/


















































Tags: машины



Text
Се£ЕШН^У
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
L.I. Назначение и область прямеденяя ,3
1.2. Состав мадяны ........................ 3
1.3. Устройство я работа маяяны л ее составных частей .......................... 5
1.4. Электрооборудование ................. 14
1.5. Система смазки .................... 24
2. инструкция оо эксплуатации
2.1. Указания мер безопасности .......... 27
2.2. Порядок установки ................... 27
2.3. Настройка, наладка и рехимы работы .................................... 28
2,4. Регулирование ....................... 34
2.5. Особенности разборки и сборки при ремонте ................................... 34
2.6. Схема расположения подзшпняков ...... 34
2.7, Сведения о составных частях маияны. поставляемых по особому заказу за отдельную плату ..................... 35
3. ПАСПОРТ
3.1. Общие сведения ........................ 43
3.2. Основные технические данные и характеристики ........................... 43
3.3. Сведения о ремонте ................ 44
3.4. Сведения об изменениях в маплне ..... 46
3.5. Комплект поставки ............... 48
3.6. Свидетельство о приемке ........... 49
3.7. Свидетельство о консервация ........ 49
3.8. Свидетельство об упаковке .......... 49
ПРИЛОЖЕНИЕ. Материалы по быстроязнаяивающям-ся деталям I. Перечень быстройзнаиивающахся деталей .................................. 50
2. Чертежи быстройзааиявавдйхся деталей ..........................51
В связи с постоянной работой по совершенствованию изделия, повышающей его надежность и улучшающей условия эксплуатации, в конструкцию могут быть внесены незначительные изменения, не отраженные в настоящем издании.
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
I.I, Назначенаe в область применения
Машины для резки и гибки двухроликовые с горизонтальными шпинделями 2,5 мм, с удвоенным вылетом 2,5 и 4,0 мм, моделей ИВ2714, ИВ2714А, ИВ2716 предназначены для зиговки, гибки, отбортовки, рифленая, прямой и круговой резка листового материала (рис, I, 2).
Применение специальных несложных приспособлений я комплекта инструмента значительно расширяет технологические возможности машины.
Малина для резки и гибки двухроликовая с горизонтальными шпинделями может применяться в заготовительных цехах машиностроительных предприятий, судостроительной, авиационной, автомобильной, кот-лостроительной и других отраслях промышленности, на заводах по изготовлению деталей воздухопроводов промышленных вентиляционных систем, а также в рез-личных ремонтных мастерских.
Рис. 2. Машина для резки и гибки двухроляковая о горизонтальными шпенд елями с удвоенным вылетом 2,5 мм модели ИВ2714А
Рис. I. Машина для резки я гибки двухроликовая с горизонтальными шпинделями 2,5 мм модели ИВ2714
1.2. Состав машины
Общий вид с обозначением составных частей машины приведен на рис. 3, перечень составных частей -в табл. I.
Таблица I составных частей
Перечень
Позиция на рис, 3 Наименование Обозначение Примечание
ИВ27Т4 ИВ2714А ИВ2716
I Элек трооб о рудова ни е ИВ2714-91-001 ИВ2714А-91-001 ИВ2716-91-001
2 Станина ИВ2714-11-001 ИВ2714А-11-001 ИВ2716-П-001
3 Шпинделя ИВ2714-31-001 ИВ2714А-31-001 ИВ2716-31-001
4 Инструмент для резки ИВ2714 -61-001 ИВ2716-61-001
- 3 -
*РЛС«о Наженование Обозначение Примечание
122714 H327I4A ИВ2716
5 Ограждение ИВ2714-71-001 ИВ2716-71-001
6 Смазка ИВ2714-81-001 ИВ2714А-81-001 ИВ2716-81-001
7 .Механизм перемещения ползуна ИВ2714-22-001 KB27I6-22-00I
8 Упор ИВ2714-51-001 ИБ2716-51-001
9 Электропанель ИВ2714-93-001 ИВ2716-93-001
10 Привод ИВ2714-21-001 ИВ2716-21-001
II Пульт управления ИВ2714-94-001
12 Элеятройка® ИВ2714-92-001 ! ИВ2716-92-001
13 Приспособление для обработки ИВ2714-54-001 ИВ2714А-54-001 ИВ2716-54-001 Поставляется по
деталей типа труб особому заказу
14 Приспособление для отбортовки ИВ2714-56-001 То же
15 Электрооборудование приспособ- ИВ2714-97-001 ИВ2716-97-001 То же
линия для круговой резки
16 Электролкаф (к приспособлению для круговой резки) ИВ2714-96-001
17 Пульт управления (к приспособ- ИВ2714-95-001 Поставляется по
леяию для круговых операций) особому заказу
18 Приспособление для круговой HA44I4-5I-00I H442O-5I-00I То же
резки.
19 Приспособление для круговых операций ИК2716-52-001 То же
20 Приспособление для гибки обечайки ИВ2714-52-001 То же
21 Праспособление для профилиро- ИВ2714-63-001 ИВ2714-53-001 ИБ2716-53-001 То же
вааия полос
22 Инструмент ИВ2714-62-001 ИВ2716-62-001 То же
23 Приспособление для навивки пру- ИВ2714-55-001 ИВ2716-55-001 То же
хин
- Рольганг стоечный H44I8-64-00I То же
Рас. 3. Общий вад мамин» с обозначением составных частей (см. также стр. 5
- 4 -
Рис, 3. Окончание
1.3. Устройство и работа маданы и ее составных частей
1.3,1. Обдай вид с обозначением органов управления приведен на рис. 4, перечень органов управления - в табл. 2, перечень графических символов, указанных на табличках и панелях, - в табл. 3.
Таблица 2 Перечень органов управления
Позиция на рис. 4 Органы управления и их назначение
I Педаль включения муфты главного привода
2 Рукоятка фиксации эксцентрика
3 Рукоятка перемещения эксцентрика для ри-
гулирования зазора между инструментом
4 Рукоятка фиксации приспособления” Упор'
5 Рукоятка совмещения зубьев сухаря и рейки
6 Указатель пиринн отрезаемой полоса
7 Выключатель местного освещения
8 Вводной автомат
9 Кнопка включения главного приводя'Вперед’'
10 Кнопка включения главного привода'Назад*
II Кнопка включения муфты главного привода
Продолжение табл. 2
ПОЗИЦИЯ на рис, 4 Органы управления и их назначение
12 13 14 15 16 17 18 19 20 21 22 23 Кнопка включения привода перемещения ползуна "Вверх “ Кнопка включения • привода перемещения ползуна" Вниз' Кнопка "Общий стоп'1 Арматура сигнальная молочного цвета "Напряжение подано'1 Арматура сигнальная зеленого цвета "Работа * Арматура сигнальная зеленого цвета "Толчок" Арматура сигнальная синего цвета "Главный привод включен' Арматура сигнальная желтого цвета"Непрерывный ход* Арматура сигнальная зеленого цвета "Кнопки" Переключатель режимов работы Толчок - Непрерывный ход ” Переключатель режимов управления Кнопки - Педалья Переключатель скоростей электродвигателя
5
Таблица 3
Продолжение табл. 3
Перечень графических символов, указанных на табличках и панелях
Символ Обозначение
у Первая скорость
2 Вторая скорость
Заземление
• Аварийный стоп
Перемещение приспособления вперед
Перемещение приспособления назад
|>| Зажим
1 1 Отжим
1.3.2. Схема кинематическая '
Кинематическая схема малин приведена на рис.5, б. Привод шпинделей I, II с установленными hs них рабочими роликами осуществляется от двухскоростного электродвигателя I через клияоременную передачу 2, электромагнитную муфту 3, редуктор 4, зубчатые колеса 5, 6,
Качательяое перемещение ползуна 8 с верхним шпинделем II, относительно его зь,спе.нтричес1сой оси подвески 7, осуществляется от мотор-редукторе 9 через фрикционную предохранительную муфту 10, коническую пару зубчатых колес -II, 12 и винтовую пару 13, 14.
Ползун 8 сарнирао соединен с винтом 13 и может продольно перемещаться относительно винта.
Выбор зазоров в сочленении ползуна 8 с винтом 13 и в винтовой паре осуществляется посредством гайки 15 я контргайки 16.
Перечень зубчатых колес и винтов к кинематической схеме машин ИВ2714, ИВ2714А приведен в табл. 4.
Перечень зубчатых колес и винтов к кинематической схеме машины ИВ2716 приведен в табл. 5.
Рис. 4. Органы управления малиной
Таблица 4
Перечень к кинематической схеме мэтия ИВ2714, ИВ2714А
Куца входит Позиция на рис.£ Число зубьев зубчатых колес или ходов винтов Модуль или шаг, мм Ширина обода зубча того колеса, мм Материал Показатели свойств материала Примечание
Привод 5 17 5 52 Сталь 45, ГОСТ 1050-74 НВ 240.. .280
Шпиндель 6 25 5 46 Сталь 45, ГОСТ 1050-74 Зубья ТВЧ 0,8...1,2
Механизм пере- II 22 "3 25 Сталь 45, ГОСТ 1050-74 Зубья
мещения ползуна 12 50 3 25 Сталь 45, ГОСТ 1050-74 ТВЧ 0,8...1,2 НРС 48...52 Конические
14 I 3 ** Бронза Бр.ОЦС 5-5-5, Гайка
ГОСТ 6X3-65 трап. 40x3
Станина 13 I 3 — Сталь 45, ГОСТ 1050-74 НВ 240...280 Винт трап. 40x3
Таблица 5
Перечень к кинематической схеме мааины ИВ2716
Куда входит Позиция на рис. 6 Число зубьев зубчатых колес или ходов ВИНТОВ Модуль или лаг, мм Ширана обода зубчатого колеса, ми Материал Показатели свойств материала Примечание
Привод 5 15 5 60 Сталь 45, ГОСТ 1050-74 НВ 240...280
Шпиндель 6 32 5 50 Сталь 45, ГОСТ 1050-74 Зубья ТВЧ 0,8...1,2
Механизм пере- II 18 5 45 Сталь 45, ГОСТ 1050-74 Зубья
мещения ползуна 12 46 5 45 Сталь 45, ГОСТ 1050-74 ТВЧ 0,8...1,2 НРС 48...52 Конические
14 I 8 Бронза Бр.ОЦС 5-5-5, Гайка
ГОСТ 613-79 трап. 60x8
Станина 13 I 5 Сталь 45, ГОСТ 1050-74 НВ 240...280 Винт трап. 60x8
- 7 -
Рис. 5. Кинематическая схема машин ИВ2714, ИВ2714А
Рис. 6. Кинематическая схема машины ИВ2716
1.3.3. Станина
Станина (рас. 7) представляет собой цельнолитую чугунную конструкцию коробчатого сечения. К станине прилит хобот 25, образующий с верхней частью станины технологический проем для обработки листа. В расточке 24 хобота монтируется нижний шпиндель.
В верхней части боковые стенки станины связаны тремя перемычками 14, 15, 16.
На перемычках 15, 16 смонтирован механизм перемещения ползуна. Перемычка 15 несет п ла тики для установки мс тор-ре дуктора и бобышку с расточкой .21 для направления прижимного винта 20. В верхней части винта 20 смонтированы установочные гайки 18, 17 и стакан 19, а в нижней частя - штифт 23 и нажимное устройство 22 конечного выключателя.
В верхней передней частя станины на внутренней части боковых стенок прилиты направляющие 5, II для ползуна, а снаружи боковых стенок прилиты планки 7, 9, на которых смонтированы направляющие колонки 6, 10 кареток упора. Вдоль направляющих колонок на стенках станины крепятся линейки 4.
В средней части станины выполнена сквозная поперечная расточка 3 под эксцентрическую ось качания ползуна, а также две сквозные поперечные расточки I, 2, в которых монтируются полуоси крон7 штейна привода машины.
На внутренней стенке станины смонтирован поворотный кронштейн 8 для подвески пульта управления машиной.
На передней стенке станины ниже хобота выполнена ниша 26 для размещения клеммников, электроразводки, которая герметично закрывается крышкой 27.
Тыльная часть станины, несущая приливы 12 для монтажа подмоторной плиты, закрыта крышкой 13 из легкого сплава, смонтированной на петлях, что обеспечивает свободный доступ при монтаже и обслуживании к приводу машины, ползуну, системе смазки.
Кроме того, на станине имеется ряд окон для монтажа и свободного доступа к узлам, которые зак-раты крышками.
На боковых стенках у основания машины выполнены ниши под «фундаментные болты.
Внутри станины проходят трубки, шланги системы смазки и металлорукава электроразводки.
1.3.4. Привод
Правод шпинделей машины (рис. 8, 9) осуществляется от двухскоростяого электродвигателя, установленного на подвижной плите II, посредством клиноременной передачи 9, через электромагнитную муфту включения 5 и планетараый редуктор 4.
Далее вращение с выходного вала редуктора че-раз шестерню 3 передается на шестерни, сидящие на шпинделях машины.
Подшипниковый узел ведущего шкива 6, электромагнитная муфта 5, планетарный редуктор 4 смонтированы на кронштейне 2, который установлен в станине на полуосях I.
- 8 -
Я-fl
Рис. 8. Привод мадии ИВ2714, ИВ2714А
Рис. 9. Правод машины ИВ2716
Регулировка натяжения ремней осуществляется с помощью регулировочного винта 7, смонтированного в проушинах кронштейна 2 и гаек 8, При этом предварительно отпускаются винты 10, фиксирующие плиту II.
Четыре рабочие скорости шпинделей машины обеспечиваются наличием в приводе малины двухско-
Характери стика
ростного электродвигателя и быстро переналаживаемой клиноремеяной передачи с двухступенчатыми взаимозаменяемыми шкивами 6.
Переключением скоростей электродвигателя и изменением передаточного отношения клиноременаой передачи достигается изменение рабочих скоростей шпинделей. Характеристика привода машин приведена в табл. 6.
Таблица 6
привода машин
Модель машины Тип электродвигателя Мощность электродвигателя, кВт Частота вращения электродвигателя, мин"1 Передаточное число зубчатой передачи Передаточное число редуктора Передаточное число клиноре-ме ня ои передачи Общее передаточное число Частота вращения шпинделе мия"^ Скорость обработки, м/мин
ИВ2714 РА (М 72Q//V*^ 1,31 75,64 9,5 3,7
*112-5-8/493 0,79 45,61 15,6 6,13
ИВ2714А £^3,6 1,47 39,3 1,31 75,64 18,3 7,2
/ 0,79 45,61 31,3 12 ,3
- 10 -
Продолжение табл. 6
uiO ДбЛЗэ МИШИНЫ Тип электродвигателя Мощность электродвигателя , кВт Частота вращения электродвигателя мин-1 Передаточное число зубчатой ’передачи Передаточное число редуктора . . - Передаточное число клинопе-меняо! передачи Общее передаточное число Частота вращения яЩИНДв*" лей, .т . -мин - Скорость обработки, м/мин
ИВ2715 4AI32 8/4УЗ 3,2 720 2,133 40,56 1,52 0,49 131,5 42,39 5,42 16,99 2,74 8,54
1,52 0,49 131,5 42,39 10,92 33,98 5,49 17,08
1.3.5. Механизм перемещения ползуна
Механизм перемещения ползуна (ряс. 10) предназначен для создания определенных технологических усилий путем внедрения верхнего инструмента, смонтированного в ползуне,, в обрабатываемый матарная, а также для отвода верхнего инструмента в исходное положение.
Механизм состоят из мотор-ре дукторе I, предохранительной фрикционной муфты 2, конического редуктора, содержащего два конических колеса 4,7, расположенных в корпусе 3. В полом валу 5 шестерни 4 установлена гайка 6, которая, взаимодействуя с нажимным винтом, шарнирно сочлененным с ползуном, обеспечивает его возвретно-поступа тельное перемещение с зерхним роликом в вертикальной плоскости.
1.3.5. Шпиндели
Шпиндели (рис. II) манены смонтированы на подшипниках скольжения 3 и связаны между собой зубчатой парой 5.
Шпиндель I смонтирован в нижнем хоботе станины.'
Шпиндель 2 установлен в ползуне II, имеющем возможность кача тельного перемещения й направляющих станины относительно , эксцентрической оси 6. Перемещением эксцентричной оси с помощью рычага 10 достигается плавная осевая регулировка зазора между инструментом. На рычаге установлен указатель 8 относительного проворота эксцентричной оси, а на станине - линейка 7.
Фиксация эксцентрической оси производится винтом 9.
Осевые нагрузка воспринимаются упорными подшипникам 4, установленными на каждом шпинделе попарно, из ресчета, что каждый подшипник воспринимает осевую нагрузку только в одном направлении.
В верхней части ползун II через планку 4 шарнирно соединен с нажимным винтом , перемещаемым механизмом перемещения ползуна.
Рис. 10. Механизм перемещения ползуна
11
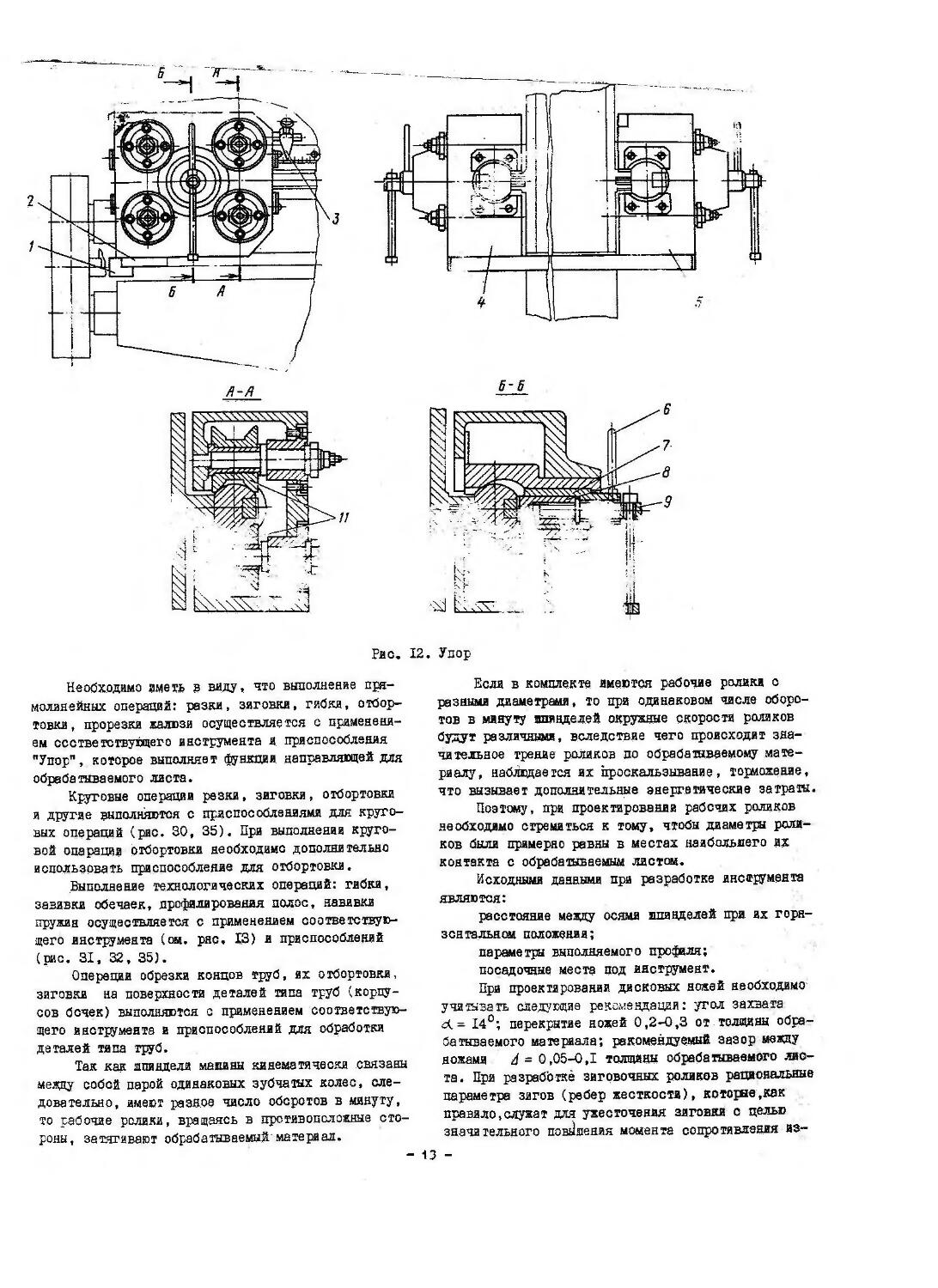
1.3*7* Упор
Упор ис. 12) предназначен для
каждой из кареток с помощью рукоятки. 10, винта 9, сухаря 8, упирающегося в распоов-вубчатую рейку, смонтированную в направляю^Гколонке.
Полный заход зубь укзра 8 во впадины рейки достигается провбротом эксй^щртческой втулки 7 с помощью рукбятки 6, после чего осуществляется окончательная фиксация кареток упора рукоятками 10.
правления ераций резки, жалюзи и т.п. ре тки 4, 5, в пары роликов колонкам, зак-
еняи прямолинейных звговки, гибки ,\ртборговки, прорез Упор предо та ет собой две
каждой из которых с\онтированы II, перемещающихся пб\напра репленным на боковых санках станины. Между собой каретки жестко соединены 2, на которой закреплена у и является направляющей для Карегка 5 снабжена указ сирину обрабатываемого материала новлеаной на станине, j
После установки приспособления указателю 3 нз заданную иирину обработки производив фиксация
листа при выг
ней частя планкой планка I, которая daтанаемого листа, ем 3, фиксирующим о линейке, у о та-
1.3.8. Инструмент и рекомендации по его проектированию
Инструмент (рис. 13) представляет собой несколько комплектов, каждый из которых состоит из двух роликов, имеющих определенный рабочий профиль, соответствующий одной из технологических операций, указанных на рисунке.
- 12 -
Л-Л 5'.6
Рис. 12. Упор
Необходимо иметь в виду, что выполнение прямолинейных операций: разки, зиговки, гибки, отбортовки, прорезки жалюзи осуществляется с применением соответствующего инструмента я приспособления "Упор", которое выполняет функции направляющей для обрабатываемого листа.
Круговые операции резки, зиговкя, отбортовки и другие выполняются с приспособлениями для круговых операций (рис. 30, 35). При выполнении круговой опа рации отбортовки необходимо дополнительно использовать приспособление для отбортовки.
Выполнение технологических операций: гибки, завивки обечаек, профилирования полос, навивки пружин осуществляется с применением соответствующего инструмента (ом. рнс. 13) и приспособлений (рис. 31, 32 , 35).
Операции обрезки концов труб, их отбортовки, зиговки на поверхности деталей типа труб (корпусов бочек) выполняются с применением соответствующего инструмента и приспособлений для обработки деталей типа труб.
Так как шпинделя малины кинематически связаны между собой парой одинаковых зубчатых колес, следовательно, имеют разное число оборотов в минуту, то рабочие ролики, вращаясь в противоположные стороны, затягивают обрабатываемый материал.
Если в комплекте имеются рабочие ролики с разными диаметрами, то при одинаковом числе оборотов в минуту япянделей окружные скорости роликов будут различными, вследствие чего происходит значительное трение роликов до обрабатываемому материалу, наблюдается их проскальзывание, торможение, что вызывает дополнительные энергетические затраты.
Поэтому, при проектирований рабочих роликов необходимо стремиться к тому, чтобы диаметра роликов были примерно равны в местах наибольиего их контакта с обрабатываемым листом.
Исходными данными при разработке инструмента являются:
расстояние между осями зшинделей при их горизонтальном положения;
параметры выполняемого профиля; посадочные места под инструмент. При проектировании дисковых ножей необходимо учитывать следующие рекомендации: угол захвата <Л = 14°; перекрытие ножей 0,2-0,3 от толщины обрабатываемого материала; рекомендуемый зазор между ножами Л = 0,05-0,1 толщины обрабатываемого листа. При разработке зиговочных роликов рациональные параметра зягов (ребер жесткости), которые,как правило,служат для ужесточения зиговкя с целью значительного поведения момента сопротивления из-
- 13 -
w
VII
VIII
Рас. 13. Варианты устанавливаемого инструмента:
I - резка; Ц - зигование; Ш - гибка;
Н - отбортовка; У - завивка обечаек;
У1 - профилирование полос; УН - прорезка жалюзи; УШ - навивка пружины
делая по сравнению с моментом сопротивления плоской заготовки, выбираются в зависимости от толщины листа и обрабатываемого матернала.
Отбортовочные ролики проектируются в зависимости от- заданного обрабатываемого материала с учетом высоты борта и требований, предъявляемых к нему.
1.3.9. Ограждение
Ограждение (ряс. 14) представляет ообой кожух I, выпаян еяный из прозрачного материала СОД-2, закрепленный на двух стержнях 2 с помощью кнопок 3.
При смене инструмента кнопки 3 отпускаются, кожух поднимается в верхнее положение и фиксируется в продольных пазах. После смены инструмента кожух опускается в рабочее положение.
Использование указанного ограждения предусмотрено при выполнении прямолинейных операций. При выполнении операций с использованием специальных приспособлений кожух сяямаатся.
Рис. 14. Ограждение
1.4. Эледтрооборудовакие
I.4.I. Общие сведения
На маяинах для резки и гибки двухроликовых с горизонтальными япинделями установлены два электродвигателя: электродвигатель главного привода MI, электродвигатель привода перемещения ползуна М2 в комплекте с мотор-редуктором.
14 -
По особому заказу к машине может быть поставлено приспособление для круговой резки, на котором установлены два электродвигателя: электродвигатель М3 для перемещения приспособления относительно ножей машины в комплекте с мотср-редук тором, электродвигатель М4 для зажима (разжима) заготовки в комплекте с мотор-редуктором.
На машине и приспособлении для круговой резки приманены следующие величины напряжений переменного тока:
силовая цепь ................. 50 Гц, 380 В
цепь управления .............. 50 Гц, ПО В
цепь местного освещения ... 50 Гц, 24 В цепь сигнализации ............ 50 Гц, 22 В
На машине в верхней части станины установлен конечный выключатель SQ2 типа ВПК-2111 для ограничения хода ползуна "Вверх”.
На машине установлен подвесной пульт управления. В электрошкафу установлены электропанель, аппарат местного освещения АМО-4, лампа М024-40 для освещения электрошкафе и конечный выключатель SQI типа ВПК-2111 для выключения лампы -М024-40.
Ввод в электроякаф должен быть выполнен проводом марки НТВ, сечением черного цвета для силовой цепи и зелено-желтрго цвета - для заземления.
Крайние положения перемещенйя корпуса приспособления для круговой резки ограничиваются двумя конечными выключателями SQ3, oQ4 типа ВПК-2112.
На приспособлении установлен подвесной шкаф для управления аппаратами приспособления. Имеется свой пульт управления. Питание приспособления ст сети осуществляется от электрошкафа машины.
При обслуживание электрооборудования необходимо периодически проверять состояние пусковой и релейной аппаратуры. При осмотрах аппаретуры особое внимание следует обратить на надежное замыкание и размыкание контактных мостиков.
1.4.2. Первоначальный пуск
При первоначальном пуске необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром.
С помощью вводного автоматического выключателя, установленного на борту электрошкафа машины, электрооборудование подключить к цеховой сети.
Проверить действие блокирующих и сигнализирующих устройств.
При помощи кнопок и переключателей проверить четкость срабатывания магнитных пускателей.
1.4.3. Описание работы
Перед началом работы необходамо включать вводной автомат.
Автоматы QF2, QF3, QF4 , QF5, QF6, QF7, QF8 включены (рис. 15).
Сигнальная лампа HLI, установленная на борту электрошкафа (на пульте управления приспособлением Hl7), сигнализирует о подаче напряжения в цепь управления.
Электродвигатель главного привода, установленный на машинах, - двухскоростной, реверсивный.
Переключение скоростей главного привода осуществляется переключателем ЗАЗ только при выключенном электродвигателе MI.
Переключатель ЗАЗ имеет три положения: первое положение - выключено, второе положение соответствует частоте вращения 720 мин~^, третье соответствует частоте вращения 1420 мин”^.
Управление электродвигателем главного привода осуществляется кнопками SB3, SB4. При пуске вперед (назад) нажимаем на кнопку SB3 (SB4), замыкается цепь 14-15 (21-22), включается магнитный пускатель КМЗ (КМ4) по цепи I2-I4-I5-I6-I7-I8-I9-5 (I2-I4-22-2I-20-I8-I9-5). Магнитный пускатель КМЗ (КМ4) включает электродвигатель главного привода вперед (назад).
Одновременно с КЬВ (КМ4) включается магнитный пускатель КМ2 по цепи 12-23-5 и своим замыкающим контактом включает сигнальную лампу HZ>2 "Главный привод включен".
Включение электродвигателя главного привода осуществляется кнопкой SBI. Г
Управление электромагнитной муфтой главного привода осуществляется кнопкой SB5 в режимах "Толчок" и "Автомат" и педалью в режиме "Толчок". Пра установке переключателя SAI в положение "Кнопка" замыкается цепь 23-24 и 4-9, включается сигнальная лампа HL4. При установке переключателя SA2 в положение "Толчок" замыкается цепь 23-24 и 4-9, включается сигнальная лампа HL5.
Нажатием на кнопку SB5 замыкается цепь 2S-29, включается магнитный пускатель KMI и включает электромагнитную муфту главного привода YCI замыкающими контактами 42-45, 44-46. При отпускании кнопки SB5 размыкается дань 28-29, отключается магнитный пускатель KMI и отключает электромагнитную муфту главного привода YCI.
При установке переключателя SA2 в режим "Автомат" замыкается цепь 23-26, 4-10, включается сигнальная лампа HL6. Нажатием на кнопку SB5 замыкается цепь 2S-29, включается магнитный пускатель KMI и включает электромагнитную муфту XCI. Отключить электромагнитную муфту YCI можно педалью SB8 пс цепи 27-28 или кнопками SBI одновременно с электродвигателем главного' привода.
При управлении электромагнитной муфтой yCI педалью ставим переключатель sAI в положение "Педаль". Замыкается цепь 24-25 и 4-7, включается сигнальная лампа НьЗ. Работа от педали возможна только в толчковом режиме и схема работает аналогично как при управлении от кнопки.
Пуск электродвигателя привода перемещения ползуна вверх (вниз) осуществляется нажата а м кнопки SB6 (SB7), замыкается цепь 30-31 (37-38), включается магнитный пускатель КМ5 (КМ6) и своими замыкающими контактами включает электродвигатель привода головки верхнего ноже вверх (вниз?.
При отпускании кнопки SB6 (SB7) размыкается цепь 30-31 (37-38),и магнитный пускатель КМ5 (КМ6)
- 15 -
QF1 .
QF3
Д SA3
24
583
10
КМ4 25
25
А 8 С
FV1 5В1
14
тс
87
50
52
ЗАЗ
EL2
HL3
HL4
HL2
85
45
КМ1
А6
6-
ST1iS .581
5В4
21
”Ц>_
№&
\52 \'КМ1\ЮП
28 Ш V1-V4
46
Y01
03
FV3
FL70Z
1108
FV2
км\ \зо
Asjz/I ?б
HL5
HL6
5П
30
38
37
32
29
КМ1
Ё\585 S88 хУз^хуз
КМ2
5Ц2
КМ6
КМ5
5
1 I 2 3|* 5 I 6 7 I в I 9 1 ] 11 I 12 13 | 14 15 116 17 18 19 L20 [21 22 ..?2 1.П1 25 \26 27 | 23 | 29 30 31 I 32
Освещение электро шкафа Вводной автомат Электро дби гател и Электромагнитная муфта местное освещение Сигнализация Главный привод о» HI ft £ 5: Реле Привод ползуна верхнего ножа
Главного привода Приводо голбвки верхнего ножо Сеть Главный привод ynpal лен. Режим Вперед назад - .
Педаль Кнопка § 1 Непрерывные хода
Вперед | Назад Вверх | Вниз
Вверх\Вниз
Рис. 15. Схема электрическая принципиальная машины ИВ2716
отпускает электродвигатель привода головки верхнего ножа.
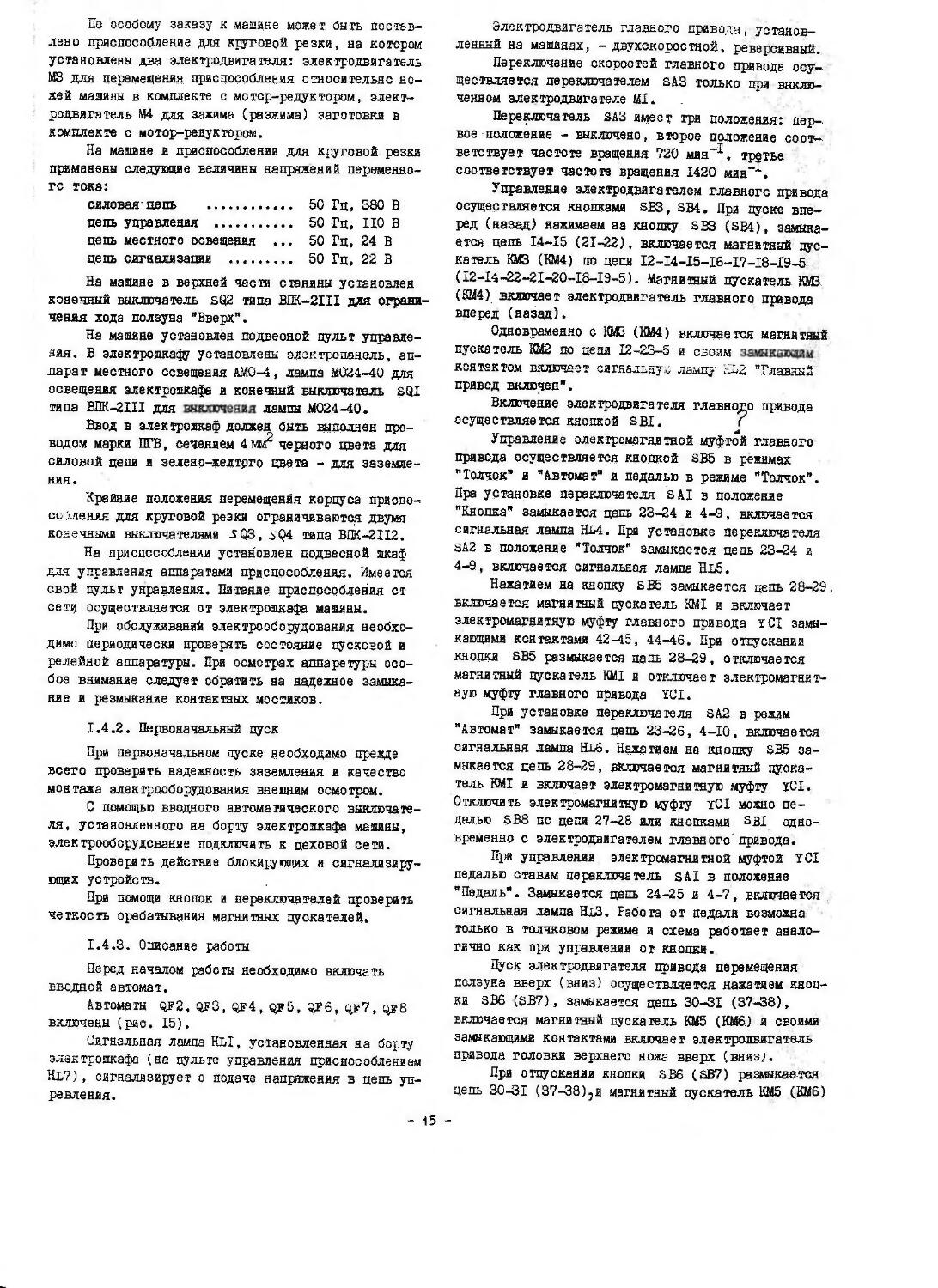
Работа приспособления для круговой резки1 (рис. 16). Зажим листа осуществляется нажатием кнопки SBII (цепь 40-47^19-53-5), включается магнитный пускатель. КМ7, который включает электродвигатель М4. Для установки зажатого листа в центр приспособления относительно ножа необходимо переместить его на необходимый радиус. Это осуществляется нажатием кнопки SBI3 (цепь 40-65-69-71-73--5), включается магнитный пускатель КМЮ, который включает электродвигатель М3, и лист перемещается вперед к ножам машины.
Для возврещения приспособления назад, для укладки очередного листа, необходимо нажать кнопку SBI2 (цепь 40-55-59-61-63-5), включается магнитный пускатель МКЭ, который включает электродвигатель МЭ, происходит перемещение назад.
Для разжима листа необходимо нажать кнопку sBIO (цепь 40-41-43-46-5), включается магнитный пускатель КМ7, который выключает электродвигатель М4, происходит разжим листа.
Электродвигатели М3 и М4 работают только в то время, пока нажаты кнопки SBII (SBI0), SBI3 (SBI2). Ври отпускании кнопок происходит остановка электродвигателе й.
Перечень элементов электросхемы приведен в табл. 7 и d.
Защита
Защита электрооборудования от токов короткого замыкания осуществляется автоматическими выключателями QH...QF8 и предохранителями roi...Ju3.
Нулевая защита обеспечивается магнитными пускателями KM3...KMI0. Защита электродвигателя главного привода от перегрузок обеспечивается тепловыми реле STI и ST2.
Блокировки
Электро схемой предусмотрены следующие блокировки:
конечный выключатель SQI включает освещение электропкафа при открывании дверки электроякафа;
конечный выключатель SQ2 отключает электродвигатель привода ползуна в крайнем верхнем положении;
конечный выключатель SQ3 отключает электродвигатель привода перемещения корпуса приспособления в крайнем заднем положения;
конечный выключатель SQ4 отключает электродвигатель привода перемещения корпуса приспособления при крайнем переднем положении;
блок-кон та к ты переключателя SA3 отключают электродвигатель главного привода при переключении скоростей;
электромагнитная муфта сблокирована с электродвигателем главного привода с помощью замыкающих контактов КМЗ-КМ4 12-23.
1 I 2 I 3| Ч I 5 | 6 | 7 | 8
Зле кт род би гатель перемещения приспособления Электрадби гагпель механизма зажима
77 I 12 75 | 74 15 | 16 17 | 18
Механизм зажима Перемещение приспособления
Отжим Зажим Вперед назад
Рис. 16. Схема электрическая
способления
16
принципиальная при-
- 17 -
Сигналя зация
Лампа HLI (цветофильтр молочный) сигнализирует о наличии напряжения в цепи управления.
Лампа HL2 (цветофильтр синий) сигнализирует о работе электродвигателя главного привода.
Лампа HL3 (цветофильтр зеленый) сигнализирует о том, что управление электромагнитной муфтой можно проводить педалью.
Лампа HL4 (цветофильтр зеленый) сигнализирует о том, что управление электромагнитной муфтой можно производить кнопкой.
Лампа HL5 (цветофильтр зеленый) сигнализирует о том, что управление электромагнитной муфтой находится в толчковом режиме.
Лампа HL6 (цветофильтр желтый) сигнализирует о том, -что управление электромагнитной муфтой находится в автоматическом режиме.
Лампа Нь7 (цветофильтр молочный) дублирует лампу HLI с наличии напряжения в цепи управления и устанавливается на пульте управления приспособления.
Размещение электрооборудования на машине и приспособлений показано на рис. 17 и 18.
Рис. 17. Электрооборудование машины:
I - пульт управления; 2 - конечный выключатель ВШ 2Ш; 3 - лампа М024-40;
4 - светильник EKHOI; 5 - электродвигатель MI
Рис. 18. Электрооборудование приспособления:
I - электродвигатель перемещения ’‘Вперед*' “Назад"; 2 - электродвигатель зажима и разжима листа; 3 - конечный выключатель ог
раничения движения "Назад"; 4 - конечный выключатель ограничения движения "Вперед";
5 - пульт управления приспособлением;
6 - ниша приспособления
- 18 -
1.4.4. Техника безопасноета
При работе на машине и приспособлений необходимо соблюдать правила по технике безопасности.
Электрооборудование малины и приспособления должно быть надежно заземлено в соответствии с действующими Правилами устройства электроустановок путем присоединения станины малины, электро шкафа и приспособления к цеховому заземленному контуру.
Перед началом работы необходимо осмотреть малину, приспособление, проверять заземление.
В целях обеспечения сезона снос та обслуживающего персонала предусмотрено закрытие на замок вводного автомата и дверок электронкафов.
При длительных перерывах в работе или после окончания работы необходимо отключать автомат QFI.
Первое включение вводного автомата <3?! производить кратковременно с последующим осмотром и проверкой правильности показаний цветовых сигналов.
Не разрешается работать на малине и приспособлении при неисправных блокировках.
Для полного отключения схемы управления малины и приспособления необходимо нажать грибовидную кнопку красного цвета »В1 или SB9.
Доступ в электрошкаф разрешается только электротехническому персоналу, закрепленному за данной малиной.
При неисправном электрооборудовании машины и приспособления оператор должен оставить малину, отключить вводной автоматический выключатель.
Машина снабжена светильником местного освещения.
1.4.5. Указания пс обслуживанию электрооборудования
Обслуживание электрооборудования малины и приспособления осуществляется в соответствии с правилами технической эксплуатации электроустановок и правилами техники безопасности при эксплуатации электроустановок.
Схемы электрические соединений машины и приспособления показаны на рис. 19, 20.
Характеристики проводов к схемам приведены в табл. 9, 10.
Таблица 7
Перечень элементов к принципиальной электрической схеме
Обозначение Наименование Количество Примечание
-CI Конденсатор (см. табл. 8 ) (ЖО.464.042 I
ELI Светильник НКС01х100/1ЮС-05У4 I
FU I...FU 3 Предохранитель (см. табл. 3) 3
HL2 Лампа М024-40УЗ 2
HLI...HL6 Лампа КМ24-90У4 ГОСТ 6940-74 7
KMI, КМ2 Пускатель ПМЕ-ШУ4 ик= ПО В 2
КМ5, (ШО АЛ& / Пускатель ШЕ-ПЗУ4 ПО В, 50 Гц 3
КМЗ, КМ4 Пускатель (см. табл. 8) I.
MI...M4 Электродвигатель (см. табл. 3) 4
NP Аппарат АМ0-4УЗ 380/24 В I
QFI...Q&8 Автомат (см. табл. 8) 8
RL Резистор (см. табл. 3) ГОСТ 6513-75 3
SAI, SA2 Переключатель ПЕ-042 УЗ, исполнение 3 2
. SA3 Переключатель (см. табл. 8) I
SBI, SB9 Кнопка КЕ 021УЗ, красный, исполнение 3 2
SB3...SBI3 Кнопка КЕ ОПУЗ, чераый, исполнение 2 9
SB8 Педаль электрическая ПЭ-1МУЗ I
SQI, S Q2 Выключатель ВЖ-2П1У2, ГОСТ 18147-72 2
SQ3, SQ4 Выключатель ВП-2П2У2, ГОСТ 18147-72 2
SH Реле тепловое (см. табл. 8) I
ST2 Реле тепловое (см. табл. Q) I
ТС Трансформатор 380/5-22-110/24 В (см. табл. 8) I
TV Трансформатор 380/5-29 В (см. табл. S) 1
Vi...V4 Диод Д242 АО 336.206 4
VCI Электромагнитная муфта (см. табл. 8) I
Х2 Вставка (см. табл. 3) Колсдка ШР20П5ЭГЮ ГЕО.364.107 I
- 19 -
20
Рис. 19. Схема электриче&кая соединений машины
К машине ИВ27Ш
Ряс. 20, Схема электрическая соединений приспособления
Таблица 8
Элементы электросхем
Обозначение Наименование Примечание
ИВ27Х4 ИВ27Х4А ИВ27Х6
CI К50-3-5-200 К50-3-5-200 •«
FVI - ПРС-6УЗ-П с 1ВД-2УЗ
BV2 - - ШС-6УЗ-П с ПЕДХ-ХУЗ
FV3 - ’* - ЛРС-бУЗ-П с ПВДХ-4УЗ
КМЗ, ВМ4 ЕМЕ-113У4 ик= НО В ME-ПЗУ 4 Uk = НО В ПМЕ-2ХЗУ4 Uk = 1X0 В
MI А02-42-8/4-УЗ 2,3/3,9 кВт, 720/1440 мин"1 ГОСТ 183-66 А02-42-8/4 УЗ 2,3/3,9 кВт, .720/1440 мин"1 ГОСТ-183-66 4AI32 S8/4 УЗ 3,2/5,3 кВт, 720/1440 мин"1
М2 А0Л2-Х2-4УЗ 0,8 кВт, 1350 мин**1 ГОСТ 13859-68 А012-12-4УЗ 0,8 кВт, 1350 мин"1 ГОСТ 13859-68 4АХ80А4УЗ 1,1 кВт, 1400 мин"1 - ГОСТ 19523-74
MS, М4 А0Л2-Х2-4УЗ 0,8 кВт, 1350 мин*"1 ГОСТ 13859-68 А0Л2-12-4УЗ 0,8 кВт, 1350 мин"1 ГОСТ 13859-68 -4АХ71В4УЗ 0,75 кВт, 1370 мин"1 • ГОСТ 19523-74
0?! АК63-ЭШЗ 1д= 20 А ' АКбЗ-ЗМУЗ Ije 20 А АЕ2ОЗЗ-ХОУЗ 1н= 20 А
QF2, QF8 АКбЗ-ЗМГУЗ 1н = 3,2 А АКбЗ-ЗМГУЗ 1н= 3,2 А АЕ2ОЗЗ-ХОУЗ 1н= 3,2 А
QF3 АК63-2МГУЗ 1Н= I А АК63-2МГУЗ Ijj= I А АЕ2ОЗЗ-ХОУЗ 1н = 2 ,5 А
№4 АК63-2МГУЗ 1н= 4 А АК63-2МГУЗ 1Н= 4 А АЕ2ОЗЗ-ЮУЗ 1н = 6 А
Qf5, QF6 А63-1МУЗ IH= I А А63-1МУЗ Ig= I А —
0?7 А63-1МУЗ 1Н= 2 А А63-1МУЗ 1н= 2 А —
RI ПЭВР—25—220 Ом ПЭВР-25-220 Ом —
БАЗ ПКП10-19-107УЗ ПКШ0-19-107УЗ ПКШ5-24-Х07У4
STI TFH-ХОУВ 1н= 6,3 А ТРН-ЮУЗ 1Н= 6,3 А тга-^зуз iH= хо а
ST2 Tffi-ХОУЗ 1н= 8 А ТТН-ХОУЗ 1н= 8. А ТТН-25УЗ 1н= 10 А
Tv ТБСЗ-0.1УЗ ГОСТ 5.1360-72 ТБСЗ-О.ХУЗ ГОСТ 5.1360-72 ОСМ-О.Х6УЗ ГОСТ 167X0-76
тс ТБСЗ-0.Х6УЗ ГОСТ 5.1360-72 ТБСЗ-0,1673 ГОСТ 5.Х360-72 0СМ-0,25УЗ ГОСТ 167X0-76
тег ЭТЙ0736-1АУ4 ЭШ0736-ХАУ4 ЭХМ093С-2АУ4
XI ШР20П5НП0 ШР20Д5НГХ0 ШР20У5НГ10
Таблица 9
Характеристика проводов к схеме электрической соединений машины
Номер трассы Маркировка цепи Данные провода Примечание
цвет марка количество, сечение, мм2
I А; В; С । черный НТВ
зелено- НТВ 4x2,5 ТГФ 3 4”
желтый
2 А5; В5; С5; А6; В6; С6; А8; В8; С8 + 2 резерв. черный пгв 11x1,5
02; 03; XX; 12; 14; 16; .21; 28; 29; 32;. 37 +
+ 2 резерв. красный НТВ 13x1' МР. 0 32 мм
48; 49 । синий пгв 2хХ
зелено- НТВ 1x1,5
желтый
3 А5; В5; С5; А6; В6; С6; А8; В8; С8 + 2 резерв. черный пгв 11x1,5
02'4 II; 12; 14; 16; 21; 28; 29;‘32; 37 +
+ 2 резерв. красный пгв 13x1 ТГ 0 I Х/4В
48; 49 синий пгв 2x1
зелено- пгв 1x1,5
желтый
- 22 -
Продолжена© табл. 9
Номер трассы Маркировка цапи Данные провода Примечание
.цвет марка количество, сечение, мм2
4 48; 49 синий ПГВ 2x1 МР 0 II ии
5 А5; В5; С5; А6; Б6; С6 + I резерв. черный зелено- ПГВ ПГВ 7x1,5 1x1,5 МР 0 22 мм
желтый
€ II; 12; 14; 16; 21; 28; 29; 30; 32; 37+2 резерв. красный ПГВ 13x1 МР 0 22 мм
зелено- ПГВ 1x1,5 ТГ 0 3/4**
—г желтый
7 А8; В8; С8 + -I резерв. черный ПГВ 4x1,5
зелено- □ГВ 1x1,5 МР 0 15 мм
. желтый
02; 03; 12; SO + I резерв. красный ПГВ 5x1
8 12; 30 + 1 резерв. красный ПГВ 3x1 МР 0 II да
9 А8; В8; 08 + I резерв. черный ПГВ 4x1,5 МР 0 15 да
| зелено- ПГВ 1x1,5
желтый
10 02; 03 красный ПГВ 2x1 МР 0 II мм
II 25; 27; 28 красный ПГВ 3x1
1 зелено- ПГВ 1x1,5 МР 0 II мм
желтый
Провода к схеме электрической соединений приспособления
Таблица 10
Номер трассы Маркировка цапи Данные провода Примечание
цвет марка количество, сечение, мм2
12 Al; BI; CI черный ПГВ 3x1,5 МР 0 15 да
13 AI2; BI2; CI2; All, ВЦ, СП + I резерв. черный ' ПГВ 7x1,5
4; 5; 12; 40; 43; 49; 55; 66;‘61; 71+3 резерв. красный ПГВ 13x1 МР 0 32 да
JL зелено- ПГВ 1x2,5
желтый
14 4; 5; 12; 40; 43; 49; 55; 65; 61; 71+2 резерв. красный ПГВ 11x1 ТГ 0 I"
15 СП; BII; АП _1_ черный ПГВ 3x1,5
зелено- ПГВ 1x2,5 МР 0 12 мм
желтый
16 40; 55 красный ПГВ 2x1 МР 0 12 мм
17 40; 55 красный ПГВ 2x1
18 AI2; BI2; CI2 черный ПГВ 3x1,5
1 зелено- ПГВ 1x2,5 МР 0 12 мм
желтый
19 AI2; BI2; CI2 черный зелено- ПГВ ПГВ 3x1,5 1x2,5 ТГ 0 l/2 "
желтый
20 40; 65 красный ПГВ 2x1
- 23
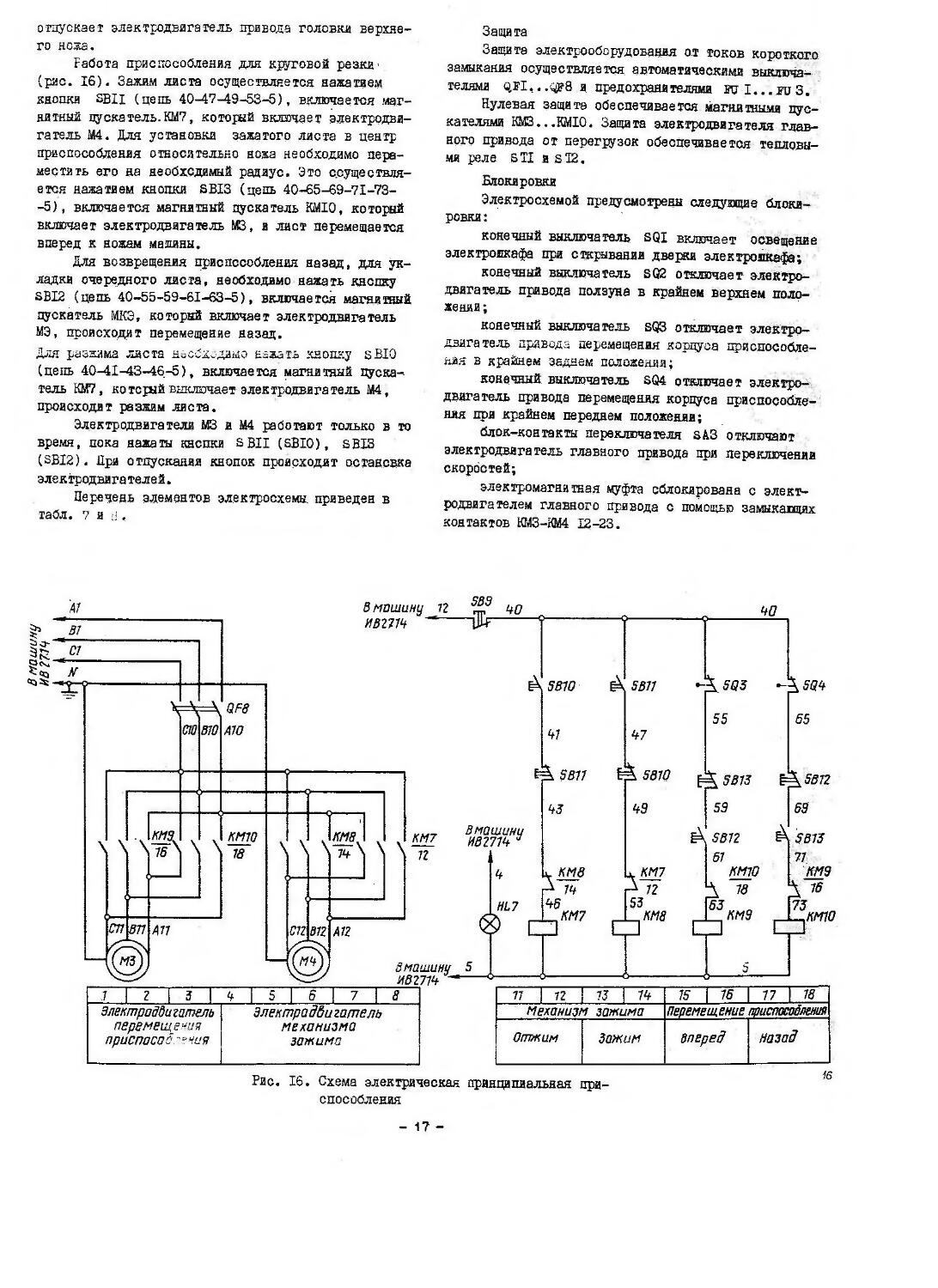
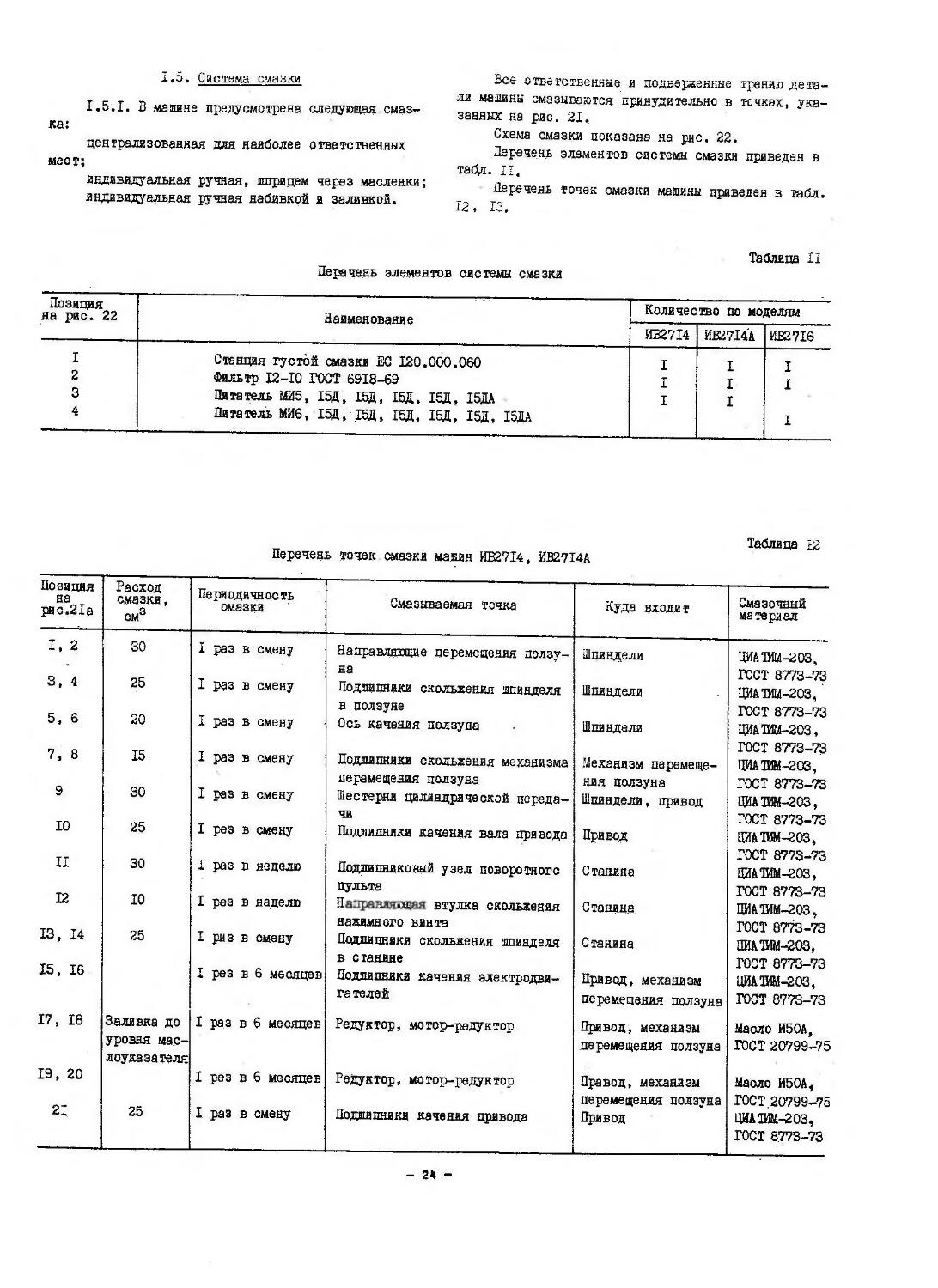
1.5» Система смазка
1,5.1. В машине предусмотрена следующая смазка:
централизованная для наиболее ответственных мест;
индивидуальная ручная, шприцем через масленки;
индивидуальная ручная набивкой и заливкой.
осе ответственные я подверженные трению детали машины смазываются принудительно в точках, указанных на рис. 21.
Схема смазки показана на рис. 22.
Перечень элементов системы смазки приведен в табд. II.
Перечень точек смазки машины приведен в табл. 12, 13,
Таблица 11
Перечень элементов системы смазки
Позиция на рис. 22 Наименование Количество по моделям
ИВ2714 ИВ2714А ИВ2716
I Станция густой смазки ЕС 120.000.060 I I I
2 Фильтр 12-10 ГОСТ 6918-69 I I I
3 Питатель МИ5, 15Д, 15Д, 15Д, 15Д, 15ДА I I
4 Питатель МИ6, 15Д,15Д, 15Д, 15Д, 1ЗД, 15ДА I
Таблица 12
Перечень точек смазки малин ИВ2714, ИВ2714А
Позиция на рис.21а Расход смазки, см3 Периодичность омазки Смазываемая точка Куда входит Смазочный материал
I, 2 30 I раз в смену Направляющие перемещения ползуна Шпиндели ЦИАТИМ-203, ГОСТ 8773-73
3, 4 25 I раз в смену Подшипники скольжения шпинделя в ползуне Шпинделя ЦИАТИМ-203, ГОСТ 8773-73
5, 6 20 I раз в смену Ось качения ползуна Шпиндели ЦИА ТИМ-203, ГОСТ 8773-73
7, 8 15 I раз в смену Подшипники скольжения механизма перемещения ползуна Механизм перемещения ползуна ЦИАТИМ-203, ГОСТ 8773-73
9 30 I раз в смену Шестерня цилиндрической передачи Шпиндели, привод ЦИАТИМ-203, ГОСТ 8773-73
10 25 I рез в смену Подшипники качения вала привода Привод ЦИАТИМ-203, ГОСТ 8773-73
II 30 I раз в неделю Подшипниковый узел поворотного пульта Станина ЦИАТИМ-203, ГОСТ 8773-73
12 10 I рез в наделю Направляющая втулка скольжения нажимного винта Станина ЦИАТИМ-203, ГОСТ 8773-73
13, 14 25 I риз в смену Подлинники скольжения шпинделя в станине Станина ЦИАТИМ-203, ГОСТ 8773-73
15, 16 I рез в 6 месяцев Подшипники качения электродвигателей Привод, механизм перемещения ползуна ЦИА ТИМ-203, ГОСТ 8773-73
17, 18 Заливка до уровня мас-лоуказателя I раз в 6 месяцев Редуктор, мотор-редуктор Привод, механизм перемещения ползуна Масло И50А, ГОСТ 20799-75
19, 20 I рез в 6 месяцев Редуктор, мотор-редуктор Правод, механизм перемещения ползуна Масло И50А, ГОСТ. 20799-75
21 25 I раз в смену Подшипники качения привода Привод ЦИА ТИМ-203, ГОСТ 8773-73
- 24 -
Ряс. 21. Точки смазки малин:
а) малины ИВ2714, ИВ2714Л
б) машина ИВ2716 '
2
7
7 2 3 4 5
3
2
7
7 2 3 4 5 6
3
а
Ряс. 22. Схема смазки машин:
а) машины ИВ2714, ИВ27Т4А
б) машина ИВ2716
25 -
Таблица 13
Перечень точек смазки машины ИВ2716
Позиция на рис.216 Расход смазки, см3 Периодичность смазки Смазываемая точка Куда входят Смазочный материал
I, 2 25 I раз в смену Направляющие перемещения ползуна Шпинделя ЦИАТИМ-203, ГОСТ 8773-73
3, 4 25 I риз в смену Подшипники скольжения шпинделя в ползуне Шпинделя ЦИА ТИМ-203, ГОСТ 8773-73
5, 6 29 I раз в смену Ось качения ползуна Шпинделя ЦИА ТИМ-203, ГОСТ 8773-73
7, 8 15 I раз в смену Подшипники скольжения механизма перемещения ползуна _ Механизм перемещения ползуна ЦИА ТИМ-203, ГОСТ 8773-73
9 25 I раз в смену Шестерни цилиндрической передачи Шпиндели ЦИАТИМ-203, ГОСТ 8773-73
10 20 I раз в смену Подшипник скольжения опоры шестерни привода Привод ЦИАТИМ-203, ГОСТ 8773-73
II 20. I раз в смену Подлипняки качения вала привода Привод ЦИА ТИМ-203, ГОСТ 8773-73
12 20 I' раз в смену Направляющая втулки скольжения нажимного винта Станина ЦИАТИМ-203, ГОСТ 8773-73
13 20 I раз в смену Подшипниковый узел поворотного пульта Станина ЦИАТИМ-203, ГОСТ 8773-73
14, 15 I раз в смену •Подиитики скольжения шпинделя в станине Станина ЦИАТИМ-203, ГОСТ 8773-73
16 I рез в смену Подшипники качения привода Привод ЦИАТИМ-203, ГОСТ 8773-73
17, 18 I раз в 6 месяцев Подшипники качения электродвигателя Привод, механизм перемещения ползуна ЦИА ТИМ-203, ГОСТ 8773-73
19, 20 Заливка дс уровня мас-лоуказателя раз в 6 месяцев Редуктор, мотор-редуктор Привод, механизм перемещения ползуна Масло И50А, ГОСТ 20799-75
21, 22 Слив масла I раз в 6 месяцев Редуктор, мотор-редуктор Привод, механизм перемещения ползуна Масло И50А} ГОСТ 20799-75
1.5.2, Указания по эксплуатации системы смазки
Перед пуском машины необходимо:
заполнять резервуар насоса густой смазкой ЦИАТИМ-203, ГОСТ 8773-73 я прокачать точки централизованной смазки;
картер редуктора привода и мотор-редуктср механизма перемещения ползуна заполнить маслом И-50А, ГОСТ 20799-75 до уровня маслоуказ а талей согласно инструкции по эксплуатации;
индивидуальные точки смазки прокачать через пресс-масленки вышеуказанной густой смазкой.
1.5.3. Перечень применяемых смазочных материалов
Применяемые смазочные материалы и их аналоги приведены в табл. 14.
Таблица 14
Смазочные материалы и их аналоги
Страна Марка смазочного материала
СССР Смазка ЦИАТИМ-203, ГОСТ 8773-73 Масло И-50А, ГОСТ 20799-75
ГДР ЧССР SWD 722 (TVL 14819/04) Т- SP2-3 (PBD 25-026-69) В - 50
СРР V 170
- 26 -
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1» Указания мер безопасности
2.I.I. Для обеспечения мер безопасности обслуживающего персонала на малине предусмотрено следующее:
все вращающиеся и перемещающиеся части малины - илияоременная передача со шкивами, шестерни, ползун- закрыты кожухами, крысками;
блокировка крайнего верхнего положения ползуна;
блокировка дверки электрошкафа;
местное освещение рабочей зоны, исключающее попадание прямых лучей от источника света в глаза обслужи ваше му персоналу;
рым-болты для удобного зачаливания малины при ее транспортировке.
2.1.2. К обслуживанию малиной должны допускаться лица, подготовленные, ознакомленные с ее устройством, работой, управлением, технологическим процессом обработки деталей на малине и инструкцией по технике безопасности, разработанной заводом-потребителем.
2.1.3. Необходимо периодически проверять правильность работы блокировочных устройств, при наличии малейшей их неисправности работать на малине не разрешается.
2.1.4. Малина должна быть надежно заземлена в соответствии с действующими "Правилами устройства электроустановок" путем присоединения станины, электрошкафе малины к цеховому заземляющему контуру.
2.1.5. Приступая к работе:
проверьте надежность заземления;
произведите смазку малины согласно схеме смазки;
проверьте наличие ограадений на малине;
убедитесь в правильной установке рабочих роликов и надежном их закреплении;
проверьте готовность малины к реботе;
убедитесь в исправной реботе малины, произведя несколько холостых включений.
Если электрооборудование малины неисправно, отключите цапь управления и вызовите дежурного электрика.
2.1.6. Во время работы:
не обрабатывайте на малине листовой материал большей толщины, чем толщина, для которой машина предназначена;
не работайте тупыми выкрошенными ножами, раз-разаняе листового материала должно производиться без заусенцав во избежание пора зов рук;
не дооускайте переключение скоростей электродвигателя -на ходу;
следите за правильным освещением рабочей зоны.
2.1.7. По окончании работы:
отключите вводаой автомат на электрошкафу машины;
произведите уборку рабочего места, протрите и смажьте все обработанные части машины;
сообщите сменщику все замеченные неполадки.
- 27
2.1.8. Для полной гарантии безопасности работы на машине:
не допускайте к работе на машине лиц, не имеющих необходимой квалификации и не прошедших инструктаж пс технике безопасности;
не выполняйте на малине технологические операции, усилие и работа на выполнение которых превышают энергетические параметры и технологические возможности малины;
не работайте на неисправной машине.
2.2. Порядок установкя
2.2.1. Распаковка
При распаковке сначала снимается верхний щит упаковочного ящика, затем боковые. Необходимо следить за тем, чтобы не повредить машину инструментом, с помощью которого производится распаковка ящика.
После распаковки машины необходимо проверить комплектность согласно упаковочного листа.
2.2.2. Транспортирование
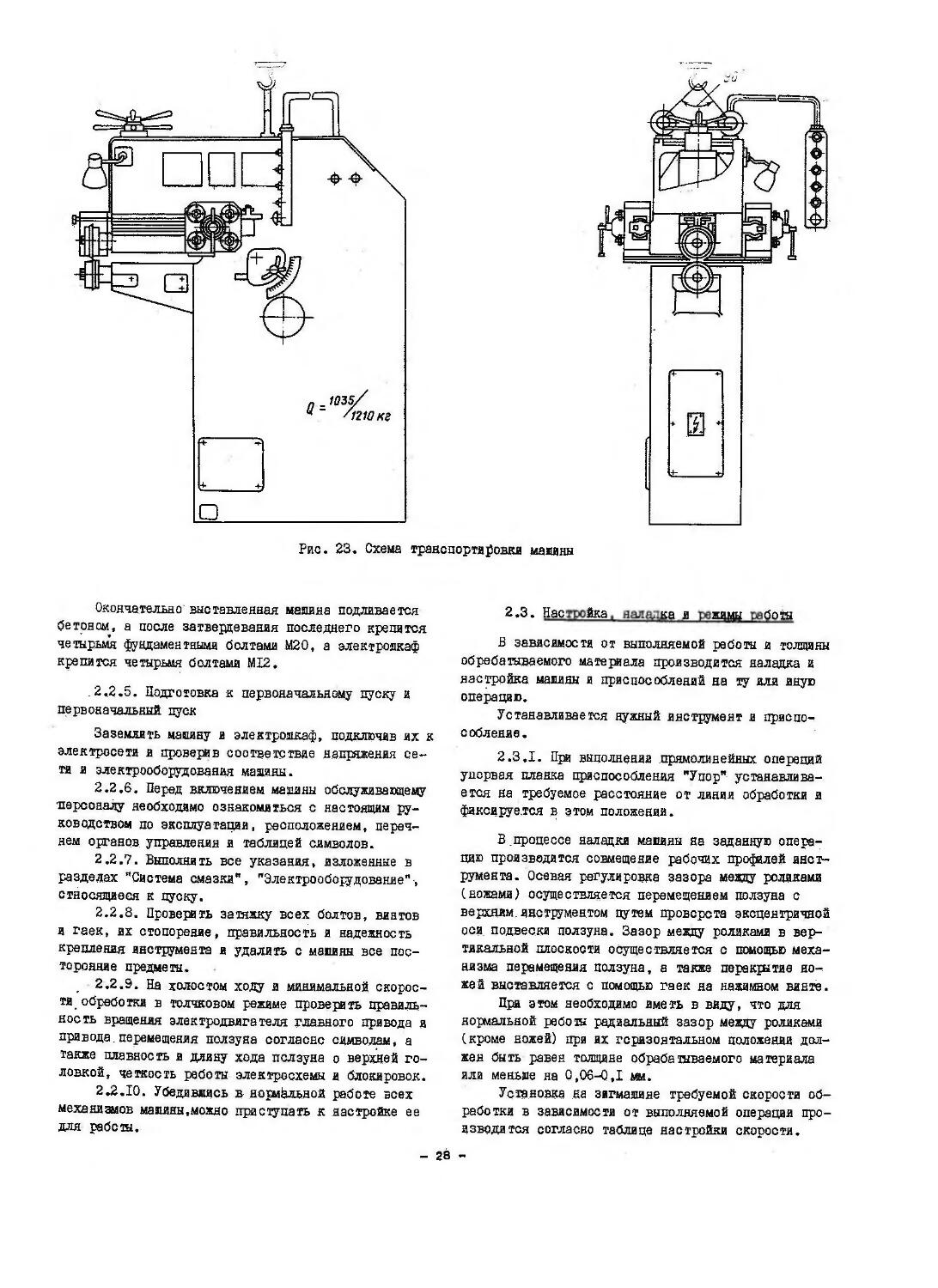
Транспортирование машины в распакованном виде следует производить за грузовые винты М36 ГОСТ 4751-67 согласно схеме, приведенной на pic. 23.
Перед транспортированием необходимо убедиться, что приспособление "Упор" отведено в крайнее заднее положение и надежно зафиксировано.
При транспортировании к месту установки и при опускании на фундамент машина не должна подвергаться сильным толчкам и сотрясениям.
При подборе чалсчных приспособлений необходимо учитывать вес машины, который указан в паспорте.
2.2.3. Перед установкой малины необходимо тщательно очистить обработанные поверхности от антикоррозийного покрытия.
Первоначальная очистка производится даравян-ной лопаткой, затем производится промывка керосином. Очищенные поверхности протереть насухо и покрыть тонким слоем жидкой смазки.
2.2.4. Монтаж
В зависимости ст комплектности поставки машины монтаж оборудования производится на фундамент (рио. 24-28).
В случае, если машина поставляется без стационарных приспособлений для круговых операций и круговой разки, монтаж этой машины с электроюкафом производится как показано на рве. 24-26.
В зависимости от места установки машины допускается изменять расположение фундамента под электрошкаф относительно расположения фундамента под машину, оставляя удобные подходы для обслуживания.
Установка машины на фундамент производится но уровню.
Отклонение нижнего шпинделя от горизонтального положения не должно превышать 0,3 мм на длине 1000мм.
Рис. 23, Схема транспортировки мамины
Окончательно' выставленная машина подливается бетоном, а после затвердевания последнего крепится четырьмя фундаментными болтами М20, а электроякаф крепится четырьмя болтами MI2.
2.2.5. Подготовка к первоначальному пуску и первоначальный пуск
Заземлить машину и электрошкаф, подключив их к электросети и проверив соответствие напряжения сети и электрооборудования машины.
2.2.6. Перед включением машины обслуживающему персоналу необходимо ознакомиться с настоящим руководством по эксплуатации, расположением, перечнем органов управлений и таблицей символов.
2.2.7. Выполнить все указания, изложенные в разделах "Система смазки", "Электрооборудование"-, относящиеся к пуску.
2.2.8. Проверить затяжку всех болтов, винтов и гаек, их стопорение, правильность и надежность крепления инструмента и удалить с машины все посторонние предметы.
2.2.9. На холостом ходу и минимальной скорости _ обработки в толчковом режиме проверить правильность вращения электродвигателя главного привода и привода. перемещения ползуна согласно символам, а также плавность и длину хода ползуна о верхней головкой, четкость работы электросхемы и блокировок.
2.2.10. Убедившись в нормальной работе всех механизмов машины,можно приступать к настройке ее для работы.
2.3. Настройка, наля-ijsa я режим# работы
В зависимости от выполняемой работы и толщины обрабатываемого материала производится наладка и настройка машины и приспособлений на ту или иную операцию.
Устанавливается нужный инструмент и приспособление.
2.3.1. Пр! выполнении прямолинейных операций упорвая планка приспособления "Упор" устанавливается на требуемое расстояние от линии обработки и фиксируется в этом положении.
В процессе наладки машины на заданную операцию производится совмещение рабочих профилей инструмента. Осевая регулировка зазора между роликами (.ножами) осуществляется перемещением ползуна с верхним, инструментом путем провсрста эксцентричной оси подвески ползуна. Зазор между роликами в вертикальной плоскости осуществляется с помощью механизма перемещения ползуна, а также перекрытие ножей выставляется с помощью гаек на нажимном винте.
При этом необходимо иметь в виду, что для нормальной работы радиальный зазор между роликами (.кроме ножей) при их горизонтальном положении должен быть равен толщине обрабатываемого материала или меньше на 0,06-0,1 ми.
Установка на звгмашине требуемой скорости обработки в зависимости от выполняемой операции производится согласно таблице настройки скорости.
- 28 -
м
о 100
100,
730
530
ввод от сети
16
Рис. 24. фундамент для машины ИВ2714:
I - болт фундаментный М20х500; 2 - гайка М20.6.05; 3 - гайка М20.6.05; 4 - шайба
20.05.05; 5 - гайка MI6.6.05; 6 - гайка
MI6.6.05; 7 - шайба 16.05.05; 8 - болт
фундаментный М16х400; 9 - гайка MI2.6.05;
10 - гайка MI2.6.05; II - шайба 12.05.05;
12 - труба Л25; 13 - гайка I"; 14 - машина для разки л гибки; 15 - приспособление для круговых операций; 16 - электрошкаф;
17 - болт фундаментный MI2x320 /оо
! 1
ЗЮ
а
9
10
11
47?
530
130
ihHhW
----790
вви
.110
ЗЮ
2210
i
vj о
I
I - болт фундаментный MI2x320; 2 - болт фундаментный М20x500; 3 - гайка М20.6.05;
4 - гайка М2О.6.О5; 5 - иайба 20.05.05;
6 - гайка MI6.6.05; 7 - гайка MI6.6.05;
8 - иайба 16.05.05; 9 - болт (фундаментный М16х400; 10 - гайка MI2.6.05; II - гайка МЕЗ.6.05; 12' - иайба 12.05.05; 13 - элек-тролкаф; 14 - труба Д25; 15 - гайка Iй;
16 - маиийа для резка и гибка; ,17 - приспособление для круговых операций
310
17 100 110
880 ЮО
OSS
Рис. 26. Фундамент для маюяны ИВ2716:
I - болт фундаментный Ш2х320; 2 - болт фундаментный М20x500; 3 - гайка М20.6.05;
4 - гайка М20.6.05; 5 - иайба 20.05.05;
6 - болт фундаментный М16х400; 7 - гайка MI6.6.05; 8 - гайка MI6.6.05; 9 - иайба 16.05.05; 10 - гайка MI2.6.O5; II - гайка MI2.6.05; 12 - иайба 12.05.05; 13 - элек-
2 1АЧЧ1Ч-5ГОО1
Рис. 27. Фундамент приспособления для круговой резки:
I - болт фундаментный М12х320; 2 - приспособление для круговой резки; 3 - болт фундаментный М16х400; 4 - гайка MI6.6.05;
5 - гайка MI6.6.05; 6 - иайба 16.05.05;
7 - гайка MI2.6.05; 8 - гайка MI2.6.05;
9 - иайба 12.05.05; 10 - гайка з/4";
□ 100
QU OOL
0001
Рио.'-28. фундамент приспособления для круге? а резки:
I - болт фундаментный М12х320; 2 - приспособление для круговой резки; 3 - гайка MI2.6.05; 4 - гайка MI2.6.05; 5 - иайба 12.05.05 ; 6 - болт фундаментный М16х400;
7 - электроикаф; 8 - гайка MI6.6.05;
9 - гайка MI6.6.05; 10 - иайба 16.05.05;
II - манияа для резки и гибки; 12 - труба Л20; 13 - труба Л15; 14 - гайка I/2";.
15 - элекфрошкаф; 16 - гайка 3/4"
2«3.2. Режимы работы
Манина может работать в следующих режимах: толчок; автомат.
Толчковый режим вращения шпинделей машины осуществляется путем включения электромагнитной муфты с помощью педали или кнопок на пульте управления. При этом предварительно включается электродвигатель главного привода кнопками "Вращение влево", "Вращение вправо", расположенными на пульте управления, а переключатель режимов ставится в положение “ Толчок * ’
Автоматический режим работы машины осуществляется при переключении переключателя режимов в положение "Автомат*. Управление осуществляется кнопками на'пульте управления, кнопки при этом са-моблокируются. В рассматриваемом режиме возможно также управление я от педали.
Привод механизма перемещения ползуна машины работает только в толчковом режиме. Управление производится кнопками “Вверх*, "Вниз" на пульте управления.
2.4. Рдгулироение
В процессе эксплуатаций малины возникает необходимость в регулировании составных частей машины с целью восстановления ее нормальной работы.
2.4.1, В кинематике привода машины имеется клиноременяая передача, которая с течением времени требует натяжения ремней. Для этого требуется открыть заднюю крышку станины, отпустить болты подмоторной плиты, отвернуть гайку и контргайку на натяжном винте и опустить подмоторную плиту до требуемого натяжения ремней.
2.4.2. Пра переточке ножей, вследствие уменьшения диаметров режущих кромок, вертикальная плоскость раза смещается в сторону станины малины, а горизонтальная - вниз. Исходя из вышеизложенного, необходимо после переточек производить регулировку указателя Б ширины отрезаемой полосы на приспособлении "Упор" (см. рис. 12).
2.4.3. Возможные неисправности и методы их устранения
Неисправность . Вероятная прачина Метод устранения
Лист не прорезается верхним ножом Проскальзывает фрикционная муфта привода перемещения ползуна Поджатием муфты отрегулировать муфту на крутящий момент, достаточный для прокола листа
Неисправность Вероятная причина Метод устранения
При работе открытая зубчатая передача стучит Износ зубчатых колес Заменить изношенное зубчатое колесо
Примечание. Указания о мерах устранения возможных неисправностей в работе электрооборудования даны в соответствующем разделе настоящего руководства.
2.5. Особенности сборки я сборки при ремонте
Приступив к разборке малины, отключите ее от электросети.
При разборке ползуна с верхним шпинделем: демонтируйте станцию смазки с кронштейном; отсоедините планку, сочленяющую ползун с нажимным винтом;
произведите демонтаж оси качения ползуна я выведите ползун через тыльное окно станины.
При демонтаже кронштейна привода машины, несущего редуктор в электромагнитную муфту включения, необходимо:
ослабив клиновые ремня, перемещением подмоторной плиты, снять их;
снять подмотораую плиту с электродвигателем, предваретельно отсоединив от нее регулировочный винт;
отключить подвод к электромагнитной муфте; вывернуть стопорные винты на полуосях;
произвести демонтаж полуосей и вынуть кронштейн через тыльное окно станины, при этом сместив в сторозу петли металле рукавов электроразводки во избежание их повреждения.
При’ разборке и сборке отдельных узлов машины следует руководствоваться приведенными в настоящем руководстве по эксплуатации описаниями и иллюстрациями.
Ремонт машины на заводе-по греби теле должен осуществляться в соответствии с "Юдиной системой планово-предупредительного ремонта я эксплуатации технологического оборудования машиностроительных предприятий*.
Техническая документация по ремонту машины должна оформляться в соответствии с указанной единой системой планово-предупредительнсго ремонта,
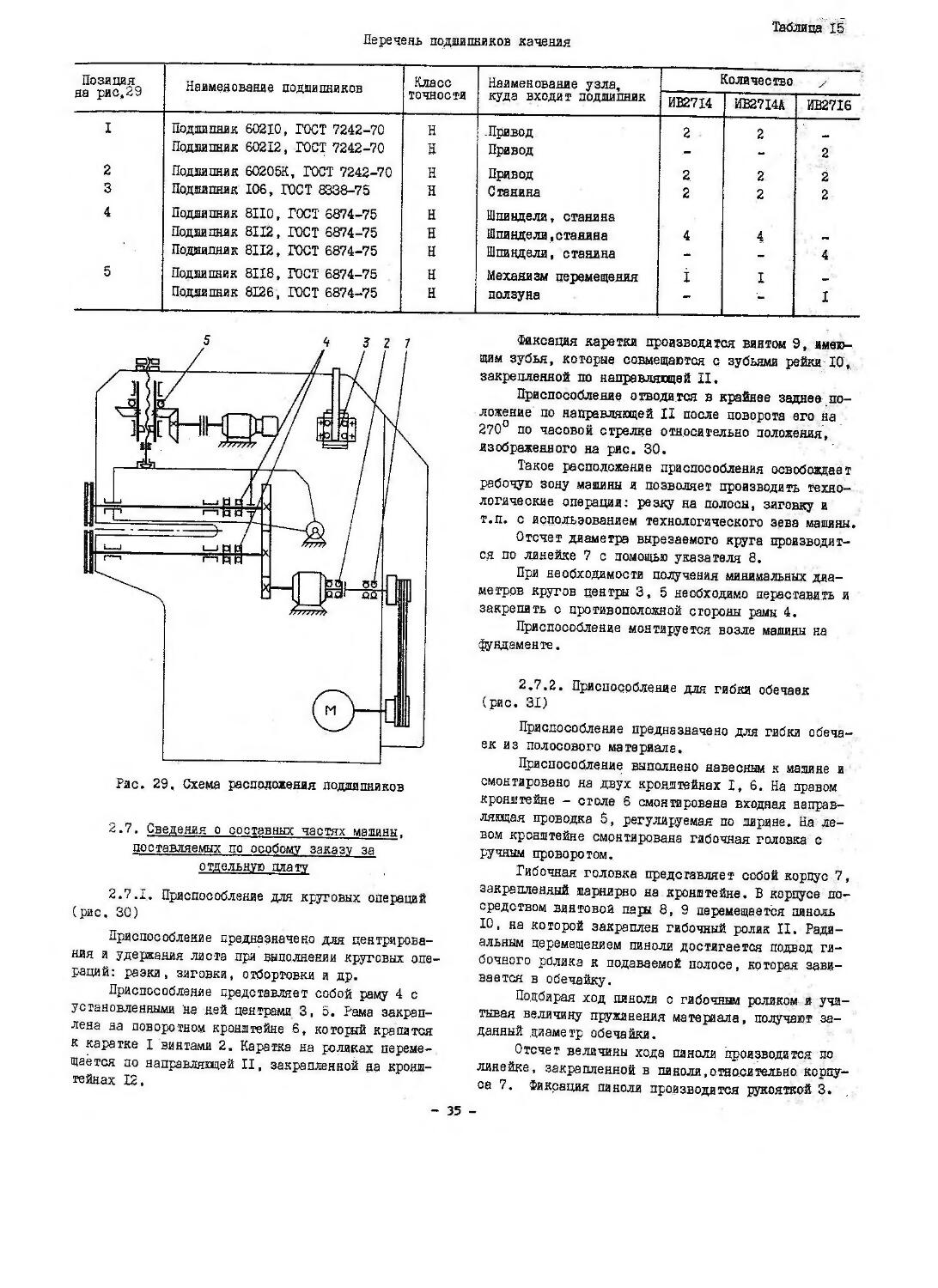
2.6. Схема расположения подшипников (рис. 29)
2.6.1. Перечень подшипников качения указан в табл. 15.
- ЗА -
Таблица 15
Перечень подшипников качения
Позиция на рис,29 Наименование подшипников Класс точности Наименование узла, куда входит подшипник Количество /
ИВ2714 ИВ2714А ИВ2716
I Подшипник 60210, ГОСТ 7242-70 н .Привод 2 2 —
Подшипник 60212, ГОСТ 7242-70 н Привод - - 2
2 Подшипник 60205К, ГОСТ 7242-70 н Привод 2 2 2
3 Подшипник 106, ГОСТ 8338-75 Н Станина 2 2 2
4 Подшипник 8110, ГОСТ 6874-75 Н Шпиндели, станина
Подшипник 8112, ГОСТ 6874-75 н Шпиндели,станина 4 4 *
Подшипник 8112, ГОСТ 6874-75 н Шпиндели, станина - — 4
5 Подшипник 8118, ГОСТ 6874-75 н Механизм перемещения I I —
Подшипник 8126, ГОСТ 6874-75 н ползуна — — I
Рис. 29. Схема расположения подшипников
2.7. Сведения о составных частях машины, поставляемых по особому заказу за отдельную плату
2.7.1. Приспособление для круговых операций (рис, 30)
Приспособление предназначено для центрирования и удержания листа при выполнении круговых операций: разки , зиговки, отбортовки и др.
Приспособление представляет собой раму 4 с установленными на ней центрами 3, о. Рама закреплена на поворотном кронштейне 6, который крепится к каратке I винтами 2. Каратка на роликах перемещается по направляющей II, закрепленной на кронштейнах 12,
Фиксация каретки производится винтом 9, имеющим зубья, которые совмещаются с зубьями рейки 10, закрепленной по направляющей II.
Приспособление отводится в крайнее заднее положение по направляющей II после поворота его на 270° по часовой стрелке относительно положения, изображенного на рис. 30.
Такое расположение приспособления освобождает рабочую зону машины и позволяет производить технологические операции: резку на полосы, зиговку и т.п. с использованием технологического зева машины.
Отсчет диаметра вырезаемого круга производится по линейке 7 с помощью указателя S.
При необходимости получения минимальных диаметров кругов центры 3, 5 необходимо переставить и закрепить с противоположной стороны рамы 4.
Приспособление монтируется возле машины на Фундаменте.
2.7,2. Приспособление для гибки обечаек (рис. 31)
Приспособление предназначено для гибки обечаек из полосового материала.
Приспособление выполнено навесным к машине и смонтировано на двух кронштейнах I, 6. На правом кронштейне - столе 6 смонтирована входная направляющая проводка 5, регулируемая по ширине. На левом кронштейне смонтирована гибочная головка с ручным проворетом.
Гибочная головка представляет собой корпус 7, закрепленный шарнирно на кронштейне. В корпусе посредством винтовой пары 8, 9 перемещается пиноль 10, на которой закреплен гибочный ролик II. Радиальным перемещением пиноли достигается подвод гибочного ролика к подаваемой полосе, которая завивается в обечайку.
Подбирая ход пиноли с гибочным роликом и учитывая величину пружинения материала, получают заданный диаметр обечайки.
Отсчет величины хода пиноли производится по линейке, закрепленной в пи ноли, относительно корпуса 7. Фиксация пиноли производится рукояткой 3.
- 35 -
Рис. 30. Приспособление для круговых операций
Рис. 31. Приспособление для гибки обечаек
диаметр завиваемой, обечайки может также регулироваться угловым перемещением корпуса 7 гибочной головки относительно оси 4. При этом корпус стопорятся ВИНТОМ 2.
Рекомендуемые диаметры завиваемой обечайки -120-980 мм.
2.7.3. Иреспособление для профилирования полос (рис. 32)
Приспособление предназначено для получения изделий типа равяобокового уголка из полосового материала с высотой полки не более 25 мм.
1 2 3 4 5 6 7
А-А
8 9 Рио. 32. Приспособление для профилирования полос
- 38 -
Приспособление для профилирования полос выполнено по схеме: входная направляющая проводка -калибрующие ролики - правильное устройство.
Приспособление для профилирования полос также выполнено навесным и монтируется на двух кронштей-нах 4,6, которые крепятся к станине машины.
Правый кронштейн-стол 6 с входной аалравляю-щей проводкой 7 полностью унифицирован с приспособлением для гибки обечаек.
Калибрующие ролики установлены на шпинделях машины.
На левом кронштейне 4 смонтировано семироликовое правильное устройство. Правильное устройство представляет собой плиту 2, в которой на ползунках 9 закреплены ролики 10. Ползунки регулируются по высоте винтами 12, установленными в откидной планке II» Фиксация планки производятся рукояткой I. Правильное устройство для удобства его установки и эксплуатации выполнено откидным. Это достигается шарнирным соединением плиты 2 с рычагом 3, который, в свою очередь, шарнирно соединен с кронштейном 4, закрепленным на станине.
В рабочем положении устройство крепится к станине винтами 5.
В нерабочем положении устройство располагается вдоль станины путем поворота его относительно шарниров.
Рекомендуемая длина выполняемого изделия 1000-1500 мм.
2.7.4. Приспособление для обработки деталей типа труб (рис. 33)
Приспособление предназначено для удержания (поддержки) изделий типа труб в процессе обработки с обеспечением возможности их кругового вращения. Это достигается применением двух выдвижных колонн 3, каждая из которых имеет возможность перемещаться между двумя парами роликов 10, смонтированных в корпусах 6, установленных симметрично на боковых стенках станины. В передней части колонки соединены планкой 8, на концах которой смонтированы регулируемые по высоте винтовые опоры 9.
На колонках посредством клеииового соединения смонтированы штанги 2 с роликами I и штанги 4 с роликами 5. Ролики I-фиксируют обрабатываемое из-
- 39 -
делив по торцам, а -ролики 5 поддерживают его. При изменении, диаметров изделия ролики легко сближаются или разводятся регулировкой клеммового соединения 7.
Рекомендуемые максимальные параметры обработки заготовок типа труб: диаметр - 600 мм, длина -<^>900 мм.
2.7.5. Приспособление для отбортовки (рис.34)
Приспособление предназначено для прижима листа в зоне обработки пра выполнении круговых операций, резки, отбортовки, гибки, зиговки и т.п.
Устройство состоит из'двух рычагов 8, шарнир-но закрепленных в кронштейнах 7, смонтированных на станине машины.
В рычагах 8 смонтированы пальцы 6, несущие рычаги 5 с набором прижимных роликов I. Рычаги 5 с роликами X устанавливаются так, чтобы их оси были направлены к центру вращения обрабатываемой детали. Регулировка роликов по высоте достигается поворотом гайки 2. Фиксация пальцев кронштейнов 7 от поворота осуществляется зубчатой муфтой, состоящей из полумуфт 3,4. Одна из полумуфт закраплена на рычаге 8, другая на пальце 6. Упор рычагов 8 в станину машины осуществляется посредством винтов 9.
Приспособление Может быть использовано для прижимов листа при прямолинейных операциях резки, гибки и т.п.
2.7.6. Приспособление для круговой резки (рис. 35)
Приспособление для круговой резки состоят из корпуса 3, основания II и монтируется на фундаменте . -
Корпус Приспособления представляет собой жесткую сварную конструкцию коробчатого сечения С-образной формы. В корпусе по направляющим перемещаются прижимы 7,8, которые своими опорными поверхностями зажимают обрабатываемый лист.
Рис. 35. Приспособление для круговой резки
В начале резки круга приспособление разворачивается на определенный угол под действием составляющей усилия резания, что в процессе резания автоматически обеспечивает совпадение оси вращения листа, оси вращения приспособления и точки резания.
При этом пружина демпфера сжимается, а после окончания вырезки круга, разжимаясь, возвращает приспособление в исходное положение.
- 40
При гибке или отбортовке приспособление жестко соединяется с кареткой специальной скобой 10.
Установка заданного радиуса обработки достигается перамещеяием корпуса праспособленил по направляющим основания с помощью мотор-редуктора I, который включается кнопками Вперед",“Назад’и работает в толчковом режиме.
Опора верхнего прижима 7 выполнена плавающей на упорном подшипнике, что обеспечивает.совпадение центров вращения верхнего и нижнего прижимов.
Привод верхнего прижима - механический от мотор-редуктора 4 через предохранительную муфту 5 и коническую передачу 6.
Управление приводом перемещения корпуса приспособления и приводом верхнего прижима осуществляется с пульта управления 2 праспособления.
Опора нижнего прижима 8 жесткая, регулировка ее по высоте осуществляется регулировочным винтом 9.
Крайние положения перемещения корпуса приспособления ограничиваются конечными выключателями.
2.7.7. Рольганг (рис. 36)
Рольганг выполнен в виде "гуськовых" стоек, которые вставляются в колодцы (фундамента. При необходимости эти стойки можно убрать, а колодпы закрыть крышками.
Рольганг выполнен для малины с приспособлением для круговой резки.
"Гуськовая” стойка (разрез А-А) состоит из ролика I, свободно вращающегося на оси 2. Ось закреплена в кронштейне 3, который опирается на упорный подшипник 4 и поворачивается во втулке 5. Стойка может регулироваться по высоте.
2.7.8. Приспособление для навивки пружин (рис. 37} Приспособление предназначено для навивки пружин ристяжения и сжатия с наружным диаметром 30-32 мм из проволоки диаметром до 2,5 мм. Подача проволоки осуществляется парой подающих роликов, установленных на шпинделях машины.
Приспособление состоит из двух дааметрооб-разухщих упоров I, шато образующей лапки 10, про-
Рис. 36. Рольганг
-41
водки 9 и отрезного устройства, включающего в себя оправку II я нож 2, имеющий ручной привод от рукоятки 5 чераз ползунку 3, Указанные элементы приспособления смонтированы на кронштейне 4, закрап-ленном на станине машины.
На кронштейне 3, закрепленном на станине 6, смонтирована направляющая проводка 7.
Изменение диаметра завиваемой пружины достигается перемещением диаметро образующих упоров I в радиальном направлении, при этом в зависимости от диаметра пружин возможна смена оправки II.
Шаг пружины достигается перемещением шаговой лапки в осевом направлении пружины.
Рекомендуется навивку пружин производить при минимальной скорости подачи проволоки.
Ряс. 37. Приспособление для навивки пружин
- 42 -
3. ПАСПОРТ
3.1. Обские сведения
Инвентараый номер ...................
Завод ...............................
Цех .................................
Дата пуска машины в эксплуатацию ..
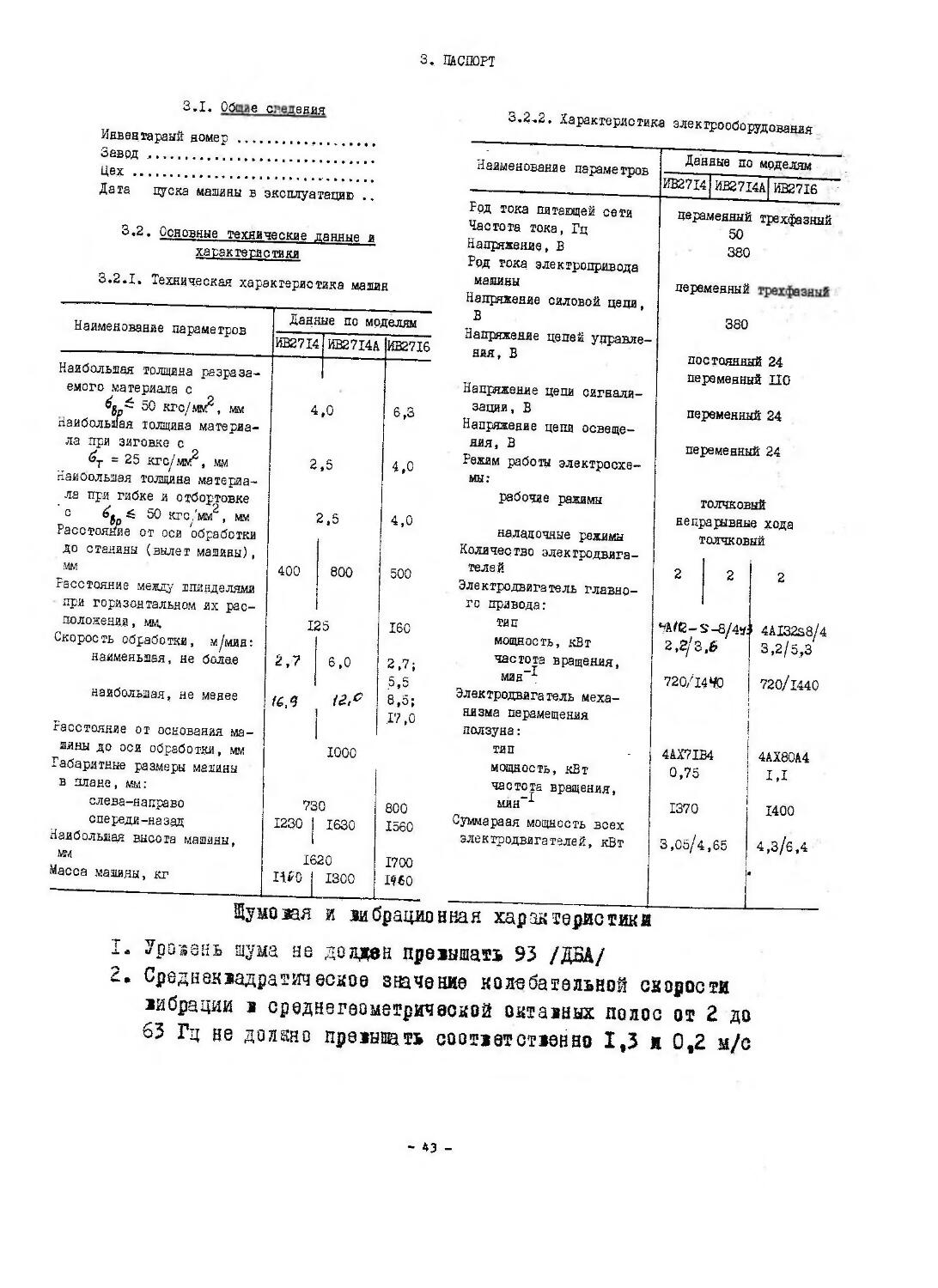
3.2. Основные технические данные и характеристики
3.2.1. Техническая характеристика машин
Наименование параметров Данные по моделям
ИВ27Г4 ИВ27Г4А ИВ2716
Наибольшая толщина разрезаемого материала с - 50 кгс/маГ, мм Op 1 Наибольшая толщина материала при зиговке с = 25 кгс/мм^, мм 4 ho 6,3
2 >5 4,0
Наибольшая толщина материала при гибке и отбортовке с 6 50 кгд'мм2, мм 2,5 4,0
Расстояние от оси обработки до станины (вылет машины), мм 400 800 500
Расстояние между шпинделями при горизонтальном их рас-полокеняя, мм. 15 25 160
Скорость обработки, м/мин: наименьшая, не более 2,7 6,0 2,7;
наибольшая, не менее Л Л?,*7 5,5 8,5;
Расстояние от основания машины до оси обработки, мм Габаритные размеры машины в плане, мм: слева-направо 1000 730 .17 ,0 800
спереди-назад 1230 1 1630 1560
Наибольшая высота машины, мм 1620 1700
Масса машины, кг ШО | 1300 I«f60
Щумозая и зибрацио
3.2.2. Характеристика злектрооборудования
Наименование параметров Данные по моделям
ИВ27Г4 ИВ27Г4А ИВ2716
Род тока питающей сети Частота тока, Гц Напряжение, В Род тока электропривода машины Напряжение силовой цепи, В Напряжение цепей управления, В Напряжение цепи сигнализации, В Напряжение цепи освещения, В Режим работы электросхемы: рабочие режимы наладочные режимы Количество электродвигателей Электродвигатель главного привода: тип мощность, кВт частота вращения, мин-^ Электродвигатель механизма перемещения ползуна: тип модность, кВт частота вращения, мин"1 Суммарная мощность всех электродвигателей, кВт nepaw перем пос пер nej nej aenj 2 2 ,г/з 720/] 4AX7J 0,75 I37( 3,05/ генный 50 330 !вННЫЙ 1 380 .тоянньй ?еменны£ земенньЦ земенньЦ солчковь >а равные ГОЛЯКОВ! 2 S'-8/4* лчо 34 ) 4,65 грехфазный ’рехфазный 24 ПО 1 24 i 24 1Й хода 1Й 2 4AI32S8/4 3,2/5,3 720/1440 4АХ80А4 1,1 1400 4,з/б,4
иная характеристики
I. Урозэаь шума не должен презншагь 93 /ДВА/
2. Среднекзадратичесаое значение колебагельной сворости зйбрации в среднегеометрической октавных полос от 2 до 63 Гц не делано пропади, соответственно 1,3 и 0,2 м/с
- 43 -
3.3. Сведения о ремонте
Наименование и обозначение Основание для сдачи в ремонт Де та Категория сложности ремонта Ремонтный цикл работы машины в часах Вид Должность, (Рамилия, подпись ответственного лица
составных частей машины поступления в ремонт выхода из ремон та ремонта производившего ремонт принявшего ремонт
- 44 -
-iSJ7wi6HCB5Ji5IG и обозначение COG T cLBHiXX. H.dC T 0 jf□. 11II Основание для сдачи в ремонт дата категория сложности ремонта у—" 1 1 г'б.’.ЮНТНЬй-. цикл работы машины в часах Вид ремонта должность, фамилия» -подпись ответствен- ного лица
поступления в ремонт выхода из ремонта
'.гр о из водившего ремонт принявшего ремонт
’—
45
3.4. Сведения об изменениях б малине
Наименование . и обозначение составных частей малины Основание (наименование документа) Дата проведенных изменений Характеристика работы малины после проведения изменений Должность, фамилия, подпись ответственного липа
- 46 -
47 -
3.5, Комплект поставил
Обозначение Наименование Количество по моделям Примечание
№2714 ИВ27Х44 ИВ27Х6
ИВ27Х4 ИВ27Х4А ИВ2716 Машина в сборе Машина в сборе Машина в сборе X I 1 Согласно спецификации изделия Согласно спецификации изделия Согласно спецификации изделия
Входят в комплект л стоимость машин
Инструмент я принадлежности
ИВ27Х4-6Х-00Х ИВ27Х6-6Х-001 ИВ27Х4-5Х-00Х ИВ27Х6-5Х-00Х ИВ2714-ЗХ-4Х4 Инструмент для резки Инструмент для резки Приспособление "Упор” Приспособление "Упор” Рукоятка I I I I I I X I I
Принадлежности Т туу^т ОСЛО ПК Т г- т .. т ...
— Ключи ГОСТ 2839-71; патт гуу>т го X т X Т т
rcxX"Wi9X '-*э л±тм1 ике« нрм ..т т. .. t
Г оХ X ЛИМ • U JCC • “1 X Т- X т
। qXXmUv4sv wo ЛИМ • vKC • ЦрМ X 1 X
Документы
ЙВ2700-00-001 РЗ Машины для резки и гибки двухроликовые с горизонтальными шпинделями. Руководство по I I I
эксплуатации
Поставляются цо заказу потребителя за отдельную плату
ИК27Х6-52-00Х НА4414-51-001 H4420-5I-00I ИВ2714-52-001 ИВ27Х4-53-00Х ИВ27Х4А-53-001 ИВ2714-54-00Х ИВ2714А -54-001 ИВ27Х6-54-00Х №2714-55-001 ИВ27Х6-55-00Х ИВ2714-56-001 ИВ2714-62-001 ИВ27Х6-62-001 Н4418-64-00X Приспособление для круговых операций Приспособление для круговой разки Приспособление для круговой резки Приспособление для гибки обечаек Приспособление для профилирования полос Приспособление для профилирования полос Приспособление для обработки деталей типа труб Приспособление для обработки деталей типа труб Приспособление для обработки деталей типа труб Приспособление для навивки пружин Приспособление для навивки пружин Приспособление для отбортовки Инструмент Инструмент Рольганг I I I I I I I X I I I I I I I I I I I I I X X I X I I
Примечание. В комплект поставки и стоимость машин входят также запасные части, инструмент, принадлежности и документация, которыми комплектуются унифицированные узлы и покупные изделия, входящие в комплектацию машин.
- ад -
3.6. Свидетельство о приемке
Машина для резки и гибки двухроликовая с горизонтальными шпинделями ___________________________
модели , заводской номер
3.6.1. Испытание машины на соответствие нори точности согласно табл. 16.
Таблица 16
Проверка норм точности
3.6.3. Общее заключение
На основании осмотра и проведенных испытаний машина признана годной для эксплуатации.
Подпись ответственнмйр^*^^^ лица ____________урЛ _________
3.7. Свидетельство о консервации
Номер проверки Что проверяется Отклонение, мм
допускаемое фактическое
I Радиальное биение посадочных поверхностей шпинделей под инструмент 0,06
2 Суммарный зазор между ползуном и направляющими станины:
наименьший 0,06
наибольший 0,25
Машина для разки и гибки двухроликовая с горизонтальными шпинделями, модели , заводской номер
подвергнута консервации согласно ГОСТ 13168-69 "Консервация металлических изделий*!.
Дата консервации ________________________
Срок консервации ________________________
Консервацию произвел
Принял__________________________________
3.8. Свидетельство об удаковке
3.6.2, Испытание машины на соответствие ос- . тальным техническим условиям и особым условиям поставки,
Машина для разки и гибки двухроликовая с горизонтальными шпинделями ______________________ модели , заводской номер
упакована в соответствия с требованиями
ГОСТ 7600-76 "Кузнечно-прессовые малины. Техничес-
кие требования".
Дата упаковки ___
Упаковку произвел
Принял __________
- 49 -
ПРИЛОЖЕНИЕ
МАТЕРИАЛЫ ПО ШСТР0ИЗЕА12ИВШЖЯ ДЕТАЛЯМ
I. Перечень быстрсцзнаииьипгдхся деталей
Номер рисунка Обозначение Наименование Куда входят Количество Материал
I ИВ27Х4-ХХ-202 Втулка ИВ2714-П-О01 I Бронза Бр.ОЦС 5-5-5,ГОСТ 6X3-79
2 ИВ2714-11-205 Втулка ИВ2714-П-001 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
ИВ2714-31-001 2
3 ЙВ2714-11-204 Втулка ИВ27Х4-Х1-00Х I Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
ИВ2716-Х1-00Х I
4 ИВ2714-11-205 Втулка ИВ27Х4-ХХ-00Х I Бронза Бр.ОЦС 5-5-5,ГОСТ 613-79
ИВ27Х6-ХХ-00Х I
5 ИВ2714-22-20Х Втулка ИВ27Х4-22-00Х I Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
6 ИВ27Х4-22-202 Гайка ИВ27Х4-22-00Х X Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
7 ИК27Х6-22-20Х Втулка ИВ27Х4-22-00Х I Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
8 ИК27Х6-22-202 Втулка ИВ27Х4-22-00Х X Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
9 ИВ27Х4-31-20Х •Накладка ИВ27Х4-ЗХ-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
10 ИК27Х6-22-203 Втулка ИВ27Х4-ЗХ-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
II ИВ27Х4-5Х-20Х Втулка ИВ27Х4-5Х-00Х 8 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
ИВ27Х6-51-001 8
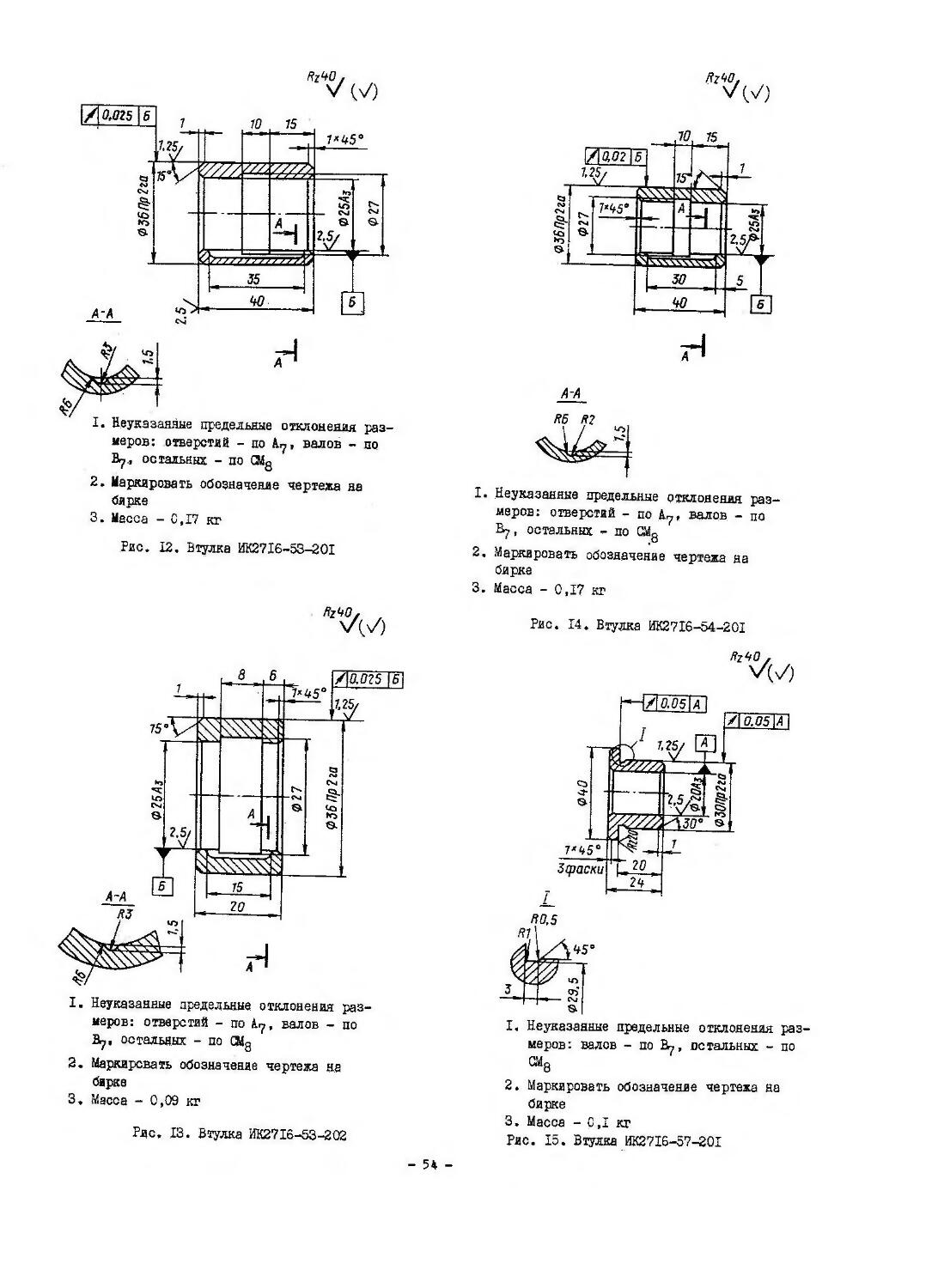
12 ИК27Х6-53-20Х* Втулка ИВ27Х4-53-001 7 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
13- ИК2716-53-202* Втулка ИВ27Х4-53-001 4 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
14 ИК2716-54-201* Втулка ИВ2714-54-001 8 Бронза Бр.ОЦС 5-5-5,ГОСТ 6X3-79
ИВ27Х6-54-00Х 8
15 ИК2716-57^201* Втулка .ИВ27Х4-52-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
16 ИК2716-52-201* Втулка ИВ27Х4-52-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
17 HA44I4-51-201* Втулка HA44I4-5X-00I I Бронза Бр.АЖ9-4Л, ГОСТ 18X75-72
18 HA44I4-5I-202* Втулка НА4414-51-00I I Бронза Бр.А29-4Л,Г0СТ 18X75-72
19 HA44I4-5I-203* Гайка плава- HA44I4-5I-00I I Бронза Бр.А29-4Д> ГОСТ 18X75-72
одая
20 НА44Х4-5Х-204* Втулка HA44X4-5I-OOX 2 Бронза Бр.АН9-4Л,Г0СТ Х8175-72
21 ИВ27Х6-П-202 Втулка ИВ27Х6-ХХ-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
22 ИВ2716-П-203 Втулка ИВ27Х6-1Х-001 I Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
23 ИВ27Х6-2Х-20Х Втулка ИВ27Х6-2Х-00Х I Бронза Бр.ОЦС 5-5-5,ГОСТ 6X3-79
24 ИВ27Х6-22-20Х Втулка ИВ27Х6-22-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
25 ИВ27Х6-22-202 Гайка ИВ2716-22-00Х I Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
26 ИВ27Х6-22-203 Втулка ИВ27Х6-22-00Х I Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
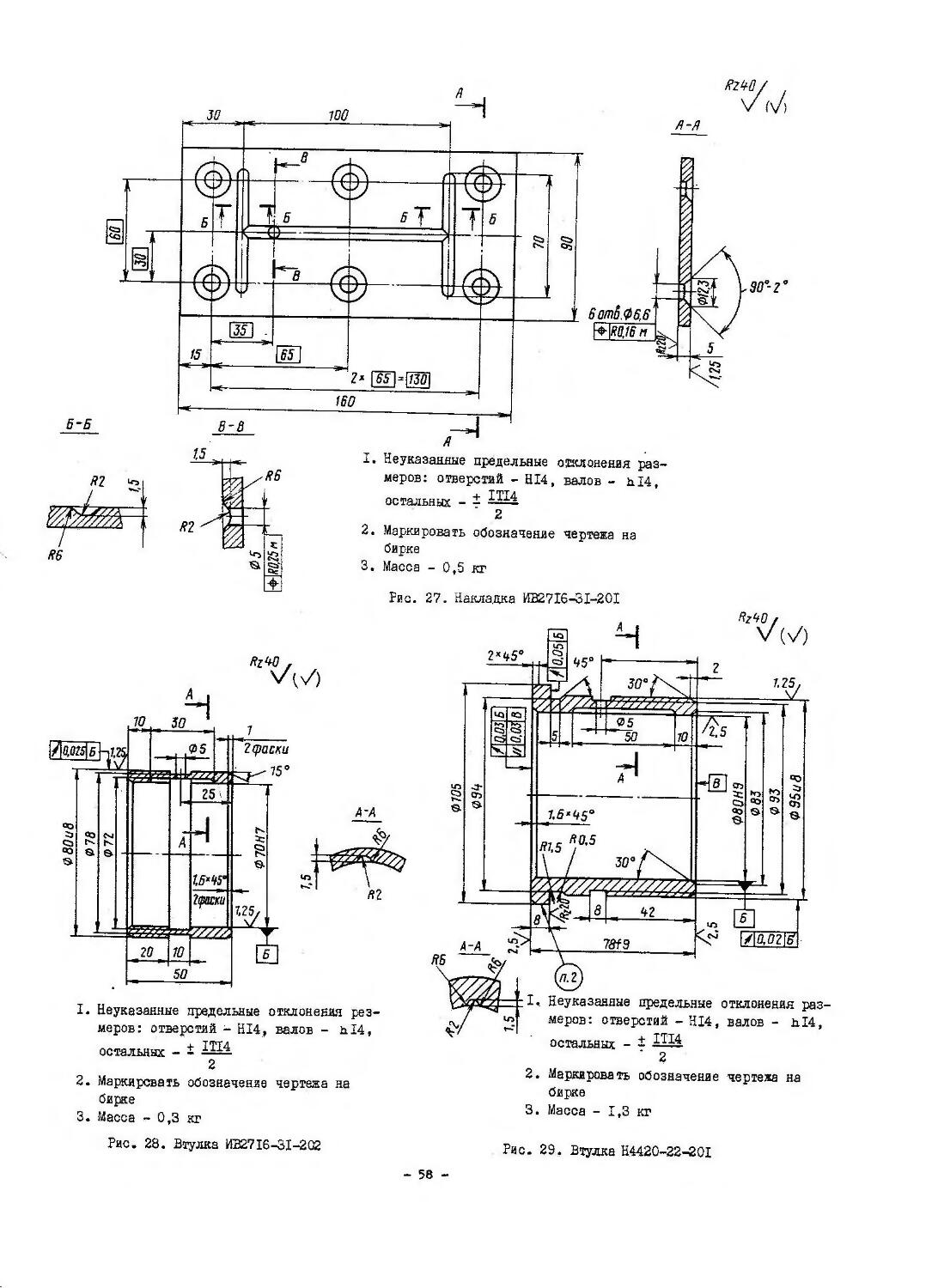
27 ИВ2716-31-201 Накладка ИВ27Х6-ЗХ-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
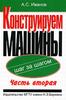
28 ИВ27Х6-ЗХ-202 Втулка• ИВ27Х6-ЗХ-00Х 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
29 H4420-22-20I* Втулка H4420-5X-00I 3 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
30 Н4420-22-202* Втулка Н4420-51-001 2 Бронза Бр.ОЦС 5-5-5,ГОСТ 6X3-79
31 Н4420-22-203* Гайка H4420-5X-00I I Бронза Бр.ОЦС 5-5-5,ГОСТ 6X3-79
32 Н4420-22-204* Кольцо H4420-5I-O0I I Бронза Бр.ОЦС 5-5-5,ГОСТ 6X3-79
33 Н4420-54-202* Втулка H4420-5I-00I 2 Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
34 Н4420-54-203* Втулка H4420-5I-OOI I Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
35 Н4420-54-204* Втулка H4420-5I-00X I Бронза Бр.ОЦС 5-5-5, ГОСТ 6X3-79
36 Н4420-54-205* Гайка Н4420-5Х-00Х I Бронза Бр.ОЦС 5-5-5, ГОСТ 613-79
s Детали, поставляемые по особому заказу за отдельную плату.
- 50 -
2. Че I гео быстрсазнадиваядлхся деталей
I. Неуказанные предельные отклонения размеров: отверстий - по Л7, валов - по В?, остальных - по CMg
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,18 кг
Рис. I. Втулка ИВ2714-П-202
I. Неуказанные предельные отклонения размеров: отверстий - по А7, валов - по В?, остальных - по CMg
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,5 кг
Рис. 3. Втулка ИВ2714-Ц-204
I. Неуказанные предельные отклонения размеров: отверстий - по к7, валов - по В^, остальных- по СМо
2. Маркировать обозначение чертежа на бирке ,3. Масса - 0,61 кг
I. Неуказанные предельные отклонения размеров: валов - по В7, остальных - по см8
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,49 кг
Рис. 2. Втулка ИВ2714-П-203
Рис. 4. Втулка MB27I4-II-205
- 51
ft 40
№0 ,
Ч/|о.оМб!
0 59
I. Неуказанные предельные отклонения размеров: отверстий - по А?» валов - по В?, остальных - по СМ8
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,4 кг
I. Неуказанные предельные отклонения размеров: отверстий - по , валов -по В^, остальных - по CMg
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,7 кг
Ряс. 5. Втулка ИВ2714-22-201
Рис. 7. Втулка ИК2716-22-201
А
ftW
V(,0
(7|g>gZ|61-
5
50
05
J____
Праски
7,25/
СО в
25
7,5*45°
2 фаски
Б
40
I. Неуказанные предельные отклонения размеров: отверстий - по Аг,, валов - по В?, остальных - по CMg
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,7 кг
Рис. 6. Гайка ИВ2?14-22-202
I. Неуказанные предельные отклонения размеров: отверстий - по Ау, валов - по В?, остальных - по CMg
2. Маркировать обозначение чертежа на бирке 3. Масса - 0,4 кг
Рис. 8. Втулка ИК2716-22-202
- 52 -
меров: отверстий - до А?, валов - по В?, остальных - по CMg
3. Маркировать обозначение чертежа яа бирке
4. Масса - 0,4 кг
Рис. 9. Накладка ИВ2714-31-201
I. Неуказанные предельные отклонения размеров: отверстий - по А.^, валов - по В?, остальных ~ по СМ8
2. Маркировать обозначение чертежа на бирке
3, Масса - 0,41 кг
I, Неуказанные предельные отклонения размеров: отверстий - по А?, валов - по Б?, остальных - по QAg
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,1 кг
Рис. 10. Втулка ИК2716-22-203
Рис. II. Втулка ИВ2714-51-201
- 53 -
W+0,
Av)
№0.
1. Неуказанные предельные отклонения размеров: отверстий - по А.?, валов - но
В?., остальных - по CMg
2. Маркировать обозначение чертежа на бирке
3. Масса -0,17 кг
Рис. 12. Втулка ИК2716-53-201
АА
R5 М
I. Неуказанные предельные отклонения размеров: отверстий - по А?, валов - по В?, остальных - по СМ8
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,17 кг
№0/ /
Рис. 14. Втулка ИК2716-&4-201
Rz*iO
I. Неуказанные предельные отклонения размеров: отверстий - по А?, валов - по Вг,, остальных - по СМ8
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,09 кг
Рис, 13. Втулка ИК2716-53-202
Ы/| 0-05,4, ft 05|4 |
7 fW,5
I. Неуказанные предельные отклонения размеров: валов - по В?, остальных - по см8
2. Маркировать обозначение чертежа на бирке
3. Масса - С,1 кг
Рис. 15. Втулка MK27I6-57-20I
- 54 -
меров: отверстий - по А?, валов - по Вт,, остальных - по CMg
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,46 кг
Рис. 16. Втулка ИК2716-52-201
2, Маркировать обозначение чертежа на бирке
3. Масса - 0,7 кг
I. Неуказанные предельные отклонения размеров: отверстий - по А?, валов - по
, остальных - по CMg
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,6 кг
Рис. 17. Втулка HA44I4-5I-20I
I. Неуказанные предельные отклонения размеров: отверстий - по А?, остальных -по CMg
Рис. 18. Втулка НА4414-51-202
±. ncjiwaawiue предельные отклонения размеров: отверстий - по А.?, валов - по Вг,, остальных - по CMg
2. Маркировать обозначение чертежа на бирке
3. Масса - 1,2 кг
Рис, 19. Гайка плавающая HA44I4-5I-203
- 55 -
/ 0,03 А
7.25/
1,6*45 7,5 х 45°
I. Неуказанные предельные отклонения размеров: валов - по В?, остальных - по см8
2. Маркировать обозначение чертежа ан бирке
3. Масса - 0,2 кг
Рис. 20. Втулка НА4414-51-204
I. Неуказанные предельные отклонения размеров: отверстий - HI4, валов - ь!4, + ТТТ4 остальных - ?
2
2, Маркировать обозначение чертежа на бирке
3, Масса - 0,24 кг
Рис. 22. Втулка ИВ2716-П-203
I. Неуказанные предельные отклонения .размеров: отверстий - HI4, валов - hI4, ТТТЛ остальных - -
Л .. 2
2. Маркировать обозначение чертежа на бирке
3, Масоа - 1,52 кг
Рис. 21. Втулка ИВ2716-11-202
I. Неуказанные предельные отклонения размеров: отверстий - HI4, валов - Ы4, остальных - -
2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,74 кг
Рис. 23. Втулка ИВ2716-21-201
- 56
№ f
VW)
I, Неуказанные предельные отклонения размеров: отверстий -HI4, валов - Ы4,
4. ITT 4 остальных - -
2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,9 кг
А'К
Рис. 24. Втулка ИВ2716-22-201
W.
<£>
§
@R0.04 f
I. Неуказанные предельные отклонения размеров: отверстий - HI4, валов - ь!4, + ITI4 остальных - - =4^
’ 2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,82 кг
Рис. 26. Втулка ИВ2716-22-203
I. Неуказанные предельные отклонения размеров: отверстий - HI4, валов - Ы4, остальных -
2
2. Маркировать обозначение чертежа на бирке
3. Масса - 1,72 кг
Рис. 25. Гайка ИВ2716-22-202
- 57 -
I. Неуказанные предельные отклонения размеров: отверстий - HI4, валов - Ы4, + ITI4 остальных - - -
2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,5 кг
I. Неуказанные предельные отклонения размеров: отверстий - HI4, валов - Ы4, + ITI4 остальных - - ~
Рис. 27. Накладка ИВ2716-31-201
2. Маркировать обозначение чертежа на бирке
3. Масса - 1,3 кг
2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,3 кг
Рис. 28. Втулка ИВ2716-31-202
Рис. 29. Втулка H4420-22-20I
- 58 -
I. Неуказанные предельные отклонения размеров: отверстий - НИ, валов - ь.14, + ITI4 остальных - т
2
2. Маркировать Н4420-22-202
3. Масса - 0,72 кг
Рис. 30, Втулка Н4420-22-202
Rz^O .
I. Неуказанные предельные отклонения размеров: отверстий •-Н14, валов - Ы4, остальных - -
2
2, Маркировать обозначение чертежа на бирке
3. Масса - 3,9 кг
Рис. 31. Гайка Н4420-22-203
I. Размер в скобках без припуска на пригонку
2. Предельные отклонения размеров: отверстий - HI4, валов - Ы4
3. Маркировать обозначение чертежа на бирсе
4. Масоа - 0,08 кг
Рио. 32. Кольцо Н4420-22-204
мерсв: валов - к 14, остальных -+
“ 2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,48 кг
Рис. 33. Втулка Н4420-54-202
- 59 -
№0, vM
I. Неуказанные предельные отклонения размеров: отверстий -HI4, валов - Ы4, + ТТТ4 остальных - - ±=^=-
' 2
2. Маркировать обозначение чертежа на бирка
3. Масса - 0,165 кг
Рис. 34. Втулка Н4420-54-203
I. Предельные отклонения размеров: валов - ^14, остальных - -
* 2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,85 кг
Рис. 36. Гайка Н4420-54-205
№0,
vm
I. Неуказанные предельные отклонения размеров: отверстий - HI4,. валов - Ы4, + ITI4 остальных - -
2
2. Маркировать обозначение чертежа на бирке
3. Масса - 0,26 кг
Рис. 35. Втулка Н4420-54-2 04