
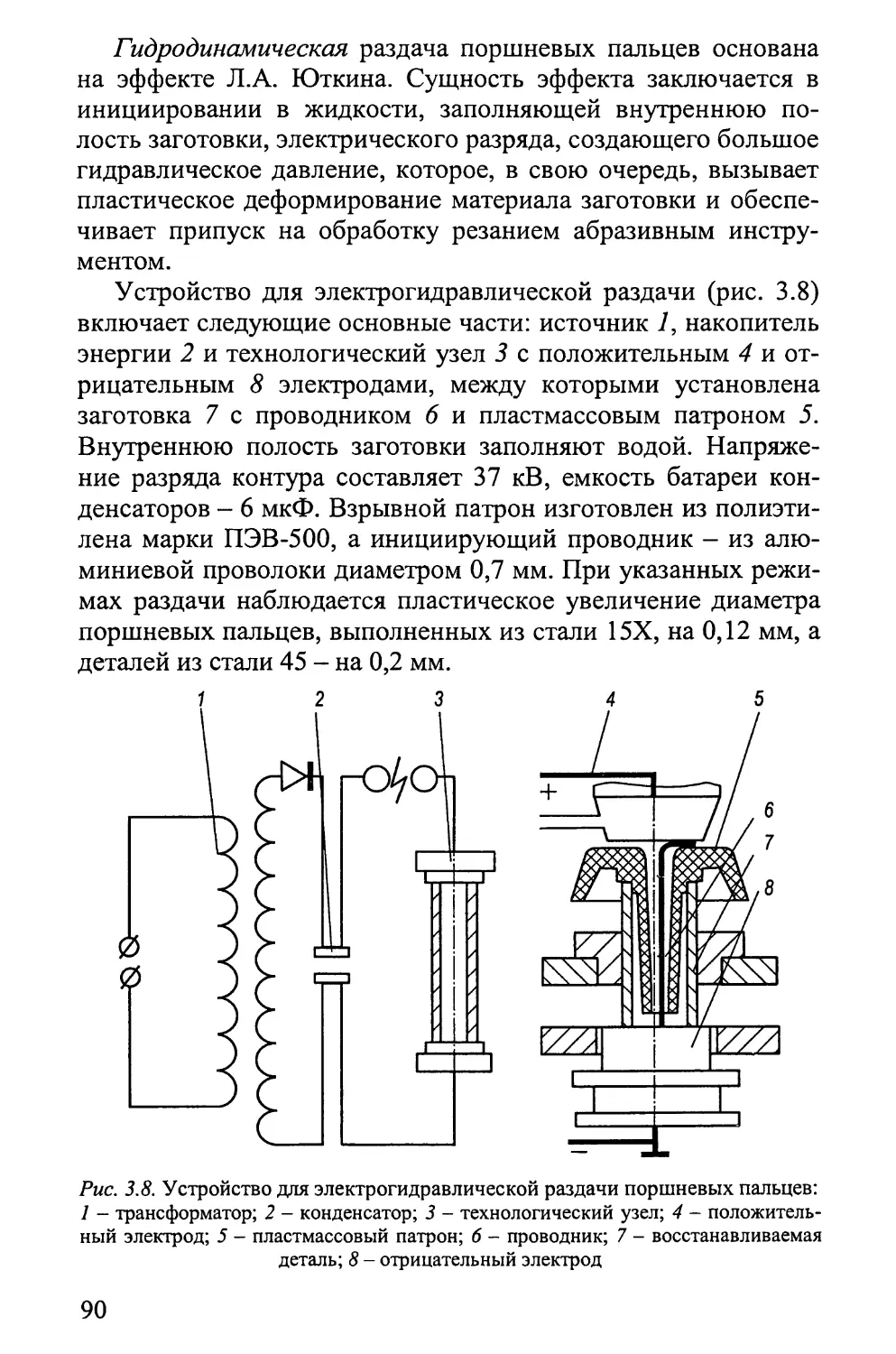


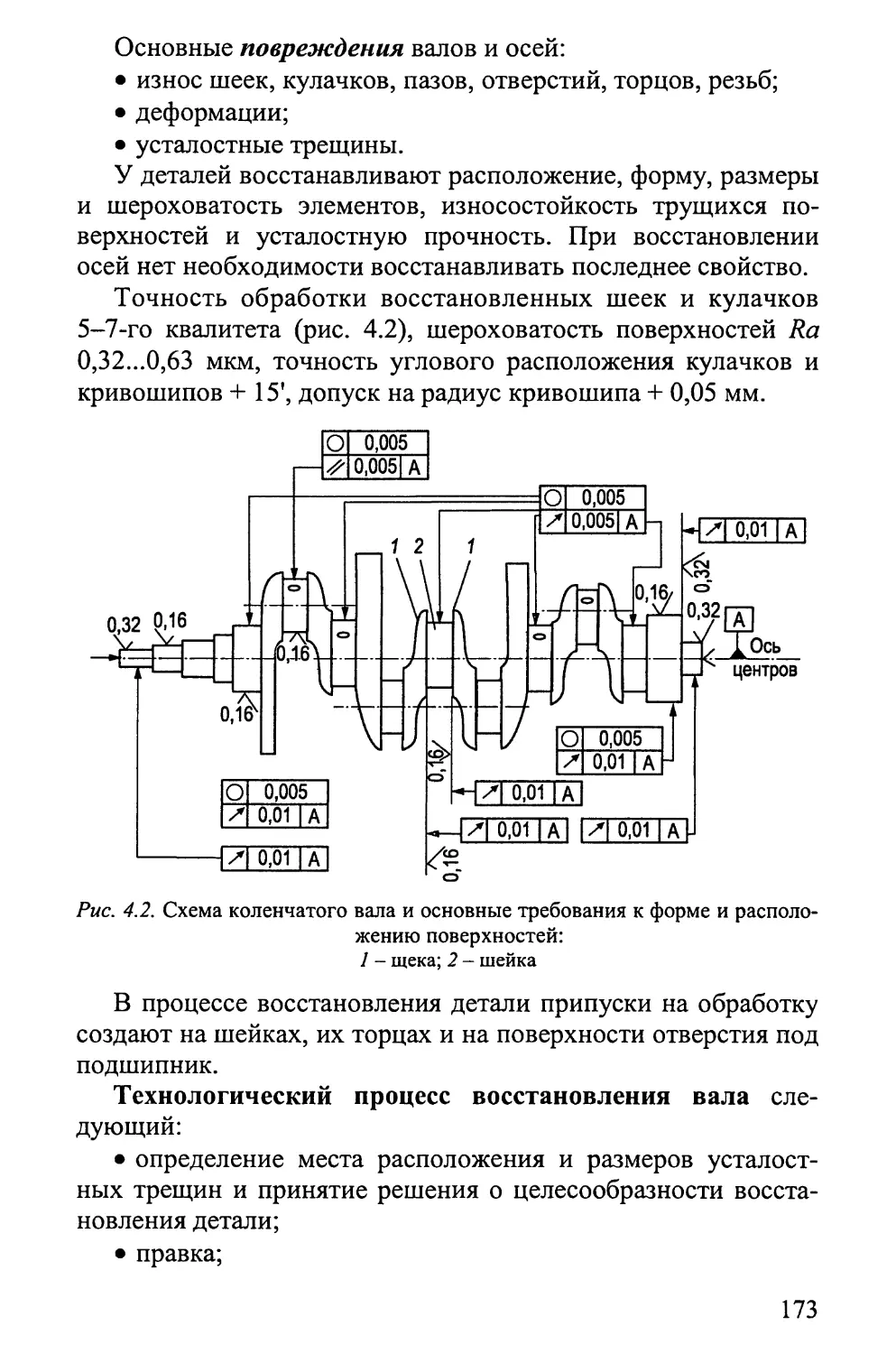



Author: Иванов В.П. Ярошевич В.К. Савич А.С.
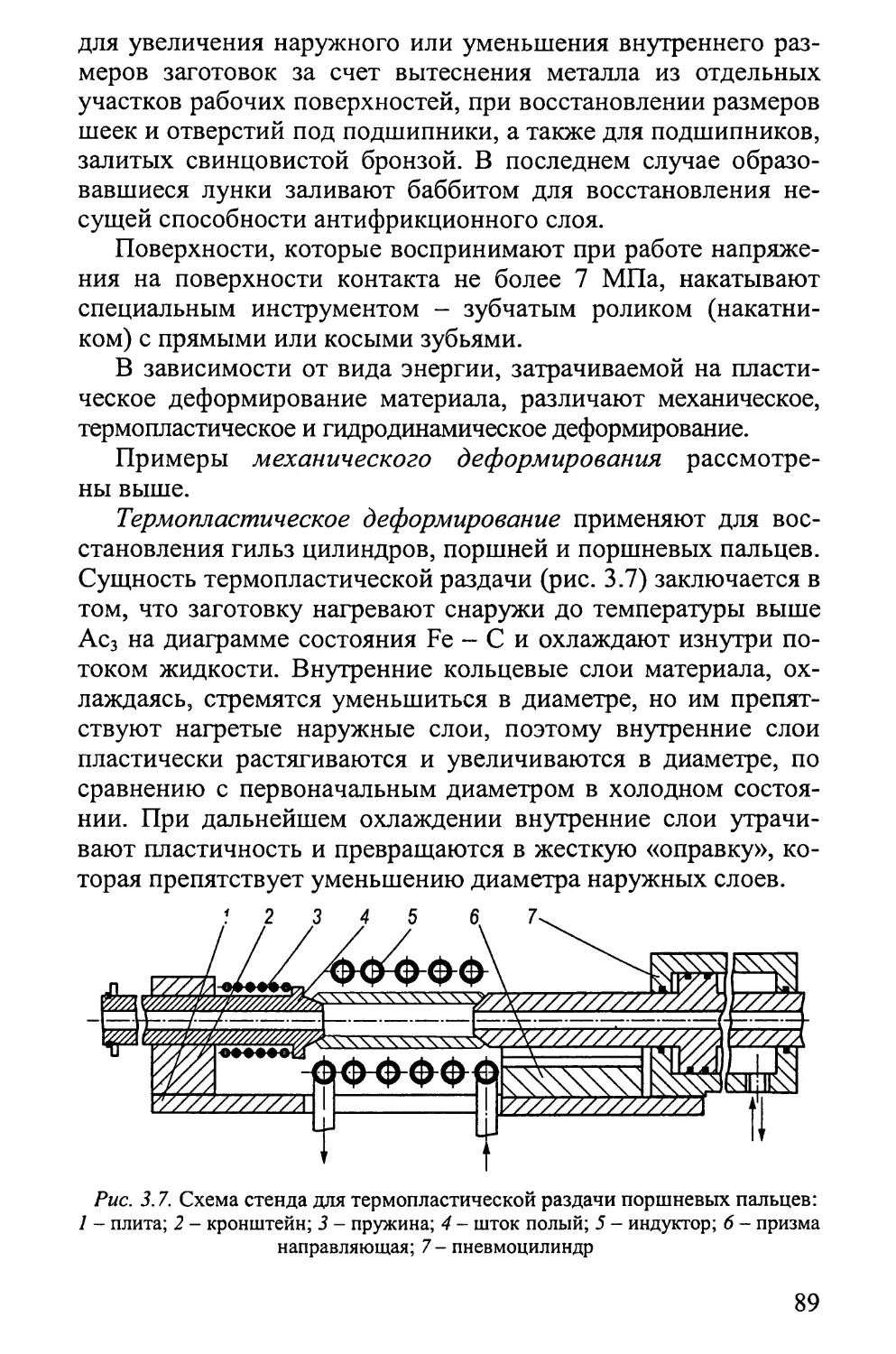
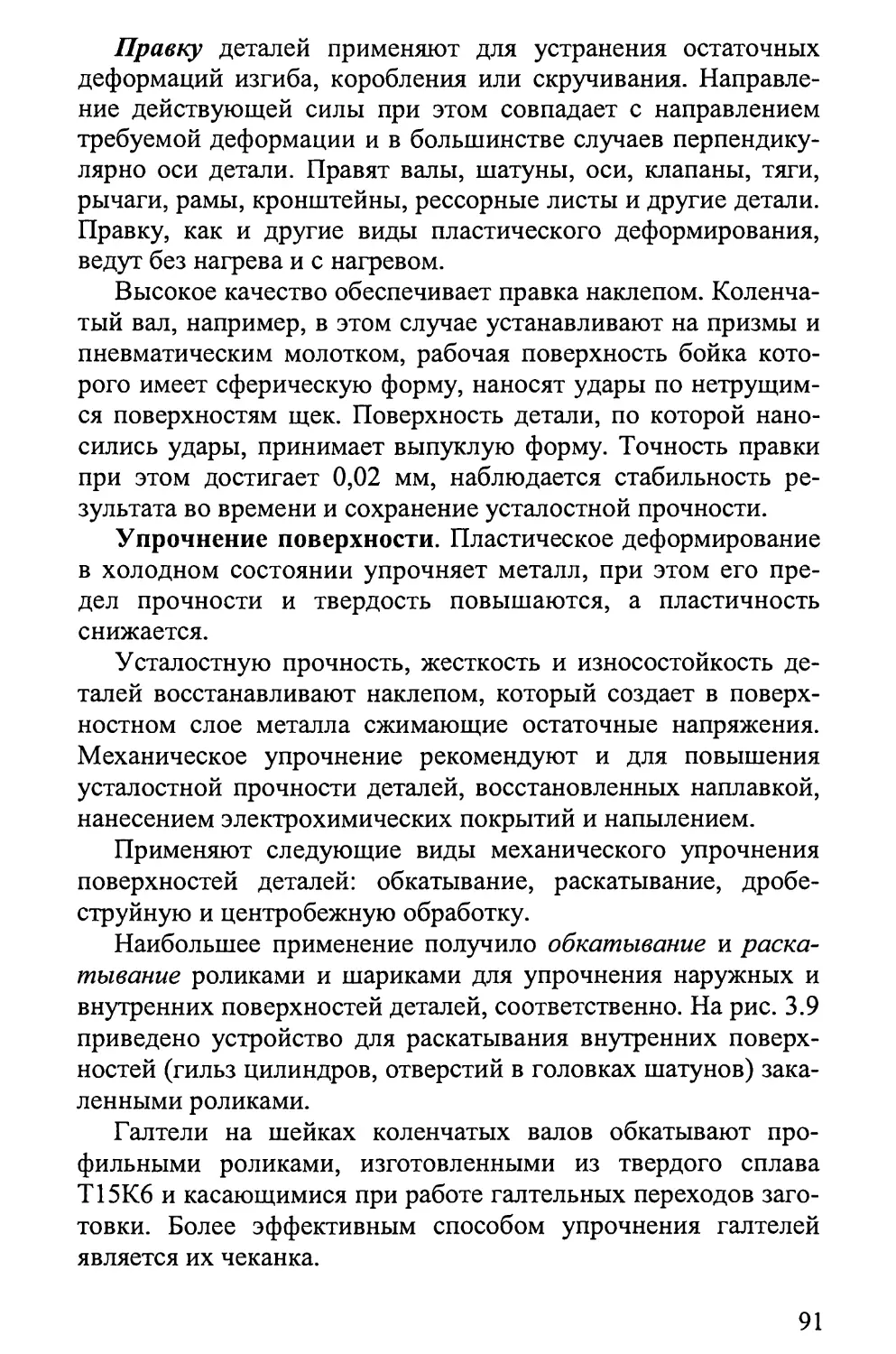
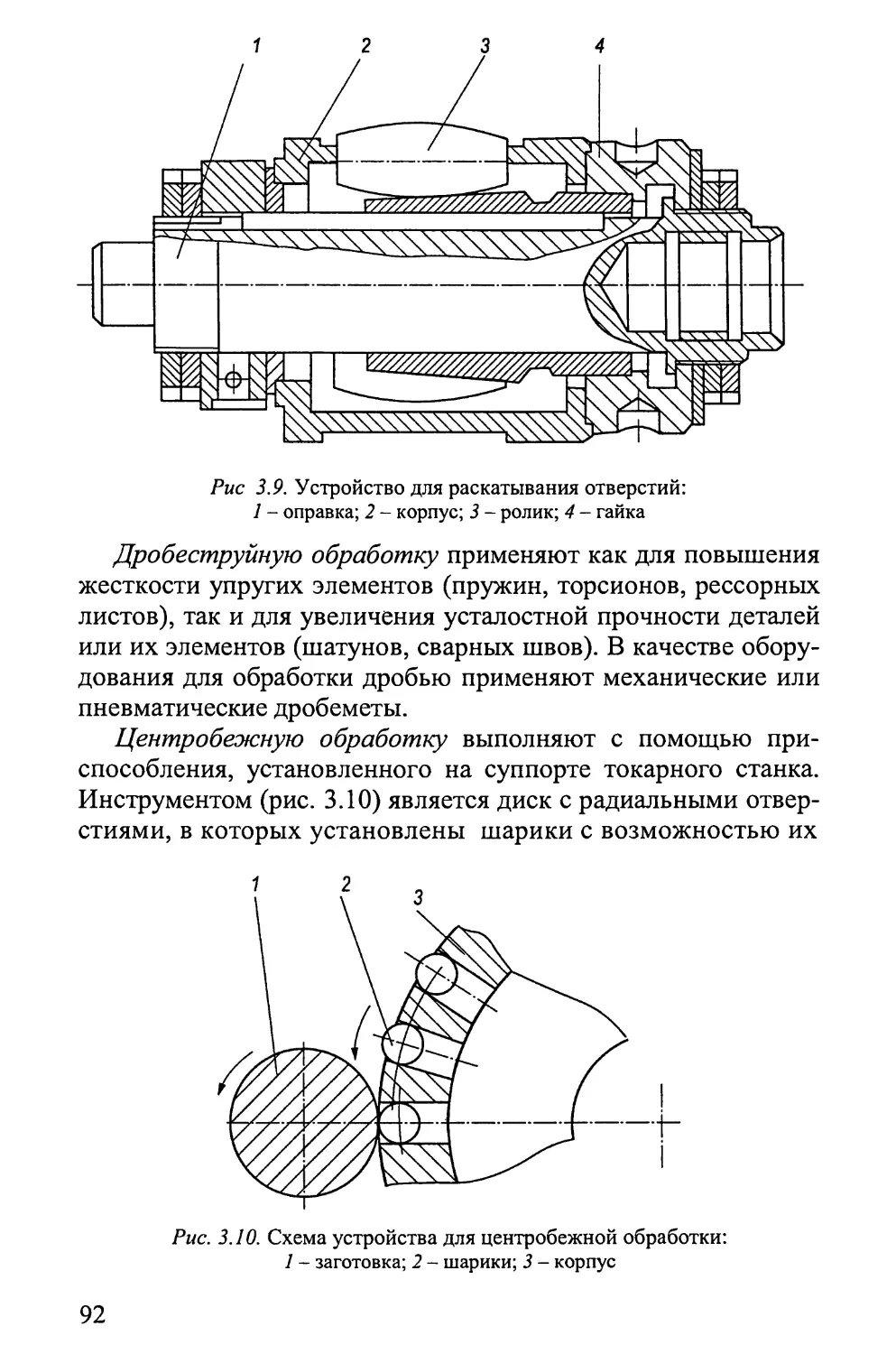
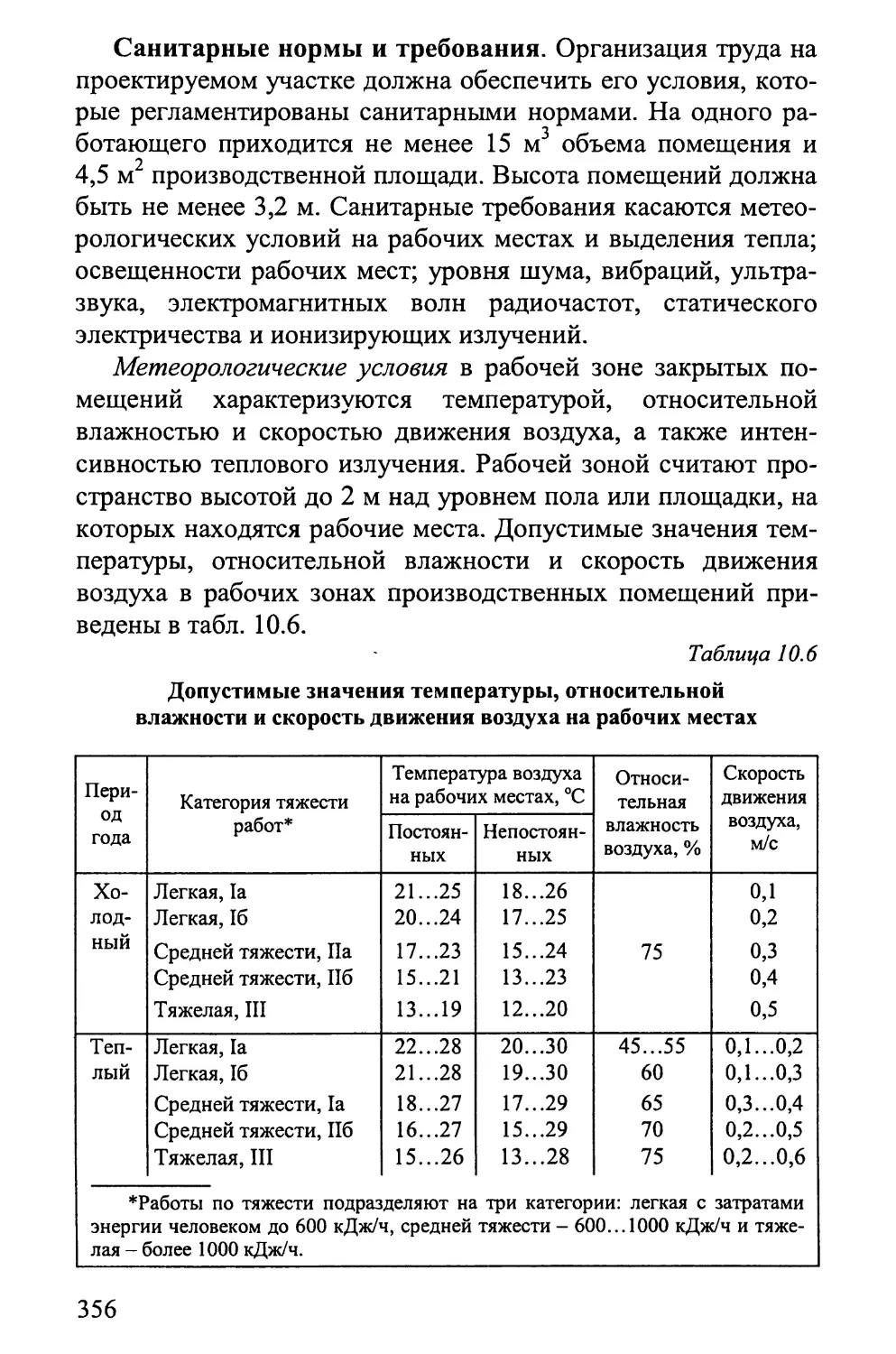
Tags: наземные средства транспорта (кроме рельсовых) автодорожный транспорт ремонт автомобилей руководство по ремонту издательство высшая школа запчасти автомобилей диагностика поломок
ISBN: 978-985-06-1539-8
Year: 2009


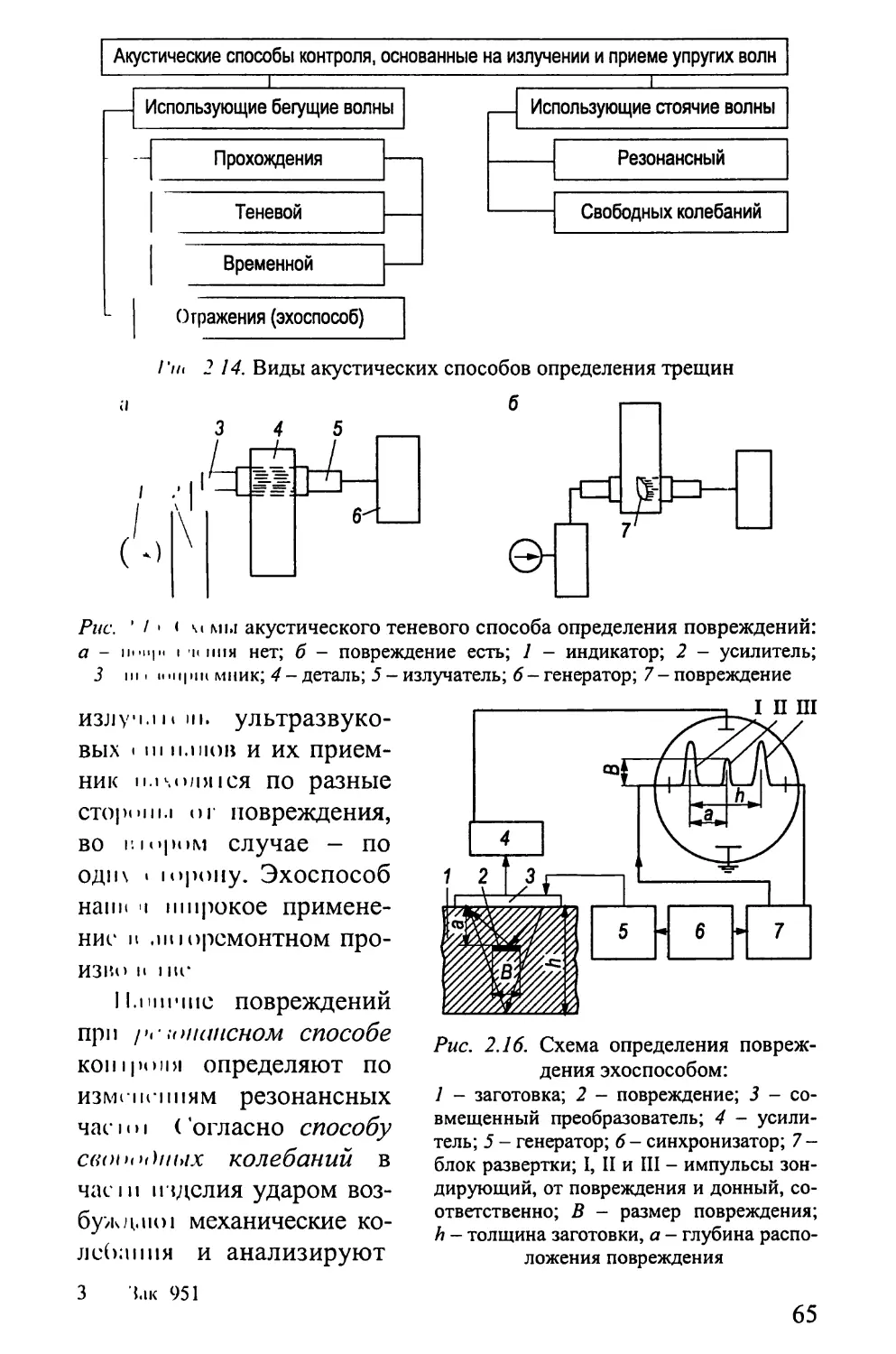
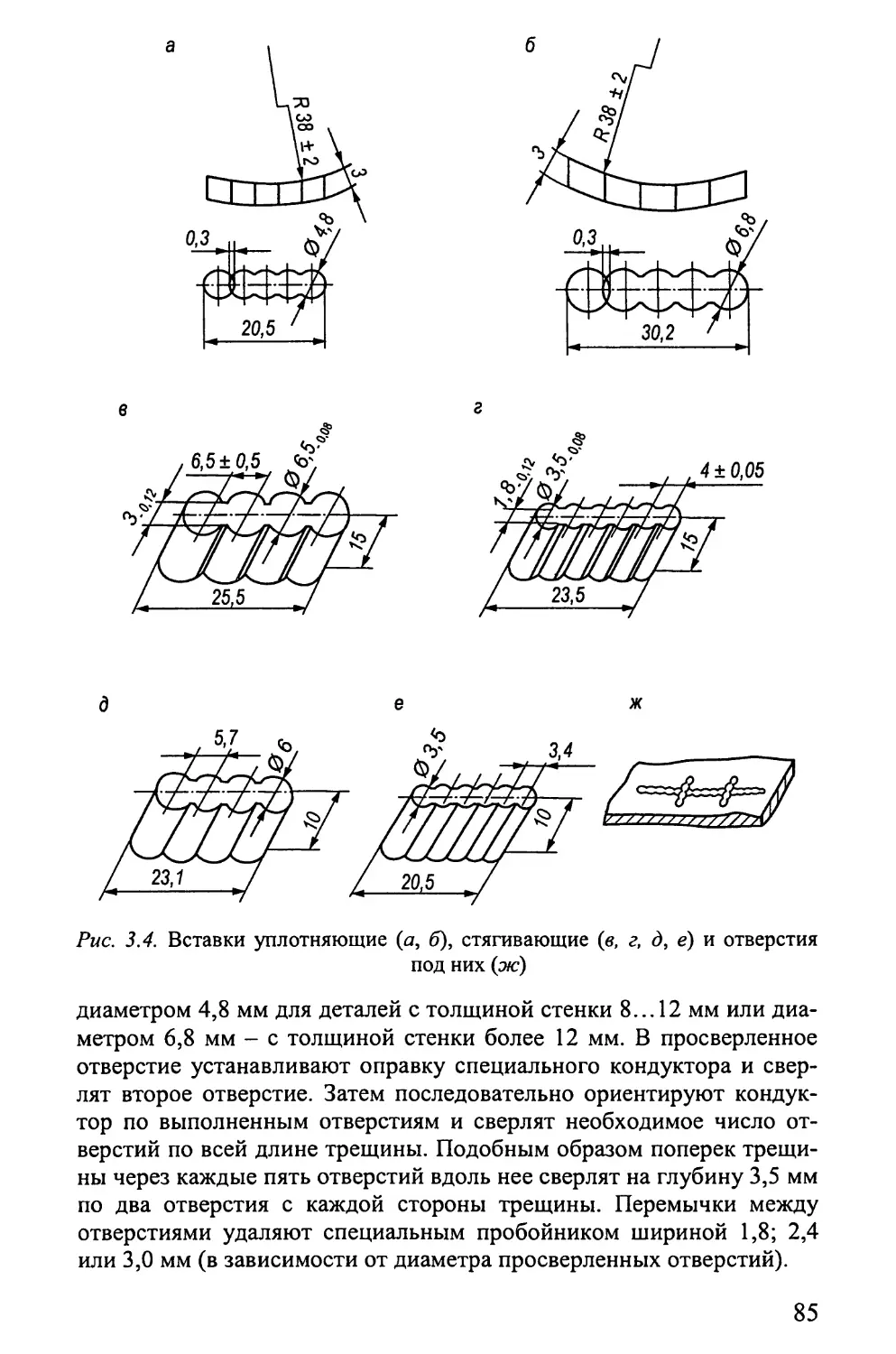
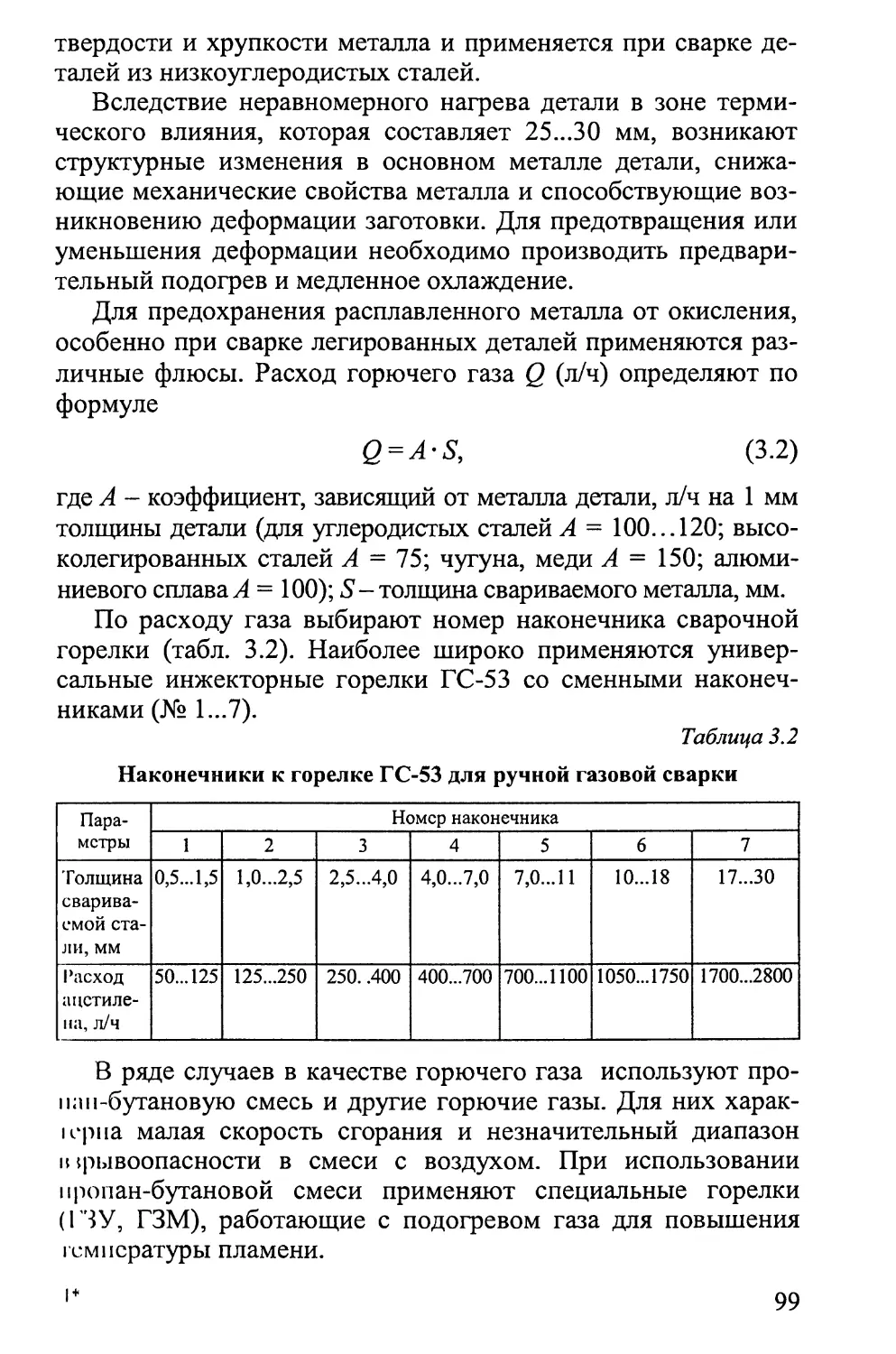
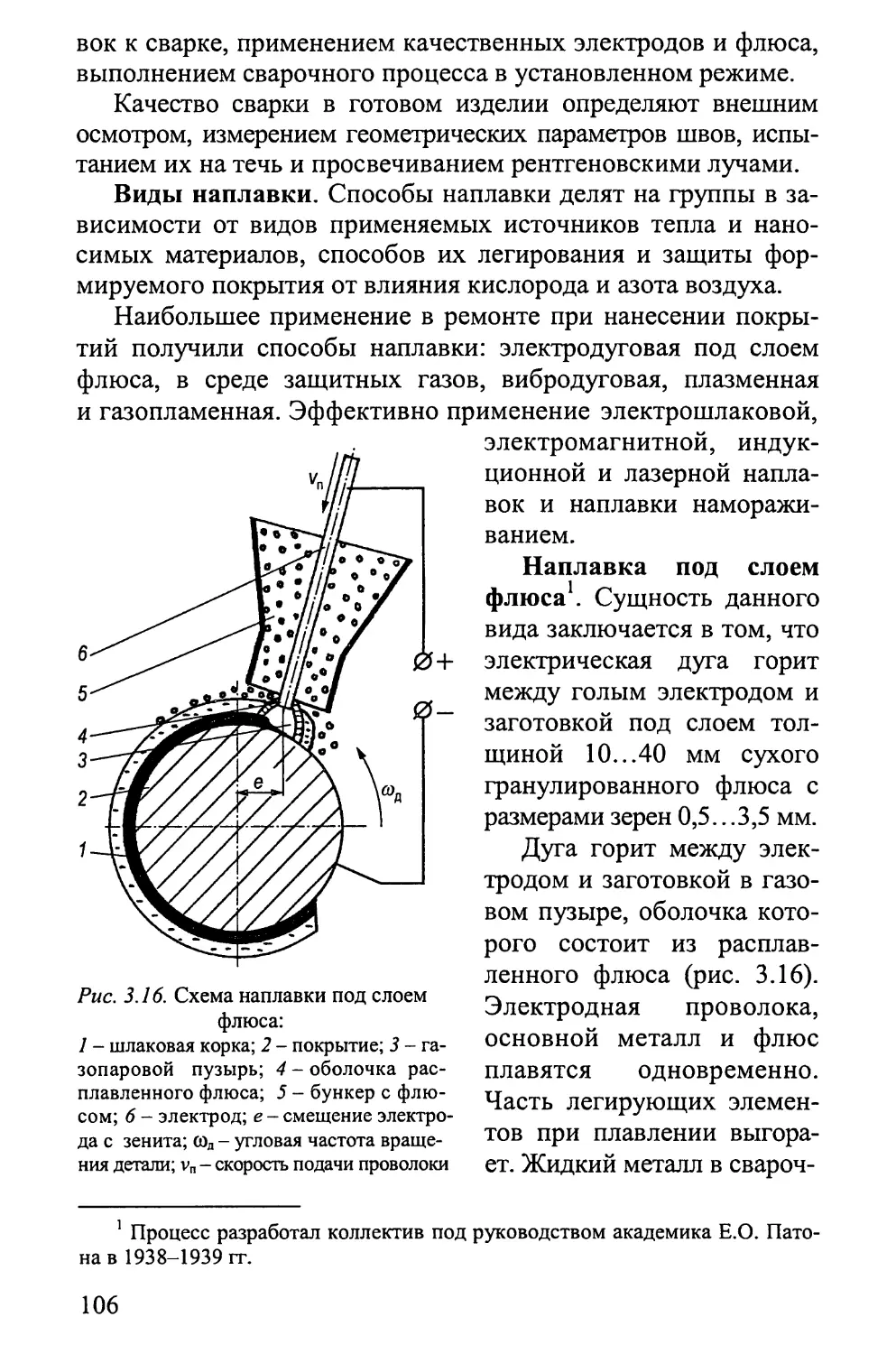
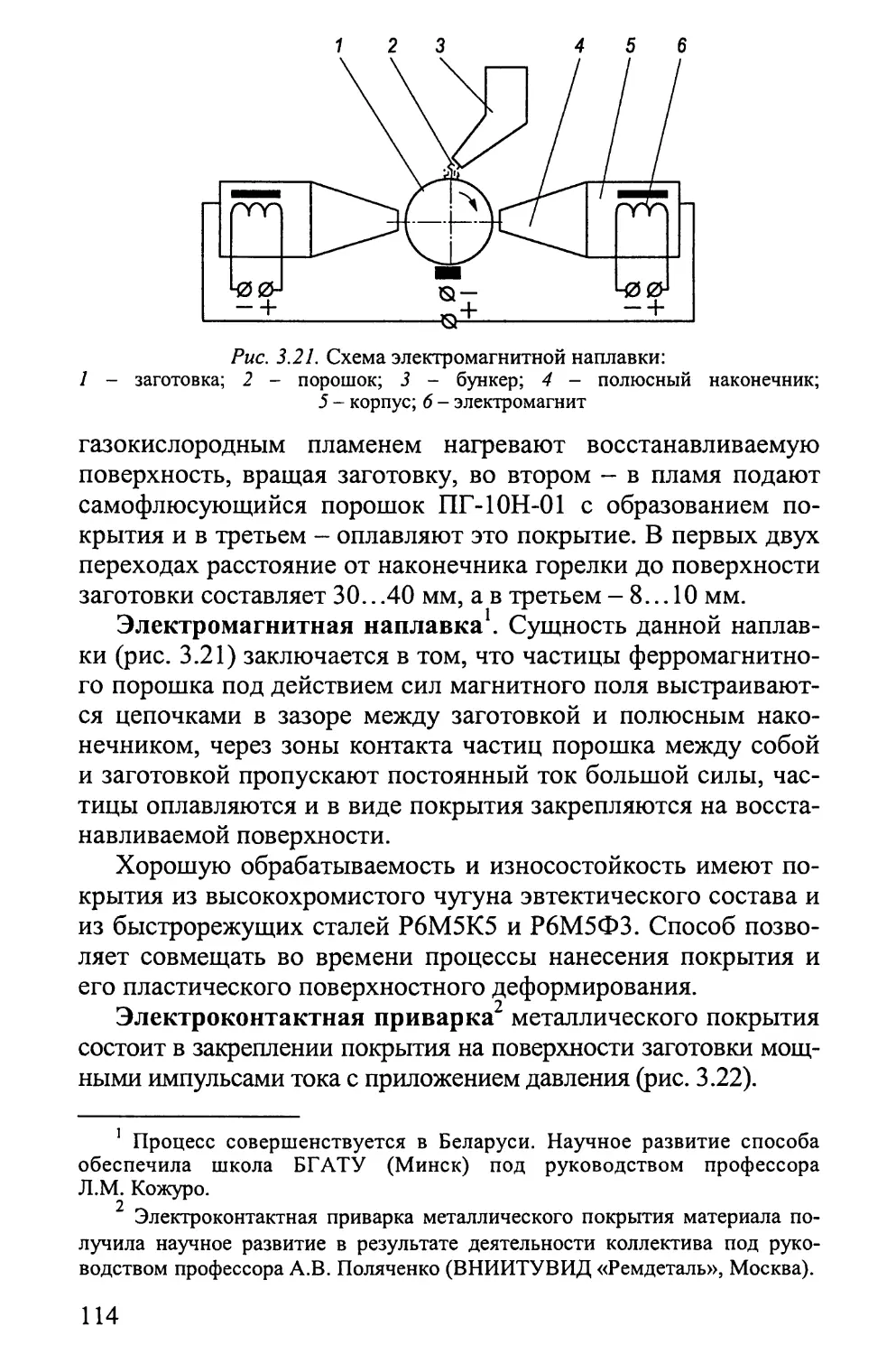
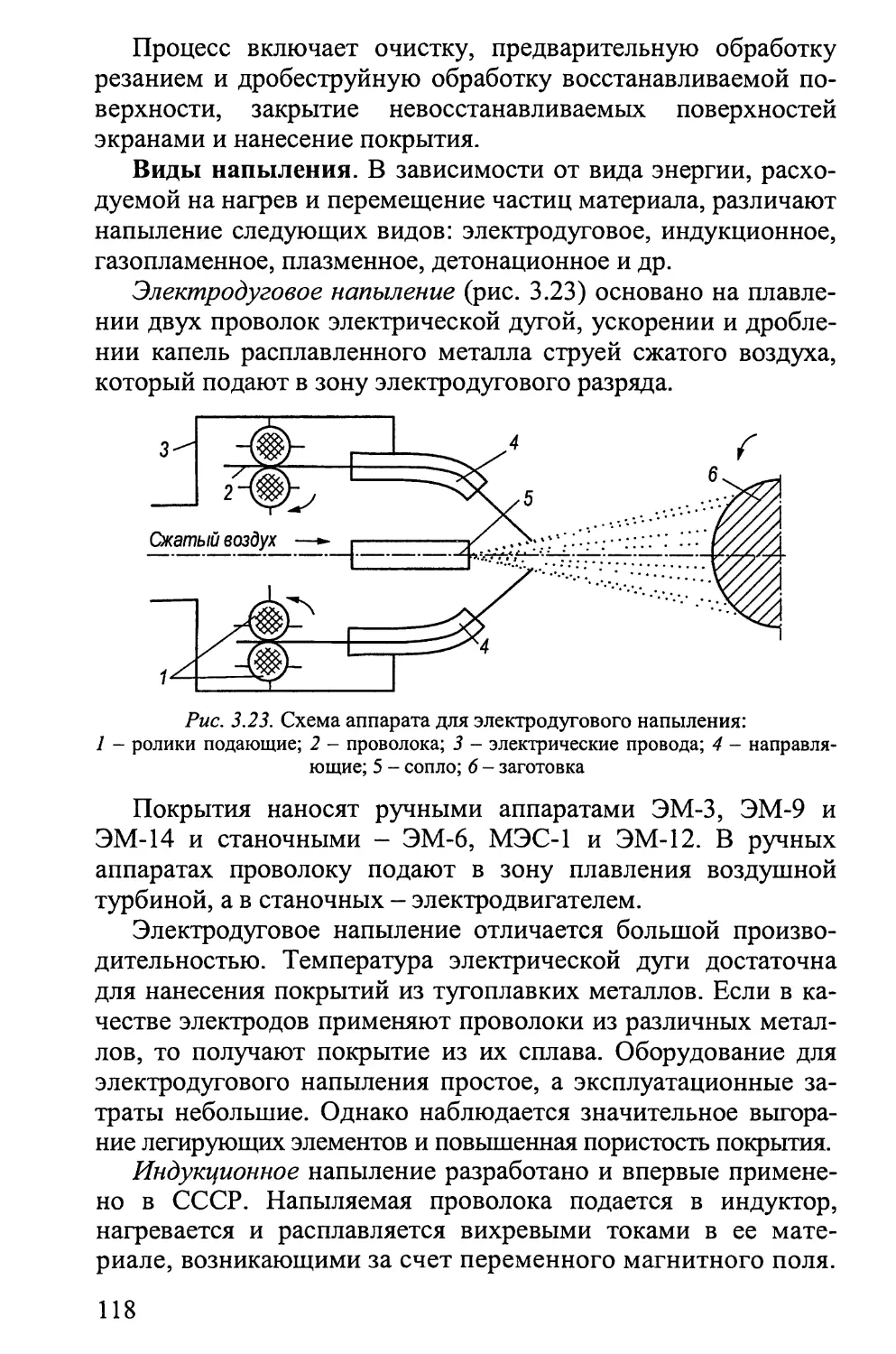
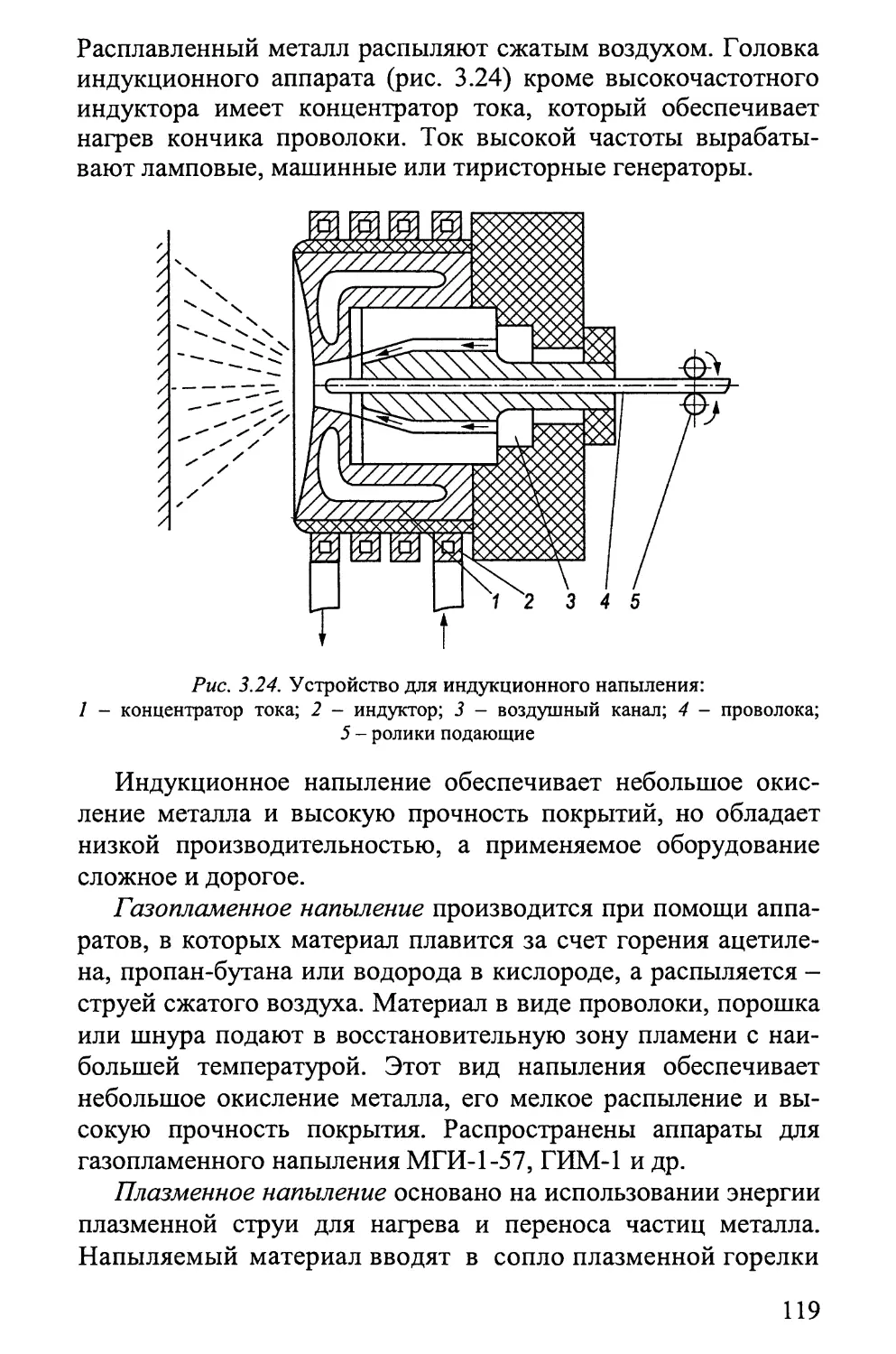
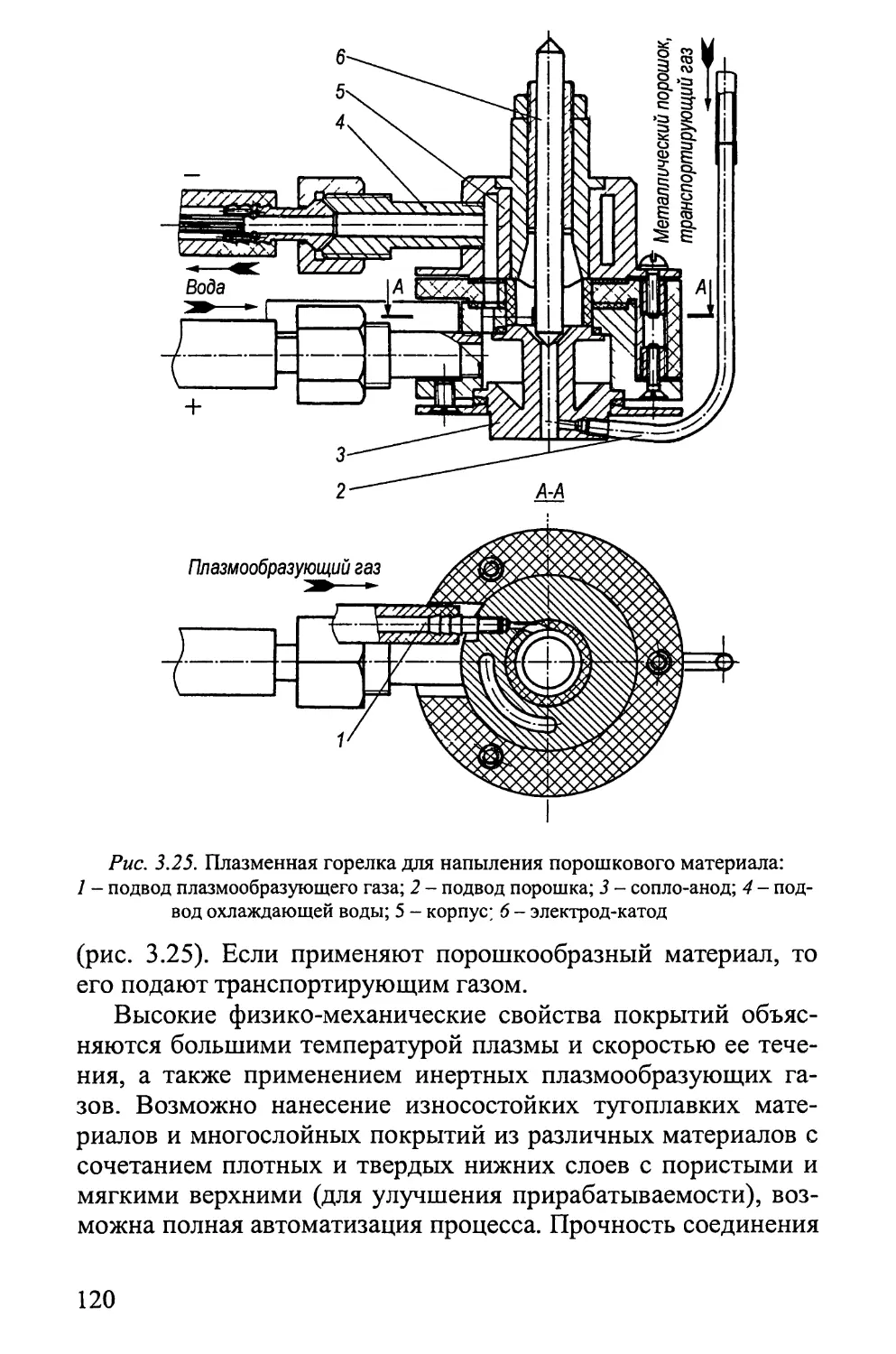
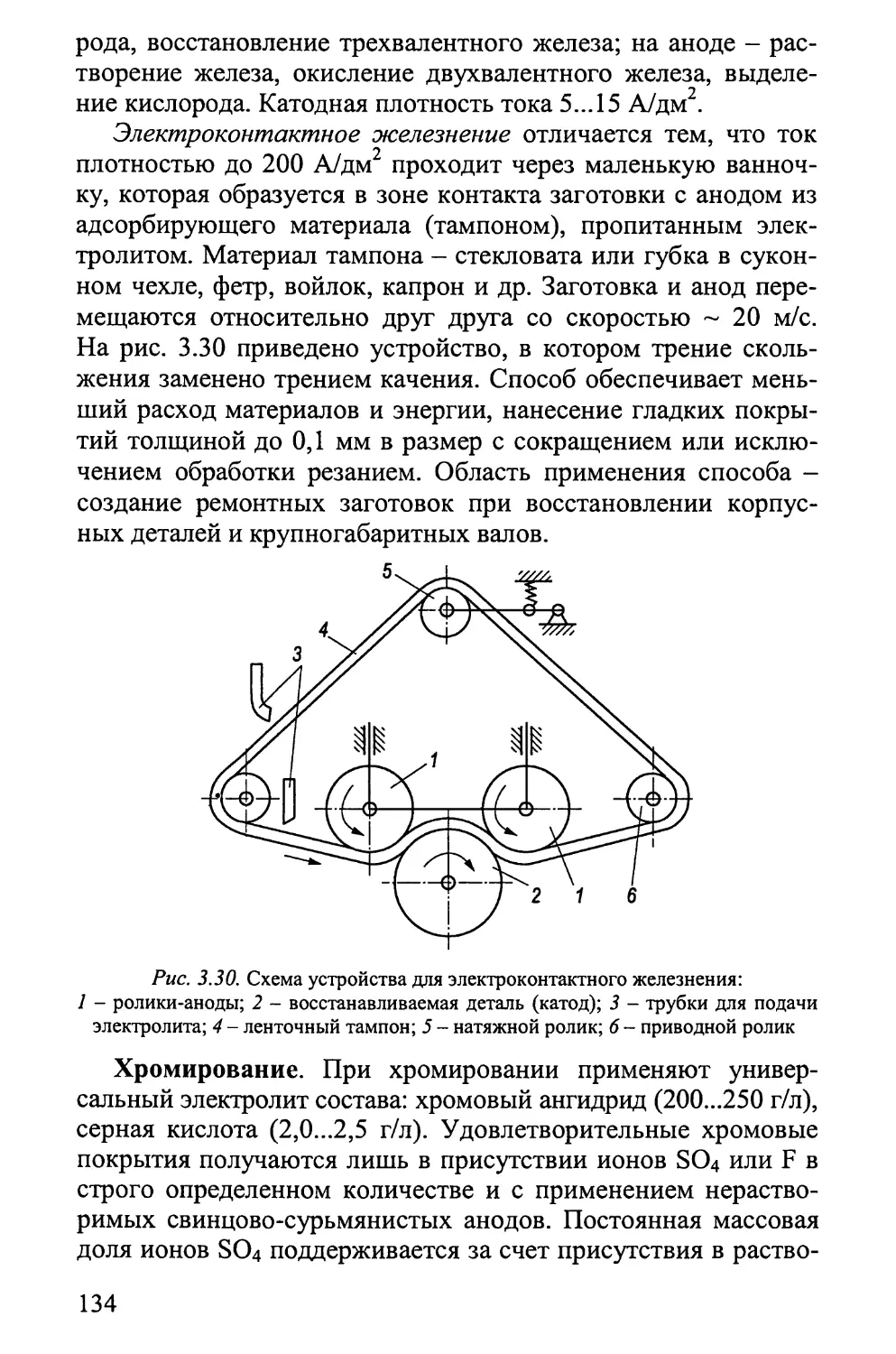
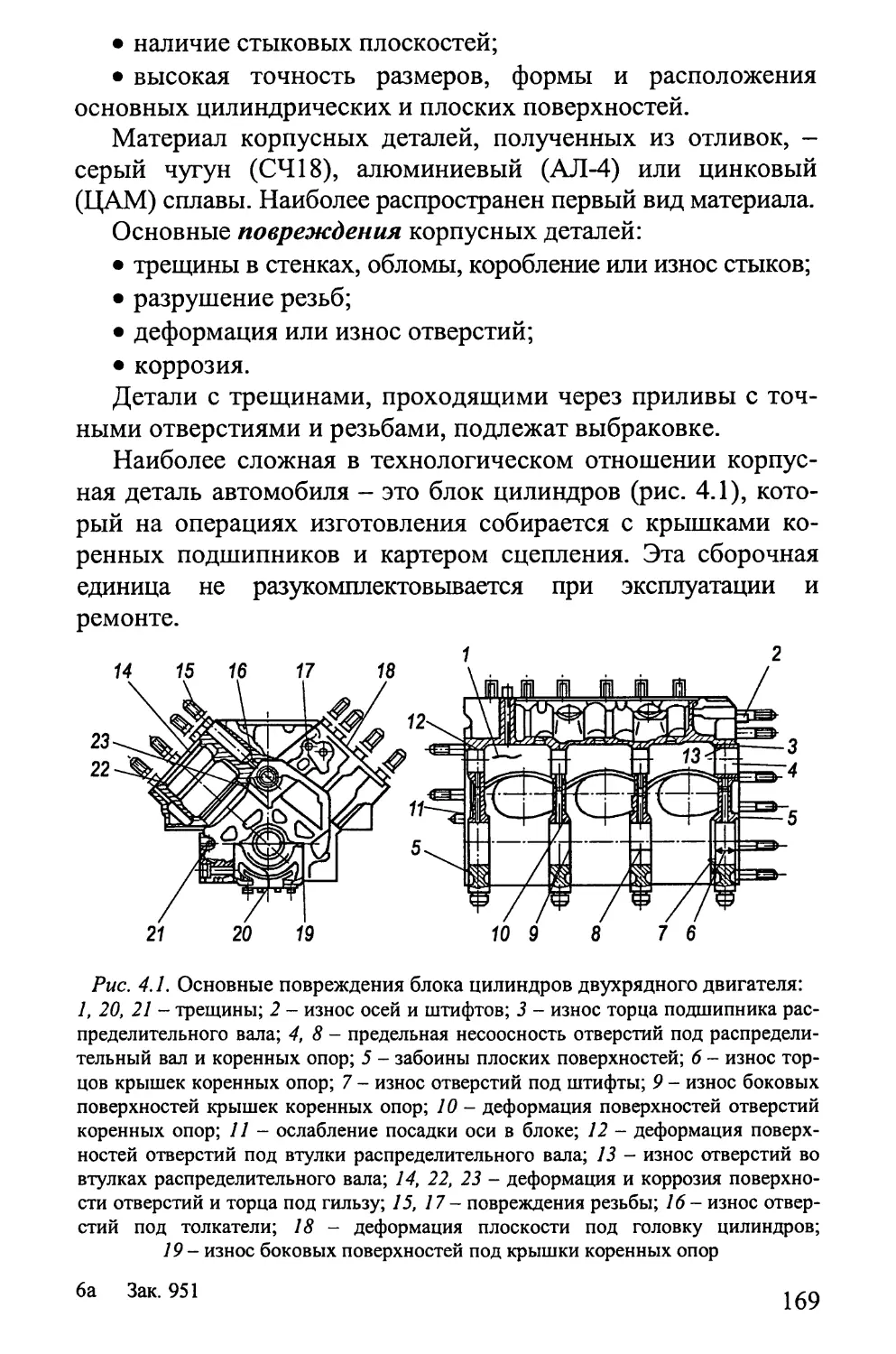
эЖ-ля^^.
я ?>/р
фоди
вл и”“ РЕМОНТ
K\\x\\\v
h\wxw
BWAWV
Fava\w
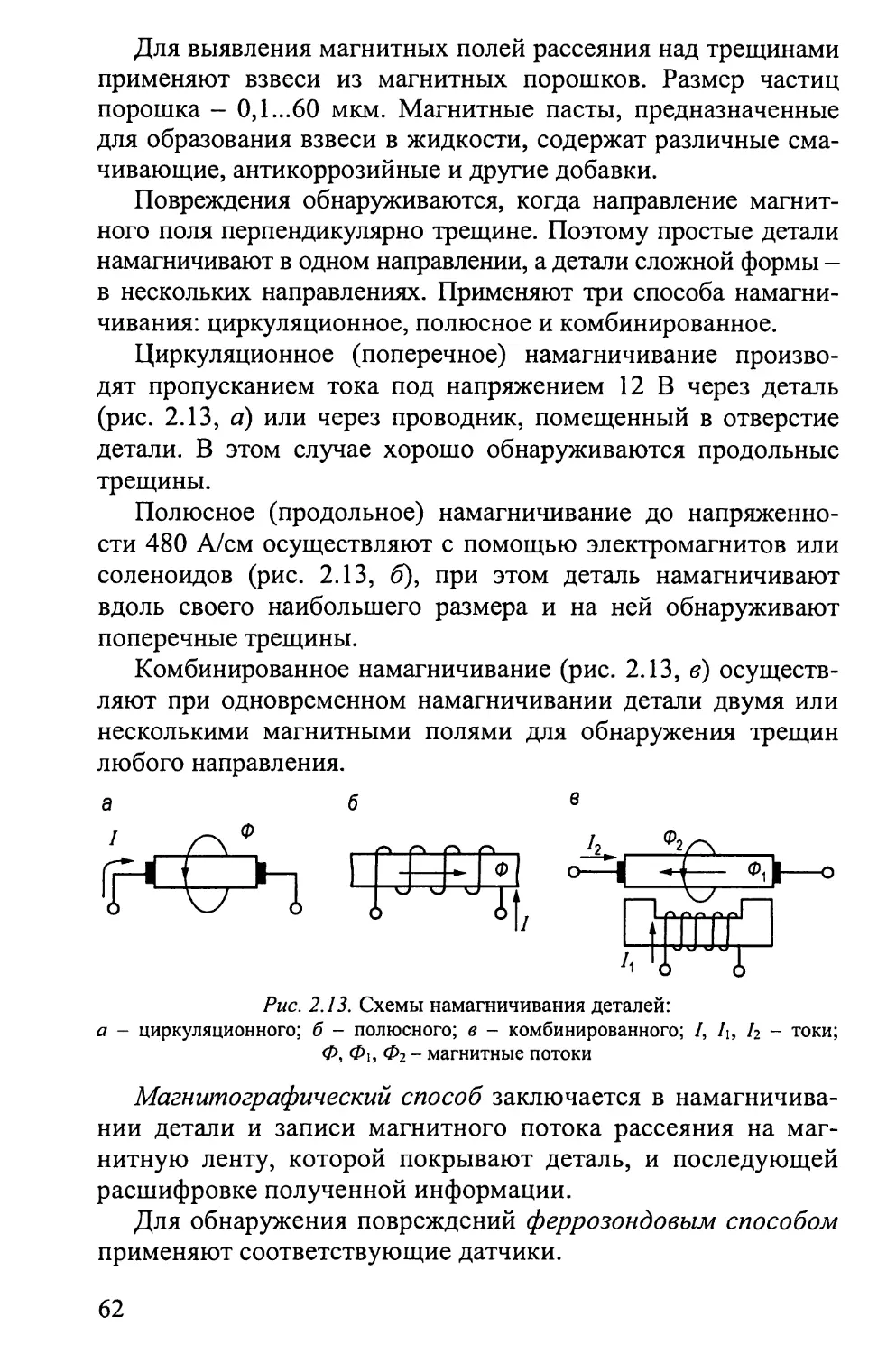
T.VV,^
Sx\\\X\XV
k\\\\\w
kV^W/4
Kxxvxwv
Kwwxw
K\x\4\\v
/
- 3 '
r.
Kwwxw
В.П. Иванов
В.К. Ярошевич
А.С. Савич
РЕМОНТ
АВТОМОБИЛЕЙ
Допущено
Министерством образования
Республики Беларусь
в качестве учебного пособия
для учащихся учреждений,
обеспечивающих получение
среднего специального
и профессионально-технического
образования
Минск
«Вышэйшая школа»
2009
УДК 629.331.083(075.32)
ББК 39.33-08я723
И20
Рецензенты: цикловая комиссия учреждения образования «Мин-
ский государственный автомеханический колледж» (преподаватель
спецдисциплин С.А. Скепьян); кандидат технических наук, доцент
Н.А. Коваленко
Выпуск издания осуществлен по заказу и при финансовой поддержке
Республиканского института профессионального образования Министерства
образования Республики Беларусь
Все права на данное издание защищены. Воспроизведение всей книги или
любой ее части не может быть осуществлено без разрешения издательства.
Иванов, В. П.
И20 Ремонт автомобилей : учебное пособие / В. П. Ива-
нов, В. К. Ярошевич, А. С. Савич. - Минск : Выш. шк.,
2009. - 383 с. : ил.
ISBN 978-985-06-1539-8.
Рассмотрены функции и состав авторемонтного производства,
основные технологические процессы ремонта автомобилей. Осо-
бое внимание уделено восстановлению деталей на индустриаль-
ной основе. Представлена организация производства. Рассмотре-
ны также меры экологической безопасности ремонта и современ-
ная система качества авторемонтного предприятия, материал по
техническому нормированию труда и проектированию производ-
ственных участков авторемонтного предприятия.
Для учащихся средних специальных и профессионально-тех-
нических учебных заведений. Будет полезно специалистам авто-
ремонтного производства.
УДК 629.331.083(075.32)
ББК 39.33-08я723
ISBN 978-985-06-1539-8. © Иванов В.П., Ярошевич В.К.,
Савич А.С., 2009
© Издательство «Вышэйшая
школа», 2009
ВВЕДЕНИЕ
Автомобиль, изготовленный на автомобильном заводе, на-
правляется на автотранспортное предприятие для дальнейше-
ю использования по назначению. Перевозка пассажиров и
। рузов без простоев и отказов требует выполнения ряда работ,
обеспечивающих непрерывное пребывание автомобиля в ис-
правном состоянии. Содержание этих работ и составляет тех-
ническую эксплуатацию, частью которой является ремонт.
Появление парка автомобилей в начале прошлого века
обусловило развитие авторемонтного производства, которое
отвечает за непрерывное восстановление ресурса автомоби-
нсй. Начало создания авторемонтного производства следует
о шести к 1920-1921 гг., когда в системе Наркомата продо-
вольствия был построен Миусский авторемонтный завод в
Москве. Среди первых в 1935 г. был введен в эксплуатацию
.1В1орсмонтный завод в Могилеве, который со временем пре-
вратился в автомобильный завод.
Функции авторемонтного производства заключаются в
жономически обоснованном устранении неисправностей и
восстановлении ресурса автомобилей. Оно обладает сущест-
венными отличиями от машиностроения, что определяет не-
обходимость изучения его специфичных процессов, в том
числе восстановления свойств автомобилей, утраченных во
время их длительного использования по назначению.
Ремонт автомобилей как наука и учебная дисциплина воз-
никла в 1930-х гг. в связи с быстрым ростом автомобильного
нарка. В это время появились труды ленинградских профессо-
ров В.Э. Всйриха и И.В. Грибова, а группа научных сотрудни-
ков Московского автодорожного института под руководством
профессора В.В. Ефремова установила, что ремонт автомоби-
IIсн явняе1ся объективной необходимостью для содержания их
в рабоюснособном состоянии в течение установленного срока
енужбы, и впервые разработала систему технического обслу-
живания и ремонта автомобилей. В дальнейшем научная база
ремонта автомобилей создавалась на трудах профессоров
В.И. Казарцсва, В.А. Шадричева, К.Т. Кошкина, И.Е. Ульма-
на, И.С. Левитского, Ю.Н. Петрова, И.Е. Дюмина, В.П. Сусло-
3
ва и др. Научное обеспечение авторемонтной отрасли включа-
ет в настоящее время следующие основные разделы:
• ремонтопригодность и старение автомобилей;
• разработка способов восстановления утраченной работо-
способности деталей и их упрочнения;
• совершенствование процессов диагностирования и ре-
монта автомобильных агрегатов;
• разработка ремонтно-технологического оборудования;
• организация, концентрация и специализация авторемонт-
ного производства;
® экологическая безопасность ремонта;
• качество и послеремонтная надежность.
Специализированное авторемонтное производство, по су-
ществу, выполняет вторичное производство автомобилей. Ре-
монтные заводы принадлежат министерствам сельского хо-
зяйства и продовольствия, транспорта, обороны и другим ве-
домствам. Объемы ремонта автомобилей велики, а затраты на
их ремонт в течение жизненного цикла превышают затраты на
изготовление.
Авторемонтное производство является ресурсосберега-
ющим, экономит много труда, материалов и энергии, посколь-
ку использует доремонтные материал и форму деталей. Науч-
но обоснованные процессы и организация ремонта автомоби-
лей или их частей позволяют достичь их нормативной нара-
ботки, а в отдельных случаях и превзойти наработку новых
изделий.
Однако фактическая послеремонтная наработка техники в
1,5...2,5 раза меньше наработки новых изделий. На долю
устранения отказов приходится до 60 % общих затрат на со-
держание автомобилей в работоспособном состоянии, а нара-
ботка на сложный отказ в среднем на 30 % ниже нормативных
значений. Эти показатели объясняются тем, что авторемонт-
ные заводы в количественном и качественном отношениях
обеспечены оборудованием и оснасткой только на 15...25 % по
сравнению с уровнем автомобильных заводов.
Повышение технического уровня авторемонтного произ-
водства требует непрерывного и планомерного развития его
материальной базы, основу которой составляют средства ре-
монта. Прогрессивные средства ремонта должны использовать
4
новые способы переработки материалов, энергии и информа-
ции на пути превращения ремонтируемых автомобилей из со-
стояния ремонтного фонда в товарную продукцию. Повыше-
нию качества ремонта автомобилей способствует увеличение
концентрации, углубление специализации ремонта автомоби-
лей и их агрегатов.
Предмет науки о ремонте автомобилей составляют законо-
мерности подготовки и организации производства, которое
обеспечивает выпуск заданного количества отремонтирован-
ных автомобилей с установленными показателями качества,
наименьшими затратами труда, энергии и материалов, без
ущерба для окружающей среды.
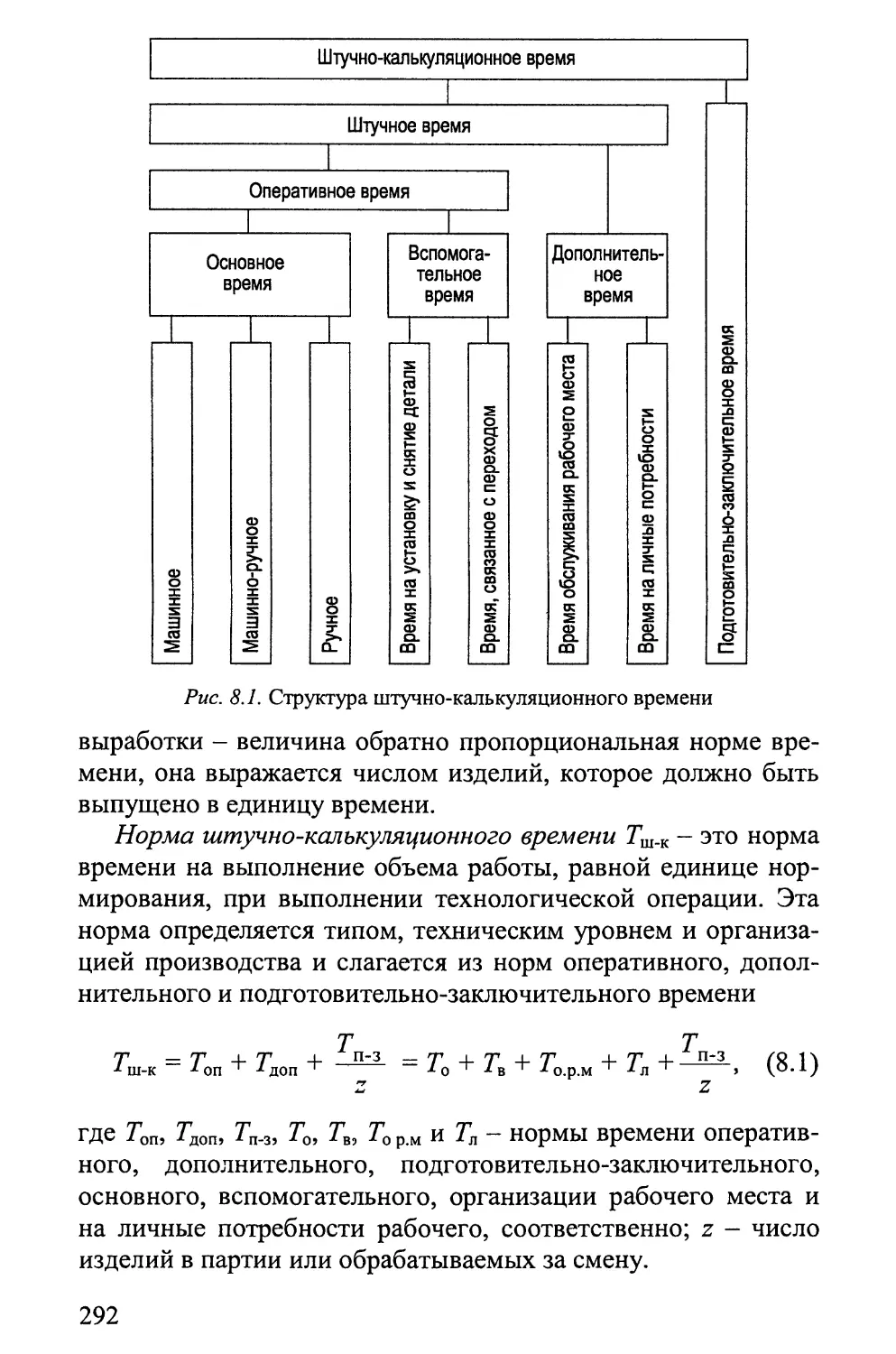
Цель изучения курса ремонта автомобилей состоит в по-
лучении учащимися теоретических знаний и практических
навыков, необходимых для разработки технологических
процессов и методов организации капитального ремонта
автомобилей с восстановлением их деталей, технического
нормирования труда, проектирования и реконструкции про-
изводственных участков специализированного авторемонтно-
। о предприятия.
Задачи дисциплины состоят в приобретении учащимися
знаний о структуре и особенностях авторемонтного производ-
ен ва, об основных технологических процессах разборки и очи-
с1ки автомобилей, восстановлении деталей, сборки, обкатки,
диагностирования и испытаниях ремонтируемых автомоби-
лей, об обоснованном выборе лучших технических решений и
нс । очниках экономической эффективности ремонта.
Учебный материал изложен применительно к наиболее
массовым представителям техники - автомобилям, которые
имеют в своем составе восстанавливаемые элементы, подоб-
ные элементам других машин. В учебном пособии приведены
процессы и средства, применяемые при капитальном и сред-
нем ремонте автомобилей.
ФУНКЦИИ, СОСТАВ И ОРГАНИЗАЦИЯ АВТОРЕМОНТНОГО
ПРОИЗВОДСТВА
1.1. Ремонт автомобилей в системе содержания их
в исправном состоянии
Состояние автомобиля. Техническое состояние автомо-
биля - это совокупность в определенный момент значений
параметров, установленных технической документацией. Тех-
ническое состояние автомобиля существенно изменяется в
течение различных стадий его жизненного цикла.
Автомобиль, изготовленный на автозаводе, поступает в
эксплуатацию в исправном состоянии, имея запас долговечно-
сти, достаточный для выполнения нормативной наработки.
Исправное состояние автомобиля характеризуется тем, что он
соответствует всем требованиям технической документации
(нормативной, конструкторской и технологической). Если не
выполняется хотя бы одно из этих требований, то автомобиль
признают неисправным.
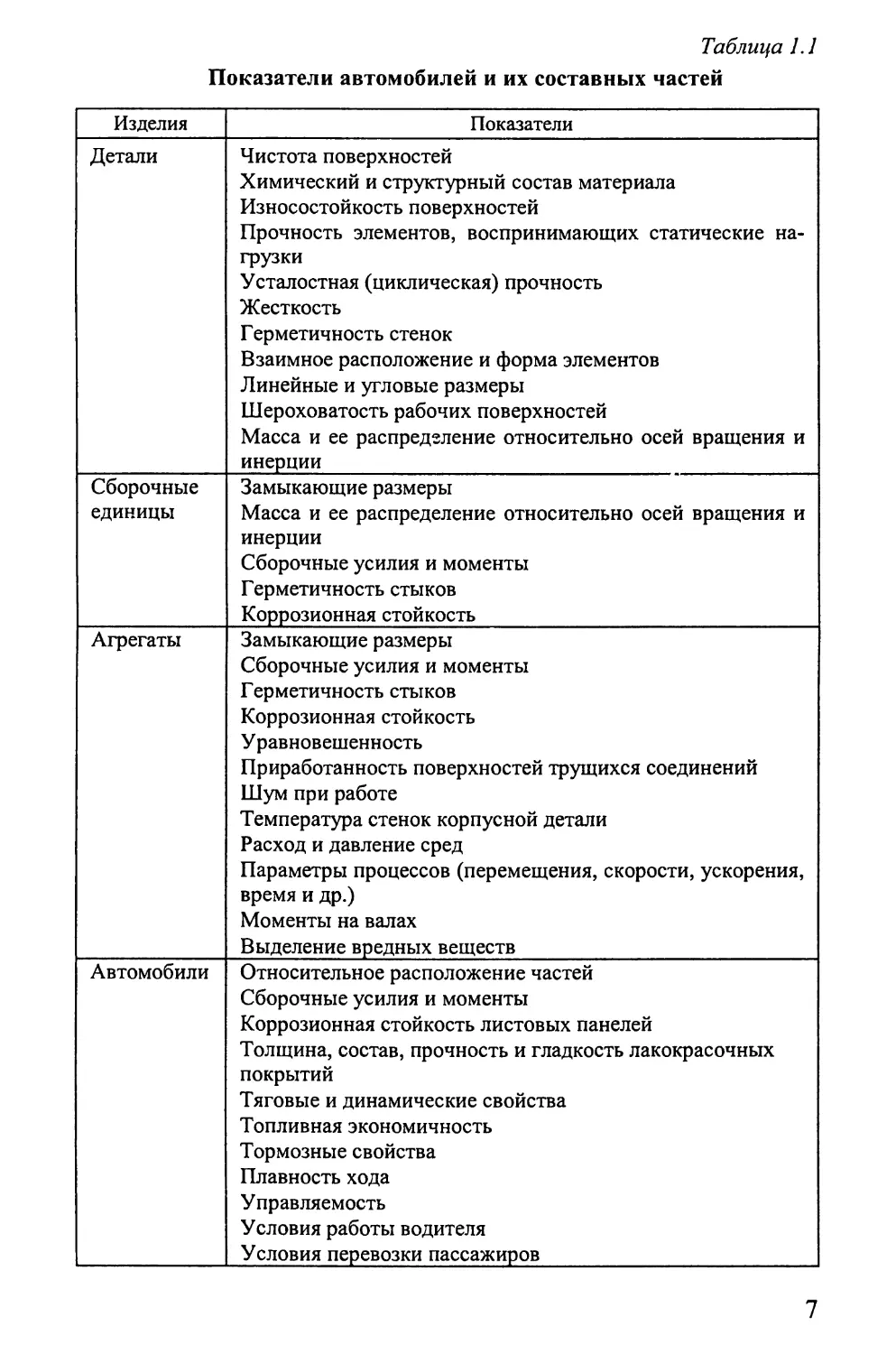
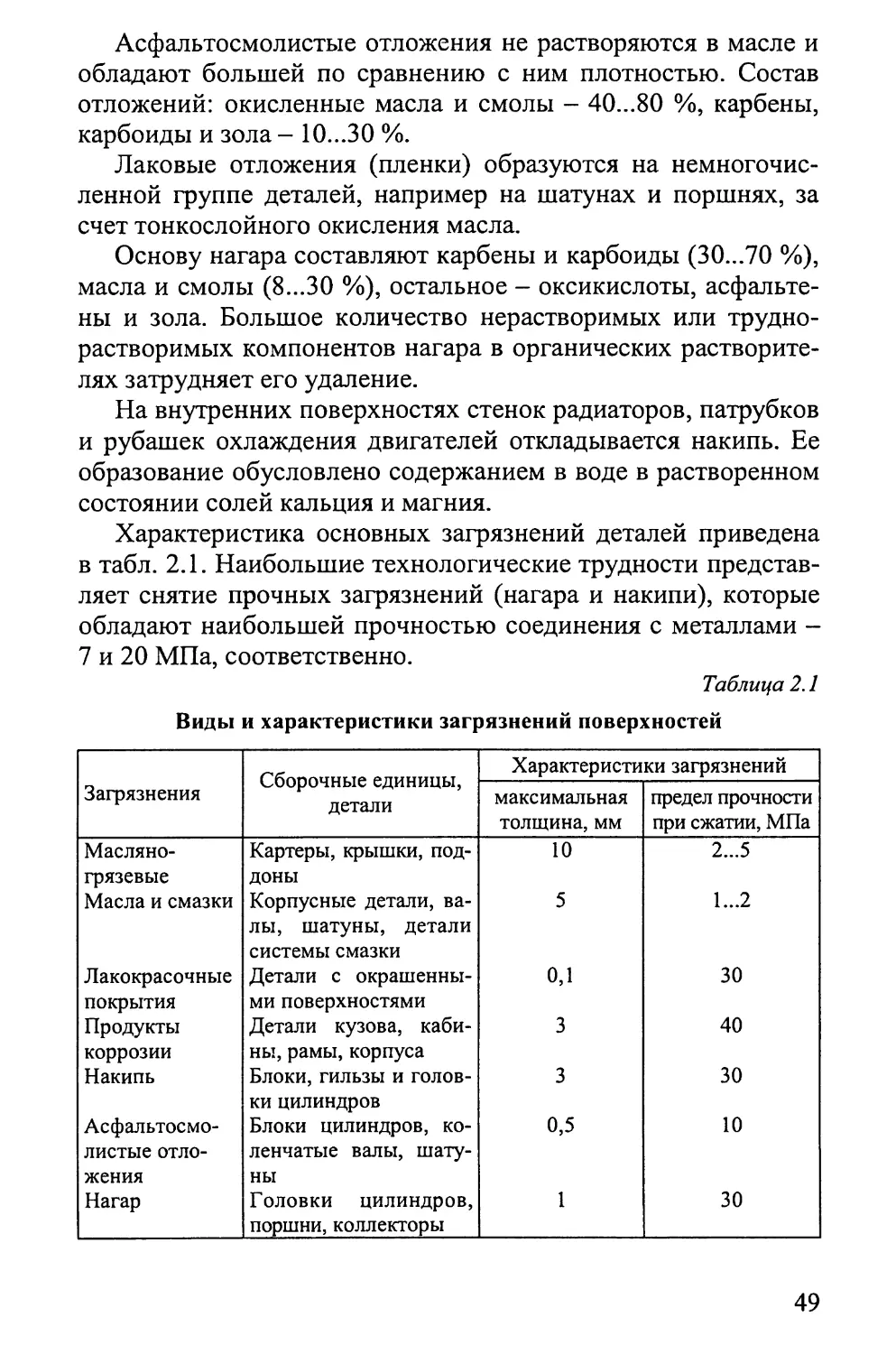
Требования технической документации конкретизированы
показателями (табл. 1.1) с их значениями, которые относятся к
деталям, сборочным единицам, агрегатам и автомобилям в
целом.
Работоспособным является состояние автомобиля, при ко-
тором значения параметров, характеризующих способность
выполнять транспортную работу, соответствуют требованиям
технической документации. Если значение хотя бы одного из
приведенных параметров не соответствует указанным требо-
ваниям, то автомобиль признают неработоспособным.
Переход автомобиля в неисправное состояние называют
повреждением, а в неработоспособное - отказом.
Предельное состояние автомобиля характеризуется тем,
что он или не способен выполнять транспортную работу, или
выполнение ее сопряжено с затратами, превышающими поль-
зу от применения такого автомобиля.
Старение автомобиля. В автомобиле при его использова-
нии протекают рабочие f\(t) и разрушительные^^ процессы
6
Таблица 1.1
Показатели автомобилей и их составных частей
Изделия Показатели
Детали Чистота поверхностей Химический и структурный состав материала Износостойкость поверхностей Прочность элементов, воспринимающих статические на- грузки Усталостная (циклическая) прочность Жесткость Герметичность стенок Взаимное расположение и форма элементов Линейные и угловые размеры Шероховатость рабочих поверхностей Масса и ее распределение относительно осей вращения и инерции
Сборочные единицы Замыкающие размеры Масса и ее распределение относительно осей вращения и инерции Сборочные усилия и моменты Герметичность стыков Коррозионная стойкость
Агрегаты Замыкающие размеры Сборочные усилия и моменты Герметичность стыков Коррозионная стойкость У равновешенность Приработанность поверхностей трущихся соединений Шум при работе Температура стенок корпусной детали Расход и давление сред Параметры процессов (перемещения, скорости, ускорения, время и др.) Моменты на валах Выделение вредных веществ
Автомобили Относительное расположение частей Сборочные усилия и моменты Коррозионная стойкость листовых панелей Толщина, состав, прочность и гладкость лакокрасочных покрытий Тяговые и динамические свойства Топливная экономичность Тормозные свойства Плавность хода Управляемость Условия работы водителя Условия перевозки пассажиров
7
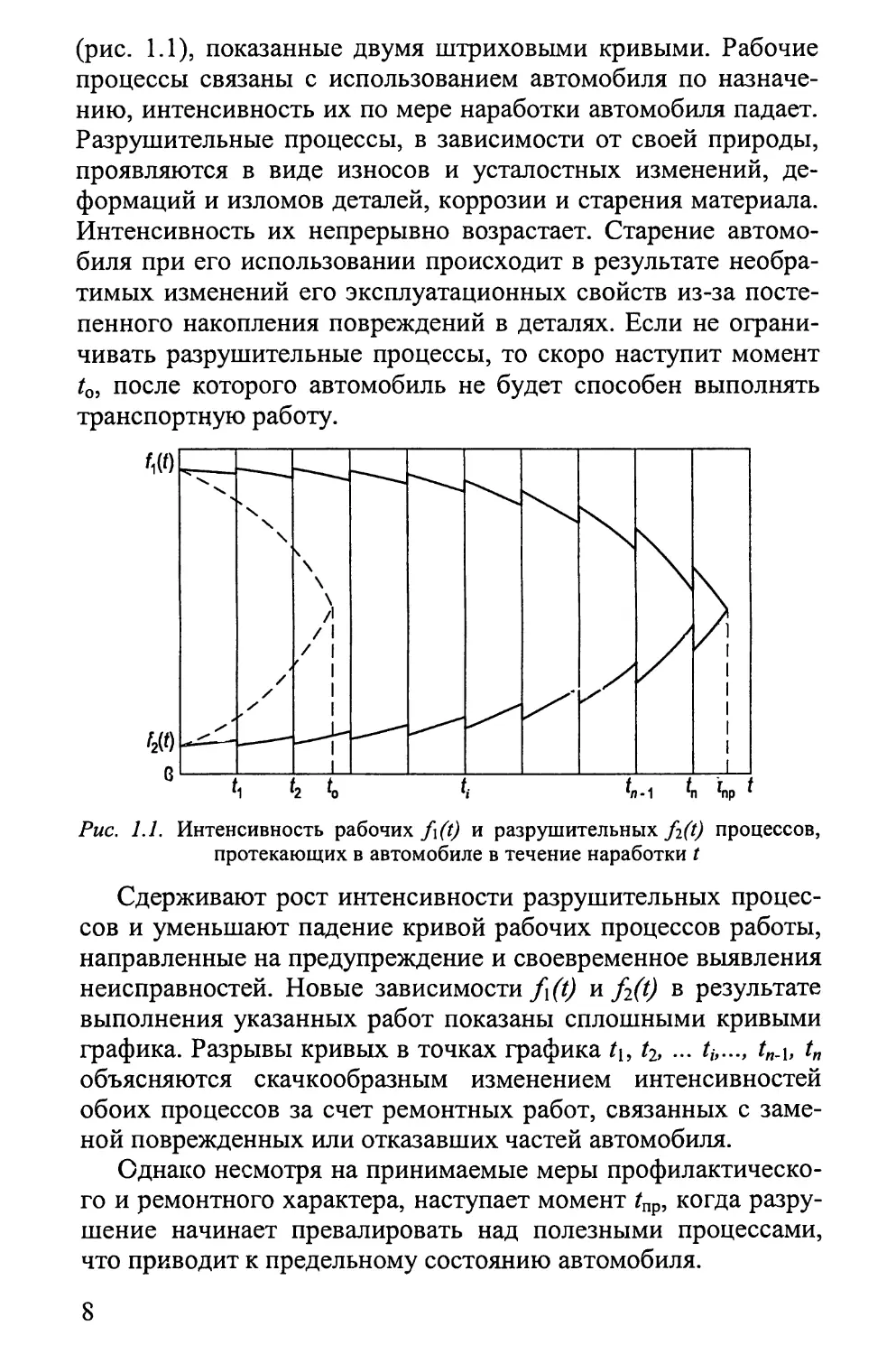
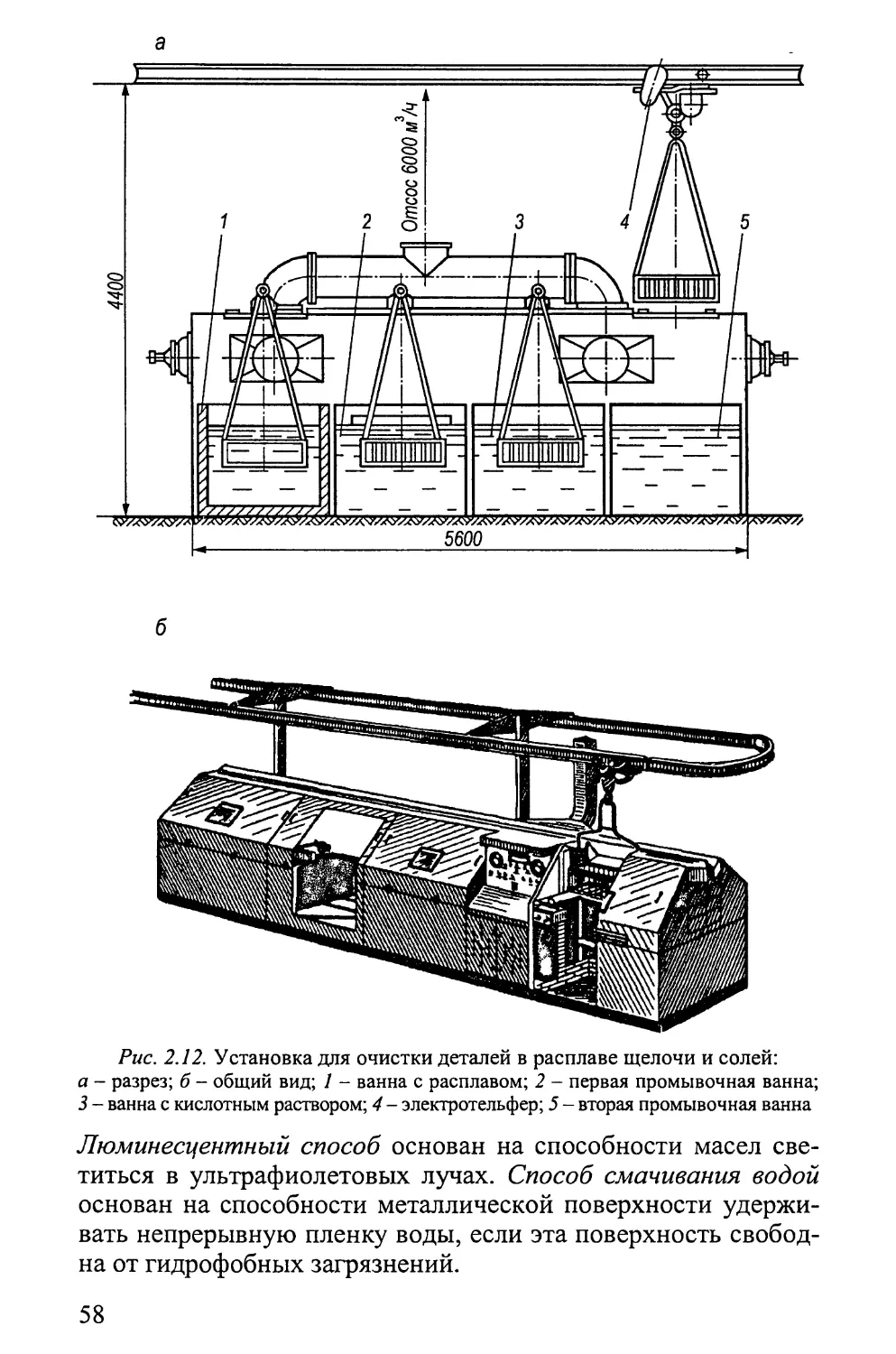
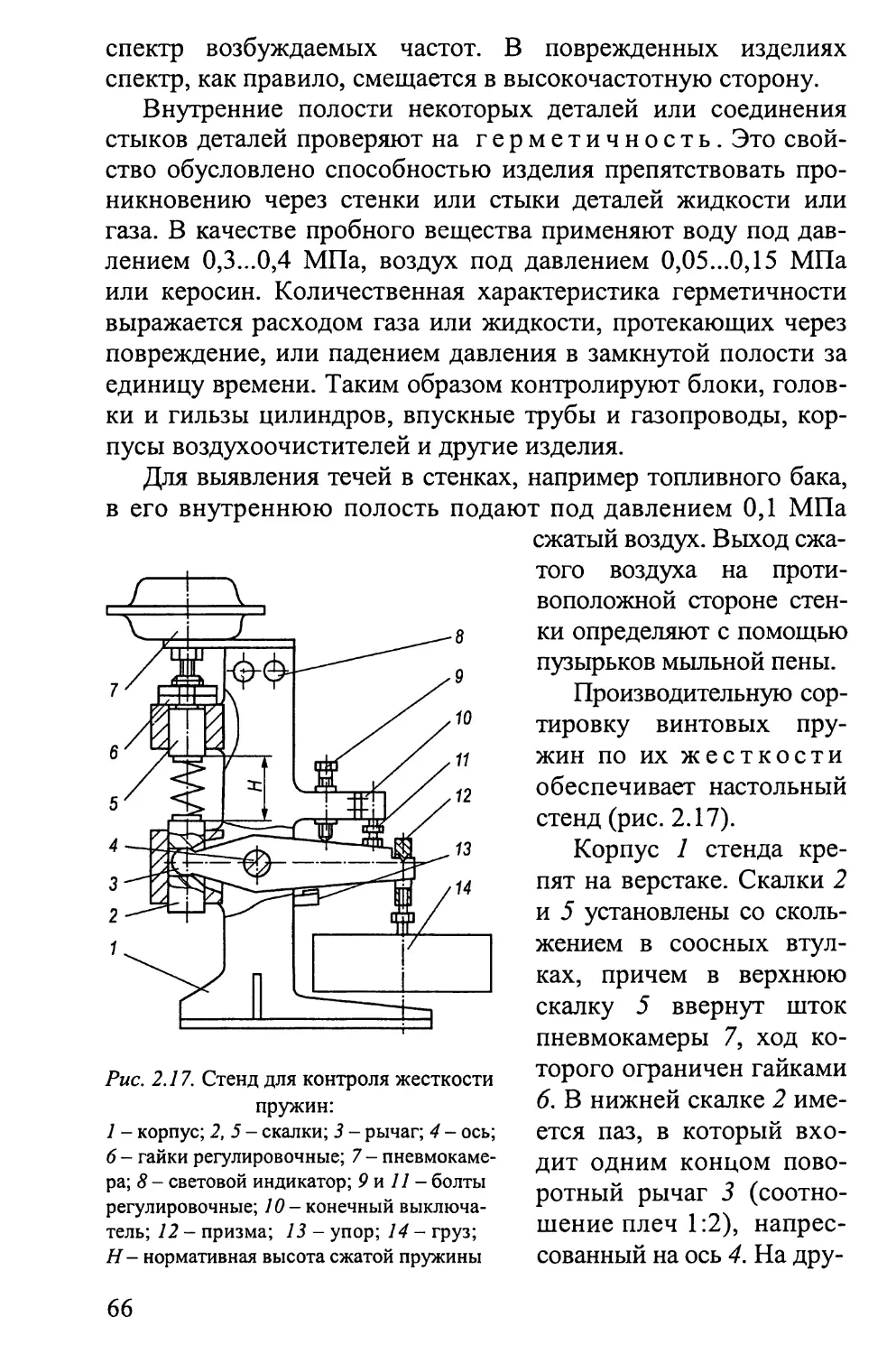
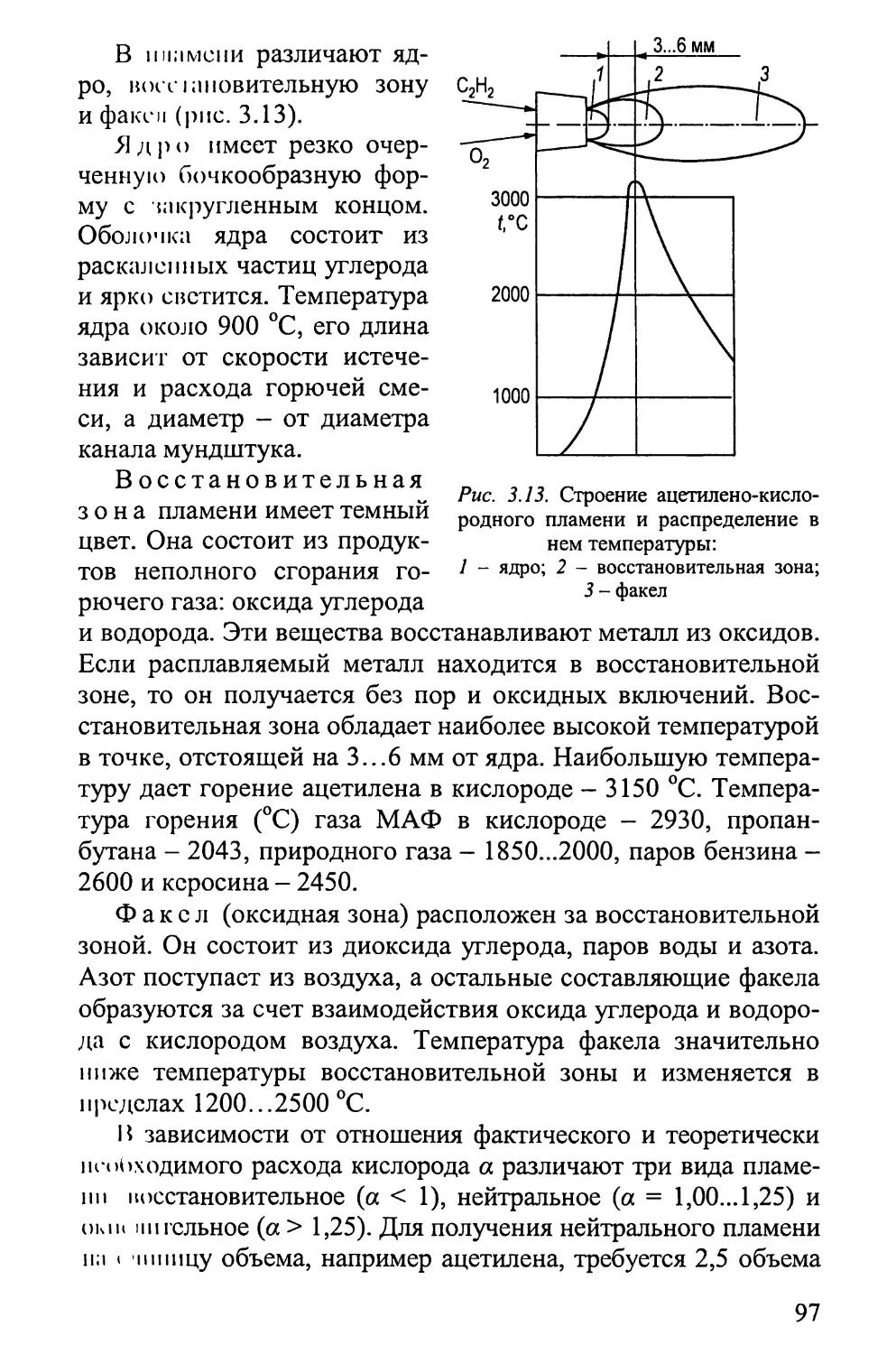
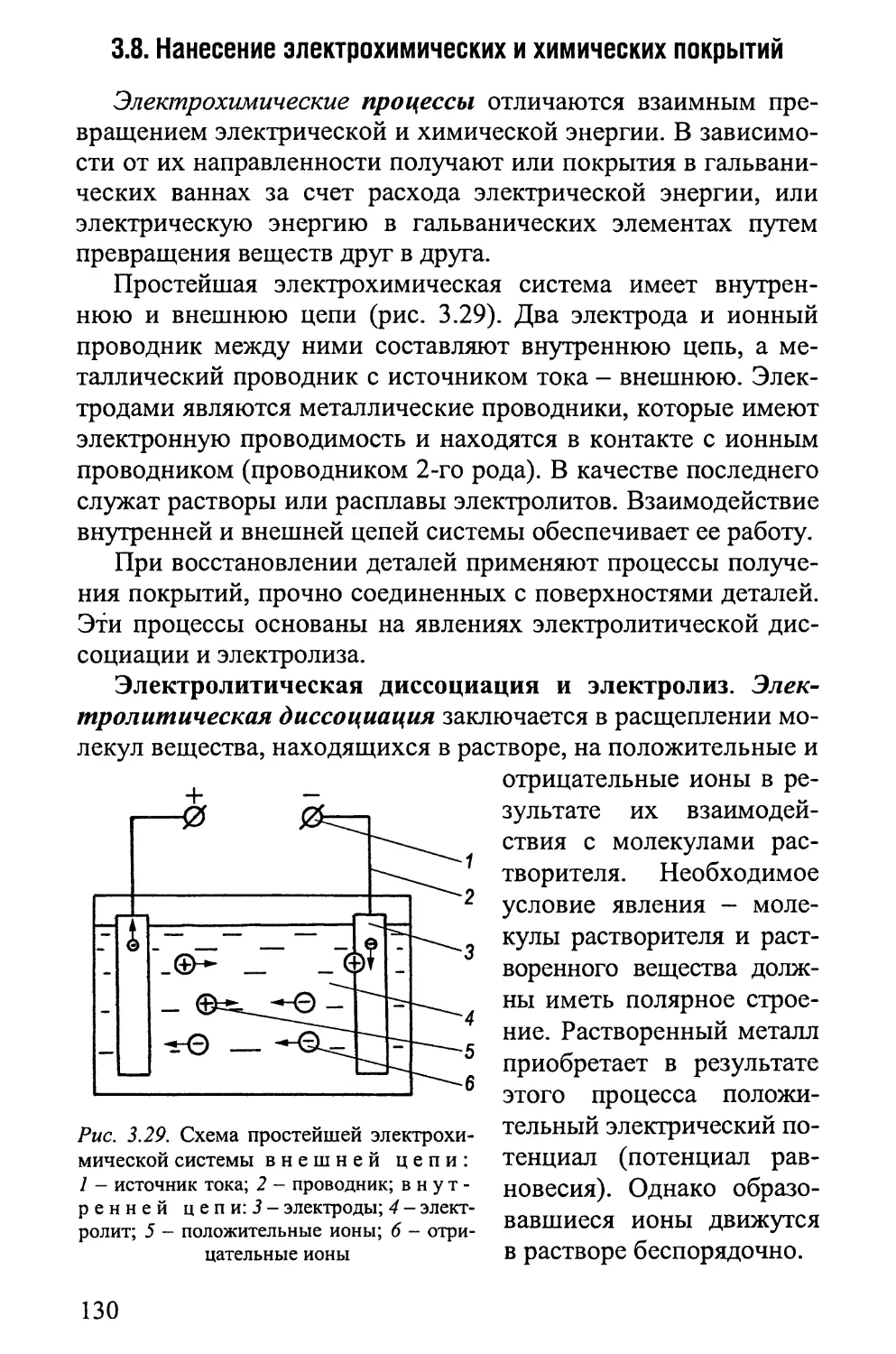
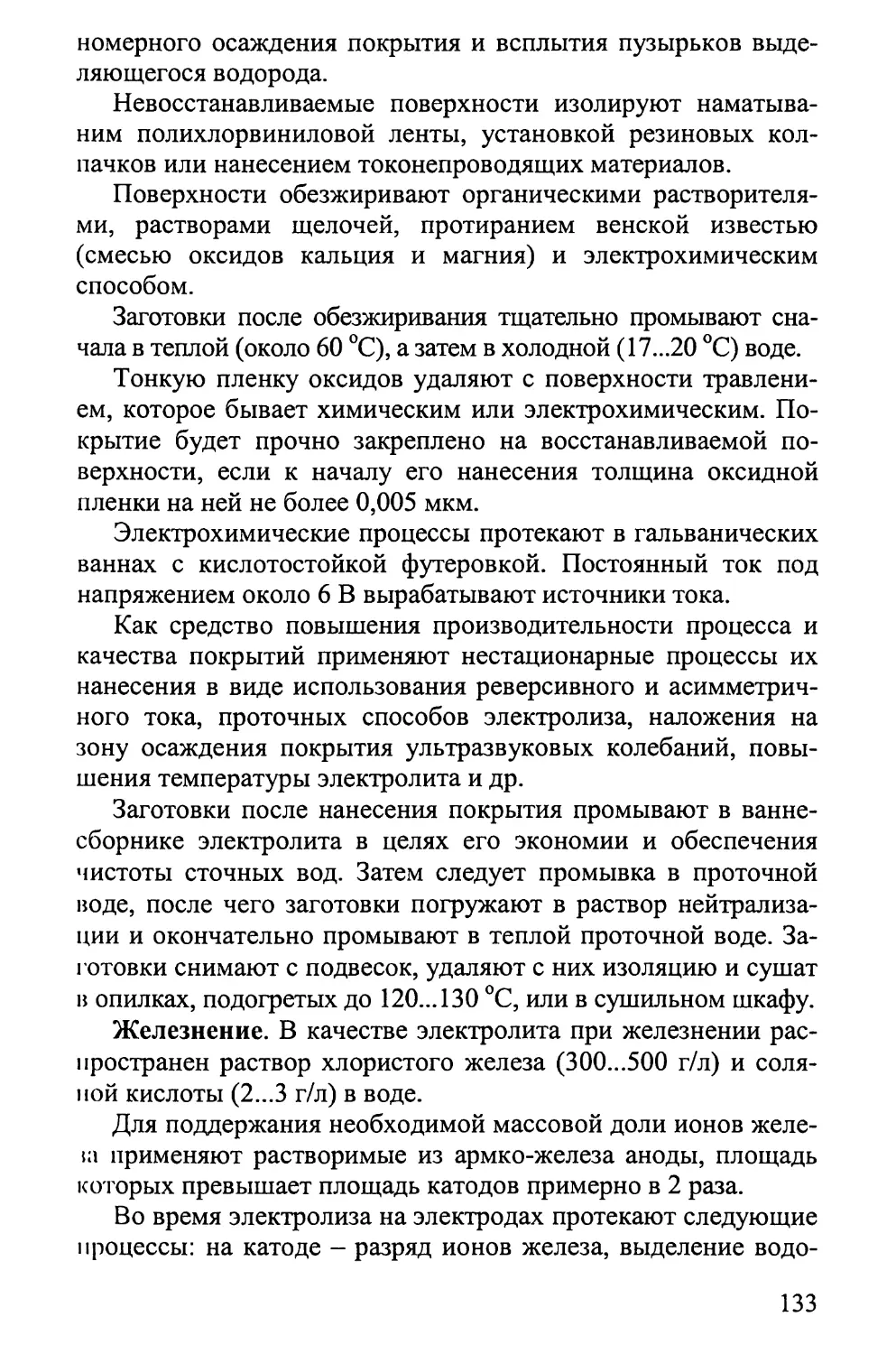
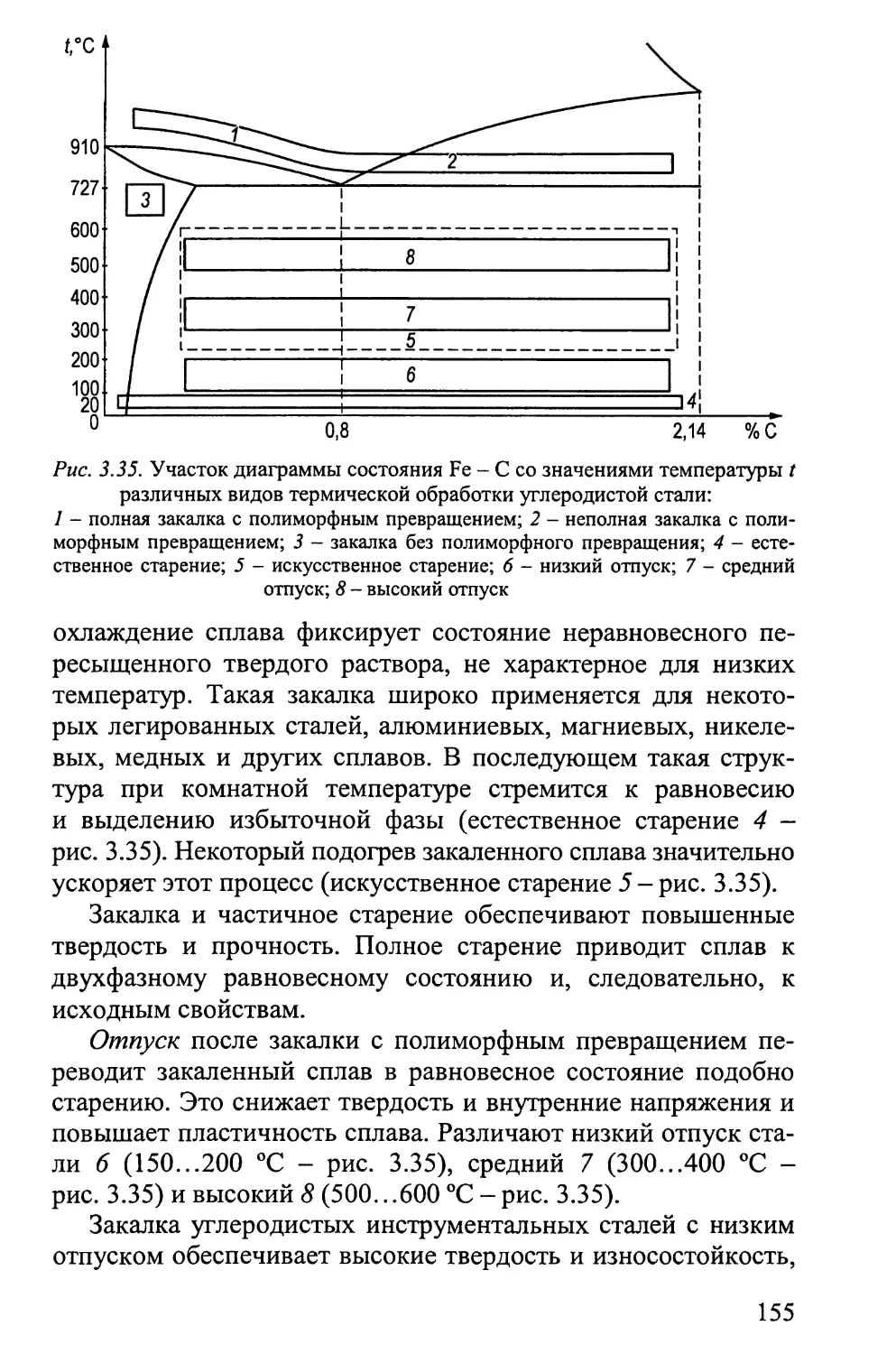
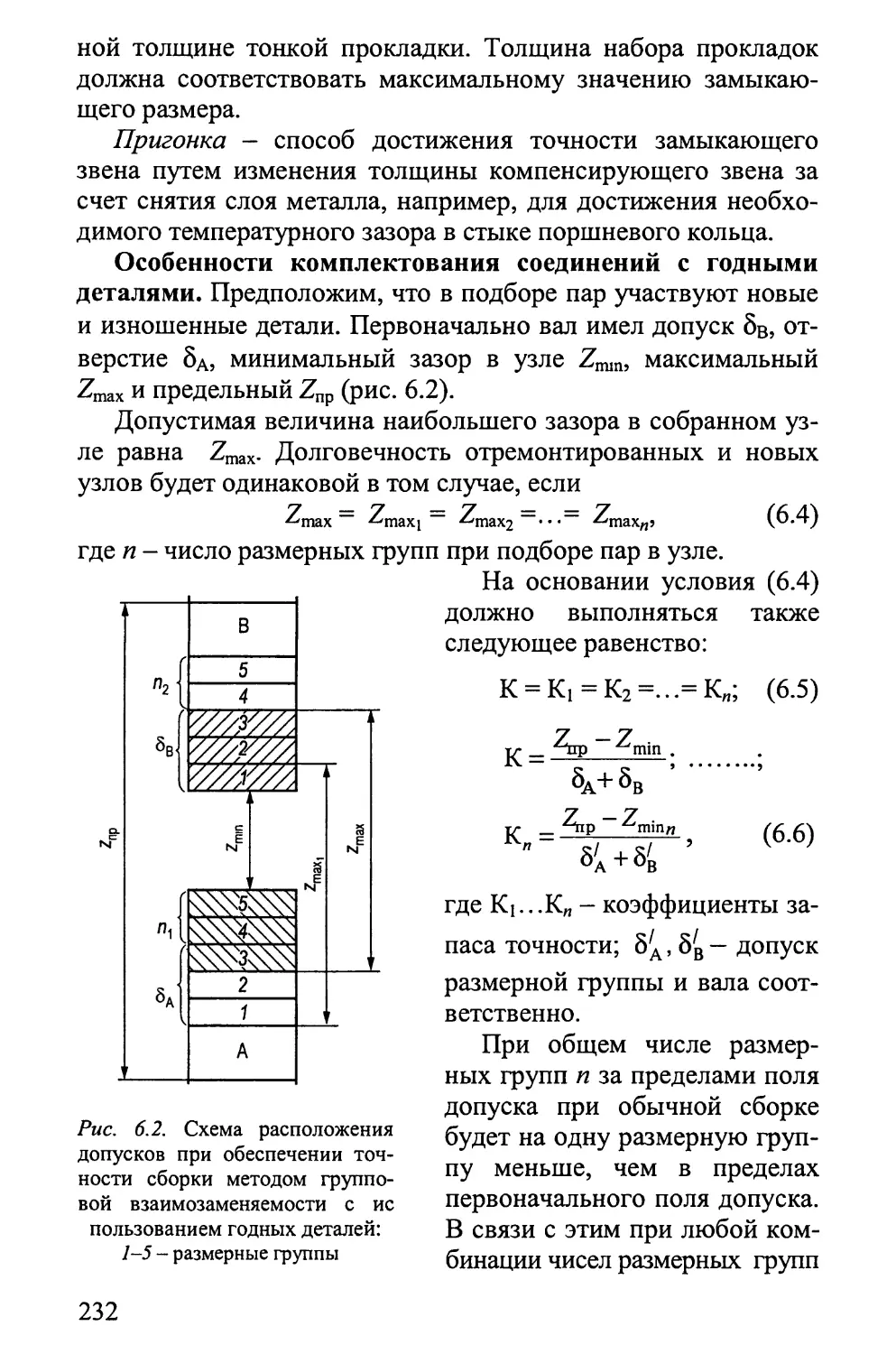
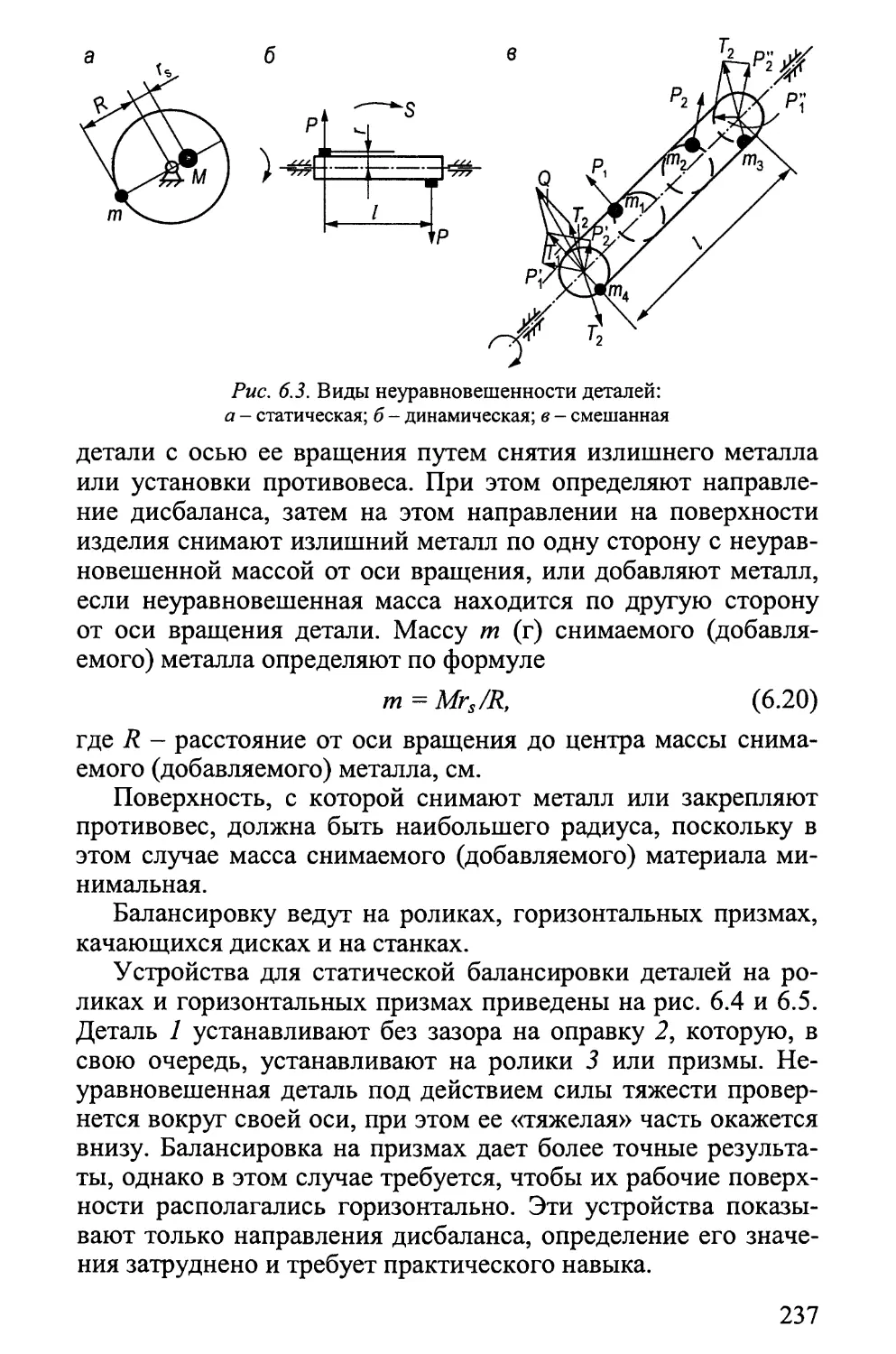
(рис. 1.1), показанные двумя штриховыми кривыми. Рабочие
процессы связаны с использованием автомобиля по назначе-
нию, интенсивность их по мере наработки автомобиля падает.
Разрушительные процессы, в зависимости от своей природы,
проявляются в виде износов и усталостных изменений, де-
формаций и изломов деталей, коррозии и старения материала.
Интенсивность их непрерывно возрастает. Старение автомо-
биля при его использовании происходит в результате необра-
тимых изменений его эксплуатационных свойств из-за посте-
пенного накопления повреждений в деталях. Если не ограни-
чивать разрушительные процессы, то скоро наступит момент
Рис. 1.1. Интенсивность рабочих f\(t) и разрушительных fi(t) процессов,
протекающих в автомобиле в течение наработки t
Сдерживают рост интенсивности разрушительных процес-
сов и уменьшают падение кривой рабочих процессов работы,
направленные на предупреждение и своевременное выявления
неисправностей. Новые зависимости f\(t) и fi(t) в результате
выполнения указанных работ показаны сплошными кривыми
графика. Разрывы кривых в точках графика t\, t2, ... tn.\, tn
объясняются скачкообразным изменением интенсивностей
обоих процессов за счет ремонтных работ, связанных с заме-
ной поврежденных или отказавших частей автомобиля.
Однако несмотря на принимаемые меры профилактическо-
го и ремонтного характера, наступает момент /пр, когда разру-
шение начинает превалировать над полезными процессами,
что приводит к предельному состоянию автомобиля.
8
Надежность автомобиля. Одно из основных эксплуатаци-
онных свойств автомобиля — его надежность, которая опре-
деляется способностью автомобиля выполнять транспортную
работу, сохраняя свои показатели в течение требуемой нара-
ботки с учетом его применения в установленных режимах и
условиях. Надежность автомобиля является функцией безот-
казности, ремонтопригодности, сохраняемости и долговечно-
сти частей и зависит от его технического уровня и качества
изготовления, условий использования, качества технического
обслуживания и ремонта.
Безотказность - свойство автомобиля сохранять работо-
способное состояние в течение некоторого времени или нара-
ботки. Безотказность, может быть оценена вероятностью без-
отказной работы или средним пробегом автомобиля до отказа.
Ремонтопригодность - это приспособленность автомобиля
или его частей к поддержанию и восстановлению работоспо-
собного состояния путем технического обслуживания или ре-
монта.
Сохраняемость — свойство автомобиля сохранять в задан-
ных пределах работоспособное состояние в течение и после
хранения и транспортирования.
Долговечность — свойство автомобиля сохранять работо-
способность до предельного состояния с необходимыми пере-
рывами для технического обслуживания и ремонта. Показате-
лями долговечности служат ресурс и срок службы. Ресурс -
это наработка автомобиля до предельного состояния, а срок
службы - календарная продолжительность его эксплуата-
ции до исчерпания ресурса.
Ресурс деталей по прочности, как правило, превышает их
ресурс по износостойкости и усталостной прочности. Это поло-
жение предполагает использование остаточной долговечности
деталей путем восстановления их поврежденных элементов.
Система технического обслуживания и ремонта автомо-
билей включает здания и сооружения, средства технологиче-
ского оснащения (оборудование и оснастку), техническую до-
кументацию и исполнителей, которые поддерживают и вос-
станавливают качество автомобилей.
На предприятиях автомобильного транспорта действует
система мер по содержанию автомобилей в исправном состоя-
нии, которая имеет профилактическую направленность и учи-
9
тывает закономерности изнашивания деталей. Мероприятия
этой системы включают в себя два вида воздействий.
Воздействия первого вида выполняют в плановом
порядке, они направлены на уменьшение интенсивности из-
нашивания деталей за счет своевременного выявления и пре-
дупреждения причин, обусловливающих рост разрушитель-
ных процессов. Неисправности выявляют в результате осмот-
ра, контроля, проверки действия механизмов и диагностиро-
вания, а предупреждают за счет проведения уборочно-
моечных, смазочных и крепежно-регулировочных работ. Это
множество работ называют техническим обслуживанием, ко-
торое направлено на поддержание исправного состояния ав-
томобилей при их использовании по назначению, хранении и
транспортировании.
Воздействия второго вида называют ремонтом, ко-
торый необходим для устранения неисправностей автомоби-
лей и восстановления их ресурса путем замены изношенных
деталей, сборочных единиц или агрегатов. Ремонтные работы,
как правило, выполняют по потребности.
В условиях автотранспортного предприятия неисправное
или неработоспособное состояние автомобиля превращают в
исправное путем технического обслуживания или несложного
ремонта. При достижении автомобилем предельного состоя-
ния он может быть утилизирован или направлен на авторе-
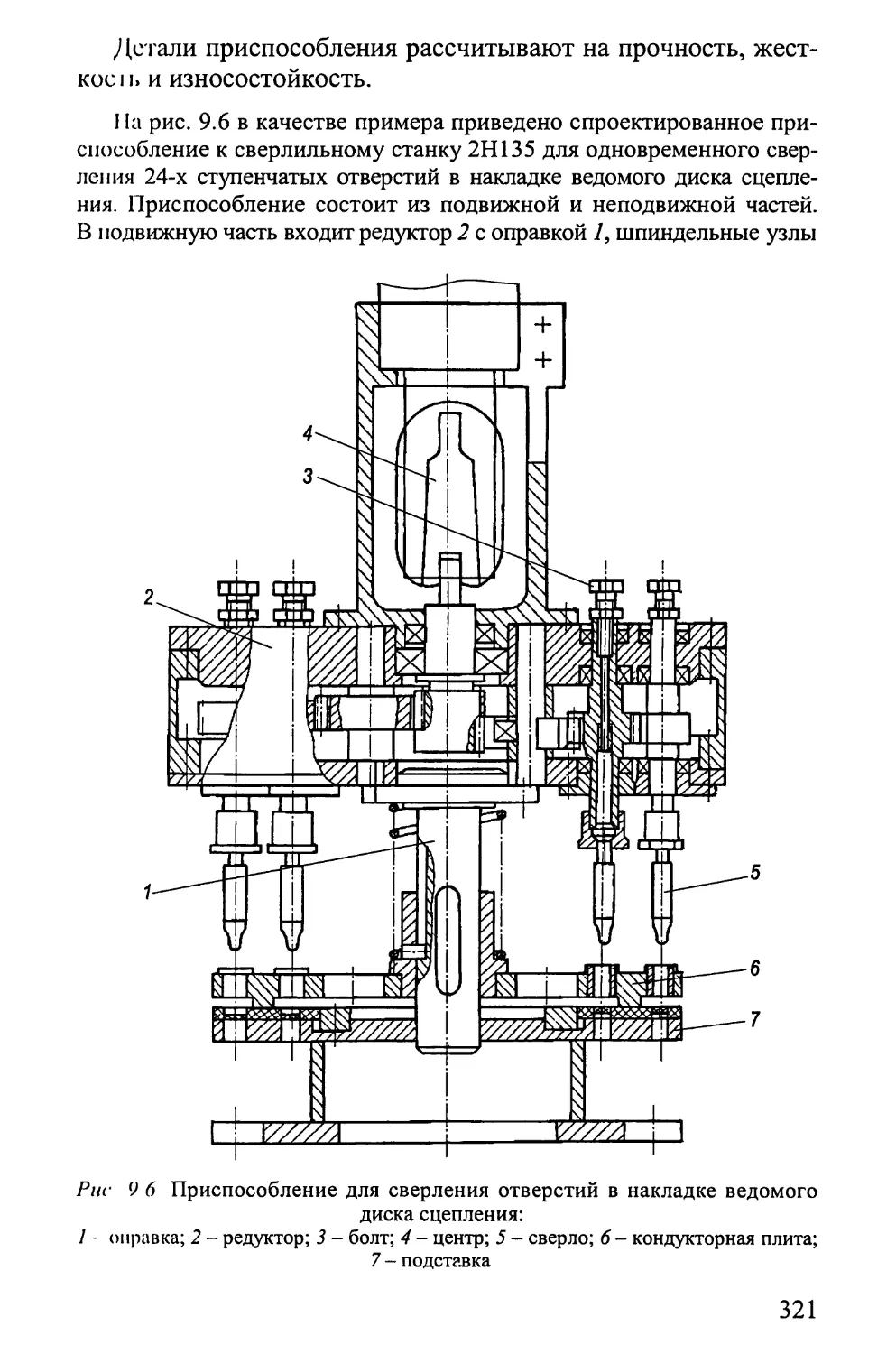
монтное предприятие, из которого он будет выпущен в ис-
правном состоянии.
Главная задача технического обслуживания автомобилей
заключается в экономически эффективном продлении времени
пребывания их в исправном состоянии за счет уменьшения
интенсивности разрушительных процессов, протекающих при
использовании.
Главная задача ремонта автомобилей заключается в эконо-
мически эффективном восстановлении их надежности в ре-
зультате наиболее полного использования остаточной долго-
вечности деталей.
Таким образом, в системе технического обслуживания и
ремонта автомобилей предусмотрены определение их техни-
ческого состояния, техническое обслуживание и ремонт, при
этом техническое обслуживание производится по плану, а ре-
монтные работы - по потребности.
10
Необходимость ремонта автомобилей обусловлена рядом
обстоятельств.
• Ограниченные государственные запасы материалов и
энергии в Беларуси сдерживают количественный рост автомо-
бильного парка за счет изготовления автомобилей и требуют
развития авторемонтного производства, которое сберегает
много труда, энергии и материалов.
При восстановлении 1 т стальных деталей за счет исключения
металлургического процесса экономят 180 кВт • ч электроэнергии;
0,8 т угля; 0,8 т известняка и 175 м3 природного газа.
• Различные детали и узлы автомобилей имеют неодинако-
вый ресурс. Автомобили, спроектированные как устройства с
равноресурсными элементами, не могут реализовать это свой-
ство в различных условиях использования. Потребность в ре-
монте возникает в различные моменты времени. Ремонт вы-
ступает как мера обеспечения нормативной безотказности ав-
томобилей в течение установленного срока их службы.
• Ремонт автомобилей позволяет использовать сохранив-
шуюся потребительскую стоимость в виде остаточной долго-
вечности их частей. Досрочная замена частей автомобилей
приводит к бесцельной потере их стоимости.
• Ремонт автомобилей вместе с их модернизацией, позво-
ляют значительно сблизить сроки физического и морального
износа и повысить технический уровень автомобилей.
Примеры мероприятий по модернизации автомобилей при их
ремонте следующие: замена карбюраторного двигателя дизелем для
уменьшения эксплуатационных затрат; установка более совершен-
ных агрегатов системы питания, смазки и электрооборудования для
повышения надежности и экономичности; использование пятисту-
пенчатой коробки передач вместо четырехступенчатой для улучше-
ния динамических свойств легкового автомобиля; замена брезенто-
вого тента кузова легкового автомобиля высокой пластмассовой
крышей для повышения комфортабельности; упрочнение быстроиз-
нашиваемых деталей для уравнивания их наработки с наработкой
других деталей; коррозионная защита элементов кузова для повыше-
ния его долговечности.
• Ремонт автомобилей экономически целесообразен. Об-
следование деталей ремонтного фонда автомобилей показыва-
ет, что около четверти деталей изношены в допустимых пре-
11
делах и могут быть использованы повторно, а около половины
деталей могут быть использованы после восстановления при
его себестоимости 15...30 % от цены новых деталей.
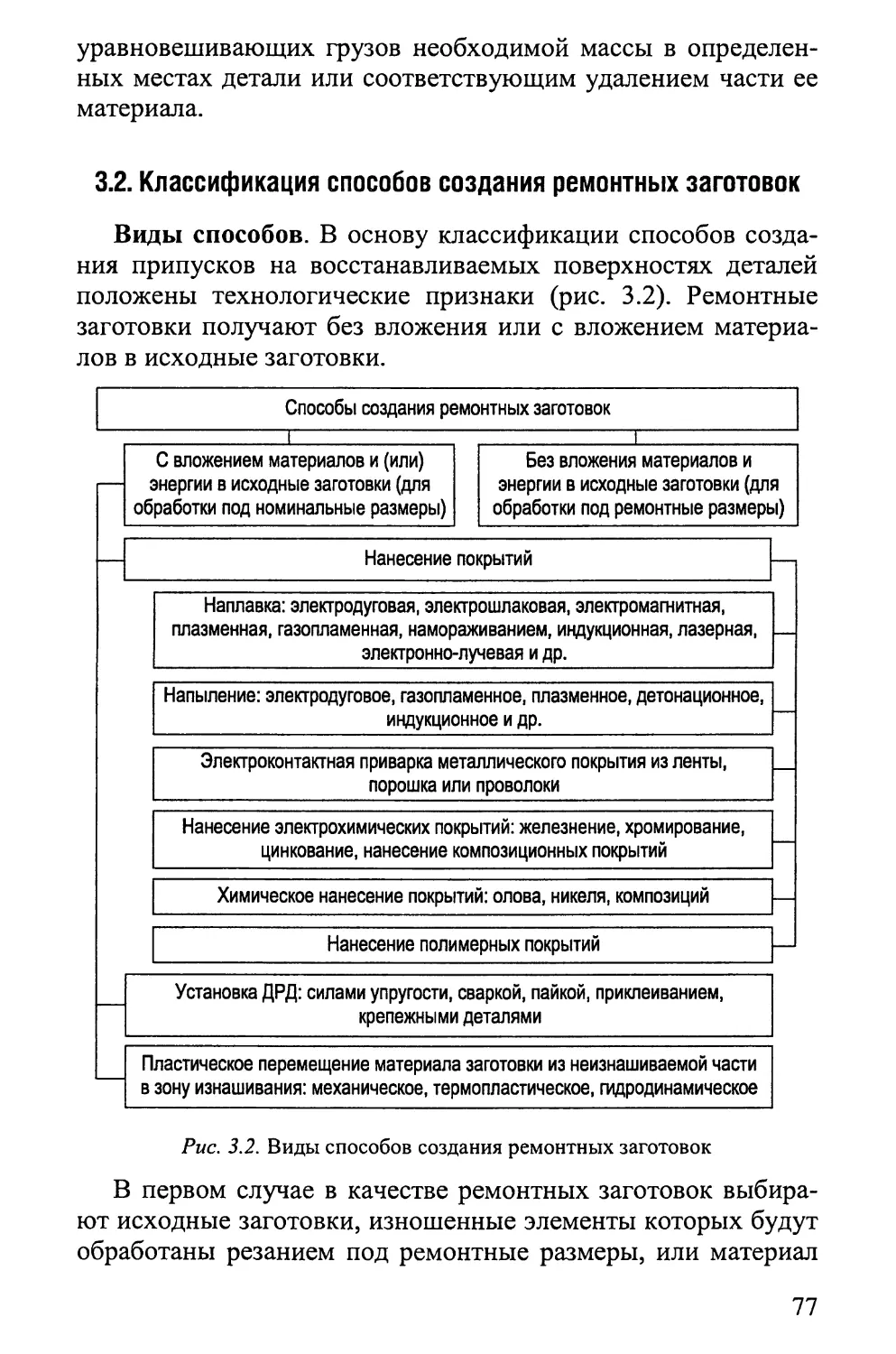
Виды и методы ремонта. В зависимости от степени вос-
становления ресурса и вида заменяемых частей различают
следующие виды ремонта автомобилей: капитальный, сред-
ний и текущий. Капитальный ремонт возвращает автомобилю
исправное состояние и восстанавливает полностью или близко
к этому ресурс с заменой или восстановлением любых его де-
талей, включая базовые. Средний ремонт приводит автомо-
биль в исправное состояние с частичным восстановлением
ресурса и заменой или восстановлением составных частей
ограниченной номенклатуры. Текущий ремонт служит для
восстановления работоспособного состояния автомобиля и
состоит в замене его не основных частей.
В капитальный ремонт направляют автомобиль, у которого пре-
дельно изношены кузов и основные агрегаты. Агрегат требует капи-
тального ремонта в том случае, если предельного состояния достиг-
ли его основные детали.
В свою очередь, указанные виды ремонта по признаку пла-
нирования могут быть плановыми и неплановыми, а по регла-
ментации выполнения - регламентированными и по техниче-
скому состоянию.
Система плановых (профилактических) ремонтов автомо-
билей (независимо от их технического состояния), назнача-
емых через определенные отрезки времени, действует, исходя
из высоких требований к надежности, для пожарных машин и
подвижного состава, перевозящего опасные грузы и работаю-
щего в экстремальных условиях. На автомобильном транспор-
те преимущественно действует система ремонтов при обнару-
жении отказов, называемая системой ремонтов по потребно-
сти. Планово-диагностическая система ремонтов основана на
измерении диагностических параметров, определении неис-
правностей и остаточного ресурса изделия и принятии реше-
ния о сроках и объеме ремонтных работ.
Метод ремонта - совокупность технологических и орга-
низационных правил его выполнения.
По признаку сохранения принадлежности восстанавлива-
емых составных частей к определенному экземпляру автомо-
биля различают ремонт необезличенный и обезличенный. При
12
необезличенном методе ремонта сохраняют принадлежность
частей автомобиля к определенному его экземпляру, а при
обезличенном - не сохраняют. Обезличенный метод ремонта,
при котором неисправные агрегаты заменяют новыми или за-
ранее отремонтированными, называют агрегатным.
Метод ремонта, выполняемого с принудительным переме-
щением автомобилей или их частей с одного специализиро-
ванного рабочего места на другое в определенной технологи-
ческой последовательности через установленные отрезки вре-
мени, называют поточным. В противном случае ремонт явля-
ется тупиковым.
Ремонт выполняют силами заводов-изготовителей, авто-
транспортных или авторемонтных предприятий.
1.2. Предметы, средства, процессы и особенности
авторемонтного производства
Предметы, средства, процессы ремонта и само авторемонт-
ное производство имеют сложное иерархическое строение.
Предметы ремонта - это ремонтируемые изделия. Изде-
лием называют единицу промышленной продукции конечной
стадии производства. Количество изделий измеряется в шту-
ках. Изделиями являются автомобили, их агрегаты, сборочные
единицы, узлы и детали.
Агрегат — часть автомобиля, которая обладает полной
взаимозаменяемостью с одноименными изделиями, возмож-
ностью сборки отдельно от других составных частей автомо-
биля и способная выполнять самостоятельную функцию.
К автомобильным агрегатам относят двигатель, коробку пере-
дач, рулевой механизм и др.
Сборочная единица - изделие, части которого соединены
между собой с помощью сборочных переходов.
Узел - сборочная единица, которая может собираться от-
дельно от других составных частей агрегата, но способна вы-
полнять свою функцию только вместе с другими частями из-
делия.
Деталь (от фр. detail - подробность) - элементарная часть
автомобиля. Деталь (по ГОСТ 2.101-68) - изделие, изготов-
ленное из однородного по наименованию и марке материала
без применения сборочных операций. К деталям относят изде-
13
лия с покрытиями, а также изделия, полученные с помощью
сварки, пайки, склеивания и подобных процессов.
Термины и определения средств и процессов ремонта за-
имствованы с небольшими изменениями из технологии маши-
ностроения.
Средства ремонта - это технологическое оборудование и
оснастка, необходимые для выполнения технологических воз-
действий на ремонтируемые изделия на пути их превращения
из состояния ремонтного фонда в состояние товарной продук-
ции. Систему средств ремонта создают путем их приобрете-
ния и изготовления, а совершенствуют путем модернизации.
В зависимости от соотношения расходов энергии живой и
неживой природы, потребляемой средствами ремонта, их де-
лят на следующие виды:
• механизированно-ручные;
• механизированные;
• полуавтоматические;
• автоматические (используют только энергию неживой
природы, в том числе и для целей управления).
При объемах ремонта до 2...4 тыс. агрегатов в год следует
применять механизированно-ручные средства ремонта, при
объемах 20...40 тыс. агрегатов в год - полуавтоматические
средства и при промежуточных значениях объемов ремонта -
механизированные средства.
Технологическое оборудование - это средства ремонта, в
которых для выполнения части технологического процесса
устанавливают технологическую оснастку, материалы или
заготовки и средства воздействия на них.
Примеры технологического оборудования', разборочные стен-
ды, очистные машины, металлорежущие станки, обкаточно-
тормозные стенды.
Технологическое оборудование классифицируют по видам
обрабатываемых изделий, видам и разнообразию выполня-
емых технологических функций и по приспособленности к
изменяющимся ремонтируемым изделиям и объемам произ-
водства.
В авторемонтном производстве применяют технологиче-
ское оборудование следующих типов: диагностическое, раз-
борочное, очистное, для определения технического состояния
14
деталей, для нанесения покрытий, для обработки давлением,
металлорежущее, деревообрабатывающее, термическое, изме-
рительное, балансировочное, сборочное, окрасочное, обкаточ-
ное, испытательное, подъемно-транспортное и для переработ-
ки отходов.
По широте выполняемых функций технологическое обору-
дование делят на универсальное, специализированное и спе-
циальное.
Универсальное оборудование (металлорежущее, кузнечно-
прессовое, термическое и др.) обладает широкими технологи-
ческими возможностями.
Специализированное оборудование обладает увеличенными
производительностью и точностью обработки однотипных
заготовок, но более узкими технологическими возможностями
по сравнению с универсальным оборудованием. В специали-
зированное оборудование превращают универсальное обору-
дование (чаще металлорежущее) путем заводской модер-
низации.
Специальное оборудование выполняет узкую технологиче-
скую функцию над ремонтируемым изделием определенной
модели. Это оборудование обладает наибольшей производи-
тельностью и обеспечивает наивысшую точность. Металлоре-
жущее специальное оборудование изготавливают на станко-
строительных заводах по заказу.
Примеры специального оборудования', шлифовальные станки
для обработки коренных или шатунных шеек коленчатых валов, рас-
точные станки для одновременной обработки коренных опор, втулок
распределительного вала и отверстия под стартер в блоке цилиндров,
контрольные стенды.
По приспособленности технологического оборудования к
различным производственным условиям его делят на пере-
страиваемое, переналаживаемое и гибкое.
Перестраиваемое оборудование может быть использовано
для обработки другой заготовки или группы заготовок при
затратах, соизмеримых с его стоимостью.
Переналаживаемое оборудование при переходе на обра-
ботку другой заготовки или группы заготовок не требует до-
полнительных вложений и остановки производства, но после-
дующая его эксплуатация связана с изменением текущих рас-
ходов.
15
Гибкое оборудование при переходе на обработку другой за-
готовки или группы заготовок не требует ни дополнительных
вложений, ни остановки производства, ни увеличения теку-
щих расходов.
Технологическая оснастка представляет собой устройства,
которые расширяют технологические возможности оборудо-
вания и применяются только вместе с ним. Оснастка включает
приспособления и инструмент.
Примеры технологической оснастки', фрезы, резцы, борштан-
ги, штампы, пресс-формы.
Приспособления - это технологическая оснастка, предна-
значенная для установки ремонтируемого изделия или ориен-
тирования инструмента при выполнении технологической
операции.
Инструмент - это технологическая оснастка, предназна-
ченная для воздействия на изделие с целью изменения его со-
стояния.
Производственный процесс ремонта включает множество
работ, необходимых для получения отремонтированного ав-
томобиля. Производственный процесс содержит:
• основные процессы непосредственного воздействия ис-
полнителей и средств ремонта на ремонтируемые автомобили
по устранению неисправностей и восстановлению ресурса;
• вспомогательные процессы, обеспечивающие работу
предприятия, в том числе, ремонт зданий, сооружений и обо-
рудования, изготовление технологической оснастки, произ-
водство энергии;
• обслуживающие процессы, включающие перемещение и
хранение ремонтного фонда, материалов и товарной продук-
ции, материально-техническое снабжение и содержание в по-
рядке заводской территории.
Технологический процесс ремонта - часть производствен-
ного процесса, содержащего целенаправленные действия по
изменению состояния ремонтируемых объектов и определе-
нию этого состояния.
В технологическом процессе участвуют предмет ремонта
(ремонтируемое изделие), средства ремонта (оборудование,
оснастка и инструмент) и исполнители. Технологический про-
цесс протекает на рабочих местах.
16
Рабочее место - первичная ячейка производства. Рабо-
чее место определяется как часть производственной площа-
ди с размещенными на ней оборудованием (частями кон-
вейера), предметами ремонта и исполнителями. На рабо-
чем месте выполняется одна операция технологического
процесса, на нем работают один или несколько рабочих.
Основная доля организационных работ приходится на рабо-
чие места. Нормы расхода энергии, материалов, запасных
частей, инструмента и рабочего времени приводят для от-
дельных рабочих мест. Рабочие места подлежат учету и ат-
тестации. По результатам аттестации разрабатывают и вы-
полняют мероприятия по обеспечению комфортных усло-
вий труда, повышению производительности труда и качества
продукции.
Функция рабочего места - технологическая операция, ко-
торая получает название (токарная, сверлильная, шлифоваль-
ная и др.) от того оборудования, которое установлено на этом
рабочем месте.
Технологическая операция - законченная часть технологи-
ческого процесса, выполняемого на одном рабочем месте ра-
бочими определенной специальности и квалификации. Техно-
логическая операция, в свою очередь, также может быть раз-
делена на части.
Установ - часть технологической операции, выполняемой
при неизменном положении изделия относительно опорно-
закрепительных элементов оборудования. Установы необхо-
димы, например, для обработки различных поверхностей
детали.
Позиция - фиксированное положение изделия относитель-
но инструмента при выполнении части операции. Позиции
образуются при обработке изделия на автоматической линии
(агрегатном станке) или сборке на конвейере.
Технологический переход - законченная часть технологиче-
ской операции, характеризуемая постоянством применяемого
инструмента и поверхностей, образуемых при обработке или
соединяемых при сборке. Технологический переход является
расчетной единицей технологического проектирования. Тех-
нологический переход состоит из одного или нескольких ра-
бочих и вспомогательных ходов.
17
Рабочий ход - законченная часть технологического пере-
хода, состоящая из однократного перемещения инструмента
относительно заготовки, сопровождаемого изменением фор-
мы, размеров, шероховатости поверхности или свойств мате-
риала.
Вспомогательный ход — законченная часть технологиче-
ского перехода, состоящая из однократного перемещения ин-
струмента относительно заготовки, необходимого для выпол-
нения рабочего хода.
Вспомогательный переход - законченная часть техноло-
гической операции, которая состоит из действий человека и
(или) оборудования, которые не сопровождаются изменени-
ем формы, размеров, шероховатости поверхности или
свойств материала, но необходимы для выполнения техноло-
гического перехода. К вспомогательным переходам относят,
например, установку заготовки, смену инструмента, снятие
детали.
Авторемонтное производство — система предприятий,
выполняющих средний и капитальный ремонты автомоби-
лей.
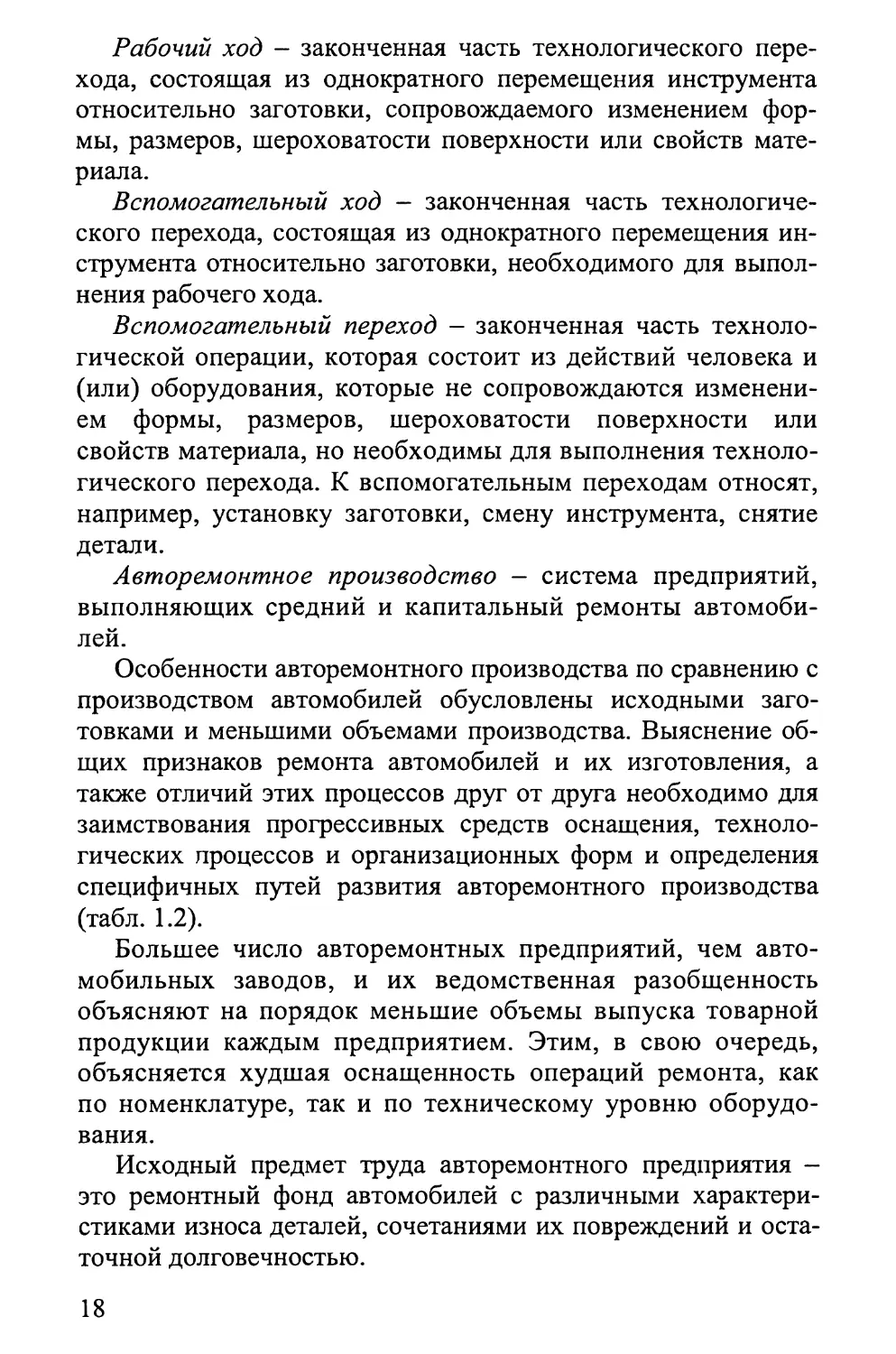
Особенности авторемонтного производства по сравнению с
производством автомобилей обусловлены исходными заго-
товками и меньшими объемами производства. Выяснение об-
щих признаков ремонта автомобилей и их изготовления, а
также отличий этих процессов друг от друга необходимо для
заимствования прогрессивных средств оснащения, техноло-
гических процессов и организационных форм и определения
специфичных путей развития авторемонтного производства
(табл. 1.2).
Большее число авторемонтных предприятий, чем авто-
мобильных заводов, и их ведомственная разобщенность
объясняют на порядок меньшие объемы выпуска товарной
продукции каждым предприятием. Этим, в свою очередь,
объясняется худшая оснащенность операций ремонта, как
по номенклатуре, так и по техническому уровню оборудо-
вания.
Исходный предмет труда авторемонтного предприятия -
это ремонтный фонд автомобилей с различными характери-
стиками износа деталей, сочетаниями их повреждений и оста-
точной долговечностью.
18
Таблица 1.2
Сопоставление основных признаков процессов
изготовления автомобилей и их ремонта
Признаки Производство автомобилей Ремонт автомобилей
Цель Исходный предмет труда Источник заготовок Число состояний дета- лей Производственный участок по определе- нию технологических маршрутов изготовле- ния или восстановле- ния деталей Способ создания при- пуска на обработку Объемы и тип произ- водства Виды оборудования Детали для сборки ав- томобилей Создание парка ав- томобилей (первич- ное производство) Материалы, полу- фабрикаты Литейное, кузнеч- ное, штамповочное производства Одно Отсутствует Формой заготовки Сотни тысяч еди- ниц, массовое Специальное, спе- циализированное После изготовления Устранение неисправностей и восстановление ресурса парка автомобилей (вторич- ное производство) Ремонтный фонд автомоби- лей Разборочно-очистной уча- сток Больше одного Участок сортировки деталей Нанесением покрытий, пере- мещением материала, ис- пользованием поверхно- стного слоя детали Десятки тысяч единиц, се- рийное Специализированное, уни- версальное Годные после разборки, восстановленные, изготов- ленные, приобретенные
Особенности ремонта автомобилей обусловлены:
• наличием разборочного процесса;
• большим числом состояний деталей ремонтного фонда;
• необходимостью определения технического состояния
деталей ремонтного фонда и их сортировки;
• отличием способов восстановления деталей от способов
их изготовления;
• сборкой автомобилей большей частью из уже работав-
ших деталей (восстановленных и годных без восстановления),
которые по значениям отдельных параметров отличаются от
новых деталей.
19
1.3. Процесс капитального ремонта автомобилей и агрегатов
Доставка и приемка в ремонт. Приемку ремонтного фон-
да на завод и поставку отремонтированной продукции заказ-
чику целесообразно организовать через обменные пункты,
использование которых в 1,5...2,0 раза уменьшает транспорт-
ные расходы и значительно повышает равномерность поступле-
ния ремонтного фонда на авторемонтное предприятие.
Автомобили, сдаваемые в ремонт, должны быть тщательно
очищены снаружи от загрязнений. Составные части, сдава-
емые в ремонт отдельно, должны быть без жидкой смазки,
герметизированы пробками или заглушками, а неокрашенные
поверхности покрыты консервирующими составами.
Применительно к автомобилям и их составным частям дей-
ствуют стандарты СТБ 928-93 - СТБ 930-93, устанавливаю-
щие комплектность и общие технические требования к изде-
лиям, сдаваемым в капитальный ремонт и выпускаемым из
него. Стандарты устанавливают правила приемки в ремонт,
документацию, состояние автомобилей, поступающих в ре-
монт и сдаваемых заказчику. Согласно стандартам автомобиль
проходит только один капитальный ремонт в течение времени
своего существования.
Аварийные автомобили принимаются в ремонт при нали-
чии письменного ходатайства вышестоящей организации за-
казчика и справки ГАИ. Характер и размеры аварийных по-
вреждений или некомплектность указываются в акте техниче-
ского состояния, в приемосдаточном акте и в соответствую-
щей калькуляции авторемонтного предприятия, составляемой
в связи с увеличением объема и стоимости ремонта.
Стандарт определяет первую комплектность для автомоби-
лей-тягачей, грузопассажирских и пассажирских автомобилей
и для силовых агрегатов в сборе. Первая и вторая комплектно-
сти предусмотрены для грузовых, специализированных и спе-
циальных автомобилей, для кабин и двигателей. Автомобили
или агрегаты первой комплектности - это полнокомплектные
изделия со всеми составными частями. Вторую комплектность
автомобиля определяет отсутствие платформы (фургона, цис-
терны, пожарного оборудования и т.д.) и деталей их крепле-
ния на шасси. Отсутствующие составные части агрегатов вто-
рой комплектности перечислены в стандарте СТБ 930-93.
20
Автомобиль в капитальный ремонт принимает представи-
тель авторемонтного завода в присутствии заказчика. Приемка
оформляется актом на основании заключения, которое состав-
ляют по результатам наружного осмотра, проверки с приме-
нением средств контроля, испытательного пробега автомобиля
до 3 км, разборки или диагностирования.
Эффективность капитального ремонта автомобилей и их
составных частей зависит от состояния ремонтного фонда,
которое определяет объем трудовых и материальных затрат.
Автомобиль, принятый в капитальный ремонт, должен быть в
состоянии, обусловленном нормальной эксплуатацией и есте-
ственным изнашиванием деталей. На автомобиле не должно
быть деталей, восстановленных способами (например, при-
варкой вместо напрессовывания), исключающими возмож-
ность их последующего использования. Все сборочные еди-
ницы, приборы и детали должны быть закреплены так, как это
предусмотрено конструкцией. Автомобиль должен быть с
годными колесами и аккумуляторной батареей. Принятый в
ремонт автомобиль при необходимости консервируют.
Составные части автомобилей, сдаваемые отдельно, не
должны содержать базовых или основных деталей, подлежа-
щих списанию. Не принимают, например, в капитальный ре-
монт двигатели с пробоинами и обломами стенок цилиндров,
трещинами, захватывающими отверстия под гильзы цилинд-
ров, перемычки между цилиндрами, ребра жесткости корен-
ных опор блока цилиндров, с трещинами на коленчатом валу.
Принятый ремонтный фонд хранят в закрытых помещени-
ях или под навесом. Агрегаты хранят на подставках или тех-
нологических стеллажах.
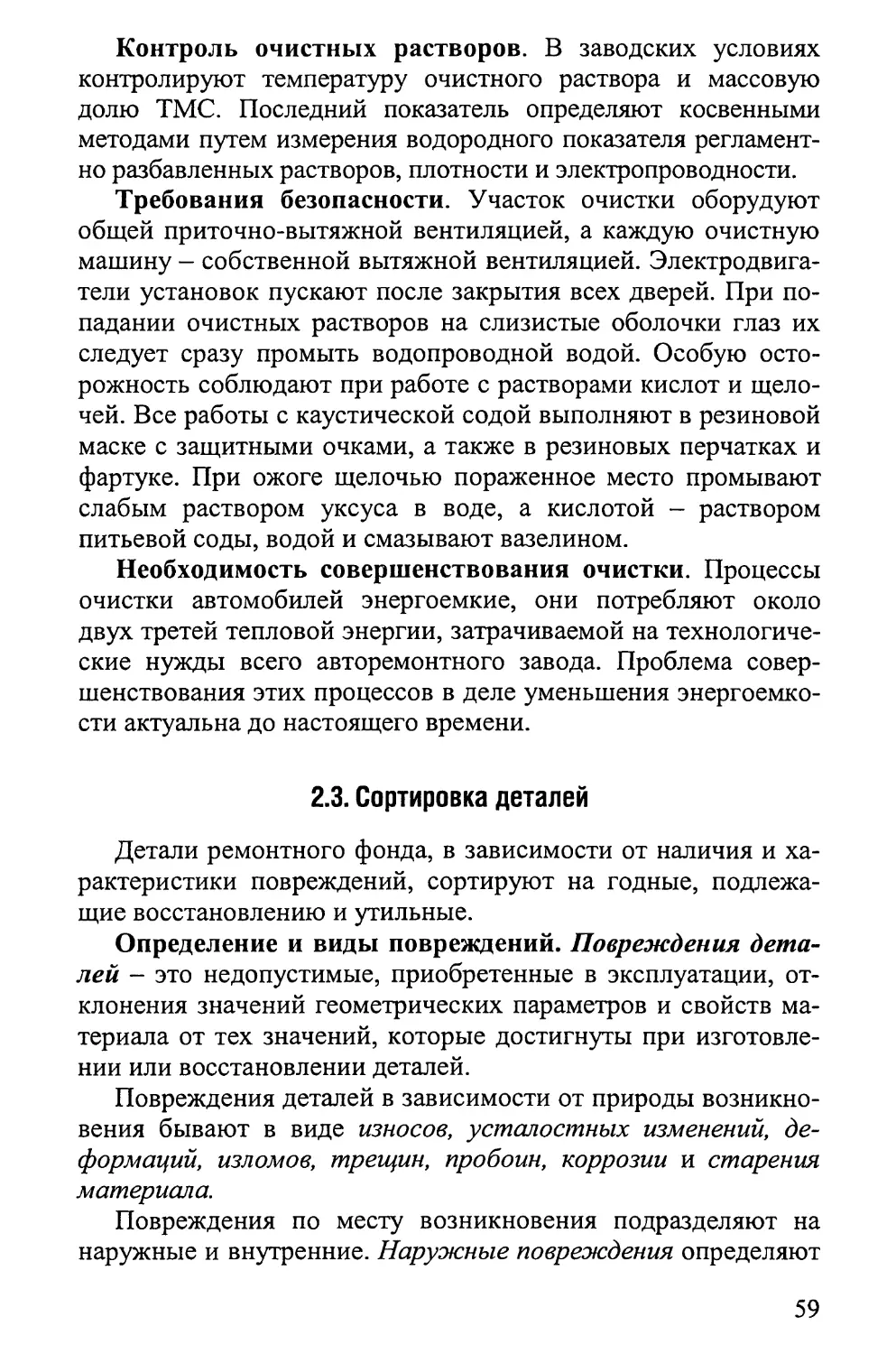
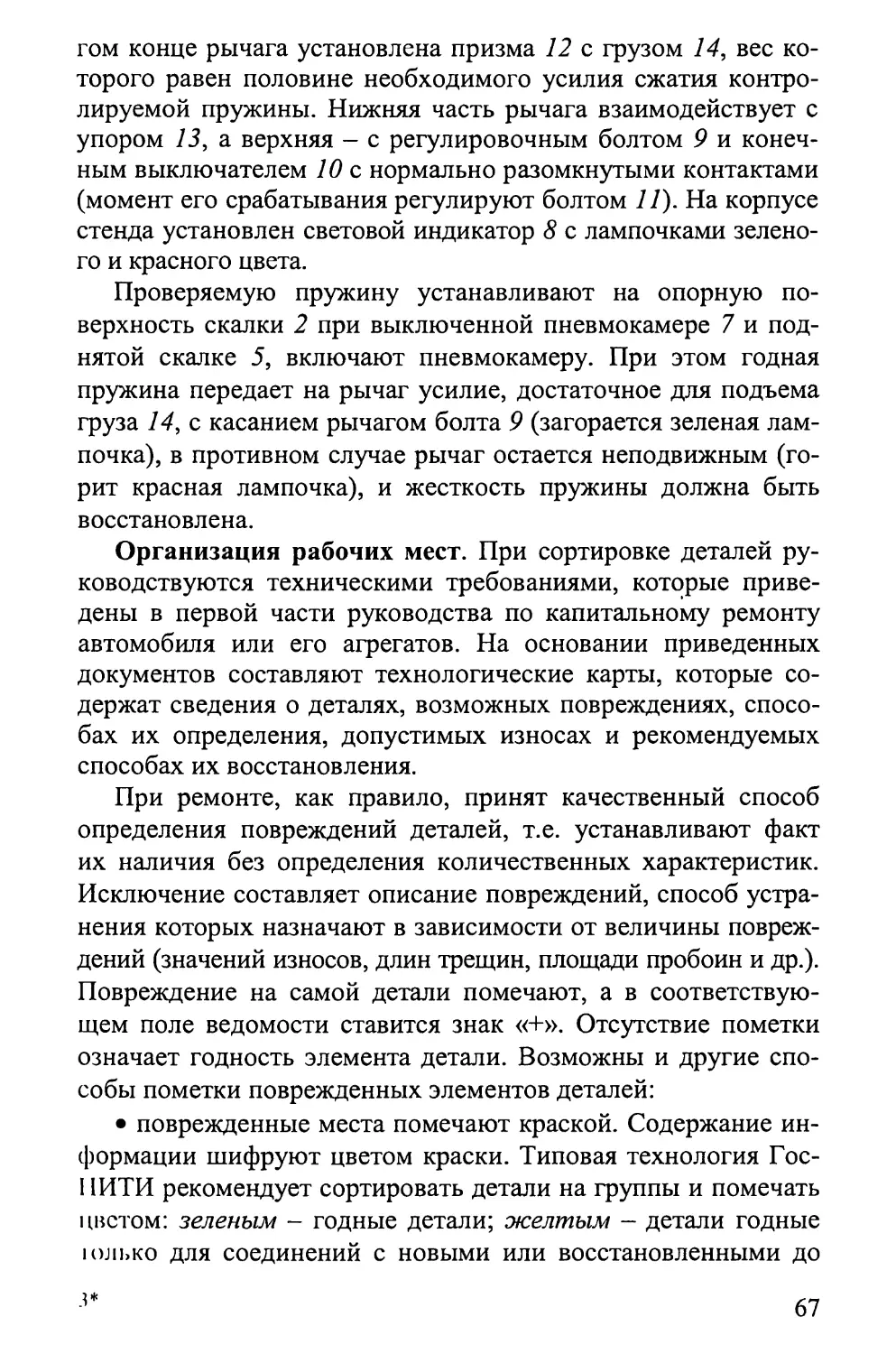
Содержание технологических процессов ремонта авто-
мобиля. Автомобиль на разборочно-очистной участок подают
с помощью лебедки или тягача.
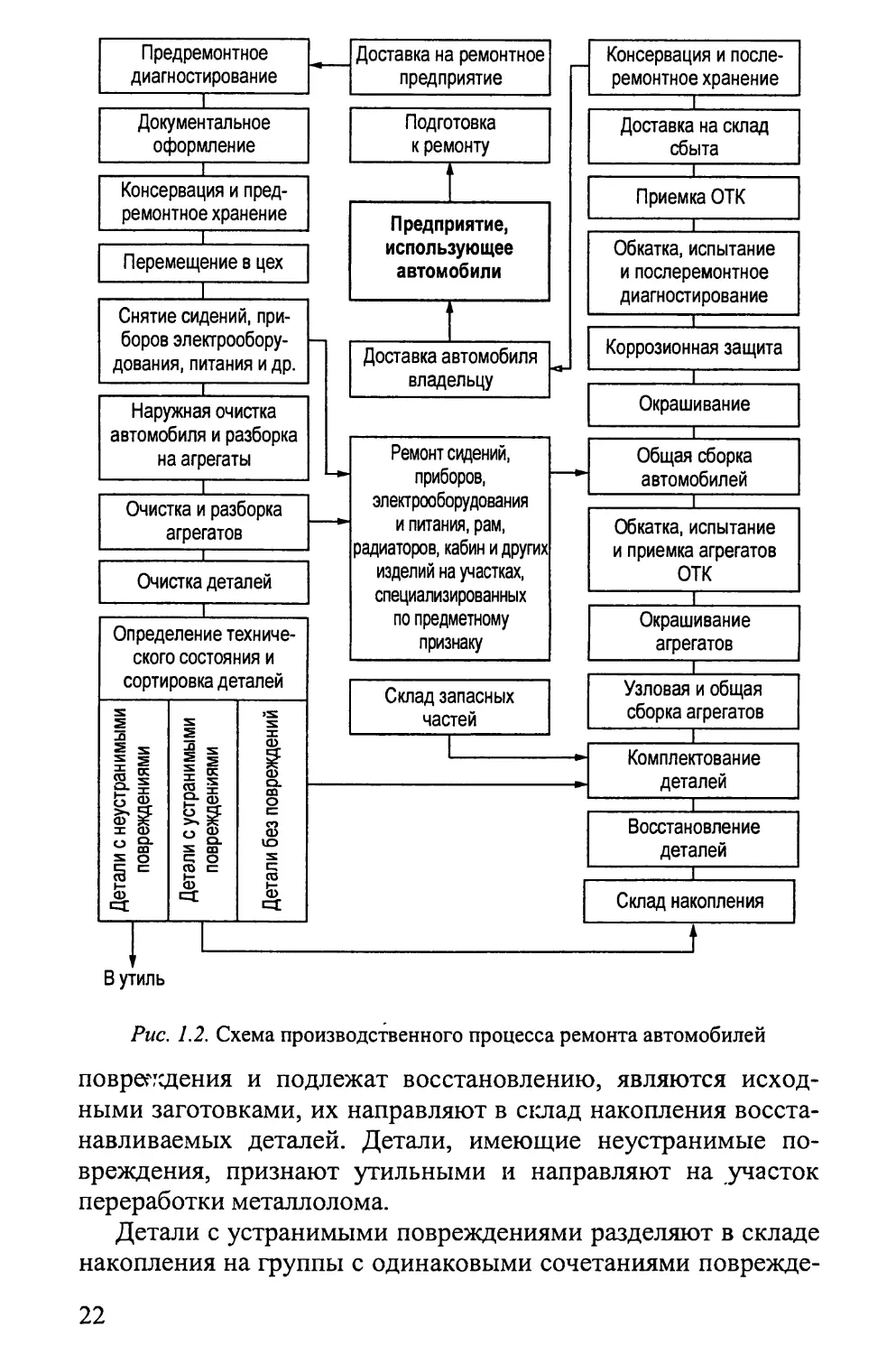
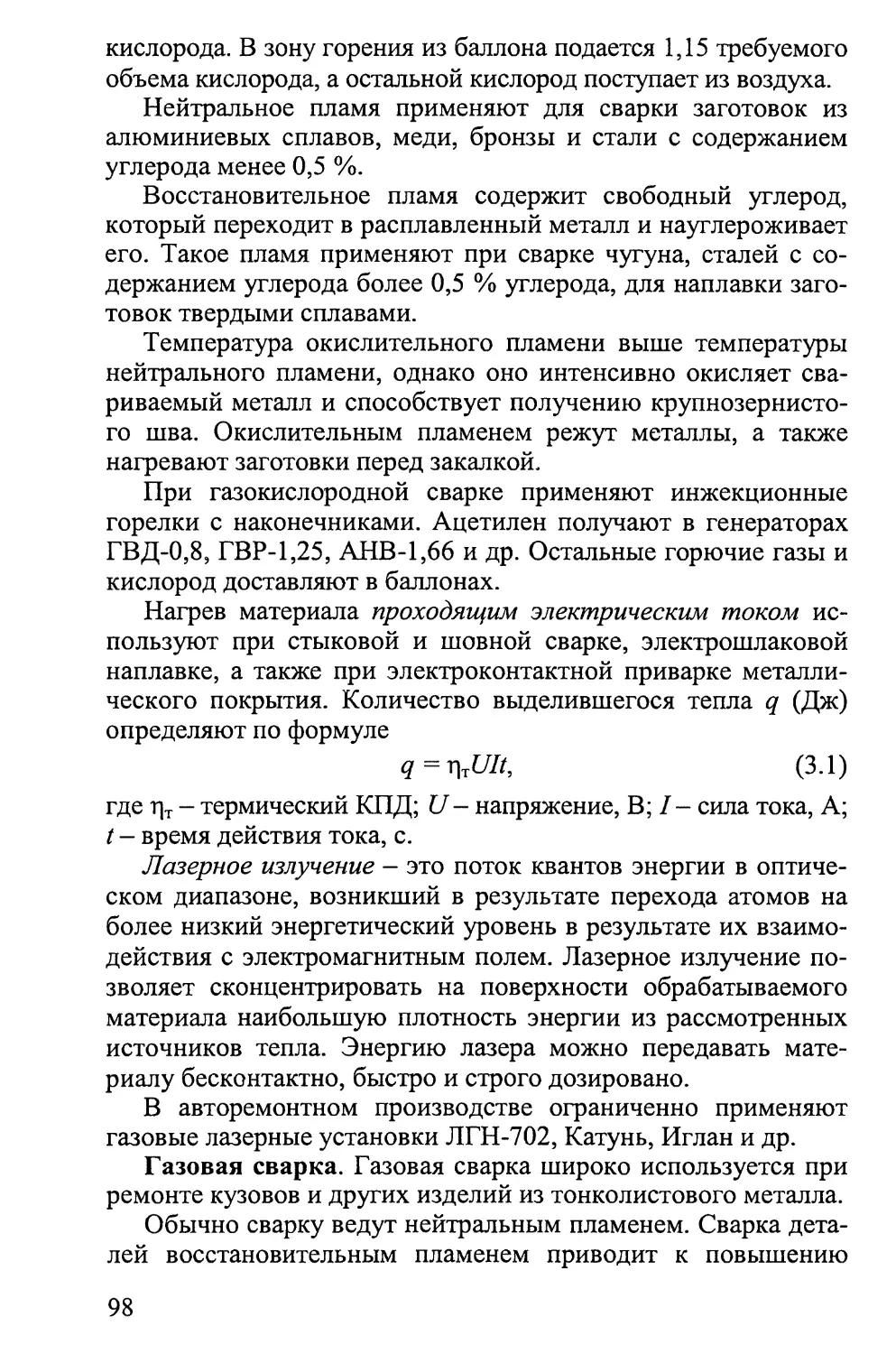
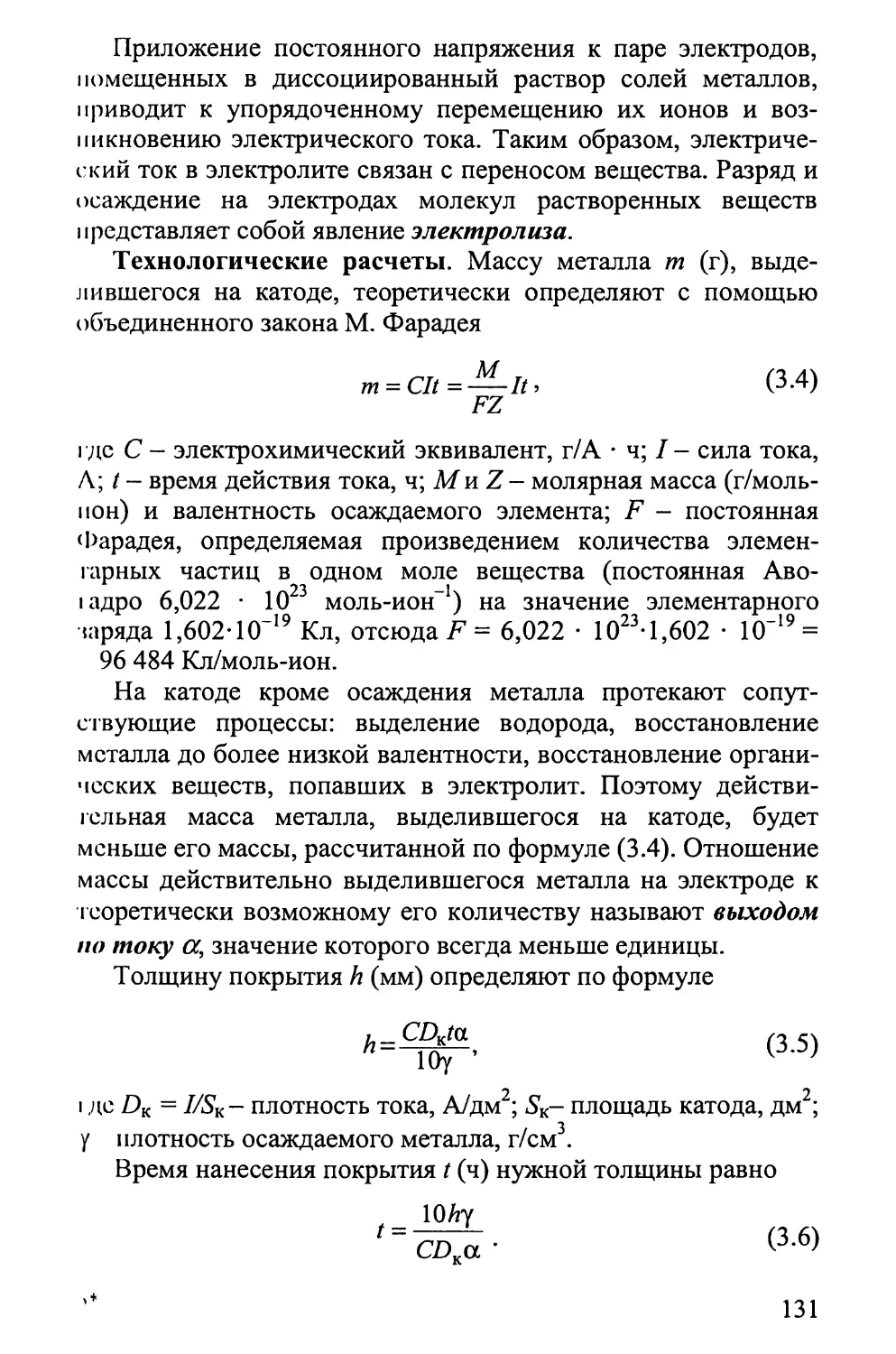
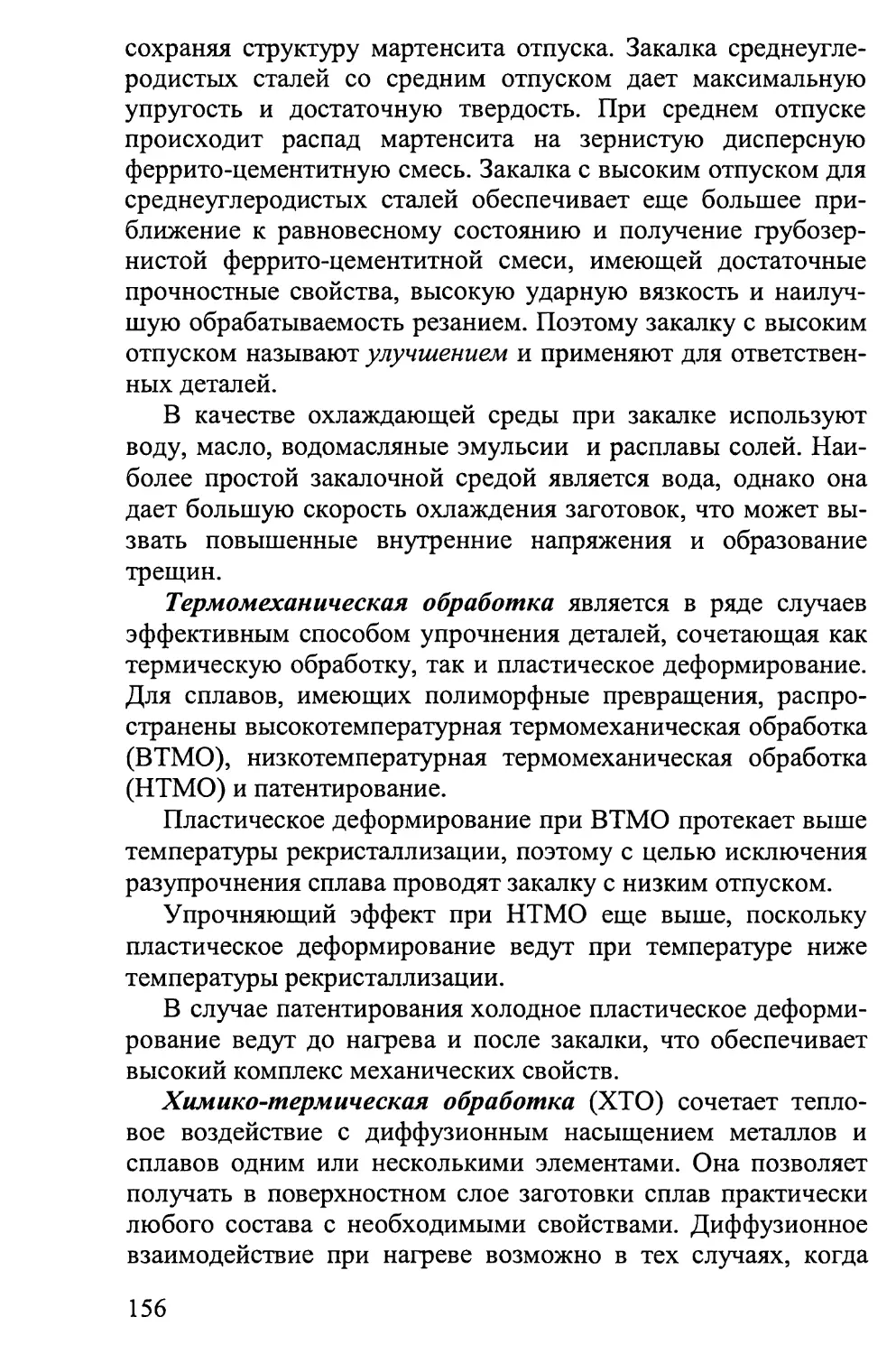
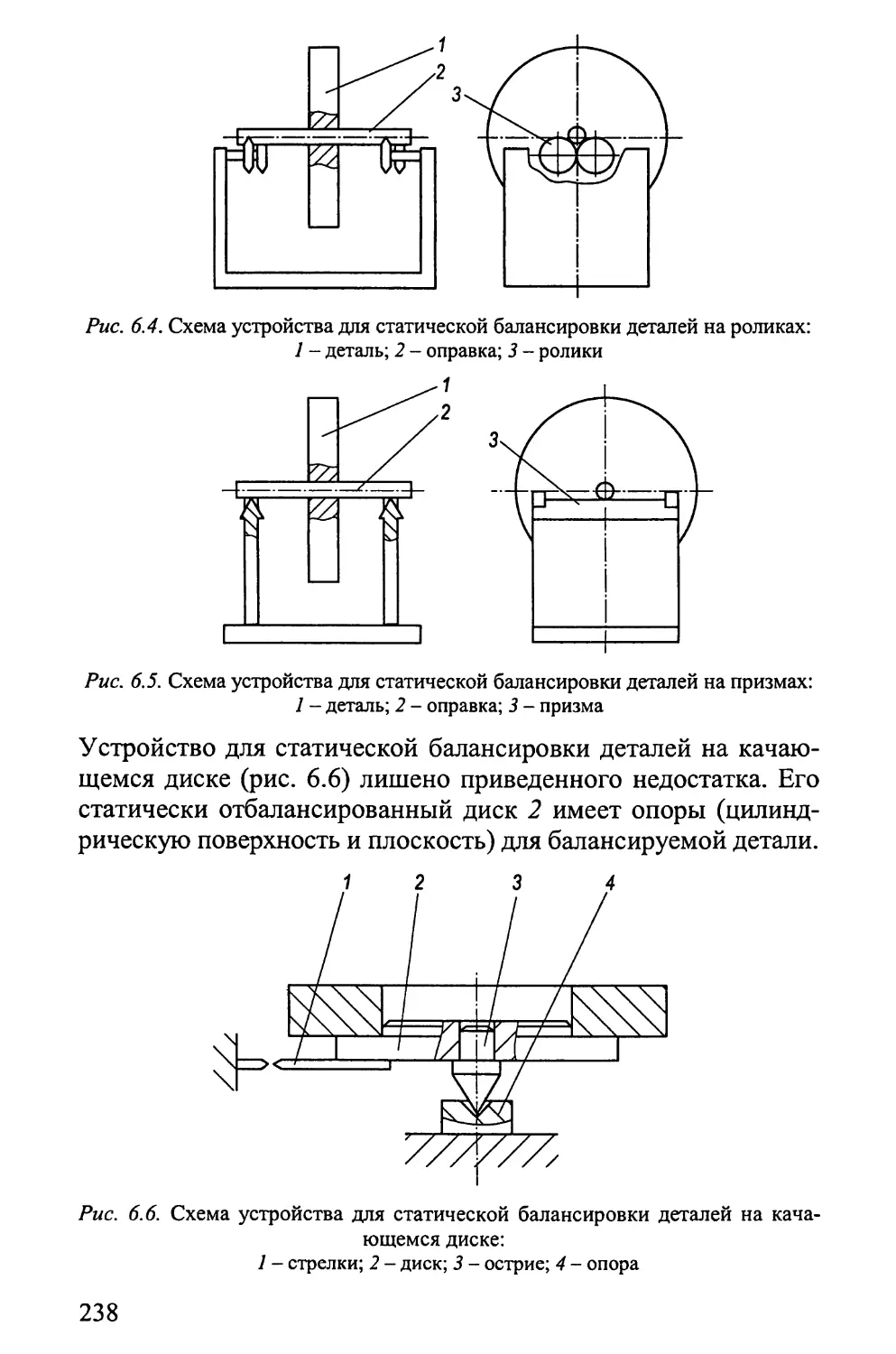
Очистные и разборочные технологические операции, сме-
няя друг друга, превращают автомобиль во множество деталей
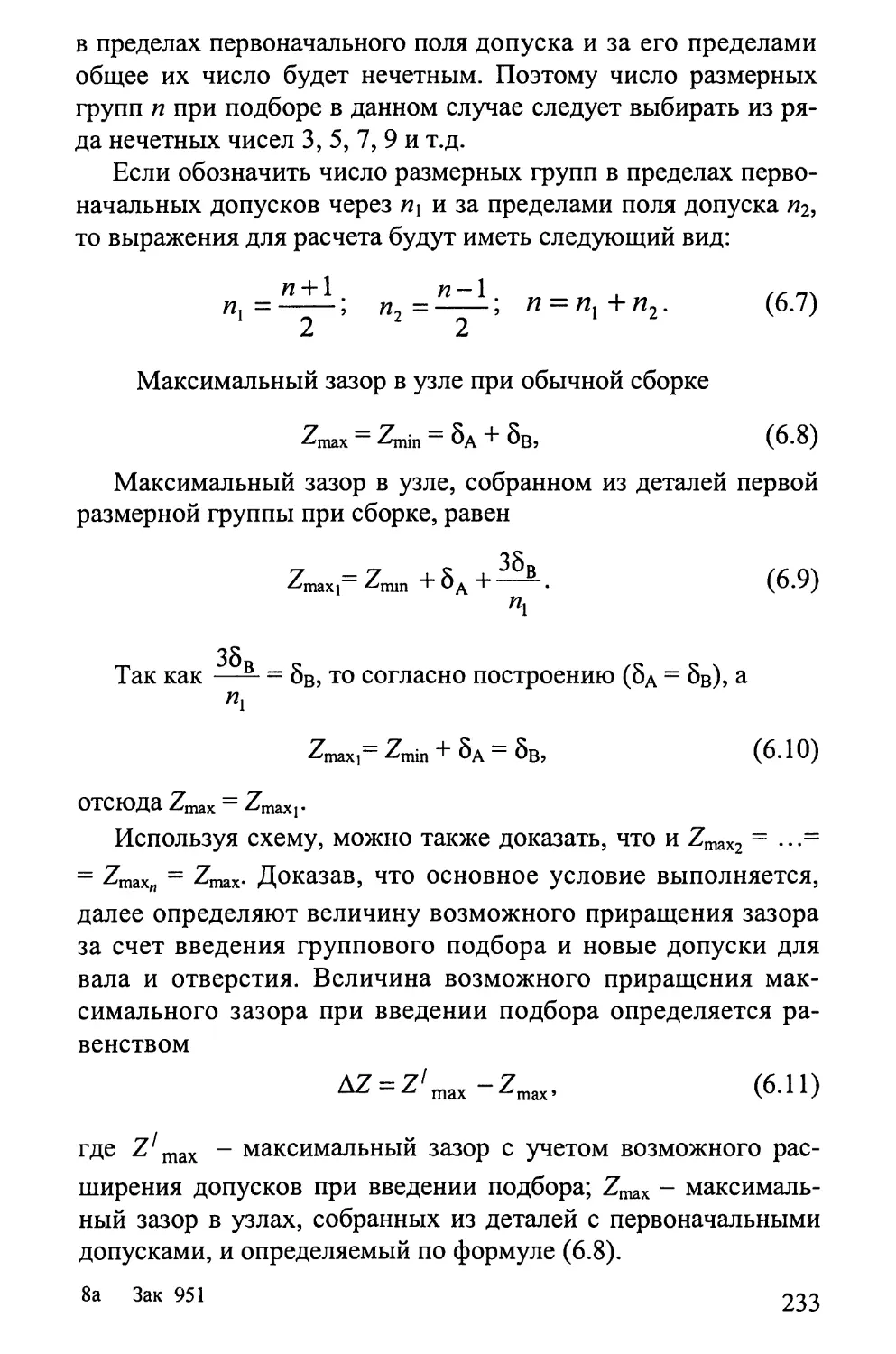
ремонтного фонда (рис. 1.2). Как и на автозаводе, большая
доля работ авторемонтного предприятия выполняется над
каждой деталью автомобиля.
Детали ремонтного фонда сортируют на три группы: год-
ные, требующие восстановления и негодные. Годные к даль-
нейшему использованию детали сразу направляют на комп-
лектовочный участок. Детали, которые имеют устранимые
21
Предремонтное диагностирование — Доставка на ремонтное предприятие
Документальное
оформление
Консервация и пред-
ремонтное хранение
Перемещение в цех
Снятие сидений, при-
боров электрообору-
дования, питания и др.
Подготовка к ремонту
Предприятие, использующее автомобили
Доставка автомобиля владельцу
Наружная очистка
автомобиля и разборка
на агрегаты
Очистка и разборка
агрегатов
Очистка деталей
Ремонт сидений,
приборов,
электрооборудования
и питания, рам,
радиаторов, кабин и других
изделий на участках,
специализированных
по предметному
признаку
Определение техниче-
ского состояния и
сортировка деталей
В утиль
Склад запасных
частей
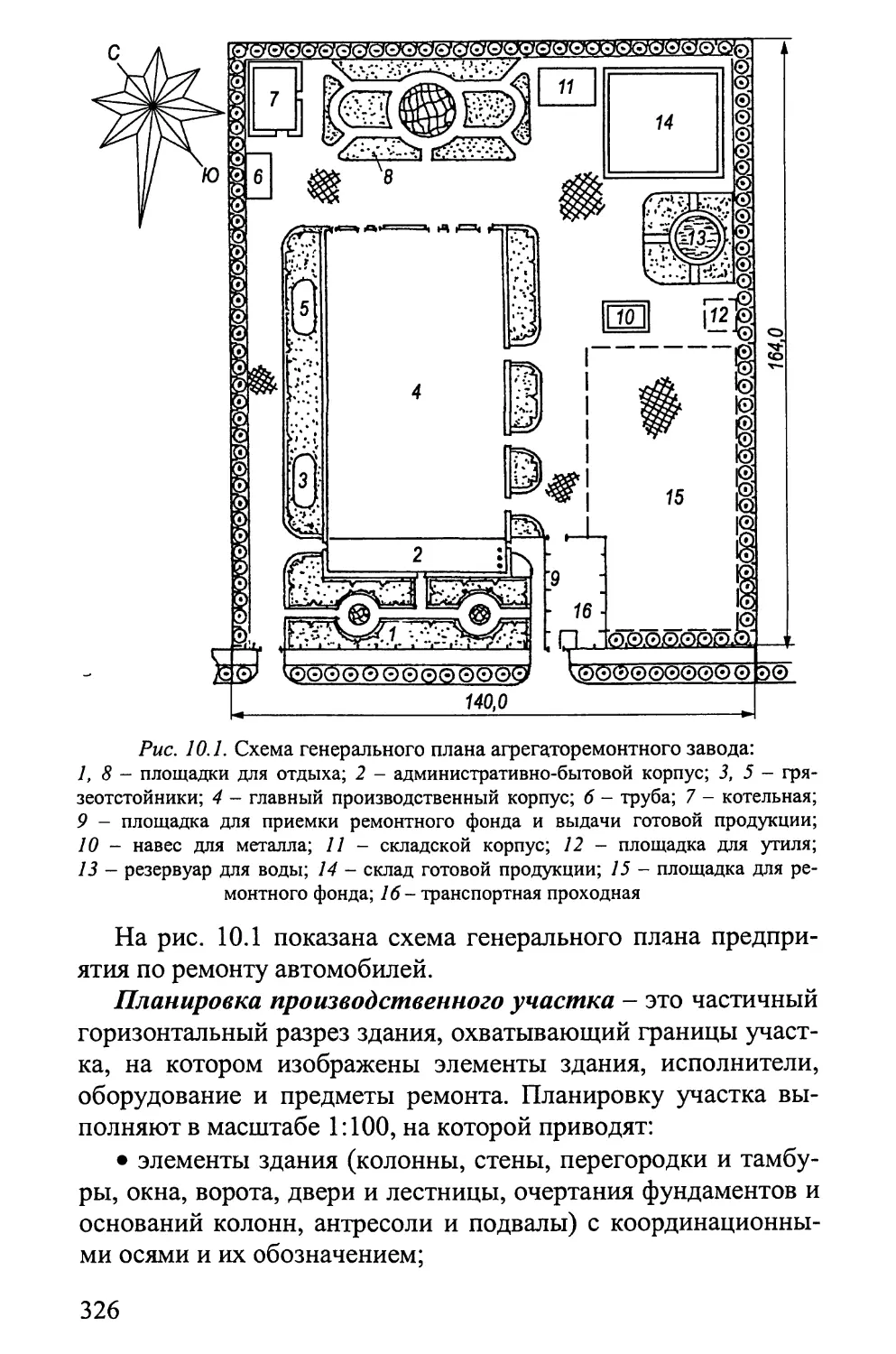
Рис. 1.2. Схема производственного процесса ремонта автомобилей
повреждения и подлежат восстановлению, являются исход-
ными заготовками, их направляют в склад накопления восста-
навливаемых деталей. Детали, имеющие неустранимые по-
вреждения, признают утильными и направляют на участок
переработки металлолома.
Детали с устранимыми повреждениями разделяют в складе
накопления на группы с одинаковыми сочетаниями поврежде-
22
ний и в виде партий направляют на соответствующие участки
восстановления.
Участки по восстановлению изношенных деталей являются
основой авторемонтного производства. Эти участки в наи-
большей степени обеспечивает энерго- и ресурсосбережение
этого производства. Здесь используют доремонтные материал
и форму деталей. Исходная заготовка, полученная в результа-
те разборки и очистки автомобиля, значительно дешевле заго-
товки автозавода, изготовленной в литейном или кузнечно-
штамповом производстве. При восстановлении деталей обра-
батывают меньшее число поверхностей, что объясняет и
меньшую трудоемкость процесса. Детали получают со свой-
ствами, близкими к свойствам новых деталей, а в ряде случаев
превосходящими их.
На специализированных участках по восстановлению от-
дельных деталей вначале исходные заготовки превращают в
ремонтные заготовки путем создания припусков на восстанав-
ливаемых поверхностях. Эти припуски, необходимые для
обеспечения требуемых геометрических параметров и свойств
детали, получают различными способами. К ним относят раз-
личные виды наплавки и напыления, закрепления дополни-
тельных ремонтных деталей, нанесения электрохимических и
химических покрытий, пластического деформирования мате-
риала и др. Создание припусков в отдельных случаях связано
с упрочнением восстанавливаемых элементов.
Ремонтные заготовки подвергают механической и терми-
ческой обработке, в результате которой они превращаются в
детали за счет восстановления ранее утраченных параметров и
свойств. В конце процесса восстановления измеряют значения
их величин, установленные картами технического контроля.
На комплектовочный участок поступают восстановленные
детали, детали годные без восстановления и запасные части.
Из деталей образуют сборочные комплекты ремонтируемых
агрегатов. Ряд деталей должен быть включен в комплект с
учетом их размеров и массы. Некоторые вращающиеся при
работе детали и сборочные единицы проходят статическую
или динамическую балансировку.
Целые сборочные комплекты деталей подают на универсаль-
ные сборочные рабочие места, а части этих комплектов - на по-
зиции сборочного конвейера. При сборке обеспечивают точ-
23
ность зазоров или натягов в соединениях деталей, а также до-
пустимые значения перекосов их осей. Здесь обеспечивают зна-
чения моментов затяжки ответственных резьбовых соединений.
Части автомобиля после сборки окрашивают с целью при-
дания им товарного вида и защиты в будущем от вредного
влияния окружающей среды.
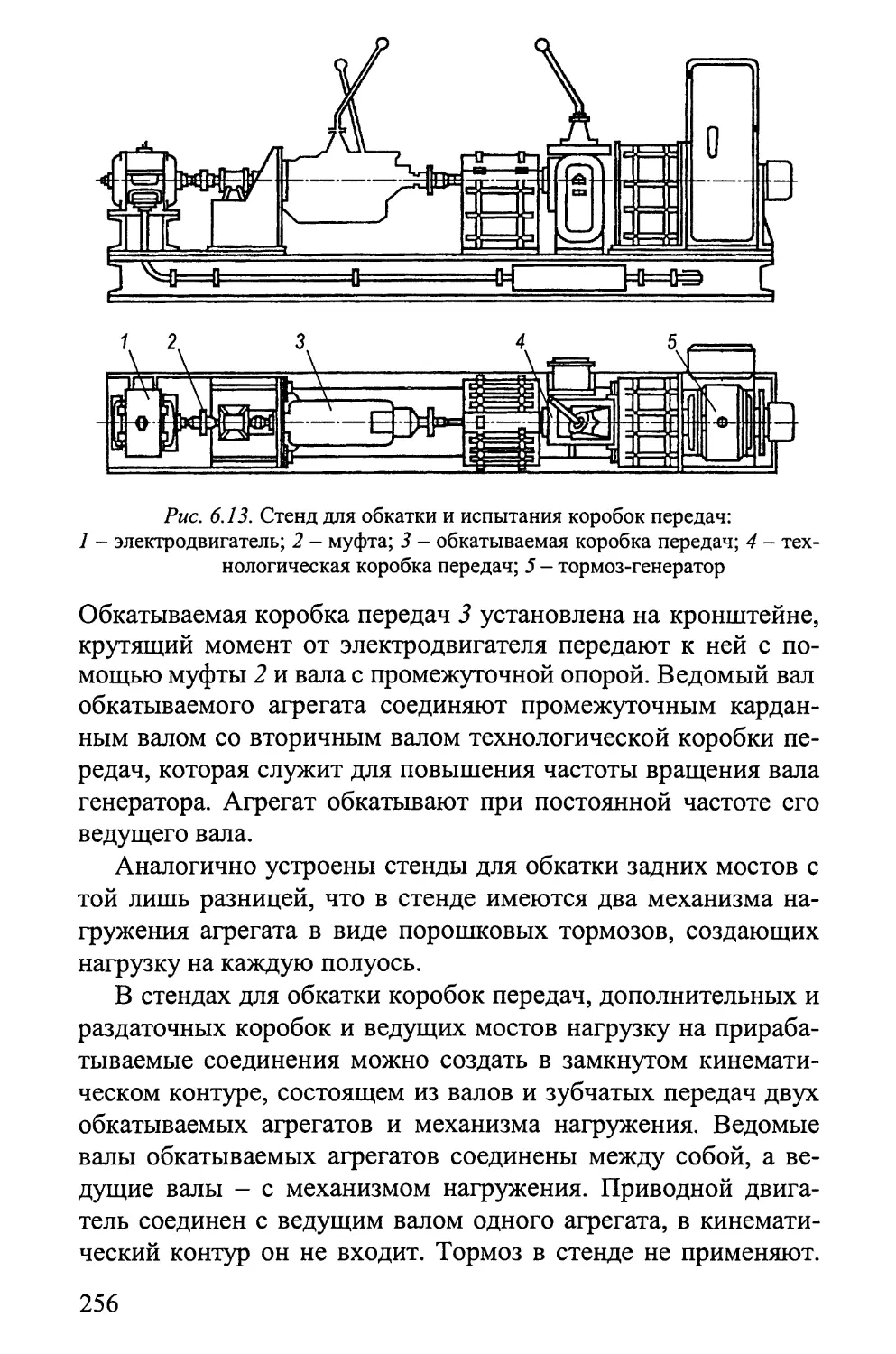
Некоторые автомобильные агрегаты обкатывают. Двига-
тель, например, вначале приводят в движение электродвигате-
лем на стенде, а затем заводят и постепенно повышают на-
грузку на двигатель тормозом по установленной программе.
Собранный автомобиль также обкатывают.
Заключительный процесс ремонта агрегата или автомобиля -
это испытания или диагностирование. Испытание заключается
в измерении значений рабочих параметров в эксплуатацион-
ном режиме и сопоставлении их с нормативными значениями,
осмотре и прослушивании. Послеремонтное диагностирование
оценивает качество ремонта автомобиля. По результатам ис-
пытания или диагностирования принимают решение о прода-
же изделия или его доработке. Если были выявлены дефекты,
то их устраняют, а агрегат или автомобиль направляют на по-
вторную (возможно, сокращенную) обкатку. Агрегат или ав-
томобиль, принятый контролером отдела технического конт-
роля, сдают на склад готовой продукции, где их консервируют
для обеспечения исправного состояния при хранении.
Требования к отремонтированному автомобилю. Авто-
мобиль, прошедший ремонт, должен быть установленной
комплектности, а его основные параметры (см. табл. 1.1)
должны иметь нормативные значения, регламентированные
руководствами по капитальному ремонту автомобилей и их
агрегатов. Показатели качества деталей в большой степени
определяют показатели сборочных единиц и агрегатов, а по-
следние, в свою очередь, - показатели автомобилей. Норма-
тивные значения функциональных показателей являются ог-
раничениями, которые, в свою очередь, обеспечивают не ме-
нее чем 80 %-ную послеремонтную наработку автомобиля от
наработки нового автомобиля.
Задачи технологов при разработке технологических про-
цессов ремонта автомобилей и цехового персонала при реали-
зации этих процессов состоят в достижении нормативных зна-
чений установленных показателей с наименьшим расходом
труда, материалов и энергии.
24
1.4. Состав авторемонтного предприятия и назначение
его производственных участков
Структура авторемонтного предприятия. Производ-
ственная структура авторемонтного предприятия - это
состав его производств, цехов, участков и отделов с указанием
связей между ними. Структура предприятия зависит от чис-
ленности работающих, стоимости производственных фондов,
видов, сложности и объемов выпускаемой продукции.
Для выполнения своих функций авторемонтное предпри-
ятие имеет в своем составе заводоуправление, основное,
вспомогательное и обслуживающее производства.
Заводоуправление состоит из администрации, отделов и
лабораторий. Состав и функции заводоуправления зависят
от мощности и специализации предприятия. Заводские от-
делы - это отделы главного технолога и главного конструк-
тора (может быть объединенный из них - технический от-
дел), технического контроля, материально-технического
снабжения, планово-экономический, финансово-сбытовой,
производственно-диспетчерский, труда и заработной платы,
кадров. Основные функции заводских лабораторий: химиче-
ский и металлографический анализ материалов, ремонт и по-
верка средств измерений, сбор данных о надежности продан-
ной техники и др.
Основное производство - это множество производствен-
ных цехов (участков) со средствами ремонта и исполнителя-
ми, обеспеченными документацией, которые непосредственно
воздействуют на ремонтируемые изделия. Основное произ-
водство занято выпуском товарной продукции (для продажи
или обмена).
Структура основного производства бывает цеховая, участ-
ковая или комбинированная. Структура первого вида харак-
терна для крупных предприятий с числом работающих свыше
500 человек. В этом случае предприятие, в зависимости от его
специализации и кооперации с другими заводами, состоит из
3...5 самостоятельных цехов с числом работающих в каждом
цехе 125...300 человек. Организуют следующие цехи:
• разборочный с участками разборочно-очистным, сорти-
ровочным и заготовительным;
• механический с участками слесарно-механическим, прес-
совым и кузнечно-рессорным;
25
• индустриального восстановления деталей с участками
восстановления отдельных деталей, термическим, сварочно-
металлизационным, гальваническим, переработки резины и
пластмасс и медницким;
• агрегатно-сборочный цех с участками ремонта автомо-
бильных агрегатов, топливной аппаратуры, электрооборудо-
вания и гидросистем, комплектовочным, сборочным, окрасоч-
ным и обкаточно-испытательным;
• кузовной цех с участками ремонта кабин и оперения, де-
ревообрабатывающим (ремонта платформ), шиноремонтным,
обойным и окрасочным.
В структуре управления цехом имеются начальник цеха,
начальники смен, старшие мастера, мастера и бригадиры.
Цехи состоят из участков. Заводы с числом работающих
менее 500 человек имеют в своем составе только участки, ко-
торые возглавляют старшие мастера.
Производственный участок - это структурная составляю-
щая предприятия или цеха, которая состоит из совокупности
рабочих мест и предназначена для выполнения отдельного
технологического процесса или комплекса работ по ремонту
отдельных агрегатов. В первом случае производственный уча-
сток организован по технологическому признаку, во втором -
по предметному. Технологическая специализация участков
более прогрессивная, чем предметная по причине более глу-
бокой специализации.
Состав производственных участков предприятия определя-
ется видом ремонтируемых изделий, технологическими про-
цессами, объемом и организацией производства. Функции
основных производственных участков авторемонтного
производства следующие.
• Предремонтное диагностирование развивается с внедре-
нием необезличенного ремонта, основная цель которого - вы-
полнение с минимальной трудоемкостью самого необходимо-
го объема ремонтных работ и сохранение прежних связей и
взаимного расположения деталей между собой. Диагностиро-
вание - это безразборное определение технического состояния
агрегата (неисправностей и остаточного ресурса) по результа-
там измерения диагностических параметров. К диагностиче-
ским параметрам, например, относят: эффективную мощность,
давление масла в главной магистрали, удельный расход топ-
26
лива, содержание оксида углерода в отработавших газах, зазо-
ры в соединениях, расходы газов и жидкостей, значения пара-
метров рабочих процессов.
• На разборочно-очистном участке разбирают автомобили
на детали, а по мере разборки части автомобиля очищают.
Очищенные детали сортируют на годные, негодные и подле-
жащие восстановлению. У деталей последней группы находят
повреждения, в зависимости от сочетания которых определя-
ют маршруты восстановления и формируют партии деталей,
направляемые на участки восстановления.
• На участках восстановления деталей удаляют повреж-
денные места деталей, закрепляют дополнительные ремонт-
ные детали, наносят восстановительные покрытия и обраба-
тывают поверхности для придания необходимых расположе-
ния, форм, размеров и шероховатости этих поверхностей и
балансируют детали. Наплавляемые и напыляемые покрытия
наносят непосредственно на участках восстановления деталей,
а электрохимические и полимерные покрытия наносят на са-
мостоятельных участках в силу специфики соответствующих
процессов.
• Комплектовочный и сборочный участки служат для
группирования деталей по видам, массе и ремонтным разме-
рам, узловой сборки, балансировки сборочных единиц и об-
щей сборки. При узловой и общей сборке обеспечивают необ-
ходимую точность замыкающих размеров.
• На участке окрашивания наносят на поверхности машин
грунты, шпатлевки и эмали. Процесс нанесения декоративных
покрытий обычно сопровождается высокотемпературной
сушкой.
• Процесс обкатки собранных агрегатов обеспечивает из-
менение геометрических параметров соединений и физико-
механических свойств поверхностных слоев материала в на-
чальный период трения, тем самым готовит соединения дета-
лей к эксплуатационной нагрузке.
Вспомогательное производство служит для обеспечения
жизнедеятельности основного производства. Во вспомога-
тельном производстве изготавливают средства ремонта (обо-
рудование и оснастку), необходимые в основном производ-
стве, приобретение которых невозможно или нецелесообраз-
но. Это производство содержит в исправном состоянии здания
27
и сооружения, средства ремонта, энергосистемы и инженер-
ные сети. Оно обеспечивает основное производство некото-
рыми ресурсами (тепловой и электрической энергией, сжатым
воздухом, холодом, технологическими газами, производ-
ственной и питьевой водой, свежим воздухом и др.), удаляет и
перерабатывает отходы.
Вспомогательное производство включает отделы главного
механика и энергетика, инструментальный и ремонтно-
строительный участки.
Обслуживающее производство обеспечивает бесперебой-
ную работу основного и вспомогательного производства.
В его составе имеются транспортный цех, службы снабжения
и сбыта со складским хозяйством. К обслуживающим процес-
сам относят перемещение, складирование и выдача материа-
лов, полуфабрикатов, запасных частей, товарной продукции и
др. В результате обслуживающих процессов не создается про-
дукция, а только выполняются услуги.
Внутризаводской транспорт производит внутрицеховые,
межцеховые и складские перевозки материалов, полуфабрика-
тов и изделий.
Общезаводские склады - это склад ремонтного фонда, за-
пасных частей (с участком расконсервации деталей), метал-
лов, химикатов, лакокрасочных, горюче-смазочных и лесома-
териалов, сжатых газов, утиля, готовой продукции (с участком
ее консервации).
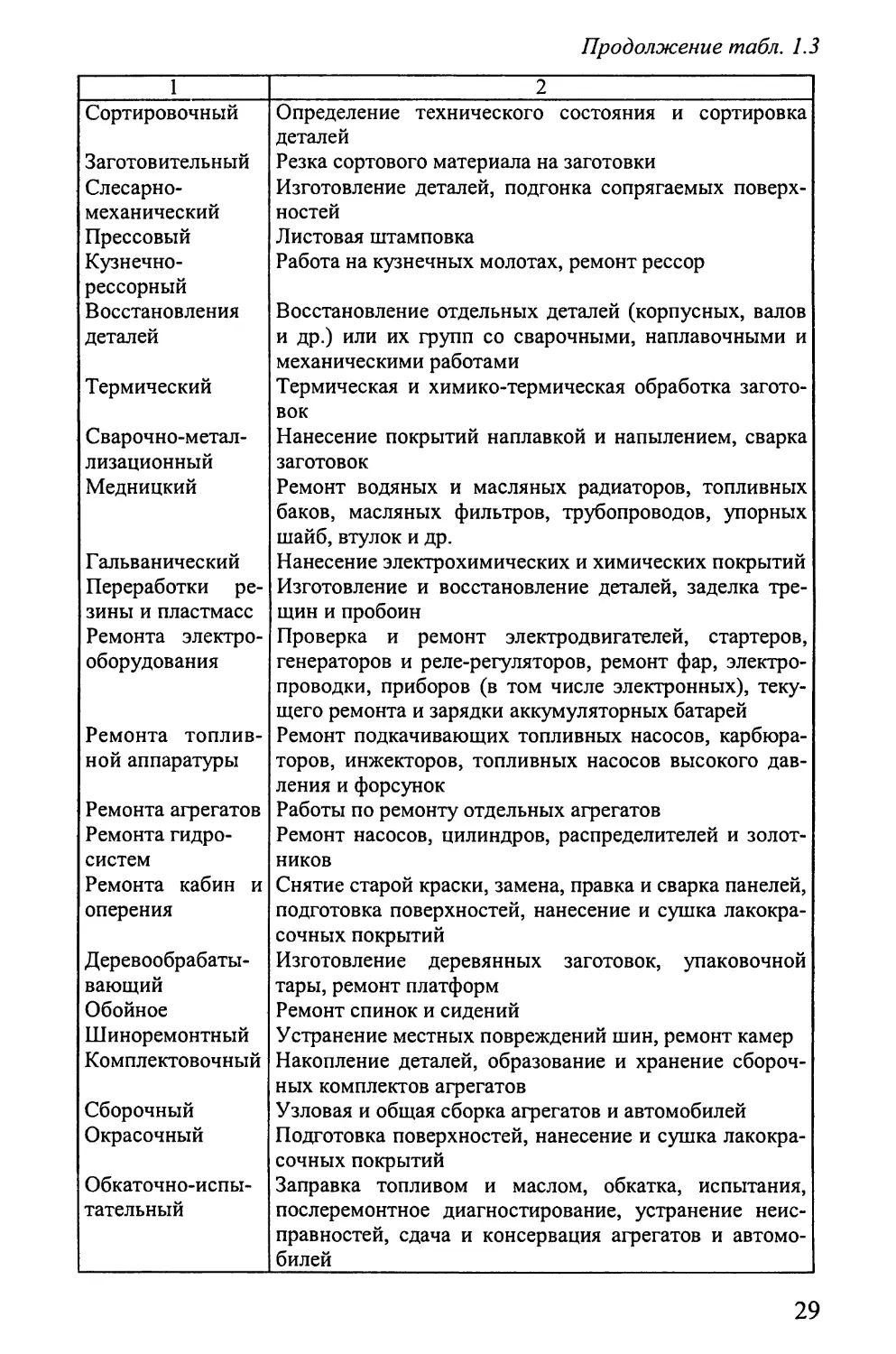
Функции производственных участков, входящих в состав
авторемонтного предприятия, приведены в табл. 1.3.
Таблица 1,3
Состав участков авторемонтного предприятия и их функции
Наименование участков Выполняемые работы
1 2
Основное производство
Предремонтного диагностирования Разборочно- очистной Диагностирование агрегатов Наружная очистка автомобилей, разборка их на агрега- ты, подразборка, очистка подразобранных агрегатов, разборка агрегатов на сборочные единицы, очистка сборочных единиц, разборка сборочных единиц, очи- стка деталей
28
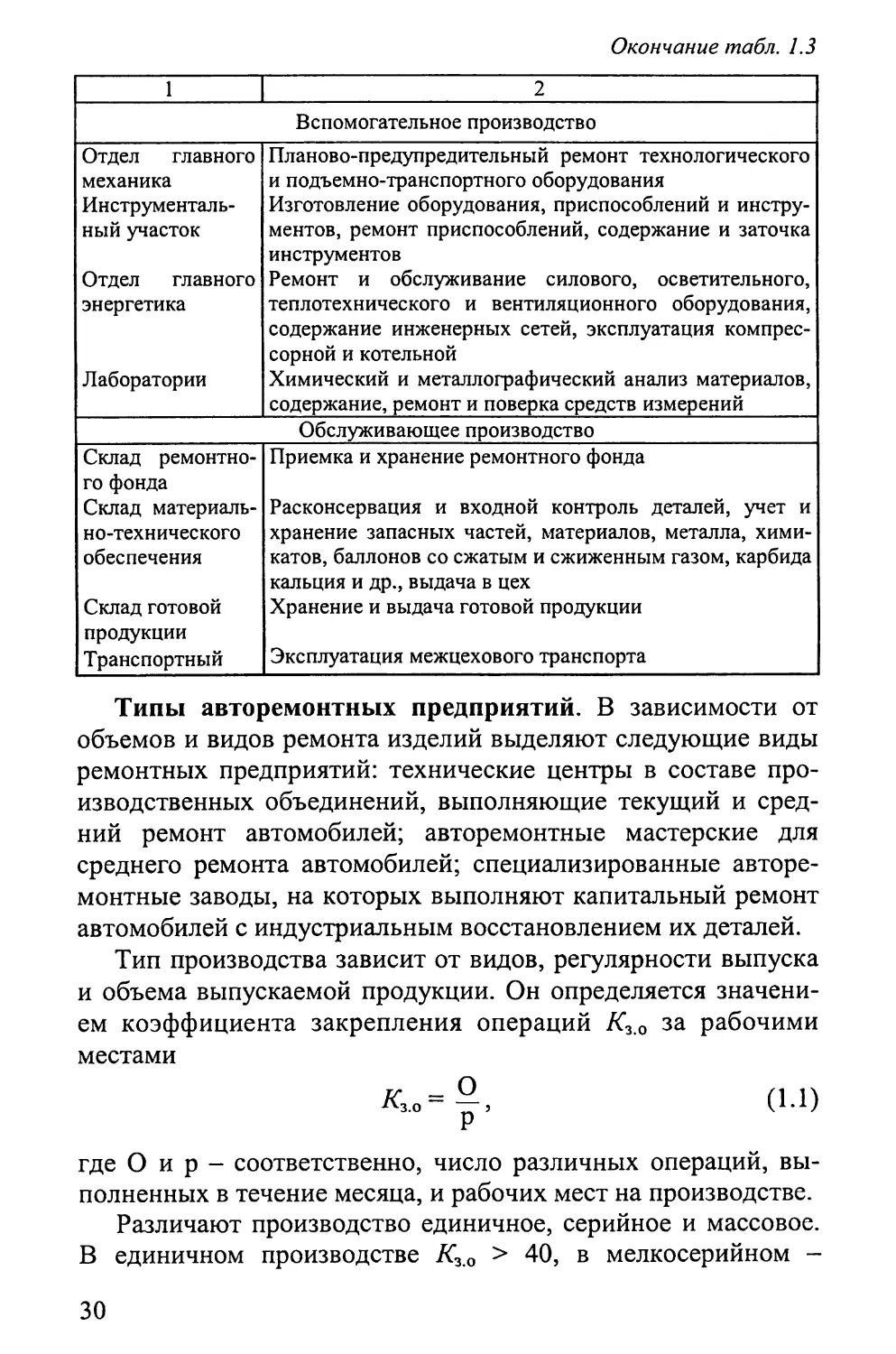
Продолжение табл. 1.3
1 2
Сортировочный Заготовительный Слесарно- механический Прессовый Кузнечно- рессорный Восстановления деталей Термический Сварочно-метал- лизационный Медницкий Гальванический Переработки ре- зины и пластмасс Ремонта электро- оборудования Ремонта топлив- ной аппаратуры Ремонта агрегатов Ремонта гидро- систем Ремонта кабин и оперения Деревообрабаты- вающий Обойное Шиноремонтный Комплектовочный Сборочный Окрасочный Обкаточно-испы- тательный Определение технического состояния и сортировка деталей Резка сортового материала на заготовки Изготовление деталей, подгонка сопрягаемых поверх- ностей Листовая штамповка Работа на кузнечных молотах, ремонт рессор Восстановление отдельных деталей (корпусных, валов и др.) или их групп со сварочными, наплавочными и механическими работами Термическая и химико-термическая обработка загото- вок Нанесение покрытий наплавкой и напылением, сварка заготовок Ремонт водяных и масляных радиаторов, топливных баков, масляных фильтров, трубопроводов, упорных шайб, втулок и др. Нанесение электрохимических и химических покрытий Изготовление и восстановление деталей, заделка тре- щин и пробоин Проверка и ремонт электродвигателей, стартеров, генераторов и реле-регуляторов, ремонт фар, электро- проводки, приборов (в том числе электронных), теку- щего ремонта и зарядки аккумуляторных батарей Ремонт подкачивающих топливных насосов, карбюра- торов, инжекторов, топливных насосов высокого дав- ления и форсунок Работы по ремонту отдельных агрегатов Ремонт насосов, цилиндров, распределителей и золот- ников Снятие старой краски, замена, правка и сварка панелей, подготовка поверхностей, нанесение и сушка лакокра- сочных покрытий Изготовление деревянных заготовок, упаковочной тары, ремонт платформ Ремонт спинок и сидений Устранение местных повреждений шин, ремонт камер Накопление деталей, образование и хранение сбороч- ных комплектов агрегатов Узловая и общая сборка агрегатов и автомобилей Подготовка поверхностей, нанесение и сушка лакокра- сочных покрытий Заправка топливом и маслом, обкатка, испытания, послеремонтное диагностирование, устранение неис- правностей, сдача и консервация агрегатов и автомо- билей
29
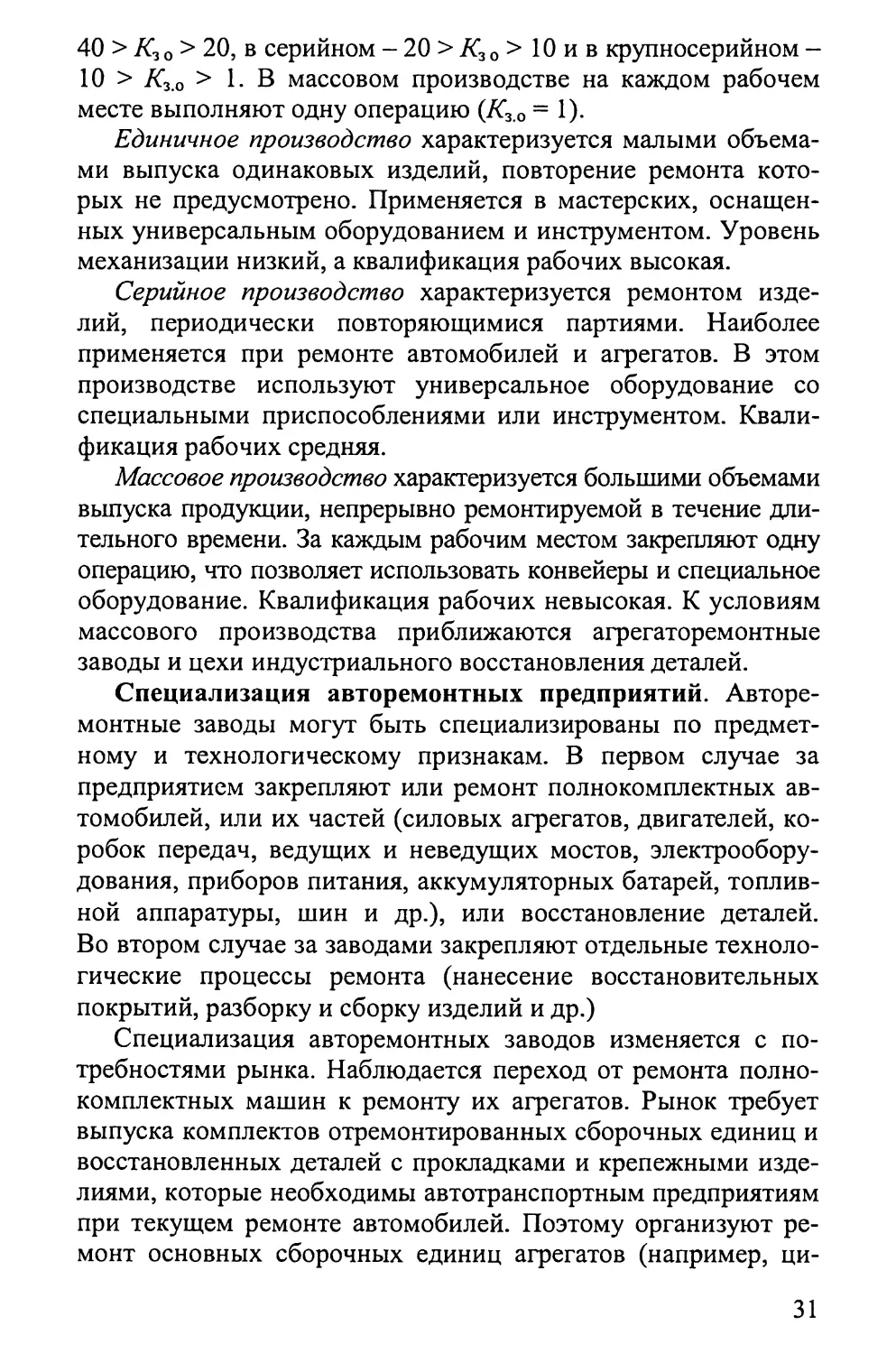
Окончание табл. 1.3
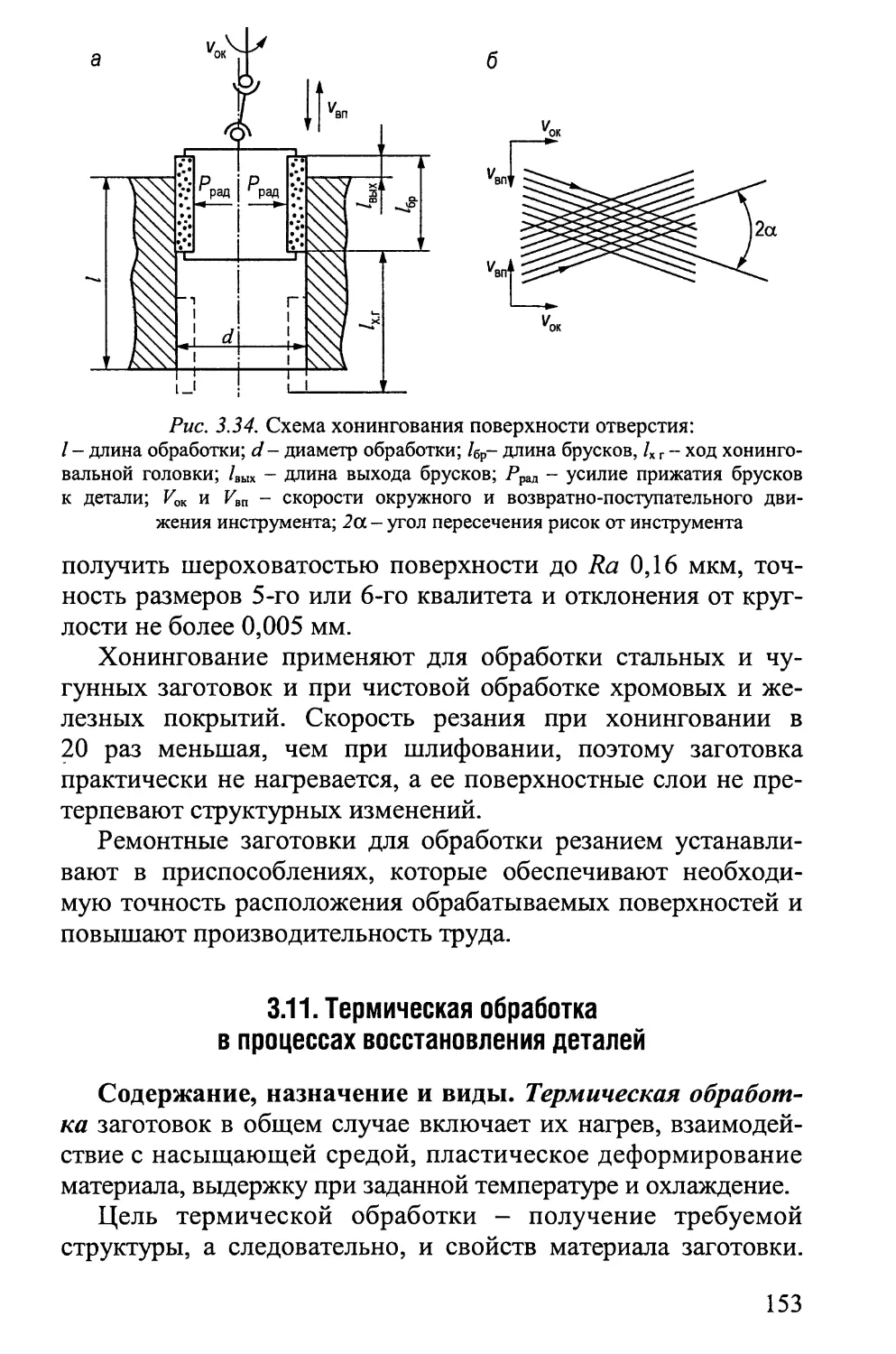
1 2
Вспомогательное производство
Отдел главного механика Инструменталь- ный участок Отдел главного энергетика Лаборатории Планово-предупредительный ремонт технологического и подъемно-транспортного оборудования Изготовление оборудования, приспособлений и инстру- ментов, ремонт приспособлений, содержание и заточка инструментов Ремонт и обслуживание силового, осветительного, теплотехнического и вентиляционного оборудования, содержание инженерных сетей, эксплуатация компрес- сорной и котельной Химический и металлографический анализ материалов, содержание, ремонт и поверка средств измерений
Обслуживающее производство
Склад ремонтно- го фонда Склад материаль- но-технического обеспечения Склад готовой продукции Транспортный Приемка и хранение ремонтного фонда Расконсервация и входной контроль деталей, учет и хранение запасных частей, материалов, металла, хими- катов, баллонов со сжатым и сжиженным газом, карбида кальция и др., выдача в цех Хранение и выдача готовой продукции Эксплуатация межцехового транспорта
Типы авторемонтных предприятий. В зависимости от
объемов и видов ремонта изделий выделяют следующие виды
ремонтных предприятий: технические центры в составе про-
изводственных объединений, выполняющие текущий и сред-
ний ремонт автомобилей; авторемонтные мастерские для
среднего ремонта автомобилей; специализированные авторе-
монтные заводы, на которых выполняют капитальный ремонт
автомобилей с индустриальным восстановлением их деталей.
Тип производства зависит от видов, регулярности выпуска
и объема выпускаемой продукции. Он определяется значени-
ем коэффициента закрепления операций Кзо за рабочими
местами
= О
Р ’
(1-1)
где О и р — соответственно, число различных операций, вы-
полненных в течение месяца, и рабочих мест на производстве.
Различают производство единичное, серийное и массовое.
В единичном производстве Кзо > 40, в мелкосерийном -
30
40 > Кзо > 20, в серийном -20>Л’зо> 10 и в крупносерийном -
10 > К3'0 > 1. В массовом производстве на каждом рабочем
месте выполняют одну операцию (Кз о = 1).
Единичное производство характеризуется малыми объема-
ми выпуска одинаковых изделий, повторение ремонта кото-
рых не предусмотрено. Применяется в мастерских, оснащен-
ных универсальным оборудованием и инструментом. Уровень
механизации низкий, а квалификация рабочих высокая.
Серийное производство характеризуется ремонтом изде-
лий, периодически повторяющимися партиями. Наиболее
применяется при ремонте автомобилей и агрегатов. В этом
производстве используют универсальное оборудование со
специальными приспособлениями или инструментом. Квали-
фикация рабочих средняя.
Массовое производство характеризуется большими объемами
выпуска продукции, непрерывно ремонтируемой в течение дли-
тельного времени. За каждым рабочим местом закрепляют одну
операцию, что позволяет использовать конвейеры и специальное
оборудование. Квалификация рабочих невысокая. К условиям
массового производства приближаются агрегаторемонтные
заводы и цехи индустриального восстановления деталей.
Специализация авторемонтных предприятий. Авторе-
монтные заводы могут быть специализированы по предмет-
ному и технологическому признакам. В первом случае за
предприятием закрепляют или ремонт полнокомплектных ав-
томобилей, или их частей (силовых агрегатов, двигателей, ко-
робок передач, ведущих и неведущих мостов, электрообору-
дования, приборов питания, аккумуляторных батарей, топлив-
ной аппаратуры, шин и др.), или восстановление деталей.
Во втором случае за заводами закрепляют отдельные техноло-
гические процессы ремонта (нанесение восстановительных
покрытий, разборку и сборку изделий и др.)
Специализация авторемонтных заводов изменяется с по-
требностями рынка. Наблюдается переход от ремонта полно-
комплектных машин к ремонту их агрегатов. Рынок требует
выпуска комплектов отремонтированных сборочных единиц и
восстановленных деталей с прокладками и крепежными изде-
лиями, которые необходимы автотранспортным предприятиям
при текущем ремонте автомобилей. Поэтому организуют ре-
монт основных сборочных единиц агрегатов (например, ци-
31
линдропоршневых групп, коленчатых валов с маховиками и
сцеплениями и др.) с восстановлением малоресурсных деталей
(поршней, вкладышей коленчатого вала), которые ранее под-
лежали замене на новые.
1.5. Организация капитального ремонта автомобилей
Определение и принципы организации ремонта. Орга-
низация производства - это система мероприятий, обеспечи-
вающих ритмичный выпуск продукции нормативного качест-
ва и установленного объема, надлежащие условия безопасного
труда с минимальным расходом производственных ресурсов
без загрязнения окружающей среды.
При организации производства применяют: критерий, с по-
мощью которого оценивают систему мероприятий; ограниче-
ния, которые должны быть выполнены неукоснительно; пара-
метры оптимизации, значения которых стремятся уменьшать.
Критерий организации производства - это ритмичность.
которая определяет способность предприятия выпускать про-
дукцию через равные отрезки времени. Ритмичность произ-
водства обусловлена его четким планированием, работой обо-
рудования без остановок, своевременным обеспечением рабо-
чих мест производственными ресурсами, образцовой техноло-
гической и трудовой дисциплиной.
Ограничения при организации производства - это установ-
ленные уровень качества продукции и объемы ее выпуска,
требования охраны труда, режим работы предприятия и его
экологическая безопасность.
Оценочный параметр организации производства - это рас-
ход производственных ресурсов.
Если технологические процессы излагают в виде способов,
то организационные мероприятия - в виде инструкций и ме-
тодов. Технологическая документация регламентирует Дей-
ствия рабочих и средств ремонта над ремонтируемыми объек-
тами, а организационная документация - деятельность руко-
водителей и исполнителей в их взаимодействии.
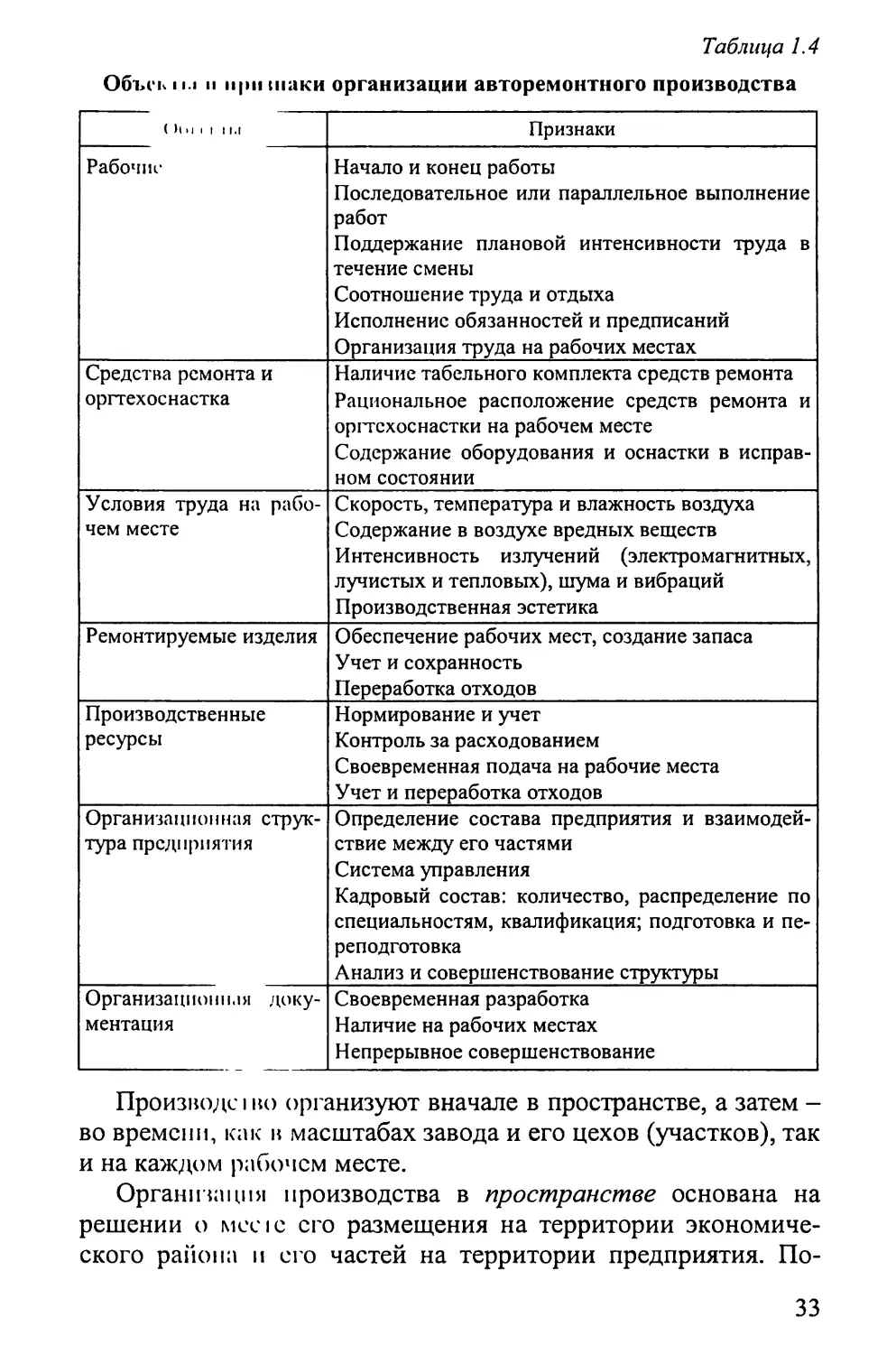
Различают объекты и средства организации авторемонтно-
го производства (табл. 1.4). Производство и труд организуют
руководители предприятия, цехов, участков, смен и бригад,
работники отделов производственно-диспетчерского, органи-
зации труда и заработной платы.
32
Таблица 1.4
Объсь h i и при таки организации авторемонтного производства
( h и । । t и Признаки
Рабочие Начало и конец работы Последовательное или параллельное выполнение работ Поддержание плановой интенсивности труда в течение смены Соотношение труда и отдыха Исполнение обязанностей и предписаний Организация труда на рабочих местах
Средства ремонта и оргтехоснастка Наличие табельного комплекта средств ремонта Рациональное расположение средств ремонта и оргтсхоснастки на рабочем месте Содержание оборудования и оснастки в исправ- ном состоянии
Условия труда на рабо- чем месте Скорость, температура и влажность воздуха Содержание в воздухе вредных веществ Интенсивность излучений (электромагнитных, лучистых и тепловых), шума и вибраций Производственная эстетика
Ремонтируемые изделия Обеспечение рабочих мест, создание запаса Учет и сохранность Переработка отходов
Производственные ресурсы Нормирование и учет Контроль за расходованием Своевременная подача на рабочие места Учет и переработка отходов
Организационная струк- тура предприятия Определение состава предприятия и взаимодей- ствие между его частями Система управления Кадровый состав: количество, распределение по специальностям, квалификация; подготовка и пе- реподготовка Анализ и совершенствование структуры
Организационная доку- ментация Своевременная разработка Наличие на рабочих местах Непрерывное совершенствование
Произволе । во организуют вначале в пространстве, а затем -
во времени, как в масштабах завода и его цехов (участков), так
и на каждом рабочем месте.
Организация производства в пространстве основана на
решении о моею его размещения на территории экономиче-
ского района и его частей на территории предприятия. По-
33
следнее зависит от вида ремонтируемых изделий, объемов их
выпуска и характеризуется размещением цехов внутри пред-
приятия, участков внутри цехов и рабочих мест, инженерных
сетей, оборудования, транспортных средств и оргтехоснастки
внутри участков. Работы по организации производства в про-
странстве выполняют единовременно при его организацион-
ной и технологической подготовке. Основные принципы ор-
ганизации производства в пространстве: рациональное распо-
ложение участков и рабочих мест и прямолинейное переме-
щение ремонтируемых изделий.
Рациональное расположение производственных участков и
рабочих мест друг относительно друга определяет кратчайшие
инженерные сети, минимальную транспортную работу по пе-
ремещению предметов ремонта и наименьшую производ-
ственную площадь предприятия.
Прямолинейное перемещение ремонтируемых изделий де-
лает планировку участка лаконичной и обозримой.
Организация производства во времени выполняется непре-
рывно в течение всего времени его существования. Основные
принципы организации производства во времени: дифферен-
циация или концентрация операций, непрерывность, гибкость,
параллельность и пропорциональность.
Дифференциация операций предполагает разделение их на
составные части. Чем меньше переходов в операции, тем
меньше требования к квалификации рабочих, зато выше про-
изводительность труда и более высокие требования к органи-
зации производства. Эта форма организации применяется в
крупных ремонтных мастерских и на авторемонтных пред-
приятиях.
Концентрация операций - принцип, обратный их диффе-
ренциации. Технологические операции такого вида становятся
многопереходными и многоинструментальными и реализуют-
ся, например, на оборудовании с ЧПУ. Квалификация рабочих
при этом высокая, зато организация работ простая. Эта форма
организации применяется на предприятиях различных типов.
Непрерывность производства предполагает исключение
или сокращение перерывов в последовательно выполняемых
процессах. Показатель зависит от уровня специализации рабо-
чих мест и потерь рабочего времени.
34
Гибкость производства - это его способность на одном и
1ом же оборудовании за короткое время и при минимальных
..и разах переходить на ремонт агрегатов и автомобилей ho-
г. ых видов. Создание гибкого производства актуально в на-
i юящее время по причине выпуска продукции различных ви-
лок малыми объемами.
Параллельность производства означает одновременное
выполнение частей производственного процесса, что сокра-
щает время пребывания автомобиля в ремонте.
Пропорциональность производства заключается в том, что
Фудоемкость работ на каждом рабочем месте должна быть
пропорциональна численности рабочих на этих рабочих мес-
iax. Улучшение показателя обеспечивает более полное ис-
пользование основных фондов, повышение производственной
мощности предприятия и снижение себестоимости продукции.
Организация производства включает также определение
количества производственных ресурсов на ремонт единицы
продукции, распределение и своевременное обеспечение ими
рабочих мест, содержание средств ремонта в исправном со-
< юянии, управление перемещением изделий, обеспечение
безопасных и комфортных условий труда, взаимодействие
работников, действие системы качества.
Основы организации рабочих мест. Организация рабо-
чих мест предполагает разделение и кооперирование труда
между ними, оптимальный подбор оборудования и оснастки,
рациональную планировку, оценку трудовых затрат, внедре-
ние передовых методов и приемов, бесперебойное обслужива-
ние, создание благоприятных и безопасных условий труда и
обеспечение наилучшей его интенсивности, повышение ква-
лификации рабочих. На каждое рабочее место составляют пас-
। юр 1, в котором указывают состав работ, суточное задание, ре-
дким п условия работы, планировку и порядок обслуживания.
В зависимости от разнообразия выполняемых работ на ра-
»” ’чих местах они бывают универсальными или специальными.
Универсальные рабочие места организуют в том случае,
। <»1 л.а обьсм ремонта изделий данного типа небольшой, а их
конегрукция не допускает разукомплектования составных
чашей. Эта форма организации малоэффективна и применяет-
t м па маломощных предприятиях. Ремонт изделия выполняет
оршада рабочих. Детали, требующие для своего восстановле-
35
ния специализированного оборудования, направляют на соот-
ветствующие участки. Такая организация работ отличается
простотой, а исполнители определенно отвечают за качество
ремонта. Однако в этом случае автомобили находятся в ре-
монте длительное время, рабочие имеют высокую квалифика-
цию, а ремонт получается дорогим.
Специализированные рабочие места организуют при уве-
личении объемов ремонта. В условиях такой организации ра-
бот на каждом рабочем месте ремонтируют один узел. Приме-
нение специализированных рабочих мест позволяет повысить
производительность труда, снизить требования к квалифика-
ции рабочих и уменьшить за счет этого стоимость ремонта.
Эту форму организации применяют в крупных авторемонтных
мастерских и на авторемонтных предприятиях.
В зависимости от возможности перемещения рабочих мест
по территории предприятия они бывают стационарными или
передвижными.
Организация поточного производства. Любое производ-
ство стремится к высшей форме своей организации - поточ-
ной, которая многие годы развивалась за счет дифференциа-
ции технологических процессов. В авторемонтном производ-
стве, например, применяют поточную организацию труда на
участках разборки, очистки и сборки агрегатов и автомобилей,
восстановления деталей, окрашивания и сушки изделий.
Поточное производство впервые внедрено в США на автомо-
бильном заводе Г. Форда в 1913 г.
Поточная линия - это система технологического и транс-
портного оборудования, обеспечивающая выполнение техно-
логических операций в заданной последовательности с пере-
мещением предмета ремонта между позициями.
Изделия передают с позиции на позицию конвейером,
транспортером или вручную с остановками или без них. На-
пример, на окрасочных участках это перемещение, как прави-
ло, непрерывное, а в остальных случаях - прерывное.
Организацию производства начинают с определения его
такта. Далее определяют трудоемкость работ на рабочих мес-
тах и распределяют по ним рабочих.
Отрезок времени, спустя который выходит продукция с по-
точного производства, называют тактом. Такт поточного
36
производства т (мин), исходя из необходимой производитель-
ности предприятия, равен
бОФдо
N
(1-2)
। де Фд0 - действительный годовой фонд времени поточной
линии, ч/год; N- годовые объемы ремонта изделий, год-1.
Число позиций (рабочих мест) пп поточного производства
равно
бот;
% 0е-О
"ср
(1-3)
|дс кр - коэффициент, учитывающий количество резервных
позиций (кр = 1,05... 1,15); Ти - затраты труда в поточном про-
п шодстве, отнесенные к одному изделию, чел • ч; пСр - средняя
численность рабочих на позиции; /п - время транспортного
перемещения изделия между позициями, мин; ияв - явочная
численность рабочих.
Время tn (мин) определяют по формуле
। дс /и - длина ремонтируемого изделия в направлении транс-
нор гного перемещения, м; а-расстояние между изделиями на
конвейере, м; - скорость транспортного перемещения из-
цсиий, м/мин.
Скорость транспортного перемещения агрегатов принима-
ю1 15...20 м/мин, а автомобилей - 7... 10 м/мин.
Скорость технологического перемещения изделий vTX
(м/мин) в производстве с их непрерывным перемещением равна
4 + д
т
Чх
(1.5)
11 ри расчете числа позиций в поточном производстве с не-
прерывным перемещением изделий из формулы (1.3) исклю-
чи ioi время Zn.
Поточное производство идеально организовано в том
• I учло, если фактический такт каждой позиции равен такту
37
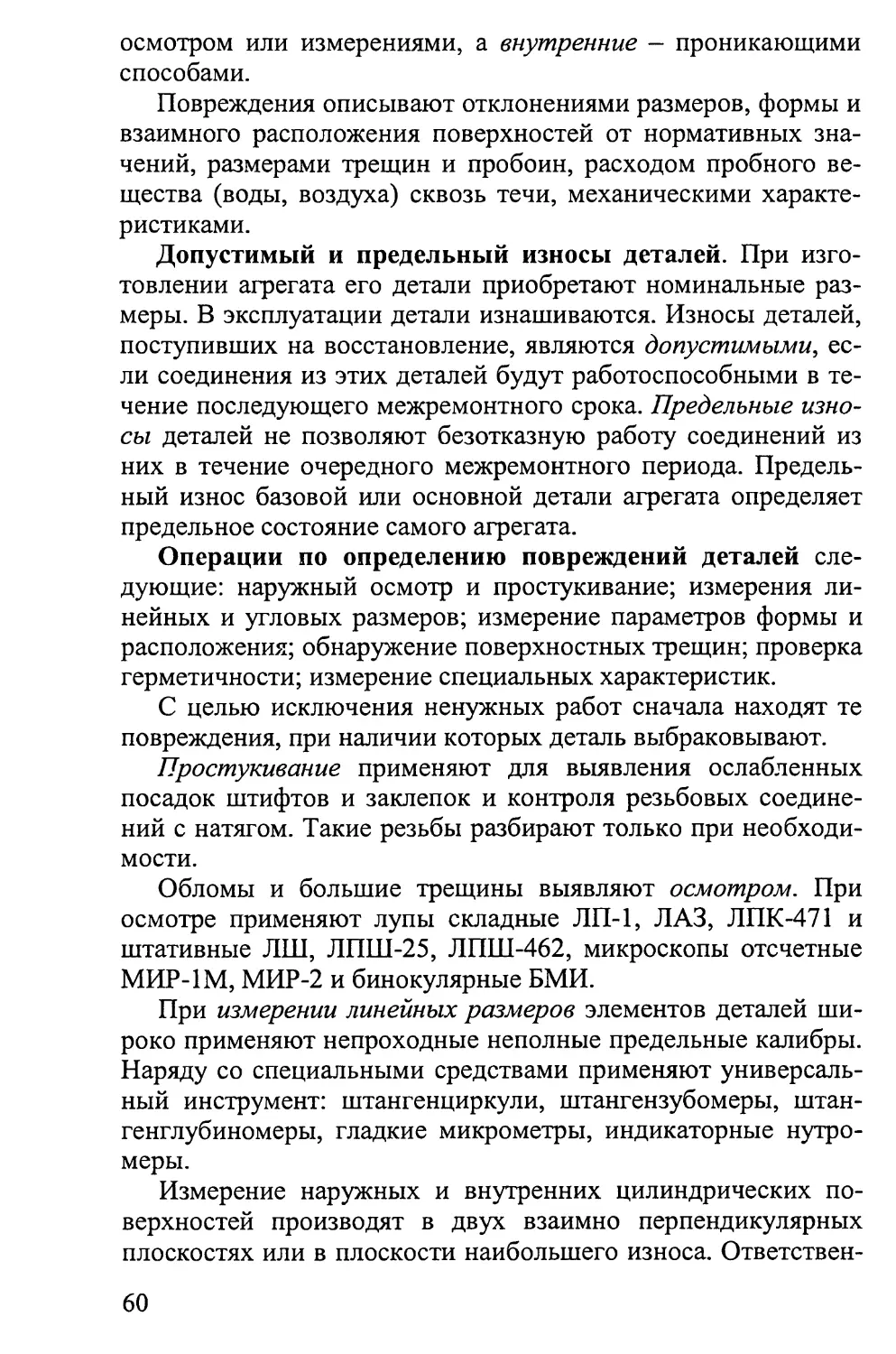
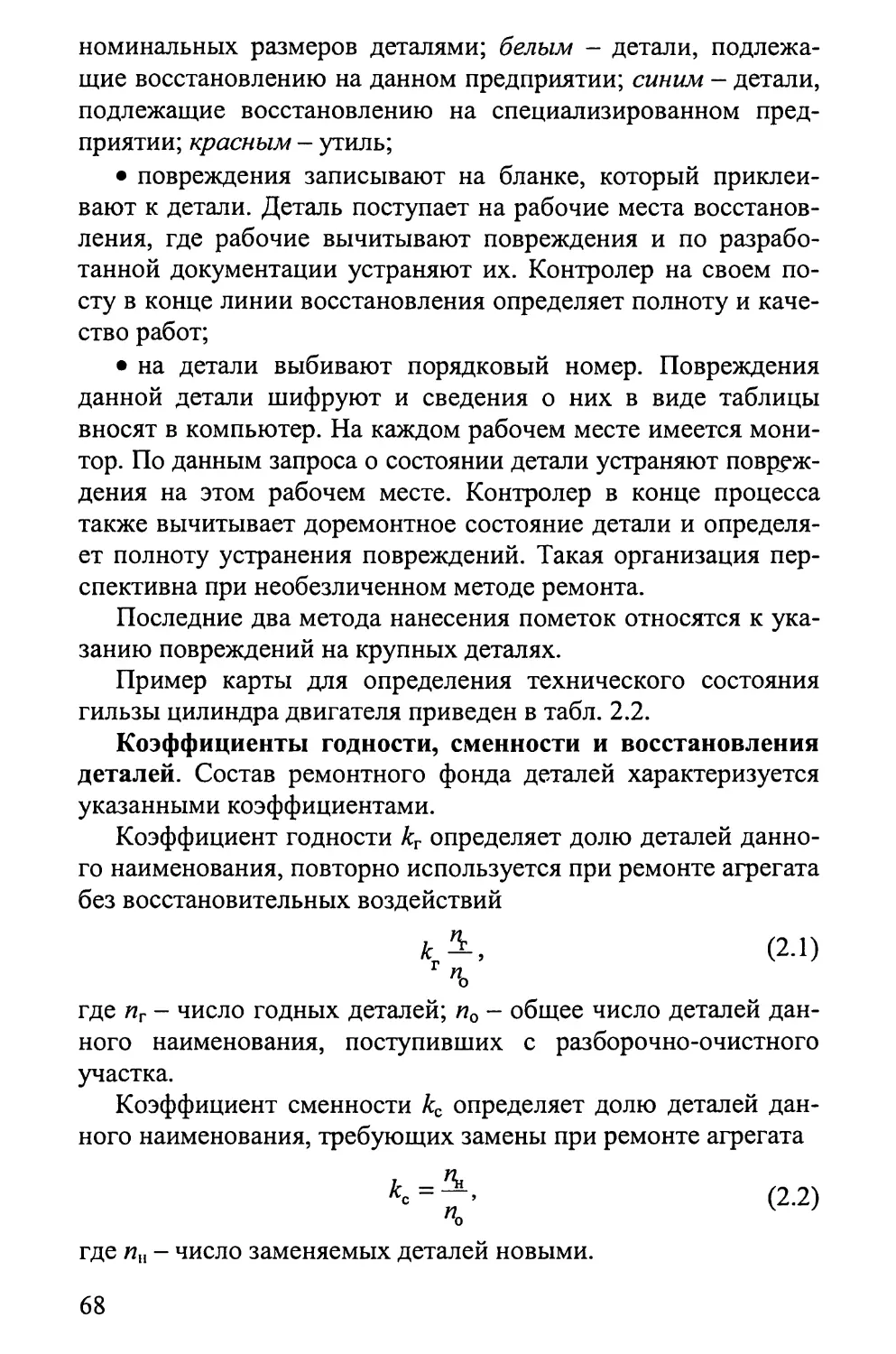
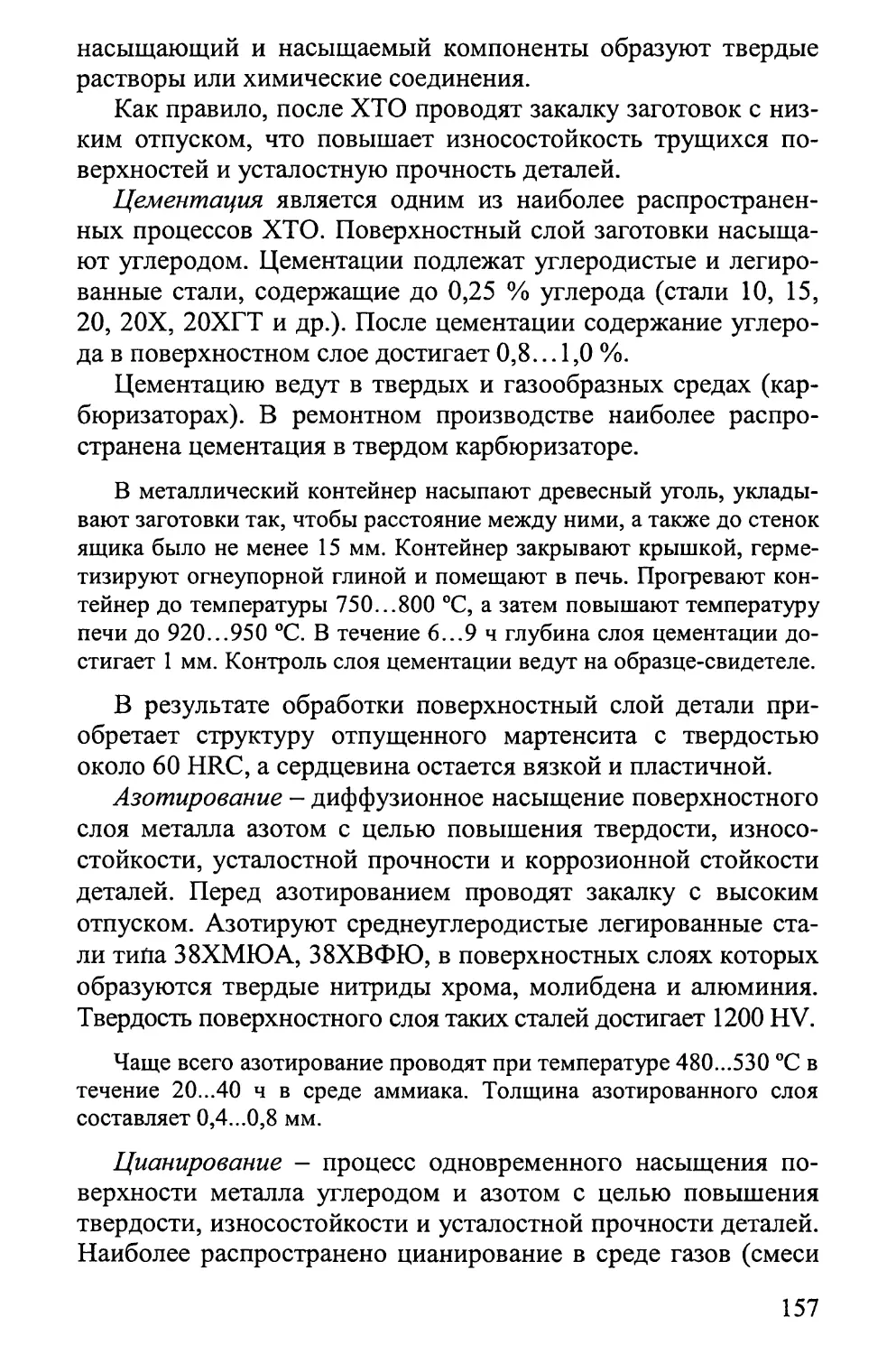
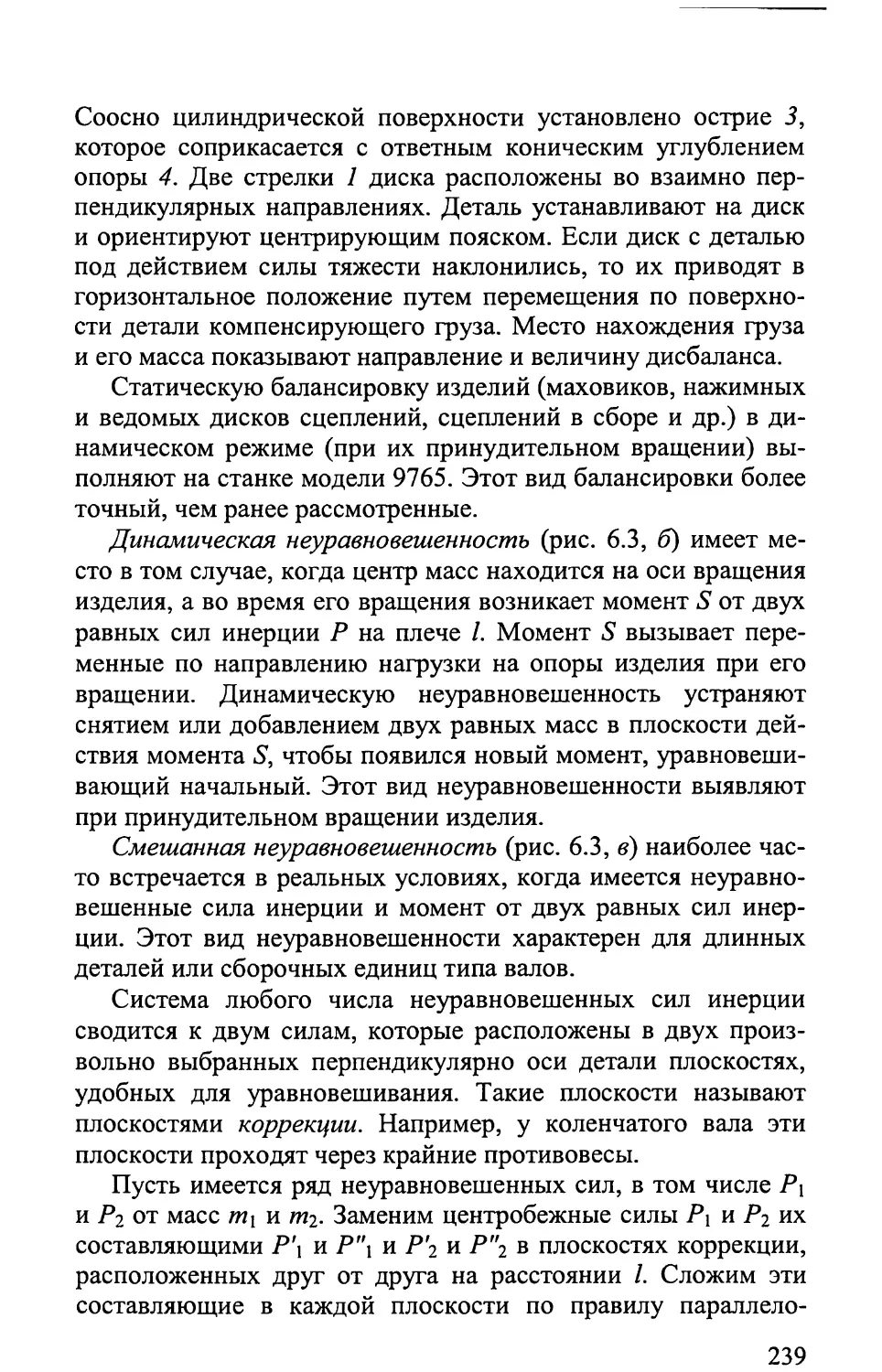
a
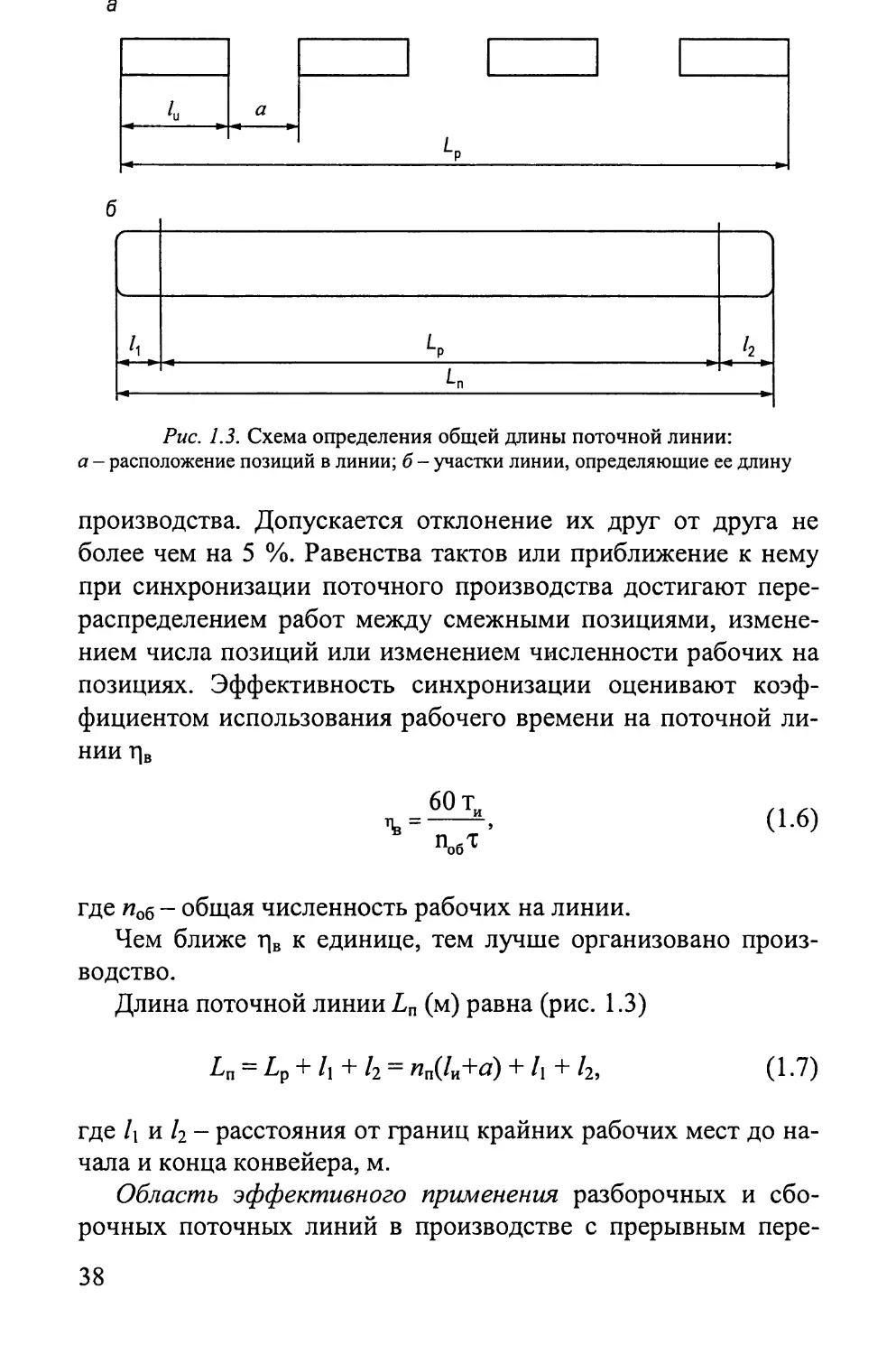
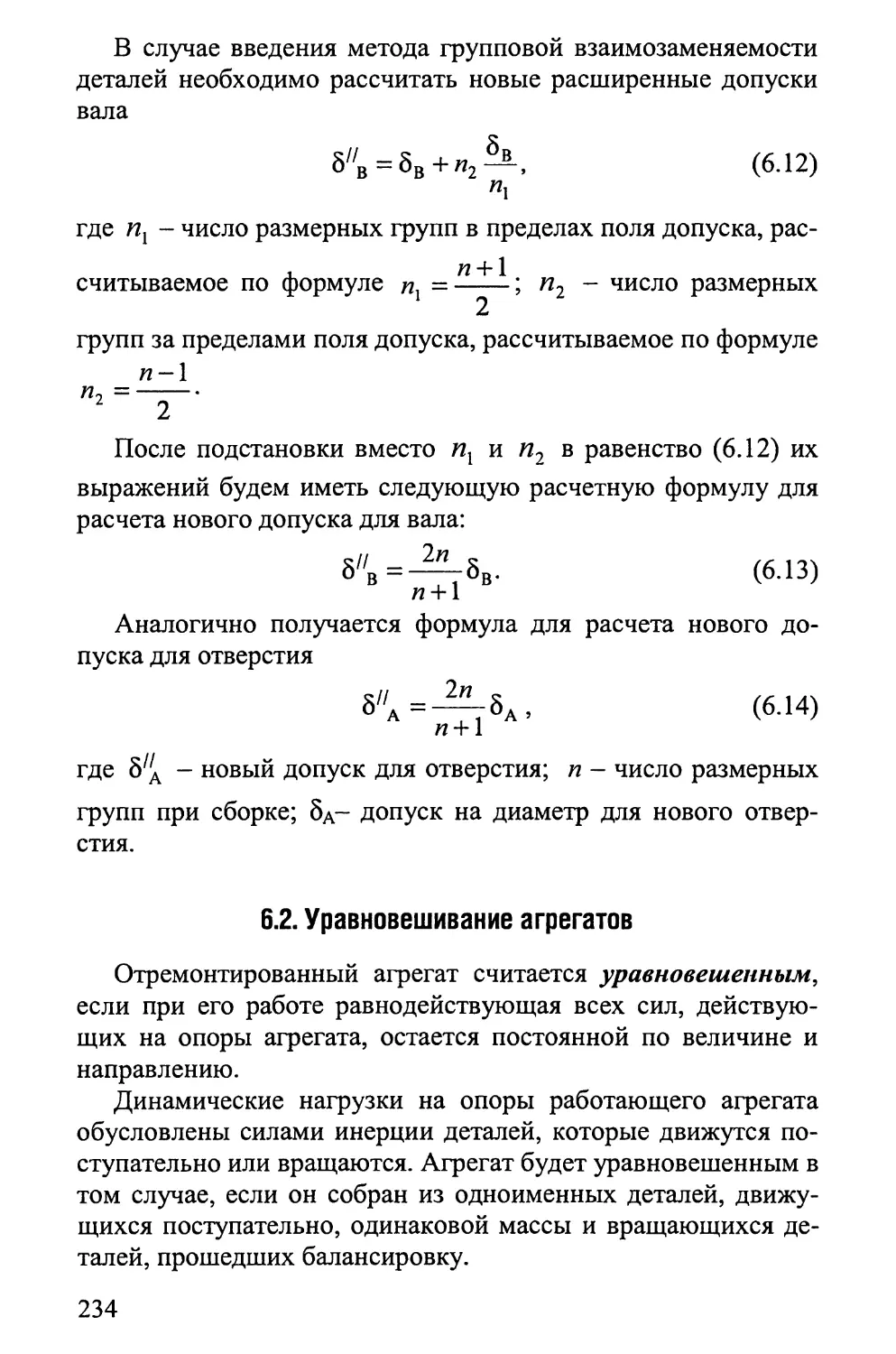
Рис. 1.3. Схема определения общей длины поточной линии:
а - расположение позиций в линии; б - участки линии, определяющие ее длину
производства. Допускается отклонение их друг от друга не
более чем на 5 %. Равенства тактов или приближение к нему
при синхронизации поточного производства достигают пере-
распределением работ между смежными позициями, измене-
нием числа позиций или изменением численности рабочих на
позициях. Эффективность синхронизации оценивают коэф-
фициентом использования рабочего времени на поточной ли-
нии Г|в
где иОб - общая численность рабочих на линии.
Чем ближе г|в к единице, тем лучше организовано произ-
водство.
Длина поточной линии Ln (м) равна (рис. 1.3)
Ln = Lv + + 12 = пп(1и+а) + /1 + /2, (1-7)
где /1 и /2 — расстояния от границ крайних рабочих мест до на-
чала и конца конвейера, м.
Область эффективного применения разборочных и сбо-
рочных поточных линий в производстве с прерывным пере-
38
мощением объектов обусловлена тактом производства менее
10 мин.
Поточное производство требует синхронной работы всех
рабочих мест, бесперебойного обеспечения их производ-
ственными ресурсами и услугами со стороны вспомогатель-
ных и обслуживающих подразделений. На участках массово-
го и крупносерийного производства с поточной организаци-
ей труда отпадает необходимость в промежуточных складах,
сокращается длительность производственного цикла, исклю-
чаются затраты на перегрузочные работы. Поточная органи-
зация производства обеспечивает наивысшую производи-
тельность труда, не требует высококвалифицированных ра-
бочих и, следовательно, снижает себестоимость ремонта
автомобилей.
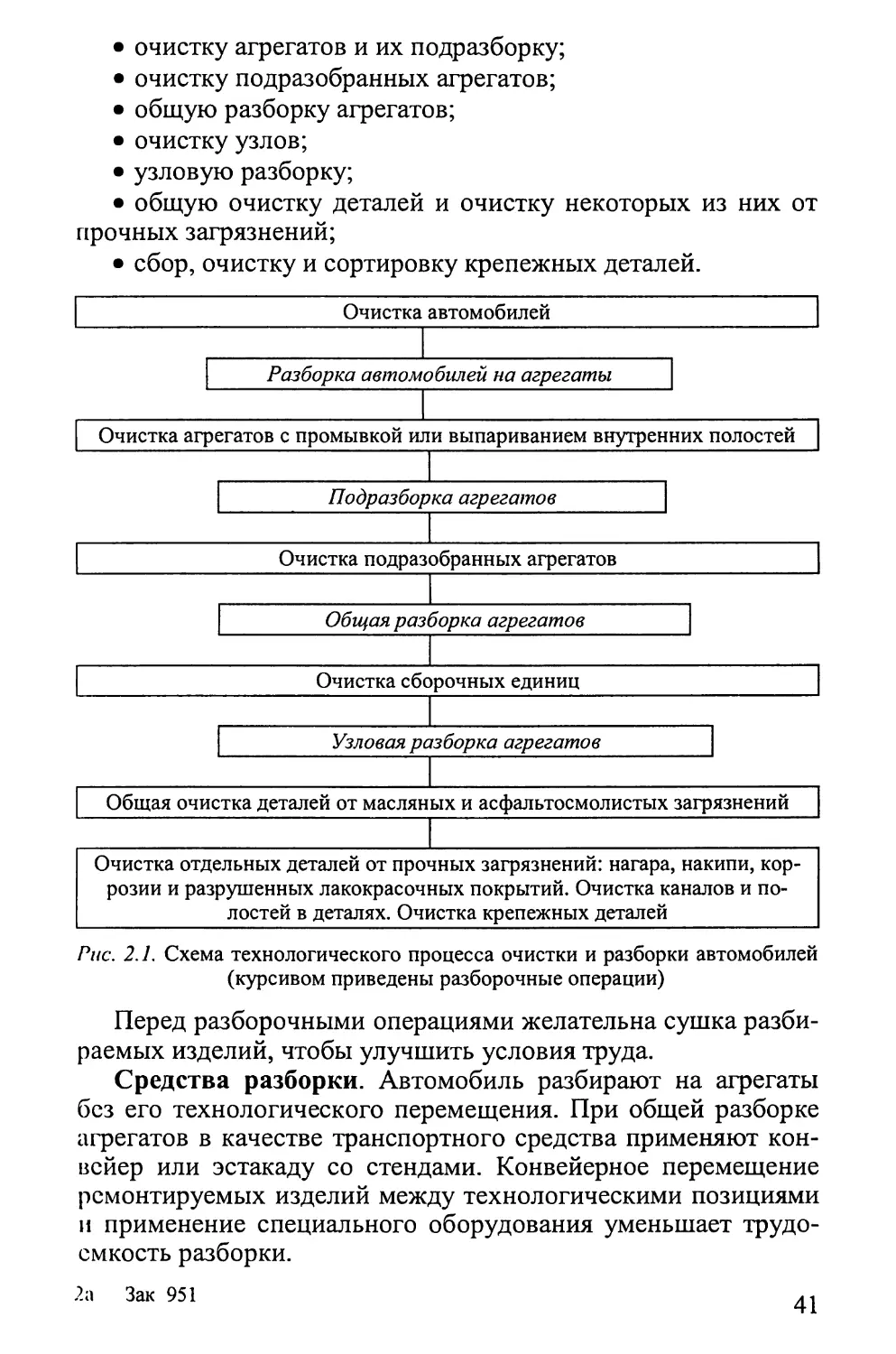
РАЗБОРКА И ОЧИСТКА АВТОМОБИЛЕМ,
СОРТИРОВКА ДЕТАЛЕЙ
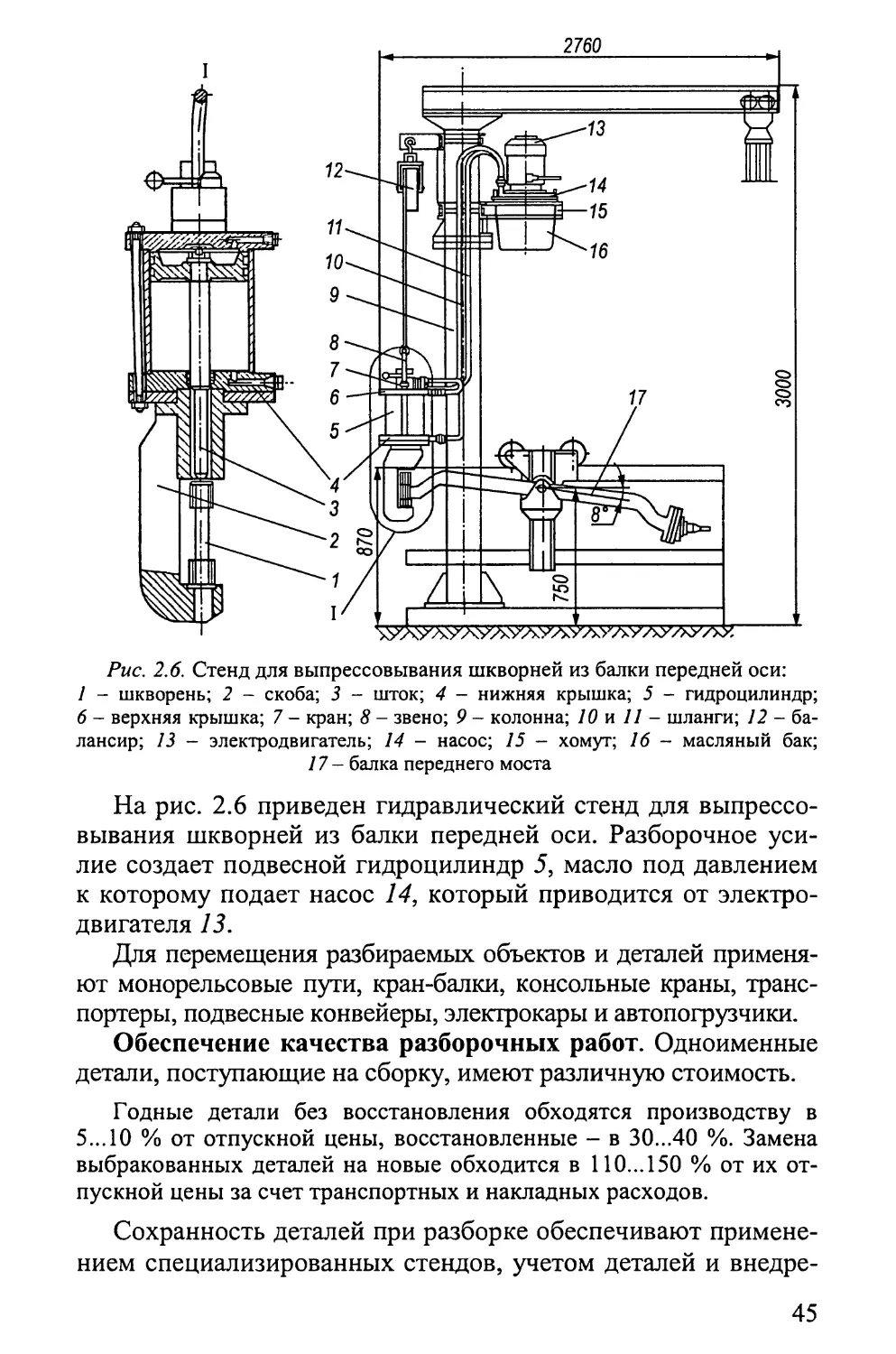
2.1. Разборка автомобилей и агрегатов
Разборка автомобиля - это технологический процесс по-
следовательного разъединения его на агрегаты, сборочные
единицы и детали.
Разборочно-очистной участок является, по сути, заготови-
тельным производством, которое обеспечивает заготовками
участок восстановления деталей и частично удовлетворяет
потребность сборочного участка в годных деталях. Разбороч-
ный процесс дает авторемонтному предприятию около 25 %
деталей, годных для дальнейшего применения без ремонтных
воздействий и 40...60 % деталей в виде исходных заготовок,
пригодных для восстановления и повторного применения.
Трудоемкость разборочных работ составляет 6...8 % от общей
трудоемкости ремонта автомобилей.
Состав разборочных работ. Основные работы, выполня-
емые в разборочном отделении - разборка резьбовых и прес-
совых соединений. Например, в автомобильном двигателе
разбирают около 700 резьбовых соединений. Моменты отво-
рачивания резьбовых деталей после их длительной эксплуата-
ции могут в 1,5...3,0 раза превышать значения моментов за-
тяжки. Двигатель имеет около 50 наименований прессовых
соединений. Значения усилий для их разборки превышают в
1,20... 1,25 раза соответствующие значения сборочных усилий.
При ремонте нерегулярно разбирают и неразъемные соедине-
ния (заклепочные, клеевые, паяные, сварные и др.). Разборка
сопровождается большим объемом работ по перемещению
ремонтируемых изделий.
Связь разборочных и очистных операций. Разборочные
и очистные работы, сменяя друг друга, выполняются на одном
производственном участке. Совмещенный разборочно-очистной
процесс (рис. 2.1) включает:
• очистку поступившего автомобиля;
• разборку автомобиля на агрегаты;
40
• очистку агрегатов и их подразборку;
• очистку подразобранных агрегатов;
• общую разборку агрегатов;
• очистку узлов;
• узловую разборку;
• общую очистку деталей и очистку некоторых из них от
прочных загрязнений;
• сбор, очистку и сортировку крепежных деталей.
| Очистка автомобилей |
| Разборка автомобилей на агрегаты |
| Очистка агрегатов с промывкой или выпариванием внутренних полостей |
Подразборка агрегатов
Очистка подразобранных агрегатов
Общая разборка агрегатов
Очистка сборочных единиц
I Узловая разборка агрегатов|
| Общаяочистка деталей от масляных и асфальтосмолистых загрязнений
Очистка отдельных деталей от прочных загрязнений: нагара, накипи, кор-
розии и разрушенных лакокрасочных покрытий. Очистка каналов и по-
лостей в деталях. Очистка крепежных деталей
Рис. 2.1. Схема технологического процесса очистки и разборки автомобилей
(курсивом приведены разборочные операции)
Перед разборочными операциями желательна сушка разби-
раемых изделий, чтобы улучшить условия труда.
Средства разборки. Автомобиль разбирают на агрегаты
без его технологического перемещения. При общей разборке
агрегатов в качестве транспортного средства применяют кон-
вейер или эстакаду со стендами. Конвейерное перемещение
ремонтируемых изделий между технологическими позициями
и применение специального оборудования уменьшает трудо-
емкость разборки.
2а Зак 951
41
19
Рис. 2.2. Оборудование для разборки автомобильных агрегатов:
7 - решетчатый транспортер; 2 и 12- упоры; 3 - разборочный поворотный стенд;
4 - натяжное устройство; 5 - тележка; 6 - винтовой зажим; 7 - рама; 8, 11, 17
и 18 - направляющие; 9 и 10 - секции; 13 - трубопровод; 14 и 15 - конечные
выключатели; 16- поддон; 19- очистная струйная машина
Пример комплексного оборудования, включающего под-
вижные стенды для общей разборки автомобильных агрегатов,
решетчатый транспортер для перемещения сборочных единиц
и деталей в машину для их очистки показан на рис. 2.2.
Стационарный стенд для разборки агрегатов приведен на
рис. 2.3. Разбираемый агрегат устанавливают на поворотную
раму 4 стенда, которая находится в зоне действия рук рабоче-
го с инструментом. Привод рамы, состоящий из электродвига-
теля 2 и редуктора 3, дает возможность придать изделию
удобное для разборки положение.
Если закрепить агрегат на стенде только за корпусную де-
таль, то можно разъединить и снять все детали и сборочные
единицы, относящиеся к общей разборке.
Резьбовые соединения разбирают с помощью пневматиче-
ских или электрических гайковертов.
Распространенный пневматический гайковерт УПГ-16
(рис. 2.4), способный разобрать резьбовое соединение диамет-
ром 16 мм, развивает максимальный момент на ключе -
200 Н • м, потребляет сжатый воздух под давлением не менее
0,3 МПа и обладает массой 3,5 кг. В приводе ключа имеется
ударно-импульсная муфта, которая увеличивает момент отво-
рачивания и уменьшает реактивный момент, передаваемый на
42
агрегатов:
7 - основание; 2 - электродвигатель;
3 - редуктор; 4 - рама с прижимами
12 3 4
5
Рис. 2.4. Гайковерт пневматический
ударного действия: 1 - шпиндель;
2 - ударный кулачек; 3 - пружина;
4 - ротор; 5 - корпус; 6 - рукоятка;
7 - кнопка; 8 - маховик; 9 - кожух
руки рабочего. Пневматические гайковерты имеют малый
КПД (7... 10 %) и издают сильный шум при работе.
Электрические гайковерты по сравнению с пневматиче-
скими имеют более высокий КПД (50...60 %) и требуют мень-
ших эксплуатационных расходов. Эти гайковерты оснащены
высокочастотными электродвигателями, потребляющими ток
частотой 200 Гц под напряжением 36 В.
Специализированные рабочие места разборки оснащают
стационарными одношпиндельными электрическими гайко-
вертами, установленными на колоннах, или многошпиндель-
ными гайковертами, которые устанавливают на подвеске.
Применение многошпиндельных гайковертов повышает про-
изводительность разборки в 6...8 раз по сравнению с примене-
нием ручных одношпиндельных гайковертов.
Прессоразборочные работы выполняют при узловой раз-
борке с помощью ручных винтовых, пневматических или гид-
равлических устройств. Специальные прессы, оснащенные
пневматическими или гидравлическими приводами, повыша-
2а* 43
ют производительность труда в 3...5 раз по сравнению с руч-
ными съемниками, использующими мускульную энергию.
Широкое применение получили пневматические приводы
(давление энергоносителя 0,4... 0,6 МПа). Гидравлические
прессы работают при давлении энергоносителя до 200 МПа и
имеют малые размеры. Гидравлические устройства обеспечи-
вают высокую производительность, они применяются при
больших объемах ремонта.
Устройство для снятия гильзы цилиндра (рис. 2.5) содер-
жит цилиндр 7 с заплечиками, которыми он устанавливается
на стенки блока цилиндров, и поршень 6 со штоком 5. На
штоке соосно ему установлен клин 3 со штифтом 4. Клин на-
гружен пружиной 2, которая стремится поднять его. В нижней
части штока на осях установлены захваты 1 для гильзы.
При подаче масла под давлением в полость цилиндра 7
над поршнем 6 последний движется вниз. Пружина 2 подни-
мает клин до упора штифтом 4 в стенку штока, при этом
усилие от клина на захваты не передается.
Рис. 2.5. Устройство для снятия
гильзы цилиндра:
1 - захват; 2 - пружина; 3 - клин;
4 - штифт; 5 - шток; 6 - поршень;
7 - гидроцилиндр
Устройство вводят в отвер-
стие гильзы цилиндра, захва-
ты /, поворачиваясь на своих
осях, этому не препятствуют.
Когда цилиндр 7 своими за-
плечиками касается блока ци-
линдров, захваты 1 под дей-
ствием собственного веса
располагаются горизонтально
и касаются площадок штока.
Масло под давлением подают
в полость цилиндра под порш-
нем. Сила давления от порш-
ня 6 передается через захваты
1 к снимаемой гильзе. Штифт
4 клина, после извлечения
гильзы из блока, упирается в
стенку штока. Остановив-
шийся клин 3 действует на
захваты I, внешние концы
которых, поднимаясь, пере-
мещаются к центру и освобож-
дают гильзу.
44
2760
Рис. 2.6. Стенд для выпрессовывания шкворней из балки передней оси:
1 - шкворень; 2 - скоба; 3 - шток; 4 - нижняя крышка; 5 - гидроцилиндр;
6 - верхняя крышка; 7 - кран; 8 - звено; 9 - колонна; 10 и 11 - шланги; 12 - ба-
лансир; 13 - электродвигатель; 14 - насос; 75 - хомут; 16 - масляный бак;
7 7 - балка переднего моста
На рис. 2.6 приведен гидравлический стенд для выпрессо-
вывания шкворней из балки передней оси. Разборочное уси-
лие создает подвесной гидроцилиндр 5, масло под давлением
к которому подает насос 14, который приводится от электро-
двигателя 13.
Для перемещения разбираемых объектов и деталей применя-
ют монорельсовые пути, кран-балки, консольные краны, транс-
портеры, подвесные конвейеры, электрокары и автопогрузчики.
Обеспечение качества разборочных работ. Одноименные
детали, поступающие на сборку, имеют различную стоимость.
Годные детали без восстановления обходятся производству в
5... 10 % от отпускной цены, восстановленные - в 30...40 %. Замена
выбракованных деталей на новые обходится в ПО...150 % от их от-
пускной цены за счет транспортных и накладных расходов.
Сохранность деталей при разборке обеспечивают примене-
нием специализированных стендов, учетом деталей и внедре-
45
нием системы оплаты труда за сданные на рабочие места сор-
тировки неразрушенные детали.
Технологические мероприятия, обеспечивающие сохран-
ность деталей, сводятся к исключению ручной или ударной раз-
борки. Последняя приводит к изломам деталей, трещинам в кор-
пусных деталях, погнутости листовых деталей, разрушению
резьб, забоинам на точных поверхностях, изогнутости длинных
деталей и др. Такие повреждения увеличивают расход запасных
частей до 15 %, а объем восстановительных работ - до 20 %.
Организация разборки. По предметному признаку раз-
борку автомобиля делят на общую и узловую. В результате
общей разборки автомобиль последовательно разбирают на
агрегаты, а затем при узловой разборке агрегаты разбирают на
детали. При разборке используют только те средства, которые
определены технологической документацией. Ряд сборочных
единиц (блок цилиндров с крышками коренных подшипников
и картером сцепления, шатуны с крышками нижних головок,
картер редуктора заднего моста с крышками, разборные под-
шипники и др.) при изготовлении обрабатывались совместно,
поэтому их при ремонте не разукомплектовывают.
Разборка может быть непоточной и поточной. Непоточную
разборку организуют на универсальных или специализирован-
ных стендах. Поточную разборку агрегатов на сборочные еди-
ницы выполняют на конвейерах. Поточная форма организации
разборки наиболее прогрессивная, дает высокие качество работ
и производительность труда и низкую себестоимость разборки.
В зависимости от разнообразия видов разбираемых изде-
лий поточные линии могут быть одно- и многопредметными.
Крупные предприятия организуют разборку на однопредмет-
ных поточных линиях. На предприятиях с разномарочной про-
граммой небольших объмов применяют многопредметные
поточные линии. Многопредметные линии подразделяются на
переменно-поточные и групповые. На переменно-
поточных линиях поочередно разбирают весь суточный
объем агрегатов одного вида или часть его объема, затем при-
ступают к разборке агрегата другого вида и т.д. В течение со-
ответствующих отрезков времени на участок сортировки де-
талей поступают части одного агрегата. Однако такая органи-
зация создает ряд трудностей (создание большого задела агре-
гатов, переналадку оборудования и др.). Групповая поточ-
ная линия приспособлена для одновременной разборки агре-
гатов разных видов.
46
Требования безопасности. Перед снятием агрегатов с
масляными картерами и системами охлаждения из них слива-
ют технологические жидкости. Агрегаты автомобиля (двига-
тель, коробку передач, задний и передний мосты и др.) сни-
мают и перемещают с помощью подъемно-транспортных
средств, оснащенных чалками и захватами. Запрещается под-
нимать грузы большей массы, чем это указано для данного
подъемного механизма. Тележки для перемещения изделий
должны иметь стойки и упоры, исключающие падение и са-
мопроизвольное перемещение агрегатов по платформе. Стен-
ды для разборочных работ должны соответствовать своему
назначению и быть удобными в работе. Инструменты и при-
способления должны быть исправными.
2.2. Очистка автомобилей, агрегатов и деталей
Очистка автомобилей - это технологический процесс
удаления загрязнений с их поверхностей и поверхностей
составных частей.
Загрязнения - это слои веществ внешней среды на поверх-
ностях деталей с прочными связями. Загрязнения образуются
при использовании и ремонте автомобилей.
Значение очистных работ. Объем очистных работ состав-
ляет 5...7 % в общей трудоемкости ремонта автомобилей.
Автомобиль, поступающий в ремонт, несет на своих по-
верхностях до 100 кг загрязнений. Полная очистка от них
определяет культуру производства, объективность сорти-
ровки и контроля деталей, высокое качество восстановле-
ния и нормативную послеремонтную наработку. Хорошо
очищенные объекты ремонта легче разбираются и мень-
ше повреждаются. Некачественная очистка деталей сни-
жает послеремонтную наработку агрегатов автомобиля на
20...30 %.
Допустимая загрязненность поверхностей зависит от клас-
са их шероховатости. Так, например, на поверхностях с шеро-
ховатостью 9-го класса допустима остаточная загрязненность
2,5 г/м2, а на поверхностях с шероховатостью 4-го класса -
12,5 г/м2.
47
Эксплуатационные и технологические загрязнения.
Эксплуатационные загрязнения (рис. 2.7) на наружных и
внутренних поверхностях агрегатов различны. На наружных
поверхностях находятся кремнеземные отложения и остатки
материалов, которые перевозил автомобиль, масла и смазки,
маслогрязевые отложения, герметизирующие мастики, лако-
красочные покрытия и продукты коррозии.
Рис. 2.7. Виды загрязнений
Внутренние поверхности оказываются в поле зрения рабо-
чего во время разборки агрегата. Загрязнения внутри агрега-
тов представляют собой углеводородные отложения как ре-
зультат старения и химико-термического превращения сма-
зочных материалов и топлива, продукты изнашивания, остат-
ки герметизирующих паст и прокладок, а также накипь.
Углеводородные отложения состоят из масел и нейтраль-
ных смол, оксикислот, асфальтенов, карбенов, карбоидов и
несгораемого остатка (золы).
48
Асфальтосмолистые отложения не растворяются в масле и
обладают большей по сравнению с ним плотностью. Состав
отложений: окисленные масла и смолы - 40...80 %, карбены,
карбоиды и зола - 10...30 %.
Лаковые отложения (пленки) образуются на немногочис-
ленной группе деталей, например на шатунах и поршнях, за
счет тонкослойного окисления масла.
Основу нагара составляют карбены и карбоиды (30...70 %),
масла и смолы (8...30 %), остальное - оксикислоты, асфальте-
ны и зола. Большое количество нерастворимых или трудно-
растворимых компонентов нагара в органических растворите-
лях затрудняет его удаление.
На внутренних поверхностях стенок радиаторов, патрубков
и рубашек охлаждения двигателей откладывается накипь. Ее
образование обусловлено содержанием в воде в растворенном
состоянии солей кальция и магния.
Характеристика основных загрязнений деталей приведена
в табл. 2.1. Наибольшие технологические трудности представ-
ляет снятие прочных загрязнений (нагара и накипи), которые
обладают наибольшей прочностью соединения с металлами -
7 и 20 МПа, соответственно.
Таблица 2.1
Виды и характеристики загрязнений поверхностей
Загрязнения Сборочные единицы, детали Характеристики загрязнений
максимальная толщина, мм предел прочности при сжатии, МПа
Масляно- грязевые Картеры, крышки, под- доны 10 2...5
Масла и смазки Корпусные детали, ва- лы, шатуны, детали системы смазки 5 1...2
Лакокрасочные покрытия Детали с окрашенны- ми поверхностями 0,1 30
Продукты коррозии Детали кузова, каби- ны, рамы, корпуса 3 40
Накипь Блоки, гильзы и голов- ки цилиндров 3 30
Асфальтосмо- листые отло- жения Блоки цилиндров, ко- ленчатые валы, шату- ны 0,5 10
Нагар Головки цилиндров, поршни, коллекторы 1 30
49
Детали в процессе восстановления покрываются техноло-
гическими загрязнениями (окалиной, стружкой, притироч-
ными пастами, смазочными маслами, очистными средами,
продуктами изнашивания и др.). Такие загрязнения уступают
эксплуатационным по прочности и массе, но они должны быть
также удалены с деталей перед сборочными операциями.
Способы очистки поверхностей деталей. В зависимости
от состава и свойств загрязнений применяют следующие ос-
новные способы очистки поверхностей деталей:
• гидродинамическое разрушение и смывание струей воды
с образованием взвеси;
• растворение;
• эмульгирование;
• электрохимическая обработка;
• ультразвуковая обработка в жидкости;
• разрушение потоком металлической дроби, стеклянных
шариков, кварцевого песка, пластмассовой или косточковой
крошки;
• термическое разрушение;
• срезание.
Гидродинамическую очистку поверхностей струей холод-
ной или горячей воды под давлением 0,5...20 МПа применяют
для наружной очистки деталей от непрочных кремнеземных
загрязнений, смачиваемых водой.
Растворение - это процесс образования однородной сис-
темы из двух веществ (одно из которых загрязнение) с распре-
делением загрязнения в жидкой очистной среде. Загрязнения
при этом виде очистки переходят с поверхности очищаемой
детали в раствор. Наибольшей взаимной растворимостью об-
ладают вещества со сходным строением молекул - «подобное
растворяется в подобном». Растворение сопровождается и
диффузией. Последний процесс типичен для неполярных
жидкостей. В этом случае вязкость смешиваемых веществ
имеет основное значение.
Углеводородные загрязнения при очистке деталей раство-
ряют в органических растворителях, ржавчину - в кислотном
растворе, а лакокрасочные материалы - в щелочном.
Эмульгирование - это процесс образования эмульсий. Не-
смачиваемые и нерастворимые загрязнения при этом перево-
дятся в жидкую среду в виде устойчивых дисперсных эмульсий.
50
Эмульгирование обусловлено адсорбцией поверхностно-
активных веществ (ПАВ) на поверхности загрязнений. Это
уменьшает как прочность самого загрязнения, так и прочность
его соединения с металлической поверхностью. Вещества, ко-
торые способны адсорбироваться на поверхности гидрофобных
материалов, называют эмульгаторами. Адсорбция сопровожда-
ется разрушающими давлениями в трещинах загрязнения: рас-
клинивающим и капиллярным. Так, расклинивающее давле-
ние достигает 80...100 МПа, а капиллярное - 150...260 МПа.
Очистку поверхности металла от загрязнения в жидком
растворе ПАВ можно представить рядом стадий (рис. 2.8).
Рис. 2.8. Схема очистного процесса в жидких технологических средах:
а, б, в, г - стадии процесса; 1 - капли воды; 2 - загрязнение; 3 - очищаемая де-
таль; 4 - очистной раствор; 5 - гидрофильная часть молекулы ПАВ; 6 - гидро-
фобная часть молекулы ПАВ; 7 - перевод частиц загрязнений в раствор; 8 - части-
цы загрязнения, стабилизированные в растворе; 9 - адсорбированные молекулы
ПАВ на очищенной поверхности
51
Вода обладает большим поверхностным натяжением, она
не смачивает загрязнения, а стягивается в отдельные капли.
Наличие в воде ПАВ уменьшает поверхностное натяжение
раствора, что приводит к проникновению его в трещины и
поры загрязнения. Капиллярное и расклинивающее действие
раствора приводит к разрушению загрязнений. Отколовшиеся
частицы переходят в раствор. Молекулы ПАВ адсорбируют на
частицах загрязнения и очищенных поверхностях деталей и
препятствуют укрупнению частиц и оседанию их на поверх-
ность. В результате частицы загрязнений вначале находятся в
растворе во взвешенном состоянии, а затем всплывают на по-
верхность раствора или оседают на дно ванны.
Электрохимическая обработка поверхности деталей за-
ключается в отрыве частиц загрязнений пузырьками водорода
или кислорода, выделяющихся, соответственно, на катоде и
аноде.
Ультразвуковая очистка основана на передаче энергии от
излучателя через жидкую среду к очищаемой поверхности.
Колебания среды с частотой 20...25 кГц вызывают гидравли-
ческие удары у поверхности детали, которые разрушают мас-
ляные пленки за 30...40 с, а твердые углеводородные загряз-
нения - в течение 2...3 мин. Этот способ нашел применение
при очистке прецизионных деталей сложной формы от проч-
ных загрязнений.
Если приведенные процессы неэффективны при очистке
деталей от прочных загрязнений, то последние разрушают
потоком твердых частиц, срезают скребками или щетками
или выжигают газовым пламенем.
Жидкие очистные среды. Наибольшее распространение
получили жидкие среды на основе органических растворите-
лей, растворяюще-эмульгирующих и технических моющих
средств.
Органические растворители (керосин, уайт-спирит, бен-
зол, толуол, этиловый спирт, ацетон, хлористый метилен, три-
хлорэтилен и др.) обладают способностью растворять загряз-
нения, образуя однофазные растворы переменного состава.
Органические растворители обладают незначительным по-
верхностным натяжением. Большинство из них пожароопас-
ны. Их применяют для очистки внутренних полостей агрега-
тов, крепежных и мелких деталей, частей топливной аппара-
52
туры и электрооборудования. При достижении предельной
массовой доли загрязнений в растворе очистка прекращается.
Указанный недостаток частично устраняют применением
растворяюще-эмульгирующих средств (РЭС), которые состоят
из базового растворителя, сорастворителя, ПАВ и небольшой
добавки воды. Базовыми растворителями служат ксилол, уайт-
спирит и хлорированные углеводороды. Сорастворитель обес-
печивает однородность и стабильность раствора с эмульгиро-
ванным загрязнением. В качестве сорастворителей применяют
ализариновое масло, канифоль и трикрезол. Детали после из-
влечения из РЭС помещают в воду или раствор ПАВ, где про-
исходит эмульгирование загрязнений.
Создание технических моющих средств (ТМС) на основе
ПАВ и щелочных веществ - одно из достижений в области
очистки техники. Щелочные добавки в ТМС повышают ак-
тивность ПАВ. Щелочную реакцию раствору придают как ще-
лочи, так и щелочные соли. Из щелочей применяют едкий
натр. В качестве щелочных солей наиболее часто применяют
кальцинированную соду, силикаты и фосфаты. Щелочные ве-
щества умягчают воду, нейтрализуют свободные жирные ки-
слоты, омыляют загрязнения и поддерживают определенную
концентрацию водородных ионов (показатель pH).
ТМС являются многокомпонентными смесями веществ,
каждое из которых выполняет определенные функции в про-
цессе очистки. Состав ТМС подбирают для применения в кон-
кретном технологическом процессе очистки деталей из опре-
деленного материала от заданных загрязнений. Исходное со-
стояние большинства ТМС - порошкообразное. Из ТМС наи-
более распространены Лабомид, МС, МЛ, Викол, Темп и др.
Массовая доля ТМС в растворах составляет 15...30 г/л, а рабо-
чая температура раствора - 80...90 °C.
Повышенное коррозионное действие ТМС на материал де-
талей из цветных металлов и сплавов потребовали примене-
ния их в смеси с растворителями и органическими добавками.
К ним относятся Вертолин-74, Истра, Импульс, Фокус-74,
ТМС-57, Омега и др. Средства Анкрас и СЭП-411 применяют
для удаления старых лакокрасочных покрытий.
Внедрение ТМС обеспечивает снижение стоимости очист-
ных растворов на 40...60 % и сокращение времени очистки в
53
5... 7 раз по сравнению с очисткой органическими раствори-
телями.
Для продления срока службы раствора и экономии ТМС
необходима его очистка от частиц загрязнений. Применяют
процеживание, отстаивание, коагуляцию, флотацию и фильт-
рование загрязненных растворов.
Твердые очистные среды, расплавы, кислоты и щело-
чи. Прочные неомыляемые загрязнения (нагар и накипь) уда-
ляют с поверхностей деталей путем их механического дробле-
ния потоком твердых частиц (косточковой крошки фруктовых
растений, стеклянных шариков диаметром 0,3...0,8 мм, частиц
полиэтилена или полиамида, корунда, чугунной и стальной
дроби, кварцевого песка). Среда переноса этих частиц - сжа-
тый воздух, вода, растворы ТМС.
Расплав щелочи и солей (едкого натра, азотнокислого
натрия и хлористого натрия) при температуре 400 °C очищает
детали от всех загрязнений.
Серную и соляную кислоты в водных растворах использу-
ют для травления, очистки от продуктов коррозии, накипи, а
водные растворы щелочей - для очистки от лакокрасочных
покрытий и асфальтосмолистых отложений.
Процессы и средства очистки. В начале своего ремонта
автомобиль очищают от эксплуатационных загрязнений, а в
завершение восстановления деталей и перед окрашиванием
агрегатов с их поверхностей удаляют технологические загряз-
нения.
Элементы электрооборудования (генераторы, стартеры и др.)
очищаются в отдельных машинах по причине непрочности их
деталей, изготовленных в большинстве случаев из цветных
металлов.
Качественную очистку автомобилей обеспечивает много-
стадийный процесс (см. рис. 2.1). На первой операции очистки
удаляют до 80 % рыхлых маслопочвенных загрязнений и го-
товят автомобиль для разборки на агрегаты. На последующих
операциях удаляют все более прочные загрязнения. Наиболь-
шая доля очистных работ протекает в жидких технологиче-
ских средах в струйных или погружных машинах тупикового
или конвейерного типа.
54
Рис. 2.9. Машина для струйной очистки автомобилей:
1- неподвижный гидрант; 2 - подвесной путь; 3 - подвижный гидрант; 4 - меха-
низм перемещения гидранта
Автомобили больших размеров проходят струйную
очистку в неподвижном состоянии в машинах с подвижными
и неподвижными гидрантами (рис. 2.9). Форма гидран-
тов, число сопел и направление их осей обеспечивают фор-
мирование струй, направленных в наиболее загрязненные
места. Боковые поверхности автомобиля очищают подвиж-
ным гидрантом 3, а нижнюю поверхность - неподвижным
гидрантом 7. Автомобили меньших размеров перемеща-
ют на транспортере с технологической скоростью 0,2...
0,5 м/мин сквозь душевое устройство струйной машины или
очищают в погружной машине на качающейся платформе
(рис. 2.10).
Рис. 2.10. Погружная машина с качающейся платформой для очистки
автомобилей:
1 - кривошип; 2 - маслосборник; 3 - электродвигатель; 4 - редуктор; 5 - крышка;
6 - ванна; 7 - пневмоцилиндр; 8 - платформа; 9 - шатун; 10 - нагреватель
55
Рис. 2.11. Машина для погружной
очистки деталей от маслогрязевых
и асфальтосмолистых загрязнений:
1 - ротор-активатор; 2 - устройство
для сбора загрязнений; 3 - контейнер;
4 - вал с крестовинами; 5 - ванна;
6 - маслосборник; 7 - теплообменник;
8 - насос
Погружная машина кресто-
во-роторного типа (рис. 2.11)
для очистки деталей содер-
жит ванну 5, внутри которой
на опорах установлен вал 4
с крестовинами, теплообмен-
ник 7, маслосборник 6 и
устройство для сбора загряз-
нений 2. На шипы крестови-
ны устанавливают контейне-
ры 3. Вал приводят во вра-
щение электродвигателем че-
рез клиноременную передачу
и редуктор. Дно ванны вы-
полнено с уклоном для об-
легчения удаления шлама.
Контейнеры с очищаемы-
ми изделиями устанавливают
на шипы крестовин при от-
крытой крышке ванны. Включают привод вращения вала. Кон-
тейнеры с изделиями периодически, 3...10 раз в минуту, по-
гружаются в очистной раствор и извлекаются из него, что
обеспечивает очистку как наружных, так и внутренних поверх-
ностей изделий. Раствор непрерывно перемещается относи-
тельно наружных поверхностей изделий, а также заполняет их
полости в растворе и вытекает из них во время нахождения
очищаемых изделий в растворе и над ним, соответственно.
Струйные машины лучше приспособлены к конвейерной
очистке, они менее металлоемки, у них меньшая мощность
механического привода, однако, эти машины требуют боль-
шего расхода тепловой энергии на нагрев раствора. Погруж-
ные машины лишены приведенных недостатков, однако тре-
буют больших трудозатрат на загрузку и выгрузку изделий.
Рамы автомобилей перед разборкой «вываривают» в рас-
творе каустической соды, а затем ополаскивают в горячей воде.
Прецизионные пары форсунок и детали карбюраторов и
инжекторов очищают в жидких средах, активированных ультра-
звуком с частотой 20 кГц и более. В этом случае у поверхно-
стей деталей возникает кавитация, разрушающая загрязнения,
56
которые превращаются в эмульсию и уносятся с очищающей
средой.
Поверхности деталей в заключение очищают от прочных
загрязнений. Хотя их масса составляет не более 10 % от общей
массы загрязнений и они не являются источником загрязнения
рабочих мест, но для своего удаления требуют большого рас-
хода энергии и применения оборудования, специализирован-
ного по видам загрязнений и материала очищаемых деталей.
Остатки лакокрасочных покрытий снимают с деталей из
черных металлов в роторных погружных машинах, заправлен-
ных 1,5...3,0 %-ным раствором каустической соды. Такая очи-
стка требует последующего ополаскивания деталей в раство-
ре ТМС.
Широко применяют очистку деталей из алюминиевого
сплава от прочных загрязнений косточковой крошкой, зернами
полиэтилена или полиамида, переносимых струей сжатого воз-
духа. В производство внедряется процесс очистки деталей по-
током стеклянных шариков диаметром 0,3...0,8 мм. Этот вид
очистки по сравнению с очисткой деталей косточковой крош-
кой более производительный, здесь меньшая стоимость очистной
среды, а процесс легче механизируется. Стеклянные шарики
при ударе о поверхность детали не оставляют на ней следа.
Очистка деталей от углеводородных отложений эффектив-
на в расплаве щелочи и солей в четырехсекционной машине
(рис. 2.12). Непосредственно отделение загрязнений протекает
в ванне с расплавом едкого натра NaOH (65 %), азотнокислого
натрия NaNO3 (30 %) и хлористого натрия NaCl (5 %), нагре-
тым до температуры 400 °C. В остальных ваннах ведут ней-
трализацию и промывку поверхностей деталей. Контейнеры с
очищаемыми изделиями перемещают из ванны в ванну с по-
мощью электротельфера.
Масляные каналы блоков цилиндров промывают ТМС на
основе Лабомида или состава МС в специальных установках с
пульсирующей подачей раствора под давлением.
Контроль остаточной загрязненности. Применяют раз-
личные способы контроля остаточной загрязненности по-
верхностей деталей: весовой, люминесцентный и смачивание
водой. При использовании весового способа загрязнение сни-
мают путем растворения (с последующей экстракцией) или
соскабливания, взвешивают и относят к площади поверхности.
57
б
Рис. 2.12. Установка для очистки деталей в расплаве щелочи и солей:
а - разрез; б - общий вид; 1 - ванна с расплавом; 2 - первая промывочная ванна;
3 - ванна с кислотным раствором; 4 - электротельфер; 5 - вторая промывочная ванна
Люминесцентный способ основан на способности масел све-
титься в ультрафиолетовых лучах. Способ смачивания водой
основан на способности металлической поверхности удержи-
вать непрерывную пленку воды, если эта поверхность свобод-
на от гидрофобных загрязнений.
58
Контроль очистных растворов. В заводских условиях
контролируют температуру очистного раствора и массовую
долю ТМС. Последний показатель определяют косвенными
методами путем измерения водородного показателя регламент-
но разбавленных растворов, плотности и электропроводности.
Требования безопасности. Участок очистки оборудуют
общей приточно-вытяжной вентиляцией, а каждую очистную
машину - собственной вытяжной вентиляцией. Электродвига-
тели установок пускают после закрытия всех дверей. При по-
падании очистных растворов на слизистые оболочки глаз их
следует сразу промыть водопроводной водой. Особую осто-
рожность соблюдают при работе с растворами кислот и щело-
чей. Все работы с каустической содой выполняют в резиновой
маске с защитными очками, а также в резиновых перчатках и
фартуке. При ожоге щелочью пораженное место промывают
слабым раствором уксуса в воде, а кислотой - раствором
питьевой соды, водой и смазывают вазелином.
Необходимость совершенствования очистки. Процессы
очистки автомобилей энергоемкие, они потребляют около
двух третей тепловой энергии, затрачиваемой на технологиче-
ские нужды всего авторемонтного завода. Проблема совер-
шенствования этих процессов в деле уменьшения энергоемко-
сти актуальна до настоящего времени.
2.3. Сортировка деталей
Детали ремонтного фонда, в зависимости от наличия и ха-
рактеристики повреждений, сортируют на годные, подлежа-
щие восстановлению и утильные.
Определение и виды повреждений. Повреждения дета-
лей - это недопустимые, приобретенные в эксплуатации, от-
клонения значений геометрических параметров и свойств ма-
териала от тех значений, которые достигнуты при изготовле-
нии или восстановлении деталей.
Повреждения деталей в зависимости от природы возникно-
вения бывают в виде износов, усталостных изменений, де-
формаций, изломов, трещин, пробоин, коррозии и старения
материала.
Повреждения по месту возникновения подразделяют на
наружные и внутренние. Наружные повреждения определяют
59
осмотром или измерениями, а внутренние — проникающими
способами.
Повреждения описывают отклонениями размеров, формы и
взаимного расположения поверхностей от нормативных зна-
чений, размерами трещин и пробоин, расходом пробного ве-
щества (воды, воздуха) сквозь течи, механическими характе-
ристиками.
Допустимый и предельный износы деталей. При изго-
товлении агрегата его детали приобретают номинальные раз-
меры. В эксплуатации детали изнашиваются. Износы деталей,
поступивших на восстановление, являются допустимыми, ес-
ли соединения из этих деталей будут работоспособными в те-
чение последующего межремонтного срока. Предельные изно-
сы деталей не позволяют безотказную работу соединений из
них в течение очередного межремонтного периода. Предель-
ный износ базовой или основной детали агрегата определяет
предельное состояние самого агрегата.
Операции по определению повреждений деталей сле-
дующие: наружный осмотр и простукивание; измерения ли-
нейных и угловых размеров; измерение параметров формы и
расположения; обнаружение поверхностных трещин; проверка
герметичности; измерение специальных характеристик.
С целью исключения ненужных работ сначала находят те
повреждения, при наличии которых деталь выбраковывают.
Простукивание применяют для выявления ослабленных
посадок штифтов и заклепок и контроля резьбовых соедине-
ний с натягом. Такие резьбы разбирают только при необходи-
мости.
Обломы и большие трещины выявляют осмотром. При
осмотре применяют лупы складные ЛП-1, ЛАЗ, ЛПК-471 и
штативные ЛШ, ЛПШ-25, ЛПШ-462, микроскопы отсчетные
МИР-1М, МИР-2 и бинокулярные БМИ.
При измерении линейных размеров элементов деталей ши-
роко применяют непроходные неполные предельные калибры.
Наряду со специальными средствами применяют универсаль-
ный инструмент: штангенциркули, штангензубомеры, штан-
генглубиномеры, гладкие микрометры, индикаторные нутро-
меры.
Измерение наружных и внутренних цилиндрических по-
верхностей производят в двух взаимно перпендикулярных
плоскостях или в плоскости наибольшего износа. Ответствен-
60
ные резьбы проверяют резьбовыми калибрами, а угловые раз-
меры — угломерами или угольниками. Если деталь признают
годной по линейным и угловым размерам, то проверку про-
должают для определения годности по параметрам формы и
расположения поверхностей.
Отклонение от круглости измеряют кругломерами, от пло-
скостности - с помощью плит, линеек и щупов или оптико-
механическими приборами.
Отклонения взаимного расположения поверхностей от но-
минальных значений измеряют с помощью специальных
средств, оснащенных индикаторами часового типа. Например,
в блоке цилиндров двигателя в сборе с картером сцепления
измеряют соосность коренных опор между собой и с отвер-
стием под коробку передач в картере сцепления, биение торца
картера сцепления относительно оси коренных опор, парал-
лельность торцов первой коренной опоры между собой и пер-
пендикулярность их к оси коренных опор, совпадение и пер-
пендикулярность осей цилиндров и коренных опор, расстоя-
ния между осями цилиндров, параллельность осей коренных
опор и отверстий под распределительный вал и расстояние
между ними, расстояние между осями коренных опор и отвер-
стия под стартер.
Для обнаружения поверхностных трещин, неразличимых
зрительно, применяют магнитные, капиллярные и звуковые
способы. Перспективно применение рентгено- и гамма-
дефектоскопии.
Сущность магнитного способа заключается в том, что
магнитный поток, встречая на своем пути повреждение с боль-
шим магнитным сопротивлением, чем сопротивление
ферромагнитного материала, огибает его. Часть магнитного
потока выходит за пределы детали, образуя поток рассеяния.
Поиск последнего составляет содержание способа.
По способу получения первичной информации различают
следующие виды контроля: магнитопорошковый, магнитогра-
фический, феррозондовый и др.
Магнитопорошковый способ включает следующие опера-
ции: подготовку детали к контролю, ее намагничивание; нане-
сение на проверяемую поверхность магнитного порошка или
суспензии; обнаружение повреждения и размагничивание де-
тали. Этот способ наиболее распространен в ремонте.
61
Для выявления магнитных полей рассеяния над трещинами
применяют взвеси из магнитных порошков. Размер частиц
порошка - 0,1...60 мкм. Магнитные пасты, предназначенные
для образования взвеси в жидкости, содержат различные сма-
чивающие, антикоррозийные и другие добавки.
Повреждения обнаруживаются, когда направление магнит-
ного поля перпендикулярно трещине. Поэтому простые детали
намагничивают в одном направлении, а детали сложной формы -
в нескольких направлениях. Применяют три способа намагни-
чивания: циркуляционное, полюсное и комбинированное.
Циркуляционное (поперечное) намагничивание произво-
дят пропусканием тока под напряжением 12 В через деталь
(рис. 2.13, а) или через проводник, помещенный в отверстие
детали. В этом случае хорошо обнаруживаются продольные
трещины.
Полюсное (продольное) намагничивание до напряженно-
сти 480 А/см осуществляют с помощью электромагнитов или
соленоидов (рис. 2.13, б), при этом деталь намагничивают
вдоль своего наибольшего размера и на ней обнаруживают
поперечные трещины.
Комбинированное намагничивание (рис. 2.13, в) осуществ-
ляют при одновременном намагничивании детали двумя или
несколькими магнитными полями для обнаружения трещин
любого направления.
а б в
Рис. 2.13. Схемы намагничивания деталей:
а - циркуляционного; б - полюсного; в - комбинированного; /, /ь /2 - токи;
Ф, Ф\, Фг - магнитные потоки
Магнитографический способ заключается в намагничива-
нии детали и записи магнитного потока рассеяния на маг-
нитную ленту, которой покрывают деталь, и последующей
расшифровке полученной информации.
Для обнаружения повреждений феррозондовым способом
применяют соответствующие датчики.
62
В заключение контроля деталь размагничивают в перемен-
ном магнитном поле с напряженностью, уменьшающейся от
максимального значения до нуля. Детали с отношением длины
к ширине, равным более пяти, размагничивают перемещением
их через открытый соленоид. Короткие детали с большим по-
перечным сечением предварительно собирают в пакет и рас-
полагают вдоль оси соленоида. Полноту размагничивания
проверяют путем осыпания детали стальными опилками, на
поверхностях размагниченных заготовок опилки не удержи-
ваются. Для контроля размагниченности применяют ферро-
зондовый полюсоискатель ФП-1 или прибор контроля размаг-
ниченности ПКР-1.
Капиллярный способ является основным при работе с дета-
лями из цветных материалов, а также дополнительным к маг-
нитопорошковому способу.
Содержание способа заключается в следующем. На очи-
щенную поверхность с трещинами наносят проникающую
жидкость (пенетрант) путем погружения детали в ванну с этой
жидкостью на 10... 15 мин или нанесением ее пульверизато-
ром, или мягкой кистью. Пенетрант обладает низким поверх-
ностным натяжением. После выдержки во времени деталь
очищают раствором ТМС и просушивают подогретым сжатым
воздухом, что способствует выходу проникающей жидкости
на поверхность детали и растеканию ее по краям трещины.
Проникающую жидкость дополнительно извлекают из трещи-
ны на поверхность детали или сухим порошком силикагеля,
каолина или мела, или нанесением покрытия, в которое диф-
фундирует проникающая жидкость. Чем глубже трещина, тем
более широкая полоска жидкости будет на поверхности дета-
ли. В конце операции деталь протирают ветошью или промы-
вают струей холодной воды под давлением 0,2 МПа с после-
дующей сушкой.
Для лучшего выявления полоски проникающей жидкости
над трещиной в ее состав вводят цвето- и (или) светоконтра-
стные вещества. Если в пенетрант вводят красители, видимые
при дневном свете на фоне белого проявителя, то способ на-
зывают капиллярно-цветным, а если вводят вещества, способ-
ные флуоресцировать в ультрафиолетовых лучах, то способ
называют капиллярно-люминесцентным.
63
В качестве пенетранта при капиллярно-цветном способе служат
составы:
• керосин (800 мл), норил-А (200 мл), Судан красный 5С (10 г/л);
• спирт (90 %), эмульгатор ОП-7 (10 %) и родамин С (30 г/л);
• керосин (65 %), трансформаторное масло (30 %), скипидар (5 %)
и Судан красный 5С (5 г/л).
Составы пенетранта для капиллярно-люминесцентного способа
следующие:
• керосин (50 %), бензин (25 %), трансформаторное масло (25 %),
краситель-дефектоль зелено-золотистый (0,25) г/л;
• керосин (75 %), бензол (10 %), трансформаторное масло (15 %),
краситель-дефектоль зелено-золотистый (0,25 г/л) и эмульгатор ОП-7
(2...3г/л).
Люминесцентный контроль ведут с помощью дефектоско-
пов марок ЛЮМ-1, ЛЮМ-2, ЛДА-3 или ЛД-4. Пенетрант ос-
вещают ультрафиолетовыми лучами с помощью ртутно-
кварцевых ламп ПРК-2, ПРК-4 или ПРК-7, свет от которых
проходит через специальные светофильтры типа УРС-3, УРС-6
и др. Пенетрант ярко светится желто-зеленым цветом.
Освещенность рабочего места лампами накаливания долж-
на быть не менее 500 лк для выявления Судана, а при исполь-
зовании ультрафиолетового излучения - не менее 50 лк.
Поверхностные трещины на деталях несложной формы
определяют с помощью ультразвуковых дефектоскопов.
Ультразвуковая дефектоскопия основана на способности
ультразвуковых волн отражаться от границы раздела двух
сред, например «воздух - металл» или «инородное включение -
металл».
Акустические способы делят на две большие группы: ис-
пользующие излучение и прием акустических волн и основан-
ные только на приеме волн. Для определения поврежде-
ний деталей наиболее применимы способы первой группы
(рис. 2.14), а из них, в свою очередь, способы, использующие
прохождение и отражение волн. Временной способ основан на
запаздывании импульса, вызванного огибанием повреждения
волнами.
Теневой способ учитывает уменьшение амплитуды про-
шедшей волны под влиянием повреждения (рис. 2.15). Эхоспо-
соб (рис. 2.16) регистрирует отраженные волны от повреждений
и от противоположной поверхности изделия. В первом случае
64
Гт 2 14. Виды акустических способов определения трещин
Рис. ’ / • < \< мы акустического теневого способа определения повреждений:
а - 11»«и|и । н пия нет; б - повреждение есть; 1 - индикатор; 2 - усилитель;
3 in । n'lipm мник; деталь; 5 - излучатель; 6-генератор; 7- повреждение
излупи hi. ультразвуко-
вых । in ।i.iнов и их прием-
ник ।и\«>/1я।ся по разные
стороны ог повреждения,
во г. н>ром случае — по
одну • трону. Эхоспособ
наш» ч широкое примене-
ние н .ниорсмонтном про-
ИЗВо н I lu-
ll. uiii'ine повреждений
при !><• ^пиненом способе
коп । рои я определяют по
изменениям резонансных
час । <»। ( ©гласно способу
св(>1н><)ш>1х колебаний в
час hi изделия ударом воз-
бужц.1101 механические ко-
лебания и анализируют
Рис. 2.16. Схема определения повреж-
дения эхоспособом:
1 - заготовка; 2 - повреждение; 3 - со-
вмещенный преобразователь; 4 - усили-
тель; 5 - генератор; 6 - синхронизатор; 7 -
блок развертки; I, II и III - импульсы зон-
дирующий, от повреждения и донный, со-
ответственно; В - размер повреждения;
h - толщина заготовки, а - глубина распо-
ложения повреждения
3 Зак 951
65
спектр возбуждаемых частот. В поврежденных изделиях
спектр, как правило, смещается в высокочастотную сторону.
Внутренние полости некоторых деталей или соединения
стыков деталей проверяют на герметичность. Это свой-
ство обусловлено способностью изделия препятствовать про-
никновению через стенки или стыки деталей жидкости или
газа. В качестве пробного вещества применяют воду под дав-
лением 0,3...0,4 МПа, воздух под давлением 0,05...0,15 МПа
или керосин. Количественная характеристика герметичности
выражается расходом газа или жидкости, протекающих через
повреждение, или падением давления в замкнутой полости за
единицу времени. Таким образом контролируют блоки, голов-
ки и гильзы цилиндров, впускные трубы и газопроводы, кор-
пусы воздухоочистителей и другие изделия.
Для выявления течей в стенках, например топливного бака,
в его внутреннюю полость подают под давлением 0,1 МПа
Рис. 2.17. Стенд для контроля жесткости
пружин:
1 - корпус; 2, 5 - скалки; 3 - рычаг; 4 - ось;
6 - гайки регулировочные; 7 - пневмокаме-
ра; 8 - световой индикатор; 9 и 11 - болты
регулировочные; 10- конечный выключа-
тель; 12 - призма; 13 - упор; 14 - груз;
Н- нормативная высота сжатой пружины
сжатый воздух. Выход сжа-
того воздуха на проти-
воположной стороне стен-
ки определяют с помощью
пузырьков мыльной пены.
Производительную сор-
тировку винтовых пру-
жин по их жесткости
обеспечивает настольный
стенд (рис. 2.17).
Корпус 1 стенда кре-
пят на верстаке. Скалки 2
и 5 установлены со сколь-
жением в соосных втул-
ках, причем в верхнюю
скалку 5 ввернут шток
пневмокамеры 7, ход ко-
торого ограничен гайками
6, В нижней скалке 2 име-
ется паз, в который вхо-
дит одним концом пово-
ротный рычаг 3 (соотно-
шение плеч 1:2), напрес-
сованный на ось 4. На дру-
66
гом конце рычага установлена призма 12 с грузом 14, вес ко-
торого равен половине необходимого усилия сжатия контро-
лируемой пружины. Нижняя часть рычага взаимодействует с
упором 13, а верхняя - с регулировочным болтом 9 и конеч-
ным выключателем 10 с нормально разомкнутыми контактами
(момент его срабатывания регулируют болтом 11). На корпусе
стенда установлен световой индикатор 8 с лампочками зелено-
го и красного цвета.
Проверяемую пружину устанавливают на опорную по-
верхность скалки 2 при выключенной пневмокамере 7 и под-
нятой скалке 5, включают пневмокамеру. При этом годная
пружина передает на рычаг усилие, достаточное для подъема
груза 14, с касанием рычагом болта 9 (загорается зеленая лам-
почка), в противном случае рычаг остается неподвижным (го-
рит красная лампочка), и жесткость пружины должна быть
восстановлена.
Организация рабочих мест. При сортировке деталей ру-
ководствуются техническими требованиями, которые приве-
дены в первой части руководства по капитальному ремонту
автомобиля или его агрегатов. На основании приведенных
документов составляют технологические карты, которые со-
держат сведения о деталях, возможных повреждениях, спосо-
бах их определения, допустимых износах и рекомендуемых
способах их восстановления.
При ремонте, как правило, принят качественный способ
определения повреждений деталей, т.е. устанавливают факт
их наличия без определения количественных характеристик.
Исключение составляет описание повреждений, способ устра-
нения которых назначают в зависимости от величины повреж-
дений (значений износов, длин трещин, площади пробоин и др.).
Повреждение на самой детали помечают, а в соответствую-
щем поле ведомости ставится знак «+». Отсутствие пометки
означает годность элемента детали. Возможны и другие спо-
собы пометки поврежденных элементов деталей:
• поврежденные места помечают краской. Содержание ин-
формации шифруют цветом краски. Типовая технология Гос-
11ИТИ рекомендует сортировать детали на группы и помечать
цветом: зеленым - годные детали; желтым - детали годные
1олько для соединений с новыми или восстановленными до
3*
67
номинальных размеров деталями; белым - детали, подлежа-
щие восстановлению на данном предприятии; синим - детали,
подлежащие восстановлению на специализированном пред-
приятии; красным - утиль;
• повреждения записывают на бланке, который приклеи-
вают к детали. Деталь поступает на рабочие места восстанов-
ления, где рабочие вычитывают повреждения и по разрабо-
танной документации устраняют их. Контролер на своем по-
сту в конце линии восстановления определяет полноту и каче-
ство работ;
• на детали выбивают порядковый номер. Повреждения
данной детали шифруют и сведения о них в виде таблицы
вносят в компьютер. На каждом рабочем месте имеется мони-
тор. По данным запроса о состоянии детали устраняют повреж-
дения на этом рабочем месте. Контролер в конце процесса
также вычитывает доремонтное состояние детали и определя-
ет полноту устранения повреждений. Такая организация пер-
спективна при необезличенном методе ремонта.
Последние два метода нанесения пометок относятся к ука-
занию повреждений на крупных деталях.
Пример карты для определения технического состояния
гильзы цилиндра двигателя приведен в табл. 2.2.
Коэффициенты годности, сменности и восстановления
деталей. Состав ремонтного фонда деталей характеризуется
указанными коэффициентами.
Коэффициент годности кг определяет долю деталей данно-
го наименования, повторно используется при ремонте агрегата
без восстановительных воздействий
к\ (2.1)
ио
где пг - число годных деталей; nQ - общее число деталей дан-
ного наименования, поступивших с разборочно-очистного
участка.
Коэффициент сменности кс определяет долю деталей дан-
ного наименования, требующих замены при ремонте агрегата
К = — > (2.2)
и0 v >
где пп - число заменяемых деталей новыми.
68
Таблица 2.2
Технические требования на определение состояния гильзы цилиндров
5 2< 3 № детали (сборочной единицы) 24-1002020-03
V1
Z Материал: гильзы - СЧ25 ГОСТ 1412-85; вставки - чугун легированный (по ТУ завода- изготовителя)
Твердость: вставки-НВ 156... 196
По- зи- ция Повреждение Способ установ- ления повреж- дения и сред- ства контроля Размер, мм Заключение
по рабочему чертежу допустимый без ремонта
1 Трещины или обломы Осмотр Облом ниж- ней кромки не более 5 мм по вы- соте Браковать
2 Коробление, ослабление посадки, откол встав- ки; вскрытие стыка между гильзой и вставкой Осмотр. Про- верка места стыка на ощупь Место сты- ка не долж- но ощущать- ся мякотью пальца Браковать
3 Деформация или износ по- садочной по- верхности Микрометр МК 100-2 ГОСТ 6507-78 юо0,040 1 -0,075 1ОО-0,040 1 UV-0,080 Железнить. Восстано- вить напы- лением
4 Износ рабо- чей поверх- ности гильзы 1 -й ремонт- ный размер 2-й ремонт- ный размер 3-й ремонт- ный размер Осмотр. Нут- ромер НИ 50- 100-1 ГОСТ 868-82 +0,084 7Z+0,024 Q7 С +0,084 7Z>’ J+0.024 q q+0,084 yj+0,024 Q-Э С +0,084 7 -'+0,024 Обработать до ремонтно- го размера. Браковать при размере более 93,59 мм
5 Коррозион- ное разруше- ние, дефор- мация или износ упор- ных торцов гильзы Осмотр. Кон- троль торцово- го биения упорного бур- та и размера А. Приспособле- ние Допуск торцового биения нижнего упорного бурта относительно рабочей по- верхности цилиндра при опоре на верхнюю торцовую поверхность 0,02 0,03 Размер А 117,8^ 117,75 Железнить верхний то- рец гильзы, после чего обработать верхний то- рец и ниж- ний упор- ный бурт
69
Коэффициент восстановления кв определяет долю деталей
данного наименования, направленных на восстановление
(23)
где пв - число деталей, требующих восстановления.
Сумма значений указанных коэффициентов равна единице
£г + £с + £в=1. (2.4)
Определив численные значения этих коэффициентов, мож-
но объективно планировать потребность в запасных частях и
объем работ по восстановлению деталей.
Оснащение сортировочных рабочих мест необходимыми
средствами и организация дополнительных слесарных работ
по устранению несложных повреждений (забоин, погнутости
и др.) приводит к значительному уменьшению затрат на ре-
монт агрегата. Из деталей ремонтного фонда в качестве год-
ных можно, например, выбрать 23 % поршней, 30 % шатун-
ных и 10 % коренных вкладышей, 20 % накладок ведомых
дисков сцеплений, 50 % распределительных валов, 40 % тол-
кателей, 15 % поршневых колец и 40 % поршневых пальцев.
Группирование деталей по маршрутам восстановления.
Возможны две организационные формы восстановления дета-
лей: подефектная и маршрутная. Подефектную технологию
разрабатывают для устранения отдельных повреждений,
маршрутную - для устранения реально существующих соче-
таний повреждений.
Применение подефектной технологии экономически не
оправдано на авторемонтных предприятиях. Организация ра-
бот не позволяет восстановить эти детали по единому техно-
логическому процессу. В результате партия деталей распада-
ется при восстановлении, а учет деталей, трудовых и матери-
альных затрат затрудняется. При этих условиях невозможен
запуск в производство больших партий деталей и нецелесооб-
разно применение специализированного оборудования.
Профессор К.Т. Кошкин впервые предложил и на 5-ом АРЗ
г. Москвы внедрил маршрутную технологию восстановления
деталей. Основой для этого послужил опыт капитального ре-
монта автомобилей промышленными методами. Детали, тре-
бующие восстановления, имеют, как правило, повреждения,
повторяющиеся в определенных сочетаниях в зависимости от
70
условий эксплуатации. Состав технологических операций оп-
ределяется естественным сочетанием повреждений, а также
технологической необходимостью восстановления комплекса
поверхностей. Такое восстановление обеспечивает необходи-
мое качество деталей и экономическую эффективность про-
цесса. При составлении групп деталей и разработке маршру-
тов восстановления деталей учитывают следующие условия:
• сочетание повреждений в каждой группе должно быть
действительным. Сочетания повреждений устанавливают ис-
следованиями закономерностей их появления на большом ко-
личестве деталей;
• число маршрутов восстановления деталей должно быть
минимальным. Большое число маршрутов затрудняет органи-
зацию, требует большой площади складов. Число маршрутов
может быть уменьшено путем объединения маршрутов, отли-
чающихся незначительными по трудоемкости повреждения-
ми, а также исключением маршрутов с редко встречающимися
сочетаниями повреждений;
• способ восстановления детали учитывает требования к
точности взаимного расположения поверхностей и определяет
содержание маршрута. Например, в бобышке блока цилинд-
ров под гильзу могут быть изношены поверхности рабочего
торца и (или) отверстия. Если принят способ восстановления
бобышки установкой дополнительной ремонтной детали, то в
процесс восстановления включают устранение обоих повреж-
дений независимо от того, имеются одно из них или оба одно-
временно;
• восстановление детали по данному маршруту должно
быть экономически целесообразным. В качестве критерия эф-
фективности принимают затраты на восстановление, а сравни-
тельной базой - цену новой детали.
По мере образования необходимого количества деталей
формируют их партии, которые направляют на соответствую-
щий участок восстановления по установленным технологиче-
ским маршрутам.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
3.1. Содержание процесса восстановления деталей
Определение и целесообразность процесса. Восстанов-
ление деталей - это технологический процесс возвращения
им материала вместо изношенного и (или) доведения до нор-
мативных значений эксплуатационных свойств и геометриче-
ских параметров.
К эксплуатационным свойствам детали относят износо-
стойкость трущихся поверхностей, статическую и цикличе-
скую (усталостную) прочность и жесткость детали, ее массу и
распределение массы относительно осей вращения и инерции,
а к геометрическим параметрам — взаимное расположение,
форму, размеры и шероховатость рабочих поверхностей.
Технологические операции, включающие создание при-
пусков на изнашиваемых поверхностях, механическую и тер-
мическую обработку заготовки, образуют способ восста-
новления детали.
Восстановление деталей позволяет использовать их мате-
риал, форму и остаточную долговечность, что сокращает по-
требление запасных частей, живого труда, энергии и материа-
лов и сохраняет окружающую среду. Восстановление деталей -
основа ремонта автомобилей.
Упрочнение деталей. Восстановленные детали в составе
агрегата достигают предельного состояния, как правило, в
различные моменты времени. При этом небольшое число не-
долговечных деталей обусловливают предельное состояние
агрегата и необходимость его ремонта. Преждевременные от-
казы деталей возникают из-за конструктивных просчетов и
технологических дефектов, которые выявляются во время за-
водских испытаний и эксплуатации отремонтированных агрега-
тов. Детали, которые отказывают раньше других и определяют
послеремонтную наработку агрегата, подлежат упрочнению.
Упрочнение деталей - это повышение сопротивления эле-
ментов этих деталей изнашиванию, остаточной деформации
или разрушению.
72
Операции упрочнения деталей входят составной частью в про-
цессы их восстановления. Детали упрочняют нанесением изно-
состойких покрытий, термической обработкой, пластическим де-
формированием материала или комбинированием этих способов.
Состав процесса. Деталь ремонтируемого агрегата во время
своего превращения в исправную деталь последовательно пре-
бывает в следующих состояниях (рис. 3.1): детали ремонтного
Разборка агрегатов
1 Детали ремонтного фонда
Очистка от эксплуатационных загрязнений
. 1—L —___ | Определение неустранимых повреждении
1 нет 1 | есть |—| Невосстанавливаемые детали - в утиль
L_^ Определение устранимых повреждений |
ц сть | | нет |—| Исправные детали-в комплектовочный склад|
Исходные заготовки
Определение маршруов восстановления |
Формирование партий исходных заготовок и запуск их на восстановление |
Предварительная обработка резанием |
Создание припусков на обработку
Нанесение покрытий или пластическое деформирование Установка ДРД Использование изношенного поверхностного слоя
। I Термическая обработка 1 1 : . 1 Ремонтные заготовки
I Черновая обработка резанием 1 i —। 1
| Термическая (химико-термическая) обработка |
I Поверхностное пластическое деформирование 1 । 1 1
I Чистовая обработка резанием, отделка 1 । 1— 1
| Балансировка, восстановление массы |
| Очистка от технологических загрязнений |
| Восстановленные детали
Контроль |
Консервация, упаковка 1 1
На склад На сборку
Рис. 3.1. Схема технологического процесса восстановления деталей
За Зак. 951
73
фонда, исходной и ремонтной заготовок и восстановленной
детали. Такое превращение связано с изменением количества,
состава и структуры материала поверхностных слоев, его
свойств и геометрических параметров поверхностей.
Исходная заготовка - это очищенная деталь ремонтного
фонда с устранимыми повреждениями.
Исходные заготовки выбирают из деталей ремонтного
фонда при определении их технического состояния. Эти заго-
товки делят на группы с одинаковыми сочетаниями повреж-
дений и в виде партий направляют на соответствующие участ-
ки восстановления.
Ремонтная заготовка - это восстанавливаемая деталь с
припусками на ее поверхностях. Эти припуски необходимы
для ее механической обработки с целью обеспечения необхо-
димых значений физико-механических свойств и геометриче-
ских параметров.
Исходная заготовка превращается в ремонтную заготовку
путем создания припусков на восстанавливаемых поверхно-
стях, а ремонтная заготовка в восстановленную деталь - в ре-
зультате термической и механической обработки. Деталь при-
обретает совокупность необходимых свойств (см. табл. 1.1) в
результате выполнения технологического процесса.
Предварительная обработка заготовок резанием придает
восстанавливаемым элементам правильную геометрическую
форму перед нанесением покрытий или установкой дополни-
тельных ремонтных деталей (ДРД).
Авторемонтное производство располагает множеством
разнообразных способов создания припусков на обработку
резанием восстанавливаемых поверхностей. Некоторые детали
(валы, гильзы, поршни и др.) допускают восстановление их
шеек, отверстий и плоскостных элементов обработкой под
ремонтные размеры. В таком случае ремонтные заготовки по-
лучаются из исходных заготовок без нанесения покрытий или
перемещения материала. Если ремонтные размеры детали не
предусмотрены или они исчерпаны, то ремонтную заготовку
создают нанесением восстановительного покрытия или уста-
новкой ДРД, или перемещением материала заготовки.
Затем следует размерная и структурная стабилизация эле-
ментов заготовки. Технологические операции, связанные с
вложением тепла в материал заготовки при нанесении покры-
тия, отделяют от последующих операций технологическим
74
«барьером» в виде термической обработки. Назначение по-
следней - снятие внутренних напряжений, уменьшение разме-
ра зерна материала и стабилизация формы и размеров заготовки.
На стадии создания ремонтной заготовки в основном обес-
печивают состав и структуру материала рабочих поверхностей
детали, что определяет совокупность необходимых свойств и,
как следствие, нормативную послеремонтную надежность.
При черновой обработке резанием снимают основную
часть припуска. Если условно разделить эту операцию на две
части, то в первой ее части обеспечивают нужное взаимное
расположение поверхностей детали, а во второй - форму ее
геометрических элементов. Точность взаимного расположения
поверхностей обеспечивают выбором технологических баз и
ориентированием заготовки относительно движения подачи, а
точность формы - ориентированием заготовки относительно
главного движения, жесткостью оборудования, правильным
выбором инструментов и режимов обработки. Взаимное рас-
положение поверхностей заготовки может быть восстановлено
и пластическим деформированием ее материала путем правки.
В результате чистовой обработки достигают заданную точ-
ность размеров. Назначение отделочных операций заключает-
ся в снятии разупрочненного слоя в результате предыдущей
механической обработки и обеспечении требуемой шерохова-
тости поверхностей.
На обработанных деталях находятся технологические за-
грязнения (стружка, зерна абразивного инструмента, остатки
СОЖ, полировальные пасты и др.), которые способны в тече-
ние нескольких минут работы вызвать отказ системы смазки
отремонтированного агрегата или агрегата в целом. Детали,
направляемые на сборку, должны быть очищены от этих за-
грязнений. Особое внимание уделяют очистке масляных кана-
лов и внутренних полостей.
Операция контроля, оснащенная средствами для измерения
геометрических параметров, физико-механических свойств и
других характеристик, устанавливает соответствия парамет-
ров восстановленной детали требованиям технической доку-
ментации (чертежа или карты технического контроля). Гео-
метрические параметры точных деталей (шатунов, поршней,
поршневых пальцев и др.) измеряют в термоконстантном по-
мещении при температуре 17...23 °C. По результатам контроля
принимают решение о годности детали.
За*
75
Консервационную защиту деталей до 3...5 дней обеспечи-
вают технические моющие средства, применяемые для очист-
ки деталей от технологических загрязнений. Для более дли-
тельного хранения (это относится к деталям, предназначен-
ным для продажи) необходима специальная консервация мас-
лами, промасленной бумагой, парафиносодержащими или
другими материалами.
Технологические операции указанных типов выполняют на
любом авторемонтном предприятии, однако, число освоенных
видов каждой операции зависит от мощности и технического
уровня отдельного завода.
Обеспечение свойств и параметров детали. Чистоту по-
верхностей деталей восстанавливают их очисткой от эксплуа-
тационных и технологических загрязнений. Взаимное распо-
ложение, форму, размеры и шероховатость рабочих поверхно-
стей деталей восстанавливают обработкой резанием этих по-
верхностей в большинстве случаев после нанесения восстано-
вительных покрытий.
Износостойкость трущихся поверхностей обеспечивают
составом восстановительных покрытий, термической обра-
боткой, обработкой резанием и поверхностным пластическим
деформированием материала.
Прочность детали восстанавливают путем придания ее се-
чениям первоначальных размеров или установкой ДРД.
Сплошность и герметичность стенок деталей восстанавливают
сваркой, установкой ДРД и пропиткой герметизирующими
составами.
Усталостную прочность элементов, воспринимающих цик-
лическую нагрузку, и жесткость детали восстанавливают, со-
ответственно, поверхностным и объемным пластическим де-
формированием материала. Назначение поверхностного пла-
стического деформирования - закрыть микротрещины и соз-
дать наклепанный слой с внутренними напряжениями сжатия.
Объемное пластическое деформирование создает наклеп в
рабочем объеме детали.
Коррозионную стойкость деталей восстанавливают нане-
сением защитных покрытий (металлических, лакокрасочных
или полимерных).
Необходимое значение массы детали и ее распределение
относительно осей вращения и инерции достигают установкой
76
уравновешивающих грузов необходимой массы в определен-
ных местах детали или соответствующим удалением части ее
материала.
3.2. Классификация способов создания ремонтных заготовок
Виды способов. В основу классификации способов созда-
ния припусков на восстанавливаемых поверхностях деталей
положены технологические признаки (рис. 3.2). Ремонтные
заготовки получают без вложения или с вложением материа-
лов в исходные заготовки.
Рис. 3.2. Виды способов создания ремонтных заготовок
В первом случае в качестве ремонтных заготовок выбира-
ют исходные заготовки, изношенные элементы которых будут
обработаны резанием под ремонтные размеры, или материал
77
заготовки перемещают к изнашиваемым поверхностям путем
деформирования для обработки под номинальные размеры. Во
втором случае на восстанавливаемые элементы наносят по-
крытия, поэтому деталь при восстановлении приобретет но-
минальные размеры.
Покрытие — это материал, нанесенный на восстанавлива-
емую поверхность детали и имеющий с ней механическую
или химическую связь. Слой - это часть покрытия или основ-
ного металла детали, характеризующаяся постоянством хими-
ческого, структурного и фазового состава.
Материал восстанавливаемого элемента детали в случае
принудительного перемещения материала детали в зону из-
нашивания или при обработке под ремонтные размеры (без
нанесения покрытия) такой же, как материал основы. В других
случаях материал восстанавливаемой поверхности, как прави-
ло, отличается от материала основы.
Способ получения соединений деталей с ремонтными раз-
мерами бывает основным при освоении ремонта агрегатов,
когда ограничены или отсутствуют мощности по нанесению
покрытий. Способ обеспечивает наименьшую трудоемкость
восстановления, правильную геометрическую форму восста-
навливаемых элементов и возвращает соединению деталей
первоначальный зазор. Однако в эксплуатации возможно по-
вышенное изнашивание подвижного соединения из-за снятия
наружного более износостойкого слоя материала при обработ-
ке заготовки, наблюдается снижение усталостной прочности
валов и увеличение удельного давления в соединениях.
Износ коренных шеек коленчатых валов увеличивается на 15...20 %,
начиная с 3-го ремонтного размера, а усталостная прочность снижа-
ется до 25 % при достижении последнего ремонтного размера. Рас-
пределительные валы с кулачками, у которых шлифованием снят
слой толщиной 1 мм, снижают мощность двигателя на 20 % и на
столько же увеличивают удельный расход топлива. Результат объяс-
няется ухудшением наполнения цилиндров за счет уменьшения
«времени-сечения» клапанов в открытом состоянии. Приведенные
примеры подчеркивают важность восстановления номинальных раз-
меров деталей.
Номинальные размеры восстанавливаемых поверхностей
получают в результате нанесения покрытий или установки
ДРД, или перемещения части материала в зону изнашивания
пластическим деформированием.
78
Покрытия наносят наплавкой, напылением, приваркой,
электролизом, химическим осаждением из растворов и други-
ми способами.
Ведущее место в процессах нанесения покрытий занимает
наплавка, в свою очередь, до 80 % ее объема приходится на ме-
ханизированные виды. При наплавке применяют различные ис-
точники тепла для нагрева заготовки и наносимых материалов.
Получает развитие напыление материала. В зависимости от
вида энергии, расходуемой на нагрев, дробление и перенос ма-
териала различают основные виды напыления: электродуговое,
газопламенное, плазменное, индукционное и детонационное.
Электроконтактной приваркой закрепляют на восстанавли-
ваемых поверхностях ленту, проволоку и порошки с малыми
затратами энергии. Электрохимические и химические покры-
тия наносят на детали с небольшими износами. Для получения
ремонтных заготовок применяют также нанесение пластмасс
на изношенную поверхность.
Процессы создания припусков с применением ДРД подразде-
ляют в зависимости от способа закрепления ДРД и используемой
при этом энергии, а процессы перемещения материала заготовки
пластическим деформированием - в зависимости от вида источ-
ника энергии и соотношения направлений сил и деформаций.
Характеристика способов. Наибольшее применение в ав-
торемонтном производстве нашли следующие способы созда-
ния ремонтных заготовок: электродуговая наплавка, электро-
дуговое и газопламенное напыление, установка ДРД, нанесе-
ние электрохимических покрытий, электроконтактная привар-
ка металлического покрытия, нанесение полимерных покры-
тий и пластическое деформирование материала (табл. 3.1).
Таблица 3.1
Частота применения способов создания ремонтных заготовок
Способ создания ремонтных заготовок Частота, %
Наплавка (электродуговая, газопламенная, плазменная) 60...80
Напыление (электродуговое, газопламенное) 6...12
Установка ДРД 5...10
Нанесение электрохимических покрытий 4...7
Электроконтактная приварка покрытий 3...7
Нанесение полимерных покрытий 2...6
Пластическое деформирование материала заготовки 2...4
79
Самые производительные процессы из приведенных - это
наплавка, напыление и электроконтактная приварка покрытий.
Эти способы дают возможность получать покрытия любой
толщины и различного химического состава с разнообразны-
ми свойствами.
Наплавка сопровождается значительным вложением тепла
в материал заготовки, что отрицательно сказывается на сохра-
нении усталостной прочности восстанавливаемых деталей.
При напылении и нанесении электрохимических покрытий
заготовки нагреваются незначительно.
В настоящее время широко применяют ДРД, которые по-
зволяют восстановить под номинальные размеры детали с
большими износами. Способ позволяет устранять сложные
повреждения.
Способы установки ДРД и пластического деформирования
материала заготовки не причиняют ущерба окружающей сре-
де. Электрохимические процессы хотя и обеспечивают высо-
кие свойства покрытий, но характеризуются малой произво-
дительностью. Электроконтактная приварка является ресур-
сосберегающим технологическим процессом. При нанесении
покрытий толщиной до 1 мм расход присадочных материалов
и электроэнергии сокращается в 2...4 раза по сравнению с
электродуговой наплавкой.
Нанесение полимерных покрытий - производительный
процесс, который может быть легко освоен на любом пред-
приятии.
Пластическое деформирование материала заготовки для
восстановления размеров и формы деталей выгодно отличает-
ся от остальных способов тем, что оно не требует присадочно-
го материала. Кроме того, этот способ позволяет восстанавли-
вать усталостную прочность и жесткость деталей и упрочнять
поверхности.
Получают развитие перспективные виды создания ремонт-
ных заготовок: электронно-лучевая, электроискровая и лазер-
ная обработка, наплавка намораживанием, ионно плазменное
напыление и др. Эти способы обеспечивают высокое качество
покрытий, однако требуют снижения своей стоимости и раз-
работки универсального оборудования.
Области применения способов. При сравнении различ-
ных способов создания ремонтных заготовок учитывают
80
прочность соединения покрытия с восстанавливаемой поверх-
ностью, усталостную прочность детали, износостойкость и
стоимость. Оптимальные области применения способов зави-
сят от их вида и условий работы детали, технического состоя-
ния исходных заготовок, цены материалов, объемов восста-
новления и технического уровня производства.
Наименьшие затраты на создание ремонтных заготовок
обеспечивает использование в качестве припуска поверхност-
ного слоя металла. Это реализуется способом ремонтных раз-
меров и перемещением металла из неизнашиваемого объема в
зону изнашивания пластическим деформированием.
Технологическую подготовку процессов создания ремонт-
ных заготовок корпусных деталей валов и осей следует начи-
нать с использования ДРД, закрепляемых сваркой, пайкой,
клеем и силами упругости. Эти способы эффективны при ма-
лых объемах ремонта (до 5 тыс. агрегатов в год).
С ростом объемов ремонта агрегатов повышается целесо-
образность получения ремонтных заготовок напылением и
электроконтактной приварки покрытий, обеспечивающих вы-
сокую производительность процессов, хотя и использующих
дорогие материалы. Сокращение трудоемкости создания ре-
монтных заготовок этими способами обеспечивается внедре-
нием производительного специализированного оборудования.
Наплавка покрытий обеспечивает нормативное качество
восстановления деталей при всех объемах ремонта агрегатов.
Большую экономическую эффективность обеспечивает
термопластическая(ое) раздача (обжатие) деталей - тел вра-
щения. Эти процессы протекают без расхода материалов, од-
нако их широкое применение в производстве сдерживается
недостатком необходимого оборудования.
Нанесение электрохимических покрытий является самым
дорогим процессом при всех объемах ремонта. Его следует
обоснованно применять для восстановления ответственных
деталей с небольшими износами. Способ требует совершен-
ствования в направлениях повышения производительности и
уменьшения расхода электрической энергии.
Разница в затратах на восстановление одной детали раз-
личными способами большая при малых объемах восстанов-
ления, она уменьшается при увеличении объемов ремонта аг-
регатов.
81
3.3. Дополнительные ремонтные детали
Дополнительная ремонтная деталь - это закрепляемая на
восстанавливаемой детали заготовка, которая по форме и раз-
мерам соответствуют изношенному слою или разрушенному
элементу.
Область применения. С помощью ДРД компенсируют из-
нос поверхностей деталей или заменяют их поврежденные
части. В первом случае ДРД устанавливают и закрепляют не-
посредственно на изношенных поверхностях. Во втором слу-
чае ими заменяют части восстанавливаемых деталей с повреж-
денными элементами.
С применением ДРД восстанавливают многие детали, в
том числе корпуса, гильзы и валы. Восстанавливают отвер-
стия под подшипники в корпусных деталях, отверстия с изно-
шенной резьбой, рабочие поверхности цилиндров, шейки ва-
лов и другие элементы. Например, в блоке цилиндров двига-
теля ДРД устанавливают на поверхности коренных опор, на
фланце картера сцепления, вместо прилива под отверстие
стартера и в виде частей стенок.
В зависимости от вида восстанавливаемой поверхности
ДРД имеют вид втулки, пластины, спирали и др. ДРД обычно
изготавливают из того материала, из которого изготовлена
сама восстанавливаемая деталь. Стальные ДРД, которые уча-
ствуют в трении, могут перед установкой пройти закалку с
отпуском.
В настоящее время ДРД все больше применяют для целей
восстановления деталей с большими износами под номиналь-
ные размеры. Способ позволяет устранять повреждения, кото-
рые трудно устранить другими способами. Восстановление
деталей с использованием ДРД применяют на различных ре-
монтных предприятиях при разных объемах выпуска. Стои-
мость материалов при этом в несколько раз ниже, чем при ис-
пользовании напыленных и наплавленных покрытий. Приме-
няемое оборудование универсальное, а процессы простые.
Однако в ряде случаев снижается механическая прочность
восстанавливаемой детали.
Способы закрепления ДРД. Их закрепляют на восстанав-
ливаемых поверхностях натягом, деформированием материа-
ла, силами упругости и упорами (на шейках валов), резьбой,
82
сварным швом, сварными точками (электрозаклепками), кле-
ем, припоем, заклепками, штифтами и винтами.
Распространено закрепление ДРД в виде втулок на шейках
валов или в отверстиях корпусов за счет натяга. Шерохо-
ватость сопрягаемых поверхностей при этом не более
Ra 1,25...0,32 мкм. Необходимую прочность соединения полу-
чают выбором длины и натяга посадки. Для надежного соеди-
нения ДРД с основной деталью их совместно просверливают,
отверстие разворачивают или в нем нарезают резьбу. В отвер-
стие устанавливают штифт или резьбовой стопор.
Наибольшее применение получило закрепление ДРД свар-
кой. Таким образом восстанавливают шейки коленчатых ва-
лов, канавки поршней, венцы зубчатых колес, стыковые при-
ливы картеров и др.
ДРД может быть закреплена электрозаклепками. ДРД,
имеющие форму дисков или пластин закрепляют на основной
детали с помощью винтов с потайной головкой, при этом
толщина ДРД не менее 4 мм.
Сущность клеесварного способа закрепления ДРД заклю-
чается в следующем. Поверхность основной детали зачищают
металлической щеткой, шлифовальным кругом или другими
инструментами. Затем поверхность обезжиривают органиче-
ским растворителем и наносят клеевую композицию. После
этого устанавливают накладку из стали 20 и ее приваривают
контактной сваркой.
Интерес представляет закрепление ДРД на поверхности
шеек валов силами упругости и
бают из шлифованной и поли-
рованной полосы из пружин-
ной стали толщиной 0,4 мм.
Длина ДРД соответствует дли-
не окружности восстанавли-
ваемого элемента. В ДРД про-
бивают фигурные отверстия с
усиками и отверстия для под-
вода масла. Затем ДРД свора-
чивают в кольцо и отгибают
усики. На шейке вала фрезе-
руют углубления. ДРД в виде
браслета надевают на шейку
упорами фис. з.з). дгд выру-
Рис. 3.3. Схема установки упру-
гой ДРД на шейку вала
83
вала таким образом, чтобы усики ДРД вошли во фрезерован-
ные углубления. Силы упругости заставляют ДРД копировать
форму шейки, а усики, взаимодействующие с торцами углуб-
ления, фиксируют ДРД от проворота.
Восстановление резьбы. Данный процесс выполняется с
помощью винтовых вставок из ромбической проволоки. Ма-
териал проволоки - аустенитная хромоникелевая сталь. ДРД
представляет собой спираль с концентричными друг относи-
тельно друга внутренней и наружной резьбами высокой точ-
ности. Спираль имеет на одном торце поводковый усик, кото-
рый применяют для завинчивания ДРД, а затем обламывают.
Отверстие с восстанавливаемой резьбой рассверливают для
удаления поврежденной резьбы перед установкой ДРД. В по-
лученном отверстии нарезают резьбу большего размера. ДРД
ввинчивают в резьбовое отверстие с помощью специального
инструмента. Производитель резьбовых ДРД (товарное назва-
ние Helicoil) - фирма Bollhoff (Германия).
Устранение трещин. Стенки корпусных деталей с трещи-
нами восстанавливают установкой вставок из малоуглероди-
стой стали. Каждая вставка выполнена в виде цилиндров с
параллельными осями, расположенными в одной плоскости.
Диаметр окружности в основании цилиндров равен 3,5; 4,8
или 6,8 мм. Вставки (рис. 3.4) бывают уплотняющими (уста-
навливаемые вдоль трещины) и стягивающими (устанавли-
ваемые поперек трещины). Расстояния между осями отвер-
стий в восстанавливаемой детали и осями цилиндрических
элементов уплотняющей вставки равны между собой. Шаг
осей отверстий в восстанавливаемой детали для стягивающих
вставок на 0,2 мм больше, чем шаг между осями цилиндров
самой вставки. Сущность способа заключается в запрессовы-
вании вставок в предварительно подготовленные пазы детали.
Трещины длиной до 50 мм устраняются только стягиваю-
щими вставками, а более 50 мм - уплотняющими и стягиваю-
щими вставками. Высота уплотняющих вставок составляет
10... 15 мм и превышает толщину стенки восстанавливаемой
детали, а высота стягивающих вставок равна 3 мм и составля-
ет часть толщины этой стенки.
Процесс устранения трещин следующий. Отступают от конца
трещины в сторону ее продвижения на 4...5 мм и сверлят насквозь
отверстие диаметром 3,5 мм для деталей толщиной стенки до 8 мм,
84
Рис. 3.4. Вставки уплотняющие (а, б), стягивающие (в, г, д, е) и отверстия
под них (ж)
диаметром 4,8 мм для деталей с толщиной стенки 8... 12 мм или диа-
метром 6,8 мм - с толщиной стенки более 12 мм. В просверленное
отверстие устанавливают оправку специального кондуктора и свер-
лят второе отверстие. Затем последовательно ориентируют кондук-
тор по выполненным отверстиям и сверлят необходимое число от-
верстий по всей длине трещины. Подобным образом поперек трещи-
ны через каждые пять отверстий вдоль нее сверлят на глубину 3,5 мм
по два отверстия с каждой стороны трещины. Перемычки между
отверстиями удаляют специальным пробойником шириной 1,8; 2,4
или 3,0 мм (в зависимости от диаметра просверленных отверстий).
85
Сжатым воздухом выдувают стружку из отверстий. Поверхности
отверстий и вставок обезжиривают органическим растворителем и
смазывают эпоксидным компаундом. Вдоль трещины устанавливают
уплотняющие вставки, а поперек нее - стягивающие. Вставки раскле-
пывают и выступающую поверхность зачищают заподлицо с по-
верхностью детали.
Выпускают комплект ОР-11362, в состав которого входят
вставки и необходимый инструмент. Способ устранения тре-
щин вставками отличается простотой и небольшой трудоем-
костью.
3.4. Пластическое деформирование заготовок
Область применения способа. Способ применяют для об-
работки заготовок, изготовленных из пластичных материалов
(стали, алюминиевых сплавов, бронзы и др.). Его применяют и
для заготовок из хрупких материалов, которые для обработки
превращают в пластичные путем нагрева или всестороннего
сжатия. Пластическое деформирование материала основано на
использовании его пластичности, которая зависит от химиче-
ского состава и структуры материала, а также условий его де-
формирования.
Чистые металлы имеют наибольшую пластичность, кото-
рая увеличивается при нагреве. Различают холодное и горячее
деформирование в зависимости от соотношения температур
процесса и рекристаллизации. При холодном деформировании
температура материала при его обработке меньше температу-
ры рекристаллизации, а при горячем деформировании - наобо-
рот. В холодном состоянии деформированием заготовки из стали
твердостью 27...32 HRC и цветных металлов. Нагрев до темпера-
туры ковки уменьшает в 10...15 раз усилие деформирования по
сравнению с деформированием в холодном состоянии.
Пластическое деформирование заготовок применяют при
восстановлении размеров изношенных элементов деталей пу-
тем перемещения материала из неизнашиваемого объема в
зону изнашивания, для правки, восстановления усталостной
прочности, износостойкости и жесткости деталей. Способ
экономичен, потому что не требует расхода присадочного ма-
териала, обладает широкими возможностями и обеспечивает
высокое качество восстановления.
86
Получение ремонтных заготовок пластическим дефор-
мированием включает подготовку восстанавливаемой детали,
приложение деформирующего усилия и последующую обра-
ботку. Подготовка детали к деформированию представляет
собой отжиг или высокий отпуск. Деформирующее усилие
создают прессовым оборудованием с применением оснастки.
Последующая обработка необходима для получения требу-
емых размеров.
Процессы перемещения материала классифицируют в за-
висимости от направлений внешних сил и сопутствующих
деформаций и вида применяемой энергии.
В зависимости от направлений внешних сил и вызываемых
ими деформаций различают следующие способы получения
ремонтных заготовок для последующего восстановления
размеров деталей: осадку, раздачу, обжатие, вытяжку и вдав-
ливание (рис. 3.5).
Рис. 3.5. Схемы процессов для восстановления размеров деталей:
а - осадка; б - раздача; в - обжатие; г - вытяжка; д - вдавливание
Осадку применяют для увеличения наружного размера
сплошных заготовок. При осадке действие силы Р перпенди-
кулярно направлению деформации 8. В результате осадки
площадь поперечного сечения заготовки увеличивается вслед-
ствие уменьшения ее высоты. Осадку применяют при восста-
87
новлении пальцев, коротких осей и подобных деталей. Заго-
товки осаживают на пневматических молотах или гидравличе-
ских прессах.
Для деталей, испытывающих значительные эксплуатаци-
онные нагрузки, уменьшение высоты при осадке допускается
до 2 %, а для остальных деталей - до 5 %.
Направления действующих сил и деформаций при раздаче
совпадают и направлены изнутри детали. Раздают поршневые
пальцы, чашки дифференциала, втулки и другие детали при
восстановлении их наружного диаметра. Механическую раз-
дачу выполняют сферическими или цилиндрическими про-
шивками.
При обжатии направления действующих сил и деформа-
ций также совпадают, но направлены внутрь заготовки. Обжа-
тие применяют при восстановлении внутреннего диаметра
гильз и втулок, например, путем проталкивания заготовок
сквозь втулку-инструмент. Диаметр калибрующего пояска
инструмента принимают из расчета уменьшения внутреннего
диаметра на значения износа и припуска на механическую
обработку.
Вытяжку применяют для увеличения длины заготовки за
счет уменьшения ее поперечного сечения. По сравнению с
осадкой деформации и действующие силы поменялись места-
ми и направлениями. Вытяжкой восстанавливают, например,
толкатели при износе торцовых поверхностей.
Вдавливание объединяет в себе признаки осадки и раздачи.
В большинстве случаев действующая сила направлена под
углом к направлению требуемой деформации. Одновремен-
ное протекание осадки и раздачи сохраняет длину детали, что
является преимуществом спо-
соба. Вдавливание применяют
при восстановлении зубьев ко-
лес, шлицев, шаровых пальцев
и других деталей. Вдавливание
ведут при высокой температуре
материала (сталь - 680...920 °C)
в штампах.
Частным случаем вдавли-
вания является накатка
Рис. 3.6. Накатка поверхности (рис. 3.6), которую применяют
88
для увеличения наружного или уменьшения внутреннего раз-
меров заготовок за счет вытеснения металла из отдельных
участков рабочих поверхностей, при восстановлении размеров
шеек и отверстий под подшипники, а также для подшипников,
залитых свинцовистой бронзой. В последнем случае образо-
вавшиеся лунки заливают баббитом для восстановления не-
сущей способности антифрикционного слоя.
Поверхности, которые воспринимают при работе напряже-
ния на поверхности контакта не более 7 МПа, накатывают
специальным инструментом - зубчатым роликом (накатни-
ком) с прямыми или косыми зубьями.
В зависимости от вида энергии, затрачиваемой на пласти-
ческое деформирование материала, различают механическое,
термопластическое и гидродинамическое деформирование.
Примеры механического деформирования рассмотре-
ны выше.
Термопластическое деформирование применяют для вос-
становления гильз цилиндров, поршней и поршневых пальцев.
Сущность термопластической раздачи (рис. 3.7) заключается в
том, что заготовку нагревают снаружи до температуры выше
Ас3 на диаграмме состояния Fe - С и охлаждают изнутри по-
током жидкости. Внутренние кольцевые слои материала, ох-
лаждаясь, стремятся уменьшиться в диаметре, но им препят-
ствуют нагретые наружные слои, поэтому внутренние слои
пластически растягиваются и увеличиваются в диаметре, по
сравнению с первоначальным диаметром в холодном состоя-
нии. При дальнейшем охлаждении внутренние слои утрачи-
вают пластичность и превращаются в жесткую «оправку», ко-
торая препятствует уменьшению диаметра наружных слоев.
Рис. 3.7. Схема стенда для термопластической раздачи поршневых пальцев:
1 - плита; 2 - кронштейн; 3 - пружина; 4 - шток полый; 5 - индуктор; 6 - призма
направляющая; 7 - пневмоцилиндр
89
Гидродинамическая раздача поршневых пальцев основана
на эффекте Л.А. Юткина. Сущность эффекта заключается в
инициировании в жидкости, заполняющей внутреннюю по-
лость заготовки, электрического разряда, создающего большое
гидравлическое давление, которое, в свою очередь, вызывает
пластическое деформирование материала заготовки и обеспе-
чивает припуск на обработку резанием абразивным инстру-
ментом.
Устройство для электрогидравлической раздачи (рис. 3.8)
включает следующие основные части: источник 7, накопитель
энергии 2 и технологический узел 3 с положительным 4 и от-
рицательным 8 электродами, между которыми установлена
заготовка 7 с проводником 6 и пластмассовым патроном 5.
Внутреннюю полость заготовки заполняют водой. Напряже-
ние разряда контура составляет 37 кВ, емкость батареи кон-
денсаторов - 6 мкФ. Взрывной патрон изготовлен из полиэти-
лена марки ПЭВ-500, а инициирующий проводник - из алю-
миниевой проволоки диаметром 0,7 мм. При указанных режи-
мах раздачи наблюдается пластическое увеличение диаметра
поршневых пальцев, выполненных из стали 15Х, на 0,12 мм, а
деталей из стали 45 - на 0,2 мм.
1 2 3 4 5
Рис. 3.8. Устройство для электрогидравлической раздачи поршневых пальцев:
1 - трансформатор; 2 - конденсатор; 3 - технологический узел; 4 - положитель-
ный электрод; 5 - пластмассовый патрон; 6 - проводник; 7 - восстанавливаемая
деталь; 8 - отрицательный электрод
90
Правку деталей применяют для устранения остаточных
деформаций изгиба, коробления или скручивания. Направле-
ние действующей силы при этом совпадает с направлением
требуемой деформации и в большинстве случаев перпендику-
лярно оси детали. Правят валы, шатуны, оси, клапаны, тяги,
рычаги, рамы, кронштейны, рессорные листы и другие детали.
Правку, как и другие виды пластического деформирования,
ведут без нагрева и с нагревом.
Высокое качество обеспечивает правка наклепом. Коленча-
тый вал, например, в этом случае устанавливают на призмы и
пневматическим молотком, рабочая поверхность бойка кото-
рого имеет сферическую форму, наносят удары по нетрущим-
ся поверхностям щек. Поверхность детали, по которой нано-
сились удары, принимает выпуклую форму. Точность правки
при этом достигает 0,02 мм, наблюдается стабильность ре-
зультата во времени и сохранение усталостной прочности.
Упрочнение поверхности. Пластическое деформирование
в холодном состоянии упрочняет металл, при этом его пре-
дел прочности и твердость повышаются, а пластичность
снижается.
Усталостную прочность, жесткость и износостойкость де-
талей восстанавливают наклепом, который создает в поверх-
ностном слое металла сжимающие остаточные напряжения.
Механическое упрочнение рекомендуют и для повышения
усталостной прочности деталей, восстановленных наплавкой,
нанесением электрохимических покрытий и напылением.
Применяют следующие виды механического упрочнения
поверхностей деталей: обкатывание, раскатывание, дробе-
струйную и центробежную обработку.
Наибольшее применение получило обкатывание и раска-
тывание роликами и шариками для упрочнения наружных и
внутренних поверхностей деталей, соответственно. На рис. 3.9
приведено устройство для раскатывания внутренних поверх-
ностей (гильз цилиндров, отверстий в головках шатунов) зака-
ленными роликами.
Галтели на шейках коленчатых валов обкатывают про-
фильными роликами, изготовленными из твердого сплава
Т15К6 и касающимися при работе галтельных переходов заго-
товки. Более эффективным способом упрочнения галтелей
является их чеканка.
91
1
2
3
4
Рис 3.9. Устройство для раскатывания отверстий:
1 - оправка; 2 - корпус; 3 - ролик; 4 - гайка
Дробеструйную обработку применяют как для повышения
жесткости упругих элементов (пружин, торсионов, рессорных
листов), так и для увеличения усталостной прочности деталей
или их элементов (шатунов, сварных швов). В качестве обору-
дования для обработки дробью применяют механические или
пневматические дробеметы.
Центробежную обработку выполняют с помощью при-
способления, установленного на суппорте токарного станка.
Инструментом (рис. 3.10) является диск с радиальными отвер-
стиями, в которых установлены шарики с возможностью их
Рис. 3.10. Схема устройства для центробежной обработки:
1 - заготовка; 2 - шарики; 3 - корпус
92
перемещения вдоль оси отверстий. Диск получает вращение от
электродвигателя. Линейная скорость обода диска - 13...25 м/с.
В течение одного оборота диска каждый шарик наносит удар по
упрочняемой поверхности. Этот способ применяют, например,
для упрочнения коленчатых и торсионных валов. Усталостная
прочность в результате обработки повышается на 30...60 %.
Отделочно-чистовую обработку применяют в виде ка-
либрования отверстий и алмазного выглаживания.
Отверстия калибруют путем перемещения в них с натягом
деформирующего инструмента с подачей СОЖ. Инструмент
(дорн) имеет вид сферы или цилиндра. При начальной шеро-
ховатости Ra 1,6...6,3 мкм получают шероховатость Ra
0,1...0,8 мкм для стали и Ra 0,4...1,6 мкм - для чугуна.
Алмазное выглаживание придает восстанавливаемым по-
верхностям высокие износостойкость и усталостную проч-
ность. Выглаживающий инструмент имеет наконечник с алма-
зом в виде иглы, радиус ее рабочей части 0,3 мм. Инструмент
на оправке устанавливают в резцедержателе токарного станка.
Алмазным выглаживанием обрабатывают только сплошные
поверхности. Поверхность под обработку предварительно
шлифуют или растачивают. Усилие на инструмент не более
300 Н. В зону обработки подают индустриальное масло И-20А.
Требования безопасности. Все оборудование с электро-
приводом должно быть надежно заземлено. При работе на
гидравлическом прессе необходимо следить за показаниями
манометра, которые не должны превышать значений, указан-
ных в технологической карте. После упора пуансона в матри-
цу давление пресса немедленно снимают.
Клещи для удержания заготовок при работе на молоте из-
готавливают из мягкой стали не подверженной закалке. Кле-
щи при работе периодически охлаждают. Если при работе
возможно образование искр, окалины или осколков, то рабо-
чий должен работать в очках с небьющимися стеклами.
У нагревательной печи работают только в рукавицах. Печи
загружают только сухими заготовками. Нельзя выбрасывать
из печи нагретую заготовку на пол - отлетающая при этом
окалина может причинить тяжелые ожоги.
Дробеструйную обработку заготовок ведут в камерах, обо-
рудованных вытяжной вентиляцией и устройством, исклю-
чающим возможность пуска дробемета при открытых загру-
зочных люках.
93
3.5. Сварка, наплавка и электроконтактная приварка
Область применения сварки и наплавки заготовок.
Сварка - способ получения неразъемного соединения с по-
мощью сварного шва. Сваркой устраняют механические по-
вреждения (трещины, пробоины) и закрепляют ДРД. Соеди-
няемые поверхности заготовок при большинстве видов сварки
нагревают до плавления.
Наплавка как способ нанесения покрытий включает нагрев
до плавления присадочного металла и восстанавливаемой по-
верхности пламенем, дугой или другим источником тепла,
перенос жидкого металла на оплавленную поверхность и его
кристаллизацию. Наплавленные покрытия при восстановле-
нии деталей служат для компенсации потери металла при из-
нашивании и создания припуска на обработку резанием. На-
плавка по сравнению с другими способами нанесения покры-
тий дает возможность получать покрытия с высокой произво-
дительностью, любой толщины, различного химического
состава и с высокими физико-механическими свойствами.
Наплавочные покрытия наносят на стержни диаметром бо-
лее 12 мм.
Среди способов создания ремонтных заготовок сварка и
наплавка получили наибольшее распространение. В общем
объеме сварочно-наплавочных работ электродуговые процес-
сы составляют около 80 %, а газопламенные - около 20 %.
Источники тепла для сварки и наплавки. Виды источ-
ников тепла, нагревающих материал и заготовку, определяют
виды сварки и наплавки: свободная электрическая дуга - элек-
тро дуговую сварку и наплавку; сжатая дуга - плазменную;
газокислородное пламя - газопламенную; прохождение элек-
трического тока через расплавленный флюс - электрошлако-
вую; лазерный луч - лазерную и др.
Электрическая дуга представляет собой непрерывный
электрический разряд в газовой среде. Движение заряженных
частиц в промежутке между электродами представляет собой
электрический ток. Появление заряженных частиц в объеме
между электродами обусловлено эмиссией электронов с като-
да и ионизацией газа.
1 Электрическая дуга открыта в 1802 г. профессором В.В. Петровым.
94
На катоде (рис. 3.11) образу-
ется наиболее активный и
нагретый участок, который
называют катодным пятном.
На аноде имеется анодное
пятно. Средняя часть газового
разряда называется столбом
дуги, который практически
равен ее длине. Сила тока,
состав и давление газа, мате-
риал и размеры электродов
определяю!' форму и размеры
столба дуги. Температура сре-
ды в нем достигает 6000 °C.
Полярность считают пря-
мой в том случае, когда
«плюс» источника питания
Рис. 3.11. Зоны дугового разряда:
1 - катодное пятно; 2 - катодная зона;
3 - столб дуги; 4 - анодное пятно;
5 - анодная зона
при наплавке подключен к заготовке. При подключении
«плюса» к электроду (обратная полярность) тепловая энергия,
выделяемая на нем, не зависит от длины дуги, а при равно-
мерной подаче электродной проволоки дуга горит устойчиво.
На аноде выделяется энергии на 20 % больше, чем на катоде.
Поэтому предпочтение отдают обратной полярности. Сила
сварочного тока оказывает наибольшее влияние на глубину
проплавления заготовки, размеры валика наплавленного ме-
талла и производительность процесса.
В качестве источников питания широко применяют вы-
прямители (ВД-131, ВД-306М, ВД-306С, ВД-306Д и др.) и ог-
раниченно - трансформаторы (ТСМ-160, ТСМ-207, ТДМ-301,
ТДМ-401 и др.)
Плазма - это движущийся газ, в котором значительная
часть атомов или молекул ионизирована, а заряд электронов и
отрицательных ионов равен заряду положительных ионов.
При диссоциации молекул плазмообразующего газа (распаде
их на атомы) и ионизации атомов (потере электронов) происхо-
дит поглощение энергии. При охлаждении такого газа наблюда-
ется обратный процесс образования молекул с выделением
1 Считается, что толчком к разработке плазменных процессов послужило
открытие Р. Гейджем в 1950 г. эффекта сжатия электрической дуги водо-
охлаждаемым анодом.
95
Рис. 3.12. Схема плазменного гене-
ратора:
1 - заготовка; 2 - проволочный или
прутковый материал; 3 - сопло-анод;
4 - электрод-катод; 5 - сопротивле-
ние; vr - скорость подачи газа;
vn - скорость подачи материала
при одинаковой температуре
туру (15 000...30 000 °C) имеет
энергии, равной энергии их
диссоциации и ионизации
атомов. Сочетание этих про-
цессов принципиально отли-
чает плазменный нагрев от
других видов нагрева, напри-
мер газопламенного. Плазма
обладает высокой электро-
проводностью и движется со
скоростью, превышающей в
определенных условиях ско-
рость звука. В качестве плаз-
мообразующих газов приме-
няют аргон, азот, аммиак, во-
дород и гелий. Двухатомар-
ные газы (например, азот)
обладают большим теплосо-
держанием, чем одноатомар-
ные газы (например, аргон)
. Наиболее высокую темпера-
аргоновая плазма.
Плазму вырабатывает плазменный генератор (рис. 3.12).
Между вольфрамовым катодом и заготовкой возникает дуга,
через которую продувают плазмообразующий газ (азот или
аргон). Дуга сжимается стенками медного водоохлаждаемого
сопла и струями движущегося газа, что приводит к образова-
нию плазмы. Нагрев, дробление и перенос наносимого мате-
риала происходит за счет тепловой и кинетической энергии
плазменной струи.
Для плазменной наплавки применяют установки УД-417,
УПН-303, УПН-602 и др., для плазменного напыления - УМП-5,
УМП-6, УПУ-3, УПУ-5 и др.
Газокислородное пламя широко применяют для сварки
стальных заготовок из листового проката толщиной до 2,5 мм,
из серого чугуна и алюминиевых сплавов, для пайки чугуна,
для наплавки цветных металлов и порошков и при резке ме-
талла. В качестве горючего газа используют ацетилен, пропан-
бутан, природный газ, пары бензина и керосина. В производ-
ство внедрен аналог ацетилена - газ МАФ (метилацетилен
алленовой фракции).
96
Рис. 3.13. Строение ацетилено-кисло-
родного пламени и распределение в
нем температуры:
1 - ядро; 2 - восстановительная зона;
3 - факел
В ннамсни различают яд-
ро, косо ановительную зону
и факса (рис. 3.13).
Ядро имеет резко очер-
ченную бочкообразную фор-
му с закругленным концом.
Оболочка ядра состоит из
раскаленных частиц углерода
и ярко светится. Температура
ядра около 900 °C, его длина
зависит от скорости истече-
ния и расхода горючей сме-
си, а диаметр - от диаметра
канала мундштука.
Восстановительная
зона пламени имеет темный
цвет. Она состоит из продук-
тов неполного сгорания го-
рючего газа: оксида углерода
и водорода. Эти вещества восстанавливают металл из оксидов.
Если расплавляемый металл находится в восстановительной
зоне, то он получается без пор и оксидных включений. Вос-
становительная зона обладает наиболее высокой температурой
в точке, отстоящей на 3...6 мм от ядра. Наибольшую темпера-
туру дает горение ацетилена в кислороде - 3150 °C. Темпера-
тура горения (°C) газа МАФ в кислороде - 2930, пропан-
бутана - 2043, природного газа - 1850...2000, паров бензина -
2600 и керосина - 2450.
Факел (оксидная зона) расположен за восстановительной
зоной. Он состоит из диоксида углерода, паров воды и азота.
Азот поступает из воздуха, а остальные составляющие факела
образуются за счет взаимодействия оксида углерода и водоро-
да с кислородом воздуха. Температура факела значительно
ниже температуры восстановительной зоны и изменяется в
пределах 1200. ..2500 °C.
В зависимости от отношения фактического и теоретически
необходимого расхода кислорода а различают три вида пламе-
ни восстановительное (а < 1), нейтральное (а = 1,00...1,25) и
окт ингсльное (а > 1,25). Для получения нейтрального пламени
на » 1иннцу объема, например ацетилена, требуется 2,5 объема
97
кислорода. В зону горения из баллона подается 1,15 требуемого
объема кислорода, а остальной кислород поступает из воздуха.
Нейтральное пламя применяют для сварки заготовок из
алюминиевых сплавов, меди, бронзы и стали с содержанием
углерода менее 0,5 %.
Восстановительное пламя содержит свободный углерод,
который переходит в расплавленный металл и науглероживает
его. Такое пламя применяют при сварке чугуна, сталей с со-
держанием углерода более 0,5 % углерода, для наплавки заго-
товок твердыми сплавами.
Температура окислительного пламени выше температуры
нейтрального пламени, однако оно интенсивно окисляет сва-
риваемый металл и способствует получению крупнозернисто-
го шва. Окислительным пламенем режут металлы, а также
нагревают заготовки перед закалкой.
При газокислородной сварке применяют инжекционные
горелки с наконечниками. Ацетилен получают в генераторах
ГВД-0,8, ГВР-1,25, АНВ-1,66 и др. Остальные горючие газы и
кислород доставляют в баллонах.
Нагрев материала проходящим электрическим током ис-
пользуют при стыковой и шовной сварке, электрошлаковой
наплавке, а также при электроконтактной приварке металли-
ческого покрытия. Количество выделившегося тепла q (Дж)
определяют по формуле
q=^UIt, (3.1)
где г|т - термический КПД; U- напряжение, В; I- сила тока, А;
t - время действия тока, с.
Лазерное излучение - это поток квантов энергии в оптиче-
ском диапазоне, возникший в результате перехода атомов на
более низкий энергетический уровень в результате их взаимо-
действия с электромагнитным полем. Лазерное излучение по-
зволяет сконцентрировать на поверхности обрабатываемого
материала наибольшую плотность энергии из рассмотренных
источников тепла. Энергию лазера можно передавать мате-
риалу бесконтактно, быстро и строго дозировано.
В авторемонтном производстве ограниченно применяют
газовые лазерные установки ЛГН-702, Катунь, Иглан и др.
Газовая сварка. Газовая сварка широко используется при
ремонте кузовов и других изделий из тонколистового металла.
Обычно сварку ведут нейтральным пламенем. Сварка дета-
лей восстановительным пламенем приводит к повышению
98
твердости и хрупкости металла и применяется при сварке де-
талей из низкоуглеродистых сталей.
Вследствие неравномерного нагрева детали в зоне терми-
ческого влияния, которая составляет 25...30 мм, возникают
структурные изменения в основном металле детали, снижа-
ющие механические свойства металла и способствующие воз-
никновению деформации заготовки. Для предотвращения или
уменьшения деформации необходимо производить предвари-
тельный подогрев и медленное охлаждение.
Для предохранения расплавленного металла от окисления,
особенно при сварке легированных деталей применяются раз-
личные флюсы. Расход горючего газа Q (л/ч) определяют по
формуле
Q = A-S, (3.2)
где А - коэффициент, зависящий от металла детали, л/ч на 1 мм
толщины детали (для углеродистых сталей А = 100... 120; высо-
колегированных сталей А = 75; чугуна, меди А = 150; алюми-
ниевого сплава А = 100); 5 - толщина свариваемого металла, мм.
По расходу газа выбирают номер наконечника сварочной
горелки (табл. 3.2). Наиболее широко применяются универ-
сальные инжекторные горелки ГС-53 со сменными наконеч-
никами (№ 1...7).
Таблица 3.2
Наконечники к горелке ГС-53 для ручной газовой сварки
Пара- метры Номер наконечника
1 2 3 4 5 6 7
Толщина сварива- емой ста- ли, мм 0,5...1,5 1,0...2,5 2,5...4,0 4,0...7,0 7,0...11 10...18 17...30
Расход ацетиле- на, л/ч 50... 125 125...250 250. .400 400...700 700... 1100 1050...1750 1700...2800
В ряде случаев в качестве горючего газа используют про-
пан-бутановую смесь и другие горючие газы. Для них харак-
icpiia малая скорость сгорания и незначительный диапазон
1ирывоопасности в смеси с воздухом. При использовании
пропан-бутановой смеси применяют специальные горелки
(ГЗУ, ГЗМ), работающие с подогревом газа для повышения
температуры пламени.
1 +
99
Контактная сварка является разновидностью сварки дав-
лением и наиболее производительным и экономичным спосо-
бом соединения металлов. Процесс образования неразъемного
соединения происходит в результате взаимного расплавления
и кристаллизации материала деталей. В практике наиболее
широко используется контактная точечная сварка.
Технологический цикл состоит из отдельных переходов:
• предварительного сжатия свариваемых деталей электро-
дами сварочной машины;
• нагрева металла;
• проковки соединения после выключения сварочного тока;
• охлаждения соединения после сварки.
Предварительное сжатие свариваемых деталей необхо-
димо для обеспечения надежного электрического контакта
между деталями и образования уплотняющего кольца с целью
сохранения расплавленного жидкого ядра. Части свариваемых
деталей нагреваются за счет прохождения импульсов электри-
ческого тока. Режим сварки определяется силой тока, давле-
нием между электродами, размером и формой контактной по-
верхности электродов. Качество соединений, полученных точеч-
ной сваркой, определяется статической прочностью сварного
соединения, которая зависит от размеров сварной точки. После
выключения сварочного тока для снятия остаточных напряжений
производят проковку, что значительно повышает прочность
соединений. Сварное соединение охлаждается на воздухе.
Точечной и роликовой сваркой соединяют внахлест листо-
вые заготовки толщиной 0,3...7 мм. Нагрев заготовок в месте
их контакта с локальным расплавлением металла происходит
за счет теплового действия тока. В качестве оборудования
применяют универсальные машины для контактной сварки.
Сжимающее усилие к электродам прикладывают с помощью
пневмоцилиндров. Переносным устройством являются сва-
рочные клещи типа МТПГ-75 с пневмоприводом и однопо-
люсные пистолеты для соединения тех заготовок, которые
невозможно сварить двусторонним подводом тока.
Контактная сварка обеспечивает стабильное качество со-
единений, высокую эффективность и культуру производства,
широко применяется в автомобильной промышленности, а
также в авторемонтном производстве при ремонте кузовов.
100
Электродуговая сварка
стальных заготовок вклю-
чает ручной и полуавтома-
тический процессы. В ав-
торемонтном производстве
ручную сварку (рис. 3.14)
применяют при соединении
частей заготовок, заварке
одиночных трещин и закре-
плении листовых ДРД. По-
врежденные места деталей
предварительно зачищают, а
края свариваемых заготовок
разделывают. Сварку ведут
Рис. 3.14. Схема ручной электро дуго-
вой сварки:
1 - шлаковая корка; 2 - валик; 3 - ванна
расплавленного металла; 4 - электриче-
ская дуга; 5 - источник питания;
6 - покрытие электрода; 7 - электрод
переменным или постоянным током. Для ручной сварки при-
меняют электроды, которые подразделяют по типу и назначе-
нию, виду и толщине покрытия и другим признакам.
Обозначение типа электрода состоит из индекса Э и сле-
дующих за ним цифр и букв. Две или три цифры указывают
среднее содержание углерода в наплавленном металле в сотых
долях процента. Затем следует обозначение химических эле-
ментов. Каждому типу электрода может соответствовать не-
сколько марок его покрытия. Покрытия электродов по составу
подразделяются на руднокислые - Р, рутиловые - Т, фтори-
стокальциевые -Фи органические - О. Наибольшее примене-
ние в ремонте получили электроды групп Р, Т и Ф. К группе Р
относятся электроды ОММ-5, ЦМ-7, ЦМ-8, к группе Т - УМ-9,
ОЗС-6, АНО-3, к группе Ф - УОНИ-13/45, УОНИ-13/55,
УОНИ-13/65.
Для защиты металла от действия кислорода и азота воздуха
в состав покрытий вводят органические газообразующие ве-
щества (крахмал, декстрин, целлюлозу и др.) и карбонаты
(мрамор, мел и др.). При горении дуги эти вещества сгорают
или разлагаются, образуя диоксид и оксид углерода, которые
вытесняют воздух из рабочей зоны.
Для получения необходимой твердости и износостойкости
наплавленного материала в покрытие электрода вводят леги-
рующие элементы в виде феррохрома, ферромарганца, ферро-
силиция и др.
Шлакообразующие вещества покрытия образуют шлак, ко-
торый изолирует поверхность расплавленного металла от воз-
101
духа и способствует более медленному остыванию заготовки.
При этом более полно выделяются растворенные в расплав-
ленном металле газы.
Раскисляющие вещества в расплавленном металле соеди-
няются с оксидами, образуют легкоплавкие шлаки и всплыва-
ют на поверхность.
Для повышения устойчивости горения дуги в покрытии
имеются стабилизирующие вещества (силикат натрия, мра-
мор, мел и др.)
В качестве связующего вещества для составляющих по-
крытия применяют жидкое стекло.
Полуавтоматическая сварка выполняется с механической
подачей сварочной проволоки в зону горения дуги. Применя-
ют полуавтоматы А-537, А-547Р, ПДПГ-500 и др. В качестве
источников питания используют сварочные выпрямители.
Тонколистовые панели сваривают в среде диоксида угле-
рода СО2 током обратной полярности проволокой Св-08ГСА
или Св-08Г2С. Режим сварки назначают в зависимости от ви-
да и толщины свариваемого металла. При сварке листов из
углеродистой стали толщиной 1 мм применяют ток силой до
100 А и напряжением 20 В, выдерживают расстояние от сопла
сварочной горелки до заготовки 8... 10 мм, а наклон электрода
от вертикали не более 20°. Чтобы обеспечить спокойное горе-
ние дуги и минимальное разбрызгивание жидкого металла,
сварку ведут короткой дугой при быстром перемещении
горелки.
Особенности сварки стали. Малоуглеродистые (сталь 10
и 20, СтЗ и др.) и низколегированные (15Х, 15ХГ, 12ХН2 и др.)
стали твердостью до 200 НВ применяются после прокатки.
Они хорошо свариваются всеми видами сварки, не подверже-
ны существенной закалке при сварке, поэтому после нее не
проходят термическую обработку. Применяют электроды Э-42
с тонким покрытием.
Среднеуглеродистые (сталь 30, 35 и др.) и низколегирован-
ные стали с содержанием углерода 0,3...0,4 % твердостью до
250 НВ относятся к удовлетворительно свариваемым. Приме-
няют электроды типа Э-50. Заготовки сложной формы и стен-
ками толщиной более 15 мм сваривают с предварительным
подогревом до 200 °C. После сварки производят отпуск при
102
650 °C. Газовую сварку выполняют только при положительной
температуре окружающей среды.
Ограниченно свариваются стали 45 и 50 и низколегирован-
ные стали с содержанием углерода до 0,45 %. Заготовки сва-
ривают электродами типа Э-50А. Для заготовок из марганцо-
вистых сталей с толщиной стенок до 4 мм применяют сварку
газовую, ручную дуговую, под флюсом и в среде диоксида
углерода. Заготовки после сварки проходят нормализацию.
Плохо свариваются стали с содержанием углерода > 0,55 %
и малоуглеродистые стали с цементованными рабочими по-
верхностями. Их следует сваривать электродами марок 12АН-
ЛИИВТ, Т-590 или ЭН-400. Для предупреждения образования
трещин заготовку необходимо подогреть до температуры
150...200 °C.
При ручной сварке шов образуется в основном за счет ме-
талла электрода, а при полуавтоматической - за счет расплав-
ления основного металла.
Сварка чугуна усложняется его отбеливанием, которое
объясняется большим содержанием углерода, выгоранием
кремния и быстрым охлаждением сплава. При этом углерод не
успевает выделиться в виде графита и остается в химически
связанном состоянии в составе цементита. Из-за усадки ма-
териала возникают значительные внутренние напряжения.
Образующиеся при сварке чугуна тугоплавкие оксиды созда-
ют на поверхности сварочной ванны твердую корку, которая
препятствует выходу газов из расплавленного металла, что
приводит к образованию пор и раковин.
Применяют два основных способа сварки чугуна: горячий
(с подогревом заготовки) и холодный (без ее подогрева).
При горячей сварке кромки чугунной заготовки предвари-
тельно разделывают, а затем заготовку нагревают до темпера-
туры 600...650 °C. Сварку ведут газокислородным пламенем.
В качестве присадочного материала используют чугунные
стержни с повышенным содержанием кремния (до 3,5 %) или
латунную проволоку. Для защиты наплавленного металла от
окисления используют флюс, состоящий из смеси буры и уг-
лекислого натрия в равных массовых долях. После сварки
следует медленное охлаждение заготовки.
Способ горячей сварки хотя и обеспечивает высокое каче-
ство сварки, но энерго- и трудоемок, сопряжен с тяжелыми
103
условиями труда, поэтому ограниченно применяется при вос-
становлении корпусных деталей.
Холодная сварка чугуна проще. Наиболее часто применяют
ручную и полуавтоматическую сварку стальными электрода-
ми и электродами из цветных металлов и сплавов. Широко
применяют стальные электроды ЦЧ-4, изготовленные из про-
волоки Св-08 с толстым покрытием для сварки заготовок из
высокопрочного и серого чугуна и их соединений со сталью.
Сварка чугуна электродами из цветных металлов дорогая, но
обеспечивает достаточные прочность, пластичность и плот-
ность шва. Широко применяют медные электроды ОЗЧ-1 с
покрытием, содержащим железный порошок, и электроды
МНЧ-1 из монель-металла (63 % Ni и 37 % Си) с покрытием
УОНИ-13/55. Институт электросварки имени Е.О. Патона
предложил самозащитную проволоку ПАНЧ-11 и ПАНЧ-12
для работы на полуавтоматах А-547У. Проволока имеет в сво-
ем составе элементы, предотвращающие окисление наплав-
ленного металла.
Сварку-пайку чугуна латунными прутками из материалов
ЛОМНА-49-05-10-04, ЛОК-59-1-03 и Л-63 ведут газокисло-
родным пламенем.
Сварка алюминиевых сплавов усложнена тем, что на по-
верхности материала образуется пленка плотного, химически
стойкого и тугоплавкого оксида. Температура плавления алю-
миния - 659 °C, а оксида - 2160 °C. При нагреве до 400.. .500 °C
сплав теряет прочность и заготовка может разрушиться даже
под действием собственного веса. Коэффициент линейного
расширения материала в 2 раза больше, чем у стали, что спо-
собствует появлению значительных остаточных напряжений в
сварных швах. Большая растворимость водорода в расплав-
ленном металле способствует образованию пор.
Поверхности заготовок перед сваркой очищают от загрязне-
ний, а за 2.. .4 ч до сварки их обезжиривают растворителями.
Наибольшее распространение при восстановлении деталей
из алюминиевого сплава получила аргонодуговая сварка (на-
плавка) переменным током. Кромки заготовки и присадочный
материал расплавляют теплом электрической дуги, образу-
ющейся между вольфрамовым электродом и заготовкой.
При этом из сопла наконечника непрерывно подают аргон,
который окружает дугу, создает сосредоточенный нагрев и
104
предохраняет расплавленный
металл шва от вредного влия-
ния кислорода и азота воздуха.
Осциллограмма напряже-
ния и тока источника питания
имеет специальную характе-
ристику (рис. 3.15). В полу-
периоде прямой полярности,
когда катодом является на-
гретый свыше 3700 °C вольф-
рамовый электрод, он интен-
сивно испускает электроны,
что обеспечивает значитель-
ный ток дуги и интенсивное
плавление основного металла.
Напряжение зажигания почти
равно напряжению дуги и при
Рис. 3.15. Осциллограмма напряже-
ния и тока источника питания арго-
нодуговой сварки: /пр и /обр - текущие
значения прямого и обратного токов;
/пост - эффективное значение тока; wnp
и Мобр - текущие значения напряже-
ния прямого и обратного токов;
(/3.обР - напряжения зажигания дуги
в обратном полупериоде
короткой дуге составляет всего 10 В. В конце полупериода
дуга гаснет. В полупериоде обратной полярности испускание
электронов сравнительно холодным алюминиевым катодом
ничтожно мало. Для зажигания дуги требуется напряжение
около 200 В, которое создает импульсный источник. Важно
то, что в этом полупериоде идет полезный процесс - интен-
сивное разрушение пленки оксида алюминия положительны-
ми ионами. Сварку ведут без флюса, а в качестве присадочно-
го материала применяют прутки того же состава, что и основ-
ной металл, или проволоку Св-АК5, Св-AKIO.
Режим аргонодуговой сварки (наплавки) при толщине стенки за-
готовки 4...6 мм следующий. Диаметр присадочного прутка 3...4 мм,
средняя сила тока 150...270 А, напряжение 18...20 В, расход аргона
7... 10 л/мин. При добавлении к аргону 10... 12 % (по объему) диок-
сида углерода и 2...3 % кислорода повышается устойчивость горе-
ния дуги и улучшается формирование металла шва или валика.
Качество шва получается высоким, а коробление заготовки
почти отсутствует. Применяют водоохлаждаемые горелки
ГРАД-200 и ГРАД-400, которые подключены к установкам
УДГ-301 или УДГ-501.
Качество сварных соединений обеспечивают содержани-
ем оборудования в исправном состоянии, подготовкой загото-
4а Зак. 951
105
вок к сварке, применением качественных электродов и флюса,
выполнением сварочного процесса в установленном режиме.
Качество сварки в готовом изделии определяют внешним
осмотром, измерением геометрических параметров швов, испы-
танием их на течь и просвечиванием рентгеновскими лучами.
Виды наплавки. Способы наплавки делят на группы в за-
висимости от видов применяемых источников тепла и нано-
симых материалов, способов их легирования и защиты фор-
мируемого покрытия от влияния кислорода и азота воздуха.
Наибольшее применение в ремонте при нанесении покры-
тий получили способы наплавки: электродуговая под слоем
флюса, в среде защитных газов, вибродуговая, плазменная
и газопламенная. Эффективно применение электрошлаковой,
Рис. 3.16. Схема наплавки под слоем
флюса:
1 - шлаковая корка; 2 - покрытие; 3 - га-
зопаровой пузырь; 4 - оболочка рас-
плавленного флюса; 5 - бункер с флю-
сом; 6 - электрод; е - смещение электро-
да с зенита; сод - угловая частота враще-
ния детали; vn - скорость подачи проволоки
электромагнитной, индук-
ционной и лазерной напла-
вок и наплавки наморажи-
ванием.
Наплавка под слоем
флюса1. Сущность данного
вида заключается в том, что
электрическая дуга горит
между голым электродом и
заготовкой под слоем тол-
щиной 10...40 мм сухого
гранулированного флюса с
размерами зерен 0,5.. .3,5 мм.
Дуга горит между элек-
тродом и заготовкой в газо-
вом пузыре, оболочка кото-
рого состоит из расплав-
ленного флюса (рис. 3.16).
Электродная проволока,
основной металл и флюс
плавятся одновременно.
Часть легирующих элемен-
тов при плавлении выгора-
ет. Жидкий металл в свароч-
1 Процесс разработал коллектив под руководством академика Е.О. Пато-
на в 1938-1939 гг.
106
ной ванне постоянно движется и перемешивается. Металл
сварного валика состоит из присадочного металла (1/3) и пе-
реплавленного основного металла (2/3). Массы расплавленных
флюса и присадочного металла примерно равны. Использова-
ние флюса уменьшает разбрызгивание и угар металла, позво-
ляет применять ток большей плотности, чем при ручной на-
плавке покрытыми электродами, уменьшает потери тепла дуги
на излучение и нагрев окружающего воздуха, создает благо-
приятные условия для выхода газов из расплавленного метал-
ла и замедляет его кристаллизацию.
Этот вид наплавки применяют преимущественно при вос-
становлении деталей из углеродистых и низколегированных
сталей.
Расплавленные флюсы взаимодействуют с оксидными
пленками, обволакивают зону наплавки и изолируют ее от
кислорода и азота воздуха. Флюсы действуют как химические
реагенты, образуя с оксидами легкие химические соединения с
низкой температурой плавления. Образовавшиеся шлаки
всплывают на поверхность расплавленного металла. Флюс
должен быть жидкотекучим. Разность температур плавления
присадочного материала и флюса должна быть не менее
100... 150 °C. Однако флюс не должен кипеть при рабочей тем-
пературе металла.
Применяют флюсы плавленые, неплавленые (керамиче-
ские) и их смеси.
Плавленые флюсы получают плавлением исходных мате-
риалов (марганцевой руды, кварцевого песка, плавикового
шпата, магнезита и др.) в электрических печах. Расплавлен-
ную массу выливают в воду и таким образом получают стек-
ловидный или пемзовидный гранулированный флюс с разме-
ром частиц 3,0...3,5 мм.
Плавленые флюсы подразделяются на виды в зависимости
от массовой доли оксидов марганца и кремния. Высококрем-
нистые марганцовистые флюсы марок АН-348А, ОСЦ-45 и
АН-60, обеспечивают устойчивое горение дуги, хорошее фор-
мирование сварочных валиков и небольшое количество пор в
наплавленном металле. Низкокремнистые безмарганцовистые
флюсы марок АН-20 и АН-30 уменьшают возможность появ-
ления горячих трещин и пор в наплавленном слое. Плавленые
107
флюсы обладают хорошими защитными свойствами, но не
содержат легирующих веществ.
Неплавленые флюсы, кроме веществ, входящих в плавле-
ные флюсы, содержат ферросплавы (феррохром, ферромарга-
нец, ферросилиций, ферротитан) и поэтому обладают еще и
легирующими свойствами. Флюсы получают смешиванием
порошков исходных материалов с добавкой жидкого стекла.
Затем массу дробят на гранулы размером 2...3 мм и сушат.
Наиболее распространены керамические флюсы АНК-18,
АНК-19 и ЖСН. Они позволяют легировать металл необходи-
мыми элементами. Однако легирующие элементы распределе-
ны в объеме материала флюса неравномерно.
Флюсы-смеси получают смешиванием плавленых и не-
плавленых флюсов или плавленых флюсов с ферросплавами и
графитом.
Для получения наплавленного металла требуемого химиче-
ского состава применяют легирование через электродную
проволоку и (или) флюс. При легировании через проволоку
наплавку ведут высокоуглеродистой (Нп-65, Нп-80) или леги-
рованной проволокой (Нп-ЗОХГСА, Нп-50ХФА и др.) под
плавленым флюсом. При этом обеспечивают высокую точ-
ность легирования, стабильность химического состава на-
плавленного металла по глубине покрытия.
Легирование наплавленного металла через флюс ведут
наплавкой малоуглеродистой проволокой (Св-08, Св-08А)
под слоем легированного неплавленного флюса. Этот способ
легирования не получил широкого применения из-за боль-
шой неравномерности химического состава наплавленного
металла.
Комбинированный способ легирования металла покрытия
одновременно через проволоку и флюс получил наибольшее
применение.
В качестве технологических вращателей заготовок приме-
няют списанные токарные станки с пониженной частотой
вращения шпинделя. Станки оснащают приспособлениями для
установки заготовок, наплавочными головками, кассетами
с электродной проволокой, бункерами для подачи флюса и
устройствами управления. Применяют и специальные станки,
разработанные во ВНИИТУВИД «Ремдеталь» (Москва).
108
Наплавка в среде защитных газов1. Отличается тем, что
в зону горения электрической дуги подают под давлением газ,
который защищает столб дуги и ванну расплавленного металла
от кислорода и азота воздуха (рис. 3.17). Для создания защитной
среды используют аргон, гелий, диоксид углерода и их смеси.
Наиболее распространена наплавка в среде СО2, которая
обеспечивает хорошее формирование шва, наплавленный ме-
талл при этом получается плотным, а зона термического
влияния малая. Благодаря последнему фактору этот способ
применяют для наплавки нежестких деталей.
При сварке и наплавке применяют проволоку (Св-08Г2С,
Нп-ЗОХГСА и др.) с повышенным содержанием кремния и
марганца.
Автоматическая наплавка в среде СО2 по сравнению с ав-
томатической наплавкой под слоем флюса имеет такие преиму-
щества: меньший нагрев
заготовки, возможность
наплавки заготовок диа-
метром от 10 мм, боль-
шую производительность
по площади покрытия
на 30...40 %, отсутствие
перехода отделения шла-
ковой корки, она в
1,2... 1,5 раза экономичнее.
Однако наплавка в среде
защитных газов требует
применения легированной
проволоки и защиты свар-
щика от излучения дуги.
Виб^одуговая на-
плавка1 2 отличается тре-
мя особенностями. Во-
первых, в цепь нагрузки
источника питания вклю-
чена индуктивность L
Рис. 3.17. Схема наплавки в среде диок-
сида углерода:
1 - покрытие; 2 - сварочная ванна;
3 - электрическая дуга; 4 - сопло горелки;
5 - наконечник; 6 - горелка; 7 - электрод-
ная проволока; 8 - мундштук; 9 - заготовка
1 Наплавка в среде защитных газов разработана в ЦНИИТМаш (Москва)
коллективом под руководством профессора К.В. Любовского в 1952 г.
2 Процесс разработал Г.П. Клековкин в ЧИМЭСХ в 1950-1952 гг.
109
Рис. 3.18. Схема вибродуговой наплавки:
1 - ванна; 2 - заготовка; 3 - покрытие; 4 - система подачи раствора; 5 - мундштук
качающийся; 6 - ролики подающие; 7 - кассета для проволоки; 8 - индуктивное
сопротивление; vn - скорость подачи проволоки; гж - скорость подачи раствора;
С0д - угловая частота вращения детали; v - частота качаний мундштука;
L - индуктивность
(рис. 3.18), во-вторых, его напряжение и мощность недоста-
точны для поддержания непрерывного дугового разряда и,
в-третьих, электродная проволока совершает колебания с ам-
плитудой 1...3 мм относительно заготовки и ее касание с час-
тотой 50...100 Гц. Введение индуктивности в цепь нагрузки
обеспечивает накопление электрической энергии в индуктив-
ности в начале короткого замыкания цепи и ее расходование
на зажигание и горение дуги в течение расчетного времени.
В зону наплавки подают охлаждающую жидкость.
Периодическое касание электродной проволокой заготовки
обеспечивает чередование короткого замыкания цепи, горения
дуги и холостого хода. Электрод и заготовка оплавляются за
счет дугового разряда. Перенос жидкого металла, образующе-
гося в виде капли на конце электрода во время горения дуги,
происходит преимущественно при касании электродом заго-
товки (коротком замыкании).
Состав электродной проволоки выбирают в зависимости от
требуемых механических свойств наплавленного металла. При
ПО
наплавке стальных и чугунных заготовок для получения по-
крытия твердостью 51...56 HRC применяют проволоку Нп-65,
Нп-80. Для получения твердости 37...41 HRC наплавку ведут
проволокой Нп-ЗОХГСА, а твердости 180...240 НВ - проволо-
кой Св-08.
Вибродуговая наплавка позволяет получать покрытия вы-
сокой твердости и износостойкости без последующей терми-
ческой обработки. Заготовка нагревается до температуры не
выше 100 °C, поэтому не деформируется. Наплавленный ме-
талл имеет равномерную толщину. Низкое напряжение про-
цесса уменьшает опасность работ. Однако процесс снижает
усталостную прочность деталей и не обеспечивает одинако-
вую твердость на различных участках покрытия.
Плазменная наплавка. Характеризуется использованием
плазменной струи, в которую подают наплавляемый материал
чаще в порошкообразном состоянии.
В качестве плазмообразующего газа применяют смесь ге-
лия (75 %) и аргона (25 %), а в качестве защитного газа - ар-
гон, который защищает ванну расплавленного и кристалли-
зующегося металла от влияния окружающего воздуха.
Плазменнаяя наплавка имеет следующие преимущества:
высокую производительность, малую зону термического
влияния и незначительную деформацию заготовки. Данный
вид наплавки применяют для восстановления деталей нежест-
кой конструкции и нанесения покрытий из тугоплавких мате-
риалов. Наплавляют коррозионно-стойкую сталь, никель и его
сплавы, сплавы меди и др.
Электрошлаковая наплавка1 отличается тем, что на на-
гретой поверхности заготовки получают ванну расплавленно-
го флюса, в которую вводят электрод, а к заготовке и электро-
ду прикладывают напряжение (рис. 3.19). Ток, проходящий от
электрода через жидкий флюс к заготовке, выделяет тепло,
достаточное для плавления поверхности заготовки,
электродного металла и флюса.
Температура шлаковой ванны выше, чем температура
плавления присадочного материала электрода. Присадочный
материал оседает на дно ванны и превращается в покрытие с
1 Электрошлаковая наплавка разработана в 1974 г. в Институте электро-
сварки имени Е.О. Патона (Киев).
111
Рис. 3.19. Схема электрошлаковой наплавки:
1 - кристаллизатор; 2 - флюсовая ванна; 3 - электрод; 4 - мундштук; 5 - дозатор
легирующих добавок; 6 - габаритный диск; 7 - заготовка; 8 - оправка;
9 - покрытие
помощью охлаждающего кристаллизатора, который придает
ему необходимые форму и размеры.
Процесс наиболее применим при восстановлении крупных
деталей с большими износами, а также венцов зубчатых колес.
Способ отличается высокой производительностью (до 150 кг/ч).
Количество электродного металла, расплавленного одним и
тем же количеством электроэнергии в 2...3 раза больше, чем
при ручной сварке, и в 1,5 раза больше, чем при наплавке под
слоем флюса. Кроме того, при электрошлаковой наплавке от-
сутствует дуговой разряд, а разбрызгивание флюса и приса-
дочного материала практически исключено. Лучше удаляются
вредные вещества, выше стойкость к образованию трещин.
Наплавка намораживанием1. Сущность ее заключается в
том, что наплавленный металл затвердевает на очищенной от
оксидной пленки поверхности заготовки, которая погружается
в расплав этого металла (рис. 3.20). Заготовку после кратко-
временной выдержки с образовавшимся на ее поверхности
покрытием извлекают из расплава.
1 Совершенствование процесса ведет научная школа БГАТУ (Минск) под
руководством профессора Г.Ф. Бетени.
112
a
б
Рис. 3.20. Наплавка намораживанием:
а - устройство активации; б - устройство для нанесения покрытия; 1 - заготовка;
2 - флюс; 3 - индуктор; 4 - теплоизолирующий материал; 5 - покрытие; 6 - рас-
плав; 7 - тигель; 8 - индуктор
Основные операции намораживания: подготовка приса-
дочного материала, флюсование наплавляемой поверхности в
индукторе, погружение заготовки в расплав металла, ее вы-
держка и извлечение, охлаждение изделия.
Газопламенная наплавка с применением пропан-бутано-
вой кислородной смеси применяется при восстановлении мно-
гих деталей горелкой, снабженной бункером для порошковых
присадочных материалов. Для газопламенной наплавки сталь-
ных и чугунных деталей широко применяются порошковые
материалы НПЧ-1, НПЧ-2, НПЧ-3. Состав порошка НПЧ-1
(%): Si - 1,3...1,5; В - 1,2...1,5; Fe - 0,1 ...0,7; С - 0,1 ...0,3; Сг -
4...5, остальное - никель. Перед употреблением металлические
порошки прокаливают в печи для обезвоживания при темпе-
ратуре 200...300 °C в течение 1...2 ч. Затем к порошку добав-
ляют 2...5 % флюса, состоящего из 93...97 % (по массе) обез-
воженной буры и 1...7 % силикокальция. На подогретую до
350...380 °C поверхность сначала наносят слой порошка, а
затем его оплавляют пламенем горелки. Пропанокислородная
наплавка металлическими порошками обеспечивает твердость
поверхности стальных деталей 35...55 HRC.
Этот вид наплавки применяют при восстановлении изно-
шенных кулачков распределительного вала. В первом переходе
113
Рис. 3.21. Схема электромагнитной наплавки:
1 - заготовка; 2 - порошок; 3 - бункер; 4 - полюсный наконечник;
5 - корпус; 6 - электромагнит
газокислородным пламенем нагревают восстанавливаемую
поверхность, вращая заготовку, во втором - в пламя подают
самофлюсующийся порошок ПГ-ЮН-01 с образованием по-
крытия и в третьем - оплавляют это покрытие. В первых двух
переходах расстояние от наконечника горелки до поверхности
заготовки составляет 30.. .40 мм, а в третьем - 8... 10 мм.
Электромагнитная наплавка1. Сущность данной наплав-
ки (рис. 3.21) заключается в том, что частицы ферромагнитно-
го порошка под действием сил магнитного поля выстраивают-
ся цепочками в зазоре между заготовкой и полюсным нако-
нечником, через зоны контакта частиц порошка между собой
и заготовкой пропускают постоянный ток большой силы, час-
тицы оплавляются и в виде покрытия закрепляются на восста-
навливаемой поверхности.
Хорошую обрабатываемость и износостойкость имеют по-
крытия из высокохромистого чугуна эвтектического состава и
из быстрорежущих сталей Р6М5К5 и Р6М5ФЗ. Способ позво-
ляет совмещать во времени процессы нанесения покрытия и
его пластического поверхностного деформирования.
Электроконтактная приварка1 2 металлического покрытия
состоит в закреплении покрытия на поверхности заготовки мощ-
ными импульсами тока с приложением давления (рис. 3.22).
1 Процесс совершенствуется в Беларуси. Научное развитие способа
обеспечила школа БГАТУ (Минск) под руководством профессора
Л.М. Кожуро.
2 Электроконтактная приварка металлического покрытия материала по-
лучила научное развитие в результате деятельности коллектива под руко-
водством профессора А.В. Поляченко (ВНИИТУВИД «Ремдеталь», Москва).
114
Рис. 3.22. Схема электроконтактной приварки ленты:
1 - ролики; 2 - заготовка; 3 - покрытие; 4 - трансформатор; 5 - контактор;
Р- усилие; / -ток
Покрытие получают из проволоки, порошков, ленты и их
сочетаний. Плавление материала в результате теплового дей-
ствия тока происходит только в тонком поверхностном слое
контакта частиц металла между собой и с заготовкой. Покры-
тие приваривают ко всей поверхности заготовки перекры-
вающимися точками, которые располагаются по винтовой ли-
нии. Перекрытия точек достигают согласованием частоты
вращения заготовки с частотой импульсов. Импульсы свароч-
ного тока получают с помощью прерывателей, используемых
в контактных сварочных машинах.
Легирующие элементы присадочного материала во время
приварки не выгорают. На твердость покрытия наибольшее
влияние оказывает его материал. Для закалки покрытия в зону
его приварки подают охлаждающую жидкость. Материал за-
готовки не нагревается и не деформируется.
Способ применяют при восстановлении шеек и резьбовых
участков валов, наружных цилиндрических поверхностей
гильз, а также отверстий в корпусных деталях. Шейки валов,
подверженные абразивному изнашиванию, упрочняют при-
варкой композиционных покрытий, опорные контактные
площадки которых состоят из твердых материалов, закреп-
ленных в более мягкой связующей матрице. В качестве мат-
115
рицы применяют сталь 50, в которую внедряют твердосплав-
ные порошки ВК8 или гранулированные твердые сплавы
ПТ-Ж23Н6М зернистостью 300...500 мкм. Шейки валов затем
шлифуют алмазным кругом АПП 300x27x127x5 АСВ 100/80 МВ1
на металлической связке.
На образцах с композиционным покрытием в поверхно-
стном слое создаются, преимущественно, сжимающие оста-
точные напряжения. Предел усталостной прочности образцов
только на 8 % ниже, чем у эталонных образцов из стали 45,
прошедших поверхностную закалку до твердости HRC 52.
Покрытие наносят с помощью конденсаторных шовных
машин для контактной сварки, например МШК-2002 (К-421М)
или с помощью специальных установок, созданных
ВНИИТУВИД «Ремдеталь» и питающихся переменным током.
Требования безопасности. Опасность при сварке и на-
плавке представляют световое излучение, электрическое на-
пряжение, капли расплавленного металла, газы и сварочные
аэрозоли.
Сварочные и наплавочные работы ведут в отдельных по-
мещениях или кабинах. Свободная площадь кабин составляет
3...4 м2. Расстояние от пола до края металлического листа
стенки кабины не менее 150 мм.
Дверные проемы закрывают занавесом из огнестойкого ма-
териала. Поверхности стен окрашивают в светлые матовые
тона для ослабления контраста между яркостью электриче-
ской дуги и освещением в помещении. Отражение от стен
ультрафиолетовых лучей уменьшают за счет добавления в
окрасочные материалы оксида цинка.
Сварочное оборудование надежно заземляют. Помещение
оборудуют общей приточно-вытяжной вентиляцией, а рабочие
места - местными отсосами, которые располагают вверху,
сбоку и внизу относительно рабочего из расчета, чтобы струи
воздуха с удаляемыми веществами не смешивались с возду-
хом, которым дышит сварщик.
Сварщик работает в брезентовой специальной одежде и
обуви, рукавицах и маске. Смотровые окна установок защи-
щают двумя стеклами - светофильтром от инфракрасных и
ультрафиолетовых лучей и наружным бесцветным для предо-
хранения от брызг металла. Для защиты от шума плазменной
струи применяют наушники или противошумные тампоны.
116
Баллоны с кислородом запрещено хранить в одном поме-
щении с баллонами с горючими газами. Масла не должны по-
падать на оборудование, соприкасающееся с кислородом.
Ацетиленовые генераторы устанавливают в отдельном не-
сгораемом помещении с легкой кровлей. Температура воздуха
в этом помещении не ниже 5 °C.
3.6. Напыление
Содержание процесса. Напыление материала1 включает
его нагрев, дробление, перенос и удар частиц о восстанавли-
ваемую поверхность или покрытие, их деформирование и за-
крепление. При напылении частицы материала нагреваются за
счет теплообмена с высокотемпературной средой, разгоняют-
ся струей движущегося газа, достигают поверхности заготов-
ки, имея большой запас тепловой и кинетической энергии. Эта
энергия расходуется на деформирование и закрепление частиц
покрытия. Соединение металлических частиц с поверхностью
заготовки, в основном, механическое за специально подготов-
ленный профиль, например в виде «рваной» резьбы. Имеются
силы молекулярного взаимодействия и металлической связи.
Достоинство процесса: высокая производительность, не-
большой нагрев заготовки (150...200 °C), высокая износостой-
кость покрытий, возможность регулирования в широких пре-
делах химического и фазового состава материала покрытий,
возможность нанесения покрытий из металлов, сплавов, окси-
дов, нитридов, карбидов и пластмасс необходимой толщины
на различные материалы (в том числе на неметаллы). К недо-
статкам процесса относят невысокую адгезионную и когези-
онную прочность покрытий по сравнению с прочностью мо-
нолитного металла.
Процесс напыления применяют для восстановления,
упрочнения и коррозионной защиты поверхностей. При вос-
становлении деталей напыляют коренные опоры блоков
цилиндров, плоскости головок цилиндров из алюминиевого
сплава, шейки коленчатых валов из высокопрочного чугуна,
юбки поршней и другие элементы.
1 Способ изобрел австрийский инженер М.У. Шооп в 1906 г., поэтому
процесс долгое время назывался шоопированием.
117
Процесс включает очистку, предварительную обработку
резанием и дробеструйную обработку восстанавливаемой по-
верхности, закрытие невосстанавливаемых поверхностей
экранами и нанесение покрытия.
Виды напыления. В зависимости от вида энергии, расхо-
дуемой на нагрев и перемещение частиц материала, различают
напыление следующих видов: электродуговое, индукционное,
газопламенное, плазменное, детонационное и др.
Электродуговое напыление (рис. 3.23) основано на плавле-
нии двух проволок электрической дугой, ускорении и дробле-
нии капель расплавленного металла струей сжатого воздуха,
который подают в зону электродугового разряда.
Рис. 3.23. Схема аппарата для электродугового напыления:
1 - ролики подающие; 2 - проволока; 3 - электрические провода; 4 - направля-
ющие; 5 - сопло; 6 - заготовка
Покрытия наносят ручными аппаратами ЭМ-3, ЭМ-9 и
ЭМ-14 и станочными - ЭМ-6, МЭС-1 и ЭМ-12. В ручных
аппаратах проволоку подают в зону плавления воздушной
турбиной, а в станочных - электродвигателем.
Электродуговое напыление отличается большой произво-
дительностью. Температура электрической дуги достаточна
для нанесения покрытий из тугоплавких металлов. Если в ка-
честве электродов применяют проволоки из различных метал-
лов, то получают покрытие из их сплава. Оборудование для
электродугового напыления простое, а эксплуатационные за-
траты небольшие. Однако наблюдается значительное выгора-
ние легирующих элементов и повышенная пористость покрытия.
Индукционное напыление разработано и впервые примене-
но в СССР. Напыляемая проволока подается в индуктор,
нагревается и расплавляется вихревыми токами в ее мате-
риале, возникающими за счет переменного магнитного поля.
118
Расплавленный металл распыляют сжатым воздухом. Головка
индукционного аппарата (рис. 3.24) кроме высокочастотного
индуктора имеет концентратор тока, который обеспечивает
нагрев кончика проволоки. Ток высокой частоты вырабаты-
вают ламповые, машинные или тиристорные генераторы.
Рис. 3.24. Устройство для индукционного напыления:
1 - концентратор тока; 2 - индуктор; 3 - воздушный канал; 4 - проволока;
5 - ролики подающие
Индукционное напыление обеспечивает небольшое окис-
ление металла и высокую прочность покрытий, но обладает
низкой производительностью, а применяемое оборудование
сложное и дорогое.
Газопламенное напыление производится при помощи аппа-
ратов, в которых материал плавится за счет горения ацетиле-
на, пропан-бутана или водорода в кислороде, а распыляется -
струей сжатого воздуха. Материал в виде проволоки, порошка
или шнура подают в восстановительную зону пламени с наи-
большей температурой. Этот вид напыления обеспечивает
небольшое окисление металла, его мелкое распыление и вы-
сокую прочность покрытия. Распространены аппараты для
газопламенного напыления МГИ-1-57, ГИМ-1 и др.
Плазменное напыление основано на использовании энергии
плазменной струи для нагрева и переноса частиц металла.
Напыляемый материал вводят в сопло плазменной горелки
119
Рис. 3.25. Плазменная горелка для напыления порошкового материала:
1 - подвод плазмообразующего газа; 2 - подвод порошка; 3 - сопло-анод; 4 - под-
вод охлаждающей воды; 5 - корпус; 6 - электрод-катод
(рис. 3.25). Если применяют порошкообразный материал, то
его подают транспортирующим газом.
Высокие физико-механические свойства покрытий объяс-
няются большими температурой плазмы и скоростью ее тече-
ния, а также применением инертных плазмообразующих га-
зов. Возможно нанесение износостойких тугоплавких мате-
риалов и многослойных покрытий из различных материалов с
сочетанием плотных и твердых нижних слоев с пористыми и
мягкими верхними (для улучшения прирабатываемости), воз-
можна полная автоматизация процесса. Прочность соединения
120
покрытия с основой выше прочности, достигаемой предыду-
щими способами напыления.
Свойства плазменных покрытий существенно улучшают их
оплавлением газокислородным пламенем, плазменной струей
или токами высокой частоты. При этом плавится самая легко-
плавкая часть материала. Жидкое состояние части покрытия
способствует интенсивному протеканию диффузионных про-
цессов. Металл заготовки остается в твердом состоянии.
В результате оплавления значительно повышается прочность
соединения покрытия с основой, увеличивается когезионная
прочность, исчезает пористость и повышается износо-
стойкость.
Оплавленные покрытия из сплавов на основе никеля (на-
пример, ПР-Н80Х13С2Р, ПР-Н73Х16СЗРЗ) имеют такие свой-
ства: твердость покрытий HRC 35...60 в зависимости от со-
держания в них бора; повышенную в 2...3 раза износостой-
кость по сравнению с закаленной сталью 45, что объясняется
присутствием в структуре покрытия боридов и карбидов; по-
вышенную в 8... 10 раз прочность соединения покрытия с ос-
новой по сравнению с прочностью соединения неоплавленных
покрытий; повышенную на 20...25 % усталостную прочность.
Плазменное напыление с последующим оплавлением приме-
няют при восстановлении деталей, работающих в условиях
знакопеременных и контактных нагрузок.
Детонационное напыление. Покрытия с малой пористостью
(до 1 %) и высокой прочностью соединения с подложкой (до
200 МПа) получают с помощью детонационного напыления на
установках «Днепр-3», «Катунь» и др.
Наносимые частицы при детонационном напылении при-
обретают энергию во время горения и перемещения газокис-
лородной смеси в охлаждаемом водой стволе пушки длиной
1200...2000 мм и диаметром 8...40 мм (рис. 3.26). Скорость
распространения детонационной волны равна 2000...4000 м/с,
температура горения смеси достигает 5200 °C, а развиваемое
давление - несколько сотен МПа. Кинетическая энергия час-
тиц до 100 раз превосходит кинетическую энергию частиц при
электродуговом и газопламенном напылении.
В качестве исходных материалов покрытий применяют
различные металлические и оксидные порошки с размером
частиц 10...50 мкм, не реагирующие с продуктами горения.
121
Рис. 3.26. Схема установки для детонационного напыления:
а - базовой; б - усовершенствованной; 1 - порошковый питатель; 2 - запальное
устройство; 3 - взрывная камера; 4 - клапаны; 5 - ствол; 6 - покрытие;
7 - заготовка
Следует отметить, что процесс характеризуется высоким
уровнем шума - 125... 140 дБ и большим содержанием оксидов
углерода, азота и других элементов в отработавших газах.
Материалы для напыления. В качестве материалов при-
меняют проволоку, порошки и шнуровые материалы.
При электродуговом и газопламенном напылении обычно
применяют стальную проволоку с большим содержанием уг-
лерода и марганца.
Номенклатура выпускаемых порошков для напыления ши-
рокая: износостойкие покрытия получают из порошков на ос-
нове никеля или железа с большим содержанием углерода.
Прочность соединения покрытий с основой повышают
предварительным нанесением термореагирующего подслоя из
алюминия и никеля. Составляющие покрытия при нагреве и
нанесении взаимодействуют между собой с выделением тепла,
обеспечивающего металлическую связь напыляемого мате-
риала с подложкой. Прочность соединения покрытия с осно-
вой при этом достигает 50 МПа.
Ряд порошков для напыления (ПГ-12Н, ПГ-19Н и др.) вы-
пускает Торезский завод наплавочных твердых сплавов по
лицензии швейцарской фирмы «Кастолин».
Совместное российско-французское предприятие «Техно-
корд» (Russia - French Joint Enterprice) разработало и поставляет
шнуровые материалы с порошковым наполнением для напыле-
ния и наплавки. Шнуровые материалы представляют собой ком-
позиционный материал в виде проволоки, полученный экструзи-
122
ей и состоящий из порошкового наполнителя и органического
связующего, полностью сублимирующего при нагреве до тем-
пературы ~ 400 °C. Выпускают четыре вида шнуровых мате-
риалов, три из которых применяют для восстановления деталей.
Шнуровые материалы «Рок-Дор» на основе самофлюсу-
ющихся сплавов системы Ni(Co)-Cr-B-Si и их смесей с кар-
бидом вольфрама применяют при нанесении защитных покры-
тий, устойчивых против коррозии при температуре до 800 °C и
стойких к абразивному изнашиванию. Покрытия после нане-
сения оплавляют при температуре 980... 1200 °C, что обеспечи-
вает металлическую связь покрытия с основой, как при пайке
твердым припоем.
Шнуровые материалы типа «Сфекорд-Экзо», содержащие до-
бавки для реакции с выделением тепла, наносят без оплавления.
Материал «Ниалид-Экзобонд», содержащий 95 % Ni и 5 % А1,
применяют в качестве подслоя. Материалы «Сфекорд-Экзо»
№ 15, 20 и 30 содержат Ni, Сг, В, Si и А1, материал «Сфекорд-
Экзо» № 35 - дополнительно Fe, а материал «Сфекорд-Экзо»
№ 40 - Мо. Последние два материала наносят на поверхности
шеек и кулачков коленчатых и распределительных валов.
Шнуровые материалы «Сфекорд-HR» изготовлены из зерен
размером 0,1...3,0 мм литого карбида вольфрама (одного из
самых твердых неприродных минералов) в матрице из специ-
альных самофлюсующихся сплавов системы Ni-Cr-B-Si. Ма-
териалы применяют для износостойкой наплавки.
Шнуровые материалы для напыления выпускают диамет-
ром 3,00, 3,17, 4,00 и 4,75 мм, а для наплавки - 2,5...6,5 мм.
Длина шнура в зависимости от его диаметра изменяется от 40
до 300 м. Материалы распыляют, например, пистолетом ТОП-
ЖЕТ/2, который обеспечивает пять скоростей подачи шнура.
Покрытия, полученные газопламенным напылением шну-
ровых материалов, представляют альтернативу плазменным
покрытиям.
Требования безопасности. К работе на установках для на-
пыления допускаются лица не моложе 18 лет, обученные
приемам работы на оборудовании.
Плазменная струя является интенсивным источником ин-
фракрасного и ультрафиолетового излучения, поэтому опера-
тор должен работать в защитной маске со светофильтром. Ка-
меры для напыления также оборудуют соответствующими све-
123
тофилырами. Руки от излучения защищают рукавицами из
асбестовой ткани. Требования к технике безопасности при
газоплазменном и дуговом напылении предъявляются те же,
что и при выполнении работ при газовой и дуговой сварке.
3.7. Электрофизическая обработка
Электрофизическую обработку применяют в авторе-
монтном производстве для изменения формы, размеров и
(или) шероховатости поверхности заготовок с использованием
электрических разрядов, магнитострикционного эффекта,
электронного или оптического излучения, плазменной струи.
Наиболее широкое применение получили электроискровая и
электромеханическая обработка.
Электроискровая обработка. При электроискровой обра-
ботке металлических поверхностей используют энергию им-
пульсных искровых разрядов между электродами в газовой
или жидкой среде. Сущность нанесения покрытий и упрочне-
ния поверхностей (рис. 3.27) состоит в том, что искровой раз-
Рис. 3.27. Схемы установок для электроискровой обработки:
а - бесконтактной конденсаторной; б - бесконденсаторной контактной; в - бес-
конденсаторной бесконтактной; I и II - конец и начало разряда; 7 - заготовка;
2 - инструмент; 3 - конденсаторная батарея; 4 - источник постоянного тока;
5 - переменное сопротивление
124
ряд разрушает материал инструмента (анода), а продукты его
эрозии переносятся в газовой среде на заготовку (катод).
Источник электрической энергии 4 заряжает конденсаторную
батарею 3, энергия которой расходуется на создание импуль-
сных искровых разрядов между заготовкой 1 и инструментом 2.
На скорость разрушения катода влияют теплофизические
свойства его материала и режимы обработки. При постоянном
режиме обработки электрод расходуется во времени равно-
мерно. Импульсы разряда длятся до 10 мкс. Значение плотно-
сти тока в среде переноса электродного материала достигает
104 А/мм2. Температура среды в канале разряда составляет
5000... 11 000 °C, тепло вызывает плавление фрагментов элек-
трода и их частичное испарение. Пары металла расширяются и
сбрасывают с поверхности катода расплавленный металл, ко-
торый попадает в газовую среду, осаждается на аноде и за-
твердевает. Нанесенный материал диффундирует в металл
восстанавливаемого элемента детали и за счет быстрой кри-
сталлизации жидкой фазы и локальной закалки образуют
твердые растворы и мелкодисперсные карбиды. При опреде-
ленных режимах обработки сверхскоростная закалка обеспе-
чивает покрытию высокую твердость.
Производительность процесса и качество обработанной
поверхности зависят как от соотношения эрозионной стойко-
сти материалов инструмента и заготовки, так и от режима об-
работки. Эрозионная стойкость металла выражается его мас-
сой, снимаемой в единицу времени или за определенное число
циклов. Более стойкие к эрозии элементы располагаются бли-
же к концу ряда: олово, свинец, цинк, алюминий, железо, ни-
кель, серебро, медь, углерод, вольфрам.
Нанесение твердых износостойких покрытий толщиной до
0,1 мм относят к упрочнению, а нанесение любых покрытий
большей толщины - к наплавке. При восстановлении поверх-
ностей, участвующих в трении, можно наносить покрытия тол-
щиной до 0,25 мм, а на поверхности неподвижных соединений -
до 1,5 мм. Если требуется нанести покрытие большей толщины,
то применяют катод из материала с меньшей эрозионной
стойкостью или повышают значения режима обработки.
Глубина зоны термического влияния в материале заготовки
составляет 0,8...1,0 мм. Предел выносливости детали практи-
чески не изменяется. Шероховатость и сплошность покрытий
125
регулируются. На черновых режимах обработки получают
шероховатость поверхности 3...4 классов, а на чистовых - 5...6
классов.
Процесс применяют для наращивания и упрочнения по-
верхности с износом до 0,2 мм при высоких требованиях к
твердости и износостойкости восстановленной поверхности и
невысокими требованиями к сплошности покрытия.
С помощью электроискровой обработки восстанавливают
изношенные детали и упрочняют режущие кромки инстру-
ментов (резцов, фрез, штампов и др.) нанесением твердых
сплавов, а также изменяют свойства поверхностей деталей
путем придания им антикоррозионных, жаростойких, фрикци-
онных и антифрикционных качеств. Восстанавливают шейки
валов и осей, поверхности отверстий под подшипники, упроч-
няют трущиеся поверхности вместо термообработки. Способ
получил распространение при восстановлении деталей топ-
ливной аппаратуры дизелей и золотников, изготовленных из
стали 15Х и имеющих твердость 56...63 HRC. Стойкость ре-
жущей части инструмента в результате упрочнения увеличи-
вается в 2 раза. Износостойкость деталей после электроискро-
вого упрочнения повышается в 3...8 раз.
В ряде случаев после электроискровой обработки при вос-
становлении поверхностей подшипниковых узлов последую-
щая механическая обработка не требуется.
Для электроискрового упрочнения применяют материалы
(электроды): металлокерамические твердые сплавы ВК6-ОМ,
ВК-8, Т15К6, ТТ15КЮ-ОМ, Т30К4, Т60К4, ТН-20 круглого
и прямоугольного сечения; медную проволоку; бронзу
БрАЖЮ-3, БрАЖМц 10-3-1,5, БрАЖНЮ-4-4, ВБр5М и др.;
аналог рэлита ДКВ; алюминиево-оловянисто-медный сплав
АОМ; сплавы ВЖЛ-2, ВЖЛ-2М, ВЖЛ-13, ВЖЛ-17, В56,
ЖСН-Л; стали 65Г, 20X13, 95X18, ШХ-15 и др. Применяют
также сормайт, стеллит и вольфрам.
Для обеспечения требуемых эксплуатационных свойств
восстановленных поверхностей можно наносить покрытие в
несколько слоев из различных материалов. Например, на
стальную или чугунную поверхность поршневого кольца на-
носят молибден, на него медь, а затем олово.
Покрытия, нанесенные из металлокерамики ВК6-ОМ или
стали 65Г, обладают следующими свойствами:
126
• микротвсрдость диффузионной зоны равна 6940...7270 МПа
(45...50 IIRC);
• микротвердость покрытия из ВК6-ОМ равна 7990...
8840 МПа (68 HRC), а из стали 65Г - 6760...7590 МПа (57...
59 HRC);
• толщина первого слоя (у поверхности) составляет
3...10 мкм, второго (белого) - 40 мкм для ВК6-ОМ и 100 мкм
для стали 65Г, третьего (наружного) - примерно 43 мкм.
Покрытия наносят конденсаторными установками с элек-
тромагнитными вибраторами, обеспечивающими периодиче-
ский контакт инструментом заготовки. Напряжение в момент
разряда конденсаторов достигает 100... 150 В, а сила тока
4,5...5,0 А.
Наибольшее распространение получили установки моделей
ЭФИ-46А, ЭФИ-23М, ЭФИ-25М, ЭФИ-54А. Имеется семь
моделей модернизированных мобильных установок типа
«Элитрон» и две модели установок «Вестрон», с помощью
которых можно наносить покрытия толщиной до 0,4 мм
(сплошностью 60...95 %) и толщиной 0,4... 1,0 мм (сплошно-
стью 25...60 %).
В установках «Вестрон-005» и «Вестрон-006» совмещены
транзисторно-тиристорный и резисторно-емкостной генерато-
ры, использованы новые вибровозбудители с вращающимися
электродами и повышена частота импульсов тока со 100 до
800 Гц. Установки «Вестрон» позволяют наносить покрытия
толщиной до 300 мкм со сплошностью более 80 %.
Технологические перемещения инструмента , выполняют
как вручную, так и с применением средств механизации.
В обоих случаях перемещение электрода, продолжительность
обработки, режимы по току, амплитуде и частоте вибрации
электрода выбирают так, чтобы покрытие имело максималь-
ную сплошность, равномерную толщину и ровную поверх-
ность, отражающую свет.
Электромеханическая обработка. Способ электромеха-
нической обработки основан на сочетании термического и
силового воздействия на поверхностный слой обрабатываемой
заготовки. Способ применяют при восстановлении шеек ва-
лов, входящих в неподвижные соединения, и при подготовке
заготовок с высокой поверхностной твердостью к напылению
покрытий.
127
Сущность способа заключается в том, что через контакт
вращающейся заготовки и инструмента пропускают ток боль-
шой силы, вследствие чего материал заготовки в месте кон-
такта нагревается и пластически деформируется.
Сила тока достигает 300...520 А под напряжением 1...5 В,
температура металла в месте контакта - 800...900 °C. Усилие
прижатия инструмента к поверхности заготовки составляет
300... 1200 Н. Рабочая часть вдавливающего инструмента
(рис. 3.28) представляет собой равнобокую трапецию, меньшее
Рис. 3.28. Схема вдавливания и выглаживания заготовки:
1 - заготовка; 2 - выглаживающий инструмент; 3 - вдавливающий инструмент;
п - угловая частота вращения заготовки, мин-1; S - подача инстурментов, мм/об
основание которой, обращенное к заготовке, равно 1 мм, а ее
боковые стороны образуют между собой угол 60...70°. Радиус
рабочей части выглаживающего инструмента равен 80... 100 мм.
Количество выделившегося тепла Q определяют по формуле
Q = Ql + Q2 = t(i2R + P^, (3.3)
где Q{ и Q2 - количество тепла, выделяющегося от действия
тока и трения, Дж; I - сила тока, A; R - электрическое сопро-
тивление, Ом; t - время обработки, с; Pz - сила трения, Н;
v - окружная скорость поверхности заготовки, м/с.
На цилиндрической поверхности заготовки диаметром D
при обработке выдавливается спиральный гребень диаметром
D\. Затем инструмент для вдавливания заменяют другим с
твердосплавной сглаживающейся пластиной. При этом верх-
няя часть гребня разогревается, а сглаживающая пластина де-
128
формирует его на заданный размер Z)2> который больше диа-
меч ра заготовки D.
При образовании спирального гребня, а затем при сглажи-
вании его витков наблюдается нагрев небольших объемов ме-
талла с последующим быстрым их охлаждением за счет отво-
да тепла в глубь заготовки. При этом на поверхности заготов-
ки образуется закаленный слой повышенной твердости тол-
щиной 0,2...0,3 мм.
Режим вдавливания материала следующий: окружная ско-
рость поверхности заготовки 2...8 м/мин (в зависимости от ее
диаметра и твердости материала); усилие вдавливания инст-
румента 700...800 Н для заготовок из нетермообработанных
сталей и 900... 1200 Н для заготовок из закаленных сталей; си-
ла тока 420...520 А; подача 1...2 мм/об; число ходов 2...3. Ре-
жим сглаживания: окружная скорость поверхности заготовки
5...8 м/мин; усилие на инструмент 300...400 Н; сила тока
300...400 А; подача 0,4...1,5 мм/об; число ходов 1...2. В сред-
нем увепп’1спие диаметра заготовки после вдавливания инстру-
мента сое 1авляет 0,4 мм, а после выглаживания - 0,2 мм.
Eciccibchho, что рассматриваемый способ не может обес-
печин. сппотного контакта шейки вала с поверхностью со-
прягаемой детали. Чтобы сохранить прочность посадки можно
увеличин. натяг (до 1,3 раза), не вызывающий недопустимой
деформации охватывающей детали. Для восстановления
сплошною контакта поверхностей используют два способа.
Первым способ заключается в том, что образовавшиеся канав-
ки между витками гребня после прохода вдавливающего ин-
струмеша заполняют припоем, композицией на основе эпок-
сидном смолы и др. При использовании второго способа в эти
канавки наматывают очищенную стальную проволоку, кото-
рую деформируют и закрепляют с помощью электроконтакт-
ной приварки по следующему режиму: сила тока 1300...1500 А;
усилие 400...500 Н; окружная скорость вращения заготовки
0,8... 1,9 м/мин.
Электромеханическая обработка шеек валов по сравнению
с их наплавкой исключает коробление, она более производи-
тельная и дешевая.
Электромеханическую обработку рекомендуют для подготов-
ки заготовок с высокой поверхностной твердостью к напылению,
потому что она незначительно снижает усталостную прочность
деталей. Вершины спирального гребня после выдавливания ма-
териала деформируют, чтобы они были сплющенными.
5 Зак. 951
129
3.8. Нанесение электрохимических и химических покрытий
Электрохимические процессы отличаются взаимным пре-
вращением электрической и химической энергии. В зависимо-
сти от их направленности получают или покрытия в гальвани-
ческих ваннах за счет расхода электрической энергии, или
электрическую энергию в гальванических элементах путем
превращения веществ друг в друга.
Простейшая электрохимическая система имеет внутрен-
нюю и внешнюю цепи (рис. 3.29). Два электрода и ионный
проводник между ними составляют внутреннюю цепь, а ме-
таллический проводник с источником тока - внешнюю. Элек-
тродами являются металлические проводники, которые имеют
электронную проводимость и находятся в контакте с ионным
проводником (проводником 2-го рода). В качестве последнего
служат растворы или расплавы электролитов. Взаимодействие
внутренней и внешней цепей системы обеспечивает ее работу.
При восстановлении деталей применяют процессы получе-
ния покрытий, прочно соединенных с поверхностями деталей.
Эти процессы основаны на явлениях электролитической дис-
социации и электролиза.
Электролитическая диссоциация и электролиз. Элек-
тролитическая диссоциация заключается в расщеплении мо-
лекул вещества, находящихся в растворе, на положительные и
отрицательные ионы в ре-
зультате их взаимодей-
ствия с молекулами рас-
творителя. Необходимое
условие явления - моле-
кулы растворителя и раст-
воренного вещества долж-
ны иметь полярное строе-
ние. Растворенный металл
приобретает в результате
этого процесса положи-
тельный электрический по-
тенциал (потенциал рав-
новесия). Однако образо-
вавшиеся ионы движутся
в растворе беспорядочно.
Рис. 3.29. Схема простейшей электрохи-
мической системы внешней цепи:
7 - источник тока; 2 - проводник; внут-
ренней цепи:3- электроды; 4 - элект-
ролит; 5 - положительные ионы; 6 - отри-
цательные ионы
130
Приложение постоянного напряжения к паре электродов,
помещенных в диссоциированный раствор солей металлов,
приводит к упорядоченному перемещению их ионов и воз-
никновению электрического тока. Таким образом, электриче-
ский ток в электролите связан с переносом вещества. Разряд и
осаждение на электродах молекул растворенных веществ
представляет собой явление электролиза.
Технологические расчеты. Массу металла т (г), выде-
лившегося на катоде, теоретически определяют с помощью
объединенного закона М. Фарадея
ти = СЛ=—Л, (3-4)
где С - электрохимический эквивалент, г/А • ч; I - сила тока,
A; t - время действия тока, ч; Ми Z - молярная масса (г/моль-
ион) и валентность осаждаемого элемента; F - постоянная
Фарадея, определяемая произведением количества элемен-
тарных частиц в одном моле вещества (постоянная Аво-
1адро 6,022 • 1023 моль-ион-1) на значение элементарного
заряда 1,602-Ю’19 Кл, отсюда F = 6,022 • 1023-1,602 • 10’19 =
96 484 Кл/моль-ион.
На катоде кроме осаждения металла протекают сопут-
ствующие процессы: выделение водорода, восстановление
металла до более низкой валентности, восстановление органи-
ческих веществ, попавших в электролит. Поэтому действи-
тельная масса металла, выделившегося на катоде, будет
меньше его массы, рассчитанной по формуле (3.4). Отношение
массы действительно выделившегося металла на электроде к
теоретически возможному его количеству называют выходом
по току а, значение которого всегда меньше единицы.
Толщину покрытия h (мм) определяют по формуле
(3.5)
10у
। де DK = I/SK- плотность тока, А/дм2; SK- площадь катода, дм2;
у плотность осаждаемого металла, г/см3.
Время нанесения покрытия t (ч) нужной толщины равно
t_ 10/гу
СОка ’
(3.6)
131
Область применения покрытий. Электрохимические по-
крытия применяют:
• для повышения износостойкости и компенсации износа
деталей (Cr, Fe, Ni, Си);
• для придания защитно-декоративных (Cr, Ni, Си, Zn, Cd,
Sn, Pb) и антифрикционных свойств (Fe, Си, Zn, Sn);
• для улучшения прирабатываемости трущихся поверхно-
стей (Си, Sn, Pb);
• при восстановлении деталей с небольшими износами, но
с высокими требованиями к износостойкости их поверхностей.
Нанесение электрохимических покрытий обеспечивает со-
хранение структуры материала детали за счет отсутствия теп-
ловложения в него, высокую износостойкость и твердость по-
крытий, равномерную их толщину, большое количество одно-
временно восстанавливаемых деталей и возможность автома-
тизации процесса, использование недорогих материалов. Од-
нако скорость нанесения покрытий низкая (электрохимиче-
ский процесс самый длительный по сравнению с другими
процессами нанесения покрытий). Процесс многооперацион-
ный и сопровождается большим расходом воды и загрязнени-
ем сточных вод ионами тяжелых металлов.
В авторемонтном производстве наибольшее применение
получили железнение, хромирование и цинкование. Первые
два вида процесса обеспечивают получение износостойких
покрытий, последний - как износостойких, так и защитных.
Цинк обеспечивает надежную катодную защиту стальных
деталей.
Нанесение электрохимических покрытий включает пред-
варительную обработку резанием восстанавливаемых поверх-
ностей, их очистку, установку заготовок на подвески, защиту
мест, не подлежащих восстановлению, обезжиривание, трав-
ление и анодную обработку заготовок, осаждение металла,
нейтрализацию остатков электролита на заготовках, промывку
в холодной и горячей воде, снятие заготовок с подвесок и уда-
ление изоляции, сушку и термообработку (при необходимости).
Следы коррозии удаляют с восстанавливаемых деталей с
помощью абразивных лент или кругов.
При установке заготовок на подвески необходимо обеспе-
чить надежный электрический контакт в цепи «заготовка -
подвеска - штанга» и убедиться в наличии условий для рав-
132
номерного осаждения покрытия и всплытия пузырьков выде-
ляющегося водорода.
Невосстанавливаемые поверхности изолируют наматыва-
ним полихлорвиниловой ленты, установкой резиновых кол-
пачков или нанесением токонепроводящих материалов.
Поверхности обезжиривают органическими растворителя-
ми, растворами щелочей, протиранием венской известью
(смесью оксидов кальция и магния) и электрохимическим
способом.
Заготовки после обезжиривания тщательно промывают сна-
чала в теплой (около 60 °C), а затем в холодной (17...20 °C) воде.
Тонкую пленку оксидов удаляют с поверхности травлени-
ем, которое бывает химическим или электрохимическим. По-
крытие будет прочно закреплено на восстанавливаемой по-
верхности, если к началу его нанесения толщина оксидной
пленки на ней не более 0,005 мкм.
Электрохимические процессы протекают в гальванических
ваннах с кислотостойкой футеровкой. Постоянный ток под
напряжением около 6 В вырабатывают источники тока.
Как средство повышения производительности процесса и
качества покрытий применяют нестационарные процессы их
нанесения в виде использования реверсивного и асимметрич-
ного тока, проточных способов электролиза, наложения на
зону осаждения покрытия ультразвуковых колебаний, повы-
шения температуры электролита и др.
Заготовки после нанесения покрытия промывают в ванне-
сборнике электролита в целях его экономии и обеспечения
чистоты сточных вод. Затем следует промывка в проточной
воде, после чего заготовки погружают в раствор нейтрализа-
ции и окончательно промывают в теплой проточной воде. За-
готовки снимают с подвесок, удаляют с них изоляцию и сушат
в опилках, подогретых до 120... 130 °C, или в сушильном шкафу.
Железнение. В качестве электролита при железнении рас-
пространен раствор хлористого железа (300...500 г/л) и соля-
ной кислоты (2...3 г/л) в воде.
Для поддержания необходимой массовой доли ионов желе-
за применяют растворимые из армко-железа аноды, площадь
которых превышает площадь катодов примерно в 2 раза.
Во время электролиза на электродах протекают следующие
процессы: на катоде - разряд ионов железа, выделение водо-
133
рода, восстановление трехвалентного железа; на аноде - рас-
творение железа, окисление двухвалентного железа, выделе-
ние кислорода. Катодная плотность тока 5... 15 А/дм2.
Электроконтактное железнение отличается тем, что ток
плотностью до 200 А/дм2 проходит через маленькую ванноч-
ку, которая образуется в зоне контакта заготовки с анодом из
адсорбирующего материала (тампоном), пропитанным элек-
тролитом. Материал тампона - стекловата или губка в сукон-
ном чехле, фетр, войлок, капрон и др. Заготовка и анод пере-
мещаются относительно друг друга со скоростью ~ 20 м/с.
На рис. 3.30 приведено устройство, в котором трение сколь-
жения заменено трением качения. Способ обеспечивает мень-
ший расход материалов и энергии, нанесение гладких покры-
тий толщиной до 0,1 мм в размер с сокращением или исклю-
чением обработки резанием. Область применения способа -
создание ремонтных заготовок при восстановлении корпус-
ных деталей и крупногабаритных валов.
Рис. 3.30. Схема устройства для электроконтактного железнения:
1 - ролики-аноды; 2 - восстанавливаемая деталь (катод); 3 - трубки для подачи
электролита; 4 - ленточный тампон; 5 - натяжной ролик; 6 - приводной ролик
Хромирование. При хромировании применяют универ-
сальный электролит состава: хромовый ангидрид (200...250 г/л),
серная кислота (2,0...2,5 г/л). Удовлетворительные хромовые
покрытия получаются лишь в присутствии ионов SO4 или F в
строго определенном количестве и с применением нераство-
римых свинцово-сурьмянистых анодов. Постоянная массовая
доля ионов SO4 поддерживается за счет присутствия в раство-
134
ре трудно растворимого сульфата стронция SrSO4. Такие элек-
тролиты называют саморегулирующимися.
Во время хромирования на катоде одновременно протека-
ют три процесса: восстановление шестивалентного хрома до
трехвалентного; выделение водорода; осаждение металличе-
ского хрома. На аноде выделяется газообразный кислород и
окисляется трехвалентный хром до шестивалентного. Катод-
ная плотность тока при хромировании 35... 100 А/дм2, а выход
по току 0,17...0,22.
Строение и свойства покрытий. Электрохимические по-
крытия по своим строению и свойствам отличаются от метал-
ла, полученного в обычном металлургическом процессе.
Осажденное железо по своему составу соответствует малоуг-
леродистой стали с содержанием углерода 0,03...0,06 %, одна-
ко его кристаллическая решетка напряжена, а по своим физи-
ко-механическим свойствам осадки близки к закаленной стали.
Хромовые покрытия по внешнему виду бывают блестящи-
ми, молочными или серыми. Блестящий хром имеет высокие
твердость и износостойкость, хрупкость и внутренние напря-
жения. На его поверхности видны под микроскопом мелкие
пересекающиеся трещины. Молочный хром имеет повышен-
ную износостойкость, большую вязкость и пониженную твер-
дость. Сетка трещин на нем отсутствует. Матовый хром очень
твердый и хрупкий металл, имеющий из-за хрупкости пони-
женную износостойкость.
Износостойкие пористые хромовые покрытия получают в
результате дополнительной анодной обработки после нанесе-
ния покрытия перед извлечением заготовок из ванны.
Наиболее износостойки те покрытия, которые состоят из
различных компонентов и фаз. Мелкокристаллическая струк-
тура и наличие пор на поверхности, служащих масляными
резервуарами, повышают износостойкость покрытий.
К свойствам покрытий относят прочность соединения их с
основой, твердость и внутренние напряжения. Наибольшее
влияние на указанные свойства оказывают следующие пара-
метры процесса: вид и плотность тока; вид и массовая доля
компонентов электролита; температура и скорость перемеще-
ния электролита у поверхности катода.
Прочность соединения покрытия с деталью зависит от под-
готовки восстанавливаемой поверхности, условий нанесения
135
покрытия, структуры покрываемого материала, внутренних
напряжений в покрытии и др. Межмолекулярные силы, обу-
словливающие соединение, заметно проявляются, когда рас-
стояние между поверхностями соизмеримо с межатомными
расстояниями. Поэтому важнейшее значение для соединения
покрытия с основой имеет удаление пленок оксидов во время
подготовительных операций.
К увеличению твердости покрытий приводят уменьшение
температуры и массовой доли компонентов электролита и
увеличение катодной плотности тока. Однако твердость по-
крытия растет с повышением плотности тока до определенно-
го предела.
Покрытия, полученные при низкой температуре электроли-
та, небольшой массовой доли его компонентов и высокой ка-
тодной плотности тока, характеризуются большим запасом
потенциальной энергии, которая образуется из-за упругого
смещения атомов от их равновесного положения. Силы, стре-
мящиеся возвратить смещенные атомы в их равновесное по-
ложение, определяют внутренние напряжения. Эти напряже-
ния растут с увеличением толщины покрытий. Внутренние
напряжения в покрытиях оказывают большое влияние на из-
носостойкость и усталостную прочность. На величину и знак
внутренних напряжений значительно влияет режим элект-
ролиза.
Химический способ нанесения покрытий. Этим спосо-
бом наносят защитные и декоративные покрытия: никелевые,
фосфатные и оксидные.
Основой химического никелирования является реакция вос-
становления никеля из водных растворов его солей гипофос-
фитом натрия. Покрытие имеет полублестящий металличе-
ский вид, аморфную структуру и является сплавом никеля с
фосфором. Для повышения защитных свойств никелевых по-
крытий применяют термооксидирование деталей в воздушной
среде при температуре 900 °C в течение 1 часа. В результате
процесса на поверхности никеля образуется слой NiO сине-
зеленого цвета толщиной 5...7 мкм.
Фосфатирование - это осаждение на поверхности металла
нерастворимых в воде фосфорнокислых соединений. Сталь и
чугун фосфатируют в растворе препарата «мажеф» (по на-
136
чальным буквам составляющих - марганца, железа и фосфор-
ной кислоты). Фосфатная пленка толщиной 7...50 мкм имеет
светло-серый цвет и плотную структуру. Прочность соедине-
ния пленки с основой велика, а на пленке, в свою очередь, хо-
рошо закрепляются лакокрасочные материалы, она обладает
большой электропробивной прочностью (до 1000 В).
Оксидные пленки на стальных деталях образуются в горя-
чих растворах щелочи в присутствии окислителей. Сущность
процесса заключается в образовании на поверхности плотных
пленок из смеси оксидов железа. Цвет оксидной пленки зави-
сит от способа ее получения, а толщина ее достигает 10 мкм.
Требования безопасности. К работе в гальванических це-
хах и отделениях допускаются рабочие в возрасте не моложе
18 лет, прошедшие медицинский осмотр, специальное обучение
и инструктаж по технике безопасности. Рабочие гальваниче-
ских цехов обеспечиваются спецодеждой: резиновыми сапога-
ми, перчатками, прорезиненными фартуками, халатами и очками.
Приготавливать, корректировать и фильтровать электроли-
ты нужно при включенной вентиляции. При разбавлении ки-
слот надо обязательно лить кислоту в воду, а не наоборот. Не-
обходимо пользоваться защитными очками, чтобы в глаза не
попали брызги, а при засыпке сухих химикатов в ванны - про-
тивопыльными респираторами. При попадании кислоты, ще-
лочи или электролита на открытые участки тела или в глаза
пораженные места необходимо немедленно промыть струей
воды, затем 2...3 %-ным раствором питьевой соды, а поражен-
ные щелочью - 1 %-ным раствором уксусной кислоты и снова
промыть водой.
3.9. Применение полимерных материалов
Пластические массы - это материалы на основе полиме-
ров, способные при влиянии повышенных температуры и дав-
ления принимать заданную форму и сохранять ее в обычных
условиях. В состав пластмасс входят также наполнители, пла-
стификаторы, отвердители, красители, катализаторы (ускори-
тели) и другие добавки.
По степени обратимости состояний при нагреве и охлаж-
дении пластмассы делятся на термореактивные и термопла-
стичные. Термопластичные пластмассы сохраняют начальные
137
свойства после расплавления и затвердевания, а термореак-
тивные пластмассы при нагревании необратимо разрушаются.
Пластмассы применяют для изготовления деталей, нанесе-
ния защитно-восстановительных покрытий, склеивания ме-
таллов, заделки трещин, герметизации стыков и в других слу-
чаях. Промышленное значение имеют полиамидная и поли-
этиленовая крошка, мелкодисперсные порошки из полиамида,
фторопласта и полиэтилена низкого давления, эпоксидные
смолы и синтетический (конструкционный) вид клея.
Полиамид - вид полиамидных смол, поставляется в виде
гранул. Материал стоек к щелочам, маслам, ацетону, спирту,
бензину и др. Его применяют для изготовления подшипников
и зубчатых колес и для нанесения износостойких и декоратив-
ных покрытий на металлические поверхности.
Полиэтилен - относительно твердый пластичный матери-
ал, эластичен даже при низкой температуре, применяется для
изготовления труб и защитных покрытий, а также как изоля-
ционный и упаковочный материал.
Фторопласт - продукт полимеризации этилена, в котором
все атомы водорода замещены фтором. По химической стой-
кости он превосходит даже золото и платину. Низкий коэф-
фициент трения и высокая износостойкость позволяют его
длительную эксплуатацию при температуре до 250 °C.
Применение полимерных материалов обеспечивает сниже-
ние массы деталей, сокращает трудоемкость и затраты на ре-
монт автомобилей. Недостатки пластмасс по сравнению с ме-
таллами: быстрое старение, малая теплопроводность и не-
большая прочность.
Изготовление деталей. Детали из термопластичных мате-
риалов изготавливают литьем под давлением на литьевых
машинах, а детали из термореактивных материалов получают
прессованием порошков в прессформах под прессом. В обоих
случаях материал нагревают до плавления или до размягче-
ния. Термореактивные материалы применяют для изготовле-
ния деталей, не испытывающих значительных нагрузок.
Нанесение покрытий. Покрытия из полимерных материа-
лов наносят заливкой под давлением в пресс-формах, напыле-
нием и в псевдоожиженном слое.
Восстановительное покрытие на элемент изношенной де-
тали наносят под давлением в пресс-форме, в которую уста-
навливают часть восстанавливаемой детали.
138
Газопламенным напылением наносят покрытия на заготов-
ки из стали, чугуна и цветных металлов для защиты от влаги и
химически активной среды. Поверхность, подлежащая газо-
пламенному напылению, должна быть шероховатой и тща-
тельно очищенной.
Газопламенный нагрев порошковых пластмасс заключается
в том, что струю сжатого воздуха со взвешенными частицами
порошка пластмассы пропускают через факел газокислород-
ного пламени. Частицы порошка оплавляются под действием
тепла пламени и, попадая на поверхность заготовки, подогре-
той до температуры, близкой к температуре плавления мате-
риала, прочно соединяются с металлом или покрытием.
Теплолучевой способ основан на том, что в поток светотеп-
ловых лучей сжатым воздухом подают струю порошкового
полимера, частицы которого плавятся и с большой скоростью
наносятся на восстанавливаемую поверхность, образуя покры-
тие (рис. 3.31). В качестве нагревателя применяют кварцевые
лампы НИК-200. Воздушно-порошковую смесь подают пита-
телем 2 вибровихревого типа с устройством для распыления.
Смесь поступает по шлангу к щелевому распылителю 3.
Рис. 3.31. Схема установки для теплолучевого напыления полимерных покрытий:
1 - вибратор; 2 - порошковый питатель; 3 - щелевой распылитель; 4 - кварцевые
лампы с параболическими излучателями
139
Способ применяют для нанесения декоративных покрытий
на детали внутреннего интерьера транспортных средств. По-
крытие наносят на вращающуюся заготовку, после чего оно
сушится в тепле осветительных ламп с зеркальными отража-
телями в течение 50...60 мин.
Теплолучевое напыление эффективнее газопламенного в
1,5... 1,8 раза. При этом расход материала сокращается на
25...30 %, расход энергии - в 3,5...4,0 раза, а физико-
механические свойства покрытий выше.
Сущность нанесения покрытия в псевдоожиженном слое
(рис. 3.32) заключается в том, что очищенную, предваритель-
но нагретую заготовку, помещают на определенное время в
камеру, где находится во взвешенном состоянии порошок
пластмассы за счет подачи сжатого воздуха через пористую
перегородку в нижнюю часть камеры. При контакте с нагре-
той заготовкой порошок оплавляется и образует тонкослойное
покрытие.
Полимерные покрытия наносят в псевдоожиженном слое
или газопламенным напылением из термопластичных, сухих,
некомкающихся порошков с размерами частиц 0,10...0,35 мм
Рис. 3.32. Схема устройства для нанесения полимерного покрытия в псев-
доожиженном слое:
1 - баллон со сжатым воздухом или азотом; 2 - редуктор; 3 - пористая перегород-
ка; 4 - камера; 5 - вытяжное устройство; 6 - пылесос; 7 - заготовка
140
из полиэтилена, полистирола, полиамида, поливинилбутираля
и др. Преимущества нанесения порошков проявляются при
восстановлении металлических деталей сложной формы.
Полимерные композиции на основе эпоксидных смол
получили широкое применение в ремонте автомобилей. Эпок-
сидные смолы содержат в своих молекулах эпоксидные груп-
пы СН2 — СН, обладающие высокой реакционной способ-
ностью. Наиболее часто применяют смолы марок ЭД-16 и
ЭД-20. Композиции на их основе включают в себя четыре и
более компонентов. Пластификаторы обеспечивают снижение
хрупкости, повышение ударной вязкости и стойкости компо-
зиции к температурным колебаниям. В качестве пластифика-
торов применяют дибутилфталат, триэтиленгликоль или тио-
кол. Непосредственно перед употреблением в композицию
вводят отвердитель (полиэтиленполиамин или аминофенол).
Наполнители сближают коэффициенты термического расши-
рения композиции и покрываемого материала, повышают ме-
ханическую прочность и теплостойкость материала, умень-
шают его усадку и снижают стоимость композиции. Чугунный
порошок, закись железа, тальк, кварцевая и слюдяная мука
изменяют в необходимых пределах значения коэффициента
термического расширения покрытия, а графит и дисульфид-
молибден снижают скорость его изнашивания.
Токсичная эпоксидная композиция в вязком состоянии де-
лается безвредной во время ее затвердевания.
Эпоксидные композиции применяют для заделки трещин и
пробоин на стенках корпусных деталей, заделки трещин на
стенках емкостных деталей (баков, радиаторов), герметизации
мест сварки или пайки, нанесения покрытий на поверхности
отверстий, в которые устанавливают подшипники.
Концы трещин засверливают, саму трещину разделывают
под углом 90... 120° на глубину 0,7...0,9 толщины стенки, по-
верхность вокруг трещины зачищают и обезжиривают, а в от-
верстия устанавливают асбестовые пробки. С помощью шпате-
ля наносят эпоксидную композицию в два слоя, которую сушат.
Пробоины устраняют установкой накладки из металличе-
ского листа или стеклоткани на зачищенную и обезжиренную
поверхность с нанесенной в 3...5 слоев эпоксидной компози-
цией. Поверхность накладки также подготавливают, а наклад-
ку после ее установки прикатывают роликом.
141
Требования безопасности. Рабочие места оборудуют при-
точно-вытяжной вентиляцией, а работы связанные с приго-
товлением и использованием композиций на основе эпоксид-
ных смол, производят в вытяжном шкафу. При попадании на
кожу эпоксидных композиций, брызг отвердителя и смолы их
надо немедленно удалить, остатки смыть горячей водой с мы-
лом. Запрещается принимать пищу и курить на рабочем месте.
Механическая обработка отвержденной эпоксидной компози-
ции выполняется на рабочем месте, оборудованном местным
отсосом. Для защиты кожи применяют силиконовый крем,
который тонким слоем наносят на лицо и руки.
3.10. Обработка резанием в процессах восстановления деталей
Базирование и базы. Требуемое положение заготовки от-
носительно траектории движения инструмента при ее обра-
ботке резанием и детали при сборке обеспечивают базирова-
нием. Поверхности, линии и точки заготовки, используемые
для базирования, называют базами. Элементы приспособле-
ний, которые соприкасаются с базами заготовки, называют
опорами.
По назначению различают конструкторские, технологиче-
ские и измерительные базы.
Конструкторские базы используют для определения по-
ложения детали в изделии. Конструкторские базы, в свою оче-
редь, делят на основные и вспомогательные. Основные
базы ориентируют деталь в агрегате, а вспомогатель-
ные - используются при соединении ее с другой деталью.
Технологические базы определяют положение заготовки
или изделия при ремонте. По числу лишаемых степеней сво-
боды (свободное твердое тело имеет шесть степеней свободы)
различают технологические установочные, направляющие и
опорные базы. Установочная база лишает заготовку трех сте-
пеней свободы (перемещения вдоль одной координатной оси и
поворотов вокруг двух других осей), направляющая - двух
степеней свободы (перемещения вдоль одной и поворота во-
круг другой оси), а опорная - одной степени свободы (пере-
мещения вдоль оси или поворота вокруг нее). Различают так-
же двойную направляющую и двойную опорную базы. Первая
142
лишает заготовку четырех степеней свободы (перемещений
вдоль двух осей и поворотов вокруг этих осей), вторая - двух
степеней свободы (перемещений вдоль двух осей). При назна-
чении и смене технологических баз придерживаются следую-
щих правил:
• в качестве первой базы принимают поверхности, остаю-
щиеся необработанными, и относительно которых необходи-
мо иметь наименьшее смещение обработанных поверхностей;
• из двух поверхностей заготовки - тела вращения в виде
первой базы принимают поверхность с наименьшим припуском;
• первую базу используют один раз;
• если обработка заготовки состоит из нескольких опера-
ций, то точные взаимосвязанные поверхности обрабатывают
на одних и тех же технологических базах;
• стремятся, чтобы технологические, сборочные и измери-
тельные базы совпадали.
Измерение расстояний или углов одной поверхности про-
изводится относительно другой поверхности, линии или точ-
ки, которые называют измерительными базами.
Припуски на обработку. Часть удаляемого обработкой
материала на заготовке с целью обеспечения заданных требо-
ваний к точности детали называют припуском.
Различают операционный и общий припуски. Операцион-
ный припуск определяют разностью размеров, полученных на
смежных операциях. Общий припуск является суммой опера-
ционных припусков на данной поверхности.
Значение толщины Z (мм) наносимого покрытия с учетом
его толщины, компенсирующей износ, и припуска на обработ-
ку рассчитывают по дополненной формуле В.И. Кована
Z =
(вал) или ——-------- (отв) +
(3.7)
+ ^Rzi + Ti + ^8^. + 8g. + 83. + 8ф. + 82р.),
где dn, DH - номинальные размеры элементов, мм; dm, -
размеры изношенных элементов, мм; i = 1...п - операции об-
работки резанием; Rzt - высота неровностей слоя перед меха-
нической обработкой на z-ой операции, мм; 7} - глубина по-
врежденного слоя, мм; 8П. - пространственные отклонения
143
поверхности, мм; 8б, 83. и 8ф. - соответственно, погрешности
базирования, закрепления и формы детали, мм; 8пр. - погреш-
ность приспособления, мм.
Восстановление соединений способом ремонтных раз-
меров1 (РР) заключается в том, что восстанавливаемый элемент
более дорогой и металлоемкой детали соединения обрабатыва-
ют под ремонтный, заранее установленный размер, а другую
деталь соединения изготавливают, восстанавливают или при-
обретают. Это значительно упрощает процесс восстановления
сложной детали, снижает стоимость, объем и время ее восста-
новления. Материал восстанавливаемой поверхности детали
совпадает с материалом основы. Массовый выпуск заменяемых
деталей с ремонтными размерами (например, поршней, порш-
невых колец, вкладышей подшипников коленчатого вала и др.)
организован на заводах автомобильной промышленности.
Способ обеспечивает взаимозаменяемость соединяемых
деталей в пределах РР. Однако реализация способа связана с
приобретением дефицитных заменяемых деталей. Недостат-
ками являются также сложность комплектования агрегата де-
талями, необходимость большого количества измерительных
инструментов и увеличение складских запасов.
Способ получения соединения деталей с РР бывает основ-
ным при освоении ремонта агрегатов. Значение РР устанавли-
вают в зависимости от значения и характера износа поверхно-
сти, а также от припуска на обработку резанием. Припуск в
целях экономии остаточной долговечности детали устанавли-
вают минимальным.
Значение первого РР отличается от номинального размера
детали (рис. 3.33) на величину удвоенных максимального из-
носа и припуска на обработку на сторону. Предполагается, что
ось восстановленного элемента совпадет с его первоначальной
осью. Первые РР вала <7Р1 (мм) и отверстия £>Р1 (мм) определя-
ют по формулам
d, = dn- 2(8 + 0; (3.8)
DP=DH +2(5 + 0, (3-9)
где dn и Dl{ - номинальные размеры вала и отверстия, соответ-
ственно, мм; 8 - максимальный износ на сторону, мм; t - при-
пуск на обработку резанием на сторону, мм.
1 Научное обоснование способа дал профессор В.В. Ефремов в 50-х гг. XX в.
144
Рис. 3.33. Схема определения ремонтных размеров:
а - для вала; б - для отверстия
Для чистового точения и растачивания припуск на обра-
ботку восстанавливаемых деталей чаще составляет 0,05...0,10 мм,
а для шлифования - 0,03...0,05 мм на сторону. Если выраже-
ние 2(6 + t), которое принято называть ремонтным интерва-
лом, обозначить через z, то расчетные формулы для определе-
ния первых и последующих РР упрощаются:
dp2=dH-2i; ...; d?n= dH-ni; (3.10)
DH + z, Dp2= DH + 2i, ...; + ni, (3.11)
где n - номер ремонтного размера.
Зная предельно допустимые размеры валов 67min и отвер-
стий L>max, можно определить число к ремонтных размеров
детали
к = —---finin. = (3.12)
i i
Предельно допустимые размеры валов и отверстий опреде-
ляют из условий обеспечения жесткости и механической
прочности деталей и удельного давления в соединениях.
Ремонтные размеры могут быть категорийными (установ-
ленными ремонтными документами) и пригоночными. В по-
следнем случае исключена взаимозаменяемость восстанов-
ленных деталей.
Цилиндры двигателя имеют до трех категорийных ремонт-
ных размеров с ремонтным интервалом 0,5 мм, шейки колен-
чатых и распределительных валов - до шести таких размеров
с ремонтным интервалом 0,25 мм.
145
Способом РР можно восстанавливать также резьбовые по-
верхности путем рассверливания или растачивания изношен-
ной резьбы и нарезания резьбы ремонтного размера. Резьбу
нарезают только после полного удаления изношенных витков.
Шаг резьбы сохраняют, а диаметр ее выбирают из ряда стан-
дартных значений.
Назначение и объемы обработки резанием. Обработка
резанием ремонтных заготовок является основным средством
обеспечения точности геометрических параметров деталей.
Ее применяют также для подготовки поверхностей под нане-
сение покрытий. На операции механической обработки прихо-
дится 25.. .28 % общей трудоемкости восстановления деталей.
Особенности обработки. Обработка резанием ремонтных
заготовок отличается от соответствующей обработки загото-
вок из отливок, проката или поковок, что объясняется сле-
дующими причинами:
• преднамеренным разрушением некоторых технологиче-
ских баз в конце процесса изготовления деталей;
• изнашиванием или повреждением группы баз во время
работы агрегата;
• деформированием деталей в эксплуатации;
• небольшими значениями припусков, материал которых,
как правило, отличается от материала основы;
• различием в свойствах припусков при изготовлении и
восстановлении деталей;
• требованием обеспечения необходимой точности взаим-
ного расположения поверхностей, обрабатываемых при вос-
становлении, и поверхностей, обработанных при изготовлении.
В пособии рассматривается в основном обработка загото-
вок с покрытиями, которые отличаются особыми свойствами.
Наплавленные покрытия, например, имеют высокую твер-
дость, они неоднородны по химическому составу и строению,
а их наружная поверхность неровная. Ряд электрохимических
покрытий имеет высокую твердость и в них присутствуют
гидрооксиды, однако покрытия железнения, наоборот, мягкие
и вязкие. Многие напыленные покрытия имеют большую по-
ристость и низкую прочность соединения с основой. Поли-
мерные покрытия хрупкие, обладают плохой теплопроводно-
стью и низкой температурой плавления или начала разруше-
ния. Эти причины объясняют назначение иных режимов обра-
146
ботки ремонтных заготовок, видов и геометрии инструмента, а
также применяемых СОЖ.
Виды и содержание обработки резанием. Обработка ре-
занием ремонтных заготовок включает блоки черновых, чис-
товых и отделочных операций. Восстанавливаемые поверхно-
сти в зависимости от толщины припуска и твердости его ма-
териала проходят лезвийную и (или) абразивную обработку.
В начале обработки обеспечивают необходимое располо-
жение поверхностей и форму элементов детали. Затем обраба-
тываемым элементам придают необходимую точность разме-
ров. На последней операции создают нормативную шерохова-
тость поверхности без изменения достигнутых ранее значений
параметров.
Если твердость ремонтной заготовки не превышает 45 HRC,
а припуск более 0,25 мм, то применяют лезвийную обработку,
в других случаях - абразивную. Последний вид обработки
обеспечивает высокое качество поверхностного слоя и являет-
ся основным при обработке износостойких покрытий.
Инструментальные материалы. Основу инструмен-
тальных материалов для лезвийной обработки составляют
быстрорежущие стали (45...55 % объемов) и твердые сплавы
(35...45 %). Около 7 % их объемов приходятся на керамиче-
ские и сверхтвердые материалы.
Быстрорежущие материалы представлены сталью Р6М5 и
сталями с повышенным содержанием (до 5...8 %) кобальта.
Твердые сплавы, полученные способами порошковой ме-
таллургии, бывают однокарбидными типа ВК, двух-
карбидными -ТК и трехкарбидными -ТТК. Изде-
лия из твердого сплава выпускают в виде перетачиваемых
пластинок, закрепляемых пайкой, и неперетачиваемых пла-
стинок с механическим креплением. Созданы сменные пла-
стины с диаметром вписанной окружности 5,6 мм. По причине
уменьшения ресурсов вольфрама, молибдена и кобальта акту-
альной является проблема разработки новых материалов.
Все ведущие инструментальные фирмы Германии, Японии
и США выпускают инструмент из режущей керамики. Разви-
вается оксидная (~ 60 % объемов), оксидно-карбидная (25...
30 %) и нитридная (10... 15 %) керамика.
Качество поверхностей и производительность обработки
значительно повышают использованием сверхтвердых мате-
147
риалов (СТМ) на основе кубического нитрида бора. Для чер-
новой обработки покрытий высокой твердости применяют
СТМ - киборит. Для чистовой и отделочной обработки служат
инструменты с режущей частью из композитов: 01 (эльбор-Р),
02 (белбор), 05 и 09 (ПТНБ), 10 (гексанит-Р), 10Д (двухслой-
ные поликристаллы) и др. Наиболее работоспособны из них
киборит и гексанит-Р.
Точение покрытий резцами, оснащенными гексанитом-Р, выпол-
няют при следующих режимах: скорость резания 60... 100 м/мин;
подача 0,03...0,15 мм/об; глубина резания 0,1...0,3 мм.
Для абразивной обработки применяют материалы, зерна
которых обладают высокими твердостью и режущей способ-
ностью. Абразивные материалы делят на естественные (при-
родные) и искусственные.
Естественные материалы (горные породы и минералы),
имеющие промышленное значение, - это алмаз, корунд, наж-
дак, гранит, кремень, кварц, пемза и др. Эти материалы твер-
ды, но недостаточно однородны, наиболее применимы из них
первые три вида.
Искусственные материалы - это синтетические алмазы,
эльбор, карбид бора, карбид кремния (карборунд SiC), элек-
трокорунд и др.
В соответствии с ГОСТ 3647-80 абразивные материалы
подразделяются по крупности зерен на группы: шлифзерно
(160...2000 мкм), шлифпорошки (40... 160 мкм) и микропо-
рошки (3...40 мкм). Зерна применяют в инструменте для чер-
новых операций. Шлиф- и микропорошки применяют для
чистовых операций и отделочного шлифования или полиро-
вания, их используют для изготовления шлифовальной шкур-
ки.
Зерна шлифующих материалов имеют острые грани. При
шлифовании зерна разрушаются, образуют осколки с острыми
гранями, тем самым самозатачиваются. Зерна полирующих
материалов имеют округлую форму, что способствует вырав-
ниванию обрабатываемой поверхности.
Абразивные инструменты в виде кругов, головок, брусков,
сегментов или шкурки состоят из абразивных зерен, связан-
ных каким-либо веществом. В качестве связки абразивных
зерен применяют органические и неорганические вещества.
148
Органические связки бывают керамические (К), магнезиальные
(М) и силикатные (С), а неорганические — бакелитовые (Б), глифтале-
вые (ГФ) и вулканитовые (В).
Шлифовальные круги различаются по твердости. Твердостью
шлифовального круга принято считать сопротивление его связки к
выкрашиванию зерен при работе. Для обозначения твердости приме-
няют индексы: М - мягкие, СМ - средней мягкости, С - средние,
СТ - средней твердости, Т - твердые, ВТ - весьма твердые и ЧТ -
чрезвычайно твердые.
При шлифовании твердых материалов следует применять
мягкие круги, из которых быстрее выпадают затупившиеся
зерна, а в работу вступают новые острые. При шлифовании
мягких металлов зерна тупятся медленнее, круг может быть
более твердым, а следовательно и долговечным.
Чаще применяют шлифовальные инструменты с абразивны-
ми зернами из электрокорунда. В зависимости от содержания
примесей и технологии производства электрокорунд делят на
следующие виды: нормальный (12А, 13А, 14А, 15А, 16А); белый
(22А, 23А, 24А, 25А); хромистый (32А, ЗЗА, 34А); титанистый
(37А); циркониевый (38А); монокорунд (43А, 44А, 45А) и хро-
мисто-титанистый (91 А, 92А, 93А, 94А, 95А). Монокорунд по-
лучают в виде недробленых зерен, в отличие от других видов
электрокорунда, который получают дроблением исходного мате-
риала. Для обработки чугуна, цветных металлов и сплавов, тита-
новых сплавов обычно применяют абразивные круги из кар-
бида кремния черного (53С, 54С, 55С) и зеленого (63С, 64С).
Детали полируют при помощи мелкозернистых кругов или
бесконечной гибкой абразивной ленты. Шлифовальную шкур-
ку изготавливают путем нанесения и закрепления абразивного
материала на тканевую или бумажную основу. Шкурки вы-
пускают в виде листов или рулонов.
Смазывающе-охлаждающие жидкости (СОЖ) применя-
ют при обработке заготовок резанием для снижения изнаши-
вания инструмента, улучшения качества обработанных по-
верхностей и повышения производительности. Основные
функции СОЖ:
• охлаждение инструмента и заготовки;
• граничная и гидродинамическая смазка;
• облегчение пластического деформирования материала за
счет адсорбции ПАВ на обрабатываемой поверхности с по-
следующим уменьшением прочности этого материала.
149
СОЖ бывают масляные, синтетические и эмульсионные.
Масляные СОЖ - это минеральные масла с присадками (или
без них) различного назначения. Синтетические СОЖ содер-
жат разнообразные водорастворимые органические вещества,
среди которых поверхностно-активные. Эмульсионные (водо-
смешиваемые) СОЖ включают минеральные масла, эмуль-
гаторы, ингибиторы коррозии, биоциды, противоизносные
и противозадирные присадки, антипенные добавки, электро-
литы, связующие и другие органические и неорганические
вещества.
Обработка ремонтных заготовок. При обработке ре-
монтных заготовок с покрытиями необходимо обеспечить сре-
зание припуска острым инструментом без выкрашивания. По-
крытия во время обработки не следует нагружать растяжени-
ем, изгибом или отрывом.
Наплавленные и напыленные покрытия, имеющие твер-
дость до 45 HRC, обрабатывают всеми видами инструмента в
несколько ходов. Скорость резания при лезвийной обработке
уменьшают на 30...60 %, а при чистовом - на 20...40 % по
сравнению со скоростью обработки нормализованной стали
45. Оставляют припуск на шлифование 0,3 мм на диаметр (при
необходимости). Возможна обработка наплавленных поверх-
ностей твердостью 45...65 HRC инструментом из мелкозерни-
стого твердого сплава ВКЗМ, ВК6М и особомелкозернистого
сплава ВК-6ОМ. Задние и передние углы инструмента имеют
значения 5... 10°, скорость резания - 30...60 м/мин, подача -
0,03...0,20 мм/об, а глубина резания - 0,05...1,00 мм. Лезвий-
ная обработка инструментами из СТМ в ряде случаев заменяет
шлифование и позволяет получить шероховатость поверхно-
сти Ra 1,25...0,63 мкм, а при использовании жесткого обору-
дования Ra 0,20...0,18 мкм.
Электрохимические железные покрытия точат резцами из
твердых сплавов Т5К10 или Т15К6 обычной геометрии. Заго-
товки из пластмасс обрабатывают на больших скоростях реза-
ния. Термопласты обрабатывают резцами, оснащенными пла-
стинками из твердых сплавов ВК-6 и ВК-8 со скоростью реза-
ния 300...600 м/мин и подачей до 0,4 мм/об. Термореактивные
пластмассы обрабатывают теми же резцами, но со скоростью
резания 200...500 м/мин и подачей до 0,3 мм/об.
150
Электрокорундовыми кругами хорошо обрабатываются
покрытия твердостью до 50 HRC, нанесенные электродуговой
наплавкой. Для шлифования этих покрытий в интенсивном
режиме лучше применять хромистый электрокорунд.
Кругами из карбида кремния зеленого марок 63С и 64С и
черного - 53С и 54С обрабатывают неоплавленные покрытия,
нанесенные плазменным или газопламенным напылением, а
также покрытия ПГ-12Н-01, ПГ-12Н-02, нанесенные детона-
ционным напылением. Эти покрытия и поверхности заготовок
из алюминиевого сплава шлифуют кругами из хромисто-
титанистого электрокорунда марок 91 А, 92А. Оплавленные
покрытия из никельборкремниевых сплавов обрабатывают
кругами из карбида кремния зеленого 64С зернистостью М28,
М40 твердостью СМ1-СТ1. Зернистость кругов на одно значе-
ние крупнее, чем при обработке компактных материалов, а
связка более мягкая.
Электрохимические покрытия шлифуют абразивными кру-
гами из электрокорунда нормального (марок 12А...16А) или
белого (марок 22А.. .25А).
Ремонтные заготовки с твердым покрытием на основе же-
леза, например, из сормайта (У20Х15С2Н2, У30Х28С4Н4),
шлифуют способом врезания. Применяют шлифовальные кру-
ги из хромистого электрокорунда марки 34А или из карбида
кремния зеленого марки 64С.
Круги из синтетических алмазов и кубического нитрида
бора марок КР, КО обладают высокими режущими свойства-
ми и работают практически без отжима. Высокая износостой-
кость таких кругов обусловливает повышенную точность их
формы в течение длительного времени, а также экономич-
ность процесса и точность обработки.
Для отделочной обработки применяют бесконечные алмаз-
ные ленты АЛШБ с алмазами АСМ, АСН зернистостью 80/63,
40/28, 20/14 на связках ВЗ-06, ВЗ-02.
Шлифование сопровождается выделением большого коли-
чества тепла и деформированием поверхностного слоя на глу-
бину до 50 мкм, что способствует возникновению в нем зна-
чительных растягивающих напряжений. Неправильно вы-
бранные режимы резания, затупленные зерна и «засаленный»
круг приводят к структурным изменениям поверхностного
слоя покрытия, образованию прижогов и шлифовальных тре-
151
щин. Прижоги при шлифовании снижают предел выносливо-
сти детали до 30 %, а шлифовальные трещины - до 3 раз. По-
верхностное обезуглероживание и снижение твердости только
на 5 единиц HRC уменьшает долговечность, например, зубча-
тых колес в 2...3 раза. Поэтому при шлифовании покрытий
значения режимов следует назначать значительно меньшие,
чем при обработке монолитных материалов.
Чистовые операции обеспечивают необходимые размеры и
шероховатость восстанавливаемых поверхностей. Тонкое
шлифование выполняют абразивным инструментом с зерни-
стостью 12...25. Снимаемый припуск за один ход не более
0,5 мкм. В конце операции необходимо выхаживание в тече-
ние 5...7 оборотов заготовки.
Для авторемонтного производства характерными процес-
сами обработки являются притирка и хонингование.
Притирка - процесс совместной обработки деталей, рабо-
тающих в паре, для получения плотного контакта их рабочих
поверхностей. Притирают, например, клапаны двигателей к
седлам и плунжеры топливной аппаратуры к гильзам. Обра-
ботка происходит при относительном возвратно-вращатель-
ном или поступательно-вращательном движении деталей.
В зону обработки подают зерна электрокорунда, карбида
кремния, карбида титана, карборунда или алмазов в индустри-
альном масле. Чтобы следы резания не накладывались друг на
друга, необходимо каждый последующий ход притирки начи-
нать с нового относительного положения притираемых дета-
лей. Эту функцию, например, во время притирки клапанов к
седлам, выполняет механизм углового смещения шпинделей.
Хонингование - процесс доводки внутренних цилиндриче-
ских поверхностей абразивными брусками, которые закрепле-
ны в головке и совершают вращение с одновременным воз-
вратно-поступательным движением (рис. 3.34). В качестве
инструментальных материалов применяют синтетические ал-
мазы марки АСВ (алмаз синтетический высокопрочный), за-
крепленные в металлической связке Ml (порошковый состав
из 80 % меди и 20 % олова). Толщина алмазоносного слоя в
брусках 1...2 мм. Зерна практически не теряют своих режущих
свойств до полного истирания брусков. При хонинговании
бруски постоянно прижимаются к поверхности заготовки
с давлением 0,05... 1,40 МПа. Хонингование дает возможность
152
Рис. 3.34. Схема хонингования поверхности отверстия:
/ - длина обработки; d- диаметр обработки; 7бР- длина брусков, 7Х г - ход хонинго-
вальной головки; 7ВЫХ - длина выхода брусков; - усилие прижатия брусков
к детали; Кок и Квп - скорости окружного и возвратно-поступательного дви-
жения инструмента; 2а - угол пересечения рисок от инструмента
б
получить шероховатостью поверхности до Ra 0,16 мкм, точ-
ность размеров 5-го или 6-го квалитета и отклонения от круг-
лости не более 0,005 мм.
Хонингование применяют для обработки стальных и чу-
гунных заготовок и при чистовой обработке хромовых и же-
лезных покрытий. Скорость резания при хонинговании в
20 раз меньшая, чем при шлифовании, поэтому заготовка
практически не нагревается, а ее поверхностные слои не пре-
терпевают структурных изменений.
Ремонтные заготовки для обработки резанием устанавли-
вают в приспособлениях, которые обеспечивают необходи-
мую точность расположения обрабатываемых поверхностей и
повышают производительность труда.
3.11. Термическая обработка
в процессах восстановления деталей
Содержание, назначение и виды. Термическая обработ-
ка заготовок в общем случае включает их нагрев, взаимодей-
ствие с насыщающей средой, пластическое деформирование
материала, выдержку при заданной температуре и охлаждение.
Цель термической обработки - получение требуемой
структуры, а следовательно, и свойств материала заготовки.
153
По степени влияния на эти свойства термическая обработка
значительно эффективней других видов обработки. Термиче-
ская обработка при восстановлении деталей подготавливает
заготовки к механической обработке, снимает внутренние на-
пряжения в них с целью исключения трещин и упрочняет по-
верхности для получения их высокой износостойкости.
Процессы термической обработки подразделяют на сле-
дующие виды:
• термическую обработку без механических и химических
воздействий;
• термомеханическую обработку, сочетающую тепловое
воздействие с пластическим деформированием материала;
• химико-термическую обработку, сочетающую тепловое
воздействие с изменением химического состава поверхно-
стного слоя заготовки.
Термическая обработка заготовок без механических и
химических воздействий включает отжиг I и II рода, закалку,
отпуск и старение.
Отжиг I рода устраняет неоднородность химического со-
става и структуры, возникшую в материале заготовок в ре-
зультате предшествующей обработки, за счет диффузии при
высокой температуре. Отжиг II рода приводит материал в
структурное равновесие. Особенность отжига состоит в том,
что заготовки медленно охлаждают в печи. Для сокращения
продолжительности процесса заготовки часто охлаждают не в
печи, а на спокойном воздухе. Такой процесс называют нор-
мализацией, с помощью которой, например, исправляют
структуру перегретой стали сварных изделий.
Закалку с полиморфным превращением реализуют в тех
случаях, когда в сплавах перестраивается кристаллическая
решетка. Доэвтектоидные стали нагревают для превращения
перлита в аустенит (полная закалка 1- рис. 3.35) или сохраня-
ют в заэвтектоидных сталях избыточный цементит (неполная
закалка 2 - рис. 3.35). Твердость и износостойкость стали при
этом возрастают. Закалку с полиморфным превращением на-
зывают закалкой на мартенсит.
Закалка без полиморфного превращения 3 (рис. 3.35) про-
исходит в тех сплавах, в которых по мере нагрева и выдержки
увеличивается растворимость второго компонента и избыточ-
ная фаза растворяется в матричной фазе. Последующее быстрое
154
Рис. 3.35. Участок диаграммы состояния Fe - С со значениями температуры t
различных видов термической обработки углеродистой стали:
1 - полная закалка с полиморфным превращением; 2 - неполная закалка с поли-
морфным превращением; 3 - закалка без полиморфного превращения; 4 - есте-
ственное старение; 5 - искусственное старение; 6 - низкий отпуск; 7 - средний
отпуск; 8 - высокий отпуск
охлаждение сплава фиксирует состояние неравновесного пе-
ресыщенного твердого раствора, не характерное для низких
температур. Такая закалка широко применяется для некото-
рых легированных сталей, алюминиевых, магниевых, никеле-
вых, медных и других сплавов. В последующем такая струк-
тура при комнатной температуре стремится к равновесию
и выделению избыточной фазы (естественное старение 4 -
рис. 3.35). Некоторый подогрев закаленного сплава значительно
ускоряет этот процесс (искусственное старение 5 - рис. 3.35).
Закалка и частичное старение обеспечивают повышенные
твердость и прочность. Полное старение приводит сплав к
двухфазному равновесному состоянию и, следовательно, к
исходным свойствам.
Отпуск после закалки с полиморфным превращением пе-
реводит закаленный сплав в равновесное состояние подобно
старению. Это снижает твердость и внутренние напряжения и
повышает пластичность сплава. Различают низкий отпуск ста-
ли 6 (150...200 °C - рис. 3.35), средний 7 (300...400 °C -
рис. 3.35) и высокий 8 (500.. .600 °C - рис. 3.35).
Закалка углеродистых инструментальных сталей с низким
отпуском обеспечивает высокие твердость и износостойкость,
155
сохраняя структуру мартенсита отпуска. Закалка среднеугле-
родистых сталей со средним отпуском дает максимальную
упругость и достаточную твердость. При среднем отпуске
происходит распад мартенсита на зернистую дисперсную
феррито-цементитную смесь. Закалка с высоким отпуском для
среднеуглеродистых сталей обеспечивает еще большее при-
ближение к равновесному состоянию и получение грубозер-
нистой феррито-цементитной смеси, имеющей достаточные
прочностные свойства, высокую ударную вязкость и наилуч-
шую обрабатываемость резанием. Поэтому закалку с высоким
отпуском называют улучшением и применяют для ответствен-
ных деталей.
В качестве охлаждающей среды при закалке используют
воду, масло, водомасляные эмульсии и расплавы солей. Наи-
более простой закалочной средой является вода, однако она
дает большую скорость охлаждения заготовок, что может вы-
звать повышенные внутренние напряжения и образование
трещин.
Термомеханическая обработка является в ряде случаев
эффективным способом упрочнения деталей, сочетающая как
термическую обработку, так и пластическое деформирование.
Для сплавов, имеющих полиморфные превращения, распро-
странены высокотемпературная термомеханическая обработка
(ВТМО), низкотемпературная термомеханическая обработка
(НТМО) и патентирование.
Пластическое деформирование при ВТМО протекает выше
температуры рекристаллизации, поэтому с целью исключения
разупрочнения сплава проводят закалку с низким отпуском.
Упрочняющий эффект при НТМО еще выше, поскольку
пластическое деформирование ведут при температуре ниже
температуры рекристаллизации.
В случае патентирования холодное пластическое деформи-
рование ведут до нагрева и после закалки, что обеспечивает
высокий комплекс механических свойств.
Химико-термическая обработка (ХТО) сочетает тепло-
вое воздействие с диффузионным насыщением металлов и
сплавов одним или несколькими элементами. Она позволяет
получать в поверхностном слое заготовки сплав практически
любого состава с необходимыми свойствами. Диффузионное
взаимодействие при нагреве возможно в тех случаях, когда
156
насыщающий и насыщаемый компоненты образуют твердые
растворы или химические соединения.
Как правило, после ХТО проводят закалку заготовок с низ-
ким отпуском, что повышает износостойкость трущихся по-
верхностей и усталостную прочность деталей.
Цементация является одним из наиболее распространен-
ных процессов ХТО. Поверхностный слой заготовки насыща-
ют углеродом. Цементации подлежат углеродистые и легиро-
ванные стали, содержащие до 0,25 % углерода (стали 10, 15,
20, 20Х, 20ХГТ и др.). После цементации содержание углеро-
да в поверхностном слое достигает 0,8... 1,0 %.
Цементацию ведут в твердых и газообразных средах (кар-
бюризаторах). В ремонтном производстве наиболее распро-
странена цементация в твердом карбюризаторе.
В металлический контейнер насыпают древесный уголь, уклады-
вают заготовки так, чтобы расстояние между ними, а также до стенок
ящика было не менее 15 мм. Контейнер закрывают крышкой, герме-
тизируют огнеупорной глиной и помещают в печь. Прогревают кон-
тейнер до температуры 750...800 °C, а затем повышают температуру
печи до 920...950 °C. В течение 6...9 ч глубина слоя цементации до-
стигает 1 мм. Контроль слоя цементации ведут на образце-свидетеле.
В результате обработки поверхностный слой детали при-
обретает структуру отпущенного мартенсита с твердостью
около 60 HRC, а сердцевина остается вязкой и пластичной.
Азотирование - диффузионное насыщение поверхностного
слоя металла азотом с целью повышения твердости, износо-
стойкости, усталостной прочности и коррозионной стойкости
деталей. Перед азотированием проводят закалку с высоким
отпуском. Азотируют среднеуглеродистые легированные ста-
ли типа 38ХМЮА, 38ХВФЮ, в поверхностных слоях которых
образуются твердые нитриды хрома, молибдена и алюминия.
Твердость поверхностного слоя таких сталей достигает 1200 HV.
Чаще всего азотирование проводят при температуре 480...530 °C в
течение 20...40 ч в среде аммиака. Толщина азотированного слоя
составляет 0,4...0,8 мм.
Цианирование - процесс одновременного насыщения по-
верхности металла углеродом и азотом с целью повышения
твердости, износостойкости и усталостной прочности деталей.
Наиболее распространено цианирование в среде газов (смеси
157
аммиака и природного газа и др.). Цианируют чаще всего ле-
гированные стали с содержанием углерода до 0,2 %.
Различают низкотемпературное (540...560 °C), среднетем-
пературное (820...860 °C) и высокотемпературное (920...960 °C)
цианирование. При низкой температуре преимущественно
идет насыщение азотом, а при высокой - углеродом.
Место обработки в процессах восстановления деталей.
Вид термической обработки заготовок назначают в зависимо-
сти от их требуемых свойств.
Для обеспечения хорошей обрабатываемости резанием
стальные заготовки подвергают отжигу II рода, нормализации
или улучшению с целью получения равновесных или близких
к ним структур, содержащих зернистый перлит. Такие опера-
ции проводят в том случае, когда восстанавливаемые детали
ранее проходили упрочняющую обработку и имеют высокую
твердость.
Термическая обработка снимает или снижает остаточные
напряжения после сварки, а также восстанавливает или улуч-
шает структуру и свойства металла в зоне термического влия-
ния. Для низко- и среднеуглеродистых нелегированных и
среднелегированных сталей используют высокий отпуск или
нормализацию, для высоколегированных хромоникелевых
сталей - отжиг, а для высоколегированных хромистых сталей -
высокий отпуск.
Наплавка приводит к возникновению остаточных напряже-
ний, которые могут достигать предела текучести. Необходимо
снимать или уменьшать эти напряжения, поскольку они зна-
чительно повышают склонность деталей к хрупкому разруше-
нию, коррозионному растрескиванию и снижают предел вы-
носливости. Для снятия внутренних остаточных напряжений и
предотвращения образования трещин после наплавки заготов-
ки необходим отжиг I рода. Для легированных сталей, склон-
ных к образованию неравновесных закалочных структур и
повышенной хрупкости, отжиг I рода проводят сразу после
наплавки.
В электрохимических покрытиях возникают остаточные
напряжения, которые могут привести к их растрескиванию
или даже отслоению. Термическая обработка железных, хро-
мовых, кобальтовых, никелевых и медных покрытий в виде
нагрева до 0,20...0,25 температуры плавления (°C) приво-
158
дит к значительному снижению внутренних напряжений, а до
0,30.. .0,35 /пл - к полному их снятию.
После пластического деформирования, наплавки (напри-
мер, низкоуглсродистой сварочной проволокой типа Св-08) и
железнения проводят химико-термическую обработку (цемен-
тацию или цианирование) с целью придания поверхности мак-
симальных твердости и износостойкости. Если при восстанов-
лении размеров и формы деталей используют пластическое
деформирование значительных объемов материала и в не-
сколько переходов, то проводят отжиг. Он снимает наклеп и
восстанавливает пластичность металла. Для углеродистых
сталей температура отжига составляет 600.. .770 °C.
Как правило, во второй половине процесса восстановления
детали перед чистовой обработкой резанием заготовку упроч-
няют термической обработкой (закалкой с отпуском) с целью
придания необходимых прочности и твердости. Охлаждение
при закалке и отпуске углеродистых, ввиду их низкой прока-
ливаемое™, предпочтительнее в воде и воздухе, а легирован-
ных с талей - в масле.
Рессорно-пружинные стали подвергают закалке и среднему
отпуску для обеспечения максимальной упругости.
3.12. Проектирование процесса восстановления детали
Многократно повторяющийся процесс восстановления
детали должен обеспечить, во-первых, нормативные значе-
ния параметров и свойств детали, во-вторых, наименьший
расход производственных ресурсов (материальных, трудовых
и энергетических) с установленной производительностью.
Исходные данные. Для проектирования технологических
процессов необходима базовая, руководящая и справочная
информация.
Базовая информация - это данные, которые отражены в
конструкторской документации на изделие, и программа вос-
становления этого изделия.
Руководящая информация - это сведения, которые содер-
жатся в стандартах на технологические процессы и методы
управления ими, на оборудование и оснастку; в документации
на перспективные технологические процессы; в производ-
ственных инструкциях.
159
Справочная информация содержится в действующих (базо-
вых) технологических процессах, описаниях прогрессивных
методов и способов восстановления деталей, каталогах и
справочниках прогрессивного технологического оборудования
и оснастки, материалах по выбору технологических нормати-
вов (режимов обработки, припусков, норм и расхода материа-
лов и др.).
Для разработки технологических процессов восстановле-
ния деталей необходимо знать следующее:
• повреждения деталей ремонтного фонда, которые указа-
ны в технических условиях на контроль и сортировку деталей
(их можно определить также на основе опыта работы ремонт-
ных предприятий);
• материалы деталей, их термическую обработку, номи-
нальные и ремонтные размеры, требуемую шероховатость по-
верхностей, технические условия на ремонт (эти данные берут
из рабочего чертежа и технических условий на капитальный
ремонт автомобилей);
• условия работы деталей (действующую на них нагрузку,
условия смазки, скорость перемещения, температурный ре-
жим и др. Для получения этих данных необходимо изучить
конструкцию и принцип действия механизма, агрегата или
автомобиля, в состав которых входят восстанавливаемые
детали);
• объемы выпуска восстановленных деталей;
• производственные возможности ремонтного предприятия
(типы и количество имеющегося оборудования, квалифика-
цию рабочих).
Разработка технологического процесса состоит в выборе
и описании технологических операций, составляющих про-
цесс восстановления детали. Ограничения по качеству восста-
новления детали конкретизированы значениями свойств мате-
риала и параметров детали.
Составляют различные варианты технологического про-
цесса, исходя из производственного опыта, научных рекомен-
даций и из современных представлений о способах преобразо-
вания материалов, энергии и информации, которые использу-
ют в процессе.
Определяют затраты 3 на выполнение каждого варианта
технологического процесса:
160
3 =ЛМ, О, Э, P, A, 3, Н), (3.13)
где м о, Э, Р, А, 3, Н - затраты на материалы, утилизацию
Огл»» к»п шергию, содержание средств ремонта в исправном
сое н» шип и восстановление их ресурса, амортизацию основ-
ных фондов, заработную плату (основную и дополнительную)
и н.п и.щпые расходы, соответственно.
I *>| вариант технологического процесса, который обеспе-
чив. ic । меньшее значение 3, признают наилучшим.
Технологическая документация. Технологический доку-
мент - это документ, который отдельно или в совокупности с
друшми документами определяет технологический процесс
или операцию ремонта изделия. Совокупность технологиче-
ских документов, необходимых и достаточных для выполне-
ния технологического процесса или операции, представляет
собой комплект. Он содержит титульный лист, ведомость
технологических документов, карты эскизов, технологические
карты и ведомости оснастки, оборудования, материалов и др.
Документы на технологические процессы оформляют в со-
ответствии с требованиями стандартов ЕСТД (единой системы
технической документации). Основные технологические до-
кументы бывают общего и специального назначения. К первым
относят: титульный лист, карту эскизов и технологическую
инс 1 рукцию. Ко вторым - различные технологические карты и
ведомости (оборудования, оснастки, материалов и др.). Техно-
логические документы делят на текстовые и графи-
ческие.
Текстовые документы содержат в основном сплошной текст
или leu I, разбитый на графы, разделы и подразделы. Применя-
ют ок чующие виды описания технологических процессов:
• маршрутное описание технологического процесса вклю-
чая i • > up. и ценное описание всех технологических операций в
маршрх । ной карте в последовательности их выполнения без
указ.нhim переходов и технологических режимов;
• он, рационное описание технологического процесса
включ.к । полное описание всех технологических операций в
пост чов.нсльности их выполнения с указанием переходов и
техно hoi ических режимов;
• маршрутно-операционное описание технологического
прон» ।».1 включает сокращенное описание технологических
операции в маршрутной карте в последовательности их вы-
6
I.H ’>,1
161
полнения с полным описанием отдельных операций в других
технологических документах.
При разработке технологических процессов ремонта в ос-
новном применяют их маршрутно-операционное описание.
В зависимости от числа рассматриваемых деталей и общ-
ности их признаков разрабатывают документы на следующие
технологические процессы:
• единичный процесс относится к изделию одного наиме-
нования, типоразмера и исполнения, независимо от типа про-
изводства;
• типовой процесс характеризуется единством содержания
и последовательности большинства технологических опера-
ций и переходов для группы изделий с общими конструк-
тивными;
• групповой процесс на группу изделий с общими кон-
структивными и технологическими признаками.
Графические документы, содержащие изображение изде-
лия, служат наглядной дополнительной информацией к тек-
стовым документам для иллюстрации выполняемых действий.
К графическим документам относят эскизы изделий, изобра-
жения установов и позиций, кинематические, электрические и
гидравлические схемы, графики и др.
Изображение изделия на эскизе содержит размеры, их пре-
дельные отклонения, обозначения шероховатости, баз, опор и
опорно-зажимных устройств, необходимых для выполнения
операций. Изделия на эскизах изображают в рабочем положе-
нии на операции. Все размеры или конструктивные элементы
нумеруют арабскими цифрами. Обрабатываемые поверхности
обводят линией двойной толщины. Номера размеров простав-
ляют в окружности диаметром 6...8 мм и соединяют с размер-
ной или выносной линией. Номера проставляют по часовой
стрелке, начиная с левой верхней части эскиза. При этом зна-
чения размеров и предельных отклонений обрабатываемой
поверхности в тексте содержания операции не указывают.
Технологический документ содержит сведения о типе и
модели применяемого оборудования, последовательности
операций и переходов, базах и способах установки изделий,
приспособлениях и инструменте. В нем определены меро-
приятия по охране труда, назначены технологические режи-
мы, рассчитаны материальные и трудовые нормативы.
162
Воздействия на ремонтируемый объект записывают в тех-
нологической последовательности операций и переходов.
Операции нумеруют числами ряда арифметической прогрес-
сии (5, 10, 15 и т.д.), допускается к числам слева добавлять
нули; переходы - числами натурального ряда (1, 2, 3 и т.д.); уста-
новы - прописными буквами русского алфавита (А, Б, В и т.д.)
Для обозначения позиций и осей применяют римские цифры.
При изложении технологических процессов информацию
вносят построчно. Для изложения технологического процесса
в маршрутной карте предусмотрен ряд типов строк, каждому
из которых соответствует свой служебный символ.
Строки разделяют на графы вертикальными отрезками
прямой линии длиной 0,5... 1,5 мм. Для различных документов
предусматривают графы разной длины, которые нумеруют.
Документ принимает структуру таблицы. Служебные символы
условно выражают состав информации, размещенной в графах
данного типа строки.
В технологических документах для каждой операции
обязательно приводят требования безопасности труда по
ГОСТ 3.1120-83 со ссылками на действующие на данном
предприятии инструкции по охране труда (ИОТ), требования
системы стандартов безопасности труда (ССБТ), санитарные
нормы и правила и другие документы.
3.13. Организация восстановления деталей
Эффективность процессов восстановления деталей в зна-
чительной мере зависит от их организации. Организация про-
изводства может изменяться в широких пределах от низкой
формы единичного производства на универсальных рабочих
местах до наиболее высокой поточной формы индустриально-
го восстановления деталей.
Низкая цена ремонта автомобилей с высокой производи-
юльностью работ и достаточным качеством восстановления
деталей обеспечивается применением современного специ-
.1ПЫЮГО оборудования. При этом достигается заданная точ-
ность обработки и нормативный ресурс деталей. Специальное
оборудование создают с применением последних достижений
науки и практики ремонта. Однако для эффективного исполь-
зования дорогостоящего специального оборудования необхо-
ь+
163
дима его полная загрузка, которая достигается путем концен-
трации производства.
Концентрация производства по восстановлению деталей
выражается в том, что в пределах экономического региона
(района, области или республики) создают специализирован-
ное производство (цех, участок или завод), собирают и до-
ставляют изношенные изделия на это производство и органи-
зуют их восстановление. Увеличение объемов восстановления
на одном предприятии достигается за счет увеличения площа-
ди обслуживаемого региона, что связано с увеличением затрат
на перевозку ремонтного фонда и товарной продукции. Пол-
ная загрузка крупносерийного или массового производства,
оснащенного специальным оборудованием, с поточной фор-
мой его организации позволяет получить экономический эф-
фект даже при увеличении транспортных расходов.
Целесообразность индустриального восстановления де-
талей зависит от уровня концентрации производства, номенк-
латуры деталей и определяется на основании анализа сле-
дующих данных:
• соотношения между дополнительными затратами на соз-
дание специализированного производства, оборотного ре-
монтного фонда и его перевозку, с одной стороны, и снижени-
ем себестоимости восстановления от увеличения его объема, с
другой стороны;
• соотношения между затратами на организацию индуст-
риального восстановления деталей заданной номенклатуры и
на их производство на заводе-изготовителе;
• удельного объема ручных работ при восстановлении де-
талей и возможности его замены машинным трудом;
• влияния срока службы восстановленной детали на после-
ремонтную наработку агрегата, составной частью которого
она является.
Допустимое расстояние перевозки деталей на производство
индустриального их восстановления зависит от производ-
ственной мощности созданного производства, массы изделий,
соотношения цен новой и восстановленной деталей, послере-
монтной наработки восстановленных изделий.
Увеличение объемов восстановления расширяет область
охвата потребителей. Возможные объемы восстановления тем
выше, чем больше автомобилей в регионе и их годовой про-
164
бег. Значительные объемы восстановления легче обеспечить
для недолговечных массовых деталей. Увеличение массы вос-
станавливаемых деталей снижает величину целесообразного
расстояния их перевозки. Особенно резкое снижение этого
расстояния наблюдается для деталей большой массы, себе-
стоимость восстановления которых небольшая.
Организация индустриального восстановления деталей
оправдана, если затраты на восстановление и использование
детали не будут превышать затрат, связанных с изготовлением
и эксплуатацией новой детали.
Влияние межремонтных пробегов агрегатов, в которых на-
ходятся восстановленные детали, ощутимо сказывается на
объемах восстановления этих деталей только при больших
значениях коэффициентов их восстановления. Объемы инду-
стриального восстановления нетрудоемких деталей должны
быть достаточными для создания массового производства.
Индустриальному восстановлению подлежат наиболее из-
ношенные и поврежденные дефицитные детали распростра-
ненных моделей автомобилей с высокой плотностью распре-
деления в рассматриваемом регионе. Потребность этих дета-
лей в эксплуатации и при ремонте автомобилей особенно
велика.
Наибольшая эффективность индустриального восстановле-
ния деталей достигается при создании специализированного
производства по определенной номенклатуре этих деталей.
Для деталей характерными являются значительные затраты на
замену их в эксплуатации и малые себестоимость восстанов-
ления и стоимость перевозки. Особенно важно организовать
качественное восстановление на специализированном произ-
водстве базовых и основных деталей, срок службы которых до
предельного состояния или отказа определяет послеремонт-
ные ресурсы агрегатов автомобилей.
Такие массовые детали, как поршневые пальцы, толкатели,
крестовины кардана и дифференциала, муфты и фланцы ва-
лов, шатуны, гильзы цилиндров, шкворни, колесные тормоз-
ные цилиндры и ряд других допускают экономически обосно-
ванную перевозку на расстояние 300...500 км. Для таких дета-
лен может быть организовано одно индустриальное производ-
< । во но их восстановлению в республике.
165
Индустриальному восстановлению подлежат и более ме-
таллоемкие детали. Допустимое расстояние перевозки кар-
данных, коленчатых и распределительных валов, вилок и
фланцев карданов, валов коробок передач и других деталей
меньше, примерно, в два раза, чем в первом случае. Индустри-
альное восстановление их целесообразно организовать в
областных регионах. При определенном сочетании поврежде-
ний целесообразно организовать восстановление ряда деталей,
имеющих значительную массу. К таким деталям относятся
головки и блоки цилиндров, картеры коробок передач и ре-
дукторов. Индустриальное восстановление деталей организу-
ют, как правило, по типовым технологическим процессам.
Некоторые детали нерационально восстанавливать индуст-
риально, потому что даже в условиях значительной концен-
трации производства на специализированных предприятиях
невозможно обеспечить себестоимость восстановления, кото-
рая не меньше затрат на изготовление детали. На заводе по
капитальному ремонту автомобилей следует сохранить вос-
становление простых деталей, имеющих низкую стоимость
изготовления, но в результате изнашивания которых прихо-
дится восстанавливать значительную (более 1 дм2) рабочую
поверхность. Это - валы и оси зубчатых колес масляных насо-
сов, валики и оси педалей, оси блоков зубчатых колес, штоки
коробки передач, крышки подшипников и др. Ряд деталей це-
лесообразно восстанавливать на специализированном произ-
водстве только при определенном сочетании повреждений.
ВОССТАНОВЛЕНИЕ ТИПОВЫХ ДЕТАЛЕЙ
4.1. Классификация деталей ремонтного фонда
Классификация деталей - это разделение их на группы с
одинаковыми признаками. Использование результатов клас-
сификации деталей позволяет существенно уменьшить объем
работ по разработке процессов и средств ремонта, связанных с
их восстановлением, что приводит к уменьшению объемов
технологической подготовки производства.
Классификацию деталей в авторемонтном производстве
разработали К.Т. Кошкин и Г.А. Малышев. Эта классифика-
ция включает десять классов деталей.
1. Толстостенные корпусные детали (из отливок) - блок и
головка цилиндров, картер коробки передач и др.
2. Тонкостенные коробчатые детали (штампованные из
листа) крылья, масляный картер, топливный бак и др.
3. Прямые круглые стержни с гладкой поверхностью -
поршневой палец, валик водяного насоса, оси и др.
4. Прямые круглые стержни с фасонной поверхностью -
шлицевые валы, пальцы рулевых тяг и др.
5. Некруглые стержни - шатун, коленчатый вал и др.
6. Полые стержни - гильзы цилиндра, втулки шатуна и др.
7. Диски с гладкой периферией - маховик, шкив вентиля-
тора, ступица и др.
8. Диски с фасонной периферией - зубчатые колеса, кулач-
ки, эксцентрики и др.
9. Крепежные детали.
10. Другие детали.
Каждому из перечисленных классов деталей соответствует
определенное множество видов элементов. Например, толсто-
стенным корпусным деталям присущи связующие, опорные,
стыковые и крепежные элементы. Каждому виду элементов
соответствуют определенные виды нагрузок, разрушительных
процессов, изнашивания и повреждений. Детали автомобиль-
ного двигателя, например, содержат больше всего восстанав-
ливаемых элементов в виде внутренних цилиндрических по-
167
верхностей (около 30 %). Наружные цилиндрические поверх-
ности составляют около 15 %. Поверхности сложного профи-
ля составляют около 5 %, на внутренние и наружные резьбы
приходится примерно 11 и 2 %. Внутренние полости 3 % де-
талей должны быть герметичными. На трущиеся торцы при-
ходится 15 % поверхностей, а на стыки - 18 %.
Наибольшее влияние на надежность отремонтированных
агрегатов оказывает качество восстановления следующих
деталей:
• неподвижных (корпусов, картеров, гильз);
• вращающихся (валов, дисков, зубчатых колес, кулачков,
эксцентриков);
• движущихся поступательно (поршней, штоков, ползунов,
клапанов);
• участвующих в преобразовании движений (рычагов,
шатунов).
Около 90 % трудоемкости и себестоимости работ прихо-
дится на восстановление приведенных деталей. Рассмотрен-
ные ниже детали составляют 60...80 % массы автомобильных
агрегатов. Их техническое состояние в наибольшей мере
определяет надежность отремонтированных агрегатов.
4.2. Корпусные детали
Устройство и повреждения. К корпусным деталям отно-
сят блоки цилиндров, картеры сцепления, коробки передач,
раздаточной коробки, заднего моста и топливных насосов вы-
сокого давления (ТНВД), головку и корпус бензонасоса, кор-
пус карбюратора и др.
Признаки корпусной детали:
® коробчатая форма, необходимая для образования закры-
того рабочего объема, в котором размещают различные меха-
низмы агрегата и запас смазочного масла;
• жесткие стенки, подверженные статическим и динамиче-
ским нагрузкам с оребренными приливами и бобышками, в
которых выполнены гладкие и резьбовые отверстия;
• глубокие отверстия, выполненные в собранных деталях
(в том числе из разных материалов), когда плоскость соедине-
ния проходит через ось отверстий;
168
• наличие стыковых плоскостей;
• высокая точность размеров, формы и расположения
основных цилиндрических и плоских поверхностей.
Материал корпусных деталей, полученных из отливок, —
серый чугун (СЧ18), алюминиевый (АЛ-4) или цинковый
(Ц АМ) сплавы. Наиболее распространен первый вид материала.
Основные повреждения корпусных деталей:
• трещины в стенках, обломы, коробление или износ стыков;
• разрушение резьб;
• деформация или износ отверстий;
• коррозия.
Детали с трещинами, проходящими через приливы с точ-
ными отверстиями и резьбами, подлежат выбраковке.
Наиболее сложная в технологическом отношении корпус-
ная деталь автомобиля - это блок цилиндров (рис. 4.1), кото-
рый на операциях изготовления собирается с крышками ко-
ренных подшипников и картером сцепления. Эта сборочная
единица не разукомплектовывается при эксплуатации и
ремонте.
Рис. 4.1. Основные повреждения блока цилиндров двухрядного двигателя:
1, 20, 21 - трещины; 2 - износ осей и штифтов; 3 - износ торца подшипника рас-
пределительного вала; 4, 8 - предельная несоосность отверстий под распредели-
тельный вал и коренных опор; 5 - забоины плоских поверхностей; 6 - износ тор-
цов крышек коренных опор; 7 - износ отверстий под штифты; 9 - износ боковых
поверхностей крышек коренных опор; 10 - деформация поверхностей отверстий
коренных опор; 11 - ослабление посадки оси в блоке; 12 - деформация поверх-
ностей отверстий под втулки распределительного вала; 13 - износ отверстий во
втулках распределительного вала; 14, 22, 23 - деформация и коррозия поверхно-
сти отверстий и торца под гильзу; 15, 17- повреждения резьбы; 16 - износ отвер-
стий под толкатели; 18 - деформация плоскости под головку цилиндров;
19 - износ боковых поверхностей под крышки коренных опор
6а Зак. 951
169
Требования к восстановлению. В корпусных деталях
восстанавливают геометрические параметры элементов, проч-
ность и сплошность материала. Точность размеров, формы и
расположения стыковых поверхностей и отверстий оказывают
решающее влияние на долговечность отремонтированного
агрегата. Так, например, показатели блока цилиндров, опреде-
ляющие надежность подшипников коленчатого и распредели-
тельного валов, имеют такие значения. Допуски на размеры
отверстий соответствует 5-6-му квалитету точности. Степени
точности (ГОСТ 24643-81) имеют значения: суммарный до-
пуск круглости и профиля продольного сечения отверстий -
6-7-я; параллельность общей оси подшипников распредели-
тельного вала относительно крайних отверстий в коренных
опорах - 8-9-я, соосность средней коренной опоры с крайними -
5-6-я. Шероховатость обработанных отверстий - Ra 0,63 мкм.
Технологический процесс восстановления корпусной де-
тали следующий:
• механическая обработка поврежденных участков детали;
• изготовление ДРД;
• сварочные (в том числе связанные с закреплением ДРД)
и наплавочные работы;
• термические работы, связанные со снятием внутренних
напряжений от сварки;
• механическая обработка мест сварки;
• нанесение полимерных покрытий;
• установка ДРД, закрепляемых силами упругости, клеем и
штифтами;
• черновая обработка резанием стыков и отверстий;
• нарезание резьб номинального и ремонтного размеров и
установка спиральных резьбовых вставок;
• чистовая обработка резанием поверхностей;
• отделка поверхностей;
• очистка от технологических загрязнений;
• контроль детали.
Механическая обработка в начале технологического процес-
са восстановления детали служит для удаления поврежденных
элементов, придания восстанавливаемым элементам правиль-
ной геометрической формы, разделки и засверливания концов
трещин, выполнения упоров и стыков под установку ДРД.
170
Трещины разделывают с помощью шлифовальной машины
ИП2002. В качестве инструмента используют абразивный
круг. В концах трещин высверливают отверстия диаметром
3 мм. Трещины в чугунных стенках заваривают проволокой
ПАНЧ-11 или ПАНЧ-12, или штучными электродами ЦЧ-ЗА
участками шва 20...25 мм с его проковкой. Сварочные работы
на деталях из алюминиевого сплава выполняют аргонодуговой
сваркой.
Сварочные и наплавочные работы связаны с тепловложе-
нием в материал детали и вызывают напряженное состояние
материала и сопутствующие деформации. Эти деформации
применительно к чугунным деталям могут быть уменьшены
их нагревом перед сваркой до температуры 600 °C. Сварку
выполняют латунью Л63 в газокислородном пламени. На место
обломанных приливов корпусных деталей, выполненных из
алюминиевого сплава, приваривают ДРД.
Блок цилиндров из алюминиевого сплава, изготовленный
кокильным литьем, после сварки должен пройти термическую
обработку при температуре 180 °C в течение 10 ч.
В несиловых стенках трещины герметизируют нанесением
эпоксидного компаунда на основе смол ЭД 16 или ЭД20.
На мазеобразную пластмассу, покрывающую трещину, накла-
дывают полоску стеклоткани, которую перекрывают стальной
накладкой, толщиной 0,5...0,8 мм с нанесенным компаундом.
Основные восстанавливаемые элементы корпусной детали -
это отверстия под подшипники. В блоке цилиндров к ним от-
носятся коренные опоры, которые представляют собой точное
прерывистое по длине отверстие, выполненное одновременно,
как в блоке цилиндров, так и в привинченных крышках. В ре-
монтном производстве апробированы такие способы восста-
новления поверхностей опор под подшипники: установкой
ДРД; нанесением полимерных композиций; проточным хо-
лодным железнением; газопламенной наплавкой латунями;
электродуговым и плазменным напылением.
Изношенные резьбы восстанавливают нарезанием резьбы
ремонтного размера или заваркой с последующим сверлением
и нарезанием резьбы номинального размера, или ввинчивани-
ем резьбовой спиральной вставки в предварительно нарезан-
ную резьбу большего диаметра.
ба*
171
Средства и способы обработки резанием, обеспечивающие
необходимое качество восстанавливаемых поверхностей, на-
пример, блока цилиндров, следующие:
• коренные опоры растачивают на специальных станках
одновременно с обработкой отверстий во втулках распредели-
тельного вала. Плоские поверхности фрезеруют или шлифу-
ют. Торцы первой коренной опоры подрезают с базированием
по обработанным коренным опорам и поверхности отверстия
под гильзу первого цилиндра;
• торец картера сцепления в сборе его с блоком цилиндров
подрезают с базированием по коренным опорам и обрабаты-
ваемой поверхности. Последняя база обеспечивает снятие
припуска наименьшей толщины. Отверстия под толкатели
разворачивают под ремонтный размер.
Контрольные операции в конце процесса восстановления
состоят из проверки чистоты детали, ее герметичности, разме-
ров геометрических элементов и их взаимного расположения,
шероховатости поверхностей. Размеры отверстий контроли-
руют индикаторными нутромерами. Взаимное расположение
поверхностей измеряют индикаторными средствами. Особое
внимание уделяют контролю чистоты и герметичности масля-
ных каналов.
4.3. Валы, оси
Конструктивные особенности и повреждения. Валы в
механизмах автомобиля служат для передачи момента и пре-
образования движений (поступательного во вращательное или
наоборот). Наиболее сложные детали автомобиля, относящие-
ся к классу валов, - это коленчатые и распределительные ва-
лы. Конструктивные элементы деталей - это шейки, кри-
вошипы, кулачки, шпоночные пазы, торцы, стыки и отверстия.
Коленчатые валы изготовлены из конструкционных (сталь
45) или легированных (18ХНВА) сталей, или высокопрочного
чугуна (ВЧ50). Распределительные валы изготовлены из
улучшаемых сталей 45, 40Г, 50Г или цементуемых сталей 20,
20Г. Шейки валов закалены ТВЧ на глубину 1,5...3,0 мм.
Оси в отличие от валов не передают крутящие моменты и
нагружены только поперечными силами и изгибающими мо-
ментами, но имеют часть перечисленных конструктивных
элементов, принадлежащих валам.
172
Основные повреждения валов и осей:
• износ шеек, кулачков, пазов, отверстий, торцов, резьб;
• деформации;
• усталостные трещины.
У деталей восстанавливают расположение, форму, размеры
и шероховатость элементов, износостойкость трущихся по-
верхностей и усталостную прочность. При восстановлении
осей нет необходимости восстанавливать последнее свойство.
Точность обработки восстановленных шеек и кулачков
5-7-го квалитета (рис. 4.2), шероховатость поверхностей Ra
0,32...0,63 мкм, точность углового расположения кулачков и
кривошипов + 15’, допуск на радиус кривошипа + 0,05 мм.
О 0,005
О 0,005
0,32 Q.16
центров
О 0,005
Рис. 4.2. Схема коленчатого вала и основные требования к форме и располо-
жению поверхностей:
1 - щека; 2 - шейка
В процессе восстановления детали припуски на обработку
создают на шейках, их торцах и на поверхности отверстия под
подшипник.
Технологический процесс восстановления вала сле-
дующий:
• определение места расположения и размеров усталост-
ных трещин и принятие решения о целесообразности восста-
новления детали;
• правка;
173
• подготовка поверхностей под нанесение покрытий или
установку ДРД;
• нанесение покрытий или установка ДРД;
• термическая обработка;
• черновая обработка резанием;
• закалка шеек ТВЧ;
• упрочнение галтелей;
• чистовая обработка;
• отделка резанием шеек.
Чугунные валы с усталостными трещинами выбраковыва-
ют. Отдельные неопасные трещины в стальных валах могут
быть разделаны абразивным инструментом по всей длине с
целью образования канавки радиусом 1,5...2,0 мм и глубиной
0,2...0,4 мм. Острые кромки притупляют по периметру, а ма-
териал в ложе канавки пластически деформируют.
Правка детали необходима для придания прямолинейности
ее оси, что, в свою очередь, позволяет уменьшить величину
припусков на обработку, более полно использовать ремонтные
размеры детали и уменьшить ее дисбаланс.
При исчерпании ремонтных размеров шеек деталей на них
наносят покрытия и восстанавливают до номинальных разме-
ров. Основные способы нанесения покрытий на шейки сталь-
ных деталей - это наплавка различных видов. Наиболее рас-
пространены два вида наплавки:
• в первом процессе применяют пружинную проволоку
диаметром 1,6 мм и флюс состава АН-348А с добавками 2,5 %
феррохрома и 2 % графита. Режим наплавки: сила тока
190...200 А, частота вращения заготовки 3 мин-1, скорость по-
дачи проволоки 2,4 м/мин. Затем шейки шлифуют и полиру-
ют. Способ нетрудоемкий, обеспечивает высокую износостой-
кость шеек, но имеет существенный недостаток - появление
трещин при правке и шлифовании;
• второй процесс предусматривает применение проволоки
Нп-ЗОХГСА диаметром 1,6 мм под слоем флюса АН-348А.
Режим наплавки: сила тока 180...220 А, скорость подачи прово-
локи 1,6...2,1 м/мин, частота вращения заготовки 2,0...2,5 мин-1.
После наплавки заготовку нормализуют, точат и правят. Затем
шейки закаливают, шлифуют и полируют. Процесс характери-
зуется увеличенной трудоемкостью восстановления, но обес-
печивает стабильное качество с высокими показателями изно-
состойкости и усталостной прочности.
174
Большие технологические трудности представляет нанесе-
ние покрытий при восстановлении коленчатых валов, изготов-
ленных из высокопрочного чугуна. Наилучшие показатели
износостойкости и усталостной прочности шеек валов обеспе-
чивают нанесение плазменных покрытий и установка сталь-
ных закаленных ДРД.
Плазменное покрытие из композиции порошков наносят на
подслой из материала ПН85Ю15. Состав композиции (% мас-
сы): ПГ-ХН80СРЗ - 50, ПЖ4 - 30 и ПН85Ю15 - 20. Режимы
процесса: сила тока 350 А, расстояние от сопла до детали 150 мм,
расход азота 25 л/мин.
Восстановление коленчатого вала установкой ДРД включа-
ет предварительную обработку шеек, изготовление ДРД и за-
крепление их на шейках, обработку шеек (при необходимо-
сти). ДРД состоит из двух полуколец, если ее закрепляют
сваркой по образующим шейки, или из одной части в виде
ленты, если ее закрепляют на шейке силами упругости и упо-
рами. Материал полукольца - сталь 45, закаленная до 37...42
HRC, материал ленты - сталь 65Г.
Шейки с приваренными ДРД окончательно шлифуют до
номинального размера. Шейки с ДРД, закрепленными силами
упругости по упорам, не шлифуют, а размер восстановленной
шейки обеспечивают предварительным шлифованием и под-
бором толщины ленты ДРД.
Припуск на обработку отверстий под подшипник создают
запрессовыванием ДРД или наплавкой. Отверстие обрабаты-
вают с базированием детали по шейкам, одна из которых са-
мая близкая к обрабатываемому отверстию.
Шейки под шестерню и ступицу и поверхность отверстия
под подшипник наплавляют вибродуговой наплавкой прово-
локой Нп-40Х2М в среде углекислого газа. Ремонтные заго-
товки распределительных валов получают наплавкой или
напылением шеек и кулачков. Шейки коленчатых валов шли-
фуют на специализированном станке 3B423, а кулачки рас-
пределительных валов - на специальном копировально-
шлифовальном станке ЗМ433У. Усталостную прочность вос-
станавливают поверхностным пластическим деформировани-
ем. Поверхностный слой наклепывают в концентраторах на-
пряжений обкатыванием роликами, упрочняющей чеканкой,
центробежной обработкой или алмазным выглаживанием.
175
Полирование является отделочной операцией, на которую
оставляют припуск 0,005 мм. Для полирования коленчатых
валов применяют специальные станки СШ-4516. В качестве
инструмента используют шлифовальные шкурки на тканевой
основе. При отсутствии специального полировального обору-
дования применяют ленточно-полировальные головки, уста-
навливаемые на шлифовальные станки, или изготавливают
собственными силами станки с войлочными кругами или
жимками. В последнем случае абразивным материалом слу-
жит алмазная паста.
В заключение контролируют следующие параметры детали:
• твердость поверхностей шеек;
• размеры (диаметр и длину) шеек и фланцев и шерохова-
тость их поверхностей;
• диаметры отверстий;
• длины от базового торца до торцов шеек;
• ширину шпоночных пазов;
• биения всех соосных цилиндрических поверхностей от-
носительно крайних шеек;
• радиусы и угловое расположение всех кривошипов отно-
сительно шпоночного паза.
Параметры расположения измеряют индикаторными при-
борами собственного изготовления, остальные параметры -
универсальными средствами или калибрами.
4.4. Гильзы, пальцы
Ремонтные заготовки. Заготовку гильзы цилиндра, изго-
товленную из чугуна СЧ-18 или ИЧГ-33, получают за счет
создания припуска на внутренней цилиндрической поверхно-
сти (рис. 4.3), на наружной поверхности цилиндрического
пояска и на торце. Припуски на зеркале гильзы создают путем
центробежного индукционного напекания композиции по-
рошков, электроконтактной приварки стальной ленты, термо-
пластического деформирования материала, установки ДРД в
виде свернутой ленты и железнения.
При центробежном индукционном напекании порошков
гильзу устанавливают в патрон установки с горизонтальной
осью вращения, засыпают порцию материала из композиции
порошков ПЖ1 и ПГ-ХН80СР2 в равных долях и включают
176
Рис. 4.3. Гильза цилиндра (размерными линиями указаны восстанавливаемые
размеры)
привод с частотой вращения 350...450 мин-1. Порошок равно-
мерно распределяется по поверхности гильзы. В отверстие
гильзы вводят высокочастотный индуктор и включают напря-
жение. В течение 1,0...1,5 мин порошок нагревается и припе-
кается к гильзе. Выключают нагрев и спустя 1,2...2,0 мин -
привод. Долговечность гильз с таким покрытием в 2...3 раза
выше, чем у расточенных под ремонтный размер.
Электроконтактная приварка стальной ленты на поверх-
ность цилиндра обеспечивает плотное соединение ленты
с деталью, хороший отвод тепла от зеркала цилиндра в тело
гильзы и отсутствие зазоров в стыках ленты. При этом внут-
реннюю поверхность гильзы растачивают, в нее вставля-
ют ленту, которую приваривают с помощью установки
011-1-06.01-Ремдеталь. Способ позволяет неоднократное вос-
становление гильз, в том числе расточенных до одного из ре-
монтных размеров.
Установка для термопластического обжатия гильзы вклю-
чает высокочастотный генератор, индуктор, спрейер, устрой-
ство возвратно-поступательного и вращательного движения
гильзы. Гильзу устанавливают на стол, которому сообщают
вращение и возвратно-поступательное движение. Подают ТВЧ
на индуктор и охлаждающий раствор в спрейер. Температура
нагрева гильзы от индуктора 840...880 °C. При равномерном
перемещении нагревающе-охлаждающего узла относительно
гильзы в материале заготовки создается значительный осевой
температурный перепад. Он обеспечивает различное напря-
177
женное состояние по сечению детали и внутренние напряже-
ния, под действием которых происходит равномерное пласти-
ческое обжатие гильзы, создающее припуск на ее внутренней
поверхности. Длительность процесса 5...6 мин. Значение
обжатия 0,9...1 мм. Ресурс гильзы - 85...90 % от новой детали.
Установка ДРД в виде свернутной ленты включает предва-
рительное растачивание восстанавливаемой гильзы, мерную
отрезку стальной полосы, сворачивание полосы в трубу в при-
способлении к прессу, поочередное запрессовывание двух
ДРД в гильзу, хонингование. В качестве материала ДРД при-
меняют термически обработанную ленту из стали марок У8А,
У10А, 70С2ХА, 65Г и др. Толщина ленты - 0,6...0,8 мм. Длина
заготовки полосы соответствует длине развертки восстанавли-
ваемого цилиндра с учетом натяга, необходимого для закреп-
ления ДРД в гильзе цилиндра. Следует отметить, что запрес-
совывание ДРД в гильзу приводит к увеличению наружного
диаметра центрирующего пояска детали на 0,05...0,15 мм.
Возможно нанесение электрохимических покрытий осаж-
дением хрома, железа и железа с никелем.
Припуск на центрирующем пояске гильзы создают с по-
мощью электродугового напыления на установке модели
01.15.102.
Поршневой палец изготовлен из стали 15Х или стали 45,
материал детали проходит улучшение. Поверхность пальца
закалена ТВЧ до твердости HRC 58...65 на глубину 1,0...1,5 мм.
Деталь имеет отклонение наружного диаметра - 0,010 мм, ше-
роховатость рабочей поверхности Ra 0,16 мкм. Повреждения
поршневого пальца - износ рабочей поверхности. Ремонтную
заготовку поршневого пальца, получают нанесением хромово-
го покрытия на его трущуюся поверхность, термопластиче-
ской или электрогидравлической раздачей.
Распространено нанесение хромовых покрытий на изно-
шенные поверхности поршневых пальцев в саморегулиру-
ющемся электролите состава: хромовый ангидрид - 225...300 г/л,
кремнефтористый калий - 20 г/л, сернокислый стронций -
6 г/л. Процесс идет при температуре электролита 50...70 °C и
плотности тока до 100 PJjxm с выходом по току 0,17...0,20.
Недостаток процесса - значительное время нанесения покры-
тия, например, при толщине наносимого слоя 0,1 мм это время
составляет 1...2 ч.
178
Большую производительность восстановления обеспечива-
ет термопластическая или электрогидравлическая раздача.
Обработка заготовок. Обработка резанием зеркала гильзы
состоит из растачивания и хонингования.
Растачивание отверстий ведут на алмазно-расточных
станках 2Е78П резцами из твердого сплава ВК6 с подачей
0,05 мм/об и скоростью резания около 100 м/мин. Деталь при
обработке неподвижно закреплена в приспособлении.
Хонингование дает возможность получать поверхность с
точностью 5-6-го квалитета и шероховатостью до 0,16 мкм.
Точность обработанного отверстия составляет 0,005...0,020 мм,
а овальность и конусообразность не превышают 0,005 мм.
Восстановление плоскостности рабочего торца гильзы
возможно путем его подрезки на 1 мм под установку компен-
сирующего кольца такой же толщины при узловой сборке
гильз с блоком цилиндров.
Черновую обработку резанием поршневых пальцев выпол-
няют за 2...5 ходов на бесцентрово-шлифовальных станках.
Чистовую обработку в режиме полирования выполняют кру-
гами из электрокорунда белого или нормального зернисто-
стью 7... 10 мкм. Число ходов при шлифовании ремонтных за-
готовок, полученных раздачей, в 2...3 раза больше, чем после
нанесения электрохимического покрытия.
4.5. Шатуны, коромысла
Назначение, материалы, повреящения. Шатуны участ-
вуют в преобразовании поступательного движения во враща-
тельное, а коромысла - в передаче поступательного движения.
Детали обоих видов снабжены втулками.
Шатуны карбюраторных двигателей изготовлены из сталей
40, 45, 40Х, 45Г2, 40 ХМА, 18ХНМА и др., материал втулки -
БрОЦС4-4-2,5, БрАЖ 9-4, материал болта - сталь 35ХМА,
38ХА, 40Х и др. Твердость материала шатуна - НВ 228...268.
Коромысла изготовлены из сталей 45, 45Л, материал втул-
ки совпадает с материалом втулки шатуна. Твердость закален-
ного бойка 56...60 HRC.
Основные повреждения шатунов:
• трещины различного характера;
• повреждение резьбы болтов и гаек;
• непараллельность осей, деформация и износ отверстий
кривошипной и поршневой головок.
179
Детали с повреждениями первых двух видов подлежат вы-
браковке.
Повреждения коромысел - износ отверстий и бойков.
Допуск на размер отверстий головок шатуна - 5...6-й ква-
литет, допуск на размер между осями этих отверстий и на па-
раллельность их осей соответствует 8...9-й степени точности.
Шероховатость восстановленных поверхностей Ra 0,16 мкм.
Ремонтные заготовки. Заготовку шатуна получают нане-
сением электрохимического покрытия на поверхность отвер-
стия кривошипной головки и запрессовыванием новой втулки
в отверстие поршневой головки.
Распространено нанесение электрохимических покрытий
железнения на поверхность отверстия в головке. Процесс ве-
дут при температуре электролита 60...80 °C состава: железо
хлористое - 300...500 г/л и кислота соляная - 2...5 г/л, плотности
тока 5... 15 А/дм2 с коэффициентом асимметрии от 1,3 до 2,0.
Обработка. Обработка отверстий заключается в хонинго-
вании отверстия нижней головки и растачивании отверстия
верхней головки. Нормативную точность параметров распо-
ложения основных поверхностей обеспечивает обработка ре-
занием шатуна в такой последовательности. Отверстие в кри-
вошипной головке с нанесенным покрытием двукратно хо-
нингуют с ориентированием инструмента по обрабатываемой
поверхности, что обеспечивает снятие наименьшего припуска.
Заготовка 3 (рис. 4.4) при растачивании отверстия под порш-
невой палец устанавливают на оправку 4, рабочий торец кото-
рой перпендикулярен к опорной цилиндрической поверхно-
сти. Заготовку с оправкой ориентируют относительно шпин-
деля с помощью оправки 2 и в таком положении заготовки к
ней прикладывают силы закрепления Р\ и Р”3. Выводят
оправку 2 из отверстия заготовки и его поверхность растачи-
вают за счет вращения шпинделя с резцами.
Обработка шатуна по приведенной схеме обеспечивает
снятие равномерного припуска и параллельность осей отвер-
стий в головках шатуна в пределах установленного допуска -
0,04 мм на 100 мм длины. Шатуны сортируют на размерные
группы отверстия под поршневой палец. Нормативное значе-
ние массы головок шатунов обеспечивают снятием металла с
приливов.
180
Рис. 4.4. Схема установки шатуна на горизонтально-расточной станок КК-1454
при обработке отверстия в верхней головке:
1 - шпиндель; 2 - центрирующая оправка; 3 - заготовка; 4 - установочная оправ-
ка; со - угловая частота; 5 - подача шпинделя; Р'3 и Р"3 - силы закрепления
Бойки коромысел при восстановлении наплавляют само-
флюсующимися сплавами с последующим их шлифованием.
Отверстие в запрессованной втулке растачивают.
4.6. Поршни
Материал, повреждения. Поршни двигателей изготавли-
вают преимущественно из силумина АЛ-4. В процессе восста-
новления поршня двигателя устраняют:
• износы отверстия под поршневой палец;
• износы рабочих поверхностей под поршневое кольцо
и юбки.
Восстановлению подлежат 47...57 % поршней ремонтного
фонда.
Способы восстановления. Восстановление поршня вклю-
чает его очистку, создание технологических баз, изготовление
и установку ДРД, точение головки и канавок, обработку юбки,
181
разворачивание отверстия под поршневой палец и контроль
восстановленной детали. Здесь способ установки ДРД сочета-
ется со способом ремонтных размеров. Для восстановления
канавки под верхнее поршневое кольцо применяют ДРД,
отверстие под поршневой палец разворачивают под ремонт-
ный размер, а юбку шлифуют до предыдущего ремонтного
(или номинального) размера.
Очистка поршней от нагара эффективна в расплаве щелочи
и солей или потоком стеклянных шариков. Центровые отвер-
стия на днище и бобышках выполняют на токарно-
винторезном станке за два установа с закреплением поршня за
головку специальными кулачками. Последующие операции
выполняют с базированием поршня по выполненным
поверхностям.
Для восстановления наиболее изнашиваемой верхней ка-
навки поршня отливают ДРД из сплава АК12ММгН. Твер-
дость отливки 100... 120 НВ и хорошую ее обрабатываемость
обеспечивают рафинированием расплава и термообработкой
отливки. Внутреннюю поверхность ДРД, торец и фаску под
сварку обрабатывают.
Перемычку между днищем поршня и канавкой под верхнее
поршневое кольцо протачивают до выхода резца в простран-
ство под канавкой (рис. 4.5), при этом диаметр обработки дол-
жен быть меньше диаметра
канавки. С торца днища сни-
мают фаску под сварку.
ДРД базируют на обрабо-
танной поверхности поршня
до упора и закрепляют коль-
цевым сварным швом, кото-
рый заполняет пространство
между совмещенными фаска-
ми поршня и ДРД. Сварку
ведут на вращателе с помо-
щью аргонодуговой установ-
ки УДГ301. Затем подрезают
днище, обрабатывают цилинд-
рическую поверхность голов-
ки по длине, снимают фаску и
протачивают канавки.
Рис. 4.5. Схема установки ДРД при
восстановлении канавки под порш-
невое кольцо:
Н - расстояние от днища поршня до
канавки; Н\ - длина проточки; D -
диаметр канавки; Di - диаметр про-
точки
182
Юбку поршня шлифуют на станке ЗМ433У, который пред-
назначен для обработки кулачков распределительного вала.
Станок модернизирован следующим образом:
• применен абразивный круг из хромисто-титанистого
электрокорунда марки 92А высотой 80 мм, позволяющий вес-
ти врезное шлифование заготовки по копиру;
• установлены опорно-базирующие элементы, соответ-
ствующие базам детали;
• заменены копиры.
Конусная форма юбки достигается поворотом стола отно-
сительно направляющих шлифовальной бабки. Изношенные
отверстия под поршневой палец разворачивают на вертикаль-
но-сверлильном станке под ремонтный размер. Под этот же
ремонтный размер обрабатывают втулку шатуна и шлифуют
поршневой палец, прошедший хромирование или термопла-
стическую раздачу. При обработке отверстия в поршне при-
меняют развертку с твердосплавными зубьями.
Форму и размеры юбки контролируют на индикаторном
приспособлении, которое настраивают с помощью эталона.
Высоту канавок измеряют плоскими калибрами, диаметр от-
верстия под поршневой палец - индикаторным нутромером.
На шлифованные поршни наносят химическим способом
слой олова толщиной 5 мкм. Поршни помещают в ванну с
водным раствором двухлористого олова SnCl2 • 2Н2О (45 г/л),
каустической соды NaOH (30 г/л) и пероксида водорода Н2О2
(20 г/л). Температура раствора 50...60 °C, время выдержки за-
готовки 3...5 мин.
4.7. Клапаны
Материал и повреждения. Клапаны изготавливают из ле-
гированных сталей: впускные из сталей 40X10С2М, 40Х9С2;
выпускные - из сталей 40X10С2М, 40Х14НВ2М,
55Х20Г9АН4. Рабочие фаски наплавлены жаростойким сплавом
В2К или В34. Стержни клапанов имеют твердость 27...32 HRC,
а торцы - 42...58 HRC.
Основные повреждения клапанов: износ стержня и фаски;
деформация стержня.
Деформированные стержни правят. Восстановительные
покрытия наносят на стержень и фаску клапана. Малый диа-
183
метр стержня клапана не допускает применение наплавки. Эта
причина в сочетании с небольшими износами поверхности
обусловила нанесение на нее электрохимических покрытий.
Железнение стержня ведут на подвеске в электролите со-
става: железо хлористое 300...500 г/л, кислота соляная 2...3 г/л.
Плотность тока 15...20 А/дм2. Принят асимметричный ток с
изменением коэффициента асимметрии от 1,3 до 6.
Покрытие на фаску клапана наносят плазменной на-
плавкой самофлюсующимися порошками на установке
ОКС-11192 ГосНИТИ, электродуговой наплавкой сплавами на
основе кобальта и никеля, газопорошковой наплавкой само-
флюсующимися хромоникелевыми порошками и высокочас-
тотной наплавкой с удержанием расплавленного металла в
керамической форме.
На Полоцком авторемонтном заводе, например, покрытия
на фаски клапанов наносят аргоннодуговой наплавкой из про-
волоки Св-05Х19Н9ФЗС2 на установке собственной конст-
рукции. Деталь принудительно вращается, а тепло от ее го-
ловки отводится в медную водоохлаждаемую опору.
4.8. Зубчатые колеса
Материал и повреждения. Зубчатые колеса изготавлива-
ют из легированных сталей (40Х, ЗОХГТ, 20ХНМ и др.). Не-
обходимую поверхностную твердость зубьев обеспечивают
химико-термической или термической обработкой (цемента-
цией, цианированием, закалкой и др.)
Характерные повреждения зубчатых колес:
• усталостные разрушения рабочих поверхностей зубьев в
виде раковин;
• уменьшение толщины (при абразивном изнашивании);
• износ торцов (из-за включения передач);
• поломки.
У зубчатых колес повреждаются также элементы, сопря-
гаемые с валами, крестовинами, вилками и синхронизаторами.
Способы восстановления. Элементы зубчатых колес вос-
станавливают заменой венцов, электроконтактной приваркой
и пластическим деформированием.
Венцы зубчатых колес заменяются чаще всего при восста-
новлении блоков шестерен с несколькими венцами, когда
184
один из них сильно изношен, а остальные находятся в хоро-
шем состоянии.
Изношенный венец отжигают и отрезают, а для напрессо-
вывания ДРД протачивают шейку. Толщина венца ДРД (рас-
стояние от окружности впадин до установочной поверхности)
не менее 1,00... 1,25 высоты зуба. Разрушить изношенный ве-
нец можно электроэрозионным способом на станке 4А722,
применяя трубчатый электрод.
Материал нового зубчатого венца такой же, как и восста-
навливаемой детали. ДРД напрессовывают на блок шестерен
и фиксируют двумя-тремя винтами, электродуговой сваркой
или полимерами. Зубья на ДРД нарезают после ее напрессо-
вывания.
Венцы маховиков с односторонним износом торцовой части
зубьев могут быть перевернуты для работы другой стороной.
В таком случае ранее не работавшие торцы зубьев должны
быть закруглены. В некоторых случаях целесообразно пере-
ставлять на другой торец колеса элемент с проточкой для вил-
ки переключения передач.
Покрытие из железного порошка, нанесенное электрокон-
тактной приваркой, наносят на неработающую часть зуба и на
поверхность выступов (у зубчатых колес масляного насоса).
Пластическое деформирование (вдавливание) применяют
для восстановления зубчатых колес, изношенных по толщине
и имеющих на венце запас металла. Для этого необходимы
специальные штампы (рис. 4.6). Пластическим деформирова-
нием восстанавливают как блочные, так и одинарные коле-
са, если они не имеют поломанных зубьев, сколов и трещин.
Рис. 4.6. Штамп для восстановления зубчатых колес вдавливанием:
1 - ручка; 2 - верхняя половина штампа; 3 - нижняя половина штампа; 4 - оправка;
5 - штифт
185
Вдавливание ведут с нагревом. Получают припуски на механи-
ческую обработку: 1,4... 1,5 мм по толщине зубьев, 0,5...0,7 мм
по наружному диаметру и 1,2...1,4 по диаметру внутреннего
отверстия. Затем деталь нормализуют, обрабатывают лез-
вийным инструментом, закаливают, отпускают и шлифуют
зубья.
4.9. Упругие элементы
Виды, материалы, повреящения. К упругим элементам
относят пружины, рессорные листы и торсионы. Пружины
применяют в большинстве автомобильных агрегатов (двигате-
ле, сцеплении, ТНВД, бензонасосе, карбюраторе и др.) Рес-
сорные листы и торсионы работают в подвеске автомобиля.
Материал упругих элементов - стали 60С2А, 60СА, 60С2ГФ,
65Г, 50ХГФ, 50ХФА.
Характерное повреждение упругих элементов - утрата жест-
кости.
Способы восстановления. Упругие элементы восстанав-
ливают дробеструйной и термомеханической обработкой.
Дробеструйная обработка применяется для восстановле-
ния жесткости пружин, торсионов и рессорных листов. Поток
стальной или чугунной дроби диаметром 0,6...0,9 мм направ-
ляется на обрабатываемую деталь со скоростью до 100 м/с, в
результате чего в поверхностном слое детали образуется на-
клеп. Упрочнение наклепом увеличивает срок службы спи-
ральных пружин в 2,4 раза, а рессор - в 6 раз.
Упругость спиральных пружин восстанавливают с по-
мощью установки ОРГ-27530. Пружину сжимают до сопри-
косновения витков и через нее пропускают ток силой 420 А
в течение 18 с (значения величин приведены для восстанов-
ления пружин клапанов и сцеплений). Температура детали
достигает 830...850 °C. Отключают подачу тока, а пружину
медленно (в течение 17 с) растягивают из расчета, чтобы ее
длина увеличилась на 3,5 мм по сравнению с длиной новой
пружины.
Затем пружину сбрасывают в закалочную емкость с
маслом.
186
Термомеханическая обработка пружин заключается в том,
что вращающуюся на оправке пружину, деформируют роли-
ком из стали ШХ-15, обработанной до твердости 60...62 HRC.
Профиль ролика соответствует сечению пружины, а его пода-
ча согласуется с шагом пружины. Ролик прижимают к детали
с усилием 2...4 кН. Через витки пружины пропускают ток
плотностью 430 А/мм2. Число оборотов шпинделя в минуту
80... 100, число ходов - 2...3. В завершение операции пружина
сбрасывается в масло для закалки.
Контроль жесткости. Жесткость упругих элементов
контролируют путем измерения осадки или угла поворота
элемента при приложении заданного усилия или момента,
соответственно.
РЕМОНТ СБОРОЧНЫХ ЕДИНИЦ И АГРЕГАТОВ
5.1. Радиаторы, баки, трубопроводы
Радиаторы, баки и трубопроводы ремонтируют на мед-
ницком участке. Здесь же паяют изделия, заливают металл,
восстанавливают втулки распределительного вала, упорные
шайбы коленчатого вала и другие детали.
Пайка в процессах ремонта изделий. Пайка заключается
в неразъемном соединении двух металлических поверхностей
с помощью припоя - расплавленного сплава, имеющего
меньшую температуру плавления, чем температура плавления
основного металла. Пайку применяют при ремонте радиато-
ров, топливных баков, трубопроводов, карбюраторов, прибо-
ров электрооборудования и др.
Материалы для пайки. В качестве припоев применяют
оловянно-свинцовые, медно-цинковые и алюминиевые спла-
вы, медь и ее сплавы, серебро и его сплавы, сплавы на основе
никеля и др. Различают низко- и высокотемпературные при-
пои. Температура полного расплавления последних превыша-
ет 450 °C.
Припой в жидком состоянии должен иметь высокую теку-
честь, а значения коэффициентов теплового расширения при-
поя и материала детали должны быть примерно одинаковыми.
Оловянно-свинцовые припои плавятся при температуре до
280 °C. Припои ПОС-18 (17...18 % свинца) применяют для со-
единений обычного назначения, ПОС-ЗО и ПОС-40 - для гер-
метичных соединений, ПОС-50 и ПОС-61 - для соединений,
которые не должны окисляться при работе.
Медно-цинковые припои ПМЦ-48 (46...50 % меди) приме-
няют для соединения деталей из медных сплавов, не подвер-
женных изгибающим, ударным и вибрационным нагрузкам,
ПМЦ-54 - для соединения медных, бронзовых и стальных де-
талей. Температура плавления припоев составляет 800...900 °C.
Алюминиевые припои применяют для пайки деталей из
алюминиевого сплава. Распространены алюминиево-кремни-
евые 34А и алюминиево-медные П590А припои, которые обра-
зуют как прочные, так и коррозионно-стойкие соединения.
188
Высокопрочное соединение деталей из меди, сталей и чу-
гунов получают, если в качестве припоя применяют латуни
Л-63 и Л-68. При пайке ответственных изделий применяют
припои, содержащие серебро.
Флюсы необходимы для удаления оксидов с поверхности
детали и защиты ванночки расплавленного металла от окисле-
ния в процессе пайки. Состав флюса зависит от состава при-
поя и соединяемых металлов. При пайке деталей из стали, ме-
ди и ее сплавов оловянно-свинцовыми припоями применяют
флюсы на основе хлористого цинка. Бескислотные флюсы на
основе канифоли используют при пайке деталей электрообо-
рудования. При пайке металлов высокотемпературными при-
поями применяют буру, борный ангидрид, а также флюсы,
состоящие из смеси фтористого калия, фторбората калия и
борного ангидрида. Последние флюсы имеют более низкую
температуру плавления. При пайке алюминия и его сплавов с
применением высокотемпературного припоя на основе алю-
миния рекомендуются специальные флюсы из смеси хлори-
стых и фтористых солей калия, лития, натрия и цинка.
Пайка включает очистку поверхностей, нагрев основного
металла до температуры, близкой к температуре плавления
припоя, флюсование, плавление припоя, перенесение его на
поверхность основного металла и заполнение им шва, кри-
сталлизацию и обработку шва. Основное условие получения
прочного соединения заключается в создании условий для
растворения или диффузии материала припоя в материале ос-
новного металла.
Подготовка поверхностей к пайке состоит в очистке кро-
мок деталей от загрязнений механическим путем или травле-
нием. Для травления стальных деталей применяют кислотные
или щелочные растворы. Место пайки очищают 10...15 %-ным
раствором соляной кислоты в воде.
При пайке применяют ручные паяльники - нагреваемые
предварительно, газовые и электрические. Паяльники первого
вида массивные, их изготавливают из меди. Нагрев ведется в
горне или на электрической плитке. Газовые паяльники
используют тепло сгорающих газов, а электрические - тепло,
выделяющееся от прохождения электрического тока. Припой
и кромки деталей (при пайке низкотемпературными при-
поями) нагревают до температуры, которая превышает
температуру полного расплавления припоя на 40...50 °C.
189
Пайку высокотемпературными припоями применяют при
устранении трещин, закреплении ДРД и контактов электро-
оборудования. После очистки кромок деталей их покрывают
флюсом и туда укладывают припой в виде колец, прутков или
пластинок. Деталь в месте пайки нагревают до расплавления
припоя. Время выдержки жидкого припоя должно быть доста-
точным для заполнения зазора и протекания диффузионных
процессов между припоем и кромками детали.
Весьма прогрессивный способ плавления припоя в печах с
контролируемой атмосферой или в соляных ваннах.
Сложность пайки из алюминиевого сплава заключается в
трудности удаления и разрушения оксидной пленки. Бесфлю-
совая пайка выполняется абразивными или ультразвуковыми
паяльниками.
Абразивный стержень паяльника первого вида, изготов-
ленный из прессованной мелкой стружки припоя и измель-
ченного асбеста, нагревается теплом электрической спирали, а
затем облуживает поверхность с ее очисткой от оксидов под
слоем расплавленного припоя. При пайке ультразвуковым па-
яльником в расплавленном припое возникают ультразвуковые
колебания, разрушающие оксидную пленку.
Изделия после пайки медленно охлаждают, очищают от
наплывов припоя и промывают водой от остатков флюса. Ка-
чество пайки емкостей и радиаторов контролируют опрессов-
кой сжатым воздухом или водой.
Охрана труда при пайке. Флюсы и припои содержат
вредные для здоровья работающего элементы (Pb, Zn, li, Са,
Na, Cd и др.). Эти элементы и их оксиды в виде пыли, паров и
аэрозолей находятся в зоне пайки. Рабочие места оснащены
местными отсосами, которые выведены в общую вентиляцию.
Медники работают в рукавицах из асбестовой ткани для
защиты рук от попадания флюсов и припоя. Разбрызгивание
припоя уменьшается при подогреве деталей до температуры
110...120 °C. Промывку деталей от остатков кислотных флю-
сов ведут в ваннах, слив воды из которых в канализацию до-
пустим после ее обезвреживания.
Материал и повреждения радиаторов: бачки водяных ра-
диаторов изготавливают из латуни Л63, охлаждающие трубки -
из латуни Л90, охлаждающие пластины - из меди М3, а каркас -
из стали 3. Бачки и охлаждающие пластины масляных радиа-
190
торов изготавливают из стали 08, а охлаждающие трубки - из
латуни Л63 или Л90.
Основные повреждения радиаторов:
• отложение накипи (для водяных радиаторов);
• деформации;
• разрушение трубок и паяных швов;
• трещины в бачках.
Способы ремонта радиаторов. Накипь удаляют заполне-
нием радиатора 15 %-ным раствором ингибированной соляной
кислоты, подогретой до температуры 60 °C. После слива рас-
твора полость радиатора промывают водой.
Течи бачков и трубок определяют путем подачи сжатого
воздуха под давлением 0,12...0,15 МПа в водяной радиатор,
погруженный в воду. Пузырьки выходящего воздуха покажут
место повреждения. Масляный радиатор проверяют таким же
образом под давлением 0,4...0,5 МПа.
Если необходимо заменять большое число трубок, то ра-
диатор разбирают путем отпаивания бачков. Трубки прочи-
щают шомполом, а течи сердцевины определяют на специаль-
ном стенде.
Поврежденные места запаивают мягким припоем ПОС-30
или ПОС-40. Поврежденные трубки заменяют, для чего они
отпаиваются от опорных и охлаждающих пластин с помощью
воздуха, подогретого до 500...600 °C, при движении через
обогреваемый змеевик. Когда припой расплавляется, трубку
извлекают специальными пассатижами с язычком, имеющим
размеры и форму, соответствующие сечению отверстия в
трубке. Отпайка трубок может производиться и шомполом,
нагретым до температуры 700...800 °C, открытым пламенем
или электрическим током, пропускаемым через трубки.
Вместо снятых трубок устанавливают новые или отремон-
тированные трубки, которые направляют по усикам охлаж-
дающих пластин. Установленные трубки развальцовывают и
припаивают к опорным пластинам с помощью специального
паяльника. Применяют мягкий припой ПОС-30 или ПОС-40, а
в качестве флюса - травленную цинком соляную кислоту.
Кроме замены поврежденных трубок, существует способ
их ремонта гилъзованием. Для этого поврежденную трубку
раздают путем протягивания сквозь нее дорна с утолщением
на конце. В расширенную трубку вставляют новую трубку,
191
которую припаивают к опорной пластине. Деформированные
трубки правят, завальцовывают и запаивают разошедшиеся
швы. Количество вновь установленных и гильзованных тру-
бок не должно превышать 25 % от общего их числа, так как
такие трубки имеют слабый контакт с охлаждающими пласти-
нами. Сердцевину после ремонта вновь испытывают на герме-
тичность. Трещины бачков, изготовленных из латуни, устра-
няют пайкой оловянно-свинцовыми припоями, припайкой за-
плат этими же припоями, а также газовой сваркой латунями
или твердыми медно-цинковыми припоями. После сборки ра-
диатор испытывают на герметичность так же, как в начале
ремонта.
Ремонт масляных радиаторов аналогичен ремонту водяных
радиаторов. Отремонтированные радиаторы окрашивают.
Материал и повреждения топливных баков. Топлив-
ные баки изготавливают из листовой освинцованной стали.
Их основные повреждения'.
• трещины и вмятины в стенках;
® трещины в местах крепления заливной горловины, шту-
церов отстойника и кранов;
• нарушение соединений перегородок со стенками бака.
Способы ремонта топливных баков. Топливный бак пе-
ред ремонтом тщательно очищают снаружи от эксплуатаци-
онных загрязнений, а изнутри промывают горячим раствором
Лабомида и ополаскивают водой. Течи бака определяют путем
подачи в него сжатого воздуха под давлением 0,025 МПа и
помещения в воду. При этом горловина бака и отверстие под
датчик указателя топлива закрывают пробочными зажимами.
Погружение бака в воду производят с помощью поворотного
пневматического стенда.
Перед сваркой или пайкой топливный бак предварительно
выпаривают в течение 3 ч для полного удаления паров бензи-
на. Незначительные трещины бака устраняют пайкой мягкими
припоями. Большие трещины или пробоины ремонтируют на-
ложением заплат, предварительно засверлив концы трещины.
Заплату припаивают твердым припоем или приваривают.
Вмятины устраняют следующим образом. Напротив вмя-
тины, на противоположной стенке бака, вырезают прямо-
угольное окно по периметру с трех сторон и отгибают выре-
занную часть так, чтобы был свободный доступ инструмента
192
внутрь бака. Вмятину выправляют с помощью молотка и оп-
равки. После устранения вмятины отогнутую часть стенки
подгибают на место, заваривают или запаивают.
Поврежденные соединения перегородок со стенками бака
ремошпруют сваркой. После ремонта бак испытывают на
герметичность и окрашивают.
Материал и повреждения трубопроводов. Трубопроводы
низкою давления изготавливают из медных, латунных или
стальных трубок с антикоррозийным покрытием. Трубопрово-
ды высокого давления изготавливают из толстостенных
стальных трубок.
Трубопроводы имеют слеующие повреждения'.
• деформации или износ соединительных поверхностей;
• । рицины, переломы и перетирания стенок;
• нмл гины на стенках;
• деформации штуцеров;
• < рывы резьбы на наконечниках.
Ремонт трубопроводов. Трубопроводы тщательно промы-
ваю! юрячим раствором Лабомида и продувают сжатым воз-
духом Вмятины устраняют правкой или путем продвижения
шарика Участки трубопроводов с неустранимыми вмятинами,
........ перетираниями и переломами вырезают.
I рубонроводы низкого давления ремонтируют установкой
на ।к н’.режденное место муфты из трубки большего диаметра и
при।i.iиканием (рис. 5.1). Концы поврежденных трубопроводов
выы»| (»ю давления сваривают встык газовой сваркой после
npi 'шарпгельной обработки на них фасок под углом 45°. Из-
hoi ।к иные штуцеры снимают, после устранения повреждения
на < к нках трубопроводов устанавливают новые штуцеры и
ра чыиьцовывают концы трубопроводов при помощи приспо-
собь 11iiii. Трубопроводы после ремонта проверяют на герме-
тичней । и, а трубопроводы высокого давления, кроме того, - на
пронуе иную способность. Отличие пропускной способности
трубопроводов, установленных на один двигатель, не более
чем 10 %, при этом они должны быть одинаковой длины.
а б
Рис. 5.1. Схемы соединения при ремонте трубопроводов:
a - низкого давления; б - высокого давления
193
5.2. Насосы, вентиляторы
Функциональное назначение насосов и вентиляторов со-
стоит в перемещении жидких или газообразных сред с необ-
ходимым расходом под определенным напором.
Повреждения топливных насосов высокого давления:
• износы корпусов и кулачковых валиков;
• потеря плотности прецизионными парами;
• потеря плотности клапанными парами;
• износ отверстий в распылителях.
Способы ремонта прецизионных пар. Восстановление
деталей этих соединений представляет наибольшую труд-
ность. Овальность и конусообразность деталей не более 2 мкм,
а диаметральный зазор между деталями 2...3 мкм. Плунжер-
ные пары, у которых течи превышают норму или не обеспечи-
вается необходимое давления впрыскивания, подлежат ре-
монту - перекомплектовыванию (групповой метод) или вос-
становлению изношенных поверхностей путем нанесения
металлических покрытий и обработкой под установленный
размер.
Число размерных групп плунжерных пар достигает 20, по-
этому с учетом небольшого износа деталей удается составить
их новые пары после притирки. Ремонт перекомплектовыва-
нием состоит в раздельной притирке деталей, сортировке их
на группы, подборе и совместной притирке пар. Для пере-
комплектовывания используют плунжерные пары, имеющие
гладкую рабочую поверхность без трещин.
Гильзы предварительно притирают следующим образом.
Деталь устанавливают в патроне притирочного станка. Оправ-
ку с чугунным притиром (рис. 5.2) устанавливают в шпинделе
станка и на поверхность притира наносят алмазную пасту из
1
-------П-------У77777У/
L------/ VAZTZZZ
2
Рис. 5.2. Притир для гильз:
/ - инструмент; 2 - конусная оправка
194
1
2
3
Рис. 5.3. Притир для плунжеров:
7 - шпиндель станка; 2 - оправка; 3 - инструмент
микропорошка М10. Притир вводят в обрабатываемую деталь.
Время обработки 60 с, частота вращения детали 250 мин-1,
число двойных ходов 100... 150 в минуту, выход притира из
гильзы 25 мм, начальное давление на притир 0,1...0,2 МПа.
Окончательную притирку выполняют другим притиром с
микропорошком М3 при тех же режимах. Торцы гильз прити-
рают на чугунных плитах вначале микропорошком М7, а за-
тем М3. Плунжер притирают с помощью регулируемой оправ-
ки (рис. 5.3).
После обработки необходимого количества деталей их из-
меряют, сортируют на группы через 1 мкм в пределах допуска
на их восстановление и подбирают в пары с таким расчетом,
чтобы плунжер входил в гильзу на 2/з длины от усилия пальца.
Затем притирают детали друг к другу с использованием мик-
ропорошка Ml в течение 1...2 мин при частоте вращения
плунжера 100... 150 мин-1 и числе двойных ходов 80... 100 в
минуту. После промывки деталей в дизельном топливе при
температуре 18...20 °C плунжер должен медленно под соб-
ственным весом войти в гильзу на всю длину.
Плунжеры, которые не удается подобрать к гильзам, вос-
станавливают с нанесением покрытия. Для исключения абра-
зивного изнашивания от частиц кварца и гранита в топливе
необходимо обеспечить твердость восстановленных поверх-
ностей 16... 17 ГПа.
Технологический процесс ремонта плунжерных пар с по-
мощью нанесения покрытия на поверхность плунжера вклю-
чает такие операции: очистку; предварительную механиче-
скую обработку плунжеров; нанесение покрытий; шлифование
и притирку. Ввиду небольших износов деталей и высокой
твердости их материала при восстановлении этих деталей при-
меняют способы нанесения тонких твердых покрытий
(хромирование, лазерную, плазменную или электроискровую
наплавку и др.).
7*
195
Коническая фаска корпуса распылителя должна быть соос-
ной с направляющим отверстием с точностью 2 мкм. Предва-
рительную обработку конусной фаски корпуса распылителей
ведут электроискровым способом, а окончательную - чугун-
ным притиром.
Контроль пар заключается в определении плотности ци-
линдрических соединений и герметичности конических со-
единений. Проверку ведут на стенде. Определяют качество
распыливания, которое должно быть туманообразным с рез-
ким началом и концом.
Ремонт ТНВД заключается в восстановлении корпуса и
вала по технологиям восстановления деталей этих классов
(см. параграфы 4.2 и 4.3) и ремонте прецизионных пар.
ТНВД после восстановления деталей собирают, обкатыва-
ют и испытывают. Во время обкатки прирабатываются тру-
щиеся и стыковые поверхности деталей. Для обкатки, испыта-
ний и регулировки ТНДВ всех отечественных дизелей с чис-
лом цилиндров до 12 используют стенды КИ-22204,
КИ-15711, КИ-6397 и КИ-6251. Первоначальная обкатка
ТНВД в течение 15 мин происходит без форсунок на смеси
дизельного топлива с маслом, а затем в течение 30 мин на ди-
зельном топливе, совместно со стендовыми форсунками.
Повреждения и ремонт водяных насосов. Корпуса водя-
ных насосов в основном изготавливают из серого чугуна.
Основные повреждения:
• трещины в корпусах;
• износ отверстий под подшипники;
• износ резьб и торцовых уплотнений;
• износ шеек у валиков;
• излом лопастей у крыльчаток.
Трещины на корпусе насоса герметизируют полимерными
материалами или заваривают. Торцы уплотнения шлифуют
«как чисто» и полируют, при больших износах торцовую по-
верхность выполняют на ДРД, которую закрепляют на месте
поврежденного участка. Посадка подшипников может быть
восстановлена нанесением полимерных композиций или уста-
новкой ДРД. Шейки вала восстанавливают нанесением элек-
трохимических покрытий с последующим шлифованием.
На место изломанных лопастей приваривают ДРД, одинако-
вые по форме с отломанными элементами. В корпусе водяного
196
насоса контролируют биение торцевой поверхности под упор-
ную шайбу крыльчатки относительно оси отверстий под под-
шипники.
При сборке водяного насоса между крыльчаткой и его кор-
пусом необходимо обеспечить торцовый зазор не менее 5 мм.
В собранном насосе шкив и валик должны вращаться без за-
еданий с некоторым усилием от руки. Водяной насос испыты-
вают на стенде при частоте вращения вала 3000 мин-1 в тече-
ние 5... 10 мин. Течь воды через сальник и из-под крышки не
допускается.
После сборки водяной насос испытывают на стенде, кото-
рый служит для контроля герметичности уплотнений рабо-
тающего агрегата, его стенок и развиваемого давления при
установленной частоте вращения вала.
Повреящения и ремонт бензонасосов. Корпус и головку
бензонасоса изготавливают из цинкового сплава. Основные
повреждения:
• трещины;
• обломы и коробление стыковых поверхностей;
• износ резьб;
• разрывы прокладок и диафрагм.
Ремонт корпуса и головки бензонасоса проводят по техно-
логиям восстановления корпусных деталей. Рабочие части
рычагов, соприкасающиеся с эксцентриками, наплавляют га-
зопорошковой наплавкой и шлифуют. Прокладки и диафраг-
мы заменяют новыми.
Необходимым условием сборки бензонасоса является за-
тяжка винтов, соединяющих головку с корпусом, при нажатом
приводном рычаге. При сборке бензонасосов широко приме-
няются механические отвертки. На авторемонтных заводах
применяют механизированные установки для контроля бензо-
насосов. На них определяют герметичность рабочих полостей,
создаваемые давление и разрежение, производительность. В за-
висимости от марки насоса частота качаний рычага изменяется.
Повреждения и ремонт масляных насосов. Изнашивание
деталей масляного насоса протекает сравнительно медленно,
но приводит к снижению напора масла и производительности
насоса и, как следствие, к интенсивному изнашиванию дета-
лей обслуживаемого агрегата. Если предремонтное диагно-
стирование выявляет соответствие значений выходных пара-
197
метров насоса нормативным значениям, то запаса долговечно-
сти хватает до следующего ремонта. У такого насоса доста-
точно лишь очистить и отрегулировать редукционный клапан.
При работе насоса увеличиваются торцовый и радиальный
зазоры между колодцем корпуса и зубчатыми колесами.
Ремонт масляных насосов заключается в восстановлении
геометрических параметров корпуса и его крышки, восстанов-
лении или замене зубчатых колес.
В корпусе комплексно восстанавливают отверстия под ва-
лик и колодцы под колеса. Глубину колодца восстанавливают
шлифованием его стыковой поверхности с крышкой. Следы
изнашивания на крышке также удаляют шлифованием ее ра-
бочей поверхности. Восстановление радиального зазора меж-
ду зубьями колес и корпусом насоса имеет несколько реше-
ний. Первое заключается в смещении осей вращения колес в
сторону всасывания на 0,5...0,7 мм (при этом в отверстия под
валик устанавливают ДРД в виде втулки). Второе решение
состоит в установке и закреплении ДРД в виде частей кольца
на цилиндрические поверхности колодца. Третье решение
предполагает нанесение полимерных компаундов на изно-
шенные поверхности. В остальном корпус проходит техноло-
гические операции как корпусная деталь. Механическая обра-
ботка может выполняться и под ремонтные размеры элемен-
тов. Отклонение от параллельности поверхностей разъема
корпусов верхней и нижней секций масляного насоса относи-
тельно торцевых поверхностей под шестерни указанных кор-
пусов и отклонение от перпендикулярности осей поверхно-
стей под валик масляного насоса и оси ведомой шестерни от-
носительно поверхностей разъема корпусов верхней и нижней
секции должны соответствовать техническим требованиям.
Ось ведомой шестерни масляного насоса должна быть запрес-
сована в корпус верхней секции заподлицо с поверхностью
разъема.
Колеса с износами зубьев по высоте и длине можно шли-
фовать под ремонтный размер.
Собранный масляный насос обкатывают и испытывают на
стенде КИ-5278. Стенд имеет механизм базирования и закреп-
ления испытываемого насоса, привод вращения его ведущего
вала и систему хранения рабочей жидкости. Механический
вариатор привода позволяет плавное изменение частоты вра-
198
щения ведущего вала насоса от 147 до 2015 мин-1. Рабочая
жидкость - смесь масла с керосином или дизельным топли-
вом. Вязкость жидкости соответствует вязкости масла в рабо-
тающем двигателе.
Обкатку насоса ведут в течение 10 мин, из них в первые
4 мин постепенно повышают частоту вращения ведущего вала
от минимальной до рабочей, а давление - от нуля до рабочего.
Если во время обкатки не обнаруживаются нагрев, заедание и
излишний шум, то насос испытывают на производительность,
обычно на двух частотах вращения ведущего вала. Масло, вы-
ходящее из насоса, пропускают через отверстие диаметром
1,5 мм. При этом давление прокачиваемого масла должно быть
не меньше нормативного значения, установленного для каждой
марки двигателя. При работе насоса определяют давление рабо-
чей жидкости, при котором срабатывает редукционный клапан.
Если это давление отличается от нормативного, то клапан ре-
гулируют, изменяя осадку пружины винтом или прокладками.
Повреждения вентиляторов:
• износ базовых отверстий;
• деформация лопастей;
• ослабление заклепок;
• износ отверстий под болты.
Ремонт вентиляторов. Изношенные базовые отверстия вос-
станавливают растачиванием с установкой промежуточных ко-
лец. Люфт в соединении лопастей с крестовиной устраняют
осаживанием заклепок. Если отверстия под заклепки имеют
овальную форму, то их рассверливают и приклепывают к кре-
стовине заклепками увеличенного диаметра. На одну кресто-
вину приклепывают лопасти одной массы. Деформированные
лопасти правят в штампе под прессом.
Установленный на ступице или шкиве вентилятор статиче-
ски балансируют на приспособлении или на балансировочном
станке. Излишнюю массу удаляют сверлением шкива или
спиливанием лопасти.
5.3. Карбюраторы, форсунки
Надежность и экономичность двигателя и динамические
качества автомобиля в значительной мере зависят от состоя-
ния топливной аппаратуры. От 20 до 50 % отказов во время
199
эксплуатации дизельного двигателя приходится на систему
питания из-за износа плунжерных пар, распылителей и нагне-
тательных клапанов.
Повреящения карбюраторов:
• изменение пропускной способности жиклеров;
• деформации, трещины или обломы корпусов;
• нарушение герметичности поплавка;
• износ резьб;
• разрывы прокладок и диафрагм.
Способы ремонта карбюраторов. Определяющее условие
качественного ремонта карбюраторов заключается в тщатель-
ной очистке жиклеров и каналов. Этому требованию удовле-
творяет очистка в трихлорэтилене в ультразвуковых ваннах
марки УЭР-18М с магнитострикционными преобразователя-
ми. Качественную очистку обеспечивает также раствор фур-
фурола.
Основные элементы дозирующих систем карбюраторов -
это жиклеры, работоспособность которых определяется их
пропускной способностью. Последнюю характеристику опре-
деляют на стенде. В качестве рабочего тела применяют воду.
Более 90 % жиклеров имеют уменьшенную пропускную спо-
собность, которую восстанавливают специальными разверт-
ками. Изношенные жиклеры с большим расходом воды вы-
браковывают.
Герметичность поплавка восстанавливают пайкой мягким
припоем с доведением его массы до нормативной. Уровень
топлива в поплавковой камере измеряют с помощью стеклян-
ной трубки с делениями, полость которой сообщается с по-
плавковой камерой, а нулевое деление совпадает с плоскостью
разъема крышки и поплавковой камеры карбюратора. Произ-
водительность ускорительного насоса определяют объемом
топлива, которое подается за десять полных ходов поршня.
Уровень топлива в поплавковой камере устанавливают вос-
становлением герметичности соединения «запорная игла-
седло» и подгибанием язычка поплавка. Ремонт ускоритель-
ного насоса заключается в замене его изношенных элементов
(уплотнений и поршня) и притирке клапана к седлу.
У смесительных камер карбюраторов заменяют подшипни-
ки оси дроссельной заслонки, изломанные рычаги и изношен-
ные винты.
200
В конце ремонта в смесительных камерах проверяют:
• плотность прилегания дроссельных заслонок к стенкам
камер;
• размеры и чистоту переходных и вакуумных отверстий и
их взаимное расположение относительно кромок дроссельных
заслонок;
• герметичность посадки винта холостого хода.
Карбюраторы собирают на стенде, который оснащен уста-
новочными приспособлениями и механической отверткой.
Собранный карбюратор контролируют на соответствие расхо-
дов топлива и воздуха нормативным показателям для различ-
ных режимов его работы на безмоторной вакуумной установ-
ке, которая позволяет проверять работу на пяти режимах: пус-
ковом, трех дроссельных и внешнем. В качестве среды для
проверки карбюратора применяют керосин, который подают в
карбюратор при помощи бензонасоса. Минимальный (макси-
мальный) расход воздуха через карбюратор будет при полно-
стью закрытой (открытой) дроссельной заслонке. Расход топ-
лива на всех режимах работы карбюратора контролируют при
помощи ротаметра.
Разрежение в смесительной камере карбюратора создает
вакуумный насос типа ВВН-12М. Работа насоса сопровожда-
ется сильным шумом, поэтому его устанавливают в отдельном
помещении.
Сглаживание пульсаций воздушного потока и отделение
керосина из этого потока производят при помощи ресивера.
Путем открытия дроссельной заслонки поочередно уста-
навливают необходимые значения расхода воздуха через кар-
бюратор и измеряют соответствующие значения расхода топ-
лива, которые сопоставляют с нормативными. При обнаруже-
нии несоответствий производят регулировку карбюратора или
замену элементов.
Повреящения и ремонт форсунок. Основные поврежде-
ния форсунок - износ прецизионных соединений (плунжер-
гильза, нагнетательный клапан - седло, игла - корпус распы-
лителя).
Клапанные пары изнашиваются по разгрузочному пояску и
конусу, а на конусе образуется кольцевая выработка. Недоста-
точная плотность в паре уменьшает количество впрыснутого
топлива, вызывает его подтекание и плохой распыл. В процес-
7а Зак. 951
201
се длительной работы изнашиваются направляющие и конус
иглы форсунки и седло иглы в корпусе распылителя. При из-
носе увеличивается подъем иглы и, как следствие, увеличива-
ется объем впрыснутого топлива. Если суммарные площади
сопловых отверстий распылителей значительно отличаются
друг от друга, то резко увеличивается неравномерность пода-
чи по цилиндрам.
Ремонт прецизионных соединений рассмотрен ранее.
Для контроля плунжерных пар применяют приборы КИ-759
и КИ-3369, для контроля клапанных пар и гидравлической
полости в области разгрузочного пояска - прибор КИ-1086 и
для испытания и регулирования форсунок - прибор КИ-3333.
5.4. Приборы электрооборудования
Приборы электрооборудования требуют особого обраще-
ния с ними ввиду ажурного устройства, легкости разрушения
и наличия пластмассовых узлов, реле, конденсаторов, транзи-
сторов и др. Поэтому ремонт таких изделий организуют на
отдельных участках.
Повреждения и ремонт генераторов и стартеров. Слож-
ные и разнообразные повреждения электромашин можно раз-
делить на две группы:
• механические износы и поломки;
• повреждения токопроводящих частей (разрушение изо-
ляции, обрывы обмоток, пробои диодов и др.).
Трудоемкость работы по устранению повреждений второй
группы составляет наибольшую часть.
Замыкание на массу выводов и обмоток выявляют кон-
трольной лампой, питаемой от сети напряжением 220...500 В
(рис. 5.4, а). При нарушении изоляции лампа горит. Обрыв
обмотки проверяют касанием щупа к контактным кольцам
якоря или к выводам фаз обмотки статора (рис. 5.4, б). Меж-
витковые замыкания определяют измерением сопротивления
обмотки (рис. 5.4, в).
Механические повреждения устраняют сваркой, наплав-
кой, электрохимическими покрытиями, пластическим дефор-
мированием и механической обработкой. Отказавшие транзи-
сторы, диоды и конденсаторы, а также катушки, имеющие
межвитковые замыкания, выбраковывают. Обрыв выводов
202
Рис. 5.4. Схемы определения повреждений обмоток статора и ротора:
а - замыкания на массу; б - на обрыв; в - на отсутствие межвитковых замыканий
обмоток и отпайка наконечников устраняются припайкой но-
вого вывода и наконечника.
Замену обмоток производят в следующей последователь-
ности. Выжигают изоляцию обмоток в электрической печи в
течение 3...4 ч. Удаляют старую обмотку. Промывают и окра-
шивают корпус. Укладывают в пазы изоляцию из электротех-
нического картона. Устанавливают витки катушки в соответ-
ствии с ее обмоточными данными. Забивают в каждый паз
клин, изготовленный из гетинакса или текстолита. Начало об-
моток зачищают, облуживают и припаивают к выводам. Про-
веряют обмотку на замыкание на корпус и межвитковое замы-
кание под напряжением 220...500 В. Обмотку пропитывают
лаком и сушат.
При испытании генератора проверяют степень искрения
щеток, шумность работы и электрическое напряжение под
нагрузкой при установленной частоте вращения якоря.
Стартеры испытывают на стенде в режимах: холостого хо-
да для определения силы тока, потребляемого стартером, и
частоты вращения якоря; полного торможения для определе-
ния величин момента и потребляемого тока и работоспособ-
ности муфты свободного хода.
7а*
203
Повреждения аккумуляторных батарей:
• трещины стенок банок;
• отслаивание заливочной мастики;
• короткое замыкание внутри батареи;
• сульфатация пластин.
Признаки короткого замыкания', быстрое падение напря-
жения до нуля при испытании нагрузочной вилкой, незначи-
тельное повышение напряжения и плотности электролита при
заряде, повышенный саморазряд батареи.
Признаки сульфатации', батарея плохо принимает заряд,
напряжение аккумуляторов в конце зарядки невысокое; более
раннее кипение, быстрое повышение температуры и малое
повышение плотности электролита при зарядке; значительное
снижение емкости и выпадение активной массы.
Ремонт аккумуляторных батарей. В зависимости от
объема повреждений ремонт включает такие работы:
• замену заливочной мастики;
• приварку межэлектродных соединений;
• наварку выводных клемм;
• замену крышек аккумуляторов;
• замену моноблока и сепараторов;
• замену полублоков пластин одной из полярностей;
• замену полублоков обеих полярностей.
Аккумуляторную батарею очищают и протирают ветошью.
Перед разборкой батарею разряжают током, численно равным
0,1 емкости, до напряжения 1,7 В. Затем сливают электролит и
промывают батарею водой. Разборку батареи начинают со
снятия выводных клемм и межэлементных перемычек. Для
удаления мастики ее размягчают нагретым паяльником с до-
лотообразным наконечником. Крышки аккумуляторов удаля-
ют съемником, после чего извлекают блоки пластин, которые
разделяют на полублоки положительных и отрицательных
пластин и удаляют сепараторы. Детали разобранной батареи
промывают в ванне с проточной водой в течение 10... 15 мин и
просушивают.
Трещины в наружных и внутренних стенках определяют
осмотром или обнаружением тока под напряжением 220 В,
приложенного по разные стороны проверяемой стенки. Тре-
204
щины могут быть залиты различными пластмассами после
засверливания концов трещин и разделки под углом 90... 120°
на глубину, равную 2/3 толщины стенки.
Сепараторы из пористой пластмассы, не имеющие трещин
и изломов, могут быть использованы повторно.
Пластины, покрытые сульфатом свинца менее 50 %
по площади, могут быть восстановлены слабым током за
3...4 зарядно-разрядных цикла. Пластины правят во влажном
состоянии под прессом усилием до 30 кН при величине ко-
робления до 3 мм. Положительные пластины с выпавшей ак-
тивной массой ремонтируют путем запрессовывания приго-
товленной активной массы и сушки. Обломанные ушки пла-
стин наплавляют, а оторванные пластины от бареток привари-
вают угольным электродом постоянным током силой 100... 125 А
под напряжением 5...7 В. В качестве присадочного материала
применяют свинцовый стержень.
При сборке аккумуляторной батареи подбирают пластины
одинакового технического состояния. Комплект пластин с ба-
ретками собирают и сваривают в приспособлении. При сборке
блоков между пластинами устанавливают сепараторы ребри-
стой стороной к положительным пластинам. Собранные блоки
устанавливают в отсеки бака, затем устанавливают предохра-
нительные щитки и крышки, канавки уплотняют резиновыми
или асбестовыми шнурами и заливают разогретой мастикой.
Заливочная мастика состоит из нефтяного битума (73...78 %) и
смазочного масла МК 22, МС-20 или МС-14 (остальное). Вы-
ступающие концы штырей уплотняют и заливают расплавлен-
ным свинцом в форму, образуя полюсные наконечники. Сви-
нец расплавляют в электротигле.
Батареи заправляют электролитом в соответствии с руко-
водством по эксплуатации. Для их заряда применяют устрой-
ства типа ВАЗ-6/12, ВАГЗ-12/24. Для разборки и сборки акку-
муляторных батарей в процессе их ремонта применяют вер-
стаки. Хранят аккумуляторные батареи на стеллажах открыто-
го типа с местными отсосами. Моноблоки, крышки и пласти-
ны промывают в ваннах.
Для качественного ремонта аккумуляторных батарей необ-
ходимо иметь следующие средства:
• съемник крышек аккумуляторов;
• экстрактор для извлечения блоков пластин;
205
• кондуктор для сборки и сварки пластин в полублоки;
• трубчатое сверло для высверливания перемычек, шабло-
ны для наплавки ушков пластин и выводных клемм;
• формы для отливки межэлементных соединений и бареток.
Напряжение каждого аккумулятора в батареях с внешними
межаккумуляторными соединениями проверяют нагрузочной
вилкой Э-108, а с внутренними - Э-107.
Повреждения приборов зажигания. Ремонтируют индук-
ционную катушку, прерыватель-распределитель и запальные
свечи.
Основные повреждения'.
• у индукционной катушки', обрыв и замыкание в цепи об-
моток, повреждение изоляции, замыкание витков на массу;
• прерывателя', износ контактов, потеря упругости пру-
жин, износы в узле управления углом опережения зажигания и
неисправность конденсатора;
• неисправности запальных свечей', отложения нагара на
корпусе и изоляторе, облом бокового электрода, трещины и
пробой изоляции.
Ремонт приборов зажигания. Контакты прерывателя за-
чищают надфилем, а при значительном износе перепаивают.
Упругость пружины определяют динамометром, а при потере
упругости ее заменяют новой. Электрическую прочность изо-
ляции рычажка и соединительной пластины прерывателя про-
веряют на пробой при разомкнутых контактах под напряжени-
ем 380...500 В.
Вакуумный регулятор, имеющий поврежденную диафраг-
му, заменяют новым. Изношенные втулки в корпусе прерыва-
теля заменяют новыми с последующим развертыванием под
номинальный размер. Изношенные шейки валика восстанав-
ливают хромированием или железнением с последующим
шлифованием под номинальный размер.
Собранный прерыватель-распределитель испытывают на
стенде, где проверяют бесперебойность искрообразования,
чередование искр, характеристику центробежного регулятора
опережения зажигания, герметичность и характеристику ваку-
умного регулятора опережения зажигания.
Неисправности конденсатора - это пробой изоляции или
обрыв цепи. На контрольно-испытательных стендах конденса-
206
торы испытывают методом сравнения с эталонным конденса-
тором по интенсивности искрообразования.
Ремонт свечей заключается в очистке загрязненных эле-
ментов в растворителях или струей песка и проверке работо-
способности на разряднике с параллельно включенной эта-
лонной свечой.
5.5. Агрегаты трансмиссии
Трансмиссия (от лат. transmissio - передача, переход) -
устройство или система для передачи вращения от двигателя к
ведущим колесам.
Сцепление. Основные повреждения картера сцепления
следующие:
• обломы и трещины, в том числе захватывающие отвер-
стия под втулки вилки или центральное отверстие под крышку
подшипника;
• износ отверстий во втулках под вал вилки и крышку
подшипника;
• коробление поверхности прилегания к картеру маховика.
При наличии трещин и обломов, захватывающих отверстия
под втулки вала вилки или центральное отверстие, а также
проходящих более чем через одно отверстие крепления ко-
робки передач, картер выбраковывают. Другие трещины и
обломы устраняют заваркой и наплавкой. Износ отверстий во
втулках устраняют заменой втулки. При износе отверстия под
крышку подшипника отверстие восстанавливают наплавкой
или электроконтактным железнением. Коробление поверхно-
сти прилегания к картеру маховика (блоку цилиндров) прове-
ряют с помощью шаблона и щупа. Коробление торцовой по-
верхности устраняют наплавкой и (или) обработкой резанием.
Основные повреждения нажимного диска.
• обломы;
• трещины;
• риски, задиры, износ и коробление рабочей поверхности
диска;
• износ отверстий под оси отжимных рычажков.
При наличии трещин или обломов диск бракуют. Рабочие
поверхности всех дисков при капитальном ремонте подлежат
обработке.
207
Основными повреждениями ведомого диска являются:
• обломы и трещины на деталях;
• поломка пружин гасителя крутильных колебаний или
местный износ торцов пружин;
• коробление диска со ступицей (без фрикционных накла-
док);
• ослабление заклепок крепления ступицы и диска гасителя;
• износ шлицев ступицы;
• износ фрикционных накладок.
При наличии обломов и трещин на деталях диска его вы-
браковывают. При поломке пружин гасителя или местном из-
носе торцов пружин последние заменяют. Коробление диска
со ступицей (без фрикционных накладок) определяют индика-
тором часового типа ИТ, установленным на штативе (диск
устанавливают в центрах). Износ шлицов ступицы определя-
ют калибром. При большом износе ступицу заменяют.
При капитальном ремонте все фрикционные накладки подле-
жат обязательной замене на новые. После восстановления
контролируют отклонение от плоскостности наружных по-
верхностей фрикционных накладок в сборе и торцовое биение
наружных поверхностей фрикционных накладок относительно
оси центрального отверстия.
Коробка передач. Основные повреждения картера ко-
робки передач:
• пробоины, трещины, обломы ушков крепления картера;
• износ отверстий под подшипники и ось блока шестерен
заднего хода.
При наличии обломов и пробоин картер выбраковывают.
Если трещины не захватывают отверстия под подшипники
или ось блока шестерен заднего хода, то картер восстанавли-
вают сваркой. Наибольшее распространение получил холод-
ный способ сварки чугуна стальными электродами и электро-
дами из цветных металлов и сплавов. Если трещины захваты-
вают отверстия под подшипники, то картер выбраковывают.
Облом ушка крепления картера устраняют наплавкой или
приваркой ремонтного ушка. Если облом захватывает тело
картера или обломано более одного ушка, картер выбраковы-
вают. Износ отверстий под подшипники восстанавливают
вневанным железнением, электроконтактным железнением
или электроискровым наращиванием, установкой ДРД. Износ
208
отверстий под ось блока шестерен заднего хода устраняют
обработкой под ремонтный размер или установкой ДРД.
Износ торцовых поверхностей бобышек под блок шестерен
заднего хода устраняется фрезерованием. Увеличение размера
компенсируют установкой шайб соответствующей толщины.
Основные повреждения первичного вала'.
• обломы зубьев и шлицев;
• трещины;
• выкрашивание рабочих поверхностей зубьев;
• износ зубьев по толщине;
• износ зубьев муфты включения передачи по толщине;
• вмятины от роликов или износ отверстия под ролико-
вый подшипник;
• износ шлицев по толщине;
• износ шейки под подшипник;
• износ шейки под сальник;
• повреждение или износ резьбы.
При обнаружении обломов или трещин вал выбраковыва-
ют. Вал используют без ремонта, если площадь зоны выкра-
шивания рабочих поверхностей не превышает 10 мм2 на сто-
роне зуба. Износ зубьев шестерни постоянного зацепления по
толщине проверяют калибром. Если износ больше допустимо-
го, то вал выбраковывают. Износ зубьев муфты по толщине
определяют замером бокового зазора в зацеплении с сопря-
женной новой деталью. При этом боковой зазор должен быть
в допустимых пределах. Если он больше, то вал восстанавли-
вают заменой венца ДРД. Если вмятины от роликов или износ
отверстия под роликовый подшипник превышают допусти-
мый, то вал выбраковывают. Износ шлицев по толщине уста-
навливают калибром. Восстанавливаются шлицы наплавкой
под слоем флюса и последующей обработкой. Изношенную
шейку под внутреннее кольцо подшипника восстанавливают
железнением, хромированием или наплавкой.
Основными дефектами крышки подшипника первичного
вала являются:
• обломы и трещины;
• износ шейки под муфту выключения сцепления;
• износ отверстия с маслосгонной резьбой;
• износ маслонагнетательных лопаток;
• износ отверстия под сальник;
• износ отверстий под болты крепления к картеру;
209
• облом прилива под пружину;
• повреждение резьбовых отверстий с метрической и ко-
нической дюймовой резьбой.
Обломы и трещины на крышке определяют осмотром и при
их наличии деталь выбраковывают. Износ шейки под муфту
выключения сцепления определяет калибром-скобой и устра-
няется наплавкой или установкой ДРД. Износ отверстия с
маслосгонной резьбой и отверстия под сальник определяют
калибром-скобой и восстанавливается установкой ДРД. Износ
маслонагнетательных лопаток определяют осмотром и калиб-
ром-скобой и устраняют наплавкой. Износ отверстий под бол-
ты крепления к картеру определяют калибром-пробкой и вос-
станавливают заваркой. Облом прилива под пружину устра-
няют путем замены дефектной части ДРД. Повреждение резь-
бовых отверстий восстанавливают заваркой, установкой до-
полнительной резьбовой вставки, а коническая резьба восста-
навливается углублением ее не более чем на 2,0 мм.
Дефектами на промежуточном валу могут быть:
• обломы и трещины;
• выкрашивание рабочих поверхностей зубьев;
• забоины и отколы на торцах зубьев или износ зубьев по
длине;
• износ зубьев по толщине;
• износ шпоночных пазов (для всех шеек вала);
• износ шейки под передний подшипник;
• износ шейки под задний подшипник;
• износ шеек под шестерни соответствующих передач;
• износ паза под хвостовик вала ведущей шестерни масля-
ного насоса по ширине;
• повреждение резьбы.
При наличии на валу обломов и трещин вал бракуется. Вы-
крашивание рабочих поверхностей зубьев устраняют заменой
зубчатого венца ДРД, в случае невозможности замены деталь
выбраковывают. Забоины, отколы на торцах зубьев или износ
зубьев по длине определяют осмотром и калибром-скобой и
устраняют зачисткой или заменой зубчатого венца. Износ
зубьев по толщине определяют калибром «НЕ» по длине об-
щей нормали по 2, 3 или 4 зубьям и восстанавливают заменой
зубчатого венца. При невозможности восстановления деталь
210
выбраковывают. Износ шпоночных пазов устраняют путем
нарезания новых пазов под углом 180° к изношенному или
заваркой. Износ шеек под подшипники и шестерни определя-
ются калибром и восстанавливают железнением, хромирова-
нием или наплавкой. Износ под хвостовик вала ведущей
шестерни масляного насоса по ширине восстанавливают
наплавкой.
Основными повреждениями синхронизаторов являются:
• обломы и трещины деталей;
• износ паза каретки (износ диска под сухари вилки);
• износ шлицев по толщине;
• износ зубьев муфты (каретки) по толщине;
• износ зубьев каретки с торца включения;
• риски, задиры или неравномерный износ фрикционных
колец;
• нарушение фиксации каретки в обойме.
При наличии обломов и трещин детали выбраковывают и
заменяют новыми. Износ паза каретки (износ диска под суха-
ри вилки) определяют калибром и устраняют заменой детали.
Износ шлицев каретки по толщине определяют калибром.
При увеличении зазора каретку выбраковывают и заменяют
новой. Износ зубьев муфты каретки по толщине определяют
калибром, при увеличенном зазоре деталь выбраковывают.
Износ зубьев каретки с торцов устраняют, при возможности,
зачисткой острых кромок или деталь выбраковывают. Риски,
задиры или неравномерный износ фрикционных колец опре-
деляют осмотром и устраняют путем замены колец. Наруше-
ние фиксации каретки в обойме устраняются заменой дефект-
ных деталей.
Карданная передача. Основные повреждения карданного
вала'.
• погнутость трубы;
• погнутость щек вилок;
• обломы или трещины на вилках.
Погнутость трубы устраняют правкой. Биение в любой
точке вала не более 0,4 мм. При проверке биения вал центри-
руют по пазам и отверстиям в вилках. Погнутость щек вилок
устраняют также правкой. При обломах и трещинах вилка
подлежит замене. Для этого следует срезать сваркой шов, вы-
211
прессовать негодную вилку, запрессовать новую и приварить
ее к трубе сплошным швом шириной 8 мм по всей окруж-
ности. Дефектом фланца карданного вала является износ от-
верстий под подшипники. Если диаметр отверстий превышает
допустимый, то их подвергают вибродуговой наплавке с по-
следующей обработкой отверстий до номинального размера.
Повреждения крестовины карданного вала следующие:
• вмятины на поверхности шипов;
• износ шипов по диаметру.
Эти дефекты устраняются автоматической наплавкой в
углекислом газе с последующей термической и механической
обработкой. Отклонение от соосности поверхностей шипов
после обработки - не более 0,15 мм. Овальность и конусооб-
разность поверхностей шипов по всей длине - не более 0,008 мм.
Основные повреждения скользящей вилки'.
• погнутость шеек;
• износ отверстий под подшипники;
• ослабление посадки или нарушение герметичности за-
глушки;
• ослабление крепления защитного колпака;
• износ шейки под подшипник и сальник удлинителя ко-
робки передач.
Погнутость щек вилки устраняют правкой. Если диаметр
отверстий под подшипники больше допустимого, их подвер-
гают вибродуговой наплавке с последующей обработкой от-
верстий до номинального размера. Дефекты заглушки устра-
няют ее заменой, ослабление крепления защитного колпака -
сваркой. Заглушку вилки кардана после запрессовывания сле-
дует обжать для прочности и герметичности соединения. Вил-
ки с трещинами, обломами и недопустимым износом шлице-
вых канавок по ширине подлежат выбраковке.
Ведущий мост. Основные повреждения картера ведуще-
го моста\
• обломы и трещины на картере;
• обломы и трещины на кожухах полуосей;
• смятие или облом шлицев кожуха полуоси;
• износ шейки кожуха под подшипник ступицы;
• риски, задиры или износ кольца сальника ступицы;
• повреждение резьбы на кожухе полуосей;
212
• износ отверстий под оси тормозных колодок;
• износ отверстий под трубку кронштейна задней тормоз-
ной камеры;
• ослабление заклепок крепления суппорта;
• повреждение резьбы под шпильки крепления редуктора;
• повреждение резьбовых отверстий крепления резиновой
подушки.
При наличии трещины длиной менее 200 мм, не захваты-
вающей отверстий под кожухи полуосей, картер восстанавли-
вается заваркой трещины, в противном случае картер выбра-
ковывают. Детали с обломами и трещинами на суппорте
и кожухе полуоси бракуют. Риски, задиры и износ кольца
сальника ступицы устраняют обработкой до устранения по-
вреждения. Износ отверстий под оси колодок и под трубку
кронштейна задней тормозной камеры восстанавливается
установкой ДРД или заменой суппорта.
Основными повреждениями картера редуктора являются:
• износ отверстий под подшипники ведущей шестерни;
• износ отверстий под стакан подшипников ведущей шес-
терни;
• износ отверстий под подшипники дифференциала;
• повреждение резьбы под гайки подшипников дифферен-
циала.
Обломы и трещины, не захватывающие посадочные отвер-
стия, устраняют заваркой или наплавкой. Отверстие под ста-
кан подшипников и подшипники ведущей шестерни восста-
навливаются установкой ДРД или наплавкой с последующим
растачиванием под номинальный размер. Износ отверстий под
подшипники дифференциала и поврежденная резьба под гай-
ки подшипников дифференциала восстанавливают вибродуго-
вой наплавкой.
Основными повреждениями дифференциала в сборе с ве-
домой шестерней редуктора являются:
• обломы и трещины на чашках;
• обломы вершин зубьев ведомой шестерни по краям;
• выкрашивание рабочей поверхности зубьев ведомой
шестерни;
• износ зубьев ведомой шестерни по толщине;
• ступенчатый износ поверхности зубьев;
213
• ослабление заклепок;
• износ отверстий под шейки крестовины дифференциала;
• износ отверстий под шестерни полуоси;
• износ шеек под подшипники;
• риски, задиры и неравномерный износ поверхности под
опорные шейки сателлитов;
• риски, задиры и неравномерный износ торцов под шайбу
шестерни полуоси;
• износ резьбы под шпильки.
При наличии трещин на чашках их выбраковывают. Обло-
мы вершин зубьев ведомой шестерни по краям при длине
облома менее 5 мм (с каждой стороны) устраняют путем зачи-
стки и округления острых кромок, при длине более 5 мм шес-
терню заменяют. Ведомую шестерню заменяют при наличии
выкрашивания рабочей поверхности, износе зубьев по толщи-
не и при увеличенном боковом зазоре. Износ отверстий под
шейки крестовины дифференциала устраняют обработкой до
ремонтного размера, железнением, наплавкой или сверлением
новых отверстий в коробке дифференциала, расположенных
под углом 45 0 к изношенным. Отверстия под шестерню полу-
оси восстанавливают растачиванием и установкой ДРД. Шей-
ки под подшипники восстанавливают под размер рабочего
чертежа наплавкой, железнением или хромированием с после-
дующей обработкой. Риски, задиры или неравномерный износ
поверхности под опорные шайбы сателлитов и торца под
шайбу шестерни полуоси устраняют обработкой под ремонт-
ный размер (два ремонтных размера с интервалами 0,5 и 1 мм,
соответственно) с последующей установкой опорных шайб
соответствующего размера.
Основными повреждениями ведущей шестерни являются:
• обломы вершин зубьев у края;
• выкрашивание рабочей поверхности зубьев;
• износ зубьев по толщине;
• износ шлицев по толщине;
• ступенчатая выработка по поверхности зубьев;
• износ шейки под передний роликоподшипник;
• износ шейки под средний роликоподшипник;
• износ шейки под задний роликоподшипник;
• повреждение резьбы.
214
Шестерни главной передачи не раскомплектовывают. В слу-
чае износа одной из них допускается комплектование пары шес-
тернями, бывшими в эксплуатации или новыми с обязательной
проверкой их зацепления по пятну контакта. Обломы вершин
зубьев у края восстанавливаются закруглением острых кромок.
При невозможности закругления деталь выбраковывают. Вы-
крашивание рабочих поверхностей зубьев не допускается. Износ
зубьев по толщине определяют по боковому зазору с сопряжен-
ной новой деталью, при увеличенном зазоре деталь выбраковы-
вают. Износ шлицев по толщине определяется калибром, при
увеличенном износе деталь выбраковывают. Износы шеек под
передний, средний и задний подшипники восстанавливаются
хромированием, железнением или наплавкой. Поврежденные
резьбы калибруются или восстанавливаются наплавкой.
Передняя ось. Основные повреждения балки передней оси*.
• износ бобышки под шкворень по высоте;
• износ конусных отверстий;
• выбоины и неравномерный износ площадок под рессоры;
• износ отверстий под стремянки рессор.
Если балка имеет обломы и трещины, то ее выбраковыва-
ют. В случае, если трещина проходит от отверстия под стре-
мянку рессор наружу, то допускается заварка таких трещин.
Изгиб и скручивание определяют на стенде для проверки и
правки балок передних осей. Правка производится в холодном
состоянии. При невозможности исправления балки выбрако-
вывают. Износ бобышки под шкворень устраняется обработ-
кой торцевых поверхностей с последующей установкой ком-
пенсирующих шайб между бобышками шкворня и кулака. Из-
нос отверстий под стремянки крепления рессор, местный из-
нос отверстий под центровые болты рессор устраняют завар-
кой. Отклонение от параллельности площадок под рессоры
допускается не более 0,5 мм на длине 100 мм.
Основные повреждения поворотной цапфы*.
• износ конусных отверстий под поворотные рычаги;
• износ отверстий во втулках под шкворень;
• износ отверстий под втулки шкворня;
• износ проушины под балку;
• износ шеек под подшипники.
На поворотном кулаке из-за повышенных нагрузок могут
возникать трещины и обломы, которые определяют осмотром
и дефектоскопией. В этих случаях поворотные кулаки выбра-
215
ковывают. Износ конусных отверстий под рычаги определяет-
ся конусным калибром. Если диаметр отверстия под втулки
шкворня превышает допустимый размер, они обрабатываются
под ремонтный размер. Износ шеек под внутренний и внеш-
ний подшипники устраняют железнением или хромированием
с последующей обработкой резанием.
Требования безопасности. Рабочие места слесарей долж-
ны содержаться в чистоте и не загромождаться деталями. Вер-
стаки должны иметь жесткую и прочную конструкцию и быть
достаточно устойчивыми, шириной не менее 0,75 м.
Гаечные ключи должны соответствовать размерам гаек и
болтов. Лезвие отвертки должно по толщине соответствовать
ширине шлица в голове винта. Слесарные тиски должны
иметь исправные губки и зажимной винт.
При работе пневматическим инструментом подавать воз-
дух разрешается только после того, как инструмент установ-
лен в рабочее положение. Шланги должны быть исправными,
крепление их проволокой запрещается. Ручные и пневматиче-
ские инструменты должны быть оборудованы эффективными
глушителями шума и выпуска сжатого воздуха.
Присоединение электрического инструмента к электросети
разрешается только при помощи штепсельных соединений.
Проверка замыканий на корпусе и состояние изоляции прово-
дов, отсутствия обрыва заземляющего провода должна произ-
водиться мегомметром не реже одного раза в месяц. К работе
с электрическим инструментом допускаются лица, прошедшие
специальное обучение и инструктаж по технике безопасности.
5.6. Автомобильные шины
Экономическая целесообразность ремонта шин. Усло-
вие восстановления шин заключается в достижении ими нор-
мативной послеремонтной наработки. При обеспечении этого
условия целесообразность восстановления шин устанавливают
расчетом наибольшей стоимости ремонта Ср (р.) по формуле
По
Ср<Сн-Л (5.1)
где Пр и Пн - пробег отремонтированной и новой шины, тыс.
км, соответственно; Сн - стоимость новой шины, р.
216
Повреждения покрышек и камер. Основные поврежде-
ния покрышек'.
• износ протектора;
• проколы;
• порезы;
• разрывы;
• расслоение каркаса.
По месту расположения повреждения бывают наружные,
внутренние и сквозные, а по объему - захватывающие не-
большой участок и захватывающие покрышку по всей окруж-
ности.
Камеры, имеющие кольцевые прорезы, потертости в ре-
зультате движения на спущенной шине, признаки старения,
разрушенные нефтепродуктами, непригоды к ремонту.
Технические условия на прием автомобильных шин в
ремонт. В ремонт принимают покрышки, имеющие не более
одного сквозного повреждения размером до 100 мм для легко-
вых автомобилей и до 150 мм для грузовых автомобилей. До-
пускаются повреждения каркаса на глубину одного слоя для
шин легковых автомобилей и до двух слоев для шин грузовых
автомобилей. Могут приниматься в ремонт наложением ново-
го протектора покрышки с местными повреждениями. В зави-
симости от значения износа протектора и состояния каркаса,
покрышки, пригодные к ремонту наложением протектора, от-
носятся к одной из групп ремонта:
• покрышки с частичным износом рисунка протектора, не
имеющие сквозных трещин;
• покрышки с полным износом рисунка протектора,
имеющие сквозные повреждения каркаса.
В ремонт не принимают покрышки, имеющие излом или
оголение металлического сердечника борта, пропитанные
маслом, что привело к набуханию резины, с признаками ста-
рения, с изломом внутренних слоев каркаса, с деформирован-
ными бортами, с износом корда брекера, со сквозными повреж-
дениями, находящимися на расстоянии менее 50 мм от пятки
борта, спустя пять лет с момента изготовления.
Гарантийный пробег покрышек после устранения местных
повреждений установлен 10... 16 тыс. км, в зависимости от ха-
рактера повреждения. Для покрышек, отремонтированных
217
наложением нового протектора этот пробег установлен в пре-
делах 12...28 тыс. км, в зависимости от группы ремонта.
Виды ремонта покрышек. Для покрышек установлено
два вида ремонта: местный (устранение местных поврежде-
ний) и восстановительный (наложение нового протектора).
Вид ремонта определяют при осмотре покрышки.
Ремонт покрышек с местными повреждениями включа-
ет основные операции: осмотр, очистку, подготовку повреж-
денных участков, нанесение клея и его сушку, установку пла-
стырей или манжет, вулканизацию, обработку, контроль.
Для осмотра покрышек применяют расширители с пневмо-
приводом и бортовыворачиватели. Внутренние расслоения
определяют обстукиванием молотком (покрышка издает глу-
хой звук) или при помощи ультразвукового дефектоскопа. По-
крышку очищают механически или вручную жесткими щет-
ками и скребками с подачей теплой воды. Затем ее высуши-
вают в течение 2 ч потоком воздуха, нагретого до температу-
ры 40 °C. Из покрышки удаляют инородные предметы и отме-
чают мелом границы поврежденных участков. Вырезают эти
участки на всю глубину. Форма полученных углублений пред-
ставляет собой усеченный конус с углом при вершине 90°.
Материал каркаса не должен иметь влажность более 6 %.
При необходимости покрышку высушивают горячим воздухом
в течение 24 ч или ультрафиолетовыми лучами в течение 2...4 ч.
Поверхности реза обрабатывают дисковой проволочной щеткой
или фигурной шарошкой, закрепленной на конце гибкого при-
водного вала. После обработки поверхности очищают от пыли.
Резиновый клей состоит из клеевой резины и бензина. Клей
наносят дважды: первый раз массовая доля клеевой резины
составляет %, второй раз - %. Клей наносят кистью, вначале
на внутренние поверхности, а затем - на наружные. Первый
слой клея сушат в сушильном шкафу при температуре 30...40 °C
в течение 25...30 мин, а второй слой - в течение 35...40 мин.
Каркас покрышки, глубина повреждения которого более
двух слоев, ремонтируют пластырями или манжетами, изго-
товленными из годных участков каркаса выбракованных по-
крышек. При меньшей глубине повреждений применяют по-
лосы обрезиненного корда. Способы устранение повреждений
покрышек вырезанием участков приведены на рис. 5.5,
при этом несквозные повреждения устраняют вырезанием ре-
зины по схеме одинарного конуса (рис. 5.5, а; 5.5, б и 5.5, в), а
218
Рис. 5.5. Устранение повреждений покрышек вырезанием участков:
а, б- наружным конусом; в - внутренним конусом; г - встречным конусом;
1 - прослоечная резина; 2 - протекторная резина; 3 - пластырь
сквозные повреждения - по схеме встречного конуса (рис. 5.5, г).
На внутреннюю поверхность покрышки при необходимости уста-
навливают пластырь. Ремонтные материалы промазывают клеем,
сушат, накладывают на восстанавливаемые участки покрышки и
прикатывают роликом. Края ремонтного материала заклеивают
прослоечкой резиной. Число пластырей и направление их нитей
должно соответствовать числу вырезанных слоев и направлению
нитей каркаса. Между слоями прокладывают прослоенную
резину. Последний слой каркаса перекрывает поврежденный
участок на 20...30 мм. Заделывание повреждений начинают с
внутренней стороны покрышки, а заканчивают с наружной.
Прочное соединение покрышки с ремонтными материала-
ми получают путем вулканизации, которая превращает соеди-
няемые элементы в монолитную прочную и эластичную мас-
су. Вулканизацию ведут в секторных формах с паровым
или электрическим подогревом. На рис. 5.6 приведены аппараты
Рис. 5.6. Аппараты для вулканизации покрышек:
а - мульда; б - сектор; 1 - корпус; 2 - струбцина; 3 - покрышка; 4 - бортовые
накладки; 5 - корсет; 6 - паровая камера; 7 - штуцер для подвода пара;
8 - устройство для затяжки корсета
219
для вулканизации покрышек. Температура рабочих поверхно-
стей вулканизационных устройств составляет 143+2 °C. Давле-
ние воздуха в мешках при опрессовке покрышек во время
вулканизации должно быть не менее 0,5 МПа. Время вулкани-
зации зависит от размеров покрышки, массы ремонтного ма-
териала и вида повреждения и составляет от 60 до 150 мин.
После вулканизации срезают излишки резины и заусенцы и
зачищают неровности. Затем проверяют сплошность и проч-
ность соединений, отсутствие раковин и твердость резины.
Установка нового протектора. Долговечность каркаса
превышает долговечность протектора в 2...3 раза, что позво-
ляет эффективно эксплуатировать шины с восстановленным
протектором. Протектор устанавливают после устранения
местных повреждений. Установка нового протектора
включает такие операции:
• шероховку восстанавливаемой поверхности;
• нанесение клея и сушку;
• подготовку, наложение и прикатку протекторной резины;
• вулканизацию и обработку поверхности.
Протектор вулканизируют в бандажных или кольцевых
вулканизаторах. После установки покрышки в прессформу
подают сжатый воздух, пар или воду под давлением 1,2 МПа
для опрессовки, которая предотвращает расслоение каркаса и
уменьшает вредное влияние повторной вулканизации.
Время вулканизации покрышки зависит от размера по-
крышки и способа опрессовки. Время вулканизации после
опрессовки холодной водой составляет 105... 155 мин, возду-
хом - 90... 140 мин, при опрессовке паром это время сокраща-
ется примерно на 30 %.
Ремонт камер. Для определения проколов камеры ее наду-
вают сжатым воздухом под давлением 0,05 МПа и помещают
в ванну с водой. Место повреждения определяют по выходу
воздушных пузырьков. Ремонт камер включает следующие
операции:
• вырезание повреждений;
• шероховку мест наложения заплат;
• заготовку ремонтных материалов;
• нанесение резинового клея и сушку;
• замену вентилей и фланцев;
220
• установку ремонтных материалов;
• вулканизацию и обработку;
• контроль качества.
Требования безопасности. При ремонте покрышек и ка-
мер применяют органические растворители, пары которых
огнеопасны и вредно действуют на организм человека. Пред-
ставляет опасность органам дыхания резиновая и тканевая
пыль. Отрицательно действует на организм человека и тепло,
выделяющееся в большом количестве при работе вулканиза-
ционного оборудования. Запасы бензина, клея и других вред-
ных веществ, находящиеся в герметически закрытых металли-
ческих сосудах, не должны превышать трехчасовой потребно-
сти в них. Помещение должно быть оборудовано приточно-
вытяжной вентиляцией с отсосами у мест вредных выделений.
Светильники и электрооборудование должны быть во взрыво-
безопасном исполнении. Круги и щетки шероховальных стан-
ков должны быть ограждены защитными кожухами. Работать
необходимо на шероховальных станках в защитных очках.
Запрещается обрабатывать на абразивных кругах в помещении
металлические детали. Металлические ключи и молотки
должны быть медными или латунными. Все неподвижные
части вулканизационного оборудования и паропроводы долж-
ны быть теплоизолированы.
Давление пара и воздуха в вулканизационных аппаратах не
должно превышать допустимых величин. На вулканизаторах и
паровых мульдах работают в рукавицах.
5.7. Рамы, кузова и кабины
Рамы изготавливают из углеродистых (стали 08кп, 20 или
25) или низколегированных (ЗОТ, 12ГС, 14ХГС, 19ХГС и др.)
сталей, которые выдерживают горячую и холодную гибку и
сварку. Для изготовления большинства деталей кузовов лег-
ковых автомобилей и кабин применяют тонколистовые каче-
ственные малоуглеродистые стали марок 08, 10, 15, 20.
Повреждения рам:
• деформация лонжеронов и поперечин;
• повреждения кронштейнов;
• ослабление посадки заклепок;
221
• износ отверстий;
• трещины.
Неплоскостность полок собранной рамы не должна пре-
вышать 7 мм. Неперпендикулярность поперечин рамы к ее
лонжеронам не более 2 мм на длине 1 м. Критерием выбра-
ковки лонжеронов и поперечин является деформация балок
большего размера, чем предусмотрено, а также наличие уста-
лостных трещин с коррозионным разрушением мест располо-
жения этих трещин. Другие повреждения подлежат устра-
нению.
Ремонт рам. Раму ремонтируют при неполной или полной
ее разборке. Неполную разборку применяют в случае неболь-
шого количества трещин, ослабления заклепочных соедине-
ний и износа отверстий. Ремонт рамы с полной разборкой
включает:
• очистку с удалением старой краски;
• разборку на детали;
• определение технического состояния деталей и их вос-
становление;
• сборку рамы и ее окрашивание.
Рамы очищают в растворах каустической соды с массовой
долей растворяемого вещества до 80 г/л при температуре
80...90 °C в течение 1,0... 1,5 ч. После такой очистки необходи-
ма промывка рамы в горячей воде. Заклепочные соединения
разбирают с применением пневматических рубильных молот-
ков или газовой резки. Однако газовая резка значительно оп-
лавляет основной металл и изменяет его структуру в зоне на-
грева. После отделения головки тело заклепки выбивают из
отверстия пневмомолотком с оправками. Балки рамы правят в
холодном состоянии на прессе. Результат правки контролиру-
ют линейками и шаблонами. Затем устанавливают границы
усталостных трещин. Трещины прорезают, обеспечивая зазор
1...3 мм, что повышает качество шва. Поврежденные участки
балок заменяют приваренными ДРД. Все сварные соединения
выполняют встык. Применяют электроды ОЗС-6, ВН-48 или
УОНИ-13/55 диаметром 4 мм. Сварной шов и прилегающую к
нему поверхность основного металла на ширине 20 мм по обе
стороны очищают от шлака. Валик шва должен иметь ровную
чешуйчатую поверхность. Шов не должен возвышаться более
чем на 2 мм над поверхностью основного металла.
222
Изношенные отверстия заваривают на медной подкладке.
Затем шов зачищают, сверлят отверстия, диаметр которых на
1 мм меньше номинального, и раздают дорном на прессе уси-
лием 200...600 кН до требуемого размера. Кромки отверстий
упрочняют шариком.
Рамы собирают с помощью гидравлической установки для
клепки. Применение гидравлической установки по сравнению
с пневматической не требует нагрева заклепки, уменьшает
шум, снижает трудоемкость и повышает качество работы.
Усилие формирования головки заклепки зависит от ее диа-
метра. Например, если диаметр заклепки равен 10 мм, то уси-
лие, развиваемое установкой, должно быть 160 кН. Собран-
ную раму окрашивают способом окунания.
Повреждения кузовов и кабин встречаются в виде:
• коррозионных разрушений и усталостных трещин;
• механических повреждений (вмятин и разрывов);
• пространственных отклонений расположения элементов
и старения материала.
Процесс ремонта кузовов и кабин включает следующее:
• удаление старого лакокрасочного покрытия;
• определение технического состояния и объема ремонт-
ных работ;
• предварительная правка панелей;
• удаление поврежденных участков, заварка трещин и раз-
рывов, приварка ДРД;
• проковка и зачистка сварных швов;
• окончательная правка и тонкая рихтовка поверхностей;
• окрашивание и сушка.
Старое лакокрасочное покрытие эффективно удаляется в
горячем растворе каустической соды. Предварительная правка
панелей производится с помощью гидравлических или пнев-
матических устройств с автоматическим или ручным приво-
дом. Поврежденные участки удаляют пневмомеханическим
устройством или газовым резаком. Устранение трещин и раз-
рывов и приварку ДРД ведут электродуговой сваркой в среде
углекислого газа, газокислородной или точечной сваркой.
Электродуговую сварку панелей в среде углекислого газа
выполняют током обратной полярности проволокой Св-08ГСА
или Св-08Г2С. Спокойное горение дуги и минимальное раз-
223
брызгивание металла обеспечивает сварка короткой дугой при
быстром перемещении горелки. Сварку ведут полуавтомата-
ми, которые обеспечивают подачу проволоки, газа и свароч-
ного напряжения.
При газокислородной сварке применяют инжекторные го-
релки с наконечниками № 1 или № 2. Диаметр присадочной
проволоки d связан с толщиной 5 свариваемого металла зави-
симостью d = 0,55 + 1. Угол наклона горелки к свариваемой
поверхности определяется толщиной металла, например, при
толщине металла 1...3 мм он равен 20°.
Детали соединяют внахлест точечной сваркой. Стационар-
ные машины для точечной сварки имеют пневматический ме-
ханизм сжатия свариваемых кромок. В качестве сварочных
клещей применяют устройства с гидравлическим или пневма-
тическим приводом.
Отдельные элементы каркаса автомобильного кузова со-
единяют заклепками из стали или алюминия. Соединение эле-
ментов каркаса производят пневматическими молотками, гид-
равлическими скобами или на прессах. Распространены пнев-
матические молотки массой 1,1... 1,6 кг с частотой ударов
1000... 1800 мин-1, работающие при давлении сжатого воздуха
0,5 МПа.
Ремонт металлических деталей кузовов и кабин. Харак-
терными повреждениями являются:
• вмятины;
• разрывы;
• коррозия.
Небольшие вмятины выправляют выколоткой. Неглубокие
закрытые вмятины устраняют вытягиванием изогнутым
стержнем, который вводят через высверленное отверстие диа-
метром 6 мм. При термомеханическом способе вмятину на-
гревают до 600...650 °C, создавая нагретое пятно диаметром
20...30 мм. Ударами деревянной киянки с помощью различных
поддержек вгоняют излишек металла в это пятно. Вмятины
больших размеров заделывают полимерными композициями
на основе эпоксидных смол.
Повреждения в виде разрывов и поражений коррозией
устраняют установкой ДРД с помощью точечной сварки,
сварки в среде углекислого газа или приклеивания. ДРД изго-
тавливают отдельно и устанавливают вместо вырезанного по-
224
врой'in и loro места. С внутренней стороны восстанавливаемо-
го шсмспта закрепляют стеклоткань или стальной лист,
имсюпшс размеры на 15...20 мм больше чем размеры заплаты.
На мест с установленными ДРД наносят шпатлевку, затем их
шлифуют и закрашивают.
Нанесение противокоррозионных покрытий на поверхно-
сти деталей кузовов предохраняет их от коррозионного раз-
рушения при эксплуатации. Для этой цели применяют элек-
трохимические покрытия, химические фосфатные покрытия,
мастики, пластмассы и эмали.
Наибольшее применение получили мастики, которые нано-
сят для покрытия стальных деталей в нижней части кузова.
Эти места наиболее подвержены действию коррозии. Хорошо
защищают металлические детали от коррозии битумные мас-
тики, которые состоят из композиции битума и измельченного
волокнистого асбеста. Применяют материалы Tectil, Dinol,
Noxutol, Rust-stop и др.
Мастику толщиной 1...2 мм наносят на предварительно
грунтованную поверхность при помощи краскораспылителей.
При эксплуатации мастика не затвердевает, а сохраняет вяз-
кость и эластичность, поэтому она поглощает вибрацию дета-
лей, служит шумо- и теплоизолирующим элементом.
Требования безопасности. Кабины и кузова, подлежащие
ремонту, должны устанавливаться и надежно закрепляться на
подставках (стендах). При правке крыльев и других деталей
их необходимо устанавливать на специальные оправки. За-
прещается править детали, находящиеся на весу. Переносить,
править и резать детали из листового металла разрешается
только в рукавицах. Запрещается подавать металл, держа руки
против режущих роликов.
При удалении старой краски химическим способом следует
надевать резиновые перчатки и удалять краску с помощью
шпателя. При окрашивании кузовов автобусов, пользоваться
прочно установленными подмостями с поручнями, а также
лестницами-стремянками.
Во избежание излишнего туманообразования и в целях
снижения загрязнения рабочей зоны аэрозолями и парами кра-
сок и лаков при пульверизаторной окраске краскораспылитель
держать перпендикулярно к окрашиваемой поверхности на
расстоянии не более 350 мм от нее.
8 Зак. 951
225
Приготовление красок производить в изолированном от
окрасочного отделения помещении, при этом надевать респи-
ратор и защитные очки. При окраске, выполняемой на откры-
том воздухе, находиться с подветренной стороны. Окрашива-
ние внутри кабины и салона автомобиля, а также салона авто-
буса производить только в респираторах при открытых две-
рях, окнах, люках. На окрасочных участках и в местах хране-
ния красок и растворителей не пользоваться открытым огнем
и не применять искрообразующие приспособления и оборудо-
вание. Окрашивание осуществлять в окрасочной камере, обо-
рудованной вентиляцией.
СБОРКА И ИСПЫТАНИЯ АВТОМОБИЛЕЙ
В результате сборочного процесса последовательно из де-
талей собирают агрегаты и автомобили, которые окрашивают
и обкатывают. Путем диагностирования определяют качество
ремонта, а во время испытаний будет принято решение об их
пригодности к продаже. Трудоемкость указанных процессов
составляет 30...40 % трудоемкости ремонта автомобилей. Эти
процессы оказывают существенное влияние на послеремонт-
ную надежность автомобилей.
6.1. Комплектование агрегатов
Определение и назначение сборочного комплекта. Сбо-
рочный комплект - это множество составных частей агрега-
та, которые необходимо подать на рабочее место для его
сборки. Составными частями этого комплекта являются мате-
риалы и детали. Материалы (клеи, герметики, набивку,
шплинтовочную проволоку и др.) включают в сборочный
комплект только с учетом их норм расхода. Детали сборочно-
го комплекта, кроме требования номенклатурного подбора,
должны обеспечить нормативные замыкающие размеры (зазо-
ры, натяги или перекосы) в соединениях и частично - уравно-
вешенность агрегата (за счет подбора по массе деталей, дви-
жущихся поступательно).
Комплектование агрегата составными частями - это
образование его сборочного комплекта. Комплектование агре-
гатов является вспомогательным процессом сборки. Он вы-
свобождает сборщиков от несвойственных им функций, по-
вышает производительность и качества сборки. Влияние ком-
плектования на качество автомобилей при их ремонте прояв-
ляется в большей степени, чем при изготовлении, поскольку
агрегаты собирают из деталей различного технического со-
стояния. Работы по накоплению деталей при комплектовании
агрегатов разрешают противоречие между неравномерным
поступлением изделий и материалов на сборочный участок и
8*
227
требованиями непрерывности и ритмичности производства.
На участок сборки агрегатов поступают годные детали с сор-
тировочного участка, восстановленные - с участков их вос-
становления и запасные части - со склада. На пути их следо-
вания располагают комплектовочный участок, который при-
мыкает к сборочному. Здесь накапливают, учитывают и не-
прерывно пополняют трехсменный запас материалов и дета-
лей. Таким образом, комплектование агрегатов включает:
• накопление и учет материалов и деталей;
• номенклатурный подбор деталей, входящих в сборочный
комплект агрегата с разбивкой их по каждой сборочной
позиции;
• подбор деталей в соединения (например, поршень - ци-
линдр, вкладыши - коленчатый вал, распределительный вал -
втулки) по ремонтным размерам;
• подбор деталей в соединения (например, поршень - ци-
линдр, поршневой - палец поршень, поршневой палец - ша-
тун) по размерным группам;
• подбор изделий (например, шатунов и поршневых ком-
плектов), движущихся поступательно, по массе;
• подбор деталей (зубчатых колес, шлицевых деталей), об-
разующих передачи и соединения, для обеспечения норматив-
ного радиального зазора в них;
• выполнение пригоночных работ (например, поршневых
колец к цилиндру).
Обеспечение точности замыкающих размеров. Основ-
ное условие вхождения деталей в сборочный комплект состо-
ит в последующем обеспечении нормативных значений замы-
кающих размеров в соединениях этих деталей.
Сборочная размерная цепи представляет собой замкнутый
контур взаимосвязанных составляющих и замыкающего (ли-
нейных или угловых) размеров, которые имеют численные
значения и допуски.
Составляющие размеры - это звенья размерной цепи, ко-
торые вызывают изменение замыкающего размера. По харак-
теру воздействия на замыкающий размер составляющие раз-
меры могут быть увеличивающими или уменьшающими, т.е.
при их увеличении замыкающий размер увеличивается или
уменьшается, соответственно.
228
Замыкающий размер - это зазор или натяг в соединении,
или перекос осей деталей, которые определяются значениями
составляющих размеров. Точность замыкающего размера
определяется степенью совпадения его фактического значения
с нормативным. Она достигается пятью способами: полной,
неполной и групповой взаимозаменяемостью, регулированием
и пригонкой.
При полной взаимозаменяемости составляющих звеньев
необходимая точность замыкающего размера обеспечивается
включением в размерную цепь любого звена без подбора, вы-
бора или изменения его размера. Допуски составляющих раз-
меров назначают из расчета, чтобы их сумма не превышала
нормативный допуск замыкающего размера:
/и-1
S6A. <[8а ],
/=1 д
(6.1)
где [8а ] - нормативный допуск замыкающего размера, мм;
А
i - номер звена размерной цепи; т - число звеньев размерной
цепи; 8а. - допуск z-го составляющего звена, мм.
Полная взаимозаменяемость составляющих звеньев при
образовании из них соединения требует высокой точности
обработки деталей. Этот способ применяют при сборке рас-
пространенных ответственных соединений: вкладыш - опора,
вкладыш - шейка, клапан - втулка и др.
Неполная взаимозаменяемость составляющих звеньев пре-
дусматривает достижение нормативной точности замыкающе-
го звена не у всех соединений, а у обусловленной их части при
включении в размерную цепь любого звена без подбора, вы-
бора или изменения его размера. Условие такого вида взаимо-
заменяемости рассчитывают вероятностным методом
lm-1
Л W2a. <[8Ад],
V /=1
(6-2)
где t - коэффициент, который определяется в зависимости от
принятого процента риска Р (табл. 6.1); X, - коэффициент от-
носительного рассеяния размера звена (для нормального зако-
на распределения X, = %).
229
Таблица 6.1
Значения коэффициента t от процента риска Р
при распределении случайной величины по закону Гаусса
р 0,10 0,20 0,27 0,50 1,00 2,00 3,00 4,00 5,00 10,00 32,00
t 3,29 3,12 3,00 2,80 2,57 2,33 2,17 2,06 1,96 1,65 1,00
При увеличении допусков на составляющие размеры в
1,5...2,0 раза, по сравнению с допусками, обеспечивающими
полную взаимозаменяемость, процент риска, определяющий
долю соединений, замыкающие размеры которых выходят за
нормативные пределы, примерно равен одному. Это объясня-
ется тем, что значения размеров тяготеют к центру группиро-
вания (пик кривой нормального распределения случайной ве-
личины приходится над этим центром).
При групповой взаимозаменяемости составляющих звень-
ев точность замыкающего размера соединения достигается
включением в размерную цепь звеньев, принадлежащих к од-
ной из размерных групп, на которые детали предварительно
рассортированы. Так собирают поршни с гильзами цилиндров,
поршни с поршневыми пальцами, поршневые пальцы с шату-
нами и другие двухзвенные соединения. Нормативный допуск
замыкающего звена в соединении [8'Ад ] при этом равен
[5' ] = За±5в; (6.3)
А п
где 3А и Зв - допуски на размер отверстия и вала, соответ-
ственно, мм; п - число размерных групп.
Групповую взаимозаменяемость составляющих звеньев со-
единения назначают в том случае, когда или невозможно, или
экономически нецелесообразно обеспечить эту взаимозаме-
няемость первыми двумя способами. В этом случае трудности
обработки превращаются в сложности сборки. Однако груп-
повая взаимозаменяемость обусловливает высокие требования
к форме элементов деталей (например, круглости), образую-
щих соединения. Погрешности формы в этом случае состав-
ляют долю допуска на размер детали, входящей в размерную
группу, а не долю допуска на изготовление детали.
Детали с отверстиями быстро сортируют на размерные
группы после их обработки с помощью пневматического из-
230
мерительного стенда (рис. 6.1).
Работа стенда основана на
использовании зависимости
между расходом сжатого воз-
духа и значениями зазора меж-
ду деталью 10 и калибром 9,
через который воздух выхо-
дит в атмосферу.
Стенд снабжен вертикаль-
ной стеклянной конической
трубкой 6 (широким концом
вверх) с поплавком 5, кото-
рый находится во взвешен-
ном состоянии в струе сжато-
Рис. 6.1. Схема пневматического
измерительного стенда:
1 - стабилизатор давления; 2 - вла-
гоотделитель; 3 - шкала; 4 - кран;
5 - поплавок; 6 - стеклянная кони-
ческая трубка; 7 - обводная трубка;
8 - гофрированный шланг; 9 - пнев-
матический калибр; 10 - деталь
го воздуха, подаваемого к
стенду под установленным
давлением в пределах
0,3...0,5 МПа. Высота, на ко-
торую поднимается поплавок,
зависит от расхода сжатого
воздуха, который, в свою оче-
редь, зависит от измеряемого
размера. Верхняя плоскость поплавка служит указателем при
считывании размера. Цена деления шкалы 3 составляет
0,2...2,0 мкм. Постоянство давления подаваемого сжатого
воздуха обеспечивает стабилизатор 1.
Способ регулирования предусматривает достижение точно-
сти замыкающего размера путем вращения резьбовых деталей
или изменения числа стальных прокладок в размерной цепи.
В первом случае, например, получают нормативный зазор
между клапанами и толкателями, концами оттяжных рычагов
сцепления и выжимным подшипником. Во втором случае, на-
пример, при достижении нормативного зазора в радиально-
осевых подшипниках или осевого зазора в зубчатой передачи
в размерную цепь включают нужное число прокладок. Число
прокладок определяют после пробной сборки узла и измере-
ния полученного замыкающего размера. В наборе прокладок
как минимум одна из них должна иметь толщину не превы-
шающую допуск замыкающего размера, а толщина остальных
прокладок, имеющих большую толщину, должна быть крат-
231
ной толщине тонкой прокладки. Толщина набора прокладок
должна соответствовать максимальному значению замыкаю-
щего размера.
Пригонка - способ достижения точности замыкающего
звена путем изменения толщины компенсирующего звена за
счет снятия слоя металла, например, для достижения необхо-
димого температурного зазора в стыке поршневого кольца.
Особенности комплектования соединений с годными
деталями. Предположим, что в подборе пар участвуют новые
и изношенные детали. Первоначально вал имел допуск 8В, от-
верстие §А, минимальный зазор в узле Zmm, максимальный
Zmax и предельный Znp (рис. 6.2).
Допустимая величина наибольшего зазора в собранном уз-
ле равна Zmax. Долговечность отремонтированных и новых
узлов будет одинаковой в том случае, если
^тах 2"maxi ^max2—— ^maxwj (6.4)
где п - число размерных групп при подборе пар в узле.
На основании условия (6.4)
должно выполняться также
следующее равенство:
К = К1 = К2=. . =К„; (6.5)
Рис. 6.2. Схема расположения
допусков при обеспечении точ-
ности сборки методом группо-
вой взаимозаменяемости с ис
пользованием годных деталей:
1-5 - размерные группы
К _ min .
3А+ 8В
К, = , (6.6)
Sa+6'»
где Ki...K„ - коэффициенты за-
паса точности; 8д, 8В — допуск
размерной группы и вала соот-
ветственно.
При общем числе размер-
ных групп п за пределами поля
допуска при обычной сборке
будет на одну размерную груп-
пу меньше, чем в пределах
первоначального поля допуска.
В связи с этим при любой ком-
бинации чисел размерных групп
232
в пределах первоначального поля допуска и за его пределами
общее их число будет нечетным. Поэтому число размерных
групп п при подборе в данном случае следует выбирать из ря-
да нечетных чисел 3, 5, 7, 9 и т.д.
Если обозначить число размерных групп в пределах перво-
начальных допусков через щ и за пределами поля допуска и2?
то выражения для расчета будут иметь следующий вид:
п +1 п — 1 , г г
пх = % ; п2 - ; п — пх+пг. (6.7)
Максимальный зазор в узле при обычной сборке
Zmax — Zmin — §А + §Bj (6-8)
Максимальный зазор в узле, собранном из деталей первой
размерной группы при сборке, равен
Zmaxr^n + 6А+^-. (6.9)
«1
Так как = 8В, то согласно построению (§А = 8В), а
Zmaxi= Zmin + 8д = 8В, (6.10)
ОТСЮДа Zmax — ZmaXj.
Используя схему, можно также доказать, что и ZmaX2 = .. .=
= ZmaX/j = Zmax- Доказав, что основное условие выполняется,
далее определяют величину возможного приращения зазора
за счет введения группового подбора и новые допуски для
вала и отверстия. Величина возможного приращения мак-
симального зазора при введении подбора определяется ра-
венством
AZ = Z'max-Zmax, (6.11)
где Zzmax - максимальный зазор с учетом возможного рас-
ширения допусков при введении подбора; Z^ - максималь-
ный зазор в узлах, собранных из деталей с первоначальными
допусками, и определяемый по формуле (6.8).
8а Зак 951
233
В случае введения метода групповой взаимозаменяемости
деталей необходимо рассчитать новые расширенные допуски
вала
5"в=5в+„2^в, (6.12)
ni
где пх - число размерных групп в пределах поля допуска, pac-
д. л+ 1
считываемое по формуле пх = —; п2 - число размерных
групп за пределами поля допуска, рассчитываемое по формуле
п-\
п2 -----
2 2
После подстановки вместо пх и п2 в равенство (6.12) их
выражений будем иметь следующую расчетную формулу для
расчета нового допуска для вала:
5//в=2±.5в, (6.13)
и + 1
Аналогично получается формула для расчета нового до-
пуска для отверстия
8//а=^?8а, (6.14)
где 8 д - новый допуск для отверстия; п - число размерных
групп при сборке; 8д- допуск на диаметр для нового отвер-
стия.
6.2. Уравновешивание агрегатов
Отремонтированный агрегат считается уравновешенным.
если при его работе равнодействующая всех сил, действую-
щих на опоры агрегата, остается постоянной по величине и
направлению.
Динамические нагрузки на опоры работающего агрегата
обусловлены силами инерции деталей, которые движутся по-
ступательно или вращаются. Агрегат будет уравновешенным в
том случае, если он собран из одноименных деталей, движу-
щихся поступательно, одинаковой массы и вращающихся де-
талей, прошедших балансировку.
234
Движущиеся детали изменяют свою массу или становятся при эксплуа-
тации неуравновешенными в результате накопления загрязнений на их по-
верхностях, неравномерного изнашивания и деформирования. Это приводит
к дополнительным нагрузкам в кинематических парах и накоплению устало-
стных повреждений в шейках валов, что, в свою очередь, снижает долговеч-
ность агрегатов.
Работы по уравновешиванию агрегатов выполняются во
время восстановления деталей и узловой сборки вращающих-
ся изделий.
Подбор деталей по массе. Многоцилиндровые двигатели,
компрессоры и поршневые насосы устроены таким образом,
что их поршни и штоки движутся при работе навстречу друг
другу с одинаковым ускорением. Если массы этих деталей
одинаковы, то инерционные нагрузки от них хотя и передают-
ся на корпусную деталь, но и уравновешивают друг друга.
Поступательно движущиеся детали с большой массой соз-
дают большие инерционные нагрузки на корпус агрегата, а
детали с малой массой теряют прочность. Для деталей одного
наименования, прошедших восстановление, устанавливают
наибольшее (г) и наименьшее mmin (г) значение их массы,
допуск которой Дгад равен
Д^д — A^max “ ^min- (б. 15)
Однако детали сборочного комплекта должны обладать
существенно меньшим допуском их массы Дгад.к по сравнению
с условием (6.15)
Дя?д.к~ (0,1...0,2) Дя?д. (6.16)
Особенность подбора деталей типа шатунов, части кото-
рых участвуют в двух движениях (одно из которых поступа-
тельное) заключается в том, что ограничивают отдельно мас-
сы верхней и нижней головок. При этом указанные части ша-
туна одновременно взвешивают на двух весах с ценой деления
равной 1-му грамму. Лишний металл фрезеруют с приливов на
головках.
На комплектовочном участке детали сортируют на группы,
число пт которых равно
пт = Дтд / Д тдк. (6.17)
Балансировка вращающихся изделий. Балансировка
(от фр. balancier - качать, уравновешивать) - это уравновеши-
8а*
235
вание сил инерции частей вращающегося изделия совмещени-
ем его центра масс, осей инерции и вращения путем снятия
лишнего металла или установки противовесов.
При балансировке вращающихся изделий добиваются, что-
бы нагрузки на их опоры от сил инерции были равны нулю.
Вращающееся изделие полностью уравновешено при условиях
Mrs =Yimiri=Q или г°= 0; (6-18)
Z=1
Jlr =°> (6-19)
/=1
где М— масса изделия, г; rs - расстояние от центра масс изде-
лия до его оси вращения, см; Jir - центробежный момент
инерции изделия, г • см2; ъ и Ц - масса (г) элемента изде-
лия, расстояние (см) от центра его масс до оси вращения изде-
лия и плечо (см) действия силы инерции элемента относи-
тельно оси, проходящей через центр масс изделия, соответ-
ственно; i = 1 ...&- число элементов изделия.
Первое условие соблюдается тогда, когда центр масс изде-
лия находится на оси вращения, следовательно, результирую-
щая сила инерции равна нулю. Второе условие выполняется в
том случае, когда ось вращения изделия совпадает с одной из
главных осей его инерции, при этом момент сил инерции ра-
вен нулю. Первое и второе условия соблюдаются одновремен-
но, если главная ось инерции изделия проходит через его
центр масс. Считают, что изделие уравновешено статически,
если выполняется первое условие, и уравновешено динамиче-
ски, если выполняется второе условие.
В реальных условиях различают статическую, динамиче-
скую и смешанную неуравновешенность вращающихся дета-
лей или сборочных единиц.
Статическая неуравновешенность (рис. 6.3, а) наблюдает-
ся у деталей типа дисков с малой длиной (маховиков, нажим-
ных и ведомых дисков сцеплений, чугунных шкивов и др.), у
которых возможна неуравновешенная сила инерции. Мерой
статической неуравновешенности служит дисбаланс, на-
правление которого совпадает с неуравновешенной силой
инерции, а значение равно произведению Mrs (г • см). Способы
статической балансировки состоят в совмещении центра масс
236
Рис. 6.3. Виды неуравновешенности деталей:
а - статическая; б - динамическая; в - смешанная
детали с осью ее вращения путем снятия излишнего металла
или установки противовеса. При этом определяют направле-
ние дисбаланса, затем на этом направлении на поверхности
изделия снимают излишний металл по одну сторону с неурав-
новешенной массой от оси вращения, или добавляют металл,
если неуравновешенная масса находится по другую сторону
от оси вращения детали. Массу т (г) снимаемого (добавля-
емого) металла определяют по формуле
т = Mrs/R, (6.20)
где R - расстояние от оси вращения до центра массы снима-
емого (добавляемого) металла, см.
Поверхность, с которой снимают металл или закрепляют
противовес, должна быть наибольшего радиуса, поскольку в
этом случае масса снимаемого (добавляемого) материала ми-
нимальная.
Балансировку ведут на роликах, горизонтальных призмах,
качающихся дисках и на станках.
Устройства для статической балансировки деталей на ро-
ликах и горизонтальных призмах приведены на рис. 6.4 и 6.5.
Деталь 1 устанавливают без зазора на оправку 2, которую, в
свою очередь, устанавливают на ролики 3 или призмы. Не-
уравновешенная деталь под действием силы тяжести провер-
нется вокруг своей оси, при этом ее «тяжелая» часть окажется
внизу. Балансировка на призмах дает более точные результа-
ты, однако в этом случае требуется, чтобы их рабочие поверх-
ности располагались горизонтально. Эти устройства показы-
вают только направления дисбаланса, определение его значе-
ния затруднено и требует практического навыка.
237
Рис. 6.4. Схема устройства для статической балансировки деталей на роликах:
1 - деталь; 2 - оправка; 3 - ролики
Рис. 6.5. Схема устройства для статической балансировки деталей на призмах:
1 - деталь; 2 - оправка; 3 - призма
Устройство для статической балансировки деталей на качаю-
щемся диске (рис. 6.6) лишено приведенного недостатка. Его
статически отбалансированный диск 2 имеет опоры (цилинд-
рическую поверхность и плоскость) для балансируемой детали.
Рис. 6.6. Схема устройства для статической балансировки деталей на кача-
ющемся диске:
1 - стрелки; 2 - диск; 3 - острие; 4 - опора
238
Соосно цилиндрической поверхности установлено острие 3,
которое соприкасается с ответным коническим углублением
опоры 4. Две стрелки 1 диска расположены во взаимно пер-
пендикулярных направлениях. Деталь устанавливают на диск
и ориентируют центрирующим пояском. Если диск с деталью
под действием силы тяжести наклонились, то их приводят в
горизонтальное положение путем перемещения по поверхно-
сти детали компенсирующего груза. Место нахождения груза
и его масса показывают направление и величину дисбаланса.
Статическую балансировку изделий (маховиков, нажимных
и ведомых дисков сцеплений, сцеплений в сборе и др.) в ди-
намическом режиме (при их принудительном вращении) вы-
полняют на станке модели 9765. Этот вид балансировки более
точный, чем ранее рассмотренные.
Динамическая неуравновешенность (рис. 6.3, б) имеет ме-
сто в том случае, когда центр масс находится на оси вращения
изделия, а во время его вращения возникает момент S от двух
равных сил инерции Р на плече /. Момент S вызывает пере-
менные по направлению нагрузки на опоры изделия при его
вращении. Динамическую неуравновешенность устраняют
снятием или добавлением двух равных масс в плоскости дей-
ствия момента 5, чтобы появился новый момент, уравновеши-
вающий начальный. Этот вид неуравновешенности выявляют
при принудительном вращении изделия.
Смешанная неуравновешенность (рис. 6.3, в) наиболее час-
то встречается в реальных условиях, когда имеется неуравно-
вешенные сила инерции и момент от двух равных сил инер-
ции. Этот вид неуравновешенности характерен для длинных
деталей или сборочных единиц типа валов.
Система любого числа неуравновешенных сил инерции
сводится к двум силам, которые расположены в двух произ-
вольно выбранных перпендикулярно оси детали плоскостях,
удобных для уравновешивания. Такие плоскости называют
плоскостями коррекции. Например, у коленчатого вала эти
плоскости проходят через крайние противовесы.
Пусть имеется ряд неуравновешенных сил, в том числе Р\
и Р2 от масс тх и т2. Заменим центробежные силы Р{ и Р2 их
составляющими Р\ и Р'\ и Р'2 и Р"2 в плоскостях коррекции,
расположенных друг от друга на расстоянии /. Сложим эти
составляющие в каждой плоскости по правилу параллело-
239
грамма и получим равнодействующие 1\ и Г2. В точке прило-
жения силы Т\ приложим две равные между собой, но проти-
воположно направленные силы Г2. В результате получаем две
неуравновешенные силы Г2 и Q в плоскостях коррекции. Сила
Q является векторной суммой сил 1\ и Г2. Момент Т21 опреде-
ляет динамическую неуравновешенность, а сила Q - статиче-
скую. Полное уравновешивание изделия достигается установ-
кой противовесов и пц в плоскостях коррекции на линиях
действия сил Т2 и Т\.
Направление (угол) и значение дисбаланса в каждой плос-
кости коррекции вала определяют на балансировочных стан-
ках моделей, например, БМ-4У, КИ-4274, МС-9716 или фир-
мы Schenk (Германия). На станках балансируют сборочные
единицы (коленчатые валы с маховиками, карданные валы и
др.), вращающиеся при работе агрегата в двух и более опорах.
Рис. 6.7. Схема станка для динамической балансировки деталей:
1 - опоры (люльки); 2 - датчик перемещений; 3 - блок усиления, 4 - миллиам-
перметр; 5 - лампа стробоскопа; 6 - электродвигатель; 7 - лимб стробоскопа;
8 - маховик
Принцип действия балансировочного станка (рис. 6.7) за-
ключается в следующем. Изделие устанавливают на упругие
опоры (люльки) 1 и приводят во вращение с частотой
720... 1100 мин-1от электродвигателя 6, Под действием цен-
тробежных сил инерции опоры с изделием будут колебаться
вдоль горизонтальной оси. С перемещающимися опорами за-
одно движутся и обмотки датчиков перемещений 2, находя-
щиеся в магнитном поле постоянных магнитов. В каждой об-
мотке наводится ЭДС, значение которой пропорционально
240
амплитуде колебаний. Сигнал от датчика поступает в блок
усиления 3 и в измененном виде фиксируется миллиампер-
метром 4, шкала которого составлена в единицах дисбаланса
(г • см). Сигнал об угле поворота шпинделя, при котором опо-
ра переместилась на максимальное расстояние, поступает на
малоинерционную лампу 5 стробоскопа, вспышка которой
освещает небольшой участок обода вращающегося лимба 7 с
угловыми делениями от 0 до 360°. Рабочий воспринимает
лимб остановленным с неподвижными цифрами. Значение и
направление дисбаланса изделия поочередно определяют на
каждой из двух опор станка.
После каждого определения направления и значения дис-
баланса останавливают станок. При отключенном электродви-
гателе люльки запираются электромагнитами. Затем вращени-
ем изделия рукой за маховик 8 устанавливают его в нужное
угловое положение. С помощью радиально-сверлильного
станка или электрической дрели высверливают лишний ме-
талл необходимой массы в плоскости коррекции. Длина свер-
ления пропорциональна показаниям миллиамперметра.
Детали балансируют на участках их восстановления, а сбо-
рочные единицы - на сборочном участке. Характеристика ба-
лансируемых частей автомобильного двигателя приведена в
табл. 6.2.
Таблица 6.2
Части двигателя с рабочим объемом 4,8 л, требующие балансировки,
и их характеристика
Детали и сборочные единицы Вид балансировки: С - статическая; Д - динамическая Допусти- мый дисба- ланс, г • см
Маховик с 36
Коленчатый вал Д 30
Ротор фильтра центробежной очистки Д 10
масла со стаканом в сборе
Диск сцепления ведомый С 18
Диск сцепления нажимной С 36
Коленчатый вал с маховиком и сцеплением Д 30
Перспективно уравновешивание Г-образного двигателя в
сборе путем снятия металла с маховика (задняя балансировоч-
ная плоскость) и со шкива коленчатого вала (передняя балан-
сировочная плоскость). Допустимый дисбаланс составляет
241
40 г • см. Уравновешивание ведут на обкаточном стенде,
укомплектованном балансировочным прибором, с принуди-
тельным вращением коленчатого вала от электродвигателя
при вывернутых свечах зажигания.
6.3. Сборка агрегатов
Сборка - это последовательная установка составных час-
тей изделий, образование разъемных и неразъемных соедине-
ний с достижением нормативных параметров точности.
Основные сборочные переходы, подача и ориентирование де-
талей, силовое замыкание соединений и межпозиционное пе-
ремещение (рис. 6.8). Силовому замыканию подлежат резьбо-
вые и прессовые соединения. При сборке агрегатов вначале
собирают их узлы, а затем из узлов - сами агрегаты.
Точность сборки определяется степенью совпадения мате-
риальных осей, контактирующих поверхностей или иных эле-
ментов соединяемых деталей с положением их идеальных
образов, установленных технической документацией. Основ-
ные точностные параметры: замыкающие размеры (линейные и
угловые), моменты и усилия смыкания резьбовых и прессовых
Базовая
деталь
- подача
- базирование
- закрепление
Крепежная
деталь
-загрузка
- подача
- ориентирование
- отсекание
- наживление
- навертывание
- затяжка
- контроль момента затяжки
Сборочная -------►! Сборочная 1---------------►
позиция I позиция I Перемещение
----- '------ ।--------------------' собираемого
н -загрузка------------------------изделия
- подача
- базирование
Комплектующая
деталь
Рис. 6.8. Схема сборочной операции
242
Й
Рис. 6.9. Технологическая схема узловой сборки:
БД - базовая деталь; Д - комплектующие детали
соединений. Точность зазоров и натягов в соединениях, а так-
же пространственного положения поверхностей деталей зави-
сит от точности составляющих элементов.
Технологическая схема сборки представляет собой графи-
ческое изображение процесса в виде условных обозначений и
последовательности сборки изделия или его составной части.
Для составления схемы изделия его делят на узлы первого,
второго и других более высоких порядков (или по ступеням
вхождения).
Схемы строят отдельно каждого из узлов изделия (рис. 6.9)
и его общей сборки (рис. 6.10). Каждый элемент изделия
Детали
Рис. 6.10. Технологическая схема общей сборки
243
условно обозначен на схеме прямоугольником, разделенным
на три части. В верхней части прямоугольника указывают на-
именование элемента, в левой нижней части - его обозначение
(индекс), в правой нижней части - число одноименных эле-
ментов. Индексы элементов соответствуют номерам деталей и
узлов на чертежах и в спецификациях.
Схему сборки начинают с базовой детали (узла) и заканчи-
вают готовым изделием (узлом). Между их обозначениями
проводят линию, сверху которой показывают присоединяемые
детали, снизу - сборочные единицы. Последовательность
установки составных частей изделия определяют при решении
задачи формирования технологических операций сборки.
При необходимости на схемах сборки приводят контроль-
ные операции и делают дополнительные надписи, опреде-
ляющие содержание сборочных и контрольных операций (на-
пример: «приварить», «сверлить совместно с...», «отрегулиро-
вать зазор...» и др.).
Сборка резьбовых соединений. Резьбовые соединения в
автомобилях составляют 15...25 % от общего количества со-
единений, а трудоемкость их сборки составляет 25...35 %
общей трудоемкости сборки. При сборке резьбового соединения
12... 17 % времени приходится на предварительное ввертыва-
ние, 18.. .20 % - на основное вращение и 5.. .8 % - на затяжку.
В единичном и мелкосерийном производстве «наживле-
ние» детали на 2...3 нитки резьбы выполняют вручную, что
исключает срыв резьбы и порчу дорогостоящих корпусных
деталей. В крупносерийном и массовом производстве эти пе-
реходы механизированы или автоматизированы. В последнем
случае добиваются совпадения осей соединяемых деталей,
затем прикладывают осевое усилие для контакта детали с
кромкой отверстия и только после этого сообщают детали
вращательное движение со скоростью, обратно пропорцио-
нальной диаметру резьбы. В конце сборки соединения выпол-
няют его затяжку нормированным моментом вручную или
механически. Резьбовые соединения в группе (например, гай-
ки головки цилиндров) затягивают в установленной последо-
вательности, начиная с центрального соединения и продолжая
затяжку следующих соединений, расположенных дальше от
центра.
244
В качестве резьбосборочных средств применяют электри-
ческие и пневматические гайковерты, применяемые и при раз-
борке (см. раздел 2.1). Электрогайковерты питаются перемен-
ным током напряжением 36 В и частотой 200 Гц. Для затяжки
резьб с помощью ударно-вращательных импульсов применя-
ют механизмы, которые делят на частоударные (16...40 Гц) и
редкоударные (до 3 Гц). Редкоударные гайковерты производят
затяжку за 4... 15 ударов. При затяжке частоударными гайко-
вертами энергия меняется от удара к удару в течение 100...200
периодов. У редкоударных инструментов энергия отдельного
удара во времени не изменяется. Производительность сборки
резьбовых соединений повышают путем применения электро-
механических одношпиндельных гайковертов собственного
изготовления на колоннах или многошпиндельных гайковертов.
Около 15 % резьбовых соединений требуют затяжки нор-
мированным моментом, значение которого установлено руко-
водством по капитальному ремонту. Это относится к сборке
опор с радиальным разъемом, установки головки цилиндров,
сборки маховика с коленчатым валом и др.
При ручной сборке ограничение момента затяжки обеспе-
чивает применение специальных ключей, которые бывают
предельными или динамометрическими. В предельном ключе
связь между рукояткой и шпинделем разрывается при дости-
жении необходимого момента затяжки. Динамометрический
ключ имеет упругий элемент и прибор (шкалу со стрелкой),
значения момента затяжки читают на приборе.
Особенности сборки шпилечного соединения. Непод-
вижность шпильки, ввинченной в корпус, достигают натягом,
создаваемым одним из трех способов: коническим сбегом
резьбы, упорным буртом или тугой резьбой (с натягом по
среднему диаметру). Наибольшее применение получил третий
способ. Шпилечный ключ при сборке взаимодействует с резь-
бой детали и ее торцом или с ее гладкой цилиндрической
частью.
Сборка прессовых соединений бывает продольно- или по-
перечно-прессовой. В первом случае сборочное усилие прила-
гают вдоль оси образуемого соединения, что вызывает сбо-
рочное перемещение в этом направлении. Во втором случае
нагревают охватывающую или охлаждают охватываемую де-
таль, осевое сборочное перемещение деталей происходит
245
практически без усилия, а радиальное сборочное усилие воз-
никает при выравнивании температур деталей. Прочность по-
садки при этом в 2,0...2,5 раза выше прочности соединений,
полученных без теплового воздействия. Объясняется это тем,
что микронеровности при образовании соединений не разру-
шаются, а выступы поверхностей упруго взаимодействуют
друг с другом.
Сборка с нагревом необходима для соединений со значи-
тельными натягами, а также в случае, когда охватывающая
деталь выполнена из материала с высоким коэффициентом
линейного расширения, а детали в агрегате нагреваются. При
сборке нагревают, например, венец маховика при установке
его на маховик и поршень - перед установкой поршневого
пальца, а седло клапана охлаждают перед установкой его в
блок или головку цилиндра. Температуру нагрева (охлажде-
ния) А/ (°C) одной из деталей определяют по формуле
Д/ > Д + (^о±^в)
kad
(6.21)
где А - натяг посадки, мм; Ra0 и Ra3 - шероховатости поверх-
ностей отверстия и вала, мм; ка - коэффициент линейного
расширения материала, равный для стали 11-10”6, град”1;
d - диаметр посадки, мм.
Седла клапанов и подобные им детали можно охлаждать
при сборке в твердой углекислоте (-78,5 °C) или жидком азоте
(-195,8 °C) в сосуде Дьюара.
В качестве прессосборочных агрегатов при усилиях сборки
до 2,5 кН применяют пневмоприводы с диаметрами цилинд-
ров свыше 125 мм, а при больших сборочных усилиях - гид-
роприводы с диаметром цилиндров 63... 125 мм.
Сборка узлов с подшипниками качения и скольжения.
Подшипник качения перед сборкой промывают в 6 %-ном
растворе масла в бензине или в горячих (75...85 °C) водных
растворах триэтаноламина, нитрита натрия и смачивателя ОП-7.
Наружное кольцо промытого подшипника должно легко и
равномерно вращаться, при этом подшипник удерживают за
внутреннее кольцо в горизонтальном положении. Затем под-
шипник нагревают в масляной ванне в течение 10...20 мин до
температуры 60... 100 °C и после этого напрессовывают на вал.
246
Подшипники напрессовывают с применением оправок.
С натягом устанавливают внутреннее кольцо подшипника,
если вращается вал, и наружное кольцо, если вращается кор-
пус. Сборочное усилие не должно передаваться через тела ка-
чения. Осевые силы при установке подшипника прикладыва-
ют к тому кольцу, которое при данной операции сопрягается с
базовой деталью. Если подшипник одновременно устанавли-
вают на вал и в корпус, то усилие прикладывают к торцам
обоих колец. Упорный буртик детали и торец кольца в резуль-
тате сборки должны соприкасаться. После установки подшип-
ника убеждаются в том, что тела качения не защемлены, для
этого проворачивают наружную обойму.
При сборке конических подшипников добиваются норма-
тивного радиального зазора между телами качения и обойма-
ми с помощью подбора толщины регулировочных прокладок.
Ввиду того, что этот зазор измерить затруднительно, норми-
руют момент вращения вала в подшипниках.
Бронзовые втулки запрессовывают в головки шатунов или
рычагов и в таком положении их растачивают. Тонкостенные
разъемные подшипники скольжения (вкладыши) двигателей
перед сборкой контролируют на предмет выступания стыка из
эталонной постели, при этом длина полуокружности вклады-
ша должна быть на 0,02...0,03 мм больше соответствующей
длины постели. Это выступание необходимо для обеспечения
нормативного натяга пары вкладышей в опоре двигателя.
Сборка шпоночных и шлицевых соединений. Призмати-
ческие и сегментные шпонки входят в паз вала с натягом, а в
паз ступицы - по переходной посадке. При сборке следят за
полной посадкой шпонки в пазу и параллельностью осей
шпонки и паза в ступице. Неподвижные шпоночные и шлице-
вые соединения проверяют на биение охватывающей детали
относительно охватываемой по ободу и торцу, а в подвижных
соединениях контролируют зазор.
Сборка зубчатых передач. Надежность зубчатых передач
обусловлена показателями кинематической точности, плавно-
сти работы, контакта зубьев и бокового зазора.
Сборка цилиндрических зубчатых передач включает их
установку на валы и установку сборочных единиц в корпус.
При сборке конических зубчатых передач, кроме того, доби-
ваются совпадения вершин делительных конусов колес, а при
247
сборке червячных передач необходимо, чтобы средняя плос-
кость колеса совпадала с осью червяка. Совпадение указанных
элементов контролируют по пятну контакта зубьев. Правиль-
ного относительного положения деталей достигают с помо-
щью регулировочных прокладок между крышками подшип-
ников и корпусом.
Незначительные погрешности взаимного положения зубча-
тых колес гипоидных конических передач резко сокращает их
срок службы. Для подбора колес и регулировки их располо-
жения применяют приспособления.
Уплотнение стыков деталей выполняют герметиками и
прокладками.
Невысыхающие герметики УН-01 и У-20 выпускают на ос-
нове полиизобутилена, а герметики 14НГ-1 и 14НГ-2 - эти-
ленпропиленового каучука. Материал У-20 применяют для
герметизации резьбы, заклепочных соединений, резины со
стеклом, соединений типа «водяной патрубок - впускная тру-
ба» и «корпус водяного насоса - крышка». Материал УН-25
повышает маслостойкость прокладок. Уплотняющие материалы
обладают противошумными и антикоррозионными свойствами.
Эластосил 137-83 вулканизируется при контакте с влагой
воздуха с образованием резиноподобного материала (отрезок
рабочей температуры -60... +30°С). Средство применяют для
неподвижных соединений, работающих в водяной, воздушной
и масляной средах.
Посадку гильз в блоке цилиндров уплотняют силиконовым
герметиком КЛТ-ЗОБ. Применение эластомера ГЭН-150 пер-
спективно для восстановления натягов и герметизации соеди-
нений.
Для уплотнения стыков в узлах машин служит новый вид
герметизирующего материала - жидкие уплотняющие про-
кладки. Прокладки ГИПК (Государственного института поли-
мерных клеев) не прикипают к уплотняемым соединениям, а
после разборки узлов легко удаляются с поверхности разъема.
Прокладка ГИПК-242, например, предназначена для гермети-
зации неподвижных соединений стыков деталей, работающих
в водяной, пароводяной и воздушной средах.
Клеи применяют для склеивания металлов, как между со-
бой, так и с другими материалами. Клеевой слой является изо-
лирующей прокладкой, поэтому склеивание металлов с раз-
248
личными электродными потенциалами не вызывает возникно-
вения очагов контактной коррозии.
При ремонте автомобилей широко применяют следующие
клеи:
• фенольно-поливинилацетальные (БФ-2, БФ-4, ВС-ЮТ,
ВС-350);
• фенольно-каучуковые (ВК-3, ВК-4, ВК-13);
• кремнийорганические (ВК-2, ВК-8);
• эпоксидные (ВК-32ЭМ, ВК-1, ВК-1МС, К-153);
• полиуретановые (ПУ-2, ВК-5);
• фенольноформальдегидный (ВИАМ-БЗ);
• клей на основе наиритового каучука и фенольной смолы
(88НП).
Клеи выпускают в виде готовых материалов или в виде
компонентов, смешиваемых перед употреблением. Процесс
склеивания деталей включает следующие операции:
• подготовку склеиваемых поверхностей (зачистку, обез-
жиривание и придание им шероховатости);
• нанесение клея в 2-3 слоя с сушкой каждого из них;
• соединение склеиваемых поверхностей;
• выдержку под давлением;
• выдержку вне пресса;
• проверку качества.
Организация сборки. Объектом общей сборки является
агрегат в целом (двигатель, коробка передач, ведущий или
управляемый мосты, ТНВД и др.), а объектом узловой сборки -
составная часть агрегата. Узловую сборку ведут на специали-
зированных стендах.
В качестве примера на рис. 6.11 приведен стенд для
узловой сборки коленчатого вала с маховиком и сцеплением.
На нем также измеряют торцовое биение рабочей поверхности
установленного маховика. Стенд включает: корпус 7, шарнир-
но соединенную с ним поворотную раму 6 и пневмоцилиндр
2. На поворотной раме установлены призмы 8 для базирова-
ния детали, пневмоцилиндры 7 с рычагами 10 для закрепления
ее, захват 9 и индикаторная головка 3 на стойке 4.
Стенд работает следующим образом. В начале цикла инди-
каторное устройство занимает вспомогательное положение, а
поворотная рама - горизонтальное. Штоки пневмоцилиндров
249
Рис. 6.11. Стенд для узловой сборки коленчатого вала с маховиком и сцеплением:
1 - корпус; 2, 7 - пневмоцилиндры; 3 - индикаторная головка; 4 - стойка;
5 - рукоятка; 6 - поворотная рама; 8 - призма; 9 - захват; 10 - рычаг
втянуты, а захват откинут. На призмах базируют коленчатый
вал своими коренными шейками. Захват сцепляют с шатунной
шейкой. Деталь закрепляют за счет подачи сжатого воздуха
под поршни пневмоцилиндров 7. На фланец коленчатого вала
устанавливают маховик и закрепляют его болтами с гайками.
Захват препятствует вращению сборочной единицы при за-
тяжке гаек. Затем раму с помощью пневмоцилиндра 2 повора-
чивают на 90° в вертикальное положение, а индикаторное
приспособление - в основное, при котором измерительный
стержень индикаторной головки касается рабочей поверхно-
сти маховика. Усилия пневмоцилиндров 7 подобраны таким
образом, что они не препятствуют вращению сборочной еди-
ницы на призмах от руки за маховик в сторону, обратную
вращению гаек. При этом торец первой коренной шейки и
опорная поверхность призмы касаются друг друга. Биение
торца маховика измеряют с помощью индикаторной головки,
шатунная шейка при этом освобождается от захвата. Далее
индикаторное устройство переводят во вспомогательное по-
ложение. На маховик устанавливают ведомый диск сцепления
250
и с помощью центрирующей оправки его ориентируют отно-
сительно оси коленчатого вала. Устанавливают остальные
части сцепления, а кожух сцепления крепят болтами к махо-
вику. Снимают центрирующую оправку, поворотную раму
переводят в горизонтальное положение, освобождают рычаги
10 и снимают собранное изделие.
Общая сборка бывает тупиковой или поточной. Тупиковую
общую сборку ведет один сборщик на стенде, поворачивая
при необходимости предмет ремонта вокруг вертикальной или
горизонтальной оси. При объемах ремонта более 2,5 тыс. агре-
гатов в год эффективна поточная сборка, которая предполага-
ет специализацию рабочих мест, оснащение их необходимыми
средствами, что снижает трудоемкость операций. Наилучшее
использование производственной площади обеспечивает вер-
тикально-замкнутый конвейер, холостая ветвь которого про-
ходит под полом.
6.4. Обкатка и испытание агрегатов
Обкатка готовит ремонтируемый агрегат к предстоящему
использованию. Основное содержание обкатки агрегата со-
стоит в приработке его трущихся соединений. При обкатке
также проводят регулировочные работы и устраняют простые
неисправности. Обкатывают двигатели, агрегаты трансмис-
сии, ТНВД и другие агрегаты.
Испытания отремонтированных изделий необходимы для
подтверждения соответствия их установленным техническим
и договорным требованиям.
Приработка трущихся соединений - это самооргани-
зующийся процесс их начального изнашивания, сопровож-
дающийся необходимыми изменениями, как геометрических
показателей поверхностей трения, так и физико-механических
свойств материала поверхностных слоев.
Скорость начального изнашивания поверхностей зависит
от свойств их материалов, взаимного расположения деталей,
достигнутого при сборке, нагрузке, скорости скольжения,
температуры материала на поверхностях трения и свойств
смазочного материала. Нагрузкой на трущиеся поверхности и
скоростью их относительного перемещения при обкатке агре-
гата управляет обкатчик.
251
Изменения поверхностей трения проявляются в том, что
контактирующие выступы шероховатости пластически де-
формируются, становятся более плоскими, а их материал на-
клепывается. Шероховатость поверхностей приближается к
эксплуатационной. Изменяются волнистость поверхностей и в
меньшей степени - их форма. Образуется новый микрорельеф.
Изменяются также физико-механические свойства материала
в поверхностных слоях: твердость, пластичность, коэффици-
ент трения и внутренние напряжения. Приведенные измене-
ния выражаются уменьшением силы трения, появлением
устойчивого следа контакта на поверхностях трения, умень-
шением и стабилизацией температуры материала деталей и
уменьшением скорости их изнашивания.
Таким образом, исходное состояние поверхностей трения
переходит в эксплуатационное, при этом:
• достигается шероховатость поверхностей трения, близкая
к той, которая устанавливается в последующей эксплуатации,
независимо от того, какой она была до сборки;
• обеспечивается упругий контакт поверхностей, разде-
ленных смазочным материалом, что, в свою очередь, приводит
к минимальному изнашиванию;
• увеличивается площадь фактического контакта в соеди-
нениях;
• частично исправляются погрешности формы элементов
деталей.
Механической обработкой при изготовлении деталей нель-
зя достичь тех свойств поверхностного слоя, которые дости-
гаются в результате приработки.
Начальная приработка соединений протекает при обкатке
агрегатов на стенде авторемонтного завода. Нормативное вре-
мя обкатки двигателей составляет 40... 120 мин. Продолжи-
тельность обкатки коробок передач и раздаточных коробок
составляет 40 мин, при этом агрегаты обкатывают на всех пе-
редачах. Ведущие мосты обкатывают в течение 20 мин, из них
15 мин на переднем ходу и 5 мин - на заднем. Обкатка агрега-
тов продолжается в начале эксплуатации автомобиля и длится
30...60 ч для двигателей и 100...120 ч для агрегатов трансмиссии.
Обкаточные масла и присадки. Агрегаты обкатывают,
как правило, на эксплуатационных маслах с приработочными
присадками. Присадки вводят также в топливо и во всасыва-
252
емый воздух. Введение присадок ускоряет приработку соеди-
нений и уменьшает приработочный износ. При обкатке в ка-
честве добавок применяют металлоорганические соединения
алюминия, химически активные вещества (олеиновая, стеари-
новая и пальметиновая кислоты, коллоидная сера), коллоид-
ный графит, дисульфид молибдена, мелкодисперсный поро-
шок каолина, порошковое олово и др.
Режимы обкатки и средства ее интенсификации. При
назначении режимов обкатки агрегатов учитывают следую-
щее. В начале обкатки площадь фактического контакта по-
верхностей составляет 0,1... 10 % от номинальной. Даже не-
большие нагрузки в соединениях вызывают значительные
контактные давления в них и интенсивное изнашивание.
В течение обкатки вместе с увеличением площади фактиче-
ского контакта трущихся поверхностей увеличивают скорость
скольжения и нагрузку в соединениях. Обкатку ведут в режи-
ме, обеспечивающем максимальную интенсивность пластиче-
ского деформирования микровыступов поверхностей без схва-
тывания и заеданий поверхностей.
Режим обкатки, установленный руководством по капи-
тальному ремонту агрегатов, обеспечивает:
• равномерное или ступенчатое возрастание удельного
давления и скорости относительного перемещения в соеди-
нениях;
• начало последующего перехода обкатки после окончания
приработки соединений на предыдущем переходе;
• достижение на последнем переходе нагрузки, состав-
ляющей 80 % от эксплуатационной.
Наиболее сложной является обкатка автомобильных двига-
телей, которая включает три части: холодную без нагрузки,
горячую на холостом ходу, горячую под нагрузкой. Каждый
технологический переход обкатки характеризуется частотой
вращения валов агрегата, моментом нагрузки и длительностью
воздействия.
Оптимальный режим обкатки рассчитывают на более пол-
ную приработку основных соединений агрегата. Примени-
тельно к двигателю внутреннего сгорания - это соединения
цилиндропоршневой группы и кривошипно-шатунного меха-
низма.
Обкатку двигателя начинают при той минимальной частоте
вращения коленчатого вала, при которой обеспечивается на-
253
дежная подача масла к трущимся поверхностям и его разбрыз-
гивание. В первые 5...7 мин происходит наиболее интенсивная
приработка цилиндропоршневой группы, главным образом,
поршневых колец.
Холодную обкатку заканчивают при небольшой частоте
коленчатого вала, чтобы ограничить нагрузку на соединения.
Далее следует горячая обкатка со ступенчатым возрастанием
частоты вращения коленчатого вала и нагрузки. Режим обкат-
ки, например, автомобильного двигателя 3M3-53 приведен в
табл. 6.3.
Таблица 6.3
Режим обкатки двигателя 3M3-53
Стадии обкатки л, мин 1 Нагрузка, Время, мин
л.с. кгс
Холодная 500 700 * * 15 10
Горячая без нагрузки 1000 - - 15
Горячая под нагрузкой * Значения нагрузки cj 1600 1600 1600 1800 2000 2200 2400 тужат информа 20 28 35 44 51 60 72 цией о качес 12 17 22 24 25 27 30 :тве сборк 10 10 15 10 10 10 10 и двигателя
Применение стендов с программным управлением позво-
ляет обеспечить бесступенчатое изменение частоты вращения
вала агрегата. Перспективна обкатка двигателя с приложением
нагрузки к его деталям по колебательному закону в режиме
«разгон - выбег». Обкатку ускоряют путем приложения к па-
рам трения электрического напряжения, достаточного для
анодного растворения вершин шероховатости.
Обкаточное оборудование. Обкатку ремонтируемых агре-
гатов и автомобилей ведут на обкаточно-тормозных стендах.
Наиболее сложными являются стенды для двигателей. Если
мощность обкатываемого двигателя превышает 200 л.с., то
соответствующий обкаточный стенд устанавливают в боксе со
звуковой изоляцией. При холодной обкатке двигателя вра-
щающий момент передают от электромашины, работающей в
режиме двигателя, к обкатываемому агрегату, а при горячей
254
обкатке - наоборот. Нагрузку на электромашину, работающую
в режиме генератора, при горячей обкатке агрегата создает
жидкостной нагрузочный реостат. Корпус электромашины
установлен на подшипниках и соединен рычагом с весовым
механизмом. Показания весового механизма и тахометра ис-
пользуют для расчета тормозной мощности.
Например, один из распространенных обкаточно-тормоз-
ных стендов КИ-2139Б включает электрическую балансирную
машину АКБ 82-4 с фазным ротором, силоизмеритель, уста-
новочные элементы, приборы и механизм передачи крутящего
момента (рис. 6.12). Стенд обеспечивает создание тормозной
мощности до 150 л.с. и пределы регулирования частоты
вращения ротора электромашины в режиме двигателя 500...
1400 мин-1 и в режиме генератора 1600...3000 мин-1.
Рис. 6.12. Стенд для обкатки и испытания двигателей:
1 - бак; 2 - двигатель; 3 - плита; 4, 13 - решетки; 5, 9 и 29 - вентили; 6, 8 и
12 - элементы крепления двигателя; 7 - кран; 10 - элементы крепления газоот-
водной трубы; 11 - стойка; 14 - электромашина; 15 - реостат; 16 - рукоятка
управления реостатом; 17 - кнопки; 18 - шкала силоизмерителя; 19 - сигнализа-
тор; 20 - тахометр; 27, 22 - термометры; 23 - манометр; 24 - корпус; 25 - рычаг
коробки передач; 26 - тяга; 27- рычаг ручного тормоза; 28 - педаль
Стенд для обкатки коробок передач (рис. 6.13) включа-
ет установленные на раме асинхронный электродвигатель /,
технологическую коробку передач 4 и тормоз-генератор 5.
255
Рис. 6.13. Стенд для обкатки и испытания коробок передач:
1 - электродвигатель; 2 - муфта; 3 - обкатываемая коробка передач; 4 - тех-
нологическая коробка передач; 5 - тормоз-генератор
Обкатываемая коробка передач 3 установлена на кронштейне,
крутящий момент от электродвигателя передают к ней с по-
мощью муфты 2 и вала с промежуточной опорой. Ведомый вал
обкатываемого агрегата соединяют промежуточным кардан-
ным валом со вторичным валом технологической коробки пе-
редач, которая служит для повышения частоты вращения вала
генератора. Агрегат обкатывают при постоянной частоте его
ведущего вала.
Аналогично устроены стенды для обкатки задних мостов с
той лишь разницей, что в стенде имеются два механизма на-
гружения агрегата в виде порошковых тормозов, создающих
нагрузку на каждую полуось.
В стендах для обкатки коробок передач, дополнительных и
раздаточных коробок и ведущих мостов нагрузку на прираба-
тываемые соединения можно создать в замкнутом кинемати-
ческом контуре, состоящем из валов и зубчатых передач двух
обкатываемых агрегатов и механизма нагружения. Ведомые
валы обкатываемых агрегатов соединены между собой, а ве-
дущие валы - с механизмом нагружения. Приводной двига-
тель соединен с ведущим валом одного агрегата, в кинемати-
ческий контур он не входит. Тормоз в стенде не применяют.
256
Мощность приводного двигателя в таком стенде на порядок
меньше мощности двигателя в устройствах с тормозом.
Участки обкатки двигателей на авторемонтных заводах
оснащены средствами подачи и учета расхода топлива, на-
чального подогрева и последующего охлаждения подаваемой
воды к двигателям, очистки и подогрева масла. Смазочное
масло очищают отстаиванием, а также центрифугами и кон-
тактными фильтрами.
Автоматизация обкатки по заданной программе учиты-
вает техническое состояние каждого отдельного агрегата, так
как для одних агрегатов усредненная продолжительность
обкатки недостаточная, а для других - излишняя.
Программное управление обеспечивает обкатку двигателя
на нсустановившемся режиме, контроль и запись значений
параметров двигателя (момента вращения коленчатого вала,
температуры воды и масла, прорыва газов в картер и др.). Сиг-
па и перехода на последующий переход обкатки поступает
ши иг завершения предыдущего перехода.
Испытание агрегатов. В завершение ремонта автомо-
бпni.пых агрегатов (двигателей, масляных и водяных насосов,
карбюраторов, инжекторов, бензонасосов, центробежных дат-
чиков, рулевых и подъемных механизмов и др.) на обкаточ-
ный или испытательных стендах измеряют значения основных
параметров в эксплуатационном режиме работы. Измеряют
усилия, моменты, частоты вращения валов, расход, темпера-
туру и давление сред и другие параметры. Эту работу выпол-
няю! во время сдаточно-приемочных испытаний', цеховой
пгрюпал сдает, а работники ОТК принимают отремонтиро-
ванную продукцию. При испытаниях оценивают качество ре-
мош а, выявляют и устраняют дефекты.
Например, карбюраторный двигатель 3M3-53 признают годным
дим нчсплуатации, если он устойчиво работает на холостом ходу при
чн( не оборотов коленчатого вала 475...525 мин-1, имеет давление
мае и.। 0,28 МПа при 2000 мин-1, развивает мощность 58,8 кВт при
2600 мин-1, расходует бензин в количестве не более 340 г/кВт • ч, не
имею течей воды и масла, а также нерегламентированных шумов и
ci уков.
Агрегат, выдержавший испытания, направляют или на об-
щую сборку изделия, составной частью которого он является,
или на склад сбыта.
257
6.5. Диагностирование агрегатов
Диагностирование агрегата - это безразборное определе-
ние и оценка его технического состояния.
Задачи диагностирования агрегатов следующие:
• определение вида технического состояния агрегата;
• нахождение места и вида неисправности и ее причин;
• выявление необходимости ремонтных работ;
• прогнозирование остаточного ресурса агрегата или его
соединений.
Агрегаты диагностируют при поступлении их на разбороч-
но-очистной участок и перед отправкой на общую сборку
или склад сбыта. В первом случае определяют необходимый
объем ремонтных работ и метод ремонта (обезличенный или
необезличенный), во втором - качество ремонта и послере-
монтный ресурс.
Диагностические параметры. Параметры технического
состояния агрегата - это физические величины, совокупность
значений которых характеризуют вид состояния изделия. Раз-
личают структурные (прямые) и диагностические (косвенные),
ресурсные и функциональные параметры.
Структурные параметры непосредственно обусловливают
техническое состояние изделия. Параметры обеспечиваются при
изготовлении агрегата, их размеров элементов деталей, парамет-
ров формы, расположения поверхностей. Без разборки агрега-
та структурные параметры, как правило, измерить невозможно.
Диагностические параметры косвенно характеризуют струк-
турные параметры. Так, например, вибрация стенок двигателя
увеличивается, а давление масла в системе смазки уменьшается
по мере изнашивания подшипников и шеек коленчатого вала и
увеличения зазора в соединении. Диагностические параметры
выбирают с учетом их информативности и точности, а также
трудоемкости измерения. Эти параметры не требуют разборки
агрегатов и могут измеряться при работе агрегата.
Ресурсные параметры - это параметры, выход за предель-
ное значение которых приводит к исчерпанию ресурса. Изде-
лие в этом случае требует ремонта. Примеры: зазоры в соеди-
нениях «подшипник - шейка коленчатого вала двигателя»,
«цилиндр - поршень».
Функциональные параметры - это параметры, выход за
предельное значение которых приводит к потере работоспо-
собности. Изделие в этом случае требует технического обслу-
258
/кивания. Примеры: зазор между клапаном и толкателем, цик-
новая подача топлива.
В зависимости от физической природы диагностические
параметры могут быть сведены в группы:
• геометрические (длина, площадь, угол, объем и др.);
• кинематические (перемещение, скорость, ускорение и др.);
• физические (плотность, удельный объем, твердость и др.);
• гидравлические (вязкость, расход, давление и др.);
• тепловые (температура, тепловой поток и др.);
• электрические (сила тока, напряжение, электрическое со-
противление и др.);
• магнитные (магнитная индукция, магнитный поток и др.)
• акустические (звуковое давление, высота звука и др.);
• излучения (поток излучения, мощность излучения, спек-
ральная плотность, коэффициенты преломления, отражения и
пропускания и др.).
Виды диагностирования. Агрегат при диагностировании
н большинстве случаев приводят в движение. Измеряемые
параметры определяют виды соответствующих способов и
средств. Основные способы диагностирования следующие:
кинематический и динамический; виброакустический и пнев-
матический; энергетический, измеряющий параметры рабочих
процессов и работавшего масла; тепловой и оптический.
Кинематический способ диагностирования основан на из-
мерении относительного перемещения деталей в пределах за-
соров соединений.
Изменение зазоров в трущихся парах работающего агрега-
ia согласуется с классической кривой изнашивания (рис. 6.14),
Рис. 6.14. Зависимость зазора 5 в соединении деталей от наработки V.
участок приработки, 2-3 - участок нормальной эксплуатации; 3-4 - участок
аварийной эксплуатации
259
включающей участки приработки, эксплуатационного и ава-
рийного изнашивания. Межремонтный срок эксплуатации /э (ч)
соединения определяют по прямолинейному участку кривой
с _ с
t3 = пр н , (6.22)
tga
где 5пр - предельно допустимый зазор в соединении, мм; 5П -
начальный зазор приработанного соединения, мм; tga - интен-
сивность изнашивания соединения (определяется экспери-
ментально), равная тангенсу угла наклона линии графика к
оси t, мм/ч.
Для текущего момента времени tT можно записать
с _ с
гт-гн (6.23)
tga
где ST - текущее значение зазора в сопряжении; /н - наработка
соединения до достижения зазора 5Н.
Тогда остаточный ресурс t0CT равен
S — S
Z0CT = t3 + tH-tT= (6.24)
tga
где t3 - эксплуатационная наработка.
Динамический способ применяют при диагностировании
двигателей внутреннего сгорания. Он основан на использова-
нии зависимости ускорения коленчатого вала двигателя при
полном открытии дросселя или полной подаче топлива. Изме-
ряемый параметр косвенно характеризует мощность двигателя.
Виброакустический способ диагностирования основан на
измерении параметров упругих колебаний стенок корпусной
детали, возникающих при соударении с ней вращающихся
деталей. Способ применяют для оценки подшипников качения
и скольжения, зубчатых передач, шлицевых соединений, кри-
вошипно-шатунных и газораспределительных механизмов,
форсунок двигателей и др.
Энергия удара и, соответственно, амплитуда колебаний
стенок зависят от зазоров в соединениях. Эти колебания фик-
сируются пьезоэлектрическими датчиками, которые преобра-
зуют механические колебания в электрические. Значение за-
зора косвенно определяется по амплитуде сигнала и частоте.
260
Датчик воспринимает колебания, поступающие одновременно
от всех соединений, одновременно, поэтому сигналы разде-
ляют частотным, временным и амплитудным способами.
Работающий агрегат диагностируют на испытательном
стенде, который имеет упругие опоры. Режимы работы агре-
гата выбирают таким образом, чтобы в спектрах вибрации
проявлялись все ее источники. Обычно, это средние частоты
вращения и нагрузки. Датчик крепят на корпусе жестко, его
масса для уменьшения погрешности измерений должна быть
минимальной. Частоты и уровни вибрации, характеризующие
неисправности, например, двигателей ЗИЛ-130 определены
экспериментально и приведены в табл. 6.4.
Таблица 6.4
Параметры виброакустического контроля двигателя ЗИЛ-130
Среднегеомет- рическая частота фильтра, Гц Предельный уровень вибра- ции, дБ Причины, вызывающие повышенные вибрации
31,5 87 Повышенный дисбаланс двигателя в сборе
50 87 Неодинаковое протекание рабочих про-
цессов в отдельных цилиндрах
63 86 Разные массы поршней и шатунов
125 77 Стук цилиндропоршневой группы
250 70 То же
315 70 Стук шатунных подшипников
800 73 Дефекты распределительных шестерен
1250 70 Стук цилиндропоршневой группы
1600 70 Дефекты распределительных шестерен
2000 71 Неисправности клапанного механизма
4000 70 То же
6300 64 То же
Пневматический способ диагностирования применяют при
оценке герметичности замкнутых полостей (топливных баков,
радиаторов, камер сгорания, уплотнительных устройств агре-
гатов трансмиссий). В качестве диагностических параметров
используют время снижения давления воздуха при заданных
пределах его изменения или расход среды через течь.
Энергетический способ диагностирования основан на
оценке состояния агрегатов путем измерения вырабатыва-
емой, передаваемой или потребляемой ими энергии. Способ
применяют, например, при диагностировании двигателей
внутреннего сгорания во время тормозных или бестормозных
испытаний. В первом случае используют обкаточно-тормоз-
261
ные стенды. Во втором случае нагрузку создают выключением
части цилиндров и дросселированием отработавших газов.
Установившаяся частота вращения коленчатого вала характе-
ризует мощность двигателя. При отключении каждого цилин-
дра определяют среднюю частоту вращения коленчатого вала,
которая является диагностическим параметром.
Способ диагностирования по параметрам рабочих процес-
сов основан на использовании информации об изменении во
времени параметров топливоподачи, давления газов и масла,
температуры горения рабочей смеси и охлаждающей среды
и других в зависимости от регулировок и износа составных
частей агрегата.
Например, по индикаторной диаграмме зависимости дав-
ления газов в цилиндре двигателя от угла поворота коленчато-
го вала определяют момент воспламенения рабочей смеси,
герметичность надпоршневого пространства и др.
Способ диагностирования по параметрам работавшего
масла основан на анализе его физико-химических свойств,
изменившихся под действием рабочих процессов. Подвижные
соединения диагностируют по концентрации продуктов изна-
шивания в масле, размерам частиц изнашивания, их массовой
доле и форме.
Тепловой способ диагностирования основан на измерении
температуры участков поверхности работающего агрегата
контактными и бесконтактными приборами. Аномальное по-
вышение температуры этих участков - признак дефекта.
Оптический способ диагностирования основан на осмотре
труднодоступных частей агрегата. Для выявления поверхно-
стных дефектов деталей внутри механизмов используют эндо-
скопы жесткой и гибкой конструкции.
Эндоскоп ЭЖО 16.1600 (эндоскоп жесткий охлаждаемый) имеет
диаметр цилиндрической части 22 мм, длину 1505 мм, обеспечивает
угол зрения 40° в направлении бокового осмотра под углом 90° к оси
эндоскопа.
Цистоскопы диаметром 8 мм используют для осмотра полостей с
глубиной погружения 200 мм при увеличении изображения до 2 раз.
Бронхоскопы позволяют осматривать глубокие полости с углом
обзора 162... 180°, обеспечивая при этом изменение направления
осмотра с 45 до 115°.
262
Мини-эндоскопы имеют диаметр рабочей части менее 2 мм и пе-
редают изображение по волоконному световоду, который заканчива-
ется линзовым окуляром.
С помощью приведенных средств выявляют задиры, трещи-
ны, сколы, изломы, прогары, эрозию, обрывы и другие повреж-
дения. Например, с помощью устройства с гибким волоконным
световодом можно оценить состояние днищ поршней, тарелок
клапанов, подшипников и зубчатых колес через отверстия под
свечи, форсунки или для залива масла, соответственно.
Средства диагностирования. К ним относят аппаратуру и
программы. Диагностические средства могут быть в виде ста-
ционарных и передвижных стендов и комплектов переносных
приборов. Получают развитие встроенные (бортовые) диагно-
стические системы.
С помощью стендов измеряют, например, тягово-
экономические показатели автомобилей, определяют техниче-
ское состояние цилиндропоршневых групп, кривошипно-
шатунного и газораспределительного механизмов, топливной
аппаратуры, трансмиссии, колесных и стояночных тормозов,
рулевого управления, гидравлических систем, передней под-
вески и др.
Применяют следующие приборы:
• осцилографы с датчиками для снятия индикаторных диа-
грамм;
• анализаторы вибраций для определения частот, вибро-
скоростей и виброускорений;
• расходомеры жидкостей и газов;
• спектрометры для определения металла в масле;
• инфракрасные бесконтактные датчики для измерения
температуры деталей;
• торсиометры для определения крутящего момента на вы-
ходных валах механизмов и др.
Мотор-тестор КИ-5524 предназначен для комплексного диагно-
стирования карбюраторных двигателей. С помощью его измеряют
параметры (в скобках приведены их значения): частоту вращения
коленчатого вала (0...1000 и 0...5000 мин-1), напряжение (0...20 В),
сопротивление (0...100 Ом и 0...1000 кОм) и силу тока (0...100 и
0...1000 А) в сети электрооборудования, угол замкнутого со-
стояния контактов (О...9О0), давление (0...0,005 МПа) и расход
(100... 1000 см3/мин) топлива.
263
Рис. 6.15. Стенд для диагностирования тормозных систем автомобилей
Стенд КИ-4998 (Россия) служит для диагностирования тормозных
систем автомобилей массой до 4 т (рис. 6.15) по силовым параметрам.
Стенд К-493 (Россия) служит для диагностирования динамических
показателей автомобилей массой до 16 т, определения расхода топлива
и углов установки управляемых колес. Стенды включают приводные
блоки с количеством пар беговых барабанов, соответствующем числу
колес автомобиля, нагрузочно-приводные станции, пульты управле-
ния, измерительные блоки и системы отвода отработавших газов.
Работы выполняют на участке диагностирования, регулиро-
вания и устранения дефектов. Если в результате диагностирова-
ния перед отправкой агрегата на сборку или склад сбыта обна-
руживают дефекты, то их учитывают в журнале, а соответ-
ствующий агрегат разбирают и заменяют детали. После устране-
ния дефектов агрегат снова отправляют на участок обкатки, где
он проходит повторные обкатку и испытания, при этом объем
обкатки может быть сокращен по сравнению с первоначальным.
6.6. Окрашивание агрегатов и автомобилей
Окрашивание отремонтированных машин и их частей не-
обходимо для придания им товарного вида и защиты от небла-
гоприятного воздействия внешней среды. Качество окрашива-
264
ния зависит от свойств применяемых лакокрасочных мате-
риалов и режима сушки.
Лакокрасочные материалы (ЛКМ) - многокомпонентные
составы, способные при нанесении тонким слоем на поверх-
ность изделия высыхать с образованием пленки, удержива-
емой силами адгезии. Основные компоненты ЛКМ: пленкооб-
разующие вещества, пигменты, растворители, разбавители и
сиккативы. Кроме того, в небольших количествах могут вхо-
дить наполнители, катализаторы, пластификаторы, отвердите-
ли и др.
Пленкообразующие вещества составляют основу покрытия
и образуют при его высыхании плотную коррозионно-
стойкую пленку. Атмосфероустойчивость, эластичность и ад-
гезия к поверхности материала, прочность и водостойкость
образованной пленки определяются защитными свойствами
пленкообразующего вещества, которые в значительной мере
зависят от технологии нанесения лакокрасочного покрытия.
В качестве пленкообразующих веществ применяют расти-
тельные масла, природные и искусственные смолы и синтети-
ческие высокомолекулярные соединения (битумы, асфальтены
и эфиры). Растворы пленкообразующих веществ в летучих
органических растворителях называют лаками.
Пигменты (сухие краски) вводят в ЛКМ с целью повыше-
ния прочности пленки, придания ей необходимого цвета и
улучшения адгезии. Пигменты представляют собой порошко-
образные цветные оксиды или соли металлов, нерастворимые
в воде, растворителях и пленкообразующих веществах.
Растворители применяют для растворения пленкообра-
зующих веществ. В качестве растворителей используют: ски-
пидар, уайтспирит, толуол, ксилол, сольвент, ацетон и слож-
ные эфиры.
Разбавители применяют для разжижения ЛКМ, загустев-
ших во время складского хранения, а также для доведения их
до рекомендуемой рабочей вязкости.
Наполнители - природные продукты, добавляемые в ЛКМ
для улучшения прочностных и защитных свойств покрытия, а
также для их удешевления. В качестве наполнителей приме-
няют мел, барит, каолин, тальк и др. Некоторые наполнители
(слюда, асбест и др.) вводятся для повышения теплостойкости
покрытий.
265
Сиккативы вводят в ЛКМ для ускорения их сушки. Они
представляют собой соли марганца, свинца или кобальта.
Сиккативы вводят в состав ЛКМ в строго определенном коли-
честве. Избыток или недостаток сиккатива может вызвать
ухудшение качества пленки.
В зависимости от условий применения ЛКМ подразделяют
на грунтовочные, шпатлевочные и эмалевые.
Грунтовки представляют собой пигментированные лаки
или олифы, применяемые для образования нижних слоев по-
крытий, которые обеспечивают прочную адгезию с окраши-
ваемой поверхностью и обладают хорошими защитными
свойствами. Грунтовки, в зависимости от назначения, защи-
щают металл от влияния влаги, пассивируют или фосфатиру-
ют металл и обеспечивают его катодную защиту.
Шпатлевки - пигментированные лаки, обладающие более
высокой вязкостью, чем остальные окрасочные материалы.
Их наносят на слой грунтовки, так как они имеют меньшую
адгезию, чем грунтовки.
Эмали формируют верхний слой покрытия и придают ему
требуемые цвет, прочность и свето- и влагостойкость. Эмале-
вые краски представляют собой суспензию пигментов в лаках.
Таким образом, лакокрасочное покрытие состоит из слоев
грунта, шпатлевки и эмали. Первый слой наносят на подго-
товленную поверхность с целью защиты ее от коррозии, вто-
рой - для сглаживания поверхности и третий (наружный) - для
получения необходимого цвета и шероховатости поверхности.
Технологический процесс окрашивания (рис. 6.16)
включает подготовку окрашиваемой поверхности, нанесение
покрытия и его сушку. Очистку от загрязнений производят
органическими растворителями или растворами ТМС. Основ-
ные способы нанесения лакокрасочных покрытий следующие:
пневматическое распыление; безвоздушное распыление под
высоким давлением; окунание; струйный облив; распыление в
электростатическом поле высокого напряжения.
Наиболее распространено пневматическое распыление
ЛКМ с их подогревом или без подогрева. Распыление без
подогрева применяют для нанесения почти всех ЛКМ на
все поверхности за исключением поверхностей внутренних
полостей. Однако процесс сопровождается туманообразовани-
ем с потерей 20...40 % ЛКМ и требует применения специальных
266
Подготовка поверхностей
Рис. 6.16. Схема технологического процесса окрашивания автомобилей
окрасочных камер со сложными устройствами для вытяжки и
очистки воздуха, выбрасываемого в атмосферу. Распыление с
подогревом ЛКМ протекает без дополнительного разве-
дения растворителями. Нагрев уменьшает вязкость и поверх-
ностное натяжение ЛКМ. Способ уменьшает расход раствори-
телей на 30...40 %, позволяет применение материалов с высо-
267
кой исходной вязкостью, уменьшает потери на его туманооб-
разование вследствие уменьшения содержания растворителя в
ЛКМ, увеличивает глянец покрытия.
Для подогрева ЛКМ применяют установку во взрывобезопасном
исполнении типа УГО-5М, мощность нагревателя которой 0,8 кВт,
температура материала при длине шланга 4 м - 70 °C и давление
0,1...0,4 МПа, температура воздуха 50 °C и давление 0,2...0,4 МПа.
При безвоздушном распылении ЛКМ под давлением
4... 10 МПа подают к соплу, при выходе из которого происхо-
дит резкий перепад давления. Объем материала намного уве-
личивается, происходит дробление частиц краски, а летучая
часть растворителя испаряется. Факел распыляемой краски
защищен оболочкой паров растворителя, имеет четкие грани-
цы, вследствие чего снижаются до 25 % потери краски на тума-
нообразование, а время окрашивания сокращается на 15...25 %.
Безвоздушное распыление, как и пневматическое ведут без
подогрева и с подогревом ЛКМ. Во втором случае ЛКМ на-
гревают до температуры 40... 100 °C. Схема установки для без-
воздушного распыления лакокрасочных покрытий приведена
на рис. 6.17. В этой установке краску из емкости 1 насосом 2
подают через нагреватель 6, фильтр 7 к краскораспылителю 9.
Температуру краски измеряют термометром 8, а давление -
манометром 3. Неиспользованная часть краски направляется
через клапан 4 обратно в бачок 7. После окончания работы
краска из системы сливается через кран 5.
Рис. 6.17. Схема установки для безвоздушного распыления лакокрасочных
материалов:
1 - бачок; 2 - насос; 3 - манометр; 4 - клапан; 5 - кран; 6 - нагреватель;
7 - фильтр; 8 - термометр; 9 - краскораспылитель
268
Окунание - процес нанесения ЛКМ при погружении изде-
лий в ванну, наполненную ЛКМ. После выдержки в ванне из-
делие вынимают из жидкости и выдерживают над ванной для
стекания лишнего материала. Способ обеспечивает окрашива-
ние всей поверхности изделия с затеканием ЛКМ в зазоры,
щели и карманы.
Струйный облив заключается в том, что изделие покрыва-
ют ЛКМ из сопел душевого устройства, а затем выдерживают
в парах растворителя, что обеспечивает гладкое и равномер-
ное покрытие. Расход материалов при этом в 2...3 раза мень-
ше, чем при окрашивании пневматическим распылением.
Сущность распыления в электростатическом поле высоко-
го напряжения (рис. 6.18) заключается в переносе заряженных
частиц ЛКМ в этом поле, которое создается системой элек-
тродов. Одним из электродов является коронирующее краско-
распылительное устройство, другим - окрашиваемое изделие.
Распылительные головки 7, которые приводятся во вращения
посредством электродвигателя 3 и редуктора 4, распыляют
краску в плоскости, перпендикулярной оси вращения. Раз-
дробленные частицы ЛКМ, попадая в электростатическое по-
ле, осаждаются на поверхность окрашиваемого изделия. При
напряжении между электродами 60... 130 кВ поддерживается
напряженность 2,4...6,5 кВ/см и сила тока 20...70 мА на один
распылитель. Способ дает возможность осадить 95...98 % ма-
териала, увеличить производительность труда и улучшить его
санитарно-гигиенические условия.
Рис. 6.18. Схема установки для окрашивания деталей в электростатическом
поле:
1 - конвейер подвесной; 2 - камера; 3 - электродвигатель; 4 - редуктор;
5 - выпрямитель; 6 - трансформатор; 7 - распылительные головки; 8 - окра-
шиваемые изделия; 9 - насос шестеренчатый
269
Производительность окрашивания повышается применени-
ем окрасочных роботов.
Сушка лакокрасочного покрытия - это процесс образова-
ния его пленки. Во время сушки из ЛКМ испаряется раствори-
тель и в них происходят химические превращения. Сушка ла-
кокрасочных покрытий может быть холодной (температура
12...20 °C) и горячей (температура 40...300 °C). Распростране-
ны такие виды сушки: конвекционная, терморадиационная и
ультрафиолетовым излучением.
Конвекционная сушка заключается в нагреве изделия в су-
шильной камере нагретым воздухом или продуктами сгорания
топлива. При сушке быстро затвердевает верхний слой краски,
а его корка задерживает испарение растворителя, что приво-
дит к образованию в пленке пор и других дефектов.
Терморадиационная сушка ЛКМ протекает в инфракрасных
лучах. При сушке лучистая энергия поглощается металлом
под краской, поэтому летучая часть покрытия сначала испаря-
ется из нижнего слоя. Высыхание покрытия начинается ин-
тенсивнее с поверхности металла и постепенно доходит до
верхнего слоя, который затвердевает последним. Все это по-
вышает прочность и другие качества лакокрасочного покрытия.
Сушка ультрафиолетовым излучением применяется для
ЛКМ на основе пленкообразующих смол, растворенных в мо-
номере, когда имеются ограничения температурного режима,
как для покрытия, так и для материала окрашиваемой поверх-
ности. Ультрафиолетовое облучение производится в атмосфе-
ре, насыщенной озоном. Продолжительность сушки сокраща-
ется в несколько раз.
Окончательная отделка покрытий заключается в прида-
нии поверхности декоративного блеска. Для этого покрытие
шлифуют шкуркой № 320-360, промывают водой и обдувают,
а затем покрывают растворителем № 648 для сглаживания
штрихов и мелких царапин. После сушки поверхность поли-
руют пастой № 289, используя полировальные машины, и
протирают фланелью.
Качество окрашивания оценивают по внешнему виду,
толщине, твердости, прочности соединения с основой, проч-
ности при изгибе и ударе, масло-, водо- и бензостойкости,
термостойкости и другим показателям.
270
6.7. Общая сборка, обкатка и испытания автомобилей
Организация сборки автомобилей. В зависимости от
объемов ремонта и трудоемкости сборки различают следу-
ющие ее организационные формы: подвижную поточную - с
перемещением собираемого автомобиля по позициям и непод-
вижную (на одном рабочем месте). Подвижная сборка со спе-
циализацией рабочих мест для выполнения определенных
технологических операций становится экономически эффек-
тивной при числе сборочных позиций более трех. При этом
собираемый автомобиль перемещается по эстакаде или с по-
мощью периодически движущегося конвейера напольного или
подвесного типа. С целью исключения простоя конвейера у
его рабочих мест создают запасы комплектующих изделий.
Технологический процесс сборки. Общая сборка грузово-
го автомобиля содержит такие основные операции:
• установку на тележку конвейера рамы в положении «ни-
зом вверх», установку воздушных и топливных трубок, рес-
сор, амортизаторов, всех мостов (ведущих и неведущих);
• переворот рамы с установленными мостами в положение
мостами вниз;
• установку тормозного крана или главного тормозного
цилиндра, тяг и тросов, баков;
• установку привода выключения сцепления, рулевого ме-
ханизма;
• установку двигателя в сборе с коробкой передач, прием-
ных труб глушителя, глушителя, карданного вала, водяного и
масляного радиаторов;
• установку кабины с рулевым механизмом, подсоедине-
ние педалей и рычагов, шлангов и тяг;
• установку платформы и колес;
• заправку водой, топливом и маслами.
Сборка легковых автомобилей безрамной конструкции
имеет особенности. На стенд-кондуктор устанавливают пе-
редний мост с двигателем и коробкой передач в сборе и
задний мост с рессорами. Под стендом-кондуктором обеспе-
чивают возможность нахождения сборщиков. Отремонти-
рованный и окрашенный кузов опускают на стенд-
кондуктор с установленными агрегатами с обеспечением
точного расположения агрегатов относительно кузова. За-
271
крепляют агрегаты на кузове. Затем устанавливают колеса,
автомобиль снимают со стенда-кондуктора и его оконча-
тельно собирают.
Обкатку автомобиля производят пробегом на расстояние
30 км с грузом, масса которого равна 75 % номинальной гру-
зоподъемности, на дороге с твердым покрытием со скоростью
не более 30 км/час на прямой передаче. Однако выезд с завод-
ской территории и движение по городской территории связа-
ны с погодными и организационными трудностями и требует
высокой квалификации водителей. Недостатки процесса
устраняют применением стендовой обкатки (рис. 6.19).
Рис. 6.19. Схема стенда для обкатки автомобиля:
1 - беговые барабаны; 2 - карданная передача; 3 - асинхронный электродвига-
тель; 4 - муфты; 5 - редукторы
Стенд устанавливают в закрытом помещении. Он снабжен
беговыми барабанами 7, электродвигателем 3 и карданной
передачей 2,
Автомобиль устанавливают колесами на беговые барабаны
1 стенда, которые через муфты 4. редукторы 5 и карданную
передачу 2 кинематически соединены с асинхронным элек-
тродвигателем 3, работающего в двух режимах: двигательном
и тормозном. При работе неподвижного автомобиля необхо-
272
дим принудительный обдув радиатора воздухом. Автомобиль
на обкаточном стенде фиксируют тягой за буксирный прибор.
При обкатке следят за температурой воды в системе ох-
лаждения и давлением масла в системе смазки и контроли-
руют потери мощности на трение в трансмиссии, работу
амортизаторов, силу тяги на ведущих колесах, действие
тормозов и рулевого управления. Время обкатки на стенде -
20...60 мин.
Охрана труда. Пол в помещении обкаточного участка
должен быть нескользким, твердым и ровным. Отработавшие
газы должны надежно отводиться с помощью гофрирован-
ных трубопроводов за пределы помещения. В системе отвода
газов должно быть дымосос. Энергетическое оборудование
должны быть ограждено и заземлено. При обкатке запреще-
ны крепежные или регулировочные работы. Эти работы вы-
полняют только после полной остановки агрегатов. В поме-
щении должны быть в необходимом количестве средства
пожаротушения.
Испытания автомобилей. Сдаточно-приемочные испыта-
ния автомобиля завершают обкатку. Они включают проверку
работоспособности автомобиля перед отправкой его в
эксплуатацию и выявление дефектов (главным образом сбо-
рочных).
Проверяют плавность трогания автомобиля с места, выбег
автомобиля, работу двигателя, легкость и бесшумность пере-
ключения передач, силу и путь торможения, герметичность
соединений и другие параметры. Большое внимание уделяют
обнаружению течей воды и масла, повышенных шумов и сту-
ков. Последние выявляются в результате прослушивания ра-
ботающего агрегата (например, с помощью стетоскопа). Все
обнаруженные дефекты заносят в журнал. Если в процессе
устранения дефектов приходится разбирать или заменять
агрегаты, то автомобиль проходит повторные испытания,
объем которых может быть сокращен по сравнению с перво-
начальным.
Сдача автомобиля заказчику оформляется актом, в кото-
ром отмечается соответствие технического состояния и ком-
плектности автомобиля требованиям нормативов. Техниче-
ские параметры и нормы, определяющие эксплуатационные
273
свойства автомобиля и качество ремонта, должны соответ-
ствовать технической документации. В паспорте автомобиля
делают отметку о проведенном ремонте.
Авторемонтный завод гарантирует исправную работу ав-
томобиля в течение установленного срока или наработки с
момента ввода в эксплуатацию. Гарантии действительны при
соблюдении заказчиком правил эксплуатации, установленных
действующими нормативными документами. Гарантийные
обязательства отражаются в гарантийном талоне на отремон-
тированный автомобиль.
КАЧЕСТВО И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ РЕМОНТА
7.1. Качество ремонта
Понятие о качестве ремонта автомобилей. Качество от-
ремонтированного автомобиля определяется совокупностью
свойств, обусловливающих его пригодность к перевозке пас-
сажиров и грузов.
Автомобили относятся к продукции, которая расходует при
использовании свой ресурс. Для оценки качества ремонта та-
кой продукции применяют следующие группы показателей:
назначения, надежности, безопасности, технологичности, эко-
логические, эстетические и экономические.
Показатели назначения характеризуют способность авто-
мобиля перевозить грузы и пассажиров с заданной производи-
тельностью и наибольшей эффективностью. В качестве этих
показателей принимают, например, грузоподъемность, ско-
рость движения, расход топлива. Показатели учитывают и
прогрессивность технических решений, закладываемых в ав-
томобили путем ее модернизации при ремонте. Оценка пока-
зателей назначения автомобиля входит в задачу ее функцио-
нальных испытаний. Значения показателей измеряют и оцени-
вают при сдаточно-приемочных и периодических испытаниях.
Показатели надежности определяют свойство автомобиля
сохранять и восстанавливать свою работоспособность в экс-
плуатации. Они дополняют показатели назначения в части
обеспечения их стабильности в течение длительного времени.
Оценка показателей надежности автомобиля входит в про-
грамму испытаний на надежность. Для оценки надежности
отремонтированных автомобилей применяют такие показате-
ли: средний послеремонтный ресурс, среднее число отказов за
ресурс и за его половину, распределение отказов по группам
сложности.
Показатели безопасности характеризуют способность от-
ремонтированного автомобиля обеспечить безопасность его
движения и обслуживания. Строгое обеспечение значений
показателей необходимо при ремонте ходовой части и меха-
275
низмов управления. Показатели оценивают также безопасные
условия работы водителя при наличии механических воздей-
ствий, акустических шумов, электрических, магнитных и теп-
ловых полей.
Показатели технологичности характеризуют приспособ-
ленность автомобиля и его частей к изготовлению, использо-
ванию, обслуживанию и ремонту. Ремонтную технологич-
ность оценивают технологической себестоимостью, которая
зависит от расхода труда, материалов и энергии.
Экологические показатели характеризуют систему «авто-
мобиль - окружающая среда» с точки зрения вредных воздей-
ствий автомобиля на природу. Учитываются отходы, загряз-
няющие почву, водный и воздушный бассейны. Массовая доля
загрязняющих выбросов (например, тяжелых металлов и ок-
сидов углерода в отработавших газах) не должна превышать
предельно допустимую. При количественной оценке экологи-
ческих показателей учитывают также вероятность попадания в
окружающую среду загрязняющих выбросов.
Эстетические показатели характеризуют информацион-
ную выразительность, рациональность формы, целостность
композиции, совершенство производственного исполнения
продукции и товарный вид. Основное внимание при ремонте
уделяют последнему показателю.
Экономические показатели применяются на завершающей
стадии оценки как сопоставление затрат и эффекта от приме-
нения автомобиля.
Количественная оценка качества ремонта осуществля-
ется на основании принципов квалиметрии, основные поло-
жения которой следующие.
Качество отремонтированных автомобилей характеризует-
ся отдельными свойствами. Они могут быть сложными (раз-
деляющимися на составные свойства) и простыми. Качество
представляется в виде сложной структуры, на самом высоком
уровне которой находится совокупное свойство, а на самом
низком уровне - простые свойства.
Абсолютные значения отдельных (простых или сложных)
свойств могут быть измерены. Устанавливают одноименные
значения базовых показателей, которые характеризуют доста-
точный уровень качества. Уровень качества продукции опре-
деляют путем сравнения абсолютных значений показателей
276
качества с их базовыми значениями. Наряду с абсолютным и
относительным значениями показателя качества каждое про-
стое или сложное свойство характеризуется и своей весомо-
стью среди остальных свойств.
Качество продукции оценивается единичными, комплекс-
ными и интегральным показателями. Единичные показатели
относятся к одному из свойств продукции, а комплексные - к
нескольким свойствам. Комплексный показатель может выра-
жаться средним арифметическим Q единичных показателей
Q = ^Jmiqi, С7-1)
1
где гщ - коэффициент весомости; qi - единичный показатель
качества; i = 1.. .п - показатели.
Интегральный показатель выражает соотношение сум-
марного полезного эффекта от применения автомобиля по на-
значению и суммарных затрат на его ремонт и эксплуатацию.
Обеспечение качества ремонта. Технические требования
к качеству восстановленных деталей, отремонтированных
сборочных единиц, агрегатов и автомобилей приведены в ру-
ководстве по капитальному ремонту, ремонтных чертежах и
картах технического контроля. Перечень показателей качества
приведен в табл. 1.1.
Функциональные параметры (показатели назначения) от-
ремонтированных автомобилей и агрегатов соответствуют
нормативам, однако темп их изменения в условиях эксплуата-
ции (в худшую сторону) превышает соответствующий темп
изменения в агрегатах, выпущенных автомобильными завода-
ми. Нормативной наработки достигают только те отремонти-
рованные агрегаты, значения параметров которых находится в
пределах установленных техническими условиями на ремонт.
В связи с этим целесообразно рассмотреть направления со-
вершенствования технологии и организации авторемонтного
производства, способные кардинально улучшить ситуацию с
качеством ремонта и надежностью отремонтированных авто-
мобилей.
Технологический процесс ремонта автомобиля начинается
с разборочно-очистных работ. Наименьший расход материа-
лов и энергии обеспечивает оборудование погружного типа
для очистки наружных и внутренних поверхностей деталей от
277
маслогрязевых и асфальтосмолистых загрязнений с непрерыв-
ной фильтрацией очистного раствора. Для очистки поверхно-
стей от нагара и накипи целесообразно использовать машины
ударно-диспергирующего типа. Технический уровень ударно-
сортировочного оборудования не позволяет определять запас
долговечности деталей, что приводит к их отказам после вос-
становления. Это касается, прежде всего, оборудования для
оценки герметичности в стенках и стыках, определения уста-
лостных трещин в поверхностном слое металла.
При нанесении покрытий все большее распространение
получают способы с минимальным вложением тепла в мате-
риал детали, получение более точных ремонтных заготовок с
целью снижения припусков на обработку, замена дорогих ко-
бальтовых и никелевых сплавов на материалы для наплавки и
напыления на основе железа. Низкое качество восстановлен-
ных покрытий зачастую является следствием нарушения тех-
нологии, отсутствием или большой погрешностью приборов,
контролирующих значения технологических параметров, не-
совершенством применяемого оборудования.
Значительный объем ремонтных работ приходится на
обработку отверстий, которые в большинстве случаев должны
быть обработаны с точностью до 6-го квалитета и шерохова-
тостью до Ra 0,32 мкм. Кроме того, в корпусных деталях
отверстия выполняют функции элементов, ориентирующих
между собой соединяемые детали, что может привести к зна-
чительным отклонениям от их правильного взаимного распо-
ложения.
Анализ применяемого в авторемонтном производстве рас-
точного оборудования (2Е78, РД-53, КИ-14574) показывает,
что на нем невозможно получить параметры отверстий, уста-
новленные нормативной документацией. Для этого нужны
универсальные расточные станки повышенной точности
(Одесского или Самарского станкозаводов) или специальные
станки.
К снижению ресурса отремонтированных агрегатов приво-
дит завышенная статическая и динамическая неуравновешен-
ность вращающихся деталей. Точность используемых в авто-
ремонтном производстве балансировочных станков КИ-4274 и
БМ-4У не соответствует современным требованиям, их обес-
печивают только станки МС-9715 и МС-9716, работающие в
278
зарезонансном режиме. При ремонте агрегатов целесообразно
балансировать не только валы, но и сборочные единицы и аг-
регаты в целом.
При групповой сборке отсутствие или низкая точность из-
мерительных средств ведет к недостаточной точности замы-
кающих размеров. Наибольшие трудности представляет обес-
печение точности замыкающих размеров путем подгонки или
компенсирующих элементов. Необходимо создавать на пред-
приятиях непрерывно пополняемый (до сменного объема) за-
пас компенсирующих элементов, а также иметь индикаторные
средства для определения размеров этих элементов. Точность
сборки резьбовых соединений обеспечивается при использо-
вании предельных и динамометрических ключей и устройств
для кинематического отключения привода сборочных машин
при достижении установленного крутящего момента.
Разработка единого методологического подхода к созда-
нию системы средств технологического оснащения авторе-
монтного производства могла бы обеспечить экономически
обоснованное и технически оправданное количество типов
технических устройств и их модулей, что дало бы возмож-
ность уменьшить время их обслуживания и ремонта. Эффек-
тивное использование современных точных средств техноло-
гического оснащения предполагает их полную загрузку, что
проще обеспечить при выпуске продукции в больших объемах
при концентрации и специализации ремонтных предприятий.
Только при этих условиях можно добиться ее высокого каче-
ства при относительно низкой цене. При этом для потребителя
существенное значение имеет модернизация автомобилей во
время их капитального ремонта.
Нормативное качество ремонта автомобилей достигают пу-
тем создания и функционирования системы качества, подго-
товки производственного персонала, обеспечения необходи-
мыми средствами ремонта, измерений и контроля. Наиболь-
шие затраты связаны с совершенствованием материальной
базы ремонта (оборудования и оснастки).
Система качества ремонта автомобилей (СКРА) - это
совокупность стандартов предприятия, определяющих дея-
тельность работников, которая обеспечивает достижение нор-
мативного качества отремонтированных автомобилей и его
непрерывное улучшение.
279
На предприятии разрабатывают до тридцати стандартов СКРА, в
которых излагают: ответственность руководства в области качества,
ход планирования показателей качества, организацию маркетинго-
вой деятельности и технологической подготовки производства, по-
рядок материально-технического снабжения, содержание средств
ремонта и измерений в исправном состоянии, управление докумен-
тацией и процессами, наблюдения за продукцией и ее испытания,
экспертизу системы качества.
Эксперты государственного органа по сертификации при экспер-
тизе СКРА убеждаются, во-первых, в том, что список стандартов
предприятия и их содержание соответствуют требованиям стандар-
тов серии ISO 9000 и, во-вторых, что каждый стандарт предприятия
обеспечивает выполнение закрепленной функции.
Указанные стандарты предприятия, разработанные на ос-
нове международных стандартов серии ISO 9000, определяют
цель системы, ее функциональную и организационную струк-
туры, процедуры и ресурсы, обеспечивающие общее руковод-
ство качеством.
Цель системы состоит в достижении показателей качества
отремонтированных автомобилей не ниже нормативных и
превышающих соответствующие показатели ведущих пред-
приятий отрасли. Задачи системы заключаются в создании
условий для выпуска такой продукции.
Условия производства подразумевают обеспечение рабо-
чих мест качественными материалами, полуфабрикатами и
комплектующими изделиями, использование аттестованных
исправных средств ремонта, соответствие режимов обработки
ремонтируемых изделий требованиям технологических про-
цессов, привлечение к работе обученного и аттестованного
персонала и контроль качестващродукции.
Функциональная структура системы определяется множе-
ством действий работников и их взаимодействием по обеспе-
чению необходимого качества продукции. Эти действия
включают: планирование, управление, руководство и непре-
рывное улучшение качества продукции. Действие структуры
связано с потреблением ресурсов и оценивается снижением
числа дефектов и повышением послеремонтной наработки
изделий.
Планирование качества заключается в определении
требований к качеству продукции и разработке мероприятий,
обеспечивающих выполнение этих требований.
280
Управление качеством - это виды и методы деятель-
ности оперативного характера, обеспечивающие выполнение
требований к качеству продукции. Эта деятельность преду-
сматривает как управление процессами, так и выявление, и
устранение причин неудовлетворительного качества.
Управление технологическими процессами - это создание
необходимых условий для протекания этих процессов в уста-
новленной последовательности и определенным образом, сбор
информации о них, контроль и корректирование.
Руководство качеством включает действия в составе
административного управления предприятием по достижению
цели системы. В достижении этой цели участвуют все работ-
ники предприятия, однако отвечает за общее руководство ка-
чеством директор предприятия. Руководство качеством оце-
нивают совершенствованием процессов и средств ремонта.
Улучшение качества - это постоянная деятельность ра-
ботников предприятия, направленная на повышение качества
продукции, совершенствование элементов производства и
системы качества.
Организационная структура определяется отношениями и
взаимодействием работников предприятия, их ответственно-
стью и полномочиями.
Меру ответственности за качество и полномо-
чия каждого работника с описанием случаев, в которых он
должен взаимодействовать с другими лицами, устанавливают
положения о подразделениях (цехах и отделах), должностные
инструкции, процедурные документы и матрицы ответствен-
ности и полномочий. Полномочия работника должны позво-
лить ему принятие мер для выполнения задач в рамках возло-
женной на него ответственности. В качестве ответственных за
качество назначают тех работников, которые наиболее близко
соприкасаются с данными работами в своей деятельности.
Автомобили приобретают качество в процессе ремонта по ме-
ре выполнения технологических процессов, а не в результате
их контроля. Поэтому основная ответственность за качество
их ремонта возлагают на рабочих, мастеров, начальников це-
хов, заместителя директора по производству, а не на ОТК.
Система стимулирования работников предприятия за каче-
ство продукции учитывает как меру ответственности персона-
ла за выполнение работ, влияющих на это качество, так и ре-
281
зультаты этих работ. Руководитель предприятия определяет и
выделяет ресурсы в необходимом объеме для действия СКРА.
Ресурсы включают: подготовленный персонал, средства ре-
монта и измерений, нормативную документацию и справоч-
ную литературу, оргтехнику, средства связи и программы.
Принципы системы качества. Основные принципы соз-
дания и действия СКРА заключаются в следующем.
Конкурентоспособность отремонтированных автомобилей
и улучшение экономических показателей предприятия за
счет расширения рынков сбыта и повышения прибыльности
от продажи продукции достигаются путем непрерывного и
планомерного совершенствования технологических процес-
сов и организации производства. Такому совершенствованию
способствует современная концепция качества, которая
включает:
• наличие политики в области качества;
• замену многих поставщиков (по каждому виду закупа-
емых материалов, полуфабрикатов и изделий) на долгосроч-
ные связи с одним поставщиком;
• непрерывное эволюционное улучшение качества за счет
совершенствования системы качества, материальной базы и
организационной структуры предприятия;
• исключение сплошного контроля качества продукции и
внедрение его выборочных методов;
• наблюдение за продукцией на тех стадиях ее жизненного
цикла, с которыми соприкасается предприятие;
• систематическую подготовку и переподготовку всего
персонала предприятия;
• непрерывное совершенствование СКРА.
Политика в области качества - это описание цели, задач и
основных принципов СКРА. Эту политику высказывает ру-
ководитель предприятия, который распределяет ответствен-
ность за функционирование элементов системы качества
между всеми работниками завода. Каждый работник выпол-
няет свои строго определенные функции, за что несет ответ-
ственность.
При разработке СКРА считают, что основные требования к
качеству продукции выдвигает заказчик. На предприятии ор-
ганизуют маркетинговые исследования спроса и требований
потребителя. Результаты исследований включаются в техни-
282
ческие требования к продукции. Действует принцип: не про-
давать произведенное, а производить то, что продается!
СКРА действует во взаимодействии с другими системами
подготовки и обеспечения производства - конструкторской,
технологической, организационной и снабженческо-сбыто-
вой - которые влияют на качество продукции. Это означает,
что СКРА является неотъемлемой частью системы управления
заводом и функционирует как ее составляющая часть.
Внедрение СКРА исключает обезличенность ремонтиру-
емых автомобилей, в том числе их частей. Система направле-
на на предупреждение проблем, а не на преодоление их после
возникновения. СКРА предусматривает аттестацию, как ра-
ботников, так и самого предприятия. Все элементы СКРА
являются предметом регулярного внутреннего и внешнего
аудита. Это необходимо для надежного функционирования
системы качества и уверенности руководства предприятием в
том, что намеченная цель достигается. Аудиторская работа
проводится специально подготовленным персоналом.
Наблюдение за продукцией - это сбор информации об ее
состоянии в течение последующих стадий жизненного цикла
вне авторемонтного предприятия.
Маркирование продукции - это процедура нанесения поме-
ток или этикеток на ремонтируемые изделия для целей их учета.
Маркируют автомобили, агрегаты и некоторые детали.
Маркируют те детали, которые влияют на безопасность и на-
дежность отремонтированных агрегатов. В технологической
документации отражают способ маркирования: шифр и вид
пометок, формы маршрутного листа на деталь и технологическо-
го паспорта на агрегат или автомобиль. Маркированная продук-
ция определенным образом учитывается. Ответственность за
оформление документов по маркированию автомобилей и их
частей возлагается на мастеров участков. Эти документы хранят-
ся в архиве ОТК в течение гарантийного срока службы изде-
лий. Отдел сбыта ведет учет места использования продукции.
Прослеживаемость продукции - это определение места и
времени выполнения ремонтных работ, в результате которых
продукция выпущена с браком, а также установление личности
работников, выполнивших и оценивших указанные работы.
Реальные дефекты определяют и устраняют с целью ис-
ключения их повторения с помощью корректирующих меро-
283
приятищ а действия, направленные на исключение возмож-
ных дефектов, являются предупреждающими.
Устранение причин дефектов связано с ужесточением дис-
циплины и совершенствованием организации производства,
средств и процессов ремонта. Корректирующие и предупреж-
дающие мероприятия разрабатывают на основании испытаний
всех видов, выявления дефектов в гарантийный срок эксплуа-
тации, актов проверки технологической дисциплины, резуль-
татов аудиторских проверок.
Аттестация предприятия представляет собой комплекс
мероприятий по определению его возможности ремонтировать
автомобили в соответствии с требованиями технической до-
кументации. Аттестация бывает плановой и инспекционной.
Производство аттестуют при заводской или государственной
сертификации. Аттестуют отдельные рабочие места, по ре-
зультатам чего принимают решение о состоянии производ-
ственных участков, затем - цехов и, наконец, - всего предпри-
ятия. Аттестация производства включает проверку конструк-
торской и технологической документации, знаний и умений
рабочих обеспечить требования технологической документа-
ции и содержания в исправном состоянии оборудования, ос-
настки и средств измерений.
При проверке конструкторской документации устанавли-
вают достаточность требований к качеству продукции. Все
требования конструкторской документации учитываются тех-
нологической документацией и обеспечиваются технологиче-
скими процессами.
Квалификационный разряд рабочего должен быть не ниже
разряда выполняемой работы. При контроле оборудования
проверяют наличие графика планово-предупредительных ре-
монтов и полноту их проведения. При проверке технологиче-
ской оснастки контролируют выполнение графика ее контроля
на технологическую точность, наличие методик и необходи-
мых СТО для этой проверки.
Средства измерений должны пройти поверку по графику.
На рабочих местах не должно быть средств измерений, не ука-
занных в технологической документации или с истекшими
сроками поверки.
Для контроля случайным образом отбирают экземпляр агре-
гата или автомобиля, принятый ОТК и находящийся на складе
284
готовой продукции. У изделия измеряют значения контролиру-
емых параметров и сопоставляют их с нормативными значе-
ниями. В этом случае возможна частичная разборка изделия.
Организация контроля качества. Текущую работу по
контролю качества продукции выполняет отдел техническо-
го контроля (ОТК), основные задачи которого следующие:
• предотвращение выпуска продукции, не соответствую-
щей требованиям технической документации, условиям по-
ставки и договоров;
• повышение ответственности работников за качество про-
дукции;
• изучение причин брака и реализация мероприятий по его
предупреждению;
• ведение учета.
Применяемый на авторемонтных предприятиях контроль
качества продукции классифицируют по следующим видам:
• стадиям технологического процесса - входной, операци-
онный, приемочный и инспекционный;
• степени охвата - сплошной и выборочный;
• времени проведения - летучий, непрерывный и периоди-
ческий.
Входной контроль - это контроль продукции поставщика,
поступившей к потребителю. Такому контролю подвергаются
запасные части, материалы и полуфабрикаты. Контроль про-
дукции во время выполнения или после завершения техно-
логической операции называют операционным. Контроль
продукции, по результатам которого принимается решение
относительно ее пригодности к использованию, называют
приемочным. Контроль, проводимый специально уполномо-
ченными лицами с целью проверки эффективности ранее про-
веденного контроля, является инспекционным. Сплошной кон-
троль - контроль каждой единицы продукции в партии. Вы-
борочный контроль - контроль, при котором качество партии
изделий оценивается по результатам проверки одной или не-
скольких выборок. Летучий контроль проводится в случайное
время. Информация о параметрах при непрерывном контроле
поступает непрерывно, а при периодическом - через установ-
ленные отрезки времени.
Начальник ОТК имеет право остановить приемку продук-
ции, которая выходит с повторяющимися дефектами, выпол-
285
йена из материалов, не соответствующих установленным тре-
бованиям, на неисправном оборудовании и по документации,
которая не учитывает требования нормативной документации.
7.2. Экологическая безопасность
авторемонтного производства
Отходы производства. Газообразные, жидкие и твердые
отходы производства могут загрязнять почву, водный и воз-
душный бассейны. Технологическая подготовка авторемонт-
ного предприятия должна исключить загрязнение окружаю-
щей среды своими отходами.
Основные источники загрязнений воздушного бассейна:
металлоплавильные агрегаты, заводской транспорт, обкаты-
ваемые двигатели, рабочие места сварки и наплавки, участок на-
несения электрохимических покрытий, котельная, кузница и др.
В отходы уходят пыль различного химического и размерного
состава, дым, сажа и копоть, масляные и сварочные аэрозоли,
аэрозоли ПАВ, органические растворители и др. Химический
состав отходов зависит от вида исходных материалов и процес-
сов их переработки. В отходы уходят, например, сернистый
ангидрид, оксиды углерода и азота, альдегиды, сернистые газы.
Карбюраторные двигатели, кроме того, выделяют свинец, бром
и иногда фосфор из топлива и приработочных присадок.
Промышленные сточные воды по своему составу и свой-
ствам значительно отличаются друг от друга и от исходных,
отражая разнообразие процессов, в которых воды принимали
участие. Сточные воды характеризуются составом загрязне-
ний минерального, органического и бактериологического
происхождения.
Минеральными маслами загрязняются воды при очистке
автомобилей, термообработке деталей, обкатке двигателей,
утечках масел из гидросистем, работе внутризаводского
транспорта и в других случаях. Хотя растворимость мине-
ральных масел в воде ничтожна, но устойчивые масляные
эмульсии образуются за счет их высокой дисперсности и на-
личия эмульгаторов. Массовая доля взвесей в сточных водах
достигает 3 г/л.
Кроме газообразных и жидких отходов имеются твердые
отходы (металлургические отходы, окалина, шлам, зола, дре-
весина, пластмассы, резина, мусор и др.), загрязняющие почву.
286
Обезвреживание отходов. Наиболее радикальная защита
окружающей среды - это совершенствование технологических
процессов. Отработавшие газы очищают химическими, фи-
зическими или механическими способами. В основу химиче-
ских способов положено протекание каталитической реакции,
физические способы используют явления адсорбции и десорб-
ции веществ. В результате этих процессов газы превращаются
в неопасные соединения. Механическую очистку газов от пы-
ли, дыма и тумана ведут с помощью циклонов и фильтров.
Запыленный воздух состоит из несмешивающихся друг с дру-
гом твердой дисперсной и газовой сплошной фаз. Очистка в
циклонах происходит за счет придания потоку газа враща-
тельного движения, которое приводит к перемещению дис-
персных частиц к его периферии, а очищенный газ отбирают
из центральной части этого потока.
Воду для жизнедеятельности производства берут из рек,
водохранилищ, озер или из-под земли. Подземные воды наи-
более чистые, однако, запасы их небольшие, а добыча требует
больших затрат энергии.
Наличие плавающего масла в стоках происходит из-за низ-
кой культуры и слабой организации производства и плохого
состояния оборудования. Основные направления снижения
сбросов загрязненных сточных вод заключаются в уменьше-
нии расхода воды на единицу продукции и в создании систем
оборотного водоснабжения. Воды, предназначенные для даль-
нейшего применения или сброса, должны пройти механиче-
скую, химическую, биохимическую, физико-химическую,
термическую или другого вида очистку. Механическая очист-
ка включает процеживание, отстаивание, фильтрование, коа-
гуляция и флотация.
Процеживание, как правило, применяют на первой ступени
очистки растворов с целью отделения крупных твердых и во-
локнистых загрязнений. Процеживание ведут через решетки и
сетчатые корзины.
Отстаивание применяют как пассивный способ очистки
растворов. При этом способе затруднено удаление осевших
минеральных взвесей и всплывших нефтепродуктов. Отстаи-
вание раствора необходимо в оборудовании для наружной
очистки автомобилей. Отстоявшуюся воду применяют по-
вторно или сливают в заводскую канализацию, осадки шлама
утилизируют.
287
Фильтрование - распространенный способ очистки рас-
творов. Фильтровальные элементы выполняют из сеток, тка-
ней, бумаги со слоем фильтровальных порошков, целлюлозы
и трепела. Фильтровальные материалы - зернистые слои пес-
ка, угля, диатомита, слои синтетических и природных воло-
кон, пористые перегородки из шамота, кварца, спекшегося
стеклянного или металлического порошка. Центробежное
фильтрование производят в гидроциклонах или центрифугах.
Для осаждения твердых включений применяют напорные гид-
роциклоны, а для удаления всплывших загрязнений и их осаж-
дения - открытые безнапорные.
Коагуляция сопровождается укрупнением частиц загрязне-
ний и выпадением из коллоидного раствора хлопьевидного
осадка. Лучшими материалами для коагуляционной очистки
являются железный купорос и гашеная известь.
Флотация основана на прилипании частиц загрязнений к
воздушным пузырькам, переводе их в пенный слой и удалении
этого слоя. Флотацию применяют для удаления из сточных
вод нерастворимых эмульгированных примесей, например
масел, которые самопроизвольно плохо отстаиваются. Глуби-
на и время очистки зависят от исходной концентрации нефте-
продуктов и взвесей, а также дисперсности пузырьков воздуха.
Химические способы основаны на обработке сточных вод
химическими реагентами. Вредные вещества, в результате
реакций нейтрализации, окисления или восстановления, пере-
ходят в нетоксичные продукты или выпадают в осадок, кото-
рый отделяют механическими способами.
Отработавшие очистные растворы нейтрализуют реагент-
ным способом до pH 6,8...8,5 непосредственно в очистных
машинах в такой последовательности:
• измеряют концентрацию щелочи или кислоты в растворе
и его объем;
• рассчитывают массы нейтрализующего вещества и реа-
гента;
• подают нейтрализующее вещество при помощи кислото-
стойкого насоса в отработавший раствор;
• для нейтрализации щелочных растворов применяют сер-
ную или соляную кислоты, а для кислотных растворов - едкий
натр, кальцинированную соду и 10 %-ный раствор бисульфита
натра;
288
• к ючение 10 мин производят перемешивание раствора,
например с помощью сжатого воздуха;
• водородный показатель раствора определяют с помощью
универсальной индикаторной бумаги (длительность осветле-
ния 1,5...2,0 ч).
()тходы гальванического участка (ионы тяжелых металлов,
растворы кислот и щелочей) обезвреживают с помощью гид-
рооксида железа Fe(OH)2, который получают из стальных от-
ходов путем электролиза. Промышленную очистку стоков от
ионов тяжелых металлов, соединений шестивалентного хрома,
кислот и щелочей обеспечивает автоматизированная установ-
ка РВК50-032М.
Физико-химические способы очистки вод основаны на мас-
сообменных процессах адсорбции и десорбции. Они требуют
дорогих реагентов и сложного оборудования, поэтому нашли
ограниченное применение при очистке стоков от небольших
количеств токсичных веществ. Биохимическая очистка воды
происходит в железобетонном бассейне, в котором разведены
колонии бактерий. В бассейн непрерывно подают воздух. Пи-
щей для бактерий служат органические вещества, содержа-
щиеся в стоках. Колонии бактерий отделяются от стоков и
используются как удобрения. Термический способ очистки
сточных вод достаточно эффективный. Способ применим, ес-
ли в стоках содержится много органических соединений, ко-
торые служат топливом. Эмульсию сжигают в котельных, по-
лучая нетоксичные газообразные продукты горения. Твердые
отходы собирают и сдают на специализированные пункты пе-
реработки.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ТРУДА
8.1. Основы технического нормирования труда
Рост производительности труда требует технического пе-
ревооружения производства новым оборудованием, модерни-
зации действующего оборудования, использования современ-
ных технологических процессов и организации производства,
улучшения условий труда и повышения квалификации рабо-
тающих. В этом деле важно и техническое нормирование тру-
да. Оно влияет также на себестоимость продукции, поскольку
зарплата составляет 10...25 % в структуре себестоимости ре-
монта автомобилей.
Цикл технологической операции и его составляющие.
Цикл технологической операции - это отрезок времени от
начала до конца периодически повторяющейся технологиче-
ской операции.
Основное время t0 - часть штучного времени, затрачива-
емого на изменение и (или) последующее определение со-
стояния предмета ремонта. В зависимости от соотношения
затрат энергии живой и неживой природы на технологическое
воздействие различают такие виды основного времени: ручное
и машинно-ручное, которое определяет нормировщик, и ма-
шинное, которое рассчитывает технолог.
Вспомогательное время t3 - часть штучного времени, за-
трачиваемого на выполнение приемов, необходимых для
обеспечения изменения и последующего определения состоя-
ния предмета ремонта. В течение этого времени рабочий, на-
пример, устанавливает заготовки, переставляет инструмент и
снимает обработанные детали.
Оперативное время tQn включает основное и вспомогатель-
ное время. В течение оперативного времени рабочий непо-
средственно занят трудовым процессом.
Дополнительное время ?доп затрачивается на обслуживание
рабочего места и на личные потребности рабочего.
Время обслуживания рабочего места to p м - часть штучно-
го времени, затрачиваемого рабочим на содержание средств
290
ремонта в работоспособном состоянии, уход за ними и рабо-
чим местом. Оно включает очистку, осмотр, смазывание и оп-
робование оборудования, смену инструмента (без переточки),
уборку рабочего места и др.
Время на личные потребности tn - часть штучного време-
ни, затрачиваемого рабочим на личные потребности (гигиену
и естественные надобности), а при утомительных работах - на
дополнительный отдых для поддержания работоспособности в
течение смены.
Подготовительно-заключительное время tn.3 — отрезок
времени на подготовку исполнителя и средств ремонта к вы-
полнению технологической операции и приведение послед-
них в порядок после окончания смены или выполнения опера-
ции. Это время затрачивается один раз в смену или на партию
изделий (если в течение смены произошел переход к обработ-
ке другой партии изделий). Поэтому, чем больше однотипных
изделий в партии, тем меньшие затраты подготовительно-
заключительного времени на одно изделие.
Штучное время tm - отрезок времени, равный отношению
цикла технологической операции к числу одновременно ре-
монтируемых изделий или равный календарному времени
сборочной операции.
Штучно-калькуляционное время (рис. 8.1) включает время:
оперативное (основное и вспомогательное), дополнительное
(обслуживания рабочего места и на личные потребности) и
подготовительно-заключительное.
Техническое нормирование труда заключается в уста-
новлении технически обоснованных норм времени или выра-
ботки. Труд нормируют на уровне элементов технологическо-
го процесса - его технологических операций.
Норма времени - это время, установленное одному или не-
скольким рабочим соответствующей квалификации для вы-
полнения определенной работы в условиях наиболее рацио-
нальных для данного предприятия технологических процессов
и организации труда с учетом использования передового про-
изводственного опыта.
Норма выработки - это регламентированный объем рабо-
ты, который должен быть выполнен в единицу времени, в оп-
ределенных производственных условиях одним или несколь-
кими исполнителями соответствующей квалификации. Норма
291
выработки - величина обратно пропорциональная норме вре-
мени, она выражается числом изделий, которое должно быть
выпущено в единицу времени.
Норма штучно-калькуляционного времени Тт.к — это норма
времени на выполнение объема работы, равной единице нор-
мирования, при выполнении технологической операции. Эта
норма определяется типом, техническим уровнем и организа-
цией производства и слагается из норм оперативного, допол-
нительного и подготовительно-заключительного времени
Т Т
= топ + Гдоп + Л = То + Тъ + 7кр.м + Тл (8.1)
z z
где Гоп, Гдоп, Гп_3, Т09 ТЪ9 То р.м и Тп - нормы времени оператив-
ного, дополнительного, подготовительно-заключительного,
основного, вспомогательного, организации рабочего места и
на личные потребности рабочего, соответственно; z - число
изделий в партии или обрабатываемых за смену.
292
Методы определения норм времени. В зависимости от
вида машинного времени, серийности производства и опыта
нормирования применяют опытно-статистические и техниче-
ски обоснованные нормы времени.
Опытно-статистические нормы времени устанавливают
по аналогии с существующими нормами на подобные рабо-
ты. Метод применяют в единичном и мелкосерийном произ-
водстве при нормировании ручных и машинно-ручных работ
(разборочных, слесарных, сборочных и др.). Он основан на
применении статистических данных и личном опыте норми-
ровщика. Применение метода крайне ограничено: его ре-
зультаты не служат стимулом повышения производительно-
сти труда; нормы менее точны по сравнению с технически
обоснованными нормами времени, устанавливаются укруп-
нено без разложения трудовых затрат на составные элементы
и базируются на заранее достигнутом уровне производитель-
ности труда.
Технически обоснованные нормы времени устанавливают
аналитически-исследовательским и аналитически-расчетным
методами, которые предусматривают: деление операции на
элементы (переходы, приемы); анализ факторов, влияющих на
продолжительность или возможность исключения рассматри-
ваемого элемента; улучшение структуры операции; расчет
нормы времени по элементам операции; разработку меро-
приятий, обеспечивающих возможность внедрения установ-
ленной нормы. Метод является основным в крупносерийном и
массовом производстве.
Аналитически-исследователъский метод предусматривает
непосредственное наблюдение за операцией на рабочем месте
или в технологических лабораториях с помощью фотографии
рабочего времени или хронометража. При этом тщательно
анализируют организацию рабочего места и проверяют техно-
логические режимы. Область применения метода - нормиро-
вание ручных или машинно-ручных работ в серийном и круп-
носерийном производстве.
Фотография рабочего времени заключается в непосред-
ственном учете времени. Наблюдения ведут за всеми состав-
ляющими времени на рабочем месте в течение нескольких
293
рабочих смен, одной смены или некоторой ее части. Фотогра-
фия рабочего времени служит для накопления материала,
разработки нормативов на подготовительно-заключительное
время, время обслуживания рабочего времени, регламенти-
рованных перерывов, отдыха и личных надобностей, вы-
явления потерь рабочего времени и их причин для целей
предупреждения.
Хронометраж применяют для измерения затрат рабочего
времени на выполнение операций или ее элементов. Хроно-
метраж необходим для подготовки материалов для разработ-
ки новых и изменения действующих норм времени. С помо-
щью хронометража накапливают материал для разработки
нормативов машинно-ручного времени и вспомогательного
времени в условиях массового и крупносерийного производ-
ства, изучают методы выполнения комплексных приемов для
выявления их лучших сочетаний и распространения передо-
вого опыта.
Аналитически-расчетный метод применяют в виде на-
учно обоснованных расчетов машинного времени при нор-
мировании станочных работ, а также использования заранее
установленных в технологических лабораториях нормати-
вов вспомогательного и подготовительно-заключительного
времени.
В нормах времени должны быть использованы их прогрес-
сивные значения, которые выше уровня средних показателей,
фактически достигнутых на предприятии, но ниже макси-
мальных, достигнутых передовыми рабочими. Такие нормы
стимулируют коллектив на мобилизацию резервов производ-
ства и способствуют лучшей организации труда.
8.2. Техническое нормирование станочных работ
В авторемонтном производстве выполняют следующие
основные виды станочных работ: точение, сверление, фрезе-
рование, шлифование, хонингование и протягивание. Техни-
ческое нормирование этих работ предполагает расчет режи-
мов обработки, ее основного времени и определение штучно-
калькуляционного времени.
294
Определение и состав режима резания. Технологический
режим - это совокупность значений параметров технологиче-
ского процесса1 в определенном отрезке времени.
При назначении режимов резания учитывают материал,
форму, размеры заготовки и вид ее обработки, тип, размеры и
материал режущей части инструмента, вид и состояние обо-
рудования. Справочные сведения о режимах обработки рас-
считаны на применение инструментов с оптимальными значе-
ниями геометрических параметров режущей части, при этом
режущие элементы из твердого сплава заточены алмазными
кругами, а из быстрорежущей стали - кругами из эльбора.
Элементы режима устанавливают в такой последовательно-
сти: глубина резания, подача, скорость резания.
Глубину резания при черновой обработке назначают по воз-
можности максимальной, равной припуску на обработку или
наибольшей его части, при чистовой обработке - в зависимости
от требований точности размеров и шероховатости обработанной
поверхности. Припуск на чистовую обработку снимают за два и
более хода, каждый раз снимая все меньшую часть припуска.
Подачу при черновой обработке выбирают из максимально
возможных подач, исходя из жесткости и прочности системы
СПИД, мощности привода станка и прочности режущей части
инструмента. При чистовой обработке подачу выбирают в за-
висимости от требований точности размеров и шероховатости
обработанной поверхности.
Скорость резания определяют по эмпирическим форму-
лам, установленным для каждого вида обработки. Скорость
резания - главный компонент расчета основного времени.
Расчет скорости резания. Точение. Скорость резания при
точении v (м/мин) определяют по формуле
где Cv - коэффициент, зависящий от условий работы инстру-
мента, твердости и прочности материала; Т - стойкость
инструмента, мин; t - глубина резания, мм; s - подача, мм/об;
xv, yv - показатели степеней; к - поправочный коэффициент,
учитывающий свойства материалов заготовки и инструмента,
а также состояние поверхности заготовки.
1 К параметрам технологического процесса относят: скорость резания,
подачу, глубину резания и др.
295
Частота вращения заготовки п (мин !) при точении равна
lOOOv
и —-----,
nd
(8.3)
где d- диаметр обрабатываемой поверхности, мм.
Сверление. Скорость резания (м/мин) при сверлении равна
v =
С dZv
Tmsyv
(8.4)
где dc - диаметр сверления, мм; zv - показатель степени.
Фрезерование. Скорость резания (м/мин) при фрезерова-
нии равна
с^1
V TmtXvsyzvb^vzkv ’
(8.5)
где Cv - постоянная величина, зависящая от обрабатываемого
материала, типа фрезы и подачи на один зуб; Оф - диаметр
фрезы, мм; sz - подача на один зуб фрезы, мм/зуб; Ьф - ширина
фрезерования, мм; q, pv, kv - показатели степеней; z - число
зубьев фрезы.
Шлифование. Продольную подачу на один оборот обраба-
тываемой заготовки при круглом шлифовании (мм/об) при-
нимают в долях высоты шлифовального круга
кшВк, (8.6)
где Вк - высота шлифовального круга, мм; кш - коэффициент,
определяющий долю высоты шлифовального круга.
Линейная скорость v3 (м/мин) обрабатываемой поверхности
заготовки при шлифовании равна
где Су - постоянная величина, зависящая от обрабатываемого
материала, характеристики круга и вида шлифования; к - по-
казатель степени; р - коэффициент продольной подачи.
296
Хонингование. Принимают скорость возвратно-поступа-
тельного движения хонинговальной головки при обработ-
ке отверстий vB_n = 12... 15 м/мин, а частоту ее вращения
ихг (мин-1) определяют по формуле
^х.г
ЮООУв-п
2/х.г
(8-8)
где /х.г = I + 2/п - /бр - ход хонинговальной головки, мм; I -
длина обрабатываемого отверстия, мм; /п - перебег головки,
12.. .25 мм; /бр - длина абразивного бруска, 75... 100 мм.
Протягивание. Скорость резания при протягивании vnp
инструментом из быстрорежущей стали Р6М5 принимают в
пределах 4...8 м/мин в зависимости от вида обрабатываемого
материала.
Расчет машинного времени. Машинное время обработки
t0 (мин) в большинстве случаев определяют по формуле
, L • L •
/0=—z = —
vs nS
(8.9)
где L - длина пути, пройденная инструментом в направлении
подачи, мм; i - число рабочих ходов; vs - скорость движения
подачи мм/мин.
Точение. Машинное время t0 (мин) определяют по формуле
I + /| + /2 + /3 .
(8.10)
где / - длина обрабатываемой поверхности, мм; Ц - длина вре-
зания, мм; /2 - длина перебега инструмента, мм (принимают
0,5...2,0 мм); /3 - дополнительная длина для снятия проб-
ной стружки, мм (принимают 2...5 мм в единичном произ-
водстве).
При точении, растачивании, подрезке торцов и отрезке ве-
личину /1 точно определяют по формуле
tg<p’
(8.Н)
где ср - главный угол в плане.
297
Сверление, нарезание резьбы и зенкерование. При глухом
сверлении и сверлении напроход, а также при центровании
длину врезания определяют по формуле
I -
1 2tg<p’
(8-12)
а при рассверливании, зенкеровании и развертывании на проход
d - dc
h= Р2 ctgcp, (8.13)
где d/pc - диаметр рассверливания, зенкерования или разверты-
вания, мм; dc - диаметр просверленного отверстия, мм.
При глухом зенкеровании и развертывании, а также зенке-
ровании фасок и цековании длину врезания /1 принимают рав-
ной 0,5...2,0 мм.
При нарезании резьбы метчиками в сквозном отверстии и
наружной резьбы плашками
I + /| + /2 / + /| + /2
no6s
(8-14)
где /1 - длина, равная 1...3 шагам нарезаемой резьбы, мм;
/2 - длина, равная 2...3 шагам нарезаемой резьбы, мм; лпр и
лоб - частоты прямого и обратного вращения заготовки, мин-1.
При нарезании резьбы метчиком в глухом отверстии
I +11 I + Zi
----L +-----L.
%* "об*
(8.15)
Фрезерование, При фрезеровании плоскостей цилиндриче-
ской фрезой, пазов дисковой фрезой, уступов концевой фре-
зой, плоскостей концевой фрезой (ф = 90°)
I + + /7 .
t = -i
lO 1 9
V
(8.16)
где /i = + (0,5...3,0), мм; - диаметр фрезы, мм;
t - глубина фрезерования, мм; /2 - величина перебега фрезы, рав-
ная (0,03...0,05)£)ф, мм; Лф - частота вращения фрезы, мин-1.
298
При фрезеровании шпоночной канавки шпоночной фрезой,
когда канавка закрыта с двух сторон
= (8.17)
^М.В ^м.г
где h - глубина шпоночного паза, мм; - минутная верти-
кальная подача, мм/мин; I - длина паза, мм; 5М.Г - минутная
горизонтальная подача, мм/мин.
Если канавка открыта с двух сторон или на ее концах про-
сверлены отверстия на полную глубину, то
^м.г
где /1 = 0,5/)ф + (0,5... 1,0), мм; /2= 1---2 мм.
Шлифование. При круглом наружном и внутреннем шли-
фовании методом продольной подачи основное время опреде-
ляют по формуле
Т h
to= — -~k, (8.19)
t
где L = I - (0,2...0,4)BK при шлифовании напроход и L = I -
- (0,4...0,6)BK при шлифовании в упор, мм; h - припуск на
обработку, мм; к - поправочный коэффициент, зависящий от
вида шлифования.
При наружном шлифовании в центрах методом врезания
h
t0=------к, (8.20)
^поп"
где 5П0п - поперечная подача на один оборот заготовки, мм/об.
При наружном круглом бесцентровом шлифовании напро-
ход
(S.21)
где m - число заготовок, шлифуемых непрерывным потоком;
з’пр = 7tZ)B.KHB.Ksina - продольная подача заготовки, мм/об; DB K -
диаметр ведущего круга, мм; лвж - частота вращения ведущего
круга, об/мин; a - угол перекрещивания осей ведущего и ре-
жущего кругов.
299
При наружном круглом бесцентровом шлифовании мето-
дом врезания основное время определяют по формуле (8.20), в
которой частоту вращения заготовки находят из соотношения
п = ив. А.к/^з, где d3 - диаметр заготовки.
При плоском шлифовании периферией круга на станках с
прямоугольным столом
/ + /1+/2 Вп + Вк + 5 h
vCT1000 Вк tm
(8.22)
где /1 + /2 = 10...15 мм; т - число одновременно обрабатыва-
емых заготовок; vCT - скорость продольного перемещения за-
готовок со столом, мм/мин; Вп - ширина поверхности магнит-
ной плиты, занятой заготовками (мм), при Вк > Вп принимают
(Вп + Вк + 5)/Вк = 1.
При плоском шлифовании торцом круга на станках с пря-
моугольным столом
где /1 = 0,5 (Ик-л]Ок -В^ , мм; 12 = 5... 10 мм.
При плоском шлифовании торцом круга на станках с круг-
лым столом
to=—k, (8.24)
где лст = vCTl OOO/tlDct, мин-1; vCt - линейная скорость вращения
стола, м/мин; DCT - диаметр окружности стола, на котором
расположены заготовки, мм.
Хонингование. При обработке отверстий основное время
равно
^о=—> (8.25)
Vx.r
где 5Р - радиальная подача на двойной ход инструмента, мм.
300
Протягивание. При протягивании гладких и шлицевых от-
верстий основное время равно
t _Z + (5...1O)
° 1000vnp ’
где / - длина рабочей части протяжки, мм; упр - скорость про-
тягивания, м/мин.
Значения поправочных коэффициентов и рекомендации по
их применению в расчетах основного времени можно найти в
справочниках технолога. Там же имеются формулы машинно-
го времени для других видов обработки заготовок на автома-
тах, станках с ЧПУ, многооперационных станках и др.
Остальные составляющие нормы времени. Подготови-
тельно-заключительное время на наладку станка и дополни-
тельные приемы, вспомогательное время, связанное с перехо-
дом и на установку и снятие детали, а также время на обслу-
живание рабочего места выбираются из нормативов.
8.3. Техническое нормирование ремонтных работ
При выполнении работ, осуществляемых вручную (разбо-
рочных, слесарных, сборочных), как правило, применяют ана-
литически-исследовательский метод нормирования труда.
Слесарные работы. Эти работы не делят на переходы и
приемы для целей нормирования. Отмечают лишь перечень
повреждений и операций для их устранения, например: забои-
ны и заусенцы на рабочих поверхностях, полученные при раз-
борке - опиливание личным напильником; погнутость стержне-
вых деталей - правка на молоте; залом шпилек - вывертывание
экстрактором. Для технического нормирования приведенно-
го перечня работ имеются соответствующие нормативные
таблицы. Они включают время на установку одной заготовки
в тиски и снятие ее из тисков, зачистку заусенцев и снятие
фаски личным напильником, зачистку кромки по цилиндриче-
ской поверхности, снятие заусенцев после сверления в отвер-
стиях зенковкой вручную, опиливание открытых поверхно-
стей, обработку крейцмесселем, разметку, кернение, нареза-
ние резьбы и другие работы.
301
Разборочные и сборочные работы. Разборку или сборку
разбивают на однотипные технологические элементы (снятие
или установка шплинтов, отвертывание или завертывание га-
ек, шпилек, болтов, снятие или установка крышек и др.) Для
каждой такой части операции выбираются трудовые нормати-
вы, которые корректируют с учетом условий труда и сложно-
сти конструкции и суммируют по всей операции.
Часть времени разборки не поддается прямому учету. Это
относится к технологическим перерывам для обдумывания
предстоящей работы, увеличению времени на разборку за-
ржавленных, изношенных или деформированных соединений,
снижению интенсивности труда при переходе от одной опера-
ции к другой.
Сборка включает регулировочные и пригоночные работы,
которые зависят от сложности агрегата, но не поддаются пря-
мому расчету. Такие затраты труда устанавливаются путем
хронометража и статистической обработки.
Частные нормы основного и вспомогательного времени,
учитывающие сложность конструкции, определяют по норма-
тивным таблицам для сборочных и слесарных работ. Допол-
нительное и подготовительно-заключительное время для раз-
борочных и сборочных работ принимают равным 20 % опера-
тивного времени.
Сварочно-наплавочные работы. В течение основного
времени электродуговой сварки и наплавки происходит плав-
ление металла электрода для образования сварного шва или
валика в течение горения дуги. Основное время (мин) для на-
несения одного погонного метра шва или валика определяют
по формуле
= 60т, (8.27)
ан/
где т - масса наплавленного металла, г; ан - коэффициент
наплавки, г/А • ч; / -сила сварочного тока, А.
Гальванические работы. Нанесение электрохимических
покрытий характеризуется длительным основным временем,
большим количеством вспомогательных работ и возможно-
стью совмещения во времени основных и вспомогательных
переходов. Во время осаждения покрытия рабочий может
очищать заготовки, изолировать поверхности от действия
302
электролита, устанавливать заготовки на подвески, обезжири-
вать и промывать их, а также обслуживать рабочее место.
Основное время нанесения покрытия (мин) определяют по
формуле
где h - толщина покрытия, мм; у - плотность осадка, г/см3;
Dk - катодная плотность тока, А/дм2; С - электрохимический
эквивалент, г/А • ч; а - выход металла по току в долях единицы.
При нанесении покрытия во вращающихся барабанах или
колоколах норму основного времени, рассчитанную по приве-
денной формуле, увеличивают на 25 %.
Кузнечные работы. Нормы основного и вспомогательного
времени определяют по таблицам нормативов, в которых да-
ется оперативное время на выполнение различных видов куз-
нечной работы (рубку, протяжку, осадку и др.), в зависимости
от размеров исходной заготовки и окончательных размеров
поковки. При нормировании кузнечных работ в состав штуч-
но-калькуляционного времени вводят норму времени, затра-
чиваемого на нагрев заготовки Тн, и общая формула определе-
ния Тш_к принимает вид
Т
Гш_к = То + Тъ + Тн + Гд + (8.29)
z
Нормируемое время нагрева детали составляет примерно
равно 35 % оперативного времени.
Малярные работы. Эти работы связаны с определением
нормативов времени на подготовку поверхности к окрашива-
нию, нанесение лакокрасочных покрытий и обработку окра-
шенной поверхности. Нормативы учитывают следующие
условия: маляр освобожден от подноски к рабочему месту ма-
териалов и изделий; лакокрасочные материалы поступают в
готовом для применения виде; перемещение окрашиваемых
изделий, их поворот и укладка в пределах рабочего места
(длиной до 5 м) входят в объем работ маляра и включены в
оперативное время.
Окрашиваемые поверхности в зависимости от сложности
их формы подразделяют на три группы:
• плоские или криволинейные поверхности без выступов и
карманов (капоты, крылья, баки, борта, полы и др.);
303
• поверхности из труб, угольников и впадин (поверхности
агрегатов, рам, радиаторов и др.);
• наиболее сложные поверхности машин с трудно доступ-
ными элементами (колесные ниши, пространство под прибор-
ной панелью и др.).
При определении размеров поверхностей применяют спо-
соб удвоенной суммы площадей трех проекций объекта. Эти
проекции описывают простейшими геометрическими фигура-
ми (прямоугольником, квадратом, кругом и др.). Например,
если габаритные размеры двигателя 1200x1000x700 мм,
то поверхность окрашивания равна 2х( 12x10) + 2х(10х7) +
+ 2х(12х7) = 548 дм2.
Нормативное время определено при выполнении маляром
работ в удобном положении, в противном случае применяют
поправочные коэффициенты.
После того, как определены нормативы времени на состав-
ляющие оперативного времени по операциям окрашивания,
штучно-калькуляционное время определяют по формуле
Гш_к = кок Топ, (8.30)
где кок - коэффициент, учитывающий затраты на дополни-
тельное и подготовительно-заключительное время при окра-
шивании.
ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
9.1. Классификация и основные элементы приспособлений
Назначение приспособлений. Универсальное оборудова-
ние поступает на завод в такой комплектности, которая позво-
ляет выполнять минимальный объем работ. Например, токар-
ный станок поступает только с токарным патроном, а гидрав-
лический пресс - без всяких дополнительных устройств.
В дальнейшем инженерные службы разрабатывают, а вспомо-
гательное производство изготавливает большое количество
технологической оснастки (приспособлений и инструмента)
для выполнения работ, предусмотренных технологической
документацией.
Приспособления расширяют технологические возможности
оборудования, повышают производительность труда за счет
многоинструментальной обработки, уменьшения вспомога-
тельного времени и сокращения ручного труда, снижают тре-
бования к квалификации рабочих, повышают точность
обработки заготовок и снижают затраты на контроль изделий.
Использование приспособлений уменьшает объем и длитель-
ность технологической подготовки производства.
Заготовки на станках базируют тремя способами: выверкой
по поверхностям; выверкой по линиям предварительной раз-
метки; в приспособлениях. Два первых способа обладают
большой трудоемкостью, их применяют в единичном и мелко-
серийном производстве. В крупносерийном и массовом про-
изводстве применяют установку заготовок в приспособлениях.
Выбор приспособления зависит от типа и вида производ-
ства, формы заготовок, точности их размеров и технических
требований к обрабатываемым поверхностям. Эффективность
применения приспособлений определяется рядом факторов,
которые необходимо учитывать при их проектировании:
• удобство и безопасность в работе;
• достаточная жесткость, обеспечивающая заданную точ-
ность обработки;
• высокая производительность;
305
• простота изготовления;
• доступность для ремонта и смены изношенных элементов.
Классификация приспособлений. Приспособления делят
на группы по различным признакам. По назначению приспо-
собления делят на станочные, сборочные и контрольные.
Станочные приспособления применяют для базирования
и закрепления обрабатываемых заготовок, закрепления и на-
правления инструмента. Приспособления проектируют к то-
карным, сверлильным, расточным, шлифовальным, фрезер-
ным и другим станкам. Приспособления этого типа составля-
ют 80...90 % от общего количества приспособлений. По при-
знаку специализации и возможности переналадки различают
шесть видов станочных приспособлений:
• универсальные безналадочные приспособления (УБП),
обеспечивающие установку любых заготовок и оснащение
ими широкой номенклатуры оборудования (токарные патро-
ны, машинные тиски, поворотные столы). УБП применяют в
единичном и мелкосерийном производстве;
• универсальные наладочные приспособления (УНП) -
устройства для установки заготовок при помощи специальных
наладок, используемые в большом количестве операций (уни-
версальные наладочные тиски, универсальные наладочные
угольники для токарных работ). Наладка — это часть приспо-
собления, необходимая для установки конкретной заготовки.
УНП применяют в единичном и серийном многономенклатур-
ном производстве, использующем групповые методы обработки;
• специализированные наладочные приспособления (СНП),
обеспечивающие установку схожих по форме заготовок, отли-
чающихся размерами. Компоновка СНП состоит из наладки в
специализированном корпусе, который многократно приме-
няют в условиях серийного и крупносерийного производства;
• универсально-сборные приспособления (УСП) - обрати-
мые специальные приспособления краткосрочного примене-
ния, которые собирают из стандартных деталей и узлов высо-
кой точности. Применяют в единичном и мелкосерийном про-
изводстве, а также в период освоения выпуска продукции в
серийном и крупносерийном производстве;
• сборно-разборные приспособления (СРП) состоят из
стандартных деталей и узлов, которые собирают после час-
тичной доработки опорных поверхностей под заготовки. СРП -
306
устройства многократного применения, ими оснащают трудо-
емкие операции серийного и крупносерийного производства в
стадии усовершенствования или в течение ограниченного
времени (до 1,5 года);
• неразборные специальные приспособления (НСП) -
устройства, не подлежащие разборке после окончания произ-
водства закрепленных за ними изделий. Эффективны при ос-
нащении трудоемких операций серийного и крупносерийного
производства.
Сборочные приспособления служат для соединения дета-
лей в узлы и изделия;
Контрольные приспособления применяют для операци-
онного и приемочного контроля заготовок и изделий при ме-
ханической обработке заготовок и сборке узлов автомобилей.
Элементы приспособлений: корпусы, опорные элементы,
зажимные устройства, силовые приводы, вспомогательные и
направляющие элементы.
Корпусы являются базовыми деталями любых приспособле-
ний, на них устанавливают все остальные элементы. Корпус
должен быть простым и дешевым в изготовлении, прочным и
устойчивым. Силы зажима и резания при обработке передаются
корпусу, поэтому он не должен деформироваться и вибриро-
вать при обработке. Необходимо, чтобы он обеспечивал быст-
рую установку и снятие обрабатываемых деталей, был удоб-
ным для установки на станок и очистки от стружки. Заготовки
для корпусов изготавливают литыми из серого чугуна, кова-
ными из стали, сварными из стальных листов и сортовых про-
фильных материалов, сборными из отдельных нормализован-
ных деталей.
Опорные элементы служат для придания правильного по-
ложения обрабатываемой заготовке в приспособлении, что до-
стигается контактом базовых поверхностей заготовки с опора-
ми приспособления. В зависимости от условий обработки при-
меняется полная или частичная ориентация обрабатываемой
заготовки в пространстве относительно режущего инструмента.
При полной ориентации заготовке придают вполне опреде-
ленное и единственно возможное положение в приспособле-
нии. При этом количество и расположение опор должно
обеспечивать соблюдение неотрывности баз от опор, а обра-
батываемая заготовка не должна иметь сдвига и вращения от-
307
носительно трех координатных осей (лишается всех степеней
свободы). Однако такие приспособления часто оказываются
сравнительно сложными и дорогими, поэтому в определенных
условиях используются упрощенные схемы установки.
При частичной ориентации допустимо произвольное по-
ложение заготовки относительно какой-либо оси. Заготовка,
установленная в трехкулачковом патроне, имеет две степени
свободы: перемещение вдоль горизонтальной оси и вращение
вокруг этой оси. При установке в патроне с перевернутыми
кулачками заготовка имеет одну степень свободы - поворот
вокруг горизонтальной оси.
Основными опорными элементами приспособлений явля-
ются постоянные (неподвижные) опоры, жестко связанные с
корпусом приспособления и выполненные в виде штырей,
опорных пластин и призм (рис. 9.1).
Рис. 9.1. Опорные элементы приспособлений:
а, б, в, г- штыри; д, е- пластины; ж, з - призмы
308
Опорные штыри со сферической и рифленой головками
(рис. 9.1, я, б) применяют для установки заготовок в приспо-
соблении необработанными поверхностями, что обеспечивает
плотный контакт опоры с установочной поверхностью и при-
дает большую устойчивость заготовке. При установке заго-
товки на обработанные поверхности применяют плоские
опорные штыри и пластины (рис. 9.1, в, г, д, е). Регулируемые
опоры применяют в тех случаях, когда обрабатываемые заго-
товки имеют разную форму установочной поверхности или
когда последняя имеет припуск, удаляемый в последующих
технологических операциях. Для установки деталей по на-
ружным цилиндрическим поверхностям служат призмы (рис.
9.1, ж, з). При установке заготовок по отверстиям применяют
установочные пальцы и оправки.
Общие требования к опорным элементам приспособлений
следующие:
• количество и расположение опорных элементов должно
обеспечивать необходимую ориентацию и устойчивость обра-
батываемой заготовки;
• при базировании заготовки по черновым базам опорные
элементы следует выполнять с малой опорной поверхностью;
• опорные элементы должны быть жесткими и износостой-
кими, особенно при установке детали на чистовые базы на
финишных операциях;
• опорные элементы желательно выполнять легкосменны-
ми в целях упрощения ремонта приспособлений.
Зажимные устройства служат для надежного закрепле-
ния заготовки и обеспечения ей заданного положения в при-
способлении, не допуская смещения, деформации или вибра-
ции детали при обработке. Зажимные устройства бывают про-
стые и сложные.
К простым зажимам относят: винтовые, клиновые,
эксцентриковые, цанговые, разжимные оправки, мембранные
патроны (рис. 9.2).
Винтовые зажимы используют в приспособлениях с руч-
ным закреплением заготовок, механизированных и спутниках
на автоматических линиях (рис. 9.2, а}. Для устранения смятия
и смещения заготовки на торце зажимного винта предусмот-
рен качающийся наконечник 1. Сила W, с которой зажимается
заготовка, зависит от длины I плеча рукоятки 2 и приложенной
309
Рис. 9.2. Простые зажимные устройства:
а - винтовое: 1 - наконечник; 2 - рукоятка; / - плечо рукоятки; W - сила зажима;
б - клиновое: 1 - заготовка; W - сила зажима; Wa - сила привода; а - угол клина
в - эксцентриковое: 1 - заготовка; е - эксцентриситет; г - цанговое: 7 - заготовка;
2 - разрезная гильза; 3 - клин; W - сила зажима; Wa - сила привода; а - угол
конуса
к ней силы, формы торца зажимного винта и вида резьбы.
Кроме показанного на рис. 9.2, а, торец винтового наконечни-
ка зажима может быть сферическим.
Клиновые зажимы (рис. 9.2, б) применяют в качестве про-
межуточного звена в сложных зажимных механизмах. Зажимы
отличают простота, компактность и легкость размещения в
приспособлении. Клиновой зажим должен обладать само-
торможением, что обеспечивает надежность закрепления об-
рабатываемой заготовки 1, Благодаря односкосному клину
увеличивается исходная сила Wa механизированного привода
приспособления. Для обеспечения самоторможения клина
необходимо, чтобы угол наклона поверхности клина а не
превышал 5°.
310
Эксцентриковые зажимы (рис. 9.2, в) относятся к быст-
родействующим. Применяются эксцентрики с рабочим про-
филем в виде окружности, логарифмической или архимедо-
вой спирали. Наиболее простыми являются круглые эксцен-
трики в виде дисков. Наружный диаметр круглого эксцент-
рика равен 32...70 мм, а эксцентриситет е - 1,7...3,5 мм.
Круглые эксцентрики изготовляют из стали 20Х, цементи-
руют на глубину 0,8... 1,2 мм и закаливают до твердости
55...60 HRC.
При закреплении заготовки 1 в приспособлении круглый
эксцентрик поворачивают на определенный угол вокруг оси,
смещенной на величину эксцентриситета е (рис. 9.2, в).
Эксцентрик должен быть самотормозящим. Для этого угол
подъема эксцентрика в рабочем положении не может превы-
шать угол трения. Самоторможение эксцентриковых зажи-
мов обеспечивается определенным отношением диаметра
эксцентрика к его эксцентриситету, которое должно быть
равно 14... 16.
Цанговые зажимы (рис. 9.2, г) включают разрезные пру-
жинные гильзы 2, изготовленные из высокоуглеродистой ин-
струментальной стали У10А, термически обработанной до
твердости 58...62 HRC и в хвостовой части до 39...45 HRC.
Изготовляют цанги и из легированных сталей, содержащих
0,6 % С, 1 % Si, 1 % Мп и 0,5 % Сг. Угол конуса цанги
а = 30...40°; при меньших углах возможно заклинивание цан-
ги. Угол конуса клина 3 изготовляют на 1° больше, чем во
втулке.
Сложные зажимные устройства состоят из нескольких
простых устройств, соединенных вместе. К ним относятся
зажимные устройства для станков непрерывного действия
(многошпиндельных с вращающимся барабаном или столом)
и автоматические, исключающие ручной труд при закрепле-
нии заготовок в приспособлении.
Зажимные устройства должны быть надежными, про-
стыми и удобными в обслуживании, обеспечить минималь-
ную силу и быстродействие при закреплении и откреплении
заготовок, исключить деформацию и повреждение их по-
верхностей.
311
При обработке резанием на заготовку действуют силы ре-
зания, силы зажима и реакции опор. Необходимая сила зажи-
ма должна исключать возможность смещения заготовки в при-
способлении. Величина силы зажима зависит от принятой
схемы установки заготовки, величины и направления сил ре-
зания (рис. 9.3, а - д).
На рис. 9.3, а силы резания Pz и зажима Q действуют на за-
готовку в одном направлении, на рис. 9.3, б - в разных на-
правлениях, а на рис. 9.3, в эти силы действуют на заготовку
перпендикулярно друг другу.
Рис. 9.3. Схемы для расчета сил зажима при различных установках заготовок:
а, б и в - на опорных штырях; г - в призме; д - в трехкулачковом патроне;
1 - заготовка; 2 - опора; PKn Pz- составляющие силы резания; Q - сила зажима;
f f и - коэффициенты трения; R - радиус заготовки; - крутящий момент,
приложенный к заготовке; а - угол между опорными поверхностями призмы
Наиболее сложный случай расчета силы зажима соответ-
ствует рис. 9.3, в.
Силе Pz противодействует сила трения fxQ между зажим-
ным элементом и верхней плоскостью заготовки и сила трения
f2Q между опорными штырями приспособления и нижней ба-
зовой плоскостью заготовки
312
fxQ+f£ = KPz, (9.1)
где f{ и f2 - коэффициенты трения; К - коэффициент запаса,
откуда
Q = (9.2)
Z+/2
Если принять =f2 = 0,1, то
Q = 5KPZ. (9.3)
При закреплении заготовки в призме (рис. 9.3, г) сила за-
крепления Qравна
ж г 01
Мип - cos —
КР о
Q = K----(9.4)
где Мкр - крутящий момент, приложенный к заготовке; а -
угол между опорными поверхностями призмы; f - коэффици-
ент трения; R - радиус заготовки.
При закреплении заготовки в трехкулачковом патроне
(рис. 9.3, <Э) она подвергается действию составляющих си-
лы резания Pz (касательной) и Рх (осевой). Сила Pz создает
момент резания Мр = PzR, стремящийся повернуть заго-
товку вокруг ее оси, а сила Рх - сместить заготовку вдоль
ее оси.
Суммарная сила зажима тремя кулачками Qz определяется
из выражения
&/К=ХМр;
где R - радиус заготовки; f - коэффициент трения между ку-
лачками патрона и заготовкой.
Сила зажима QK одним кулачком
(9.6)
Z
yjxq z - число кулачков патрона.
313
Отсутствие осевого сдвига заготовки проверяется по формуле
QJ>KPX, (9.7)
откуда
КР
<9-8)
Силовые приводы зажимных устройств по степени ме-
ханизации подразделяются на ручные, механизированные и
автоматизированные.
В приспособлениях чаще всего используются механизиро-
ванные силовые приводы, которые сокращают время установ-
ки и снятия заготовки, облегчают условия труда, повышают
стабильность закрепления заготовок. В зависимости от источ-
ников энергии наиболее широкое применение нашли следую-
щие виды силовых приводов: пневматические, гидравличе-
ские, пневмогидравлические.
Пневматические силовые приводы являются наиболее рас-
пространенными и подразделяются на пневмоцилиндры
(одностороннего и двустороннего действия) и пневмокаме-
ры (рис. 9.4). Пневмоцилиндры одностороннего действия
Рис. 9.4. Пневматические приводы:
а - пневмоцилиндр; б - пневмокамера
используют в тех случаях, когда открепление заготовки не
требует больших усилий и возврат поршня в исходное поло-
жение может осуществляться пружиной. В этом случае усилие
на штоке Q (Н) равно
314
TtD2
е = (9-9)
где рв - давление воздуха на поршень (0,4...0,5 МПа);
D - диаметр поршня, м; Рпр - сопротивление возвратной пру-
жины в конце рабочего хода поршня, Н; т| - КПД, учитываю-
щий потери за счет трения в цилиндре (т| = 0,85.. .0,95).
Для пневмоцилиндра двустороннего действия сила на што-
ке равна
TtD2
Q = pb— n- (9.10)
Пневмокамеры (диафрагменные силовые приводы) изго-
тавливаются чаще всего одностороннего действия (рис. 9.4, б).
Сила на штоке пневмокамеры зависит от отношения — (d -
D
диаметр опорного диска; D - диаметр рабочей части диафраг-
мы). На практике отношение — = 0,7, длина хода штока
D
(0,16...0,30)D.
Сила Q на штоке для пневмокамеры одностороннего дей-
ствия
Q=P/~P^ (9.И)
двустороннего действия
Q=P^ (9.12)
где р - давление сжатого воздуха, МПа; F - активная пло-
щадь диафрагмы, м2:
F = ^(D2 +Dd + d2). (9.13)
Пневмокамеры по конструкции проще, дешевле и выдер-
живают до 500 тыс. включений (пневмоцилиндры - до
50 тыс.), не требуют высокой точности и качества обработки
рабочей поверхности; исключают утечку сжатого воздуха до
разрушения диафрагмы. Однако пневмокамеры имеют не-
большую величину хода штока и нестабильное усилие на
штоке при его перемещении.
315
Гидравлические силовые приводы по сравнению с пневмо-
приводами имеют ряд преимуществ: высокое давление рабо-
чей жидкости (что создает большую силу зажима); смазыва-
ние трущихся деталей гидроцилиндра; меньшие массу и габа-
ритные размеры. Недостатки - сложность установки и боль-
шая стоимость гидроприводов.
Сила Q на штоке гидроцилиндра зависит от давления рабо-
чей жидкости и площади поршня и определяется по тем же
формулам, что и для пневмоцилиндров.
Пневмогидравлические силовые приводы применяют в тех
случаях, когда нужно иметь большие усилия зажима. Принцип
действия пневмогидравлических приводов заключается в сле-
дующем. Сжатый воздух из воздушной магистрали поступает
в безштоковую полость пневмоцилиндра 6 (рис. 9.5), поршень
5 с плунжером 4 перемещается влево, создавая давление масла
в гидроцилиндре 5. Под давлением масла поршень 2 со што-
ком 1 перемещается влево и приводит в действие зажимное
устройство приспособления. Давление масла в гидроцилиндре
во столько раз превышает давление воздуха в пневмоцилинд-
ре, во сколько раз площадь поршня пневмоцилиндра больше
площади плунжера.
Воздух
Рис. 9.5. Пневмогидравлический привод:
1 - шток; 2,5- поршни; 3 - гидроцилиндр; 4 - плунжер; 6 - пневмоцилиндр
Условие равновесия между давлением воздуха и давлением
масла выражается равенством:
nD2 nd2
(9-14)
316
d;
Рм=Рв~%-’
а
откуда давление масла рм (МПа) в гидроцилиндре
(9.15)
где рв - давление воздуха в пневмоцилиндре, МПа; D3 - диа-
метр пневмоцилиндра, м; d - диаметр плунжера, м.
D2
Отношение —называется коэффициентом усиления и
dz
принимается равным 16.. .26.
Сила Q2 на штоке зажимного устройства
Q2=Pm-^^ (9.16)
где DM - диаметр гидроцилиндра, м; г| - КПД пневмогидро-
привода (г| = 0,80.. .0,85).
Подставив в формулу (9.15) значение рм, получим
(9.17)
2 4
п -
Приняв Щ — Ръ 4 , получим
D2
а
(9.18)
где Qx - сила на штоке пневмоцилиндра, Н.
Пневмогидравлические силовые приводы чаще всего при-
меняют в стационарных и вращающихся приспособлениях.
Вспомогательные элементы служат для удобства работы
с приспособлениями. Наиболее распространенными из них
являются ручки, выталкиватели обработанных деталей, шпон-
ки для ускорения установки приспособления на станке, упоры
для наладки станка.
Для фиксации в определенном положении поворотной час-
ти приспособления с закрепленной в ней обрабатываемой де-
талью применяют делительные устройства, состоящие из дис-
317
ка, жестко закрепленного на поворотной части приспособле-
ния, и фиксатора.
Направляющие элементы, называемые кондукторами,
применяют при обработке отверстий сверлами, развертками,
зенкерами, резцовыми скалками. Втулки кондукторов бывают
постоянными (запрессованными в корпус), сменными (закре-
пляемыми винтом в постоянных втулках корпуса) и быстро-
сменными (при применении разных инструментов в одной
операции). Расстояние от нижнего торца втулки до поверхно-
сти обрабатываемой детали принимают 0,3... 1,0 диаметра от-
верстия втулки, причем меньшее расстояние принимают при
обработке хрупких материалов, а большее - вязких.
9.2. Методика проектирования приспособлений
Исходные данные для проектирования. Проектирование
приспособления начинают с разработки технического задания,
которое, по сути, является постановкой задачи. Техническое
задание готовит технолог. Оно включает описание функций,
производительности и основных параметров создаваемого
устройства. В техническом задании, например на проектиро-
вание приспособления для обработки резанием, приводят све-
дения операционной карты: модель станка; операционный эс-
киз; материал заготовки и его характеристику; базы; места
приложения усилий закрепления, обрабатываемые поверхно-
сти; размеры в начале и в конце обработки; параметры шеро-
ховатости; формы и расположения поверхностей; режимы об-
работки.
Последовательность проектирования приспособления.
При разработке приспособлений необходимо иметь каталоги
или паспорта оборудования, для которого разрабатывают при-
способления.
При проектировании приспособления изображают заготов-
ку тонкими сплошными линиями (желательно в масштабе 1:1)
и обозначают ее обрабатываемые поверхности и базы. Изо-
бражают опорные элементы приспособления и инструмент,
установленный на резцедержателе, скалке или в шпинделе
станка, в крайних положениях и устройства для его направле-
ния (например, кондукторные втулки) и поддерживания (на-
пример, центра). Количество видов заготовки и расстояния
318
между ними должны быть такими, чтобы можно было изобра-
зить все элементы приспособления и дать представление об
его устройстве и работе.
В качестве технологических баз у заготовки применяют:
• плоскую поверхность;
• плоскую поверхность и два цилиндрических отверстия с
параллельными осями, перпендикулярными к плоскости;
• центровые отверстия или фаски;
• наружные или внутренние поверхности вращения и пер-
пендикулярную к ее оси плоскую поверхность;
• наружные или внутренние цилиндрические поверхности
с пересекающимися осями.
Продолжая разработку приспособления, выбирают на ос-
новании технико-экономического расчета вид привода для
закрепления заготовки. Привод может быть ручной (резьбо-
вой, эксцентриковый, клиновой, рычажный и др.) или механи-
ческий (пневматический, гидравлический, электромагнитный
и др.). К заготовке прикладывают силы резания и закрепления,
реакции опор и силы трения. Из уравнений равновесия заго-
товки находят значение расчетного усилия закрепления. Не-
обходимое значение усилия закрепления, обеспечиваемое
приводом, получают путем умножения расчетного усилия на
коэффициент запаса К
К = К^К2К3К<К5Кв, (9.19)
где Kq - коэффициент гарантированного запаса, равен 1,5; -
коэффициент, учитывающий увеличение сил резания из-за
случайных неровностей на обрабатываемых поверхностях,
равен 1,2 при черновой обработке и 1,0 при чистовой обработ-
ке; К2 - коэффициент, характеризующий увеличение сил реза-
ния при затуплении режущего инструмента, изменяется от 1,0
до 1,8; Кз - коэффициент, учитывающий увеличение сил реза-
ния при прерывистом резании, при таком точении и торцовом
фрезеровании равен 1,2; К4- коэффициент, характеризующий
непостоянство силы закрепления, изменяется от 1,0 до 1,3; К5-
коэффициент, учитывающий эргономический фактор, при
удобном расположении рукоятки и малом угле ее поворота
равен 1,0, в противном случае - 1,2; 7<6 - коэффициент, учиты-
вающий наличие моментов, стремящихся повернуть заготов-
ку, при установке на штыри равен 1,0, при установке на опор-
ные пластины - 1,5. Если в результате расчета значение коэф-
319
фициента запаса К окажется меньше 2,5, то принимают
К =2,5.
Вычерчивают корпус приспособления, на котором разме-
щены опоры и детали механизма закрепления заготовки.
В качестве корпуса приспособления чаще применяют сварную
деталь из листового и профильного проката или реже - отлив-
ку. Для выполнения отверстий под опоры и резьбу использу-
ют бобышки, жесткость корпусу придают применением ребер.
На корпусе выполняют элементы для его установки на станке.
Неподвижный корпус приспособления закрепляют на столе
станка с помощью болтов с гайками. Головки болтов входят в
Т-образные пазы стола. Часто на поверхности приспособле-
ния, соприкасающейся с поверхностью стола, устанавливают
две призматические шпонки, шириной равной ширине паза
стола. Эти шпонки быстро базируют приспособление при его
установке. Корпус закрепленного приспособления не должен
«свисать» со стола станка. Подвижный корпус, например, в
виде планшайбы, устанавливают на коническую поверхность
шпинделя станка и закрепляют. Если планшайбу устанавли-
вают на наружную коническую поверхность, то планшайбу
крепят к фланцу шпинделя болтами. Если для установки
планшайбы используют внутреннюю коническую поверхность
шпинделя, то конус приспособления крепят с помощью
шпильки, проходящей через отверстие шпинделя.
Убеждаются, что погрешность установки заготовки не пре-
вышает допустимую. Погрешность установки заготовки в
приспособлении £у как суммарное поле рассеяния размера об-
работки определяют по формуле
Еу = 1М > (9-20)
где £б - погрешность базирования, которая возникает при не-
совпадении измерительной и технологической баз; £3 - по-
грешность закрепления, возникающая из-за смещения измери-
тельной базы относительно опор приспособления под дей-
ствием сил закрепления; £пр - погрешность положения заго-
товки относительно режущего инструмента под влиянием
неточного изготовления приспособления, его сборки и изна-
шивания опор; [£у] - допустимая погрешность установки заго-
товки, которая составляет часть допуска на размер.
320
Детали приспособления рассчитывают на прочность, жест-
кое I ь и износостойкость.
11а рис. 9.6 в качестве примера приведено спроектированное при-
способление к сверлильному станку 2Н135 для одновременного свер-
ления 24-х ступенчатых отверстий в накладке ведомого диска сцепле-
ния. Приспособление состоит из подвижной и неподвижной частей.
В подвижную часть входит редуктор 2 с оправкой 7, шпиндельные узлы
Р//с 9 6 Приспособление для сверления отверстий в накладке ведомого
диска сцепления:
/ - оправка; 2 - редуктор; 3 - болт; 4 - центр; 5 - сверло; 6 - кондукторная плита;
7 - подставка
321
со сверлами 5 и кондукторная плита 6. Эта часть приспособления с
помощью клеммового зажима крепится на плунжере шпиндельной
бабки, которая перемещается при вращении штурвала. Неподвижная
часть приспособления, которую крепят к столу станка - это подстав-
ка 7 под заготовку. В подставке имеются отверстия под оправку и
для выхода сверл.
Редуктор приводится от шпинделя станка посредством центра 4 с
лапкой. Редуктор распределяет момент между всеми шпинделями
приспособления, не изменяя частоту вращения. В каждом шпинделе
имеется осевое отверстие, в котором установлено сверло, промежу-
точный стержень и болт 3 с контргайкой. Сверло фиксируется от
поворота разрезной втулкой с гайкой. Кондукторная плита установ-
лена на оправке со шпонкой. Корпус редуктора со шпинделями, кон-
дукторная плита и подставка ориентированы друг относительно дру-
га оправкой. Между кондукторной плитой и корпусом расположена
пружина.
Рабочая часть каждого сверла выполнена из твердосплавной пла-
стинки, заточенной для получения ступенчатого отверстия. Частота
вращения сверла 250 мин"1. Глубину ступени обработанного отвер-
стия регулируют вращением болта. При регулировке на подставку
устанавливают металлическую модель детали. Подвижную часть
приспособления при этом перемещают в крайнее нижнее положение,
а каждое сверло - до его касания с моделью.
Для обработки накладки необходимо привести шпиндели во вра-
щение, поднять с помощью штурвала подвижную часть приспособ-
ления до выхода оправки из отверстия приспособления, установить
заготовку, опустить подвижную часть головки до касания сверлами
заготовки и в течение 10с произвести их подачу.
ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННЫХ УЧАСТКОВ
АВТОРЕМОНТНОГО ПРЕДПРИЯТИЯ
10.1. Содержание и организация проектирования
производственного участка
Увеличение производственной мощности предприятия, из-
менение его специализации и повышение качества продукции
требуют создания новых и реконструкции действующих про-
изводственных участков с более совершенной организацией
труда и передовыми технологическими процессами. Рекон-
струкция участков дает более быстрые и дешевые результаты,
чем создание новых участков с капитальными строительными
работами. Она предполагает изменение технологических про-
цессов, видов и количества применяемого оборудования.
Строительные работы при этом связаны только с изменением
границ участка и изготовлением фундаментов под оборудование.
Содержание проекта. Проект (от лат. projectus - брошен-
ный вперед, взгляд в будущее) - это совокупность техниче-
ских документов (чертежей, пояснительной записки, технико-
экономического обоснования и др.), содержащих принципи-
альное или детальное представление об участке и сведения,
необходимые для его создания или совершенствования. Про-
ект производственного участка базируется на перспективных
планах развития авторемонтного предприятия, строительных
нормах и правилах (СНиП) и нормах технологического проек-
тирования.
Проектирование - это разработка проекта. Проектирова-
ние - описание несуществующего объекта.
Цель проектирования заключается в создании передового
по техническому уровню и эффективности участка, поэтому в
проекте используют опыт и новейшие достижения науки.
Проектирование производственного участка заключается в
определении его структуры (состава, отношений и связей с
другими участками, складами, инженерными сетями), разме-
щении оборудования, исполнителей и предметов ремонта на
площади участка и изображении путей технологического пе-
323
ремещения изделий и эвакуации работающих в чрезвычайных
ситуациях. Ограничениями при проектировании участка
являются его производственная мощность, требования взры-
вопожарной и пожарной безопасности, нормы технологиче-
ского проектирования, охраны труда и окружающей среды,
санитарные требования. Качество проекта оценивают техни-
ческими и экономическими параметрами, определяющими
совершенство участка.
Проектная документация включает:
• задание на проектирование;
• комплект технологической документации, на основании
которой разработан участок;
• графические документы (технологическую планировку,
схемы инженерных сетей, чертежи фундаментов);
• сметную и технико-экономическую части;
• пояснительную записку.
Задание на проектирование готовит отдел главного техно-
лога со ссылкой на приказ по предприятию и план организа-
ционно-технических мероприятий. Оно содержит задачи, ме-
сто участка, его специализацию и производственную мощ-
ность, основные источники снабжения производственными
ресурсами (теплом, водой, электроэнергией и др.), ориентиро-
вочные капитальные вложения, срок ввода в эксплуатацию.
Технологический процесс операционного описания содер-
жит сведения о применяемом оборудовании и оснастке, по-
следовательности операций и переходов, базах и способах
установки изделий. В нем определены мероприятия по охране
труда, назначены технологические режимы, рассчитаны мате-
риальные и трудовые нормативы.
Понятие о генеральном плане авторемонтного пред-
приятия. Генеральный план представляет собой комплексное
технологическое и архитектурно-строительное решение пред-
приятия, определяющее рациональное расположение всех
зданий и сооружений, подъездных путей, площадок озелене-
ния и отдыха. Генеральный план должен быть разработан с
учетом габаритных размеров строительного участка и произ-
водственных корпусов, их технологической взаимосвязи,
рельефа местности, устройства инженерных сетей, геологиче-
ских условий, градостроительных и архитектурных требова-
ний, организации транспортных схем и людских потоков, тре-
324
бований охраны труда, противопожарных и санитарных
норм, возможности расширения предприятия и благоуст-
ройства территории.
При составлении генерального плана, прежде всего, необ-
ходимо уточнить перечень зданий и сооружений, которые
должны быть размещены на участке, а также перечень откры-
тых площадок для складирования ремонтного фонда, готовой
продукции, лесоматериалов и других материалов, хранение
которых допускается вне здания. Расположение строительных
объектов должно обеспечить кратчайшие транспортные пути
и исключить пересечение грузопотоков. Здания и сооружения
необходимо располагать относительно направления господ-
ствующих ветров с учетом наилучших условий естественного
освещения и проветривания помещений. Производственные
участки с вредными выделениями (газ, дым) при резко выра-
женном направлении преобладающих ветров следует распола-
гать с подветренной стороны главного производственного
корпуса завода. Поэтому на генеральном плане указывают
преимущественное направление ветров (розу ветров), которое
помещают в верхнем левом углу схемы.
Эффективность использования земельного участка, отве-
денного под строительство, характеризуется коэффициентом
застройки, который представляет собой отношение площади,
занятой зданиями и сооружениями всех видов, включая очи-
стные сооружения, санитарно-технические и энергетические
установки, открытые площадки, оборудованные подъемно-
транспортными устройствами для погрузочно-разгрузочных
работ к площади участка. Следовательно, коэффициент за-
стройки характеризует плотность застройки участка, он дол-
жен быть равен 0,25 - 0,35.
При количестве работающих более 500 человек админист-
ративно-бытовые помещения целесообразно размещать в от-
дельном помещении, соединенном с главным производствен-
ным корпусом теплым переходом (галереей). Около админи-
стративно-бытового корпуса необходимо предусматривать
площадку для стоянки автомобилей и других транспортных
средств работников предприятия. Площадь озеленения со-
ставляет 10... 15 % от площади предприятия.
325
Рис. 10.1. Схема генерального плана агрегаторемонтного завода:
1,8- площадки для отдыха; 2 - административно-бытовой корпус; 3, 5 - гря-
зеотстойники; 4 - главный производственный корпус; 6 - труба; 7 - котельная;
9 - площадка для приемки ремонтного фонда и выдачи готовой продукции;
10 - навес для металла; И - складской корпус; 12 - площадка для утиля;
13 - резервуар для воды; 14 - склад готовой продукции; 15 - площадка для ре-
монтного фонда; 16- транспортная проходная
На рис. 10.1 показана схема генерального плана предпри-
ятия по ремонту автомобилей.
Планировка производственного участка - это частичный
горизонтальный разрез здания, охватывающий границы участ-
ка, на котором изображены элементы здания, исполнители,
оборудование и предметы ремонта. Планировку участка вы-
полняют в масштабе 1:100, на которой приводят:
• элементы здания (колонны, стены, перегородки и тамбу-
ры, окна, ворота, двери и лестницы, очертания фундаментов и
оснований колонн, антресоли и подвалы) с координационны-
ми осями и их обозначением;
326
• технологическое оборудование (станки, стенды, прессы,
печи и др.) с привязочными размерами;
• сантехническое оборудование, тепловые завесы, зон-
ты и др.;
• ресиверы со сжатым воздухом, емкости под СОЖ, баки и
насосы и др.;
• точки подвода производственных ресурсов к оборудова-
нию и точки отвода отходов;
• подземные коллекторы для размещения инженерных сетей;
• места расположения рабочих у оборудования;
• рабочие места без оборудования;
• организационную оснастку (верстаки, подставки и др.) и
производственную мебель (рабочие столы, инструментальные
шкафы и др.);
• места у технологического оборудования для хранения
материалов, заготовок и деталей;
• подъемно-транспортное оборудование участка;
• подъемно-транспортные устройства (гравитационные
лотки, склизы, вибробункеры, краны-укосины и др.) и накопи-
тели, обслуживающие отдельные рабочие места;
• рабочие места контролеров и мастеров, места отдыха ра-
бочих, сатураторы, умывальники, питьевые фонтанчики и др.;
• проезды и проходы;
• электрические щиты и средства пожаротушения;
• знак категории взрывопожарной и пожарной опасности
участка;
• границы участка.
На планировке приводят также фрагменты смежных
участков.
Все технологическое, обслуживающее и подъемно-транспорт-
ное оборудование обозначают порядковыми номерами в тех-
нологической последовательности и вносят в спецификацию.
При этом указывают его наименование, характеристику, мо-
дель (тип) и количество, а в примечаниях указывают установ-
ленную мощность.
Технологический процесс и планировка участка представ-
ляет собой технологическую часть проекта, которая является
ведущей. На основании ее разрабатывают строительную часть,
которая содержит чертежи помещения, фундаментов и
327
устройств водоснабжения, канализации, отопления и вентиля-
ции. Сметная часть включает ведомости материальных и фи-
нансовых затрат, а технико-экономическая - технико-эконо-
мическое обоснование проекта.
Пояснительная записка в соответствии со СНБ 1.03.02-96
включает:
• обоснование видов ремонтируемых изделий, их краткую
конструкторско-технологическую характеристику;
• расчет производственной мощности участка;
• краткую характеристику и обоснование принятых техно-
логических решений;
• данные о затратах труда на единицу продукции (в срав-
нении с базовыми решениями), годовом объеме работ, меха-
низации и автоматизации технологических процессов;
• обоснование видов и количества технологического и подъ-
емно-транспортного оборудования (в том числе импортного);
• принятую для участка сменность работы, продолжитель-
ность смены и годовые фонды времени рабочих;
• определение состава и численности работающих (с раз-
бивкой по категориям, профессиям и сменам) и рабочих мест;
• расчеты производственной площади;
• описание технологической планировки участка во взаи-
модействии его с другими производственными участками и
складами;
• обоснование места участка внутри производственного
здания;
• предложения по организации контроля качества продукции;
• потребность в основных видах производственных ресур-
сов для технологических нужд;
• обоснование организации производства (в том числе по-
точного) и организационной структуры участка;
• характеристику межцеховых и цеховых инженерных сетей;
• расчет уровня механизации и автоматизации производ-
ственного участка;
• решение по применению малоотходных и безотходных
технологических процессов, по повторному использованию
тепла и уловленных химреактивов;
• данные о количестве вредных выбросов в воздушное
пространство, в водные источники и на землю;
328
• мероприятия по сокращению выбросов вредных веществ
в окружающую среду;
• вид, состав и объем отходов производства, подлежащих
утилизации и захоронению;
• организацию содержания средств ремонта в исправном
состоянии;
• организацию складского хозяйства;
• описание мероприятий по обеспечению санитарных тре-
бований, правил охраны труда, взрывопожарной и пожарной
безопасности;
• оценку возможности возникновения аварийных ситуаций
и решения по их предотвращению;
• технико-экономические показатели технологических ре-
шений и их соответствие нормативам;
• заключение, в котором определяется соответствие про-
ектных технологических решений заданию на проектирование
и их перспективность.
Часть указанных разделов учащиеся разрабатывают при
выполнении курсовых и дипломных проектов.
Последовательность проектирования. Учитывая слож-
ность проекта, большой объем затрат и необходимость по-
этапной корректировки технических решений, проектные ра-
боты выполняют в две стадии. Сначала разрабатывают техни-
ческий проект, а затем на его основе и после утверждения вы-
полняют рабочие чертежи. При проектировании несложных
участков, когда имеются прогрессивные однотипные проекты
и достаточный опыт разработчиков, допускается совмещать
эти стадии проектирования.
Задача разработчика планировки производственного участ-
ка заключается в размещении на плане участка средств и
предметов ремонта с обеспечением ряда ограничений и требо-
ваний оптимальности. Последние требования определяются
минимальными грузопотоками на участке и наименьшей его
производственной площадью.
При составлении планировки вначале макеты оборудова-
ния для операций с коэффициентом их выполнения «единица»
выставляют в одну линию в порядке следования технологиче-
ского процесса. Оборудование с неполной загрузкой на плане
располагается сбоку этой линии в месте выполнения опера-
ции. Расстояния между оборудованием выбираются согласно
329
требованиям на его расстановку. Проводят границы участка на
необходимом расстоянии от оборудования. Примерно опреде-
ляют площадь участка. Затем выбирают подходящее помеще-
ние или его часть для размещения оборудования. Выполняют
план помещения с обозначением стен, проемов, колонн, под-
крановых путей, зон обслуживания грузоподъемными и
транспортирующими средствами, инженерными сетями. Рас-
ставляют темплеты оборудования соответственно выполне-
нию технологического процесса и согласно нормам техноло-
гического проектирования в части расстояний между техноло-
гическими машинами и оборудованием и элементами здания.
Траектории перемещения предметов ремонта должны нахо-
диться в зоне действия цеховых грузоподъемных средств, если
последние применяют для целей технологического перемеще-
ния. Уточняют, имеется ли возможность перемещения обору-
дования на свое место при монтаже или ремонте цеховыми
или заводскими подъемно-транспортными средствами. Уточ-
няют также, имеется ли возможность снятия частей оборудо-
вания цеховыми средствами при его текущем ремонте.
Выполняют варианты планировок, удовлетворяющих уста-
новленным ограничениям. Вариант, требующий на свою реа-
лизацию наименьшей площади при минимальной транспорт-
ной работе по перемещению ремонтируемых изделий, при-
знают оптимальным.
Технический проект содержит общую характеристику
технологического процесса и производственного участка.
Технический проект производственного участка согласуют с
местными организациями: государственной инспекцией труда,
санитарной и пожарной службами, комитетом охраны приро-
ды и в необходимых случаях - с органами Проматомнадзора.
Рабочие чертежи - это документы, по которым выполня-
ют строительные и монтажные работы. В рабочих чертежах
оборудование увязано с санитарно-техническими, энергетиче-
скими и другими объектами.
10.2. Производственное здание и инженерные сети
Техник-механик, участвующий в разработке производ-
ственного участка, должен иметь представление об устройстве
производственного здания.
330
Устройство здания. Производственное здание - это зда-
ние, в котором размещены средства ремонта, ремонтируемые
изделия и люди, на рабочие места подведены производствен-
ные ресурсы и на них обеспечены безопасные и безвредные
условия производительного труда.
В начале строительства убирают и сохраняют для после-
дующего использования плодородный слой почвы и образуют
основание здания.
Основание здания - это массив грунта, находящийся в си-
ловом взаимодействии с подземной частью здания. Основание
рассчитывают на давление 0,20...0,25 МПа. При необходимо-
сти его укрепляют цементным раствором или уплотняют виб-
рационными устройствами.
Производственное здание (рис. 10.2) состоит из каркаса,
стен и перегородок, кровли, фонарей и водостоков, полов и
отмостки, ворот, дверей и окон.
Элементы железобетонного каркаса одноэтажного зда-
ния: фундаменты и фундаментные балки, колонны и связи,
подкрановые и стропильные балки, подстропильные и стро-
пильные фермы.
Фундамент - это конструктивный элемент здания, предна-
значенный для передачи нагрузки на основание. Он может
быть из отдельных свай, башмаков или плит. Оголовки свай
служат опорой башмаков или плит. Башмаки стаканного типа
являются опорой колонн. Башмаки, расположенные по пери-
метру здания, связаны фундаментными балками. Плиты, образу-
ющие сплошной ленточный фундамент, служат опорой для стен.
Колонны - это вертикальные элементы каркаса здания. Ко-
лонны воспринимают нагрузку от ферм, балок, покрытия сте-
новых панелей и верхнего транспорта и опираются на фунда-
ментные башмаки, в которых закреплены бетоном. Железобе-
тонные колонны бывают сборными или монолитными. Сече-
ния колонн пропорциональны их высоте. В многопролетных
зданиях с шириной пролета от 12 до 24 м колонны, как прави-
ло, имеют сечение 400x400 мм. Для увеличения жесткости
каркаса применяют металлические связи колонн.
Подстропильные и стропильные фермы - это горизон-
тальные элементы здания, которые связывают верхние концы
колонн и служат опорой кровельных панелей. Кроме того, они
воспринимают нагрузку от фонарных устройств, кровельного
331
Рис. 10.2. Схема промышленного здания каркасного типа:
1 — фундаментный башмак; 2 - колонна; 3 - подстропильная ферма; 4 - стропиль-
ная ферма; 5 - светоаэрационный фонарь; 6 - плита покрытия; 7 - утеплитель;
8 - выравнивающий слой; 9 - кровельный ковер; 10 - воронка внутреннего водо-
стока; 11 - стеновая панель; 12 - ленточное остекление; 13 - крановой рельсой;
14 - подкрановая балка; 15 - связи; 16 - фундаментная балка; 17 - отмостка
настила с осадками и подвесного транспорта с грузом. В каче-
стве материала ферм используют сборный железобетон или
металл (для пролетов 24 м и более). Указанные функции могут
также выполнять стропильные и подкрановые балки.
Кровля защищает здание от дождя и снега и замыкает гори-
зонтальную конструкцию здания. Она включает плиты, паровую
изоляцию, утеплительный настил, фонари, водоизоляционные
покрытия, цементно-песочные стяжки и верхние защитные по-
332
крытия. В качестве материала для паровой изоляции применяют
рубероид для утеплителей - пенобетон, для верхних защитных
покрытий - толь или гравий на мастике. Кровля может быть гори-
зонтальной или наклонной. В конструкцию горизонтальной кров-
ли входят устройства для внутреннего отвода воды. С наклон-
ных крыш вода стекает по наружным отводам.
Фонари обеспечивают освещение рабочих мест и естест-
венную регулируемую вентиляцию (аэрацию) помещений
(рис. 10.3). Длина фонарей составляет не более 120 м. Расстояние
между торцами фонарей и между торцом фонаря и наружной сте-
ной здания не менее 6 м.
Стены, перегородки, окна, ворота, двери и лестницы состав-
ляют вертикальное ограждение здания и помещений.
Стены - это основная часть вертикальных ограждений,
воспринимающих нагрузку от ветра. В каркасных зданиях
применяют навесные или подвесные стены, выполненные из
панелей длиной 6 или 12 м, высотой 1,2 и 1,8 м и толщиной
300...500 мм. Стены могут быть и из кирпича. Толщина кир-
пичных стен составляет 510 мм (кладка в два кирпича).
Перегородки разделяют здание на отдельные помещения, в
которых размещают производственные участки, склады, кла-
довые, кабинеты цеховых руководителей и специалистов и др.
Перегородки делают из кирпича, гипсовых панелей и листово-
го металла.
Оконные проемы необходимы для освещения и аэрации
помещений. Оконные проемы выполняют глухими или в виде
Рис. 10.3. Световые фонари различной формы:
а - прямоугольной; б - пятиугольной; в - треугольной; г - М-образной; д - пило-
образной
333
открывающихся створчатых переплетов. Остекление бывает
одинарным или двойным.
Ворота замыкают магистральные проезды и служат для
проезда транспортных средств. Для прохода людей в них мо-
гут быть калитки. Высота ворот не менее чем на 0,2 м превы-
шает высоту проезжающих транспортных средств с грузом, а
ширина, соответственно, на 0,6 м. Ширина ворот должна быть
достаточной для перемещения технологического оборудова-
ния. Типовые ворота имеют следующие размеры (шири-
нахвысота): 2,0x2,5; 3,0x3,0; 3,0x3,5; 4,0x3,0 и 4,0x4,2 м. Во-
рота для проезда пожарных автомобилей имеют высоту не
менее 4,2 м. Ворота бывают створчатыми (распашными), раз-
движными (откатными), подъемно-складывающимися или
шторными.
Двери делятся по назначению на эвакуационные, транспорт-
ные и запасные; по расположению - на наружные и внутренние.
Ширина дверей - 1,0; 1,5 и 2,0 м, а высота - 2,4 м.
Лестницы размещают у капитальных стен с лестничными
клетками шириной 2,5...3,0 м. Лестницы и выходы из зданий
размещают на расстоянии 50 м (максимум 100 м) от наиболее
удаленного рабочего места.
Полы должны быть прочными, обладать малой истираемо-
стью, несгораемостью, бесшумностью, масло- и кислотостой-
костью и не образовывать пыль при движении напольного
транспорта. Элементы пола:
• подстилочный слой толщиной 100... 150 мм из шлака,
гравия или щебня;
• гидроизоляция, которая защищает пол и помещение от
грунтовых вод;
• стяжка - слой, образующий жесткую, плотную и ровную
корку по нежестким или пористым элементам пола;
• прослойка - промежуточный слой между стяжкой и по-
следующим слоем пола;
• покрытие - верхний слой, который взаимодействует с
оборудованием, транспортом, ремонтируемыми изделиями и
людьми. Покрытия бывают сплошными (бетонные, металло-
цементные и др.) и из штучных материалов (металлических
плит, керамической плитки, деревянных шашек и др.).
Общая толщина пола примерно 250 мм. На полу указанной
толщины допускается установка большинства оборудования
без фундаментов.
334
При применении в производстве агрессивных и вредных
веществ (кислот, щелочей, солей, нефтепродуктов и др.) пре-
дусматривают химстойкие полы, не допускающие сорбцию
указанных веществ.
Координационные оси. Здание в плане разделяют осями
на ряд элементов. Эти оси определяют расположение основ-
ных конструкций (стен и колонн) и называются координаци-
онными осями. Различают продольные и поперечные коорди-
национные оси, которые делят здание на его пролеты и шаги
колонн, соответственно. Пересечения этих осей определяют
места установки колонн. Координационные оси наносят на
основание здания в начале строительных работ. Их обознача-
ют на плане здания следующим образом (рис. 10.4). Верти-
кальные оси рядов колонн нумеруют слева направо по оси
абсцисс арабскими цифрами, начиная с единицы (1, 2, 3 и т.д.).
Рис. 10.4. Пример обозначения координационных осей на плане здания
335
Горизонтальные оси рядов колонн обозначают снизу вверх
по оси ординат заглавными буквами русского алфавита (А, Б,
В, Г и т.д., кроме 3, Й, О, X, Ц, Ч, Ш, Ъ, Ы, Ь).
Привязка конструктивных элементов здания - это указа-
ние их расположения относительно координационных осей.
Пролеты здания и сетка колонн. Пролет - это часть зда-
ния, ограниченная двумя смежными рядами колонн, перекры-
тых балками или фермами.
Пролеты здания размещают, как правило, параллельно
друг к другу. Пролет характеризуется: шириной, высотой и
длиной, шагом и сеткой колонн.
Ширина пролета - это расстояние L между смежными
продольными координационными осями. Для предприятий
наиболее распространены пролеты шириной 18 и 24 м.
Высота пролета - это расстояние Н от пола до низа несу-
щих конструкций. Кратность высоты пролета составляет 0,6 м
или 1,2 м.
При расчете высоты пролета здания (рис. 10.5) складывают
наибольшую высоту ремонтируемого изделия, высоту предва-
рительного подъема и чалочного устройства, длину крюковой
подвески, высоту крановой тележки и зазор от крановой
тележки до низа несущих конструкций перекрытия. Полученное
Рис. 10.5. Схема определения необходимой высоты пролета здания:
h\ - высота ремонтируемого изделия; Л2 - высота подъема; А3 - высота чалочного
устройства; - строительная высота кран-балки; h5 - размер, зависящий от конструк-
ции узла крепления подвесных путей; Н- высота здания до низа несущих конструкций
336
значение высоты округляют до большего ближайшего значе-
ния высоты пролета.
Длина пролета - это расстояние между крайними верти-
кальными координатными осями. Длина пролета равна произ-
ведению шага колон на количество шагов.
Шаг колонн - расстояние t между смежными горизонталь-
ными координационными осями. Шаг колонн кратный 6 м.
Сетка колонн определяется произведением ширины проле-
та на шаг колонн (Лхг). Для предприятий наиболее часто при-
меняют сетку колонн 18x12 или 18x6 м. Укрупненная сетка
колонн позволяет более экономно использовать производ-
ственную площадь здания.
Использование зданий с одинаковыми сеткой колонн, на-
правлением пролетов и высотой помещений в ряде случаев
нецелесообразно. Высота здания в средних пролетах обычно
превышает ее в крайних пролетах. Участки вспомогательного
производства, складские, бытовые и административные по-
мещения, а также участки основного производства (окрасоч-
ные, тепловые и обкаточные), выделяющие аэрозоли и отра-
ботавшие газы, размещают в крайних низких пролетах.
Строительные нормы требуют, чтобы здания авторемонт-
ных предприятий были прямоугольными, многопролетными и,
как правило, одноэтажными. Условные обозначения элемен-
тов производственного здания и оборудования приведены на
рис. 10.6.
Инженерные сети - это кабели, электрические провода,
трубопроводы, газоходы и коллекторы, по которым передают
технологические среды (горючие и окислительные газы, жид-
кое топливо и масла, водные растворы и др.), энергоносители
(сжатый воздух, горячую воду, пар, потоки заряженных час-
тиц), воду (питьевую и производственную), воздух (чистый и
загрязненный), отработавшие газы и отходы (газообразные и
жидкие). Они бывают подземные, наземные и настенные.
Кабели связи и силовые передают электрическую энергию.
По трубопроводам перемещают жидкость, пар и газы. Пе-
ремещают носители тепловой энергии (пар и горячую воду),
питьевую, охлаждающую и сточную воду, СОЖ, бензин,
масла, а также конденсат. Отдельно друг от друга проклады-
вают трубопроводы для питьевой и производственной воды и
воды для тушения пожара. В газовых трубопроводах движутся
337
Объект Условное обозначение Объект Условное обозначение
Строительные элементы Контрольная плита I КП 1
Капитальная стена Верстак 1_!_ 1
Сплошная перегородка Контрольный стол 1 КС 1
Остекленная перегородка Резервное место под оборудование •jpm,_; । *
Перегородка с сеткой X Х--Х—X Подъемно-транспортное оборудование
Металлическая перегородка на каркасе |Г -|| Электрический мостовой кран ica Q=5t
Ворота Дверь двупольная Кран-балка опорная
Граница цеха, участка — Кран-балка подвесная Il i; 4 ...т7..м p
Проезд — Кран поворотный на колонне
Колонна металлическая I Рольганг одинарный ll Ш
Колонна железобетонная -ЕЗ- Рольганг двойной H
Люк I Склиз —
Тоннель, канал (с отметкой уровня) Пластинчатый транспортер
Технологическое оборудование Подвесной цепной конвейер •0- ►
Технологическое оборудование (станок № по плану) Подъем и спуск цепного подвесного конвейера +55 +22 -4»-—I-
Место рабочего Монорельс с тельфером Q=0,5t
Место рабочего при многостаночном обслуживании Монорельс с пневматическим подъемником Q=0,2t
Технологическое оборудование, существующее в цехе, не используемое Электроинструмент на монорельсе —О—
Разметочная плита РП Тара LL J
Рис. 10.6. Условные обозначения на планировках производственных участков
элементов здания и оборудования
338
сжатый воздух (носитель потенциальной энергии давления),
горючие газы (природный газ, ацетилен и др.), кислород, за-
щитные газы (углекислый газ, аргон и др.). Предусматривают
кольцевую прокладку трубопроводов с установкой задвижек
или вентилей, позволяющих отключать участки трубопрово-
дов в случае их неисправности. Перед потребителями газа
устанавливают отстойники, фильтры, редукторы и счетчики.
Трубопроводы горючих газов бывают низкого (до 0,05 МПа),
среднего (0,05...0,30 МПа) и высокого (0,3...1,2 МПа) давления.
Для удаления конденсата из трубопроводов предусматри-
ваются их уклоны около 0,0025...0,0040 в сторону движения
газа, а в наиболее низких точках - водосборники с продувны-
ми кранами. Трубопроводы устанавливают на стенах, колон-
нах или фермах без провисания и с возможностью свободного
удлинения за счет деформирования компенсаторов. Трубопро-
воды с горючими газами располагают на 300 мм выше трубо-
проводов с кислородом или электрических кабелей. Концы
продувочных труб из трубопроводов с горючими газами вы-
водят из помещения.
Трубопроводы окрашены в цвет баллонов: с ацетиленом -
в белый; с кислородом - в голубой; с природным газом - в
желтый; с углекислым газом - в черный.
По канализационным коллекторам (ливневым, хозяй-
ственно-фекальным) перемещают производственные стоки.
Канализация бывает напорной и самотечной. Самотечную ка-
нализацию выполняют в виде водостоков и дренажей.
Газоходы служат для притока свежего воздуха в помеще-
ния и отвода загрязненного воздуха и отработавших газов от
рабочих мест.
Условные изображения потребителей пара, электроэнер-
гии, холодной и горячей воды, сжатого воздуха приведены на
рис. 10.7.
Расположение производственных участков в здании. Уча-
стки в производственном корпусе размещают в технологической
последовательности с учетом рекомендаций и ограничений.
Наименьшие площадь производственного корпуса, транспортная
работа по перемещению ремонтируемых изделий и потери
энергии будут обеспечены при учете следующих положений:
• перемещения изделий при их общей разборке и сборке
назначают параллельно и навстречу друг другу;
339
• разборочно-очистной участок имеет один канал входа
ремонтируемых изделий и несколько каналов выхода; сбороч-
ный участок, наоборот, имеет несколько каналов входа и один
канал выхода; участки восстановления деталей имеют по од-
ному каналу входа и по одному каналу выхода;
• базовая корпусная деталь или сборочная единица ремон-
тируемого агрегата выходит с разборочно-очистного участка
последней, а поступает на сборочный участок первой;
• участки восстановления деталей располагают между ка-
налами выхода соответствующих деталей с разборочно-
очистного участка и входа участка сборки, а перемещения де-
талей назначают перпендикулярно перемещению собираемых
и разбираемых агрегатов;
• длины участков восстановления деталей должны быть
равными расстоянию между сортировочно-накопительными и
комплектовочно-сборочными рабочими местами;
• обслуживающие участки располагают на минимальном
расстоянии от обслуживаемых участков (склад ремонтного
фонда - разборка', растворный пункт - очистка’, приготовле-
ние СОЖ, затачивание инструмента - обработка заготовок
резанием', фильтрация масла, подогрев воды - обкатка', при-
готовление лакокрасочных материалов - окрашивание и др.).
Перечисленным принципам удовлетворяет компоновка
здания, в котором пролеты здания с участками разборки и
сборки агрегатов и машин расположены параллельно друг
другу, но перпендикулярно остальным пролетам. При этом
исключается пересечение потоков движущихся предметов ре-
монта.
(yj - подвод пара
- потребители электроэнергии
(J) - подвод холодной воды к оборудованию
75°Q - подвод горячей воды к оборудованию (число показывает температуру)
© - подвод сжатого воздуха
Рис. 10.7. Условные обозначения потребителей пара, электроэнергии, холод-
ной и горячей воды, сжатого воздуха
340
Схема расположения производственных участков в произ-
водственном здании агрегато-ремонтного завода показана на
рис. 10.8. Стрелками показаны основные перемещения ремон-
тируемых изделий. Склады ремонтного фонда и товарной
продукции примыкают, соответственно, к разборочно-
очистному и обкаточно-испытательному участкам.
Рис. 10.8. Схема расположения производственных участков в производ-
ственном корпусе агрегато-ремонтного завода
341
Производственные участки стремятся расположить в од-
ном здании, а каждый участок - в одном пролете здания. Если
на участках имеет место избыточное тепловыделение (более
80 кДж/м3 • ч) или излучение, высокий уровень шума, выделе-
ние или применение вредных или взрыво- и пожароопасных
веществ, то такие участки выделяют стенами или перегород-
ками с возможностью выхода рабочих на улицу. Выделяют
участки: кузнечный, сварочный, термический, гальваниче-
ский, медницкий, переработки полимеров и резины, ремонта
аккумуляторных батарей, обкатки и испытания двигателей,
приготовления краски, окрашивания, деревообрабатывающий.
В одном помещении можно размещать участки кузнечный,
термический, сварочный и медницкий. Длинная сторона этих
помещений примыкает к наружной стене здания.
Пожароопасные участки располагают вдоль наветренной
по розе ветров стороны здания. «Горячие» участки (кузнеч-
ный, термический и др.) и участки, являющиеся источниками
выделения вредных и неприятно пахнущих веществ, - вдоль
его подветренной стороны.
На комплектовочном участке, в инструментально-
раздаточной кладовой и складе деталей, ожидающих восста-
новления, хранят значительные материальные ценности. Эти
участки выделяют кирпичными или металлическими перего-
родками на высоту не менее 3 м с потолками.
Заполнение объема здания. Производственное здание за-
полняют оборудованием, ремонтируемыми изделиями и цехо-
выми коммуникациями в трех уровнях его пространства: тех-
нологическом потолке, на уровне пола и в технологическом
подвале.
Объем технологического потолка, в свою очередь, можно
разделить на две части по высоте здания: от кровли до под-
крановых путей и от этих путей до высоты над уровнем пола
2,0...2,5 м. Объем выше подкрановых путей занимают воз-
душные, водяные, паровые и кабельные сети. В некоторых
производствах здесь размещают вентиляторы и силовые
трансформаторы. На меньшей высоте размещают антресоли
под вентиляционные камеры, гардеробы и комнаты отдыха.
В этой части объема технологического потолка перспективно
размещение предсборочных складов агрегатов (в машино-
строении такая организация накопления, хранения и комплек-
342
тования изделий на подвесных конвейерах с автоматическим
адресованием грузов применяется более тридцати лет). Здесь
действуют грузоподъемные средства.
На технологическом потолке в зоне досягаемости рук ра-
бочего размещают подвесные инструменты (гайковерты,
съемники и др.).
В объеме здания, непосредственно примыкающем к полу,
размещают технологическое оборудование и организуют
основное перемещение ремонтируемых изделий. Наибольший
объем проектных работ приходится на оптимизацию решений
в этой части производственного здания. Минимальная пло-
щадь производственных участков и минимальная транспорт-
ная работа по перемещению ремонтируемых изделий и отхо-
дов будут при плотной расстановке технологического обору-
дования и прямолинейном перемещении изделий.
Расстановка оборудования определяется содержанием тех-
нологического процесса и последовательностью технологиче-
ских операций, расчетным количеством оборудования, вы-
бранными средствами перемещения ремонтируемых изделий
и нормами технологического проектирования. Технологиче-
ское оборудование участков располагают или группами по
типам оборудования или в порядке следования технологиче-
ских операций.
По типам оборудования располагают группы однородного
оборудования в единичном, мелко- и среднесерийном произ-
водстве. Например, для обработки резанием создают группы
станков: токарных, фрезерных, сверлильных, шлифовальных и
др. Расположение таких групп станков на площади участка
определяется последовательностью выполнения технологиче-
ских операций большинства типовых деталей.
В порядке следования технологических операций на участ-
ках крупносерийного и массового производства располагают
последовательно оборудование в соответствии с технологиче-
скими операциями для обработки одноименных или схожих
объектов. На участках индустриального восстановления дета-
лей, например, такая группа оборудования выполняет восстанов-
ление одной детали (блока цилиндров, коленчатого вала и др.).
Технологический подвал занимают холостые ветви наполь-
ных конвейеров, технологическое оборудование обслужи-
вающего назначения (насосные станции, фильтры, баки для
343
сбора СОЖ, масла и оборотной воды), инженерные сети (ка-
бели, трубопроводы, канализационные коллекторы и вентиля-
ционные газоходы). В ряде случаев технологический подвал
используют для сбора и перемещения отходов (стружки, за-
грязненного масла, отработавшей воды и др.).
10.3. Нормы технологического проектирования
Нормы технологического проектирования касаются рас-
становки оборудования, ширины проездов и проходов.
Требования к расстановке оборудования. Расстановка
технологического оборудования должна обеспечить:
• выполнение технологического процесса;
• кратчайшее (чаще прямолинейное) перемещение ремон-
тируемых или восстанавливаемых объектов;
• требуемые расстояния между отдельными единицами
оборудования и их рядами;
• нормативные расстояния от оборудования до элементов
здания (стен, колонн), теплотехнических и сантехнических
сооружений;
Кратчайшее перемещение ремонтируемых изделий сокра-
щает соответствующий объем транспортной работы. Норма-
тивные расстояния между оборудованием, а также между обо-
рудованием и элементами здания гарантируют безопасность
рабочих, возможность обслуживания, ремонта и демонтажа
оборудования. Соблюдение нормативных расстояний от обо-
рудования до колонн здания позволяет избежать размещения
оборудования на основаниях колонн, имеющих большую
площадь, чем площадь сечений колонн, а также подавать из-
делия на технологическое оборудование цеховыми кран-
балками, крюки которых не доходят до оси колонн ближе оп-
ределенного расстояния с учетом вертикального расположе-
ния грузовых канатов при подъеме груза.
Требуемые расстояния между отдельными рядами обору-
дования позволяют организовать свободные и безопасные
проходы для рабочих и проезды напольного и подвесного
транспорта с предметами ремонта.
Изображение оборудования на планировке участка. Для
разработки различных вариантов планировки производствен-
ного участка готовят в масштабе графическое изображение
344
необходимой части производственного здания и макеты тех-
нологического оборудования - темплеты (по ГОСТ 2.428-84).
Каждый темплет оборудования представляет собой изображе-
ние оборудования сверху, вырезанное из плотной бумаги.
На темплете приводят:
• габаритный контур оборудования в положении покоя;
• контуры подвижных частей оборудования, если при пе-
ремещении они выходят за пределы габаритного контура в
положении покоя;
• контур опорной поверхности оборудования;
• ответственные функциональные части (планшайбы, па-
троны, борштанги и др.) внутри габаритных контуров обору-
дования в положении покоя;
• осевые линии шпинделей, столов и др.;
• места обслуживающего персонала;
• точки подвода электроэнергии, газообразных и жидких
сред и выпуска отходов с направлениями их перемещения;
• обозначение технологического оборудования шрифтом
типа Б без наклона.
В случае необходимости на темплете дополнительно изобра-
жают контуры фундаментов и каналов, а также точки для от-
счета размеров. Контуры наиболее распространенного обору-
дования приведено на рис. 10.9.
Если технологическое оборудование состоит из основной и
обслуживающей (электрошкафа, гидростанции, пылеотсоса и
др.) частей, размещаемых отдельно, то их изображают на од-
ном темплете. Тонкие линии обрезки темплетов определяют
расстояния между экземплярами оборудования и между обо-
рудованием и элементами здания.
Темплеты оборудования при составлении планировки пе-
ремещают вручную по плану здания. Когда положение обору-
дования относительно элементов здания окончательно опре-
делено его изображение переносят на планировку участка.
Нормы расстановки оборудования определяют расстояния
между отдельными единицами оборудования вдоль и поперек
пролета и расстояния от оборудования до элементов здания.
Станочное оборудование в зависимости от размеров в плане
делят на мелкое, среднее и крупное. Длина экземпляров мелко-
го оборудования не превышает 1800 мм, среднего - находится в
пределах 1800.. .4000 мм и крупного - 4000.. .8000 мм.
345
Рис. 10.9. Контуры распространенного оборудования в плане (размер стороны
ячейки вспомогательной сетки равен 500 мм)
Модели станков'.
16К20 и 163 - токарно-винторезные; 1341 и 1365 - токарно-револьверные; 1722 и
1732А - многорезцовые и копировальные токарные; 1А240-8 - токарный восьми-
шпиндельный автомат горизонтальный; 1К282 - токарный автомат вертикальный;
1510 - карусельный; 278 - вертикально-расточной; 2Н135 - вертикально-
сверлильный; 2А55 - радиально-сверлильный; 6М82 - горизонтально-фрезерный;
6Н13П - вертикально-фрезерный; 644ОПР - копировально-фрезерный; 7М36 -
поперечно-строгальный; 7110 - продольно-строгальный; 7А412 - долбежный;
5КЗ 10, 5В12 и 5П23 - зубообрабатывающие; 3722 - плоскошлифовальный; ЗБ161 -
круглошлифовальный
346
Минимальные расстояния между станками, станками и эле-
ментами здания приведены в табл. 10.1. Если стоящие в непо-
средственной близости экземпляры оборудования имеют раз-
ные размеры, то расстояние между ними принимают по сведе-
ниям большей технологической машины.
Таблица 10.1
Минимальные расстояния между станками, станками
и элементами зданий
Расстояния, мм Станки
мелкие средние крупные
Между боковыми сторонами станков 700 900 1500
Между задними (тыльными) сторонами 700 800 1200
Между задней (тыльной) стороной станка и стеной или колонной 700 800 - 900
Между боковой стороной станка и стеной или колонной 700 800 900
Между передней (фронтальной) сторо- ной станка и стеной или колонной (рабочий находится в рассматриваемом промежутке) 1300 1500 2000
Между боковой стороной станка и колонной 700 800 900
Между одношпиндельными токарными прутковыми автоматами, размещенны- ми в затылок 1300 1500 2000
Между станками, расположенными в ряд в затылок друг другу при попереч- ном расположении к проезду Между станками, расположенными пе- редними (фронтальными) сторонами друг к другу при поперечном располо- жении к проезду: 1300 1500 2000
при обслуживании каждого станка одним рабочим 2000 2500 3000
при обслуживании одним рабочим двух станков 1300 1500 —
Нормируемые расстояния указаны от крайних положений
движущихся частей оборудования, а также от их постоянных
ограждений. Они не учитывают площадки для хранения изде-
лий у станков, а также устройства для перемещения заготовок
между станками.
347
Место рабочего у оборудования обозначают на планировке
кружком диаметром 500 мм. Ширина рабочей зоны перед обо-
рудованием составляет не менее 800 мм.
Расстояние между верстаками, расположенными фронтом
друг к другу, составляет 2000 мм, а в затылок - 1000 мм. Рас-
стояние между рядами верстаков, расположенных в затылок,
составляет 2500 мм при ширине проезда 2000 мм.
Привязка оборудования. Оборудование на производ-
ственном участке устанавливают на полу или фундаментах и
монтируют по рабочим чертежам технологической части про-
екта. Поэтому на планировке участка приводят размеры в на-
правлении двух сторон здания от осей ближайшей колонны и
оборудования. Этим достигается возможность точного опре-
деления места каждого экземпляра оборудования независимо
от положения соседних технологических машин. Выносные
линии на чертежах совпадают с осями колонн, продольными
осями оборудования, точками от пересечения осей вертикаль-
ных шпинделей оборудования с полом помещения или линия-
ми, ограничивающими наружный контур оборудования (чаще
его боковую сторону слева от рабочего). Например, для то-
карного станка одна выносная линия совпадает с осью шпин-
деля, вторая - с контуром боковой стороны со стороны шпин-
дельной бабки (рис. 10.10). Для ковочного молота обе линии
проходят через ось шабота или бойка.
Взаимосвязанное оборудование (нагревательная печь - мо-
лот, выпрямитель - гальваническая ванна, источник питания -
стенд для наплавки и др.) ориентируют следующим образом:
Рис. 10.10. Привязка токарного станка 16К20 к элементам здания
348
основное оборудование привязывается к колоннам здания, а
обслуживающее - к основному. Организационная оснастка,
передвигаемая по полу, на чертежах не ориентируется.
Проезды и проходы. Проезды для транспорта в зависимо-
сти от назначения бывают цеховыми (магистральными) и уча-
стковыми. Первые обслуживают весь производственный кор-
пус, вторые - только участок.
Количество и расположение магистральных проездов зави-
сят от размеров и компоновки производственного корпуса, а
также от технологических связей с другими производствен-
ными корпусами. Магистральные проезды упираются в воро-
та, они, как правило, должны быть прямыми и сквозными.
В отдельных случаях допускаются Г- или Т-образные проез-
ды, копирующие форму здания или границы участков. Зоны
ворот и проездов не занимают технологическим оборудовани-
ем, перегрузочными площадками, местами складирования из-
делий, тележками на рельсовом пути и др. Радиусы закругле-
ний на поворотах не менее 5 м.
Магистральными проездами пользуются и в чрезвычайных
ситуациях, поэтому их располагают таким образом, чтобы
длина пути от любой точки пола здания до ближайшего маги-
стрального проезда была не более 50 м. Проезды, обслужи-
вающие участки, располагают по границам этих участков или
внутри них между рядами оборудования.
Если проездом пользуются до пяти единиц транспорта, то
организуют одну полосу движения. В другом случае органи-
зуют двустороннее движение. Минимальная ширина проездов
приведена в табл. 10.2.
Таблица 10.2
Размеры проездов
Вид транспорта Грузоподъ- емность, т Норма расстояния, мм
Ширина проезда Между рядами оборудования
Электрокары ДО 1 3000 3500
1...3 3500 4000.
3...5 4000 4500
Электропогрузчи- до 1 3500 4000
ки с вилами 1...3 4000 4500
Грузовые автомо- ДО 2 3500 4000
били 2...5 4000 4500
349
Проезды для напольного транспорта (электрокаров) с
одной полосой движения по территории участков должны
быть не менее 2000 мм. Проходы на участках рассчитаны на
двустороннее движение рабочих с ручными тележками, их
ширина не менее 2000 мм. Предусматривают необозначен-
ные проходы на рабочих местах, обеспечивающие возмож-
ность работающим покинуть рабочее место при возникно-
вении чрезвычайной ситуации не менее чем в двух направ-
лениях.
10.4. Противопожарные мероприятия и санитарные требования
Противопожарные мероприятия. Эти мероприятия на-
значают в зависимости от категории взрывопожарной и
пожарной опасности, которую обозначают символами: А,
Б, Bl, В2, ВЗ, В4, Г1, Г2 и Д (табл. 10.3). Категорию опасно-
сти выбирают по наиболее неблагоприятному сочетанию
факторов в отношении возможности взрыва или пожара, ис-
ходя из видов используемых горючих материалов, их коли-
чества и свойств, а также особенностей технологического
процесса.
Таблица 10.3
Категории производств по взрывопожарной и пожарной
опасности
Категория Характеристика материалов, применяемых в производстве
1 2
А (взры- вопожаро- опасная) Б (взры- вопожаро- опасная) Горючие газы (ГГ), легковоспламеняющиеся жидкости (ЛВЖ) с температурой вспышки паров не более 28 °C в таком количе- стве, при котором могут образовывать взрывоопасные парога- зовые смеси, в результате чего развивается избыточное давле- ние взрыва в помещении, превышающее 5 кПа Материалы, способные взрываться и гореть при взаимодей- ствии с водой, кислородом воздуха и друг с другом в таком количестве, при котором избыточное давление взрыва в поме- щении превышает 5 кПа Горючие пыли или волокна, ЛВЖ с температурой вспышки более 28 °C, горючие жидкости (ГЖ) в таком количестве, при котором могут образовывать взрывоопасные пылевоздушные или паровоздушные смеси, в результате чего развивается избы- точное давление взрыва в помещении, превышающее 5 кПа
350
Окончание табл. 10.3
1 2
В1...В4 (пожаро- опасные) ГЖ и трудногорючие жидкости, твердые горючие и трудного- рючие материалы (в том числе пыли и волокна), способные при взаимодействии с водой, кислородом воздуха или друг с дру- гом только гореть, при условии, что производства, в которых они имеются или обращаются, не относятся к категориям А и Б
П Процессы, связанные с сжиганием в качестве топлива ГГ и ЛВЖ
Г2 Негорючие материалы в горячем, раскаленном или расплав- ленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр и пламени. Процессы, связанные с сжиганием в качестве топлива ГЖ, а также твердых горючих веществ и материалов
д Негорючие материалы в холодном состоянии
Категории В1.. ,В4 отличаются друг от друга удельной по-
жарной нагрузкой на участке. Для категории В1 эта нагрузка
(МДж • м-2) составляет более 2200 для категории В2 -
1401...2200, ВЗ- 181...1400и дляВ4- 1...180.
Категорию производства по взрывопожарной и пожарной
опасности и средства пожаротушения указывают на плани-
ровке участка. Соответствующий знак устанавливают на воро-
тах производственного участка (рис. 10.11). В обозначении
приводят также класс взрывопожароопасной зоны по прави-
лам устройства и безопасной эксплуатации электроустановок.
Класс зоны по ПУБЭЭ
Рис. 10.11. Содержание и форма знака категории помещения по взрывопо-
жарной и пожарной опасности (диаметр знака 200, 250 или 300 мм)
Категория взрывопожарной и пожарной опасности произ-
водственного участка зависит от следующих требований:
• возможности подъезда пожарных машин снаружи к зда-
нию и изнутри здания к участку;
351
• материалов и устройств строительных конструкций по-
мещения;
• допустимой площади между противопожарными прегра-
дами;
• места размещения участка в здании;
• наличия комплекта средств пожаротушения;
• количества и размеров эвакуационных выходов.
Внутри здания пожарные автомобили перемещаются по его
магистральным проездам. Строительные конструкции здания
по критериям огнестойкости (табл. 10.4) соответствуют кате-
гориям взрывопожарной и пожарной опасности производств.
Таблица 10.4
Требования к этажности зданий и площади между
противопожарными преградами (стенами, перекрытиями)
Кате- гория произ- вод- ства Допустимое число этажей Требуемая степень огне- стойкости Допустимая площадь между противо- пожарными преградами, м2
Одноэтажные Двух- этажные Трехэтаж- ные и более
А и Б 6 I, П Не ограничивается
В Не ограни- чивается I, П Не ограничивается
3 III 5200 3500 2600
2 IV 2600 2000 —
1 V 1200 - -
Г Не ограни- чивается I, П Не ограничи- вается
3 III 6500 5200 3500
2 IV 3500 2600 —
1 V 1500 - -
д Не ограни- чивается I, II Не огра- ничива- ется
3 III 7800 6500 3500
2 IV 3500 2600 —
1 V 2600 1500 -
Огнестойкость строительной конструкции - это ее
свойство сопротивляться воздействию пожара при сохранении
эксплуатационных функций. Она определяется временем в
352
часах "I начала ее йеныi.пшя по стандартному температурно-
му ।н /кнму до появлении одного из признаков:
• образования в мшорукции трещин или отверстий,
сквозь которые проннкаю i продукты горения или пламя;
• повышения к'мнгра|уры на необогреваемой поверхности
в среднем более чем на 140 °C;
• потери конструкции своей несущей способности;
• переход i орсния в смежные конструкции или помещения;
• разрушения узлов крепления конструкции.
Степан, 01 нестойкости конструкций зданий нормируют от
I до V. Например, огнестойкость конструкций зданий I степе-
ни характеризуется такими значениями: несущие стены и ко-
лонны имеют предел огнестойкости 2,5 ч, лестничные пло-
щадки - 1 ч, а наружные стены из подвесных панелей, перего-
родки и покрытия - 0,5 ч. Пределы огнестойкости конструк-
ций зданий V степени не нормируют.
Участки с различной взрывопожарной и пожарной опасно-
стью следует размещать в отдельных помещениях, при этом
помещения категорий А, Б и В следует отделять одно от дру-
гого, а также от помещений категорий ГъДк коридоров про-
тивопожарными перегородками и перекрытиями. В местах
проемов в противопожарных перегородках, отделяющих по-
мещения категорий А и Б от других помещений, применяют
тамбур-шлюзы длиной не менее 4 м. В них предусматривают
постоянный подпор воздуха в соответствии с требованиями
СНиП 2.04.05-86 и установку устройств автоматического ту-
шения пожара с объемным расходом воды 1 л/с на 1 м2 пола.
В помещениях категорий А и Б применяют наружные легко-
сбрасываемые конструкции, в качестве которых используют
остекление окон и фонарей. Площадь их составляет не менее
0,05 м2 на 1 м3 объема помещения категории Л и не менее
0,03 м2 - категории Б. При недостаточной площади остекления
в качестве легкосбрасываемых конструкций используют по-
крытия из стальных, алюминиевых и асбестовых листов.
В зависимости от пожарной опасности технологических
процессов на производственных участках предусматривают:
• первичные средства пожаротушения;
• внутренний пожарный водопровод;
• автоматическую пожарную сигнализацию;
• автоматические средства пожаротушения.
12 Зак. 951
Первичные средства пожаротушения назначают согласно
общим правилам пожарной безопасности (табл. 10.5). Бочки с
водой необязательны при наличии внутреннего водопровода.
Таблица 10.5
Нормы обеспечения первичными средствами пожаротушения
Наиме- нование помеще- ний Катего- рия помеще- ния Пло- щадь, м2 Наименование первичных средств пожаротушения
Огнетушители ручные, вместимость, л Ящик с пес- ком Вой- лок, кош- ма Бочка с водой
Пен- ные, Юл Порош- ковые, 10 л (или 2x5 л) Угле- кис- лот- ные, 5(8) л
Произ- вод- ствен- ные и склад- ские здания А, Б, В А, Б, В А, Б, В В Г Г Г.Д 200 200 200 400 800 800 1200 2 2 2 1 2 1 1 1 2 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Откры- тые склады г.д 200 2 2 — 1 1 1
Внутренний пожарный водопровод назначают для участ-
ков с производствами категорий А,Б,В,ГпДь соответствии с
главой «Внутренний водопровод и канализация зданий»
строительных норм и правил (СНиП).
Автоматическая пожарная сигнализация необходима для
производств категорий А и Б. Эту сигнализацию применяют
также для производств категории В:
• на участках площадью 100 м2 и более для сборки автомо-
билей и изготовления деревянных платформ;
• в химико-технологических лабораториях площадью 100 м2
и более.
Пожарную сигнализацию и автоматические средства
пожаротушения назначают в соответствии с перечнем
ВСН-1361-77 зданий и сооружений, подлежащих оборудова-
нию этими средствами. Такие средства назначают также неза-
висимо от площади помещений на участках:
• бескамерного окрашивания изделий на решетках;
354
• окрашивания изделий, расположенных в общем потоке
производства, не выделенных перегородками;
• окрашивания изделий способами окунания и струйного
облива.
Для снижения пожарной опасности на участках сборки ав-
томобилей снижают норму их заправки топливом из расчета
только возможности выезда из корпуса. Дальнейшую доза-
правку автомобилей топливом предусматривают на заправоч-
ных пунктах, расположенных вне здания.
При проектировании производственных участков должно
быть предусмотрено, как правило, не менее двух эвакуацион-
ных выходов для возможности работающим покинуть поме-
щение в экстремальной ситуации. Выходы считаются эвакуа-
ционными, если они ведут из помещений:
• первого этажа непосредственно наружу или через кори-
дор, вестибюль, лестничную клетку;
• любого этажа, кроме первого, в коридор или проход, ве-
дущий к лестничной клетке или на лестничную клетку,
имеющую выход непосредственно наружу или через вести-
бюль, отделенный от коридоров перегородками с дверями;
• в соседние помещения на том же этаже, не содержащие
производств категорий А и Б, обеспеченные выходами в соот-
ветствии с вышеуказанными требованиями.
Непосредственный выход наружу должны иметь производ-
ственные участки и складские помещения: сварочный, куз-
нечный, обкаточный, окрасочный, переработки резины при их
площади более 100 м2, ремонта аккумуляторных батарей при
площади помещения более 25 м2, склады масел и обтирочных
материалов при площади помещения более 50 м2, склад легко-
воспламеняющихся материалов.
Ширина путей эвакуации должна быть более 1 м, дверей -
0,8 м, высота прохода -2 м. Ширина маршей и площадок
лестниц должна быть более 1,2 м, коридоров и проходов меж-
ду зданиями - 1,4 м. Ширина наружных дверей лестничных
клеток должна быть не менее ширины марша лестницы. Поро-
ги должны иметь высоту не более 100 мм.
При числе работающих в помещении не менее 10 человек
разрабатывают план эвакуации из этого помещения. На пути
эвакуации устанавливают указательные знаки. На этом пути
не допускается установка зеркал.
355
Санитарные нормы и требования. Организация труда на
проектируемом участке должна обеспечить его условия, кото-
рые регламентированы санитарными нормами. На одного ра-
ботающего приходится не менее 15 м3 объема помещения и
4,5 м2 производственной площади. Высота помещений должна
быть не менее 3,2 м. Санитарные требования касаются метео-
рологических условий на рабочих местах и выделения тепла;
освещенности рабочих мест; уровня шума, вибраций, ультра-
звука, электромагнитных волн радиочастот, статического
электричества и ионизирующих излучений.
Метеорологические условия в рабочей зоне закрытых по-
мещений характеризуются температурой, относительной
влажностью и скоростью движения воздуха, а также интен-
сивностью теплового излучения. Рабочей зоной считают про-
странство высотой до 2 м над уровнем пола или площадки, на
которых находятся рабочие места. Допустимые значения тем-
пературы, относительной влажности и скорость движения
воздуха в рабочих зонах производственных помещений при-
ведены в табл. 10.6.
Таблица 10.6
Допустимые значения температуры, относительной
влажности и скорость движения воздуха на рабочих местах
Пери- од года Температура воздуха Относи- Скорость
Категория тяжести на рабочих местах, °C тельная движения
работ* Постоян- ных Непостоян- ных влажность воздуха, % воздуха, м/с
Хо- Легкая, 1а 21...25 18...26 0,1
лод- Легкая, 16 20...24 17...25 0,2
ный Средней тяжести, Па 17...23 15...24 75 0,3
Средней тяжести, Пб 15...21 13...23 0,4
Тяжелая, III 13...19 12...20 0,5
Теп- Легкая, 1а 22...28 20...30 45...55 0,1...0,2
лый Легкая, 16 21...28 19...30 60 0,1...0,3
Средней тяжести, 1а 18...27 17...29 65 0,3...0,4
Средней тяжести, Пб 16...27 15...29 70 0,2...0,5
Тяжелая, III 15...26 13...28 75 0,2...0,6
*Работы по тяжести подразделяют на три категории: легкая с затратами
энергии человеком до 600 кДж/ч, средней тяжести - 600... 1000 кДж/ч и тяже-
лая - более 1000 кДж/ч.
356
работающего более 20 м -
Разница температуры воздуха в отапливаемом переходе и
смежных помещениях не более 6 °C.
Подача наружного воздуха в помещение нормируется. На-
пример, в производственных помещениях с объемом на одно-
го работающего менее 20 м3 предусматривают подачу наруж-
ного воздуха в количестве 30 м3/ч на каждого работающего, а
в помещениях с объемом на одного
не менее 20 м3/ч.
Воздушно-тепловые завесы предусматриваются у ворот,
которые открываются не менее чем на 40 мин в смену.
Их проектируют таким образом, чтобы при открытых воротах
температура воздуха на рабочих местах была не ниже:
• 14 °C при легкой физической работе;
• 12 °C при работе средней тяжести;
• 8 °C при тяжелой работе.
Освещенность рабочего места составляет 40...300 лк. Для
освещения рабочих мест применяют естественное и искус-
ственное освещение. При назначении искусственного освеще-
ния помещений учитывают характер выполняемой работы,
нормативы освещенности и удельной мощности на 1 м2 осве-
щаемой площади (табл. 10.7).
Таблица 10.7
Нормативы освещенности и удельные мощности на освещение
помещений
Участок, помещения Минимальная освещенность, лк Удельная мощность, Вт/м2
Лампами накаливания Люминес- центными лампами
Разборочно-очистной 40 80 12...14
Кузнечный, сварочный, медниц- кий, испытательный, деревооб- рабатывающий, инструменталь- ный 50 100 14...16
Комплектовочный, сборочный, механический 75 150 13...20
Ремонта электрооборудования и топливной аппаратуры 100 150 12...14
Определения технического со- стояния деталей 150 300 13...20
Административные помещения 75 200 15...16
Склады, кладовые — — 8...10
357
Материал покрытий полов в отапливаемых помещениях
на постоянных рабочих местах, связанных с работой стоя,
должен обладать коэффициентом теплоусвоения не более
25 кДж/м2- ч • К. В другом случае предусматривают исполь-
зование деревянных напольных решеток.
Интенсивность инфракрасного излучения на рабочем месте
не более 200 Вт/м2. Применение лучистого тепла от инфракрас-
ных газовых излучателей подразумевает полное удаление про-
дуктов горения из помещения в атмосферу. Напряженность
электростатического поля в рабочей зоне не должна превы-
шать 60 В/м при нахождении рабочего в этой зоне до 1-го часа.
Допустимый уровень шума на рабочих местах зависит от
видов деятельности и изменяется от 50 до 80 дБ. Звукоизоли-
рующие кабины снижают шум в два раза, кожухи и экраны -
на 8... 10 дБ, амортизаторы под шумными станками - на
20...30 дБ, озеленение шумных участков - на 8... 10 дБ. Виб-
рация (амплитуда) частей оборудования не более 0,2 мм.
Предельно допустимая концентрация (ПДК) вредных ве-
ществ в воздухе рабочей зоне ограничена. Например, содер-
жание некоторых веществ в воздухе не должно превышать
(мг/м3): композиции полимерной ЭППП-1 - 5; аэрозолей ще-
лочи - 0,5; аэрозолей окрасочных - 200; оксида углерода - 20;
оксида железа с примесью оксида марганца - 0,3; пыли - 10.
10.5. Технологические расчеты
Потребность в ремонте. Необходимое количество капи-
тальных ремонтов автомобилей и их агрегатов в течение года
7VKp (год-1) определяют по формуле
(101)
где кр - годовой коэффициент охвата капитальным ремонтом
автомобилей или их агрегатов, Na - списочный состав обслу-
живаемых изделий.
Коэффициент охвата капитальным ремонтом показывает
долю изделий, которые проходит ремонт в течение года. Его
значение определяют по формуле
k-LJAzl, (10.2)
К
где /ам - нормативный пробег изделия за амортизационный
срок службы, тыс. км; /с = (?пр + - средний межремонтный
358
пробег, тыс. км; /пр - пробег до первого капитального ремонта,
тыс. км; 1М - межремонтный пробег, тыс. км; Тс - амортизаци-
онный срок службы, лет.
Производственная мощность авторемонтного предпри-
ятия определяется максимально возможным объемом выпуска
отремонтированных автомобилей (агрегатов) нужной номенкла-
туры установленного качества при полном использовании
технологического оборудования и производственной площа-
ди. Производственную мощность рассчитывают с учетом вне-
дрения передовых технологических процессов и организации
труда, применения прогрессивных норм времени, а также лик-
видации «узких мест» производства.
«Узкое место» производства - это рабочее место или уча-
сток, производственная мощность которых ниже этого показа-
теля для производства в целом.
Производственную мощность предприятия определяют по
мощности основных цехов (участков), в которых выполняют-
ся основные технологические операции ремонта и сосредото-
чена преобладающая часть основных фондов предприятия.
Например, при расчете производственной мощности завода по
ремонту двигателей учитывают следующее оборудование:
• моечные машины разборочно-очистного цеха;
• конвейер для сборки двигателей сборочного участка;
• станки круглошлифовальные для обработки шеек колен-
чатого вала, алмазно-расточные и хонинговальные для обра-
ботки цилиндров, горизонтально-расточные для обработки
коренных опор блока цилиндров и для динамической балан-
сировки деталей на участках их восстановления;
• обкаточно-тормозные стенды на обкаточном участке;
• комплект окрасочно-сушильного оборудования на участ-
ке окрашивания.
Коэффициент использования производственной мощности
определяют отношением объема выпуска продукции АРП к
его производственной мощности.
Объем выпуска отремонтированной продукции выражают
в физических, приведенных и условных ремонтах. Физические
ремонты выражаются конкретными ремонтируемыми изде-
лиями. За единицу приведенного ремонта принимают объем
ремонта изделия-представителя (например, автомобиля
ГАЗ-3307 или двигателя 3M3-53). Коэффициенты приведения
359
соответствуют отношению трудоемкостей ремонта рассматри-
ваемого изделия и изделия-представителя. За единицу услов-
ного ремонта принят объем ремонтных работ в 300 чел • ч для
условий авторемонтной мастерской.
Трудоемкость ремонта изделия t, принимаемую для целей
проектирования участков предприятия, рассчитывают по фор-
муле
t = k[k2k3k4tH, (10.3)
где к[ - коэффициент, учитывающий конструктивно-
технологические особенности ремонтируемого изделия; -
коэффициент, учитывающий объем производства; кз - коэф-
фициент, учитывающий количество ремонтируемых на пред-
приятии видов агрегатов; к4 - коэффициент, учитывающий
соотношение в программе предприятия полнокомплектных
автомобилей и комплектов агрегатов; tH - нормативная трудо-
емкость ремонта автомобиля (агрегата), чел • ч.
Если имеется разработанный технологический процесс ре-
монта изделия на проектируемом участке, то общая трудоем-
кость его ремонта складывается из частных трудоемкостей,
указанных в технологической документации.
Годовой объем ремонта ТГ по предприятию в целом, так и
по отдельным цехам и участкам определяют по формуле
Тг = tN^. (10.4)
Режим работы предприятия определяют количеством ра-
бочих дней в году, продолжительностью рабочей недели и
смены, количеством смен. Все составляющие режима работы,
кроме числа смен, регламентирует Трудовой кодекс. При про-
ектировании производственного участка, как правило, прини-
мают двухсменную работу.
Годовые фонды времени устанавливают для рабочего,
рабочего места и технологического оборудования, подразде-
ляют на номинальные и действительные.
Номинальный годовой фонд времени рабочего Фнр (ч/год)
определяется количеством рабочих дней в году и продолжи-
тельностью рабочей смены (табл. 10.8).
Фн.р = (365 - NB - Nn) tCM - tcЛек, (10.5)
где NB и Nn - соответственно, количество выходных и празд-
ничных дней в году; tCM - длительность рабочей смены, ч; tCK -
360
время, на которое сокращается рабочая смена в предпразд-
ничные дни, ч; TVck - число дней в году с сокращенной рабочей
сменой.
Таблица 10.8
Номинальный годовой фонд рабочего
Показатели Производство с условиями труда
нормальными вредными
Продолжительность рабочей недели, ч 40 36
Продолжительность смены, ч 8 7,2
Количество календарных дней в году 365 365
Количество рабочих дней в году 252 252
Количество праздничных дней в году 15 15
Количество дней отдыха 113 113
Количество сокращенных дней в году 8 8
Номинальный годовой фонд времени, ч/год 2008 1814,4
Действительный годовой фонд времени рабочего Фдр
(ч/год) определяется как разность номинального годового
фонда времени и величины его неизбежных потерь
Фд р = [(365 - N3 - Nn - No) tCM - tCKNCK] Y1, (10.6)
где No - число дней трудового отпуска; Y1 - коэффициент,
учитывающий потери рабочего времени по уважительным
причинам, в среднем равен 0,96.
Уважительные причины - это пребывание работника в
учебных отпусках, отсутствие по болезни, выполнение им го-
сударственных обязанностей и др.
Действительные годовые фонды времени рабочего с уче-
том пребывания его только в трудовых отпусках равны:
• при продолжительности рабочей недели 36 ч, трудового
отпуска 24 или 27 дней, соответственно, 1641,6 или 1620 ч/год;
• при продолжительности рабочей недели 40 ч, трудового
отпуска 24 или 27 дней, соответственно, 1816 или 1792 ч/год.
Рабочее место является расчетной единицей при проекти-
ровании производственного участка.
Номинальный годовой фонд времени рабочего места ФН.Р.М
(ч/год) определяют по формуле
Фн р.м — Фн.р Яр Т]з-я с Яс, (10.7)
где ир - количество рабочих, одновременно работающих
на рабочем месте, чел.; т|3_я с - коэффициент потерь времени в
3-ю смену; пс - число смен.
361
Коэффициент г|з_я с учитывает тот факт, что 3-я смена про-
текает ночью в оставшееся время суток между 2-й и 1-й сме-
нами без обеденного перерыва и без сокращений смены в
предвыходные и предпраздничные дни.
Действительный годовой фонд времени рабочего места
Фд.р.м (ч/год) рассчитывают по формуле
Фд р.м — Фн р.м Y2j (10.8)
где у2 - коэффициент, учитывающий уменьшения фонда вре-
мени по организационным причинам.
Номинальный годовой фонд времени оборудования Фно
(ч/год) находят аналогично номинальному годовому фонду
рабочего, но с учетом сменности работы
Фн о ~ Фн р ЛЗ-я ИС- (10.9)
При односменной работе Фн>0 = Фн.р.
Действительный годовой фонд времени оборудования Фд 0
(ч/год) определяют с учетом его пребывания в планово-
предупредительных ремонтах в рабочее время
Фд.о = Фн.о(1-*р.о), (10.10)
где £р.о - коэффициент, учитывающий затраты времени на ре-
монт оборудования (табл. 10.9).
Количество технологического оборудования. Техноло-
гическое оборудование выбирают с учетом технологической
функции, размеров обрабатываемых, собираемых, окраши-
ваемых и испытываемых изделий, точности и производитель-
ности обработки. Сведения о технологических функциях вы-
бирают из технологических карт, характеристику ремонти-
руемых или изготавливаемых объектов - из их чертежей, а у
оборудования - из справочников, каталогов или паспортов.
Например, металлорежущий станок выбирают в зависимости от
вида и шероховатости обрабатываемых поверхностей, размеров вра-
щающихся заготовок (диаметра и длины), размеров неподвижных
заготовок, устанавливаемых на столе станка, или размеров приспо-
соблений с заготовками, точности и производительности обработки.
Допуски линейных размеров обрабатываемых элементов заготовки
согласуют с ценой деления лимба станка. Разряд последней знача-
щей цифры допуска на размер должен быть не меньше цены деления
лимба.
362
Таблица 10.9
Значения коэффициента Лр>0, учитывающего затраты времени
на ремонт оборудования
Тип оборудования Значения к? 0 при работе
в одну смену в две смены
Разборочное, сборочное, контрольно-испыта- тельное оборудование 0,02 0,03
Очистное оборудование 0,03 0,04
Металлорежущие и деревообрабатывающие станки 0,02 0,03
Кузнечно-прессовое оборудование для участ- ков единичного, мелкосерийного и серийного производства 0,02 0,04
То же для крупносерийного производства Печи термические с тактом работы до 1 ч: — 0,06
механизированные — 0,06
немеханизированные 0,02 0,04
Печи термические с тактом работы свыше 1 ч 0,03 0,05
Высокочастотные установки Оборудование для нанесения металлических и лакокрасочных покрытий: — 0,10
автоматическое — 0,03
неавтоматическое 0,02 0,04
Печи сушильные камерные 0,03 0,04
Сварочное оборудование 0,03 0,04
Установки для консервации деталей 0,02 0,03
Количество оборудования определяют по одному из пока-
зателей:
• трудоемкости работ;
• станкоемкости ремонтируемых изделий;
• продолжительности технологических операций;
• физическим параметрам предметов труда.
По трудоемкости работ определяют количество оборудо-
вания и0, связанного с ручным или машинно-ручным трудом
(например, разборочного, сборочного, паяльного), по формуле
Т
(10.11)
Фд.оПи
где Гг.о - годовая трудоемкость работ, выполняемых на обору-
довании данного вида, чел • ч/год; г|и - коэффициент исполь-
зования оборудования во времени.
363
По станкоемкости ремонтируемых изделий рассчитывают
количество оборудования с машинными способами обработки
(например, металлорежущие станки, прессы) с той лишь раз-
ницей, что величину годового объема работ выражают в стан-
ко-часах. Часто небольшие партии обрабатываемых заготовок
различных видов обусловливают многочисленные наладки.
Поэтому при расчетах потребности в оборудовании учитыва-
ют затраты времени на наладочные работы
_ Сг.р + Сг.н
П° ~ ф Т|
до‘1и
где Сгр - годовая станкоемкость работ, выполняемых на обо-
рудовании данного вида, станко-ч/год; Сг.н - годовой объем
наладок оборудования, станко-ч/год.
По продолжительности технологических операций опре-
деляют количество оборудования, работа на котором связана с
загрузкой (установкой) ремонтируемых изделий, основными
технологическими воздействиями, периодическим наблюде-
нием за ними и снятием. К такому оборудованию относят
очистные погружные машины, сушильные камеры, обкаточно-
тормозные стенды, гальванические ванны и др. Их количество
определяют по одной из формул
„о=2^; (10.
Фд.оЛи
(10-14)
аФ
Д-О
где п3 - количество загрузок оборудования в течение года, год-1;
Гт.о - продолжительность технологической операции с учетом
времени на загрузку и выгрузку изделий, ч; kH - коэффициент
неравномерности подачи изделий, равен 1,1... 1,2; kn - коэф-
фициент, учитывающий повторность обкатки или испытания
агрегатов (автомобилей), у которых обнаружены и устранены
дефекты, равен 1,10. ..1,15; количество изделий в годовом
объеме выпуска, ед./год; а - количество одновременно уста-
навливаемых изделий,ед.
364
По физическим параметрам обрабатываемых изделий рас-
считывают количество оборудования, производительность
которого определяется или массой обрабатываемых заготовок
в единицу времени (термические и нагревательные печи, куз-
нечные молоты, отдельные типы очистных машин и др.), или
площадью поверхности обрабатываемых изделий в единицу
времени (гальванические ванны, окрасочные камеры и др.).
Количество такого оборудования определяют по одной из
формул
м.
«о=—;
оПзЛи
5Г
(10.15)
«о ’
^чФд.оЛи
(10.16)
где Мг и Sr - годовые объемы работ, выраженные массой
(кг/год) и площадью поверхностей (м2/год) обрабатываемых
изделий, соответственно; тч и 5Ч - часовая производитель-
ность оборудования, кг/ч и м2/ч, соответственно; Т|3 - коэффи-
циент, учитывающий полноту загрузки оборудования по массе
(т]3 = 0,7...0,8).
Количество рабочих мест прм определяют по годовому
объему работ или явочной численности рабочих
i-pp.M
Р'М ф П П
П = --^ -
Л4р.м
Мем
(10.17)
(10.18)
где м - годовая трудоемкость работ, выполняемых на рабо-
чих местах, чел • ч; пр - численность рабочих на рабочем мес-
те; исм - число смен; ияв - явочная численность рабочих.
Численность рабочих бывает явочная и списочная. Явоч-
ный состав рабочих фактически находится на работе, а списоч-
ный - это полный состав, включая явочную численность рабо-
чих, а также находящихся в отпусках и отсутствующих по ува-
жительным причинам. Списочную исп и явочную ияв числен-
365
ность производственных основных рабочих, занятых ручны-
ми или машинно-ручными работами, определяют по формулам
п
СП
1г
ф ’
Д-Р
(10.19)
яв
Тг
Фн.р
(10.20)
п
Если годовой объем работ выражен в станко-часах, то чис-
ленность рабочих-станочников определяют с учетом нормы об-
служивания оборудования
ияв _ ^ОФД.оЛи . ^обФд.р (10.21)
«СП «оФд.оПи ^об^н.р (10.22)
где п0 - количество единиц обслуживаемого оборудования;
&об ~ норма обслуживания, равная количеству единиц обору-
дования, закрепленного за рабочим (табл. 10.10).
Таблица 10.10
Значения нормы обслуживания Аоб
Оборудование Значения ^об
Универсальные токарные, токарно-револьверные и расточные станки 1
Специализированные расточные станки 2...4
Фрезерные, строгальные и шлифовальные станки 1,0...1,2
Токарные и токарно-револьверные автоматы и полуавтоматы 2...3
Зубообрабатывающие станки 3...4
Станки общего назначения с программным управлением 2...3
Фрезерно-отрезные и отрезные ножовочные станки 2
Пневматические молоты с массой падающих частей до 0,4 т 2...3
Камерные и шахтные термические печи 2...3
Пресса 0,5...1,0
Численность рабочих на участках, годовой объем работ ко-
торых определяется длительностью технологических опера-
ций (например, термических), равна
«яв=*о^; (Ю-23)
фн.р
366
n t
«сп=*о^- (10-24)
^Д.р
где п3 - количество запусков оборудования на протяжении
года; Znp - продолжительность технологического процесса, ч;
к0 - коэффициент участия рабочего в технологическом про-
цессе, к = 0,1... 1,0.
При определении численности гальваников учитывают, что
во время осаждения покрытия участие рабочего заключается в
эпизодическом наблюдении процесса, в это время он может
очищать заготовки, изолировать их поверхности, устанавли-
вать заготовки на подвески, обезжиривать и промывать.
Время вспомогательное и дополнительное (организацион-
ного и технического обслуживания), протекающее вместе с
основным временем нанесения покрытия, называют перекры-
ваемым. Время, в течение которого рабочий занят только вы-
полнением основной операции нанесения покрытия, является
неперекрываемым.
Явочную численность гальваников находят по формуле
ИЯВ^В(/ВП + /ВН), (1°-25)
(?в.н + О
где пъ - число гальванических ванн; п и H - вспомогатель-
ное, соответственно, перекрываемое и неперекрываемое вре-
мя, мин; t0 - основное время нанесения покрытия, мин.
Численность производственных вспомогательных рабо-
чих принимают в процентном отношении от общей численно-
сти основных рабочих. В численность вспомогательных рабо-
чих включены энергетики, сантехники, наладчики, кладовщи-
ки, уборщики, транспортные рабочие и др. Их численность на
предприятиях, ремонтирующих полнокомплектные автомоби-
ли, равна 25...35 %, а на предприятиях, ремонтирующих агре-
гаты, - 35...40 % от числа основных рабочих.
Численность обслуживающего персонала. Численность
инженерно-технических работников (ИТР), счетно-контор-
ского персонала (СКП), младшего обслуживающего персонала
(МОП) и пожарно-сторожевой охраны (ПСО) определяют
укрупненным методом. Численность ИТР от общего количества
производственных рабочих составляет 17... 19 %, в том числе в
заводоуправлении 10... 11 %, численность СКП - 5...6 %, в том
числе в заводоуправлении 4,0...4,5 %, а МОП и ПСО - 1 %.
367
Производственная площадь. К производственной пло-
щади основного производства относят территорию, занятую
рабочими местами с технологическим и транспортным обору-
дованием и ремонтируемыми изделиями, а также проходами.
Ее определяют укрупненным, уточненным и точным методами.
Укрупненным методом производственную площадь F
определяют по удельным показателям на один капитальный
ремонт Ук.р> одного рабочего Ур, единицу оборудования fo или
одно рабочее место
F =fK.pk{k2k3k4N- (10.26)
F=/P^B; (10.27)
F=fono; (10.28)
F— Урм^р.м9 (10.29)
где k2, k3n k4- коэффициенты (см. формулу 10.3); n0 - ко-
личество единиц однотипного оборудования.
По удельной площади на один капитальный ремонт рас-
считывают участки (разборочно-очистные, окрасочные и др.)
с относительно малой численностью рабочих и оснащенные
оборудованием различного назначения. По удельной площади
на одного рабочего определяют площади участков (сборки
агрегатов, медницко-радиаторного и др.) с преобладанием
ручных работ и имеющих малую насыщенность оборудовани-
ем. По удельной площади на единицу оборудования находят
площади участков (механической обработки или обкатки),
насыщенных однотипным оборудованием с примерно одина-
ковыми габаритными размерами. По удельной площади на
одно рабочее место рассчитывают участки (ремонта рам или
устранения дефектов), мало оснащенные оборудованием.
Уточненным методом производственную площадь F
участка определяют по площади, непосредственно занятой
оборудованием
i = т
F = k0^fini, (10.30)
Z = 1
где к0 - коэффициент увеличения площади на рабочие места,
проходы, проезды; т - количество типов оборудования;
nj - количество единиц однотипного оборудования; f - пло-
щадь в плане единицы оборудования z-ro типа.
368
Точным методом площадь производственного участка оп-
ределяют путем расстановки макетов оборудования на плани-
ровке участка.
К производственной площади вспомогательного произ-
водства относят помещения служб отделов главного механи-
ка и энергетика, инструментального и ремонтно-строитель-
ного участков, цеховых складов и кладовых, приготовления и
раздачи СОЖ, газогенераторной, компрессорной, котельной и
трансформаторной. Площадь вспомогательного производства
составляют до 20 % от площади основного производства.
10.6. Определение расхода производственных ресурсов
Производственные ресурсы (в экономике - часть оборот-
ных средств) необходимы для текущего обеспечения производ-
ства. К ним относят электрическую и тепловую энергию, сжа-
тый воздух, технологический холод, производственную воду,
горючие, инертные и окислительные газы и др. Обоснованные
их материальные нормативы, учет и контроль потребления
служат предпосылкой эффективности авторемонтного про-
изводства.
Расход электроэнергии определяют расчетом силовой и
осветительной нагрузки.
Годовой расход №СИЛ (кВт • ч/год) электроэнергии, потреб-
ляемой технологическим оборудованием, равен
^сил = ^у.э Фд.о ^сп> (10.31)
где 7Уу.э - установленная мощность потребителей энергии по
видам оборудования, кВт; &сп - коэффициент спроса, учи-
тывающий неодновременность работы потребителей (при
укрупненных расчетах равен 0,3...0,5).
Чтобы определить осветительную нагрузку, необходимо
знать площади производственных, складских, вспомогатель-
ных и административно-бытовых помещений и нормы расхода
электроэнергии в соответствии с условиями работы.
Годовой расход электроэнергии для нужд освещения №осв
(кВт • ч/год) по всему предприятию определяют по формуле
W0CB = ZRT0'CF, (10.32)
где R - норма электрической мощности осветительных прибо-
ров, приведенных к одному квадратному метру освещаемой
369
площади, кВт/м2; Гос - средняя продолжительность работы
электрического освещения в течение года, ч/год; F - площадь
освещаемой территории, м2.
Расход сжатого воздуха для производственных нужд
определяют исходя из его потребления отдельными устрой-
ствами. Потенциальную энергию давления сжатого воздуха
потребляют гайковерты, клепальные машины, пневмоцилинд-
ры приспособлений, установки для окрашивания, напыления
металлов и пластмасс, дробеструйные машины, установки для
очистки деталей косточковой крошкой и др. Сжатый воздух
применяют для испытания радиаторов и топливных баков,
накачивания шин и перемешивания растворов. Давление сжа-
того воздуха в заводской сети составляет 0,4...0,8 МПа.
Производительность компрессоров определяют исходя из
минутного расхода сжатого воздуха, по которому находят и
годовой его расход.
Минутный расход сжатого воздуха 2в.м (м3/мин) находят
как сумму расходов разными потребителями
= (1,3...1,4)^ви*сп, (10.34)
где (1,3... 1,4) - числовой коэффициент, учитывающий утечку
воздуха из сети; qB - удельный расход сжатого воздуха одним
потребителем при его непрерывной работе, м3/мин; п - коли-
чество одноименных потребителей; АгСп - коэффициент спроса,
учитывающий фактическую продолжительность работы по-
требителей и неодновременность их работы.
Годовой расход сжатого воздуха 2в.г (м3/год) определяют
исходя из минутного расхода и действительного годового
фонда времени оборудования
бв.г= 60 2В м Фд 0. (10.35)
Пар под давлением 0,4...0,5 МПа применяют для подогрева
очистных растворов и обкаточных масел, приготовления
СОЖ, отопления помещений и других целей. Средний расход
пара на подогрев растворов при укрупненных расчетах при-
нимают равным 70... 100 кг на 1 т очищаемых деталей. Расход
пара на разогрев растворов составляет ориентировочно
200...250 % к среднечасовому эксплуатационному расходу.
Расход пара на приготовление СОЖ при давлении 0,25 МПа
составляет 0,15...0,20 кг на 1 л расходуемой жидкости.
370
Необходимый расход пара Ро (т/ч) для отопления зданий
р _ PnQJ
° 550 1000’
гдерп- удельные потери тепла, Дж/м3 • ч; Q3- объем всех ота-
пливаемых зданий, м3; Т - продолжительность отопительного
сезона, ч; 550 - значение теплоотдачи пара, Дж/кг; 1000 - пе-
реводной коэффициент.
Ацетилен и кислород расходуют при сварке и наплавке.
Исходные данные для определения расхода этих газов выби-
рают из технической характеристики газовых горелок, годово-
го объема работ и коэффициента спроса.
Годовой расход 2гац (м3/год) ацетилена
2г.ац = ^ч.ац^г^сп? (10.37)
где #ч.ац - годовой расход ацетилена одной горелкой, м3/ч;
Тг - годовой объем работ, ч; ксп - коэффициент спроса, кото-
рый ориентировочно равен 0,5.
Расход кислорода принимают на 10 % больше, чем расход
ацетилена.
Природный газ применяют в качестве топлива в нагрева-
тельных печах и для обкатки двигателей. Расход газа в нагре-
вательных печах согласуется с их производительностью и
временем работы. Расход газа на стендовую обкатку двигате-
лей принимают из расчета 0,7...0,8 м3/кВт • ч, исходя из тепло-
творной способности газа 26 400...27 200 кДж/м3.
Производственную воду расходуют на очистку автомоби-
лей, агрегатов и деталей, охлаждения работающих двигателей,
гидравлического испытания головок и блоков цилиндров, ра-
диаторов и топливных баков, охлаждения деталей при терми-
ческой обработке, заполнения систем охлаждения собранных
автомобилей и в других случаях.
Первую группу потребителей составляют очистные маши-
ны, ванны и баки с периодической доливкой и сменой воды.
Годовой расход воды QrB (м3/год) с учетом емкости потреби-
теля дп, количества смен воды в емкости за год исм и учетом
ежедневной доливки, равен
2г.в = 1,25 qn псм. (10.38)
371
Вторую группу потребителей с нормированным расходом
воды на одно изделие представляют установки для гидро-
испытаний, системы охлаждений собранных двигателей и др.
Если норма расхода воды на одно изделие </и, годовой объем
ремонтируемых и изделий N, то годовой расход воды равен
£г.в = <7и^ (10.39)
Третью группу потребителей составляют ванны для про-
мывки деталей в проточной воде. Годовой расход воды в них
составляет
V ф k
Q = В Д.0 СП (10.40)
^гв 1000 7
где vB - непрерывный расход воды, л/час; Агсп - коэффициент
спроса.
10.7. Особенности и примеры проектирования
различных производственных участков
Профессор Шадричев В.А. разделил производственные
участки, в зависимости от особенностей их проектирования,
на три класса:
I класс - слесарно-механические, разборочные, ремонта
агрегатов, сборочные и другие с расчетной единицей - изделие;
II класс - очистные, термические, кузнечные и другие с
расчетной единицей, имеющей размерность массы (кг);
III класс - участки нанесения покрытий - гальванические,
напыления, сварочные, малярные и другие с расчетной едини-
цей, имеющей размерность площади (дм2 или м2).
Для участков I класса целесообразна организация произ-
водства на поточных линиях. При крупносерийном и массо-
вом типах производства - это преимущественно однопредмет-
ные линии, при среднесерийном - это многопредметные лич
нии. При проектировании участков II класса основные расче-
ты связаны с определением численности рабочих и количества
основных видов оборудования. Часть оборудования из-за ма-
лой загруженности не рассчитывают, а подбирают исходя из
технологической потребности. При проектировании участков
III класса, функция которых - нанесение покрытий, основные
расчеты ведут, как правило, по укрупненным зависимостям
площади покрытий от вида и массы ремонтируемых изделий.
372
Проектирование разборочно-очистного участка. Осо-
бенность проектирования участка заключается в следующем.
Через участок перемещается вся масса ремонтного фонда. Ра-
боты, выполняемые на участке, весьма разнообразны и обла-
дают большой трудоемкостью по разборке резьбовых и прес-
совых соединений. Работа очистных машин связана с интен-
сивным выделением тепла. На участке применяются и пере-
мещаются десятки тонн очистного раствора, имеется сложная
сеть вентиляционных устройств. Участок трудно поддается
реконструкции, поскольку очистные машины взаимодейству-
ют с цеховыми канализацией и вентиляцией, а перестановка
этих машин связана с большими трудовыми и финансовыми
затратами.
Участок взаимодействует со складом ремонтного фонда,
складами деталей, ожидающих восстановления, и утиля, отделе-
ниями комплектования и сборки агрегатов. К участку относится
отделение приготовления очистных растворов и их регенерации.
Перемещение предмета труда при общей разборке и очистке
организуют перпендикулярно направлению пролетов здания.
Выполнение разборочных работ на конвейере уменьшает
транспортную работу, экономит время и сводит к минимуму
перегрузку ремонтируемых изделий. Подвесной конвейер,
который является и складом ремонтируемых объектов, позво-
ляет перемещать их между пролетами производственного зда-
ния, изменять направления движения и полно использовать
производственную площадь.
Рабочие места оснащены средствами для разборки резьбо-
вых соединений (гайковертами) и прессовых соединений
(съемниками), которые размещены на технологическом «по-
толке» и подвешены на пружинных или грузовых подвесках.
Разборочные позиции располагают по прямой линии. Крепеж-
ные детали падают на ленточный транспортер, грузовая лента
которого совмещена с верхней плоскостью эстакады, на кото-
рой установлено разборочное оборудование и находятся рабо-
чие, а холостая ветвь движется в технологическом «подвале».
Ленточный транспортер подает крепежные детали в очистную
машину барабанно-погружного типа. Очищенные метизы по-
ступают на стол сортировщика.
Очистные машины, имеющие большие размеры, желатель-
но устанавливать на расстоянии 5...6 м от окон помещения,
чтобы не затемнять его.
373
Участок сортировки деталей отделяют проходом или раз-
мещают в отдельном помещении.
Планировочное решение участка разборки и очистки авто-
мобильных двигателей изображено на рис. 10.12. Агрегат
устанавливают на подвесной разборочный конвейер. С уста-
новочным элементом соединена подвеска с ячейками для сня-
тых деталей. Из агрегата сливают в емкость остатки смазочно-
го масла, которое сдают специализированному предприятию
на регенерацию или фильтруют в заводских условиях.
Рис. 10.12. Планировка участка разборки двигателей, очистки и сортировки
деталей:
1 - подставка под двигатели; 2 - подвесной конвейер; 3 - емкость для масла;
4 - струйная машина для наружной очистки; 5 - эстакада; 6 - ленточный транс-
портер для метизов; 7,9- погружные очистные машины; 8 - барабанно-шнековая
машина для очистки метизов; 10 - погружная машина для очистки деталей;
11 - машина для очистки деталей косточковой крошкой; 12 - машина для очист-
ки деталей стеклянными шариками; 13 - машина для очистки деталей от
накипи; 14- машина для очистки масляных каналов; 15 - машины для очистки
деталей из черных и цветных металлов в расплаве солей и щелочей; 16 - стенд
для сортировки метизов; 17 - стенд для определения трещин и сортировки дета-
лей; 18 - стеллаж для деталей; 19 - поворотный стеллаж; 20 - тепловая завеса;
21 - кран-балка (д = 2 т); 22 - противопожарный щит; 23 - ящик с песком
374
Наружные поверхности очищают от маслогрязевых отло-
жений в конвейерной погружной машине. Эта операция гото-
вит агрегат к общей разборке. Отвинчивают резьбовые детали,
которые крепят люки и крышки детали, закрывающие доступ
вихрей очистного раствора к внутренним полостям агрегата.
Приведенное воздействие составляет подразборку агрегата,
которая подготавливает агрегат к качественной очистке. Очи-
стка подразобранных агрегатов происходит в проходной по-
гружной машине.
Далее продолжается общая разборка и выполняется узло-
вая. При общей разборке отвинчивают и извлекают из агрега-
та сборочные единицы с помощью подъемных механизмов.
Сборочные единицы устанавливают на специализированные
стенды и разбирают на детали. Стенды располагают в непо-
средственной близости от позиций конвейера, где были сняты
соответствующие узлы. Детали на подвесках проходят общую
конвейерную очистку в погружной машине.
Затем детали снимают с конвейера и сортируют по видам
загрязнений и материалов деталей. Отдельно укладывают в
соответствующую тару детали из черных или цветных метал-
лов, с асфальтосмолистыми загрязнениями или накипью, на-
гаром или остатками лакокрасочных покрытий. Последняя
операция очистки - это отделение прочных загрязнений в ма-
шинах, специализированных по видам загрязнений и материа-
лов деталей.
Проектирование участков восстановления деталей.
Особенность проектирования заключается в том, что детали,
поступающие на участок, имеют различное техническое со-
стояние, поэтому объемы восстановительных работ для от-
дельных деталей отличаются друг от друга.
На рис. 10.13 показана планировка участка восстановления
коромысел верхнеклапанных двигателей. Технологический
процесс восстановления включает замену втулки с ее упроч-
нением путем пластической раздачи, снятие фасок во втулке,
ее растачивание, газопорошковую наплавку бойка коромысла,
его шлифование и сверление отверстия. Наплавку проходит 20 %
деталей, а восстановление посадки «втулка - отверстие» -
50 % деталей.
375
Рис. 10.13. Планировка участка восстановления коромысел:
1 - стенд для выпрессовывания втулок; 2 - стенд для запрессовывания втулок;
3 - стол наплавщика; 4 - станок вертикально-сверлильный; 5 - станок алмаз-
но-расточной; 6 - станок заточной; 7 - верстак слесарный; 8 - кран-балка;
9 - стеллаж
На стендах для выпрессовывания и запрессовывания втул-
ки, вертикально-сверлильном, алмазно-расточных и универ-
сально-заточном станках и слесарном верстаке, выставленных
в линию, выполняют работу с деталями, которые требуют
100 %-ного устранения повреждения. Рядом с этой линией
установлено оборудование, которое необходимо для устране-
ния более редких повреждений.
Проектирование сборочного участка. Особенность
проектирования участков сборки ремонтируемых изделий
заключается в поточном методе их организации. Этот метод
становится экономически обоснованным при небольших
объемах ремонта, например, при ремонте 500 автомобилей
в год.
В условиях крупносерийного и массового производства
сборка может быть организована таким образом, что его части
будут выполняться на разных рабочих местах. На каждом ра-
бочем месте занят один или несколько рабочих. Собираемое
изделие принудительно перемещается конвейером или вруч-
ную по эстакаде между рабочими местами.
На рис. 10.14 представлено планировочное решение участ-
ка общей поточной сборки грузовых автомобилей с объемом
выпуска 4 тыс. в год.
376
28+0,27+0,27 кВт
Ж
4,5 кВт
_Ш в _
Обкаточный
участок
Обойный участок
(Шиномон-
I тажный i
1 участок 1
йгЯГ I
Участок ремонта
кабин и оперения
Рис. 10.14. Планировка участка общей сборки грузовых автомобилей:
рабочие места I - сборки мостов с рессорами; II - IV - сборки автомобилей на поточной линии; V - регулировки и заправки эксплуатаци-
онными материалами; 1,2- подвесные кран-балки; 3, 6, 8, 15 - полочные стеллажи; 4, 25 - слесарные верстаки; 5, 7 - секционные стел-
лажи; 9 - солидолонагнетатель; 10 - бак для тормозной жидкости; 11 - бензоколонка; 12 - установка для централизованной смазки и
заправки автомобилей; 13, 14 - контейнеры для рессор; 16 - стенд для сборки мостов с рессорами; 17 - консольный поворотный кран;
18 - грузонесущий конвейер; 19 - канава узкая; 20, 21 - подставки под раму; 22, 28 - электрические тали; 23, 29 - монорельсы; 24 - кан-
тователь; 26 - стеллаж для радиаторов и топливных баков; 27 - стеллаж для колес
"Участок рем жта'
____агоегагпд§__2
| Участок ремонта двигателей
Автомобиль собирают на пяти позициях поточной линии,
три из которых оборудованы грузонесущим конвейером 18.
На позиции I на перевернутую раму устанавливают мосты с
рессорами и закрепляют их. Затем сборочную единицу с по-
мощью кантователя 24 устанавливают на конвейер. На пози-
ции II прокачивают тормозную систему (для автомобилей с
гидравлическим или пневмогидравлическим приводом тормо-
зов). На позициях II - IV устанавливают последовательно аг-
регаты и узлы автомобиля. На позиции V ведут регулировоч-
ные работы, проверяют исправность автомобиля, заправляют
его топливом, маслом и водой и направляют в обкаточно-
испытательный пробег или на обкаточно-диагностический
стенд.
ЛИТЕРАТУРА
ОСНОВНАЯ
Дюмин, И.Е. Ремонт автомобилей / И.Е. Дюмин, Г.Г. Трегуб; под
ред. И.Е. Дюмина. М., 1998.
Иванов, ВЛ. Технология и оборудование восстановления деталей
машин: учебник / В.П. Иванов. Минск, 2007.
Карагодин, В.Н. Ремонт автомобилей и двигателей: учебник /
В.Н. Карагодин, Н.Н. Митрохин. М., 2001.
Положение о техническом обслуживании и ремонте подвижного
состава автомобильного транспорта. Минск, 1998.
Румянцев, С.И. Ремонт автомобилей: учебник / С.И. Румянцев
[и др.]; под ред. С.И. Румянцева. М., 1988.
СТБ 928 - СТБ 930. Автомобили, их составные части, сдаваемые
в капитальный ремонт и выпускаемые из капитального ремонта.
Минск, 1993.
Таратпутпа, А.И. Прогрессивные методы ремонта машин / А.И. Та-
ратута, А.А. Сверчков. Минск, 1986.
ДОПОЛНИТЕЛЬНАЯ
Бетеня, Г.Ф. Восстановление и упрочнение почворежущих эле-
ментов диффузионным намораживанием износостойкими сплавами /
Г.Ф. Бетеня. Минск, 2001.
Вострокнутов, Е.Г. Восстановительный ремонт шин / Е.Г. Востро-
кнутов [и др.]. М., 1974.
ГОСТ 3.1102-81. Единая система технологической документа-
ции. Стадии разработки и виды документов. М., 1983.
ГОСТ 27.002-89. Надежность в технике. Основные понятия.
Термины и определения. М., 1989.
ГОСТ 18322-78. Система технического обслуживания и ремонта
техники. Термины и определения. М., 1986.
ГОСТ 21495-76. Базирование и базы в машиностроении. Терми-
ны и определения. М., 1976.
Дорожкин, НН. Восстановление деталей сельскохозяйственных
машин / Н.Н. Дорожкин, В.Н. Гиммельфарб. Минск, 1987.
Есенберлин, Р.Е. Восстановление автомобильных деталей свар-
кой, наплавкой и пайкой / Р.Е. Есенберлин. М., 1994.
Иванов, В.П. Проектирование производственных участков. Прак-
тикум: учеб, пособие / В.П. Иванов. Минск, 2008.
379
Ивашко, В.С. Электротермическая технология нанесения защит-
ных покрытий / В.С. Ивашко, И.Л. Куприянов, А.И. Шевцов. Минск,
1996.
Какуевицкий, В.А. Восстановление деталей автомобилей на спе-
циализированных предприятиях / В.А. Какуевицкий. М., 1988.
Какуевицкий, В.А. Ресурсосберегающие технологии восстановле-
ния деталей автомобилей / В.А. Какуевицкий. М., 1993.
Козлов, Ю.С. Очистка автомобилей при ремонте / Ю.С. Козлов.
М., 1981.
Ланцберг, И.Д. Ремонт приборов системы питания карбюратор-
ных двигателей / И.Д. Ланцберг, Л.З. Соколин. М., 1985.
Малышев, Г.А. Теория авторемонтного производства / Г.А. Ма-
лышев. М., 1977.
Мрочек, Ж.А. Прогрессивные технологии восстановления и
упрочнения деталей / Ж.А. Мрочек, Л.М. Кожуро, И.П. Филонов.
Минск, 2000.
Новиков, М.П. Основы технологии сборки машин и механизмов /
М.П. Новиков. М., 1980.
Пинчук, Л.С. Герметология / Л.С. Пинчук. Минск, 1992.
Рудик, Ф.Я. Электромеханическая обработка клапанных пружин /
Ф.Я. Рудик, С.Ю. Элькин, В.Ф. Кузнецов // Вестник машинострое-
ния. 2001. № 1.
Сборник противопожарных норм и правил строительного проек-
тирования / сост. В.В. Денисенко. Киев, 1990.
Справочник технолога-машиностроителя: в 2 т. / Ю.А. Абрамов
[и др.]; под ред. А.Г. Косиловой, Р.К. Мещерякова. Т. 2. М., 1986.
Стрельцов, В.В. Ресурсосберегающая ускоренная обкатка отре-
монтированных двигателей / В.В. Стрельцов, В.Н. Попов, В.Ф. Кар-
пенков. М., 1995.
Тарасик, В.П. Технология искусственного интеллекта в диагно-
стировании автотранспортных средств / В.П. Тарасик, С.А. Рынке-
вич. Могилев, 2007.
Теория и практика газопламенного напыления / А.П. Витязь
[и др.]. Минск, 1993.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ............................................. 3
1. ФУНКЦИИ, СОСТАВ И ОРГАНИЗАЦИЯ
АВТОРЕМОНТНОГО ПРОИЗВОДСТВА.......................... 6
1.1. Ремонт автомобилей в системе содержания их в исправном
состоянии............................................ 6
1.2. Предметы, средства, процессы и особенности авторемонтного
производства........................................ 13
1.3. Процесс капитального ремонта автомобилей и агрегатов. 20
1.4. Состав авторемонтного предприятия и назначение его
производственных участков........................... 25
1.5. Организация капитального ремонта автомобилей... 32
2. РАЗБОРКА И ОЧИСТКА АВТОМОБИЛЕЙ, СОРТИРОВКА
ДЕТАЛЕЙ............................................. 40
2.1. Разборка автомобилей и агрегатов............... 40
2.2. Очистка автомобилей, агрегатов и деталей....... 47
2.3. Сортировка деталей............................. 59
3. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ........................... 72
3.1. Содержание процесса восстановления деталей..... 72
3.2. Классификация способов создания ремонтных заготовок.. 77
3.3. Дополнительные ремонтные детали................ 82
3.4. Пластическое деформирование заготовок.......... 86
3.5. Сварка, наплавка и электроконтактная приварка.. 94
3.6. Напыление.......................................117
3.7. Электрофизическая обработка.....................124
3.8. Нанесение электрохимических и химических покрытий....130
3.9. Применение полимерных материалов................137
3.10. Обработка резанием в процессах восстановления деталей .... 142
3.11. Термическая обработка в процессах восстановления
деталей.............................................153
3.12. Проектирование процесса восстановления детали.159
3.13. Организация восстановления деталей............163
4. ВОССТАНОВЛЕНИЕ ТИПОВЫХ ДЕТАЛЕЙ...................167
4.1. Классификация деталей ремонтного фонда.........167
4.2. Корпусные детали...............................168
381
4.3. Валы, оси........................................172
4.4. Гильзы, пальцы...................................176
4.5. Шатуны, коромысла................................179
4.6. Поршни...........................................181
4.7. Клапаны..........................................183
4.8. Зубчатые колеса..................................184
4.9. Упругие элементы.................................186
5. РЕМОНТ СБОРОЧНЫХ ЕДИНИЦ И АГРЕГАТОВ..............188
5.1. Радиаторы, баки, трубопроводы....................188
5.2. Насосы, вентиляторы..............................194
5.3. Карбюраторы, форсунки............................199
5.4. Приборы электрооборудования......................202
5.5. Агрегаты трансмиссии.............................207
5.6. Автомобильные шины...............................216
5.7. Рамы, кузова и кабины............................221
6. СБОРКА И ИСПЫТАНИЯ АВТОМОБИЛЕЙ.....................227
6.1. Комплектование агрегатов.........................227
6.2. Уравновешивание агрегатов........................234
6.3. Сборка агрегатов.................................242
6.4. Обкатка и испытание агрегатов....................251
6.5. Диагностирование агрегатов.......................258
6.6. Окрашивание агрегатов и автомобилей..............264
6.7. Общая сборка, обкатка и испытания автомобилей....271
7. КАЧЕСТВО И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
РЕМОНТА...............................................275
7.1. Качество ремонта.................................275
7.2. Экологическая безопасность авторемонтного
производства..........................................286
8. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ТРУДА.....................290
8.1. Основы технического нормирования труда...........290
8.2. Техническое нормирование станочных работ.........294
8.3. Техническое нормирование ремонтных работ.........301
9. ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРИСПОСОБЛЕНИЙ.............305
9.1. Классификация и основные элементы приспособлений.305
9.2. Методика проектирования приспособлений...........318
382
10. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННЫХ
УЧАСТКОВ АВТОРЕМОНТНОГО ПРЕДПРИЯТИЯ..................323
10.1. Содержание и организация проектирования производствен-
ного участка........................................323
10.2. Производственное здание и инженерные сети.....330
10.3. Нормы технологического проектирования.........344
10.4. Противопожарные мероприятия и санитарные требования... 350
10.5. Технологические расчеты.......................358
10.6. Определение расхода производственных ресурсов.369
10.7. Особенности и примеры проектирования различных
производственных участков............................372
ЛИТЕРАТУРА...........................................379
Учебное издание
Иванов Владимир Петрович
Ярошевич Владимир Кириллович
Савич Александр Семенович
РЕМОНТ АВТОМОБИЛЕЙ
Учебное пособие
Редактор Ю.А. Мисюль
Художественный редактор Е.П. Протасеня
Технический редактор Н.А. Лебедевым
Корректор О. И. Голденкова
Компьютерная верстка С.В. Шнейдер
Подписано в печать 10.03.2009. Формат 84x108/32. Бумага офсетная. Гарнитура
«Таймс». Офсетная печать. Усл. печ. л. 20,16. Уч.-изд. л. 21,29. Тираж 2000 экз.
Заказ 951.
Республиканское унитарное предприятие «Издательство "Вышэйшая школа"».
ЛИ № 02330/0494062 от 03.02.2009. Пр. Победителей, 11, 220048, Минск,
http: //vshph.com
Открытое акционерное общество «Барановичская укрупненная типография».
ЛП № 02330/0131659 от 02.02.2006 г Ул. Советская, 80, 225409, Барановичи.
РЕМОНТ АВТОМОБИЛЕЙ
ci Функции, состав и организация
авторемонтного производства
cj Разборка и очистка автомобилей,
сортировка деталей
cj Восстановление деталей
•с; Ремонт сборочных единиц и агрегатов
cj Сборка и испытания автомобилей
а Качество и экологическая безопасность
ремонта
Техническое нормирование труда
приспособлений
о Проектирование производственных
участков авторемонтного предприятия
«ВЫШЭЙШАЯ ШКОЛА»
ISBN 978-985-06-1539-8