/



































Tags: паспорт сварочное оборудование
Year: 1990



Text
ПОЛУАВТОМАТ ПДГ-201
П А С. П О Г Т
ПОЛУАВТОМАТ ЦДГ-201
Паспорт
КХЗ.246.000 ПС
1990
। .oct.aa.aa ooo
CQiIEP2AiLi‘.
I. Еаааачакае...................................3
2. Осеовгмэ технические дас-шо & харапторжстики 4
3. Состав издали г комплектность.............С
4. Устройство л принцип работы ............... 8
5. Укасаизе мер безопасности ..................13
6. Подготовка к работе.........................IG
7. Порздох работа..............................19
7.1. Т1епрвркриа.ч csspsa спложпы швам ... 19
7.2. Прьривпслая азарка............ 20
7.3. Саарг.а точечная (мапдовавдепжша) 21
7.4. Местный натра» металла............ . 22
О, Технической обелзтяжапда .......... 24
9. Za^rojme неисправности я ко года и уотра-
аеняя , ............ ..........25
10. Сставтйлъстпо о приемке............ 27
II. Гарантия изготовителя .....................28
12. Свэдееи о реклаиштк ...............’. . . . 29
13. Сввде-альство об уыадэъка ............... 31
Ппяаожвнк.л
I. Схема электрическая приндагиахышч ПдГ-201
КХ3.246.0С0 33
2. Схеад гжтарачйская щжшышнлшлл EJ-I68
ia3.624.IG8 33
Форм» za iw. r z. w<| im
I. НАЗНАЧИТЕ
I.I. Полуавтомат ПДГ-201 предназначен для ручной влектродугоаой
(сплошным швом), прерывпстуо сварку тонжолиотоьых металлов и конот-
рукпий толп иной до 3 >м и точечнуп (алектровакдекками) .
1.3. По условиям вкоиуатапиж полуавтомат ПДГ-201 пре иная на чг$
для работы в мима- .чеаих условиях У категории равмешения 3 по
ГОСТ 16150-69 и ГОСТ 15543-70 .
5'
¥
I
KX2-246.00CI НС
Ь
Форм» 2« ГОСТ 2. 104-е»
2. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДОШ8
И ХАРАКТЕРИСТИКИ
2.1. Основные технические данные указаны а ткбл.Т
Таблнпя I
Наименование параметра Требования Т7 Оахтстоское значение
I. Напряжение питавшей сети, В odO (5СГ Гц)
Помипалъм.зд мощность, кПА 2,6
2, Сила оиирочн<>го тока, А TI0-I60 1с о
Длительность полной фазы 5
ннгрувки , ММ II 5
4. Продолжительность паузы, 0 0,3 с, 5
5. Длительность прерывистой
(точечной сварки), с • 0,1-Т,5 OfS' 1,5
। . Длительность последействия тока
гма, по более, о I 1
7, К^гчоотто ступепе!1 напряженнл 4 ч
и. linn ряжение холостого хода, В 1 ступени 16.2^ 4/
I II отупекя I9.7t|
I Ш отунепи 22,0^
| 1У отупвпи 25,7^
I г, Гк р>сгь подагд сварочной 1 П)павлокл, м/»«я 0-1Г с - i-f
Ln |14нмагр сппрочноЯ гро волоки, мч 0,8 c.S
III, Mein а митуами о пр< >олокой, кГ |М, 1ИП11ГН С1Ш{Х)Ч11О1Х) Т5дТ 1S~
| н«1 nuiere, ни мекпв, м 3,0
( ~ГГ ~ г j 1 .AL . . 1. 1 » Ш .2'16.000 ПО .1MIT 4
г» Рост 2. W68
Продолжение табл.1
; Требоаааиг етТ^нчсеЕое
i еначенве
1?&нмоаог.аяи5 даремз-тра
С02 (Ат )
|/г>хг>г
Збжтшй гаа
Габарзтаав размерь- е; бола*, lm |1020я630хЗЕС
L-5SCCI'. as болвз , кГ i 120
;.'.->дзрз9''!'* ?.рв?СисзнЕ2 цатеазело-j
!S3.24o.(XX) Гй
а>.« • ья-в
К.
13.
A
г« mcT'i. i пум
3. СОСТАВ ЯЭДЯШЯ И ИШЖГДОСГЬ
3.1. П?г«т? в?« Еслуплтоватв ЦЛГ-2С1 аоклаам гл ргеЛ
3.2, В •1л.’7'Ч’Т'"ат пгоижт :
увлилгл ЛЛ’’ :гл«с501-!?л-:рм
r n .^tinil ?"ГЛ.рА? в F.cr'lje* (S) !
t»**CT*’-rtT со 6}
> »>Н )!
Г VW
1 (7)
НпюлакгвАП'хл
Л л Л ':
I . Полу'-?Ж1'-йЭ1
I
I
Hin'To.-ni •:
г." ,".тз!'геи
О
1
I
!1
.... Л "I кодаодд
ппл1' I по”о гааа
р •ПЛ ГОКОЯСДйОДЯ-
II VI
1 >• ЭДИ J
. I
Г('1'П|1О11!Я:’.
t Oydltfl
IbinUOfn* , '
iCX0.123.050
кхз.мсдоо
КХЗ.246.000 ИС
3
т
, I
U'“ 1' >1 ,',Лч- Сёк
!~3,2-15,000 1Ю.
Лае»
5
Зя кал 'J 'Г/ГЛ
<*--лрм.ч 2л 1ЧН.Т». ! Ш
4 *«}!>: a
Hi b.H
4, УС K'!!.’ IW 11 ЦНЩЛП PAULTI
4,1, Принцип работы полуавтомата
4.1. I. Сетевое нап’.тленио от соединителя X7I через i
пускателя К и переключатель подается на первичную обмо..,
вого трансфер штора Г.’.
4.1.2. Со вторичной обмотки транс-Кршк pi 12 сварочное напряже-
ние iiu.ipiM.шотся ...остовы.-. выпрямителем МП- vZ/б и с катодов Поступа-
ет на соодни.: <ui сварочного пистолета X, нс анодов через дроссель
I. и резистор ь! - на соединители кабели заземления XJli; XJ.3.
4.1. '. • редиш; точка ..•aiicl>op.ia;'opa ‘врез тскош'раничававиий
। iHi'ii p । ।..«видена на соедините.» 151 кабели заземления, использу-
1.1
I, iip.i нотном нагреве металла.
1.1.4. Ьераююча;аль 52 предназначен для ступенчатой yerjua-
|кяг. 1 силы сварочного тока,
i.T. o. Сетевым впклп . >.елем a.« чс[л. j ; *.«• «,
‘П.ЬойТСЯ НИгаНИе блока ynp.ai:-M:liifi А. , ;'О...;;тКП : . Э-чбКгуо—
ifHuBMCiViuHaiia V и лзигал; ..и и-е ап/ома ы.-дачи пр-.«юл*.:к 1 М .
Индика.ярам;! Hl-, iill ебасооч.;наат<:я «;.н/роль нтдачи ынта-
НИЛ :50ГП.
. I. 1ЛОК у.Г.Л.ЛйН/.Ч о." СоеС/.З'оП'.:(с 7 1- ' > /.Tii -Ci i Шог..?:НТЬ
UeJ'jM; io Hj'ii?, 1 CiUjiTiilih L’Juljj '—------— j
upoiiHbar’ ;c " - —
тсчачиу, (элй«;-. j..-iaiu»e:;ir s. -u 1 ” • • " ;
.iocriiiiii нагрев ?.i;i ?ал 'ш д?..ч ..oc-'ijiiyKH.oi ,
4, LA Гезкм сварки задгаич.ч aehow.oHa.a.iau 5 ;.
4.1. S. Нрзмя сьЗрчп .: oil н « че iiSi.il <а ек.-р..лак.‘1еяками)
регулируется резистором R2.
4.1.9. Кнопка, pacfiCT..:j«3:iiaH ни ci jx.'ti-c.,: aa.-.-.v:eie, служит для
ик починал е.варочИог? иолуввтс. .аун и pwi ту.
».f«. 2. ГОСТ Z. 1О4 6И
4.1.10. Сварочная проволока в зону сварки поступает о помочью
мехапиама подача через соединитель X, идднг и трубку сварочного
пистолета .
Скорость подача проволока регулируется изменением величины
мапрлхаиия питанкя елактродвигателя М .
Регулирование скорости осуществляется резистором И через блок
трмаиотороа AI .
4.1 .II. Зшитш! газ в вону сварки подается из баллона через
редуктор типа КиЫ-б9М (ГОСТ 6268-78). элвктропнсвыоклапах У ,
вешмиитвть I, жили г и трубку сварочного пистолета .
4.а. Коиотуувдкя сварочного полуавтоклта .
4.3.1. Полуавтомат ПДГ-201 смонтирован на платформе тележки .
Дм оалдоиа о еадитгаш газом предусмотрено специальное гнездо на
платформе телакхи над кадними холопами .
4.2.2. Вое основные узлы и влемвнтп полуавтомата расположены в
неоумм корпусе, передняя стенка которого является лхцжво! панелью .
4.2.3. На лкцево! панели ряс.2 распслохенм
о-'вддиктель сварочного пистолета (X) ;
опединитади кабеля заземления (Х52, Х5 3, XS4) ;
oeroMfl выключатель полуавтомата ( SI) ;
||..реклг1чдтоль силы сваренного тоха ( 6*2) ;
переключатель режима сварки ( 54) ;
регулятор скорости подачи проволока ( BI) ;
регулятор продолжительности прершистоЗ, точечной сварка (R2);
индикатора контроля фаз "A", "В", ’С" (НИ, Н£2, 1U.3) ;
индикатор контроля включения сети питания (Hi4) .
1.2.4. iia задней стенке иродусмотрон пенной бкхсатор для за -
»!•" смлона . Через отверстье в стенке подключается влаиг для
н>»'«1и иащитиого газа .
»,//м V'ПС Э
R1
Fuo.2 Лхцвмл cviftii полуавтомата ЮТ-201
м/”Г ft r^t ti»i
| **»< Il . If»»
KX3.246.000 ПС
Л»с*
IO
3.KJU > ьооо
4. .5. Несущий каркас полуавтомата разделен перегороздол на
ic ’’иризонтальчнв части .
верхней части корпуса полуавтомата на вертикальную панель
.оптированы электропневмохлапан У и блок управления А2 .
На вертикальной панели под крышкой, обеспечивающей удобный
эступ. установлены механизм подачи проволоки, тормозной механизм
катушка со сварочной проволокой .
4.2.6. Механизм подачи проволоки имеет подающий к прижимной
>1икк. На полапаем ролике выполнена проточка для исключения увода
шцх>чиой проволоки . Вращением подавшего ролика осуществляется
и iuiti проволоки в сварочный пистолет .
Прижимной |<тлик закреплен в серьгу, обеспечивающую плавную
гулировху усилия прижима сварочной проволоки винтом I рис.З .
i. '.V. Усилие притормаживания катушка при подаче сварочной
ршчлокл j-ei-улируотся фрикционным тормозным механизмом с помощью
аВкж 3 рис.З .
4.2.8. Механизмы подачи проволоки и тормоза катушки от несущего
opiiyi а изолированы диэлектрическими прокладками .
4.2.9. В нижней части корпуса смонтированы трансформатор Т2.
Ш»к нипрямителей VDI- И>6, дроссель L , трансформатор TI и блок
трипиаторов AI .
4.2.10. На вертикальных частях лицевой, задней в бе говых панелей
1*1 lueaiexu резистор Е5, пускатель К с соединителем XTI для подключения
»«1илиг<> кабеля и клеммы заземления .
4.2.11. Электрический монтаж выполнен двумя жгутами - силовым
аг7том управления .
Силовой жгут соединяет клеммы трансформатора Т2 через блох иа-
оимов КТ.' с переключателем силы сварочного тока $2, пускателем К
к < «гении соединителем XTI .
»м('/чД’у/ IfoSI
к '• I - ’ 1- !-»*->
КХЗ.246.000 ПС
II
Чтут управления подключает блок управления А2, реэиоторн ВТ
и R2, переключатели S3 и 54, блок транзисторов AI к исполнительным
устройствам- двигателю подачи проволоки М, пускателя К и мектро-
пневмоклапану У.
4.2 Л2. Цепь тока сварки полуавтомата выполнена собственными
отводами моментов. кроме шИеля, подводящего напряжение на соеди-
нитель сварочного пистолета I и двух кабала* пени яагровв- от соеди-
нителя 15 4 к резистору В5 и трансформатору Т2.
Примечание. Поэкпиониое обозначение моментов произведено в
соответствии с прилагаемой мчктрическо* принципиально*
оиемо* КХЗ.246.000 33 (приложение!).
4>» /' < • lt»r У/ в»пЛ f Г9
!Т
♦ори» и ГОСТ г. 104-68
4.3 . Конструкция сварочного пистолета
4.3.1. Сварочный пистолет (рис. 2а) состоит из быстрораэьемного
соединителя I, гибких токо и газопроводов в защитной резиновой оболоч-
ка 2. ручки 3 с кнопкой включения 4 и наконечника 5.
1. 3.2. Защитный газ в зону сварки подается через входной штуцер
Я отиоротие в корпусе соединителя б по гибкой трубке 7 до втулки 8 о
пы1од(« и газового сопла 9.
4. 3.3. Тракт подачи проволоки включает входное сопло 10 в кор-
нуоо соадииитпля С. гибкую металлическую направляющую в оболочке II,
полку К лаг опа тчк. шгстолета.
4. >.4. Электрическая цепь сварочного тока включает корпус соеда-
нитолл гибкий токоиодвод 13, цашу 14, шину в изолирующей трубке
16, втулку Р, ж наконечник 12.
4.3.5. От механических повреждений рабочие елементы сварочного
пистолета защищены резиновой оболочкой 2 и защитным кожухса 16.
4.3.6. Для включения сварочного аппарата в ручке 3 пистолета
luiMKiwiHB снегиальная кнопка 4, сое дине иная через разьечы 17 к 18
щюиодпикемз 19 со штырьками в корпусе соединителя 6.
Конструкция сварочного пистолета
I <><>вя«|<гтпль быстроразъемныО, 2-оболочка защитная, 3-ручка,4-кнопка
М«»чаняи, ’> наконечник в сборке, 6-корпус, 7-гибкяя трубка, В-зтухкс,
I» г«м*>>а оопло, 10-входное сопло, П-лбкая направляющая, 12-накокеч-
(•», !Л сибми! токоподаод, 14-пангл, 15-иэолярующая трубка, 16 <-аэдт-
»'••/>, (7<1С-разъбм^, 19-проводники, 20-иэоляционная гильза, 2рг
f»4»»'. -'2 *<uuio, 23-втулка, 24-винт стопорный, 25-уплотнение, 26-гпйка
Рис. 2а
KI3.246.0CC ас
Tert
ГМ
1м i uvi z.
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. К работе оо сварочнпм полуавтоматов допускаются лица,
<>»япко*аввж»сл о техижческо! документацией на полуавтомат, а также
пршадпа ооответотвующж! инструктаж по технике бе son ас ноет ж при
мп'’ п-в о зле«троустановиями напряжением до 1000 В и имеющие удосто-
a«i«nae алоктрооаарщпка.
6.2. ВНИМАНИЕ! Не допускается повреждение кабеля пита-
1ш 4 рио. !. Клтогорическя запрещается работа при снятых боковых о
и»ни«><|, тая яла и полуавтомате имеется напряжение опасное для жизни
МЮ I»,
Наряд кодачав питания на сварочный полуавтомат необходимо надеж-
о
им зязвммть корпус полуавтомата, подключив кабель заземления.
ft.3. Техническое обслуживание производится только после стклю-
чоняя <1ппрочного полуавтомата от ввсшкеЗ сети.
Ь.4, При икапдуатациЕ сварочного полуавтомата не допускаются
маиянячаокоо зоедаОствие, удары, падение ж нагрев овиое +40°С бад-
я«на о ешмтпмм газом.
'•.6. Ио допускается эксплуатация сварочного полуавтомата с нару-
Имо* еемятпоО оболочкой сварочного пистолета.
1,6. При работе следует избегать розгас изгибов лданга свароч-
м»не пяотилата.
«ЧЛ vt V»-*) I ~
1*1 ‘ • Wrv» I,*•••
КА3.24&.ООО t."
Рис.З. Подключение сварочного пистолета и регулировка
усилия прижиме роликов и тормоза катушки
Рио.4. Подключение кабеля питания сварочного полуавтомата i
_* ir-VL_____Hwi. д...
КХЗ.246.000 ПС
кххгдб.ооош
I .................
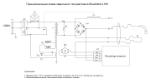
iiio.G. Уитшовха скорости поддтж прсзолох! в
ооо'.'пстспиш с млгшииЯ гота сзарнл
Оорт И ГОСТ 2. 1(М-вв
6. ПОДГОТОВКА К РАБОТЕ
г>.| . Подготовьте полуавтомат "TLC-SOI к работе, руководствуясь
I 4, табл.2
0,1.1 , Уотлнопитв полуавтомат на рабочем месте так, чтобы в
КДМ1Ип|шмв оталротвия жозухв сварочного аппарата воздух мог
)«"'< поптунать и выходить из них .
<1.1 , Уатнпопяте баллон с защитным газом в гнездо платформы
аи«<>матм и <и>я|«|1ите ого попочкой .
4,1 , 1, ll|irt-u.(»n.ntrtie к баллону редуктор типа ДЗД-1-59М .
|||анмчанна. Пря применении баллонов с неосузенным защитным газом
••ал уплешотч) перед редуктором необходимо применять осушитель
4.1 1. присоедините шланг 6 к редуктору .
Л ,| Пртоодиннтс сварочный пистолет со шлангом (3, 8) к
ЦМтМп X. вавернуп до упора гайку усилием руки .
4,1 и л и м а и и е 1 Гайке вмепт леву© рзэьбу .
ВОрниге гоЗпц 3 рис.З махапкэма тормоза катупда .
4,1 .7 'I и и манив ! Направленно разматывания сварочной гро-
Mtepiy иптупли в сторону механизма подачи проволоки .
Шланге кь'.уииу со сш-арочной проволокой таким образоы, чтобы
JfeyyvM попал в штифтовое отверстие катужз .
,0. •Чяеутгта сгопораув гайку усилили руки .
,0, Полгкмпто прц-хЕЖОЙ роло пойоготом на себя я вдгрд
и«.з.
|0. п и я м а к м в I Конец проволоки не должен кметь эаусек-
Лщпе конец проволоки с кптувдя, обргхьто погнутуя часть .
II, Иичрл»5те конвс проволоки по входное сопло, пая подаадв-
, |'4>ндиое сопло матштэма подачи проволоки .
Лаг*
То
K"3.24G.000 ПС
lipivMi'iiHM». При необходимости отрегулируйте положение входного
выходного сопла, а теине направлявшей входного сопла, освободив ее
митом 4 ряс.З .
Й.Т.Г’. Поставьте ппижимной ролик в исходное положение .
' ,1 '1. Подключите полуавтомат к источнику питания — 380 В 50 Гц
...... шИеи питания . Должны освещаться индикаторы HAT- Н4 3
"W в ПЛ ПС "А", "В", "С" .
ручку тумблера SI "СЕТЬ" в положение ВКЛ., должен
n»eet«ib»n вгдиватор НА 4 "СЕТЬ" .
И I 14 Установите ручку перак/шчателя вица сварки 54 в положа-
иее нян|«|«и11лП снарки "—" .
< I !' 1’нопрпвчте шланг сварочного пистолета, вытянув шланг,
н«»«<«ге М"11иу нарочного пистолета и держите до выхода сварочной
н)>'аолоаи *•> пистолета . Отпустите кнопку пистолета .
б I Дв, Огрегулируйто скорость подачи проволока ручкой " «Ц- "
1«*илм>ра ат ,
При» е'ш'По . Провисание и чрезмерное натякенее огарочной проно-
<• ентуеки отрегулируйте гайкой 3 рис.З тормозного мехендзна .
Л I 17. Обрежьте конец проволоки, выходящей из сварочного
ВМШМ'н р«сстояииа 3—5 мы ст наконечнЕка .
• I .111, Подшштггте хг.бсль эФзгшенля, вставив ятоккер кабеля в
М4И не иоелиниталеЗ Х$2, XS3, XS4 рис.?., погерпув его рукой до
нм«|«чМ uiirnmu .
Чг» • i»riiui: I. При сьарыо металлов толщиной до I
MtuAtu м nnjutTiriKTa к соединителе Х/?3 .
1< П|Ч < парив адтсллов толщиной сшаь Т я при
М|Аеч»« * глоель иатемленяя подключите д ссвдинитвдж
• |||ч i4'i гном н.п репы листового металла кобель заззмленич
и (",|<г.И1>ит<*лл ZS4 .
itw кабель
сварка элоктрс-
.(Т'П
г ,' .! ।. ' 'джим кабеля заземления подсоединят к спариваемому
и*из по аоимоккости Оляхз к месту аварка .
)ии обешечокия хорошего контакта место подсоединения захша
» < *«1«п*тюму изделии аачпцип от лакокрасочных покрытий ж
• иыпплинте несколько пробных сварочных юоы к визуалык убз
>«•><« н « •«г** ииарю .
• । г>>ин<>яаге ручку тумблера 51 "СЕТЬ* в положеым ьыглючзно
iae«MW»t> Hi ч "'Wil" должен погаснуть .
"I* я<анм' н одучш нрхиенения арх сварке а качестве зацптного
М» л» ) в ооединртеда ХТ2 вммото перемычек на контактах
I 1 ' 1|к.ык мимо установить пвремачхя на контактах 14, 16, 18 .
со /ес.ох г:
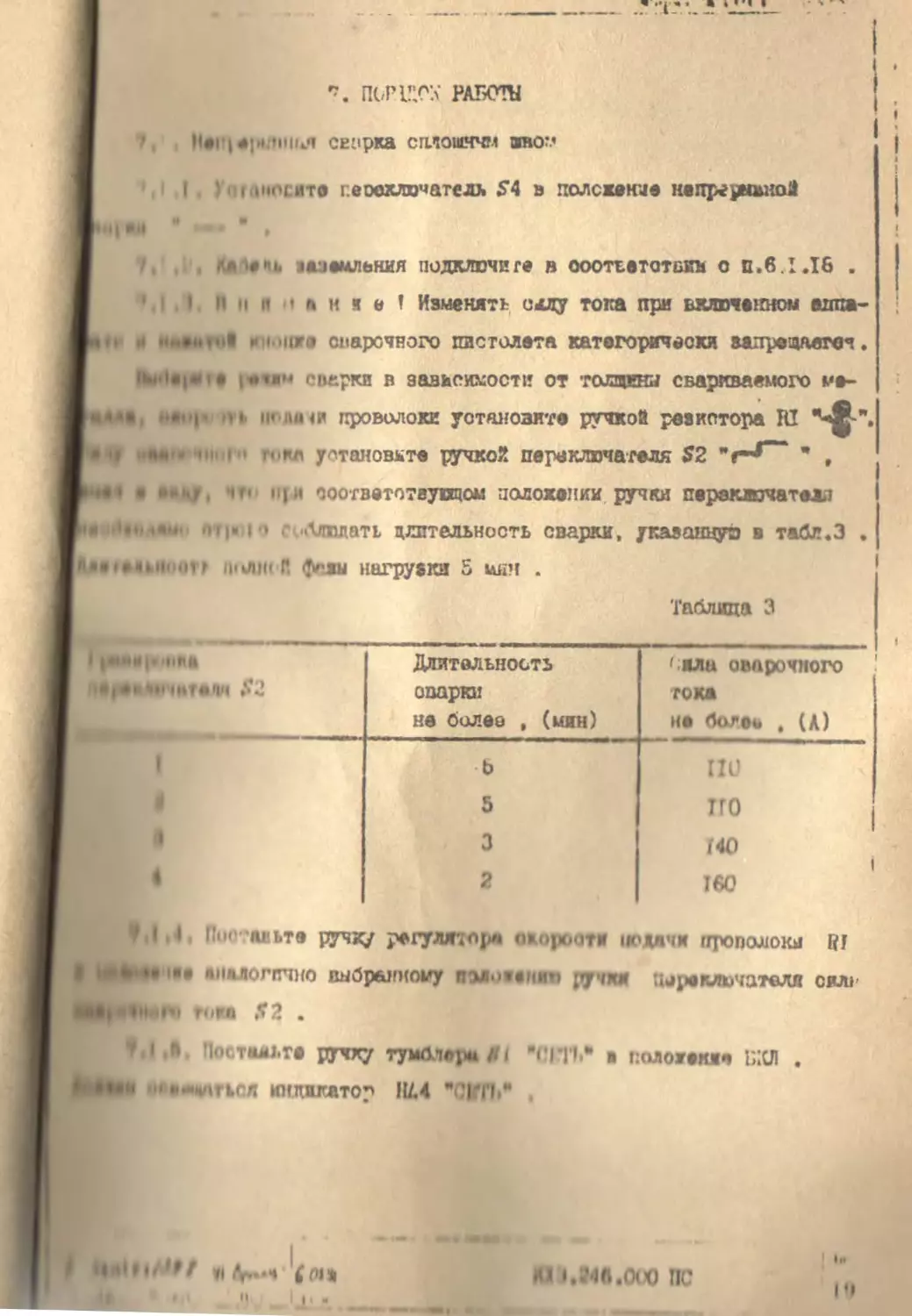
r. ПОПТ'Х РАГОШ
1
I ' Heil| 4|И;|Н|1Л свирка СПЛО11НЧМ ЭНО’' |
I 1 I . ) «наносите г.еоохло'»атсдь 54 в положение непрерывной
|н|»и
I калечь «аиемльния подклсчиге в ооотьетотсга о п.6.1.16 .
I 1 । П и п и а к я е I Изменять салу тока при ыигвчекном аппа-
Вн<< и iiMMiiit ИП.1ЦГЯ спаренного пистолета категорически аапретвгеч.
I Ши1«|«ге |««ям сверки в зависимости от толщны свариваемого ме-
и««а, наор к ш 1Ш4И проволоки установите ручкой резистора RI
'• 4f -I.........ил установите ручкой переключателя S2 "г^ " ,
Ив* • ••М’> .....I1’ ооответстеуицом положении ручки перамочатели
МИ«<> <«м. от|м > соблюдать длительность сварки, указанную в табл.З .
л«»<*»1>|н<11 > |р<ли< R фазы нагрузки 5 мин .
Таблица 3
и 11«м«|(>яаа i«i«h '14>и«геФ1 $2 Длительность оварки не болев , (мин) ' яла сварочного тока не более , (А)
| b ПО
5 ПО
1 * 3 140
1 4 2 IfiO
RI
СЛАН
V I .1 Пш! Ш!ьте ручку регулятора окорооти подачи проволоки
ИН* '*• аналогично BHOpajniovy подаем» ручкя переключателя
МШич! roan Х2 .
V.I.h Постшате ручку тумблера /л •С1П1." а положекяя i;:ui .
В ••М*ю1псл ющикатор IU.4 "СИП."
> у| v-ч «гч»
Ей * - 'j' •
HI •.Мв.ооо ПС
'М Л. Проверьте выход сварочной прсвэлокя нз пистолета, нажав
itfirOT"* ююнку пистолета, при необходимости обрежьте проволоку
»,*•! .17 .
•пгитал сварка
г, ню л пт е ручку
"««.Illi.
У отымайте давление защитного газа на выходе из редуктора
|к ц'мепте сварочный пистолет к месту сварки, но касаясь
пм|М>тлм|<г изделий .
Ямигите глаза сварным щитком .
' ,1, !(J| Имейте кнопку сварочного пистолета . При этом в эону
I W4«ei' " l»utrinw2 гав и сварочная проволока, которая коснув-
»> <нм«ии «ыгет
НМНеччиин. I.
Дугу .
Лпл больной устойчивости в момент загорания дуга
опереть пистолет трубкой об изделие .
^•пуоклетол
. П процессе сварки подстройкой регулятора сторостк
п>|«л1и пр попеки добейтесь наиболее качеотвептоЭ сварка .
Пун наличии сквозняков, увеличьте давление защитного
мен на >.мходе редуктсра, поставьте зазрггаый экран, чтобы
....... Г11Л./ВЛЛСЯ из вони сварки .
,11, |’«<<|юоть движения сварочного пистолета выберите ив
I tuil'iei'- it ке’.ветвенного свартого опа ,
Г.п'' окончания сварка, опустите пюпху ouapo’moro пиото-
тонет .
|*мы<| отпускания кнопки отзедяте ни< т-.’кг* от места сварки
|г<»ни>. приваривания
>t I, । >, Щ«<пегьте выход
I»1 М «попку пистолета
сварочной п]»'|к>л< fj я «злели» ,
оэгрочш Г н. iv пистолета, нажав
при иеобхип» «юте обряжьте проволоку
лерек.-г in । • I* .<4 « положение туеры-
»!», 4С.ОО'
t.2.3. Повторите пп.6.1.18, 7.1.2-7.1 .II .
7. '.3. Продолжительность горения дуги прерпаистой сварки под-
«•*!««•*• ругм.Л реоизтора 32 " • • • " до прекращения потеков метал-
7.4, Повторите вп.7.1.12, 7.1.13 .
7.4. Смирна точечная (алектрозаклопками)
/, ’ I . Уотпиивито ручду перекшяатоля #4 в дслоаокде точеч-
ное ем|яп
7. I, '. Повторите д.6.1 ДВ .
' ”/чку рзчистсре И регулятора с-.орости подачи проволоки
ИЯИО» <• • 1и>.1»ао1!ии 4 , ручку мр^лглатоля сили сваечного тока
t ' в |HiAo«Bima Ч
7,1.4. И апокдп/лотж от тойуд?7 свариваемого металла, устано-
ви MnoU'iouTi. 'кпечной сварки ручкой рваного*» R2 4 • 3 • « ,
11к«1чв1<>иия j I. Дак пмучеяяя качественной точенной овнрхи
........ щс/гал ъ одной иа сдариЕаеява деталей о изотах
......... вшголзо’.тх отверстия хиаь:етрэи >€ мц .
2. Сварку дрс.’аволяго оо оторопи тонного ыоталаа .
У. • Уотдноште нлкоиечяик ппзтелита кетяетдасулярар к
"'• чтоОТЯМ, виход ыэт.гродноЗ проволоки долзин К8ХОДКТДСЯ
Н*М ' « Пркхмяте ввроеккй лист к вдшаыу .
V '.о. Зандти гласа, наймите хяожу сварочного нистолота .
HBwTtMior о.гох'.'икю ;ю ошшчгнжя процесса сварки .
7.4.7. Oruy ото киошеу пистолета, отведи те его в повое мото
‘ *
9М|1В 1«>м><ч«те ш. 7.3.5 , 7.3.5 .
V ‘.«I, »*цуол»те кнопку амотилети .
»*П»е ГЛЫ -3CTJU
о»у» а» гост ». tom
7.4. нагрев металла
7.4,1 . Уотачовкте ручву мрвклсчателя 54 з положение кдерерввног
7,4.1. Иалал* мземхенш! подглпчяте л оондаштело Х54 а соотзст-
। н и .4.1.10 .
Прмечеме. По аэбсжшше ггревдовремэгаого выхода из строк пслуез-
*• |ШИП0ГГЬ нагрев металла прп другом иодклшекхк кабеля
Ивмф« на щ«ну« кается .
1.4,4 /.waauuirre в aaepo’wft моголе? держатель электрода к
Н*4 еееец»'*. предаарггелыю -сняв ваквиечют в трубку тео.5 ♦
f4li4i h'*/ ге»*стсра рэгулятсра сжсрости подача прсяатехя XI
I •HI44O44* Kpuluoe ллвое волсхв?®? . Прокретатв дадаку. црот.
цННРММ Н|гк1г»’!|<)го 1джка 5 рвв.З .
*й«*< •’•••Ч*’1’’.» застичь бадасиа еааятного rasa .
JMI.A. п н и м г и и о t И&чвнять easy тол ujs вялэтениом апла-
• wwinro «марочного пистолете кятегтрктшаа! гапуепавтоя .
мврюппи ге.*1| оои сварочного тем ^2 устакотхтв а аотгеи-
|1| №И0П .|«1'!; 'Ш'ампго нвтадая, ®«мт а йидт, ’«о при соотвегст-
W ВММ**>*м 17 «я iwjktiuK'.viTaM 52 ялобходдаю строго ооблгдатъ
М> иагрем металла, уваэанну» в табл. 4 .
ВНмм* пеяноП кагруякк 5 мяч » Табтпда 4
|*ааг* ем Длитеаност! Стла сварочного
сварки тока
ис белее, (мкл) но более , (А)
1 3 140
3 140
II 1.5 160
4 I.» 160
Лжет
t> COI'I КХЭ.246’.000 ПС "22
Ь t-u 1 n,v д«». _
ooyi it । uir z, mvoa
Г 4 Я Поставьте ручку тумблера Я "СЕТЬ" а
«мгктъся индикатор Н£4 "СЕТЬ". Нажмите
"[«оизведите местный нагрев мфалла .
г 4 и Отпустив кнопку сварочного пистолета,
положение ВКЛ .
кнопку сварочного
прекратите нагрев
- 4 •• Установите ручку тумблера SI "СЕТЬ" в
ИЫ*"1!' НМ "СЕТЬ" должен погаснуть.
I» 4 1'1 (тгаицчете полуавтомат 1ЩГ-201 от внешней сети,
ЦММ*|М И/. I - JI/.3 "А", "В", "С", "380 В 50 Гц" должни погаснуть.
положение выключено,
КХЗ.246.000 ПС
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
<i.Ia Содержите полуавтомат в чистоте, своевременно устраняйте
МИмвш»ся неисправности.
। П,ад Регулярно проверяйте надежность контакта в соединителе
k*Mie. Не передвигайте полуавтомат за шланг сварочного пистолета
'•ем н«и«и•>«по приведет к потере контакта и выводу полуавтомата из
нм.
h.i. Регулярно следите за техническим состоянием наконечника,
fMMvro сопла в за изоляционной гильзой наконечника. От их состоя-
IH* *«пн(>ят качество сварки. Накапливаемые на газовой сопло брызги
НО*"* ••!рудняют подачу защитного газа и могут вызывать короткое
UBtexiiRo через газовое сопло и свариваемое изделие.
П । кучно излишнего забрызгивания газового сопла его необходимо
Мче»<еть или «вменить.
И елучие разрушения изоляционной гильза ей следует заменить.
•|,4. Ежедневно перед началом сварки с целые исключения забрыз-
|^|енея ямрв*имвтв газовое сопло сварочного пистолета смазывайте
. и Пимоновой смазкой, очищайте наконечник для подачи тока
И металла,
11ВИМННМЙ, свободный или засоренный наконечник следует заменить
•иММ».
Й,1 П|а омвпо катушки со сварочной проволокой продувайте сжа-
Н| шланг сварочного пистолета через входное сспло механиз-
ме И>«1*ЧМ ЯровСЛОЖИ.
КХЗ.246.000 ПС
9. ХАРАКТЕИИЕ НГНЛРАВКОСГЛ И !i£TQ2JJ 12 УПТРАКЕНЖ
абска S
т;--хл---^л*га;тг:.—т~л.гт* *-
Вад неисправности
Воро.чткйя причине,
неисправности
Моте;# уст.азонгя
I. Огарка некачзственкая, с
большим разбризгираг-аен нета’.-_*.
to;
Прочистить тг/б/7 (рис. а
у-.?ра^пть неполадка в глзо&оы
тс, проверить даилеихэ ГОЗЗ 2
Пп&бхсдчмостд зциезтть пустей
з цоех иабзде
место хсатажт;
тока
Я2'
акта £ бпстрст
роадгап-адз. стрм^сптгрсмть ;
сседийсн'.гз езстоима;
• - "2.--. вазонечялта
• - — .J..? плеч н-лзрлтьлл
Г,-.--: 13 строя диолов вниулиз-
: : -;л;трок>ко усадив притча;
г:."? дзадепия прсволоад,
лт—: \-iZ7. Ерово-лохг з нсао-
бзльад? уо“л-:э тормогэгся
зьмеиать н»йр:<з’Г£?5 (рдс.5)
оГ|>.’ыснтгроза?ь в рчмигтиэй
ер№<и£цад
Отрзионтгрозать >; реуоятнсД
ортазага.’Ел
Отрегулировать ;
прочистит!. ,
зг.чзстпть назензчтз? ;
С Т 2'" ж j
i
Пред-.—тике тябл. б
Вид неисправности.
5. Скорость подата проволок’!
;>е регулируется пли двигатель
подачи не прощается
6. Нот подачи защитного гг-ге
или имеется угечха газа - ~--'-
.-рубху яру ахжчгга:-’ згтрг-
~—р~ . глГ. —г. - ;
х=кп. е тяв* *с* :
Вероятная причина
азисхфавиоогя
»* — — 1 — Ч IIIHUH »»— I « - 11.—IW—» —
Гглод из строя гаитетехч подачи
~£<сблоха транзисторов!,
злстг-с ~о ? иати
- Zcr-.r-.iacH глекгротйтхякгаги
сзхгг.т— глеггрж-м плата
-1 ~с— с:—тте-:'-<7 s cotj
.г, XHOllga
я-тахта в ^ст5«;л.зге.чпсм
~ ; . -г •’лич 36<В В КГд
Метода устрсаеизя ьаисдраъвостм
ОтроионтзроЕать з реилтгао*
оргаязэгшиз
Замеагтв
Устранить неисправность з ргхом-
• по2 оргоназалгх
Проверять, устранять какслргдойос-Е
Заяанмть
Устранить нсиагргиюсть
J
Не препкяагь леряод старен
Устранять неисправность
io. «йшстзо о ш-тапзз
Полуаысглат ЦДГ-2С1 завопсяеТ» й
f Об £
ссстзэтотвувт то^ЕТ-истии уславши Т(У.3.2-16.000 ТУ н прислан
голым гил эхсплуатппиа ,
Дата аысуслт "_______ " ^"7 1-39 2 • •
Прлцстлш.'Г(№» Б1Х
цвха-киготоглтмя _____
(чодвпаь} (фамияя'
’ <?/>!- 199 з г.
КХЙХ-ХЛГЛ »’
II. ГАРЛЯЛЗ! ИЗГСТгагГЕЛЛ
II.I. Предарцлтло-ияготоиитажй гарантирует соотввтствяо полуав-
томата тр-гбокашигн КХЗ^Йеб.ООО ТУ при ссбхцт&пак потребителя
условий акаилуатадки, траяспсрпфовелдя и храпоихя а точенко 12 мг-
сздоэ а момента ввода полуавтомата и эксплуатации, ко не белее
18 месяцев со дай стгругкч првдприяти&’л-йзготевиталйм.
II.2. Пррдкралтсо-азготовитель з твче.ше гарантийного срока
провода? баэзоаиеэдннй ремонт клк закону ноаспрслинх узлов полз ав-
томата.
Прдивчапиэ. В связи с яомояннии совврашсповгигком конструкции
полуавтомата а иск могут бять иезЕачптвлыгне отличая от прилагаемой
схе.Ш'Г электрической принципиальной и конструкция .
2 Ad«jr//~3y~i?z!
.... I-." м;;... i
КХЛ.246.000 ПС
! I
j _!
У 9XXI
12. СПРДТВЯ О РЕКЛАМАЦИЯХ
T2.I. В случав неисправной работы полуавтомата, выхода ив строя
потали, узла или сварочного аппарата ранее указанного гарантийного
срока потребитель предъявляет предпричттв-изготовителю акт реклама-
пии, в соответствии о инструкцией "G порядке приемки продукции про-
изводственно-технического назначения и товаров народного потребления
по качеству”, утвержденной постановлением Государственного арбитража
при Совете Министров СССР от 25 апреля 1974 г. .« TI7.
12.2. В акте рекламации должны быть указаны наименованье и обоз-
кв ение изделия (составной части изделья) , заводской номер изделия,
год выпуска, время и место появления дефекта, вид дефекта .
12.3. Рекламации следует направлять по адресу :
4I00I0, г.Саратов,
п/о "Корпус".
Tavsga f
Мврм, прюеттые премрюте* «
•жаготомтыаи по реыамапя
ic^fecStb,
<*АМЙЛМ i пе4
Eieb
HOPS AffiS
II «CD
13. СВВДЕТЕПСТВО ОБ УПАКОВКК
I3.I. Пистолет сварочные оо ыангсы, кабель заземления, акант
подводяций ваттного rasa, розетка токоподводяцм комплект ЗИП
уложены под всрхнпв крышку полуавтомата ГИГ-201 .
Зам.начальника паха
предприятия-изгот^теля
(подпись) f7 (фамилия)
_ " yL-Cft-H / 1993 г.
Представитель ВТК пега
предприятия-изготовителя
С—
(подпись) (фамилия)
•____" 199&_ г.
13.2. Полуавтомат ПДГ-201 заводской > .
упакован в яцгх тип 17 ГОСТ 2991-76
(наименование предприятия, производившего упаковку)
согласно требованиям, предусмотрен»» конструкторской документ
Дата упаковки • __ " ___________ 199 _ г.
Упаковку произвел __________
(подпись) (фамилия)
Пралстаактель УТК
предпраятхя-нзготовителя ___________ ___________
(подпись) (фамыкя)
КХЗ.246.000 ПС
У””?
икянЯгчеата^
W>4f»j-74.«ecjer»? еден? • T.lt i
*4 t*. *s, v- «ari’.«»KXi5i хц щ ш-nntn. rn, СЭ4«» г?лт-С‘
«,<3.46, MS, Кб. *35
Сл>- -fS
С5С/ Г7»-<7. 3SDZ
С-'.СЗ » !<5в- «-Т- И«
С-) *л«-£5.#!!г
СУ,С^СЛ кя-а-1-ги
сз . |хг-- ^л. нзе
П^шмм|сснив i
'j£vn.
fin* flSMtxxMOOODMtt
A^'A-ic^eciA/
ДчД’глгчдз МХЮ)nA?
fafijn** MA- -HAO. f i>3 7'J'S-A li Ш-13
in 2>«.-йгсачклаэ лриицилшипиая KX5.24F.OQ033
M&i- 5л* V» С П9. 45? /4» 7 ГУ
<хЛ^
Лмо^гниЦ
1СЛЧ if
г?
'll fifi
U.KJ
fy»*n
r-f fi Сиготс^ eHct(’r>ic>rwM /5 JZ 2*^9 |
ГХТЗЗЧС-Н !
X
J
‘Г л/ 1 C.74.1 гл. {C‘ Z24n!^ fi-SZ- J<3i>3 4 V/W i
*7 eva ‘Mc-t.tr» i
ЛЭ ктЧз.ВсЛсх'л-^глапв »я ‘•in f
|_£* Гг.чс-.-п-з neMlA.rr.isifJij ГТ :S.V/iV. X.C^ i
t '' fyu&np t
*< Л 9 H < r-f- etfOnt я Хм &» cri4i ?М» ГУ -7
*' T-;ri -t» 7 »з M? емг» \ f
f
S3 Ььл.\^К»гмь )Ч^£. fii£. I
•л Г.ез»Л1ючаг^тп еичелао^ 7У )
• rf ’^Z?VCC4'.X7^A 4^700. oxh* , 1 i
1 V Троае^ргмОУг^ A^-Oi-A Г-»/-»3/rf.t • j
•nt** /,„.-3/IShtn-it, Vf. rvre 331 fl
(з<ецП~Л -ли;-Т.=.'ГУ :
л гЛрС1₽«г»rvKm^fn^S)^ t'
Xii РЬЛ'П» ~ • / 5Гй ЗЯ >.'.« 7У и
1 «.*JH l₽aa»iw лл'/д» л;. .»яг-е» S.’И -Jj> 'J
I rrivc l/Iiara »A3C33.ce»Ci t в
-XW iv.5 jjjw-.V/w.’.:.7/; j:vsryzrx£'’7 л- /
J *74 rhema rirj cea cescn i
!£_ faonsu яз-i truce:гхюегзггч )
‘Л/ Л**ЛМ>О. гГ»У/»^.< i
jwQ« Лйзис.трсз л'-&>-S/toff* ОМ 'К^з rj
|W< >r? tyafbonr/OJS5 JJf за 7У 3
i &ы£о&& 3>Б ?-t жгугл'. •#>
* Яслями’ bi) 4^urrjy»t/t> ifmilxjMiMtffHi
**&&# ОН&д Г. МОЩ J /«ГД^^Д АГ J AT 4