/











































































Author: Пукас В.В. Петко И.В. Муратов И.Е.
Tags: общее машиностроение технология машиностроения машиностроение механика детали машин
Year: 1978
Text
В. В. ПУКАС
И. В. ПЕТКО
И. Е. МУРАТОВ
ПРОГРЕССИВНЫЕ
ТЕХНОЛОГИЧЕСКИЕ
СПОСОБЫ
ПОВЫШЕНИЯ
ДОЛГОВЕЧНОСТИ
ДЕТАЛЕЙ
МАШИН
КИЕВ
«ТЕХН1КА»
1978
6П5.3
П88
УДК 621. 002.5—19
Прогрессивные технологические способы повыше-
ния долговечности деталей машин. Пу к ас В. В.,
П е т к о И. В., М у р а т о в И. Е. Киев, «Тех-
Н1ка», 1978. 80 с.
В книге описано влияние напряженного состояния по-
верхностного слоя деталей на их долговечность. Рас-
смотрены современные технологические способы
повышения долговечности деталей машин, даны
рекомендации по применению новых способов изго-
товления деталей, работающих при высоких кон-
тактных нагрузках в условиях циклических на-
гружений и др. Рассчитана на инженерно-техниче-
ских работников промышленных предприятий.
Табл. 15. Ил. 34. Список лит.: 34 назв.
Рецензент д-р техн, наук Г. А. Прейс
Редакция литературы по машиностроению и транс-
порту
Зав. редакцией Л1. А. Василенко
Владимир Васильевич Пукас, канд. техн, наук
Игорь Валентинович Петко, канд. техн, наук
Игорь Евгеньевич Муратов, канд. техн, наук
Прогрессивные технологические способы
повышения долговечности деталей машин
Редактор Л, Е, Альпер
Оформление художника В. С. Мохнатова
Художественные редакторы Е. А. Ильницкий»
И. Ф. Соловьева
Технический редактор Л. И. Левочкина
Корректор Л. В. Ляшенко
ИБ Кв 631
Сдано в набор 15.VI. 1977 г. Подписано в печать 19. X.
1977 г. БФ 06268. Формат 84х1081/я2- Бумага типогр. № 2,
Литер, гарн., выс. печать. Усл. печ. л. 4,2. Уч.-изд.
л. 4,15. Тираж 4700 экз. Зак. Кв 7-511. Цена 25 коп.
Издательство «Техника», 252601, Киев, 1, ГПС,
Пушкинская, 28.
Книжная фабрика «Коммунист» РПО «Полиграфкнига»
Госкомиздата УССР, 310012, Харьков-12, ул. Энгельса, И.
л 31301-039
П М202(04)-78 81'78
(С) Издательство «Техшка», 1978
ПРЕДИСЛОВИЕ
На XXV съезде КПСС отмечалось, что
одним из направлений научно-техничес-
кого прогресса является совершенствова-
ние технологических процессов и созда-
ние новой технологии.
Быстрый темп развития машинострое-
ния вызывает необходимость разработки
новых технологических процессов и прие-
мов, способствующих дальнейшему повы-
шению долговечности деталей машин.
В результате повышения долговечнос-
ти деталей машин снижаются затраты на
ремонт, сокращается число и продолжи-
тельность простоев машин, что, в свою
очередь, способствует высвобождению про-
изводственных площадей, сокращению вы-
пуска запасных частей, снижению расхода
основных и вспомогательных материалов.
Повышение долговечности машин равно-
значно увеличению их выпуска без уве-
личения объема производства и является
резервом повышения эффективности про-
изводства.
В настоящее время широкое применение
получили такие технологические способы
повышения долговечности деталей машин,
как термическая и химико-термическая
обработка стальных деталей, упрочнение
деталей различными методами пластичес-
кого деформирования, нанесение износо-
стойких покрытий и наплавок, исполь-
зование методов механической обработки
з
деталей, обеспечивающих снижение шеро-
ховатости поверхности гальванических ме-
тодов обработки поверхности и др. Совершен-
ствование этих технологических способов
является одной из первостепенных задач
в области машиностроения.
На предприятиях и в научно-исследо-
вательских институтах накоплен большой
опыт применения новых технологических
способов, повышающих долговечность де-
талей машин. В последнее время появилось
много публикаций по разработке и иссле-
дованию этих технологических способов.
Однако их широкое практическое исполь-
зование весьма затруднительно из-за раз-
розненности этих сведений.
В книге систематизированы новые тех-
нологические способы повышения долго-
вечности деталей машин, опубликованные
в печати, а также разработанные с учас-
тием авторов, приведены результаты ис-
следований влияния этих способов на
долговечность деталей машин, даны реко-
мендации по их практическому использо-
ванию.
Раздел I, § 1—4 раздела ПнаписаныВ. В.
Пукасом, § 5 раздела II — В. В. Пукасом и
И. Е. Муратовым, раздел III — И. Е. Му-
ратовым, раздел IV — В. В. Пукасом и
И. П. Петко.
Отзывы и пожелания просим направ-
лять по адресу: 252601, Киев, 1, ГСП, Пуш-
кинская, 28, издательство «Техника».
I. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МАШИН
С ПРИМЕНЕНИЕМ ТЕРМИЧЕСКИХ
И ХИМИКО-ТЕРМИЧЕСКИХ СПОСОБОВ
УПРОЧНЕНИЯ
Широко распространенным методом упрочнения поверх-
ностного слоя деталей машин является термическая или
химико-термическая обработка. В поверхностных слоях
деталей создаются остаточные сжимающие напряжения,
которые способствуют повышению сопротивляемости стали
усталостным разрушениям. Технология изготовления де-
талей и выбор способа термической или химико-термической
обработки определяются условиями работы детали и тре-
бованиями к ее долговечности.
1. ВЛИЯНИЕ ПАРАМЕТРОВ ПОВЕРХНОСТИ
НА НАПРЯЖЕННОЕ СОСТОЯНИЕ
ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ПРИ ЗАКАЛКЕ
В процессе термической обработки деталей практически
всегда имеет место изменение их параметров, что является
следствием неравномерного распределения внутренних на-
пряжений первого рода, носящего статистический характер.
Наиболее опасными являются остаточные растягивающие
напряжения, которые возникают в поверхностных слоях,
нередко приводят к образованию в них трещин и снижают
долговечность деталей. Характер действия этих напряжений
зависит от их величины, распределения в детали и структу-
ры стали.
В пластичных сталях остаточные напряжения вызывают
пластические деформации, которые протекают медленно и
сопровождаются уменьшением разности объемов структур,
возникшей в результате структурных превращений при
термической обработке. Вследствие этого происходит зату-
хающее падение напряжений — релаксация.
В хрупких сталях остаточные напряжения не вызывают
пластических деформаций, а длительное воздействие этих
напряжений может привести к образованию трещин.
5
Остаточные напряжения первого рода возникают при
термической обработке в результате перепада температур
по сечению. Величины температурных перепадов зависят,
в основном, от температуро- и теплопроводности, а также от
объема и формы детали. Влияние формы определяется от-
ношением площади поверхности охлаждения к объему
детали. Чем выше это отношение, тем быстрее происходит
Рис. 1. Плоский образец с надрезами (а) и виды надрезов: клиновидный
(6) и сегментный (в).
охлаждение детали. Естественно, у деталей сложной формы
это отношение не будет однозначным, и поэтому имеет мес-
то неравномерное охлаждение детали при закалке, что вле-
чет неравномерное распределение напряжений. Следова-
тельно, напряжения зависят от конфигурации и размеров
детали. В симметричных деталях правильной формы на-
пряжения распределяются сравнительно равномерно [1].
При небольших размерах деталей или их элементов на
величину напряжений и изменение параметров детали вли-
яет состояние поверхности [24]. Следы от режущего инстру-
мента, всевозможные надрезы, раковины и трещины на
поверхности вызывают перераспределение и концентрацию
напряжений при закалке. Наличие на поверхности дета-
ли клиновидных надрезов с небольшим углом <р у вершины
(рис. 1) при закалке приводит к возникновению в зоне вер-
шины надреза касательных напряжений [241, которые
определяются по формуле
(п \
о-^/п (To-rjfp,
1 /
где S — глубина надреза; I — расстояние между надреза-
п
ми; 6 — критерий температуры поверхностного слоя;
1
— среднее значение критерия температуры пластины;
п — количество условных слоев по сечению, 2п = 2й/б
(здесь 2Л — высота сечения детали в зоне надрезов); TQ —
6
температура охлаждающей среды; Ти — температура де-
тали в зоне надреза; Е = f (Т) — модуль упругости ма-
териала пластины, зависящий от температуры в слое; 0 =
= f (Т) — коэффициент линейного расширения материала
детали, зависящий от температуры в слое.
Из приведенной формулы следует, что величина каса-
тельного напряжения обратно пропорциональна расстоя-
нию между надрезами. Следовательно, чем больше надре-
зов на поверхности детали, тем больше касательные напря-
жения.
Если касательные напряжения в зоне надреза достигают
предела текучести, происходит сдвиг поверхностного слоя
относительно нижележащего. Максимальная деформация
сдвига будет у «берегов» надреза, посредине участка между
надрезами деформации не будет. Сдвигу верхних слоев спо-
собствует снижение предела текучести металла, вызванное
высокими температурами внутренних слоев. Если надрезы
расположены с одной стороны детали, то в результате пе-
рераспределения касательных напряжений и пластической
деформации происходит изгиб поверхности в сторону над-
резов. Изменение знака и перераспределение напряжений
при дальнейшем охлаждении не вызывает ощутимых изме-
нений формы детали, так как при этом значительно возрас-
тает величина модуля упругости.
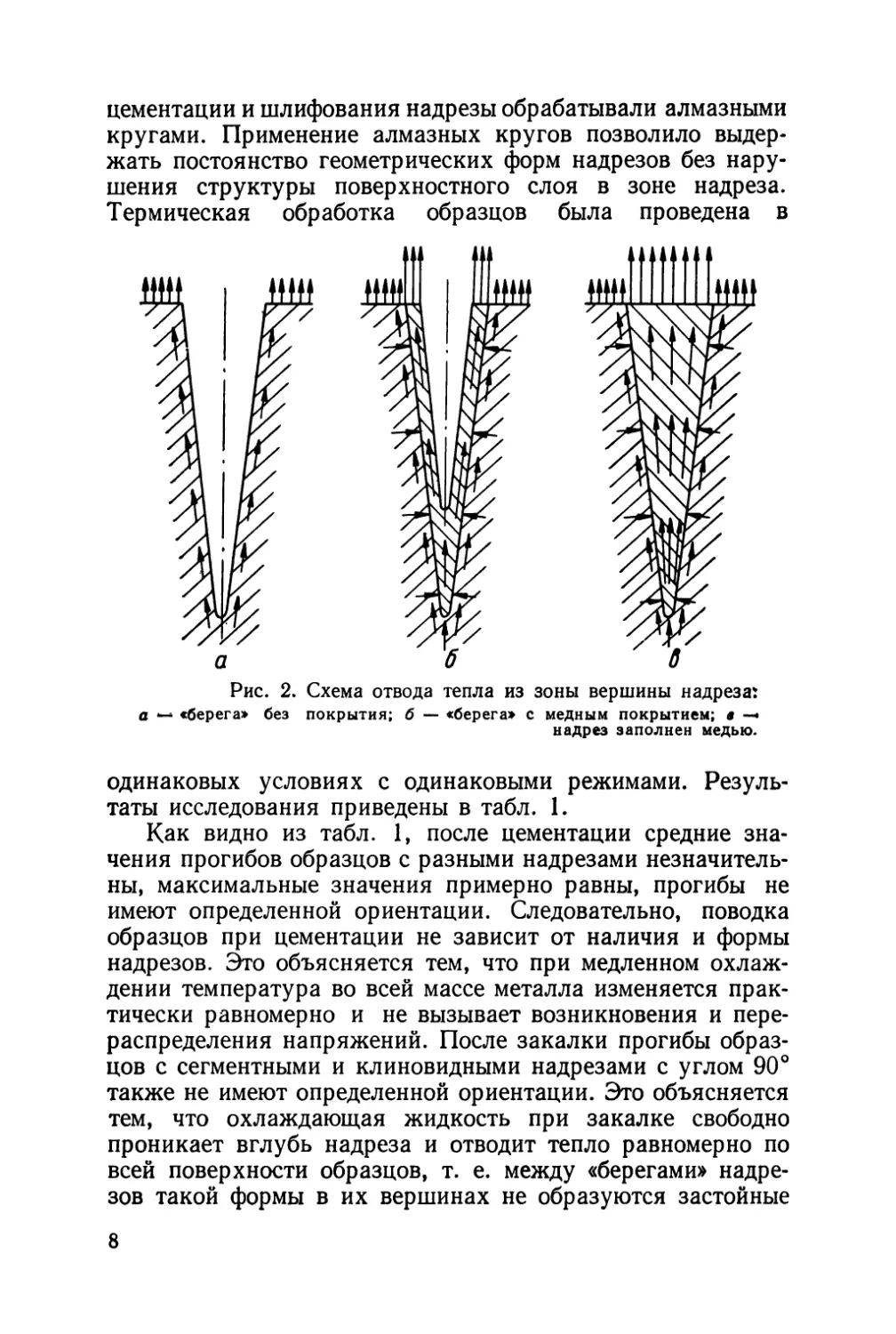
Наличие надрезов оказывает влияние на отвод тепла
из глубины металла. На рис. 2 представлена схема отвода
тепла из зоны вершины клиновидного надреза, угол кото-
рого невелик, т. е. надрез по форме приближается к тре-
щине. Как видно из схемы, тепло от вершины надреза
отводится только через поверхность детали (рис. 2, а).
Между «берегами» надреза возникает застойная зона, в
которую охлаждающая среда не проникает. Следовательно,
в зоне надреза тепловое состояние будет таким, как на той
же глубине в детали без надрезов.
Влияние наличия и формы надрезов на деформацию де-
талей при термической обработке исследовали на плоских
образцах, изготовленных из стали 18ХГТ. После предвари-
тельного и чистового фрезерования образцов на них были
нанесены надрезы: на одних образцах — клиновидной формы
с углом у вершины ср = 15 и 90° (рис. 1, б), на других —
сегментной (рис. 1, в). Надрезы наносили с помощью изго-
товленных из синтетических алмазов шлифовальных кругов,
профили которых повторяли форму надрезов. После
7
цементации и шлифования надрезы обрабатывали алмазными
кругами. Применение алмазных кругов позволило выдер-
жать постоянство геометрических форм надрезов без нару-
шения структуры поверхностного слоя в зоне надреза.
Термическая обработка образцов была проведена в
Рис. 2. Схема отвода тепла из зоны вершины надреза:
а — «берега» без покрытия; б — «берега» с медным покрытием; в —•
надрез заполнен медью.
одинаковых условиях с одинаковыми режимами. Резуль-
таты исследования приведены в табл. 1.
Как видно из табл. 1, после цементации средние зна-
чения прогибов образцов с разными надрезами незначитель-
ны, максимальные значения примерно равны, прогибы не
имеют определенной ориентации. Следовательно, поводка
образцов при цементации не зависит от наличия и формы
надрезов. Это объясняется тем, что при медленном охлаж-
дении температура во всей массе металла изменяется прак-
тически равномерно и не вызывает возникновения и пере-
распределения напряжений. После закалки прогибы образ-
цов с сегментными и клиновидными надрезами с углом 90°
также не имеют определенной ориентации. Это объясняется
тем, что охлаждающая жидкость при закалке свободно
проникает вглубь надреза и отводит тепло равномерно по
всей поверхности образцов, т. е. между «берегами» надре-
зов такой формы в их вершинах не образуются застойные
8
зоны. В зоне надреза твердый слой образуется раньше,
чем напряжения достигнут величины, при которой может
произойти пластическая деформация в слое. Образцы с
остроугольными надрезами при закалке прогнулись в сто-
рону надрезов. У таких образцов между «берегами» над-
резов в их вершинах образуются застойные зоны, вслед-
ствие чего из зоны надреза затруднен отвод тепла. В этом
1. Прогиб образцов после термической обработки (среднее значение), мкм
Форма надрезов Операция Точка замера
2* 3 1 1 4 5 6 1 7 8
Сегментная (Цементация 2 2 —2 0 —3 0 -
Клиновидная (Закалка —15** —5 5 0 2 —5 6
с углом (Цементация 0 —4 —2 0 4 2 3
90° (Закалка 6 —16 4 4 —5 12 3
15п ^Цементация 4 5 1 —3 —2 3 3
(Закалка 53 92 112 НО 109 93 57
* 1-я и 9-я точки замера приняты базовыми.
♦* Знак минус перед значением прогиба показывает, что последний ориентиро
ван в сторону без надрезов.
случае твердый слой в зоне надрезов образуется после того,
как в слое произойдет пластическая деформация.
На напряженное состояние поверхностного слоя при
закалке и на его структуру после закалки оказывает влия-
ние также шероховатость поверхности детали. Это объяс-
няется тем, что интенсивность отвода тепла участками по-
верхности с различной шероховатостью различна.
При закалке детали тепло от нагретой закаливаемой
детали передается в жидкость в процессе пленочного кипе-
ния в большом объеме недогретой жидкости. Поверхности
закаливаемой детали со значительной шероховатостью,
впадины которых не полностью заполняются жидкостью,
служат активированными центрами парообразования.
В условиях пленочного кипения в большом объеме недогре-
той жидкости периодически на локализированных участках
происходит контакт недогретой жидкости с перегретой
стенкой. В результате перегрева жидкости на таких участ-
ках происходит активация менее глубоких впадин и число
активированных центров растет, они начинают взаимодей-
ствовать между собой, и генерируемые пузырьки слива-
ются; теплообмен на данном участке поверхности ухудша-
9
ется. Хотя продолжительность единичного контакта
жидкости с поверхностью закаливаемой детали весьма мала и
измеряется мили- или даже микросекундами, именно в этот
промежуток времени происходит очень интенсивный тепло-
обмен поверхности с жидкостью. В зонах поверхности с боль-
шей шероховатостью продолжительность единичного контак-
та меньше, чем в зонах с меньшей шероховатостью, поэтому
и отвод тепла в этой зоне менее интенсивный, чем в зоне с
меньшей шероховатостью, что, в свою очередь, сказывает-
ся на напряженном состоянии и на микротвердости поверх-
ностного слоя закаленной детали.
Мартенситное превращение, происходящее при закалке,
вызывается разностью свободных энергий нестабильной
матрицы и более стабильной мартенситной структуры
(39]. Превращение происходит, если эта энергия больше
упругой энергии, возникающей при зарождении и росте
новой фазы:
Д^4 = (Тс Тм) AQm
тс ’
где QM — теплота превращения; Тс — равновесная темпе-
ратура; Тм — температура превращения.
Выигрыш свободной энергии ДД при превращении вы-
зывает напряжение
Л__ d л л _ dAQM Тс — Тм
Т ---------ь ТГ~'
где d — расстояние между плоскостями скольжения дис-
локаций превращения; b — значение вектора Бюргерса
дислокаций превращения.
Как видно из приведенной формулы, значение внутрен-
него напряжения в кристалле с увеличением разности рав-
новесной температуры и температуры превращения увели-
чивается, а микротвердость металла находится в прямой
зависимости от этого напряжения [39].
Таким образом, в результате изменения теплового ре-
жима на поверхности закаливаемой детали в ее поверхност-
ном слое на глубине, где температурное поле еще не вырав-
нялось, возникают неравномерные внутренние напряжения,
которые при прочих равных условиях вызывают колебания
величины микротвердости в поверхностном слое закален-
ной стали.
2. МЕХАНИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ,
ПОДВЕРГАЕМЫХ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Для обработки закаленных деталей наиболее широко
применяют точное и тонкое шлифование абразивным ин-
струментом, изготовленным из электрокорунда. Точное
шлифование обеспечивает 2-й класс точности обработки и
шероховатость поверхности Ra = 1,25...0,16 мкм. Для
получения поверхностей с меньшей шероховатостью (Ra =
= 0,16...0,04 мкм) применяется тонкое шлифование.
Наиболее эффективно применение шлифования для де-
талей, работающих в условиях механического изнашивания.
Если продолжительность работы деталей определяется уста-
лостными разрушениями или усталостным изнашиванием,
шлифование не обеспечивает их оптимальную долговеч-
ность.
При шлифовании происходит локальный нагрев тонких
поверхностных слоев, который вызывает в них структурные
превращения, сопровождающиеся локальными изменениями
микротвердости и увеличением объема. Увеличение объема
ведет к возникновению в поверхностных слоях растягиваю-
щих напряжений, снижающих сопротивление усталости.
Тепловые остаточные напряжения в поверхностном слое,
возникающие при шлифовании, определяются по формуле,
предложенной А. А. Маталиным:
аш = 0,5(Т2 —РЕ,
где Т2 — температура нагрева поверхностного слоя; Тг —
исходная температура; Р — коэффициент линейного рас-
ширения; Е — модуль упругости.
Температура нагрева поверхностного слоя при шлифо-
вании колеблется в диапазоне 800—1200° С [11]. В резуль-
тате повышения температуры остаточные растягивающие
напряжения достигают больших значений — 400—1000 МПа.
При шлифовании стальных закаленных деталей круга-
ми из синтетических алмазов нагрев поверхностных слоев
снижается в 1,5—2 раза [31]. Это объясняется более низ-
ким коэффициентом трения алмазных зерен о стальную
поверхность, чем корундовых [31 ].
Благодаря снижению температуры в поверхностном
слое возникают дополнительные напряжения сжатия, что
объясняется выглаживающим действием алмазных зерен.
11
Поэтому шлифование алмазными кругами, по сравнению
с шлифованием обычными абразивными кругами, более
благоприятно влияет на физическое состояние деталей,
в результате чего повышается их износостойкость и долговеч-
ность.
В Институте сверхтвердых материалов АН УССР раз-
работан способ упругого шлифования чашечными кругами
из синтетических алмазов — доводочное алмазное шлифо-
вание [2]. Такой вид обработки по сравнению с шлифованием
периферией круга позволяет повысить предел усталости
и долговечность деталей в режиме перегрузки.
Для повышения эффективности способ упругого шлифо-
вания несколько усовершенствован автором. Патрон с
упругим элементом — пружиной, на котором крепится
шлифовальный круг, выполнен как силовой пневматический
цилиндр двойного действия. Это обеспечивает поддержа-
ние заданного давления круга на деталь с высокой точностью
при некотором перемещении круга вдоль оси вращения,
изменение давления в процессе шлифования, автоматиза-
цию процесса шлифования.
На рис. 3 приведены конструкция пневматического пат-
рона и схема упругого шлифования торцом чашечного круга.
Пневматический патрон состоит из штока /, который
закреплен в шпинделе или сам является шпинделем стан-
ка. На штоке 1 вдоль его оси перемещается цилиндр 2.
Фиксатор 3, подвижно размещенный в пазу 4 штока, пре-
пятствует проворачиванию цилиндра 2 относительно што-
ка 1. Крышка 5 герметизирует силовую камеру 8 и несет
на себе шлифовальный круг 7, крышка 10 уплотняет ка-
меру обратного хода 9. Каналы 11 и 12 предназначены для
сообщения соответственно силовой камеры 8 и камеры об-
ратного хода с распределительным устройством 13 управ-
ления подачей патрона.
Шлифование производят следующим образом. Подавая
сжатый воздух через распределительное устройство 13
по каналу 12 в камеру обратного хода 9 и одновременно
отводя воздух из силовой камеры 8 через канал //, цилиндр
2 совместно с шлифовальным кругом 7 отводят вправо до
упора фиксатора 3 в паз 4. Затем устанавливают деталь
6 и, подавая сжатый воздух через канал 11 в силовую каме-
ру 8 и одновременно отводя воздух из камеры обратного
хода 9 через канал /2, подводят шлифовальный круг 7
к обрабатываемой детали 6 в промежуточное положение
12
(рис. 3, б), в котором фиксатор 3 позволяет цилиндру 2
свободно перемещаться в обе стороны вдоль оси вращения
шпинделя 1. В таком положении производят шлифование
при любом заданном давлении в силовой камере 8, в частности
постоянном, поддерживая его с высокой точностью. После
окончания шлифования шлифовальный круг 7 отводят в
исходное положение, подавая воздух в камеру обратного
хода 9 и отводя воздух из силовой камеры 8. Независимо
от перемещения круга, если он находится в промежуточ-
ном положении, усилие его прижима при шлифовании
13
определяется рабочим давлением воздуха внутри силовой
камеры 8 цилиндра 2:
Гф — 4 Рс»
где d — внутренний диаметр силового цилиндра; рс — дав-
ление воздуха внутри силового цилиндра.
Следовательно, на всем диапазоне возможного относи-
тельного перемещения цилиндра вдоль оси вращения шпин-
деля шлифование будет происходить при заданном давлении
круга на деталь. Изменяя давление внутри силовой каме-
ры, можно изменять режимы шлифования. Путем снижения
давления круга на деталь в конце процесса можно осуще-
ствлять доводочное шлифование, которое повысит качество
обработки, обеспечивая шероховатость поверхности Ra =
= 0,020...0,010 мкм. Поддерживая постоянным давление
внутри силовой камеры, можно производить окончательное
или доводочное шлифование цилиндрических поверхностей
с прямолинейной и криволинейной образующей неболь-
шой кривизны.
Путем изменения давления внутри силовой камеры ци-
линдра можно в процессе шлифования изменять давление
круга на деталь, а следовательно, и регулировать величину
съема металла на различных участках обрабатываемой де-
тали. Это дает возможность изготовлять детали с криволи-
нейной образующей небольшой кривизны, а также получать
образующие такой формы, изменяя давление в силовой
камере в процессе шлифования по заданной программе.
Возможность плавного изменения давления круга на деталь,
быстрого без удара подвода круга к детали в момент на-
чала шлифования, резкого отвода круга от обрабатываемой
поверхности способствует автоматизации процесса упругого
шлифования и повышению точности и качества обрабаты-
ваемой поверхности.
Способ шлифования по упругой схеме с применением си-
лового пневматического патрона может быть применен также
для обработки режущего инструмента и других деталей.
На сопротивление усталости, кроме окончательной об-
работки поверхностей, влияет также предварительная об-
работка, производимая перед термической [11, 34]. Так,
грубое точение перед закалкой снижает долговечность об-
разцов при испытании на контактную усталость на 20—30%.
Снижение усталостной прочности при этом объясняется
неоднородным физическим состоянием поверхности, ко-
14
торое является следствием грубой механической обработки
и специфических условий теплопередачи при закалке вы-
ступами и впадинами на поверхности образцов. Для устра-
нения указанных дефектов и повышения усталостной проч-
ности необходимо производить предварительное шлифова-
ние до закалки и чистовое после нее. Таким образом,
усталостная прочность стали зависит от сочетания механиче-
Рис. 4. Контактная усталость роликов из стали 90ХМФ, шлифованных
электрокорундовым (а) и алмазным (б) кругами:
/ — после грубого точения; 2 —после чистового точения; 3—шлифованные.
б
ской и термической обработки. На рис. 4 приведены резуль-
таты испытаний на контактную усталость образцов, изго-
товленных из стали 90ХМФ, закаленных токами высокой
частоты до твердости HRC 60—62 [11, 34] при различных
нагружениях ок. За базу принято 5 • 107 циклов контактных
нагружений (N). Из рис. 4 видно, что у образцов, обрабо-
танных кругом из синтетических алмазов, пределы контакт-
ной усталости и долговечность в режиме перегрузки выше,
чем у образцов, обработанных абразивным кругом.
Независимо от вида окончательной механической об-
работки образцов после закалки контактная прочность их
снижается, если перед закалкой сформирована грубая поверх-
ность. Эффективность применения шлифования алмазным
кругом после закалки повышается при снижении шерохова-
тости поверхности образцов перед закалкой. Наибольший пре-
дел контактной усталости имеют образцы, окончательно обра-
ботанные кругом из синтетических алмазов и шлифованные
перед закалкой. Следовательно, повышение долговечности
при контактном нагружении достигается комплексным
15
путем — снижением шероховатости деталей перед закалкой
и шлифованием их после закалки кругами из синтетических
алмазов.
Шлифование деталей перед термической обработкой по-
вышает предел их усталости и долговечность в режиме пе-
Рис. 6. Усталость об-
разцов из стали
12ХНЗА при изгибе с
вращением после раз-
личных видов оконча-
тельной обработки пе-
ред цементацией:
Рис. 5. Усталость об-
разцов из стали 9Х при
изгибе с вращением:
/ — шлифованных элект-
рокорундовым кругом;
2 — шлифованных алмаз-
ным кругом.
регрузки при изгибе с враще-
нием. Повышению предела уста-
лости и долговечности в ре-
жиме перегрузки при работе
образцов на изгиб с вращени-
ем способствует также шлифо-
1 — шлифованные элек-
трокорундовым кругом;
2 — шлифованные алмаз-
ным кругом; 3 — не об-
работанные; 4 — шлифо-
ванные алмазным чашеч-
ным кругом по упругой
схеме.
вание кругом из синтетических алмазов после термической
обработки.
На рис. 5 приведены результаты исследования влияния
шлифования электрокорундовым и алмазным кругами на
долговечность стали 9Х при изгибе с вращением [11]. Ис-
пытания проведены на базе 106 циклов нагружений. Предел
усталости образцов, шлифованных электрокорундовым кру-
гом, составляет 660 МПа, а образцов, шлифованных кругом
из синтетических алмазов,— 860 МПа, т. е. на 30% выше.
16
С целью совершенствования технологии изготовления
деталей из цементуемых сталей во ВНИЭКИЭМП было
проведено исследование влияния шлифования на долговеч-
ность цементуемой стали 12ХНЗА при испытании образ-
2. Последовательность и режимы обработки образцов
Вид обработки Параметр Группы образцов
1 1 2 1 3 4
Точение /, мм s, мм/об V, м/мин 0,5 0,1 100 0,5 0,1 100 0,5 0,1 100 0,5 0,1 100
Шлифование электрокорун- дов ым кругом «кр, М/с «изд. м/мин snon, мм/ход «прод, М/МИН 42 15 0,01 0,6 42 15 0,01 0,6 42 15 0,01 0,6 42 15 0,01 0,6
Цементация, закалка и отпуск Одновременно все группы
Шлифование электрокорун- довым кругом «кр. М/С «изд. м/мин Snon. мм/ход впрод, М/МИН 42 15 0,005 0,06 — — —
Шлифование алмазным кру- гом «кр. м/с «изд, м/мин «поп, мм/ход «ПрОд* м/мин 30 35 0,06 0,06 — —
Шлифование алмазным ча- шечным кругом укр> М/С 1>и3д, М/МИН $ПрОд> ММ/об ^кр» Н — — — 30 15 0,6 3,92
цов на изгиб с вращением на базе 10е циклов нагружений
(рис. 6). Условия обработки образцов для испытания при-
ведены в табл. 2.
Из графика (рис. 6) следует, что наименьший предел
усталости имеют образцы, шлифованные электрокорундо-
вым кругом. Снижение предела усталости составляет 30%.
Шлифование периферией алмазного круга также снижает
17
предел усталости цементованных образцов, однако в этом
случае снижение незначительно — менее 8%. Предел уста-
лости образцов, шлифованных торцом чашечного алмазно-
го круга по упругой схеме, несколько выше предела уста-
лости нешлифованных образцов. Несколько выше в этом
случае и долговечность образцов в режиме перегрузки.
Все это объясняется меньшей шероховатостью поверхности
образцов после шлифования и отсутствием прижогов по-
верхностного слоя, что также подтверждается большей кру-
тизной кривой в режиме перегрузки.
3. СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
С ПРИМЕНЕНИЕМ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
ПОВЕРХНОСТИ ДЕТАЛЕЙ
Технологические особенности способа
Широкое применение находит способ термической об-
работки деталей с нанесением на окончательно обработан-
ные поверхности металлических покрытий [24, 29]. Это
позволяет применять термическую обработку в качестве
окончательной операции изготовления деталей.
Суть способа заключается в том, что на окончательно об-
работанную поверхность детали перед закалкой наносят ме-
таллическое покрытие толщиной 5—20 мкм. Последующая
закалка производится по обычной технологии для кон-
кретной марки стали. Нагрев детали осуществляется, как
правило, в безокислительной среде или токами высокой
частоты. Выбор покрытия определяется условиями ра-
боты детали. Например, для повышения износостойкости
и контактной выносливости применяется гальваническое
медное покрытие. Использование этого способа позволяет
в некоторой мере обеспечить высокую твердость поверхно-
стного слоя деталей, снизить величину поводки при закал-
ке, сохранить заданную шероховатость рабочих поверхнос-
тей после закалки, защитить поверхности от образования
окалины, повысить скорость и качество приработки дета-
лей в эксплуатации.
Технология подготовки деталей перед термической об-
работкой и технология термической обработки в зависимо-
сти от условий работы деталей могут быть различными. Наи-
более распространенной является технология, применяе-
мая при изготовлении деталей из цементуемых сталей,
18
работающих в условиях высоких контактных нагрузок. Де-
тали подвергают черновой механической обработке, остав-
ляя при этом минимальный припуск на чистовую обработ-
ку, после чего производят газовую цементацию в шахтной
печи Ц-25 в течение 5 ч при температуре 930 ± 10° С. Глу-
бина цементованного слоя должна быть в пределах 0,6—
0,7 мм. После цементации детали охлаждают вместе с печью.
Затем науглероженную поверхность подвергают оконча-
тельной механической обработке. Гальваническое покры-
тие наносят по типовой технологии. После механической
обработки детали обезжиривают электролитическим путем
в ванне следующего состава, кг/м3: едкий натрий — 40,
углекислый натрий — 50, тринатрийфосфат — 10, жидкое
стекло — 3. Температура электролита — 70° С, плотность
тока — 6 А/дм2, напряжение — 6 В, продолжительность
обезжиривания — 6 мин.
Обезжиренные детали перед нанесением медного по-
крытия подвергают декапированию в ванне с составом,
кг/м3: серная кислота — 70, двухромокислый калий —
25. Температура электролита — 20° С, плотность тока —
10 А/дм2, напряжение — 6 В, продолжительность трав-
ления — 3 с.
Подготовленные таким образом детали покрывают сло-
ем меди в ванне со следующим составом электролита, кг/м3:
цианистая медь — 60, цианистый натрий — 2, едкий
натрий — 10, роданистый аммоний — 15, сегнетовая соль —
10. Температура электролита — 55—60° С, плотность то-
ка — 2,5 А/дм2, напряжение — 6 В. Толщина медной плен-
ки на поверхности — в пределах 10—20 мкм.
Промытые и просушенные детали после нанесения мед-
ного покрытия нагревают в соляной ванне при температуре
800 ± 10° С. Закалку производят в масле при температу-
ре 20—25° С, отпуск — при температуре 180° С в течение
1 ч.
Влияние медного покрытия на напряженное состояние
и структуру поверхностного слоя деталей
Медное покрытие существенно влияет на напряженное
состояние поверхностного слоя детали в процессе обработ-
ки [24]. Применение медного гальванического покрытия
позволяет изменить характер и скорость отвода тепла из
зоны надреза и от поверхности с различным микрорельефом
19
(см. рис. 2, б и в). В этом случае тепло будет отводить-
ся не только через слой между надрезами, но и через мед-
ное покрытие. Количество тепла, отведенного через медное
покрытие, определяется по формуле
Q==-fc-(To-r“)F-
где — коэффициент теплопроводности меди; 6т — глу-
бина слоя меди; Fm — площадь сечения слоя меди на гра-
нях надреза.
Коэффициент теплопроводности меди примерно в
восемь раз выше, чем стали, следовательно, при прочих
равных условиях из глубины надреза с покрытием будет
отведено больше тепла, чем из глубины надреза без по-
крытия. Увеличение толщины пленки медного покрытия
способствует повышению скорости отвода тепла из зоны
надреза. Следовательно, охлаждение в зоне надреза, бла-
годаря медному покрытию, будет происходить быстрее,
чем в зоне надреза без покрытия. В диапазоне температур
от 20 до 500° С модуль Ет является линейной функцией
от температуры [II:
Ет = E2q — CT,
где С — коэффициент пропорциональности, постоянный
в диапазоне температур от 20 до 500° С. При дальнейшем
повышении температуры коэффициент С начинает расти
и значение Ет резко уменьшается.
Таким образом, благодаря более быстрому отводу тепла
из зоны надреза с медным покрытием модуль упругости ос-
новного металла в ней возрастает быстрее, чем в зоне над-
реза без покрытия. При этом быстрее возрастает сопротив-
ление сдвигу и растяжению:
Ет
Тпц = г+<г;
Опц = £*76,
где 8 — относительная деформация; v — коэффициент
Пуассона.
В результате повышения сопротивления материала
сдвигу и растяжению в этой зоне уменьшаются пластические
деформации в процессе закалки и, следовательно, будут
меньшими остаточные деформации после закалки.
Исследование влияния медного гальванического по-
20
крытия на уменьшение деформации при закалке проведено
на 50 медненных образцах с клиновидными надрезами,
имеющими угол у вершины 15° (см. рис. 1).
Образцы были изготовлены из одной и той же заготов-
ки, обрабатывались в одинаковых условиях, на одном обо-
рудовании, термической обработке подвергались вместе
с образцами без покрытия. Покрытие на все образцы было
нанесено одновременно, в одной ванне. Технология из-
готовления образцов описана на с. 19.
На рис. 7 приведены эпюры прогиба образцов с остроуго-
льными надрезами, закаленных обычным способом (кривая 1)
а б
Рис. 8. Структура поверхности стальной детали с медным покрытием:
а — покрытие на фрезерованной поверхности; б — покрытие на шевингован-
ной поверхности.
и после электролитического омеднения (кривая 2). Как
видно из эпюр, прогиб во всех зонах в обоих случаях на-
правлен в сторону надрезов. Однако среднее значение f
величины максимального прогиба у образцов с медным
гальваническим покрытием в 2,3 раза меньше, чем у образ-
цов без покрытия.
На рис. 8 представлены фотографии сечения поверх-
ностного слоя детали с медным покрытием. Как видно из ри-
сунка, независимо от вида предварительной обработки медное
покрытие облегает микрорельеф стальной поверхности, медь
проникла во впадины шероховатости и в трещины на поверх-
ности. Заполняя впадины шероховатости, медное покрытие
21
образует с холмиками шероховатости гетерогенную струк-
туру, толщина слоя которой определяется высотой микро-
рельефа поверхности. Так как теплопроводность меди в
8 раз выше теплопроводности стали, при такой структуре
граничного слоя в процессе закалки детали более равномер-
но происходит теплоотдача выступами и впадинами поверх-
ности стали, вследствие чего возрастает скорость отвода
Рис, 9. Микротвердость цемен-
тованного слоя плоского об-
разца:
/— с покрытием в зоне без надреза;
2—с покрытием в зоне вершины над-
реза; 3 — без покрытия в зоне без
надреза; 4 — без покрытия в зоне
вершины надреза.
тепла от закаливаемой дета-
ли в охлаждающую жидкость,
что, естественно, оказывает
влияние на микроструктуру
и на напряженное состояние
поверхностного слоя.
Характерно, что большая
скорость отвода тепла с по-
мощью медного покрытия до-
стигается при температуре за-
каливаемой детали 400° С и
выше. При снижении темпера-
туры закаливаемой детали до
300—200° С влияние медного
покрытия на скорость охлаждения уменьшается. Это объяс-
няется тем, что угол касания жидкости с поверхностью
меди больше, чем с поверхностью стали, благодаря чему
при высокой температуре детали медное покрытие способ-
ствует повышению допустимого перегрева охлаждающей
жидкости при пленочном кипении в большом объеме недо-
гретой жидкости.
Коэффициент теплопроводности стали в слое на глубине
до 10 мкм меньше, чем в слое, лежащем на большей глу-
бине. Благодаря медному покрытию снижение коэффи-
циента теплопроводности устраняется [24], в результате
чего повышается прокаливаемость стали [10].
График изменения микротвердости по глубине цемен-
тованного слоя А стали 18ХГТ представлен на рис. 9 [17].
Микротвердость поверхностного слоя без надрезов у плос-
кого образца с покрытием (рис. 9, кривая 1) на 20% выше,
чем у такого же образца без покрытия (рис. 9, кривая 3). Ми-
кротвердость поверхности в зоне под вершиной надреза
(рис. 9, кривые 2, 4) равна микротвердости поверхности
без надрезов, однако снижение микротвердости поверх-
ностного слоя под надрезом начинается на меньшей глу-
бине, чем на стороне без надрезов. При этом снижение
22
микротвердости под надрезом у образца без покрытия (кри-
вая 4) начинается на глубине 0,05—0,01 мм, а у образца
с медным покрытием (кривая 2) — на глубине 0,15—0,2 мм.
Следовательно, при закалке цементованной стали
18ХГТ надрезы снижают глубину закалки, а медное галь-
а б
Рис. 10. Микрофотографии структуры цементованного слоя
образцов:
а — без покрытия; б — с медным покрытием.
ваническое покрытие способствует повышению микротвер-
дости поверхностного слоя и глубины закалки в зоне над-
резов.
Аналогичные исследования на других деталях показы-
вают, что у деталей, закаленных после нанесения медного
покрытия гальваническим путем, микротвердость цемен-
тованного слоя повышается на 1080—1180 МПа, т. е. на
20% по сравнению с деталями, закаленными без покрытия.
На рис. 10 показаны микрофотографии структуры по-
верхностного слоя образцов, закаленных после нанесения
медного покрытия и без него. Из микрофотографий видно,
что у образцов, закаленных после нанесения покрытия,
структура более мелкозернистая, чем у образцов без по-
крытия.
При закалке образцов и деталей с медным покрытием
благодаря повышению теплопроводности граничного слоя
происходит образование более мелкой структуры с повы-
шенной микротвердостью, вследствие чего в поверхност-
ном слое стали увеличивается разность свободных энергий
нестабильной матрицы и мартенситной структуры. При этом
мартенситные кристаллы зарождаются быстрее, и их ко-
личество растет быстрее, чем у образцов, закаливаемых
без покрытия.
23
Твердость медных пленок, нанесенных электролитиче-
ским осаждением на сталь, более чем в два раза превышает
твердость массивного металла, что объясняется наличием
значительных растягивающих напряжений в покрытии.
Поэтому для повышения износостойкости поверхностного
слоя не могут быть оптимально использованы пластиче-
ские свойства меди, так как при наличии медного покрытия
на поверхности деталей, работающих в условиях цикли-
ческих контактных нагружений, усталостная прочность
поверхностного слоя снижается.
При использовании способа изготовления деталей с на-
несением медного покрытия и последующей закалкой микро-
твердость медной пленки на деталях перед закалкой со-
ставляла 1760—2150 МПа [24], что примерное 2,25—2,75
раза выше микротвердости массивной меди — 785 МПа
[9]. Микротвердость медного гальванического покрытия
после закалки деталей снижается до 735—1125 МПа, т. е.
приближается по своему значению к микротвердости мас-
сивной меди. Таким образом, снижение микротвердости
медного покрытия при изготовлении деталей с приме-
нением рассматриваемого способа термической обработки
позволяет более полно использовать пластические свойства
меди в организации процесса приработки поверхностей тре-
ния и избирательного переноса в парах трения.
Контактная усталость стальных цементованных деталей,
закаленных после нанесения медного покрытия
Исследование влияния медного покрытия и режимов об-
работки, предшествующих его нанесению, на контактную
прочность было проведено на роликах, изготовленных из
цементуемых сталей 18ХГТ и 12ХНЗА [24]. Все ролики
перед цементацией шлифовали на глубину 0,1—0,15 мм.
После цементации рабочие поверхности роликов из стали
18ХГТ были подвергнуты чистовому шлифованию алмаз-
ным кругом на глубину 0,01—0,02 мм. При этом обеспечи-
валась шероховатость поверхности Ra = 0,160...0,100 мкм.
После чистового шлифования на одну группу роликов галь-
ваническим путем нанесли медное покрытие, а затем все
ролики одновременно подвергли закалке и отпуску.
Ролики из стали 12ХНЗА после цементации были под-
вергнуты по группам следующей обработке: 1-ю и 3-ю
группы шлифовали на глубину 0,01—0,03 мм, при этом
24
шероховатость поверхности Ra = 0,160... 0,125 мкм; 2-ю
группу подвергли дробеструйной обработке с помощью ме-
ханического ротационного дробемета стальной дробью
диаметром 0,8—1,0 мм (режим обработки: скорость дроби —
65—70 м/с, частота вращения образцов — 60 об/мин, угол
падения дроби — 70°, продолжительность обработки —
120 с); 4-ю группу роликов подвергли электролитическому
Рис. 11. Контактная усталость роликов из стали 18ХГТ (а) и 12ХНЗА
(б). Номера кривых на графике соответствуют номерам групп роликов.
травлению в ванне следующего состава электролита, кг/м3:
серная кислота — 150, хлористый натрий — 20. Тем-
пература электролита — 40—45° С, плотность тока —
8 А/дм2, напряжение — 6 В, продолжительность травления —
60 с.
Подготовленные таким образом ролики 2, 3 и 4-й групп
покрыли медью, затем все группы роликов подвергли закалке.
Обкатные нагружающие ролики изготовляли из стали
18ХГТ. Термическую обработку осуществляли в обычной
последовательности — цементация, закалка, отпуск. Пос-
ле термической обработки рабочую поверхность роликов
подвергли чистовому шлифованию на глубину 0,02—0,03 мм.
Исходная шероховатость рабочей поверхности Ra =*
= 0,160... 0,125 мкм. Испытания производили со смазкой
маслом веретенным ЗВ (ГОСТ 2854—51). Базой было при-
нято 5 • 107 циклов нагружений. Результаты испы-
таний приведены на рис. 11. Наименьший предел
контактной выносливости имеют ролики 1-й группы,
25
изготовленные из сталей 12ХНЗАи 18ХГТ и закаленные без
покрытия. У этих же роликов и самая низкая долговеч-
ность в режиме перегрузки.
Следовательно, медное покрытие способствует повыше-
нию предела контактной выносливости и долговечности
деталей, работающих в условиях циклических контактных
нагружений при обеспеченной смазке.
Как видно из графиков, предел контактной выносли-
вости поверхностного слоя у роликов, закаленных после
нанесения медного гальванического покрытия на шлифо-
ванную поверхность, на 30% выше, чем у роликов, зака-
ленных без покрытия.
На всем диапазоне перегрузок долговечность роликов,
закаленных после нанесения медного гальванического
покрытия, в 2,4—3,3 раза выше, чем роликов без покры-
тия.
Различие значений пределов контактной выносливости
и долговечности в режиме перегрузки у роликов 2, 3, 4-й
групп (рис. 11, б) объясняется различием способов их об-
работки после цементации перед нанесением покрытия.
Тот факт, что наиболее высокие пределы контактной вынос-
ливости имеют ролики 3-й и 4-й групп, у которых шерохо-
ватость поверхности ниже, свидетельствует о том, что ше-
роховатость поверхности в этом случае играет решающую
роль.
Пределы контактной выносливости роликов 3-й и 4-й
групп отличаются незначительно. Следовательно, при из-
готовлении деталей, работающих в условиях высоких кон-
тактных напряжений при обеспеченной смазке, способы
обработки деталей, примененные для роликов 2-й и 4-й групп,
после цементации можно использовать как равнозначные.
Для деталей, долговечность которых определяется не
поверхностным выкрашиванием, а, например, изнашива-
нием в результате трения скольжения, может быть примене-
на после цементации также и дробеструйная обработка по-
верхности.
Влияние процесса закалки на состояние покрытия
и прочность сцепления медной пленки
с основным металлом
С целью определения влияния условий нагрева деталей
под закалку на состояние поверхностных слоев проведено ме-
таллографическое исследование на разных деталях и образ-
26
цах, закаленных после нагрева в пламенной печи, соляной
ванне и токами высокой частоты.
После закалки на некоторых деталях, которые нагре-
вали в пламенной печи, пленка медного покрытия в отдель-
ных местах разрушилась и стальные поверхности окисли-
лись. В большей степени окислению подверглись детали
с более гладкими поверхностями, шлифованными перед
нанесением покрытия. Таким образом, интенсивность про-
цесса окисления зависит от состояния поверхности, на
которую нанесено покрытие, а следовательно, и от проч-
ности соединения покрытия с основным металлом. На де-
талях, нагрев которых под закалку производили в соляной
ванне или токами высокой частоты, поверхностных дефек-
тов не наблюдалось.
Исследование влияния способа нагрева на напряженное
состояние цементованного слоя показало, что наибольшую
микротвердость имеет цементованный слой деталей, нагрев
которых под закалку производили токами высокой частоты,
и несколько меньшую — деталей, нагретых в соляной ван-
не. Во всех случаях среднее значение микротвердости по-
верхностного слоя остается постоянным.
У деталей, нагрев которых под закалку производили
в пламенной печи, микротвердость на отдельных участках
колеблется в больших пределах, их разница составляет в
отдельных случаях 1200 МПа. Разброс значений мик-
ротвердости свидетельствует о перераспределении остаточ-
ных напряжений в цементованном слое, что ведет к сни-
жению усталостной прочности этого слоя. Кроме того,
участки с пониженной микротвердостью менее износостой-
ки по сравнению с остальной поверхностью.
Для определения влияния закалки на прочность сцеп-
ления медного гальванического покрытия с поверхностью
стальной детали были проведены сравнительные испытания
двух партий роликов. Одна партия роликов была омеднена
до закалки, вторая — после закалки, отпуска и чистового
шлифования. Нагрев под закалку производили в соляной
ванне. Испытания проводились на машине М-27 при на-
пряжениях в поверхностном слое 1960—3440 МПа.
В процессе испытания было установлено, что через
6 • 10б — 9 • 10б циклов контактных нагружений медное
гальваническое покрытие, нанесенное на ролики после их
закалки, отслаивается, в нем образуются надрывы и выры-
вы, стальная поверхность в этих местах полностью оголяется.
27
На роликах, закаленных после нанесения медного
гальванического покрытия, отслаивание медного слоя не
наблюдалось. В процессе испытаний обнаружен естествен-
ный приработочный износ медного слоя. Однако этот износ
происходит до определенного предела: во всех случаях
после испытаний на рабочей поверхности роликов оста-
вался тонкий слой медного покрытия.
Таким образом, благодаря термической обработке повы-
шается прочность сцепления покрытия с основным метал-
лом, что способствует защите поверхностного слоя деталей,
работающих в условиях контактных нагрузок при обес-
печенной смазке, от действия поверхностно-активных ве-
ществ в смазке и, следовательно, повышению контактной
п р очности деталей.
Износостойкость стальных деталей,
закаленных после нанесения медного покрытия
При трении медных сплавов о сталь в условиях гранич-
ной смазки с применением смазочной жидкости, исключаю-
щей окисление меди, происходит избирательный перенос
меди из твердого раствора медного сплава на стальную
поверхность и обратно [15]. Этот процесс характеризуется
низким коэффициентом трения, незначительной шерохова-
тостью поверхности и практически отсутствием изнашива-
ния поверхностей. Явление избирательного переноса обу-
словило выбор медного покрытия для деталей, работающих
в узлах трения.
Нанесение медного покрытия на изготавливаемые дета-
ли и последующая закалка обеспечивают необходимые
условия для осуществления избирательного переноса: мед-
ная пленка в результате термической обработки становится
достаточно пластичной и благодаря небольшой толщине
не наклепывается.
В качестве смазки применяют глицерин или смесь гли-
церина со спиртом. Глицерин способствует разрушению
окисной пленки на стали, в результате чего медь схваты-
вается со стальной поверхностью.
Для осуществления избирательного переноса в узлах
трения по рассматриваемому способу изготовляют в основ-
ном охватываемые детали. Перед нанесением покрытия
поверхность их шлифуют. Изготовление охватывающих
деталей заканчивают чистовой механической обработкой.
28
Рассматриваемый способ изготовления деталей может
быть применен и при изготовлении прецизионных узлов
трения. Эффективность его применения повышается при
некоторых изменениях [27]. После нанесения медного
покрытия на рабочую поверхность деталь обкатывают
роликами. При обкатке в результате пластической дефор-
Рис. 12. Схема испытания узлов
трения:
/ — ролик нагружающий; 2 — вал
приводной; 3 — штифт приводного
вала; 4 — штифты ведомого роли-
ка; 5 — ведомый ролик; 6 — стяж-
ная шпилька; 7 — валик узла тре-
ния; 8 — втулка; 9 — эксцентрич-
ный ролик.
мации уменьшается толщина
граничного слоя, образуемого
холмиками шероховатости по-
верхности и покрытием, и
снижается шероховатость по-
верхности как основного ме-
талла, так и покрытия. При
таком способе в некоторых
случаях в качестве оконча-
тельной может быть примене-
на токарная обработка, что
позволяет снизить стоимость
изготовления деталей.
Исследование влияния мед-
ного покрытия на износо-
стойкость пар трения прово-
дили по результатам испыта-
ний шести узлов трения.
Валики изготовляли из ста-
ли 12ХНЗА в такой последо-
вательности: черновая токар-
ная обработка, шлифование,
цементация, чистовое шлифование, нанесение медного по-
крытия толщиной 8—12 мкм, закалка токами высокой час-
тоты, отпуск низкий.
Втулки изготовляли из стали 18ХГТ. После термической
обработки внутреннюю поверхность их шлифовали, обеспе-
чивая шероховатость поверхности Ra = 0,32... 0,20 мкм.
В качестве смазки в узлах трения применяли глицерин.
Испытания узлов трения на износостойкость производи-
ли путем вращения валика с помощью электродвигателя при
частоте 5000 об/мин. Узел трения и схема нагружения ва-
лика при испытании показаны на рис. 12. В верхней части
валик 7 нагружают постоянно направленной сосредоточен-
ной силой, вектор которой проходит перпендикулярно к
оси вращения валика. Нагрузку прикладывают с помощью
подпружиненного нагружающего ролика 1 к ведомому
29
ролику 5. На нижнем конце валика 7 закреплен эксцентрич-
ный ролик 9, который создает нагрузку, перемещающуюся
по окружности цилиндра втулки 8.
После работы в течение заданного времени узлы трения
разбирали и определяли износ валика (путем взвешивания)
и шероховатость его рабочей поверхности (табл. 3). Из
3. Шероховатость поверхности и износ валиков узлов трения
Радиальный зазор, мкм Продолжи- тельность ис- пытания, ч Износ, г Шероховатость поверхности, мкм
исходная Rq после испытания Яг
21 100 0,91 0,120—0,110 0,080—0,070
19 200 0,76 0,125—0,100 0,080—0,055
19 300 0,90 0,125—0,100 0,050—0,035
16 400 1,04 0,105—0,090 0,070—0,040
18 500 0,93 0,120—0,090 0,062—0,048
16 500 1,12 0,108—0,090 0,055—0,040
табл. 3 видно, что изнашивание валиков происходит прак-
тически в первые 100 ч работы узла трения. При разбор-
ке узлов трения на обеих сопрягаемых поверхностях обна-
ружено медное покрытие. В виде мелкодисперсных частиц
во взвешенном состоянии медь находится также в смазке.
Таким образом, уменьшение веса валиков объясняется по-
паданием меди в смазку в начале испытания и избиратель-
ным переносом.
Снижение шероховатости поверхности до Rz = 0,080 ...
...0,035 мкм также происходит в начале эксплуатации узла
трения. Таким образом, изготовление деталей с закалкой
их после меднения способствует осуществлению в парах
трения скольжения избирательного переноса, что обу-
словливает безызносность узла трения.
II. ПУТИ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ
ЗУБЧАТЫХ КОЛЕС
Продолжительность службы зубчатых колес ограничи-
вается износом, поломками или повреждением. Характер
износа или разрушения зависит от условий эксплуатации,
30
материала, конструкции и технологии изготовления. Выбор
материала, конструкции и технологии изготовления зуб-
чатых колес определяется их назначением и условиями экс-
плуатации.
Изготовляют зубчатые колеса из легированных сталей,
обеспечивая высокую твердость рабочих поверхностей
зубьев — HRC 58—63. Сердцевина зуба должна остава-
ться вязкой и иметь твердость HRC 30—40. При таких усло-
виях обеспечиваются высокая износостойкость и усталост-
ная прочность зубьев.
1. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ПРИ ИЗГОТОВЛЕНИИ
При изготовлении зубчатых колес, особенно в массовом
производстве, термическую обработку производят после
окончательной чистовой обработки рабочих поверхностей.
Это экономически наиболее выгодно, особенно если для
чистовой обработки зубьев применяется высокопроизводи-
тельный процесс — шевингование. Однако такая техноло-
гия имеет и недостатки. При термической обработке имеет
место поводка зубьев, в результате чего искажаются их
параметры, на рабочих поверхностях образуется окалина.
Для снятия окалины применяется последующая дробе-
струйная обработка, вследствие чего повышается шерохо-
ватость рабочих поверхностей. В этом случае применение
шевингования как окончательной доводочной операции
становится нецелесообразным. Появление указанных де-
фектов снижает долговечность зубчатых колес.
Для устранения дефектов зубчатых колес после терми-
ческой обработки применяется шлифование рабочих поверх-
ностей зубьев. Такой способ позволяет получить зубчатые
колеса высокой точности. Однако это трудоемкий и доро-
гостоящий процесс, и, кроме того, как отмечалось выше,
шлифование снижает долговечность поверхностного слоя
зубьев.
В некоторых случаях после термической обработки зуб-
чатых колес применяют зубохонингование. Этот процесс
не дает прижогов и позволяет получить шероховатость ра-
бочих поверхностей Ra = 0,020... 0,010 мкм. Однако зубо-
хонингование не обеспечивает полного устранения дефек-
тов зубчатых колес, так как за весь процесс снимается при-
пуск на сторону 0,01—0,02 мм. Этот недостаток ограничивает
применение зубохонингования как отделочной операции.
31
Наиболее широкое распространение, особенно в массовом
производстве, для устранения возникших при изготовлении
некоторых дефектов зубчатых колес получил способ при-
работки, при котором зубчатые колеса работают в паре
в обычных или специальных условиях при пониженных
нагрузках с постепенным их повышением до номиналь-
ных.
В период приработки зубчатых колес наблюдается повы-
шенный износ рабочих поверхностей зубьев — прирабо-
точный износ. Наличие неровностей на поверхности после
обработки приводит к тому, что в местах контакта возни-
кают повышенные давления, вследствие чего происходит
интенсивный износ, сопровождающийся разрушением имею-
щихся неровностей и образованием новых [14]. Исходный
рельеф преобразуется до установившегося состояния, харак-
терного для данного сопряжения и условий трения. При
этом может происходить как сглаживание шероховатостей,
так и увеличение.
Во время приработки условия трения контактирующих
поверхностей все время изменяются. Вследствие изнашива-
ния и пластической деформации фактическая площадь
контакта увеличивается, а среднее давление и средняя тем-
пература на площади фактического контакта понижаются,
что, в свою очередь, ведет к снижению скорости изнашива-
ния. Когда скорость изнашивания снижается до некоторой
постоянной величины, характерной для данных условий
трения, процесс приработки заканчивается. Таким обра-
зом, продолжительность приработки определяется временем
от начала нагружения до наступления нормального износа
с постоянной скоростью изнашивания.
От продолжительности приработки и величины началь-
ного износа в значительной степени зависит износостойкость
и усталостная прочность зубчатых колес. Для повышения
износостойкости и усталостной прочности необходимо мак-
симально повышать скорость приработки и уменьшать
износ [14].
Для повышения скорости приработки зубчатых колес
применяют поверхностно-активные присадки к смазке,
гальваническое фосфатирование и сульфидирование рабочих
поверхностей зубьев, а иногда и абразивную пасту [33].
Недостатком такого способа приработки является повы-
шенный износ рабочих поверхностей, вследствие чего уве-
личиваются зазоры между зубьями, а следовательно, воз-
32
растают динамические нагрузки. Кроме того, в результате
повышенных локальных нагрузок, возникающих вследствие
неточности изготовления деталей, и повышенных волнис-
тости и шероховатости поверхностей в поверхностном слое
в момент приработки возникают повышенные контактные
напряжения, которые отрицательно сказываются на долго-
вечности зубчатых колес.
С целью снижения нагрузки и ее более равномерного рас-
пределения по длине контакта в период приработки рекомен-
дуется на рабочую поверхность зубьев наносить покрытия
из мягких металлов [33].
Для повышения долговечности зубчатых колес применя-
ется способ их закалки после нанесения гальваническим
путем медного покрытия [24, 29]. Особенностью изготовле-
ния зубчатых колес из цементованной стали с применением
медного гальванического покрытия является то, что после
цементации производится чистовая обработка зубьев, мед-
нение и закалка детали с последующим отпуском. При та-
кой технологии закрываются (залечиваются) микротрещи-
ны, следы от режущего инструмента, и, следовательно,
тепло при закалке равномерно отводится по всей поверх-
ности, в результате чего повышается точность зубчатых
колес, а при эксплуатации их снижается влияние адсорб-
ционного эффекта Ребиндера. Кроме того, благодаря при-
менению указанной технологии повышается микротвердость
цементованного слоя зубьев, рабочая поверхность защи-
щается от образования окалины, выгорания углерода и
легирующих элементов, сохраняется первоначальная шеро-
ховатость рабочей поверхности зубьев под покрытием,
снижаются контактные нагрузки на рабочих поверхностях
зубьев, снимаются остаточные напряжения в пленке по-
крытия, а следовательно, снижается ее твердость, повыша-
ется прочность сцепления покрытия с основным металлом,
что способствует сокращению продолжительности и повы-
шению качества приработки.
2. ВЛИЯНИЕ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
И МЕДНОГО ПОКРЫТИЯ НА ТОЧНОСТЬ
ЗУБЧАТЫХ КОЛЕС
В результате поводки зубьев при их закалке величина
колебания длин общей нормали часто превышает допу-
стимое значение. Поводку зубьев при закалке вызывает
2 7-511
33
Jg 4. Основные параметры зубчатых колес
Параметр
Шестерня
Число зубьев 20 26
Направление зубьев Правое Левое
Модуль нормальный 2,5 2,5
Угол наклона зубьев 10° 2Т 10° 27'
» » профиля 22° 30' 22° 30'
Высота зуба, мм 5,75 5,75
Материал Сталь 18ХГТ Сталь 18ХГТ
неравномерное распределение напряжений в поверхностном
слое, обусловленное наличием следов режущего инструмента,
подрезов и других дефектов, несимметрично расположен-
ных на поверхностях зуба. Нанесение медного покрытия
на детали перед закалкой позволяет снизить поводку зубьев.
Рис. 13. Рассеивание значений длин общей нормали (распре-
деление частостей f) зубчатых колес:
а -* z = 60; б — 2 = 20; 1 — без покрытия до закалки; 2 — без покры-
тия после закалки; J —> с медным покрытием до закалки; 4 — с медным
покрытием после закалки.
Для исследования влияния медного гальванического
покрытия на повышение точности зубчатых колес было из-
готовлено 40 пар зубчатых колес (табл. 4). Нарезание зубьев
и термическая обработка произведены в следующем поряд-
ке: черновое нарезание зубьев, цементация, шевингование,
закалка, отпуск. 20 пар зубчатых колес были подвергнуты
термической обработке без покрытия, другие 20 пар были за-
калены после нанесения гальваническим путем медного
покрытия. Термическая обработка производилась в оди-
наковых условиях. Зубчатые колеса, закаленные без на-
несения покрытия, после термической обработки подвер-
гались дробеструйной обработке в соответствии с типовым
технологическим процессом.
Для определения влияния медного гальванического по-
крытия на величину поводки зубьев проведены измерения
длин общей нормали зубчатых колес с покрытием и без покры-
тия до и после закалки и отпуска. Результаты измерений
представлены в виде диаграмм рассеивания на рис. 13.
Среднее значение длин общей нормали каждой партии
зубчатых колес определяли по формуле
^ср
2*
35
где SL — сумма длин общей нормали; k3 — количество
зубчатых колес; z — число зубьев.
Значения длин общей нормали зубчатых колес с по-
крытием и без него до термической обработки соизмеримы
(кривые /, 3). Смещение средних линий диаграмм рассеи-
вания длин общей нормали определяет среднее значение
толщины слоя меди.
После закалки диапазон колебаний значений длин
общей нормали увеличился как у зубчатых колес без по-
крытия (кривая 2), так и с покрытием (кривая 4). причем
это увеличение неодинаково: у зубчатых колес без покры-
тия при z = 20 и z = 26 соответственно с 0,08 до 0,20 мм
и с 0,092 до 0,22 мм (кривые /, 2), у зубчатых колес с по-
крытием при z = 20 и z = 26 соответственно с 0,08 до 0,12 мм
и с 0,1 до 0,12 мм (кривые 3, 4),
Смещение на диаграммах рассеивания средних линий
значений длин общей нормали после закалки в обоих слу-
чаях определяет деформацию, вызванную остаточными
напряжениями и структурными превращениями. Величина
смещения средней линии на диаграммах после закалки зуб-
чатых колес с медным гальваническим покрытием несколь-
ко меньше, чем колес без покрытия, что можно объяснить
повышенными остаточными напряжениями в поверхност-
ном слое зубьев с покрытием.
Следовательно, нанесение медного покрытия на зуб-
чатые колеса способствует уменьшению величины поводки
зубьев при закалке.
3. ВЛИЯНИЕ НЕКОТОРЫХ ФАКТОРОВ
НА КОНТАКТНУЮ НАГРУЗКУ
ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС
При недостаточной точности изготовления, износе или
пластической деформации зубчатых колес основной шаг
зубьев ведущего колеса может оказаться больше основного
шага ведомого колеса, и разность основных шагов будет
больше упругой деформации зубьев при их кромочном
контакте. В этом случае при выходе из зацепления пары
зубьев последующая пара будет входить в зацепление с уда-
ром, получившим название срединный удар. Возникающая
при этом динамическая нагрузка определяется по формуле
(7 = 0,8иГ(Ао + ро)ЛД,
36
где v — окружная скорость; До — разность основных ша-
гов; ро — деформация рассматриваемой пары; А — меж-
центровое расстояние; i — передаточное число.
Как видно из приведенной формулы, с увеличением раз-
ности основных шагов динамическая нагрузка возрастает.
Если разность основных шагов меньше, чем деформация
зубьев при кромочном контакте, срединный удар не воз-
никает, так как при выходе
из зацепления предыдущей
пары зубьев в начале кромоч-
ного контакта последующая
пара находится в контакте.
Динамическая нагрузка
вызывает дополнительные на-
пряжения в поверхностном
слое зуба. Кроме того, она
значительно снижает проч-
ность масляной пленки, что
ведет к заеданию рабочих по-
верхностей или к локальному
Рис. 14. Схема взаимного поло-
жения зубьев (а) и эпюра их пе-
ремещений при нагружении (б)-
перегреву, вследствие которого происходят структурные
изменения, снижающие сопротивление выкрашиванию. По-
вышение динамической нагрузки при высоких окружных
скоростях в результате больших погрешностей зацепления
может значительно снизить долговечность зубчатой пере-
дачи.
При работе зубчатой передачи, у которой зубчатые
колеса не имеют покрытия, в результате большой поводки
зубьев динамические нагрузки будут более интенсивными
по сравнению с динамическими нагрузками в зубчатых
передачах с омедненными колесами. Снижение динамических
нагрузок в случае медненных зубчатых колес обусловлива-
ется не только повышением их точности, но и наличием на
них пленки мягкой меди.
У вновь собранной пары зубчатых колес распределение
нагрузки по длине зуба происходит неравномерно [7].
На рис. 14 показаны схема взаимного расположения
зубьев и эпюра их перемещений при нагружении. Концен-
трация нагрузки учитывается коэффициентом
£кц= 1 +0,3Zy/S + 0,l//d,
где I — длина зуба; у — угол перекоса осей зубьев в плос-
кости, нормальной к площадкам контакта; S — деформация
37
зуба под нагрузкой; d — диаметр начальной окружности
зубчатого колеса.
Максимальная нагрузка на зуб
Qmsx = ^кц^»
где q — расчетная удельная нагрузка. Изнашивание зубьев
наиболее интенсивно в зоне максимальной нагрузки. По
мере изнашивания уменьшается расстояние от торца зуба
до центра площадки контакта зубьев. В этом случае
^кц = 1 + 0,3xy/S + 0, lx/d.
Однако для зубчатых колес с высокой твердостью рабо-
чих поверхностей этот процесс весьма продолжителен.
За период изнашивания участок с высокой концентрацией
нагрузки работает в режиме перегрузок, вследствие чего
в нем, в первую очередь, зарождаются усталостные тре-
щины. При наличии мягкого медного покрытия участок
с высокой концентрацией нагрузки изнашивается более
интенсивно, следовательно, концентрация нагрузки в этом
случае уменьшается быстрее, чем на зубьях без покрытия.
Наличие волнистости на рабочих поверхностях зубьев
ведет к снижению износостойкости, контактной прочности
и несущей способности зубчатых колес. Снижают износо-
стойкость рабочих поверхностей и неровности второго по-
рядка. Медное покрытие способствует снижению локальных
нагрузок на вершинах волн, а структура поверхностного
слоя с покрытием уподобляется гетерогенной структуре
антифрикционных сплавов, в которых мягкая и пластич-
ная основа армирована твердыми включениями. В конкрет-
ном случае в качестве арматуры будут служить холмики
шероховатости.
Площадь фактического контакта Fq = N/gt , где W —
нормальная нагрузка, сжимающая трущиеся поверхности;
сгт — предел текучести более мягкого материала.
Таким образом, становится понятным механизм сниже-
ния давления в зоне контакта. Фактическая площадь кон-
такта поверхностей с покрытиями из мягких металлов боль-
ше, вследствие чего давления, передаваемые на основной
металл, меньше. Следовательно, в начальный период при-
работки деформации в поверхностном слое зубьев меньше,
в результате чего повышается долговечность слоя.
4. ПРОДОЛЖИТЕЛЬНОСТЬ И КАЧЕСТВО ПРИРАБОТКИ
И ИЗНОСОСТОЙКОСТЬ ЗУБЧАТЫХ КОЛЕС
Качество приработки зубчатых колес определяли ком-
плексным методом, при котором изучали скорость изна-
шивания рабочих поверхностей и пятно касания, а также
состояние рабочих поверхностей зубьев [24].
Обкатку зубчатых колес производили в течение 20 ч
при постоянном режиме: крутящий момент — 35,3 Н • м,
Рис. 15. Зависимость износа зубча-
тых колес G от продолжительности
приработки т:
1 — без покрытия; 2 — с медным по-
крытием.
Рис. 16. Изменение скорости и
изнашивания зубчатых колес q
в процессе приработки:
/ без покрытия; 2— с медным по-
крытием.
частота вращения вторичного вала — 2700 об/мин. Режим
испытаний на износостойкость был также постоянным: кру-
тящий момент — 51 Н-м, частота вращения — 3250 об/мин.
В качестве смазки при испытаниях применялось масло
АК-Ю (ГОСТ 1862—73). Результаты исследования приве-
дены на рис. 15—17.
Как показано на рис. 15, приработка зубчатых колес без
покрытия продолжается в течение 15—20 ч (900—1200 мин),
а с медным гальваническим покрытием — в течение 4 ч
(240 мин). Износ основного металла за период приработки
у зубчатых колес с покрытием в 4—5 раз меньше, чем у
колес без покрытия. Изнашивание покрытия при этом про-
исходило интенсивно, к окончанию приработки на рабочих
поверхностях зубьев покрытие, в основном, было изношено, но
отслаивание не происходило.
Скорость изнашивания зубчатых колес без покрытия
(рис. 16) выше скорости изнашивания основного металла
зубчатых колес с медным покрытием. Уменьшение скорости
изнашивания зубьев с покрытием происходит более
39
интенсивно, чем зубьев без покрытия, у которых изнашива-
ние практически заканчивается через 4—5 ч.
Меньший общий износ основного металла за период
приработки, более низкая скорость изнашивания и более
интенсивное ее уменьшение в процессе приработки у зуб-
чатых колес с медным покрытием объясняются снижением
Рис. 17. Изменение площади пят-
на контакта зубьев в процессе
приработки:
контактных напряжении, ко-
торое происходит благодаря
более быстрому увеличению
пятна контакта зубьев (рис. 17)
и меньшей шероховатости кон-
тактирующих поверхностей
(табл. 5), чем у зубчатых ко-
лес без покрытия.
Площадь пятна контакта
у зубчатых колес без покры-
тия увеличивается значитель-
но медленнее (рис. 17, а, б,
кривая 7), чем у зубчатых ко-
лес с покрытием, и не всегда
в процессе приработки дости-
а — г = 26; б — г = 20; 1 - без ГаеТ НОМИНЗЛЬНОГО ЗНачеНИЯ
покрытия; 2 — смедным покрытием. (рис. 17, б, КрИВЗЯ 7). Оно ДО-
стигается в процессе дальней-
шей эксплуатации зубчатых колес частично вследствие
износа, частично благодаря пластической деформации
зубьев. Вследствие медленного увеличения площади пятна
контакта в начальный момент приработки на рабочих по-
верхностях зубьев без покрытия возникают локальные пе-
регрузки, вызывающие повышенный износ.
У зубчатых колес с медным покрытием площадь пятна
контакта достигает номинального значения уже через
1—2 ч приработки, что объясняется отчасти повышенной
точностью зубчатых колес с покрытием, отчасти интенсивным
его изнашиванием.
За период приработки шероховатость рабочих поверх-
ностей зубьев уменьшилась (см. табл. 5). Однако у зубчатых
колес без покрытия это уменьшение происходило непоследо-
вательно. В начальный момент шероховатость рабочих по-
верхностей зубьев увеличивалась, а затем попеременно
происходило уменьшение и увеличение ее с общей тенден-
цией к снижению. Периодическое увеличение шероховатос-
ти рабочих поверхностей зубьев колес без покрытия сви-
40
детельствует о том, что в начальный период приработки
в результате локальных перегрузок в зонах их действия
изнашивание происходит наиболее интенсивно. А так как
в результате изнашивания происходит смещение площадок
приложения наибольших нагрузок, зона наибольшего изна-
шивания также будет смещаться на участок этих площадок.
5. Изменение шероховатости поверхности зубьев в процессе
приработки зубчатых колес
Продолжитель- ность прира- ботки, мин Rz, мкм, колеса без покрытия Rz, мкм, колеса с медным покрытием
ведущего ведомого ведущего | ведомого
0 3,41 3,11
10 — — 3,11 3,09
20 3,55 3,26 2,88 3,06
30 2,41 2,61
40 3,28 3,29 — —
60 3,48 3,22 1,14 2,03
120 3,22 3,07 1,20 0,86
180 3,31 3,15 1,15 0,88
240 3,12 2,99 — —
300 3,22 2,89 — —
360 3,24 2,89 — —
600 3,01 2,66 — —.
840 2,81 2,29 — —
1080 2,64 2,26 — —
1200 2,55 1,97 — —
Снижение шероховатости рабочих поверхностей зубьев
у колес с медным покрытием протекает равномерно и более
интенсивно, чем у колес без покрытия. Уже через 3 ч об-
катки шероховатость рабочих поверхностей зубьев у колес
с медным покрытием снизилась до Rz = 1,14...0,88 мкм.
Это объясняется тем, что медное покрытие предохранило
рабочие поверхности зубьев от образования окалины при
закалке, сохранив, таким образом, первоначальную шеро-
ховатость поверхности. Кроме того, в процессе приработки
пленка медного покрытия способствовала равномерному
распределению нагрузки на площадке контакта, в резуль-
тате чего снизилась скорость изнашивания основного ме-
талла.
В ходе дальнейших стендовых испытаний изнашивание
зубчатых колес, закаленных после нанесения медного по-
крытия, практически не происходило (см. рис. 15, кривая 2),
41
а у зубчатых колес без покрытия после приработки имел
место незначительный износ (см. рис. 15, кривая /).
После 200—400 ч стендовых испытаний зубчатых колес
без покрытия на некоторых зубьях колеса с z = 20 было
обнаружено выкрашивание рабочих поверхностей. У зуб-
чатых колес, закаленных после нанесения медного покры-
тия, выкрашивания рабочих поверхностей зубьев не на-
блюдалось.
Сравнительные ходовые испытания зубчатых колес с
медным покрытием и без него производили на мотоциклах
производства Киевского мотоциклетного завода. В процес-
се испытаний в коробках передач с зубчатыми колесами без
покрытия после 1,5—2 тыс. км пробега появлялся харак-
терный шум, уровень которого с увеличением общего про-
бега мотоциклов увеличивался, достигая после пробега
15 тыс. км 60—75 дБ. Повышение уровня шума свидетель-
ствует об увеличении динамических нагрузок вследствие
повышенного первоначального износа и дальнейшего раз-
рушения рабочих поверхностей зубьев. При осмотре этих
зубчатых колес после 15—20 тыс. км пробега мотоцикла
на всех зубьях было обнаружено выкрашивание рабочих
поверхностей. Разрушение рабочих поверхностей при хо-
довых испытаниях происходит более интенсивно, чем при
стендовых.
При работе зубчатых колес с медным покрытием во
всех случаях на протяжении 15 тыс. км пробега уровень
шума не превышал 40 дБ. После 15 тыс. км пробега рабочие
поверхности зубьев повреждений не имели. Две пары зуб-
чатых колес с покрытием были оставлены для продолжения
испытаний. После общего пробега 1-й и 2-й пар колес со-
ответственно 27 и 29 тыс. км уровень шума в обеих коробках
передач повысился до 45—48 дБ. Рабочие поверхности
зубьев повреждений не имели.
5. ПРИМЕНЕНИЕ МЕДНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ
С ПОСЛЕДУЮЩЕЙ ЗАКАЛКОЙ ДЛЯ ПОВЫШЕНИЯ
ДОЛГОВЕЧНОСТИ СПИРАЛЬНО-КОНИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Нанесение медного покрытия с последующей закалкой
наиболее широко используется для повышения долговеч-
ности зубчатых колес со сложным профилем зубьев, на-
пример спирально-конических зубчатых колес. Влияние
42
способа изготовления спирально-конических зубчатых ко-
лес (табл. 6) с закалкой после нанесения медного покрытия
на их долговечность было исследовано на шестернях глав-
ной передачи мотоциклов производства Киевского мото-
циклетного завода.
Одним из решающих факторов, определяющих долго-
вечность главной передачи, является приработка зубчатых
колес [19]. Исследование процесса приработки спирально-
конических зубчатых колес проводилось путем система-
тизации результатов наблюдений и анализа причин поло-
мок зубчатых колес главных передач, а также результатов
стендовых и ходовых испытаний главных передач. В резуль-
тате исследования установлено, что фактическая площадь
пятна контакта рабочих поверхностей зубьев F* изменяется
в широком диапазоне и составляет (0,2 ... 1)гн, где Fa —
номинальное значение площади пятна контакта.
Очевидно, в начальный период эксплуатации зубья
подвергаются многократным перегрузкам, вследствие чего
в металле зарождаются и накапливаются усталостные тре-
щины, которые, развиваясь в процессе дальнейшей эксплу-
атации, приводят к разрушению зубьев.
Скорость развития усталостных трещин в большой мере
зависит от продолжительности воздействия перегрузок и
их величины. Следовательно, чем раньше площадь факти-
ческого пятна контакта зубьев достигнет номинального
значения, тем скорее будут снижены нагрузки на зуб, а
следовательно, и повышена долговечность главной передачи.
Опыт эксплуатации показал, что если после 1000 км
пробега мотоциклов площадь пятна контакта рабочих по-
верхностей зубьев спирально-конических зубчатых колес
достигла 90% номинального значения, то их долговечность
составляет в среднем 25 тыс. км пробега. Если же после
первых 1000 км пробега площадь пятна контакта зубьев
не достигает этого значения, их долговечность заметно сни-
жается. В зависимости от того, насколько значение пло-
щади контакта меньше номинального, долговечность зуб-
чатой передачи может снизиться во много раз.
Способ изготовления спирально-конических зубчатых
колес с нанесением медного гальванического покрытия и
последующей закалкой позволяет повысить скорость при-
работки и в максимально короткий период эксплуатации
получить площадь пятна контакта зубьев, значение кото-
рой близко к номинальному. При наличии на зубьях
43
6. Основные параметры спирально-конических зубчатых колес
Параметр
Шестерня
Колесо
Число зубьев
Направление зубьев
Модуль нормальный
Угол наклона зубьев
» начального конуса
Высота зуба, мм
Материал
8
Правое
3
29° 07' 21'
12° 12'
7,09
Сталь 18ХГТ
37
Левое
3
29° 07' 2Г
77° 48'
6,83
Сталь 18ХГТ
медного покрытия во всех случаях площадь пятна контакта
зубьев после 1000 км пробега мотоцикла достигает 90%
номинального значения и выше.
Однако возможности указанного способа не всегда пол-
ностью реализуются. В некоторых случаях применения тра-
диционного шевингования рабочих поверхностей зубьев
использование указанного способа не обеспечивает опти-
мального повышения долговечности спирально-конических
зубчатых колес. В процессе изготовления спирально-кони-
ческих зубчатых колес главной передачи мотоциклов при
повторном шевинговании снимают слой 0,01—0,02 мм.
При этом вследствие различных технологических факто-
ров— неточности изготовления, поводки деталей при закал-
ке и т. д. — фактическая глубина шевингования колебле-
тся в большом диапазоне: от 0,002 до 0,08 мм. В тех местах,
где глубина снятого слоя не превышает 0,005 мм,на некоторых
участках во впадинах следов от режущего инструмента остае-
тся окалина в виде тонких полосок, линий или точечных
вкраплений. При закалке деталей отвод тепла на этих участ-
ках затруднен, вследствие чего микротвердость цементован-
ного слоя после закалки здесь несколько ниже, чем на
участках без окалины. Так, микротвердость цементованного
слоя колес с медным покрытием на глубине 0,01 мм на участ-
ках, где нет остатков окалины, составляет 9000 МПа, а
на некоторых участках под окалиной в отдельных случаях
она снижается до 8250 МПа. Наличие участков с понижен-
ной микротвердостью способствует зарождению и развитию
в цементованном слое усталостных трещин. Неравномер-
ность отвода тепла при закалке способствует также повод-
ке деталей, вследствие чего при эксплуатации увеличивают-
ся контактные нагрузки на зубья зубчатых колес. В свою
очередь, окалина при эксплуатации зубчатых колес способ-
ствует возникновению и развитию усталостных трещин.
Эти факторы снижают долговечность зубчатых колес, вы-
зывая усталостное разрушение зубьев.
Однако несмотря на указанные дефекты долговечность
зубчатых колес с медным покрытием выше долговечности
таких же колес без покрытия. Это объясняется тем, что
микротвердость цементованного слоя колес, закаленных
после нанесения медного покрытия, во всех случаях выше
микротвердости цементованного слоя колес, закаленных
без покрытия. У зубчатых колес с медным покрытием мик-
ротвердость цементованного слоя на глубине 0,01 мм на
45
участках без окалины равна 7350 МПа, а на участках, где
окалина не была полностью снята, снижается до 6800 МПа.
Кроме того, у колес с покрытием поводка зубьев меньше,
а условия приработки лучше.
Для эффективного и полного использования способа
изготовления спирально-конических зубчатых колес с на-
несением на рабочие поверхности зубьев медного покрытия
и последующей закалкой в него внесены некоторые изме-
нения. В ряде случаев перед нанесением медного покрытия
вместо чистовой обработки применяют обдувку поверх-
ностей дробью для снятия окалины и получения равномер-
но шероховатой поверхности, в результате чего повышается
прочность соединения покрытия с основным металлом.
Это позволяет повысить скорость и качество приработки
зубчатых колес и способствует исправлению некоторых
макродефектов, в результате чего повышается износостой-
кость и контактная прочность поверхностного слоя деталей.
Как показали исследования, нанесение медного покры-
тия на спирально-конические зубчатые колеса главной пе-
редачи мотоциклов, изготовляемых из цементуемых сталей,
повышает долговечность главной передачи на ПО—120%.
Возможности дальнейшего повышения долговечности спи-
рально-конических зубчатых колес путем нанесения мед-
ного покрытия с последующей закалкой деталей не исчер-
паны. Опыт изготовления деталей сложного профиля пока-
зал, что применение дробеструйной обработки в качестве
подготовительной операции не всегда дает возможность
эффективно использовать все преимущества изготовления
деталей с нанесением покрытия и последующей закалкой.
Это объясняется тем, что при сложной конфигурации дета-
лей угол падения дроби на обрабатываемую поверхность
меняется в широком диапазоне. В результате этого в тех
местах, где дробь попадает на поверхность под малым углом,
близким к нулю, на обработанной поверхности остается
окалина в виде мелких пятнышек диаметром менее 1 мм,
а в местах, где угол падения дроби близок к прямому, про-
исходит внедрение мелких осколков окалины в поверхност-
ный слой. В начальный период эксплуатации (приработка)
в этих местах происходит интенсивное изнашивание мед-
ного покрытия, а затем и более интенсивное изнашивание
основного металла.
Устранить отмеченные недостатки дробеструйной обра-
ботки можно путем оптимального подбора скорости подачи
46
дроби, ее размера и продолжительности обработки в зави-
симости от твердости цементованного слоя.
Более эффективным является применение дробеструй-
ной обработки с последующим нанесением медного покрытия
перед закалкой при изготовлении деталей из объемно-за-
каливаемых сталей. Естественно, что в этом случае дробе-
7. Влияние некоторых особенностей изготовления спирально*
конических зубчатых колес на их долговечность
Способ обработки перед нанесением покрытия Средний про- бег мотоцик- лов до выхо- да из строя зубчатой пе- редачи, км Долговеч- ность, % Вид разрушения зубьев
Шевингование 19 000 100 Износ, выкрашивание, рас-
(без покрытия) Шевингование 28 600 150 трескивание, поломка, смятие Износ, выкрашивание, про-
Дробеструйная обработка 33 500 176 давливание цементованного слоя Износ
Травление 34 200 180 >
струйная обработка не вызывает дефектов, которые имеют
место при обработке деталей после цементации.
Для расширения технологических возможностей приме-
нения рассматриваемого способа изготовления деталей
процесс изготовления зубчатых колес несколько изменен.
После цементации их подвергают электролитическому или
химическому травлению в ванне со следующим составом
электролита, кг/м3: серная кислота — 150, хлористый нат-
рий — 20. Режим травления: температура электролита —
40—45° С; плотность тока — 8 А/дм2; напряжение — 6 В;
продолжительность травления — 60 с. На подготовленные
таким образом зубчатые колеса наносят медное покрытие
и подвергают их закалке по рассмотренной выше техно-
логии.
Для определения влияния способа изготовления и спо-
собов подготовки поверхностей под покрытие на долговеч-
ность спирально-конических зубчатых колес были прове-
дены сравнительные испытания (табл. 7). Во всех случаях
долговечность спирально-конических зубчатых колес, из-
готовленных с применением медного покрытия и последу-
ющей закалкой, выше долговечности зубчатых колес,
47
закаленных без покрытия. Наиболее долговечны зубчатые
колеса с покрытием, нанесенным после дробеструйной обра-
ботки или травления. Долговечность таких зубчатых колес
определяется только износостойкостью рабочих поверхностей
зубьев, при этом изнашивание зубчатых колес, подвергну-
тых дробеструйной обработке, происходит несколько ин-
тенсивнее.
III. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ МАШИН
С ИСПОЛЬЗОВАНИЕМ
ПОВЕРХНОСТНОГО НАКЛЕПА СТАЛИ
Одним из наиболее простых путей повышения долго-
вечности деталей машин является применение в качестве
окончательной обработки различных способов пластиче-
ского деформирования поверхностных слоев, при котором
в наклепанном слое возникают сжимающие напряжения,
способствующие повышению долговечности деталей. Наи-
более часто применяются следующие способы обработки
деталей пластическим деформированием: дробеструйная
обработка — для повышения долговечности при цикли-
ческом нагружении (пружины, торсионы, рессоры, зуб-
чатые колеса), повышения стойкости инструмента, снятия
окалины после термообработки, подготовки поверхности
под покрытие; центробежный наклеп и обкатка шарика-
ми — для повышения долговечности при циклическом на-
гружении и снижения концентрации напряжений в гал-
телях; обкатка роликами — для повышения износостойкости
при трении скольжения и качения, повышения долговеч-
ности при циклическом нагружении, снижения шерохо-
ватости поверхности; раскатывание отверстий и дорнова-
ние — для повышения износостойкости и снижения шерохо-
ватости повер хности.
1. ДРОБЕСТРУЙНАЯ ОБРАБОТКА
И ЦЕНТРОБЕЖНЫЙ НАКЛЕП ШАРИКАМИ
Повышение долговечности деталей после дробеструйной
обработки происходит в результате пластической деформа-
ции их поверхностного слоя под действием ударов дроби.
В поверхностном слое детали образуются напряжения сжа-
тия. Вследствие повышения твердости поверхностного слоя
48
он лучше сопротивляется пластической деформации. Дробь,
образуя равномерно шероховатую поверхность, сглажива-
ет следы от режущего инструмента, мелкие надрезы на по-
верхности детали.
Дробеструйная обработка как способ упрочнения наи-
более эффективна для термически обработанных деталей
с высокой твердостью поверхности, чувствительной к кон-
Рис. 18. Схема дробеструйной обработки пневматическим (а) и
механическим (б) способами.
центрации напряжений, и малой пластической деформаци-
ей (пружины, рессоры), а также при наличии на деталях
явных концентраторов напряжений — выточек, уступов,
галтелей (валы, оси, торсионы и т. д.).
Эффективность дробеструйной обработки определяется
глубиной наклепанного слоя и величиной остаточных на-
пряжений. В свою очередь, эти параметры зависят от раз-
мера, материала и твердости дроби, начальной скорости ее
полета, расстояния до обрабатываемой поверхности, угла
атаки, продолжительности обработки и подачи дроби. На-
иболее широкое применение получила стальная дробь
диаметром 0,4—2,0 мм.
Существуют два способа дробеструйной обработки —
пневматический и механический (рис. 18). В пневматиче-
ских установках для сообщения дроби требуемой скорости
используют энергию сжатого воздуха (рис. 18, а), а в ме-
ханических дробеметах энергия сообщается дроби с помо-
щью вращающегося ротора (рис. 18, б).
Пневматические дробеструйные установки относительно
просты по устройству, обеспечивают концентрированный
поток дроби, позволяют обрабатывать внутренние поверх-
3 7-51Г
49
ности деталей. Однако применение их ограничено из-за не-
достаточной производительности и невысокой экономичности.
Наибольшее распространение получили механиче-
ские — роторные — дробеметы, отличающиеся высокой про-
изводительностью, высокой экономичностью, стабильностью
Рис. 19. Схема центробежно-шарикового наклепа:
а — общий вид; б — взаимодействие шариков с деталью.
процесса, возможностью регулировки в широком диапазоне
начальной скорости дроби.
Применение дробеструйной обработки повысило дол-
говечность пружин ряда высоко нагруженных узлов тя-
желых мотоциклов на 60—150%, пружин задней подвески
мотоцикла — в 10 раз. В результате дробеструйной обра-
ботки заготовки коленчатого вала мотоцикла в дробемет-
ной машине 323М стальной дробью диаметром 1 мм в тече-
ние 40 мин после термической обработки значительно повы-
силась долговечность коленчатого вала. После внедрения
этой операции упрочнения на Киевском мотоциклетном
заводе случаи разрушения коленчатых валов в эксплуата-
ции практически прекратились.
Применение дробеструйной обработки для повышения
долговечности деталей машин во многих случаях ограни-
чено тем, что упрочнению должен быть подвергнут локаль-
ный участок детали или необходимо получить равномерный
наклеп. В этих случаях применяют способ центробежного
упрочнения шариками с помощью центробежных упроч-
нителей (рис. 19). Упрочнение поверхностного слоя про-
исходит за счет использования кинетической энергии
50
шариков, расположенных на периферии вращающегося дис-
ка. При вращении диска 2 шарики 3 под действием центро-
бежной силы отбрасываются в крайнее положение. При
встрече с деталью 1 шарик 3 наносит по ней удар и отбрасы-
вается по пазу внутрь диска. Благодаря постоянным ско-
ростям вращения инструмента и детали, а также продоль-
ной подаче обеспечивается равномерный наклеп
Получаемая твердость поверхностного слоя, глубина на-
клепа и шероховатость поверхности зависят от энергии уда-
ра и количества ударов, приходящихся на единицу пло-
щади обрабатываемой поверхности, окружной скорости
диска, натяга шариков в отверстиях, частоты вращения де-
тали, величины продольной подачи. При невысокой исход-
ной твердости поверхностного слоя глубина наклепанного
слоя достигает 2,0 мм. При повышении исходной твердости
глубина наклепанного слоя уменьшается.
На Киевском мотоциклетном заводе способ центробеж-
ного упрочнения шариками применен для повышения дол-
говечности оси колеса коляски (рис. 19). Упрочнению под-
вергают галтель R10 и цилиндрическую поверхность диа-
метром 20 мм на круглошлифовальном станке ЗБ 12, на
котором вместо шлифовального круга установлен центро-
бежный упрочнитель. Перед упрочнением детали подверга-
ют термической обработке до получения твердости HRC 30—
35 и шлифованию с обеспечением шероховатости поверх-
ности Ra = 2,0 ... 0,80 мкм. Обработка поверхности про-
изводится при окружной скорости 15 м/с, натяге 0,1 мм,
подаче 0,1 мм/об с применением в качестве смазки смеси
из 60% индустриального масла и 40% керосина.
В результате пластической деформации, происходящей
при упрочнении, шероховатость поверхности обрабатывае-
мой детали снижается до Ra = 0,70 ... 0,120 мкм, а остаточ-
ные сжимающие напряжения повышаются до 80 МПа.
Долговечность осей коляски в результате упрочнения по-
высилась в 2,5—3 раза.
2. УПРОЧНЕНИЕ ОБКАТКОЙ
Обкатку рабочих поверхностей осуществляют роликами
или шариками (одним или несколькими), имеющими раз-
ные рабочие профили (рис. 20). Назначение роликов раз-
лично: они применяются как проходные при обработке по-
верхностей цилиндрических деталей со свободным выходом
3*
51
инструмента (рис. 20, а, б), для обработки постоянных
участков без продольной подачи (рис. 20, в, г), для обра-
ботки переходов, галтелей (рис. 20, б), в многороликовых
обкатках (рис. 20, е, ж).
Обкатка осуществляется путем продольного переме-
щения ролика или шарика по обрабатываемой поверхности
с нагружением его определенной силой (рис. 21) или толь-
Рис. 20. Профили роликов.
Рис. 21. Схема обкатки роликами
с перемещением вдоль детали.
ко путем нагружения без продольного перемещения
(рис. 22, 23). В результате обкатки в значительной сте-
пени повышается долговечность деталей, работающих в
условиях циклических нагружений. При обкатке в зави-
симости от ее режима может быть снижена или повышена
шероховатость поверхности (табл. 8).
Наряду с упрочняющей широкое применение получает
упрочняюще-сглаживающая обкатка, при которой снижа-
ется шероховатость обрабатываемой поверхности до Ra =
= 0,040... 0,160 мкм, чтов ряде случаев позволяет заменить
чистовое шлифование деталей обкаткой роликами. Этот
вид обкатки широко используется в производстве.
На рис. 21 представлена схема обработки поверхности
трубы руля мотоцикла с помощью трехроликового приспо-
собления, которое устанавливают на суппорт токарно-
винторезного станка. Обкатываемую деталь закрепляют
в центрах, вращение ее осуществляется шпинделем стан-
ка. При вращении детали перемещают каретку 2 с помощью
винта 6 относительно направляющей 1, закрепленной на
суппорте станка. На каретке расположены два радиально-
упорных шарикоподшипника 4, соединенных с кареткой
и между собой вилкой 3. Перемещая каретку, деталь при-
52
жимают к шарикоподшипнику 5, после чего включают
продольную подачу станка и производят обкатку. Режим
обкатки: пластическая деформация — 0,01 мм; скорость —
117 м/мин, продольная подача — 2,4 мм/об, число прохо-
дов— 1. В результате обкатки поверхности трубы руля
Рис. 22. Схема выглаживаю-
щей обкатки ступицы махо-
вика тремя роликами:
/ — обрабатываемый участок
детали (условно); 2 — обкатный
ролик.
мотоцикла с помощью трехроли-
кового приспособления повышает-
ся ее прочность, снижается шеро-
Рис. 23. Схема упрочнения шей-
ки штока сцепления двумя ро-
ликами.
ховатость поверхности, что по-
зволяет исключить операцию
полирования перед нанесением декоративного никелевого
покрытия.
Обкатка ступицы маховика мотоцикла в специальном
трехроликовом приспособлении (рис. 22) позволила сни-
зить шероховатость поверхности с Ra = 1,00... 1,20 мкм
до7?0 = 0,04... 0,06 мкм. Характерно, что микронеровности
поверхности, обкатанной роликами, не имеют острых хол-
миков, которые образуются при абразивной обработке.
Это, в свою очередь, способствует повышению износостой-
кости деталей.
На рис. 23 показана схема упрочнения шейки штока
сцепления мотоцикла. Шток 3, поддерживаемый ножом
/, вращается между ведущим 2 и ведомым 4 роликами. На-
катывается поверхность детали, диаметр сечения которой
равен 5,2~0’16. Деформация обкатываемой поверхности со-
ставляет 0,01 мм. Шероховатость поверхности после обкат-
ки Ra = 0,32... 0,20 мкм. Износостойкость поверхности
повышается на 30—40%.
На рис. 24 изображено многороликовое обкатное уст-
ройство (роликовая обкатка), предназначенное для об-
катки наружного диаметра трубы пера вилки мотоцикла.
53
£ 8. Режимы упрочняющей обкатки деталей роликами и результаты упрочнения [3,8,18, 22]
Марка стали Диаметр де- тали. мм Размеры обкатного ролика Режим обкатки Результаты обкатки
Диаметр ролика, мм Радиус профиля ролика, мм Число роли- ков Число прохо- дов ₽н S, мм/об о, м/ с
45 12,175 20 6 1 1 1470 0,12 — Повышение предела выносливости
50Г 160 110 15 2 1 17 640 0,3 3 То же
45 50 60 5 2 1 5880 — — > >
35ХНВ 80 105 10 — 1 29 420 0,54 — Повышение долговечности
45ХНМФА 115 68 10 — 1 12 450 0,36 — » 9
34ХН1М 170 105 10 — 1 39 226 0,5 — 9 9
35ХНМ 220 105 7 1 1 34 323 0,2 — » износостойкости
40 18 50 13 2 2 981 0,24 0,2 » предела выносливости
Ст 5 130 ПО 20 1 10 000 0,1 0,41 Снижение шероховатости поверх- ности
Обкатку производят на токарном станке. Устройство для
обкатки закрепляют в патроне токарного станка за хвосто-
вик корпуса 1 и приводят во вращение. Обойма 12 с сепарато-
ром удерживается неподвижно при помощи рукоятки 19 и гай-
ки 17. Обрабатываемую деталь вставляют в направляющую
Рис. 24. Много роликовое обкатное устройство:
1 — корпус; 2 — втулка предохранительная; 3 — кольцо стопорное; 4 — шайба;
5 — шарикоподшипник упорный; 6 — втулка внутренняя; 7 — кольцо стопорное;
8 — винт; 9 — втулка наружная с сепаратором; 10 — втулка распорная; // —
шарикоподшипник; 12 — обойма задняя; 13 — ролик; 14 — гайка специальная;
15 — втулка конусная; 16 — обойма передняя; 17 — гайка поводка; 18 — втулка
направляющая; 19 — рукоятка.
текстолитовую втулку/5, захватывают роликами 13 и про-
изводят обкатку. Режим обкатки: частота вращения шпин-
деля — 353 об/мин, подача — 5 мм/об, охлаждающая и
смазывающая жидкость — сульфофрезол. Получаемая ше-
роховатость поверхности Ra = 0,32... 0,160 мкм.
Если необходимо получить большую глубину наклепанно-
го слоя с большими остаточными напряжениями сжатия, об-
катку производят при высоких давлениях роликами со сфери-
ческим контуром. При этом наряду с повышением усталостной
прочности происходит повышение шероховатости, что,
естественно, не позволяет оптимально использовать эффект
упрочнения для повышения долговечности деталей, рабо-
тающих в условиях циклических нагружений. Достигае-
мое повышение долговечности деталей, упрочненных таким
образом, не является предельным. Это объясняется тем,
что после упрочнения, имеющиеся на поверхности детали
микротрещины остаются открытыми — они только умень-
шаются в размерах. Кроме того, в процессе упрочнения в
55
поверхностном слое зарождаются новые дефекты — микро-
трещины и концентраторы напряжений, которые снижают
долговечность упрочненной детали. Возникновение дефек-
тов и концентраторов напряжений происходит в результате
значительных локальных напряжений, имеющих место при
обкатке детали роликами,
Рис. 25. Усталость образцов
из стали 40ХН, упрочнен-
ных обкаткой:
а также в результате действия
растягивающих напряжений, ко-
торые возникают в поверхност-
ном слое под воздействием сил
трения ролика об упрочняемую
поверхность, имеющих место
при продольной подаче роли-
ков.
С целью более равномерного
распределения напряжений и
уменьшения сил трения авторами
разработана технология обкат-
ки деталей после нанесения на
упрочняемую поверхность цин-
кового покрытия. Мягкое цин-
ковое покрытие при обкатке спо-
собствует снижению силы тре-
ния, возникающей при продоль-
/ — без покрытия; 2 — с цинко-
вым покрытием.
ной подаче, снижению шерохо-
ватости поверхности основного
металла, закрытию микротре-
щин, следов на поверхности от обрабатывающего инстру-
мента. Все эти факторы способствуют повышению долго-
вечности деталей, работающих в условиях циклического
изгиба.
Для исследования влияния рассматриваемого метода
упрочнения на долговечность деталей, работающих в усло-
виях циклического изгиба, были проведены испытания
на усталость двух партий образцов из стали 40ХН. Обра-
ботку образцов заканчивали шлифованием корундовым
кругом, обеспечивая шероховатость поверхности Ra =
= 0,63... 0,32 мкм. После механической обработки на часть
образцов было нанесено цинковое покрытие, для чего их
обезжирили электролитическим путем в ванне следующего
состава, кг/м3: едкий натрий — 40, углекислый натрий —
50, тринатрий фосфат — 10, жидкое стекло — 3. Температу-
ра электролита — 70° С, плотность тока — 6 А/дм2, на-
пряжение — 6 В, продолжительность обезжиривания —
56
6 мин. Затем образцы подвергли декапированию в ванне
следующего состава, г/дм3: серная кислота — 700, дву-
хромовокислый калий — 25. Температура электролита —
20° С, плотность тока — 10 А/дм2 напряжение — 6 В, про-
должительность травления — 3 с. После декапирования
на образцы нанесли электрохимическим способом цинковое
покрытие следующего состава, кг/дм3: сернокислый цинк —
200, сернокислый алюминий — 50, сернокислый натрий —
50, декстрин — 10. Температура электролита — 20° С, плот-
ность тока — 1,6 А/дм2, напряжение — 4 В. Толщина слоя
покрытия 5—10 мкм.
Промытые и просушенные после гальванизации об-
разцы подвергли обкатке роликами с помощью трехроли-
ковой головки (диаметр роликов — 50 мм, профильный
радиус — 10 мм). Режим обкатки: усилие прижима ролика—
600 Н, скорость обкатки — 0,2 м/с, продольная подача —
0,20 мм/об, число проходов — 2. В результате испытаний
установлено, что предел выносливости образцов, упроч-
ненных после нанесения цинкового покрытия, выше, чем
образцов, упрочненных без покрытия (рис. 25). Повышение
предела выносливости составляет примерно 10%. Долго-
вечность образцов с покрытием в режиме перегрузки повы-
шается в 3—4 раза и более. Характерно, что с повышением
перегрузки долговечность образцов, обкатанных после на-
несения цинкового покрытия, увеличивается относительно
долговечности образцов, обкатанных без покрытия.
3. УПРОЧНЕНИЕ ДЕТАЛЕЙ С ОТВЕРСТИЕМ
Для упрочнения поверхностных слоев в отверстиях де-
талей применяются два способа пластического деформи-
рования — раскатка роликами или шариками и протал-
кивание или протягивание инструмента под большим дав-
лением (дорнование). Эти способы обработки не только
повышают эксплуатационные свойства деталей, но и снижа-
ют трудоемкость их изготовления. Раскатка и дорнование
позволяют производить калибровку отверстий, обеспе-
чивая высокую точность изготовления деталей, умень-
шают шероховатость поверхности и упрочняют поверхност-
ный слой (повышают твердость и создают в слое сжимающие
остаточные напряжения).
Во многих случаях обработку отверстий резанием целе-
сообразно заменять поверхностным пластическим дефор-
мированием (табл. 9).
57
Раскатку отверстий производят роликовыми или шари-
ковыми раскатниками по жесткой либо упругой схеме пос-
ле чистового растачивания или шлифования. Ролики для
раскатников изготовляют из инструментальных сталей
или из стали ШХ15 (HRC 58—63). Шероховатость рабо-
чей поверхности роликов должна быть Ra = 0,160...
9. Эффективность способов обработки отверстий [30]
Вид обра- ботки Способ обработки Класс точ- ности Шероховатость поверхности R& мкм Произ* води- тель- ность, %
Резание Зенкерование 4—3 40—10* 59
Растачивание 3—2а 2,5—1,25 24
Тонкое растачивание 2—1 2,5—0,32 29
Развертывание 3—2 2,5—0,32 30
Протягивание 3—2 2,5—0,32 100
Хонингование 2—1 0,62—0,080 25
Шлифование 2—1 0,160—0,125 18
Пластиче- Дор нова ние шариками 2 0,160—0,040 100
ское дефор- Протягивание выглажи- 2—1 0,32 —0,080 100
мирование вающими протяжками Раскатывание роликовы- 2—1 0,32— 0,080 25
ми раскатками Раскатывание шариковы- 2 0,32— 0,080 20
ми раскатками
* Здесь приведен параметр шероховатости
... 0,040 мкм. Раскатники изготовляют с одним или несколь-
кими деформирующими элементами (роликами, шариками).
Раскатка позволяет получить шероховатость поверх-
ности в пределах Ra = 0,32...0,080 мкм, точность отверс-
тия 2-го класса.
На рис. 26 изображен пульсирующий роликовый рас-
катник, предназначенный для раскатки отверстий в порш-
не двигателя. Обработка производится на специальном
приспособлении. Инструмент с помощью переходной втул-
ки закреплен на валу электродвигателя. При раскатке
происходит пульсация роликов, благодаря проворачиванию
граненой оправки 8. Ролик 4, получая толчки, совершает
в обойме возвратно-поступательное движение. Ударяя по
обрабатываемой поверхности и одновременно прокатыва-
ясь по ней, он наклепывает поверхностный слой и сминает
58
холмики шероховатости. При частоте вращения 1440 об/мин
шероховатость поверхности снижается до Ra = 0,12 мкм.
Дорнование имеет несколько разновидностей. Его осу-
ществляют с помощью шарика или дорна, проталкиваемых
или протягиваемых через отверстие с заданным натягом,
от величины которого зависят твердость наклепанного слоя
и шероховатость поверхности.
Рис. 26. Роликовый раскатник:
/ — винт, 2 — шайба прижимная; 3 — втулка; 4 — ролик; 5 — сепаратор; 6 —
шайба; 7 — кольцо; 8 — оправка.
Обработка отверстий шариками обеспечивает получение
шероховатости поверхности Ra = 0,08 ... 0,040 мкм, об-
работка дорнами — Ra = 0,160... 0,08 мкм.
При дерновании отверстий шарик и дорн деформируют-
ся, поэтому для компенсации этих деформаций диаметры
шариков и дорнов должны быть несколько больше заданно-
го диаметра отверстия.
Наиболее эффективным способом обработки отверстий
является дорнование их твердосплавными выглаживаю-
щими протяжками или прошивками. Предназначенный для
этих целей инструмент (рис. 27) состоит из набора колец,
постепенно увеличивающихся по диаметру. Кольца выпол-
нены в виде двух усеченных конусов, основания которых
соединены цилиндрической ленточкой, или в виде срезан-
ной с двух сторон сферы. Количество колец зависит от раз-
мера, на который необходимо увеличить диаметр отверстия.
На Киевском мотоциклетном заводе для обработки отверс-
тий в наконечнике вилки мотоцикла применяется сборная
выглаживающая протяжка. Она состоит из стального стерж-
ня /, на который насажены изготовленные из твердого спла-
ва ВК15М кольца 3, промежуточные втулки 4 и направляю-
щая втулка 2. Весь комплект стянут гайкой 5. С помощью
59
промежуточных втулок рабочие кольца 3 располагаются
по длине протяжки таким образом, чтобы одновременно в
работе при протягивании находилось небольшое число
колец и суммарная силовая нагрузка была в пределах
допустимой.
Рис. 27. Твердосплавная выглаживающая протяжка.
Выглаживающее протягивание производят на обычных
скоростях протягивания. Для снижения шероховатости
поверхности и усилия протягивания последнее производят
со смазкой. В качестве смазки применяют сульфофрезол.
На Киевском мотоциклетном заводе протягивание твердо-
сплавными выглаживающими протяжками применено так-
же для обработки отверстий цилиндра амортизатора и
трубы наконечника пера вилки. Обе детали изготовляют
из стандартных труб. Обработку отверстий этих деталей
производят после травления без предварительной механи-
ческой обработки. В результате применения протягивания
твердосплавными выглаживающими протяжками износо-
стойкость деталей повысилась на 30—40%.
IV. СПОСОБЫ ПОВЫШЕНИЯ ПРОЧНОСТИ
И ДОЛГОВЕЧНОСТИ СОЕДИНЕНИЙ С НАТЯГОМ
Продолжительность службы соединений с натягом огра-
ничивается распрессовкой соединений, разрушением или
износом их деталей [3, 13, 221. Характер разрушения или
износа зависит от условий эксплуатации соединения, кон-
струкции и технологии изготовления деталей. Прочность
и долговечность соединений с натягом во многом определя-
ются технологическими факторами — способом соединения
деталей, характером и режимами механической обработ-
ки деталей, способом упрочнения, состоянием поверхност-
ных слоев, макро- и микрогеометрией сопрягаемых поверх-
ностей.
60
1. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
ФОРМИРОВАНИЯ СОЕДИНЕНИЙ С НАТЯГОМ
056-ан 0 56-fa
п б
Рис. 28. Соединения с натягом:
а— с цилиндрической посадочной частью;
б — с конической посадочной частью; /—
валик: 2 — втулка
Влияние способа формирования соединения
с натягом на его несущую способность
Наиболее простой способ соединения деталей — за-
прессовка. Однако прессовые соединения в ряде случаев не
обеспечивают необходимой несущей способности.
В процессе запрессовки по мере относительного пере-
мещения сопрягаемых поверхностей в поверхностных слоях
металла происходит непре-
рывное перераспределение
напряжений. В местах, где
контактные напряжения
превышают некоторое до-
пустимое значение, вслед-
ствие высоких напряже-
ний и повышенной темпе-
ратуры происходит схва-
тывание. Наиболее легко
происходит схватывание
однородных металлов. При
дальнейшем смещении со-
прягаемых поверхностей узлы схватывания разрушаются,
что способствует снижению долговечности соединения, осо-
бенно при эксплуатации его в условиях действия цикли-
ческих нагрузок. Кроме того, в результате смятия холми-
ков шероховатости уменьшается натяг соединения.
В процессе сборки опытных цилиндрических соединений
(рис. 28, а) установлено, что усилие посадок колеблется
в пределах 120—160% от номинального и более [20], что
свидетельствует о схватывании сопрягаемых поверхностей.
У конических соединений (рис. 28, б) усилие посадок на
5—10% меньше.
При осмотре сопрягаемых поверхностей в местах наи-
большего относительного перемещения обнаружены про-
дольные царапины, а выше этой зоны — наволакивание
металла, заметны также следы разрушения узлов схваты-
вания. Эти дефекты, естественно, снижают прочность сое-
динения.
Применение машинного масла [5] для смазки сопрягае-
мых поверхностей позволяет несколько снизить верхний
61
предел колебания усилия до 140% от номинального, но
прочность соединений с цилиндрической посадочной частью
при этом повышается незначительно или вовсе не повыша-
ется, а с конической — снижается. Поэтому в ответствен-
ных случаях применяют термические способы формирования
соединений с натягом, получаемых за счет температурных
деформаций охватывающей или охватываемой деталей (или
обеих) и свободного введения одной детали в другую. Тер-
мические способы формирования соединений с натягом прак-
тически лишены недостатков, имеющих место при соеди-
нении деталей с помощью пресса. Прочность соединений с
натягом, полученных термическим способом, при прочих рав-
ных условиях всегда выше прочности прессовых соедине-
ний. Из термических способов формирования соединений
с натягом способ с применением холода является более
эффективным [6].
Повышение долговечности соединений
с натягом поверхностным упрочнением
Поверхностное упрочнение валов является эффектив-
ным средством повышения долговечности соединений с
натягом. В табл. 10, составленной по данным М. М. Коб-
рина [13], рассмотрено влияние различных способов по-
верхностного упрочнения на повышение усталостной проч-
ности валов, входящих в соединения, посадки в которых
осуществляются с натягом.
Как видно из таблицы, практически все виды поверхност-
ного упрочнения дают повышение усталостной прочности
соединений в два раза и больше.
Из способов упрочнения поверхностным пластическим
деформированием наибольшее распространение получила
обкатка валов или их подступичной части роликами. Из
термических и химико-термических способов поверхностного
упрочнения валов наиболее широко применяют поверх-
ностную закалку и цементацию. Так, в сборных коленчатых
валах мотоциклетных двигателей валики шатунных шеек,
как правило, изготовляют из цементуемых сталей, что обес-
печивает высокую усталостную прочность узла.
Эффективным средством повышения долговечности сое-
динений с натягом является также упрочнение поверхнос-
ти охватывающей детали, особенно в случае, если высота
детали ограничена. Например, замена шлифования отверс-
62
тия раскаткой повышает долговечность соединения сбор-
ного коленчатого вала на 20—30%. Повышение прочности
соединений с натягом достигается сочетанием цементации
с обкаткой роликами.
В результате испытаний валиков в запрессовке на изгиб
с вращением установлено, что предел выносливости
10. Усталостная прочность валов соединений с натягом до и после
поверхностного уп рочнения
Марка стали Способ обработки, состоя- ние поверхностного слоя Передел вы- носливости, МПа Повышение пре- дела выносливости после упрочне- ния, %
Ст 5 Шлифование Шлифование и дробе- струйный наклеп 98,1 187 190
45ХН Шлифование Шлифование и дробе- струйный наклеп 196,2 565—590 290—300
45 Не упрочненный Обкатка роликом 82 164—193 200—235
50Х Не упрочненный Поверхностная закалка 134 525 390
Сталь с 0,16% С Не цементованный Цементация 137 410 300
ззхмю Не азотированный Азотирование 152 560 365
цементованных валиков, шлифованных после термической
обработки или подвергнутых дробеструйной обработке,
одинаков и равен 87 МПа. Предел выносливости валиков,
которые после шлифования подвергли обкатке, повысился
до 113 МПа. Следовательно, обкатка роликами повышает
предел прочности цементованного валика в запрессовке
на 30%. Дробеструйная обработка поверхности валика
63
после цементации не дает повышения предела прочности,
что можно объяснить повышением шероховатости поверх-
ности.
Применение гальванических покрытий
для повышения прочности и долговечности
соединений с натягом
Нанесение покрытия из цинка, кадмия, меди, никеля,
хрома и других материалов на охватываемую деталь спо-
собствует повышению прочности соединений с натягом
11. Средние значения коэффициентов трения при распрессовке соеди-
нений [6]
Соединение
собранное с помощью собранное с охлажде-
Покрытие пресса нием
/в f /в f
Без покрытия* 0,18 0,13 0,35 0,18
Цинковое 0,53 0,39 0,69 0,46
Кадмиевое 0,43 0,35 0,50 0,36
Медное 0,48 0,34 0,61 0,40
Никелевое 0,73 0,82 0,51 0,41
Хромовое 0,82 0,86 0,45 0,43
* Сборку соединений без покрытия производили с применением машинного масла
[6, 16], которая прямо пропорциональна коэффициенту
трения:
Р = fpndl,
где f — коэффициент трения; р — удельное давление на
контактной поверхности; d и I — номинальные диаметр
и длина сопрягаемых поверхностей.
В табл. 11 приведены коэффициент трения /в, соответ-
ствующий начальному моменту распрессовки, и коэффи-
циент трения f при установившемся смещении. Из табли-
цы видно, что коэффициенты трения в соединениях с по-
крытиями значительно выше, чем коэффициент трения в
соединении деталей без покрытия.
В никелевом, хромовом и медном покрытиях в результа-
те гальванизации возникают остаточные растягивающие
напряжения, снижающие предел усталости соединений
64
с натягом. Наиболее приемлемым покрытием для повыше-
ния долговечности соединений с натягом, работающих в
условиях циклических нагружений, является цинковое,
в котором не возникают растягивающие напряжения.
Нанесение цинкового покрытия обеспечивает повышение
предела усталости осей в соединении, собранном с приме-
нением глубокого холода, на 15% [6].
2. ПРИМЕНЕНИЕ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
В СОЧЕТАНИИ С ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ
Применение покрытий в сочетании с поверхностным
упрочнением охватываемой детали обеспечивает значитель-
ное повышение прочности и долговечности соединений с
натягом. Сущность такого способа подготовки детали за-
ключается в том, что после окончательной механической
обработки сопрягаемую поверхность валика упрочняют
обкаткой роликами или дробеструйной обработкой, а затем
гальваническим способом наносят слой покрытия,
вид которого определяется условиями работы соединения
[21]. Подготовленная таким образом охватываемая деталь
соединяется с охватывающей обычным способом — под
прессом либо путем свободного введения после охлажде-
ния охватываемой детали или нагрева охватывающей.
Указанный способ подготовки охватываемой детали поз-
воляет повысить сжимающие остаточные напряжения в
поверхностном слое, а также увеличить площадь контакта
соединяемых поверхностей, что способствует повышению
прочности и долговечности соединений.
Для исследования влияния рассматриваемого способа
подготовки соединяемых поверхностей на увеличение проч-
ности и долговечности соединения были изготовлены и ис-
пытаны пять групп опытных образцов по 15 шт. (рис. 28,
б) — валики из стали 18ХГТ и втулки из стали 40Х [21].
Валики цементовали (твердость цементованного слоя пос-
ле закалки и отпуска HRC 58—60), а втулки подвергли
закалке (твердость HRC 44—46), после чего сопрягаемые
поверхности шлифовали электрокорундовым кругом, обес-
печивая шероховатость поверхности Ra = 0,32...0,16 мкм.
Соединяемые поверхности валиков после шлифования окон-
чательно обрабатывали. В табл. 12 указаны способы обра-
ботки соединяемых поверхностей валиков каждой группы
образцов.
65
Сопрягаемые поверхности обкатывали двумя роликами,
изготовленными из стали Р18. Твердость их после закалки —
HRC 63—65. Диаметр роликов — 50 мм, радиус профиля —
5 мм. Режим обкатки: давление ролика — 8 кН, скорость
обкатки — 0,5 м/с, продольная подача — 0,1 мм/об, число
проходов — 1.
Дробеструйный наклеп производили с помощью меха-
нического ротационного дробемета стальной дробью диа-
12. Влияние гальванических покрытий в сочетании с поверхностным
упрочнением на прочность соединения с натягом
Группа образцов Способ обработки сопряга- емой поверхности валиков после цементации и шли- фования Усилие распрес- совки, кН Момент трения при скру- чивании, 10» Нм Предел выносливости
МПа %
1 Дробеструйный наклеп 102 175 87 77
2 Обкатка 108 174 113 100
3 Цинкование 138 262 92 82
4 Обкатка, цинкование 193 397 163 144
5 Дробеструйный на- клеп, цинкование 226 487 190 168
метром 0,8—1,2 мм. Режим обработки: скорость дроби —
90—100 м/с, частота вращения валика — 60 об/мин, угол
падения дроби — 70°, продолжительность наклепа — 3 мин.
На соединяемые поверхности валиков 3, 4 и 5-й групп
(табл. 12) одновременно наносили цинковое покрытие в
ванне следующего состава, г/л: сернокислый цинк — 200,
сернокислый алюминий — 50, сернокислый натрий — 50,
декстрин — 10. Температура электролита — 20° С, плот-
ность тока — 1,6 А/дм2. Толщина слоя покрытия — 8—
10 мкм. Детали перед сборкой промыли, просушили и обез-
жирили растворителем. Затем выдержали в течение суток
в одном помещении при одинаковой температуре. Валики
запрессовали на специально оборудованном прессе с по-
стоянной скоростью посадки, обеспечивая при этом натяг
0,19—0,21 мм. Для исключения перекоса сопрягаемых
поверхностей детали соединяли в специальном приспособ-
лении. После сборки образцы (по три из каждой группы)
испытывали на прочность при распрессовке и скручивании
и (по 6—8 образцов) на циклическую усталость при из-
гибе с вращением. Результаты определения прочности сое-
динений при распрессовке и скручивании представлены
66
в табл. 12. Как видно из таблицы, обкатка и дробеструйный
наклеп сопрягаемой поверхности валика обеспечивают
практически равную прочность соединения при распрессов-
ке и скручивании (1-я и 2-я группы образцов). Цинкование
сопрягаемой поверхности (3-я группа) по сравнению с ее
упрочнением обкаткой или дробеструйной обработкой поз-
воляет повысить прочность соединения при распрессовке
в 1,28—1,35 раза, а момент трения при скручивании уве-
личивается в 1,5 раза.
Сочетание упрочнения поверхностного слоя и цинкова-
ния значительно повышает статическую прочность соеди-
нения. Прочность соединения у образцов 4-й группы повы-
силась по сравнению с прочностью образцов 1-й группы
при распрессовке в 1,8 раза, а момент трения при скручи-
вании увеличился в 2,3 раза. Прочность соединения у об-
разцов 5-й группы по сравнению с прочностью образцов
1-й повысилась при распрессовке в 2,25 раза, а момент тре-
ния при скручивании увеличился в 2,8 раза. По сравне-
нию с образцами 3-й группы усилие распрессовки и момент
трения у образцов 4-й группы увеличиваются соответст-
венно в 1,4 и 1,5 раза, а у образцов 5-й группы в 1,65 и 1,85
раза. Прочность образцов 5-й группы по сравнению с об-
разцами 4-й выше при распрессовке на 18%, а момент тре-
ния при скручивании —на 25%.
Исследование на циклическую усталость образцов пяти
групп проводили на машине для испытания консольных
образцов на усталость при изгибе. Испытания проводили
при частоте нагружений 1500 циклов/мин до разрушения
образца или до достижения 1 • 107 циклов нагружений,
которые были приняты за базу. На рис. 29 показаны кри-
вые усталости образцов пяти групп. Значения их пределов
выносливости приведены в табл. 12.
Разрушение образцов во всех случаях происходило по
валику вблизи линии перехода цилиндрической поверх-
ности в коническую.
Как видно из рис. 29 и табл. 12, наименьшее значение
предела выносливости имеют образцы 1-й группы, упроч-
ненные дробеструйным наклепом. Предел выносливости
этих образцов по сравнению с образцами 1-й группы ниже
в 1,3 раза. Это объясняется тем, что при обработке соеди-
няемой поверхности дробью увеличивается ее шерохо-
ватость, вследствие чего уменьшается площадь контакта
поверхностей (об этом свидетельствует характер разруше-
67
ния). В обоих случаях зарождение усталостных трещин
и разрушение образцов происходит несколько ниже линии
перехода цилиндра в конус. При этом расстояние от линии
перехода до плоскости разрушения у образцов 2-й группы
больше, чем у образцов 1-й группы. Это объясняется, оче-
Рис. 29. Усталость образцов
с различной обработкой ва-
ликов (номера кривых соот-
ветствуют номерам групп об-
разцов в табл. 12).
видно, тем, что при нагруже-
нии валика выступы на поверх-
ности конуса возле линии пе-
рехода сминаются, благодаря
чему максимально напряженное
сечение несколько смещается в
сторону конуса.
Предел выносливости образ-
цов 3-й группы примерно та-
кой же, как у образцов 2-й. Со-
четание упрочнения и последу-
ющего цинкования позволяет
повысить предел выносливости
соединения в 1,45—2,2 раза, что
объясняется увеличением факти-
ческой площади контакта соеди-
няемых поверхностей. При этом
наибольший предел выносливос-
ти имеют образцы 5-й группы,
у которых соединяемые поверх-
ности валиков подвергали дро-
беструйному наклепу и после-
дующему цинкованию. Предел
выносливости этих образцов на
17% выше, чем образцов 4-й
группы, у которых соединяе-
мые поверхности валиков были оцинкованы после обкат-
ки роликами. Это объясняется повышенной прочностью
сцепления пленки покрытия с основным металлом, а также
некоторым износом поверхности при дробеструйной об-
работке, в результате чего снимается тонкий слой, мак-
симально насыщенный дефектами, возникающими при шли-
фовании. При обкатке дефекты поверхностного слоя оста-
ются, вызывая в нем дополнительную концентрацию
напряжений при нагружении.
Долговечность соединений с натягом во многом опреде-
ляется условиями эксплуатации узла. Как показал опыт
эксплуатации сборных коленчатых валов двигателей, их
68
долговечность заметно ниже при эксплуатации, чем при
лабораторных испытаниях. Решающее влияние в этом
случае на их долговечность оказывает наличие смазки и
ее химическая активность [20].
Исследование влияния смазки и химически активных
присадок к ней и цинкового электролитического покрытия
на долговечность соединений с натягом, работающих в ус-
ловиях циклического действия изгибающего момента, про-
водили на образцах, показанных на рис. 28, а.
Валики соединения изготовили из стали 18ХГТ и под-
вергли цементации на твердость HRC 58—62. После тер-
мической обработки партию валиков с твердостью HRC
59—60 подвергли окончательному чистовому шлифованию
электрокору ндовым кругом.
Втулки изготовили из стали 40Х и подвергли закалке
на твердость HRC 44—47. После закалки сопрягаемую
поверхность втулок с твердостью HRC 45—46 шлифовали
также электрокор у ндовым кругом.
На часть шлифованных валиков было нанесено цинковое
покрытие толщиной 8—10 мкм. Каждую сопрягаемую пару
деталей подбирали таким образом, чтобы величина натяга
не отклонялась от номинальной более чем на 5 мкм. После
сборки образцы были выдержаны в течение 4—5 мес в по-
мещении с температурой окружающего воздуха 20—25ЭС.
Испытания проводились на машине для испытания кон-
сольных образцов на усталость при изгибе с вращением.
Всего было испытано пять групп образцов. Одна группа
образцов была испытана без смазки, две группы — со
смазкой веретенным маслом (ГОСТ 2854—51) и две — со
смазкой из 98% масла веретенного и 2% присадки ДФ-11,
содержащей 4,7% цинка, 5,3% фосфора, 10% серы. Термо-
окислительная стабильность масла с присадкой — не ме-
нее 45. Смазку с помощью насоса через две форсунки пода-
вали в зону сопряжения валика с втулкой с обеих сторон
таким образом, чтобы она попадала в зону наибольших
растягивающих напряжений. Расход смазки составлял
0,1 л/мин на сторону.
Испытания проводили при частоте нагружений 1500
циклов в минуту до разрушения образца или до достижения
1 • 107 циклов нагружений, которые были приняты за
базу. Результаты опытов обрабатывались по общепринятой
методике. На рис. 30 приведены кривые усталости. Зна-
чения предела выносливости образцов различных групп
69
приведены в табл. 13. Разрушение образцов во всех слу-
чаях происходило по валику вблизи линии, образованной
пересечением плоскости втулки с цилиндрической поверх-
ностью валика.
Как видно из рис. 30 и табл. 13, из образцов без покры-
тия наибольшее значение предела выносливости имеют
Рис. 30. Усталость образцов
в зависимости от состояния
поверхности валика и вида
смазки (номера кривых со-
ответствуют номерам групп
образцов в табл. 13):
/ — без покрытия, без смазки;
2 — без покрытия, веретенное
масло; 3 — без покрытия, вере-
тенное масло — 98%, присадка
ДФ-11 — 2%; 4 — оцинкованный,
веретенное масло; 5 — оцинко-
ванный, веретенное масло —
98%, присадка ДФ-11— 2%.
образцы 1-й группы, испытыва-
емые без смазки. Предел вынос-
ливости образцов 2-й группы,
испытываемых со смазкой вере-
тенным маслом, на 10% ниже,
а образцов 3-й группы, испы-
тываемых со смазкой веретен-
ным маслом с присадкой, на 24%
ниже по сравнению с пределом
выносливости образцов 1-й груп-
пы. Следовательно, наличие смаз-
ки способствует снижению пре-
дела выносливости, а присутст-
вие в ней химически активных
веществ усиливает этот эффект
и оказывает на него решающее
влияние. Предполагается, что по-
вышение скорости разрушения
соединения при наличии смазки
происходит благодаря тому, что
смазка, попадая в возникшую
в результате усталости метал-
ла микротрещину, при возник-
новении в поверхностном слое
сжимающих напряжений за-
клинивается в микротрещине
и при дальнейшем нарастании давления способствует ее
росту. Кроме того, смазка, проникая между сопряженными
поверхностями, снижает коэффициент трения. Об этом
свидетельствует характер излома валика — излом в этом
случае происходит несколько глубже торцевой поверхности
втулки.
Химически-активные вещества в смазке повышают ско-
рость разрушения соединения. Они способствуют размяг-
чению поверхностных слоев металла в зоне контакта, что,
в свою очередь, снижает его сопротивление росту трещин, бла-
годаря чему снижается предел выносливости валика в со*
70
единениях. Об этом свидетельствуют результаты испытаний
образцов 4-й и 5-й групп, на валики которых нанесено цин-
ковое покрытие. Предел выносливости этих образцов равен
113 МПа, что на 30% выше предела выносливости образцов
1-й группы, в 1,65 раза образцов 2-й группы и в 1,8 раза
образцов 3-й группы. Высокий предел выносливости образ-
цов 4-й и 5-й групп объясняется закрытием микротрещин
13. Влияние смазки и цинкового покрытия на предел усталости
образцов
Группа образцов Покрытие Условия испытания Предел выносли* вости
МПа %
1 Без покры- тия Без смазки 87 100
2 То же Со смазкой веретенным маслом Со смазкой — веретенное масло — 78 90
3 » » 98%, присадка ДФ-11 — 2% 63 73
4 Цинковое Со смазкой веретенным маслом Со смазкой — веретенное масло — 113 130
5 98%, присадка ДФ-11 —2% 113 130
и изоляцией основного металла от смазки, повышением
фактической площади контакта, снижением концентрации
напряжений в валике в зоне кромки шайбы. На рис. 31
даны фотографии продольного сечения соединений после
испытаний. Как видно из рис. 31, а, в соединении, обе де-
тали которого без покрытия, между сопрягаемыми поверх-
ностями имеется четко выраженная граница, поперечный
размер которой не постоянный, следовательно, герметич-
ность соединения при деформации может нарушаться. У
соединения с оцинкованным валиком цинковое покрытие
полностью заполняет пространство между поверхностями
основного металла, в результате чего обеспечивается гер-
метичность соединения при нагружении. Кроме того, при
приложении усилия происходит деформация покрытия,
в результате чего и снижается концентрация напряжений
в валике.
С целью совершенствования способа соединения деталей
с применением поверхностного упрочнения и гальванических
покрытий была разработана и исследована новая техноло-
гия подготовки соединяемых поверхностей. Суть новой
71
технологии заключается в том, что на окончательно обра-
ботанную поверхность перед упрочнением роликами элек-
трохимическим или химическим способом наносят покры-
тие из мягкого металла, например цинка, меди и др.
Для исследования влияния применения цинкового по-
крытия с последующим упрочнением соединяемой детали
на долговечность соединений с натягом были изготовлены
валики (см. рис. 28, а) из стали 40ХН, которые проточили
а б
Рис. 31. Граничная зона деталей соединения с натягом:
а — обе детали без покрытия: б — охватываемая деталь с цинковым покрытием.
с припуском на шлифование и подвергли закалке и отпуску
на твердость HRC 44—46. Затем валики шлифовали ко-
рундовым кругом, обеспечивая шероховатость поверхности
/?в = 0,32...0,16 мкм.
После механической обработки одну группу деталей
обезжирили электролитическим путем в ванне следующего
состава, кг/м3: едкий натрий — 40, углекислый натрий —
50, тринатрий фосфат — 10, жидкое стекло — 3. Темпера-
тура электролита — 70° С, плотность тока — 6 А/дм2,
напряжение — 6 В, продолжительность обезжиривания —
6 мин. Обезжиренные детали перед цинкованием подверг-
ли декопированию в ванне следующего состава, кг/м3:
серная кислота — 70, двухромовокислый калий — 25.
Температура электролита — 20° С, плотность тока — 10
А/дм2, напряжение — 6 В, продолжительность травления —
3 с.
На подготовленные таким образом поверхности электро-
химическим способом нанесли цинковое покрытие в ванне
следующего состава, кг/м3: сернокислый цинк — 200, серно-
кислый алюминий — 50, сернокислый натрий — 50, дек-
стрин — 10. Температура электролита — 20° С, плотность
тока—1,6 А/дм2, напряжение — 4 В, толщина слоя по-
крытия — 5—15 мкм. После нанесения гальванического по-
крытия детали промыли и просушили, после чего соеди-
72
няемую поверхность обкатали роликами. Режим обкатки:
усилие прижима ролика — 7850 Н, скорость обкатки —
0,5 м/с; продольная подача — 0,1 мм/об, число прохо-
дов — 1.
Другая группа валиков, без покрытия, была обкатана
роликами при таком же режиме, после чего на них было
нанесено покрытие в такой
же последовательности, как
и в первом случае.
Втулки изготовили из ста-
ли 40Х и подвергли закалке
на твердость HRC 45—48, за-
тем шлифовали корундовым
кругом, обеспечивая шеро-
ховатость поверхности Ra =
= 0,32...0,16 мкм. Для сое-
14. Усталостная прочность
в режиме перегрузки соедине-
ния, валики которого упрочне-
ны обкаткой роликами
Покрытие
Число циклов
нагружений
до разрушения
образцов (сред-
нее значение)
ЛМО3
динения были подобраны па-
ры с натягом 0,19—0,21 мкм.
Все пары разбили на четы-
ре группы таким образом, что-
бы колебание величины натя-
га в соединениях каждой груп-
пы не превышало 5 мкм.
176
196,2
Без покры-
тия
Цинковое
Без покры-
тия
Цинковое
151
360
290
490
обезжи-
Детали перед сборкой промыли, просушили
и
рили растворителем, затем соединили, нагревая втулки до
температуры 300° С.
Исследования проводили на машине для испытания
консольных образцов на усталость при изгибе с вращением,
оборудованной гидравлической системой нагружения. В
результате испытаний установлено, что в режиме перегруз-
ки долговечность соединений, в которых валики были упроч-
нены обкаткой после нанесения цинкового покрытия, по-
вышается в 1,7—2,4 раза по сравнению с долговечностью
соединений, валики которых упрочнены обкаткой ролика-
ми без покрытия (табл. 14).
Повышение долговечности соединения, валики которого
упрочнены после цинкования, происходит в результате того,
что мягкое покрытие при обкатке детали способствует бо-
лее равномерному распределению напряжения в зоне кон-
такта обкатного ролика с упрочняемой поверхностью,
вследствие чего снижаются локальные перенапряжения в
поверхностном слое, которые являются очагами зарожде-
ния микротрещин.
73
С целью совершенствования способа соединения дета-
лей с натягом с применением гальванических покрытий
предложено наносить покрытия перед закалкой [28]. Такая
технология применима для соединений, одна или обе де-
тали которых подвергаются закалке или цементации. Суть
ее заключается в том, что детали подвергают закалке после
нанесения гальванического покрытия по способу, описан-
ному в главе I. Новый способ имеет несколько разновид-
ностей.
При подготовке деталей из углеродистой стали после
окончательной обработки соединяемых поверхностей (то-
карной обработки, шлифования и др.) на соединяемую по-
верхность одной детали электрохимическим путем наносят
металлическое покрытие, например медное, никелевое,
толщиной 5—15 мкм. После этого деталь с покрытием ка-
лят по стандартной технологии для данной марки стали,
нагревая ее в безокисной среде, например в соляной ван-
не, промывают, просушивают, после чего детали соеди-
няют.
При подготовке деталей из цементуемой стали после
предварительной механической обработки деталь цементу-
ют, охлаждают и подвергают окончательной механической
обработке, например шлифованию. Затем наносят покрытие
и калят, нагревая деталь в безокисной среде, после чего
детали соединяют.
Повышение прочности и долговечности соединения обес-
печивается следующими факторами: снижением твердости
пленки покрытия при термической обработке, вследствие
чего максимально используются пластические свойства
металла покрытия и, таким образом, обеспечивается наи-
более полный контакт соединяемых поверхностей; повы-
шением прочности сцепления покрытия с основным метал-
лом, происходящим благодаря диффузии при нагреве; по-
вышением остаточных напряжений в цементованном слое,
в результате чего уменьшается пластическая деформация.
Следовательно, для более эффективного использования пред-
ложенного способа соединения деталей целесообразно по-
крытие наносить на обе сопрягаемые поверхности. В этом
случае в контакте находятся одноименные покрытия, что
повышает прочность соединения.
Наибольший эффект достигается в случае применения
химического или электрохимического травления либо по-
лирования покрытия после термической обработки. Под-
74
готовленные таким образом детали промывают и просуши-
вают. Затем соединяют по одному из способов соединения
деталей с гарантированным натягом. Благодаря травлению
или полированию повышается химическая активность по-
верхностей покрытия, что способствует диффузии металла
покрытия, а следовательно, и повышению прочности со-
единения.
Для травления и полирования деталей с покрытиями
после термической обработки рекомендуются следующие
составы ванны и режимы:
для химического травления деталей после нанесения мед-
ного покрытия и закалки — азотная кислота (уд. вес 1,4 кг/
м3) — 1 л, серная кислота (уд. вес 1,84 кг/м3) — 1 л, хло-
ристый натрий — 2 г; температура раствора — 25° С, про-
должительность травления — 5 с;
для электрохимического полирования деталей после
нанесения медного покрытия и закалки — ортофосфорная
кислота — 74%, хромовый ангидрид — 6, вода — 20%;
температура электролита — 30° С, плотность тока —
40 А/дм2, продолжительность полирования — 2 мин;
для электрохимического полирования деталей после
нанесения никелевого покрытия и закалки — серная кис-
лота— 70%, вода — 30%, температура электролита —
— 20° С, плотность тока — 0,1—0,2 А/дм2, продолжитель-
ность полирования — 2 мин.
Заслуживает внимания еще одна модификация рассмат-
риваемого способа. Суть ее заключается в том, что перед
нанесением гальванического покрытия деталь подвергают
дробеструйной обработке и химическому или электрохими-
ческому травлению. На обработанную таким образом деталь
наносят покрытие из расчета, чтобы его наружная поверх-
ность была выше неровностей шероховатости на 5—10 мкм.
При такой подготовке детали прочность соединения, в
котором покрытие нанесено на одну поверхность, практи-
чески равна прочности соединения с покрытием на обеих
сопрягаемых поверхностях.
Дробеструйная обработка обеспечивает получение рав-
номерно шероховатой поверхности, а при последующем
травлении притупляются вершины холмиков шерохо-
ватости и повышается активность стальной поверхнос-
ти, благодаря чему покрытие с поверхностью образует
гетерогенную структуру повышенной прочности сцепле-
ния, что, в свою очередь, позволяет повысить удельные
75
давления на сопрягаемых поверхностях, а следовательно, и
прочность соединения.
При изготовлении охватываемой детали из цементуемой
стали с нанесением медного покрытия деталь после окон-
чательной механической обработки подвергают химико-
термической обработке, например цементации на глубину
0,5—0,6 мм, а затем дробеструйной обработке в течение
2 мин с помощью ротацион-
ного дробемета стальной дро-
бью диаметром 0,8—1,2 мм
при скорости дроби 90—
I \ 100 м/с. После дробеструй-
ной обработки деталь под-
вергают электрохимическому
Рис. 32. Структура граничной
воны соединения с натягом де-
талей, на которые нанесено по-
крытие.
травлению в ванне следую-
щего состава электролита, г/л:
серная кислота — 150, хло-
ристый натрий — 20. Режим
травления: температура элек-
тролита — 40—45° С, плот-
ность тока — 8 А/дм2, напря-
жение— 6 В, продолжительность травления — 60 с. На под-
готовленную таким образом деталь электрохимическим спо-
собом наносят металлическое покрытие, например медное,
толщиной 5—10 мкм, затем производят закалку и отпуск
по стандартной технологии для данной марки стали, на-
гревая ее в безокисной среде, например в соляной ванне,
промывают и просушивают. Далее детали соединяют, на-
гревая охватывающую деталь, или охлаждая охватываемую
деталь, или же нагревая и охлаждая эти детали одновре-
менно.
Применение одноименных покрытий на сопрягаемых
поверхностях обеспечивает наибольшую прочность соеди-
нения, так как наиболее интенсивной взаимной раствори-
мостью характеризуются одноименные покрытия.
На рис. 32 дана фотография сечения соединения с на-
тягом, обе детали которого были закалены после нанесения
медного покрытия. Соединение деталей осуществляли тер-
мическим способом, после электрохимического травления
собранное соединение выдерживали в течение 6 мес в по-
мещении с температурой окружающего воздуха 20—26° С.
Из рисунка видно, что в соединении произошла диффузия
покрытий, в результате которой исчезла граница между
76
ними. Таким образом, прочность соединения фактически
определяется прочностью пленки покрытия на срез.
Описанная технология подготовки деталей предназна-
чена, в основном, для соединения их термическим способом.
Если закалка деталей производится после нанесения
покрытий, то выбор последнего для деталей, входящих в
соединение, посадка в котором выполнена с натягом, осу-
ществляется с учетом взаиморастворимос-
ти металлов покрытия и сопрягаемых де-
талей [16], а также условий работы узла.
Медное и никелевое покрытия применяют
при изготовлении деталей, входящих в
соединение с натягом, работающее в кор-
розионной среде, а также в случае, если
одна деталь соединения или обе подверга-
ются изнашиванию в результате трения
скольжения или усталостному изнашива- D QQ
НИЮф для испытаний с
Исследование влияния медного и ни- полым валиком:
келевого покрытия, нанесенного перед / — валик; 2 —
закалкой, на усталостную прочность со- втулка,
единений с натягом проводили на образцах, показанных
на рис. 33. Валики изготовили из стали 18ХГТ, втулки —
из стали ЗОХГСА. Отверстие в валиках перед цементацией
шлифовали, обеспечив шероховатость поверхности Ra =
= 0,60...0,40 мкм. Наружную поверхность обточили, за-
тем шлифовали электрокорундовым кругом, обеспечив ше-
роховатость поверхности Ra = 0,50...0,35 мкм. Подготов-
ленные таким образом валики подвергли цементации на
глубину 0,8—1,0 мм, после цементации охладили. Наруж-
ную поверхность валиков, предназначенных для нанесения
покрытий, подвергли чистовому шлифованию электрокорун-
довым кругом на глубину 0,01—0,02 мм, обеспечив ше-
роховатость поверхности Ra = 0,30...0,20 мкм.
После шлифования на одну часть валиков нанесли элек-
тролитическим способом медное покрытие по технологии,
описанной в главе I. На другую часть нанесли никелевое
покрытие в растворе следующего состава электролита,
кг/м3: никель сернокислый — 220, натрий сернокислый —
80, борная кислота — 30, натрий хлористый — 10. Темпе-
ратура электролита — 40—50° С, плотность тока —
0,4 А/дм2, напряжение 6 В, толщина слоя покрытия —
10—15 мкм.
77
Нагрев деталей под закалку производили в соляной
ванне. Твердость валиков после закалки HRC 59—62.
Затем валики без покрытия шлифовали электрокорундо-
вым кругом на глубину 0,01—0,02 мкм, обеспечивая шеро-
15. Прочность и долговечность в режиме перегрузки соединения,
валики которого упрочнены цементацией
Группа образцов Способ обработки валиков после цементации Усилие рас- прессовки, кН Момент тре- ния, 10* Н-м Число циклов нагружения N 10’ при на- пряжении, МПа
176,0 196,2
Iе Закалка, шлифование 116 154 102 35,0
2 Меднение, закалка 223 329 790 620
3 Никелирование, закалка 261 391 780 792
* Образцы этой группы без покрытия.
ховатость поверхности Ra = 0,30...0,20 мкм. Втулки были
закалены на твердость НВ 283—352. После термообработ-
ки отверстия втулок шлифовали, обеспечивая шерохо-
ватость поверхности Ra = 0,60...0,40 мкм.
Пары валик — втулка подобрали таким образом, чтобы
натяг составил 200 ± 5 мкм. Детали с покрытием подверг-
Рис. 34. Сборный коленчатый
вал мотоцикла:
/ — цапфа левая; 2 — ролик; 3 —
щека; 4— палец; 5 — цапфа правая.
ли травлению, без покры-
тия — обезжириванию. Сбор-
ку соединений произвели пу-
тем нагрева втулок до темпе-
ратуры 280—300° С. Собран-
ные образцы выдержали в те-
чение 3—4 мес в помещении.
Результаты определения дол-
говечности и усталостной проч-
ности в режиме перегрузки
приведены в табл. 15.
Как видно из таблицы,
прочность соединений 2-й и
3-й групп с валиками, на ко-
торые нанесено никелевое и
медное покрытие, значительно выше (в два раза и более)
прочности соединения 1-й группы с валиками без покрытий.
Прочность соединения 3-й группы примерно в 1,2 раза вы-
ше прочности соединений 2-й группы. Усталостная проч-
ность соединений 2-й и 3-й групп с валиками, на кото-
78
рые нанесено покрытие, также выше усталостной проч-
ности соединений 1-й группы с валиками без покрытия.
Рассматриваемый способ соединения деталей был при-
менен при изготовлении сборных коленчатых валов дви-
гателя мотоцикла (рис. 34). Сборный коленчатый вал соби-
рают с натягом. Пальцы 4 со щекой 3 соединяют под прес-
сом, а цапфы 1 и 5 с пальцами — термическим способом,
нагревая цапфы. В собранном коленчатом валу пальцы
выполняют роль внутренней обоймы роликового подшип-
ника. Отверстие в пальце предназначено для подвода смаз-
ки к подшипнику. Для определения эффективности спо-
соба соединений с натягом, когда на детали перед закалкой
наносят металлическое покрытие, была изготовлена партия
коленчатых валов, пальцы которых были закалены после на-
несения медного и никелевого покрытий. Случаев разруше-
ния экспериментальных коленчатых валов не наблюда-
лось. Долговечность всего узла повысилась в 3 раза и более.
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов В. В. Остаточные напряжения и деформации в метал-
лах. М., «Металлургия», 1963. 355 с. с ил.
2. Баку ль В. Е., Сагарда А. А., Мишнаевский И. И. Алмазное
доводочное шлифование цилиндрических поверхностей. Киев,
УкрНИИНТИ, 1967. 13 с. с ил.
3. Балацкий Л. Т. Усталость валов в соединениях Киев. «Технь
ка», 1972. 179 с. с ил.
4. Балтер М. А. Упрочнение деталей машин. М. Машинострое-
ние, 1968. 196 с. с ил.
5. Берникер Е. И. Посадки с натягом в машиностроении. М.—Л.,
«Машиностроение», 1966. 167 с. с ил.
6. Бобровников Г. А. Прочность посадок, осуществляемых с при-
менением холода. М., «Машиностроение», 1971. 90 с. с ил
7. Громан М. Б. О распределении нагрузки вдоль зуба. — «Вест-
ник машиностроения», 1967, № 5, с. 42—44.
8. Елизаветин М. А., Сатель Э. А. Технологические способы по-
вышения долговечности деталей машин. М.» «Машиностроение»,
1964. 439 с. с ил.
9. Иванько А. А. Твердость. Киев, «Наукова думка», 1968. 127 с.
с ил.
10. Качанов Н. Н. Прокаливаемость стали. М-, «Металлургия»,
1964. 252 с. с ил.
11. Качество поверхности, обработанной алмазами. Под ред.
В. Н. Бакуля. Киев, «Техшка», 1972. 148 с. с ил. Авт.: П. А. Шульман,
Ю. И. Созин, Н. Ф. Колесниченко, А. С. Вишневский.
12. К вопрос# о машинах для испытаний на контактную усталость.—
В кн.: Машины и приборы для испытаний материалов. М., «Металлур-
гия», 1968, с. 61—65. Авт.: П. А. Шульман, В. В. Пукас, Г. И. Вальчук,
И. Д. Тимофеев.
79
13. Кобрин М. М. Прочность прессовых соединений при повтор-
но-переменной нагрузке. М., Машгиз, 1954. 204 с. с ил.
14. Костецкий Б, И., Колесниченко Н. Ф. Качество поверхности
и трение в машинах. Киев, «Техн1ка», 1969. 216 с. с ил.
15. Крагельский И. В. Трение и износ. М., «Машиностроение»,
1968. 480 с. с ил.
16. Лукашевич Г. И. Прочность прессовых соединений с гальвани-
ческими покрытиями. Киев, Гостехиздат, УССР, 1961. 61 с. с ил.
17. Лукашевич Г И., Пукас В. В., Гамора А. И. Повышение твер-
дости деталей машин при закалке.— «Изв. вузов. Технология легкой
промышленности», 1970, №1, с. 162—165.
18 Методы повышения долговечности деталей машин. М., «Маши-
ностроение», 1971. 272 с. с ил. Авт.: В. Н. Ткачев, Б. М. Финштейн,
В. Д. Власенко, В. А. Уланов.
19. Муратов И. Е., Пукас В. В., Гамора А. И. Исследование влия-
ния приработки на долговечность зубчатых колес главной передачи
мотоцикла.— «Мотовелопромышленность», 1974, вып. 5, с. 19—22.
20. Петко И. В., Пукас В. В., Пономарев Ю. А. Исследование
прочности прессового соединения в связи с состоянием сопрягаемых
поверхностей и условиями сборки.— «Технология машиностроения»,
1975, вып. 2, с. 18—20.
21. Петко И. В., Пукас В. В., Пукас А. В. Исследование влияния
упрочнения и последующего цинкования поверхности на прочность
прессовых соединений.— В кн.: Электробытовые машины и приборы.
Киев, 1974, с. 59—62.
22. Полые оси и валы. М., «Машиностроение», 1968. 183 с. с ил.
Авт.: Л. М. Школьник, Ю. М. Коваленко, Н. И. Мартынов, Л. А. Усова.
23. Пукас В. В. Предохранительная зубчатая муфта. А. с.
№ 509738, опубл. 5.04.76.
24. Пукас В. В. Пути повышения долговечности трансмиссии тя-
желых мотоциклов. М., НИИНавтопром, 1973. 63 с. с ил.
25. Пукас В. В, Способ испытания зубчатых колес. А. с.
№520527, опубл. 5.07.76.
26. Пукас В. В. Способ испытания зубчатых колес. А. с.
№557281, опубл. 5.05.77.
27. Пукас В. В. Способ обработки деталей. А. с. № 540927, опубл.
30.12.76.
28. Пукас В. В. Способ соединения деталей. А. с. № 474573, опубл.
25.06.75.
29. Пукас В. В., Лукашевич Г, И» Способ обработки деталей. А.
с. №452611, опубл. 5.12.74.
30. Розенберг А. М., Розенберг О. А. Обработка отверстий твердо-
сплавными выглаживающими протяжками. Киев, «Техшка», 1966.
62 с. с ил.
31. Синтетические алмазы в машиностроении. Киев, «Наукова
думка», 1976. 351 с. с ил. Авт.: В. Н. Бакуль, Б. И. Гинзбург,
Л. Л. Мишнаевский, А. А. Сагарда, И. X. Чеповецкий.
32. Фридель Ж- Дислокации. М., «Мир», 1967. 643 с. с ил.
33. Хрущов М. М. Лабораторные методы испытаний на изнашива-
ние материалов зубчатых колес. М., «Машиностроение», 1966. 152 с.
с ил.
34. Шульман П. А., Валъчук Г. О. Повышение стойкости валков
холодной прокатки. Киев, УкрНИИНТИ, 1969. 51 с. с ил.
ОГЛАВЛЕНИЕ
Стр.
Предисловие 3
1. Технологические особенности изготовления деталей машин с
применением термических и химико-термических способов уп-
рочнения .................................................. 5
1. Влияние параметров поверхности на напряженное состояние
поверхностного слоя деталей при закалке.................. 5
2. Механическая обработка деталей, подвергаемых термической
обработке ................*............................. 11
3. Способ термической обработки с применением металлических
покрытий поверхности деталей ........................... 18
Технологические особенности способа *...........* * 18
Влияние медного покрытия на напряженное состояние и
структуру поверхностного слоя деталей................ 19
Контактная усталость стальных цементованных деталей, за-
каленных после нанесения медного покрытия....... * 24
Влияние процесса закалки на состояние покрытия и проч-
ность сцепления медной пленки с основным металлом ... 26
Износостойкость стальных деталей, закаленных после на-
несения медного покрытия............................. 28
II. Пути повышения долговечности зубчатых колес 30
1. Технологические особенности окончательной обработки при
изготовлении .......................................... 31
2. Влияние термической обработки и медного покрытия на точ-
ность зубчатых колес . * . . ........................... 33
3. Влияние некоторых факторов на контактную нагрузку зубьев
зубчатых колес . ........................ 36
4. Продолжительность и качество приработки и износостойкость
зубчатых колес . . . . ................................. 39
5. Применение медного гальванического покрытия с последую-
щей закалкой для повышения долговечности спирально-кони-
ческих зубчатых колес * *............................... 42
III. Изготовление деталей машин с использованием поверхностно-
го наклепа стали . * . . . * . . . » . ................... 48
1. Дробеструйная обработка и центробежный наклеп шариками 48
2. Упрочнение обкаткой.................................. 51
3. Упрочнение деталей с отверстием 57
IV. Способы повышения прочности и долговечности соединений с
натягом ..«»..•<»«,....................................... 60
1. Технологические особенности формирования соединений с на-
тягом ..................... 61
Влияние способа формирования соединения с натягом на его
несущую способность ............................ . 61
Повышение долговечности соединений с натягом поверхно-
стным упрочнением ............................... 62
Применение гальванических покрытий для повышения проч-
ности и долговечности соединений с натягом . ........ 64
2. Применение гальванических покрытий в сочетании с поверх-
ностным упрочнением • »«•»<••«•••••».»• 65
Список литературы «••••• « • • < . 79