. Аэратор 15 1979
722587 B03D1/14 Соколов В. П., Густов В. А., Чикунова Л. А. Устройство для флота- ционной очистки сточ- ной воды 11 1986
724210 B03D1/24 Антипенко Л. А. Аэратор для пневмогид- равлической флотацион- ной машины 12 1980
738676 B03D1/24 Дымко И. Н., Рубинш- тейн Ю. Б., Макаруши- на М. И. и др. Пневматическая проти- воточная флотационная машина 21 1980
822904 B03D1/20 Рубец М. А. Аэролифтнопневматиче- ская флотационная ма- шина 15 1981
860867 B03D1/14 Федотов А. М., Дени- сов Г. А., Тетерина и др. Вибрационная флотаци- онная машина 33 1981
865406 B03D1/24 Холин А. Н., Андреев А. В., Голованов Г. А. и др. Пневматический аэра- тор для флотационной машины 35 1981
867423 B03D1/24 Черных С. И., Митрофа- нов С. И., Кахаров А. И., Ракитский В. И. Флотационная пневма- тическая машина 36 1981
867424 B03D1/24 Черных С. И., Ревнив- цев В. А., Кахаров А. И. и др. Флотационная пневма- тическая машина 36 1981
869819 B03D1/14 Федотов А. Н., Гано- польский Ю. А., Бога- тырева Г. П. Вибрационная флота- ционная машина 37 1981
295
Продолжение прилож. 1
№ А. С., класс МКИ Авторы Название Место публикации
№ БИ год
933121 ВОЗЫ/22 Федотов А. Н., Глу- мов Л. М., Денисов Г. А. и др. Пульсационная пневма- тическая флотационная машина 21 1982
984498 ВОЗЫ/24 Живаиков Г. В., Заха- рова Г. А., Злобин М. Н. и др. Пневматическая флота- ционная машина 48 1982
994016 B03D1/14 Федотов А. М., Дени- сов Г. А., Зеликович Ю. Б. и др. Пульсационная пневма- тическая флотационная машина 5 1983
1002025 B03D1/24 Киселев К. А., Зелен- цов В. И., Ненио В. Э., Небера В. П. Колонная флотацнониаи машина 9 1983
1005920 B03D1/14 Золотко А. А., Беличи- ков М. Я., Ковалев В. И. и др. Флотационная машина 11 1983
1005922 ВОЗЫ/24 Холин А. Н. Аэрационный узел дли флотационной машины 11 198.3
1015917 B03D1/24 Андриенко Н. М., При- ходько Р. И., Груитен- ко Е. Ю. и др. Пневматическая флота- ционная машина 25 1983
1026832 B03D1/14 Власов В. Н., Мухин Ж. Г., Трегубов Б. Г. и др. Флотационная машина 25 1983
1052267 B03D1/14 Любимов А. Н., Федо- тов А. М., Денисов Г. А. Флотационная машина вибрационного типа 41 1983
1080876 ВОЗЫ/24 Иоффе В. М., Полон- ский С. Б., Леонов С. В. Лабораторный пенный сепаратор 11 1984
1093357 B03D1/24 Зеликман Ю. Л., Авра- мов В. Е., Василен- ко В. Е. и др. Флотациоинаи машина 19 1984
1101305 B03D1/14 Филиппов Ю. М., Боч- карев Г. Р. Флотационная машина 25 1984
1103902 B03D1/00 Иоффе В. М., Полон- ский С. Б., Леонов С. Б. Способ регулирования процесса пенной сепара- ции и устройство дли его осуществления 27 1984
1108078 C02F3/24 Мещеряков Н. Ф., Шо- хин В. Н., Жуков В. В. и др. Устройство дли аэрации жидкости 30 1984
1117085 B03D1/14 Мещеряков Н. Ф., Ива- нов А. С., Классен В. И. и др. Флотационная машина 37 1984
296
Продолжение прилож. 1
№ А. С., класс МКИ Авторы Название Место публикации
№ БИ год
1119736 B03D1/12 Бебеш А. А. Флотационная установка по а. с. № 1087180 39 1984
1118413 B03D1 /24 Иоффе В. М„ Полон- ский С. Б., Рубинш- тейн Ю. Б. и др. Флотационная пневма- тическая машина 38 1984
1122365 B03D1/24 Иоффе В. М., Полон- ский С. Б., Леонов С. Б. Лабораторная машина для пенной сепарации 41 1984
1128985 B03D1/14 Федотов А. Н., Дени- сов Г. А., Конев В. А. и др. Флотационная машина 46 1984
1139713 C02F3/20 Мещеряков Н. Ф., Чер- тилин Б. С., Классен В. И. и др. Устройство для аэрации жидкости 6 1985
1142171 B03D1/14 Любимов А. Н. Флотационная машина вибрационного типа по а. с. № 1058624 8 1985
1142172 B03D1/24 Зинченко А. В., Чер- ных С. И. Аэратор пневматической флотомашины 8 1985
1150035 B03D1/24 Шахматов С. С., Шах- матов А. С., Шилин В. Б. и др. Пневматическая флота- ционная машина 14 1985
1169752 B03D1/00 Иоффе В. М., Полон- ский С. Б., Леонов С. Б., Рубинштейн Ю. Б. Способ управления про- цессом в пневматиче- ских колонных флотаци- онных машинах и уст- ройство для его осуще- ствления 28 1985
1175563 B03D1/24 Антипенко Л. А., Лай- тер А. Г., Щеголева Е. Н. Аэратор для пневмогид- равлической флотацион- ной машины 32 1985
1183180 B03D1/24 Злобин М. Н. Пневматическая флота- ционная машина «Зар- ница» 37 1985
1180074 B03D1/00 Смирнов М. М., Чер- ней Э. И., Петрищев В. В. и др. Способ аэрации пульпы при флотации 35 1985
1186260 B03D1/14 Федотов А. М. Вибратор для флотаци- онной машины 39 1985
1207502 B03D1/24 Иоффе В. М., Полон- ский С. Б., Леонов С. Б., Ульянов С. В. Пневматическая флота- ционная машина 4 1986
Продолжение прилож. 1.
№ А. С. , класс МКИ Авторы Название Место публикации
№ БИ год
1209301 B03D1/24 Иоффе В. М., Полон- ский С. Б., Леонов С. Б., Ульянов С. В. Лабораторная машина для пенной сепарации 5 1986
1212588 B03D1/14 Ячушко Э. П. Аэратор пульпы 7 1986
1214213 В03Р1/00 Иоффе В. М., Полон- ский С. Б., Леонов С. Б., Рубинштейн Ю. Б. Способ регулирования процесса флотации в пневматической колон- ной машине и устрой- ство для его осущест- вления 8 1986
1219146 B03D1/24 Иоффе В. М„ Полон- ский С. Б., Леонов С. Б., Холкин С. Н. Машина для пенной се- парации 11 1986
1227247 B03D1/24 Иоффе В. М., Полон- ский С. Б., Леонов С. Б., Ульянов С. В. Машина пенной сепара- ции 16 1986
1233946 ВОЗ D1/24 Иоффе В. М„ Полон- ский С. Б., Леонов С. Б., Рубинштейн Ю. Б. Пневматическая флота- ционная машина 20 1986
1248665 B03D1/24 Иоффе В. М., Полон- ский С. Б., Леонов С. Б., Рубинштейн Ю. Б. Пневматическая флота- ционная машина 29 1986
1260026 B03D1/00 Смирнов М. М., Меще- ряков Н. Ф., Ишукин Л. В., Козлов В. С. Способ аэрации жид- кости при флотации 36 1986
1269843 B03D1/00 Смирнов М. М., Меще- ряков Н. Ф., Козлов В. С., Ишукин Л. В. Способ аэрации жидко- сти при флотации 42 1986
'1282907 B03D1/14 Попов К. И., Сабанин В. А. Пневматическая флота- ционная машина 2 1987
1284600 B03D1/00 Смирнов М. М., Меще- ряков Н. Ф., Ишукин Л. В., Козлов В. С. Способ аэрации жидко- сти при флотации мате- риалов 3 1987
1297921 B03D1/24 Стуруа Р. И., Иоффе В. М., Леонов С. Б. и др. Пневматическая флота- ционная колонная ма- шина 11 1987
1313520 B03D1/24 Бадретдинов Ф. М., Попов К. И., Саба- нин В. А. и др. Пневматическая флота- ционная машина 20 1987
1315027 B03D1/02 Горловский С. И., Шад- рин А. В. Способ флотационного обогащения полезных ископаемых 21 1987
1315028 B03D1/24 Злобин Н. М. Пневматическая флота- ционная машина 21 1987
1331573 B03D1/24 Стуруа Р. И., Иоффе В. М., Леонов С. Б. и др. Пневматическая колон- ная флотационная ма- шина 31 1987
298
ПРИЛОЖЕНИЕ 2
ПЕРЕЧЕНЬ ИНОСТРАННЫХ ПАТЕНТОВ
Страна, № патентов, класс Авторы
США 1235083 Wagner Е.
83-85 3411271 Gustavsson К.-А.
55-226 3446353 Davis W. J. N.
209-164 3645892 Schulman Е. Н.
210-44 3653641 Eron R. Е.
261-18 3722836 Savage Е. S., Heaney D. F.
261-1 3735868 Fedotov А. М„ Alexeev Е. S., De-
209-168 nisov G. А., е. а.
3756578 McGurk W. L.
261-91 3758080 MacManus J.
259-4 3797809 Sydner G. S.
261-91 3865909 Cramer R. A.
261-91 3947359 Laurie A. H.
210-221Р 4066540 Wada S., Matsunaga Y., Noda M.
210-44 4186087 Kato Y.
210-44
Название
Источник информации
Oil-flotation concentration process Official Gazett (OG), 1917, v. 240, N 5
Apparatus for bringing a liquid into contact with gas or vice versa Method and apparatus for froth flo- tation Aeration and foam separation employ- ing vortex element Aerator and water treatment device OG, 1968, v, 856, N 3 OG, 1969, v. 862, N 4 OG, 1972, v. 894, N 5 OG, 1972, v. 897, N 1
Gas diffuser OG, 1973, v. 908, N 4
Flotation machine with vertically reciprocating aerators Fluid treatment and distribution system Machine for producing aerated pro- ducts Aerater apparatus OG, 1973, v. 910, N 3 OG, 1973, v. 914, N 1 OG, 1973, v. 914, N 2 OG, 1974, v. 920, N 3
Flotation aerator for aerating and moving water Aeration and mixing of liquids OG, 1975, v. 931, N 2 OG, 1976, v. 944, N 5
Apparatus and method for continious froth flotation Method and apparatus for separating substances from liquids by flotation using bubbles OG, 1978, v. 966, N 1 OG, 1978, v. 966, N 1
008
Продолжение прилож. 2
Страна, № патентна,'класс Авторы
4186094 Heliberg Е. V.
210-221Р
4394258 Zipperian D. Е.
209-170
4406782 Hitland Н. А. К.
209-164
4407715 Sheludko A. D., Ivanov R. V., Ni-
209-164 kolov D. V., e. a.
4431531 Hollingsworth C. A.
209-170
4450072 Suplicki J. C.
209-170
4514291 Me. Garry P. E., Herman D. E.
209-166 Thorpe J., e. a; Van Luenven J.
4470903
209-168
4534862 Zlokarnik M.
210-221.2
4592834 Yang D. C.
209-166
4597858 Burgess L. E., Me. Garry P. E.
209-166 Herman D. E., e. a.
4605494 Burgess L. E., Me. Garry P. E.,
209-166 Herman D. E., e. a.
4613430 Miller F. G.
209-167
4613431 Miller F. G.
209-169
4617113 Christophersen J. A.,
209-170 Marquardt F. J.
ФРГ
Название
Источник информации
Apparatus for eliminating by flota-
tion impurities in the form of solid
particles contained in a liquid
Froth flotation apparatus with water
recovery and method
Cascade Flotation process
Method and apparatus for flotation
processing of minerals
Concentration of minerals by flotation
apparatus
Air flotation cell
Apparatus and method for flotation
separation utilizing an improved
spray nozzle
Apparatus for the flotation of floccu-
lated solid material in a liquid
Apparatus for flotation
Column froth flotation
Multistream, multiproduct benefica-
tion arrangement
Multistream, multiproduct pressure
manipulation benefication arrange-
ment
Froth flotation separation method and
apparatus
Froth flotation separation apparatus
Flotation separating system
OG, v. 90, N 5 OG, 1983, v. 1032, N 3
OG, 1983, v. 1034, N 4
OG, 1983, v. 1035, N 1
OG, 1984, v. 1039, N 2
OG, 1984, v. 1042, N 4
OG, 1984, v. 1053, N 5
OG, 1984, v. 1046, N 2
OG, 1985, v. 1057, N 2
OG, 1986, v. 1067, N 1
OG, 1986, v. 1068, N 1
OG, 1986, v. 1069, N 2
OG, 1986, v. 1070, N 4
OG, 1986, v. 1070, N 4
OG, 1986, v. 1072, N 2
2366107 B03D1/20 2420482 B03D1/26 270049 B03D1/26 3008476 B03D1/00 Bahr Н., Betzler Е., Hermann- Trentepohl W. Liidke H., Bahr A. Pavel 0. W. Zlokarnik M.
3101221 B03D1/14 Schweiss P., Pfalzer L., Dorflin- ger H.-D.
3140966 B03D1/16 Heintges S., Alizadeh A., Simo- nis W.
3211906 B03D1/20 3417327 B03D1/02 Schweiss P., Dorflinger H.-D. Imhof. R., Heep R.
3529638 B03D1/24 Linck E., Siewert W.
Франция 2313127 B03D1/02 2354820 BO3D1/14,1/02 Degner V. R., Colbert W. V. Degner V. E., Colbert V. W.
2552343 B03D1/02 Европ. патент 90234 B03D1/14 Balay V., Bloise R_, Broussand A., Zoulalian A. Я
126445 B03D1/14 00 о Me, Garry P. E., Herman D. E., Trescot R. A., Fistner D. C.
Blasenerzeuger fur Flotationsapparate
Begasungseinrichtung ftir Flotations-
anlagen
Flotationsanlage
Verfahren zur Flotation und ver-
wendung von Trichterdiisen zur Flo-
tation
Einrichtung zur Schaumflotation
Verfahren und Flotationszelle zur
Flotation von Kohle und Erz
Injektor fur Flotationsapparate
Verfahren und Vorrichtung zur Auf-
rechterhaltung eines vorbestimmten in
einer Flotationszelle
Begasungsvorrichtung fur eine Flota-
tionseinrichtung und deren Verwen-
dung in Papierstoff.anlagen
Procede et machine de flottation par
dispersion d’un gaz
Procede et machine de flottation par
dispersion d’un gaz
Precede et appareil de separation par
flotation
Injektor fiir Flotationsapparate
Auszflge aus den Pate
schriften, 1982, N 25
Auszflge aus den Pate
schrifte (1AP), 1979
Auszflge aus den Au:
geschriften, 1980, N 5
Auszflge aus den Ofi
gungsschriften, 1981
Auszflge aus den Off:
gungsschriften, 1982,
N 31
Auszflge aus den Offi
gungsschriften, 1983,
N 18
Auszflge aus den Pate
schriften, 1983, N 46
Auszflge aus den Off,
gungsschriften, 1985,
N 46
Auszflge aus den Offer
gungsschriften, 1986
BO, 1977, N 5
Bulletin oficiel de la p
priete industrielle, IS
N 7 (BO)
BO, 1985, N 13
Apparatus and method for flotation
separation utilizing an improved spi-
ral spray nozzle
EP Klassifizierte
Zusammenfassungen,
1983, N 40
EP Classified abstra
1984, N 48
о Продолжение прилож. 2
Страна, № патент, класс Авторы Название Источник информации
208411 B03D1/24 ЧССР Zipperian D. Е. Apparatus for mineral separation by froth flotation EP Classified abstracts, 1987, N 3
228250 B01F3/04 Великобритания 2114023, B03D1/02 СРР 77353, B03D1/24 СФРЮ 37474, B03D1/00 Rylek М., Zahradnik J., Cermak J„ е. а. Glenn L., Hendrickson J. M. S. Brmcu?! A. Randjid D. Zafizenl pro tvorbu homogenni di- sperze bublin v kapaline Froth flotation mineral recovery pro- cess Marina de flotatie pneumatics Celija za flotaciju mineralnih sirovina Vestnik ciradu..1984, N 5 1983 1981 1984
СОДЕРЖАНИЕ
Предисловие..................................................... 3
Основные обозначения ........................................... 5
1. Экспериментальные методы исследования процесса пенной
сепарации и его механизма...................................... 7
1.1. Опыты пенной сепарации .................................. 7
1.2. Определение несущей способности пены и факторов, влияю-
щих на нее.................................................. J0
1.3. Снятие изотерм гистерезисного смачивания .............. '2g)
1.4. Закрепление частиц в пене............................. '27'1
1.5. Визуальный метод оценки характера пены и движения ча-
стиц в пене промышленного сепаратора.......................... 28
1.6. Общие черты и различия пенной сепарации с процессами
пенной и пленочной флотации.................................... 30
1.7. Результаты исследования механизма процесса пенной сепа-
рации ......................................................... 32
2. Методы подбора реагентов для пенной сепарации и оценки
их содержания в оборотной воде фабрики........................ 34
2.1. Отправные положения...................................... 34
2.2. Изучение влияния реагентов на свойства поверхности ча-
стиц по результатам беспенной флотации ....................... 36
2.3. Измерение сил отрыва частиц от пузырьков............... "59'
2.4. Определение кинетического гистерезиса смачивания и кри-
тического угла отрыва пузырька............................... 434
2.5. Определение характеристик реагентов, проявляющихся
в динамических условиях пенной флотации и пенной сепарации 44
2.6. Методы контроля содержания реагентов в пульпе и оборот-
ной воде фабрики.............................................. 55
3. Некоторые аспекты теории процесса пенной сепарации ... 57
3.1. Оптимальные условия минерализации пузырьков в пене . . 57
3.2. Силы, действующие между пузырьком и прилипшей к нему
частицей (подложкой) ....................................... 58
3.3. Кинетика пенной сепарации.............................. 61
4. Машины пенной сепарации................................. 65
4.1. Лабораторные машины пеннцй сепарации.................. 65
4.2. Промышленные аппараты................................. 68
4.3. Конструктивные особенности машин пенной сепарации . . 86
4.4. Вспомогательное оборудование.......................... 89
5. Колонная флотация.....................................
5. К Общие сведения.........................................
'5.2. Конструкции колонных аппаратов ......................
5.3. Результаты экспериментальных исследований флотации в ко-
лонных аппаратах ..........................................
93
93
96
115
303
к 6. Аэраторы пневматических флотационных машин.................. 121
6.1. Общие сведения........................................... 121
6.2. Основные конструкции пневматических аэраторов............ 122
V 6.3. Методы расчета пневматических аэраторов................... 125
6.4. Основные конструкции гидравлических аэраторов .... 130
6.5. Аэрационные и гидродинамические характеристики струй-
ных аэраторов............................................... 137
I
7. Методы исследования гидродинамики флотационных машин
7.1. Методы исследования структуры многофазных потоков . .
7.2. Методы исследования локальных гидродинамических харак-
теристик аппаратов .........................................
ф
8. Характеристики гидродинамики колонных аппаратов . . . .
8.1. Общие сведения.......................................
8.2. Размеры и скорость движения пузырьков, газосодержание
барботажного слоя..........................................
'Я.З. Леремешивание фаз в колонных аппаратах...............
'8т47 Влияние примесей на структуру потоков в колонных аппа-
ратах .....................................................
141
141
148
162
162
163
172
176
к 9. Моделирование колонных флотационных машин............ 181
9.1. Задачи и особенности моделирования.................... 181
vjL/ 9.2. Модель с распределенной кинетической константой .... 183
V 9.3. Многофазные модели флотации........................... 189
9.4. Принципы расчета гидродинамики элементарного акта фло-
тации ..................................................... 196
9.5. Элементы расчета параметров колонных флотационных ма-
шин ....................................................... 212
10. Структура флотационных пен и моделирование массопере-
носа в них..................................................
10.1. Свойства двухфазных пен .............................
10.2. Влияние твердой фазы на устойчивость пенного слоя . .
10.3. Модели переноса частиц в пенном слое при флотации . .
11. Автоматизация машин пенной сепарации и колоииых аппа-
ратов ................................................
11.1. Автоматизация машин пенной сепарации...............
11.2. Автоматизация колонных флотационных машин..........
228
228
230
231
239
239
249
12. Практика применения аппаратов пенной сепарации и колон-
ной флотации ............................................... 254
12.1. Опыт применения колонных аппаратов................... 254
12.2. Применение пенной сепарации при обогащении золото- и
серебросодержащнх руд....................................... 272
12.3. Особенности технологии пенной сепарации и колонной фло-
тации калийных руд.......................................... 276
12.4. Обогащение чиатурских марганцевых шламов в пневмати-
ческих флотационных машинах ................................ 281
Список литературы............................................ 291
Приложение 1. Перечень авторских свидетельств................ 294
Приложение 2. Перечень иностранных патентов................ 299