/




















































































































































































Author: Малышев Г.А.
Tags: техника средств транспорта машиностроение детали автомобиля автомобили
Year: 1966



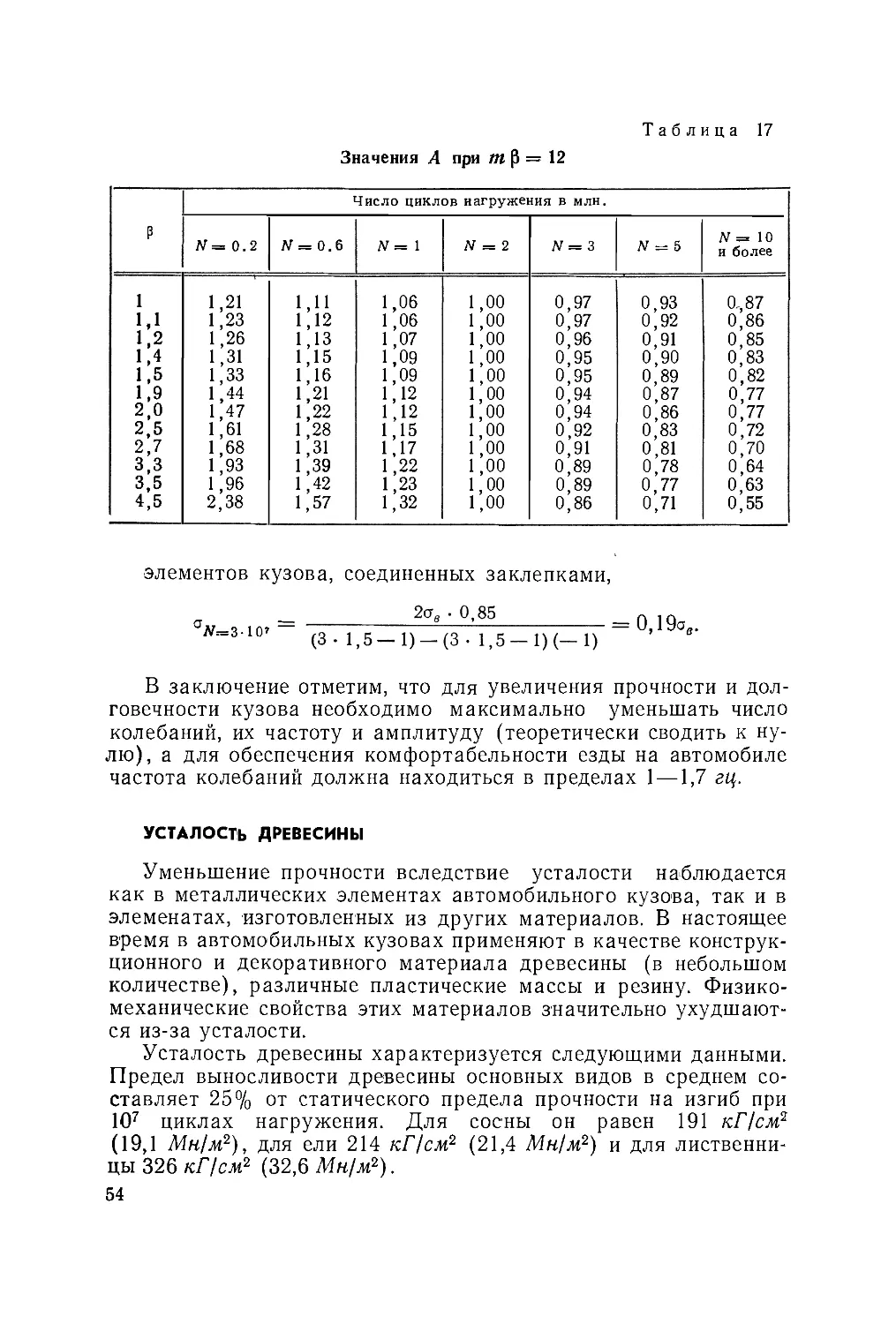
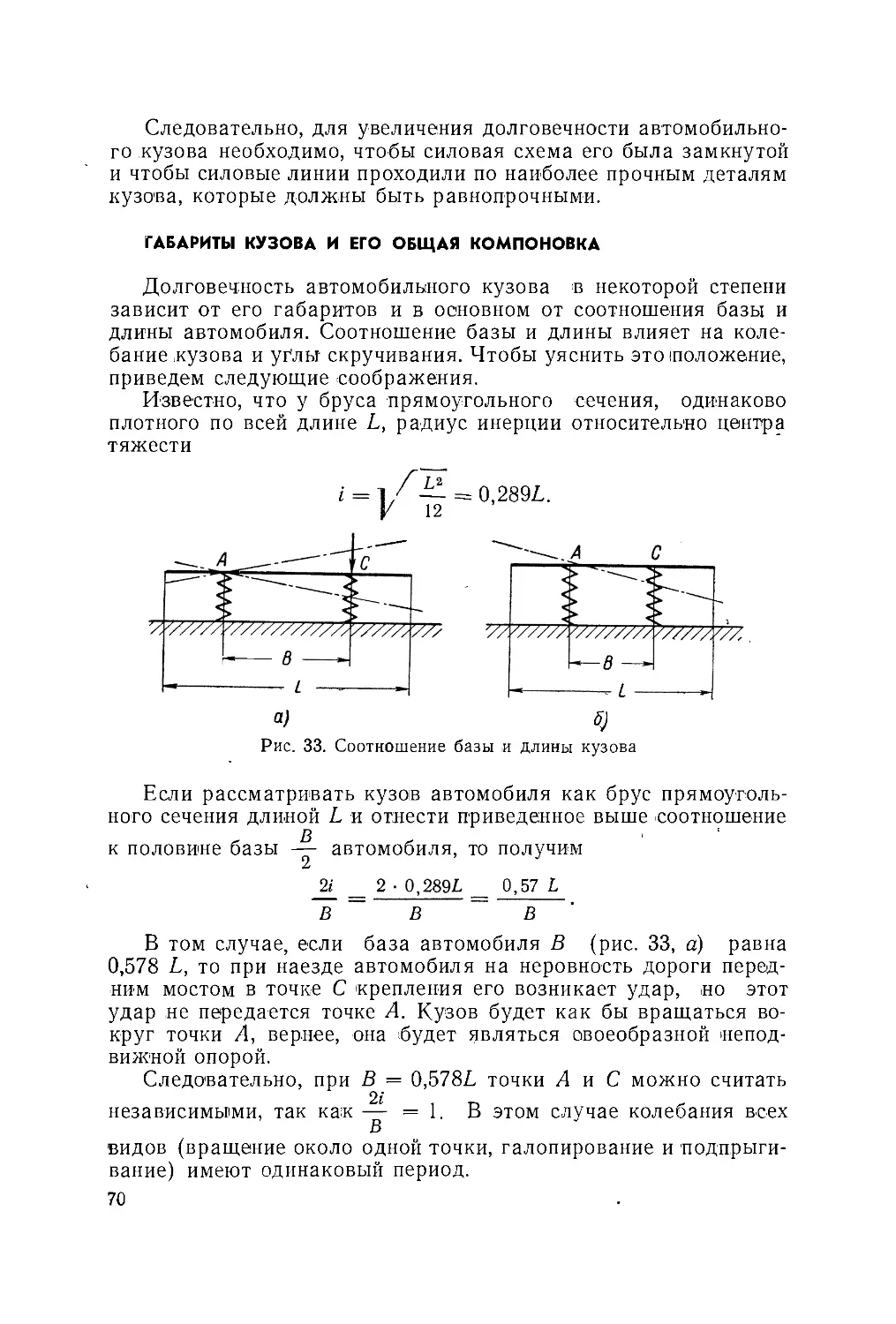
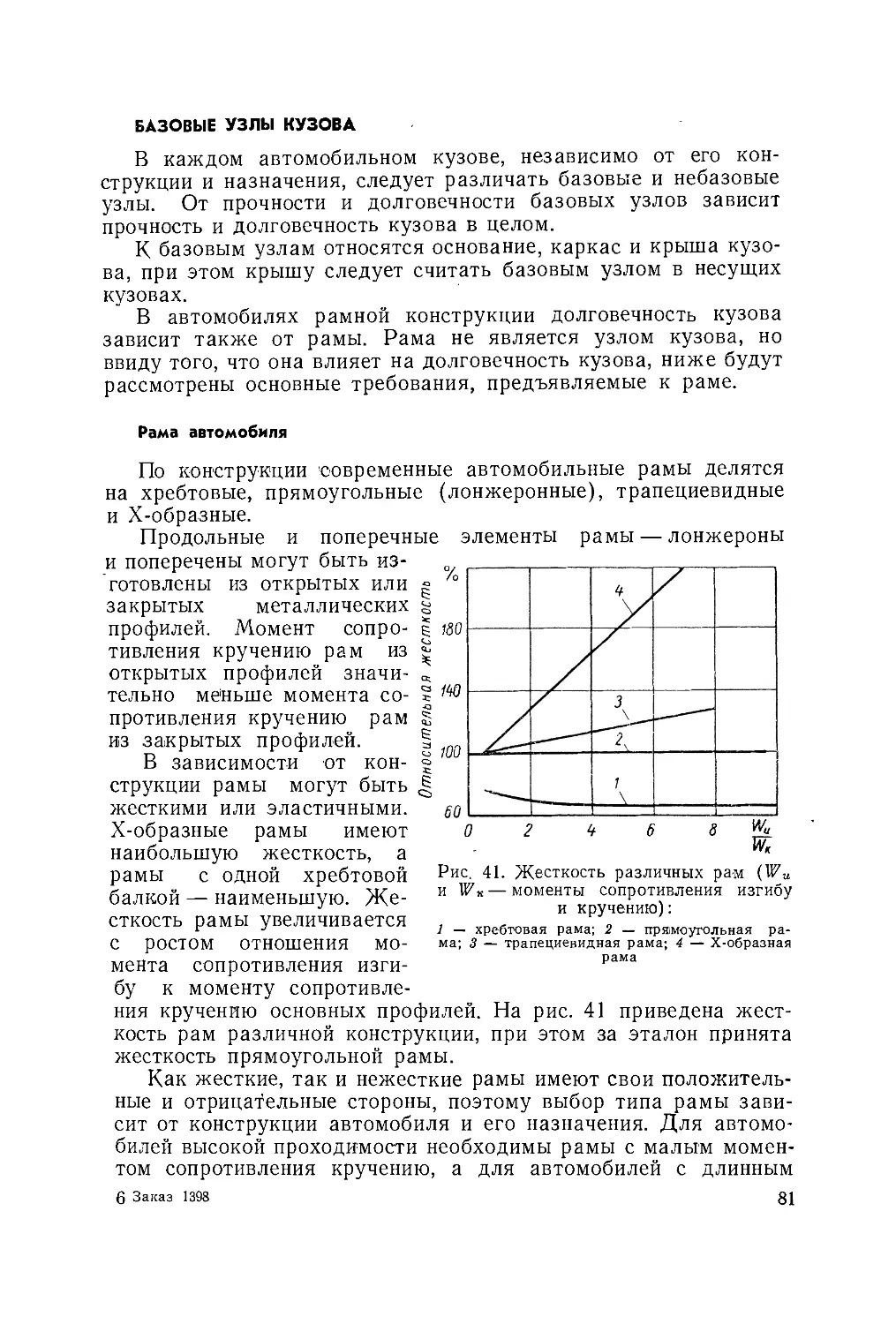
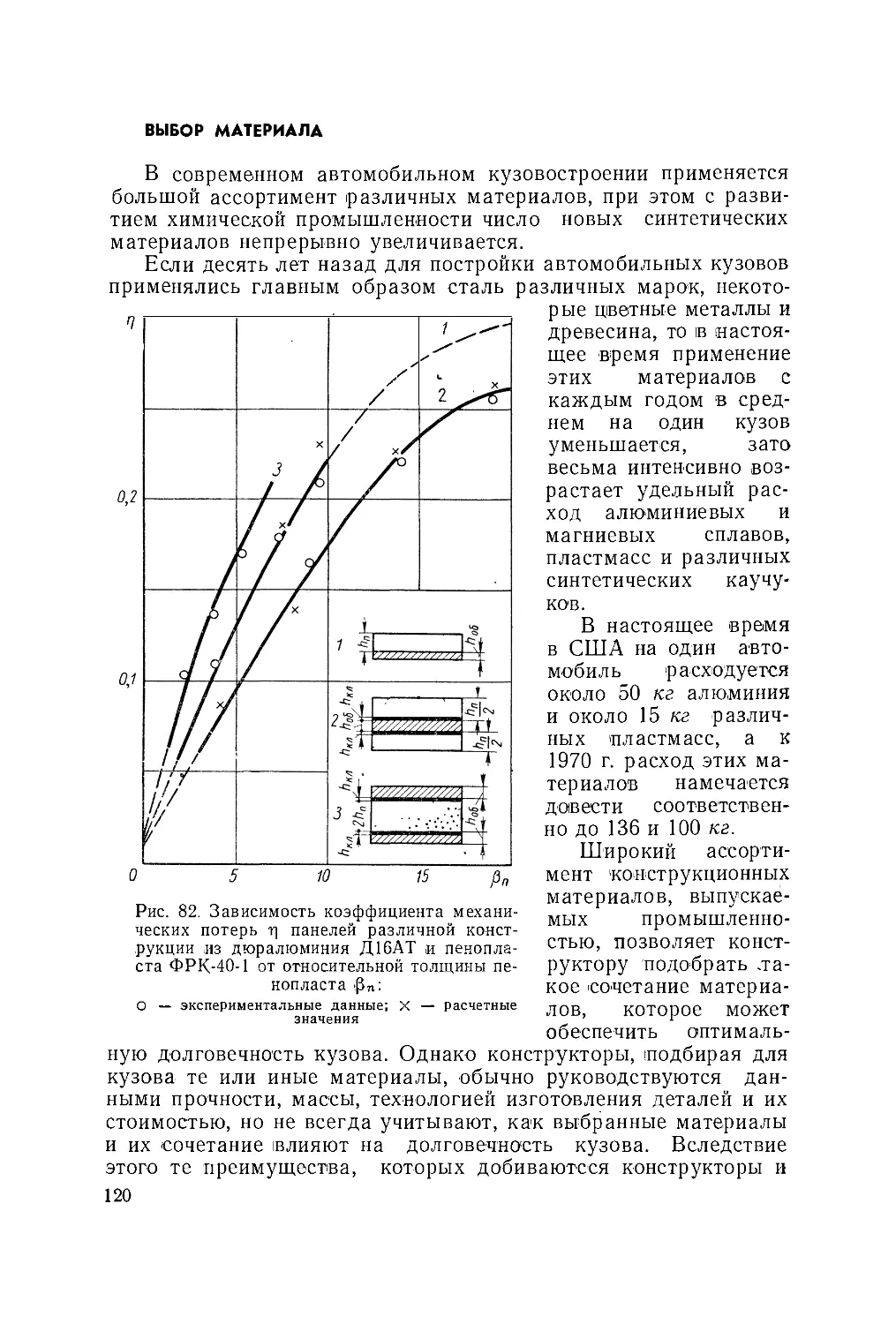
Text
Г. А. МАЛЫШЕВ
УВЕЛИЧЕНИЕ
ДОЛГОВЕЧНОСТИ
автомобильных кузовов
ИЗДАТЕЛЬСТВО
«МАШИНОСТРОЕНИЕ»
Москва 1966
Конструктивные
и технологические меры
УДК 629.l l.Oll.5 : 539.43
3-18-3
460-65
В книге н а ocIDoвe большого производстве нного опыта
изготовл ения и ремонта автомобильных кузовов приведен
анализ факторюв, влияющих на и х долговечность.
Особое вним ание уделено разрушению кузовов, вы
зываемому юоррозией, колеб аниями и упругими .волнами,
и мерам защиты кузовов. Даны рекомендации по конструи
рованию автомобил ьных кузовов с целью повы шения их
долговечности и уменьшен ия стоимости, а также по меха
нической обработке деталей и нанесению на них покрытий.
Опи саны новые матери алы, пр1именяемые для защиты кузо
вов от коррозии.
�нига рассчитана н а инженерно-технических работни
юов, занимающихся проектированием, производством, ре
монтом или эксплу
.
атацией автомобильных кузовов.
Рецензент канд. техн. наук Н. А . САВЕРИНА
Редактор !ИНЖ. Г . С. СВИРИДОВ
ВВЕДЕНИЕ
В наст оящее время долговечности машин и механизмов
уд еляется большое внимание, так как этот вопрос имеет перво
степенное з начение для народного хозяйства. Вследствие очень
широкого распростр анения автомобилей и х долговечность
является весьма актуальной проблемой. Наиболее дорогостоя
щий агрегат автомобиля - это куз ов, поэтому целесообразно
изучение факторов, влияющих на его срок службы. Стоимость
кузова современного легкового автомобиля, автобуса или специ
ального автомобиля составляет 70-80 % от общей стоимости
автомобиля. Экономичность автомобильного кузова прямо про
порциональна его дол говечности и обратно пропорциональна
стоимости его и зготовления, ремо нта и поддержания его в тех
нически и справном состоянии.
Выход из строя ку.з ова практически означает вых од из стр оя
автомобиля. Вследствие этого вопрос долговечности кузовов
является весьма важным для срока службы автомобиля.
В настоящее время различают требуемую, достигнутую
и действительную дол говечность [13].
Требуемая долговечность .задается техническим заданием на
проект ирование машины и определяется планируемы м ростом
производительности общественно необходимого труд а и техни
ческим уровнем данной отрасл и хоз яйства.
Достигнутая долговечность кузова - это оптимальная долго
вечность, характеризующая совершенств о конструкции и техно
логического процесса и зготовления.
Действительная долговечность кузова - это фактически й
срок службы кузова в процессе его эксплу атапии.
Если три вида долговечности соответственно обозначить
через ,f1 , i2 и iз, то обычно справедливо соотношение
i1>f2>f3.
Это означает, что заданная при проект ировании нового кузо
ва долговечность f1 обычно б ывает больше достигнутой t2, что
обусл овливается техническим уровнем производства, фактиче
ским качеством материалов, возможностью осуществления тех
з
или иных технологических операций. Это различие обычно в ы
является во время заводских и государственных испытаний
куз овов автомобилей.
Действительная долговечность t3 всегда намного ниже до
стигнутой t2, так как в процессе эксплу атации автомобиля на
рушаются технические требования по уходу з а кузовом.
Достигнутую долговечность, в свою очередь , делят на долго
в е чност ь до физического износа, технико-экономическую и долго
вечность до морального износа.
Долговечность куз ова до физического и зноса его - это срок
службы кузова до капитального ремонта; долговечность кузова
до морального износа - это тот срок, в течение которого эксплу
атация кузова будет давать такой же экономический эффект,
что и вновь появившиеся ко нструкции кузовов.
Технико-экономическая долговечность определ яет собой ср ок
сл ужбы кузов а, в течен ие которого цел есообразно проведение
капитальных ремонтов.
Естественно, что основной з адачей при проектировании и из
готовлении нового автомобильного кузова является сведение
к минимуму различия между сроком службы до физического
износа и с р оком службы между ка питальными ремонтами, с од
ной стороны, и приближение д е йствительной долговечности к тре
буемой - с другой. Для успешного решен ия этой задачи необхо
димо внать все или по �крайней мере ос новные факторы, влияю
щ ие на дол говечность кузова и приводя щие к его преждев ремен
ному разрушению. Факторы, влияющие на срок .сл ужбы автом о
бильного кузова, м ожно разбить на ·Следующие основные группы:
1) конструктивные;
2) технол огические;
3) ф акторы , связанные с техническим обслуживанием и ре-
монтом кузова;
4) навыки вождения;
5 ) дорожные и климатические усл овия.
В данной книге рассматриваются первые три группы факто
ров и частично затронута пятая группа.
Следует отметить, что приведенные выше группы ф акторов
не следует смешивать с кл ассификацией причин, снижающих
долговечность кузова, так как одни и те же причины мог ут
входить в разные группы факторов. Например, кор розия метал
лов может входить в группу конструктивных, технологических,
ремонтных и кл иматических факторов.
ОСНОВН ЫЕ ФАКТ О
l
'Ы
,
СНИ ЖАЮЩИЕ Д ОЛ Г ОВЕЧНОС ТЬ
А ВТ ОМ ОБИЛЬНЫХ t =У=З,,;,
,
О=В =О=В===========�
Долговечность автомобильных к узовов вависит от многих
факторов, обусловленны х конструкцией кузова, технологией его
изготовл ения, а также условиями эксплуатации.
Влияние каждого фактор а, снижающего долговечность авто
мобильных куз овов, становится особенно очевидным· во время
их капитального ремонта. Изучение состояния нескольких т ысяч
металлических автомобильных куз овов в процессе их капиталь
ного ремонта дало воз можность выявить следующие основные
факторы, которые приводят к уменьшению долговечности
кузовов :
1) коррозия металлических частей кузова;
2) эрозия ;
3) разрушение под действием колебаний;
4) ст арение неметаллических деталей и узлов кузова;
5) истирание и износ отдельных элементов кузова ;
6) нер авномерное распределение нагрузок в кузове.
Первы е три фактор а оказывают наиболее существенное влия
ние на размер и характер разрушения кузова, поэтому они рас
сматриваются более подробно.
КОРРОЗИЯ АВТОМОБИЛЬНЫХ КУЗОВОВ
В современных автомобильных куз ова х сложной конструк
ции (автобусные кузова, кузова легковых и различных специ
альных автомобилей) в качестве материала применяют стали,
алюминиевые и магниевые сплавы. Масса этих материалов
обычно превыш а ет 50% общей м а ссы кузова, п оэтому пред··
отвр ащение к оррозии его металлических деталей имеет большое
значение при решении проблемы повышения долговечности
кузовов.
К:ак известно, коррозией называется самопрои звольное раз
рушение металлов в результате химического или электрох ими
ческого взаимодействия их с внешней средой, вследствие чего
они переходят в окисленное (ионное) состояние и изменяют
5
физико-механические свойства. В некоторых случ аях окислы
легко отделяются от металла.
Разновидностей коррозионно го разрушени я много и б ольшую
част ь их в той или иной степени можно наблюдать в автомо
бильны х ку зовах.
Таблица 1
Основные методы определения коррозии
Ме тод
Измерение толщины об-
р азца и оп ределение глу-
бины язвы
Определ ение потери мае-
сы (ил и уве личения массы,
если проду кты корр озии
н ельзя удалить с поверхно-
сти)
Кол ичестве нный анализ
пробы
Определение колич ества
выдел ившегося водорода или
поглощенного кислород а
Определение
изменения
электрическог о сопр отивле-
ния
Определение количества
т епла , выделяющегося при
коррозии
О пределение
изменения
о тражательной способ ности
в год
1Символ 1 Размер-
измерите- н о с ть из-
ля
мерителя
Kd
мм/год
Kw
г/(м2 • ч)
Ка
г/(м2 • ч)
КН2
см3/м2
Ki
%
Kt
дж/м2
KR
%
Примечание
Применяется в том слу-
ча е , если продукты корро-
ЗИИ ле гко удалить с по-
в ерхн ост и ме талла
То же
М ежду Kd и Kw имеется
зависимость Kd= 8 ,76 X
Kw
х-
р
мм/год, где р-
плотность металл а
Применяется тогда , ког-
да продукты корроз ии рас-
творимы
-
-
Используется в том слу-
ч а е , е сли коррозия сопро-
вождается энергичным вы-
делением тепла
Применяется ДЛЯ спе-
циальных сталей и освети-
те льных приборов
К:оррозия металлов и сплавов - весьма сложный процесс,
который еще недостаточно изучен. При изучении ее учитыв ают
как качественную, так и количественную сторону процесс а.
6
Т аблица 2
Десятибалльная шкала коррозионной стой кости по ГОСТу 5272-50
Группа ст ойкости
1 Скорость корро зии
в мм/год
1 Балл
I. Совершенно стойкие
1 Менее 0 ,001
11
II. Весьм а стойкие
1 Свыше 0,001 до 0,005
12
»
0,005 » 0,01
3
III. Стойкие
1» 0,01»0,05
14
»
0,05 » О,1
5
IV. Пониженностойкие
1» О,1
» 0,5
16
»
0,5
» 1,0
7
v. Малостойкие
1» 1,0
» 5,0
18
»
5,0
»10
9
VI . Нестойкие
» 10,0
10
Пока еще нет единой методики определения процесса коррозии
и оценки коррозионного разрушения.
В настоящее время существуют различные методы определе
ния коррозии. Каждый из них имеет свои положительные и от
рицательные стороны, поэтому ни один из этих методов не
может быть признан универсальным и достаточно точным.
В зависимости от принятого метода определения коррозии
примен яется соответствующий измеритель, характеризующий
количественно коррозионное разрушение.
Наиб ольшее распространение получили методы, приведенные
в табл. 1.
Все перечисленные выше методы позволяют оценить корро
зионный процесс в количественном отношении, но не в качест
венном.
Разрушение узла или детали вследствие коррозии часто
оценивают по степени неравномерности коррозии, которую опре
деляют по формуле
n= �к • 100%,
о
где Fк - площадь поверхности металла, пораженной коррозией;
Fo - общая площадь поверхности металла, подвергшейся
воздействию агентов, вызывающих коррозию.
7
Для отнесения металла или сплава к определенному классу
коррозионной стойкости пользуются условными шкалами:
десятибалл ьной по ГОСТу 5272-50, а также шкалой Круппа,
Финке или Грацианского (табл. 2--:-5).
Таблица3
Классификаци я Круппа
класс
1 Характеристика стойкости
1 Потери массы
стойкости
материала
вг/(м•·ч)
I
Вполне стойкий .
До 0,1
II
Достаточно стойк ий .
0, 1-1,0
III
Относительно стойкий .
1 ,0-3 ,0
IV
Малостойкий
3 ,0-10,0
v
Нестойкий
.
10,0 и более
Таблица4
Классификация Финке
Время в сутках,
класс
Харак теристика
По тери массы
потребн о е для
стойкости
стойкости ма териала
в сутки в г/м•
растворен и я слоя
толщина!!: 1 мм
I
Вполне стойкий
До1
Более 10 ООО
IIa
Стойкий
1-5,5
10 000-5500
Ilб
Достаточно стойкий
5,5-10, 0
5500-1000
III a
Малостойк ий
.. ...
10,0-55 , 0
1000-550
Illб
Малостойкий (почт и нестойкий)
55-100
550- 100
IV
Нестойкий
100 и более
100 и менее
Т аблица 5
Кла ссификац и я Грац и анского
.:
:
Уменьше·
Удельные п о тери м ассы
о
ние
В ремя
в г /(м• . ч) при плотности
"
Характеристика
толщины рас творен ия
материала в г/ см•
"
слоя
"=
сто йкости ма териала металла
тол щиноj!
11
и,.
.
за год
"'и
1мм
7,5
11,о
;2�
вмм
3
I Вполне стойкий До 0,0 1
10 лет
До 0,03 До 0,1 До 0,15
II Стойкий
О,1-0,3 10 лет- 0 ,03-0,1 0 ,1-0,3 О,15-0,5
3 года
111 Достаточ но стой-
кий
0,3-1 , 0 3-1 год 0,1 -0,3 0,3-1,0 0,5-1,5
IV Относительно
стойкий
1,0-3,0 12-4 мес. 0,3-1,0 1,0-3,0 1,5-5,0
v Малостойкий
3,0-10,0 4-1,5 мес. 1 , 0-3,0 3,0-10,0 5,0 -15,0
VI Нестойкий
Более
Менее
Более
Более
Более
10,0
1,5 мес.
3,о·
10, 0
15,0
8
Коррозионные процессы для облегчения их изучения кл асси
фицируют по основным признакам, а именно:
по механиз му корр озионного процесса (химическая и элек
трохимическая ) ;
по усл овиям протекания коррозионного процесса (атмосфер
ная , щелев ая, контактн ая, коррозия под напряжением и ударная
кавитационная} ;
по характеру или типу разрушения (сплошная или местная).
ХИМИЧЕСКАЯ ИЛИ fАЗОВАЯ КОРРОЗИЯ
Химической коррозией называется раврушение металла
всл едствие взаимодействия его с окружающей сред ой; при этом
на границе соприкосновения металл а и среды никаких электро
химических процессов не возникает. Практически химическая
кор розия возникает тогда , когда металл при высокой темпера
туре взаимодействует непосредственно с кислородом воздух а ,
сероводородом, водяны ми парами. Происходит прямой процесс
соединения металла с кислородом, практически не прекращаю
щийся после образования слоя продуктов коррозии, т. е. окислов
металла, так как непрерывно продолжается реактивная ди ф
фузи я атом�ов или ионов металла сквозь постепенно утолщаю
щуюся пленку (окалину) продуктов коррозии.
Продукт ы коррозии могут образовать сплошную сравнитель
но толстую пленку, хорошо сцепленную с основным металлом.
В этом случае с увеличением толщины пленки процесс несколь
ко замедляется и может даже прекр атиться .
Необходимым усл овием для образования на поверхности
металл а сплош ной пленки продуктов коррозии является превы
шение объема продуктов коррозии Vок над объемом метал
Vок
ла Vме, из которого обра зовались эти продукты, т . е.-- > 1;
Vме
Vок
<1, то
при этом процесс корроз ии вамедляется. Если
Vме
сплошной пленки не образуется и коррозионны й процесс продол
жается до тех пор, пока весь металл не разрушится.
Для железа , кобальта, меди, никеля характерно первое не
равенство, а для магния - второе.
В настоящее вре м я х имичес кую к оррозию рассм атривают
как ионно-электронный процесс, аналогичный процессу электро·
проводности в ионных кристаллах.
В автомобильны х кузовах химическая коррозия не имеет
широкого распростр анения, но в некоторых элементах кузова
ее можно наблюдать. Так, в ы пускные трубы и глушители раз
рушаются (прогорают) в результате химической коррозии.
Вследствие химической коррозии разрушаются также элемент ы
9
кузова, непосредственно примыкающие к выпускному трубо
проводу двигателя или выпускной трубе.
Введение в ст аль некоторых присадок (хрома, алюмини�,
кремния и др.} повышает стойкость стали против химическои
коррозии. Хорошие результаты при защите от хи мич еской кор ро
зии достигаются при алитировании металли ч еских поверхностей
и применении кер амич еских покрытий.
ЭЛЕКТРОХИМИЧЕСКАЯ КОРРОЗИЯ
Подавляющее бол ьшинство известных видов кор розии имеют
электрохимическую природу, т. е. коррозия происходит в элек
тролитах.
Механизм электрохимической коррозии состоит в переносе
электрических зарядов, когда металлическая поверхность сопри
касается с электролитом, т. е. происходит взаимодействие между
ионами раствора и ионами металла . Это вз аимодействие ионов
протекает в виде двух сопряженных электрохимических реакций :
анодной и катодн ой.
Анодная реакция заключается в том, что ион-атомы метал
ла из решетки металла переходят в раствор, при этом проис
ходит освобождение электронов.
Катодная реакция состоит в ассимиляции освобождающихся
электронов при анодной реакции.
Символически эта двойная реакция записывается так:
пеМеп+ + тН2О --+ М еп+
· тН2О+пе
t
km+тН2О +-kтп+
· niH20+пе,
где .km - компоненты коррозионной среды .
Первая строка обозначает анодную реакцию, втор ая - ка
тодную, где е - освобождаемы й и ассимилируемы й электрон,
а меn+ - ион металла.
Восстановление водорода и кислорода в электролите - э то
катодные реакции.
Если электрон анодной реакции присоединяет в одород, т о
происходит корроз ия ,с водородной деполяриз ацией по схеме
2н++ 2е --+ Н2.
а если электр он анодной реакции присоединяет кислород , то
протекает реакция с кислородной деполяризацией по схеме
02+2н20+4е�4он-.
Первая реакция протекает в кислых средах, вторая - в ней
тр альных и щелочных.
Электролиты представляют собой системы, состоящие из
частичек, несущих положительны е заряды , называемы е катио
нами, и частичек с отрицательным зарядом - анионами. При
10,
соприкосновении металла с кислородом электролита последний
может адсор бироваться на металлической поверхности, обр азуя
пассивирующий слой - защитную пленку, или энергично реаги
ровать с металлической поверхностью, образуя химические со
единения. В первом случае процесс коррозии замедляется
и в конечном итоге прекращается, во втором - он протекает до
т ех пор, пока не будет разрушен весь металл.
Образование пассивирующей пленки или энергичное разру
шение металла зависит от свойств металл а.
На интенсивность электрохим ической коррозии с ущественное
вл ияние оказывают различного рода присадки к металлу. Так,
нез начительные присадки меди к стали повышают ее стойкость
к электрохимической коррозии. Стойкость хромомарганцевых
сталей к электр охимической коррозии также з начительно повы
шается при наличии присадки никеля (до 2% ) или молибдена
(до 0,5% ).
Одновременное повышенное содержание в стали молибдена
(до 1,5% ) и никел я отр ицательно влияет на ее корроз ионную
стойкость.
Таким образом, подбирая наиболее эффекти вные присадки
к основному металлу, повышают его коррозионную стойкость.
Электрохимическая коррозия имеет наибольшее распростра
нение в авт омобильных куз овах, так как на металлических дет а
лях кузова всегда создаются макро- и микр огальванические
пары, в которых с той или иной и нтенсивностью протекают
электр ох имические реакции.
Несколько подробнее о них будет сказано ниже.
ТИ ПЫ КОРРОЗИОННОГО РАЗРУШЕНИЯ
В автомобильных куз овах в той или иной с т епени м ожно
наблюдать сплошную и местную коррозию.
Общая ил и сплошная коррозия характеризуется тем, что вся
поверхность металла покрывается слоем окислов металла. Про
дукты коррозии распол агаются равномерно и процесс коррозии
во всех точках поверхности идет интенсивно. Сплошная корро
зия наблюдается гл авным образом при химической корр озии,
но может быть и при электрохимической в присутстви1и1 агрес
с ивного электролита или в агрессивной загрнзненной промыш
ленной атмосфере.
Ме стная корроз ия может быть в виде язв, точечной, нитевой
и межкристаллитной.
Коррозия в вид е яз в характеризуется тем, что на поверхности
металла возникают отдельные очаги ра:Зрушения, величина
которых и степень насы щения ими еди ницы поверхности метал
ла различна. При этом произведение площади я звы на глубину
коррозионного раз рушения - постоянная вел ичин а для язв.
Коррозия в виде язв вози
.
икает на облицовке кузова с внут
ренней стороны, а также на днище кузова.
При коррозии в виде язв в деталях и з тонколистовой стали
образуются сквозные отверстия. Чаще всего язвы имеют ср авни
тельно небольшую площадь, но значительную глубину, вслед
ствие чего прочность металлической детали резко уменьш ается .
Точечная коррозия - местные глубокие разрушения в вид�
точек - возникает на поверхности тех металлов, которые имеют
пассивирующие пленки. Продукты разрушения представляют
собой столби к и. Точ е ч ная корр озия ч аще всего наблюдается на
деталях кузова и з алюминиевых сплавов или нержавеющей
стали. При этой коррозии также з начительно снижается проч
ность деталей; кроме того, точечную коррозию можно не за
метить при внешнем осмотре куз ова невооруженны м гл азом,
поэтому она является наиболее опасной.
Ни т е вая коррозия - это особый вид коррозии, по характеру
весьма близкий к межкристаллитной. Коррозионные извилистые
трещины, почти незаметные невооруженны м гл азом, имеют боль
ш ую глубину, вследствие ч его нитев ая коррозия значительно
ум еньшает прочность мет аллических деталей кузова. О на обыч
но развивается под слоем краски или другого з ащитного покры
тия ; при этом начало нить б ерет от твердой частицы или пылин
ки, находящейся на металле под слоем краски или покрытия.
Для борьбы с нитевой коррозией необходимо к раску или
другие покрытия наносить на о ч ень ч истую поверхность метал
ла и производить эти опер а ции в чистом поме щен ии.
М ежкристалл итная коррозия, невидимая невооруженн ы м
гл азом, представляет собой разрушение металла между кри
сталл ами. Процесс заключ ается как бы в вымывании вещества
из кристалл и ч еско й решетки, всл едствие чего прочность м е талл а
резко сн ижается и, в конеч ном итоге, м еталл ическая дет аль
рассыпает ся.
Межкристаллитная коррозия развивается в результ ате де й
ствия силовых нагрузок, в особенности знакопеременных. Ч а ще
всего она возник ает в стойках кузова, элементах основания, не
сущих элементах облицовки , деталях к узова, напрессов анных
с натягом, и т. д.
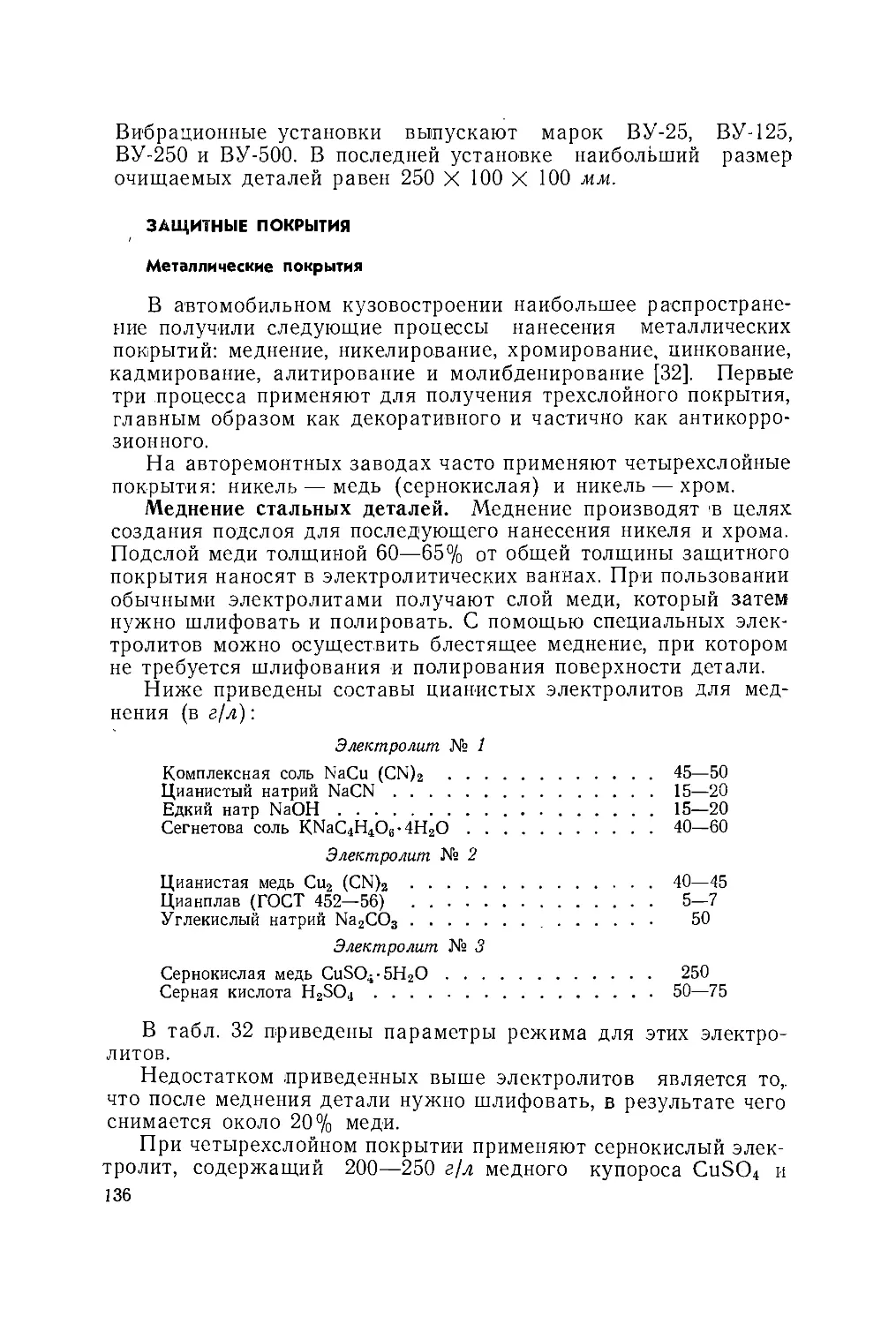
ОСНОВНЫЕ ВИДЫ КОРРОЗИИ
Атмо сферная коррозия
Атм осф ерная корроз ия - особый вид электрохими ческой кор
розии, возникающей при непосредственном возде йствии атмо
сферы на металл. И з атмосферы на поверхность металла выпа
дают тонкие слои конденсата - электролита или этот электро-
12
лит адсорбируется металлом из атмос феры. В том и другом
случ аях электролит является проводящей средой для электро
х и мической коррозии.
Механизм атмосферной коррозии весьм а сложен и в данной
книге он н е рассматривается . Следует отметить только, что
обр азующаяся на поверхности металла тонкая ПJ1енка конден
сата электролита, выпадающего и з атмосферы, является весьма
сл абым препятствием дл я диффузии кислорода воздух а к ме
таллу, в результате этого кислород весьм а интенсивно поступает
на катодные участки металл а.
_
Таким образом, процессы атмосферной коррозии происходят
преимуществ енно с кислородной деполяризацией.
Скорость диффузии кислорода через пленку электролита
к металлу зависит от толщины пленки ; при этом скорость резко
возр астает при толщине пленки менее 0,5-0,7 мм.
Обычно различают несколько видов атмосферной коррозии.
Сухая атм осферная к оррозия возникает в тех случаях, когда
на поверхности металл а невозможна конденсация слоя влаги.
Процесс коррозии протекает крайне медленно, и существенного
разрушения металл а не наблюдается , если атм осфера не загряз
нена агрессивными примесями. Наиболее чистой и сухой атмо
сферой считают атмосферу в г. Хартум (Судан) , которую по
кл ассификац ии Британского института ст али и железа оценива
ют единицей. По этой кл ассификации атмосфера Ш еффильда
характеризуется числом 78, Тродингема - 100, Берлина - 32,
Москвы-40,Питсбурга-65ит. п.
Влажная атмосфер ная коррозия - это коррозия, которая
протекает при относительной влажности воздух а менее 100% .
Скорость ее .з ависит от влажности и степени загрязненности
атмосферы, а также от гигр оскопичности продуктов коррозии.
Этот вид коррозии характеризуется язвенным и точечным раз
руш ением металла.
Мо края атм осфер ная корроз ия возникает в атм осфере с от
носительной влажностью, близкой к 100% . В этой атмосфере
конденсат выпадает на металл в виде частых капель, быстро
образующих пленку.
Интенсивность атмосферной коррозии металлов зависит от
ряда факторов, из которых основными являются {28] :
1) характер конденсации;
2) скорость конденсации;
3) длительность конденсации;
4) вл ажность воздуха;
5) состав атмосферы;
6) темпер атура окружающей среды.
Характер конденсации. Из атмосферы на поверхность метал
л а электролит м ожет выпадать в в иде сплошной пленки или
в виде отдельных капель. Многочисленные наблюдения и опыты
13
показ али, что к онденсат в виде капель вызывает более интенсив
ную коррозию, чем в виде сплошной: пленки.
Наибольшее количество капель конденсата выпадает на так
называемых неблагородных металл ах (железе, магнии, алюми
нии, цинке и т. п .) , а наиме ньшее - на благородных (золоте.
платине, серебре) .
Следует отметить, что при эксплуатации автомобильных
куз овов часто опасаются сплошного покрытия вл агой, а на капли
конденсата не обращают внимания, хотя последний более агрес
сивен, чем первая.
Конденсат в виде капель возникает не только на наружной
поверхности облищ>вки кузова ; наиболее интенсивно он выпа
дает в междуобшивочном простр а нстве куз овов автобусов.
легковых автомобилей и кабин, вследствие чего там возникаеr
коррозия в виде язв и точечная коррозия.
Скорость конденсации. Большая скорость вып адения конден
сата или длител ь ная ежесуточная конденсация способствует
слиянию отдел ьных капель в сплош ную пленку , в результ ате
чего процесс коррозии несколько .з амедляется.
Наблюдениями и опытами установлено, что периодическое
смачивание конденсатом - э лектр олитом вызыв ает во много раз
большее разрушение коррозией, чем непрерывное нахождение
металл а в электролите.
Различные металлы и спл авы корродируют по-разному при
периодическом см ачивании. Так, наиболее устойчивыми в этом
случае я вляются сплавы алюминия, нестойкими - сплавы желе
за, а сплавы цинка совершенно не реагируют на периодическое
смачивание.
Периодическому смачиванию подвергаются различ ные трубо
проводы и места прилегания трубопроводов отопления салона
автобуса. В зимнее время отопление включается периодически,
поэтому конденсат то выпадает , то в ысыхает, вследствие чего
трубопроводы и металлические элементы кузова, прилегающие
к ним, весьма интенсивно корр одируют.
Ч астая мойка автомобиль ных кузовов также способствует
интенсификации коррозии. Периодическое смачивание куз овов
в результате выпадения конденсата из атмосферы наблюдается
при эксплуатации автомобилей в районах с резко конти ненталь
ным кл иматом, при котором сухой жаркий д ень сменяется
холодной ночью. Ночью все металлические дет али запотевают.
покрываются капельками росы, а утром быстр о высыхают.
В этих усл овиях автомобильные куз ова, ка к пр а вило, скорее
разрушаются от коррозии, чем в усл овиях влажного морского
кл имата.
Влажность воздуха. Во влажном воздухе коррозия металлов.
усиливается . Агрессивность влажной атмосферы определя ется
степенью ее загрязненности. Ус тановлено, что при прочих рав-
14
ных усл овиях наиболее интенсивно коррозия металлов и спл а вов
протекает при влажности атмосферы, равной 60-70% ; при
большей или меньшей влажности коррозия несколько замед
ляется.
Состав атмосферы. 1\ак указывалось выше, на скорость
и величину к оррозионного разрушения большое влияние оказы
вают состав атмосферы, ее загрязненность газообразными
и твердыми примес ями.
В атмосфере промышленных районов крупных городов со
держится большое количество твердых веществ. Так, в Англии
в год на 1 м2 выпадает 1 ,2- 1 ,4 кг твердых веществ в виде сажи
.
и пыли. Атм осфера многих городов и районов очень загрязнена
выбр'осами промышленных предприятий и пылью, соdтоящей
гл авным образом из кремнезем а.
Наиболее агрессивными примесями атмосферы являются
двуокись серы S02 и частицы хлористого натрия N aCl.
В атмоофере двуокись серы образуется при сжигании топли
ва в промышленных, кю ммун ал:ыных и тр анспортных установках,
а хлористый натр ий попадает в атмосферу вследствие испаре
н ия морей и океанов. Дву окись серы в 3,5 раза ускоряет кор
розию во влажной и мокрой атмосфере, а в совершенно сухой
атм осфере даже значительная концентрация дву окиси серы не
в ызывает заметного коррозионного разрушения металлов и и х
спл авов.
Наблюдения показали, что при вл ажности атмосферы свыше
75 % скорость коррозии металлов прямо пропорциональна кон
центр ации двуокиси серы.
Аналогичное влияние на коррозию металлов и их спл авов
оказывают примеси в атмосфере хлористого натрия и соляной
кислоты; примеси сероводорода и окиси у глерода н е вызывают
з аметного ускорения коррозии, а по данным некоторых исследо-
вателей даже замедляют ее.
,
Большинство кузовов автобусов, легковых и специальных
автомобилей эксплуатируются в условиях промышленной атмо
сферы; кроме того, сами автомобили выбрасывают в воздух
значительное количество двуокиси серы, поэтому защита метал
лических элементов кузова от агрессивной загрязненной атмо
сферы имеет большое значение. Так, если отработавшие газы
попадают на фальшборт куз ова (это возможно, когда выпуск
ная труба недостаточно выведена наружу) , то на фальш бортах
и днище кузова можно наблюдать коррозионное раз рушение.
Твердые частицы, в значительном количестве содержащиеся
в атмосфере, с одной стороны, вызывают абразивный износ
металлических к узовов, а с другой - способствуют развитию
электрохимической коррозии к узовов.
Запыленность атм осферы, в которой работают автомобили,
из меняется в весьма широких предел ах. Так, запыленность,
15
в оздуха , окружающе го автомобиль при движении по асфальту,
составляет 15 мг/м3, а при движении по грунтовым дорогам до
с тигает 5,9 г;мз.
Обычно твердые частицы, находящиеся в воздухе, делят на
три ·вида :
1 . l(оррозионно-активные. l\ ним относят различные диссо
ц иированные соли, как, например, сульфат аммония (NH4) 2S04,
хл ористый натрий и др . Эти соли, по падая в капли конденсата
вл аги на поверхности кузов а, особенно в различных щелях, за
зо рах и складках, создают интенсивные электролиты - своего
рода ма·кр о- и микрогальв анические элементы.
2. l(оррозионно-неактивные частицы. l( этим частицам пр ежде
всеr о относят атмосферный углерод - сажу. Частицы сажи, по
падая на поверхность кузова, способствуют адсор бированию
влаги из атмосферы и агрессивных газов, вследств ие чего раз
вивается коррозия.
3. Нейтр альные частицы, например окись кремни я . Размер
этих частиц достигает 20-30 мкм ; они 1вызь
r
вают обычно аб ра
зивный износ в виде глубоких рисок на облицовке и днище ку
зо ва, которые впоследств ии заполняются конденсатом и яв·
ляются очагами коррозии.
Одн ако было бы неправильно считать, что твердые частицы,
вызывающие коррозию кузова, выпадают на куз ов только из
атмосферы . Очень часто твердые частицы, способствующие кор
розии, наносятся на поверхность кузов а пр и его обработке ; на
пример , при пол ировочных опер ациях выпадают частицы карбо-
.
рунда, при обработке растворами - н итр ат натр ия, хромовая
ки слота, нитрат калия, фтор истый калий; при опер а циях пайки -
окись желез а, хромат цинка и т. п.
Чаще всего твердые частицы вызывают нитевую кор розию.
Глубина нитей достигает 0, 1 -0,2 мм.
Температура окружающей: среды. Скорость коррозии и вели
чи на коррозионного разрушения зависят от темпер атуры окру
жающей среды. l(ак пр авило, с увел ичением темпер атуры с1ю
рость кор розии возрастает, а 1пр и нал ичии агрессивных примесей
в атмосфере она изменяется по параболе аналогично скорости
коррозии железа в 18%-ном растворе соляной кислоты (рис. 1).
С ·повышением темпер атуры и содержания влаги скорость·
коррозии также возрастает; есл и при этом доступ кислорода ог
раничен, то скор ость коррозии растет линейно; в случае доступа
кислорода при одновременном повышении темпер атуры до 80° С
скорость коррозии сначала возрастает линейно, а затем она
уменьшается (рис. 2) .
Влияние присадок. Повышение содержания углерода в мало
угл ер одистых сталях не повышает их стойкость против атмос
ферной коррозии; ·положительные результаты наблюдаются при
легировании ст алей другими элементами. Та·к, незначите.11ьные
16
примеси меди (около 0, 1-0,2% ) повышают корроз ионную стой
кость ст али в промышленной атмосфере в 3 ,5 раза, а в морской
и тропической - в 1 ,6 раза; при наличии в ст али марганца по
ложительное влияние меди у меньшается. Однако присадка меди
не дает эффекта, если атмосфер а загрязнена д в у окисью серы или
металл периодически смачивает,ся влагой.
В случ ае содер жания сер ы в металле скорость коррозии уве
личивается . По данным проф. Веденкина между скоростью кор
розии и количеством сер ы в металле существует прямолинейная
::
:i
"'
"'
.,
,
�"'
.Q
!:
:
�
"'
!
0,3
0,2
0,1
Ри с. 1. Изменение скор о
сти кор розии
желе3 а
в 18%- ном растворе НС!
в завис и мости от темпе-
ратуры
g; мм;гоа .-
--.-
-.-
--
-,г-
-:-
--
-.-�
�
� 0,бt-
--
--+-
--+-
-�
�'-
--+-
--
-1
""
Рис. 2. Влияние температуры на скорость
коррозии:
1 - замкнутая система, огра ниченный доступ
кислорода; 2 - открытая система, свободный до
ступ кнсл0рода
за1висимость. Присутств ие в металле меди снижает вредное
ВЛИЯРIИе сер ы.
·
Примесь фосф ора, особенно совместно с медью, уменьшает
скорость атмосфер ной коррозии.
Наиболее эффективно сопротивляется атмосферной 'Коррозии
сталь, содержащая 0,2% меди и 0,06% фосфор а .
Стойкость ст али против атмосферной кор розии повышается,
если в состав ст али входит 0,01 % меди и 0,9-1 ,8% марганца.
Наиболее эффективной считается примесь 0,3% марганца при
условии, что кол ичество меди н е превышает 0,5% . При содер
жании 0,5% меди и 'более пр исадка марганца приводит к увели
чению с:�юрости кор розии в 1,5-2 раза.
Пр им есь хрома снижает ·ско рость коррозии ·стали; наиболее
эффективна присадка 2,5% хрома. В этом случ ае коррозионная
стойкость возрастает в 2 раза. При увеличении количеств а хро
ма (осо бенно свыше 10% ) п оложительное действие его пр екр а
щается . Если в ст али содержится хром, то присадка 1,6% алю·
миния повышает стойкость ст али против атмосферной ·коррозии
в 2 раза.
В слу чае присадки менее 0,5% никеля скорость атмо сферной
кор розии ст али ум еньшается, но дальнейшее ув еличение его с о-
2 Заказ 1398
17
держания эффекта не дает. Так называемые нержавеющие ст а
ли стойки против атмосфрной коррозии вследствие наличия в них
пр исадок хрома и никеля.
При присадке 0,4% бериллия скорость атмосферной кор ро
з ии стали уменьшается в 2 раза.
Коррозия различных металлов и сплавов. Алюминий и его
сплавы в неагрессивной атмосфере покрываются прочной оксид
ной пленкой, которая впоследств ии защищает металл от корро ·
зии. В агрессивной промышленной или морской атмосфере ок
сидные пленки не стойки, быстро разрушаются и пр оцесс корро
зии пр одолжается .
Пред ст авляет интерес сообщение Бутз а и Лэйтер а [40) об ис
пытании на раз рушение от коррозии алюминиевых спл авов
в промышленной атмосфер е г. Стр атфорда (Англия) в течение
10 лет. Согл асно данным испытаний, у алюминиевых сплавов
различного ·состава посл е десятилетнего пребывания в промыш
ленной атмосфере предел прочности снизился на 10-15% , отно
сительное удл инение уменьшилось на 2 0-50 % , а гл убина кор
розионного разрушения колебалась в предел ах 0,05-0,5 м.м.
Характерно, что глуб ина коррозионного разрушения и ум еньшс;:
ние прочности дости гают наивысшего значения в течение первых
двух лет, а затем существ енных изменений не происходит.
Коррозионное разрушение алюминия и его сплавов в воде,
насыщенной кисло родом , имеет аналогичный характер только
в течение нескольких часов. Так, по данным Дрэлей в первые
10 ч скорость коррозии в прямоу гольных координатах изобра
жается в виде прямой под углом 45°, а затем в виде прямой,
почти параллельно оси абсц исс, т. е . оси времени.
Плакированные спл авы алюминия обладают более высокой
стойкостью против атмосферной коррозии, чем неплакированные.
Вообще атмосферная ко ррозия алюминия и его спл авов не
сколько отличается от коррозии стали. Коррозия алюминия
и его спл авов точечная. При гл убине точек, равной 6% толщины
неплакированного металла или 8 % толщины пл акированного
металла, физико-механические св ойства алюминиевых спл авов
резко ухудшаются .
На рис. 3 показано изменение пред ел а прочности сплава АВ
в зависимости от толщины листа.
Алюминиевые сплавы м енее чувств ительны к периодическому
смачиванию, чем сталь, но с увеличением числ а смачиваний кор
розия растет, если спл ав не плакирован. При наличии плаки
рованного слоя периодическое смачивание может игр ать положи
тельную роль, так как при этом смываются продукты коррозии.
Плакирование сплавов алюминия - важная мера по защите
алюминиевых сп лавов от коррозии; однако следует учитывать,
что защитный слой быстро разрушается при конта,кте с влажными
изоляционными матери алами (деревом, картоном, тканями) , прR
18
осажде нии на поверхности спл ава пыли, особенно частиц угле
рода . Кроме того, защитный сл ой разрушается, если в атмо
сфере содержится двуокись серы. Тем не менее плакирование·
алюмини евых спл авов необходимо .
В заключение следует отметить , что алюминиев ые спла вы
луч ше противостоят атмосферной коррозии, чем ст аль, но они
сильно подвержены межкристаллитной ко ррозии, особенно при
налич ии в сплаве меди.
Сравнительно стойки к атмосферной коррозии сплавы меди;
при этом с пов ы шением содержания ее стойкость сплава повы-
�%
<.>
��за
""""
""""
'3�20
-о
""t:
::!
�� 10
""
�
а
\
\
\
�12з
-
2
б
8мн
Толщина листа
Рис. 3
.
Уменьш е ние предела пр очности спла в а АВ
в зависимости от толщины листа и типа атмо
сферы:
1 - морская атмосфера; 2 - промы�ленная атмосфе
ра; З - сельская атмосфера
шается, так как на его поверхности образуется защитная пленка
сер на-медн ой соли, называемая патина.
Сплавы цинка в атмосфере корродируют медл енно и р авно
мерно; при этом скорость коррозии ·в сельской атмосфере со
ставляет около 1 мкм/ г о д, в морской 1,75-2,0 м км/го д и в про
м ышленной 6-8 мкм/го д.
Магний и его сплавы , обладая сильным отрицательным п о
тенци алом, быст ро кор р одируют в любой атмосфере, а с у в ели
чением влаги коррозия их прогрессивно ув еличивается. Поэтому
применять спл авы магния без эффективной защиты не рекомен
дуется.
Тита н, кобальт, свинец и их спл авы стойки к атмосферной
коррозии, при этом наибольшую ·стойкость имею т свинец и его
спл авы .
Щелев ая корро зия
В автомобильны х кузовах всегда имеется большое кол ичеств<>
зазоров и щелей, которые могут б ыть обусловлены конструкцией
куз о ва (соединением панелей отдельных узлов и деталей) или
могут возникать в процессе эксплуатации в результате растр ес
кивания покрытий или даже металла. В щелях и зазорах в сегда
2•
19
развивается интенсивная кор розия, в особенности при попадании
в них пыли и влаги.
Щелевая коррозия возникает также в мест ах пост ановки за
клепок, самонарезающих винтов, болтов при соединении метал
лических листов точечной сваркой· и т . п .
Механизм щелевой коррозии еще недостаточно изучен; по
этому вопросу выска'З ываются различные мнения, но совершен
но очевидно, что природа щелевой ко ррозии электр охимическая.
г
1
/,
_)/
n
Установлено, что щелевая
кор розия наиболее интенсив
но развивается при некоторых
оптимал ьных размер ах щел и
(0,25-0,70 мм) ; при меньшей
или большей ширине щел и ин
тенсивность коррозии снижает
ся . При этом процесс протекает
по гр афику, аналогичному гр а
фику коррозионных потер ь же
леза в 8 ,6 н. растворе азотной
кисл оты в зависимости от ши
рины щели (рис. 4) . Этот гра
фик характерен как дл я мало
углер одистой, так и для мало
легированных сталей.
а
0,05 0,25 0,50 0,70
\
Коррозионное разрушение
1,0 ,.,,., в зазоре начинается у края, а
Зазор
Рис. 4
.
Зависимость коррозион
ных потерь массы железа в 8,6 н.
растворе HN03 от ширины щели
затем постепенно распростр а
няется вглубь.
Характерно, что щел ева я
коррозия развивается и под
слоем диэлектрика, нез ависи
мо от его природы . С тойкость нер жавеющих, никелевых, титани
стых и хромовых сталей против щелевой коррозии во много раз
бол ьше стойкости углеродистых сталей.
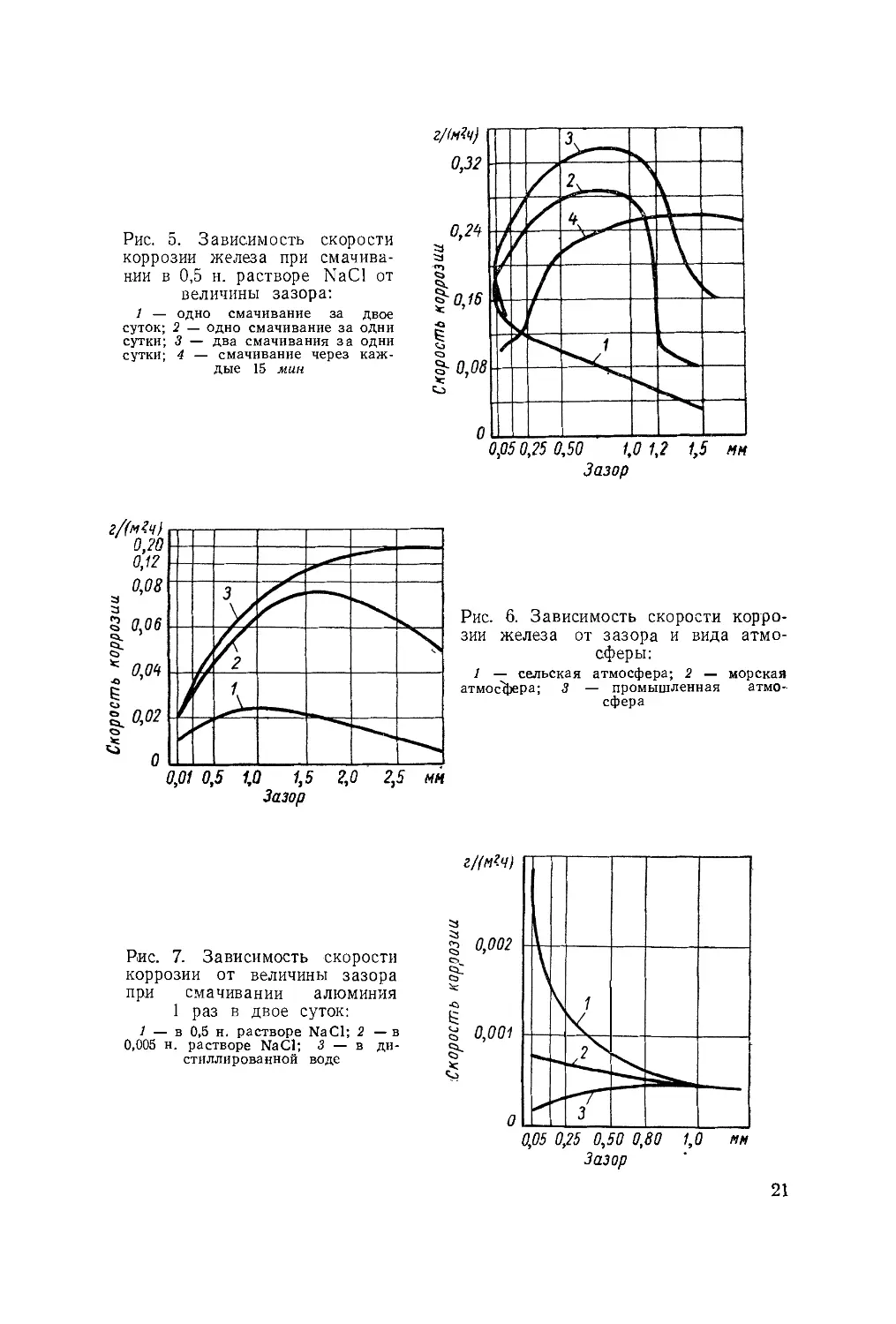
Интенсивность щелевой коррозии увеличив ается при пер ио
дическом см ачив ании; при этом она наиболее интенсивна при
зазоре, равном О, 15-1,2 мм (рис. 5) . На интенсивность щел евой
коррозии большое влияние оказывает состав атмосферы. Наи
меньшая щелевая коррозия наблюдается в сельской атмосфере,
а наибольшая - в промышленной (рис. 6) .
В щелях и зазорах д еталей из алюминия и алюминиевых
спл авов щелевая коррозия также протекает весьма интенсивно.
При этом плакирование по существу не снижает коррозию;
по-види мому, это происходит потому, что плакированный сл ой
в зазорах быстро разрушается .
На рис. 7 показана зависимость скорости щелевой кор розии
ал юминия и ,его сплавов от величины зазор а.
20
г/rн?ч}
�J21-1-н-
-.Jl"':_
_-
-+"'-l-�
�-
-1
Рис. 5 . Зависимость скорости
коррозии железа при см ачива
нии в 0,5 н. раст воре NaC\ от
::
:s
::
:s
0,2'1 l-h'�-t-
'-'�
�H+-1t-
--t-
--J
величины зазора:
1 - одно смачивание за двое
суток; 2 - одно смачивание за одни
сутки; 3 - два смачивания за одни
сутки ; 4 - смачивание через каж-
i�о,fб ..
..
+-++--+----+-
-
-+--+---<
�<:)
дые 15 мин
� О,081+-
-1-+-
-+-
--
-"�о-
-1-+-
--"
"'Ч-
--
-1
"'
t.
.>
г/(м�чJ ..
..-
-,.
..
.-,-
--.
..-
--.
..-�-�
�
0,20 m1
1-;-
-т-
--
-j:=-t-
--
-1
о,12 Н-t-t-
-t-
--
-ь.,
,,.,
,:
:;+-
-+-
-1
0,08
о..
.._
..
.._
..
..
._
__.__.._
__
__.___._�
0,01 0,5 1,0 1,5 г,о 2,5 мн
Зазор
Рис. 7. Зависимость ·скорости
коррози и от величины зазора
пр
.
и
смачивании
алюминия
1 раз в двое суток:
1-в0,5н.раствореNaCI;2-в
0,005 н. растворе NaCI; 3 - в ди
стиллированн ой воде
о..
._
..
..
..
..
.
_..
.._
____
_
________
0,05 0,25 0,50 f,O 1,2 1,5 нн
Зазор
Рис. 6. Зависимост ь скорости корро
зии железа от зазора и вида атмо
сф еры:
1 - сельская атмосфера; 2 - морская
атмосфе ра; 3 - промышлен ная
атмо-
г/fнt.ч)
о
сфера
\
\�
...
..
..
..
..
.
._��
,,
,,
,.
..-r-Y
з
0,05 0,25 0,50 0,80 1,0 нн
Зазор
21
Таким образом, щелевая коррозия алюминия и его спл авов
имеет наибольшую величину при зазоре до 0,04 мм; с дальней
шим увеличением зазора интенсивность ·коррозионного разру
шения снижается
Интенсивность щелевой коррозии у алюминиевых сплавов
895 и Д16 значительно больше, чем у чистого алюминия и дру
гих его сплавов. При увеличении зазора до 0,90 мм интенсивность
коррозионного разрушения этих двух сплавов сначала возра
ст ает, а затем стабилизируется.
Щелевая коррозия весьма интенсивна в щелях и зазорах уз
лов из магния и магниевых сплавов, но закономерность ее раз
вития несколько иная.
О мерах б орьбы с щелевой коррозией будет ск азано ниже.
Здесь отметим, что лучшей является конструирование узлов ку
зова без зазоров или, в кр айнем случа е, с такими зазорами, ко
торые обусловливают минимальную щелевую коррозию.
Обыч но зазор ы и щел и заделы вают различными уплотните
лями; однако при этом ни в коем случае нельзя применять
уплотнители, которые выделяют агрессивные веществ а, как, на
пример, некоторые синтетические каучуки.
Контактная коррозия
Ко нтактная коррозия - это разрушение металла в результате
соп рикосновения деталей из разных или одинаковых матер иалов.
Различают также коррозию трен ия, при которой ·разрушаются
поверхности сопряженных м ет аллических деталей, подвержен
ных вибрации или совершающих незначительные возвратно-по
ступ ательные перемещения относительно друг друга [25] .
В автомобильных кузовах контактная коррозия, как правило,
проявляется в виде коррозии трения, поэтому в дальнейшем
применяется оба тер мин а - ко.нтакт.н ая коррозия и коррозия
трения .
При коррозии трения процесы поверхностного разрушения
металличеС'ких деталей сопровождаются уменьшением прочности
примерно на 40%.
Процесс разрушения детали при коррозии трения состоит из
трех стадий:
1) о бразовани я мельчайших частиц дисперсного (ювениль
ного ) матер иала;
2) последующего окисления этих частиц и превращения их
в абразив; в отдельных случаях при наличии кор розионной сре
ды образуются различные химические соединения;
3) абразивного износа поверхностей детали или о б разования
защитного слоя на этих поверхностях.
Процесс контактной коррозии характеризуется двумя одно
временно совершающимися процессами - механическим и хим и -
22
ческим ; первый заключается в отр ыве частиц металла, а вто
рой - в превращении их в о кислы.
Коррозия трения занимает значительное место среди д ругих
видов коррозии автомобильных кузовов, так как многие детали
и узл ы кузова испытывают вибрации и совершают возвратно
посту пательное движение относительно друг друга при движении
авт омобиля.
В кузовах контактной коррозии подвергаются подв ижные
элементы кузова, напр имер, проемы дверей, особенно поверхно
сти притворной стойки, подножки и петли, оконные проемы, если
к ни м неплотно пр илегают рамы, проемы люков и т. п . Кроме
Ad снз
з
О
1-105 2·105 3·105 4:105 НО5 кГ
Нагрузка
Рис. 8. Зависимость объема Ad разр ушенной
стали от нагр узки при различной влажносги
атмосферы:
1-100%;2-50%
того, контактная коррозия возникает по линиям стыка надкол ес
ных крыльев , юб ки кузова в автобусах и т. д
.
Наконец, кон
т актная кор розия появляется на облицовке, если облицовка бор
тов или крыши навешена на каркас и при дв ижении автомобиля
колеблется .
Изуч ение контактной коррозии многими иссл едов ателями по
зволяет установить некото рые характерные ее особенности. Раз
рушение в результате контактной коррозии имеет вид отдел ьных
язв, для которых спра ведливо ·соотношение Ad 1 •6 = .const с коэ ф
фициентом вариаци и не более 25% (где А - площадь язвы, d
гл убина язвы) .
Объем разрушенного металла Ad прямо пропорционален на·
rруз
·
ке и возрастает с увеличением влажности окружающей сре
ды (рис. 8) .
23
Характер но, что с увеличением давления на деталь площадь
язв увеличивается во много раз больше, чем их глуб ина.
Объем разруш енного м еталла при контактной коррозии так
же прямо пропорционален числу колебаний (;рис. 9) . Если де
таль или уз ел совершает колебания в атмосфере, влажность ко
торой равна 50 % , то объем разрушенного металла имеет
минимальное значение; п ри повышении влажности до 100 % он
увеличивается в 2 ,3 раза, а при снижении влажности до нуля -
в 4,6 раза.
дd
смз
о
1· 105 2-105 3·103 4·105
Число колебаний.
Р
1
ис. 9 . Зависимость объема
разрушенного металла Ad от
числа колебаний детали при
различной влажности атмо-
сферы :
1-0%;2-100%;8-50%
""
"
""
<>:
:
<:
::!
"'
::
:!
см
-g,а,002 1-
-
-..
..
.+
--� --..,.____,
<:
:;
О
0,1 0,2 0,3 см?
Плащааь язв
Рис. 10. Зависимость глубины язв от
их площади при разной влажно
,
сти
атмосферы:
1-0%:2-45%;8-100%
Хара'ктерно, что с уменьшением влажности атмосферы глу
бина язв во зрастает, т. е . объем разрушенного металла )l
l
вели
чивается не за счет площади, а за счет глубины поражения
(рис. 10) . С увеличением ампл итуды колебаний процесс кор ро
зии трения ускоряется. В случ ае превышения амплитуды колеба-
ний 0, 15 мм износ поверхности резко возр астает (рис. 11).
·
Интенсивность коррозии трения зависит от матер иала сопри
касающихся деталей, в связи с этим интересны данные, полу
ченны е Райтом (табл. 6) .
Из табл 6 видно, что при некоторых условиях хромирован
ная и никелированная поверхности вызывают значительный из
нос сопряженной с ними ст альной поверхности, при этом нике
лированная поверхность сама под вергается износу. Интересно
отметить, что ·п ри соп ряжении хромирова1нной и нехромирован-
24
Таблица 6
Данные испытаний раз н ых пар металлов в условиях коррозии трения
Условия опыта : нагрузка 30 кГ, ампл итуда перемещения 25 мкм, число
колебаний 5 0 ООО гц
Удельный
Влажность Площадь Глубина
о бъем
Пара трения
атмосферы контакта
язв
продуктов
в%
в см•
в мкм
корро зии
в СМ3
Хром ированная поверхность ПО
о
0,04
50,2
27 ,8
стали
45
0 ,08
17, 0
7,6
100
0, 11
5,7
5,9
Никелированная поверхность по
45
0,07
39 ,2
21
стали
Сталь по никелированной поверх-
45
0,06
34 ,4
-
ноети
Сталь по стали
о
0,065
20 ,0
14
45
0, 10
3,1
1 2,4
100
0,17
3,9
6,6
ной стальных поверхностей износ п очти в 3 раза больше, чем при
сопряжении стальных поверхностей, а при конта ктировании ни
' кел ированной .и стальной поверхностей - в 9 раз.
В связ1и с этим возникает во прос, следует ли на кузова авrо
мобилей ст авить хромированные и никелированные декор атив
ные детали (штабики, молдинги и т. п.) ,
так как все элементы куз ова в nроцессе г/м2
эксплуатации автомобиля вибрируют и
ввиду разных амплитуд колебания имеют
относительное перемещение. Практика
показывает, что на кузовах под хромиро-
ванными и никелированными декоратив-
..,.
б
�
ными деталями на людаются коррозион-
�
ные разрушения.
2
'Aнn11umyiJa
мм
При увеличении вл ажности атмосфе
ры до 100% или при наличии на одной из
контактируемых поверхностей фосфатно
го покрытия ил и покрытия типа парафи-
нового контактная ко ррозия умень- Р;ис. 11. З ави сим,ость и з -
н оса дет.алей от их ам
ПJDитуды колебан ий:
шается.
Фосф атные ·покр ытия увеличивают
сто йкость против контактной коррозии не
только стальных, но и ал юминиевых д е-
1-стальпостали;2-
сталь по дюр алюминию
талей. В связи с этим представляют интерес данные, полученные
Райтом (табл. 7) .
Интересны наблюдения контактной коррозии при сопряже
нии алюминиевых дета лей со стальными исследов ателей Маку
и К.елера . По их данным коррозионное разруш ение низколегиро-
25
ванной стали протекает примерно линейно, а алюминия - пара
болически ; при этом с'корость коррозии малоуглеродистой стали
примерно в 12 раз б ольше, чем чистого алюминия, т. е. есл и
среднесуточное разрушение стали составляет 107,5 г/м2, т о разру
шение алюминия в тех же условиях равно 9,0 г/м2 •
Таблица 7
В.лияние по верхностной обработк и на корроз ию трения разных пар
П овреждение
стальной п оверхнос ти
а л ю миниевой зачищенной
п оверхности
Пар а трени я
:!
!
:!
!
�� ��
�� "'"
":.:
Ad
":.:
=:!
!
Ad
Ef""
,а" всм8
Ef""
.s"
в см•
��� >."
��� >."
i;"
i;"
1:
:
:.:= f-<t.:
1:
:
:.:= f-<t.:
Термически н е об ра-
ботанный алюминиевый
сплав по стал и:
при смазке парафи-
3,4°10 -4
10 l-10-4
ном .
0, 35 9,7
0,38 26 ,5
без смазки
0,27 46,7 12,6·10-4 0,20 56,0 ll:2-10-4
Термически не обра-
ботанный сплав с фос-
фатным покрытием по
ст али:
при смазке парафи-
'
ном .
0,40 4,6 l,9°lo-4 0,40 <l,O <0 4 . 10-4
без смазки
0,28 29,l 8,1 .10-4 О,16 35,3 5:6.10-4
Анодированный алю-
м иниевый сплав по стали:
при смазке парафи-
0,2. 10-4
<0, l-lo-4
ном .
0,32 0,60
О, 12 <l,O
без смазки
0,23 50,1 12,7-10-4 0,39 2,4 0,9 °10-4
В случае контакта угл еродистой ст али, в которой содержится
0,1% С, и алюм иниевого сплава, содержащего 1,82% Mg2S,
0,2% Fe и 0,25% Cr, в среде при рН < 8 наблюдается значитель
ное разрушение ст али, а при рН > 8 разрушение стали невелико.
так как алюминий игр ает роль катодной защи ты для стали ( рН
водородный показатель; при р Н = 7 среда нейтр альна, при
рН < 7 - кислая, при рН > 7 - щелочная) . Разрушение алюми
ния, находящегося в контакте со сталью, всегда больше, чем
одного алюминия . При дл ительном конта кте ст али с алюминием
в воде возможно местное раз рушение алюминия, в особенности,
если в воде содержатся растворимые соли желез а. Если ср еда
пмеет щелочной характер , например при наличии прокладо к, то
в начале наблюдается разрушение, а затем оно прекр ащается.
26
Сл едует отметить. ч то в случае ·контакта хромоникелевых
сталей с алюминием 'П оследний не разрушается от коррозии, что
проверено многолетними наблюдения ми над алюминиевыми ра
мами вагонов, соединенных хромоникел евыми винтами и бол
тами.
Контактная коррозия возникает не тюл ька при сопр икоснове
нии металлических деталей между собой, но и при контакте ме
таллических деталей с неметаллическими. При этом разные не
металлические материалы вызывают различное корр озионноЕ'
разрушение металлических поверхностей (табл. 8) .
Таблица 8
Результа ты испы таний на коррозию трения сопряж енных деталей
и з стали и н еметалл и ческих материалов
Материал , сопряже нный со стал ью
;.
.
!';
"
;.
.
'
"
.и
..
.
..
.
П араметры
""
..
.
<1
1
""=
.;<::з
"'"'
"'
,.
.
о"
"
оt:
:
и
:S<i
"
=..
.
<;
<;
==
.;"
=<1
1
и
<;""
<i-e-:i:
"
"':З"'
о:.:
о
<1
1
о"..
.
..
.
'8-=:s t:"
t:<;
t:"""'
u
Масса частиц, удаленных со
сталь ной поверхности, в г
.
.
.
.
250 250
45
о
250
Твердость поверхности по отпе-
чатку пирамиды в кГ/мм2 (Мн /м2 ) 30 3 0
1-2
1-2
800
(300) (300) (10-20) (10-20) (8000)
К:оэффиц иент т рения ПО стал и
(скорость относительного перемеще�
ния О,01 см/сек) •
•
.
•
•
.
.
•
0,17 О,14 О,16
0,06
0,8
Из приведенных данных видно, что наиболее целесообразным
является сопряжение стальных деталей с деталями из политет
рафторэтилена.
Контактная коррозия возникает также при контакте метал
.лических деталей с деревом, при э том наибольшую коррозию
в ызывает ду б и наименьшую - сосна. А грессивность дуба объяс·
няется наличием в нем дубильных веществ . Интесивная корро
зия набл юдается также при контакте ст али с буком вследствие
того, что бук очень б ыстро адсорбирует влагу из атмосфер ы.
13 связи с этим нежел ател ьно в кузов ах и кабинах применять
дубовые или буковые стойки, несмотря на то, что дуб и бук име
ют более высокую прочность, чем сосна.
Контактир ование ст альных деталей с резиной выз ывает ин
тенсивную коррозию ст али, что частично объясняется выделе
нием из резины агрессивных сер нистых соединений.
В табл. 9 приведены данные коррозионных разрушений раз
личных металлов при контакте их с красной медицинской рези
ной в течение 97 ч в среде 0,5 н. раств ора хлор истого натрия.
27
Различные виды резины и каучука вызывают разное коррози
онное разрушение ст али. Так, в табл. 10 приведены результаты
испытания на контактную коррозию нержавеющей стали марки
1Х18Н9Т в течение 52 дней в среде 0,5 н. раствора хлористого
натрия.
Таблица 9
Корроз ио нное разр ушение металло в п ри контакте с красной резиной
Металл
1Пл о щадь, пораженная /
Средняя глубина язв
коррозией, в см•
за сутки в мкм
Сталь 30
15
Равномерная
»
2Х13
1,12
4,65
»
Х17
0,25
4,23
»
Х28
0 ,01
0,62
»
ОХ18Н9
0 ,20
3,62
»
1Х18Н9
0,23
3, 10
»
1Х18Н9Т
О, 17
2,38
»
Х13Н4Г9
0,9
1,85
»
Х18Н9М3Т
о
о
»
Х18Н15М2Т
О, 15
2 ,06
»
Х18Н12М3Б
о
о
»
Х18Н1 1Б
о
1,85
»
Х18Н12М2Т
о
о
Хром
о
о
Никель
о
о
Молибден
о
о
Титан
о
о
Таблица 10
Коррозио нное разрушение стали при контакте с каучуками
Материал
Каучук натрий-бутадиеновый СКБ .
Каучук СКБ . .
.
.
.
.
•
.
.
.
.
Каучук бутадиен-нитрильный СКН- 18
Каучук б утадие н-нитри льный СКН-26
Каучук бутадиен-нитрильный СКН-40
Каучук бутадиен-стирольный СКС-30
.
.
.
.
Каучук б утадиен-метилстирольный СКМС-30
Каучук силиконовый СК Т . .
.
.
Бутил-каучук .
Полиизобутилен
Наирит . ..
Тиокол «да» . .
.
.
.
•
.
Красная медицинская резина
28
П лощадь,
поражен
н ая кор
розие й,
в см2
0,20
0, 05
О, 13
1,07
0 ,93
О,17
О, 10
0, 03
0, 15
0,02
0 ,90
0,05
о, 17
Средн яя
глубина
язв за
сутки
в мкм
2 ,90
6,00
9,05
4,05
3,50
2, 12
3,66
6,55
5,40
0,37
0, 37
0,58
4,43
Скорос ть
коррозии
в сутки
в мг/м•
102,5
150 ,7
103, 1
30,7
44 ,2
30 ,3
230, 0
321 ,0
120, 1
20 ,6
104,8
60, 1
31 ,3
Приведенные данные свидетельствуют о том , что в конструк
цию кузова нельзя вводить резиновые детали без соответствую
щей их оценки во избежание усиления контактной коррозии.
Нежел ательно применение каучуков, скорость коррозии которых
составляет более 30 · 10-5 г/м2 в сутки.
Коррозия под напряжением
Кор розионное разрушение металлических деталей увеличи
вается , есл и помимо обычных фактор ов, вызывающих коррозию,
на детали дейс11в уют механические нагрузки, т. е. детали нахо
дятся в статически напряженном состоянии или под действием
переменных нагрузок. Таким образом, механическое напряжение
является одним из факторов, усил ивающих 'Коррозию металли
ческих деталей.
Большинство исследователей рассматривают коррозию под
напряжением как электрохимический процесс; в связи с этим
так называемую водородную хрупкость относят к особому виду
кор розии под напряжением. Некоторые иссл едователи, напри
мер И. Г. Подгорный и В. В. Скорчелетти, сч итают, что кор розия
под напряжением является процессом наводороживания, т. е .
пр оцессом поглощения водорода металлом.
Коррозионные разрушения вследствие действия напряжения
носят дв оякий характер : в в иде межкр исталлитного (интеркри
ст аллитного) и вну трикр .1
1
сталлитного (тр анскристаллитного)
разрушени я .
Процесс разрушения имеет две стади и: первая - зарождение
разрушения в микроскопической области и вторая - дальнейшее
проникновение трещины по сечению детали до такой глубины,
при которой она мгновенно разрушается.
При внутр икристаллитном характер е коррозии внутр икрис
таллитные трещины располагаются перпендикулярно линии дей
ств ия растягивающих сил, вследствие чего металл со временем
разрушается .
Установлено, что наибольшая коррозия под напряжением на-
блюдается при растяжении, а наименьшая - при сжатии
и сдв иге.
На рис. 12 показана зависимость коррозионного разрушения
от напряжения, котор ое испытывает деталь [5].
В отличие от чистых металлов все известные сплавы разру
шаются вследствие возникновения коррозии под напряжением.
Чистые металлы, например чистое железо (99,99 % Fe) или медь
(99,999 % Cu) , не склонны к коррозионному разрушению от на-
пряжения. В случа,е присадки к металлу других элементов в не
большом кол ичестве кор розия под напряжением может замед
литься или ускориться. Так, с увел ичением содержания азота
коррозия в озрастает, а при присадке углерода она уменьшается .
29
Науглероживание железа (до 0, 14%: С ) не нарушает стойкости
против коррозии под напряжением, а отжиг этого металла вызы
вает выпадение цементита по границам зерен, что ускоряет кор
розию.
В алюминиевомедных и алюминиевомагниевых сплавах в ре
зультате старения при повышенных темпер атур ах коррозия под
напряжением сначала увеличивается, достигает максимум а, ког
да по гр аницам зерен начинают выделяться окислы, а затем за
медл яется.
По данным Ланге стойкость металлов против кор розии под
напряжением уменьшается при наличии в них примесей элемен
"'
<:>.
.
тов пятой группы периоди
ческой
системы
(азота,
фосфора, мышьяка, сур ьмы,
висмута ). Добавка рут ения
и алюминия к спл авам так
же уменьшает их стойкость .
�40 1"
"-
--
-+-
--+-
-
--+-
--t-
--
-i
Примесь серы, свинца ,.
олова, бора, титана, нио
бия,
.
циркония и церия не
оказывает заметного влия
ния на стойкость металл а
против кор розии под напря
жением, а примесь углерода
и- кремния к аустенитным
ст алям повышает их стой
кость.
�
о
80
К: особенности кор розии
Рис. 12. Зависи мость коррозионных
потерь детали от напряжения:
под напряжением сл едует
чо
Напряжение
1 - в водном растворе, содерж ащем
отнести то, что в начальный
3%NaCIн1%нс!;2-вводномрас-
ериод деи" с вия нагрузки
творе, содержащем 3% NaCI и 2% НС!
П
Т
кор розионное
разрушение
наибольшее, а со временем оно уменьшается и затем почти при
останавливается . Это подтверждается кривыми на рис . 13 и 14.
На рис. 13 показана зависимость напряжения при растя жении
для мягкой стали от времени в парах 50 %-ного раствора азотно
кислого аммония, а на рис. 14 - напряжения при растяжении
высокоуглер одистой ст али при контакте с угольным упл отните
лем, в пресной воде.
При наличии коррозии под напряжением значение имеет не
прочность детали, а ее длительная прочность, т. е. через какое
время она теряет свою первоначальную прочность. Для этого
случая имеется зависимость
an•t=const,
где а - первоначальная прочность детали;
t - срок службы детали;
30
п - коэффициент, характеризующий данный металл ил�t
сплав.
К:оррозии под напряжением подвержено подавляющее боль
шинство деталей кузова, в особенности те детали, которые со бра
ны с натягом, тонкие профили каркаса кузова, выдавленные или
штампованные детали облицовки и т. п. К:ак пр авило, на этих.
"' к Г/см2 f'1н/112
"'
"'
"'
� 3000 300
t:
:
<.,
"'
"'-
2000 200
<1.>
"'
::;:
"'
)\;
1000 100
"'
"'-
<:
"'
::.:
::
о
о
\
\1--
i
15
1
110
15
Су тки
г--
i
20..25
Рис. 1.3 . Измен ение напряжения растяжения
мягкой стали в парах 50%-ного раствора
а зотнокисло г о а ммо ния в зависимости от вр г-
мени
100
200
Су тки
: 100
Рис. 14. Зависимость напряжения р астяжения от вре
м е н и высокоуглер одистой стали пр1и контакте ее
с угольным уплотнителем в пресной воде
деталях всегда можно наблюдать едв а заметные волосяные
трещ ины.
При действии переменных нагрузок на деталь, находя
щ уюся в к оррози онной среде, в металле возникает �к оррозионная
уст алость. Известно, что усталостное ра'З ·рушение про исходит
в «слабых» з·ер нах, в которых имеется местная пластическая д е -.
формация циклического характер а, в результате чего металл
разрыхл яется.
Если металл находится в ·коррозионно й ср еде, то к этому пр о- -
311
цессу добавляют ся эл ектр охимические процессы разрушения
металл а.
Для корр озионного усталостного состояния характерно нали
чие большого количества трещин, едв а заметных невооружен
ным гл азом, а для чисто усталостного разрушения - наличие
одной трещины.
Кроме того, усталостное разрушение в коррозионных усло
виях практически не имеет предел а.
Поверхностное упрочнение металлических деталей с помощью
дробеструйной обработки, обработки роликами и закалки повы
шает корр озионную усталостную прочность детали.
Обычно коррозии над напряжением сопутствуют другие виды
коррозионного разрушения, в результ ате этого усталостн ая
прочность металл а резко снижается. Так, для малоугл еродистой
ст али предел прочности ав = 290 -7- 300 Мн/м2, предел выносли
вости при 20 · 106 цикл ах нагружения CJ_ 1 = 150 + 520 Мн/м2;
при наличии сл або агрессивной среды (пресная вода ) предел
ко ррозионной выносливост и cr� 1 = 100 + 140 Мн/м2, а при дей
ств ии более сильной агр ессивной среды (например, соленой или
морской воды) cr�1 = 40 + 80 Мн/м2•
Таким образом, относительное уменьшение коррозионной
усталостной прочности для мало- и ср еднеугл еродистых сталей
•
cr
_
J
155
•
•
в пресном воде -- =
,
+ , а в соленои или морском воде это
O'�t
отношение равно 3-9 . Относительное уменьшение коррозионной
усталостной прочности наблюдается также и у высоколегир о
ванных сталей, чугунов, алюминиевых спл авов, латуней, бронз
и других спл авов.
На усталостную прочность влияет общее число циклов нагру
жения. Так, при увел ичении числа циклов нагружения с 5 · 106
до 8 · 107 стали, находящейся в атмосферных условиях, предел
в ыносливости уменьшается до 360 кГ/см 2 (36 Мн/м2 ), а при на
личии агр ессивной ср еды предел прочности снижается с 260 до
180 кГ/см2 (с 26 до 18 Мн/м2).
УсталЬстная прочность в коррозионной ср еде зависит также
от размеров детал и; обычно с их увеличением эта прочность по
нижается. Увел ичение, например, длины детали из углеродистой
стали с 7 до 150 мм пр иводит к снижению усталостной прочно
сти в 2 раза.
Установлено, что в крупных деталях концентр аторы напря
жения действуют сильнее, чем в мелких. В связи с этим приме·
нение поверхностного упрочнения эффективно дл я мелких де
талей и неэффективно дл я крупных. Это подтв ерждается графи
ками Мак-Адама (рис. 15).
Исследованиями Карпенко и Карташева также установлено,
что с ув еличением размеров детали ее прочность при одновре-
32
м,енном действии напряжения и �коррозии уменьшается пр1И:м ер
но на 20%.
Коррозионная усталость имеет большое значение для авто
м обил ьных кузовов, в особенности для несущих. На некоторые
детали куз ов а, находя щиеся в коррозионной среде, при движе
нии автомобиля действуют цикличные знакопеременные нагруз
ки. К таким деталям относятся стойки, дуги каркаса, элементы
основания, несущие элементы облицовки и т. п.
Коррозионное растрескивание в конечном итоге является
сл едствием действ ия двух факторов : механического и собствен-
Нн/н 2
280
140
о
105
�!
\.\
"
13
""'
41 ',
"'
'·
ri---...
..
__
107
105
106
Число цикла{}
107
Рис. 15. Зависимость напряжения растяжения деталей
различных размеров от числа циклов нагружения.
Сплошные линии - малоуглеродистая сталь; штриховые
лини.и - хромоникелевая сталь:
1 и 3 - детали малых размеров (диаметром 12 мм); 2 и 4 -
детали больших размеров (диаметром 60 мм)
но кор розионного. Вследствие этого мероприятия по уменьшению
кор розионного ра.стр ескив ания деJ1ят на две группы. Полно
стью устр анить растр ескив ание в современых условиях не
удается .
Для уменьшения д ействия механического фактор а применяют
различные конструктивные меры: на деталях дел ают выточки,
выкружки, плавные переходы с большими радиусами, повы
шают чистоту обработки деталей и т. п. Остато'Чные напряжения,
возникающие вследств ие тер мической обработки, устр аняют
с помощью отжига. Иногда в поверхностном слое детали соз
дают сжимающие на1пряжения для ур авновешивания растяги
вающих внутр енних напряжений.
Действ ие коррозионного фактора может быть уменьшено пра
вильным подбором материала с учетом условий эксплуатации
детал1и, применением различных покрыт ий, а также катодной за
щиты, т . е . нанесения на основной металл материала с отрица
тельным потенциалом, который больше потенциала_ защищае
мого металла (цинкование, алитир ование, кадмирование неко
торых сталей) .
Металлические покр ытия, имеющие положительный пqтенци-
3 Заказ 1398
33
ал (покрытия нике лем, платиной) , обычно ускоряют коррозион·
ное растрескивание.
Практически одновременно применяют мероприятия для
уменьшения действия обоих факторов.
Кавитационное разрушение
Кав итационному разрушению подвергаются металлические
детали механизмов, работающих в жидкой среде. Обычно счи
тают, что кавитационное разрушение металла происходит в ре
зультате повторяющихся «гидр авлических уд аров», возникаю·
щих при замыкании кавит-ационных пузырьков на поверхности
металла.
Кавитационное разрушение наблюдается у гребных винтов
морских и речных судов, у лопаток гидр авлических тур бин
и т . п . В какой-то степени кавитационные раз рушения имеются
и в автомобильных кузовах, в особенности на их днищах вслед
ств ие эксплуатации в дождливую погоду.
Основными мероприятия по борьбе с этим в идом разрушения
является подбор наиболее стойких материалов и применение по
крытий.
Обычно стойкость металлов и их спл авов против кавитации
повышается с вводом некоторых присадок. Так, наиболее сто й
кими являются марга нцево-железо-алюминиевая и кремневая
латуни с содер жанием около 4 % кремния, специальные бронзы
типа Бр . АЖ 9-4 и Бр. АЖН 10-4 -4, высокохромистые ст али тип а
1Х13 или 2Х 13 и хромоникелевые стали с содержанием до 16%
хрома и до 1,5-2 % никеля.
Металлические покрытия недостаточно эффективны против
кавитационного разрушения, в особенности есл и они нанесены
способом металлизации, так как в этом случае мала адгезия
покрытия и металла.
Более стойкими против кавитац ии являются покрытия поли
изобутиленом, битумом, бакелитовым лаком БФ-2, Ч-1, Э- 1, ре
зиной и эбонитом; при этом наибольшей стойкостью обладает
покрытие из резины.
О ЧАГИ КОРРОЗИИ В д ВТОМО&ИЛЬНЫХ КУЗ ОВАХ
Как указывалось выше, автомобильные кузова подв ергаются
различным кор розионным разрушениям; при этом можно выде
лить уч астки, в которых коррозионное разруш ение наибольшее.
Так, элементы металлического основания разрушаются гл авным
образом в результате атмосферной коррозии при периодическом
смачивании, частично вследствие кавитации, а также коррозии
под напряжением в условиях агрессивной ср еды .
34
В мест ах соединения элементов основания возникает щеле
вая и контактная коррозия. На рис. 1 6 показано разрушение ос
нования кузова автобуса ПАЗ- 652 после пробега 1 50 тыс. км
всл едствие коррозии. Такое же разрушение наблюдается в э л е
ментах каркаса ( стойках, дугах, об вязочных поясах и т . п. ) .
.Коррозия облицовки кузова начинается, как правило, в меж
д уобшивочном пространстве, с внутр енней стороны облицовки;
при этом вначале корродируют кромки, а затем коррозия рас
простр аняет ся по поверхности . Характерно, что облицовка кры
ши корр одирует медленно. Наиболее с ильно подвергаются кор
розии нижние части кузова, п римыкающие к основанию, а также
части, примыкающие к дверным и оконным проемам в подокон-
Р и с. 16. Разруше н ие основания кузова автобуса П АЗ-652
вследст вие к оррозии
ном поясе. Точно так же корродируют металлические элементы
внутр енней обшивки.
Интенсивной коррозии подвергаются места крепления наруж
ных металлических элементов кузова, например крыльев, дверей,
двер цев люков и т. п., а также металлические стойки в местах
крепления дв ерных петель, так как здесь одновременно возни
кает щелев ая и контактная коррозия.
Весьма благоприятные условия дл я коррозии различных ви
дов создаются в местах установки болтов, обычных и самонаре
зающих винтов при условии, есл и они не имеют ци нковоrю, кад
миевого или каких-либо других покрытий, в мест ах соеди нения
деталей �кузов а из тонкого листа электроточечной сваркой �и т. п.
3*
35
ЭРОЗИЯ
Некотор ые западные исследовател и, например Эванс, рас
см атривают эрозию металлов как один из видов корр озионного
разрушения, которое заключается в посл едов ательном разру
шении мельчайших уча стков металлической поверхности вслед
ствие механических уд аров твердых или жидких частиц о поверх
ность металлов или в следствие электр ических разрядов. Однако,
стр ого говоря, эрозия является чисто механическим пр оцессом,
не относящимся к к о ррозии, но в агрессивной среде она уско
ряет последнюю.
При частых электр ических раз рядах на поверхности металла
н аблюдается явление электроэрозии, заключающееся в плавле
нии микроскопических участков поверхности металла. Электро
эрозия возникает на контактах электроО'б орудования.
Механическая эрозия весьма распростр анена в элементах ку
зова.
Твердые части цы пыли интенсивно разрушают наружную об
лицовку и особенно низ кузова. Этот процесс имеет чисто аб
разивный характер, так как частицы, ударяясь о поверхность ме
талла, снимают с нее стружку. При этом скорость разрушения
металла зависит от многих факторов, в частности, от твердости,
химического состава металла и обработки его поверхности, раз
меров и природы а'б разивных частиц, скорости и угл а атаки ча
стиц, влажности и темпер атур ы ср еды.
И знос деталей зависит также от формы абраз ив.ных частиц.
Мел кие частиц ы с острыми углами могут вызывать больший из
нос, чем крупные частицы с тупыми углами. К ак правило, круп
ные частицы обусловливают более высокий абр азивный износ ме
таллов, чем мел кодисперсные, за исключением частиц кв арц а, мел
кие ч астицы которого имеют большее количество острых углов.
Обычно с увел ичен ием твердости металла его износосто й
кость возр астает. Однако прямой зависимости между этими яв
лениями не наблюдается. Это видно из данных табл. 11, в кото
рой за единицу приняты твердость и стойкость против абразив
н о го износа угл еродистой стали.
Вообще холоднокатаные металлы имеют несколько более вы
сокую износостойкость, чем горячекатаные.
Износостойкость металла зависит от наличия в нем присадок.
Так, увеличение содержания углерода в металле повышает его
износостойкость, но толь·ко в том случае, если карбид ы равно
мерно распределяются по границам зерен.
Величина абразивного износа зависит также от скорости уд а
ров частиц о металл, так как с увеличением ее возрастает энер
гия удара,
Угол атаки частиц существ енно влияет на износ металла.
Мет.аллическая поверхность без органических покрыти й имеет
36
Габлица .11
Твердость и износостой кость некоторых металлов
Стойкость
Металл
Твер дость
против
абразивного
износа
Углероди стая сталь
1
1
Быстрорежущая сталь
.
5,9
2,5
Кованая быстрорежущая сталь
5,7
4,5
Хромистая сталь
3,6-4 ,2 1,7-2 ,2
Высокоуглеро.!(и с тая с таль
6,5
6,0
Износостойкий чу гу н
3,4-4,0
2 ,2-4,2
Белый чугун
3,5
3,6
Хромоникелевый чугу н .
5, 0-6,2
4 , 8-5,5
наибольшее разрушение при угле атаки 90°, а при наличии о р
ганических покрытий - при угл е атаки менее 45° . Это объяс
няется высокой упругостью органических покрытий.
В сухой среде абразивный износ несколько выше, чем во
влажной.
Эрозионный износ кузова автомобилей весьма распростр аНiен.
так как автомобили эксплуатируются в условиях большой запы
ленности воздуха, особенно в степных районах, на вывозке сель
скохозяйств енных продуктов, стр ойматериалов и т. п . В город
ских условиях величина твердых частиц пыли дости гает 20-
30 мкм, поэтому удары пыли вызывают значительный эрозион
ный из нос облицовки кузов а.
Механическая мойка куз овов без предв арительной обдувки
их сжатым воздухом до некоторой степени усиливает общий про
цесс абразивного износа кузова.
КОЛЕБАНИЯ АВТОМОБИЛЬН ЫХ КУЗОВОВ
В процессе эксплуатации элементы автомобильных кузовов
испытывают механические колебания. К:олебания имеют разную
природу и подчиняются определ енным физическим закономерно
стям. С точки зрения кинематики колебаний наибольшее зна
чение имеет форма колебаний и периодичность их, являющаяся
функцией времени.
К:олебания возникают в результате нарушения устойчивого
равновесия сист емы.
К:олеб ания системы, которые постепенно затухают вследствиt
потери энергии, и система при этом приходит в состояние рав
новесия, называются соб ствен ными или свобод ными.
В автомобильных кузовах собственные или свободные коле
бания возникают всл едствие упругости рессор.
Если кол ебания в системе происходят в резу�ьтате в оздейст
вия внешнего источника эн�ргии, то такие колебания называют
37
вынужденными. В автомобильных кузовах, как правило, воз
буждаются вынужденные колебания, но наряду с ними имеются
и собственные.
П ри совпадении частоты вынужденных колебаний с частотой
собственных колебаний возникает резонанс, отр ицательно влияю·
щий на прочность кузова. Скорость движения автомобиля, при
которой наступает резонанс, называют критической.
Системы, в которых совершаются колебания, могут быть
сплошными (состоящими из одного элемента) и дискретными
(состоящими из многих элементов ) . Автомобильные кузова рас
см атр ивают как дискретные системы.
Так как автомобильный кузов испытывает сложные колеба
ния, то для удо бств а кузо в целесообразно рассматривать как
систему с одной степенью свободы. Это означает, что положение
системы относительно выбранной системы координат опреде
ляется одной координатой.
Предположим, что оистема прямоуюльных к оорд инат XYZ
явля·ет с я непощв ижной . О аи выбраны так, что ось Х со1в падает
с пр·одольной осью автомо биля, ось У - с его поперечной осью,
а О·СЬ Z .напра1влена вертикально. При дв ижении автю м-об иля по
неровно й дороге куз О1в перемещается от носитель,но осей приня
'ГО Й системы координ ат .
При движеНiи и а1втомоб�иля куз ов пер ем·ещает�ся по-с-f!упатель
но вдоль оси Z , а также со. вершает вр!J.щательн ое дв ижение от
носительно нее.
Поступательные дв ижения могут быть д вух видов : ·Под пры
гивание, как сл едствие у:д арю1в о .н еров но сти дороги, 1и в ертикаль
ные :�юлеба.ния, возникающие .в результате прогиба отдельных
элемен 1'ов кузов а, наприм·ер ос но1в ан ия, оео бен.н о ко гда оно и м еет
большие �ю нсол и. С увеличением нагрузок на кон.сол�и основания
:�юлебан.ия увеличиваются . Это нвлен ие мож.но н а бл юдать в авто
бусах с куз0:в ами ва,гонно го типа, у кюторых щв игатель ра1спо
ложен сзад;и на длинной консоли, или когд а двигатель располо
жен спереди, а .сзади сделан а бо льшая на·копительн.а я площадка .
Разрезное ос нование, к ак; например, у автобусов типа ЗИЛ- 155
или ЛИАЗ- lб8, т акже спосо бствует увеличению ,вертикальных
колебаНlи й. Вертикалыные колебания имеют гар:мо.нический ха
рактер , но часто переходят в биение, т. е . в колебание с перемен
ной амплитудой, чт о может �в ызвать р ез·он ан с. У1ст ано.влено, Ч'tО
для избежания резонанса часто та со6с1'в енных вертикальных
кол еба:ний не должна превышать 85-90 % частоты вынужден·
ных 1юлебаний.
Вслед.е11вие .вр.ащен ия кузов а ·в округ вер11и кально й оси Z во з
никают к рутильные кол еб ания.
Результатом действия кр.утильных колебаний и •боковых па
раллельных перемещений автомобиля является его виляние. Это
явление особенн о от!fетливо наблюдается у куз·ово в п р.иuепов.
38
Кузов со.в-ершает также поступ ателыное д'В1ижение вдоль оси У
и в.р ащательное ;в округ нее.
К пост уп ат·е льному п еремеще нию отн.осят кол ебания, при ко
то рых куз ов пе ремещает•ся в горизонтальном напра•влениш па
раллельно •С амому себе и пер пендикулярно пов ерхн ости до роги .
Эти ко лебания вызываются обычно боковым да1В лением �в етр а.
К вращательным перемещени ям 0Т1но сится продольная к а чка,
т. е . перем.е щеНiи е кузо1ва ок·о ло поперечно й горизонтальной оси,
пр·оходящей через цент,р тяжест.и юузова. Этот вид колебан:и й
иногд а называют галопированием .
Вдоль оси Х кузов пе ремещается при трогании а1вто мо биля
С места, при ТОр МОЖеНИИ И ;Вооб ще при �ИЗ·М еНеНIИИ его ·СКОРОСТИ
движения.
· В ращатель,но е дв ижение или ·б оков ая качка ку зов а !В озни
кают гл авным образ·ом при поворотах авто мобил я, что обуслов
лено дейст1в ием центробежной {ШЛЫ.
Нее перечи сл енн ые выше перемещения но сят характер коле
баний. Причины, вызывающие кол ебания, различны. Основными
из них являются неров1но ст и пути, работа дв игателя, ·в ращ ение
карданных вало·в , смещени е центра тяже.сти •В пр·одольном ИЛ•И
по перечном ,н апр а1влении ; п ри этом в перво м случае возника·ет
галопирование, во втором - боковая качка . Следует отм ет ить,
ч 110 галопирование оказывает бо льшее влияние на пр очно сть ку
зова , чем боков ая качка.
Кр оме того, колебания возникают также вследствие износа
подвески, прогиба рессор и т. п.
Из пер ечисленных выше причин наиболее существенными яв
ляются .неровност и пути и ,и мпул ь·сы , по'лучаемые куз·о1во;м в ре
зульт ате работы ,щв игателя и вращен ия карданного вала. Во з
никающие вследствие этого колебания и меют разную ча
стоту.
Согл а сно иссл едов а1ниям фирмы Форд установ лен а опред е
ленная зависимост ь ча·стоты кол еб а:ний от скоро сти д:в ижения
а·вт·о мобиля и чисел оборотов коленча:того и карданн ого вал.ов
(ршс. 17) . К:р о.м е то го, ·были у.становлены зоны резонанса, возни
кающие при определенной ча·стоте колеба:н ий и ско рост и д1в иж·е
ния автомобиля. Из приведенного гр афика видно, что резонанс
в кузове всл едствие нер а.вн.ом ер:ною вращения коленчатого и
карда.н ного валов .но зНJик ает при ско рости дв ижения а:в то моб иля
1 10-120 км/ч (30-33 м/сек) и 20 км/ч (5 , 6 м/сек) , из-за неур·а.в
но вешеннос:ти этrих вало•в - пр.и скорости 30-40 км/ч (8,5-
11 м/сек ) и неуравновешен ност и колес - при ·сюо рости 110-
120 км/ ч (30-33 м/сек) .
Импульсы, соо бщаемые кузо ву в·сл едствие дrвижения автомо
биля по неро1в:ной дор оге, · вызывают затух ающие 1юлебан и я с
весьма больши м диапазоном пе р во1начальных ампл итуд.
Ча·стота вынужденных ко лебаний кузова, во зн.и юа ющих из-за
39
д;виже:ния авт.омо биля по н еров ной до роге, зависит о т ско рости
дв и жения автомобиля и дл ины неровност и до1роnи :
п=..
.!.
.
1/сек,
L
где v-ско ро1сть движения а1втомо 6иля в м/сек ;
L- дл1ина неровности в м.
Зависимость меж ду ч а·с1'о той ко лебаний, с:�юр остью ав томо
биля и качеством дорожного покр ытия показ ана на р и (Z . 1 8. Из
'Ш
1/iO
1,,.
1� 120
��
�110
�
�40
о
о
�
--
-
-..
.-
--
-
--
--
-
-
1020
3
6
500
JO40
1Z
1000
f(}
1S
1500
__.
.
..
..
.
,_
50 IJO
18 Z1
2000
--
(J_
л
--
а
1--
--
-
�
._
--
о
Z-
�-н
---
е
J,
а
_qo 100
110 1/() V К/1/1(
2500
21 30 JJv11/сек
1000 J50fl n 00/llllH
Р ис. 17. З ависимо сть частоты коле б а ни к к узо ва от скорости движе
н ия автом о биля v и числа оборотов кол енчатого вала п:
а - частота кол ебаний кузо ва; б - частота коле баний тр ансмиссии; в - ча
стота кол еб аний кузова , задней оси и выпускной системы; г - ч а ст ота коле
баний кузова и задней оси; 1 - неравномерность вращения коленчатого
и карданного валов; 2 - неуравновешенность коленчатого и карданного валов,
3 - неуравновешенность колес
приведенного графика следует, что при частоте собственных ко
лебаний кузова 1,3 гц резонанс может· возникнуть в интервале
скоростей 50-70 км/ч (14-20 м/се к) при д:В ижении автомобиля
по автостраде, 5 -10 км/ч (1,4-2,8 м/се к) по обычному шоссе и
1 �2 км/ч (0,3-0,5 м/с е к) по булыжной дор оге. Ниж.ний предел
ча.стоты с.о бет.венных ко·л ебаний - э·ю часr!'от а :кюлебан1ий поvхрес
с.ореН1н ой части автомобиля, а верх:ний - частюта к ол еба н и й н е
подр е ссо.ре1Нной е го ч�а•ст и .
flpiИ .колебании автомобильного .куз1ов а его элементы полу:
чают ускор ения, 1вел ичина котор ых зависит гл авным образом от
констр укЦ1и и подвески, состояния дороги и ско р·ости дJв ижения
автомобля; п оэто му :в·ел.ич ина ус.коренiИЙ изменяется в ср.а.в ни
тельно широких предел ах.
В р езул ьт ате у.скореН1ного движения элементов кузова воз
ни к а ют определенные ди намические .нагр уз ки . Очень часто ди
на.мич·е сюие нагрузки близюи к уд ар1Н ым. Так, пр и •На·езде ав:томо
б.ильного .колеса на нер.Оlв.н о•ст ь доро ги шина кол еса испытыв.ает
40
двойн ой уд ар : од ин при наезде на нер·оs но сть , другой при ·съ езде
с нее. В1следствие Э'юго iВ шине образуе11ся ударная воЛ1на, пер е
дающаяся .на ·ступицу , а затем н а под:веС'КУ и ра.му автомобиля
или кузов, если он несущий. Эти уда рные волны со здают в эле
ментах ку зова доп ол нительные напряжения. 1юrгор ые в отдель
н ых случаях могут намного превышать напряжения, вызываемые
сред неди нам.ическими налрузками.
l(олебания а1втомобильного куз ова имеют бо льшое влияние
как на ком фортабельно сть езды, так 1и на проч ность и дол:ювеч
ность кузова. При этом сл едует от.метить , что влияние ко леба-
ний
на ком форта бель- гц ..
..
..
.,
,,.-
--
-.-
--
-.
.-
-7?7'"7'
n"7
7'"7
7'"7
7'?7?°>=
-�
fЮсть автомобиля изуче
н о достаточно подробно, ·� 12 �=
==1"=
==
=�
��
��
��=-=
=+=
=1
но почти совершенно не �
исследовано их действ ие �
на прочность и долгов еч- � в ж-о.,.
..
..
.-+�
�'717'�
�'+-
-'<-
-t-
--
--+-
-i
ность кузова. Для реш е- :
з
ния этой проблемы пред- �
стоит провести
значи- § 4--
-i�r#'�-
+-
--+-
--
-r-
--т-r-
--
-1
тельные исследования.
�
При движении авто
мобиля в кузове возни
кают гл авным образом
вертикальные и горизон
тальные колебания ; при
о
о
10
80 v км/ч
20 v м/с-ск
этом последние создают Р1и с. 18. З ависимость частоты колебаний
для пассажиров бо.Льшие кузова от качества дорожного по:кры-
б
тия и скюрос'!1И движения .автомобиля v:
неуда ств а , чем первые.
а - пределы высоких частот собственных ко-
Для суждения О ВЛИЯ-
лебаний; б - пределы низких частот собст-
Н ИИ колебаний на К ОМ-
венных колебаний; 1 - булыжная дорога;
2 - шоссе; З - автострада
фортабельность автомо-
биля чаще всего пользуются двумя измерителя ми: изменением
ускорения во времени и числом колебаний в единицу времени.
Изменение ускорения во времени оп р еделяют как третью
п роиз:вод ную 'П еремещения L по врем·ени 1или произведение ам
пл итуды а на частоту f в третьей степени [43].
Опытами устан овлено, что различным часто там, нахоJJ:ящим
ся в интер вале 1-6 гц, но вызывающим один аковое ощущение.
соответствует одн а и та же величина тр етьей производной L:
Вертикальные колебан.ия:
рекомендуемый предел комфортабельности
порог неудобства .
,
•
.
.
.
.
.
.
порог иск лючительного неудобства
Горизонтальные продольные к ол ебания:
беспокоящие . . . . .
•
.
.
.
•
.
неудобные ..•.........
L в см/сек8
1250
1750
6000
375
1120
а/3 в см/сек8
5,1
7'1
24 ,3
1,5
4,5
41
За:в и аимость ампл1иту:ды кол ебани й от чаето'ГЫ и влияние их
на человека по Мейстеру и Джейнуэю приведена на 1ри1с . 1 9 .
При оценке ком форт абельности а·вто мобиля обычно рассмат
ри:в ают собст·в енные ко·ле6ан ия к узю1в а. Отношение частоты соб
ств енн ых колебан ий к частоте вынужденных .не должно превы
шать 1,4.
Чел·овеку привычн ы собств е:нные кол еба ния, воЗ:н икающие во
время ходьбы, ча:стота котор ых 1ооставляет 1 ) 7- 1 ,33 гц пр1и
скоросrи д·виже:н1ия 4 -4 ,5 км/ч (1,.1 -1;2 м/сек) ; поэrо му ч1а1стота
мм
�
if'20 1-
--�-
--'�-
--+-
-'�-
-+-
--
-+-
--
-j
"'
��
�
колебаний менее 1 гц
при езде на автомоби
ле вызывает укачив а
ние, а свыше 2,5 гч
в ызывает неудобство,
являющееся следств и
ем жесткого движе
ния. Если при ампли
туде 2,0 мм и частоте
2,5 гц возникает уско
рение 1,5 м/сек2 , то ез
да вскоре ст ановится
тягостной для пасса-
0 L__L__l__-=:::]::������:J
жиров ; при ув еличе-
гц нии
ускорения
до
l
3
Ча с тота колебаниц
Рнс. 19. Влияние гармонических колебаний на
ощущения человека по Мейстеру и Джей нуэю:
1 - порог искл ючительного неудо бства при верти·
кальных колеб аниях; 2 - рекомендуемый предел при
вертик альных колеб аниях; 8 - ощущения неудоб ст·
ва при
п родольных
горизонт альных кол е баниях,
4 - ощущения беспокойства при продольных гори·
зонтальных колебаниях
2,5 м/с ек2 это ощуще
ние возникает через
несколько
минут, а
при ускорении 4 ,5-
4 ,0 м/сек2 организм че
ловека
может быть
серьезно расстроен.
Плавность хода ав
томобиля зависит от состояния дороги, конструкции подвески и
других элементов автомобиля, гасящих колебания. Обычно
пл авность хода автомобиля характер изуют данными, приведен
ными в табл. 12.
И з та'6л. 12 видн о, что пл ав.ноють хода следует .считать не
удоiВлет.во рительной, есл и Нlа 1 км п ути прихощится бол ее д есяти
т олчков, обусловливающих ускор ение 5-7 м/се к2 , и х орошей,
если ч ис ло толчков равно 12-16, а ·ускорение, которое они в ы зы
вают, не более 2-3 м/сек2•
К!олеба1ния оказывают влияние на дот:101в ечность а1нтомобиль
ного куз·ов а, та.к ка1К вызыв1а ют до полн1ительные на пряжения в
его элементах.
Кроме то го , в·сл едств ие возникновения колеба:ний наг,р у.з1К'И
им•еют знююперемен н ый хар:а1ктер; поэто;м у ·В материале Д;ет алей
и узлов кузова появ.ляю·гся у.стал ос11н ые явл ения и если нагруз•ки
42
Таблица 12
Характеристика плавности хода автомобиля
Число толчков на 1 км пути
Хар актеристика езды
при ускорении в м/сек•:
2 12-313-515-7
17-10 1 10
Отли чная
15-20 2
-
5--
-
-
Хорошая
25-30 12-15 1-2
-
\-
-
Посредственная
-
30-40 10-12 0-1
-
-
Неудовлетворительная
-
-
-
10
1
-
Очень плохая . . .
.
-
-
-
11 2-5
1
превышают пр1едел выно1сл и:в ости материал.а , кото рый на много
ниже предела прочнос11и, -го поломюи ст. ановя-гся �неизбежными.
В ов язи с эт:и м оп р еделенный инт·е рес пре,щст а·вляют данные,
полученные :в НАМИ канд. техн . наук А. М . Горелююм, о числе
сжат1и й и отбоев рес·со р на 100 км пути (та•бл. 13) . Э11и данные
поз вол яют суд·ить о числ е :�юл•ебаний кузова и кабины грузового
а'Втом обиля [6].
И з прив ед.енных д1а нных видно , что на до рогах ·С покрыт:и ем
уд овлетво рите льного качеств а а1вт:о мобиль исп ытывает 50-9 0
тоюыюв 1в минуту , а на д•оро гах ·С плохим поюр·ово;м примерно
НО-120 в м1инуту.
Ча1сто т а колебаний, ·кот.орые возникают 'В а1в тобусах п ри езде
по .д орога м с нор мальным п окрытием, 1в ·ср•ещнем 1сост.а1вля�ет
1 ,5 гц у авто буса ЗИЛ- 168, 1,7 гц - у 1!'J,1втом1о�биля Мер седес -
Бенц и 1,9 гц - у а1втомо биля Х!еншель.
Ниже приведены �в ертикальные уск·орения, кот.ор ые испыты
вает куз ов г.р узо1во го авюм·обиля (та бл. 14) и сиденья автобуса
(табл. 15) ,в за1в1исимости от состо яния дороги и ко1Н.ст рукции
под,вески.
И з приведен ных данных сл едует , что пр и пне1вм атическо й
подвеск•е вертиrоал ьные у•с корен.ия на,м ного сниж1аю11ся ; они
у;м еньшаются та1кже и в слуЧ'а е нал1ичия нагру.з .ки .
На.до от·м етить, что уменьшение отношен ия . не пощр есоо ренной
массы автомобиля к подрессореннqй снижает вертИ1кальные
у.скор ен'ИЯ .к;узов а .
Ка'к отмеч алось выше, 1всл едс11в ие уд аров при наез1д е на не
ровности пути в кузове обр1а.зую11ся уп руг.ие �волны, коrорые м.о
гут выз1в ать значительные напряжения. Ра.сс мот.рим об р•а зов а ние
уп ругих ·в олн более подJробно.
Как известно; при ударе ,щвух тел в них раоп ростр а,няются
упругие во лны,
113 рез ультате чего в тел е .со зд а1ет:ся о·предел1е нное
напряжени е. У п руг:ие 'Волны ,мо гут иногда ·вызв ать напрЯ!ж ения,
превышающие предел прочности матери ала тела. В случае соу-
43
,j>.
,j>.
Таблица 13
Число сжатий и отбоев рессор при д вижении автомобиля по различным дорогам
Автомобиль
Параметры
ГАЗ- 69
l
ЗИЛ- 150
Скорость в км / ч (м/ сек)
Нагрузка ... .
...
Диапазон амплитуд деформированных
рессор в мм ... ...
.
Ч исло сжатий и отбоев р ессор:
п е р едн е й при движении автомо
биля по:
асфальту хорошего качества
булыжнику удовлетворительного
качества
булыжнику плохого качества
з а д н е й при движении автомоби
ля по:
асфальту хорошего качества
булыжнику
качества
удовле творительного
булыжнику плохого качества
20 (5,6) 1 30 (8,3) 1 50 ( 13,9)1 90 (25)
Полная
1 3-92
1 8-55
1870
10 440
-
-
--
--
2670
9850
1220
9830
--
-
--
-
1200
10 200
7 600
15870
--
--
-
-
8310
16 330
9150
10 060
-
-
--
--
10 750 8660
9130
17 720
--
--
-
-
9 210
18 720
21 150 23130
--
--
-
-
21 950 21 390
20(5,6) 1 30(8,3)
Нет
10-105
-
-
6595
14680
--
--
6 695
16 16,0
21 463
-
--
20 578
-
-
3942
9 079
--
--
4843
10155
22 064
--
-
14340
П р и м е ч а н и е. В числителе приведено число сжатий рессоры, в знаменателе - число отбоев.
30 (8,3) 1 50 (13,9)
Полная
6- 70
6104
-
--
4124
2240
--
-
12 035
21 450
--
-
1 9820
2650
--
-
2 360
20587
--
·
-
14360
20 350
--
-
21 535
<1>-
01
Таблица 14
Вертикальные -ус корения - ( в м/секз), в оз никающие в грузовом автомобиле ЗИЛ-164 с различной подвеской
ЗИЛ-164 с пн е вматиче-
ЗИЛ-164 с рессорной подвеской
ской подвеской
Скор ость ав-
Тип п окрытия доро ги и его состояние
томоби л я
в км/ч
(м/сек)
кабина
п латформа
кабина
пол
сиденье на
платформы
п латфор ме
40-50
2-2 ,7
2 ,5-3,5
5
-
6
Асфальт. удовлетворительное
--
-
--
-
--
( 11-14)
1,7-2,3
1,7-2
4,5
-
5-6
30-40
4-5
4,5-5 , 5
9-10
16-20
8- 10
Булыжник, удовле творитель но е
--
-
--
-
--
(8- 11)
3,2-3,7 2 ,3-2 , 8
8- 10
10-12
8-9
15-20
-
-
26-30
22-24
-
Б улыжник , неудовле творител ьное
--
-
--
-
--
(4-7)
13-17
1 4-19
20-22
16-18
-
П р н м е ч а н и е. Число в числителе относится к автомобилю без нагрузки, в знаменателе - к автомобилю с нагрузкой.
�
°'
Т аблица 15
Вертикальные ускорения на сиденьях автобусов в м/сек2
ЗИЛ- 158
Хенше ль
/Мер седес- Бен ц / ЛАЗ-695
0-3 17
Скорость
а втомобиля
Нагрузка
Тип п окрытия дор оги
В К�t/Ч
(м/сек)
рессорная
пневматиче -
пневматическ ая подвеска
п одвеска
екая под веска
1
40-50
Нет
�
2,1
3,5
2,8
2,2
(11-1 4 )
4,5
2,4
3,9
3,0
2,3
Асфальт
Полная
2,3
1,5
2,9
2,5
-
3,1
1,4
2,7
2,1
30- 40
Нет
�
2,7
4,9-5,8
4,3-5,1 2 ,9-3,3
.
(8-ll )
5,3 -7
3,2-4 ,7
5,0-6 ,1
4,5-5 ,5
3,5-4 ,5
Булыжник
Полная
3,3
2,2
4,4-5 ,3
4,0-4 , 8
1,7
4,0
2,9
5,0-6 ,7 4,0-5)
1,6
П р име чан и е. В числителе указаны вертикальные ускорения сидений, расположенных над передней осью,
вер тикальные ускорен ия сиде ний, рас пол оженных н ад задн е й о сью.
а в знаменателе -
д арения двух тел из разных материалов удар, полученн ый пер
вым тел ом , вызывает в нем упругую 1волн у, интенсинность ко то
рой при перех,оде 'В О второе тело м ож,ет или уменьшить,ся , или
ув ел:ичиться, ·В зrа'в иси м.ости от того, б удет ли мера жесткости
вт орого тел.а меньше или больше мер ы жестк·ости пер,вото тела.
Под мерой жестко1сти понимают величину V Ер, где Е - модуль,
упруrо•сти материал а, а р - его пло11но1сть . В д'а льнейшем мер.у
жесткости будем 06озн а•ча1ть буквой D.
Предположим, что и меется
упругий ·стержень ABDC поста- А ____.
..;
А� '--------. с
янного сечения дл иной w (рис.
20) .
При уд аре в плоскость АВ
последняя переместится в поло- 8
жение А'В', т . е . на величину и.
Если это перемещение происхо
дит в единицу времени, то вели
чины и и w можно рассматр и
вать как скорость прохождения
волны.
В'
D
Р.ис. 20
.
Упруnий стержень
Если плот.ность егержня до удар а была Ро, то в момент удара
он а составит р 1 , так 1как пр'Ин има·е м, что поперечное оечение
ст ержня остае1'ся постоянным . Следов а тельно,
PoW=Р1(w-и).
Решая это ур авнени е отно1с�и тельно w , пол1уч им
W(р1 -Ро) =Р1И;
w = --'-'Р1,,_
_
и_
Р1 -Ро
(1)
(2)
Р аос.мотрим явл ения .в этом же ·сте р жне, используя ур:авн ен ия
д1в ижения и Т· еорию импульсов ·сил .
Вн ачале ·ст ерж1ен ь нахо\Цился под ·общим давлением Ро, за
тем к нему пр,ило жил•и д•авление Р 1 , т. е. дав.11ение .во зросл о на
в елич!И.ну Р1 - р о . Если считать, что плотно сть тел а не измени
ла1сь, то можн о написать:
и:
или
Р1-Ро=PoWU.
(3)
Иоключая w из выражений (2) и (3) , получим ф ормулу для
Р1-Ро=PoU
Р1-Ро
u2=
(Р1-Ро)(Р1-Ро) •
Р1Ро
(4)
47
Из тех же -в ыражений можно найти w в зависимости о т д ав
ления и плотности :
w2= Р1(Р1-Ро) или w="/Р1(Р1-Ро) •
(5)
(Р1-Ро)Ро
V Ро(Р1-Ро)
При приложении к стер жню давления Р1 произойдет продол ь
ное сжатие. Относительное сжатие
8= Р1-Ро
.
Е
(6)
Объем, занимаемый един ицей массы, при давлении р0 равен
1
1
-, при давлении р1 - соответственно - , а при нулевом давле-
�
�
1
.
нии - (где Ри - плотность стер жня при нулевом давлении) .
Рн
Таким обр азом, относительное сжатие
1
1
8=�
'
Р�о-�Р 1__
Рн
Рн(Р1- Ро)
РоР1
(7)
Исключая из формул (6) и (7) е, получим зависимость меж
ду давлением, пл отностью и модул ем упругости :
или
Р1 -Ро
Е
Рн(Р1- Ро)
РоР1
Р1-Ро=Ерн
Р1-Ро .
РоР1
(8)
Установим зависимость между скоростью упругой волны и
плотностью тел а , для чего используем выр ажения (5) и (8) :
{рЕрР1-Ро
_
(Р1(Р1-Ро)
1н
РоР1
VЕРн
-
Dн
(9)
W
=
J; Ро(Р1- Ро)
=
Ро(Р1-Ро) = Ро
-
Ро•
Подста,в ив выр ажение (9) в фор мулу (3) , получим
U= Р1-Ро = Р1-Ро
pw
Dн
РоРо
Р1 -Ро
Dн
( 10)
т. е. скор ость упругой волны пр ямо пропорциональна увеличе·
нию давления и обратно пропорциональна мере ж есткости мате
риала.
Предположим, что имеется узел , состоящий из детали, изго
товленной из матер иала А, с мерой жесткости D1 и детали, изго
товленной из материала Б, с
,
мер ой жесткости D 2 .
48
Предположим, что первая деталь полу чает уд ар, тогда в ней
созда ется упругая в ол на
'
со скоростью
U
_
Pi-Po
1-
D1
•
Эта волна переходит во вторую деталь и в ней тоже возника
ет волна, с ко рость которой
U _Р2-Ро
2-
D2
'
где Р2 - давление, испытываемое втор ой деталью.
В соответствии с фор мулой (4) относительная скорость в
узле
(и и)2_ (Р2-Р1)(Р2-Р1)
2-1
-
•
Р1Р2
На основ а'Н ИИ з акона Гука можно написать:
или
Отсюда
Р2-Р1=ЕрнР2-Р1
Р1Р2
Р2-Р1
Р2 -Р1
-
Р1Р2
Dr
( 11)
Подста вив последнее выражение в фор мулу ( 11), получим
(u2
_ Ui)2= (Р2-Р1)(Р2-Р1)
=
(Р2 - Р1)
2
Df
DI
Это выр ажение можно записать иначе, если к числител ю при
бавить и :отнять от него pg :
(Р2-Ро _ Р1-Ро)2
=
[(Р2 - Ро)-(р, - Ро)]2 •
\,D2
D1
DI
Извл�чем корень и дл я правой части примем знак минус, так
как знак плюс П'р ив одит к решению Р 2 = р1; тогда получим
Р2-Ро _Р1-Ро
=_
Р2-Ро
+Р1-Ро;
D2
D1
D1
D1
(Рй_Ро)(�2+�1) =2Р1�Ро;
2D2 (
)
(Р2-Ро) =
Di
+D2
Р1-Ро•
Таким образом, волна во второй д етали будет усиливаться ,
если D2 > D1, и уменьшаться, если D2 < D 1 . Это означает, что
4 Заказ 1398
49
если от удара в детали 'Возникл а упругая волна и в ызвала на
пряжение <J 1 , то в сопряженной детали возникает другая волна,
вызывающая напряжение <J2 , при этом
где
а2
=
Ка 1,
К= 2D2
Di +D2
Мер а жесткости для стали равна 4 100 ООО
(41 Мн · сек/м3) ,
а для
пл астмассы 26 ООО
кГ · сек/м3
кГ · сек/м3
Ри с. 2 1. Коррозионно-усталостное -разрушениие поя са автобуса
(0,26 Мн · сек/м3 ), поэто му при переходе волны от стальной дета
л и к стальной К= 1, при переходе от стальной детали к пл аст
массовой К=0,012, а при пер еходе от пл астмассовой к сталь
ной к= 1,98.
Таким обр азом, есл и имеется узел, состоящий из трех дета
лей - стальной, пластм ассовой и ст альной, и 'Волна переходит
от первой детали к тр етьей, то напряжен ие в третьей детали
Как уже отмечалось, коррозия и колеб ания являются гл ав
ными фактор ами, п риводящими к уменьшению срока сл уж6ы ав
томобильных куз овов. Оба эти фактор а действуют одновременно
и усиливают один другой. Так, пр и колебаниях коррозионные
процессы значительно ускоряются и в то же время из-за корро
зионного разрушения ослабляется связь деталей в узле, особен
но изготовленных из тонкого листа, что, в свою очередь, часто·
приводит к увел ичению амплитуды колебаний.
50
Таким образом, как правило, металлические эл ементы кузо
�за подвергаются двойному разрушению - устал остной корро
з ии. На рис. 21 по казано коррозионно-усталостн ое разрушение
Рис. 22. Коррозия пояса автобуса вблизи болтового соединен riя
пояса автобуса ЛИАЗ-158 , поставленного на капитальный ре
монт после пробега 3 00 тыс. км, а на рис. 22 - коррозия другой
части пояса в местах установки болтов.
УСТАЛОСТЬ МАТЕ РИАЛОВ
УСТАЛОСТЬ МЕТАЛЛОВ
Вследств ие колебаний деталей и узлов кузова в их материа
ле возникают усталостные я1вл ения. Усталость пр исуща материа
лам всех видов (металлам, пл астмассам, древесине и т. п .) .
У ст алость металлов описывается кр ивой усталости Велера
(рис. 23). Согл асно этой кривой прочность металл а прогрессив
но снижа ется с увеличением числа циклов. Для 1большинств а
металл ов и спл аво в при числ е циклов, равном 106- 1 07, умень
шение прочности резко замедля ется, по существу прекращается.
Наступ ает так называемый предел выносливости, который на- .
много ниже пр едел а прочности.
Обычно после определ енного пробега автомобиля напряже
ние в металлич.еских эл ементах кузова достигает величины, со
ответствующей пред елу выносл ивости.
Предпол ожим, что кузов, -н апример, автоrбуса совершает в
минуту 100 колебаний и за это время проходит 1 км . После про
бега 300 тыс. км его элементы подвергнутся воздействию 3 · 107
4*
51
ц иклов, вследствие чего в значительной части детал е й куз ов а
напряжение будет соответствов ать пределу 1в ыносливости .
Особенно подвер жены у сталости те части куз ова, которые не
имеют плотного жесткого крепл ения, как, например, крылья лег
ковых автомобилей, юб ка автобусн ого кузова и т. п.
В условиях ко ррозионной
б,-
среды усталостное разрушение
"'б --
Е:2
1
значительно ускоряется.
�бз --т-
-
Детали и узлы кузова до-
g б4 --t-+
стигают предела выносливости
�бs --1--f--t�
не одновременно, что связано
"'-
111
б
в
�-б5 --т1-т--1 --
с ряд ом о стоятельств.
част-
�
111
1
1
ности, усталостная прочность
��::
:-'
-=-..,.
._
-"=-
-
_"=-
-
_ .с,_ L_ -- металл а зависит от способа
101 103 104 105 105
креплен ия деталей.
Число циклоЬ
Уменьшен ие прочности д е -
Рис. 23 . Кривая Велера
талей и узлов кузова можно
методикой, предложенной А . А .
определить,
руководствуясь
Батем и Г. А . Шапиро для ос-
тальных конструкций [2].
Уравнение, описывающее кривую Велер а, имеет в и д
ат
-ат
·2·106
(N+2 · 1 08) - (N=2· 108)
'
а ура1внение, выр ажающее прямую ветвь диагр аммы Смита, з а
писывается так:
1
a(N=2 · 108)
=-
(-�
--
1
-)--(
-
�---
1
-
)-'
20'_1 + 20'_1
-
20'_ 1
-
20'8
р
где � - эффективный коэффициент концентр ации н апряже ний;
о-1
-
предел выносливости, который согл асно данным мно
гих опытов равен 1/з 08 ;
Ов - пр едел прочности ;
р - коэффициент асимметрии; дл я симметричного колеба
ния он равен - 1.
Если решить эти уравнения относител ьно a<N+2.10 .>,
т. е.
предел а выносливости при определенном цикле N, н е равном
2. 106, то получим
V2'· 1 06
20'в
--
N
2а8А
aN.;.2.10•= ----
--'-
---- -
-
- - --�---
(3�+1)-(3�-1)р (3�+1)-(3�-1)р
( 12)
Коэффициенты конц ентр ации напряжений � зависят от каче
ства м еталл а и тип а соединения деталей в узел ; их вел и чину
можно определить по табл. 16.
52
Тип
со-
едиие -
1,иия
II
III
IV
v
VI
Т аблица 16
Значе ния коэффи циента �
Расчетные сечения
Основной металл с прокатанной по
верхностью , с кромками, обрезанны
ми кислородной резкой . Элементы
сечений сварены непрерывным ш вом
С1ыко аые швы (осно.вной металл в мес
тах перехода к сварному шву меха
ническ и обработан) .
.
.
.
.
.
.
.
Основной металл у заклепочного со
единения , опорных ребер, ребер
жесткости, фасонных деталей с плав
ными переходами с механической
обработкой .
Угловые и лобовые швы; стыковые
швы без механической обработки;
места перехода сечений без механи
ческой обработки .
Основной металл в местах сварки
встык, втавр , внахлестку .
•
.
•
.
Основной металл у фланговых швов ,
сварные фланговые соединения
Углеродистая
сталь типа Ст. 3
(ГОСТ 380-60 )
и М16С (ГОСТ
67 13-5 3)
1,0
1,2
1,5
2,0
2,7
3,5
Низко легирован
ная сталь типа
14Г2 и 15ХСНД
(ГОСТ 5058-5 7)
1,1
1,4
1,9
2,5
3,5
4,5
V2·106
В формулу (12) входит радикал
-N -, который обозна-
чен буквой А. Между к оэ ффициентом f3 и показател ем радикал а
имеется постоянная зависимост ь mf3 = 12. Числ енное значение А
в зависимости от коэффициента f3 и числа циклов приведено
в табл. 17.
Руководствуясь формулой ( 1 2) , можно легко опр еделить
напряжение любого элемента авто бусного кузова после пробега
300 тыс. км, в течение которого элементы его испытывают 3 · 107
циклов. Полагаем, что элементы кузова изготовлены и з углеро
дистой стали.
Тогда напр яжение балок основания
2<18 • 0,85
aN310'
=
= О,28ав;
=.
(3·1+1)-(3-1 -1)(-1)
элементов основания, соединенных стыковой сваркой,
0
_
2<18 • 0,85
=О23 .
N=З· lO•.-
(3-1,2+1)-(3-1 ,2 -1)(-1)
•
08'
эл ементов основания, сваренных внахлестку,
а
_
2<18 • 0,85
_
О1.
N=З·lO' - (3·2,7+1)-(3·2,7 -1)(-1) -
' 08'
53
Таблица 17
ЗначенияА прит�=12
Число циклов иагружения в млн.
�
N=-0.2 1 N=0,6
1
1 1N=\О
N=I
N=2
N=З
N=Б
и более
1
1,21
1,11
1,0 6
1,0 0
0,97
0,93
0,, 87
1,1
1,23
1,12
1,06
1,00
0,97
0,92
0,86
1,2
1,26
1,13
1,07
1,0 0
0,96
0,91
0,85
1,4
1,31
1,15
1,09
1,0 0
0,95
0,90
0,83
1,5
1,33
1,16
1,09
1,0 0
0,95
0,89
0,82
1,9
1,44
1,21
1,12
1,00
0,94
0,87
0,77
2,0
1,47
1,22
1,12
1,0 0
0,94
0,86
0,77
2,5
1,61
1,28
1,15
1,0 0
0,92
0,83
0,72
2,7
1,68
1,31
1,17
1,00
0,91
0,81
0,70
3,3
1,93
1,39
1,22
1,00
0,89
0,78
0,64
3,5
1,96
1,42
1,23
1,00
0,89
0,77
0,63
4,5
2,38
1,57
1,32
1,00
0,86
0,71
0,55
эл ементов кузов а, соединенных заклепками,
а
-
20'в . 0,85
- О19
N= З ·IO•
-
-(3-. -1,
-
5---1-) -�(-3
-
. �l-
, 5--l
-
)-( --l-)
-
'
ав·
В заключение отметим, что дл я увел ичения прочности и дол
говечности куз ова необходимо максимально уменьшать числ о
колебаний, их частоту и ампл итуду (теоретически сводить к н у
лю ) , а для обеспечения комфортабельности езды на автомобиле
частота колеб аний должна находиться в предел ах 1-1,7 гц.
УСТдЛОС'l
l
Ь ДРЕВЕСИНЫ
Уменьшение прочности вследствие усталости на,блюдается
как в металлических элементах автомобильного к у зова, так и в
эл еменатах, изготовленных и з других матер иалов. В настоящее
вр емя в автомобильных кузовах применяют в к ачестве к онструк
ционного и декор ативного матер иал а др евесины (в небольшом
кол ичестве) , различные пл а стические массы и резину. Физико
механические свой ства этих материалов зн ачительно ухудш ают
ся из-за усталости.
Усталость древесины хар актеризуется сл едующими данными.
Предел выносливости древесины основных видов в среднем со
ставляет 25 % от статического п редел а прочности на изгиб при
107 ц икл ах нагружения. Дл я сосны он равен 191 кГ/см7
( 19,1 Мн/м2 ), для ел и 214 кГ/см2 (21,4 Мн/м2 ) и дл я лиственни
цы 326 кГ/см2 (32,6 Мн/м2 ).
54
Предел в ыносл и вости при кручени и древеси ны соста·вляет в
среднем 40% от предела выносл ивости при изгибе. С повышени
ем плотн ости д ревеси ны пов ыш ается ее предел в ыносл и вости .
Центр альные части древ еси ны под в ергаются усталости бы
стрее, чем пери фери чески е. Н ижняя часть ств ол а более выносл и
в а, чем верхняя.
УСТАЛОСТЬ ПЛАСТМАСС
Крив ая усталости пл астмасс аналоги чна кривой Вел ер а дл я
металлов , но отл и чается тем, что правая в етвь ее не аси мптоти ч
но приближается к оси Х, а наклонена к ней под углом.
Предел у сталостной прочности а р м и ров анных пласти ков в ы
ш е , чем у ненаполненных поли меров .
Коэффици ент усталости , т. е. отношени е предел а в ыносливо
сти к пределу прочности при и зги бе, и меет сл еду ющи е значени я
дл я пластмасс :
·
Полиэтилен высоког о давления .
»
низкого
»
Полистирол . . . .
Капрон .
... ..
Ацетиленцеллюлоз а
Винипласт ... .
Оргстекло . .. . .
Текстол и т
........
Стеклотекстол ит на основе схемы Р-21
С теклопластик АГ-48 . . . .
.
.
.
.
»
АГ-4С ........
Фенилформальдег идный б умагопласт . .
Стеклотекстол ит на основе смолы ПЭМ-2
УСТАЛ ОСТЬ Р ЕЗ ИНЫ И Т Е КСТИЛЬНЫХ МАТЕРИ АЛОВ
О, 11-0, 14
О, 10
0,07
0,07
0,20
0,07
0,08-0,17
0 ,21-0 ,39
0,24
0,35
0,30
0,22-0,28
О,19
При п риложении к рез и новым деталям з н акопеременной на
грузки они деформи руются . Для резины, подв ергающейся знако
п еременным нагрузкам, хар актер н ы крупные петл и ги стер�з и са
(ри с. 24) ; при этом, чем больше ги стерези с, тем меньше долго
в ечность рез и ны.
Обычно процесс у сталости рез и ны тесно св я з ан с процессом
ее старения. .Явление усталости в резиновых деталях характери
зуется резким ухудшением ее эластичности и появлением микро
т рещ и н, которые распол агаются перпенди кулярно напра влению
действия сил, вызывающи х дефор маци ю. Появлени е трещи н как
р ез ультат усталости объясняют обычно больши м в нутр енни м
тепл ообраз о в ани ем в результате дефор маци й.
Долгов ечность рез и ны завис и т от аб сол ютной темпер атуры и
определяется по уравнению Аррениуса
Е
L=Ae- RТ
55
где А - постоянная вел ичина;
е - основание натур альных лог арифмов;
Е - энергия или тепл ота активации (постоянная величина) ;
R - газовая постоянная;
Т - абсолютн ая темпер атура.
Более подробно этот 'В опрос освещается в курсах физической
химии.
""
� кГ/сн2 Н11;м2
�280 28.-
--
-.-
--
--
-.-
--
--�
�-
-
�
Явление усталости
в результате знакопе
ременных
нагрузок
свойственно и различ
ным текстильным ма
териалам,
применяе
мым дл я кузовов, на
пример обивочным ма
т ер иалам, в особенно
сти тем, которые ис
п ользуются на обивку
""
е:
:
�
� 140 f'f.1-
--
--+-
--
-+-
--
-_.
.,.
..'-
-"._
__�
::
:э
��
�
о
о
400
!Jалинение
Ри с. 24 . Петля гистерезиса резины:
--
-
резина на натур альном каучуке:
-
-
-
резина на бут адиен- стриоль ном каучуке
мягких подушек и спинок сидений. Вследствие усталости тек
стильные материалы вытягиваются, нити их теряют эл астичность,
в р езул ьтате чего материал рвется.
СТАРЕНИ Е МАТЕРИАЛОВ
Известно, что все материалы со временем подвергаются п ро
цессу старения, причем время естественного ст арения у разных
материалов различное.
В результате старения изменяются физико-механические
свойства материала - обычно они ухудш аются. Следует отме
тить, что по своей природе процесс старения в обычной атмосфе
ре, по-видимому, весьма близок к коррозии, т ак как сопр овожда
ется реакциями окисления.
Скорость старения металлов и спл авов очень мала, и практи
чески старение не учитывают при рассмотр ении вопроса долго
вечности кузова, так как ело металлические эл ементы разруша
ют ся значительно быстрее под влиянием коррозии и колебаний.
Скорость старения синтетически высокомолекулярных ве
ществ (резины и различных пл астмасс) , занимающих значитель
ное место среди материалов автомобильных кузовов, очень боль
шая, в результате чего сроки службы куз овов уменьшаются .
Старение резины характеризуется изменением его физико-ме
ханических свойств, а именно: теря ется эл а стичность ил и проис
ходит затвердев ание, возрастает липкость (у натур ального кау
чука) , появляется хрупкость (у синтетических каучуков ), пони
жается прочность, увеличивается газопрониц аемость и ухудш а
ются диэл ектр ические свойства.
56
Гл авную роль в старении резин игр ает кислород. Солнечный
свет, гл авным образом фиолетовая и ул ьтр афиол етов ая часть
сп ектр а, интенсифицирует процесс стар ения ; повышение темпе
ратуры на 7-:-
-
10° С ускоряет процесс ст арения примерно в 2,5
раза. Процесс старения ускоряется также при увел ичении по
верхности резины, соприкасающейся с воздухом. Присутствие
солей, марганца, меди , железа, их контакт с резиной такж е уско
ряют процесс старения.
В соответств ии с переходной теорией Баха - Энглера старе
ние резины имеет две ст адии. В первой стадии образуются пере
киси в результате присоединения молекул ы кислорода в местах
дв ойных связей каучука. При этом у натур ального каучука про
исходит реакция деполяризации с выделением низкомолекуляр
ных веществ (спиртов, кислот, альдегидов, кетонов и др .) и он
становится липким, а у синтетического каучука обр азуется сет
чатая трехмерная структур·а
-
резина становится хрупкой, не
эл астичной. Втор ая стадия наступ ает вслед за первой, когда
об разовавшиеся перекисные соединения способствуют окисл е
нию еще не пораженных молекул до полного расп ада высокомо
лекулярных веществ на н и зкомолекулярные.
В автомобильных кузовах старение резины уже заметно че
рез два года эксплуатац и и их в норм альных усл овиях, а через
тр и года многие резиновые детали кузова ст ановятся не пригод
ными дл я дальнейшей эксплуатации .
Старени е пл астиков протекает примерно так же, как и резин.
В результате окисл ения и декструкции высокомолекулярных ве
ществ их ф и зико-механические свойств а ухудшаются .
Естественно, что процессу старения подвергается и обивочный
матер иал как искусственный, так и натур альный. Искусственный
обивочный материал стар еет быстрее вследствие улетучивания
пл астификаторов ; при этом материал теряет эл астичность, ста
новится хр упки м, ТР'ескается . Это явление наблюдается на по
душках сидений, обитых текстовинитом ил и автобимом, после
эксплуатации автомобиля в течение года - полтор а.
НЕРАВНОМЕ РНОСТЬ НАГРУЗКИ
Долговечность автомобильных кузовов зависит также от на
грузок, возникающих в элементах и узл ах кузов а. По характеру
нагрузки могут быть статическими и динамическими.
Статические нагрузки ср авнительно легко опр·едел имы и
обычно учитыв аются при конструировании кузова.
Величину динамических нагрузок, возни кающих при движе
нии автомобиля по неровному пути, при тр огании его с мест а и
тор можении, установить значительно сложнее, и обычно и х опре
д еляют с некоторым запасом. Во всяком сл уч ае нагрузки как
первого, так и второго типов можно считать ста бильными , по-
57
�тоя нно действующими при эксплуатации автомобиля. Кроме
того, на кузов действуют также нагрузки от веса пассажиров
ил и груза различной плотности. Эти нагрузки также могут быть
ст атическими и динамическими, при этом определ ить их расчет
ным п утем не уд ается. Особенно большое влияние на долговеч
ность кузова оказывают динамические нагрузки.
Значение нестабильных нагрузок, возникающих в к абинах
грузовых автомобилей, невелико. Обычно под их действием раз
рушается на·в·есная стойка левой двер и к абины, так как шофер
при посадке в кабину держится з а дверь ил и рукоятку, прикреп
ляемую к двер и. Анал огичную нагрузку испытыв ает дверь шо
фера в автобусном кузове ЛИА З-158,
. в результате чего н авес
ные ст·о йки ее через полтор а - два года эксплуатации ло маются
в месте крепл ения их к подоконному поясу.
В закр ытых фургонах грузовых автомобилей каркас кузова
часто разрушается от уд аров о борта затаренного груза или
вследствие рас·качивания туш, подв ешенных к крыше в автомо
билях рефрижер аторного тип а.
В легковых автомобилях из нестабильных нагрузок наиболь
шее вл ияние на долговечность _ кузов а оказывают нагрузки в ба
гажнике. При наличии значительного заднего свеса и большого
объе ма багажника, в особенности в автомобилях, используемых
как такси, в местах перехода от багажника к раме заднего стек
л а обр азуются тр ещины.
Дл я авто бусных кузовов нестабильные нагрузки, создав ае
мые в результате перемещения пассажиров, имеют ·бол ьшое зна·
чение.
Так, в случ ае б ольшой накопительной площадки для пасса
жиров на дл инном заднем свесе происходит поломка рамы ил и
основания в районе заднего моста , а при расположении цент
рального прохода ближе к правому борту раскачивается крепле
н ие правого борта, обычно осл абл енного, так как в нем имеются
двер ные проемы. Поэтому на многих авто бусах ЛИАЗ-158 выпу
чивается подоконный пояс.
Наконец, в автобусе разрушаются подножки входной двер и и
rнавесные стойки дверей, так как в часы пик пассажиры виснут
на подножках и дверях.
МЕРЫ У ВЕЛИЧЕНИЯ ДОЛГО ВЕЧНОСТИ дВТОМО&ИЛЬНЫХ
КУЗ ОВОВ
В предыдущих раздел ах были рассмотр ены основные факто·
ры, снижающие дол говечность современных автомобильных ку
зовов ; при этом было установлено, что основными являются
коррозия и колебания. Создать такую конструкцию кузова, ко
тор ая не подвергалась бы разруш ению от коррозии и кол е баний,
при современном развитии техники нельзя, но значительно
уменьшить их действ ие вполне возможно.
Возникновение коррозии и кол ебаний зависит от большого
количеств а фактор ов, поэтому дл я умен1>шения разрушающего
действи я этих явлений необходимо комплексное применение раз
личных мероприятий, например :
1) применение материалов, имеющих наибольшую кор рози
онную стойкость ;
2) создание конструкций, ·в кюто рых �в озможность во зникно
в е ния ко ррозии и колебаний была бы минимальной;
3) защита конструкщш от к оррозии и увел ичение долговеч
ности отдел ьных деталей кузова.
В пр оцессе экспл уатации, технического обслуживания и р е
монта необходимо обеспечив.ать выполнение опер аций, направ
ленных на продл ение сроков службы кузова.
Совершенно очевидно, что конструктивные и технол огические
меры по увеличению дол говечности автомобильных куз овов я в
ляются раш ающи ми, если учесть, что выбор материала относит
ся к конструктивным мер ам, так как производится при разра
ботке конструкции.
Конструктивные и технологические меры по увеличению д ол
говечности автомобильных кузовов тесно связаны между собой и
взаимно дополняют друг друга .
Добиться высокой дощ:.овечности кузова путем применения
только конструктивных или только технологических мер невоз
можно. Так, дол говечность кузова, имеющего 'оптимальное кон
структивное решение, б удет недостаточной, если технол огией
изготовл ения не предусмотр ены эффективные защитные покры
ти я его или не будут выдержаны соответствующие технол огичес
кие режимы нанесения покрытий. В св ою очередь, с амые совер-
59
шенные способы технологической защиты прот и в к оррозии не
дадут жел аемого эффект а, если конструкция б удет спосо бств о
вать созданию очагов коррозии.
Обеспечение в ысокой долговечности к узов а путем подбора
материалов, имеющих высокую коррозионную стойкость, напри
мер нержав,еюЩ1их сталей, в экономическом отношении нецеле
сообр азно.
Только сов местное выполнение конструктивных и технологи
ческих мер при соответствующем подборе материалов для изго
товления кузова может обуслов ить необходимую дол говечность.
Кроме того, конструкция куз о в а должна быть такой, чтобы тех
нический уход за ним был как можно проще, а трудов ые и мате
риальные затр аты минимальными.
ВЛИЯНИ Е КОНСТРУКЦИИ КУЗОВА НА Е ГО
ДОЛ ГОВЕ ЧНОСТЬ
Долгов ечность куз ова закладыв ается при разработке его
к онструкции и расчете на �п рочность. Между прочностью и дол
го в ечностью сущест в ует прямая зав исимость.
Некотор ые иссл едов атели, как, например, К. Эрц, Га сснер
и др" считают, что при пов ышении только прочности кузова н а
10% его долговечность увеличивается п6чти в 2 раза, а в случ ае
пов ышения прочности на 15% - почти в 3 раза. Несмотр я на
а вторитетность подобных в ы в одов, в ряд ли можно с ними согл а
ситься . Высказанное предпол ожение может быть спр а ведливым,
есл и исключить вл ияние коррозии на долгов ечность автомобиль
ного кузова. Практически коррозия в есьма существ енно влияет
на его дол гов ечность, поэтому достигнуть значительного увели
чения ее только повышением прочности ·кузова невозможно.
Вследств ие этого нельзя согл аситься с методикой оценки долго
вечности авто мобильного кузов а, разработанной канд. техн. наук
А. М . Чапкой .[37], по мнению которого доJ1говечность автомо
бильного кузова можно определ ить по результатам динамиче
ских испытаний, показывающих уменьшение прочности металл и
ческих элементов кузова из-за у сталости металла вследствие
в озникновения колебаний.
В настоящей книге рассматрив аются только такие мероприя
тия, 'К оторые способств уют ув ел ичению долгов е чности кузов а,
т . е . ко нструктив ные меры, уменьшающие коррозию и колебания,
и не описыв аются конструктивные решения, обеспечив ающие
ув ел ичение прочности куз ов а и его узлов .
Современные автомобильные кузов а предста·вляют собой
сложную пространст в енную конструкцию, которая подв.ергается
различным статичес•ким и динамическим нагрузкам.
Общепр инятой и достаточно точной методики расчета авто
м обильного кузова на прочность пока еще нет.
60
Известны и нтер есные методы и схемы расчета кузова на
прочность, разработанные т. Ш кольниковым (НАМИ) , К Эрцом
[44], Новозеландски м обществом и нженеров автомоби льного
транспорта и др . Однако эти методы широкого распростр анения
не получили, так как при расчете по 1ним учитываются 1в основном
статические нагрузки. Кроме того, эти методы направлены гл ав
ным образом на обеспечени е заданной прочности, а вопросы
долговечност и в н и х по существу не отр ажены.
Автор не стави т перед собой задачу и зложить каки е-либо ме
тоды ил и схемы расчетов кузова на долговечность. Н и ж е при ве
ден ряд конструктивных тр ебований, которые сл еду ет выполнять
при проектир овани и автомобильного куз о в а дл я получения наи
большей долговечности.
ОСНОВНЫЕ ЧАСТИ КУЗО ВА
Для удо бства дальнейшего изложени я материал а останови м
ся на названи ях частей, узлов и деталей автомобильного кузова.
Необходимость в таком отступл ении вызвана тем, что ·в отечест
венной л и тер атур е по кузовостроени ю.отсутствует еди ная тер м и
нологи я, вследствие чего одни и те же узл ы и детал и разл ичны
м и автор ами и на разных предпр и яти ях называют по-разному.
Так, напри мер, одни и те же декорати вные накладки называют
--
--
--
--
5--
--
--
--
--
--
8
Рис. 25. Основ н ы е размер ы кузова
штапиками, шта:б иками , молди нгами и т. п. Внутр еннюю обш и в
. ку кузова часто называют обли цовкой, а облицовку - обши вкой
ит.д.
Н иже привод и тся в основном терминология, которой при
держивается Ю. А . Дол матовски й {10, 11].
На р и с. 25 показаны ос,новные размеры автобусного кузо
в а, применимые и для других кузовов: а -
·
высота кузова; 6 -
д.hина кузова; в - ширина кузова; г - ширина юбки; д - шири
на оконного пояса; е - глубина крыши; ж - дл ина переднего
свеса ; з - база; и-длина заднего света ; к - дор ожный просвет
кузова; л - подоконный пояс.
61
Обычно автомо1бил ьный кузов состоит и з сл едующих основ
ных узл о в (рис. 26) : переднего борта 1, крыши 2, заднего левого
борта 7, правого борта, основания притворной или навесной
стойки 3 дл я крепления двери (иногда ее называют петельной
ст о йкой) и пр итворной стойки 4. Помимо подо конною пояса б.
различают еще надоконный 5 и обвязочный 8 пояса, котор ые.
проходят по бортам в местах крепл ения основания. Во многих
несущих куз овах эти узлы объединяются в один моноблок. Сна
ружи кузов покрывается облицовкой, а изнутр и обшивкой. Сты-
Рис. 26. Основные узлы кузова
ки обл ицовки и обшивки перекрываются декоративными наклад
ками 9.
В подавляющем большинстве автомобильных кузовов имеет
ся каркас, представляющий собой несущую простр а нственную·
систему.
О сновными деталями каркаса (рис. 27) являются вертикаль
ные стойки или ш пангоуты 4, к которым кр епятся о бл и ц овка 1,
подоконный пояс 2, угловая стойка 3, лобовые дуги 5 крыши,
шпангоуты 7 и продольные стр ингеры б.
Основание кузова (рис. 28) часто состоит из продольных балок
лонжеронов f! поперечин - тр аверс. Последние могут б ыть в
виде труб, балок ил и ферм. Е сл и поперечина имеет форму фер
мы (рис. 2 9 ), то о.н а состоит и з верхней и нижней балок 1, вер
тикальных стоек 3, раскосов 2 и косынок 4.
62
ei
!/--.
..
..
.)
з
г
4
2
Рис. 28. Основание
автобуса ПАЗ-672
z
-1
Рис. 27. К аркас кузова
\� Л dllWl/6 '-
-L/
111 1 111 \._1,)JllU1111 /-"'-.� / �
f1/
1/
Р1:1с. 29. Ферма основгния автобус а ЛИАЗ- 158
КЛАССИФ ИКАЦИЯ АВТОМО&ИЛЬНЫХ КУЗОВОВ
П о конструкции современные автомобильные кузова группи-
руют по сл едующим основным признака'м :
1 ) по способу восприятия нагрузок;
2) по рас положению двигателя относительно кузов а;
3 ) по наличию каркаса в кузове;
4 ) по основному матер иалу, из к оторого изготовлен кузов.
По сп особу восприятия нагрузок ав томобильные кузова де-
лятся на ненесущие, полунесущие, интегр альные и несущие.
Ненесущие кузова изnотовляются отдельно от рамы, а затем
крепятся к ней через пружины, резиновые ил и другие эл а стичные
прокл адки. Э ти кузова воспринимают нагрузки только от со бст
венной массы и массы груза, находящегося в кузове. Нагрузку,
возникающую вследствие движения автомобиля по неров ному
пути, воспринимает рама; на кузов эта нагрузка почти не пере
дается, так как она в основном поглощается эл астичным креп
лением.
Нагрузки, возникающие вследствие ускор ения тор можения и
колебаний, гасят ся частично прокл адками.
Есл и кузов соединен с рамой жестко при помощи болтов, за
кл епок ил и св арки , то нагрузки, воспринимаемые рамой, в з н а
чительной степени передаются на кузов. Такой тип кузова .н азы
вают полун есущим.
В том сл учае, есл и рама и основание кузова составляют оди н
конструктивный узел, то основание воспринимает все основны е
нагрузки, а верхняя часть кузова остается почти разгруженной.
Такая конструкция основания ,н азывается и нтегральной.
Наконец, имеются кузова, представляющие собой замкнутую
конструкцию, в которой от сутствует рама. В такой конструкции
н агрузки воспр инимают основание, �борта, крыша и другие эле
менты ку зова. Такой кузов называется несущим .
По рас положению двигателя относительно куз ова различают:
1) кузова, у которых двигатель расположен за предел ами ку
зова (автобус ПАЗ -65 1, грузовые автомобили ГАЗ-51, ЗИЛ- 164) ;
2) кузова с передним расположением двигателя (автобу�ы
ПАЗ - 652, ПАЗ-672, ЛИАЗ-1 58, легковые а·втомобили «Москвич-
407», «Москвич-408», М-2 1 «Волга») ;
3) кузова с рас положением двигателя под пол ом между мос
тами авто мобиля (авто бусы Бюссинг, Хеншель, MAN ) :
4 ) автомобильны е к узова с задним расположением двигател я
(автобусы ЛАЗ ) .
По н аличию каркаса кузова делят на каркасн ы е , полукаркас
ные и бескар касные.
У каркасных кузовов и меется замкнутый каркас, восприни
мающий нагрузки, а листы облицовки и обшивки, будучи наве
шенными на каркас, нагрузки не н е сут.
64
Полукаркасные кузова не имеют замкнутого каркаса ; у них
отдельные стойки жестко соединены с облицовкой и обшивкой,
вследств ие чего нагрузку воспринимают элементы каркаса сов
местно с облицовкой и обшивкой.
Бескар'ка•сными кузова:м и называют кузова, у которых обли
цо вка, имеющая ребра жесткости, жестко соединена с обшивкой.
В современных а1вто м·обильных кузов ах применяются многие
материалы, поэтому ·кл а�ссиф икация кузовов .по используемому
матер иалу носит нескол ько условный характер .
Так, металлическими �кузовами наэывают такие, у кото рых
все несущие эл ементы изгото влены из металл а, дер евянными -
у котор ых несущие элементы (обычно каркас) , а также ·о блицов
ка и обшивка изготовлены из дерев а.
Дер евянно-металлическими называют кузова, имеющие дер е
вянный каркас и металлическую облицовку.
В последнее вреJУIЯ кузова этого типа постеп енно вытесняются
металлическими :конструкциями. В то же вр емя начинают полу
чать распростр анение пл астмассовые и .пл астмассо-металличе
ские куз ова, т. е . такие, которые целиком изготовл яются из
пластм ассы или у которых каркас ·м еталлический, а облицовка и
обшивка выполнены из пл астмассы.
В со временном мировом автомобилестр оении наибольшее
распр остр ан ение получил и кузова следующих типов : дл я легко
в ых автомобилей массового производства - несущие ил и интег
ральные стальные бескаркасные ил и полукаркасные кузова;
для легковых автомобилей огр аниченного выпуска - ненесущие
стальные бескаркасные ил и полукаркасные кузова с обл ицовкой
из стал и, алюминия или пластмассы.
Кабины грузовых автомобил ей ненесущие, их изготовляют
к аркасными ил�и полукарк асными. Кархас и облицовка могут
быть ст альными или дер евянными.
Кузова автобусов, фургонов и специальных автомобилей мо
гут быть несущими - каркасными из стал и или спл авов алюми
ния, интегр альными - каркасными с металлической ил и пласт
массовой облицовкой и ненесущими или секционными - панель
ными, изготовленными из различных матер иалов.
'
В табл. 18 приведены типы кузовов а·втомобилей отечествен
ного производства {10, 11].
Таблица 18
Типы кузовов о течественных а в томобилей
Автомобили или кабины
ЗАЗ -695 «Запорожец», «Моск-
вич-407:. ,
«Москвич-408» ,
М-2 1 «Волга»
5 Заюаз 1398
1 Тип кузова
или кабины
Несущий бескар -
касный
1 Материал
1
карк аса
облицовки
-
Сталь
65
Автомобили или кабины
ГАЗ-13, ЗИЛ- 111, ГАЗ-69
Кабины автомобилей ГАЗ, ЗИЛ,
Уральского автомобильного
завода
Кабины автомобилей МАЗ,
КрАЗ
Микроавтобусы РАФ
Автобус ПАЗ-652
Автобус ПАЗ-672
Автобус ЛАЗ-695
Автобус ЛИАЗ-158
Автобус ЛИАЗ-677
Автобусы ПАЗ -651 , ПАЗ -657,
фургоны
Ф ургоны и кабины автомоб и
лей УАЗ-450, УАЗ-450Д
Ф ургоны на шасси автомоби
лей ГАЗ-51 и ЗИЛ
СИЛОВЫЕ СХЕМЫ КУЗОВОВ
Тип кузова
или кабины
Ненесущий бес-
каркасный
Ненесущий полу-
ка ркасный
Ненесущий кар-
касный
Интегральный
каркасный
Несущий полу-
каркасный
Интег ральный
каркасный
Тоже•
Несущий каркас-
ный
Интегральный
ка ркасный
Ненесу щий кар-
касный
Ненесущий бес-
каркасный
Ненесущий кар-
касный
Продолжение табл . 18
Матер иал
каркаса
1 облицовки
-
Сталь
Сталь
»
Дерево Дерево , сталь
Сталь Сталь и сплавы
алюминия
»
То же
»
»
»
»
»
»
»
»
»
Сталь
-
»
Дерево Сталь и сплавы
и сталь
алюминия
В кажд о м автомобильном кузове имеются такие детал и и уз
лы, которые воспринимают наибольшие статические и динами
ческие нагрузки. О т расположения этих деталей и узлов во мно
гом з ависит д олговечность кузова.
Совокупность линий, по 'к оторым проходят сил овые линии
наибольших нагрузок, называют сил о в ой схем о й ку зова. Каждо й
конструкции кузова присуща определенная силовая схем а.
Силовая схема кабины rрузовоrо автомобиля
Кабины грузовых автомобилей по конструкции являются не
несущими; они устанавливаются на раму автомобиля. Крепл е
ние кабин к раме эл астичное, что необходимо дл я уменьшения
нагрузок, передаваемых кабине всл едствие пер екосов и прогибов
рамы.
Кабины крепятся к раме в трех ил и четырех точках. В пер
ВО'М сл учае дв е точки распол агают спер еди, а тр етью - сзади.
Во втором сл учае две точки распол агают спер еди и две сзади.
В частности, 'к абина автомобиля ЗИЛ- 130 крепится в четырех
точках.
66
На ка,бину действу ют ст атическая и д инамическая н агрузки
( от массы пассажиров и об орудования) , вызывающие изгиб, а
также сил ы, обусловливающие кру чение ( вследствие раскачива
ния кабины и пер екосов рамы) . Кроме т ого, н а кабину действу
ют сил ы, возникающие 'В результате колебания подвески.
На рис. 30 показаны силовые схемы обычных кабин с креп
лением в тр ех и четырех точках в случ ае пер еднего р асположе
ния двигателя, а на рис. 31 изображена силовая схема кабины,
расположенной над двигателем.
Наиболее нагруженными элементами кабины являются зад
н яя попер ечин а 1 ( рис. 3 0 и 31) основания и навесные стойки 2
двер и.
В каркасных кабинах основную нагрузку несет каркас, а об
лицовка воспринимает незначительные ·н агрузки ; в бескаркасных
2
1
2
а)
б)
Рис. 30. Силовые схемы кабины :
Рис. 31. Силовая схема ка-
а - крепление в трех точках; б - крепление в че-
бины, расположенной над
тырех точках
д ви г ателем
и пол у каркасных к у зовах нагрузку восприн имает облицовка,
при этом в полукар,касных к у з овах эл ементы каркаса являются
усил ителями облицовки. В каркасной кабине поперечины осн о
вания, воспринимающие нагрузку, передают ее ч ерез навесн ые и
притворные стойки крыше, где о на или уравн овешивается , или
через те же стойки передается попер е чинам основания.
Таким образом, в каркасной кабин е происходит как бы «пе
реливание» сил в каркас, и последний можно рассматривать
как замкнутую систему равной жесткости.
Бес каркасную кабину также можно рассм атривать как з амк
н уту ю систему равной жесткости; полукаркасная кабина не
всегда бывает такой системой.
Если каркасн ая кабина имеет мягкую крышку без дуг и без
верхнего обвязочного пояса, то система будет нез а,мк н у той.
Снnовая схема кузова nerкoвoro автомобнnя
Силовые схемы кузова легкового автомобиля значител ьно
сл ожнее сил овых схем кабин грузовых автомобилей. В зависи�.
м ости от конструкции кузова силовые схемы меняются, од нако
5*
67.
всем ·схемам присущи гл авные направления силовых линий.
Основную часть нагрузки в оспринимает основание, главным об
разом в местах крепл ения рессор (точки 1 на рис. 32) , з атем на
груз ка пер едается стойкам 2, наклонным стойкам 3 и, н аконец,
элементам крыши 4.
Отдел ьные эл ементы кузова, кар'к аса и обл и цовки имеют
различные нагрузки, что зависит от· конструкции кузова. Так же,
4
как в кабине грузовGго
автомобиля, силы могут
восприним аться или толь
ко каркасом, или карка
сом и облицов кой, или
только облицовкой в за
висимости от типа куз о
ва.
Силовую схему кузо
ва легкового автомобиля
Еис. 32 . Силовая схема кузова легкового
типа
лимузин следует
автомобиля
рассматривать как зам-
кнутую, так как силы,
возникающие в основании, передаются стойкам и замыкаются в
кр ыше. В кузове типа кабриолет силовая схе ма не замкнута.
Сиnовая схема автобусноrо кузова
Силовые схемы автобусных кузовов, так же 'К ак и схемы дру
гих кузовов, обусловлены их конструкцией. Тем не менее в си
л ов ых схемах кузовов авто б усов и фургонов наблюдается неко
тор ая однотипность. Основные нагрузки, воспринимаемые осно
в анием, через бортовые ,стойки пер ед аются 'дуг ам кр ыши, где
происходит замыкание силовых линий. В том случае, если кузов
несущий и его основание состоит из поперечных ферм, то ч асть
ферм может быть связана короткими лонжер онами в каретку.
Так, в автобусе ЛИАЗ- 158 передние и задние фермы связаны в
две самостоятельные каретки, между которыми расположена
свободная поперечная ферма.
При уд аре, возникающем ·в · случ ае наезда автобуса на неров
ность, нагрузка через подвеску передается на одну ил и нескол ь
ко попере чин-ферм, а затем на стойки и дуги крыши. Таким об
разом, бортовые стойки и дуги крыши испытывают сосредоточен
ные нагрузки.
Если основание несущее, то при наезде автобуса на неров
ность сосредоточенные нагрузки воспринимает подвеска и п ере
дает их на основание, ·в котором они чер ез продольн ые и попе
речные связи распределяются относ и тельно равномерн о , а з атем
распределенная нагрузка переда ется на бортовые стойки и га
с ится 'В дугах крыш� . Сл едов ательно, сосредоточенные нагруз·ки
68
распределяются по всем эл ементам кузова, при этом н агрузка
на каждый его эл емент уменьшается.
Аналогичное распр еделение сил наблюдается в куз овах авто
бусов или фургонов, устанавливаемых на раму шасси, так как
в этом случ ае распредел ен ие сил происходит через раму шасс и.
Снnовые с хемы н доnrовеч н о сть
При правильно выбранной силовой схеме автомобильного
кузова увеличивается его прочность, поэтому конструк тор, при
ступ а я к созданию конструкции, предварительно разрабатывает
силовую схему.
Силовая схем а существенно вл ияет не только на прочность
кузова, но и на его долговечность; при этом дл я ненесущих ку
зовов влияние силовой схемы на долговечность менее значитель
но, чем дл я несущих.
Авто мобил ьные кузова с незам·кнутой силовой схемой, в ко
торых часть сило·вых линий проходит по наиболее сл абым дета
лям, отличаются пониженной дол г овечностью. П римером могут
служить кузова автобусов ЗИЛ-155 и ЛИАЗ-158.
Как известно, кузов автобуса ЗИЛ-1 55 является типичным
несущим кузовом, основание которого состоит из д вух р азобщен
ных кареток. Силы удара, передаваемые через подвеску, не р ас
пределяются по всему основанию, а сосредоточенно передаются
на бортовые стойки и затем на к р ышу. Крыша а·втобуса ЗИЛ-155
цельная, имеет достаточно большую глубину и сравнительно вы
сокую прочность, вследствие чего возможно поглощение ударов,
возникающих в кузове.
Кузов автобуса ЛИАЗ-158 имеет такие же основания и сило
вую схему, что и куз ов а·втобуса ЗИЛ- 1 55, но гл убина крыши у
него значительно меньше всл едств ие увеличения оконных прое
мов. Кроме того, крыша осл аблена световыми люками. В резуль
тате общая прочность крыши автобуса ЛИАЗ-158 значительно
меньше общей прочности кр ыши автобуса ЗИЛ- ! 55. Таким обра
з-ом, в кузове автобуса ЛИАЗ- 158 ослаблен основной узел, в ко
тором замыкаются все силы, идущие от стоек бортов и основа
ния . В результате этого долговечность куз ова автобуса ЛИАЗ-158
на 30 % меньше долговечности кузова автобуса ЗИЛ- 155.
Если исключить положительное вл ияние покрытий в кузове
автомобиля М-2 1 «Волга», то прочность и дол говечность его
меньше, че1м кузова а·втомобиля М-20 «Победа», также из-за ос
лабления крыши в связи с увеличением оконных проемов.
Вообще, есл и отсут.ствует жесткое основа.ние и ослаблена
кр ыш а, то в процессе эксплуатации автом обиля расшатываются
борта, в озник ает трение между эл ементами кузова, вследствие
чего прогрессивно 1р азвивается контактная коррозия, и дол го
вечность его ·снижает·ся.
69
Следовательно, дл я увел ичения долговечности автомобильно
г о .кузова необходимо, чтобы силовая схема его был а замкнутой
и чтобы сил овые линии проходил и по наиболее прочным деталя м
кузова, которые дол жн ы быть равнопрочными.
ГА&АРИТЫ КУЗОВА И ЕГО О&ЩАЯ КОМПОНОВКА
Долговечно сть автомобиль�ного кузова 1в некоторой степени
зависит от его габаритов и в оановном от соотношения базы и
дл ины автомобиля. Соотношение базы и длины влияет на коле
бание ,куз ова и углы скручивания. Чтобы уя снить это �пол ожение,
приведем сл едующие ,соображения.
Изв естно, что у бруса прямоугол ьного 'ееч ения, один аково
плотного по всей дл ине L, ра\диус инерции относитель'Н о цен11р ?
тяжести
r-
--
в
i-
--
--
-
l
а}
r-
1L2
i=l,
- = 0,289L.
r12
--
в
i-
--
--
-�-
L ____
_,
б)
Рис. 33
.
Соотношение базы ,и длины кузова
Если рассм атривать кузо�в автомобиля как брус прямоу,голь
ного сечения дл иной L и отнести пр иведенное выше ,соотношение
в
'
'
к половине базы - автомобиля, то получим
2
2i
2 · 0,289L 0 ,578L
-
= ---'---
в
в
в
В том случ ае, есл и база автомобиля В (.р ис. 33, а) равна
0,578 L, то при наезде а втомобиля на неровность дороги перед
ним мостом в точке С 1крепления его воз никает уд ар, 1Но этот
удар .н е пер едается точке А . Кузов будет ка к бы вращаться во
кр уг точки А, верне е, она :будет являться ов оеобр азной 1н епод
виж'Н ой опорой.
Следовател ьно, при В = 0,578L точки А и С можно считать
2i
независимыми, так ка1к - = 1 . В этом сл учае колебания в.еех
в
видов (вращен ие около одной точки, галопирование и подпр ыги
вание) имеют од инаковый период.
70
При 1Н аез1де автомобиля передним кол есом ( точка С) н а пре
пятств ие точка А крепления подвески переместится в напра1в ле
нии уда1р а, есл и база автомобиля В < 0,578L (рис. 33, 6) , или в
стор ону, обратную напра<вл ению удара, есл и В > 0,578L. В пер
вом случ ае сила удара в точке А будет меньше, а во втором -
больше всл едствие .сл ожения 'В ектор ов соответственн о с разно
именными и одноименными знаками.
Амплитуда колебаний 1в первом 1случ ае будет больше, чем во
втором.
Таким образом, равенство В = 0,758L я�вл яется оптимальным
соотношением; одн ако сл едует учитывать, что это сп раведливо
тогда, к огда масса кузова и груза равномерJНо распределена по
всей дл ине кузова.
Таблица 19
Соотношение длины и базы легковых а вто мобилей
Марк а авто-
1111
мобиля или
Страна
Lв,1tM
ввмм
В/L
фирма
М-20 «Победа »
СССР
4665
2700
0,580
М-2 1 «Волга»
СССР
481 6
2700
0,562
ГАЗ- 12
СССР
5530
3200
0,580
ГАЗ- 13 «Чайк а:.
СССР
5630
3250
0 ,580
Остин
Англия
3060-4750
2032-2750
0 , 665-0 ,580
Бентли
»
5380
3124
0, 582
Даймлер
»
4267- 5730
2330-2895
0 ,548-0 ,564
Форд
»
3570-4590
2210-2717
0,620-0,593
Ягуар
»
4480-5000
2590- 3050
0 ,581-0 , 612
Мо ррис
»
3050-4523
2030-2520
0 ,666-0 , 546
Ролс-Ройс
»
5380-6050
3120-3683
0 ,580-0 ,610
Станда рт
»
4355
2590
0,595
Шкода
Чехосло-
4064
2400
0,592
вакия
Татра
То же
5080
2750
0,542
I]ежо
Франция
4470
2670
0,598
Рено
»
3640-4000
2100-2270
0,578-0 , 570
Симка
»
4180-4521
2450-2690
0 ,587- 0 ,594
вмw
ФРГ
2350-4724
1500-2830
0 ,640-0 , 600
Форд-Таунас
ФРГ
4064-4450
2490-2630
0,61 2-0 ,592
Мерседес-Бенц
ФРГ
4292-5200
2400-31 50
0,560-0 ,605
Фиат
И талия
3 073- 4465
1840-264 9
0,600-0 ,593
Дэтсан
Я пония
391 0-4030
22 1 9-2280
0,570-0 , 567
Тойота
»
3990-4409
241 0-2530 0,603-0 , 574
I<рейслер
США
5458-5570
3099-3200
0,659-0 , 574
Додж
США
4795-5 131
2705-2946
0,566- 0 , 574
Форд
США
531 4
3023
0,570
Бюик
США
4788- 5590
2845-3200
0 ,593
I<адиллак
США
5650-6 170
3289-3805
0,582-0 ,616
Шевроле
США
5324
3023
0,568
Студебекер
США
4780-5190
2870-306 1
0,601-0 ,590
71
При ,со ср едоточении массы в то рцах кузова радиус инерции
увеличивает ся; чтобы в этом случ ае сохр а нить приведенное выше
соотношение, нужно увеличить базу автомобиля, а при соср едото
чении груза в середине кузова - уменьшить ее .
В та.бл . 19 и 20 приведено соотношение дли.н ы и базы наибо
лее распрос11р анен ных автомобилей.
Таблица 20
Соотноше ние длины и базы автобусо в
Марка автомо- 1
биля или фирма
Страна
П АЗ-652
1 СССР
ЛИАЗ-1 58В
1 СССР
ЛАЗ-695Б
J СССР
Бюссинг
1 ФРГ
Магирус
1 ФРГ
MAN
1 ФРГ
Фиат- 314
1 Итал ия
САН
1 Польша
Лейланд
1 Англия
Шкода
1 Чехословакия
Дженерал
1 США
Моторе
Икарус-556}
Ика рус-557
1 Венгрия
1Lвмм
1ввмм
1 B!L
171501
3600 1
0,504
190301
4858
1 0,524 -
192201
4190 1
0 ,454
1 9800- 11 300
1 4500-6000 1 0 ,460-0 , 530
1 1о000-11 500 1 4500-5730 1 о.450-0.500
i 10140-11 140 1 4800-5750 1 · 0 ,484-0,518
1 7680
1 3750
1 0,490
1 9320
145501
0,488
191001
4950
1 0,546
1 10620
154501
0,513
1 8255-12 167 1 4 585-7232 1 0, 556-0 , 592
1 10885
\55001
0, 504
Ан ализ от.ношения �б азы к дл ине совр.еменных а;в то мобилей
показывает, что эта величина кол ебл ется в ·ср авнительно боль
ших предел ах: 0,520-0,715 дл я легковых а;втомобилей и 0,400-
0,604 .дл я автобусов. Характер но, что у легковых автомобил ей
откл онение обычн о п роисходит 'В большую. сто рону от 0,578, а у
авто бусов - в меньшую от этой величины. Это объя сняе1'ся тем,
что у легковых автомобилей нагрузки состредоточены у торцов
72
кузова: масса двигателя и водителя спереди, масса пассажиров
и ба.г аж сз ади; у а,втобусов .н аибольшая нагрузка от �п ассажиров
пр иходится на среднюю часть кузова. Кроме того, во многих а•в
тобусах двигатель распол агается под полом �между мостами.
Таким обр азом, дл я обеспечения оптимальной дол говечности
кузова база автомобиля, учитыв ая перевозимую массу, собС'гвен
но •м аосу кузова, а также атр егатов, подвешенных к кузову.
должна быть равна удвоенно
му радиусу инерции.
,
Собственно дл ина куз ова
зависит от его конструкции.
Несущие кузова нецелесооб
разно изготовлять длиной бо
лее 2800-3000 мм. Длинные
кузова должны им еть инте
гральное основание или быть
ненесущими (рамными) .
Наряду с выбором радиу
са инер ции при конструирова
нии автомобильных кузовов
необходимо подбир ать опти
мальное расположение центр а
тяжести кузова. Высокое рас
положение центр а тяжести ку
зова не только снижает устой
чивость авт омобиля, но и при
в одит к быстрому раскачива
нию кузова, что уменьшает
его долговечность . Центр тя
жести кузова целесообразно
распол агать
на
некотором
<:
::
<>
�
1°12' 1-
--�-
--
--
--
-1
расстоянии от основания, но Рис. 34 . Угл ы закруч и в а н ия кузова
не выше подоконного пояса.
легк овог о авт омобиля :
Увеличение дл ины кузова
1 - кузов в сборе: 2 - кузов со снятой
обл ицовкой крыши; 3 - кузов со снятоw
автомобиля и его базы приво-
крышей
дит к увеличению угл а закру-
чивания кузова. Угол закручивания кузова, в свою очередь, за
висит от угл а закручивания основания и каркаса [lJ:
где <р1 - наибольший угол закручивания, основания ;
<р2 - уг ол з а кручивания основания с каркасом;
<рз - угол закручивания ·кузов а в цел ом.
Н а рис. 34 пр иведены угл ы закручив а1н ия обл ицован ного ку
зова легкового автомобиля, кузова со снятой облицовкой крыши
и 1куз ова со .снятой крышей.
На рис. 35 показано распределение угл ов закручивания кузо
ва автобуса ЛАЗ-695Б по его дл ине.
Так как у гол закручивания кузова зависит от его дл ины, то
обычно пользуются понятием относител ьного угл а закручивания,
равного отношению наибольшего угл а закручивания в минутах
к дл ине куз ова в метр ах. В табл. 21 приведены полный и относи
т ел ьный углы закручивания неко'Горых автобусных кузовов .
�c:=:Jc:
::
::J
c=:
::J
c=:
::J
c:J�
1 �EjE:jEjEj��\
а
q
-�
-..
..
..
.
§:�(
(
,1."'1
IШ ,,,
-
""
ш
"
�tw
��
4130
'2870 .-
--
-
- 701/ � 70 f.-,fJ5 1-k-131/5�13*5"�-1зм� 882 б65 713 �
•
9220
о'
NOf N02 NОЗ No4 N05 NОб N07
-·--
-
о
__,,.
..
..
..
..
..
.
..
..
�,,.
..
-
�-/
-
о'
..
..
.
..
..
..
_.
..
..
.-'
�---
\:.
.
к/<r
10'
-
--
за'
12з/*
о
/
о'
)v
30
7
5',_
_
1,.
..
..-"
3""'"
1/
--
'-.
..
.,
,_
о
-._
__
_
Рис. 35. Р аспред еление у гла закручивания по дл ине
автобуса типа ЛАЗ-695Б :
No 1-7
-
номера шпангоутов; 1 и 2 - соответственно
углы закручивания кузов а в с боре вправо и влево; 3 - угол
закручивания о блицованного кузова вправо; 4 - угол закру
чивания каркаса кузова впр аво
С точки зрения дол г овечности кузова представляет интер ес
к оэффициент от.носит.ел ь.ной жесткости, п од которым понимают
отношение угл а закручивания оонования с кар.касом к углу за
кручивания облицов анно1г о кузов а. Чем выше этот коэффициент,
тем более напряженно работает облицовка, в результате чего в
местах крепления облицовки к карка·СУ пр оисходят усталостные
разрушения облицовки, возникает контактная коррозия 01блицов-
1к и и стоек, ослабляются соединения.
74
Таблица 21
Пол ный и относительный углы закручивания автобусных кузовов
1
Угол закручивания
Марка автобуса
1
полный
относ ительный
ПАЗ-652
1 0°281
1 3,9
ЛИАЗ-158
1 0°31'
1 3,55
ЛАЗ-695Б
1 0°301
1 3,25
Маrирус -03500
1 0°381
1 4,1
Австро-Фиат
1 2°151
1 13,9
Коэффициент относительной жест.кости должен быть мини
мальным и не превышать 4, а от.носительный угол закручива
ния- не более 6' на 1 м длины кузова.
На долгов ечн ость кузова влияют размер ы переднего и за�не
го весов. Чем дл иннее свесы, тем большие нагрузки возникают
в куз ове при наезде автомобиля .н а неровность пути. ПереД�няя
подвеска воспринимает и передает кузову .большие силы удар а,
чем задняя, так как при подходе к неров.ности задних кол ес ско
рость автомобиля обычно уменьш ается, вследствие этого перед
ний свес дел ают значител ьн о меньше, чем заrдн ий. Задн ий свес
должен быть не более утр оенного пер еднего свеса.
Распол ожение двигателя rн а автомобиле также оказывает су
ществ енн ое влияние на долговечrr-юсть кузО1В а. Для грузовых .а в
томобилей наиболее бл а·гаприятным в э том отношении является .
переднее расположение дв игателя с 'Пр иводом на задний мост.
Чащ е всего такое расположение дв игателя применяется и на
легковых автомобилях, что вполне допустимо при их .небольшой
дл.ин е . Ин аче обстоит дело с автобуса,ми. Для них наибол ее целе
со образным является заднее распол ожение двигателя с приво
дом на задний мост или расположение двигателя под полом, так
как в этом случае дл ина карданной передачи наименьшая.
Так, в ФРГ из автобусов 44 марок 31 автобус имеет заднее
располо21tе.н ие двигателя и только у девяти он рааположен под
полом.
Длинные карданы ил и дл инные составные карданн ые переда
чи вызывают дополrн ител ьные колебания кузова, что снижает
его дол1говечн ость. Практикой установлено, что дл ин а карданно
го rв ал а не дол жна превышать 1,7 м. Примером неудач.н ой rк ар
данной пер ед ачи может служить автобус ЛИАЗ -677, у к отор ого
карданная передача состоит из четырех �в алов, расположенных
75
под различными углами, а в качестве опоры использована к ор об
ка передач.
Долговечность автомобильных куз овов повышается, есл и
применять у�п ругие сухие карданы, в частности , шарнирные сое
динения с сайлент"блоками. э ·ти соединения це имеют трущихся
ил и скользящих деталей, не нуждаются в смаз'ке, не требуют
специ альной центр овки и гл авное гасят колебания и шумы. Не
достаток сайлент-,бл оков заключается 'В том, что ·о ни н е могут
передавать усил ие под большим углом, который необходим при
заднем расположении двигателя.
Крутил ьн ые колебания в карданной передаче возникают
главным образом потому, что валы расположены под угл о м
друг к другу; 1в связ·и с этим устаноак а вилок карданного вала
имеет большое зн ачение.
По �д анным К айзера Джона {46] рекомендуется, чтобы ма�си
мальные критичеС' кие ускорения при числе обор отов 4000 в м ину
ту были не бол ьше сл едующих (в рад/сек2) :
Легковые автомобили и автобусы . . . •
Грузовые автомоб или большой грузоподъ-
емности ..•......•...•
Первый
кардан
1000
2000
Второй
ка рдан
300
1000
Пр и этом угол между шарнирами •Н е должен б ыть более
3° 30'-4° 30'.
Максим ально допустим ая угл ов ая скор ость зависит от типа
кардана. Так, дл я упругих карда1н ов она не должна превышать
80% от критической, для полужестких - 75% и для жестких -
67%.
Большое значение для долговечности автомобильного куз ова
имеет соотношение подрессоренных и неподрессоренных масс.
Чем больше масса переднего и заднего мостов в сборе, тем
больше сила уд аров, передаваемых через подвеску на куз ов
автомобю�:я, и, следовательно, больше вероятность его расш а
тывания.
Для увеличения дол говечности д ор огостоящих автомобил ь
ных кузовов, например автобусных, нецелесообразно исполь
зовать мост ы с большой массой.
Ниже приведены коэффициенты подрессоренных масс неко
торых автомобилей:
М-20«Победа» . . . . .
М-21 «Волга» •
.
.
.
.
ПАЗ-652 ...
.
.
...
6,37
6 ,50
4,9
ЗИЛ- 155 .
ЛИАЗ- 158
ЛАЗ-695 .
3,98
4,23
4,23
Приведенные данные свидетельствуют о том, что этот пока
затель для легковых автомобилей в основном удовлетворителен
и имеет тенденцию к росту, а дл я автобусов он явно недоста
точен, что отрицательно сказы вается на долговечности и х
куз овов.
76
ПОДВ ЕСКА
К: подвеске относятся уз л ы , связывающие неподрессоренные
части автомобиля с подрессоренными. Через подвеску, с одной
стороны, передаются на мосты все статические и динамические
нагрузки от кузова и груз а , а с другой - через нее на раму или
куз ов автомобиля передаются ударные нагрузки, вызванные не
ровностя ми пути.
От конструкции подвески з ависят плавность хода автомоби
ля, а также амплитуда и характер колебаний кузова, так как
одним и з основных назначений подвески является быстрое гаше
ние колебаний куз ова и колес.
Подвеска любой конструкции состоит из трех основных
элементов : направляющего, упругого и гасящего устройств.
В отношении долговечности автомобильного куз ова наибол ьшее
значение имеют упругое и гасящее устройства. По типу упруго
го элемента подвески делятся на рессорные, пружинные, стерж
невые - торсионны е, резиновые, пневматические , гидр авлические
и ком бинированные. Гасящие устройства - амортизаторы могут
быть механическими, фрикционными и гидр авлическими.
В настоящее время на автомобилях чаще всего применяют
рессорные, пневматические и л1и пневмогидр авлические подвески,
лри этом последние получают все большее распростр анение.
Рессор ная подвеска не приспосабливается к характеру доро
ги и нагрузке, так как имеет постоянные характеристические
-параметры. Срок службы рессор невелик, так как режим работы
их во время эксплуатации весьма тяжел. Чтобы повысить срок
службы рессор, их изготовляют из металла более высокого
качества, применяют поверхностное упрочнение рессорных
листов, вводят между ними фибровые, резиновые или полиамид
ные прокл адки . Совокупность этих мероприятий хотя несколько
и увеличивает срок службы рессор, но не повышает долговечно
сти автомобиля в цел ом и автомобильного кузова в част
ности.
В случае применения пневм атической подвески вертикальны е
ус к-орения уменьш аются почти в 2 раза по сравнению с рессор
ной (табл. 22) .
При пневматической подвеске намного уменьшаются напря
жения в элементах каркаса кузова.
В 1961 г. в Стокгольме проводились дорожные испытания
автобусов марки Скания Вабис К:апитал. На рис. 36 показано
изменение напряжений в наиболее нагруженных элементах
каркаса автобуса с рессорной подвеской с резиновыми проклад
ками и автобуса, снабженного пневматической подвеской фир
м ы Дэнлоп Дилл.оу.
На легковых автомобилях пневматическая подвеска в силу
ряда обстоятельств не получила распространения.
'77
Таблйца 22
Вертикаль ные ускорения автомобилей с различной подвеской
,
Вертика льные ускорения в м/сек• при
движении а втомобиля по дороге
Марка автомобиля
с покрытием :
Нагрузка
и т ип подвески
асфальтовым (ско-
1 булыжн ы м (скорость
рость 40-50 км/ч) _
30-40 км/ч)
-
ЗИЛ- 164,
1 Нет
1 5,0
1 9,0-10,0
рессорная
П олная
4,5
8 ,0-10,0
ЗИЛ- 164, пневматичес-
1 Нет
1 2,0-2 ,7
1 4,0-5,0
кая
Полная
1 ,7-2 ,3
3,2 -3,7
ЗИЛ- 1 30,
1 Нет
1 4,0-5 ,0
1 6,0-7 ,5
рессорная
Полная
3,5-4 ,5
5, 5-7,0
-
ЛИАЗ- 158,
1 Нет
1 3,2
1 4,4
рессорная
Полная
2,3
3,3
ЛИАЗ- 1 58, пневмат ичес- 1
Нет
1 2,1
1 2,7
кая
Полная
1,5
2,2
ЛА3-695,
пневматичес- 1
Нет
1 2,2
1 2,9-3,8
кая
Полная
-
1,7
Что бы уменьшить колебания кузова при рессорной подвеске,
рессоры снабжают различными демпфирующими устройствами.
Определенны й интерес представляет противозвуков ая серьга,
разработанная фирмой Металастик. Серьгу (рис. 37 и 38)
ставят одновременно с метацентричной резиновой втул кой
(рис. 39 и 40) в случае применения обычной полуэ ллиптической
рессоры. Втул ку располагают так, чтобы при сжатии макси
мальная нагрузка воспринималась наиболее толстой ее частью.
Во втул ке имеется паз для уменьшения в ней напряжений.
После установки в горизонтальном направлении жесткость
втул ки в 2,5 раза больше, чем в вертикальном.
Противозвуковая серьга уменьш ает колебания кузова
и устр аняет концентр ацию напряжения в рессоре. При уста
новке этой серьги в нее заправляются прямые листы рессоры,
т. е. отп адает необходимость в калиброванном отверстии в рес
соре для серьги.
Влияние подвески на долговечность кузова зависит от жест
кости шин. Чем больше жесткость шин, тем меньше эффект от
эластичности подвески, поэтому для увеличения долговечности
кузова необходи мо подбират ь не только подвеску оптимальной
эластичности, но и соответствующие шины .
Нежелательно ставить шины высокого давления на автомо
били, имеющие дорогостоящие кузова.
78
Н а амплитуду J вертикальных колебаний ку зова влияет
раю1ус R колеса с шиной и модуль сдвига G материала шины .
При увеличении этих параметров амп литуда верт икальных коле-
12[120�
вво..
..
.
ll'fq{}
оо
иJ��ОО�·���
..
..
.
���..
..
..
���..
..
.
���..
..
.
�S:
:,
�-�;!SS:
:,
..
..
.
���
-.
..
.;:
�
"�
,,.
..;.
�
�� '"�
"
l/uc.J
JIL
колебаний
oJ
Рис . 36. Число колеб аний напря жений в эле м е нтах каркаса:
а _ скорость даижения автобуса 1 5 км/ч; б - скорость движения автобуса 25 км/ч;
/ _ без нагрузки; II - с полной нагрузкой. Сплошные линии - рессорная подвеска,
штриховые лин ии - п н евматичес кая подвеска
баний кузова у меньшается. Зави�имость между у казанными
в еличинами была у становле на Эллисом [43]:
где Р - тангенциальная сила.
79
rю
о
Рис. 37. П ротнаозвуко вая серьга
Рис. 39. М етац ентр.и чн ая резиновая
втулка
Рис. 40. Ус
та новка
ме•
С тацентрич
Еной втулки
А�
А-А
А-А
А..
._
_
Рис. 38 . Ус
тюювка про
тивозвуко
вой серьг и
БАЗ ОВ ЫЕ УЗЛЫ КУЗОВ.А.
В каждом автомобильном кузове, независимо от его кон
ст рукции и назначения, следует различать базовые и небазовы е
уз лы. От прочности и долговечности базовых узл ов зависит
прочность и долговечность куз ова в целом.
К базовы м узл ам относятся основание, к аркас и крыша куз о
ва, при этом крышу следует счит
.
ать базовым узлом в несущих
кузовах.
В автомобилях рамной конструкции долговечность куз ова
зависит также от рамы. Рама не является узлом кузова, но
ввиду того, что она влияет на долговечность кузова, ниже будут
рассмотрены основные требования, предъя вляемые к раме.
Рама автом обнnя
По :�ю нструwции 'Оовременные автомобильные рамы дел ятся
на хребтовые, прямоугольные (лонжеронные) , трапециевидные
и Х-обра.з ные.
Продольные и поперечные элементы рамы - лонжероны
_ и поперечены могут быть из-
%�-�-
-�-
-�
��-�
готов лены из открытых ил и g
закр ытых
металлических �
профилей. Момент сопро- � 1iIO<-
--
---+---_,_
_
__,
,_
_
__
__
_,
'-
-
__,____
_.
<.
.>
тивления кручению рам из �
открытых профилей значи- "'
тел ьно меньше момента со- � f40 �-
--1-
-�
"'
противления кручению рам ;;
;
из з а1крытых профил,ей .
§100i.
..
..1
1:
::
::
::.
..j-
--1-
-.
.._
_-1-
--.+-
--
-4
В зависимости от кон- �
струкции рамы могут быть с§
жесткими или эластичными.
Х-образные рамы
имеют
наибольшую жесткость, а
ба,_
_
__,____,____._
_
_-1-___
__J
а
2
б
8Wu
w.
рамы с одной хребтовой Р ис. 41. Жесткость различн ых р ам (Wи
балкой - наименьшую. Же-
и W" - моменты сопр отивления изгибу
и кручению) :
сткость рамы увеличив ается 1 _ хребтовая рама; 2 _ пр ямоуrольная ра-
с РОСТОМ ОТНОШеНИЯ МО·
ма; 3 - трапециевидная рама; 4 - Х-образная
мента со противления изги-
рам а
бу к моменту сопротивле-
ния кручению основных профилей. На рис. 41 пр иведена жест
к ость рам различной конструкции, при это м за эталон принята
жесткость прямоугольной рамы.
Как жесткие, так и нежесткие рамы имеют свои пол ожитель
ные и отрицательные стороны, поэтому выбор типа рамы зави
сит от конструкции автомобиля и его назначения. Для автомо
б илей высокой проходимости необходимы рамы с малым момен
том сопротивления кручению, а для автомобилей с длинным
6 Заказ 1398
81
жестким кузовом целесообр азно применять рамы с большей
жесткостью . В случае нежесткой рамы напряжения скручивания
передаются на кузов, вследствие чего он перекашивается:, рас
(Jj
oJ
О)
Р.и с. 42. Рамы легковых автомобиле й:
а - Х-образная рама; б - рама с крестовиной,
расширенная в средней части, лонжероны из от
крытого профиля; в - рама, расширенная в сред·
ней части, лонжероны из закрытого профиля
шатывается, а за
щитные слои кр аски
и покрытий растрес
киваются. Все это
способствует распро
стр анению к:оррозии
и уменьшению сро
ка службы кузо·в а .
В настоящее в ре
мя для легковых
автомобил ей
наи
большее распростр а
н е ние получили ра
мы, п оказанные на
рис. 42 .
Для а втобусов и
фургонов целесооб
разно
применять
Х-образные
или
прямоугол ьные ра
мы
из закр ытых
профилей, при этом
поперечины прива
ривают к лонжеро
нам для увеличения
Рис. 43. Соед инение
от крытых профилей :
ж есткост и рамы. Закрытые профили помимо того, что они обл а
дают большой жесткостью, отличаются еще больш ой коррози
онной стойкостью, если торцы их закр ыты, чтобы внутр ь не по
падала влага и грязь.
При конструировании рам из открытых профи л ей следует
предусматривать свободный доступ ко всем внутренним поверх-
82
ностя м профиля для нанесения защитных покрытий как в про
цесосе ИЗГОТО!ВЛеНИЯ 1р аМЫ, так И :в Процессе ее ЭК'СПЛуатаЦИ'И .
Поперечины из корытообразного профиля следует присоеди
нять к лонжерону из такого же профиля т а к , как показано на
рис. 43. В этом случ ае облегчается доступ к раме для восста
новления защитных покрытий при эксплуатации и, гл авное, не
будет скопляться грязь в профиле.
1
[1
3
·1vvш
!!
Vl
!
VJI
Рис. 44 . Общий вид рамы :
1 - IV - типичные разрушения лонжеронов; V-VIII - типичные р аз·
рушения поперечин; 1-6 � 11
1
оперечины ; 7 - лонж ероны
Надо помнить, что рамы и з открытых профилей всегда имеют
сл абые места , в которых возможна полом ка, например места
крепления рессор (фиг. 44) .
Острые кромки дет алей рамы желательно скругл ять, так как
на них происходит б ы стро е разрушение покрытий, а впослед
ствии в озникает коррозия.
При сварке элементов рамы швы должны быть сплошными,
чтобы избежать щелевой коррозии, а при соединении элементов
болтами или заклепками между деталями с ледует ставить
изолирующие прокл адки т олщиной 1 мм из полиэтиленовой или
какой-либо другой антикоррозионной пленки.
Основание
В любом автом обильном кузове основание является основ
ным уз лом, от прочности и долговечности которого зависит
долговечность кузова.
В настоящее время дл я легковых автомобилей применяются
раздельная и объеди ненная компоновки рамы и кузова.
В 1случ ае раздельной �ко мпоновки рамы и �кузова (рис. 45, а)
между основ анием кузова и рамой устанавливают жесткие ИJ1И
эластичны е прокладки, поэтому основание может иметь мень
шую жесткость. Такая компоновка применяется для легковых
автомобилей высокого кл асса.
Подавляющее большинство легковых автом обилей имеют
объеди ненную компоновку (рис. 45, 6) , при которой куз ов
и рама со ставляют один агр егат, а мосты соединены с ним
жестко или через эл астичные прокл адки (рис. 45, в ) .
6*
83
Некоторые легковые автомобили имеют раздельно-групповую
компоновку (рис. 45, г) , при которой передняя и задняя части
кузова соединены со средней его частью эластично. Такую
компоновку применяет фирма Даймлер-Бенц.
В случ ае объединенной компоновки (рис. 45, бив) основание
работает в наиболее тяжелых усл овиях.
О)_
5)
6)
г)
Рис. 45. Различные виды компо
новки кузова легкового автомо
биля:
а - раздельная компоновка; б -
объединенная компоновка; в - объеди
ненная компоновка с эластичны м креп
лением мостов; г - раздельно-группо -
в а я компоновка
П ри раз дельной и раздел ь
но-групповой компоновках на
кузов передаются небольшие
усил ия скручивания, возника
ющие во время движения ав
томобиля по неровной дороге,
а колебания и упругие волны
га:ся11ся эл астичными элемен
тами. Всл едствие этого уве
личив ается долговечность ос
нования и кузова.
Для уменьшения колеба
ний кузовов легковых автомо
билей некоторые зарубежные
фир м ы устанавливают специ
альные гасител и колебаний в
виде груза, обычно прикреп
Jr енного на прочных пружи
нах. Обычно эти гасител и кре
пят к основанию кузова в че
тырех точках под крыльями
автомобиля . Частота колеба
ний груза равна частоте коле
баний кузова, а ампл итуды
имеют противоположное на
правление. На автомобилях
Линкольн К
:
онтиненталь с ку
зовом кабриолет масса гаси
тел ей составляет 136 кг ; на ав
томобилях Сандер берг уста
навливают аналогичные гаси
тел и массой 45 кг (рис. 46) .
Основание автобусного ку
зова может быть ненесущим,
соединител ьной
конструкции
(полунесущее) , несущим и
интегр альным.
Ненесущее основание (рис. 47, а) , состоящее из поперечин
и продольных балок, соединенных между собой, связано по
краям обвязочным брусом. Основание устанавливается на л он
жероны рамы. Стойки бортов крепят к поперечинам основания.
84
Такой тип основания применяют для куз овов фургонов, уста
навливаемых на шасси грузовых автомобилей.
Основани е соединительной конструкции (рис. 47, 6) п р ед
ст авляет собой раму автомобиля, встроенную в основание куз о
J
!11• !
ва. Лонжероны рамы являются одновременно
продол ьными балками основания кузова. Этот
тип основания не пригоден для серийного про-
изводств а.
На рис. 47, в пока
зано основание несу
щего автобусного ку
зова. Это основание,
состоящее из отдель
ных ферм, соединен-
ных .со
стойками-
Рис. 46. Специальные гр узы для уменьшения
колебаний кузова автомобиля Сандерберг
шпангоутами,
отли
чается малой жестко
стью и вне куз ова совер
шенно неработо способ
но. Та кое основание, но
несколько усиленное, имеет кузов автобуса ЛИАЗ-158В (рис. 48) .
а)
о)
Рис. 47. Виды оснований автобуса:
а - ненесущее; б - основание сое
динительной конструкции ; в - основа
ние несущего кузова
В настоящее время автобусные кузова проектируются
и строятся с интегральным основанием (рис. 49) , представляю·
85
щим собой жесткое соединение рамы и основания цельнонесуще
го кузова. Интегр альное основание имеет два продольных
лонжерона. Основные силовые элементы интегрального основа
ния могут быть из готовлены из открытых профилей (основание
автобуса ПАЗ-672) или и з з акрытых профилей прямоугольного
сечения (основание автобуса ЛИАЗ-677) .
Р.и с . 48. Основа ние а втобу са ЛИАЗ-158В:
1 - ферма No !; 2 - балка подвески двигателя;
З - передний правый лонжерон; 4 - ферма No 2;
5 - .передний левый лонжерон; 6 - ферма No 3;
7-фермаNo5;8-фермаNo6;9-заднийле
вый лонжерон; 10 - ферма No 7; 11 - задний
nра!Вый лонжерон; 12 - ферм.а No 8
Практика показала, что большую долговечность имеют куз о
ва, устанавливаемые на раму или имеющие и нтегр а льное
основание; при этом кузова с интегральным основанием из :З а
крытых профилей отличаются наибольшей долговечностью
и прочностью .
Для увеличения долговечности основания кузова при его
проектировании следует руководств оваться следующими реко
мендациями:
1. Интегральное основание по конструкции должно быть
близким к схеме решетчатого основания (рис. 50) . Этот тип
основания обладает большой жесткостью при круч ении.
2. Силовую схему основания следует делать замкнутой; об
вязочный пояс должен проходить по всему периметру основания
кузова, а поперечины должны быть связаны с лонжеронами
основания.
3. При стыковке отдельных элементов основания, например,
поперечин и лонжеронов, не должно б ыть зазоров, сварные швы
86
надо дел ать сплошными,
а зазоры заделывать ан
тикоррозионными соста
вами.
4. Острые кромки эле
ментов сл едует завали
вать и скруглять с тем,
чтобы повысить дол го
вечность
антикоррози
онных покрытий.
5. В случ ае соедине
ния отдельных элементов
основания
(угольников
или кронштейнов ) при
помощи болтов или за
кл епок между соединяе
мыми влементами ·сл е
дует ставить антикорро
зионные прокладки, на
пример, из полиэтил ено
вой пленки. Установка
прокл адок из гигроско
пических материалов не
допусти ма.
6. Жел ательно, чтобы
посадка болтов и закле
пок в отверстия эл емен
тов основания была хо
довой, а не гл ухой, так
как в первом случ ае дол
говечность узла в 13 раз
больше, чем во втором.
Установлено, что при по
садке с натягом 0,02-
0,03 мм узел в ср еднем
выдерживает 404 цикла,
а при посадке с зазором
0, 15 мм - 5264 цикла [8].
7. В отверстиях под
болты жел ательно сни
мать фаски.
8. При изготовлении
основания из закрытых
профилей их торцы необ
ходимо закрывать, что
бы влага и грязь не попа
дали в профиль.
87
9. Количество отверстий под болты и з аклепки должно быть
минимальным, так как они создают концентрацию напряжений.
10. При сопряжении деталей основания желательно избегать
соединений сваркой внахлестку, так как она приводит к умень-
Р.и с . 50 . Схема решетчатого основания
шению долговечности у зла при знакопеременных нагрузках.
Стыковая св арка дает лучшие результаты в отношении долго
вечности, чем сварка внахлестку.
Каркас кузова
Совре менные автомобильны е куз ова могут быть каркасыыми,
полукаркасными и бескаркасными.
Особенность каркасного куз ова заключается в том, что
вначале стр оится каркас, который впоследствии снаружи отд е
лывается облицовкой, а изнутри - обшивкой.
Полукаркасны й куз ов собирается из панелей, которые со
стоят и з облицовки и обшивки и в которы е встроены элементы
каркаса.
Бескаркасный трехслойный куз ов собирается из панелей,
имеющих слоистую конструкцию типа «сэндвич», например,
металлическую облицовку, сердцевину и з пенопласта (иногд а
армированного ) и обшивку и з пластика или фанеры. Облицовка
может б ыт ь также из стеклопластика или пластм ассы . Кузов
обра'Зуется путем соединения таких панелей. Бескаркасный
кузов может состоять только из элементов облицовки, усилен
ных ребрами жесткости. Одн ако в последнее время все большее
распространение получают бескаркасные кузова трехслойной
конструкции, так как они имеют малую массу и значительно
большую долговечность, чем каркасны е или обычные бескаркас
ные кузова. Кроме того, они обладают высокими тепло- и звуко
изоляционными св ойств ами и ср авнительно дешевы в из
готовлении.
Долговечность каркасных куз овов определяется долговеч
ностью каркаса.
88
.
Для грузовых кабин и легковых автомобилей каркас
изготовляют из различных профилей тонколистовой стали, чаще
всего из зак р ытых или полуз акр ытых профилей.
Долговечност ь каркаса из полузакрытых или открытых про
филей невелика , так как в нем обраэуются карманы, щели и за
зоры, в которых вследствие скопления влаги и пыли создаются
очаги коррозии. Защитные покрытия, в том числе фосфатны е,
часто разрушаются, в особенности при точечной или дуговой
б>
Р.и с. 51. У.с тановка омегообразного профиля в каркасе:
1 - облицовка ; 2 - шпангоут омеrообразноrо
профиля; а - обшивка ,
с - места точечной сварки
сварке. Для увеличения долговечности таких каркасов целесо
образно внутреннюю часть открытых или полуз акрытых профи
лей заполнять вспененным \П енопл астом илИ антикоррозионными
мастиками.
·
Очень часто для изготовления каркаса используют омего
образный профиль. При сборке каркаса профиль может б ыть
направлен открытой частью внутрь кузова (рис. 51, а) или на
ружу, тогда облицовка закрывает открытую часть профиля
(рис. 51, 6) . В �п оследнем �случае жесткость каркаса в сборе
с облицовкой будет больш е, чем в первом.
Некоторые конструкторы считают, что каркасы, в которых
профиль откр ытой частью направлен внутрь кузова, легче за
щитить от коррозии краской или другими покрытиями; однако
это преи мущество сводится на нет из -за наличия з азоров между
шпангоутами и облицовкой и недостаточной жесткости узла.
При установке омего образного профиля открытой частью
к облицо вке 'получается 'М еньше зазоров · и 1их легче ликвидиро
вать с помощью прокладок или паст.
Высокую долговечность имеют кузова, состоящие и з панелей,
армированных шпангоутами из омегообраз ного профиля. При
этом простр анство между облицовкой и обшивкой 'З аполнено
пенопл астом (рис. 52) . Панели такой конструкции хорошо со
противляются сдвигу, а пенопласт гасит колеб ания металличе
ских элементов панели и защищает их от коррозии.
Большим сроком ·служб ы отл ичается к аркас, изготовл.енныИ
и з трубчатых з акрытых профилей обычно прямоугольного сече
ния (рис. 53) .
89
Каркасы автобусов ЛАЗ-695 (рис. 54) и ПАЗ-672 изготовля
ют из эакрытых профилей.
Для обеспечения высокой долговечности и прочности куз ова
f2з
*
Рис. 52. Трехслойная конст-
J
"'
р укция кузова :
h25
lf.O
28-J
25
1 - облицовка; 2 - ело/! клея;
3 - пенопласт; 4 - шпангоут;
5 - обшивка
Рис. 53. Профили прямоугол�ного сечения
Р.и с. 54 . l(аркас кузова автобуса ЛАЗ-695
все элементы к аркаса должны б ыть замкнуты в единую про
странственную конструкцию, не должно быть свободных, н е
изолированных концов дуг или •стоек карка1са.
Крыwа
Крыша является б азовым узлом в несущих кузовах, поэтому
к ней предъявляется ряд требований для обеспечения высокой
долговечности кузова.
Крыша должна быть ж есткой и иметь достаточную глубину
(не менее 15-20 % 1вьюоты б орта) . Кроме того, по всему пери
метру крыши должен проходить .з амкнутый обвязочный надокон
ный пояс, к которому жестко крепят поперечные дуги крыши
и продольные стрингеры . Листы облицовки следует сваривать
90
непрерывным швом внахлестку или склепывать внахлестку
с прокл адкой между листами гидр оизоляционной антикоррози
онной ленты.
К элементам каркаса крыши предъя вляются те же требова
ния, что и к каркасу, которые были приведены выше.
Ни в коем случае нельзя допускать, чтобы соединение метал
лических элементов облицовки крыши с металлическими элемен
тами обшивки было нер азъемным, так как в этом случ ае
в крыше образуются карманы, в которых могут скапливаться
влага, грязь и пыль.
В крыше несущих куз овов не сл едует дел ать открывающихся
люков, так как добиться хорошей гер метизации люков трудно
и практически они ст ановятся начальными очагами коррозии
кузов а .
Н Е &дЗОВЫЕ УЗЛЫ КУЗОВА
Обnнц овка
В каркасных автомобильных кузовах облицовка покрывает
каркас кузова, а в бескаркасных она является одним из не-
сущих элементов кузова.
·
Наибольшее распространение получили металлические обли
цовки из мягких ст алей и алюминиевых спл авов. Очень редко
для специ альных фургонов применяют деревянную облицовку.
В последнее время все шире применяют облицовку из поли
эфирных, эпоксидных, фенолформальдегидных и других смол,
армированных стекловолокном.
Долговечность облицовки .зависит гл авным образом от мате
риала и способов крепления элементов облицовки как между
собой, так и к каркасу. Иногда для повышения прочности обли
цовку го фрируют, т. е. дел ают своеобразные ребра жесткости,
как, например, на автобусных и грузовы х автомобилях Пегаса
(рис. 55) . Наличие та'к�их ребер жесткости несколько повышает
прочность облицовки, но ускоряет ее раз рушение от коррозии,
так как в паэах как снаружи, так и изнутри скопляется пыль,
адсорбирующая из воздух а влагу, вследствие чего в пазах
создаются очаги коррозии.
В силу ряда обстоятельств создать абсолютно герметичную
конструкцию кузова не уд ается , да вряд ли экономически целе
сообразно создание таких кузовов. Поэтому проникновение
влаги и пыли в междуобл ицовочное :п ростр анство, в зазоры н а
стыках отдел ьных элементов облицовки неизбежно, а это спо
собствует возникновению коррозии, которая приводит к умень·
шению долговечности кузова.
Характеристика герметичности некоторых автомобильных
кузовов приведена в табл. 23 [3].
91
Герметичность автомобиJ!ьных кузовов
(расход воздуха в м3/ч)
Таблица 23
Марка автомобиля
u
:]!
;.
..
"
о
с:
"'..
.:
:о
..
.
"
;!
!
О
Места, через которые
о
"
О"'
"о
"'
..
..
..
.
,.
.
_
"""'
�..
.:
,;.
"'
"'.
проник а ет воздух
��
о
"о:
:
"'
"'
�
�ili
"-
"'
"
�·
���
о."
(.)
-
"'о:
""
iq:-
о
""
"'"'
�� ""'
��
""
"с:
�"
�"'
Неплотное прилегание:
передних дверей
26
-
102
20
-
задних дверей
152 64
51 .121
-
дверей багажника .
.
.
.
.
-
-
102
20
-
Стыки облицовки; сварные швы 11 тех-
649 638 4 14 600-700
нологические отверстия
445
Итог<>
623
17131
893
1 575 / 600-100
Приведенные данны е в табл. 23 свидетельствуют о том, что
наибольшее количество п ыли, в лаги и грязи проникает через
Рис. 55. Грузовой автомобиль П егаса 207 грузоподъе м н о с т ь ю 5 т
н еплотности облицовки и технологические отверстия. Кроме
того, наличие неплотностей в облицовке приводит к различной
амплитуде колебаний элементов облицовки и к износу ее по
краям вследствие колебаний.
Для повышения долговечности металл ической о блицовки
куз ова можно рекомендовать следующие меры , кроме п р имене
ния защитных покрытий.
92
При нежестком- креплении облицовки к каркасу с помощью
закл епок, винтов или специальных кнопок между стойкой
и облицовкой необходимо прокладывать эластичную изоляцион
ную ленту из полиэтилена, полиизобут.илена 1или другого мате
риала. Эта пленка, обычно наклеиваемая на каркас, устр аняет
неизбежные зазоры между облицовкой и сто йкой, вследствие
Рис. 56. Общий вид каркаса автобуса, о блицованного
пластмассой
чего искл ючается по1падание влати и пыли в зазоры, уменьшает
трение облицовки о 1стойк�и 'и гасит значительную часть колеба
ний облицо1В ки. Встес11венно, что эта мера О'I'Падает в случ ае
Рис, 57. Общи й вид автобу са «Укр аин а»
применения облицовки из пластических масс, которые при кон
такте с металлом не вызывают его ко ррозии, на1Пр имер, ·стекло
пласт ики на основе эпоксидных смол. На рис. 56 показан каркас
а втобусного кузова, облицованною пласт массой, а' на рис. 57 -
автобус «Укр аина» с такой же об лицовкой.
В случ ае соединения облицовки с каркасом при помощи
электросварки желательно сварку производить сплошным роли-
93
ковым швом, чтобы не было зазоров. Если применяется преры
вистый шов, точечн ая сварка или электрозаклепки, то зазоры
надо заделы вать антикоррозионной мастикой или шпаклевкой,
например , Э4022.
Недопус тимо, чтобы элементы облицовки образовывали з а
кр ытые карманы или металлические элементы облицовки и об
шивки - коробки на точечной сварке . В последнем случае через
зазоры между точками сварки внутрь коробки попадает влага,
Рис. 58. Куз ов, изготовленный из отдельных панелей без каркаса
что вызывает коррозию. Эта ошибка допущена в конструкции
кузова автобуса ПАЗ - 652.
Высокой долговечностью отличаются куз ова, состоящие из
отдел ьных панелей, которые между собой соединены через
гер мет изирующие и демпфирующие прокл адки - ленты.
На рис. 58 показан автобус, в ыпущенны й в 1958 г. заводом
Аремкуз . Кузов этого автобус а не имеет каркаса в обычном
понимании, а состоит из отдельных панелей облицовки, усилен
ных изнутри шпангоутами. Панели соединены бол тами, которые
проходят через шпангоуты . В местах соеди нения проложены
защитные резиновые ленты , которые предохраняют куз ов от
контактной коррозии и снижают его колебания.
Этот кузов находился в эксплуатации свыше пяти лет, но
совершенно не подвергся раз рушению.
94
Вообще для уменьшения колебаний и ударных в олн в обли
цовке целесообразно чередов ать элементы облицовки и з разных
материалов, например металлические элементы с пластмассовы
ми. В этом случае нужно в ы бирать пластмассы, которые при
контакте с металлом не вызывают его коррозии. Фенольные и по-
Рис. 59. Междугородный автобус будущего «Гр ейх аунд Корпорейшеп»
Рис. 60. « Городской автобус завтрашнеrо дня» Чикагского транзитно
го управления
-
лиэфирные смолы вызывают коррозию. Соединение металличе
ских деталей облицовки с деталями из этил енопл астов, эпоксидо
пл астов и фторопл астов не вызывает контактной коррозии. Че
редов ание стальных деталей облицовки с·деталями из алюми
ния можно считать рациональным, так как алюминий имеет
меньшую меру жесткости и, кроме того, он явл яется катодной
защитой ст ал и при контакте с ней.
В настоящее время в связи с развитием производства пласт
масс имеется тенденция использовать для облицовок окрашен
ные и прозрачные пластмассы. Это дает возможность создавать
автобусные кузова без окон, но при этом их необход и мо снаб
жать установкой для кондиционирования воздуха. На рис. 59
и 60 показаны автобусы такого типа в ближайшем будущем.
95
Обwивка и термозвукоизоляция
Обшивка и термозвукоизоляция кузова имеют большое зна
чение для дол говечности автомобильного кузова. Во многих
кузовах в качестве материала для обшивки исполь"Э уют сталь,
фанеру, картон и те
'
кстильные материалы , а в качестве тепло
звукоизоляционного материала - фольгу и мипору.
Многие и з этих материалов не увеличивают, а скорее умень
шают срок службы автомобильного кузова. Так, применение
в ка-честве обшивки тонколистовой стали приводит к образова
н ию очагов коррозии в междуобшивочном простр а нстве,
в особенност и в мест ах крепления самонарезающими вин
тами.
Применение в качестве обшивки каркасн ого картона нельзя
признать цел есообразным с точки зрения долговечности ку зова,
так как он обладает из1вестной гигроскопичностью , вследствие
чего в местах крепления обшивки создаются очаги коррозии. По
этой же 1пр ич ине нерационально применять обшивку из фанеры.
При этом следует учитывать, что фанер а на смоляных клеях ме
нее гигроскопична, чем на белковых. Кроме того, фанер а н а
смоляных клеях имеет большую прочность, чем фанер а на аль
бу миновых белковых клея·х (табл. 24) .
Толщин а
лис rа
вмм
1
2
5
1
2
5
Т аблица 24
Предел прочности при скалывании березовой фанеры
Число
Предел прочности при ска лывании
в кГ/см • (Мн/м')
сло ев
К лей
в сухом
в мокром
состоянии
состо янии
131
Бакелитовый
1-1
32,5(3 ,25)
131
»
1 37(3,7)
1 29(2,9)
151
»
1 41(4,1)
1 27(2,7)
131
Альбуминовый
1-1
18 (1 ,8)
131
»
1 27 (2,7)
1 16(1, 6)
151
»
1 32(3,2)
1 13(1,3)
Определенной гигр оскопичностью обладают и многие тек
стиль н ы е м атериалы, в особен ности из хл опчатобумажных тка-
96
ней; поэтому при использовании для обшивки текстильных мате"
риалов их целесообразно пропитывать гидроф обными жидко
стями, например силиконовыми сост авами.
В на, ст оящее 'Время в качестве обшивки для автомобиль1Н ых
кузовов применяют различные н егигро·с копические синтетиче
ские матер иалы, в частности слоистые пластики, которые не
т ребуют окр а ски и, гл авное, не ·создают очагов коррозии при
соединении с металл ическим каркасом ил и облицовкой.
Представляет интерес использование для обшивки грузовых
фургонов :и кабин бумлитья и древесностружечных пла
стиков.
Одно время в качестве изоляционного материала использо
вали пакеты из фольги или мипору, заключенную в специ альные
пер фолевые мешочки.
Одн а ко использов ание фольги дл я целей тепл оизоляции эко
номически невыгодно, а мипора обл адает очень низкими прочно
стным и показателями и вследствие колебаний кузова быстро
разрушается .
Хорошие результаты в от ношении прочности, теплозвукоизо
ляции и долговечност и кузова дает применение газонаполненных
пл астмасс - пенопластов .
Лучшими являются пенопол и хл орвинилы мар о'К ПХВ- 1 и
ПХВ-2, жесткие пенопол истиролы марок ПС- 1 и ПС-4 или эл а
ст ичные пенополиуретаны. Так, в р ефрижер аторном кузове авто
мобиля « Икарус - 404» ,междуо.бшивочное простр анство запол нено
пенопла стом.
Весьм а прогрессивным является укл адка в междуобшивоч
ное пространство плит из !П енопл аста и ввод в него пасты, кото
рую затем вспенивают. В этом . случае междуобшивочное
простр а нство заполняется полностью и все металлические дета
ли, находя щиеся в нем, надежно предохраняются от ко ррозии.
Та ким способом фирма Норвич Качуоркс изготовляет рефри
жер аторные кузова с наружными размерами 7780 Х 2420 Х
Х 2560 мм и внутренними 7310 Х 2110 Х 2060 мм. Этот кузов
имеет деревянный каркас, облицовку и обшивку из алюминие
вых сплавов, а междуобшивочное простр а нство у него заполнено
пенополиуретаном плотность ю 16 кг/м3• Толщина теплоизоляции
составляет 127 мм. Кузов �сохраняет внутреннюю темпер атуру -
17,80 при температуре наружного воздух а 32,2° С. По данным
фирмы срок службы куз ова превышает 7 лет.
В некоторых кузовах зарубежн ых фирм, например Миклко
вер Транспорт, в качестве теплоиз·оляционного материала при·
меняют оназот, представляющий собой микропористый эбонит.
Коэффициент теплопередачи его равен 0,00007 кал/ (см 2 · се к·
· град) [2,84 вт/(м2 · град)] при температуре 10° С; предел проч
ности 2,8 кГ/см2 (0,28 Мн/м2 ); оназот совершенно негигроскопи
чен .
7 Заказ 1398
97
Оп�енне н декоративные детаnн кузова
К оперению автомобильных кузовов относят к рылья, надко
лесные НJИШИ, двер1ки различных люков и т. п., к декоративным
де талям - эмблемы, декоратИ1вные накладки и пр.
Как правило, детали оперения изготовляют из того же мате
риала, что и облицовку. В кузовах со ст альной облицовкой и
даже с ·облицовкой из алюминиевых сплавов оперение дел ают
из тонколистовой стали.
Оперение съемное, чаще всего его крепят к кузову болтами
и винтами. Обычно срок службы оперения значительно меньше
срока службы кузова, так как остр ые кромки оп ерения и его
Рис. 61. Уплотнитель
ный профиль с двойной
п л отностью
места крепл ения к куз ову я:вл яют·ся оча
гами корр оз ии. Кроме того, ам•п литуда
к.ол ебания опер ения больше ам[lл итуды
колебания куз.ов а, �п оэтому, кроме ·к он
тактно й корр озии, в деталях прои·сходит
ускоренный процеос усталостного разру
ш ения.
Ч11обы повысить долговечность дет а
лей оп ер ения, их даже ·в 1металличеоких
куз ов.ах сл едует делать из пл астм асс, на
при.мер эп ок·сид ных смол , армир01ванных
1 - плотная часть; 2 -
СТ еКЛОВОЛО'КНОМ, ИЛ И других !ПЛ аСТМаОС,
мягкая
уплотн я ющая
ч асть
которые при контакте с металлом не вы-
зывают его коррозии. В случае из готов
ления оп ер ения из металла остр ые кр омки деталей необходимо
за:в алЬ'цов ыв ать так, чтобы не было уч а стков скопл ения гр язи
и пыли.
Детали оп ерения следует крепить к кузову через уплотни
тельные прокладки - !П рофили, изготовленные из матер иалов,
не вызы вающих ко ррозию металла при контакте с ним. Жел а
тел ьно для этой цел и применять профили двойной плотности
(рис. 61), т. е. такие, у кото рых та часть, кото рая используется
для крепления, имеет большую плотность, а часть, обеспечива
ющая гер метичность разъема,- значительно меньшую плот
ность. При применении такого профиля соединение становится
надежным и герметичным.
Очень часто ускоренное разрушение облицовки обънсняется
неуд ачно выбранным матер иалом декоративных наладок или
непр авильной установкой их на кузов. Совершенно недопустимо
непоср едственно на стальную облицовку ставить стальные деко
ративные детали, например накладки, покрытые никелем или
хромом, так как в местах контакта этих деталей со стал ьной
облицов:кюй создаются очаги интенсивной коррозии. Эмблемы,
декоративные накладки и прочие детали цел есообр азно изго
товлять из пластмаос. В ·случае изготовления этих деталей из
98
м ет алл а их следует ст авить на кузов через антикоррозионны е
пр окл адк и, а гол·о вки винтов или шурупов крепления закрывать
пластмассовыми кантами.
За рубежом широко применяются накладки из ал юминиевых
спл авов, часто анодир ованных. Несмотря на то, что алюминий
в контакте со сталью является катодной защитой стал и,, многие
iJ)
Ри с. 62 . Примеры алюмини е вых декоративных накладок:
а - задний буфер;. б
-
корпус задних фонарей; в - накладка боко·
вины; г - облицовка фар, д - облицовка радиатора и накладка облицовки
рад и атора
фирмы ст авят алюминиевые накладки через защитные про
кл адки.
На рис. 62 показаны ·п римеры использования аноди рованно·
го алюминия в д екоративных целях.
Двери и окна
Двер и и окна являются также наименее долговечными узл а
м и кузова. Кроме того, неудачное конструктивное оформление
двер ей и окон зачастую является причиной уменьшения долго-
вечности кузова в целом.
П о конструкции двери современных а·вто мобилей м ож.ы:О'
раздел ить на тр и основных типа: накл адные двер и на петдях"
раздвижные двер и на роликах и ств орчатые двери .н а поворот·
ных осях .
Двер и mервого типа применяют гл авным образо м в к.у,зовах·
легковых автомобилей, в кабинах грузовых автомобилей I:J:; редю�
в фургонах и автобусах, двери второго и третьего типов. � в ку -
завах автобусов и фургонов.
7*
99
Обычно д вери состоят из каркаса, наружной облицовки и
в нутренней обшивки. !(роме того, в дверь вставляются различ
ные запорные механизмы и другая арматур а. Запорные меха
низмы двери и узлы крепления располагаются в междуобшивоч
ном простра нств е, поэтому внутреннюю обшивку двер и целесо
образно де лать в виде легкосъемной ;панели. Такая панель по
зволяет ·р егулировать и исправлять двер ные механизмы, з амки,
петл и и т. п., а главное, своевременно вычищать грязь из меж
дуобшивочного пр остр а нства и восстанавливать в нем защитные
покр ытия . Дел ать небольшие панели в виде крышек люков над
1
2
механизмом заМ1ка или над .стекл о-
подъемником
нецел ·есюобразно, та'К
как такие люК'и затрудняют уход за
з двер ью.
В навесных ·дверях разрушение
Р.ис . 63. Установка уп л:н
нительного профиля :
4 возникает в местах крооления !П етел ь
к дверному проему вследствие сов
местного действия контактной корро
зии и кол·еб аний, поэ'Гому двер ные �п ет
ли :целесообразно привертыв ать к уси
лительным пл а·стинам ·стоек чер ез ш1е
ночные прокл адки. Эта несложная ме
ра намного продлевает срок службы
петли, та1к 1как прекращает кор розию и
зн ачительно уrменьшает кол ебания.
1 - дверь; 2 - уплотни
тельный пр офиль, уста навли
ваемый по периметру две
ри; 3 - ободверок двери;
4 - уплотнител ьный
п ро
филь, устанавлив а емый по
проему двери; 5 - п роем
двери в кузове; 6 - эла
сти ч ные головки уплотни-
тел ьных п рофилей
Для уменьшения тр ен ия дв ери о
двер но й �пр оем ·ст авят сп ец иальные на1пра·вляющие резиновые
Ш ИIП Ы. Более эффективна у·становка оп ециальных пр офилей и з
полимеров или комбинированно й рези ны rпо 1в еему �п ериметру
дверного �п роема и дв ер и (рис. 63) . При установке та·ких профи
лей не тольrко лиювидируе'ГСЯ контактная и щелевая коррозия,
но и ·создается гер м етичность дв ери и уменьш а ю'Гся ее колеба
ния.
Ст ворчатые и раздвижные двер и следует устанавливать на
полиамидных, фторопластовых ИЛJ:! полиуретановых с каучуком
подшипниках. В дверях первого типа в такие подшипники
вставляются цапфы осей двер и, в дверях второго типа пр именя
ют ролики из этих ма11ер иалов.
Так как нагрузка на дверь невелика, то подшипники из
пл астм а1сс м огут работать без .см азки, не 1повергаясь кор розии.
На многих зарубежных автомобилях ·в дверях устанавл ива
ют подшипн ики Т ИJПа <� полислип», которые �со стоят из ·пор истой
бронзовой матрицы, из готовляемой методом спекания, и рабо
чей поверхности , пок рытой см1есью политетрафторэтилена и
свинца.
Подо бные подшипники ·могут работать без смазки в 1сильно
загр язненной среде. Так, при p·v = 168 кГ·м/(см2 ·мин ) или
. 100
280 кн · м/ ( м2 ·сек) дол говечность подшипника достигает 1000 ч.
С изменением величины р • v дол говечность подшипника такж е
изменяется (рис. 64) .
В некоторых автобусных кузовах, имеющих 'Выпуклые б ор ты
в зоне подоконного пояса, ставят створчатые двер и с поперечны м
pv
l(НМ/(м?секJ
2800
2100
1050
700
525
350
280
..
..
..
..
"
�
..
..
..
..
..
..
..
f':
:
'r-...
..
pv
11Гм/(см?мин1
1680
1260
840
630
420
315
2111
168
10 2 З 45678910 2 2 3 455789/0'3-ч
С/}о к сл qжбы
Рис. 64 З а висимость срок а службы подшипника
от в еличины pv
АL-
5-5
�а)
А-А
8-8
t
Рис . 65 . К:онструкции дверей фирмы Магирус:
а - четырехстворчатая дверь; б - трехi:творчатая дверь
изгибом (рис. 65) . В за:к;ры11о м пол ожен ии выпуклость дв ери
совпадает с выпуклостью борта кузова. При такой конструкции
дверей облегч ается наружная мойка двери и отсутствуют карм а -
101
ны у навесных стоек, которые о бразуются при установке плоских
дверей. В этих кар манах обычно ска•пливаются грязь, снег
и возникает коррозия.
Однако дв ери описанного типа имеют серьезный недоста
ток - б ольшое количество петель, шарниров и зазоров, что
уменьшает долговечность двер и. Кроме того, стоимость изготов
ления та•ких дверей выше, чем плоских.
Раздвижные двери могут быть установлены в куз ове в двух
вариантах : как накладн ые, когда двери раздвигаются по плос
к ости облицовки, и как !В нутренние, когда при раздвигании двери
входят в междуобшивочное простр а нство. Установка дверей по
второму варианту дороже, н о гер метичность в этом случ ае при
использовании соответствующих прокладок значительно выше.
В отношении прочности и долговечности внутренние раздвижные
двер и являются наилучшими, есл и они снабжены гер метизирую
щими профилями и имеют ·съемные панели и обшивки для
пер иодического осмотра двер ей.
В автомобильных кузовах используют окна различных кон
струкци й, котор ые по существу все явл яются несовершенными,
так как не в полной мере отвечают тем требованиям, которые
предъявляются к окнам.
Окна можно разделить на сл
'
едующие основные типы: опуск
ные, подъемные, раздвижные, поворотные, откидные и глухие.
В отношении долговечностц кузова наиболее рациональными
являются раздвижные, поворотные, откидн ые и глухие окна,
особенно последние.
В современных пассажирских кузовах большое расп ростр а
нение получают установки для к ондиционирования воздух а ,
поэто му окна можно дел ать глухими. В связи с этим в кузовах
буду щего о к на проектируют в ·виде перехода от непрозр ачного
пластика к прозрачному, о чем говорилось выше.
Опускные и подъемные акна нежелательны, так к ак они
должны входить в междуобшивочное ·простр анство, а до сти гнуть
при этом их удовлетвор ителыного уплотнения практическ и н е
удается, вследствие чего в междуобшивочное простр а нство
попадают влага и грязь. Уп лотнители теряют упругие свойства,
окна начинают дрожать и быстро разрушаются.
Раздв ижные окна в сп ециальных профилях с уплотнителями,
откидные и поворотные окна на рояльных петлях более долго
вечны и значительно пр о ще как в изготовлении, так и в ремонте.
Следовательно , для обеспечения наибольшей долговечност и
к узова целесообразно ставить глухие окна или в кр а йнем случ ае
раздвижные,
поворотные
или
откидные
на рояльных
петл я х.
Во всех окнах стекл а ст авятся в специальные резиновые
профили, а неизбежные зазоры перекрываю11ся уплотнительны
ми профилями.
102
Арматура кузова
В со временных автом обильных кузовах используется различ
ная арматур а, от которой в какой-то степени зависит долговеч
ность кузова.
Так, в автобусных кузовах ставятся сто йки для поручней
обычно с жесткой задел кой в каркас кузова, в результате этого
каркас ра•сш атывается . Если стойки 1в кузО1ве задел ывать через
а м9ртизирующие У•СТ-
АГ
А-.4
роиств а,
расшатыва-
ние
кар·к аса зна.чи
тельно уменьшается. В
свя.зи с этим �пр едстав
ляет интер ес запатен
тов анная
в Англ ии
стойка а·втобу·са (рис.
66) , имеющая ша·рни
ры и амортизирующие
устр ойства, вследствие
чего
значительно
у. меньш аются динами
ческие нагрузки, пер е
да1Ваемые н а 1к ар•кас
куза1ва.
Во многих кузовах
раоположены
трубы
о тО1пл·ения, систе1м ы ох
лаждения и кю ндицио
нирова1н ия воздух а и
т. п. И злотовление труб
из �ст али нецел есооб
разно, так как •всл ед
ствие rп ер иодического
смачивания ил и выпа-
Рис . 66. Стойка кузова а втобу�а
ривания
конденсата
тр убы и rп рилегающие к ним металл ические эл.ементы 1кузова
подвергаются коррозионному разрушению. Следу ет рекомендо
вать изготовление труб из полимерных материалов. На рис. 67
показаны :в оздухооровод и соединительные патрубки, изготов
ленные из пол иэтил ен а низ:к;ого давления.
Отечественная промышленность •п роизводит бесшовные трубы
из винипластов с наружным диамет ром 10-166 мм и толщиной
стенок 2-8 мм. Эти трубы рассчитаны на внутреннее давление
2,5-6 кГ/см2 (0,25-0,6 Мн/м 2 ). К этим тр убам изготовляются
различные соединительные детали из винипласта.
Производятся также трубы из полиэтилена высокого давле
ния трех тиrпов: тип Л-на давление 2,5-6,5 кГ/см2 (0,25-
10
0,65 Мн/м2 ), тип С-на д а вление 6- 15 кГ/см2 (0, 6- 1,5 Мн/м 2 )
и тип Т-на давление 10-25 кГfсм2 (1,0-2 ,5 Мн/м2 ). Диаметр
этих труб равен 10-160 мм .
Выпускаются также трубы из фаолитов и стеклопластико в
на основе полиэфирных или эпоксидных смол.
К преимущества м полимерных труб о т носится то, что они
сами не подвергаются кор розии и не вызывают кор розию при
J1 егающих деталей. Кроме того, крепление этих труб значительно
Р.ис. 67. Воздухопровод и соеди нительные
патрубки, 11з г отовле нные из полиэтиле на
ни з кого давлени я
проще и они имеют
меньшую массу, чем
металлические тр убы.
При �конструиров а
нии дл я увеличения
· ср.о ка .службы разл ич
ных механизмов и ар
матур ы (замков, стек
лоподъ ем ников, меха-
низмов
уп ра.вл ения
дверьми, жалюзи и
т. п .) сл едует mридер
жив аться рекоменда
ций ,
·сф ормулиров ан
ных д-ром тех1н . нау к
Д. Н. Решетовым [27].
При конструирова
нии узлов, в которых имее11ся трение качения, скольжение долж
но отсутствовать или б ыть минимальным. Силу трения, переда
ваемую напряженн ым фрикционным 1контактом, ·следует распре
делять меж:ду ·многи ми параллельно работающими поверхно
стя ми. Не ·р екомендуеТtся применять трущиеся 1Пары с несо1вер
шенным трением. Должны обеспечиваться надежная термети
зация пар треrния и саморегулирование смазки узлов трения .
Трущиеся 1п оверхно1ст и по ·возм ожн ости должны иметь форму,
близкую к фор ме естественного износа. В механизмах сл едует
предусматривать возможность компенсации или 1с амокомпенса
ции износа.
СОЕДИНЕНИЕ ЭЛ ЕМЕНТОВ КУЗОВА
Долговечность автомобильного кузова во многом зависит от
характер а и качества соединения его элементов.
В современных кузовах применяют различные ·способы сое
динений. Наиболее распростр аненными из них являются не�
разъемные (с помощью заклепок, ·с варки и клея ) и разъе мные
(соединение болтами, винтами, шурупами, кнопками) .
104
Кроме того, соединения могут быть непосредственные, пря
мые или через третий элемент, т. е. через прокладку, буфер ,
демпфер .
Ниже рассмотр им наиболее распростр анен ные соединения
с точки зрения требований долговечности.
Соединения эакпеnками
Закл епками соединяют детали основания кузовов автобусов
и специальных фургонов. Во многих автобусных и специальных
куз овах облицовка кр епится к стойкам заклепками.
Долговечность кузовов, имеющих заклепочные соединения,
зависит от прочности этих соединений и их гер метичности. Если
соединение не гер метично, в 1с оединяемых листах между заклеп
к ам и возникает коррозия.
Практикой кор абле- и самолет остроения выработан ряд
пр авил, которых, о чевидно, целесоо бразно придерживаться при
конструировании металлических автомобильных кузовов. Мате
риал заклепок и склепываемых деталей должен быть о дин и тот
же, но пластичность материала заклепок должна быть несколько
выше, чем пластичность материала деталей {36].
Это правило, одн ако, имеет исключение: ст альные детали
можно склепывать заклепками из алюминиевых сплавов, так как
алюминий и его спл авы являются катод ной защитой по отноше
нию к стали.
Наибольшей ко ррозионной 1сто йкостью обл адают заклепки из
спл авов АМ Г5П, САП ! и до некоторой степени !ИЗ сплава В94.
Лучшими являются заклепки из первых двух сплавов, так как
в них не содер жится медь . В сплаве В94 имеется 1,8-2,4 % меди,
в результате чего его антикоррозионная стойкость несколько
понижена, но прочность сп лава почти 1в 2 раза больше прочности
сплавов АМГ5П и САП1 .
Стальные заклепки диаметром менее 10 мм следует ставить
в холодном состоя нии, так как при нагреве они окисляются
и плотность соединения нарушается . Заклепки большего диа
метр а ставят в нагретом .состоянии, чтобы обеспечить хорошую
плотность соединения ; однако темпер атур а нагр ева не должна
превышать темпер атуру кр асного каления. При более высо ком
нагр еве 'П р очность заклепок уменьш ается почти на 60 % .
Применение заклепок из мал оугл еродистой ·ст али дает луч
ший эффект, чем из стали с повышенным содер жанием углерода,
так как они менее склонны к п ерекаливанию и отл ичаются
большей кор розионной стойкостью .
Длина з аклепок во всех случ аях должна быть достаточной
для образования замыкающей головки. При помощи заклепок
дет али можно со единять внахлестку или при помощи накладки,
т. е. так называемой двойной нахлесткой.
105
Отверстия п од заклепки продавливают или просверливают.
При образовании отверстий продавливанием в металлическом
листе ·создаю-гся некоторые остаточные напряжения, которые
приводят к осл аблению металла, поэтому после �п родавливания
{)Твер стия рекомендуется рассверливать.
Прочность за·кл епочного соединения зависит от соответствия
диаметр а заклепок толщине листов, расстояния заклеп ок в на
ружном ряду до ближайшей кром к и листа и расстояния между
рядами, а также от числа рядо в заклепок и их шага в ряду.
Ра·счетами уст ановлено, что диаметр заклепок не должен пре
вышать 2,5 толщины листа, а при двойном срезе заклепок их
ди амет р должен быть менее полуторной толщины листов. При
выполнении этих условий срез заклепок ·наступ ает раньше, чем
смятие лист ов.
З аклепки следует расп олагать так, что б ы рас стояние до
кром1ки листа было 1не ·м енее 1,5 диаметра заклепк и, а рас·сто я-
1ше между ряда·ми за.кл епок - не менее утроенного диаметр а
заклеtПок. С увеличением числа рядов заклепок повышается
прочность соед инения, но прямой за1в исимост и между 1п рочно
-с тью и числом рядоrв заклепок ·н ет.
В основном пр очность соединения зависит от первого ряда
заклепок; посл едующие ряды ее увеличивают не намного.
Шаг заклепок колеблется в широких предел ах: минимальный
шаг равен четырем ди аметр ам заклепок, а максимальный -
шести диаметр ам для соединения деталей из толстого лист а.
При соединении тонких листов шаг уменьшают.
Следует помнить, что с увел ичением числа заклепок в ряду
при одновременном уменьшении их диаметр а и шага напряже
ние п о заклепкам распределяется более равномерно.
Д.[Iя предохр анения заклепочных соединений от щелевой
к оррозии це лесообразно между соединяемыми металлическими
лист ами устанавливать прокладки из сырой резины , не содер
жащей сернистых соединений, или пленку из полиэтилена, пол и
хл ор винила и других материалов.
Соединения сваркой
Соединение деталей кузова сваркой является наиболее рас
простр аненным 1в идом соединения.
В кузовах применяется в основном газовая сварка (ацет иле
новая и пропано-бутановая ), атомно-водородная, электродуго
вая (в ср еде аргона и углекислого газа) и контактная (точечная
и ролико вая) .
По сравнению с кл епкой сварка имеет ка к пр еимуществ а,
так и недостатки.
К преи муществам сварки следует отнести то, что она позво
ляет уменьшить массу узл а, уско рить про цесс соединения,
106
понизить его ·стоимость, а также достигнуть полной герметиза
ции шва и, следовател ьно, избежать щелевой кор розии. По
прочности сва·р ной шов может быть близок к прочност и основ
ного металла 1[30}. Ниже пр иведено отношение предел а проч
ности шва, полученного при различной свар ке, и ·о сновного
металла в % :
Г аз овая ацетиленовая .
.
»
пропано-бутановая .
Электроду говая в среде :
а ргона, ручная .
.
.
.
.
.
.
.
.
•
а ргона, полуавтоматическая
аргона, автоматическая под флюсом
углекислого газ а, полуавтома тическая
97 ,0
95, 3
95,0-95,5
98 ,0
93,7
95,5
Жест кость соединения при сварке значител ьно выше, чем
при кл епке. Наряду с этим сварка имеет ряд недостатков. Свар
ка в ысокоуглеродистых сталей ненадежна, в особенности при
наличии ди намических нагрузок, как, например, в кузовах. При
сварке возникают остаточные напряжения, вследствие чего
возможны усадка и коробление деталей; наконец, в сварных
узл ах обр а зуется концентр ация на�ряжений, что отр ицательно
влияет на дол говечность узла.
Практикой установлено, что при сварке элементов кузова
необходимо выполнение определенных правил :
1. Сварной шов должен быть непрерывным, чтобы избежать
щелевой ко ррозии, поэтому роликовая сварка лучше точечной.
2. При 'С'В арке �всты к следует защищать заподл ицо, так
ка к при выступающем ш ве уменьшается усталостная прочность
соединения.
3. В случ ае соединения встык деталей из лист а толщИ1н ой
меньше 6 мм стыкуе мые кромки не скашивают, а при большей
толщине листа кромки следует скаiпивать так, чтобы общий
угол был в предел ах 60-90°.
4. При соединении листов разной толщины толстый лист
нужно скашивать до размер а тонкого листа.
5. Сварку внахлестку, в угольник или Т-образное соедине
ние надо производить валиковым швом.
Следует помнить, что уст алостн ая прочность сварных шво·в
ниже устаJ10стной прочности основного металла. Так, по данным
НИИАТ {30} усталостная прочность сварного шва составляет
66 % от усталостной прочности основного металла при ацетиле
новой сварке, 78 % при пропано-бутановой сварке и 82 % при
электр одуговой сварке в ср еде угл екислого газа. Снижение
прочности и усталостной прочности свар ных швов п о сравне
нию с основным металлом - весьма существенный недостаток
сварки.
107
Кроме того , при св арке понижается прочность основного ме
талла вблизи ·св арного шв а из-за концентр ации напряжений.
Опытным путем· установлено, что наибольшая кон центр ация
н апряжений ·наблюдается в случ ае приварки различных накла
док, поэтому их следует избегать. Для уменьшения концентра
ции наrпряжений необходим о в качестве основного матер иала
выбир ать металл, не подвергающ ийся закалке на воздухе при
остывании после свар·ки . Очень важно, что бы пластические
сво йства прутка или электродов были не ниже пластических
свойств ОС'Н О'В НОГО металла.
Н ельзя допускать, что бы сварочные швы располагал ись на
близком расстоянии или пересе.кались, так как в условиях дина-
1
!
i'
а)
1
!
1i
б)
8)
Рис. 68. Коробчатые балки:
1
--+- -
'
1
г)
а и г - нежелательные конструкции; 6 и в - предпочтительные ко11 ·
струкции
мических нагрузок такое соединение будет ненадежным. П о
этим же сообр ажениям не рекомендуются небольшие замкнутые
швы, а также различного рода усил ения при помощи сварки.
В случае приварки ре'бер ж ест кости их надо распол а гать так,
чтобы нагреву подвер гались о дни и те же места .
При создании коробчатых балок, например для основания
кузова, нужно максимально использовать гибку, допуская мини
мальное количество сварных швов (рис. 68) .
Для увел ичения жесткости замкнутого пустотелого профиля,
из к оторого, например, изготовляются лонжероны основания;
сл едует приваривать ребра жесткости (рис. 69 , а) , устанавливать
внутр и трубки (рис. 69, б ) или выдавливать го фры на стенках
профиля (рис. 69 , в -д) , а затем наносить на них защитные по
крытия.
Соеди нен ия п р и помощ и болтов, винтов, wурупов и кнопок
Соединение деталей при помощи болтов, винтов, шурупов.
и кнопок, очень част о mрименяемое в авт омобильных кузовах.
обычно имеет малую долговечность, так как вследствие колеба-
108
ний гайки, винты и шурупы отвер тываются. Кроме того, в зазо
рах резьбового соединения возникает rцеЛ евая и контактная
коррозия.
Так, ,крепл ение металлической облицовки к каркасу при по
м о rци самонарезаюrцих винтов особенно недол го вечно. Через
сравнительно небольшой срок эксплуатации, иногда менее года,
самонарезаюш.ие винты выпадают из гнезд. Самонарезаюш.ие
винты ненадежно крепят не только металлическую облицовку,
но также и ·каркасный картон и пластмассовую обл ицовку.
Последнее подтв ердилось при опытной эксплуатации автобуса
«Укр аина».
.АL
а;
rL
2)
Д-Д
Бг
Б-Б
__д..
..:.
1____
�-ф�-����--
-'-
��-_-�_ф) � [���������l о
БL_ о)
ДL_
В)
в,
8-tJ
[������---- � �
вl-
б)
Рис. 69. Р ебра жесткости в зам·кнутом профилf'
Для соединения деталей кузова следует применять о цинко
ванные или кадмированные болты и винты, которые начинают
ко ррод ировать только после разрушения слоя покр ытия . Кад
миевые покр ытия обеспечивают более плотное и надежное сое
динение.
Из практики зарубежных автомобильных заводов известны
различные меры, предотвр аrцаюш.ие произвольное отвинчивание
резьбовых нормалей и предохр аняюш.ие их от коррозии.
Так, фир ма Нэшенэл Локк поставляет болты и винты типа S
со скошенными квадр атными концами (рис. 70) . П ри установке
таких болтов и винтов можно лучше использовать механизиро
ванный инструмент и исключаются их перекосы. Однако болты
и винты типа S нестойки в отношен ии колебаний. Для создания
109
достаточно вибростойкого болтового илц винтового соединения
применяют сп ециальные самоконтрящиеся гайки (рис. 71 ). В ра
бочей части гайки д елают прорезь В, з аполняемую полиамидом
или другим пластиком, который контр ит гайку. Использовать
пла·стм а·с:су по всей рабочей поверхности гайки нельзя , так как
пл а1стмассы имеют низкое сопротивление срезу.
Весьма долговечны и надежны соединения при помощи бол
тов и винтов, поставленных на специальных клеях или смолах,
обладающих свойст�в ом самоотверждения. Для этих цел ей при
меняют клей на основе силоксанополимеров, дающих прочное
соединение в интервале температур от -40° С до + 20° С, клей
на основе эпоксидных смол и др .
При установке резьбовых нормалей на полимерных маст и
ках нет необходимости в их периодическом подтягивании, что
Рис. 70. Болты и в.инты ти па S
БА
Рис . 7 1 . Комбинированная
гайка:
А - корпус гайки;
Б - вста1вка; В -·прорезь.
особенно важно для труднодоступных узлов, например при
креплении шпангоуто в между собой в каркасе автобусного кузо
ва. Кроме того, отп адает необходимость в покрытии резьбовых
соединений цинком или кадмием .
При соединении металлических дет алей болтами или 1в инта
ми между соединяемыми деталями сл едует ст авить изолирую-
щие прокладки, напр имер , из асбеста , пропитанного смолой,
или брезента, пропитанного тиоколом, и др . Надо помнить, что
момент затяжки уменьшается с увеличением толщины проклад
ки (рис. 72) .
Обшивку и коврики в кузове из неметаллических материалов
целесообразно крепить неметалл ическими норм альными 1деталя-
ми. При таком креплении совершенно исключается •в озможность .
разрушения как нормалей, та;к и обшивки от коррозии. На
рис . 73 показаны пол иэтил еновые винты дл я креплени я обшивки:
и ковриков легковых авто мобил ей и автобусов.
110
Обшивку крепят та·кже с помощью сп ециальных кнопок раз
личной конструкции. Чаще в сего пр1Iменяются кнопки, при уста
но вке •к ото рых используются внутр енняя резьба или упругие
ов ой ств а материала кнопки. Кнопки с внутр енней резьбой пред
ставляют собой д�в а пл астма ссовых болта: один из них полый и
имеет внутр еннюю резьбу, а другой - обычный ·С наружной
резьбой. При соедин ении один болт ввинч ивают в дру;гой.
�
� г,а
28
f:
::
<:
:j
..,
� 1,4
11+
..
.
�
""
�
о
о
0,5
f,0
1,5
2,о
мм
Тол щина про к11аtJкц 80 затяжки.
Рис. 72. Зависимость момента затяжки болта от
тол щ1щы прокл адк и
Кнопки, в котор ых используются упругие свойств а пл аст
масс, имеют форму �п ол ой заклепки с прорезями вдоль об разу
ющей. На концах кн опки сдел ан буртик. П ри вдавливании кноп
ки в отв ер стие диаметр ножки
кнопки уменьш ается за сч ет про
резей. При выходе бурт,иков цз
отверстия но жка •кнопки �р аспрям
ляется и ·Выш едши е буртики .п р е
пятствуют ВЫIПадению КНО'П КИ из от
вер стия .
П редставляют интерес �п лаеnм а·с
совые кнопки ти�п а Фбо1пр ай�в ет», ко
тор ые иногда дел ают из ал юминие
вых ·сшл а1в ов (рис. 74 ) [19].
Кнопка 1 (рис. 74, а) ·состоит из
полой за1кл ешки необходимой эл ас
тичности и ·ст ального ил и 1пл а·стм а·с
сового стер ж!Н я 2 со сп ециальной :' о
ло вкой. Стержень вста1вляют в кно1п -
ку, а кнопку !В ·сбор� -
З
в о11вер•стие Рис. 73. П олиэт и .'! еновые
соед иняемых детален.
атем с по-
винты и заглушки
мощью оп ециального 1п рис:пособле-
ния, к оторое упир ается в гол овку кнопки, втя гивают стер жень.
в кнопку. Головка стержня входит в кнопку и раздает ее ножку.
1!)
П ри дальнейшем вытягив ании стер жня гол овка отрывается и за
крепляет кнопку (рис. 74, 6) .
Кнопками riо�обного типа из ал юминиевых спл авов крепят
ст альные или дюралюминиевые листы облицовки к каркасу ку
зова. Этот вид крепления облицовки применяется в автобуоных
куз,овах англ ийских фирм и на автобусах «Икарус».
Сое�инен ия неметаnnи ческих эnементов кузо ва
В последнее время в а1втомобильном куз овостр оении все ши
ре применяются элементы облицовки и о б ш ив ки из односл ойных
пл астмасс или отдельные па1нели трехслойной констр укции, со
стоящие из сл оя стеклопл а.стика, пенопл аста и сл оистого плас
тика.
Преимуществ а пл астмассовых детал·ей куз ова состоят в том,
что они имеют меньшую массу, хорошо гасят колебания и· не
б}
Рис. 74. Пластмассовая
кнопка
подвергаются коррозионному разрушению. Сл едует отметить,
что пл астма.ссовые детали обл ицовки и обшивки подвергаются
процессу ст арения и деструкщщ, одн а ко этот процесс 1п р отек·ае т
медл еннее, чем процесе коррозии.
Поэтому даже в металлических куз овах наиболее подвержен
ные коррозии эл е менты и узлы целесообразно дел ать и.з пл аст
масс, как, например, крылья, надкол есные арки, юбку кузова и
р яд других деталей.
Пл астмассовые детали соединяют между собой гл авным о б
разом с помощью кл ея ил и ов арки, если д етали изтотовлен ы из
тер мопл астов, а также с помощью болтов, винтов, .1шопок ил и
специальной арматуры. В первом случае зазоры в соединении
О ТСУТ·С ТВ уют.
В случ ае соединения болтами ил и винтами пл астм ассовых де
т алей м ежду собой или с металлическими деталями жел ательно
112
применять !П ол ые �болты и винты �диаметром 6-50 мм. Примене
н ие болтов и винтов боль шего диамеТ1р а �нецел есообр азно, так
1к ак их прочность будет намного превосходить прочность пласт-
массы.
.
Под гол овку болта или винта следует подкл адыв ать пл асти ны
ил и плоские шайбы дл я уменьшения удельной нагрузк и на пласт
м ассу при затяжке.
Отвер стия под болты и винты распол агают равномерно с оди
наковым шагом.
[-[
ж-ж
д?'�
Рис. 75. Схема соединений пластмассовых панелей с метал
лическим остовом .кузова Трабад:
1 - составные заклепки; 2 - деревянная прокладка ; 3 - мастика
на каучуковой основе; 4 - язычок, за гибаемый при сборке; 5 -
декор а тивный а люм иниевый кант
При соеди нении деталей из пл астмасс различной тол щины
гайку следу1ет располагать со стороны более толстой де
тали.
8Зак. 1398
113
114
Ci
-
..
.
(.1
1
AI
�
���
А1
а)
з-е
&
�:-А��:с
8)
J
г)
гг
а)
е)
r:;:li
iiыJ
ШL_.
М
ш@&§М
5
гМе;и бСаfi!*1No2"4явме:@
@М
йй&ы
ж)
Рис. 77. Типовые соединения армированных пластмассовых деталей кузова:
а - общий вид; б - детали крышн; в - панели двери; г - боковины с замочной стойкой; д - пол с ба
11овиной; е - боковина с подоконником; ж - панели; 1 - точечная сварка; 2 - склейка ; 3 - сварка ; 4 - пистон•
кнопки; 5 - соединение без арматуры
Часто �пл аст.массовые детал и соеди.н яют между собой и с ме
таллическими деталями пр и помощи разнообр азной металличе
ской а!рматуры, встр оенной в пластм а ссовую деталь ( р ис.
75-77) .
КРЕПЛЕНИЕ КУЗОВА
Способ крепления кузова к раме ил и к несущему основанию
сущес11венно влияет .н а �Дол говечность кузова, т ак как через эле
менты крепл ения к�уз ов а ·на него передаются все уда ры, возни
кающие при наезде автомобиля на неровности пути.
Основное тр ебование к кр епл ению кузова сводится к тому,
чтобы он о было прочным и в значител ьной степени гасило кол е
бания и упругие ·в олны, которые пер едаются через подвеску в
куз ов. Для этого в узл ы крепления кузова вводят 'де мпфирую
щие элементы различной конструкции. При кр еплении кузов а к
раме демпфирующие эл ементы устанавливают между рамой и
основанием кузова, в кузовах с несущим основан ием - между
бортами и основанием, а в несущих кузовах - в подвеске.
Установл ено, что чем эффективн ее д емпфирующие элементы
кузова, тем выше его дол говечность и лучше комфортабель
ность.
Дл я крепления куз ов а к раме шасси цел есообразно испол ь
з овать �д емпфир ующие элементы типа к:о нструкции фирмы Томп
сон (рис. 78 ) . Эти эл ементы применяют для крепл ения несущих
куз овов автобусов, ФУР'Гонов и цистер н. Иногда кузова крепят
к лонжеронам рамы с помощью демпфирующих кронштейнов
(рис. 79 и 80).
М.н ог ие зарубежные фирмы снабжают к узовы легковых а·в то
мобилей демпфирующей подв еской тип а Виберти, к оторая и меет
упругий эл емент из пл астмассы дл я смягчения уд аров
(рис. 81).
Гашени_е колебаний к:уз ов а и его узл ов осуществляется не
только путем введения в ко нструкцию различных смягчающих
пр окл адок или деталей, но и путем покрытия деталей ку зова,
в особенности из тонколистового металл а, ра•зл ичными высоко
мол екул яр.ными •веществ ами, которые описаны ниже. Следует
отметить, что !д аже при одн остороннем покрытии металлического
листа высокомолекулярным веществом значительно уменьш ают
ся колебания листа •всл едств ие ·внутр енних потерь эн ергии в ма
тер иале.
Потер и энергии в виброизолирующем матер иале характер и
зуются так .н азываемым коэффициентом механических потерь
)16
а
"У)=
-,
:rt
Рис. 78 . П ередняя опор а трехточечной подвески цистерны фирмы То мпсон :
1 - боковые резиновые втулки опоры; 2 - це нтральн ая рези нов ая втулка опоры
А-А
Рис. 79. Демпфирующий кронштейн для несущего кузова
117
где {) - логах ифмический декр емент 1юлебаний;
6 = ln Г (An и An+1 - ампл итуды смежных колебаний) .
п+I
Рис. 80. Демпфиру ющий
кронштейн для ненесу
щих кузовов
Ри с. 81. Подвеска с пласт
массовым уnр у.ги м элемен
том
Ниже приведены значения ri для раз личных в иброизолирую
щих материалов :
118
Изоляционная древесноволокнистая пли т а толщиной 12 мм
То же, толщиной 24 мм . •........
Губчатая резина .
.
.
.
.
.
.
.
.
.
.
.
.
.
Минеральный войлок на синтетической связке
Пенопласт П ХВ . .
Пенопласты марок:
ПСБ
ПУ-101
ПУ-102
фф ••
ФРI(-40- 1
ФI(-40
ФI(-50 .
.
О, 10
0,06
0,12
0,27
0,56
0, 210
0,242
0 ,998
0,351
2,680
4,340
6.280
Пенопл аст ы марок ФК состоят из фенолформальдегидной
смолы и 10-15% нитрильного каучука марки СНК-40 (послед
ние цифры в марке каучука означают его оодержание в п р оцен
тах).
Коэф фициент механичесхих потер ь панел и из тон кого листа
можно определить по следующим формулам, есл и известны мо
дул и упругости .матер иалов Е и их тол щина h.
Для листа металл а, покрытого с одной стор оны виброизоли
рующим покрытием,
где 'l']n - коэффициент механических потерь покр ытия ;
•ап = Еп : Еоб (где Еп - модул ь упругости пенопласта,
Еоб - модул ь упругости металл а облицовки) ;
�п = h п:hоб (где hп - т.олщина покр ытия, hоб - толщина об
лицовки) .
Дл я листа металл а, ,п окрытого с двух стор он виброизолиру
ющим покрытием с помощью кл ея ,
hоб+[(1+Рп)3 - (1+2Ркл)3] ап11п+[(1+2Ркл)3- 1]акл11кл
1j
=
1+[(1+f3п)8-(1+2Ркл)8]ап+[(1+2Ркл)3- 1]акл
'
где ·ах.а = Еп.а : Еоб (Епл - модул ь упругости клеевого шва) ;
�пл = hпл : hоб (hпл - толщина клеевою слоя);
'l']хл - коэ ффициент механических потерь сл оя клея ;
'l']пл = 0, 10+0,12.
Для трехслойной конСТ1рукц ии с дв умя наружными металли
ческими обл ицовками и сердцевиной из виброизол ирующего ма
тер иала ·
1j = [(1 + f3,J3 - p�]1Joб + (Рп -Ркл)3ап1Jп +[Р� -(f3п- Ркл)8]акл1Jкл
,
(1 + f3п)8-Р� + (Рп � Ркл)3ап + [(Р� - (Рп - f3кл)8]акл
где 'l']об - коэффициент .механических потер ь облицовки; 'l']об =
= (5,6+6,6)10-з.
На рис. 82 показано изм1ен ен:ие коэффициента мех·анических
потер ь в зависимости от отношения толщины покр ытия к толщи
не металлической обл и цовки. Из г рафика ·в идно, что максималь
ное значение коэффициент 11 и меет при отношении, равном
15-20.
,
119
ВЫБО Р МАТЕР ИдЛд
В современном автомобильном кузовостр оении применяется
большой ассортимент �р азличных материалов, при этом с разви
тием химическо й промышленности число новых синтетических
материалов непр ерывно увеличивается .
Если десять лет назад для постр ойки автомо бильных кузовов
применялись гл авным обр азом ст аль различных марок , некото
'1
/
/
1-
/
о
5
10
15
/3п
Рис. 82. Зависимость коэффициента механи
ческих потерь ri панелей различной конст
. р укции из дюралюминия Д 16АТ и пенопла
ста ФРI\-40- 1 о т относительной толщины пе-
нопласта 1� n:
о - экспериментальные данные; Х - р асчетные
значения
рые ц�в етные металлы и
др евесина, то 1в настоя
щее в1р емя применение
этих
материалов с
каждым годом в ср ед
нем на один ку зов
уменьшае11ся ,
з ато
вес ьма и нтенсивно воз
растает удел ьный рас
ход алюминиевых и
магниевых
спл авов,
пластмасс и различных
синтетических каучу
ков .
В настоящее !Время
в США на оди н а·вто
м.обиль
�р асходуе'ГСЯ
около 50 кг ал ю.миния
и окол о 15 кг различ
ных пластмасс, а к
1970 г. расход этих ма
тер иало1В
намеча·ется
дов ести соо11ветс11в ен
нодо136и100кг.
Широки й аС'с орти
мент 1ко1нст рукционны�
материалов, выпускае
мых
промышленно
стью, позволяет ко нст
руктору �подобрать .т а
кое �сочетание матер иа
.11 ов,
кот орое может
обеспечить оптималь
ную до лговечность кузова. Однако конструкторы, �подбир ая для
кузов а те или иные материалы, об ычно руководствуются дан
ными проч ности, ма·ссы, технологией изготовления деталей и их
стоимостью, но не всегда учитывают, ка1к выбр анные материалы
и их сочетание �в лияют на долговечн ость кузова. Вследствие
этого те преимущесТ1в а, которых добиваютс·ся констр укто ры и
120
технол оги при созда1нии н ов ой модел и путем у1м еньшения мас
сы, сто имости кузова, 1с водя11ся на нет из-за его низкой долго
вечности и необходи мости проведения при эксплуатации трудо
емкого и •м атер иалоемкого ремонта.
В св язи с этим представляет интерес средний расход метал
л а на од ин капитальный ремонт а1в томобиля по ср авнению с его
м ассой (табл. 25) .
Таблица 25
Расход металла на один капитальн ы й рем онт автом обиля
без учета запасных частей
Параметры
'ЛИАЗ- 158 1
М-2 1
1 зИЛ-164
1 ГАЗ-51
«Волга»
-
Масса автомобиля в кг
...
.
.
1 6500
1 1450
1 4100
1 2710
Расход металла на один капиталь-
1111
ный ремонт автомобиля в кг ..
820
207,2
437,9 388,6
Отношение расхода металла при
капитальном ремонте к массе ав-
томобиля в % . . .......
12, 6
14, 3
10, 6
14, 3
-·
Е сл и у честь, что при так называемых эксплуатационных ре
монтах в автохозяйствах (по д а нным МАДИ) за весь срок сл уж
бы автомобиля 1р асхощуется в 1,7 раза больше запасных частей,
чем на его капитальные ремонты , то расход металла на все виды
ремонта составит н е менее 140 % от м ассы автомобиля. Эти дан
ные .н аглядно :показывают, что при увеличении дол говечности
а1в то мобиля матер иальные и трудовые затр аты могут быть з,на
чител ьно уменьшены. В св язи с этим нельзя согл а ситься с неко
торыми а1в тор ами, кот орые рекомендуют при выборе ст али руко
во\дствоваться прочностными показателями и коэффициентами
вытяжки при штамповке, опуская вопросы дол,говеч.ности.
Для изготовл ения автомобильных кузовов используется лис
товая конструкц ионная сталь марок 08кп, lОкп и 20, а для из
готовл ения кузово в Ф УР'Гона - обычно декапированная сталь.
Анализ химического соста:ва сталей, содержащих менее 0,2 %
меди и менее 0,04 % фосфор а, показывает, что он не соответству
ет составу стали, и меющей высокую коррозионную стойкость.
Сталь с высокой корр озионной стойкостью должна содержать не
менее 0,2 % меди, 0,06 % фосфор а, не более 0,3 % марганца и по-
1в ышенное кол ичество кремн ия. Кроме т ого, в этих ст алях дол
жен быть алюминий.
Детали 1для кузовов фург онов о чень ча1сто изготовляют из де
капированной стали, химический состав 'Которой совершенно не
.р егл аментируется и обычно ,н е отвечает основным требованиям
121
:Корроз ионной стойкости, всл едств ие чего детали, изготовленные
из эт ой стали, легко раз р ушаются от ко р р1оз ии.
Во многих современных автомобильных кузов ах в к ачеств е
обл ицовочного матер иала широко используют легкие спл авы.
Однако не все легкие сплавы имеют дост а точную корро31ионную
стойкость. В частности, лучшей стой1юстью отл ичаются спл авы
алюминия и магния, не содержащие меди, котор ая уменьшает
долговечность этих спл авов.
Для из1г отовления куз овных детал·ей рекомендуется приме
нять алюминиевые спл авы сл едующих марок: АД I , АД , АМц,
АМ:г l, АМт2, АМгЗ, АМ:г5, АМг6, АДЗ I, АДЗЗ и АД35. Эти спл а
вы обл адают по вышенной ко ррозионной стойкостью, хорошо
фор.муются и св ариваются.
Еще часто каркас специальных куз овов и кабин грузовых а1в
томобилей изготовляют из дер ев а. Основываясь на данных пр.оч
ности, обычно выбир ают др евесину твердых пород (дуб, бук ил и
березу) и избегают сосну. Следует отметить, что хотя прочность
дуб а и бука на 15-20 % выше прочности сос.н ы, н о Долговеч
ность их ниже, <Чем долговечность �последней:. Незараженная со
сн а, пропитанная смолой, почти не подвергается гниению, плохо
впитывает .влагу и, находя сь в контакте со сталью, н е вызывает
·ее коррозии. Дуб, облицов анный сталью, вызывает ее кор розию,
так как из него выдел я ются кисл оты и другие агр ессивные по
отношению к м еталлу вещества. Бук лег.ко и в большем количе
стве впитывает и з воздух а вл агу, всл.едс11в и е чего гниет и разл а
гается. Кроме того, он со здает очаги кор'Розии в соприкасаю
щихся с ним металлических деталях.
в современных а в то.мобильных ,куз овах широко применя ются
различные детали и з каучука. При в ыборе марки резины обычно
исходят только из физико-механических свойств каучука . В тех
нических характер истиках резин, как правил о, отсутст·в уют д ан
ные о старении резины, е е химичес1ю м еоставе, выдел ении а'Г'р ес
сивных по от.ношению к металлам веществ и т. п . Многие виды
каучуков, будучи в конта.кте с металлическими детал ями, вызы
в ают их кор роз ию разл ичной и нтен сивности. В частности, н ел ьзя
реко1м ен.довать дл я а·втомобильных к узовов детали из резин, в ы
деляющих сернистые соединения при ст арении.
Правильное применение пластмасс также затруднено, т�к
как в их техничес1ких хар а,ктеристиках отсутствуют уп омянутые
выше данные.
Многие 1пл а·стмассовые детали, нахо�ясь ·в кон такте со
сталью, вызывают ее коррозию. Нежел ательно, например, соеди
нять детали из пл аст.массы на основе ф ен ольных смол со
ст алью, т ак как фенол ы, 1ВЬ1ДеЛЯЮЩИеСЯ В процессе ст арения
пл астмассы, способствуют коррозии стал и.
·
Плас11м ассы, содер жащие раз личные п ластификатор ы, отл и
чаются пониженной: дол говечностью по ср авнению с пл астмасса-
122
м и без пластификаторов, так как последние со временем ул ету
чиваются и пл астмасса становится хрупкой.
Сл едует отметить, что показател и !П рочности пл аст.массов ых
детал ей со временем у�меньшаются, п·р и этом на протяжении
20 ООО ч, т. е. 3 лет, уменьшение идет по пара боличеокому 'в а1ко
ну, а затем показател и прочности стабил изир уются и составляют
34-92 % первоначальных. П ри расч е те 1пл астмасс1овых деталей
на дл ительную прочность основные показател и прочности ум но
жают на коэффиц иент долгов ечности, который показыва ет, в о
с кол ько раз уменьш ается прочность со временем (табл. 26) .
Табли ца 26
Коэффициенты дол го вечности стеклопласти ко в
К оэффициеиты долговечно сти
Стеклопластик и
Для с;8
1ДляЕ
Очень прочные типа СВАМ
10,92-0 ,65
1 0 ,80-0 ,70
Прочные
1 0,67-0 ,58
1 0,60-0 ,55
Непрочные
1 0,50-0,34
1-
Прочно сть �етt1.лей из .пол имеров (без наполнителей) со вре
менем также уменьшается. Понижение показателей пр очности
пл астм асс без .н аполнител ей можно определить по фор.муле
а = 0о (f)-т = 0оКдолг,
где
а - оста'liочное .н апряжение в кГ/см2 ;
а0 - начальное .н апряжение в кГ/см2 ;
t·
-
время в ч;
т и Ь - константы полимера;
Као.лг - коэффициент долговечности.
Нйже приведены константы для некоторых пластмасс:
Нейлон, полиамиды .
Полиакр илаты .. .
Политетр афтор этилен
Полиэтилен
•,
т
0, 047
0,029
0,062
0, 040
ь
4.10-4
1,9· 10- 3
33.10
-
4
1:0.10-5
В качестве примера оп ределим сн ижение прочности ил и ко
эффициент дол говечности пол иэтиленовой детали через 3 года,
т.е. ,.
..,
20 000 ч:
-
(20000)-0 ,04 - о42
а-ао
1·10-5
-
'
ао·
123
Следов ательно, прочность пол иэтил еновой детали через 3 го
да р авна 42 % первоначальной ее про'Ч ности.
В узлах кузовов целес ообразно чередов ать детали из мате
риалов с различн ой мерой жесткости, т. е. металлические с рези
новыми или пластма1ссо выми, что уменьшает разрушение кузо�а
от �колебаний. �р оме того, �стальные детали сл едует покрывать
вибро1изолирующими матер иалами.
К виброизолирующим материалам относя тся материалы, у
которых модул ь у�п ругости меньше 1000 кГ/см2 (100 Мн/м 2) .
Обыч но эти материалы имеют повышенный коэффициент потерь
(затухания колебаний).
Таким образом, �в ыбирая матер иалы для автомобил ьного ку
зо ва любой конст р укции и назначения, следует руководство
ваться �следующим :
1) прочностные показатели материалов должны ·с оответство
вать тем нагрузкам, которые будет испыт ывать деталь в кузове;
2) сро к служб ы 1м атер иалов, из кото рых изготовляются ос
новные б азовые узл ы, должен быть одинаков и 1соотвеtс11в овать
п роектируемому ср оку 1сл1ужбы · кузова с учетом необходимых
ремонтных работ;
3) соединение деталей из разных материалов не должно сни
жать срок службы узла в целом или, по крайней мере, наиболее
дор огостоящих деталей rв узл е;
4) детали из недол1гов ечных матер иалов должны быть легко
съемными с тем, что бы в процессе эксплуатации кузова при его
ремонте их можно было заменять без затруд:нений;
5) стоимость применяемых материалов должна быть мини
мальной или оптимальной с учетом принятой долговечности.
Р Е МОНТОСПОСО&НОСТЬ КУЗОВА
Практически невозможно и экономически нецелесообр азно
создав ать такие автомобильные .кузова, котор ые в течение всею
срок а службы не требовали бы ремонт а.
Как правило, любой автомобильный кузов в о время эксплуа
тации до списания подвер гается многокр атному техническому
обслуживанию, текущим ремонтам и одному-двум капитальным
ремо нтам.
Экономистами установл ено, что если общественные затр аты
на изготовл ение и последующие работы по его техническому об
служиванию и ·р емонтам �п ринять за 100 %, то затр аты н а изго
товление автомо биля составят 1 3%, на техническое обслужива
ни е 25 %, н а эксплуата ционные ремонты 50 % и н а капитальные
ремонты 12%. Таким образом, з атр аты, св язанные только с под
держанием надежности автомобиля во время эксплуатации и с
продл ением его жизни до амортизацио нного ср ока, пр евыша ют
124
первоначальные затр аты поч ти в 7 раз 1 • Сл едовательно, п ри
проектир'овании кузов а нужно стр емиться к тому, ч та6 ы его кон
струкция был а уд обн а дл я ремонта, при котором требовались
бы минимальные трудовые и �м атер иальные затр аты. Это оз>н а
ч ает, что базов ы е узл ы кузова - основание, каркас и л и другие
узлы - должны быть равнопроч ными и обладать один а1ковой
долго веч ностью. Доступ ко всем элементам базовых узлов дол
жен быть удобен, ч то бы легко можно было восстанавливать за-
щитные покр ытия.
.
Детали и узл ы, кют орые в процессе эксплуатации быстро раз
рушаются (крылья, юбка, надколесные арки, поднотки входа и
вых ода и др .) ' должны быть леrжосъемными.
Не рекомендуется недолгов еч ные узлы приваривать к к узову,
например петл и, так 1ка1к в �пр оцессе ремонта их придется выре
з ать, а затем вновь приваривать, ч то вызовет д ополнительные
напряжения в стойках петел ь и сн изит их срок службы посл е р е
монта.
Конструкция отдельных узл ов кузов а должна быть такой,
чтобы при их ремонте не приходил ось вырезать поврежденные
части и в варивать дополнительные детали, так как эти работы
тр удоемн:и и, кр оме ·юго, при этом происходит коробление узлов
и уменьшается срок службы кузова после ремонта.
Эл ементы внутр енней обшивки дол жны легко отделяться от
кар1каса ил и облицовки. В кузове не должно быть мест, не до
ст упных для ·в ое-становления защитных покрытий.
*
*
*
Пр оизведенн ы й обзор разл и ч ных конструктивных мер, спо"
собств ующих увел ичению долговечности автомобильных кузо
вов, позвол яет сф ормулировать ряд основных требований, кото
рым должна отв ечать конструкция автомобильного кузова,
а именно:
1) з·а мкнутая сил·овая схема кузова; силовые л инии д олж·ны
проходить по деталям кузова равной прочности;
2) база автомобиля , равна удвоенному радиусу инерции ав-
том обиля при полной нагрузке;
3) угол закручивания кузова не более 6' на 1 м;
4) минимальная дл ина карданноr10 в ала ;
5) наибольший коэффициент подрессоренных масс;
6) высокая эл астичность подвес1ки кузова;
7) равная �п рочность и одинаковая дол говеч ность базовых уз
лов кузов а;
8) применение з акрытых профилей для базовых узлов ;
9) отсутствие в узл ах кузова кармано·в , п риводящих к скоп
лению в лаги и грязи;
1 Дергачев А. Ф. Стимулировать повышение надежност и и долговеч
ности автомобиля. «Автомобильная прюмышленность», 1963, No .J J .
125
10) соединение металличеС"к их эл ементов облицовки и об
шивки между собой •И с други�м и металлическими деталями с по
мощью антикоррозионных и демпфирующих прокл адок или с по
мощью м астики ;
11) недопустимость применения вл агоемких матер иалов или
матери ал ов, :в ыделяющих пр и ст арении агрессивные веществ а по
отношению к деталям кузова;
12) недопустимость непосредственно го соединения 'деталей
из разных материалов, что ап особствует разрушению одного из
м атер иалов ;
13) выбор крепежных деталей из таких матер иалов, чтобы
коррозионное разрушение металлических дет алей 6ыло мини
мальным;
14) макси мальное испол ьзование синтетических матер иалов_
ТЕХ НОЛОГИ ЧЕСКИЕ МЕРЫ ПОВЫ ШЕНИЯ
ДОЛГОВЕЧНОСТИ КУЗОВА
Выше рассм атривались основные конструктивные меры п о
ув еличению дол,говечности автомобильных кузовов. Однако осу
ществл ение т оль·ко к о нструктивных мер должного эффе:кта н е·
дает, е сл и наряду с ними не будет выпол нен ряд технологиче
ских мер при изготовл ении кузова.
Технологи чес'Кие меры позволяют значительно снизить разру
шител ьное действие коррозии, а та1кже несколько уменьшить
разрушение металлических деталей куз ова вследств ие колеба
ний. Наконец, с помощью технологических мер м ожно замедл ить
старение неметаллических деталей кузов а.
Основными вида•ми технологических мер являются покрытия
и задел ка зазоров.
В настоящее время известно много различных видов покры
тий, в той или иной мер е з ащищающих металлические детали от
кор розии. Рекомендов ать как·о й-либо один ·в ид покрытия дл я
в сех деталей ку,з ова нельзя, так как дл я разных деталей техни
чески ц ел есообр азным и экономически выгодным может оказать
ся какой-либо один вид покрытия . Кроме ·ю го, экономичность
и цел есообр азность применения какого-л ибо покрытия опреде
ляется многими фа'ктор ами, а имен но: организацией производст
ва, его т ипом, техническим оснащением, •конъюнктурой ц ен на
исходные компоненты и т. п.
Ниж е будут рассмотрены покрытия, которые применяются
'йл и могут быть применены в автокузовостр·оении.
Эф фективность защитною сл оя з ависит не тол ько от химиче
ского состава и качеств а покрытия, но в значительной степени и
от подготовки поверхности детали под покрытие.
126
П ОДГОТОВКА М ЕТАЛЛИ Ч ЕСКИХ ДЕТАЛЕА ПОД П ОКРЫТИЯ [31)
Подготовка металличес'Ких - деталей под покрытия должна
удовл етворять следующим основным тр ебованиям:
1) 1быть высокого качеств а и ни ·в коем сл уч ае не оставлять
д аже микроскопичес:ких жировых наслоений;
2) составы, применяемые дл я очистки, не дол жны быть аг
рессивными по отношению к металлу;
3 ) процесс подг отовки и средств а , применяемые при этом,
дол жны быть наиболее дешевыми.
.Подготовка деталей п од покрытие должна начинаться еще в
цехах-изготовителях. Это означает, что детали, штампованные
из тонкого лист а, не дол жны иметь забоин, вмятин, скл адок и
других дефе1пов, искажающих их конфигур ацию ; св арные дета
ли и узл ы - с1шщей, трещин и шл аковых включений; литые д е
тали должны быть очищены от пр игар а, приливов металл а, зау
сенцев. Жел ательно, чтобы по вер хность деталей была доступ ной
дл я нанесения покрытий.
Как правило, дл я покрытий всех видов поверхность д етали
должна иметь высокую чистоту. Наиболее высокая чистота по
в ерхности должна быть у деталей, на которые наносятся метал
лические покр ытия ; при нанесении лакокр асочных, фосфат.ных и
пла1стм ассовых покрытий чистота поверхности может быть м е
нее высокой. Ниже приведен а требуемая чистота поверхности
под различные покрытия :
Никелирование:
глянцевое ..
полуглянцевое
матов ое
Хромир ова ние:
блестящее ..
полублестящее
матовое
7-9
6-8
5-8
7-8
5-7
5-7
Цинкование.....
Кадмирова ние
Лужение
......
Оксидир ова ние латуни ..
Лакокрасочны е ,
фосфа тные и
пластмассовые покр ытия
7-FS
7-9
6-8
7-9
4-&
Независимо от того, насколько чисто обработана поверхность
металлических детал ей в 'Ц е хе-изготовител е, все детали, на кото
рые должны быть нанесены покр ытия, подвергаются оп е ц иаль
ной подготов ке - уд алению с поверхности гр язи, ма1сл а , окали
ны и ржа1вчины. От качеств а подготовки д етали во мно1гом за1ви-
сит долговечность �п окрытия.
Различают тр и основных вида подготовки поверхности под_
покрытия: механическая, тер мическая и химическая или элек
трохимическая.
Механ и чес кая подrотовка
Ниже описаны способы м ех анической подготов ки �м еталличе
ских детал ей под .покрытия при из1готовлении и ремонте кузовов.
Дробеструйная очистка. Этим ·спосо бом удаляют с поверхно-
12Т
сти ржавчину и окалину. Дроб еструйная очистка заменила ра
нее применя·вшуюся пескоструйную очистку.
Очистк а деталей производится в к амерах ил и специа льных
уст ановк ах чугунной ил и ст альной дробью диаметр ом д о 2 мм .
Для очистки деталей из то нкол истовой ст али толщиной д о 1 мм
применяется дробь ди аметр ом 0,3-0,5 мм. Дробеструйной
очистке .м ожно подвергать небольшие куз овные детали, к оторые
впосл едствии не подвергаются фосф атированию, так как в р е
зультате обработки др обью на поверхности появляется наклеп,
который преп ятствует об разованию фосфатной пленки.
Гидропескоструйная очистка. Этому виду очистки �подверга
ю тся большие поверхности крупногабаритных детал ей, например
панелей облицовки. Сущность очистки за·кл ючается 1в то м , чrо
на дет али, находящиеся в камере, .н апр авляют сильную струю
воды с песком. Вода препятствует о бразованию пыли. Недостат
к ом этого способа является образование впоследствии на дет а
лях ржавчины. Иногда для предотвращения коррозии в ·воду
добавляют 5-20 г/л тринатр ийфоофата Na3P04 • 12Н20 (ГОСТ
201-58) , 5 г/л хромпика {бихр омат натрия) Na2Cr201 · 2Н2О или
1-5 г/л азотнокислого натрия NaN03 (ГОСТ 828-54) .
.
Галтовка. МелКJие детали кузова подв ергают галтовке в спе
циальных вращающихся бар абанах, в которые однов ременно с
деталями загружаются песок, опилки ил и стальные шарики. При
г алтовке детал и очищаются от грязи, ржавчины, заусенцев, а
т акже устраняются неровности на их поверхност и. Иногда дл я
очень мел·к их деталей кузовной арматуры в бара•б аны вводят
мыльную воду.
Пр одолжител ьность очистки д еталей в галтовочных бараба
нах равна 6-24 ч.
Шлифование и полирование. Крупные ку зовные детали перед
нанесением покрытия шли фуют и полируют.
Шлифование - весьма тр удоемкий процесс ; его тр удоем
кость превышает 70 % трудоемкости нсех процесоов, необходи
мых дл я нанесения покрытия на детал ь.
На автомобильных заводах большое внимание удел яется ме
ханизации шлифовальных работ. Создано много различных
ст анков и присп особлений, обл егчающих пр оцесс шлифования.
Трудоемкость полировальных р абот также высока . Дл я об
легчения втих работ на заводах применяются различные авт ома
тические и полуавтоматические ст анки и поточн ые линии. . Р ас
смотрение этого оборудов ания не входит в нашу задачу; отме
тим, что дл я пол учения хорошего покрытия необходимо высокое
качеств о подготовител ьных работ, а последнее зависит от пра
в ильного подбор а шл ифовальных кругов и паст.
Шлифовальные круг и изготовляются из войл ока, фетр а, фиб
ры, картона и бязи. На рабочей поверхности шлифовальных кру
гов абразивы закр е пл яются кл еем ил и жидким стекл ом Ниже
128
п риведен ы номер а зернисто стrи абраз и вных материалов различ
ных групп:
Шлифовальное зерно 200, 160, 125; 100, 80, 63 , 50, 40, 32 , 25, 20, 16
Шлифовальные порошки 12, 10, 8, 6 , 5, 4, 3
Микропор ошки
М40, М28, М20, М14, Ml O, М7, М5
На Горьковском автоз аводе и опользуют сп ециальные шлифо
в ально- п
·
о л ировальны е самовентил ирующиеся круги.
На многих зарубежных автомобильных заводах п ол и р оваль
ные круги из·готовляют сл едующим о бразом. И з ткани под у гл о м
к о рюве и утоку вырезают пол о су шир иной н е более диаметра
круга. П олосу свертывают в виде спир али до тех пор, пока не
получится необхо димо е ·кол ичество •сл оев. Затем материал зажи
мают меж ду боковыми пластинками, в результате чего по кр аям
круга образуются в олнистые скл адки, которые создают хорошую
в ентиляцию при полировании, ч то позволяет вести р аб оту с по
в ышенным давлением.
Таблица 27
Полиро вочные п асты
Названи е
1
Состав пасты
1 Полируемый
пасты
металл
Жировая 1 43 , 0% петролатума (окисленного), 43 ,5% / В се метал-
солидола Т, 13, 5% пар афина
ЛЬ!
Маршали- \ 80,8% маршалита, 10,0% парафина, 9 ,0% со- \ То же
това я
лидола Т, 0 ,2% церезина
Хромовая 65, О % окиси хрома, 23 , О % стеарина, 4 , 0 % Углеродистая
олеиновой кислоты, 8 , О % парафина
и нержаве-
ющая сталь
Хромовая
172,0% ою1си хрома, 14,0% стеарина, 14, 0%
1То же
воска
Крокусная 49 , О % окиси железа, 18, 2% стеарина , 25, 0% Алюминий
олеиновой кислоты, 7 , 8 % парафина , 36 , 1 %
каолина, 36, 1 % крокуса
Известка - 71 , 8 % венской извести , 1,5 % церез ина, 23 ,0%
Алюминий
вая
стеа рина, 1 , 5% технического сала, 2 , 2 %
скипидара
Крокусная 180,О% окиси железа, 1 О , 7 % стеарина, 1 , 3 % /Цинковые
олеиновой кислоты , 8 , О % технического сала
вы
спла-
Алюминие- 35,6% окиси алюминия, 35, 6% окиси хрома, То же
вокрокусная
13, 4% церезина, 8 , 8% стеарина, 4 , 4 % тех-
нического сала , 2 , 2% скипидара
9 Заказ 1398
129
Таблиц а 28
Составы полировочных паст ГОИ
Состав в % (по массе)
"'
и
:о:
.о
,;,
о
"
'"
"'
о.
"'
"'
��
"'
Па ста
><
..
.
"'
""'
"'
"о.
"'
"'
о..
.
"'
t:
:
"'
.о
:.:
о.
"'о
..
.
о
"'
"'!!1
"'
"'
"'
"'"
;>.<>
о
5.,
,
"'
"
"
""'
:»"
о.
а"
..
.
""'
""'
"
"':о
u
u
О:.: 1:{"
�
р."'
Грубая
81,0 2,0 10 ,0
-
-
2,0 5,0
Средняя
76 ,0 2,0 10,0
-
-
2,0 10,0
Тонкая
74,0 1,8 10,0 2,0 0,2 2,0 10,0
Т аблица 29
Шлифовальные и полировальные пасты, применяемые в Чехословакии
Обрабатыв аемый матер иал
и вид обработки
1
Соста в пасты
Стал ь , грубое шлифа- 10% парафина ГАЧ , 8% пар афи н а , 6% минераль-
вание
ного масла, 2% минерального воска (черного),
68 % окиси кремния (микромолотой ), 6% окиси
хрома
'
Сталь , среднее шлифо- 1 8% стеарина , 6% олеина , 8% парафина ГАЧ ,
вание
4% пар афина , 72% электрокорунда
Пластмассы
10% церезина , 10% парафина ГАЧ , 5% олеина-
вой к ислоты , 50 % окис и кремния (микромоло-
той), 25% природной молотой пемзы (сорт 0000)
Алюминий и пл астмассы 1 25 % стеар ина, 70% трепела , 5 % олеиновой кис-
лоты
То же
Паста Е, 5 % стеарина, 5,5% парафина, 10% па-
рафина ГАЧ , 1 , 5% воска монтана ( минерально-
го), 2% олеинов ой кислоты , 6% шарикопод-
шипникового масла , 50 % нейбурского мела ,
20% сульфата бария
Органическое стекло
25 % стеарина, 3 0% шарикоподшипникового мае-
ла, 10% резинового сульфинированного масла ,
15% трихлорэтилена, 2 0% нейбурского мела
.
или трепел а
130
В Чехословаки и применяют составные круги и з кусочков ко
жи ил и наждачной шкурки, а также круги из абразивного по
лотн а.
Дл я полирования бол ьшое значение имеет состав полиро
вальных паст. Наибольшее распростр анение получили пасты, со
став которых прив еден в табл. 27.
Часто при полир овании используют :пол ировочные пасты
гаи, состав которых приведен в та·б.71 . 2 8.
В табл. 29 приведены составы п а,ст, применяемых в Чехосло
ва'ки и дл я полирования и шлифования деталей и з разл ичных
материалов.
Следует помнить, что при полировании алюминия и его спла
вов полировочными паста ми разрушается пл акировочный сл ой и
проникают в металл на глубину до неокол ьких микрон твердые
частицы полиров очного матер иала, которые в дальнейшем ста
новятся очагами ко ррозии. Поэтому полировать металл, имею
щий защитные покр ытия, нежел ательно или в последствии по
крытия необходи мо восстанавливать.
Термическая подготовка
Тер м ическая подготовка детал ей дл я нанесения покрытия з а
ключается в том, что их вводят в камеру, нагретую до 500-
6000 С. При такой темпер атуре жировые наслоения выгорают, а
ржавчина разрыхляется и отп адает.
Тер ми-ческой подготовке можно подв ер гать только тол сто
стенные к узовные детал и. Детал и из тонкого листа подготавл и
вать тер мическим способо м нельзя, так как они коробятся.
В связи с этим на кузов остр оительных и кузоворемонтных пред
приятиях этот в ид подготовки применяется очень редко.
Хнмнческая н эnектрохнмнческая подготов ка
Химическое обезжир ивание производят в р азличных органи
ческих растворителях, чаще всего в трихл орэтилене, дихл орэта
не и четыр еххло ристом углероде.
Наиболее эффективное обезжир ивание происходит при обра
ботке деталей д ихл·орэтаном. Для этог о в специальной камере
при помощи паров ых змеевиков дихлорэтан приводи тся в паро
обр а зн ое состояние. Обезжириваемые детали на транспорте р е
пропускают через камеру.
П омещения, в которых производится обезжиривание, нужно
сна бжать эфф ектив ной вентил яцией, так ка,к то:косичность э тих
раствор ител ей высока.
Сложность конструкции камер и ср авнительно высqкая с тои
мость химикатов не позволяют широ:коо использовать . :;>то т способ
обез жиривания.
9*
131
Часто обезжир ивание производят в ваннах, зал итых кер оси
ном или уайт-спирит ом. Для подогр ев а ·ванны •с на-бжают водя
ными •р убашкаrми.
На многих пред!приятиях, особенно на авторемонтных, для
обезжиривания лрименяют подогретый раствор кауст ика раз
личной концентр ации. Однако этот опособ со вершенно не п р иго
ден дл я обезжиривания деталей из .л егких спл авов, так ·к ак ка
устик их раэрушает, и деталей из тонкол истовой стал и потому,
что каустик, попадающий в к а рманы ил и зазоры детали, не вы
мывается и з них при последующей промывке, что способствует
развитию ко ррозии . Если деталь был а ранее фосфатирована ил и
плакирована, то каустик разрушает з ащитные покрытия. Есл и
применяется обезжиривание в каустике, то посл е него детали
сл едует тщательно обрабатывать раств ором фосфорно й к исл оты ,
что бы полностью нейтрализовать каустик. Промывка после ка
устиковой ванны в чи сто й воде эффекта не дает.
В англ ийской автомобильной промышле нности широко ис
пользуется промывка - обезжиривание в составах , состоящих
из смеси сод ы, едкого натр а, тринатр ийфосфата, жид кого стекл а
и органичесК!ИХ эмульгаторов. Наличие в см е си тринатрийфосфа
та предохр аняет металл от коррозии.
Последнее вре мя в отечественной промышленности стали ис
пользоваться различные составы, содер жащие тринатрийфос
фат.
Так, хорошие результаты достигаются при обезжиривании
дета.пей в горячей воде, содержащей 5-20 г/л тринатрийф осфа
та и 5 г/л бихрО!мата натр ия ( хромпика) . Обезжири1в ание дета
лей производят в ваннах ил и в камерах струйным способом.
Наибольшее распростр анение получил и растворы, содержа
щие тринатрийфосфат (табл . 30) .
Таблица 30
Состав растворов для обезжиривания
Состав в
г
/л
Режим ванны
С т епень
Тринат -
Углекис- Темпера-
загря знения
рийфос
-
Едкий
Жидкое
лый нат
т ура
Время
фат
натр
стекло
pиil
раствора обработки
Na1Po. x NaOH Na2sю.
Na,co.
в0С
в мин
х12н20
Сильная
30-40
80
15
70-80 85-90 5-10
Умеренная
50
20
30
-
75-85 5-1 0
Слабая .
6
10
-
4
85-90 2
-3
Детал и из черных металло в при подготовке под тт окрытия
п осле обез жир ивания подвер гают тр авлению в ваннах. Тр авле
ние производят 10-20 %-ным раствором серной .кислоты ил и
5- 10%-ным раствором соляной кисл оты, а иногда .смесью этих
\32
кисл от. Освобождающийся при реакции водород кислоты р азру
шает окисл ы на поверхности металла, но часть водорода погло
щается им , вследств�ие ч·его металл становится хрупким; поэтому
травление кузовных деталей из тонколистовой ст али нежел а
телыrо.
Для уменьшения поглощени я металлом водорода в сер нокис
лотные тр авильные ванны вводят присадку УНИКОЛ ил и ЧМ, а
в ванну ·с соляной кисл отой - присадки ПБ-5, ПБ-8 ил и КС.
Есл и необходи мо одновременно производить обеэжиривание
и травление, то ц елесообразно использовать растворы, составы
которых приведены ·в табл. 31 .
Таблица 31
Составы растворо в для одновременного травления и обезжиривания в г/л
Компонен т ы
1Состав No 1
1Состав No 2
Фосфорная кислота Н3РО4 (плотность 1 , 64) .
65
98
Тринатрийфосфат Na8P04 • 1 2Н20
35
50
Эмульгатор ОП7 или ОП lО .
25
30
Тиомочев ина CS (NH2)2 • •
5
5
Состав No 1 применяют при сл абом загрязнении дет алей, со
став No 2-при сильном. Темпер атура ванны 72-75° С, время
обработки 5- 10 мин . П осле обработки детали промывают во
дой, содержащей 0,5-2 % нитрита натрия и нагрет ой до 60° С.
За рубежом применяют сп е циальные фир менные обезжири-
; ваюЩие жидкости. Так, в ФРГ выпускается жидкость марки
Acto, содержащая полигликолевые эфиры спиртов жирного ря
да, в США - эмульгатор Dytol, в состав которого входят высоко
молекулярные .спирты алифатического ряда.
Широкое распростр анение пол учило электрохимическое обез
жи р ивание в различных эмульгаторах. В этом сл учае обраба
тыв аемая деталь является одним из электр одов. Разл ичают
анодное и катодное обезжиривание. Дл я куз овных детал ей сл е·
дует применять анодное обезжиривание, так как при этом отсут
ствует опасность насыщения деталей вод ородом.
Обычно для обезжиривания ст альных деталей применяют
электр ол ит, содержащий 25 г/л едкого натра, 25 г/л тр инатрий
фосфата и 5 г/л жидкого ст екл а (температур а раствор а 80-
1000 С, напряжение тока 8- 12 в, плотность тока 3- 10 а/дм2 ,
продолжительность обр а ботки 0 , 5 - 1 мин ).
Для обезжиривания детал ей из ал юминиевых и цинковых
спл авов применяют электролит, состоящий из 5- 10 г/л у гл е
кисл·ого натрия, 20-30 г/л тр инатрийфосфата и 1-3 г/л мыла
(темпер атур а электр олита 60-70° С, напряжение 6- 10 в, плот-
133
ность тока 3-8 а/дм2 , �п родол жител ьность обр аботки 5-
10 мин) .
Во избежание втор ичного попадания на металл отдел енных
о т него металлор ежущих веществ в электр олит добавляют 1 -
2% эмульгатор а ОП7 �ил и ОП lО ил и тр ил она Б, однако при этом
во вспененном растворе ск опляется гремучая смесь и в озникает
оп асность взрыва. Для устр анения этой опасности НИИХИМАШ
рекомендует вести обезжиривание в присут.ствии эмульгатор а
переменным током п ромышленной частоты, плотностью не бо
лее 100 а/дм2•
НИИТр акторосельмаш разр аботал и внед'р ил на некоторых
предприятиях струйный сп особ одновременного обезжиривани я
и тр авления металл ических деталей. Сущность этого способа за
кл ючается в том, что детал и пост упают в гер м етически закры
тую камеру, в которой на дет али пода ются струи раствор а под
давлением J-2,5 кГ/с м2 (0, 1 -0,25 Мн/м2 ) . В раств ор входит
серная, соляная или фосфорная ки сл ота с эмульгатором О П7
ил и ОП IО и противопенная добавка кремнийорганической жид
кости М-7 ил и НППС.
Применение фоофорной кислоты в качестве основного к омпо
нента раствор а дл я кузовных дет ал ей дает лучшие результаты,
так как в этом �л учае не создаются очаги коррозии. Отработан
ная фосфор ная кислота поступ ает в специальные сборники, в ко
то рых она восста навливается ионнообменными смол ами. Эти
смол ы служат нескол ько лет.
Представляет интерес использование при обезжиривании
электр о1гидр авлического эффекта, сущность которого ·С остоит в
том, что в раствор ванны вводят эл ектр оразряды высокого на
пряжения, в результате чего обр а зуется сильная волна, очища
ющая поверхность детали от загрязнения.
Установлено, что применение пульсирующих егр уй п ри о без
жиривании интенсифицирует продеос в 2-3 раза по ср авнению
с ламинарными струя ми.
Как правило , после обезжиривания и тр авления детал и сл е
дует сушить. Этой опер ации можно из бежать, если в состав вве
· сти гидр офобные до бавки. В этом случае детали при обретают
в одооттал кивающие свойств а и их до статочно затем то лько об
дуть сжатым воздухо м.
Очистка ультразвуком
С помощью уль11р азвука удаляется грязь из труднодоступных
полостей дет алей сл ожной конфигур аn:ии . Этот сп особ основ ан
на преобразовании колебаний высокочастотного электр и ческого
тока в высокочастотные колебания жидкости.
Установки дл я ул ьтр азвуковой очистки автомобильных дета·
лей обычно пр едст авляют собой ванну, на д не которой располо-
134
жен магнитостр икционный вибратор с высокой частотой коле'6 а-
11ий (22 гц) . Бл агодаря ультр азвуковым кол е баниям на
гр анице м еталл - жидкость образуются кавитационные пузырь
ки. В з оне пузыр ьков в момент их обраэования создаются мест
ные большие давления, под действием которых поверхность очи
щается от грязи.
О течественной промышленностью выпускаются ультр азвуко
вые генераторы УЗГ-10, УЗГ-2,5 и УЗГ-1.
Состав жидкостей для ультр азвуковой оч истки тот же, что и
для обычного обезжиривания; температур а нагрева жидкости
.5 5-60° С.
2
3
6�
q
Ри с. 83. Схема установки для травления тонких листов
ультр азвуко м
На автомобильных заводах массового производств а для лис
тового материала ц елесообразно применять установки непрерыв
ного тр авления. На рис. 83 показана схема установки для непре
рывного тр авления листов размером 2000 Х 1000 мм, применяе
мой на заводах ФРГ. Листы металл а поступ ают в ванну 1,
снабженную ул ьтр азву�ювой установкой, н а 5-7 мин. Затем
тр анспортер ом 2 они передаются в установку 3 с решетчатым
вибр атором, заполненную горячей водой. После промывки лис
ты по ступ ают в камеру 4, где они омываются водой с а нтикорро
зионными присадками. И з камеры 4 листы захватываются рези
новыми валиками и передаются в сушильную камеру 5, а затем
на стелл аж.
Для очистки мелких кузовных цеталей используется ул ьтр а
З·ву:�ювая установка УЗА-1 , имеющая шесть кругл ых ванн диа
метр ом 300 мм и высотой 150 мм . Установка сна бжен а двумя
преобр азователями ПМС-4, в стр оенными в днище двух смежных
ванн. Преобразовател и пол1учают питание от генер атор а УЗ Г-10.
Для о чистки труб каркасов сидений применяют ул ьтр азвуко
вую установку УЗА-2, состоящую и з ультр аз,в уковой ванны
УЗ В-4 с четыр ьмя преобразователями ПМС-8, встроенными в
дно ванны. Размер ванны 500 Х 1500 мм.
Помимо ул ьтр азвуковых установок, дл я очистки мелких де
талей могут быть использованы вибрационные установки си сте
мы НИИТМАШ, в которых частота колебаний достигает 3000 гц.
135
Вибрационные установки выпускают марок ВУ-25, ВУ- 125,
ВУ-250 и ВУ-500. В последней установке наиболЬший р азмер
очищаемых деталей равен 250 Х 100 Х 100 мм.
З АЩИТНЫЕ ПОКРЫТИЯ
Метаnnичес кие п окр ытия
В а·втомобильном кузовостр оении наибольшее ра•с простр ане
I-Ше получил и сл едующие процессы нанесени я металлических
поюрытий: меднение, никелирование, хромирование. uинкование,
кадмирование, алитирование и молибденирование [32]. Первые
три .п роцесса применяют дл я получения трехслойного покрытия,
главным образом как декор ативного и част ично как антикорро
зионного .
На авторемонтных заводах часто применяют четырехсл о йные
пок.р ы'!'ия: никель - медь (сер н окисл ая) и никель - хром.
Меднение стальных деталей. Меднение пр оизводят 1в ц елях
создания подсл оя для последующего нанесения никел я и хрома.
Подслой меди толщиной 60-65 % о т общей тол щины защитного
покрытия наносят в электр ол итических в аннах. При пользовании
о бычными электролитами получают сл ой меди, который затем
нужно шлифовать и полиров ать. С помощью специ альных эл ек
тр ол итов можно осущест.в ить блестящее м еднение, при котором
не требуется шлифования и полирования поверхности дет али.
Ниже приведены составы цианистых электр ол итов для мед
нения (в г/л) :
Электролит No 1
Комплексная соль NaCu (CN)2 •
•
•
Цианистый натрий NaCN .. ....
Едкий натр NaOH .
...
.
....
Сегнетова соль KNaC4H406 • 4Н2 0 .
.
Электролит No 2
Цианистая медь Cu2 (CN)2 • • • • •
Цианплав (ГОСТ 452-56) . . . .
.
Углекислый натрий Na2 C03 •
• •••
Электролит No З
Сер нокислая медь CuS04 ·5H20 .
.
.
Серная кислота H2S04 • • • •
•
•
•
45-50
15-20
15-20
40- 60
40-45
5-7
50
250
50-75
В табл. 32 пр иведены параметры режима для этих эл ектро
литов.
Недостатком :п риведенных выше эл ектролитов является то,.
что посл е меднения детали нужно ш л ифовать, в результате чего
снимается окол о 20 % меди.
При четырехсл ойном покрытии применяют сернокислый элек
тролит, содержащий 200-250 г /л медного купороса CuS04 и
136
Таблица 32
Параметры режима при меднении
1 No электр олита
Параметры
1
1
1
2
3
Температура в 0С .
.
.
.
.
.
.
.
4 0-50
70-80
45-50
Катодная плотность тока в а/дм2
2
5
7
Реверсивность (отношение периода
анодного тока к периоду катод-
ного)
-
10: 1
20 :4
fI0-75 г/л сер ной кислоты H 2 S04 (темпер атура 20-50° С и ка
тодн ая плотность тока 2-5 а/дм2 ) .
В НИИАвтопроме разр аботан способ блестящего меднения,
который применяется на многих заводах . При этом спосо бе н е
обходи мо выполнение следующих условий:
1) наличие в эл ектрол ите блескообразующих добавок;
2) применение регулируемого реверсивног о тока;
3) непрерывная фильтр ация эл ектр олита (вз·вешенных час-
тиц должно быть не более 0,002 г/л );
4) применение качающихся штанг;
5) высокое качество подготовки поверхности под меднение.
Элект,р ол ит ·и меет сл едующий состав ( в г/л ):
Чистая медь .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Цианистый натрий NaC N •
.
.
.
.
.
.
.
.
.
.
Роданистый аммоний NH4CNS или калий К:CNS
Виннокислый натрий Na2 С4Н406· 2Н2О • . . .
ЕдкийнатрNaOH........
.
.
.
.
.
.
.
.
.
С�рнок ислый марг анец, растворенный в винной кисло-
те и нейтрал изованный едким натром . . .
.
.
.
.
40-50
12-15
10-15
5-10
10-20
0,03-0 , 05
Режим нанесения покрытия сл едующий: темпер атур а эл ек
тролита 55 ± 5° С, катодна я плотность тока 2,5-3,0 а/дм2 , а нод -
' ная 3,5-4,0 а/дм2 ; дл я сл оя толщиной менее 1 О мкм ревер с ив
ность равна 25 : 3, а для слоя толщиной более 10 мкм 40 : 4.
.Катодные штанги совершают 40-50 кач аний в минуту; ампли
туд а колебаний равна 50- 100 мм.
Электр ол ит приготовл яют в отдел ьной ванне в сл едующей
посл ед овательности. В половинном объеме ванны растворяют
цианистый натрий, затем циан истую медь, отстаивают раствор
и через фильт,р перекачи:в ают в рабочую ванну, зате м раств оря
ют роданистый аммоний и виннокислый натрий. Раствор д ово
дят водой до рабочего объема, подогр ев ают, после чего вводя т
приготовленный отдельно раствор блескообр азовател я.
Для приготовления раст.вор а блескообразовател я отвешива
ют 50 г с.ернакисл ого марганца и 40 г винной кислоты и раство
ряют их в 1 л дистиллиров анной воды.
131'
В Чехословакии производят блестящее меднение для тр ех
слойного хромирования в эл е ктр ол·итах, состав котор ых приве
ден в табл. 33.
Таблица33
Состав электролитов ( в г/л), применяемых в Чехословакии
для блестящего медн ения , и параметры режима
1 No электролит а
К омпонент ы и параметры режима
1
1
1
2
3
Мет алл ическая медь .
50- 60 60 -75 55-60
Цианистый натрий NaCN
10-15
3-8
15-20
Едкий натр NaOH . . .
.
.
15-40 5- 15 15-40
Роданистый аммоний NH4SCN
.
10- 15
-
10-15
Бисульфат натрия Na2S . .
.
7-9
-
-
Жидкое стекло Na2Si03 •
•
•
-
1
-
Р оданистый натрий NaSCN .
-
3-5
-
Комплексная соль K3Cu (CN)4 ••••
-
-
220-250
Виннокислый натрий Na2C4H406 ·2H20
-
-
8-12
Сернокислый марганец MnS04 • •• •
-
-
0,0122
Температура в 0С
.
.
.....
50-60
65
55-60
Катодная плотность тока в а/дм2
2-3
3
2,5-3
Реверсивность .
35 :5
-
25:5
В эл ектр олит No 1 добавляют 3 см3 раствор а .сернокислого
марганца и винной кислоты. Сер нокислый марганец предвари
тельно переводят в виннокислый комплекс, дл я чего 50 г серно
кислого марганца раств оряют в 300 мл в оды и 40 г винной кис
лоты в таком же кол ичестве вод ы. Затем оба раствор а сл ивают
в один сосуд и добавляют ·воды до 1 л. Посл е этого 3 см3 полу
ченного раствор а разб авляют водой до 1 л и эту присадку
вводят в эл е ктр олит. Для эл ектр олита No 3 блескообразующие
добав'Ки получают путем смешения отдел ьно роданистого аммо
ния ил и ,р оданист·ото калия с виннокислым натрием и водой.
В табл. 34 приведен состав элект.р ол итов, широко применяе
мых в Англии и США для блестящего меднения.
В се приведенные в табл. 33 и 34 эл ектролиты содержат циа
нистые соединения, поэтому они весьма токсичны.
В настоящее время многие заводы производят меднение в бес
цианистых эл ектр ол итах (табл. 35) .
В табл. 36 приведен состав эл ектр олитов дл я ультр азвуково
го меднения.
Пирофосфатные эл ектр олиты, применяемые при мед нении,
·Отличаются более высокой производительностью, чем другие
элект1ролиты. Испол ьзование ультразвука при меднен ии в пир о
фосфатных электролитах еще больше повышает произнодител ь
ность и ул учшает качество медн ения . Для •меднения применяют
ул ьтр азвук частотой 19 кгц.
138
Табл ица 34
Состав эле ктролитов (в г/ л) для блестящего медн е ния ,
применяемых в Англии и США, и параметры режима
К.омпонен ты и пар аметры реж има
Циани стая медь Cu2 (CN) 2 •
•
�
Цианистый натрий NaCN, общий
Едкое кали КОН .
.
.
.
•
.
.
.
.
.
Цианистый натрий NaCN, свободный
Сегнетова соль KNaC4H406 • 4Н20 .
Sb (в виде винного камня) . . .
.
.
РЬ(ввидетартарата) . . . . .
.
.
ЦианистыйкалийKCN.......
Калиевая соль теллуровой кислоты К2Те04
Пропиловый спирт СН3С Н (ОН ) СН3 •
•
Температура в 0С . .
.
.
.
.
.
.
.
Катодная плотность тока в а/дм2 .
1 Англия,
1
п атент 817613
75
90
15
7,5
45
0, 003
0,001
-
-
-
75
6
США
48
-
30
-
30
-
-
9
0,01
0,37
75-80
1,5-5
Таблица 35
Состав бесциан истых элек тролитов и параметры режи ма
!(омпоненты и параметры режима
Сернокислая медь
CuS04 · 5H20
в г/л
Аммиак (25%- ный) в мл/л .
Щавелевая кислота НООС-СООН
в г/л .....
.....
Фосфор нокnслый ( п иро)
Na4P20 7• 10H20 в г/л ..
натрий
или безводный пирофосфорнокислый
натрий Na4P207 в г!л ......
Кислый фосфор нокислый (орто) натрий
Na2HP04•12Н20вг/л. . . . .
Температура в 0 С .
.
.
.
.
.
.
.
.
Катодная плотность тока в а/дм 2 .
1 Шавелево -
Пирофосфат н ые
кислый
26
30-35
20- 32
50
-
-
50
-
-
-
120-145
-
-
70-90
100- 125
-
-
45-85
18-25
20-30
18-25
0,4-0,5
0,3-0,4 0,3-0 , 4
Меднен ие детал ей из алюмини я и его сплавов. Детали и з
алюминия и его сплавов подвергают меднению только , в том
случ ае, если их надо паять .
Меднение производят в следующей последовательности :
1) Механическая очистка .
2) Электрохимическое обезжиривание на катоде в электро
лите следующего состава (в г/л) :
ЕдкийнатрNaOH.....
.
.
.
.
.
.
.
.
Углекислый натрий Na2C03 •• •• • •• •
•
Фосфорнокислый ( орто) натрий Na3 P04 • 1 2Н20 .
Кремнекислый натрий Na2Si03 • • • • • •
•
•
20-50
30-50
20-30
3-5
139
.
Таблица 36
Состав электролито в {в г/л) для меднения
с использованием ультразвука и параметры режима
No электролита
Компоненты н параметры режима
1
121
3
Медный купорос CuS04 • 5Н 20
35
70
35
Фосфорнокислый (пиро) натрий Na4P 201 X
Х 10Н20 . .....
.
.
.
.
·
.
140
200
140
К:ислый фосфорнокислый (орто ) натрий
Na2HP04 • 12Н20. .
.
.
.
.
.
95
95
95
Сегнетова соль К:NаС4Н406 • 4Н20
о
о
25
3
3
(j
Объемная мощность ультразвука в вт/л .
Температурав0С........
45
45
20-30
Катодная плотнос ть тока в а /дм2 .
4-6
8 0,3-0,4
Темпер а тура ванны 50-70° С, плотность тока 5- 10 а/дм2 ,
продолжительность обезжиривания 1-2 мин.
3) Осветление в растворе серной кисл оты (150- 130 г на 1 л
воды ) при комнатной температуре в течение 0,5- 1 мин. Детали
из сплавов АВ до осветления должны проходить обработку
в течение 15 сек в растворе азотной кислоты (250-400 г на 1 л.
в оды ) для уд аления шлака.
4) Меднение в электролите следующего состава (в г/л ):
Сернокислая медь CuS04 • 5Н20 . .
.
.
.
.
.
.
.
.
.
.
30-35
Ф осфорноки слый (пиро) натрий Na4P 20 7- 10H 20 .
.
.
.
120- 145
К:ислый фосфорнокислый (орто) натрий Na2HP04 • 12H 20 60-100
Температура электролита 50-60° С, плотность тока 1,2-
1 ,7 а/дм2•
Никелирование. Никелирование применяется гл авным обра
зом при нанесении второго слоя при трехслойном покрытии
медь-никель-хром.
Одним никелем покрывают только кр епеж ные детал и, кото
рые никелируют в колокол ах.
Наибольшее распростр анение для никелирования получили
электролиты, состав котор ых приведен в табл. 37.
В настоящее время успешно производят никелирование мел
ких и крупных деталей, например бамперов, с помощью ультр а
з вука . При этом улучш ается качество покрытия и увеличивается
производительность ванны.
Для создания ультр азвуковых колебаний электролита ис
пользуют генер атор УЗ Г- 10. Электролит дл я никелирования
с использованием ультр аз вука имеет следующий состав (в г/л) :
140
Сернокислый никель NiS04 ·7H 20 .
200-400
Борная кислота н�ВО3 • •
•
25-4 0
Хлористый н атрий NaCl . .
20-40
Фтористый натр ий NaF
2-3
Эмуль гатор ОП7 или ОП IО .
0 ,002 -0,008
40%-ный формалин НСНО .
3-5
Таблица 37
Состав ЭJiектролито в .(в г/л) для никелирования и параметры режима
1
No э лектролита
Компоненты и параметры режима
1
121
3
141
5
161
7
Сернокислый никель NiS04 •••• •• ••• ••
120-240 140-160 220
-
190-220
-
240-260
Хлористый н икель NiCl2 .
.
.......... 20-50 140-160 10
-
15 10-15
-
2 50-300
-
Борная кислота Н3В03 .
...
...
.
.
.
.
..
20-30 20-30
30
182
-
25-30 2 5-30
Сернокислый натрий Na2S04 • 10Н20 . . . .
.
.
.
-
100
-
-
-
-
-
Хлористый натрий NaCl . .. .
.
.
...
.
.
.
-
10-20
10
-
-
-
-
Сернокислый магний MgS04 • •
•
•
•
•
•
•
•
•
•
-
10-20
-
-
-
-
-
Уг лекислый никель NiC03 ....
.
...
.
.
.
-
-
-
155
-
-
-
Плавиковая 40% - н ая кислота HF . .. .. ...
-
-
-
612
-
-
-
40 % -ный формал ин НСНО .
.
.
.
...
.
".
.
.
-
-
-
2-2,5
-
-
-
Эмульг атор ОП7 .
........ .......
-
-
-
0, 0002-
-
-
-
0, 0003
Сернокислый аммоний (NH4)2S04 .
...
.
.
.
.
-
-
-
-
20-40
-
-
Хлористый калий KCl .
.
.
.
.
.
.
.
.
... .
-
-
-
-
8- 10
-
5-7
Фто ристый калий KF или натрий NaF . .
.
.
.
.
-
-
-
-
0,5
-
-
Сернокислый кадмий , 25%-ный раство р 3CdS04 X
Х8Н20 . .
.
.
.
.
.
.
.. ..·
.
·
·
·
·
·
·
-
-
-
-
280 -300
-
-
Сульфоаминовокислый натрий
CH2SOзНCHNH2COONa . . . .
.
.
.
.
.
.
.
.
-
-
-
-
-
250-350 -
Натриевая соль
нафталиндисульфо кислоты
C10H 6(S03Na)2 .
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
-
-
-
-
-
2-3
-
Фтористый никель NiF2 • •
•
•
•
•
•
•
•
•
•
•
•
-
-·
-
-
-
-
50-60
Температура электролитов в 0С . .......
.
30
25-30
50
30-40 18-25 25-70
60
Плотность тока в а/дм2 .
........... .
0,5- 1 0,5-1 ,5 1,5
5-6
2--2,5 14
4-5
�
Табли ца 38
Режимы никелирования с использованием ультразвука
Пара метры
1
Анодное напряжение в в
Т емпература в 0С
.Катодная плотность в а/дм2
Время покрытия в мин .
Толщина слоя в мкм
142
No режим а
1
121
3
6
6
8
52
54
54
6
8
8
17
13
13
20
20
20
Никели рование :произнодя1
по од ному из приведенных вы
ше режимов (табл. 38) : при
Эl'ОМ �первый и тр етий режим ы
обесп ечив ают
�р авномерный
блеск, а втор ой явля·ется наи
более экономичным.
В посл еднее �в ремя ведУ'I'СЯ
ра1боты 'ПО ИЗЬ!IСКа'Н ИЮ сш осо
бов выравнивания мик�рогео
. метр ии !П Од'сл оя меди .в процес
се никелирова1н ия.
ИЗ1вес тно, Ч·Т О 1при нанеое
н ии гальванических покрытий
металл может осаждатыся на
поверхности тремя оп особ а·м и:
ТОЛЬ'КО на ВЫСТ)ЛПЫ, что увели
вает неровности повер JGн ости ,
равно мерно по всей поrв ер хно
сти и преимущественно в уг
лублен иях, вследствие чего по
верхность выр аrвнивается ('рис.
84) . По·сл едний ап осо б осу
щес11вляе1'ся введением в элек
тр ол ит специал ьных выр ав
нивающих добавок в ·в иде аце
тиленовых соединений, произ
водных хинолина, пиридин а,
изохинина и соединений кум а
рина.
Рис. 84. Выравнивание поверхно·
сти во время н и келирования при
р а зличной глубине запила:
а-23мкм; б-58мкм;в-96.uкм
На отечественных з аводах применяют выравнивающий элек
тролит, разработанный НИИТАвтопромом, следующего состава
(в г/л) :
Серн окислый н икель NiS04 • 7Н20 .
.
.
250-300
Хлористый н и кель NiCl2 •
•
•
•
•
•
•
60-80
Б орная кислота Н3ВО3 • •
•
•
•
•
•
30- 40
Паратолуолсульфамид C6�CH2S02NH2
4
Выравнивающая добавка .
.
.
.
.
.
.
.
.
.
4
Антипиттинговая добавка из мыль ного кор ня
4-6
Режим : температура ванны 55-60° С, плотность т ока 4 --
6 а/дм2 .
Ежедневно в электролит д обавляют 0,02 мл 40 % - ного фор
мальдегида .
ЦНИИм ашдеталь рекомендует в качестве выравнивающего
электролита электролит Уаттса со сл едующими добавками
(в г/л) :
Кумарин С6Н4СН2ОСО . .
.
.
.
.
Паратолуолсульфамид C6 H4CH2S02NH2
Антипитти нговая добавка « Прогресс» .
или алкилсульфатнатрия . . . .
.
.
1,о
2,0
0,5- 1,0
О,1
Режим электролита: температур а ванны 50 ±2° С, плотность
тока 4-6 а/дм2 .
В Чехословакии применяют выравнивающий электролит, раз
работанный в институте им. Акимова, следующего состава
(в г/л) :
Серноки слый н и кель NiS04 • 7Н20 .
Хлористый н икель NiC12 •
•
•
•
•
Борная кислота Н3В О& . .
.
.
.
.
Порошкообразный с и нтапо н L .
.
.
.
·
Паратолуолсульфам ид CвH4CH2S02NH2
Выравнивающая добавка .. . .. . .
300
80
40
0,5
2
4 мл/ л раство
ра или 0,6 г/л
твердого вещес
тва
Режим электролита: кислотность ванны рН = 4 , 5 -5,5, тем
пература 55° С, плотность тока 4-6 а/дм2 .
Порошкообразный с интапон L представляет собой сульфат
лауриловой кислоты. Выравнивающая добавка L является
блескообраз ующей добавкой с выравнивающей способностью.
Она представляет собой продукт реакции кум арина и ледя ной
уксусной кислоты.
Кроме того, в электролит добавляется 0 , 02 мл/л 40 %-ного
формальдегида для обезвреживания присадок и связывания
в комплекс продукт ов распада.
В 11Англии и США в ыравнивающие электролиты (табл. 39)
создаются на основании электролита У аттс а, содержащего
270-450 г/л tернокислого никеля, 40-60 г/л хлористого никеля
и 30-49 г/л борной кислоты , путем добавления нескольких
143
Таблица 39
Состав выравнивающих эле ктролитов (в г/л) ,
применяемых в Англии и США
No электролита
Компоненты и параметры режима
1
12
Сернокислый никель NiS04 • 7Н 20 .
250
250
Хлористый н икель N iC\2
60
40
Борная кислота Н8ВО3 •
45
40
Полиакриламид
0,2
-
Лаурилсульфатнатрия . .
.
.
.
.
.
.
.
.
-
0,2
Дисульфонафтал и новая кислота C10H 6(S03H ) 2
-
6,0
Температура в 0 С
30-70
30-70
миллигр аммов выравнивающих присадок. В случае излишка
выравнивающи х добавок никелевый слой становится хрупким.
На некоторых английских и американских предприятиях при
меняют процесс под названием «дуплекс-никель» , сущность
котор ого состоит в том, что блестящий никелевый слой осаж
дают на :п олублестя щий никел евый подслой; при этом толщина
первого слоя составляет 65-68 % общей толщины, а второfо -
15-35%. После этого процесса никелирования детали не нужно
шлифовать и полировать.
Для защиты_ стали и алюминия от химической ИJlИ газовой
коррозии применяют химическое нике лирование; однако дл я
автомобильного кузовостр оения химическое нике лирование не
представляет большого интереса как средство защиты против
коррозии, так как детали куз ова в основном подвергаются
электрохимической коррозии.
Химическое никелирование в кузовостроении может приме
няться в качестве металлического покрытия деталей и з пл аст
масс или стекл а. Пластмассовые или стеклянные детали,
покрытые никелем, можно паять; они становятся тепло- и элек
тропроводными. Кроме того, их долго вечность значительно
возрастает, т ак как под никелевы м слоем почти прекращается
процесс старения.
Известно большое количество электролитов для химического
н икелирования. В табл. 40 приведены составы некоторых
электролитов .
Процесс химического нике лирования состоит и з двух стади й .
В первой стадии гипофосфит разлагается водой и в ыделяет
атомарный водород
NaH2P02 + Н,р � NaH2Р03 + 2Н;
..
во второй стадии атомарный водород, адсорбируемы й поверх
ност ью детали, взаимодействует с ионами никеля и осаждает
его на поверхно�ть детали. Одновременно с этим атомарный
144
о
"'
"
"'
"
"'
i
�
Таблица 40
Состав электролитов (в г/л) для химического никелиро вания и параметры режима
I<ом поненты н параметры
1 No кислых электролитов
1 No щелочных электролитов
режима
1
121 31
4
151
6
17 81
9
110
111
1121
13
Хлористый никель NiCI ....
-
'
17
-
6
30
30
-
21 21
21 40-50 30 30
Сернокислый никель NiS04 • 7Н20 20
-
-
-
-
-
30
24
11 23 18-20 10
10
Гипофосфат натр ия Na2H2P02
10-
-
8
101010
24
11 23 18-20 10
10
Гипофосфит кальци я СаНР О2 •
-
10-
-
-
-
-
-
-
-
-
-
-
уксуснокислый натр ий
CH3COONa ......... 8
8
13
5--
10
-
-
-
-
-
-
Гликолевокислый натрий
СН20Н-COONa . . . . .
.
-
-
-
--
50 10
-
-
-
-
-
-
-
Лимоннокислый натрий
СаН 4(0Н)(СООNа)3 • • • • •
-
-
-
-
-
-
-
45-50 -
-
40-50 100 100
Лимонная кислота
СаН4(ОН)(СООН)з . . .. .
-
-
-
-
-
-
-
-
13-15 13-15 -
-
-
уксуснокислый никель
(CH3C00)2Ni .
.
.
.
�·
...
-
-
15-
-
-
-
-
-
-
-
-
-
Хлор истый аммоний NH4CI . .
-
-
-
-
-
-
-
30-35 35-40 35-40 45-55 50 -
Нашатырный спирт NH40H . .
-
-
-
-
-
-
-
40
40
40
40
-
-
Сернокислый аммоний (NH4)2S04
-
-
0,3 0,3 0,3
-
-
-
:Кислотность раствора . . . . . 4 ,5-5 4,0- 4,5- 4,5- 4
-
64-64-68
-
9 8-9 8-9 8-9 8-9 8-9
5,0 5,2 5,5
Скорость обр азования покры-
тия в мкм/ч ........
8-10 8
-
10 10-12 -
15
13
15 9-1013-15 17-18 8
-
106
5
Температура электролита в 0 С 85-90 85-90 85-90 85-90 90- 92 90-92 90-92 85-90 85-90 85-90 80-89 90
90
Вид покрытия . . .
.
.
.
.
.
Б
Б
м
м
м
Б
м
м
м
Б
Б
Б
м
Примечание. Б -блестящеепокрытие,М -матовое покрытие.
�·��
��
��
��
��
��
��
��
��
��
��
��
��
��
�
водор од, воздействуя на ионы гипофосфита, содержащего фос
фор, освобождает последний, и фосфор также осаждается н а
поверхность детали.
В литер атуре имеются сведения об опытах, проведенных
в Калькутте и показавших, что химическое нике лирование
металлических деталей надежно защищает детали, работающие
в условиях тропического кл имата. Это сообщение противоречит
имеющимся данным о ненадежност и защиты химическим нике
лированием стальных деталей против электрохимической кор ро
зии и поэтому требует дополнительных исслед ований.
Хромирование. Основное назначение хромирования - это
придание деталям декоративного вида, а также повышение
твердости, износостойкости и коррозионной стойкости их по
верхностей.
Защитному трехслойному покр ытию медь - никел ь - хром
подвергаются многие детали :автомобильных кузовов; одн ако
в последнее время в кузовостроении имеет.ся тенденция уменьше
н ия хромовых покрытий, так как они очень дороги и недостаточ·
но эффективно защищают сталь от коррозии. Хромирование ус·
пешно заменяется пл астм ассовыми покрытиями ил и различные
декор ативные детали куз ова целиком из готовл яют из пл астмасс.
По составу электролиты для хромирования отличаются весь
ма незначительно, основные из них приведены в табл. 41.
Таблица 41
Состав ЗJiе ктролитов (в г/л) для хромиро вания и параметры режима
!(омпон е н ты
1
No электролита
и параметры р ежима
1
121
3
141
5
16
Хромовый ангидрид
Cr03 •
.
300-400 200-250 250-300 350- 400 250-
-
300 250
Серная к ислота
H2S04 • •••
3,0-4,0 2 ,0-2,5
-
2,0-2 ,5
-
2,49
Сульфат стронци я
SrS04 • ••••
-
-
6
-
7
-
l(ремнефтористый
20
18-20
кали й K2SiF6 •
•
-
-
-
-
Едкий натр NaOH
-
-
-
40- 60
-
-
С ахар
-
-
-
1-2
-
-
Селеновая к и слота
H2Se04 •
-
-
-
-
-
0,02
Температура в ос
70
70
50--70 20-23 30
-
50 50
Катодная плотность
тока в а/дм
2
25- 35 25- 35 40--100 30--80 20--30 18
Электролиты No 1 и 2 обычные, No 3 и 4 применяют как
интенсифицирующие процесс хромирования. Кроме того, эти
146
электролиты саморегулирующиеся. Электролит No 5 саморегули
рующийся скор остной, его применяют на некоторых пред прия
тиях США. Электролит No 6 используется на заводах Англии
и США, как обеспечивающий хромовое покрытие с повышенной
кор розионной стойкостью.
Предст авляет интерес ускоренная проверка на коррозионную
стойкость хромового покрытия по методу «К.ородкаут».
Сущность этого метода состоит в том , что на деталь, покрытую
хромом, наносят специальную пасту, дают ей подсохнуть, а за
тем деталь помещают в герметическую камеру, в которой тем
пер атур а воздух а равна 38° С, а влажность 90- 100%. Через 20 ч
дет аль извлекают и з камеры, смывают пасту и осматривают, не
появились ли следы коррозии. Двадцатичасовое пребы вание
дет али в камере соответствует году службы покрытия.
В случае необходи м ости определить, сколько лет может слу
жить покрытие, описанную операцию повторяют несколько раз,
пока не б удут обнаружены язвы кор розии.
Пасту приготовляют следующим обрfl.ЗОМ. Отвешивают 2,5 г
нитрата меди Cu (NОз) 2 · 3Н2О , 2,5 г хлорного железа FeC13 Х
Х 6Н2О и 50 г хл ористого аммония NH4Cl. К. аждый из этих
компонентов растворяют в 0,5 л вод ы и получают три раствора.
Затем смешивают 6 мл первого раствора, 33 мл - второго
и 10 мл - третьего; к этой смеси добавляют 30 г каолина, все
тщательно размешивают, после чего паста готова.
Иногда для получения покрытия более высокqго кач ества
вместо электрохимического хромирования производят химиче
с кое в фарфор овых, стеклянных или эмалированных ваннах.
Скор ость химического хромирования. составляет примерно
25 мкм/ч.
Ниже приведены составы ванн для хромирования деталей из
цветных металлов (состав No 1) и стальных деталей (со
ставNo2)вг/л:
No1
No2
Лимоннокислый натрий С3Н4(0Н) (СООNа)3 8 , 5
Гипофосфит натрия NaH2P02 • • • •
•
•
•
8,5
ФтористыйхромCrF3•••••••••••
17
ХлористыйхромCrCl3••••••••••
1,2
Ледя н ая уксусная кислота, СН эСООН в см8
20 % - ный раствор едкого натра в см3
Темп ература ванны в 0 С
....... .. 70- 87
8,5
8,5
17
1,4
14
14
70-78
Цинкование. Цинкование - наиболее дешевый процесс на
несения металлического покрытия деталей из черн ых металлов,
н о слой цинка недостаточно надежно предохраняет металл от
кор розии.
Цинкование широко применяется в автомобильном кузово
стр оении. Многие з арубежны е фирмы, например Форд, ведут
большие работы над совершенствов ание м этого процесса .
10*
147
Цинком покрывают как крупногабарит ные детали кузова из
тонколистового металла, так и крепежны е детали (болты , вин
т ы , гайки и т. п .) . Из крупногабаритны х деталей кузова цинком
покрывают те, которые впоследствии не подвергаются окр аске,
так как краска обычно плохо ложится на цинковый слой.
Известны различные способы цинкования, применяемые на
промышленных предприятиях. Наибольшее распространение
получило цинкование в электролитах, горячее и диффузионное
цинкование.
Для цинкования в электролитах применяют кислые, ци ани
стые, цинкатные , аммонийнохлорист ы е, борфтористоводородные,
аммиакатные и сульфатно-хлористоаммониевые электролит ы .
Наиболее дешевыми и широко применяемыми являются
кислые электролиты (табл. 42) , обеспечивающие беспористое
покрытие, но рассеивающая способность этих электр олитов не
велика (всего 12% ).
Таблица 42
Состав кислых электролитов (в г/л) для цинкования
и параметры режима
1 No электролита
Компоненты и параметры режима
1
121
3
1
Сернокислый цинк ZпS04 • 7Н 20 . . 200-300
430-500 200- 450
Сернокисл ый натрий Na2S04 • 10H20 50- 100
50
50- 100
Сернокислый аммоний ( NH4)2 • S04
30
30
30-35
Ал юминиевокалиевые квасцы
AIO(S04)2 • 12Н20
50
50
-
Декстр ин (СбН1оО5) п .
8-10
-
-
Дисульфонафтал иновая кислота
С10Нв( SОзН) 2 .
-
-
2-3
Температура в 0С .......
1 5-25
18-40
1 5-25
К:атодная плотность тока в а/ дм2 :
без перемешивания .
1-2
-
-
с перемешиванием
3-6
8- 10
3-8
Электролит No 2 используют гл авным образом дл я цинкова
ния листов ых матер иалов. Для осветления листа после цинкова
ния и повышения коррозионной стойкости его погруж ают на
1-2 сек в раствор азотной кислоты плотностью 1,43 (50 г на
1 л воды) или в раствор 150 г хромового ангидрида и 3-4 г
серной кислоты на 1 л воды .
Широкое распространение имеют цианистые электролиты
(табл. 43) , обеспечивающие хорошее покрытие. I(рупногабарит
н ы е детали цинкуют в ваннах, а детали крепления - в колоко
лах. Недостатком этих электролитов является их токсичность.
НИИАвтопром совместно с автозаводом им. Л их ачева раз
работал т ак называемые цинкатные электр олиты (табл. 44) ,
которые обеспечивают покрытие удовлетворительного качества;
148
Таблица 43
Соста в циан ист ых ЭJiектролитов (в г/л) и парамет ры режим а
1 No электролита
К омпон енты и параметры режима
1
121
3
Окись ц инка ZnO
40-45
40- 45
4- 10
Циан истый натрий NaCN .
75-85
80--'-85
15-40
Едкий натр NaOH .
.
.
_
70-80
40- 60
10-25
Сер н истый натрий Na2S •
0,5-5 , 0
-
-
Глицерин С3Н801 .•..
3-5
-
-
Температура в 0С .. . .
18-20
15-25
30-40
Катодная плотность тока в а/дм2 .
2-5
1,5-2
0,5-2 ,0
кроме того, их производительность выше, чем кислых и циани
стых , а токсичность меньше.
Таблица 44
Состав цинкатных электролито в (в г/л) и параметры режима
1 No эл ект ролита
Компоненты и параметры режима
1
12
Едкий натр NaOH
120- 160
100
Окись цинка ZnO
12-20
12,5
Станат натрия N a2Sn03
1-2
-
Хлористое олово SnCl4 •
.
-
0,425
Температура в 0С . .
.
.
50-55
48- 52
Катодная плотность тока в а/дм2 .
1,0-1 ,5
-
Продолжительность цинкования в мин
45
45
Недостатком цинкатных электролитов является пористость
покрытия, достигающая 300-400 пор на 1 дм2 •
Чтобы уменьши ть рост концентрации цинковых ионов, при
меняют гр а фитовые аноды в сочетании с цинковыми анод ами
в соотношении 1 : 1.
Борфтористоводородны е электролиты (табл. 45) позволяют
вести процесс цинкования повышенной интенсивности с большой
пл отностью тока.
·
Электролит No 1 применяют для цинкования стальных дета
лей, а No 2 - для деталей из алюминиевы х сплавов.
'
Весьма часто применяют амиакатны е электролиты (табл. 46) ,
которы е считаются удовлетворительны ми. Пористость покрытия
достигает 40 пор на 1 дм2 •
Ряд и сследов аний, проведенных в последнее время, показы
вает, что покрытие выс окого к ачества, о собенно н а деталях
сложной конфигурации, м ожно получить в сульфатнохлористо•
149
Таблица 45
Состав борфторис товодород н ых эле ктролитов (в
г
/л)
и параметры режима
1 No электролита
Компоненты и параметры режима
1
12
Борфтористоводородный ци нк Zn (BF4) 4
280-300
180-250
Борфтор истоводородн.ый аммоний NH4BF4
28-30
25-30
Хлористый аммо ний NH4Cl . .
•
.
28- 30
-
Солодковый корень . •
.
.
.
.
.
0,5-1,0
0,5-1 ,0
Температура в 0С ........
35-40
17-25
К:атодная плотность тока в а/ дм2 .
40- 50
4-8
Т аблица 46
Состав аммиакатных электролитов ( в г/
л
)
и параметры режи ма
1 No электролита
К омпоненты и п араметры режимов
1
1
2
Гексааминоцинкосульфат
200-250
-
Сернокислый аммоний (NH4) 2S04
50-60
-
Сернокислый натрий Na2 S04
40- 70
•
-
Борная кислота Н3В03
10- 15
20-25
Декстрин (CsH100s)п
.
.
5- 10
-
Хлори стый аммоний N�Cl
.
.
-
240-260
Окись цинка ZnO . .
...
-
12-15
Столярны1"1 клей . . . . .
.
-
1-2
Температура в ваннах в 0С
.
1 7-30
30- 35
Температура в колоколах в 0С
18-20
К:атодная плотность тока в а/дм2
15-18
0,5- 1,5
аммониевых электролитах ( табл. 47) , а для деталей простой
конфигурации - это наиболее экономичные электролиты .
Таблица 47
Состав сульфатнохлор истоаммоние вых электролито в ( в
г
/
л
)
и параметры режи ма
Компон е н ты и п араметры реж има
Сернокислый цинк ZnS04
Хлористый аммоний NH4Cl
Уксуснокислый натр ий NaC2 H30 2
Желатин ....
Температура в 0С
1---l N!_
о
_ э_л_ек�1т_р _ол_и _т _а2__
100
200
30
1
18-22
50
200
30
1
18-22
Сульфатнохлористоаммониевые электролиты цел есообразно
п рименять при цинковании деталей крепления в колокол ах. Про·
изводител ьность в данном случае в 2 раза больше, чем при
150
использовании обычного кислого электролита, а выход по току
достигает 99-100%.
Для повышения коррозионной стойкости деталей, покрытых
цинком или изготовленных из цинкового сплава, их целесообраз
но подвергать холодному фосфатированию путем выдержки
в течение 20-30 м ин в ванне следующего состава (в г/л) :
Препарат «Мажеф» •
.
.
.
.
.
.
•
•
.
.
.
.
•
.
.
.
.
30-35
Азотнокислый цинк Zn(N03)2 • •
•
•
•
•
•
•
•
•
•
•
•
•
30-50
Нитрит натрия NaN02 •
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
2-4
В НИИТМАШе разработаны цинкофосфатные электролиты
(табл. 48) , после цинкования в которых детали не нужно фос
фатировать. Получаемое покрытие хорошо :з ащищает металл от
коррозии и устойчиво в тропическом климате.
Т аблица 48
Состав цинкофосфатных электролитов (в г/л) и параметры режима
1 No электроли та
l( омпоненты и параметры режи ма
1
2
Окись цинка ZnO .
.
...
..
30- 50
30- 50
Ортофосфорная кислота Н 3Р04 •
100- 200
1 00-200
Сернокислый аммоний ( NH4) 2S04
-
20--25
Температура в 0С . .
.
.
.
.
.
20- 25
20-25
Катодная плотность тока в а/дм2
6-25
6-25
Листовую сталь цинкуют гл авным образом горячим спосо
бом, при этом различают два способа: цинкование расплавлен
ным и подогретым флюсами. Первый способ ·и ногда называют
способом жидкого, н ашатырного или мокрого цинкования, а
второй - способом сухого или алюминиевого цинкования.
Технологический процесс подготовки деталей для жидкого
цинкования состоит из сл едующих опер аций: обезжиривания
листов бензином, ацетоном или дихл орэтаном; травления в 12-
15% -ном растворе с ерной кислоты , подогретом до 60-70° С,
в течение 1,5 ч; промывки в горячей воде при температуре 60-
700 С; промывки в холодной проточной воде в течение 1-
1,5 м ин ; флюсования в подогретом до 60-80° С водном растворе
нашатыря и хлористого цинка в течение 0,5 -0,6 м ин; суш ки
в камер ах нагретым до 150° С воздухом в течение 10 м и н.
Цинкование производят в вертикальных ваннах путем погру
жения листов на 1-3 м ин в расплавленный и подогрет ы й до
355 ± 5° С цинк. После ванны детали суш ат на открытом воздухе.
При втором способе цинкования подготовленные листы стали
погружают в ванну с распл авленным и подогрет ы м до 430-
4500 С ци нком с примесью алюминия. Листы выдерживают
в ванне в течение 24-25 сек. Второй способ цинкования дает
более прочное покрытие цинком, чем первый.
151
На многих зарубежных автостр оительных заводах, в частно·
сти на заводах фирмы Форд, в качестве антикоррозионного по
крытия ст альных листов и деталей из ст али применяют диффу
з ионное цинк ование, которое иногда называют термоди ффу
зионным.
Диффузионное цинкование производят следующи м образом.
Детали обезжиривают, травят в кислоте или обдув ают дробью,
затем погружают в ящики, наполненные смесью цинковой пыли
(75 % ) и какого-либо инер тн ого мат ериала (25 % ) , например
кв арцевого песка или гл инозема. Смесь должна быть хорошо
п еремешана и полностью закр ы вать детали. .Ящики вводят
в печь и в ращают в ней при температуре 430-450° С. После
окончания процесс а цинкования ящики извлекают из печи,
охлаждают в струе холодного воздуха, распаковывают и извле
кают и з них детали.
Рекомендуемая толщина цинкового слоя, нанесенного диф
фузионным способом, равна 8 -50 мкм . Нанесение боле�
толстого покрытия нецелесообразно, так как оно будет хрупким.
Опытами установлено, что слой толщиной 20 м км вполне на
дежно защищает от корроз ии сталь в течение 2- 10 лет (в за
висимости от агрессивности среды) .
Диффузионное цинкование дает хорошее сплошное покрытие
на деталях сложной конфигурации, на котор ых получить сплош
н ое покр ытие други ми способами не удается.
Кадмирование. Кадмиевы е покры тия по з ащитным свойств ам
близки к цинковым. В условиях морской атмосферы кадмий
з а щищает сталь от коррозии лучше, чем цинк, а в усл овия х
промышленной атмосфер ы , при наличии окислов серы и углеро
да , хуже.
Покрытие из кадмия характеризуется хорошей пластич
ностью, поэтому им целесообразно покрывать детали с резьбой.
Кадмиевое покрытие резьбовых деталей более прочно, чем
цинковое. Кадмирование деталей производят в различных элек
т р олитах; состав наиболее распространенных из них приведен
ниже (в г/л) :
152
Цианистый электролит
Окись кадмия CdO
Цианисты й натрий NaCN
Сернокислый натрий N a2S04
Сернокислый никель NiS04 • 7Н20
Едкий натр NaOH
Сульфатный щелок
Кислый электролит
Сернокислый кадмий CdS04
Сернокисл�rй аммоний (NH4) 2S 04
40-45
150-175
40-50
1-1 ,5
15-20
8- 10
60-65
30-35
Сернокислый алюминий А12 ( S04) з
Жел атин или столярный клей
25-30
0 ,5-0 ,7
Борфтор истоводородный эл ектролит
Борфтористоводородный кадмий (BHF) 2C d
Борфтористоводородн ый натрий BHFNa
Борная кислота НзВОз
Дисульфонафталиновый блескообразовател ь
200-220
20-25
20-25
1-2
В табл. 49 приведены параметры режимов для перечислен
ных выше электролитов.
Табли ца 49
Параметры режима электролито в для кадмирования
Электролиты
Параметры режима
1 1борфтористо -
цианистый
кислый
водородный
Температура в 0С . . . .....
15-20
15-25
20-30
:
Катодная плотность тока в а/дм 2 .
2-4
0,5-1 ,0
6
Химико-технологическим институтом им. Менделеева были
проведены исследования по выяэлению лучш их рецептов элек -
тролитов для кадмирования. При этом было установлено, что
кадмиевые покрытия при применении электролитов, приведен
ных в табл. 5 0, дают более стойкие покрытия, чем электролиты.
состав которых дан выше.
Толщина кадмиевого покрытия зависит от условий работы
детали. Так, для легких условий работы рекомендуется слой:
толщиной 7- 10 мкм, для средних - 20-25 мкм, для жестких -
25-40 мкм, дл я резьбовых соединений 7- 1 5 мкм и для специ
альных усл овий 40-50 мкм.
Пленки кадмия чувствительны к темпер атуре: при высокой
темпер атуре они разрушаются , поэтому детали после кадмиро
вания сушат теплым воздухом .
Алитировани е. Процесс алитирования или алюминирования
заключается в нанесении тонкого слоя алюминия на стальные
детали в целях предохр анения их от коррозии.
Од но время предпол агали, что алюминиевая пленка з ащи ща
ет сталь только от химической: коррозии, поэтому алитированию
подвергали глушители и другие детали системы выпуска авто
мобиля ; однако американской: кампанией Юнитед Стейтс Стил
были проведены исследования эффективности з ащитной алюми
ниевой: пленки от электрохимической коррозии, в результате
чего было установлено, что алюминиевая пленка обладает
в 2-2,5 раза большей: к0ррозионной: стойкостью, чем цинковая.
153
Т аблица 50
Состав электролитов (в г/.л) для кадмирова ния и параметры режима
No электролита
!(ом п о ненты и параметры
1
11
режим а
1
2
3
4
5
6
7
Сернокислый кадмий CdS04
-
-
-
-
64
-
48
Окись кадм ия CdO
40
163240
-
32
-
Б орная кислота Н3В03
2020-
-
-
-
-
Сернокислый аммон ий
(NH4)2S04
300 -
-
-
-
-
-
Хлор истый аммон ий NH4CI
-
200 -
-
-
-
-
Фтористый аммоний NH4F
-
-
300
-
-
-
-
Аминокислота NH2CH2 COOH -
-
-
110
-
-
-
Т рилон Б
-
-
-
-
112 280 75
Едкое кали К:ОН
-
-
-
-
-
-
20
Едкий натр NaOH
-
-
-
-
40
-
-
Хлористы й натрий NaC!
-
-
-
58
-
58
-
Тиомочевина CS(NH2 ) 2
2,5 2,5 2,5 2,5
-
-
-
Столярный клей
l
l
-
l
-
-
-
Декстрин (C6H100o)n
-
-
-
10
Температур а в 0С
20202020
202020
Катодн ая плотность тока
в а/дм2
l
0,5 0,9
2
101010
Учитывая прогрессивное снижение стоимости алюминия по
сравнению с цинком, надо полагать, что в ближайшее время
алитирование в кузовостроении з аменит цинкование.
Различают четыр е способа нанесения алюминиевых пленок
н а стальные дет али : алитирование в т вердой сред е, газовой,
жидкой и алитирование в вакууме.
,
Алитирование стальных деталей в т вердой среде производят
по следующей технологической схеме. Детали очищают , обез
жиривают и упаковы вают в специальны е ящики и з жароупорно
го материала, наполненные алитирующей смесью. Ящики по
мещают в камеру, нагревают до 900- 1 050° С и выдерживают
при этой темпер атур е в течение 6 ч. После этого ящики вынима ·
ют из камеры , охл аждают на воздухе, а затем извлекают
детали.
При алитировании алюминий частично диффундир ует
в ст аль; при температур е 900° С образуется слой алюминия тол
щиной не более 0 ,3 мм , а при температуре 1050° С - толщиной
не более 0,5 мм. Эта пленка образуется в течение первых 6 ч;
с увеличением времени алитирования толщина пленки практи
чески не возрастает .
Для уменьшения хруп кости алюминиевого покрытия алити
рованные детали подвергают диффузионному отжигу при темпе
ратуре 900- 1 050° С в течение 3-5 ч.
Состав алитирующих смесей приведен в табл. 51.
154
Таблица 5 1
Соста в алитирующих с месей ( в % )
No смеси
:К ом по ненты
11
1
2
3
Алюм иниев ая пудра ....
49
35-50
6.0,5- 48 ,5
Окись алюминия А\203 • •
49
-
-
Хлори стый аммон и й NH4Cl
2
-
0,5-0,25
Обезвоженная порошкообразная гл ина
-
65-50
-
Железный порошок .
.
.
.
•
.
.
.
-
-
37-47
Медный порошок
-
-
2-4
Довольно большое распростр анение имеет газовое алитиро
вание, состоящее в том, что издел ия и з стали помещают в один
конец специальной цилиндр ической рет о рты , а в другом - рас
полагают алитирующую смесь. Конец реторты , в котором на
ходится алитирующая смесь, нагревают до 600- 1 000° С, а конец
с деталями - до 900- 1 050° С. Затем через реторту со стороны
алитирующей смеси пропускают водород или аммиак с парами
хлористого алюминия или с хлором, в результате чего проис
ходит диффуз ия алюминия в сталь. После такой обработки
в течение 3 ч на стали· образуется слой алюминия толщиной до
0,2 мм.
В качестве алитирующей смеси применяют один из следую
щих составов (в % ) :
Состав .No 1
Алюминиевая пудра . . . .
Окись алюминия А \208 • •
Хлористый аммоний NH4Cl
Состав No 2
45 Алюминиевая пудра . . .
45 Медный порошок .
.
.
.
10 Железный порошок .. .
55
3,4
41, 6
Жидкое алитирование применяют на некоторых з арубежных
заводах. В частности, в Англии производят непрерывное жидкое
алитирование по методу Сендземира рулонов стальной ленты
шириной 1 210 мм для изготовления глуш ител ей и других дета
лей. При этом в ы пол няют следующие операции : рулон металла
разматывают и специ альными фрикционными роликами разре
зают по размеру; передают ленту в окислительную печь, тем пе
ратуру в которой подбирают так, чтобы происходило равномер·
ное окисление поверхно сти без чрезмерного роста зерен ;
охл аждают ленту сначала на воздухе, а затем в камере с про
точной водой; производят струйное травление в камере; про
мывают ленту в проточной воде , после чего суш а т в газовой
сушильной камере; обрабат ы вают ленту в печи смесью азота
и водорода, полученной в результате расщепления аммиака ;
суш ат ленту на воздухе; обрабат ы вают ее в расплавленном
алюминии с легирующими добавками в ванне из огнеупорного
155
кирпича; собир ают ленту в накопительном колодце ; см ат ывают
ее в рулоны.
Иногда жидкое алит ирование производят путем погружения
стальных изделий в ванну с расплавленным соста вом, состоя
щим из 92-94 % алюминия и 6-8 % железа. Изделие выдер
живают в смеси 45-60 мин при температуре 750-800° С, а за
тем подвергают отжигу в течение 9 0 мин при температуре
1 100-1 150�С.
Жидкостны м алитированием можно получить пленку толщи
нойдо1мм.
Вакуумны м спосnбом можно наносить многие металлы ( алю
миний, цинк, кадмий, олово, медь, хром, серебро и. др.) на
изделия и з различных материалов (стали, пластмассы, стекла,
дерева, картона и т. п.) .
Ал юминий наносят на стал ь гл авным образом для создания
защитного слоя против коррозии. Ал юминий хорошо наносится
на сталь вакуум н ы м способом, так как он плавится при темпе
ратуре 658° С и при температуре 1000- 1 200° С интенсивно
испаряется .
Вакуумное алитирование ст альных деталей производят сле-
дующим образом :
1) двукратное обезжиривание в у айт-спирите ;
2) суш ка в камере;
3 ) протирка, удаление пыли и грязи;
4) нанесение первого слоя лака оку нанием (ровны м слоем ,
без подтеков ) ;
5) сушка в камере при температуре 150° С в течение 1,5 ч ;
6) нанесение второго слоя прозрачного мочевиноформальде
гидного лака УВЛ-3;
7) сушка в камере при температуре 120° С в течение 1 ч;
8) алитирование в вакуумной камере, для чего в камере
создается разряжение 10-з - 10-4 мм. рт. ст. ; через вольфрамо
вые нити пропускают электрический ток; при температуре
1000- 1 200° С в камеру вводят детали ; пары алюминия, осажда
ясь на поверхности
деталей,
обр азуют
алюминиевую
пленку;
9) закрепление алюминиевого слоя · на детали п утем окуна
ния в лак УВЛ-3;
10) суш ка в камере при температуре 120° С в течение 1 ч
и охл аждение на воздухе.
Обычно вакуум ному алитированию подвергают детали осве
тительной арматур ы , отр ажатели фар, плафонов и т . п. Для
вакуумного алитирования деталей небольших габаритов дел ают
различные автоматические и п олу автоматические установки.
Если не требуется в ы сокая отр ажательная способность поверх
ности, дв ойную лакировку перед алитированием можно заменить
одинарной.
156
Покрытие молибденом. Покрытие молибденом в авт омобиль
ном куз овостроении не имеет большого распростр анения. Молиб
деном покрывают подвижные детали з амков для увеличения и х
износостойкости и коррозионной стойкости.
Осаждение молибдена на поверхности детали производят
в электролитных ваннах следующего состава (в % ) :
l(алий молибде нхло рид l(3MoCl1t •
.
.
.
.
.
.
24
Хлористый калий l(Cl .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
38
Хлористый н атрий NaCI . .
.
.
.
.
.
.
.
.
.
•
.
•
•
.
38
Смесь предв арительно распл авляют при температуре 600° С,
после чего включают электрический ток. Катодная плотность
тока составляет 3 а/дм2• Толщина покрытия равна около 0,5 мм.
Оксидные nnенки
f
Оксидирование и фосфатирование широко применяются
в кузовост роении в качестве з ащиты стальны х деталей от кор
розии. Оксидные и фосфатные пленки непрочны и недолговечны,
но при последующей окр аске деталей они з начительно увеличи
вают их долговечность. Адгезия краски с оксидной пленкой
з начительно меньше, чем с фосфатной, поэтому крупногабарит
ные куз овные детали обычно фосфатируют.
В последнее время алюминий и его сплавы приобретают все
большее распростр анение в автомобильном куз овостроении;
по-видимому, в ближайшее время они почти полностью в ы
теснят ч ерные металлы .
На деталях из алюминия и его сплавов всегда имеется есте
ст венная оксидная пленка, которая частично препятствует раз
витию коррозии. В то же время эта пленка создает трудности
для нанесения на алюминиевые детали металлических покрытий.
На детали из алюминия или его спл авов можно наносить
хром и никель, однако из-за высокой стоимости этих металлов
их не применяют для покр ытия деталей куз овов.
Детали кузова из алюминия и его сплавов, как правило,
анодируют, а мелкие детали, арматуру и аппаратуру эматали
руют.
Оксидирование. Оксидированию подвергают крепежные дета
ли, петл и и другие аналогичные детали, которые предварительно
обезжиривают и травят в обычном порядке. Оксидирование
производят в щелочных цли кислы х растворах (табл. 52) .
После оксидирования детали промывают сначала в холодной
воде, а потом в горячей.
Детали, оксидированные в щелочном растворе, обрабатыва
ют в веретенном масле и эмульсии, а детали, оксидированные
в кислом растворе, пассивируют в растворе хромпика (120-
160 г/л ) при темпер атуре 60-70° С, а затем промывают в воде
и пром асливают .
157
Таблица 52
Состав растворов для оксидирования и параметры режима
No щелочных раст-
No кислых растворов
воров
l( омпонен ты и парам е тры режима
1
2
3
14
Едкий натр NaOH
600-700 600- 650 -
-
Нитр ат натрия NaN08
200-250 1 00-200
-
-
Хлористый калий К:Сl
8- 10
-
-
-
Циан истый калий К:СN .
.
...
1 0-20
-
-
-
Азотнокислый кальций Ca(N0�)2 •
-
-
15-30
-
Ортофосфорная кислота НзРО4
-
-
0,5- 1,0 5,0
Перекись марганца Мп02 • • • •
•
-
-
0,5- 1,0
-
Гипосульфит натрия Na2S203 · 5H 2 0
-
-
-
80
Хлористый аммоний NH4Cl
-
-
-
60
Азотная кислота HNOJ
-
-
--
2,0
Темпер атура в 0С
140�145 138- 142 98- 100 60-70
Время в мин
40- 50 40-50 40-45 15-20
Фосфатирование. Фосфатирование деталей кузова производят
в ваннах окунанием, в камерах струйным способом и с помощью
паст.
Наиболее прогрессивным способом, обеспечивающим вы
сокую производительность, являе:г ся струйный способ фосфати
рования деталей в камерах.
Перед фосфатированием детали должны быт ь очищены
и обезжирены. Для ф осфатирования обычно применяют раство
ры, приведенные в табл. 53.
Таблица 53
Растворы для фосфатировани я ( в
г
/
л
), примен яемые в СССР,
и параметры режима
No раствора
l( омпон енты и параметры
1111
режима
1
2
3
4
5
Монофосфат цинка Zп(Н2Р04)22Н20 14 - 80 -85 38
-
Нитр ат н атрия NaN03
28 0,2
-
76
4-5
Углекисла я медь CuC03
О,О? -
-
-
-
Окись цинка ZпО
-
25
-
-
-
Фосфорная кислота Н3РО4
-
27
-
-
0, 1-1 ,0
Азотная кислота HN03 • •
-
37
-
-
-
Углекислый натрий Na2C03
-
5-
-
-
Азотнокислый барий Ba(N0.)2
-
-
30-40 -
-
Азотнокислый ц инк Zп( N03)2
-
-
20- 10
-
60
Железный порошок
-
-
-
5
-
Соль «Мажеф»
-
-
-
-
30
Фтористый натр ий NaF
-
-
-
2,7
-
Температура в 0С
.
.
-
-
-
80-84 92 -96
Время в мин
-
-
-
4-6 8
-
10
158
Иногда применяют техноJiогический процесс фосфатирования
куз овных деталей, разработанный конторой «Лакокраспокры
тие» . С ущность этого процесса сводится к сJiедующему: деталь
очищают и обезжиривают в растворе, указанном в табJI . 30.
а затем промывают в проточной воде и фосфатируют.
Если на деталях имеются ржавчина, раз Ji ичные окислы или
окалина, то их травят в од ном из растворов, у казанных
в табл. 54.
Таблица 54
Соста в раство ров для травле ния и параметр ы режима
!\ о мпоненты и п арам етры
No расrвора
режим а
1
121
3
14
Серная кислота H2S04 в г/л .
.
150-250
-
100- 150
-
П р исадка «Антра» или КС в см
3
•
10- 15
-
-
-
Хлористый натрий NaCl в г/л
5-8 75- 100 75-100
-
Соляная кислота НС! в г/л
-
150-200
-
-
Ингибитированная соляная кисло -
тавг/л
-
-
-
1 00- 150
Температура в 0С
40
35-45 50-60
20
Время обработки в мин
3-5
2-3
2-3
2-5
При приготовлении растворов для травления вначаJiе в воду
вводят кислоту , а з атем необходимые компоненты. После трав
ления детали нейтрализу ют в проточной воде. Подготовленные
т аким образом детали подвергают ст руйному фосфатированию
в раствореNo4или No5 (табл. 53).
В условиях индивидуального производства или при ремонте
кузовов фосфат ирование можно производить специальной
пастой. Пасту наносят на деталь, оставляют ее на ней в течение
20-30 мин, з а тем пасту снимают, а деталь промывают .
Паста состоит из талька и фосфатного раст вора, состав
которого приведен в табл. 55 .
Соста в фосфатирующих паст в
г
/
л
!( омпон енты
Монофосфат цинка Z n(H2P04)2H20
Соль «Мажеф» .
.
.
.
.
.
Азотнокислый натрий NaN03
Азотнокислый цинк Z n (N03) 2
Фто ристый натрий NaF
100
2
6
Таблица 55
No пасты
2
50
92
3
Ино гда крупногабаритные детали кузова, которые имеют
небольшой налет ржавчины, перед окр аской грунтуют специ-
159
альным ра1створом, состоящим из 160 вес. ч. 70-85 % -ной орто
фосфорной кислоты и 20 вес. ч . желтой кровяной соли. Грунт
наносят только на места . покрытые ржавчиной. Спустя н екото
рое время эти места начинают ·с инеть вследствие образования
комплексной соли. Через 24 ч детали 1можно о крашивать в обыч
ном порядке, так как очаги ко ррозии будут ликвидированы. На
поверхности, покрытые грунтом, наносят фосфорные соединения,
имеющие хорошее сцепление как с металлом, так и 1с кр аско й.
Фосфатные пленки, получ енные на стальных деталях при
любом способе фосфатирования, хо рошо защищают их от ко р i
розн и, если расход фос фора составляет 1-5 г на 1 м2 • Для
увеличения сто йкости фосфатного слоя детали подвергают
гидрофобизированию, в резул ьтате чего их коррозионная стой
кость повышается в 12 раз.
Гидр офобизирование производят путем обра ботки детал ей
в ванне в течение 2 -3 мин, •содержащей раствор хромпика
в бензине и этилгидр ополисилоК!са·н (кремнийорганическую
жидкость марwи ГКЖ-94) в отношении 2: 1, по·сле чего детали
сушат при темпер атуре 110- 130° С (45-60 мин) .
В Чехословакии успешно используются растворы для ф осфа
тиров ания, состав которых приведен в табл. 56. Порядок фосфа
тирования этими раствора1ми такой �е. как и привед енный
выше.
Таблица 56
Состав растворов для фосфатирования,
примен яемых в Чехословакии, и параметры режима
1 Noраствора
компоненты н п араметры
1
режима
1
2
Фосфорная кислота Н 3Р О4 в г/л
390
397
Азотная кислота HN03 в г/л .
200
30
Металл ический цинк
130-170
95
Расход воды на 1 л раствора в л .
10
11
Температура в 0С .
.
.
.
.
.
.
.
95
95
Время в мин
.
.
8-10
10- 15
13
310
280
190
8
95
0,5
На англ ийских а·втостроительных заводах обязательно про
изводят фосфа'l'и роВ'а ние кузовных деталей и кузовов в сборе.
На многих заводах этот процесс осуществляе'l'ся струйным спо
. собом на специальных полуавтом атических линиях, обеспеч:И.-
1 вающих след ующий технологический процесс:
1) обезжир ивание раствором . щелочного состава при тем пе
ратуре 78-85° С в течение 1-1,5 мин;
2) первая промывка холодной проточной водой в течение
1 мин; вторая промывка теплой проточной водой при темпер а
туре 60-70° С в течение 1 мин;
160
3) струйное фосфатирование рас'l'вором монофосфата цинка
при темп ер атуре 55-70° С в течение 1,5 ми.н ;
4) промывка водой при температур е 60-70° С в течение
1 мин;
5) промывка сл абым раствором хромовой кислоты или
смесью хромовой и фосфор1Ной кислот при температур е 65-75° С
в течение 1 мин и суш ка при · темпер атуре 150° С в течение
10 мин.
А нодирование. Про цесс ано дирования (пассивирования) со
стоит в искусственном обр азовании анодной пленки на поверх
ности алюминиевого спл ава, вследствие чего �повышается его
корр озионная ·стойкость и увеличивается адгезия с лакокрасоч
ными и другими покрытиями. Кроме то го , анодированные дета
JI И из алюминиевых спл авов имеют хороши й декор ативный вид.
Наиболее распространен следующий технологический про
цесс анодирования : обезжир ивание деталей в дихлорэтане или
в каком-либо другом органическом растворителе, электрополи
рование в ванне в одном из ра·створов, приведенных в табл. 57.
Таблица 57
Состав электрополировал ьных растворов (в % ) и параметры режима
I<омпоненты и параметры режима
Серная кислота H 2S04
Фосфорная кислота Н3Р04
Хромовый ангидрид Cr03
Вода .
.
...
Темпе ратура в 0С
К:атодная плотно сть
в а/дм2
Время в мин
тока
.
(катоды свинцовые)
1 Noраствора
1
12
12
34
62
34
6
4
20
28
75-80
75 -80
30-35
30-35
6
6
Анодирование производят в электролитической ванне,
'
содер
жащей 18-20 % серной кислоты, при температуре 20-22° С.
Деталь является анодом, катод ·свинцов ый, напряжение на клем
м ах 8- 14 в, катодн ая плотность тока 0,5-2,5 а/дм2 •
Институтом физической: химии АН СССР разработан следую
щий технологический процесс анодирования, к отор ый дает
хор ошие результаты :
1) обезжиривание детали бенз�и1ном, дихлор этаном или дру
гим органическим раство рителем ;
2) обработка в течение 3 мин при темпер атуре 45° С в щелоч
ной ванне, содержащей (на 1 л) 50 г фосфорнокислого натрия,
8 г едкого натр а и 40 г кр емнекислого натр ия;
3) тщательная пр омывка водой;
11 Заказ 1 398
161
4) анодирование в ванне, ра1ст вор для которой составляется
из расчета на 1 м2 обрабатываемой поверхност и: 11,7- 16, 7 л
фосфорной ·кислоты плотност ью 1,26; 1,25- 1,67 кг калиевого
хромпика ; 0, 1-0, 13 кг фтористого натрия и 38-48 л воды.
Темпер атур а ванны 45° С, продолжительность пассивирования
45-60 мин при катодной плотности тока 0,5-2,5 а/дм 2 ;
5) nромывка в проточной холодной воде; дополнительная
обработка в 0,5 % -ном раствор е хромового ангидр ида в течение
10 мин;
6) сушка на воздухе в течение 24 ч и покрытие бесцветным
лаком.
Очень широко анод ирование кузовных деталей из алюМ'и ние
вых сплавов применяется на автостроите.1 ьных заводах США по
следующему технологическому процессу : детали тщательно
обезжиривают органическим растворителем, полируют электро
химическим способом, затем анодируют в 15 % -ном (по весу)
растворе серной кислоты 1п ри плотности тока 1,6 а/дм2 и темпе
ратуре 20° С или в 25 %-ном растворе серной кислоты при темпе
ратуре 18° С; 1последний состав дает пленку 'С большей кор рози
онной стойкостью.
У1становлено, что для 1кузовных деталей наиболее эффектив
на оксидная пленка, о бразуIQщанся при анодировании, то.1щиной
20-30 мкм. Такая пленка под кр аской обеспечивает сохр а нность
детали от коррозии в течение более 5 лет. Это положение под
тверждается наблюдениями
Портер а, результаты кото рых
приведены в табл. 58.
Таблица 5 8
Время до образовани я очаго в коррозии на алюмин иевы х спла вах
по данны м Портера [51]
Вид атмосферы
Толщина оксидной
1
1
пленки в мкм
Агрессивная
Городская
Сельска я
п ромышленн а я
5
3-4 мес .
12-15 мес .
3- 3,5 года
15
18-21 мес.
3-3,5 года
5 лет
25
5 лет
5 лет
Через 5 лет
без изменений
Эматалирование. Этот процесс является разновидностью
анодирования алюминиевых деталей для улучшения их декора
тивного вида . Эматалирование · производят в растворе соле й
титана, циркония или тория щавелевой, лимонной или борной
кислоты . Обычно эматалируют мелкие кузовные детали и з алю
миниевых спл авов (ручки, накладки, кнопки, рамки приборов
и др .) . Эматалированные детали не надо окр ашивать, так ка к
162
внешний вид их кр асив ; они похожи на детали, покр ытые деко
рати вным лаком или пл а1стма·ссой.
При эматалировании не только улучшается внешний вид
деталей, но повышается их ко ррозионная сто йкость.
Технологический процесс эматалирования :со ст оит из сле
дующих опер аций : полирование деталей ; обезжиривание в орга
ническом раствор ителе, а затем в содовом раст в оре; осветление
в азотной кисл оте ; промывка в холодной воде ; эматалирование;
промыв ка в холодной воде, затем в дистиллированной ; кр ашение
(если оно тр ебуетс я) ; промывка в холодной воде; уплотнение
в ,д1и стиллированной воде ; сушка на воздухе; прот и рка.
Собственно процесс эматалирования ведут в ваннах, напол
ненных одн им из электролитов, указанных в табл. 59.
Т аблица 59
Состав электролитов (в г/л) для зматалирования и параметры режима
1 No электролита
К:омпоиенты и параметры режима
1
1
2
Борная кислота Н3В03 •
8
30
Лимонная кислота С3Н4 (ОН) tCOOH)3
1
-
Щавел е вая кислота (СО 2Н)2
1,2
-
Щавелевокислый титан кал ий ТЮ ( KC204k 2Н20
40
-
Хромов ый ангидрид Cr03 •
-
1-2
Температура в 0 С
55-60
45-50
Напряжение тока в в
115- 125
40- 80
Катодная плотность тока в а/ дм2 ;
1
0,3-1
Время в мин
30-40
30-40
Если защитное покр ытие имеет риски и другие дефекты, то
для устранения их детали о брабатывают в течение 20-30 мин
в растворе, содержащем 35 мл/л ортофосфорной кисл оты и 20 г/л
хромового ан гидр ид а.
Не все алюминиевые спл а1в ы можно эматалировать. Хорош..:>
воспринимают эматалирование алюминиевые ·с плавы, содер ж а
щие 5% цинка и 1,5-2 % магния или 0,8 % магния, 1,8% кремния
и 0,4 % хрома. Нельзя эматалировать алюминиевые сплавы,
в кото рых ·содержание хотя бы одного из приведен ных ниже
ко мпонентов превышает следу ющие предел ы: медь - 2 % , цинк
ил
,
и магний -8% , никель, ж елезо или марганец- 1 %.
Эмапнрованне
Эмалирование дет алей из черных металлов и алюминиевых
сплавов з начительно повышает их коррозионную и тер м ическую
стойкость, механическую прочность и придает деталям кр аси
вый вид.
)1*
163
Эмалирование деталей автомобиля, в том числе и кузова,
начинает получать распростр анение только в последнее время.
На зарубежных заводах эмалируют глуш ител и и выпускные
трубы. Для этого их погружают в расплавленную смесь при
темпер атуре 815° С, состоящую из боросиликатов, гл ины, бур ы,
двуокиси титана и других материалов. Смесь ра•с'плавляют
в 1специальной печи, через которую пропускают тр анспортер с де
т алями со скоро:стью 1,8 м/мин. Покрытие получается толщиной
0,07-0,2 мм .
Эмалирование деталей из алюминиевых сплавов затруднено,
1
так как последние имеют низкую темпер атуру плавления.
В настоящее время для эмалирования деталей из алюминие
вых сплавов применяют эмали на основе:
а) систем ы Si02
-
РЬО - R20з, где R20з - окислы калия,
натрия, лития (•свинцовист ые эм али) ;
б) системы S i02 - Т iО2 - Na2 0 ( бессвинцовые силикатные
эмали) ;
в) системы Р2О5 -Аl2Оз - Na20 (фосфатные эмали) .
Эмалирование производят сл едующим образом : подготов
ляют детали к эмалированию (очистка и о безжир ивание ); со
ст авляют шихту и тщательно ее перемешивают; варят шихту
при темпер атуре 960- 1 000° С; приготавливают шликер - раз
малывают проваренную и остывшую шихту на частицы точного
размера ( 10 мкм) ; наносят пульверизатором на ст альные дета
ли два слоя шл икер а и на алю'Миниевые один; сушат н а .воздухе
первый слой в течен ие 30 мин и второй - в течение 1 ч 20 мин;
обжигают эмаль на детали при темпер атуре 550-580° С в тече
ние 5-15 мин или даже 30 мин.
При необхо димасти получения цветной эмали в шихту, кроме
основных ко мпоненто в, вводят кр а сител и (для получения голу
бого цвета 1,35% меди, синего - 2 % кобальта и т. д.) .
В табл. 60 приведены составы наиболее распространенных
свинцовых шихт для эмалирования.
Ниже приведен состав шихт ы беосвинцовой силикатной эма
ли (в% по весу):
Окись кремния Si02
» титана Тi02 •
» алюминия Аl2О з
» бария Ва203 • •
» натрия Na20 . .
» лития Li20 .
.
.
.
.
» калия К20 .
.
.
.
.
34 ,3
22 ,0
3,0
6,0
25 ,7
4,0
5,0
Состав наиб олее расп ростр аненных фосфатных эмалей при
веден в табл. 61 .
Толщина ·слоя свин цовистых и силикатных эмалей рекомен
дуется до 0,2 мм, а фо:сфатных - в предел ах 0,065-0,075 мм.
164
ТабJ1ица 60
Состав шихты свинцовых эмалей (на 100 вес. ч.)
Марка и цвет э мали
J<омпоненты
С-4 ,
С-5 ,
С- 7,
прозрачн ая
лимонно-
салатная
жел тая
Кварцевый песок .
33 ,2
29 ,2
29 ,2
Двуокись титана Тi02
11,5
11,5
11,5
Борная кислота Н8ВО3 •
9,76
9,76
9,76
Свинцов ый сурик Р Ь804
25 ,52
25,52
24,60
Углекислый литий Li2C08
6 ,92
6,92
6,92
Углекислый кислый натрий NaHC08
20,00
20, 00
20 ,00
Углекисл ый калий К2СО�
15,26
14,21
14,21
Окись сурьмы Sb204 • • •
-
4,0
4,0
Азотнок ислый калий KN08
-
1,43
-
Окись кобальта Со20�
-
-
0,33
Таблица 61
Состав фосфатных эмалей ( в % по весу)
No эмали
J<омпоненты
1
1
400
241
410
Окис ь алюм иния А 1203 •
23 ,5
23, 5
23 ,9
»
фосфора Р20з .
32 ,7
32 ,7
32 ,7
»
калия К 20
3,6
3,6
3,6
»
натрия Na20
17, 4
17, 4
17,4
»
кремния Si02
4,0
-
4,0
»
меди CuO .
2,5
2,5
-
»
бария В а203
-
6,2
14,2
»
титана Т i02 •
-
-
9,0
Фтористый натрий N aF .
-
-
3,0
Эмалирование производят в печах и специ альных авто мати
ческих и полуавтом атических установках,
Тоnщнна метаnnнческнх nо!f�рытнй н контроnь нх качества
Толщину металлических покрытии ст альных деталей уста-
'
.
навливают в зависимости от условии, ·в
·которых должна рабо-
тать деталь (табл. 62) .
Легкими у.словиями считают такие, когда детали находятся
в закрытых ·сухих помещениях, не загрязненных топл ивным и
и промышленными газами; сред ними - такие, когда среда за
грязнена небольшим количеством промышленных и топливных
газов и ли исп арениям и морской воды ; жестки ми - такие, когда
атмосфера насыще'н а топливными и промышленными газами,
165
Т аблица 62
Минимал ьная толщина покрытия в .мк.м в за висимости
от условий работы деталей
Усло вия работы
1 Условное 1 Цинк,
Ни"ель
1Медь -
1 Хром
обозначение
кадмий
никель
Легкие .
л
5
10
10
0,5
Средние
с
15
30
30
0,5
Жесткие
ж
30
-
45
0,5
испарениями морской воды и различными химическими актив
ными веществ ами.
Детали автомобильных кузовов сл едует рассматривать как
работающие в средних и жестких условиях.
При контр оле качества покрытия необходимо обращать вни
мание на то, что бы оно было сплошным и равномерной толщины.
Отсутствие покрытия или н езначительная его тол щина в углуб
лении детали приводит к неэффективности всего покрытия, так
как коррозионное разрушение начинается с углублений.
Для т ого чтобы обеспечить хорошее эл ектрол итическое по
крытие деталей сложной конфигур ации, применяют 1специ альные
мер ы: увеличивают расстояние между электродами; применяют
аноды сложного профиля, т . е . подобные форме детали; в углуб
ления вводят дополнительные аноды ; о коло выступающих
частей устанавливают дополн ительн ые катоды - экр аны; добав
ляют в электролит веществ а, повышающие электропроводность
раствора, и т . п.
Контроль качеств а металлических покрытий состоит из ла
бораторных испытаний исходных материалов, поопер ационного
к онтроля технологического процесса и работы оборудования,
а также контроля и о це нки качества покрытия.
Лабор аторным испытаниям подвергаются все кислоты, щело
чи, соли и другие реа1ктивы, применяемые для нанесения метал
лически х покрытий; при этом анализ их качества производят
в соответ·ствии с требова1ниями соответствующих ·стандартов
и технических условий. Любые отклонения от них недопустимы.
Поопераци онный контроль состоит в проверке качества под
готов ки поверхности детали, наблюдении за работо й ванн,
систематичес�кой проверке химического состава электр ол итов
и их кислотного числ а . В случае необходимости электр олит
корректируют.
·
Контроль и оценк а качества покрытия на ,первой стадии про
изводятся визуально при помощи лупы, а затем определяют
толщину покр ытия химическим, электрохимическим, магнитным
или другими ·с пособа'М и.
166
Ниже описаны наиболее распростр аненные химические спо
собы проверки толщины покрытия.
Метод капли заключается в том, что на исп ытываемый уч а
сток покрытия через определенные промежутки времени наносят
по капле реактив - растворитель до тех пор, пока не б удет
виден основной металл . Толщину покрытия определяют по фор
муле
б=(n-l)kмкм,
где п - число капель, необходимое для снятия слоя покрыт ия ;
k - толщин а покрытия в мкм, снимаемого одной каплей при
данной темпер атуре (определяют по специальным таб
лицам ).
В качестве реактива дл я проверки цинкового покр ытия при
меняют ра·створ ,
·с одержащий в 1 л воды 200 г иодистого
калия KJ к 100 г иода . При 1 5° С одна капля этого реактива
снимает 1,01 мкм ц инка.
Толщину покр ытия никелем определяют реактивом, состоя
щим из 150 г хлорного желез а, 100 г .сернистой меди и 250 мл
ледяной ук сусной 1кислоты на 1 л воды . Одна капля этого реак
тива при темпер атур е 15° С �с нимает 0,61 мкм никеля.
Струйнь-rй объемный метод заключается в том , что на испы
тываемую поверхность и з специальной бюретки направляют
струю реактива до снятия слоя покрытия . Тол щину покрытия
определ яют п о фор муле
б=� мкм .
к
где v - �кол ичество реактива, израсходо1ванного при снятии
слоя покрытия, в мл ;
К - кол ичество реактива, снимающего 1 мкм покрытия
(определ яют по специальным таблицам) .
При струйно-периодическом методе на покр ытие направляют
струю реактива под п остоянным давлением. В этом случае тол
щину покр ытия определяют по времени истечен и я реакт ива :
б =.!_мкм
Тк
'
где Т - продолжительность действия струи в сек;
Тк - время, в течение кото рого снимается 1 м км покрытия,
в сек.
Электр охимические способы контроля толщины обычно за
кл ючают·ся в том, что на покрытие из капилляра выт екает струя
реактива. В капилляр впаяна платиновая проволока, ·которая
с покр ытием образует гальваническую пару, поэтому во ·в ремя
истечения реа1ктив а образуется э. д . с . При обнаружении металла
э. д . с. увеличивается. Изменение э. д. с. определяют микро
вольтметром. Толщину покрытия рассчитывают по времени
изменеНlиrя э. д. с .
167
Магнитный способ определения толщины покр ытия основ ан
на том , что силы притяжения между магнитом и основным
металлом изделия (сталью) уменьшаютс я с увеличением толщи
ны покрытия, так 1к ак слой никеля, хрома, меди и т. п. пред
ст авляют собой немагнитную среду. Для каждого прибор а
имеются кр ивые изменения сил притяжения с увеличением
толщины покрытия.
Прочность сцепления покрытия с основным металлом обычно
определяют с помощью агатового ·напильника или остр ого
стержня, а на тонких листах - изг ибом и х под углом 90- 1 89°.
Покр ытия полимер ными материалами
Установлено, что защита металлических деталей путем по
кр ытия высокомолекулярными веществ ами более эффект ивна,
чем металлическими и неметаллическими низкомолекулярными
веществами. Вьrсокомолекулярные покрытия не только надеж но
предохр аняют металл от коррозии, но благодаря высокому
к оэффициенту механических потерь значительно уменьшают
колебания металличеоких деталей кузова, вследст вие чего
увеличивается их срок службы до усталостного разрушения.
Облицовку многих автомобильных кузовов 'С о стороны обшивки
покрывают противошумной ма·стикой для уменьшения шум а
в кузове. Пр а ктика показала, что противошумные мастики на
битумных основах не только являются звуконепрониц аемыми,
но и защищают металл от к оррозии и гасят колебания. При ре
монте автобусных кузовов неоднокр атно наблюдалось, что те
элементы кузова в междуобшивочном простр анстве, которые
б ыли 'П окрыты, помимо грунта, противошумной мастикой, не
разрушались от коррозии и колебаний, а детали, не покрытые
мастикой, хотя и загрунтованные, оказывались пораженными
кор·розией и имели трещины уст алостного характер а.
В ;качестве защит ных �покрытий для металл а используют
многие высокомолекулярные веществ а.
При подборе пленки из полимерqв следует помнить, что
механическая прочность ее зависит от физико-механических
свойсТlв полимера и от тех напряжений, котар ые возникают
в пленке. Внутр еннее напряжение в пленке а зависит от ее тол
щины, а также от толщины и д лины детали , на которую она
нанесена. Так, согл а1сно исследованиям между внутренним на
пряжением и указанными величинами существует следующая
зависимость :
4fEt3
а =--�---
Зl(t+Лt)Лt
или
hEt8
а=--
--
--
31(t+Лt)Лt
168
Т аблица 63
Напряжения , возникающие в пленке из различных пластмасс
Параметры
1 Феноплас ты
1 Аминопласты
Фторопласты
В инип ласт
1 Полистир ол
Модуль упругости в кГ/см2
7 - 104-17,5· 104 7 , 5 · 104- 10· 104 4000-4500
3,2 · 104-9 - 104
(Мн/м�) .
.
.
...
.
.
1,2·104-4,7 ·104
(7 000- 17 500) (7 500- 10 ООО) (400-4 50)
(3200-9000)
(1200-4700)
Коэффициент
линейного
расширения в l/°C ...
1,5-1 ,0
4,3-4 ,9
10-20
7,5
6,8
Предел прочности при рас-
250-700
500-700
120- 160
тяжении в кГ/см2 (Мн/м2)
500-1 000
210-600
(25-70)
( 50-70)
( 12-16)
(50- 100)
( 21-60)
Разность температур в 0 С
120
120
400
80
80
Напряжение растяжения в
пленке, нанесенной на
поверхность в кГ/см 2
(Мн;м 2):
стальную ,
.....
.
242 (24,2)
367 (36,7)
236 (23,6)
312 (31,2)
137 (13,7)
алюминиевую .
.
.
.
.
65 (6,5)
242 (24,2)
215 (21,5)
258 (25,8)
111 (11,1)
о;
•.
<С
где f - стрела прогиба металлической детали в резул ьтате
·стягивания металл а пленкой;
Е - модул ь У'П ругости металла;
t- толщина металлической детали;
l - дл ина металлической детали;
Лt - толщина пленки ;
h - отклонение о т оси при консольном закреплении детали;
обычно h = 4f.
Анализ этой фор мул ы показывает, что чем толще металли
ческая де таль и меньше ее дл ина, тем больше "Напряжение
в пленке. При увеличении толщины пленки напряжение в н ей
уменьшается .
На прочно·сть •слоя полимеров большое влия"Н ие оказывает
разность коэффициентов линейного расширения пол имер а и ме
талла. Как пра·в ило, коэффициент линейного расширения пласт
масс а 1 значительно выше коэффициента линейного расширения
металла а, т.е. (1+а1Т)>(1-
+ аТ), где Т - тем1Пература
детали в 0К. Вследствие этого на п"1енку с одной стороны дейст
вуют силы, сжимающие ее, а с другой - силы, стр емящиеся ото
рвать ее от металла.
Бел и эл астичность пл астмассовой пленки незначительна
и разность указанных сил ·больш ая, то пленка будет непрочной.
Имеется достаточно точная формула дл я определения напря
жения в пленке 1:
апл
=
(ос1 - ос) ЛТЕ1,
где ЛТ - разность между начальной и конечной темпер атур ами
при охлаждении детали посл е нанесения покр ытия ;
Е1 - модул ь упругости матер иала покр ытия .
В табл. 63 приведены некотор ые данные, характери зующие
напряжение в плен�к е.
Все виды защитных покрытий из полимеров условно можно
разделить на две большие группы: покр ытия однород ными по
лимерами и покрытия компаунда ми :и з различных веществ .
Покрытия однородными потtмерами
Теоретически почти любую синтетическую смолу (полимер }
можно использов ать в качестве антикоррозионного покрытия
металлических деталей кузова. Однако далеко не все полимеры
используют дл я этой цел и, так как некоторые из них недол говеч
ны, не обладают достаточными защитными свойствами и л и
имеют невысокую адгезию ·с металлом.
Е сли ·емола хор ошо защищает - металл от коррозии и имеет
высокую долговечность, н о недостаточную адгезию, то ее на-
1 Формула предложена Г. В . Жемчужиным (Всесоюзный научно-иссле
довательский институт покрытий и кожзаменителей).
170
носят с подслоем, что бы обеспечить необходимую прочность
сuепления покр ытия ·с металлом.
Наибольшее расп ространение в качестве защитных покрытий
металлических деталей получили полимеры из групп вини
пласт ов, этиленопл астов, стиропласт ов, фтор опластов, фено
пласт ов, кремнийорганических смол и некоторых других.
Покрытия наносят непоср едственно на лист ы металл а, из
к отор ых затем изготовляют детал и, ил и п риклеивают в виде
пленки из полимер а на готовую деталь кузова или его узел, или
наносят на детали и узл ы путем напыления газопламенным, вих
р евым или вибр аuионным способом.
Ниже раосмотрены наиболее распростр аненные и прогрес
сивные способы покр ытия металл ических деталей кузова поли
м ер ами.
Покрытия вин ипластами. В последнее время для изготовле
ния различных деталей кузова очень широко используется
листовой металл, покрытый пласт ико м. Jl окрытие металлических
лент или листов пластиком предохраняет металл от коррозии
при хранении и тр анспортировке. Кроме того , детали, изготов
ленные из такого матер иала, не тр ебуют окраски и ка ких бы то
ни было доп ол нительных покрытий.
Известны дв а сп особа покр ытия металлических листов по
ливинилхлоридными пленками.
Первый способ заключается в том, что на подготовленный
лист стал и наносят слой полиэтиленполиамина, затем кл еящий
состав на основе эпоксидной смолы и, наконеu, ·сл ой поливинил
хл орида.
Второй сп особ состоит в то м, что на подготовленную
_
поверх
ность листа наносят раствор поливинилхлор ида в ацетоне.
Пленки �п ол ивинилхлор ида наносят под давлением до 1 2 кГ/см2
(1,2 Мн/м2) и температуре 130-140° С.
На заводе «Запорожсталь» технология нанесения поливинил
хлор идной пленки на металлический лист ·состоит из следующих
опер аций : химическое и электрохимическое обезжиривание
листа, электр охим ическое анодное травление, пассивирование,
нанесение кл ея, сушка и активация , плакирование - обжатие
поливинилхлоридным пластиком, опл авление, вторичное обжа
тие (тиснение) , охлаждение и сматываНlие. Скорость прохожде
н1ия листа в установке достигает 50 м/м ин.
Винипластовую пленку часто наносят на детали кузова газо
пЛа менным сп особом при помощи а1п п а рата УПН-6, при этом
используют материалы, приведенные в табл. 64 .
В некоторых случаях этими составами целесообразно заде
J1 ывать зазоры, щел и и •в мятины для устр анения очагов кор ро
зии.
Спл ошного покр ытия узл ов кузова бутв аро-гра фитной коl\ш о
зицией обычно не производят.
171
Таблица 64
Со став винипласто в ых материалов ( в % ) , наносимых
газо пламенным с пособом
Бутваро-
ПФН- 12
Комп онен т ы
Бутвар
графитная
композиция
(ГОСТ 5279-6 1)
(ГОСТ 5279-6 1)
Поливинилбутиралевая смола
100
90
54,
Графит .
-
10
23
Идитол .
--
-
21
Уротропин
-
-
2
В 1962 г. в С ША плакировкой пластмассой листового метал
ла занималось 20 ф ирм; общая мощность устанО1вок по плаки
рованию л·иста составляла свыше 93 млн. м 2 в год, а в 1963 г. их
мощность в о зросла на 40 % . В Англ ии плакировкой металла за-
нято 7 фирм, в Японии-8 и ФРГ-3.
Металлические листы, плакирова·н ные пластмассой, за рубе
жом получили специальные наименования ; наиболее распрост
раненные из них приведены в табл. 65.
Таблица 65
Н аз вания металлических листо в с покрытием из полимеров
Назв ание п лакированного
Основной
1 Материал пл енки
1 Ст рана
материала
металл
Стилветит ( Steelvetite)
Сталь
Поливинилхлорид
Англия
Клзд-Р екс (Clad-Rex)
С плав стал и
То же
США
и алю миния
Изотен (Isothene)
Жесть
Полиэтилен
Бель гия
Марвибонд (Marvibond)
»
Пластифицирован-
США
н ы й nоливинил-
хлор ид
Пластил (Plasteel)
»
То же
Англия
Платаль (Platal)
Сталь
»»
ФРГ
Скинnлат (Skinplate)
Жесть
»
»
ФРГ
С унметал (Sunmetal)
»
»»
Япония
Из ·приведенных выше марок плакированных матер иалов
наиболее старой является стилветит, представляющий собой
холоднокатаный стальной лист, о дна сторона кот9рого фосф а
тирова'Н а, а другая покрыта поливинилхлоридом. Это покрытие
иногда называют вел·бекс.
Стилветит получают путем непрер ывного проката. Толщину
покрытия устанавливают в зависимости от заказа, и она нах о
дится в предел ах 0,5- 1,6 мм. Оптимальной толщиной считают
0,6 мм. Лист ы стил ветита ·в ыпускают ·р азмером 3600 Х 1200 мм
172
четырех стандартных цветов (белогu, розового, серо-зеленого
и кр асного) . По особому заказу фирма поставляет лист ы любого
цвета.
Поливинилхлоридн ая пленка хорош о защищает металл от
кор розии, устойчива к воздействию кислот, щелочей и масел,
а также выдерживает электр ический ток напряжением до
4000 в. Стилветит хорошо м оется обычными моющими средства
ми и усто йчив к абразивному воздействию. Из лист а, покрытого
поливинилхлор идной пленкой, можно штамповать детали н а
обыч ных прессах, при этом пленка не разрушается . При штам
повке поливинилхлорид игр ает роль смазк и; процесс не сопро
вождается шумом. Из стил ветита можно выштамповать чашу
диаметром 137,5 мм и гл убиной 87,5 мм без разрушения
.
покры
тия.
При необходимости соединения деталей из ·стилветита в узел
кр омки деталей зачищают обычно горячими роликами, затем
оголенные кр омки ·сваривают точечной и.тш роликовой сваркой
и заклеивают швы поливинилхлоридной лентой соответствую
щего цвета. В Англии из стиЛ'ветита изготовляют панели обшив
ки кузовов, спиНI<'И сидений, пр иборные щитки и многие другие
дет али кузова.
Пол ивинилхлоридные защитные пленки можно наносить на
узлы и детали кузов а. За рубежом выпускаются специ альные
составы на основе поливинилхлоридо в дл я нанесения защитных
пленок; в частности, в США выпускается препарат под назва
нием 1кар клэд, дающий очень стойкое покрытие в агрессивной
среде. Аналогичные препараты выпускаются также под назва
нием та йгофлекс и тайгор аст.
Покрытие этиленопластами. Эти покрытия, в частности по
лиэт иленовыми :пленками, менее распростр анены, чем покр ытия
винипл астами. Всл едствие того что адгезия полиэтиленовой
пленки с металлом незначительна, ее пр иклеивают. Тол щина
пленки до лжна быть в предел ах 0,5-3 ,0 мм и пр•иклеивать ее
сл едует эпоксидным, метакрил овым, пол иур ет ановым кл еем или
клеем на основе нитрильного каучука .
Хорошие результ аты дает клей следующего состава (в вес. ч.) :
Гидрополь (част ично гидриров анный пол ибутади ен)
100
Окисьцинка................
.
.
50
Петролатум
.
.
.
.
.
.
5
Сера..........
3
, Т риметилдигидрох инолин
l
Стеариновая кислот а
0,5
Меркаптобензотиазол
О,5
Смесь этих компонентов тщательно вальцуют, затем десять
- ч астей 1провальцованной ·смеси растворяют в 100 мл толуол а
в течение 2 -3 ч. Приготовленный таким образом клей может
находиться в жидком состоянии в течени е 4-5 ч. На металли-
173
ческую поверхность кл ей наносят слоем толщиной 50- 75 мкм,
затем накладывают пленку полиэтилена обычно марки ПЭ-500
и вулканизируют <п од да влением 7 кГ/см2 (0,7 Мн/м2 ) при темпе
ратуре 150-2?0° С. Пр и темпер атуре 150° С выдержка достаточ
на в течение часа, !П ри этом проч ность соединения достигает
70 кГfсм2 (7 Мн/м2 ).
Высокая эл астич ность полиэтиленовой пленки, достигающая
500 % , по зв9ляет наносить таким образом ·л ленку на листовой
металл, а затем штамповать из н его детали.
�
Днища кузовов легковых автомобилей и автобусов, нижнюю
сторону крыльев грузовых автомобилей и днища кабин цел е
сообразно покрывать полиэтиленовой пленкой.
В США выпускается клеящий пленочный материал ирратен
(jrratheпe) , <пр ед ставляющий собой облученный пол иэтил ен.
Пленку ирр атена непосредственно наклеивают на очищенные
и обезжиренные днище кузова и облицов к у кузова со ст ороны
междуобшивочного пространства.
Выпускается также пленка гиплон-сульфохлорированного
пол иэтил ена (гиполон S-2, гиполон 20 и ги полон 30) . Кроме того,
применяется 1Полиэтилен, усиленный тер м ической •сажей и сши
тый добавками органическ их пер екисей под назsанием вул кен,
и ряд других.
В качестве изоляционных, антикоррозионных пленок могут
быть использованы пленки полиизобутил ена. В СССР вы
пускается . полиизобутилен марок ПСГ, ПС-2, ПОВ-30, ПОВ-50.
Последние две марки, представляющие собой полиизобутил ен
с полиэтиленом, отл ичаются высокой стойкостью к агр ессивной
среде. Эластичность полиизобутиленовых пленок находится
в пределах 300-500 %. Пленки приклеивают к металл у клея ми
No 8 или No 88, при этом <пр очность склейки составляет 8-
12 кГ/см2 (0,8- 1,2 Мн/м 2 ).
На металлические детали кузова, особенно на его узл ы, по
лиэтилен наносят гл авным образом газопламенным или вихре
вым способом, дл я
чего используют мел кодисперсный
полиэтилен.
Порошкообразный полиэтилен изготовляют путем пере
осаждения из б�нзиновых растворов или путем видо изменения
технологической схемы полимеризации в специальных аппара
тах. Неза.висимо от сп особа изготовления, полиэтиленовый
порошок дол жен отвечать следующим требованиям: зерна
должны быть сферическими, размером О, 1-0,3 мм ; интер вал
те мператур плавления и разложения не менее 10° С; зольность
не более 0.1 % ; влажность не более _О,15, а текучесть 20-25 г по
методу ISO (междун ародной организации ·по станд артизации) .
Для нанесения полиэтиленового порошка на металлические
детали или узл ы кузова газопламенным способом служат аппа
раты УП Н- 1, УПН-4, УПН-4с, У ПН-4л и др. Полиэтиленовая
174
пленка имеет недостаточную адгез ию с металлом, но порошок,
о кисленный в �пламени, хор ошо сцепляется с металлом.
Газопл аменным способом можно наносить на металл поро
шок полиэтилена высокого и низкого давления, так как темпер а
тур а :пл авления полиэтилена
высокого
давления равна
115-120° С, ра·стекания 190-2 10° С и р азложен ия 220° С, соот
в.е'!'ственно для полиэтилена
·
низкого давления 120, 160- 170 и
185° с.
Для получения удовлетвор ительного полиэтиленового по
кр ытия на деталях или узл ах кузова их необходимо предвари
тельно очистить от грязи, обезжирить, а затем нагреть пл а менем
горелки до темпер атур ы ·растекания полиэтилена. Темпер атуру
разогрева металла контролируют специальными каранд ашами,
цвет штр иха которых изменяется в зависимости от тем1пер атур ы .
После достижен ия необходимой темпер атуры наносят порошок
пол иэтилена. Поверхность затвердевшего
полиэтиленового
покрытия зачищают фибровыми диска ми No 16 или 24, используя
для этой цел и высокоч астотные шлифовальные машинки.
Газопл аменным нап ылением полиэтилена удо бно заделывать
ст ыки деталей кузова, чтобы ·предотвратить возникновение
щел евой кор розии.
Иногда узлы кузова п окрывают не чистым полиэтиленом,
а ко мпозициями, содер жащими полиэтилен. Наиболее распрост
раненной нвляется композиция No 170, состав которой приведен
ниже (в %):
Полиэтилен Т-085 . . . . .
33
Полистирол........
16
l(орезин.........
15
Алюминиевый порошо к АПВ
30
Железныйсурик .....
6
Покрытие из композиций No 170 менее эластично, чем покры
тие из чистого полиэтилена, но вполне достаточно для предо
хр анения металла о т ко ррозии и уменьшения ко.лебаний.
Вихревым способом порошок полиэтилена наносят гл авным
образом на небольшие кузовные детали. Все установки, приме
няемые при вихревом напылении, работают по сл едующей техно
логической схеме: очистка и обезжиривание деталей; нагрев
деталей до темпер атуры плавления полимера; нанесе ние п оли
мер а, оп лавление его и охл аждение детали.
'Как пр авило , установки дл я вихрево го напыления полимера
представляют собой камер ы с тремя изолирова·нными секциями,
через кото·р ые проходит подвесной конвейер . Предварительно
подготовленные детали сначала �поступают в первую секцию, где
они нагревают·ся , затем во вторую секцию дл я напыления
и в третью - для оплавления (рис. 85) .
В камер е вихревого напыления полимерный порошок пр иво
дится во взвешенное состояние сжатым во здухом или с по-
175
мощью специ ального вибр атор а с частотой колебания 50-
100 гц.
У деталей кузова, �п одлежащих покр ытию полиэтиленом
вихревым способом, все острые кромки должны быть скруглены
радиусом 2-4 мм.
Детали из тонкого стально го листа нужно нагревать в каме
ре до темпер атур ы, на 40° превышающей температуру плавления
полиэтилена, так как при пе1р еходе в �екцию напыления они
теряют часть тепла.
,
Бел и необходимо получить цветное покрытие, то в порошок
п олиэтилена вводят 1-2% пигмента. В качестве пигментов
2
3
4
j
8
з
Рис . 85. Схема вихревого напыления:
1 - подвесной конвейер; 2 - камера нагрева деталей; З - деталь;
4 - камера напыления; 5 - сетка -фильтр; 6 - порошок пластмассы ,
7 - вибратор; В - ка мер а оплавления
применяют двуокись титана (бел ый цвет и цвет слоновой кости) ,
к расный кадмий (красный цвет) , желтый кадмий ( желтый
цвет) , �п ерекись марганца (черный цвет) и т. п .
Покр ытие полиэтил еном считается удовлетвор ительным , если
его толщина не менее 250 мкм, хо тя вихревым способом можно
на•нести покрытие тол щиной до 3 мм. Продолж1ительность на
хождения детали в вихревой камере зависит от толщины нано
симого покр ытия . Так, для получения покрытия толщиной 0,5 мм
деталь должна находиться в кам ер е в течение 30-40 сек
и 60-80 сек - пр и нане1сении слоя толщиной 1 мм .
Прочность сцепления полиэтиленового пок рытия с металлом
составляет 90-1 10 кГ/см2 (9,0-1 1,0 Мн/м2 ).
За рубежом многие ф ирмы покрывают стальные детали эти
ленопласто м, носящим название моплен. Моплен (AD, MD, MS ),
выпускаемый итальянской фирмой Монтекатини, представляет
собой изота ктичесюий полИlпропилен с молекулярным весом
270 000-485 ООО. Его плотность 0,9; ·предел прочности при ра,стя
жении равен 330-360 кГ/см2 (33-36 Мн/м2 ), п ри изгибе
800-1 000 кГ/см2 (80- 100 Мн/м2 ) ; относительное удл инение
400-800 %. Моплен устойчив к 80 % -ной сер ной и к 94 % -ной
азотной кислота м, а такж1е к 40 % -ному едкому натру.
176
Моплен наносят на металлические детали в виде пленки,
к оторую наклеивают, а также вихре1;1ым и газопламенным спо
собами.
В качестве защитных матер иалов используют различные со
полимеры полиэфинов (этиленопласты), в ча·ст.ности, крала·стик,
цикол ак и церл'Он .
Краластик различных марок выпускается многими амери
канскими фирмами. Из кр а.Ластика изготовляют каланд ирова
нием пленку, которую приклеивают к металлическим деталям.
Пленку склеивают путем растворения ее в метилэтиленпентоне,
циклогекса'Ноне, трихлорэтилене. ксилоле или толуоле.
Из uикол ака и церл'Она изготовляют гл авным образом трубо
проводы дл я ·систем питания и ·смазки.
За рубежом имеется опыт растворения сополимеров этилено
пл астов в органических ра·створ ител ях и нанес ения этих рас
творов на металлические детали кузова.
Покрытия полиуретанами и их сополи мерами . Эти покрытия
широко используют в а•втомобильном кузовостроении.
Обычно междуобшивочное �п ростр а нство кузова, особенно
тр уднодоступные места, заполняют пенополиуретаном. Для этого
специальным пистолетом, имеющим дв а оп аренных сопла, по
дают в междуобшивочное простр анство через одно ·сопло поли
эфир No 24, а через другое - изоцион ат 102-Т в отношении 1 : 1.
В факеле эти два ком1Понента смешиваются, и полиэфир вспени
вается в междуобшивочном 1пр·остр анстве, вследствие чего за
пол няются все карманы и углубления, т . е. ·м еталлические детали
от кор розии надежно защищаются. Для у меньшооия горючести
пены в нее вводят органические соединения фосфора.
За рубежом шир'Око применяется покр ытие полиуретановыми
ко мпозиция ми металлических деталей кузова для предохранения
их от коррозии и уменьшения колебаний кузова. Полиур етано
вые композиции хорошо сцепляются с металлами, хорошо
противостоят теплу и агр ессивным средам. В основе полиур ета
новых :�юмпозиций лежат сложные полиэфиры - десм·о фены
и композиции,
·с одер жащие диизоционаты и их производные
десмодур ы.
В табл. 66 ·п риведен состав наиболее распростр аненных дес
мофенов {12].
В :качестве трехатомных спиртов использу�т глицерин, три
метил�пропан, гексантриол марок 1, 2 , 6. С увел ичением номер а
де смофена повышается эластичность п о к рытия.
В США выпускаются десм·о фены под названи ем мультронов.
В качестве а.нтикор розионных п окрытий применяют мультроны
марок R-10, R-12 и R-22.
Из многочисленных десмодуро'В на·ибольшее распространение
п олучиJ1и десмодур ы марок Н, НН, Т и ТН. Десмодур Н - это
гексометилендиизоционат; десмодур НН состоит из 1 моля три-
1 2 Заказ 1398
177
Табл ица 66
Состав десмофенов ( в молях)
1
No десмофена
Компоненты
13001 lsoo,sI 900 1
1100 1 1200
200
800
·--
Адипиновая кисл ота
1,5
-
2,5 2,5 3,0 3,0 3,0
Фтал евый ангидрид
1,5 3,0 0,5 0,5
-
-
-
Трех атомные спирты ,
4,0 4,1 4,1 4,0 4,0 2,0 1,0
Бутиленгликоль
-
-
-
-
-
3,0 3,0
метилолпропана и 3 молей гексометил ендиизоционата; десмоду�
Т- и з 65 % изомер а 2,4-толуилендиизоционата и 35 % изомера
2,6-толуилендиизоционата, а десмодур ТН - и з 1 моля тримет и
лолпропана и 3 молей десмодур а Т.
Композицию для полиур ет анов ых покрытий пр иготовляю1
сл едующим обр азом. К сме·с и, содержащей 40 вес. ч. десмофе
на 1100, 20 вес. ч. этилацетата, 20 вес. ч. бутилацетата и 20 вес. ч.
толуола, добавляют 90 вес. ч. десмодур а ТН в виде 50 % - ного
раствор а его в смеси этилацетата с толуолом. Полученную смесь
наносят на металлические узлы кузова ровным слоем при
обычной темпер атур е. Через 3 ч пленка затвердевает. Полная
полимеризация пленки наступ ает через 4-5 дней. При нагреве
до 150° С высыхание и полимеризация происходят значите"1ьно
скорее и качество покр ытия получает1ся более высокое.
При нанесении полиуретанов с диизоционатами следует
помнить, что последн ие токсичны; поэтому следует соблюдать
правила осторожно·ст и, пользоваться средствами индивидуаль
ной защиты. По мещение должно иметь эффективную общео б
менную вентиляцию.
Покрытия пол и амидами . В некоторых конструкциях кузовов
в качестве защитного пок рытия используют полиамидные плен
ки, которые надежно защищают металлические детали кузова от
кор розии.
Отечественн ая промышленность выпускает полиамидную
пленку марки ПК-4 толщиной 0, 1 8-0,20 мм, которой оклеивают
ст альные детали кузова. Пленку приклеивают при помощи
полиизобутил еново го клея или кл ея, состоящего из 83 % петро
латума, 1 3 ,1 % диорита, 2,2 % натур ального каучука и 1,7% не
фтената меди или калиевого хромпика. Процесс наклейки
пленки состоит из следующих опер аций: очистК'И, грунтовки
битумной мастикой, нанесения 1сл оя клея толщиной до 0,5 мм,
нанесения пленки, затем второго слоя ·Кл ея и второго слоя
пленки.
Полиамиды наносят на металлические детали кузова также
газопламенным и вихревым сп особами, но эти сп особы пока
178
распростр анения не имеют, так как трудно получить полиамиды
в виде тонких порошков.
Обычно для получе ния �п олиа мидного порошка гра нулы по
лиа мида, в том числе и к апрона, растворяют в 40 % -ном растворе
соляной кислоты или ·в ледяной кислоте с последующей нейтр а
;Jiизацией и фильтр ацией.
Иногда гр анул ы полиамида обливают жидким углекисл ым
газом, всл едств ие чего они охл аждаются до темпер атуры ниже
- 70° С, ил и их охл аждают в охл адительной камере, а затем раз
малывают в порошок.
Покр ытия фтор о п л астами. Фторопластовые покрытия также
надежно защищают металлические детали от кор розии. В по
сл ед н ее время ведутся работы над ·способами н анесения фторо
пл астов на металлические детали и по подбору наиболее
эффективных ф тор истых соединений в качестве антикоррозион
ных матер иалов.
Для образования фторопл а·сто вых покрытий применяют
пресс-пор ошки фтор опласта-3, фторопласта-4Д и модифициро
ванного фторопласта-3М.
Существенным недостатком покр ытия из фторопласта-3
является его многослойность, так к ак толщина одного слоя не
превышает 15-20 мкм, а дл я надежной защиты металла от
коррозии толщина пленки должна быть в пр едел ах 200-250 мкм.
Нанести в один ·п рием •сл ой толщиной более 20 мкм не уд ается,
так как при сушке, которая производится при 270° С, более
толстый слой фторопла·ста растр ескивается . Верхние слои ф торо
пласта не суш ат, а проплавляют; при более толстом слое ф торо
пласт не проплавляется . Для уменьшения растрескивания
фторопласта и получения .слоя толщиной 40-50 мкм в порошок
фторопласта вводят 2-2,5 % жидкости No 12, являющейся
пл астификатором.
При нанесении покр ытия из фторопласта-3 с пластификато
ром его наливают на деталь, одн ако этот способ малопроизводи
телен и применяется только для мелких деталей с последующей
сушкой их при теNoпер атур е 270° С.
Более эффеюшвным является нанесение на детали фтор о
пла•ста газопламенным напылением, но при этом �сл едует уч иты
вать некото рые особенности этого способа, так как темпер атур а
пл авления фторопласта близка к тем·пер атур е его распада, т. е .
дес�рукции.
Фторопл аст -3 наносят на металлические дет али кузова в сле
дующей посл едовательности : порошок просушивают при темпе
ратур е 130° С в течение 1-2 ч , затем пр осеивают через сито 025.
разогр евают металлическую деталь д о темпер атур ы 2 50-270° С .
регул ируют пламя горелки УПН до температур ы, достаточной
дл я размягчения порошка , в ключают подачу порошка и наносят
слой толщиной 60-80 мкм. После нанесения слоя фторопласт а
12*
179
деталь выдерживают в камере в течение часа при темпер атуре
270° С. Через час деталь закаливают в холодной воде.
Способ нанесения фторопла·ст а-3 на металлические детали ,
разр аботанный Ур альским научно-иссл едовательским институ
том хим1и ческого машино1строения (УНИХИМ) , являе11ся более
эффективным и состоит 1в том, что металлическую деталь нагре
вают индукционными то ками и наносят на нее порошок фторо
пласта.
Моди фицированный фторопласт-3М наносят на стальные де
тали сл едующим образом. Деталь очищают и обезжирищ1. ют,
по·сле чего на деталь методо м окун ания, налив ания или пульве
ризацией наносят слой 3 % -ной спиртовой суспензии (раствора)
фтор осплаrста-МЗ . Затем деталь выдерживают на .в оздухе до
тех пор , пока покр ытие не побелеет, после чего деталь помещают
в суш ильную камеру на 30-60 мин при температуре 140-170° С .
Так наносят один слой покр ытия. Для получения 7 -8 сл оев эти
опер ации повторяют соответствующее число раз, исключая обез
жир·ивание. После нанесения послед него слоя деталь подвергают
оплавлению в камере при темпер атур е 260° С в течение 10 ч.
В Государственном институте прикладной химии разработа
на технология нанесения на металлические детали политр ифтор
хлорэтилена в качестве защитного . покр ытия о т коррози и
металл а. Этот вид покрытия, по-видимому, может найти широ
кое применение в 1кузовостр оении.
Посл едовательность опер аций при нанесении политрифтор
хлорэтилена на металлическую деталь следующая : растворяют
политр ифт орхлорэтиле� в ксилоле в отношении 3 : 7, от получен
ного раствора отливают примерно одну пятую часть и в нее
вводят 25 % (от веса ·сухого п о лимера) окиси хрома С r2 Оз в ка
честв е наполнителя; затем на деталь наносят первый слой
и ·сушат ее при нормальной темпер атуре в течение 10-15 мин,
после этого деталь оплавляют в течение 25 мин при темпер атуре
265-270° С. Таким образом наносят пер·в ые два 1слоя, затем
в таком же 1порядке наносят несколько слоев ра•створа политр и
фторхлорэтилена без наполнителя; при этом число слоев подби
рают в соответстнии ·С заданной толщиной покрытия .
Для защиты металлических деталей от ко ррозии возможна
оклейка их пленкой из фторопласта-4 . Однако этот способ за
щиты применяется редко из-за высокой ·сто имости пленки.
За рубежом ·в качестве защитных покрытий для металлов
применяют·ся многие высокомолекулярные фтористые соедине-
11ия ; при этом наибольшее распростр анение получили соедине
ния, носящие назв ания эмралон, тефлон, тесл ар, витон и флюо
рель.
В США для по·кр ытий используют эмралон-320 и тефлоны
марок lOOx и FEP. Эмралон-320 - это дисперсия политетр афтор
этилена, · КiЬторая наносится распылением с последующим от-
,1sо
верждением при т емпер атур е_ 150° С в течение часа. Эмралон
применяют гл авным образом в качестве диэлектри�ческого по
крытия.
т,ефлоны - это сополимеры тетр афторэrnлена, этилена и
гексафторпропилена. Из них изготовляют стойкие к коррозии
дет али и трубы, из тефлонов марок l OOx и FЕР - пленки, кото
рыми оклеивают металлические детали кузовов.
Теслер - это пленка пол'и винилфторида (CH2CHF) , по стой
кости и физико-механичеаким свойствам значительно превосхо
дя щая полиэтиленовую и тефлоновую пленки : по прочности
в 4-5 раз, по сто йкости к многокр атному изгибу в 2 ,5 раза, по
газопроницаемости в 100 раз и т. п .
Витон - это л инейный 'сополимер винилиденфторида и гек
са фтор пропилена, выпускается нескольких марок - А, AHV-7 и
AHV- 1 8 . Он представляет собой полупрозрачный каучукообраз
ный проду;кт , ко торый разбавляют кетонами (обычно метил
этиленкетоном) , ацето ном или изобутилацетатом. В раствор
вводят наполнитель (табл. 67) {24].
Таблица 67
Составы наполнителя витона (на 100 вес. ч .)
1 Витои
1 Витон А
!( омпоиен ты
AHV
l
121
3
Окись магния
15
-
20
-
Окись цинка . . ...
-
10
-
10
Двухосновный фосфит свинца
-
10
-
10
Двуокись кремния и силикатовое мае-
ло.
.....
-
20
-
20
Термическая сажа .
...
.
25
-
25
-
Карбонат гексаметилендиамина
1,5
2
1,3
-
Перекись бензоила
-
-
-
2,0
Регулятор перекиси
-
-
-
2,0
Ра,створ с наполнителем наносят на металлические детали
кузова, после чего покр ытие вулканизируют rп ри температур е
145-149° С. Покрытия из витона не изменяют своих свойств
в интервале температур от -44° С до 310° С.
Обычно пленками витона пок рывают самые уя звимые места
кузова, в ча'стности его о снование, �в нутр еннюю сторону крыльев,
баки для топлива и т. п. Кроме т ого, из витона изготовляют
уп .Л отнительные кольца сальников и бензопроводы.
Выпущенный в США эластомер флюорель (Fluorel) по сво
и м свойствам аналогич ен витону и в настоящее вр емя стал :п ри
меняться в кузовостроении.
Покрытия новыми материалами. В посл еднее время некото
рые зарубежные фирмы начали применять для антикоррозио·н
ных покрытий дельрин, макралон, лек сан и nентон.
181
Дельрин - это тор·гоrвое наименование полиформальдегида.
Из него ИЗ'Готовляют пленку, котор ой оклеив ают металлические
детали кузова. Физи ко-механические свойства дельрина ст а
бильны в интервале тем1ператур от -40 до 120° С. Дельрин и с
поль'З уют также в качестве коврового настила на пол кузова, так
как его прочность на истир ание хотя и ниже, чем у полиамидов,
но в 2 раза выше, чем у резины. По водопоглощению дельрин
уступает полиэтилену.
Лексан и макралон - это американское и немецкое назва
ние полика•р бонатов. Для защиты от коррозии металлические
детали кузов а окл еив ают пленками поликарбонатов с помоrμью
эпоксидных кл еев .
Пентан - это хлорированный полиэфир или полимер 3,3-
бис оксициклобута на. Его наносят на детали газопламенным
способом или деталь окун ают в суспензию, после чего сп екают .
:Кроме того, из пентана изготовляют подшипники и фиттинги.
Покр ы тия п олиор ган осилок с ан ами. Весьма перспективно
в авт омобильном куз овостр оении применение покр ытия из поли
органосилоксанов, т. е. высокомолекуляр ных кремнийор ганич е
ских веществ. Полиорганосилоксаны имеют более высо кую теп
лостойкость, чем обыЧ'н ые органические полимеры. В сочетании
с наполнителями они выдерживают кр атковременно темпер ату
ру примерно 7 00-800° С. :Кроме того, они отличаются высокой
атмосферной ·стойкостью, устойчивы к кислороду, озону, ул ь тр а
фиолетовым лучам и ко многим агрессивным сред ам. Наконец,
они обладают св ойством водоотталкивания, что очень важно
для куз овов.
Многие зарубежные фирмы покр ывают немодифицированны
ми 1п олиорганосилоксановыми соед инениями глуш ител и и систе
му вЫlпуска, в результате чего значительно увеличивае'l'ся их
дол говечность.
Представляет интер ес покрытие стекол кузова кремнийорга
ническими пленками, которые де лают стекл а несмачиваемыми,
предохраняют их от •коррозии, а также повышают пропуск чер ез
них световых лучей.
Метод нанесения полиорганосилоксановой пленки на стекл а ,
разработа нный а·кад. И. В. Гребенщиковым, состоит в том, что
вначале стекл а обр абатыв ают в п арах четыреххлористого тита
на, затем на стекл о кистью, методо м окунания или пульвериза
тором наносят слой тетр аэтоксилаксана.
Для полиор ганосил оксановых смол характер ным является
то, что при увел ичении отношения органических радикалов
к кремнию эластичность пл енки возрастает, но теплосто йкость
снижается . Защитные пленки из чистых полиорганосилоксанов,
нанесенные ·на металлические детали, недолгов ечны, поэтому
полиорганосилоксановыми жидкостя м и (на-пример, Г:КЖ-8) по
кр ывают детали кузов а тол ько на период их хр анения на про-
182
межуточных складах. Если эти покрытия высушить пр� темпе
ратур е 150- 1 60° С, то ·ко'р розионная стойкость деталеи будет
в 10 раз больше, чем в случае сушки �при нормальной темпер а
туре. Поэтому в качестве долговечных полиорганосилоксано·в ы х
покрытий применяют различные эмали на основе кремнийорга
нических смол.
Однако кр емнийорганические эмали имеют т от недостаток,
что их необходИJм о сушить .при высокой темпер атуре (200-
2500С) в течение 5-1О ч
Для ускорения 'П роцесса отверждения эмалей в них перед
н анесением на деталь вводят 1-2% катализато ра. В качестве
катализаторов применяют нафтещ1ты, линолеаты, резинаты,
амины и другие вещес"Гва.
Наибольшее распространение имеют пенто фталевые эмали
(ПКЭ , ПКС, ПКК и т. 1п . с соответствующей цифрой) , модифи
цированные кремнийор ганическими соед инениями. Эти эмали
применяют гл авным образом в качестве покрытий специальных
кузовов, от которых требуется повышенная стойко сть к огню.
Покрытия компаундами и мастиками на основе попимеров
Кроме защИты металлических деталей однородными поли
мерными матер иалами, в кузовостроении широко применяются
р�зличные ко мпаунды и мастики, состоящие из полимерных и
неполимерных матер иалов.
Комп аунды наносят на металлические детали в виде сплош
ных покрытий, а также пр именяют для заделки зазоров, щелей,
технол огических проемов, кар манов, вмятин,
·с о единений и пр.
Задел ка зазоров и щел ей в кузовах имеет, пожалуй, большее зна
чение, чем сплошное покр ытие, так как коррозионное разруше
ние кузовов начинается с зазоро в. Заделка зазоров и щелей по
лимерными компаунда ми целесообразна не только для п редохра
нения кузова от кор розии, н о для уменьшения колебаний и тре
ния его отдельных элементов. Компаундами покр ывают днище
кузова, облицовку со стороны междуобшивочного простр анства
и другие детали ку зова, к�оторые не подвергаются впоследствии
окр аске. Компау,нды наносят и на резьбовые соединения для пре
дохр анения их от кор розии, а также для предотвр ащения отвин
чив ания.
Наибольшее распр остр анение получили ко мпаунды на основе
кр емнийорганических смол , гр афитопластов, каучуков, фурано
вых смол, эп оксидных смол, битумов, перхлорвиниловых и фе
нольных смол.
Компаунды на осн ове кремнийор ган и ческих смол. Компаунды
или мастики на основе �кремнийорганических смол иногда назы
вают защитными смазками с гидр офобными до бавками.
183
Как пр авило, такого рода компаунды составляют из углево
дор одистых смазок: петр ол атума, пушечной смазки ил и см азки
ПП-95/5, модифицированной кремнийорганической жидкостью.
Для повышения стойкости компаунда в состав вводят це
резин.
Наиболее широкое :р аспростр анение получила мастика сл еду
ющего состава: 85 % петр олатума (ГОСТ 4096-62) , 15% синте
тического церезина марки 100 (ГОСТ 7658-55) и 10% кремний
органической жидкости ГКЖ-8 .
Однако эта мастика используется для временной защиты уз
лов от корр оз1и11
1
, чаще при хранении их на промежут очных
скл адах.
Компаунды на основе графитопластов. Для изготовления де
талей, ст ойких против коррозии, используют различные гр афито
пл асты, т. е . смолы с гр афитовыми наполнителями. Из литьевых
гр афитопластов изготовляют кр аники, фиттинги и др угую арма
тур у для трубопроводов. В автомоби льном куз овостроении гра
фитопл асты пока широкого распространения не получили, но
одна из разновидностей гр афитопласта - арзалит получает рас
простр анение как 1юмпаунд для задел ки зазоров и щелей. Арза
лит представляет собой смолу ВИАМ-Б, смешанную с 50 % тон
к оизмельченного гр афита.
Перед нанесением 1ко м·п аунда в смесь вводят катализатор -
отвердитель, как правило,
·Контакт Петр ова (ГОСТ 463-53) ,
соляную кислоту или какой-либо иной кислый продукт. Компа
унд при комнатной темпер атур е затвердевает в течение 3-5 ч,
а при подогреве до 60-70° С - в течение 1,5-2 ч. Для стабили
зации ·Комrпаунда в него добавляют 2-5 % ацетона.
Компаунды на основе каучуков. Покр ытие стальных :деталей
каучука ми дл я защиты их от коррозии - так называемый про
цесс гуммирования - наиболее старый способ защиты стальных
деталей. По существу гуммирование применяют в автомобильном
кузовостроении с момента его возникновения. Раньше гуммиро
вание .стальных деталей кузова производилось путем приклейки
тонколистовой резины к д етали, в настоящее время путем н ане
сения каучуковых компаундов на детали.
Гуммированные покр ытия устойчивы к различным агрессив
ным жидкостям, абр азивному износу, кавитационным воздейст
виям, ударам, знакопеременным деформациям, колебаниям и
резким изменениям темпер атур ы.
В автомобильных кузовах гуммируют гл авным образом дни
ще , осно·вание кузова, оперение и подножки.
Раст·воры натур ального каучука и большинство синтетических
к аучуков оч ень подвижны, и для того чтобы получить покрытие
толщиной 1,5-2 мм, нуж1Н о нанести 15-20 слоев. Из-за трудо
емкости нанесения слоев каучука гуммирование этими раство
рами не получило распростр анения в кузовостроении.
184
Растворы низкомолекулярных каучуков позволяют получить
покрытие необходимой толщины при нанесении 1-2 слоев. Для
этих целей применяют хлор опреновые (наирит ы) , полисульфид
ные (тиоколы), изобутил еновые, натриидивиниловые и некоторые
другие каучуки . Наибольшее распр остр анение получили наири
ты и тиоколы.
Хлоропреновые каучуки в СССР называют наиритами,
в США - неопренами и в ФРГ - пербунанами.
Хлоропреновый каучук - наирит получают путем эмульсион
ной полимер изации хлоропрена с небольшим кол ичеством других
полимеров (стирол а, изопрена или нитр ила акриловой кислоты ).
Наирит выпускается нескольких марок. Для гум мирования
металлических деталей !Пр именяется жидкий наирит марки ЖН.
Этот каучук легко пл астифицируется, из него можно получить
высококо нцентрированные растворы ( 70-75 %). Для ускорения
пл астификации наирита на 100 ·вес. ч. наирита ЖН до бавляют
0, 15-0,25 вес. ч . меркаптобензотиазол а (каптакса ) и дифенил
гуадинина, а для повышения активности вводят 1-2 вес. ч. тет
раметилтиур амд исульфида (тиур а м Д, ГОСТ 740-4 1) или
тетр аэтилтиур амдисул ьфида (тиур ам Е ).
Компаунд дл я г ум мировани�я получают, растворяя наирит
ЖН в смеси, состоящей и з 76% сольвентнафты, 19% ски пидара
и 5% Н-бутанола. Для нанесения компаунда шпателем приготов
ляют 90 % -ный раствор , кистью - 65-70 %�ный раствор и спосо
бом окунания или пулывер изатором - 50-60 % -ный раствор .
Для улучшения адгезии каучуковой пленки с металлом металли
ческую деталь предвар ительно грунтуют сп ециальной ком•пози
цией на ос нове наирита, которую приготовляют путем смешения
100 вес. ч. наи�р ита, 1 5-20 вес. ч. окиси цинка, 4 вес. ч. канифоли,
1,5 вес. ч. тиур ама и 1,5 вес. ч . хлор ного железа. Получ енная
клеев ая композиция при нанесении на металл быстро (в течение
20-30 мин) застывает при нормальной темпер атур е.
Иногда в качеств е кл еевого грунта используют лейконат, т. е .
раствор П-триизоционаттр ифенилметана в дихлорэтане или
грунт No 33, состоящий из наирита и эпоксидной смолы, раство
ренных в смеси сольвента и скипидара в отношении 5:1.
После нанесения клеевого грунта и его 1сушки на детали или
узлы наносят ·сл ой композиции наирита ЖН. Полученную пленку
вул·канизируют, нагревая до 100- 1 20° С горячим воздухом или
иЗлучателями инфракр асных ламп. Таким способом гуммируют
низ основания кузова, включая все зазоры и стыки. Прочность
образующейся пленки ср авнительно высока. Предел прочности
на растяжение ·составляет 90- 120 кГ/см2 (9,0- 12,0 Мн/м2 ),
относительное удл инение 750-800 % ; пленка становит ся хрупкой
при те мпер атур е ниже -34° С.
В последнее вр емя гум мирование металлических деталей
куз ова производ ят полисульфидными каучуками (тиокол ами).
185
В СССР выпускается несколько видов гер метизирующих тиоко
ЛО'В , которые используютсЯ''В качестве антикор розионных покры
тий. Наибольшее распрост ранение имеют тиокол ДА, жидкий тио
к ол У-30м, УТ-3 1, ВТУР и тиокол Т-50.
Тиоколы марок ДА, У-30м , УТ-31 и жидкий тиокол представ
ляют собой густые па,ст ы, к оторые наносят на поверхность ку
зовных деталей ручным или пневм атическим шпателем. Толщина
покр ытия может быть разной. В тиоколовых пастах имеется f!а
полнитель: в тиоколе У-30м - сажа, в У-3 1
-
титановые белила.
Раствор ителей пасты не содер жат. Тиоколовые пасты обладают
свойством самовул к анизироватыся. Тиоколы ВТУР и Т-50 сощ�р
жат раствор итель и различные адгез ионные добавки. Эти тиоко
лы наносят на металлические детали кузова кистью или пульве
ризатор ом.
Пасты использvют гл авным образом для заделки зазо·р ов и
щел ей в ·кузове при стыковке его деталей и узлов, а тиоколы
с раств ор ителями - дл я спл ошного покр ытия деталей со сто роны
междуобшивочного простр анства.
Вулканизация тиоколовых покр ытий всех видов независимо
от их толщины происходит в течение 24 ч, но для получения вы
сокопрочной пленки необходи мо выде ржив ать покрытие в тече
ние 4-5 суток.
К омпаунды на основе фур ановых смол. Появление фурановых
смол, их ·Сравнителыно малая стоимость, а гл авное, малая стои
мость сырья для их получения привели к поискам сфер их раци
онального использо1вания. Исследования показали, что компози
ции на основе фур ановых смол хорошо защищают металл о т
кор розии.
В СССР выпускаются фурановые смолы и лаки следующих
марок: ФЛ-1, ФЛ-2, ФЛ-2А, ФЛ-4, Ф-9, Ф-10, ФЛ-12, ФЛ-4С,
ФЛ-7Т, ФФС и др .
Фур ан овые антикоррозионные компаунды пр иготовляют
обычно на основе фур ановой смолы ФЛ-2 и клеевых лаков ФЛ- 1 ,
ФЛ-4, Ф-10 и ФЛ-12.
Фурановые компаунды обычно получают путем смешивания
смолы с на'полнителем; пер ед использованием компаунда в смесь
вводят кислый катализато р - отвердитель. Лучшими наполни
телями являются гр а фит, микроасбест или диабазовая мука.
В качестве отвердителей используют нафталин, сульфокислоту,
контакт Петр ова, паратолуолсульфокислоту, паратолуолсульфо
хл орид, солянокислый анилин и др . В присутствии отвердителей
мастика затвердевает при темпер атур � 18-20° С. Для ускорения
процесс а от1верждения в комп аунд вводят дополн ительно бор
ную или малеиновую кислоту и повышают темпер атуру до
150- 160° с.
В табл. 68 приведены нормы отвердител ей .и время о тверж
дения фуран овых компаундов.
186
'
Табли ца 68
Нормы о твердителей фурано в ых компаундов
Отвердит ел и
1Норма
в
г
на1
к
г
1
компаунда
Время отверждения
Сер ная кислота
49
20 мин
П-толуолсульфохлор ид .
180
37 сек
Соляная кислота
18
20 мин
То же ...
...
73
4м.30с.
Хлор цстый алюминий
67
13м.35с.
То же
134
5м.24с.
Ввиду того что в фур ановые компаунды вводят кислые от
вердител и, которые вызывают ко ррозию металла, необход имо
его перед нанесением ко мrп аунда �п окрыть бакелитовыми лака
ми с гр афитом, жидким стеклом или кр емнефтористым натрием.
Образующийся подсл ой защищает металл от действия кислого
отвердител я и увел ичивает сцепление композиции с металлом.
Опыты пок азали, что мастика на основе фур фурола, т. е. аце
тонового мономер а ФА и замазки ф ерганит- 1, хорошо защищает
металл от кор розии.
Мастику получают, смешивая 20-30 % фур фуролацетонового
мономер а ФА, 75-60 % наполнителя и 5% отвердител я.
В качестве отвердителя применяют 20-25 % -ный раствор бен
зосульфокислоты в фур фур оле или 12-15%-ный раствор бензо
сульфокислоты в ацетоне. Отверждение ко мпаунда происходит
в течение 1-2 ч при нор мальной те мпер атуре.
Замазка фер ганит- 1 имеет сл едующий соста'в (в вес. ч.) :
Ангез итова я мука (размер частиц не более 0,25 мм) .
100
У глеграфитовый порошок
3- 10
Фурановаясмола.................
27-29
Кислый отвердитель .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
7-7 ,2
Раствор итель отвердителя ..
-
.
.
.
.
.
.
.
.
.
.
.
О,7-0 , 72
Пор ядок приготовления замазки сл едующий : смесь из анге
зитовой муки и угл егр афитового порошка смешивают со смолой,
отдел ьно разводят о твердитель в раство рител е, после чего от
вердитель вводят в ко мrп аунд перед уп отр еблением.
Время отвер жден ия ко мпаунда равно 40-60 мин . Прочность
сцепления ферганита со сталью составляет 22-24 кГ!см2 (2,2-
2,4 Мн/м 2) .
Перед нанесением ф ерганита на металл последний следует
покрыть клеем.
Комп аунды на основе э п оксидных смол. Эти компаунды име
ют хор ошую адгез ию с металлом, надежно защищают его от
к оррозии и устойчивы против различных механических воздейст
вий. Детали, покр ытые этими ко мпаунда ми, имеют хороший де
ко ративный вид. Вследствие этого эпоксидные ко мпаунды начи-
187
нают довольно широко применять в кузовостр оении в качестве
антикоррозионных покр ытий, склеивающих и выравнивающих
составов, а также в качестве декор ативных ·покр ытий вместо
ник еля и хрома.
Для выравнивания поверхности кузовов, заделки трещин и
вмятин на них иапользуют специальные эпоксидные шпаклевки
марок Э4020, Э402 1 и Э4022 с отвердителем No 1. Обычно
к 100 вес. ч . шпаклевки до бавляют 100- 110 вес. ч. асбеста No 7 и
8,5 вес. ч. отвердителя No 1 .
В качестве антикоррозионного покр ытия используют ш пак
левку Э402 1 или Э4022 с отвердител ем. Ш паклевку наносят на
детали или узлы кузова специальным пульверизатором. Сл едует
помнить, что отвердитель No 1 - это раствор гексаметиленди-а
мина в спирте токсичен. Шпаклевка застывает в течение 30-
35 мин при темпер атур е 70- 1 00° С.
После выравнивания и заделки вмятин эпоксидными шпак
левками поверхно•сть куз ова шлифуют.
Кроме эпоксидных шпаклевок, в качестве антикоррозион
ных и деко·ративных покрытий дл я металлических деталей и
узлов применяют эпоксидные ком паунды , которые приготовл я
ют непоср едственно перед нанесением их на металл.
Эпоксидные компаунды состоят из эпоК)сидной смолы, п ла
ст ификатор а, наполнителя и отвердителя. Бел и необходимо
получить декоративное :покрытие опр еделенного цвета, то в ком
паунд вводят цветной наполнитель или к на•полнителю приме
шивают соответствующий пигмент.
Порядок приготовления любых эпоксидных компаундов оди
наков и состоит в следующем : вначале эпоксидную смолу сме
шивают в соответствующей пропорции с пластификатором, за
тем вводят наполнитель с кр асител ем, есл и последний необхо
дим. Смесь тщательно размешивают и только перед употребле
нием в комп аунд вводят отвердител ь, так ка·к смесь с отверди
телем может находиться в жидко м состоянии около 30 мин при
нормальной темпер атур е. Иногда отвердитель наносят на де
таль, а затем на смоченную отвердителем поверхность наносят
слои эпоксидного ко м1п аунда. В этом случ ае толщина эпоксид
ного покр ытия не должна превышать 1,5 мм, иначе отверждение
будет продолжаться очень долго.
Наибольшее распростр анение получили смолы следующих
м арок (ГОСТ 10587-63) : ЭД-5, ЭД-6, и Э-40. Смолы ЭД- 13 и
ЭД- 15 для покрытий не применяют, так как они выпуск аются
в твердом виде.
Зарубежными фирмами выпускается б олее 140 маро к эпок
сидных смол. Для антикоррозионных покр ытий применяют сле
дующие смоль1: эпокаст, эпидокс, эпикот, эпилокс, эпоксид .
эпокси и ряд других.
188
В качестве пластификатор ов (ГОСТ 8728-58) применяют
дибутил фтал ат, дибутилсебацинат, диметилфтал ат, диоктилсе
бацинат и диоктилфтолат. Однако эти пла·сти фикаторы имеют
существенный недостаток, заключающийся в том, что они ул е
тучив аются из покр ытия, хотя и очень медленно. Поэто му лучше
в качестве пластификаторов использовать полиэфиромалеина
ты, т. е. смолы ПН- 1 и ПН-2, или полиэфироакрилаты, напри
мер смолы МГФ-9 .
Полиэфиромалеинаты и полиэ фироакр илаты не ул етучива
ются и нетоксичны.
В 1юмпаунд вводят 8-20% пла стификатора (от веса
смолы) .
Ниже приведен состав наполнителей, имеющих наибольшее
распространение (в % от веса смолы) :
Волокнистые
Минераль ная вата (ГОСТ 4640-6 1)
Алюминиева я стружка . .
.
.
.
.
.
Стальная стружка .
U.инковая стружка
Стекловолокно
Стеклоткань
Порошковые и зернистые
Гипс ( ГОСТ 125-57) .
.
.
.
.
.
.
.
.
Графит (ГОСТ 5420-50) ..... ..
Алюминиевая пудра .
.
.
.
.
.
.
.
.
Железный порошок АСМ ТУ 3648-5 3 .
Маршалит .........
.
...
Железный сурик по ГОСТ у 8135-62
К:варцевый песок . .
.
.
.
.
.
.
.
.
К:ерамзит • . ....
· ........
Тонки й цемент . .
.
.
.
.
.
...
5-10
40
100
100
2-7
5
50-200
3-5
5-40
200-400
50-200
50- 100
300- 1000
300
200
Бел и необходимо получить декор ативное покрытие, то в ка
честве наполнителя •вводят кр а ситель, но в значительно мень
ших количеств ах, чем приведено вьiше. В качестве кр а сителей
применяют окись титана, окись кобальта и другие пигменты.
Очень хорошие декоративные покрытия из эпоксидной смолы
поJ.1.уч аются при вводе в нее в качестве кр а сителя молотковой
эмали или меламино-алкидной эмали соответствующего цвета.
В эпоксидный компаунд вводится 8-30 % (от веса смолы),
от верД1ителя. В качестве отвердителя применяют полиэтилен
полиамин, гексаметиленди амин, ,кубовый остаток гексамет илен
диамина, отвердитель No 1, малеиновый ангидр ид (ГОСТ
11153-65) и др . Для образования покрытий из эпоксидных
ко мпаундов малеиновый ангидр ид 1применяют редко, так как
его нужно нагревать до 140- 160° С; ·остальные отвердител и
отвержд ают ком1п аунд при темпер атуре 60-70° С. При введе
НИИJ малеинового ангидрида пленка получается более прочной.
Очень хорошим отвердителем для эпоксидных компанудов яв-
189
ляется низкомолекул ярная полиамидн ая смола Л-20, которая
нетоксична и дает прочное и эластичное покр ытие.
Эпоксидные ко М'п аунды нано сят на металлические детали
кузова пульвер изатором, способом окун ания или растекания.
Так, растеканием наносят на поручни кузовов декор ативные
покр ытия из эпоксидных составов.
На рис. 86 изобр ажена схем а установки для �п о к рытия по
ручней, .стоек и дуж ек сидений кузова эпоксидным компаундом.
В камере на барабане смонтир о вано восемь самостоятельно
вращающихся со скоростью 10 об/м и н центр ов 10. В эти центры
вставляют обрабатываемые детали 7 и 9. Центры получают вра
щение от электр одвигателя 2 чер ез зубчатую передачу 3. Вну
три камеры установлены лампы 11 - излучатели тепл а. Опера
тор вставляет в центр ы трубы, подл ежащие покр ытию, затем,
нажимая на педаль 8, подводит к окну камеры первую труб у,
покрывает ее мастикой, вторичным нажатием на педаль подво
дит вторую трубу и т. д ., пока не будут покрыты все трубы.
По-:ле э11о го �п рорезь в камере закрывают и включают электро
двигатель. Трубы начинают вращаться, и происходит отвержде
ние мастики. Через 30 м ин процесс заканчивается и трубы вы
нимают из камеры.
Компаунды н а осн ове б итумов. Применение битумных ко м
паундов в качеСТ'в е антикоррозионной защиты металлических
кузовов из·вестно давно. Они хо рошо защищают металл от кор
розии, но отличаются незначительной прочностью покр ытий
при механических воздействиях и малой долговечностью.
Так называемые противошумные мастики, которыми обычно
покр ыв ают листы обл ицовки 1со �сто роны междуо бшивочного
простр анств а, составлены на основе битумов.
Противошумные мастики выпускаются двух основных марок:
.No579иNo580.
М астика No 579 состоит из 41,5 % нефтяного битум а, 4,4 %
масл а дегидр ированного, 1,8% касторового масла, 21,6 % асбе
сто вого волокна, 23,6 % 1пиробензола и 7, 1 % уайт-спирита. Ма
стика No 580 имеет такой же состав, только вместо асбестового
во.яокна в мастику входит асбестовая пудр а. Мастику No 580
наносят на металлические детали кузова ·пульвер из атор ом,
а мастику No 579-шпателем. Для разжи ж ения мастики No 580
ее разбавляют уйат-спиритом.
Изуч ение свойств этих мастик привело к том у, что их стали
применять в качеств е антикоррозионног о покрытия кузовов,
в особенности их оснований.
Исследования Н. А. Савер иной показали, что долговечность
битумного покрытия значительно возр астает, если в мастику
ввести 5- 10% хинолина, пир идина или его гомологов (пиколи
на и лутидина).
190
-
ф
-
4
567
2
Рис. 86. Принципи альн ая схем а полимеризационной сушильной камеры:
1 - станина, 2 - двигате.1ь; 3 - шестерни. 4
-
катушка барабана; 5 - центр альная ось; 6 - кожух бар абана; 7 - т руба ;
8 - пе.цаль; 9 - дужка сидений; 10 - центр ; 11 - л а мпы-излучатели
Практика использования мастики No 580 в качест ве антикор
розионного покрытия оснований кузова по казала целесообраз
ность вв ода в мастику 10% резинового клея 88 или 88Н , что
увел ичив ает механическую прочность покрытия. В последнее
время ст али применять битумную мастику No 213, которая име
ет примерно такой же состав, что и мастика No 580.
Хорошие результаты дает до бавление к битумным м астикам
кремнийоргащ1ческих см ол. Их присадка п ридает мастикам
водоотталкивающие свойства и, следовательно, повышает стой
кость :покрытия пр отив вымывания.
Битум ное покр ытие наносят толщиной 1,5 -2,0 мм.
Имеются 1п оложительные опыты использования в качестве
антикоррозионной мастики битумно-резинового компаунда, ко
торый приготовляют следующим образом : битум No 4 и 5 сме
шивают с 7 �10% мелкоизмельченной старой резиной при тем
пер атур е около 100° С и этим составом в горячем виде покры
вают днище кузова.
Используют также битумный компаунд более сложного со
става, а именно (в%) :
Битум No 4 и 5 .......••...
Полиизобутилен марки П-200 или П - 155
Идитол ( ГОСТ 2230-43) .
Наполнители :
асбестовое волокно . . .
.
.
.
.
.
молотыйлак ....
.
.
.
.
.
.
.
20-14
5 -15
2-4
20-37
20-30
Все эти компоненты перемешивают в разогретом до 150° С
битуме в течение 40-50 мин, после чего кампаунд наносят на
металлические детали кузова. Из этого же компаунда каландри
рованием изготовляют рулонный материал под названием «плен
ка ГМ П», которую вспослед ствии наклеивают на металлические
детали.
В ФРГ выпускают аналогичный материал под названием ре
панол.
Для улучшения эластичности и прочности в битумные компа
унды вводят полимер ы. Так, металлические детали кузова, ко то
рые впоследствии не окрашиваются, покрывают битумом No 5,
смешанным с 5 % спиртоацетонового раствора фуриловофеноло
ацетольной смолы (лаком ФЛ-1) или со сме�ью битум а No 5
с 15% мономер а ФА. Иногда металлические детали покрывают
битум.ом No 5 с добавкой к нему 15% мономера ФА и 1,5% бе;н
зосулЬфокислоты (C5H5S03 H) . Последнюю вводят в состав для
ус корения процесса отверждения мастики ·на деталях кузова.
Компаунды на основе поJiихлорвиниJiовых смол. Эти компаун
ды хорошо защищают от коррозии стальные детали и детали из
алюминиевых сплавО'в . Полихлорвиниловые компаунды непо
средственно к металлу не пристают, поэтому на металлическую
п � верх'Н ость предварительно на.носят пл1енку подслоя.
192
Техноло гический пр о цесс нанесени я защитных пл енок из по
лихл орвиниловых �о мпа�ундов сл едующий: �мет аллически е дета
ли обез жиривают в уайт-спирите, травят в р а створе едкого натра
('60 г/л) п,р и температуре 150-60° С в течение 40-' 50 сек, п осл е
ч е го промывают в проточной вод е, подогр етой до 70-80° С в те
чение 10-1 .5 сек, а затем окунают 2-3 р аза ·в холодную воду.
Подготовленные детали покрывают 2 раза клеев ым .составом
с •помощью пульверизато ра, чтобы получить кл еевой подсл ой
толщиной 0, 1-0 ,2 мм . После нанесения каждого •слоя кл ея де
таль ·сушат.
Б .к ачестне кл ея применяют раст.в ор винилитов.о й ·смолы БА,
т. е. сополиме.ра хлорвинила ·С винилац етатом •в органическом
р аств о Р'ител е в от.ношении 1 : 1. Б качеств е ,ра·ств орителя приме
няют цикло гексанон, дихлорэтан .с доба.влением дибутилфтал ата
или малеинового ангидрида или к.силол ·с примесью дибутил фто
лата или дибутиm ф тол ата с малеиновым ангидридом. Смола БА
в этих раств орителях ра·створ яется в течение 24 ч.
На высохший клеевой подслой наносят один- два сло я поли
хл орв инилового ко мпаунда (в за.виси мости от тр ебуемой толщи
ны ) , .кото рый суш ат при нормальной температуре и п,р икатыва
ют роликом или оплавляют го рячим воздухом .
Б табл . 69 приведены ,н аиболее распростр аненные компаун
д ы на основе полихлорвиниловой · смолы.
Таблица 69
Состав (в г) полихлорвин иловых компаундо в
1 No компаунда
К омпоненты
1
1
1
1
2
3
4
Поли хлор винил овая смола марки М 100
100
100
100
Трикрез илфосфат (ГОСТ 5728-51)
60
60
60
60
Пластифика тор (ГОСТ 8728-58)
-
-
10
10
Сажа (ГОСТ 7885-63) .
.
.
.
.
.
2-5
2-5
2-5
2-5
I( а олин Р, 1-й сорт (ГОСТ 6138-61)
-
5
-
5
Компаунды н а основе фенольных смол. Пр и небходимости при
дания покрытию по вы шенной прочности, напр име.р покрытию
днища куз ов а, ин огд а использ уют бакелитовый .кл ей. Б этом слу
чае металлическо е дн ище тщательно очищают и обезжирив ают,
затем наносят в качеств е грунта слой •кл ея БФ-2 . После того как
этот слой высохнет, на него наносят второй ·Слой кл ея и прикле
ивают .стеклот�к ань АСТТ ( б ) -С. Затем производят у катку роли
ком и наносят еще 5-6 слоев кл ея БФ-2 . Для у.скорения процес
с а жел ательно посл е :н анесения .каждого слоя клея производить
сушку при температу ре БО-60° С.
13 Заказ 1398
193
Контроnь качества nоnнмерных nокр ытнii
Контроль качества �п олимерных покрытий включает визу
альное обслед ование качеств а покр ытия для обнаружения неза
дел анных и непроваренных швов, местного отставания пленки,
задиров и других дефектов, а т акже контроль качества покр ытия
с помощью приборов на адгезию, сплошность, толщину и разно
толщинность , прочность при уд аре, изгибы и на твердость.
Адгезию полимерного матер иала с защищаемым матер иалом
определяют на лабораторных грибках. На плоскости грибков
наносят полимерный материал тем же методом, который приме
няе'Гся при нанесении покрытия на изделие. Сцепленная пара
гр ибков разрывается на разрывной машине. Силу разрыва, отне
сенную к 1 см2 площади сцепления. принимают за показатель
адгезии.
Сплошность покр ытия определяют электр ическим дефекто
скопом ЭД-4 . Толщину покрытия 0-20 мм ко нтролируют с по
мощью электр онно-магнитного толщиномера ЭМТ-2. Прочность
покрытия при уд аре определяют прибором YlA по методике,
преду1смотренной ГОСТом 4765-59. Прочность пленки на изгиб
контролируют прибором ШГ- 1 по методике в соответствии
с ГОСТом 6806-53.
П рочность на изгиб покрытий, состоящий из жестких листо
вых материалов, пр оверяют по ГОСТу 4648-63.
Твердость покр ытия мастиками и пластм ассами опр еделяют
по ГОСТу 4670-62, а твердость лакокрасочных покрытий - на
приборе М-3 (ГОСТ 5233-50).
Настнn попа кузова
Выбор материала для настил а пола кузова имеет большое
значение. При неудачно выбранном матер иале резко уменьшает
ся долговечность а1втомобильного кузова.
Настил пол а кузова не должен способствовать образованию
очагов коррозии его 'В полу, должен быть теплым, ст ойким к ис
тиранию и т. п. Недопустимо применение в качестве настила раз
личных ковров из гигроскопических тканей ; не рекомендуется
свободная укл адка на пол кузова резиновых ковров, так как
между резиной и основанием кузова скопляются влага и пыль,
в результ ате чего металл разрушается от к о ррозии. В случае
применения резинового ковра его нужно кл асть на сплошной
слой мастики или клея.
П редставляет интерес наклейка на п ол кузова рилина, хи
мический сост а'В которого (табл. 70) не способствует развитию
коррозии . Ка�к известно, рилин - это двухслойный материал,
верхний сл ой его окрашен в какой-либо цвет.
194
П редел прочности рилина
на растяжение
равен 4 1
кГ/см2 (4,1 Мн/м2) , относи
тельное удлинение 34 % , оста
точное удлинение 5 % , упру
гость 89 % , истир аемость 0 ,034
г/см2 ИJIИ 0,066 мм, влагопогло
щение 1,74 %, тепло1стойкость
88° С, коэф фициент сухого тре
ния 1,12 и мокрого - 0,68.
Материал не горит.
Таблица 70
Химический состав р илина в %
Рилин пр иклеивают к осно
ванию кузова; при этом клей
или мастику наносят 'Сплош
ным слоем.
Дл я приклейки рилина при
меняют кум ароно-каучуковую
или резина-битумную мастики,
составы которых приведены
ниже (в %):
I( омпоне нты
I(аучук CI(C или СI(Б
Битум No 4
Сера .
Дифини лгуандин
Т иурам
Окись цинка
Стеариновая к ислота
Парафин
I(анифоль
Масло
«мягчителы>
l(расите ль
Белая сажа
Древесная мука
l(аолин
Асбест 7-го сорта
Отходы х лопч атобу-
мажного волокна
Кум ароно-каучуковая мас тика
Иденкумар оновая смола
Раствор ители:
этилацетат . . .
бенз и н «калоша»
Найр ит ..... . .
Дибутилфтала т . . .
Наполнитель каолин .
Резина-би тумная мастика
Стара� резина (размол )
БитумNo3 . ...
l(умароновая смол а
Рубракс . .. .
I(анифоль . .. .
Антисептик .
.
.
Асбест 7-го сор та
Бензин .....
Защитные покрытия дерева
"'
=
=
""'
"'-о
<>с:
l:Q"
40,0
-
0,8
0,4
0,4
2,0
1,0
0,2
0,4
2,8
2,8
24 ,0
10, 0
16, 0
-
-
19
25
10
5
4
37
7
46
3
3
3
1
7
30
"'
=
=
ili"'
.:О
:t5
36,2
36 ,2
1,8
0,16
0,3
-
-
1 ,74
-
-
-
-
-
-
15,7
7,3
Для сохр анения деревянных деталей куз ов а от пор ажения
гр ибками, микробами гн иения и т. п., независимо от того, будут
ли детали впоследствии окрашиваться ил и лакировать.ся , их
обр абатывают различными антисептиками. В результате такой
обработки срок службы древесины увеличивается в 2,5-3 раза.
13*
195
Все антисептики делят на четыре группы: водорастворимые,
маслянистые, газообразные и пасты. В автокузовостр оении наи
б ольшее 1П рименение имеют водорастворимые антисептики : фто
ристый натр ий, кремнефтористый натрий, хл ористый цинк и
медный купорос.
Фтористый натрий хорошо предохр аняет дерево от домовых
гр ибков. Его раствор яют 'В воде так, чтобы получить насыщен
ный раствор. При комнатной темпер атуре растворяется 4,56 %
фтористого натрия, дальнейшее растворение прекращается
всл едствие насыщения раствор а. На дерево раствор наносят
пульверизатором.
Кремнефтористый натрий - также труднорастворимая соль. .
При ко мнатной температуре растворяется 0,65 % сол и, в горя
ч ей воде 2,4 % . По ант ис ептическим свойств ам эта соль близка
к фтор истому натр ию. Раствор также наносят пульверизатор ом.
Хлористый цинк растворяют в количестве не более 5% в во
де; раствор наносят на дерево пульверизатором.
Медный купорос растворяют в количестве 10-20 % в воде.
Этим раствор ом пропитывают древесину главным образом спо
собом окунания.
Помимо приведенных выше минер альных антисептиков, хо
рошие результаты дает обработка др евесин ы водными раство
рами органических а нтисептиков, концентрация кото р ых при
ведена ниже (в%):
Крезол или г идроксилтолуол СН3С 6 Н40Н
Динитрофенол С6Н3 (N02)2 ОН . . . . .
Динитр офенолят натр ия С6Н3 (N02)20Na .
Динитрофенолят кал ьц ия С6Н3 (N02 ) 2 ОСа
Парафазная фенольная смола . . ....
2,5
0,5
3,75
4
15
Маслянистые антисептики в кузовостроении не применяют,
так к а1к они ухудшают внешний вид древесины.
В качестве газообр азных антисептиков используют серни
сты й а·нгидрид S02 , формальдегид СН20 и хлорпикрин CC13N03•
Одн ако для обработки дерева газовыми антисептиками необхо
димы сп ециальные камеры, поэтому в кузовостроении их при
меняют редко. Та'К же редко применяют антисептики в виде
паст, так как нанесение их трудоемко.
З ащита п п астмассовых детапей
Количество :пластмассовых деталей в современных автомо
бильных кузо вах непрерывно возр астает. Долговечность совре
менных 'Пл астмасс еще недостаточна, обычно через 3-4 года
их физик о-механические свойства значительно ухудш аются ;
вследствие этого увеличение их дол говечности имеет большое
значение, есл и учесть, что эффективный ср ок службы автомо
билыных кузовов высокого кла1сса составляет 8- 10 лет.
196
Недостаточная долговечность пластмассовых деталей объяс
няется гл а·вным об разом старением пластмасс, к оторое проис
ходит в результате их окисления и гидролиза. Кроме т ого, мно
гие пластмассы разрушаются микроорганизмами.
Повысить долговечность ·пластмассовых деталей можно,
с одной стороны, ·введением в пластмассы специальных стаби
лизаторов, с другой - покрытием деталей защитными пленками.
Одн ако последний способ менее же.JJателен, та·к как в этом слу
чае требуются большие зат раты труда и может ухудшиться
декор ативн ый вид деталей.
Наиболее важным фа1ктором в процессе старения пластма·сс
является их окисление. П о мнению многих исследователей ре
акции окисления пластмасс носят цепной характер , и ввод
'в пластм ассу небольших примесей других веществ , называемых
ста билизаторами, приводит к обрыву цеп ей реакции и, ·сл едова
тельно, к существенному замедл ению процесса старения.
В зависимости от назначения стабилизаторы делят на фото
ста билизаторы, антиоксиданты и термостабилизаторы. Н о это
дел ение, подч ер кивающее, в каких условиях наиболее эффек
тивн о действует ст абилизатор, услоl'!но, так как многие стаби
лизаторы могут одновр еменно выполнять различные функции.
Ф отоста билизаторы ·преимущественно вводят в пластмассы,
детали из которых должны работать под непрерывным сол неч
ным освещением. Термостабилизаторы замедляют процесс ст а
рения при по·вышенной тем пер атуре.
К фотостабилизаторам пластических масс относят производ
ные бензофенона, например 2-оксибензофенон, 2,4-диок сибензо
фенон, 2,21- и 4,41-трио кс-ибензофенон и 2,21- и 4,41-тетр аоксибен
зофенон, сложные эфиры салициловой к ислоты, производные
триазола, различные органические соединения олова, триазоли
доны и др.
В качестве антиоксидантов - ст абилизаторов старения и о д
новр е м енно тер мостабилизаторов обычно применяют производ
ные фенолов (алкил фенолы, моноал килендендиал·ки лфенолы) ,
производные сульфид: ф енолов (бисфенолмоносульфиды и бис
фенолдисульфиды ), производн ые арилалминов (производные
дифениламина, хинолина и др .) и фосфиты (эф иры фосфорной
кислоты) .
Старение этиленопластов (пол иэтилена, полипропилена и их
с ополимеров) сопр овождается потер ей эла·стичности, увел иче
нием хрупкости, уменьшением механической прочности, ухуд
шением диэлектрических качеств и частичной потерей цвета .
Для этиленопластов в ка'Че1ств е антиоксидантов используют
ароматические амины (табл. 71), замещенные фенолы, меркап
таны и некоторые друг.не ин гибиторы [З l ] .
Из фенолов в качестве оксидантов применяют дикрезилопро
пан, дикр езол п-окс инфенилцикл огексан, смеси алкилированных
197
Таблица 71
Амины дл я с табилизации зтилено плас то в
Рек о м е ндуемая концен трация
Амины
в молях
1в%квесу
на кг
п ла стмассы
Дифениламин (ГОСТ 1 94- 41) .
.
...
0,01
0,18
Фенил х -нафтиламин (неозон А)
39.:._40)
0,005
0,02
Фенил Р-нафтиламин (неозон Д) (ГОСТ
0,005
0,02
фенолов, продукты реакции фенола со стиролом и другие фе
нольные катализаторы, которые вводят в незначительном коли
честве.
Из меркаптанов обычно применяют меркаптобензимидазол,
альтакс, каптакс и др. Недост аток этих катализаторов заклю
чается в том, что их нужн о �вв одить в ·с равнител ьно бол ьших
количествах - более 1 % .
Процесс ст арения этиленопластов замедляет примесь до 3 %
сажи, хотя ингибитирующий эффект у сажи значительно мень
ше, чем у других ст абилизаторов.
Для увеличения стойкости против воздействия солнечных
лучей в этилено пласты в качеств е фотостабилизаторов вводят
0,2- 1,5 % (по весу) различных оксипроизводных оксифенона.
Для замедл ения процесса ст арения деталей из винипластов
в смолу вводят гидр охинон, ацето фенон, дифенил, этил резор
цин, триаминотриазин и другие в количестве 0,05-1 % .
В качестве ст абилизаторо в для поливинилхлор идов приме
няют эпоwсидные соединения.
В качестве оксидантов для полиамидов иопользуют неорга
нические и органические соединения. Из неорганических соеди
нений применяют нафтенат меди, бромистые и иодистые соли
щелочных металлов, орто-, пира- и фосфорные кислоты, гипо
фосфит, дифенил ф осфинат, металл ы , способны е окисляться
(магний, алюминий, стр онций, кальций) . и ряд других одн о- .
двух- и трехкомпонентных соединений. Из органических соеди
НР-ний ис пользуют ароматические амины, ароматические окси
соединения, веществ а жирного ряда в количестве 0 ,2- l % .
Долговечность пла·стмассовых деталей, покры тых защитны
ми пленками, значительно повышается . На пластмассовые дета·
ли можно наносить металлические пленки химическим путе!\1
или способом металлизации, но, учитывая недостаточную дол го·
вечность наноси мых металлов, вряд ли этот способ защить
пл астм ассовых деталей от ст арения можно считать перспектив
ным. Более пер спективным способом защиты п ластм а ссовьо
деталей от окисления надо считать покрытие их полисилоксано
выми, т. е. кремнийорга,н ическим.и пленками.
198
Окраска кузова и ero детаnеА
Окр а·ска - это наиболее старый способ защиты а втомобиль
ных кузовов от коррозии независимо от того, из какого матери
ала они сделаны.
Общеиз:вестно,
'
что к окраске кузовов предъявляются два ос
новных требования : придание кузову необходимого декоратив
ного вида и продл ение его ср ока службы. Первое требование
выполнить зн ачительно легче, чем: второе. Для придания к у
зову декор ативного в ида нуж1но только умело и со вкусом подо
брать цвета и аккур атно наложить кр а ску на все элементы кузо
ва, а для увеличения его срока служб ы окраска должна надеж
но предохранять 1кузов от разрушения коррозией, для чего
необходимо соб.11 юдение ряд а условий.
На качество и надеж ность слоя кр а ски влияют различные
факт оры, игнорирование которых немедл енно приводит к ухуд
шению качества о кр аски. На долговечность слоя кр а·ски влияют
условия окраски, подготов ка изделия к ней, технология н ане
сения кр аски, режимы окр аски, подбор кр а сителей, а также
точность соблюдения технологического процесса.
Условия окраски. Условиям окр аски не всегда уделяют
должное внимание, а между тем от них в значительной степени
зависит качество лакокр асочного покр ытия . Какие-либо откло
нения от оптим альных условий окр аски приводят к снижению
к ачеств а покрытия и уменьшению его ср ока службы, а следова
тельно, и автомобильного кузова.
Существует тр и способа окр аски кузова: окр аска отдельных
деталей, узлов кузова и кузова в целом. Кажды й из них имеет
свои преимущества и недостатки.
Окраска отдельных деталей и придание и м окончательного
товарного вида поз·воляют упростить конструкцию окр асочных
и суш ильных камер, увеличить ст епень механизации окрасоч- ,
ных работ и, гл авное, поз'в оляет более тщательно окр ашивать
кр омки деталей, что повышает качество защитной пленки. Сле
дует помнить, что на тщательность окр аски острых кромок не
всегд а обращают внимание, в то время как ко ррозия часто на
чинается именно с них. При окр а1ске отдельных деталей усл ож
няется коМ1плектовка кузова по цвету при сбор ке. Кроме того,
швы и зазоры при стыковке деталей кузова остаются не защи
щенными от щелевой коррозии.
Для окр аски отдельных узлов кузова требуется более гро
моздкое о к расочное оборудование, чем при окраске отдельных
деталей. В случае применения этого способа часть щел ей и за
зоров в узлах заливается кр аской, что уменьшает количество
очагов щелевой коррозии. Комплектовка кузова несколько
упрощается, но все равно остается трудность в достижении .его
однотонности.
199
Окраска кузова в целом упрощает, вернее, ликвидирует про
цесс комплектовки кузова по цвету при сборке и дает возмож
ность залить крас кой все щели и заз оры. При этом увеличивается
объем подготови11ельных работ и требуется более сложное окра
сочное оборудование
Очевидно, что наиболее рациональным способом окраски а в
томобильных кузов ов следует считать такой, при котором узлы,
собранные из неокрашенных деталей, будут окр ашивать.ся кр ас
кой, по цвету близкой, цвету кузова, а окончательный де коратив
ный вид куз ову будет придаваться путем окраски е го в целом.
При окр а1с ке узлов кузова будут заливаться краской все щели, за-
зоры и карманы.
·
Важным фактором, относящи мся к условиям окр аски, явля
ется вл ажность атмос феры, в которой производится окраска.
Окраска кузовов во влажной атмосфер·е недопустима.
Многочисленными наблюдениями установлено, что окр аску
автомобильных кузовов нужно производить при абсолютной
влажности воздух а менее 30 г/м3 и при те мпературе кузова (а не
окружающего воздух а ), на 5° С превышающей темпер атуру точ
к и росы данной атмосферы. Оптимальной температурой воздух а
для производства окраски кузовов считают 25-30° С. Не следу
ет окр ашивать холодные кузова, да еще в условиях влажного
во здух а, так как покрытие в этом 'случае будет плохого к ачества
и может не защитить металл от коррозии.
Воздух, засасываемый приточными вентиляторами в окрасоч
ные камеры , должен быть чистым. Пыль и р азличные твердые
частицы, попадая в краску или под ее слой, ·с пособствуют раз
витию нитевой коррозии.
Установлено, что в крупных промышленных районах в течение
одного месяца на каждый 1 м2 площади выпадает около 1 кг
твердых осадков. Тем не менее воздух в помещения малярных
камер или в малярные цехи постуtП ает непоср едственно из о:к;ру"
жающей атмосферы без какой-либо фильтр ации. Кроме того,
очень ч асто шлифование кузовов с помощью абразива произво
дится в том же помещении, где и их окраска. Естественно, что
оба эти обстоятельства никак не способствуют улучшению ка
чества покрытия кузова и увеличению его долговечности.
П одготовка деталей , узлов и кузова к окраске. Из нсех опе
раций, входящих в комплекс окр асочных работ, подготовка ме
таллических дет алей к окраске является наиболее важной. От
харак11ера и качества подготовки детали к окрас ке зависят дол
говечность лакокрасочного покрытия и эффективность его как за
щиты от коррозии.
В практике имеется несколько способов подготовки деталей
к ois:pacкe, но пригодным следует считать способ, в результате
которого металл лолучае11ся оч ищенным до бе:Л ого ·блеска. При
этом степень очистки всей поверхности детали или узла должна
200
быть одинаковой. Не следует допускать к окраске детали и л и
узлы, у которых вся поверхность очищена до металлического
блеска, а в труднодоступных ме стах оставлены огрехи, следы кор
розии, окалины или загрязнений. При наличии таких мест ухуд
шается качество вrzего лакокр асочного покрытия. В этих мест ах
очень скоро начнет разрушаться лакокр асочное покрытие и соз
дадутся очаги коррозии.
Британским комитетом по коррозии было проведено всест о
роннее изучение влияния различных способов подготовки метал
л а к окраске на долговечность лакокр асочного покрытия и ка
честв а защиты его от коррозии. Было у;с тановлено, что все спосо
бы подготовки можно расположить в следующем порядке по сте
пени возрастания их качеств а:
ручная очистка ;
механическая очистка ;
очистка огнем, обжигом;
пе ско- или дробеструйная очистка до матовой поверхности ;
песко- или дробеструйная очистка до блеска;
химическая и электрохимическая очистка .
Таким образом, последние три способа подготовки деталей
наиболее приемлемы. Чистота поверхности металлических дета
лей, подготовляемых к окраске, может б ыть на 1-2 кл асса ниже,
чем у дет алей, подготовляемых к гальваническим покрыт иям.
Перерыв во времени между очисткой и грунтовкой, т. е. на
несением первого лакокр а1сочного покрытия, должен быть мини
мальным. Жел ательно, чтобы этот перерыв не превышал часа.
Перерыв в не сколько дней, как правило, сводит на нет всю под
готовку.
Технол оги я окраски . Схе1м а технологического процеС'са окрас
ки автомобильного кузова определяется двумя основными фак
торами: кл ассом окраски и видом кр а1сителя. Поэтому для каждо
го кл асса окраски и дл я каждого вида кр асителя разрабатавает
ся н аи более эффективная как по трудоемкости, так и по качеству
схема технологического процесса, отступление от которой ни при
каких обстоятельств ах недопусти мо.
Все существующие технологические процессы окраски авто
мобильных кузовов имеют общие операции, есл и не считать под
готовки дет алей и узлов или кузова в целом : грунтовку, шпак
левку, шЛ1ифование, .н анесение 1в ыявительного слоя, выправ:Ку"
шлифование, нанесение нескольких слоев к раски.
I(ак известно, осн овная цель грунтовки - обеспечить рав
номерное нанесение лакокр а сочного покрытия на ок рашиваемую•
поверхность и �с оздание не обходимого сцепл ения лакокр асочной·
пленки с металлом.
При шпаклевке и выправке придают необходимую гл адкQст ь.
поверхности.
20)1
После нанесения г р унта и каждого слоя краски кузов суш ат
пр и темпер а тур е, необходимой дл я полного высыхания краски
в оптимальное время.
Очевидн о, что для уменьшения продолжительности окр аски
в р емя сушки должно быть минимальным. Как правило, сушку ла
кокр асочного покрытия можно ускорить, повысив температуру.
Однако сл едует помнить, что не в1сегд а целесообразно ускорять
п роцесс сушки пут ем повышения те мпературы.
Оптимальное соотношение между продолжительностью сушки
и темпер атур ой устанавливае11ся для каждой краски отдел ьно.
Очень важно выдержать минимально допустимую толщину
лакокр а соч ного покрытия, в том числе и грунтовочной пленки.
Многочисл,енными наблюдениями установлено, что если тол
щин а слоя кр а;ски менее 200 мкм, то она ст ановится проницаемой
и, следовательно, плохо защищает металл от коррозии. Если де
тали куз ова толь,ко грунтуют и в последствии их не окрашивают,
то толщина грунтов1ки должна быть 200-250 мкм , а если сверх
грунтовки наносят краску, то суммарная толщина покрытия дол
жна быть не меньше указанной.
Для создания пленки, надежно защищающей металл от кор
розии, целесообразно получать необходимую толщину за счет
многослойного покрыт ия, так как в этом случае значительно
ум еньшается вероятность наличия непрокрашенных микропор.
Выб ор лакокрасоч н ых п о кр ы тий . Правильный выбор красите
лей, надежно защи щающих кузов от коррозии, способствует уве
личению его срока службы. В связи с быстрым развитием хими
ческой промышленности появляются новые кр а:сители и грунты с
более высокими качествами.
Особенно высокие требования по защите деталей кузова от
коррозии предъявляюТ�ся ,к грунту, так как он является первым
слоем лакокр асочного покрытия. Очень многие детали кузова или
их части впоследствии не окрашиваются по экономическим сооб
ражениям, а только грунтуюТ�ся, поэтому защитные свойств а
грунта должны быть очень высокими. Очевидно, что антикорро
зионные свойств а грунта должны быть выше, чем краски, или во
венком случ ае не ниже.
Нанесение высококачественных красок на г.р унт с недост а
точными антикоррозионными свойствами отрицательно сказыв а
ется на дол говечности кузова.
Выпускаемые в на1стоящее время грунты по содержанию пиг
мента делятся на грунты, содержащие хроматные элементы, свин
цовый или железный сурик, цинковую пыль и инертные пигменты.
Наиболее распростр аненными хроматными грунтами являют
ся: лакома1слянный г.р унт АЛГ-1, состоящий из цинкового крона
и масляного лака; алкидн ые грунты АЛГ-7 lf АЛ Г-8, представля
ю щие собой �месь щшкового крона, талька и глифталевого
лака; фенольно-масляные грунты АЛГ- 14, ФЛ-ОЖ, ФЛ-03
,202
(ГОСТ 9109-59) ; акриловые грунты АГ-3а и АГ- 1 Ос; поливинил
бутиральный грунт ВЛ-02; эпок1сидные грунты ЭП-09Т и Э-402 1
и не которые другие.
Вторая и третья группы грунтов состоят из 80 % сурика и 20 %
олифы или лака, 90�95 % цинковой пыли и остальное олифа или
лаки. Грунты четвертой группы содер жат олифу или масляные
лаки с инертными пигментами.
Для грунтовки деталей из алюминиевых магниевых и других
с пл а вов применяют гл авным образом грунты типа АГ- lОс,
ЭП-09Т, АЛГ-7, АЛГ-1 , АЛГ-5, АЛГ-14, ФЛ-103К, ВЛ-02.
Для гр унт овки остальных деталей кузова приме1Н яют как пе
речисленные ·выше гр унты, так ·и грунты других групп при усло
вии соотве11ствия их �п рименяемой кр а1ске.
Ш паклевки рекомендуе11ся наносить на а втомобильные кузо
ва в минимальных количеств ах, так как они значительно снижа
ют пр очность лакокр асочного покрыт ия. На кузова автомобилей,
предн азначенных для работы в условиях тропического кли мата,
жел ателI>н о совершенно не наносить шпаклевку. Для других ус
ловий эксплуатации толщина слоя шпаклевки, и то только в от
дельных местах, не должн а преВ1?IШ ать 0,5 мм.
Под автонитроэмали следует применять шпаклевку No 1 75 и
185 н а гл ифталевой основе, �которая в ысыхает при те мпературе
100° С в течение часа.
Для выправки поверхности кузова под нитроэмали применяют
нитроцел.люлозные шпаклевки АШ -24, АШ-30 и АШ-32, высыхаю
щие при нормальной температуре в течение 1-3,5 ч.
Под эмали горячей сушки применяют лаковые шпаклевки
марки ЛШ- 1 и ЛШ-2 на алкидном лаке, высыхающие при темпе
ратуре 110° С в течение часа. Под перхлорвиниловые эмали при
меняют .с пециальную п�рхлорвиниловую шпаклевку марки
ПХВШ-23, �которая при нормальной темпе ратуре высыхает в те
чение 3 ч.
Химическая �промышленность поставляет большое количество
красок, обладающих различными к ачеств ами. Кроме того, ве
ду11ся непрерывные поиски по созданию новых, более ценных к р а
сителей. Современные краски создаются на основе различных
высокомолекулярных синтетических веществ и пигментов.
Подбирая кр аску для автомобильного кузова, сл едует учиты
вать, насколько она удовлетворяет требованиям, предъявляемы м
к ней, а именно: надежн ая защита металлических дет алей кузо
ва от коррозии; долговечность пленки в течение межремонт ного
п робега (лакокраrсочное покрытие должно восс танавлив аться
только при капитальном ре монте кузова): возможность сушк и
при температур е ме нее чем 100° С; обеспечение хорошего декора
тивного вида покрытия.
Окр аска автомобилей во время так называемых гаражных р е
монтов или технического обслуживания недопустима, так как
203
это э кономически не оправды вается и приводит к порче лакокра
с очного покрытия . На к узове создается беспорядочное нагромож
дение многих слоев покрытий, впоследств ии трудно удаляемых.
Кроме того, эти на1слоения часто нарушают защитные к ачеств а
основного лакокр асочного покрытия.
Нежелательность сушки при температуре свыше 100° С объяс
няе11ся тем, что кузов часто окр ашивается в сборе, например при
ремонте.
В случае сушки к узова в сборе ИЛ1И автомобиля при темпер а
туре более 100° С могут разрушиться герметизирующие эл емен
ты, а также пластм а ссовые и другие дета ли.
В настоящее время дл я окр аски автомобильных кузовов ис
пользуют гл авным о6разом следующие виды кр а1со к: нитроэмали
м арки НЦ-11 (ГОСТ 9198-59) , нитр оэмали НЦ-25 (ГОСТ
5406-60), пентафталевые эмали ПФ-115 (ГОСТ 6465-63 ),
гл ифталевые эмали, перхлорвинил овые эмали (ГОСТ 6993-54) ,
меламиноалкидные эмали МЛ- 12 (ГОСТ 9754-61) и эпоксидно
нитроцеллюлозные эмали ЭП-51 (ГОСТ 9640-6 1).
Наибольшее распростр анение имеют нитроэмали, для которых
н е требуется высокотемпературной сушки. Их применяют не
'
только при производстве новых автомобильных кузовов, но и
при ремонте их в различных у с ловиях. К недостаткам этих эма
л ей следует отнести недостаточную стойкость и долговечность
покрытия и не надежную защиту металла от коррозии. Кроме то
го, для придания декоративного гл янца поверхность кузов а, ок
рашенной нитроэмалями, е го нужно полировать, что является тру
доемкой опер ацией.
Пентафталевые и глифталевые эмали более надежно защища
ют металл от коррозии, чем нитроэмали. Поверхности, ОКiр ашен
ные этими эмалями, не надо полировать, а сушка их производи11ся
при темпер атуре 70° С; поэтому эти эм али широко применяются
при изготовлении куз овов автобусов и некоторых легковых авто
мобилей. Недостатком этих эм алей является сравнительно не
большая долговечность покрытий; как правило, через 2-3 года
11р ебуе11ся перекр аска кузова.
Перхлорвиниловые эм али можно наносить и сушить при ком
натной темпер атуре; они хорошо защищают металл от коррозии
сравнительно стойки, но блеск поверхности кузова получается
неудовлетворительный и полировка поверхности не улучшает ее
качества. Этими эмалями окр ашивают специальные кузова.
Эмали на осн ове меламино-алкидных смол очень хорошо за
щищают металлический кузов от �коррозии, обладают удовлетво
рительной долговечностью ( 4-5 л ет) и после их нанесения не
требуе11ся полирования. Для получения нормального покрытия
т ребуется нанести только три слоя, а не пять - семь, как пр и
примен ении нитроэмалей. Однако серьезным недостатком этих
эмалей является необходи мость суш ки при темпер атуре 130-
204
140° С. В настоящее время получены меламидн о-алкидные эмали
МЛ-152, высыхающие при температуре менее 100° С.
Эмали на основе эпоксидных смол пока не получили особого
распростр анения в кузовостроении, хотя по качеству они пре
восходят меламино-алкидн ые, но также требуют сушки при вы
сокой те мпературе. Этими эмалями оКiрашивают гл авным обра
зом корпусы различных приборов.
В последнее время стремятся к созданию новых красителей,
которые по качеству не уступали бы меламино-алк идным и эпо
ксидным эмалям , но выс ыхали бы пр'И ср а внительно низких
темпер атур ах. В частности, ведутся работы 1п о использО1ванию
для этих целей эфироакрил атов .
ВЛИЯНИЕ МЕ Хд Н И ЧЕСКОЯ О&Рд &ОТКИ
Ид ДОЛГОВЕЧНОСТЬ ДЕТдЛЕА КУЗОВА
Специальные технологические меры, осуществляемые при ме
ханической обработке кузовных деталей, способствуют у величе
нию .:�.олговечности деталей и куз ова в целом, хотя объем ме ха
нических работ при изготовлении и ремонте кузова сравнительно
невелик. Следует обратить внимание на сверление отвер сти й под
заклепки и болты и на их установку.
Предел вынос ливости детали резко уменьшае'Гся при наличии
в ней отвер.стий. Эrо положение хорошо иллюстрируется данны
ми, приведенными в табл. 72 .
Таблица 72
Снижение предела вы носливости при н аличии отв ерстий
Предел выносливости
Предел выносливости
образцов с поперечными
гладких образцов
отверстиями
Уменьшение
Материал
предела
1
выносливости
в Мнjм•
в кГ/мм•
в Мн/м•
в кГ/мм•
в%
ЗОХГСА
450
45
200
20 ,0
55 ,0
ЗОХГСНА
620
62
218
21 ,8
65 ,0
1 8ХНВА
575
57 ,5
294
29 ,4
51 ,0
Дl6Т
150
15,0
72
7,2
52 ,0
В95Т
160
16,0
79
7,9
51 ,0
Отрицательное влияние отвер стий в металлических деталях
можно значительно умень шить, если произвести и х обжатие. По
данным Р . Лава при обжатии краев отверстий в образцах пре
дел выносливости их при плоском изгибе повышается на 44 % и
п ри кручении -на 30 % , а в образцах из мягкой стали -на 60 %.
П редел выносливост и дет али снижается п очти на 40% при
протягивании отверстий.
14 Заказ 1398
205
Следует отметить, что уст алостное разрушение детали на
чинается со стороны выхода сверла или протяжки . Кроме того, с
увеличением прочности металла предел выносливости детали
вследствие образования отверстий уменьшается больше.
Полученные в результате сверления отверстия целесоо браз
но дорнировать. Эта операция повышает выносливость детали
почти в 2 раза. Сверлить отверстия следует с оби.llьным охлаж
дением при максимально возможных больших с коростях реза
ния. Кроме дорнирования сверленых отвер·стий, предел выносли
в ости деталей повышается при скоростном развертыв ании и при
тирке отверстий.
Так как усталостные трещины в детали появляются с о сто
роны выхода сверла, то целесообразно с этой стороны отверстия
с нимать фаску под углом 120°. Допускается обжатие кромок,
о днако при недостаточном или неравномерном обжатии предел
выносливости детали может даже понизиться.
Отрицательное влияние на предел выносливости о казывает
наклеп у отверсия.
П ри получении отверстий электроискровым способом увел ичи
вает ся твердость детали, но предел выносливости ее падает. О н
уменьш ается так же, если в деталях, подвергаемых термической
обработке, отв ерстия сверлить до нее.
Следовательно, в ответственных деталях кузова, например
в балках основания, нельзя сверлить отвер стия ручными дреля
ми. Все отверстия в деталях сл едует дел ать в механическом или
прессовом цехе с соблюдением правил, изложенных выше.
Установка в отверстия детали заклепок или болтов значи
тельно повышает предел выносливости детали. Так, если обра
зец толщиной 3 мм из спл а ва Д16Т имеет просверленное отвер
стие диаметром 4 мм , то его предел выносливости . составляет
.
5,5 кГ/мм2 (155 Мн/м 2 ) ; если в отверстие вставить заклеп ку, то его
.предел выносливости достигнет 12,5 кГ/мм2 (12 5 Мн/м2) , а если
отверстие цр едв арительно дорнировать, то предел выносливости
ст анет. равным 1 4,4 кГ/мм2 ( 144 Мн/м2) .
Так как дорнирование довольно сложная операция, то при
установке ;зак.л епок их посадку улучшают при помощи конических
обжимок. Установлено, что применение чеканок при оформлении
отверстий или конических обжимок с различными углами конуса
дает возможность получить более высокую надежность детали,
чем при дорнировании. Если отвер стие в детали получено свер
Jl ением и в него установлена заклепка, то такая деталь выдер
жив ает 85 700 циклов до разрушения. Если в этой д етали дор
нироваtь отверстие, то она выдерживает уже 242 ООО циклов, а
'есл:й
'
отвер стие обжать кон ически ми обжимками, то деталь выдер
живает 670 ООО циклов .
·
·
' 'При
'
исhол'ьзовании конических обжимок ЙЛИ чеканок следует
руководствоваться следующи м: с увеличением диаме
.
тра отвер -
:200
стия и прочност и металла усилие обжатия или уда ра молотка
необходимо соответственно увеличивать. При каждом последу ю
щем обжатии должн а оставаться часть фаски, полученная от пре
дыдущего обжатиf!.
При обжатии ил и чеканке обжимками с малыми углами (30 и
15° ) металл вокруг кромок не должен с ильно подниматься, а
если он все-таки поднимется, то это следует устранить при пос
л еднем обжатии обжимкой с углом 140°.
Поверхность отвер стия долж1н а быть блестящей и гл адкой ,
без каких-либо сл едов сдв игов ил и отсл оения металла.
Все сказанное выше относительно заклепочных соединений
в равной степени относится и к болтовым соед инениям, но дл я
увеличения выносливости последних большу ю роль играет кJ1
1
асс
посадки болтов. Так, при посадке болтов с натягом их выносли
вс•сть намного меньше, чем при посадке с зазором. Если болт
установлен с глухой посадкой 2-го кл асса (натяг 0,02�0,ОЗ мм ) ,
соединение выдержив ает 404 цикла, а при ходовой посадке 5-го
класса (зазор 0, 15 мм ) это же ·соединение выдерживает 5264,5
цикл а.
Долговечность заклепочного и болтового соединений значи
тельно повышается при применении кл ея. Целесообразно резьбу
болтов под гайку смазывать, в частности, полиорганосилоксано
вым кл еем, который не только препятствует самоотвинчиванию
гайки, но и предохраняет резьбу от коррозии. В ФРГ некоторые
автомобильные фирмы для этих целей используют кремнейорга
нически й клей под названием пин. Некоторы е предп риятия приме
няют эпоксидны е клеи .
**
*
Выше были перечислены технологические меры, направленные
н а увеличение долговечности автомобильных кузовов. Очевидно,
что при выборе мероприятий, имеющих целью увеличение долго
в ечности кузова, необходимо учитывать следующее:
1. Все детал и куз ова как из черных, так и цветных спл авов долж
н ы быть тщательно защ и щены соответствующими покрытиями.
2. Мелкие детали, детали арматуры могут быть покрыты раз
личными металличвс кими покрытиями; крупногабаритные дета
л и й з черных металлов, подлежащие окраске , необходи мо фос
фатировать. Детали из алюминиевых спл а вов желательно ано
дировать.
3. Детали из черных металлов и алюминиевых спл авов, н е
окр ашиваемые впосл едств ии, сл едует покрывать пленками из
различных полимерных материалов.
4. Зазоры, щели и технологические проемы, а также стыки
следует заделывать пластм ассовыми компаундами.
14*
207
5. Днище автомобильного кузова и поверхности оперения со
стороны дорожного полотна необходимо гум мировать.
6. К:репежные детали сл едует кадмиров ать ил и в кр айнем слу
чае ц инковать.
7. Резьбовые соединения должны быть защищены пл астмасса ·
выми компаундами.
8 . В пластические массы, из которых изготовляются детали
кузов а, необходим о вводить соответс'Гвующие стабилизатор ы .
9. При механической об работке металлических деталей кузо
ва необходи мо выполнение опер аций, способствующих увеличе
нию долговечносrи деталей.
10. Технологический процесс по стои мости и обеспечению со
ответствующей долговечности кузова должен быть оптимальным.
ЭК ОН ОМ�ЧЕСКАЯ ОЦЕНКА МЕР П О У ВЕЛИЧЕНИЮ
Д ОЛГ ОВЕЧНОСТИ АВТОМ ОБИЛЬНЫХ КУЗО ВОВ
Для того чтобы решить вопрос о целес ообразности осущест
вл ения допол н ител ьных конструктивных и технол огических мер,
увеличив ающих срок службы кузова, необходимо прои з
вести элементарный экономический анализ и тоговых данных.
При этом нужно руководствоваться не узковедомст венными ин
тересами, завода-изготовителя, а всего народного хозяйства .
:К а к известно, общий срок службы кузова до ф и зического из
носа должен приближаться к его ·сроку служб ы до мор ального
износа. Так, если принять, что срок службы до морального и зно
с а кузова данного типа составляет t лет, а среднегодовой про
бег автомобиля l км, то срок службы кузова до полного и зноса
должен приближаться к этой величине, т. е .
l1+nl2 -+ lt,
где l 1 - пробег кузова до первого капитального ремонта в км ;
l2 - пробег между капитальными ремонтами в км ;
п - число капитальных ремонто в кузова до полного его и з
носа;
l-:с реднегодовой пробег кузова в км ;
t .- число лет до морального износа кузова данного типа.
Предположи м, что себестоимость изготовлени я данного кузо
ва до вве дения конструктивных и технологических усовершенст
вований, увеличивающих его дол овечность, соетавляет Q руб.,
а себестоимость одного капитального ремонта Q 1 руб., тогда к а
питальные затр аты на кузов за ·весь его 1с рок служб ы соста'вят
Q+nQ1 .
Соо11ветственно капитальные затр аты на 1 км или 1 тыс. км
пробега составят
Ri = Q+nQ1
.
11+nl2
В р езультате проведени я конструктивных и технологических
м ероприят ий по увеличени ю д олговечности куз ова себестои мость
его из гото'Вления возр'осл а на q 1 руб., а себестои мость капитал ь
ного ремонта - на q2 руб., но коли чество капи тальных ремонтов
209
n ри этом уменьшилось на т единиц и общий пробег возрос. Тог
да капитальные затраты
R_ Q+q1+(п-т)(Q2+q2)
2
-
l1+l�+(п-т)(l2+z;)'
где l; - дополнител ьнй пробег до первого капитального ремонта ;
t; - дополнительный пробег между капитальными ремон
тами.
Е стественно, что проведение конструктивных и технологичес
ких мер по увеличению дол говечности автомобильного кузова бу
дет оправдано, если R2 � R1 и если
11+l;+(п-т)(12+z;)<lt,
т . · е. �ели суммарный пробег куз ова не будет превышать пробег
к узова данного типа до морального износа.
Поясним сказанное числовым примером.
Предположим, что с реднегодовой пробег кузова составляет
100 тыс. км , срок слуЖбы до морального его износа 11 лет, или
п робег до морального износа 1100 тыс. км . Себестоимость изго
товле ния нового кузова равна 1000 руб., а себестоимость одного
капитального ремонта 600 руб. К:узов имел четыре капитальных
ремонта . Межремонтный пробег равен 200 тыс. км , а пробег до
первого капитального ремонта составлял 400 тыс. км .
З атраты н а 1 т ыс. км пробега составят
1000+4 . 600 = 3400
=28б
400+4·200
1200
'
РУ.
П редположим, что после осуществления ряд а конструктивных
и технологических мероприятий себестоимость изготовления ку
з ова ·сост авила 1300 руб., себестоимость капитального ремонта
несколько снизилась и составила 550 руб., а межремонтный про
бег возрос и стал равен соответственно 500 и 300 ть1с. км . Сле·
довательно, потребовалось меньшее чис ло капитальных ре мон
тов, т. е.
1100 - 500
=2.
300
В этом случ ае капитальные затраты на 1 тыс. км проб ега уже
составят
1300+2.550
-
2400
-
22б
500+2.зоо - 11оо
-
'
РУ .'
т. е. при дополнительных затратах на каждый новый кузов в раз
мере 300 руб. народное хозяйство получит 660 руб. экономии.
КАПИТдЛЬНЫй РЕМ ОН Т И Д ОЛ Г ОВЕЧНОСТЬ КУЗ ОВА
На 'П ротяжении всего !С рока службы кузов проходит несколь
к о капитальных ремонтов. Технология проведения капитального
ремонта , ее ,качество существенно влияют на долговечность ку
зова, на экономические показатели е го эксплуатации.
Произведя несложные расчеты, можно легко уст ановить пре
дел ы оптимальной экономической эффективности проведения к а
питального ремонта кузова. Так, себестоимость одного капиталь
ного ремонта кузова должны быть не более 60 % себестоимости
и зготовления кузова, а пробег его после капитального ремонта
не менее 75% от пробега нового кузова. Таким образом, между
отношением с ебестоимостей х и отношением пробегов у должна
сущест вО1вать зависимо1Сть у=xn, где п > 1.
Для выполнения этой зависимости нео бходимо, чтобы кузов
был технологичен по ремонту и технологический процесс постро
ен с учетом увеличения срока службы автомобиля.
По объему выполняемых работ капитальный ре монт кузова
должен сводиться к:
1) разбор1ке 1Куз ова (снятию легк осменных дет алей и узлов,
раскрытию кузова до та.ких п р едело в , чтобы можно было произ
вести смену или исправление в сех элементов кузова, к оторые яв
дяются основными несущи ми элементами); полная разборка
всех узлов кузова на единичные детали не рекомендуется ;
2) замена изношенных или поврежденных коррозией деталей;
3 ) замена силовых элементов, напряжение в которых до стигло
предела выносливости , независимо от их внешного состояния;
4) восстановлению всех защитных покрытий;
5 ) соответствующим сборочным и доводочным работам.
Ни в коем ·сл учае нельзя применят ь такие способы ре монта,
которые снижают последующий срок службы ,куз ова. Так, недо
пусти ма ·мойка ,кузоrвов, их обезжиривание или снятие ст арой ок
р а ски в агрессивных жидкостях (каустик е) , которые разруш ают
защитные покрытия и создают очаги коррозии. В случ ае исполь
зования агресси вных жидкостей поверхности затем нужно тща
тельно нейтрализовать, например, фосфорной кислотой и не мед
ленно создать на них защитные пленки.
211
При капитальном р емонте нужно ликвидировать мале
'
йшие
о чаги коррозии, кото рые способствуют прогрессивному развитию
коррозии и быстр ому разрушению кузова.
В тех случаях, когда детали обл.и цовки, шп ангоуты, ·сто йки
под ножки, надколесные кожухи и другие части куз ова, выпол
н яемые из тонколистового материала, имеют сквозные разруш е
ния или вследствие коррозии потеряли прочность, их уд аляют
и заменяют други ми. Если вследствие коррозии разрушена толь
ко часть облицовки, ее вырезают так, что бы линия разреза прохо
дила по здоровой части листа. Взамен вырезанной части привари
вают, приклеивают или приклепывают дополнительную ремонт
ную деталь. Если коррозия на деталях имеет поверхностный ха
ракт ер (нет раковин или точечных очагов коррозии ), то налет
коррозии с поверхностей стальных детал ей удаляют металличес
кими щет.ками, а с деталей из алюминиевых и других
,
цветных
сплавов - при помощи мелкого наждачного полотна.
В процессе ремонта кузова на авторемонтных предприятиях
следует проводить меры, направленные на уст ранение возмож
ных очагов коррозии. В частности, не следует непосредственно
соедин ять разнородные металлы, представляющие собой элек
трох�и�мическую пару, например детали из ст али и латуни. В
тех случаях, когда пр·и меняют такие ·соединения, в эти места
вводят прослойку или покрытия из инертных защитных мат ериа
лов.
Узл ы кузова необходи мо собирать так, что бы не было замк
нутых коробок, не доступных для нанесения защитных антикор
розионных покрытий или систематической очистки и осмотра при
эксплуат ации. Это особенно нужно помнить при установке раз
л ичных ремонтных усил ител ьных коробок, вставок в стойки, ос
нование пола и другие узлы �кузова.
Ставя ремонтн ые детали на куз ов, нужно учитыват ь все пе
речисленные выше конструктивные и технологические рекомен
дации.
:Капитальный ремонт до некоторой степени повторяет про
цесс изготовления нового кузова, поэтому при его проведении
необходимо осущест вление таких технол огических операций, к ак
фосфатирование, алитирование, цинкование, кадмирова ние, пок
рытие высокомолекулярными к омпаундами и т . п. Всякого рода
упрощения в этом отношении на авторемонтном предприятии
совершенно недопустимы.
МЕРЫ П О УВЕЛИЧЕНИЮ ДОЛГ ОВЕЧНОСТИ КУЗ ОВ ОВ
ПРИ ЭКСПЛУдТдЦИИ
Бстественно, что 1ника1кие меры, принимаемые как автостр ои
тельными, так и авторемонтными предприятиями, должного 'эф
фекта не дадут, если экопл уатационные предприятия не будут со
своей стороны направлять свою деятельность на увеличение дол
говечности кузова.
Увеличение долговечности во многом зависит от водителя,
механик а и рабочих. Небрежное отношение к куз ову, суждение
о к уз ове к а к о второстепенном агрегате, из-за неисправности
которого в пути не может произойти остановки, очень вредно.
Как правило, водитель и механик следят за двигателем, тормо
з ами, передним мо:стом и рулевым управлением. В лучшем случ а е
м ожет быть обращено внимание на неопрятный вид кузова. Очень
редко в автохозяйствах обращают должное внимание на содер
жание кузова, на продление срока его службы. В результате на-
носится существенный ущерб автомобилю в целом:
·
Кузов - это такой агрегат, который можно эксплуатировать
со мн9гими повреждениями. В результате их может стать так
много, ·что 1во1сст ановление кузова будет нецелесообразно.
Не ст авя перед собой задачу разр а ботки правил ухода за ку
зовами, отметим те основные требования, которые надо выполнять
при эксплуатации автомобиля для продл ения срока службы ку-
зова.
Необходимо соблюдение инструкций, которыми снабжает ав
томобиль автомобильный или куз овной завод. Соблюдение по
до бных инструкц ий должно быть обязате.тrьно не только для но
вых куз овов, но и дл я кузов ов , вышедших из кап итального ре
монта . Не должно быть разного отношения к новому автомобилю
и к автомобилю, прошедшему кап итальный ремонт.
Авто ремонтные предприятия, выпускающие из капитального
ремонта автомобиль�ные кузова, должны снабжать их соответст
вующи м и инструкциями по уходу, соз данными на основании ин
струкций завода -изготовителя. Нез ависимо от конкретных тре
бований инструкции, автоэксплуатационные хозяйства должны
соблюдать следующие основные правила эксплуатации:
213
1 . При соответствующих плановых текущих обслуживаниях
кузо в или кабина должны подвергаться такому же тщательному
осмотру, как и все прочие агрегаты автомобиля.
2. Малейшие следы ко ррозии на кузове должны быть немед
ленно ликвидированы.
3. Поврежденные защитные покрытия следует своевременно
восстанавлива ть.
4 . Потерянные или вышедшие из ст роя герметизирующие или
демпфирующие детали необходимо восстанавливать и не .считать
их деталями, наличие которых необязательно.
5. Не допускать лакокр асочных покрытий на грязную поверх
ност ь без соответствующей ее подготовки.
6 . Обращать внимание на мойку а втомобильных кузовов.
С к опление грязи в кузове, в особенности в его карманах, зазорах
и щелях недопустимо. Смачивание этой грязи при мойке с после
дующи м высыханием в естественных условиях крайне вредно
для кузова. Мойка кузова только тогда достигает эффекта, когда
уд аляется грязь и пыль со всех труднодоступных мест кузова.
Целесообразно �кузов до мойки тщательно обдуть сжатым возду
хом, чтобы удалить пыль и грязь. Мойка без предварител ьной
обдувки воздухом превращается в своеобразный мокрый абразив
ный износ лакокрасочного покрыт ия.
После мойки необходима повторная обдувка куз ова сжатым
воздухом до полного его высыхания в течение минимального пе·
риода времени. Ежедневная мойка кузова с последующей суш
кой на открытом воздухе в естественных ус ловиях резко снижает
е го срок службы и способствует к оррозионному раз рушению.
7. Эксплуатировать кузов в соответствии с его назначением.
Не.'1,опустимо в фургонах, предназначенных дл я перевозки пред
м етов широкого потребления, возить уголь или руду, в автобус
ных кузовах - промышленные или сельскохозяйст венные грузы.
ЛИТЕРАТУРА
1. Ато я н К:. М . .К,рутильн ая жесткость и про,ч;ность безрамного автобу
<еа - «Авто м·об ильная промышленность», 1960, No 2.
2. Б ать А. А . .и Ш а пиро Г. А. О р,асчете IН.а выносливость стальны�
строительных конструкций.- «В естник машшюстроения», 1960, No 2.
3.БагровГ.М.иПучи1нья11
1
И. Е. Герм етичность ,а втомоби льны,х
кузовов. - «Автомобильная промышленность», 11962, No 5.
4. В анин С. И. Древесиноведение. М.- Л ., Гослообумиз,дат, 1949.
5. Гли кман Л. А . Ко ррозионно-меха1Ническая прr0чно сть металло'в . Л .,
Маш гиз, Ш55.
6. Го р ел:и к А. М. Определение долгов,ечности рессор.- «Автомобиль
ная промышленность», 1957, No 2.
7. Д а д ьРк о С. Р . и Драйч1и к И. И . Вагоностроени,е. Сп,равоч-ное по
собие. Изд. 2-е . М ., !М ашгиз, 1954.
8. Деря г мн Г . А . Повышен ие выно1сливости дет,а лей машин технологи-
ческим и ме'!'од ами. М., Оборонгиз, 1'960.
9. Диллон Х. И . Усталость высокополим,еро.в. М., Го сх:имиздат, 1957.
10. Д 'О л мато в с к 1и й Ю. А. Ав'!'омобильные кузова. М., Машгиз, 1950.
11. Долм ато в с к и й Ю. А . Основы конструирования автомобильных
кузовов. М., Маш11из , 1962.
112. Д�а мбр а у Б. А. Полиуретаны. М., Госх.имиздат, 1961.
' 1 3. 1К: аз арц ев �В . И. Т ,ребуем ая, дос11игнутая и действительная долго
вечность машин.- ,« IВестник машиностроения», 1963, No 1.
, 1 4. ,Коррозия конструкционных м.атериалов в маши:но1ст,р оении и методы
защиты. М., Машгиз, 1960, '(Т.р уды МИХМ . Т. XXII) .
15.КугельР.В
.
Долговечность автомобиля. М . Машг.из, 1961 .
16. Малышев Г . А. Ремонт iКузово.в автобусо в ЗИЛ -1155. М ., Авто тр анс·
издат, 1955.
17. Малы1ш е в Г. А. и Брейтерман Л. С. Ремонт автобуоных кузо
вов. М., Автотра1нсиздат, 11196 3.
118.Малыш·ев Г.А.иЕз
·
е р с кий А. Н . Применение пластических масс
пр и ремонте кузооов . М ., Автотр ансиздат, .1960.
,19. Малыше·в А. А. и Езе,рск1ий А. Н. Основы проектирова!lшя и п,ро
пзводст&а деталей .из пластм.а сс в ав1.'омоб.илестроении. М ., Машгиз, 1963.
20.Осипчуг·ОвВ.В. 'ИАтоянК:.М.ОжесТ'КостииП·РОЧНОСТIИкузова
а втобуса ЛАЗ-1696 .- «Ав11омоб ильная промышленно,сть», 19518, No 5.
21. О сте н - В о л к о в Н. Н. Новые синтетические материалы на оонове
фу.рановых ооединений. Ташкент, Гос издат УзСС:Р, 1963.
22.ПаншинВ.И.
. и др . Мех,ан.ические свойства пено пластов, оп ределя-
215
ющих .их работосrюсdбность в качестве силовых 3а1По.mн ителей.- «Пластичеек ие
мас·сы», 1004, iNo 2.
23. П е в з нер Я. М. и Горел и .к А. М. Пневматические и гидоопневма
ТlfЧес!QИе подв ески. М ., Машг.из. 1963 .
24. Применение п олимер о в в антикоррозионной технике. Под р ед.
И. Я. Кл.инова и П. Г. Удыма. М., Машгиз, 1962.
26 . ;р айт К:. Г. Р . Исследов ания контактной корр·ози.и . - «П рикладная
механик;а и ма�шин·остроеюие» 1954, No 6 (118) , Изд-во иностр . лит.
26.РатнерС.Б., Стин.сrк .асА.�В.и Гильг·ендо.рфЮ.Г.Механи
ческие wсп ытания пла·стмасс .- <� Пл.а стическ:ие массы», 1960, No 9 .
27. Р е ш е тов Д. Н. Общие вопросы констр уирования деталей и узлоВ;
машин. - «Вестник машиностроения», 1962, No 7.
28. ·Р озе,н ф ель д И. Л . Атмосферная '!юррозия металлов. М., Изд-во
АН ОООР, 1960.
.
29. ;р о г о з а Г. Д . Выба�р листовой стали и ее рациональное применение
в производстве куwвов.- «.А!вто моб иль.ная промышл·ен ност ь», 1963 , No 3.
30.Са.рхошьян Г.Н.и ГальперинМ.Я.Мех;анизированная свар
ка при ремон те узлов ав11омобил·ей ..- «Св арочное rrр о.и з в одст в о», 1963, No 9 .
31. Старе11
1И
е и стабилизация полимеров. Под ред. М. Б. Нейман. М.,
«Наука», 1964 (Инстит ут химичеакой физики АН ОССР) .
32. Тем к и .н а Б . Я. Прогр.еосивнt•я rех:нолаrия нанес·е.н ия гальванических
и Х·ИМ.Ических ' п окр ытий. М., м.аш ги з, 1963.
•33. То.м а ш о .в Н. Д. Теория коррозии и защиты мет.алло·в . М.,
Маш
гиз, 1959.
34. У д ы м а П . Г. Коррозионно-стойкие трубопроводы из неметалличе
ских материалов. М ., Госхимиздат, 1963.
35 . Уст.злостная п·р ·о чность . Под ред. И . В . Кудрявцева. М., Машrиз, 1 951
(ЦНИИТМАШ. Кн. 43) .
36. Х о·в га·Р д В. Проектиров.а ние кон струкций 1ю рпуса военных ·к·ораб
Л·еЙ. Пер . с англ. М., Оборон гиз, 1 947.
37. Ч а п .к а А. М . Об оценке долговеч;н ости ав·томобилЬ1Rого кузов.а по ре-
зультата•м
ди.н амичеоких исп ытаний.- «Автомобильная про мышленность»,
1962, No 3.
38. Эва н с Ю. Р . Коррозия и оюисление металлов . М., Машгиз, 1962.
39 . В а r п а r t t S . General concepts of stress-corrosion cracking. «Coпo
sion». 1962, No 9, 1р . 320---330; 3•30-'331 .
40.Воо1thF.
.F., L аti m е r К. G. Aluminium alloys corrosion Ьehaviour
in an industrial environment «Corrosion». Technologee, 1962, No 11, р. 315-320.
41. D r а 1 е у 1. Е . Co rrosion of film farming metals. Chemical rEnginee
ring, 1962, .No 24, р . 152, 1:54, .156.
42.Drа1еу I. Е. andВиthеrW. Е.Aqueons corrosion of aluminium
part 1 . «Cor.ro sion». 1956, iNo 9.
43. Е 11i s 1. R . Tyre vibrations. «Automoblle Engineering». No 52 , 1962,
р. 217.
44. Е r z I<. UЬer die durch Uneb enheiten der Fahrban hervorgerufene
Verdrehung von Stratlenfahrzeugen . «Automoblle Technische Zeitung» 1957,
No 11 1, s. 345-'347.
45. !'аnеwеу •R. 'N.А.BetterTruchiRidefor 1D'river and Cargo-Pro
Ыems and Practical-Solitions.
.«SAE Preprint» 1958, No '15 А.
46. J< а у s е r I·hon А. Drivelings for he avy equipment, «SAE Prep rint»,
1960, No 403 А.
216
47. К: 1 i n g Н. Messung der Fehreigenschafien von К:raftfarzeugen. «Auto
moblle Technische Zeitung». 1 962, No 4, s. 107-1Ы7.
48. К r е n k 1 е r К . Die neuere Entwicklung auf dem Geblet der Rostвchut
zaustriohe «Werkstoffe und Korrosion». 11 959. IN'o 11 , s. 1-14.
49. [.
.
а n g. F . s, Effects of trace elements an Stress corrosion cracking of
austenitic Stainless Steelsin chloride solutions. «Co rrosion». 196Q, No 10,
р. 378-382.
50. М а с h и W., К о 11е r W. Die Korrosion Systems-aluminium Stahl.
«Werkstoffe und К:orrosion» 1962, No 10, s. 60 1-605 .
Ы. Р о r t е r F. С. Anodising in praotice. «Corrosion Technologee». 1963,
No1,р.5-ilO.
52. S t и m iJ> Е . Gegenwartiger Entwircklungs Stand der Omnibusfederung.
«Automoblle Technische Zeitung». 1958, No 11 0, s. 261-.264.
53.Т.аrdifН.Р.МаrgиisН.AbrasionofmaetrialsЬуsuspendedmat
ter. « Canad Mining and Met al lurg. Bul». 1962, No 607, р. 773-782.
СОДЕРЖАНИ t
В в едение
. . .. ...... ....·· ···································." ......... ...... ............... .... .
3
Основные факторы, снижающие долговечность автомобильных кузовов 5
Коррозия автомобильных кузовов . ..•• ••..• •.••.. . " .". " . ". "." ." . " ." •.
Химическая или газовая коррозия •••....." " " "."" ""...." " " .• ..
Электрохимическая коррозия
••....••.••..."."."......." ......."."".•·
Типы коррозионного разрушения ••••••. . .••" " .. ... .. . ..• ." .. . ... " "" .
5
9
10
11
Основные ВIИдЫ коррозии •••.. •••..•••.•.••........•..." ................ "."...
12
Очаги коррозии в автомобильных кузовах ••" " . ". " .. .. ". " .. .. ". ..
34
Эрозия
•• ••• •••.•• •• ••••••• .• •••••• •••••• • •.••. •.• ••. . .• .." . .. .". •.. • •.. ..•. .. .•.. " ..• ..•.•
36
Колебания автомобильных кузовов • • .. " •. ... •• ..•• •. ... ..••.. . .. .." • . " . .•
37
Усталость материалов
Усталость металлов
Уста лость древесины
Усталость пластмасс
51
51
54
55
Усталость резины и текстильных материалов " .• " •• " ".•....•.." " "
55
Старение матер иалов •••••••." .. ••.. . .•. ... .. . .. ... . ........• ... " ... . .•..• . ..•....
56
Неравномерность нагрузки
•.........•..."................................. ... ..
57
Меры увеличения долговечности автомобильных кузовов .••............. "". 59
218
Влияние конструкции кузова на его долговечно сть • . .• •.. ••... .. ... . • . •
60
Основные части кузова . "....."....•••.•••............" .• . .• •.. ... . .. . .. . .. ••
61
Классификация автомобильных куз овов
•..•...... •.•..• . .. ............ ..
64
Силовые схемы кузовов •• •• . . . •••• .••.•• ... .••.•• .•• •.•.• ••.•.••..• • •. . . . . ". .. . . .
66
Габариты кузова и его общая компоновка .... ..•. .• •.. • •.... . . • • ..• ..• •
70
Подвеска
•••••.•••••... ••••••...••...••..............." " ..." "•••...•.••." ... "" .• . .
77
Базовые узлы кузова ..." " ". ".." ... " ..•" " .." " ••" .. ....." " ••••"". ..
81
Небазовые узлы кузова ."" " " . "•." " ....•••.." .. .....•... " . "" .. ........
91
С оединение элементов кузова ••" .... " ....... ". "...•... •. .... " ....... ... . 1 04
Крепление кузова ••••..•••.."."."." .....••". " .........•..." .....•.." " . " .• 116
Выбор материала ••••..• "•..•..•..•....•.." ......•.....••• N •• " ••••" "." ••"••• 120
Ремонтоспособность кузова •." .....•. " . .. . " •... ...". " ... ..• " .. " ." . •. . • 124
Техн ологич�ские мер ы пшэ.ышения дuлговечности кузова •. •......•. ... . 1 2 6
Подготовка м еталлических деталей под покрытия •••• . .•. .•• .... ... . .. 127
З ащитные покрыти я
··················································-········ 136
Влияние мех11нической обработки на долговечность деталей
кузова
•••.•.•••....•.......••.••.• ....••..•..•......•.••••••.•..••....•.• .••.•.•••.. 205
Экономическая оцен,ка мер по увеличению долговечности автомобильных
кузовов ··········· ··········· ······· ·· ·- · ·· ··· ···· ····· ··· · ··· ·· · ····· ··· ···· ··· ·· ··· ··· · ······ · 2 09
Капитальный ремонт и долговечность кузова ············· ····-················· 211
Меры по увеличению долговечности кузовов пр и эксплуатации ••••.••••••• 213
Л итература . . .•• ... .. . ... ... .. . .. .....•• ••••,. •..•.• •••••• • •• .... ... .. ..•. _ ..• ..• •.....•.•. .... 2 15
Геор�ийАндреевичМалышев
УВЕЛИЧЕНИЕ ДОЛ ГОВЕЧНОСТИ
АВТОМОБИЛЬНЫХ !(УЗ ОВОВ
Ред81КТОР издательс11ва Л. И . Егоркина
Технический редактор Е. П. Смирнова
!(орректор А. П. Озерова
Переплет худож ника Л. С. Вендрова
Сда·но rв �производство &J/VI 1965 г.
Подписа но к ·печати 17/XII 1965 г.
Т-16663
Тираж 270
0
экз.
Печ. л. 13,75
Бум. л. 6,88
Уч .-и зд. л. 14,0 Формат 60 Х 901/10
Темплан1965�"No460Цена00 к. Зак. No
. \398
Издательство «МАШИНОСТРОЕНИЕ» ,
Москва, Б-66, 1-й Басманный пер" 3.
Экспериментальная типография ВНИИПIП
!(омите11а по печати при Сооете Министров СССР
Москва И-51 , Цветной бульвар, 30.