/















































































































































































































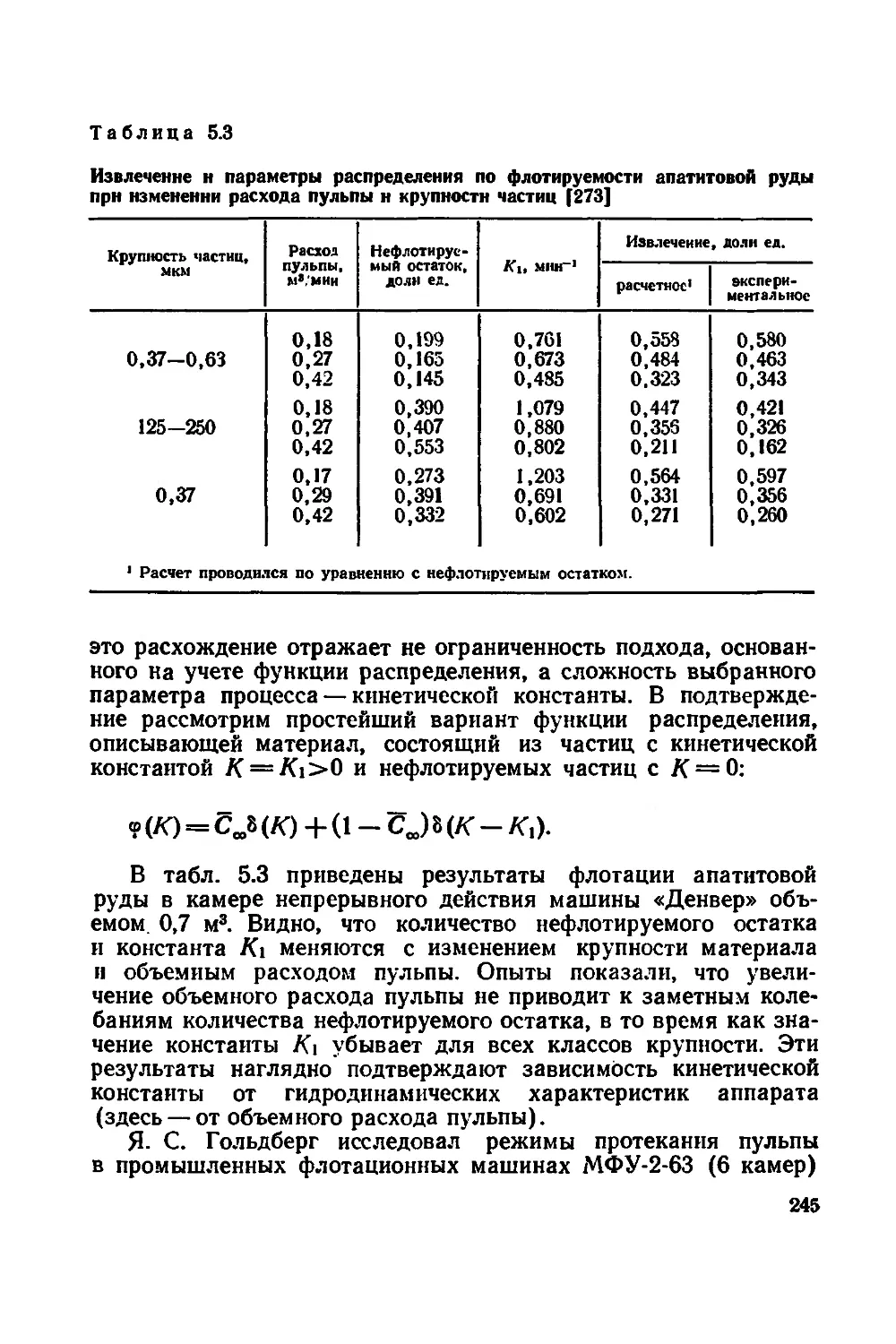







































































































Text
УДК 622.765 : 533.7
Рубинштейн Ю. Б.,
Филиппов Ю. А.
КИНЕТИКА ФЛОТАЦИИ. М„ Недра. 1980.
375 с.
В книге рассмотрены вопросы математического
моделирования процесса флотации на основе
изучения его кинетики. Исследована структура
кинетической константы, разработаны методы
расчета ее составляющих, определена ее за-
висимость от основных факторов процесса. Из-
ложены методы построения функций распре-
деления по флотируемости и приведены при-
меры их применения для оценки процесса. Си-
стематизированы подходы к моделированию
флотации, рассмотрены различные виды мо-
делей. Сформулированы принципы математи-
ческого моделирования процесса. Построена
модель флотации, как обратимого процесса
с массопереносом. На ее основе проведен ана-
лиз переходного и стационарного процесса
во флотационных машинах. Рассмотрены во-
просы моделирования флотационных аппаратов
на базе изучения гидродинамики потоков
в камере и кннетики процесса. Показано при-
менение математического моделирования для
анализа, расчета и прогнозирования результа-
тов разделения, аппаратов к схем управления
промышленным процессом.
Кинга предназначена для научных н инже-
нерно-технических работников, занимающихся
вопросами флотации полезных ископаемых,
а также может быть полезна студентам гор-
ных и горно-металлургических вузов.
Табл. 24, ил. 86, список лит,—275 иазв.
Рецензент д-р техн, наук В. 3. Козин
г> 30704—442
н 043(01)—80~ 353—80- 2505000000
© Издательство «Недра», 1980
ПРЕДИСЛОВИЕ
Флотация — один из основных технологических процессов обога-
щения большинства полезных ископаемых. Задачи интенсифика-
ции технологических процессов обогащения бедных и забалансо-
вых руд, разработки безотходной технологии и охраны окружаю- 1
щей среды требуют дальнейшего развития теории флотации.
Только на ее основе возможно совершенствование процесса, раз-
работка эффективных и высокопроизводительных аппаратов,
оптимизация технологических схем и автоматизация управления
с применением вычислительной техники. Все это трудновыпол-
нимо без количественного описания механизма и закономерно-
стей протекания флотационного разделения во времени, что
и составляет предмет кинетики флотации.
Язык количественного описания процессов — язык матема-
тики. По словам К. Маркса, наука только тогда достигает совер-
шенства, когда ей удается пользоваться математикой. В этом
смысле теория флотации еще далека от совершенства. Матема-
тический аппарат, которым пользуются большинство исследова-
телей, не позволяет достаточно полно отразить сложность и мно-
гообразие процесса. Создалось парадоксальное положение —
описание флотации, базирующейся на физической химии,
гидродинамике и термодинамике, далеко не достигает уровня
строгости н полноты, принятого в этих науках. Еще в 1741 г.
М. В. Ломоносов, в сочинении «Элементы математической хи-
мии», писал: «.. .если математики из сопоставления немногих ли-
ний выводят очень многие истины, то и для химиков я не вижу
никакой иной причины, вследствие которой они не могли бы вы-
вести больше закономерностей из такого обилия имеющихся
опытов, кроме незнания математики». Овладение математиче-
скими методами и их применение позволяют количественно опи-
сать флотационный процесс. При этом неизбежен переход к бо-
лее сложному математическому аппарату, чем простейшие соот-
ношения, применявшиеся до сих пор для расчета процесса. Этот
аппарат уже существует и успешно применяется в смежных об-
ластях науки.
Первые работы по кинетике флотации относятся к 30-м го-
дам, когда К. Ф. Белоглазов и Г. Цунига предложили уравнения
кинетики. Исследования К. Ф. Белоглазова обобщены в книге
I* з
«Закономерности флотационного процесса», опубликованной
в 1947 г. Значительный вклад в развитие представлений о кине-
тике флотации внесли советские ученые И. Н. Плаксин,
А. Н. Фрумкин, Б. В. Дерягин, О. С. Богданов, В. И. Классен,
С. И. Митрофанов, И. А. Каковский, С. И. Полькин, Г. С. Бергер
и др. Из зарубежных исследователей наиболее интересные ра-
боты выполнили А. М. Годэн, К. Сазерленд, Хубер Пану. Раз-
виты многочисленные подходы к описанию основных закономер-
ностей кинетики флотации. Построены модели, учитывающие
распределение частиц по флотоактивности (А. Д. Погорелый,
В. И. Мелких, О. Н. Тихонов, Т. Имайцуми, Т. Инуэ, Р. Кинг
и др.). Применены методы теории массопереноса для описания
процесса флотации (А. Д. Погорелый, О. С. Богданов, О. Н. Ти-
хонов, Д. Фюрстенау, П. Капур, С. Мехротра и др.). Уточнены
представления о механизме элементарного акта флотации
(Б. В. Дерягин, В. И. Мелик-Гайказяи и др.). Намечены под-
ходы к применению математических моделей процесса для рас-
чета флотационных схем (Л. А. Барский, В. 3. Козин, О. Н. Ти-
хонов, Р. Кинг и др.). Полученные результаты приближают
флотацию к уровню точных наук. Одиако все эти работы обособ-
лены. Необходим анализ, сопоставление, установление областей,
в которых каждая из моделей действует.
Эта книга является первой попыткой систематического изло-
жения теории и методов кинетики флотационного процесса. К со-
жалению, не все проблемы кинетики и моделирования флотации
можно в настоящее время описать с единых позиций, поэтому
авторы сочли наиболее рациональным при обсуждении некото-
рых положений привести несколько гипотез или моделей. По-
нятно, что все проблемы не могли быть охвачены с равной сте-
пенью полноты, поскольку они далеко не одинаково успешно
решены в теории флотации. Кроме того, на выбор проблем ока-
зали влияние и личные пристрастия авторов. Сейчас все большее
внимание уделяется раскрытию физической сущности процесса,
созданию общей теории флотации, поэтому постановка и реше-
ние вопросов кинетики флотации обусловлены запросами вре-
мени.
Авторы с благодарностью примут замечания и пожелания
читателей.
Авторы признательны докт. техн, наук, проф. В. 3. Козину
за тщательный просмотр рукописи и ценные замечания, сделан-
ные им при ее рецензировании.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ И ОПРЕДЕЛЕНИЯ
1.1. Некоторые понятна кинетики флотации
Классическая теория флотации, базирующаяся иа изучении сма-
чиваемости минералов, их физико-химических характеристик,
адсорбции реагентов иа поверхностях раздела фаз и определе-
нии сил, действующих на частицу и пузырек, отражает в боль-
шинстве случаев только качественную картину отдельных явле-
ний и ие позволяет описать процесс в целом. Так, уравнение
Фрумкина—Кабанова позволяет определить прочность закреп-
ления частиц на пузырьках в статических условиях [60]. В ра-
ботах [19, 210, 253] предложены формулы расчета минимального
времени контакта, необходимого для закрепления частицы на
пузырьке. М. А. Эйгелес вывел уравнение, связывающее краевой
угол смачивания, требуемый для удержания частицы на пу-
зырьке, с массой частицы и радиусом пузырька [187].
Кинетика флотации охватывает комплекс вопросов, относя-
щихся к закономерностям изменения скорости этого процесса.
Исследование кинетики приводит к более полному раскрытию
механизма процесса. Кинетические закономерности Должны
стать основой методов расчета аппаратов и схем флотации, от-
крыть дополнительные возможности в управлении промыш-
ленным процессом, ставить и решать вопросы его интенси-
фикации.
Основная задача изучения кинетики флотации — проникно-
вение в механизм процесса и создание общего количественного
описания флотации. Решение этой общей задачи включает ис-
следование элементарного акта флотации (столкновение и за-
крепление минеральных частиц иа воздушных пузырьках), изу-
чение влияния на скорость процесса основных факторов флотации
(крупности частиц, расхода реагентов, аэрации, гидродинамики
потоков в камере, плотности пульпы и др.), построение моделей
флотационного процесса, разработку методов расчета флотаци-
онных машин и схем.
Основным показателем при оценке работы флотационной ма-
шины является ее производительность, выражаемая количест-
вом руды, перерабатываемой в единице объема машины за еди-
ницу времени. Производительность определяется прежде всего
5
Рис. 1.1. К определению скорости
флотации:
1 — извлечение е(0; 2— скорость флотации
dejdt\ а —средняя скорость e/t
скоростью, с которой протекает процесс. Скорость периодичен
ского флотационного процесса — изменение величины, характе-
ризующей результат процесса, в единицу времени.
В отличие от периодической флотации результат непрерыв-
ного процесса зависит от фронта флотации и объемного потока
пульпы. Поэтому понятие скорости ввести сложнее. Можно опре-
делить скорость флотации как частное от деления извлечения в
на время процесса — среднюю скорость флотации за время I.
Применение ее ограничено, поскольку скорость непрерывно
изменяется по мере протекания флотации: в начале про-
цесса она значительна, а затем резко падает, стремясь к нулю.
Отношение е/£ сглаживает неравномерность скорости во вре-
мени.
Разница между средней скоростью процесса и скоростью
в некоторый момент времени понятна автолюбителям: ограниче-
ние скорости движения автотранспорта до 60 км/ч относится не
к средней скорости, а к ее мгновенному значению. Во флотации
средняя скорость может использоваться для общей оценки про-
цесса. При исследовании закономерностей флотации необходимо
определять скорость (рис. 1.1) в любой момент времени, чис-
ленно равную производной по времени от показателя (обычно
применяют извлечение). Можно определить скорость флотации
в любой момент времени, проводя касательные к кривой измене-
ния извлечения во времени в нужной точке. Скорость будет
равна тангенсу угла наклона касательной. Впервые так опреде-
лил скорость флотации Хубер Пану в 1931 г. [250]. При флота-
ции изменяется не только извлечение, но также выход и качество
концентрата, плотность пульпы и другие характеристики. По-
этому для определения скорости флотации можно использовать
производную любого показателя процесса или функции от него.
6
Так, К. Ф. Белоглазов предложил для оценки скорости флотации
, . 1
производную по времени от функции извлечения 1п——
Для вывода уравнения скорости флотации можно использо-
вать общий закон действия масс. Erb применение во флотации
оправдывается статистическим характером процесса. Примени-
тельно к флотации закон действия масс формулируется следую-
щим образом: скорость выноса частиц в пену пропорциональна
концентрации воздушных пузырьков и минеральных частиц
^-=-Л’№’Ся, (1.1)
где N — концентрация воздушных пузырьков; С — счетная или
массовая концентрация частиц.
Показатели степени т, п называются порядком флотации
соответственно по воздуху и твердому, а их сумма — поряд-
ком флотации1. Множитель К, показывающий, с какой
скоростью идет процесс, называется константой скоро-
сти, или удельной скоростью ф л от а ци и. Знак минус
характеризует уменьшение концентрации частиц в камере вслед-
ствие выноса в концентрат.
Закон действия масс в приложении к флотации впервые при-
менен И. Н. Плаксиным, В. И. Классеном и Г. С. Бергером [121].
Простейший случай образования агрегата пузырек—частица
имеет место при т = п= 1, т. е. когда один пузырек минерали-
зуется одной частицей. В этом случае порядок флотации равен
двум. Возможны случаи, когда пузырек одновременно сталки-
вается не с одной, а с п 1 частицами, нли когда частица за-
крепляется сразу на m 1 пузырьках. Прн этом порядок фло-
тации будет, соответственно, п+1 или т+1. Наиболее общий
случай описывается уравнением (1.1). Порядок флотации для
него равен п+т. Вероятность того, что п+т>1, невелика.
Можно принять, что столкновение различных частиц с пу-
зырьком происходит независимо друг от друга. Тогда, если ве-
роятность столкновения одной частицы с пузырьком равна Р,
вероятность одновременного столкновения двух частиц равна Р2,
трех Р3 н т. д. Так как РС1, то вероятность столкновения двух
н более частиц мала. Поскольку аэрационные характеристики
современных флотационных аппаратов достаточно высоки, то
1 Термин «порядок флотации» принят нами по аналогии с порядком хи-
мической реакции. Часто применяемый термин «порядок уравнения кинетики»
представляется неудачным, так как порядком уравнения (дифференциального)
называется порядок наивысшей из производных, входящих в него.
7
можно считать, что недостатка свободной поверхности жид-
кость—газ в камере нет. Поэтому изменением концентрации
воздушных пузырьков можно пренебречь, и уравнение (1.1)
примет вид
Т------КС-.
(1.2)
Здесь для удобства сохранено прежнее обозначение К для
произведения KNm.
Наиболее вероятно столкновение пузырька с одной частицей,
тогда показатель п в уравнении равен единице:
(1.3)
Из уравнения (1.3) видно, что при единичной концентрации
твердого в пульпе константа К численно равна скорости флота-
ции, ее размерность *]. Понятно, что пузырек не обязательно
выносит в концентрат одну частицу; таких частиц может быть,
например, 10. Означает ли это, что порядок флотации равен 10?
Одновременное столкновение пузырька с десятью частицами
практически невероятно, однако за время подъема пузырька
в камере он может многократно сталкиваться с частицами и
часть их закрепится. Поскольку эти столкновения происходят
в разные моменты времени, то порядок флотации остается рав-
ным единице.
Понятие одновременности требует пояснений. В реальных
процессах события могут происходить с небольшим сдвигом во
времени. Возникает вопрос, насколько малым должен быть этот
сдвиг, чтобы считать события одновременными. Характерным
масштабом времени во флотации является минимально необхо-
димое для закрепления время контакта частицы с пузырьком.
Если столкновение нескольких частиц с одним пузырьком проис-
ходит в пределах этого времени, их можно считать одновремен-
ными.
Кинетическое уравнение флотации привычнее записывать не
в концентрациях твердого, а в извлечениях. Поэтому перепишем
уравнение (1.2), имея в виду, что
е (/)= Со-С (О = j _ _£(£)_
Со
Co ’
или
£gL=l-e(O.
ь0
8
Тогда, поскольку
dC d(C — C0)
dt ~~ dt ’
имеем '
d (C — Cp) __ iff
Tt КС.
Разделив обе части уравнения на Со, получим
----или = -e(Z)).
QI C»Q tit
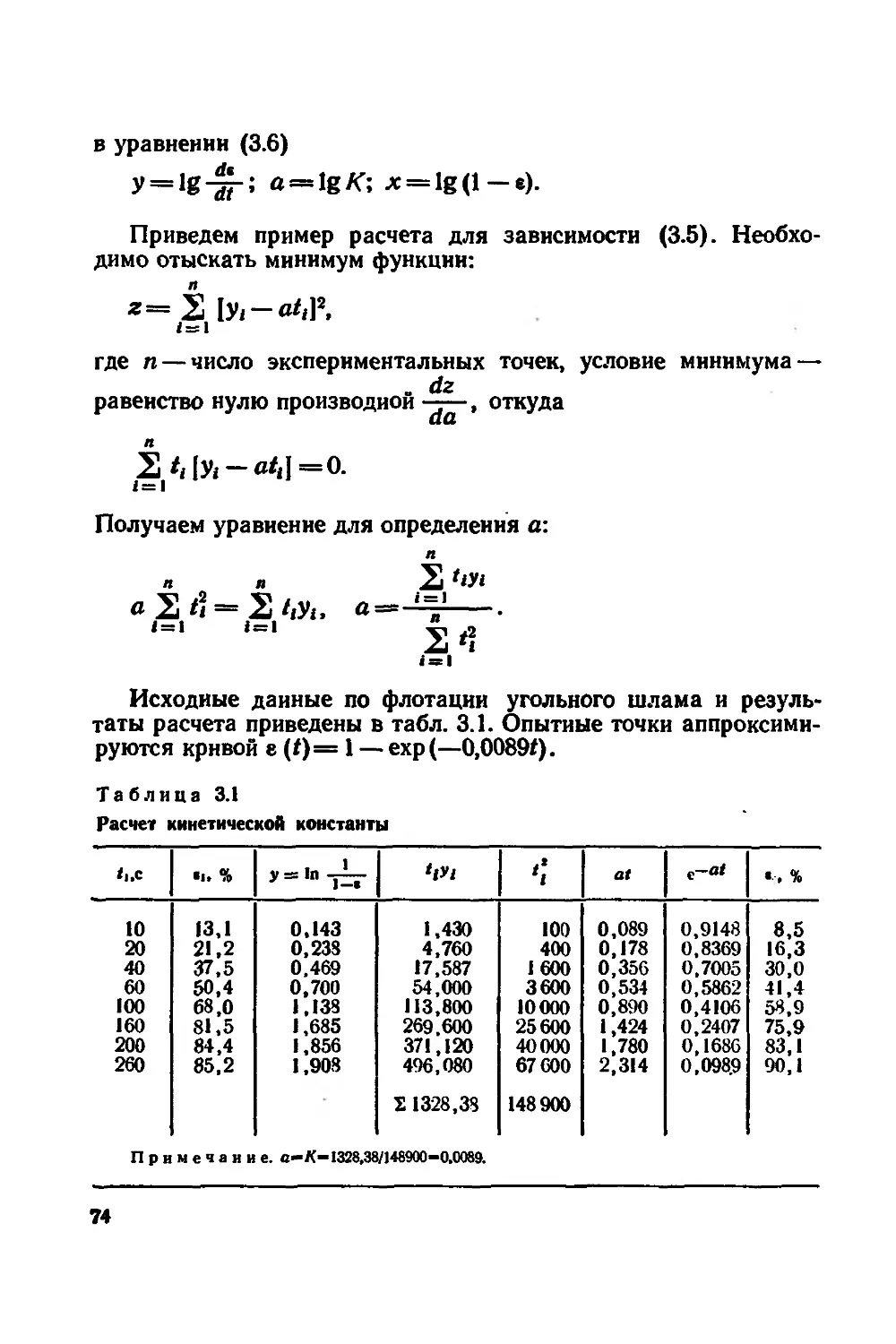
Окончательно
-$-=ЛГ(1-е(О)‘. ' (1.4)
Интегрируя это уравнение при начальном условии в(0) = 0,
имеем
In = Kt; е = 1 - e~Kt. (1.5)
Уравнение (1.5) было получено Цунига в 1935 г. [275]. Позд-
нее Грюндер и Кадур пришли к такому же результату [215].
К. Ф. Белоглазов исследовал количественные зависимости кине-
тической константы уравнения (1.5) от основных факторов про-
цесса [11, 12]. Признание важности этих работ для теории фло-
тации привело к тому, что уравнение (1.5) в литературе назы-
вают уравнением Белоглазова. Уравнение (1.5)—частный
случай уравнения (1.2) при п — 1.
Среди проблем кинетики флотации, вызвавших оживленную
и длительную дискуссию, был вопрос о порядке флотации, т. е.
о значении показателя п. Рассмотрим уравнения кинетики фло-
тации при п, отличном от единицы,
б/в
При п = 0 —-тг = К. Физически это соответствует случаю,
at
когда недостаток поверхности жидкость—газ лимитирует ско-
рость флотации. При этом скорость флотации частиц не зависит
от их концентрации. Интегрируя это уравнение при начальном
условии 8(0) = 0, получим е(/) = К(0. В этом случае извлече-
ние не зависит от исходной плотности пульпы, а зависимость
извлечения от времени представляет прямую линию, тангенс
1 В дальнейшем для удобства вместо е(/) будем писать е.
9
угла наклона которой к оси времени равен К. При п = 1 К опре-
деляется из уравнения (1.5):
(1.6)
Извлечение и в этом случае не зависит от исходной плотно-
сти пульпы, а зависимость извлечения от времени — экспонен-
циальная. При п = 2 уравнение кинетики принимает внд
~С^~ЗГ==К^~^ 6 = 1 ~ + 1 ;
Ь' _ ___I___
А — Cof(l- е) •
Оно выводится из уравнения (1.2) с учетом того, что
-£-=1-е.
Со
Аналогично, в общем случае из уравнения (1.2), получаем
^0
[(«—+ 1J*-1
_ 1 [ 1_______
(п —I О—е)""1
Как видно из формул, при п>\ извлечение и константа ско-
рости зависят от плотности питания флотации. Отметим, что
размерность К зависит от порядка флотации, например для пер-
вого порядка [Г-1], для второго— [LW-1?-1], для третьего —
[L6Af-2T-*j.
Ряд общих моментов объединяет кинетику флотации с кине-
тикой химических реакций: статистический характер процессов,
протекающих в многофазной среде; для осуществления элемен-
тарного акта химического превращения необходимо столкнове-
ние молекул, причем они должны обладать энергией, достаточной
для преодоления энергетического барьера,— то же справедливо
и для флотации; процессы химической технологии и флотации
имеют во многом сходное аппаратурное оформление, а поэтому
возникают близкие задачи рассмотрения гидродинамики пото-
ков, <иассопереноса, построения технологических схем разделе-
ния и систем управления.
10
Нельзя забывать и о различии этих процессов: в химические
реакции вступают микрочастицы — молекулы, радикалы; фло-
тация имеет дело главным образом с макрообъектами — твер-
дыми частицами, пузырьками газа; молекулы каждого из реаген-
тов тождественны по химическим свойствам; частицы разли-
чаются содержанием полезного компонента, размером, массой
и формой, при этом различаются даже разные участки поверх-
ности; пузырьки различаются размером, формой и т. д.; кинети-
ческая константа химической реакции оценивает лишь вероят-
ность взаимодействия, превращения; константа уравнения кине-
тики оценивает в совокупности процессы минерализации
пузырька и выноса прикрепленных частиц. Константа химиче-
ской реакции является характеристикой реагирующих веществ
и не зависит от того, замкнута или открыта система, в которой
протекает процесс; константа скорости флотации характеризует
в совокупности флотационные свойства материала, реагентный
режим и конструкцию аппарата. Химическая кинетика опирается
на фундаментальную теоретическую базу: теорию бинарных со-
ударений и абсолютных скоростей реакции, кинетическую тео-
рию: разрабатывается мощный аналитический и вычислительный
аппарат [189]; во флотации применение подобных методов ско-
рее исключение, чем правило. До недавнего времени кинетика
изучалась главным образом в теоретическом плане. Если урав-
нения химической кинетики стали основой количественной
теории процессов химической технологии [6, 14, 54, 64, 82],
то исследования кинетики флотации до сих пор не нашли дол-
жного выхода в практику. Поэтому создание и применение
кинетических моделей флотации — важная и актуальная за-
дача.
1.2. Виды математических моделей
Наши знания об окружающем мире представляются в виде
самых разнообразных моделей: интуитивных, словесных, меха-
нических, физических, электрических и математических. Разли-
чать и классифицировать модели человек начал сравнительно
недавно, но бессознательное моделирование — ровесник разум-
ного человека.
Модель — сложное и многостороннее понятие. В философском
плане под моделью можно понимать относительную истину,
отражающую определенные особенности изучаемых явлений.
Модель отражает наши представления о реальном мире. Вместе
с изменением представлений по мере развития знаний должны
меняться и модели.
11
Значение моделей в изучении мира отразил Дж. Форрестер,
основатель нового научного направления,— системной дина-
мики *: «Каждый индивидуум в своей личной и общественной
жизни использует модели для принятия решений. Мысленный
образ мира, окружающего нас, есть модель. Человек не несет
в себе полных образов семьи, бизнеса, правительства или страны.
Он только отбирает концепции и взаимосвязи, которые затем
использует, чтобы представить себе реальную систему. Мыслен-
ный образ — это модель. Все наши решения и действия опреде-
ляются моделями. Вопрос заключается не в том, использовать
или игнорировать модели, а состоит только в выборе между аль-
тернативными моделями».
Математическую модель можно определить как совокупность
соотношений между рассматриваемыми параметрами процесса.
Она отражает определенные свойства реальных процессов, фор-
мализованные на том или ином языке (например, дифференци-
альных или регрессионных уравнений). Это специальный способ
описания, позволяющий для анализа использовать формальноло-
гический аппарат математики. Отсюда следует важное преиму-
щество таких моделей — широкая возможность их количествен-
ного анализа с помощью современных математических методов.
Другое важное преимущество — универсальность языка матема-
тики, возможность использовать одни и те же модели для ис-
следования физически различных систем.
Классификация моделей отражает различные подходы к ана-
лизу и управлению процессами. Подход, основанный на иссле-
довании механизма процесса, называется детерминистическим,
а соответствующие модели — детерминированными. Детерми-
нированная модель — аналитическое представление про-
цесса, при котором для данного набора входных значений всегда
получается на выходе единственный результат. В стохасти-
ческой модели значение выходного параметра для данного
набора входных значений может быть предсказано только в ве-
роятностном смысле.
Примером детерминированной модели можно считать уравне-
ние К. Ф. Белоглазова, примером стохастической могут служить
модели, полученные на основе методов регрессионного ана-
лиза [8]. Главное достоинство детерминированной модели —
большая прогностическая мощность: зная механизм процесса:
можно предсказать его поведение. Однако «большинство инте-
ресных физических процессов столь сложно, что при современ-
ном состоянии науки очень редко удается создавать их универ-
1 Дж. Форрестер. Мировая динамика. М., Наука, 1978.
12
сальную теорию, действующую во все время и на всех участках
рассматриваемого процесса» (77].
Если нет возможности описать механизмы процесса, можно
для построения его математического описания использовать эм-
пирические зависимости выходных величин от входных. По-
нятно, что получить такое уравнение проще, чем раскрыть меха-
низм процесса,— в этом главное достоинство стохастического
подхода. Недостаток его—малая надежность экстраполяции:
поведение процесса можно с определенной точностью предска-
зать лишь в области значений параметров, изученной в опытах;
вне этой области процесс может подчиняться другим законо-
мерностям. Пусть, например, характеристика у некоторого ве-
щества зависит от температуры. Проведя опыты с изменением
температуры от 280 до 360 К, можно получить, что значения у
хорошо аппроксимируются зависимостью
у (Г) = 1 — 9,62 • 10“5 (Г - 278) — 3,75 • 10“6 (Г - 278)2.
Рассчитав у прн Т = 350, 370 и 380 К, получим, соответст-
венно, у = 0,974, 0,959 и 0,942. Экспериментальные значения у
равны 0,974; 0,960; 0,00056. Совпадение в двух первых точках
вполне удовлетворительное, чего нельзя сказать о третьей. Этот
пример хорошо показывает опасности экстраполяции по уравне-
нию регрессии. В этом примере у — плотность воды; зная это за-
ранее, мы могли бы учесть, что при Т = 373 К происходит изме-
нение фазового состояния вещества — переход воды в пар. По-
нятно, что для нового фазового состояния необходимо найти
другое уравнение регрессии. Таким образом, успешное решение
задачи требует объединения двух подходов: детерминирован-
ного— для определения точек фазовых переходов, и стохасти-
ческого— для определения зависимости у = у(Т) для каждой
фазы.
Данный пример не является исключением; любое реальное
явление содержит в себе элементы случайные и детерминирован-
ные. Так, кинетическая константа уравнения К. Ф. Белоглазова
может быть определена эмпирическим путем, исходя из вероят-
ностей отдельных этапов образования агрегата частица—пузы-
рек. В то же время любое эмпирическое уравнение отражает,
хотя и в неявной форме, механизм явления: уже сам выбор ис-
следуемых факторов и области их изменения нельзя осущест-
вить, не имея некоторых представлений о механизме процесса.
Противопоставление детерминистического и стохастического под-
ходов носит скорее методическое значение. Соотношение этих
подходов в каждом конкретном случае определяется характером
13
решаемой задачи. Понятно, что для такого важного про-
цесса, как флотация, следует стремиться к созданию полной тео-
рии на основе детерминистического подхода. В противополож-
ность этому синтез какого-либо второстепенного реагента,
возможно, и не стоит пытаться полностью описывать с этих по-
зиций: пока мы расшифруем кинетику процесса, этот реагент мо-
жет быть заменен другим. Выгоднее использовать для описания
синтеза реагента эмпирический подход. Изучение процесса фло-
тации ввиду его сложности нельзя вести только на основе детер-
министического подхода. Следует разбить процесс на состав-
ляющие и комбинировать оба подхода.
Основой расчета флотации, как и любого другого раздели-
тельного процесса, является закон сохранения массы:
во всякой замкнутой системе масса остается постоянной незави-
симо от того, какие изменения претерпевают вещества в этой
системе. Применительно к расчету материального баланса фло-
тации этот закон может быть сформулирован проще: масса ис-
ходных продуктов процесса должна "быть равна массе его ко-
нечных продуктов. Следовательно, сумма прихода компонентов
должна быть равна сумме расхода независимо от того, каким из-
менениям они подвергались во флотационной машине: приход
вещества — расход вещества = накопление вещества.
Отметим, что закон действия масс — теоретическая основа
уравнения (1.1) скорости флотации,— является формой выра-
жения закона сохранения массы. Под расходом понимается сум-
марный выход твердого в концентрат и отходы; накопление ве-
щества в нормально работающей машине не происходит, оно
имеет место только при наличии в камере застойных зон. В ста-
ционарном режиме ни накопления, ни убыли твердого не проис-
ходит, в этом случае уравнение баланса упрощается: приход ве-
щества = расход вещества. Накопление может быть отлично от
нуля только в переходных режимах, например вследствие резких
колебаний плотности питания флотации. Приход и расход веще-
ства определяются не только пропускной способностью камеры,
но и кинетикой процесса.
Режим протекания процесса в непрерывно работающем аппа-
рате может быть стационарным, когда все параметры не изме-
няются во времени; в любой точке аппарата все скорости и<
концентрации остаются неизменными во времени. К нестационар-"
ным относится периодический процесс. В непрерывно действую-
щих аппаратах нестационарными являются переходные процессы,
возникающие при изменениях параметров работы. В зависимо-
сти от того, рассматривается ли поведение объекта во времени-
или нет, модели делят на динамические и статические.
14
Статическая модель описывает связь между переменными
процесса в установившемся режиме. Динамическая модель уста-
навливает связи между переменными процесса при его изме-
нении во времени.
В зависимости от выбора кинетической модели и от того, ка-
кие особенности процесса требуется отразить в модели, описа-
ние процесса может принимать различные формы. Перечислим
классы уравнений, применяемых для моделирования процесса
флотации.
Конечные уравнения не содержат операций дифференцирова-
ния и интегрирования. Их можно разделить на алгебраические,
в которых над переменными выполняются только арифметиче-
ские действия, и трансцендентные, содержащие показательные,
тригонометрические н другие функции переменных. К этому
классу относятся стохастические модели, полученные методами
регрессионного анализа.
Дифференциальные уравнения являются основой построения
детерминированных моделей процесса флотации. Это вызвано
тем, что определяющей характеристикой любого процесса, в том
числе и флотационного, является скорость; задача определения
скорости изменения параметров процесса приводит к определе-
нию производной и составлению дифференциального уравнения.
Нельзя ли вывести вначале уравнение для искомого параметра
процесса [например, е (0], а затем, дифференцируя его по вре-
мени, вычислить скорость процесса? Тогда не пришлось бы ре-
шать дифференциальное уравнение, что значительно сложнее,
чем нахождение производной. Оказывается нельзя, потому что
раскрытие механизма процесса возможно на основе закона дей-
ствия масс, который выражается дифференциальным уравнением
(1.1); другим способом, кроме решения его, задать представле-
ние механизма процесса флотации конечным уравнением невоз-
можно. В самом деле, нетрудно из закона действия масс полу-
чить уравнение (1.3) или (1.4), а затем, проинтегрировав его,
получить для извлечения формулу (1.5). И наоборот, сложно
записать формулу (1.5), основываясь только на механизме про-
цесса.
В общем случае дифференциальное уравнение содержит ис-
комую функцию и ее производные. Если основные переменные
процесса изменяются во времени и в пространстве, то он описы-
вается дифференциальными уравнениями в частных производ-
ных. Если изменения основных переменных процесса происхо-
дят только во времени, то он описывается обыкновенными диф-
ференциальными уравнениями. Примером такой модели служит
уравнение К. Ф. Белоглазова, которое описывает зависимость
15
извлечения (или концентрации твердого в камере) только от вре-
мени. Если нас интересует концентрация твердого в разных точ-
ках камеры (такая задача возникает при конструировании фло-
тационной машины), то она будет функцией не только времени,
но и пространственных координат: С — С (х, у, z, t). Здесь су-
щественно то, что концентрация распределена в пространстве.
В частном случае, если изучаемый параметр не изменяется
во времени и объект одномерен, процесс описывается обыкно-
венным дифференциальным уравнением. Например, при стацио-
нарном режиме работы колонной машины можно считать, что
плотность пульпы меняется только по высоте камеры. Если пред-
ставляет интерес распределение плотности по сечениям, то
в уравнении появится производная по второй координате, по-
скольку объект рассматривается как двумерный. Это пример
системы с распределенными параметрами.
При кинетическом эксперименте, проводимом в лаборатор-
ной машине периодического действия, обычно полагают, что
плотность пульпы в каждый момент времени одинакова во всем
объеме камеры. Экспериментатора интересует только изменение
плотности во времени. Это пример системы с сосредоточен-
ными параметрами. Структура математической модели
зависит от того, какие стороны процесса она отражает.
В дальнейшем будут рассмотрены модели флотации, относя-
щиеся ко всем трем перечисленным здесь классам. Такое деле-
ние на классы в определенной мере условно: например, модель
может состоять из дифференциального уравнения, параметры ко-
торого определяются с помощью регрессионного анализа.
Общее решение обыкновенного дифференциального уравне-
ния содержит произвольные постоянные, число которых равно
порядку уравнения. Большинство известных уравнений процесса
имеют первый порядок, поэтому для их решения достаточно за-
дать одно начальное условие. Обычно это концентрация твердого
в камере или извлечение, заданные в начале процесса (1 = 0).
Решение уравнения в частных производных, где искомая функ-
ция зависит не только от времени, но н от пространственных
переменных, содержит уже не только произвольные постоянные,
а и произвольные функции. Для их нахождения начальных усло-
вий недостаточно, необходимо задать еще дополнительные усло-
вия— граничные. Это могут быть, например, условия на входе
и выходе из флотационной камеры. Решение уравнений в ана-
литическом виде сложно, а уравнений в частных производных
чаще всего невозможно. Даже в тех случаях, когда удается по-
строить аналитическое решение, расчеты весьма трудоемки. Эти
трудности можно преодолеть с помощью ЭВМ.
16
Сложность и многофакторность флотации вызывает необхо-
димость при составлении математической модели начинать с рас-
членения процесса на отдельные блоки, отражающие свойства
какого-либо одного класса явлений. На первом этапе в лабора-
торных условиях определяются кинетические характеристики
процесса: оптимальный реагентный режим, время флотации, кон-
станта кинетики илн функция распределения питания флотации
по флотируемости. По этим данным можно построить кинетиче-
скую модель, характеризующую связь функции распределения
по флотируемости (константы кинетики) с основными факто-
рами процесса. Второй этап — построение гидродинамической
модели аппарата на лабораторной и пилотной установках. На ос-
новании изучения структуры потоков в камерах флотационных
машин нужно определить параметры модели и по ней рассчитать
размеры камеры н фронт флотации. Заключительный этап —
объединение полученных моделей в систему уравнений, проведе-
ние флотационных экспериментов на пилотной установке для на-
хождения н корректировки коэффициентов уравнений, проверка
адекватности модели в промышленных условиях.
Вследствие неполноты представлений о механизме процесса,
а также для упрощения математического описания приходится
пренебрегать рядом эффектов второго порядка. В результате
этого модель получается в_ той илн иной мере идеализирован-
ной. Отсюда вытекает возможность построения для флотации
различных моделей, отличающихся как физической интерпрета-
цией процесса, так и числом учитываемых переменных. Выбор
модели определяется требованиями решаемой задачи.
1.3. Элементы физического и математического
моделирования
В исследованиях принято различать методы физического и
математического моделирования, которые основаны на принци-
пах, соответственно, физического или математического подобия.
Все процессы, протекающие в физически подобных объектах, ха-
рактеризуются одинаковой физической природой. Объекты раз-
личной физической природы могут описываться уравнениями
одинакового вида.
Научная основа физического моделирования — теория подо-
бия, устанавливающая условия подобия модели и оригинала, по-
зволяющая обобщать результаты в безразмерных комплексах
(критериях подобия) и распространять найденные зависимости
на подобные системы. Физическое моделирование заключается
в воспроизведении постоянства определяющих критериев
2 Заказ № 232 17
подобия в модели, и объекте. Практически это означает, что надо
в несколько этапов воспроизводить исследуемый физический про-
цесс во все больших масштабах (вплоть до промышленных),
закономерно варьируя определяющие размеры. К преимущест-
вам метода физического моделирования следует отнести полное
воспроизведение процесса, наглядность, возможность регистра-
ции наблюдений без преобразующих устройств (они вносят до-
полнительные погрешности и искажения) и изучение явлений, не
поддающихся математическому описанию.
Недостатки этого метода связаны с необходимостью создания
новой модели при исследовании каждого нового аппарата. Изме-
нение параметров моделируемого объекта обычно вызывает тру-
доемкие переделки модели или ее замену, при этом стоимость
моделей сложных объектов высокая. В ряде случаев метод имеет
ограничения или совсем неприменим. Для сравнительно простых
систем (например, гидравлических с однофазным потоком) прин-
цип подобия оправдывает себя, поскольку приходится опериро-
вать ограниченным числом критериев. Однако в случае сложных
процессов получается большое число критериев подобия, кото-
рые становятся несовместимыми и, следовательно, не могут быть
реализованы. Принцип подобия оправдал себя при анализе де-
терминированных процессов, описываемых законами классиче-
ской механики и протекающих в однофазных системах с фикси-
рованными границами. Для анализа недетерминированных про-
цессов с многозначной стохастической картиной связи между
явлениями и, в частности, для анализа двухфазных систем со сво-
бодными поверхностями и процессов, осложненных химическими
реакциями, использование физического подобия затруднительно
[14, 54J. Последнее следует пояснить.
Известно, что законы элементарных актов собственно хими-
ческих превращений не зависят от масштаба эксперимента *. Это
должно было бы послужить основанием для непосредственного
переноса результатов измерений в лабораторных условиях на
установки промышленных размеров. В действительности хими-
ческие процессы в значительной степени зависят от размеров
реакторов. Отмеченное противоречие связано с тем, что хи-
мическая реакция приводит к изменению состава смеси. Вслед-
ствие этого возникают процессы переноса вещества, зависящие
от формы и размеров аппарата. В свою очередь состав сущест-
венно изменяет скорость химического превращения. В резуль-
тате протекание химического процесса в целом находится
в сложной зависимости от размера аппарата.
1 Исключпие составляют цепные реакции.
18
Переход в размерном ряде аппаратов изменяет не только
общую скорость процесса, но и его селективность. Таким обра-
зом, модель аппарата может обладать свойствами, которые не
присущи оригиналу. Отсутствие подобия связано с невозмож-
ностью сохранить одинаковое влияние физических факторов на
скорость химического превращения в аппаратах разного мас-
штаба.
Для построения физической модели аппарата необходимо со-
блюдение гидродинамического и химического подобия. Гидроди-
намику потоков в аппарате можно характеризовать критерием
Рейнольдса
г> vl
Re = —,
а химическое превращение критерием Дамкеллера
Da— vC ’
где v — скорость движения; I—характерный линейный размер;
v — коэффициент кинематической вязкости среды; С — концент-
рация исходного реагирующего вещества; v' — скорость реакции.
Эти критерии должны входить в обобщенную критериальную
зависимость, характеризующую изучаемый аппарат. Однако они
несовместимы между собой, поскольку скорость потока водном
критерии входит в знаменатель, в другом — в числитель. Для со-
хранения гидродинамического подобия скорость потока должна
изменяться обратно пропорционально, а для сохранения
химического подобия прямо пропорционально характерному раз-
меру. Естественно, что в одном и том же процессе это невоз-
можно.
Несовместимость критериев подобия создает значительные
трудности при составлении критериев физического подобия
и указывает на то, что физическое моделирование далеко не
всегда позволяет создать полностью подобные аппараты.
Флотация представляет для моделирования еще более слож-
ную задачу. Она протекает в трехфазной среде. Неопределен-
ность и изменчивость минеральной поверхности не позволяет
прогнозировать кинетику адсорбции реагентов на частицах. Эле-
ментарный акт флотации (столкновение и закрепление частицы
на пузырьке) зависит не только от свойств частиц, пузырьков
н реагентов, но и от гидродинамики камеры, процессов переноса
частиц пузырьками и структуры пенного слоя. Структура пото-
ков в камере зависит от ее конструктивных особенностей: раз-
меров, скорости потока пульпы и т. д. Многогранность и взаимо-
19
зависимость факторов флотации заставляют осуществлять мас-
штабный переход от лабораторных к промышленным аппаратам
эмпирически. Невозможность предсказания результатов приво-
дит к значительному числу переходных стадий, требует длитель-
ной доводки каждого типоразмера.
Математическое моделирование процесса состоит из построе-
ния математической модели и установления адекватности мо-
дели изучаемому процессу. Математическое описание процесса
представляется системой алгебраических или дифференциальных
уравнений, отражающих материальные и энергетические ба-
лансы. Сложной задачей при построении описания процесса яв-
ляется выделение из совокупности параметров наиболее важных,
определяющих ход процесса. Взаимосвязь между выделенными
параметрами устанавливается на основе теоретических пред-
ставлений и опытных данных.
Степень сложности модели определяется как сложностью са-
мого процесса, так и полнотой информации о нем. Коэффици-
енты составленных уравнений зависят от конструктивных, гидро-
динамических и аэрационных параметров машины, характери-
стики пульпы, реагентов и величин, определяющих протекание
физико-химических процессов. Часть этих параметров может
быть известна, остальные определяются экспериментально. В не-
которых случаях уравнения модели решаются аналитически (на-
пример, уравнение кинетики первого порядка (1.4)]; более слож-
ные уравнения можно решить только с помощью вычислитель-
ных машин.
Любая модель является лишь приближением реального про-
цесса, поэтому необходима проверка ее адекватности. Прове-
ряется правомерность сделанных допущений и тем самым опре-
деляется применимость модели к описанию процесса. Для этого
сравниваются результаты измерений в ходе процесса с получен-
ными на модели; при необходимости следует провести коррек-
цию модели. Если коррекция не достигает цели,— модель не-
адекватна процессу и должна быть заменена.
Математическое моделирование не исключает физического,
а дополняет его методами описания и расчета. На каждом этапе
задачу следует решать таким методом, который окажется более
эффективным. Так, сейчас не существует численных методов рас-
чета скоростей и давлений в многофазных потоках: система
уравнений гидродинамики (Навье—Стокса и неразрывности) ре-
шается лишь в простейших случаях [77]. В то же время методы
физического моделирования позволяют определить размеры ка-
мер с аналогичными по структуре потоками. Отметим, что неко-
торые коэффициенты математических моделей, как правилО|
20
определяются только из опытов. Таким образом, при построении
модели процесса флотации на разных этапах чередуется приме-
нение разных методов моделирования. Целесообразность приме-
нения этих приемов каждый раз желательно оценивать заново.
Математическое моделирование — более универсальный метод,
чем физическое. Изменение параметров моделируемой системы
или аппарата не требует трудоемких переделок модели. Вместе
с тем математическое моделирование корректно только в области,
где справедливы допущения, при которых построена модель. При
физическом моделировании исследование процесса происходит
на нем самом при его воспроизведении в разных масштабах.
При математическом моделировании нас интересует прежде
всего вид математического описания процесса. Разные по физи-
ческой природе явления могут описываться одинаковыми урав-
нениями. Это является выражением единой сути физически раз-
ных явлений. С исчерпывающей ясностью об этом сказал
В. И. Ленин в работе «Материализм и эмпириокритицизм»:
«Единство природы обнаруживается в «поразительной анало-
гичности» дифференциальных уравнений, относящихся к разным
областям явлений.
Теми же самыми уравнениями можно решать вопросы гид-
родинамики и выражать теорию потенциалов. Теория вихрей
в жидкостях и теория трения газов обнаруживают поразитель-
ную аналогию с теорией электромагнетизма и т. д.» *.
В качестве примера рассмотрим несколько различных по фи-
зической природе явлений и их математические описания:
, dT . . .
перенос тепла: q =—(закон Фурье);
n dC . .
перенос вещества: / = —О-~- (закон Фика);
dx
dv
перенос количества движения fTp =—(закон Нью-
тона) ;
1 du . .
перенос электрического заряда: i = ———(закон Ома);
процесс фильтрации: со =—(закон Дарси—Вейсбаха).
Эти уравнения отличаются только тем, что в них входят гра-
диенты различных величин: температуры dTfdx, концентрации
dC/dx, скорости dvldx, напряжения dufdx, давления dpldx. Ана-
логия описаний явлений различной природы позволяет
* Ленин В. И. Поли. собр. соч., т. 18, с. 306.
21
использовать при решении какой-либо задачи методы и резуль-
таты, полученные при исследовании других объектов или процес-
сов, математическое описание которых идентично. На принципе
аналогий основана работа аналоговых вычислительных машин
(АВМ), позволяющих моделировать, в частности физико-химиче-
ские и гидродинамические процессы различной природы. Это
показывает возможность применения результатов, полученных
при исследовании одних процессов для изучения других, даже
относящихся к различным областям науки.
Так, известно, что уравнение К. Ф. Белоглазова является ана-
логом уравнения кинетики химической реакции первого порядка.
В дальнейшем будет показано, что процесс столкновения ча-
стицы с пузырьком в камере флотационной машины описывается
уравнениями, относящимися к механике аэрозолей. Зависимость
константы скорости флотации от расхода собирателя описы-
вается аналогом уравнения Аррениуса, характеризующего зави-
симость константы химической реакции от температуры. Для по-
строения плотности распределения материала по флотируемости
необходимо решить такое же уравнение, что и при расчете спек-
тра радиоактивного излучения по зарегистрированному суммар-
ному излучению или излучения переменных затменных звезд.
Учет обратимости флотационного прилипания приводит к урав-
нениям флотации, аналогичным уравнению кинетики обратимой
химической реакции. Изучение непрерывного флотационного
процесса методами теории массопереноса позволяет применить
к расчету флотационных камер диффузионную и ячеечную
модели.
Эти аналогии, видимо, можно было бы продолжить. Мы огра-
ничились здесь перечислением лишь тех, которые рассмотрены
в книге.
2. СОСТАВЛЯЮЩИЕ КИНЕТИЧЕСКОЙ
КОНСТАНТЫ ФЛОТАЦИИ
2.1. Постановка задачи
Изучение структуры константы скорости флотации, разработка
методов расчета ее составляющих и экспериментальная проверка
результатов являются важными задачами теории флотации.
Независимо от того, описывается процесс уравнением кине-
тики первого или отличного от единицы порядка, либо уравне-
нием, содержащим функцию распределения питания флотации
по флотируемости, знание структуры кинетической константы
позволяет количественно оценить процесс и углубить представ-
ления о его механизме. Константа скорости является исчерпы-
вающей оценкой флотоактивности материала; в отличие от
обычно применяемых критериев — краевого угла смачивания, сил
отрыва частицы от пузырька, дзета-потенциала, времени индук-
ции, она является апостериорной и наиболее полно отражает
свойства частиц в конкретных условиях флотации.
Константа скорости флотации в сущности ие является кон-
стантой в общепринятом смысле этого слова; иначе бы она не
зависела от факторов процесса. Ее можно считать постоянной
величиной для определенной руды, реагентного режима н аппа-
рата, в котором проводится флотация. Существует два пути
оценки и анализа удельной скорости флотации: разбиение про-
цесса на последовательные стадии и определение соответствую-
щих им составляющих константы; изучение зависимости кон-
станты от различных факторов флотации. В теории флотации
принято представление кинетической константы в виде произве-
дения условных вероятностей, характеризующих отдельные ста-
дии процесса. В разное время Р. Шуман [258], К. Ф. Белоглазов
[12], О. С. Богданов [36] и другие предложили варианты раз-
биения процесса. Наиболее употребительная формула
K = PCNPaPtPf, (2.1)
где Рся— вероятность столкновения в единицу времени одной
частицы с любым пузырьком, находящимся в единице объема
пульпы; Ра — вероятность прилипания частицы к пузырьку при
23
соударении; Ре — вероятность устойчивого закрепления частицы
до выноса в пену; Р/ — вероятность выхода частицы из пены
в концентрат.
Такое разбиение основывается иа различии сил, действие
которых преобладает на разных стадиях.
Элементарный акт флотации состоит из двух последователь-
ных этапов: сближения частицы с пузырьком, осуществляемого
за счет гидродинамических факторов, и прилипания, происходя-
щего в основном за счет поверхностных сил. Количественные ха-
рактеристики этих этапов: вероятность столкновения для пер-
вого, вероятность прилипания и устойчивого закрепления для
второго. Без теории первого этапа «нельзя правильно рассчи-
тать скорость флотационного процесса в функции размеров и
удельного веса частиц с учетом поведения поверхности пу-
зырька» [46]; здесь преобладают механические и гидродинами-
ческие силы. Этап завершается сближением минеральной ча-
стицы с поверхностью пузырька на такое малое расстояние, при
котором начинают действовать с заметной интенсивностью по-
верхностные силы. В случае столкновения в пульпе с силой,
необходимой для преодоления водной прослойки, происходит ее
разрушение и слипание пузырька с частицей. Время их кон-
такта должно быть таким, чтобы вода успела удалиться из за-
зора между поверхностями частицы и пузырька.
М. А. Эйгелес выделяет в отдельный этап процесс первона-
чального закрепления до образования трехфазиого периметра
смачивания и начального краевого угла и следующий за ним
этап упрочнения прилипания, связанный с дальнейшим утоньше-
нием водной прослойки и ростом краевого угла [187]. Деление
прилипания иа стадии при всей его условности позволяет более
глубоко изучить кинетику прилипания.
Для количественной оценки стадий элементарного акта фло-
тации необходимо связать их с соответствующими составляю-
щими кинетической константы.
Перепишем уравнение К- Ф. Белоглазова:
<?(С0— С) L'T'’. f/ 1 —С)
А С, д — с dt
где Со — начальная концентрация твердого; d(Co— С)—коли-
чество частиц, сфлотированиых за время dt.
Определим значения составляющих коистаиты [36]. Пусть
число частиц, столкнувшихся в единице объема пульпы с пу-
зырьками за время dt, равно dCCT. Тогда величина, называемая
24
обычно в химической .кинетике полной вероятностью столкно-
вения
PCN~ С ~~ЗГ
Эта величина имеет размерность [7'~1] и поэтому в математиче-
ском смысле не является вероятностью. Отношение числа за-
крепившихся при столкновении с пузырьками частиц к числу
столкнувшихся есть вероятность закрепления:
р ^Сзак
ае dCn '
Наконец, отношение числа частиц, вышедших в концентрат,
к числу частиц, вынесенных пузырьками в пену, есть вероят-
ность выхода частицы из пены в концентрат:
р _ d(Cp-C)
f dCsax
Перемножив эти равенства почленно, получим
р р р 1 dCct dCstxd (Ср — С)_____1 d (Ср — С} rs
“CN‘ae‘f c dtdCndC3M C dt — A •
Тем самым показано, что сомножители, стоящие в правой ча-
сти формулы (2.1), действительно характеризуют вероятности
событий, из которых состоит элементарный акт флотации. При
этом для простоты мы объединили здесь этапы прилипания ча-
стицы к пузырьку и устойчивого закрепления, положив Рае =
= РаРе.
Задача определения этих составляющих как теоретически,
так и экспериментально достаточно сложна и поэтому не удиви-
тельно разнообразие имеющихся в литературе формул, предло-
женных для различных этапов. В табл. 2.1 приведены некото-
рые формулы такого типа, преобразованные по возможности
к одинаковым обозначениям.
В табл. 2.1 принято: r(d), R (D) — радиусы (диаметры) со-
ответственно, частицы и пузырька; ««, — нормальная составляю-
щая относительной скорости частицы и пузырька; Л — время ин-
дукции; q— расход воздуха; L — средний путь пузырька; V —
объем зоны перемешивания, заполненной частицами; di = 2ai,
где О1 — расстояние от центра частицы до границы зоны, в кото-
рой нельзя пренебречь поверхностными силами; bi, Ьг — коэффи-
циенты скорости падения частиц (по Стоксу) и всплывания
25
Таблица 2.1
Кинетическая константа процесса флотации
Автор Константа и ее составмощие
Шуман Р. [258] К = PCNPof*f
Сазерленд К. [265] K-W/i /’са’Зкг/?^; _ 3u Я, Pe = sech2—
Богданов О. С. и др. [36] р 3g£(d 4-rfi) ( b\ ф ^С№ zvDt W 1 /’ Pa*Pf~-£— CN
Самыгин В. Д. [160, 161] ,, - Р«»аи XJ^ К = ае 00 м V
Зайденберг И. Ш. [52] K=*PCNP„ р ^*0 рг. р К rCN 4V rat р
Вудбери Е., Кинг Р., Кол- борп Р., Лавди Б. [273, 274] ~~ b\PCNPaPef PCN = ех₽ ( rf2 ) • Р К(*)*2 . pt 0, d>i(T.)
26
Автор Константа и ее составляющие
Томлинсон X. и Фле- минг М. [269] K-PCNP<FePf’
Хубер Пану [252] K-PCNPar PCN= R)2 ]/ v* + o’
Матвеенко Н. В. [95] к
Белоглазов К. Ф. [12] K = B2Pfle; Pae~ z(tC, + i bCr+i)*2
пузырьков (по Аллену); b — постоянная уравнения Шишков-
ского; о — сечение соударения;тм— время минерализации; Сг —
концентрация реагента; у — адсорбционная постоянная вещества
по отношению к данному минералу; So — расход поверхности пу-
зырьков; Pef = PePf, х, А, К(е)— гидродинамические пара-
метры; vr, vR — средние скорости движения пузырьков и частиц;
Bi, В2— коэффициенты (различные в разных формулах); Ki,
К-2 — константы скоростей минерализации пузырьков и обрат-
ного процесса; Е — коэффициент захвата; S — поверхность ча-
стиц, закрепившихся на пузырьках; С — постоянная Лэнгмюра.
Для одних и тех же этапов предложены различные формулы,
полученные при разных допущениях и включающие коэффици-
енты, часто определяемые экспериментально. Закрепление и
удержание частицы на пузырьке определяются свойствами ча-
стиц, пузырьков и реагентов и гидродинамическими силами. Ко-
личественно этот этап практически не описан; обычно Рае рас-
считывают по экспериментальной константе скорости и вычис-
ленной Pcn, перенося тем самым на нее допущения, сделанные
при расчете Pcn- Именно поэтому формул для определения Рае
гораздо меньше, чем для Pcn, да и существующие не имеют чет-
кого обоснования. Исключение составляет формула К. Ф. Бело-
глазова, учитывающая свойства частицы, характеристику и кон-
центрацию собирателя.
27
Процессы, протекающие в пенном слое, наименее исследо-
ваны, и нам не удалось найти выражений для оценки вероят-
ности выхода частицы из пены в концентрат. Как видим,
структуру константы скорости нельзя считать полностью установ-
ленной. Необходимо построить формулу константы скорости,
учитывающую гидродинамику и физико-химию процесса. Для
описания первого этапа можно использовать обычные методы
гидродинамики; желательно получить оценку Рае, по возмож-
ности независимую от вычисленного значения Рек-
1.1. Применение методов механики аэрозолей
для оценки вероятности столкновения частицы
с пузырьком
Полная вероятность столкновения зависит от скоростей дви-
жения пузырьков и частиц, их формы и размеров, плотности ча-
стиц, свойств среды (вязкости и плотности). Скорости потоков
и свойства среды определяют характер обтекания.
Методы расчета вероятности столкновения могут быть осно-
ваны на математическом аппарате, разработанном в механике
аэрозолей. Сходство между первым этапом флотации и процес-
сами, изучаемыми механикой аэрозолей, впервые исследованное
Б. В. Дерягиным и С. С. Духиным, не является формаль-
ным [46]. Наиболее близок этому этапу процесс, имеющий важ-
ное прикладное значение в метеорологии (в частности, ядерной),
в обеспыливании,— вымывание твердых частиц каплями жидко-
сти [23, 57]. В обоих случаях изучается движение дисперсных
потоков (частицы и пузырьки — во флотации, частицы и капли
жидкости — в механике аэрозолей) в сплошной среде. В качестве
первого приближения рассматриваются ламинарные потоки. Ча-
стицы, пузырьки и капли считаются сферическими и однород-
ными. Коагуляционный рост аэрозольной частицы (или захват
частиц каплей) не может происходить беспредельно. Точно так
же флотирующая способность пузырька ограничена. Под дей-
ствием отрывающих сил прилипшие частицы могут осыпаться.
То же происходит с аэрозольной частицей.
Необходимо установить пределы, в которых аналогии между
двумя процессами оправданы. В гидродинамике аэрозолей ве-
роятность прилипания полагается величиной постоянной, равной
или меньшей единицы [23, 57, 180]. Суть флотационного про-
цесса— разделение частиц по гидрофобибсти. Отсюда ясно, что
аналогии допустимы в пределах этапа, определяемого гидроди-
намическими факторами.
28
Для решения задачи о столкновении частицы с пузырьком
необходимо знать состояние жидкости в окрестности движуще-
гося тела (пузырька, частицы и т. д.), которое описывается си-
стемой уравнений гидродинамики. Общее решение этой системы
можно получить лишь в исключительных случаях — при лами-
нарном вязком и безотрывном потенциальном обтекании. Раз-
витие численных методов исследования уравнений гидродина-
мики [13, 37J позволит со временем рассмотреть более сложные
модели турбулентных течений.
ГИДРОДИНАМИЧЕСКИЙ КОЭФФИЦИЕНТ ЗАХВАТА
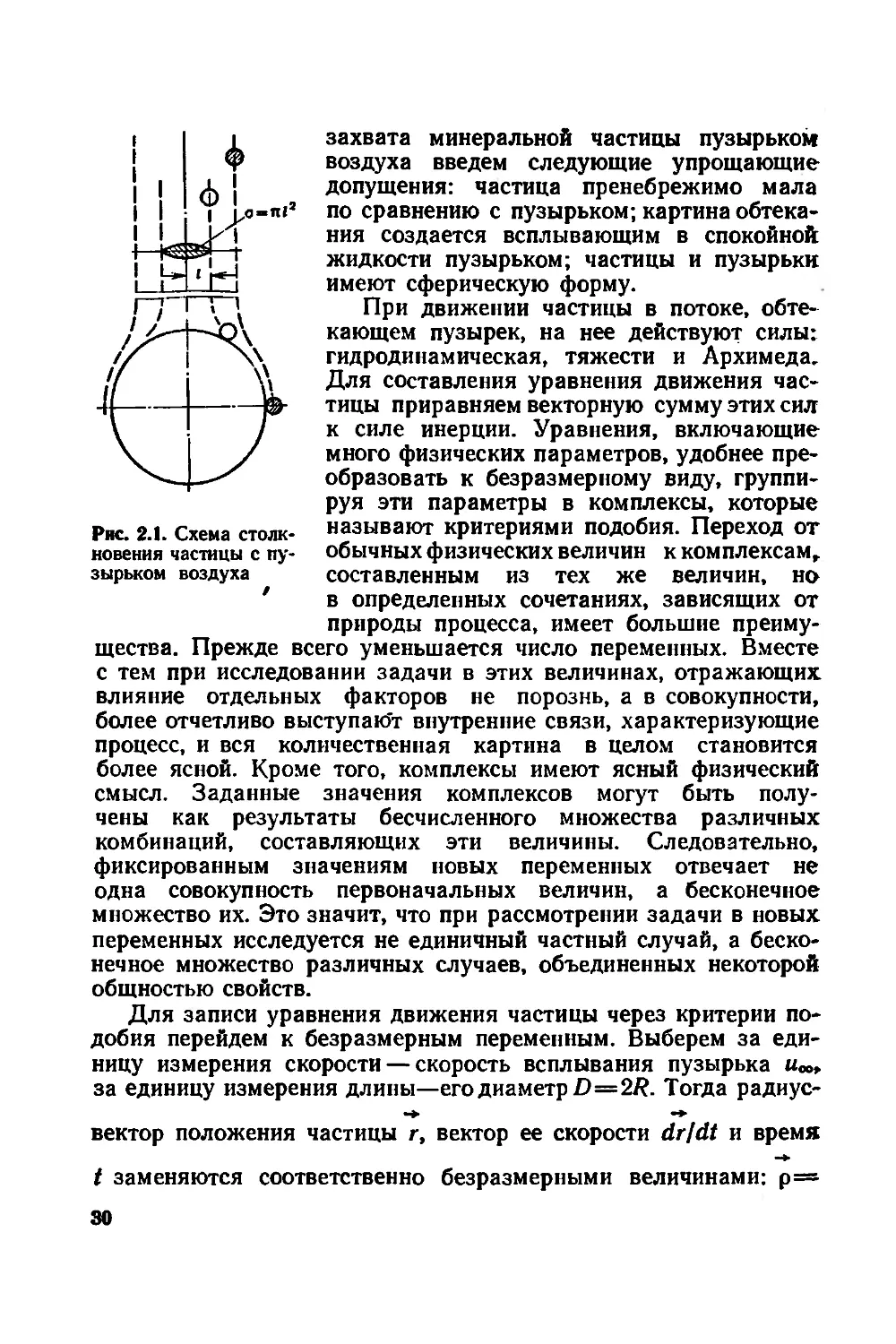
Рассмотрим схему столкновения частицы с пузырьком
(рис. 2.1). Взвешенные в потоке жидкости частицы под дейст-
вием инерционных сил отклоняются от линий тока жидкости, об-
текающей препятствие (пузырек), поэтому с пузырьком могут
столкнуться также те частицы, которые обогнули бы пузырек,
следуй они по линиям тока. Вследствие увлечения частиц током
жидкости с пузырьком столкнется лишь часть частиц, движу-
щихся в цилиндрической трубке диаметром D = 2R, где R— ра-
диус пузырька. Наибольшее сечение трубки, из которой все ча-
стицы осаждаются на пузырек, называется сечением столкнове-
ния:
o = irf2f
где I — радиус трубки.
Определение сечений столкновения — важная задача кине-
тики химических реакций [189] и ядерных взаимодействий [78].
Коэффициентом захвата называют величину
Р— °
S ~ it/?2 *
(2.2)
(2.3)
Иначе говоря, это отношение числа частиц, достигающих
тела, к числу частиц, которые попали бы на поверхность тела,
если бы они двигались прямолинейно, а не по линиям тока [83].
В действительности имеется в виду сближение до расстояний,
на которых начинают преобладать не гидродинамические, а по-
верхностные силы.
Коэффициент захвата можно определять для препятствий
разной формы. В применении к флотации достаточно ограни-
читься сферическим пузырьком. Для вычисления коэффициента 1
1 Здесь и далее употребляется термин, принятый в механике аэрозолей.
29
Рис. 2.1. Схема столк-
новения частицы с пу-
захвата минеральной частицы пузырьком
воздуха введем следующие упрощающие
допущения: частица пренебрежимо мала
по сравнению с пузырьком; картина обтека-
ния создается всплывающим в спокойной
жидкости пузырьком; частицы и пузырьки
имеют сферическую форму.
При движении частицы в потоке, обте-
кающем пузырек, на нее действуют силы:
гидродинамическая, тяжести и Архимеда.
Для составления уравнения движения час-
тицы приравняем векторную сумму этих сил
к силе инерции. Уравнения, включающие
много физических параметров, удобнее пре-
образовать к безразмерному виду, группи-
руя эти параметры в комплексы, которые
называют критериями подобия. Переход от
обычных физических величин к комплексам.
зырьком воздуха составленным из тех же величин, но
' в определенных сочетаниях, зависящих от
природы процесса, имеет большие преиму-
щества. Прежде всего уменьшается число переменных. Вместе
с тем при исследовании задачи в этих величинах, отражающих
влияние отдельных факторов не порознь, а в совокупности,
более отчетливо выступают внутренние связи, характеризующие
процесс, и вся количественная картина в целом становится
более ясной. Кроме того, комплексы имеют ясный физический
смысл. Заданные значения комплексов могут быть полу-
чены как результаты бесчисленного множества различных
комбинаций, составляющих эти величины. Следовательно,
фиксированным значениям новых переменных отвечает не
одна совокупность первоначальных величин, а бесконечное
множество их. Это значит, что при рассмотрении задачи в новых
переменных исследуется не единичный частный случай, а беско-
нечное множество различных случаев, объединенных некоторой
общностью свойств.
Для записи уравнения движения частицы через критерии по-
добия перейдем к безразмерным переменным. Выберем за еди-
ницу измерения скорости — скорость всплывания пузырька и<»,
за единицу измерения длины—его диаметр D=2R. Тогда радиус-
вектор положения частицы г, вектор ее скорости drldt и время
t заменяются соответственно безразмерными величинами: р=
30
= r!D, dp I dr и x = tu«,ID. Запишем уравнение движения центра
тяжести частицы в безразмерном виде [46]:
* [1+0,17 Re?
(2.4)
Здесь и(р)— вектор безразмерной скорости потока, Stk — без-
размерный параметр Стокса:
__ 2 итт 2 ReoPZ2
9 цЯ бафЯ 9 ₽о R2 ’
(2.5)
т и г — масса и радиус частицы; pz = pp— ро— разность плот-
- n 1ТсоГ n H-ooR
ностей частицы и жидкости; Red =----; Reo =--------число
v v
Рейнольдса частицы (пузырька); v — кинематическая вязкость
жидкости. v = T)/po; Fr = gR/«^— число Фруда; ц —динамиче-
ская вязкость жидкости; g— ускорение свободного падения.
Можно показать, что параметр Стокса связан с расстоянием,
которое пройдет в вязкой неподвижной среде частица, получив-
шая начальную скорость «со. Если проинтегрировать уравнение
движения в предположении, что сопротивление среды подчи-
няется закону Стокса, то путь, пройденный частицей за беско-
нечное время [89],
Х—9—Г"*
Эта величина, деленная на R, и равна параметру Стокса.
Числа Стокса и Фруда — основные гидродинамические критерии
подобия задачи осаждения тел на препятствие в потоке. В на-
шем случае тела — минеральные частицы, препятствия — воз-
душные пузырьки. Уравнение (2.4) представляет собой систему
трех обыкновенных дифференциальных уравнений второго по-
рядка для координат х, у и г, рассматриваемых как функции
времени т. Их решение соответствует определенным траекториям
при задании некоторых начальных условий, т. е. значений х, у, z
и х', у', z' (как обычно, штрихом обозначается производная)
в некоторый определенный момент времени. Поскольку принято,
что пузырек имеет сферическую форму, то линии тока жидко-
сти одинаковы в любом диаметральном сечении. Поэтому
31
ограничимся для простоты плоским случаем. Тогда уравне-
ние (2.4) в скалярной форме даст систему двух обыкновенных
дифференциальных уравнений второго порядка:
х = -hU- («х - х) [1 + 0,17 Re? | их - х |’/’] + Fr
• (2.6)
У" = - W (% - У) [1 + °Л Re ? | к, - у' р] •
Задача определения коэффициента захвата заключается
в отыскании предельной траектории, приводящей движущуюся
в потоке частицу на поверхность сферического пузырька. Удобно
начать рассмотрение сближения частицы с пузырьком с такогс
расстояния между ними, где поток не возмущен присутствием
пузырька, т. е. бесконечно далеко от него. Поскольку движение
относительное, можно считать, что на неподвижный пузыре*
набегает поток, скорость которого в бесконечно удаленной от
пузырька точке равна ит. Момент времени, когда частица нахо-
дится там, примем за начальный. Обозначим координаты ча-
стицы в начальный момент времени Хо и у0. Скорость частицы
в этой точке совпадает со скоростью потока: составляющая ско-
рости по оси х равна ««,, по оси у — нулю. Запишем начальные
условия: x(0) = xo, x'(0) = uoo, у(0) = уо, у'(0) = 0.
В реальных условиях поток остается невозмущенным доста-
точно близко от пузырька. Как показали численные экспери-
менты на ЭВМ, для частиц и пузырьков флотационной крупно-
сти расстояние, удовлетворяющее этому условию, приблизи-
тельно равно 10R. С приближением к пузырьку траектория
движения частицы начинает искривляться и компоненты скорост*
меняются. При этом частица сталкивается с пузырьком, либс
его огибает, либо скользит по его поверхности (так называемое
зацепление).
Для определения коэффициента захвата необходимо найт*
максимальное значение уо, при котором траектория точки при-
водит к столкновению с пузырьком. Очевидно, такое значение
Уотах лежит на отрезке (О, R) и может быть вычислено, напри-
мер, методом деления отрезка пополам. Вид поля скоростей по-
тока возле сферы в общем случае весьма сложен. Аналитиче-
ские выражения имеются лишь для идеальных условий: Re^C 1
(вязкое обтекание) и ReB3>l (потенциальное безотрывное обте
какие).
Результаты расчетов на ЭВМ GE-415 приведены на рис. 2.:
[154]. Коэффициент захвата монотонно растет с увеличением
размера d частицы и убывает с увеличением диаметра D пу
32
Рис. 2.2. Зависимость числа Стокса Stk (а) и коэффициента захвата Е (б)
от размеров частицы d и пузырька D (потенциальное обтекание):
У —Г-0,5: 2 — Г-1,5; 3 — Г-2,5; 4 —Г-3,5
Рис. 2.3. Зависимость коэффициента захвата Е от числа Стокса Stk при по-
тенциальном обтекании:
а —без зацепления: / — по И. Лэнгмюру; 2 —по В. М. Волощуку; 3—по И. Ш. Зайден-
°еРгу; 4 — по Д. Майклу н П. Норн; о — с зацеплением: 1. 2 и 3 — по В. М. Волощуку;
/• * и 3' —по И. Ш. Зайденбергу; / и Г — 0—0,05 г/Ьм’; 2 и 2' — 6-0,3 г/см’; 3 и 3' —
"“0,5 г/см’
3 Заказ № 232
33
Таблица 2.2
Коэффициент захвата (приближенные формулы)
Автор Обтекание
вязкое потенциальное
Лэигмюр И. Е = 1 + 0,75-J!^^-, «1 >0 0, S1<O £ = | 0, S1 <
Зайдеиберг И. Ш. £ = ( stk + 0,37) ’S1> 0 S1<
Волощук В. М. % Е-' Si>0 £=0, $1<0 51 >0 £=0, Sj<0
Майкл Д., Нори П. £ — I 1 1 Stk + (Stk)2
Примечание. Si—Stk—StkKp.
зырька. Если рост коэффициента захвата с увеличением размер;
частицы понятен, то его уменьшение при увеличении диаметр;
пузырька, на первый взгляд, противоречит здравому смыслу. Н
вдаваясь в серьезные объяснения (мы их дадим в следующет
разделе), напомним любителям водных путешествий, что на бы
стрых реках течение легко обносит байдарку вокруг островка
в то время как с камнем она может столкнуться.
34
Описанный здесь метод расчета коэффициента захвата позво-
ляет учесть такие факторы, как характер течения (заданием
соответствующего поля скоростей), скорость потока, вязкость
и плотность среды, плотность частицы, сила тяжести. Иногда
удается получить формулы, дающие верный в первом приближе-
нии результат с меньшими затратами машинного времени. Одни
формулы аппроксимируют результаты численного интегрирова-
ния системы дифференциальных уравнений, другие получены
линеаризацией системы уравнений. К первой группе относятся
формулы И. Лэнгмюра [89] и И. Ш. Зайденберга [52], ко вто-
рой — В. М. Волощука [34], Д. Майкла и П. Нори [246]
(табл. 2.2).
В табл. 2.2 Nt(z), Hi (г), (i = 0, 1) означают, соответственно,
функции Бесселя второго рода (функции Неймана) и функции
Струве [71]. Как показали расчеты, формулы И. Лэнгмюра,
В. М. Волощука и И. Ш. Зайденберга дают близкие результаты.
Асимптотическая формула Д. Майкла и П. Нори пригодна
для расчета при Stk 4—5 (рис. 2.3). Формулу коэффициента
захвата при потенциальном обтекании препятствия произволь-
ной формы предложил И. М. Юрьев [190]:
4>1(*1. У1)—Ф2(*2.У2)
Лсо(У1-У2)
где iff, 2 — линии тока; (хь yi) и (х2, Уг)—координаты верхней
и нижней точек тела захвата; ««,— счетная концентрация частиц
вдали от пузырька.
Можно показать, что для сферического пузырька эта формула
совпадает с соответствующей формулой В. М. Волощука из
табл. 2.2.
ЭФФЕКТ ЗАЦЕПЛЕНИЯ И ДЕЙСТВИЕ ВНЕШНИХ СИЛ
Коэффициент захвата — функция параметров ReD и Stk: Е=
(ReD, Stk). Эта зависимость, согласно И. Лэнгмюру [89],
имеет вид £ = £(<р, Stk), где безразмерная величина <р опреде-
ляется формулой
?« RebzStk.
Через <р можно выразить другие параметры, например
Функция Е монотонно убывает с уменьшением Stk (см.
Рис. 2.3, а). Расчеты И. Лэнгмюра показали, что существует
3* 35
Рис. 2.4. Критические условия инерционного осаждения:
а — критическое значение параметра Стокса в зависимости от числа Рейнольдса m
зырька; б — критический размер частицы как функция размера пузырька: / — р'“0.1
2 — р'—1,0; 3 — р'—1,6; 4 — р'-2,0: S — р'-2,5
критическое значение параметра Стокса: для всех Stk<StkK
коэффициент захвата Е = 0; для вязкого обтекания (Rep<gCl
StkKp~ 1,214, для потенциального безотрывного обтеканш
(Rei>-»- oo) StkKp= 1/12«0,0833. Эти данные были подтвержден!
Г. Л. Натансоном [114] и аналитически обоснованы Л. М. Леви
ным [83].
Существование критического числа Стокса означает, что пр;
Stk<gcStkKp столкновение частицы с пузырьком за счет одни:
только инерционных сил невозможно. Захват обеспечиваете;
в основном действием других факторов. Вместе с тем и пр;
докритических режимах следует учитывать силы инерции [84
Так, при R=15 мкм, г = 6,6 мкмучет инерционных сил при
водит к увеличению коэффициента захвата от 0,0022 до 0,022
Приняв Stk = StkKp, можно определить минимальный размер
частицы dKp такой, для которой в случае dcdjqj столкновение з;
счет одних только инерционных сил невозможно:
f 18vpoR StkKp
4ф= V - - •
где р' = р —р0.
На рис. 2.4, б показана зависимость </кр от R, р' — при потен,
циальиом обтекании. Для воды v = 0,01 см2/с, ро=1,О г/емч
36
С увеличением плотности инерция частицы возрастает и поэтому
потоку воды труднее обнести ее вокруг пузырька. Так, для ча-
стиц крупностью менее 70 мкм (р' = 1) при размерах пузырька
1,5 мм соприкосновение не может быть обеспечено за счет одной
только инерционной силы. Значения StkKp резко убывают с рос-
том Ren от 0 до 2, затем асимптотически приближаются к StkKp,
равному 1/12 для потенциального потока (рис. 2.4, а). Важная
практическая задача — совершенствование флотации шламов.
Поскольку для мелких частиц захват за счет только инерцион-
ных сил невозможен, необходимо изучить механизм захвата при
докритических режимах. По расчетам Л. Хокинга [222], крити-
ческий радиус водяных капель равен 18 мкм. Следовательно,
если бы столкновение было обусловлено только инерционными
силами, были бы невозможны рост капель и выпадение дождя
из облака, не имеющего капель радиусом больше 18 мкм. При-
менительно к флотации это означало бы невозможность флота-
ции тонкого шлама.
Общая теория осаждения при докритических числах Стокса
находится еще в стадии разработки [35]. Поскольку пользо-
ваться приближенными формулами (см. табл. 2.2) в этом случае
нельзя, при расчете коэффициента захвата следует ввести ряд
дополнительных факторов: силу тяжести [ее действие учиты-
вается в уравнении (2.4) членом, содержащим критерий Фруда],
размер частицы и гидродинамическое взаимодействие полей,
создаваемых частицей и пузырьком.
В некоторых случаях удается оценить относительное влия-
ние различных факторов, сопоставляя величины соответствую-
щих коэффициентов уравнения, записанного в безразмерном
виде. Так, при Re<i<Sl в уравнении (2.4) поправка, учитываю-
щая отклонение сопротивления от закона Стокса (член в квад-
ратных скобках, содержащий Re<i) и инерционный член малы по
сравнению с членом, учитывающим силу тяжести, поэтому полу-
чится
Это уравнение в отличие от уравнения (2.4) — первого по-
рядка, J но область его применения ограничена значениями
Размер частицы входит в уравнение движения (2.4) и при-
ближенные формулы табл. 2.2 через критерии Стокса и Рей-
нольдса, определяющие в основном скорость движения. При рас-
чете траектории частицы и определении попадания ее на пузы-
рек размером частицы мы пренебрегали. На самом деле при
37
прохождении частицы рядом с пузырьком ее центр масс может
оказаться от поверхности пузырька на расстоянии, не превы-
шающем радиуса частицы (см. рис. 2 1). Происходит соприкос-
новение вследствие «зацепления». Этот термин заимствован из
механики аэрозолей и принадлежит Н. А. Фуксу [179]. В этом
случае вычисление коэффициента захвата состоит в решении
задачи о попадании центра масс частицы на расстояние, не пре-
вышающее R+r от поверхности пузырька, или, что то же самое,
попадание центра масс в сферу радиусом R+r. Тогда
р_ __ п12'
С ”(Я + г)2 “ ”Я2(1 4-Ь)2 ’
O = + (2.7)
Приближенные формулы зависимости коэффициента захвата
от параметра зацепления б = r/R приведены в табл. 2.3.
В формулах В. М. Волощука Е°р — коэффициент захвата при
потенциальном, а Ео — при вязком обтекании; Е* рассчитывается
по формуле И. Ш. Зайденберга (см. табл. 2.2). Формулы
Н. А. Фукса и И. Ш. Зайденберга соответствуют определению
коэффициента захвата по уравнению (2.3), а не (2.7): при 6 =#0
получаем поэтому необходимо разделить полученные
значения коэффициента захвата на (1 + б)2.
На рис. 2.3, б показаны результаты расчета коэффициента
захвата с учетом эффекта зацепления для потенциального обте-
кания, полученные по разным формулам. Поскольку результаты
хорошо согласуются, для-расчетов следует предпочесть простую
формулу И. Ш. Зайденберга, с учетом внесенных исправлений.
При постановке задачи и выводе уравнения (2.4) принима-
лось, что пузырек движется в покоящейся среде. В реальном
процессе на движение частиц и пузырьков, находящихся в фло-
тационной пульпе, влияет скорость потока пульпы, которая по
отношению к частице и пузырьку является внешней силой. При
расчетах по уравнению (2.4) эту скорость можно векторно при-
бавить к скорости движения пузырька.
Как показал В. М. Волощук [33], для расчета по приближен-
ным формулам в простейшем случае, когда сила F = bm\Raq
направлена по потоку или против, значение параметра Стокса
умножается на 1±а. Тогда коэффициент захвата определяется
по формуле
Е (Stk, 8, ±а) = 1 + -j-l- [Е (Stk + Stk', 8, 0) — 1], (2.8)
где Stk' = StkKp(O) — StkKp(±a);
38
Таблица 2.3
для потенциального обтекания
E,(Stk, 8, ±«)-i+ о, с» — и.
где
„ .Stk— StkKn(±a)
Stk* =-------+ StkKp (0).
Здесь Stk^ (0) и StkKp (±<x) вычисляются, соответственно,
в отсутствие и при наличии внешней силы.
Из формулы (2.8) с использованием данных табл. 2.3 можно
получить и формулу для вязкого обтекания.
39
Недостаток этих формул состоит в необходимости определе-
ния критического значения параметра Стокса StkKp(±a). Для
этого надо решать систему дифференциальных уравнений. Пред-
почтительнее поэтому сразу вычислять коэффициент захвата ин-
тегрированием системы (2.6), поскольку действие внешней силы
можно учесть соответствующим заданием иж, а в правую часть
системы непосредственно входит число Фруда, учитывающее
действие силы тяжести. Как показали расчеты, для грубых опре-
делений можно пользоваться приближенными формулами, при-
веденными в табл. 2.2 и 2.3, соответственно добавив к иж ско-
рость, которую сообщает частице внешняя сила.
ГИДРОДИНАМИЧЕСКОЕ ВЗАИМОДЕЙСТВИЕ И ЕГО ВЛИЯНИЕ
НА КОЭФФИЦИЕНТ ЗАХВАТА
Лэнгмюровская модель захвата, дополненная теорией докри-
тических режимов и эффекта зацепления, позволяет рассчитать
коэффициент захвата, если известно поле скоростей. При этом
коэффициент захвата растет с увеличением размера частицы.
Вместе с тем практика флотации показывает, что при прочих
равных условиях всегда существует оптимальный размер флоти-
руемых зерен. Можно ли утверждать, что ухудшение флотируе-
мости зерен при размерах, превышающих оптимальный, вызвано
лишь уменьшением вероятности прилипания, перекрывающим
увеличение вероятности столкновения? Как отмечено Н. А. Фук-
сом, лэнгмюровская модель «может быть сохранена лишь для
предельного случая — очень большой разности в величине ча-
стиц»— [180]. Цр всех других случаях уже нельзя считать, что
поле скоростей создается только движением пузырька в невоз-
мущенной жидкости. Учет гидродинамического взаимодействия
полей, создаваемых частицей и пузырьком (в общем случае —
многими частицами и пузырьками) чрезвычайно усложняет ис-
следование процесса: приходится рассматривать движение ча-
стицы в поле скоростей, созданном пузырьком с учетом возму-
щений, вызванных присутствием частицы.
В теории флотации этот вопрос до последнего времени не
рассматривался. Введение гидродинамического взаимодействия
позволило нам показать, что общепринятые представления о мо-
нотонном росте вероятности столкновения с увеличением раз-
мера частицы ошибочны [144, 150]. С увеличением размера ча-
стицы все большее влияние оказывает создаваемое ею поле
обтекания (по сути имеет место та же картина, что и при обте-
кании крупного пузырька), при этом пренебрегать размером
частицы и полем вокруг нее нельзя. Действительно, пока R^r,
40
Рис. 2.5. Зависимость коэффициента
захвата от соотношения размеров во-
дяных капель [45]:
/ —R-19 мкм; 2 — R—20 мкм; 3 — R-
—25 мкм; 4 — R—30 мкм
вероятность столкновения определяется гидродинамическим по*
лем, создаваемым всплывающим пузырьком. С увеличением раз-
меров частицы на первых порах коэффициент захвата растет
вследствие увеличения сил инерции и эффекта зацепления.
В дальнейшем с ростом размеров частицы создаваемое ею гид-
родинамическое поле начинает все сильнее определять условия
столкновения. Частица и пузырек теперь как бы меняются ме-
стами: подобно тому как малой частице трудно попасть в круп-
ный пузырек, так и маленькому пузырьку трудно столкнуться
с большой частицей. Удобнее рассматривать не абсолютные раз-
меры частицы и пузырька, а их отношение r/R. Тогда из приве-
денных выше рассуждений следует, что при увеличении значе-
ний этого параметра от малых (r^R) к большим (r^R) веро-
ятность столкновения сначала растет, а затем падает, т. е. на
графике должен быть максимум. Известные из литературы фор-
мулы (см. табл. 2.1) не позволяют получить такой экстремаль-
ной зависимости. Согласно этим формулам, вероятность столкно-
вения частицы с пузырьком монотонно растет с увеличением
размера частицы.
В настоящее время расчет гидродинамического взаимодей-
ствия возможен лишь в первом приближении. В работах Л. Хок-
инга [222] рассчитывался коэффициент захвата для свободно
падающих водяных капель при стоксовом режиме обтекания.
Зависимость Е от r/R имеет экстремальный характер, причем Е
быстро стремится к нулю как при так и при r/R-*-\.
М. Дэвис и И. Сартор [207] уточнили результаты Л. Хокинга
при r/R-*~Q (рис. 2.5).
41
Как показано С. В. Пшенай-Северином [133], под действием
указанного эффекта частицы одинаковых размеров должны
сближаться, причем скорость их движения должна увеличи-
ваться. Этот вывод подтвержден расчетами [261] и эксперимен-
тами [257]. Интересна попытка описать движение совокупности
частиц с учетом взаимодействия создаваемых ими полей, однако
эта гипотеза до стадии расчетов еще не разработана. В. Скотт
и Ц. Чень [259] предложили метод расчета коэффициента за-
хвата, аппроксимировав результаты [207, 261]. Этот метод при-
менен нами для оценки вероятности столкновения частицы с пу-
зырьком.
В работах Н. Н. Рулева [155, 156] получили дальнейшее раз-
витие методы расчета эффективности захвата частицы пузырь-
ком с учетом гидродинамического взаимодействия. Однако
в отличие от рассмотренных выше случаев здесь задача иссле-
дования взаимодействия ставится для случая, когда частицы по
размеру существенно меньше пузырьков. При этом считается,
что частицы вследствие малого размера и плотности безынер-
ционны. Добавим, что комплекс проблем рассматривается при-
менительно к флотационной водоочистке, где главным требова-
нием является не селекция, а максимальный выход примесей
в пенный продукт, т. е. этап сближения и столкновения частицы
с пузырьком полностью определяет результат процесса.
Эффект гидродинамического взаимодействия разбивается на
две составляющие: дальнее (ДГВ) и ближнее (БГВ) взаимо-
действие. Первое обусловлено возмущением, которое вносит
всплывающий пузырек в поток жидкости, и состоит в том, что на
достаточно больших расстояниях от поверхности пузырька ча-
стица, в силу безынерциоиности, движется по соответствующей
линии тока. Второе обусловлено возмущением, которое вносит
частица в гидродинамическое поле пузырька.
Результат взаимодействия сил между частицей и пузырьком
при их сближении определяется суммой гидродинамических Fh,
электростатических Fe, молекулярных и архимедовой Fg сил,
прижимающих частицу к пузырьку:
F„ = Fe + Fv + Fe + Fh.
На достаточно большом удалении от поверхности пузырька
первыми двумя силами можно пренебречь, а архимедову силу
можно не учитывать ввиду малых размера и плотности частиц.
В этом случае Fn = Fh. На расстояниях примерно радиуса ча-
стицы следует учитывать соотношение всех действующих сил.
Именно здесь начинает проявляться влияние БГВ. Для стоксова
(Re< 1) и потенциального (Re» 1) режимов обтекания из урав-
42
нения движения выводятся формулы для функций, характери-
зующих гидродинамическое взаимодействие. Эти функции вхо-
дят в формулы эффективности захвата. Если принять значение
этих функций тождественно равным единице, то получим урав-
нения, аналогичные выведенным для столкновения с учетом за-
цепления. Однако единичные значения эти функции принимают
только на больших расстояниях между частицей и пузырьком.
Как видно, теория зацепления учитывает только дальнее гидро-
динамическое взаимодействие. При учете БГВ значения эффек-
тивности захвата в несколько раз меньше, чем рассчитанные
по формулам теории эффекта зацепления, которая не учитывает
взаимодействие частицы с пузырьком.
На малых расстояннх между частицей и пузырьком дейст-
вует электростатический силовой барьер. Для преодоления его
необходимо подобрать гидродинамический режим, обеспечиваю-
щий увеличение прижимных сил, действующих на частицу, либо
вести процесс при достаточно высокой концентрации электролита
или в присутствии ПАВ катионного типа, снижающих заряд
поверхности.
На основании теории гидродинамического взаимодействия
для частиц размером от 1 до 10 мкм можно вывести формулы,
учитывающие влияние взаимодействия столкновения частиц
с пузырьками, из которых для коэффициента захвата получается
формула
Re<l
1г0’82, Re»l.
Экспериментально полученная формула проверена флота-
цией стеклянных и полиэтиленовых шариков при стоксовом ре-
жиме подъема пузырьков (Reel), а также флотацией капель
нефтяной эмульсии при потенциальном режиме всплывания
(Re3>l). Результаты эксперимента удовлетворительно согла-
суются с предсказанными теоретически.
2.3. Вероятность столкновения частицы
с воздушным пузырьком
Составляющая кинетической константы, определяемая веро-
ятностью столкновения частицы с пузырьком, имеет вид
PcN = au«N> (2.9)
где о=л/?2(1+б)2£— сечение столкновения; 6=г//?; г,
R — радиусы частицы и пузырька; Е — гидродинамический
43
коэффициент захвата; u«>— относительная скорость движения
частиц и пузырьков; W—концентрация пузырьков в пульпе.
Выше было показано, что определяющим параметром при
расчете Е является безразмерный критерий Стокса
Stk
_ 2 г2исо (₽р - ₽о)
9 v/?
и были построены зависимости Stk и Е от крупности пузырька,
размера и плотности частицы, рассмотрены критические условия
столкновения, влияние гидродинамического взаимодействия и эф-
фекта зацепления на вероятность столкновения (см. рис. 2.2—2.5).
Можно ли с точки зрения полной вероятности соударений
объяснить большую флотационную способность относительно
мелких пузырьков и низкую флотоактивность крайних классов?
Пузырьки большого диаметра искажают поле скоростей жидко-
сти, поэтому мелкие частицы, обладающие малой массой, а зна-
чит и инерцией, имеют мало шансов столкнуться с пузырьком.
Математически это выражается в том, что число Стокса убы-
вает с ростом размера пузырька и уменьшением квадрата ра-
диуса частицы (см. рис. 2.2, а). Правда, число Стокса увеличи-
вается пропорционально относительной скорости частиц и
пузырьков, однако скорость седиментации частицы убывает
(в стоксовом приближении) с уменьшением размера частицы:
_ 2 г2(рр — ₽о)
°сед— 9 >ро
а скорость группового подъема пузырьков (табл. 2.4) увеличи-
вается примерно вдвое (с 11 до 20 см/с) при увеличении диа-
метра пузырька более чем в 4 раза (с 0,7 до 3,1 мм). Коэффи-
циент захвата с ростом Stk убывает, однако формула для опре-
деления Pcn содержит еще множители /?2 (входящие в сечение
соударения), и«>— возрастающие с ростом R, и число пузырь-
ков N, убывающее с ростом R при постоянной поверхности раз-
дела газ—жидкость. Рассмотрим поэтому зависимость Pcn —
= Pcn (R) подробнее. Очевидно,
= Stk = C2-^-;
если вычислить коэффициент захвата по формуле Лэнгмюра для
потенциального обтекания: Е = (Stk/(Stk+0,5))2, то
„ С„и _ / Ru
Р ________2 оо___. -___Р I ______со
’ 31 С^1ю+0,5Р
44
Таблица 2.4
Зависимость полной вероятности столкновения от факторов флотации
Класс крупности угля, мм Vp, см/с D=0,7 мм D=1,2mm D=3,l мм
исс PCN WCO PCN uoo PCN
-0,04 7,69 13,8 0,99 19,3 0,54 22,7 0,19
+0,04-0,074 8,33 14,4 1,49 20,0 0,79 28,8 0,27
+0,074-0,15 10,0 16,11 3,38 21,7 1,72 25,0 0,57
+0,15-0,25 11,11 16,2 7,67 21,8 4,09 25,1 1.21
+0,25-0,5 12,5 18,6 16,67 24,2 9,38 27,5 3,71
+0,5-1 14,28 20,4 36,43 26,0 18,48 29,3 9,2
+1—1,5 13,33 19,4 79,21 25,0 34,45 28,3 13,32
D, мм <?в- л/ч SB, cm’/c Л", 1/cm« V, СМ/С
0,7 2,0 47,62 109 11,111
1.2 3,4 47,22 25 16,667
3,1 8,8 47,31 3 20,000
Обозначения: D — диаметр пузырька: <?в — расход воздуха; SB — суммарная поверх-
ность пузырьков, поступаюших в аппарат в единицу времени; N — число пузырьков
в единице объема пульпы; ив — скорость группового всплывания пузырьков; ир — ско-
рость движения частиц при скорости потока воды оп—5 см/с; — относительная ско-
рость частиц и пузырьков.
Поэтому
р _ С]С2Я2«« __ С*
CN ^(C^+o.s/?)2
I 2 и }
\ со /
где Ci, С2,Св—постоянные.
Как видно из формулы, все определяется порядком скорости
подъема пузырька в зависимости от его радиуса. Если эта за-
висимость не более чем линейна, то Pcn — Cs/R. Как указыва-
лось, в исследуемом диапазоне крупности воздушных пузырьков
при увеличении радиуса более чем в 2 раза скорость увеличи-
лась менее чем в 2 раза. Следовательно, можно считать, что
Ueof^CeR, тогда Pck = Cs/R, т. е. полная вероятность столкно-
вения частиц с пузырьками убывает с ростом размера пузырька.
Сказанное выше нетрудно подтвердить расчетами. Для про-
стоты воспользуемся формулами И. Ш. Зайденберга. Результаты
45
расчетов Stk и Е на ЭВМ «Мир-2» для разных классов крупно-
сти н пузырьков исследованных размеров, приведенные на
рис. 2.2, показывают, что коэффициент захвата убывает с рос-
том размера пузырька.
Для расчета Pcn необходимо дополнительно измерить отно-
сительную скорость движения частиц и пузырьков и счетную
концентрацию пузырьков. Относительная скорость движения ча-
стиц и пузырьков
«со = ®р + ®в —®п,
где vP — скорость движения частиц с пульпой; пв— скорость
группового подъема пузырьков в спокойной воде; v„ — скорость
падения воды.
Как видно из табл. 2.4, PCn убывает с увеличением радиуса
пузырька независимо от крупности частицы*. Этим, по всей ве-
роятности, объясняется установленная экспериментально боль-
шая флотационная активность мелких пузырьков. Понятно, что
этот вывод справедлив в определенных границах: во-первых,
очень мелкие (относительно частиц) пузырьки смещаются со
своей траектории частицами,— происходит то же самое, что и
при движении очень маленькой частицы возле большого пу-
зырька; во-вторых, такие пузырьки обладают малой подъемной
силой. По-видимому, зависимость полной вероятности столкно-
вения от размера пузырька экстремальна.
Рассматривая поведение граничных классов крупности, ви-
дим, что вероятность столкновения убывает при d->0 даже
с учетом эффекта зацепления (рис. 2.6, а). Это означает, что
существующая теория объяснить отличную от нуля вероятность
столкновения очень мелких частиц с пузырьками не может. Не-
обходимо принимать во внимание возможность столкновения
частицы с пузырьком под действием турбулентных вихрей1 2 3.
Определенное влияние на вероятность столкновения оказывает
плотность частицы. Эта величина входит в критерий Стокса, т. е.
в член уравнения, учитывающий инерционность частицы, и в член
уравнения движения (2.4), характеризующий влияние силы тя-
жести. С увеличением плотности вероятность столкновения повы-
шается, а критический размер частицы, ниже которого инерци-
1 Формула, использованная для расчета коэффициента захвата, приме-
нима в случае, когда размер пузырька существенно больше размера частицы;
поэтому расчеты для крупности частиц больше 0,5 мм. ие вполне корректны.
Правильнее было бы пересчитать их по формулам, учитывающим гидродина-
мическое взаимодействие.
3 Механизм возникновения воздушных пузырьков иа частицах прн вы-
делении газов из раствора [69] здесь ие рассматривается.
46
Ряс. 2.6. Зависимость коэффициента захвата от размера частицы с учетом
зацепления (а) и гидродинамического взаимодействия (б) для пузырьков
различного диаметра:
1 — 3,1 мм; 2—1,2 мм; 3 — 0,8 мм; < — 0.7 мм; 5— 0,6 мм
онные силы не могут обеспечить столкновения, убывает
(рис. 2.4, б).
Для крупных частиц вероятность столкновения растет с уве-
личением размера частицы (в случае, когда гидродинамическое
взаимодействие полей частицы и пузырька не рассматривается),
и эта зависимость с учетом гидродинамического взаимодействия
имеет экстремальный характер. Действительно, наши расчеты на
ЭВМ GE-415 по формулам В. Скотта и Ц. Ченя показывают, что
максимум вероятности столкновения при флотации пузырьком
размером 0,7 мм должен находиться в пределах крупности ча-
стиц 0,4—0,6 мм (см. рис. 2.6, б) ’.
Существенно ли влияние гидродинамического взаимодейст-
вия на флотацию очень тонких частиц? Необходимо выделить
два случая: флотацию шлама крупными пузырьками, и пузырь-
ками, размер которых сопоставим с крупностью частицы. Пер-
вый из этих случаев для коллоидных частиц (г 1 мкм) и пу-
зырьков R 1 мм рассмотрен Б. В. Дерягиным и др. [155]. При
этом предполагалось, что инерцией частиц вследствие их малого
размера можно пренебречь, а возмущение, вносимое ими в поле
скоростей жидкости, локализуется в малой окрестности частицы.
Для стоксового и потенциального режимов обтекания выведены
1 Коэффициент захвата (см. рис. 2-6,6) растет с увеличением размера
пузырька: формулы В. Скотта и U. Ченя построены нз расчета того, что ско-
рость препятствия (пузырька) растет быстрее, чем его размер, что не наблю-
далось в нашем эксперименте.
47
формулы коэффициента захвата, из которых следует, что в обоих
режимах всплывания пузырька вероятность столкновения возра-
стает с уменьшением радиуса пузырька, при этом для стоксо-
вого режима эта зависимость квадратична, а для потенциаль-
ного— линейна, что подтверждает полученные нами выше
оценки. В работе [155] получены формулы, дополняющие фор-
мулу Н. А. Фукса для расчета эффекта зацепления (см.
табл. 2.3) влиянием действия межфазной пленки, но без учета
эффекта гидродинамического взаимодействия. Там же экспери-
ментально установлена квадратичная зависимость Е от r/R; при
г>15 мкм Е увеличивается быстрее, чем по квадратичному за-
кону. Это объясняется тем, что при г//?>0,25 нельзя игнориро-
вать искажение частицей гидродинамического поля пузырька.
Наряду с коэффициентом захвата, рассчитанным по формуле
для эффекта зацепления, в работе [155] вводится вероятность
прилипания Ра. Совпадение (с точностью до постоянного мно-
жителя) теоретической зависимости Е(г) с экспериментально
установленной зависимостью константы скорости от крупности
частиц приводит к интересному выводу о том, что Ра в незначи-
тельной степени зависит от г. Сравнив расчеты по выведенным
формулам, авторы показали, что гидродинамическое взаимодей-
ствие существенно уменьшает вероятность столкновения круп-
ных пузырьков с мелкими частицами.
Сопоставим этот вывод с нашими результатами [135, 150].
Рис. 2.6, а показывает, что коэффициент захвата, рассчитанный
по формуле эффекта зацепления, получается больше, чем при
расчете по формулам В. Скотта и Ц. Ченя. При этом вывод
о снижении вероятности столкновения вследствие гидродинами-
ческого взаимодействия распространяется не только на мелкие
частицы, как это показано в [155], но и на весь диапазон круп-
ности флотируемых частиц. Если бы соотношение между резуль-
татами оставалось неизменным, то влияние гидродинамического
взаимодействия легко можно было бы учесть, введя в формулу
зацепления поправочный коэффициент. Однако с увеличением
крупности частиц расхождение между кривыми резко увеличи-
вается, так как зависимости на рис. 2.6, а монотонно растут, а на
рис. 2.6, б, достигнув максимума, быстро стремятся к нулю. Оче-
видно, экстремальный вид зависимости коэффициента захвата
от крупности частицы физически более обоснован, чем моно-
тонный.
Гидродинамическое взаимодействие оказывает значительное
влияние тогда, когда размеры частиц и пузырьков сопоставимы,
однако этот вопрос до конца не исследован. В первом прибли-
жении на него можно ответить, сопоставляя расчетные зависимо-
48
сти коэффициента захвата от размеров частицы и пузырька, по-
лученные с учетом гидродинамического взаимодействия и без
него (см. рис. 2.6). Ситуация, при которой частица и пузырек
сравнимы по размерам, типична для электрофлотации. Тем не
менее в расчете вероятности столкновения, выполненном в ра-
боте [93], гидродинамическое взаимодействие не учитывалось.
Это привело автора к спорному выводу о том, что вероятности
столкновения частиц с пузырьками в обычном и электрофлота-
ционном процессах одинаковы. В связи со сказанным не всегда
оправданы допущения, принимаемые при выводе формул для
оценки PCn (см. табл. 2.1). Так, А. М. Годэи [40] и другие счи-
тают частицы безынерционными, что приемлемо только для
очень мелких частиц. Вероятность столкновения здесь рассчиты-
вается только по эффекту зацепления. Формулы А. М. Годэна
совпадают с формулами Н. А. Фукса (см. табл. 2.3). В формуле
Е. Вудберна и других при расчете Рек не учитывается расход
воздуха, размер пузырька, характер обтекания, не определена
зависимость коэффициентов формулы от параметров процесса.
В предыдущем рассмотрении не принимались во внимание
влияние турбулентности потоков, диффузионных, электрофоре-
тических и электростатических сил. Турбулентное движение уве-
личивает вероятность столкновения частицы с пузырьком. Вихри,
образующиеся за всплывающим пузырьком, могут затягивать ча-
стицу, осаждая ее на кормовой части пузырька. Этот факт под-
твержден экспериментально в работе [263]. Необходимо также
принимать во внимание эффекты, вызванные переменными
ускорениями в пульпе и дроблением пузырьков. Турбулентность
оказывает значительное влияние на осаждение частиц, меньших
толщины пограничного слоя у поверхности пузырька [85]. Такие
частицы могут встречаться с пузырьками под действием диффу-
зионных сил. По теории, разработанной Б. В. Дерягиным и
С. С. Духиным [209], безынерционные частицы могут притяги-
ваться дальнодействующими диффузионно-электрическими
силами, которые возникают на движущемся пузырьке. Существо-
вание этих сил было экспериментально подтверждено В. Д. Са-
мыгиным и др. [47]. Однако в практике флотации, где концент-
рация электролитов значительна, эти силы резко уменьшаются
и не всегда могут способствовать непосредственному столкнове-
нию безынерционной частицы с пузырьком. Поэтому тонкие
шламы эффективно извлекаются при непосредственном выделе-
нии на их поверхности воздуха, растворенного в пульпе, после
их предварительной флокуляции или при налипании на минерал-
носитель.
4 Заказ К< 232
49
2.4. Вероятность закрепления и удержания
частицы на пузырьке
Определяющим этапом элементарного акта флотации яв-
ляется закрепление и удержание частицы пузырьком до выноса
в пенный слой. Современная теория коагуляции и флотации не
позволяет определить Рае аналитически в связи с тем, что силы,
действующие при столкновении и закреплении, можно оценить
только качественно. Есть два пути изучения этой характери-
стики: экспериментальное определение прилипания частиц на
пузырьках и оценка Рае по результатам флотационных опытов
через кинетическую константу и расчетную вероятность столкно-
вения: Рае = KJPcn-
Основные факторы, определяющие прилипание частицы к пу-
зырьку,— это их форма и размер, свойства поверхностей, отно-
сительная скорость частицы, угол между ее вектором и верти-
кальной осью пузырька, время контакта, скорость потока пульпы,
силы капиллярного давления, возникающие в связи с деформа-
цией пузырька, силы электрического взаимодействия и т. д.
Основные силы, определяющие закрепление частицы на пу-
зырьке, согласно теории Б. В. Дерягина и С. С. Духина,— дис-
персионные (Лондона — Ван-дер-Ваальса) и электрические, воз-
никающие при перекрытии двойных ионных слоев частицы мине-
рала и пузырька воздуха. Радиус действия этих сил зависит от
толщины двойного электрического слоя, а также от по-
тенциала поверхностей и расстояния между частицей и пу-
зырьком [209]. Механические силы продолжают действовать
в зоне, где основная роль принадлежит поверхностным силам.
На этапе закрепления к ним добавляются силы капиллярного
давления, возникающие в связи с деформацией воздушного пу-
зырька и отсасывающие воду из пленки к участкам понижен-
ного давления. Кроме того, действуют силы, определяющие со-
противление выдавливанию водной прослойки, зависящие от
энергии смачивания [187]. Большинство факторов и сил количе-
ственно определить сложно. Поэтому дальнейший анализ будет
проводиться с той степенью полноты, которая в настоящее время
возможна для оценки Рае- Из широкого круга вопросов, связан-
ных с действием сил между частицей и воздушным пузырьком,
выделим те, которые непосредственно определяют вероятность
закрепления и удержания частицы на пузырьке.
Закрепление частицы на пузырьке происходит в результате
утончения и разрушения водной прослойки между ними, проч-
ность которой играет определяющую роль при закреплении.
В свою очередь устойчивость водных пленок связана с гидрати-
50
рованностью минеральной поверхности. Возможны три состояния
гидратной прослойки, характеризуемые изменением ее свобод-
ной энергии в зависимости от толщины: предельная гидратиро-
ванность поверхности, предельная гидрофобность и некоторое
среднее состояние между ними. С увеличением гидратирован-
ности минеральной поверхности затрудняется преодоление свя-
зей молекул воды и ее удаление, что снижает вероятность за-
крепления. Закрепление минеральных частиц на пузырьках мо-
жет происходить при скольжении частицы по пузырьку [22,
186]. Роль удара частицы о пузырек для их прикрепления была
показана В. И. Классеном [66, 67} и развита в работах [253, 210,
272]. Коалесцентный механизм развит в работе [69].
При изучении столкновения частицы с пузырьком показано,
что мелкие частицы, обладающие малой инерцией, могут осаж-
даться на пузырьках в основном вследствие эффекта зацепле-
ния. По-видимому, для них основным механизмом закрепления
будет скольжение частицы по поверхности пузырька. Для частиц,
обладающих значительной инерцией, выводящей их из токов
жидкости, преобладает встреча ударом. Если инерции частицы
недостаточно для разрушения прослойки жидкости в месте
удара, то закрепление может произойти при последующем сколь-
жении по пузырьку. Очевидно, столкновение необходимо для по-
следующего скольжения, поэтому оно и является необходимым
условием закрепления частицы на пузырьке. Условия скольже-
ния во многом зависят от силы удара и угла падения частицы.
В эти механизмы не укладывается минерализация пузырьков
под действием вихрей, образующихся за движущимся пузырь-
ком. Скоростная киносъемка показала [272], что частицы гале-
нита, попав в зону отчетливо различимых вихревых потоков,
прижимаются к пузырькам и закрепляются в кормовых участках
их поверхности. Прилипание частицы к пузырьку не может про-
исходить мгновенно, поскольку необходимо время для прорыва
пленки жидкости между ними. Минимальное время контакта,
необходимое для закрепления частицы на пузырьке, принято на-
зывать временем индукции.
Контакт прн ударе частицы о пузырек длится столько вре-
мени, сколько необходимо для перехода кинетической энергии
частицы в потенциальную энергию деформированной поверхно-
сти пузырька. При этом часть кинетической энергии тратится на
утончение и прорыв гидратной оболочки. Восстанавливая свою
форму, пузырек вновь превращает потенциальную энергию в ки-
нетическую энергию отброшенной им частицы. По В. Филиппову
[253] время контакта частицы с пузырьком при упругом столк-
новении равно полупериоду колебания деформированного
4*
51
Таблица 2.5
Время контакта, как функция диаметра частиц
Диаметр частиц, мкм Время контакта, мс
По. В. Филиппову По Л. Эвансу По О. С.Богданоиу и Б. В. Кизельватеру
1000 15,3 21,2
100 0,74 0,67 8
50 0,28 0,23 23
10 0,029 0,022 440
1 0,0011 0,0006
участка поверхности пузырька, т. е. времени от начала дефор-
мации пузырька до момента возвращения поверхности в перво-
начальное положение. Решая уравнение колебания поверхности
деформированного пузырька, он получил формулу для времени
контакта tc частицы с пузырьком, включающую плотности мине-
рала и жидкости, поверхностное натяжение и радиус частицы.
Другую формулу расчета tc предложил Л. Эванс [210], исполь-
зуя упрощенную теорию удара. К. Сазерленд [265], О. С. Богда-
нов и Б. В. Кизевальтер [19] рассчитали время контакта
безынерционной частицы, движущейся по линии тока вокруг
пузырька, т. е. время скольжения частицы по пузырьку; в расче-
тах [19] принимался во внимание пограничный слой пузырька.
В табл. 2.5 приведено вычисленное по разным формулам время
контакта для частиц галенита.
Расхождение результатов вызвано тем, что формулы расчета
относятся к различным механизмам закрепления: одни описы-
вают закрепление при ударе, другие — при скольжении частицы
по поверхности пузырька. Общее уравнение для определения
времени контакта должно объединить оба механизма.
В. Филиппов подтвердил расчеты киносъемкой удара о пузы-
рек падающих с различной высоты гидрофильных цилиндриков.
Согласованность расчетных и экспериментальных величин сви-
детельствует о применимости формулы М. А. Эйгелеса [188].
О. С. Богданов и др. [19], исследуя процесс скольжения мето-
дом ускоренной киносъемки, показали, что минеральные ча-
стицы, попадая на пузырек воздуха, скользят по нему, закреп-
ляясь в нижней полусфере. Для закрепления частицы на пу-
зырьке необходимо, чтобы сила прилипания была больше
алгебраической суммы центробежной силы и радиальной состав-
ляющей силы тяжести частицы. Скорость скольжения опреде-
52
ляется тангенциальной составляющей силы тяжести и не зави-
сит от силы прилипания (силы трения здесь не учитываются).
С увеличением скорости скольжения возрастают силы отрыва.
Р. Уилан и В. Браун провели ставшее ныне классическим ис-
следование прилипания падающих в воде частиц к всплываю-
щим им навстречу пузырькам воздуха. Установка включала ки-
нокамеру со скоростью съемки 500—2500 кадров в секунду и зер-
кальное устройство, позволяющее фотографировать пузырек
и частицу одновременно с двух сторон. Эксперименты проводили
на частицах галенита, пирита и каменного угля размером
—0,26+0,18 мм; диаметр пузырьков 1—1,7 мм; скорость всплы-
вания 26—27 см/с. Установлено, что прилипание частицы к пу-
зырькам растет с увеличением плотности частиц. Это связано
с увеличением силы удара и, следовательно, той части кинети-
ческой энергии, которая расходуется на разрушение гидратной
оболочки. Потери этой энергии во время удара почти в 2 раза
снижают скорость выравнивания вмятины на поверхности пу-
зырька по сравнению со скоростью вдавливания. В. И. Классен
предложил характеризовать степень разрушения гидратной про-
слойки (степень упругости удара) коэффициентом восстановле-
ния Е. Использование силы столкновения для преодоления энер-
гетического барьера тем больше, чем меньше Е. Если удар
вполне упругий, то Е=1; при вполне неупругом ударе проис-
ходит слипание частицы с пузырьком: Е — 0.
Как меняется коэффициент восстановления при изменении
нормальной составляющей скорости соударения? Увеличение
скорости ведет к росту кинетической энергии соударения, что
облегчает разрушение гидратной оболочки и, следовательно, по-
вышает вероятность прилипания. Однако при большой скорости
сближение частицы с пузырьком слои воды, разделяющие их,
приобретают значительную механическую прочность, что приво-
дит к упругому столкновению и позволяет сделать предположе-
ние об экстремальной зависимости вероятности прилипания от
скорости соударения. Экспериментально этот факт подтвердил
Ф. Дедек, исследовавший условия прилипания пузырьков воз-
духа к неподвижной поверхности парафина и угольным части-
цам во флотационной камере методом скоростной киносъемки
[208]. Фотоснимки позволяют оценить не только процесс столк-
новения пузырька с парафином, но и деформацию пузырька.
Первое столкновение пузырька с поверхностью парафина про-
должалось 4,5-10-5 с. Столкнувшись, пузырек утрачивал свою
кинетическую энергию, деформировался, а площадь его контакта
с поверхностью увеличивалась. В следующий момент пузырек
отскакивал от поверхности и удалялся от нее на расстояние
53
1,8 мм, восстанавливая при этом сферическую форму, затем
вновь падал со скоростью 20 см/с (при начальной скорости
37,5 см/с). В результате столкновения пузырек снова деформи-
ровался и отскакивал, после чего падал на парафин в третий раз
со скоростью 6 см/с и окончательно прилипал.
Расчетами по фотографиям, иллюстрирующим процесс при-
липания воздушных пузырьков с различной начальной кинети-
ческой энергией, установлено, что прилипание пузырька к па-
рафину наступает при первом соприкосновении, когда скорость
пузырька не более 9 см/с; при скорости 9—15 см/с наблюдаются
единичные случаи прилипания пузырька после первого сопри-
косновения, а при скорости выше 15 см/с пузырек обязательно
отскакивает. Эти выводы согласуются с результатами исследо-
вания прилипания пузырьков к угольным частицам.
Расчетные значения вероятности прилипания угольных ча-
стиц в зависимости от относительной скорости соударения ча-
стицы с пузырьком, определенные по формуле К. Сазерленда
(см. табл. 2.1), значительно отличаются от опытных [243]. Уве-
личение скорости от 10 до 100 см/с приводит к росту вероятно-
сти прилипания частиц в 5—10 раз в диапазоне крупности от 0
до 0,5 мм.
Несомненно, большего доверия заслуживают эксперименталь-
ные данные Ф. Дедека по сравнению с расчетными. Это расхо-
ждение лишний раз показывает сложность аналитического опи-
сания вероятности прилипания частицы к пузырьку.
Введение поверхностно-активных веществ уменьшает ско-
рость, а следовательно, и кинетическую энергию пузырька, бла-
гоприятно воздействуя на процесс прилипания. Кроме величины
кинетической энергии пузырька на прилипание влияет геометрия
поверхности частицы. Острые грани и вершины поверхности мо-
гут рассматриваться как активные центры, к которым пузырьки
прилипают легче, чем к прямым или округленным участкам.
Результат столкновения зависит от угла, под которым ча-
стица ударяется о поверхность пузырька, и от расстояния между
точкой удара и вертикальной осью пузырька (рис. 2.7, 2.8). Чем
больше угол, под которым частица ударяется о поверхность пу-
зырька и чем дальше от вертикальной оси, тем меньше нормаль-
ная компонента силы удара, способствующая разрушению гид-
ратной оболочки, и больше тангенциальная компонента силы
удара, под действием которой частица рикошетирует или сколь-
зит по поверхности пузырька.
Опыты показывают (см. рис. 2.8, б), что с увеличением тан-
генциальной составляющей снижается прилипаемость частиц.
При этом решающее влияние оказывает характер поверхности
54
Рис. 2.7. Траектории и скорости столкновения пузырька с частицами галенита
(а), пирита (б) и угля (в), падающими на разных расстояниях от вертикаль-
ной оси пузырька [272]
Расстояние от вертикальной оси лузырьна. мм
Рис. 2.8. Зависимость закрепления частиц при ударе о пузырек от места
удара (в) и скорости скольжения (б) (272]:
1 — омасленный уголь; 2 — галенит; 3 — пирит; 4 — уголь
55
частицы: неомасленный уголь почти не прилипает, омасленный
же — закрепляется на пузырьке н при большой тангенциальной
скорости. Аппроксимируя эти кривые, Р. Уилан и Д. Браун по-
лучили формулу для оценки вероятности закрепления частицы
на пузырьке:
где К\ и Кг — коэффициенты; М — масса частицы; — танген-
циальная компонента скорости движения частицы по пузырьку.
Таким образом, для крупных частиц контакт при ударе зна-
чительно эффективнее, чем при скольжении. Для мелких частиц
время контакта определяется временем скольжения их по пу-
зырьку. Для средних по размеру частиц общее время контакта
состоит из более эффективного (при ударе) и менее эффектив-
ного при скольжении [69]. Все расчеты столкновения частицы
с пузырьком, выполненные выше, относятся к прямолинейному
встречному движению пузырька и частицы. Наиболее близок
к этому идеализированному случаю процесс минерализации
в противоточной пневматической машине [136].
Для такой машины выведена формула расчета числа частиц,
закрепившихся на пузырьках воздуха в предположении, что ча-
стицы скользят по пузырьку после столкновения и закрепляются
только те из них, для которых время индукции меньше или
равно времени контакта [170]:
N = foS* 1 — exp
—noha cos2
Iw \1
CO 1 I
R + r /]’
где fo — интенсивность потока минеральных частиц в месте ввода
пульпы в машину, 1/см2»с; SM— поперечное сечение машины,
см2; по — число пузырьков воздуха в единице объема пульпы,
1/см3; h — высота камеры, см. Другие обозначения см. на
с. 25—27.
Зависимость концентрации частиц п от толщины пройденного
слоя пузырьков h выражается, согласно работе [156], формулой
п (А) = n^~Kh, (2.10)
где По — исходная концентрация флотируемых частиц в пульпе;
1 = 3<р£/47?; <р — объемная доля диспергированного в жидкости
газа; Е — коэффициент захвата; R — радиус пузырька.
Нетрудно проверить, что }. равна произведению числа пу-
зырьков радиуса R, находящихся в данном объеме, на сечение
столкновения, nR2E. Таким образом, приведенная формула
близка к предложенной для колонной флотации [170].
56
В общем случае пузырьки и частицы распределены по раз-
мерам. Пусть соответствующие плотности распределения заданы
функциями F (Я) и f(r, t), тогда уравнение (2.10) примет вид
Г, —
п (0 = п0 f f (г, 0) е-х (r)"' dr, (2.11)
где
? = f JFF(R)dR-,
я,
No — общее число пузырьков; и— коллективная скорость всплы-
вания пузырьков; и г r«; Ri R ^Яг-
Уравнения, содержащие распределения частиц и пузырьков
по размерам, были предложены в работе [144] несколько ра-
нее, чем в работе [156].
Выбрав вид распределений F (R), f (г, t) и подставив их в вы-
ражения для n(t), <р, можно конкретизировать уравнение (2.11).
Например, в работе [156] рассмотрен случай, когда размеры
частиц и пузырьков распределены по нормальному закону. По-
скольку г и R не могут принимать отрицательных и сколь угодно
больших значений, распределения должны быть усеченными; до-
статочно ограничиться отрезками длиной 2<т, где о — среднее
квадратичное отклонение. Тогда остается подставить в формулу
для ф и в уравнение (2.11) следующие выражения:
F (Я) = ехр [—(Я - R)2/2ол]>
я
f (Г, 0) = ^- ехр [-(г — г )2/2с?],
где
Г V2 -1—1
Д= 2V2( е“*’</х
Для приближенной оценки процесса можно пользоваться
уравнением (2.10), в котором размеры частиц и пузырьков равны
соответствующим средним значениям нормальных распреде-
лений.
Следующая после закрепления стадия элементарного акта
флотации — упрочнение контакта и удержание частицы на пу-
зырьке при транспортировке его в пенный слой. Устойчивость
комплекса частица—пузырек, как и любой термодинамической
системы, соответствует минимуму его потенциальной энергии.
57
Вероятность существования флотокомплекса до выхода в пенный
слой определяется соотношением действующих на него сил при-
липания (F|) и отрыва (F2, F3):
F] = лао sin 6; F2 =
— сила Архимеда;
Г3 = -^ДР = ^-(^—W)
— сила, обусловленная избыточным (над гидростатическим)
капиллярным давлением газа в пузырьке у его основания, где
а — диаметр площади контакта; о — поверхностное натяжение;
0 — угол наклона поверхности пузырька у его основания к гори-
зонту; V — объем пузырька; б—разность плотностей жидкости
и газа; b — радиус кривизны поверхности пузырька в вершине;
Н — высота пузырька; g — ускорение свободного падения.
Если между силами прилипания и отрыва существует равно-
весие, то можно записать
“каз sin 6 = Vbg + (-у— //8g).
Это уравнение равновесия пузырька, прилипшего к горизон-
тальной поверхности, выведено А. Н. Фрумкиным и Б. Н. Каба-
новым [60] и независимо И. У орком [158].
Уравнение было экспериментально подтверждено его авто-
рами, определявшими максимальные размеры пузырьков, удер-
живающихся на поверхностях ртути, платины и серебра [60],
и другими исследователями [95]. Расчеты показали, что вели-
чина краевых углов, достаточных для удержания на пузырьках
частиц флотационной крупности, в большинстве случаев не вы-
ходит за пределы 5—10° [188].
Для ориентировочных расчетов краевого угла равновесия
прилипшей минеральной частицы М. А. Эйгелес вывел уравне-
ние, связывающее минимально необходимый для удержания ча-
стицы иа пузырьке угол 0> с массой частицы q и радиусом пу-
зырька в вершине R:
е1=5,3б/да #
Уравнение А. Н. Фрумкина и Б. Н. Кабанова и его аналоги
справедливы для статических условий закрепления частиц на
дузырьках. Сложнее анализировать силы, действующие на дви-
жущийся комплекс. Переход от статистических условий к дина-
мическим вызывает необходимость учитывать силу тяжести, силы
инерции массы частицы, гидродинамические силы, центробеж-
58
ную силу, возникающую при огибании частицей поверхности пу-
зырька. Важно учесть характер движения пузырька (скорость
подъема, вид траектории, изменение формы и размера при подъ-
еме и вибрации стенок пузырька), силы вязкости и трения
пульпы.
В настоящее время полного аналитического описания сил
отрыва не существует. Попытки рассмотреть упрощенные случаи
были сделаны 3. В. Волковой, О. С. Богдановым, Н. В. Матве-
енко и М. А. Эйгелесом [31, 32, 36, 97, 188]. Все они включали
в рассмотрение силу тяжести частицы. Кроме того, О. С. Богда-
нов учел силы инерции и радиальную составляющую гидроди-
намических реакций струй жидкости, обтекающих частицу.
Однако даже эти упрощенные методы описания сил отрыва не-
достаточно обоснованы. Таким является допущение о линейной
зависимости между силами отрыва и деформацией поверх-
ности пузырька при встрече с частицей. Вывод Н. В. Мат-
веенко об уменьшении сил отрыва при подъеме пузырька
был бы справедлив в том случае, если бы увеличение
размера пузырька не вызывало изменения его формы, скорости
подъема, нарушения стационарности движения, что, очевидно,
увеличивает силы отрыва. Кроме того, ни одна из предложен-
ных формул не принимает во внимание турбулентного харак-
тера движения пульпы в камере машины. Вероятно, методы
решения этой задачи следует искать в статистической гидроме-
ханике.
Наиболее развитое, на наш взгляд, исследование этого во-
проса выполнено В. И. Мелик-Гайказяном с учениками [59,
99—102]. В нем разработаны прецизионные методы исследова-
ния, выполнен количественный анализ сил, действующих между
закрепленной частицей и пузырьком, и предложен механизм дей-
ствия аполярных реагентов и пенообразователей. Показано, что
баланс сил между частицей и пузырьком можно выразить про-
стым соотношением: q=F\—F3, где q— суммарная сила от-
рыва, включающая гравитационную силу, силу трения и другие,
которые могут возникнуть при движении комплекса частица —
пузырек в пульпе. Приведем пример расчета баланса этих сил
для пузырька со средним диаметром 10-3 м и частицы галенита
(d = 7600 кг/см3) кубической формы со стороной а = 76 мкм
при о=6,5-10-3 Н/м [59]. В статических условиях q равно
весу частицы в воде:
q = a3 (dT — dB)g = (75 • IO-®)3 6600 • 9,8 = 2,7 • 10~8 Н;
Е3 = о2-^- = (75 . ю-6)22 • 65 • 10~3/0,5 • Ю"3 = 1,46 • Ю“б Н.
5»
Из соотношения между Г3 и q видно, что капиллярная сила
отрыва в 54 раза больше силы отрыва, обусловленной весом
частицы, даже такой тяжелой, как галенит. Кроме того, из
уравнения баланса сил следует, что снижение поверхностного
натяжения о на границе жидкость—газ не должно отразиться
на величине прочности закрепления частиц на пузырьке, по-
скольку при этом снижается не только величина Fi, но в равной
мере и величина F3. Равновесие при этом сохраняется, но уже
при меньших значениях F] и F3. Заметим, что в уравнение не
входит архимедова сила, поскольку для всплывающего пу-
зырька, минерализованного частицей, она не является силой
отрыва.
По q и F3 нетрудно определить Fj и 0:
Fi = 146 • 10~8 + 2,7 - 10"8 = 148,7 • 10"8 Н; 6 = 4° 23'.
Если отрывающая сила, возникающая во флотационной ка-
мере при перемешивании, в 10 раз больше q, то для сохранения
равенства сил F} должно быть Fi —173,3-10-8 Н. При неизмен-
ном F3 это может иметь место при увеличении 0 до 5°6', либо
при локальном росте о на растягиваемых участках поверхности
пузырька у периметра контакта. В работе [59] показано, что
увеличение 0 возможно лишь вследствие локального роста о.
Представим себе, что о у периметра контакта увеличилась с 65
до 70-10-3 Н/м. Тогда F=173X10-8 Н может быть получено
при 0=4°44', т. е. увеличение угла 0 всего на 2Г приводит
к десятикратному упрочнению контакта.
В. И. Мелик-Гайказян дает объяснение открытому им явле-
нию многократного упрочнения контакта между пузырьком и
прилипшими к нему частицами в динамических условиях пен-
ной флотации [102]. Известно, что масляная пленка резко сни-
жает величину поверхностного натяжения воды. Уменьшение по-
верхностного натяжения возможно только при полном покрытии
поверхности пленкой. Разрыв покрытия увеличивает о до зна-
чения, соответствующего чистой воде. Аналогичная картина наб-
людается при флотации: величина о на границе жидкость—газ
может резко увеличиться даже при незначительном раздувании
пузырька. Это происходит, например, в зоне контакта с части-
цей за счет инерционных сил, действующих на частицу, в мо-
мент закрепления или при попадании комплекса в области ин-
тенсивного перемешивания. На рис. 2.9 показано изменение
формы пузырька при возникновении силы отрыва, превышаю-
щей вес частицы. Локальное растяжение поверхности у пу-
60
Рис. 2.9. Схема закрепления частицы
на пузырьке в условиях действия
только гравитационной силы отрыва
q (а) н силы отрыва f (б), превы-
шающей q н обусловленной силой
инерции при изменении направления
или скорости движения частиц
в пульпе [59]
зырька в месте контакта приводит к увеличению о, 0 и Fi
в этой области. На остальной поверхности пузырька а не ме-
няется, поэтому постоянна и величина F3.
Анализ результатов прецизионных экспериментов позво-
лил В. И. Мелик-Гайказяну сделать парадоксальный, на
первый взгляд, вывод: чем больше дополнительное отрывающее
усилие, тем больше дополнительное, хотя и временное, упрочне-
ние контакта, пропорциональное изменению о и 0.
Упрочнение контакта можно оценить величиной
Fl a sin 8
рJ в о' sin 0' ’
где F', о', 0' — соответствуют отсутствию дополнительных сил
отрыва.
Упрочнение контакта тем значительней, чем больше предва-
рительно снижено поверхностное натяжение в зоне контакта,
а его длительность определяется временем восстановления ра-
зорванных адсорбционных пленок на растянутой поверхности
пузырька [101, 102].
Необходимо подчеркнуть, что исследования, посвященные,
казалось бы, чисто теоретическим проблемам, позволили сфор-
мулировать ряд важных для технологии выводов. Предложена
опенка эффективности аполярных реагентов по их поверхност-
ной активности; разработана методика оценки содержания ПАВ
в аполярных реагентах, позволяющая контролировать их каче-
ство. Развитие этих работ должно привести к созданию мето-
дов конструирования реагентов оптимального состава.
В цикле работ В. И. Мелик-Гайказяна и других комплекс
внешних сил, отрывающих частицу от пузырька, исключая силу
61
инерции частицы, оценивается некоторой равнодействующей.
Для определения вероятности закрепления частицы на пузырьке
требуется найти зависимость этих сил от факторов процесса.
2.5. Структурное уравнение кинетической
константы
Выше рассмотрены методы определения и расчета состав-
ляющих кинетической константы. Если для расчета вероятности
столкновения можно применить аппарат, разработанный в ме-
ханике аэрозолей, то с расчетом вероятности закрепления и
удержания частицы на пузырьке дело обстоит сложнее. Как
правило, Рае оценивается отношением экспериментально опре-
деленной величины константы скорости к теоретически вычис-
ленному значению Pcn, тем самым, на величину Рае автомати-
чески переносятся все допущения, сделанные при определении
Pcn-
О. С. Богданов и др. [36] по экспериментальным константам
скорости (исследуемый материал—кварц) и рассчитанным по
формуле из табл. 2.1 значениям Pcn получают монотонно убы-
вающую зависимость Pae(d): при стремлении размера частицы
к нулю вероятность закрепления возрастает. И. Ш. Зайденберг
[52] получил для кварца такой же результат, одиако для апа-
тита и гематита вид зависимости — экстремальный. Отсутствие
участка роста у кварца объясняется низкой флотируемостью и
малой плотностью кварца.
Экстремальный вид функции Рае=Рае (d) представляется бо-
лее общим. Необходима экспериментальная проверка этой гипо-
тезы. Единственная известная нам из литературы формула
прочности закрепления, учитывающая характеристику и кон-
центрацию собирателя, принадлежит К. Ф. Белоглазову (см.
табл. 2.1). Вероятность закрепления частицы на пузырьке оце-
нивается разностью работ десорбции и адсорбции реагента иа
поверхности раздела жидкость—твердое, т. е. прочностью закре-
пления реагента на этой поверхности. Подход К. Ф. Белоглазова
широко обсуждался в печати и критически проанализирован
В. И. Классеном [69]. Это освобождает нас от подробного ана-
лиза формулы. Заметим, что согласно этой формуле зависи-
мость между извлечением и расходом собирателя имеет экстре-
мальный вид. Такой вид зависимости не является типичным и
возможен в редких случаях, например, когда избыток собира-
теля разрушает пену. Обычно же, как показывают экспери-
менты, описанные ниже, и литературные данные [39], вывод об
экстремальном виде этой зависимости не подтверждается. Кроме
62
того, Рае, по К. Ф. Белоглазову, не зависит от гидродинамиче-
ского режима камеры. В действительности вероятность прили-
пания частицы к пузырьку зависит как от гидродинамических
параметров процесса (скорости, размера и формы пузырька и
частицы, а также ее массы), так и от свойств поверхности ча-
стицы, включая и адсорбцию реагента на ней.
Задача заключается в нахождении такой формулы для кине-
тической константы, в которой вероятность прилипания охваты-
вала бы все эти факторы. Для ее решения мы воспользуемся
представлениями теории бинарных соударений [189].
Рассмотрим смесь двух газов, способных взаимодействовать
друг с другом. Для того чтобы произошла химическая реакция,
нужно, чтобы молекулы, во-первых, находились достаточно близ-
ко друг к другу, во-вторых, обладали энергией, достаточной
для разрыва прежних межатомных связей. Следовательно, ско-.
рость реакции зависит от частоты столкновений молекул и ко-
личества энергии, необходимой для разрыва связей. Частоту
столкновений можно определить, зная размер и массу молекул,
концентрации и состав реагирующих газов, скорость движения
молекул, определяемую температурой смеси. Можно показать,
что вероятность столкновения молекул определяется подобно
тому, как это делалось для пузырька и частицы: в виде произ-
ведения сечения столкновения на нормальную составляющую
относительной скорости (аы«»).
Скорость движения молекул (следовательно, и кинетичес-
кую энергию) можно характеризовать функцией распределения.
В кинетической теории газов эта функция называется распре-
делением Максвелла—Больцмана. По ней можно определить
долю столкновений, при которых кинетическая энергия превы-
шает определенную барьерную величину Е, называемую энер-
Е
гией активации. Известно, что эта доля равна е , где R —
универсальная газовая постоянная, Т — абсолютная температура
[189].
Мы определили две составляющие кинетической константы
реакции — вероятность столкновения молекул и вероятность
того, что столкнувшиеся молекулы будут обладать энергией,
достаточной для химического взаимодействия:
g
/<i = Qe RT . (2.12)
Это уравнение, показывающее зависимость константы ско-
рости реакции от температуры, называется уравнением Арре-
ниуса.
63
Для того чтобы произошло элементарное химическое взаимо-
действие, необходимо, чтобы столкнувшиеся молекулы были со-
ответствующим образом ориентированы в пространстве. Такие
молекулы составляют некоторую часть общего числа их, по-
этому величина Q, называемая предэкспоненциальным множи-
телем, должна включать коэффициент, меньший единицы:
Q = paUa>. (2.13)
Коэффициент р называется стерическим фактором.
Известно, что движение больших групп макрочастиц в тур-
булентных потоках подчиняется тем же закономерностям, что и
тепловое движение молекул [86]. Это относится и к распреде-
лению частиц и пузырьков по скорости движения.
Для образования флотационного комплекса пузырек и ча-
стица должны обладать энергией, достаточной для прорыва гид-
ратной оболочки и образования трехфазного периметра смачи-
вания. Вероятность закрепления частицы на пузырьке зависит
от угла падения н расстояния траектории частицы от вертикали,
проходящей через центр пузырька. Напомним, что уравнение
кинетики флотации К. Ф. Белоглазова dCldt = —K\CN =—КС
является аналогом уравнения химической реакции первого по-
рядка: dCldt = —К\САСВ.
Таким образом, рассмотренные процессы описываются од-
ним и тем же дифференциальным уравнением первого порядка.
Входящая в уравнение константа включает два множителя. Один
из них характеризует частоту столкновений и ориентацию в про-
странстве, другой — вероятность наличия энергии, превышающей
барьерное значение. Все это позволяет предположить, что для
флотации справедлива формула типа уравнения Аррениуса. При
этом барьерная энергия в данном случае будет не энергией хи-
мического взаимодействия, а энергией флотационного прилипа-
ния. Адсорбированный на поверхности частицы реагент спо-
собствует преодолению барьера, т. е. действует таким же
образом, как и увеличение кинетической энергии столкновения
частицы с пузырьком.
Величины Е, RT в уравнении Аррениуса имеют размерность
_______________________________Е_
энергии; экспоненциальный член е ят — величина безразмер-
ная; К\ и Q имеют одинаковую размерность. При увеличении
абсолютной температуры отношение EIRT убывает, а экспо-
ненциальный член увеличивается, стремясь к единице:
lim Ki=O.
r-х»:
64
При снижении температуры скорость молекул падает, их
энергии не хватает для преодоления энергетического барьера:
lim Ki = O.
т-»о
Быстрые реакции должны иметь высокие значения Q или
низкие значения барьерной энергии Е (либо и то и другое),
медленные — наоборот.
В отличие от химической реакции, во флотации определяю-
щим параметром является ие температура, а энергия флотаци-
онного прилипания. Она характеризуется физико-химическими
свойствами частицы — ее естественной флотируемостью, а также
расходом и свойствами собирателя. В настоящее время нет воз-
можности оценить энергию флотационного прилипания иначе,
как с помощью косвенных параметров, не имеющих размерности
энергии (краевой угол, дзета-потенциал и время индукции).
Поэтому поверхностные свойства частиц и концентрацию со-
бирателя нельзя выразить в единицах энергии флотационного
прилипания. Мы вынуждены, наоборот, выражать энергетиче-
ские характеристики частиц через эквивалентные расходы со-
бирателя.
Запишем аналог уравнения Аррениуса для флотации1:
_ g
tf=Qe"eo+er> (2.14)
где Е — барьерная энергия флотационного прилипания; Ео—
суммарная энергия, определяемая поверхностными свойствами
частицы и ее кинетической энергией, Ег — энергия, определяе-
мая характеристикой и расходом собирателя (Cr), Er = f(Cr).
Флотация возможна и без собирателя (в отличие от хими-
ческой реакции, которая не идет при Т = 0), если природной
гидрофобности частиц и кинетической энергии соударения ча-
стиц и пузырьков достаточно для преодоления потенциального
барьера. Эту энергию и характеризует Ео, отсутствующая
в уравнении Аррениуса. Ег является аналогом величины RT. За-
метим, что здесь в предэкспоненциальный множитель входит
концентрация пузырьков в пульпе /V:
Q = pouJV = pPCN. (2.15)
1 Отметим, что И. А. Каковский еще в 1956 г. указал, что в уравнение
кинетики флотации должна входить энергия активации процесса прилипания
в виде множителя е-в/лт [61]. Однако это предложение не было исполь-
зовано.
5 Заказ № 232
65
Стернческий фактор р характеризует взаимное положение
частицы и пузырька при столкновении; он может быть опреде-
лен экспериментально, если рассчитано значение PCn- Приме-
нение теории абсолютных скоростей реакции к флотации, воз-
можно, позволит в дальнейшем определять р независимо от
Pcn- Нетрудно проверить, что для £, £0 и £г справедливы нера-
венства
^>0, **<0,
поэтому график функции К (Ег) — выпуклый вверх.
Вероятность закрепления частицы на пузырьке определится
теперь формулой
₽--р«ч>(—5^). (2-К)
В отличие от формулы К. Ф. Белоглазова для Рае (см.
табл. 2.1) эта формула учитывает необходимость для прорыва
гидратной оболочки как подготовленности частицы, так и нали-
чия у нее кинетической энергии и содержит стернческий мно-
житель, во многом определяющий вероятность прилипания ча-
стицы к пузырьку.
Энергетический барьер и предэкспоненцнальный множитель
в кинетической константе химической реакции определяются
видом реагирующих молекул. Точно так же коэффициенты £, £о
и Q зависят от флотируемости частиц, размеров пузырьков, типа
реагента-собирателя и от гидродинамики флотационной камеры.
Молекулы химических веществ, вступающих в реакцию, иден-
тичны н поэтому коэффициенты формулы Аррениуса имеют аб-
солютные значения. Поскольку флотируемые частицы разли-
чаются по свойствам, то экспериментально можно определить
лишь усредненные коэффициенты уравнения (2.14). При измене-
нии типа реагента или конструкции аппарата численные значе-
ния этих коэффициентов также изменяются.
Необходимо отметить, что увеличение скорости движения
молекул ведет в соответствии с формулой Аррениуса к увеличе-
нию скорости реакции. В то же время экспериментально пока-
зано [208], что функция /<(««) ие возрастает монотонно,
а имеет максимум. Как видно из уравнения (2.14), флотация
будет идти с большой скоростью, если выполняется хотя бы одно
из условий: велико Q или £г; отношение £/£о мало.
Для проверки предложенной формулы поставлены экспери-
менты по флотации угольного шлама крупностью —1,0+0,5 мм
различными аполярными собирателями (расход изменялся от 0
66
Рис. 2.10. Зависимость кинетической константы от расхода реагента-собира-
теля:
/ — ИС-20; 2 — трансформаторное масло; З-ДС-11
до 2000 г/т) при постоянном расходе вспенивателя Т-66 —
15 мг/л. По результатам опытов определены константы флота-
ции угольного шлама и построены зависимости ее от расхода
собирателей (рис. 2.10). Полученные кривые аппроксимирова-
лись формулой (2.14). Методом наименьших квадратов опре-
делены величины Q, Ё и Ео. По ним построены расчетные зави-
симости К(СГ). Хорошая сходимость экспериментальных и
расчетных данных, приведенных на рис. 2.10 и в табл. 2.6 (s2—
остаточная дисперсия), показывает возможность использования
предложенной формулы для оценки кинетической константы.
Таблица 2.6
Значения составляющих кинетической константы
Реагент Р =PpCN Е Др а2
Масло: трансформаторное 0,005 0,182 150,0 47,5 0,005
индустриальное ИС-20 0,004 0,146 250,0 50,0 0,004
дизельное ДС-11 0,005 0,182 1357,9 379,8 0,090
авиационное МС-20 0,004 0,146 502,5 45,0 0,014
индустриальное ИС-45 0,007 0,255 152,9 40,3 0,009
Отсульфнрованный керосин 0,005 0,182 692,4 197,7 0,020
5*
67
Опыты ставились на аппарате беспенной флотации с пузырь-
ком размером 0,7 мм; для этого случая известно, что Рск =
— 36,4 (см. табл. 2.4). По вычисленному Q и табличному Рек
можно определить стерический фактор р. Полученные р по ре-
зультатам экспериментов с разными собирателями хорошо сог-
ласуются между собой.
Предложенная формула может быть использована для про-
гнозирования кинетических характеристик флотации по экспери-
ментально найденным извлечениям при разных расходах со-
бирателя. В простейшем случае, зная извлечения при трех раз-
ных расходах реагента и вычислив по ним константы скорости,
можно составить систему из трех уравнений с тремя неизвест-
ными и рассчитать по ней Q, Е и Ео. Приведем пример такого
прогноза. Пусть известны значения константы скорости: 0,0072;
0,1266; 0,1726 при расходах трансформаторного масла 0,500 и
2000 г/т. Рассчитав по ним Q, Е и Ео, получим
Параметры Q, Е и Ео близки к полученным ранее, погрешность
аппроксимации невелика.
3. ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ
КИНЕТИЧЕСКОЙ КОНСТАНТЫ
ПРОЦЕССА ФЛОТАЦИИ
3.1. Методы расчета кинетической
константы флотации
Прежде чем приступать к исследованиям технологии флотации
и разработке систем управления производственными процес-
сами, следует выбрать критерий оценки процесса разделения.
В книге Л. А. Барского и Ю. Б. Рубинштейна [8] обобщен на-
копленный опыт по постановке и решению задач оптимизации
разделительных процессов, классифицированы подходы и ме-
тоды оптимизации и предложена методика выбора критериев
эффективности в различных операциях.
В настоящее время нельзя указать универсальный критерий
оптимизации флотации. В зависимости от того, какую сторону
процесса преимущественно необходимо оценить, следует выби-
рать тот или иной критерий. Когда особое значение имеет ско-
рость протекания процесса и эффективность, достигаемая в еди-
ницу времени, следует применять кинетические критерии.
Простейшим примером кинетического критерия является
производительность, например переработка руды (т/ч), выдача
коицеитрата (т/смену), извлечение в единицу времени и т. д.
Наиболее употребительным кинетическим параметром оптими-
зации является константа скорости, так как оиа точно соответ-
ствует физическому понятию скорости.
Приведем примеры применения этих критериев для оценки
процесса. При исследовании флотируемости зыряновской руды
была выявлена целесообразность предварительной аэрации
пульпы, что значительно повысило скорость флотации сфале-
рита. В связи с этим интересно было сравнить кинетику цинко-
вых операций при работе с аэрацией и без нее. Провели опро-
бование первых восьми камер цинково-пиритной флотации и
десяти камер цинковой флотации. Анализ показал (рис. 3.1 и
3.2), что аэрация наиболее существенно влияет на кинетику
цинково-пиритной флотации в первых четырех камерах. В цинко-
вой флотации наблюдается обратная картина — ускорение
69
Рис. 3.1. Кинетика флотации цинка в основной цинково-пирнтной флотации:
1 я 4 — с предварительной аэрацией: 2 и 3 — без аэрации: 1 и 3 — экспериментальные;
2 и 4 — расчетные
Рис. 3.2. Кинетика флотации цинка в основной цииковой флотации:
1, 2 и 5 — без аэрации: 3, 4 и 6 — с предварительной аэрацией; 1 и 3 — эксперименталь-
ные; 5 и 6 — расчетные: 2 и 4 — дифференциальные
флотации при предварительной аэрации начинается с пятой ка-
меры. Это различие, по-видимому, связано с тем, что на цинковую
флотацию поступает богатый продукт и скорость в первых каме-
рах определяется скоростью съема пены, а не кинетикой минера-
лизации. Из этого следует, что для более полного использования
предварительной аэрации в первых четырех камерах цинковой
флотации необходимо увеличить скорость съема пены [8].
В следующем разделе приведены многочисленные примеры ис-
пользования кинетической константы для оценки влияния раз-
личных факторов флотации. Технологов чаще интересует отно-
70
шение скоростей флотации ценного минерала и пустой породы.
Соответствующее отношение констант скорости — есть коэффи-
циент селективности флотации [12, 8]:
7 - lg([ — Ем)
Кп~ lg(l-»n) *
Близкий по смыслу критерий предложен О. Н. Тихоновым. Для
его расчета следует построить две кинетические кривые у (7),
е (0 и определить отношение ординат. По этим данным строится
кривая е(7)/у(7), характеризующая зависимость степени обо-
гащения от времени флотации [167, 169].
Исследование кинетики флотации обычно состоит из двух
стадий. На первой стадии по экспериментальным данным опре-
деляется характер изменения извлечения ценного компонента
во времени и строится график в координатах извлечение е —
время флотации i или в координатах приращение извлечения
Де — время флотации i. Вторая стадия состоит в обработке по-
лученной опытной зависимости: предлагается вид кинетического
уравнения н проверяется соответствие его решения эксперимен-
тальной кривой. Если предложенное уравнение адекватно, то
определяют кинетическую константу, если нет, то выбирают
другое уравнение. На практике обычно в качестве уравнения
кинетики выбирается уравнение флотации первого порядка:
-*- = /Г(1-е). (3.1)
Интегрирование уравнения (3.1) при начальном условии
е (0) = 0 дает
е(/) = 1—е“к/ или 1—г = е—**. (3.2)
Не следует полагаться иа то, что соответствие эксперимен-
тальных данных уравнению (3.2) можно установить непосред-
ственно по графику. Например, кривые ахь по виду могут быть
близки к кривым 1 — е-к<. В то же время возможны случаи,
когда график e(t) по виду кажется неэкспоненциальным, хотя
процесс удовлетворяет уравнению первого порядка. Это соот-
ветствует флотации труднофлотируемого материала: прирост
извлечения в единицу времени невелик. Задавая различные зна-
чения К, можно построить несколько кривых, удовлетворяющих
уравнению (3.2) и выбрать ту, которая лучше всего аппрокси-
мирует опытные точки; значение К для этой кривой и будет ки-
нетической константой флотации (рис. 3.3). Этот способ, однако,
71
Е, доли ед.
Рис. 3.3. Кинетические кривые, со-
ответствующие последовательному
подбору значений константы
трудоемок и не обладает достаточной точностью. Проще и точ-
нее строить на графике не экспоненциальные функции, а пря-
мые. Уравнение прямой получается, если прологарифмировать
второе из уравнений (3.2):
1п(1 — е) = — Kt или In-j^ = /</. (3.3)
Кинетическая кривая, удовлетворяющая уравнению флотации
первого порядка, в координатах In 1/(1—в), t представляется,
согласно уравнениям (3.3), прямой линией. Если уравнение
(3.1) адекватно процессу, то опытные точки должны лечь на
прямую с точностью до ошибки эксперимента; тангенс угла на-
клона прямой к оси абсцисс равен значению константы скоро-
сти К. Можно предварительно прологарифмировать кинети-
ческое уравнение (3.1):
lg-$- = lg/< + lg(l-s). (3.4)
График в координатах (1g-4г"» 1g (1 —е)^ должен дать
прямую, смещенную по оси ординат вверх на величину 1g К и
иаклоиеиную к оси абсцисс под углом 45°. Выбор в качестве ап-
проксимирующего уравнения (3.3) или (3.4) определяется тем,
строилась ли экспериментальная зависимость в координатах 8,
/ или в координатах Де, t.
Графические методы определения кинетической константы
наглядны, однако точность их невысока. Поэтому предпочтитель-
нее численные методы определения кинетической константы.
Они легко реализуются на ЭВМ с выдачей как цифровой, так
и графической информации. Применение ЭВМ позволяет охва-
72
тить опытные данные в полном объеме, получить лучшую ап-
проксимацию результатов и оценить точность вычисленных па-
раметров.
Проще всего кинетическую константу рассчитать по резуль-
татам одного измерения. Оценим возникающую при этом по-
грешность. Пусть б —абсолютная ошибка определения извлече-
ния, ei = e + 6. Из уравнения кинетики первого порядка имеем
^ = -Г1пТ=Т=-!£Г-1^’Г=Т’ On Ю «2,3026).
Отбросив все члены разложения In (1—е) в ряд Маклорена
кроме первых трех, получим
+1+4)-
Аналогично разложим в ряд In (1—ei) и вычислим абсо-
лютную погрешность определения К:
Д^=±
82 $3
6284-68(14-8)4-84-—+ —
-
« ±4-(е2 + е+1).
При б = 0,05, времени флотации 60 с, извлечении е = 0,9,
К = 0,03 получим ДК = 0,00225. Относительная погрешность оп-
ределения К будет в пределах 3—5 %, т. е. сравнительно не-
велика.
Оценка константы кинетики по одному значению извлечения
неприемлема по другой причине. Флотируемый материал неод-
нороден по свойствам, поэтому определение константы по извле-
чению при малом времени флотации даст завышенное, а при
большом — заниженное значение К. В первом случае на осно-
вании расчета может быть рекомендовано малое время (и
фронт) флотации, во втором — излишне большое, т. е. увели-
чатся потери в отходах, либо понизится качество концентрата.
Поэтому правильнее рассчитывать кинетическую константу по
всей совокупности извлечений. Для этого необходимо применить
метод наименьших квадратов.
В зависимости от того, является ли исходным уравнение (3.3)
илн (3.4), следует рассматривать функции
y = at; (3.5)
У = « + х; (3-6)
в уравнении (3.5)
У = 1пт4т; а = К',
73
в уравнении (3.6)
y = lg-^-; a = lg/<; x = lg(l—е).
Приведем пример расчета для зависимости (3.5). Необхо-
димо отыскать минимум функции:
isl
где п — число экспериментальных точек, условие минимума —
dz
равенство нулю производной откуда
ЕШ- «М^-
Получаем уравнение для определения а:
п п 2 Оя
«2^=2 4Уь а,.
<=* i=i
i=i
Исходные данные по флотации угольного шлама и резуль-
таты расчета приведены в табл. 3.1. Опытные точки аппроксими-
руются кривой 8 (0= 1 — ехр(—0,0089/).
Таблица 3.1
Расчет кинетической константы
<|.с >. % y=,nTzr at c-at •, %
10 13,1 0,143 1,430 100 0,089 0,9148 8,5
20 21,2 0,238 4,760 400 0,178 0,8369 16,3
40 37,5 0,469 17,587 1600 0,356 0,7005 30,0
60 50,4 0,700 54,000 3600 0,534 0,5862 41,4
100 68,0 1,138 113,800 10000 0,890 0,4106 58,9
160 81,5 1,685 269,600 25600 1,424 0,2407 75,9
200 84,4 1,856 371,120 40000 1,780 0,1686 83,1
260 85,2 1,908 496,080 67600 2,314 0,0989 90,1
21328,38 148900
Примечание. а—К—1328,38/148900—0,0089.
74
Для зависимости (3.6) уравнение метода наименьших квад-
ратов имеет вид
a = -J- 2 (yi—Xi).
п 4 = 1
Это уравнение проще, чем для зависимости (3.5), но оно тре-
бует вычисления 1g~~ и lg(l — е).
at
Реальные кинетические кривые, построенные по результатам
эксперимента, часто заметно отклоняются от экспоненты. Это
объясняется неоднородностью материала. Простейший способ
учета неоднородности — введение нефлотируемого остатка
(см. 3.4). Извлечение, рассчитанное по уравнению (3.2), следует
умножить на етах — максимально возможное в данных условиях
извлечение:
Ч0 = ет„(1-е-,г<). (3.7)
Если время флотации достаточно велико, можно считать, что
Стах равно извлечению, достигнутому в опыте. Остается опре-
делить К в уравнении (3.7). В противном случае следует рас-
считать по экспериментальным данным К и етах. Если етах опре-
делено опытным путем, то из уравнения (3.7)
е-*'=1------
ешах
Отсюда
/<7 = 1п-------.
1---—
ешах
Таким образом, для расчета К получено уравнение вида (3.5).
Описание и текст программы расчета на ЭВМ приведены в при-
ложении.
Сложнее обстоит дело в случае, когда не только К, но и етах
нужно определять расчетом по методу наименьших квадратов:
необходимо минимизировать функцию
z= 2 [у* — — е“*г<)]г,
i = 1
где у> = е (/<), а — emax, Ь = К, что приводит к системе урав-
нений
2[У4-а(1-е-«0](1-е-6/0 = О
1= 1
2 [уг - а (1 - е-6,0] t/T*' = 0.
I —- 1
75
Полученная система нелинейна. Ее решение не более просто,
чем непосредственное отыскание минимума функции г с по-
мощью методов поиска экстремума. Очевидно, оба метода ре-
ально осуществимы лишь при помощи ЭВМ.
Более грубую оценку етах можно получить графическим ме-
тодом. По результатам кинетического эксперимента выбираются
извлечения для двух моментов времени: е (tr) = е, и е =
= гг-1. Обозначим Д = tr — tr-i. Тогда согласно уравнению (3.7)
6г—1 = 6ш«х(1— е-*7'’-1);
ег=етм(1-е-^^+А)).
Затем вычислим етах— £r-i и 8тах— 8Г и найдем отношение
этих величин:
«max —ег-1 е~УА (3 8)
£шах — ег
ИЛИ
Это уравнение прямой линии er-i = a+ber. Для ее построе-
ния необходимо аппроксимировать экспериментальные резуль-
таты, отдавая предпочтение точкам, лежащим ближе к етах-
При значительном увеличении времени флотации извлечение
должно достичь Етах, поэтому предел ег и ег_ 1 равен етах. Зна-
чит, для определения Етах необходимо найти точку пересечения
построенной зависимости er_i(er) с прямой er_i = er, т. е. с бис-
сектрисой угла, образованного осями координат. Подставив най-
денное значение етах в уравнение (3.8), определим кинетиче-
скую константу. Погрешности этого метода оценки константы
складываются из ошибки построения прямой и ошибки опреде-
ления точки пересечения: чем меньше угол между прямым и тем
она больше [230].
Посмотрим, как влияет учет нефлотируемого остатка на ап-
проксимацию опытных данных решением кинетического уравне-
ния. В табл. 3.2 и 3.3 приведены расчетные данные, позволяю-
щие сопоставить константы уравнения К. Ф. Белоглазова (К)
и константы уравнения с нефлотируемым остатком (/Сн.о) и точ-
ность аппроксимации.
Как видно из таблиц, во многих случаях остаточная диспер-
сия s2 при расчете /Сн. о на один-два порядка меньше, чем для
константы К уравнения К. Ф. Белоглазова. Значение /Сн. о всюду
больше, чем соответствующие значения К.
76
Таблица 3.2
Константы кинетики флотации различных классов крупности угля шахты «Северная»
Класс крупности, мм Флотация
узких классов смссн классов
к л» *н.о J’ 7 к л» кн.о л» 1
—0,04-|-0 -0,08+0,04 -0,16+0,08 -0,25+0,16 -0,5+0,25 -1+0,5 Исходный шлам Примечай сн — 55 с, раздель 0,00891 0,0444 0,0544 0,0552 0,0510 0,0113 । с. Реагенп но — 120 с, 0,000646 0,00169 0,00275 0,0208 0,0228 0,0432 гиый режим: S5 — остаточн 0,0188 0,0475 0,0727 0,0839 0,0974 0,0927 собирател ая дисперси 0,00104 0,00087 0,00049 0,00031 0,00010 0,00021 — керосин я. 0,519 0,914 0,873 0,788 0,703 0,400 77,5 г/т. 0,0125 0,0154 0,0284 0,0102 0,00389 0,000999 0,0164 тенообразова 0,00684 0,00789 0,01107 0,00692 0,00274 0,00015 0,0116 гель — Т-66 0,0759 0,0757 0,0807 0,0838 0,129 0,112 0,0743 — 50 r/т. Вр 0,00023 0,00009 0,00031 0,00022 0,00007 0,00001 0,00024 емя флотац 0,413 0,476 0,677 0,356 0,154 0,038 0,492 ин: в сме-
Таблица 3.3
Константы кинетики флотации различных классов крупности угля Нерюнгринского разреза
Флотация
Класс крупности, мм узких классов смссн классов
к s’ кил п»и .V» т к л» *н.о Л» 7
-0,04+0 0,0347 0,00302 0,0581 0,00048 0,805 0,0247 0,0316 0,166 0,00016 0,606
-0,08+0,04 0,0639 0,00673 0,0852 0,00111 0,911 0,0277 0,0197 0,110 0,00005 0,648
—0,16+0,08 0,0604 0,00413 0,0944 0,00063 0,869 0,0278 0,0208 0,113 0,00007 0,692
—0,24+0,16 0,0499 0,00640 0,0777 0,00015 0,858 0,0319 0,0153 0,0956 0,00015 0,636
-0,5+0,25 0,0426 0,02573 0,112 0,00035 0,757 0,0263 0,0114 0,0822 0,00004 0,636
-1+0,5 0,0222 0,0219 0,0963 0,00028 0,587 0,0220 0,00717 0,0695 0,00009 0,576
Исходный шлам 0,0281 0,0162 0,0977 0,000144 0,652
Примечание. Реагентный режим: собиратель — керосин 77,5 г/т; пенообразователь — кубовый остаток 5 r/т. Время фло-
тации —55 с.
Применение уравнения с нефлотируемым остатком вместо
уравнения К. Ф. Белоглазова позволяет оценить ход процесса
более точно, но не одним, а двумя числами: кинетической кон-
стантой и величиной нефлотируемого остатка.
Дальнейшего увеличения точности приближения эксперимен-
тальных результатов можно достигнуть, разделив материал на
легко- и труднофлотируемые фракции. Для этого нужно ввести
в уравнение константы скорости флотации этих фракций (Кя
и Кт), тогда число искомых параметров увеличится до четырех:
е = (em.x - ет) (1 - е"*’') + ет (1 - е"*»').
Запишем, как и прежде, формулы извлечения для двух мо-
ментов времени:
бг = (sm.x — £r) (1 — е~Кя‘г) + ®т (1 — );
8г_! = (smax - 8т)(1 - е-^'г-1) + ег (1 - е-^'г-1).
При значительном времени флотации легкофлотируемая
фракция практически полностью перейдет в концентрат, поэтому
можно принять е~кяг = 0. Преобразуя выражения для ег и er_i,
получаем для определения Кт формулу (3.8). Затем определим
Вшах, Ет И Кл [230].
Более полную характеристику флотоактивиости материала
можно получить, построив функцию распределения по флотируе-
мости. Позднее будет показано, что формальной оценкой плот-
ности распределения частиц по флотируемости является порядок
флотации: для однородного по свойствам материала n= 1, с уве-
личением неоднородности п возрастает. Поэтому представляют
интерес методы расчета порядка флотации по результатам экс-
перимента.
Прологарифмируем уравнения флотации n-го порядка
-£- = /< (1-е)". (3.9)
Тогда, аналогично уравнению (3.4),
lg-g- = lg/< + «lg(l-8).
Обозначив lg——• = у, IgK — a, lg(l— е)=х, получим урав-
at
иеиие прямой у — а+Ьх.
Тангенс угла наклона прямой Ь равен порядку процесса; от-
резок, отсекаемый прямой на оси ординат а, определяет кон-
78
станту скорости. Эти величины можно определить, минимизируя
сумму квадратов отклонений:
N
2= 2 —
1 = I
Заметим, что если исходить из уравнения в концентрациях
4г-----КС’.
то для извлечения в = 1 — С/Со получим
(ЗЛО)
Это уравнение отличается от (3.9) множителем С”~1 в пра-
вой части.
Различие в виде кривых извлечение—время для разных по-
рядков флотации показано на рис. 3.4, а в табл. 3.4 приведены
соответствующие цифровые данные. Во всех случаях извлечение
составило 90 % при времени флотации 10 мин. Исходное питание
содержало 5 % полезного компонента. Производная извлечения
от времени постоянна при п = 0, медленно убывает при п = 1
и резко падает при п = 2 [223]. Прологарифмируем уравнение
(3.10), получим
lg-g- = lg(*Cr ’) 4- п 1g (1 - е). (3.11)
Как и в уравнении (3.4), зависимость логарифма скорости
от логарифма извлечения представляет прямую линию, наклон
которой указывает порядок флотации. Константа скорости опре-
деляется из пересечения прямой с вертикалью 1—е = 1, т. е.
е = 0. Для данных, приведенных в табл. 3.4, эта зависимость
показана на рис. 3.4. Подставляя Со—0,05 в уравнение (3.10),
получаем:
для п = 0
0,09 = К = 0,0045 мни-1;
для п = 1
0,23== К — 0,23 мин"’;
для п = 2
0,9=—Д-s =0,05/f; К = 18 мин"1.
79
E , доли ед.
1,0е--------
Таблица 3.4
de/di
Рис. 3.4. Кинетические
зависимости для разных
порядков флотации:
1 — нулевой порядок; 2 —
первый порядок; 3 — второй
порядок
Кинетические характеристики процесса
Время флотации, мин Нулевой порядок Первый порядок Второй порядок
de dt 1-е de dt 1-е de dt 1—е
0 0,09 1,00 0,23 1,00 0,90 1,00
2 0,09 0,82 0,15 0,63 0,12 0,36
4 0,09 0,64 0,09 0,40 0,04 0,22
6 0,09 0,46 0,06 0,25 0,02 0,16
8 0,09 0,28 0,04 0,16 0,01 0,12
10 0,09 0,10 0,02 0,10 0,009 0,10
Таким образом, рассчитаны порядок процесса и константа
скорости флотации минерала. Для оценки селективности необ-
ходимо вычислить константу скорости флотации породы. Извле-
чения ценного минерала (е) и породы (еп) за время t опреде-
ляются выражениями е = 1—at/a0, еп=1 — btfbp, где во, Ьо—
содержания минералов в питании флотации. Тогда выход в кон-
центрат равен у = <хое-Ь&оеп.
Определив экспериментально скорости выхода в концентрат
dyldt и извлечения ценного минерала de-ldt, можно построить
80
график 8 = е(у) и найти наклон касательной к этой кривой
в любой точке:
1 . den -о,
Дс dt/dt — ao+*o л •
Добавив к уравнениям (3.11) и (3.12) уравнение для породы
вида (3.11), можно получить соотношение, связывающее две кон-
станты скорости:
(3.13)
к дс /
для п = 1 справедлива формула
Л'п = 4-(-Г---“о)- (3.14)
Вычислив наклон (1/Дс) кривой в координатах извлечение—
масса концентрата при е->-0, равный соответственно 3,74; 6,90
и 12,93, получим по формулам (3.13) н (3.14) для нулевого, пер-
вого и второго порядков флотации константы скорости флота-
ции породы, равные соответственно:
^ = ^•(«3^4“ 0-05) = °«0196 МИН"’:
/Сп=0,024 мин”1; /Сп=0,0227 мин-1.
По значениям К и /Сп можно оценить скорость и селектив-
ность процесса.
3.2. Влияние основных факторов флотации
на скорость процесса
Установление характера влияния основных факторов флота-
ции на скорость и эффективность процесса необходимо для
создания теории процесса, разработки методов управления и ре-
шения ряда технологических вопросов. Многофакторность про-
цесса, сложный характер взаимного влияния факторов, отсутст-
вие точных методов измерения многих из них пока не позволяют
полно решить задачу определения связи между скоростью фло-
тации и ее параметрами. Это вынуждает нас ограничиться изу-
чением важнейших факторов: крупности частиц, содержания
твердого в пульпе, ее аэрированное™ (расход воздуха, размер
пузырька, величина поверхности раздела жидкость—газ), ре-
агентного режима и характеристик аппарата. От степени
изученности этих факторов зависит решение ряда основных
6 Заказ Kt 232
81
вопросов: интенсификации флотации частиц граничных классов
крупности, соотношения между размерами частиц и воздушных
пузырьков, взаимного влияния частиц различной крупности,
оптимизации конструкции флотационных машин.
Скорость флотации частиц различной крупности весьма раз-
нообразна. Характерная зависимость скорости флотации от
Рис. 3.5. Зависимость извлечения от крупности частиц и размера пузырьков
при высоте зоны минерализации: 10 см (в), 20 см (б), 30 см (в) и 50 см (а):
I, 2 и 3 — диаметр пузырьков соответственно 0.7; 1,2; 3.1 мм
Рис. 3.6. Зависимость скорости флотации (Де/Д/) угля от размера частиц
и рвсхода собирателя (осветительного керосина):
а----0.04 мм; б------0.08+0,04 мм; в----0.16+0,08 мм; г-----0,25+0.16 мм; д-----0,5+
+0,25 мм; е-----1+0.5 мм; 7 — 77 г/т; 2 — 310 г/т; 3 — 620 г/т; 4 — 930 г/т; 6 —1400.г/т;
6- 1860 г/т
82
бЛе/м
О 60 /.С
*Af/ZU
6 t-/ 4- 2
*»
1
2 у <4
0
О 60 it с
е Лъ/bt
6*
83
размера частиц показана на рис. 3.5. Максимум скорости флота-
ции угольных шламов в одном случае соответствует классу круп-
ности —0,074 + 0,04 мм [234], в другом —0,6+0,2 мм [68],
в третьем —0,074 мм [201], в четвертом —0,55+ 0,25 мм [119].
Расхождения объясняются типом флотируемых углей, раз-
личием конструкций аппаратов и реагентных режимов. По на-
шим данным разница получилась не столь значительной: для
шламов донецкого угля марки ОС наиболее легкофлотируемым
оказался класс крупности —0,25+ 0,08 мм [аппарат беспенной
флотации (см. рис. 3.5)], для печорского марки Ж-10 — класс
крупности —0,25+ 0,08 (—0,16+ 0,08), а для якутского марки К—
класс крупности —0,16 + 0,08 (—0,25+ 0,08) (см. табл. 3.3—3.5)
[139—141]. Кинетические опыты ставились на узких классах
крупности угля; цифры в скобках относятся к флотации исход-
ных шламов с последующим рассевом концентрата на классы.
Якутский и печорский угли флотировались в механической ла-
бораторной машине «Механобр» с камерой объемом 1 л; частота
вращения импеллера — 2200 об/мин; пеиогона — 25 об/мин; ок-
ружная скорость — 390 м/мин.
Кинетические кривые флотации шлама шахты «Северная»
(Печорский бассейн) (расход осветительного керосина 620 г/т)
показывают, что в первые 20 с выход в концентрат по всем клас-
сам, кроме —0,04 мм и +0,5 мм, различается незначительно
(рис. 3.6). Изменение расхода керосина заметно влияет на фло-
тацию крайних классов, где максимум dyjdt достигается при
<=15 с, увеличиваясь с увеличением расхода собирателя.
На других классах это влияние менее заметно. Наиболее интен-
сивно флотация протекает в первые 30 с.
Детальное исследование влияния крупности частиц галенита
и кварца на скорость флотации проведено в работе [266]. Экс-
перименты проводились в аппарате типа трубки Халлимонда на
восьми классах крупности. Естественная флотоактивность гале-
нита позволяет флотировать его при отсутствии собирателя. Для
частиц размером +0,15 мм извлечение составляет 10 % при вре-
мени флотации 1 мин (рис. 3.7, а). Извлечение повышается
с уменьшением размера частиц, достигая 42 % для класса
—0,044 + 0,026 мм.
С увеличением расхода собирателя (изопропилового ксанто-
гената) извлечение растет. Экстремальный характер зависимо-
сти извлечение—крупность сохраняется. При этом расширяется
диапазон легко извлекающихся классов крупности.
В отличие от галенита кварц — нефлотоактивный материал,
поэтому изучаемые зависимости имеют другой характер. При
низком расходе собирателя (аэроамина) извлечение падает
84
Рис. 3.7. Соотношение
между флотоактнвностью
галенита (а), кварца (б)
и смеси (в) из 10%' га-
ленита н 90 % кварца
разной крупности и кон-
центрацией собирателя
[266]:
1 — без собирателя; 2 — ксан-
тогенат 1 мг/л: 3 — 2 мг/л;
4 — 5 мг/л; 5—10 мг/л; 6 —
25 мг/л; 7 — без собирателя;
8 — ксантогенат 1 мг/л; 9 —
5 мг/л: 10 — 10 мг/л; 11 —
аэроамнн20 мг/л; /2 — 5 мг/л;
13 — 1 мг/л; 14 — 0,5 мг/л;
15 — 0.1 мг/л
с увеличением крупности частиц, при большом — растет
(рис. 3.7, б).
Скорость флотации определялась по результатам кинетиче-
ского эксперимента. На рис. 3.7, в показаны зависимости кон-
станты кинетики от крупности частиц. Константа скорости фло-
тации галенита имеет резко выраженный максимум для класса
крупности —0,074 + 0,053 мм. При флотации ксантогенатом
85
смеси, содержащей 10 % галенита и 90 % кварца, в механиче-
ской машине типа «Денвер» вид зависимости несколько изме-
нился: максимум скорости флотации соответствует тому же
классу крупности, но значение его уменьшилось. Константа ско-
рости флотации кварца монотонно растет с уменьшением раз-
мера частицы. Такая же картина наблюдалась при флотации
ксантогенатом чистого кварца.
Кинетику флотации галенита исследовал также А. Годэн
с соавторами [214], X. Томлинсон и М. Флеминг [269]. В первой
работе крупность частиц изменялась от 0 до 0,04 мм, во вто-
рой— от 0,04 до 0,13 мм. Для частиц крупностью до 0,04 мм кине-
тическая константа не зависит от крупности. В дальнейшем она
увеличивается пропорционально размеру частиц. В работе [269]
показано, что скорость флотации пропорциональна квадрату
крупности частицы (рис. 3.8). Это противоречие можно объяс-
нить различными условиями эксперимента: А. Годэн и другие
применяли субаэрационную камеру. Неизвестно, в режиме сво-
бодной или стесненной флотации работала камера. На резуль-
таты опытов оказывал влияние пенный слой. X: Томлинсон
н М. Флеминг проводили опыты на беспенном аппарате в усло-
виях свободной флотации. Следует отметить совпадение классов
крупности галенита, имеющих максимальную скорость флота-
ции, в работах [266] и [269] (см. рнс. 3.7, 3.8).
Работы X. Томлинсона и М. Флеминга привлекают тщатель-
ным исполнением, полнотой описания методики и нестандарт-
ным подходом к интерпретации результатов. Опыты проводи-
лись помимо галенита на апатите, гематите н оптическом кварце
в аппарате типа трубки Халлнмонда диаметром 3 см н высотой
30 см. Воздух вводился через капилляр диаметром 50 мкм. Пе-
ремешивание проводилось магнитом в пластиковом пенале, вра-
щающемся с частотой 425 об/мин. Поворот головки камеры по-
зволял снимать до семи порций концентрата.
Для каждого из десяти исследованных классов в пределах
от 0,014 до 0,4 мм определяли средний проекционный радиус,
эквивалентный размер сферической частицы и фактор формы1.
В качестве собирателя использовался олеат натрия (5 мг/л) при
pH среды 8. Эти условия обеспечивали достаточно полное из-
влечение обоих минералов. Расход воздуха составлял 2 см3/мин,
число пузырьков W=119 в секунду при размере от 0,28 до
1,61 мм и среднем их диаметре 0 = 0,81 мм; поверхность раз-
дела жидкость—газ равнялась 2,48 см3/с. Опыты проводились
в термостатически регулируемой комнате при / = 25±1°С.
1 Методы определения размеров частиц рассмотрены в работах [45, 179].
86
Рис. 3.8. Зависимость кинетической
константы от крупности частиц гале-
нита [269]:
/ — навеска 1.4 г; 2 —то же. 0,8 г; 3 —
флотация смеси классов крупности от 127
до 33 мкм, навеска 0,8 г
Рис. 3.9. Кинетические кривые флотации узких классов крупности (в мкм)
апатита [269]:
/ — 10; 2—14; 3 — 20; 4 — 31; 5 — 51; 5 — 67; 7 — 84; 3—134; 9— 167; /0 — 227
На рис. 3.9 показаны кинетические кривые флотации отдель-
ных классов крупности апатита при навеске 0,4 г. Любопытно,
что графики не начинаются, как принято, в начале координат:
авторы учли время, необходимое для всплывания минера-
лизованного пузырька со дна камеры на поверхность. Этот
87
Рис. 3.10. Зависимость извлечения узких классов крупности апатита от кине-
тической константы {269]:
/—10 мкм; 2 — 14 мкм; 3— 20 мкм; 4— 31 мкм; 6 — 51 мкм. 6 — 67 мкм: 7 — 84 мкм;
6—134 мкм; 9 — 167 мкм; /0 — 229 мкм; 1 я 2 —навеска 0.8 г; 3—10 — навеска 0,4 г
Рис. 3.11. Заполнение поверхности пузырьков в зависимости от размера
частиц апатита и навески (269]:
/, 2, 3, 4, 6 и 6 — навеска соответственно 0,4; 0,9; 1.8; 3.6; 5,4 и 7,2 г
промежуток составляет 5—8 с в зависимости от нагрузки пу-
зырька.
Напомним, что если процесс удовлетворяет уравнению фло-
тации первого порядка, то значения кинетической константы,
рассчитанные для разных моментов времени по уравнению К =
1 1 1
t ° 1—е(0’
должны совпадать. Как видно из рис. 3.10,
это соотношение наблюдается для всех классов крупности. Лишь
для частиц, крупнее 0,084 мм, при извлечении свыше 90 % имеют
место отклонения от прямых. Это можно наблюдать и по кинети-
ческим кривым (см. рис. 3.9), которые для этих классов заметно
отличаются от экспонент. Далее (см. 4.1) будет показано, что
условия, при которых кинетика флотации описывается уравне-
нием К. Ф. Белоглазова, в частности, содержит требование из-
бытка свободной поверхности пузырьков. Точной границы между
88
этими разновидностями процесса провести нельзя. Такую фло-
тацию принято называть свободной, в отличие от стесненной, при
которой наблюдается дефицит поверхности пузырьков.
Заполнение поверхности в начальной стадии флотации, рас-
считанное1 по результатам, приведенным на рис. 3.9, показано
на рис. 3.11. Для мелких и средних частиц оно растет с увели-
чением навески до 5,4 г. В дальнейшем заполнение увеличи-
вается мало, так как вся свободная поверхность занята. Процесс
начинает лимитироваться числом пузырьков при избытке твер-
дых частиц, поэтому порядок флотации (по твердому) равен
нулю. Скорость флотации крупных частиц лимитируется подъ-
емной силой пузырьков.
При флотации смеси классов крупности одного минерала
и нескольких минералов кинетическая константа в опытах изме-
нялась мало (рис. 3.12). Видимо, это связано с отсутствием
взаимовлияния частиц разной крупности при флотации очень
разбавленных пульп. При этом оказалась справедливой фор-
мула
п п
е = 2 at (1 — exp (— Kit)} = 2 afii,
i=l i=l
т. e. извлечение при флотации смеси равно сумме извлечений
узких классов крупности при раздельной флотации с учетом доли
класса в смеси а*. Таким образом введено, в сущности, понятие
распределения материала по флотируемости, о чем подробно
будет сказано ниже. Кинетическая константа апатита и гема-
тита, как и галенита, пропорциональна квадрату размера, а для
кварца размеру частицы. Это связано с тем, что вероятность
столкновения не зависит от гидрофобности частиц и пропорцио-
нальна квадрату диаметра частицы; в то же время вероятность
закрепления легкофлотируемых частиц близка к единице, а для
кварца обратно пропорциональна размеру частицы. Наблю-
дается экстремум зависимости кинетической константы от круп-
ности для кварца. Крупность исследуемых частиц апатита и ге-
матита, очевидно, была недостаточной, поэтому экстремума на
кривой нет.
Специальное исследование по изучению скоростей флота-
ции 11 классов крупности кварца (до 0,025 мм) выполнено
1 Доля занятой поверхности пузырьков определялась по формуле
_ _ 2 V&/2W
4я£)2 *
8»
Рис. 3.12. Соотношение между кинетической константой и крупностью частиц
апатита, гематита н кварца [269]:
/ — апатит (• — флотация узких классов, навеска 0.4 П □ - то же 1,8 г; V — смесь клас-
сов, навеска 1 г; -I—смесь классов апатита (0.6 г) и гематита (1.1 г)): 2 —гематит
(□ — флотация узких классов, навеска 2,7 г: V — флотация смеси классов, навеска 1,5 г):
3 — смесь классов гематита (1.1 г) и апатита (0.6 г); 4 — флотация узких классов кварца
(1.4 г)
Рис. 3.13. Зависимость константы скорости от крупности частиц кварца [202]
(содержание таердого в исходной пульпе--------3 %,--------5,2 %)
Р. де Бройном и X. Моди [202] на однокамерной лабораторной
пневмомеханической флотационной машине непрерывного дейст-
вия. На диаграмме (рис. 3.13) приведена зависимость константы
скорости флотации от крупности частиц: оптимум соответствует
классу —0,037+0,01 мм. При этом константа скорости частиц,
меньших 0,065 мм, не зависит от их концентрации в пульпе,
и процесс подчиняется первому порядку. Дальнейшее увеличение
размера частиц приводит к росту константы в зависимости от со-
держания твердого, что указывает на порядок скорости флота-
ции выше единицы. Авторы работы [202] проводили опыты на
очень разбавленных пульпах — содержание твердого не превы-
шало 5,2%. К. Ф. Белоглазов связывает скорость флотации
с размером частиц уравнением К = tpLmd2, где <р — коэффициент
пропорциональности; L — Лэигмюрова работа десорбции,
эрг/моль; т — плотность адсорбционного слоя собирателя,
моль/см2 [12].
90
Плотность адсорбционного слоя на частицах — функция рас-
хода собирателя, размера и свойств минеральной поверхности
и физико-химических характеристик собирателя. Эксперимен-
тальное определение этих параметров — довольно сложная за-
дача, а расчет позволяет только ориентировочно оценить эти
характеристики. Кроме того, как показано И. А. Каковским, за-
висимость между константой скорости флотации и расходом со-
бирателя, а следовательно, и плотностью покрытия поверхности
минерала гораздо сложнее. Константу скорости нельзя считать
пропорциональной первой степени плотности покрытия [61].
Вопрос об оптимальном соотношении размеров минеральных
частиц и пузырьков воздуха при флотации изучался как теорети-
чески, так и экспериментально. Однако до сих пор у исследова-
телей нет единого мнения по этому вопросу. 3. В. Волкова [31]
и М. А. Эйгелес [188] на основании анализа процесса минерали-
зации пузырьков отдельными частицами пришли к выводу, что
при одних и тех же краевых углах закрепление частиц большого
размера должно происходить на пузырьках большого объема.
М. А. Эйгелес отмечает, что «мелкие частицы закрепляются на
пузырьке даже малых размеров при небольших краевых углах
смачивания. Прилипание крупных частиц возможно при малых
углах смачивания только на пузырьках крупных. К мелким пу-
зырькам их прилипание затруднено». По мнению 3. В. Волковой,
максимальное использование воздуха достигается при соответ-
ствии объемов пузырьков размерам флотируемых частиц.
В. И. Классен считает, что для флотации частиц определенного
размера существует оптимум крупности пузырьков воздуха. При-
чем с увеличением размера частиц он сдвигается в сторону бо-
лее крупных пузырьков. Это объяснено с позиций энергетики
прорыва частицей водной прослойки пузырька: с увеличением
размеров частицы и пузырька относительная скорость движения
их возрастает, что должно способствовать прорыву гидратной
оболочки [69]. Одиако, как показывают эксперименты Ф. Де-
дека [208], зависимость минерализации пузырьков от относи-
тельной скорости не монотонна. При достижении определенной
скорости соударение частицы с пузырьком становится упругим,
т. е. время контакта меньше времени индукции, и закрепление
не происходит. Таким образом, вывод о большей флотационной
активности крупных пузырьков не подтверждается.
Кроме того, экспериментальными исследованиями влияния
размеров воздушных пузырьков на их минерализацию частицами
различной крупности, проведенными на аппаратах для монопу-
зырьковой флотации [117], установлена большая флотационная
эффективность мелких пузырьков для всех исследованных
91
классов крупности минеральных и угольных частиц. Необходимо
отметить, что в этих работах оценка эффективности действия
воздушных пузырьков производилась в расчете на единицу объ-
ема воздуха. Такую оценку нельзя признать удовлетворительной,
так как рабочим агентом пузырьков является не столько их
объем, сколько поверхность раздела газ—жидкость. Это согла-
суется с гипотезой, связывающей скорость флотации со свобод-
ной поверхностью раздела газ—жидкость [128].
Тем не менее увеличение производительности воздушных пу-
зырьков при уменьшении их размера обусловлено не только уве-
личением их общей поверхности. Действительно, в работе [10]
показано, что при уменьшении размера пузырька с 3,74 до
1,27 мм их удельная производительность (в г/см3) повышается
для класса крупности угля 0,25—0,5 мм в 7 раз, а для класса
0,15—0,25 мм в 3,7 раза, тогда как общая поверхность раздела
газ—жидкость увеличивается только в 2,9 раза. Авторы объяс-
няют это прочностью связи минерал—пузырек, обеспечивающей
большую вероятность извлечения крупных частиц. Однако это
расходится с теоретическими выводами 3. В Волковой
и М. А. Эйгелеса.
В работе [30] изучена флотация частиц пирита различной
крупности при изменении размера пузырьков. Эксперименты по-
казали, что число закрепившихся частиц на одном пузырьке уве-
личивается с ростом его размера. Особенно заметен прирост из-
влечения для частиц пирита —0,125+0,1 мм; для класса
—0,08+0,063 мм прирост незначителен (рис. 3.14). Если перейти
от этих зависимостей к оценке эффективности единицы объема
воздуха или единицы поверхности раздела жидкость—газ, то
картина качественно меняется. Флотационная эффективность
пузырьков (доля частиц, закрепившихся в единицу времени, от-
несенная к единице объема воздуха) увеличивается с уменьше-
нием размера пузырьков. Эффективность мелких пузырьков свя-
зана с развитой поверхностью раздела жидкость—газ. Напом-
ним, что для них вероятность столкновения с частицами выше.
Кроме того, время пребывания мелких пузырьков в пульпе зна-
чительно больше.
На рис. 3.15 показано число минеральных частиц, приходя-
щихся на единицу поверхности раздела газ—жидкость, в зави-
симости от диаметра пузырьков, рассчитанное по результатам,
приведенным на рис. 3.14. Здесь же показана скорость всплы-
вания пузырьков, определенная в работе [117] для условий фло-
тационного эксперимента. Четко прослеживается определенная
зависимость: с увеличением скорости (и ростом диаметра) пу-
зырька степень минерализации единицы поверхности пузырьков
92
Рис. 3.14. Зависимость степени минерализации от размеров пузырьков воз-
а — размер частиц пирита — 0.125+0.1 мм; б —то же. 0.08+0,063 мм; f — без ксаитогената;
2 — концентрация ксаитогената 1 мг/л; 3 — то же. 3 мг/л
стремительно падает. Когда скорость подъема пузырьков стаби-
лизируется (при D — 2 мм), увеличение диаметра пузырька
практически не влияет на степень минерализации единицы по-
верхности раздела газ—жидкость.
Для выяснения вопроса о соотношении размеров частиц и пу-
зырьков, влиянии относительной скорости их движения на ско-
рость флотации, а также для экспериментальной проверки неко-
торых положений о составляющих кинетической константы нами
были проведены опыты на аппарате беспенной флотации
(рис. 3.16), который позволяет изменять размеры воздушных пу-
зырьков, направление движения суспензии, высоту зоны мине-
рализации и скорость протекания пульпы. Установка одного над
другим двух бачков исходного питания позволяет стабилизиро-
вать скорость протекания пульпы за счет поддержания постоян-
ного уровня в нижнем бачке, вести флотацию длительное время,
отсекая промежутки времени, соответствующие переходному
процессу.
Для получения воздушных пузырьков определенного размера
были подобраны резиновые перфорированные трубки; средний
размер пузырька определялся по фотоснимкам. При этом
93
Рис. 3.15. Зависимость минераль-
ной нагрузки на единицу поверх-
ности пузырьков (1/сма) от диа-
метра пузырька (рассчитано по
данным работы [30]):
1 — скорость всплывания пузырьков;
2 —пирит, класс —0,08+0.063 мм; 3 —
то же. класс —0.125+0.1 мм
Рис. 3.16. Схема аппарата беспенной флотации:
/ — аэрационное отделение; 2 —аэратор; 3 —рабочая зона; 4 — приемник концентрата;
5 — переходный бачок; 6 — мешалка; 7 — сифон; в — расходомер воздуха; 9 — манометр;
10 — ротаметр: 11 — бачок для подготовки пульпы; 12 — мешалка
пузырьки фотографировались не через прозрачную стенку, как
это принято, а по достижении верхнего сечения камеры, расши-
ренного благодаря установке воронки. Такой метод съемки
дает возможность точнее оценить дисперсность пузырьков, так
как в поле объектива попадают пузырьки, находящиеся ие
только у стенки кюветы, но и в объеме.
Выбранные диспергаторы позволили при флотационных кон-
центрациях ПАВ (гексиловый спирт) получать пузырьки, сред-
ний размер которых был равен 0,7±0,15; 1,2±0,2; 2,3±0,25;
3,1 ±0,3. Флотационные опыты проводили на узких классах круп-
ности угля и исходном шламе, обогащаемом на ЦОФ «Шолохов-
ская». На первом этапе изучили влияние на константу скорости
флотации крупности частиц угольного шлама, высоты зоны миие-
94
рализации, размера пузырьков и направления потоков пульпы
и пузырьков (противоток и прямоток). Высота h зоны минера-
лизации изменялась от 10 до 100 см, что соответствует времени
флотации от 2 до 20 с при скорости протекания пульпы 5 см/с.
В опытах поддерживалась постоянной поверхность раздела газ—
жидкость при переходе от одного размера пузырька к другому.
Для этого расход воздуха, подаваемого в аппарат, изменялся
пропорционально диаметру пузырька. Скорость движения ча-
стиц и пузырьков, расход воздуха, суммарная поверхность пу-
зырьков и их концентрация приведены в табл. 2.4.
Кинетические кривые, показанные на рис. 3.17, близки к экс-
поненциальным н выполаживаются при времени флотации 20 с,
что соответствует высоте зоны минерализации 100 см. Резуль-
таты свидетельствуют о снижении скорости флотации мелких
и крупных классов (—0,04+0,5 мм) независимо от размера пу-
зырька и времени флотации. Исходный шлам попадает в группу
труднофлотируемых классов.
По данным эксперимента рассчитаны кинетические константы
(табл. 3.5). Результаты расчета полностью подтверждают эф-
фективность мелких пузырьков по отношению ко всем классам
крупности частиц, что объясняется как большей вероятностью
столкновения, так и в значительной мере их меньшей скоростью
всплывания, а соответственно и меньшей относительной ско-
ростью пузырька и частицы в момент соприкосновения. Это хо-
рошо согласуется с экспериментальными данными Ф. Дедека.
Кроме того, время пребывания пузырьков в пульпе увеличи-
вается с уменьшением размера.
Вместе с тем следует помнить, что важным фактором про-
цесса является подъемная сила пузырька. Очевидно, при даль-
нейшем уменьшении размера пузырька подъемная сила может
стать недостаточной для транспортировки частиц, особенно круп-
ных. Поэтому зависимость флотационной активности пузырьков
от их размера должна иметь экстремальный, а не монотонный
характер. Для очень мелких пузырьков, в том числе выделив-
шихся из раствора, наиболее реален коалесцентный или аэро-
флокулярный механизм флотации.
Отметим, что влияние размера пузырьков на флотируемость
частиц убывает с уменьшением крупности частиц. Наглядно это
показано на рис. 3.18, где приведена разность выходов концент-
рата Ду при флотации пузырьками размером 0,6 и 3,3 мм в за-
висимости от крупности флотируемых частиц для различных вы-
сот зоны минерализации.
Графики зависимости кинетической константы от крупности
частиц имеют ярко выраженный максимум для классов
95
Рис. 3.17. Кинетические характеристики флотации угольного шлама различной
крупности при диаметре пузырька 0,7 мм (а), 1,2 мм (б) и 3,1 мм (в):
7 — 0,04 мм; 2--0,074+0,4 мм; 3--0.15+0,074 мм; 4--0,25+0,15 мм; 5--0,5+0.25 мм;
6----1+0.5 мм; 7 —исходный шлам (расход осветительного керосина —700 г/т; гексило-
вого спирта 6 мг/л)
Рис. 3.18. Приращение выхода в концентрат при переходе от пузырьков диа-
метром 0,6 мм к пузырькам диаметром 3,3 мм в зависимости от размера ча-
стиц d и высоты Н (в см) зоны минерализации:
/ —Я=7; 2 —Я-17; 3 —Я-27; 4 — Н-50-. 5-Н-75
96
Заказ № 232
Таблица 3.5
Кинетические константы флотации различных классов крупности и исходного шлама ЦОФ «Шолоховская>
DB, мм Кинетическая константа, выход концентрата Класс крупности, мм Исходный шлам, мм
-0,04 -0,074 +0.04 -0,15 +0,074 -0,25 +0,15 -0,5 4 0,25 -1 +0,5 -1,5 +1
к 0,0318 0,159 0,286 0,256 0,242 0,0412 0,00367 0,048
0,7 КН. 0 0,150 0,312 0,341 0,328 0,366 0,213 0,121 0,166
1 0,41 0,80 0,95 0,93 0,89 0,46 0,06 0,51
к 0,0122 0,0886 0,134 0,150 0,0814 0,00671 0,0005 0,008
1,2 Кн. О 0,0660 0,201 0,357 0,337 0,383 0,224 1,0 0,042
0,18 0,72 0,73 0,76 0,60 0,10 0,01 0,13
к 0,0165 0,0831 0,0841 0,0554 0,0246 0,00338 0,0005 0,0103
3,1 Кн.о 0,196 0,236 0,229 0,219 0,147 0,166 1,0 0,222
1 0,24 0,67 0,67 0,54 0,34 0,05 0,01 0,15
Обозначения: D,-диаметр пузырька: Кн. 0 - кинетическая константа уравнения с нефлотнруемым остатком, с-1: К-кине-
тнческая константа уравнения К. Ф. Белоглазова, с-1; у — выход концентрата, доли ед.
+0,074—0,25 мм (см. рис. 3.5); все кривые имеют правую асим-
метрию, показывающую постепенное уменьшение скорости фло-
тации с увеличением крупности частиц. В то же время сдвиг
влево от максимального значения константы скорости приводит
к ее резкому уменьшению (см. табл. 3.3).
Диапазон легкофлотнруемых классов расширяется в сторону
крупных с уменьшением размера пузырька. Если для пузырька
крупностью 3,1 мм этот диапазон охватывает класс —0,15+
+ 0,04 мм, то для пузырька диаметром 1,2 мм он расширяется до
—0,25+ 0,04 мм, а для пузырька 0,7 мм — до —0,5+0,04 мм.
Результаты опытов по флотации в прямотоке позволяют сде-
лать вывод о лучшей флотируемости крупных классов ( + 1 мм)
при параллельном движении фаз. Это связано с тем, что при
движении суспензии снизу вверх крупные частицы движутся мед-
леннее потока, поэтому время пребывания их в камере увели-
чивается. Однако уменьшение времени пребывания пузырьков
в камере и, соответственно, уменьшение времени минерализации
и числа столкновений частицы с пузырьком при параллельном
движении фаз приводит к снижению скорости флотации отдель-
ных классов.
Распределение частиц по флотоактивности приводит к необ-
ходимости создания различных аэрогидродинамических режимов
и разного времени нахождения частиц во флотационной машине.
Решение этих вопросов связано с созданием в одном аппарате
потоков двух направлений. Этот принцип положен в основу раз-
работанных нами новых конструкций флотационных колонных
машин с прямоточным и противоточным движением фаз
[136, 171].
Для расчета составляющих константы скорости нужно знать
время пребывания пузырьков в зоне минерализации и относи-
тельную скорость движения частиц и пузырьков, поэтому пред-
варительно измерялись скорость группового всплывания пузырь-
ков и стесненного движения частиц. Аэрационные и гидродина-
мические характеристики, необходимые для анализа результатов,
приведены в табл. 2.4. Значения коэффициента захвата, необхо-
димые для расчета Pcn, определялись по формуле И. Ш. Зай-
денберга. Для определения вероятности закрепления частиц на
пузырьке использовались экспериментально определенные кон-
станты кинетики и расчетные вероятности столкновения: Рае =
— KIPcn- Кривая Pae = Pae(d) после крутого подъема моно-
тонно убывает с ростом размеров частицы (рис. 3.19). Именно
высокой вероятностью закрепления и объясняется отличие от
нуля константы скорости флотации шлама, несмотря на очень
малую вероятность столкновения.
98
Рис. 3.19. Зависимость константы скорости (а) флотации и вероятности за-
крепления (б) от крупности частиц и пузырьков:
Рис. 3.20. Скорость флотации кварца из железной руды различных классов
крупности:
1 _ +0,08 мм; 2---0.08+0.05 мм; S----0,06+0,02 ми; 4---0,02+0,01 мм; 5---0,01 мм
99
7*
До сих пор мы рассматривали влияние на скорость флотации
соотношения размеров частиц и пузырьков, специально поддер-
живая неизменной поверхность раздела газ—жидкость. Не менее
важным фактором, определяющим скорость флотации, является
степень аэрированности пульпы. Так, в экспериментах, прове-
денных с различными классами крупности кварца, наиболее ин-
тенсивно флотация протекала при соотношении расхода воздуха
и пульпы 1:1. При этом в области низкой аэрации константа
скорости во всех классах увеличивается пропорционально рас-
ходу воздуха. Избыточная аэрация снижает в первую очередь
скорость флотации крупных зерен, а у шламов она не изменяется
даже при значительном избытке воздуха (рис. 3.20) [162].
По этим данным оценивали составляющие кинетической кон-
станты и их зависимость от расхода воздуха и крупности частиц.
Вероятность столкновения (IFi) рассчитывалась по формуле
О. С. Богданова и др. [36] (см. табл. 2.1).При этом выяснилось,
что вероятность столкновения частицы с пузырьком монотонно
растет с увеличением крупности частицы.
Согласно данным работы [36], вероятность столкновения про-
порциональна расходу воздуха. Авторы работы [162] показали,
что с увеличением расхода воздуха (линии lz—5' на рис. 3.21)
его содержание в пульпе растет лишь до известного предела, ко-
торый определяет и пределы линейного роста вероятности
столкновения (сплошные линии иа рис. 3.21) *. Заметим, что ли-
нейный участок роста вероятности столкновения может быть
получен из той же формулы при условии, что в случае уве-
личения расхода воздуха размеры пузырьков, скорости всплы-
вания и падения частиц остаются неизменными, что невоз-
можно.
Аналогичное исследование проведено в работе [224]. Здесь
изучалась кинетика флотации 11 классов крупности пирита в ла-
бораторной машине механического типа в зависимости от рас-
хода воздуха и частоты вращения импеллера. Показано, что
скорость флотации независимо от изменения этих факторов мак-
симальна для частиц 0,04—0,06 мм. Увеличение частоты вра-
щения импеллера от 863 до 2048 об/мин незначительно влияет
на скорость флотации при недостатке воздуха. С увеличением
же расхода воздуха это влияние становится заметным: скорость
флотации растет с увеличением частоты вращения импеллера
(рис. 3.22). К таким же выводам приводят результаты опытов
флотации кальцита [224] и угольного шлама [264].
1 К сожалению, в работе [162] не указаны размерность н масштаб вели-
чин, определяющих вероятность столкновения и скорость флотации.
100
Одним из факторов, определяющих скорость флотации, яв-
ляется взаимное влияние частиц в пульпе, которое заметно про-
является с увеличением плотности пульпы. Для количественной
оценки этого влияния на скорость флотации нами проведены
эксперименты в механической машине «Механобр» на угольном
шламе шахты «Северная» Печорского и Нерюнгринского разре-
зов Южно-Якутского бассейна. Показано, что изменение содер-
жания твердого в пульпе от 50 до 250 г на 1 л воды не влияет
на флотацию частиц крупностью от +40 до —500 мкм. Для бо-
лее мелких и более крупных классов извлечение снижается (до
20 %) при повышении зольности отходов. Соответственно кон-
станта кинетики с ростом плотности медленно убывает
(рис. 3.23). Близость кинетических кривых и значений кон-
станты при различной плотности исходной пульпы опровергают
гипотезу о том, что порядок флотации больше единицы. Флота-
ция узких классов крупности при различной плотности пульпы
показывает взаимное влияние частиц внутри одного класса,
а флотация исходного шлама с последующим рассевом концент-
рата на классы позволяет оценить влияние классов друг на
друга. Результаты опытов приведены в табл. 3.2 и 3.3.
101
Сравнение кинетических констант, полученных при флотации
узких классов крупности раздельно и в смеси (рис. 3.24), пока-
зывает, что спектр значений константы сужается при переходе
от раздельной флотации к флотации в смеси, где скорости фло-
тации узких классов крупности различаются незначительно.
Значения константы уменьшаются, причем тем больше, чем
больше различаются по флотоактивности классы крупности и
чем выше содержание тонкого шлама в исходном. При флотации
якутского угля увеличивается выход более крупных классов
+ 0,16—0,25, +0,25—0,5, +0,5 мм. Скорость флотации класса
—0,04 мм, которого в печорском угле содержится около 24%,
даже возросла.
Исследуя влияние изменения содержания твердого в пульпе
на скорость флотации угля, мы ограничили рассмотрение диа-
пазоном, принятым в практике флотации. В более широком ин-
тервале проведены исследования на аппарате беспенной флота-
ции на классах крупности мартита: —0,074+0,04 мм и —0,04—
—0,01 мм [92]. Как видно из рис. 3.25, увеличение содержания
твердого в пульпе снижает скорость флотации, причем для круп-
ного класса это проявляется заметнее.
В опытах В. Лепетича [236] исследовалось влияние этого па-
раметра на скорость флотации халькопирита. Максимальное
извлечение (93,8 %) получено при содержании твердого в пульпе
40 %. Однако в этом случае ухудшается селективность процесса:
концентрат содержит только 6,77 % меди.
Трудно прийти к однозначным выводам, основываясь на опи-
санных здесь экспериментах по выяснению влияния различных
факторов на скорость флотации. Так, например, зависимость ско-
рости флотации от аэрации у одних авторов монотонна, у дру-
гих— экстремальна. Вторая точка зрения кажется нам более
обоснованной, так как при увеличении расхода воздуха выше не-
которого критического значения неизбежно наступает наруше-
ние гидродинамического режима работы камеры.
Такое расхождение результатов и интерпретации не исклю-
чение для исследований по флотации. Суть в том, что воспроиз-
водимость и сопоставимость опытов возможны лишь при полном
и точном описании методики эксперимента и методов обработки.
Как правило, различны аппаратура (некоторые авторы вообще
не указывают характеристик машин), способы оценки парамет-
ров и методы расчета скорости флотации. Так как в каждой
из работ необходимая информация представлена только ча-
стично, сопоставление результатов затруднено. К обоснованным
и единым представлениям о влиянии основных факторов на
102
Рис. 3.23. Зависимость кинетиче-
ской константы (а), скорости фло-
тации (б) и показателей флотации
(в) от плотности пульпы:
1 — класс крупности 0.04 мм: 2 — то же,
0.08+0,04 мм: 3 — то же, 0,25+0.16 мм;
4 — то же, 0,25+0,5 мм; 5 — исходный
(сплошные линии — извлечение, пунк-
тирные — зольность)
шлам; плотность пульпы (в г/л): / — 50;
2—150: 3 — 200; 4 — 250
Рис. 3.24. Зависимость константы скорости флотации от крупности частиц
якутского (а) и печорского углей (б) при флотации классон крупности
(-----раздельно;-------в смеси)
Рис. 3.25. Зависимость удельной ско-
рости флотации мартита узких клас-
сов крупности от плотности пульпы
[92]:
/ — 0,074+0,04 мы; 2 — 0,04+0,0! мм
скорость флотации можно прийти иа базе развития теории про-
цесса и проведения экспериментов на общей методической ос-
нове.
3.3. Изучение кинетики процесса методами
планирования экспериментов
В предыдущем разделе исследовалось влияние отдельных
факторов процесса на константу скорости флотации. Для опре-
деления зависимости константы скорости от совокупности
факторов, оценки их взаимовлияния следует применить не
классическую методику (изучение факторов по одному при
фиксированных значениях остальных), а методы экстремального
планирования экспериментов [8]. При этом параметры флотаци-
онного процесса войдут в регрессионное уравнение K=f(xt,
х2, .... хп). При постоянных факторах х,- данное уравнение пре-
вращается в уравнение К. Ф. Белоглазова.
Покажем возможности этого метода на примере флотации
полиметаллической руды. Исследовалась флотируемость сфале-
рита из хвостов медно-свинцовой флотации Зыряиовской обога-
тительной фабрики в зависимости от времени аэрации хь
расходов ксаитогената Хг, медного купороса хз и времени флота-
ции х4. Эксперименты проводились на лабораторной флотацион-
ной машине объемом 5 л при Т: Ж = 1:3 и постоянном расходе
пенообразователя — аэрофлота 30 г/т. Был составлен план вто-
рого порядка, который включал двадцать опытов, в том числе
104
восемь опытов — полуреплику типа 24-1, восемь звездных точек
на расстоянии а = 1,682, четыре опыта в центре плана. План
является ротатабельным для первых трех факторов и ортого*
нальным при включении в рассмотрение четвертого фактора
(табл. 3.6).
По извлечениям еь е2, ез, е4 и ез для фиксированных уровней
времени флотации х4 построены регрессионные уравнения, вклю-
чающие только три фактора е = />о+/>1Х1+/>2х2+/>зХз+/>12Х1Х2+
+/>13X1X3+/>23X2X3, и проведен их статистический анализ. Коэф-
фициенты уравнений приведены в табл. 3.7.
Мы не останавливаемся на вопросах методологии планиро-
вания экспериментов, поскольку они полно изложены в книге
Л. А. Барского и Ю. Б. Рубинштейна [8].
Коэффициенты регрессии оказались значимыми, кроме />2,
для всех х4; />|з для х4=10 и 18 мин; />гз для х4 —5 и 10 мин.
Проверка по критерию Фишера показала, что все пять моделей
адекватны.
Сравнение одноименных коэффициентов регрессии в моделях
для различных значений времени флотации показывает, что все
они в значительной степени зависят от значений х4. Для построе-
ния регрессионной модели, включающей х4 (время), в графу е*
(см. табл. 3.6) были выписаны значения е из столбцов ei — ез,
соответствующие уровням фактора х4.
Рассчитано линейное уравнение
е* = 79,82 4- 0,88xi — 5,65х2 -|- 1,22х3 4- 6,02х4,
оказавшееся неадекватным.
Далее была построена модель второго порядка
е* = 81,43 4- 1,41X1 — 3,40х2 — 0,001х3 4- 8,3х4 4- 2,35х!Х2 —
— 5,05xiX3 — 0,89xiX4 4- 1,24х? — 0,31 Хг 4- 2,87х3 — 6,1х4.
(3.15)
Проверка по критерию Фишера показала, что уравнение не-
адекватно (Гр= 16,6>/го,о5 (4,20)=2,87). Это указывает на суще-
ствование более сложной функциональной зависимости извлече-
ния минерала от времени флотации. Для построения этого урав-
нения е в табл. 3.6 были заменены значением1
„ 2,3026 1
К"-----7—te-nzr-
1 Для упрощения расчетов постоянный множитель 2,3 в дальнейшем опу-
скали.
105
Таблица 3.6
Матрица планирования и результаты флотации
Фактор Х1 *» х»
Основной уровень 8 30 60
Интервал варьиро- вания 4 10 20
Верхний уровень 12 40 80
Нижний уровень 4 20 40
1
2 — — 4-
3 — + +
4 -f- —
5 — +
6 + — —
7 +
8 + + +
9 0 0 0
10 0 0 0
11 + 1,682 0 0
12 —1,682 0 0
13 0 + 1,682 0
14 0 — 1,682 0
15 0 0 + 1,682
16 0 0 -1,682
17 0 0 0
18 0 0 0
19 0 0 0
20 0 0 0
Время флотации
10 Г 35' 5' 10' 15' 18'25' - - -
г»
15 Ч »» «» ч Ч 6* к к*
5
+ + + + 0 0 0 0 0 0 0 0 + 1,682 -1,682 0 0 68,25 68,47 28,84 40,24 60,79 45,10 39,51 63,93 47,62 52,48 50,77 49,27 40,76 33,43 55,50 77,15 45,21 46,26 45,18 44,23 83,86 85,15 60,19 63,91 80,80 65,80 63,50 79,86 66,72 70,79 79,07 70,49 70,26 59,37 76,53 87,25 65,31 65,12 68,32 66,48 88,84 88,93 76,95 77,21 87,94 77,41 76,35 86,21 74,44 80,18 83,84 82,16 78,22 78,80 83,83 89,64 76,01 75,88 80,22 80,79 91,09 90,60 82,29 83,81 90,02 82,84 87,70 88,46 83,59 85,36 84,72 87,53 84,43 89,77 87,79 90,31 81,12 80,21 86,00 88,49 91,81 91,53 82,53 86,73 90,74 85,49 84,20 89,99 86,81 67,38 85,27 90,54 87,04 92,42 89,74 90,86 84,00 82,87 88,41 90,23 83,86 85,15 60,19 66,00 90,02 82,84 81,70 88,80 74,44 80,18 90,00 82,16 78,22 78,80 83,83 89,40 86,00 46,26 80,22 80,79 0,138 0,140 0,066 0,079 0,123 0,092 0,079 0,123 0,086 0,096 0,101 0,096 0,083 0,078 0,104 0,181 0,082 0,082 0,086 0,085 0,160 0,167 0,081 0,032 0,070 0,052 0,050 0,095 0,066 0,071 0,106 0,076 0,069 0,078 0,048 0,099 0,044 0,181 0,071 0,098
Таблица 3.7
Статистический анализ коэффициентов уравнений регрессии
Коэффициент регрессии Время флотации
Г 35" 5' 10' 15' 18'25”
6# 51,59 72,59 82,21 86,32 87,79
«1 +0,75 +0,92 -0,68 -1,38 —1,15
Ьз +0,05 20,21 -0,14 +0,16 +0,34
63 -13,50 —9,90 -4,92 -2,32 -1,69
612 -4,41 -1,48 -1,46 -2,18 -2,35
6|8 +6,26 +1,97 +0.Ю -0,64 -0,21
623 + 1.21 -0,49 —0,25 + 1.29 +1,76
Доверительный интервал для Ь( ±0,80 ±0,64 ±0,66 ±0,56 ±0,60
Дисперсия адекватности (52ад) 21,50 4,87 0,82 0,03 5,03
Дисперсия воспроизводимо- сти (S2V) 7,49 4,76 4,94 3,59 4,18
Критерий Фишера (Ff) 2,88 1,02 0,16 0,008 1,21
Для К* было построено уравнение второго порядка, анало-
гичное уравнению (3.15):
Д’* = 0,0958 + 0,0026X1 — 0,0152х2 + 0,0023х3 — 0,0297х4 +
+ 0,000 875x^2 + 0,02985x^3 + 0,0088xiX4 + О.ООЗЗбх? —
- 0,00322x1 — 0,0391X3 + 0,0185x1
Анализ этого уравнения показал, что все коэффициенты,
кроме 612, значимы:
S* = 0,0009598; abl = 4 0,001307;
аь ч = ± 0,001704; аЬи = ±0,001267;
5^ = 0,001813.
При проверке по критерию Фишера оказалось, что уравнение
неадекватно процессу: Fp=8,47>Fo,o5(4,2)=2,8. Удельная ско-
рость флотации убывает с течением времени. Мы пытались
учесть это изменение, представив кинетическую константу как
функцию времени и других факторов флотации. Однако при
аппроксимации этой зависимости полиномами первой и второй
степени адекватно представить процесс не удалось. Имеет ли
смысл дальнейшее усложнение уравнения? По-видимому, нет.
Увеличение порядка уравнения затруднит его анализ и интрепре-
107
тацию, а главное, не позволит надеяться на успешное решение
задачи.
Возможным способом получения модели кинетики флотации
в зависимости от регулирующих параметров является исключе-
ние фактора времени путем усреднения коэффициента К. в каж-
дом опыте. Допуская, что в данных условиях К не зависит от
времени флотации, для каждого опыта вычисляли среднее зна-
чение К из пяти частных его значений, полученных при различ-
ном времени флотации х4. По полученному набору значений К
и матрице полного факторного эксперимента для трех перемен-
ных было вычислено и проанализировано уравнение второго
порядка:
К = 0,089 + 0,0093X1 — 0,0003х2 + 0,0004х3 + 0,0107x^2 +
+ 0,015х,х3 — 0,0002х2х3 + 0,006xi — 0,0009x1 + 0,16x1; (3.16)
= 0,014 74; S20cn = 0,011 89;
abl =0,00132; ^ = 0,00613;
^.. = 0,00128.
Уравнение оказалось адекватным (F= l,23<Fo,o5(io,s)=
= 8,7). Таким образом, исключив время флотации из набора
факторов, мы приняли гипотезу К. Ф. Белоглазова о независи-
мости скорости флотации от времени. Это огрубление процесса
оправдывается простотой расчетов и удовлетворительной сходи-
мостью с экспериментом.
Некоторые авторы считают, что выражать зависимость кине-
тической константы от времени необходимо в виде полинома.
Для данных опытов первая и вторая степень полинома оказались
неприемлемыми. Применяя для оценки константу К. Ф. Белогла-
зова, нельзя забывать о существовании зависимости между ско-
ростью процесса и временем флотации, определяемой во многом
неоднородностью флотируемого материала. Введя функцию рас-
пределения по флотируемости, мы получим другой характер за-
висимости константы скорости от времени.
После построения адекватной модели второго порядка опре-
деляется форма поверхности отклика и координаты оптимальной
точки. Исследование поверхности отклика начинается с приве-
дения уравнения к канонической форме, которое заключается
в переходе к новой системе координат. Начало координат распо-
лагается в центре или в вершине поверхности, а оси совпадают
с ее осями симметрии. При переносе начала координат линейные
члены обращаются в нуль. Затем поворот осей координат до со-
108
вмещения их с главными осями поверхности сводит к нулю ко-
ординаты эффектов взаимодействия. При этом в уравнении ре-
грессии остаются только коэффициенты второго порядка. Урав-
нение (3.16) в канонической форме имеет вид
К — 0,088 78 = -0,003 90х? — 0,008 63x1 + 0,160 36x1.
Коэффициенты канонического уравнения имеют разные знаки.
Это показывает, что поверхность отклика относится к типу ми-
нимакс. Такой вид поверхности свидетельствует о наличии пере-
гиба в интервале изменения параметров процесса. Однако вели-
чина коэффициентов указывает на весьма пологое изменение
константы кинетики К, координат Xi и х2-, только Хз существенно
влияет на величину К, причем существует максимум К\, соот-
ветствующий оптимальному расходу медного купороса [138].
Проведенное исследование позволило количественно оценить
влияние каждого из факторов процесса на кинетическую кон-
станту, определить вид поверхности отклика, коэффициенты
взаимодействия факторов и провести их технологическую ин-
терпретацию.
По аналогичному плану выполнено исследование влияния на
константу скорости флотации угольного шлама трех факторов
(расхода осветительного керосина, крупности материала и плот-
ности пульпы). Получено адекватное уравнение регрессии
К = 0,0427 4- 0.029л, — 0,0041х2 — 0,0088х3 — 0,0002х,х2 +
4~ 0,0001x,x3 -|- 0,0012х2х3.
Это уравнение может быть использовано для численного экс-
перимента, позволяющего определить зависимость константы от
каждого из факторов в пределах области экспериментирования.
3.4. Анализ флотируемости материала
по функциям распределения
Численной характеристикой флотируемости материала яв-
ляется кинетическая константа. Эта характеристика адекватна,
однако лишь в случае, когда все частицы тождественны по свой-
ствам. Если частицы, как обычно и бывает, не удовлетворяют
этому условию, можно грубо разделить весь материал на две
части: флотируемую фракцию и нефлотируемый остаток. Соот-
ветственно, процесс может быть охарактеризован не одной вели-
чиной, а двумя. Реальный материал содержит частицы, образую-
щие спектр флотируемости. Для характеристики процесса необ-
ходимо знать функцию распределения частиц по флотируемости.
" 109
В исследованиях по флотируемости обычно изучают кинетику
флотации отдельных классов крупности и их смеси, поэтому ин-
тересно попытаться построить функции распределения по этим
данным. Так, по данным М. Карта [205], нами построено рас-
пределение флюорита и галенита по константе скорости
(рис. 3.26). Оба графика имеют ярко выраженную левую асим-
метрию.
По результатам флотации отдельных классов можно по-
строить дискретный спектр:
/=1
Такому спектру должны соответствовать кинетические
кривые
п
У (0 == С ЩС (0) - 5 . (3.17)
i = I
В опытах X. Томлинсона и М. Флеминга [269] на галените
и других минералах такая зависимость подтвердилась. В наших
опытах на угольном шламе экспериментальные результаты не
укладывались в зависимость (3.17). По-видимому, природа взаи-
мовлияния частиц при флотации изучена слабо, и это расхожде-
ние результатов может быть связано как с условиями опытов
(в работе [269] плотность пульпы составляла 5 г/л, в наших опы-
тах—100 г/л), так и с природой материала (в работе [269] чис-
тые минералы, у нас угольный шлам). Попытка выбрать в каче-
стве Ki константы, рассчитанные по результатам флотации смеси
с рассевом на классы, либо дополнительно ввести нефлотируе-
мый остаток оказалась безуспешной.
На рис. 3.27 показано дискретное распределение по кинети-
ческой константе. Для его построения определялась ситовая ха-
рактеристика исходного материала, а по результатам флотации
узких классов крупности — их кинетические константы. По оси
абсцисс откладываются К (дополнительно указаны соответст-
вующие классы крупности), а по оси ординат — содержание клас-
сов флотируемости в исходном материале в долях единицы. Гра-
фик для углей ЦОФ «Шолоховская» имеет два отчетливо
выраженных выброса: в области малых и больших значений ки-
нетической константы.
В процессе флотации относительное содержание труднофло-
тируемых фракций в камерном продукте должно увеличиваться,
легкофлотируемых — уменьшаться. Чтобы оценить это количе-
ственно, можно построить функцию распределения для разных
ПО
р.%
Рис. 3.26. Распределение флотируемого материала по константе скорости для
флюорита (/) и галенита (2)
Рис. 3.27. Распределение по константе скорости флотации, построенное по
результатам флотации угля узких классов крупности ЦОФ «Шолоховская»
Рис. 3.28. Изменение распределения по кинетической константе во времени
(шлам ЦОФ «Шолоховская»):
а — исходный шлам; 1 — через 20 с; 2 — через 10 с: 3 — через 6 с; 4— исходное распре*
деление: б — искусственная смесь классов крупности; / — через 2 с; 2 — через 6 с; 3—
через 10 с; 4 — через 20 с; 5 — исходное распределение
111
моментов времени. Для этого необходимо провести ситовой ана-
лиз проб концентрата, снятых в разные моменты времени. Зная
ситовую характеристику исходного материала и пенного про-
дукта, можно определить содержание каждого класса в камер-
ном продукте в соответствующие моменты времени. По этим
данным рассчитываются кинетические константы отдельных
классов при флотации их в смеси. При флотации исследованных
углей относительное содержание классов в камерном продукте
изменяется мало, поэтому вид кривых сохраняется (рис. 3.28, а).
Близкое к постоянному процентное содержание классов крупно-
сти в камерном продукте означает, что в результате взаимного
влияния классов при флотации смеси различие в флотоактивно-
сти может в известной степени нивелироваться за счет снижения
флотоактивности легкофлотируемых классов.
Как видно (см. рис. 3.24), при переходе от раздельной флота-
ции классов к флотации их в смеси значения кинетических кон-
стант уменьшаются в 4 раза для печорского угля и в 2 раза для
якутского. Отметим, что в таком же отношении уменьшились
интервалы изменения значений кинетической константы. То, что
различие в величинах кинетических констант для печорского
угля выражено более резко, чем для якутского, связано с малым
содержанием в последнем труднофлотируемых классов ( + 0,5
и —0,04 мм). Этим же объясняется сохранение пика в области
легкофлотируемых классов для печорского угля (рис. 3.29).
С целью получения одноэкстремальной кривой была специально
подобрана смесь классов крупности угля с низким содержанием
труднофлотируемых классов и одноэкстремальным исходным
распределением. Распределение подбиралось исходя из значений
констант, определенных в опыте, таким образом, чтобы в нем
отсутствовал пик в области труднофлотируемых классов. Можно
было ожидать, что в процессе флотации доля легкофлотируемого
материала резко понизится, а труднофлотируемого увеличится,
при этом математическое ожидание плотности распределения
сместится справа налево. Смещение пика влево действительно
произошло, но, как и в опыте с исходным шламом, остался инк
при относительно высоком значении /< = 0,13, т. е. в распреде-
лении сохранились два экстремума.
Рассмотрим возможность наличия в исходном распределении
нескольких максимумов. Предположим, что смесь содержит два
минерала с плотностями распределения, показанными на
рис. 3.30. Суммарную кривую распределения (на рис. 3.30 пока-
зана сплошной линией) нетрудно построить графически. Вид ее
будет определяться моментами исходных распределений. Можно
ли получить двугорбую кривую для реального материала? Это
112
Рис. 3.29. Распределение по константе скорости для печорского (вверху)
и якутского углей, построенное по результатам флотации угля узких классов
крупности раздельно (а, в) и в смеси (б, г)
Рис. 3.30. Функции распределения для двухкомпонентного материала на пло-
скости (а) и в пространстве (б)
возможно прн наличии в нем двух компонентов с распределе-
ниями, показанными на рис. 3.30 пунктирными линиями. То, что
пики распределений широко разнесены, означает, что компо-
ненты резко различаются по флотируемости. Например, для
свинцовой руды, где порода представлена в основном кварцем,
кривая исходного распределения имеет два пика: при низком
значении К для кварца и при высоком — для галенита. Введя со-
биратель, можно увеличить расстояние между пиками за счет
8 Заказ № 232
ИЗ
повышения константы скорости галенита. Добавив депрессор,
можно сместить пнк, соответствующий кварцу, влево. При этом
весь кварц переходит в нефлотпруемый остаток, а кривая рас-
пределения станет унимодальной (одногорбой). Рассмотрим
этот процесс во времени. Вследствие большой разницы во фло-
тируемости с течением времени содержание галенита должно
падать, а соответствующий ему горб должен убывать
(рис. 3.30, б).
Независимо от рассмотренной выше гипотетической возмож-
ности существования двух пиков на кривой распределения, их
наличие может быть вызвано самим способом построения рас-
пределений: мы приписываем классу крупности одно значение
константы скорости; в действительности внутри каждого класса
частицы различаются по флотируемости. Если бы можно было
учесть распределение по флотируемости внутри двух классов
(см. рис. 3.28, б) с К = 0,1 и К = 0,13, то, возможно, второй пик
распределения сгладился бы.
Частично оценить распределение в отдельных классах мате-
риала можно, учитывая нефлотируемый остаток. По ситовому
составу исходного шлама и выходу классов при флотации в смеси
определяются фракции, образующие нефлотируемый остаток, со-
ответствующий сингулярной (импульсной) части функции рас-
пределения. Остальные фракции образуют регулярную часть
(см. 3.5).
Рассмотрим распределения, построенные по результатам фло-
тации узких классов крупности печорского н якутского углей
раздельно и в смеси. Вид кривой распределения якутского угля
определяется незначительным содержанием в ием труднофлоти-
руемых классов с низким значением К. При переходе к флота-
ции исходного шлама ломаная линия, ранее имевшая асим-
метрию, становится почти симметричной. Если же при по-
строении графика выделить нефлотируемый остаток, то график
становится подобным кривой нормального распределения (см.
рис. 3.29).
Для печорского угля картина несколько сложней. Это не
удивительно, поскольку содержание классов +0,5 и —0,04 мм
в исходном шламе составляет соответственно 22,7 и 24 %. Кри-
вая распределения исходного шлама, построенная по результа-
там флотации узких классов крупности, не имеет ярко выражен-
ных максимумов. После 30 с флотации в камерном продукте
остаются частицы, которые образуют бимодальное распределе-
ние по флотируемости (один пик в области низких значений К,
второй — в области высоких значений К). Переходя к построе-
нию кривой распределения по результатам флотации с после-
114
дующим рассевом на классы, получаем унимодальное распреде-
ление, в левой части которого появляется ветвь, соответствую-
щая нефлотируемому остатку. На графике для якутского угля
этой ветви нет, так как содержание классов +0,5 и —0,04 мм со-
ставляет в исходном шламе 3,4 и 6,5 %.
При изучении флотируемости углей трех бассейнов были по-
лучены три варианта распределения. Из функции, описывающей
распределение с двумя пиками (как для угля ЦОФ «Шолохов-
ская»), нетрудно получить два других распределения; с пиком
и ветвью в левой части и только с пиком. Для этого необходимо
сдвинуть весь график (или только левый горб) влево — тогда
вначале он превратится в крутопадающую ветвь, а затем
исчезнет.
Для того чтобы получить такое превращение в реальном про-
цессе, необходимо повышать селекцию. Так, увеличивая расход
реагентов, можно добиться перехода труднофлотируемого мате-
риала, которому соответствует левый горб, в нефлотируемый
остаток, на графике — это круто падающая ветвь. Дальнейшее
увеличение расхода реагентов может привести к нарушению се-
лекции и к переходу труднофлотируемого компонента в пенный
продукт; на графике это соответствует унимодальному распреде-
лению.
Практически три рассмотренных вида распределения охваты-
вают все реально встречающиеся варианты. Теоретически можно
представить многоэкстремальное распределение. В этом случае
можно попытаться построить дискретный спектр, либо аппрокси-
мировать распределение унимодальной функцией, так как рас-
стояние между пиками, по-видимому, будет невелико.
Методы построения плотностей распределения достаточно
трудоемки: необходимо проводить кинетический эксперимент
с порционным съемом концентрата и рассевом всех продуктов
на классы крупности, вычисляя для них кинетическую кон-
станту; этот прием мы использовали при построении графиков
распределения по константе якутского и печорского углей. Для
оценки флотируемости шолоховского угля применялся и другой
метод: ставились кинетические опыты по флотации узких клас-
сов крупности, для них определялись значения констант и стро-
ился график распределения,— доля классов крупности в исход-
ном шламе (ось ординат) и соответствующие константы (ось
абсцисс).
Желательно найти методы построения функций распределе-
ния, позволяющие получать адекватные результаты по мини-
мальной экспериментальной информации,— данным кинетиче-
ского опыта флотации исходного материала.
8*
115
е, доли ед. Рис. 3.31. К методике построения дискретного
Существуют графические и численные методы построения
плотности распределения по флотируемости. Первая попытка
применения графического метода была сделана Келсаллом [217]
и развита затем Т. Имайцуми и Т. Инуэ [225]. Из формулы
(3.17) видно, что окончание кривой 1g у (/) соответствует доле
низкофлотируемых классов, оставшихся в камерном продукте
в конце флотации: к этому времени весь флотоактивный мате-
риал уже выйдет в концентрат. Формулу (3.17) можно записать
при достаточно большом t в виде
(3.18)
Примем для простоты, что члены суммы в уравнении (3.17)
расположены по возрастанию К: К,<К,+1, где t=l, 2, ..., п.
Логарифмируя равенство (3.18), получаем
1g У (0 ~ In ay — Kxt. (3.19)
Таким образом, при больших t график кинетической кривой
в полулогарифмических координатах представляется прямой,
заданной уравнением (3.19). Она отсекает на оси ординат отре-
зок Inai; тангенс наклона ее к оси абсцисс равен Къ Для ее по-
строения нужно провести касательную к кривой In у (/) при боль-
шом значении t (рис. 3.31).
Теперь необходимо построить кинетическую кривую флотации
материала, из которого выделен материал, имеющий константу
п
К\. Получаем функцию y(t) — а\&~к'* = У! а/е-к«<, для которой
1 = 2
нужно повторить всю процедуру, определяя а2 и Кг, и т. д.
116
Сложность метода заключается в том, что касательные сле-
дует проводить при t-*~oo, т. е. там, где окончание кривой вы-
рождается в прямую. В работе [225] первая касательная прово-
дится там, где кинетическая кривая еще не успела выродиться:
значения aj и Ki получаются с ошибкой, которая переходит за-
тем в функцию y(t)~aie-K,t. Ошибки, таким образом, накап-
ливаются. Как считают Ч. Харрис и А. Чакраварти, при доста-
точном терпении можно определить этим методом 4—5 значе-
ний К с точностью 2—5%, тем не менее, они рекомендуют
применять метод для вычисления двух-трех составляющих.
Позднее Т. Имайцуми и Т. Инуэ перешли от дискретного
спектра к непрерывному гамма-распределению [58]; параметры
распределения определялись по рассчитанным номограммам
с помощью специально изготовленных транспарантов. Предла-
гался также метод построения параметров распределения по ин-
тегральной функции распределения. Этот метод страдает теми
же недостатками, что и рассмотренные выше. Добавим, что ку-
мулятивная функция сглаживает изгибы дифференциальной кри-
вой, а для получения спектра по К приходится дополнительно
выполнять графическое дифференцирование. Очевидно, получен-
ный результат не окупает затраченных усилий.
Напомним, что, оценивая графические методы определения
кинетической константы для однородного по флотируемости ма-
териала, мы пришли к выводу, что эти методы неточны и трудо-
емки. Поэтому предпочтение отдавалось расчетным методам.
Теперь для неоднородного материала необходимо не только
определить константу, но и построить функцию распределения.
Графическая процедура, сохранив свои недостатки, резко услож-
нилась. В этой ситуации тем более логично отказаться от гра-
фических методов в пользу расчетных. Хронологически они воз-
никли даже раньше графических (впервые — в работе К. Сазер-
ленда в 1948 г. [265]), но не нашли применения до появления
работ В. Лавди [241], С. Харриса и А. Чакраварти [217]
в 1966—1970 гг. По нашему мнению, предпочтение следует отдать
методу подбора, суть которого состоит в том, что плотность рас-
пределения аппроксимируется функцией, зависящей от пара-
метров, которые определяются по экспериментальным данным.
Обычно в качестве такой функции используется гамма-распре-
деление, однако большинство авторов не учитывают наличие
в материале нефлотируемого остатка. Если долей этого остатка
в исходном пренебречь нельзя, то плотность распределения
должна быть представлена в виде суммы:
? (Ю = ^8 (К) + (1 - Ст) ? (К), (3.20)
117
где С®, — доля нефлотируемого остатка; 6 к — дельта-функция;
е~1пКр~1Ьр пп
------ПТ)—’ (321>
Z, р — параметры распределения, Г (р) — гамма-функция Эйлера;
со
Г(р) = f xP~le~xdx [171]; для целых значений р Г(р) =
о
= (р-1)!
График функции <р(К) можно изобразить в виде выброса
высотой С«, при 7< = 01 и непрерывной кривой ф(7<). Вид этой
1 Такое изображение, разумеется, условно. Согласно определению б-функ-
ции, С^бк следовало бы изобразить импульсом бесконечной высоты, интеграл
от которого по любому промежутку, содержащему точку К=0, равен С^.
118
<Р(К)
Рис. 3.32. Виды гамма-распределений с различными значениями параметров:
J —Р-0.5 Л-1; 2 —р-1; Л-1; 3 —р=3: Л-1;р-3; Л-3; 5 - р-3; Л-5
Рис. 3.33. Распределение материала по флотируемости при наличии иефлоти-
руемого остатка:
/—аппроксимация двумя гамма-функциями; 2 — аппроксимация одной гамма-функцией
кривой зависит от значения параметров. При р 1 график —
убывающая функция; в частности, при р= 1 <р (К) = е-хк. При
р>1 график ф(К)—унимодальная кривая с максимумом
в точке —. При изменении параметра ?. форма кри-
вой не меняется, а изменяется только масштаб, т. е. р — пара-
метр формы, а X—параметр масштаба. X, [с] (рис. 3.32).
При анализе экспериментальных данных мы убедились, что
кривая распределения может иметь два горба. Можно ли пред-
ставить такие кривые с помощью предложенной функции <р (К).
Как отмечалось, наличие двух горбов связано с резкой разницей
флотационных свойств компонентов. В этом случае на практике
нетрудно подобрать режим флотации, при котором слабофлоти-
руемый компонент практически целиком остается в камерном
продукте, т. е. составит нефлотируемый остаток, а горб на гра-
фике, соответствующий этому компоненту, исчезнет. Формула
С. Харриса и А. Чакраварти [217]
Г (А) + Г (а) ' ’
119
содержит два гамма-распределения при Х=1; г и 1—г — доли
компонентов, соответствующим двум составляющим <р (К) функ-
циям, в исходном материале. Эта формула может рассматри-
ваться как обобщение предложенной нами формулы (3.20).
Формула (3.22) по сравнению с формулой (3.21) сложнее для рас-
четов. При интерпретации экспериментальных данных, заимство-
ванных из работы [226], горб, соответствующий слабофлотируе-
мому компоненту, вырождается в участок кривой, соответствую-
щий иефлотируемому остатку (рис. 3.33).
График <р(/С) представляет собой сумму графиков двух
гамма-распределений, причем pi<l, р2> 1- Аппроксимируя опыт-
ные данные формулой (3.20), можно получить такую же кри-
вую. Разница состоит в том, что левая ветвь кривой, рассчитан-
ная по формуле (3.20), не будет «размыта» вдоль оси абсцисс.
Пунктиром на рис. 3.33 показана линия, построенная в работе
[226] без выделения второй, слабофлотируемой, компоненты
материала. Такое представление не позволяет правильно опре-
делить соотношение между различными по флотируемости ком-
понентами исходного материала.
Для расчета плотности распределения по формуле (3.20) со-
ставлена программа (приложение), по которой рассчитаны
функции распределения по данным кинетики флотации уголь-
ного шлама (см. рис. 3.17) [183] пузырьками разной крупности.
С увеличением размера пузырьков увеличивается нефлотируе-
мый остаток (с 49% до 85%) и уменьшается математическое
ожидание константы {К = р!'кУ, что означает снижение флото-
активности. Убывает и дисперсия (5^ = р/Хг). Изменение пара-
метров распределения подтверждает вывод об увеличении фло-
тоактивности пузырьков с уменьшением их размера: с ростом
размера пузырька снижаются флотируемость шлама в целом
и пределы изменения константы скорости (рис. 3.34).
Заметно различие между математическим ожиданием и зна-
чением константы К. Ф. Белоглазова К, полученным аппрокси-
мацией кинетической кривой с помощью экспоненты. Так, при
флотации пузырьками диаметром 0,7; 1,2 и 3,1 мм К равно, со-
ответственно, 0,048; 0,014 и 0,01 с-1. Максимальные значения ки-
нетической константы флотации узких классов крупности не пре-
восходят, соответственно, 0,286; 0,15 и 0,084 с-1 (см. табл. 3.3).
В то же время, судя по рис. 3.34, материал содержит компо-
ненты с константой скорости, большей единицы. Легко убе-
диться, что противоречия здесь нет. При аппроксимации экспо-
нентой получается усредненная оценка скорости флотации всего
материала; функция распределения позволяет оценить долю ма-
120
Рис. 3.34. Расчетные распределения
но кинетической константе (флотация
угля ЦОФ «Шолоховская» в аппарате
беспенной флотации):
/ — £>.-0.7, "с -0,49, К-0,57. s’-O.I.
в оо
Мо—0.4, Л-5,7. р-3,24; 2 —£>в-1,2. Сто =
-0,87, К-0.28. «’-0,04. Мо-0,15. 1-7, р-
-1,95; 3 — £>в—3.1, С —0.85, К-0.37, s’-
-0,03, Л1о-0.2, Л-12.3. р-4.55 (£>в—диа-
метр пузырька; С — нефлотируемый оста-
ток; К — математическое ожидание; s’ —
дисперсия; Мо — мода; Лир — параметры
гамма - распределения 1
териала с той или иной скоростью флотации. Так, нетрудно по
кривой 1 на рис. 3.34 определить долю материала, для которого
0 К. 0,4. Для этого нужно приближенно вычислить пло-
щадь криволинейного треугольника, образованного началом ко-
ординат, модой и ее ординатой — экстремумом распределения:
$0—0.4 ~ 4 0А ’ АС = 0,7Т°’4 = °’14-
Здесь вычислена только флотируемая часть. При добавлении
нефлотируемого остатка получается, что доля материала с кон-
стантой, не превышающей 0,4 с-1, составляет 63 %. Аналогично
можно подсчитать долю материала, для которого 0,4 К 1:
$o.4-i ~ 4" АВ * АС=0,6^0’7=0,21.
Следовательно, 84 % угля имеют константу скорости, не пре-
восходящую 1 с-1. Для оставшихся 16% материала К>1 с-1..
Таким же способом нетрудно установить, что площадь криволи-
нейного треугольника OCD (т. е. вся флотируемая часть ма-
териала) составляет примерно 51 %, что соответствует количе-
ству флотоактивного материала, вышедшего в концентрат в экс-
перименте.
Приводимые здесь расчеты иллюстрируют достоинства ана-
лиза материала по функциям распределения. Рассев материала
на узкие классы крупности и расчет кинетических констант
для каждого из них не позволяет построить распределение
12L
материала по свойствам внутри каждого класса. Именно по-
этому 16 % наиболее флотоактивного материала с К>1 нельзя
выявить без построения функции распределения.
Рассмотрим еще один пример. Графики зависимости выхода
от времени (см. рис. 3.17) показывают, что при флотации пу-
зырьком диаметром 0,7 мм выход в первые 3 с составляет при-
мерно 48%; по формуле (3.3) получаем К = 0,22 с-1. Это озна-
чает, что 48 % материал?: имеют константу скорости, не меньшую
чем 0,22 с-1. Обратимся к кривой распределения на рис. 3.34.
Мы уже подсчитали, что доля материала, соответствующая К
0,4 с-1, составляет 37 % исходного; добавим сюда долю мате-
риала, для которого 0,22 К 0,4. Для этого нужно прибли-
женно определить площадь трапеции GFCA:
Sofca -~y(GF + AC)GA = 0,12.
Отсюда искомая доля материала, для которого К. 0,22 с-1,
равна 49 %, что достаточно хорошо совпадает с эксперименталь-
ным значением выхода в концентрат за первые 3 с.
Расчеты были проделаны по графику ввиду наглядности и
простоты; для получения более точных результатов следует вы-
числять интегралы от плотности распределения. Так, например:
1 1
So.4-i= J <МКМ/< = (1-Св) ^(K)dK =
0,4 0.4
где Со» = 0,49, ?. = 5,7, р = 3,24.
Если необходимо знать долю частиц, обладающих флотоак-
тивностью, не более заданной, удобнее вместо плотности рас-
пределения <р (К) пользоваться интегральной функцией рас-
пределения
/7<А')=-т^гг^(₽) + с-
где Гкк — неполная гамма-функция [71].
Эти несложные расчеты показывают, что, во-первых, флоти-
руемый шлам действительно содержит частицы с достаточно
большими значениями константы скорости флотации; во-вторых,
доказана адекватность приближенной двухпараметрической фор-
мулы (3.20) и методов расчета ее параметров для описания
плотности распределения по флотируемости.
122
Функция распределения — интегральная характеристика про-
цесса, определяемая главным образом свойствами частиц, плот-
ностью исходной пульпы, реагентным режимом и конструкцией
аппарата. По виду кривой распределения можно судить о влия-
нии этих факторов на процесс. Так, можно сравнивать флотируе-
мость разных материалов по результатам кинетических опытов
при одинаковом реагентном режиме на одной машине. Плотно-
сти распределения, построенные для различных классов крупно-
сти, позволяют судить о том, насколько они «узки» по флотируе-
мости. Оптимальному реагентному режиму должны соответство-
вать кондиционные хвосты (нефлотируемый остаток) и достаточно
большое значение математического ожидания плотности
распределения при малой дисперсии: скорость флотации будет
высока, притом почти одинакова для всех частиц.
Выше упоминалось, что А. Д. Погорелый и другие предло-
жили выделить из кинетической константы и функции распреде-
ления (р(К) множитель, определяемый свойствами частиц и ре-
агентным режимом, и машинный фактор. Это позволило бы срав-
нивать разные аппараты по времени, необходимому для получе-
ния одинакового извлечения при флотации одной и той же руды.
Машинный фактор может быть определен только относительно
некоторой машины, принятой за стандартную [130]. По нашему
мнению, для оценки влияния машинного фактора можно сравни-
вать моменты распределения, либо непосредственно плотности
распределения <р,- и <р;-, рассчитанные по результатам флотации
в разных машинах; в качестве оценки можно взять, например,
со
<P/)=J (ф< —
Очевидно, чем меньше Д(<р,-, <р/), тем ближе характеристики
исследуемых аппаратов.
Такую оценку можно применить к данным, показанным на
рис. 3.34, принимая, что построенные там кривые распределения
соответствуют флотации одного и того же материала при одном
и том же реагентном режиме, но в аппаратах с разными аэра-
ционными характеристиками.
В процессе флотации качественный состав материала с вы-
ходом легкофлотируемых фракций меняется. Меняется, следова-
тельно, и функция распределения камерного продукта по флоти-
руемости. Принимая материал, находящийся в камере в моменты
времени (t = 1, 2,...), за исходный, можно проследить за эво-
люцией функции распределения во времени.
123
Рис. 3.35. Эволюция функции распределения материала по флотируемости
во времени (по результатам рис. 3.4):
1 — t—.0, С -0,49; 2 —1-2 с, С =0.72; 3 —1-4 с, С -0.89
ОО оо оо
На рис. 3.35 изображены кривые распределения камерного
продукта в последовательные моменты времени. Доля нефлоти-
руемого остатка увеличивается; максимум на кривой растет и
сдвигается влево, а дисперсия убывает: в камерном продукте
постепенно остаются все менее флотоактивные частицы. Теорети-
чески в итоге функция распределения должна быть представлена
сингулярной частью — нефлотнруемым остатком. При переходе
по времени теряется одна точка кинетической кривой, в резуль-
тате точность аппроксимации уменьшается. Чтобы проследить
эволюцию функции распределения достаточно далеко, необхо-
димо иметь много опытных точек на кинетической кривой.
В то же время, можно проследить за эволюцией функции
распределения, возвращаясь к элементарным понятиям кине-
тики. А именно, зависимость от времени концентрации в камер-
ном продукте частиц, флотируемость которых оценивается кон-
стантой К. Ф. Белоглазова К, выражается формулой C(t)IC0 —
=e~Kt. Если частицы распределены по флотируемости с плот-
ностью <р(К), то в момент времени t доля частиц, для которых
константа скорости находится в пределах от К до K + dK, будет
равна <р(К)е-к/ dK. Следовательно, правильнее было бы писать
не <р(К), а <р(К, t). Функция распределения частиц исходного
124
материала по флотируемости, которую мы до сих пор изучали,
есть не что иное, как О). Функцию <р(К, /) можно изобра-
зить и в трехмерной системе координат (см. рис. 3.30, б). Объ-
ясним разный вид кривых, изображающих изменение распреде-
ления во времени: на рис. 3.35 пики с течением времени растут,
на рис. 3.30, б — уменьшаются. Различие вызвано тем, что на
рис. 3.35, распределение материала представлено в долях от
имеющегося в камере, а на рис. 3.30, б — в долях от исходного.
Таким образом, для расчета зависимости плотности распре-
деления от времени следует пользоваться формулой
t) = <e(K, 0)e~Kt.
(3.23)
Тогда суммарная часть флотоактивных частиц (т. е. весь фло-
тируемый материал за вычетом нефлотируемого остатка) состав-
ляет
У (0 = f ? (/<» О dl< = J ? (tf, 0) е~к‘ dK.
В формулу (3.23) не входит множитель 1 — С«>, который ра-
нее обычно вычислялся при построении графиков. В отличие от
флотируемой фракции, количество которой убывает с течением
времени со скоростью, определяемой показателем экспоненты
в формуле (3.23), количество нефлотируемого остатка не изме-
няется. Однако относительная его доля в камерном продукте
растет. Следует учитывать изменение соотношения между фло-
тируемой и нефлотируемой фракциями. Это можно сделать, от-
нося нефлотируемый остаток к содержанию твердого в камере
в каждый момент времени, т. е. при построении <р (К, t), где
t ф 0, нефлотируемый остаток нужно выражать не в долях ис-
ходного, а в долях камерного продукта, соответствующего этому
значению t. Очевидно, эта величина (обозначим ее во избежание
путаницы через С»/) увеличивается с ростом t, стремясь в пре-
деле к 1: при >оо весь камерный продукт будет состоять из
нефлотируемого остатка. Как и в первом способе построения
плотности распределения во времени, можно принять Cot =
= Со/у (/). Напомним, что через С» мы обозначаем не абсолют-
ное количество материала, а отнесенное к исходному. Поскольку
у (/) Со, то, как и требуется, Cot 1.
1-юо
125
Сопоставим этот метод расчета <р (К, t) с первоначально опи-
санным, в котором поочередно отбрасывали точки кинетической
кривой и пересчитывали оставшиеся значения у(1). В нем каж-
дая следующая кривая строилась при уменьшении числа экспе-
риментальных точек на единицу. Параметры Лир нужно было
каждый раз рассчитывать заново. Новый метод позволяет
строить кривые <р(/С, /) по всей совокупности опытных точек.
Параметры плотности распределения вычисляются методом наи-
меньших квадратов лишь один раз — при построении <р(К, 0);
в дальнейшем <₽(К, 0 рассчитывается по формуле (3.23). Точ-
ность расчета при этом не снижается.
Если известна связь между флотируемостью частиц и раз-
личными факторами процесса, можно по <f(K) оценить этн фак-
торы, и наоборот. Так, полезно было бы, зная распределение по
флотируемости, построить распределение по крупности.
Кинетические эксперименты позволяют построить зависи-
мость
А- = /(г), (3.24)
где г — крупность частицы (рис. 3.36).
Предположим, что удалось решить уравнение (3.24) относи-
тельно г:
г = /-*(^), (3.25)
где f-1 — функция, обратная /.
Пусть из эксперимента известно распределение по флотируе-
мости <р (К). Тогда доля частиц с константой скорости от К. до
126
K+dK равна q>(K)dK. Для того чтобы определить долю частиц
крупностью от г до r+dr, равную q(r)dr, подставим г из
(3.25):
<? (г) dr = ¥ I/-* (Ю1 = <? (/<) dlC
Таким образом, для определения гранулометрического со-
става питания по функции распределения по флотируемости не-
обходимо знать зависимость крупности от константы скорости
(3.25). В этом-то и состоит сложность. На рис. 3.36 схематиче-
ски показана зависимость константы скорости от крупности К (d)
и обратная зависимость d (К). Функция г (К) неоднозначна: оди-
наковым кинетическим константам могут соответствовать раз-
ные крупности. Действительно, как известно из экспериментов,
одинаково трудно флотируются и мелкий шлам, и крупные
классы. Все же, на наш взгляд, эта задача заслуживает внима-
ния: если бы удалось идентифицировать по у (К) хотя бы два
класса крупности, то методы, развитые В. Ф. Пожидаевым [131],
позволили бы восстановить всю кривую распределения по круп-
ности. Поскольку функция К = f (d) однозначна, можно решить
обратную задачу построения плотности распределения по кон-
станте скорости, исходя из гранулометрического состава.
3.5. Методы расчета функций распределения
Идея распределения по флотируемости и, соответственно, за-
дача построения распределения появились еще в конце 40-х го-
дов (К. Сазерленд). На важность решения этой задачи указы-
вал А. Д. Погорелый [127], которому теория распределения по
флотируемости во многом обязана своим возрождением. К на-
стоящему времени предложен ряд методов построения функции
распределения, которые мы здесь и рассмотрим. При этом по-
лезно напомнить слова Р. Хэмминга: «Цель расчета — не числа,
а понимание» [182]. Помимо практической цели (изложить спо-
собы построения) мы преследуем при этом и другую цель: пока-
зать разнообразие математических методов исследования флота-
ционного процесса. Необходимо подчеркнуть, что это разнообразие
и сложность методов не являются искусственно привнесен-
ными, а обусловлены сложностью и многофакторностью про-
цесса.
Методы построения распределения по флотируемости можно
разбить на три вида: экспериментальные, графические и числен-
ные. Строго говоря, все методы построения являются экспери-
ментальными, поскольку они основываются на опытных данных.
127
При исследовании флотационных свойств материала принято
определять кинетические характеристики узких классов крупно-
сти. По результатам этих опытов можно строить распределения
по флотируемости. Такие методы, требующие большого объема
опытных данных, мы будем называть экспериментальными. Гра-
фические методы заключаются в последовательном выделении
значений кинетических констант и массовых долей классов фло-
тируемости (метод касательных), либо в графическом определе-
нии параметров гамма-распределеиия. Примеры применения
и оценка возможностей экспериментальных и графических мето-
дов приведены в 3.4. Для расчета функции распределения можно
применить различные численные методы.
Выделение экспонент. Необходимо рассчитать такой набор
значений Kt, а. и п, чтобы с заданной точностью выполнялось
соотношение (3.17). Эта задача на вид весьма близка к построе-
нию разложения функции в ряд Фурье, однако К. Ланцош еще
в 1956 г. привел пример, показавший, что эта простота — кажу-
щаяся. По заданной таблице значений функции, представляю-
щей сумму экспонент, методом наименьших квадратов был рас-
считан набор значений Ki, а„ значительно отличающийся от ис-
ходного, при этом и число экспонент не совпало с первоначально
заданным. Кроме того, таблица значений исходной функции
должна быть задана с большой точностью, иа несколько поряд-
ков превышающую достижимую во флотационном эксперименте
[79]. Р. Хэмминг [182] рекомендует задавать значения констант
Ki, тогда уравнение (3.17) будет уравнением регрессии относи-
тельно а,. Пример такого расчета приведен в работе [197], од-
нако данные К. Лаицоша и наши показывают, что достаточно
надежные результаты и в этом случае едва ли достижимы. Ста-
тистический анализ таких расчетов иа ЭВМ показал неадекват-
ность представления. Расчет по методу наименьших квадратов
привел к значениям, среди которых были как отрицательные, так
и превышающие по абсолютной величине единицу. Вместе с тем
в том же расчете легко определяется а„ если в качестве таблич-
ной функции задаются значения суммы экспоненциальных функ-
ций с известными показателями.
Решение интегрального уравнения. Уравнение К. Ф. Бело-
глазова можно обобщить, введя в него неоднородность мате-
риала по флотируемости, характеризуемую плотностью распре-
деления по константе скорости:
оо
У (0 = 5 v(K)e~KtdK. (3.26)
128
Подробно это уравнение рассматривается в 4.3. По приня-
той в теории интегральных уравнений классификации это урав-
нение является уравнением Фредгольма первого рода. Решение
таких уравнений представляет собой сложную задачу. Напри-
ъ
мер, уравнению у (t) = J <р (К) f (К, t) dK одинаково .хорошо
а
удовлетворяют решения, отличающиеся сильно осциллирующим
слагаемым вида CcoswTC, где С — сколь угодно большая произ-
вольная постоянная, а <о — достаточно большая величина [165J.
Погрешности в определении у (t), неизбежные в эксперименте,
могут сильно повлиять на результат расчета. Так, уравнение
J <p(K)dK=l+ay при а = 0 имеет бесконечно много реше-
о
ний, а при сколь угодно малом а Ф 0 совсем не имеет решений.
В некоторых случаях существование и единственность решения
удается гарантировать, налагая на него дополнительные огра-
ничения, однако эти вопросы исследованы пока мало [25]. В на-
стоящее время разрабатываются алгоритмы1 решения уравне-
ний Фредгольма первого рода на основе методов теории регу-
ляризации.
Численные методы обращения преобразования Лапласа. Пра-
вая часть кинетического уравнения (3.26) является преобразова-
нием Лапласа по переменной К функции распределения <р (К).
Следовательно, ее можно определить как обратное преобразо-
вание Лапласа:
С-Ноо
?(АЭ = Л-,[у(/)] = ^г f eKty(t)di.
С— loo
Так как у (t) задано числовыми значениями, а не аналитиче-
ским выражением, обычно используемые теоремы о свойствах
преобразования Лапласа и табличные формулы непосредственно
не применимы. Можно предварительно аппроксимировать
y(t) некоторой функцией и затем отыскать для нее обратное
преобразование, однако следует помнить, что незначительная
погрешность при задании у(t) может привести к большой
ошибке при определении <р(К) [48]: в этом отношении обратное
1 См., например, Черепащук А. М. Затмения шаровых звезд, потемнение
которых происходит по произвольному закону. В кн.: «Затмеииые переменные
звезды», под ред. В. П. Цесевича. «Наука», М., 1971.
9 Заказ № 232
129
преобразование Лапласа не лучше методов решения уравнения
Фредгольма первого рода.
Известны численные методы обращения преобразования Лап-
ласа [48, 76]; все они, как правило, требуют задания у (/) в опре-
деленных наборах точек (например, корни полиномов Ле-
жандра), притом с точностью, превосходящей возможности фло-
тационного эксперимента. Единственная успешная попытка
применения таких методов для расчета распределения по фло-
тируемости принадлежит П. Капуру н С. Мехротра [233].
Из краткого обзора методов расчета распределения видно,
что всем им присуща одна особенность: при поиске набора зна-
чений Кь cii методом наименьших квадратов получается система
линейных уравнений с определителем, близким к нулю, что при-
водит к неустойчивости при расчетах (и даже к бесконечно
большому числу решений); при решении уравнения Фредгольма
первого рода или обращении преобразования Лапласа также
возникает проблема неединственности решения. Задачи такого
типа принято называть некорректными. Наиболее развитые ме-
тоды решения некорректных задач получены в разработанной
в последние годы (главным образом, усилиями советских уче-
ных) теории регуляризации1. В частности, созданы программы
расчета дискретного спектра распределения [3]. Тем не менее,
задача разработки надежных алгоритмов расчета функции рас-
пределения остается еще актуальной.
Можно строить приближенное решение некорректной задачи,
используя дополнительную информацию об искомом решении.
Одним из таких методов является метод подбора. Он заклю-
чается в априорном предположении вида функции распределе-
ния, зависящей от некоторых параметров: <p=<p(K, Р, X); под-
ставляя выбранную зависимость в уравнение (3.36), получаем
соотношение для определения параметров Р, X по значениям
y(t). В качестве функции <р(К, Р, X) часто выбирается гамма-рас-
пределение; примеры расчета параметров по экспериментальным
данным н применение полученных функций распределения для
оценки и анализа процесса рассмотрены в 3.4 и 4.4, программа
расчета приведена в приложении.
1 Тихонов А. Н., Арсенин В. Я. Методы решения некорректных задач.
М, Наука, 1974.
4. КИНЕТИЧЕСКИЕ МОДЕЛИ ПРОЦЕССА
ФЛОТАЦИИ
4.1. Уравнение кинетики с порядком флотации,
равным единице
Исторически первой моделью кинетики флотации является урав-
нение, предложенное Г. Цунига [275] в 1934 г. и позднее выве-
денное К. Ф. Белоглазовым [11], полагавшим, что «закономер-
ность течения флотации во времени может быть выведена без
знания деталей механизма процесса», основываясь на статисти-
ческом характере процесса. Пусть в начальный момент времени
(/ = 0) в камере флотационной машины имеется По флотируе-
мых частиц. В единицу времени через пульпу проходит Af пу-
зырьков газа, образующих при столкновении с частицами ком-
плексы, прочность которых оценивается величиной х. Пусть за
время dt в концентрат переходит dx частиц. Тогда в камере че-
рез t единиц времени от начала флотации останется п0— х ча-
стиц. Число столкновений за время dt пропорционально произ-
ведению: N (По — x)dt, а число частиц, попавших в концентрат,
тем больше, чем выше прочность комплексов:
dx = (n0 — х) dt, (4.1)
где Ki — постоянная аппарата.
Проинтегрируем уравнение (4.1):
t
= 1П... л<> = АГ f Mxdt.
п0 — х По — Х J
Разделив числитель и знаменатель левой части на По и обо-
значив х/По = в *, получим
t
In =/и J Nidi
(4-2)
* е — не извлечение минерала, а выход. Эти величины совпадают в слу-
чае флотации чистого минерала; изменение х во времени может быть связано
с неоднородностью поверхностных свойств частиц, различием их размеров
и формы.
9*
131
или
(t \
—A'i JWxdH.
Если N и x постоянны в течение опыта, уравнение прини-
мает вид
е=1 — e~Kt. (4.3)
Здесь константа скорости К. учитывает как свойства аппа-
рата, так и характеристики частиц и пузырьков. В этом случае
зависимость извлечения от времени, построенная в полулогариф-
мических координатах,— прямая линия:
При выводе уравнения К. Ф. Белоглазова предполагается, что
пульпа мономинеральна и монодисперсна, т. е. флотируемость
зерен не изменяется в течение флотации, а объем пульпы, ско-
рость подачи и дисперсность воздуха, а также время пребыва-
ния пузырьков в пульпе постоянны. Кроме того, принято допу-
щение о том, что процесс не лимитируется недостатком свобод-
ной поверхности воздушных пузырьков, т. е. имеет место так
называемая свободная флотация.
В классической монографии К. Ф. Белоглазова [12] подве-
ден итог исследований влияния на скорость флотации важней-
ших факторов: концентрации и типа собирателя и вспенивателя,
плотности пульпы, крупности частиц. Автор впервые сделал по-
пытку количественно связать физико-химические свойства ре-
агентов со скоростью флотации. Эти эксперименты подтвердили
возможность применения (в определенных пределах) уравнения,
(4.3) к анализу флотационного процесса.
Первый порядок флотации подтверждается также исследова-
ниями Р. Шумана [258], К. Сазерленда [265], А. Д. Погорелого
[128] и других [1, 36, 52, 215, 243].
Рассмотрим границы применимости уравнения К. Ф. Бело-
глазова. Эти границы определяются прежде всего различиями
между реальным процессом и гипотетическим, основанным на
сделанных при выводе уравнения допущениях. Допущение об
идентичности свойств флотируемых зерен на практике никогда
не выполняется: частицы различаются содержанием полезного
компонента, размером, массой и формой. Как показано выше
(см. 3.4), даже внутри узкого класса крупности существует рас-
пределение по флотируемости. Пузырьки, как и частицы, распре-
132
делены по размерам, что приводит к различию их флотационной
активности (см. 2.3 и 2.4). Определим из уравнения (4.3) про-
изводную в начальный момент времени
W": (4.4)
Это означает, что уже при / = 0 процесс имеет максималь-
ную скорость, равную К, т. е. не требуется времени для разгона
процесса. В реальных условиях всегда необходим хотя бы не-
большой промежуток времени, за который процесс должен на-
брать скорость. За это время должно произойти столкновение
частицы с пузырьком, закрепление и вынос флотокомплекса
в концентрат. Поэтому кривая скорости флотации должна быть
не экспоненциально убывающей, а иметь экстремум. Соответст-
венно, зависимость е (/) должна быть не экспонентой, а иметь
перегиб на начальном участке.
Одно из основных допущений, сделанных при выводе уравне-
ния К. Ф. Белоглазова,— избыток свободной поверхности воз-
душных пузырьков. В действительности заполнение поверхности
пузырьков минеральными зернами может быть значительным,
особенно в начале процесса. Количество сфлотированного мине-
рала dq за время dt должно быть пропорционально не числу пу-
зырьков, а величине занятой частицами поверхности [128]:
dq — a (So — S) dt,
где So и S — начальная и текущая свободная поверхность пу-
зырьков воздуха, поступающего в камеру за единицу времени,
см2/с; а—масса зерен, заполняющих единицу поверхности пу-
зырька, г/см2. "
Так как количество минерала в пульпе q=VC, где V — объем
камеры, занятый пульпой, С — концентрация твердого в ней, то
последнее уравнение приводится к виду
~^- = ^r(S0-S). (4.5)
Нетрудно видеть, что уравнение А. Д. Погорелого (4.5) весьма
близко к уравнению К- Ф. Белоглазова (4.1). Величины dx и dC
означают приращение выхода в концентрат; So — S — занятая
частицами поверхность пузырьков — величина, пропорциональ-
ная числу пузырьков в пульпе N. Величина Kix(no — х) равна
массе минеральных частиц, которые устойчиво закрепляются на
пузырьках; а — масса частиц, заполняющих единицу поверхно-
сти пузырьков. В уравнении (4.1) расчет ведется на весь объем
пульпы и на число пузырьков, в уравнении (4.5) — на единицу
133
объема пульпы и единицу поверхности пузырьков. Для решения
уравнения (4.5) необходимо знать, как убывает в процессе фло-
тации свободная поверхность пузырьков.
Рассмотрим процесс минерализации пузырька. Масса зерен
dq, закрепившихся иа пузырьке за время dt, пропорциональна
величине его свободной поверхности S и концентрации твердого
в пульпе С *.
dq = pSC dtt (4.6)
где (S]=cm2; р—коэффициент пропорциональности, см/с,
[CJ=г/см3.
Ясно, что масса закрепившихся на пузырьке частиц пропор-
циональна убыванию свободной поверхности пузырька: dq =
= —adS.
Подставив это выражение в уравнение (4.6), получим урав-
нение для определения свободной поверхности пузырька:
=——SC. (4.7)
dt a ' '
Следует иметь в виду, что процессы, описываемые уравне-
ниями (4.6) и (4.7), протекают в разных временных масштабах:
т — среднее время пребывания пузырька в пульпе, t— физиче-
ское время проведения эксперимента; t^T\ Т — общее время
флотации. Если то можно считать, что концентрация твер-
дого в пульпе за время пребывания в ней пузырька практически
ие меняется. Интегрируя уравнение (4.7) при начальном условии
S(O) = So, где So — полная поверхность пузырька (см2), полу-
чаем
S = Soexp(—|-Ст). (4.8)
Если теперь перейти от единичного пузырька к объему
пульпы, в которую в единицу времени поступают пузырьки с по-
верхностью So, то, очевидно, изменение свободной поверхности
раздела жидкость—газ происходит по тому же закону, что и для
одного пузырька:
S(/) = Soexp(—f-Cx).
1 В работе А. Д. Погорелого [128] dq рассчитана по расходу свободной
поверхности пузырьков S, см2/с; тогда [р]=см, в результате чего величина
ц становится безразмерной. В этом случае из уравнения А. Д. Погоре-
лого нельзя получить уравиеиие К. Ф. Белоглазова.
134
Подставим полученную формулу в уравнение (4.7) и получим
-т=^[1гс')]- <«>
Разделяя переменные и интегрируя, имеем
ехр(-?"с)“[ехр(-^-С0)- 1]ехр(—(4.10)
Л . Вт
Отсюда, логарифмируя и деля на ——, а затем (для пере-
(X
хода к извлечению) на Со, получаем
1-6==‘йо1п[(ехр'?‘Со~1)ехр(—^0+О- (4П)
Перепишем уравнение (4.10):
8г _ ,
exp— С— 1 „ „
---£------_exp(-i£lU). (4.12)
«p-E-Cb-l v г '
а
Следует отметить, что уравнения (4.10)—(4.12)—три раз-
ных записи одного и того же выражения.
Принимая во внимание уравнение (4.8), видим, что числи-
тель и знаменатель левой части уравнения (4.12) равны
So — S
———, причем для числителя это отношение определяется
при концентрации твердого С (/), а для знаменателя при Со. Для
свободной флотации So — S-*0 (минеральная нагрузка пузырь-
ков невелика в течение всего процесса). Из уравнения (4.8)
В
имеем —Ст-»-0. Тогда числитель и знаменатель левой части
сх
уравнения (4.12) также стремятся к нулю. Разложив их в ряд
и отбросив члены второго и более высоких порядков, получим
Рт50 . .
Нетрудно проверить, что размерность величины -с-1.
Таким образом, уравнение (4.11) в предельном случае S — So-*-
-*• 0 переходит в уравнение К. Ф. Белоглазова.
При флотации флотоактивного материала в плотных пульпах
свободная поверхность пузырьков будет быстро убывать:
S — So-»-O; это означает, что производная dS/dx по абсолютной
величине велика. Следовательно, велико отношение PC/а. По-
этому экспоненциальный член в уравнении (4.9) близок к нулю;
135
получаем уравнение флотации нулевого порядка, описывающее
стесненную флотацию. Уравнение (4.10) выведено при дополни-
тельном допущении, что время пребывания пузырька в пульпе
незначительно по сравнению с общим временем флотации и что
все участки поверхности пузырька обладают одинаковой способ-
ностью минерализоваться.
Расчеты по формулам А. Д. Погорелого показали, что мине-
рализация пузырьков со временем уменьшается, т. е. стесненная
флотация в ходе процесса превращается в свободную; при этом
оказывается, что процесс флотации имеет первый порядок, если
начальная минерализация пузырьков не превышает 15—20%.
В противном случае флотация отклоняется от первого порядка.
Очевидно, того же следует ожидать и в случае, когда не выпол-
няются допущения, принятые при выводе уравнения К. Ф. Бело-
глазова.
Вероятностное обоснование уравнения кинетики флотации,
разработанное К. Ф. Белоглазовым, не является единственным.
В работах Д. Келсалла [217], Н. Арбайтера и С. Харриса [193],
В. И. Мелких [103] предложены и другие подходы. При этом не
просто в очередной раз доказывается справедливость кинетиче-
ского уравнения, а дополнительно принимаются во внимание те
или иные существенные стороны флотации, рассматривается про-
цесс в многокамерной машине или в камере с идеальным пере-
мешиванием, а также флотация неоднородной по свойствам
смеси.
Пусть частица с равной вероятностью Р может сфлотиро-
ваться в любой из п камер. Тогда концентрация твердого
в пульпе после прохождения каскада из п камер за время tn
станет [217]
С(/„) = С0(1-РГ. (4.13)
Если время пребывания частицы в одной камере не зависит
от ее номера и равно т, то из уравнения Белоглазова
- ^я)- = exp (-A7„) = exp (-От) = exp (- to)" = .
Вероятность Р нетрудно определить, измерив концентрации
твердого на входе и выходе одной (например, первой) из камер:
г» C0-C(fi) __ . С (fi)
И-------“ 1 Ср-*
Подставив отсюда С(6)/С0 в предыдущую формулу, полу-
чим формулу (4.13). Таким образом, формула Д. Келсалла
136
(4.13) для флотации в n-камерной машине есть следствие допу-
щения о первом порядке флотации.
При определенных условиях флотационную камеру объемом V
можно считать аппаратом идеального перемешивания, через ко-
торый проходит поток с постоянным объемным расходом Q [103].
Разделим объем аппарата на т элементов объемом ДУ каждый
и предположим, что за время / = ДУ/У из аппарата удаляется
один случайно выбранный элемент. Тогда вероятность Р того,
что определенный элемент, отмеченный в момент t = 0, останется
в аппарате через время t = n&t
Р = [1 - = (1 — к Д/)"4‘, (4.14)
. у *
где = — среднее время пребывания частицы в камере.
У
Очевидно, Р-»-ехр(—t/k). Если у — доля определенного ма-
*-*о
териала в камере в момент t, то у(/)=ехр(—Kt), где К=1/7..
И этот подход приводит к первому порядку флотации.
Вероятностная интерпретация процесса, приводящая к урав-
нению флотации первого порядка, может быть получена на ос-
нове анализа вероятностей последовательных этапов процесса:
столкновения частицы с пузырьком (Pcn), прилипания и выноса
в пенный слой (Рае)- Рассчитав вероятности попадания частицы
в концентрат и хвосты, можно получить уравнение переходного
процесса в открытой системе, из которого, как частный случай,
получаются уравнения периодической флотации и стационарного
непрерывного процесса [103—105].
Допустим, что частицы и пузырьки равномерно распределены
по всему объему камеры; это позволяет считать, что все единицы
объема камеры эквивалентны. Вероятность выхода частицы
в концентрат за промежуток времени длиной Д/1
ЬРК= PCNPaebt. (4.15)
За то же время в хвосты выйдет объем пульпо-воздушной
смеси ——где Q — производительность по пульпе, а — сте-
пень аэрации. Вероятность того, что частица попадет в этот
объем и уйдет в хвосты
=-г (*?"-.> • <416>
1 Процессы, происходящие в пенном слое, в том числе осыпание из пеиы,
здесь ие рассматриваются.
137
а вероятность того, что она останется в камере,—
1 - ДРк-ДР,.-1 - Рс„Р„Д/-------------yff",,
Обозначим Д/ = tli, где i — число промежутков времени; ве-
роятность того, что частица останется в камере в течение всего
промежутка времени (0, /]
lim [1 - ^(PcnP^V + =
= ехр(--^(РсЛ^ 4--^)). (4.17)
Определим вероятность выхода частицы в хвосты, либо в кон-
центрат за время t:
Р« + 1 — ехр(—-^(РслгЛ^ + т-^)). (4.18)
Перепишем уравнение (4.15) в дифференциальной форме
и проинтегрируем при условии Рк+7’хв|««-о = О. Используя
уравнение (4.18), определим Рк и РХв для частного случая
Q = 0 (периодическая флотация):
>«. = 0; Рк=1-ехр(-РсЛ0- (4.19)
Допущение о равномерном распределении частиц и пузырь-
ков в пульпе оправдано наличием интенсивного перемешивания
в механических машинах периодического действия. Если все
зерна обладают одинаковой флотируемостью (вероятности вы-
хода всех зерен в концентрат равны между собой), то извлече-
ние за время t равно РК-
е=1-ехр(-РСЛг^)- (4.20)
Формула (4.20) есть уравнение К. Ф. Белоглазова с констан-
той К = РскРае- Проведенные выше несложные выкладки пол-
ностью следуют изложению В. И. Мелких [103], с той, однако,
разницей, что в последней работе предложено конкретное выра-
жение для вероятности столкновения частицы с пузырьком:
PcN^WjV, (4.21)
где ДУ — объем пузырька; V — объем камеры.
Справедливость этой формулы вызывает сомнения. Если
пульпа интенсивно перемешана, то вероятность попадания ча-
138
стицы в не занятый пузырьком элемент объема AV совпадает
с ДУ/V. Если, однако, этот элемент объема занят воздушным пу-
зырьком, то вероятность попадания в него не определяется фор-
мулой (4.21), так как в окрестности пузырька поле скоростей
жидкости искажается (см. 2.3). Кроме того, в эту формулу не
входит время, за которое возможно столкновение. Формула для
расчета Pcn (2.9) содержит относительную скорость движения
частицы и пузырька, т. е. вероятность столкновения, как и дол-
жно быть, соотнесена с временем пребывания частицы и пу-
зырька. В дальнейшем В. И. Мелких учел при оценке Pcn время
свободного пробега частицы (см. 4.4).
Уравнения (4.15), (4.16) получены из рассмотрения судьбы
отдельной частицы и расчета вероятности ее выхода в концент-
рат или хвосты. Однако такой элементарный подход к изучению
случайных явлений является недостаточным. Полезно построить
описание процесса, исходя из того, что флотационная пульпа яв-
ляется совокупностью частиц, каждая из которых независимо от
других может перейти в концентрат или хвосты*. Допускается,
что число выходов частиц в концентрат в некотором интервале
времени не зависит от числа выходов в любом другом не пересе-
кающемся с ним интервале. Предположим, что вероятность вы-
хода в концентрат каждой отдельной частицы (в дальнейшем
будем называть это событием) мала, а общее число частиц в ка-
мере в начальный момент велико.
Общее число событий — случайная величина, скачкообразно
изменяющаяся в процессе опыта. Изучением явлений, в которых
случайность проявляется в форме процесса, занимается теория
случайных процессов. Процессы, удовлетворяющие сделанным
допущениям, называются пуассоновскими [63]. В работе [264]
для оценки флотируемости частиц принято время индукции, ко-
торое рассматривается как функция различных свойств частицы:
размера, массы, поверхностных свойств. При этом считается, что
определенным условиям флотации соответствует время индук-
ции ti, такое, что при />/,• частица не может быть поднята на
поверхность и считается нефлотируемой.
Для характеристики неоднородности твердого в пульпе по
флотационным свойствам вводится распределение твердого по
времени индукции. Интегро-дифференциальное уравнение для
плотности распределения частиц по времени индукции, проверен-
ное при флотации смеси узких классов галенита и ферросилиция,
показало хорошее совпадение с опытными данными. Полученные
кривые в координатах logy — / имеют нелинейный характер, что
1 Взаимное влияние частиц при флотации здесь ие рассматривается.
139
позволило автору сделать вывод. о неадекватности уравнения
К. Ф. Белоглазова.
Целью построения рассмотренных вероятностных моделей,
был вывод кинетического уравнения. Существуют имитационные
методы, основанные на применении ЭВМ, позволяющие рассчи-
тать характеристики процесса без предварительного вывода
уравнения. Для этого по результатам экспериментов нужно подо-
брать законы распределения изучаемых факторов, например, по
ситовому и химическому анализам построить распределения по
размерам частиц и содержанию в них ценного компонента. При
рассмотрении этапов элементарного акта случайным образом,
исходя из законов распределения, определяются значения фак-
торов процесса и вычисляются вероятности соответствующего
этапа. Таким образом имитируется прохождение любой частицы
через флотационную камеру.
Изменяя по определенному правилу сочетание факторов,
можно проиграть на ЭВМ различные ситуации, возникающие
в процессе флотации (изменения нагрузки, расходы реагентов,
характеристик размеров частиц и пузырьков и т. д.), и изучить
влияние таких (искусственно созданных) возмущений на входе
системы на выходные характеристики процесса: извлечение и
скорость процесса. Сущность имитационного моделирования за-
ключается в разбивке процесса на отдельные этапы и прослежи-
вании в каждом из них поведения различных элементов про-
цесса (частиц, пузырьков воздуха и т. д.). В каждом этапе
частицы и пузырьки ведут себя по законам соответствующего
элементарного акта, а синтез этих этапов дает общую картину
процесса.
4.2. Уравнения кинетики с порядком флотации,
отличным от единицы
Большинство авторов главным аргументом в пользу порядка
флотации, отличного от единицы, считают отклонение экспери-
ментальных данных от первого порядка. Аппроксимируя резуль-
таты опытов, одни исследователи получили второй порядок [ПО,
111, 192], у других п варьируется в тех или иных пределах [202,
267]. Так, в опытах О. С. Богданова и др. п изменяется от 1 до 6
[36], по П. де Бройну и X. Моди [202] — от 1 до 3,2; в опытах
С. Тевари и А. Бисваса [267] п находится в пределах от 1,6 до
2,4. В. Хорст и Т. Моррис [224] аппроксимировали опытные дан-
ные уравнением с порядком флотации, равным 1,5.
Убедительное теоретическое обоснование причин повышения
порядка флотации не приводится. Полученные уравнения имеют
140
лишь интерполяционный характер и не раскрывают механизма
процессов, протекающих при флотации. Как справедливо отме-
тил Д. Фюрстенау, вряд ли можно говорить о фундаментальной
теоретической основе процесса, порядок которого может ме-
няться от 1,6 до 2,4 [213]. Задача состоит не в поисках кривой
(или набора отрезков кривых), наиболее удачно приближающей
опытные данные, а в выявлении механизма процесса. Скорость
флотации, как и другие суммарные характеристики процесса,
нельзя изучать изолированно, не связывая кинетику с механиз-
мом процесса, с рядом элементарных актов сложного взаимодей-
ствия. Полемика в 50-е годы и позднее развернулась главным
образом по вопросу о том, какое уравнение лучше описывает
кинетику флотационного процесса. Сегодня дискуссия о порядке
флотации во многом представляет только исторический интерес
в связи с разработкой описания процесса, учитывающего распре-
деление материала по флотируемости. Тем не менее полезно
остановиться на некоторых работах этого периода для сохране-
ния преемственности и последовательности в развитии идей
кинетики флотации.
Видимо, уравнение процесса с порядком, отличным от еди-
ницы, было впервые предложено 3. В. Волковой [31, 32]:
= (4.22)
at Со— С С к 9 ' '
где С к — общее число частиц флотируемого минерала; Со — об-
щее число всех частиц различных минералов в пульпе.
При флотации мономинеральных частиц Ск = Со, и уравнение
(4.22) переходит в уравнение К. Ф. Белоглазова. В соответствии
с О. С. Богдановым и др. [36], уравнение (4.22) можно перепи-
сать в более удобном виде
4?—к, (%.«-•), (4.23)
где
Kt = K 8”?ах~6 , К = const.
Отсюда получаем
=К (еТЗё"'21 • (4.24)
Если содержание полезного минерала велико (етах~1), то
уравнение (4.24) приближается к уравнению флотации первого
141
порядка; если содержание полезного мало (1 —е«1), то—урав-
нению флотации второго порядка.
Как показано в [361, ПРИ переходе от стесненной флотации
к свободной доля сфлотированных частиц, относительно содер-
жащихся в пульпе, может лишь возрастать, поэтому константа
скорости должна увеличиваться с течением времени.
Уравнение 3. В. Волковой описывает флотацию двухкомпо-
нентной смеси. Присутствие породы может лимитировать поверх-
ность раздела газ—жидкость, поэтому константа скорости не
может убывать во времени. Однако Kt в уравнении (4.23) умень-
шается: етах<1. и числитель, таким образом, убывает быстрее,
чем знаменатель. Поэтому уравнение 3. В. Волковой противоре-
чит физическому смыслу рассуждений о скорости стесненной
флотации. Основываясь на уравнении 3. В. Волковой, С. И. Мит-
рофанов [109—111] применил к описанию процесса один из
крайних случаев уравнения (4.24), когда содержание полезного
минерала мало и уравнение приближается ко второму порядку.
На необоснованность такого упрощения справедливо указал
И. Н. Плаксин [120].
В более поздних работах С. И. Митрофанов, полагая, что
прочность закрепления частицы на пузырьке (или флотацион-
ная активность частиц) пропорциональна 1 — 8, т. е. убывает
в процессе опыта, представил уравнение скорости флотации
в виде [112]
^-в=/С (!-.)«. (4.25)
Обоснования принятому допущения не было дано. С. И. Кро-
хин [75] экспериментально показал, что для флотации частиц
данной крупности, при прочих постоянных условиях, требуется
определенная степень флотационной активности, характеризую-
щаяся кажущейся плотностью покрытия собирателем, причем эта
величина постоянна в течение всего процесса, независимо от
длительности флотации. В таком случае допущение С. И. Мит-
рофанова неправомерно.
Результаты наших экспериментов и опыты других авторов по
флотации узких классов различных минералов показали, что
в преобладающем большинстве случаев угол наклона линии
z(f) = ln уменьшается в процессе опыта. Это связано
с физико-химической неоднородностью поверхности даже узких
классов крупности минералов, а отсюда их различной флотоак-
тивностью. Таким образом, и для чистых минералов полное под-
142
чинение кинетики флотации уравнению К. Ф. Белоглазова скорей
исключение, чем правило для случаев, когда частицы однородны
не только по крупности, но и по молекулярной природе их по-
верхности и форме.
Учет различия исходного материала по флотируемости при-
сел к усложнению уравнения К. Ф. Белоглазова. Так, Г. А. Осо-
лодков [118] предложил уравнение для руды сложного состава,
состоящей из компонентов с константами кинетики Ki, Кг, ...
..., Ki при распределении ценного минерала по этим компонен-
там Пь аг..а,-:
е = [1 - exp (-/<iOb (4.26)
О. С. Богданов с соавторами [36] указал, что отклонение экс-
периментальных данных от первого порядка флотации связано
с наличием в пульпе зерен минерала и сростков с различной
флотоактивностью, с процессами минерализации в пенном слое
и с флокуляцией частиц.
Скорость флотации часто выражается уравнением
-$-=/<(1-«0",
которое имеет лишь аппроксимационный характер и не раскры-
вает механизма происходящих при флотации процессов. Аппрок-
симация экспериментальных результатов флотации различных
минералов привела к появлению ряда уравнений кинетики. Так,
А. А. Голиков [43], обрабатывая данные по флотации церуссита,
предлагает уравнение
~dT = (a + bfp о — 0, 8=1 — ех₽(— а+м)’
где а и b — коэффициенты.
Нетрудно проверить, что
Йтг—зг- "“«=1-«=₽(—г)-
В определенном смысле а характеризует скорость флотации
в начальный момент, Ь — максимальное извлечение.
И. А. Каковский [61] предлагает уравнение кинетики с пра-
вой частью в виде отрезка степенного ряда:
lg14v = /</ + a/2+&/3+ ••• + mtn.
143
В пределе при постоянных N, х и крупности частиц полу-
чается уравнение К. Ф. Белоглазова. Константа К характери-
зует начальную скорость флотации руды, а коэффициенты
а, Ь, т отклонение от предельного уравнения. Анализируя
результаты опытов, автор показал, что степенной ряд хорошо
аппроксимирует начальный период флотации; в конце предла-
гается пользоваться уравнением —lg( 1 —е) = a+bt.
В отличие от И. А. Каковского, полагавшего, что задача со-
стоит в отыскании наилучшей аппроксимации опытных данных,
для чего можно разбивать интервал флотации на две части,
С. И. Крохин приводит объяснение наличия двух периодов во
флотации. В первый период, по его мнению, флотируются ча-
стицы, обладающие достаточной природной флотационной актив-
ностью, и частицы, которые быстро приобретают необходимую
для прилипания к пузырьку воздуха плотность покрытия соби-
рателем. Скорость адсорбции собирателя частицами во втором
периоде замедлена ввиду резкого уменьшения концентрации со-
бирателя в пульпе и наличия частиц с более гидратированной
поверхностью. Скорость перехода флотируемых частиц в пенный
продукт в первом периоде может быть определена по уравнению
К. Ф. Белоглазова, а во втором периоде она зависит от кинетики
адсорбции.
Исходя из аналогии процессов адсорбции и флотации, выво-
дится уравнение кинетики второго периода [74, 75]:
lge// = IgA' —mlgZ, e =
Анализируя различные уравнения кинетики, С. И. Крохин
приходит к выводу, что гиперболическое уравнение Н. Арбайтера
е// = \/(at+b), уравнение С. И. Митрофанова е// = КеЮахХ
X (вшах — в), а также адсорбционные уравнения Н. В. Матве-
енко и С. И. Митрофанова справедливы только для второго пе-
риода флотации. Помимо уравнений для отдельных периодов
в работе [75] предложено общее уравнение флотации, основан-
ное на учете скоростей прилипания и отрыва частиц:
1вт4т+в|в-г^—»•-А'*.
где а, b и q — коэффициенты.
Разложив в ряд 1 —e/q, автор получил уравнение
1g -[4т + Л1» + л**+ =Kt.
Это уравнение близко по формуле к уравнению И. А. Каков-
ского: в обоих случаях уравнение К. Ф. Белоглазова дополняется
разложением в ряд по степеням t, либо по степеням е.
144
Объяснение наличия двух периодов во флотации, данное
С. И. Крохиным, вряд ли удовлетворительно. Если допустить,
что в первый период действительно флотируются более, а во вто-
рой — менее активные частицы, то точно так же легко предполо-
жить три, четыре и т. д. периода, соответственно числу классов
флотируемости, на которое можно разбить все частицы. Положе-
ние о том, что разность скоростей прилипания и отрыва частиц
определяет скорость флотации, не точно. В действительности эта
разность оценивает скорость минерализации и не учитывает
процесса транспортировки частиц на пузырьках.
Уравнение, предложенное в работе [75] для описания второго
периода флотации, основано на аналогии между кинетикой ад-
сорбции и флотации. С. И. Митрофанов также принял для опи-
сания кинетики флотации уравнение адсорбции реагентов [112].
Н. В. Матвеенко на основе уравнения Фрейндлиха вывел адсорб-
ционное уравнение флотации [95]:
С/Со= I/,/ 1 4- х/Ст,
где К и х — опытные константы.
В дифференциальной форме это уравнение скорЪсти подобно
уравнению О. С. Богданова и В. А. Рундквиста, которые ввели
эмпирический дробный показатель степени в уравнение К. Ф. Бе-
логлазова.
По мнению А. Д. Погорелого [128], построение общей законо-
мерности процесса флотации по аналогии с адсорбцией наиболее
логично, но подход Н. В. Матвеенко бесперспективен, так как
при этом постулируется установление адсорбционного равнове-
сия, что не может считаться справедливым. Кроме того, уравне-
ние Фрейндлиха не описывает ни начального прямолинейного
участка изотермы адсорбции, ни конечной стадии насыщения ад-
сорбента.
Заметным вкладом в кинетику флотации является работа
И. Н. Плаксина, В. И. Классена и Г. С. Бергера Ц21]. Основы-
ваясь на законе действия масс, авторы рассмотрели различные
варианты минерализации пузырьков воздуха частицами. Одним
из вариантов является минерализация пузырьков при столкнове-
нии с одной частицей. При этом показатели степени тип
в уравнении (1.1) равны единице. Другой вариант — одновремен-
ное соударение пузырька с двумя частицами, при этом показа-
тель степени при С равен двум и соответственно порядок фло-
тации равен двум; тогда n-й порядок флотации по твердому
означает, что минерализация протекает при одновременном
столкновении пузырька с п частицами. Согласно данным,
Ю Заказ № 232
145
приведенным в работе [36], порядок флотации (по твердому)
может достигать шести. Однако вероятность одновременного
столкновения с пузырьком шести частиц практически равна
нулю, поэтому предложенный в работе [121] механизм п-го
порядка флотации был подвергнут критике, например в работе
[43]. Авторы и сами отмечали, что возможность одновременного
столкновения пузырька с многими частицами крайне мала.
Мы показали в 1.1, что одновременное столкновение п моле-
кул необходимо в химической реакции n-го порядка (п>1), по-
скольку в процессе реакции происходит химическое превраще-
ние молекулы. Пузырек после прилипания к нему частицы со-
храняет способность минерализоваться вплоть до насыщения.
Поэтому n-й порядок флотации мог бы быть обусловлен не одно-
временным столкновением пузырька с т частицами (т п),
а последовательными соударениями в процессе всплывания
в пульпе, из которых п соударений плодотворны. Однако закреп-
ление нескольких частиц на одном пузырьке, всплывающем
в пульпе, происходит независимо, т. е. так же, как если бы они
закреплялись на разных пузырьках. Следовательно, порядок
флотации не увеличивается при последовательном закреплении
частиц на пузырьке.
Как же объяснить отклонение экспериментальных результа-
тов флотации от первого порядка? Были попытки объяснить
увеличение порядка дефицитом поверхности жидкость—газ
[121]. Другие авторы [36] считают, что порядок, наоборот, сни-
жается при переходе от стесненной флотации к свободной. Рас-
смотрим это исходя из сформулированных выше положений
о порядке флотации. Как указывалось, порядок процесса (хими-
ческой реакции или флотации) определяется дефицитным ком-
понентом. В условиях стесненной флотации таким компонентом
является поверхность воздушных пузырьков, а минеральные
частицы находятся в избытке. В этом случае кинетическое урав-
нение не содержит компонента, находящегося в избытке, и мо-
жет быть записано в виде dC!dt = —KN. При постоянном рас-
ходе и дисперсности воздуха, поступающего в машину, что
обычно и имеет место, пузырьки будут предельно мине-
рализованы вследствие избытка твердого, и выход в пену
минерала в единицу времени будет постоянен, т. е. dC/dt =
=const. В этом случае порядок флотации (по твердому) —
нулевой.
В результате постепенного снижения концентрации твердого
в пульпе за счет выноса в пену наступает соответствие между
количеством пузырьков и частиц. Если строго следовать изло-
146
женным выше представлениям о порядке процесса, кинетиче-
ское уравнение должно принять вид
*fL = _KNC, (4.27)
где суммарный порядок флотации равен двум, а порядок по
твердому — единице.
Такое соответствие осуществимо в химической реакции с уча-
стием двух веществ при равных концентрациях и стехиометриче-
ских коэффициентах: dCldt = —КС2. В отличие от химической
реакции, где указанное соответствие определено точно, во фло-
тации нельзя определить соответствие между концентрациями
пузырьков и частиц. Если такое равновесие и имеет место, то оно
является неустойчивым и коротким во времени. Кратковремен-
ность этого состояния вызвана тем, что периодическая флота-
ция— замкнутая система только по твердому и жидкому. В то
же время воздух подается в аппарат непрерывно, что и приводит
к изменению количественного соотношения между поверхностью
жидкость—газ и концентрацией твердого. Таким образом, если
пренебречь состоянием равновесия, порядок флотации (по твер-
дому) при переходе от стесненных условий к свободным изме-
няется от нуля до единицы. Избыток поверхности жидкость—газ
при свободной флотации позволяет записать уравнение (4.27)
в виде dC/dt — —КС.
Рассмотрим различные варианты стесненной флотации [121]:
флотация протекает так, что счетная концентрация пузырьков
остается пропорциональной счетной концентрации зерен, при
этом аэрированность пульпы будет падать к концу флотации;
можно предположить, что в ходе флотации с увеличением числа
уже сфлотированных зерен уменьшается количество свободной
поверхности жидкость—газ, т. е. имеет место обратная пропор-
циональность между N и числом сфлотированных зерен; можно
представить случай, соответствующий постоянству минерализа-
ции поверхности жидкость—газ за весь период флотации; воз-
можна ситуация, когда число минерализованных пузырьков уве-
личивается обратно пропорционально числу оставшихся флоти-
рующихся зерен. Уравнение скорости флотации для этих случаев
в сравнении со свободной флотацией приведены в табл. 4.1 и на
рис. 4.1.
Рассмотрев различные случаи протекания процесса в усло-
виях стесненной флотации, вернемся к гипотезе о наличии двух
периодов флотации. Согласно работе [74], порядок флотации
в первом периоде равен единице, во втором — двум. А1ы пока-
зали, что на первом этапе (если он существует) порядок
10*
147
Рис. 4.1. Вид зависимостей е(/) по
различным уравнениям скорости
флотации при К=0,2 и Л=2 (обо-
значения кривых см. в табл. 4.1)
1121)
Рис. 4.2. Зависимость К от времени t для периодической флотации [274]:
1 — исходная концентрация 23,29 кг/м’; 2 —то же, 36,16 кг/м3: 3 —то же, 44,89 кг №
флотации равен нулю, а на втором — единице. Длительность
первого этапа незначительна по сравнению с общим временем
флотации. Наконец, в отличие от данных работы [74], где ки-
нетическая кривая произвольно делится на две части для удоб-
ства аппроксимации, получены различные значения порядка
флотации исходя из представлений о кинетике процесса.
Не противоречит ли полученный результат понятию о непре-
рывности процесса, в течение которого происходят лишь коли-
чественные изменения [43]? Существование стесненной и свобод-
ной флотации указывает на протекание процесса в качественно
разных условиях: в начале при недостатке одного из компонен-
тов (воздуха), в конце — при его избытке. Четкой границы
между двумя состояниями определить нельзя, поскольку пере-
ход происходит не скачкообразно, а плавно. Это один из приме-
ров перехода количественных изменений в качественные. Экспе-
рименты по флотации пульпы различной плотности — от 50 до
250 г/л, проведенные нами на узких классах крупности уголь-
ного шлама шахты «Северная», показывают, что переход к стес-
ненным условиям не повышает порядка флотации: график зави-
симости 1пе (/) при всех плотностях пульпы может быть аппрок-
симирован прямой (см. рис. 3.23). Этот вывод подтверждается
148
Таблица 4.1
Уравнения скорости флотации [121]
Кривая на рис. 4.1 Характер Математическое выражение ха- рактера мине- рализации Уравнение ско- рости процесса Константа уравнения
аэрации минерализации
1 Свободная флота- ция (избыток воз- душных пузырь- ков) Поверхность Ж — Г не лимнтнрует процесс ми- нерализации Nt = const = Nt K-PaeN0
2 Стесненная флота- ция (недостаток воздушных пузырь- ков) Свободная поверхность Ж — Г пропорциональна числу остающихся фло- тируемых зерен Nt — оцС In - 1 = Kt К — я\Рae
3 Свободная поверхность Ж — Г падает с увели- чением числа уже сфло- тированных зерен M — a- Nt (% ~C In-j^ t^Kf К = a^Pae
4 Постоянная степень ми- нерализации поверхности Ж-Г Nx — азХ X(C0- C) ^#=«3 К = Рае (“3 — No) А "О fl в «3
5 Минерализованная по- верхность Ж —Г возра- стает по мере уменьше- ния числа еще не сфло- тнрованных зерен 3= in Kt 1 — tit а- 0 * II о о
Обозначения: а( н z( — коэффициенты пропорциональности; —число способных минерализоваться воздушных пузырьков*,
мннералнзованных пузырьков в единице объема пульпы; в расчетах принято Cn=l, Nt—Nt+Nx.
опытами флотации кварца (класс —0,105—0,074 мм) при изме-
нении плотности пульпы от 0,77 до 460 г/л [226].
Близость кинетических кривых опровергает гипотезу о по-
рядке флотации, большем единицы, при котором извлечение за-
висит от исходной плотности питания. В действительности этого
не наблюдается. На рис. 4.2 показана зависимость средней кине-
тической константы для опытов с разными концентрациями твер-
дого в исходной пульпе. Зависимость^ от времени флотации —
гипербола: К= 1,06/0,21 + /. То, что К убывает со временем, но
не зависит от начальной концентрации, показывает, что процесс
не подчиняется уравнению скорости флотации с порядком, боль-
шим единицы [274].
Кинетические уравнения флотации n-го порядка 1) вы-
водятся для свободной флотации. Изменение плотности исход-
ной пульпы в широком диапазоне заметно не меняет вида ки-
нетической кривой, что опровергает гипотезу об л-м (л>1)
порядке процесса. Показано также, что наличие стесненных усло-
вий не может привести к повышению порядка флотации выше
единицы. Поэтому порядок флотации, превышающий единицу,
не соответствует механизму процесса и может быть принят лишь
в качестве аппроксимации опытных данных.
Рассмотренные здесь уравнения скорости флотации справед-
ливы только для однородных по свойствам частиц. В реальном
процессе флотоактивность зерен, остающихся в камере, падает
во времени. Наиболее флотоактивные зерна извлекаются в пер-
вую очередь, при этом не только просто падает концентрация
зерен в камере, но и снижается их качество (флотоактивность).
Это означает, что Рае пропорционально некоторой степени кон-
центрации частиц в камере. Следовательно, в уравнении (1.1)
показатель степени при С будет больше единицы, т. е. порядок
флотации с течением времени повышается вследствие различия
флотационных свойств частиц.
4.3. Неоднородность материала по флотируемости.
Основные понятия и способы оценки
Кинетическое уравнение К- Ф. Белоглазова основано на пред-
положении о тождественности минеральных частиц по флоти-
руемости. Практически такой подход смысла не имеет, так как
задачей флотации является выделение ценного компонента из
неоднородной смеси. Однако это упрощение является необходи-
мым этапом в создании количественного описания процесса. Ре-
альная пульпа всегда содержит частицы, отличающиеся разме-
150
ром, формой, содержанием ценного компонента, поверхностными
свойствами, в итоге, флотируемостью, которая является неко-
торой суммарной характеристикой свойств частиц.
В качестве оценки флотируемости можно использовать крае-
вой угол смачивания, время индукции и потенциал поверхности.
Однако эти априорные оценки являются косвенными и не отра-
жают полностью результатов реального процесса, протекающего
в камере. Наиболее общей оценкой является константа скорости
флотации, характеризующая крупность частиц, их физико-хими-
ческие свойства, во многом определяемые номенклатурой ис-
пользуемых флотационных реагентов, н гидродинамические па-
раметры аппарата. Если бы эти факторы удалось разделить, то
можно было бы представить константу скорости в виде произве-
дения двух сомножителей: один из них характеризовал бы фло-
тационные свойства минерала в пульпе, другой — флотацион-
ную камеру.
Предположим, что флотируемые частицы делятся на дискрет-
ное множество классов, каждый из которых удовлетворяет до-
пущениям, принятым при выводе уравнения К. Ф. Белоглазова.
Допустим также, что между частицами разных классов нет взаи-
модействия. Поскольку флотация смеси проводится в одном ап-
парате, то гидродинамический («машинный», по А. Д. Погоре-
лому [130]) фактор постоянен.
Для каждого класса справедливо уравнение: £/(/) =
= 1 — е-к|‘, i = l, 2, ..., т, где т — число классов. Пусть доля
m
i-ro класса в исходном сырье равна а,; очевидно, У! а,- = 1.
i a= 1
Тогда суммарное извлечение по всем классам
s(0=Ss1=ia/(l-e-^),
i=l i = l
ИЛИ
y(i)= (4.28)
i = l
где
(4-29)
Определенные таким образом классы образуют спектр, или
дискретное распределение по флотируемости. Мы уже гово-
рили, что к совокупности частиц в камере, применимы статисти-
ческие закономерности. Поскольку точность оценки флотоактив-
ности и разбивки на классы по флотируемости ограничены»
151
можно считать, что частицы образуют непрерывное распределе-
ние по свойству. Вероятность Р (Ка К Къ) того, что некото-
рая характеристика (например, флотируемость частицы) нахо-
дится в пределах от Ка до Къ, назовем плотностью распределе-
ния по флотируемости: Р (Ка К Кь) = J ф (К) dK, очевидно,
со
«а
(p(K)dK— 1. Тогда уравнение (4.28) можно записать в виде
У (f) = | ^(K)eKtdK.
(4.30)
Таким образом, процесс описывается уравнением кинетики
флотации первого порядка с учетом того, что частицы флоти-
руемого материала обладают различной флотоактивностью. Это
различие в свойствах задается функцией распределения. Для
прогноза показателей разделения необходимо знать, кроме этой
функции, зависимость содержания полезного компонента в кон-
центрате от кинетической константы ₽(/(). Для однородного по
флотируемости материала р определяется по обычной формуле
извлечения е=у₽/а, с учетом распределения по флотируемости
эта формула примет вид
оо
= ₽(/О(1~е-к<)т(Ю^.
Удельная скорость флотации — величина ограниченная, по-
этому существует такое К', при котором <р (К) = 0 для всех
т. е. верхний предел в уравнении (4.30) с достаточной
степенью точности равен К'.
Непрерывная функция распределения <р(К) является обоб-
щением дискретного распределения, заданного величинами а,.
Покажем, что н в случае дискретного распределения по флоти-
руемости можно записать уравнение (4.28) в виде (4.30). Дис-
кретное распределение, заданное набором а,, 1=1, п можно за-
дать с помощью плотности распределения
(4.31)
i = l
Подставляя ф(К) в уравнение (4.30) и учитывая свойства
6-функции, получаем уравнение (4.28). В частном случае т=1
имеем ai = l, ф(К) = 6 (К —ZG), у (О = ехр(—K\t).
152
Методы расчета и построения функций распределения мате-
риала по флотируемости рассмотрены в 3.4 и 3.5. Покажем воз-
можности применения функций распределения к исследованию
флотационного процесса. Кинетическая константа флотации ха-
рактеризует свойства однокомпонентной (в смысле флотируе-
мости) пульпы. В применении к неоднородному материалу
константа скорости дает усредненную оценку. Распределение оце-
нивает свойства материала, раскрывая при этом его неоднород-
ность. В уравнении К. Ф. Белоглазова скорость процесса оцени-
вается одним числом, в уравнении, содержащем плотность рас-
пределения,— функцией. Знание функции распределения
позволяет рассчитать поведение материала при флотации в ла-
бораторной машине периодического действия и в промышлен-
ной многокамерной машине, оценить влияние различных факто-
ров (плотность пульпы, характеристику материала, реагентный
режим, конструкцию аппарата) на результаты процесса, сокра-
тить переход от лабораторной стадии к промышленному освое-
нию новых реагентных режимов и схем.
В работе А. Д. Погорелого [127] впервые четко было дано
определение распределения по флотируемости, показано ее зна-
чение, предложены уравнения процесса с учетом как дискрет-
ного, так и непрерывного спектра флотируемости, намечены
методы расчета. Однако эта работа, к сожалению, осталась прак-
тически незамеченной. Идея введения распределения по флоти-
руемости в кинетическое уравнение привлекла внимание иссле-
дователей после доклада Т. Имайцуми и Т. Инуэ на VI Между-
народном Конгрессе по обогащению полезных ископаемых
(Канн, 1963) [226]. С этого времени ученые Советского Союза,
Японии, ЮАР, Румынии и т. д. разрабатывают модели флота-
ционного процесса, учитывающие распределение по флотируе-
мости. Одновременно на дальний план отодвигаются потеряв-
шие актуальность споры о порядке флотации. Однако еще
в 1970 г. на IX Международном Конгрессе (Прага) состоялась
едва ли не последняя дискуссия по этому вопросу [213].
Очень близко к идее распределения по флотируемости был
А. А. Голиков. В его работе указывалось: «...если уже сравни-
вать флотацию с химической реакцией, то следовало бы назвать
флотацию «химической» реакцией одновременно всех порядков
от 1 до п>1» [43]. На самом же деле, как теперь выяснено, по-
рядок всех этих реакций один — первый, но различны их удель-
ные скорости. В работах 3. В. Волковой [31, 32] сделана по-
пытка учесть различие флотационных свойств частиц путем вве-
дения понятия флотационного соответствия и распределения
частиц и пузырьков по размерам. Наконец, еще Г. А. Осолодков
153
в 1950 г. [118] предложил в случае флотации многокомпонент-
ной пульпы модифицировать уравнение К. Ф. Белоглазова, вводя
в него дискретный спектр флотируемости.
Среди ранних работ выделяется написанная в 1948 г. статья
К. Сазерленда [265]; она, как и работы А. Д. Погорелого, оче-
видно, не оценена и до сих пор1. В статье введено непрерывное
распределение по времени индукции и предложен метод расчета
плотности распределения с помощью обратного преобразования
Лапласа.
Следует подчеркнуть, что все исследователи кинетики отме-
чали ограниченность применения первого порядка флотации, его
пригодность к описанию только однородного по свойствам мате-
риала; многие из них пытались вывести уравнения флотации
двухкомпонентной пульпы; изучалась флотация в стесненных
и свободных условиях. Все это было направлено на доказатель-
ство отличия порядка флотации от единицы. Основываясь на тех
же предпосылках и в это же самое время, 3. В. Волкова, К. Са-
зерленд, Г. А. Осолодков, А. Д. Погорелый пришли к принципи-
ально новому подходу описания флотационного процесса.
Рассмотрим методы описания процесса, учитывающие рас-
пределение по флотируемости. Простейший способ введения рас-
пределения по флотируемости — учет нефлотируемого остатка.
Здесь материал делится на две, резко отличные фракции. В сущ-
ности, уравнения кинетики флотации двухкомпонентной смеси
также учитывают распределение материала на две фракции [31,
12, 61, 124, 36]. Будем считать, что частицы, оставшиеся в ка-
мерном продукте, образуют нефлотнруемый остаток С»; тогда
в кинетическое уравнение вместо концентрации твердого С сле-
дует подставить С — Со,:
----К(С-Ст). (4.32)
Разделяя переменные и интегрируя с начальным условием
С(0) = Со, получаем
С (t) -Са = (Со - СJ exp (-Kt).
Зависимость извлечения от времени представляется фор-
мулой
е (/) = [1 — exp (- Kt) ] (1 - CJC0). (4.33)
1 Единственное упоминание о том, что в работе К. Сазерленда построено
уравнение кинетики, содержащее распределение по флотируемости, мы обна-
ружили у Т. Мика [107].
154
Решение уравнения К. Ф. Белоглазова показывает, что извле-
чение с увеличением времени флотации стремится к единице;
при решении уравнения с нефлотируемый остатком извлечение
стремится к величине, меньшей единицы:
е(О-1-Сет<1, Cm=CJC0. (4.34)
t-^oo
Установим связь между максимально возможным извлече-
нием етах [36, 85] и нефлотируемый остатком. Очевидно, фор-
мула (4.34) и определяет максимально возможное извлечение:
Стах =1 — Ото.
Уравнение с нефлотируемым остатком впервые введено
Т. М. Моррисом [247] формально с целью лучшей аппроксима-
ции опытных данных. Позднее это уравнение было использовано
в работах [204, 203, 231, 206] и др. Его применение для интер-
претации экспериментальных результатов см. в 3.2.
Экспериментальное подтверждение справедливости уравне-
ния с нефлотируемым остатком для непрерывного процесса по-
лучено в [203]. Опыты проводились в проточной лабораторной
машине; для определения нефлотируемого остатка были прове-
дены периодические опыты в камере того же типа, при тех же
8
условиях. Согласно формуле ——— = Kt, для аппарата идеаль-
в
ного смешения зависимость ——— от t должна представлять
прямую с наклоном К (рис. 4.3). Пересечение с осью абсцисс
показывает, что имеет место некоторое выпадение материала
из пены в пульпу. Тангенс угла наклона линии равен скорости
извлечения материала в концентрат и является функцией кон-
стант скоростей прямого (из пульпы в пену) и обратного (из
пены в пульпу) перехода. Графики свидетельствуют о приемле-
мости уравнения первого порядка для описания процесса, по-
скольку представлены прямыми линиями.
Поведение неклассифицированного материала не может быть
описано уравнением первого порядка, если отдельные фракции
имеют разные константы скорости флотации. Для определения
режима протекания пульпы в камере были проведены экспери-
менты с трассером на машине «Фагергрен» из 12 камер. Зависи-
мости концентрации трассера Си от времени — прямые разного
наклона, что характеризует каждую камеру как идеальный сме-
ситель. Время пребывания в камерах различно в связи с изме-
нением объемного расхода пульпы (рис. 4.4).
155
Рис. 4.3. Зависимость извлечения меди от времени пребывания материала
в камере:
/ — скорректированные значения: 2 — нескорректированные значения {203]
Рис. 4.4. Зависимость концентрации трассера Сп от времени пребывания в ка-
мерах машины (203]:
вторая камера; 2 —пятая камера: 3 — девятая камера
Рис. 4.Б. Зависимость концентрации меди в пульпе от номера камеры [203]
156
Вводя в уравнение
Ст = Со/(14- Kin)”
для т-кам ер ной машине нефлотируемый остаток, получаем
In С----------mta(l + A'4f),
т. е. график зависимости
In С<х>
|п с(0-с.
от т представляет пря-
мую с наклоном, равным In (1 —KtN), что свидетельствует о пер-
вом порядке уравнения скорости флотации. Зная величину на-
клона, можно определить А. Значение (Со — Со»)/(С(0— С«>)
увеличивается и становится менее точным по мере приближения
к последней в ряду камере, т. е. по мере приближения С (t)
к С». Точность зависит от выбранного значения См. Объем кон-
центрата, удаляемого из камер, не всегда является пренебре-
жимо малым, и, следовательно, время пребывания увеличивается
от камеры к камере (см. рнс. 4.4). В этом случае уравнение не-
справедливо и трудно определить величину К. из получаемого
графика. Если имеются соответствующие графики для двух и бо-
лее флотируемых составляющих, извлекаемых в одной и той же
машине, то наклон линий, хотя и не свидетельствует о точных К,
все же может служить основой для сравнения поведения различ-
ных составляющих пульпы.
Для выяснения возможности применения уравнения с нефло-
тируемым остатком при анализе непрерывного промышленного
процесса проведено опробование серии камер, работающих в от-
крытом цикле основной флотации, перерабатывающей 100 т/ч
руды, содержащей халькопирит, пирит, пирротин и пустую по-
роду [203]. Предпринималось все возможное для создания ста-
ционарных условий в цикле: поддерживалось постоянство пита-
ния цикла измельчения, плотности пульпы в сливе классифика-
тора и расхода реагента. В течение 2 ч через каждые 20 мин
отбирались пробы следующих продуктов: концентрата и пульпы
под пенным слоем в каждой камере, питания серии камер и от-
ходов. Массовое содержание твердого в пробах пульпы каждой
камеры, питания и отходов изменяются незначительно, что ха-
рактеризует постоянство концентрации твердого в пульпе.
На рис. 4.5, а показана зависимость содержания медн в пульпе
от номера камеры. Асимптотическое значение, пропорциональное
1 Вывод уравнения см. в главе 5.
157
С,», составляет 0,15%. Для определения времени пребыва-
ния в различных камерах необходимо составить материальный
баланс серии. Так как экспериментально установлено, что ка-
мера является идеальным смесителем, проба пульпы в какой-
либо камере должна представить отходы этой же камеры и пи-
тание последующей. Переходя последовательно от камеры к ка-
мере, можно по формулам материального баланса рассчитать
выход концентрата и отходов в каждой камере, а затем по плот-
ности пульпы и объему камеры рассчитать время пребывания
пульпы в каждой камере. Это время оказалось близким для
того, чтобы можно было использовать предложенную формулу.
Небольшой разброс точек около прямой (рис. 4.5, б) показы-
вает возможность применения уравнения первого порядка для
описания промышленной флотации.
Г. Купер (206] пытался построить на основе гипотезы о не-
флотируемом остатке систему управления процессом флотации,
дополнив модель К. Бушеля описанием процессов, протекающих
в пенном слое. Выведено уравнение непрерывного процесса, опи-
сывающее перенос частиц в аппарате идеального вытеснения и
возврат частиц из пены в пульпу. Отметим, что модель не учи-
тывает осыпание частиц при транспортировке в пену. Проверив
применимость гипотезы о иефлотируемом остатке в периодиче-
ском эксперименте, Г. Купер, в отличие от Б. Булля, не исполь-
зовал результаты этих опытов для определения нефлотируемого
остатка в непрерывном процессе отождествляя отходы камер не-
прерывного действия с нефлотируемым остатком, что неверно,
так как концентрация в отходах зависит от времени пребывания
в камере. Эта модель еще далека от использования в алгоритме
управления процессом. Об этом говорит и то, что намерения ав-
тора построить систему управления не были реализованы.
Таким образом, учет нефлотируемого остатка позволяет
в первом приближении оценить неоднородность материала по
флотируемости. Однако выделение в материале лишь двух клас-
сов по свойствам недостаточно. Необходимо разделить материал
на большее число классов. Это означает переход к уравнениям
кинетики, учитывающим функцию распределения по флотируе-
мости. Рассмотрим их подробнее.
4.4. Модели процесса, учитывающие неоднородность
материала по флотируемости
В качестве оценки флотируемости большинство авторов вы-
брали кинетическую константу [58, 103, 118, 127, 168, 197,217,
232, 235]. В работах (66, 249, 264] такой .оценкой является время
158
Рис. 4.6. Распределение времени
индукции при флотации шариков
из кальциевого стекла крупностью
—0,30+0,21 мм [265]
Ф(Х)
индукции, в работе [250] — вероятность закрепления частицы на
пузырьке при столкновении.
К. Сазерленд [265] вывел уравнение кинетики флотации, со-
держащее распределение частиц по времени индукции:
со
1 — е (<) = J <р (к) exp [—p'6t sech2 (Зи^.к/4/?)] dx,
где X — время индукции; остальные обозначения те же, что и
в табл. 2.1. Кроме того, построены уравнения с распределениями
по размерам частиц и пузырьков в предположении, что время ин-
дукции не зависит от их крупности. Это предположение не обо-
сновано. По данным М. А. Эйгелеса [188, стр. 82] время индукции
частиц флюорита увеличивается от 0,01 до 100 с с перехо-
дом от класса —0,15+0,06 мм к классу —0,6+0,4 мм. К. Сазер-
ленд показал, что при определенных условиях плотность распре-
деления можно вычислить с помощью обратного преобразования
Лапласа.
По результатам флотации стеклянных шариков средним диа-
метром 0,252 мм пузырьками с 7?Ср = 0,64 мм при относительной
скорости движения и<»=12 см/с рассчитана кривая (рис. 4.6),
весьма близкая к графику нормального распределения. Этого
и следовало ожидать, поскольку флотировался почти однород-
ный по поверхностным свойствам, размерам и форме материал.
Ошибка эксперимента, отклонение от среднего размера и сфери-
ческой формы должны были привести к такому виду кривой.
159
Полезнее рассчитать распределение для неоднородного по свой-
ствам материала. Это несложно сделать для искусственной смеси
с небольшим разбросом значений параметров ит и R, что позво-
лило бы пользоваться уравнением. Для реального материала эти
величины распределены в достаточно широких пределах, по-
этому непосредственно применить уравнение для расчета сложно.
В работах Т. Имайцуми и Т. Инуэ [204, 207] были предло-
жены графические методы построения <р(К). Производя преоб-
разование кинетической кривой, построенной в полулогарифми-
ческих координатах, авторы получают несколько точек на плоско-
сти, по которым строится интегральная функция распределения.
После графического дифференцирования получается иско-
мая плотность распределения <р (К]. Каждая из операций вносит
большую погрешность, поэтому точность результатов невелика,
не говоря уже о значительных затратах ручного труда; впрочем,
недостатки этого метода признают н сами авторы [58].
В более поздних работах вслед за В. И. Мелких [103],
Е. Вудберном и Б. Лавди [273, 274] Т. Имайцуми и Т. Инуэ [58]
используют представление
*Р</<)==Т77Г/<₽е"Х/Г’ (4.35)
где К 0; Г (р) — гамма-функция Эйлера.
Для определения параметров распределения р и X предло-
жены трудоемкие графические методы. Эти методы применялись
для исследования влияния на функцию распределения факторов,
связанных с процессами, протекающими в слое пены: скорости
аэрации, скорости удаления пены и влияния ограничения пло-
щади пенного слоя. Интересных технологических результатов
получено не было. Кроме того, в работе [58] допущена ошибка.
В самом деле, подставим формулу (4.35) в уравнение кинетики
(4.3°):
У(0 = Т(р) J e e % r(p) G(z>-
Для удобства применения формулы преобразования Лапласа
к вычислению G (/)> заменим обозначения переменных на стан-
дартные: обозначим К через t, a t через s.
Тогда
со
G (а) = [ dt = L [е~х^] = F (s + x),
0
где
160
Вычислим F (s):
F(s)=J e utpdt = ^~ J e =
Поскольку Г (z+l) = zF (z), to F (s) = рГ (p) /%₽+*. Искомый
интеграл равен G(s) = F(s+l) = pr(p)/(s+%)₽+* или, возвра-
щаясь к старым обозначениям, G(t)= • Следова-
(%+0р+1
тельно,
’’<')=',(ттг)1
(4.36)
В работе [58] для определения к и р предложено уравнение
<"-37)
что, очевидно, не согласуется с уравнениями (4.35) и (4.36).
Установим вид формулы для <р (Д), которой соответствует урав-
нение (4.37). Обозначив t через s и К через t, вычислим обрат-
ное преобразование Лапласа
Согласно работе [71]
£-1Г 1 1_ е-а/
L(s + a)’ J ГМ *
Поэтому
Возвращаясь к прежним обозначениям, имеем
?(Ю = Wr~^~-X5-> (4.38)
Это также один из видов гамма-распределения. Его матема-
тическое ожидание и дисперсия равны соответственно р/Х и р/12,
р— 1
мода .
Л
1 1 Заказ № 232
161
Продифференцировав уравнение (4.37), получим
-•й—(489>
Р
Л-f*t
где К =
среднее (по классам флотируемости) значение
константы скорости флотации в момент времени t.
Эта величина уменьшается в ходе опыта, поскольку легко-
флотируемые частицы быстро выходят в пену, оставляя в камере
менее флотируемые частицы.
Е. Вудберн и Б. Лавди [273, 274] предложили формулу гам-
ма-распределения в виде
Ф(^)— Г(р + 1)
р> — 1, а>0,
(4.40)
что несколько отличается от предложенного в работе [58] урав-
нения (4.35) и нами (4.38). Соответствующее среднее значение
константы скорости
Из формул видно, что среднее значение константы скорости
определяется только характеристикой материала. Результаты
опытов при различной исходной плотности укладываются на
одну кривую (см. рис. 4.2). Независимость константы скорости
от начальной концентрации твердого в пульпе показывает, что
порядок флотации не может превышать единицу, а процесс опи-
сывается уравнением реакции первого порядка с распределе-
нием по константе.
Впервые гамма-распределение для оценки флотируемости
и вывода уравнения кинетики было предложено В. И. Мелких
[103] в виде
где Z— вероятность прилипания частицы к пузырьку при соуда-
рении; а>—1, б>0 — параметры.
Тогда
где Рс — вероятность столкновения частицы с пузырьком, рав-
ная, по В. И. Мелких, <y/V, где q— количество воздуха, выходя-
щего в пену в единицу времени; V — объем камеры.
162
Для К. получается формула
рс
'+рст-
Обозначив Х = —-— и о2 = ,о ,
о tr
ние кинетики к виду
= /f="APc>
можно привести уравне-
(4-43)
где Л и о2 — соответственно математическое ожидание и диспер-
сия прилипания частицы к пузырьку при столкновении.
Чем больше различие во флотационных свойствах частиц,
тем больше значение о2 и связанной с ней о2, и тем больше ре-
зультаты, полученные по уравнению (4.43), отличаются от расчет-
ных по уравнению К. Ф. Белоглазова. Можно думать, что полу-
чен порядок флотации, больший единицы при v ф 0, т. е. когда
частицы имеют различную флотируемость. То же можно было
бы получить из уравнения (4.39):
f-TTD1—f-A (4«)
=-К'уЧ+^
dt А у
где К' = р/Ь — математическое ожидание константы скорости,
т. е. среднее (по всем частицам) значение К в начальный
момент.
Вид уравнений (4.43) и (4.44) не может служить доводом
в пользу гипотезы о порядке флотации, большем единицы: она
противоречит механизму процесса и опровергается эксперимен-
тами по флотации исходной пульпы различной плотности. Эти
уравнения всего только численно аппроксимируют количествен-
ную зависимость извлечения от времени *.
Уравнение кинетики (4.30) с функцией распределения соот-
ветствует физике процесса и позволяет определить извлечение
в концентрат классов с различной флотируемостью. Уравнения
(4.43) и (4.44) дают суммарную оценку извлечения материала
в концентрат, не отражая вклада различных классов.
. 1 Напомним, что О. С. Богданов с соавторами еще в 1955 г. указывали
на интерполяционный характер уравнения флотации n-го порядка [36].
И* 163
В связи с этим следует отметить, что размерность константы
скорости в уравнении (4.43) и (4.44) постоянна и не зависит от
v, р, хотя, как известно, она должна меняться с величиной пока-
зателя степени п= 14-о2 ( или п= размерность К прн
п = 1 — с-1; при п = 2 — с-1) и т. д.
В. И. Мелких [104] предложил также оценку распределения
по вероятности прикрепления Л частицы к пузырьку при столк-
новении в виде
<Р(Х) =
Л«-1 (1 — X)ft-i
В (а, Ъ)
. Г (х)Г (у) , .
где В (х, у) = Г — бета-функция.
Математическое ожидание и дисперсия в этом случае равны,
соответственно,
Y _ а ач__________________________
а-Ьб’ ~ (а 4-6)2 (а-ь 6-И) •
Для порядка и константы скорости получены формулы, ана-
логичные прежним:
п~1 + г>2, К=~.
Как видно, по сравнению с прежней формулой для константы
скорости К = ЛРС = Л-^-, в новой вероятность столкновения
оценивается величиной промежутка времени Рс~~- Отправ-
ной точкой для построения модели является уравнение
в______________%______(1 _ е)
Л 1 4-К (п — 1) f u '
(4.45)
или в конечных разностях
где К — ei/т, 61 — начальное извлечение.
Разностная аппроксимация дифференциального уравнения
справедлива, если т н ei малы; в этом случае приближенно вы-
полняется равенство К = bi/t.
164
Уравнение К- Ф. Белоглазова (1.4) можно приближенно запи-
сать в виде г/t в случае, когда е н t малы; тогда 1 — е«1,
de El
а dt ~Т'-
Малость отрезка времени т означает высокую вероятность
столкновения частицы с пузырьком. Характерно, что В. И. Мел-
ких избегает какого-либо названия т; очевидно, этот промежуток
времени — время свободного пробега частицы в аэрированной
пульпе. Показав, что ei»K, автор выясняет смысл второго усло-
вия: вероятность прилипания при столкновении частицы с пу-
зырьком в среднем невелика. Наличие двух периодов (началь-
ного и конечного по С. И. Крохину) флотации в работе [104]
объясняется асимптотическими свойствами решения предложен-
ного уравнения
1 _Е — в<а> * + О
' В(а + Ь) ’
где t=s—
т
Таким образом, по сравнению с работой [102] здесь предло-
жен другой вид распределения (бета вместо гамма); вероят-
ность столкновения частицы с пузырьком оценивается средним
временем свободного пробега частицы (т), а не удельной произ-
водительностью флотационной камеры по воздуху (q/V). В ран-
них работах исходным пунктом было уравнение флотации пер-
вого порядка, теперь — уравнение флотации n-го порядка, запи-
санное в виде уравнения (4.45) *. В работе [103] использовано
дифференциальное, а в [104] — разностное уравнение. Автор
старается оправдать такую замену необходимостью выделения
«элемента дискретности в уравнении», поскольку «флотация
в своей микроструктуре (частица плюс пузырек воздуха) яв-
ляется. .. дискретным процессом».
Такого оправдания не требуется: флотация, подобно процес-
сам, изучаемым молекулярной физикой, химией, механикой
аэрозолей и т. д., настолько же дискретна, насколько и непре-
рывна. Использование аппарата дифференциальных уравнений,
либо их разностных аналогов — дело выбора исследователя.
Мы считали подробный разбор идей, развитых в работах
[103—106], поучительными. Одним из первых, выдвинув и обос-
новав уравнение кинетики с распределением по флотируемости,
1 Решения уравнений (1.2) и (4.45) совпадают. Такой же вид имеют
кривые, удовлетворяющие уравнениям (4.43) и (4.44). Это оэнвчает, что ки-
нетическую кривую, квк и следоввло ожидать, можно аппроксимировать раз-
личными способами.
165
В. И. Мелких предложил конкретный вид функции, описываю-
щей плотность распределения; объяснил n-й порядок процесса,
исходя из неоднородности материала, и связал константу скоро-
сти и порядок флотации с параметрами распределения. В то же
время заметно, что усилия прежде всего были направлены на по-
лучение уравнения n-го порядка. Видимо, поэтому и не рас-
смотрены методы расчета плотности распределения.
Формулы (4.35), (4.40), (4.41) обладают существенным не-
достатком: очевидно, <р(0) = 0 при 1, при этом у (/) ->0, что
противоречит наличию нефлотируемого остатка — материала
— Сео
сК = 0, доля которого в исходном равна С«>=-=— • Функция
Со
распределения должна удовлетворять соотношению
8
lim (<р(Л’)^ = Сш.
8->0tf
Функция ф(К) состоит, как показано в 3.4, из импульсной
и непрерывной составляющих:
? (K) = CJ (К) 4- (1 — Cj;(К). (4.46)
Поэтому
У (О = Са 4- (1 - CJ J т (К) e~KtdK=
Очевидно, при таком определении <р (/Q у (t) -> 1, у (/) .
t—>0 t~»-оо
Обозначим
у(0=У(°~Сео. (4.47)
1--Ссо
Тогда
7(0 = {?(/<) (4.48)
о
<f(K)€~KtdK.
Функция ф(/С) — непрерывна; так как мы уже выделили
часть, соответствующую К = 0, то ф(0) = 0. Пользуясь форму-
лами (4.37), (4.38), (4.46) и (4.47), можно по результатам фло-
166
тационного эксперимента рассчитать плотность распределения
ф(Ю-
Выбрав в качестве меры флотируемости время индукции, Ста-
хурский [264] вводит интегральную функцию распределения н
плотность распределения объема материала по времени индук-
ции. Считается, что существует критическое время индукции
Ткрит, зависящее от условий опыта, и такое, что при т>ткрит ча-
стица не будет сфлотирована. Предполагая, что объем зерен уз-
кого класса (в смысле времени индукции), флотирующийся за
время А/, пропорционален объемной доле класса, автор выводит
интегро-дифференциальное уравнение для распределения. Урав-
нение содержит константу скорости, зависящую от времени ин-
дукции, расхода воздуха н реагентного режима. Существенно то,
что К. зависит также от размера зерен нефлотируемого минерала
и их концентраций в пульпе.
При сравнении вычисленного спектра с данными флотации
узких классов галенита в присутствии узких классов ферросили-
ция приходится определять значение К по одной, выбранной
в качестве базовой, точке на кинетической кривой. Для решения
уравнения нужно знать начальное распределение, начальные
объемы всех классов и объем нефлотируемого материала. Опыт-
ные кривые в полулогарифмических координатах имеют нели-
нейный вид. Вычисление спектра в этой модели, очевидно, весьма
сложно.
Ж. Пану [249], Р. Тилле и Ж. Пану [164] попытались описать
кинетику процесса в общем виде и исследовать условия, при
которых процесс может быть описан уравнением того или иного
порядка. Считается, что частицы распределены по флотируемо-
сти; критерий флотируемости — время индукции. Предполагая,
что руда состоит из двух компонентов — легкофлотируемого
и труднофлотируемого, что ситовой состав, расход реагентов,
воздуха и т. д. постоянны, авторы работы [164] получили урав-
нение, описывающее эволюцию во времени функции массового
распределения частиц в камере по флотируемости:
&Р______dQ . 1 дР
dydt * 1 —Q ду ’
где -Q (у, t, N) — вероятность флотации частиц с флотируемостью
у за время t; N(y\t) — число частиц с флотируемостью у, остаю-
щихся в камере в момент t.
Рассмотрены несколько случаев, когда флотация отдельных
классов флотируемости подчиняется кинетике нулевого или пер-
вого порядка, и определены условия, при которых флотация
всей руды подчиняется уравнению определенного порядка;
167
в частности, если флотация всей руды подчиняется уравнению
кинетики первого порядка, то P(u)=6(u—К) —все частицы ха-
рактеризуются одной и той же флотируемостью. Когда же фло-
тируется смесь нз двух компонентов, причем для узких классов
флотируемости одного компонента и узких классов по содержа-
нию ценного — второго компонента справедлива кинетика пер-
вого порядка, извлечение в камерный продукт определяется
уравнением
e(O = j-^he-JrU),dx.
где Т — функция распределения по содержанию полезного ком-
понента; х—содержание ценного компонента.
Необычно в теории Р. Тилле и Ж. Пану то, что флотируе-
мость у можно, вообще говоря, заменить любой монотонно воз-
растающей функцией например К=К(у); в послед-
нем случае в уравнении верхний предел интегрирования равен
со, н оно переходит в уравнение Имайцуми—Ниуэ. Для экспери-
ментального определения функции распределения по флотируе-
мости предложен контактный метод: контакт считается эффек-
тивным, если зерно остается прикрепленным к пузырьку после
двух ударов кулачка по опоре пузырька; каждый раз исполь-
зуют только один пузырек; определяют число эффективных кон-
тактов п для заданной частицы при т попытках. Отношение
п/т характеризует флотоактнвность данной частицы. Чем
больше т и чем больше число М исследованных частиц, тем
ближе экспериментальное распределение к истинному. В опытах
авторов полагалось т = 20, М = 100.
Следует отметить, что для оценки флотируемости может быть
выбрана функция, принадлежащая к весьма широкому множе-
ству. Ценно стремление не выдвигать априорных требований
к порядку уравнения: производя различные преобразования над
уравнением кинетики н его параметрами, авторы конструируют
различные виды процесса; среди них могут оказаться и не ис-
следованные до сих пор.
В разобранных в работе [164] примерах интересна попытка
сочетать распределение по флотируемости и по содержанию цен-
ного. Вместе с тем, отдавая дань традиционным представлениям,
Р. Тилле и Ж. Пану стремятся непременно получить порядок
уравнения, описывающего флотацию материала в целом. Луч-
шим аргументом против такого подхода является то, что в ряде
случаев полученное уравнение не подчиняется нн одному нз об-
щепринятых кинетических законов. Проведенное исследование
168
является излишне формализованным. Очевидно, отсутствие про-
должения работ в этом направлении и даже ссылок в литера-
туре — неслучайно.
Кинетическое уравнение, содержащее распределение пофло-
•тируемости и нефлотируемый остаток, построил Хубер Пану
[251, 252J. Подобно В. И. Мелких, он использует распределение
по вероятности прилипания ц, но выделяет из константы скоро-
сти К множитель, равный концентрации воздушных пузырь-
ков N-.
е (/) = «*
е *'<p(p)dp
где ртах e max ,u, К = K\N\a.
Постоянная Те (0,1) характеризует содержание нефлотируе-
мого остатка; в наших обозначениях
Сл — С С —
ЧГ----2-^-2-=!-----^ = 1-Сю.
С>0 Со
Величина Ki = const характеризует вероятность столкновения
частицы с пузырьком. Гамма-распределение предлагается в виде
?(р)— г(р) ♦
•Snax j
Неудобство такого определения <р состоит в том, что инте-
грал нужно дополнительно умножать на Если обозначить'
, Ь
л = —ггтг» уравнение примет вид
lx iN
•«-•[«-(ттгИ-
откуда при Т=1 с учетом у=\—е получается равенство
(4.37), выведенное нами ранее.
Во всех рассуждениях о распределении мы не касались ре-
альных технологических факторов таких, как крупность мате-
риала, содержание ценного минерала в исходном и т. д. По-
смотрим, каким образом можно ввести, например, крупность
материала в кинетическое уравнение с распределением. Пусть ча-
стицы распределены по крупности с некоторой плотностью Н (х).
169
xm«x
Если хо^х^хшах, то J H(x)dx—1. Вид распределения
х0
определяется свойствами материала, характеристикой измельчи-
тельного и классификационного оборудования и требованиями
технологии; чаще это логнормальное распределение или его со-
четание с усеченным распределением Розина—Раммлера [131].
Поскольку частицы даже одной крупности обладают разной
флотируемостью, можно ввести плотность распределения по
флотируемости для частиц данной крупности <ря(Ф), где Ф =
= Kip. Очевидно,
*тах
j ?хт.х(Ф)ЙФ = 1«
где Фхшах—максимальное значение Ф для частиц размером х.
Для частиц одного размера х и флотируемости Ф справедливо
уравнение К. Ф. Белоглазова:
е = ЧГЖ(1 — exp (4.49)
где Vx — доля флотируемых частиц размера х.
Очевидно, суммарная масса флотоактивных частиц равна
хтах
Y = J (х) dx. Введем вместо общего распределения по
хо
крупности Н (х) распределение для флотоактивных частиц
Н^(х) = (W,jW)H(x). Тогда уравнение (4.49) запишется в виде
X фг
•*max хтах
f J /А(х)?х(Ф)е-фЛГ'
х» О
d&dx.
(4.50)
Это уравнение, выведенное Хубер Пану, в отличие от преды-
дущих описывает флотацию полидисперсной смеси. Уравнение
можно упростить, если распределение по крупности представить
дискретным спектром.
Таким образом, в уравнение кинетики (4.50) введен уже не
одномерный, а двумерный спектр. Выделив важнейшие пара-
метры процесса, можно построить многомерный спектр. Наметки
такого подхода появились у А. Д. Погорелого. Здесь константа
скорости делилась на составляющие, одна из которых характе-
ризовала свойства материала, а другая — гидродинамику аппа-
рата. В определенном смысле можно говорить о двумерном
спектре применительно к работе Р. Тилле и Ж- Пану. Понятие
170
многомерного спектра было впервые сформулировано И. Ш. Зай-
денбергом с соавторами [53].
Для раздельного учета влияния отдельных технологических
факторов использовано понятие о многомерном фазовом про-
странстве, координаты которого могут характеризовать различ-
ные свойства частиц пульпы. Авторы работы [53] предложили
модель в трехмерном пространстве с координатами: размер ча-
стиц, содержание ценного минерала, вероятность закрепления
частиц на пузырьке. Характеристикой неоднородности пульпы
в данном случае будет распределение массового количества твер-
дого в пространстве этих трех параметров, т. е. трехмерный фло-
тационный спектр. Однако в таком общем виде этот подход не
нашел применения.
Применение этой гипотезы зависит от знания структуры ки-
нетической константы и умения строить соответствующие функ-
ции распределения. В упрощенном виде трехмерное распреде-
ление применено только в модели Р. Кинга и его сотрудников
[235—238, 273]. В главе 8 будет приведен пример расчета по
модели с трехмерным спектром, включающим распределение по
крупности, по минеральному составу зерен крупностью d, по по-
верхностной активности частиц крупностью d и фиксированного
минерального состава. Набор факторов процесса, образующий
многомерный спектр в модели Р. Кинга, не является единственно
возможным: можно изменить выбор и количество факторов. По-
нятно, что при этом следует ограничиться разумным числом фак-
торов, так как увеличение размерности влечет за собой услож-
нение модели. Поскольку содержание ценного компонента и
удельная скорость флотации — взаимосвязанные величины,
можно исключить из набора один из этих факторов и получить,
таким образом, двумерный спектр.
Упрощение модели процесса не может быть самоцелью. Если
оно ведет к существенной потере общности, от него следует от-
казаться. Можно добиваться снижения размерности другим пу-
тем: строить такие двумерные спектры, чтобы соотношение функ-
ций распределения позволило определить плотность распределе-
ния по недостающему фактору. Эта идея реализована П. Капуром
и С. Мехротра [232]. Двумерные распределения определяются
по формулам
।
Л12 (/<, d)=\M (К, d, a) da
।
W (К, d)= f М (К, d, а) а da.
(4.51)
171
где М2 и W — двумерные распределения массы и частиц по К.
и d, относящиеся соответственно к общей массе материала
и массе ценного компонента; /С — константа скорости; d— круп-
ность частицы;» — содержание ценного; М(К, d, а) — плотность
распределения, соответствующая трехмерному спектру.
При построении модели предполагается: процесс минерали-
зации пузырьков подчиняется кинетике первого порядка по твер-
дому, причем масса частиц считается распределенной по вели-
чине константы скорости прикрепления к пузырьку; количество
пузырьков и их распределение по крупности не зависят от вре-
мени; распределение пузырьков по времени пребывания в пульпе
соответствует их идеальному перемешиванию, так что вероят-
ность перехода пузырьков в пену является функцией только их
концентрации и интенсивности аэрации и не зависит от плотно-
сти пульпы и нагрузки пузырька; дисперсность газовой фазы
постоянна; скорость удаления пены высока, причем вторичной
минерализацией в пенном слое можно пренебречь. Особенностью
этой модели является учет обратимости флотационного прили-
пания: результирующая скорость минерализации определяется
как разность скоростей прилипания частицы к пузырьку и от-
рыва. Напомним, что такую же разность вводил в уравнение
С. И. Крохин, ошибочно полагая, что это и есть скорость фло-
тации.
Модель периодической флотации записывается в виде урав-
нений:
= ~KxMa (Кх. d, t) <₽ [1 - +
+ X2Mb(Ki, d, 0
= d, оф-^-]- I
- K2Mb (Kx ,d,t)~ Шь (Ku d, t) )
^ = A^(Kb d, t),
(4.52)
(4.53)
где Kx и K2^K2{Kx, d) —константы скоростей прилипания и от-
рыва частицы; Ms(Kx, d, t), Mb(Klt d, t) и Mc(Ki, d, t) — масса
частиц, имеющих размер d и удельную скорость закрепления на
пузырьке Кх, соответственно в жидкой фазе, на "Ьоздушных пу-
зырьках и в концентрате; <р — коэффициент, определяемый раз-
мером пузырька и гидродинамическими условиями в камере;
172
4f — коэффициент, учитывающий степень заполнения поверхно-
сти пузырька, 4r(t)
Величина 1/Л пропорциональна времени пребывания пу-
зырька в камере и зависит от расхода воздуха и степени аэра-
ции; очевидно, 1 пропорционально скорости выноса закрепив-
шихся на пузырьках частиц в пенный слой; напомним, что ско-
рость пеносъема предполагается высокой. Все это объясняет,
почему скорость выхода в концентрат принята пропорциональ-
ной содержанию твердого на пузырьках (4.51).
Система уравнений (4.52) и (4.53) описывает баланс твер-
дого в камере, где происходит обратимая реакция перехода ча-
стиц из свободного в прикрепленное состояние и выход части
прикрепленных к пузырькам частиц в пенный слой (а затем
в концентрат).
Примечательно, что авторы сумели обойтись без введения
распределения по константе скорости отрыва Kz, считая ее функ-
цией Кь Смысл этого допущения понятен: чем больше гидро-
фобность поверхности частицы, тем больше скорость реакции
закрепления на воздушных пузырьках и силы сцепления между
частицей и пузырьком и тем меньше скорость реакции отрыва
при прочих равных условиях (крупности и скорости движения
частиц и пузырьков, масштабе и интенсивности турбулентных
пульсаций и т. д.).
Следует отметить, что функциональная зависимость скорос-
тей прямого и обратного процессов (для системы пульпа—пена)
предлагалась ранее К. Бушелем [204]. Причем в работе [232]
приведена функция общего вида, а в работе [173] прямая про-
порциональная зависимость. Определение функции Ч7//), без чего
нельзя решить систему уравнений (4.52), в настоящее время не-
возможно, поэтому необходимо принять определенные допуще-
ния о ее виде. В частности, для свободной флотации (заполне-
ние поверхности пузырька невелико) можно предположить
Ч^СО — О. Тогда система уравнений (4.52) примет вид
4г-----К^х + К^У
-$- = Лг1^-(Лг2+Му, (4>54)
где x — Aft, у = Мь.
До сих пор мы рассматривали периодическую флотацию как
замкнутый процесс. Уравнения (4.54) описывают процесс в от-
крытой системе: член Ку во втором уравнении обозначает вынос
частиц в концентрат, за пределы камеры.
173
Решая эту систему уравнений1 и интегрируя М» (Ki, d, t) по
Ki, получаем суммарное количество Mt(d, t) частиц размером d,
остающихся в пульпе к моменту времени t\
Ms (d, t) = f Мв (Kx, d, t) dKx =
6
co
= J Mt(Ki, d, Ki, d, t)dKx,
где
R (/<1, K., d, t) = (1 - ) ef,< + (4.55)
Измерив в флотационном опыте значения Ma(d, t) и решив
уравнение (4.55), можно определить исходное распределение
массы частиц, крупностью d по константе К\-
В 3.5 было показано, что решение уравнений вида (4.55)
представляет определенную трудность. Видимо, поэтому НЪторы
работы [232] ввели дополнительное допущение
dMt, (Къ d. t) Q 0.5g)
полагая, что оно справедливо в условиях свободной флотации,
когда загруженность пузырьков мала. Выясним, при каких усло-
виях это соотношение возможно. Если кинетика флотации узкого
по флотируемости класса минерала описывается уравнением
К. Ф. Белоглазова, то скорость флотации экспоненциально убы-
вает:
откуда
| _________________
dt dt |t=o
Очевидно, можно считать —й-«0 на всем интервале 0^/<оо
dt
лишь при достаточно малых К. Это должно быть верно и приме-
нительно к процессу минерализации, определяющему результат
1 Предполагается для простоты, что корни вещественны н различны:
174
флотации. В гл. 7 будет показано' существование участка кру-
того роста производной по времени от концентрации минерала
на пузырьках в начале процесса, за которым следует асимпто-
тическое убывание к нулю, поэтому соотношение (4.56) спра-
ведливо только при затухании процесса. Если принять допуще-
ние (4.56), задача существенно упрощается: теперь в системе
уравнений (4.52), (4.53) остается только одно дифференциаль-
ное уравнение — первое; подставив Мь из второго уравнения
в первое, получим
dM* — дл __________ (457)
dt Тг + А. s * '
уравнение К. Ф. Белоглазова с константой скорости
(4.S8)
Проинтегрировав уравнение (4.57), получим число частиц
крупностью d, имеющих константу скорости прилипания Кг.
M3(Ki, d, t) = Ms(Ky, d, 0)ехр(-Я7).
Тогда суммарное число частиц крупности d, остающихся
в камере,
оо
Ма (d, t) = J Ма (tfj, d, 0) exp dKi - (4.59)
В последнем уравнении полезно перейти от распределения по
Кл к распределению по К. Для этого необходимо знать зависи-
мость Ki от К. Решение уравнения (4.58) можно записать в виде
Ki =f(K). Напомним, что Кч зависит от К.
Выполнив в уравнении (4.59) замену переменных = f (/С),
получим уравнение кинетики, содержащее двумерный спектр: по
К и по d. Для того чтобы иметь исходное распределение мате-
риала по К, нужно выполнить обратное преобразование Лап-
ласа экспериментально определенной функции Ms(d, t) —содер-
жание класса крупности в камерном продукте. Аналогично об-
ратным преобразованием Лапласа от распределения ценного по
крупности в камерном продукте можно вычислить распределе-
ние массы ценного компонента в исходном сырье по константе
скорости.
Связана ли эта модель процесса с одномерной моделью, со-
держащей распределение по флотируемости (4.30)? Если пре-
небречь осыпанием частиц с пузырьков при всплывании, то
^K2(Ki,d). (4.60)
175
Тогда из равенства (4.58) К = ф(К1). Подставив в уравнение
(4.57) и проинтегрировав по размеру частиц, получим уравнение
не с двумерным, как (4.59), а одномерным спектром Ms(t) =
со
== J Ма(К, 0)e~KtdK, с точностью до обозначений совпадающее
о
с уравнением (4.30).
Каков физический смысл соотношения (4.60), связывающего
величины разной размерности? Напомним, что 1/Л — величина,
пропорциональная среднему времени пребывания пузырька
в пульпе. С одной стороны, с увеличением интенсивности аэрации
время пребывания пузырька в пульпе убывает. С другой сто-
роны, увеличение количества пузырьков приводит к росту веро-
ятности столкновения, так что частица, оторвавшаяся от одного
пузырька, закрепится на другом. В этом случае отрывом частиц
можно пренебречь. Понятно, что это допущение справедливо
в большей степени применительно к флотации легкофлотируемых
минералов.
В рассмотренной модели практически реализована перспек-
тивная идея многомерного флотационного спектра и учтена об-
ратимость прилипания частицы к пузырьку. Модель при-
менена к изучению влияния степени аэрации, размера частицы
и плотности пульпы на распределение по константе скоро-
сти [245].
По литературным данным с помощью алгоритма обращения
преобразования Лапласа [233] построены распределения по кон-
станте скорости флотации. Данные по влиянию расхода воздуха
иа скорость флотации кальцита [267] позволили проверить фор-
мулу: /С = фК1- Отложим на оси абсцисс вместо константы ско-
рости ее отношение к медиане распределения. Поскольку в фор-
муле от аэрации зависит только <р, то при таком преобразова-
нии кривые должны совпадать, что видно иа рис. 4.7.
Таким образом, эксперименты подтверждают справедливость
предложенной формулы, однако окончательный вывод делать
рано. Высокая степень аэрации может привести к нарушению се-
лективности процесса, например за счет механического выноса,
в то время как модель строилась в предположении, что выносом
можно пренебречь. В действительности зависимость константы
скорости от степени аэрации экстремальна, что и показано в ра-
боте [232].
Анализ зависимости константы скорости от крупности частиц
проведен аналогично. Предполагалось, что из константы может
быть выделен множитель, зависящий только от размера частиц
d : К = <рт] (d)Ka, где Ка не зависит от d. При постоянной аэра-
176
a
4>(кв>
Аэрация пульпы* % ка <0.51 мин’1
а А 7 0
О 2.4 Д 2.2 V 1.9 о (.5 2,5 0,78 0.28 0,(4
1 О ° о 0*0
9ДР А %
А ° V ’а, п о
A Q О Е
б
Ц2Ко/Ка(0.Ы
Рис. 4.7. Зависимость интеграль-
ной функции распределения по
флотируемости от факторов фло-
тации [233]:
а — аэрация пульпы; б — крупность ча-
стиц; в —плотность пульпы (аргумент
нормирован на медиану распределения
Ка/Ка (0,5)1
ции уравнение можно записать в виде К = т) (d) Ка- Распределе-
ния по константе скорости для шести классов крупности магне-
тита, рассчитанные по результатам работы [270], практически
совпали (см. рис. 4.7), что подтверждает справедливость совпа-
дения распределений, рассчитанных по результатам флотации
кварца при разной плотности пульпы [226], и показывает неза-
висимость скорости флотации от плотности. Независимость вида
кривой распределения от крупности и плотности материала и,
в определенных пределах, от расхода воздуха позволяет оцени-
вать флотоактивность материала по соответствующим кривым
распределения. Предложенные в работе [232] формулы могут
быть полезны при анализе структуры кинетической константы.
12 Заказ th 232
177
4.5. Двухфазные модели и обратимость
флотационного прилипания
В проанализированных выше моделях пульпу и пену в ка-
мере машины рассматривают как единое целое. Вместе с тем,
процессы, протекающие в пене, во многом определяют резуль-
таты флотации. От характеристики пены зависят качество кон-
центрата, извлечение и другие показатели процесса. Связь каче-
ства концентрата со свойствами пены обусловлена в основном
вторичной концентрацией в пене [79].
В основе двухфазных моделей процесса лежит признание
того факта, что частицы могут не только переходить из пульпы
в пенный слой, но и возвращаться обратно; такие модели содер-
жат уже не одну кинетическую константу, суммарно оцениваю-
щую процесс, а две константы скоростей переходов из пульпы
в пену и обратно. Если прообраз классического уравнения кине-
тики флотации — простая химическая реакция, то прообраз двух-
фазной модели — реакция обратимая. Иначе говоря, любая хи-
мическая реакция обратима,— все зависит от того, насколько хи-
мическое равновесие смещено в сторону исходных веществ или
продуктов реакции: если оно сильно смещено в сторону исход-
ных веществ, то реакция практически не идет; если в сторону
образования продуктов реакции, то можно считать процесс обра-
тимым [189].
Определенная аналогия прослеживается и во флотации: если
материал однороден по свойствам и легко флотируется, то осы-
панием из пены можно пренебречь; в реальных условиях, при
обогащении сложных комплексных руд выпадение частиц из
пены во многом определяет результаты флотации. Это и послу-
жило причиной того, что реагирующий объем был разбит на две
части — пульпу и пену, между которыми происходит обмен.
По нашему мнению, обратимость проявляется на гораздо более
тонком уровне: обратимым является само прилипание; процесс
флотации — результат взаимодействия процессов перехода ча-
стицы из водной фазы в воздушную и обратно; эти представле-
ния развиты в разработанной нами модели, рассмотренной
в главе 7. С таких позиций процесс рассматривался Капуром
и Мехротра.
Двухфазная модель процесса флотации впервые была пред-
ложена Н. Арбайтером и С. Харрисом [193]. Содержимое ка-
меры делится на две самостоятельные части — пульпу н пену,
взаимообмен между которыми описывается кинетикой первого
порядка. Результаты флотации определяются средним временем
пребывания частиц как в пульпе, так и в пене. Модель Арбай-
178
тера—Харриса содержит не одно, а три уравнения, описываю-
щие переходы пульпа—пена, пена—концентрат, пена—пульпа.
Соответственно, система содержит не одну, а три кинетические
константы. В дальнейшем такие модели исследовались в работах
[15, 17, 18, 107, 195, 206, 212, 219, 220, 271J и др. Отметим, что
в 1962 г. К- Бушель [204] рассмотрел уравнение
dC _ dQ , dP
dt ~ dt *" dt »
где dC/dt—изменение концентрации минерала в пульпе,
dQ/dt = КС— скорость выхода частиц минерала нз пульпы
в пену, dP/dt — скорость возвращения частиц из пены в пульпу.
Очевидно, это и есть двухфазная модель. Полагая для про-
стоты, что скорость осыпания частиц из пены пропорциональна
скорости выхода в пену:
dP dQ
---= а ——
dt--dt •
(4.61)
где а—коэффициент пропорциональности, автор пришел к при-
вычному уравнению кинетики, но с константой К: =К(1—а).
Сам К. Бушель отмечал, что в общем случае с течением времени
количество минерала на пузырьках может убывать и условие
(4.61) не будет иметь* места. Эта модель не включает описания
перехода частиц из пены в концентрат, что сделано в модели
Н. Арбайтера и С. Харриса, но при этом система содержит три
уравнения:
dCfpldt = KfpCp-,
dCpf/dt = KpfCf-,
dCcfldt = KcfCf, (4.62)
где С/р, Ср/, Сс/ — количества твердого, перешедшие нз одного
состояния в другое *; Kfp, Kpf и Kef — константы скоростей пере-
ходов соответственно частиц из пульпы в пену, нз пены в пульпу,
из пены в концентрат; Ср, С/ и Сс — концентрации твердого
в пульпе, пене и концентрате.
Запишем баланс частиц в каждой фазе:
ST = ~KfPCp + Kpfi}
dC (463)
~dT = КГрСр ~ ~ KcfCf.
1 Индексы I, ряс совпадают с первыми буквами английских слов froth
(пена), pulp (пульпа), concentrate (концентрат).
12*
179
Рис. 4.8. Зависимость концентра-
ции частиц в пульпе Ср (а),
в пене С/ (б) и в концентрате Се
(в) от времени, рассчитанные по
двухфазной модели (195):
/-кр/-о; г-кр/-о,5
Полученные уравнения нетрудно вывести независимо от урав-
нения (4.62), опираясь на рассуждения: содержание твердого
в пульпе Ср убывает вследствие выхода частиц в пенный слой,
что равно —KfpCp (знак минус показывает на убыль Ср), и воз-
растает на величину KPfCt вследствие осыпания частиц из пены;
изменение содержания твердого в пене Cf определяется теми же
факторами, причем Cf увеличивается на столько, на сколько
уменьшается Ср. Кроме того, содержание твердого в пене убы-
вает вследствие перехода в концентрат доли частиц, численно
равной KcfCf. В уравнение эта величина входит со знаком минус.
Если почленно сложить уравнения (4.63), то получим
d(CP + Cf) _
di------------
т. е. изменение общего количества твердого в камере равно вы-
ходу в концентрат (закон сохранения количества вещества).
Для определения выхода ценного продукта в пену и в кон-
центрат в зависимости от времени и кинетических констант не-
обходимо решить систему уравнений (4.63). Задав начальные
условия Ср(0)=Ср , С/(0) = 0 и решив систему дифференци-
альных уравнений, можно рассчитать зависимости
СР с/ Се
с,.- СР. с,.
от времени. Здесь Kcj — 1, К/р = 0,5, Кру = 0,05 (рис. 4.8). При
отсутствии осыпания частиц из пены (Кр/ = 0) концентрация
180
твердого в пульпе убывает быстрее, чем при Kpf — 0,5. Разница
в содержании твердого в пене в отсутствии осыпания и при осы-
пании вначале увеличивается, а затем нивелируется. Выход
в концентрат выше при отсутствии осыпания.
Как показали Н. Арбайтер и С. Харрис, уравнения (4.62) и
(4.63) можно использовать для описания стационарного про-
цесса:
Ср KpfVf . Qc
Сс KfpVр KfpVр ’
где V/ и VP — объем пены и пульпы в камере; Qe — объемный
выход концентрата.
В стационарных условиях эти объемы постоянны. В работе
[219] проведена экспериментальная проверка этого уравнения
на угольном шламе.
В рассмотренных выше двухфазных моделях флотации при-
нято, что частицы могут находиться в одном из двух состояний:
свободные частицы в пульпе и закрепленные на пузырьках в пен-
ном слое. Можно уточнить описание процесса, рассмотрев и дру-
гие возможные состояния. Модель в виде системы из четырех
обыкновенных дифференциальных уравнений, описывающих из-
менение количества частиц в каждом из четырех состояний (сво-
бодные частицы в пульпе; частицы, закрепившиеся иа пузырь-
ках в пульпе; частицы, закрепившиеся в слое пены, свободные
частицы в пенном слое), предложена в работе [107]. Предпола-
гается, что пульпа достаточно разбавлена и хорошо перемешана,
а объем иеаэрированной пульпы в камере почти постоянен.
I II »
Частицы делятся на классы по флотируемости (»=1, п)1, пу-
зырьки— по размерам (/=1, п). Для простоты принимается,
что пеиный слой пространственно однороден.
Модель содержит много неизвестных параметров: константы
выпадения частиц t-ro класса из слоя пены, непосредственного
перехода из пульпы в пену (без закрепления на пузырьках), от-
рыва от пузырьков /-го размера в пульпе, константы скоростей
перехода частиц (-го класса на пузырьки /-го размера и т. д.,
и была справедливо подвергнута критике П. А. Ребиндером, как
формальная [134]. Ее несовершенство признавали сами авторы:
трудно раскрыть физический смысл многочисленных констант;
модель, содержащая 2[п(1 + zn)] уравнений, не может быть пра-
вильно оценена сопоставлением с опытными данными. Однако
1 i=l, п означает, что i меняется от 1 до п с приращением 1.
181
модель имеет принципиальное значение — она позволяет выде-
лить и рассмотреть изолировано ряд субпроцессов.
Вероятностный аналог модели состояний построили О. С. Бог-
данов и М. Ф. Емельянов [16]. Были введены коэффициенты,
с помощью которых можно вычислить число переходов, совер-
шенных частицами из всех состояний в состояние i, и наоборот.
Эти величины определяются, как решения неоднородной системы
шести линейных алгебраических уравнений, коэффициенты ко-
торых— вероятности переходов частиц, вошедших в машину
в момент времени to, из состояния / в состояние I в промежутке
времени (to, t).
Построенная модель послужила основой для сравнения раз-
личных моделей (однофазной, двухфазной и т. д.). Являясь ве-
роятностным аналогом модели состояний Т. Мики и Д. Фюрсте-
нау, эта модель сохранила недостатки своего прототипа: неясно,
как определить вероятности переходов нз одного состояния
в другое, — а таких величин здесь двенадцать. Очевидно, эта
модель в общем виде не более пригодна для расчетов, чем мо-
дель состояний.
Мы не раз уже отмечали (и будем делать это впредь) тен-
денцию к объединению различных направлений построения ма-
тематической модели процесса флотации. Такое объединение
позволяет более полно учесть сложность н многофакторность
процесса. В частности, Д. Фюрстенау с соавторами [196] объ-
единили распределение по константе скорости с двухфазной
моделью; система уравнений решалась на АВМ.
Полная математическая модель флотационного процесса
(тем более двухфазная, где особо рассматривается пенный слой),
должна содержать описание процессов, происходящих в пене.
Важность изучения процессов, протекающих в пенном слое, не-
сомненна. Однако экспериментальных данных по взаимодейст-
вию двух фаз недостаточно. Мало изучено с теоретической
и практической стороны поведение частиц в пенном слое. Раз-
личные предположения во многом произвольны. Так, К- Купер
[206] полагает, что поток частиц в пене распределен по высоте
по экспоненциальном}' закону: где Фо — ноток
массы частиц, проходящих через границу пульпа—пена. Т.Мика
[107] описывает пенный слой уравнением
-зг—В'М>^
где Mf (Л)—масса частиц, прикрепленных к пузырькам в еди-
нице объема пены на высоте h.
182
Недостатком этого уравнения О. С. Богданов и М. Ф. Емелья-
нов [15, 17, 18] считают, что оно не учитывает частицы, закреп-
ленные на пузырьках.
Скорости перехода частиц и? пульпы в пену и обратно при
равновесии фаз изучали Д. Уотсон и Т. Грейнджер-Аллен [271].
Константа скорости перехода из пены в пульпу равна отноше-
нию концентраций твердого в пене и пульпе. Показано, что сред-
нее время жизни пузырька в пене не зависит от аэрации, а отно-
шение масс твердого в пене и пульпе пропорционально расходу
воздуха в единице времени.
Пока нет ясности в подходе к описанию движения пузырька
в пене. В качестве рабочей гипотезы мы предлагаем рассматри-
вать движение минерализованного пузырька в пенном слое как
процесс фильтрации в среде с эластичными порами. Добавим
сюда еще вопросы, разрешение которых необходимо для адек-
ватного описания процессов в пене: расчет скорости движения
частиц на пузырьках; осаждение частиц из пены в пульпу с ко-
нечной скоростью, а не мгновенно, как это приходится прини-
мать сейчас; свойства пены (высота столба пены, скорость раз-
рушения, степень минерализации и т. д.).
Чтобы установить связь двухфазных моделей с рассмотрен-
ными ранее, заметим, что простейшая двухфазная модель описы-
вается уравнением обратимой химической реакции
~аГ ~ ~^Ср + K&f,
где Ср и С/ — концентрации частиц соответственно в пульпе
н в пене; Ль Къ — константы скоростей перехода соответственно
из пены в пульпу и обратно.
Если съема пены в концентрат нет, то С₽(/) + С/(0 =
= СР(0) = Со.
Решая уравнение с таким условием, получаем
Такой же вид имело решение кинетического уравнения, учи-
тывающего нефлотируемую фракцию С«. Это понятно: если
флотировать достаточно долго, не снимая пены, должно устано-
виться равновесие между пеной и пульпой, аналогичное равно-
весию в обратной химической реакции, в которой часть вещества
остается непрореагировавшей. Таким образом, в этом случае
двухфазная модель переходит в модифицированную модель ки-
нетики первого порядка. К аналогичным результатам приводит
[274] распределение по флотируемости в виде гамма-функции.
183
Если осыпание из пены отсутствует (/<2 = 0), то уравнение пе-
реходит в модель К. Ф. Белоглазова с константой кинетики
К = /Сь Это показывает, что более сложные модели (двухфаз-
ная и с распределенной константой) при соответствующем
упрощении переходят в классическую модель, удовлетворяя, та-
ким образом, принципу соответствия — общему принципу совре-
менной науки [56].
4.6. Описание процесса, основанное на принципах
неравновесной термодинамики
Уравнение К. Ф. Белоглазова недостаточно точно описывает
начальный период процесса: скорость процесса в начальный мо-
мент отлична от нуля и равна К, т. е. происходит мгновенное из-
менение скорости от нуля до максимальной величины. Понятно,
что физически это неосуществимо и не может быть в реальных
процессах, так как они обладают инерцией. Поскольку началь-
ный период составляет незначительную часть процесса, то с опре-
деленной степенью приближения уравнение К. Ф. Белоглазова
и основанное на нем уравнение с функцией распределения по
флотируемости могут применяться для описания процесса. Более
точное описание кинетики флотации должно учитывать инерци-
онность процесса. Это может быть сделано разными методами.
Один из способов описания процесса, позволяющий учесть его
инерционность, развит в работах Н. Н. Виноградова и его учени-
ков [27—29]. Авторы исходят из того, что все процессы разде-
ления едины по сути, поэтому необходимо построить общее урав-
нение, из которого, как частные случаи, будут получены кинети-
ческие уравнения различных процессов обогащения. Теоретической
основой построения общего уравнения процессов разделения яви-
лась неравновесная термодинамика. В отличие от классической,
неравновесная термодинамика позволяет не только оценить на-
правление протекания процесса, но и описать его скорость н из-
менения, происходящие в системе во времени. При этом, однако,
не принимаются во внимание инерционные свойства макроскопи-
ческих систем. Поэтому адекватно можно описать процесс лишь
при значительном времени протекания, когда макроскопическая
система близка к положению равновесия, т. е. вне начального
периода.
Характеристики состояния системы — величины, определяю-
щие форму ее существования. Для химической реакции это кон-
центрации исходных веществ и продуктов, для совокупности зе-
рен, разделяемых в процессе флотации — выход в концентрат,
извлечение и т. д. Переход системы из первоначального состоя-
184
ния в такое, при котором частицы разделены по свойствам, про-
исходит вследствие возникновения в ней потока вещества.
В случае флотации таким свойством является флотируемость
частиц, а потоком — поток минеральных зерен, переходящих из
пульпы на поверхность воздушных пузырьков. В начальный мо-
мент величина потока равна нулю, затем он увеличивается до не-
которого максимального значения, после чего начинает убывать
и при приближении системы к равновесию стремится к нулю.
Между потоком частиц, переходящих на поверхность пузырьков,
и скоростью выхода в концентрат существует прямая связь. При
прочих равных условиях (прочность закрепления, гидродина-
мика отрыва частиц), чем больше величина потока частиц, тем
больше скорость выхода. Если построить графики зависимостей
этих величин от времени, то окажется, что они сдвинуты по вре-
мени друг относительно друга на величину, определяемую време-
нем выноса прикрепленной к пузырьку частицы в пенный слой.
Скорость флотации определяется величиной потока частиц, пере-
ходящих из пульпы на пузырьки, поэтому в начальный момент
она равна нулю, затем возрастает до некоторого' максимума,
после чего убывает. В равенстве нулю скорости процесса в на-
чальный момент и заключается количественное отличие рассмат-
риваемого описания кинетики флотации от традиционных.
Н. Н. Виноградов сформулировал основные условия, учиты-
вающие инерционные свойства макроскопических систем: усло-
вие пропорциональности, выражающее зависимость
между изменением линейных координат движения внутреннего
потока и макроскопических характеристик состояния системы;
условие эквивалентности — изменение макроскопиче-
ского состояния системы эквивалентно механическому перемеще-
нию составляющих ее элементов; условие равновесия —
система или ее отдельные части находятся в равновесии, если
изменение полного баланса энергии приравнено к работе сил.
В работах (27—29] механизм процессов обогащения объясняется
воздействием на разделяемую систему двух групп силовых по-
лей. Под действием полей первой группы (анаморфозных) зерна
материала стремятся к упорядоченному состоянию (разделению);
под действием полей второй группы (катаморфозных) зерна
стремятся к неупорядоченному состоянию. В каждой группе по-
лей совокупность разделяемых зерен имеет запас потенциальной
энергии. Минерализация пузырьков происходит вначале под дей-
ствием сил, имеющих гидродинамическую природу, а затем под
действием сил, имеющих физико-химическую природу. Эти силы
и составляют анаморфозное поле. Гидродинамические силы
приводят к разрушению флотокомплексов. Следовательно,
185
в определенной степени их можно отнести к катаморфозному
полю. В начальный период процесса (/=0) потенциальная энер-
гия анаморфозного поля (стремящаяся разделить частицы)
максимальна, а потенциальная энергия катаморфозного поля
(стремящаяся перемешать частицы полезного минерала и по-
роды) минимальна. Совокупность разделяемых зерен стремится
занять положение, при котором потенциальная энергия преобла-
дающей группы силовых полей (здесь анаморфозных) достигает
минимального значения, что соответствует полному разделению.
При этом потенциальная энергия противоположной группы по-
лей будет иметь максимальное значение. С течением времени
энергия разделения уменьшается, а противодействующих сил
возрастает. Поскольку потенциальная энергия одной группы по-
лей не может быть бесконечно большой по отношению к энер-
гии другой группы полей, система не в состоянии прийти в пол-
ностью упорядоченное (разделенное) или полностью неупоря-
доченное состояние. Переходный процесс заканчивается в мо-
мент времени, соответствующий равенству значений сил анамор-
фозной и катаморфозной [27]. Это означает, что процесс достиг
определенной степени разделения.
Основное уравнение процесса разделения, построенное иа
базе вышеизложенных положений, имеет вид
1?т d» == dE + dA + £ dne - dlT с, (4.64)
где L — коэффициент эквивалентности; т — полная масса си-
стемы; v — макроскопическая характеристика системы; Е — внут-
ренняя энергия системы; А — работа, совершаемая системой;
ц— химический потенциал; па— число молей компонента; Wc—
энергия, перешедшая в необратимые формы, которая расхо-
дуется на преодоление сил сопротивления движению внутреннего
потока и складывается из сил гидродинамического сопротивле-
ния перемещению частиц, из сил, затрачиваемых на прорыв
гидратной оболочки, и т. п.
Левая часть уравнения характеризует работу сил инерции,
вызванных стремлением макроскопической системы сохранить
свое состояние. Величина этой силы принимается пропорциональ-
ной массе зерен, составляющих поток, и суммарному ускорению
их перемещения. Вместо этого перемещения по условию эквива-
лентности можно рассматривать изменение характеристики си-
стемы, что и приводит к выражению в левой части уравнения
(4.64).
Достоинства такого подхода бесспорны: установлено един-
ство различных процессов разделения; показано, что термоди-
186
намический анализ процессов в состоянии описать процесс во
времени; при этом обнаружено, что процесс подчиняется более
сложным закономерностям, чем те, которые обычно рассматри-
ваются. Большие трудности, однако, возникают при конкретиза-
ции величин, входящих в уравнение (4.64); один из вариантов
этого уравнения рассмотрен в работе [29]
^ + ^ + №* = °, (4-65)
где К = ]/ —; 2£ =—; а—коэффициент, характеризующий
» т а
восстанавливающую способность системы, т. е. ее способность
стремиться к положению статически устойчивого равновесия;
Ь — параметр, характеризующий затухание процесса.
Уравнение (4.65) формально допускает существование раз-
личных решений, в том числе осциллирующих. Анализ экспери-
ментальных результатов показывает, что для флотации наиболее
характерны случаи £2—№ = 0 или t2— К2>0. В первом случае
кинетическая кривая экспоненциальна, во втором — имеет пере-
гиб; кривая скорости процесса является не монотонно убываю-
щей, как для уравнения кинетики первого порядка, а имеет ярко
выраженный участок роста. Наличие периода разгона авторы
объясняют инерционными свойствами макроскопической системы.
Экспериментально подтверждено существование этого периода,
причем ои увеличивается с уменьшением флотоактивности ма-
териала, оцениваемой временем контакта.
Конкретизация членов уравнения (4.64) применительно к про-
цессу флотации приводит к уравнению
ТВг+ (К, _ к, _ ед „ + ----(К, + ед
(4.66)
где
Кг----W . (4.67)
vi и vik — текущее и конечное состояние эквивалентной характе-
ристики процесса; £— коэффициент сопротивления движению
внутреннего потока частиц; D и Do — диаметры пузырьков и ча-
стиц; а, Р, X, © — коэффициенты пропорциональности; S — удель-
ная поверхность частиц; N — число пузырьков воздуха; то — ско-
рость прилипания; е и ц— интенсивность и масштаб турбулент-
ных пульсаций; 6 и А — плотность частиц и жидкости.
187
Анализ уравнений (4.65)—(4.67) показывает, что трудности
перехода от общего описания процессов разделения к моделиро-
ванию конкретного процесса (флотационного) пока не преодо-
лены. Определение коэффициентов уравнений весьма сложно,
а их физический смысл и связь с параметрами процесса не
всегда ясны. Формулы (4.67) предложены, исходя из интуитив-
ных представлений о влиянии на процесс некоторых его пара-
метров. Так, например, для анаморфозной силы принимается
р DniSN
Pa~a~D^~>
где п\ — концентрация ценных частиц в пульпе в данный момент
времени.
По этому выражению, извлечение прямо пропорционально
размеру частицы. Проведенные исследования (см. 3.2) указы-
вают на экстремальный характер этих зависимостей.
Расширение применения методов термодинамики к изучению
обогатительных процессов и рассмотрение процессов в целом
позволят выявить общие свойства различных по своей природе
процессов и найти внутренние связи между ними.
4.7. Принципы математического моделирования
флотационного процесса
Анализ методов моделирования процессов флотации позво-
ляет выявить тенденции их развития, сформулировать требова-
ния, предъявляемые к исследованию, и определить достижимые
пределы полноты описания процесса.
Простейшая модель флотационного процесса — уравнение ки-
нетики первого порядка; оно заимствовано из химической кине-
тики и адекватно описывает «свободную» флотацию однородного
по свойствам материала. Экспериментальные результаты часто
не укладываются в эту модель, что явилось основным аргумен-
том в пользу порядка флотации, большего единицы. Повышение
порядка флотации не имеет теоретического обоснования; соот-
ветствующие уравнения носят аппроксимационный характер и не
раскрывают механизма процесса. Попытки объяснить отклоне-
ния результатов от кинетики первого порядка привели к необхо-
димости учета неоднородности частиц по свойствам; самый про-
стой прием для этого — введение нефлотируемого остатка, т. е.
разделение материала на две, резко отличные по флотируемости
фракции. Тогда скорость процесса оценивается не только кине-
тической константой, как в уравнении К- Ф. Белоглазова, ио и
величиной нефлотируемого остатка.
188
Очевидно, реальный материал, поступающий на флотацию,
состоит из частиц, свойства которых меняются в некотором диа-
пазоне, образованном множеством классов флотируемости. Это
вызвало необходимость создания моделей процесса, предпола-
гающих дискретное или непрерывное распределение материала
по флотируемости. Теперь скорость процесса оценивается не од-
ним числом или парой чисел, а функцией — плотностью распре-
деления материала по флотируемости, которая описывает неод-
нородность материала по свойствам. Плотность распределения
и кинетическая константа являются обобщенными характеристи-
ками процесса, оценивающими все факторы в совокупности,
и в этом их несомненное достоинство. Но это же является и не-
достатком: обе эти величины пока не удается разложить на со-
ставляющие, оценивающие влияние на процесс его основных
факторов.
Введение распределения по флотируемости включает в опи-
сание процесса неоднородность материала. Вообще, развитие мо-
делей процесса шло путем включения в описание различных не-
однородностей. Так, для учета неоднородности пульпы по объему
камеры в простейшем случае можно разделить ее на две зоны:
пульпу и пену, между которыми происходит обмен частицами.
Для описания этого взаимодействия необходимо ввести в уравне-
ние константы скоростей перехода частиц из пульпы в пену и об-
ратно; двухфазные модели учитывают обратимость процесса,
связанную с вторичной концентрацией в пенном слое. При этом
они сохраняют недостатки, присущие уравнениям кинетики пер-
вого порядка. Кроме того, двухфазные модели не позволяют оце-
нить неоднородность этих зон по объему камеры, во многом
определяемую обратимостью флотационного прилипания. Учет
такой неоднородности требует введения в уравнение простран-
ственных координат. Это можно сделать, рассматривая флота-
цию, как процесс массопереноса. Такие модели вносят в описа-
ние процесса размеры камер, скорости потоков и условия пере-
мешивания. Недостаток этих моделей состоит в том, что в них не
рассматривается транспортировка частиц как потоком пульпы,
так и воздушными пузырьками и обмен частицами между пото-
ками. Это позволило бы учесть обратимость флотации на более
тонком уровне, чем в двухфазных моделях, а именно обрати-
мость самого процесса минерализации.
В основе рассмотренных выше способов описания процесса
флотации лежат принципы химической кинетики. В отличие от
них подход Н. Н. Виноградова базируется на балансе энергий,
действующих в процессе разделения. Такой подход является
189
весьма общим, однако эта общность в то же время порождает
сложную задачу перехода к описанию реального процесса.
Создание математических моделей процесса, все более полно
охватывающих его закономерности, невозможно без синтеза раз-
личных направлений. Так появились модели, объединяющие мас-
соперенос и распределение частиц по флотируемости, двухфаз-
ные модели, учитывающие распределение по флотируемости, мо-
дели, включающие в себя распределение по флотируемости
и обратимость прилипания.
Совершенно естественно стремление исследователей вклю-
чать в рассмотрение все большее число существенных факторов
процесса. Понятно и убеждение в том, что это должно со време-
нем привести к построению общей модели процесса. Результаты,
полученные при синтезе различных подходов, подтверждают это
убеждение. Однако стремление ввести в явном виде все важные
факторы в описание процесса неизбежно ведет к усложнению
модели. Происходит, таким образом, диалектический переход ко-
личества в качество: если до определенного момента включение
в описание процесса дополнительных факторов позволяет более
полно раскрыть сущность процесса, то в дальнейшем оно приво-
дит к потере информации о процессе.
Подтверждающим примером этому является модель, предло-
женная Т. Мика и Д. Фюрстенау в виде системы четырех обык-
новенных дифференциальных уравнений, описывающих взаим-
ные переходы частиц между четырьмя состояниями: свободные
частицы — в пульпе н в пенном слое, закрепившиеся частицы —
на пузырьках в пульпе и в слое пены. Частицы разделены на
дискретные классы по свойству флотируемости, пузырьки — по
размеру. Модель, при всей ее полноте и общности, не получила
дальнейшего развития или хотя бы экспериментального под-
тверждения. Это связано, во-первых, с тем, что в модели не
определены методы разделения частиц и пузырьков на классы.
Во-вторых, даже для однородных по свойствам частиц и пузырь-
ков определение коэффициентов, входящих в уравнения, практи-
чески невозможно. Кроме того, сложно получить эксперимен-
тальную информацию, необходимую для такого расчета, по-
скольку число точек на кинетической кривой должно значительно
превышать число искомых коэффициентов, что здесь практиче-
ски вряд ли достижимо. Точность расчета будет невелика, а цен-
ность полученной информации сомнительна ввиду сложности
интерпретации наборов рассчитанных коэффициентов. Заме-
тим, что эта модель при всей ее сложности не содержит пара-
метров, характеризующих гидродинамику и конструкцию аппа-
рата.
190
Все это позволяет утверждать, что усложнение модели про-
цесса путем явного введения в нее все новых факторов имеет
разумные границы. Сложность процесса заставляет исследова-
теля выбирать существенные факторы и методы описания, соот-
ветствующие поставленной задаче, чтобы представить процесс
в виде достаточно простой модели, поддающейся количествен-
ному расчету и качественному анализу. В данном случае тео-
ретический подход совпадает с интуитивным стремлением к про-
стоте и прозрачности описания процессов. В какой-то мере на
практике это используется. Так, при исследовании на обогати-
мость обычно применяют уравнение первого порядка; если ва-
жен учет процессов, протекающих в пенном слое, то необходимо
использовать двухфазные модели; если существенно влияние
неоднородности материала, то следует применять одну из моде-
лей с функцией распределения. Для расчета зависимости про-
цесса от конструкции и характеристики аппарата наиболее под-
ходят модели, включающие массоперенос и обратимость флота-
ционного прилипания.
Существует лн объективная причина многообразия моделей
процесса флотации? Несомненно, существует. Она определяется
многофакторностью и многогранностью процесса. Попытаемся
выделить основные стороны процесса, которые хотя и взаимоза-
висимы, но подчиняются различным закономерностям: гидроди-
намика камеры; соотношение между флотоактивностью частиц,
концентрацией и типом реагентов и величиной свободной по-
верхности пузырьков; скорость процесса минерализации; движе-
ние минерализованных пузырьков; материальный баланс твер-
дого; процессы в пенном слое. Рассмотрим кратко каждый из
этих факторов.
1. Гидродинамику камеры флотационной машины в идеали-
зированном случае можно описать уравнениями неразрывности
и Навье—Стокса. Само по себе решение уравнений гидродина-
мики— сложная задача, тем более для трехфазных потоков
с учетом формы, размеров камеры и конструкции импеллера.
Влияние этих факторов в данное время едва ли поддается опи-
санию.
2. Определение соотношения между флотоактивностью ча-
стиц, концентрацией и типом реагентов и свободной поверх-
ностью пузырьков — узловая проблема флотационного процесса.
Аналитическое описание этих соотношений отсутствует.
3. Процесс минерализации можно рассматривать, как обра-
тимую реакцию, скорость которой определяется разностью ско-
ростей прямого и обратного процесса.
191
4. Описание движения минерализованных пузырьков должно
включать уравнение баланса сил, действующих на пузырек, рас-
ход воздуха и дисперсность пузырьков.
5. Материальный баланс твердого в камере флотационной
машины можно описать уравнениями, учитывающими скорости
минерализации пузырьков, переноса и перемешивание в камере.
6. Аналитического описания процессов, протекающих в пен-
ном слое, в настоящее время не существует.
Вид модели процесса зависит от того, какие стороны его учи-
тываются и какие допущения при этом принимаются. Покажем
это на примерах. Предположим, что частицы однородны по свой-
ствам, процесс минерализации описывается необратимой реак-
цией первого порядка и ие лимитируется недостатком свободной
поверхности пузырьков; влияние остальных факторов (пп. 1,
3—6) неявно учтено в кинетической константе. При этих допу-
щениях флотация в аппарате периодического действия описы-
вается уравнением К- Ф. Белоглазова. Если оставить все преж-
ние допущения, предположив дополнительно, что осыпание ча-
стиц из пены подчиняется кинетике первого порядка, то придем
к двухфазной модели. Если считать, что процесс минерализации
подчиняется уравнению первого порядка, поток пульпы дви-
жется с постоянной скоростью, соблюдаются условия свободной
флотации, продольное перемешивание отлично от нуля, то можно
построить модель флотации, учитывающую массоперенос (п. 2
и п. 5). Такая модель получена А. Д. Погорелым.
Положения, сформулированные в п. 1—6, могут быть исполь-
зованы как для создания новых моделей процесса, так и для
анализа существующих. Например, практически ни в одну мо-
дель не входит описание гидродинамики аппарата; влияние про-
цессов, протекающих в пенном слое, учитывается очень прибли-
женно лишь в двухфазных моделях.
Мы уже говорили, что вид модели определяется поставленной
задачей. Модель флотационного процесса, пригодная для расчета
аппарата, должна явно содержать его размеры и форму. Этому
требованию удовлетворяют модели, в которых флотация описы-
вается как процесс переноса частиц пульпой и пузырьками воз-
духа. Так как при транспортировке частицы могут осыпаться,
модель процесса должна учитывать обратимость минерализации
пузырьков. Такая модель построена в главе 7.
На современном уровне понимания процесса степень прибли-
жения его этими моделями недостаточна. Особенно важно, что
эти модели не позволяют с достаточной точностью предсказать
результаты процесса. Параметры моделей флотации пока можно
определить только экспериментально, что не позволяет прогнози-
192
ровать процесс даже при проведении исследований в одном аппа-
рате.
Вторая, не менее важная задача,— модельный переход от ла-
бораторной установки к промышленной, учитывающий измене-
ния в конструкции аппарата. Каждая из задач достаточно
сложна сама по себе, кроме того, они взаимозависимы. Коэффи-
циенты уравнений определяются как физико-химическими усло-
виями процесса, так и гидродинамикой аппарата. Разделить
влияние этих факторов пока не удается. Нерешенность этих за-
дач — причина того, что практическое применение детерминиро-
ванных моделей, основанных на исследовании механизма про-
цесса и необходимых для создания теории, служащей основой
дальнейшего анализа и управления процессом, ограничено.
Однако возможен и более широко применяется другой под-
ход— стохастический. Статистические модели имеют перед ана-
литическими то преимущество, что они не требуют грубых упро-
щений, позволяют учитывать большое число факторов и при их
построении не приходится прибегать к допущениям о процессе.
Однако применение таких моделей ограничено диапазоном изме-
нения параметров конкретного процесса, ход которого изучается
на конкретном оборудовании. Кроме того, интерпретация коэф-
фициентов уравнений достаточно сложна. Разработка нового
оборудования и прогнозирование показателей при широком из-
менении факторов процесса требует создания детерминирован-
ных моделей.
Перспективным, по-видимому, является совместное использо-
вание детерминированных и стохастических моделей: простая
аналитическая модель позволяет описать основные контуры про-
цесса и наметить направления дальнейших исследований, в ко-
торых могут быть применены статистические модели.
13 Заказ № 232
5. ОСНОВЫ МОДЕЛИРОВАНИЯ ФЛОТАЦИОННЫХ
АППАРАТОВ
5.1. Постановка задачи
Задачи расчета и моделирования флотационных машин тесно
связаны с развитием представлений о механизме процесса. Так,
простейший расчет флотационного аппарата связан с определе-
нием размеров машины заданной конструкции и числа камер,
обеспечивающих для конкретного материала требуемые техноло-
гические показатели. Подобная постановка задачи соответствует
существующему уровню представлений о физике процесса, когда
конструкция машины задается заранее, технологические пара-
метры определяются опытным путем, а затем рассчитывается
фронт флотации.
Повышение уровня знаний о природе элементарного акта,
о взаимосвязи гидродинамических и физико-химических факто-
ров позволит расширить задачу, перейти от элементарного
расчета к оптимизации.
Процесс флотации определяется взаимовлиянием физических
(структура потоков и аэрированиость пульпы), физико-химиче-
ских (характеристика материала и реагентов) и технологиче-
ских (степень раскрытия материала, условия кондиционирова-
ния пульпы перед флотацией и плотность пульпы) параметров.
Если мы умеем управлять этими параметрами и знаем меха-
низм их воздействия друг на друга, то задача расчета разде-
ляется на две. Первая из иих — определение оптимального тех-
нологического режима флотации, вторая — оптимизация гидро-
динамических характеристик машины. Обычно поиск режима
проводится на лабораторной флотационной машине. Затем не-
обходимо воспроизвести полученные результаты на промышлен-
ной машине. Технологические параметры перенести достаточно
просто. Основная же сложность заключается в воспроизведении
гидродинамических условий, соответствующих найденному ре-
жиму. В настоящее время нет исчерпывающих критериев оценки
гидродинамических режимов в камере и методов их оптимиза-
ции и тем более методов определения взаимовлияния гидроди-
намических и физико-химических факторов флотации. Поэтому
процесс перехода от лабораторной установки к промышленной —
194
во многом эмпирический и его приходится проводить в несколько
стадий. При этом, как правило, используют данные только кине-
тики процесса, не учитывая процессов массопереноса, а точнее
не выделяя их.
Рассчитав по извлечению, полученному в лабораторной ма-
шине, кинетическую константу уравнения К. Ф. Белоглазова, мы
тем самым относим все результаты процесса к кинетике, не вы-
деляя физических факторов. Это правомочно при определении
реагентного режима в конкретном аппарате. В случае создания
новых машин, изменения существующих конструкций и расчета
производительности необходимо применять описание процесса,
включающее не только кинетику, но и массоперенос. Кинетиче-
скую константу, входящую в такую модель, можно с большей
уверенностью использовать для прогнозирования процессов
в промышленном аппарате.
Мы намеренно употребили слова «с большей уверенностью»,
чтобы подчеркнуть тот факт, что кинетика минерализации пу-
зырьков во многом зависит от гидродинамических режимов
камеры.
Умение оценить гидродинамические факторы важно не только
для моделирования гидродинамических режимов, но и для вос-
произведения кинетических закономерностей. Рассмотрим это
несколько подробнее. Закрепление частицы на пузырьке опреде-
ляется относительной скоростью их соударения при постоянных
физико-химических характеристиках поверхности. Эта скорость
в основном зависит от структуры потоков в камере, т. е. от гид-
родинамики. Частицы, закрепившиеся на пузырьках, в процессе
транспортировки в пену могут отрываться. Причем интенсив-
ность этого процесса, обратного минерализации, зависит не
только от прочности флотокомплекса, но и от структуры пото-
ков в камере. Гидродинамические условия в камере, с одной
стороны, способствуют созданию агрегата частица—пузырек,
с другой — разрушают его.
Если описать процесс моделью, включающей только кине-
тику минерализации и перенос частиц пузырьками, то это равно-
значно допущению о том, что частицы в процессе транспорти-
ровки в пену не могут отрываться. Дополнив модель флотации
описанием процесса деминерализации пузырьков, мы снимем
это упрощение.
Гипотетически возможны два крайних случая. Гидродина-
мика аппарата такова, что все прилипшие частицы будут
вынесены в пену. Это приведет к загрязнению концентрата по-
родными частицами в результате механического выноса. Другая
крайняя ситуация — все закрепившиеся частицы осыпаются, не
13*
195
достигнув пенного слоя, т. е. не происходит разделения. Задача
оптимизации гидродинамики потоков в камере заключается в со-
здании условий, при которых соотношение процессов минерали-
зации и деминерализации позволит получить требуемые техно-
логические показатели.
Сложность флотационного процесса вызывает необходимость
моделирования его на разных уровнях. Прежде всего, необхо-
димо описать элементарные физические процессы, например,
движение частиц и пузырьков, диспергирование пузырьков, ад-
сорбцию реагентов на межфазных поверхностях и образование
флотокомплекса пузырек—частица. Далее следует необходи-
мость описания коллективного эффекта, т. е. усреднения скоро-
сти физических процессов и оценки параметров минерализации
и деминерализации пузырьков. Наконец, необходимо описать
структуру потоков в камере машины и ее связь с физико-хими-
ческими факторами процесса.
Современные представления о процессе не позволяют по-
строить полной физико-химической модели флотации, объеди-
няющей все три уровня. Рассматриваемые ниже приближенные
модели аппаратов не учитывают тех или иных сторон процесса
и построены на основе ряда допущений. Корректность допуще-
ний о характере физических процессов может быть показана на
модельных системах. Допущения о характере влияния конструк-
тивных факторов и структуры потоков в аппарате также могут
быть изучены на моделях отдельных элементов, даже в отсутст-
вие флотации. Выбор приемлемого приближения должен бази-
роваться иа оценке точности экспериментальных данных, поло-
женных в основу моделирования, и оценках допустимых погреш-
ностей в конечных выводах. Таким образом, методика
моделирования флотационных аппаратов должна основываться
на сочетании представлений о механизме физических процессов
в камере и о кинетике процесса.
5.2. Структура потоков во флотационных аппаратах
Существует несколько способов классификации флотацион-
ных машин. Общеупотребительной является классификация по
способу аэрации пульпы [39, 69]. Такая классификация делит
машины на четыре типа: механические, пневматические, пневмо-
механические и с пониженным давлением. Анализ процессов,
протекающих в камерах флотационных машин, требует введения
и других признаков для их классификации. Это непрерывность
операции и режим движения пульпы. По первому признаку ма-
196
шины можно разделить на аппараты периодического, непрерыв-
ного и полунепрерывного действия. В аппараты периодического
действия пульпа и реагенты загружаются одновременно перед
началом процесса, а через определенное время, необходимое для
достижения заданной степени разделения, выгружаются про-
дукты. Процесс в этих аппаратах — неустановившийся, поскольку
качественный состав пульпы (плотность, содержание ценного
компонента, гранулометрическая характеристика, концентрация
реагентов) изменяется во времени; продолжительность разде-
ления измеряется непосредственно. Обычно во флотационных
опытах концентрат снимают не по окончании эксперимента, а не-
прерывно. Для поддержания уровня пульпы в камеру добавляют
воду. Кроме того, в течение опыта в камеру постоянно поступает
воздух; иногда реагенты подают в процесс порционно. Такие
аппараты (их называют машинами полупериодического дейст-
вия) работают в переходном режиме, и основные параметры про-
цесса в них изменяются во времени.
Во флотационных камерах непрерывного действия загрузка
пульпы и реагентов и выгрузка концентрата и отходов произво-
дится непрерывно. Такие аппараты, как правило, работают
в установившихся режимах, за исключением периода пуска и ос-
тановки. При постоянстве расхода и плотности пульпы, концент-
рации и качества вводимых реагентов, количества и степени дис-
пергирования воздуха, в любой точке камеры концентрации
частиц, пузырьков и реагентов не меняются во времени; постоян-
ной будет и скорость флотации во времени и по фронту флота-
ции. В этом случае вместо времени флотации, которое не может
быть непосредственно замерено, пользуются номинальным вре-
менем пребывания частиц в камере, определяемым как отноше-
ние объема камеры V к объему пульпы Q, поступающей в еди-
ницу времени,
~ ~q • fov] = /з/7 =
Величина, обратная времени пребывания частиц в камере,
называется объемной скоростью:
[Vo] = 7'-’.
‘к
Например, Vo = 6 ч-1 означает, что при данных условиях
объем пульпы, поступающей за 1 ч в машину, численно ра-
вен ее шестикратному объему; время пребывания, которое
составляет, например, 10 мин, означает, что объем пульпы,
197
поступающей в машину каждые 10 мин, численно равен объему
камеры..
По режиму движения пульпы, или по структуре потоков в ка-
мере, флотационные машины можно разделить на аппараты иде-
ального перемешивания, идеального вытеснения, вытеснения
с продольным перемешиванием, вытеснения с продольным и ра-
диальным перемешиванием, с комбинированной структурой
потоков.
В аппарате идеального вытеснения элемент объема
пульпы движется, не смешиваясь с предыдущим или последую-
щим элементом объема. Состав элемента будет изменяться по-
следовательно по длине (или высоте) машины вследствие вы-
носа частиц пузырьками воздуха. Характерной особенностью
аппарата идеального вытеснения является регулярность потока
по всей длине аппарата и равенство скоростей всех элементов
жидкости. Следовательно, в них отсутствует диффузия в напра-
влении оси потока. При рассмотрении аппарата идеального вы-
теснения обычно допускают наличие радиального перемешива-
ния, но считают, что продольное перемешивание исключено.
Необходимым и достаточным условием режима идеального вытес-
нения является то, что время пребывания в аппарате одинаково
для всех элементов пульпы. Аппаратами с близким к идеаль-
ному вытеснению режимом можно считать колонные машины,
хотя в реальных камерах существует продольное и радиальное
перемешивание.
В аппаратах идеального перемешивания элемент
объема исходной пульпы мгновенно перемешивается с содержи-
мым камеры. Состав этого элемента резко изменяется от состава
питания до состава пульпы в камере, что достигается с помощью
импеллера или другого перемешивающего устройства, создаю-
щего условия для циркуляции пульпы в камере. Как показывает
само название, пульпа в камерах таких аппаратов однородна по
составу, вследствие чего выходной поток должен иметь тот же
состав, что и пульпа в камере. Аппаратом такого типа принято
считать механические флотационные машины.
Однако реальные аппараты отличаются от идеализированных
моделей: скачок концентрации не может происходить мгновенно
в месте входа пульпы в камеру; из понятия идеального переме-
шивания вытекает однородность пульпы по всему объему ка-
меры. В действительности же при флотационном разделении за
счет выноса частиц в пенный слой происходит изменение кон-
центрации частиц по высоте камеры. Флотационный процесс со-
провождается перемещением потоков жидкости, твердых частиц
и пузырьков газа. Гидродинамика реальных трехфазных потоков
198
настолько сложна, что пока не удается составить уравнения
движения даже в общем виде.
Пульпа через флотационную машину никогда не движется
совершенно равномерно. В потоке можно выделить зоны наи-
больших скоростей и зоны циркуляции. Предельный случай зон
циркуляции — застойные зоны. Как влияет на протекающие
в аппарате процессы структура потока? Прежде всего ясно, что
процессы, зависящие от скорости потока (адсорбция реагентов
на частицах, вероятность столкновения и закрепления частиц на
пузырьках) в разных зонах машины имеют различную интен-
сивность.
На результаты разделения влияет и то, что различные ча-
стицы находятся в камере разное время. Правда, массовый ха-
рактер флотации позволяет ввести среднее время пребывания
частиц в камере. Однако такое усреднение дает результаты, от-
личающиеся от тех, которые были бы получены, если бы время
пребывания во всех частях потока было одинаковым: при более
коротком времени пребывания снижается извлечение вследствие
проскока частиц через камеру; при увеличении времени пребы-
вания снижается производительность аппарата.
Процесс перемешивания во флотационных машинах не яв-
ляется детерминированным. Недетерминированность этого про-
цесса проявляется в том, что время пребывания частиц пульпы
в аппарате различно. Это происходит в результате турбулизации
потоков импеллером, циркуляции, проскоков, байпасирования
части потока и наличия застойных зон, а также молекулярной
диффузии и неравномерности профилей скоростей. Поэтому про-
цесс перемешивания представляет собой вероятностный процесс
и для его количественного описания необходимо использовать
статистические методы. Существуют два подхода к изучению
структуры потоков и анализа ее воздействия на результаты про-
цесса. Наиболее полную информацию о структуре потока можно
получить, зная скорость пульпы в любой точке машины, т. е.
сняв поле скоростей. В принципе это дает исчерпывающую кар-
тину потока. Однако экспериментально определить скорости по-
тока без нарушения его структуры сложно, особенно для трех-
фазиых систем. Не менее важно то, что знание поля скоростей
лишь в принципе позволяет решать практические задачи, по-
скольку описание поля скоростей должно содержать функции по
меньшей мере трех переменных (трех координат). Для сравне-
ния напомним, какие сложности вызвал расчет движения ча-
стицы в плоском стационарном поле скоростей, образованном
всплывающим пузырьком (см. 2.2). Там рассматривались
199
идеальные случаи ламинарного обтекания, в то время как
здесь мы имеем дело с турбулентными объемными потоками.
Второй путь исследования структуры потоков связан с изу-
чением распределения пульпы по времени пребывания в аппа-
рате. В этом случае мы получаем значительно меньше информа-
ции, например, не можем узнать, каковы скорости потоков
в разных частях аппарата. Однако преимуществ здесь больше:
экспериментальное изучение, расчет и трактовка результатов
очень просты [82].
Введение функций распределения по времени пребывания для
изучения структуры потоков позволяет заменить уравнение гид-
родинамики математической моделью, описывающей перемеши-
вание в потоке. Коэффициенты модели определяются экспери-
ментально. Уравнения математической модели, несмотря на
чисто формальное описание структуры потоков, позволяют пра-
вильно рассчитать концентрации распределенного компонента
(трассера или флотируемых частиц). Сложность описания гид-
родинамики многофазных потоков заменяется относительно про-
стыми уравнениями моделей структур потоков, точнее экспери-
ментальным определением параметров этих моделей. Примене-
ние функций распределения по времени пребывания является,
видимо, единственным способом изучения многофазных потоков,
пригодным для практического применения.
Нас интересует, сколько пульпы, какая часть от вошедшей
в машину выйдет из нее через определенный промежуток вре-
мени. Поскольку пульпа проходит через машину непрерывно, то,
обнаружив часть ее на выходе, мы не можем сказать, сколько
времени она пробыла в машине. Часть пульпы, вошедшей в ап-
парат секунду назад, для нас неотличима от пульпы, пробывшей
в ней 1 ч. Определение времени пребывания пульпы (или ее
твердой фазы) в камере является важной задачей проектирова-
ния новых машин, перехода от лабораторных образцов к пилот-
ным и промышленным, разработки и внедрения технологических
режимов. Обычно новые реагенты, руды и режимы изучают в ла-
бораторных машинах периодического действия с дальнейшим ис-
пользованием полученных результатов в промышленных маши-
нах непрерывного действия. Невоспроизводимость лабораторных
результатов в условиях фабрик во многих случаях можно объ-
яснить широкими колебаниями времени пребывания частиц в ма-
шине, что обусловлено изменением режима перемешивания. Вре-
мя пребывания частиц в машине связано с временем флотации,
производительностью машины и эффективностью разделения.
Основным экспериментальным методом исследования рас-
пределения частиц (пульпы) по времени пребывания является
200
метод изменения состава входного потока и изучение при этом
изменений на выходе из аппарата. Возмущающим воздействием
может быть введение в машину вместе с поступающей пульпой
какого-либо индикатора (трассера).
Отклик на входное возмущение определяется фиксированием
изменений во времени содержания индикатора на выходе из
аппарата. Следовательно, в результате прохождения индикатора
через машину по виду реакции на ее выходе можно судить о ха-
рактере распределения времени пребывания частиц, т. е. о струк-
туре потока.
Сигналы, являющиеся возмущениями, могут иметь различ-
ную форму: случайную, циклическую, ступенчатую или импульс-
ную. Указанные формы входных сигналов и соответствующие
им реакции системы (кривые отклика) приведены на рис. 5.1.
При импульсном вводе весь индикатор вводится в поток пульпы
в короткое время; для простоты принимают, что индикатор вво-
дится мгновенно. Импульсный ввод наиболее удобен для экспе-
риментаторов. На рис. 5.1, а показано изменение концентрации
индикатора Сп на выходе из аппарата. Вначале Си = 0, т. е. ни
одна частица индикатора не успела дойти до выхода. В момент
/1 выхода достигает самая быстрая часть потока — на выходе по-
является индикатор. Начиная с этого момента, концентрация
нарастает до момента /г. а затем начинает убывать (основная
масса потока прошла, выходят те части индикатора, которые по-
пали в зоны циркуляции).
При ступенчатом вводе индикатора весь входной поток или
часть его в определенный момент времени заменяется потоком
индикатора. Зависимость изменения концентрации индика-
тора во времени в потоке, выходящем из аппарата, пока-
зана на рис. 5.1, б. Начиная с некоторого момента t\ появ-
ляется индикатор на выходе, далее его концентрация увеличи-
вается, достигает при t% заданной на входе и остается посто-
янной.
При синусоидальном изменении концентрации на входе кон-
центрация его на выходе меняется также по синусоиде с той же
частотой, но с другой амплитудой и сдвинутой фазой колебаний
(рис. 5.1, в). Экспериментально осуществить синусоидальное
изменение концентрации значительно сложнее, чем импульсное
или ступенчатое.
При случайном возмущении индикатором могут быть, напри-
мер, частицы твердого, меченые радиоактивными изотопами.
Колебания плотности пульпы на входе и приводят к случайным
колебаниям. Отклик системы совпадает по виду с входным си-
гналом (рис. 5.1, г).
201
Рис. 5.1. Типичные возмущающие воздействия и соответствующие им кривые
отклика:
/ и 2 — место ввода трассера и определение отклика системы на возмущение; 3,5,7 и 9 —
возмущающие сигналы, соответственно случайной, цикличной, ступенчатой и импульсной
формы; 4. 6, 8 н 10 — соответствующие им кривые отклика
Кривая отклика аппарата позволяет определить характери-
стику распределения частиц по времени пребывания и интенсив-
ность перемешивания пульпы в аппарате. Сравним функции от-
клика, полученные при импульсном (рис. 5.2, а) и ступенча-
том (рис. 5.2, б) вводе индикатора в камеру. По мере снижения
интенсивности перемешивания в камере график становится все
более крутым и приближается к графику дельта-функцни или
ступенчатого импульса. Следовательно, время пребывания ча-
стиц в камере также уменьшается: если при интенсивном пере-
мешивании кривая охватывает всю ось времени (линии 3 и 5),
то постепенно область времени пребывания сужается до мини-
мума (линия /).
202
Рис. S.2. Дифференциальные (а)
и интегральные (б) кривые распре-
деления времени пребывания ча-
стиц прн различной ннтенснаностн
перемешивания:
1 — режим практически идеального вы-
теснения (Bo--jjj--0. л=оо); 2 —в*-
лачигельное продольное смешение
(Во-0.002, л—75): 3 — промежуточная
величина продольного смешения (Во—
=0.025. л=20): 4 — интенсивное про-
дольное смешение (Во-Од, л=5): 5 —
идеальное смешение (Во—<х>, л=1)
Для того чтобы перейти к количественной оценке интенсив-
ности перемешивания, введем понятие распределения времени
пребывания частиц в камере. Зависимость, описывающая изме-
нение концентрации трассера в потоке, выходящем из машины,
полученная в результате реакции системы на импульсное изме-
нение указанной концентрации во входящем потоке, носит на-
звание дифференциальной функции распределения времени пре-
бывания частиц в камере Е (т), а в результате ступенчатого си-
гнала— интегральной F (т). По координатным осям, в которых
строят кривые распределения, откладывают безразмерные еди-
ницы. Это связано с тем, что концентрация трассера на выходе
Си зависит от введенного количества СИо, но сам трассер ника-
кого отношения к работе машины не имеет и его начальная кон-
центрация для анализа структуры потока несущественна. По-
этому лучше характеризовать процесс приведенной концентра-
цией. Для этого выбирается масштаб концентрации трассера
и каждое из значений С„ делят на него. За единицу масштаба
203
концентрации примем отношение количества введенного трас-
сера к объему аппарата, т. е. среднюю концентрацию в объеме
при / = 0 См = СИв/У. Тогда приведенная концентрация трассера
Ся = Ся/См. Целесообразно преобразовать и t. Это связано
с тем, что масштабы времени оригинала и модели могут быть
разными, поэтому лучше, чтобы выражение для времени не за-
висело от масштаба. При этом за единицу масштаба времени
удобно принять номинальное время пребывания частиц в камере
tN = VIQ. Для каждого момента приведенное время есть отно-
шение текущего времени к номинальному т = ///.v. Произведение
СИЛ== -^2- <к (5.1)
Ьи,
равно доле первоначально введенного трассера, которая выходит
из машины за промежуток времени dr. Полученные приведенные
величины обладают следующим свойством: их значения одина-
ковы в подобных точках любых объектов, подобных друг другу.
Поэтому такие величины широко используются в теории подо-
бия — это параметрические критерии подобия.
Уравнение (5.1) относится к узкому интервалу времени dr.
Если представляет интерес вероятность того, что значение вре-
мени пребывания частицы в аппарате будет лежать между т2
и тз, то можно проинтегрировать выражение:
Р (т2 "з) ~ | Ся d~.
Вероятность того, что время пребывания будет меньше ка-
кого-то определенного значения, например тз, определяется по
тз
формуле ₽=j C„dx. Если верхний предел интегрирования пере-
о
менный, то интеграл в правой части,— непрерывная функция
предела:
т
J^„rf- = F(t).
о
Функция F (т) определяет вероятность того, что время пребы-
вания некоторой частицы окажется меньше т. Как уже отмечено
выше, вид получаемой функции зависит от способа ввода
в аппарат индикатора: при импульсной подаче на выходе полу-
204
чаем дифференциальную функцию £(т), а при ступенчатой —
интегральную F (т).
Любую функцию распределения можно охарактеризовать
двумя параметрами (так называемые моменты распределения).
Первый момент — математическое ожидание, второй — диспер-
сия распределения. Большая величина дисперсии означает, что
есть частицы, находящиеся в аппарате очень малое время, и ча-
стицы, время пребывания которых велико. Первые могут выне-
стись в отходы, не успев закрепиться на пузырьке, что приводит
к снижению извлечения, а увеличение времени пребывания дру-
гих частиц не компенсирует этих потерь. Если среднее время
пребывания (te) и Си<}, неизвестны, то, проведя опыт с импульс-
ным вводом индикатора, можно рассчитать te по формуле
со оо
te = J tc№ (t) dt I f CH (0 dt. (5.2)
о '6
- Если концентрация индикатора измеряется через равные про-
межутки времени, то формулу (5.2) можно упростить
2 №(0)4/
I»= V г ~ S'c tt \ 3)
(•</ Си (ч)
I i
Здесь интегралы заменены приближенными значениями, вычис-
ляемыми по формуле прямоугольников.
Рассмотрим пример расчета среднего времени пребывания в камере про-
точной механической лабораторной флотационной машины объемом 1 л. Ниже
приведены концентрации индикатора иа выходе из машины за равные про-
межутки времени (индикатор аводился импульсио).
t.c 0 10 20 30 40 50 60 70 80 90 100 S
Си, г/л 0 0 1 4 11 10 7 4 2 0,5 0 39,5
/Си 0 0 20 120 440 500 420 280 160 45 0 1985
Так как Св=0 при t> 100 с (весь индикатор покинул аппарат), то верх-
ний предел интегрирования в формуле (5.2) можно принять равным 100.
— 1985
По формуле (5.3) вычисляем t= gg 5= 50,2 с. Разделив значения мо-
ментон времени / на 1=50,2, получим приведенное время т; вычислим сред-
нюю концентрацию индикатора Св в объеме камеры, разделив SCB=39,o иа
объем машины 1 л, затем пронормируем иа эту величину значения Св. Отло-
жив приаедениые значения времени пребывания и концентрации иа осях
координат, можно построить график дифференциальной функции распреде-
ления времени пребывания индикатора в камере машины.
205
Дисперсия определяется по формуле
СО f /2С„(0Л в2=-^= П f c„(t)dt 0 о2— 1 -1; / \2 i I
i 1 £си(^) / \ i /
(5-4)
Кривая плотности распределения по времени пребывания —
по сути дела косвенная характеристика работы флотационной
камеры. Необходимо выяснить, в какой степени она отражает
гидродинамику флотационных аппаратов, т. е. структуру пото-
ков в них. Выше мы ввели классификацию аппаратов по режиму
движения пульпы. Посмотрим, как отражаются различия в струк-
туре потоков на виде функций распределения частиц по времени
пребывания в аппаратах разных типов.
Обычно рассматривают два идеальных аппарата: вытеснения
и перемешивания. Первый характеризуется тем, что поток дви-
жется равномерно, все частицы жидкости имеют одинаковую
скорость и, следовательно, одинаковое время пребывания. Здесь
принимается поршневое течение без перемешивания вдоль по-
тока при равномерном распределении концентрации твердого
в направлении, перпендикулярном к движению. Какой вид имеет
функция распределения времени пребывания для такого аппа-
рата? Поскольку время пребывания для всех частиц одинаково,
то при т<1 выхода ие достигает ни одна частица: С„ = 0. При
т> 1 на выходе также_не будет индикатора (Си=0): весь он
уже прошел. Функция Си(т) отлична от нуля только при т=1.
Если функция отличается от нуля только в одной точке, а пло-
, то ей в этой
) Си dt = 1
о
щадь под ее кривой ие равна нулю
точке приходится приписать бесконечное значение — получаем
дельта-функцию Дирака. Таким образом, на выход из аппарата,
не искажаясь, переносится сигнал, внесенный на входе. По-
скольку этот перенос происходит за время т= 1, то сигнал сдви-
нут по оси абсцисс на единицу. Интегральная функция полу-
чается тогда, когда входной сигнал имеет ступенчатую форму.
При т<1 F(t) = 0, при т>1 Г(т) = 1, т. е. при любом т>1
из аппарата выходит вся пульпа, поступившая туда в начальный
206
момент. При т = 1 функция совершает скачок. Выходной сигнал
для F (т), как и для С (т), совпадает по форме с входным, но
сдвинут по оси абсцисс на единицу.
Аппарат идеального перемешивания — камера с мешалкой
такой конструкции, при которой поступающая пульпа мгновенно
равномерно перемешивается с содержимым камеры. При этом
концентрация твердых частиц (и любого другого распределен-
ного вещества) во всех точках аппарата и в потоке на выходе
из него одинакова. Если на вход такого аппарата ввести индика-
тор, то он в тот же момент равномерно распределится по всему
аппарату. Далее он будет постепенно уходить с вытекающим
потоком, а в аппарат будут поступать новые порции пульпы, раз-
бавляющие находящийся в нем индикатор. Следовательно, кон-
центрация индикатора в аппарате будет все время убывать. Так
как перемешивание идеальное, то характер убывания концентра-
ции в любой точке объема, в том числе и в точке выхода, будет
одинаков. Дифференциальная функция распределения времени
пребывания в аппарате идеального перемешивания имеет мак-
симум при т — 0, а затем убывает по экспоненте
С = Си = е~т. (5.5)
Интегральную функцию распределения можно получить ин-
тегрированием выражения (5.5):
F(z)=l-e-\ (5.6)
При ступенчатом изменении концентрации индикатора на
входе в аппарат, концентрация его на выходе экспоненциально
возрастает, а при импульсном — падает. Определим среднее
время пребывания в идеальных аппаратах по функциям распре-
деления [см. (5.2)]. Назовем эту величину эффективным време-
нем пребывания (/е) в отличие от номинального tn = VIQ. Под-
ставив Си (т) = е~х в формулу для среднего времени пребыва-
ния, записанную в приведенных величинах, получим для аппа-
рата идеального перемешивания
ОО
1 = j ie_* d~.
оо
Неопределенный интеграл легко берется по частям:Jxe"^ di —
о
==—е~т(т+1). Подставляя пределы интегрирования, получаем
т=1. Так как x = i/tN, то при усреднении получим т = /в/й<,
207
при т = 1 это означает равенство эффективного и номинального
времени: /е = ^.
Для аппарата идеального вытеснения отклик на импульсную
подачу индикатора имеет вид
си(/) = а(/-4).
где L — длина аппарата, v — скорость движения пульпы.
L О —
Несложно показать, что—=—= Воспользуемся форму-
оо
лой (5.2). По определению 6-функции, j CK(t)dt =
о
оо со
= J 6 (t — trr)dt~l, J tCtt(t)dt=:tir, поэтому te-hr. Таким
о о
образом, для аппаратов идеальных типов эффективное время
пребывания совпадает с номинальным.
Мы рассмотрели две идеализации, которые нельзя точно ре-
ализовать на практике. Все же некоторые промышленные аппа-
раты довольно близки к тому или иному типу. Так, механиче-
ская флотационная машина, поток пульпы через которую мал
по сравнению с ее внутренней циркуляцией под действием им-
пеллера, близка к аппарату идеального перемешивания. Дви-
жение пульпы через высокую флотационную колонну с верти-
кальными успокоителями в зоне минерализации близко к ре-
жиму вытеснения [146]. Различие во времени пребывания
частиц в рассмотренных аппаратах естественно приводит к раз-
личию в эффективности разделения.
Сравним идеальные аппараты, когда среднее время пребыва-
ния и удельная скорость флотации в том и другом аппарате оди-
наковы. Для аппарата идеального вытеснения дисперсия функ-
ции распределения равна нулю: время пребывания всех частиц
одинаково. В аппарате идеального перемешивания дисперсия
значительно отличается от нуля: имеются частицы и с малым,
и с большим временем пребывания. Сопоставим потери частиц
в отходах: в первом случае — все частицы находятся в машине
одно и то же время t, во втором — половина частиц флотируется
за время t+At, другая — за время t — Д£ Уменьшение времени
флотации (рис. 5.3) одних частиц до t — Д/ приводит к таким
потерям, которые нельзя компенсировать, увеличив на такое же
время пребывание других частиц, т. е. распределение по вре-
208
Рис. S.S. Влияние времени пребыва-
ния частиц в камере на потерн в хво-
стах (91]
мени, которое имеет место в аппаратах идеального перемешива-
ния, снижает эффективность разделения [91].
Возможен и другой подход к качественному сравнению этих
аппаратов. Рассмотрим, как будет меняться концентрация по-
лезного компонента по длине аппаратов. В аппарате идеального
вытеснения пульпа равномерно движется от входа к выходу, со-
держание ценного компонента падает за счет выноса в концент-
рат, скорость флотации экспоненциально убывает по фронту.
Время флотации пропорционально пути, пройденному потоком:
< = -^-== длина машины/скорость потока. В аппарате идеаль-
ного смешения исходная пульпа с высоким содержанием цен-
ного компонента (а) мгновенно разубоживается камерным про-
дуктом (0), содержание ценного компонента претерпевает рез-
кий скачок от а к 0 и процесс флотации осуществляется из
пульпы, близкой по составу к отходам. Понятно, что скорость
флотации камерного продукта меньше, чем исходной пульпы.
Поэтому одинаковое содержание ценного компонента в отходах
можно получить в том случае, если среднее время пребывания
в аппарате перемешивания больше (например, если больше его
объем). При равном времени эффективность разделения, разу-
меется, будет больше там, где выше скорость флотации, т. е.
в аппарате идеального вытеснения.
5.3. Оценка эффективности разделения
во флотационных машинах
Для создания математической модели флотационной машины
непрерывного действия необходимо раздельно описать кинетику
процесса и гидродинамический режим в камере машины. Эта
14 Заказ № 232
209
задача сформулирована в начале главы. Введя понятие плот-
ности распределения по времени пребывания частиц в камере,
характеризующей структуру потоков в аппарате, мы получили
средство решения задачи.
При рассмотрении уравнения К. Ф. Белоглазова 6 = 1 — е-к‘
возникает вопрос: что такое t для непрерывного процесса фло-
тации. Очевидно, для машины периодического действия t —
время флотации. Однако в непрерывном процессе разные ча-
стицы разное время находятся в камере. Необходимо так видо-
изменить уравнение кинетики, чтобы оно включало функцию
распределения частиц по времени пребывания.
Рассчитаем извлечение в концентрат в камере идеального пе-
ремешивания, для которой известна плотность распределения
частиц по времени пребывания Е (т). Число частиц в единице
объема, время пребывания которых изменяется в интервале [т,
т+с1т], равно £(-r)dx. Если процесс подчиняется уравнению
К. Ф. Белоглазова, то концентрация твердого падает со време-
нем экспоненциально, поэтому в момент времени t, т. е. для t =
—xtN, из первоначального количества выделенных иамн частиц
остается е~КхЕ (т) dx, где К. — KtN. Чтобы определить, сколько
частиц останется в единице объема пульпы, нужно вычислить
интеграл
Сртх
Сисх
( е-к’£(т)Л,
или, переходя к извлечению,
в= 1— J е“Хт£(т)Л.
(5.7)
Это уравнение можно записать и без предварительного при-
ведения переменных:
^и^/] Cudt.
(5.8)
Нетрудно показать тождественность этих формул.
Уравнение связывает извлечение с кинетической константой
и плотностью распределения по времени пребывания н позво-
ляет в принципе решать следующие задачи: по известным К
и £(т) определять извлечение; по определенным в периодиче-
ском опыте 8 и К находить параметры гидродинамического ре-
210
жима в камере; по заданным е и Е (т) определять кинетическую
константу.
Плотность распределения по времени пребывания можно
определить методом индикатора, а кинетическую константу — по
результатам периодического опыта. При этом подразумевается
аддитивность влияния гидродинамических и кинетических фак-
торов на результаты процесса. В действительности, как неодно-
кратно отмечалось, кинетическая константа зависит от степени
перемешивания пульпы в камере. Определение этой зависимо-
сти является самостоятельной сложной задачей. Решение ее по-
зволило бы найти оптимальную интенсивность перемешивания,
необходимую для эффективного разделения.
Выше приведен расчет среднего времени пребывания частиц в камере
машины непрерывного действия. Воспользуемся полученными результатами
для определения извлечения при флотации угольного шлама в этой машине
по формуле (5.8), рассчитав кинетическую константу по результатам перио-
дического опыта. Пусть К=0,1 с-1.
Сгруппируем исходные данные для интегрирования:
t 0 10 20 30 40 50 60 70 80 90 100
ск 0 0 1 4 Н 10 7 4 2 0,5 0
e-Kt 0 0 0,135 0,050 0,018 0,067 0,003 0,001 0,0003 0,00012 —
е-*гСи 0 0 0,135 0,198 0,202 0,067 0,017 0,004 0,001 0,000 0
е— 1
10 (0 4- 0 4- 0,135 4- 0,198 4- 0,202 4- 0,067 4-
4-0/117 4-0.04 4-0,001 4-0)______1 _ П02-0 ОД
10 (04-04-14-44-П-Ь Ю 4-74-44-24- *
4-0,5 4-0)
Рассмотрим вторую задачу: по определенным в периодиче-
ском опыте извлечению и кинетической константе построить рас-
пределение по времени пребывания частиц в камере непрерыв-
ного действия. Поскольку е, К и Е (т) связаны соотношением
(5.7), необходимо по заданным значениям е и К определить
стоящую под интегралом функцию Е (т). Точно с таким же урав-
нением мы столкнулись, решая задачу нахождения функции рас-
пределения по флотируемости материала. В главе 3 рассмотрены
методы расчета плотности распределения по результатам кине-
тического опыта и как наиболее удобный был выбран метод, при
котором искомое распределение отыскивается в виде заранее
заданной функции, зависящей от нескольких параметров. Судя
по виду кривых распределения частиц по времени пребывания
14*
211
(см. рис. 5.2), в качестве такой функции можно выбрать гамма-
распределение:
£<’>----fffl-
Для аппаратов, близких к идеальному вытеснению, больше под-
ходит нормальное распределение. Показательно, что эти же
функции соответствуют распределению по флотируемости: для
идеально однородных по свойствам частиц должно получиться
одно и то же значение флотируемости, которое соответствует
распределению в виде дельта-функции. Тем ие менее при фло-
тации стеклянных шариков К. Сазерленд получил нормальное
распределение по флотируемости, что связано с ошибкой опыта
и погрешностями в изготовлении шариков. Реальным условиям
флотации, где частицы различны по свойствам, обычно соответ-
ствует гамма-распределение по флотируемости.
Заметим, что представление искомых распределений в виде
функции от параметров не только обладает наглядностью, но
и позволяет по готовым формулам определять моменты распре-
деления. Так, для гамма-распределения математическое ожида-
ние и дисперсия равны т = р/Л; о2 — р/№. Подставим выраже-
ние для Е (т) в формулу (5.7):
е = 1 - f Е (т) е“к’ А = 1 - f е“^е“’хг-1 А.
Вычислим интеграл правой части уравнения, временно заме-
нив К иа s, т на t
J dt = L [e-'^-’J = .
Здесь символ означает преобразование Лапласа; значение
интеграла нетрудно найти в таблицах, например в работе [71].
Тогда, возвращаясь к прежним обозначениям, получим
>.р Т(р)
Gc+tf’
или
(5.9)
212
Для определения неизвестных параметров распределения р,
к и входящего в К значения tN из соотношения (5.9) необхо-
димы, как минимум, трн извлечения и соответствующие им кине-
тические константы. Это означает, что периодический опыт сле-
дует ставить на разных реагентных режимах. Мы допускаем при
этом, что на кинетику процесса не оказывает влияния структура
потоков в камерах. Кроме того, для простоты считаем материал
однородным по физико-химическим свойствам, т. е. отсутствует
распределение по флотируемости частиц и кинетическая кон-
станта для них одна и та же. Отсюда следует, что необходимые
для расчета три нли более значения константы невозможно
определить из одного кинетического опыта по извлечению в раз-
ные моменты времени: извлечение, время и константа жестко
связаны уравнением К. Ф. Белоглазова, т. е. для любого мо-
мента времени будут получены для однородного материала одни
и те же значения константы. Не остается ничего другого, как
ставить эксперименты при разных реагентных режимах и по ним
определять извлечение и константу.
Возвращаясь к поставленной задаче, видим, что по извлече-
нию и константе, полученным в периодическом опыте, по фор-
муле (5.9) можно рассчитать р и к, характеризующие функции
распределения по времени пребывания частиц в камере, и tN.
Для этого распределения известно среднее время пребывания
т = te/tN- По вычисленному номинальному времени tn можно
определить объемный расход пульпы через камеру. Отношение
4/tv. отличное от единицы, характеризует отклонение исследуе-
мого аппарата от идеального.
При рассчитанном потоке, в случае подобия аппаратов из-
влечение в машине непрерывного действия должно быть
близким к полученному в периодическом опыте. Однако мате-
матическое ожидание не определяет плотности распределения
однозначно. Для выбранного гамма-распределения отношение
plk может принимать одно и то же значение при разных к и р.
Дисперсия при этом будет различна, следовательно, и вид кри-
вой распределения изменится.
Для воспроизведения результатов лабораторных опытов на
промышленном аппарате необходимо обеспечить совпадение
с расчетным не только среднего времени пребывания, но и всей
функции распределения. Если извлечение не достигнет заданного
значения (близкого к полученному в периодическом опыте), то,
очевидно, необходимо внести изменения в конструкцию камеры
213
с целью создания структуры потоков, соответствующей рассчи-
танной функции распределения. Для определения направления
конструктивных изменений необходимо найти зависимость струк-
туры потока от конструктивных параметров машины. Подобный
анализ можно провести и для аппаратов, близких к идеальному
вытеснению. При этом вместо гамма-распределения можно ис-
пользовать нормальное:
F(T)= ' J_e-G-W
' ' |2х °
где т — математическое ожидание, о2—дисперсия.
Чем ближе поток к идеальному вытеснению, тем круче ветвн
кривой — меньше дисперсия времени пребывания частиц в ка-
мере. Подставив выражение для Е(т) в формулу (5.7), полу-
чим, что при нормальном распределении частиц по времени пре-
бывания в камере извлечение в зависимости от кинетической
константы
•W-'-TPS-b * "
Для вычисления интеграла воспользуемся формулой, приве-
денной в справочнике [71, с. 232]:
/ р \
L (—е“ 4в’ = ев’5’ erfc (as), а > 0;
оо
где erfc(x) = 1 — erf (х) = —^=- J е"1' dt, —
у* ;
дополнительный интеграл вероятностей; функция erf(x) назы-
вается интегралом вероятностей, или функцией ошибок.
Проведя преобразование н возвращаясь к прежним обозначе-
ниям, получим
в(/<)=1-----J=re"T/re 2 erfc(-7^-).
' /2 \ /2 /
Таблицы функции erfc(x) или erf(x) широко распространены
(см., например, [71, 181]). Определив по экспериментам с трас-
сером параметры тио2 нормального распределения и К из пе-
риодического опыта, можно рассчитать извлечение в аппарате
непрерывного действия.
214
В аппарате идеального вытеснения (как и в машине перио-
дического действия) время пребывания всех частиц при отсут-
ствии флотации одинаково. Пульпа равномерно движется от
входа к выходу; длительность пребывания частицы в такой ма-
шине t пропорциональна пройденному пути I и обратно пропор-
циональна скорости потока и :7 = l/v. Каждому моменту вре-
мени соответствует определенное сечение аппарата. Концентра-
ция полезного компонента экспоненциально падает по высоте
аппарата и поэтому для аппаратов идеального вытеснения, как
и периодического действия, справедливо уравнение К. Ф. Бело-
глазова; время пребывания частиц в приведенных координатах
равно единице (т = 1), поэтому е = 1 — е-к.
В камере идеального перемешивания содержание ценного
компонента во времени экспоненциально убывает. Подставим
уравнение (5.5) в (5.7):
е° - ? -
е = 1 _ J е"*’ Е (t)d- = 1 - J е-*’е“тЛ =
= 1 _ f е-Л = 1 ---
o’ К 4-1 *+*
Обратим внимание на то, что в уравнении К. Ф. Белоглазова
вместо константы К фигурирует K = KtN. Такое изменение
имеет очевидный физический смысл, поскольку одних и тех же
результатов можно добиться изменением флотоактивности ма-
териала, либо изменением среднего времени пребывания в ка-
мере. Сравнивая полученные уравнения при одинаковых К =
= KtN, получим извлечения для одних и тех же кинетических
условий в аппаратах обоих типов:
Ki.v 0,5 1 2 4 10
*выт 0,394 0,632 0,865 0,982 0,9999
*пер 0.333 0,590 0,667 0,800 0,909
Извлечение в аппарате идеального вытеснения выше, чем
в аппарате идеального смешения. Особенно заметно это разли-
чие при больших значениях Еще нагляднее эта разница вы-
является из сравнения объемов аппаратов, необходимых для
достижения одного и того же извлечения.
215
Рис. 5.4. Сравнение времени пре-
бывания в реакторах идеального
перемешивания и вытеснения в за-
висимости от извлечения
Рис. 5.5. Изменение концентрации
по длине флотационной машниы
при различных скоростях подачи
питания v (в л/с) [129]:
/ — V—0.005. ц-0,469; 2 — v-0,01, п-
-0,6/1, З-е-0.02. ц-0,649
Будем считать, что кинетика процесса в аппаратах одина-
кова. Поскольку среднее время пребывания частиц в камере
пропорционально ее объему, вычислим вначале соотношение
между временем пребывания в камерах идеального перемешива-
ния и вытеснения при одинаковом извлечении. При идеальном
перемешивании из формулы (5.9) имеем:
J = 1 — Б. 1 _е » *пер = ^(1 ; (5.10)
из формулы е = 1—е-к для идеального вытеснения
Гвыт=-----1П(1/р-е) . (5.11)
Отсюда
*пер в
XZ (1—s)ln(l—а) •
График зависимости этого отношения от извлечения показан
на рис. 5.4. Подставляя в последнюю формулу значения е, полу-
чим соотношение времени пребывания и объемов аппаратов иде-
ального перемешивания и идеального вытеснения:
е 0,5 0,7 0,9 0.95 0,99 0,999
Упер/^выт 1,5 2 4 6,3 22 140
216
Из графика и приведенных выше данных видно, что объем
аппарата идеального перемешивания (и время флотации в нем)
всегда больше, чем в аппарате идеального вытеснения. При этом
чем выше извлечение, тем /пер больше отличается от /Выт- По-
этому объем машины идеального перемешивания, необходимый
для получения идентичных показателей, всегда больше, чем ма-
шины идеального вытеснения.
Сопоставлять флотационные машины можно по различным
критериям. Среди них наиболее употребительным является
удельная производительность по питанию (т/(ч-м3) или м3/(чХ
Хм3)]. Этот критерий не учитывает эффективности разделения
в аппарате, поэтому применяется только при сравнении машин,
перерабатывающих близкое по свойствам сырье и имеющих
идентичные технологические показатели. Оценка машин по вре-
мени пребывания в них пульпы, использованная выше при сопо-
ставлении идеальных аппаратов, в отличие от удельной произво-
дительности, учитывает извлечение.
Интересно сопоставить не идеальные аппараты, а реальные
машины, которые по структуре потоков находятся между иде-
альными типами. В качестве коэффициента эффективности
можно принять отношение среднего времени пребывания частиц
в аппарате идеального вытеснения к времени пребывания в ис-
следуемом аппарате при одинаковой степени разделения (в %):
==, 100. (5.12)
Приведем пример расчета определения эффективности флотационной ма-
шины: пусть кинетическая константа /(=0,307 мни-1, среднее время пребы-
вания /-=15 мин, отношение содержаний ценного компонента в отходах
и питании ~ =0,047. Определим время пребывания в аппарате идеального
вытеснения по формуле (5.11):
- 0,047 2,303-0,047 1Л_.
*выт= оЖ------------оЖ ’
10,71
Коэффициент эффективности машины 4=—[g- 100=71%.
Критерий такого вида применяется для оценки работы хими-
ческих реакторов. Применительно к флотационным аппаратам
впервые такую оценку в несколько другой форме предложил
А. Д. Погорелый (129J:
„ I*1 (^исх/Сотх) __ _ 1д (1 — *)
' кг кг *
217
Очевидно, для аппарата идеального вытеснения согласно ра-
венству (5.12) t) = l; в общем случае г)<1. Приведем примеры
оценки влияния объемного расхода пульпы, длины камеры и чи-
сла камер на эффективность работы флотационного пневмати-
ческого аппарата, определяемую по этой формуле. На рис. 5.5
приведены изменения концентрации по длине камеры х при раз-
личных объемных расходах пульпы. Кривые 1 и 2 показывают
снижение перепада концентраций в сечении сразу после входа
в камеру (от 0,62 до 0,38) и уменьшение извлечения (от 94 до
87 %) с увеличением объемного потока пульпы в 2 раза. Эф-
фективность работы машины увеличивается от 0,469 до 0,671,
поскольку увеличение объема переработки перекрывает потери
извлечения. Что необходимо сделать для сокращения этих по-
терь? Первый путь — увеличение фронта флотации: установка
еще одной камеры поднимет извлечение от 74 до 98%.
Второй путь — дальнейшее снижение продольного перемеши-
вания в камере, но не путем увеличения скорости потока пульпы,
а путем внесения конструктивных изменений в машину, напри-
мер установки поперечных Перегородок. Это эквивалентно за-
мене одной камеры каскадом такого же суммарного объема.
По формуле для /n-камерной машины рассчитаем е и ч при раз-
делении камеры на разное число ячеек; на две ячейки — полу-
чим е = 89%, t] = 0,72; на пять ячеек — е=92%, г) = 0,82; на-
конец, на десять ячеек — е = 93%, г) = 0,88 %. Проанализируем
полученные результаты. Увеличение объемного расхода пульпы
в 2 раза привело к потерям извлечения, несмотря на снижение
продольного перемешивания. Причиной этого является умень-
шение времени пребывания пульпы в камере. Установка второй
камеры увеличивает время пребывания в 2 раза при той же
структуре потоков пульпы и позволяет получить е = 98 %. При
параллельном соединении этих камер извлечение снижается до
94 % при той же производительности. Замена одной камеры кас-
кадом из пяти равного суммарного объема позволяет получить
е = 92%.
Следует отметить, что при расчете коэффициента эффектив-
ности машины в качестве эталона принимается гипотетическая
машина идеального вытеснения. Позднее в работе [130] предло-
жено в качестве эталона для сопоставления машин по величине
так называемого машинного фактора выбрать какую-нибудь
стандартную машину. Это позволит, с одной стороны, сравнивать
машины непосредственно по технологическим показателям; тем
самым снимается допущение о постоянстве кинетической кон-
станты для всех сравниваемых камер. С другой стороны, разра-
ботка эталонной машины предполагает наличие полного комп-
218
лекса критериев, оценивающих ее работу и возможность вос-
произведения эталонных условий эксперимента на любом
объекте. Все это — несравненно более сложная задача, чем рас-
четное сопоставление с идеальным аппаратом.
В задачу оценки эффективности машин входит сопоставле-
ние машин периодического и непрерывного действия. Такое
сравнение должно включать комплекс вопросов, составляющих
проблему модельного перехода в размерном ряду флотационных
аппаратов. Здесь мы остановимся только на вопросе соотноше-
ния времени флотации в лабораторной и промышленной машине.
Предположим, что удельная скорость флотации в лаборатор-
ных машинах периодического и непрерывного действия одина-
кова. Состав пульпы в периодическом процессе меняется во вре-
мени, скорость флотации убывает. В непрерывном процессе
с идеальным перемешиванием состав пульпы во всем объеме ка-
меры н скорость флотации принимаются постоянными. Выход
в периодическом процессе определяется формулой
Со-С (О
т---------ъ—•
откуда
dt______1 dC
dt Со dt ’
где Со и С (0—исходная и текущая концентрации
в пульпе.
Уравнение материального баланса непрерывного
имеет вид:
CoQ-KCy^CiQ,
где Со и Ci — исходная и конечная концентрации твердого в пи-
тании и отходах камеры; Q — объемный расход пульпы; V —
объем аппарата.
Здесь полагается, что объемный выход в концентрат незначи-
телен и потому объемный выход пульпы в отходы равен объем-
ному расходу питания.
Из уравнения (5.14) имеем
Со Со
1 + KV/Q ~ l+KTN *
Преобразуем уравнение (5.15), получим
Со — С, =KC\tfj.
(5.13)
твердого
процесса
(5.14)
(5.15)
(5-16)
219
Из уравнения кинетики первого порядка---------тг~КС,
at
поэтому
Со-С1==--1£-^. (5.17)
Для получения одинакового выхода при одинаковом питании
потребуется разное время пребывания пульпы в периодической
(О и непрерывной (/д) камере. Из условий равенства выходов,
комбинируя формулы (5.13)—(5.17), получим
Со — С = СоТ =----- tN = Cd iff,
или
Подставив в последнее выражение из уравнения К- Ф. Бело-
dv
глазова у = 1 — е~к* и —£ = Ke-Kt, получим
at
\-e-K,==tNKtTKt.
Отсюда
KtN=o.Ki — \ или <= . (5.18)
Разложив eKt в ряд Маклорена, получим приближенную
формулу
?„^+«L+*!L+... (5.19)
Очевидно, время флотации в аппарате непрерывного действия
больше, чем в периодическом аппарате при идентичных показа-
телях. Поскольку результаты опытов часто отклоняются от фло-
тации первого порядка, полезно привести здесь соответствую-
щие формулы для нулевого и второго порядков:
KtN = Kt («=0); KtN = Kt(\+CKt) (п = 2). (5.20)
Мы уже рассматривали флотацию, как обратимый процесс,
обе стадии которого подчиняются кинетике первого порядка. Для
220
этого случая соотношение между временем пребывания в перио-
дическом и непрерывном процессе имеет вид:
(Ki + K2)iN = e(K,+Kt} ‘ - 1,
где Ki н Кг— кинетические константы прямого и обратного
процессов.
Отсюда нетрудно получить приближенное равенство
+ + ...
Из формул (5.18) — (5.20) видно, что при п=1, 2 время фло-
тации в камере непрерывной машины больше, чем в лаборатор-
ной, н совпадает с ним при п = 0.
Время пребывания — сложный фактор, зависящий от харак-
теристики потока и скорости флотации. Формулы для расчета
времени пребывания частиц в камере выведены при предположе-
нии, что выход в концентрат незначителен. Рассмотрим теперь
случай, когда учитывается наличие двух выходных потоков —
в концентрат и отходы.
В случае идеального перемешивания выражение для эффек-
тивного времени пребывания можно получить, объединив урав-
нение скорости флотации и баланса продуктов:
-g-==e-K'; С^пт = Схаоп + КСУ, (5.21)
где Спит н Qotx — объемные расходы потоков пульпы в питании
флотации и отходах, см3/с; Со н Ci — концентрации твердого
в исходном питании и камере машины, г/см3 (напомним, что
для аппаратов идеального перемешивания концентрации твер-
дого в камере и в отходах равны).
Выражение KCtV (в г/с) принято для расчета выхода в кон-
центрат в предположении, что процесс подчиняется кинетике
первого порядка. Из системы уравнений (5.21) получено равен-
ство, связывающее время флотации в периодической машине
с временем флотации в машине непрерывного действия (fo =
= Г/Опит), с учетом объемного потока в концентрат
Ге = -^ In (Qotx/Опит + KV]Qam). (5.22)
Из этой формулы можно определить tN:
~ — Оотх/Спит
*ЛГ —--------«--------.
221
Рис. Б.6. Распределение концентраций в камерах флотационных машин
Разлагая ек< в ряд, получим соотношение между временем
флотации в аппаратах периодического и непрерывного действия
с учетом выхода в концентрат
+ Ki + +-Ф5- + •
Если можно пренебречь выходом в концентрат (Qotx/Qimt= 1)»
то получим формулы (5.18) и (5.19). Приведем пример расчета
ijv по этим формулам. Пусть время флотации в машине перио-
дического действия /=45 с, кинетическая константа К=0,О1,
выход в концентрат равен 10 %. Подставляя эти значения в одну
из полученных формул для tN, имеем — 66 с.
Таким образом, при переходе от лабораторной машины к не-
прерывной сопоставление результатов правомерно лишь в слу-
222
чае, когда выдержано соотношение времени пребывания (5.18)—
(5.20), а также соблюдена идентичность конструктивных и аэра-
ционных характеристик аппаратов.
Наглядной иллюстрацией различий в протекании процессов
в флотационных аппаратах разных типов является рис. 5.6. В пе-
риодической камере содержание ценного компонента зависит от
времени, но не от пространственных координат, скорость флота-
ции вначале высока и падает со временем. В колонном аппарате
содержание ценного компонента постоянно во времени, но не-
прерывно убывает по высоте; скорость флотации больше в го-
ловной части колонны и уменьшается по фронту флотации. На-
конец, в непрерывной машине механического типа содержание
ценного компонента и скорость флотации постоянны во времени;
содержание ценного компонента скачком падает при входе в ка-
меру, оставаясь затем постоянным во всем ее объеме.
5.4. Идеализированная модель многокамерной
флотационной машины
Реальный флотационный процесс, как правило, никогда не
завершается в одной камере. Для получения кондиционных про-
дуктов обычно используют цепочку (каскад) последовательно
соединенных камер. Число камер определяется характеристикой
руды, реагентов, конструкцией машины, требуемым качеством
продуктов и колеблется в широких пределах: от шести для
легкофлотируемого материала (например, уголь) до несколь-
ких десятков (например, операции основной и контрольной
флотации молибденовой руды обычно состоят из 30—40 ка-
мер).
Весь предыдущий анализ относился только к одной камере.
Задача заключается в обобщении полученных результатов при-
менительно к многокамерной флотационной машине. При этом
необходимо сделать ряд допущений. Как и при рассмотрении од-
ной камеры, одновременное определение кинетических и гидро-
динамических параметров процесса — сложная задача. Выделим
из нее гидродинамическую часть: построение распределения по
времени пребывания частиц в одной камере и в машине, состоя-
щей из т последовательно соединенных, идентичных по кон-
струкции камер. Примем, что количество частиц и объем воды,
выносимый в концентрат, невелики по отношению к общему по-
току пульпы, проходящей через машину, и ими можно пренеб-
речь. Тогда можно считать, что характер протекания процесса
во всех камерах одинаков. Это предположение существенно упро-
щает рассмотрение, поскольку считается, что объемные потоки
223
пульпы и кинетическая константа во всех камерах одина-
ковы.
Прежде всего опишем гидродинамическую обстановку в т-ка-
мерной механической машине, используя представления о плот-
ности распределения частиц по времени пребывания, при сле-
дующих допущениях: в каждой камере поток имеет структуру
идеального перемешивания, перемешивание между камерами от-
сутствует; объемный расход Q не изменяется по длине и сече-
нию потока; объемы каждой из т камер одинаковы и равны V;
V
Q ’
среднее время пребывания частиц в одной камере tn =
авт камерах tNm.
Пусть, начиная с момента времени 1=0, в камеру вводится
индикатор, концентрация которого изменяется от 0 до Сц,.,
Из уравнения материального баланса индикатора для одной ка-
меры запишем уравнение изменения концентрации индикатора
в камере
Формула (5.23) имеет простой физический смысл: изменение
концентрации равносильно механическому перемещению. Фор-
ж S —So
мула—эквивалент формулы механики v =-------, выражаю-
щей скорость движения через пройденный путь и затраченное
время. Решение уравнения (5.23) получим в виде
-^-=1 -e-z/4
Поскольку в соответствии с изложенным в 5.1
F (0 =
И
Е(0 =
^(0
dt
ТО
F (0 = 1 - Е (0=е-'7'".
224
Связь между распределением Е (tn, t) и числом камер т в ма-
шине может быть получена решением системы т уравнений,
аналогичных (5.23),
~dt ==-7^(Си/_| — СИ|), I = 1, т.
Переходя к приведенному времени, получим
~dr~
t
Решим это уравнение относительно СВ{
Си< — е т | Сщ _ |в1 rft].
(5.24)
Уравнение (5.24) связывает концентрации трассера на вы-
ходе двух соседних камер; необходимо получить связь между
концентрацией на входе в первую камеру каскада Си, и на вы-
ходе из m-й камеры.
Подставив в уравнение (5.24) i=l, 2 и взяв интегралы по
частям, нетрудно показать по индукции, что
т
Сит=С,,0(1—е ' 2 (Г— 1)|)’
(5.25)
Пронормировав на СИо, получим выражение для интеграль-
ной функции распределения:
m
F (m, г) = 1 - е- 2 * <5 26>
Используя соотношение, связывающее интегральную и диф-
ференциальную функции распределения, имеем
(5.27)
Уравнения для Е и F распределений дают возможность про-
верить адекватность модели реальному процессу сравнением рас-
четных кривых по формулам (5.26) и (5.27) с соответствующими
экспериментальными кривыми, полученными на реальной
15 Заказ № 232
225
Рис. 5.7. Расчетные и экспериментальные значения интегральной функции рас-
пределения по времени пребывания частиц в камере флотационной машины
«Денвер» [228]:
1-Q-38 см’/с; 2 — Q-82 см’/с; 3 — Q-192 см’,с
машине. Такое сравнение удобно проводить, если имеются гра-
фики кривых изменения концентрации трассера во времени.
А. Джоветт, изучив гидродинамику лабораторных флотацион-
ных машин различных конструкций («Денвер», «Фагергрен»
и др.), переоборудованных для работы в непрерывных условиях,
показал, что структура потоков в этих камерах соответствует
идеальному перемешиванию. На рис. 5.7 приведены экспери-
ментальные значения и расчетные кривые для различных объ-
емных потоков жидкости, полученные в камере «Денвер». Для
Q
удобства сравнения по оси абсцисс отложен аргумент -^-/ =
t V
=-----= т; по формуле (5.26) получим F = 1 — e_®yv. Эта
tit
формула хорошо аппроксимирует экспериментальные резуль-
таты, полученные на лабораторной машине «Денвер». Следова-
тельно, эта машина весьма близка к аппарату идеального пере-
мешивания (229]. Не следует, однако, априори считать все лабо-
раторные машины механического типа аппаратами идеального
перемешивания. Конструктивные особенности машины могут
привести к отклонению от идеального режима.
226
В пределе при т-^со Е(т, т) переходит в дельта-функ-
цию. Увеличение крутизны кривых связано с уменьшением дис-
персии, которая, как сказано раньше, для Е (т, т) равна 1/т.
Увеличение числа камер приближает механическую машину
к аппарату идеального вытеснения или периодического действия.
По виду график совпадает с распределениями, построенными
для различных режимов перемешивания (см. рис. 5.2).
Таким образом, для аппаратов идеального перемешивания
определение вида кривой распределения достаточно просто вы-
полняется при любом числе камер по формуле (5.27). Для
машин с другим режимом потоков необходимо на пилотной уста-
новке определить функцию распределения по времени пребыва-
ния частиц при оптимальных условиях флотации. Для выполне-
ния модельного перехода в размерном ряду машин необходимо
обеспечить в промышленной камере идентичный гидродинамиче-
ский режим. В предположении независимости кинетики флота-
ции от гидродинамики камеры в промышленном аппарате
должны быть получены идентичные технологические показа-
тели.
Мы рассмотрели отклик одной камеры идеального переме-
шивания на возмущение, а затем отклик каскада таких камер.
При этом оказалось, что с увеличением числа камер в каскаде
распределения по времени пребывания, построенные по отклику
на выходе, все больше отклоняются от вида, соответствующего
идеальному перемешиванию. Это наводит на мысль о возмож-
ности моделирования гидродинамики реальной камеры с импел-
лером (которая в общем случае не является аппаратом идеаль-
ного перемешивания), каскадом гипотетических камер идеаль-
ного перемешивания, суммарный объем которых равен объему
исследуемого аппарата. Это равносильно разбиению исследуе-
мой камеры на отдельные ячейки равного объема. Такое пред-
ставление реального аппарата каскадом ячеек называется яче-
ечной моделью. Параметр гамма-распределения (5.27) ха-
рактеризует дисперсию распределения по времени пребывания
(т = 1/о2) и является характеристикой ячеечной модели, соот-
ветствуя числу камер идеального перемешивания, дающих такой
же отклик на выходе, как исследуемый аппарат.
Рассмотрим связь технологических показателей процесса фло-
тации со структурой потоков. Будем считать, что процесс подчи-
няется кинетике первого порядка; выход в концентрат невелик;
перемешивание в каждой камере машины значительное, в ре-
зультате чего содержание ценного компонента на выходе из ка-
меры совпадает с содержанием в объеме. Воспользуемся выве-
денными ранее уравнениями (5.14) и (5.15).
15*
227
Отходы первой камеры с концентрацией твердого, равной Сь
являются питанием второй камеры. Для нее также справедливо
уравнение баланса
CtQ-KC2V = C2Q,
откуда
С s_ ^1 ___Ср___
2 \+KtN (l+KtN^'
С помощью метода математической индукции можно пока*
зать, что
Q _ _____О>
т 0 +KtNy '
(5.28)
Тогда выход в концентрат в m-камерной машине определится
по формуле
Т”=|~откг- <529>
т —
(5.30)
Формулы (5.28) и (5.29) определяют концентрацию твердого
в отходах на выходе из машины и выход концентрата при за-
данном числе камер т; объем камеры равен V, а объемный рас-
ход пульпы Q. Преобразовав формулы (5.28) и (5.29), опреде-
лим число камер, необходимое для получения заданных техно-
логических результатов
ig ’«(-К—-)
IgO+Kf/v) lg(i +A7/v)
Формулы (5.28) — (5.30) позволяют рассчитать процесс в мно-
гокамерной импеллерной машине в идеальном случае, когда по-
рядок флотации равен единице. Кроме того, при выводе уравне-
ний (5.28) — (5.30) предполагается, что флотационные свойства
минерала, характеризуемые кинетической константой К, посто-
янны по всему фронту флотации. Построенная здесь идеализиро-
ванная модель не отражает реальных условий флотации: посту-
пающий на флотацию материал распределен по флотируемости,
причем от камеры к камере это распределение меняется вслед-
ствие выхода в пену наиболее флотоактивной части. По этой же
причине объемный расход пульпы убывает по фронту флотации;
реальные флотационные схемы, как правило, не являются по-
следовательными, а содержат большое число рециркуляций.
228
Попытаемся, опираясь на формулу (5.29), решить вопрос
о том, что выгоднее — однокамерная машина большого объема
илн многокамерная с таким же суммарным объемом камер.
Время пребывания в обеих машинах при одинаковом питании
постоянно и равно In- В одной камере многокамерной машины
пульпа будет находиться tNlm, поэтому выход в концентрат со-
гласно равенству (5.29)
Тт= 1 ’
т
Эта формула подобна формуле (5.29); разница заключается
в том, что в одном случае [формула (5.29)] мы исходим из объ-
ема одной камеры для построения многокамерной машины,
в другом — рассматривается машина, состоящая из одной ка-
меры большого объема, и выясняется, как изменяются показа-
тели процесса при ее замене /n-камерной машиной равного
объема. Поскольку
lim -----</7 ~\т =ехр(-^),
[, KtN 1
V + т /
то
lim im =1 — ехр(— KtN\
т со
что совпадает с формулой извлечения в камере периодической
флотации. Таким образом, заменяя большую камеру идеального
смешения каскадом камер, можно в пределе получить такие же
результаты, как и в камере периодического действия или аппа-
рате идеального вытеснения.
Воспользуемся последней формулой, чтобы выяснить зависи-
мость суммарного объема машины (а также времени пребыва-
ния пульпы в ней) от числа камер при заданном выходе и неиз-
менном значении кинетической константы. Перепишем эту фор-
мулу в виде
К1ц=т(—-L=--------1
\ v’-if
Здесь К— постоянный множитель; произведение KtN, по
определению номинального времени пребывания, пропорцио-
нально объему машины. Приведенные в табл. 5.1 результаты по-
казывают, что замена одной камеры двумя позволяет при одном
229
Рис. 5.8. График измене-
ния концентрации в ка-
скаде флотационных ка-
мер:
п — число камер в каскаде
(1-1, 2, 3..л); СА — кон-
центрации иа входе и вы-
ходе каждой камеры ка-
скада
Таблица 5.1
Относительный объем камер в машине
т 1=50% 1=90%
4KtN
1 1 1 9 1
2 0,82 It 1,2 = 0,83 4,3 1 «2,1 =0,48
3 0,76 1:1,3 = 0.78 3,1 1:2,9 = 0,34
и том же выходе снизить суммарный объем машины на 18 % при
у = 50 % и наполовину при у = 90 %. Величина llKtN показы-
вает относительное уменьшение объема машины по сравнению
с одной камерой.
Изменение содержания твердого в пульпе по фронту флота-
ции удобно показать на рисунке: камеры машины являются сту-
пенями изменения концентрации, поскольку в аппарате идеаль-
ного перемешивания концентрация изменяется скачком при
входе, мгновенно распространяясь по всему объему камеры. Если
соединить плавной кривой точки, соответствующие концентра-
циям на входах в последовательные камеры машины, получим
график, близкий к экспоненте, характеризующей падение кон-
центрации по фронту флотационного аппарата идеального вытес-
нения (рис. 5.8).
Для наглядности покажем это иа примере: рассчитаем выход при _/С=
=0,02 с~* и времени пребывания пульпы в машине Zw=300 с. Имеем
=6; для различных т получим:
230
ml 2 3 6 оо
7. o/o 85,7 93,8 96,3 98,4 99,6
На первый взгляд, можно сделать вывод, что предпочтение следует от-
дать флотационным машинам с небольшими камерами, поскольку при том же
суммарном объеме для однокамерной машины у=85,7 %, а для шестикамер-
ной у=98,4 %. Однако такой вывод был бы поспешен. По технологическим
результатам предпочтительно было бы использовать в промышленности ла-
бораторные машины периодического действия, но экономически это невыгодно.
5.5. Методы исследования структуры потоков
во флотационных машинах
Гидродинамика флотационной камеры во многом определяет
результаты процесса, поэтому ее описание должно быть состав-
ной частью математической модели. Для решения практических
задач, связанных с моделированием и расчетом флотационных
аппаратов, необходимо знать, какая гидродинамическая обста-
новка образуется в камере при тех нли иных конструктивных
параметрах. Существуют два подхода к изучению гидродина-
мики аппарата: первый заключается в определении поля скоро-
стей жидкости в камере, второй — в построении распределения
по времени пребывания частиц жидкости в аппарате.
Преимущества и недостатки этих двух подходов рассмотрены
в 5.1. Отметим здесь только, что первый подход может дать об-
ширную информацию о скоростях, давлениях, масштабе и интен-
сивности турбулентных пульсаций и т. д. в разных точках ка-
меры, однако непосредственное его применение при построении
модели в настоящее время едва ли возможно. Тем не менее он
может быть использован при анализе и выборе различных кон-
структивных элементов камеры и, что не менее важно, для уточ-
нения представлений о физике процесса. Экспериментальная ре-
ализация этих методов достаточно сложна. Для определения
скоростей потоков чаще всего применяют различного типа ане-
мометры, включая лазерные, а также фотографирование следов
частиц, добавляемых в жидкость.
Второй подход позволяет оценить гидродинамику аппарата
с помощью функции распределения элементов объема жидкости
по времени пребывания в нем. По объему получаемой информа-
ции этот подход уступает первому, однако, как показано выше,
функция распределения может быть непосредственно включена
в уравнение математической модели процесса. Методика экспе-
римента и обработка результатов при использовании этого спо-
соба относительно несложны. Здесь рассматриваются только ме-
тоды получения функций распределения.
231
ХАРАКТЕРИСТИКА ПЕРЕМЕШИВАНИЯ
Функция распределения по времени пребывания и ее мо-
менты являются формальной оценкой структуры потока, не со-
держащей характеризующих его физических параметров. Сле-
дует найти эти параметры и установить связь между ними и мо-
ментами распределения. Тем самым можно будет вернуться
к описанию, содержащему физические характеристики потока
в аппарате. Это обычный способ нахождения трудноопределяе-
мых параметров сложного процесса через некоторые его кос-
венные характеристики.
Каким же параметром можно характеризовать перемешива-
ние. Процесс смешения состоит в перераспределении вещества
вследствие взаимного перемещения отдельных’ его элементов
или внедрения их друг в друга под действием вихрей. Такие
процессы описываются уравнением диффузии (закон Фика):
~5t D дх2 ’ <5-31)
где C(t, х) — концентрация индикатора в жидкости, D — коэф-
фициент диффузии.
Предположим теперь, что индикатор введен не в неподвиж-
ную жидкость, а в поток, движущийся по аппарату со скоростью
v, тогда в правой части уравнения (5.31) добавляется конвек-
тивный член, учитывающий изменение концентрации вследствие
переноса индикатора потоком:
дС _. дС । п д?С ппч
~дГ—vir+D-<w- <5’32)
Если поток турбулентный, то помимо диффузии, обусловлен-
ной физико-химическими характеристиками жидкости и индика-
тора, следует учесть также перемешивание, вызванное хаотиче-
скими турбулентными пульсациями. Наконец, следует учесть не-
равномерность профиля скоростей в потоке за счет различия
скоростей потока у оси и у стен аппарата, так называемую тей-
лоровскую диффузию. В общем случае поток можно определить
двумя членами: конвективным и диффузионным, причем послед-
ний приближенно описывает совокупное влияние молекулярной
и турбулентной диффузии и неравномерности поля скоростей.
Уравнение (5.32) называют однопараметрической диффузион-
ной моделью потока; параметр D принято называть коэффициен-
том продольного перемешивания. В реальных потоках переме-
шивание происходит не только в направлении движения, но и
232
в направлении, перпендикулярном к движению — так называе-
мое радиальное перемешивание. Продольным и радиальным пе-
ремешиванием можно ограничиться в случае осесимметричного
потока, например, при рассмотрении камеры круглого сечения.
В общем случае уравнение должно содержать члены, учитываю-
щие перемешивание по всем трем пространственным осям. За-
дача в такой общей постановке будет рассмотрена позже. Пока
для простоты ограничимся введением в модель осевого переме-
шивания.
Структура потока зависит не только от величины D, но и от
характерного размера аппарата L и скорости потока v. Для
оценки продольного перемешивания удобно ввести обобщающий
параметр, содержащий все эти величины,
ре==_Е£_
ке D .
Критерий подобия Ре аналогичен диффузионному критерию
Пекле. Случай Ре = О (D = оо) соответствует идеальному пере-
мешиванию, Ре = оо (D=0)—идеальному вытеснению. Зна-
чения 0<Ре<оо соответствуют режимам в неидеальных аппара-
тах. Моменты распределения для таких аппаратов при малых
Ре можно рассчитать по формулам1 [82]
1; о2 =
(5.33)
При достаточно больших Ре (практически Ре> 10) Е-кривые
хорошо аппроксимируются кривой нормального распределения
(см. рис. 5.2) с моментами
5=1; «’ = 2^-=^-. (5.34)
Формулы (5.33) относятся к аппаратам с режимом, близким
к идеальному перемешиванию, формулы (5.34) — к идеальному
вытеснению. Нетрудно заметить, что формула (5.34) следует из
(5.33) при достаточно больших Ре. Напомним, что при построе-
нии модели каскада флотационных камер (см. 5.3) была уста-
новлена связь между дисперсией распределения по времени пре-
бывания и числом камер в каскаде т = 1/о2. Таким образом,
1 Вид решения уравнения (5.32) во многом зависит от граничных усло-
вий. Формулы (5.33) и (5.34) соответствуют потоку в аппарате длиной L,
здесь L — расстояние между точками ввода трассера и измерения его кон-
центрации; предполагается, что жидкость входит в сосуд и выходит нз него
без диффузии.
233
процесс в камере, не относящейся нн к одному из идеальных ти-
пов, можно аппроксимировать диффузионной моделью (5.32),
либо каскадом из т = l/о2 камер идеального перемешивания,
где о2 определяется по формуле (5.33) или (5.34).
Можно считать, что подходящей моделью для механической
флотационной машины является каскад камер идеального пере-
мешивания. Если машина состоит нз большого числа камер, то
может быть принята для расчетов также н диффузионная мо-
дель. Последняя хорошо описывает процесс в аппаратах колон-
ного типа. При этом может быть достигнута значительно боль-
шая точность приближения, чем при использовании модели иде-
ального вытеснения. Принципиально важно, что эта модель,
описывая процесс переноса частиц, содержит физические пара-
метры: скорость движения потока и размер камеры. Позднее на
ее основе будет построена модель флотации как обратимого про-
цесса массопередачи в многофазной системе. К недостаткам
диффузионной модели следует отнести сложность установления
граничных условий и необходимость оценки коэффициента про-
дольного перемешивания из экспериментов. Граничные условия
будут сформулированы ниже (см. 7.3). Обратимся теперь к экс-
периментальному определению функции распределения по вре-
мени пребывания и коэффициента продольного перемешивания.
МЕТОДИКА ЭКСПЕРИМЕНТОВ С ИНДИКАТОРОМ
Метод индикатора (трассера) заключается в добавлении
к жидкости, поступающей в аппарат, какого-либо вещества и из-
мерении его содержания иа выходе из аппарата. В качестве ин-
дикаторов применяют красители, растворы солей, изменяющие
электропроводность жидкости, радиоактивные препараты, твер-
дые частицы и другие количественно легко определяемые веще-
ства, не реагирующие со средой. Выбор конкретного индикатора
определяется, по-видимому, наличием измерительной аппара-
туры и склонностями экспериментаторов.
Авторы в своей работе применяли в основном красители
(главным образом метиленовый голубой), определяя их концент-
рацию фотоколориметрическим методом. При проведении экспе-
римента необходимо предварительно установить эффективный
объем камеры; в процессе опыта следует соблюдать стационар-
ный режим потока; по завершении опыта нужно определить ко-
личество трассера, оставшееся в камере, для установления об-
щего баланса массы.
Для определения эффективного объема камеры необходимо
включить импеллер, подавать воздух и воду. После установле-
234
ния стационарного режима аппарат выключается п измеряется
объем воды в камере. Постоянство объемного расхода обеспе-
чивается установкой промежуточного бака; контроль объемного
расхода проводится в начале и в конце каждого опыта. В мо-
мент, принимаемый за начало опыта, трассер импульсно вво-
дится в поток жидкости, поступающей на вход камеры. Кон-
центрация трассера замеряется поточным колориметром
ЛМФ-69; электрический сигнал от него через усилитель по-
дается на самописец (ампер-вольтметр Н-390). Опыт прекра-
щается, когда прибор перестает фиксировать присутствие инди-
катора в жидкости. Какое-то количество трассера еще остается
в камере; его можно приближенно оценить, помножив объем
жидкости на концентрацию трассера, соответствующую порогу
чувствительности прибора.
Отметим, что точность измерений можно повысить, подавая
трассер в виде конечного (например, прямоугольного), а не
мгновенного импульса, однако при этом необходимо фиксировать
концентрацию не только иа выходе из камеры, но и на входе
в нее. Можно также заменить жидкий трассер твердыми части-
цами. Повышение точности достигается за счет преимуществ
взвешивания перед определением концентрации, ио опыты
с твердым трассером более трудоемки.
Приведем в качестве примера порядок построения кривой распределения
и расчета ее параметров. Опыты проводили в механической флотационной
машине непрерывного действия: эффективный объем камеры 1 л, объемный
расход воды 0,111 л/с, частота вращения импеллера 5 с*1. По кривой изме-
нения концентрации трассера иа выходе из аппарата, полученной на ленте са-
мописца, составляем таблицу:
t, с 0 6,57 13,14 19,71 26,28 32,85 39,42 45,99 52,56
Си, мг/л 0 3,1 1,9 0,8 0,45 0,2 0,18 0,13 0
По этим результатам необходимо рассчитать среднее время
пребывания, кривую распределения и ее дисперсию и оценить по-
грешность эксперимента. Для этого используем формулы (5.2) —
(5.4), а также формулу
£(*) = —Си(9 (5.35)
f С.(П«
ь
В знаменатель всех формул входит один и тот же интеграл.
Проинтегрировав произведение CnQ, получим общую массу вво-
димого трассера. Поскольку объемный расход постоянный, Q
235
оо
можно вынести из-под знака интеграла, поэтому J Cx(t)dt чис-
о
ленно равен массе трассера при Q = l. Формально интегриро-
вание следует проводить до t = оо, однако в эксперименте, на-
чиная с некоторого значения t = tk, концентрация индикатора на
выходе равна нулю, поэтому достаточно вычислить интеграл от
нуля до tk (в нашем опыте /* = 45,99 с). Для его вычисления
можно воспользоваться формулами приближенного интегриро-
вания. Проще всего производить расчеты по формуле прямо-
угольников
** /л-1
[ Сн(0Л«Д/ 2Си&)
1 \i = l
Л
В опыте А/= 6,57 с — цена одного деления на ленте са-
мописца.
Для расчета плотности распределения определим приведенные ниже па-
раметры:
Расчет плотности распределения
t, С 0 6,57 13,14 19,71 26,28 32,85 39,42 45,99 £
<2, С2 0 43,16 72,65 338,48 690,63 1079,12 1553,93 2115,68 —-
С, мг/л 0 3,10 1,90 0,80 0,45 0,20 0,18 0,13 6,7
а, мгс/л 0 20,36 24,96 15,76 14,19 6,57 7,09 5,07 94,9
С/2, МГС2/Л 0 133,79 328,03 270,78 310,78 215,78 279,70 274,96 1814
E(t) 0 0,071 0,043 0,019 0,010 0,0045 0,0042 0,0030 —
т 0 0,46 0,93 1,40 1,87 2,34 2,87 3,88 Дт=0,47
Е(?) 0 0,996 0,603 0,266 0,140 0,0631 0,0589 0,0421 AtS£(Tf)=0,999
Определим площадь под кривой распределения:
2Z Си (/<) Д/ = 6,57 (3,10 + 1,90 + 0,80 + 0,45 + 0,20 4- 0,18 + 0,13) =
= 6,57 • 6,76 — 44,41 мгс/л.
Умножив эту величину иа объемный расход жидкости, получим общее
количестао трассера, введенного в аппарат: 44,41-0,111=4,93 мг. Фактически
в опыте подааали 5 мг трассера. Расхождение в балансе составило 0,07 мг
(1,4 % исходного); нельзя эти 1,4 % отнести целиком к ошибке эксперимента.
В действительности она меньше, так как в эти 0,07 мг входит и тот трассер,
который в опыте ие участвовал, а остался в камере. Вычислим моменты рас-
пределения £(/)
7 6,57 (0 + 20,36 + 24,96 + 15,76 + 14,19 + 6,57 + 7,09 + 5,07)
* 6,57 - 6,76 “
-= 14,03 с.
236
Для определения F (t) значения концентрации трассера
в точках h необходимо разделить на ^Си(/()Д/ = 44,41, по-
i
скольку площадь под кривой плотности распределения должна
равняться единице.
Преобразуем график распределения, перейдя к безразмерному времени:
x-=t)te (удобство введения такой нормировки показано в 5.1). По E(t) и
te определяем E(x) = teE(t). Построим график £(т) (рис. 5.9) и проверим,
ОО П=1
равна ли единице площадь под кривой £(т). Вычисляя |£(т)<1т«ДтУ}£(т«),
О t=«l
получим 0,999. Дисперсия в безразмерных координатах пересчитывается по
формуле
2 =2 71,51 Пос
Т9бЖ-==°,36.
По этим результатам можно определить и другие величины,
характеризующие перемешивание в камере. Если допустить,
что поток в камере удовлетворительно аппроксимируется диф-
фузионной моделью, то можно по формуле (5.33) вычислить
критерий Пекле:
4-0.36—£[1 —it (1-е-*)].
В качестве первого приближения к решению этого трансцен-
2
дентного уравнения можно взять -^- = 0,36, откуда Ре «5,56;
для более точной оценки Ре можно применить один из итераци-
онных методов, например, метод Ньютона или быстро сходя-
щийся метод Вегстейна [98]. Для нашего примера получим
Ре = 2,93. Относительно небольшое значение критерия Пекле
показывает, что структура потоков в камере близка к идеаль-
ному перемешиванию. Эту оценку можно проверить, используя
ячеечную модель каскада камер идеального перемешивания или
анализируя вид зависимости igy (t), где у = —£ , Си(0»
СИс— текущая и начальная концентрация трассера в камере.
Из формулы
с!—-
' т
определим параметр ячеечной модели т, соответствующий числу
камер в каскаде:
m«sl/a? = 3.
237
вре-
238
Концентрация трассера, остающегося в камере идеального
перемешивания к моменту времени t, определяется уравнением
у_(г) = С„ (1}!Сна = exp
где tv = V/Q.
График этой функции в полулогарифмических координатах —
прямая, проходящая через точку с координатами (0, 1) и угло-
вым коэффициентом, равным —1//Л-. Для аппарата идеального
перемешивания величина ty должна совпадать со значением te,
определенным по методу трассера; поэтому отношение telty мо-
жет быть выбрано в качестве критерия, характеризующего сте-
пень отклонения режима потока в камере от идеального пере-
- 1
мешиваиия. В нашем примере fa «а ~ =9 с, te= 14,03 с,
4/fa= 1,56. Соответствующий график 1g у (/)—не прямая ли-
ния (рис. 5.10). Заметим, что te можно определить непосредст-
венно из графика по угловому коэффициенту прямой (или ка-
сательной к криволинейному графику), не вычисляя, как это де-
СО
лалось в примере, интеграл J tCv(t)dt. Напомним, что в 5.2
о
эффективность работы флотационных камер оценивалась по вре-
мени пребывания, необходимому для получения заданной сте-
пени разделения. В качестве эталона принималось время в ма-
шине идеального вытеснения. Рассмотренный в данном разделе
критерий (te/ty) предназначен для оценки только структуры по-
токов машин без учета разделения.
В приложении приведены текст и инструкция к программе
на языке ФОРТРАН для расчета параметров распределения по
времени пребывания по результатам экспериментов с трассером.
Для расчета необходимо ввести замеренные концентрации трас-
сера, начальное время отсчета и интервал времени измерения
концентрации. Кроме того, задается тип аппарата. По класси-
фикации О. Левеншпиля [82], аппарат называется закрытым,
если на входе и выходе потока из аппарата диффузия прини-
мается равной нулю, а в самом аппарате она постоянна; этим
условиям соответствуют формулы (5.33). Аппарат называется
открытым, если диффузия во всем аппарате, включая вход и вы-
ход, постоянна. Частично закрытый аппарат является комбина-
цией этих двух типов. Для двух последних типов аппаратов
239
критерий Пекле рассчитывается по квадратным уравнениям, при-
веденным в тексте программы. Ход вычислений соответствует
методике «ручного» расчета. Программа выдает на печать таб-
лицу, содержащую значения t, С (0, Е (0, Е(т), Ре.
5.6. Исследование структуры потоков
методом трассера
Метод трассера все чаще используется для изучения зависи-
мости конструктивных и технологических параметров машин от
характеристики перемешивания. С. Харрис с сотрудниками [218]
поставил ряд опытов по определению времени пребывания в ла-
бораторных флотационных машинах непрерывного действия
(«Денвер» и «Фагергрен») для изучения характеристик переме-
шивания как функции расхода воздуха и параметров машин.
Особое внимание в работе уделено методике эксперимента. Про-
ведя сопоставление различных веществ, используемых в каче-
стве трассера (красители, кислоты и соли), авторы выбрали ме-
тилен голубой. Кроме того, использовали твердый трассер —
узкую фракцию мелкого кварца (37—43 мкм). В качестве ха-
рактеристики потока принято отношение teltn. Изучалось влия-
ние на этот параметр конструкции машины, размера камеры,
расходов воды и воздуха. Опыты показали, что машина «Ден-
вер» в отсутствие подачи воздуха ведет себя как идеальный
смеситель: 4/^ s 1,0 ±0,02. Изменение объемных потоков жид-
кости не оказывает заметного влияния на это отношение; для
всех опытов оно постоянно, кроме очень большого потока
(табл. 5.2). Сопоставление двух конструкций машин, отличаю-
щихся установкой надстаторного цилиндра, выявило, что уста-
новка цилиндра снижает интенсивность перемешивания, т. е.
приводит к росту tel tn.
Зависимость telhr от расхода воздуха показана на рис. 5.11.
Увеличение расхода воздуха до 35 л/мин приводит к росту’ te/tN
до 1,15, далее до 50 л/мин устанавливается плато, после кото-
рого происходит рост выше 1,3.
Установка цилиндра в камере не только увеличивает это от-
ношение, но рост его начинается при меньших расходах воз-
духа. Увеличение объема камеры от 3,83 до 7,4 л принципиально
не меняет характера зависимостей, исключая опыты с высо-
кими расходами воздухд. Эти эксперименты проведены с твер-
дым трассером. Любопытно, что в опытах с жидким трассером
240
Таблица 5.2
Влияние объемного потока воды на отношение tJtN в машине
«Денвер» [218]
Объем камеры, л Расход воды, л/мии tg, мин tjy, мин
3,265 Маши 1,112 на 1 (без цилинс 3,33 2,93 1,13
3,325 2,200 1,72 1,51 1,14
3,340 3,565 1.12 0,937 1,19
Машина 2 (с цилиндром)
4,196 1,686 3,17 2,49 1,28
4,175 3,129 1,67 1,33 1,25
Примечав и е. Частота вр ащеиия импеллер# 1600 об/мии; расход воздуха
37,4 л/мии, трассер — кварц крупностью 43—37 мкм (100 г).
во всем диапазоне расходов воздуха отклонения от идеального
перемешивания практически не наблюдалось в машине без над-
статорного цилиндра, а в машине D-R(2) идеальное перемеши-
вание сохранялось до расхода воздуха 35 л/мин. Дальнейшее
увеличение его привело к росту te/tjf до 1,1. Эксперименты на
машине «Фагергрен» показали, что перемешивание в ней ниже
по сравнению с «Денвер», а вид зависимости te/tN от расхода
воздуха аналогичен. Анализ результатов позволяет сделать вы-
вод, что импеллерные флотационные машины являются аппара-
тами, близкими по структуре потоков к идеальным смесителям,
кроме случаев, когда расход воздуха очень высок. Увеличение
отношения tettn более заметно в модифицированной машине
«Денвер».
Опыты Д. Джоветта по исследованию структуры потоков
в камерах машин «Денвер», «Фагергрен» и «Макинтош» также
показали, что при изменении объемных нагрузок в широких
пределах режимы потоков близки к идеальному перемешива-
нию (см. рис. 5.8) [228].
Г. А. Голованов исследовал процессы перемешивания пульпы
в промышленной пневматической машине «Апатит». Методика
проведения экспериментов была следующей: машину заполняли
водой, включали подачу воздуха. Затем высыпали сухой нефе-
линовый концентрат в середину машины в течение 2—5 с. От-
бирали 10 проб через каждые 15 с в 16 точках, расположенных
16 Заказ № 232
241
хождение меченых частиц вдоль
Рис. 5.11. Зависимость характери-
стики потока (teltN) во флотацион-
ной машине «Денвер» с камерой объ-
емом 3,8 л (а) и 5,4 л (б) и 7,4 л (в)
от расхода воздухе [218]:
/ — с надстаторным цилиндром; 2 — без
цилиндра
по длине машины. Во всех про-
бах определяли содержание
твердого. Опыты проводили в
отсутствие потока воды по ка-
мере (Q = 0) и без флотации
(К=0). Построена зависи-
мость коэффициента диффузии
от содержания твердого, кото-
рую экстраполировали до про-
мышленных содержаний твер-
дого в питании флотации. На
следующем этапе, используя
радиоактивный индикатор
(апатит, облученный в потоке
тепловых нейтронов), изучали
скорость движения и переме-
шивания материала по длине
машины; характер движения
материала по днищу машины
в зависимости от крупности и
флотируемости частиц. Про-
машины регистрировалось счет-
чиками гамма-излучения, установленными на входе и выходе из
машины и по камерам. Анализ результатов позволил внести не-
которые изменения в режим работы «Апатит-10»: был увеличен
объемный расход пульпы на 10—12 %; установлены перегородки
в нижней части машины; увеличена степень аэрации (расход
воздуха 1 мэ/м3 машины) [44].
Е. Вудберн и Б. Лавди использовали метод трассера для ха-
рактеристики потоков в лабораторной флотационной машине
«Вейниг» с камерой емкостью 31 л. В поток кремнезема, посту-
пающий в камеру, вводили пирит, контролируя его количество на
входе и выходе из камеры фотоэлементом по изменению интен-
сивности рассеянного света, отраженного потоком. Получаемая
242
при этом разность напряжений пропорциональна логарифму кон-
центрации пирита. Экспериментальные кривые изменения кон-
центрации пирита во времени в исходном питании и отходах,
полученные в отсутствие флотации, показаны на рис. 5.12.
По виду функция отклика приближается к экспоненте, что по-
зволяет принять соответствие режима в камере идеальному пере-
мешиванию. Кривая отвечает эмпирической функции вида
Для идеального перемешивания должно быть 6=0. Поскольку
введение трассера производится не мгновенно, следует внести
поправку на длительность импульса. При этом значение Ьг
уменьшается вдвое с 0,037 до 0,018 [274]. Результаты по вре-'
меии пребывания частиц в камере использованы в расчетах по
модели, включающей также распределение материала по фло-
тируемости (см. 4.4).
Структура потоков в камере машины «Денвер» объемом
0,7 -м3 отличается от режима идеального перемешивания [273].
В качестве трассера использовали апатит с радиоактивным изо-
топом Р32. На рис. 5.13, а приведены опытные данные по вре-
мени пребывания частиц апатита узкого класса крупности при
различных объемных потоках, аппроксимированные гамма-рас-
пределением. Увеличение в 2,4 раза объемного расхода потока
приводит к снижению среднего времени пребывания частиц
в камере и дисперсии, что соответствует снижению интенсивно-
сти перемешивания в камере. В работе определено время пре-
бывания частиц узких классов в камере машины при изменении
расхода пульпы. Для этого пробы твердого трассера рассеи-
вали по классам в каждый из моментов времени. Кроме того,
исследовалось распределение по времени пребывания в условиях
флотации. При этом среднее время пребывания для частиц апа-
тита —125+ 63 мкм уменьшилось с 2,46 (в отсутствие флота-
ции) до 1,02 мин-1, а дисперсия — с 5,8 до 1,9 мин-2. Изменение
моментов распределения связано с выходом флотируемого ма-
териала в концентрат (в этом опыте у = 63 %). В дальнейшем
эти данные использовались при построении модели с трехмер-
ным спектром по флотируемости.
На рис. 5.13, б показаны зависимости параметров распреде-
ления по константе скорости от объемного расхода пульпы. Вид
кривых идентичен: с увеличением потока средние значения и
дисперсия константы скорости убывают, приближаясь к некото-
рым асимптотическим значениям. По-видимому, это связано
с сокращением времени пребывания материала в камере, при
котором различия по флотируемости не успевают проявиться
16*
243
a
Рис. 5.12. Концентрация пирита в питании (а) и хвостах (б) в опытах по
определению времени пребывания в камере (274]
Рис. 5.13. Распределение по времени пребывания частиц апатита узкого класса
крупности (а) и параметры гамма-распределения (б) [273]:
1 — объемный расход потока 0.16 м’/мин: 2 — то же, 0.39 м’/мин; 3 — математическое
ожидание; 4 — дисперсия
в полной мере. Из этого не следует, что модель с распределе-
нием по флотируемости неприменима. Если по эксперименталь-
ным данным определить связь между расходом пульпы, круп-
ностью материала и параметрами распределения по флотируемо-
сти, то модель останется работоспособной. Следует отметить, что
244
Таблица 5.3
Извлечение и параметры распределения по флотируемости апатитовой руды
при нзмененни расхода пульпы н крупности частиц [273]
Крупность частиц, мкм Расход пульпы, м’.'мии Нефлотируе- мый остаток, дол» ед. Ki, мин-1 Извлечение, доли ед.
расчетное1 экспери- ментальное
0,18 0,199 0,761 0,558 0,580
0,37-0,63 0,27 0,165 0,673 0,484 0,463
0,42 0,145 0,485 0.323 0,343
0,18 0,390 1,079 0,447 0,421
125-250 0,27 0,407 0,880 0,356 0,326
0,42 0,553 0,802 0,211 0,162
0,17 0,273 1,203 0,564 0,597
0,37 0,29 0,391 0,691 0,331 0,356
0,42 0,332 0,602 0,271 0,260
Расчет проводился по уравнению с нефлотируемым остатком.
это расхождение отражает не ограниченность подхода, основан-
ного на учете функции распределения, а сложность выбранного
параметра процесса — кинетической константы. В подтвержде-
ние рассмотрим простейший вариант функции распределения,
описывающей материал, состоящий из частиц с кинетической
константой /С = /С1>0 и нефлотируемых частиц с /С = 0:
? (Ю = CJ (К) + (1 - CJ 8 (К - Ki).
В табл. 5.3 приведены результаты флотации апатитовой
руды в камере непрерывного действия машины «Денвер» объ-
емом. 0,7 м3. Видно, что количество нефлотируемого остатка
и константа Ki меняются с изменением крупности материала
и объемным расходом пульпы. Опыты показали, что увели-
чение объемного расхода пульпы не приводит к заметным коле-
баниям количества нефлотируемого остатка, в то время как зна-
чение константы К, убывает для всех классов крупности. Эти
результаты наглядно подтверждают зависимость кинетической
константы от гидродинамических характеристик аппарата
(здесь — от объемного расхода пульпы).
Я- С. Гольдберг исследовал режимы протекания пульпы
в промышленных флотационных машинах МФУ-2-63 (6 камер)
245
и ГТА (4 камеры); объем каждой камеры был равен 6,3м3. Трас-
сером служил раствор хлористого натрия. Кривые плотности
распределения пребывания частиц в камере и их характеристики,
рассчитанные для всех камер машины ГТА и для 1, 2 и 6-й ка-
мер машины МФУ-2-63, показывают, что с увеличением числа
камер в обеих машинах дисперсия уменьшается, при этом для
машины ГТА она меньше. По этим результатам рассчитан коэф-
фициент эффективности. Одинаковые значения коэффициентов
получены только при 6-камерном исполнении МФУ-2-63 и 4-ка-
мерном ГТА [72J.
Анализ приведенных работ показывает возможности, кото-
рые открывает метод трассера для исследования структуры по-
токов в камерах машин. Полученные результаты находят при-
менение при сравнительной оценке эффективности машин раз-
личных типов, выборе рациональных режимов работы машины,
совершенствовании конструктивных решений. Это позволит со-
здать модели промышленного процесса, включающие связь
между гидродинамическими и кинетическими характеристиками
флотации.
Полная реализация возможностей этого метода требует
более широкого проведения исследований на машинах различ-
ных типов.
5.7. Перемешивание и скорость потока пульпы
во флотационных машинах
В предыдущих разделах было рассмотрено воздействие пере-
мешивания на время пребывания частиц в камере, эффектив-
ность разделения и величину фронта флотации. Необходимо вы-
яснить, какие параметры и как влияют иа интенсивность пере-
мешивания. Не останавливаясь на конструктивных особенностях
аппарата, во многом ее определяющих, обратимся к выяснению
зависимости перемешивания от скорости потока пульпы.
Связь этого фактора с результатами процесса явилась темой
дискуссии на страницах журнала «Цветные металлы» и на кон-
ференции по вопросам совершенствования конструкций флотаци-
онных машин и техники флотационного процесса [62, 157, 184J.
Импульсом к возникновению дискуссии послужили работы, про-
веденные на Сихотэ-Алиньской фабрике по разработке метода
скоростной флотации и созданию скоростной флотационной ма-
шины «Сихали». По определению О. А. Шумкова, под термином
скоростная флотация следует понимать «максимальное увеличе-
ние прохождения пульпы через машину, подкрепленное соответ-
243
ствующей степенью аэрации и агитации» (184]. Следует отме-
тить, что еще в 1939 г. С. И. Митрофанов, изучая скорость про-
текания пульпы иа полупромышленной установке, показал, что
увеличение скорости потока пульпы повышает показатели флота-
ции [Н2].
Результаты испытаний, проведенных в конце 50-х годов на
ряде фабрик, выявили возможность значительного увеличения
.объемной скорости потока пульпы. Так, для машин «Меха-
нобр-6» с камерой объемом 3 м3 нагрузка по пульпе была уве-
личена в 2 раза и достигла 3—3,5 м3/мин при скорости движения
пульпы вдоль машины 2 м/мин; аналогичные показатели для
машины «Механобр-7» с камерой объемом 6,3 м3 оказались рав-
ными, соответственно, 6 м3/мин (против 2—3 м3/мин, принятых
в практике) и 3 м/мин. Номинальное время пребывания пульпы
в камере обеих машин снизилось до 0,8—1 мин [156], что при-
ближается к характеристикам работы машин новых конструк-
ций. В настоящее время рекомендуемым временем пребывания
пульпы в камере является 0,5 мин (55], однако единого мнения
о величине оптимального объемного потока пульпы и времени
пребывания в камере нет. Это связано как с отсутствием специ-
альных экспериментов, так и со сложностью теоретического
анализа зависимости кинетики флотации от скорости потока
пульпы.
Предложены различные обоснования снижения времени фло-
тации при увеличении скорости потока пульпы. По В. А. Рундк-
висту, это связано с воздействием потока иа минерализацию
в слое пены: при малой скорости потока пена больше отстаи-
вается, успевает освободиться от значительного количества ча-
стиц породы и сростков; при увеличенных скоростях потоков
пенный слой тоньше, подвижная жидкая пена выносит в кон-
центрат весь материал, поднявшийся в пену [157]. Этот вывод
противоречит экспериментальным результатам, полученным на
Джезказганской обогатительной фабрике, где увеличение объем-
ного потока пульпы от 1,6 до 4,8 м3/мин повысило качество чер-
нового медного концентрата на машинах «Механобр-бА» и «Си-
хали» от 7 до 11 % [80]. Н. В. Матвеенко связывает сокращение
времени флотации при увеличении дебита пульпы с ростом ки-
нетической константы, принимая, что повышение скорости про-
текания пульпы приводит к пропорциональному увеличению
количества столкновений частиц с пузырьками, а значит и кон-
станты скорости [96].
Так как константа скорости — результирующая характери-
стика процесса, она, как и извлечение, показывает изменение по-
казателей процесса при увеличении скорости потока пульпы, но
247
не выявляет сущности скоростной флотации, не позволяет выде-
лить и количественно оценить отдельные факторы. Такие оценки
могут быть получены на основе анализа структуры потоков в ка-
мере флотационной машины, распределения частиц по времени
пребывания, т. е. условий перемешивания, создаваемых транс-
портным и циркулирующим потоками. Именно с этих позиций
А. Д. Погорелый [129] и О. С. Богданов с сотрудниками [20, 21]
объясняли сущность действия скорости потока пульпы на ре-’
зультаты процесса. В работе [20] рассмотрены два крайних слу-
чая: идеальное перемешивание и идеальное вытеснение. Общие
формулы для этих случаев приведены в 5.2. Формула С —
= Coe~Kxlv, где отношение x/V соответствует времени, необхо-
димому для прохождения пульпы от начала камеры до сече-
ния х, показывает, что в условиях идеального вытеснения время
флотации не зависит от скорости потока пульпы и определяется
требуемой концентрацией ценного компонента в отходах. Это
объясняют тем, что увеличение скорости v уменьшает показа-
тель экспоненты, т. е. при тех же фронте флотации х и флото-
активности частиц К, концентрация ценного в отходах будет
выше, и для ее снижения необходимо увеличение числа камер.
Следовательно, время флотации, полученное в машине иде-
ального вытеснения, является минимальным и соответствует
времени флотации в машине периодического действия.
Рассмотрим с этих позиций аппарат идеального перемешива-
ния. Как видно из уравнения (5.11) и рис. 5.4, время пребыва-
ния в такой машине всегда больше, чем в машине идеального
вытеснения, и не зависит от скорости потока пульпы. Здесь до-
пускается, что изменение скорости потока не изменяет режима
движения пульпы в камере. По-видимому, влияние изменения
скорости потока пульпы на результаты процесса должно про-
явиться только при работе машины в промежуточных режимах
перемешивания. Анализ таких режимов был проведен А. Д. По-
горелым [129]. С этой целью построена диффузионная модель
процесса флотации в аэролифтной машине и проведены расчеты
для различных значений коэффициента перемешивания.
На рис. 5.14 показано семейство кривых распределения концент-
рации по длине камеры в зависимости от условий перемешива-
ния. Для идеального вытеснения (D = 0) график экспоненци-
альный. С увеличением D появляется все возрастающий перепад
концентраций в начале машины вследствие выравнивания со-
става питания н камерной пульпы. При D->oo (идеальное пере-
мешивание) кривая распределения концентрации по длине ма-
шины приближается к горизонтальной прямой в результате
мгновенного усреднения питания машины с камерным продук-
248
Рис. 5.14. Изменение концентра-
ции по длине машины прн различ-
ных значениях коэффициента про-
дольного перемешивания (129J:
/—0-0; 2 — 0—0,01; 3- 0-0,1; 4 —
0-1; 5 —D-oo
перемешивание, но при этом
том. Из рис. 5.14 видно, что уве-
личение D приводит к снижению
результатов разделения, а в пре-
дельном случае (D=oo) потери
в отходы максимальны. Каким же
способом можно снизить пере-
мешивание в камере? Поскольку
оно определяется не только ко-
эффициентом D, а комплексом
P^—vL/D, то увеличение ско-
рости потока v при неизменной
длине камеры L должно привести
к снижению перемешивания.
Результаты расчета, приведен-
ные на рис. 5.5, показывают,
что увеличение скорости снижает
возрастают потери в отходах, что связано с уменьшением вре-
мени пребывания пульпы в камере. Эти расчеты проводились
при неизменном D, что не совсем верно, поскольку изменение
скорости потока влияет на коэффициент продольного перемеши-
вания. Как внднм, задача достаточно сложная; окончательные
выводы могут быть сделаны прн учете влияния скорости потока
пульпы в камере на коэффициент продольного перемешивания,
константу скорости флотации и длину фронта. Причем такой
расчет должен быть дополнен экономической оценкой.
Переходя от теоретического рассмотрения к практике, сле-
дует ответить на вопросы: какова структура потоков в камерах
механических флотационных машин н может ли она быть изме-
нена увеличением объемного расхода пульпы. Опыты С. Хар-
риса [218] и А. Джоветта [228], выполненные на лабораторной
флотационной машине «Денвер», показали, что структура пото-
ков, соответствующая условиям идеального перемешивания, со-
храняется при изменении скорости потока в широких пределах —
от 0,8 до 2,5 объемов камеры в 1 мин; номинальное время пре-
бывания меняется при этом от 1,25 до 0,4 мин. Отношение
24»
эффективного времени пребывания к номинальному для всех слу-
чаев близко к единице (см. табл. 5.2). На рнс. 5.13 показаны
плотности распределения частиц апатита по времени пребыва-
ния: увеличение скорости движения пульпы в 2,4 раза приводит
к сужению кривой распределения и уменьшению времени пребы-
вания частиц в 2 раза. И в этом примере отношение времен ос-
тается неизменным [273J. К сожалению, все эти эксперименты
по изучению гидродинамики аппаратов проводились при отсутст-
вии флотации.
Возможности увеличения скорости потока при флотации огра-
ничены, так как это может привести к разрушению флотокомп-
лексов, нарушению образования пенного слоя и сносу минера-
лизованных пузырьков потоком. Например, для противоточных
аппаратов скорость потока не может превышать скорости подъ-
ема минерализованных пузырьков. Формально увеличение ско-
рости движения пульпы ограничено значением, при котором
время пребывания соответствует времени пребывания в аппарате
идеального вытеснения.
Приведенные результаты позволяют предположить, что уве-
личением объемного расхода невозможно добиться снижения
продольного перемешивания в камере механической флотацион-
ной машины. Это вызвано тем, что движение пульпы под дейст-
вием импеллера значительно интенсивнее, чем ее перемещение
в потоке, проходящем через камеру. Так, согласно данным ра-
боты [20], скорость движения жидкости вблизи периферии им-
пеллера составляет 8—9 м/с при скорости потока пульпы вдоль
камеры 1—3 м/мин, т. е. 0,016—0,05 м/с.
Как видим, отсутствует единый критерий для выбора опти-
мальной скорости потока пульпы. Любые технологические реше-
ния, как правило, позволяют получить ту или иную экономиче-
скую эффективность. Попытаемся оценить скорость потока
пульпы в камерах флотационной машины величиной прибыли
[231]. Рассмотрим флотацию мономинерального материала
в «-камерной машине непрерывного действия. Принимая, что
удельная скорость флотации одинакова во всех камерах, процесс
удовлетворяет уравнению кинетики первого порядка и объем
пульпы, удаляемой в концентрат, невелик, можно получить фор-
мулу для прибыли:
Р == zM0 [ 1 — (1 — т)я] — пу — Afox. (5.36)
где z н х — стоимость 1 т, соответственно, концентрата и сырья;
Afo—производительность машины; п — число камер; у — экс-
плуатационные расходы в расчете на 1 камеру.
250
Можно рассчитать, что максимум прибыли достигается при
числе камер
1 у
«опт— д-М Л4^-.
где
= (5-37)
Это уравнение связывает оптимальное число камер с объем-
ным расходом пульпы, скоростью флотации и эксплуатацион-
ными расходами. Примем, что структура потока в камере при-
ближается к идеальному перемешиванию. В этом случае R мо-
жет быть выражено через Мо:
п . КУСй
* М0 + КУС0 •
Подставив в уравнение (5.37) значение п0Пт, получим фор-
мулу для Ртах, из которой вытекает, что прибыль увеличивается
с ростом объемного потока пульпы, но при этом увеличивается
и фронт флотации.
Этот пример показывает возможность оптимизации основных
факторов процесса (фронта флотации, объемного расхода и плот-
ности пульпы) по прибыли на основе кинетических уравнений.
При этом не следует забывать, что при современном состоянии
теории флотации эти расчеты могут быть выполнены лишь при
целом ряде допущений. Экспериментальная проверка расчетных
данных показывает, что принятые допущения сильно огрубляют
процесс и поэтому в реальных условиях объемный расход пульпы
и фронт флотации приходится находить экспериментально. Та-
ким образом, возможности применения теории флотации к опти-
мизации процесса определяются не выбором критерия (техноло-
гического или экономического), а полнотой описания закономер-
ностей процесса.
5.8. Комбинированные модели структуры потоков
в камерах флотационных машин
В предыдущем рассмотрении неявно предполагалось, что
структура потоков однородна во всем объеме камеры. В дейст-
вительности объем камеры содержит зоны с потоками, имею-
щими различные характеристики: близкие к идеальному переме-
шиванию либо идеальному вытеснению и застойные зоны.
Между ними происходит обмен потоками. Модели идеального
251
вытеснения и перемешивания недостаточны для описания пото-
ков в таких аппаратах. Для этого необходимо построить модель,
в которой из общего объема аппарата выделяются зоны с резко
отличными характеристиками потоков. Каждая из этих зон мо-
жет быть описана с помощью одной из моделей, рассмотренных
ранее. В некоторых случаях структура потоков в разных зонах
может быть сходной, однако сами потоки могут отличаться по
направлению и величине скорости движения (рис. 5.15). На ри-
сунке С — концентрация твердого в пульпе; С,-ь С,- — концент-
рация на входе и выходе камеры; t — время; v — скорость потока
пульпы; х — координата; Q — объемный расход пульпы; V —
объем камеры; D и Dr — коэффициенты продольного и радиаль-
ного перемешивания; R — радиус аппарата; т — число камер
в каскаде; tn — время пребывания пульпы в одной камере; т —
нормированное время, x = tQ/v. Модели, описывающие камеру
машины, как совокупность зон с потоками различной структуры,
называют комбинированными. Параметрами таких моделей слу-
жат объемы отдельных зон и соотношение потоков, связывающих
эти зоны.
В литературе по аппаратам химической технологии рассмот-
рены различные схемы комбинированных моделей (64, 82]. Если,
например, представить аппарат объемом V, состоящий из трех
зон вытеснения VB, зоны смешения Уп и двух застойных зон Va,
то функция распределения имеет вид:
2
2-^-exp(-^-VB/^-
X ^В{ У в, ) + F'nQ3 X
X exp ( KtN j (x x
(5.38)
где Q, Qi — Q4 — объемные скорости; v(x) — единичная ступен-
чатая функция.
Мы не будем использовать эту формулу, она приведена
только для того, чтобы читатель мог представить трудности по-
строения описания процесса при переходе от идеализированных
аппаратов к реальным (см. формулы (5.5) и (5.6)].
Для оценки адекватности выбранной модели рассматривае-
мому аппарату следует данные по распределению концентрации
252
Типовые модели Схема потока Математическое описание Характер отклика
ступенчатое возмущение импульсное возмущение
Модель идеального вытеснения дс „ дс dt дх F(O EG)
— Г-
T ~t T T
Модель идеального смешения (С -С ) dt V В* Ь8ЫХ' F(t) 1 A 1 eg; 1
T "7 T t
Диффузионные модели вытеснения: однопараметрнческая двухпараметрнческая дс дс . _ ддс — +D__ dt дх дх7 + R dR '"dR> F(t) ! EG) 1
— 1
I
T -7 T -7
Ячеечная модель г И (зГ Fl i t) ^-00 vL к 74=oo /vL m Я10 m = 15 _ E ЖЛ?
t r '/
Рис. 5.15. Типовые модели структуры потоков в аппаратах
при ступенчатом вводе трассера нанести на график в координа-
тах In (1 — Си/Со), т. Если на графике получается прямая линия,
то ее наклон н отсекаемые ею на осях ординат отрезки опреде-
ляют параметры модели смешения или ее комбинаций. Напри-
мер, для идеального перемешивания
график в полулогарифмических координатах должен давать пря-
мую линию, тангенс угла наклона которой обратно пропорцио-
нален времени пребывания в зоне смешения t/tN или соответст-
венно 1/Vn-
Определим параметры модели для лабораторного аппарата
с мешалкой по графику, характеризующему время распределе-
ния трассера при ступенчатом возмущении. На основании вида
зависимости In 0 — от т (рис. 5.16) принимаем, что рас-
сматриваемый аппарат должен приближаться по структуре по-*
токов к идеальному перемешиванию. Можно предположить су-
ществование малой части потока в виде зон вытеснения и застой-
ной; выбираем комбинированную модель смешения. Уравнение
(5.38) существенно упростится, так как в предлагаемой модели
остается всего три зоны вместо шести:
По графику находим параметры модели Уп = 0,95; Ув = 0,02,
а по балансу объемов разных зон вычисляем Vd = 0,03.
Камеру любой импеллерной флотационной машины можно
условно разделить на две зоны: аэрации, примыкающую к им-
пеллеру, и собственно флотации, расположенную в верхней ча-
сти камеры. Между этими зонами происходит интенсивный обмен
потоками пульпы. Кроме того, в камеру непрерывно подается
свежее питание, а равный ему объем выходит из машины. В ра-
боте [26] объем камеры по характеру воздействия на флотаци-
онную систему разделен на две зоны: микро- и макровоздейст-
вия. Взаимодействие между зонами осуществляется через цирку-
лирующий поток. Расход циркулирующей пульпы определяется
конструкцией импеллера, его размером и частотой вращения.
Отношение объемного потока пульпы q, проходящего через зону
импеллера, к объему Q, поступающему в камеру машины, назы-
254
Рис. 5.16. Функция распределения ча-
стиц индикатора по времени пребы-
вания в контактном чане
Рис. 5.17. Рециркуляционная модель
флотационной камеры [218]
вается степенью рециркуляции R = qlQ, и является важной ха-
рактеристикой камеры.
Уравнение (5.38) не позволяет рассчитать аппарат, включаю-
щий две зоны смешения. Для выполнения такого расчета необ-
ходимо построить рециркуляционную модель перемешивания
в камере механической флотационной машины [216, 218]. При-
мем, что трассер, введенный в машину вместе с жидкостью, рас-
пределился в количествах т и М соответственно в зонах аэрации
и флотаций объемами и и U. Будем считать, что объем трассера
очень мал по сравнению с общим объемом камеры V = u+U
(рис. 5.17).
Запишем систему дифференциальных уравнений баланса
массы в камере:
dM
dt
q Л- Q
U
М = -^-т
dm
dt
(5.39)
1 u U
255
Обозначим количество трассера, находящееся в каждой из
зон камеры в момент времени / = 0, через т0 и Мо. Тогда реше-
ние системы (5.39) можно записать в виде
Л1 + т = [а (Л10 + «о) + Q -тг] ехр (₽0/(а — ₽) —
- [р (УИо + т0) + Q ехр («0/(« - ₽), (5.40)
где а и Р — корни характеристического уравнения.
Обозначив U/u = |, q/Q = R, MGlmG = 6, из уравнения (5.40)
получим для доли трассера, остающейся в камере в момент вре-
мени t:
-[₽+ттт-гг]-г£*г--
где а и Р — корни квадратного уравнения:
*2 + -§-(1 + Я + яе)г + яе(-£-)2=о. (5.42)
Рассмотрим предельные случаи. Пусть между зонами отсут-
ствует обмен, тогда Я = 0, и из уравнения (5.41) и (5.42) полу-
чаем
-Qt
^“Тй^+тй^"- <5«>
Условие R = 0 допускает существование в области импеллера
застойной зоны: жидкость циркулирует в этой зоне, не покидая
ее; весь поступающий поток проходит через вторую зону. В этом
случае время пребывания жидкости в аппарате можцо рассмат-
ривать, пренебрегая объемом застойной зоны и.
Из уравнения (5.43) при t = 0 имеем
у (0) = ,, ----1- T7-M°— = 1
уу> М0 + т0 т Мо-Ь/ио
т. е. в начальный момент весь трассер находится в камере;
. ... то 1
при /->оо, -----=——-, т. е. в камере остается
Мо+то 04-1 •
только доля трассера, первоначально поступившая в застой-
ную зону.
256
Понятно, что трассер может попасть в застойную зону при
вводе его вместе с потоком жидкости в незаполненную камеру
или при выключенном импеллере. При вводе в стационарно ра-
ботающую камеру весь трассер будет распределяться вне за-
стойной зоны и при / —► оо полностью выйдет из камеры.
Застойная зона, из которой ничего никуда не уходит, — такая
же абстракция, как и представление об идеальном перемешива-
нии или вытеснении: в реальном аппарате какой-то обмен между
зонами всегда будет существовать. Однако такое допущение дол-
жно позволить выявить причину неэффективной работы аппа-
рата. Аппарат с идеальным перемешиванием, подробно изучен-
ный выше, можно рассмотреть в рамках новой модели, распро-
странив застойную зону на весь объем аппарата. Физически это
означает, что объем жидкости, перекачиваемый в единицу вре-
мени импеллером, значительно превышает объем, поступающий
в камеру, т. е. R = q!Q-+- оо. Очевидно, в этом случае непрерыв-
ная камера приближается к аппарату периодической флотации.
Заменив в уравнении (5.43) Л/о на Мо+то, U на U+u и приняв
то = О, получим для камеры идеального перемешивания объе-
мом V = U+u:
y(*)=exp(-Q//(tr + «))=exp(-QSM/(5+1)). (5.44)
Приведем пример расчета для £=0=3 [218]. Номинальное время пре-
бывания в аппарате идеального перемешивания эквивалентного объема, сог-
ласно (5.44),
tN = (U+ u)lQ = (В + 1) UfiQ = |-§-.
В табл. 5.4 приведены результаты расчета отношения эффек-
тивного времени пребывания в аппарате с рециркуляцией к но-
минальному в зависимости от величины отношения объемов зон
аэрации и флотации. Предварительно следует переписать урав-
нение (5.41) в виде
У О') = А ехр (—+ В exp (5.45)
А4-В = 1,
где
Л“(“+-вТг4-)/<»-»- —Т’ —-г-
Когда R велико, вторым членом уравнения (5.45) можно
пренебречь. Этот случай очень близок к идеальному перемеши-
17 Заказ № 232
257
Таблица 5.4
Значения параметроа циркуляционной модели [218]
R А <А в <в <А«Л' Примечание
оо 3 1,0000 0,9986 1.3336//Q l,3629i//Q 0 0,0014 0 0,081567/Q 1,000 1,0222 Предельный слу- чай — идеальное перемешивание
1 1/3 1/10 1/100 0,9854 0,8467 0,4426 0,2655 1,4343^/Q 1 jSKUlQ 3,786367/0 33,677tZ/<? 0,0146 0,1533 0,5574 0,7345 0,232467/Q 0,565767/Q 0,880467/Q 0,9898t//Q 1,0757 1,9260 2,8397 25,2577
0 Е = 6: 0,2500 = 3, • - 1,33367/Q 0,7500 1,0(//Q Предельный слу- чай — застойная зона в камере
ванию (при большом ₽ велико |а|, поэтому ехр(—t/ta) —
= ехр(—/а) = ехр(—77^)—мало). С уменьшением ₽ ре-
циркуляция убывает: второй член уравнения (5.45) играет все
большую роль, в результате процесс все больше отклоняется от
идеального перемешивания. При получаем застойную
зону, объем которой составляет ’ДУ. Время пребывания оцени-
вается теперь отношением Ib — UIQ, т. е. номинальным временем
пребывания жидкости в объеме, составляющем % объема
камеры.
Оценим возможности применения модели камеры с рециклом
для расчета эффективного времени пребывания в аппаратах раз-
личных типов. Определив количество жидкости, перекачиваемой
импеллером в единицу времени, можно вычислить R — q!Q.
Принимая, в зависимости от конструкции блока импеллер-статор, то или
иное значение отношения объемов зои аэрации и флотации, можно по фор-
мулам (5.41) и (5.42) рассчитать эффективное время пребывания жидкости
в камере, что позволяет оценить структуру потоков в аппарате.
Из приведенного примера видно влияние изменения пара-
метра R на структуру потоков в камере, даже при неизменных
параметрах | и 6. Эти параметры определяют число циркуляций
пульпы R через зону импеллера, соотношение объемов аэрации
и флотации и равномерность распределения материала по
объему камеры 8 и они необходимы для оценки работы ка-
меры, поэтому важно уметь их рассчитывать. Основываясь на ре-
258
зультатах опытов с трассером, можно найти эти величины, ис-
пользуя общие методы определения параметров дифференциаль-
ных уравнений ({136], глава 8; [181], глава 9). Суть этих
методов состоит в поиске набора значений параметров, минимизи-
рующих расхождения вычисленного и экспериментально опреде-
ленного решения системы (в нашем случае экспериментально
определяется концентрация трассера на выходе). Метод наи-
меньших квадратов и другие методы идентификации не позво-
ляют получить явного представления искомых параметров в виде
аналитических зависимостей от известных из опыта величин.
Для построения явных зависимостей можно было бы восполь-
зоваться уравнениями (5.42) и (5.45), однако при этом полу-
чается два соотношения для определения трех параметров. За-
дача может быть разрешена, если удастся найти еще одно соот-
ношение, связывающее какие-либо два из трех параметров. Если
в каждой из рассматриваемых зон камеры наблюдается идеаль-
ное перемешивание, то отношение масс трассера в зонах пропор-
ционально отношению объемов зон: 6=а£, где а — коэффициент
пропорциональности. Если объем камеры в целом идеально пе-
ремешан, то a=l:0 = g. Теперь из трех параметров 0 и /?
лишь два независимы. Для их определения достаточно системы
из двух уравнений; С. Харрис [216] приводит результаты рас-
чета этих величин для а = 0,9; 1,0 и 1,1 (отклонение от режима
идеального перемешивания, для которого а = 1, составляет
±10 %); значения А находятся в интервале 0,99—0,95, a TaHn—
в интервале 1,05—1,30, что соответствует экспериментальным ре-
зультатам, полученным на лабораторной машине «Денвер».
Сопоставим значения параметров модели для двух конструк-
ций машины «Денвер». С этой целью по результатам экспери-
мента с трассером строится график в полулогарифмическом
масштабе в координатах In у (t) — t. По нему определяют А, р,
а по ним рассчитывают /? и
Из табл. 5.5 видно, что установка цилиндра несколько уве-
личивает зону циркуляции, но при этом циркуляционный поток
убывает примерно на 17 %. Возможно, причиной уменьшения
потока является взаимовлияние потоков воздуха и рециркули-
рующей воды в пространстве между валом и цилиндром.
Для анализа процесса, описываемого рециркуляционной мо-
делью, необходимо было построить аналитическое решение си-
стемы (5.41) дифференциальных уравнений (5.39), а затем со-
ставить программу для расчета по уравнениям (5.41) и (5.42).
Однако выводить аналитическое решение не обязательно. Можно
вести расчет непосредственно по системе дифференциальных
17*
259
Таблица 5.5 Параметры модели камеры с рециклом f216]
Машина V, л Q, л/м V МИН 7А' МИК А/, с А R=tHQ UiV и «, л ‘aI‘n а
Денвер DR(1) 4,232 1,676 2,525 2,911 0,5 0,9913 3,101 0,500 0,67 2,8 5,2 1,528 1
Денвер DR(2) 3,995 1,600 2,497 3,020 0,5 0,9891 2,709 0,367 0,73 2,9 4,3 1,210 1
Примечание, трассер — кварц круг Машина иостью <Денве —43+37 >» объси «км, DR( ом 4 л 1) без и , часто1 НЛНИДРс га враще 1, DR(2) НИЯ имп с циЛИНД ел лера 19 ром. ОО об/м ин, рас ХОД воз духа 47,9 л/мин,
Таблица 5.6
Расчетные характеристики циркуляционной модели
R Е=3 e=s е=ю
м т У м tn У м т У
Р,1 0,0208 0,0569 0,0777 0,016 0,0210 0,0368 0,0100 0,0036 0,0137
0,3 0,0114 0,0088 0,0202 0,0087 0,0031 0,0118 0,0072 0,00098 0,0082
1 0,0069 0,003 0,0099 0,0066 0,0016 0,0082 0,0066 0,00073 0,0074
3 0,0058 0,0021 0,0079 0,0061 0,0013 0,0074 0,0065 0,00067 0,0072
10 0,0054 0,0019 0,0073 0,0060 0,0012 0,0072 — — —
М + т
Мо +
уравнений, задав начальные условия и значения параметров.
Наиболее удобно использовать для этого язык моделирования
непрерывных процессов CSMP1 [262].
В табл. 5.6 приведены значения долей содержания трассера
в зонах аэрации т и флотации М и отношение общего содержа-
ния трассера к введенному в машину у через 5 с после ввода
трассера в машину (расчеты выполнены на ЭВМ ЕС-1050). Эти
результаты позволяют оценить влияние степени циркуляции и со-
отношения объемов аэрации и флотации на перемешивание в ка-
мере.
При рассмотрении модели флотации важно определить, будет
ли моделируемый процесс устойчивым.
В теории автоматического регулирования разработай мате-
матический аппарат и критерии, позволяющие определить об-
ласти, в которых процесс устойчив. Так, для процесса, описы-
ваемого системой дифференциальных уравнений, критерий
устойчивости (Раусса—Гурвица) заключается в том, что корни
характеристического многочлена должны быть отрицательными,
или в случае комплексных корней, чтобы были отрицательными
их вещественные части. Решение системы дифференциальных
уравнений (5.39), описывающих комбинированную модель про-
цесса в камере, устойчиво при всех значениях параметров, при-
веденных в табл. 5.6, поскольку корни уравнения (5.42) отри-
цательны.
Для систем, описываемых уравнениями в частных производ-
ных (см. главу 7), теория устойчивости еще не столь развита
и поэтому анализ провести сложнее [82]. Разработка моделей
процесса вызывает необходимость проведения исследований
в этой области.
5.9. Моделирование флотации с учетом распределения
материала по флотируемости и по времени
пребывания в аппарате
Исходным пунктом для моделирования флотационного про-
цесса является уравнение К. Ф. Белоглазова
%-------КС. (5.46)
1 CSMP (Continuous System Modeling Program — программа моделиро-
вания непрерывных систем) — язык моделирования, разработанный для ЭВМ
1ВМ/360-370, может быть использован для программирования на ЭВМ Еди-
ной системы.
261
Его решение при начальном условии С = Сисх
у(/) = -^-=е-*'. (5.47)
'-'ИСХ
Уравнение (5.46) справедливо при условиях: 1) флотируемый
материал однороден по свойствам; 2) процесс ведется в машине
периодического действия, так что время пребывания всех частиц
в камере одинаково (при условии, что частицы, вынесенные
в концентрат, не учитываются). Если флотируемый материал не-
однороден по свойствам, то уравнение (5.47) справедливо в том
случае, если оно записано относительно плотности распределе-
ния частиц по кинетической константе флотации (по флотируе-
мости) :
ОО
у (0 = f е*'? (К) ак. (5.48)
Уравнение (5.48), как было показано в 4.3, переходит в урав-
нение (5.47) при <р (К) = б (К — Ко), т. е. когда все частицы
имеют одинаковую флотируемость, оцениваемую значением кон-
станты скорости, равным Ко- (При этом сохраняет силу усло-
вие 2).
Если тождественные по свойствам частицы флотируются
в аппарате непрерывного действия, то время их пребывания
в камере неодинаково. Пусть функция E(t) задает плотность
распределения по времени пребывания частиц в аппарате не-
прерывного действия. Как показано в 5.2, уравнение К. Ф. Бело-
глазова принимает вид
y=J e~K,E(f)dt. (5.49)
Периодическую флотацию можно рассматривать как пре-
дельный случай непрерывной при объемном расходе пульпы,
равном нулю. Формально в этом случае tN = v/Q->co, т. е.
время пребывания частицы в камере определяется ее флотируе-
мостью. Условия проведения опыта в лабораторной машине пе-
риодического действия с порционным съемом концентрата по-
зволяют условно приписать каждой порции пенного продукта
некоторое время пребывания к, определяемое свойствами ча-
стиц и частотой вращения пеногона. Допустим, что распределе-
ление по времени пребывания для каждой такой порции выра-
жается 6 (t — ti). Пусть съем концентрата производится не дис-
кретно, а непрерывно. Тогда для любого времени 6 можно
262
указать порцию частиц, для которых распределение по времени
пребывания также задается дельта-функцией б (/—0). Подста-
СО
вив эту функцию в уравнение (5.49), получим у = fe-«‘X
о
Хб (t — Q)dt = е-Ев. Таким образом, мы получили формулу, от-
личающуюся от уравнения (5.47) только обозначением времени
(0 = /). .
Перейдем теперь к флотации неоднородного по свойствам ма-
териала в аппарате непрерывного действия. В этом случае
можно отбросить ограничивающие условия 1 и 2. Уравнение про-
цесса должно, очевидно, содержать плотности распределения ча-
стиц как по флотируемости, так и по времени пребывания:
ОО оо
у = "Йт=j J Е ® dK dL (5.50)
Покажем, что при <р (К) = б (К — Ко) уравнение (5.50) при-
водится к равенству (5.49). Действительно,
со
y = J E(t)
/ оо \ оо
( — К0)е~к‘dK]dt = $ E(t)e~Ketdf,
\к=о / t=o
(5.51)
СО
так как J б (х — xo)f(x)dx = f(xo). Таким образом, уравнение
о
(5.50) является обобщением уравнения К. Ф. Белоглазова для
флотации неоднородного по свойствам материала в аппарате не-
прерывного действия. Уравнение (5.50) определяет массовую
долю частиц в отходах в зависимости от распределения мате-
риала по флотируемости и по времени пребывания в камере.
Результаты флотации, однако, определяются не только количе-
ством твердого, выходящим в отходы, но и содержанием цен-
ного компонента в них. Поэтому необходимо рассчитать распре-
деление по константе скорости материала, поступающего в кон-
центрат фкон (К) и в отходы фо«(К).
Рассмотрим исходную массовую часть <p(K)dK с константой
скорости, изменяющейся от К до K+dK; из нее в отходы попа-
оо
дает dy= j y(K)dKE(t)e~Kt dt, в концентрат — de =
о
263
= y(K)dK— dy. Тогда плотность распределения частиц в отхо-
дах по константе скорости
?отх(/<) = ^--------------------e~K,E(t)dt.
^<t(K')er*tE(t)dtdK
(5.52)
Из поступившей на флотацию доли исходного материала
в количестве ф (К) dK в концентрат перейдет
со
<f(K)dK-dy =^(K)dK- f 4(K)dKE(t)e-Ktdt =
/=о
= tp(A’)d/< 1 — J E(t)e~Ktdt
о
Соответственно, плотность распределения частиц в концент-
рате по константе скорости определится по формуле
1
e*'E(f)dt
(5.53)
Непосредственно в процессе можно измерять лишь суммар-
ную долю отходов у. Для предсказания результатов процесса
необходимо знать фота (К) и фКОн (К). Для этого следует опреде-
лить плотность распределения исходного материала по флоти-
руемости ф (К) и плотность распределения по времени пребы-
вания E(t). Зная эти функции, можно по формулам (5.50)—
(5.53) рассчитать у, фОтх(К) и фкон(К). Задача состоит, таким
образом, в расчете одновременно двух плотностей распределения
ф(К), E(t) по результатам непрерывной флотации. Для построе-
ния плотности распределения по константе скорости, как было
показано в 3.4, в принципе было достаточно измерить выход
в отходы в периодическом процессе в различные моменты вре-
мени; правда, восстановить функцию ф(К) по уравнению (5.48)
без дополнительной информации о ней весьма сложно. Ис-
следуя непрерывный стационарный процесс, мы должны менять
входные параметры процесса, иначе можно получить только
одно значение функции у, по которому восстановить ф(К) и Е (f)
в уравнении (5.50) нельзя. Если в качестве изменяемого вход-
264
ного параметра задать объемный расход пульпы, во многом ха-
рактеризующий время пребывания частиц в камере, получим
таблицу значений у (Q), по которой все-таки восстановить функ-
ции <р(К) и Е (/) едва ли возможно.
Очевидно, как и при расчете плотности распределения по
флотируемости, необходимо задаться видом функций <р(К), Е (t):
E(t) = E(t, s2 ...) J (554)
Подставив уравнения (5.54) в (5.50) и проинтегрировав по К
и t, получим соотношение
У = /(Г1, Г2, .. #> sb s2, . ..), (5.55)
из которого нужно определить параметры Г\-, si (i=l, 2, ...).
Выше было показано (см. 4.4), что в качестве <р(К) можно
выбрать гамма-распределение:
В этом случае из уравнения (5.50) получим:
со
(5.56)
Плотность распределения по времени пребывания Е (t) в слу-
чае идеального вытеснения задается дельта-функцией:
E(0 = 8(/-Fw). (5.57)
При наличии перемешивания E(t) может быть аппроксими-
рована нормальным законом; с увеличением перемешивания луч-
шую аппроксимацию дает гамма-распределение:
£Ю = -г$Г/*",е_<
При b = 1 эта формула превращается в экспоненциальное
распределение: E(t) = ae~at, что соответствует идеальному пере-
Q —
мешиванию при а = — = 1/fo:
= (5.59)
Подставив уравнение (5.59) в (5.50), выполнив под инте-
гралом такие же преобразования, что и в 4.4, и заменив
265
О
переменную интегрирования r — — t, получим для идеального
перемешивания:
со сю Q
<?Х ео 1
==(-^)₽е v Jx r₽ e“rJr- (5.60)
V
Подставляя в уравнения (5.52) и (5.53) уравнение (5.59)
и формулу для гамма-распределения исходного материала по
флотируемости, получим функцию распределения материала по
кинетической константе в отходах и в концентрате:
Л«(Ю------V^I^ K + ^lV <s61>
Л<Ю— (5.62)
Приведем без вывода соответствующие формулы для случая,
когда Е (/) задается гамма-распределением:
г (6) у,; y,==Je * (Л + О₽ at’ (б.бзу
V-.UO- НЮ. <5«4)
Если гидродинамический режим в камере соответствует иде-
альному вытеснению: E(t) = 6(t — tK), то из уравнения (5.48)
(5.66}
(5.67)
?к(Ю = -
1
(5.68)
266
В уравнениях (5.61) — (5.68) <р(К) задается формулой гамма-
распределения.
Таким образом, для построения искомых функций распреде-
ления необходимо по результатам флотации и одному из урав-
нений— (5.56), (5.60) и (5.63) рассчитать параметры распреде-
ления. Выбор уравнения определяется представлениями о гид-
родинамическом режиме в камере флотации. Для идеальных
режимов потока достаточно определить параметры распределения
частиц по кинетической константе, поскольку функция Е (/) для
этих режимов известна. Для промежуточного режима необхо-
димо найти параметры обоих распределений. Заметим, что для
аппарата идеального вытеснения задача расчета параметров
сводится к определению параметров распределения по результа-
там периодической флотации при условии, что время флотации
в периодической камере совпадает с временем флотации в не-
прерывном аппарате идеального вытеснения. Методы расчета
и примеры построения функции распределения описаны в 3.4.
Выше мы обосновывали возможность изучения структуры по-
токов в камере (т. е. функций распределения по времени пребы-
вания) без флотационных экспериментов. Это наводит иа мысль
разделить задачу определения параметров функций ф(К) и E{t)
на две: параметры функции ф(Л) определять по результатам
периодической флотации (Q = 0), а параметры Е (t) — в камере
непрерывного действия, но при отсутствии флотации (К = 0).
Такое деление допустимо при следующих предположениях:
камеры идентичны, кинетическая константа практически не ме-
няется при изменении объемного расхода пульпы; выход кон-
центрата незначителен и не может повлиять на время пребыва-
ния частиц в камере.
Рассматривая методы построения функций распределения по
флотируемости (см. 4.4), мы показали, что представление будет
более полным при включении в формулу составляющей, учиты-
вающей нефлотируемый остаток:
? (Ю = CJ (Ю + (1 -CJ? (./<),
где ф(К)—непрерывная составляющая плотности распределе-
ния; С» — доля нефлотируемого остатка в исходном.
Тогда интеграл в формуле (5.60) будет состоять из двух сла-
гаемых:
ЭЭ 30 со
у = f f (К) Е (0 dK dt-{-(} — С J J e~KtX
6 6 о
X4QQE(t)dK dt.
267
Как видно из уравнения (5.51), при Ко = 0 первый из этих
со
интегралов сводится к Со» J E(t)dt = Coo. Обозначим, как
_ с>
, , — У-----Соо
и в 4.4, у~---------, тогда получим для расчета параметров
1-Соо
распределения по флотируемости уравнение:
со со
у = J j е“к/9 (/<) Е (/) dK dt. (5.69)
Это уравнение аналогично уравнению (5.50), но характери-
зует только флотируемую часть исходного питания, т. е. такую,
для которой константа скорости отлична от нуля.
Посмотрим, что дает для анализа процесса разделение об-
щего выхода в отходы на две части: нефлотируемый остаток и
потери ценного. Во-первых, учет нефлотируемого остатка позво-
ляет оценить потери ценного в отходах. Во-вторых, при учете
нефлотируемого остатка параметры распределения по кинетиче-
ской константе, рассчитанные по результатам периодического
опыта, станут другими. При этом нет необходимости преобразо-
вывать формулы для расчета распределения материала по фло-
тируемости в отходах и концентрате; пересчитываются только
значения у с учетом нефлотируемого остатка.
В качестве оценки флотируемости нужно выбрать параметр,
минимально зависящий от гидродинамики аппарата. Константа
скорости зависит от структуры потоков. Можно схематически
представить ее в виде произведения множителей, каждый из ко-
торых преимущественно отражает зависимость константы от
основных параметров процесса с той целью, чтобы гидродина-
мику потока в камере машины отражал один из них. Такой под-
ход приводит к многомерному распределению по флотируемости.
В работе [273] вслед за работой [52] вводятся следующие
распределения: по крупности частиц fr(r), по минеральному со-
ставу для частиц одного класса крупности fe(elr), по поверхно-
стной активности для частиц одного минерального состава и раз-
мера fs(s/e, г). Выход минерала в концентрат для частиц опре-
деленной крупности (в интервале п, гг) определяется по
формуле
f /, (г) h _ (___HQ. г)______V <«• '»+* 1 dr
>, L (Q,r)+K(Q. г, е) J Гг
1--------------------г,----------------------
J fr (г) dr
268
где К — кинетическая константа скорости флотации частиц круп-
ностью г с .минеральным составом е при объемном расходе
пульпы Q:
= г, е).
Параметр К\ характеризует поверхностные свойства частиц
заданной крупности и состава: Ki = f(r, к); Д— предел крупно-
сти флотируемых частиц. Уравнение для К получено на основе
оценки вероятностей составляющих кинетической константы
(см. табл. 2.1). Поскольку проводились непрерывные экспери-
менты, то необходимо учесть в уравнении плотность распреде-
ления по времени пребывания частиц. Здесь, как и в формуле
(5.58), принято гамма-распределение, однако считается, что его
параметры а и b зависят от г и Q. Теперь, подставив в уравне-
ние (5.49) выражение для К (Q, г, е) и определенную выше плот-
ность распределения по времени пребывания и проинтегрировав
по времени флотации, получим выход в отходы:
у = b -Y+1.
Сисх \ b + Q /
Проинтегрировав 1 — у по интервалу крупности частиц
(л, л), получим формулу для выхода у в концентрат. В работе
[273] принято, что К\ постоянно для частиц определенного со-
става, но не зависит от крупности и объемного расхода пульпы;
x=j(.Q) не зависит от крупности и состава; параметр Д опре-
деляется экспериментально по максимальной крупности частиц,
попавших в концентрат, и зависит от Q.
Методика расчета выхода у включает следующие этапы. Экс-
периментально (методом трассера) определяют характеристику
структуры потоков в камере машины для материала различной
крупности путем изменения объемного потока пульпы. По этим
данным строят плотности распределения по времени пребывания
частиц в камере и рассчитывают моменты гамма-распределения
, , — а+1 2 а+1 _
а и о по формулам t = —— и о2 = 2 . Далее строят зави-
симость этих параметров от объемного расхода пульпы для раз-
ных классов крупности. Из флотационного эксперимента опре-
деляют Д. Остается определить два параметра: К\ и х, которые
рассчитываются по уравнению для выхода. С этой целью доста-
точно иметь опытные значения выхода для двух классов крупно-
сти при одном значении объемного расхода пульпы, так как К
и е, согласно допущениям, не зависят от г и Q. Определив Ki
и х, можно рассчитать выход в концентрат частиц любого класса
269
крупности при заданном объемном расходе. Для учета послед-
него необходимо иметь связь Q = j (Д). Как видно, методика
достаточно громоздка и даже ее авторы не смогли в реальных
условиях рассчитать значения гидродинамического параметра х
[238]. Поскольку величины х и Д характеризуют один и тот же
параметр (объемный расход пульпы), целесообразно попытаться
установить связь между ними.
Функция К. относительно нечувствительна к изменениям Д,
поэтому разумно пренебречь членом в квадратных скобках при
отсутствии точных экспериментальных данных, характеризующих
зависимость К. (г). Из упрощенной формулы можно определить г,
при котором константа максимальна. Экстремальное значение К
получено при г — rmax. Построив экспериментальную кривую
К (г) и определив rmax, легко получить х.
Все эти расчеты справедливы для частиц определенного со-
става. Его изменение вызывает необходимость определения Ki
и Д (хотя, по мнению авторов работы [238], Д не зависит от со-
става). Реальный флотируемый материал содержит частицы раз-
ного состава, следовательно, для набора составов требуются
аналогичные расчеты. Таким образом, спектр по минеральному
составу материала фактически в модель не включен. Построен-
ная модель процесса флотации в действительности содержит
одно распределение — по крупности частиц.
Поскольку процесс непрерывный, учтено распределение по
времени пребывания частиц в камере. Напомним, что при иссле-
довании кинетической константы мы разбирали методы пред-
ставления ее составляющих (вероятности столкновения, закреп-
ления и отрыва частиц и воздушных пузырьков) (см. главу 2).
В работе [238] не только предложены формулы для оценки со-
ставляющих константы (как видно из табл. 2.1, таких формул
существует много и ни одна из них не является бесспорной), но
и выделен набор взаимно независимых параметров. Модель
с зависимыми параметрами неудобна для прогнозирования ре-
зультатов: стоит изменить один из параметров, как мы оказы-
ваемся перед необходимостью определения экспериментально
остальных, когда точный вид зависимости неизвестен.
В основе модели Вудборна и других лежит уравнение
К. Ф. Белоглазова, дополненное распределением по крупности
частиц и тремя параметрами, характеризующими флотируемость
частиц. Небольшое число параметров модели и делает ее в опре-
деленной степени практичной.
Приведем пример прогнозирования результатов непрерывного
процесса по данным периодической флотации [274]. Исследо-
вали флотацию пирита в лабораторной флотационной машине
270
Таблица 5.7
Влияние объемного расхода пульпы иа результаты флотации [274]
Объемный расход пульпы Q, л/мин Выход хвостов у, %
предсказанный экспер иментальный
2,02 0,0134 4,5 4,7
7,80 0,0515 12,1 14,6
13,65 0,0902 17,9 21,9
20,08 0,1327 22,3 25,9
с камерой объемом 31 л. На рис. 4.3 показана зависимость кине-
тической константы от времени флотации. Рассматривая функ-
ции распределения по флотируемости, следует, как это делалось
в 4.4, отличать математическое ожидание распределения по фло-
тируемости от средней по классам флотируемости величины кон-
станты. Математическое ожидание не зависит от времени, по-
скольку оно определяется по <р(К). Если нужно учесть неодно-
родность по флотируемости, не вводя в явном виде функцию
распределения, то в качестве кинетической константы выступает
выражение, зависящее от времени, и она является средним зна-
чением по флотируемости К [см. (4.39)]. В описанном экспери-
~ Р+ 1 ...
менте К = —т——. Параметры гамма-распределения, опреде-
Лт t
ленные из периодического опыта, равны р = 1,06 и 1 = 0,21.
Функцию распределения времени пребывания частиц в камере
находим методом индикатора. По рассчитанным р и 1 и задан-
ным Q и V можно определить массовый выход в отходы (у) по
формуле (5.60), а по формулам (5.61) и (5.62)—распределение
кинетической константы в продуктах флотации. В табл. 5.7 сопо-
ставлены расчетные и экспериментально полученные показатели
для различных объемных расходов пульпы.
Расхождение между опытными и расчетными данными со-
ставляет 15—20 %. В работе [274] не содержится ни объяснения
причин такого несоответствия, ни информации, позволяющей
провести самостоятельный анализ. Возможно, такое расхождение
связано с тем, что при расчете параметров функции распределе-
ния по флотируемости не учитывалось наличие нефлотируемого
остатка.
Итак, определение показателей разделения в непрерывном
флотационном процессе состоит из следующих этапов:
271
Рис. 5.18. Изменение вида распреде-
ления <р(К) в зависимости от расхода
собирателя:
/ — низкий; 2 — средний; 3 — высокий
1. Расчет параметров распределения р и X по флотируемости
с использованием результатов кинетического эксперимента в ма-
шине периодического действия; методика расчета описана в 3.4
и 3.5.
2. Расчет параметров распределения а и b по времени пребы-
вания по формуле (5.58); для аппаратов идеального вытеснения
время пребывания tN вычисляется по объемному расходу пульпы
и объему камеры, а для аппаратов идеального перемешивания —
по формуле (5.59).
3. По параметрам X, р, а и b рассчитывается выход в от-
ходы— по одной из формул (5.60), (5.63) и (5.66). Результаты
расчета у = у (X, р, а, Ь) можно свести в набор кривых или в но-
мограмму с тем, чтобы в дальнейшем определять функцию у по
графику; удобнее подготовить программу для расчета у на ЭВМ.
4. Расчет распределения материала в продуктах флотации по
константе скорости по формулам (5.61), (5.62), (5.64), (5.65),
(5.67) и (5.68).
Расчеты несколько изменяются, если учитывается нефлоти-
руемый остаток: по кинетическому эксперименту находят пара-
метры распределения по константе скорости и С<»; подставляя
в формулу (5.69), определяют у — вторую составляющую выхода
в отходы; по и у вычисляют суммарный выход в отходы.
Функция распределения по К для концентрата дает косвенную
оценку его качества. На рис. 5.18 показаны распределения кон-
центрата по К, построенные для разных условий флотации од-
ного н того же материала. Ясно, что кривая 3 соответствует луч-
шему качеству концентрата, поскольку при этом извлекается
272
наибольшее количество материала с высоким значением кон-
станты скорости.
Кривая распределения по К, построенная для отходов, ха-
рактеризует полноту извлечения ценного материала в концент-
рат; в этом случае следует стремиться к получению распределе-
ния, подобного кривой 1, чтобы в отходы попадал материал,
имеющий кинетическую константу, близкую к нулю. Тогда со-
держание ценного материала в отходах будет минимально, т. е.
в отходы попадает только нефлотируемый остаток. Однако
в эксперименте на проточной камере невозможно определить, ка-
кую часть выходящего в хвосты материала составляет нефлоти-
руемый остаток, а какую — материал, для которого время фло-
тации оказалось недостаточным.
Выделение в отходы одного только нефлотируемого остатка
возможно лишь в каскаде камер. Понятно, что проще достичь
этого, флотируя материал в аппарате периодического действия.
Отсюда вытекает, что расчет параметров распределения по фло-
тируемости следует проводить по результатам флотации в пе-
риодическом, а не непрерывном процессе, не только ради удоб-
ства, но и потому, что истинные значения этих параметров в не-
прерывном процессе можно определить лишь в многокамерной
машине.
18 Заказ 232
6. МОДЕЛИРОВАНИЕ КОЛОННЫХ АППАРАТОВ
6.1. Флотационные возможности колонных машин
Сравнение аппаратов двух идеальных типов показало преиму-
щества аппаратов идеального вытеснения: разница во вре-
мени пребывания частиц в камере позволяет значительно
сократить ее объем для получения одного и того же извлечения.
Кроме того, при равенстве объемов, аппарат идеального
вытеснения позволяет существенно увеличить производитель-
ность флотационного отделения. Эти достоинства аппаратов
идеального вытеснения явились причиной интереса, прояв-
ляющегося в последние годы к исследованию, разработке и внед-
рению флотационных машин колонного типа. В сущности сфор-
мировалось новое направление в конструировании флотационных
машин. Однако заложенные в его основу решения еще не ис-
пользуются технологами, поэтому представляется полезным
описать эволюцию колонных аппаратов, перспективы их при-
менения и физические основы протекающих в них процессов.
Анализ работ по созданию новых машин позволяет считать, что
конструирование флотационных машин идет по пути повышения
удельной производительности, уменьшения энергоемкости, упро-
щения конструкций, сокращения производственных площадей
и осуществления оптимальной аэрации, т. е. возможности регу-
лирования расхода, диспергированности и равномерного распре-
деления пузырьков воздуха по объему камеры, уменьшения инер-
ционных сил, разрушающих флотокомплекс минерал—пузырек.
Работа флотационных машин во многом определяется направле-
нием движения потока пульпы и диспергированного воздуха.
Взаимное движение частиц и пузырьков является очень важным
фактором, от которого зависит время и вероятность контакта,
сила столкновения, степень минерализации, время флотации
и энергоемкость машины.
Принципиальным отличием колонных аппаратов от других
типов флотационных машин является противоточное движение
пульпы и пузырьков воздуха. Противоточные пневматические
флотационные машины (ФППМ) (136, 143, 171, 173] обеспечи-
вают лучшие условия образования и сохранения флотокомп-
лекса. Как показано в 2.3, вероятность столкновения частицы
274
с пузырьком и закрепления ее определяется, в частности, вели-
чиной нормальной составляющей относительной скорости дви-
жения, временем контакта и величиной инерционных сил. Отно-
сительная скорость частиц и пузырьков в противотоке, как пока-
зали опыты, составляет при скорости потока пульпы 2 см/с
и средней крупности пузырьков 1,5—2,5 мм примерно 10—12 см/с.
Это соответствует оптимальным условиям соударения, опреде-
ленным в работах [170, 208].
В связи с отсутствием перемешивающих устройств и низкой
турбулентностью потоков пульпы инерционные силы, разрушаю-
щие комплекс минерал—пузырек, в колонне почти отсутствуют
[96]. Вероятность удержания частиц в пене достаточно высока.
Наконец, немалое значение имеет то, что вероятность столкно-
вения частиц с пузырьками в противоточной машине выше, чем
в других, вследствие большого аэрируемого объема камеры и
длинного пути частиц и пузырьков навстречу друг другу по вы-
соте машины. Все это позволяет предполагать, что вероятность
флотации в противотоке выше, чем при других направлениях
движения потоков пульпы и воздуха. Время флотации
при оценке эффективности работы машины является важным
фактором.
В колонне время флотации в 2—4 раза меньше, чем в ма-
шинах механического типа, что, по-видимому, связано с от-
сутствием в колонне продольного перемешивания пульпы. В этом
смысле колонна близка к разделительному аппарату идеального
вытеснения, т. е. в ней в лучшем варианте воплощена сущность
скоростной флотации.
Исследования В. А. Глембоцкого и других [2] показали по-
вышение флотоактивности воздушных пузырьков с увеличением
времени их кондиционирования, т. е. промежутка между момен-
том образования пузырька и моментом минерализации его. Опти-
мальные условия прилипания соответствуют длительности кон-
диционирования 5—20 с. За это время процесс самопроизволь-
ной активации в результате деструктурирования поверхностных
слоев пузырька успевает в основном завершиться. Вследствие
значительной высоты противоточной колонны время пребывания
воздушных пузырьков составляет 20—30 с, т. е. процесс минера-
лизации в основном происходит при максимальной флотоактив-
ности пузырьков. Это приводит к интенсификации процесса по
сравнению с механическими флотационными машинами [171].
К числу преимуществ противоточных машин относятся: высокая
удельная производительность; низкий расход электроэнергии,
определяемый в связи с отсутствием вращающихся деталей
только мощностью двигателя компрессора; небольшие капиталь-
275
18*
ные затраты; площадь, необходимая для установки, составляет
25 % площади, занимаемой машинами той же производительно-
сти; большой аэрируемый объем, возможность регулирования
расхода и дисперсности воздуха.
Селективность флотации в колонных машинах выше за счет
большего, чем обычно, использования процессов, происходящих
в пенном слое. Это позволяет получать высококачественные кон-
центраты, снижать расход депрессоров и упрощать технологиче-
ские схемы.
Несомненные достоинства колонных аппаратов явились по-
буждающим импульсом к развитию исследований в области со-
здания и применения машин такого типа. Начало этому напра-
влению положило изобретение флотационной колонны П. Бути-
ном и Т. Тремблеем в 1961 г. [199]*. Машина имеет форму
колонны: в нижней части она расширяется, здесь же находится
аэратор, пульпа поступает в среднюю часть колонны, выходя-
щий поток пузырьков образует в верхней части машины пенный
слой. В колонне обеспечен возрастающий от дна к вершине гра-
диент концентрации полезного компонента. Первые опыты с же-
лезной рудой производились на колонне диаметром 50 мм;
в дальнейшем исследовалась возможность применения колонны,
имеющей квадратное сечение со стороной 0,457 м и высотой
8,23 м, для обогащения сульфидных руд на фабрике компании
«Опемиска» (Канада). Сопоставление результатов флотации
в колонне и в механических флотационных машинах показало,
что колонны эффективно работают на питании —0,15 мм. Потери
в крупных классах связаны с малым временем пребывания их
в аппарате.
В дальнейшем колонные аппараты (рис. 6.1) стали созда-
ваться и испытываться и в других странах. Так, в ЧССР в 1962 г.
запатентована многоступенчатая колонна, во Франции для фло-
тации крупнозернистого сильвинита испытана противоточная
машина производительностью 15 т/ч. Флотация индийского гра-
фита в колонной машине позволила получить в одном аппарате
концентрат с содержанием углерода 96 %, в то время как в ме-
ханических машинах необходимы 5—6 перечистных операций
для получения концентрата с содержанием углерода 91 %.
В Польше колонные машины установлены в перечистном цикле
фабрики, обогащающей серу, что позволило повысить содержа-
ние серы в концентрате на 7—8 % без снижения извлечения.
1 Следует отметить, что при ознакомлении с патентными архивными ма-
териалами нами обнаружена конструкция флотационной колоивы, предло-
женная И. П. Шилиным в 1940 г. (заявка № 237542).
276
Рис. 6.1. Противоточные колонные аппараты:
а— П. Бутина н Т. Тремблея (Канада); б — Гинцветмета (СССР); в—Госгорхимпроекта
(СССР); г — многоступенчатый (ЧССР); д — гидропневматнческнй (США); е — KFP
(Польша): ж —для флотации сильвинита (Франция)
В США запатентована гидропневматическая машина, принципи-
альное отличие которой заключается в том, что аэрации подвер-
гается дополнительный объем воды, поступающей через эжектор
в нижнюю часть колонны [172].
По инициативе И. Н. Плаксина в нашей стране с 1967 г.
ведутся работы по исследованию, созданию и внедрению противо-
точных пневматических флотационных машин (ФППМ). Эти ра-
боты выполняются в институтах: ИОТТ, Гинцветмет, Армнипро-
цветмет, Госгорхимпроект и др. Нами проведены испытания ко-
лонн различных размеров на медных, молибденовых, сурьмяных
рудах и при флотации угольного шлама [122, 123, 176]. На Бал-
хашской медной фабрике проведены технологические исследова-
ния колонн диаметром 5, 10 и 50 см [172]. Определены произво-
277
дительности машин, соотношение расходов воздуха и пульпы,
место ввода питания; испытаны различные конструкции успо-
коителей. Промышленные испытания ФППМ диаметром 50 см
в цикле коллективной медно-молибденовой флотации выявили
возможность получения извлечения, соответствующего показате-
лям машины «Механобр-7» (87—89%), при том же качестве
концентрата, что и в первой перечисткой операции (5—7 %). Вы-
сокое качество концентрата позволило предположить целесооб-
разность испытания машины в перечистном цикле. На первой
доводочной секции фабрики была смонтирована колонна высо-
той 4,5 м, с камерой объемом 4 м3, которая по производительно-
сти заменила десятикамерную флотационную машину «Меха-
нобр-6». При равноценных технологических показателях время
флотации в этом случае сократилось в 5, а энергоемкость
в 12 раз.
Возможность получения высококачественных концентратов
в колонных аппаратах привела к разработке новой конструкции
машины с перечистным отделением [174]. На Кадамджайской
обогатительной фабрике внедрен каскад из трех камер ФППМ
(рис. 6.2, а). Монтаж камер проведен так, чтобы пенные про-
дукты могли перетекать из камеры в камеру. Основные размеры
каскада обеспечивают производительность фабрики по всей кон-
центратной пульпе, при скорости движения ее в камере 2—
2,5 см/с. Внедрение каскада ФППМ позволило получить при
плановом извлечении концентрат, содержащий 40—43 % сурьмы
вместо прежних 30 % [132]. На ЦОФ «Шолоховская» испыты-
вался опытный образец двухкамерной машины ФППМ диамет-
ром 1,4 м и высотой 5 м (рабочий объем камеры 6,5 м3), произ-
водительность которой составляла 120 м3/ч, расход воздуха
100—150 м3/ч, на оборотной воде и сливе гидроциклонов. Ре-
зультаты испытаний позволили сделать вывод о целесообразно-
сти замены механических машин противоточными [171].
За последние 10 лет колонные машины испытывались при
обогащении разнообразных полезных ископаемых: железных,
медных, медно-молибденовых, сурьмяных руд, угля, серы, гра-
фита и др. Различия в существующих конструкциях колонных
флотационных машин незначительны и заключаются в основном
в разнообразии решения систем ввода воздуха и исходного пи-
тания. Недостатки у этих машин также общие: одинаковые гид-
роаэродинамические режимы флотации частиц различной флота-
ционной активности приводят к неоптимальным условиям извле-
чения граничных классов крупности; переход к камерам
большой производительности способствует усилению отрицатель-
ного влияния продольного перемешивания. Совершенствование
278
Рис. 6.2. Противоточные колонные аппараты конструкции ИОТТ (СССР)
колонных аппаратов должно идти по пути оптимизации аэрогид-
родинамических характеристик камер, увеличения фронта фло-
тации без изменения общей высоты колонны, разработки опти-
мальной конструкции аэратора.
Исследования конструктивных, гидродинамических и аэраци-
онных характеристик колонн привели к созданию ряда новых
конструкций противоточных машин (рис. 6.2, б, в, г, и д) [137,
143, 175J. Определение степени перемешивания в колонне пока-
зало, что значение безразмерного критерия Пекле растет с уве-
личением диаметра колонны и расхода воздуха [ 146J. Получен-
ные оценки использованы при расчете оптимального сечення
машин. При разработке конструкции флотационных машин
высокой производительности зону минерализации камеры сле-
дует делить на ячейки, соответствующие принятому значению
степени перемешивания (рис. 6.2, д). В противоточных машинах,
лишенных перемешивающих устройств, ускорения частиц незна-
чительны, поэтому ожидалась хорошая флотируемость крупных
классов. Тем не менее извлечение их оказалось несколько ниже
27»
предполагаемого, что связано с совпадением движения суспен-
зии и гравитационного поля, приводящим к сокращению вре-
мени флотации крупных частиц.
Распределение частиц по флотируемости приводит к необхо-
димости создания различных гидродинамических режимов и раз-
ного времени нахождения частиц в аппарате, что возможно при
наличии в камере потоков двух направлений. Этот принцип поло-
жен в основу разработанного аппарата АФТП, состоящего из
двух полостей с прямоточным и противоточным движением фаз,
общей пенной камерой, диспергаторами воздуха, узлами ввода
питания и разгрузки хвостовой пульпы [142, 144, 172]. Наличие
прямоточной полости, кроме удлинения времени пребывания ча-
стицы в аппарате, способствует также созданию условий для
выноса минерализованных пузырьков в пенный слой независимо
от величины и минеральной нагрузки пузырьков. Машина испы-
тана на Каджаранской обогатительной фабрике в цикле основ-
ной медно-молибдеиовой флотации. Аппарат состоит из двух
вертикальных труб диаметром 1 м и высотой 4 м каждая. Показа-
тели его работы сравнивались с показателями операции основ-
ной флотации (12 камер «Механобр-6»), В период промышленных
испытаний получены практически идентичные технологические
показатели на обеих машинах при снижении времени флотации
в АФТП в 1,5 раза.
Для улучшения флотации крупных частиц разработана кон-
струкция, в которой исходный материал подается на пенный слой
приемной камеры, а камерная часть пульпы поступает в проти-
воточную зону аппарата, т. е. в машине совмещен принцип пен-
ной сепарации и противоточной флотации (см. рис. 6.2, в). Бла-
гоприятные условия для флотации частиц различных классов
крупности созданы в машине, состоящей из этажно расположен-
ных камер различного сечения, площадь которых уменьшается
[137]. Регулирование уровня пульпы в камерах машины слож-
ное, а для ее установки необходима значительная высота здания.
Этих недостатков лишена машина с концентрическим располо-
жением флотационных зон различного сечения, связанных между
собой эрлифтными полостями, что позволяет многократно на-
правлять камерный продукт в зону флотации, а увеличение раз-
мера сечений камер снижает соответственно скорости потоков,
приводя к увеличению времени пребывания частиц и к улуч-
шению условий извлечения труднофлотируемых классов
(см. рис. 6.2, б, г). Полупромышленный образец машины испытан
на Жилевской ОПОФ. При равных технологических показателях
удельная производительность и скорость флотации в новой ма-
шине в 2 раза выше, чем в шестикамерной механической [143].
280
Рис. 6.3. Машина ФППМ-40:
/ — диспергаторы воздуха; 2 — успокоительные решетки; 3 — камера; 4 — концентратный
желоб; 5 и б — распределители питания; 7 и 8 — устройства для поддержания уровня
пульпы в камере (поплавок, заслонка); 9 и 10 — шиберные карманы
Анализ развития обогащения в нашей стране и за рубежом
подтверждает целесообразность дальнейшего увеличения произ-
водительности флотационных отделений не путем набора числа
секций, укомплектованных машинами с камерами малого объ-
ема, а путем использования в технологических схемах оборудо-
вания с большой единичной производительностью. Комплекс
выполненных исследований положен в основу разработки и со-
здания высокопроизводительной пневматической противоточной
машины ФППМ-40 с объемной производительностью по пульпе
800 м3/ч, вместимостью камеры 40 м3, удельным расходом элек-
троэнергии 1 кВт-ч/т (рис. 6.3). Первая в СССР большеобъем-
ная высокопроизводительная машина ФППМ-40 внедрена на
ЦОФ «Березовская» п/о «Кузбассуголь». Сдача в эксплуатацию
двухкамерной машины ФППМ-40 позволила исключить из схемы
фабрики две машины механического типа (12 камер).
281
6.2. Диффузионная модель процесса флотации
в колонных аппаратах
Мы описали основные конструкции флотационных колонных
машин, поскольку они существенно отличаются от наиболее рас-
пространенных механических и пиевмомехаиических машин.
Выше подробно рассматривалась гидродинамика аппаратов иде-
ального вытеснения, перемешивания и промежуточных типов.
Показано, что оптимальной гидродинамикой обладают аппараты
идеального вытеснения. Необходимо исследовать структуру по-
токов в колоннах, оценив степень отклонения от идеального вы-
теснения, и ее влияние на технологические результаты процесса.
Продольное перемешивание резко усиливается при переходе от
лабораторных машин к промышленным, обусловливая значи-
тельное расхождение результатов разделения в них. Как пра-
вило, лабораторные аппараты намного эффективнее промыш-
ленных. Игнорирование продольного перемешивания при
обобщении результатов экспериментальных исследований лабо-
раторных колонных машин не позволяет распространить эти
обобщения на аппараты промышленных размеров. Результаты
моделирования колонных аппаратов являются заведомо
некорректными, если не учитывается продольное перемеши-
вание.
Отклонение потоков в колоннах от режима идеального вытес-
нения объясняется влиянием различных факторов. Одни из
них — турбулентная диффузия, т. е. наличие случайных пульса-
ций вектора скорости по величине и направлению относительно
среднего значения. Влияние пульсаций приводит к тому, что одни
частицы обгоняют основной поток, другие отстают от него. Это
приводит, например, к размыванию введенного в поток краси-
теля, на чем основан метод определения перемешивания.
Другой фактор — неравномерность распределения скоростей
по сечению. Этот эффект проявляется главным образом в при-
стенном слое и его влияние ощутимо, если диаметр аппарата
невелик. В аппарате могут образоваться зоны циркуляции, в ко-
торых пульпа задерживается намного дольше, чем в основной
части потока. Картину потока осложняет неоднородность частиц
и пузырьков по свойствам (форме, размерам, плотности), слож-
ный характер всплывания пузырька и противоток. Учесть влия-
ние каждого из этих факторов в отдельности на процесс флота-
ции невозможно, да и не нужно: не взирая на разнородность,
все они влияют на структуру потока. Оценив перемешивание
в аппарате одним или двумя параметрами, мы тем самым сум-
марно оценим действие этих факторов.
282
Перемешивание происходит по всем направлениям, однако
для колонной машины (в отличие от машин механического типа)
характерна направленность потока. Поэтому в данном случае
можно ограничиться учетом продольного перемешивания (для
колонны большого сечения еще и радиальным), что позволяет
рассматривать процесс в одном измерении. Концентрация твер-
дых частиц в некотором сечении колонны определяется ско-
ростью движения пульпы, скоростью флотации и продольным
перемешиванием. Продольное перемешивание в направлении
движения потока при постоянной интенсивности описывается
уравнением, аналогичным закону Фика:
дС г. д2С
где D — коэффициент продольного осевого перемешивания, учи-
тывающий молекулярную и турбулентную диффузию и неравно-
мерность поля скоростей.
Изменение концентрации частиц в пульпе происходит также
вследствие выхода флотируемых частиц в пену:
Наконец, изменение концентрации частиц в данном сечении
вызывается движением их в потоке пульпы со скоростью v:
ДС дС
dt ~ v дх *
Объединив все факторы, вызывающие изменение концентра-
ции в данном сечении колонны во времени, получим
= (6.1)
Уравнение (6.1) записано в частных производных, так как
изменение концентрации происходит и во времени, и в простран-
стве. Если в колонну, по которой двигалась вода, импульсно вве-
сти пробу твердого, то заданного сечения первыми (впереди им-
пульса) достигнут частицы, принесенные вследствие продольного
перемешивания, поэтому соответствующий член уравнения (6.1)
имеет знак плюс. Часть материала сфлотируется. В результате
его концентрация убывает (знак минус перед КС). Остальные
частицы уносятся потоком в нижнюю часть колонны со ско-
7 дС\
ростью v ( знак минус перед v I.
283
Если машина работает в стационарном режиме, концентра-
ция твердого в пульпе постоянна во времени — О), и урав-
нение (6.1) преобразуется к виду
О-да—W-0. (6.2)
Это — обыкновенное дифференциальное уравнение второго
порядка с постоянными коэффициентами.
Уравнение (6.1) можно получить на основе материального
баланса продуктов флотации. Рассмотрим элементарный учас-
ток колонной машины, заключенный между сечениями х и x+dx,
и выделим в нем трубку единичного сечения. В эту трубку сверху
за промежуток времени dt поступает vC (x) dt флотируемого ма-
териала. Через нижний конец трубки выходит за это же время
vC (х + dx) dt — v[C(х) + dC] dt = v [C (x) + dx^dt.
(6.3)
В трубке остается разность между поступлением и уносом
твердого:
vC (х) dt — vfc (х) + Д^-dxl dt = —dx dt.
ц иЛ J vJC
За счет продольного перемешивания в трубку поступает
—D ?с<х> dt
дх
минерала» а выходит
_Dac(x + ^) Л---------D(ж+
поэтому в трубке остается
Прибавив эту величину к выражению в правой части уравнения
(6.3) и вычтя количество материала, сфлотированного в трубке
за время dt, получим
D “х dt - v dx dt - КС -£-= %-dx dt.
Отсюда, сократив на dxdt, получим равенство (6.1).
284
Выпишем решение для стационарного процесса, описывае-
мого уравнением (6.2):
С (х) = Ае“'х + Ве“гХ, (6.4)
где А и В — произвольные постоянные; ui,2=^j± j/"(дуУ+ту*
Для определения произвольных постоянных необходимо за-
дать граничные условия.
Условие на входе:
•«и-и—<8^
Поток частиц сразу за входом в камеру (vC|x = o+) меньше
потока частиц при входе в нее (»С|х = о~ на число частиц, от-
ставших вследствие размывания потока в результате перемеши-
вания т- е- концентрация частиц в камере
меньше, чем в исходной пульпе; ось 0х направлена вертикально
вниз.
Условие на выходе:
-£U-0. <6-8)
где L — высота машины; это условие означает, что изменения
концентрации твердого на выходе из машины не происходит,
т. е. получается отвальный продукт.
Из уравнений (6.5) и (6.6) можно определить постоянные
А и В.
Интересен случай D = 0, соответствующий идеальному вытес-
нению; уравнение (6.2) преобразуется к виду
®4г + Л'С=0’
откуда
-к—
С (х) = аое
Определив а0 из условия С (0) = СИсх, получим
-к—
С(х) = Сисхе ”. (6.7)
При х = L, где L — высота камеры, отношение х/и есть время
пребывания пульпы в машине. Таким образом, уравнение (6.7)
285
совпадает с уравнением К. Ф. Белоглазова; напомним, что выше
мы уже указывали на этот факт при установлении соотношения
между периодической флотацией и работой аппарата идеального
вытеснения.
А. Д. Погорелый [129] рассчитал профили концентрации по
уравнению (6.2) для разных D (см. рис. 5.16). Как видно, увели-
чение продольного перемешивания приводит к снижению кон-
центрации в начале машины и увеличению потерь в отходах
флотации.
Характер потока определяется не только коэффициентом пе-
ремешивания. Осевое перемешивание прн одних и тех же значе-
ниях зависит также от скорости потока пульпы и от высоты
аппарата. Оба эти параметра входят в критерий подобия, ана-
vL
логичный диффузионному критерию Пекле Ре = —Уравне-
ние (6.2) можно переписать в виде
1 d2C
Ре dz"i
—-ячс=о,
(6.8>
г , Х
где т = L/v; г — ~£'
На рис. 5.2 показаны дифференциальные и интегральные кри-
вые распределения частиц по времени пребывания; с увеличе-
нием 1/Ре дифференциальные кривые становятся более поло-
гими— рост перемешивания вызывает увеличение времени пре-
бывания. Интегральные кривые становятся все более крутыми
с уменьшением 1/Ре, при снижении перемешивания прямоуголь-
ный импульс повторяется в почти не искаженном виде. Переме-
шивание в камере флотационной машины, увеличивая рассеяние
частиц относительно среднего времени пребывания, снижает по-
казатели процесса. Отсюда следует естественный вывод о необ-
ходимости приближения режима в камере к идеальному вытес-
нению. Однако такой вывод поспешен, так как здесь в сущности
оценена только гидродинамика потоков в камере, которая не мо-
жет исчерпывающим образом определять процесс разделения.
Перемешивание с одной стороны, необходимо при флотации,
поскольку оно способствует диспергированию и закреплению
реагентов на поверхности частиц, гомогенизирует пульпу, увели-
чивает вероятность столкновения и закрепления частиц на пу-
зырьках, способствует растворению газов в пульпе, создает
условия для выделения газов из раствора, снижает механиче-
ский вынос породных частиц. С другой стороны, перемешивание
снижает эффективность разделения, поскольку оно разубоживает
286
Рис. 6.4. Кривые распределения вре-
мени пребывания жидкости в ма-
шине:
а —колонна 50 см
б—колонна 50 см
с успокоителями
а—колонна 10 см
Расход. м*/ч
Расход, л/мин
D/uL
D/uL
D/uL
0,035
0,100
0,161
0,265
0,030
0,040
0,095
0,151
0,005
0,035
0,075
0,125
питание флотации камерным продуктом, способствует демине-
рализации пузырьков и десорбции реагентов с поверхности
частиц.
По-виднмому, существует экстремальная зависимость между
технологическими показателями процесса и степенью перемеши-
вания. Задача заключается в нахождении экстремума и созда-
нии в машинах режимов протекания пульпы, соответствующих
287
этому оптимуму. Позднее будет представлено экспериментальное
подтверждение наличия экстремума для колонных машин
(см. 6.3).
Отметим, что построенная диффузионная модель процесса
в флотационной колонне (6.1) и (6.2) является упрощенной, так
как она отражает только движение частиц в пульпе, а саму
флотацию сводит к мгновенному превращению, т. е. мгновен-
ному переходу частицы из пульпы в концентрат. В действитель-
ности этот переход осуществляется в результате переноса частиц
потоком пузырьков; время транспортировки составляет опреде-
ленную часть времени флотации. В процессе подъема частицы
могут отрываться и возвращаться в пульпу, меняя тем самым
распределение концентрации частиц по объему камеры. Пу-
зырьки ие только перемешивают жидкость, но и, транспортируя
частицы, дополнительно перемешивают твердую фазу. Следова-
тельно, необходимо рассматривать не только перенос частиц
жидкостью, но и перенос частиц потоком пузырьков. Совокуп-
ность этих процессов и составляет флотацию. Такая модель про-
цесса будет построена в главе 7.
6.3. Исследование продольного перемешивания пульпы
в пневматических противоточных машинах
При флотационных исследованиях противоточных машин об-
наружено влияние размера поперечного сечения колонны на
удельную производительность и время флотации. Для получения
равной производительности по пульпе на единицу площади по-
перечного сечения (при прочих равных условиях), машины боль-
шего диаметра должны иметь большую высоту, т. е. для получе-
ния равных показателей время флотации в машинах большего
диаметра должно быть больше времени флотации в машинах
меньшего диаметра. Для расчета колонн необходимо исследовать
режим движения потоков пульпы, определить границы оптималь-
ного перемешивания и факторы, влияющие иа степень переме-
шивания.
Гидродинамика пневматических аппаратов вследствие отсут-
ствия движущихся частей определяется геометрией и размером
камеры, расходом и диспергированиостью воздуха, скоростью
движения пульповоздушиой смеси. Воздух, выходящий из аэра-
тора, увлекает за собой частицы жидкости. Возникают токи жид-
кости, интенсивность которых возрастает с увеличением расхода
воздуха. При расходе воздуха 2 м3 на 1 м3 пульпы (средний
расход для противоточной машины), расход воздуха в 1 мин на
1 м2 сечеиия колонны будет равен 0,6 м3, что соответствует ра-
288
боте барботажного аппарата со слабым перемешиванием. При
этом в противоточной машине наблюдается значительное раз-
личие скоростей потока в поперечном сечении и даже
отрицательные скорости (обратные токи). Возникновение
токов жидкости (аэролифтных выносов) связано с неравномер-
ным распределением воздуха по сечеиию камеры, наличием цеп-
ного барботажа прн выходе воздуха из аэратора и различием
размеров пузырьков. Допустим, что разрозненные аэролифтные
выносы действуют как единый поток, вследствие чего он зани-
мает большую площадь сечения и не смешивается с нисходящим,
неаэрированным потоком пульпы, сечением которого можно пре-
небречь. Основываясь на этом, по формуле аэролифта [94] опре-
делим необходимый расход воздуха на подъем 1 м3 жидкости
для машин разного диаметра. При давлении на аэраторе
1,8 кгс/см2 и высоте колонны 4,6 м получим расход воздуха 10;
7,5; 5 и 3,1 м3 на 1 м3 жидкости для колонны диаметром соответ-
ственно 5, 10, 20 и 50 см. Таким образом, в камере меньшего
диаметра требуется больше воздуха на подъем пульпы, а, следо-
вательно, при равном расходе воздуха на 1 м3 пульпы скорости
потоков пропорциональны диаметру колонны [146].
Для экспериментальной проверки этого проводились опыты
с вводом трассера в верхнюю часть колонны. Трассер вводился
импульсно; по скорости его появления в разгрузке определялась
скорость нисходящих струй. В табл. 6.1 приведены данные опы-
тов, поставленных на колоннах диаметром 20 и 50 см, подтвер-
ждающие результаты расчета об уменьшении скорости переме-
шивания с переходом к колоннам меньшего диаметра и характе-
ризующие влияние расхода воздуха и вспенивателя на скорость
потоков.
Далее изучение режимов движения жидкости в противоточ-
ных машинах проводилось по методу трассера. Исследование ве-
лось на колонных противоточных флотационных машинах диа-
метром 50 см с системой вертикальных успокоителей и в колон-
нах диаметром 10 и 5 см при различных расходах воздуха,
жидкости и с подачей поверхностно-активного вещества.
Анализ полученных результатов (рис. 6.4) показывает,
что степень перемешивания снижается с уменьшением диаметра
колонны, увеличением скорости потока жидкости и особенно
с уменьшением крупности пузырьков воздуха. Отсюда следуют
рекомендации по оптимизации гидродинамического режима
в противоточных пневматических машинах.
При создании машин больших диаметров (высокой произво-
дительности) необходимо разделять камеру на секции установ-
кой вертикальных перегородок в зоне минерализации. Скорость
19 Заказ № 232
289
Таблица 6.1
Влияние расхода воздуха и вспенивателя иа скорость потоков
Расход воздуха м*/(м*-ч) Скорость потока пульпы (см/с) в колоннах диаметром, см
20 50
Без реагента Т-56 (10 мг/л) Без реагента Т-06 (10 мг/л)
130 13 11,5 18,5 13
65 11,5 10 15,5 11,5
32,5 10 9 13 10,5
потока пульпы в камере должна быть не менее 2—3 см/с. Не-
обходимо создавать условия, способствующие лучшей дисперги-
руемое™ воздушных пузырьков. Эти выводы были подтвер-
ждены при испытаниях колонных машин различных диаметров
на медной фабрике Балхашского ГМК и использованы при про-
ектировании и создании машины ФППМ-40 с камерой объемом
40 м3.
Сопоставление значений критерия Пекле, рассчитанного для
четырех колонных машин разного диаметра (от 5 до 50 см),
с удельными производительностями этих аппаратов показывает
наличие корреляции между этими параметрами, причем макси-
мум удельной производительности достигается не при минималь-
ной степени продольного перемешивания (рис. 6.5). Таким об-
разом, хотя перемешивание считается вредным с точки зрения
общей теории разделения, для создания оптимальных условий
флотации необходимо обеспечить определенную интенсивность
перемешивания в колонне. Это может быть достигнуто, как по-
казано выше, установкой успокоителей в камерах большого се-
чения. Были испытаны различные конструкции успокоителей:
установленные горизонтально решетки и сетки из проволоки,
цилиндры из сетки и др. Наш опыт позволяет считать наиболее
целесообразным установку в зоне минерализации вертикальных
решеток.
Разнообразные виды насадок и тарелок применяются в аппа-
ратах химической технологии: кольца Рашига, Лессинга, Паля;
седла Берля; спиральные, хордовые и шаровые насадки; колпач-
ковые, ситчатые, конические тарелки и др. [38]. Некоторые типы
насадок и тарелок предлагаются для обеспечения требуемого
гидродинамического режима в флотационных колонных аппара-
тах. Так, Р. Райс и другие [255] изучали структуру потоков в ко-
лонных аппаратах двух конструкций: с установленными по оси
290
ной производительностью противоточ-
ных машин и параметром D/uL
Рис. 6.6. Время пребывания жидко-
сти в машине высотой 3 м:
/ — прямоточное движение; 2 — противо-
точное движение
машины коническими тарелками и без них. Исследование про-
водилось на колонне высотой 464 см и диаметром 8,2 см, рас-
стояние между аэратором и устройством для ввода питания
3,6 м. Тарелки расположены на валу диаметром 1,25 см на рас-
стоянии 30 см; высота конусной части 2,5 см, а диаметр 5 см.
В качестве трассера использовался 20 %-ный раствор КС1, кото-
рый импульсно вводился в верхнюю часть машины. Концентра-
ция его на выходе определялась по электропроводности раствора.
Анализ структуры потоков в колонне с тарелками различ-
ной конструкции и без них показал, что коэффициент перемеши-
вания при их установке уменьшается на 30 %; изменение скоро-
сти газа менее заметно влияет на перемешивание при установке
тарелок, а режим движения пузырей при этом не нарушается.
Изучалось перемешивание в трехфазной системе для под-
тверждения гипотезы о том, что в разбавленных пульпах пере-
мешивание твердых частиц и жидкости практически одинаково,
т. е. оценку структуры трехфазного потока можно проводить, ис-
следуя перемешивание в двухфазной системе. В качестве твер-
дого использовали стеклянные шарики размером 70,5 мкм, плот-
ностью 2,5 г/см3 при концентрации 20 г/л, предварительно
обработанные силиконовым маслом. Кроме того, сравнивая пе-
ремешивание в обогатительной секции колонны (вниз от ввода
питания) и перечистной (над вводом питания) определили, что
коэффициент перемешивания в перечистной секции в 1,5 раза
выше, чем в обогатительной, а скорость потоков жидкости в этих
секциях равна соответственно 7 и 35 см/мин. Значительное пере-
мешивание в перечистной секции способствует повышению
19*
291
качества концентрата, интенсифицируя процессы вторичной ми-
нерализации в этой зоне.
Выше показано, что для флотации полидисперсной пульпы
полезно создание в аппарате зон с прямоточным и противоточ-
ным движением фаз. Средняя скорость движения иж и время
пребывания жидкой фазы т„( в полостях аппарата определялись
методом импульсного введения трассера (30%-ный раствор
NaCl) с определением его концентрации на выходе из аппарата
по электропроводности раствора..
Результаты экспериментов позволили сделать вывод о боль-
шей степени перемешивания в противоточной полости, что объ-
ясняется значительными циркуляционными потоками в ней
(рис. 6.6) [172].
6.4. Физическое моделирование гидродинамики потоков
в противоточных пневматических машинах
В предыдущих разделах приведена диффузионная модель
колонного аппарата. Параметры модели для конкретного аппа-
рата могут быть найдены экспериментально (кинетические
опыты, метод трассера). Очевидно, процесс, протекающий в дру-
гом колонном аппарате, отличающемся от первого размерами
и производительностью, описывается тем же самым дифферен-
циальным уравнением, но с другими коэффициентами. Методами
математического моделирования невозможно определить пара-
метры уравнения, описывающего процесс в проектируемом аппа-
рате. Для их оценки можно использовать аппарат физического
моделирования. В этом проявляется относительная роль и взаи-
мосвязь методов физического и математического моделирования.
Подробно эти вопросы изложены в 1.3.
На необходимость разработки методик моделирования флота-
ционных машин указывалось более 30 лет назад [108], однако
и сегодня переход в размерном ряду машин выполняют, во мно-
гом основываясь иа интуиции конструктора и технолога. Реше-
ние вопросов моделирования состояло в основном в изучении по-
добия импеллеров механических машин. Так, С. И. Митрофано-
вым предложено уравнение для определения производительности
импеллеров по воздуху с учетом закона пропорциональности при
различной частоте вращения импеллера и прочих равных усло-
виях [112]. В работе [108] разработан метод снятия характери-
стик моделей механических флотационных машин и рекомендо-
вано для моделирования работы импеллеров применять закон
292
пропорциональности, но без учета диаметра импеллера. Ряд без-
размерных критериев, определяющих подобие флотационных ма-
шин по аналогии с работой турбомашин, предложен Н. Арбай-
тером с соавторами [5]. Систематизацией выбора безразмерных
параметров и разработкой методики геометрического и физиче-
ского моделирования флотационных машин занимался Э. Д. Лей-
тес [87]. Основные расчетные отношения, описывающие гидроди-
намические условия работы камеры, могут быть выражены кри-
териальными уравнениями [4]. Построение такого уравнения
сводится к составлению уравнения размерностей и к решению
его относительно степенных показателей.
Преобладающее распространение на обогатительных фабри-
ках механических машин привело к тому, что вопросам модели-
рования пневматических машин не уделялось внимания. В связи
с отсутствием движущихся частей и простым устройством для
диспергирования воздуха работа пневматических машин опреде-
ляется меньшим числом параметров в сравнении с механической
машиной, что упрощает вопросы моделирования. В связи с этим,
необходимо сравнить определяющие величины, характеризую-
щие работу флотационных машин.
Взаимосвязь основных факторов, влияющих на флотацион-
ный процесс, представлена Н. Арбайтером и Д. Стейнингером
[194] в следующем виде:
Л’1 =/(£>, dlt Рж, рт, ц, р, q, п, к, g).
В вышеприведенной формуле только № является зависимой
переменной и представляет собой функцию десяти независимых
переменных. Согласно анализу размерностей, из этих один-
надцати переменных образовано восемь безразмерных групп.
Н. Г. Бедрань [9] для определения количества воздуха, заса-
сываемого импеллером флотационной машины МФУ-63, исполь-
зовал зависимость
q = f(p, п, D, рж, рв, р, q, DB, Н, I).
В работе [4] при моделировании серии машин «Механобр»
составлена функциональная зависимость, содержащая сем-
надцать определяющих величин:
?(<7, Qn, 8, Рв, D, п, р, Nu N2, р, g, tn, v, И, S, V, f)=0.
В этцх формулах приняты обозначения:
Ni — мощность двигателя на один импеллер, Вт; D — диа-
метр импеллера, м; рж, рт и рв — плотности жидкости, твердого
и воздуха, кг/м3; р— динамический коэффициент вязкости жид-
кости, Н-с/м2; р — напор, развиваемый импеллером, Н/м2; q —
293
количество засасываемого воздуха, м3/с; п — частота вращения
импеллера, с-1; g— ускорение свободного падения, м/с2; DB—
внутренний диаметр импеллера, м; Н — глубина камеры, м; I —
ширина межлопаточного канала импеллера, м; Qn — производи-
тельность по потоку пульпы, м3/с; б — плотность пульпы, кг/м3;
N2 — мощность двигателя пеногона, Вт; di—диаметр флотируе-
мых частиц, м; S — площадь сечения камеры, м2; V — геометри-
KV
ческий объем камеры, м3; t = ——----время пребывания мате-
риала в камере машины (К=0,65—0,75).
Согласно теории размерностей, из семнадцати переменных
образовано четырнадцать безразмерных групп. Критерии подо-
бия для флотационных машин «Механобр» не совпадают, т. е.
машины не смоделированы. К такому же выводу пришли авторы
статьи [4].
На основании анализа работы пневматических противоточ-
ных машин можно составить следующее функциональное урав-
нение, характеризующее работу ФППМ:
HQB, Qn, Л, dK, и, Ъ, I*. q, о) = 0,
где QB — количество подаваемого воздуха, м3/с; h — высота зоны
минерализации, м; dK — диаметр колонны, м; и — скорость по-
тока пульпы в динамическом слое, м/с.
Для решения этого уравнения используем метод нулевых раз-
мерностей *. Представим его в виде степенной зависимости:
77 = Q“QMKV!xggftIi.
В это уравнение входят девять физических величин, содер-
жащих три основные единицы измерения. Согласно эт-теореме
число безразмерных групп в нем будет равно шести. Подставив
вместо физических величин их размерность, получим
77= рТ"’]0 [£3Т“1]6 [7И |Г-1]*\ML~3YX
X f£,7'~2]A [Af
После приведения показателей степеней уравнение размерно-
стей примет вид
|£|3o+3ft-|-c + d4-«-3/-4’+Ajj,j-(a+6+«+e+2A+2i) J/+g +1.
1 См. например. Теория подобия и размерностей. Моделирование.
Л. М. Алабужев, В. Б. Геронимус, Л. М. Минкевич и др. М., Вмешан школа.
1968.
294
Так как П имеет нулевую размерность, можно записать:
За 4- 36 4- с + d 4- е - 3/ — g 4- Л=О,
а4-&4-«4-£г + 2Л4-2/=0,
/4-g4-/ = 0.
В качестве основных единиц примем скорость потока и, диа-
метр колонны dK и плотность пульпы б.
Число величин, характеризующих процесс, равно 9, ранг мат-
рицы системы равен 3, поэтому система имеет 9 — 3 = 6 линейно
независимых решений. Это означает, что 6 значений величин вы-
бираются произвольно (им придаются простые значения,— нуль
или единица), а остальные три компенсируют размерность, обус-
ловленную выбором первых шести величин. Произвол в выборе
этих величин не имеет никакого значения, важно лишь, чтобы
величина П была безразмерной.
Из полученных решений строим шесть безразмерных величин,
анализ которых показывает, что получены критерии гидродина-
мического и геометрического подобия:
** __ Qb
Ai---—критерий подобия потока воздуха;
/Сз = -%---критерий подобия потока пульпы;
dKe
К3 — -j- — критерий геометрического подобия;
д- __ Р- __ ।. Re — критерий Рейнольдса — отношение
4 dKub Re ’ инерционной силы к силе вязкого трения;
К __ dug _ 1 . Fr — критерий Фруда — отношение силы
5 и2 Fr > инерции к силе тяжести;
_ с _ _J_ ф We — критерий Вебера — отношение
6 rfKe28 we J инерционных сил к силам поверхност-
ного натяжения.
В табл. 6.2 определены значения безразмерных критериев
Ki — Ke для ряда флотационных противоточных машин разных
диаметров. Значения параметров, использованных при нахожде-
нии критериев подобия, приведены в табл. 6.3. Критерии подо-
бия должны использоваться при создании машины, гидродина-
мически подобной модели, и сравнительном анализе
работы действующих машин. В критериальном уравнении
295
Та б лип a 6.2
Значения безразмерных критериев испытанных флотационных машин
Критерии Флотационные пневматические противоточные машины
d„=5 dK = 10 dK=20* dK=50
Кг 1,66 1,72 1,78 1.8
Кг 0,67 0,68 0,7 0,69
К3 27 22 20 8
Ki 16,2 • Ю-з 5,5 • Ю-з 3,5 • Ю-з 1,74 • Ю-з
Кз 7,6 • 103 3,0 • 103 8,7- 103 29- 103
Кб 4 0,8 0,6 0,4
* В машину диаметром 60 см опущен успокоитель нз блока труб диаметром 20 см.
QB)d2u = <р (Qn/d?u) комплекс Q^ld2u представляет собой коэф-
фициент, характеризующий поток воздуха, поступающий в ка-
меру (/Ci), комплекс QDld2и—коэффициент, характеризующий
поток пульпы, проходящий через машину (Кг). Отношение
К\1Кг=ч является критерием для оценки аэрации. Оптимальное
значение ф, по данным испытаний, равно 2—2,5.
В процессе испытаний каждой машины подбиралась опти-
мальная высота зоны минерализации. Поэтому критерии гео-
метрического подобия машин с dK = 5 и 20 см близки. По значе-
нию критерия геометрического подобия для ФППМ с dK = 50 см
видим, что высота зоны минерализации этой машины недоста-
точна (по техническим условиям нельзя было увеличить высоту
колонны), что привело к необходимости уменьшения скорости
нисходящего потока, т. е. к уменьшению удельной производи-
тельности в сравнении с другими машинами [147].
Анализ приведенных в таблице критериев Рейнольдса, Фруда
и Вебера показывает, что исследуемые аппараты не смоделиро-
ваны. Относительно близки по критериям машины диаметром
10 и 20 см. Напомним, что исследование перемешивания в этих
машинах методом трассера показало, что аппараты не подобны
и по критерию Пекле (см. рис. 6.4).
Наиболее важной задачей теории подобия является не срав-
нение существующих машин, а проектирование ряда машин, по-
добных некоторой эталонной. Для решения этой задачи не-
обходимо по полученным для эталонной машины критериям
296
Таблица 6.3
Значения параметров, использованных при нахождении критериев подобия
Диаметр колонны ак’ см Высота эоны мине- рализации Л, см Расход пульпы Расход воздуха
5,8 120 2 л/мин 5 л/мин
10,0 220 10 л/’мин 26 л/мин
20,0 400 2 мз/ч 5 м3/ч
50,0 400 10 мЗ/ч 26 мЗ/ч
подобия и заданным характеристикам (например, производитель-
ности) проектируемой машины, рассчитать величины парамет-
ров, образующих критерии. Тем самым будут получены основные
параметры проектируемой машины. Понятно, что при этом
нельзя получить большее число параметров, чем содержится
в функциональном уравнении. Рассмотренный набор парамет-
ров и критериев характеризует только гидродинамическую об-
становку в камере машины, не учитывая сложных физико-хими-
ческих процессов флотационного разделения.
Здесь возникает сложная задача выбора технологических
критериев, достаточно полно описывающих процесс разделения.
При этом может оказаться, что совокупность гидродинамических
и технологических критериев станет столь большой, что построе-
ние модели, удовлетворяющей одновременно всем этим крите-
риям, окажется весьма затруднительным или даже невозмож-
ным. В этом заключается основная причина того, что методика
физического моделирования флотационных машин до сих пор не
разработана. Очевидно, при описании процессов столь сложной
природы, как флотационный, необходимо сочетать методы мате-
матического и физического моделирования. Относительная роль
и взаимосвязь этих методов зависит от уровня развития вычис-
лительной техники, прикладной математики и техники экспери-
мента, а в равной степени и от того, насколько широко исследо-
ватель использует эти области знания.
7. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ФЛОТАЦИИ;
КАК ОБРАТИМОГО ПРОЦЕССА
С МАССОПЕРЕНОСОМ
7.1.
Применение методов теории массопереноса
к описанию процесса флотации
Сложность флотационного процесса не позволяет пока ни со-
здать универсальную теорию, охватывающую все или, по край-
ней мере, большинство факторов процесса, ни построить его об-
щую модель.
Как отмечалось ранее, в зависимости от поставленной кон-
кретной задачи необходимо выделить основные факторы и поло-
жить их в основу математического описания процесса.
Цель данной главы — построение и исследование математи-
ческой модели флотационного процесса, объединяющей методы
массопереноса с принципом обратимости процесса [145, 151—
153J. Эта модель может быть положена в основу расчета флота-
ционных аппаратов. Возможности ее практического применения
зависят от степени решения вопросов аналитического определе-
ния кинетических констант флотации и их связей с гидродинами-
ческими характеристиками аппарата (распределение скоростей
потоков и степени перемешивания в камере)-. Построение такой
модели основано на методах теории переноса в многокомпонент-:
пых потоках с превращениями.
Результаты флотационного разделения во многом опреде-
ляются условиями переноса частиц в жидкой фазе и на воздуш-
ных пузырьках,— скоростями движения потоков, турбулент-
ностью, дисперсностью воздушной фазы, размером и плотностью
частиц. Флотационное разделение нельзя рассматривать вне раз-
деления в пространстве; применение методов теории массопере-
носа как раз и позволяет внести в модель процесса перемещение
в пространстве.
Уравнение массопереноса для одномерного случая записы-
вается в виде
&С __ дС । п <№С -V
“Л----+ <71>
298
где С — концентрация; v — скорость движения потока; Dx— ко-
эффициент диффузии.
Первый член правой части описывает перенос частиц жид-
костью (илн газом), второй — диффузионный поток, вызванный
градиентом концентрации.
Флотация, однако,— не просто перемещение частиц и пузырь-
ков, а прежде всего процесс минерализации пузырьков воздуха.
Следовательно, в уравнение (7.1), описывающее изменение кон-
центрации минеральных частиц, следует включить дополнитель-
ный член (источник), учитывающий флотацию, или к уравнению
неразрывности потока нужно добавить уравнение, описывающее
минерализацию пузырьков. Вывод уравнения (7.1) с дополни-
тельным членом
St----D*~3*2-----®~57----АС’ <7-2)
где К — константа скорости флотации, дана в уравнении 6.2.
Уравнения массопереноса с реакцией (7.2) широко исполь-
зуются для описания процессов химической технологии [6, 14,
54, 82]. Применительно к флотации такое уравнение впервые
было предложено А. Д. Погорелым [129]. Отметим, что здесь
v — скорость потока пульпы. Следовательно, это уравнение опи-
сывает не периодический процесс, а флотацию в проточном аппа-
рате. Всплывающие пузырьки выносят частицы вверх, поэтому
концентрация твердого меняется по высоте. Это значит, что од-
номерная модель [см. уравнение (7.2)] более подходит к описа-
нию флотации в колонном аппарате. При этом допускается, что
концентрация твердого меняется только по высоте колонны, но
постоянна в любом поперечном сечении. Применительно к меха-
нической машине уравнение (7.2) можно использовать только
в предположении, что концентрация твердого меняется по длине
камеры, но одинакова в любом вертикальном сечении. Это урав-
нение (диффузионная модель процесса) уже использовалось
в 6.2 при изучении структуры потоков в камере в отсутствие
флотации (К = 0).
Уравнение (7.2) справедливо прн следующих допущениях:
все частицы однородны по свойствам; гидродинамика аппарата
неизменна в продолжение опыта; соблюдены условия свободной
флотации; выход в концентрат незначителен, поэтому объем
пульпы в любом сечении машины можно считать постоянным.
В 6.2 сформулированы граничные условия и выведено реше-
ние краевой задачи для однородного обыкновенного дифферен-
циального уравнения второго порядка с постоянными коэффн-
299
циентамн, полученного из равенства (7.2) при = 0, что по-
зволило исследовать влияние скорости потока и продольного пе-
ремешивания на результаты стационарного процесса. Общее
решение уравнения (7.2) возможно методом разделения пере-
менных. Для описания конкретного переходного процесса сле-
дует дополнительно задать начальное и граничные условия.
Решить смешанную задачу по уравнению (7.2) можно также
с помощью преобразования Лапласа. Таким методом В. А. Лу-
кас и А. Е. Троп [88], например, построили решение в изображе-
ниях для некоторых частных случаев уравнения (7.2).
Перейти от изображения к образу (концентрации твердого)
удается, правда, лишь при К = 0 (флотации нет), что соответ-
ствует уравнению (7.1). Полученное решение в сочетании с ме-
тодом трассера позволяет рассчитать степень перемешивания
в машине. С другой стороны, уравнение (7.2) при К =# 0 позво-
ляет оценить флотационные свойства материала. В этом случае,
очевидно, обычные индикаторы (красители и т. д.) неприменимы;
трассером должны быть сами частицы флотируемого материала.
Проблема заключается в том, как их пометить. Е. Вудберн и
другие применяли в качестве трассера пробу апатитсодержащей
руды, предварительно облученной в ядериом реакторе [273]. Это
позволило определить параметры распределений частиц по вре-
мени пребывания в камере, а затем и по флотируемости, причем
в обоих случаях постулировалось гамма-распределение (см. 5.5).
Можно предложить другой способ описания процесса флота-
ции с помощью методов массопереноса. Предположим, что, на-
чиная с некоторого момента, нагрузка пузырька становится не-
изменной; тогда ход флотации определяется исключительно
условиями транспортировки (в действительности нагрузка не
остается неизменной в связи с непрерывным переходом частиц
из пульпы на пузырьки и обратно). Поэтому можно выделить
и описать две составляющие процесса флотации: минерализацию
пузырьков и перенос ими частиц, описания которых и образуют
математическую модель процесса флотации.
О. Н. Тихонов [165] описывает процесс переноса частиц пу-
зырьками уравнением неразрывности, а минерализацию пузырь-
ков— уравнением А. Д. Погорелого (см. 4.1):
= (7.3)
где Съ и СР — концентрация минерала, находящегося соответст-
венно иа пузырьках и в жидкости; SCB — свободная поверхность
всех пузырьков, находящихся в единице объема; — кинетиче-
300
ская константа, связанная с константой уравнения К. Ф. Бело-
глазова К простым соотношением К = KiSCB.
Для минерализованных пузырьков справедлив закон сохра-
нения:
-^-=div(^), (74)
где Vb — скорость подъема груженого пузырька, определяемая
нз баланса снл:
"г»--<78»
Члены этого уравнения — сила сопротивления, соответст-
венно градиентная, архимедова н тяготения; а и Кь— коэффи-
циенты пропорциональности; Nb — число пузырьков в единице
объема; Уь— объем пузырька; р — плотность аэрированной
пульпы; q — нагрузка пузырька.
Функция источника (состав питания) и расход пузырьков
считаются известными. Уравнения (7.3)—(7.5) позволяют рас-
считать концентрацию твердого в камере при разных условиях
протекания процесса. Так, можно описать периодический режим,
если принять, что источник подает порцию материала мгновенно
(дельта-функция), а затем процесс идет без подачи материала.
Можно изучить стационарный и переходный процессы в проточ-
ном аппарате. Важное достоинство этой модели — введение
в нее распределения исходного материала по флотируемости;
кинетика извлечения узких фракций (по флотируемости) описы-
вается уравнением К. Ф. Белоглазова, суммарное извлечение
определяется интегралом от функции распределения по флоти-
руемости.
Уравнения в частных производных вносят в описание флота-
ции пространство — размеры камер, скорости потоков, условия
перемешивания; они позволяют рассчитать профили концентра-
ций частиц по фронту флотации как в переходных, так и в ста-
ционарном режиме. Недостаток состоит в отсутствии учета обра-
тимости флотационного прилипания. В модели А. Д. Погорелого
учитывается лишь поток частиц, переносимых пульпой; неявно
предполагается, что частицы, захватываемые пузырьками, выхо-
дят нз камеры мгновенно и окончательно.
В модели О. Н. Тихонова рассматривается только поток ча-
стиц, переносимых пузырьками. В действительности в процессе
имеются два потока частиц — в пульпе н иа воздушных пузырь-
ках, причем прилипшие к пузырькам частицы могут осыпаться
во время транспортировки.
301
7.2. Построение модели флотационного процесса
Флотационная пульпа — многокомпонентная система, состоя-
щая из жидкой фазы, в которой переносятся частицы и пу-
зырьки воздуха. Процесс минерализации пузырьков происходит
в результате перехода частиц нз жидкой фазы на границу раз-
дела жидкость—газ; образовавшиеся флотокомплексы могут
разрушаться, в результате чего частицы возвращаются в жидкую
фазу. Таким образом, в камере флотационной машины сущест-
вуют два потока твердых частиц, между которыми происходит
обмен: частицы, находящиеся в жидкой фазе, и частицы, перено-
симые пузырьками. Концентрацию частиц в потоках можно рас-
считать, решая уравнения движения потоков с взаимообменом.
Для определения выхода в пенный слой необходимо знать сум-
марное число частиц, вынесенных пузырьками на определенную
высоту. Этн построения можно провести чисто формально. Мы,
однако, хотим построить модель процесса, опираясь на анализ
элементарного акта образования флотокомплекса н его движе-
ния в пульпе.
Флотационное прилипание — одна из разновидностей гетеро-
коагуляцни суспензий, поэтому флотационное прилипание дол-
жно подчиняться закономерностям процессов коагуляции. Вме-
сте с тем флотация обладает рядом особенностей, что обуслов-
ливает несколько иной подход прн ее исследовании: «поведение
минерала прн флотации характеризуется явлениями смачивания
его поверхности» [177]. Современная теория коагуляции не учи-
тывает явно влияния смачиваемости частиц и возможности ее
изменения [73]. В этой связи развитие теории флотационного
прилипания представляет общий интерес.
В теории быстрой коагуляции [86] предполагается, что каж-
дая встреча частиц заканчивается их слипанием. В механике
аэрозолей [179] обычно делают такое же допущение; тогда по-
лагают, что доля коагулирующих частиц по отношению к соуда-
рнвшнмся отлична от единицы, но постоянна [57]. Такое пред-
положение не приемлемо для теории флотационного прилипания,
так как флотация используется для обогащения именно благо-
даря избирательности процесса прилипания частиц к пузырькам
воздуха. Необходимо учитывать обратимость флотационного
прилипания: частицы минералов способны не только отрываться
от пузырьков, но и выпадать из пенного слоя, где онн удержи-
ваются несравненно прочнее, чем на пузырьках в пульпе.
В теории медленной коагуляции, учитывающей стабилизи-
рующее действие ионных оболочек [73], коагуляция рассматри-
вается как результат стационарной диффузии частиц к централь-
302
ной частице, на поверхности которой концентрация частиц равна
нулю. С точки зрения физики флотационного прилипания такой
подход ие оправдан, так как диффузия частиц к пузырьку не мо-
жет быть стационарной. Прн описании флотационного процесса
следует учитывать наличие частиц иа поверхности пузырька, воз-
можность распада агрегатов и изменение энергии взаимодейст-
вия между частицей и пузырьком при заполнении поверхности
пузырька прилипшими частицами [128].
В ряде работ влияние смачиваемости частиц не учитывается
в явном виде [107], что делает невозможным описание одной из
главных закономерностей — зависимости флотируемости от рас-
хода реагента-собирателя. В других работах способность частиц
прилипать к пузырькам учитывается величиной удельной флоти-
руемости частиц [32, 36]. Однако связь последней со смачивае-
мостью не вскрывалась вовсе [31], либо описывалась на основе
выведенного для статических условий уравнения Кабанова—
Фрумкина [60]. В некоторых работах рассматривались хотя и
важные, ио лишь отдельные стороны флотационного прилипания,
такие, как, например, термодинамика прорыва пленки жидко-
сти [178].
Рассмотрим кинетику флотационного прилипания, используя
термодинамические соотношения, полученные в работе [41]. Как
было впервые сделано в применении к коагуляции [163], будем
исходить из теории соударений [189], учитывая обратимость фло-
тационного прилипания [42]. Будем считать для простоты, что
размеры пузырьков образуют конечный набор, причем при
всплывании пузырька его размер (и форма) не меняется, так
что перехода пузырька из одного «сорта» в другой не происхо-
дит. Считаем, что распределение частиц по флотируемости также
дискретно: имеется конечный набор классов частиц, отличаю-
щихся флотируемостью.
Пусть среднее число частиц i-ro сорта в единице объема
вблизи от пузырька /-го сорта (т. е. размера и формы) равно
С(7)(7). Выделим элементарный объем включающий пу-
зырек /-го сорта (среди пузырьков могут быть и нефлотоактив-
ные) и прилегающий к нему слой, соответствующий радиусу дей-
ствия поверхностных сил. Число частиц i-ro сорта, находящихся
В УэлЛ
а во всем объеме пульпы Va
303
Механизм привнося частиц в У8Л/ может определяться тур-
булентной, градиентной или броуновской диффузией. Пусть в мо-
мент времени t в элементарном объеме У8Л/ пузырька /-го
«сорта» в состоянии b (вблизи от пузырька) находится пьу(0
прилипших частиц i-ro «сорта», а в состоянии р (вдали от пу-
зырька) — неприлипших частиц.
Допустим, что прилипание частиц к пузырькам и отрыв ча-
стиц подчиняются кинетике первого порядка. Понятно, что кон-
станты скоростей будут различными для разных по флотируемо-
сти частиц и- разных пузырьков; вообще говоря, значения их
могут меняться во время движения пузырька. Обозначим кине-
тические константы прямого и обратного процессов через К** (0
и Тогда изменение числа свободных частиц i-ro «сорта»
в окрестности пузырька /-го «сорта» описывается уравнением
= -ftf (f) rfj (0 + (/) пьц (0. (7.6)
Напомним, что в химической кинетике принято записывать
уравнение обратимой реакции в виде
-%- = К ([ А ]0 -л)-К' ([ /?к + х)
нли
-^- + (К + К')х = К [ A Jo - К' [В]о,
(7.7)
где К и К’ — кинетические константы соответственно прямой
и обратной реакций; [Л] и [Л}0, [В] и [В]о — текущая и началь-
ная концентрации исходного вещества и продукта реакции;
х=1Л|о-И| = 1В]-1В1о.
В наших обозначениях
А = n?h В = nblJt х = п?, (О) - прц (0 = пьи (0 - пьц (0),
К = Kt* (ft, K—Kb^(t}.
Уравнение (7.7) легко интегрируется в случае, когда К
и К’ — постоянные. Решение, удовлетворяющее начальному
304
условию х(0) =0, имеет вид (сравните с уравнением обрати-
мого процесса, приведенным в 4.5):
Кл?у(0)-л*у(0)
«Л —— '' _ *
p К
где д = -p7— константа равновесия.
л
Естественно предположить, что в начальный момент времени
нагрузки на пузырьке нет:
п?/(0) = 0;
тогда для п? и пь получим формулы
л6Ю = -^-(1 + ^е-«г+«‘)
1
л?,(0=^4^-(1-е-<*г «'>').
1 ТЛ
Эти формулы определяют концентрацию частиц в жидкой
фазе вблизи пузырька и на самом пузырьке при К = К' = const.
Рассмотрим случай, когда кинетические ‘ константы изме-
няются во времени, что возможно при изменении таких факто-
ров, как загрузка пузырька, изменение плотности пульпы (осо-
бенно при входе в пенный слой) и т. д. В этом случае
коэффициенты линейного уравнения (7.7) — переменные; реше-
ние, удовлетворяющее условию х(0) =0, имеет вид:
х(0=е“’(ПХ(/), (7.9)
где
t
40 - j frtf (0 n?j (0) - KbJ (s) nbtJ (0)] e’ <•> dS.
(7.10)
В случае К и К' — const стационарная концентрация опре-
деляется по формуле
х— lim х (г) =
< оо
Kn?j(0)~nbu(0)
l+K
20 Заказ № 232
305
Если кинетические константы зависят от времени, определить
стационарную концентрацию несколько сложнее.
Оценим
<р = 11m <р (0, I = 1йп X (t).
t -*• оо I -*> со
Естественно, что /СрЬ (0 и Къ$ (0 — неотрицательные ограни-
ченные функции:
где Ci, С2 = const.
Тогда С1/^<р(0^С2/. Следовательно <р(0->-оо. Очевидно,
t f оо
также и Л(0->-оо. Для вычисления х применим правило Лопи-
i -* оо
таля, тогда
- ^(0)-п?;(0)
i+R ’
где
_ vpb
^=Ит/Г(0.
^ijoa t-*a>
Таким образом, в общем случае стационарная концентрация
выражается формулой такого же вида, что и при постоянных ки-
нетических константах. Поэтому в дальнейшем можно полагать
кинетические константы независящими от времени, что сущест-
венно упрощает рассмотрение задачи, так как структура кине-
тической константы, как это показано в главе 2, и без того до-
статочно сложна.
Определим /СрЬ и Кь^, исходя из изменения энергетики си-
стемы пузырек—частица в результате, минерализации пузырька.
Кинетические коэффициенты КрЬ и КЬр — соответственно веро-
ятность закрепления и отрыва частиц. Как и в 2.5, значения
этих коэффициентов можно определить с помощью теории со-
ударений:
*0-<?0«р(—
/ до \ <7Л1>
№f = <??fexp( —
\ w кь /
306
где множители Q учитывают частотные и стерические факторы;
Дбръ и AGbp — величины энергетических барьеров, преодолевае-
мых частицами, связанные с изменением свободной энергии си-
стемы в результате прилипания частицы к пузырьку; Wkp,
Wxb — средние уровни энергии движения частиц относительно
пузырьков, соответственно, в положениях р н Ь.
Нз формулы (2.12) следует, что константа К. Ф. Белогла-
зова монотонно растет с увеличением скорости относитель-
ного движения частицы и пузырька. В то же время из экспери-
ментов известно, что зависимость К(иа>)—экстремальна. Вве-
дение обратимости позволяет полнее объяснить эксперименталь-
ные данные. Действительно, с ростом и» облегчается прорыв
гидратной оболочки и, следовательно, увеличивается скорость
процесса минерализации. Поэтому константа КрЬ монотонно
растет с увеличением и«>. Одновременно увеличивается превыше-
ние кинетической энергии столкновения U?xP над барьерной; на-
копление свободной энергии может вызвать распад образовав-
шегося агрегата, следовательно, начиная с определенного значе-
ния, рост скорости относительного движения вызовет увеличение
КЬр. Результирующая скорость процесса минерализации, равная
КрЪпрц +Кь*пЬц ч будет убывать.
Предложенное выше описание флотационного процесса в ок-
рестности всплывающего пузырька является весьма общим. Оно
учитывает возможность отрыва частицы от пузырька, неравно-
мерность распределения частиц в пульпе, изменения энергетиче-
ских барьеров и гидродинамики процесса и возможность дости-
жения пузырьком предельной нагрузки. Однако это описание
страдает существенным недостатком: уравнение (7.6) запи-
сано в координатах, связанных с пузырьком. Можно попытаться
обойти это препятствие, рассматривая процесс, как совокупность
большого числа мнкропроцессов, состоящих в прохождении че-
рез пульпу одиночных пузырьков. В этом случае пришлось бы
рассматривать все явления в двух временных масштабах: один
из них — время существования пузырька, другой — реальное
время процесса. Чтобы избежать этого, необходимо перейти от
системы координат, связанной с пузырьком, к системе координат,
связанной с аппаратом. Это есть переход от лагранжевой си-
стемы координат к эйлеровой [56]. Преобразование координат
описывается уравнением
где и — изучаемая характеристика; v — вектор скорости потока.
20* 307
Получим уравнение в частных производных (индексы ij опус-
каем):
_^. = -^nP + /^n*-div(vn₽). (7.12>
Уравнение (7.12) сложнее привычных уравнений, описываю-
щих флотационный процесс: в левой части уравнения имеется
частная производная концентрации по времени; для определения
дивергенции также необходимо вычислять частные производные
по координатам х, у и z. Это усложнение вызвано не формаль-
ными причинами, а необходимостью учитывать такие факторы,
как размеры и форма флотационной камеры, скорости потоков.
Обычно рассматривают лишь изменение концентрации твердого
во времени, а все перечисленные факторы входят в кинетическую
константу неявным образом. Если же эти факторы явно вклю-
чаются в модель процесса, то приходится рассматривать измене-
ние концентрации твердого не только во времени, но и в про-
странстве: флотация изучается как процесс с распределенными
параметрами. Поэтому уравнение флотации должно содержать
производные по t и по переменным х, у и г. Получаем таким
образом уравнение в частных производных. Все сказанное здесь
относится и к моделям, основанным на методах теории массопе-
реноса.
Будем считать теперь, что величины nf7, л?7, и Kbtj
относятся не к объему Уэл/-, а ко всему объему камеры. Уравне-
ния вида (7.12) широко применяются при моделировании про-
цессов химической технологии. Однако флотационный процесс
обладает свойством, существенно отличающим его от большин-
ства процессов, протекающих в химических реакторах. Продукты
реакции вместе с непрореагировавшей частью компонентов
обычно движутся в одном направлении — от загрузки к выгрузке.
В камере флотационной машины образуются два потока, движу-
щихся в разных направлениях: поток частиц, закрепившихся на
воздушных пузырьках, и поток частиц в пульпе, выносимых в от-
ходы. Если обозначить вектор скорости первого из этих потоков
через Vb, то можно записать уравнение вида (7.12) для частиц,
прилипших к пузырькам. Получим систему уравнений:
-%£-= —К^пР + Kbpnb — div р₽п₽)
А b (7.13)
= КрЬпр — Kbpnb — div .
308
В уравнениях (7.13) явно учитываются скорости движения
потоков; функции пр, пь зависят теперь не только от /, но и от
пространственных координат: = n₽ (t, х, у, z); пь =
= пь (/, х, у, г)', начальные условия — распределения свободных
и прилипших частиц по объему при t — Q: пр = п₽(0, х, у, г),
= пь (0, х, у, г).
Решая систему (7.13), можно найти распределение частиц
в пульпе по объему камеры и выход в пенный слой. Заметим,
что уравнение кинетики процесса с учетом обратимости прили-
пания предлагалось ранее С. И. Крохиным [75]. Автор, однако,
ошибочно считал скорость минерализации W = —КрЬпр + КЬрпь
скоростью флотации. Последняя, как видно из уравнения (7.13),
определяется не только величиной IF, но и условиями переноса.
Ранее (см. главу 4) указывалось на близость решений урав-
нений, описывающих двухфазный процесс, с решением уравне-
ния, содержащего нефлотируемый остаток. Такой же вид имеет
решение уравнения обратимой реакции, когда КрЬ и КЬр — посто-
янные. Таким образом, двухфазная модель — частный случай
предложенной здесь модели (7.6), если КрЬ, КЬр — константы
скоростей перехода частиц соответственно из пульпы в пенный
слой и обратно. Так устанавливается связь рассматриваемой
модели с предложенными ранее.
Полученная система уравнений (7.13) представляет собой
модель флотационного процесса, учитывающую обратимость
прилипания частиц к пузырькам (кинетические константы КрЬ
и КЬр}, скорости потоков свободных и закрепленных на пузырь-
ках частиц в камере (vp, щ>), а также члены, характеризующие
перемешивание в аппарате, которые будут добавлены в уравне-
ния (7.13) ниже [148].
Прежде, чем перейти к исследованию процесса на основе
построенной модели, необходимо определить границы примене-
ния ее, возможности упрощения модели, общие свойства реше-
ния н методы его расчета.
7.3. Качественный анализ модели флотационного процесса
Следующим за созданием модели этапом является разра-
ботка методов расчета и проверка адекватности модели изучае-
мому процессу. В случае простых моделей (например, уравнение
К. Ф. Белоглазова) решение легко получить в аналитическом
виде; это экспоненциальная функция, свойства которой хорошо
известны, а определение численных значений не представляет
309
трудностей. Проверка адекватности этой модели сводится к рас-
чету входящей в уравнение кинетической константы по опытным
данным и установлению степени близости расчетной и экспери-
ментальной кривых.
В случае сложной модели получение аналитического реше-
ния обычно связано с значительными трудностями. С помощью
численных методов можно провести расчеты по модели, не имея
ее аналитического решения. Поскольку полный перебор вариан-
тов невозможен, существует опасность упустить нз рассмотре-
ния те или иные важные случаи. Применение численных методов
исследования требует предварительного анализа решения си-
стемы уравнений процесса. Необходимо качественно установить
вид решения: монотонно оно или колеблется, затухает с увели-
чением времени или неограниченно возрастает и т. д. Может
оказаться, что в разных областях изменения переменных реше-
ние ведет себя по-разному. Проведение такого анализа — задача
непростая и требует использования методов математической фи-
зики. Построение аналитического или численного решения, либо
качественное исследование уравнения относятся к одному этапу
моделирования процесса. На этом этапе весь анализ проводится
исключительно на основе построенной модели; обращение к фи-
зической сущности процесса необходимо уже на следующем
этапе — определения коэффициентов и проверки адекватности
модели.
Модель флотационного процесса, построенная выше, доста-
точно сложна; прежде чем решать систему (7.13), упростим ее
и изучим поведение решения. Ограничимся рассмотрением од-
ного «сорта» частиц и пузырьков; будем считать константы ско-
ростей переходов из одной фазы в другую постоянными:
Мяо»*»-
Концентрации твердого на пузырьках в пульпе в дальнейшем
будем обозначать Сь, СР. Тогда процесс описывается системой
уравнений:
= —Kfip + К— div (орСр)
= Kfip - К fib - div (о6С6),
(7.14)
где
®р={»р. ®р. ®р); °?. »»)•
310
Складывая уравнения системы почленно, получаем
д(Ср+СЛ) I- - \
-----—_ = -div \vpCp 4- vbCb), —
уравнение неразрывности, показывающее, что изменение сум-
марной концентрации твердого в пульпе происходит только
вследствие переноса частиц потоками. Системы уравнений та-
кого вида описывают потоки с взаимными превращениями ча-
стиц, безразлично ядерными, химическими или другой природы
[56]. Собственно перенос задается выражениями div; члены
КхСр+КгСъ и KiCp — К2Сь описывают источники свободных
(соответственно прилипших) частиц.
При рассмотрении процессов случайного блуждания прини-
мают, что скорости прн столкновениях меняются мгновенно.
Здесь также допускаются мгновенные изменения, т. е. не учиты-
ваются инерционные свойства пузырька и частицы, а именно,
считается, что при прилипании частицы к пузырьку агрегат про-
должает движение с прежней скоростью пузырька иь’> при от-
рыве частицы она мгновенно приобретает скорость, определяе-
мую скоростью потока и скоростью установившегося падения
частицы. Если ход процесса существенно зависит от темпера-
туры, к системе уравнений (7.14) следует добавить уравнение,
описывающее процесс теплопроводности.
В общем виде система уравнений (7.14) весьма сложна, так
-*
как компоненты векторов vP, vb зависят от времени и коорди-
нат; аналитически выразить нх через параметры аппарата, рас-
ходы пульпы, воздуха н т. д. не представляется возможным. За-
дача существенно упростится, если, как обычно, принять, что
движения потоков пульпы и пузырьков осуществляются по неко-
торым основным направлениям, около которых происходят пуль-
сации, причем в каждом горизонтальном сечении Ср, Сь ос-
таются постоянными. В простейшем случае можно считать ос-
новным направлением движения для частиц — сверху вниз, а для
пузырьков — снизу вверх; к такому описанию приближается про-
цесс флотации в колонных аппаратах. Тогда функции Ср, Сь,
•>
vp, оь зависят лишь от одной пространственной координаты:
дс» ы । v I X дСр dVp
—§Г~ — —Kfl'p + Kd'b + ----др-
дСь t/ р г X дСь
~di---— — ---^ь~57~-
(7.15)
311
Как отмечалось выше, зависимость скорости подъема даже
одиночного пузырька от размера аналитически описать трудно.
Добавим сюда стесненные условия подъема в турбулизованиой
пульпе, разброс в размерах пузырьков воздуха, переменную по
массе и сопротивлению нагрузку, создаваемую прилипшими к пу-
зырьку частицами, изменение формы и размера пузырька во
время подъема, наконец, присутствие ПАВ, сильно искажающих,
теоретически выведенные формулы скорости подъема. Ясно, что
добавление к системе уравнений (7.15) уравнения, определяю-
щего скорость движения пузырька, только усложнит задачу.
К тому же, если добиваться полной строгости, следует вспом-
нить, что скорость движения зерен не будет в точности равна
сумме скоростей пульпы и седиментации частиц. Поэтому будем
считать, что скорости движения частиц и груженых пузырьков
постоянны; поскольку эти скорости аитипараллельны, можно
привести систему (7.15) к виду:
д^р _ г, р । ь- г । _. д^р
лг не Р-16»
-ф—
Эта система относится к гиперболическому типу [24]. Уста-
новим характер поведения решения системы (7.16).
Следуя М. Кацу [65], можно показать, что случай Ki = Кг =
== К, vP = Vb = v подстановкой
_ Ср *4- Сь Ср — Сь
f------г—. е---------s—
сводится к телеграфному уравнению
1 да/ „ д2/ 2К df
v dfi dxi v* dt *
(7.17)
При К = 0 оно превращается в волновое уравнение на пря-
мой— уравнение колебания струны; решается оно при началь-
ных условиях
/ (0, х) = % (х), |<=о = (х)
по формуле Даламбера:
f (t. х) = fro <х + + % (* — ofl]
x+vt
ЪГ J ?!(z)dz.
X — vt
312
Случай Ki = Кг = К = 0 соответствует отсутствию флота-
ции, естественно поэтому предположить, что ф1 (х) = 0. Полу-
чается, что если в начальный момент зерна материала распреде-
лены по координате х неравномерно (т. е. ф1 (х) =#const), то
в дальнейшем по аппарату проходят волны концентрации ча-
стиц. В случае же, когда скорость v достаточно велика, а отно-
шение 2К/и2 остается постоянным, уравнение (7.17) описывает
процесс диффузии:
д (Ср + Сь) о д2 (Ср + Сь)
di ~U dJfi ’
где
D= —
и 2К '
Сами по себе эти частные случаи мало интересны, но по ним
можно судить о поведении системы в общем случае. Важно вы-
яснить, может ли процесс быть колебательным, т. е. будет ли он
близок к первому из рассмотренных случаев (К = 0). Мы счи-
таем полезным на этом остановиться. Если такие колебания
можно объяснить с точки зрения физики процесса и подтвердить
экспериментально, то это углубит понимание процесса. В про-
тивном случае мы уточним границы применимости модели, опре-
делив соотношения между ее коэффициентами.
Покажем, что колебательный процесс можно получить, сле-
дуя уравнениям (7.16), и в общем случае. Для этого продиффе-
ренцируем уравнения системы по х и по t. Из полученной си-
стемы шести уравнений можно получить уравнения, содержащие
по одной неизвестной функции. Заменой переменных, а затем
искомых функций уравнения для Ср, Сь и их суммы можно при-
вести к виду
где
, = 0,+э.
Уравнение (7.18) переходит в волновое при условии
(Ki—Кг)2—). Таким образом, колебания концентраций в ка-
мере машин могут происходить лишь при определенных соотно-
шениях кинетических констант. Возможность колебаний основы-
вается на формальном анализе уравнений (7.16). Попытаемся
313
разобрать это с позиций термодинамики. Известна теорема, со-
гласно которой колебания концентрации могут происходить
только в окрестности неравновесного (т. е. иеразделившегося)
состояния системы, после чего должно происходить асимптоти-
ческое приближение к равновесному состоянию [51]. В чем фи-
зически проявляется невозможность существования колебаний?
Процессам в реальных аппаратах сопутствует диффузия (если
речь идет о микрочастицах) или перемешивание (если речь идет
о макрочастицах). Наличие диффузии необходимо учесть; для
этого в систему уравнений (7.16) следует добавить члены, ха-
рактеризующие осевое перемешивание:
_ ь- С -L JT С 4-п I Г) д2Ср
dt К£р + а + vp дх + Dp
дСь _у с v Г' дСъ I г» &Сь
(7.19)
В общем случае следует рассматривать перемешивание по
всем пространственным координатам.
Система уравнений (7.19) принадлежит к параболическому
типу; для решения краевых задач такие системы требуют больше
граничных условий, чем система уравнений первого порядка
(7.16). Интересно, что при расчетах конечно-разностными мето-
дами решение системы уравнений (7.16) является решением си-
стемы уравнений (7.19), содержащей диффузионные члены с ко-
эффициентами
Dp=±-hvp-, Db = -Lfivb, (7.20)
где h — шаг по координате [136].
Выше мы определили кинетические константы Ki и К2, ис-
ходя из теории бинарных соударений. Попробуем связать Ki
и Кг с составляющими константы К. Ф. Белоглазова, подробно
исследованными в главе 2: К = РскРаРе, где Рек — полная ве-
роятность столкновений частиц с пузырьками; Ра — вероятность
закрепления частиц при столкновении; Ре — вероятность удер-
жания закрепившейся частицы на пузырьке до выноса в пенный
слой. Тогда можно предположить, что
Кг=1-Ре. (7.21)
Перемножая эти равенства почленно и преобразуя, получаем
K=Ki(l—Кг). Отсюда для извлечения должна быть справед-
лива формула 8 = 1 —е-К| <*_ к*> *.
314
В то же время, трактуя кинетику флотации с позиций двух-
фазной модели, мы получили выражение для е:
•=-кЗ~кт I1 ”е"<к,+™ '!• <7-22)
Чем вызвано такое противоречие? В нашей трактовке рассмат-
ривается совокупность частиц и пузырьков и динамический обра-
тимый процесс их закрепления и отрыва. В трактовке Р. Шу-
мана, О. С. Богданова и других рассмотрение проводится на
уровне комплекса частица—пузырек. Величины Рек, Ра и К\ до-
вольно близки по смыслу, но при этом акт закрепления прини-
мается достаточно протяженным во времени, а объяснение, по-
строенное на основе принципов обратимости, не фиксирует дли-
тельности существования флотокомплекса: следует считать,
что закрепление произошло, если время контакта было не
меньше времени индукции. Более существенны различия в объ-
яснении процесса отрыва частицы от пузырька. Мы считаем, что
К2 зависит от взаимного положения частицы и пузырька и пре-
вышения отрывающей энергии над силами закрепления, причем
отрыв может произойти в любой момент, а оторвавшаяся ча-
стица в дальнейшем может прилипнуть к другому пузырьку
и т. д. В общепринятой трактовке существенно то, что отрыв мо-
жет произойти на протяжении подъема, а дальнейшее поведение
частицы не учитывается.
Из этого объяснения ясно, что если Ki и Рек, Ра близки друг
к другу, то К? и 1 — Ре значительно отличаются. Поэтому для
определения К\ и Кч нельзя пользоваться формулами (7.21).
Для их определения необходимо аппроксимировать эксперимен-
тальные результаты кинетики флотации зависимостью (7.22)
и определить Ki и К2 методом наименьших квадратов.
Если рассматривать кинетические уравнения и соответствую-
щие им модели с массопереносом, то кинетические константы
в первом случае неявно включают в себя скорость переноса.
Во втором модель явно содержит и константы, и скорость. Чис-
ленные значения констант в этих уравнениях различны. Так, кон-
станта в уравнении К- Ф. Белоглазова может быть приближен-
ной оценкой константы скорости, входящей в уравнение с массо-
переносом А. Д. Погорелого (7.2). Константы К} и Кг уравнения
(7.22) не совпадают с константами нашей модели (7.16), а яв-
ляются их приближением.
Перейдем к методам расчета переходных процессов в камере
флотационной машины по предложенной модели. Необходимо
добавить к системе уравнений (7.16) и (7.19) соответствующие
начальные и граничные условия; решая полученную краевую
315
задачу, можно рассчитать концентрации частиц в разных сече-
ниях камеры и построить кинетические кривые. Граничное усло-
вие для Ср на входе можно задать так, чтобы получить стан-
дартные возмущения, применяемые для исследования динамики
переходных процессов: прямоугольный скачок, последователь-
ность прямоугольных импульсов, синусоидальный сигнал, дель-
та-функция и т. д.
Решение краевой задачи можно получить, применяя к си-
стеме уравнений (7.16) преобразование Лапласа по времени; по-
лучится система обыкновенных уравнений первого, а из системы
уравнений (7.19) — второго порядка относительно х. Можно не-
посредственно решить систему, либо еще раз произвести преоб-
разование Лапласа по х. В обоих случаях обратное преобразо-
вание Лапласа требует громоздких и длительных выкладок. Фор-
мулы для СР(х, /) и Сь(х, /) получаются сложными. Так, для
системы уравнений первого порядка вида (7.16), содержащего
одну неизвестную функцию, решение представляется интегралом
от выражения, содержащего модифицированную функцию Бес-
селя. Следовательно, извлечение выразится интегралом от слож-
ной функции.
В то же время расчет Ср (х, t) и Сь (х, t) по разностным схе-
мам прост и требует гораздо меньше времени как на выкладки
и программирование, так и на вычисления на ЭВМ. При этом
извлечение и скорость флотации получаются попутно. Действи-
тельно, потоки частиц, входящих в машину (<?исх) и выходящих
в концентрат (qK) и отходы (<?отх) через единицу площади попе-
речного сечения в единицу времени, определяются выраже-
ниями *:
днсх = Ср(!-, 4K = Cb(L, t)vb и
^тх = Ср(О, Ofp- (7.23)
Суммарные количества частиц, поступивших в камеру с пуль-
пой и вышедших в концентрат и отходы2:
Qhcx == 2 ^i)> Qk == ^i) И
QoTx = WpSCp(0, (7.24)
i
где т — шаг по времени в разностной схеме.
1 Обозначения соответствуют направлению оси Ох вертикально вверх;
L — высота камеры.
9 Расчет сделан на единицу поперечного сечення камеры.
316
Очевидно,
о „ ZCbiL.ti)
е~<?исх“ v₽ ^Cp(L,ti) ( Ь)
Формулы (7.23) — (7.25) в дальнейшем будут конкретизиро-
ваны применительно к отдельным разновидностям процесса.
Для проведения анализа общая система (7.14) весьма
сложна, поэтому мы ее предварительно существенно упростили,
ограничив рассмотрение одномерным случаем. Не решая
системы (7.16), исследовали характер решения и объяс-
нили физический смысл коэффициентов. Показано, что решение
не может быть осциллирующим. Причем экстремум на графике
скорости флотации (в координатах dz/dt, /), если он существует,
находится на начальном участке.
Не останавливаясь на методах расчета, которые будут изло-
жены ниже, покажем принципиальный характер кинетических
зависимостей, рассчитанных по модели (рис. 7.1, а). Кинетиче-
ские кривые имеют неэкспоненциальный характер. Скорость
флотации, достигнув максимума, асимптотически стремится
к нулю; кинетические кривые имеют перегиб. Этот результат
подтвержден экспериментами по флотации узких классов круп-
ности угля. На рис. 7.1, б видно, что дифференциальные кинети-
ческие кривые для сравнительно труднофлотируемых классов
имеют экстремальный характер; для других классов экстремум
не наблюдается: они более флотоактивны, поэтому уловить уча-
сток крутого подъема трудно, а на интегральной кривой картина
сглаживается, и перегиб в большинстве случаев незаметен. Экс-
тремальный вид кинетической кривой был получен при исследо-
вании кинетики промышленного процесса в цикле цинковой
флотации Зыряновской фабрики (см. рис. 3.2). Такой вид кри-
вой был обоснован также положениями неравновесной термоди-
намики процессов разделения (см. 4.6).
Таким образом, расчеты по модели и эксперименты показали
адекватность модели и подтвердили справедливость ее качест-
венного анализа [145, 149, 152[. Построенная здесь математиче-
ская модель флотационного процесса обладает рядом достоинств:
модель учитывает обратимость флотационного прилипания и
процессы переноса; модель базируется на химической кинетике,
что позволяет использовать методы исследований структуры
кинетической константы, расчета и моделирования, развиваемые
в вычислительной химии; модель позволяет рассчитать стацио-
нарный процесс, для чего достаточно положить в уравнениях
317
318
(7.16) и (7.19) dCp/d/ = O и dCbldt = Q\ коэффициенты систем
имеют размерность и физический смысл, и их можно определить
из экспериментов; модель можно дополнить, введя (дискретное
нлн непрерывное) распределение материала по константам ско-
ростей К\ и Кг, основой для этого могут послужить методы фа-
зового пространства, развитые в работе (53).
7.4. Моделирование на ЭВМ переходных процессов
во флотационных камерах
Исследование переходных режимов работы флотационных
аппаратов имеет важное значение прн расчете времени, необхо-
димого для выхода на стационарный режим и выборе режима
пуска, минимизирующего это время, при расчете скорости рас-
пространения возмущений (например, по плотности исходной
пульпы) и вида реакции аппарата на возмущение, прн расчете
кинетических констант процесса. Наконец, в переходном режиме
протекает флотация в лабораторной механической машине, а та-
кой эксперимент — стандартный способ исследования флотаци-
онных свойств материалов. Метод исследования переходных про-
цессов на основании предложенной модели — численное решение
систем уравнений в частных производных разностными методами
[24, 90, 136]. Уравнения (7.19) при Dp = Db = 0 относятся к ги-
перболическому, в противном случае — к параболическому типу.
Обозначим т и h — шаг разностной схемы по времени н коорди-
нате. Достаточным условием сходимости явных разностных схем
для гиперболических уравнений является
для параболических
А = ——
Л? 2 •
Неудобство ограничений в том, что может потребоваться слиш-
ком мелкий шаг по I и h., а это вызовет большие затраты
Рис. 7.1. Кинетические кривые флотации (/—3):
а — расчетные; высота камеры L—30 см; deldt нормированы на L; Ki—0,15; К,—0.3 (/ и /');
Ki—0,2; К,—0.1 (2 и 23 и К,—0,25, К,—0.1 (3 и 3'); Г—S' — кривые скорости флотации;
б — экспериментальные; значении deJdt нормированы на 10; флотация угля крупности
(в мм): /---0.04: 2--1,5+1; 3---0.5+0.25; 4 — исходный шлам; 5 — извлечение исход-
ного шлама
319
машинного времени. Для неявных схем таких ограничений нет,
однако на каждом шаге по t обычно требуется решать систему
линейных алгебраических уравнений специального вида — трех-
диагональную.
В нашем случае благодаря наличию двух уравнений с гра-
ничными условиями на разных концах можно пользоваться не-
явными схемами, не решая алгебраических систем. Суть состоит
в следующем: функции Ср и Сь на нулевом временном слое опре-
деляются начальными условиями; пользуясь условием на гра-
нице х = 0 и начальными условиями, вычисляют слева направо
значения одной из функций на первом временном слое; задав
граничное условие для второй функции на правом конце, вы-
числяют справа налево ее значения на первом временном слое
и т. д.
Рассмотрим некоторые переходные процессы. Считаем, что
при периодической флотации пульпа равномерно перемешана,
подачи пульпы извне в камеру нет. Предположим, что скоростью
седиментации частиц по сравнению со скоростью подъема пу-
зырьков можно пренебречь: vv<g.vt>. Тогда система уравнений
(7.16) примет вид:
ft = —К&р + KlPb
JCb =КхСр- K£b
dt и дх
Зададим начальные условия:
Ср (х, 0 к=о — Сро |
Сь(х, Ок=о = О- J
(7.26)
(7.27)
Эти соотношения означают, что в начальный момент времени
свободные частицы распределены в камере равномерно (для
простоты можно считать Ср,= 1), а прилипших к пузырькам ча-
стиц нет. Зададим граничное условие для Сь(х, t); это может
быть, например, равенство
Сь(х, О1х=о = О, (7.28)
которое означает, что на нижней границе зоны минерализации
частицы не успевают прилипнуть к пузырькам. Расчет периоди-
ческого процесса по уравнениям (7.26) с приведенными выше
320
начальными и граничными условиями проводился по разностной
схеме
а i — ai i г
----?---= КМ — K2wl — vb
и/+1_и/-1
ft
1 = 0, N — 1 j=\, M. (7.29)
W»’*'1'— wl г г -----
—L__------L = _ x1W{; 1=0, N; J = 0, M\
u°i = O, wOt = CPc, uh = O, l = OTN’,
где N = M = h и т — шаг соответственно по коор-
динате и времени; Т — время флотации; и и w — соответственно
Сь и Ср.
Эта неявная разностная схема устойчива и сходится при лю-
бых /гит. Вычислим поток частиц в концентрат (процессы вто-
ричной минерализации в пенном слое здесь не рассматриваются):
Як (0) ==
0+1, j = 1, М, и суммарное количество вышедших в пену
частиц:
м
Us = ^ <7к(0).
г=1
Исходное содержание твердого в камере
= Cp^LS,
где S — горизонтальное сечение камеры (если
L
S = 5 (х) =# const, то Со = Ср, j S (х) dx).
Отсюда извлечение
™ь 22 «yv5
е= CTZS •
Ро
Результаты некоторых расчетов на ЭВМ «Минск-22» приве-
дены на рис. 7.1, а. Если скоростью седиментации частиц пре-
небречь нельзя, необходимо задать граничное условие для
Ср (х, t), например:
дСе (х, t) I _0
дх |х=£
21 Заказ № 232
321
б
1-К,-0.3; /G-ОЛ; 2 — Ki-ZG-0.2; 3 — Kt-Ki-O.l; 4 — L-30 см; 5 —£-75 см; 6 —
£—100 см
(или даже CP(x, /)|х = ь = 0)—пульпа в машину извне не по-
ступает.
Перейдем к рассмотрению переходных процессов в проточ-
ном аппарате. Одномерная модель в этом случае годится только
для описания флотации в пневматической колонне. Неявная раз-
ностная схема состоит из первого уравнения (7.29) и уравнения
+ "!+- f.30)
Исследование динамических свойств аппаратов состоит
обычно в изучении откликов на стандартные возмущения. Именно
в этом заключается использование метода трассера при иссле-
довании структуры потоков в камерах флотационных машин.
Применяя метод трассера, обычно исследуют гидродинамику
аппарата без флотации. Расчеты на дайной модели позволяют
оценить совместно протекание гидродинамических и раздели-
тельных процессов в камере машины; заметим, что, положив
/С1=К2 = О» можно исследовать гидродинамику камеры от-
дельно.
Математически возмущение задается добавлением соответст-
вующей функции в правую часть моделирующего процесс урав-
нения, либо в начальное (или граничное) условие (56]. Чтобы
рассчитать отклик системы на импульсное возмущение, доста-
точно задать на входе граничное условие:
[1, t = tD
сР(х, 0 —10
322
a
б
Рис. 7.3. Расчетные профили концентраций свободных Ср (а—г) н прикреплен-
ных к пузырькам Ci. частиц (д и е) в колонне (£=30 см, Vj>=10 см/с; vt =
15 см/с:
/ — t—1 с; 2-1-2 с; 3-4-3 с; 4 — 4-3.5 с
Результаты расчетов на ЭВМ «М-220» приведены на рис. 7.2
и 7.3. Изучалось влияние на процесс таких параметров, как ки-
нетические константы Ki и Кг, коэффициенты перемешивания Di
и D2 [изменением шага по координате h (см. 7.20)], скорости по-
токов Vp и Vb, высота зоны минерализации.
21*
323
Извлечение определяется по формуле
е(О = -^-22Ср(Л t0). (7.31)
Увеличение Ki, как и следовало ожидать, приводит к росту
извлечения. При этом извлечения, соответствующие одинаковым
значениям константы равновесия К ~ К\!Кг, не совпадают: если
, то е (/G) > е (К'). Этот результат подтвердился при
расчете реакции системы на прямоугольный импульс длительно-
стью 30 с. За это время система успевает выйти на стационар-
ный режим. Ниже будет показано, что формулы, определяющие
концентрации свободных и прикрепленных к пузырькам частиц
в стационарном режиме идеального вытеснения, неоднородны
относительно Ki и Кг. Этот факт согласуется с положением тер-
модинамики, согласно которому в открытой системе в случае
обратимой реакции термодинамически неравновесные концент-
рации могут поддерживаться сколь угодно долго [189]. На рис. 7.3
показаны профили концентрации свободных частиц. С увеличе-
нием продольного перемешивания импульс, поданный на вход
колонны, все больше размывается. Это приводит к замедлению
процесса и снижению извлечения. Следовательно, для интенси-
фикации процесса необходимо принять конструктивные решения,
способствующие снижению продольного перемешивания. Расчеты
показали, что с увеличением скорости подъема груженых пу-
зырьков извлечение возрастает: уменьшается время действия
сил, отрывающих прикрепленные частицы. Напротив, с увеличе-
нием скорости подачи пульпы частицы быстро проскакивают
зону минерализации, что приводит к снижению извлечения. То
же наблюдается и в процессах химической технологии: увеличе-
ние скорости массообмена вызывает уменьшение стационарной
концентрации продукта и увеличение стационарной концентра-
ции исходного [189]. Поскольку в модели не учтены зависимости
кинетических констант от скоростей потоков, выводы следует
принимать с осторожностью.
Математическая модель процесса в камере механической
флотомашины. Система уравнений, выведенная в 7.2, позволяет
рассчитать процесс в камере механической машины. Однако для
этого требуется задать векторы скоростей потоков во всех точ-
ках камеры. В первом приближении можно уменьшить размер-
ность задачи, если считать, что пульпа имеет результирующее
движение вдоль камеры, форма которой — прямоугольный па-
раллелепипед длиной Lx н высотой Lv (рис. 7.4). Тогда можно
324
Рис. 7.4. Двумерная модель процесса
в камере механической флотационной
машяны
считать, что концентрации частиц в любом поперечном сечении
постоянны. Пусть vpx — скорость потока пульпы от загрузки
к выгрузке, Vb — скорость подъема груженых пузырьков, vPv—
скорость седиментации частиц. Тогда в выбранной системе ко-
ординат векторы скоростей потоков будут vp = {орх, —vPy},
-*
Vb = {vpx, Vb}. Предположим для простоты, что перемешивание
в каждом из потоков одинаково по обеим осям. Достаточно рас-
смотреть процесс в продольном сечении камеры с границами Г&
(вход), Г2 (выход концентрата), Г4 (выход отходов), Й (дно
камеры). х
Система уравнений запишется в виде
ЙС» дСР . дСр
~дГ~ = ~К1СР + — Орх —+ vpy --------h
дСь
дСь _ts п _t/с _„ дСъ
—t---Ki^p — Kz^b ~vpx—^---
(7.32)
I о ( &2Сь t д^Сь \
+ u*\ dxz
В результате перемешивания, производимого импеллером, ча-
стицы не оседают в камере, поэтому седиментацией их можно
пренебречь:
Далее, при высоком выходе в концентрат скорость потока
пульпы меняется по фронту флотации: vpx = vpx(x). В этом слу-
дС
чае в уравнениях (7.32) следует заменить члены —vpx——
дСь- д , „ д , J™
и —Ор»——, соответственно, на-------r~(vpxCp) и —=—(иРХСь).
дх дх дх '
325
Сформулируем граничные условия. Очевидно, дно камеры
непроницаемо:
>L.=-w-L=°- <7зз>
На выходе из камеры концентрация частиц в пульпе не ме-
няется. Можно предположить, что пузырьки с прилипшими
к ним частицами не выносятся потоком пульпы в хвосты:
дСр | дСь | п
дх |г, дх |г.
Частицы, прикрепленные к пузырькам, в камеру не
пают:
-2&-I =0.
0Х |г,
(7.34)
посту-
(7.35)
Поток свободных частиц на входе в камеру задан:
(736)
где Ср„— концентрация частиц в исходной пульпе.
Свободные частицы не выносятся потоком в пену:
<7з7>
Кинетика процессов, происходящих в пенном слое, изучена
недостаточно. Чтобы избежать необоснованных гипотез о пове-
дении частиц в пене, скорости осыпания и т. п., предположим
для простоты, что частицы, вышедшие в пену, немедленно уда-
ляются в концентрат:
С6|г, = 0. (7.38)
. Зададим начальные условия. Предположим, что в началь-
ный момент флотации в камере нет:
Cb(t, х, у)|<=о = О, (7.39)
но камера наполнена пульпой:
Cp(t, х, У)|/=о = Ср, (7.40)
Численное решение задачи (7.32)—(7.40) можно получить,
например, методом Писмэиа—Рэкфорда [24]. Сечение камеры
длиной Lx и шириной Ly покрывается прямоугольной сеткой
с ячейками hxXhv-, производные заменяются конечными разно-
326
стями. Выход в концентрат QK и отходы QOn определяются сум-
мированием соответствующих потоков:
Як (<г) ~ (^2, /), Яоп (<,) = hy°px Иг Г4).
i i
Для извлечения и скорости извлечения справедливы формулы
е __ Qk '____________ _ Як
QllCX S?HCX * ?ИСХ *
где суммирование ведется по всем временным слоям:
Qncx (0--
т— шаг разностной схемы по времени.
Несмотря на сложность модели, разрыв между ией и описы-
ваемым процессом все еще значителен. Здесь принимается одно-
родность материала по свойствам, пузырьков по размерам, по-
стоянство скоростей потока в камере, различие интенсивности
перемешивания в разных зонах камеры не учтено (см. 5.7). Все
это еще раз показывает трудности построения модели, доста-
точно полно описывающей процесс и применение ее для исследо-
вания процесса.
7.5. Моделирование на ЭВМ стационарных процессов
во флотационных камерах
Построенная нами модель флотации (см. 7.2) позволяет рас-
считывать и стационарный процесс. Для этого достаточно при-
нять
_дСь__ асд
dt ~ dt ~и-
Рассмотрим стационарный процесс в аппарате идеального вы-
теснения. В этом случае Dp = Db = 0; система уравнений в ча-
стных производных (7.15) преобразуется в линейную однород-
ную систему обыкновенных дифференциальных уравнений пер-
вого порядка с постоянными коэффициентами
o₽-^- + /C‘Cp-^ = 0
(7.41)
327
Решить ее проще, чем систему уравнений второго порядка,
соответствующую случаю, когда продольным перемешиванием
пренебречь нельзя. Кроме того, изучение решения системы (7.41)
полезно потому, что флотационная противоточная пневматиче-
ская машина (ФППМ) довольно близка к аппарату идеального
вытеснения. Как видно из (7.41), Ср(х), Сь(х) удовлетворяют
соотношению
ФрСр — vbCb ~ О,
откуда VpCp — VbCb — const,
или Св (х) — Ср (х) + const.
Общее решение системы (7.41) имеет вид
Ср (х) = At A2es'x
сь А + Ае**,
(7.42)
где Af (t=l, 2) —постоянные; Si и s2— корни характеристиче-
ского многочлена.
Зададим граничные условия. Будем считать, что ось направ-
лена вертикально вверх; очевидно, прилипшие к пузырькам ча-
стицы не выносятся в хвосты:
Сд(х)|х=о = 0. (7.43)
Концентрация свободных частиц минерала на входе в камеру
равна концентрации частиц в исходной пульпе:
Ср (х) |х=L = СРа = const. (7.44)
Из уравнений (7.42)—(7.44) получим
где
Kivb — K2vp
So ;^= *----------- .
VpVd
Концентрация частиц в камере в зависимости от высоты
равна
С(х) =Ср(х) +Сд(х) = (1 +-§-) А +(1 + -£-)ле~
(7.45)
328
Определим высоту, ниже которой плотность пульпы меньше
заданной величины £Ср,; из С (х)<£СРс имеем
с— (1 -К) Al
(7.46)
Теоретически возможен режим, при котором все частицы бу-
дут сфлотированы: £ = 0; тогда
х____1 inf
°~ s2 1п vp + v6
i+к \
к )
— высота колонны, в которой при заданных скоростях потоков
и кинетических константах весь материал перейдет в концентрат;
К =
Ki
Кч,
— константа равновесия;
Al==^Lt /=1,2.
Необходимо отдельно рассмотреть частные случаи.
1. K\Vb — K2Vp = 0, или = ~откуда $2 = 0.
Л2 Vb
Суммарная концентрация частиц
С (х) = 4g- {/G + Кч - — [!+(*.+ АГ2) *]} • (7.47)
Таким образом, если кинетические константы и скорости по-
Ki Vp
токов связаны отношением ~гг-==1—то концентрация частиц
1\2 Vb
в пульпе убывает с высотой аппарата по линейному закону.
2. К2 — 0: прилипшие к пузырькам частицы не отрываются;
Ki совпадает с константой К. Ф. Белоглазова. Интегрируя си-
стему, получим
—Ki
Ср(х) = СРае vp; (7.48)
Сь (х) - Ср, ( е~К* V - е‘К’ V) . (7.49)
329
Профиль концентрации частиц описывается формулой
С (х)=[е ** vp (vp + vb) — vpe *' vp ]. (7.50)
3. Ki = 0: частицы ие прилипают к пузырькам; в этом слу-
чае флотация не идет: Сь (х) = 0 и Ср (х) = Ср„.
Рассчитав профили концентраций свободных и прикреплен-
ных к пузырькам частиц, можно определить технологические ха-
рактеристики процесса. Вычислим суммарное количество твер-
дого в камере Ств; если сечеиие колонны постоянно по высоте
и равно S, то при Kivb Ksvp
Vp 1
J- 1+-Рь 1) .
°2 J
Если KiVb = KzVp, то
Кг
Vp 4- К\1*
1 -L_^ + ^ £
Количество концентрата определяется потоком ^к = Сь(0)оь
частиц, выходящих в единицу времени через единицу поверх-
ности:
q* =
(1 — А) — , K\Vb K2vp
K2(vf+K\L) ’ К^ъ — К&р-
(7.51)
Поток частиц, выходящих в хвосты в единицу времени через
единицу сечения колонны
q™ = Cp(L)vp =
СрРр П — А(1 — е ’)], «Рь ¥= Къ°р
Vp + K\L ’ К<°ь = Кфр-
Результаты расчетов по формуле (7.45) приведены на рис. 7.5.
Как видно, концентрация частиц в верхней части колонны мо-
жет быть больше, чем в исходной пульпе. В то же время, со-
330
Рнс. 7.5. Стационарный процесс
в противоточной колонне с идеальным
вытеснением (СИСх и С — плотность
пульпы на входе и в произвольном
сечении, L — высота колонны):
/ —Ki-0,1. К,-0.05. Ср—5: оь-5; 2 —Ki-
-0.1, Кг-0.05, Ср—2. оь-5. 3— /G-0.2.
Кг-0,15, Ср—2. оь-5
гласно А. Д. Погорелому [129], О. С. Богданову и другим [20],
необходимо, чтобы
-^-<1, хе(0. I),
где С (х), Свх — концентрация частиц в аппарате и в исходной
пульпе.
В частном случае при К2 —0 формула (7.48) для СР(х) со-
впадает с формулой (6.7), однако суммарная концентрация ча-
стиц в пульпе (а только ее и можно измерять) отличается от
рассчитанной в [20, 129]. Причина заключается в следующем.
В отличие от микрочастиц (молекулы, ноны), которые, вступая
в реакцию, превращаются в другие молекулы, флотируемые ча-
стицы лишь переходят нз жидкой фазы в воздушную, после чего
транспортируются пузырьками в пенный слой. Транспортировка
частиц занимает определенный промежуток времени, в течение
которого частицы могут, оторвавшись от пузырька, возвратиться
в жидкую фазу. Модели, в которых флотация описывается по
аналогии с химической реакцией, неявно опираются на предпо-
ложение о мгновенном превращении частицы — переходе ее из
жидкой фазы не в воздушную, а непосредственно в пенный слой.
Таким образом, в качестве «реакции» рассматривается не при-
крепление частиц к пузырькам, а их флотация пузырьками. При
этом частицы, находящиеся в данной единице объема, но при-
липшие к пузырькам, фактически исключаются из рассмотрения,
что приводит к неправильной оценке концентрации частиц
в пульпе. Как видно из сказанного, предложенная модель про-
цесса не только содержит общепринятую, как частный случай, но
331
и существенно уточняет и дополняет существующие представле-
ния о ходе процесса.
Рассмотрим несколько последовательно соединенных колон-
ных аппаратов, работающих в режиме идеального вытеснения.
Как и при анализе работы каскада механических флотационных
машин (см. 5.3), принимаем, что кинетика флотации и объемные
потоки не меняются при переходе от камеры к камере. Тогда
плотность отходов на выходе первой камеры
С1(£)=С0[1 — В2(1 — е**4)],
где L — высота колонны; Со—плотность исходной пульпы; В2
и s2— определены выше.
Подавая отходы первой камеры во вторую, получаем
С2(£) = С0[1-В2(1-е*д)]2.
Вообще, для /*-й камеры каскада плотность хвостов
Су(£) = С0[1-В2(1-е^)]<
В общем случае камеры работают в разных режимах; вслед-
ствие выноса воды с концентратом уменьшается расход пульпы;
подача реагентов может быть раздельной; флотоактивность ча-
стиц падает по фронту флотации; камеры каскада могут быть
разных размеров. Вследствие этого Ki, К2, s2 и В2 в разных ка-
мерах различны, поэтому
С} (Lj) = Со А [1 - (1 - е*‘(г) 4')].
Г=1
Перейдем к флотации простейшей неоднородной смеси —
двухкомпонентной. Пусть исходный материал содержит компо-
ненту с кинетическими константами К\ и /С2 в количестве а и
компоненту флотоактивностью, характеризуемой и К' ,' в ко-
личестве 0, а+|3 = 1. Предположим, как обычно принимается,
что раскрытие частиц полное и оба «сорта» частиц флотируются
независимо1. Тогда концентрация обоих компонентов в отходах,
соответственно:
С(£) =а [1 — В2(1 — eil4)];
С (£)=р[1-в;(1 - е^)Ь
1 Как показано в главе 3, аналитическую оценку взаимовлияния частиц
в настоящее время сделать невозможно.
332
Содержание компонентов в отходах, соответственно:
С(£) 1 о ,
“i— С (£) + (?'(*•) . C'(L) ; ₽i—1 “*•
+ С(£)
Потоки частиц разных сортов в концентрат, соответственно:
’ О - J; (7-52)
= -р- (кХ 0 — &)—
л2
Разделив их на входные потоки каждого компонента, опреде-
лим извлечения
"=т^-Ы1-ВД-М
•' —J—IkXG - ®- KivJ.
K2Vp
Мы рассмотрели процесс, протекающий в колонном аппарате
идеального вытеснения. В общем случае процесс характери-
зуется промежуточными величинами перемешивания и описы-
вается системой двух обыкновенных дифференциальных уравне-
ний второго порядка. Было построено аналитическое решение
задачи; вначале определялись частные решения дифференциаль-
ных уравнений; при этом пришлось перебрать различные вари-
анты, поскольку вид решений зависит от кратности корней ха-
рактеристического уравнения и наличия комплексных корней.
Произвольные постоянные определяются как решения системы
линейных уравнений, правые части которых задаются, исходя из
граничных условий. Решение здесь не приводится, поскольку оно
получилось громоздким и разветвленным, а поэтому мало обо-
зримым. Гораздо проще непосредственно интегрировать исход-
ную систему дифференциальных уравнений, чем программиро-
вать расчет по аналитическому решению. В целом задача может
служить иллюстрацией того, что не следует во всех случаях не-
пременно добиваться получения решения в аналитическом виде.
Система уравнений, описывающая стационарный процесс
в противоточной колонне, выведена К. Састри и Д. Фюрстенау
[256]. Она содержит параметр, характеризующий степень запол-
нения поверхности пузырька частицами. (Напомним, что еще
А. Д. Погорелый ввел аналогичную характеристику, уточнив ки-
нетическое уравнение флотации). Аналитически определить этот
333
важный параметр невозможно. Рассмотрен частный случай про-
цесса, когда перемешиванием пульпы пузырьками можно пренеб-
речь (£>ь=0). При этом получается система из двух уравнений,
одно из которых первого, а другое — второго порядка. В этом
случае аналитическое решение, хотя оно и громоздко, все же мо-
жет быть использовано для расчетов без применения ЭВМ. Поль-
зуясь этими решениями, в работе [256] проведен анализ влияния
ряда безразмерных параметров на извлечение. В работе не рас-
смотрен ни общий случай стационарного процесса с перемеши-
ванием в жидкой и газообразной фазах, ни переходные про-
цессы.
Учитывая существенное влияние, оказываемое перемешива-
нием на результаты флотации, проанализируем случай, когда
перемешивание в колонне значительно. Потоки пульпы и пузырь-
ков газа, движущиеся в аппарате, в общем случае не поршневые.
Если отношение длины к диаметру колонны невелико, то ее
нельзя считать аппаратом, работающим в режиме, близком
к идеальному вытеснению. Пузырьки воздуха осуществляют пе-
ремешивание ие только вследствие турбулизации пульпы, но и
вследствие отрыва транспортируемых частиц от пузырьков. Если
перемешивание достаточно велико, то конвективными членами
в исходной системе уравнений можно пренебречь по сравнению
с диффузионными. Тогда для стационарного процесса:
(7.53)
Опустив обычные выкладки, выпишем формулу для суммар-
ной концентрации частиц в камере
С (х) = (50е~ + В.е-") (1 - ^-) 4
X (А» + А^х).
К1К2
K\Db -J- KzDp
(7-54)
Произвольные постоянные Во, Bi и Ao, Ai находятся нз реше-
ния системы линейных уравнений, полученной на основе гранич-
ных условий. Заметим, что из формулы (7.54) при Dp = Ё>ъ сле-
дует, что суммарная концентрация по высоте камеры убывает
линейно, а не экспоненциально, как в случае идеального вытес-
нения (см. рис. 7.5), т. е. интенсивность процесса снижается при
перемешивании.
334
Одна из более поздних моделей [221] содержит уравнения,
описывающие изменение концентрации свободных и прикреп-
ленных к пузырькам частиц в пульпе и концентрацию воздуш-
ных пузырьков. В уравнения входят константы скорости пере-
хода частиц из свободного состояния в прикрепленное и обратно,
степень заполнения поверхности пузырьков в пульпе и в пене,
коэффициент перемешивания в жидкой фазе, скорость движения
частиц и пузырьков в пульпе. По структуре эта модель близка
к построенной нами (см. 7.1 и 7.2) и в работе [256]. Особенность
ее заключается в том, что входящие в уравнение величины ме-
няются по высоте камеры. Для описания процессов в пенном
слое сделан ряд упрощающих предположений. Построенная мо-
дель во многом формальна; в окончательном виде она не содер-
жит пространственных координат, а потому не включает ни мас-
соперенос, ни перемешивание и является некоторым развитием
модели Мика и Фюрстенау.
Выведенная в 7.2 и 7.3 модель флотации позволила уточнить
и дополнить представление о процессе. Так, например, согласно
расчетам суммарная концентрация частиц в верхней части про-
тивоточной колонны может быть выше, чем в исходной пульпе.
Это соответствует физике процесса и не может быть получено
при расчетах по другим моделям. Модель позволяет по-иному,
чем сделано при рассмотрении идеальных аппаратов в 5.2, оце-
нить величину времени пребывания отдельных частиц в машине.
При отсутствии флотации время пребывания частиц совпадает
с временем пребывания единицы объема жидкости, с которой
частица входит в аппарат. Для аппарата с идеальным вытесне-
нием время пребывания всех единиц объема одинаково: tn —
— V/Q, где V — объем аппарата, Q — объемный расход пульпы.
Время пребывания единиц объема в аппаратах с перемешива-
нием отклоняется от tn — имеется распределение по времени пре-
бывания единиц объема (и частиц). При флотации время пре-
бывания частицы определяется по скорости процесса и степени
превращения (извлечению). Эту схему переносят на флотацию
без изменения из химической технологии. Так, в работе [115]
для процессов с идеальным вытеснением и идеальным переме-
шиванием выведены известные из литературы [14, 54, 82] фор-
мулы для расчета времени пребывания частицы (5.10) и (5.11).
При этом рассматриваются однородные по свойствам флотоак-
тивные частицы. Распределение по времени пребывания связы-
вается исключительно со степенью перемешивания. Допускается,
что во флотационной камере с идеальным перемешиванием ча-
стица может находиться бесконечно долго.
335
Покажем, что при определенных условиях частица может
бесконечно долго задерживаться и во флотационной колонне,
в которой режим течения пульпы приближается к идеальному
вытеснению. Определим прежде всего время пребывания различ-
ных по флотируемости частиц. Минимальное время /0 пребыва-
ния в колонне предельно гидрофильной частицы (КагО) при
условии, что случайный захват ее пузырьком невозможен, равно
/х. Минимальное время пребывания предельно гидрофобной ча-
стицы определяется длиной свободного пробега частицы до
столкновения с пузырьком:
Х ” ~ я/?2(1 4-8)2 » (7 55)
где а —сечение столкновения; N — концентрация пузырьков
в пульпе; б — параметр зацепления; Е — гидродинамический
коэффициент захвата.
Сблизившись с пузырьком, такая частица прилипнет к нему
и будет вынесена в пенный слой. Если vp и Vb— скорости, соот-
ветственно, движения частицы в потоке пульпы и всплытия гру-
женого пузырька, то время пребывания предельно гидрофобной
частицы равно
ps6>
Очевидно, /«, — const #= 0. В то же время, как нетрудно про-
верить, из формул (5.10) и (5.11) следует, что при
/выт == /пер = о. Сравним время пребывания гидрофильной и пре-
дельно гидрофобной частиц. Если L — высота колонны, то
° Vp Vp k\ Vp Vb )
так как при достаточной аэрации Хс£. Естественно, что время
пребывания средних по флотируемости частиц должно нахо-
диться в интервале (/«, и /о). Однако можно себе представить
существование частицы с флотоактивностью 0<К<оо, такой, что
частица будет находиться в камере сколь угодно долго: прикре-
пившись к пузырьку, частица поднимется на некоторое расстоя-
ние; оторвавшись, частица вновь попадает в поток пульпы и т. п.
Картина в целом напоминает движение пассажира на эскала-
торе, переходящего с ленты, идущей вверх, на ленту, идущую
вниз, и обратно. В случае с частицами «эскалаторы» (потоки
пульпы и пузырьков) движутся, вообще говоря, с различными
скоростями.
При конструировании аппаратов выбирают такие решения,
которые позволяют избегать образования застойных зон в ка-
336
мере. Кроме того, этому, видимо, препятствует возникающий
в камере градиент концентрации, вызывающий поток частиц,
направленный из нее. Механизм этого явления сложен. Воз-
можны следующие порождающие его причины: рост концент-
рации частиц увеличивает их взаимное влияние; параметры про-
цесса непрерывно меняются; меняются скорости потоков пульпы
и пузырьков, их крупности и форма; распределение частиц по
флотируемости; масштаб и интенсивность турбулентных пуль-
саций; концентрации собирателя и пенообразователя и т. д.;
после отрыва от пузырька частица активируется: на ней
могут остаться микропузырькн, облегчающие в дальнейшем за-
крепление.
Таким образом, функция t{K) ограничена: t(K)«x>, однако
может существовать /С>0 такое, что Следовательно,
зависимость времени пребывания во флотационной камере иде-
ального вытеснения от кинетической константы не монотонна,
а имеет экстремум. Проведенный выше анализ показывает не-
возможность полного перенесения во флотационный процесс фор-
мул времени пребывания, принятых для расчета химических ре-
акторов идеального вытеснения. Эти формулы выведены для
процессов, в которых исходные вещества и продукты реакции
переносятся одним потоком. Флотопроцесс характерен наличием
двух разнонаправленных потоков: если искать аналоги в хими-
ческой технологии, то следует обратиться к процессам адсорб-
ции [82] и процессам в реакторе с суспензированной фазой [38],
где массопередача может протекать существенно медленнее, чем
химическая реакция.
В литературе нередки случаи, когда, выполнив ряд расчетов
по модели и отобрав кривые, близкие к результатам одного-двух
частных экспериментов, пытаются убедить читателя в общности
модели. Следуя такому пути, авторы могли бы представить мно-
гочисленные расчетные кривые для рассмотренных выше разно-
видностей процесса. Мы ограничились результатами, имеющими
принципиальный характер (см. рис. 7.1 и 7.5).
Возможность практического применения модели определяется
тем, насколько успешно будут решены некоторые вопросы тео-
рии флотации, в частности, определение вида зависимостей ки-
нетических констант от скоростей потоков. На первом этапе это
можно сделать, сопоставляя результаты опытов, проведенных
в разных условиях, с расчетными значениями. Назначение мо-
дели процесса не только получение численных результатов, но и
углубление понимания процесса н выявление задач, требующих
решения. Построенная здесь модель отвечает этим требованиям.
22 Заказ № 232
337
8. ПРИМЕНЕНИЕ КИНЕТИЧЕСКИХ МОДЕЛЕЙ
К РАСЧЕТУ ФЛОТАЦИОННЫХ СХЕМ
Главное содержание книги составляет построение кинетических
моделей флотации, поэтому здесь будут рассмотрены лишь не-
которые вопросы, связанные с расчетом флотационных схем на
основе моделей процесса в одной камере. Методы оптимизации
технологических схем достаточно полно изложены в книге
Л. А. Барского н В. 3. Козина [7].
Переход от моделирования отдельных аппаратов к моделиро-
ванию схем связан со значительным усложнением задач, кото-
рые характеризуются большим числом уравнений и переменных.
Формулы для расчета процесса в многокамерной флотационной
машине выведены в 5.3. Каскад последовательно соединенных
камер — пример простейшей флотационной схемы. Однако такие
схемы скорее исключение, чем правило, и применяются в основ-
ном при обогащении угольного шлама. Типичные схемы флота-
ции руд цветных и редких металлов содержат ряд операций (ос-
новные, контрольные и перечистные), связанных между собой
циркулирующими потоками. Принципы расчета сложных техно-
логических схем разработаны в общей теории разделения *. Фло-
тационный процесс существенно отличается от процессов разде-
ления химической технологии. Так, например, флотация содер-
жит операции подготовки. Они часто не предшествуют схеме
разделения, а органически входят в нее, перемежаясь с флотацией.
Результаты разделения в любой операции схемы зависят не
только от свойств материала, но и от длины фронта флотации
и гидродинамики аппарата. Моделирование схем должно про-
гнозировать изменение работы флотационного отделения при
вариации управляемых и неуправляемых факторов процесса
(расходы реагентов, степень аэрации, циркулирующие нагрузки,
плотность питания, тонина помола, содержание ценного в пита-
нии и др.). Модель должна позволять рассчитывать любую схему
и обеспечивать масштабный переход от пилотных установок
к промышленной флотации. Желательно, чтобы для моделиро-
1 См., например, Розен А. М. Теория разделения изотопов в колоннах.
М., Атомиздат, 1960.
338
ваиия схемы было достаточно данных, получаемых на лабора-
торной машине и пилотной установке, и чтобы в расчетах не
использовались произвольные параметры для компенсации недо-
статков модели и подгонки результатов моделирования под про-
мышленные данные.
Результаты моделирования должны включать в себя вели-
чины потоков твердого и жидкости и технологические характе-
ристики процесса во всех операциях схемы.
Первые работы по применению теории разделения к расчету
флотационных схем выполнены А. Д. Погорелым [124—126]
и М. Дигре [49]. В работе [124] выведены расчетные формулы,
связывающие составы и выходы продуктов, для различных опе-
раций флотационного разделения смесей двух минералов при
условии, что процесс подчиняется закономерностям свободной
флотации и камерная пульпа однородна по содержанию мине-
ралов. Модель для расчета сложных флотационных схем разра-
ботана Р. Кингом с сотрудниками [235—238]. Она основана на
уравнении кинетики флотации с распределенной константой, вы-
раженной в виде трехмерного спектра флотируемости, и на урав-
нениях баланса потока (см. 2.1 и 4.4). Составляющие константы»
являющиеся параметрами модели, рассчитывались по результа-
там периодического эксперимента. Проверка модели проводи-
лась в промышленных условиях в цикле перечистной секции
Шэклтонской фабрики (ЮАР), состоящем из двух параллель-
ных секций по 12 камер «Денвер-24» объемом 1,4 м3 каждая.
Схема позволяет создать 16 различных вариантов путем цирку-
ляции концентратов 3, 4, 6 и 9 камер в разные точки фронта
флотации. Две исследованных схемы показаны на рис. 8.1.
Для построения спектра по флотируемости исходный мате-
риал разбивался на пять классов крупности и каждый из них на
четыре класса по содержанию ценного компонента и пять клас-
сов по кинетической константе. По результатам кинетических
экспериментов, проведенных в лабораторной камере объемом 4 л,
определены составляющие кинетической константы (расчетные
формулы приведены в табл. 2.1). Два параметра определить из
опытов не удалось: максимальный размер флотируемой частицы
Д оценивался графическим методом, гидродинамический пара-
метр столкновения х принят равным 1,8-10-3 м2.
Значительные сложности вызывает применение моделирова-
ния для расчета промышленного оборудования. Основными фак-
торами, которые необходимо учитывать при масштабировании,
являются время пребывания в камере, величина поверхности раз-
дела жидкость—газ и периметр пеносъема. Поскольку для всех
камер предполагается режим идеального перемешивания, то
22*
33»
Рис. 8.1. Соответствие между экспериментальными и рассчитанными по модели
результатами работы флотационных схем [238]
340
Рис. 8.2. Кривые обогатимости для различных конфигураций схем при изме-
нении нагрузки питания от 0.5 до 15 кг/с [238]
время пребывания рассчитывается по отношению объема камеры
к объемному расходу пульпы. Постоянство поверхности раздела
жидкость—газ при переходе в размерном ряде камер контроли-
руется путем поддержания постоянного отношения скорости
аэрации к объему пульпы; для пневмомеханических камер «Ден-
вер» это отношение равно 0,025 м3/с на 1 м3 пульпы. При увели-
чении размера камеры ее объем изменяется пропорционально
третьей, а периметр пеносъема — первой степени линейного раз-
мера. Для характеристики процесса разрушения пены вводится
коэффициент, оценивающий вероятность выхода частицы из пены
в концентрат.
Для моделирования в промышленных условиях были вы-
браны четыре схемы. В каждом опыте измерялась нагрузка по
твердому, плотность питания и пенного продукта, выход и ка-
чество концентрата по камерам. Предсказанные значения вы-
хода хорошо согласуются с экспериментом, а значения качества
получаются ниже и не укладываются в-пределы погрешности
опыта (см. рис. 8.1). На модели были рассчитаны все 16 воз-
можных схем. Расчеты и экспериментальные данные показали,
что концентрат, полученный во второй камере, снижает качество
готового концентрата. Однако возвращение его на перечистку
341
в первую камеру, как показал расчет, было бы невыгодным. Как
видно на рис. 8.2, кривая обогатимости в этом случае лежит
ниже, чем в принятой схеме на рис. 8.1. Результаты расчета ва-
рианта, в котором концентрат камер 2 и с 4 по 12 направляется
на перечистку в камеру 1, а готовый концентрат получают в ка-
мерах 1 и 3, также оказались хуже, кроме некоторых условий,
при которых извлечение выше. Эта схема может быть рекомен-
дована при увеличении переработки, поскольку позволит полу-
чить большее извлечение при незначительном снижении ка-
чества. При расчете предполагалось, что схема состоит из
одинаковых камер и процесс в них описывается идентичными
уравнениями.
Можно рассчитать схему, последовательно переходя от одной
камеры к другой. При моделировании схемы разработчика чаще
всего не интересуют результаты флотации в отдельных камерах.
Такой расчет требует значительных затрат машинного времени.
Обычно в схемах камеры объединены в операции, каждая из ко-
торых включает несколько камер и имеет одни продукт на входе
и два на выходе, т. е. с точки зрения расчета баланса продуктов
эти секции идентичны камерам. Понятно, что можно объединить
в секции любое число камер. Единственное ограничение состоит
в том, что в секцию нельзя включать циркулирующий поток.
При расчете схемы для каждого класса частиц записывается
система балансовых уравнений. Эта система нелинейна вследст-
вие зависимости времени пребывания частиц, входящего в ко-
эффициенты системы уравнений, от выхода в отходы, который
как раз и является неизвестным, определяемым из системы. На-
чальные приближения для времени пребывания частиц разных
классов задаются в исходных данных; все системы для частиц
каждого класса решаются итерационным методом Ньютона до
достижения заданной сходимости. При подготовке данных к рас-
чету на ЭВМ нумеруют в определенном порядке потоки и опе-
рации по секциям. Для каждой ступени задаются объемный по-
ток и плотность питания, объем камеры, степень аэрации, коэф-
фициент перехода пены в концентрат, средний размер и среднее
время пребывания пузырьков в камере. Физические и флотацион-
ные свойства руды также являются исходными данными и вклю-
чают число классов по крупности, содержанию ценного компо-
нента, величине константы и характеристики каждого класса.
Величина потоков в схеме, а также качество, извлечение и
распределение материала по крупности в каждом потоке рассчи-
тывались на ЭВМ.
Метод расчета флотационных схем по кинетической модели
процесса обещает быть эффективным. Вместе с тем, эксперимен-
342
тальная проверка показала, что даже наиболее развитая из та-
ких моделей [235] обладает серьезными недостатками. Получен-
ные оценки составляющих константы оказались неудовлетвори-
тельными, и при моделировании эти величины были выбраны на
основе интуиции исследователя. Коэффициент, характеризующий
разрушение пены, определялся по периодическому опыту и ре-
зультатам флотации в третьей камере и принимался одинаковым
для всех камер. Кроме того, модель не позволяет рассчитывать
переходные процессы.
Близкий подход к построению модели, пригодной для расчета
схем, использовал Д. Сазерленд *. В отличие от модели Р. Кинга
здесь не выделяются составляющие кинетической константы;
флотируемый материал разбивается на несколько классов круп-
ности, каждый из которых делится на легко- и труднофлотируе-
мую фракцию. Исходное питание может содержать несколько
минералов. Для моделирования схемы использован комплекс
программ PACER, применяемый для расчета химико-техноло-
гнческих схем, и ЭВМ большой мощности CDC 7600. Это позво-
ляет рассчитывать сложные схемы флотации, содержащие до
двадцати операций флотации, а также доизмельчение; число ка-
мер в операциях может достигать 15. Результаты моделирования
сравнивались с показателями флотации полиметаллической
руды, содержащей галенит, марматит и кварц; расчет прово-
дился для четырех классов крупности, каждый из которых де-
лился на легко- и труднофлотируемую фракцию. Общее число
компонентов в питании составляло, следовательно, 24; макси-
мальное число компонентов при расчете равно 50. Моделируемая
схема включала стадии основной, контрольной, две перечистные
операции н доизмельчение хвостов первой перечистки.
Описание модели в работе отсутствует, поэтому оценить ее
можно лишь по приведенным результатам. Сопоставление рас-
четных данных с полученными на действующей схеме показало
хорошую сходимость.
Б работе [242] показано, как относительно простая модель
флотации может быть использована для расчета работы флота-
ционной схемы — определения влияния циркулирующих нагру-
зок и возможных перекомпоновок в схеме. За основу была при-
нята модель кинетики первого порядка с гамма-распределением
по константе. Она была дополнена безразмерным параметром,
объединяющим время пребывания материала, характеристику
1 Sutherland D. N. Ап appreciation of galena concentration using a steady—
state flotation model. International Journal of Mineral Processing, 1977, N 4,
p. 149—162.
343
пенного слоя и расход воздуха. Исследование проводилось
в цикле коллективной мед но-мол ибденовой флотации фабрики
компании «Кеннекот» (ЮАР). Моделирование показало, что
увеличение циркулирующих нагрузок как в основной, так и
в контрольной флотации повышает эффективность разделения.
Циркулирующие нагрузки можно регулировать путем изменения
пеносъема в операциях. Результаты расчетов выявили возмож-
ность значительного увеличения извлечения меди по классу круп-
ности + 74 мкм при раздельном обогащении продуктов разной
крупности и перечистке крупной фракции. Подобный подход
к моделированию схем использован Г. Броманом [200]. Он ис-
следовал не только стационарный процесс, но и периодический
на основе уравнений баланса. Составлена программа, позволяю-
щая изменять число камер в операции и расположение операций
в схемах флотации двухкомпонентной руды. В качестве исход-
ных параметров выбраны объем переработки, содержание цен-
ного в исходном и плотность питания. Результат расчета — мас-
совые потоки продуктов по операциям, выход и содержание цен-
ного компонента в концентрате и отходах. Моделирование
различных вариантов схем позволило определить оптимальное
распределение камер по операциям и выявить зависимости между
основными факторами процесса и технологическими показате-
лями. Алгоритм прогнозирования результатов работы флотаци-
онных схем предложен в работе [113]. Кинетика основной фло-
тации описывается с помощью распределений массы и качества
исходного материала по константе скорости. Моменты распреде-
лений получаются при решении системы алгебраических урав-
нений; точность прогнозирования составляет 1—3%.
Другой подход к расчету и оптимизации фронта различных
операций флотации предложен О. Н. Тихоновым [167, 168]. Он
базируется иа уравнении кинетики вида:
eK(/) = l-e-KW, (8.1)
где К — кинетическая константа флотации, м/с; S — свободная
поверхность пузырьков в единице объема пульпы, м2/м3.
Произведение KS совпадает с кинетической константой урав-
нения К. Ф. Белоглазова. Для характеристики питания флота-
ции введены функция распределения исходного материала по
флотируемости <р(К) и зависимость содержания ценного мате-
риала от флотируемости частиц Р(/С), которые следует опреде-
лять экспериментально [168]. Поскольку извлечение разных
классов флотируемости различно, то для характеристики про-
344
цесса можно предложить зависимости распределения извлечения
в концентрат и в отходы от константы ек (К) и е©тх (К):
МАЗ = 1 - (К) = е~КЛФ, (8.2)
где — продолжительность флотации в данной операции, =
= const.
Это соответствует случаю одностадиальной флотации. Для
сложных схем, включающих операции контрольной и перечист-
ной флотации, формулы для расчета извлечений определяются
из уравнений баланса. Например, для схемы, включающей ос-
новную и перечистную операции, получим:
е (/0 =. . Б1Б2--- (8 3)
где 81 и 82 — распределения извлечений в концентрат в основной
и перечистной операциях, ei = 1— e-KS,4', е2=1—e-K&<<p; Si,
7фь Sz и /ф2 — свободная поверхность пузырьков и время флота-
ции в основной и перечистной операциях.
Распределение извлечений по мере увеличения числа опера-
ций в схеме приближается к предельному разделению по опре-
деленному классу флотируемости (ступенчатый закон):
е(Ю = /(ЛГ~/<р) = {о> М
Величину КР, следуя О. Н. Тихонову, будем называть фло-
тируемостью разделения. Из формулы (8.4) следует, что поло-
вина частиц, у которых К = КР, попадает в концентрат, а поло-
вина в отходы. Соответствеиио, почти все частицы, для которых
К>Кр, попадают в концентрат, а для К<Кр — в отходы. От-
сюда следует уравнение для вычисления КР:
е ад=0,5. (8.5)
Для схемы, включающей только основную флотацию, из фор-
мулы (8.2) получим
Кр = -1п 0,5/5/ф « 0,7/5/ф. (8.6)
Выбор оптимального значения Кр для флотационной схемы
соответствует требуемому качеству продуктов флотации. Пра-
вильный выбор его определяется точностью зависимости р (К).
Этот подход определяет пути расчета и выбора схемы флотации
345
по известным характеристикам сырья и заданным параметрам
разделения. Так, если заданы характеристики питания флотации
Тисх(К) и Рисх(Х) и схема флотации, то можно найти Кр. опт,
чтобы максимизировать выход концентрата (ук-*-тах) при тре-
буемом содержании ценного в концентрате (рк = ₽о). Для ре-
шения этой задачи необходимо использовать дополнительные
условия:
^тах
Т« = | Тисх(ЛГ)е(К)^;
^тах
ТИсх(Ю₽Исх(ЛГ)е(Ю^.
Тк о
(8.7)
В работе [166] эти методы1 применены для определения со-
отношения между временем флотации в основной и перечистной
операциях. Введем обозначения x=t^SK=^JKIKp, ti = Cfa>,
tz=Czt^, т. е. время основной и перечистной флотации соотно-
сится с временем флотации, обеспечивающим заданное разделе-
ние /ф = 0,7/KpS, в одной операции. С учетом этих обозначений
после преобразований формула (8.3) примет вид:
-о,7С, 1-2е-°-7С'
1 —е~°-7С1 '
(8.8)
Формула устанавливает связь между временем флотации
в основной и перечистной операциях, при котором сохраняется
требуемая флотируемость разделения. Важно минимизировать
общее время флотации: Ci + C2-»-min. Из формулы (8.8) можно
С2 представить через Ci, и тогда искомый минимум найдется из
решения уравнения (е~°-7С|)2 — 2е~°'7С,4-0,5 = 0, откуда С\ = 1,76,
С2 = 0,76.
Таким образом, время перечистной флотации должно быть
в 2 раза меньше времени основной флотации. Вместо минимиза-
ции суммарного времени флотации можно добиваться минимиза-
ции суммарного объема флотационных машин. В работе [168]
приведен пример расчета схемы флотации полиметаллической
1 См. также Тихонов О. Н. Об оптимальном распределении нагрузок
между основной н перечистной операциями флотации.— В кн.: Вопросы ки-
бернетики. Вып. 100, Ташкент, 1978, стр. 22—27.
346
руды, состоящей из основной, перечистной и контрольной опе-
раций. Для расчета необходимо из экспериментов определить
характеристики исходного материала и аппарата: распределение
материала по кинетической константе Тисх(К), зависимость со-
держания ценного по каждому компоненту от кинетической
константы р (К), свободную поверхность пузырьков в единице
объема пульпы S и время флотации t$, входящие в уравнение
(8.2). В данном примере принято, что флотируемость частиц ме-
няется в пределах ОсКсКшах = 5 -10-4 м/с, 70 % частиц состав-
ляет нефлотируемый остаток (К = 0), остальные 30 % равно-
мерно распределены в диапазоне флотируемости. Исходное рас-
пределение имеет вид уИсх(К) = 0,7б (К) + 0,3/Ктах = 0,7б (К) +
+ 0,6-103 м/с. Предполагается, что содержание ценных компо-
нентов (галенит, сфалерит и халькопирит) в частицах возрастает
линейно с увеличением их флотируемости от нуля при К = 0 до
86% при К = Ктах, для ₽рь (К) = 86К/Ктах = 17,2.104К, %РЬ,
для pZn(K) = 1,34-ЮК, %Zn, pCu(K) = 0,68-104K, % Си. Для
каждой операции параметры уравнения (8.2) принимаются рав-
ными: S = 100 м-1, /ф = 300 с, тогда е (К) = 1 — е-30 000*.
Выход в концентрат какого-либо узкого класса по флотируе-
мости равен <у(К) =е(К) Qhcx'Yhcx(K), а общий выход по всем
классам получится интегрированием этого выражения по К
5-10-‘
Q= $ s (К) Qncx [0,78 (К) + 0,6 • 103] dK =
о
5-10-*
= O,6-1O3Q„CX f e(K)dK.
о
Из уравнений баланса определяется е (К):
___________(!-gi)2________. -зоссок
1_2(1_е,) + 2(1— ei)2 ’ е' ~е
Интеграл нетрудно посчитать вручную, например, методом
прямоугольников, затабулировав функцию е (К) в интервале от 0
до 5-Ю-4. Тогда получим выход в концентрат перечистной опе-
рации Q = 0,28QBCX; ук = 28%. Для определения содержания
ценного в концентрате необходимо вычислить интеграл
S.I0-*
j НЮе(Ю<?исхТиех(К)^К.
347
Подставив в интеграл введенные выше линейные зависимости
содержания ценного от кинетической константы, получим:
6-10-‘
₽рь = оэдк J 17,2 • 1О*/Се(К)Q„„ • 0,6 • 103dK «45°/0Pb.
(б- Ю-4 \
j K*(K)dK~ 12,5 • IO"8j; ₽Zn ~ 3,5°/0Zn;
Pcu = l,8°/0Cu.
Извлечение свинца составит
________ / в- io-*
7РЬ=-^----------------------------—~ = 97 °/01 анСХ Рь = f Р(ЮХ
иск Pb 1 \ О
Xbcx(AW==13o/o].
Рассмотренная методика расчета флотационных схем в от-
личие от применяемой сейчас на практике1 позволяет учесть не-
однородность материала по флотируемости, аэрационную харак-
теристику флотационных машин и время флотации. Вместе
с тем некоторые принятые при расчете допущения ие имеют
строгого обоснования. Например, экспериментально полученные
распределения по флотируемости (см. 3.4) хорошо аппроксими-
руются гамма-распределеиием, заметно отличаясь от равномер-
ного. Не вызывает сомнений, что содержание ценного компо-
нента растет с увеличением флотируемости частиц, однако выбор
линейного закона требует экспериментального подтверждения.
Следует учесть различие потоков и времени флотации в разных
операциях схемы, изменение характеристик материала, посту-
пающего в операции. Так, в данном расчете время флотации во
всех операциях принимается одинаковым, в то время как из фор-
мулы (8.8) следует, что время основной флотации должно быть
в два раза больше, чем в перечистной.
Возможности применения изложенного метода связаны с раз-
витием способов определения функций распределения исходного
материала по флотируемости и зависимости содержания ценного
материала от кинетической константы. С увеличением сложно-
сти схемы резко возрастают вычислительные трудности. Практи-
1 См. например, Разумов К. А. Проектирование обогатительных фабрик.
М., «Недра», 1970.
348
ческое использование метода затруднено без создания методики
расчета, доведенной до машинных алгоритмов.
Как отмечалось в 4.7, вид математической модели процесса
флотации определяется кругом задач, решаемых при моделиро-
вании. Так, при конструировании камеры флотационной машины
наиболее пригодна модель, описывающая массоперенос и обра-
тимость флотационного прилипания; для расчета многокамерных
машин можно использовать модель, включающую распределение
по времени пребывания частиц в камере и изменение кинетиче-
ской константы по фронту флотации; при расчете сложных фло-
тационных схем следует воспользоваться моделью, описываю-
щей баланс твердого и воды в операциях флотации и распреде-
ление частиц по свойствам. Все это относится к задачам расчета
и исследования флотационных схем.
Другие задачи возникают при управлении конкретной техно-
логической схемой: входным параметром здесь является харак-
теристика питания, а управляющим — расход реагентов. Основ-
ные параметры моделей, применяемых для расчета схем, здесь
являются второстепенными, а часть из них фиксирована (объем
камеры, структура схемы и т. д.). Для управления процессом
необходимо установить вид зависимости между внешними воз-
действиями и управляемыми факторами процесса, с одной сто-
роны, и результатами процесса — с другой. Для этого класса
задач наиболее целесообразно использовать стохастические мо-
дели процесса. Методы построения таких моделей на базе актив-
ных и пассивных экспериментов и исследование на их основе
флотационного процесса подробно рассмотрены нами в работе
[8], методы оптимизации и управления на основе ЭВМ — в рабо-
тах [7, 70, 81, 116, 159]. Рассмотрение этих методов выходит за
рамки книги. Отметим лишь, что наибольшее распространение
получили методы Бокса—Уилсона и эволюционного планирова-
ния, стохастической аппроксимации и игровые алгоритмы опти-
мизации. Машинные системы управления, использующие эти ме-
тоды, а также регулирование по отклонению, применяются на
обогатительных фабриках нашей страны (Зыряновская, Ленино-
торская, Норильская и др.) и за рубежом [191, 211, 240,
244, 254].
Несмотря на преобладание стохастических моделей, в систе-
мах управления флотацией используются и детерминированные
модели. Например, в работе [239] процесс флотации описы-
вается кинетическим уравнением первого порядка. Исследуются
вопросы управления схемой, состоящей из основной и контроль-
ной флотации; возмущающее воздействие — изменение состава
исходного питания, управляющий параметр — расход воздуха
349
в камере. С помощью принципа максимума рассчитывается тра-
ектория управления, обеспечивающая необходимое содержание
ценного в концентрате и отходах при заданном времени флота-
ции. Модели, предназначенные для создания на их основе ма-
шинной системы управления, разработаны в работах [260, 268].
Основные уравнения моделей описывают баланс твердого в ка-
мере механической машины. Предполагается, что частицы рас-
пределены по кинетической константе.
Моделировалась работа типичных флотационных схем; воз-
мущающими переменными были плотность пульпы и объемная
производительность питания, содержание ценного и тонина по-
мола; рассчитывались зависимость извлечения и времени пребы-
вания частиц в схеме от кинетической константы. Более полное
исследование динамических свойств флотационной схемы и раз-
ных способов регулирования процессом было выполнено в ра-
боте [248]. Работа камеры описывается уравнением материаль-
ного баланса; вводится дискретное распределение по кинетиче-
ской константе. В качестве возмущающих факторов выбраны
плотность и расход пульпы и значения кинетической константы,
в качестве управляющих — расходы воздуха и реагентов. По-
строены передаточные функции по всем входным параметрам.
На основе полученных характеристик разработана система регу-
лирования процесса по принципу обратной связи с использова-
нием в качестве выходного параметра содержания халькопирита
в отходах медной флотации фабрики «Пихасалми» (Финляндия).
Расчетами на модели проведено сравнение двух методов регули-
рования: по возмущению и по отклонению содержания минерала
в отходах.
Таким образом, первые шаги в области применения кинети-
ческих моделей для расчета и управления флотационными схе-
мами сделаны. Возможности таких моделей пока еще невелики.
.Связано это с тем, что до последнего времени основные усилия
исследователей были направлены на решение теоретических во-
просов кинетики. Эти работы образовали фундамент для созда-
ния методов расчета и оптимизации схем. Практическое приме-
нение и развитие этих методов явится побуждающим импульсом
для дальнейшего углубления теории процесса и в конечном счете
приведет к интенсификации флотации.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов А. А. Теоретические основы оптимизации селективной фло-
тации сульфидных руд. М., Недра, 1978.
2. Активация флотационного прилипания воздушных пузырьков воздейст-
вием ультразвука и других факторов и анализ сил отрыва минераль-
ных частиц от пузырьков/Глембоцкий В. А., Гиацинтова К. В., Ере-
мин Ю. П. и др.— В ки.: IX Международный конгресс по обогащению
полезных ископаемых. Т. 3. Прага—М., 1970, с. 51—58.
3. Александров Л. Н. К анализу экспериментальных зависимостей (с при-
ложением программы SHE). Дубна, 1970. (Объединенный институт
ядериых исследований).
4. Антонычев М. Я-, Карасева Н. Г. О подобии флотомашии Мехаиобра.—
Цветные металлы, 1971, № 9, с. 95—97.
5. Арбайтер Н., Харрис С., Яп Р. Моделирование процесса флотации с
учетом гидродинамики флотомашии.— В ки.: VIII Международный кон-
гресс по обогащению полезных ископаемых. Т. 1. Л., 1968, с. 588—608.
6. Арис Р. Анализ процессов в химических реакторах. Л., Химия, 1967.
7. Барский Л. А., Козин В. 3. Системный анализ в обогащении полезных
ископаемых. М., Недра, 1978.
8. Барский Л. А., Рубинштейн Ю. Б. Кибернетические методы в обога-
щении полезных ископаемых. М., Недра, 1970.
9. Бедрань Н. Г., Григорьев И. Н. Экспериментальное исследование аэра-
ционных и гидродинамических параметров импеллера флотационной
машины ФМУ-63.— В ки.: Обогащение полезных ископаемых. М., 1971,
вып. 8, с. 31—35.
ГО. Бедрань Н. Г., Нестер А. Ф. Исследование влияния размеров воздуш-
ных пузырьков иа эффективность флотации угольных частиц различ-
ной крупности.— В ки.: Обогащение полезных ископаемых. Киев, 1970,
№ 6, с. 51—56.
П. Белоглазов К. Ф. Кинетика флотационного процесса,—В кн.: Тезисы
докладов сессии по физико-химическим проблемам обогащения. М.,
1938, с. 12—13.
12. Белоглазов К. Ф. Закономерности флотационного процесса. М., Ме-
таллу ргиздат, 1947.
13. Барский Л. А., Рубинштейн Ю. Б. О роли закона распределения
при статистическом анализе технологических процессов.— Бюлл.
ЦНИИОлово, 1968, Ks 1, с. 7—9.
14. Бенедек П., Ласло А. Научные основы химической технологии. Л., Хи-
мия, 1970.
15. Богданов О. С., Емельянов М. Ф. Выступление в дискуссии. IX Меж-
дународный конгресс по обогащению полезных ископаемых. Т. 3. Прага,
1970, с. 120—121.
16. Богданов О. С., Емельянов М. Ф. О вероятностном способе описания
процесса флотации.— Обогащение руд. 1970, № 1—2, с. 4—7.
17. Богданов О. С., Емельянов М. Ф. Влияние пенного слоя иа кинетику
флотации.— Обогащение руд, 1970, № 4, с. 34—36.
18. Богданов О. С., Емельянов М. Ф. Модель флотации, учитывающая
конечные скорости подъема и осаждения частиц в пеииом слое.— Труды
ин-та Мехаиобр. Вып. 136, Л., 1971, с. 84—95.
351
19. Богданов О. С., Кизевальтер Б. В. Некоторые итоги изучении физики
флотационного процесса. М., Металлургнздат, 1952, с. 51—86.
20. Богданов О. С., Кизевальтер Б. В., Хайнман В. Я- О влиянии скоро-
сти потока пульпы во флотационных машинах иа время флотации.—
• Цветные металлы, 1961, № 7, с. 4—10.
21. Богданов О. С., Максимов И. И., Хайнман В. Я. О причинах сокра-
щения времени флотации при увеличении скорости потока пульпы
во флотомашииах.— Обогащение руд. 1963, № 5, с. 16—21.
22. Богданов О. С., Филановский М. Ill., Суховольская С. Д. Исследова-
ние процесса минерализации поверхности раздела жидкость—воздух
прн флотации.— В ки.: Вопросы теории флотации. М., 1941, с. 8—15.
23. Бютнер Э. К., Гисина Ф. А. Эффективный коэффициент захвата частиц
аэрозоля дождевыми и облачными каплями.— Труды Ленинградского
гидрометеорологического института, вып. 15. Л., 1963, с. 108—114.
24. Вазов В., Форсайт Д. Разностные методы решения дифференциальных
уравнений в частных производных. М., ИЛ, 1963.
25. Васильев Н. И., Клоков Ю. A., Illкерстена А. Я. Дополнительные главы
численного анализа. Ч. И, ЛГУ, Рига, 1975.
26. Венкова М. Д., Дебердеев И. X. Влияние гидродинамических условий
перемешивания на содержание кислорода во флотационной пульпе.—
В кн.: Переработка минерального сырья. М., 1976, с. 132—137.
27. Виноградов Н. Н. Физические основы неравновесной термодинамики
инерционных необратимых переходных процессов при обогащении по-
лезных ископаемых.—В ки.: Обогащение и брикетирование угля. М.,
1974, № 1, с. 17—19.
28. Виноградов Н. Н„ Гурвич Г. М. Вопросы общей теории разделения
полезных ископаемых.— В кн.: Проблемы обогащения твердых горю-
чих ископаемых. Т. 3, вып. 2. М., 1974, с. 36—43.
29. Виноградов И. Н„ Гурвич Г. М., Острый В. А. Некоторые направления
интенсификации процесса флотации.— Кокс и химия. 1973, № 3,
с. 14—17.
30. Влияние размеров пузырьков воздуха на минерализацию их частицами
различной крупности/Б. С. Чертилии, В. Д. Самыгин, М. Я. Рыскин
и др.— В кн.: Разработка флотационных режимов н оптимальных усло-
вий флотационного обогащения руд цветных металлов. М., 1970;
с. 50—52.
31. Волкова 3. В. Минерализация пузырьков воздуха во флотации.— Гор-
ный журнал. 1946, № 3, с. 30—35.
32. Волкова 3. В. Кинетика пенно-флотацнонного процесса.— Уч. зап. Моск,
гос. пед. ин-та им. В. И. Ленина, 1966, № 267; с. 36—39.
33. Волощук В. М. Влияние эффекта «зацепления» н постоянной внешней
силы иа ииерциоиное осаждение аэрозольных частиц.— Труды ИЭМ,
М., вып. 23, 1971, с. 28—41.
34. Волощук В. М. Введение в гидродинамику грубодисперсных аэрозолей.
М., Гндрометеонздат, 1971.
35. Волощук В. М„ Муйдинова Т. А. Об осаждеинн аэрозольных частиц
на каплю при малых числах Стокса.— Изв. АН СССР. Физика атмо-
сферы и океана. Т. 6. № 1, 1970, с. 45—49.
36. Вопросы теории и технологии флотацни/О. С. Богданов, А. К. Поднек,
В. Я- Хайнман и др. Труды нн-та Механобр. Вып. 124. Л., 1959.
37. Вычислительные методы в физике атомных и молекулярных столкно-
вений. Под ред. Б. Олдера и др. М., Мир, 1974.
38. Гельперин Н. И., Лебалк В. П., Костанян А. Е. Структура потоков я
эффективность колонных аппаратов химической промышленности. М.и
Химия, 1977.
352
39. Глембоцкий В. А., Классен В. И. Флотация. М., Недра, 1973.
40. Годэн А. М. Флотация. М., Госгортехиздат, 1959.
41. Голгер Ю. Я., Классен В. И., Русанов А. И. Об изменении энергии ге-
терогенных систем в различных поверхностных явлениях.— Коллоидный
журнал. Т. 31, № 1, 1969, с. 34—41.
42. ' Голгер Ю. Я., Рубинштейн Ю. Б., Филиппов Ю. А. О применении тео-
рии соударений к моделированию и управлению процессом флотации.—
В кн.: Проблемы обогащения твердых горючих ископаемых. Т. 6, вып. 1,
1977, с. 52—60.
43. Голиков А. А. Скорость флотации.— Цветные металлы, 1957, № 2,
с. 8—13.
44. Голованов Г. А. Вопросы теории и практики флотации апатитсодержа-
щих руд. Апатиты. 1971.
45. Грин X., Лейн В. Аэрозоли—пыли, дымы и туманы. Пер. с англ, под
ред. Н. А. Фукса. Л., Химия, 1972.
46. Дерягин Б. В., Духин С. С. Теория движения минеральных частиц
вблизи всплывающего пузырька в применении к флотации.— Изв.
АН СССР. Металлургия и топливо, 1959, Ks 1, с. 82—89.
47. Дерягин Б. В., Самыгин В. Д. Об одной нз причин нефлотируемости
шламовых частиц.— Труды Гинцветмета. М., 1962, с. 240—254.
48. Деч Г. Руководство к практическому применению преобразования Ла-
пласа. М., Наука, 1965.
49. Дигре М. Анализ коэффициента разделения для процессов обогащения
полезных ископаемых.— В кн.: V Международный конгресс по обога-
щению полезных ископаемых. (Лондон, 1960). М., Госгортехиздат, 1962,
с. 613-628.
50. Духин С. С., Рулев Н. Н. Гидродинамическое взаимодействие твердой
сферической частицы с пузырьком в элементарном акте.— Коллоидный
журнал. Т. XXXIX, вып. 2, 1977, с. 270—275.
51. Жаботинский А. М. Концентрационные автоколебания. М., Наука, 1974.
52. Зайденберг И. Ш. Оценка вероятности минерализации пузырьков воз-
духа прн флотации.—Обогащение руд, 1969, № 2, с. 21—25.
53. Зайденберг И. Ш„ Лисовский Д. И., Буровой И. А. Об одном под-
ходе к построению математической модели процесса флотации.— Цвет-
ные металлы, 1964, К» 7, с. 24—29.
54. Закгейм А. Ю. Введение в моделирование химико-технологических про-
цессов. М., Химия, 1973.
55. Захваткин В. К-, Баранов В. Ф. Опыт производства и эксплуатации
флотационных машин с камерами большого объема в зарубежной прак-
тике обогащения руд.— Цветные металлы, 1975, № 7, с. 76—86.
56. Зельдович Я. Б., Мышкис А. Д. Элементы математической физики. М.,
Наука, 1973.
57. Зимин А. Г. Механизм захвата и осаждения атмосферных примесей
облаками и осадками.— В кн.: Вопросы ядерной метеорологии. М., 1962,
с. 116—150.
58. Инуе Т., Имайцуми Т. Некоторые аспекты кинетики флотации.— В кн.:
VIII Международный конгресс по обогащению полезных ископаемых.
Т. 2, Л , 1969, с. 386—398.
59. К исследованию механизма действия пенообразователей при пенной
флотации/В. И. Мелик-Гайказян, В. В. Ворончихииа, 3. И. Глазунова
и др.— Обогащение руд. Иркутск, вып. I, 1973, с. 22—31.
60. Кабанов Б. Н., Фрумкин А. Н. Величина пузырьков, выделяющихся при
электролизе. Журнал физической химии, 1933, № 4, с. 538—542.
61. Каковский И. А. К вопросу о скорости флотации.— Цветные металлы,
1956, К» 12, с. 7—20.
23 Заказ № 232 353
62. Каковский И. А. К вопросу о скоростной флотации.— Цветные металлы,
1961, №5, с. 11—17.
63. Карлин С. Основы теории случайных процессов. М., Мир, 1971.
64. Кафаров В. В. Методы кибернетики в химии и химической технологии.
3-е изд. М., Химии, 1976.
65. Кац М. Несколько вероятностных задач физики и математики. М.,
Наука, 1967.
66. Классен В. И. Вопросы теории аэрации и флотации. М.—Л., Госхим-
издат, 1949.
67. Классен В. И. К вопросу прилипания минеральных частичек к воздуш-
ному пузырьку.— В ки.: Труды II иаучно-техиической сессии ии-та Ме-
хаиобр. М., 1952, с. 113—124.
68. Классен В. И. Флотация угля. М., Госгортехиздат, 1963.
69. Классен В. И., Мокроусов В. А. Введение в теорию флотации. 2-е изд.
М., Госгортехиздат, 1959.
70. Козин В. 3., Лукас В. А. Основные динамические закономерности про-
цесса флотации как объекта автоматического управления.— Изв. вузов.
Горный журнал, 1964, № 3, с. 164—171.
71. Корн Г., Корн Т. Справочник по математике для научных работников
и инженеров. М., Наука, 1970.
72. Коряков-Савойский Ю. А., Гольдберг Я. С-, Бондаренко И. И. Гидро-
динамическое и технологическое исследование флотационных машин
с горизонтальным трубчатым аэратором (ФМ ГТА-ДГИ), Изв. ДГИ.
Т. 57, 1971, с. 35—41.
73. Кройт Г. Р. Наука о коллоидах. Т. I. М., ИЛ, 1955.
74. Крохин С. И. Об уравнениях скорости флотации.— Изв. вузов. Цвет-
ная металлургия, 1958, № 1, с. 28—41.
75. Крохин С. Й. О флотационной активности минеральных частиц.— Изв.
вузов. Цветная металлургия, 1963, № 6, с. 41—50.
76. Крылов В. И., Скобля Н. С. Методы приближенного преобразования
Фурье и обращения преобразования Лапласа. Справочная книга. М.,
1974.
77. Лаврентьев М. А., Шабат Б. В. Проблемы гидродинамики и их мате-
матические модели. М., Наука, 1973.
78. Ландау Л. Д., Лифшиц Е. М. Механика сплошных сред. 2-е изд. М.,
Гостехиздат, 1954.
79. Ланцош К. Практические методы прикладного анализа. М., Физматгиз,
1951.
80. Ларионов Л. А., Шестаков Л. Я. Сравнительные испытания флотаци-
онных машин Мехаиобр-бА и Снхали ия Джезказганской обогатитель-
ной фабрике.— Цветные металлы, 1962, № 8, с. 11—13.
81. Лебедкин В. Ф., Процуто В. С., Реуцкий Ю. В. Проектирование систем
управления обогатительными производствами. М., Недра, 1973.
82. Левеншпиль О. Инженерное оформление химических процессов. М„ Хи-
мия, 1969.
83. Левин Л. М. Исследования по физике грубодисперсных аэрозолей. М.,
Наука, 1961.
84. Левин Л. М., Седунов Ю. С. О влиянии инерции иа осаждение частиц
аэрозоля из потока при докритических числах Стокса.— ДАН СССР,
1965. Т. 162, № 2, с. 316—319.
85. Левин В. Г. Теория коагуляции коллоидов в турбулентном потоке
жидкости.— ДАН СССР, 99, № 5, с. 809—812.
86. Левин В. Г. Физико-химическая гидродинамика. 2-е изд. М., Изд-во фи-
аико-математической литературы, 1959.
354
87. Лейтес Э. Д. Критерии для оценки работы флотомашии.— Цветные
металлы, 1971, № 9, с. 91—95.
88. Лукас В. А., Троп А. Е. Описание переходных процессов в обогати-
тельных аппаратах уравнениями в частных производных.— Изв. вузов.
Горный журнал, 1967, № 5, с. 152—155.
89. Лэнгмюр И. Искусственное осаждение кучевых облаков при темпера-
туре выше О °C в результате цепного процесса.— В кн.: Физика обра-
зования осадков. Под ред. Б. В. Дерягина и А. X. Хргнаиа. М., ИЛ,
1951.
90. Мак-Кракен Д., Дорн У. Численные методы и программирование на
ФОРТРАНЕ. М., Мир, 1978.
91. Максимов И. И., Хайнман В. Я. Механизмы влияния продольного пе-
ремешивания пульпы на время флотации.— Обогащение руд, 1965, № 3,
с. 24—27.
92. Максимов И. И., Хайнман В. Я. Взаимное влияние частиц в пульпе
при флотации.— Обогащение руд. 1966, Kt 1, с. 22—26.
93. Мамаков А. А. Определение вероятности столкновения частиц с пу-
зырьками в электрофлотациоином процессе.— Электронная обработка
материалов, 1975, № 6, с. 42—45.
94. Матвеев М. А. Водоснабжение и воздуходувные установки обогатитель-
ных фабрик. М., Металлургиздат, 1954.
95. Матвеенко Н. В. Вывод уравнения минерализации пузырьков и при-
меры применения кинетического уравнения флотации в производствен-
ной практике.— Цветные металлы, 1959, № 6, с. 11—19.
96. Матвеенко Н. В. О влиянии скорости потока пульпы во флотационных
машинах иа время флотации.— Цветные металлы, 1962, Kt 5, с. 18—20.
97. Матвеенко Н. В. ГГениая сепарация полезных ископаемых. М., Недра,
1976.
98. Математическое обеспечение ЕС ЭВМ. Пакет научных подпрограмм,
руководство программиста. Вып. 3. Минск, 1973.
99. Мелик-Гайкаэян В. И. Исследование механизма действия аполярных
реагентов при флотации частиц с гидрофобными и гидрофобизнроваи-
иыми поверхностями.— В кн.: Физико-химические основы действия апо-
лярных собирателей при флотации руд н углей. М., 1965, с. 22—50.
100. Мелик-Гайказян В. И. О механизме действия аполярных реагентов прн
пенной флотации.— Обогащение руд, 1970, № 3, с. 38—43.
101. Мелик-Гайказян В. И., Емельянова И. П. К вычислению поверхност-
ного иатяжеиия на растягиваемых участках поверхности пузырька.
ДАН СССР. Т. 204, Kt 5, 1972, с. 1168—1170.
102. Мелик-Гайказян В. И., Емельянова И. П., Глазунова 3. И. О капил-
лярном механизме упрочнения контакта частица—пузырек при пенной
флотации.— Обогащение руд, 1976, Kt 1, с. 25—31.
103. Мелких В. И. Статистическая теория процесса флотации.— Обогащение
руд, 1963, Kt 6, с. 17—20.
104. Мелких В. И. Кинетика флотации в свете законов статистики.— Изв.
вузов. Горный журнал, 1964, Kt 9, с. 181—186.
105. Мелких В. И. Связь между уравнениями скорости флотации.— Обога-
щение руд, 1965, № 2(56), с. 24—25.
106. Мелких В. И. Уравнение статистической динамики флотационного про-
цесса.— Обогащение руд, 1966, № 1, с. 26—28.
107. Мика Т., Фюрстенау Д. Микроскопическая модель флотационного про-
цесса.— В кн.: VIII Международный конгресс по обогащению полез-
ных ископаемых. Т. 2. Л., 1969, с. 246—269.
108. Митрофанов С. И. К вопросу теории и расчета механических флота-
ционных машин.— Цветные металлы, 1939, Kt 9, с. 41—50.
23*
355
109. Митрофанов С. И. Скорость флотации.— В ки.: Теория и практика обо-
бщения руд цветных и благородных металлов. Свердловск—М„ 1940.
с. 59—68.
ПО. Митрофанов С. И. Скорость флотации.— Цветные металлы. 1953. № 5,
с. 9—13.
111. Митрофанов С. И. Об уравнении скорости флотации второго порядка.—
Цветные металлы, 1954, № 3, с. 7—11.
112. Митрофанов С. И. Селективная флотация. М., Недра, 1967.
113. Моделирование флотационных схем/Ю. Н. Певзнер, Г. А. Хан,
В. Л. Забелин и др. Труды ВНИКИ Цветметавтоматика, 1975, вып. 8,
с. 8—18.
114. Натансон Г. Л. Критические условия инерционного осаждения аэрозо-
лей при вязком обтекании цилиндра и шара. ДАН СССР. Т. 116. № 1.
1957, с. 109—112.
115. Некоторые принципы построения аппаратов для флотационной очистки/
Р. А. Малинский, В. И. Либерман, Л. Э. Андреева и др.— В ки.: Фло-
тационные методы извлечения ценных компонентов из раствора и очи-
стка сточных вод. М., 1973, с. 216—220.
116. Нестеров Г. С. Технологическая оптимизация обогатительных фабрик.
М., Недра, 1976.
117. О соотношении размеров воздушных пузырьков и минеральных частиц
при флотацни/В. И. Тюрникова, М. Е. Наумов, В. М. Богомолов и др.—
В кн.: Проблемы обогащения твердых горючих ископаемых. Т. 5,
вып. 1, 1976, с. 67—71.
118. Осолодков Г. А. Анализ результатов промышленной флотации мине-
рального сырья.— Зап. Леииигр. Горного ии-та. Т. XXIV, 1950, с. 175—
184.
119. Пиккат-Ордынский Г. А., Острый В. А. Технология флотационного обо-
гащения угля. М., Недра, 1972.
120. Плаксин И. Н. «Скорость флотации.» (о статье С. И. Митрофанова).—
Цветные металлы, № 1, 1954, с. 71—75.
121. Плаксин И. Н„ Классен В. И., Бергер Г. С. О кинетических уравиеиинх
флотационного процесса.— Цветные металлы, 1956, № 4, с. 20—25.
122. Плаксин И. Н„ Тюрникова В. И., Рубинштейн Ю. Б. Промышленные
испытания вертикальной пневматической машины.— Цветные металлы.
1969, № 8, с. 19—20.
123. Плаксин И. Н., Тюрникова В. И., Рубинштейн Ю. Б. О применении
новой пневматической флотационной машины.— Научи, сообщ. ИГД
им. А. А. Скочииского, 1969, № 65, с. 122—128.
124. Погорелый А. Д. Расчеты составов и выходов продуктов флотации
в простейших случаях разделения минеральных смесей.— Изв. вузов.
Цветная металлургия, 1958, К» 2, с. 26—32.
125. Погорелый А. Д. Показатели процесса флотационного разделения ми-
неральных смесей, содержащих сростки минералов.—Изв. вузов. Цвет-
ная металлургия, 1958, № 4, с. 56—65.
126. Погорелый А. Д. Расчет схем флотационного разделения.— Изв. вузов.
Цветная металлургия, 1958, № 6. с. 43—49.
127. Погорелый А. Д. О флотацнонвой характеристике промышленной
пульпы.— Изв. вузов. Цветная металлургия, 1961, № 5, с. 59—68.
128. Погорелый А. Д. Границы использования кинетического уравнения фло-
тации К. Ф. Белоглазова.— Изв. вузов. Цветная металлургия, 1962.
№ 1, с. 34—40.
129. Погорелый А. Д. Некоторые вопросы теории скоростной флотации.—
Изв. вузов. Цветная металлургия, № 2, 1963, с. 23—33.
356
130. Погорелый А. Д., Романов Н. Р., Сартаева М. А. Количественная ха-
рактеристика действия флотационных машин,— Изв. вузов. Цветная
металлургия, 1967, № 5, с. 32—39.
131. Пожидаев В. Ф. Восстановление функций распределения многокомпо-
нентных смесей.— В ки.: Актуальные проблемы углеобогащения.
Ворошиловград, 1970, с. 18—20.
132. Применение флотационных противоточных пневматических машин на
Кадамджайской обогатительной фабрике/В. М. Узлов, В. И. Тюриикова,
Ю. Б. Рубинштейн и др.— Цветная металлургия, 1973, № 5, с 19—21.
133. Пшенай-Северин С. В. О влиянии гидродинамического взаимодействия
малых облачных капель на скорость их падения.— Изв. АН СССР. Сер.
геофиз., 1957, № 8, с. 1045—1051.
134. Ребиндер П. А. Выступление в дискуссии. VIII Международный кон-
гресс по обогащению полезных ископаемых, т. 2, Л., 1969, с. 505.
135. Рубинштейн Ю. Б. Кинетические основы флотационного процесса.—
В кн.: Современное состояние и перспективы развития теории флота-
ции. М., 1979, с. 119—132.
136. Рубинштейн Ю. Б. Перспективы применения флотационных машин ко-
лонного типа.— В ки.: Проблемы обогащения твердых горючих иско-
паемых. Т. 4, вып. 1, 1975, с. 41—49.
137. Рубинштейн Ю. Б. Закономерности кинетики разделения минералов.—
В кн.: Комбинированные методы обогащения при комплексной пере-
работке минерального сырья. М., 1977, с. 29—31.
138. Рубинштейн Ю. Б., Барский Л. А., Адлер Ю. П. Построение кинетиче-
ской модели флотационного процесса методами планирования экспери-
мента.— В кн.: Проблемы планирования эксперимента. М., 1968, с. 243—
248.
139. Рубинштейн Ю. Б., Вишнякова 3. И. Исследование флотируемости уг-
лей Южно-Якутского бассейна.— РЖ. «Горное дело». Реф. 5Д112-76.
1975.
140. Рубинштейн Ю. Б., Вишнякова 3. И. Исследование кинетических ха-
рактеристик флотации углей (на примере шлама Абашевской ЦОФ).
РЖ. «Горное дело». Реф. 12Д64-77, 1977.
141. Рубинштейн Ю. Б., Вишнякова 3. И., Филиппов Ю. А. Исследование
влияния размера угольных частиц иа флотируемость.— В ки.: Про-
блемы обогащения твердых горючих ископаемых. Т. 4, вып. 1, М„ 1975,
с 28—34.
142. Рубинштейн Ю. Б., Гаспарян Г. А., Муравьева С. К. Построение ста-
тистической модели аэрации во флотационных аппаратах колонного
типа.— Труды АрмНИИНТИ. Вып. 224. Ереван, 1975, с. 17—22.
143. Рубинштейн Ю. Б., Дымко И. Н., Макарушина Н. И. Новый аппарат
для флотации углей.— Кокс и химия, 1976, № 6, с. 43—45.
144. Рубинштейн Ю. Б., Тюрникова В. И., Филиппов Ю. А. О математиче-
ской модели процесса флотации.— В кн.: Проблемы обогащения таер-
дых горючих ископаемых. Т. 4, вып. 2, М., 1975, с. 72—83.
145. Рубинштейн Ю. Б., Тюрникова В. И., Филиппов Ю. А. О направлениях
математического моделирования процесса флотации.— В ки.: Перера-
ботка минерального сырья. М., 1976, с. 162—167.
146. Рубинштейн Ю. Б., Тюрникова В. И., Янцен В. И. Некоторые вопросы
гидродинамики противоточных пневматических флотационных машин.—
В ки.: Проблемы обогащения твердых горючих ископаемых. Т. 5, вып. 1.
1976, с. 61—67.
147. Рубинштейн Ю. Б., Тюрникова В. И., Янцен В. И. О подобии флотаци-
онных противоточных пневматических машин.— В ки.: Проблемы обо-
гащения твердых горючих ископаемых. Т. 6, вып. 2. М., 1978, с. 49—52.
357
148. Рубинштейн Ю. Б., Филиппов Ю. А. О применении принципов общей
теории разделения к математическому описанию процесса флотации.—
В кн.: Проблемы обогащения твердых горючих ископаемых. Т. 5, вып. 2.
М„ 1975, с. 62—67.
149. Рубинштейн Ю. Б., Филиппов Ю. А. О применении математической мо-
дели для управления процессом флотации.— В кн.: Обогащение н бри-
кетирование угля. М., 1975, № 10, с. 13—15.
150. Рубинштейн Ю. Б., Филиппов Ю. А. Экспериментальное исследование
структуры кинетической константы процесса флотации. Изв. вузов. Цвет-
ная металлургия, 1976, № 2, с. 17—23.
151. Рубинштейн Ю. Б., Филиппов Ю. А. Построение и анализ кинетической
модели флотации.— В кн.: Комплексное использование сырьевых ре-
сурсов предприятий цветной металлургии. Ереван, 1977, с. 138—146.
152. Рубинштейн Ю. Б., Филиппов Ю. А. О построении математической мо-
дели процесса флотации.— Изв. вузов. Цветная металлургия, 1977, № 1,
с. 11—16.
153. Рубинштейн Ю. Б., Филиппов Ю. А., Голгер Ю. Я. О кинетическом
уравнении процесса флотации.— Кокс и химия, 1974, № 12, с. 8—9.
154. Рубинштейн Ю. Б., Филиппов Ю. А., Муравьева С. К. Об оценке ве-
роятности столкновения частицы с пузырьком при флотации.— Инф.
бюлл. Сер. Промышленность горнохимического сырья. 1975, вып. 2,
с. 48—49.
155. Рулев И. Н., Дерягин Б. В., Ду хин С. С. Кинетика флотации мелких
частиц коллективом пузырьков,— Коллоидный журнал. Т. XXXIX, вып. 2.
1977, с. 314—323.
156. Рулев Н. Н. Теоретическое обоснование некоторых экспериментально
установленных закономерностей флотации мелких частиц.— Коллоидный
журнал, 1978, № 6, с. 1202—1204.
157. Рундквист В. А. По поводу скоростной флотации.— Цветные металлы,
1960, К» 8. с. 17—28.
158. Сазерленд К. Л., У орк И. В. Принципы флотации. М., Металлургиздат,
1958.
159. Салыга В. И., Щелинский А. А. Автоматизированные системы управ-
ления производством иа обогатительных фабриках. (Обзор). М., 1974.
(ЦНИИЭУголь).
160. Самыгин В. Д., Чертилин Б. С., Небера В. П. Влиииие размера пузырь-
ков на флотируемость инерционных частиц,— Коллоидный журнал.
Т. XXXIX, № 6, 1977, с. 1101—1107.
161. Самыгин В. Д. Кинетика минерализации одиночных пузырьков воздуха
в условиях беспенной свободной флотации равиофлотируемых частиц.—
Изв. вузов. Цветная металлургия, 1978, № 4, с. 12—17.
162. Скородумова Л. П„ Бедрань Н. Г. К вопросу о вероятности флотации
минеральных частиц разной крупности в -зависимости от расхода воз-
духа,—В ки.: Обогащение руд черных металлов. М., 1972, вып. 13,
с. 100—104.
163. Смолуховский М. Три доклада о диффузии, броуновском движении,
коагуляции коллоидных частиц.— В ки.: Броуновское движение. М.,
ОНТИ, 1936, с. 332—416.
164. Тилле Р„ Пану Ж. О кинетике флотации.— Обогащение руд. 1968, № 2,
с. 5—13.
165. Тихонов О. Н. Введение в динамику массопереиоса процессов обога-
тительной технологии. Л., Недра, 1973.
166. Тихонов О. Н. Флотационное разделение полимннерального сырья путем
варьирования времени флотации.— Изв. вузов. Горный журнал, 1978,
№ 2, с. 186—191.
358
167. Тихонов О. Н. Методика расчета ожидаемых результатов флотации.—
Изв. вузов. Горный журнал, 1978, К» 9, с. 145—149.
168. Тихонов О. Н. Расчет схем обогащения с учетом распределения частиц
минерального сырья по их физическим свойствам.— Обогащение руд.
1978, № 4, с. 21—27.
169. Тихонов О. Н. Использование кривых кинетики извлечения твердого и
ценных компонентов при подборе оптимального режима флотации.—
Изв. вузов. Горный журнал, 1978, № 11, с. 150—154.
170. Тюрникова В. И., Наумов М. Е., Рубинштейн Ю. Б. Некоторые осо-
бенности процесса минерализации в вертикальной пневматической про-
тивоточной флотационной машине (ФППМ).— В кн.: Проблемы обо-
гащения твердых горючих ископаемых. Т. 3, вып. 1. М., 1972, с. 68—76.
171. Тюрникова В. И., Рубинштейн Ю. Б. Некоторые направления совер-
шенствования флотационного процесса.— В ки.: Проблемы обогащения
твердых горючих ископаемых. Т. 2, вып. 2. М., 1972, с. 74—86.
172. Тюрникова В. И., Рубинштейн Ю. Б., Гаспарян Г. А. Разработка и
исследование промышленных образцов трубчатого флотационного аппа-
рата.— В кн.: Материалы Всесоюзного совещания по вопросам совер-
шенствования конструкций флотационных машин. Л., 1973, с. 93—100.
173. Тюрникова В. И., Рубинштейн Ю. Б., Дымко И. Н. Создание новых
конструкций противоточных пневматических флотационных машин.—
Цветная металлургия, 1975, Ns 21, с. 30—32.
174. Тюрникова В. И., Рубинштейн Ю. Б., Мечурчлишвили Т. И. О новой
конструкции противоточной пневматической машины.— В кн.: IX Меж-
дународный конгресс по обогащению полезных ископаемых. Т. 3.
Прага—М. 1970, с. 126—127.
175. Тюрникова В. И., Рубинштейн Ю. Б., Наумов М. Е. Изучение аэра-
ционных характеристик пневматических флотационных противоточных
машин (ФППМ).— В кн.: Проблемы обогащения твердых горючих
ископаемых. Т. 6, вып. 1. М., 1977, с. 35—41.
176. Тюрникова В. И., Рубинштейн Ю. Б., Янцен В. И. О флотационных
возможностях противоточных пневматических машин.— Цветные ме-
таллы, 1971, № 9, с. 97—99.
177. Физико-химия флотационных процессов/П. А. Ребиндер, М. Е. Липец,
М. К. Римская н др. М., Металлургиздат, 1933.
178. Фрумкин А. Н. Об явлениях смачивания и прилипания пузырьков.—
Журнал физической химии. Т. 12, вып. 4, 1938, с. 336—345.
179. Фукс Н. А. Механика аэрозолей. М., Изд-во АН СССР, 1955.
180. Фукс Н. А. Успехи механики аэрозолей. М., Изд-во АН СССР, 1961.
181. Химмельблау Д. Анализ процессов статистическими методами. М., Мир,
1973.
182. Хэмминг Р. Численные методы для научных работников и инженеров.
М„ Наука, 1968.
183. Численные методы расчета функции распределения по флотируемости/
Ю. Б. Рубинштейн, Ю. А. Филиппов, В. Ф. Пожидаев и др.— РЖ. «Гор-
ное дело». Реф. 5Д111-76, 1975.
184. Шумков О. А. Скоростная флотация и вопросы комплексной интенсифи-
кации флотационного процесса,—Цветные металлы, 1956, №6, с. 1—10.
185. Шупов Л. П. К вопросу построения математико-статистической теории
процессов разделения.— В ки.: Математические методы и ЭВМ в обо-
гащении. Вып. ХП. М., 1971, с. 250—259.
186. Эйгелес М. А. Кинетика минерализации воздушного пузырька во фло-
тационной суспензии.— Цветные металлы. 1940, № 2, с. 10—12.
187. Эйгелес М. А. Теоретические основы флотации иесульфидиых минера-
лов. М„ Металлургиздат, 1950.
359
188. Эйгелес М. А. Основы флотации несульфидных минералов. М., Недра,
1964.
189. Эмануэль Н. М„ Кнорре Д. Г. Курс химической кинетики. М., Высшая
школа, 1974.
190. Юрьев И. М. К теории инерционного осаждения аэрозолей из симмет-
ричных потоков.— ДАН СССР. Т. 170, № 5, 1969, с. 1035—1038.
191. Amsden М. Р„ Chapman С., Reading М. G. Computer control of flotation
at Ecstall. “Can. Mining J.”, 1973, 94, N 6, pp. 46—57.
192. Arbiter N. Flotation rates and flotation efficiency. Trans. AIME, 1951,
v. 190, pp. 791—796.
193. Arbiter N., Harris C. Flotation kinetics. Froth flotation: 50th anniversary
volume, AIME, N 4, 1962, pp. 215—246.
194. Arbiter N., Steininger I. Hydrodungul de machines de flotation 6th Con-
gress International de la preparation des Minerals. Cannes, 1962 g. 717—
730 Societe De L Industrie Minerals, 1964.
195. Auer A. Model matematyczny procesu flotacji. Rudy i Metaly Nieielazne,
18, N 12, 1973, s. 576—578.
196. Ball B„ Kapur P. C., Fuerstenau D. W. Prediction of grade — recovery
curves from a flotation kinetic model. Trans. SME/AIME, 1970, v. 247,
N 3, pp. 263—269.
197. Black K. G., Faulkner В. P. Evaluation of batch flotation results by mul-
tiple linear regression. Trans. SME/AIME, 1972, v. 252, N 1, pp. 19—20.
198. Bogdanov O. S., Hainman N. J., Maximov I. I. On certain physical — me-
chanical factor determing the rate of flotation. VII Internal. Min. Pro-
cessing Congr. (New York, 1964), Gordon and Breach, N. Y., 1965,
pp. 169—174.
199. Boutin P., Wheeler D. The flotation column. Canadian Mining Journal,
1963, 84, N 8, pp. 55—56.
200 Broman G. Processimuleringar med flotationskinetisk modell. “Medd. Sven,
gruvforen”. 1974, 138, N 9, pp. 49—74.
201. Brown D. J., Smith H. G. The flotation of coal as a rate process. Trans.
Inst. Min. Engns., 1954, 113, pp. 1001—1017.
202. Bruyn P. L„ Modi H. J. Particle size and flotation rate of quartz. Trans.
AIME, 1956, v. 205, pp. 415—419.
203. Bull W. R. The rates of flotation of mineral particles in sulphide ores-
Proc. Australas. Inst. Min. Met., 1966, N 220, pp. 69—78.
204. Bushell С. H. G. Kinetics of flotation efficiency. Trans. AIME, 1962,
v. 223, pp. 266—273.
205. Carta M. Discussion, VI Internal. Min. Proc. Congr. (Cannes, 1963),
Pergamon Pr., 1965, p. 577.
206. Cooper H. R. Feedback process control of mineral flotation. P. 1. Deve-
lopment of a model for froth flotation. Trans. SME/AIME, 1966, v. 235,
N 4, pp. 439—446.
207. Davis M. H., Sartor I. D. Theoretical collision efficiencies for small cloud
droplets in Stokes flow. Nature, 1967. v. 215, pp. 1372—1379.
208. Dedek F. Das Anhaften der Luftblusen an der Oberflache des Feststoffe
bev der Flotation. Gluckauf—Forschungshefte, 1969, 30, N 4, s. 18—22.
209. Derjagin B., Dukhin S. Theory of flotation of small and medium size
particles. Bull. Inst. Min. and Metall., London, v. 221, 1961, febr.,
p. 221—246.
210. Evans L. F. Bubble-mineral attachment in flotation. Industrial and Engi-
neering Chemistry, 1954, v. 46, N 11, pp. 2420—2424.
211. Faulkner В. P. Computer control improves metallurgy at Tennessee Cop-
per Flotation plant. Mining Eng., 1966, N 11.
360
212. Flint L. R. A mechanistic approach to flotation kinetics. Trans. Inst. Min.
Met., 1974, C83, pp. 90—95.
213. Fuerstenau D. w. Discussion, IX Internal. Min. Proc. Congress, Praha,
v. 3, p. 138.
214. Gaudtn A. M., Schuhmann R., Schlechten A. W. Flotation kinetics II.
The effect of size on the behaviour of galena particles. Journ. of Physical
Chemistry, 46, pp. 902—910.
215. Grander W„ Kadur E. The relation between froth surface and volume in
flotation cells. Metall. u. Erz., 1940, v. 37, pp. 367—372.
216. Harris С. C. A recycle flow flotation machine model: response of mo-
del to parameter changes. Intern. J. of Min. Processing, 1976, N 3,
pp. 9—25.
217. Harris С. C., Chakravarti A. Semi-batch froth flotation kinetics: species
distribution analysis, Trans SME/AIME, 1970, v. 247, N 2, pp. 162—172.
218. Harris С. C., Chakravarti A., Degaleesan S. N. A recycle flow flotation
machine model. Intern. J. of Min. Processing, 1975, N 2, pp. 39—58.
219. Harris С. C., Jowett A., Ghosh S. K. Analysis of data from continuous
flotation tests. Trans. SME, 1963, v. 226, pp. 444—447.
220. Harris С. C., Rimmer H. W. Study of a two-phase model of the flotation
process. Trans, fnst. Min. Met., 1966, C75, pp. 153—162.
221. Haynman V. J. Fundamental model of flotation kinetics. 11 Intern. Miner.
Proc. Cone. Cagliari, 1975, paper 19, pp. 1—23.
222. Hocking L. M. The theoretical collision efficiency of small drops, in:
E. Richardson (ed.) “Aerodynamic capture of particles", Pergamon, 1960,
pp. 154—159.
223. Holland-Batt A. B. Efficiency in batch separations. Transactions IMM,
1971, v. 80, sec C, pp. 12—23.
224. Horst W. R., Morris T. M. Can flotation rates be improved? Engng Min.
J„ 1956, v. 113, N 10, pp. 81—83.
225. Imaizumi T., Inoue T. A study of flotation as a rate process. J. Min.
Met. Inst. Jap, 1961, v. 77, N 881, pp. 19—26.
226. Imaizumi T., Inoue T. Kinetic consideration of froth flotation. 6th Inter-
nal. Min. Processing Congr. (Cannes, 1963), Pergamon, 1965, pp. 581—593.
227. Imaizumi T.. Inoue T. Flotation rate characterictics of free mineral par-
ticles. J. Min. Met. Inst. Jap, 1966, v. 82, N 993, pp. 17—24.
228. Jowett A. Investigations of residence time of fluid in froth flotation cells.
Brit. Chem. Engrs, 1961, v. 6, p. 254—258.
229. Jowett A. The development of studies in froth flotation. De Ingenieur
(Niderl.), 1969. v. 81, N 38, pp. МН—M17.
230. Jowett A. Resolution of flotation recovery curves by a difference plot
method. Trans. Inst. Mining and Met, 1974, v. C83, N 12, pp. 263—266.
231. Jowett A., Ghosh S. K. Flotation kinetics: investigations leading to pro-
cess optimization. Proc. VII Internal. Min. Proc. Congr. (N. Y, 1964),
v. 1, N. Y, 1965, pp. 175—184.
232. Kapur P. C., Mehrotra S. P. A phenomenological model for flotation
kinetics. Trans. Inst. Mining Met, v. C82, 1973, pp. 229—235.
233. Kapur P. C., Mehrqtra S. P. Estimation of the flotation rate distribution
by numerical inversion of the Laplace transform. Chemical Engineering
Science, 1974, v. 29, pp. 411—415.
234. Banerjee A., Roy A. R., Sarkar G. G., Lahiri A. Kinetics of coal flotation,
J. Inst. Fuel, 1962, v. 35, N 258, pp. 298—302.
235. King R. P. A model for the design and control of flotation plants. Xth In-
ternal. Symp. on Applicat. of Computers in the Min. Industry, Johannes-
burg, apr. 1972, pp. 341—350.
361
236. King К. P. Flotation research work of the N. I. M. Research Group, and
the Departament of Chemical Engineering, Univ, of Natal. J. South Afr.
Inst. Min. Met., 1972, v. 72, N 9, pp. 131—145.
237. King R. P. A computer programme for the simulation of the performance
of a flotation plant. Nat. Inst. Metal. Chem. Engng. Research Group,
Dep. of Chem. Engng. Univ. Natal, rep. N 1436, Johannesburg, aug. 1973,
pp. 1—10.
238. King R. P., Pugh G., Langlay J. Application of a flotation model to an
industrial plant. Nat. Inst. Metal. Chem. Engng Research Group, Dep.
of Chem. Engng. Univ. Natal, rep. N. 1562, Johannesburg, 1973, pp. 1—16.
239. Koivo H. M., Cojocariu R. An optimal control for a flotation circuit.
Automatica, 1977, v. 13, N 1, pp. 37—45.
240. Konigsmann К. V., Hendriks D. V., Daoust C. Computer control of flo-
tation at Mattagami Lake Mines. Can. Mining and Met. Bull, 1976, v. 69,
N 767, pp. 117—121.
241. Loveday В. K. Analysis of froth flotation kinetics. Trans. Inst. Min. Met.,
1966, C75, pp. 219—225.
242. Loveday В. K, Marchant G. R. Simulation of multicomponent flotation
plant. J. South Afr. Inst. Min. Met., 1972, v. 72, N 11, pp. 288—294.
243. Mackenzie J. M. W., Matheson G. H. Kinetic and dynamic relationship in
coal flotation. Trans. SME, March 1963, pp. 68—75.
244. McLeod R. J. Computer control strategy. Can. Mining J., 1973, v. 94,
N 6, p. 46, p. 48.
245. Mehrotra S. P., Kapur P. C. The effects of aeration rate, particle size and
pulp density on the flotation rate distribution. Powder Technology, 1974,
N 9, pp. 213—219.
246. Michael D. H., Norey P. IF. Particle collision efficiencies for a sphere,
J. Fluid Meeh., 1971, v. 37, pp. 3—7.
247. Morris T. M. Measurement and evaluation of the rate of flotation as
a function of particle size. Trans. A1ME, 1952, v. 193, pp. 794—798.
248. Niemi A., Paakkinen U. Simulation and control of flotation circuits.
Automatica, 1969, v. 5, N 5, pp. 551—561.
249. Panou G. Contribution a 1’etude de la cinetique de la flottation. Rev. uni-
vers. mines, 1970, v. 113, N 2, 93—98.
250. Panu H. J. Uber der Einfluss die Temperatur auf die Flotation, Met. u
Erz., 28, 1931, 23, S. 545.
251. Panu H. J. Mathematische beziehugen fur die durchlaufflotation in mehr-
zellen—maschinen. Aufbereitungstechnik, 1967, N 9, s. 465—469.
252. Panu H. I. Beitrag betreffend gleichungen und methoden zur berechung
der flotationsergebnisse. Rudy, 1970, N 3—4, pp. 123—132.
253. Philipoff IF. Some dynamic phenomena in flotation. Min. Eng., v. 4, 1952,
N 4, pp. 386—390.
254. Pitt J. C. The development of systems for continuous optimal control of
flotation plants by computer. Electr. Engng. Trans. Inst. Engrs. Austral,
1969, v. 5, N 1, pp. 229—235.
255. Rice R. G., Oliver A. D., Newman J. P. Reduced dispersion using baffles
in column flotation. Powder Technology, 1974, 10, pp. 201—210.
256. Sastry К. V. S., Fuerstenau D. IF. Theoretical analysis of a countercur-
rent flotation column. Trans. SME/AIME, 1970, v. 247, N 1, pp. 46—52.
257. Schotlend R. M., Kaplin E. J. The collision efficiency of cloud droplets,
N. AFCRC-TH-55-867, N. Y. Univ., 1956.
258. Schuhmann R. Flotation kinetics I. J. Phys. Chem., 1942, v. 46, pp. 891—902.
259. Scott IF. T., Chen С. У. Approximate formulas fitted to the Davis—Sartor—
Shafrir—Neiburger droplet collision efficiency calculation. J. Atmos. Sci.,
1970, v. 27, N 4, pp. 696—700.
362
260. Scrimgeour J. H. G., Hamilton. R. E., Toong T. The use of mathematical
modelling in developing advances control systems for mining industry
processes. Trans. Can. Inst. Min., 1970, v. 73, pp. 305—314.
261. Shafrir U., Neiburger M. Collision efficiences of two spheres falling in
a viscous medium for Reynolds nimbers up to 19.2, Univ, of Calif. Press.
1964, pp. 1—8.
262. Speckhart F. H., Green W. L. A guide to using CSMP. Englewood Cliffs.
N. J., Prentice-Hall, 1976.
263. Spedden H„ Hahnnan W. Attachment of mineral particles to air bubbles
in flotation. Min. Technol., 1948, v. 12, N 2, pp. 1—6.
264. Stachurski I. Matematyczny model procesu bezpianowej flotacji jonowej.
Zesz. nauk. AGH, 1972, N 381, s. 55—64.
265. Sutherland K. L. Physical chemistry of flotation kinetics of the flotation
process. J. Phys. Chem., 1948, v. 52, N 2, pp. 394—425.
266. Suwanasing P., Salman T. Particle size in flotation studies. Canadian
Mining J., 1970, N 12, pp. 55—62.
267. Tewarl S. N„ Biswas A. K. Flotation kinetics for calcite in semi-batch
system. J. Appl. Chem., 1969, v. 19, N 6, pp. 173—177.
268. Todorovii v. Razvoj matematiikog modela flotacije u Majdanpeku. Hem.
industrija. 1972, N 12, S. 505—508.
269. Tomlinson H. S., Fleming M. G. Flotation rate studies. Proc. 6th Internal.
Min. Processing Congr. (Cannes, 1963), Pergamon Press, 1965,
pp. 562—573.
270. Volin M. E., Swami D. V. Flotation rates of iron oxides. VII Intern. Min.
Proc. Congr. (N. Y., 1964), v. 1, N. Y„ 1965, pp. 1973—2060.
271. Watson D„ Grainger-Allen T. J. N. Study of frouth flotation by use of
a steady-state technique. Trans. Inst. Min. Met., 1973, C82, pp. 103—105.
272. Whelan P. F., Brown D. J. Particle-bubble attachment in froth flqtation.
Bull. Inst. Min. Met., N 59, feb. 1956, pp. 181—192.
273. Woodburn E. T., King R. P., Colborn R. P. The effect of particle size
distribution on the performance of a phosphate flotation process. Metal-
lurg. Trans., 1971, v. 2, N 11, pp. 3163—3173.
274. Woodburn E. T„ Loveday В. K. The effect of variable residence time on
the performance of a flotation system. J. South Afr. Inst. Min. Met.,
1965, v. 65, N 12, pp. 612—628.
275. Zuniga G. H. Flotation recovery as an exponential function of its rate.
Bol. min. soc. nac. mineria, Santiago, 1935, 47, pp. 83—86.
предметный указатель
Адекватность модели 17, 105, 225,
317, 349
Аппараты
— идеального вытеснения 198, 208
— непрерывного действия 209, 221,
262
---перемешивания 198, 208,248
— периодического действия 221, 248,
262
Вероятность выноса частиц в кон-
центрат 24
------в пенный слой 24, 57, 62, 314
------ закрепления частиц на пузырь-
ке 50, 62, 98, 162, 314
— столкновения частиц с пузырьком
43, 49, 98, 162, 314
Время
— индукции 51, 65, 139, 151, 167
— пребывания частицы в камере 199,
336
------безразмерное 207, 237
------номинальное 207, 213
------------------------эффективное 207
— флотации 6, 71, 209
Гидродинамическое взаимодействие
40, 47
Граничные (краевые) условия 285,
300, 320
Графические методы определения
константы скорости 72
--- построения распределения по
флотируемости 116, 127, 160
Дисперсия
— воспроизводимости 107
— распределения частиц по времени
пребывания 200, 211, 231, 246
Диффузионная модель 22
Длина свободного пробега частиц
336
Закон ~
— действия масс 7,14
— Дарси—Вейсбаха 21
— Ньютона 21
— Стокса 38
— Фика 21
— Фурье 21
Интервал варьирования 105
24*
Кинетика химических реакций 11, 22т
Кинетические константы
----методы расчета 69,183
----моделей с массопереиосом 195,.
300, 304, 314
----обратимых моделей 172, 179
----уравнения К. Ф. Белоглазова
7, 75, 103
-------с нефлотируемым остатком
76,117
Кинетические модели флотации
------- инерционные 184
-------К. Ф. Белоглазова 9, 24, 76,.
128, 131
-------обратимые 172, 178, 192, 304
-------с массопереиосом 192, 195,
298
-------с нефлотируемым остатком
75, 154, 169, 268, 309
-------вероятностные 136, 182
-------с функцией распределения по
флотируемости 143, 151, 158, 183, 339
Комбинированные' модели аппара-
тов 251
Коэффициент
— захвата 29, 32
— продольного перемешивания 232,
283
— селективности флотации 71
Лапласа преобразовавие 129, 160,.
316
----обратное 130, 159,176
Массопереиос 22, 195, 288
Масштабирование, масштабный пере-
ход 18, 193, 200, 293
Материальный баланс 14, 192
Машины флотационные
----механические многокамерные -
196, 223, 340
----противоточные пневматические-
56, 274, 288
Моделирование
— математическое 17, 188, 297
— физическое 17, 297
Модели
— детерминированные 12, 131, 140,
158, 184, 349
— динамические 15
— статические 15, 193
— стохастические 12,349
Обратимость прилипания частицы-
к пузырьку 176, 191, 195, 302
371’
Обтекание
— безотрывное потенциальное 29, 32,
35
— вязкое 29, 32, 36
Остаточная дисперсия 67, 76
Отклик системы 201, 227, 322
Открытый сосуд 239
Переходные процессы во флотацион-
ных аппаратах 14, 186, 315, 319
Периодический процесс 14, 221
Планирование экспериментов 104
Подобие
— критерии 17, 19, 31, 293
—, теория 17
Порядок флотации 7
Предэкспоиенцнальный множитель
уравнения Аррениуса 64
Профили концентрации 323
Распределение жидкости по времени
пребывания в аппарате 200, 211
Расчет флотационной камеры каска-
да, схемы 230, 325, 332, 337
Регрессии, уравнение 13, 74, 104
Сечение соударения (столкновения)
43,56
Скорость флотации 6, 81, 102
---- удельная (константа скорости)
7
Составляющие кинетической кон-
станты 23, 57, 98, 162
Стационарный режим 181, 327
Структура потока в аппарате
---------идеального вытеснении
198
------------перемешивания 198
Турбулентность
—, интенсивность 49, 187, 232, 274
—, масштаб 187
Уравнение
— Аррениуса 22,63
— К. Ф. Белоглазова 9, 24, 64
— закона масс применительно к фло-
тации 7, 145
— материального баланса 14
— Навье—Стокса 20, 191
— неразрывности 20, 191, 311
— Фредгольма первого рода 129
— Фрумкина—Кабанова 58
Устойчивость 261
Функция распределения по времени
пребывания 203, 211, 231, 265
— , бета-функция Эйлера 164
—, гамма-функция Эйлера 118, 160
—, дельта-функция (б-функция) Ди-
рака 117, 152
----дифференциальная 203, 225
----интегральная 203, 225
----прн идеальном перемешивании
214, 227
----при идеальном вытеснении 214,
279
----частиц по флотируемости 89,
109, 117, 127
Элементарный акт флотации 5, 24, 57
Энергетический барьер 64, 66, 307
Эффект зацепления 35, 39, 46
Ячеечная модель 22, 237, 253
СОДЕРЖАНИЕ
Предисловие 3
1. Основные положения и определения 5
1.1. Некоторые понятия кинетики флотации 5
1.2. Виды математических моделей 11
1.3. Элементы физического и математического моделирования 17
'2. Составляющие кинетической константы флотации
2.1. Постановка задачи 23
2.2. Применение методов механики аэрозолей для оценки вероятности 28
столкновения частицы с пузырьком
2.3. Вероятность столкновения частицы с воздушным пузырьком 43
2.4. Вероятность закрепления и удержания частицы иа пузырьке 50
2.5. Структурное уравнение кинетической константы 62
3. Экспериментальное исследование кинетической кон-
станты процесса флотации
3.1. Методы расчета кинетической константы флотации 69
3.2. Влияние основных факторов флотации иа скорость процесса 81
3.3. Изучение кинетики процесса методами планирования экспери-
ментов 104
3.4. Анализ флотируемости материала по функциям распределения 109
3.5. Методы расчета функций распределения 127
4. Кинетические модели процесса флотации
4.1. Уравнения кинетики с порядком флотации, равным единице 131
4.2. Уравнения кинетики с порядком флотации, отличным от единицы 140
4.3. Неоднородность материала по флотируемости. Основные понятия
и способы оценки 150
4.4. Модели процесса, учитывающие неоднородность материала по
флотируемости 158
4.5. Двухфазные модели и обратимость флотационного прилипания 178
4.6. Описание процесса, основанное иа принципах неравновесной тер-
модинамики 184
4.7. Принципы математического моделирования флотационного про-
цесса _ 188
5. Основы моделирования флотационных аппаратов
5.1. Постановка задачи 194
5.2. Структура потоков во флотационных аппаратах 196
5.3. Оценка эффективности разделения во флотационных машинах 209
373
5.4. Идеализированная модель многокамерной флотационной машины 223
5.5. Методы исследования структуры потоков во флотационных ма-
шинах 231
5.6. Исследование структуры потоков методом трассера 240
5.7. Перемешивание и скорость потока пульпы во флотационных ма-
шинах 246
5.8. Комбинированные модели структуры потоков в камерах флота-
ционных машин 251
5.9. Моделирование флотации с учетом распределения материала по
флотируемости и по времени пребывания в аппарате 261
6. Моделирование колонных аппаратов 274
6.1. Флотационные возможности колонных машин 274
6.2. Диффузионная модель процесса флотации в колонных аппаратах 282
6.3. Исследование продольного перемешивания пульпы в пневмати-
ческих противоточных машинах 288
6.4. Физическое моделирование гидродинамики потоков в противо-
точных пневматических машинах 292
7. Математическая модель флотации, как обратимого
процесса с массопереносом 298
7.1. Применение методов теории массопереноса к описанию процесса
флотации 298
7.2. Построение модели флотационного процесса 302
7.3. Качественный анализ модели флотационного процесса . 309
7.4. Моделирование на ЭВМ переходных процессов во флотацион- '
ных камерах 319
7.5. Моделирование иа ЭВМ стационарных процессов во флотацион-
ных камерах 327
8. Применение кинетических моделей к расчету флота-
ционных схем 338
Список литературы 351
Приложение 364
Предметный указатель 371
Юлий Борисович Рубинштейн
Юрий Александрович Филиппов
Кинетика флотации
Редактор издательства
Н. Д. Балашова
Переплет художника
Ю. А. Ноздрина
Художественный редактор
•О. Н. Зайцева
Технический редактор
-Л. Н. Шиманова
Корректор
Ф. В. Зельдман
МБ J* 1266