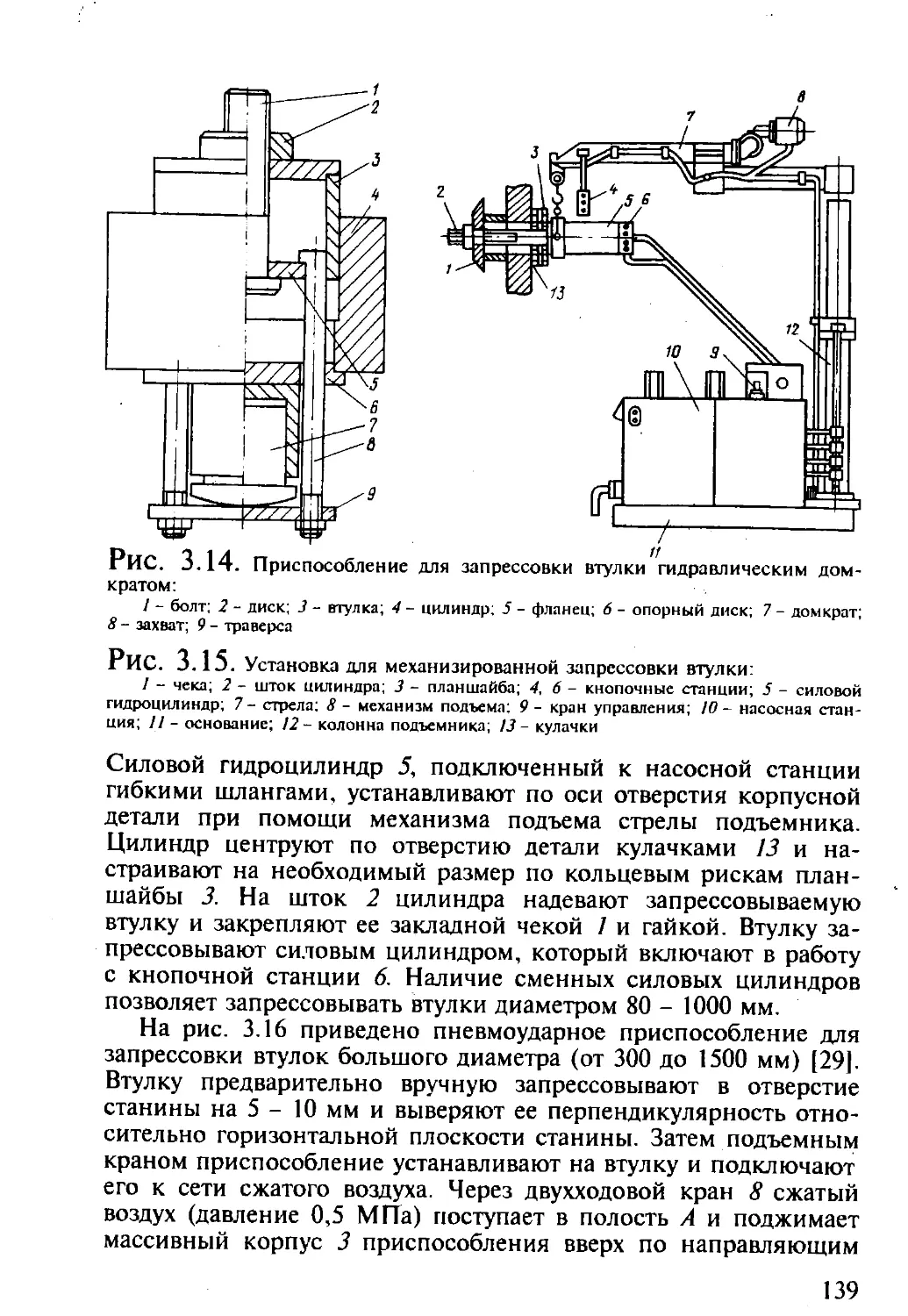
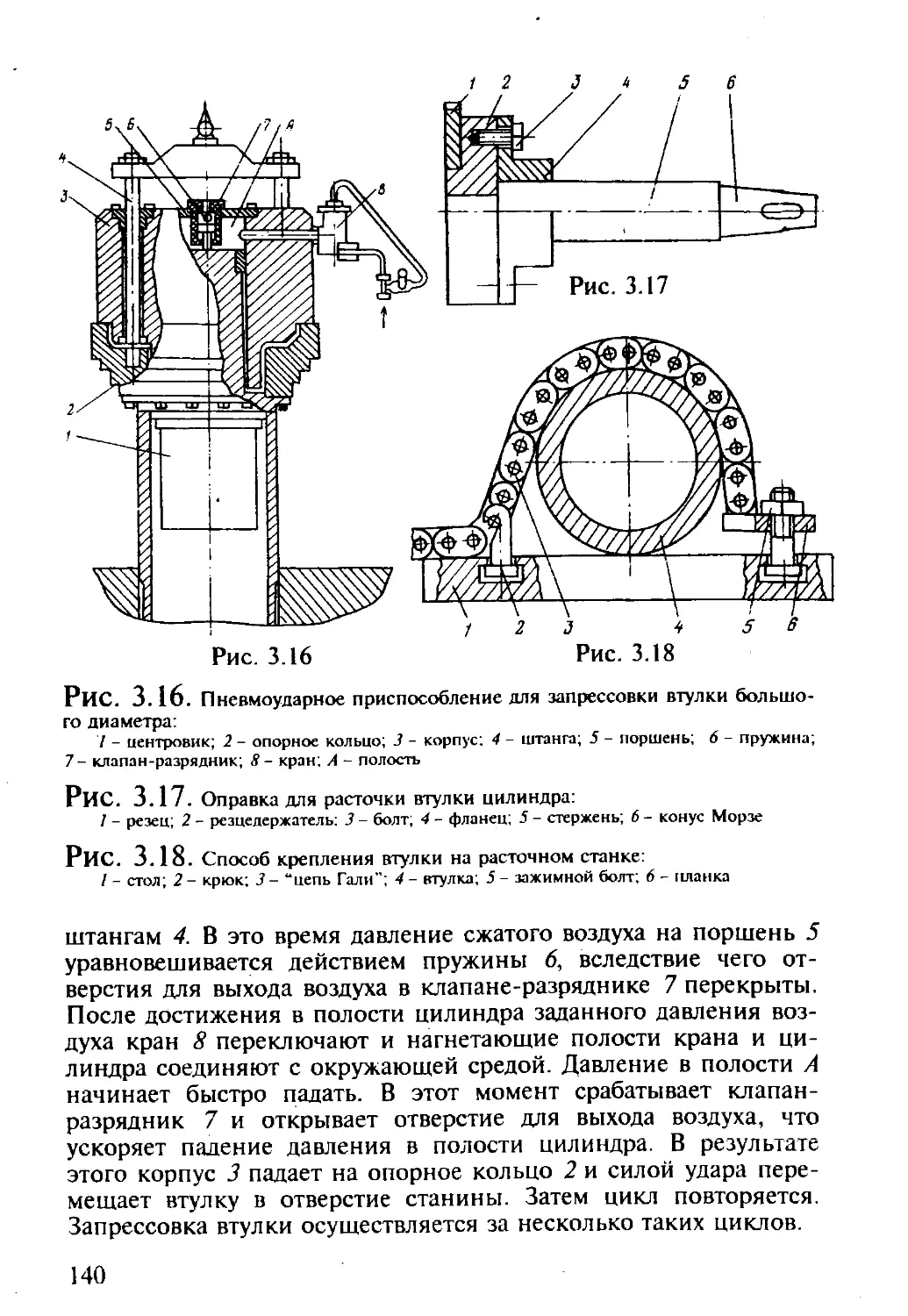
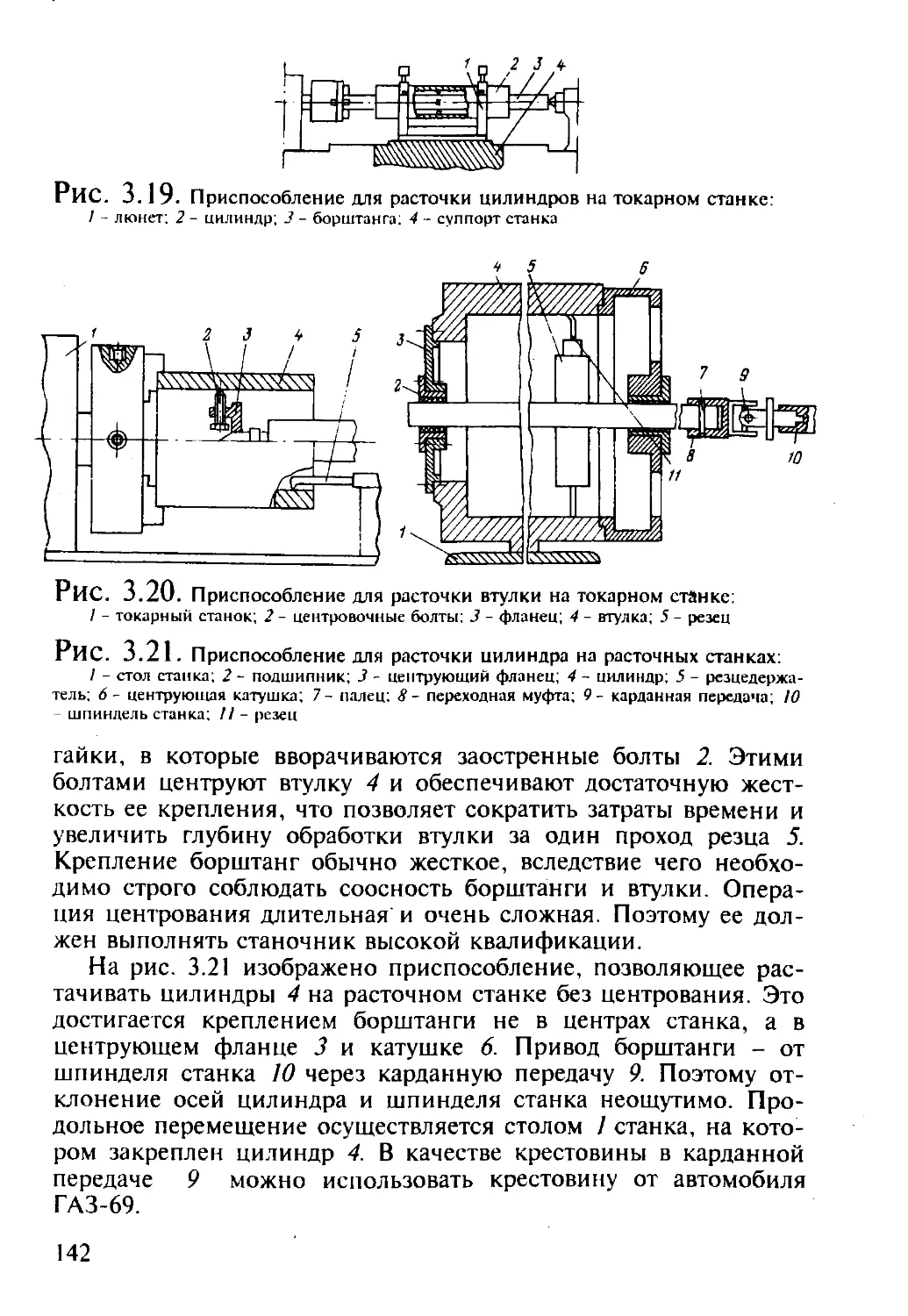
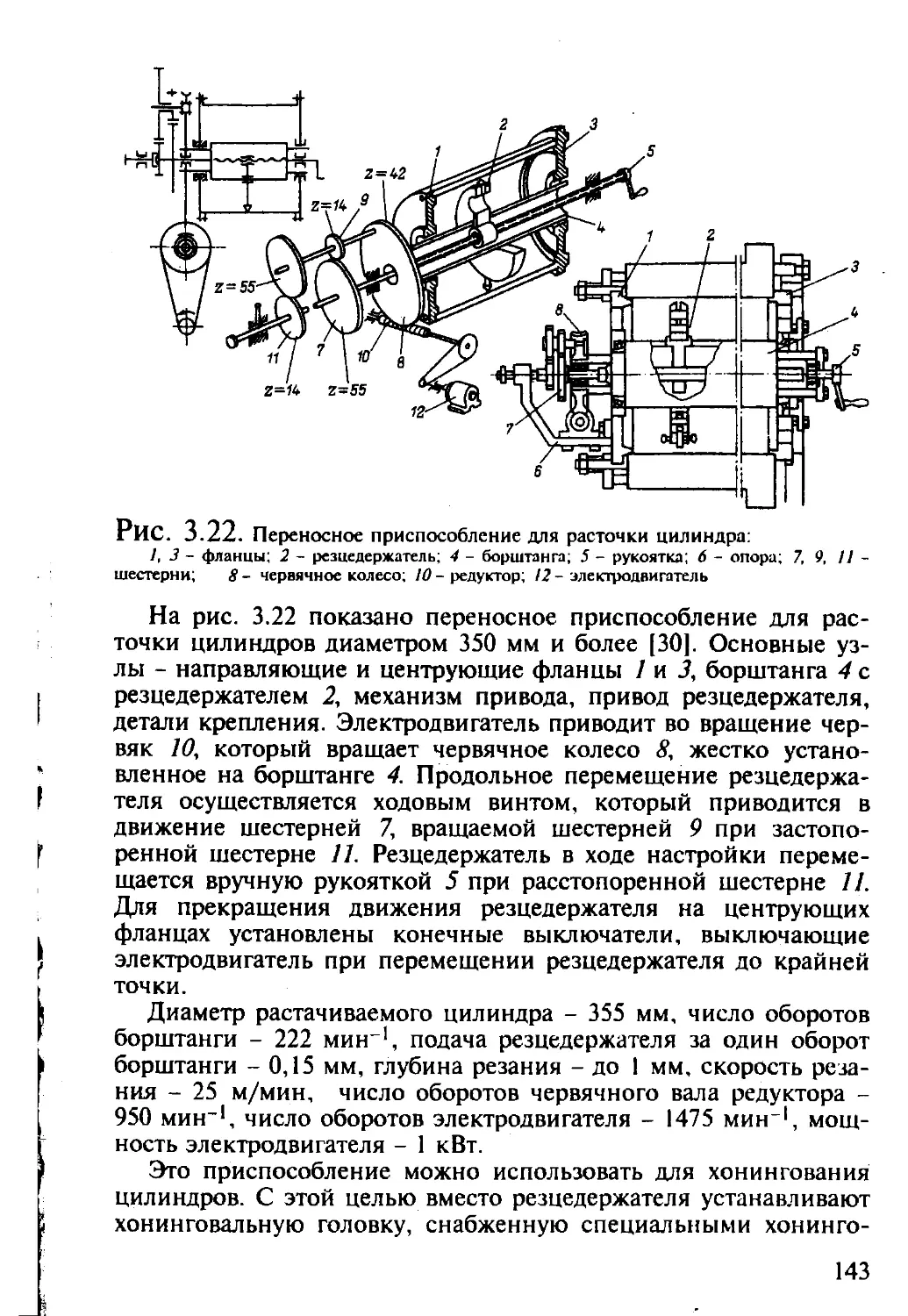
/
























































































































Author: Краснов В.И. Жильцов А.М. Набережнев В.В.
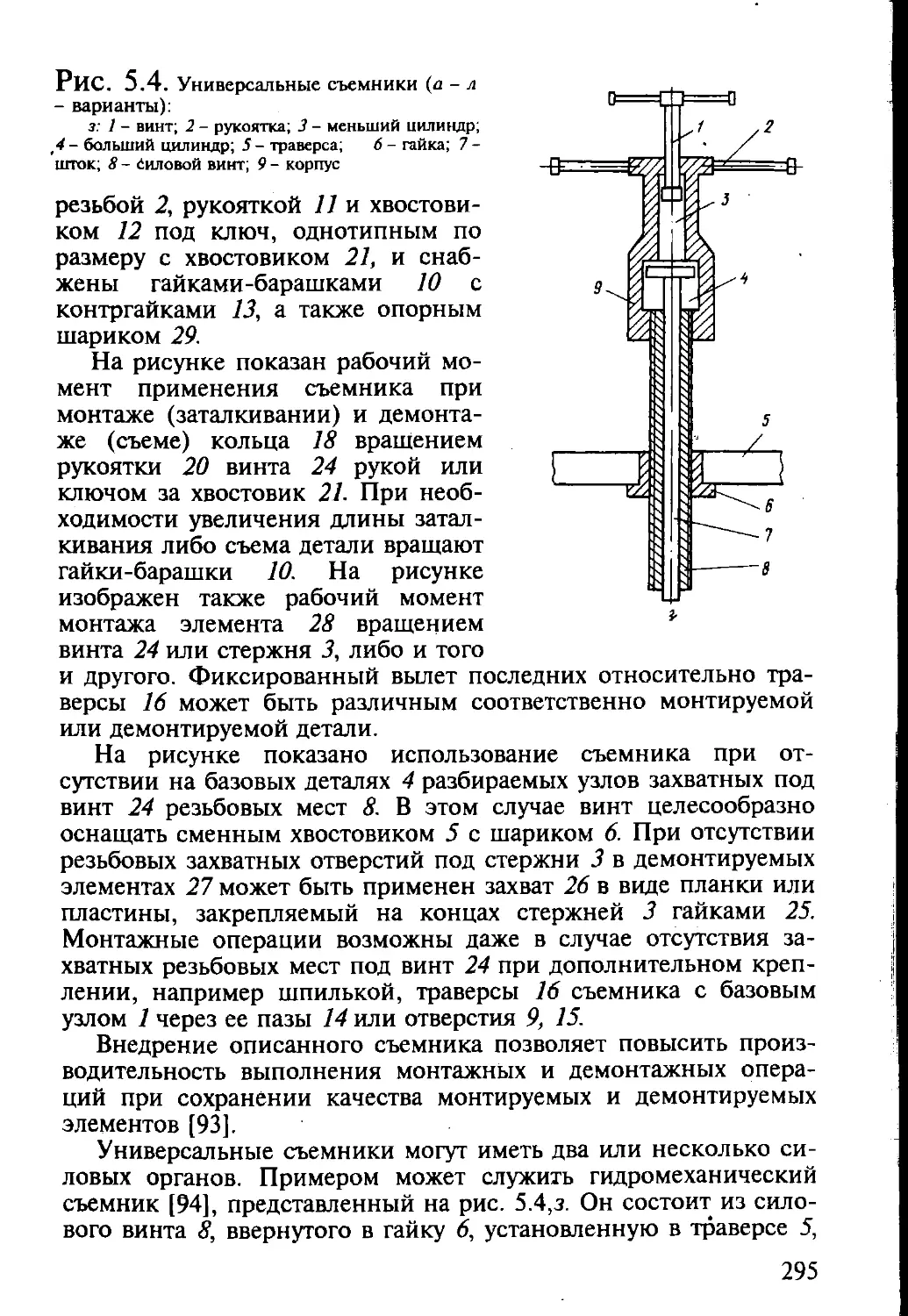
Tags: транспортирование, распределение и хранение жидкостей и газов установки, оборудование и аппаратура энергетика химическая промышленность химическая технология
ISBN: 5-7245-0959-8
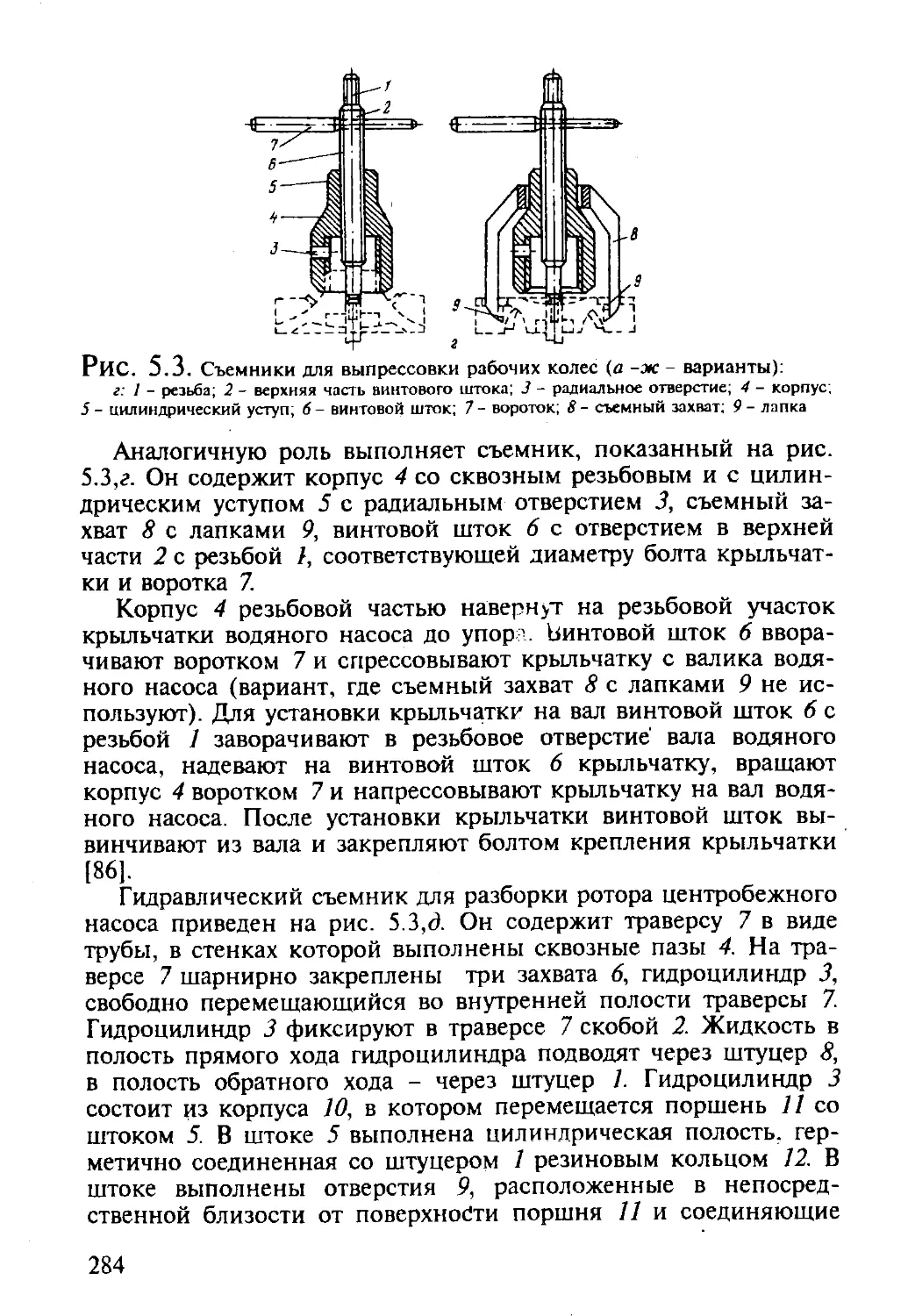
Year: 1996




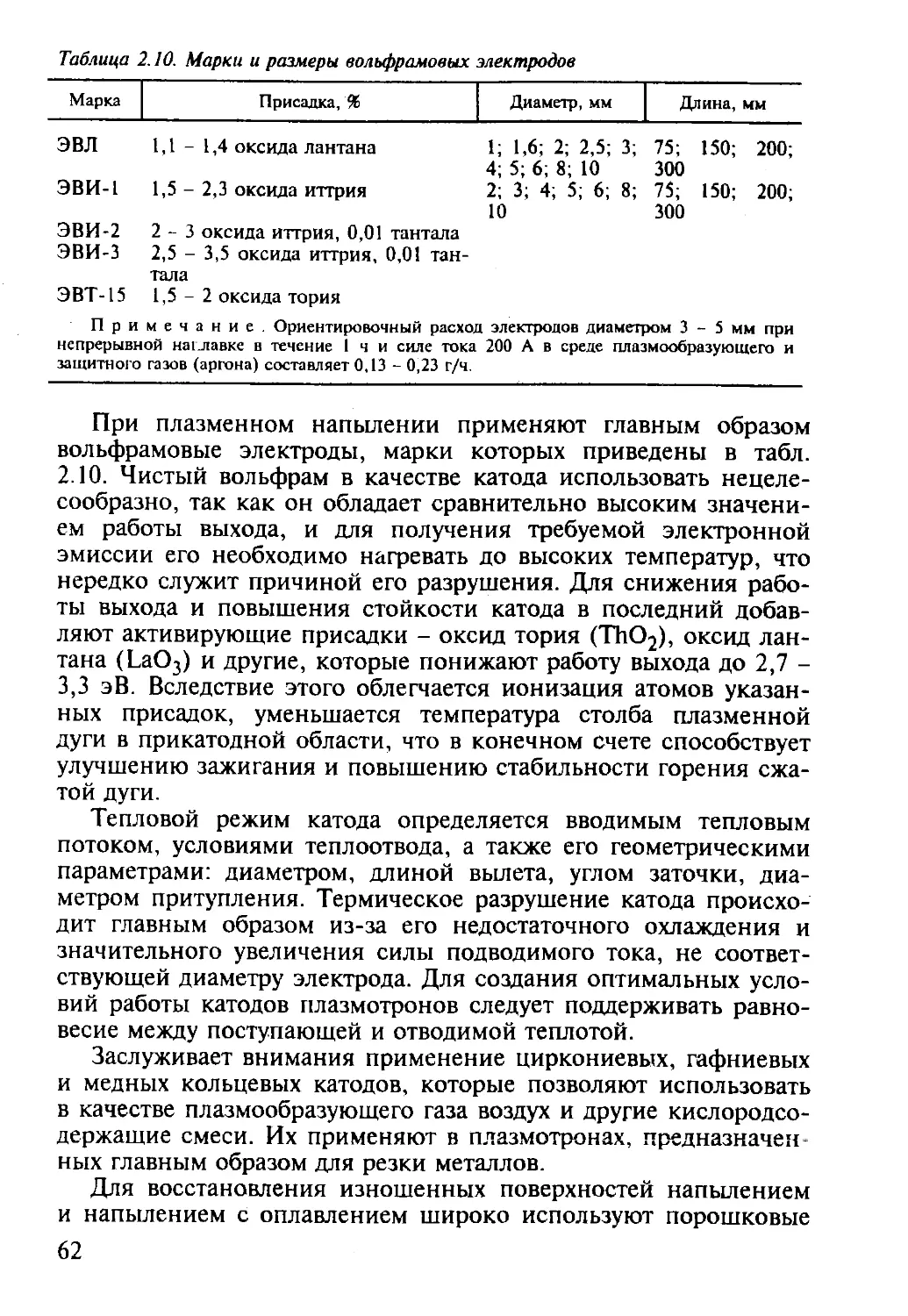
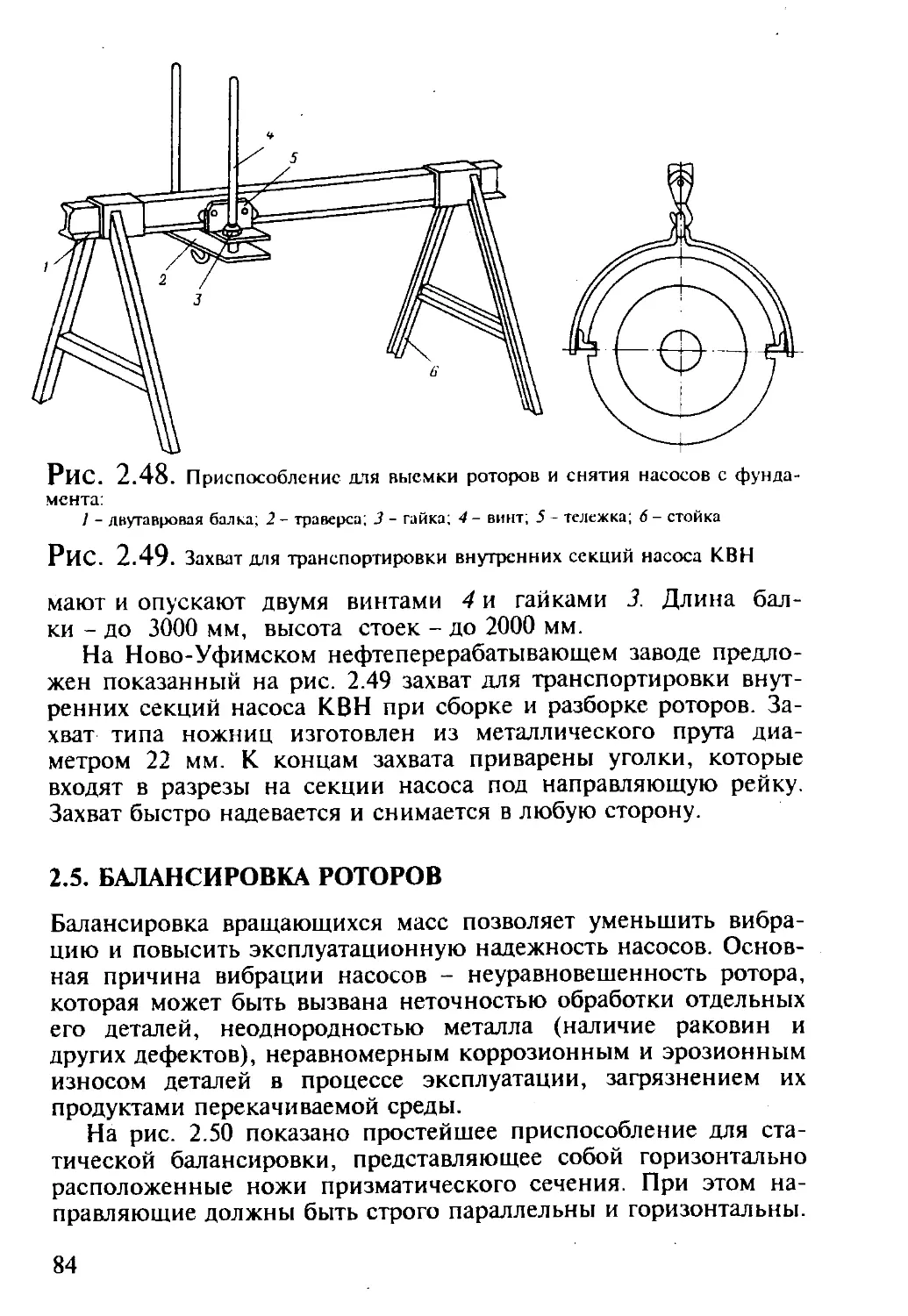
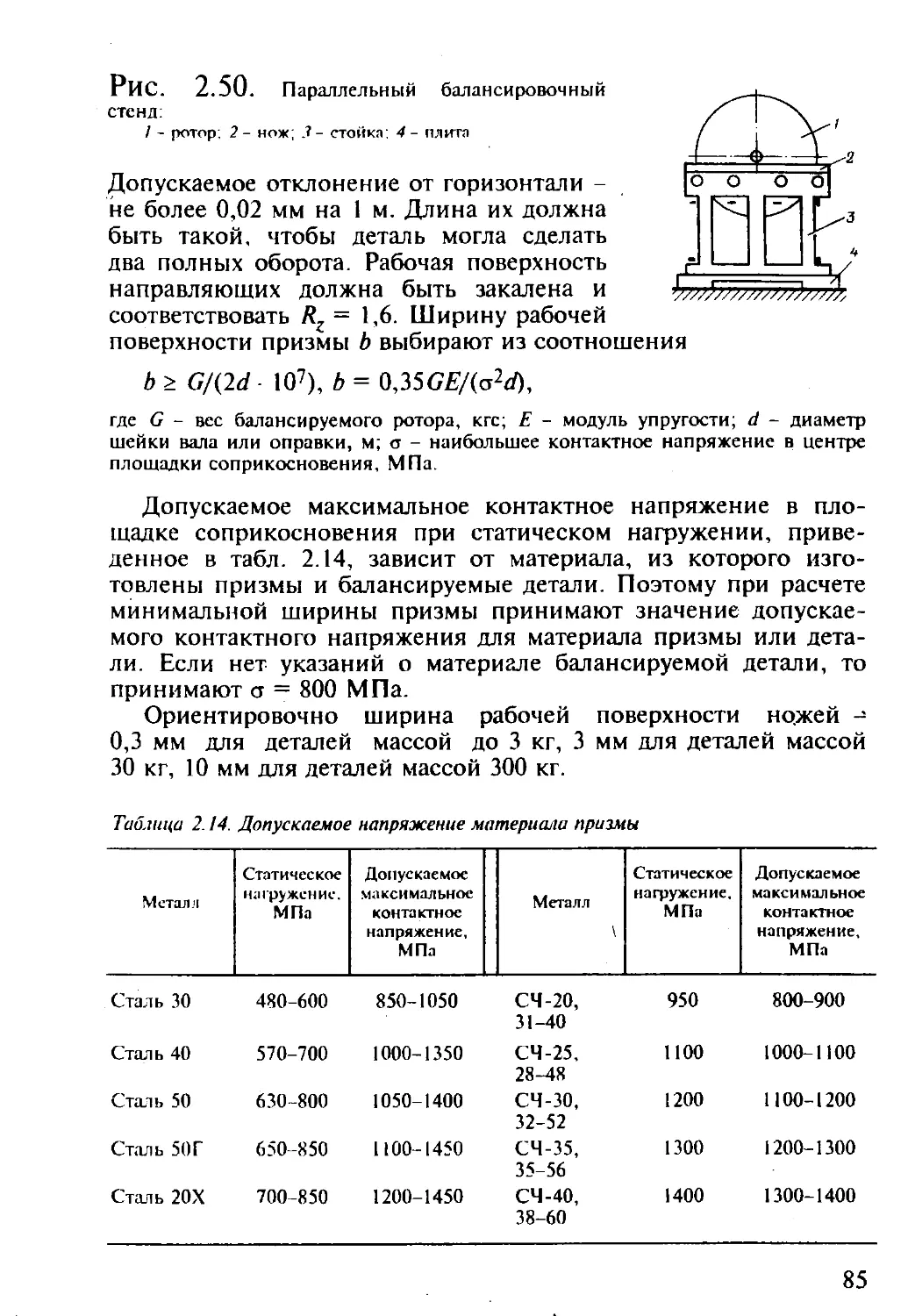
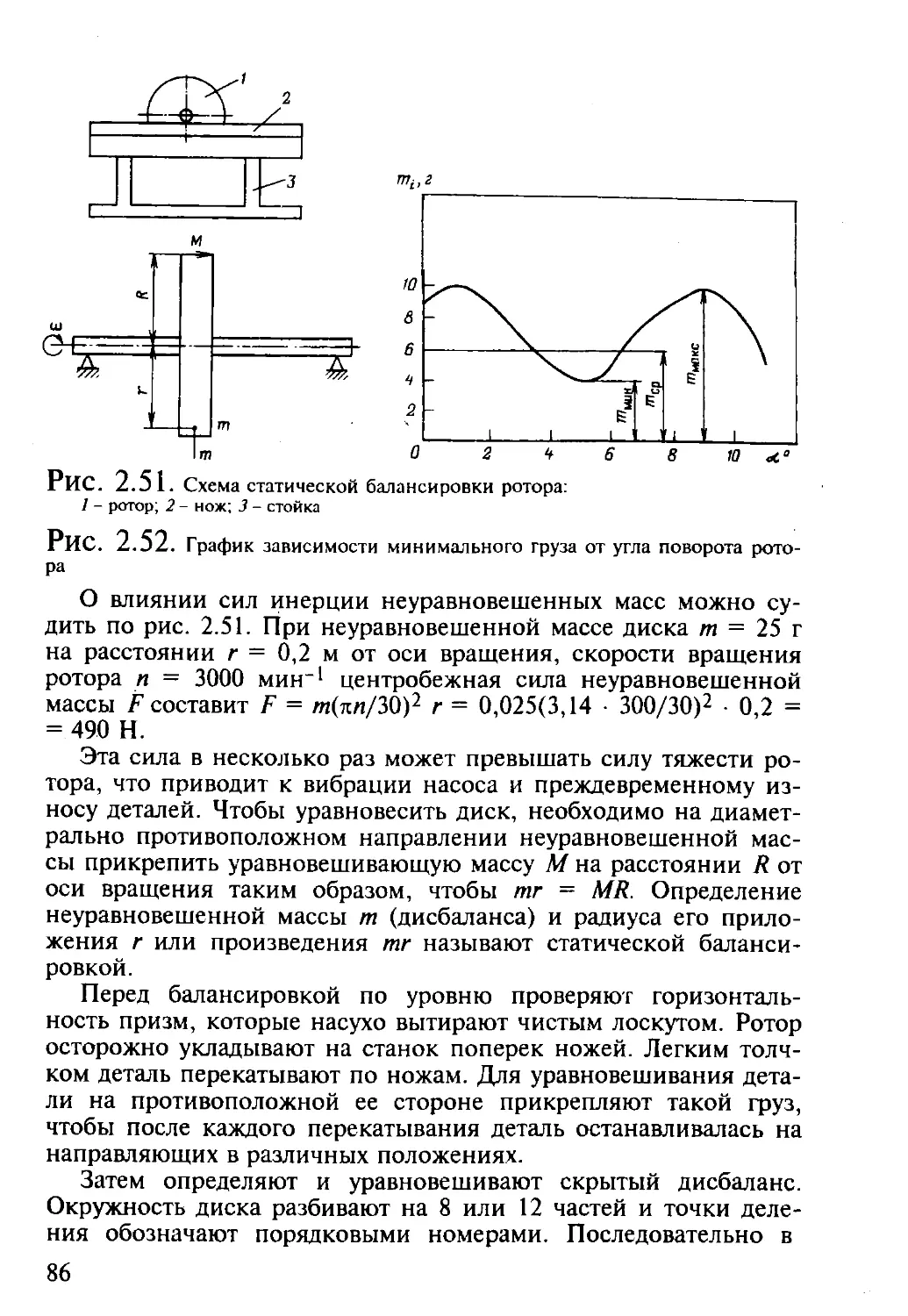
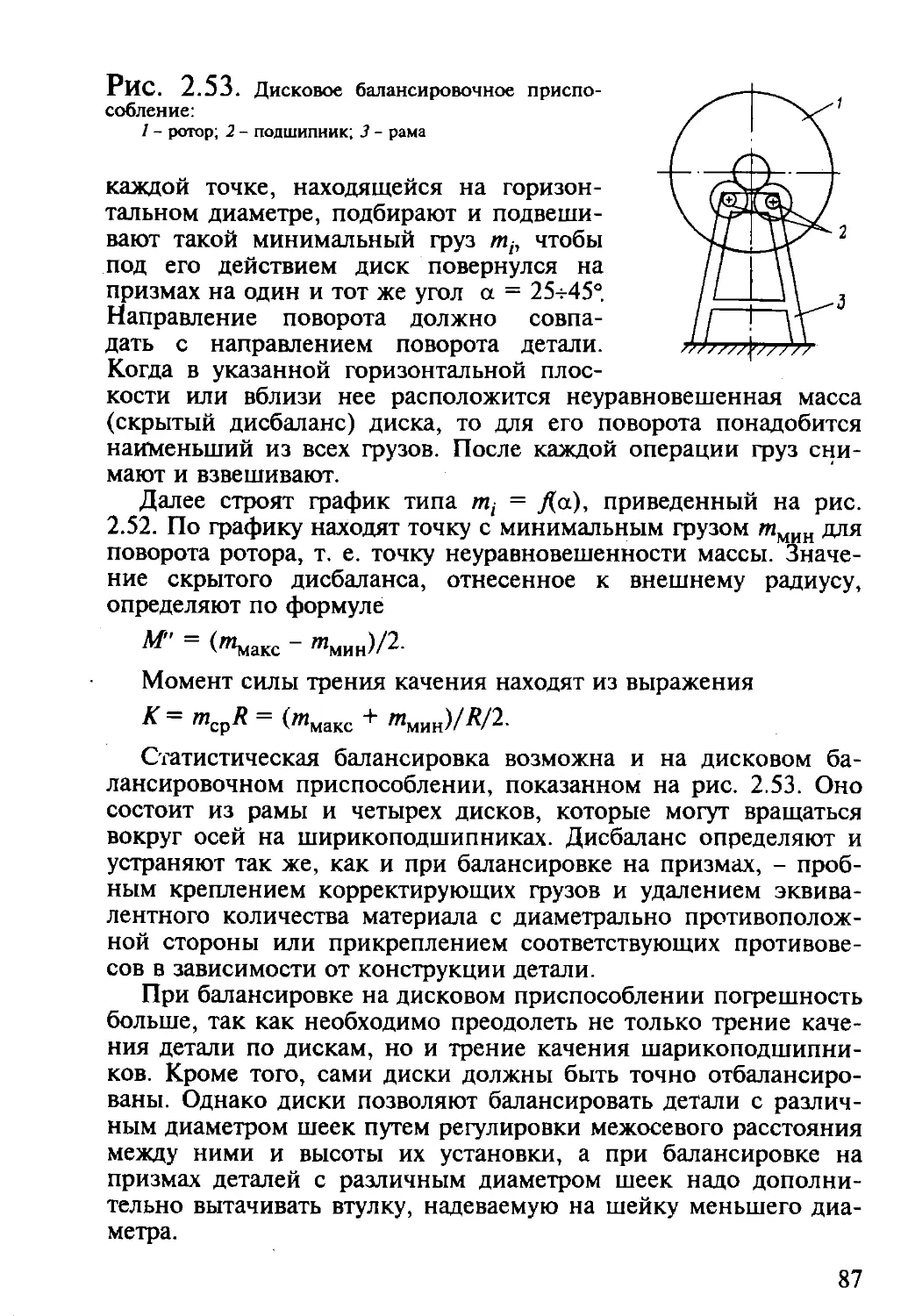
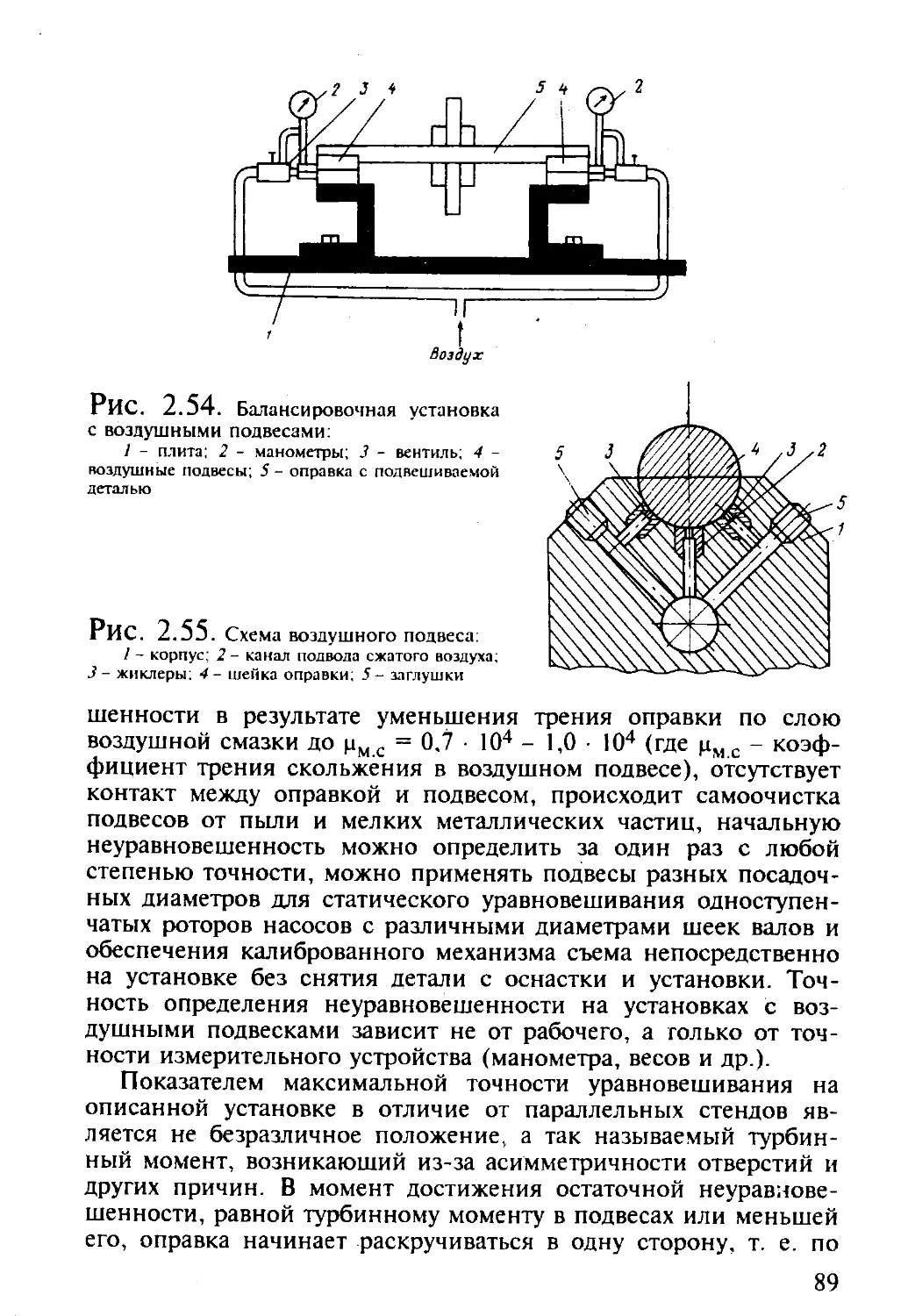
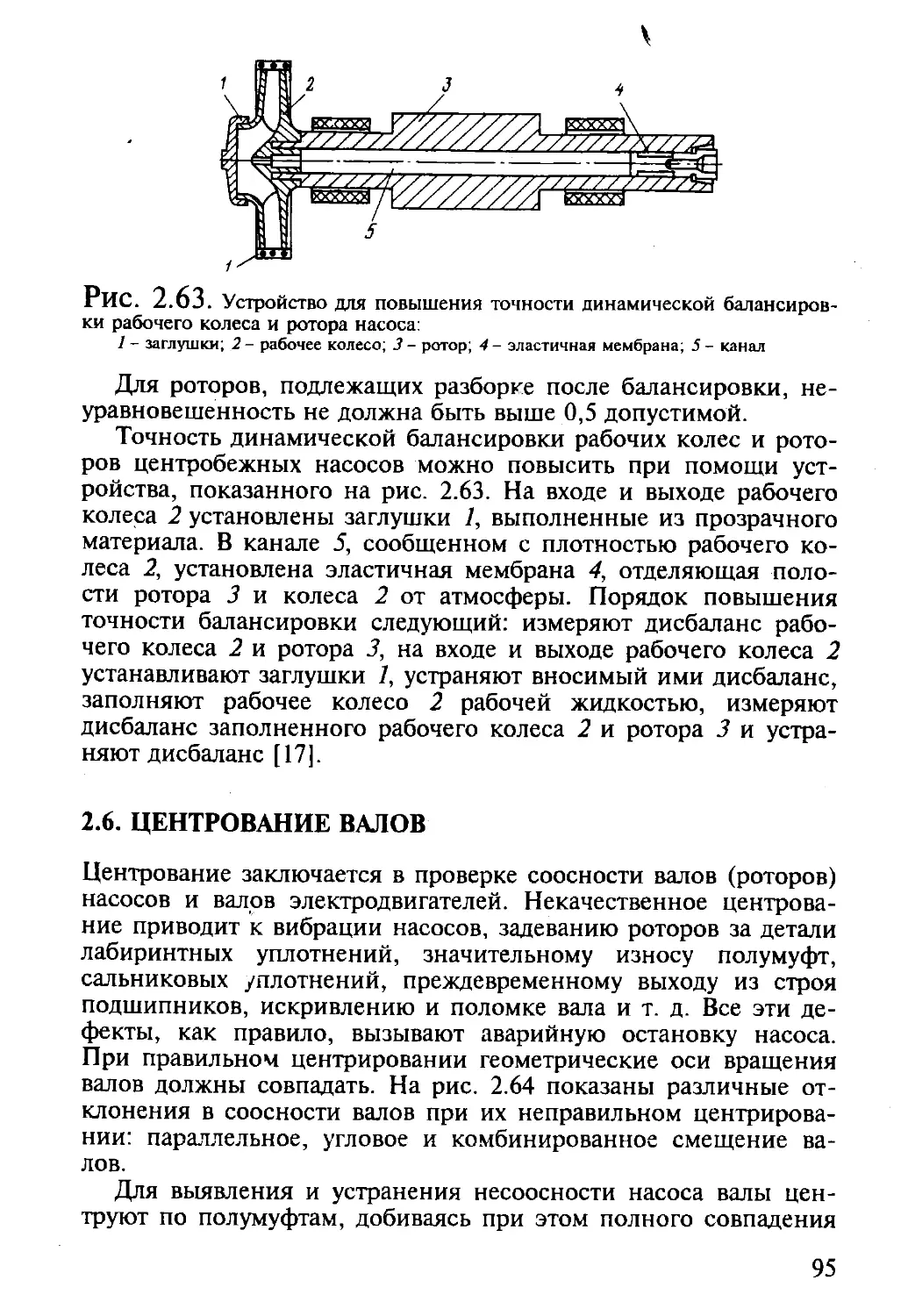
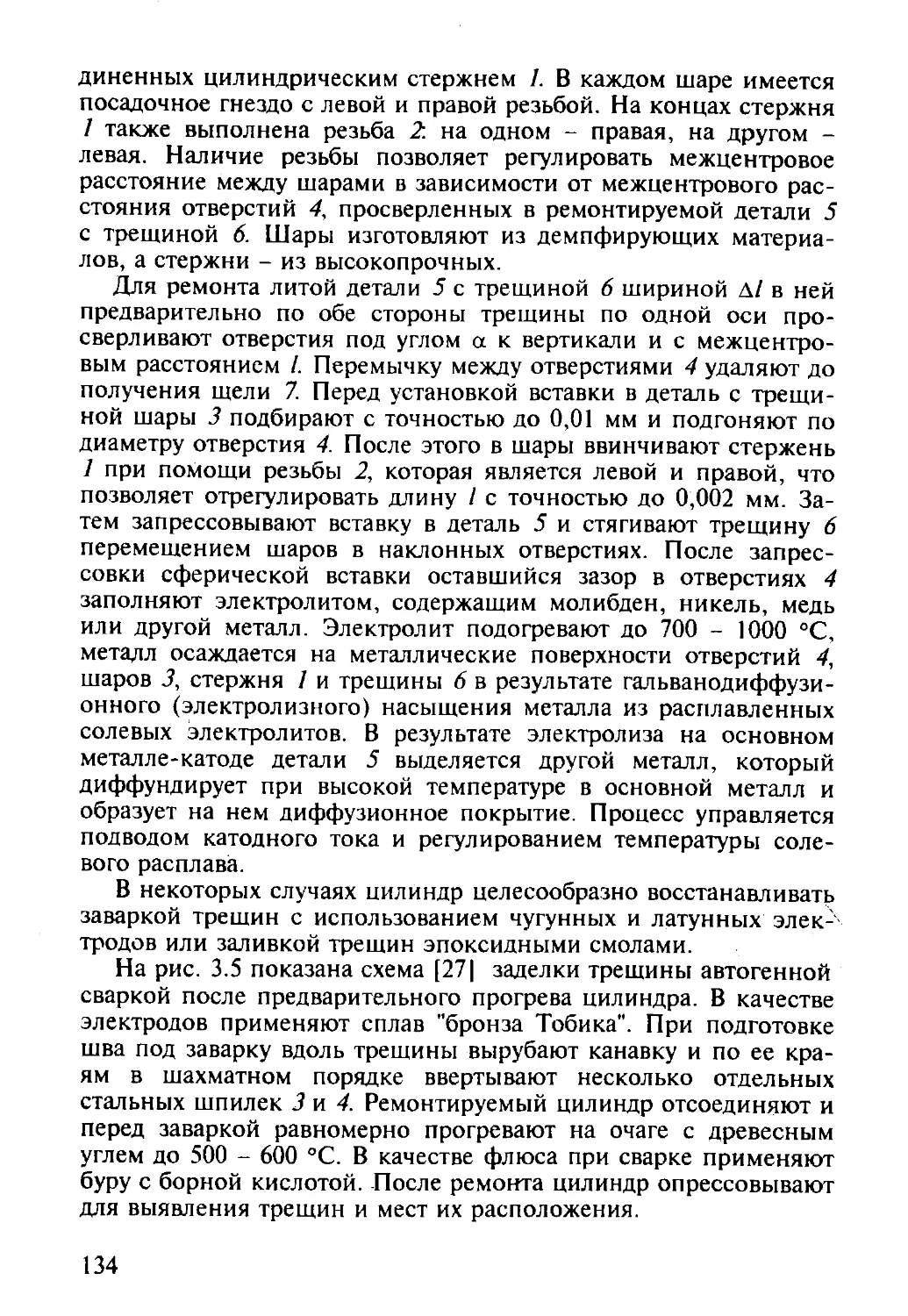
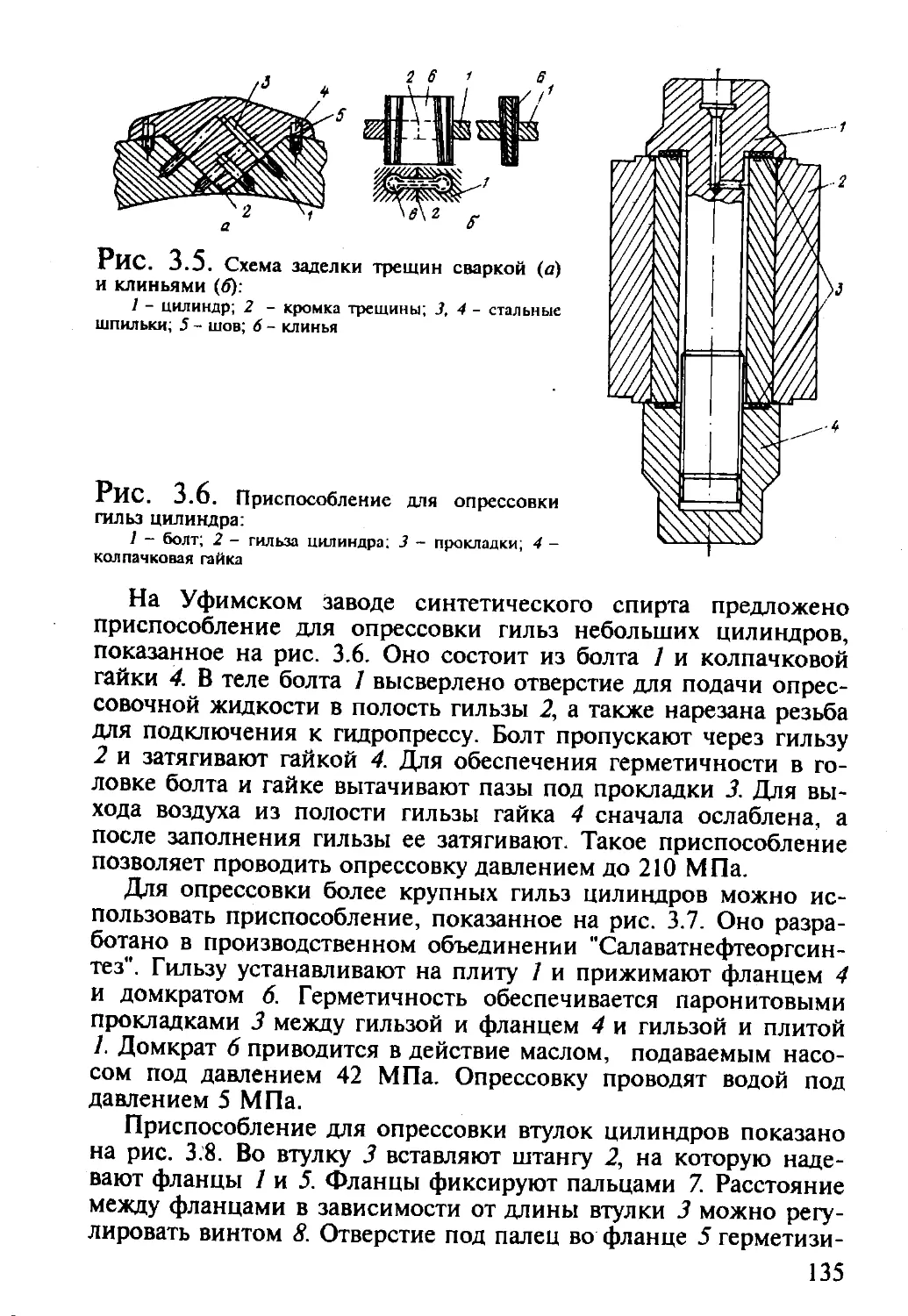
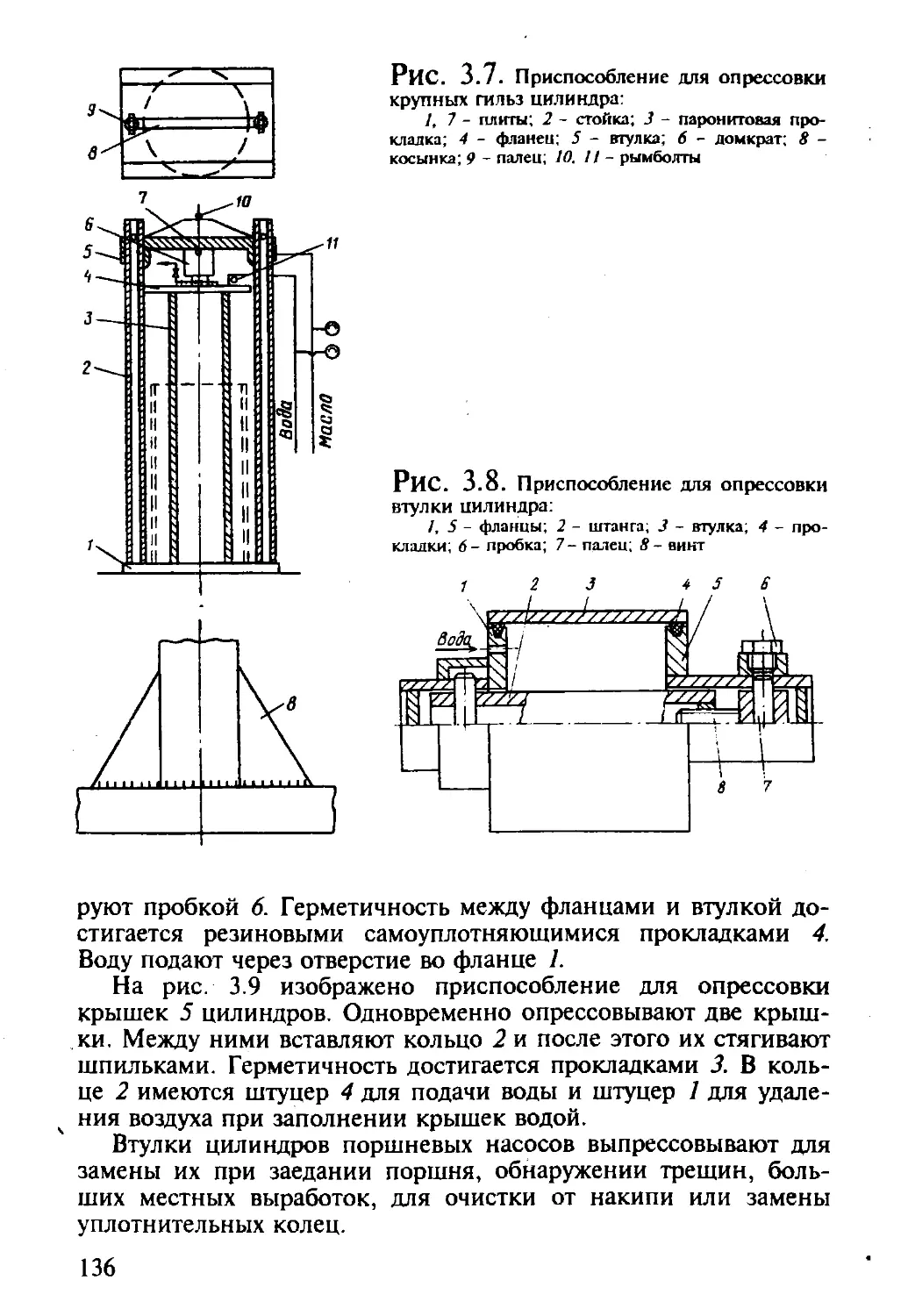
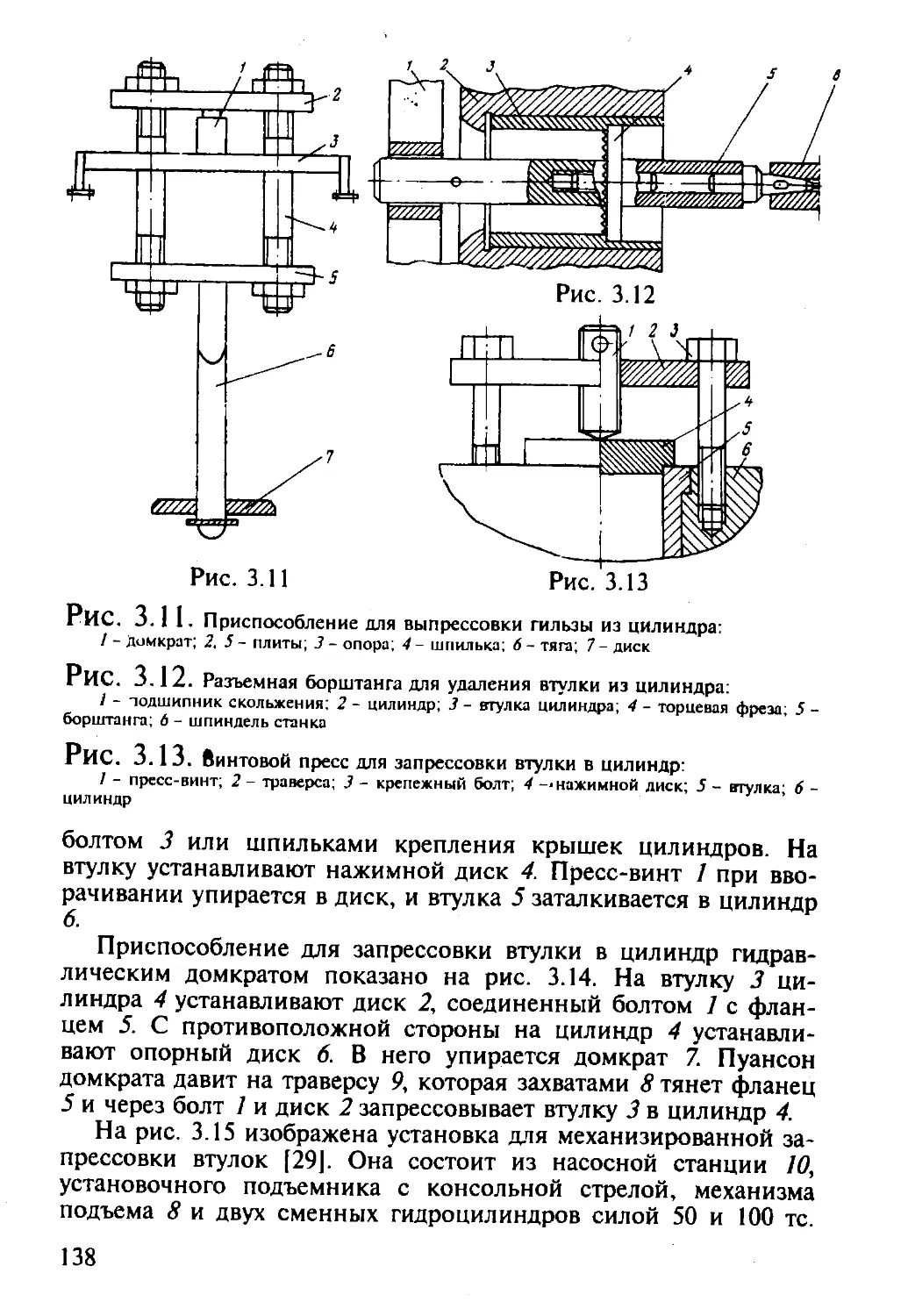
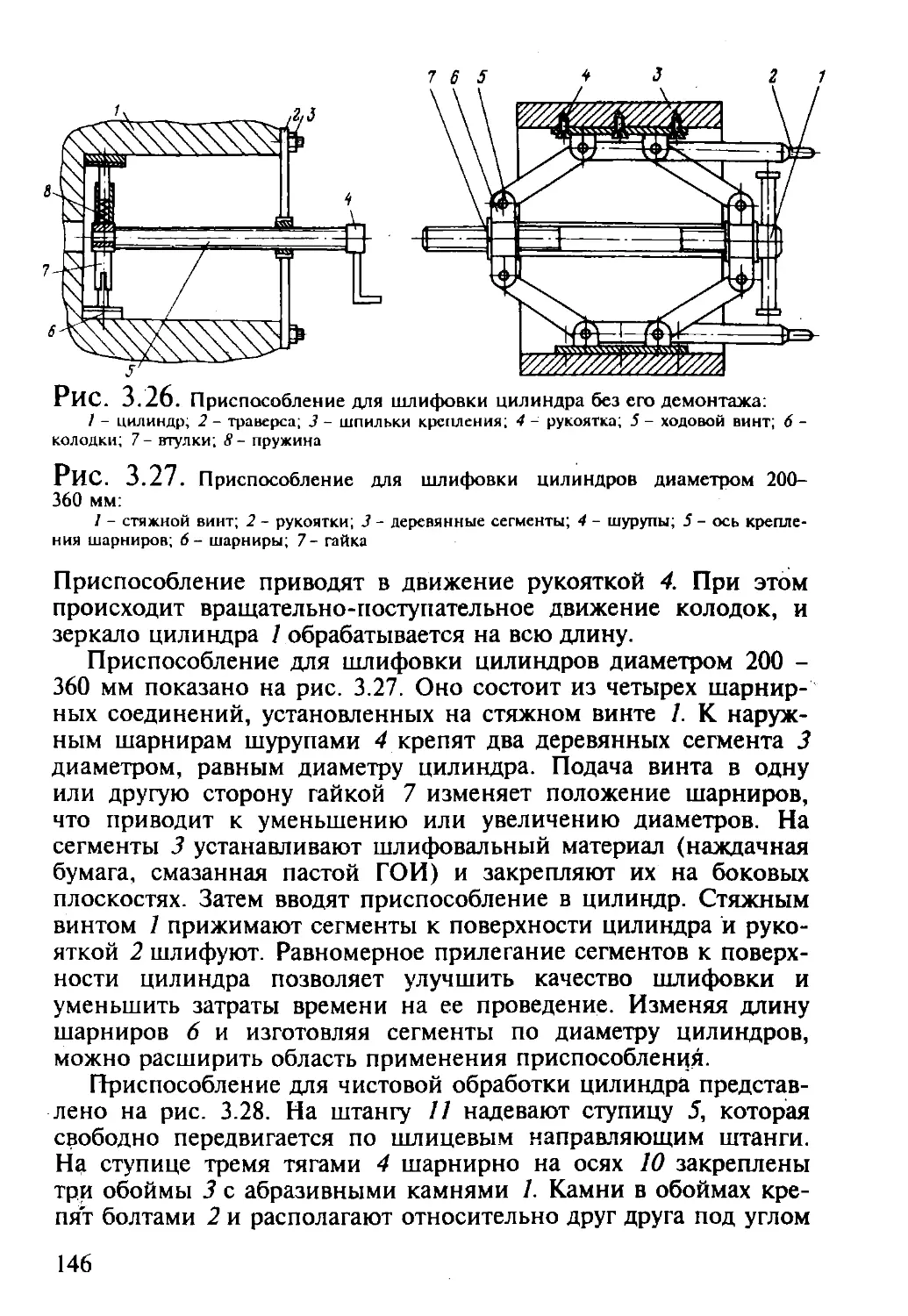
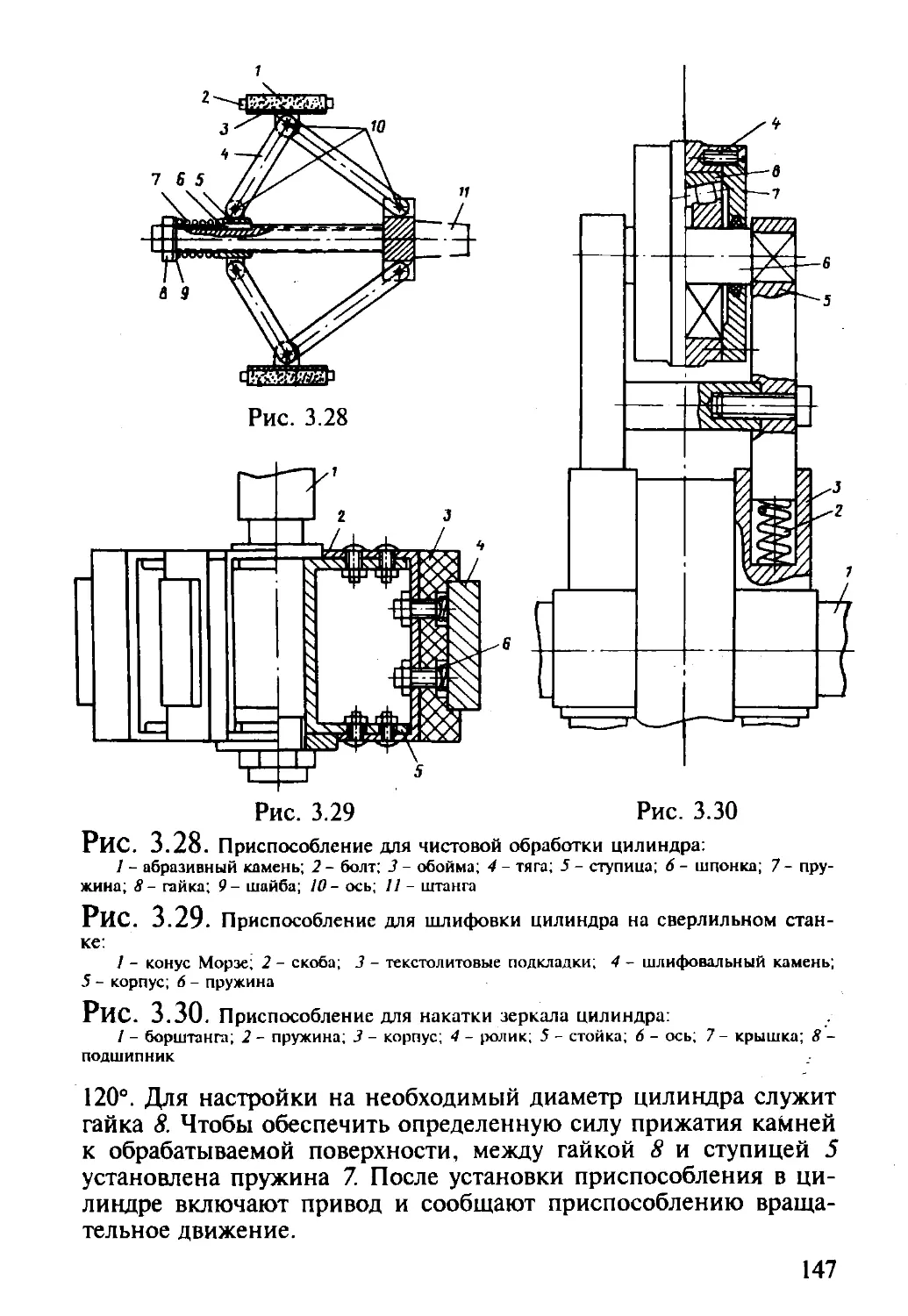
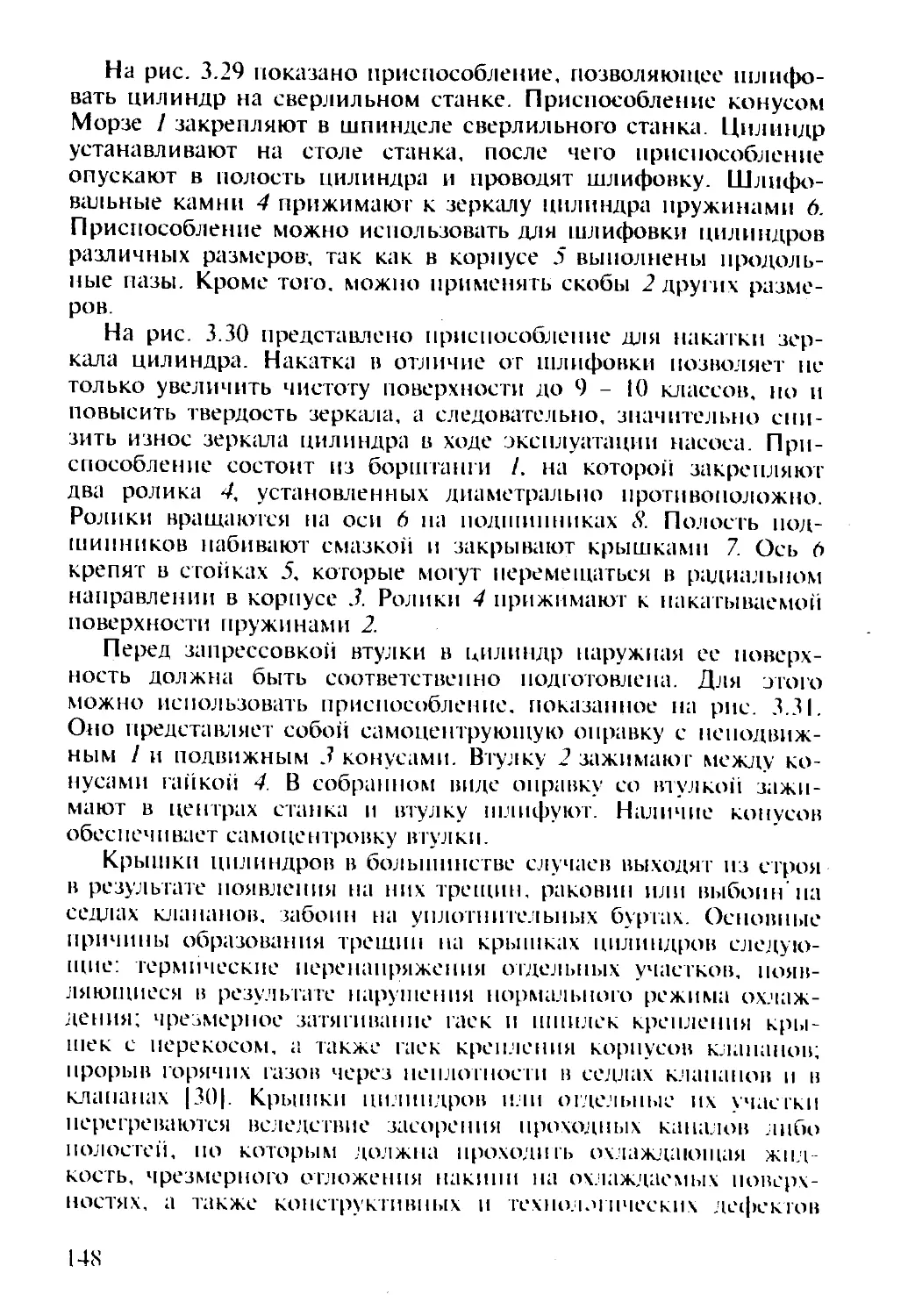
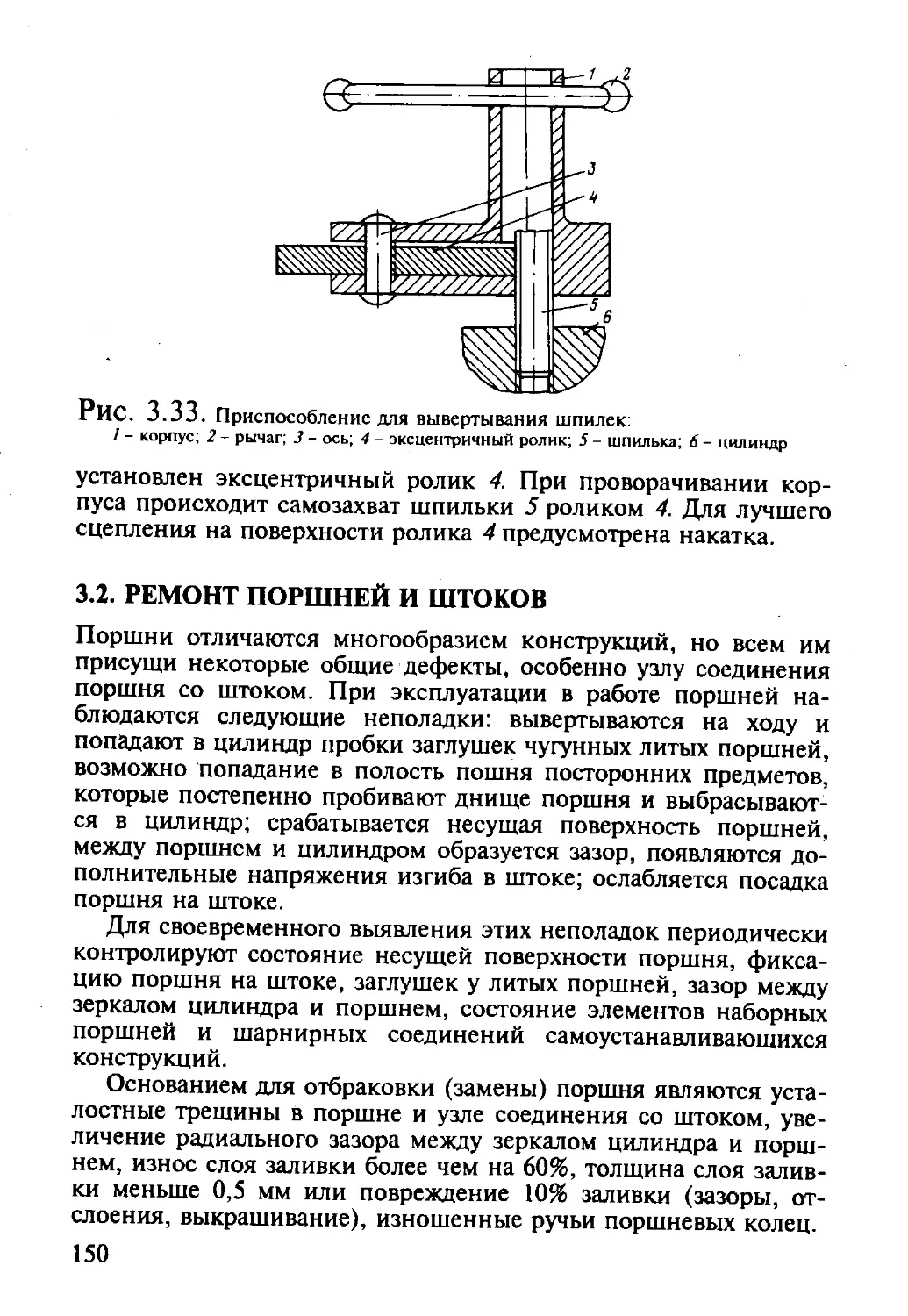
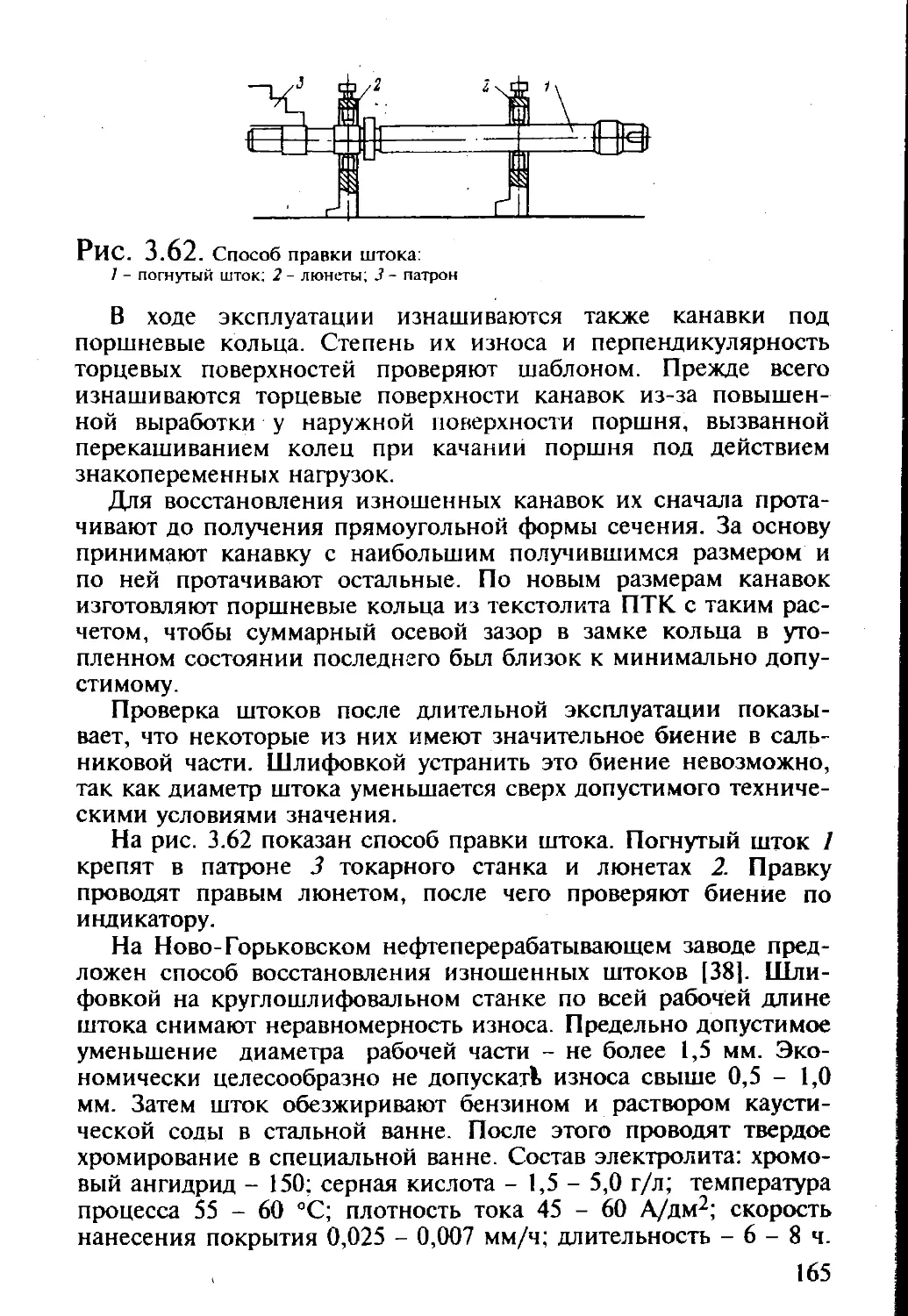
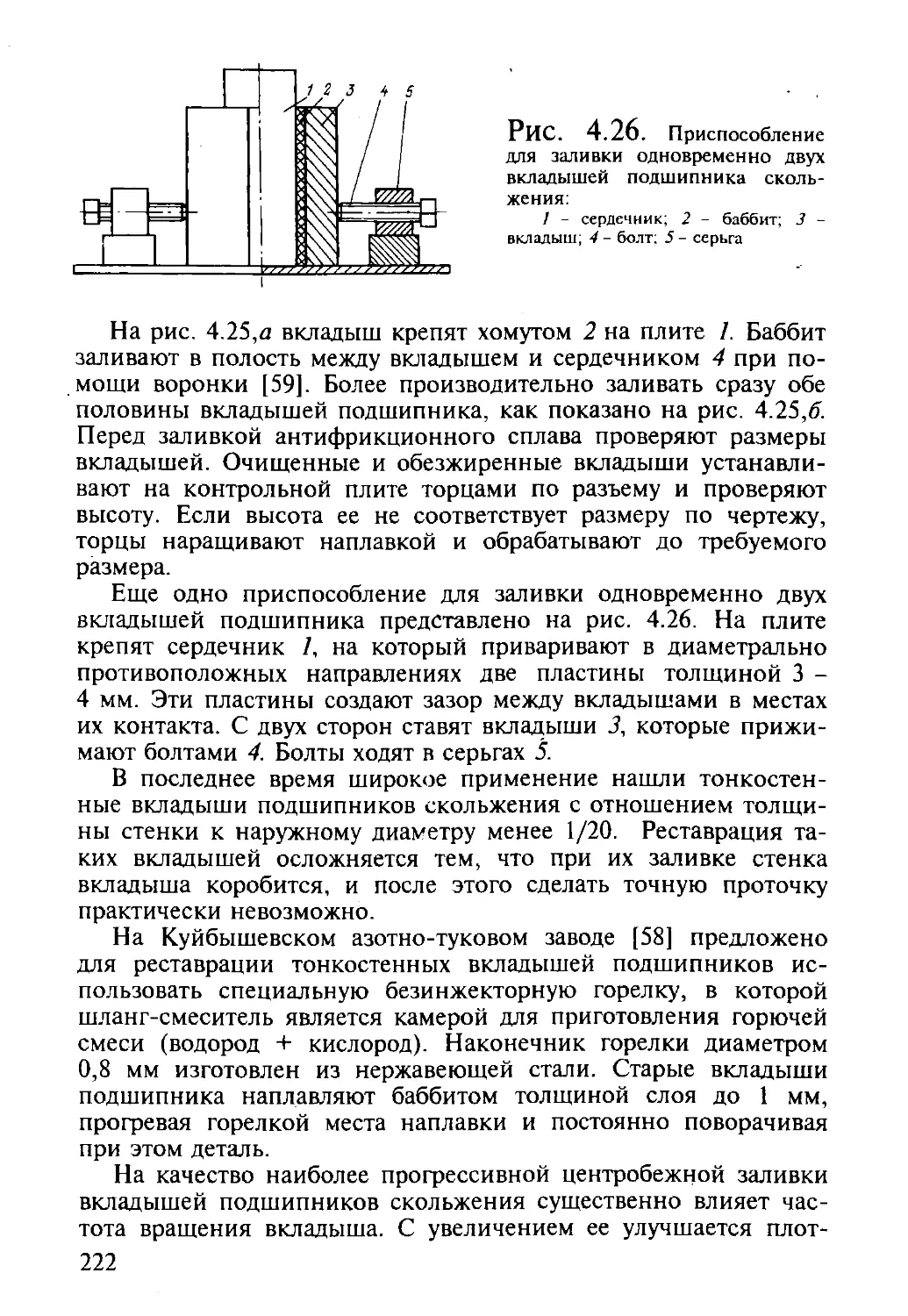
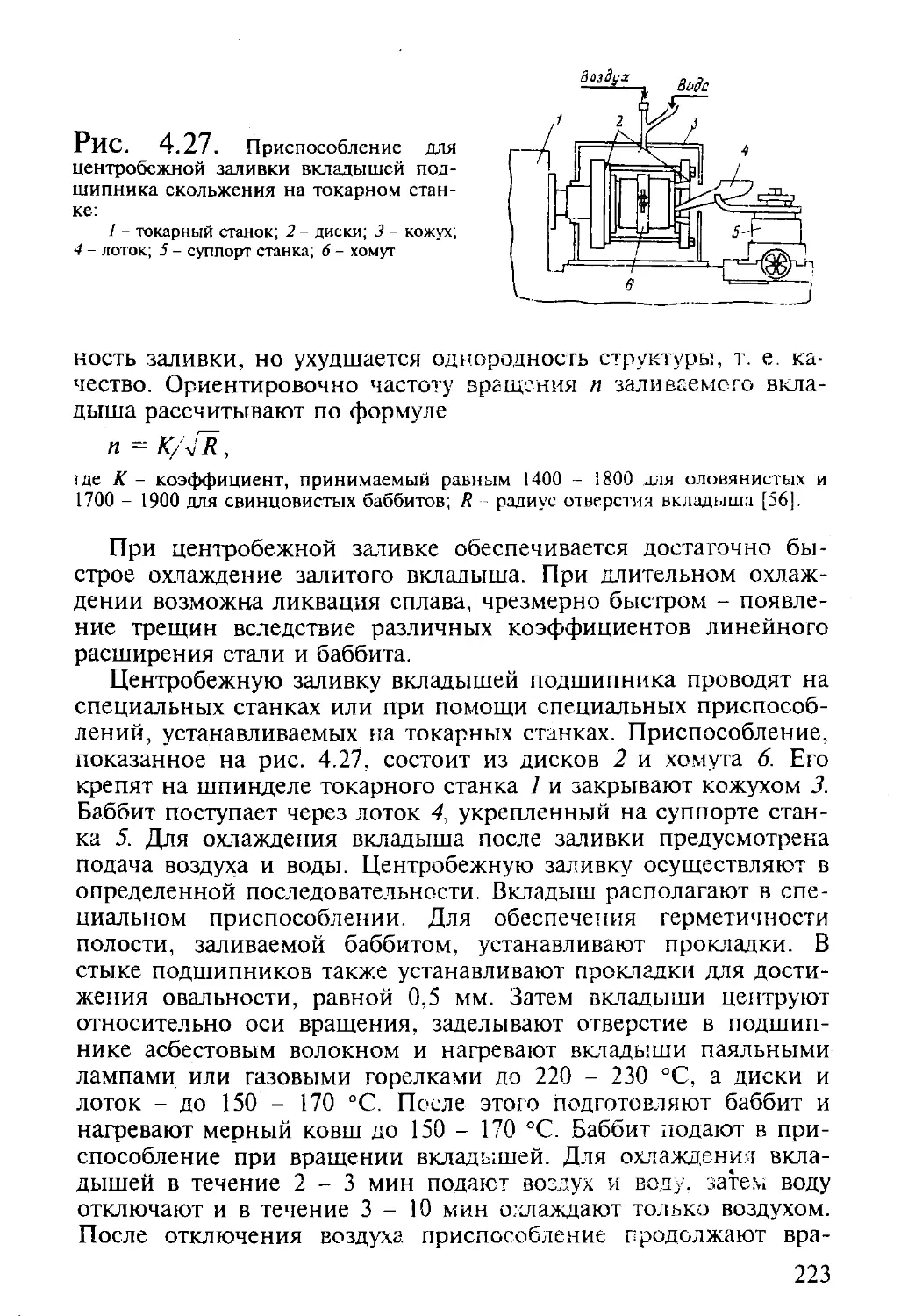
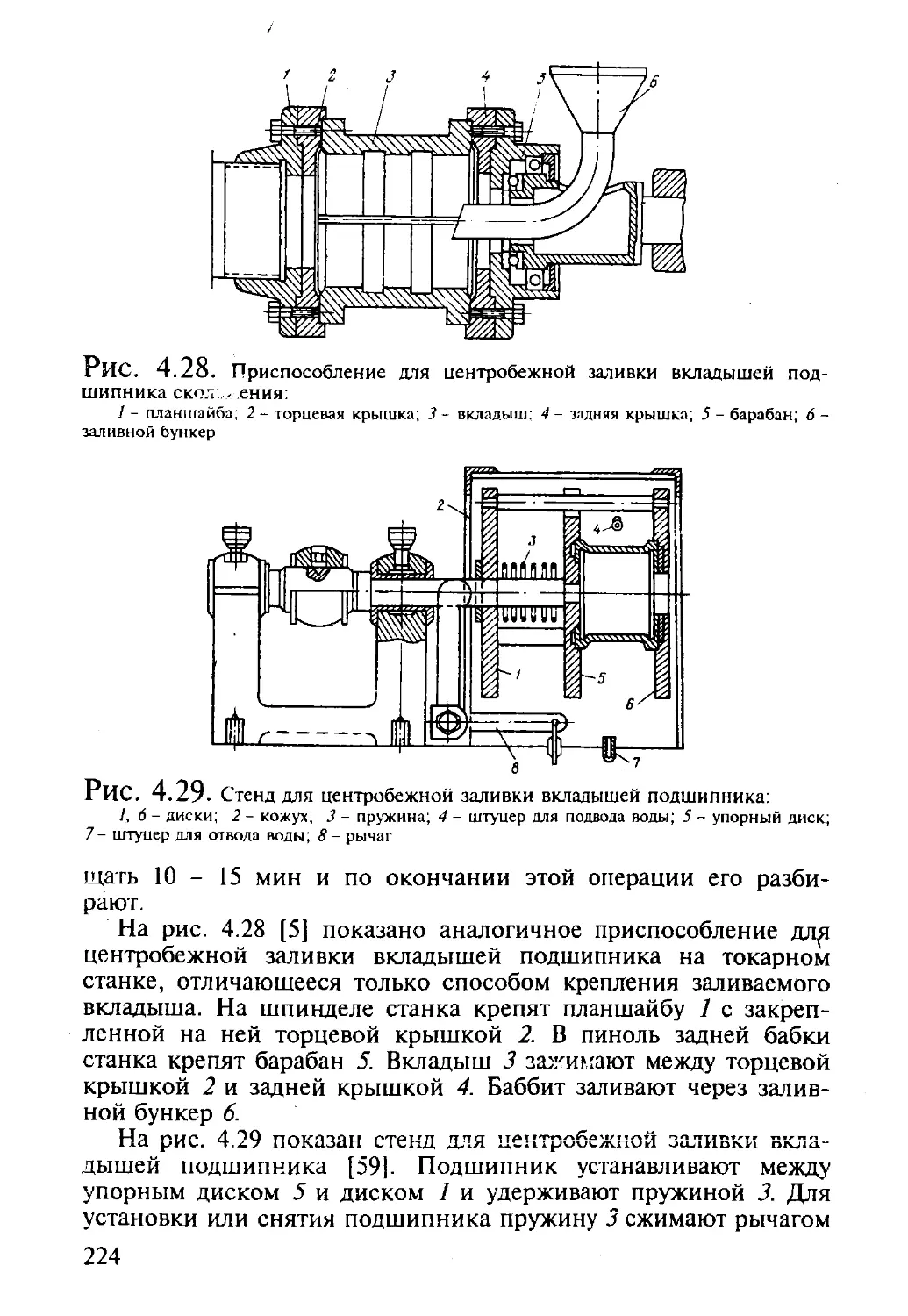
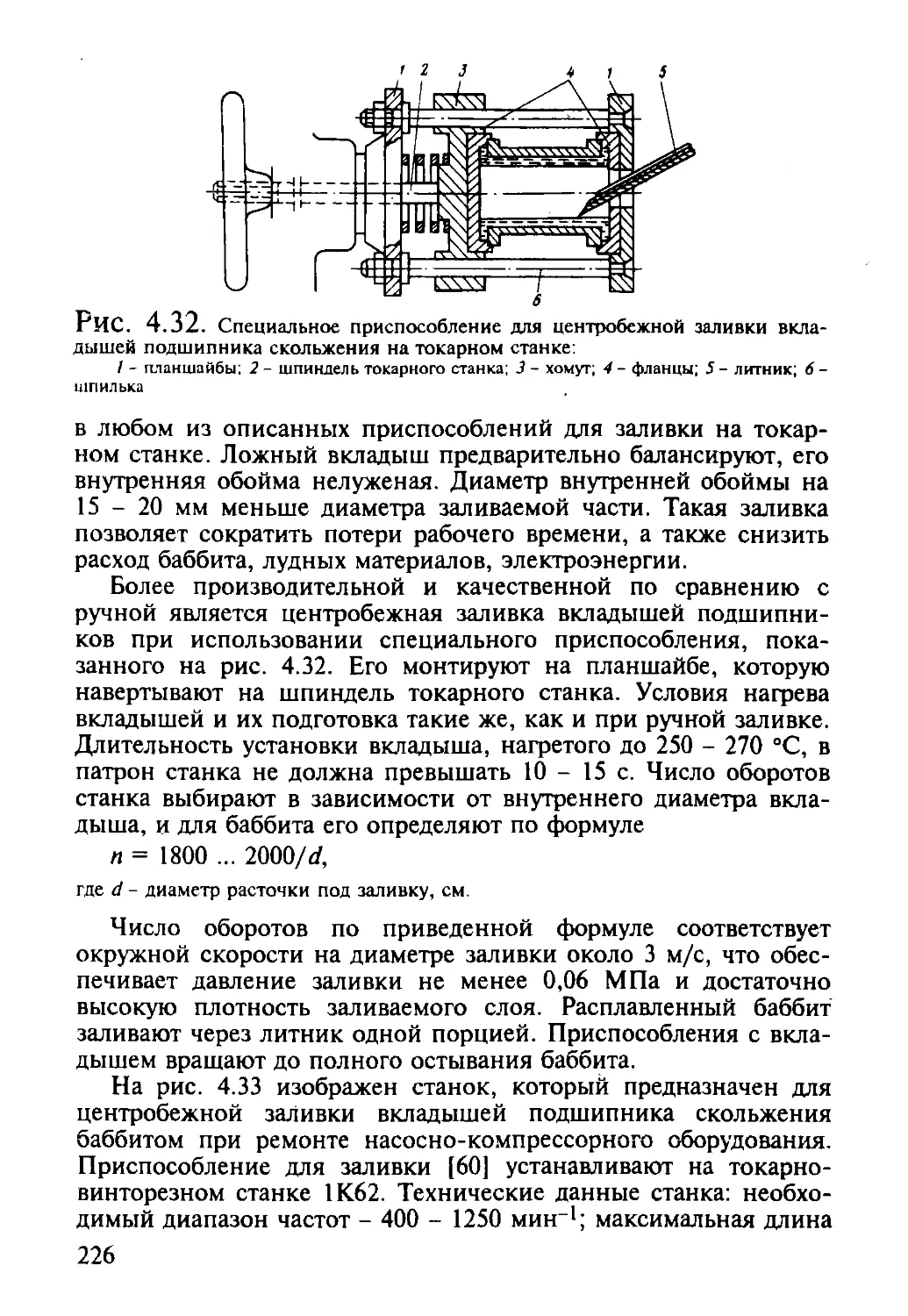
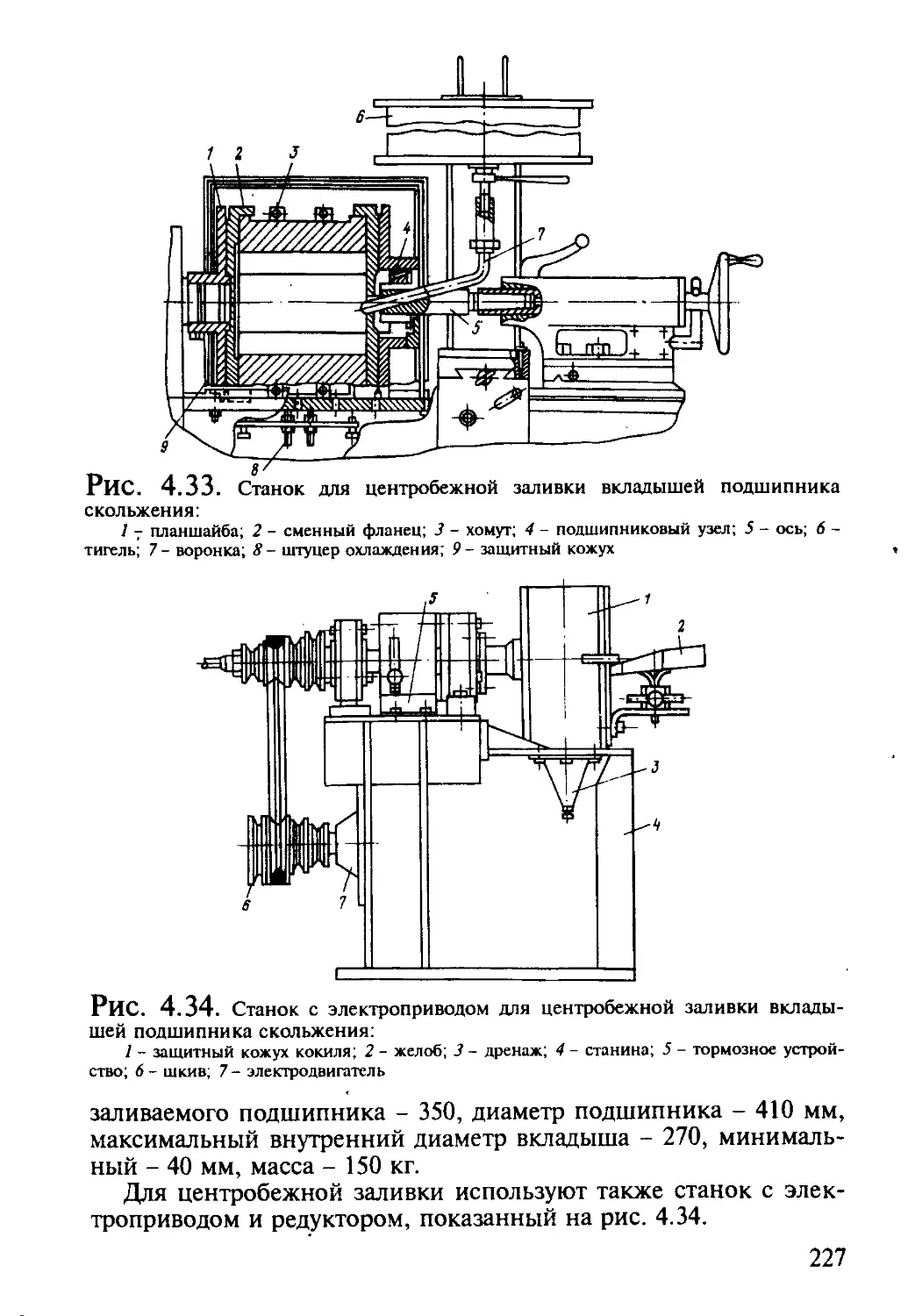
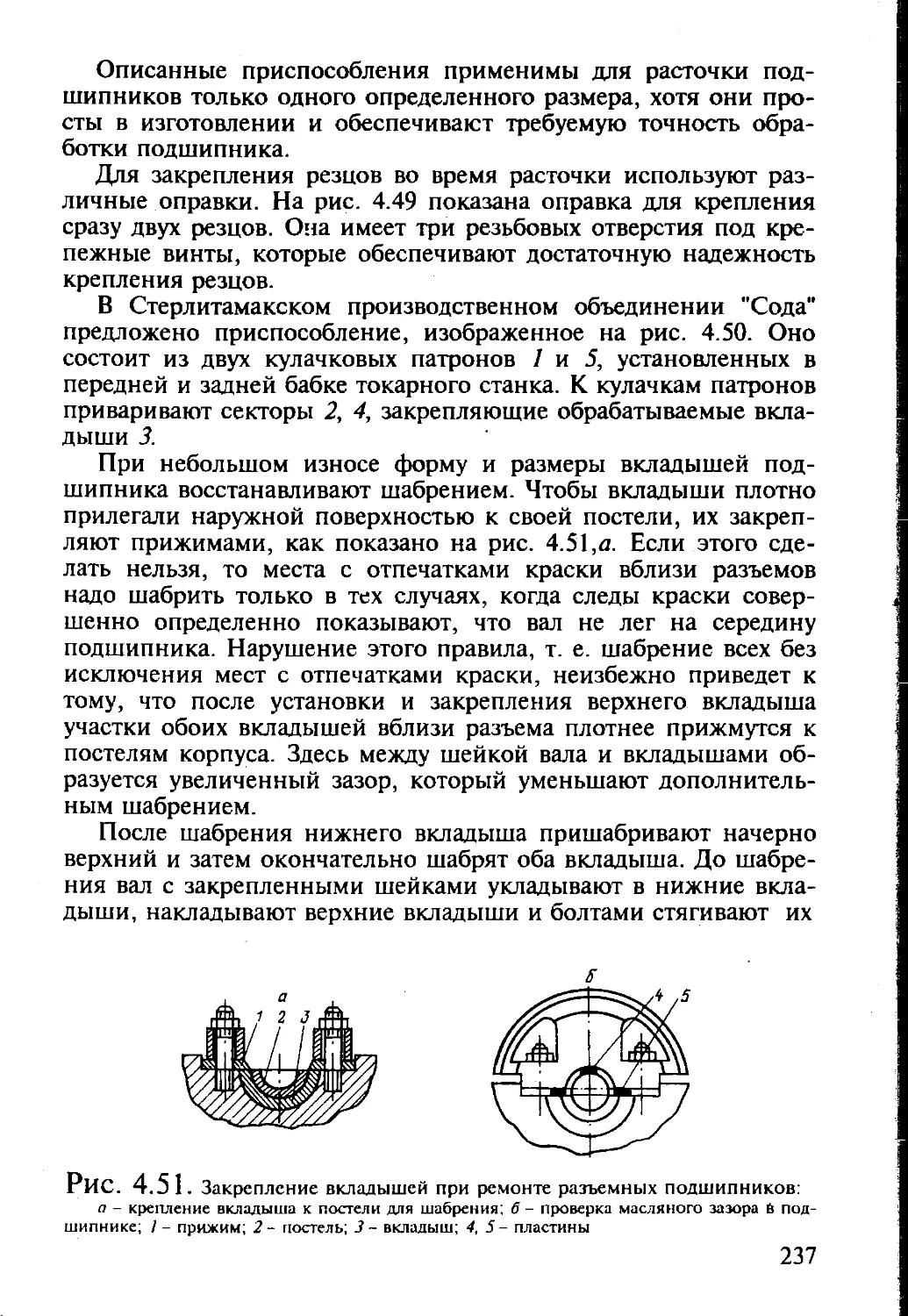
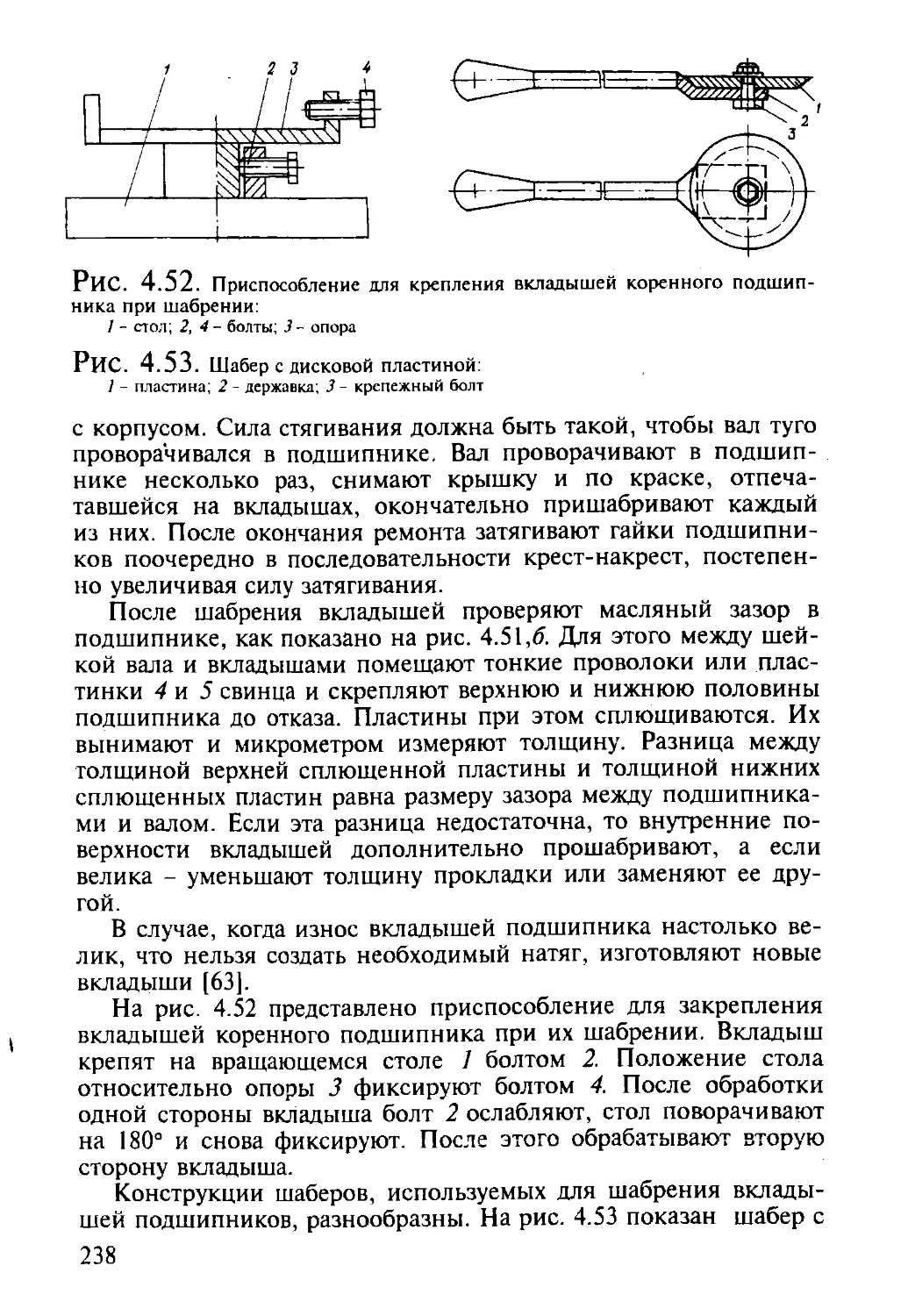
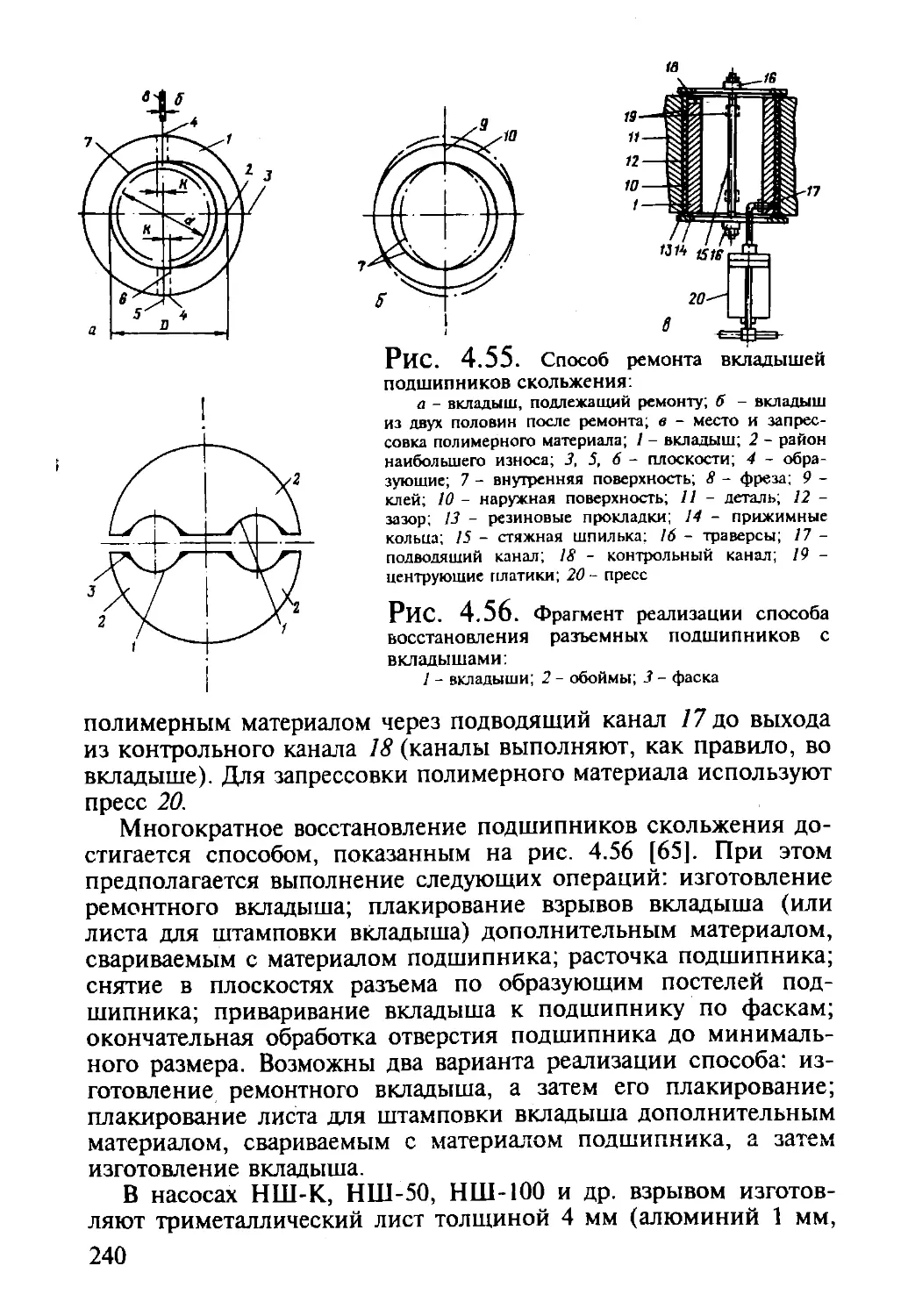
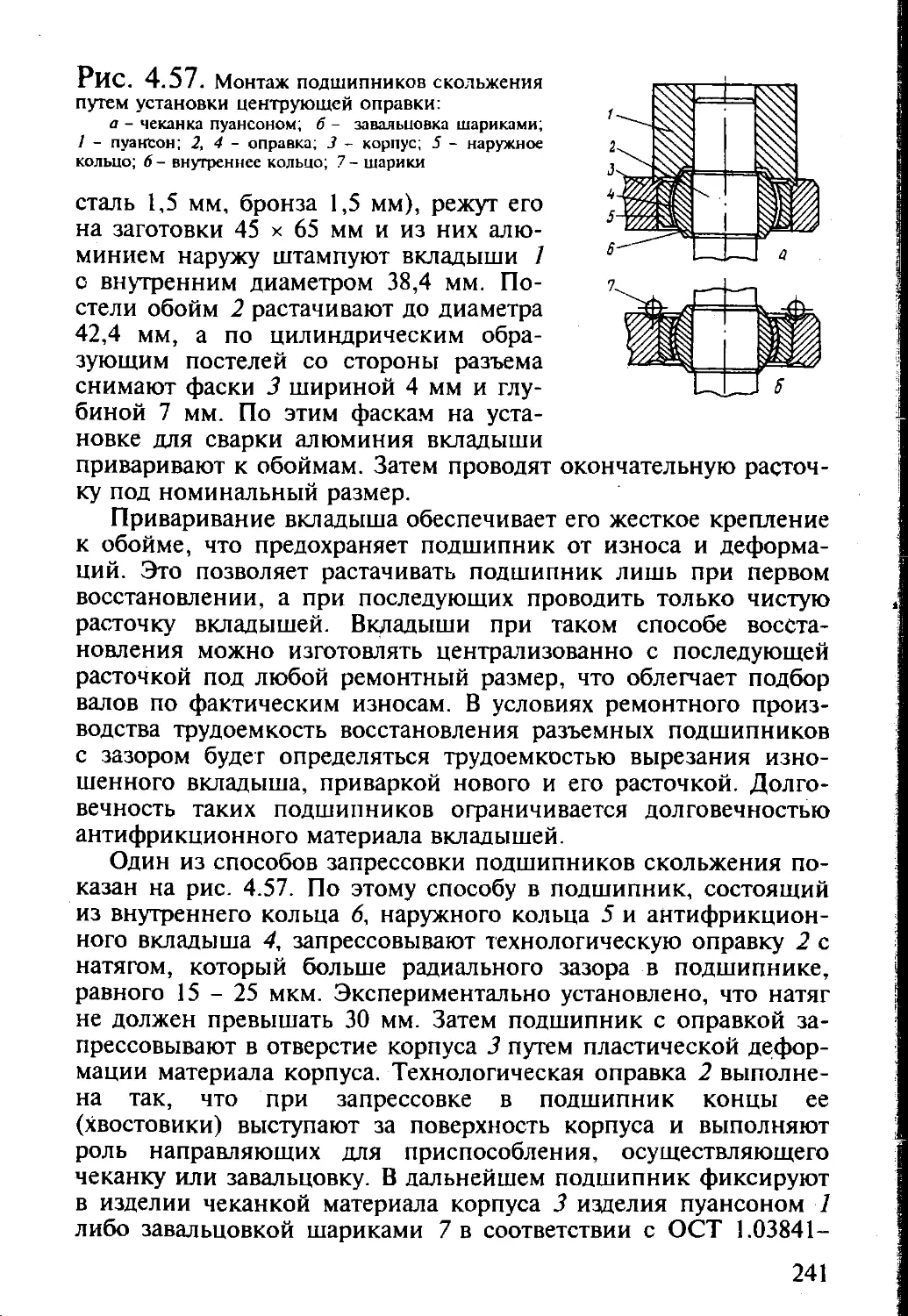
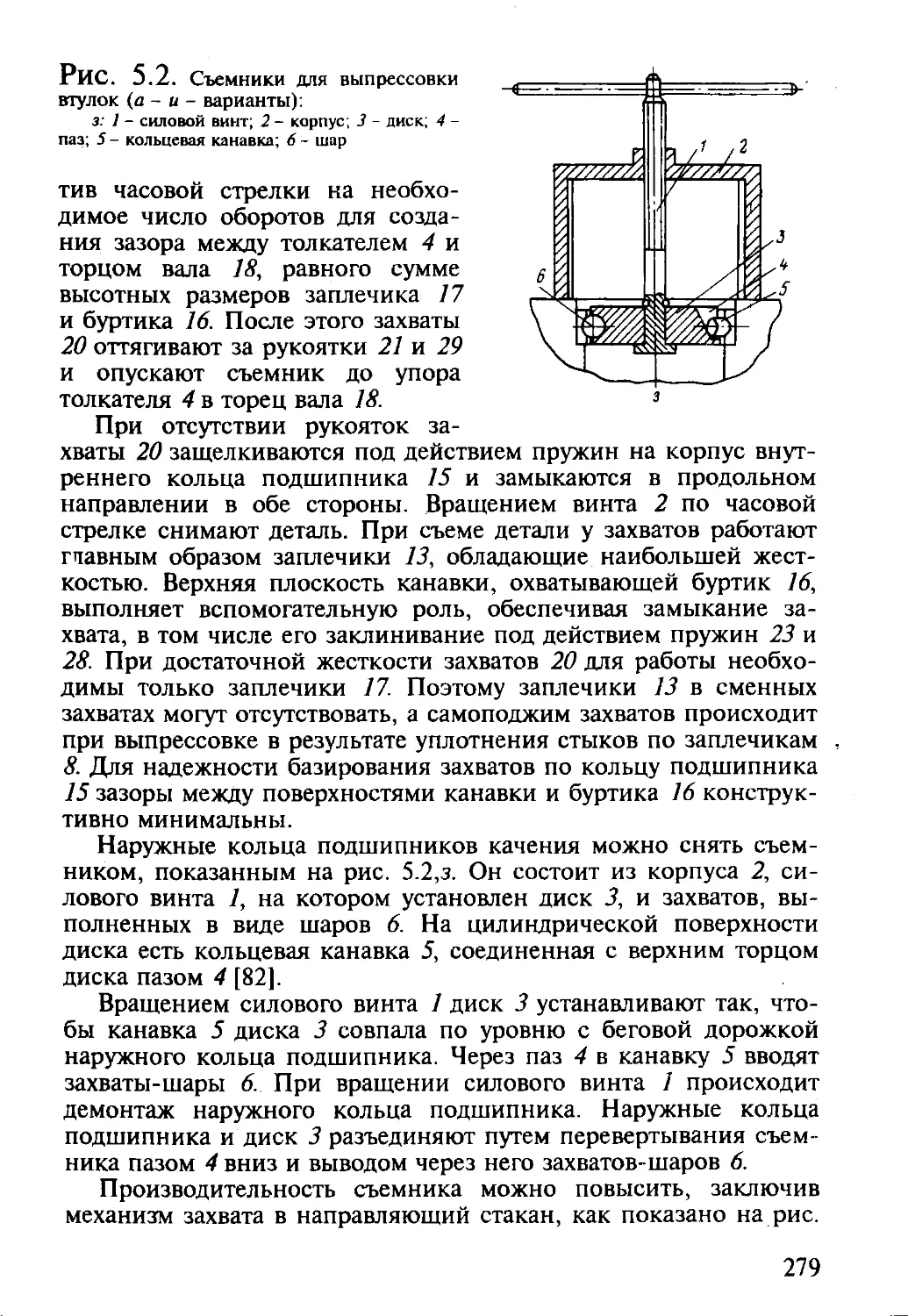
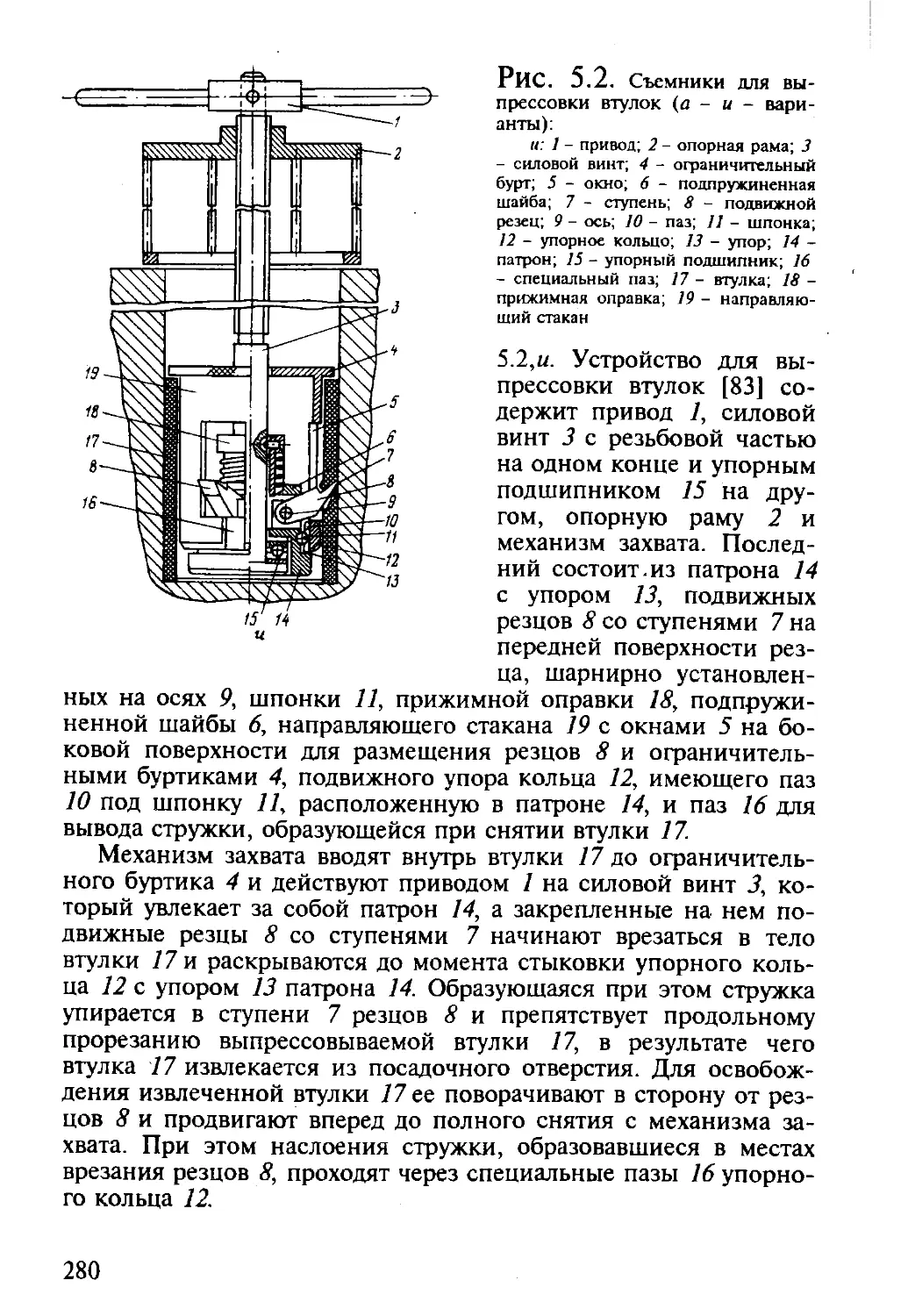
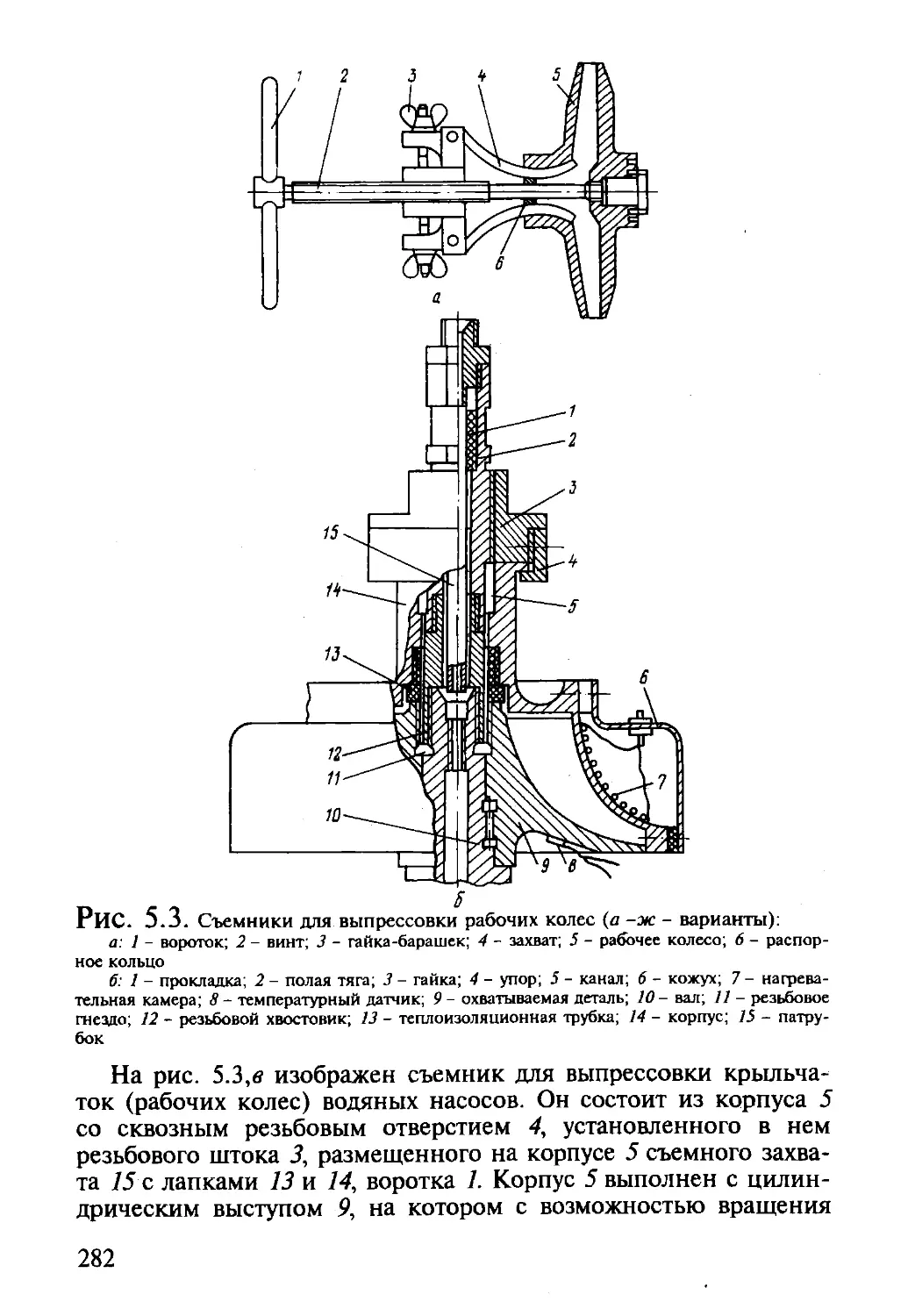
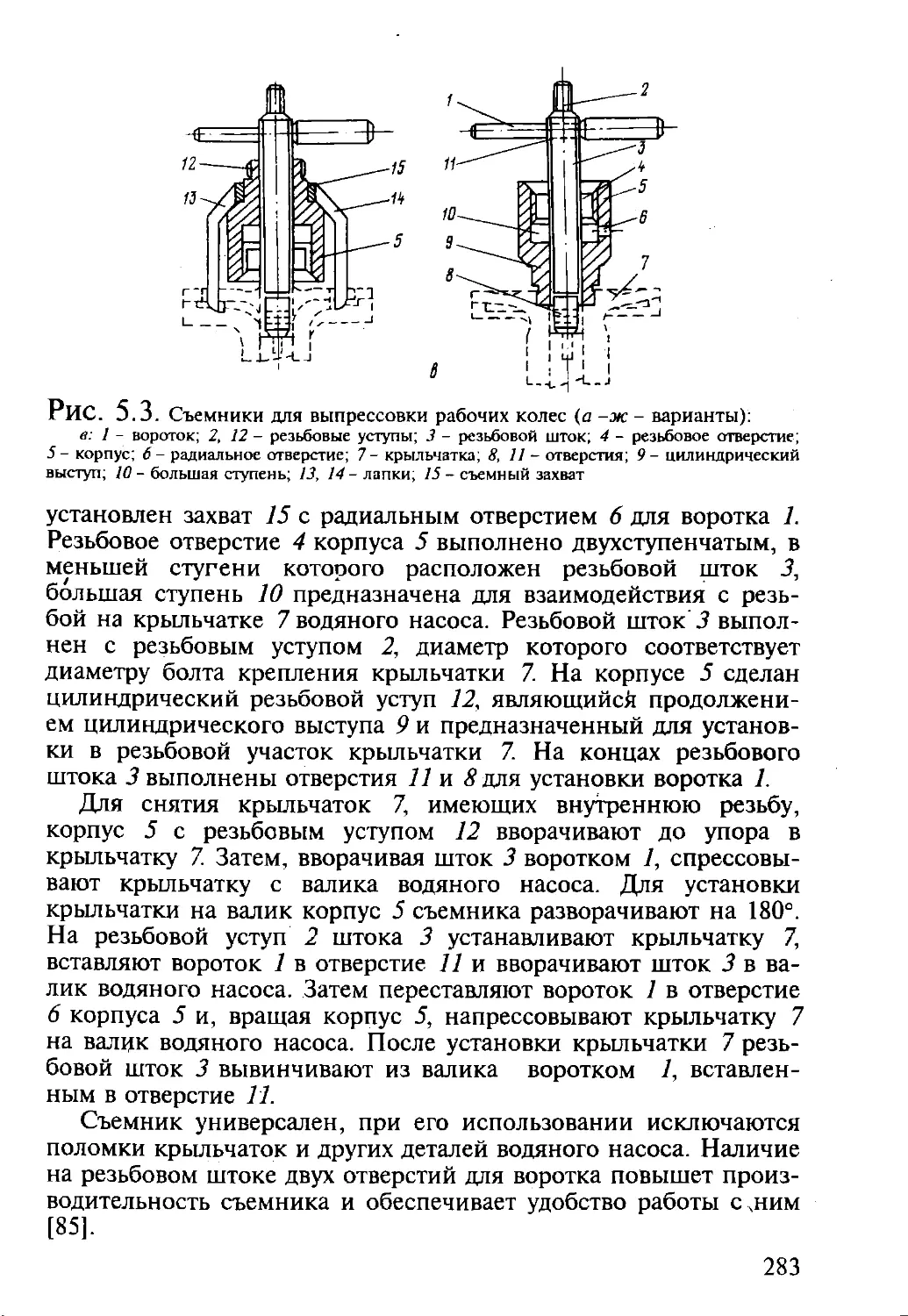
Text
В.И. КРАСНО^
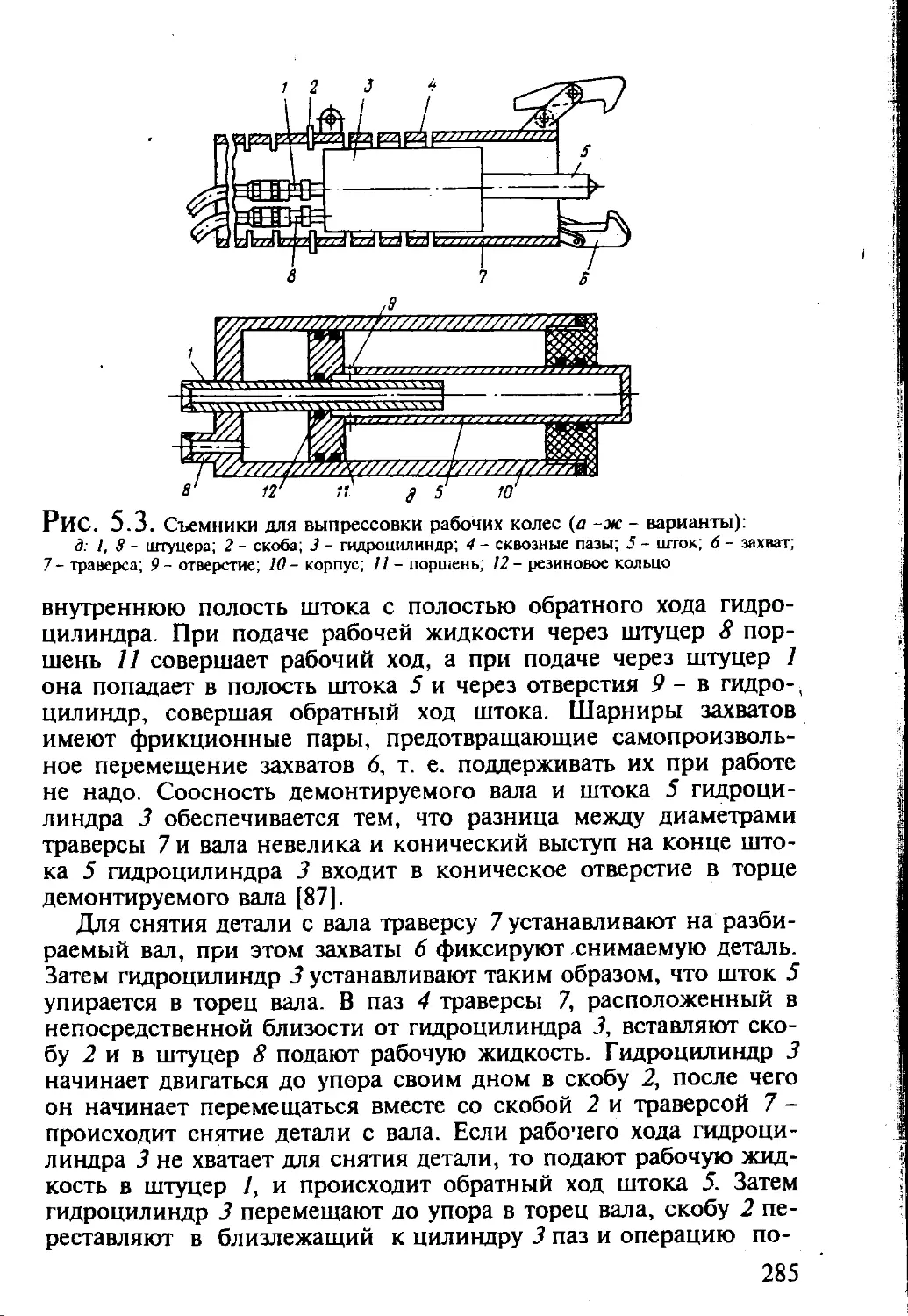
А.М. ЖИЛЬЦОВ
В.В. НАБЕРЖНЕВ
Ремонт
центробежных
и поршневых
насосов
нефте-
перерабатывающих
и нефте-
химических
предприятий
МОСКВА
“ХИМИЯ”
1996
ББК 31.56
К78
УДК 621.65
Краснов В. И. , Жильцов А. М., Набержнев В. В.
К78 Ремонт центробежных и поршневых насосов нефтепе-
рерабатывающих и нефтехимических предприятий: Справ,
изд. -М.: Химия, 1996. - 320 с. ил.
ISBN 5-7245-0959-8
Приведены методы расчета критериев отказов деталей и узлов цент-
робежных и поршневых насосов. Подробно описаны этапы ремонтных и
восстановительных работ деталей, узлов и соединений насосов, а также
приспособления для выполнения различных операций. Справочник
снабжен обширным иллюстрационным материалом.
Для специалистов, занимающихся ремонтом и обслуживанием насо-
сов и оборудования на предприятиях химической, нефтехимической и
смежных отраслей промышленности.
„ 2802000000-046 „ ,
К 050(01) 96
ББК 31.56
ISBN 5-7245-0959-8
© В.И. Краснов , А.М. Жильцов,
В.В. Набержнев, 1996
СОДЕРЖАНИЕ
Предисловие..............................................................5
Глава 1
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РЕМОНТОПРИГОДНОСТИ ЦЕНТРОБЕЖ-
НЫХ, ПОРШНЕВЫХ И ПЛУНЖЕРНЫХ НАСОСОВ......................................6
1.1. Критерии отказов узлов и деталей центробежных насосов...............6
1.2. Критерии отказов узлов и деталей поршневых и плунжерных насосов.... 11
Глава 2
РЕМОНТ ЦЕНТРОБЕЖНЫХ НАСОСОВ.............................................27
2.1. Очистка узлов и деталей от загрязнений.............................27
2.2. Разборка и сборка насосов..........................................40
2.3. Восстановление валов...............................................47
2.3.1. Сварка валов................................................47
2.3.2. Наплавка валов..............................................48
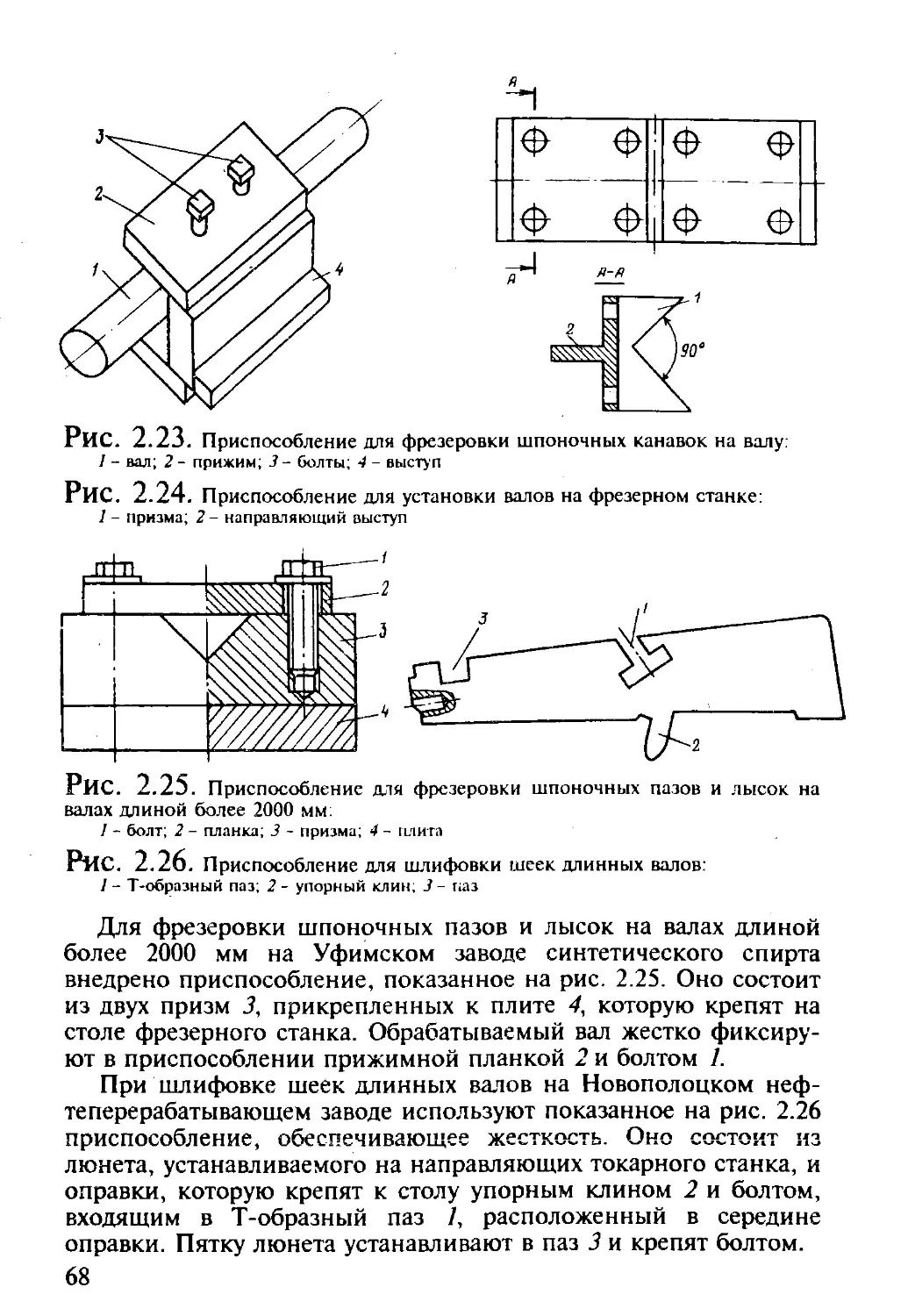
2.3.3. Обработка валов.............................................66
2.3.4. Правка валов................................................69
2.4. Разбока и сборка роторов...........................................77
2.5. Балансировка роторов...............................................84
2.6. Центрование валов..................................................95
2.7. Ремонт рабочих колес..............................................103
2.8. Обработка уплотнительных колец....................................107
2.9. Ремонт муфт.......................................................112
2.10. Ремонт торцевых уплотнений.......................................116
Глава 3
РЕМОНТ ПОРШНЕВЫХ И ПЛУНЖЕРНЫХ НАСОСОВ..................................131
3.1. Ремонт цилиндров..................................................131
3.2. Ремонт поршней и штоков...........................................150
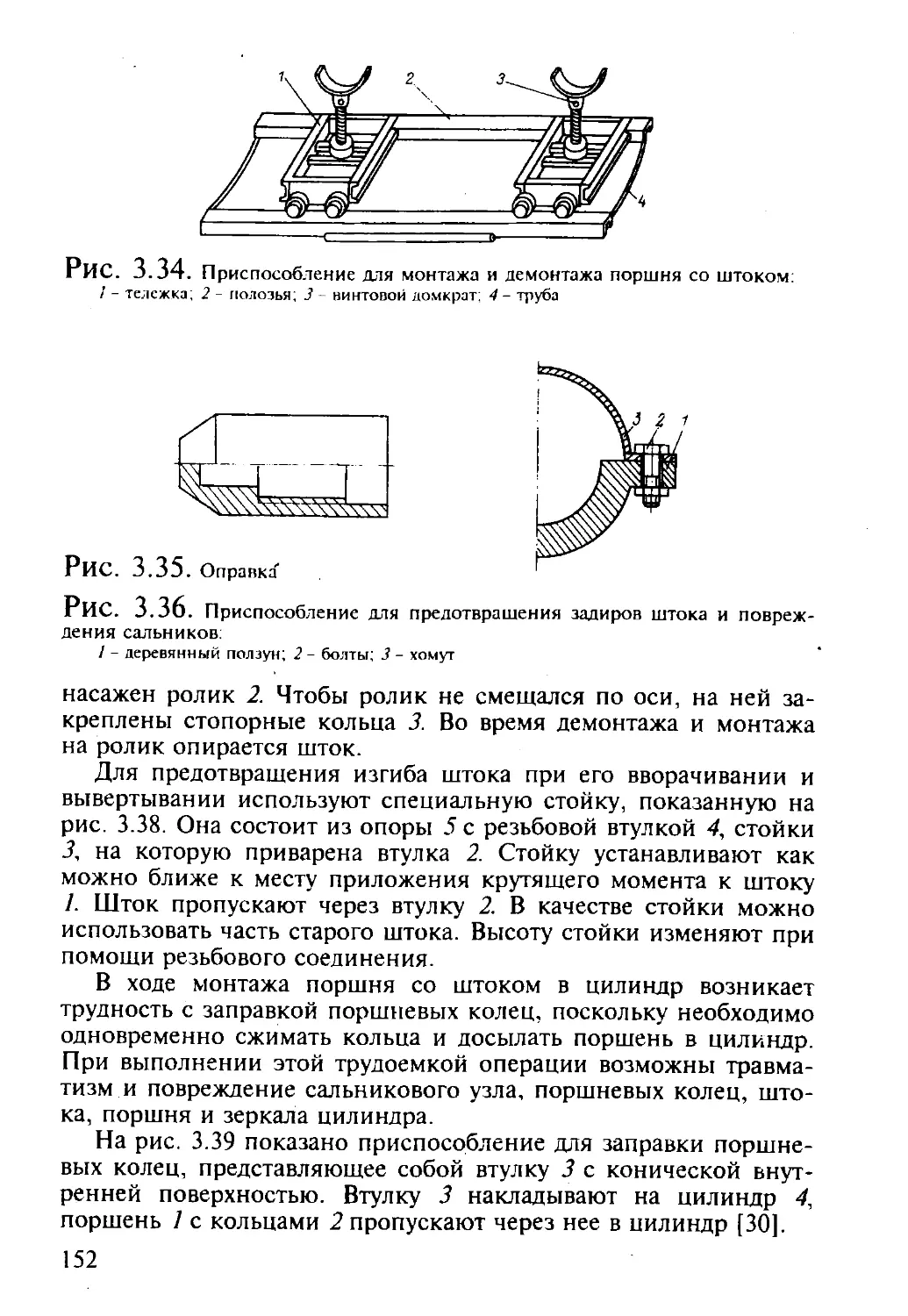
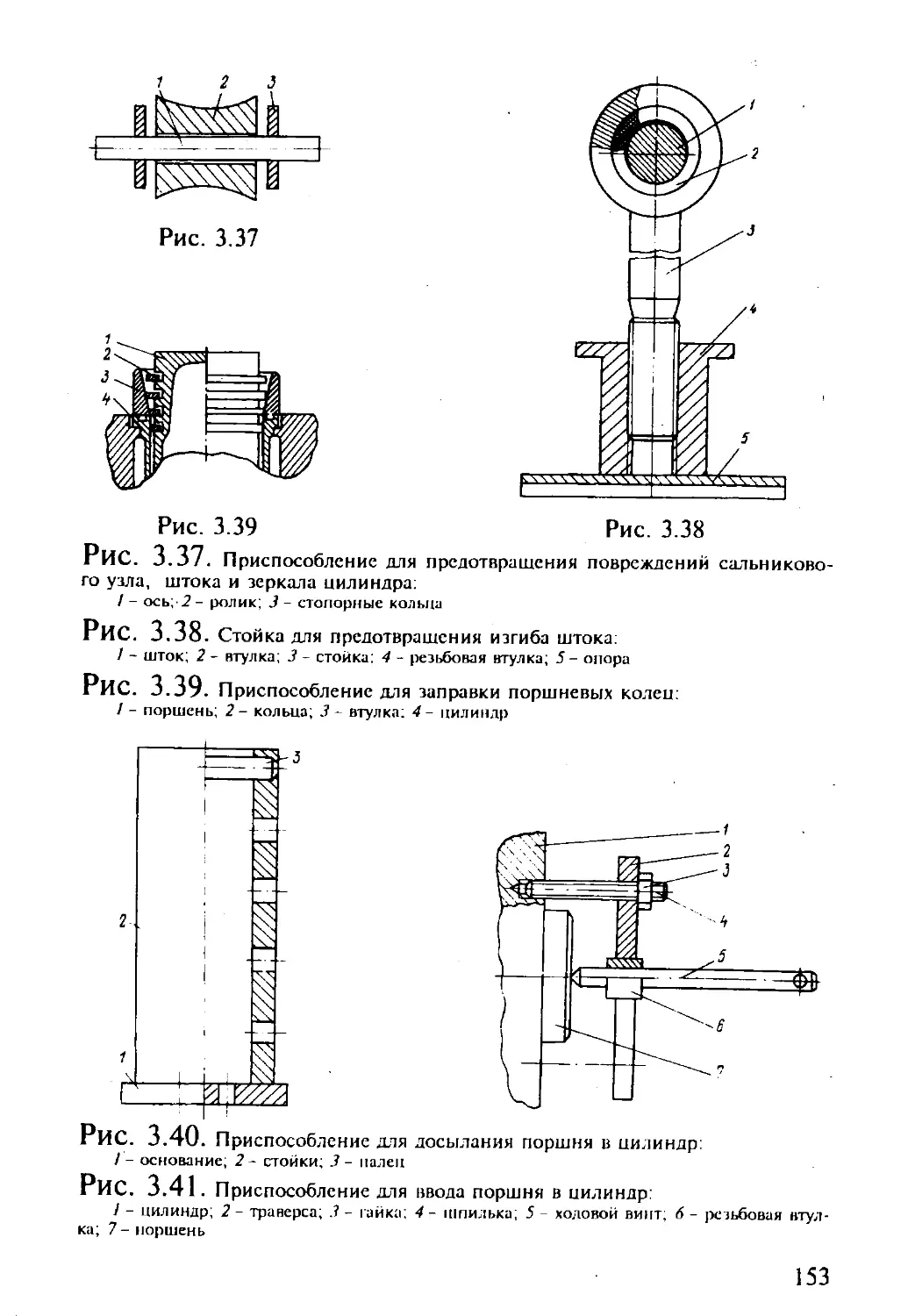
3.2.1 Приспособления для демонтажа и монтажа поршня со штоком..151
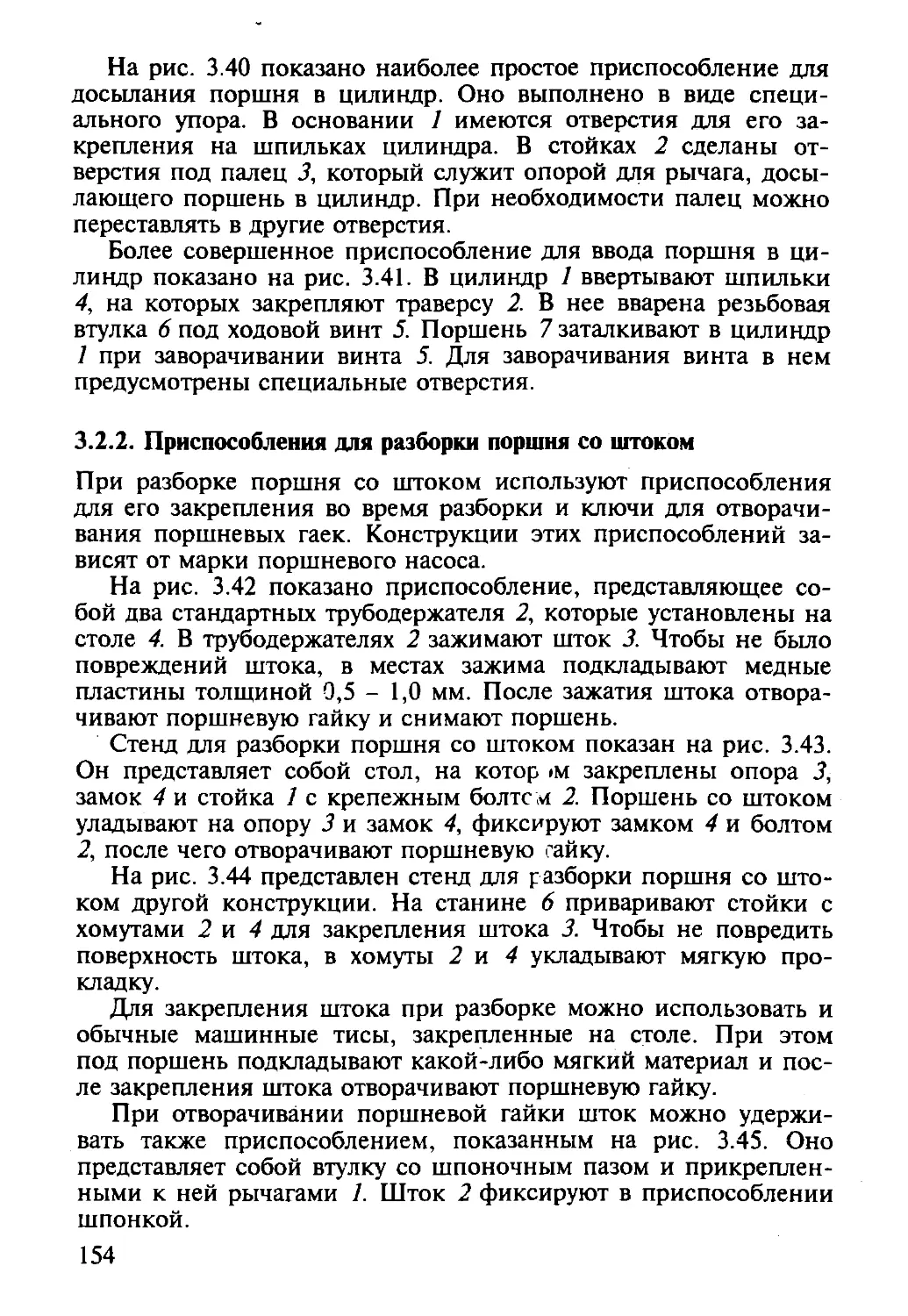
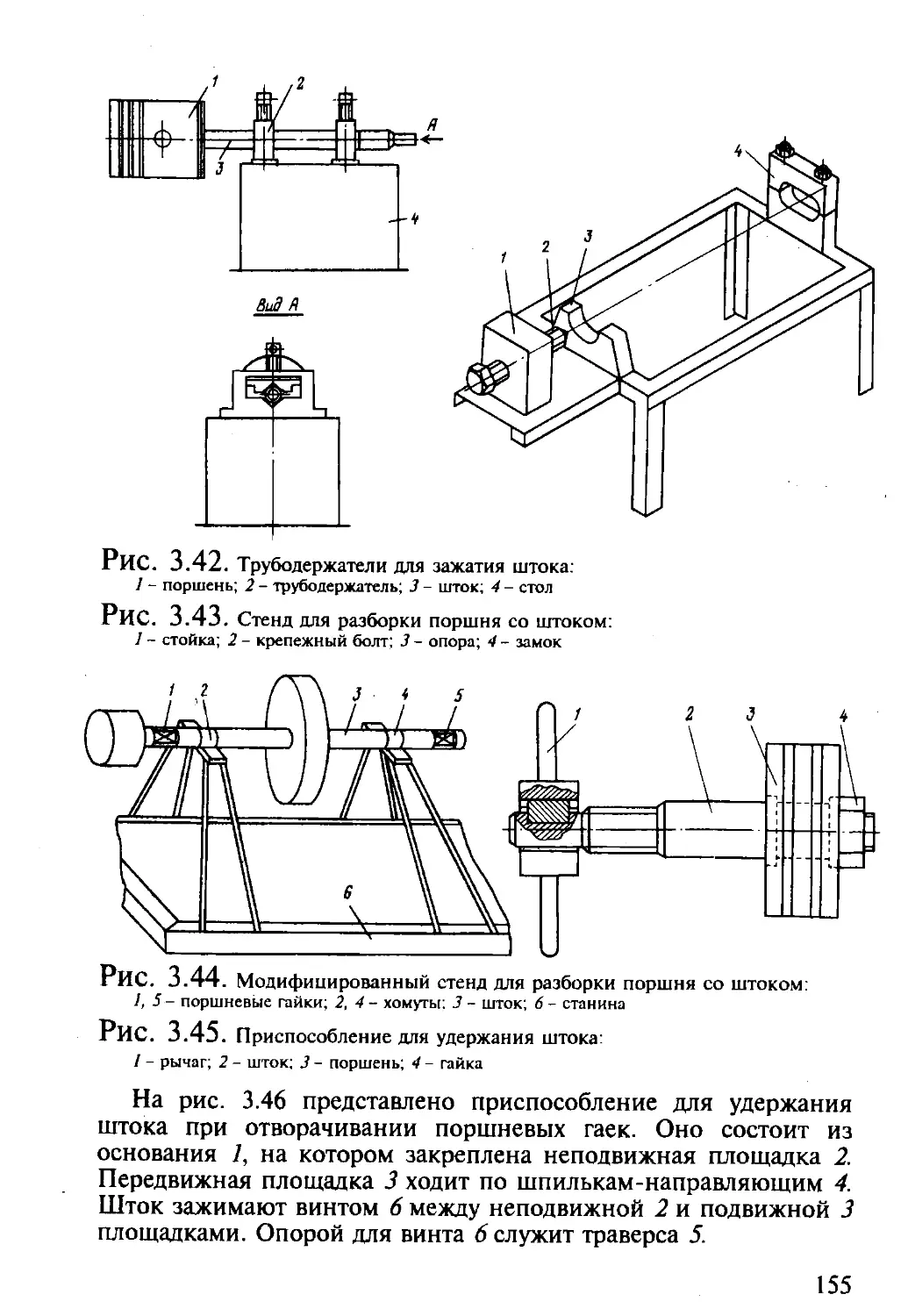
3.2.2. Приспособления для разборки поршня со штоком...............154
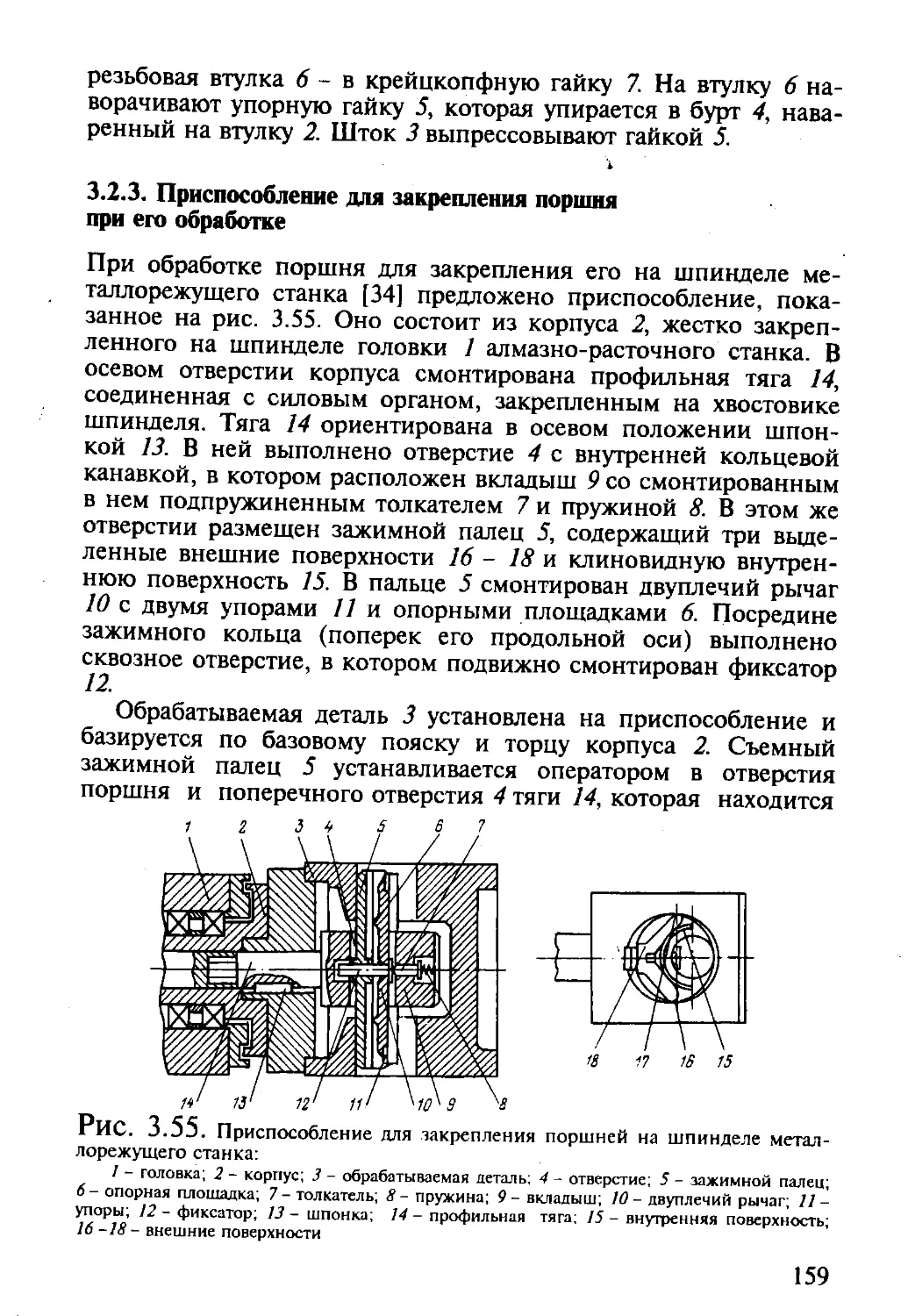
3.2.3. Приспособление для закрепления поршня при его обработке....159
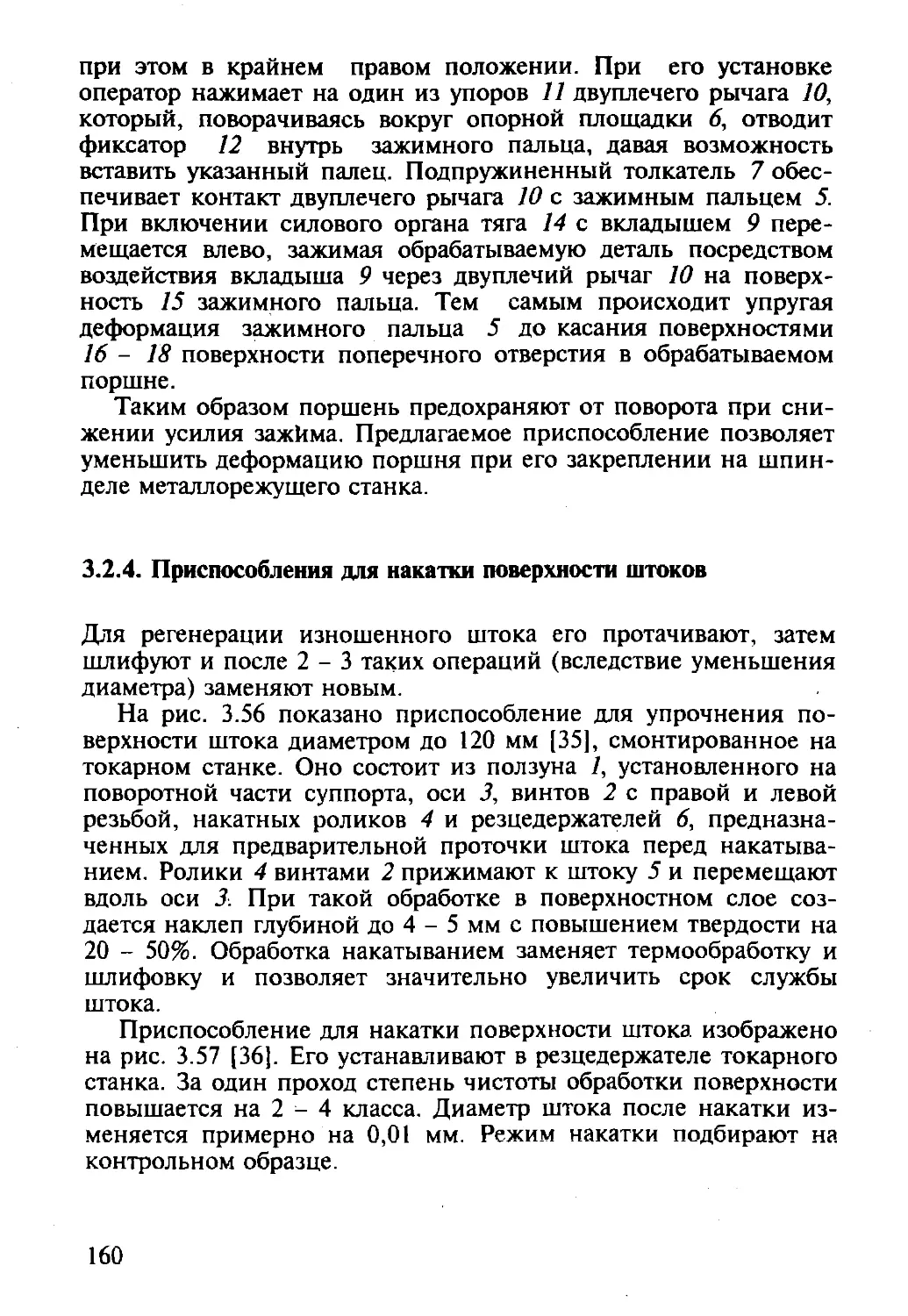
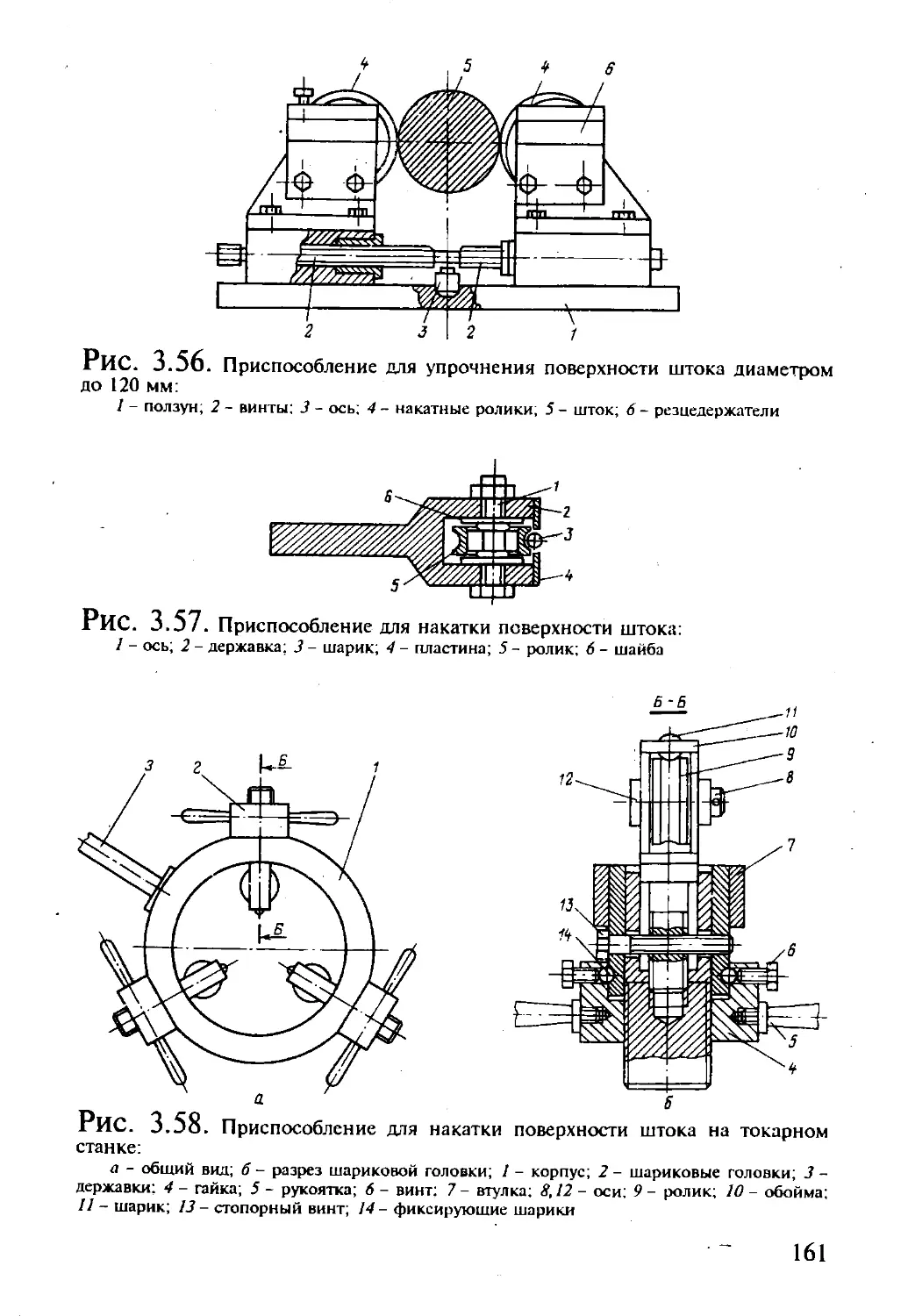
3.2.4. Приспособления для накатки поверхности штоков..............160
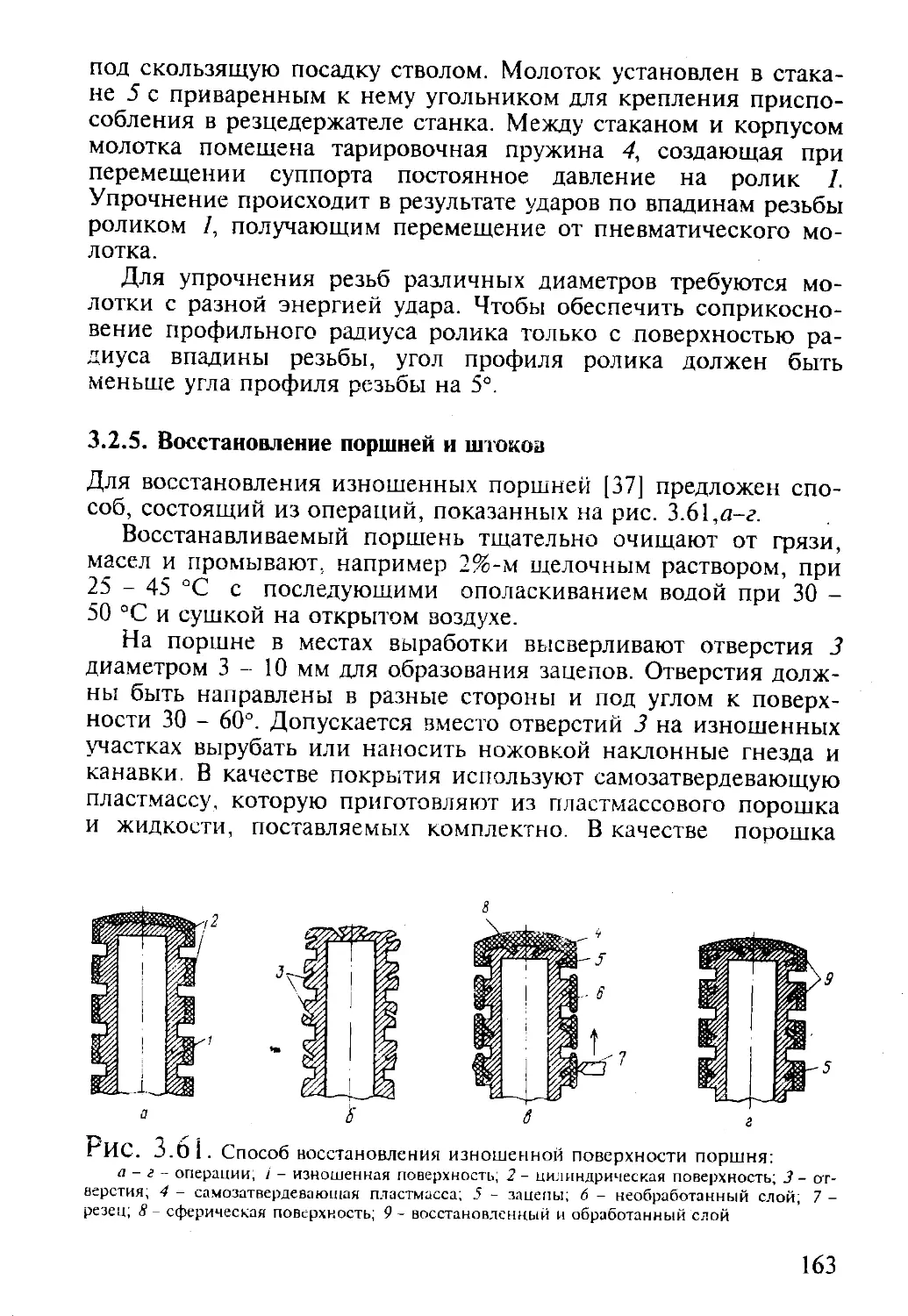
3.2.5. Восстановление поршней и штоков............................163
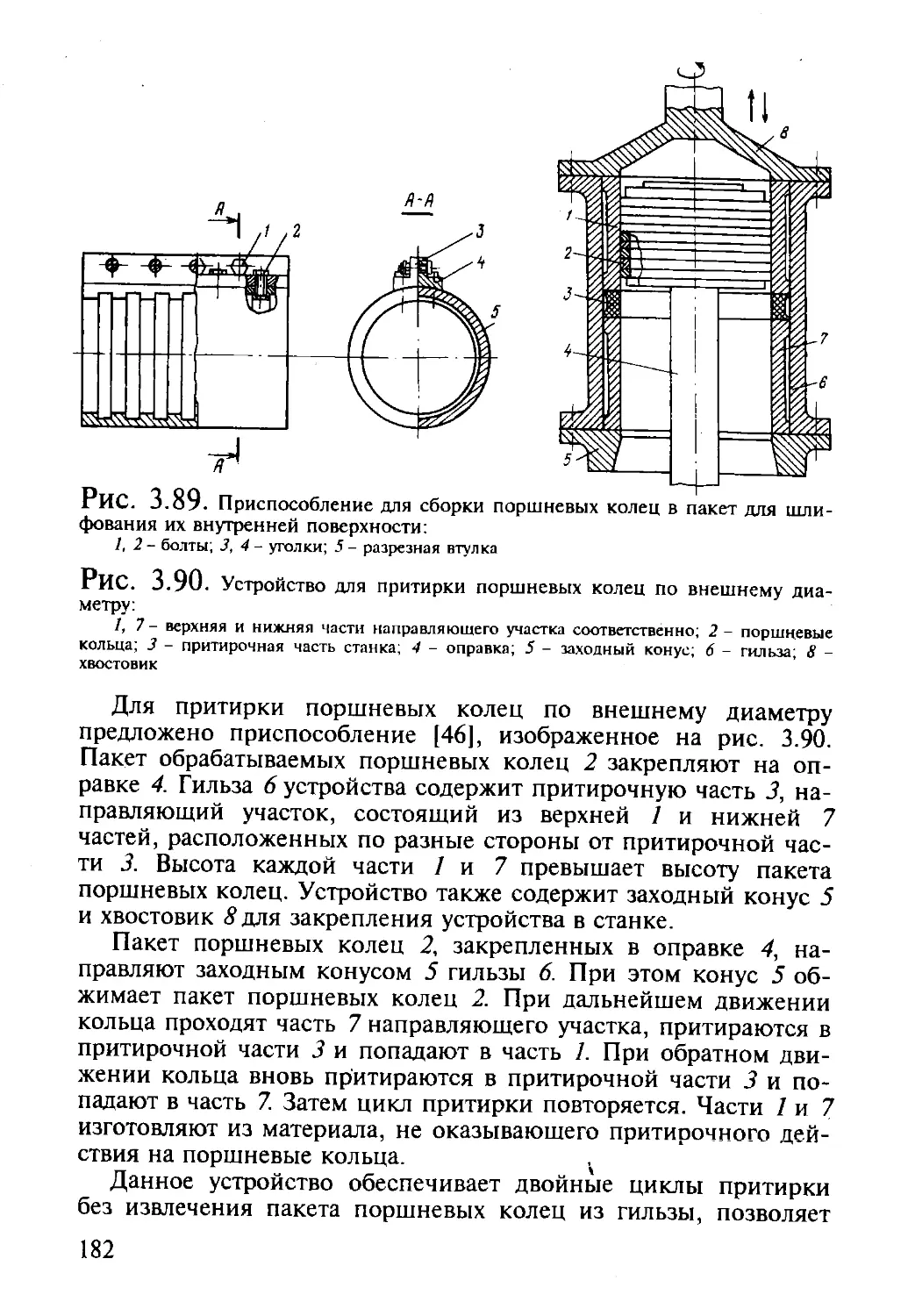
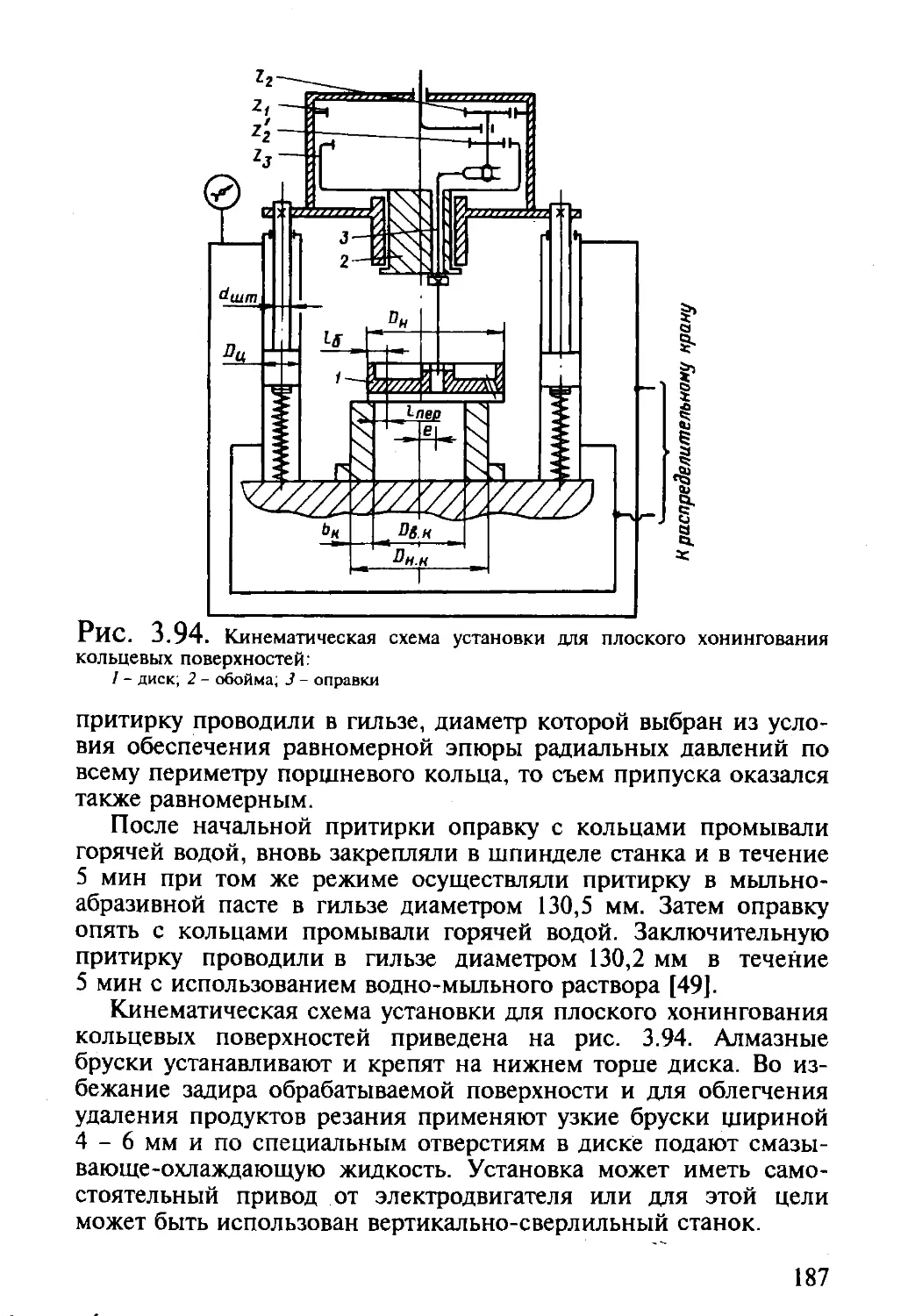
3.3. Ремонт поршневых колец............................................168
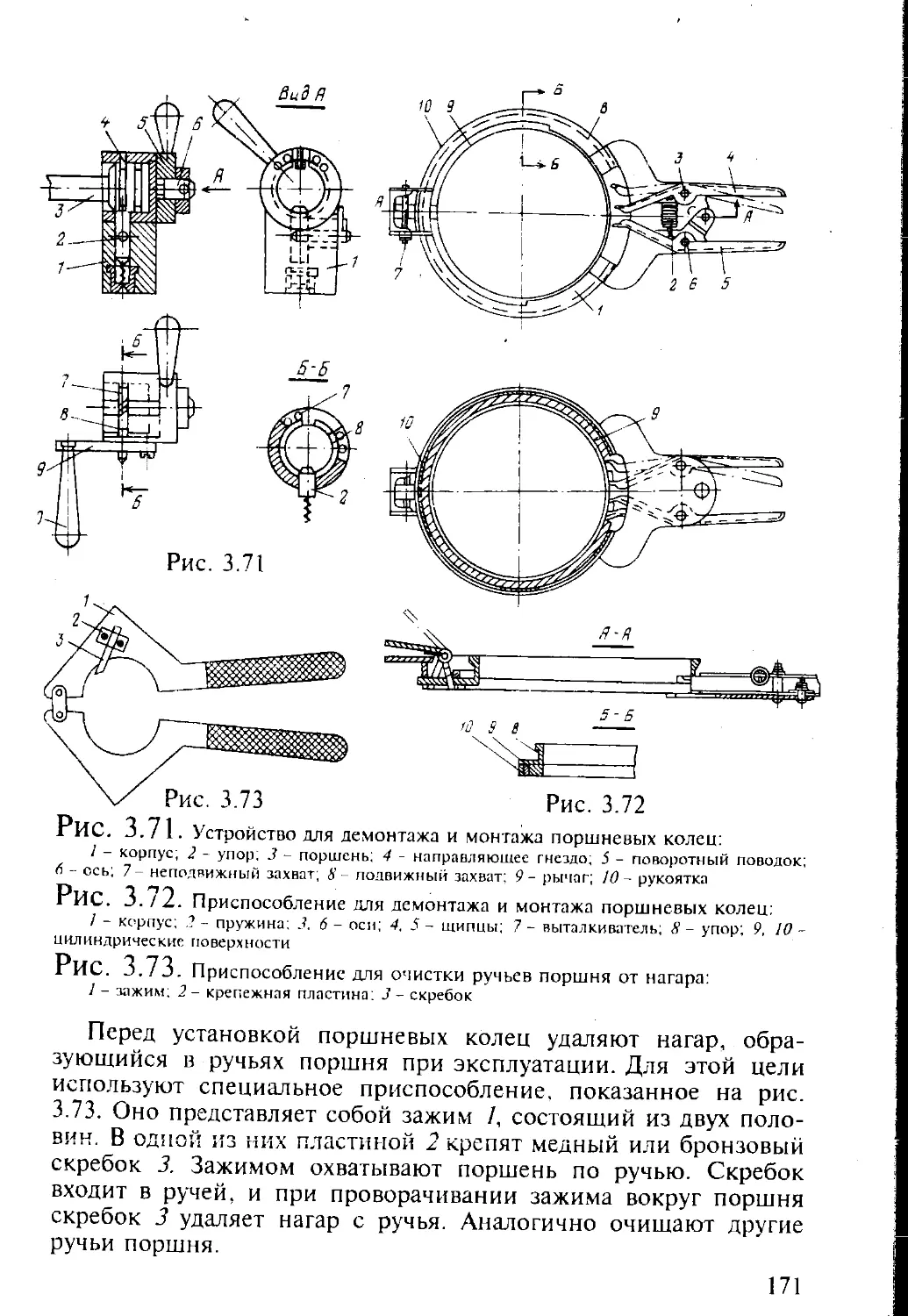
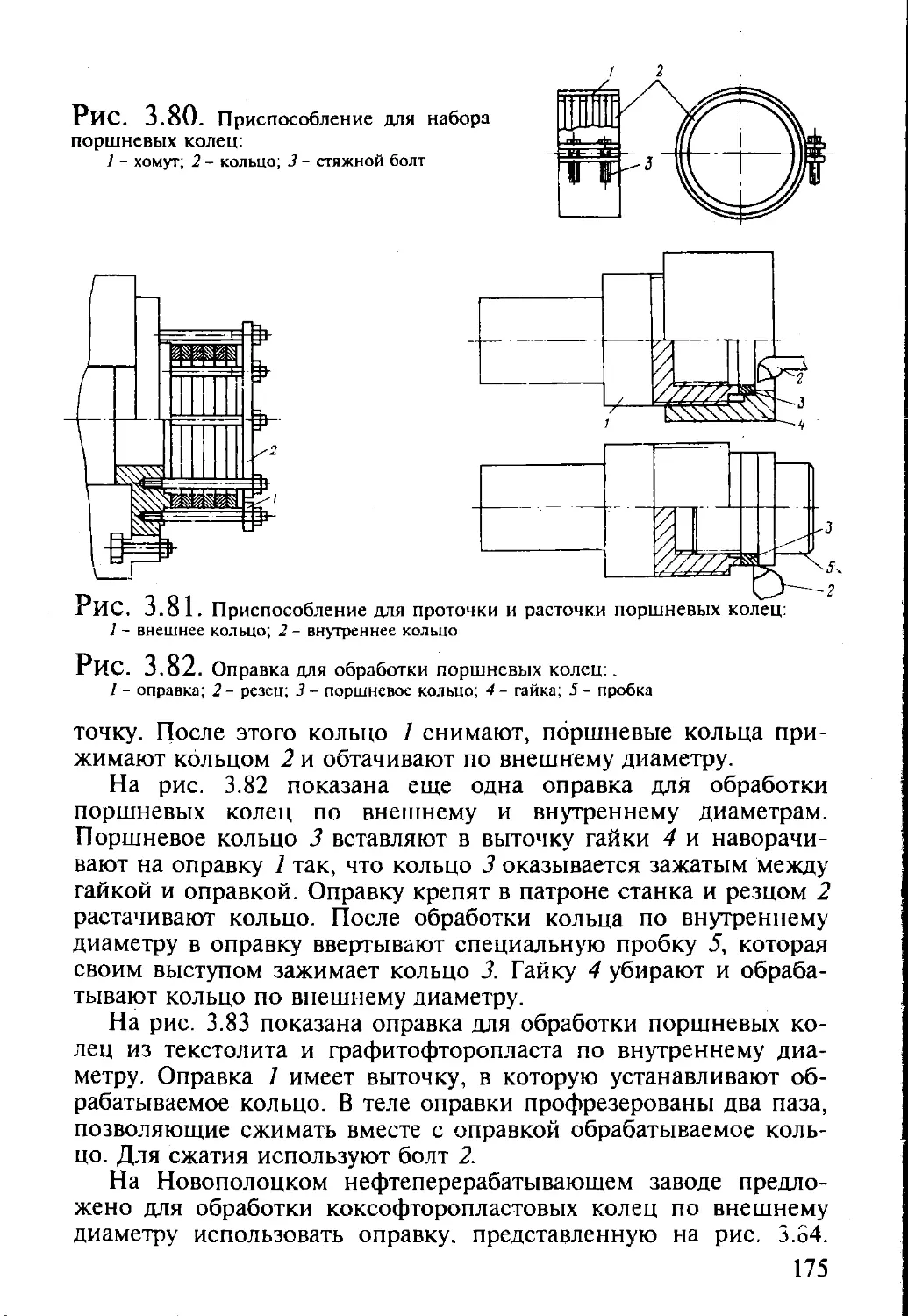
3.3.1. Приспособления для демонтажа и монтажа поршневых колец ....168
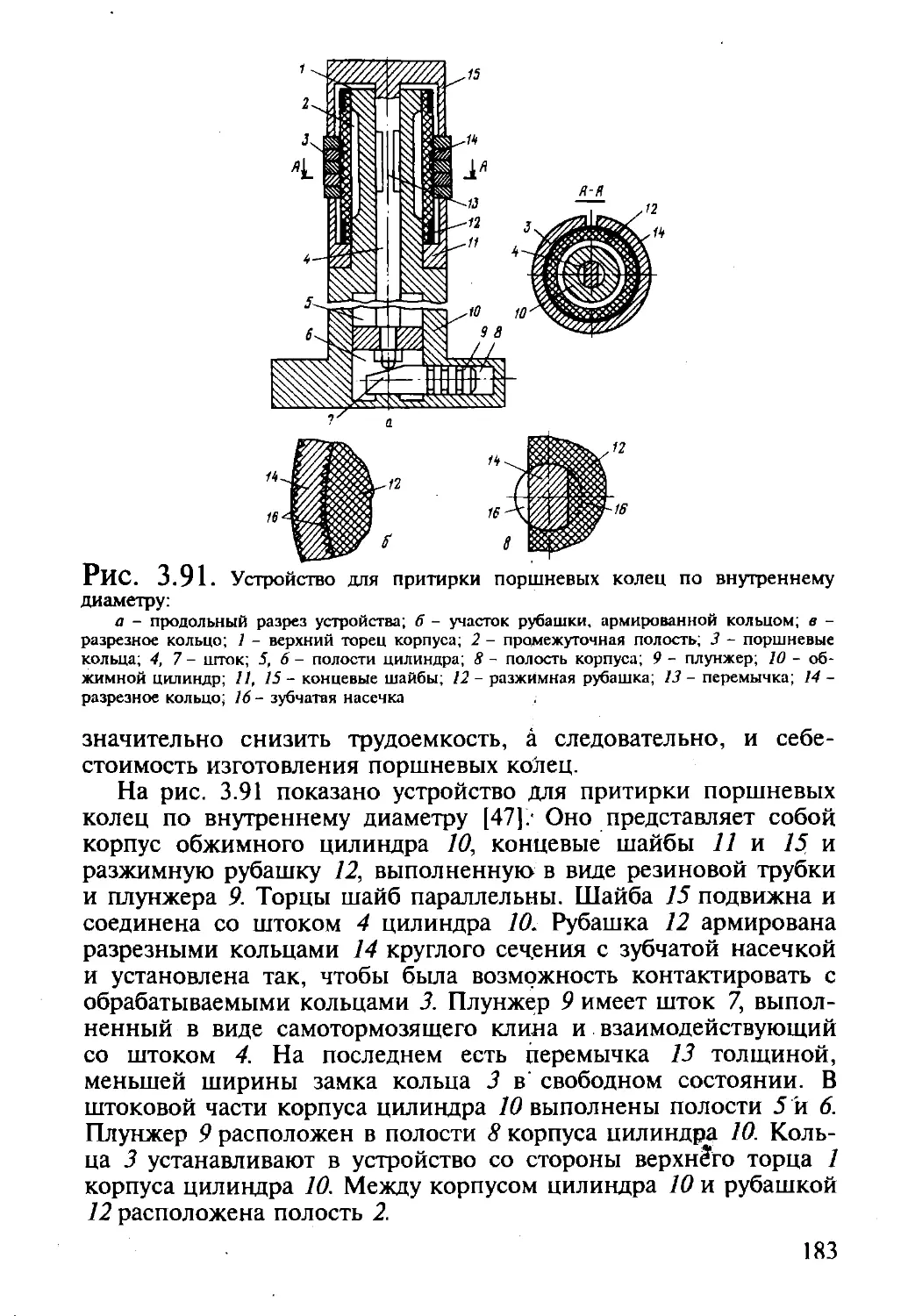
3.3.2. Приспособления для обработки поршневых колец...............173
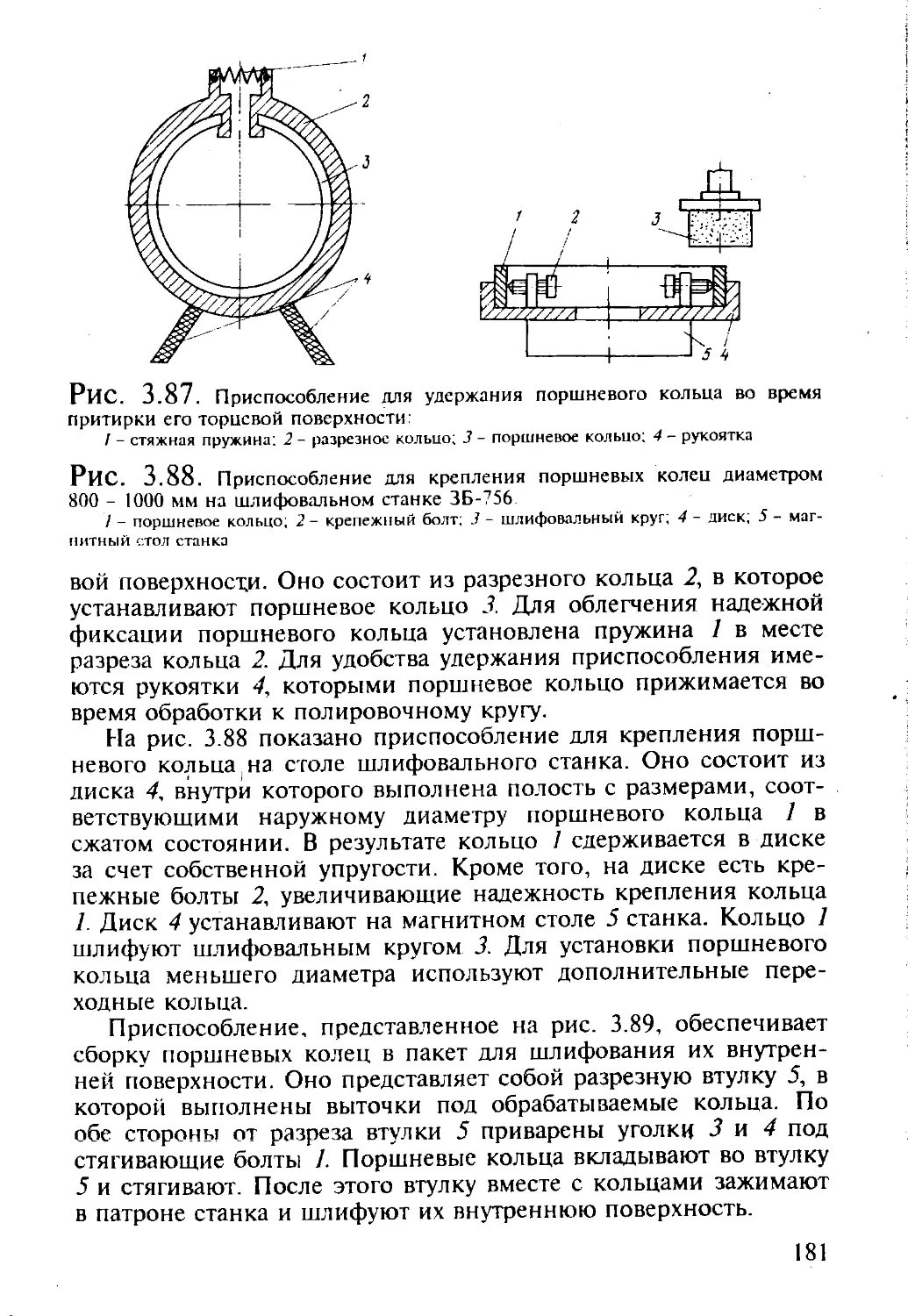
3.3.3. Приспособления для шлифования поршневых колец..............180
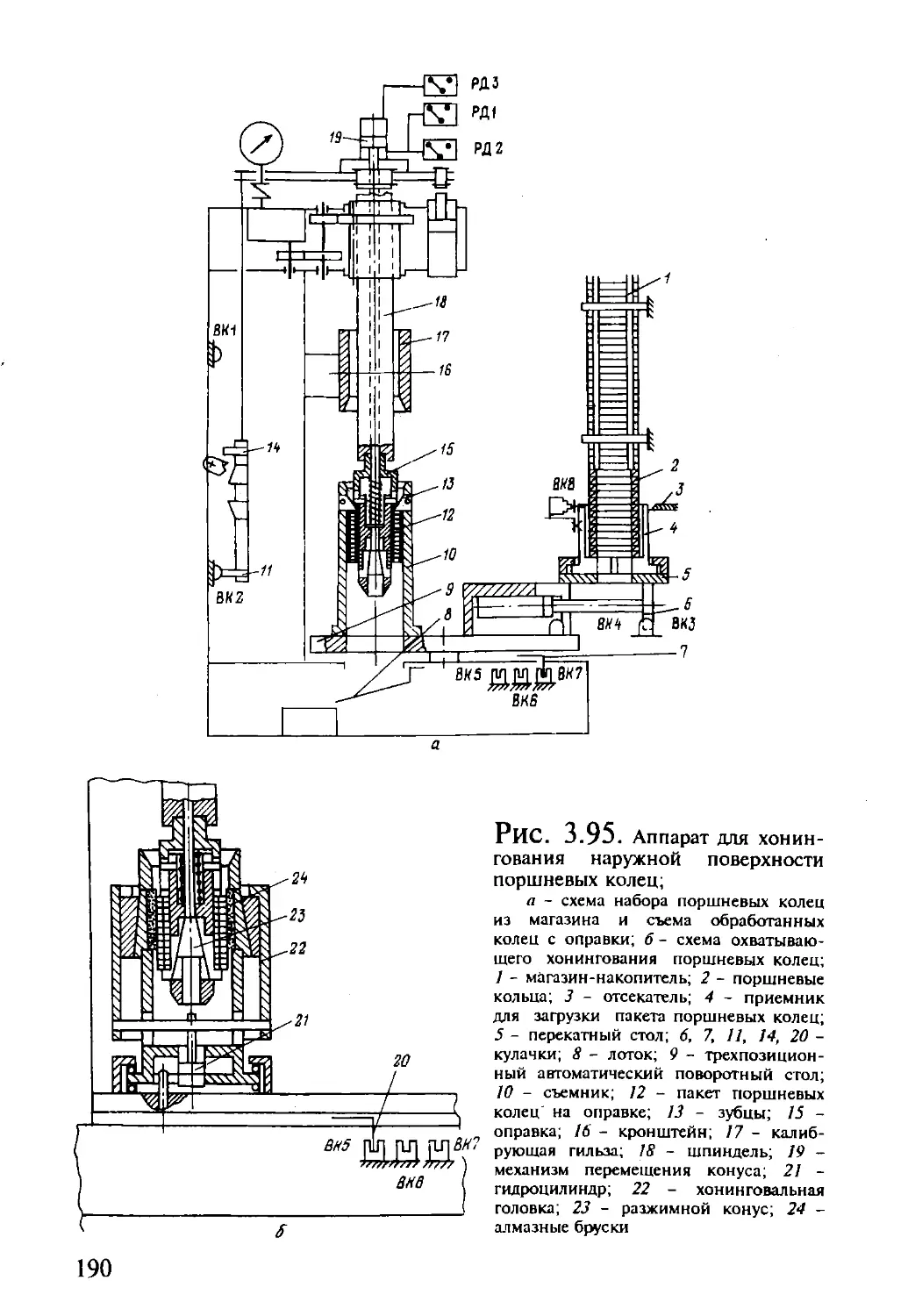
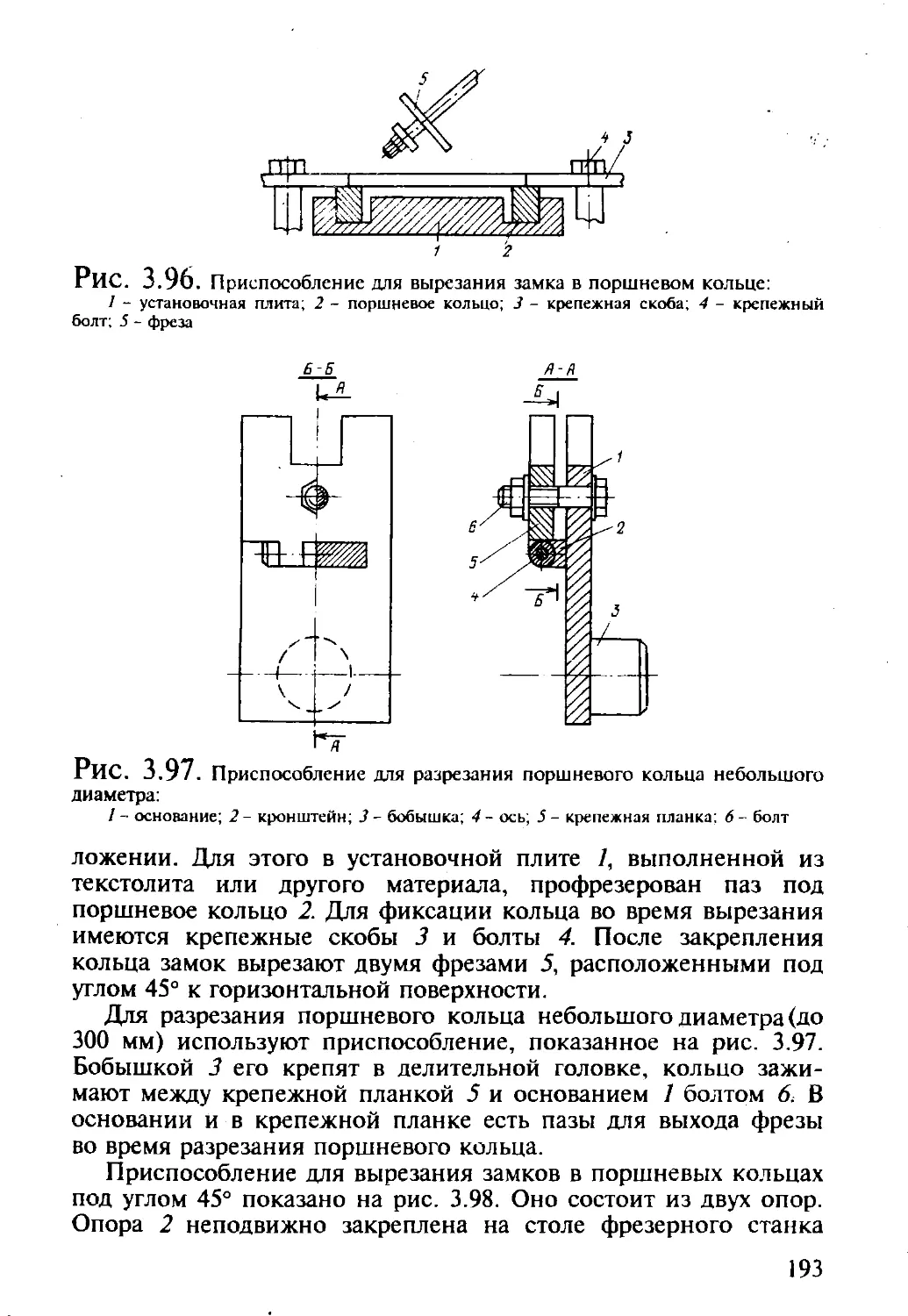
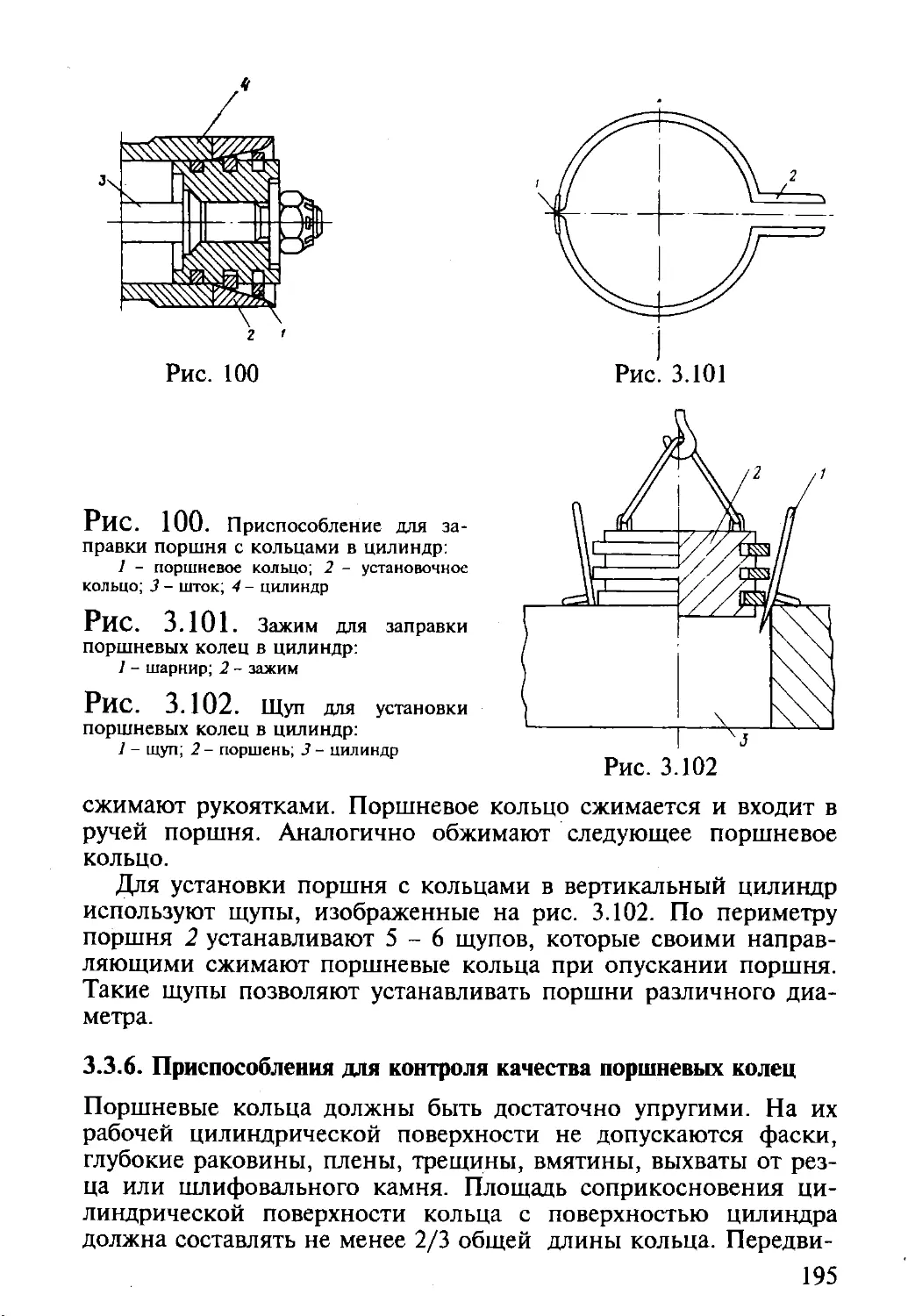
3.3.4. Приспособления для ремонта замков в поршневых кольцах......192
3.3.5. Приспособления для заправки поршневых колец в цилиндр......194
3.3.6. Приспособления для контроля качества поршневых колец.......195
3.4. Ремонт клапанов...................................................197
Глава 4
РЕМОНТ ТИПОВЫХ ДЕТАЛЕЙ И УЗЛОВ НАСОСОВ.................................203
4.1. Ремонт корпуса и рамы.............................................203
4.1.1. Корпус.....................................................203
3
4.1.2. Рама.................................................213
4.2. Ремонт подшипников..........................................218
4.2.1. Подшипники скольжения................................218
4.2.1.1. Изготовление вкладышей...................... 219
4.2.1.2. Механическая обработка элементов подшипников
скольжения............................................232
4.2.1.3. Способы ремонта вкладышей....................239
4.2.2. Подшипники качения...................................242
4.3. Ремонт сальниковых уплотнений...............................252
4.3.1. Номенклатура и технические характеристики сальниковых на-
бивок .....................................................252
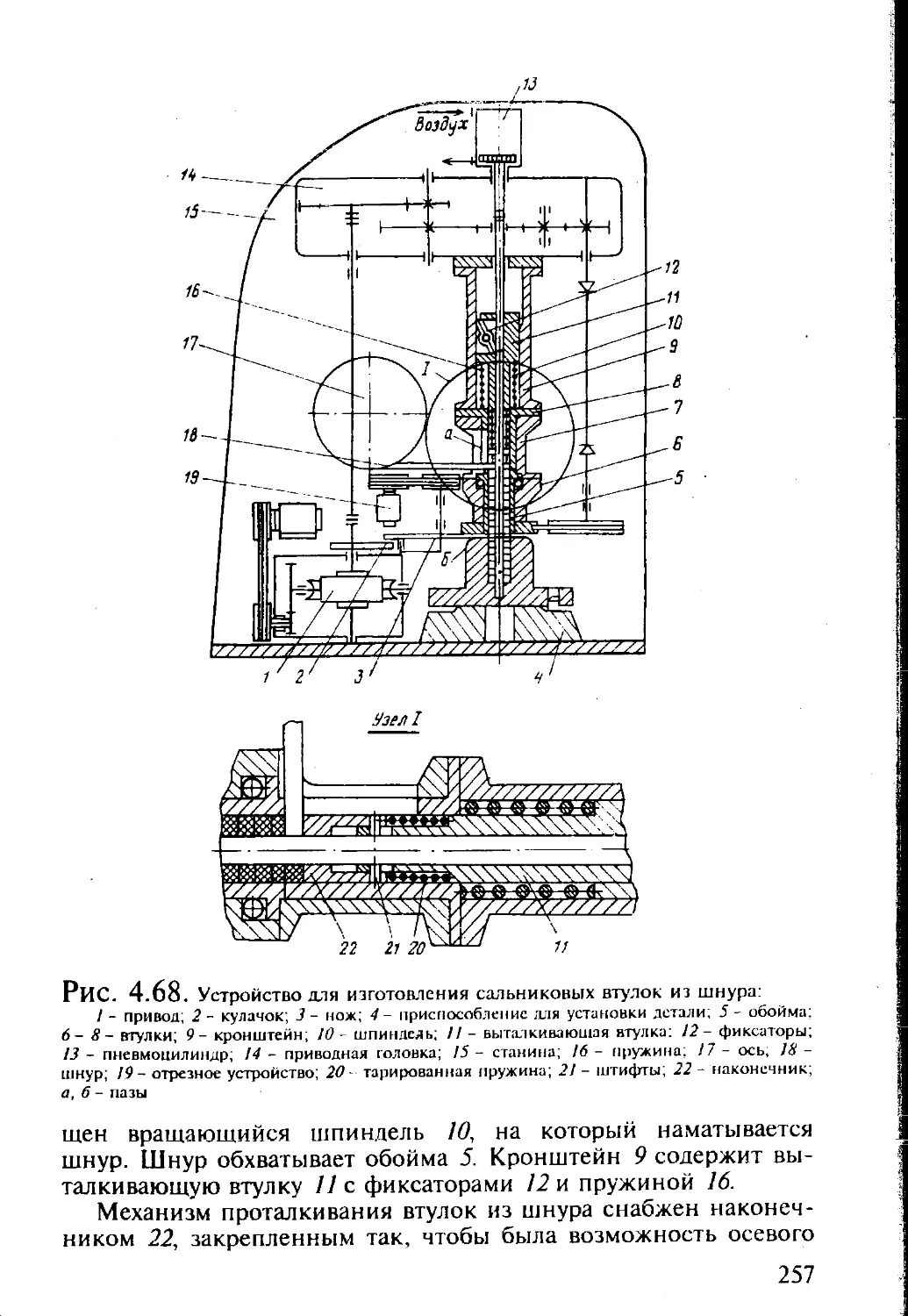
4.3.2. Изготовление сальниковых набивок ....................256
4.3.3. Приспособления для извлечения изношенных и запрессовки
новых сальниковых набивок.............................266
Глава 5
СЪЕМНИКИ ДЕТАЛЕЙ И УЗЛОВ НАСОСОВ.................................270
5.1. Классификация съемников.....................................270
5.2. Винтовые съемники...........................................271
5.2.1. Съемники для извлечения деталей типа "втулка"........271
5.2.2. Съемники для демонтажа рабочих колес.................281
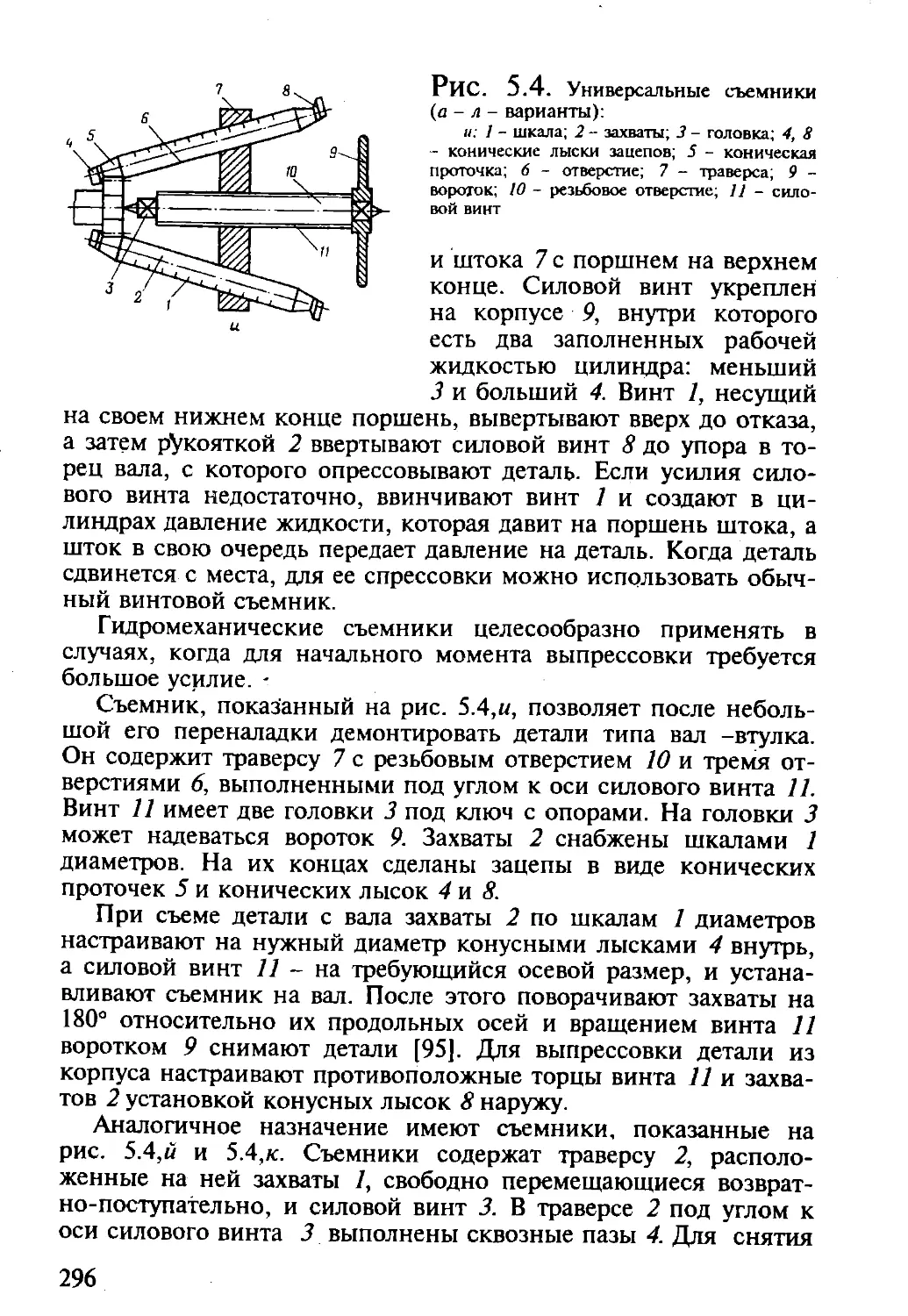
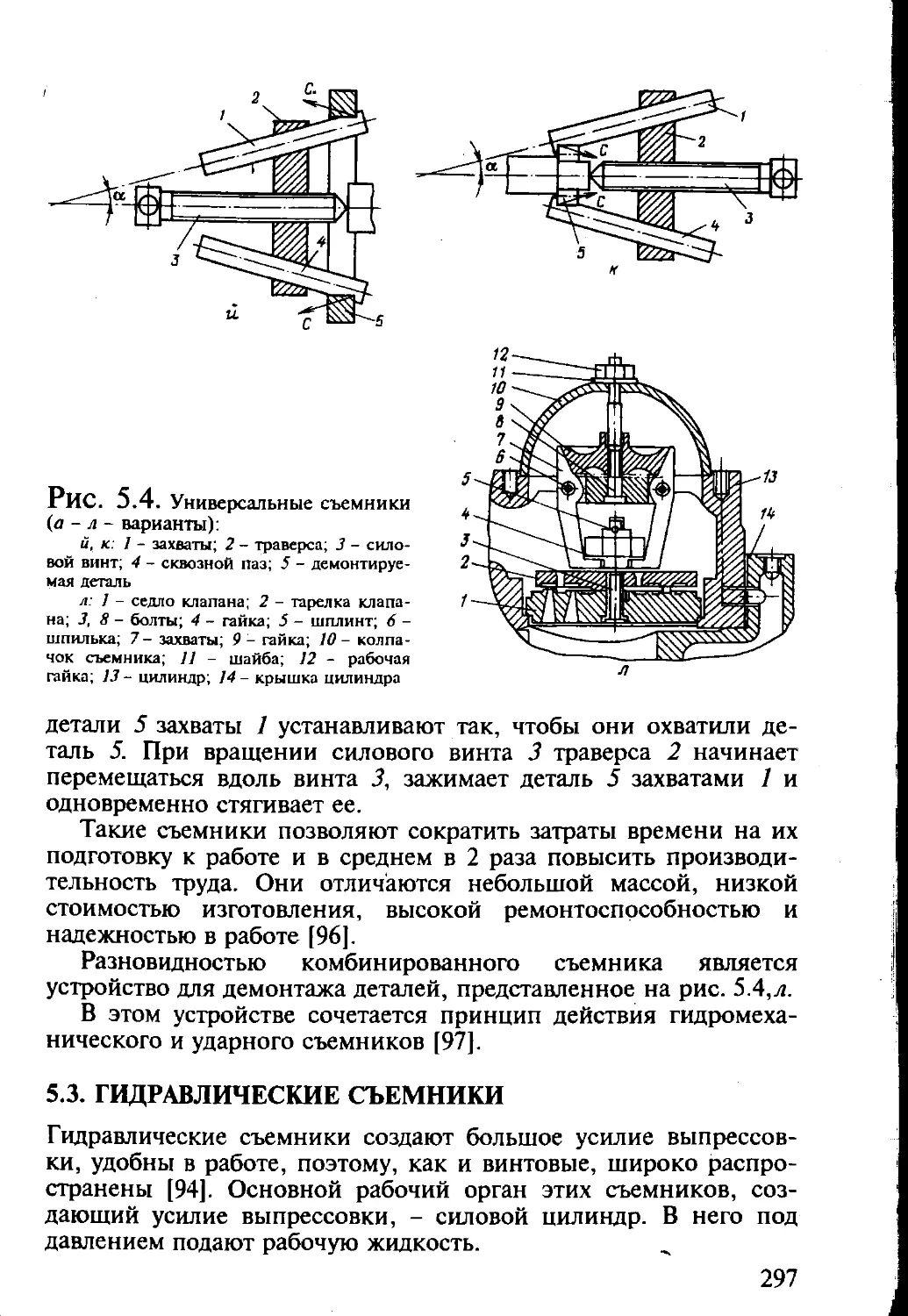
5.2.3. Универсальные съемники...............................288
5.3. Гидравлические съемники.....................................297
5.3.1. Ручные съемники......................................298
5.3.2. Универсальные съемники...............................300
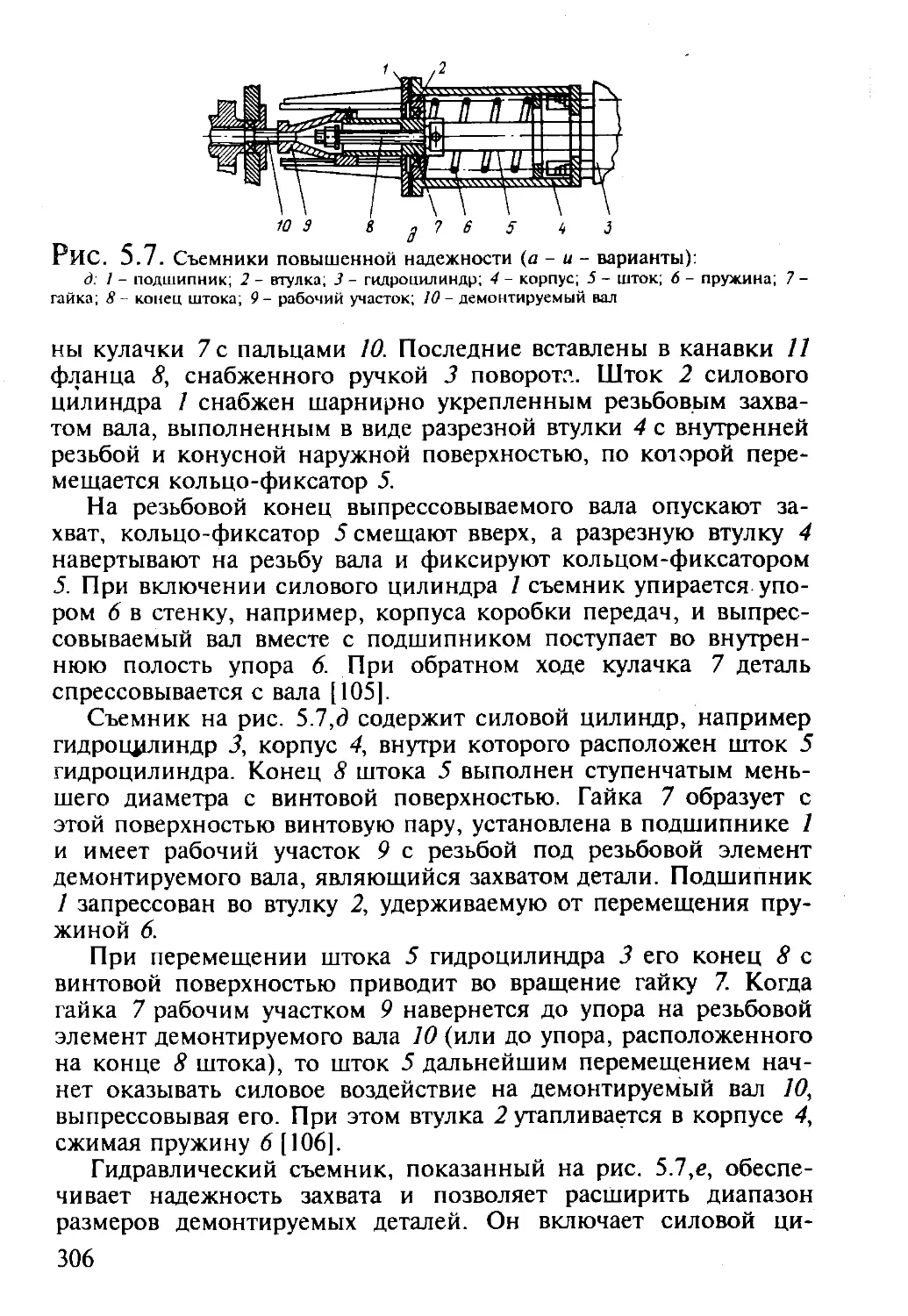
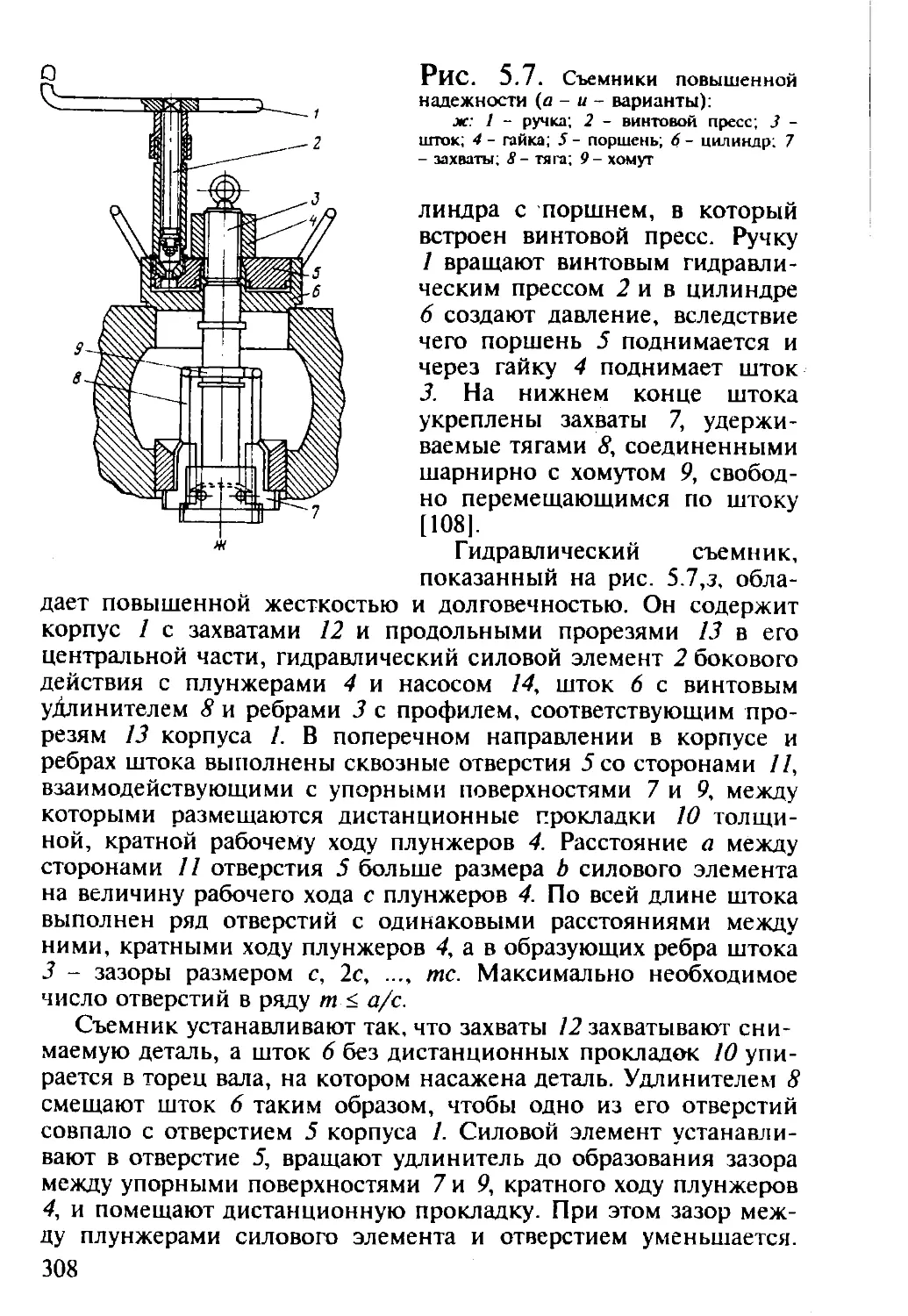
5.3.3. Съемники повышенной надежности.......................302
5.3.4. Съемники для выпрессовки деталей типа "втулка".......311
Библиографический список.........................................315
ПРЕДИСЛОВИЕ
В нефтеперерабатывающей и нефтехимической промышлен-
ности интенсификация химико-технологических процессов во
многом определяется эффективностью восстановления приме-
няемых машин и аппаратов, необходимого вследствие их объек-
тивного старения.
На предприятиях отрасли основную долю машинного обору-
дования, эксплуатируемого на технологических установках, со-
ставляют центробежные, поршневые и плунжерные насосы.
Технологический процесс их восстановления включает ряд по-
следовательных операций, связанных с очисткой деталей и уз-
лов, разборкой, ремонтом, сборкой, испытанием и изготовлени-
ем запасных частей.
В технической литературе практически отсутствуют система-
тизированные данные о совершенствовании ремонта насосов на
основе механизации трудоемких работ с применением различ-
ных устройств и приспособлений. Наиболее полно в литературе
освещены вопросы теории, расчета, проектирования насосов, в
меньшей мере ремонта деталей и узлов насосов и механизации
этих трудоемких работ. Поэтому систематизация передового
опыта по восстановлению деталей и узлов центробежных,
поршневых и плунжерных насосов, а также глубокий анализ
соответствующих руководящих технических и нормативных до-
кументов, монографий, журнальных статей и авторских свиде-
тельств могут представить большой практический интерес для
работников нефтеперерабатывающей и нефтехимической про-
мышленности.
Глава
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
РЕМОНТОПРИГОДНОСТИ ЦЕНТРОБЕЖНЫХ,
ПОРШНЕВЫХ И ПЛУНЖЕРНЫХ НАСОСОВ
1.1. КРИТЕРИИ ОТКАЗОВ УЗЛОВ
И ДЕТАЛЕЙ ЦЕНТРОБЕЖНЫХ НАСОСОВ
Центробежные насосы [1], применяемые на технологических
установках нефтеперерабатывающих и нефтехимических произ-
водств, предназначены для перекачивания нефти, нефтепродук-
тов, масел, сжиженных углеводородных газов, органических
растворителей, воды и других жидкостей, сходных с указанными
по вязкости и коррозионной активности, с температурой от -80
до 400 °C и содержанием не выше 0,2% (масс.) твердых взве-
шенных частиц размером не более 0,2 мм. Эти насосы изготов-
ляют в соответствии со следующими техническими документа-
ми:
ГОСТ 12878-67 "Насосы центробежные нефтяные";
ГОСТ 10168-75 "Насосы центробежные для химических про-
изводств";
ГОСТ 11379-80Е "Насосы центробежные факельные";
ведомственная нормаль Министерства нефтяной промыш-
ленности СССР Н 521-57 "Насосы центробежные нефтяные
горизонтальные. Классификация (нормальный ряд)";
отраслевая нормаль ОН 26-06-2-66 "Насосы центробежные
нефтяные. Типы и основные параметры";
ТУ 26-02-455-72 "Насосы центробежные нефтяные консоль-
ные";
ТУ 26-02-766-77 "Насосы центробежные нефтяные консоль-
ного типа К";
другие отраслевые технические условия на центробежные на-
сосы, разработанные и утвержденные в установленном порядке.
На детали и узлы центробежных насосов распространяются
следующие критерии отказов.
Фундамент
Трещины при наработке /.
6
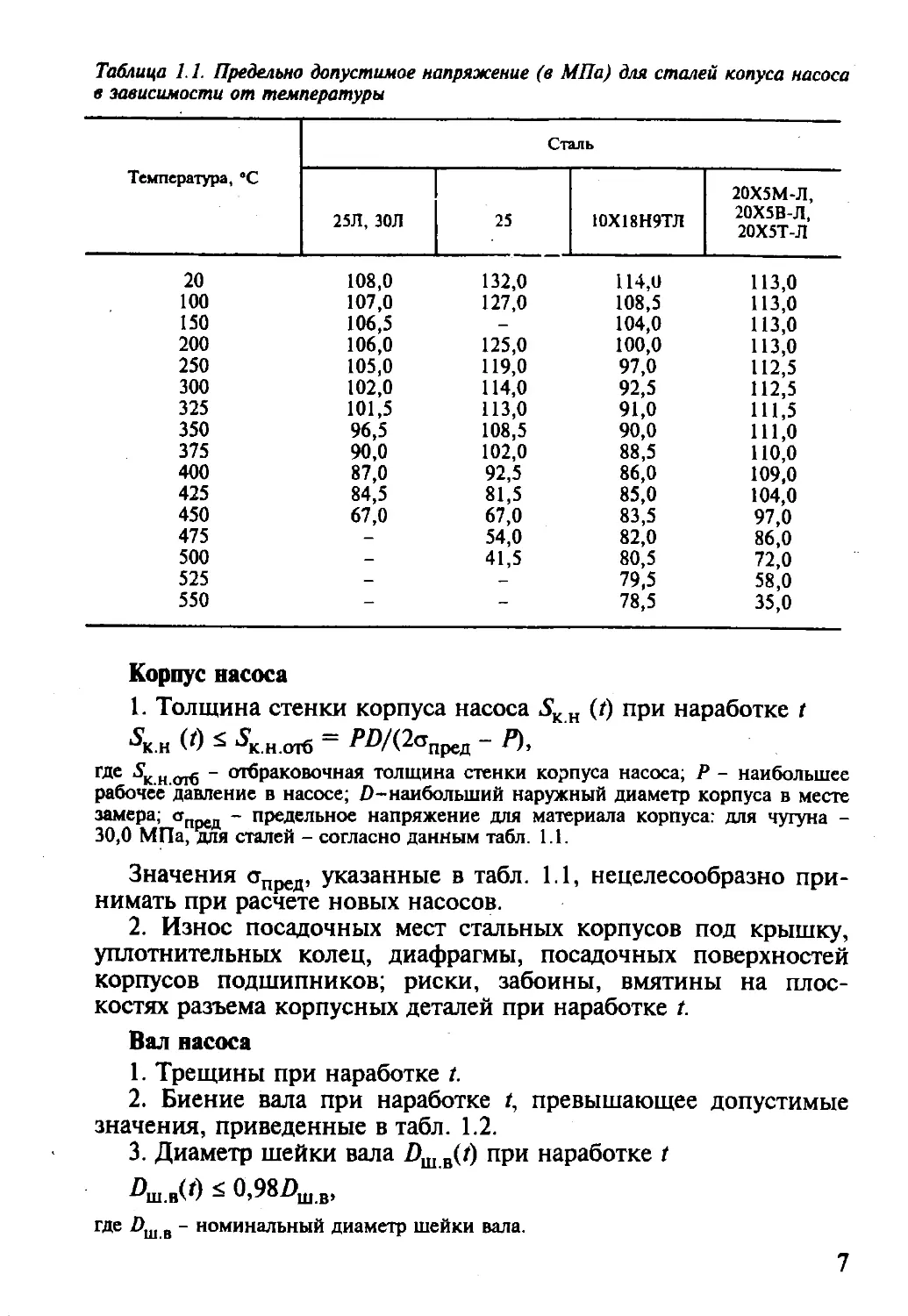
Таблица 1.1. Предельно допустимое напряжение (в МПа) для сталей копуса насоса
в зависимости от температуры
Температура, "С Сталь
25Л, ЗОЛ 25 10Х18Н9ТЛ 20Х5М-Л, 20Х5В-Л, 20Х5Т-Л
20 108,0 132,0 114,0 113,0
100 107,0 127,0 108,5 113,0
150 106,5 — 104,0 113,0
200 106,0 125,0 100,0 113,0
250 105,0 119,0 97,0 112,5
300 102,0 114,0 92,5 112,5
325 101,5 113,0 91,0 111,5
350 96,5 108,5 90,0 111,0
375 90,0 102,0 88,5 110,0
400 87,0 92,5 86,0 109,0
425 84,5 81,5 85,0 104,0
450 67,0 67,0 83,5 97,0
475 — 54,0 82,0 86,0
500 — 41,5 80,5 72,0
525 — — 79,5 58,0
550 - - 78,5 35,0
Корпус насоса
1. Толщина стенки корпуса насоса 5К Н (?) при наработке t
^к.н (0 ^к.н.отб ~ ~ Р)’
где 5К н - отбраковочная толщина стенки корпуса насоса; Р - наибольшее
рабочее давление в насосе; D-наибольший наружный диаметр корпуса в месте
замера; стпред - предельное напряжение для материала корпуса: для чугуна -
30,0 МПа, для сталей - согласно данным табл. 1.1.
Значения <тпред, указанные в табл. 1.1, нецелесообразно при-
нимать при расчете новых насосов.
2. Износ посадочных мест стальных корпусов под крышку,
уплотнительных колец, диафрагмы, посадочных поверхностей
корпусов подшипников; риски, забоины, вмятины на плос-
костях разъема корпусных деталей при наработке t.
Вал насоса
1. Трещины при наработке t.
2. Биение вала при наработке Л превышающее допустимые
значения, приведенные в табл. 1.2.
3. Диаметр шейки вала Дш B(z) при наработке t
Аи.в(') < 0,98Лш.в,
где 2>ш в - номинальный диаметр шейки вала.
7
Таблица 1.2. Предельно допустимое биение валов центробежных насосов
Место замера биений Допустимое значение, мм
Шейки вала:
ПОД подшипники 0,02 - 0,025
под промежуточный подшипник 0,03
' Опорные торцы вала 0,025
Посадочные места:
под защитные гильзы 0,02
под полумуфту 0,02
под рабочие колеса 0,02 - 0,04
под ступицу разгрузочного диска 0,02 - 0,05
(для насосов КВН)
под маслобойные кольца 0,05
(для насосов КВН)
Таблица 1.3. Предельно допустимое отклонение от правильной геометрической
формы посадочных поверхностей валов и отверстий корпусов для подшипников
качения
Класс точности подшипников Допустимое значение
По овальности:
0 и 6 1/2 допуска на диаметр в любом сечении поса-
5 и 4 дочной поверхности Тоже, 1/4 допуска
По конусности:
0 и 6 1/2 допуска на диаметр посадочной поверх-
5 и 4 ности Тоже, 1/4 допуска
4. Ширина шпоночного паза /ш(т) при наработке t
/ш(0 > 0,9/ш,
где /ш - первоначальная ширина шпоночного паза.
5. Повреждение резьбы на валу более 10% при наработке t.
6. Овальность и конусность шеек для подшипников качения,
превышающие значения, приведенные в табл. 1.3, при наработ-
ке 1.
Защитная гильза
1. Конусность гильзы более 0,1 мм, волнистость и овальность
свыше 0,04 мм при наработке t.
2. Биение торцов гильзы относительно рабочих поверхностей
посадочных мест более 0,03 мм при наработке t.
3. Уменьшение наружного диаметра гильзы более чем на
2 мм при наработке t.
Я
Рабочие колеса
1. Износ лопаток и дисков от коррозии и эрозии свыше 25%
от их номинальной толщины при наработке t.
2. Трещины на рабочем колесе при наработке t.
3. Износ шпоночного паза на ступице рабочего колеса при
увеличении его ширины более чем на 10% ппи наработке t.
Подшипники качения
1. Трещины, выкрашивание металла и цвета побежалости на
кольцах и телах качения при наработке t.
2. Выбоины и отпечатки (лунок) на беговых дорожках колец
при наработке t.
3. Шелушение металла, чешуйчатые отслоения при наработ-
ке z.
4. Коррозионные раковины, забоины и вмятины на поверх-
ностях качения, видимые невооруженным глазом, при наработ-
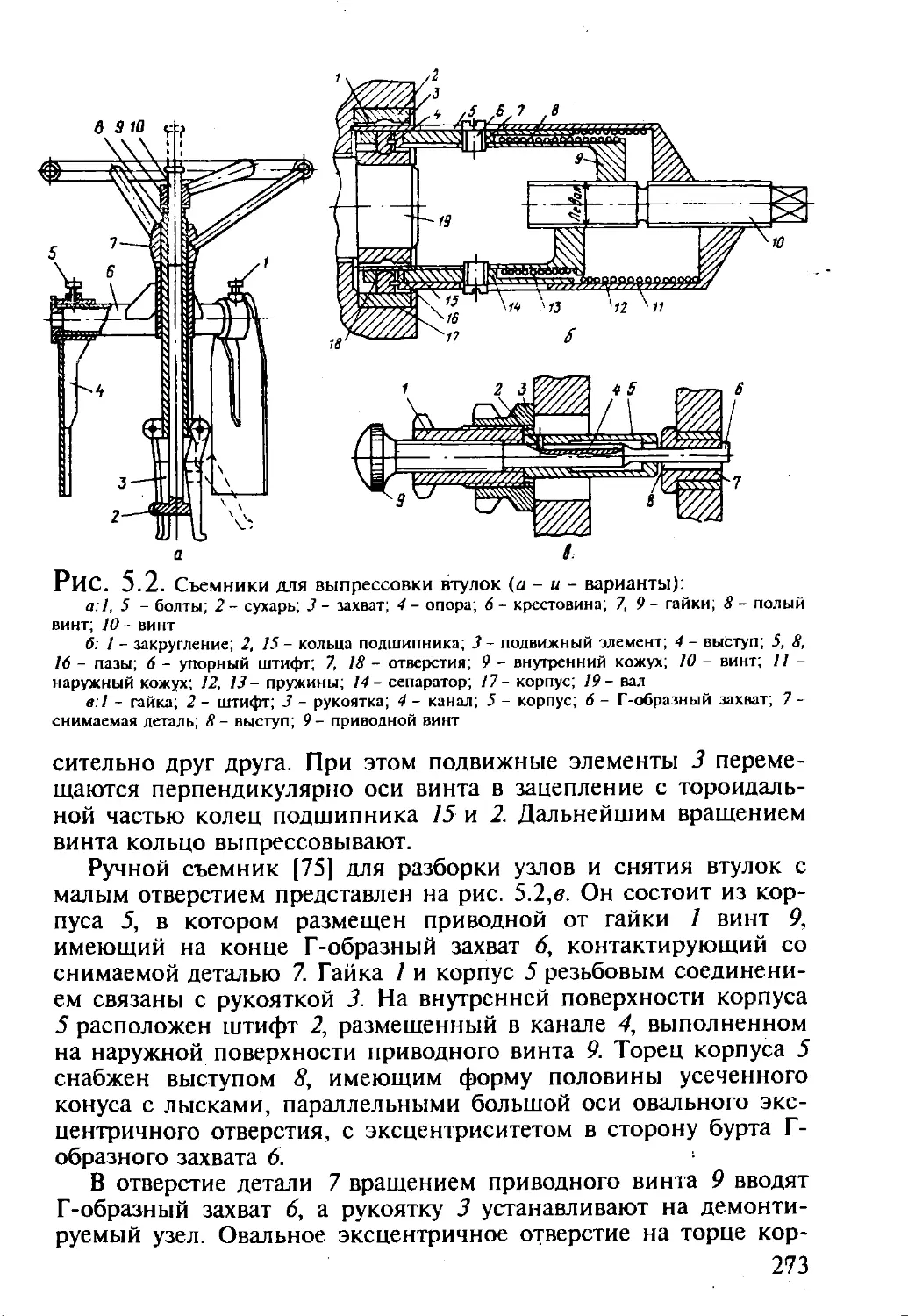
ке t.
5. Трещины на сепараторе, отсутствие или ослабление закле-
пок сепаратора при наработке t.
6. Визуально заметная ступенчатая выработка рабочих по-
верхностей колец при наработке t.
7. Радиальный зазор выше 0,10 мм для подшипников с внут-
ренним диаметром до 50 мм, 0,15 мм для подшипников с внут-
ренним диаметром более 100 мм при наработке г.
Подшипники скольжения
1. Трещины, сколы, выкрашивание, натаскивание и отслаи-
вание баббита, глубокие раковины диаметром более 1 мм при
наработке t.
2. Следы касания вала о заливку верхнего вкладыша и боко-
вые поверхности при наработке t.
3. Подплавление баббитовой залирки при наработке г.
4. Износ баббитового слоя более 1 мм при наработке t.
Система смазки подшипников
1. Загрязненный масляный фильгр при наработке t.
2. Более 10% дефектных трубок от общего их числа при на-
работке t.
Соединительные муфты
1. Поломка и выкрашивание зубьев при наработке t.
2. Утонение зубьев вследствие износа при наработке t.
3. Трещины на ободе и ступице при наработке t.
4. Зазор между мягкой насадкой и пальцем при наработке t.
5. Выработка отверстий полумуфт под эластичные элементы
более 2 мм при наработке /.
9
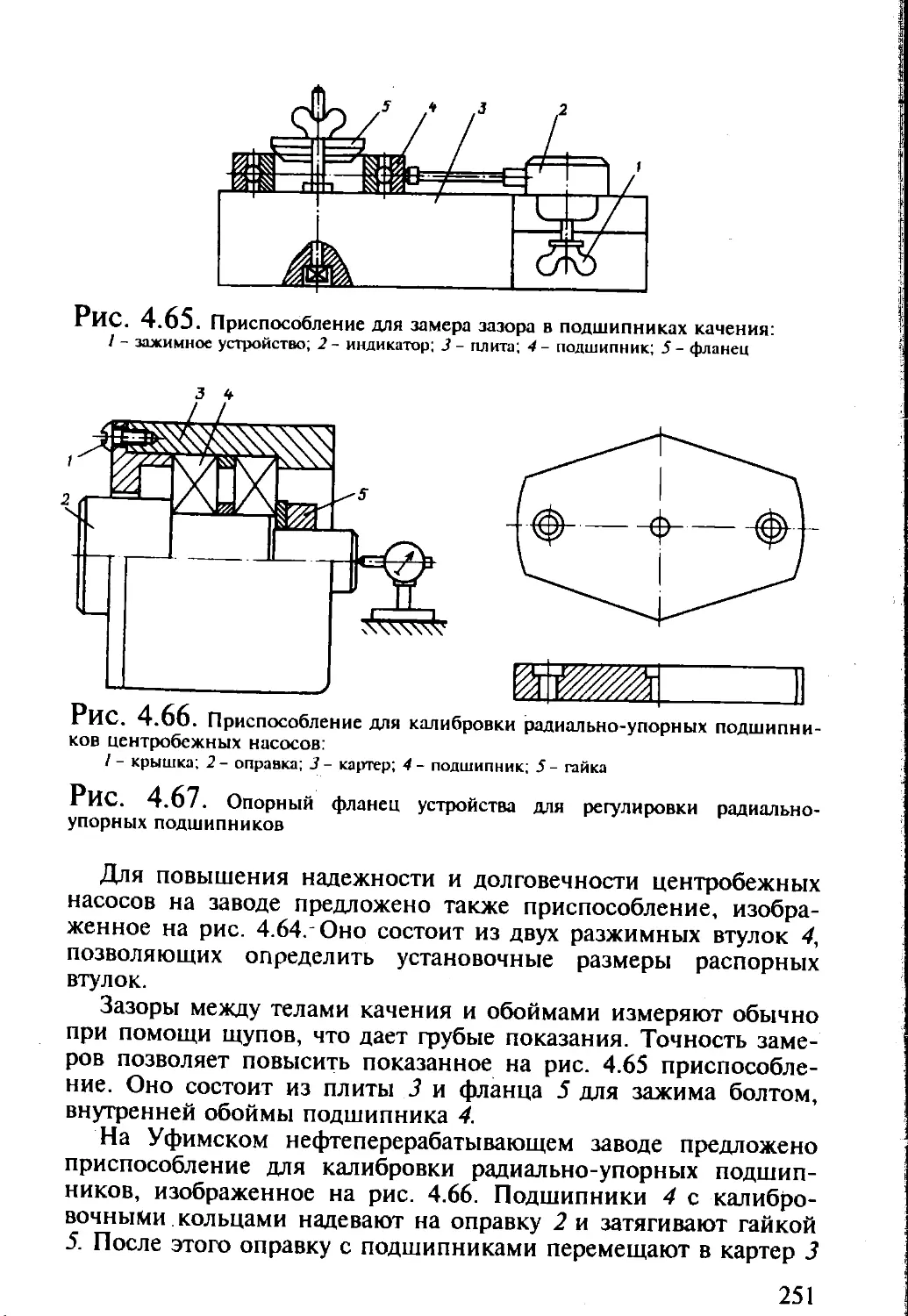
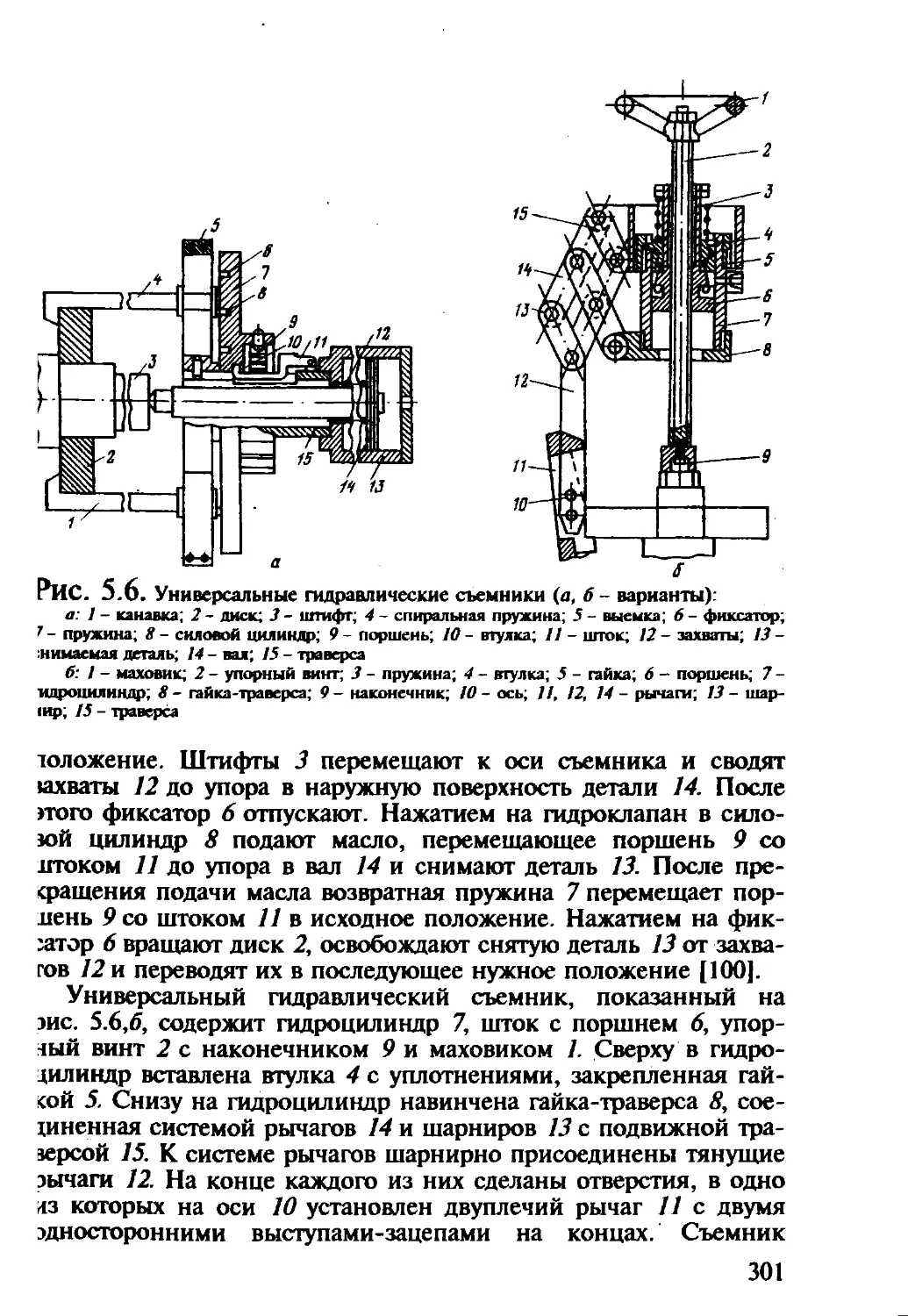
Сальниковые уплотнения
1. Надломы, трещины, забоины и вмятины на фонарном
кольце при наработке I.
2. Износ сальниковой набивки до такого состояния, при ко-
тором пропуск жидкости через сальник превышает 60 капель в
минуту при наработке t.
Торцевые уплотнения
1. Износ по высоте рабочей поверхности (бурта) неметалли-
ческого уплотнительного элемента пары трения более 75% при
наработке t.
2. Полный износ упроченной поверхности неметаллического
элемента пары трения при наработке t.
3. Снижение усилия пружины при полном износе пары тре-
ния более чем на 20% при наработке t.
4. Износ проволоки более 25% номинального диаметра, а
также остаточная деформация более 10% от нормальной высоты
пружины при наработке t.
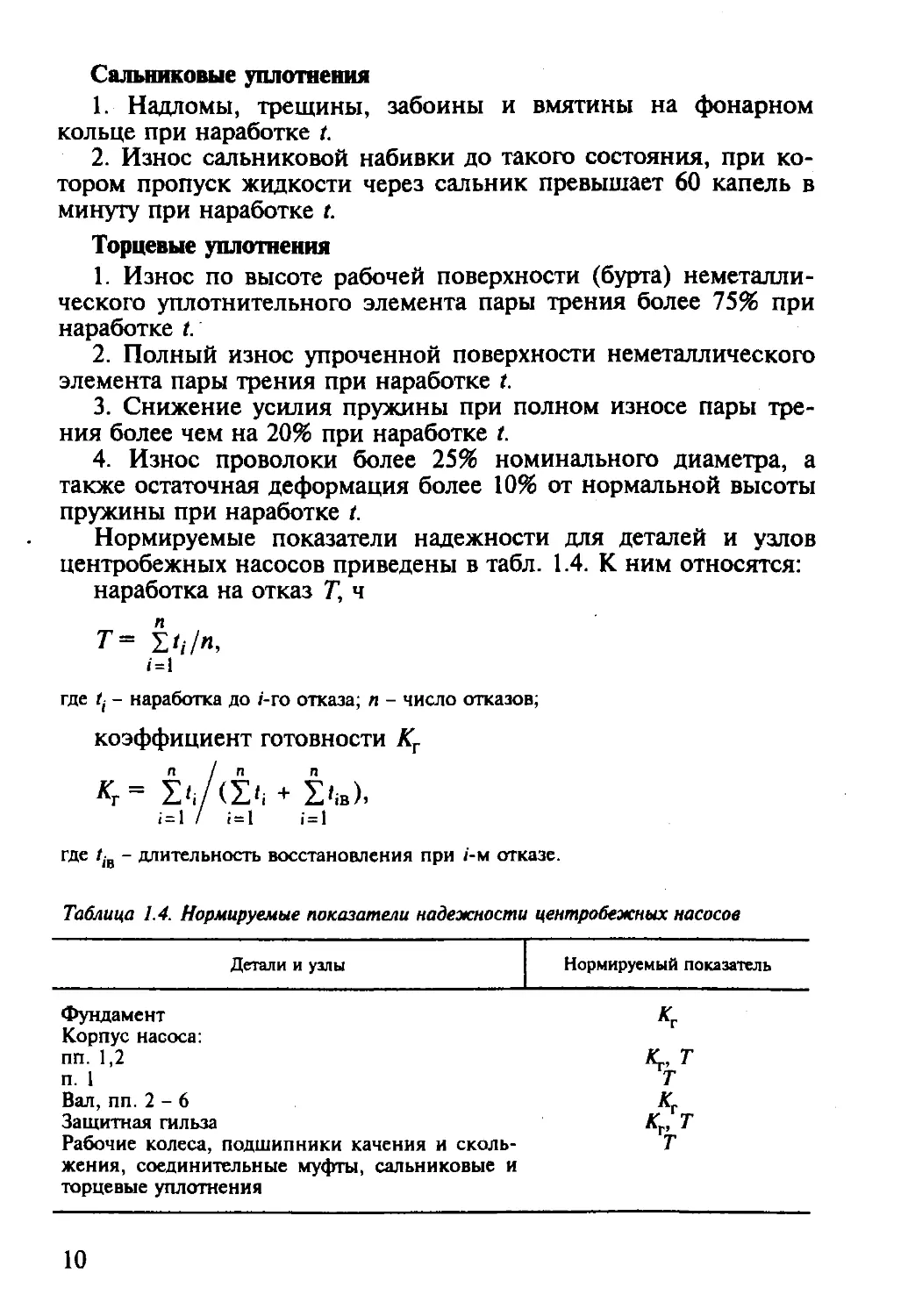
Нормируемые показатели надежности для деталей и узлов
центробежных насосов приведены в табл. 1.4. К ним относятся:
наработка на отказ Г, ч
п
i=l
где tj - наработка до /-го отказа; л - число отказов;
коэффициент готовности Кг
п / п п
Mfr* DiB),
:=i / ;=i i=i
где tjB - длительность восстановления при /-м отказе.
Таблица 1.4. Нормируемые показатели надежности центробежных насосов
Детали и узлы Нормируемый показатель
Фундамент *г
Корпус насоса: пп. 1,2 «Г, Т
п. 1 т
Вал, пп. 2-6
Защитная гильза кт, т
Рабочие колеса, подшипники качения и сколь- жения, соединительные муфты, сальниковые и торцевые уплотнения т
10
1.2. КРИТЕРИИ ОТКАЗОВ
УЗЛОВ И ДЕТАЛЕЙ
ПОРШНЕВЫХ И ПЛУНЖЕРНЫХ НАСОСОВ
Поршневые и плунжерные насосы [2], применяемые на техно-
логических установках нефтеперерабатывающих и нефтехимиче-
ских производств, предназначены для перекачивания нефти,
нефтепродуктов, масел, сжиженных углеродистых газов, органи-
ческих растворителей, воды и других жидкостей, сходных с ука-
занными по вязкости и коррозионной активности, с температу-
рой от -80 до +400 °C и содержанием не выше 0,2%(масс.) твер-
дых взвешенных частиц размером не более 0,2 мм.
На детали и узлы поршневых и плунжерных насосов распро-
страняются следующие критерии отказов.
Корпусные узлы
1. Трещины в корпусных узлах при наработке t.
2. Длина резьбы в корпусных узлах /р(г) при наработке t
/р(0 * 0,9/р,
где /р - первоначальная длина резьбы.
3. Опорная поверхность корпусных узлов к фундаменту
5О п(0 при наработке t
где So п - первоначальная опорная поверхность корпусных узлов.
«V
4. Ослабление крепления корпусных узлов и рам к фунда-
менту при наработке ?.
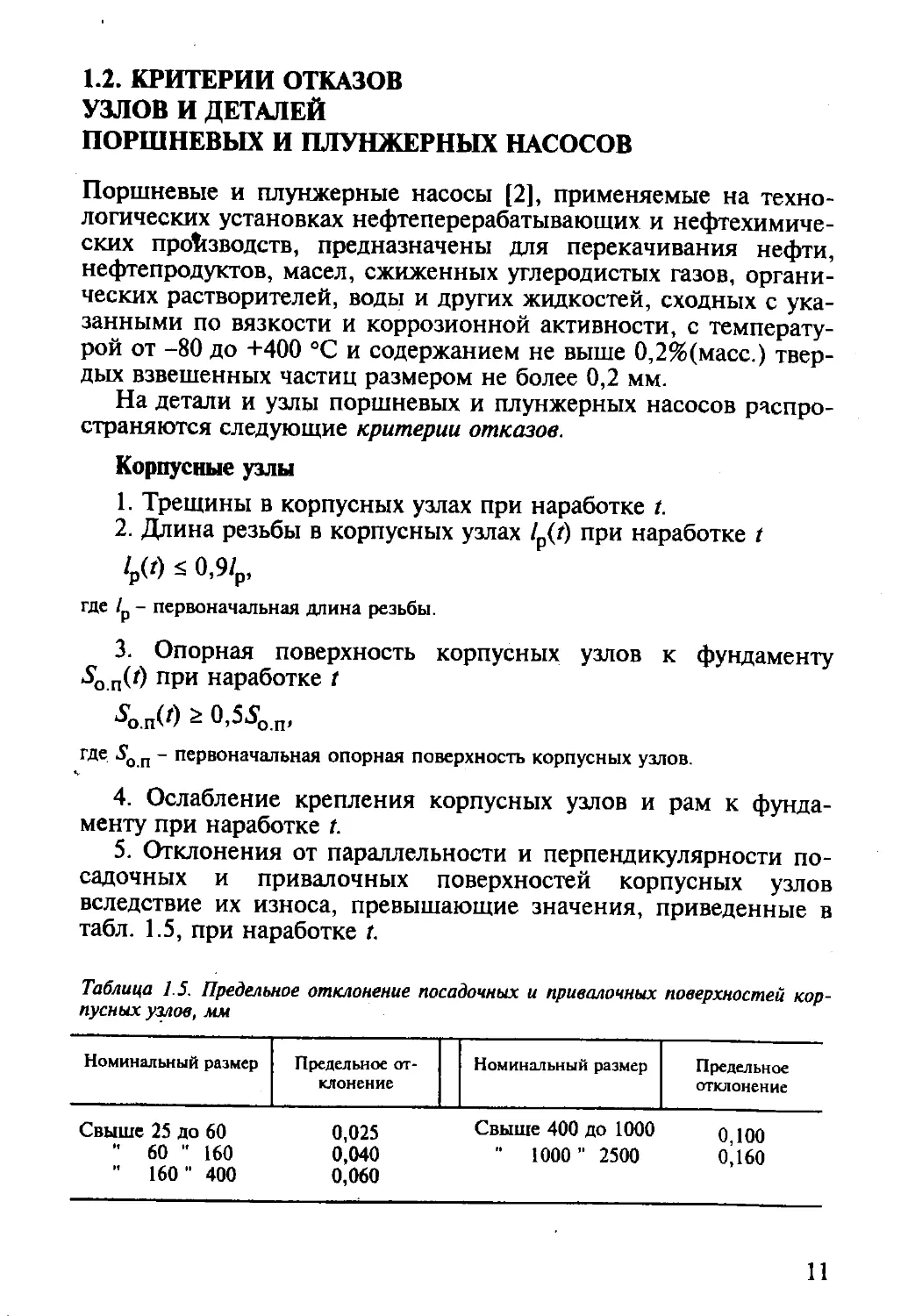
5. Отклонения от параллельности и перпендикулярности по-
садочных и привалочных поверхностей корпусных узлов
вследствие их износа, превышающие значения, приведенные в
табл. 1.5, при наработке t.
Таблица 1.5. Предельное отклонение посадочных и привалочных поверхностей кор-
пусных узлов, мм
Номинальный размер Предельное от- клонение Номинальный размер Предельное отклонение
Свыше 25 до 60 0,025 Свыше 400 до 1000 0,100
" 60 " 160 " 160" 400 0,040 0,060 " 1000" 2500 0,160
11
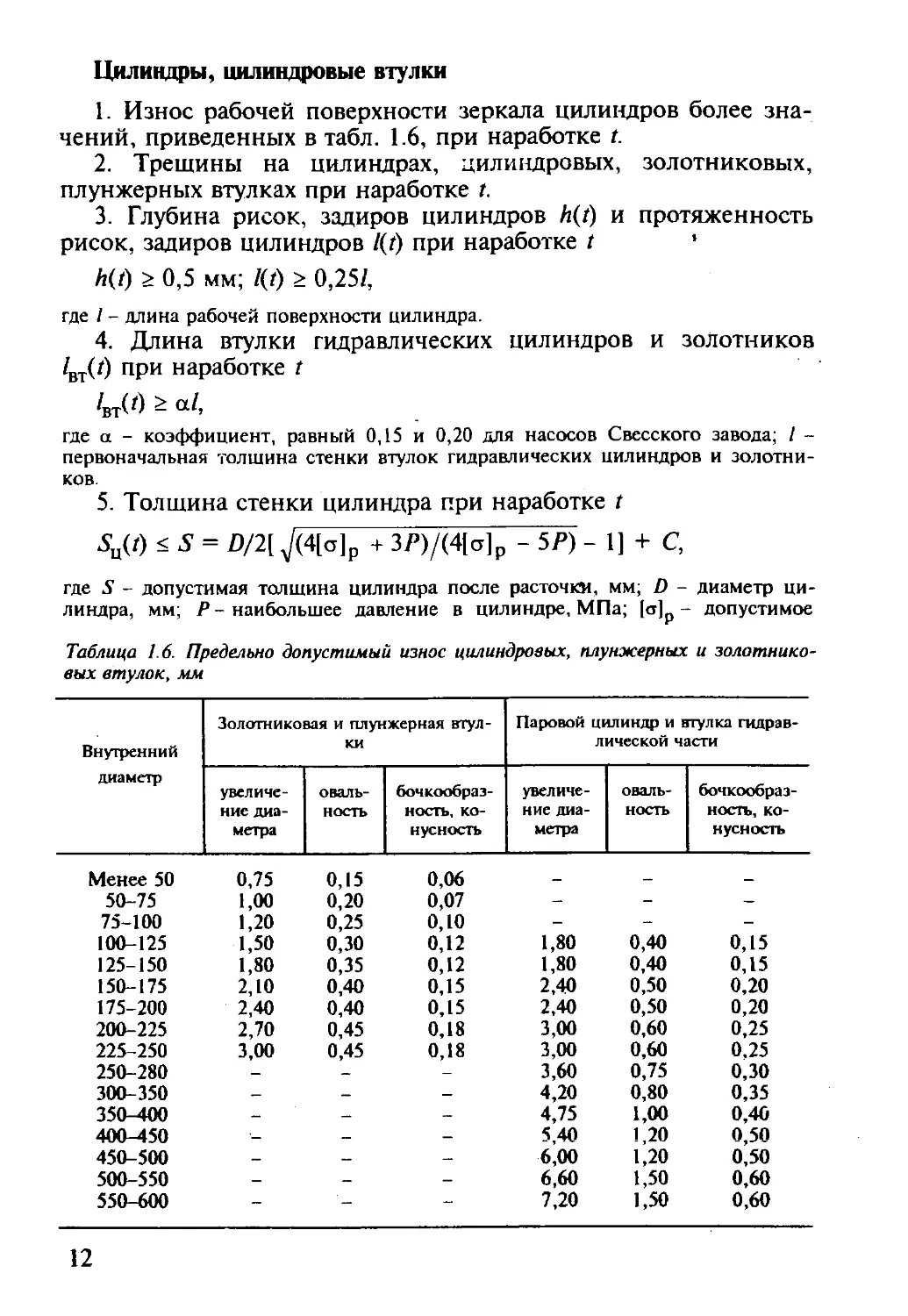
Цилиндры, цилиндровые втулки
1. Износ рабочей поверхности зеркала цилиндров более зна-
чений, приведенных в табл. 1.6, при наработке t.
2. Трещины на цилиндрах, цилиндровых, золотниковых,
плунжерных втулках при наработке 1.
3. Глубина рисок, задиров цилиндров h(f) и протяженность
рисок, задиров цилиндров 1(f) при наработке t ’
h(f) > 0,5 мм; 1(f) > 0,25/,
где I - длина рабочей поверхности цилиндра.
4. Длина втулки гидравлических цилиндров и золотников
/вт(1) при наработке t
lm(t) > al,
где а - коэффициент, равный 0,15 и 0,20 для насосов Свесского завода; / -
первоначальная толщина стенки втулок гидравлических цилиндров и золотни-
ков.
5. Толщина стенки цилиндра при наработке t
su(t) <S = D/2{ 7(4[o]p + ЗР)/(4[ст]р - 5P) - 1] + C,
где S - допустимая толщина цилиндра после расточки, мм; D - диаметр ци-
линдра, мм; Р - наибольшее давление в цилиндре, МПа; (о]р - допустимое
Таблица 1.6. Предельно допустимый износ цилиндровых, плунжерных и золотнико-
вых втулок, мм
Внутренний диаметр Золотниковая и плунжерная втул- ки Паровой цилиндр и втулка гидрав- лической части
увеличе- ние диа- метра оваль- ность бочкообраз- ность, ко- нусность увеличе- ние диа- метра оваль- ность бочкообраз- ность, ко- нусность
Менее 50 0,75 0,15 0,06
50-75 1,00 0,20 0,07 — — —
75-100 1,20 0,25 0,10 — — —
100-125 1,50 0,30 0,12 1,80 0,40 0,15
125-150 1,80 0,35 0,12 1,80 0,40 0,15
150-175 2,10 0,40 0,15 2,40 0,50 0,20
175-200 2,40 0,40 0,15 2,40 0,50 0,20
200-225 2,70 0,45 0,18 3,00 0,60 0,25
225-250 3,00 0,45 0,18 3,00 0,60 0,25
250-280 — — — 3,60 0,75 0,30
300-350 — — 4,20 0,80 0,35
350-400 — — — 4,75 1,00 0,40
400-450 — — 5,40 1,20 0,50
450-500 — — — 6,00 1,20 0,50
500-550 — — — 6,60 1,50 0,60
550-600 - - - 7,20 1,50 0,60
12
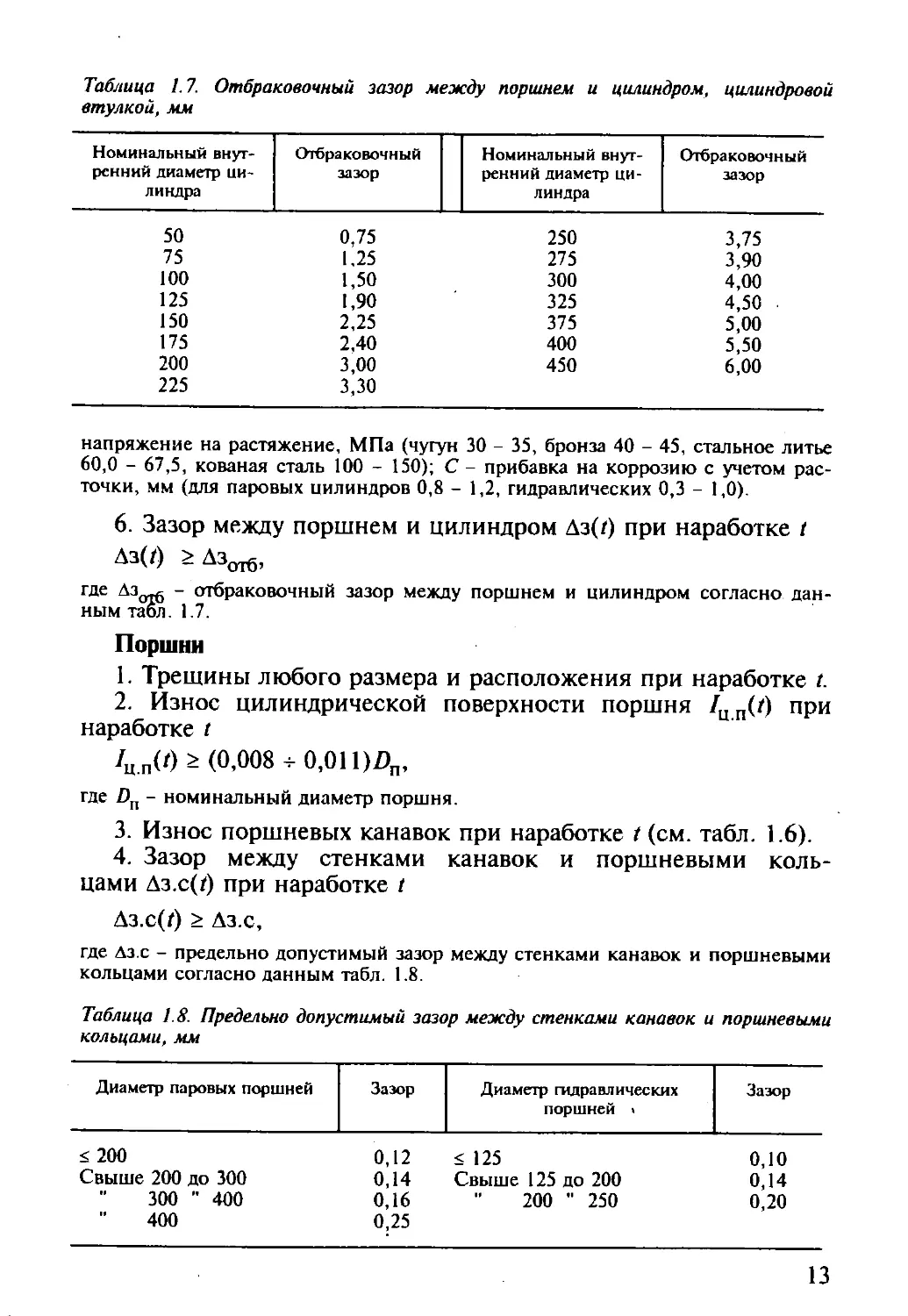
Таблица 1.7. Отбраковочный зазор между поршнем и цилиндром, цилиндровой
втулкой, мм
Номинальный внут- ренний диаметр ци- линдра Отбраковочный зазор Номинальный внут- ренний диаметр ци- линдра Отбраковочный зазор
50 0,75 250 3,75
75 1,25 275 3,90
100 1,50 300 4,00
125 1,90 325 4,50
150 2,25 375 5,00
175 2,40 400 5,50
200 3,00 450 6,00
225 3,30
напряжение на растяжение, МПа (чугун 30 - 35, бронза 40 - 45, стальное литье
60,0 - 67,5, кованая сталь 100 - 150); С - прибавка на коррозию с учетом рас-
точки, мм (для паровых цилиндров 0,8 - 1,2, гидравлических 0,3 - 1,0).
6. Зазор между поршнем и цилиндром Дз(г) при наработке t
Аз(/) >43^,
где Дз^ - отбраковочный зазор между поршнем и цилиндром согласно дан-
ным табл. 1.7.
Поршни
1. Трещины любого размера и расположения при наработке t.
2. Износ цилиндрической поверхности поршня /цп(0 при
наработке t
/ц п(0 > (0,008 0,011)/)п,
где £>п - номинальный диаметр поршня.
3. Износ поршневых канавок при наработке t (см. табл. 1.6).
4. Зазор между стенками канавок и поршневыми коль-
цами Дз.с(г) при наработке t
Дз.с(Г) > Дз.с,
где Дз.с - предельно допустимый зазор между стенками канавок и поршневыми
кольцами согласно данным табл. 1.8.
Таблица 1.8. Предельно допустимый зазор между стенками канавок и поршневыми
кольцами, мм
Диаметр паровых поршней Зазор Диаметр гидравлических поршней » Зазор
< 200 0,12 < 125 0,10
Свыше 200 до 300 0,14 Свыше 125 до 200 0,14
300 " 400 0,16 200 " 250 0,20
400 0,25
13
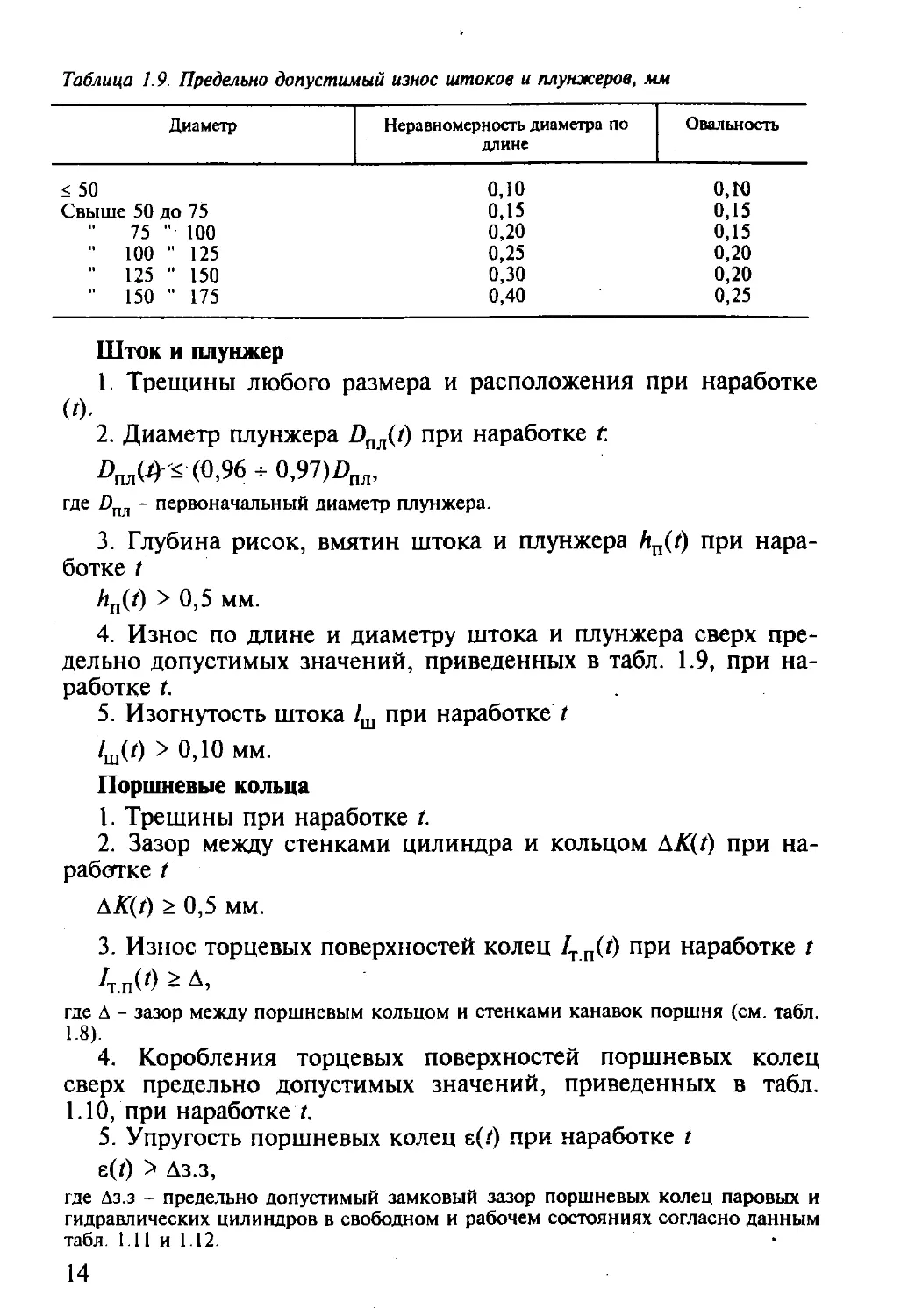
Таблица 1.9. Предельно допустимый износ штоков и плунжеров, мм
Диаметр Неравномерность диаметра по длине Овальность
< 50 0,10 0,10
Свыше 50 до 75 0,15 0,15
" 75 " 100 0,20 0,15
" 100 " 125 0,25 0,20
" 125 " 150 0,30 0,20
" 150 " 175 0,40 0,25
Шток и плунжер
1. Трещины любого размера и расположения при наработке
(О-
2. Диаметр плунжера Dnn(t) при наработке t.
/>^<(0,96^0,97)^,
где /)пл - первоначальный диаметр плунжера.
3. Глубина рисок, вмятин штока и плунжера йп(г) при нара-
ботке t
hn(t) > 0,5 мм.
4. Износ по длине и диаметру штока и плунжера сверх пре-
дельно допустимых значений, приведенных в табл. 1.9, при на-
работке I.
5. Изогнутость штока /ш при наработке t
/ш(г) > 0,10 мм.
Поршневые кольца
1. Трещины при наработке I.
2. Зазор между стенками цилиндра и кольцом ДХ(/) при на-
работке t
&K(t) > 0,5 мм.
3. Износ торцевых поверхностей колец /тп(0 при наработке t
7Т п(0 > Д,
где А - зазор между поршневым кольцом и стенками канавок поршня (см. табл.
1.8).
4. Коробления торцевых поверхностей поршневых колец
сверх предельно допустимых значений, приведенных в табл.
1.10, при наработке I.
5. Упругость поршневых колец е(Х) при наработке t
e(z) > Дз.з,
где Дз.з - предельно допустимый замковый зазор поршневых колец паровых и
гидравлических цилиндров в свободном и рабочем состояниях согласно данным
табл. 1.11 и 1.12.
14
Таблица 1.10. Предельно допустимое торцевое коробление поршневых колец, мм
Диаметр колец
Допустимое значение
< 150
Свыше 150 до 400
" 400
0,07
0,09
0,11
Таблица 1.11. Предельно допустимый замковый зазор поршневых колец паровых
цилиндров, мм
Диаметр цилиндра Допустимый замковый зазор Диаметр цилиндра Допустимый замковый зазор
рабочее состоя- ние свобод- ное со- стояние рабочее состоя- ние свобод- ное со- стояние
< 100 5,0 14,5 Свыше 350 до 400 10,0 29
Свыше 100 до 150 6,0 17,0 400 ” 450 11,0 33
150 " 200 7,0 20,0 450 " 500 12,0 37
200 " 250 8,0 22,0 500 " 550 12,5 38
250 ” 300 9,0 26,0 550 ” 600 13,0 39
300 " 350 9,5 28,0
Таблица 1.12. Предельно допустимый замковый зазор поршневых колец гидравличе^
ских цилиндров, мм
Диаметр цилиндра Зазор
наименьший в сво- бодном состоянии наибольший в ра- бочем состоянии
< 100 4 1,5
Свыше 100 до 150 6 2
" 150 " 200 9 3
" 200 " 12 4
Уплотнение штоков и плунжеров
1. Надломы, трещины, забоины и вмятины на фонарном
кольце при наработке t.
2. Износ грундбукс в двух взаимно перпендикулярных на-
правлениях /г(7) при наработке t
/г(0 S /г,
где 1Г - допустимый износ грундбукс согласно данным табл. 1.13.
15
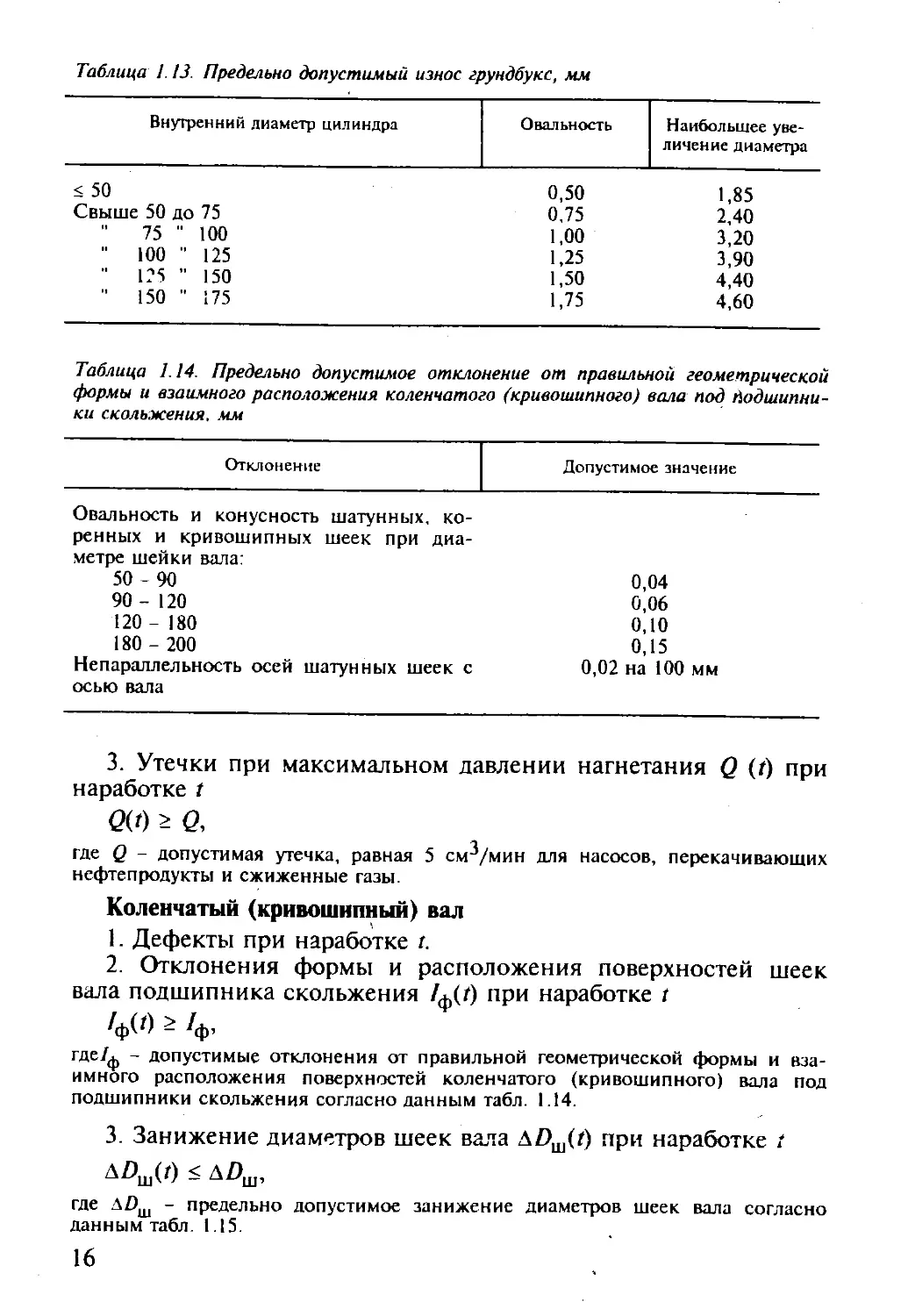
Таблица 1.13. Предельно допустимый износ грундбукс, мм
Внутренний диаметр цилиндра Овальность Наибольшее уве- личение диаметра
< 50 0,50 1,85
Свыше 50 до 75 0,75 2,40
" 75 " 100 1,00 3,20
” 100 " 125 1,25 3,90
" 125 ” 150 1,50 4,40
" 150 " 175 1,75 4,60
Таблица 1.14. Предельно допустимое отклонение от правильной геометрической
формы и взаимного расположения коленчатого (кривошипного) вала под Подшипни-
ки скольжения, мм
Отклонение Допустимое значение
Овальность и конусность шатунных, ко-
ренных и кривошипных шеек при диа-
метре шейки вала:
50 - 90 0,04
90 - 120 0,06
120 - 180 0,10
180 - 200 0,15
Непараллельность осей шатунных шеек с 0,02 на 100 мм
осью вала
3. Утечки при максимальном давлении нагнетания Q (t) при
наработке t
Q(t) s б,
где Q - допустимая утечка, равная 5 см^/мин для насосов, перекачивающих
нефтепродукты и сжиженные газы.
Коленчатый (кривошипный) вал
1. Дефекты при наработке t.
2. Отклонения формы и расположения поверхностей шеек
вала подшипника скольжения /ф(0 при наработке t
- 4|>’
где/ф - допустимые отклонения от правильной геометрической формы и вза-
имного расположения поверхностей коленчатого (кривошипного) вала под
подшипники скольжения согласно данным табл. 1.14.
3. Занижение диаметров шеек вала Л0ш(() при наработке 1
АОШ(Г) < Д0ш,
где Л0ш - предельно допустимое занижение диаметров шеек вала согласно
данным табл. 1.15.
16
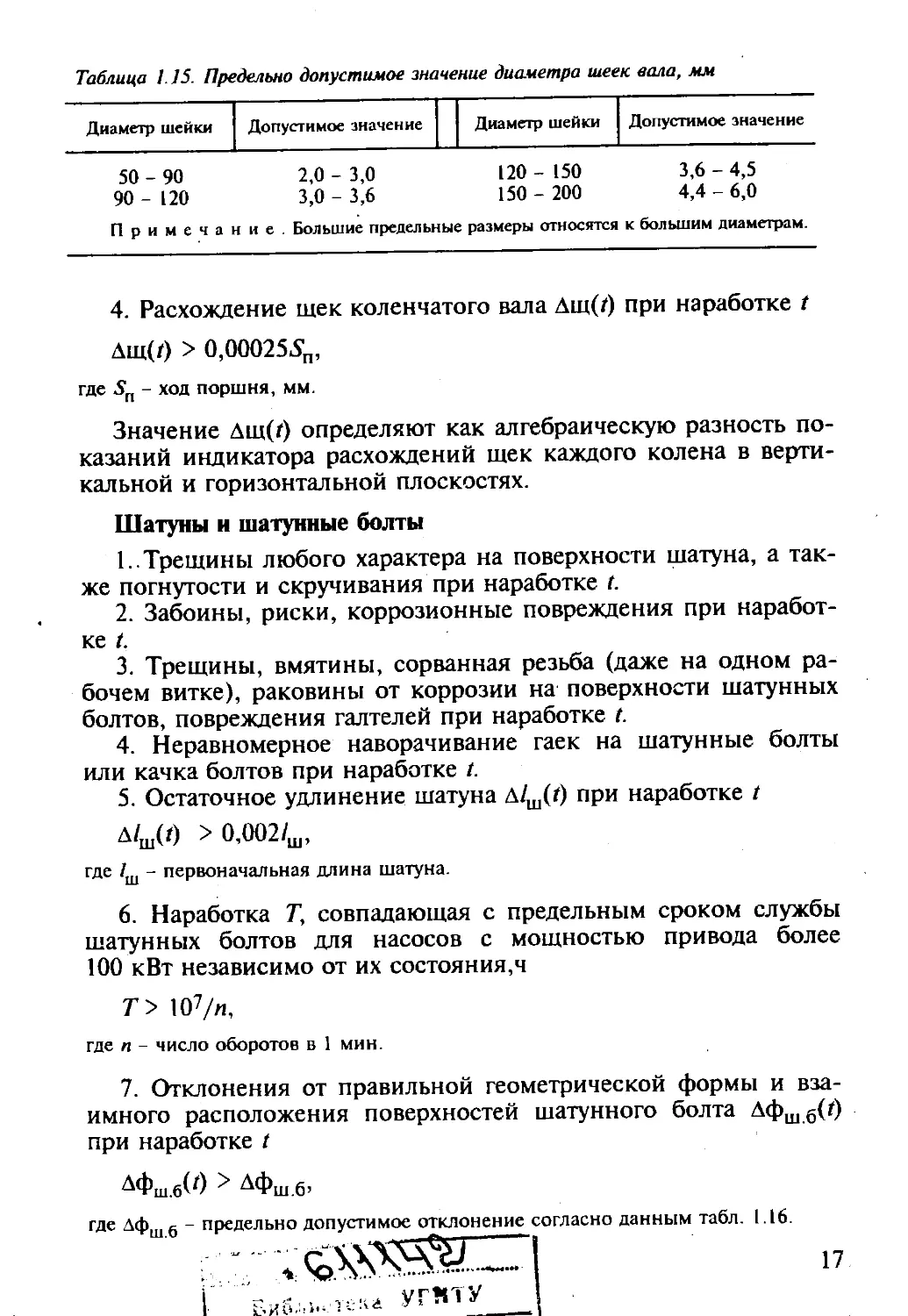
Таблица 1.15. Предельно допустимое значение диаметра шеек вала, мм
Диаметр шейки Допустимое значение Диаметр шейки Допустимое значение
50 - 90 90 - 120 2,0 - 3,0 120 - 150 3,6 - 4,5 3,0 - 3,6 150 - 200 4,4 - 6,0
Примечан и е . Большие предельные размеры относятся к большим диаметрам.
4. Расхождение щек коленчатого вала Ащ(/) при наработке t
Ащ(г) > 0,000255п,
где Sn - ход поршня, мм.
Значение Дщ(г) определяют как алгебраическую разность по-
казаний индикатора расхождений шек каждого колена в верти-
кальной и горизонтальной плоскостях.
Шатуны н шатунные болты
1.. Трещины любого характера на поверхности шатуна, а так-
же погнутости и скручивания при наработке t.
2. Забоины, риски, коррозионные повреждения при наработ-
ке I.
3. Трещины, вмятины, сорванная резьба (даже на одном ра-
бочем витке), раковины от коррозии на поверхности шатунных
болтов, повреждения галтелей при наработке t.
4. Неравномерное наворачивание гаек на шатунные болты
или качка болтов при наработке t.
5. Остаточное удлинение шатуна А/ш(0 при наработке t
А/ш(0 > 0,002/ш,
где /ш - первоначальная длина шатуна.
6. Наработка Т, совпадающая с предельным сроком службы
шатунных болтов для насосов с мощностью привода более
100 кВт независимо от их состояния^
Т> \07/п,
где п - число оборотов в 1 мин.
7. Отклонения от правильной геометрической формы и вза-
имного расположения поверхностей шатунного болта Афшб(?)
при наработке /
ДФш.бМ > АФш.б>
где Дфшб _ предельно допустимое отклонение согласно данным табл. 1.16.
Ви»*Г’,ТУ
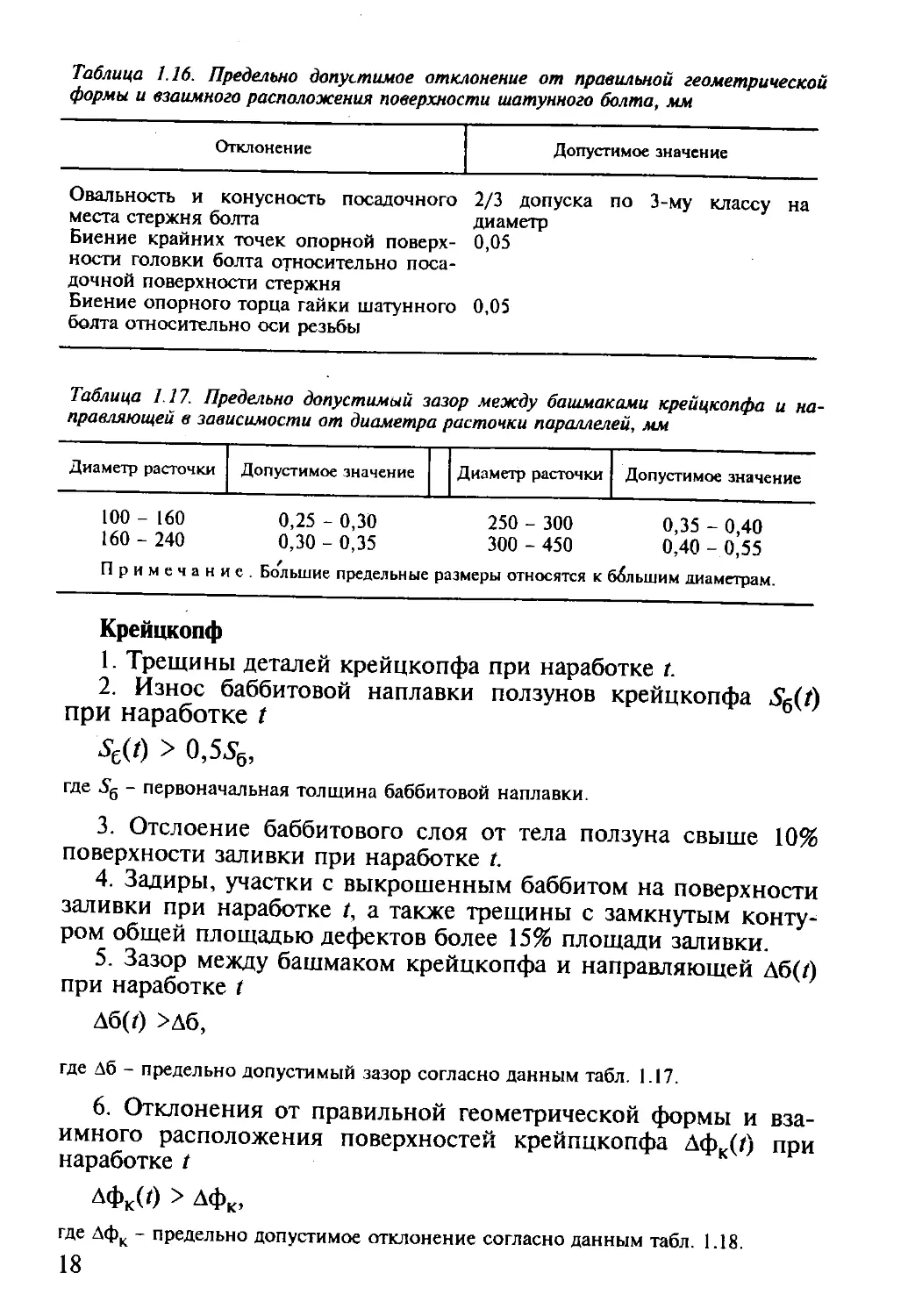
Таблица 1.16. Предельно допустимое отклонение от правильной геометрической
формы и взаимного расположения поверхности шатунного болта, мм
Отклонение Допустимое значение
Овальность и конусность посадочного места стержня болта Биение крайних точек опорной поверх- ности головки болта относительно поса- дочной поверхности стержня Биение опорного торца гайки шатунного болта относительно оси резьбы 2/3 допуска по 3-му классу на диаметр 0,05 0,05
Таблица 1.17. Предельно допустимый зазор между башмаками крейцкопфа и на-
правляющей в зависимости от диаметра расточки параллелей, мм
Диаметр расточки Допустимое значение Диаметр расточки Допустимое значение
100 - 160 0,25 - 0,30 250 - 300 0,35 - 0,40 160 - 240 0,30 - 0,35 300 - 450 0,40 - 0,55 Примечание. Большие предельные размеры относятся к большим диаметрам.
Крейцкопф
1. Трещины деталей крейцкопфа при наработке 1.
2. Износ баббитовой наплавки ползунов крейцкопфа S§(t)
при наработке t
S&(t) > 0,55б,
где 56 - первоначальная толщина баббитовой наплавки.
3. Отслоение баббитового слоя от тела ползуна свыше 10%
поверхности заливки при наработке t.
4. Задиры, участки с выкрошенным баббитом на поверхности
заливки при наработке t, а также трещины с замкнутым конту-
ром общей площадью дефектов более 15% площади заливки.
5. Зазор между башмаком крейцкопфа и направляющей Аб(/)
при наработке t
Аб(Г) >Дб,
где Дб - предельно допустимый зазор согласно данным табл. 1.17.
6. Отклонения от правильной геометрической формы и вза-
имного расположения поверхностей крейпцкопфа Афк(/) при
наработке t
Афк(0 > Афк,
где Дфк - предельно допустимое отклонение согласно данным табл. 1.18.
18
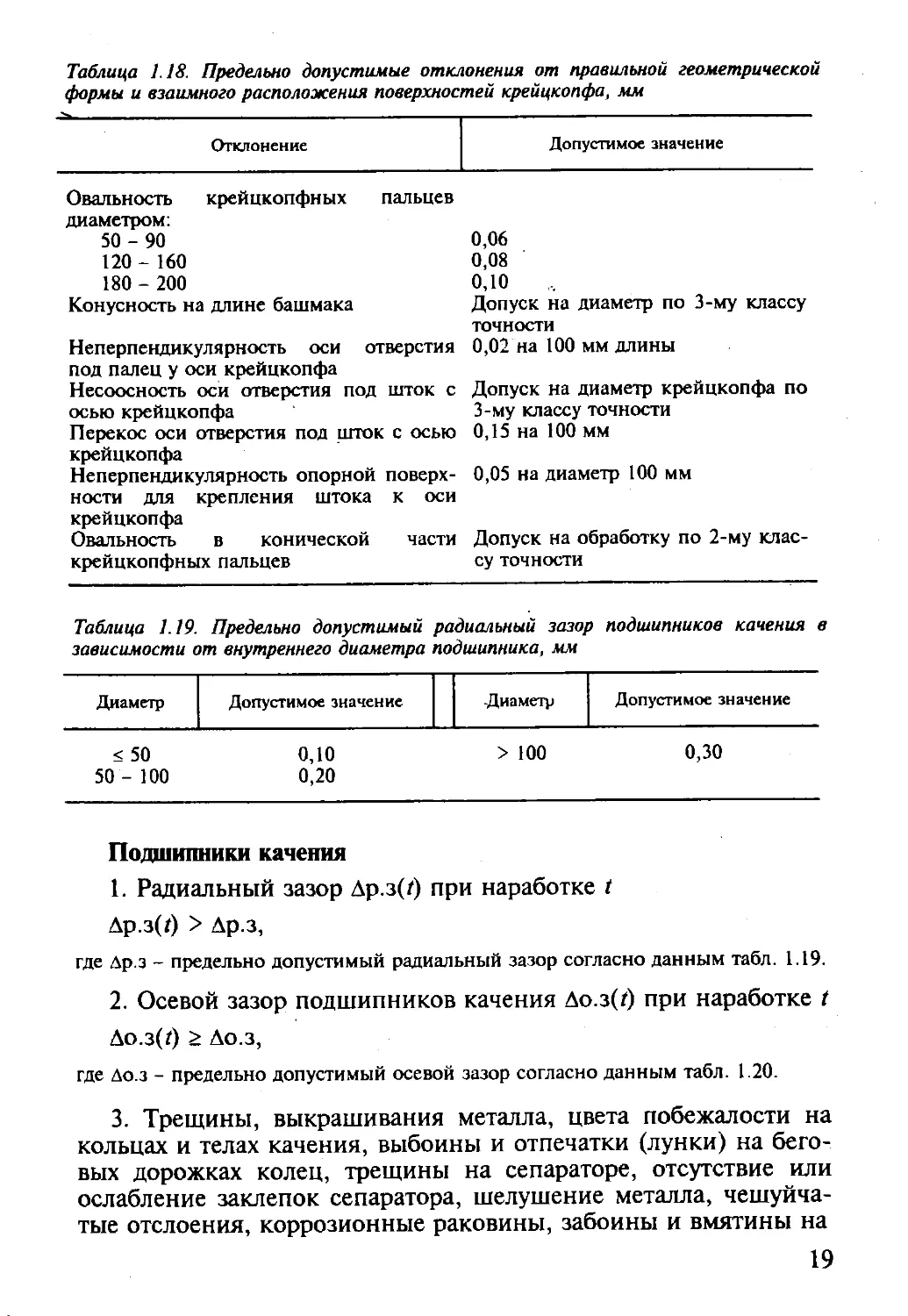
Таблица 1.18. Предельно допустимые отклонения от правильной геометрической
формы и взаимного расположения поверхностей крейцкопфа, мм
Отклонение Допустимое значение
Овальность крейцкопфных пальцев
диаметром:
50 - 90
120 - 160
180 - 200
Конусность на длине башмака
Неперпендикулярность оси отверстия
под палец у оси крейцкопфа
Несоосность оси отверстия под шток с
осью крейцкопфа
Перекос оси отверстия под шток с осью
крейцкопфа
Неперпендикулярность опорной поверх-
ности для крепления штока к оси
крейцкопфа
Овальность в конической части
крейцкопфных пальцев
0,06
0,08
0,10
Допуск на диаметр по 3-му классу
точности
0,02 на 100 мм длины
Допуск на диаметр крейцкопфа по
3-му классу точности
0,15 на 100 мм
0,05 на диаметр 100 мм
Допуск на обработку по 2-му клас-
су точности
Таблица 1.19. Предельно допустимый радиальный зазор подшипников качения в
зависимости от внутреннего диаметра подшипника, мм
Диаметр Допустимое значение Диаметр Допустимое значение
< 50 0,10 > 100 0,30
50 - 100 0,20
Подшипники качения
1. Радиальный зазор Др.з(/) при наработке t
Др.з(1) > Др.з,
где Др.з - предельно допустимый радиальный зазор согласно данным табл. 1.19.
2. Осевой зазор подшипников качения До.з(/) при наработке t
До.з(0 > До.з,
где До.з - предельно допустимый осевой зазор согласно данным табл. 1.20.
3. Трещины, выкрашивания металла, цвета побежалости на
кольцах и телах качения, выбоины и отпечатки (лунки) на бего-
вых дорожках колец, трещины на сепараторе, отсутствие или
ослабление заклепок сепаратора, шелушение металла, чешуйча-
тые отслоения, коррозионные раковины, забоины и вмятины на
19
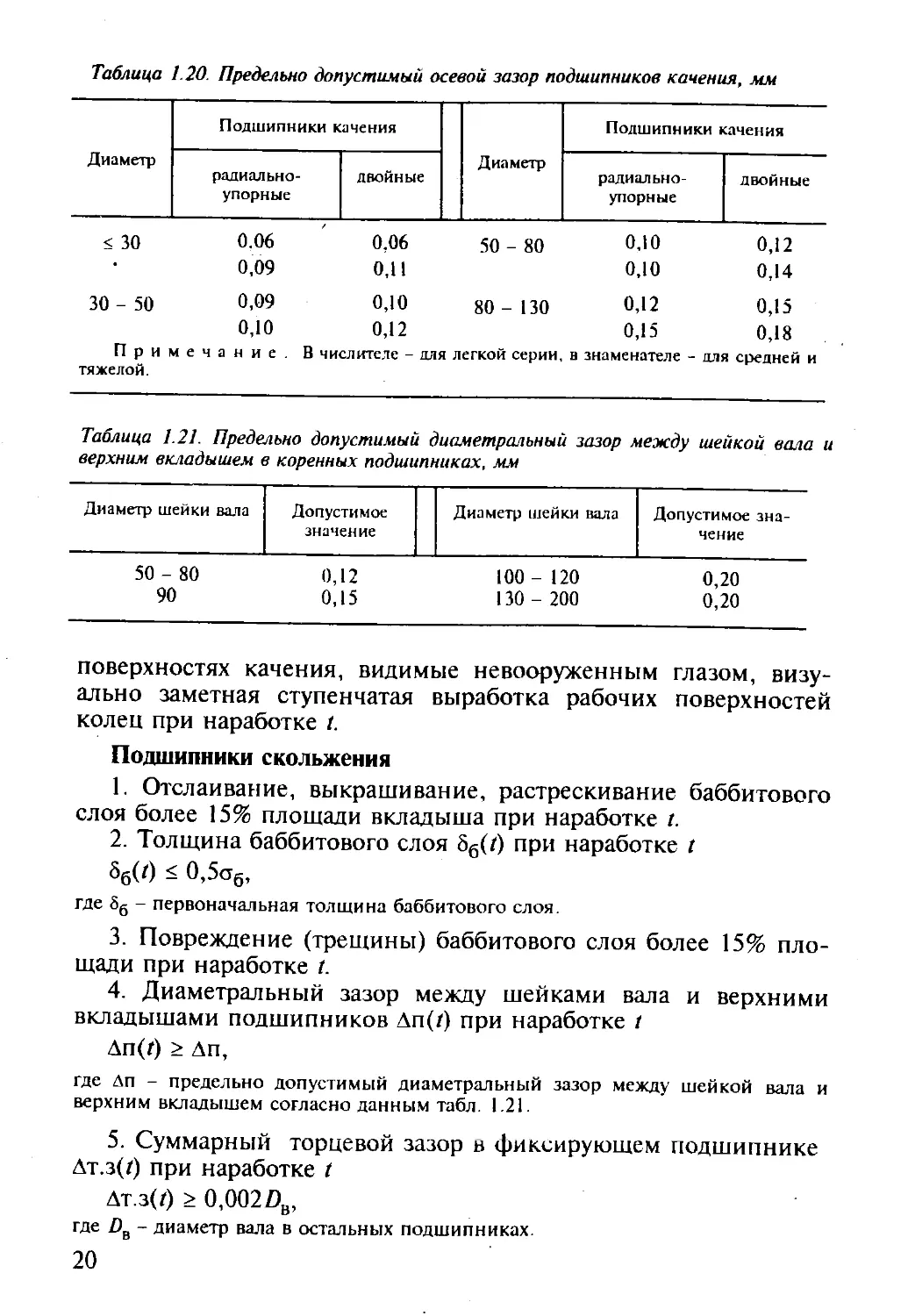
Таблица 1.20. Предельно допустимый осевой зазор подшипников качения, мм
Диаметр Подшипники качения Диаметр Подшипники качения
радиально- упорные двойные радиально- упорные двойные
< 30 0.06 0,06 50 - 80 0,10 0,12 0,09 0,11 0,10 0,14 30 - 50 0-09 0,10 80 - 130 °,12 0,15 0,10 0,12 0,15 0,18 Примечание. В числителе - для легкой серии, в знаменателе - для средней и
тяжелой.
Таблица 1.21. Предельно допустимый диаметральный зазор между шейкой вала и
верхним вкладышем в коренных подшипниках, мм
Диаметр шейки вала Допустимое значение Диаметр шейки вала Допустимое зна- чение
50 - 80 0,12 100 - 120 0,20 90 0,15 130 - 200 0,20
поверхностях качения, видимые невооруженным глазом, визу-
ально заметная ступенчатая выработка рабочих поверхностей
колец при наработке /.
Подшипники скольжения
1. Отслаивание, выкрашивание, растрескивание баббитового
слоя более 15% площади вкладыша при наработке t.
2. Толщина баббитового слоя 86(Z) при наработке l
М') < 0,5об,
где 8б - первоначальная толщина баббитового слоя.
3. Повреждение (трещины) баббитового слоя более 15% пло-
щади при наработке t.
4. Диаметральный зазор между шейками вала и верхними
вкладышами подшипников Дп(/) при наработке 1
Дп(г) > Дп,
где Дп - предельно допустимый диаметральный зазор между шейкой вала и
верхним вкладышем согласно данным табл. 1.21.
5. Суммарный торцевой зазор в фиксирующем подшипнике
Дт.з(0 при наработке t
Дт.з(?) > 0,0020в,
где 0ъ - диаметр вала в остальных подшипниках.
20
Таблица 1.22. Предельно допустимый диаметральный зазор в подшипниках ша-
туна, мм
Подшипник шатуна Диаметр подшип- ника Допустимое зна- чение
Кривошипный 50-150 0,12 - 0,16
150 - 200 0,16 - 0,18
Крейцкопфный 50 - 100 0,12
100 - 140 0,15
для вкладышей с баббитовой залив- 170 - 200 0,18
кой, для бронзовых вкладышей 50 - 80 0,20
90 0,23
120 0,29
150 - 200 0,35
Ат.з(г) > 0,8 - 1,0 мм на 1 м длины вала или расстояния от
фиксирующего подшипника.
6. Зазор в подшипниках шатуна AnUJ(z) при наработке z
Anm(Z) > Апш,
где Апш - предельно допустимый зазор согласно данным табл. 1.22.
Клапаны
1. Диаметр проволоки пружины </npn(z) при наработке t
^np.nW - О,85/7пр п,
где </пр п (- первоначальный диаметр проволоки пружины.
2. Высота пружины в свободном сечении йп(г) при нара-
ботке z
Ап(г) < 0,85Лп.
3. Трешины, поломки пластин и других деталей клапана при
наработке Z.
4. Неплотность клапана, если протечка превышает норму
(более 5 капель в минуту): при уменьшении площади проходно-
го сечения в результате загрязнения более чем на 30% от его
номинальной площади при наработке t.
5. Заедание пластин при их перемещении при наработке Z.
6. Увеличение высоты подъема пластин на величину, пре-
вышающую указанную в табл. 1.23, при наработке Z.
7. Нарушение шплинтовки крепления деталей клапана при
наработке z.
8. Износ резьбы стяжного болта (шпильки) или гайки при
наработке Z.
9. Выработка направляющих пластин клапана, в результате
чего пластина имеет большое радиальное смещение и не пере-
крывает проходного отверстия седла при наработке Z.
21
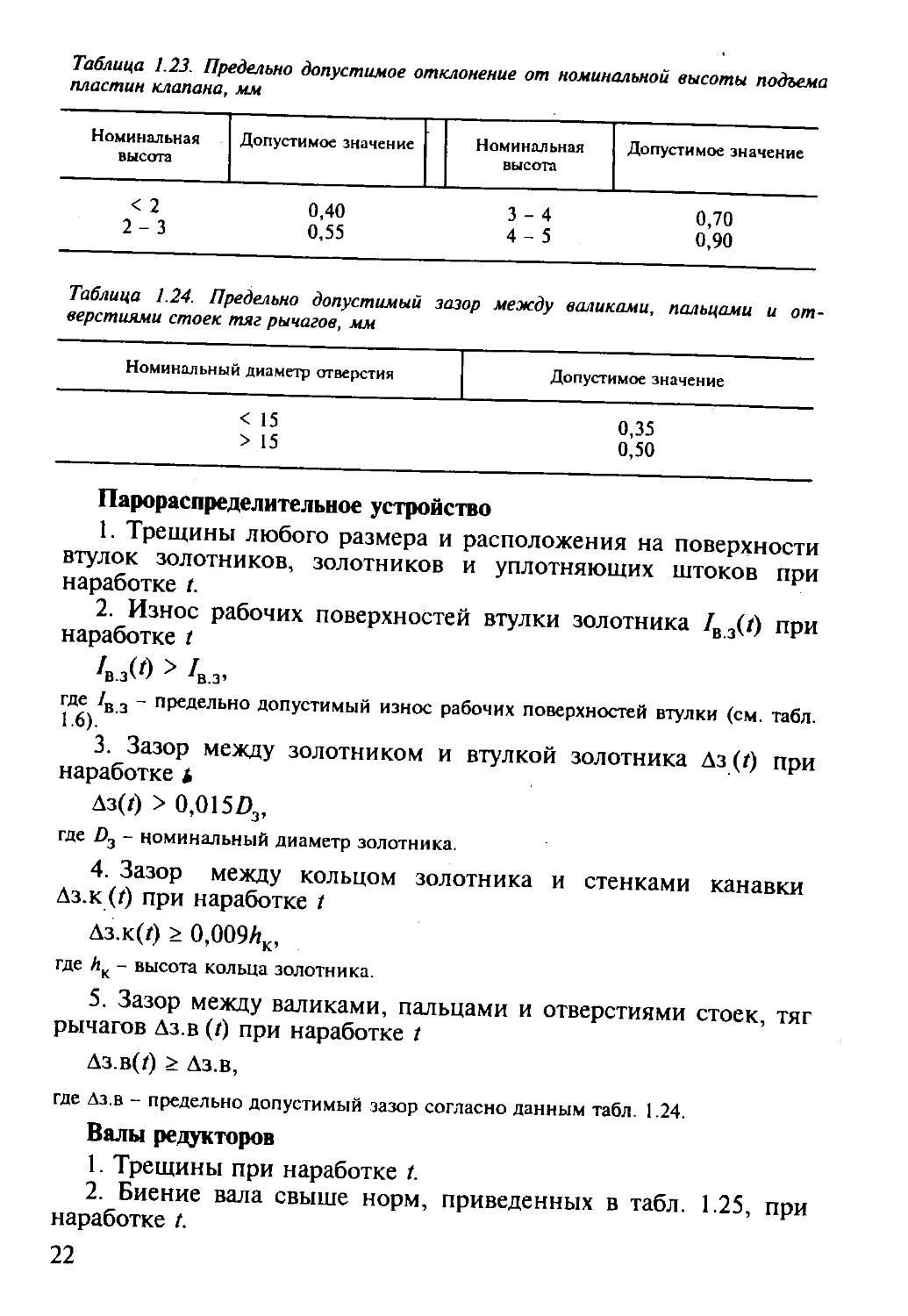
Таблица 1.23. Предельно допустимое отклонение от номинальной высоты подъема
пластин клапана, мм
Номинальная высота Допустимое значение Номинальная высота Допустимое значение
< 2 0,40 3-4 0,70
2-3 0,55 4-5 0,90
Таблица 1.24. Предельно допустимый зазор между валиками, пальцами и от-
верстиями стоек тяг рычагов, мм
Номинальный диаметр отверстия Допустимое значение
< 15 0,35
> 15 0,50
Парораспределительное устройство
1. Трещины любого размера и расположения на поверхности
втулок золотников, золотников и уплотняющих штоков при
наработке t.
2. Износ рабочих поверхностей втулки золотника /вз(0 при
наработке t
> А.З’
где /„ , - предельно допустимый износ рабочих поверхностей втулки (см. табл.
1.6). '
3. Зазор между золотником и втулкой золотника Аз (/) при
наработке к
Аз(г) > 0,015D3,
где D3 - номинальный диаметр золотника.
4. Зазор между кольцом золотника и стенками канавки
Аз.к (г) при наработке t
Аз.к(г) > 0,009Лк,
где Лк - высота кольца золотника.
5. Зазор между валиками, пальцами и отверстиями стоек, тяг
рычагов Аз.в (г) при наработке t
Аз.в(() > Аз.в,
где Дз.в - предельно допустимый зазор согласно данным табл. 1.24.
Валы редукторов
1. Трещины при наработке t.
2. Биение вала свыше норм, приведенных в табл. 1.25, при
наработке t.
22
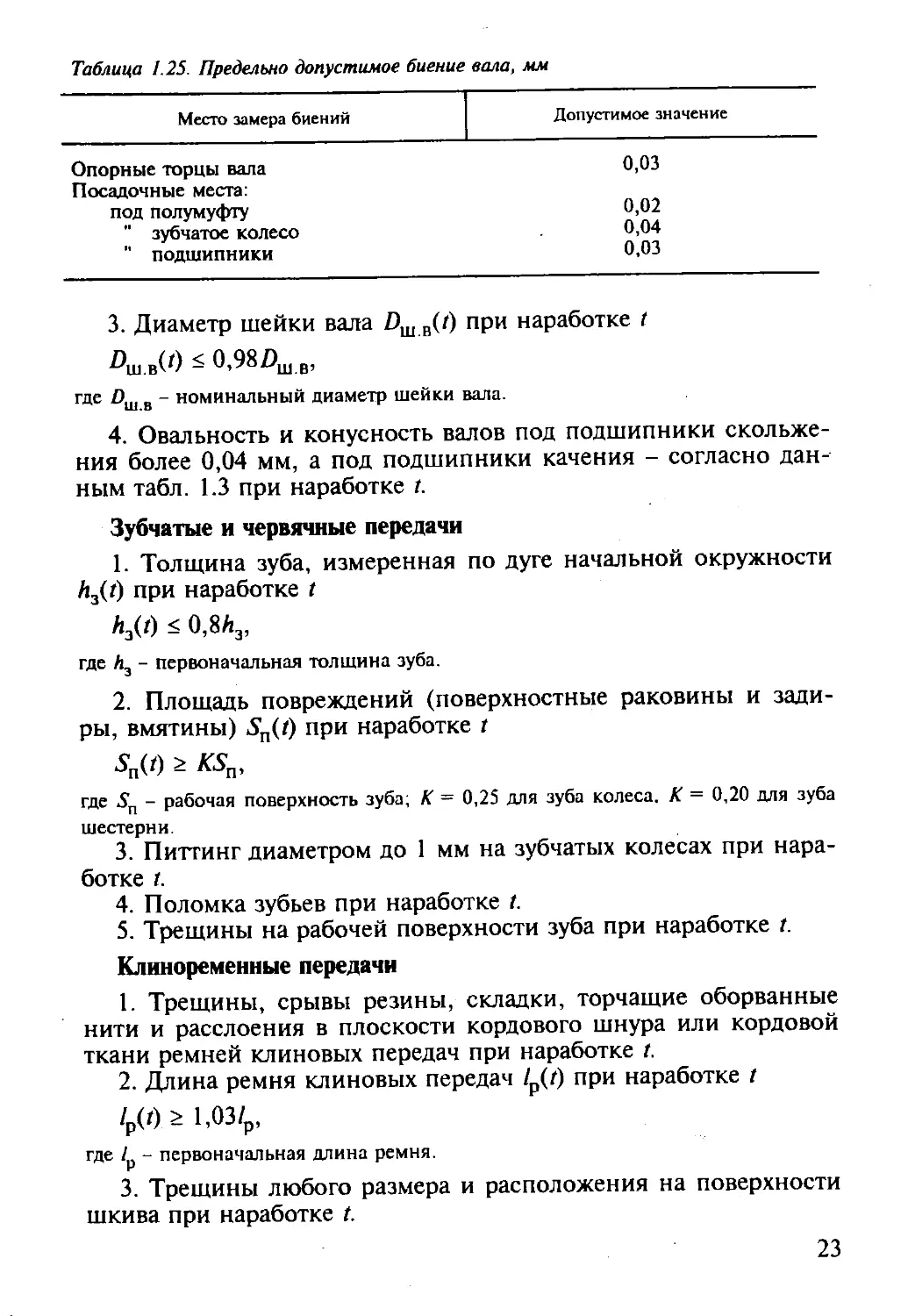
Таблица 1.25. Предельно допустимое биение вала, мм
Место замера биений Допустимое значение
Опорные торцы вала Посадочные места: 0,03
под полумуфту 0,02
зубчатое колесо 0,04
" подшипники 0,03
3. Диаметр шейки вала Ош в(0 при наработке t
/)ш.в(0 < 0,98£)ш в,
где 0ш в - номинальный диаметр шейки вала.
4. Овальность и конусность валов под подшипники скольже-
ния более 0,04 мм, а под подшипники качения - согласно дан-
ным табл. 1.3 при наработке t.
Зубчатые и червячные передачи
1. Толщина зуба, измеренная по дуге начальной окружности
Л3(0 при наработке t
h3(t) < 0,8Л3,
где й3 - первоначальная толщина зуба.
2. Площадь повреждений (поверхностные раковины и зади-
ры, вмятины) 5П(0 при наработке t
ад) * ^п,
где 5П - рабочая поверхность зуба; К = 0,25 для зуба колеса. К = 0,20 для зуба
шестерни.
3. Питтинг диаметром до 1 мм на зубчатых колесах при нара-
ботке г.
4. Поломка зубьев при наработке 1.
5. Трещины на рабочей поверхности зуба при наработке t.
Клиноременные передачи
1. Трещины, срывы резины, складки, торчащие оборванные
нити и расслоения в плоскости кордового шнура или кордовой
ткани ремней клиновых передач при наработке г.
2. Длина ремня клиновых передач /р(т) при наработке t
/р(0 1,03/р,
где /р - первоначальная длина ремня.
3. Трещины любого размера и расположения на поверхности
шкива при наработке t.
23
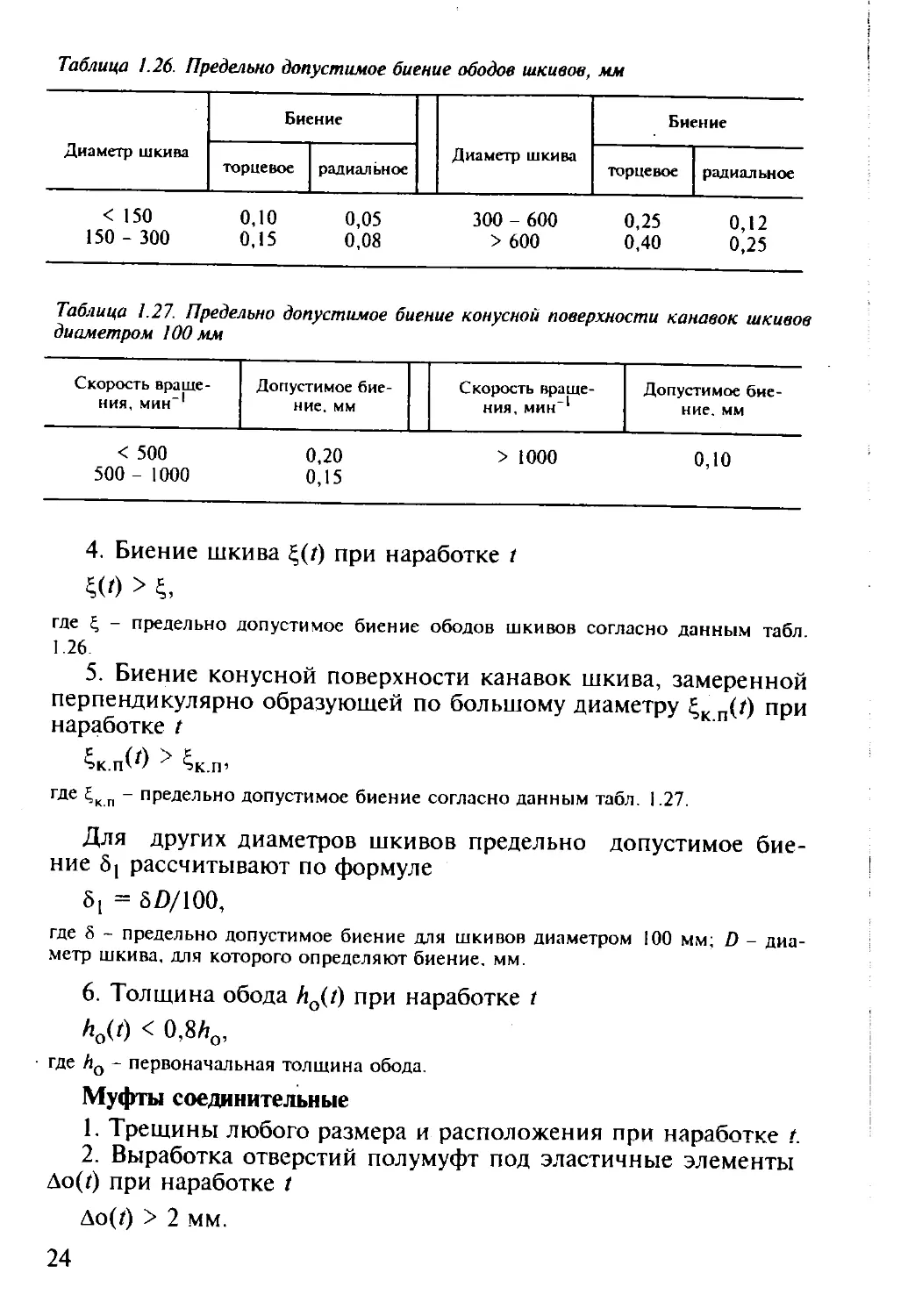
Таблица 1.26. Предельно допустимое биение ободов шкивов, мм
Диаметр шкива Биение Диаметр шкива Биение
торцевое радиальное торцевое радиальное
<150 0,10 0,05 300 - 600 0,25 0,12 150 - 300 0,15 0,08 > 600 0,40 0,25
Таблица 1.27. Предельно допустимое биение конусной поверхности канавок шкивов
диаметром 100 мм
Скорость враще-
ния, мин-1
Допустимое бие-
ние, мм
Скорость враще-
ния, мин-1
Допустимое бие-
ние. мм
< 500 0,20
500 -1000 0,15
> 1000
0,10
4. Биение шкива ^(z) при наработке t
£(0 > Ъ
где £ - предельно допустимое биение ободов шкивов согласно данным табл.
1 26
5. Биение конусной поверхности канавок шкива, замеренной
перпендикулярно образующей по большому диаметру ^кп(/) при
наработке t
£к.п(*) > ^К.П’
где £кп - предельно допустимое биение согласно данным табл. 1.27.
Для других диаметров шкивов предельно допустимое бие-
ние 8] рассчитывают по формуле
8! = 8 D/100,
где 8 - предельно допустимое биение для шкивов диаметром 100 мм; D - диа-
метр шкива, для которого определяют биение, мм.
6. Толщина обода Ао(/) при наработке t
h0(t) < 0,8Ло,
где ho - первоначальная толщина обода.
Муфты соединительные
1. Трещины любого размера и расположения при наработке t.
2. Выработка отверстий полумуфт под эластичные элементы
Ao(Z) при наработке /
До(0 > 2 мм.
24
3. Выработка мягкой насадки по наружному диаметру более
чем на 2 мм при наработке t.
Резьбовые соединения
1. Трещины любого размера и расположения при наработке t.
2. Срывы и смятие более двух ниток, смятие граней головок
болтов (гаек), уменьшающее диагональ шестигранника, сокра-
щение размера между рабочими гранями головок (размер под
ключ) более 0,5 мм, коррозионное и эрозионное разрушение
гладкой части тела свыше 3% от номинального при наработке t.
Шпоночные соединения
1. Ширина шпоночного паза /ш П(Г) при наработке t
4и.П^) > I’l^U П"
2. Радиальный зазор в шпоночном соединении K(t) при нара-
ботке г
K(t) > 0,2 ч- 0,3 мм.
Система смазки
1. Торцевой зазор между шестерней, крышкой и корпусом
Дт.з(г) при наработке t
Дт.з(/) > Дт.з,
где Ат.з - предельно допустимый торцевой зазор согласно данным табл. 1.28.
2. Радиальный зазор между вершиной зуба и шестерни насоса
и поверхностью цилиндрической расточки корпуса Др.з(/) при
наработке t
Др.з(г) > 0,1 + 0,2 мм.
3. Диаметральный зазор в подшипниках скольжения масля-
ного насоса Дд.з(г) при наработке t
> (0,001 4- 0,002)Дш в,
где в - диаметр шейки валика.
4. Забивка трубок грязью, ржавчиной при наработке г.
5. Число дефектных трубок при наработке t
Na(i)>0,\N,
где N - общее число трубок в холодильнике.
Таблица 1.28. Предельно допустимый торцевой зазор
Производительность шестеренчатого насо- са, л/мин Допустимое значение, мм
25 - 160 0,08 - 0,10
160 - 250 0,15
25
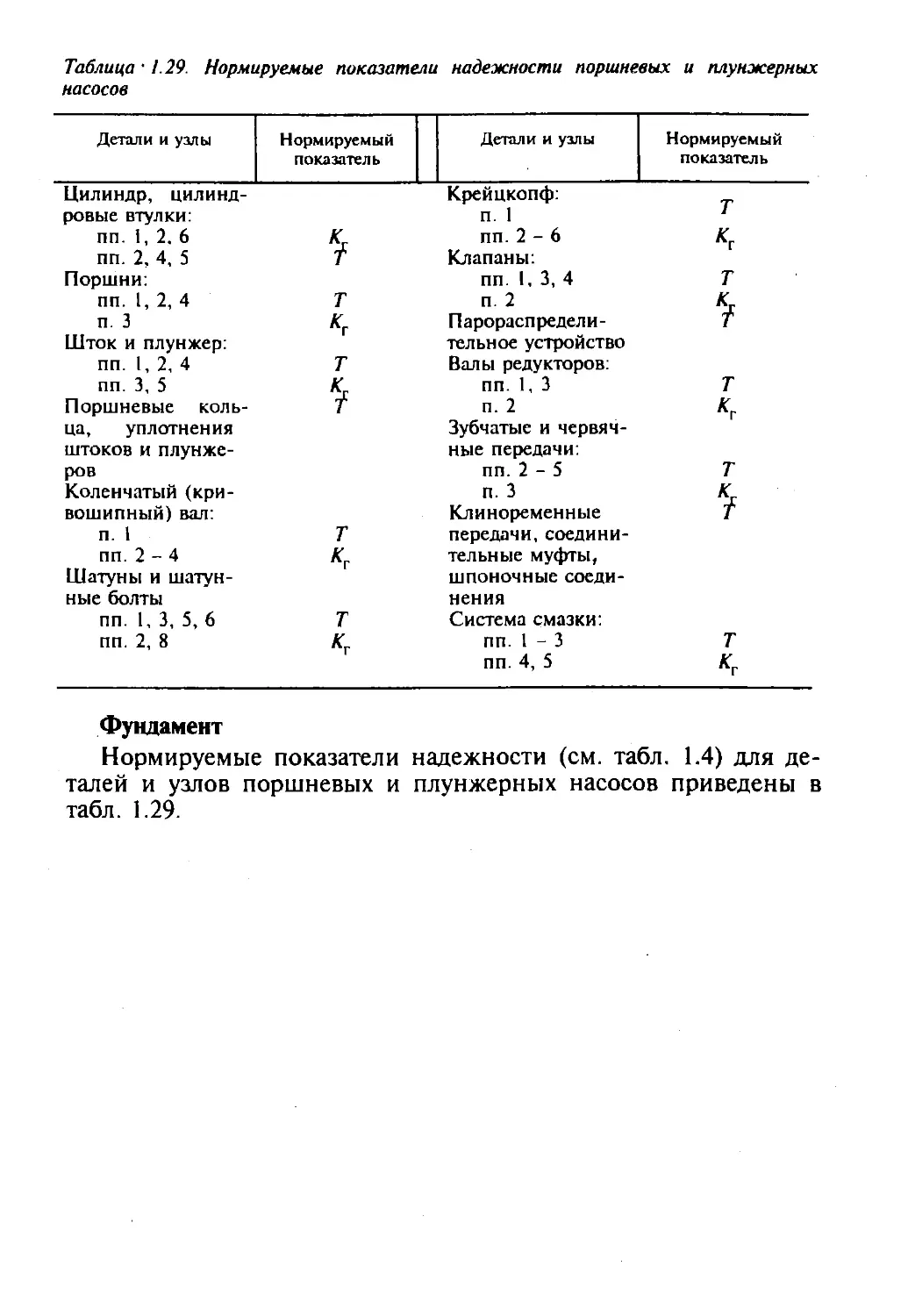
Таблица' 1.29. Нормируемые показатели надежности поршневых и плунжерных
насосов
Детали и уалы Нормируемый показатель Детали и узлы Нормируемый показатель
Цилиндр, цилинд- Крейцкопф: ровые втулки: п. 1 ' пп. 1, 2. 6 К пп. 2-6 Кг пп. 2,4, 5 / Клапаны: Поршни: пп. 1, 3, 4 Т пп. 1, 2, 4 Т п. 2 К п. 3 К Парораспредели- Т Шток и плунжер: тельное устройство пп. 1, 2, 4 Т Валы редукторов: пп. 3, 5 IC пп. 1,3 Т Поршневые коль- Т п. 2 Кг ца, уплотнения Зубчатые и червяч- штоков и плунже- ные передачи: ров пп. 2-5 Т Коленчатый (кри- п. 3 К вошипный) вал: Клиноременные Т п. 1 Т передачи, соедини- ли, 2-4 Кг тельные муфты, Шатуны и шатун- шпоночные соеди- ные болты нения пп. 1, 3, 5, 6 Т Система смазки: пп. 2, 8 Кг пп. 1 - 3 Т пп. 4, 5 Кг
Фундамент
Нормируемые показатели надежности (см. табл, 1.4) для де-
талей и узлов поршневых и плунжерных насосов приведены в
табл. 1.29.
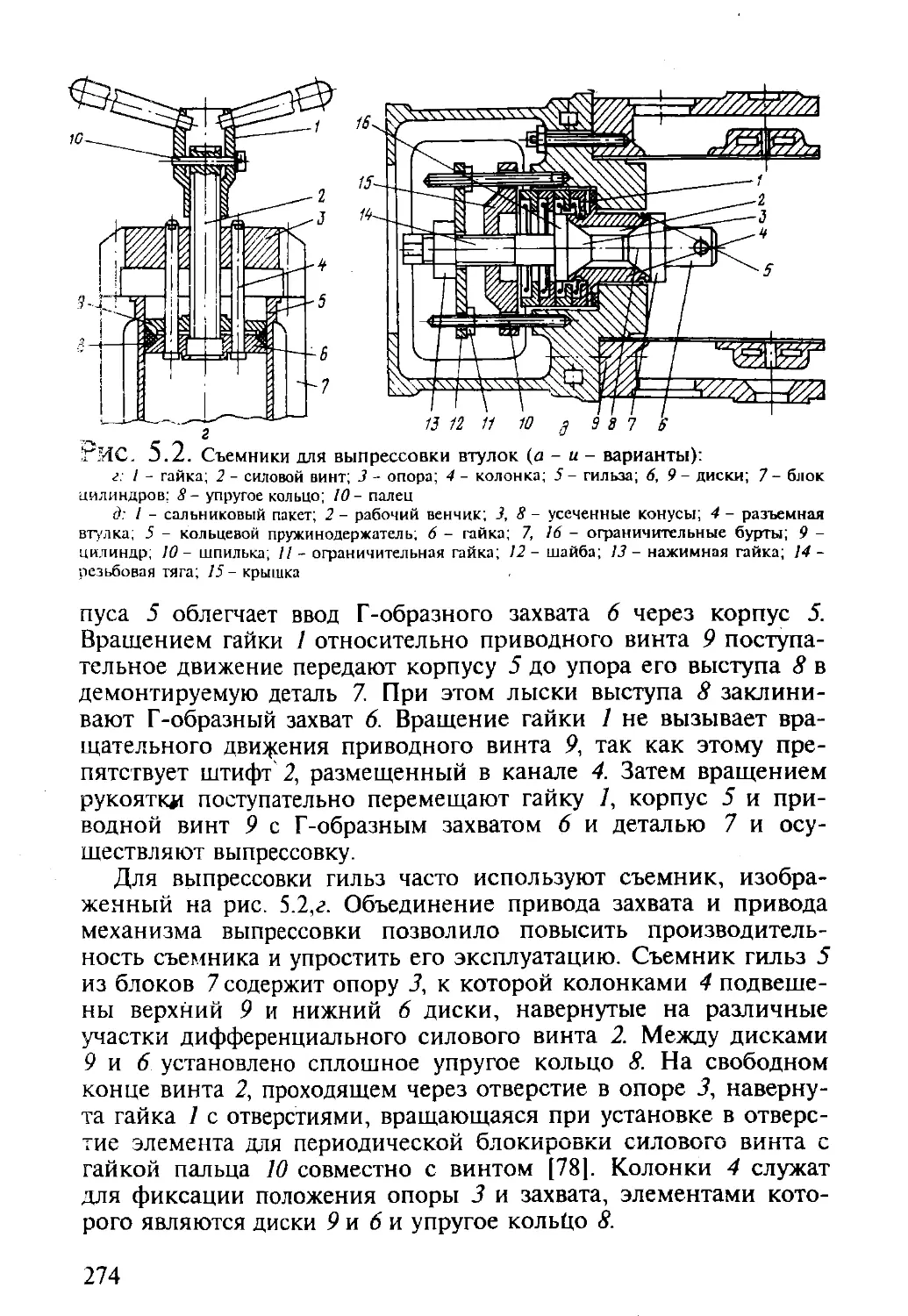
Глава
РЕМОНТ ЦЕНТРОБЕЖНЫХ НАСОСОВ
2.1. ОЧИСТКА УЗЛОВ
И ДЕТАЛЕЙ ОТ ЗАГРЯЗНЕНИЙ
В процессе производства на поверхности узлов и деталей обра-
зуются различные загрязнения. Причины этого многообразны:
окисление поверхности металлов (оксиды, продукты коррозии),
термическое разложение масел (нагары, асфальтосмолистые
отложения), возникновение эмульсионных и масляных пленок,
попадание механических частиц (абразив, стружка и т. п.),
остатков обработки резанием (стружка, абразив, заусенцы,
остатки шлифовальных и полировальных паст, эмульсий), дав-
лением и литьем (графитные и жировые смазки, пригары, фор-
мовочная земля), остатков сварки и пайки (флюс, окалина),
веществ, используемых при хранении и транспортировке
(консистентные и консервационные смазки), загрязнений из
окружающей среды и др. [3].
Очистка предполагает удаление загрязнений с поверхности до
определенного уровня чистоты. Для этого используют механиче-
ский, физический, химический, физико-химический и химико-
термический способы. Чтобы ускорить очистку, применяют раз-
ные способы интенсификации: повышение температуры и дав-
ления очищающей среды, вибрационную активацию очи-
щающей среды и пр. Скорость очистки находят эксперимен-
тально при определенных условиях. На нее влияют следующие
факторы: природа загрязнения (химический состав, прочност-
ные и реологические свойства); количество загрязнений
(начальная загрязненность поверхности, количество загрязне-
ний, допустимое на поверхности после очистки, равномерность
распределения по поверхности остаточной загрязненности); вид
поверхности (материал, шероховатость, размеры и конфигура-
ция); очищающая среда (состав, концентрация, температура);
характер и параметры взаимодействия очищающей среды с по-
верхностью (скорость и размер потока, обусловленные кон-
струкцией моечной машины).
27
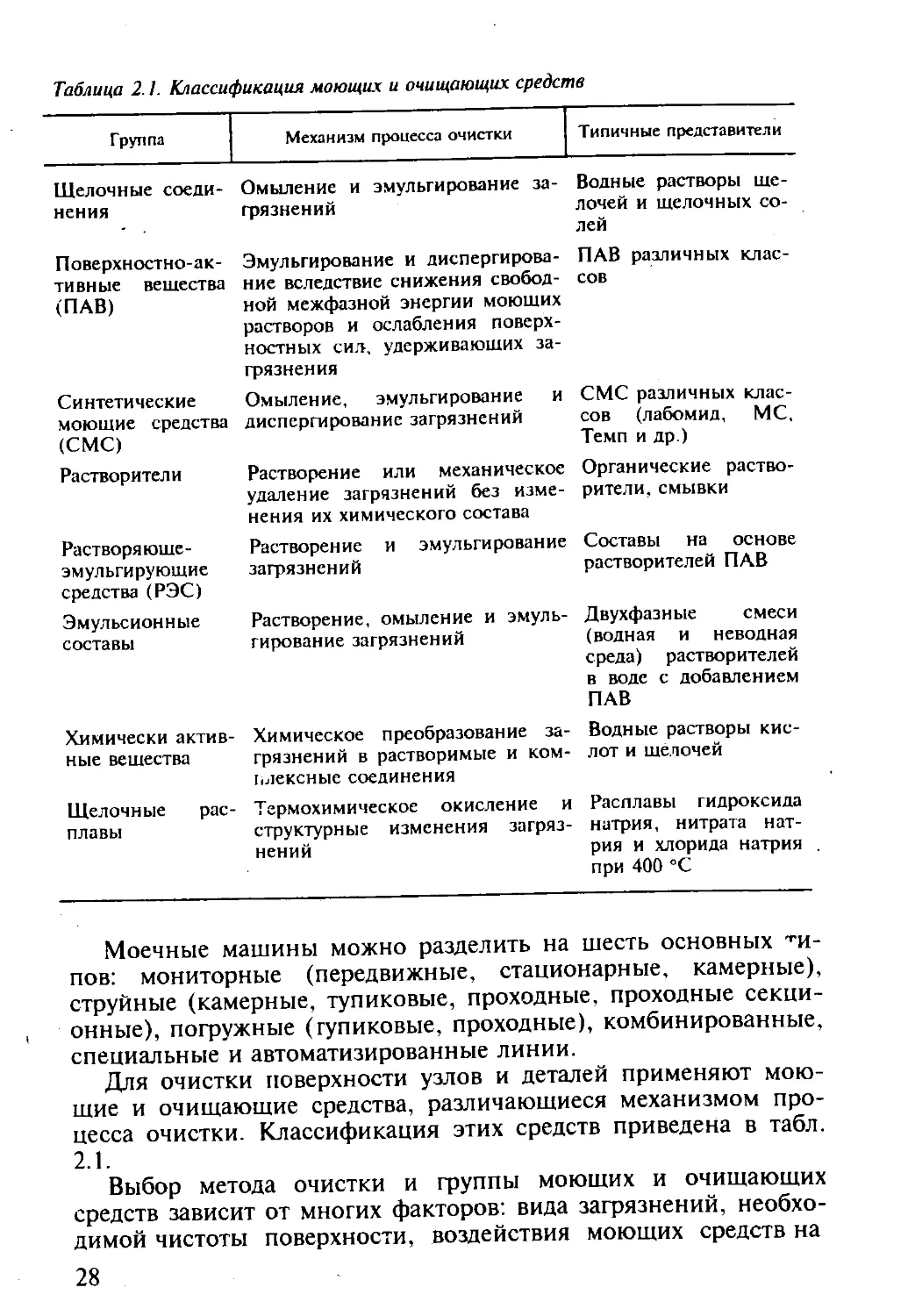
Таблица 2.1. Классификация моющих и очищающих средств
Группа Механизм процесса очистки Типичные представители
Щелочные соеди- нения Омыление и эмульгирование за- грязнений Водные растворы ще- лочей и щелочных со- лей
Поверхностно-ак- тивные вещества (ПАВ) Эмульгирование и диспергирова- ние вследствие снижения свобод- ной межфазной энергии моющих растворов и ослабления поверх- ностных сил, удерживающих за- грязнения ПАВ различных клас- сов
Синтетические моющие средства (СМС) Омыление, эмульгирование и диспергирование загрязнений СМС различных клас- сов (лабомид, МС, Темп и др.)
Растворители Растворение или механическое удаление загрязнений без изме- нения их химического состава Органические раство- рители. смывки
Растворяюще- эмульгирующие средства (РЭС) Растворение и эмульгирование загрязнений Составы на основе растворителей ПАВ
Эмульсионные составы Растворение, омыление и эмуль- гирование загрязнений Двухфазные смеси (водная и неводная среда) растворителей в воде с добавлением ПАВ
Химически актив- ные вещества Химическое преобразование за- грязнений в растворимые и ком- плексные соединения Водные растворы кис- лот и щелочей
Щелочные рас- плавы Термохимическое окисление и структурные изменения загряз- нений Расплавы гидроксида натрия, нитрата нат- рия и хлорида натрия при 400 °C
Моечные машины можно разделить на шесть основных 'ги-
пов: мониторные (передвижные, стационарные, камерные),
струйные (камерные, тупиковые, проходные, проходные секци-
онные), погружные (тупиковые, проходные), комбинированные,
специальные и автоматизированные линии.
Для очистки поверхности узлов и деталей применяют мою-
щие и очищающие средства, различающиеся механизмом про-
цесса очистки. Классификация этих средств приведена в табл.
2.1.
Выбор метода очистки и группы моющих и очищающих
средств зависит от многих факторов: вида загрязнений, необхо-
димой чистоты поверхности, воздействия моющих средств на
28
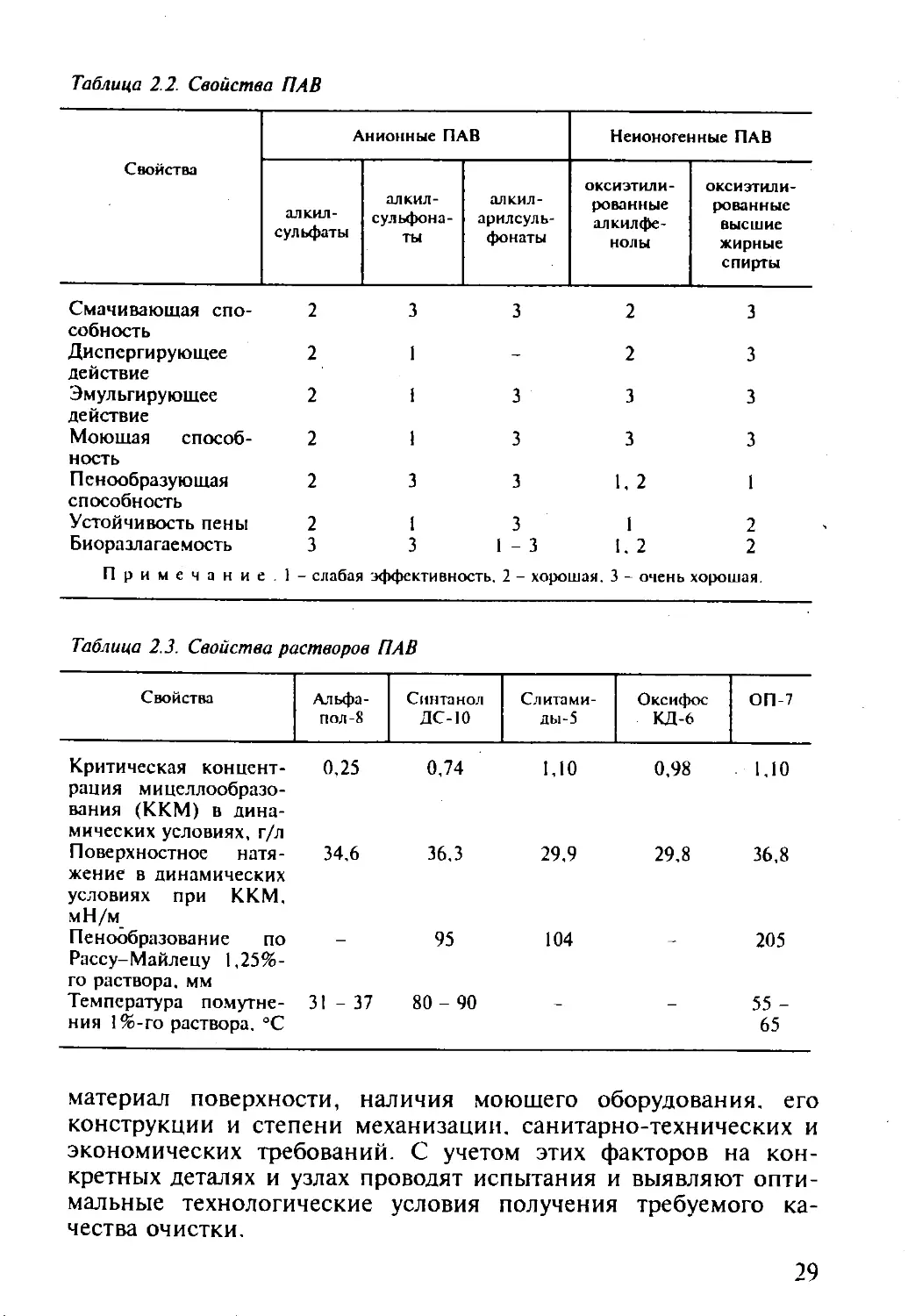
Таблица 2.2. Свойства ПАВ
Свойства Анионные ПАВ Неионогенные ПАВ
алкил- сульфаты алкил- сульфона- ты алкил- арилсуль- фонаты оксиэтили- ро ванные ал кил фе- нолы оксиэтили- ро ванные высшие жирные спирты
Смачивающая спо- 2 3 3 2 3
собность Диспергирующее 2 1 - 2 3
действие Эмульгирующее 2 1 3 3 3
действие Моющая способ- 2 1 3 3 3
ность Пенообразующая 2 3 3 1, 2 1
способность Устойчивость пены 2 1 3 1 2
Биоразлагаемость 3 3 1 - 3 1, 2 2
Примечание ! - слабая эффективность. 2 - хорошая. 3 - очень хорошая.
Таблица 2.3. Свойства растворов ПАВ
Свойства Альфа- пол-8 Синтанол ДС-10 Слитами- ды-5 Оксифос КД-6 ОП-7
Критическая концент- рация мицеллообразо- вания (ККМ) в дина- мических условиях, г/л 0.25 0,74 1,10 0,98 1,10
Поверхностное натя- жение в динамических условиях при ККМ, мН/м 34.6 36,3 29,9 29,8 36,8
Пенообразован ие по Рассу-Майлецу 1,25%- го раствора, мм — 95 104 - 205
Температура помутне- ния 1%-го раствора. °C 31 - 37 80 - 90 - — 55 - 65
материал поверхности, наличия моющего оборудования, его
конструкции и степени механизации, санитарно-технических и
экономических требований. С учетом этих факторов на кон-
кретных деталях и узлах проводят испытания и выявляют опти-
мальные технологические условия получения требуемого ка-
чества очистки.
29
Поверхностно активные вещества (ПАВ). Моющие средства,
предназначенные для очистки механических поверхностей,
приготовляют на базе синтетических ПАВ; основные их
свойства, определяющие моющее действие, приведены в табл.
2.2 и 2.3.
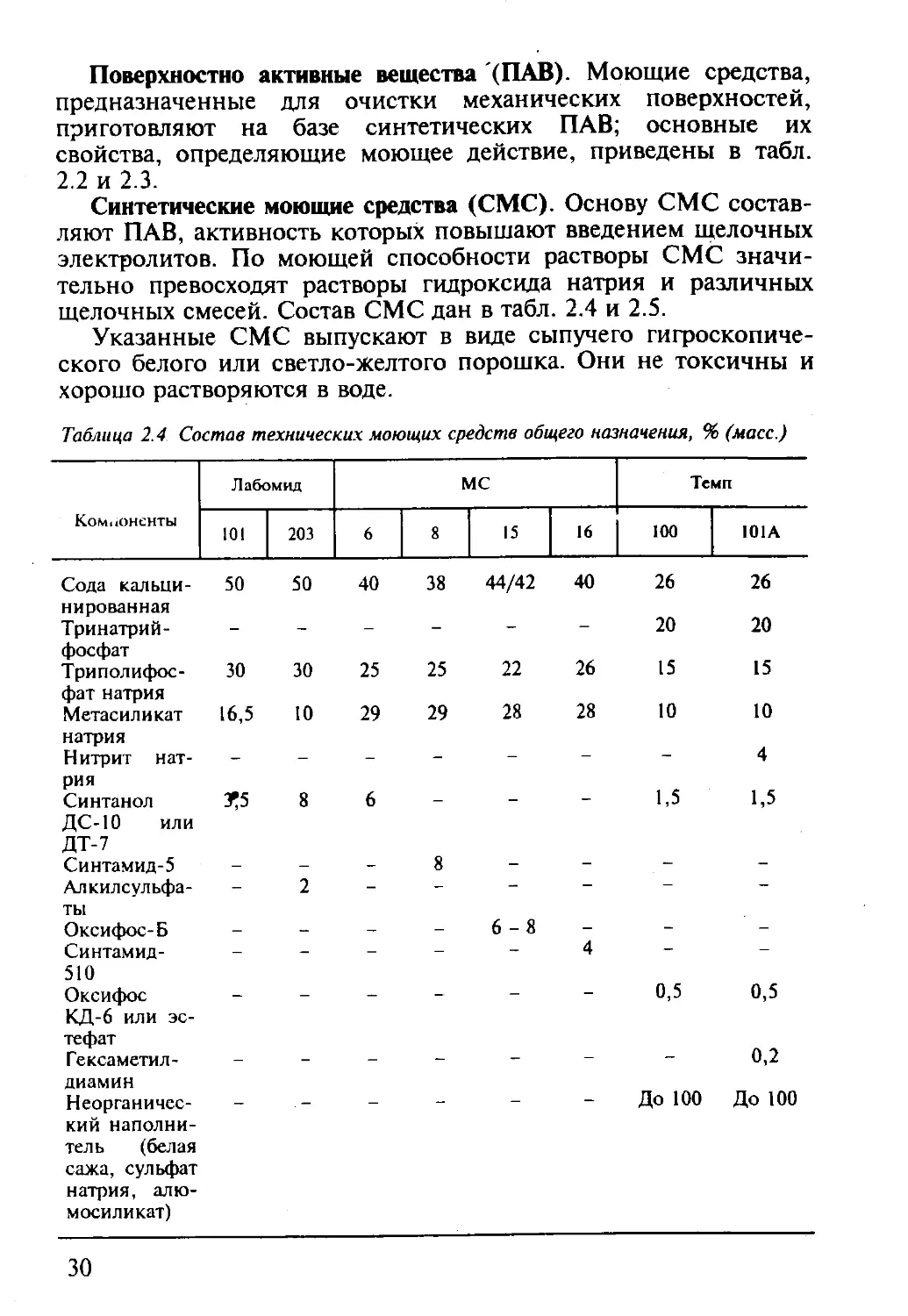
Синтетические моющие средства (СМС). Основу СМС состав-
ляют ПАВ, активность которых повышают введением щелочных
электролитов. По моющей способности растворы СМС значи-
тельно превосходят растворы гидроксида натрия и различных
щелочных смесей. Состав СМС дан в табл. 2.4 и 2.5.
Указанные СМС выпускают в виде сыпучего гигроскопиче-
ского белого или светло-желтого порошка. Они не токсичны и
хорошо растворяются в воде.
Таблица 2.4 Состав технических моющих средств общего назначения, % (масс.)
Компоненты Лабомид мс Темп
101 203 6 8 15 16 100 I01A
Сода кальци- нированная 50 50 40 38 44/42 40 26 26
Тринатрий- фосфат - - - - — — 20 20
Триполифос- фат натрия 30 30 25 25 22 26 15 15
Метасиликат натрия 16,5 10 29 29 28 28 10 10
Нитрит нат- рия - — - - — — — 4
Синтанол ДС-10 или ДТ-7 У,5 8 6 — — — 1,5 1,5
Синтамид-5 — — - 8 - - — —
Алкилсульфа- ты - 2 - - - - - -
Оксифос- Б — - — — 6-8 - - —
Синтамид- 510 - - - - - 4 — -
Оксифос КД-6 или эс- тефат — — — — — — 0,5 0,5
Гексаметил- диамин - - - — - — — 0,2
Неорганичес- кий наполни- тель (белая сажа, сульфат натрия, алю- мосиликат) До 100 До 100
30
Растворами СМС можно очищать детали из черных, цветных
и легких металлов и их сплавов. При незначительном сроке
хранения (10 - 15 дней) узлы и детали после очистки раствора-
ми СМС не нуждаются в дополнительной антикоррозионной
защите, которая обеспечивается силикатами, входящими в со-
став СМС.
Рабочие концентрации СМС зависят от загрязненности по-
верхности и составляют 5-20 г/л. Наилучшее моющее действие
растворы СМС проявляют при 80 ± 5 °C. При температуре ниже
70 °C моющая способность раствора резко уменьшается и уси-
ливается пенообразование.
Растворители. Для очистки поверхности изделий в машино-
строении широко применяют растворители, которые растворя-
ют загрязнения, хорошо смачивают очищаемую поверхность и
быстро проникают в узкие отверстия и щели. Растворители
Таблица 2.5. Состав технических моющих средств специального назначения,
%(масс.)
Компоненты КМ-1 Омега-1 ТМС-31-1А Аполир-К Фокус-79
Сода кальциниро- 22,5 - - - —
ванная Триполифосфат 46,9 - — — —
натрия Тринатрийфосфат 20,9 —
Олеиновая кислота — — 4 — —
Салициловая кис- — 7 — - 15
лота Моноэтаноламид 10
Синтанол ДТ-7 4,0 29 — — 57
Трилон-Б — — - 0,35 —
дне 2,0 — — — —
Синтамид-5 - — — 6 —
Первичные спирты 4,0 — — — —
^7-С12 Мыла натриевые, 7 Фракции
ежк Эстефат-383 6 С7-С4
Триэтаноламин — — 8 15 -
Спирт этиловый — — 10 8 —
гидролизный Циклогексанол 15
Отдушка - — — 0,1 —
Вода - 64 55 До 100 13
Примечание. КМ-1 для обезжиривания поверхности перед фосфатировани-
ем; омега-1 - для очистки радиодеталей от жировых загрязнений и флюсов; TMC-3I-1A -
для очистки поверхности от жировых и полировочных загрязнений; аполир-К - для обез-
жиривания и расконсервации узлов и деталей; фокус-79 - для очистки полированного
стекла.
31
используют при погружном, струйном способах очистки, в па-
ровой фазе, при различных комбинациях этих способов. Эффек-
тивность очистки кипящим растворителем существенно выше,
чем растворителем комнатной температуры.
При погружном способе очищения поверхность не может
быть чище применяемого растворителя, так как в нем по мере
очистки накапливаются загрязнения.
Струйную очистку проводят струей растворителя при давле-
нии 0,03 - 0,1 МПа. Растворяющее действие струи дополняется
ее ударным воздействием. Способ особенно эффективен при
удалении нерастворимых или плохо растворимых загрязнений,
например абразивных частиц. Струйную очистку можно интен-
сифицировать, применяя ультразвуковые колебания. Недостаток
способа - трудность очистки деталей сложной конфигурации.
При очистке в паровой фазе пары кипящего растворителя
конденсируются на холодной поверхности очищаемой детали.
Образующийся конденсат растворяет загрязнения и стекает,
унося смытые загрязнения. Пары растворителя конденсируются
на изделии до тех пор, пока температура поверхности изделия
не достигнет температуры пара. Пары, конденсирующиеся на
поверхности изделия, чистые и не содержат растворимых за-
грязнений.
В зависимости от требований производства к качеству очист-
ки поверхности используют различные комбинации способов
очистки: погружной - струйный, погружной - в паровой фазе,
погружной - струйный - в паровой фазе.
Растворители, применяемые для очистки, должны обладать
высокой растворяющей способностью по отношению к удаляе-
мым загрязнениям, допустимым уровнем пожароопасности и
токсичности, быть стабильными, не разрушать очищаемую по-
верхность.
Растворители используют при подготовке поверхности для
нанесения гальванических и лакокрасочных покрытий, клеев,
удаления флюсов, паст, масел, смол и красок. Основные их
свойства приведены в табл. 2.6.
Большинство растворителей: ацетон, бензол, толуол, дихлор-
этан, петролейный эфир, бензин - пожароопасны. Безопасны в
пожарном отношении хлор- и фторсодержащие углеводороды,
например хладон-113 и трихлорэтилен. Наиболее токсичными и
сильно действующими на организм человека являются хлориро-
ванные углеводороды. Хлор- и фторсодержащие углеводороды
наименее опасны.
Особенно перспективны благодаря комплексу физико-
химических свойств хлорированные и фторированные углеводо-
32
Таблица 2.6. Свойства растворителей
Растворитель ГОСТ, ТУ Плотность при 20 °C, г/см3 Температура кипения, вС Поверхност- ное натяже- ние при 20 °C, мН/м
Ацетон 2768-84 0,79 56,2 23,3
Бензол 9572-77 0,88 80,1 28,8
Бутилацетат 8981-78 0,88 126,1 25,2
Дихлорэтан 1942-86 1,17 57,3 24,7
Керосин 0,79-0,83 200-300
Ксилол 9949-76Е 0,86 137-141 26-30
Метиленхлорид 9968-86 1,33 39,9 28,1
Метиловый спирт 2222-78Е 0,79 64,5 22,5
Метилхлороформ — 1.35 73,9 25,7
Петролейный эфир — 0,65 36-70 —
Сольвент 1928-79 0,86 120-160 —
Тетрахлорид угле- 4-84 1,605 76,8 25,7
рода
Т етрахлорэтилен ТУ 27/24-61-76 1,63 121,2 32,9
Толуол 14710-78Е 0,87 110,6 28,5
Трихлоэтан - 1,35 73,9 25,7
Трихлорэтилен 9976-83 1,47 87,2 29,5
Уайт-спирит 3134-78 0,79 165-200 —
Хладон-113 23844-79 1,58 47,6 19,0
Хладон-И 4В2 — 2,16 47,2 18,0
Циклогексанол ТУ 6-03-358-74 0,95 161,1 33,9
Циклогексанон 24615-81 0,95 155,6 35,1
Этилацетат 8981-78 0,90 77.1 23,7
Этиленгликоль 19710-83Е 1,12 187,8 48,4
Этил целлозол ьв 8313-88 - -
роды. Они обладают высокой растворяющей способностью по от-
ношению к маслам и смазкам растительного и животного про-
исхождения, пожароопасны, относительно стабильны и устой-
чивы, легко регенерируются перегонкой, химически инертны к
очищающим поверхностям, имеют низкое поверхностное натя-
жение, что обеспечивает хорошую смачиваемость поверхности,
отличаются малой теплоемкостью (в 3 - 5 раз меньше, чем у
воды, теплота парообразования в 7 - 15 раз меньше, чем у во-
ды), высокой плотностью паров (в 3 - 7 раз выше, чем плот-
ность воздуха), вследствие чего растворитель не улетучивается
из открытой ванны при кипении.
Недостаток хлорированных углеводородов, как указывалось,
токсичность; фторированные углеводороды нетоксичны, но де -
фицитны и дорогостоящи. Токсическое действие растворителей
на человека можно устранить, применяя специализироьанные
33
моечные машины, достаточно механизированные и автоматизи-
рованные, оборудованные вентиляцией и системой регенерации
растворов.
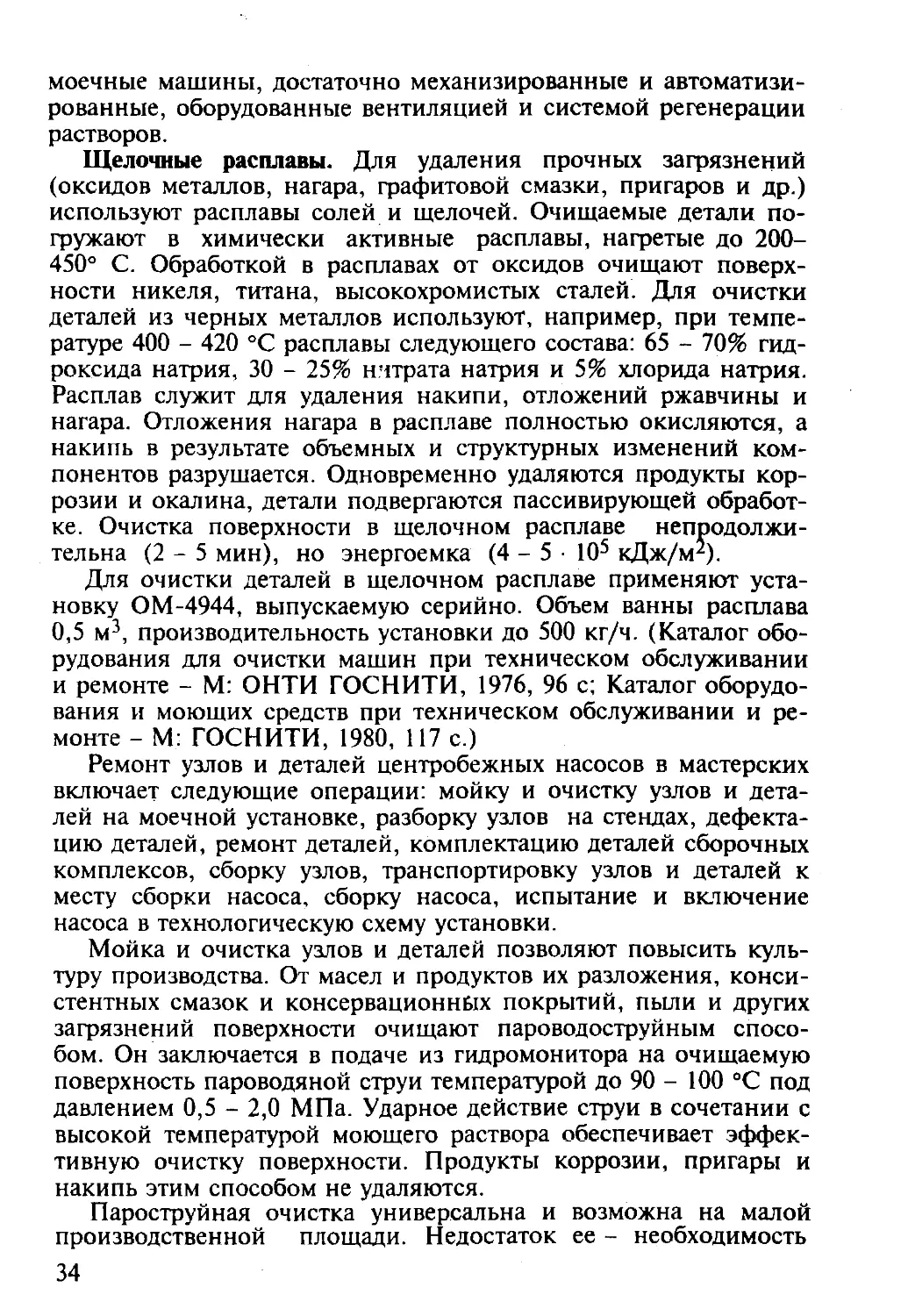
Щелочные расплавы. Для удаления прочных загрязнений
(оксидов металлов, нагара, графитовой смазки, пригаров и др.)
используют расплавы солей и щелочей. Очищаемые детали по-
гружают в химически активные расплавы, нагретые до 200-
450° С. Обработкой в расплавах от оксидов очищают поверх-
ности никеля, титана, высокохромистых сталей. Для очистки
деталей из черных металлов используют, например, при темпе-
ратуре 400 - 420 °C расплавы следующего состава: 65 - 70% гид-
роксида натрия, 30 - 25% нитрата натрия и 5% хлорида натрия.
Расплав служит для удаления накипи, отложений ржавчины и
нагара. Отложения нагара в расплаве полностью окисляются, а
накипь в результате объемных и структурных изменений ком-
понентов разрушается. Одновременно удаляются продукты кор-
розии и окалина, детали подвергаются пассивирующей обработ-
ке. Очистка поверхности в щелочном расплаве непродолжи-
тельна (2-5 мин), но энергоемка (4 - 5 • 105 кДж/м*).
Для очистки деталей в щелочном расплаве применяют уста-
новку ОМ-4944, выпускаемую серийно. Объем ванны расплава
0,5 м3, производительность установки до 500 кг/ч. (Каталог обо-
рудования для очистки машин при техническом обслуживании
и ремонте - М: ОНТИ ГОСНИТИ, 1976, 96 с; Каталог оборудо-
вания и моющих средств при техническом обслуживании и ре-
монте - М: ГОСНИТИ, 1980, 117 с.)
Ремонт узлов и деталей центробежных насосов в мастерских
включает следующие операции: мойку и очистку узлов и дета-
лей на моечной установке, разборку узлов на стендах, дефекта-
цию деталей, ремонт деталей, комплектацию деталей сборочных
комплексов, сборку узлов, транспортировку узлов и деталей к
месту сборки насоса, сборку насоса, испытание и включение
насоса в технологическую схему установки.
Мойка и очистка узлов и деталей позволяют повысить куль-
туру производства. От масел и продуктов их разложения, конси-
стентных смазок и консервационнБгх покрытий, пыли и других
загрязнений поверхности очищают пароводоструйным спосо-
бом. Он заключается в подаче из гидромонитора на очищаемую
поверхность пароводяной струи температурой до 90 - 100 °C под
давлением 0,5 - 2,0 МПа. Ударное действие струи в сочетании с
высокой температурой моющего раствора обеспечивает эффек-
тивную очистку поверхности. Продукты коррозии, пригары и
накипь этим способом не удаляются.
Пароструйная очистка универсальна и возможна на малой
производственной площади. Недостаток ее - необходимость
34
74 13 12 11
Рис. 2.1 . Схема пароводоструйной установки:
1 - поплавковая камера; 2 - магистраль подвода воды; 3 - водяной насос; 4 - топлив-
ный бак, 5 - топливный насос; 6 - высоковольтный трансформатор; 7 - форсунка; 8 - свеча
зажигания; 9 - теплообменник; 10 - змеевик; 11 - бак для концентрированного раствора
моющих средств; 12 - вентилятор; 13 - электродвигатель; 14 - гидромонитор
вентиляции при работе установок в закрытом помещении.
Большое распространение получили автономные установки ма-
лого и среднего расхода воды и давления, работающие на жид-
ком топливе, например ОМ-3360-ГОСНИТИ.
Техническая характеристика установки:
расход воды - 1000 кг/ч, пароводяной смеси - 500 кг/ч; рабо-
чее давление воды - 2 МПа, пароводяной смеси - 1 МПа; габа-
ритные размеры - 135x800x1300; масса - 400 кг.
Схема установки дана на рис. 2.1. Вода из водопровода через
поплавковую камеру 1 нагнетается насосом 3 в змеевик 10 теп-
лообменника 9, где она нагревается до 130 - 150 °C, и поступает
к гидромонитору 74. Топливо подается насосом 5 в камеру сго-
рания и распыляется форсункой 7. Необходимая полнота сгора-
ния обеспечивается подачей воздуха вентилятором 12. Топливо
воспламеняется от электрической свечи 8, подключенной к вы-
соковольтному трансформатору 6. Привод обеспечивается элек-
тродвигателем 13.
При выходе из насадки вода содержит 10% пара, ее темпера-
тура 95 - 100 °C и по мере удаления от насадки снижается. На
расстоянии 30 - 50 см она составляет 75 °C.
Теплообменник - наиболее важный агрегат, определяющий
эффективность и работоспособность установки. Змеевик тепло-
обменника изготовлен в виде двойной спирали из бесшовных
стальных труб длиной 35-50 м, внутренним диаметром 17-
35
22 мм. Трубы и сварные швы выдерживают давление не менее
8-10 МПа. Змеевик может быть расположен горизонтально и
вертикально. В последнем случае образуется меньше накипи и
снижается возможность закупорки змеевика из-за образования
шлака.
На экономичность установки существенно влияет конструк-
ция кожуха теплообменника. Кожух с двойными стенками,
между которыми проходит подаваемый в камеру сгорания воз-
дух, эффективнее, чем с одинарными, так как воздух в камеру
сгорания поступает подогретым до 100 - 150 0 С и уменьшается
подача теплоты в окружающее пространство.
Выходные параметры установки зависят от типа водяного на-
соса - диафрагменный, поршневой или плунжерный. Произво-
дительность пароводоструйных установок при постоянном дав-
лении пропорциональна объему моющей жидкости. Макси-
мальное давление струи моющей жидкости достигается при рас-
стоянии сопла от очищаемой поверхности 0,05 - 0,20 м. С уве-
личением расстояния давление струи резко снижается.
Для очистки машин от масла и консистентных покрытий
применяют моющие средства, которые, проходя через змеевик,
не образуют накипи, обладают способностью быстро смачивать
и эмульгировать загрязнения, а также дают обильную пену. На-
пример, используют смесь из кальцинированной соды, тринат-
рийфосфата, жидкого стекла и ПАВ (сульфанолы НП-3, хлор-
ный и др.) в соотношении 60:60:5:5.
Расход моющих средств зависит от вида и степени загрязнен-
ности поверхности и составляет 1 - 5 г/л. Применение моющих
средств позволяет в 2 раза сократить длительность очистки па-
роводяной струей или горячей водой, а также в 1,5 раза снизить
затраты на очистку.
Гидродинамическая очистка осуществляется мониторными
моечными машинами. На очищаемую поверхность подают водя-
ную струю температурой 20 - 80 °C под давлением 5-15 МПа.
Комплексное воздействие динамического напора струи, высокой
температуры и моющих средств обеспечивает удаление с по-
верхности таких загрязнений, как смазки, масла и продукты их
разложения, консервационные смазки и др. Эффективность
гидродинамической очистки зависит от гидродинамической
мощности машины (произведение подачи в кг/с на давление в
МПа), равной 2-7 кВт у современных машин.
Особенность мониторных моечных передвижных машин -
использование специальных насадок, обеспечивающих наиболее
эффективную гидродинамическую очистку поверхностей. Базо-
вой моделью семейства мониторных машин является машина
36
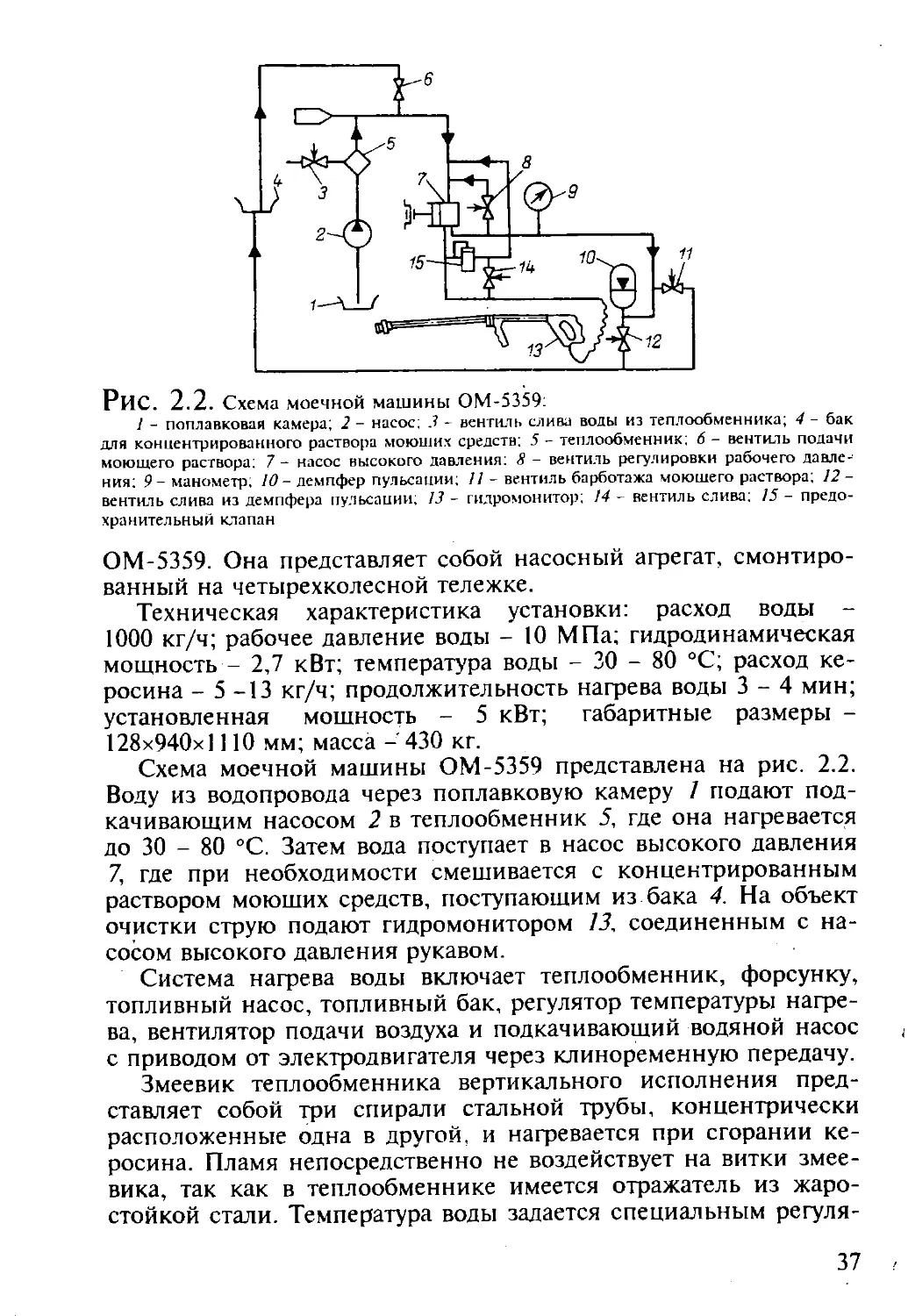
Рис. 2.2. Схема моечной машины ОМ-5359:
1 - поплавковая камера; 2 - насос; 3 - вентиль слива воды из теплообменника; 4 - бак
для концентрированного раствора моюших средств; 5 - теплообменник; 6 - вентиль подачи
моющего раствора; 7 -* насос высокого давления; 8 - вентиль регулировки рабочего давле-
ния; 9- манометр; 10- демпфер пульсации; 11 - вентиль барботажа моющего раствора; 12 -
вентиль слива из демпфера пульсации; 13 - гидромонитор; 14 - вентиль слива; 15 - предо-
хранительный клапан
ОМ-5359. Она представляет собой насосный агрегат, смонтиро-
ванный на четырехколесной тележке.
Техническая характеристика установки: расход воды -
1000 кг/ч; рабочее давление воды - 10 МПа; гидродинамическая
мощность - 2,7 кВт; температура воды -30-80 °C; расход ке-
росина -5-13 кг/ч; продолжительность нагрева воды 3-4 мин;
установленная мощность - 5 кВт; габаритные размеры -
128x940x1110 мм; масса - 430 кг.
Схема моечной машины ОМ-5359 представлена на рис. 2.2.
Воду из водопровода через поплавковую камеру / подают под-
качивающим насосом 2 в теплообменник 5, где она нагревается
до 30 - 80 °C. Затем вода поступает в насос высокого давления
7, где при необходимости смешивается с концентрированным
раствором моюших средств, поступающим из бака 4. На объект
очистки струю подают гидромонитором 13, соединенным с на-
сосом высокого давления рукавом.
Система нагрева воды включает теплообменник, форсунку,
топливный насос, топливный бак, регулятор температуры нагре-
ва, вентилятор подачи воздуха и подкачивающий водяной насос
с приводом от электродвигателя через клиноременную передачу.
Змеевик теплообменника вертикального исполнения пред-
ставляет собой три спирали стальной трубы, концентрически
расположенные одна в другой, и нагревается при сгорании ке-
росина. Пламя непосредственно не воздействует на витки змее-
вика, так как в теплообменнике имеется отражатель из жаро-
стойкой стали. Температура воды задается специальным регуля-
37
тором и в процессе работы машины автоматически поддержи-
вается на заданном уровне.
Топливо из бака к форсунке подают электромагнитным насо-
сом под давлением 0,4 - 0,5 МПа. Воздух, необходимый для
сгорания топлива, подают вентилятором через завихрители в
крышке теплообменника.
Система подачи моющих средств включает бак концентриро-
ванного моющего раствора, вентиль перемешивания моющего
раствора и вентиль подачи раствора. При работе насоса высоко-
го давления часть воды через вентиль отводится в бак с мою-
щим раствором для растворения моющих средств и их переме-
шивания. Затем по мере необходимости открывается вентиль
подачи концентрированного моющего раствора в струю.
Для питания установки электроэнергией и защиты от пере-
грузок служит блок электрооборудования и автоматики.
Эксплуатация мониторных машин возможна при температуре
окружающего воздуха не ниже +3 °C. Для машины ОМ-5359
необходима дымовая труба для вывода выхлопных газов.
В машине ОМ-5359 можно использовать любые синтетиче-
ские моющие средства, например, лабомид, МС и др. Быстрая и
качественная очистка возможна и без применения моющих
средств и нагрева воды за счет динамического напора струи,
вытекающей под большим давлением (5 - 10 МПа).
Погружной способ широко применяют для удаления загряз-
нений с деталей сложной конфигурации, когда другие способы
не обеспечивают очистки поверхности. Этим способом удаляют
покрытия, асфальтосмолистые отложения, полимерные пасты,
остатки формовочных смесей с поверхности отливок, обезжири-
вают детали. Погружной способ позволяет использовать эффек-
тивные моющие средства с высоким содержанием ПАВ, а также
высокоэффективные растворяюще-эмульгирующие моющие
средства на основе углеводородных и галогенсодержащих орга-
нических растворителей, других агрессивных, вредных и легко-
испаряющихся очищающих агентов. Для интенсификации
очистки применяют колебания платформы с объектами очистки
относительно моющей жидкости и наоборот, ультразвуковое
облучение, подачу тока на очищаемые поверхности, электрогид-
равлический эффект винтов, сжатого воздуха и др. Оборудова-
ние отличается простотой конструкции, удобством и экономич-
ностью его эксплуатации.
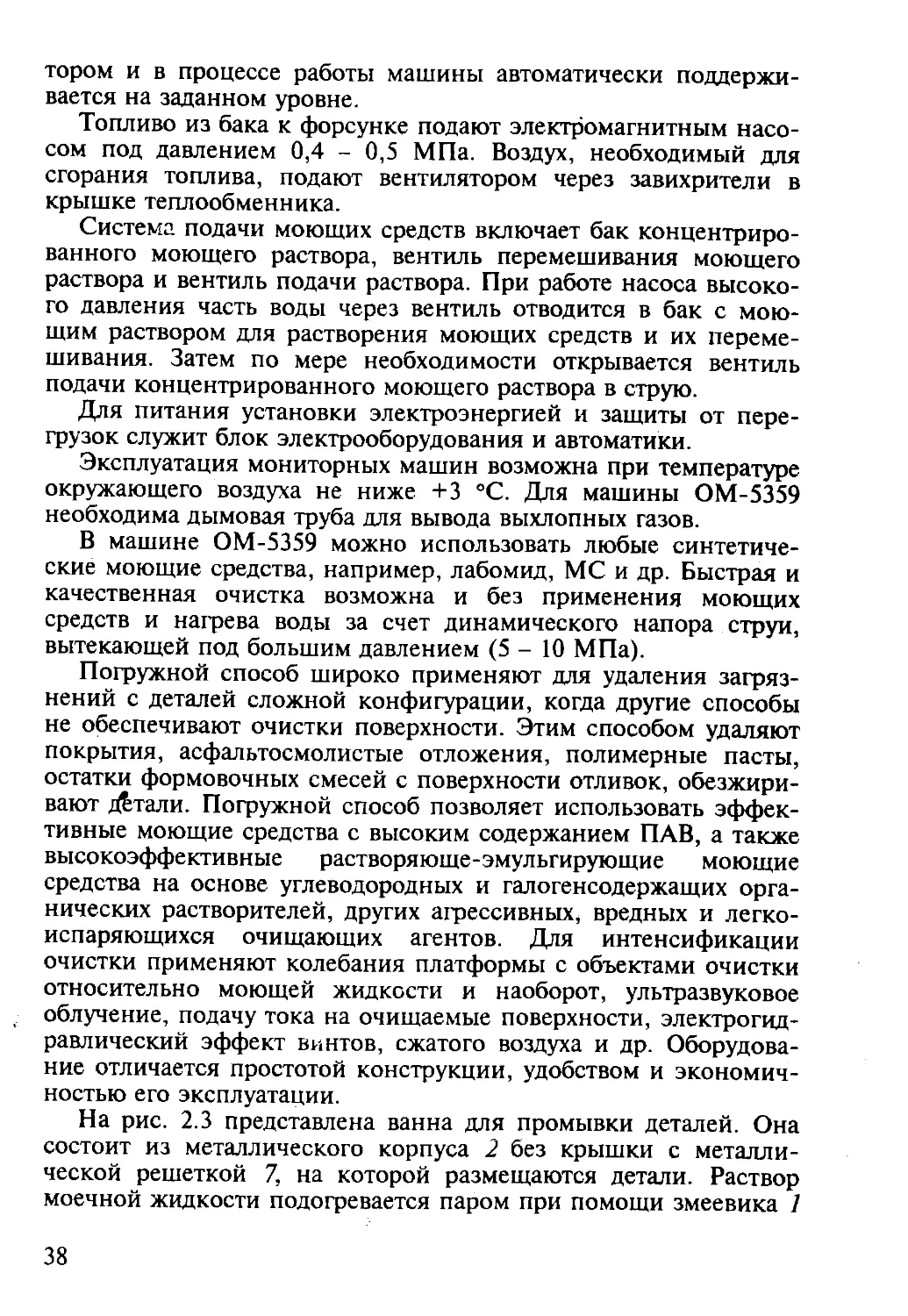
На рис. 2.3 представлена ванна для промывки деталей. Она
состоит из металлического корпуса 2 без крышки с металли-
ческой решеткой 7, на которой размещаются детали. Раствор
моечной жидкости подогревается паром при помощи змеевика 7
38
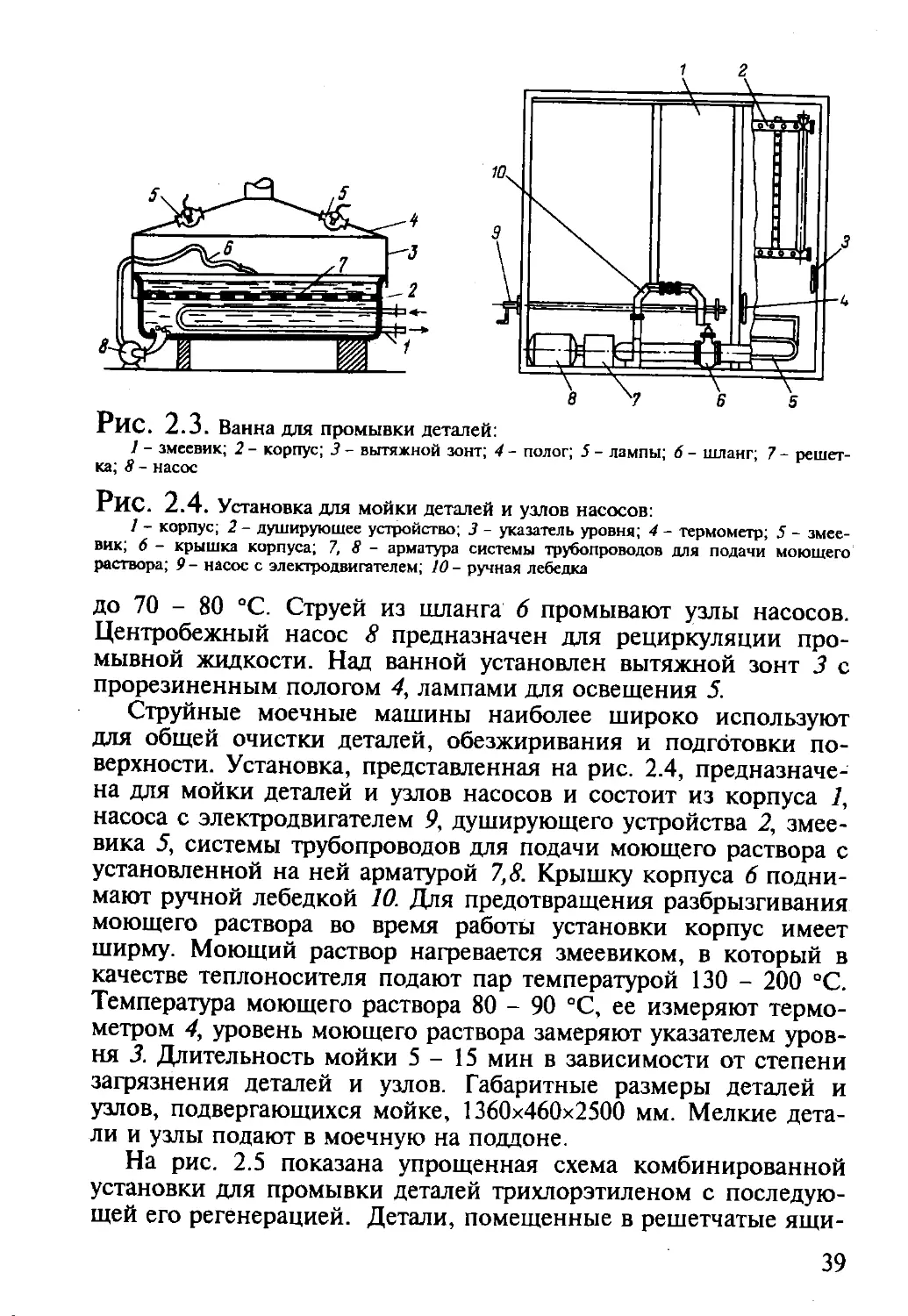
Рис. 2.4. Установка для мойки деталей и узлов насосов:
1 - корпус; 2 - душируюшее устройство; 3 - указатель уровня; 4 - термометр; 5 - змее-
вик; 6 - крышка корпуса; 7,8- арматура системы трубопроводов для подачи моющего
раствора; 9- насос с электродвигателем; 10- ручная лебедка
РИС. 2.3. Ванна для промывки деталей:
1 - змеевик; 2 - корпус; 3 - вытяжной зонт; 4 - полог; 5 - лампы; 6 - шланг; 7 - решет-
ка; 8 - насос
до 70 - 80 °C. Струей из шланга 6 промывают узлы насосов.
Центробежный насос 8 предназначен для рециркуляции про-
мывной жидкости. Над ванной установлен вытяжной зонт 3 с
прорезиненным пологом 4, лампами для освещения 5.
Струйные моечные машины наиболее широко используют
для общей очистки деталей, обезжиривания и подготовки по-
верхности. Установка, представленная на рис. 2.4, предназначе-
на для мойки деталей и узлов насосов и состоит из корпуса 1,
насоса с электродвигателем 9, душирующего устройства 2, змее-
вика 5, системы трубопроводов для подачи моющего раствора с
установленной на ней арматурой 7,8. Крышку корпуса 6 подни-
мают ручной лебедкой 10. Для предотвращения разбрызгивания
моющего раствора во время работы установки корпус имеет
ширму. Моющий раствор нагревается змеевиком, в который в
качестве теплоносителя подают пар температурой 130 - 200 °C.
Температура моющего раствора 80 - 90 °C, ее измеряют термо-
метром 4, уровень моющего раствора замеряют указателем уров-
ня 3. Длительность мойки 5-15 мин в зависимости от степени
загрязнения деталей и узлов. Габаритные размеры деталей и
узлов, подвергающихся мойке, 1360x460x2500 мм. Мелкие дета-
ли и узлы подают в моечную на поддоне.
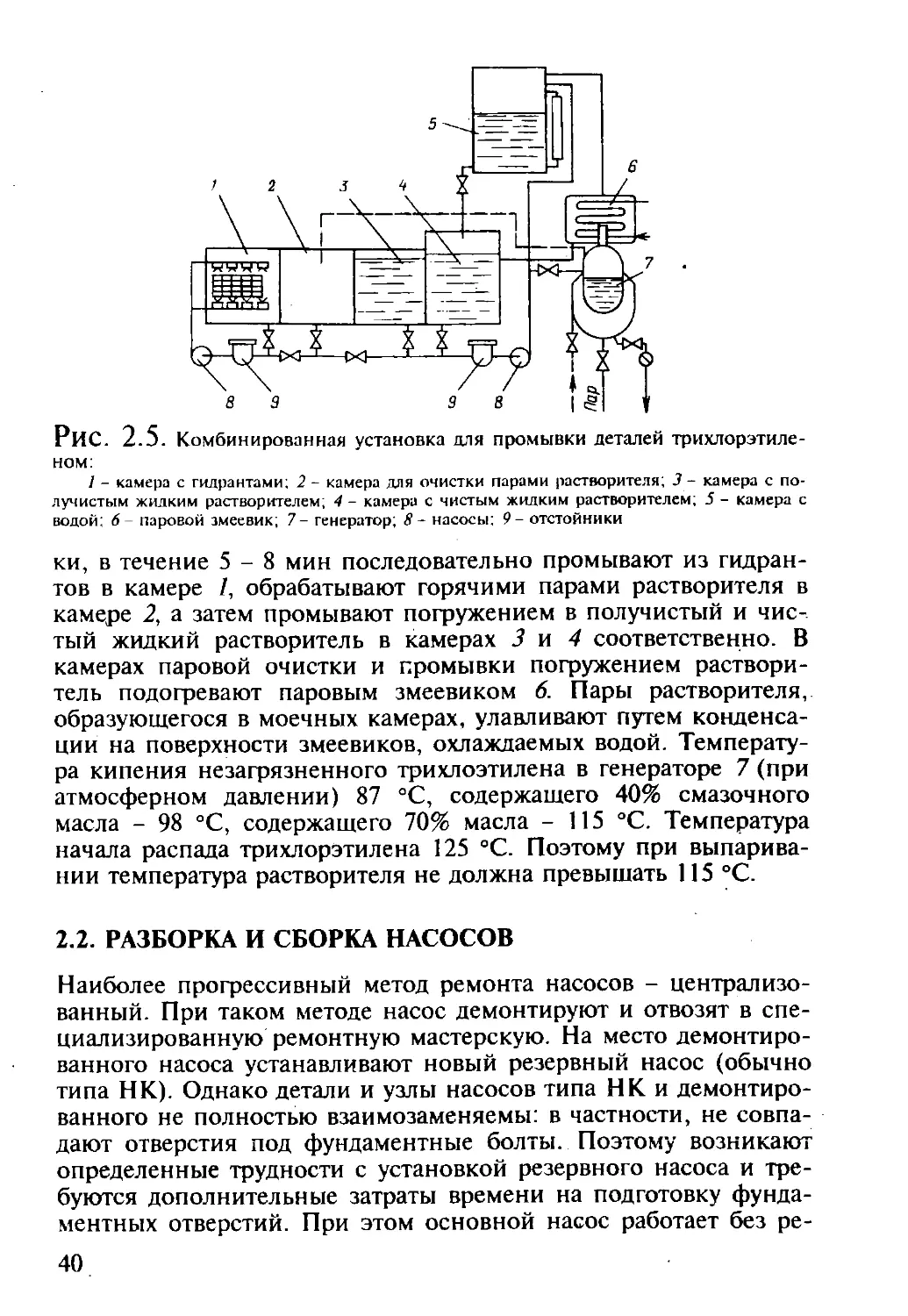
На рис. 2.5 показана упрощенная схема комбинированной
установки для промывки деталей трихлорэтиленом с последую-
щей его регенерацией. Детали, помещенные в решетчатые ящи-
39
РИС. 2.5. Комбинированная установка для промывки деталей трихлорэтиле-
ном:
/ - камера с гидрантами; 2 - камера для очистки парами растворителя; 3 - камера с по-
лучистым жидким растворителем; 4 - камера с чистым жидким растворителем; 5 - камера с
водой; 6- паровой змеевик; 7- генератор; 8- насосы: 9- отстойники
ки, в течение 5-8 мин последовательно промывают из гидран-
тов в камере I, обрабатывают горячими парами растворителя в
камере 2, а затем промывают погружением в получистый и чис-
тый жидкий растворитель в камерах 3 и 4 соответственно. В
камерах паровой очистки и промывки погружением раствори-
тель подогревают паровым змеевиком 6. Пары растворителя,
образующегося в моечных камерах, улавливают путем конденса-
ции на поверхности змеевиков, охлаждаемых водой. Температу-
ра кипения незагрязненного трихлоэтилена в генераторе 7 (при
атмосферном давлении) 87 °C, содержащего 40% смазочного
масла - 98 °C, содержащего 70% масла - 115 °C. Температура
начала распада трихлорэтилена 125 °C. Поэтому при выпарива-
нии температура растворителя не должна превышать 115 °C.
2.2. РАЗБОРКА И СБОРКА НАСОСОВ
Наиболее прогрессивный метод ремонта насосов - централизо-
ванный. При таком методе насос демонтируют и отвозят в спе-
циализированную ремонтную мастерскую. На место демонтиро-
ванного насоса устанавливают новый резервный насос (обычно
типа НК). Однако детали и узлы насосов типа НК и демонтиро-
ванного не полностью взаимозаменяемы: в частности, не совпа-
дают отверстия под фундаментные болты. Поэтому возникают
определенные трудности с установкой резервного насоса и тре-
буются дополнительные затраты времени на подготовку фунда-
ментных отверстий. При этом основной насос работает без ре-
40
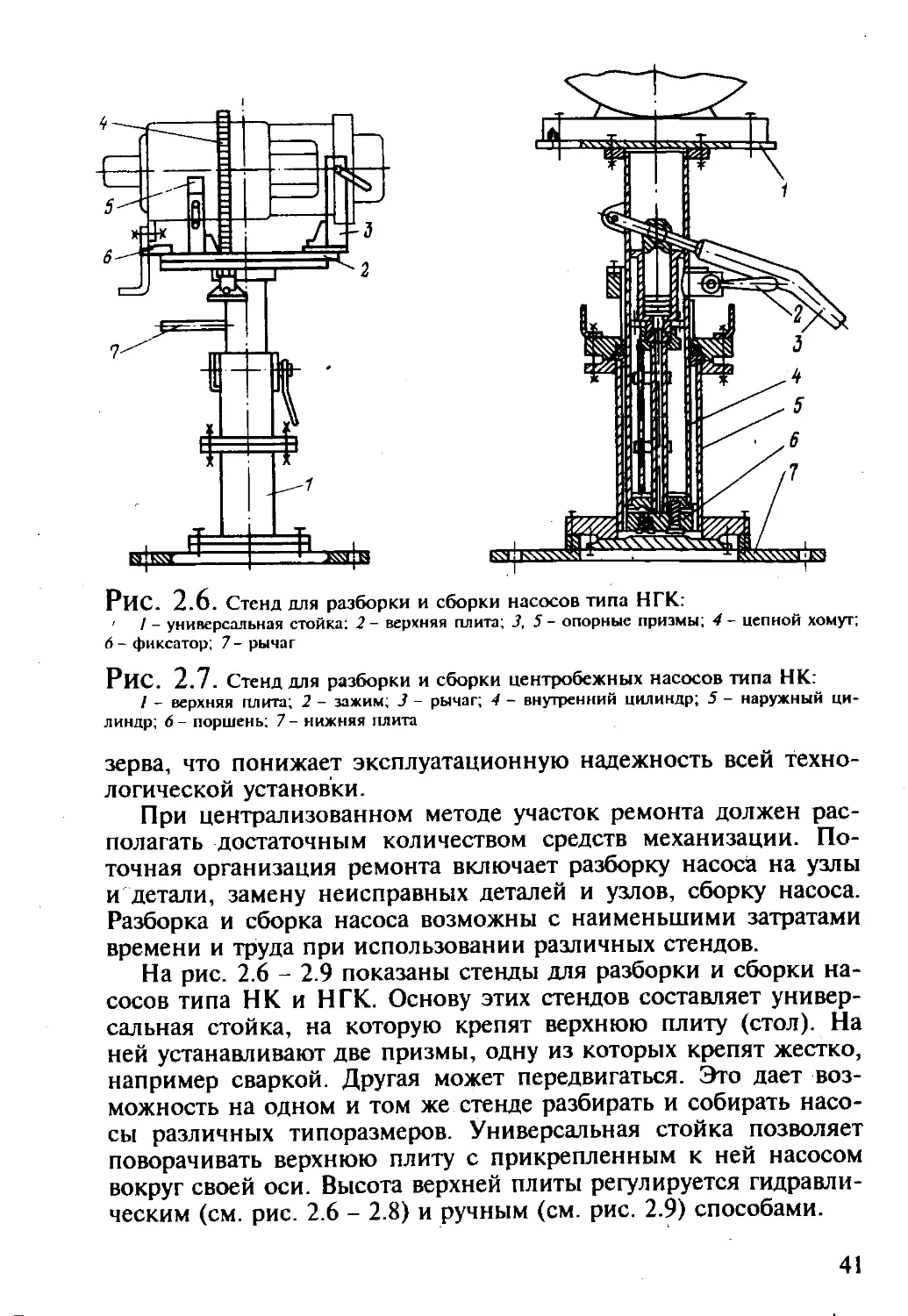
Рис. 2.6. Стенд для разборки и сборки насосов типа НГК:
' 1 - универсальная стойка: 2 - верхняя плита; 3, 5 - опорные призмы; 4 - цепной хомут;
6 - фиксатор; 7 - рычаг
Рис. 2.7. Стенд для разборки и сборки центробежных насосов типа НК:
/ - верхняя плита; 2 - зажим; 3 - рычаг; 4 - внутренний цилиндр; 5 - наружный ци-
линдр; 6 - поршень; 7 - нижняя плита
зерва, что понижает эксплуатационную надежность всей техно-
логической установки.
При централизованном методе участок ремонта должен рас-
полагать достаточным количеством средств механизации. По-
точная организация ремонта включает разборку насоса на узлы
и детали, замену неисправных деталей и узлов, сборку насоса.
Разборка и сборка насоса возможны с наименьшими затратами
времени и труда при использовании различных стендов.
На рис. 2.6 - 2.9 показаны стенды для разборки и сборки на-
сосов типа НК и НГК. Основу этих стендов составляет универ-
сальная стойка, на которую крепят верхнюю плиту (стол). На
ней устанавливают две призмы, одну из которых крепят жестко,
например сваркой. Другая может передвигаться. Это дает воз-
можность на одном и том же стенде разбирать и собирать насо-
сы различных типоразмеров. Универсальная стойка позволяет
поворачивать верхнюю плиту с прикрепленным к ней насосом
вокруг своей оси. Высота верхней плиты регулируется гидравли-
ческим (см. рис. 2.6 - 2.8) и ручным (см. рис. 2.9) способами.
41
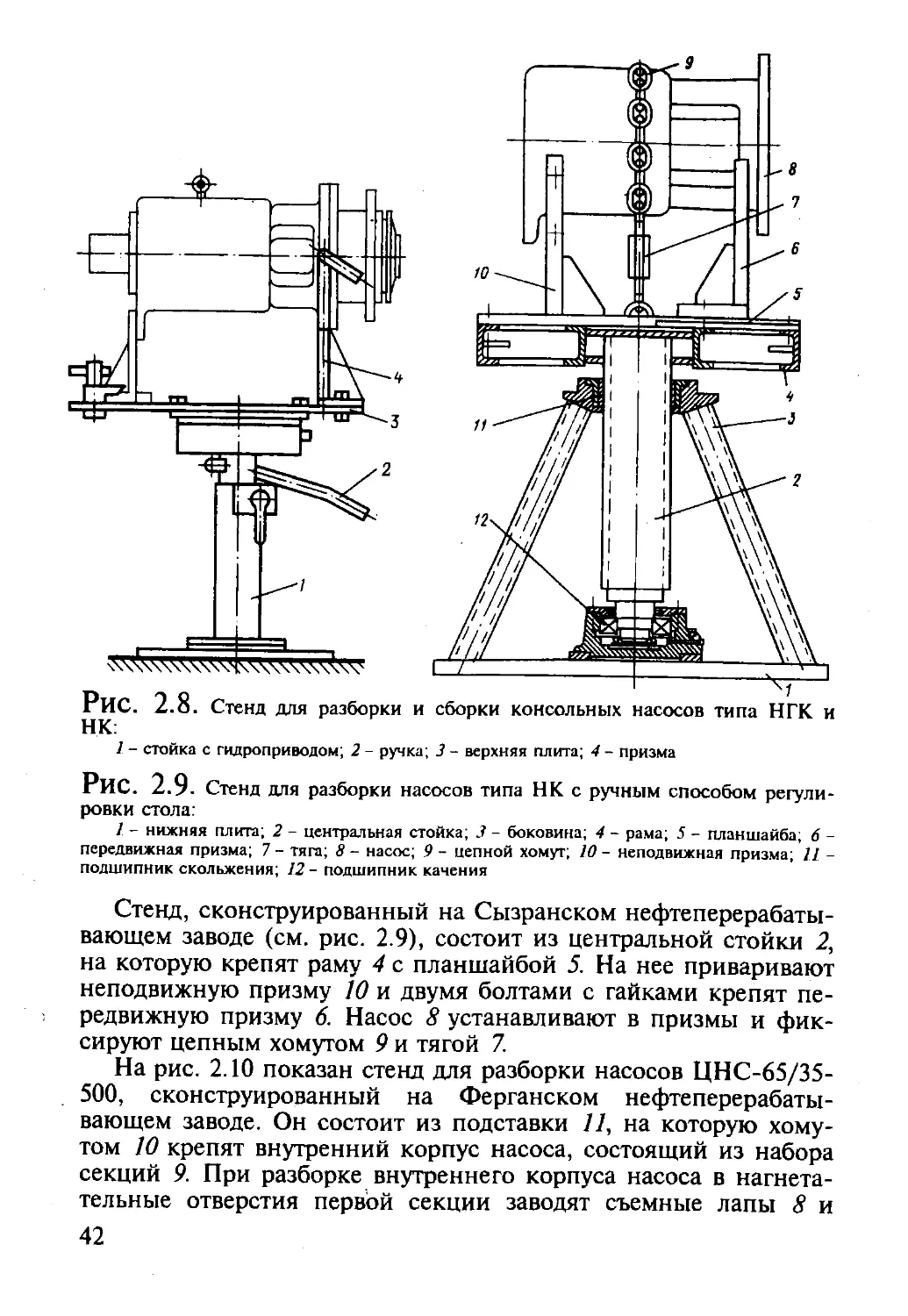
я
1 - стойка с гидроприводом; 2 - ручка; 3 - верхняя плита; 4 - призма
Рис. 2.9. Стенд для разборки насосов типа НК с ручным способом регули-
ровки стола:
1 - нижняя плита; 2 - центральная стойка; 3 - боковина; 4 - рама; 5 - планшайба; 6 -
передвижная призма; 7 - тяга; 8 - насос; 9 - цепной хомут; 10 - неподвижная призма; 11 -
подшипник скольжения; 12 - подшипник качения
Стенд, сконструированный на Сызранском нефтеперерабаты-
вающем заводе (см. рис. 2.9), состоит из центральной стойки 2,
на которую крепят раму 4 с планшайбой 5. На нее приваривают
неподвижную призму 10 и двумя болтами с гайками крепят пе-
редвижную призму 6. Насос 8 устанавливают в призмы и фик-
сируют цепным хомутом 9 и тягой 7.
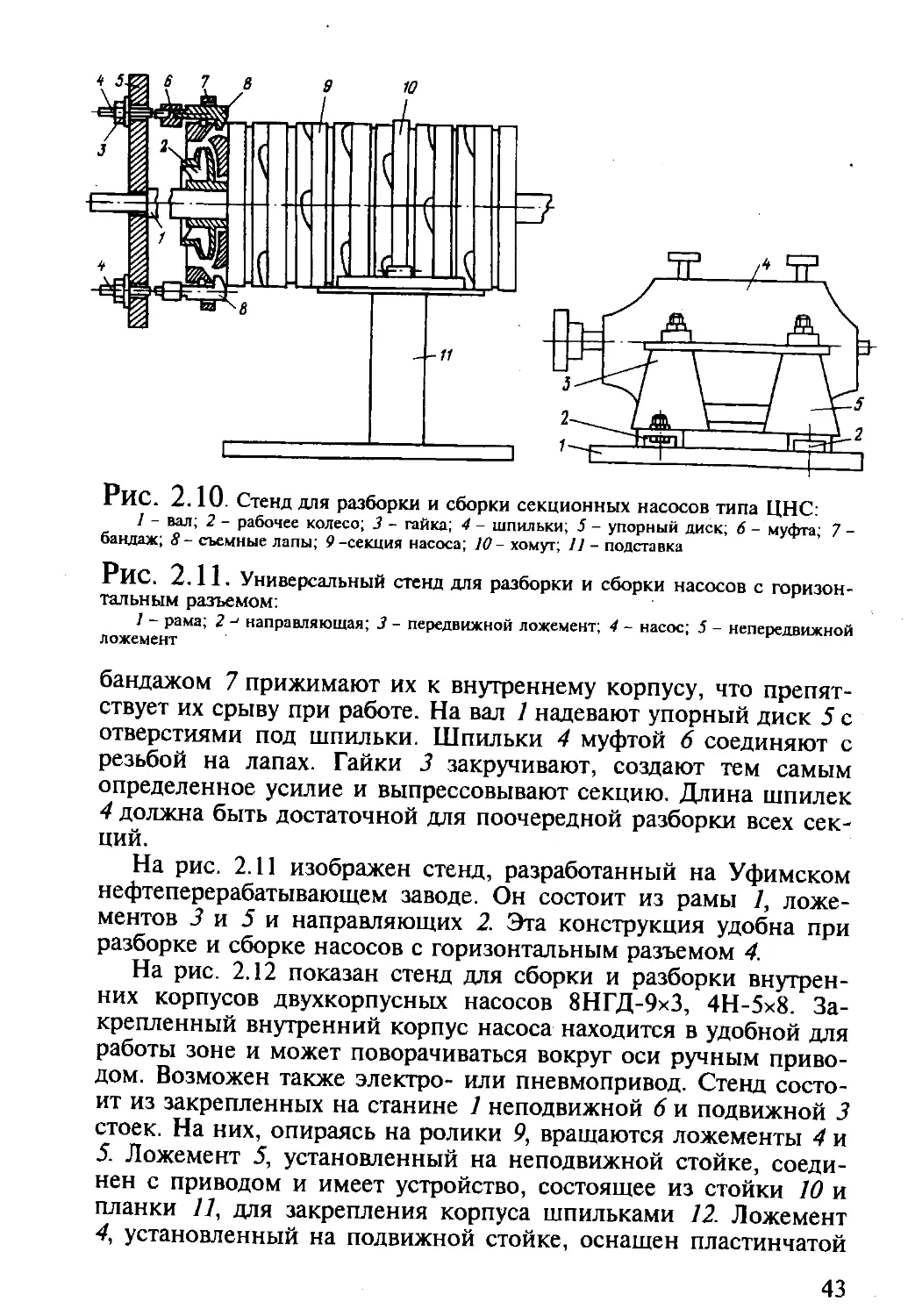
На рис. 2.10 показан стенд для разборки насосов ЦНС-65/35-
500, сконструированный на Ферганском нефтеперерабаты-
вающем заводе. Он состоит из подставки 77, на которую хому-
том 10 крепят внутренний корпус насоса, состоящий из набора
секций 9. При разборке внутреннего корпуса насоса в нагнета-
тельные отверстия первой секции заводят съемные лапы 8 и
42
Рис. 2.10. Стенд для разборки и сборки секционных насосов типа ЦНС:
/ - вал; 2 - рабочее колесо; 3 - гайка; 4 - шпильки; 5 - упорный диск; 6 - муфта; 7 -
бандаж; 8- съемные лапы; 9 -секция насоса; 10- хомут; 11 - подставка
Рис. 2.11. Универсальный стенд для разборки и сборки насосов с горизон-
тальным разъемом:
] - рама; 2 -1 направляющая; 3 - передвижной ложемент; 4 - насос; 5 - непередвижной
ложемент
бандажом 7 прижимают их к внутреннему корпусу, что препят-
ствует их срыву при работе. На вал 1 надевают упорный диск 5 с
отверстиями под шпильки. Шпильки 4 муфтой 6 соединяют с
резьбой на лапах. Гайки 3 закручивают, создают тем самым
определенное усилие и выпрессовывают секцию. Длина шпилек
4 должна быть достаточной для поочередной разборки всех сек-
ций.
На рис. 2.11 изображен стенд, разработанный на Уфимском
нефтеперерабатывающем заводе. Он состоит из рамы 1, ложе-
ментов 3 и 5 и направляющих 2. Эта конструкция удобна при
разборке и сборке насосов с горизонтальным разъемом 4.
На рис. 2.12 показан стенд для сборки и разборки внутрен-
них корпусов двухкорпусных насосов 8НГД-9хЗ, 4Н-5х8. За-
крепленный внутренний корпус насоса находится в удобной для
работы зоне и может поворачиваться вокруг оси ручным приво-
дом. Возможен также электро- или пневмопривод. Стенд состо-
ит из закрепленных на станине 1 неподвижной 6 и подвижной 3
стоек. На них, опираясь на ролики 9, вращаются ложементы 4 и
5. Ложемент 5, установленный на неподвижной стойке, соеди-
нен с приводом и имеет устройство, состоящее из стойки 10 и
планки 11, для закрепления корпуса шпильками 12. Ложемент
4, установленный на подвижной стойке, оснащен пластинчатой
43
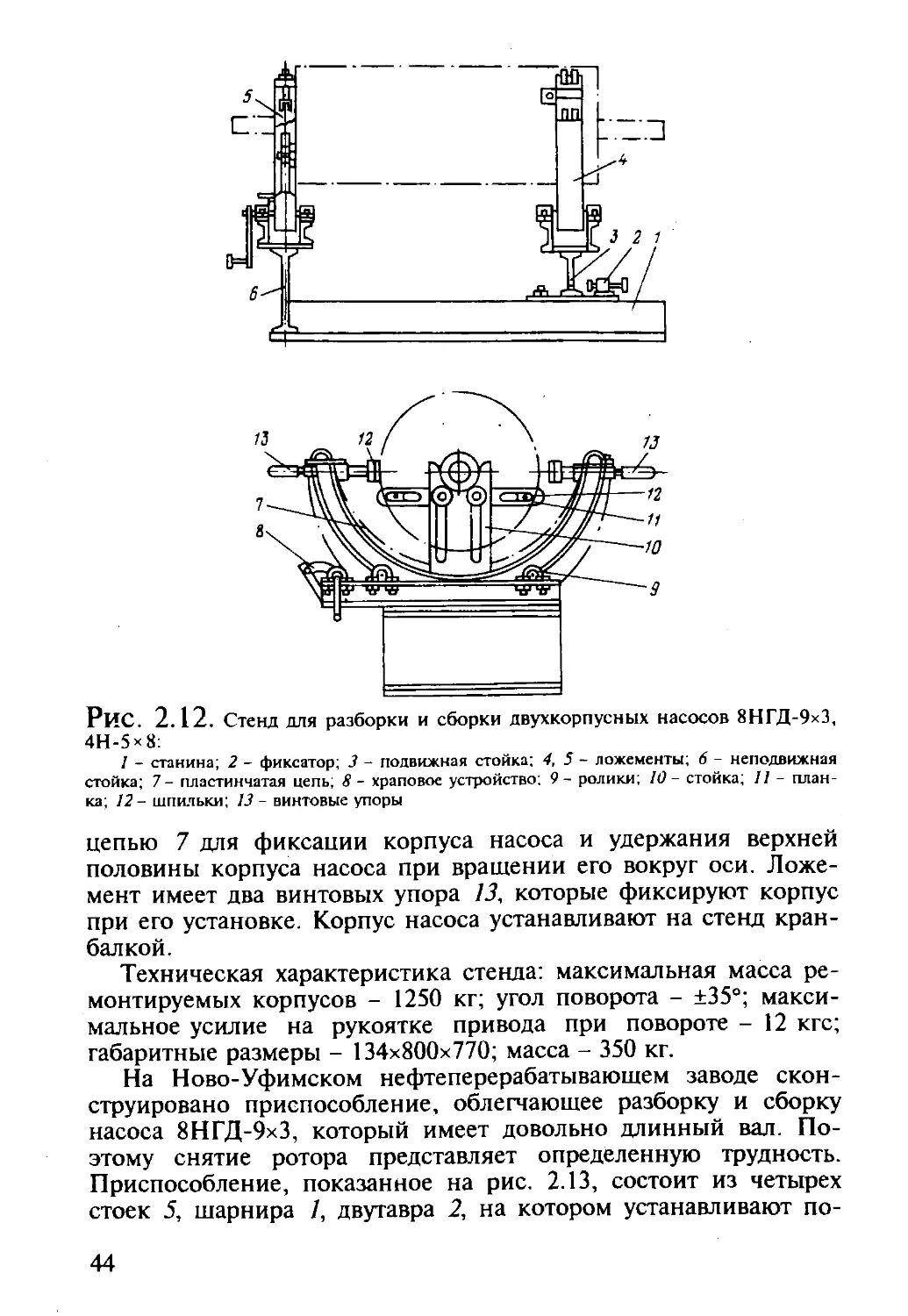
Рис. 2.12. Стенд для разборки и сборки двухкорпусных насосов 8НГД-9хЗ,
4Н-5х8:
/ - станина; 2 - фиксатор; 3 - подвижная стойка; 4, 5 - ложементы; 6 - неподвижная
стойка; 7 - пластинчатая цепь; 8 - храповое устройство; 9 - ролики; 10 - стойка; II - план-
ка; 12 - шпильки; 13 - винтовые упоры
цепью 7 для фиксации корпуса насоса и удержания верхней
половины корпуса насоса при вращении его вокруг оси. Ложе-
мент имеет два винтовых упора 13, которые фиксируют корпус
при его установке. Корпус насоса устанавливают на стенд кран-
бал кой.
Техническая характеристика стенда: максимальная масса ре-
монтируемых корпусов - 1250 кг; угол поворота - ±35°; макси-
мальное усилие на рукоятке привода при повороте - 12 кгс;
габаритные размеры - 134x800x770; масса - 350 кг.
На Ново-Уфимском нефтеперерабатывающем заводе скон-
струировано приспособление, облегчающее разборку и сборку
насоса 8НГД-9хЗ, который имеет довольно длинный вал. По-
этому снятие ротора представляет определенную трудность.
Приспособление, показанное на рис. 2.13, состоит из четырех
стоек 5, шарнира /, двутавра 2, на котором устанавливают по-
44
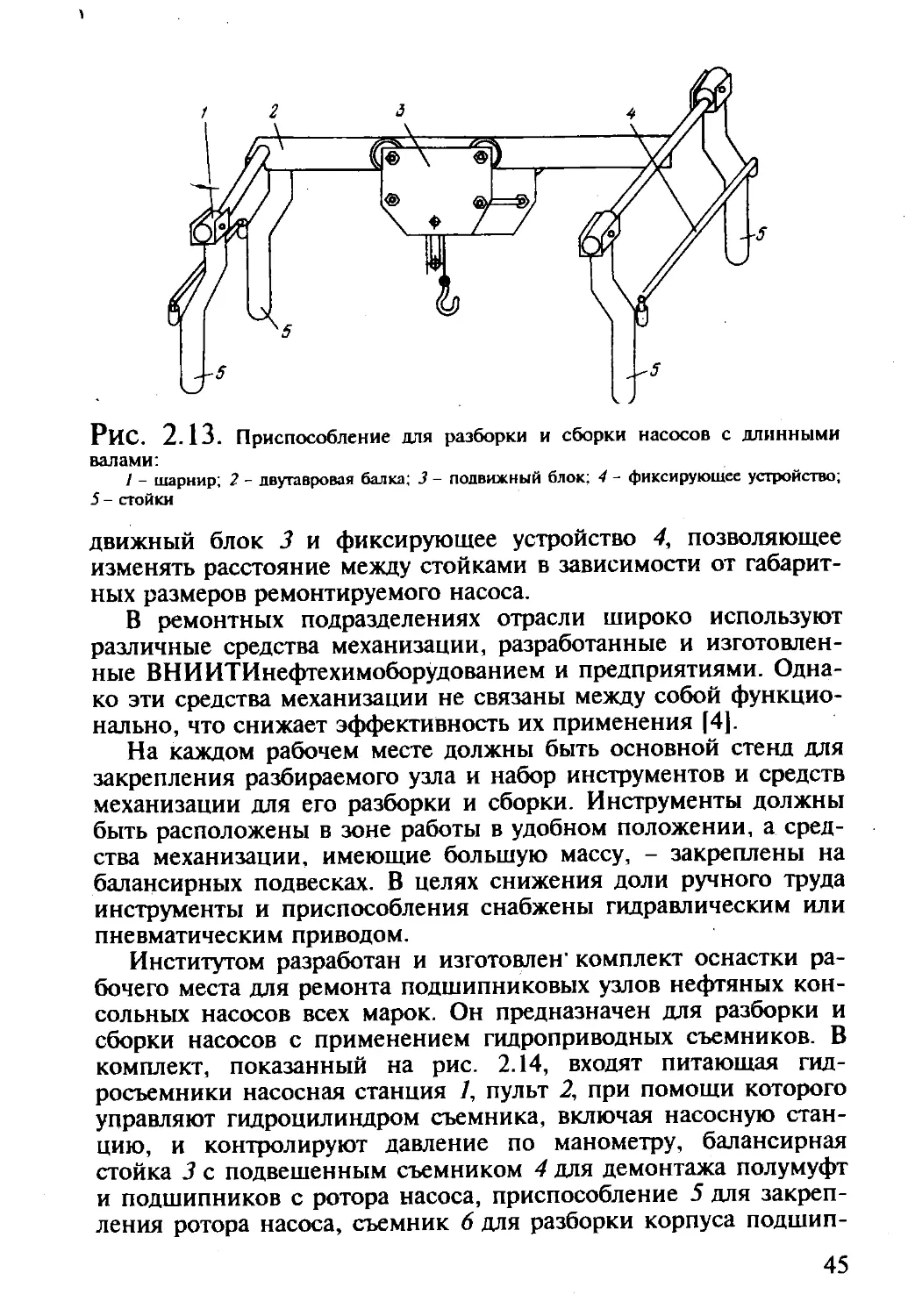
РИС. 2.13. Приспособление для разборки и сборки насосов с длинными
валами:
/ - шарнир; 2 - двутавровая балка; 3 - подвижный блок; 4 - фиксирующее устройство;
5 - стойки
движный блок 3 и фиксирующее устройство 4, позволяющее
изменять расстояние между стойками в зависимости от габарит-
ных размеров ремонтируемого насоса.
В ремонтных подразделениях отрасли широко используют
различные средства механизации, разработанные и изготовлен-
ные ВНИИТИнефтехимоборудованием и предприятиями. Одна-
ко эти средства механизации не связаны между собой функцио-
нально, что снижает эффективность их применения [4].
На каждом рабочем месте должны быть основной стенд для
закрепления разбираемого узла и набор инструментов и средств
механизации для его разборки и сборки. Инструменты должны
быть расположены в зоне работы в удобном положении, а сред-
ства механизации, имеющие большую массу, - закреплены на
балансирных подвесках. В целях снижения доли ручного труда
инструменты и приспособления снабжены гидравлическим или
пневматическим приводом.
Институтом разработан и изготовлен’ комплект оснастки ра-
бочего места для ремонта подшипниковых узлов нефтяных кон-
сольных насосов всех марок. Он предназначен для разборки и
сборки насосов с применением гидроприводных съемников. В
комплект, показанный на рис. 2.14, входят питающая гид-
росъемники насосная станция 1, пульт 2, при помощи которого
управляют гидроцилиндром съемника, включая насосную стан-
цию, и контролируют давление по манометру, балансирная
стойка 3 с подвешенным съемником 4 для демонтажа полумуфт
и подшипников с ротора насоса, приспособление 5 для закреп-
ления ротора насоса, съемник 6 для разборки корпуса подшип-
45
РИС. 2.14. Комплект оснастки для ремонта нефтяных консольных насосов:
1 - насосная станция; 2 - пульт; 3 - балансирная стойка; 4 - съемник для демонтажа
полумуфт и подшипников; 5 - приспособление для закрепления ротора насоса; 6 - съемник
для разборки корпусов подшипников; 7 - приспособление для закрепления корпуса под-
шипников; 8- крестовина; 9- насос
ника насоса, приспособление 7 для закрепления корпуса под-
шипника насоса, крестовина 8 с закрепленными на ней приспо-
соблениями 5 или 7, ручной насос 9, прикрепленный к подвеске
и предназначенный для создания высокого давления в съемни-
ке. Использование в гидросистеме двух насосов позволяет со-
кратить протяженность линии высокого давления.
Приспособления 5, 7 и стойку 3 крепят к крестовине 8, заме-
няющей фундамент. При необходимости это устройство можно
легко передвинуть с места на место. Насосную станцию 1 сое-
диняют с пультом 2 металлическими трубопроводами. Съемники
подсоединяют к пульту гибкими рукавами. Рукав, по которому
подают жидкость на рабочий ход, рассчитан на 50 МПа, а
рукав, подсоединяемый к штуцеру гидроцилиндра обратного
хода, - на 10 МПа.
Разбираемый корпус подшипника устанавливают на приспо-
собление 7 (фланцем на призму), выравнивают по горизонтали,
поднимая и опуская подвижную опору, и закрепляют цепью.
Корпус подшипника разбирают гайковертом и съемником.
Съемник подводят к насосу так, чтобы он упирался штоком
гидроцилиндра в вал насоса. Захваты съемника поворачивают
вокруг продольной оси на 90° и перемещают в траверсе съемни-
ка до захвата фланца насоса, затем их поворачивают в обратном
направлении на 90°. Включая кнопкой на пульте насосную
станцию и переключая тумблером гидрораспределитель на рабо-
46
чий ход, подают жидкость в гидроцилиндр съемника и произво-
дят предварительный захват насоса. Затем проверяют надеж-
ность зацепления и правильность положения съемника и по-
вторно включают гидрораспределитель. Если при достижении
давления 8 МПа в гидросистеме не произошло снятия детали,
то увеличивают давление. Для этого, не включая насосную
станцию, поворачивают рукоятку обратного клапана в положе-
ние, перпендикулярное корпусу, закрывают его и ручным насо-
сом поднимают давление в системе до полной разборки под-
шипникового узла насоса.
Ротор насоса, извлеченный из подшипникового узла, закреп-
ляют на приспособлении 5 и разбирают. Съемник 4 подводят к
ротору со стороны снимаемой детали и захватывают ее лапками
съемника. Гидроцилиндр перемещают внутри корпуса до упора
штоком в вал ротора и стопорят скобой. Влючают насосную
станцию и снимают деталь. Если давление недостаточно, то его
поднимают ручным насосом, как указано выше.
При таком способе разборки корпуса подшипника число не-
избежных повреждений деталей минимально, значительно
уменьшаются затраты времени на подготовительные операции,
повышается культура производства и сокращается доля ручного
труда.
Техническая характеристика: давление в гидросистеме элек-
троприводного насоса - 8 МПа, ручного насоса - 40 МПа; уси-
лие съемников разборки корпуса-40 - 200 кН, разборки рото-
ра-23 - 113 кН; мощность электродвигателя - 2,2 кВт; зани-
маемая площадь - 5 м2.
2.3. ВОССТАНОВЛЕНИЕ ВАЛОВ
2.3.1. Сварка валов
Валы ремонтируют электродуговой, газовой или кузнечной
сваркой после подготовки частей вала различными способами.
На рис. 2.15,а показан способ сварки после предварительной
обработки торцевых поверхностей соединяемых частей. На рис.
2.15,6 приведен способ сварки поломанного вала при помощи
центрующего штифта, посадка которого в соединяемых частях
вала осуществляется с натягом. На рис. 2.15,в вместо центрую-
щего штифта применена штифтующая шпилька. При обработке
торцевых поверхностей соединяемых частей вал укорачивается.
Поэтому применяют сварку поломанного вала со вставкой, как
показано на рис. 2.15,г,д. На рис. 2.15,е показан ремонт поло-
манного вала на токарном станке перед сваркой. Совпадение
осей частей вала обеспечивается выставлением их в центрах и
47
Рис. 2.15. Способы сварки поломанных валов:
а - только с подготовкой шва; б - с центрирующим штифтом; в - соединение поломан-
ного вала шпилькой; г - с наставкой к валу; д - соединение поломанного вала муфтой; е -
ремонт вала на токарном станке; ж - наработка вала при переделке насоса для работы с
торцевым уплотнением
на люнетах токарного станка. Одну часть вала (наставку) вра-
щают с частотой 500 - 800 мин1 и прижимают к неподвижной
части вала. Вал и наставку нагревают до 90 - 100 °C. В момент
появления искр горящего углерода вращение прекращают. Пос-
ле остывания образовавшееся утолщение протачивают [6). При
переделке насоса для работы с торцевым уплотнением необхо-
дима доработка вала. Для этого его протачивают до диаметра
45 мм, нарезают канавку и устанавливают в нее два полукольца,
фиксируемых от выпадения фигурным кольцом, в которое упи-
рается подшипник, как показано на рис. 2.15,лс.
2.3.2. Наплавка валов
Выработка и выход из строя подшипников скольжения или ка-
чения, а также коррозионные оспины, появление рисок и нади-
ров при попадании мелких посторонних частиц во вкладыши
подшипников вместе со смазкой приводят к износу шеек валов.
48
Шейки вала, работающего в подшипниках скольжения, обычно
вырабатываются неравномерно и в продольном сечении прини-
мают форму конуса, в поперечном - эллипса. Шейки вала, ра-
ботающего в подшипниках качения, изнашиваются при прота-
чивании внутренней обоймы подшипника на валу вследствие
прослабления при изготовлении или выработке посадочных
мест в процессе эксплуатации насоса [7].
В зависимости от износа посадочных мест валов применяют
следующие методы восстановления: хромирование при износе
посадочных мест до 0,3 мм; осталивание (железнение) с после-
дующим шлифованием при износе посадочных мест до 0,8 мм;
наплавку при износе посадочных мест более 0,8 мм [5].
Восстановление и упрочнение валов наплавкой значительно
увеличивают срок их службы, обеспечивают большую экономию
запасных частей, сокращение затрат на ремонт оборудования.
Известны различные способы наплавки - электродуговая, элек-
трошлаковая, газовая, термитная, трением, электронно-лучевая
и др. Валы восстанавливают обычно электродуговой наплавкой,
не вызывающей деформации обрабатываемых изделий. Для вос-
становления изношенных валов можно также использовать на-
плавку трением. Этот процесс по затратам электроэнергии зна-
чительно экономичнее электродугового.
В ремонтном производстве для восстановления валов часто
применяют электродуговую наплавку под слоем флюса, в среде
диоксида углерода, в струе охлаждающей жидкости, с комбини-
рованной защитой дуги, порошковой лентой и др. Автомати-
ческую электродуговую наплавку под слоем флюса широко
применяют для наплавки валов, изготовленных из нормализо-
ванных и закаленных среднеуглеродистых и низколегированных
сталей, а также из малоуглеродистых сталей, не подвергающихся
термической обработке, имеющих износ от 0,3 до 4,0 мм при
однослойной наплавке и свыше 4 мм - при многослойной.
Производительность процесса очень высока. Валы диаметром до
50 мм этим способом восстанавливать сложно, так как шлак, не
успев затвердеть, стекает с наплавляемого изделия.
Электродуговая наплавка в среде диоксида углерода широко
распространена в ремонтном производстве для восстановления
валов диаметром до 40 мм.
Вибродуговую наплавку используют при восстановлении ва-
лов диаметром до 40 мм, когда требуется нанести равномерный
и сравнительно тонкий слой металла при минимальной дефор-
мации изделия, а наличие мелких дефектов не имеет суще-
ственного значения. Этот процесс протекает при пониженной
мощности дуг, высокоэкономичен и обеспечивает высокую
49
твердость наплавленного металла. Однако получаемые покрытия
насыщены газами и имеют большие внутренние напряжения.
Поэтому вибродуговая наплавка не рекомендуется для ремонта
деталей, работающих при знакопеременных нагрузках.
Автоматическая наплавка порошковой проволокой, которая
позволяет наносить слой металла любого химического состава и
получать закалочные структуры различной твердости [8], полу-
чила широкое распространение в последнее время. Автоматиче-
ская наплавка ленточным электродом и порошковой лентой в
2-3 раза производительнее, чем обычной электродной прово-
локой, и дает возможность за один ход аппарата наносить слой
металла шириной до 100 мм, толщиной 2-8 мм. Этим спосо-
бом нельзя наплавлять валы малого диаметра. Тугоплавкие
сплавы наплавляют плазменным способом, который производи-
тельнее других способов.
В последние годы разработаны новые способы наплавки с
комбинированной защитой дуги и сварочной ванны для устра-
нения отдельных недостатков того или иного способа восста-
новления.
При восстановлении посадочных мест вала ручной элек-
тродуговой наплавкой поврежденное место вала протачивают на
станке на величину наиболее глубоких повреждений. Затем на-
плавляют вал до нужных размеров с учетом последующей про-
точки и шлифовки. Наиболее ответственная операция - наплав-
ка вала. На Уфимском заводе синтетического спирта разработа-
но приспособление, позволяющее качественно провести на-
плавку. Приспособление, показанное на рис. 2.16,а, состоит из
рамы 4, на которую крепят неподвижную 7 и передвижную 3
стойки, что позволяет наплавлять валы различной длины. Вал 1
помещается между четырьмя роликами 5 и может свободно
вращаться вокруг своей оси. Расстояние между роликами в за-
висимости от диаметра вала регулируют пазом 8 и гайкой 6.
В Стерлитамакском производственном объединении "Каус-
тик" разработано и внедрено приспособление для наплавки ва-
лов аналогичной конструкции, показанное на рис. 2.16,6. В этом
приспособлении вал 2 устанавливают в опорные подшипники 1.
Рабочий может одновременно наплавлять вал и вращать его.
При наплавке шеек валов, расположенных на значительном
расстоянии от конца вала, в результате неравномерного нагрева
вал деформируется. На рис. 2.17,а и б показаны приспособле-
ния, внедренные на Уфимском нефтеперерабатывающем заводе.
Они позволяют вести наплавку спиральным валиком вдоль оси
вала, что обеспечивает равномерный нагрев поверхности вала и
исключает его коробление. На рис. 2.17.а вал 2 фиксируют в
50
Рис. 2.16. Приспособление для восстановления валов электродуговой’на-
плавкой:
а - разработанное на Уфимском заводе синтетического спирта: 1 - вал; 2 - место на-
плавки; 3 - передвижная стойка; 4 - рама; 5 - ролик; 6 - гайка; 7 - неподвижная стойка; 8 -
паз;
б - разработанное в Стерлитамакском производственном объединении “Каустик”: 1 -
опорный подшипник; 2 - вал; 3 - передвижная стойка; 4 - станина
РИС. 2.17. Приспособления для наплавки валов спиральным валиком:
а : 1 - планка; 2 - вал; 3 - плита; 4 - стойка; 5 - барашек;
6:1- кольцо; 2 - вал; 3 - центр; 4 - стойка; 5 - паз; 6 - гайка
51
Рис. 2.18. Приспособление для наплавки валов с охлаждением:
/ - ванна; 2 - место наплавки; 3 - вал; 4 - ролики
Рис. 2.19. Восстановление валов автоматической электродуговой наплавкой
вибрирующим электродом:
/ - рабочие колеса; 2 - вал; 3 - головка лля наплавки
центрах между планкой 7 и плитой 3. Планка с центром может
передвигаться по стойке 4, и это позволяет вести наплавку валов
различной длины. На рис. 2.17,6 вал 2 опирается на центр 3 и
поддерживается в вертикальном положении кольцом 1. В зави-
симости от длины вала регулируют высоту кольца 1 пазом 5 и
гайкой 6. Однако установка валов на рассмотренные приспособ-
ления сопровождается неизбежной их деформацией.
На Омском заводе синтетического спирта разработано при-
способление для наплавки валов с охлаждением, показанное на
рис. 2.18. Большую часть вала 3 погружают в воду, заполняю-
щую ванну 7, а на выступающую над водой часть вала наклады-
вают один-два валика сварного шва.
Кроме ручной применяют автоматическую электродуговую
наплавку вибрирующим электродом. Головки для наплавки
ГВМК-1 выпускают с вылетом мундштука до 50 мм. Иногда
наплавку вала целесообразно проводить без снятия рабочих ко-
лес. В этих случаях для головки изготовляют мундштук длиной
250 - 300 мм. Восстановление валов вибродуговой наплавкой
показано на рис. 2.19.
При наплавке лентой от проплавления основного металла за-
висит степень его перемешивания с наплавленным. Благодаря
постоянному перемещению дуги глубина проплавления основ-
ного металла при наплавке лентой меньше, чем при наплавке
проволокой. Наибольшее влияние на глубину проплавления и
перемешивания основного металла с наплавленным оказывает
скорость наплавки. С ее ростом увеличивается глубина проплав-
ления, уменьшаются ширина и толщина наплавляемого валика.
При малых скоростях наплавки снижается проплавление основ-
ного металла.
52
Для наплавки холоднокатаной электродной лентой ис-
пользуют сварочные аппараты АДС-1000-2, А-384, А-874, ТС-35,
головку АБС, сварочные преобразователи постоянного тока
ПС-500, ПТС-500, ПС-1000, ПСМ-1000-4 и выпрямители
ВС-600, ВС-1000, ВКСМ-1000, ВКСМ-2000. Наплавку осуще-
ствляют лентами из стали 08кп и коррозионно-стойких сталей.
Широкое применение получили металлокерамические ленты
ЛМ-70ХЗНМ, ЛМ-20Х10Г10Т, ЛМ-1Х14НЗ, ЛМ-5Х4ВЗФС, раз-
работанные в Институте электросварки им. Е. О. Патона.
Наплавку металлокерамическими лентами ведут постоянным
током обратной полярности. Плотность тока на электроде 10 -
20 А/мм2, напряжение дуги 28 - 32 В, скорость наплавки 0,16 —
0,55 м/с, скорость подачи ленты 15-150 м/ч. Сила тока в зави-
симости от ширины ленты следующая:
Ширина ленты, мм 30 45 60 75 90
Сила тока, А 300-600 450-900 600-1200 750-1500 900-1800
Восстановление деталей контактным электроимпульсным по-
крытием заключается в приварке металлической ленты под воз-
действием сварочных импульсов. Чтобы исключить нагрев дета-
ли и улучшить условия закалки приварного слоя, в зону сварки
подают охлаждающую жидкость.
При приварке ленты толщиной 0,3 - 0,4 мм рекомендуемая
емкость батареи конденсаторов 6400 мкФ. Напряжение заряда
конденсаторов регулируют в пределах 260 - 425 В. Ленту прива-
ривают при напряжении 325 - 380 В. Чем больше диаметр вос-
станавливаемой детали и толщина привариваемой ленты, тем
выше требуемое напряжение заряда конденсаторов. Сваривае-
мость ленты с основным материалом в зависимости от амплиту-
ды и длительности импульса тока определяют по глубине вмя-
тин сварной точки, числу пор на поверхности деталей, прошли-
фованных до номинального размера, и шелушению приварного
слоя толщиной 0,15 - 0,02 мм.
В табл. 2.7 приведены показатели качества приварки ленты
из стали 45 толщиной 0,4 мм к деталям, изготовленным также
из стали 45 диаметром 40 мм, в зависимости от электрических
параметров.
По мере увеличения амплитуды и длительности импульса то-
ка при емкости батареи конденсаторов 6400 - 8000 мкФ качество
сварного шва улучшается (шелушение приварного слоя сни-
жается). При значениях энергетических параметров наблюдается
также наименьшее число пор.
Амплитуде импульса тока 16 - 18 кА соответствует глубина
зоны термического влияния 0,5 - 0,6 мм, 14 - 16 кА - 0,4 -
0,5 мм.
53
Таблица 2.7. Качество сварного соединения в зависимости от электрических пара-
метров
Емкость батарей конденса- торов, мкФ Амплиту- да им- пульса то- ка, кА Длитель- ность импульса тока, мс Глубина вмятин свароч- ной точ- км, мм Число пор диаметром, мм Шелуше- ние, % от восстанов- ленной по- верхи ости
0,1-0,3 0,3-0,5 0,5-0,8
1600 13,9 2,7 0,07 58
4000 14,8 4,4 0,08 15 30 12 12
5600 15,0 4,8 0,06 10 20 3 6
6400 16,1 5,5 0,06 3 5 2 2
8000 16,6 5,7 0,08 2 3 2 —
10400 17,2 5,9 0,16 16 15 14 -
Таблица 2.8. Характеристика материалов для электродов
Материал Удельное сопротив- ление. Оммм“2/м Минимальная электропро- водность, % от электро- проводности меди Мини- мальная твердость, НВ Состав, %
Хромокадм иевая бронза Бр.ХКд-0,5-0,3 0,0219 85 но Хром 0,25-0,45, кадмий 0,17-0,35, остальное медь
Хромовая бронза Бр.Х 0,023 80 120 Хром 0,4-1, осталь- ное медь
Хромоциркониевая бронза Бр.ХЦр-0,6-0,05* 0,023 80 140 Хром 0,45-0,65, цирконий 0,01-0,6, остальное медь
Сплав М4 0,025 75 ПО Хром 0,4-0,8, алю- миний 0,08-0,15, магний 0,08-0,65, остальное медь
Бронза Бр.НБТ 0,0385 50 170 Никель 1,4-1,6, берилий 0,2-0,4, титан 0,05-0,15, ос- тальное медь
Медь Ml 0,017 95 90 Медь 99
Производительность процесса зависит от частоты вращения
детали, скорости продольной подачи сварочных клещей и часто-
ты следования импульсов. Соотношение этих параметров долж-
но обеспечивать 6 или 7 сварных точек на 1 см сварного шва
(шаг вдоль рядов сварных точек 1,45 - 1,65 мм). При ширине
рабочей части сварочных роликов 4 мм рекомендуемая скорость
подачи сварных клещей 3 мм/об. При восстановлении деталей
диаметром до 50 мм наиболее рационально усилие сжатия 1,3 -
54
1,4 кН, а от 50 мм - 1,4 - 1,6 кН. Особо качественную сварку
обеспечивают электроды диаметром 150 — 180 мм, толщиной
20 - 25 мм с прямоугольным профилем рабочей части шириной
4 мм. Материалами для электродов служат специальные медные
сплавы. Характеристика их дана в табл. 2.8. Наилучший матери-
ал - бронза Бр.НБТ, а наиболее универсальный - бронза
Бр.ХКд-0,5-0,3.
Для деталей диаметром 30 - 500 мм рекомендуется следую-
щий режим приварки ленты толщиной 0,4 мм: частота враще-
ния детали - 5 мин_1; подача сварочных клещей - 3 мм/об; уси-
лие сжатия электродов - 1,5 кН; коэффициент трансформации -
36; емкость батарей конденсаторов - 6400 мкФ; напряжение
заряда конденсаторов - 365 В; амплитуда импульса тока -
13,5 кА; длительность импульса тока - 10,8 мс; число сварных
точек на 1 см сварного шва - 6 или 7; количество охлаждающей
жидкости - 1,5 л/мин.
Для восстановления шеек валов используют различные уста-
новки.
Установка О КС-12296, разработанная ВНПО "Ремдеталь",
предназначена для восстановления наружных цилиндрических
поверхностей деталей типа "вал" контактной приваркой метал-
лической ленты. Она состоит из станины, передней и задцей
бабок, каретки, сварочных клещей, гидростанции, бака охлаж-
дения, электрооборудования и гидропривода. Контактная при-
варка ленты осуществляется регулируемыми импульсами тока,
формируемыми прерывателем. Установка высокопроизводи-
тельна, позволяет снизить расход наплавочных материалов, по-
лучить высокую твердость покрытия без последующей терми-
ческой обработки.
Техническая характеристика установки: производительность
- до 100 см2/мин; наибольший диаметр восстанавливаемой де-
тали - 100 мм; наибольшая длина - 1000 мм; максимальная
толщина привариваемой ленты - 1 мм; мощность - 35 кВ • А;
габаритные размеры - 1900x1200x1500 мм; масса - 950 кг.
Установка 011-1-02 "Ремдеталь" предназначена для восста-
новления шеек валов контактной приваркой металлического
слоя. Она состоит из вращателя, привода подач, тележки с на-
плавочной головкой, пульта управления, стойки, пневмопиноли,
систем охлаждения и пневмоэлектрообеспечения. Изношенную
поверхность восстанавливают приваркой регулируемыми им-
пульсами тока стальной ленты перекрывающимися точками.
Восстановленную деталь охлаждают водой. Установку можно
использовать также для приварки металлокерамических твердых
55
РИС. 2.20. Восстановление изношен-
ных поверхностей наплавкой лентой:
а - схема восстановления: 6 - восстановленная
деталь, поперечное сечение; 1 - изношенная поверх-
ность; 2 - вал; 3 - лента; 4 - ролики; 5 - ячейки; 6 -
гребни ячеек
сплавов под слоем металлической
ленты, материал которой служит
связкой. Особенность установки -
бесступенчатое регулирование часто-
ты вращения и скорости подачи,
обеспечиваемое тиристорными элек-
троприводами постоянного тока.
Толщина привариваемого слоя прак-
тически соответствует толщине из-
ношенной части деталей, что позво-
ляет в 2-3 раза снизить расход при-
садочных материалов и резко умень-
шить припуск на механическую об-
работку. Производительность труда с
вибродуговой наплавкой повышается в 2 - 3 раза [9].
Техническая характеристика установки: производительность
-до 100 см2/мин; толщина привариваемого слоя - 0,3 -1,2 мм;
наибольший диаметр восстанавливаемой детали - 20 - 150 мм;
наибольшая длина - до 1200 мм; мощность - 50 кВ А; частота
вращения шпинделя - 0,15 - 15 мин-1; скорость перемещения
сварочной головки - 4,5 - 450 мм/мин; габаритные размеры -
2400x1000x1800 мм; масса - 1200 кг.
На рис. 2.20,а изображена схема восстановления изношенных
поверхностей, а на рис. 2.20,6 - поперечное сечение восстано-
вленной детали. Изношенную поверхность 1 восстанавливаемой
цилиндрической детали 2 шлифуют до придания ей цилиндри-
ческой формы. После этого на поверхности 1 выполняют насеч-
ку в виде ячеек 5, которые полностью заполняют связующим
материалом класса пастообразных припоев для пайки стали -
чугуна. Затем на поверхность 1 с заполненными ячейками 5
накладывают ленту 3 и прихватывают ее концы контактной
сваркой. При этом гребни 6 ячеек плотно прилегают к внутрен-
ней поверхности ленты. После прихватки сварочными роликами
4 окончательно приваривают ленту током большой силы (8 -
10 кА) и малого напряжения (3,35 В) с одновременным прило-
жением усилия сжатия 1,5 - 2,0 кН.
Под действием проходящего тока в место контакта роликов 4
с лентой припой, находящийся в ячейках 5, расплавляется и под
влиянием усилия сжатия электродов прижимается с одной сто-
56
роны к детали, а с другой - к ленте. В этом месте образуется
паяное соединение. На поверхности гребня насечки между впа-
динами, где припоя нет, под действием проходящего тока и
усилия сжатия образуется точечное сварное соединение. При
чередовании паяных и сварных точек образуется паяно-сварное
соединение, где участки ленты, спаянные с деталью, чередуются
с участками ленты, приваренной к детали.
При таком способе лента в меньшей степени деформируется
от воздействия сварочного ролика, сокращается расход электро-
энергии, так как температура припоя меньше, чем температура
плавления стали. Расход энергии на сварку таюке меньше, по-
скольку происходит большая концентрация тепла по отдельным
гребням, что характерно для рельефной сварки [10].
Восстановление изношенных валов насосов методом плаз-
менного напыления имеет ряд преимуществ: огромное тепловое
воздействие на обрабатываемую поверхность вала и уменьшение
деформации последнего; минимальная глубина проплавления,
что обеспечивает незначительное перемешивание основного
металла с металлом покрытия и достижение физико-
механических свойств покрытия, близких к свойствам напыляе-
мого порошкового материала; возможность нанесения на изно-
шенную поверхность порошков различных составов и получе-
ния покрытий с заданными физико-механическими свойствами;
экономия материальных средств в результате получения покры-
тия с минимальными припусками на последующую механи-
ческую обработку [11].
В современной сварочной технике применяют три схемы по-
лучения плазмы. По первой получают сжатую дугу прямого дей-
ствия, когда анодом служит обрабатываемый материал, по вто-
рой - сжатую дугу косвенного действия, которая возникает
между вольфрамовым электродом и внутренним соплом плаз-
мотрона, вытекает из него в виде плазменной струи и электри-
чески не связана с обрабатываемым металлом. Вторую схему
используют при обработке неэлектропроводных материалов, а
также при напылении и закалке. По третьей схеме с комбини-
рованным подключением плазмотрона к источнику питания
между вольфрамовым электродом и соплом анода зажигается
вспомогательная сжатая дуга косвенного действия, обладающая
электропроводностью и образующая при соприкосновении с
токоведущей обрабатываемой деталью сжатую дугу прямого дей-
ствия. Третья схема получила наибольшее распространение, ее
применяют при сварке, наплавке, резке материалов. КПД при
нагреве сжатой дугой прямого действия - 30 - 75%, косвенно-
го - 10 - 50%.
57
В обычных условиях при прямой полярности столб дуги
между неплавящимся вольфрамовым электродом и деталью в
атмосфере защитного газа имеет вид конуса, размеры которого
зависят от силы тока и напряжения. Так как с увеличением си-
лы тока и напряжения столб такой дуги может расширяться, то
значительного изменения температуры и степени ионизации
газа не наблюдается. Если каким-либо образом воспрепятство-
вать электрической дуге занять естественный объем и принуди-
тельно сжать ее, оставив в то же время сварочный ток постоян-
ным, то количество электронов, проходящих по сечению столба
дуги, не изменится, число же упругих и неупругих соударений
увеличится, т. е. повысится степень ионизации, возрастут плот-
ность и напряжение дуги, что вызовет значительное повышение
температуры.
Плазменные горелки работают довольно устойчиво, несмотря
на высокую температуру плазменной струи. Это объясняется
тем, что сопло, изготовленное из материала с высокой тепло-
проводностью (красная медь), охлаждается циркулирующей во-
круг него водой в отличие от обычных горелок, применяемых
для сварки в среде защитных газов. Вода, охлаждающая стенки
сопла, препятствует нагреву и ионизации наружного слоя газа,
проходящего через дугу. Поэтому наружный газовый слой имеет
низкую температуру и в отличие от остальной части газового
потока неэлектропроводен. Он образует противоэлектрический
и противотермический изолирующий слой между стенками со-
пла и потоком плазмы. С увеличением расстояния от центра
токопроводящего канала температура понижается. Сжатая дуга
косвенного действия может иметь различную длину. Внутри
сопла она сжата, однако при выходе за его пределы начинает
постепенно расширяться до размеров, равных свободной дуге,
причем тем быстрее, чем сильнее сжат разряд и чем меньше
расход газа. На расстоянии 25 - 30 мм от нижнего среза сопла
сжатая дуга расширяется до свободных размеров.
Установка для плазменного напыления включает плазмотрон;
механизм транспортирования порошковых или проволочных
материалов; пульт управления, в котором сосредоточены изме-
рительные, регулировочные и блокировочные устройства; ис-
точник питания дуги; источник и приемник охлаждающей воды;
комплекс коммуникаций, соединяющий отдельные узлы уста-
новки и обеспечивающий подвод к плазмотрону газов, электро-
энергии, охлаждающей воды. Система подвода к установке тока,
плазмообразующего газа, охлаждающей воды взаимосвязаны.
Электрическая схема включения напряжения, подводимого от
источника тока к плазменной горелке, заблокирована контакта-
58
ми реле давления, установленными в системе охлаждения во-
дой, а также контактами реле давления, установленными в си-
стеме питания плазмообразующим газом. В случае недостаточ-
ного расхода и давления газа или охлаждающей воды срабаты-
вает соответствующее реле и автоматически отключается источ-
ник тока, предохраняя плазмотрон от расплавления.
Для плазменного напыления серийно выпускают установки
двух типов: УПУ и УМП. Плазменные установки типа УПУ
(УПУ-ЗМ, УПУ-ЗД) предназначены для напыления покрытий
из порошковых и проволочных материалов. Они укомплектова-
ны источником питания ИПН-160/600 или ИПН-160-111. По-
следний поставляют в комплекте с установкой УПУ-ЗД. Селе-
новый выпрямитель в нем заменен кремниевым. Установка
УПУ-ЗД снабжена двумя плазмотронами: ПП-25 - для напыле-
ния порошком и ПМ-25 - для напыления проволокой. Установ-
ки типа УМП (УМП-5-68, УМП-6) предназначены для напыле-
ния только порошковых материалов. Установку УМП-5-68 по-
ставляют без источника питания. Установка УМП-6 укомплек-
тована тремя сварочными преобразователями ПД-502У2, кото-
рые позволяют в широких пределах изменять напряжение, под-
водимое к плазмотрону, и обеспечивать требуемый режим его
работы. Установки можно применять для напыления наружных
и внутренних поверхностей цилиндрических деталей, а также
поверхностей плоских деталей.
Универсальная установка А1612.У4 "Киев-4” для плазменного
напыления состоит из источника питания, плазмотрона, газо-
приготовительной станции и порошкового дозатора дискового
типа. Источник питания имеет три регулируемые ступени силы
тока дуги (100, 200, 300 А). В установках использованы горелки
ПГ-1Р и ПГ2Р, характеристики которых соответствуют вольт-
амперным характеристикам источника питания вспомогатель-
ной и основной дуг. В качестве плазмообразующих газов при-
меняют дешевые смеси метана (пропана, бутана) с воздухом, что
повышает мощность установки и снижает стоимость процесса
напыления.
Поскольку воздух как плазмообразующий газ приводит к бы-
строму сгоранию вольфрама, то в качестве катода используют
более стойкую к воздействию воздуха циркониевую вставку от
плазменного резака ВПР-11. Напыляемый порошок из дисково-
го питателя, регулирующего подачу порошка, транспортирую-
щим газом подают в зону сжатой струи. В установке для напы-
ления порошковых смесей предусмотрено использование двух-
бункерных питателей, а также материалов в виде проволоки.
При напылении можно применять заводские воздушные и ме-
59
Таблица 2.9. Технические характеристики установок для плазменного напыления
Параметр УМП-5-68 УМП-6 УПУ-ЗД А1612.У4 "Аквацент- рум" (ЧССР) "Плазма-Тех- ник АГ' (Швейцария) Ф4-МБ (Франция) 7МВ-Н (Италия)
Сила тока дуги, А 500 500 400 300 1000 600
Мощность, кВт 30 30 25 48 160 45 45 80
Расход газа, м3/ч 3-4 3-4 3-4 3-4 - - - -
Рабочий газ Азот, аргон, водород Азот, аргон, водород Аргон, водород Воздух, метан Вода, воздух Аргон, азот + водо- род и их смеси Аргон + ге- лий, аргон + + водород, аргон + азот
Расход воды, м3/ч 0,3 0,25 0,50 — - 250 — -
П роизводительность 3-4 3-4 1-2 14 До 30 - - -
напыления, кг/ч (А1,О3), 3-5 (ПГ-СР4) (АЬ>О3), (ПГ-СР4) (А1,О3), Т-4 (ПГ-СР4) (А12о3)
тановые магистрали. Установка А1612.У4 "Киев-4" позволяет
наносить на детали из металла и керамики покрытия из молиб-
дена, оксида алюминия, самофлюсующихся материалов, нихро-
ма, углеродистых сталей.
За рубежом широкое применение получили универсальные
установки плазменного напыления, обеспечивающие режим
напыления с заданными параметрами.
Характеристика различных установок для плазменного напы-
ления дана в табл. 2.9.
Заслуживает внимания конструкция плазмотрона установки
"Аквацентрум” с водостабилизированной системой сжатой дуги.
В плазмотроне в качестве электрода-катода использован расхо-
дуемый в процессе работы (2 мм/мин) графитовый стержень
диаметром 13 мм. Возбуждаемая от источника постоянного тока
сжатая струя между графитным стержнем и медным анодом
диаметром 150 мм, вращающимся с частотой 2800 мин-1, прохо-
дит через водостабилизирующий канал.
При напылении цилиндрических деталей для вращения и
продольного перемещения плазмотрона обычно применяют
бывшие в употреблении токарные станки.
Абразивно-струйную обработку поверхностей деталей прово-
дят в специальных камерах, выполненных в виде боксов с си-
стемой подвода сжатого воздуха и вытяжной вентиляции. Каме-
ры оборудованы устройством для установки деталей, бункером
для крошки и струйным пистолетом.
Работоспособность плазмотрона определяется катодом, кото-
рый играет важную роль в процессе плазмообразования. Основ-
ные технологические показатели, характеризующие работу като-
дов при плазменных процессах: максимально допустимая сила
тока, эрозионная стойкость, способность к возбуждению дугово-
го разряда и поддержанию его стабильного горения. В приле-
гающей к катоду области происходят важнейшие физические
процессы, существенно влияющие на общую характеристику
сжатой дуги. Вследствие высокой температуры сжатой дуги и
большой плотности тока катоды работают в очень тяжелых тер-
мических условиях. Температура поверхности катода в местах
локального контакта с плазмой может достигать 2000 - 4000 К и
выше.
Поэтому материалы катодов должны обладать высокой эро-
зионной стойкостью, электро-, теплопроводностью и достаточ-
ной прочностью. Однако главное требование, которому должен
соответствовать материал катода, - обеспечение низкой рабо-
ты выхода электронов в электронный плазменный промежу-
ток.
61
Таблица 2.10. Марки и размеры вольфрамовых электродов
Марка Присадка, % Диаметр, мм Длина, мм
эвл 1,1 - 1,4 оксида лантана 1; 1,6; 2; 2,5; 4; 5; 6; 8; 10 3; 75; 300 150; 200;
ЭВИ-1 1,5 - 2,3 оксида иттрия 2; 3; 4; 5; 6; 8; 75; 150; 200;
ЭВИ-2 ЭВИ-3 ЭВТ-15 При 10 300 2-3 оксида иттрия, 0,01 тантала 2,5 - 3,5 оксида иттрия, 0,01 тан- тала 1,5-2 оксида тория м е ч а н и е . Ориентировочный расход электродов диаметром 3 - 5 мм 1 при
непрерывной наплавке в течение 1 ч и силе тока 200 А в среде плазмообразующего и
защитного газов (аргона) составляет 0,13 - 0,23 г/ч.
При плазменном напылении применяют главным образом
вольфрамовые электроды, марки которых приведены в табл.
2.10. Чистый вольфрам в качестве катода использовать нецеле-
сообразно, так как он обладает сравнительно высоким значени-
ем работы выхода, и для получения требуемой электронной
эмиссии его необходимо нагревать до высоких температур, что
нередко служит причиной его разрушения. Для снижения рабо-
ты выхода и повышения стойкости катода в последний добав-
ляют активирующие присадки - оксид тория (ThO2), оксид лан-
тана (LaO3) и другие, которые понижают работу выхода до 2,7 -
3,3 эВ. Вследствие этого облегчается ионизация атомов указан-
ных присадок, уменьшается температура столба плазменной
дуги в прикатодной области, что в конечном счете способствует
улучшению зажигания и повышению стабильности горения сжа-
той дуги.
Тепловой режим катода определяется вводимым тепловым
потоком, условиями теплоотвода, а также его геометрическими
параметрами: диаметром, длиной вылета, углом заточки, диа-
метром притупления. Термическое разрушение катода происхо-
дит главным образом из-за его недостаточного охлаждения и
значительного увеличения силы подводимого тока, не соответ-
ствующей диаметру электрода. Для создания оптимальных усло-
вий работы катодов плазмотронов следует поддерживать равно-
весие между поступающей и отводимой теплотой.
Заслуживает внимания применение циркониевых, гафниевых
и медных кольцевых катодов, которые позволяют использовать
в качестве плазмообразующего газа воздух и другие кислородсо-
держащие смеси. Их применяют в плазмотронах, предназначен-
ных главным образом для резки металлов.
Для восстановления изношенных поверхностей напылением
и напылением с оплавлением широко используют порошковые
62
самофлюсующиеся системы Ni-Cr-B-Si. В них нередко добав-
ляют карбиды, бориды тугоплавких металлов (вольфрам, вана-
дий, хром, молибден) для образования композиционных сплавов
с улучшенными физико-механическими свойствами. В послед-
нее время отечественная промышленность и зарубежные фирмы
["Метко" (Италия), "Кастолин" (Швейцария) и др.] расширяют
выпуск биметаллических термореагирующих порошковых спла-
вов, обладающих экзотермическими свойствами, улучшающими
прочность сцепления покрытия с основой и его физико-
механические свойства в целом. Их применяют в качестве под-
слоя или для напыления основного слоя. Частицы таких по-
рошков сферической либо близкой к ней формы. Каждая части-
ца состоит из никелевого ядра, покрытого тонким слоем мелко-
дисперсного алюминия. Представленные в табл. 2.11 порошки
используют не только как износостойкие покрытия для восста-
новления деталей машин, но и как жаро-, тепло-, коррозионно-
стойкие покрытия для деталей, работающих при повышенных
температурах, в условиях окислительных сред.
Порошки ПГ-12Н-01, ПГ-12Н-02, ПГ-01Н-01 приготовлены
на никелевой основе системы Ni-Cr-B-Si-C-Te. Твердость ре-
гулируется содержанием С, В, Сг. Напыленные соединения
имеют низкий коэффициент трения, высокую допустимую ра-
бочую температуру (до 800 °C). Их применяют для напыления и
напыления с оплавлением при восстановлении деталей типа
"вал", поршневых насосов, фасок клапанов, шеек коленчатых
валов-из углеродистых, коррозионно-стойких сталей, чугуна.
При твердости до HRC 40 покрытия обрабатывают резанием,
свыше HRC 40 - шлифованием.
Порошки ПГ-ЮН-03, ПГ-10Н-04 системы Ni-B-Si - низко-
углеродистые, из-за отсутствия в составе хрома твердость их
значительно уменьшается. Порошки применяют для восста-
новления посадочных мест под подшипники валов. Покрытия
обладают высокой коррозионной стойкостью, хорошо со-
противляются ударным нагрузкам и обрабатываются резани-
ем.
Порошки ПТ-19Н-01, ПТ-НА-01 - биметаллические, экзо-
термические, состоят из смеси никеля и алюминия. Порошок
ПТ-19Н-01 коррозионно- и износостойкий. Напыленную по-
верхность обрабатывают шлифованием. Порошок ПТ-НА-01
применяют в качестве подслоя, на который напыляют другие
порошки, соответствующие эксплуатационным требованиям.
При восстановлении посадочных мест валов на подслой из этого
порошка напыляют сравнительно мягкий порошок ПГ-19М-01
на медной основе. Покрытие легко обрабатывается точением.
63
Таблица 2.11. Наиболее распространенные порошковые сплавы отечественного и зарубежного производства
Порошок Состав, % Прочие элементы Твердость HRC
с I 1 в Si Ni Сг Fe
Россия, ТЗНТК ПГ-10Н-01 0,6 2,8 4 Основа 14 3 55-62
ПГ-ЮН-04 1 До 0,1 3,4 1,2 4,5 2,3 <• 20 4 0,2 89-96
ПГ-12Н-01 0,3 1,8 1,7 2.8 1,2 •• 8 0,6 1,2 35-40
ПГ-12Н-02 0,6 0,4 2,5 2 3,2 3 <• 14 10 1,3 3 45-50
ПГ-12Г-03 0,8 0,5 4 2,5 5 3,5 •• 16 12 5 3,5 55-62
ПТ-НА-01 1,5 4,5 5,5 »• 18 5 4- 5 А1
ПТ-19Н-01 0,3 1,7 1,2 3,9 1,? 0,8-1,3 AI 35-40
ПГ-19М-01 0,6 2,5 3,2 1,4 3,2 4 Си - основа, 8,5- HRB 65-70
НПО "Тулачермет" ПГ-СРЗ 0,4 2 2,5 Основа 13,5 5 10,5 А1 48-52
ПР-Н80Х13С2Р 0,2 1,2 2 12 До 5 — 25-35
ПР-Н77Х15СЗР2 6,4 0,35 1,8 1,8 2,8 2,8 14 14 До 15 35-45
ПР-Н73Х16СЗРЗ 0,6 0,6 2,3 2,3 3,5 2,7 16 15 До 5 45-50
ПР-Н70Х17С4Р4 0,9 0,8 3 3,1 3,7 3,8 И 17 16 До 5 55
ПР-Н67Х18С5Р5 1,2 0,9 4 4 4,5 4 •• 18 16 До 5 - 60
1,5 4,7 5
ПР-Н65Х25СЗРЗ 0,9 2 2,1
1,5 3 2,3
ПН-68Х21С5Р 0,35 1 4
0,5 1,3 5
ПН70Ю30 0,07 — —
ПН85Ю15 0,07 — — ••
ПН55Т45 0,07 — -
ПТ88Н12 0,07 — - 10
12,5
ПТ65Ю35 0,07 - - -
США
12С 0,15 2,5 2,3 Основа
16С 0,5 4 4 ••
зге 0,5 2,5 2,5 46
Колмоной 4 0,45 2 2 Основа
Колмоной 5 0,65 2,5 3,75 >>
Колмоной 6 0,75 3 4,25 ’’
Колмоной 7 0,75 2,5 3,25
Япония
MSFNi 1 До 0,25 1-2,5 1,5-3,5
MSFNi 2 До 0,5 1,5-2,5 2-3,5
MSFNi 3 0,4-0,7 2-3 3-4,5
MSFNi 4 0,4-0,7 2,5-4 3,5-5 ’’
MSFNi 5 0,5-1,1 3-4,5 2-5 ••
MSFCo 1 До 1,5 1,5-4 2-4,5 10-30
MSFCo 2 До 1,5 2-3 1,5-3 0-15
18
23,5 До 5 — 45
26,5
20 4 — 40
22 7
— 0,2 28-33 А1 40
— 0,2 12-15 А1 30-35
— 0,2 43-47 Ti 55-60
- 0,2 Ti-основа -
- 0,2 Ti-основа, 35-40 Al -
10 2,5
16 2,5 - —
11 2,5 25W —
8 3 — 35-40
11,5 4,254 - 45-50
13,5 4,75 — 56-61
11,5 3,75 16W 50-55
0-10 До 4 До 4 Си 15-30
9-11 До 4 — 30-40
10-15 До 5 — 40-50
12-17 До 5 До 4 Мо; До 4 Си 50-60
15-20 До 5 55-65
16-21 До 5 До 10 W; До 7 Мо 35-50
19-24 До 5 4-15 50-65
Порошок ПС-12НВК.-01 (HRC 57 - 64) представляет собой
композицию из порошка ПГ-10Н-01 (65%) и порошка карбида
вольфрама WC (35%). Его применяют для восстановления по-
движных и неподвижных соединений. Покрытие обладает высо-
кой износостойкостью, его обрабатывают шлифованием.
НПО "Тулачермет" по согласованию с заказчиком изготовля-
ет порошки различной грануляции (20 - 800 мкм). Для напыле-
ния применяют порошки с размером частиц не более 200 мкм.
Порошки ПН70Ю30 (температура плавления 1600 °C),
ПН85Ю15 и ПТ88Ю35 (температура плавления 1400 °C) исполь-
зуют в качестве жаро-'и износостойких покрытий, пригодных
для работы в окислительных и щелочных средах, для восста-
новления посадочных мест валов. Прочность сцепления покры-
тий со сталью 35 - 45 МПа. Покрытие обрабатывают точением и
шлифованием.
Порошок ПН55Т45 (температура плавления 1240 °C) приме-
няют как износостойкое покрытие для деталей типа "вал". Он
обладает высокой стойкостью в щелочных и окислительных
средах. Прочность сцепления покрытия со сталью 45 - 60 МПа.
Покрытие обрабатывают шлифованием.
Порошок ПТ65Ю35 (температура плавления 1460 °C) исполь-
зуют главным образом в качестве жаростойкого покрытия.
Прочность сцепления 40 - 50 МПа. Покрытие обрабатывают
точением, шлифованием.
Кроме порошков при напылении применяют электродные
проволоки разных марок, главным образом износостойкие.
2.3.3. Обработка валов
При ремонте валов насосов их обрабатывают на токарном, фре-
зерном и других станках, оснащенных рядом приспособлений.
На рис. 2.21 показано приспособление для проточки валов.
При выработке шеек валов насосов под подшипники вал обыч-
но реставрируют. Для этого разбирают ротор насоса, осво-
бождают вал от рабочих колес и обрабатывают его на токарном
станке. На Московском нефтеперерабатывающем заводе пред-
ложено обрабатывать вал, не разбирая ротора насоса. Для этой
цели ротор устанавливают в центрах 4 токарного станка. Дом-
кратами 2 выбирают прогиб ротора /, вследствие чего при рас-
точке шеек под подшипники вал не прогибается.
На рис. 2.22 показано приспособление, применяемое на Мо-
сковском нефтеперерабатывающем заводе при торцовке и цент-
рировании валов. Обычно при центрировании валов на токар-
ном станке сначала резцом торцуют валы, а затем центровоч-
ным сверлом, установленным в задней бабке, проводят центри-
66
РИС. 2.21. Приспособление для проточки валов:
1 - ротор; 2 - домкрат; 3 - станина, 4 - центры
РИС. 2.22. Приспособление для торцовки и центровки валов:
1 - центровочное сверло; 2 - резец; 3 - корпус; 4 - хомут; 5 - болт; 6 - крышка
рование. Приспособление состоит из корпуса 3,*ъ котором за-
крепляют резец 2 для торцовки. На корпус крепят хомут 4 с
центровочным сверлом 7. Данное приспособление позволяет
снизить затраты времени на торцовку и центрирование валов.
Особые трудности в условиях ремонтного производства вы-
зывает фрезеровка шпоночйых канавок и лысок на валах насо-
сов. Для ее выполнения требуется специальное оборудование
(фрезерные станки, тиски, домкрат).
На рис. 2.23 показано приспособление, применяемое на Но-
во-Уфимском нефтеперерабатывающем заводе. Оно позволяет
крепить вал в резцедержателе токарного станка перпендикуляр-
но оси вращения. Прижим 2, в котором болтами 3 зажимают
вал 7, выступом 4 крепят в резцедержателе токарного станка.
При вращении пальцевой фрезы, зажатой в патроне станка, и
поперечной подаче суппорта фрезеруют канавки.
Для быстрой и точной центровки валов на столе фрезерного
станка на Ново-Уфимском нефтеперерабатывающем заводе ис-
пользуют приспособление, показанное на рис. 2.24. Оно состоит
из двух призм 7 с направляющим выступом 2, который устана-
вливают в направляющие стола фрезерного станка. Вал распола-
гают горизонтально и соосно с продольной осью стола.
67
Рис. 2.23. Приспособление для фрезеровки шпоночных канавок на валу:
/ - вал; 2 - прижим; 3 - болты; 4 - выступ
Рис. 2.24. Приспособление для установки валов на фрезерном станке:
1 - призма; 2 - направляющий выступ
РИС. 2.25. Приспособление для фрезеровки шпоночных пазов и лысок на
валах длиной более 2000 мм.
1 - болт; 2 - планка; 3 - призма; 4 - плита
Рис. 2.26. Приспособление для шлифовки шеек длинных валов:
1 - Т-образный паз; 2 - упорный клин; 3 - паз
Для фрезеровки шпоночных пазов и лысок на валах длиной
более 2000 мм на Уфимском заводе синтетического спирта
внедрено приспособление, показанное на рис. 2.25. Оно состоит
из двух призм 3, прикрепленных к плите 4, которую крепят на
столе фрезерного станка. Обрабатываемый вал жестко фиксиру-
ют в приспособлении прижимной планкой 2 и болтом 1.
При шлифовке шеек длинных валов на Новополоцком неф-
теперерабатывающем заводе используют показанное на рис. 2.26
приспособление, обеспечивающее жесткость. Оно состоит из
люнета, устанавливаемого на направляющих токарного станка, и
оправки, которую крепят к столу упорным клином 2 и болтом,
входящим в Т-образный паз /, расположенный в середине
оправки. Пятку люнета устанавливают в паз 3 и крепят болтом.
68
2.3.4. Правка валов
Правкой придают правильную форму погнутым или покороб-
ленным деталям, когда это позволяют условия работы вала либо
материал.
Погнутость вала обнаруживается в процессе эксплуатации по
его биению. При работе такого вала разрушаются сопряженные
с ним детали, в первую очередь подшипники. Наличие изгиба
вала проверяют индикатором в центрах токарного станка или
специального устройства. Допустимый прогиб вала и предель-
ные отклонения его основных размеров даны в соответствую-
щих инструкциях для каждого оборудования.
Погнутые валы выправляют механически в холодном состоя-
нии или при нагреве. Первый способ прост и позволяет добить-
ся достаточной точности, но при этом на отдельных участках
вала возникают перенапряжения, вследствие чего заметно сни-
жается его усталостная прочность. Правку проводят при помо-
щи домкрата или пресса. На рис. 2.27 показан пресс для правки
валов, устанавливаемый на направляющие станка. Выпрямлен-
ный вал 3 располагают в центрах станка. После определения
деформации, которую необходимо устранить, задний центр
станка немного отжимают и вал опускают на призмы 4, устано-
вленные на опоре нижнего винта 6. Правку вала осуществляют
винтом /, передающим усилие на вал через подпятник 2. Поло-
жение призм по диаметру вала регулируют домкратом либо
нижним винтом [12].
Валы больших диаметра и длины правят наклепом при по-
мощи чекана. Вал, полежащий правке, устанавливают на при-
способление вогнутой стороной вверх, как показано на рис.
2.28. В месте максимального прогиба под вал подводят опору с
прокладкой из твердого дерева или мягкой меди. Конец вала,
лежащий ближе к-опоре, закрепляют так, чтобы масса свободно-
го конца вала способствовала правке. Наклеп проводят специ-
ально пригнанным чеканом, удары по которому наносят весьма
осторожно молотком массой 1 - 2 кг. После наклепа вал провес
ряют индикатором.
Ниже приводится несколько способов правки валов давлени-
ем. На рис. 2.29 показан способ правки с реверсивным поворо-
том вала. Зона деформации в процессе изгиба и поворота вала
изменяется в результате его поворота в одну и другую сторону
относительно плоскости приложения изгибающей силы. При
незначительной первоначальной кривизне вала угол поворота
выбирают 10 - 30°, зоны пластической деформации располагают
симметрично одна относительно другой, а значительную часть
металла возле нейтральной линии не подвергают деформации.
69
Рис. 2.27. Пресс V5T правки валов:
1,6 - подвижные винты; 2 - подпятник; 3 - вал; 4 - призма; 5 - рама
Рис. 2.28. Приспособление для правки валов наклепом при помощи чека-
на:
1 - хомут с тягой; 2 - индикатор; 3 - чекан; 4 - подкладка под опору; 5 - домкрат; 6 -
вал; / - порядок нанесения ударов
Рис. 2.29. Правка с реверсивным поворотом валов не более 90° в одну и
другую сторону:
а - схема нагружения вала; б - поперечое сечение вала с эпюрой растягивающих и сжи-
мающих напряжений; Р - усилие; а - угол поворота
Рис. 2.30. Правка искривленного вала поверхностным пластическим де-
формированием
70
а
При больших значениях первоначальной кривизны угол ревер-
сивного поворота увеличивают до 80 - 90°. В этом случае на
нейтральной линии смыкаются зоны, подверженные растяги-
вающим и сжимающим напряжениям. При дальнейшем увели-
чении угла поворота возможно образование зон со знакопере-
менными напряжениями.
Таким образом, поворот детали на определенный угол позво-
ляет выбрать оптимальный объем металла, подвергаемого плас-
тической деформации, при меньших по сравнению с вращением
растягивающих и сжимающих напряжениях. В результате осу-
ществления процесса ури меньших нагрузках и напряжениях
повышается усталостная прочность деталей в процессе эксплуа-
тации, улучшаются их геометрические параметры и предотвра-
щаются случаи разрушения деталей во время правки.
При правке вала, изготовленного из стали 45, диаметром 10 и
длиной 250 мм, первоначальном биении 3,5 мм вращением уси-
лие изгиба составляет 109 кг, смещение 2,5 мм. При правке с
реверсивным поворотом усилие изгиба 87 кг при угле поворота
45°, смещение 2 мм, т. е. усилие на 20% меньше, чем при прав-
ке вращением.
С целью упрощения технологии и повышения производи-
тельности правки искривленных валов применяют способ по-
верхностного пластического деформирования. Правку осу-
ществляют на токарном станке. Искривленный вал устанавли-
вают в центрах станка так, чтобы вогнутая его сторона была
обращена к суппорту. В суппорте закрепляют упрочняющее
устройство статического или динамического действия с роли-
ком, ось которого должна быть расположена перпендикулярно
оси исправляемого вала. При поверхностном пластическом де-
формировании вала ролик перемещают только по вогнутой сто-
роне вдоль по меньшей мере одной образующей вала. В зависи-
мости от прогиба вала и мощности упрочняющего устройства
упрочнение проводят в один или несколько проходов до полно-
го выправления вала. На рис. 2.30 изображены положение обка-
тывающего ролика и направление его движения при обработке
искривленного вала.
Данным способом гладкий вал из стали 48 диаметром 12 и
длиной 130 мм с прогибом 0,1 мм подвергали поверхностному
пластическому деформированию с вогнутой стороны с усилием
250 кг. Диаметр ролика - 60 мм, радиус профиля - 1,5 мм. Пол-
ное выправление вала достигнуто за два прохода [13].
Нежесткие валы правят поверхностным пластическим де-
формированием постоянным усилием участками ролика с про-
филем различной кривизны при создании большей степени
71
пластической деформации на вогнутой поверхности вала
участком ролика с профилем большей кривизны. При этом на-
ружный диаметр ролика в целое число раз больше диаметра
вала, а его рабочая поверхность образована равномерно распо-
ложенными по окружности, сопряженными между собой и че-
редующимися участками с профилем большей и меньшей кри-
визны, число которых соответственно равно отношению диа-
метров ролика и вала.
При расхождении наружного диаметра ролика с диаметрами
вала, например, на 0,02% диаметра вала отставание (опере-
жение) ролика будет происходить после оборотов вала и соста-
вит 0,072°/я При длине вала 1000 мм и подаче 0,25 мм/об после
обработки половины детали (ролик контактирует с валом в мес-
те наибольшего прогиба) отставание (опережение) ролика соста-
вит (144/л2)°. Как видно из рис. 2.31, ролик / имеет четыре де-
формирующих участка а с профилем большей кривизны и четы-
ре деформирующих участка б с профилем меньшей кривизны.
Штрихпунктирной линией показано условное положение роли-
ка /, когда один из его участков б с профилем меньшей кривиз-
ны контактирует с выпуклой стороной вала 2.
Вал 2, имеющий стрелу прогиба /, правят при постоянном
усилии Р на ролик 1 с подачей 5. Обкатку начинают при
таком положении ролика /, когда середина одного из участков а
с профилем большей кривизны контактирует с точкой на
вогнутой поверхности вала 2 в плоскости наибольшего про-
гиба. Благодаря различной кривизне контактных поверхностей
на разных участках а и б ролика 1 вал 2 получает различную
по окружности степень поверхностной пластической де-
формации. Поскольку диаметр ролика / в целое число раз
больше диаметра вала и есть соответствующее число участков
а с профилем большей кривизны, то наибольшая степень
поверхностной деформации при каждом обороте вала 2 прихо-
дится на его вогнутую поверхность. Длину дуги каждого
участка с профилем большей кривизны устанавливают не боль-
ше nD/2n.
При больших усилиях обкатку целесообразно вести несколь-
кими роликами, что позволит уравновесить действующие на вал
силы При этом в начале обкатки деформирующие участки ро-
ликов должны занимать соответствующее кривизне вала поло-
жение.
Этим способом правили вал диаметром 50 мм. длиной
1200 мм, со стрелой прогиба 0,6 мм, при постоянном усилии
400 кгс. Ролик наружным диаметром 150 мм, шириной 20 мм
имел три равномерно расположенных по окружности участка с
72
й-й
РИС. 2.31. Приспособление для правки нежестких валов:
1 ~ ролик; 2 - вал
РИС. 2.32. Приспособление для правки длинных валов виброобработкой:
1 - вибровозбудитель; 2 - промежуточный рычаг; 3 - ось вала; 4 - ось вращения; 5 -
дисбаланс; 6- рычажно-маятниковый механизм; 7- маятниковый рычаг
профильным радиусом 2 мм. Длина обработанного участка
1000 мм. После обкатки прогиб вала составил 0,05 мм [14].
На рис. 2.32 показано приспособление для правки длинных
валов [15]. При установке вибровозбудителя / через промежу-
точный рычаг 2 создают плечо Л между осью вращения 4 дисба-
ланса 5 и осью вала 3. Создаваемую вибровозбудителем возму-
щающую силу F, которая вызывает изгибную составляющую
колебаний вала, определяют из выражения
F = ^еш2,
где q - масса дисбаланса; е - эксцентриситет; о> - частота вращения дисбаланса.
Так как возбуждаемые виброколебания подают на вал через
плечо между осью и центром приложения возмущающей силы,
то кроме изгибных колебаний на вал действует скручивающий
73
момент Л/, пропорциональный произведению возмущающей
силы на плечо h:
М = Fh.
Возмущающая сила F изменяется во времени по синусои-
дальному закону
F = FMni,rsin(o/,
МаКС 1
где Ллакс _ максимальное значение возмущающей силы.
Скручивающий момент изменяется по такому же закону с
круговой частотой:
М —
МаКС 1
где Л/макс - максимальное значение скручивающего момента.
Таким образом, передача виброколебаний на вал через плечо
вызывает возбуждение крутильных колебаний вала одновремен-
но с наложением изгибных колебаний и приводит к улучшению
микропластического деформирования и дислокационной пере-
стройки структуры по сечению вала.
Для усиления эффекта возбуждения крутильных колебаний
дополнительно по длине вала создают статические моменты
масс Л/ст:
-^ст ^i^i-
Усиление эффекта достигается наложением вибраций на об-
рабатываемый вал и возбуждением при этом колебательных
движений статических моментов масс, что вызывает закручива-
ние элементов вала. Для создания статических моментов масс
справа и слева от оси вала располагают рычажно-маятниковые
механизмы 6. Они представляют собой жестко закрепленные
перпендикулярно оси вала маятниковые рычаги 7 с плечом Л, и
установленной на них сосредоточенной массой (где i - поряд-
ковый номер рычажно-маятникового механизма).
Рычажно-маятниковые механизмы располагают в зонах воз-
буждения максимумов амплитуд скручивания. Это вызывает
наибольшую их раскачку и скручивание участка вала на макси-
мальный угол, а также позволяет уменьшить число таких меха-
низмов. Максимумы амплитуд определяют по первым резонанс-
ным частотам, так как на частотах, кратных первым резонанс-
ным частотам, также возникает эффект усиления крутильных
колебаний.
Максимум динамических напряжений достигается оптималь-
ной настройкой рычажно-маятниковых механизмов. Для этого в
процессе наложения вибрации регулируют длину плеч рычагов
и величину сосредоточенных масс, а резонанс крутильных коле-
74
баний устанавливают на резонансной частоте изгибных колеба-
ний. Максимум динамических напряжений при определенной
накладываемой возбуждаемой силе необходим для повышения
скорости протекания упруго-пластического деформирования
элементов вала и перестройки дислокационной структуры,
вследствие чего улучшается качество стабилизации геометриче-
ских размеров валов.
Повышению равномерности распределения упругопластиче-
ских деформаций от изгибных колебаний способствует ,и вра-
щение вала в процессе виброобработки. Нарушением равенст-
ва Л/ст + Л/Д = 0 левосторонних и правосторонних
Л/Д статических моментов масс изменяют внутренний баланс
колебательной системы. В результате возникает крутящий мо-
мент, вызывающий вращение вала, и, следовательно, повышает-
ся равномерность снижения остаточных напряжений. Скорость
вращения вала определяется рассогласованием левосторонних и
правосторонних статических моментов масс и пропорциональна
этому рассогласованию. Восстановленные виброобработкой ва-
лы отличаются низким уровнем остаточных напряжений и ста-
бильными геометрическими размерами в процессе механи-
ческой обработки.
Таблица 2.12. Показатели правки валов виброобработкой
Показатели Режим работы
‘ 1 2 з 4
Средние внутренние напряжения в валах до виброобработки, мПа: нормальные 176 205 128 179
тангенциальные 182 207 153 205
Внутренние напряжения в валах после виброобработки, МПа: нормальные 47 49 63 55
касательные 35 29 37 33
Резонансные частоты обработ- 11,24 9,22 10,23 11,23
ки, Гц Возмущающее усилие вибровозбу- 15000 15000 15000 15000
дителя на частоте 100 Гц, Н Максимальные динамические на- пряжения вала на верхней резо- нансной частоте, МПа: предельные растягивающие 73 79 78 75
скручивающие 68 67 64 60
Длительность обработки на резо- 35 35 35 35
нансных частотах, мс Среднеквадратическое отклонение 9 11 8 13
остаточных напряжений после виброобработки, МПа Колебание (прогиб) вала после 0,09 0,11 0,16 0,05
токарной обработки, мм
75
4
5
6
РИС. 2.33. Приспособление для механической правки валов с местным
нагревом:
1 - основание; 2 - стойка; 3 - призматический упор с латунной подкладкой; 4 - вал; 5 -
индикатор; 6- прижимная тяга, 7- домкрат
Рис. 2.34. Приспособление для термической правки валов:
/ - основание; 2 - стойка; 3 - призматический упор с латунной подкладкой; 4 - вал; 5 -
индикатор; 6- асбестовый лист с прямоугольным отверстием
С целью снижения уровня остаточных напряжений и стаби-
лизации геометрических размеров виброобработке подвергали
полые валы из стали 35 массой 1340 кг, длиной 9655 мм, диа-
метром отверстия 55 мм и наружным диаметром 160 мм, имею-
щие на одном конце фланец диаметром 410 мм. Полученные
результаты приведены в табл. 2.12.
На рис. 2.33 показано приспособление для правки валов диа-
метром более 50 мм механическим способом в центрах токарно-
го станка или на опорных призмах с местным нагревом. Вал
нагревают горелками до 550 °C (начало свечения металла) по
окружности в месте максимального изгиба. Нагретый вал тягами
изгибают в сторону, противоположную искривлению, и выдер-
живают 2 - 3 ч. Место правки вала для его термической стаби-
лизации нагревают повторно до температуры, на 70 °C выше
максимальной температуры правки (цвет металла темно-
коричневый), а затем медленно охлаждают в сухом песке.
При правке валов термическим способом перед нагревом на
месте максимального изгиба устанавливают асбестовоый лист
толщиной 5-8 мм с прямоугольным отверстием длиной по оси
0,20 и шириной по окружности 0,30 (где О - диаметр вала на
месте максимального изгиба). Вал нагревают горелкой до тем-
Таблица 2.13. Длительность нагрева вала, мин
Диаметр вала, мм Прогиб вала, мм
0,1 0,2 0,3 0,4 0,5 0,6
60 0,3 0,6 1,5 2,0 2,5 3,0
100 0,5 1,0 3,0 4,0 5,0 6,0
150 1,0 2,0 5,0 7,0 8,0 9,0
76
пературы не выше 550 °C в приспособлении, показанном на
рис. 2.34. Длительность нагрева вала приведена в табл. 2.13. По
окончании правки вала места, подвергавшиеся нагреву,
отжигают при 550 - 600 °C (цвет металла темно-красный) для
ликвидации остаточных напряжений. Частота вращения вала
при этом 15-20 мин-1.
2.4. РАЗБОРКА И СБОРКА РОТОРОВ
При ремонте центробежных насосов значительный объем со-
ставляют работы по устранению неполадок в роторах, поскольку
их детали быстро изнашиваются. Ротор, извлеченный из корпу-
са, тщательно промывают, высушивают и осматривают все дета-
ли. При хорошем состоянии поверхностей трения его обычно не
разбирают. Если необходимы тщательный осмотр вала, выявле-
ние трещин, проверка биения, ревизия состояния посадочных
мест и замена вала, то ротор разбирают на специальных стендах.
На Омском нефтеперерабатывающем заводе разработано
приспособление для разборки роторов центробежных насосов,
показанное на рис. 2.35. Ротор устанавливают в стойки 2. На
рабочее колесо, подлежащее снятию, надевают хомут 4, который
прикрепляют к тягам 3. Последние соединены с фланцем 5 гид-
равлического домкрата 6, укрепленного на стойке 7. Домкрат
включают и заставляют выдвигаться его шток, который упирает-
ся в торец вала. Посредством перемещающихся тяг и хомута 4
фланец 5 стягивает рабочее колесо с вала ротора. Приспособле-
ние смонтировано на столе 1.
Для разборки и сборки роторов больших одноступенчатых
центробежных насосов применяют приспособление, показанное
на рис. 2.36 [7]. Демонтируемый ротор устанавливают на ползун
3 и опоры тележки 4. Траверса 6 передвигается по штанге 5 и
упирается в торец рабочего колеса. После включения гидропри-
вода шток гидроцилиндра 2 упирается в торец вала, благодаря
чему колесо снимается с него. Приспособление смонтировано
на станине 1 и стойке 7.
На рис. 2.37 показан стенд для разборки и сборки роторов
многоступенчатых центробежных насосов. Универсальную стой-
ку 7 закрепляют на фундаменте. На верхнюю плиту стойки
устанавливают винтовой прижим 2 и подвижную регулируемую
по высоте опору /. Ротор помешают на опору и прижим так,
чтобы прижим зажимал его нерабочую шейку. Ротор можйо
поворачивать вокруг своей оси, что позволяет вести его разбор-
ку и сборку с обоих концов в удобном положении. Гидравличе-
ским подъемником стойки ротор можно опускать или подни-
мать по высоте до совмещения его оси с центрами 3, устано-
77
РИС. 2.35. Приспособление для разборки роторов центробежных насосов:
/ - стол; 2.7 - стойки; 3 - тяга; 4 - хомут; 5 - фланец; 6 - гидравлический домкрат
Рис. 2.36. Приспособление для разборки и сборки роторов больших одно-
ступенчатых центробежных насосов.
/ - станина; 2 - гидроцилиндр; 3 - ползун; 4 - тележка; 5 - штанга; 6 ~ траверса; 7 -
стойка
Рис. 2.37. Стенд для разборки и сборки роторов многоступенчатых центро-
бежных насосов:
/ - опора; 2 - винтовой прижим; 3 - центр; 4 - подвижная бабка; 5 - станина; 6 - гид-
равлический домкрат; 7- универсальная стойка
78
/ - стол; 2 - ребро; 3 - тисы; 4 - рабочее колесо; 5 - стойка; 6 - гидравлический дом-
крат; 7- тяга; 8- ротор; 9,10- фланцы
Рис. 2.39. Стенд для разборки и сборки насосов 6НГ-10х4, 5НГ-5х4,
4НГ-5х4:
1 - станина; 2- зажим
вленными на подвижных бабках 4 на станинах 5 с обеих сторон
стенда. Закрепив в центрах вал, можно проверять его на биение,
оперативно контролировать качество сборки [1].
На таком стационарном стенде можно собирать роторы дли-
ной 1095 - 2775 мм, массой до 260 кг при максимальном диа-
метре рабочих колес 430 мм, диаметре шейки вала, зажимаемого
прижимом, 40 - 120 мм. Ход по высоте подвижной опоры 105
мм. Габаритные размеры стенда 4430x560x1100 мм, масса 224 кг.
На рис. 2.38 представлен стенд для разборки и сборки рото-
ров центробежных насосов. Ротор 8 зажимают в тисах 3 так,
чтобы одним концом он упирался в стойку 5. Рабочее колесо 4
захватывают фланцем 9, включают гидравлический домкрат 6 и
заставляют выдвигаться его шток, который упирается во фланец
9. Перемещающимися тягами 7 фланец 10 выпрессовывает ра-
бочее колесо с вала ротора. Стенд смонтирован на столе /.
На рис. 2.39 показан стенд для разборки и сборки роторов
насосов 6НГ-10х4, 5НГ-5х4, 4НГ-5х4. Ротор устанавливают в
зажим 2 и зажимают за средник. Затем детали ротора (рабочие
колёса, защитные гильзы, подшипники и др.) гидравлическим
домкратом или специальными ручными съемниками снимают в
обе строны от средника. Стенд базируется на станине 1. Он по-
зволяет улучшить условия труда, повысить качество сборки ро-
торов насосов. При ремонте ротора насоса Н-500/420 выпрес-
совка первого рабочего колеса существующими способами не-
возможна. На рис. 2.40 представлен стенд, разработанный на
Ферганском нефтеперерабатывающем заводе, для выпрессовки
первого рабочего колеса насоса Н-500/420. К трубе 5 диаметром
79
Рис. 2.40. Стенд для выпрессовки первого рабочего колеса насоса
Н-500/420:
/ - рабочее колесо; 2 - ротор; 3 - гидравлический домкрат; 4 - стол; 5 - труба; 6, 8 -
фланцы; 7 - шпилька
Рис. 2.41. Стенд для разборки и сборки роторов насосов типа НГ с двой-
ным корпусом для горя1 их нефтепродуктов;
/ - стойка; 2- плита; 3- подвижная опора; 4- ротор; 5- неподвижная опора
425 мм приваривают фланец 6 с шестью отверстиями под
шпильки. В трубу опускают ротор насоса 2 и устанавливают на
гидравлический домкрат 3. Сверху рабочего колеса 1 устанавли-
вают фланец 8, который крепят к фланцу 6 шпильками 7. Дом-
крат 3 включают, подогревают ступицу рабочего колеса и вы-
прессовывают рабочее колесо. Стенд смонтирован на плите.
Все большее распространение получают стенды для разборки
и сборки роторов на универсальной стойке с гидроприводом. На
рис. 2.41 показан стенд для разборки и сборки роторов насосов
типа НГ с двойным корпусом для горячих нефтепродуктов. Ро-
тор 4 устанавливают на подвижную 3 и неподвижную 5 опоры.
Стойка 1 позволяет регулировать ручным или гидравлическим
приводом высоту подъема плиты 2 для удобства работы. Высота
подъема плиты 260 мм. Рабочие колеса снимают ручным или
гидравлическим съемником. На стенде можно вести ручную
электродуговую наплавку [5]. Масса стенда - 234 кг; длина ро-
торов - 1095 - 2775 мм; максимальная их масса - 263 кг.
Для разборки и сборки внутренних корпусов насосов секци-
онного типа на Ферганском нефтеперерабатывающем заводе
80
§
насосов:
/ - стойки, 2 - поперечина; .? - откосины; 4 - плита: 5 - болт: л - секция: 7 - шпильки;
<¥- прокладка; 9- средний фланец
Рис. 2.43. Приспособление для выпрсссовки секций:
1 - секция; 2, 4 - разрезные хомуты; 3 - шпилька
предложен стенд, изображенный на рис.2. 42. В основе стенда -
две стойки I, соединенные между собой поперечиной 2. Для
придания стойкам жесткости к последним приварены откосины
3. Стенд смонтирован на плите 4. Средний фланец 9 внутренне-
го корпуса насоса четырьмя шпильками 7 крепят к стойкам.
Выпрессовку секций насоса можно вести гидравлическим съем-
ником или приспособлением, показанным на рис. 2.43. Приспо-
собление состоит из двух разрезных хомутов 2 и 4. В хомуте 2
просверлены четыре отверстия с резьбой, в которые заворачи-
вают болты. Хомуты закрепляют на секциях / При заворачива-
нии болтов создается усилие, которое выпрессовывает секцию
насоса. Хомуты крепят на насосе шпильками 3.
На рис. 2.44 представлен стенд для разборки роторов центро-
бежных насосов.
Техническая характеристика стенда |5|: длина разбираемого
ротора 1000 - 2800 мм; максимальный крутящий момент -
130 кгм; максимальная масса ротора - 500 кг; давление масла в
81
Рис. 2.44. Стенд для разборки роторов центробежных насосов:
1 - станина; 2 - задняя бабка; 3 - стрела; 4 - подвеска крановая; 5 - подвижной упор;
6- люнет; 7- стойка; 8- гидроцилиндр
Рис. 2.45. Стенд для сборки роторов небольшой длины:
1 - планшайба; 2 - зажим; 3 - стойки; 4 - прижим; 5 - основание; 6 - призма
гидросистеме - 10 МПа; мощность электродвигателя гид-
росистемы - 3 кВт; диаметр трехкулачкового патрона - 400 мм.
На Киришском нефтеперерабатывающем заводе разработан
стенд для сборки роторов небольшой длины центробежных на-
сосов, представленный на рис. 2.45. Он состоит из вертикально-
го зажимного устройства 2 и передвижной опоры с призмой 6.
Для сборки роторов большой длины предложен стенд, показан-
ный на рис. 2.46, он состоит из зажимов 2 для крепления вала в
горизонтальном положении и подвижных призм 6, регулируе-
мых по высоте.
На Уфимском нефтеперерабатывающем заводе изготовлен
пресс, представленный на рис. 2.47, для выпрессовки и запрес-
совки рабочих колес с валов центробежных насосов. Он состоит
82
Рис. 2.46. Стенд для разборки роторов большой длины:
/ - ротор; 2 - зажимы; 3 - винт; 4 - прижим; 5 - основание; 6 - призма; 7 - рама
Рис. 2.47. Пресс для выпрессовки и запрессовки рабочих колес:
1 - гидравлический привод; 2 - щечка; 3 - гидравлический домкрат; 4 - трубы; 5 - ме-
таллический лист
из гидравлического домкрата 3, насосной станции 1, двух листов
и четырех труб 4. Металлический лист 5 имеет вырез.
При ремонте крупных насосов, роторы которых имеют боль-
шую массу (150 - 600 кг), для снятия роторов применяют кран-
балки и тали на монорельсах.
На Новополоцком нефтеперерабатывающем заводе внедрено
переносное приспособление, показанное на рис. 2.48, для выем-
ки роторов и снятия насосов с фундамента. Приспособление
состоит из двух стоек 6, выполненных из швеллера № 6 или
№ 5. К верхней части стоек 6 приварены направляющие короб-
чатой формы из листовой стали толщиной 8-10 мм. В эти на-
правляющие вставляют по ходовой посадке двутавровую балку 1.
На балке монтируют тележку 5 с опорными катками от при-
шедшей в негодность тали грузоподъемностью 1 т. На тележке
монтируют траверсу 2 с крюком. Траверсу с грузом подни-
83
Рис. 2.48. Приспособление для выемки роторов и снятия насосов с фунда-
мента:
/ - двутавровая балка; 2 - траверса; 3 - гайка; 4 - винт; 5 - тележка; 6 - стойка
Рис. 2.49. Захват для транспортировки внутренних секций насоса КВН
мают и опускают двумя винтами 4 и гайками 3. Длина бал-
ки - до 3000 мм, высота стоек - до 2000 мм.
На Ново-Уфимском нефтеперерабатывающем заводе предло-
жен показанный на рис. 2.49 захват для транспортировки внут-
ренних секций насоса КВН при сборке и разборке роторов. За-
хват типа ножниц изготовлен из металлического прута диа-
метром 22 мм. К концам захвата приварены уголки, которые
входят в разрезы на секции насоса под направляющую рейку.
Захват быстро надевается и снимается в любую сторону.
2.5. БАЛАНСИРОВКА РОТОРОВ
Балансировка вращающихся масс позволяет уменьшить вибра-
цию и повысить эксплуатационную надежность насосов. Основ-
ная причина вибрации насосов - неуравновешенность ротора,
которая может быть вызвана неточностью обработки отдельных
его деталей, неоднородностью металла (наличие раковин и
других дефектов), неравномерным коррозионным и эрозионным
износом деталей в процессе эксплуатации, загрязнением их
продуктами перекачиваемой среды.
На рис. 2.50 показано простейшее приспособление для ста-
тической балансировки, представляющее собой горизонтально
расположенные ножи призматического сечения. При этом на-
правляющие должны быть строго параллельны и горизонтальны.
84
РИС. 2.50. Параллельный балансировочный
стенд:
/ - ротор: 2 - нож; .? - стойка: 4 - плита
Допускаемое отклонение от горизонтали -
не более 0,02 мм на 1 м. Длина их должна
быть такой, чтобы деталь могла сделать
два полных оборота. Рабочая поверхность
направляющих должна быть закалена и
соответствовать Rz = 1,6. Ширину рабочей
поверхности призмы b выбирают из соотношения
b > (7/(2d 107), b = 0,35GE/tfd),
где G - вес балансируемого ротора, кгс; Е - модуль упругости; d - диаметр
шейки вала или оправки, м; а - наибольшее контактное напряжение в центре
площадки соприкосновения, МПа.
Допускаемое максимальное контактное напряжение в пло-
щадке соприкосновения при статическом нагружении, приве-
денное в табл. 2.14, зависит от материала, из которого изго-
товлены призмы и балансируемые детали. Поэтому при расчете
минимальной ширины призмы принимают значение допускае-
мого контактного напряжения для материала призмы или дета-
ли. Если нет указаний о материале балансируемой детали, то
принимают а = 800 МПа.
Ориентировочно ширина рабочей поверхности ножей -=
0,3 мм для деталей массой до 3 кг, 3 мм для деталей массой
30 кг, 10 мм для деталей массой 300 кг.
Таблица 2.14. Допускаемое напряжение материала призмы
Металл Статическое нагружение. МПа Допускаемое максимальное контактное напряжение, МПа Металл \ Статическое нагружение. МПа Допускаемое максимальное контактное напряжение, МПа
Сталь 30 480-600 850-1050 СЧ-20, 31-40 950 800-900
Сталь 40 570-700 1000-1350 СЧ-25, 28-48 1100 1000-1100
Сталь 50 630-800 1050-1400 СЧ-30, 32-52 1200 1100-1200
Сталь 50Г 650-850 1100-1450 СЧ-35, 35-56 1300 1200-1300
Сталь 20Х 700-850 1200-1450 СЧ-40, 38-60 1400 1300-1400
85
2.52. График зависимости минимального груза от угла поворота рото-
влиянии сил инерции неуравновешенных масс можно су-
по рис. 2.51. При неуравновешенной массе диска т = 25 г
Рис. 2.51 . Схема статической балансировки ротора:
I - ротор; 2 - нож; 3 - стойка
Рис.
ра
О
дить
на расстоянии г = 0,2 м от оси вращения, скорости вращения
ротора п = 3000 мин-1 центробежная сила неуравновешенной
массы F составит F = /п(лл/30)2 г = 0,025(3,14 • ЗОО/ЗО)2 • 0,2 =
= 490 Н.
Эта сила в несколько раз может превышать силу тяжести ро-
тора, что приводит к вибрации насоса и преждевременному из-
носу деталей. Чтобы уравновесить диск, необходимо на диамет-
рально противоположном направлении неуравновешенной мас-
сы прикрепить уравновешивающую массу М на расстоянии R от
оси вращения таким образом, чтобы mr = MR. Определение
неуравновешенной массы т (дисбаланса) и радиуса его прило-
жения г или произведения тг называют статической баланси-
ровкой.
Перед балансировкой по уровню проверяют горизонталь-
ность призм, которые насухо вытирают чистым лоскутом. Ротор
осторожно укладывают на станок поперек ножей. Легким толч-
ком деталь перекатывают по ножам. Для уравновешивания дета-
ли на противоположной ее стороне прикрепляют такой груз,
чтобы после каждого перекатывания деталь останавливалась на
направляющих в различных положениях.
Затем определяют и уравновешивают скрытый дисбаланс.
Окружность диска разбивают на 8 или 12 частей и точки деле-
ния обозначают порядковыми номерами. Последовательно в
86
РИС. 2.53. Дисковое балансировочное приспо-
собление:
1 - ротор; 2 - подшипник; 3 - рама
каждой точке, находящейся на горизон-
тальном диаметре, подбирают и подвеши-
вают такой минимальный груз /и,, чтобы
под его действием диск повернулся на
призмах на один и тот же угол а = 25ч-45°.
Направление поворота должно совпа-
дать с направлением поворота детали.
Когда в указанной горизонтальной плос-
кости или вблизи нее расположится неуравновешенная масса
(скрытый дисбаланс) диска, то для его поворота понадобится
наименьший из всех грузов. После каждой операции груз сни-
мают и взвешивают.
Далее строят график типа mi = /(а), приведенный на рис.
2.52. По графику находят точку с минимальным грузом ?ям±1Н для
поворота ротора, т. е. точку неуравновешенности массы. Значе-
ние скрытого дисбаланса, отнесенное к внешнему радиусу,
определяют по формуле
М" = (т,.акс - тм„„)/2.
Момент силы трения качения находят из выражения
К = тсгЯ = (/имякг + ?лмин)/Л/2.
Статистическая балансировка возможна и на дисковом ба-
лансировочном приспособлении, показанном на рис. 2.53. Оно
состоит из рамы и четырех дисков, которые могут вращаться
вокруг осей на ширикоподшипниках. Дисбаланс определяют и
устраняют так же, как и при балансировке на призмах, - проб-
ным креплением корректирующих грузов и удалением эквива-
лентного количества материала с диаметрально противополож-
ной стороны или прикреплением соответствующих противове-
сов в зависимости от конструкции детали.
При балансировке на дисковом приспособлении погрешность
больше, так как необходимо преодолеть не только трение каче-
ния детали по дискам, но и трение качения шарикоподшипни-
ков. Кроме того, сами диски должны быть точно отбалансиро-
ваны. Однако диски позволяют балансировать детали с различ-
ным диаметром шеек путем регулировки межосевого расстояния
между ними и высоты их установки, а при балансировке на
призмах деталей с различным диаметром шеек надо дополни-
тельно вытачивать втулку, надеваемую на шейку меньшего диа-
метра.
87
После уравновешивания рабочих колес насосов на парал-
лельных стендах до безразличного положения, как показала
проверка на установках для определения статической неуравно-
вешенности в динамическом режиме или на динамических
станках, остаточная неуравновешенность е = 40 мкм. Это соот-
ветствует р = 0,004.
Таким образом, для колес массой от 10 до 100 кг так назы-
ваемый скрытый момент статической неуравновешенности из-
меняется от 40 до 400 гс см. Если учесть, что центрование на
балансировочной оправке при установке колеса на вал насоса
неидеально и биение относительно оси вращения достигает
0,01 - 0,03 мм, то появляющаяся при вращении из-за этих при-
чин динамическая сила будет существенной, а коэффициент
неуравновешенности Е составит
£ = Один/А
где (?дин - динамическая сила, действующи на подшипник и возникающая от
сил неуравновешенности ротора.
Износ подшипников в этом режиме значителен, а при боль-
шом зазоре нагрузка на подшипниках может увеличиться в
несколько раз и привести работу ротора и подшипника в небла-
гоприятный режим, в котором Е= 1.
Существующий способ уравновешивания имеет ряд недостат-
ков: трудно механизировать съем дисбаланса непосредственно
на стендах с необходимой точностью, что значительно снижает
производительность труда; нельзя уравновесить детали с раз-
личными диаметрами шеек оправки и др.
ВНИИТнасосмашем совместно с Рязанским химико-
технологическим институтом разработаны и внедрены на Мо-
сковском насосном заводе и Бобруйском машиностроительном
заводе установки для точного определения статической неурав-
новешенности тяжелых роторов насосов на воздушных подвес-
ках.
Конструкция установки, внедренной на Московском насос-
ном заводе, приведена на рис. 2.54. На установке применены
показанные на рис. 2.55 многорядные воздушные подвесы по-
луохватываюшего типа, позволяющие значительно увеличить
грузоподъемность установки и улучшить ее характеристики.
Масса уравновешиваемых на установке деталей с массой оправ-
ки - 1,0 - 120 кг, остаточная неуравновешенность деталей - 2 -
24,0 гс см, диаметр уравновешиваемых деталей - до 600 мм,
давление поддува в подвесах при максимальной массе деталей -
0,45 МПа.
При использовании установок подобного типа значительно
увеличивается точность определения статической неуравнове-
88
2 3 4
5 4
2
Рис. 2.54. Балансировочная установка
с воздушными подвесами:
/ - плита; 2 - манометры; 3 - вентиль; 4 -
воздушные подвесы; 5 - оправка с подвешиваемой
деталью
Рис. 2.55. Схема воздушного подвеса:
I - корпус: 2 - какал подвода сжатого воздуха;
3 — жиклеры; 4- шейка оправки; 5- заглушки
шенности в результате уменьшения трения оправки по слою
воздушной смазки до цмс = 0.7 104 - 1,0 • 104 (где цмс - коэф-
фициент трения скольжения в воздушном подвесе), отсутствует
контакт между оправкой и подвесом, происходит самоочистка
подвесов от пыли и мелких металлических частиц, начальную
неуравновешенность можно определить за один раз с любой
степенью точности, можно применять подвесы разных посадоч-
ных диаметров для статического уравновешивания одноступен-
чатых роторов насосов с различными диаметрами шеек валов и
обеспечения калиброванного механизма съема непосредственно
на установке без снятия детали с оснастки и установки. Точ-
ность определения неуравновешенности на установках с воз-
душными подвесками зависит не от рабочего, а только от точ-
ности измерительного устройства (манометра, весов и др.).
Показателем максимальной точности уравновешивания на
описанной установке в отличие от параллельных стендов яв-
ляется не безразличное положение, а так называемый турбин-
ный момент, возникающий из-за асимметричности отверстий и
других причин. В момент достижения остаточной неуравнове-
шенности, равной турбинному моменту в подвесах или меньшей
его, оправка начинает раскручиваться в одну сторону, т. е. по
89
направлению турбинного момента. Турбинный момент на уста-
новке с воздушными подвесами при давлении 0,4 МПа и массе
оправки 5,5 кг составил 3,5 гс • см. Давление 0,4 МПа обеспечи-
вало "всплытие" в подвесах диаметром 38 мм оправки с рабочим
колесом общей массой 120 кг.
Установки с воздушными подвесами по сравнению с уста-
новками для определения неуравновешенности в динамическом
режиме очень просты и надежны в эксплуатации, значительно
меньше потребляют электроэнергии и сжатого воздуха, зани-
мают в 2 раза меньшую производственную площадь. При оди-
наковой точности определения неуравновешенности не требует-
ся измерительных электронных схем, привода для разгона рото-
ра.
На станках для статической балансировки в динамическом
режиме точность балансировки роторов и рабочих колес увели-
чивается в 2 - 3 раза.
Схема станка для статической балансировки в динамическом
режиме дисковых роторов приведена на рис. 2.56. Основной его
узел - подвижная рама 5, связанная со станиной 1 упругим
шарниром 7. На раме 5 размещены электродвигатель 8 и под-
шипники вертикального шпинделя, на которых сменными
оправками крепят ротор 4. Рама удерживается в вертикальном
положении пружинами 3, и ее подвижность обеспечивается
только деформацией этих пружин. При вращении неуравнове-
шенного ротора, укрепленного на шпинделе, рама вместе с ро-
тором совершает колебания, амплитуда которых зависит от ве-
личину неуравновешенного ротора и определяется по индика-
тору 6. В этом случае ротор уравновешивается с постоянной
угловой скорость. Угловую координату неуравновешенности
измеряют электрическим методом с использованием датчика 2.
Напряжение электрического сигнала, поступающего от датчика,
пропорционально дисбалансу ротора, а его фаза связана с угло-
вой координатой дисбаланса.
Динамическая неуравновешенность характеризуется наличи-
ем неуравновешенных масс, которые расположены в различных
плоскостях, перпендикулярных оси вращения детали, при сов-
падении центра тяжести с осью вращения. Кинематическая схе-
ма динамической балансировки приведена на рис. 2.57.
При динамическом дисбалансе на вращающий ротор дей-
ствует пара сил, изгибающих вал и стремящихся вырвать его из
подшипников. Направление этой пары сил непрерывно изме-
няется при вращении ротора, вследствие чего на подшипники
действует сила перпендикулярного направления и вибрация.
Воникающий момент пары сил при динамической неуравнове-
90
Рис. 2.56. Стенд для статической балансировки дисковых роторов:
1 - станина; 2 - датчик; 3 - пружина; 4 - ротор; 5 - рама; 6 - индикатор; 7 - шарнир;
8 - электродвигатель
Рис. 2.57. Кинематическая схема динамической балансировки роторов
В
77777777777777777777777777777777;
Рис. 2.58. Балансировочный станок с горизонтальной осью качения:
7 - станина; 2 - электродвигатель; 3 - муфта; 4 - балансируемый ротор, 5 - подшипни-
ковые опоры; 6 - индикатор; 7 - пружина; 8 - шарнирная опора; 1,11 - плоскости
шенности ротора определяют по формуле
М = = ffl2<a2r22-^,
где L - плечо центробежных возмущающих сил; со - угловая скорость враще-
ния.
Динамическую неуравновешенность можно выявить только
при вращении ротора, поскольку общий центр тяжести лежит
на оси вращения, и лишь при вращении обе неуравновешенные
массы дают пару возмущенных сил. Статически сбалансирован-
ный ротор двух- и многосекционных насосов, а также другая
быстровращающаяся деталь значительной длины могут оказать-
ся динамически не сбалансированными. Поэтому необходима
статическая и динамическая балансировка таких роторов. Из-
вестно, что любые неуравновешенные массы, вращающиеся в
любых плоскостях, можно уравновесить двумя массами, распо-
ложенными в двух плоскостях, причем эти плоскости можно
выбрать произвольно.
Схема балансировочного станка приведена на рис. 2.58. Ста-
нина 1 имеет две опоры: шарнирную 8 и пружинную 7, что
91
Рис. 2.59. Стенд для статической балансировки насосов типа НК, НГК:
1 - ротор; 2 - гайки; 3,6 - корпус подшипников; 4 - стойки; 5 - рама
РИС. 2.60. Стенд с промежуточной опорой для балансировки роторов дли-
ной более 2000 мм:
1 - вал, 2 - верхняя крышка подшипника скольжения: 3 - корпус подшипника сколь-
жения; 4 - стойка; 5- швеллер; 6- рама
обеспечивает при наличии вращающей силы качение станины
вокруг шарнира. На станине расположены электродвигатель 2 с
отключающейся муфтой 3 и подшипниковые опоры 5. На ба-
лансируемом роторе 4 предварительно выбирают две плоскости
I и II. Ротор устанавливают на подшипники таким образом,
чтобы плоскость I находилась на одной линии с шарниром 8.
При вращении ротора центробежные силы неуравновешенных
масс вызовут колебание станины 1. Располагая пробный коррек-
тирующий грузик в плоскости II в различных точках по окруж-
ности и меняя его массу, можно уменьшить колебания до нуля.
Далее ротор снимают с подшипников и устанавливают так, что-
бы плоскость II была на одной вертикали с шарниром. Тогда
амплитуда колебаний системы будет пропорциональна плос-
кости I, которую уравновешивают аналогично.
Статическую балансировку роторов консольных насосов на
ножах или дисковых устройствах провести практически невоз-
можно, что связано с местом расположения опор.
На рис. 2.59 представлен стенд для статической балансировки
насосов консольного типа. Гайками 2 корпус подшипников 3
можно перемешать по стойке 4, что позволяет балансировать
роторы с различными диаметрами валов. На раме 5, выполнен-
ной из швеллера № 20, жестко закреплены стойки 4, на которых
монтируют корпуса подшипников 3 и 6.
Для • динамической балансировки роторов длиной более
2000 мм используют стенд МС-9-03. Из-за большой длины ро-
тора при его раскручивании на стенде постоянно возникает
дисбаланс. Для ликвидации дисбаланса на Ново-Уфимском
нефтеперерабатывающем заводе применяют стенд с промежу-
точной опорой, показанной на рис 2.60, которую устанавливают
92
Рис. 2.61. Поводок для динамической балан-
сировки роторов на стенде МС-9-03:
/ - поводок; 2 - сменная втулка
посредине ротора. Раму крепят к станине
станка четырьмя шпильками. После
устранения большого дисбаланса опору
можно убрать и провести дальнейшую
балансировку ротора.
При динамической балансировке ро-
тора на стенде МС-9-03 для соединения
ротора со шпинделем станка изготовляют
поводок (муфту). Из-за разных диаметров шеек валов поводок
изготовляют для каждого ротора. Однако это связано с больши-
ми затратами материалов и рабочего времени. На Уфимском
нефтеперерабатывающем заводе изготовлен поводок с набором
сменных втулок, показанный на рис. 2.61. Для фиксации втулки
2 в поводке / с двух противоположных сторон сделаны два от-
верстия с резьбой для стопорных болтов.
Широко применяют динамическую балансировку рабочих
колес центробежного насоса, во внутренних плоскостях которых
находится воздух, путем замера дисбаланса и его устранения.
Однако при работе колесо всегда погружено в перекачиваемую
жидкость, а его полости заполнены ею. Предложено перед заме-
ром дисбаланса в полости рабочего колеса заливать нагретый до
жидкого состояния и бьщтротвердеющий наполнитель с плот-
ностью, близкой к плотности перекачиваемой насосом жид-
кости. Это позволяет имитировать реальные условия работы
колеса. При подготовке рабочего колеса к заливке наполните-
лем его выходные каналы плотно обматывают бумажным или
матерчатым полотном. Наполнитель разогревают выше темпера-
туры кипения и заливают в межлопастные каналы и проточную
часть рабочего колеса. Затем наполнитель с нагревшимся рабо-
чим колесом охлаждают до температуры окружающей среды.
Охлажденный наполнитель затвердевает. Бумажное или матер-
чатое полотно удаляют и при необходимости механически под-
равнивают открытые поверхности наполнителя.
Динамическую балансировку осуществляют на балансиро-
вочном станке, например 2Б-10. Дисбаланс устраняют из-
вестными способами. Однако ввиду использования рабочего
колеса с наполнителем, имитирующим рабочую жидкость во
внутренней полости рабочего колеса, первичный динамический
дисбаланс иной, чем у рабочего колеса без наполнителя. По
окончании динамической балансировки наполнитель из внут-
ренней полости выплавляют нагревом рабочего колеса или вы-
мывают горячей водой.
93
РИС. 2.62. Допустимые значения
неуравновешенности рабочих колес
центробежных насосов при скорости
вращения (в мин-!):
1 - 750; 2 - 1000; 3 - 1500; 4 - 3000; 5 -
6000
В качестве наполнителя
могут быть использованы бы-
стро твердеющие при комнат-
ной температуре вещества с
плотностью, близкой к плот-
ности перекачиваемых насо-
сом жидкостей, например па-
рафин (температура плавления 50 - 54 °C, плотность 0,87 - 0,91
г/см3) и техническая мочевина (температура плавления 129 -
134 °C, плотность 1,33 г/см3) [16].
Как известно, статической балансировке подвергают детали,
у которых диаметр значительно превышает длину. Так, при от-
ношении осевого размера колеса / или расстояния между под-
шипниками ротора к диаметру рабочего колеса D 1/D < 0,5 ста-
тическую балансировку ротора осуществляют в одной плоскости
коррекции. При 1/D > 0,5 необходима динамическая баланси-
ровка.
Многоступенчатые роторы центробежных насосов баланси-
руют на станках динамического балансирования.
Роторы насосов, работающие на подшипниках качения, при
балансировке устанавливают на станках в собственных подшип-
никах, а работающие на подшипниках скольжения - на оконча-
тельно обработанные цапфы вала.
Балансировку роторов насосов проводят в собранном виде со
шпонками, со всеми установленными на вал предварительно
статически отбалансированными деталями. Наличие на роторе,
собранном для балансировки, незакрепленных "плавающих"
деталей даже с незначительными зазорами не допускается.
Неуравновешенную массу роторов рекомендуется удалять не-
посредственно на балансировочном станке. В роторах консоль-
ных одно- и многоступенчатых насосов с центром тяжести за
опорами возможна балансировка только рабочих колес.
Допустимые значения неуравновешенности А для рабочих
колес приведены на рис. 2.62. Если по графику допустимая не-
уравновешенность для рабочих колес насосов общего назначе-
ния менее 100 г мм, то ее следует принимать равной 100 г • мм.
Динамическая неуравновешенность ротора в пересчете на
1 кг массы ротора не должна превышать 5 г • мм при массе ро-
тора до 100 кг и 3 г мм при массе ротора более 100 кг.
94
Рис. 2.63. Устройство для повышения точности динамической балансиров-
ки рабочего колеса и ротора насоса:
1 - заглушки; 2 - рабочее колесо; 3 - ротор; 4 - эластичная мембрана; 5 - канал
Для роторов, подлежащих разборке после балансировки, не-
уравновешенность не должна быть выше 0,5 допустимой.
Точность динамической балансировки рабочих колес и рото-
ров центробежных насосов можно повысить при помощи уст-
ройства, показанного на рис. 2.63. На входе и выходе рабочего
колеса 2 установлены заглушки 1, выполненные из прозрачного
материала. В канале 5, сообщенном с плотностью рабочего ко-
леса 2, установлена эластичная мембрана 4, отделяющая поло-
сти ротора 3 и колеса 2 от атмосферы. Порядок повышения
точности балансировки следующий: измеряют дисбаланс рабо-
чего колеса 2 и ротора 3, на входе и выходе рабочего колеса 2
устанавливают заглушки 7, устраняют вносимый ими дисбаланс,
заполняют рабочее колесо 2 рабочей жидкостью, измеряют
дисбаланс заполненного рабочего колеса 2 и ротора 3 и устра-
няют дисбаланс [17].
2.6. ЦЕНТРОВАНИЕ ВАЛОВ
Центрование заключается в проверке соосности валов (роторов)
насосов и валов электродвигателей. Некачественное центрова-
ние приводит к вибрации насосов, задеванию роторов за детали
лабиринтных уплотнений, значительному износу полумуфт,
сальниковых уплотнений, преждевременному выходу из строя
подшипников, искривлению и поломке вала и т. д. Все эти де-
фекты, как правило, вызывают аварийную остановку насоса.
При правильном центрировании геометрические оси вращения
валов должны совпадать. На рис. 2.64 показаны различные от-
клонения в соосности валов при их неправильном центрирова-
нии: параллельное, угловое и комбинированное смещение ва-
лов.
Для выявления и устранения несоосности насоса валы цен-
труют по полумуфтам, добиваясь при этом полного совпадения
95
Рис. 2.64. Схема отклонений в соосности валов.
а - соосное положение валов; б - параллельное смешение
валов (перекос); г - комбинированное смешение валов
валов; в - угловое смешение
РИС. 2.65. Предварительное центрование по полумуфтам;
1,2- полумуфты; 3 - линейка; А - радиальный зазор; В - осевой зазор
геометрических осей ротора привода и ротора насоса. Центро-
вание валов включает три этапа: подготовительную работу;
предварительное центрование; окончательное центрование.
Подготовительная работа включает проверку плотности при-
легания опорных частей насоса к фундаменту или фундамент-
ной раме, правильности посадки полумуфт, размеров верхних
зазоров валов в подшипниках. Плотность прилегания опорных
частей к фундаментной раме проверяют щупом. Зазор не дол-
жен превышать 0,3 мм. После проверки зазоров болты затяги-
вают до отказа. Правильность посадки полумуфты и зазоров в
подшипниках также проверяют щупом. Перед центрованием
необходимо убедиться в том, что валы насосов свободно вра-
щаются в подшипниках и не задевают за уплотнения. При цент-
ровании за базу обычно принимают насос и к нему прицентро-
вывают электродвигатель. На полумуфтах проверяют наличие
маркировки, так как центрование всегда начинают с их совме-
щения в верхнем вертикальном положении.
Предварительное центрование по полумуфтам проводят при
помощи линейки и щупа, как показано на рис. 2.65. Линейку
накладывают на обод из полумуфт и измеряют радиальный А и
осевой В зазоры. Замеры проводят в четырех местах по концам
двух взаимно перпендикулярных диаметров полумуфты. Элек-
тродвигатель устанавливают относительно насоса так, чтобы
можно было соединить полумуфты и повернуть валы. При пра-
вильном взаимном расположении валов радиальные зазоры
должны быть одинаковыми, если диаметры полумуфт равны.
Осевые зазоры также должны быть одинаковыми.
Окончательное центрование выполняют при помощи при-
способления, позволяющего проводить необходимые замеры
индикаторами часового типа, точность измерений которых со-
ставляет 0,01 мм. Зазоры определяют по окружности и торцу в
одной точке в четырех положениях, как показано на рис. 2.66.
96
РИС. 2.66. Центрование осей по полумуфтам
Индикаторы устанавливают на нуль при совмещении маркиро-
вок обеих полумуфт (вертикальное положение I). Затем оба вала
поворачивают на 90° (положение II), 180° (положение III) и 270°
(положение IV). Измеренные зазоры отмечают на диаграм-
ме: радиальный зазор а - вне круга, осевой зазор b - внутри
круга.
При измерении зазоров щупом пластинки щупа должны вхо-
дить в зазор с ощутимым трением на глубину не менее 2/3 всей
длины. Поскольку при замерах щупом неизбежны погрешности,
результаты измерений для контроля записывают в табл. 2.15:
/>1 - осевой зазор в положении I; bj1 - осевой зазор в положе-
нии I при повороте вала на 90° и т. п. При правильном измере-
нии О] + а3 = а2 + а4- = ^2 + ^4 и т- д-
Замеры выполнены правильно, если разница между суммами
составляет не более 0,03 - 0,04 мм. Далее находят среднее зна-
чение результатов измерений по торцу (t)J + b}1 + + Ь™)/4;
(Z>2 + ^2* + + Ь™ )/4 и т- д- Ддя Удобства расчетов исключают
наименьший результат чет! "ех измерений по торцу и получен-
ные данные записывают в круговую диаграмму. Разность изме-
рений в двух точках (I и III, II и IV) определяют результатом
97
Таблица 2.15. Результаты измерения зазора щупом
Радиаль- ный зазор Осевой зазор Радиаль- ный зазор Осевой зазор
b' b\ b\ a, zf 4" ft’" Z,'"
Z,*1 Z," а4 zf Z,'V Z>'V Z,'V
центрования. Параллельное смещение вычисляют в горизон-
тальной плоскости:
С{ = (а2 - а4)/2;
перекос - в вертикальной:
С2 = - а3)/2.
При центровании по полумуфтам насос сначала ставят так,
чтобы торцы полумуфт были параллельны, т. е. ликвидируют
перекос осей. После окончания центрования по торцу исправ-
ляют параллельное смещение осей перемещением электродвига-
теля в нужной плоскости на величину С\ или С2.
Положение электродвигателя изменяют при помощи устано-
вочных болтов. Поэтому в лапах электродвигателя есть резьбо-
вые отверстия для регулирования его в вертикальной плоскости,
а на раме пола - упорные планки с резьбовыми отверстиями для
регулирования в горизонтальной плоскости. При их отсутствии
использую^ прокладки, толщину которых определяют по фор-
мулам
АС = lc tgP; AD = /otgP; tg0 = (aj - а3)/2Я,
где /0 - расстояние от торца полумуфты до центра ближних анкерных болтов;
/ - расстояние между полумуфтой и центром дальнего анкерного болта; R -т
радиус полумуфт.
На рис. 2.67 приведена схема для определения толщины про-
кладок. Зазор между торцами валов насоса и электродвигателя
необходим для учета теплового расширения валов и обычно
составляет 5-6 мм. Полумуфты соединяют всегда в одном и
том же взаимном положении. Крепления их отдельных деталей
затем зашплинтовывают.
Рис. 2.67. Схема для определения
толщины прокладок
Таблица 2.16. Допустимые перекос и параллельное смещение осей при центровании
горизонтальных насосов по полумуфтам, мм
Частота вращения, мин-1 Муфта Частота вращения, мин”1 Муфта
упругая зубчатая жесткая упругая зубчатая жесткая
< 500 0,15 0,20 0,1 1500-3000 0,06 0,10 0,04 500-750 0,10 0,15 0,08 > 3000 0,04 0,08 0,02 750-1500 0,08 0,12 0,06
Центрование насоса удовлетворительно, если перекос и па-
раллельное смещение осей не превышают значений, приведен-
ных в табл. 2.16. Эти значения соответствуют диаметру 500 мм.
При других диаметрах их определяют по формуле
8! = 8D/500,
где 8| - определяемое отклонение, мм; 8 - табличное значение отклонения, мм;
D - диаметр полумуфты, мм.
В зависимости от типа насоса при центровании используют
различные приспособления. В машинах с небольшой частотой
вращения, а также в быстроходных машинах для предваритель-
ной проверки соосности валов замеры по торцу полумуфты вы-
полняют щупами и плоскопараллельными плитами или кли-
новым щупом, а замеры по окружности при одинаковых диа-
метрах полумуфт - угольником и щупом, показанными на рис.
2.68.
Конструкция приспособлений (скоба, держатели индикато-
ров и хомуты крепления) зависит от конструкции муфт. В лю-
бом случае приспособление должно обладать необходимой
жесткостью, прочно и быстро крепиться на полумуфтах и обес-
печивать совместное их вращение.
РИС. 2.68. Центрование полумуфт:
а - замеры зазоров по торцу; б - контроль радиальных смешений; / - плоскопараллель-
ная плита; 2- клиновой щуп; 3 - угольник; 4 - туп; а - радиальный зазор; р - угол поворо-
та осей вала
99
Рис. 2.69. Приспособление
для центрования насосов 1ХМх
х2К-2В. 1,5ХМх2К1-2, НР-
2,5/40С(а, НД-1600/10.
1 - хомут; 2 - стойка; 3 - подвиж-
ная планка; 4- держатель индикатора
Рис. 2.70. Центровочная ско-
ба:
1 - индикаторы; 2. 3 - держатели
индикаторов; 4 - планка; 5 - хомут
Для центрования насосов 1ХМх2К-2В. 1,5ХМх2К1-2, НР-
2,5/40С1а, НД-1600/10 применяют универсальное приспо-
собление в виде центровочных хомутов, приведенное на рис.
2.69. Оно состоит из двух хомутов 7, стойки 2, подвижной план-
ки 3, держателя индикатора 4. Универсальность приспособления
заключается в подвижности держателя индикаторов в горизон-
тальных и вертикальных плоскостях. Для крепления на полу-
муфтах различных диаметров имеются размерные сухари. На-
дежность и точность в работе достигается плотным соединением
хомутов с полумуфтой, жестким креплением индикаторов на
одном держателе и замером радиального и торцевого биения
непосредственно на полумуфте насоса. Приспособление просто
100
a
2
в
Pl4C. 2.71. Проверки соосности валов:
а - центрование стрелками; 6 - измерение зазоров щупом; в ~ центрование с использо-
ванием индикаторов; / - призма; 2. 4 - стрелки; 3 - хомут; 5, 6 - полумуфты; А - осевой
зазор; В - радиальный зазор
в изготовлении, компактно и удобно в работе, позволяет сокра-
тить продолжительность центрования.
Применяемые на предприятиях цепные приспособления для
центрования насосов с электродвигателем сложны в изготовле-
нии и не обладают достаточной жесткостью, что приводит к
погрешности в работе.
На рис. 2.70 показана центровочная скоба, обеспечивающая
большую точность центрования, так как это приспособление
весьма жестко (держатель индикаторов приварен к стойке, кото-
рая надежно крепится к полумуфте электродвигателя болтами).
Центровочная скоба удобна в эксплуатации, ибо легко и быстро
монтируется и демонтируется. Кроме того, отсутствует необхо-
димость вращения валов и электродвигателя в сборе с валом.
Приспособление универсально, поскольку его можно использо-
вать для центрования насосов НК-200/120-1А; НК-65/35-125-1,
KRG14-65/160-25-00, HGU1R-50/9/403-50. Универсальность
обеспечивается подвижностью держателя индикаторов и стойки.
Скоба проста в изготовлении.
На рис. 2.71 показаны различные способы проверки соос-
ности валов. При центровании стрелками (см. рис. 2.71,а) осе-
вые и радиальные стрелки жестко крепят хомутами на концах
101
Рис. 2.72. Универсальное приспособление для центрования полумуфт ва-
лов:
/ - цепь (проволока); 2 - полумуфта; 3 - призма; 4, 6 - индикаторы; 5, 7 - планки для
крепления индикаторов
РИС. 2.73. Приспособление для центрования насосов и приводов по полу-
муфтам:
1 - индикаторы; 2 - держатели индикаторов: 3 - крепления держателей; 4 - стойка пра-
вого хомута; 5- планка для проверки радиального смещения; 6- стойка левого хомута
валов или чаше на полумуфтах, насаженных на валы. Осевой А
и радиальный В зазоры (см. рис. 2.71,6) измеряют щупом в че-
тырех положениях вала при его поворотах на 90°. При соос-
ности радиальные и осевые размеры одинаковы во всех положе-
ниях вала. Соосность валов проверяют также индикаторами ча-
сового типа (см. рис. 2.71,в), например при центровании насо-
сов и турбин по полумуфтам (агрегаты турбина ОК-500 - насос
КВН-55 и турбина ОР-ЗОО - насос) [11].
Универсальное приспособление, показанное на рис. 2.72,
применяют при центрировании полумуфт 2 валов большинства
типоразмеров. Оно состоит из двух призм 3, на которых устано-
влены индикаторы 4, 6 для проверки соосности валов, планок 5,
7для крепления индикаторов и стягивающих цепей или прово-
локи 1.
На рис. 2.73 показано приспособление для центрования на-
сосов и приводов по полумуфтам.
У секционных насосов наиболее сложным является центро-
ротора относительно его корпуса. При отсутствии соос-
наблюдаются повышенный износ и преждевременный
из строя защитных втулок, рабочих колес, бандажей,
вание
ности
выход
102
РИС. 2.74. Приспособление для центрования
роторов секционных насосов:
1 - ротор; 2 - втулка; 3 - корпус
уплотнений и т. д. На Ново-Уфимском
нефтеперерабатывающем заводе внедрено
приспособление для центрования роторов
секционных насосов по отношению к
корпусу, приведенное на рис. 2.74. Втул-
ку 2 с конической наружной поверх-
ностью предварительно разрезают на
восемь равных частей. Центрование про-
водят с обеих сторон ротора. Четыре час-
ти разрезанной втулки вставляют между
корпусом и ротором. Разностью длин захода двух диаметрально
противоположных частей втулки 2 определяется смещение рото-
ра. Выявленное смещение ротора устраняют смещением картера
подшипников в ту или иную сторону. Данное приспособление с
конусностью 100:4 позволяет полностью устранить биение рото-
ра по отношению к корпусу (на 10 мм длины - 0,4 мм по радиу-
су).
2.7. РЕМОНТ РАБОЧИХ КОЛЕС
Долговечность рабочих колес зависит от качества их изготовле-
ния и материала, из которого они выполнены. К рабочим коле-
сам предъявляются следующие требования: точность геометри-
ческих размеров, правильность формы и чистота поверхности
каналов, статическая уравновешенность, концентричность на-
ружной окружности и окружности уплотнительных поясков по
отношению к внутреннему осевому отверстию каждого колеса.
В зависимости от активности перекачиваемой среды и назначе-
ния насоса рабочее колесо изготовляют из различных материа-
лов. Для колеса насосов, перекачивающих холодные продукты,
применяют серый чугун, агрессивные - кремнистый сплав фер-
росилид, горячие - стали 10X13, 20X13, 08Х18Н9Т, нейтральные
- углеродистые стали.
Основные причины выхода из строя рабочих колес - корро-
зионный и эррозионный износ, значительный осевой сдвиг ро-
тора из-за неправильной сборки насоса, неправильная установка
ротора в осевом направлении, неточные зазоры в проточной
части насоса, попадание в насос посторонних тел.
Значительный осевой сдвиг ротора насоса происходит из-за
неправильной сборки или разрушения радиально-упорных под-
шипников. При неправильной сборке консольных насосов типа
НК, НГК ротор имеет большой осевой люфт (разбёг). Обычно
103
1
Рис. 2.75. Восстановление рабочего колеса из стального литья:
/ - кольцо; 2 - рабочее колесо
Рис. 2.76. Восстановление внутреннего диаметра крепления рабочего коле-
са насосов типа НД:
/ - рабочее колесо; 2 - конусная втулка; 3 - распорная втулка; 4 - вал
сдвиг ротора происходит в сторону всасывания. При этом диски
рабочих колес обращены в сторону всасывающего трубопровода,
соприкасаются со стенками корпуса насоса и выходят из строя.
Рабочие колеса изнашиваются до лопаток или на них образуют-
ся глубокие кольцевые риски. Восстановление рабочего колеса
из стального литья показано на рис. 2.75. Диск рабочего колеса
2 протачивают, по размеру проточки изготовляют кольцо /, за-
варивают кольцо и обрабатывают на токарном станке. Если ра-
бочее колесо чугунное, то его заменяют новым или медным
электродом заплавляют глубокие кольцевые риски.
При эксплуатации центробежных насосов типа НД довольно
часто вырабатывается внутренний диаметр рабочего колеса. В
производственном объединении "Оргнефтеоргсинтез" предложе-
но реставрировать изношенные рабочие колеса. Как видно из
рис. 2.76, посадочные отверстия рабочих колес растачивают на
конус под углом 1,0 - 1,5°. Затем вытачивают стальные конус-
ные втулки 2, делают разрезы по ширине шпонки, надевают их
на вал и на них насаживают рабочее колесо. Колесо 1 поджи-
мается распорными втулками 3. Однако это не решает проблемы
полностью, так как требуется иная конструкция крепления ра-
бочих колес на валах насосов.
На Сызранском нефтеперерабатывающем заводе вместо из-
ношенной упорной втулки устанавливают, как показано на рис.
2.77, распорные втулки 2, на валу насоса протачивают кольце-
вую канавку для установки стопорного кольца 3. Допустимый
износ шпоночного паза у рабочих колес (увеличение его шири-
ны) - не более 10%. При износе более 10% изготовляют новый
паз под углом 90 - 120° по отношению к старому с сохранением
допусков и размеров по чертежу.
Для точного закрепления рабочего колеса на столе строгаль-
ного станка на Уфимском нефтеперерабатывающем заводе при-
104
РИС. 2.78. Приспособление для строгания шпоночных канавок рабочих
колес:
1 - рабочее колесо; 2 - плита; 3 - стойка, 4 - нижняя плита
Рис. 2.77. Узел крепления рабочих колес насосов”тйпа НГД:
1 - рабочее колесо; 2 - распорные втулки; J - стопорное кольцо; 4 - защитная гильза,
5- вал
меняют приспособление, показанное на рис. 2.78. Рабочее коле-
со / крепят к стойке 3 плитой 2 и двумя стяжными болтами.
Нижнюю плиту 4 крепят к столу строгального станка. Сварной
шов на рабочем колесе протачивают на токарном станке с при-
менением оправок различных типов.
На Уфимском нефтеперерабатывающем заводе разработана
оправка для проточки сварных швов колес, изображенная на
рис. 2.79. Один конец рабочего колеса запрессовывают на
шпонке в приспособлении и затягивают гайкой, а с другого
конца оправку зажимают в патроне токарного станка.
На рис. 2.80 приведена универсальная оправка для проточки
рабочих колес, позволяющая быстро и точно установить рабочие
колеса с различными геометрическими размерами. Оправка со-
стоит из конуса 2, который вставляют в шпиндель токарного
станка, набора втулок 1 и винта 3. Втулку вставляют в оправку и
фиксируют винтом 3. Рабочее колесо надевают на втулку и под-
жимают гайкой.
Универсальная оправка с различными геометрическими раз-
мерами под рабочие колеса показана на рис. 2.81. Для обработ-
ки рабочих колес на токарном станке на оправку 2 насаживают
рабочее колесо 4 и поджимают его втулкой 5. На одной оправке
обрабатывают рабочие колеса нескольких типоразмеров.
Рабочие колеса центробежных насосов не должны иметь
трещин любого размера и расположения; износ лопаток и ди-
сков от коррозии не должен превышать 25% от их номинальной
толщины; посадочные места и торцевые поверхности рабочих
105
РИС. 2.79. Оправка для проточки сварных швов рабочих колес
Рис. 2.80. Универсальная оправка для проточки рабочих колес центробеж-
ных насосов:
I - набор втулок; 2 - конус; 3 - винт
Рис. 2.^1. Универсальная оправка лля обработки нескольких типоразмеров
рабочих колес: .
/ - патрон токарного станка; 2- оправка; 3 - шпонка; 4- рабочее колесо; 5- втулка; 6
- центр
колес не должны иметь забоин, заусенцев и т. д., недопустим и
изгиб лопаток.
При местной коррозии стальных рабочих колес дефектные
места зачищают до полного вывода раковин и наплавляют с
последующей обработкой и балансировкой. Трещины стальных
рабочих колес устраняют заваркой, перед проведением которой
определяют границы трещины и на ее концах проваривают от-
верстия диаметром 3 - 4 мм. Дефектное место вырубают или
зачищают до появления неповрежденного металла и заваривают
с последующей обработкой. Шероховатость поверхностей поса-
дочных мест должна соответствовать рабочим чертежам и быть
не ниже Ra = 2,5 мкм под вал и уплотнительные кольца. Допус-
ки посадочных мест рабочих колес под уплотнительные кольца
в зависимости от посадок и диаметров приведены в табл. 2.17.
106
Таблица 2.17. Допуск посадочных мест рабочих колес, мм
Номинальный диаметр Посадка Номинальный диаметр Посадка
плотная легкопрессовая плотная легкопрессовая
65-80 +0,01 +0,055 150-160 +0,014 +0,085 -0.01 +0,035 -0,014 +0,058 80-100 +0,012 +0,070 160-180 +0,014 +0,085 -0,012 +0,035 -0,014 +0,058 100-120 +0,012 +0,070 180-220 +0,016 +0,105 -0,012 +0,045 -0,016 +0,075 120-140 +0,014 +0,085 220-260 +0,016 +0,105 -0,014 +0,058 -0,016 +0,075 140-150 +0,014 +0,085 -0,014 +0,058
Допуск на отклонение от перпендикулярности к оси от-
верстия не должен превышать 0,04 мм. Несоосность поверхно-
стей рабочего колеса под уплотнительные кольца и вал не
должна быть более 0,05 мм.
2.8. ОБРАБОТКА УПЛОТНИТЕЛЬНЫХ КОЛЕЦ
Для механической обработки уплотнительных колец рабочих
колес после их наплавки используют различные приспособле-
ния.
На рис. 2.82 показано приспособление для расточки разрез-
ных уплотнительных колец и вкладышей, разработанное на
Уфимском нефтеперерабатывающем заводе. Оно состоит' из
кольца 3 с рымболтом и трех зажимных болтов 4, надеваемых на
растачиваемые детали /, 2. Половинки уплотнительных колец-
зажимают болтами без смещения, а затем устанавливают на
станке. Рымболт позволяет использовать грузоподъемные меха-
низмы при расточке вкладышей средней опоры, имеющих зна-
чительную массу.
Приспособление для проточки уплотнительных колец рабо-
чих колес, приведенное на рис. 2.83, внедрено на Ново-
Уфимском нефтеперерабатывающем заводе. Оно позволяет про-,
тачивать уплотнительные кольца колес диаметром от 38 до 75
мм. Приспособление состоит из зацентрованного валика 1, на
котором с одной стороны расположены поводок 5 и неподвиж-
ный конус 4, а с другой - подвижный конус 3 и прижимная
гайка 2. Рабочее колесо устанавливают между конусами и зажи-
мают гайкой, затем устанавливают его в центрах токарного
107
РИС. 2.82. Приспособление для расточки разрезных уплотнительных колец
и вкладышей:
1,2 - растачиваемые детали; 3 - кольцо; 4 - болт
РИС. 2.83. Приспособление для проточки уплотнительных колец рабочих
колес:
/ - валик: 2 - прижимная гайка; 3 - подвижный конус; 4 - неподвижный конус; 5 - по-
водок
Рис. 2.84. Упорный ограничитель для точной расточки внутренних канавок
лабиринтного уплотнения:
1 - упорный ограничитель; 2 - индикатор; 3 - суппорт
РИС. 2.85. Приспособление для пропитки углеграфитовых колец:
1,4- фланцы; 2 - прокладка; 3 - кольцо
станка и протачивают с достаточной точностью и чистотой по-
верхности.
Упорный ограничитель для точной расточки внутренних ка-
навок лабиринтного уплотнения, показанный на рис. 2.84, раз-
работан на Сызранском нефтеперерабатывающем заводе. На
станине токарного станка устанавливают упорный ограничитель
1, на котором укладывают набор пластинок толщиной 8,5 мм
каждая. Суппорт станка 3 подвигают на величину толщины од-
108
ной снятой пластины и выверяют по индикатору 2, установлен-
ному на суппорте.
Углеграфитовые кольца, предназначенные для торцевых
уплотнений, рекомендуют пропитывать клеящими композиция-
ми следующего состава (в частях по массе): 100 эпоксидной
смолы, 10 дибутилфталата, 10 полиэтиленполиамина или 10
эпоксидной смолы ЭД-6, 2 дибутилфталата, 1 полиэтиленполи-
амина, 15 толуола. Толуол добавляют для увеличения глубины
пропитки. Пропитку проводят в специальном приспособлении,
показанном на рис. 2.85. В нем после заливки пропитывающего
состава создают сжатым воздухом давление 0,5- 0,6 МПа. Эпок-
сидный состав после пропитки полимеризуют 24 ч при комнат-
ной температуре или 3 ч в термошкафу при 50 °C. Глубина про-
питки возрастает также при использовании вакуума.
Промытые в ацетоне и высушенные заготовки закладывают в
контейнер с компаундом, который устанавливают в камеру низ-
кого давления (0,015 МПа), где выдерживают 1,5 ч.
На Уфимском нефтеперерабатывающем заводе внедрено при-
способление для расточки уплотнительных колец корпуса, про-
межуточных и средних опор насосов 8НД и 8НДГ, приведенное
на рис. 2.86. Оно состоит из корпуса / и крышки 3 с кониче-
скими прижимными поверхностями, между которыми крепеж-
ными элементами 2 зажимается растачиваемая деталь 4. Корпус
приспособления устанавливают в патрон (как на нормальных,
так и на обратных кулачках) по индикатору. Центрование каж-
дой растачиваемой детали не требуется.
На Ангарском нефтехимическом комбинате освоена механи-
ческая обработка уплотнительных колец насосов КВН из стали
20 и 15Х5М с наплавкой сормайтом. Кольца насосов КВН 55-
70, КВН 55-120 и КВН 55-180 диаметром от 130 до 200 мм -
тонкостенные, наплавленные сормайтом. Чистота обработки на-
ружного и внутреннего диаметров - Rz = 6,3. Допуск на раз-
ностенность - в пределах 0,01 - 0,02 мм. Основной и наиболее
сложной задачей является обеспечение точности отверстия (2-й
класс) и разностенности в пределах 0,01 мм. Качество колец
зависит от правильной их подготовки под наплавку, качества
наплавки, термической обработки и равномерности слоя сор-
майта. Предусмотрено несколько операций по постепенному
уменьшению и стабилизации снимаемого припуска.
Предварительные токарные операции выполняют на участке
наплавки сормайтом в горячем состоянии при 700 - 800 °C.
Нагрев осуществляют в электропечах. Наплавленный сормайт
обтачивают на токарном станке 1А62 в специальных конусных
грибках, которые фиксируют кольцо по внутреннему диаметру.
109
РИС. 2.86. Приспособление для расточки уплотнительных колец корпуса,
промежуточных и средних опор насосов 8НД и 8НДГ:
1 - корпус; 2 - крепежные элементы; 3 - крышка; 4 - растачиваемая деталь
РИС. 2.87. Приспособление для обработки колец насоса КВН;
/ - корпус; 2 - конус Морзе № 5; 3 - упор-поводок; 4 - уплотнительное кольцо; 5 -
прижимная пята; 6- кольцо, 7- прокладка; 8- шарик; 9- гайка; 10- корпус подшипника;
11 - упорный шарикоподшипник; 12 - втулка
На дальнейшую обработку оставляют припуск 4 мм на диаметр.
На этом же станке подрезают торцы с двух сторон. На дальней-
шую обработку оставляют припуск 1 мм на размер. Обработку
проводят в механическом цехе в холодном состоянии.
После этого торцы детали шлифуют на плоскошлифовальном
станке до окончательного размера. Шлифовка обеспечивает
параллельность торцов, позволяет выявить границы между
основным и наплавленным слоями.
Затем партию колец растачивают в один размер с припуском
5 мм на диаметр с обязательной заваркой по границе наплав-
ленного слоя. Чем меньше погрешность заварки, тем выше ка-
чество окончательно обработанных колец. Кольцо с наплавлен-
ным слоем обтачивают по наружному диаметру по оправке с
припуском на дальнейшую операцию 1,5 мм на диаметр. Для
предотвращения скола сормайта на выходе резца при оконча-
тельной обточке обтачивают фаску на глубину снимаемого при-
пуска.
Расточку по внутреннему диаметру выполняют в трехкулач-
ковом патроне с разрезным кольцом. Припуск на дальнейшую
обработку - 1,5 мм на диаметр.
Окончательную обточку и расточку проводят в специальном
приспособлении с зажимом детали по шлифованным торцам
уплотнительного кольца, показанном на рис. 2.87.
Приспособление состоит из корпуса /, закрепленного на пе-
редней бабке станка. В шпиндель станка устанавливают конус 2
НО
Морзе №5, который имеет посадочное место для сменного упо-
ра-поводка 3. В корпусе 1 просверливают совместно с корпусом
подшипника три отверстия длиной 50 мм под углом 120°, в ко-
торых размещают 12 шариков 8 по четыре в каждом. Шарики
удерживают узел подшипника и дают возможность осевого пе-
ремещения. Вращающий узел подшипника состоит из корпуса
подшипника 10, упорного шарикоподшипника 11 и втулки 12.
Для крепления узла служит кольцо 6, привернутое болтами к
корпусу подшипника 10. На втулку 12 через прокладку 7 из
фторопласта насажена сменная прижимная пята 5. Она имеет
три паза под углом 120° для уменьшения контакта и улучшения
точности установки обрабатываемого кольца 4. Гайка 9, навер-
нутая на корпус 1, осуществляет прижимное усилие через вра-
щающий узел подшипника для зажима уплотнительного кольца
4 между упором-поводком 3 и пятой 5.
Уплотнительное кольцо 4 устанавливают фаской к передней
бабке и зажимают гайкой 9. После включения станка упор-
поводок 3 счет трения вращает деталь 4 и весь вращающий узел
подшипника. Через отверстие во втулке 12 растачивают отверс-
тие. Проверку осуществляют индикаторным нутромером. Через
окно в. корпусе 1 обтачивают кольцо по слою сормайта со ско-
ростью 0,08 мм/об. Скорость резания подрезным резцом 6 -
8 м/мин, вспомогательный угол в плане Y[ = 30°.
Деталь во время обработки охлаждают холодным воздухом (от
-15 до 20 °C) из вихревой трубки. Наружный диаметр измеряют
реконструированным микрометром с пределами измерения 250
- 275 мм с удлиненными мерительными пятками. Микрометр
состоит из скобы стандартного микрометра со стеблем, бараба-
ном, трещоткой и резьбовой втулкой. Неподвижная пятка и
микрометрический винт удлинены в зависимости от диаметра
обрабатываемого уплотнительного кольца. При диаметре 200 мм
общая длина на 60 мм больше длины стандартного микрометри-
ческого винта и пятки.
Для диаметра уплотнительного кольца 130 мм длина увели-
чивается на 130 мм. Удлиненный микрометрический винт вво-
рачивают в резьбовую втулку стандартного микрометра, а пятку
- на месте стандартной пятки. Микрометр настраивают по эта-
лону [19].
Микрометр свободно проходит в окна корпуса 1. Замер осу-
ществляется быстро и обеспечивает заданную точность измере-
ния.
Благодаря дифференцированной обработке детали, примене-
нию специального микрометра точность изготовления уплотни-
тельного кольца повышается, разностенность детали - в преде-
111
лах нормы. Такая механическая обработка уплотнительных ко-
лец может быть успешно применена при выпуске небольших
партий деталей в условиях ремонтного производства.
2.9. РЕМОНТ МУФТ
Соединительные муфты предназначены для передачи момента
электродвигателя насосу. Наибольшее распространение получи-
ли зубчатые соединительные муфты. Торцевые и цилиндриче-
ские поверхности муфт являются базами при центровании насо-
са. Основные дефекты муфт - коррозионный износ, задиры
поверхности зубьев и посадочных мест, нарушение балансиров-
ки и соосности, механические поломки, овальность отверстий
для пальцев, нарушение посадки на валу, биение полумуфт.
При ремонте муфт проверяют размер зазоров и зацеплений, у
зубчатых - состояние зубьев, износ, выкрашивание, наклеп,
трещины, а также плотность посадки полумуфт. Посадка зубча-
той муфты должна соответствовать требованиям ремонтной до-
кументации. Зазоры проверяют щупом, осевой разбег коронки
зубчатой полумуфты - индикатором.
Размеры зазоров, которые рекомендуется выдерживать при
сборе зубчатой муфты, если отсутствуют указания завода-
изготовителя, следующие (в мм): боковой между зубьями - 0,2 -
0,45, между вершиной зуба и впадиной - 0,5 - 1,5, кольцевой
диаметральный между кольцом и полумуфтой - 0,2 - 0,35, осе-
вой разбег коронки муфты - 4 - 5.
Прилегаемость торцевых поверхностей кор нок проверяют с
использованием краски. Пятна контакта должны занимать не
менее 80%. Пятна контакта в зацеплении зуб. ев должны распо-
лагаться симметрично концам зуба и занимать около 70% его
поверхности.
Предельно допустимые биения поверхности полумуфт, заме-
ряемые индикатором, следующие (в мм): для жесткой муфты по
окружности - 0,03, по торцу - 0,02; для упругой пальцевой и
зубчатой муфты по окружности - 0,05, по торцу - 0,02.
Биение муфты проверяют так же после правки вала и уста
новки новых полумуфт. Поверхности полумуфт во время ремон-
та следует предохранять от повреждения. Состояние их прове-
ряют визуально.
Биение торцевых поверхностей полумуфт проверяют двумя
индикаторами так же, как биение рабочей поверхности упорно-
го диска. Результаты замеров заносят в формуляр.
Посадочное место под полумуфту не должно иметь задиров,
следов коррозии, приводящей к недостаточному натягу при по-
112
садке полумуфты на вал. Посадку в зависимости от типа полу-
муфты производят с натягом, равным примерно 0,0003 - 0,0006
диаметра вала в месте посадки. Поэтому при ремонтных работах
полумуфты перед их съемом или посадкой нагревают либо ис-
пользуют для этих целей специальные приспособления, напри-
мер съемники. При посадке полумуфты на коническую поверх-
ность натяг определяют по продвижению муфты А/ в сторону
места посадки
А/ = nD 100/ К,
где D - максимальный диаметр посадочного места, мм; л - коэффициент натя-
га, л = 0,0003 - 0,0006; К - погрешность, равная
К = (D - d)/l.
где d - мийимальный диаметр посадочного места, мм; / - расстояние между
измеренными диаметрами посадочного места, мм.
Нормальная работа зубчатых полумуфт невозможна при
шламовании зубчатых муфт продуктами окисления масла, осад-
ками, механическими примесями. Наличие шлама недопустимо,
так как приводит к заклиниванию муфт, а следовательно, к виб-
рации или повышенному износу зубчатых муфт. '
Полумуфты с подвернутыми гайками перед сборкой подго-
няют по массе. Болты затягивают равномерно с диаметрально
противоположных сторон, так как иначе возможно биение ро-
тора. При сборке муфт следует контролировать положение вто-
рого конца одного из валов. В жестких муфтах соединительные
болты подгоняют к отверстиям так, чтобы они входили при лег-
ких ударах молотка. Полумуфты рекомендуется соединять так,
чтобы осевое биение с "плюсом" одной полумуфты совпадало с
наибольшим биением с "минусом" другой полумуфты. Положе-
ние муфт при сборке целесообразно маркировать, чтобы после
ремонта собирать их всегда в том же положении [20|.
Создание надежной, простой и удобной оснастки позволяет
повысить эффективность ремонта насосов.
Валы некоторых насосов, например 5НГ-5х2, имеют различ-
ную конусность посадочной поверхности под полумуфту. При
замене вала требуются дополнительные технологические опера-
ции, связанные с доработкой полумуфты. На рис. 2.88 показана
предложенная на Ново-Уфимском нефтеперерабатывающем
заводе конструкция переходной втулки, позволяющей ускорить
ремонт.
При разборке цилиндрическая и торцевая поверхности полу-
муфт иногда получают забоины, что затрудняет последующее их
центрование и делает необходимой проточку указанных поверх-
ностей. Для этой цели на Ново-Уфимском нефтеперерабаты-
113
РИС. 2.88. Переходная втулка для
валов с различной конусностью
РИС. 2.89. Оправка для проточки
полумуфт:
I - полумуфта; 2 - шайба; 3 - гайка
Рис. 2.90. Приспособление для
сборки мягких пальцев:
1 - стойка; 2 - рычаг; 3 - плита; 4 - по-
воротная стойка
Рис. 2.91. Муфта с упругим эле-
ментом:
1,8- кольца; 2 - болты; 3, 7 - полу-
муфты; 4- вал; 5- фиксатор; 6- шпонка; 9
- упругий элемент
вающем заводе предложена показанная на рис. 2.89 оправка 7,
на которую гайкой 3 крепят обрабатываемую полумуфту 1.
Для сборки мягких, например резиновых, пальцев в полу-
муфтах на Ново-Уфимском нефтеперерабатывающем заводе
применяют приспособление, показанное на рис. 2.90. Оно со-
стоит из плиты 5, поворотной стойки 4, на которую устанавли-
вают болты и на них рычагом 2 напрессовывают резиновые
втулки. При этом сокращаются затраты времени на сборку по-
лумуфт и исключается повреждение резьбы болтов.
Для ускорения центрования валов в Уфимском производ-
ственном объединении "Химпром" предложена муфта, представ-
ленная на рис. 2.91. Она состоит из двух полумуфт 3 и 7, соеди-
114
Рис. 2.92. Приспособление для долб-
ления шпоночных канавок в полумуфтах:
] - щечка; 2, 4 - болты; 3 - стакан; 5 - гай-
ка; 6- съемная щечка
ненных упругим элементом 9, выполненным из полотна тран-
спортной ленты и закрепленным кольцами 1 и 8 и болтами 2.
На Ново-Уфимском нефтеперерабатывающем заводе для
долбления шпоночных канавок в полумуфтах используют при-
способление, показанное на рис. 2.92. Оно состоит из щечки 1 и
съемной щечки 6, которую крепят болтом 4 и гайкой 5. Резец
закрепляют в стакане 3 прижимным болтом 2. Приспособление
крепят на станину вертикального стола. На горизонтальном
столе закрепляют полумуфту, которой сообщается рабочее дви-
жение.
Посадочные места под полумуфты имеют конусность 1:10,
1:15. Предельные отклонения угловых размеров конусности
приведены в табл. 2.18. Предельные отклонения диаметра кону-
са валов насоса даны в табл. 2.19.
Рабочие поверхности зубьев, зубчатых полумуфт, посадочные
и центрующие места должны иметь чистоту поверхности не ни-
же Ra = 2,5 мкм, а остальные обработанные поверхности - не
ниже Rz = 80 мкм. Твердость рабочих поверхностей зубьев на
втулках - не ниже HRC 40, на обоймах - не ниже RHC 35.
Таблица 2.18. Предельные отклонения угловых размеров конусности
Конусность Угол конуса Угол уклона Отклонение
1:10 5°43"29' 2°51"45' ±4"
1:15 3°49"6' 1°54"33' -4"
Таблица 2.19. Предельные отклонения диаметра конуса валов, мм
Конусность Диаметр конуса Допуск на длину конуса Отклонение большого и мало- го диаметров конуса
большой малый
1:15 36 30 30-0,87 +0,096; -0,144
1:10 40 31 90-0,87 +0,096; -0,144
1:10 52 43 90-0,87 +0,096; -0,144
1:10 65 55 100-0,87 +0,096; -0,144
115
Болты соединений муфт изготовляют из стали, свойства ко-
торой не хуже, чем у стали 35.
Муфты упругие втулочно-пальцевые изготовляют из чугуна
СЧ-20 или других материалов с химическими свойствами не
хуже, чем у чугуна СЧ-20.
Размеры полумуфт должны соответствовать ГОСТ 21424-75.
Отверстия под пальцы сверлят одновременно у обеих полумуфт.
Для этого их устанавливают на общую оправку и наносят риски
по наружному диаметру полумуфт, по которым их совмещают
при установке на насос.
Трещины всех видов на полумуфтах не допускаются. Элас-
тичные элементы пальцев упругих полумуфт должны входить в
отверстия с зазором не более 1 мм. Выработка отверстий полу-
муфт под эластичные элементы более 2 мм не допускается. За-
зор между мягкой насадкой и пальцем возможен. При выработ-
ке мягкой насадки более чем на 2 мм по наружному диаметру ее
заменяют новой. Заменяемые пальцы должны быть промарки-
рованы и иметь одинаковую массу. Для изготовления пальцев
применяют сталь с механическими свойствами не хуже, чем у
стали 45.
2.10. РЕМОНТ ТОРЦЕВЫХ УПЛОТНЕНИЙ
При эксплуатации торцевых уплотнений отказы обычно возни-
кают из-за износа пар трения. Притирка рабочих поверхностей
трущихся пар торцевого уплотнения - наиболее ответственная
заключительная операция по обработке пар трения. В ремонт-
ных цехах нефтеперерабатывающих заводов притирку рабочих
втулок выполняют в основном вручную. Эта операция трудоем-
кая, непроизводительная и дорогостоящая, кроме того, она не
обеспечивает требуемого качества притирки. К качеству же ра-
бочих поверхностей трущихся пар торцевых уплотнений предъ-
являются высокие требования: неплоскостность поверхности
рабочего торца должна быть не более 0,6 мкм, а шероховатость
поверхности - не ниже R, = 0,2. Механизация процесса притир-
ки рабочих поверхностей пар трения позволит получить не
только высокое качество чистоты поверхности, но и исключи-
тельную плоскостность притираемой поверхности.
В производственном объединении "Каустик" разработано
приспособление для притирки рабочих плоскостей трущихся
пар торцевых уплотнений на сверлильном станке Приспособ-
ление, показанное на рис. 2.93, состоит из закрепляемого в
шпинделе 1 сверлильного станка водила 2, на которое напрессо-
вывают втулку 3 с притираемой втулкой 4. Поверхность ее обра-
116
Рис. 2.93. Приспособление для при-
тирки уплотнительных колеи торцевых
уплотнений.
/ - шпиндель; 2 - водило; 3 - нтулка; 4 -
притираемая нтулка; 5 - притир
Рис. 2.94. Стенд для притирки
уплотнительных колец торцевых уплот-
нений.
/ - электродвигатель; 2- корпус подшипни-
ков; 3 - резцедержатель; 4 - плита; 5 - нрити-
батывают притиром 5, установленным на столе сверлильного
станка. В зависимости от размеров притираемых втулок приспо-
собление может иметь несколько водил.
На рис. 2.94 показан стенд для притирки пар трения. Он со-
стоит из конуса подшипников 2, который крепят на резцедер-
жателе токарного станка 3. Уплотнительное кольцо 5 крепят к
плите 4, шарнирно соединенной с валом стенда, что позволяет
ориентировать поверхность втулки относительно притира 6. Это
обеспечивает высокую точность притирки. Притир 6 устанавли-
вают в патроне токарного станка 7. Вал стенда приводят в дей-
ствие электродвигателем /.
На Нижнекамском нефтехимическом комбинате предложен
стенд для шлифовки уплотнительных колец на токарном станке,
изображенный на рис. 2.95. Вращающую втулку 2, в которую в
качестве пары трения впрессовано кольцо 3 из материала ШХ-
15, зажимают в патроне станка /. В резцедержателе станка 6
закрепляют шлифовальную машинку 5 со шлифовальным кру-
гом 4. Обработка пар трения на этом стенде позволяет достигать
117
Рис. 2.95. Стенд для шлифовки уплотнительных колец торцевых уплотне-
ний на токарном станке:
1 - патрон станка; 2 - втулка; 3 - притираемое кольцо; 4 - шлифовальный круг; 5 -
шлифовальная машина; 6 - резцедержатель
Рис. 2.96. Конический притир для реставрации графитовых колец торцевых
уплотнений
Рис. 2.97. Приспособление для закрепления колец пар трения, прити-
раемых на сверлильном станке:
1 - полукольца; 2- уплотнительное кольцо; 3 - пробка; 4- магнитная плита
высокой чистоты поверхности пары трения и снизить затраты
времени на притирку.
В процессе работы насосов на конической поверхности гра-
фитовых уплотнительных колец в местах соприкосновения их с
фторопластовыми уплотнительными кольцами появляются ра-
ковины, места выработки, продольные царапины, что приводит
к разгерметизации торцевых уплотнений. Для реставрации гра-
фитовых колец, вышедших из строя по этой причине, на Ниж-
некамском нефтехимическом комбинате предложен конический
притир, представленный на рис. 2.96. Этот притир позволяет
ликвидировать дефекты колец, а также доводить вновь изго-
товленные кольца, у которых не выдержана конусность или
коническая поверхность выполнена с недостаточной чистотой.
При притирке пар трения на сверлильном станке часто воз-
никают трудности с закреплением уплотнительных колец. На
Московском нефтеперерабатывающем заводе предложено при-
способление, показанное на рис. 2.97, позволяющее жестко за-
креплять кольца. Оно состоит из пробки 3 и двух полуколец 1.
Уплотнительное кольцо 2 помещают между полукольцами и
пробкой 3. Полукольца и пробку фиксируют магнитной плит-
кой 4. Для ряда уплотнительных колец можно создать набор
пробок и полуколец.
Торцевые уплотнения в собранном виде до монтажа под-
вергают гидравлическим испытаниям на прочность и плотность
в течение 5 мин при пробных давлениях, указанных в табл. 2.20.
118
Таблица 2.20. Пробные давления при испытании торцевых уплотнений на проч-
ность и плотность
Тип уплотнения Исполне- ние Пробное давле- ние, МПа Допустимая утечка, см3/ч
Т, ТП, ТВ, тд, тдв, тс, твс, тдс, тдвс, оп, ок, тд, тк, тпс, ок - 3,2 20
ОНП, ОНК, ОНТ [ 3,2 20
ДНК, ДНТ II 64 40
ОС - 64 40
Таблица 2.21. Пробные давления при испытании торцевых уплотнений на герме-
тичность
Тип уплотнения Исполне- ние Пробное давле- ние, МПа Допустимая утечка, см3/ч
Т, ТП, ТПС, ТС, ТВ, твс, оп, ок, от 2,5 30
ОНП, ОНК, ОНТ I 1,5 20
II 5,0 70
тд, тдв, тдс, тдвс I 0,5 20
ДК, ДТ, ДНК, ДНТ 11 5,0 70
ОС - 5,0 70
Испытания на герметичность керосином проводят на стенде при
частоте вращения вала 3000 мин-1, давлении 0,5 МПа в течение
15 мин и 10 мин при давлениях, указанных в табл. 2.21.
Влияние различных параметров уплотнения на его работу
определяют на испытательных стендах. Самыми распространен-
ными и простыми являются стенды для промышленных испы-
таний торцевых уплотнений, на которых измеряют износ и сте-
пень герметичности уплотнения. Для более полных исследова-
ний применяют специальные испытательные стенды, позво-
ляющие определить точку, износ, потери на трение, зазор в па-
ре трения, скорость скольжения, давление среды, температуру и
т. д.
На рис. 2.98 показан стенд для опрессовки торцевых уплот-
нений, разработанный на Лисичанском нефтеперерабаты-
вающем заводе. Он позволяет непосредственно в ремонтно-
механических цехах собирать уплотнения насосов, опрессовы-
вать их и обкатывать. Стенд обеспечивает 100%-ю гарантию
качества сборки уплотнения, его герметичности на действую-
щем оборудовании технологических установок завода, а также
полностью гарантирует герметичность торцевого уплотнения
119
Рис. 2.98. Стенд для испытания торцевых уплотнений:
/ - маслостанция; 2 - пружинно-гидравлический аккумулятор: 3 - испытываемое уплот-
нение: 4- обкаточный станок
Рис. 2.99. Установка для испытания ториевых уплотнений:
/ - воздушно-гидравлический аккумулятор, 2- насос; 3- фильтр; 4 - вертикальный ба-
чок; 5 - ротаметр; 6 - манометр; 7,11— термопары: 8, 10 - трубопроводы; 9 - испытательная
камера; 12 - стенд; 13 - весы пружинные
насосов.Кроме того, примерно на 25% уменьшаются трудовые
затраты на повторные разборки насосов на установках.
Приведенный на рис. 2.99 стенд Гипронефтемаша СТУ-2
разработан на базе механической части консольного насоса
4НГК-5х1 и предназначен для промышленных (ресурсных) ис-
пытаний торцевых уплотнений.
Торцевое уплотнение устанавливают в камере 9 стенда
СТУ-2 12. В камеру стенда (или уплотнения) плунжерным насо-
сом РПН2/50 2 под давлением подают перекачиваемую уплот-
нительную жидкость. Последнюю подводят по трубопроводу 10,
на котором установлен фильтр 3, отводят из камеры стенда (или
уплотнения) по трубопроводу 8 в специальный вертикальный
бачок 4 емкостью 100 л и далее возвращают на прием насоса 2.
Для уменьшения пульсации давления в камере стенда на напор-
ной линии насоса устанавливают воздушно-гидравлический
аккумулятор 1, куда по мере необходимости подают сжатый
азот.
120
1
'3
Рис. 2.100. Продольный разрез стенда СТУ-2:
/ - корпус; 2 - вал; 3 - платформа
Для предотвращения значительного нагрева циркулирующей
в системе уплотнительной жидкости внутри бачка 4 установлен
змеевик, через который циркулирует холодная вода, посту-
пающая из трубопровода. Кроме того, в нижней части бачка
установлен пеногаситель, чтобы исключить пенообразование
циркулирующей через бачок жидкости. Давление в камере
уплотнения измеряют манометром 6. Термопарами 11 и 7 изме-
ряют температуру перекачиваемой уплотнительной жидкости на
входе и выходе из камеры стенда. Расход уплотнительной жид-
кости измеряют ротаметром 5, установленным на низконапор-
ной магистрали. Утечку через уплотнение определяют мерником
(мензуркой) и отсчетом капель в единицу времени. Момент
трения в уплотнении измеряют пружинными весами ВКЦ-10 13,
связанными с рычагом мотор-весов.
На рис. 2.100 дан продольный разрез стенда СТУ-2. Он пред-
ставляет собой приводную часть консольного насоса типа НК с
приводом от мотор-весов, оборудованных взрывозащищенным
электродвигателем КОМ 31-2 мощностью 4,5 кВт и частотой
вращения 2950 мин*1. Вал 2 стенда вращается в корпусе 1 на
двух шарикоподшипниках качения - радиальном и радиально-
упорном, воспринимающем осевую нагрузку. Радиально-
упорный подшипник окружен охлаждающей водяной камерой, в
которую поступает вода из водопровода. Платформа 3 с элек-
тродвигателем, установленная в шарикоподшипниках на стой-
ках, может легко совершать колебательные движения вокруг
своей оси.
Конструкция стенда универсальна, что позволяет испытывать
одинарные и двойные торцевые уплотнения с посадочными
диаметрами по валу 40 - 105 мм при использовании различных
121
Рис. 2.101. Стенд для испытания торцевых уплотнений конструкции
ВНИИгидромаша:
1 - уплотнение; 2 - электронагреватели; 3 - электродвигатель; 4 - насос
уплотнительных жидкостей (вода, масло, керосин, бензин и
др.). На стенде можно испытывать одновременно два двойных
торцевых уплотнения. С целью разгрузки вала от осевых усилий
на консольной части устанавливают два одинарных уплотнения
или одно двойное.
Недостатки стенда - пары трения расположены на разных
расстояниях от опоры, т. е. обе испытываемые пары трения на-
ходятся в разных рабочих условиях; невозможность изменения
частоты вращения вала, низкая точность при измерении момен-
та трения из-за неучтенных потерь в трансмиссии и дисковых
потерь [21].
Более совершенным является стенд ВНИИгидромаша, пока-
занный на рис. 2.101 и предназначенный для ресурсных испы-
таний торцевых уплотнений на нейтральных и малоагрессивных
средах. Стенд отличается простотой, надежностью и приспособ-
лен для испытания одновременно двух пар уплотнения, распо-
ложенных симметрично относительно привода на двух консо-
лях. Он позволяет испытывать два уплотнения в идентичных
условиях работы с частотой вращения вала 1000, 1500, 3000 и
122
a S
Рис. 2.102. Стенды СИТУ (а) и СУ (б):
1 - электродвигатель; 2 - клиноременная передача; 3 - испытываемая головка
6000 мин-1, диаметрами вала до 120 мм при давлениях сред 0 -
20 МПа и температуре до 393 К.
Автоматичность работы при длительных круглосуточных ре-
сурсных испытаниях обеспечивается установкой: электрокон-
тактных манометров, отключающих стенд при падении или по-
вышении давления больше допустимого; электроконтактнь.х
термометров, регулирующих включение и выключение электро-
двигателей 2 и выключающих стенд при аварийных изменениях
температуры; реле максимального тока, отключающих электро-
питание стенда при повышении нормы мощности, потребляе-
мой электродвигателем стенда 3 или насосом 4. Эти приборы
снабжены системой сигнализации, указывающей, из-за какого
нарушения режима работы произошла остановка стенда.
В МИНХ и ГП им. И. М. Губкина создано несколько стен-
дов для испытания торцевых уплотнений нефтяных и химиче-
ских насосов. На рис. 2.102,а показан стенд СИТУ, разработан-
ный на базе стенда СТУ-2. В отличие от СТУ-2 на стенде СИТУ
испытываемая головка установлена на шарикоподшипниках,
что позволяет точно определить момент трения с учетом потерь
трения в механической передаче. Кроме того, специальная кон-
струкция дает возможность измерять дисковое трение без суще-
ственных изменений конструкции испытываемой головки.
Недостатки стенда СИТУ - консольное расположение пар
трения, сложность разборки и сборки испытываемой головки,
применение дополнительного торцевого уплотнения, приводя-
щее к дополнительной утечке уплотняемой среды, необходи-
мость смены шкивов для проведения экспериментов при раз-
личных скоростях скольжения.
Стенд СУ, показанный на рис. 2.102,6, лишен некоторых не-
достатков стенда СИТУ. При тех же рабочих параметрах он
компактнее и легче. Его вращающийся корпус, в крышках кото-
рого установлены вращающиеся кольца торцевых уплотнений,
служит одновременно шкивом ременной Передачи. В средней
123
части корпуса имеются два опорных шарикоподшипника, уста-
новленных на поворотной пустотелой оси, с которой снимают
момент трения. Неподвижные уплотнительные кольца смонти-
рованы на специальных гильзах поворотной оси. Дополнитель-
ные торцевые уплотнения стенда СУ не вращаются и практиче-
ски не изнашиваются, однако при этом снижается точность за-
мера момента трения. Отсутствие циркуляционной системы ох-
лаждения упрощает изготовление и эксплуатацию стенда. Сим-
метричная конструкция исследовательской головки с двумя опо-
рами на оси обеспечивает лучшее центрование вращающихся
деталей уплотнения относительно неподвижных. Обе испыты-
ваемые пары трения находятся в одинаковых рабочих условиях.
Неподвижная ось обеспечивает необходимую жесткость.
Стенд СУ также имеет недостатки: разборка и сборка испы-
тываемых уплотнений затруднены, условия работы уплотнения
существенно отличаются от рабочих, так как вал не вращается,
на стенде кроме испытываемых пар трения есть две дополни-
тельные пары торцевых уплотнений.
Для всесторонних испытаний высоконагруженных торцевых
уплотнений разработан и изготовлен универсальный стенд СИ-
ТУВД, позволяющий испытывать валы с частотой вращения
200 - 3000 мин4, диаметром до 150 мм при давлении среды
0-25 МПа.
Корпусы уплотнений выполнены раздельно, что обеспечи-
вает одинаковые условия работы двух пар уплотнения. Камеры
гидравлимески связаны между собой и сделаны из нержа-
веющего материала. Поэтому торцевые уплотнения можно ис-
пытывать в различных средах (например, в воде, масле, кероси-
не, бензине и др.). Привод стенда осуществляется через клино-
ременную передачу от электродвигателя постоянного тока. Час-
тота вращения вала регулируется регулятором напряжения РНУ-
40.
При испытании на стенде торцевых уплотнений разных кон-
струкций можно измерять следующие параметры: момент тре-
ния тензометрическим датчиком, наклеенным на стальную бал-
ку, воспринимающую нагрузку рычага, который связан с корпу-
сом испытательной головки; утечку уплотняемой среды объем-
ным способом при помощи мерной мензурки или путем наблю-
дения уровня в камере дифференциального цилиндра; темпера-
туру в различных точках пары трения логометром; зазор между
уплотнительными кольцами емкостным методом при помощи
измерительного моста либо генератора стандартных сигналов;
износ пары трения путем замера толщины графитовых втулок
или профилографированием.
124
РИС. 2.103. Установка СИТУВД:
/ - манометр; 2 - ограничитель; 3 - шланг; 4 - цилиндр; 5 - обойма; 6 - неподвижное
кольцо; 7- уплотнительное кольцо; 8- вал; 9- подшипник; 10- корпус подшипника; 11 -
испытываемая головка; 12, 13 - трубки
Схема экспериментальной установки СИТУВД для испыта-
ния торцевых уплотнений представлена на рис. 2.103. Установка
смонтирована на горизонтальной плите. Уплотняемую среду в
камеру уплотнения подают нагружающим устройством, состоя-
щим из баллона (на рисунке не показан) со сжатым газом и
цилиндра 4 с дифференциальным поршнем. Штоковое про-
странство цилиндра 4 и камеры уплотнения заполнены уплот-
няемой средой. Испытательная головка 11 соединена с диффе-
ренциальным цилиндром гибким шлангом 3. Электродвигатель
постоянного тока мощностью 3 кВт через клиноременную пере-
дачу приводит во вращение вал 8, на каждом конце которого
находится обойма с вращающимися уплотнительными кольцами
7. Крутящий момент от вала к вращающимся кольцам пере-
дается штифтами. Обойма 5 неподвижного кольца 6 выполнена
в виде стакана с центральным отверстием (J = 5 -s- 10 мм) для
прохода жидкости в зазор пары трения уплотнения. Неподвиж-
ное уплотнительное кольцо поджимается к вращающемуся
кольцу комплектом пружин сжатия. Вал установлен на шарико-
подшипниках 9, вмонтированных в корпус подшипника 10, ко-
торый закреплен на горизонтальной плите. Корпус испыты-
ваемой головки также установлен на шарикоподшипниках, что
позволяет измерять момент трения с большой точностью. Дав-
ление среды в цилиндре измеряют манометром 1. В установке
125
Рис. 2.104. Стенд для испытания ториевых уплотнений конструкции
МИНХ и ГП им. И М. Губкина:
I - пружина; 2 - неподвижное кольцо; 3 - вращающееся кольцо; 4, 10 - приборы для
регистрации момента трения; 5, 15 - подшипники; 6, 9 - подвижные соединенные части
испытываемой головки; 7- сепаратор; 8- испытываемая головка; 11, 17- корпусы; 12 -
станина; 13 - вал; 14- канал; 16- корпус подшипников
предусмотрена система для подачи охлаждающей жидкости.
Рабочие полости сообщаются трубкой 13 [22].
Более совершенен стенд конструкции МИНХ и ГП
им. И. М. Губкина, показанный на рис. 2.104. Он содержит ис-
пытываемую головку 8, состоящую из двух подвижно соединен-
ных через сепаратор 7 частей 6 и 9 и установленную на станине
2 шарикоподшипниками 5 и /5, которые насажены на корпус
подшипников 16. К испытываемой головке 8 соответственно с
левой и правой сторон жестко прикреплены корпусы 17 и 77,
сообщающиеся между собой каналом 14, просверленным в вале
13. Испытываемые и эталонные торцевые пары трения состоят
из неподвижного 2 и вращающегося 3 колец, поджимаемых друг
к другу пружиной сжатия 7. Момент трения регистрируют уст-
ройствами 4 и 10.
Нагружающимся устройством в рабочих камерах стенда соз-
дают необходимое давление и включают двигатель. По показа-
ниям приборов 4 и 10 в каждой из испытываемых пар раздельно
регулируют момент трения тензометрическими датчиками, на-
клеенными на стальные балки, воспринимающие нагрузки ры-
чагов, связанных с корпусами уплотнений /7и 11.
126
Рис. 2.105. Стенд для испыта-
ний торцевых уплотнений кон-
струкции Рязанского ЦНТИ:
1 - электродвигатель; 2 - корпус; 3 -
цилиндры; 4 - гидрозажимы; 5 - торцевое
уплотнение; 6 - манометры; 7 - кран
управления; 8 - регулируемый вентиль; 9
предохранительный клапан; 10 -
фильтр; 11 - бак для рабочей жидкости;
12 - насосная установка
Благодаря подвижным со-
единениям частей испыты-
ваемой головки относительно
друг друга повышается точ-
ность оценки момента тре-
ния каждой пары, создаются
условия для испытания тор-
цевых уплотнений с парами
трения из различных мате-
риалов, а также для раздель-
ной регистрации момента
трения в каждой испытываемой паре.
Рязанским ЦНТИ предложен стенд, показанный на рис.
2.105. Корпус 2 стенда содержит внутреннюю расточку, концен-
трично которой расположен реконструированный вал электро-
двигателя 1. Конец вала удлинен на 200 мм, его диаметр 30 мм.
В корпусе размещено штатное торцевое уплотнение 5 типа ТУ.
Через сменные кольца и гильзы на валу электродвигателя и в
расточке корпуса устанавливают испытываемое торцевое уплот-
нение, которое крепят двумя гидрозажимами 4, расположенны-
ми на боковых траверсах корпуса. Насосная установка 12 с гид-
равлической системой позволяет осуществлять гидрозажим ис-
пытываемого торцевого уплотнения, наполнять камеры уплот-
нений жидкостью, а также повышать до требуемого значения
давление в камере. Рабочей жидкостью для гидросистемы слу-
жит дизельное топливо. Испытываемое торцевое уплотнение
подсоединяют к гидросистеме гибкими шлангами. После опрес-
совки уплотнения в статическом положении и включения элек-
тродвигателя начинает вращаться вал. При этом необходимо
обеспечить циркуляцию рабочей жидкости через камеры уплот-
нений. Применение этого стенда позволяет повысить надеж-
ность торцевых уплотнений в работе.
В табл. 2.22 представлены основные технические характери-
стики стендов [24].
После изготовления элементы пар трения подвергаются вы-
борочной проверке на непроницаемость. Непроницаемыми счи-
127
Таблица 2.22. Технические характеристики стендов с циркуляционной подачей
затворной жидкости
Стенд Давле- ние, МПа Диаметр вала, мм Частота а вращения вала, мин'1 Особенности
Ресурсный:
СТУ-2 Гипро- 0-2,5 40-105 3000 Привод от мотор-весов,
нефтемаша ВНИИгидро- 0-20 120 1000, 1500, простота конструкции, низкая точность замера рабочих параметров Привод от мотор-весов
маша Лабораторный и ресурсный: фирмы "Фео- 0-20 3000, 6000 < 3000 через клиноременную передачу, автоматич- ность контроля работы, низкая точность замера рабочих параметров Привод от двигателя
дор - Бургман" МИНХ и ГП им. И. М. Губ- кина: СИТУ-2 0-6,4 45-100 1000, 1500, постоянного тока через зубчато-ременную пе- редачу, невозможность замера потерь на дис- ковое трение Привод от двигателя
СУ 0-6,4 40-90 3000 1000, 1500, переменного тока через клиноременную пере- дачу, точность опреде- ления лагерь в меха- нической передаче и на дисковое трение, слож- ность разборки и сбор- ки исследовательской головки Привод от двигателя
СИТУВД* 0-25 30-150 3000 < 3000 переменного тока через клиноременную пере- дачу, симметричность испытываемой головки, простота конструкции, низкая точность замера момента трения Привод от двигателя
постоянного тока через
клиноременную пере-
дачу, идентичные усло-
вия работы двух пар
уплотнения, точность
замера момента трения
*Всзможна подача затворной жидкости в тупик.
128
Рис. 2.107. Стенд для испытания торцевых уплотнений на герметичность:
I - 3- воздушники
Рис. 2.106. Приспособление для проверки торцевых уплотнений на непро-
ницаемость:
1 - кран; 2 - манометр; 3 - верхний фланец; 4 - нижний фланец; 5 - резиновая про-
кладка; 6- испытываемое кольцо
таются кольца, не допускающие рабочую жидкость под давле-
нием, в 1,2 раза большим рабочего. Непроницаемость проверя-
ют с использованием приспособления, показанного на рис.
2.106.
Высота ванны при опрессовке газами должна быть не менее
двух диаметров фланца 3. При проверке пузырьки газа с по-
верхности контролируемого кольца снимают кисточкой или
тампоном. В случае опрессовки жидкостью кольцо протирают
насухо. При появлении на стенках пузырьков газа или капель
кольцо считается непригодным. Давление газа до максимально-
го повышают равномерно в течение не менее 15 с. Контроли-
руемое кольцо должно находиться под давлением не менее
5 мин.
Отремонтированные уплотнения испытывают на герметич-
ность на стенде, показанном на рис. 2.107. Он создан на базе
вертикально-сверлильного станка 24-2А150. На столе станка
крепят головку с испытываемым торцевым уплотнением, кото-
рая состоит из основания, установленного на подшипники. Де-
тали и узлы торцевого уплотнения, промытые и обдутые сжатым
воздухом, монтируют на основании головки, которое центрова-
но по шпинделю. Шланги закрепляют на столе станка. К
уплотнению подключают подачу смазочно-охлаждающей жид-
кости (воды) и давления (баллон со сжатым газом - воздухом
или азотом). Вспомогательные системы собирают и комплекту-
ют по схеме, приведенной в инструкции по эксплуатации тор-
цевого уплотнения.
Обкатку торцевого уплотнения проводят 1 ч без создания ра-
бочего давления. Затем при вращающемся вале создают рабочее
129
давление (или вакуум) и испытывают уплотнение на герметич-
ность 1 ч. После создания давления (или вакуума) источник
давления отключают и контролируют герметичность по падению
давления (натекание вакуума и утечка). Падение давления, кон-
тролируемое по манометру, не должно превышать 0,05 МПа в
1 ч. Натекание вакуума, контролируемое по вакуумметру, не
должно быть более 10 мм рт. ст. в 1 ч. Расход смазочно-
охлаждающей жидкости не должен превышать указанного в ин-
струкции по эксплуатации торцевого уплотнения.
Глава
РЕМОНТ ПОРШНЕВЫХ И
ПЛУНЖЕРНЫХ НАСОСОВ
3.1. РЕМОНТ ЦИЛИНДРОВ
Работоспособность поршневых насосов во многом зависит от
состояния их цилиндров. В поршневых насосах применяют ци-
линдры, отлитые из чугуна или стали и кованные из стали с
чугунными втулками. Цилиндры для работы при низком давле-
нии (до 0,5 МПа), как правило, отливают из серого чугуна с
перлитной структурой, близкого по свойствам чугуну СЧ-21.
Для работы при высоком давлении изготовляют кованые ци-
линдры из стали 35, при среднем - литые из стали 25Л, 35Л.
Чугунные цилиндры редко выходят из строя из-за появления
усталостных трещин, так как чугун малочувствителен к кон-
центраторам напряжений. Однако в процессе эксплуатации у
них появляются трещины, главным образом в местах клапанных
окон вследствие чрезвычайно большого затягивания клапанов.
Для стальных кованых и литых цилиндров характерно усталост-
ное разрушение в результате длительной эксплуатации. Уста-
лостные трещины образуются по галтелям, в местах концентра-
ций напряжений, в клапанных окнах и головках [20].
Во время демонтажа цилиндра некоторых поршневых насо-
сов необходимо вывинчивать шпильки крепления. Для этой
цели можно использовать специальную контргайку, показанную
на рис. 3.1. Она особенно удобна в тех случаях, когда невоз-
можно на свободную часть шпильки навернуть две гайки.
Контргайку 3 навинчивают на шпильку 2 на максимально воз-
можное расстояние и фиксируют стопорным болтом 4, для ко-
торого в контргайке предусмотрено резьбовое отверстие. После
этого шпильку вывертывают из цилиндра 1.
На рис. 3.2 показано приспособление для снятия цилиндра
после того, как вывернуты шпильки крепления. Оно представ-
ляет собой опорный фланец 1 с выпрессовочным винтом 2.
Фланец закрепляют на шпильках крепления крышки цилиндра,
винт 2 при вворачивании упирается в поршень насоса и вытал-
кивает цилиндр с посадочного места.
Рис. 3.3
Рис. 3.1 . Специальная контргайка:
I - цилиндр; 2 - шпилька; 3 - контргайка; 4 - стопорный болт
РИС. 3.2. Приспособление для снятия цилиндра;
/ - опорный фланец; 2 - выпрессовочный винт
РИС. 3.3. Приспособление для монтажа и демонтажа торцевой крышки
цилиндра:
I - винтовой домкрат, 2- втулка; 3- шток; 4 - торцевая крышка; 5- цилиндр
На рис. 3.3 показано приспособление для монтажа и демон-
тажа торцевой крышки цилиндра. В сальниковую коробку тор-
цевой крышки 4 вставляют фторопластовую втулку 2, которая
предотвращает возможность повреждения поверхности штока 3
крышкой. Шток 3 при этом поддерживается винтовым домкра-
том 1. После того как крышка 4 установлена в цилиндр 5, втул-
ку 2 вынимают и заменяют сальником.
В производственном объединении "Салаватнефтеоргсинтез”
чугунные цилиндры, имеющие трещины, восстанавливают эпо-
ксидной смолой ЭД-5 с отвердителем полиэтиленполиамином в
соотношении 10:1. Концы трещин рассверливают и заглушают
132
РИС. 3.4. Фигурная вставка перед установкой ее в отверстие ремонтируемой
детали с трещиной (а) и восстановленная деталь с размешенной в ней вставкой
(бу
/ - стержень; 2 - резьба; 3 - шары; 4 - отверстие; 5 - ремонтируемая деталь; 6 - трещи-
на; 7- щель
резьбовыми штифтами М6-М8 на эпоксидной смоле. В от-
верстия, имеющие трещины, ввертывают пустотелые шпильки,
внутреннее отверстие которых предназначено под плунжер. В
результате наворачивания накидной гайки плунжер, совершая
осевое перемещение, создает в полости отверстия давление. Под
давлением плунжера трещины промывают ацетоном и осушают
сжатым воздухом, а затем в них вводят эпоксидную смолу. Пос-
ле заделки трещины полую шпильку заменяют глухой резьбовой
пробкой, которую наворачивают до упора и срезают. Новые
глухие отверстия под шпильки нарезают на половине шага меж-
ду дефектными отверстиями.
В производственном объединении "Ангарскнефтеоргсинтез"
цилиндры восстанавливают пайко-сваркой латунным припоем
ЛОК-59-1-03, которую проводят ацетилено-кислородным пла-
менем с общим или местным подогревом детали. В некоторых
случаях применяют припой ПОС-40 с предварительной обра-
боткой кромок и последующей пайкой этим же припоем либо
заливкой баббитом (25].
Для ремонта литых цилиндров предложена специальная фи-
гурная вставка, приведенная на рис. 3.4 [26]. Она состоит из
запрессованных элементов, выполненных в виде шаров 3 и сое-
133
диненных цилиндрическим стержнем 1. В каждом шаре имеется
посадочное гнездо с левой и правой резьбой. На концах стержня
1 также выполнена резьба 2. на одном - правая, на другом -
левая. Наличие резьбы позволяет регулировать межцентровое
расстояние между шарами в зависимости от межцентрового рас-
стояния отверстий 4, просверленных в ремонтируемой детали 5
с трещиной 6. Шары изготовляют из демпфирующих материа-
лов, а стержни - из высокопрочных.
Для ремонта литой детали 5 с трещиной 6 шириной Д/ в ней
предварительно по обе стороны трещины по одной оси про-
сверливают отверстия под углом а к вертикали и с межцентро-
вым расстоянием /. Перемычку между отверстиями 4 удаляют до
получения щели 7. Перед установкой вставки в деталь с трещи-
ной шары 3 подбирают с точностью до 0,01 мм и подгоняют по
диаметру отверстия 4. После этого в шары ввинчивают стержень
1 при помощи резьбы 2, которая является левой и правой, что
позволяет отрегулировать длину / с точностью до 0,002 мм. За-
тем запрессовывают вставку в деталь 5 и стягивают трещину 6
перемещением шаров в наклонных отверстиях. После запрес-
совки сферической вставки оставшийся зазор в отверстиях 4
заполняют электролитом, содержащим молибден, никель, медь
или другой металл. Электролит подогревают до 700 - 1000 °C,
металл осаждается на металлические поверхности отверстий 4,
шаров 3, стержня I и трещины 6 в результате гальванодиффузи-
онного (электролизного) насыщения металла из расплавленных
солевых электролитов. В результате электролиза на основном
металле-катоде детали 5 выделяется другой металл, который
диффундирует при высокой температуре в основной металл и
образует на нем диффузионное покрытие. Процесс управляется
подводом катодного тока и регулированием температуры соле-
вого расплава.
В некоторых случаях цилиндр целесообразно восстанавливать
заваркой трещин с использованием чугунных и латунных элек-
тродов или заливкой трещин эпоксидными смолами.
На рис. 3.5 показана схема [271 заделки трещины автогенной
сваркой после предварительного прогрева цилиндра. В качестве
электродов применяют сплав "бронза Тобика". При подготовке
шва под заварку вдоль трещины вырубают канавку и по ее кра-
ям в шахматном порядке ввертывают несколько отдельных
стальных шпилек 3 и 4. Ремонтируемый цилиндр отсоединяют и
перед заваркой равномерно прогревают на очаге с древесным
углем до 500 - 600 °C. В качестве флюса при сварке применяют
буру с борной кислотой. После ремонта цилиндр опрессовывают
для выявления трещин и мест их расположения.
134
Рис. 3.5. Схема заделки трещин сваркой (а)
и клиньями (б):
1 - цилиндр; 2 - кромка трещины; 3, 4 - стальные
шпильки; 5 - шов; 6 - клинья
Рис. 3.6. Приспособление для опрессовки
гильз цилиндра:
1 - болт; 2 - гильза цилиндра; 3 - прокладки; 4 -
колпачковая гайка
На Уфимском заводе синтетического спирта предложено
приспособление для опрессовки гильз небольших цилиндров,
показанное на рис. 3.6. Оно состоит из болта 1 и колпачковой
гайки 4. В теле болта 7 высверлено отверстие для подачи опрес-
совочной жидкости в полость гильзы 2, а также нарезана резьба
для подключения к гидропрессу. Болт пропускают через гильзу
2 и затягивают гайкой 4. Для обеспечения герметичности в го-
ловке болта и гайке вытачивают пазы под прокладки 3. Для вы-
хода воздуха из полости гильзы гайка 4 сначала ослаблена, а
после заполнения гильзы ее затягивают. Такое приспособление
позволяет проводить опрессовку давлением до 210 МПа.
Для опрессовки более крупных гильз цилиндров можно ис-
пользовать приспособление, показанное на рис. 3.7. Оно разра-
ботано в производственном объединении "Салаватнефтеоргсин-
тез". Гильзу устанавливают на плиту 7 и прижимают фланцем 4
и домкратом 6. Герметичность обеспечивается паронитовыми
прокладками 3 между гильзой и фланцем 4 и гильзой и плитой
7. Домкрат 6 приводится в действие маслом, подаваемым насо-
сом под давлением 42 МПа. Опрессовку проводят водой под
давлением 5 МПа.
Приспособление для опрессовки втулок цилиндров показано
на рис. 3.8. Во втулку 3 вставляют штангу 2, на которую наде-
вают фланцы I и 5. Фланцы фиксируют пальцами 7. Расстояние
между фланцами в зависимости от длины втулки 3 можно регу-
лировать винтом 8. Отверстие под палец во фланце 5 герметизи-
135
РИС. 3.7. Приспособление для опрессовки
крупных гильз цилиндра:
1,7- плиты; 2 - стойка; 3 - паронитовая про-
кладка; 4 - фланец; 5 - втулка; 6 - домкрат; 8 -
косынка; 9 - палец; 10. 11- рымболты
РИС. 3.8. Приспособление для опрессовки
втулки цилиндра:
1,5- фланцы; 2 - штанга; 3 - втулка; 4 - про-
кладки; 6- пробка; 7- палец; 8- винт
руют пробкой 6. Герметичность между фланцами и втулкой до-
стигается резиновыми самоуплотняющимися прокладками 4.
Воду подают через отверстие во фланце 1.
На рис. 3.9 изображено приспособление для опрессовки
крышек 5 цилиндров. Одновременно опрессовывают две крыш-
ки. Между ними вставляют кольцо 2 и после этого их стягивают
шпильками. Герметичность достигается прокладками 3. В коль-
це 2 имеются штуцер 4 для подачи воды и штуцер 1 для удале-
ния воздуха при заполнении крышек водой.
Втулки цилиндров поршневых насосов выпрессовывают для
замены их при заедании поршня, обнаружении трещин, боль-
ших местных выработок, для очистки от накипи или замены
уплотнительных колец.
136
/ ,г
Рис. 3.9. Приспособление для опрессовки крышек цилиндров:
I, 4- штуцера; 2 - кольцо: 3 - прокладки: 5 - крышки цилиндров
Рис.3.10. Приспособление для выпрессовки гильзы из цилиндра:
/ - домкрат; 2 - оправка; 3 - клапанные окна; 4 - цилиндр; 5 - гильза; 6 - опорная тра-
верса
На рис. 3.10 показано приспособление для выпрессовки гиль-
зы из цилиндра. Цилиндр 4 упирается в траверсу 6. Выпрессов-
ку осуществляют домкратом 7, на плунжере которого крепят
специальную оправку 2. Оправка проходит через клапанные
окна 5, упирается в гильзу 5, и гильза выдавливается из ци-
линдра 4.
На рис. 3.11 представлено еще одно приспособление для вы-
прессовки гильз из цилиндров. Оно представляет собой опору 3,
установленную на цилиндр, в который пропущена тяга 6. На
ней крепят диск 7, захватывающий гильзу цилиндра. Тяга при-
варена к плите 5, соединенной шпильками 4 с плитой 2. На
опоре 3 устанавливают домкрат 7, при помощи которого по-
средством плит 2 и 5, тяги 6 и диска 7 извлекают гильзу из ци-
линдра.
Если втулку извлечь невозможно, то ее удаляют разъемной
борштангой [28]. Как показано на рис. 3.12, цилиндр 2 устана-
вливают на расточный станок. Через цилиндр пропускают разъ-
емную борштангу 5. Один ее конец закрепляют в шпиндель 6
станка, а другой - в подшипник скольжения 7 задней стойки
станка. На борштанге крепят торцевую фрезу 4, которой и уда-
ляют отработанную втулку.
При запрессовке втулки цилиндр обычно подогревают. На
рис. 3.13 представлен винтовой пресс для запрессовки втулки.
Он представляет собой траверсу 2, в которой есть резьбовое
отверстие под пресс-винт 7. Траверсу закрепляют на цилиндре 6
137
РИС. 3.11. Приспособление для выпрессовки гильзы из цилиндра:
/ - домкрат; 2, 5 - плиты; 3 - опора; 4 - шпилька; 6 - тяга; 7 - диск
Рис. 3.12. Разъемная борштанга для удаления втулки из цилиндра:
1 - подшипник скольжения; 2 - цилиндр; 3 - втулка цилиндра; 4 - торцевая фреза; 5 -
борштанга; 6 - шпиндель станка
РИС. 3.1 3. винтовой пресс для запрессовки втулки в цилиндр:
/ - пресс-винт; 2 - траверса; 3 - крепежный болт; 4 -*нажимной диск; 5 - втулка; 6 -
цилиндр
болтом 3 или шпильками крепления крышек цилиндров. На
втулку устанавливают нажимной диск 4. Пресс-винт 1 при вво-
рачивании упирается в диск, и втулка 5 заталкивается в цилиндр
6.
Приспособление для запрессовки втулки в цилиндр гидрав-
лическим домкратом показано на рис. 3.14. На втулку 3 ци-
линдра 4 устанавливают диск 2, соединенный болтом 1 с флан-
цем 5. С противоположной стороны на цилиндр 4 устанавли-
вают опорный диск 6. В него упирается домкрат 7. Пуансон
домкрата давит на траверсу 9, которая захватами 8 тянет фланец
5 и через болт 7 и диск 2 запрессовывает втулку 3 в цилиндр 4.
На рис. 3.15 изображена установка для механизированной за-
прессовки втулок [29]. Она состоит из насосной станции 10,
установочного подъемника с консольной стрелой, механизма
подъема 8 и двух сменных гидро цилиндров силой 50 и 100 тс.
138
ГИС. 3.14. Приспособление для запрессовки втулки гидравлическим дом-
кратом:
1 - болт; 2 - диск; 3 ~ втулка; 4 - цилиндр; 5 - фланец; 6 - опорный диск; 7 - домкрат;
8- захват; 9- траверса
Рис. 3.15. Установка для механизированной запрессовки втулки:
/ - чека; 2 - шток цилиндра; 3 - планшайба; 4, 6 - кнопочные станции; 5 - силовой
гидроцилиндр; 7-стрела; 8- механизм подъема; 9- кран управления; 10- насосная стан-
ция; // - основание; 12 - колонна подъемника, 13 - кулачки
Силовой гидроцилиндр 5, подключенный к насосной станции
гибкими шлангами, устанавливают по оси отверстия корпусной
детали при помощи механизма подъема стрелы подъемника.
Цилиндр центруют по отверстию детали кулачками 13 и на-
страивают на необходимый размер по кольцевым рискам план-
шайбы 3. На шток 2 цилиндра надевают запрессовываемую
втулку и закрепляют ее закладной чекой 1 и гайкой. Втулку за-
прессовывают силовым цилиндром, который включают в работу
с кнопочной станции 6. Наличие сменных силовых цилиндров
позволяет запрессовывать втулки диаметром 80 - 1000 мм.
На рис. 3.16 приведено пневмоударное приспособление для
запрессовки втулок большого диаметра (от 300 до 1500 мм) [29].
Втулку предварительно вручную запрессовывают в отверстие
станины на 5 - 10 мм и выверяют ее перпендикулярность отно-
сительно горизонтальной плоскости станины. Затем подъемным
краном приспособление устанавливают на втулку и подключают
его к сети сжатого воздуха. Через двухходовой кран 8 сжатый
воздух (давление 0,5 МПа) поступает в полость А и поджимает
массивный корпус 3 приспособления вверх по направляющим
139
Рис. 3.16. П невмоударное приспособление для запрессовки втулки большо-
го диаметра:
/ - центровик; 2 - опорное кольцо; 3 - корпус: 4 - штанга; 5 - поршень; 6 - пружина;
7- клапан-разрядник; 8 - кран; А - полость
РИС. 3.17. Оправка для расточки втулки цилиндра:
1 - резец; 2 - резцедержатель: 3 - болт, 4 - фланец; 5 - стержень; 6 - конус Морзе
Рис. 3.18. Способ крепления втулки на расточном станке:
/ - стол; 2 - крюк; 3 - “цепь Гали"; 4 - втулка; 5 - зажимной болт; 6 - планка
штангам 4. В это время давление сжатого воздуха на поршень 5
уравновешивается действием пружины 6, вследствие чего от-
верстия для выхода воздуха в клапане-разряднике 7 перекрыты.
После достижения в полости цилиндра заданного давления воз-
духа кран 8 переключают и нагнетающие полости крана и ци-
линдра соединяют с окружающей средой. Давление в полости А
начинает быстро падать. В этот момент срабатывает клапан-
разрядник 7 и открывает отверстие для выхода воздуха, что
ускоряет падение давления в полости цилиндра. В результате
этого корпус 3 падает на опорное кольцо 2 и силой удара пере-
мещает втулку в отверстие станины. Затем цикл повторяется.
Запрессовка втулки осуществляется за несколько таких циклов.
140
Ступенчатые проточки на центровике / и опорном кольце 2
позволяют запрессовывать втулки разных диаметров. Приспо-
собление отличается простотой конструкции и надежностью в
работе.
При обнаружении на поверхности больших задиров, превы-
шающих 10% длины окружности, цилиндры или цилиндровые
втулки растачивают. Расточка цилиндров допускается в тех слу-
чаях, когда его диаметр после расточки не будет превышать 2%
нормального размера или 50 мм и когда уменьшение толщины
стенки после расточки не превысит 1/12 ее номинальной тол-
щины [30]. Расточку цилиндров следует проводить на специаль-
ных расточных станках с последующим хонингованием. Если
такой возможности нет, то допускается расточка специальными
приспособлениями. Небольшие цилиндры и втулки можно рас-
тачивать на токарных станках специальной борштангой.
На рис. 3.17 показана оправка для обработки втулки на рас-
точном станке. Она состоит из стержня 5, на котором укреплен
фланец 4. К фланцу болтами 3 крепят резцедержатель 2. Оправ-
ку крепят в шпинделе станка конусом Морзе 6. Втулку крепят
на столе расточного станка, после чего в нее подают оправку с
резцом / и обрабатывают внутреннюю поверхность втулки или
цилиндра.
На Ново-Уфимском нефтеперерабатывающем заводе предло-
жен оригинальный способ крепления "цепью Гали" цилиндра и
втулки во время их обработки на расточном станке. Как показа-
но на рис. 3.18, в пазы стола / вставляют два болта 5 и крюк 2.
На болты 5, соединенные с цепью 3 шарнирно, надевают план-
ку 6. На стол 1 устанавливают втулку 4 и охватывают ее цепью
3, которую затем цепляют за крюк 2. Гайки затягивают на бол-
тах 5, натягивают цепь и зажимают втулку 4.
На рис. 3.19 показано приспособление для расточки ци-
линдра на токарном станке. Цилиндр 2 крепят люнетами 1 на
нижних салазках суппорта 4 станка. Резец укрепляют на бор-
штанге 3, которая вращается в центрах станка. Осевая подача
осуществляется в результате перемещения обрабатываемого ци-
линдра 2 относительно резца. Окончательную обработку после
расточки проводят хонингованием [31].
При расточке цилиндров диаметром 200 - 400 мм и длиной
до 200 мм возникают трудности с их креплением в патроне
станка.
На рис. 3.20 показано приспособление, облегчающее реше-
ние этой задачи и предназначенное для использования на стан-
ках ДИ П-300, -500. Оно представляет собой фланец 3, который
крепят на вращающемся центре станка. К фланцу приварены
141
Рис. 3.19. Приспособление для расточки цилиндров на токарном станке:
/ - люнет; 2 - цилиндр; 3 - борштанга; 4 - суппорт станка
РИС. 3.20. Приспособление для расточки втулки на токарном станке:
/ - токарный станок; 2 - центровочные болты; 3 - фланец; 4 - втулка; 5 - резец
РИС. 3.21. Приспособление для расточки цилиндра на расточных станках;
/ - стол станка; 2 - подшипник; 3 - центрующий фланец; 4 - цилиндр; 5 - резцедержа-
тель; 6- центрующая катушка; 7- палец; 8- переходная муфта; 9- карданная передача; 10
- шпиндель станка; / / - резец
гайки, в которые вворачиваются заостренные болты 2. Этими
болтами центруют втулку 4 и обеспечивают достаточную жест-
кость ее крепления, что позволяет сократить затраты времени и
увеличить глубину обработки втулки за один проход резца 5.
Крепление борштанг обычно жесткое, вследствие чего необхо-
димо строго соблюдать соосность борштанги и втулки. Опера-
ция центрования длительная и очень сложная. Поэтому ее дол-
жен выполнять станочник высокой квалификации.
На рис. 3.21 изображено приспособление, позволяющее рас-
тачивать цилиндры 4 на расточном станке без центрования. Это
достигается креплением борштанги не в центрах станка, а в
центрующем фланце 3 и катушке 6. Привод борштанги - от
шпинделя станка 10 через карданную передачу 9. Поэтому от-
клонение осей цилиндра и шпинделя станка неощутимо. Про-
дольное перемещение осуществляется столом / станка, на кото-
ром закреплен цилиндр 4. В качестве крестовины в карданной
передаче 9 можно использовать крестовину от автомобиля
ГАЗ-69.
142
РИС. 3.22. Переносное приспособление для расточки цилиндра:
1,3- фланцы: 2 - резцедержатель; 4 - борштанга; 5 - рукоятка; 6 - опора; 7, 9, 11 -
шестерни; 8 - червячное колесо; 10 - редуктор; 12 - электродвигатель
На рис. 3.22 показано переносное приспособление для рас-
точки цилиндров диаметром 350 мм и более [30]. Основные уз-
лы - направляющие и центрующие фланцы / и 3, борштанга 4 с
резцедержателем 2, механизм привода, привод резцедержателя,
детали крепления. Электродвигатель приводит во вращение чер-
вяк 10, который вращает червячное колесо 8, жестко устано-
вленное на борштанге 4. Продольное перемещение резцедержа-
теля осуществляется ходовым винтом, который приводится в
движение шестерней 7, вращаемой шестерней 9 при застопо-
ренной шестерне 11. Резцедержатель в ходе настройки переме-
щается вручную рукояткой 5 при расстопоренной шестерне 11.
Для прекращения движения резцедержателя на центрующих
фланцах установлены конечные выключатели, выключающие
электродвигатель при перемещении резцедержателя до крайней
точки.
Диаметр растачиваемого цилиндра - 355 мм, число оборотов
борштанги - 222 мин-1, подача резцедержателя за один оборот
борштанги - 0,15 мм, глубина резания - до 1 мм, скорость реза-
ния - 25 м/мин, число оборотов червячного вала редуктора -
950 мин-1, число оборотов электродвигателя - 1475 мин1, мощ-
ность электродвигателя - 1 кВт.
Это приспособление можно использовать для хонингования
цилиндров. С этой целью вместо резцедержателя устанавливают
хонинговальную головку, снабженную специальными хонинго-
143
РИС. 3.23. Приспособление для расточки цилиндра без его демонтажа:
1 - установочная крестовина; 2 - ведомый шкив; 3 - борштанга; 4 - ремень; 5 - элек-
тродвигатель; 6 - ведущий шкив; 7 - редуктор червячный; 8 - станина; 9 - цилиндр; 10 -
резцедержатель; 11 - подшипник; 12- маточная гайка; 13- корпус; 14- ходовой винт
вальными брусками, а вместо червячной шестерни - шкив для
увеличения числа оборотов борштанги, который сообщен с
электродвигателем клиноременной передачей.
На рис. 3.23 показано приспособление для расточки ци-
линдра без его демонтажа. Привод состоит из станины 8, двига-
теля 5, червячного редуктора 7 и ведущего шкива 6. В сальнико-
вое гнездо цилиндра 9 устанавливают подшипник 11. Один ко-
нец борштанги 3 опирается на подшипники, другой - на уста-
новочную крестовину 1, при помощи которой центруют бор-
штангу 3 в цилиндре 9. На борштанге закреплен резцедержатель
10. Вращение на борштангу передается от привода ремнем 4 и
ведомым шкивом 2. Осевое перемещение резца осуществляется
ходовым винтом 14, который вворачивают в маточную гайку 12
и закрепляют неподвижно в корпусе 13. При вращении бор-
штанги 3 она одновременно перемещается вдоль оси цилиндра,
тем самым резец обрабатывает всю поверхность цилиндра.
Переносное приспособление, показанное на рис. 3.24, внед-
рено в производственном объединении "Пермьнефтеоргсинтез".
Оно позволяет растачивать цилиндры насосов на месте без де-
монтажа [32]. По штанге 2, которую крепят к насосу фланцами
10 и 11, перемещают винтом 6 резцовую головку 1. Приводом
служит электродвигатель 3 мощностью 2,8 кВт с червячным
редуктором 9. При монтаже приспособления индикатором вы-
144
Рис. 3.24. Переносное приспособление для расточки цилиндра без его
демонтажа:
1 - резцовая головка; 2 - штанга; 3 - электродвигатель; 4, 5, 7, 8 - шестерни; 6 - ходо-
вой винт; 9 - червячный редуктор; 10, 11 - крепежные фланцы
а &
РИС. 3.25. Инструмент для зачистки поверхности цилиндра:
а - напильник, выгнутый по радиусу цилиндра; б - лекальная колодка с натянутым
наждачным полотном
веряют соосность штанги с цилиндром. После этого резец уста-
навливают на нужный диаметр расточки и подают его вдоль оси
цилиндра в результате относительного вращения ходового винта
6, штанги 2 и шестерен 4, 5, 7, 8.
Цилиндры шлифуют при небольшом их износе, а также пос-
ле расточки.
Небольшие дефекты на поверхности цилиндра устраняют за-
чисткой корундовым камнем, острым шабером или напильни-
ком, выгнутым в отпущенном состоянии по радиусу цилиндра
(рис. 3.25,а) [27], а также мелким наждачным полотном, закреп-
ленным на лекальную колодку (см. рис. 3.25,6), имеющую кри-
визну цилиндра.
На Новополоцком нефтеперерабатывающем заводе предло-
жено приспособление для шлифовки цилиндра без его демон-
тажа. Приспособление, показанное на рис. 3.26, крепят травер-
сой 2 и шпильками 3 крепления головок цилиндра. На траверсе
приварена гайка, при помощи которой перемешается ходовой
винт 5. На одном конце винта укреплены втулки 7, в которые
устанавливают колодки 6. Колодки прижимают пружинами 8 к
стенкам цилиндра 1. На колодки крепят наждачную бумагу.
145
г ИС. 3.2Ь. Приспособление для шлифовки цилиндра без его демонтажа:
1 - цилиндр; 2 - траверса; 3 - шпильки крепления; 4 - рукоятка; 5 - ходовой винт; 6 -
колодки; 7- втулки; 8- пружина
РИС. 3.27. Приспособление для шлифовки цилиндров диаметром 200-
360 мм:
1 - стяжной винт; 2 - рукоятки; 3 - деревянные сегменты; 4 - шурупы; 5 - ось крепле-
ния шарниров; 6- шарниры; 7- гайка
Приспособление приводят в движение рукояткой 4. При этом
происходит вращательно-поступательное движение колодок, и
зеркало цилиндра 1 обрабатывается на всю длину.
Приспособление для шлифовки цилиндров диаметром 200 -
360 мм показано на рис. 3.27. Оно состоит из четырех шарнир-
ных соединений, установленных на стяжном винте 1. К наруж-
ным шарнирам шурупами 4 крепят два деревянных сегмента 3
диаметром, равным диаметру цилиндра. Подача винта в одну
или другую сторону гайкой 7 изменяет положение шарниров,
что приводит к уменьшению или увеличению диаметров. На
сегменты 3 устанавливают шлифовальный материал (наждачная
бумага, смазанная пастой ГОИ) и закрепляют их на боковых
плоскостях. Затем вводят приспособление в цилиндр. Стяжным
винтом / прижимают сегменты к поверхности цилиндра й руко-
яткой 2 шлифуют. Равномерное прилегание сегментов к поверх-
ности цилиндра позволяет улучшить качество шлифовки и
уменьшить затраты времени на ее проведение. Изменяя длину
шарниров 6 и изготовляя сегменты по диаметру цилиндров,
можно расширить область применения приспособления.
Приспособление для чистовой обработки цилиндра представ-
лено на рис. 3.28. На штангу 11 надевают ступицу 5, которая
свободно передвигается по шлицевым направляющим штанги.
На ступице тремя тягами 4 шарнирно на осях 10 закреплены
три обоймы 3 с абразивными камнями 1. Камни в обоймах кре-
пят болтами 2 и располагают относительно друг друга под углом
146
Рис. 3.29 Рис. 3.30
РИС. 3.28. Приспособление для чистовой обработки цилиндра:
1 - абразивный камень; 2 - болт; 3 - обойма; 4 - тяга; 5 - ступица; 6 - шпонка; 7 - пру-
жина; 8- гайка; 9- шайба; 10- ось; 11 - штанга
РИС. 3.29. Приспособление для шлифовки цилиндра на сверлильном стан-
ке:
1 - конус Морзе; 2 - скоба; 3 - текстолитовые подкладки; 4 - шлифовальный камень;
5 - корпус; 6 - пружина
Рис. 3.30. Приспособление для накатки зеркала цилиндра:
/ - борштанга; 2 - пружина; 3 - корпус; 4 - ролик; 5 - стойка; 6 - ось; 7 - крышка; 8 -
подшипник
120°. Для настройки на необходимый диаметр цилиндра служит
гайка 8. Чтобы обеспечить определенную силу прижатия камней
к обрабатываемой поверхности, между гайкой 8 и ступицей 5
установлена пружина 7. После установки приспособления в ци-
линдре включают привод и сообщают приспособлению враща-
тельное движение.
147
На рис. 3.29 показано приспособление, позволяющее шлифо-
вать цилиндр на сверлильном станке. Приспособление конусом
Морзе / закрепляют в шпинделе сверлильного станка. Цилиндр
устанавливают на столе станка, после чего приспособление
опускают в полость цилиндра и проводят шлифовку. Шлифо-
вальные камни 4 прижимают к зеркалу цилиндра пружинами 6.
Приспособление можно использовать для шлифовки цилиндров
различных размеров, так как в корпусе 5 выполнены продоль-
ные пазы. Кроме того, можно применять скобы 2 других разме-
ров
На рис. 3.30 представлено приспособление для накатки зер-
кала цилиндра. Накатка в отличие от шлифовки позволяет не
только увеличить чистоту поверхности до 9 - 10 классов, но и
повысить твердость зеркала, а следовательно, значительно сни-
зить износ зеркала цилиндра в ходе эксплуатации насоса. При-
способление состоит из борштанги /. на которой закрепляют
два ролика 4, установленных диаметрально противоположно.
Ролики вращаются на оси 6 на подшипниках 8. Полость под-
шипников набивают смазкой и закрывают крышками 7. Ось 6
крепят в стойках 5, которые могут перемещаться в радиальном
направлении в корпусе Ролики 4 прижимают к накатываемой
поверхности пружинами 2.
Перед запрессовкой втулки в цилиндр наружная ее поверх-
ность должна быть соответственно подготовлена. Для этого
можно использовать приспособление, показанное на рис. 3.31.
Оно представляет собой самоцентрующую оправку с неподвиж-
ным 1 и подвижным 3 конусами. Втулку 2 зажимают между ко-
нусами гайкой 4. В собранном виде оправку со втулкой зажи-
мают в центрах станка и втулку шлифуют. Наличие конусов
обеспечивает самоцентровку втулки.
Крышки цилиндров в большинстве случаев выходят из строя
в результате появления на них трещин, раковин или выбоин на
седлах клапанов, забоин на уплотнительных бургах. Основные
причины образования трещин на крышках цилиндров следую-
щие: термические перенапряжения отдельных участков, появ-
ляющиеся в результате нарушения нормального режима охлаж-
дения; чрезмерное затягивание гаек и шпилек крепления кры-
шек с перекосом, а также гаек крепления корпусов клапанов;
прорыв горячих газов через неплотности в седлах клапанов и в
клапанах |30|. Крышки цилиндров или отдельные их участки
перегреваются вследствие засорения проходных каналов либо
полостей, по которым должна проходить охлаждающая жил
кость, чрезмерного отложения накипи на охлаждаемых поверх-
ностях, а также конструктивных и технологических дефектов
14S
РИС. 3.31. Присшкоблснис для шлифовки втулки цилиндра:
/. J ниподнпжнин и подвижный конусы оправки соответственно; 2 «гулка; 4 за-
жимная HiiiKa
РИС. 3.32. Приспособление для обработки крышки цилиндра на токарном
станке:
/ планшайба; 2 болте ганкой; 5 - крышка
(большие литейные напряжения вследствие неравномерного
распределения металла, неправильно выбранный режим терми-
ческой обработки при изготовлении).
Методы ремонта крышек с трещинами аналогичны методам
ремонта цилиндров с трещинами. Во всех случаях перед нача-
лом ремонта необходимо прочистить, удалить накипь и промыть
все полости охлаждения крышки.
Выбоины и забоины на уплотнительных поверхностях можно
устранить на токарных станках. Для этого необходимы специ-
альные планшайбы. Одна из них показана на рис. 3.32. План-
шайба / служит для закрепления крышки цилиндра. Ее навора-
чивают на шпиндель токарного станка ДИП-300 и к ней болтом
с гайкой 2 крепят крышку 3. Для шлифовки посадочных мест
крышки и цилиндра применяют специальные притиры.
В случае обрывов шпилек крепления крышек при затягива-
нии гаек и разборке болтовых соединений оборванные шпильки
можно удалить одним из следующих способов. На выступающем
конце оставшейся части шпильки выпиливают шлиц и вывер-
тывают отверткой. В шпильке сверлят отверстие, затем нарезают
обратную резьбу и заворачивают болт, которым вывертывают
оборванную или сломанную шпильку. Если метчиков с обрат-
ной резьбой нет, то в отверстие забивают стальной закаленный
четырехгранный стержень, поворачиванием которого удаляют
остаток шпильки. Когда сломанная шпилька выступает над по-
верхностью детали, то к ней можно приварить рычаг или гайку
и при их помощи вывернуть обломок.
Для вывертывания шпильки можно использовать приспособ-
ление, представленное на рис. 3.33. На вывертываемую шпильку
накидывают корпус / приспособления. В корпусе / на оси 3
149
для вывертывания шпилек:
РИС. 3.33. Приспособление
/ - корпус; 2 - рычаг; 3 - ось; 4 - эксцентричный ролик; 5 - шпилька; 6 - цилиндр
установлен эксцентричный ролик 4. При проворачивании кор-
пуса происходит самозахват шпильки 5 роликом 4. Для лучшего
сцепления на поверхности ролика 4 предусмотрена накатка.
3.2. РЕМОНТ ПОРШНЕЙ И ШТОКОВ
Поршни отличаются многообразием конструкций, но всем им
присущи некоторые общие дефекты, особенно узлу соединения
поршня со штоком. При эксплуатации в работе поршней на-
блюдаются следующие неполадки: вывертываются на ходу и
попадают в цилиндр пробки заглушек чугунных литых поршней,
возможно попадание в полость пошня посторонних предметов,
которые постепенно пробивают днище поршня и выбрасывают-
ся в цилиндр; срабатывается несущая поверхность поршней,
между поршнем и цилиндром образуется зазор, появляются до-
полнительные напряжения изгиба в штоке; ослабляется посадка
поршня на штоке.
Для своевременного выявления этих неполадок периодически
контролируют состояние несущей поверхности поршня, фикса-
цию поршня на штоке, заглушек у литых поршней, зазор между
зеркалом цилиндра и поршнем, состояние элементов наборных
поршней и шарнирных соединений самоустанавливающихся
конструкций.
Основанием для отбраковки (замены) поршня являются уста-
лостные трещины в поршне и узле соединения со штоком, уве-
личение радиального зазора между зеркалом цилиндра и порш-
нем, износ слоя заливки более чем на 60%, толщина слоя залив-
ки меньше 0,5 мм или повреждение 10% заливки (зазоры, от-
слоения, выкрашивание), изношенные ручьи поршневых колец.
150
Новые поршни, изготовленные в ремонтно-механических
цехах предприятий, испытывают на прочность и плотность.
В процессе эксплуатации контролируют состояние поверх-
ности штока. Трещины на поверхности резьбы или галтелях
штока, деформация, срыв либо смятие резьбы не допускаются.
Наиболее вероятные места возникновения усталостных трещин
- галтельные переходы, резьбы (особенно второй - пятый вит-
ки), гладкая сальниковая часть (в зоне натира), упорный бурт,
поршень. Трещины начинают развиваться, как правило, от на-
ружной поверхности. Плоскости трещин ориентированы пер-
пендикулярно к оси штока, за исключением трещины в упор-
ном бурте, плоскость которой параллельна этой оси.
3.2.1. Приспособления для демонтажа
и монтажа поршня со штоком
При демонтаже и монтаже поршня со штоком, чтобы не повре-
дить сальниковые уплотнения, зеркало цилиндра, поршень и
шток, используют различные приспособления, которые позво-
ляют снизить затраты физического труда, рабочего времени,
повысить безопасность труда.
На рис. 3.34 показано приспособление, применяемое при ре-
монте крупных насосов. Оно представляет собой две тележки /,
перемещающиеся по полозьям 2 Приспособление устанавли-
вают на нижние направляющие крейцкопфа, для чего попереч-
ные трубки 4, приваренные к полозьям /, изогнуты по профилю
направляющих крейцкопфа. На тележках 2 имеются поддержи-
вающие винтовые домкраты 3, которые подводят под шток:
один как можно ближе к поршню, другой - под свободный ко-
нец штока. После этого поршень со штоком выкатывают из
цилиндра.
Во избежание задиров штока и повреждения сальников во
время демонтажа или монтажа на Новополоцком нефтеперера-
батывающем заводе предложено на резьбовую часть штока на-
ворачивать оправку, показанную на рис. 3.35.
Если такой оправки нет, то можно использовать более про-
стое приспособление, приведенное на рис. 3.36. Оно представ-
ляет собой деревянный ползун /, выполненный так, чтобы
шток, уложенный на него, свободно входил в отверстие сальни-
кового узла. Ползун закрепляют на штоке хомутом 3 и болтами
2. Кроме того, ползун является как бы противовесом поршню и
удерживает поршень со штоком в горизонтальном положении.
На рис. 3.37 показано приспособление для предотвращения
повреждений сальникового узла, штока и зеркала цилиндра. В
клапанные гнезда цилиндра устанавливают ось /, на которую
151
Рис. 3.34. Приспособление для монтажа и демонтажа поршня со штоком:
/ - тележка; 2 - полозья; 3 - винтовой домкрат; 4 - труба
Рис. 3.35. Оправка'
Рис. 3.36. Приспособление для предотвращения задиров штока и повреж-
дения сальников;
/ - деревянный ползун; 2 - болты; 3 - хомут
насажен ролик 2 Чтобы ролик не смещался по оси, на ней за-
креплены стопорные кольца 3. Во время демонтажа и монтажа
на ролик опирается шток.
Для предотвращения изгиба штока при его вворачивании и
вывертывании используют специальную стойку, показанную на
рис. 3.38. Она состоит из опоры 5 с резьбовой втулкой 4, стойки
3, на которую приварена втулка 2 Стойку устанавливают как
можно ближе к месту приложения крутящего момента к штоку
1. Шток пропускают через втулку 2 В качестве стойки можно
использовать часть старого штока. Высоту стойки изменяют при
помощи резьбового соединения.
В ходе монтажа поршня со штоком в цилиндр возникает
трудность с заправкой поршневых колец, поскольку необходимо
одновременно сжимать кольца и досылать поршень в цилиндр.
При выполнении этой трудоемкой операции возможны травма-
тизм и повреждение сальникового узла, поршневых колец, што-
ка, поршня и зеркала цилиндра.
На рис. 3.39 показано приспособление для заправки поршне-
вых колец, представляющее собой втулку 3 с конической внут-
ренней поверхностью. Втулку 3 накладывают на цилиндр 4,
поршень 7 с кольцами 2 пропускают через нее в цилиндр [30].
152
Рис. 3.38
Рис. 3.39
3.37. Приспособление для предотвращения повреждений сальниково-
Рис.
го узла, штока и зеркала цилиндра:
1 - ось; 2 - ролик; 3 - стопорные кольца
Рис. 3.38. Стойка для предотвращения изгиба штока.
1 ~ шток; 2 - втулка; 3 - стойка: 4 - резьбовая втулка; 5- опора
Рис. 3.39. Приспособление для заправки поршневых колец:
/ - поршень; 2- кольца; 3~ втулка; 4- цилиндр
Рис. 3.40. Приспособление для досылания поршня в цилиндр:
Г- основание, 2- стойки; 3 - палец
Рис. 3.41 . Приспособление для ввода поршня в цилиндр:
1 - цилиндр; 2 - траверса; 3 - гайка: 4 - шпилька; 5 - ходовой винт; 6 - резьбовая втул-
ка; 7 - поршень
153
На рис. 3.40 показано наиболее простое приспособление для
досылания поршня в цилиндр. Оно выполнено в виде специ-
ального упора. В основании 1 имеются отверстия для его за-
крепления на шпильках цилиндра. В стойках 2 сделаны от-
верстия под палец 3, который служит опорой для рычага, досы-
лающего поршень в цилиндр. При необходимости палец можно
переставлять в другие отверстия.
Более совершенное приспособление для ввода поршня в ци-
линдр показано на рис. 3.41. В цилиндр 1 ввертывают шпильки
4, на которых закрепляют траверсу 2. В нее вварена резьбовая
втулка 6 под ходовой винт 5. Поршень 7 заталкивают в цилиндр
7 при заворачивании винта 5. Для заворачивания винта в нем
предусмотрены специальные отверстия.
3.2.2. Приспособления для разборки поршня со штоком
При разборке поршня со штоком используют приспособления
для его закрепления во время разборки и ключи для отворачи-
вания поршневых гаек. Конструкции этих приспособлений за-
висят от марки поршневого насоса.
На рис. 3.42 показано приспособление, представляющее со-
бой два стандартных трубодержателя 2, которые установлены на
столе 4. В трубодержателях 2 зажимают шток 3. Чтобы не было
повреждений штока, в местах зажима подкладывают медные
пластины толщиной 0,5 - 1,0 мм. После зажатия штока отвора-
чивают поршневую гайку и снимают поршень.
Стенд для разборки поршня со штоком показан на рис. 3.43.
Он представляет собой стол, на котор »м закреплены опора 3,
замок 4 и стойка 7 с крепежным болте м 2. Поршень со штоком
уладывают на опору 3 и замок 4, фиксируют замком 4 и болтом
2, после чего отворачивают поршневую сайку.
На рис. 3.44 представлен стенд для разборки поршня со што-
ком другой конструкции. На станине 6 приваривают стойки с
хомутами 2 и 4 для закрепления штока 3. Чтобы не повредить
поверхность штока, в хомуты 2 и 4 укладывают мягкую про-
кладку.
Для закрепления штока при разборке можно использовать и
обычные машинные тисы, закрепленные на столе. При этом
под поршень подкладывают какой-либо мягкий материал и пос-
ле закрепления штока отворачивают поршневую гайку.
При отворачивании поршневой гайки шток можно удержи-
вать также приспособлением, показанным на рис. 3.45. Оно
представляет собой втулку со шпоночным пазом и прикреплен-
ными к ней рычагами 7. Шток 2 фиксируют в приспособлении
шпонкой.
154
Рис. 3.42. Трубодержатели для зажатия штока:
1 - поршень; 2 - трубодержатель; 3 - шток; 4 - стол
Рис. 3.43. Стенд для разборки поршня со штоком:
1 - стойка; 2 - крепежный болт; 3 - опора; 4 - замок
гИС. 3.44. Модифицированный стенд для разборки поршня со штоком:
1, 5 — поршневые гайки; 2, 4 - хомуты: 3 - шток; 6 - станина
Рис. 3.45. Приспособление для удержания штока:
/ - рычаг; 2 - шток; 3 - поршень; 4 - гайка
На рис. 3.46 представлено приспособление для удержания
штока при отворачивании поршневых гаек. Оно состоит из
основания 7, на котором закреплена неподвижная площадка 2.
Передвижная площадка 3 ходит по шпилькам-направляющим 4.
Шток зажимают винтом 6 между неподвижной 2 и подвижной 3
площадками. Опорой для винта 6 служит траверса 5.
155
Рис. 3.46. Приспособление для удержания штока при отворачивании
поршневых гаек:
/ - основание; 2 - неподвижная площадка; 3 - передвижная площадка; 4 - шпильки-
направляющие; 5 - траверса; 6 - винт
Рис. 3.47. Приспособление для отворачивания поршневых гаек:
1 - штифты; 2 - гайка; 3 - пластина; 4 - поршень: 5 - шпильки; 6 - упорная пластина;
7 - шток
На рис. 3.47 изображено приспособление для отворачивания
поршневых гаек. Предварительно в торце гайки 2 высверливают
два отверстия, в которые вставляют штифты 1 и закрепляют их
на пластине 3. Чтобы не было срывов штифтов 1 из гайки 2,
пластину прижимают шпильками 5 к упорной пластине 6? Шток
7 закрепляют каким-либо из перечисленных выше способов.
Вращением за рычаг пластины 3 отворачивают гайку. Такой
способ отворачивания значительно увеличивает срок службы
гаек.
При заворачивании поршневой гайки возникают трудности
из-за необходимости соблюдать соосность ключа и гайки. При
небольшом отклонении ключ срывается с гайки. Чтобы этого не
было, используют приспособление, показанное на рис. 3.48.
Оно состоит из разъемного кольца с приваренными к нему
штангами. Между половинками 1 и 2 устанавливают ключ 3, и
приспособление закрывают на шпильках 4 цилиндра. После
этого заворачивают поршневые гайки.
Приспособление, аналогичное описанному, показано на рис.
3.49 [33]. При демонтаже штока шпильки 2 ввертывают в ци-
линдр насоса и закрепляют гайками, торцевой ключ надевают
на гайку штока. Вращая рукоятку торцевого ключа, выверты-
вают гайку.
156
Рис. 3.48 .Приспособление, предотвращающее срыв ключа с гайки:
/, 2 - половинки разъемного кольца; 3 - ключ; 4 - шпилька
Рис. 3.49. Модифицированное приспособление для предотвращения срыва
ключа с гайки:
/ - планка; 2 - шпилька; 3 - пружина; 4 - торцевой ключ
Рис. 3.51 . Ключ
Рис. 3.50. Приспособление для разборки поршней:
/ - шарнир; 2 - прорезиненная лента; 3 - стяжной болт; 4 - корпус; 5 - заклепка; 6 ~
рукоятка
для отвинчивания и завинчивания контргайки штока
Еще одна конструкция приспособления для разборки поршня
представлена на рис. 3.50. Это своеобразный хомут, закрепляе-
мый на поршне. Он состоит из корпуса 4, представляющего
собой две половины, скрепленные шарниром 1. На корпусе 4
заклепками 5 крепят прорезиненную ленту 2. На поршне при-
способление закрепляют стяжным болтом 3. Для отворачивания
поршневой гайки служит рукоятка 6.
157
1
Рис. 3.54
Рис. 3.52. Ключ для отвинчивания и завинчивания штоковой гайки
РИС. 3.53. Ключ для отвинчивания и завинчивания поршневых гаек:
I - шип; 2 - рукоятка
РИС. 3.54. Приспособление для выпрессовки штока:
1 - поршень; 2, 6 - вту ки; 3- шток; 4 - бурт; 5 - упорная гайка; 7- гайка
।'г. рис. 3.51 показан специальный ключ с разъемной голов-
кой для отвинчивания и завинчивания контргайки штока, пред-
ложенный на Уфимском нефтеперерабатывающем заводе. Такой
ключ более надежен, поскольку исключается возможность сры-
вов его во время работы.
На рис. 3.52 представлен ключ для отвинчивания и завинчи-
вания штоковой гайки, в которой фрезеруют восемь пазов под
шипы ключа.
На рис. 3.53 похззан ключ для отвинчивания и завинчивания
поршневой гайки. Шипы 1 входят в пазы гайки. Ключ вращают
рукояткой 2 и выкручивают или заворачивают поршневую гай-
ку.
Для выпрессовки штока из поршня после отворачивания
поршневой гайки применяют специальные приспособления.
На рис. 3.54 показано приспособление для выпрессовки што-
ка, состоящее из двух втулок. Втулка 2 упирается в поршень 1,
158
резьбовая втулка 6 - в крейцкопфную гайку 7. На втулку 6 на-
ворачивают упорную гайку 5, которая упирается в бурт 4, нава-
ренный на втулку 2. Шток 3 выпрессовывают гайкой 5.
3.2.3. Приспособление для закрепления поршня
при его обработке
При обработке поршня для закрепления его на шпинделе ме-
таллорежущего станка [34] предложено приспособление, пока-
занное на рис. 3.55. Оно состоит из корпуса 2, жестко закреп-
ленного на шпинделе головки 1 алмазно-расточного станка. В
осевом отверстии корпуса смонтирована профильная тяга 14,
соединенная с силовым органом, закрепленным на хвостовике
шпинделя. Тяга 14 ориентирована в осевом положении шпон-
кой 13. В ней выполнено отверстие 4 с внутренней кольцевой
канавкой, в котором расположен вкладыш 9 со смонтированным
в нем подпружиненным толкателем 7 и пружиной 8. В этом же
отверстии размещен зажимной палец 5, содержащий три выде-
ленные внешние поверхности 16 - 18 и клиновидную внутрен-
нюю поверхность 15. В пальце 5 смонтирован двуплечий рычаг
10 с двумя упорами 77 и опорными площадками 6. Посредине
зажимного кольца (поперек его продольной оси) выполнено
сквозное отверстие, в котором подвижно смонтирован фиксатор
12.
Обрабатываемая деталь 3 установлена на приспособление и
базируется по базовому пояску и торцу корпуса 2. Съемный
зажимной палец 5 устанавливается оператором в отверстия
поршня и поперечного отверстия 4 тяги 14, которая находится
РИС. 3.55. Приспособление для закрепления поршней на шпинделе метал-
лорежущего станка:
7 - головка; 2 - корпус; 3 - обрабатываемая деталь; 4 - отверстие, 5 - зажимной палец;
6- опорная площадка; 7- толкатель; 8 - пружина; 9- вкладыш; 10 - двуплечий рычаг; 11 -
упоры; 12 - фиксатор; 13 - шпонка; 14 - профильная тяга; 15 - внутренняя поверхность;
16 -18 - внешние поверхности
159
при этом в крайнем правом положении. При его установке
оператор нажимает на один из упоров 11 двуплечего рычага 10,
который, поворачиваясь вокруг опорной площадки 6, отводит
фиксатор 12 внутрь зажимного пальца, давая возможность
вставить указанный палец. Подпружиненный толкатель 7 обес-
печивает контакт двуплечего рычага 10 с зажимным пальцем 5.
При включении силового органа тяга 14 с вкладышем 9 пере-
мещается влево, зажимая обрабатываемую деталь посредством
воздействия вкладыша 9 через двуплечий рычаг 10 на поверх-
ность 75 зажимного пальца. Тем самым происходит упругая
деформация зажимного пальца 5 до касания поверхностями
16 - 18 поверхности поперечного отверстия в обрабатываемом
поршне.
Таким образом поршень предохраняют от поворота при сни-
жении усилия зажйма. Предлагаемое приспособление позволяет
уменьшить деформацию поршня при его закреплении на шпин-
деле металлорежущего станка.
3.2.4. Приспособления для накатки поверхности штоков
Для регенерации изношенного штока его протачивают, затем
шлифуют и после 2-3 таких операций (вследствие уменьшения
диаметра) заменяют новым.
На рис. 3.56 показано приспособление для упрочнения по-
верхности штока диаметром до 120 мм [35], смонтированное на
токарном станке. Оно состоит из ползуна 1, установленного на
поворотной части суппорта, оси 3, винтов 2 с правой и левой
резьбой, накатных роликов 4 и резцедержателей 6, предназна-
ченных для предварительной проточки штока перед накатыва-
нием. Ролики 4 винтами 2 прижимают к штоку 5 и перемещают
вдоль оси 3. При такой обработке в поверхностном слое соз-
дается наклеп глубиной до 4 - 5 мм с повышением твердости на
20 - 50%. Обработка накатыванием заменяет термообработку и
шлифовку и позволяет значительно увеличить срок службы
штока.
Приспособление для накатки поверхности штока изображено
на рис. 3.57 [36]. Его устанавливают в резцедержателе токарного
станка. За один проход степень чистоты обработки поверхности
повышается на 2 - 4 класса. Диаметр штока после накатки из-
меняется примерно на 0,01 мм. Режим накатки подбирают на
контрольном образце.
160
Рис. 3.56. Приспособление для упрочнения поверхности штока диаметром
до 120 мм:
I - ползун; 2 - винты: 3 - ось; 4 - накатные ролики; 5 - шток; 6 - резцедержатели
РИС. 3.57. Приспособление для накатки поверхности штока:
/ - ось; 2 - державка: 3 - шарик; 4 - пластина; 5 - ролик; 6 - шайба
Рис. 3.58. Приспособление для накатки поверхности штока на токарном
станке:
а - общий вид; б - разрез шариковой головки; 1 - корпус; 2 - шариковые головки; 3 -
державки; 4 - гайка; 5 - рукоятка; 6 - винт; 7 - втулка; 8,12 - оси; 9 - ролик; 10 - обойма;
11 - шарик; 13 - стопорный винт; 14 - фиксирующие шарики
161
Рис. 3.59.
ДИП-500:
Приспособление для накатки поверхности штока на станке
I - державка; 2 - ролики; 3 - пружина; 4 - болт
РИС; 3.60- Пневматическое приспособление для упрочнения резьбы штока:
/ - ролик; 2 - болт; 3 - вилка; 4 - тарировочная пружина; 5 - стакан; 6 - пневматиче-
ский молоток
На рис. 3.58 показано еще одно приспособление для накатки
поверхности штока на токарном станке.
На рис. 3.59 изображено приспособление для накатки по-
верхности штока на станке ДИП-500, которое державкой 1 кре-
пят в резцедержателе станка. Ролики 2 прижимают к штоку и
производят накатку. Силу прижатия роликов регулируют пру-
жиной .? и болтом 4. Приспособление можно регулировать в
зависимости от размера штока.
Кроме поверхности накаткой можно упрочнять и резьбовую
’•racTL штока. ЦНИИТмашем разработано пневматическое при-
способление для упрочнения резьбы штоков, показанное на рис.
3,60, которое закрепляют на суппорте токарного станка. Оно
представляет собой пневматический молоток 6 с обработанным
162
под скользящую посадку стволом. Молоток установлен в стака-
не 5 с приваренным к нему угольником для крепления приспо-
собления в резцедержателе станка. Между стаканом и корпусом
молотка помещена тарировочная пружина 4, создающая при
перемещении суппорта постоянное давление на ролик 7.
Упрочнение происходит в результате ударов по впадинам резьбы
роликом 1, получающим перемещение от пневматического мо-
лотка.
Для упрочнения резьб различных диаметров требуются мо-
лотки с разной энергией удара. Чтобы обеспечить соприкосно-
вение профильного радиуса ролика только с поверхностью ра-
диуса впадины резьбы, угол профиля ролика должен быть
меньше угла профиля резьбы на 5°.
3.2.5. Восстановление поршней и штоков
Для восстановления изношенных поршней [37] предложен спо-
соб, состоящий из операций, показанных на рис. 3.61,п-г.
Восстанавливаемый поршень тщательно очищают от грязи,
масел и промывают, например 2%-м щелочным раствором, при
25 - 45 °C с последующими ополаскиванием водой при 30 -
50 °C и сушкой на открытом воздухе.
На поршне в местах выработки высверливают отверстия 3
диаметром 3 - 10 мм для образования зацепов. Отверстия долж-
ны быть направлены в разные стороны и под углом к поверх-
ности 30 - 60°. Допускается вместо отверстий 3 на изношенных
участках вырубать или наносить ножовкой наклонные гнезда и
канавки, В качестве покрытия используют самозатвердевающую
пластмассу, которую приготовляют из пластмассового порошка
и жидкости, поставляемых комплектно. В качестве порошка
Рис. 3.61. Способ восстановления изношенной поверхности поршня:
а - г - операции; / - изношенная поверхность, 2 - цилиндрическая поверхность; 3 - от-
верстия; 4 - самозатвердеваюшая пластмасса; 5 - зацепы; 6 - необработанный слой; 7 -
резец; 8 - сферическая поверхность; 9- восстановленный и обработанный слой
163
можно применять протокрин, этакрин и другие, аналогичные по
свойствам. Порошок и жидкость смешивают при 25 °C в стек-
лянной или фарфоровой емкости, которую закрывают плотно
крышкой. Смесь оставляют для набухания на 15-30 мин в за-
висимости от окружающей температуры. Сначала она становит-
ся пескообразной, затем тестообразной и липкой. Аморфная
масса готова для применения, когда тестообразная смесь при
отрыве начинает тянуться нитями. Масса пригодна к использо-
ванию в течение 3-10 мин, так как потом она затвердевает и
становится монолитной. Аморфная масса нетоксична и на нее
не действует кислотная среда.
Самозатвердевающую массу наносят на очищенную изно-
шенную поверхность 1 руками при температуре окружающей
среды не ниже +25 °C. В течение 0,5 - 1,5 мин после нанесения
массы на поршень ею необходимо заполнить все имеющиеся
отверстия 3 для образования зацепов и придать нанесенному
слою требуемую толщину и форму. В данном случае - цилин-
дрическую поверхность 2 по диаметру и сферическую поверх-
ность 8 на торце поршня. Допустимая толщина наносимого на
поршень слоя - 6 - 12 мм.
Поршень с нанесенным покрытием сушат на открытом воз-
духе при температуре не ниже 25 °C в течение 18 - 24 ч. Для
придания затвердевающему слою более высоких прочностных
свойств поршень помещают в водную ванну, в которой в тече-
ние 60 мин поднимают температуру воды до 100 °C и выдержи-
вают 45 - 50 мин при температуре кипения. Затем поршень из-
влекают из ванны, охлаждают на воздухе, а потом холодной
водой.
Остывший поршень устанавливают на станок и обрабатывают
резцом 7 по диаметру и торцу. В результате деталь приобретает
первоначальную форму и размеры.
Если поршень имеет изношенные поверхности, то нанесен-
ный слой обрабатывают жидким стеклом, подгоняя поверхности
под требуемый размер с учетом усадки затвердевающей массы.
При этом образуется глянцевая, как бы роговидная поверхность,
нуждающаяся в дальнейшей обработке.
Восстанавливаемый и обработанный слой 9 из аморфной
массы прочно удерживается на детали под действием собствен-
ного сцепления и зацепами 5, имеет поверхностную твердость
не ниже 30 - 40 HRC, а стеклование увеличивает его поверх-
ностную прочность, износостойкость и долговечность.
Данным способом можно восстанавливать детали с любым
характером износа независимо от размеров, конфигураций, мас-
сы, а также материала.
164
Рис. 3.62. Способ правки штока:
/ - погнутый шток; 2 - люнеты; 3 ~ патрон
В ходе эксплуатации изнашиваются также канавки под
поршневые кольца. Степень их износа и перпендикулярность
торцевых поверхностей проверяют шаблоном. Прежде всего
изнашиваются торцевые поверхности канавок из-за повышен-
ной выработки у наружной поверхности поршня, вызванной
перекашиванием колец при качании поршня под действием
знакопеременных нагрузок.
Для восстановления изношенных канавок их сначала прота-
чивают до получения прямоугольной формы сечения. За основу
принимают канавку с наибольшим получившимся размером и
по ней протачивают остальные. По новым размерам канавок
изготовляют поршневые кольца из текстолита ПТК с таким рас-
четом, чтобы суммарный осевой зазор в замке кольца в уто-
пленном состоянии последнего был близок к минимально допу-
стимому.
Проверка штоков после длительной эксплуатации показы-
вает, что некоторые из них имеют значительное биение в саль-
никовой части. Шлифовкой устранить это биение невозможно,
так как диаметр штока уменьшается сверх допустимого техниче-
скими условиями значения.
На рис. 3.62 показан способ правки штока. Погнутый шток 1
крепят в патроне 3 токарного станка и люнетах 2. Правку
проводят правым люнетом, после чего проверяют биение по
индикатору.
На Ново-Горьковском нефтеперерабатывающем заводе пред-
ложен способ восстановления изношенных штоков [38]. Шли-
фовкой на круглошлифовальном станке по всей рабочей длине
штока снимают неравномерность износа. Предельно допустимое
уменьшение диаметра рабочей части - не более 1,5 мм. Эко-
номически целесообразно не допускав износа свыше 0,5 - 1,0
мм. Затем шток обезжиривают бензином и раствором каусти-
ческой соды в стальной ванне. После этого проводят твердое
хромирование в специальной ванне. Состав электролита: хромо-
вый ангидрид - 150; серная кислота - 1,5 - 5,0 г/л; температура
процесса 55 - 60 °C; плотность тока 45 - 60 А/дм2; скорость
нанесения покрытия 0,025 - 0,007 мм/ч; длительность - 6 - 8 ч.
165
Недоброкачественное покрытие удаляют в растворе каусти-
ческой соды под напряжением (очистка). Шлифованием на
концах штока длиной около 500 мм снимают остатки дендрит-
ных включений или удаляют конусность. Очистку и шлифова-
ние проводят в тех случаях, когда в процессе покрытия выявля-
ются эти дефекты.
Для эрозионной защиты днища поршня [39] в качестве эро-
зионно стойкого материала предложено использовать биметалл
титан - алюминий. Днище плакируют в две стадии: импульсное
нагружение с максимальным удельным давлением 0,009 МПа;
контактирование с нагретой до 550 °C поверхностью, вызы-
вающее локальный нагрев биметалла и поверхности днища
поршня, а также приложение удельного давления 5 - 7 Па в
течение 1 - 3 мин.
Импульсное нагружение создают через мембрану электриче-
ским разрядом в жидкость. Оно приводит к равномерному
плотному прилеганию биметалла к днищу поршня. Последую-
щее контактирование с нагретой поверхностью и приложение
удельного давления вызывают протекание диффузионных про-
цессов, обеспечивающих прочность соединения материалов на
отрыв не менее прочности алюминия. Из-за кратковремен-
ности и локальности нагрева происходит потеря механических
свойств алюминиевого сплава на глубину не более 3 мм от по-
верхности днища поршня.
Предлагаемый способ иллюстрируется рис. 3.63.
При эрозионной защите днища поршня из алюминиевого
сплава АК-4 поверхность зачищают и обезжиривают титановой
составляющей биметалла, поверхность алюминиевой состав-
ляющей травят. Поверхность днища поршня обрабатывают
(торцуют) на токарном станке. На подставке 1 размещают пор-
шень 2 и биметалл титан-алюминий 3 (алюминий со стороны
днища поршня). Мембрана 4 сосуда 5 с жидкостью плотно кон-
тактирует с поверхностью титановой составляющей биметалла.
Электродом 6 создают электрический разряд, обеспечивающий
максимальное удельное давление 9 Па на мембране. Алюминие-
вая составляющая биметалла деформируется, и соединение би-
металла с материалом поршня получается недостаточно проч-
ным, что не обеспечивает плотного прилегания материалов,.
предохраняющего соединяемые поверхности от окисления при
проведении второй стадии процесса на воздухе. Далее поршень
с биметаллом спиральным нагревателем 7 помещают на нагре-
тую до 550 °C поверхность 8, прикладывают усилие сжатия с
удельным давлением 5 Па. При достижении в зоне контакта
алюминия с алюминиевым сплавом температуры 550 °C делают
166
Рис. 3.64
Рис. 3.65
Рис. 3.63. Способ эрозионной защиты
днища поршня:
/ - подставка; 2 - поршень; 3 - биметалл; 4 -
мембрана; 5 - сосуд; 6 - электрод; 7 - спиральный
нагреватель; 8- поверхность
Рис. 3.64. Приспособление для захвата
штока:
1 - втулки; 2- перемычка; 3 - серьга
Рис. 3.65. Приспособление для подачи
штока на термообработку:
I - шайбы; 2 - плита; 3 - соединительные муф-
ты; 4 - гайки; 5 - штоки
выдержку в течение 1 мин. Плакированный поршень снимают с
нагретой поверхности и охлаждают.
При эрозионной защите днища поршня из алюминиевого
сплава САС после помещения поршня на нагретую поверхность
прикладывают усилие сжатия с удельным давлением 7 Па, а при
достижении в зоне контакта алюминия с алюминиевым сплавом
температуры 550 °C делают выдержку в течение 3 мин. Проч-
ность соединения на отрыв 0,021 МПа.
На рис. 3.64 изображено приспособление для захвата штоков
при их закаливании, позволяющее транспортировать одновре-
167
менно два штока диаметром до 100 мм и длиной до 2000 мм.
Оно состоит из двух втулок 1, соединенных перемычкой 2, и
серьги 3, которой приспособление цепляют за тельфер. При
перемещении штоков необходимо иметь два таких приспо-
собления для захвата штока с обоих концов.
На рис. 3.65 показано приспособление, позволяющее одно-
временно проводить термообработку 12 штоков. Оно представ-
ляет собой плиту 2 со скобой для подвешивания тали. В плите
выполнено шесть отверстий, в которые вставляют штоки 5, под-
лежащие термообработке, и крепят их гайками 4. На свободные
концы штоков наворачивают соединительные муфты 3, в кото-
рые ввертывают еще шесть штоков. Собранную подобным обра-
зом "гирлянду" подают на термообработку. Такое приспособле-
ние позволяет значительно сократить затраты времени на обра-
ботку, увеличить КПД действия печи, повысить производитель-
ность труда.
3.3. РЕМОНТ ПОРШНЕВЫХ КОЛЕЦ
Поршневые кольца создают уплотнения между стенкой ци-
линдра и поршнем насоса, предотвращают прорыв жидкости в
разделяемую поршнем полость, а также удаляют излишнюю
смазку со стенок цилиндра. Обычно их изготавливают из чугуна
перлитной структуры, широко применяют также неметалличе-
ские материалы (графит, фторопласт с наполнителями, капрон с
наполнителями и др.).
Как правило, поршневые кольца ремонту не подлежат, и при
износе или поломке их заменяют новыми. Износ поршневых
колец определяют по увеличению зазора в замке по сравнению
с первоначальным. Во время ремонта насосов поршневые коль-
ца приходится изготовлять на месте, поскольку необходимый
размер колец определяется износом каждого цилиндра и порш-
ня в отдельности [30].
3.3.1. Приспособления для демонтажа
и монтажа поршневых колец
Поршневые кольца обычно снимают и надевают на поршень
при помощи подручных средств, монтировок, напильников или
просто руками. Это часто приводит к травматизму ремонтного
персонала и повреждению колец. Поэтому необходимы приспо-
собления, облегчающие демонтаж и монтаж поршневых колец.
На рис. 3.66 показаны два захвата 7, которыми разжимают
поршневые кольца 2 во время их демонтажа и монтажа на пор-
шень.
168
Рис. 3.66. Захваты для разжатия колец:
1 - захват; 2 - поршневое кольцо
РИС. 3.67. Щипцы для разжатия поршневых колец:
/ - поршневое кольцо; 2- шипиы; 3 - пружина
Рис. 3.69 Рис. 3.70
РИС. 3.68. Щипцы для разжатия поршневых колец со специальными захва-
тами:
I - рычаги; 2 - шарнир; 3 - заклепки; 4 - захваты
РИС. 3.69. Приспособление для монтажа поршневых колец:
I - конус; 2 - съемное кольцо
РИС. 3.70. Приспособление для разжатия поршневых колец;
1 - неподвижная губка: 2- подвижная губка; 3- направляющая; 4- упор: 5, 7- пружи-
ны; 6 - винт; 8- шарик
На рис. 3.67 изображены специальные щипцы 2 для разжатия
поршневых колец /.
На рис. 3.68 показаны щипцы, предложенные на Рязанском
нефтеперерабатывающем заводе. Они снабжены специальными
захватами 4, предотвращающими соскальзывание кольца при
его разжатии.
169
На рис. 3.69 изображено приспособление для монтажа порш-
невых колец [40]. Поршневые кольца через конус устанавливают
на съемное кольцо 2, которое вместе с поршневыми кольцами
надевают на поршень. С кольца 2 поршневые кольца
сталкивают в ручьи поршня.
Приспособление для разжатия колец, показанное на рис.
3.70, предложено в производственном объединении "Сала-
ватнефтеоргсинтез". Губка 2, по форме соответствующая замку
поршневого кольца, перемешается по направляющей 3. После
разжатия кольца на необходимый размер положение губки
фиксируется шариком 8 и пружиной 7. Фиксация происходит в
результате заклинивания шарика 8 под действием пружины 7 в
сужающемся пространстве. Для освобождения губки 2 служит
пружина 5.
Устройство для демонтажа и монтажа поршневых колец
представлено на рис. 3.71 [41]. В корпусе 1 выполнено направ-
ляющее гнездо 4 для фиксации кольца. Подпружиненный упор
2 связан через рычаг 9 с рукояткой 10. На корпусе в гнезде
смонтированы неподвижный 7 и подвижный 8 захваты. Послед-
ний связан с поворотным поводком 5, сидящим на оси 6. При
установке кольца на поршень необходимо утопить упор 2 нажа-
тием на рукоятку 10. Кольцо вставляют в направляющее гнездо
4 так, что захваты 7 и 8 входят в прорезь кольца. При вращении
поводка 5 захват 7 перемешается и разжимает кольцо, в которое
вставлен поршень 3: Поводок 10 опускают, кольцо сжимается и
садится в канавку поршня. Аналогично снимают кольцо. При
наличии на поршне нескольких колец съем и установку начи-
нают с канавки, первой от торца поршня.
На рис. 3.72 показано приспособление для демонтажа и мон-
тажа поршневых колец [42]. Оно состоит из корпуса /, образо-
ванного цилиндрическими поверхностями 9 и 10, щипцов 4 и 5,
установленных на осях 3 и 6 и соединенных пружиной 2, упоров
8 и выталкивателя 7. Цилиндрическая поверхность 9 служит
направляющей при перемещении приспособления вдоль порш-
ня. На цилиндрической поверхности 10 симметрично относи-
тельно оси щипцов в трех точках с каждой стороны установлены
упоры 8.
Внутренняя поверхность упоров спрофилирована по упругой
линии, образованной наружной поверхностью разжатого порш-
невого кольца. Упоры расположены относительно цилиндри-
ческой поверхности так, что центр окружности, вписанной в
упругую линию, образованную внутренней поверхностью разжа-
того поршневого кольца, лежит на оси цилиндрической поверх-
ности каркаса приспособления.
170
Рис.
3.71 . Устройство для демонтажа и монтажа поршневых колеи:
1 - корпус, 2 - упор; 3 - поршень; 4 - направляющее гнездо; 5 - поворотный поводок;
б - ось; 7- неподвижный захват; 8 - подвижный захват; 9 - рычаг; 10- рукоятка
РИС. 3.72. Приспособление для демонтажа и монтажа поршневых колец;
1 - корпус; ?- пружина; 3. 6 - оси; 4. 5 - щипцы; 7 - выталкиватель; 8 - упор; 9, 10 -
цилиндрические поверхности
РИС. 3.73. Приспособление для очистки ручьев поршня от нагара;
1 - зажим; 2- крепежная пластина: 3 - скребок
Перед установкой поршневых колец удаляют нагар, обра-
зующийся в ручьях поршня при эксплуатации. Для этой цели
используют специальное приспособление, показанное на рис.
3.73. Оно представляет собой зажим /, состоящий из двух поло-
вин. В одной из них пластиной 2 крепят медный или бронзовый
скребок 3. Зажимом охватывают поршень по ручью. Скребок
входит в ручей, и при проворачивании зажима вокруг поршня
скребок 3 удаляет нагар с ручья. Аналогично очищают другие
ручьи поршня.
171
РИС. 3.74. Приспособление для углубления канавок под поршневые кольца:
/ - опора; 2- шаровой шарнир; 3 - рычаг; 4 - резец; 5- корпус; 6 - шток; 7- пружина;
8 - гайка; 9- возвратная пружина; 10- регулируемый упор; И - поршень
Рис. 3.75. Установка поршневых колец на поршень при помощи пластин:
1 - шток; 2 - поршневое кольцо; 3 - поршень; 4 - корончатая гайка; 5 - направляющая
пластина
Для восстановления профиля ручьев поршней авторами
предложено приспособление, представленное на рис. 3.74 [43].
На опоре 1 шаровым шарниром 2 закреплен рычаг 3, имеющий
резец 4 и подпружиненный направляющий элемент, состоящий
из корпуса 5 и расположенных в нем штока 6 с пружиной 7. На
шток 6 навернута гайка 8, предотвращающая выход уширенной
части штока из корпуса вниз. Резец 4 закреплен на рычаге 3 так,
что его можно перемещать относительно обрабатываемой дета-
ли. На опоре 1 установлены возвратная пружина 9 и регулируе-
мый упор 10. Поршень 11 устанавливают в патроне токарного
станка таким образом, что рабочая часть резца 4 располагается
на вертикальном диаметре поршня, а обрабатываемая канавка
под поршневое кольцо и рычаг 3 находятся в одной вертикаль-
ной плоскости.
Перед включением токарного станка подпружиненный на-
правляющий элемент и резец 4 рычагом 3 заводят в канавку под
поршневое кольцо до упора резца 4 в ее основание. После этого
устанавливают зазор между упором 10 и рычагом 3, который с
пересчетом на вынос упора относительно резца 4 и определяет
глубину канавки. Затем, сняв усилие с рычага 3 (резец и под-
пружиненный направляющий элемент с нижним цилиндриче-
ским концом, диаметр которого соответствует высоте канавки,
пружиной 9 поднимаются вместе с рычагом), включают станок
и, отпуская рычаг 3, заводят резец в подпружиненный направля-
ющий элемент и канавку вращающегося поршня. Канавку пре-
172
кращают углублять после того, как зазор между упором 10 и
рычагом 3 выбран.
На рис. 3.75 показана установка поршневых колец 2 на пор-
шень при помощи пластин 5. Четыре пластины равномерно
накладывают на поршень 3. Поршневые кольца 2 перемещаются
по пластинам 5 и садятся в нужный ручей поршня 1.
3.3.2. Приспособления для обработки поршневых колец
Во время обработки поршневых колец необходимо, чтобы коль-
ца сохраняли правильную круглую форму и обладали достаточ-
ной упругостью. Для этого используют различные приспособле-
ния.
На рис. 3.76 показана оправка, позволяющая обрабатывать
одновременно несколько поршневых колец по внутренйему
диаметру. Оправка 2 состоит из двух половин, соединенных с
одной стороны шарниром /, а с другой - замком, представляю-
щим собой прилив 3 и болты 4. После того как кольца устано-
влены внутрь оправки 2, ее сжимают болтами 4 и обрабаты-
ваемым кольцам придают необходимую форму. Затем оправку
зажимают в патроне токарного станка и обрабатывают поршне-
вые кольца.
Для обработки торцевых поверхностей поршневых колец на
токарном станке можно использовать специальную планшайбу,
изображенную на рис. 3.77. На планшайбе 3 болтами 4 крепят
разрезное кольцо 2. В кольце имеется выточка под поршневое
кольцо 1. Разрезное кольцо вместе с поршневым кольцом сжи-
мают винтом 5. Планшайбу крепят на шпинделе токарного
станка.
Показанная на рис. 3.78 универсальная оправка позволяет
обрабатывать одновременно 10 колец по внешнему и внутрен-
нему диаметрам. При обработке по внешнему диаметру поршне-
вые кольца 4 крепят на планшайбе 2 внутренней втулкой 3, а
при обработке по внутреннему диаметру - наружной втулкой 5.
На рис. 3.79 показано приспособление для обработки порш-
невых колец диаметром до 900 мм на токарном станке. На
планшайбе станка крепят диск 1, в котором профрезерованы
радиальные пазы. В этих пазах болтами 4 крепят скобы 2 и 6
для закрепления поршневых колец 5. Радиальные пазы позво-
ляют крепить на диске 1 кольца различного диаметра. Сначала
кольцо, подлежащее обработке, стягивают хомутом, закрепляют
на диске внутренними скобами 6 и обрабатывают по внешнему
диаметру. Затем устанавливают внешние скобы 2, которыми
крепят кольцо 5, внутренние скобы убирают и обрабатывают
кольцо по внутреннему диаметру.
173
РИС. 3.76. Оправка для обработки поршневых колец по внутреннему диа-
метру:
1 - шарнир; 2- оправка; 3- прилив; 4- болт
РИС. 3.77. Планшайба для обработки торцевых поверхностей поршневых
колец:
i - поршневое кольцо: 2 - разрезное кольцо; 3 - планшайба; 4 - крепежный болт; 5-
вннт
РИС. 3.78. Оправка для обработки поршневых колец по внешнему и внут-
реннему диаметрам:
/ - крепежный болт; 2 - планшайба: 3 - внутренняя втулка; 4 - поршневое кольцо; 5 -
внешняя втулка
Рис. 3.79. Приспособление Д1Я обработки поршневых колец диаметром до
900 мм на токарном станке:
/ - диск; 2 - внешняя скоба; 3 - гайка; 4 - крепежный болт; 5 - поршневое кольцо, 6 -
внутренняя скоба
Для обработки поршневых колец на токарном станке исполь-
зуют приспособление, изображенное на рис. 3.80 |30]. В хомут I
набирают 6-10 поршневых колец и стягивают болтами 3. Сжа-
тые кольца вместе с хомутом устанавливают на центрующий
выступ планшайбы приспособления для проточки и расточки
колец, показанного на рис. 3.81. Затем кольца сжимают специ-
альным кольцом /, снимают хомут и проводят внутреннюю рас-
174
РИС. 3.80. Приспособление для набора
поршневых колец:
1 - хомут; 2 - кольцо; 3 - стяжной болт
1
2
Рис. 3.81.
1 - внешнее
Рис. 3.82.
1 - оправка;
Приспособление для проточки и расточки поршневых колец:
кольцо; 2- внутреннее кольцо
Оправка для обработки поршневых колец:.
2 - резец; 3 - поршневое кольцо; 4 - гайка; 5 - пробка
точку. После этого кольцо 1 снимают, поршневые кольца при-
жимают кольцом 2 и обтачивают по внешнему диаметру.
На рис. 3.82 показана еще одна оправка для обработки
поршневых колец по внешнему и внутреннему диаметрам.
Поршневое кольцо 3 вставляют в выточку гайки 4 и наворачи-
вают на оправку 1 так, что кольцо 3 оказывается зажатым между
гайкой и оправкой. Оправку крепят в патроне станка и резцом 2
растачивают кольцо. После обработки кольца по внутреннему
диаметру в оправку ввертывают специальную пробку 5, которая
своим выступом зажимает кольцо 3. Гайку 4 убирают и обраба-
тывают кольцо по внешнему диаметру.
На рис. 3.83 показана оправка для обработки поршневых ко-
лец из текстолита и графитофторопласта по внутреннему диа-
метру. Оправка 1 имеет выточку, в которую устанавливают об-
рабатываемое кольцо. В теле оправки профрезерованы два паза,
позволяющие сжимать вместе с оправкой обрабатываемое коль-
цо. Для сжатия используют болт 2.
На Новополоцком нефтеперерабатывающем заводе предло-
жено для обработки коксофторопластовых колец по внешнему
диаметру использовать оправку, представленную на рис. 3.64.
175
. Оправка для обработки поршневых колец из текстолита и графи-
тофторопласта:
/ - оправка; 2 - болт
Рис. 3.84. Оправка для обработки коксофторопластовых колец по внешне-
му диаметру:
/ - коксофторопластовое кольцо; 2 - оправка; 3 - кулачки патрона
Й-Я
Рис. 3.85. Устройство для обработки поршневых колец на токарном станке:
/ - поршневое кольцо; 2 - прихват; 3 - обойма; 4 - опорное кольцо; 5 - планшайба; 6 -
радиальный паз; 7 - дополнительный прихват; 8 - полость обоймы; 9 - винт; 10 - подвиж-
ная рамка
176
Заготовку 1 надевают на оправку 2, имеющую разрез. Оправку
вместе с заготовкой надевают на кулачки 3 патрона, кулачки
раздвигают, разжимают оправку 2 за счет разреза, и кольцо
фиксируется на оправке. Для облегчения установки заготовки 1
на оправке выполнен бурт.
Для обработки поршневых колец на токарном станке пред-
ложено устройство [44], представленное на рис. 3.85. Оно состо-
ит из планшайбы 5, снабженной прихватами 2 и опорным коль-
цом 4 с установленной на нем центрующей обоймой 3,
имеющей полость 8. В радиальном пазу 6 планшайбы 5 подвиж-
но установлен дополнительный прихват 7, расположенный на-
против полости 8. Он снабжен обжимным приспособлением,
состоящим из рамки 10 с двумя винтами 9. Подвижная рамка 10
может вертикально перемешаться по поверхности дополнитель-
ного прихвата 7 напротив полости 8 центрующей обоймы 3.
При расточке поршневое кольцо 1 устанавливают на план-
шайбе 5 и центруют таким образом, чтобы замок кольца 1 сов-
пал с пазом 6 планшайбы 5 и разместился против внутренней
полости 8 центрующей обоймы 3. Затем прихватами 2 прижи-
мают кольцо 1 к опорному кольцу 4. После этого подвижную
рамку 10 обжимного приспособления перемещают вверх по по-
верхности дополнительного прихвата 7 так, чтобы головки вин-
тов 9 расположились против концевых участков кольца 1. Далее
винтами 9 обжимают концевые участки кольца 1 до получения
необходимого зазора между концами кольца 1 и внутренней
стенки полости 8 центрующей обоймы 3. Наличие требуемого
зазора определяют набором калиброванных щупов. Наличие
требуемого зазора определяют набором калиброванных щупов.
После получения требуемого зазора прихватом 2 прижимают
концевые участки кольца 1 к опорному кольцу 4. освобождают
винты 9, опускают в исходное положение рамку 10 и растачи-
вают внутреннюю поверхность кольца 1.
При обтачивании наружной поверхности кольца 1 дополни-
тельным прихватом 7 прижимают концевые участки кольца 1 к
опорному кольцу 4. Затем разжимают прихват 2, отодвигают его
от центрующей обоймы 3, сдвигают ее вниз, зажимают кольцо 1
изнутри прихватом 2 и обтачивают наружную поверхность коль-
ца 1. После обработки кольцо 1 разжимают и снимают с план-
шайбы 5. Коррекцию обработанного кольца 1 измеряют любым
из известных способов. Например, кольцо 1 помещают в ка-
либр, соответствующий по своим размерам и конфигурации
гильзе рабочего цилиндра насоса. Калиброванными щупами из-
меряют зазор между концами кольца 1 и внутренней стенкой
калибра и определяют коррекцию, пропорциональную степени
177
РИС. 3.86. Устройство для обработки
поршневых колец в автоматическом
режиме:
а - схема устройства; б - случдй выбора
угла а большего значения, чем требуют указан-
ные соотношения; в - случай выбора угла а в
соответствии с указанными соотношениями; 1
- обжимная гильза; 2 - механизм загрузки
поршневых колец; 3 - поршневые кольца; 4,
12 - толкатели; 5 - зона загрузки; 6, ,8 - первый
и второй конические участки; 7 - кольцевой
уступ; 9 - выходной торец гильзы; tO - цилин-
дрический участок; 11 - зона обработки; 13 -
инструмент
обжатия концевых участков кольца 1 в процессе его обработки
на станке.
Описанное устройство позволяет повысить качество и улуч-
шить эксплуатационные показатели обрабатываемых колец.
На рис. 3.86 приведено устройство для обработки поршневых
колец в автоматическом режиме. Оно содержит обжимную гиль-
зу 1, толкатели 4 и 12, обращенные один навстречу другому,
базирующий цилиндрический участок 10 и базирующий кольце-
вой уступ 7, механизм 2 загрузки поршневых колец 3, инстру-
мент 13, первый 6 и второй 8 конические участки. Между вхо-
дом в конический участок 6 и токателем 4 расположена зона 5
загрузки, а между выходным торцом 9 гильзы 1 и инструментом
13 - зона 11 обработки.
Меньший диаметр уступа 7 выбран больше номинального
диаметра кольца либо равным ему для обеспечения возмож-
ности пропуска колец. Это обусловлено тем, что минимальный
диаметр, до которого можно обжать кольцо, равен минималь-
ному диаметру кольца или меньше его на размер теплового за-
зора. Кроме того, выбор такого диаметра обеспечивает надеж-
ный поджим и базирование кольца в процессе обработки.
178
Угол налона образующей второго конического участка и его
оси выбирают из соотношения
а < arctg(///£) при Н < L,
где Н - высота поршневого кольца; L - радиальная ширина кольца.
Выбранный угол обеспечивает радиальное обжатие кольца по
мере продвижения его в гильзе к зоне обработки без коробления
и заклинивания, а также надежную опору одного кольца на
другое. При выполнении угла а большим в точке В контакта
сечения ABCD кольца 3 с коническим участком 8 образуется
момент силы Мх:
Мх = FXOE,
где Fx - нормальная составляющая силы, проталкивающей кольцо; ОЕ - плечо
силы Fx относительно нормали BE к поверхности конического участка 8, точка
О - центр тяжести сечения ABCD.
Момент Мх способствует короблению кольца в сторону про-
движения и препятствует его продвижению.
Угол наклона образующей второго конического участка к его
оси выбирают из соотношения
а < arctg(Z,/Z/) при L < Н.
Этот угол обеспечивает опору одного кольца на другое, т. е.
надежный поджим пакета колец. При этом достигается радиаль-
ное обжатие кольца по мере продвижения его в гильзе к зоне
обработки без коробления и заклинивания, так как в данном
случае
arctg(£/H) < arctg( ///£.).
При таком выполнении в точке В контакта сечения ABCD
кольца 3 с коническим участком 8 образуется момент силы Л/2:
м2 = f2ok,
где - нормальная составляющая силы, проталкивающей кольцо; ОК - плечо
силы F2 относительно нормали ВК к поверхности конического участка 8.
Момент силы Л/2 препятствует короблению кольца в сторону
продвижения и способствует незначительному короблению в
обратную сторону, уменьшает угол между наружной образующей
кольца и образующей конического участка <?, т. е. обеспечивает
продвижение кольца.
Диаметр Do большего основания конического участка 8 вы-
бирают из соотношения
Do = jDh + L + 2£ftga,
где DH - номинальный диаметр кольца; L - радиальная ширина кольца; Н -
высота кольца; a - выбранный угол наклона образующей конического участка 8
к его оси.
179
При таком диаметре достигаются надежный поджим и про-
движение колец к зоне обработки. При этом для поджима паке-
та колец на уступ 7 можно использовать значительный по пло-
щади участок уступа с радиальной шириной L/2.
В исходном состоянии в гильзе 7 колец нет, инструмент 13 и
толкатель 12 отведены в крайнее левое положение и неподвиж-
ны. При подготовке устройства к работе механизмом 2 кольцо 3,
подлежащее обработке, подают в зону 5 загрузки, откуда толка-
телем 4 перемещают в конический участок 6 на расстояние,
превышающее высоту кольца. Далее толкатель 4 уходит и меха-
низм 2 подает следующее кольцо. Под действием толкателя 4
это кольцо также перемешается в коническом участке 6 и про-
талкивает предыдущее. Толкатель 4 вновь отходит, и процесс
загрузки колец повторяется. При этом каждое кольцо, достиг-
шее уступа 7, распрямляется за счет сил собственной упругости,
поскольку диаметр большего основания конического участка 8
больше диаметра меньшего основания конического участка 6, и
может двигаться под действием толкателя 4 только в сторону
зоны 11. Такое движение сопровождается обжатием кольца до
номинального диаметра в базирующем цилиндрическом участке
10.
По достижении кольцом, подлежащим обработке, зоны 11
(зона между выходным торцом гильзы 1, толкателем 12 и ин-
струментом 13), устройство начинает работать в автоматическом
режиме. Толкатель 12. который может смешаться вправо только
до плоскости торца 9. прижимает пакет колец к уступу 7, ин-
струмент 13 приводится во вращение относительно гильзы 7,
подводится к кольцу в зоне 7 / и обрабатывает его. Одновремен-
но толкатель 4 отходит в крайнее правое положение, а механизм
2 подает следующее кольцо. После обработки от зоны 11 отво-
дятся инструмент 13 и затем толкатель 12, в результате чего соз-
даются условия для удаления из зоны 11 обработанного кольца.
Одновременно с отводом толкателя 12 толкатель 4 подает оче-
редное кольцо и выталкивает обработанное кольцо посредством
пакета колец. В зоне 77 оказывается следующее кольцо, толка-
тель 12 прижимает его, как и весь пакет колец в коническом
участке 8, к уступу 7. Далее цикл повторяется [45].
3.3.3. Приспособления для шлифования поршневых колец
При шлифовании поршневых колеи используют различные
приспособления, позволяющие снизить трудоемкость этой опе-
рации.
Приспособление, показанное на рис. 3.87, предназначено для
удержания поршневого кольца 3 во время притирки его торце-
180
РИС. 3.87. Приспособление для удержания поршневого кольца во время
притирки его торцевой поверхности:
/ - стяжная пружина. 2 - разрезное кольцо; 3 - поршневое кольцо; 4 - рукоятка
РИС. 3.88. Приспособление для крепления поршневых колец диаметром
800 - 1000 мм на шлифовальном станке ЗБ-756
1 - поршневое кольцо; 2 - крепежный болт; 3 - шлифовальный круг; 4 - диск; 5 - маг-
нитный стол станка
вой поверхности. Оно состоит из разрезного кольца 2, в которое
устанавливают поршневое кольцо 3. Для облегчения надежной
фиксации поршневого кольца установлена пружина / в месте
разреза кольца 2. Для удобства удержания приспособления име-
ются рукоятки 4, которыми поршневое кольцо прижимается во
время обработки к полировочному кругу.
На рис. 3.88 показано приспособление для крепления порш-
невого кольца на столе шлифовального станка. Оно состоит из
диска 4, внутри которого выполнена полость с размерами, соот-
ветствующими наружному диаметру поршневого кольца 1 в
сжатом состоянии. В результате кольцо 1 сдерживается в диске
за счет собственной упругости. Кроме того, на диске есть кре-
пежные болты 2, увеличивающие надежность крепления кольца
1. Диск 4 устанавливают на магнитном столе 5 станка. Кольцо 1
шлифуют шлифовальным кругом 3. Для установки поршневого
кольца меньшего диаметра используют дополнительные пере-
ходные кольца.
Приспособление, представленное на рис. 3.89, обеспечивает
сборку поршневых колец в пакет для шлифования их внутрен-
ней поверхности. Оно представляет собой разрезную втулку 5, в
которой выполнены выточки под обрабатываемые кольца. По
обе стороны от разреза втулки 5 приварены уголки 3 и 4 под
стягивающие болты 1. Поршневые кольца вкладывают во втулку
5 и стягивают. После этого втулку вместе с кольцами зажимают
в патроне станка и шлифуют их внутреннюю поверхность.
181
РИС. 3.89. Приспособление для сборки поршневых колец в пакет для шли-
фования их внутренней поверхности:
1,2- болты; 3, 4 - уголки; 5 - разрезная втулка
Рис. 3.90. Устройство для притирки поршневых колец по внешнему диа-
метру:
1,7- верхняя и нижняя части направляющего участка соответственно; 2 - поршневые
кольца; 3 - притирочная часть станка; 4 - оправка; 5 - заходный конус, 6 - гильза, 8 -
хвостовик
Для притирки поршневых колец по внешнему диаметру
предложено приспособление [46], изображенное на рис. 3.90.
Пакет обрабатываемых поршневых колец 2 закрепляют на оп-
равке 4. Гильза 6 устройства содержит притирочную часть 3, на-
правляющий участок, состоящий из верхней 1 и нижней 7
частей, расположенных по разные стороны от притирочной час-
ти 3. Высота каждой части / и 7 превышает высоту пакета
поршневых колец. Устройство также содержит заходный конус 5
и хвостовик <?для закрепления устройства в станке.
Пакет поршневых колец 2, закрепленных в оправке 4, на-
правляют заходным конусом 5 гильзы 6. При этом конус 5 об-
жимает пакет поршневых колец 2. При дальнейшем движении
кольца проходят часть 7 направляющего участка, притираются в
притирочной части 3 и попадают в часть 1. При обратном дви-
жении кольца вновь притираются в притирочной части 3 и по-
падают в часть 7. Затем цикл притирки повторяется. Части 1 и 7
изготовляют из материала, не оказывающего притирочного дей-
ствия на поршневые кольца. v
Данное устройство обеспечивает двойные циклы притирки
без извлечения пакета поршневых колец из гильзы, позволяет
182
a
Рис. 3.91. Устройство для притирки поршневых колец по внутреннему
диаметру:
а - продольный разрез устройства; б - участок рубашки, армированной кольцом; в -
разрезное кольцо; 1 - верхний торец корпуса; 2 - промежуточная полость; 3 - поршневые
кольца; 4, 7 - шток; 5, 6 - полости цилиндра; 8 - полость корпуса; 9 - плунжер; 10 - об-
жимной цилиндр; 11, 15- концевые шайбы; 12- разжимная рубашка; 13 - перемычка; 14 -
разрезное кольцо; 16 - зубчатая насечка
значительно снизить трудоемкость, а следовательно, и себе-
стоимость изготовления поршневых колец.
На рис. 3.91 показано устройство для притирки поршневых
колец по внутреннему диаметру [47]/ Оно представляет собой
корпус обжимного цилиндра 10, концевые шайбы 11 и 15 и
разжимную рубашку 12, выполненную в виде резиновой трубки
и плунжера 9. Торцы шайб параллельны. Шайба 15 подвижна и
соединена со штоком 4 цилиндра 10. Рубашка 12 армирована
разрезными кольцами 14 круглого сеч.ения с зубчатой насечкой
и установлена так, чтобы была возможность контактировать с
обрабатываемыми кольцами 3. Плунжер 9 имеет шток 7, выпол-
ненный в виде самотормозящего клина и взаимодействующий
со штоком 4. На последнем есть перемычка 13 толщиной,
меньшей ширины замка кольца 3 в свободном состоянии. В
штоковой части корпуса цилиндра 10 выполнены полости 5 й 6.
Плунжер 9 расположен в полости 8 корпуса цилиндра 10. Коль-
ца 3 устанавливают в устройство со стороны верхнего торца 1
корпуса цилиндра 10. Между корпусом цилиндра 10 и рубашкой
12 расположена полость 2.
183
и укладывают на шайбу 11 с
Рис. 3.92. Устройство для доводки
торцов поршневых колец:
/, 2, 15, J6 - шестерни; 3 - шайба, 4 - ры-
чаги; 5 - конусная втулка; 6 - ступенчатая
оправка; 7- шпонка; 8- поршневые кольца; 9
- притирочные диски; 10- зубчатые сегменты;
7/ - шайба; 12- пружина: 13 - шарнир; 14 -
шпиндель
Для закрепления и после-
дующей обработки колец 3 в
полость 6 корпуса цилиндра 10
подают рабочую среду. При
этом шайбу 15 перемещают до
тех пор, пока перемычка 13
полностью не войдет за торец 1.
В таком положении кольца 3
пропускают через перемычку 13
охватом рубашки 12. Затем кольца
3 вводят в обрабатываемую гильзу и при подаче рабочей среды в
полость 5 корпуса цилиндра 10 под давлением, достаточным для
выбора люфтов и зазоров между кольцами 3 и торцами шайб 15
и 11, их обжимают. В результате подачи рабочей среды в по-
лость 8 плунжера 9 клин 7 подводится под шток 4 до упора в
него и давление в полости 5 повышается до номинального с
таким расчетом, чтобы при последующей обработке не образо-
вывался зазор между кольцами 3 и сохранялось неизменным
положение шайбы 15 после зажима колец 3. Затем рабочую сре-
ду подают под рубашку 12 в полость 2 и начинают обработку в
гильзе, жестко закрепленной относительно оси ее вращения.
Под усилием разжима рубашки 12 кольца 14 своими насеч-
ками фиксируются, чем обеспечивается невозможность их про-
ворота. В результате податливости рубашки 12 и круглого сече-
ния колец 14 достигается плоскопараллельное движение колец 3
от биения гильзы-притира в процессе обработки. После обра-
ботки и подъема шайбы 75 кольца 3 вынимают через перемычку
13 в обратном порядке.
Описанное устройство позволяет равномерно снимать при-
пуск, улучшить точность обработки и повысить производитель-
ность обработки.
На рис. 3.92 изображено устройство для доводки торцов
поршневых колец [48]. Оно содержит шайбу 3, которая укреп-
лена на шпинделе 14 станка. К шайбе 3 шарнирно прикреплены
рычаги 4, расположенные в конусной втулке 5. На них закреп-
лены зубчатые сегменты 10. Установочное приспособление со-
стоит из ступенчатой оправки 6. На нее набирают обрабаты-
ваемые поршневые кольца 8, между которыми располагают при-
184
тирочные диски 9. Кольца 8 и диски 9 поджимают пружиной 12
через шайбу 11. Диски 9 связаны с оправкой 6 шпонкой 7. На
шпинделе 14 закреплена шестерня 16, которая через шестерни 1
и 2 связана с шестерней 15, вращающей ведущую головку.
Оправка 6 установочного приспособления связана со шпинде-
лем 14 станка шарниром 13.
При поднятом в верхнее положение шпинделе 14 и освобож-
денных рычагах 4 на оправку 6 собирают поочередно поршне-
вые кольца 8 с дисками 9. Затем шпиндель 14 опускают в ниж-
нее рабочее положение, конусная втулка 5 опускается и ради-
ально сжимает поршневые кольца 8 до круглого состояния через
зубчатые сегменты 10. В осевом направлении кольца 8 сжи-
маются пружиной 12. Станок включается. Оправка 6 со связан-
ными с ней шпонкой 7 притирочными дисками 9 начинает
вращаться с определенной скоростью и совершает планетарное
движение благодаря эксцентричному расположению ее относи-
тельно оси вращения. Ведущая головка вместе с кольцами 8
вращается от шпинделя 14 через шестерни 16, I, 2 и 15 в обрат-
ную сторону по отношению к установочному приспособлению.
При этом шайба 3 с закрепленными на ней посредством рыча-
гов 4 и зубчатых сегментов 10 кольцами 8 совершает планетар-
ное движение. Притирку проводят чугунными дисками 9 с ис-
пользованием притирочных паст или при помощи алмазных
покрытий, нанесенных на диски из чугуна, пластмассы, резины
и других гибких материалов.
Для обеспечения равномерной доводки поршневого кольца
по всему периметру, независимо от коррекции исходной эпюры
давления кольца, предложен показанный на рис. 3.93 способ
притирки пакета поршневых колец, по которому перед обработ-
кой колец в доводочной гильзе притирку проводят по крайней
мере в одной гильзе большего диаметра. Этот диаметр Dr выби-
рают из выражения
Dr = + (6/к),
где £>н - номинальный диаметр поршневого кольца; 5 - раствор замка поршне-
вого кольца, обжатого до состояния, когда разность двух взаимно перпендику-
лярных диаметров его, один из которых проходит через оси симметрии замка,
равна нулю.
Если поршневое кольцо с диаметром 130 мм обжать в сталь-
ной ленте до состояния, когда разность двух взаимно перпенди-
кулярных диаметров d\ и d2 станет равной нулю (d\ = J2) и
при этом 3 = 2,96 мм, то диаметр гильзы, в которой осу-
ществляется начальная притирка, составит
DT = DH + (3/л) = 130,9 мм.
Диаметр гильзы для промежуточной обработки - 130,5 мм,
для окончательной - 130,2 мм.
185
Рис. 3.93. Схема распределения радиальных давлений по периметру порш-
невого кольца:
а - при однооперационной притирке в доводочной гильзе; 6 - при притирке в гильзе
большого диаметра 0Г; / - эпюра радиальных давлений (А - участок с пониженным радиаль-
ным давлением, Б - с повышенным, раствор замка 8); 2 - поршневое кольцо; 3 - замок
Выбор большего диаметра DT гильзы для начальной притирки
обусловлен тем, что при установке поршневого кольца в калибр
увеличенного диаметра коррекция его эпюры радиальных дав-
лений уменьшается и приближается к равномерной. При этом
перераспределение давления по периметру кольца на стенки
гильзы обусловливает более равномерное снятие припуска. При
обжиме кольца до разности двух взаимно перпендикулярных
диаметров поршневого кольца, равной нулю, распределение
давлений по периметру кольца характеризуется равномерной
эпюрой. Тогда по раствору замка обжатого поршневого кольца 3
определяют диаметр гильзы Dr.
В зависимости от требований к качеству рабочей поверхности
колец либо от характеристики износостойкого покрытия после
начальной притирки обработку можно повторить в гильзах про-
межуточного диаметра. Окончательную кратковременную при-
тирку рабочей поверхности колец осуществляют в доводочной
гильзе.
Пакет из 25 поршневых колец прямоугольного сечения с из-
носостойким хромовым покрытием набирали на оправку, кото-
рую закрепляли в шпинделе хонинговального станка и вводили
в чугунную притирочную гильзу диаметром 130,9 мм. Затем
включали возвратно-поступательное движение шпинделя и по-
дачу в зону обработки мыльно-абразивной пасты. Притирку
пакета колец вели 10 мин при следующем режиме обработки:
число двойных ходов шпинделя в минуту - 52, ход шпинделя -
100 мм, частота вращения - 13 мин-1. Поскольку начальную
186
кольцевых поверхностей:
/ - диск; 2 - обойма; 3 - оправки
притирку проводили в гильзе, диаметр которой выбран из усло-
вия обеспечения равномерной эпюры радиальных давлений по
всему периметру поршневого кольца, то съем припуска оказался
также равномерным.
После начальной притирки оправку с кольцами промывали
горячей водой, вновь закрепляли в шпинделе станка и в течение
5 мин при том же режиме осуществляли притирку в мыльно-
абразивной пасте в гильзе диаметром 130,5 мм. Затем оправку
опять с кольцами промывали горячей водой. Заключительную
притирку проводили в гильзе диаметром 130,2 мм в течение
5 мин с использованием водно-мыльного раствора [49].
Кинематическая схема установки для плоского хонингования
кольцевых поверхностей приведена на рис. 3.94. Алмазные
бруски устанавливают и крепят на нижнем торпе диска. Во из-
бежание задира обрабатываемой поверхности и для облегчения
удаления продуктов резания применяют узкие бруски шириной
4-6 мм и по специальным отверстиям в диске подают смазы-
вающе-охлаждающую жидкость. Установка может иметь само-
стоятельный привод от электродвигателя или для этой цели
может быть использован вертикально-сверлильный станок.
187
Благодаря наличию в приводе планетарного редуктора диск 1
получает сложное вращательно-колебательное движение, пред-
полагающее медленное вращение обоймы 2 и быстрое вращение
оправки 3 относительно смещенной оси обоймы. Необходимое
давление брусков на обрабатываемую поверхность обеспечивает-
ся двумя силовыми пневмоцилиндрами, штоки которых связаны
с корпусом редуктора. Подвижные части установки уравнове-
шены пружинами.
Давление брусков настраивают редукционным клапаном по
манометру:
Рм = Рб«бАбМЬ57(^-^т)Ли1,
где Рм, Рг - манометрическое и рабочее давления; л6, £6, йб - число, длина и
ширина брусков; Du. г/шт - диаметры пневмоцилиндра и штока; г;ц - КПД
пневмоцилиндра.
Шпиндельную головку установки для загрузки и выгрузки
обрабатываемых деталей поднимают и опускают поворотом ру-
коятки пневмокрана управления.
Для обеспечения равномерного износа, притира и съема ме-
талла с обрабатываемой поверхности режущие зерна должны
совершать сложные движения, причем след каждого из них не
должен повторяться в течение всего цикла обработки детали.
Это условие учитывается при проектировании кинематики при-
тирочных станков и, конечно, для осуществления процесса
плоского хонингования.
Длину брусков, а также их число выбирают по формулам
£б - (0,8 ... 1,2)дк; £пер = е « (0,25 ... 0,5)£б: п « лРск/2\,
где Ьк - ширина обрабатываемого кольца; е - эксцентриситет оси диска; Dc к -
средний диаметр обрабатываемого кольца.
Наружный диаметр диска определяют из выражения
О.. = Л. к + ^б-
Производительность процесса плоской притирки в значи-
тельной степени зависит от давления притира. Однако уже при
давлении более 0,3 МПа из-за выдавливания смазывающих
компонентов притирочной пасты возникает трение без смазки,
вызывающее задир обрабатываемой поверхности. При давлении
до 1 - 1,2 МПа задира поверхности не наблюдается. Это позво-
ляет повысить производительность процесса хонингования по
сравнению с плоской притиркой в 2,5 - 3 раза и полностью
исключить ручную операцию нанесения слоя притирочной пас-
ты на поверхность притира и обрабатываемой детали.
При выборе зернистости, связи и концентрации алмазного
слоя брусков, а также окружающей скорости, давления брусков
188
и состава смазывающе-охлаждающей жидкости для обработки
методом плоского хонингования различных материалов можно
использовать известные рекомендации по хонингованию от-
верстий [50].
Стерлитамакским станкостроительным заводом совместно с
кафедрой металлорежущих станков и средств автоматизации
Уфимского авиационного института разработан прогрессивный
метод обработки колец, позволяющий полностью автоматизиро-
вать процесс.
Для осуществления этого метода создан специальный верти-
кально-хонинговальный автомат, который может быть включен
в состав автоматической линии. Показанный на рис. 3.95 авто-
мат оснащен трехпозиционным автоматическим поворотным
столом, на котором последовательно расположены приемник
4 для загрузки пакета поршневых колец с перекатным столом 5,
съемник 10 для выгрузки пакета и плавающая охватывающая
хонинговальная головка 22. К числу оригинальных частей стан-
ка относятся также оправка /5 для набора и закрепления пакета
поршневых колец, кронштейн 16 с калибрующей гильзой 17 и
магазин-накопитель 1 с отсекателем 3 для хранения запаса
поршневых колец.
Схема управления хонинговальным автоматом включает эле-
менты, контролирующие различные положения механизмов и
управляющие его автоматической работой: бесконтактные ко-
нечные выключатели ВК1 и ВК2 с кулачками 11 и 14, контро-
лирующие верхнее исходное положение оправки, включающие
вращение шпинделя 18 и подачу смазывающе-охлаждающей
жидкости; бесконтактные конечные выключатели ВКЗ и ВК.4 с
кулачком 6, контролирующие положение выкатывания и зака-
тывания приемника; бесконтактные конечные выключатели
ВК5, ВК6, ВК7 с соответствующими кулачками, контролирую-
щие каждое положение трехпозиционного автоматического по-
воротного стола 9; микропереключатель ВК8 с толкателем, кон-
тролирующий полную загрузку поршневых колец 2 в нишу при-
емника; реле давления РДI и РД2, контролирующие давление в
гидросистеме механизма перемещения разжимного конуса 23,
используемого для предварительного и рабочего зажима пакета
поршневых колец 12 на оправке; реле давления РДЗ, контроли-
рующее давление в верхней полости механизма перемещения
конуса.
Нажатием на пульте управления кнопки "Цикл пуск" при
верхнем исходном положении оправки 15, когда кулачок 14 воз-
действует на выключатель ВК1, поворотный стол занимает по-
ложение загрузки, и кулачок 7 воздействует на выключатель
189
Рис. 3.95. Аппарат для хонин-
гования наружной поверхности
поршневых колец;
а - схема набора поршневых колец
из магазина и съема обработанных
колец с оправки; 6 - схема охватываю-
щего хонингования поршневых колец;
1 - магазин-накопитель; 2 - поршневые
кольца; 3 - отсекатель; 4 - приемник
для загрузки пакета поршневых колец;
5 - перекатный стол; 6, 7, 11, 14, 20 -
кулачки; 8 - лоток; 9 - трехпозицион-
ный автоматический поворотный стол;
10 - съемник; 12 - пакет поршневых
колец на оправке; 13 - зубцы; 15 -
оправка; 16 - кронштейн; 17 - калиб-
рующая гильза; 18 - шпиндель; 19 -
механизм перемещения конуса; 21 -
гидроцилиндр; 22 - хонинговальная
головка; 23 - разжимной конус; 24 -
алмазные бруски
190
ВК7. В этом положении приемник перекатным столом выдвига-
ется под магазин-накопитель, его отсекатель смещается, и
поршневые кольца опускаются в нишу приемника. В положе-
нии загрузки кулачок 6 воздействует на выключатель В КЗ, и
поворот стола исключается.
После полного набора пакета поршневых колец в приемник
микропереключатель ВКЗ дает команду перекатному столу на
перекат приемника от магазина-накопителя. При этом кулачок
6 воздействует на выключатель ВК4, который дает команду на
поворот стола и установление приемника в рабочую позицию
под шпиндель станка. Одновременно с этим отсекатель 3 под
действием пружины перекрывает загрузочный люк магазина-
накопителя, удерживая поршневые кольца от выпадания.
После установки приемника в рабочую позицию соответ-
ствующий кулачок, воздействуя на выключатель ВК6, дает ко-
манду на медленный ход вниз шпинделя для ввода оправки в
приемник с загруженным пакетом поршневых колец.
При достижении нижнего положения оправки кулачок 11,
воздействуя на выключатель ВК2, останавливает шпиндель в
данном положении и включает ход вверх механизма перемеще-
ния конуса 23. Последний раздвигает подвижные сухари прием-
ника до тех пор, пока специальные выступы зажимных планок
не захватят нижний торец пакета поршневых колец. При этом
давление в гидросистеме механизма 19 перемещения конуса
возрастает, в результате чего срабатывает реле низкого давления
РД2, используемого для предварительного зажима пакета порш-
невых колец на оправке и включения медленного хода шпинде-
ля вверх. Предварительно зажатые поршневые гильзы оконча-
тельно центруются относительно охватывающей хонинговальной
головки.
При достижении верхнего положения, когда кулачок 14 воз-
действует на выключатель ВК1, дается команда на поворот сто-
ла, при котором под шпиндель станка встает охватывающая
хонинговальная головка. Кулачок 20, воздействуя на выключа-
тель ВК5, включает высокое давление в гидросистеме механизма
перемещения конуса 23, обеспечивая рабочий зажим пакета
поршневых колец. Реле высокого давления РД1 срабатывает и
включает медленное перемещение вниз шпинделя для ввода
пакета поршневых колец 12 в охватывающую хонинговальную
головку. При достижении нижнего положения кулачок 11, дей-
ствуя на выключатель ВК2, включает вращательное и возврат-
но-поступательное движение шпинделя, подачу смазывающе-
охлаждающей жидкости в зону обработки, перемещение вниз
штока гидроцилиндра 21 механизма сжатия алмазных брусков. В
191
результате алмазные бруски 24 прижимаются к наружной по-
верхности пакета поршневых колец с необходимым давлением и
происходит процесс резания.
После достижения заданного размера, контролируемого кос-
венной системой активного контроля, срабатывает реле цикла,
которое дает команду на перемещение вверх штока гидроци-
линдра 21. Алмазные бруски отводятся от пакета колец,
выключаются вращение шпинделя и подача смазывающе-ох-
лаждающей жидкости, включается вывод вверх оправки 15.
В исходном положении кулачок 14 воздействует на выключа-
тель ВК1, который дает команду на поворот стола и установку
съемника под шпиндель, а приемника - в загрузочную позицию.
Далее кулачок 7, воздействуя на выключатель ВК7, включает
одновременно медленный ход вниз шпинделя с оправкой 75 и
выкатывание перекатного стола 5 с приемником 4 под магазин-
накопитель. В нижнем положении кулачок 77 воздействует на
выключатель ВК2, который включает ход вниз поршня меха-
низма перемещения конуса. При этом зажимные планки под
действием кольцевых пружин сжимаются и освобождают отра-
ботанный пакет поршневых колец. Давление в верхней полости
гидроцилиндра возрастает, что обеспечивает срабатывание реле
давления РДЗ, включающего вывод вверх шпинделя с оправкой
75, с которой кольца снимаются зубцами 13 и по лотку 8 выгру-
жаются из аппарата.
Описанный автомат для хонингования поршневых колец по-
зволяет полностью исключить затраты ручного труда на загрузку
поршневых колец пакетом на оправку, закрепление ее в шпин-
деле станка, съем оправки и выгрузку обработанного пакета
поршневых колец, повысить производительность обработки
поршневых колец методом алмазного хонингования в 1,2 - 1,3
раза в результате сокращения затрат времени на вспомогатель-
ные операции, улучшить общие условия труда, исключить трав-
мирование рук операторов при закреплении оправки с пакетом
поршневых колец в шпинделе станка и при съеме ее в процессе
эксплуатации станков аналогичного назначения, а также обес-
печивает необходимую точность и чистоту рабочих поверхно-
стей [50].
3.3.4. Приспособления для ремонта замков
в поршневых кольцах
Сложность вырезания замков в поршневых кольцах большого
диаметра на фрезерных станках заключается в том, что кольца
очень трудно закрепить вертикально на столе станка.
Приспособление, представленное на рис. 3.96, позволяет вы-
резать замок в поршневых кольцах при их горизонтальном по-
192
Рис. 3.96. Приспособление для вырезания замка в поршневом кольце:
1 - установочная плита; 2 - поршневое кольцо; 3 - крепежная скоба; 4 - крепежный
болт; 5 - фреза
Рис. 3.97. Приспособление для разрезания поршневого кольца небольшого
диаметра:
/ - основание; 2 - кронштейн; 3 - бобышка; 4 - ось; 5 - крепежная планка: 6 - болт
ложении. Для этого в установочной плите 7, выполненной из
текстолита или другого материала, профрезерован паз под
поршневое кольцо 2. Для фиксации кольца во время вырезания
имеются крепежные скобы 3 и болты 4. После закрепления
кольца замок вырезают двумя фрезами 5, расположенными под
углом 45° к горизонтальной поверхности.
Для разрезания поршневого кольца небольшого диаметра (до
300 мм) используют приспособление, показанное на рис. 3.97.
Бобышкой 3 его крепят в делительной головке, кольцо зажи-
мают между крепежной планкой 5 и основанием 1 болтом 6. В
основании и в крепежной планке есть пазы для выхода фрезы
во время разрезания поршневого кольца.
Приспособление для вырезания замков в поршневых кольцах
под углом 45° показано на рис. 3.98. Оно состоит из двух опор.
Опора 2 неподвижно закреплена на столе фрезерного станка
193
РИС. 3.98. Приспособление для вырезания замков в поршневых кольцах
под углом 45°:
1 - подвижная опора; 2 - неподвижная опора; 3 - крепежный выступ; 4 - болт; 5 -
установочная планка
РИС. 3.99. Простое приспособление для разрезания поршневых колец;
I - разрезаемое кольцо; 2 - зажимные плиты; 3 - тисы; 4 - фреза
выступом 3. Опора 1 выполнена подвижной. Между опорами 2
и 1 устанавливают до 30 поршневых колец и стягивают их бол-
том 4. Кольца выравнивают планкой 5. Закрепленные кольца
располагают под углом 45° по отношению к плоскости враще-
ния фрезы. Приспособление позволяет обрабатывать кольца
любого диаметра.
На рис. 3.99 показано простое приспособление для разреза-
ния поршневых колец. Оно представляет собой две зажимные
плиты Л изготовленные из неметаллического материала
(текстолита, винипласта или др.) и имеют выточку, в которую
укладывают поршневые кольца 7. Плиты вместе с разрезаемым
кольцом зажимают в тисках 3, установленных на столе фрезер-
ного станка. Замок вырезают фрезой 4.
3.3.5. Приспособления для заправки поршневых колец
в цилиндр
Для заправки поршня с кольцами в цилиндр применяют кольцо
2 с внутренним конусом, показанное на рис. 3.100. Меньший
диаметр конуса равен внутреннему диаметру цилиндра 4. Пор-
шень с надетыми на него кольцами 1 сначала входит в кольцо 2.
При перемещении поршня кольцо сжимается и поршень без
труда входит в цилиндр [5].
На рис. 3.101 показан зажим для заправки поршневых колец
в цилиндры насосов. Зажим 2 состоит из двух половин, соеди-
ненных шарниром 1. Зажимом охватывают поршневое кольцо и
194
Рис. 100. Приспособление для за-
правки поршня с кольцами в цилиндр:
/ - поршневое кольцо; 2 - установочное
кольцо; 3 - шток; 4 - цилиндр
Рис. 3.101. Зажим для заправки
поршневых колец в цилиндр:
1 - шарнир; 2 - зажим
Рис. 3.102. щуп для установки
поршневых колец в цилиндр:
1 - щуп; 2 - поршень; 3 - цилиндр
Рис. 3.101
Рис. 3.102
сжимают рукоятками. Поршневое кольцо сжимается и входит в
ручей поршня. Аналогично обжимают следующее поршневое
кольцо.
Для установки поршня с кольцами в вертикальный цилиндр
используют щупы, изображенные на рис. 3.102. По периметру
поршня 2 устанавливают 5-6 щупов, которые своими направ-
ляющими сжимают поршневые кольца при опускании поршня.
Такие щупы позволяют устанавливать поршни различного диа-
метра.
3.3.6. Приспособления для контроля качества поршневых колец
Поршневые кольца должны быть достаточно упругими. На их
рабочей цилиндрической поверхности не допускаются фаски,
глубокие раковины, плены, трещины, вмятины, выхваты от рез-
ца или шлифовального камня. Площадь соприкосновения ци-
линдрической поверхности кольца с поверхностью цилиндра
должна составлять не менее 2/3 общей длины кольца. Передви-
195
Рис. 3.103. Приспособление для проверки
колец в рабочем положении:
/ - втулка; 2- поршневые кольца; 3- цилиндр
зазора в замках поршневых
Рис. 3.104. Приспособление для проверки упругости поршневых колец:
1 - груз; 2- ролик; 3- поршневое кольцо; 4- груз, переметаемый по коромыслу; 5-
коромысло
Рис. 3.105. Приспособление для испытания поршневых колец на упру-
гость:
1 - поршневое кольцо; 2 - лента; 3, 15 - болты; 4 - винт; 5 - кронштейн; 6 - сектор; 7 -
штифт; 8- шплинт; 9- втулка; 10- стержень; //- стойка; 12- груз; 13 - диск; 14- плита;
16 - фланец
жение кольца в канавке поршня должно быть свободным, без
заедания. Для определения соответствия поршневых колец этим
требованиям используют различные средства контроля и заме-
ров.
Для выявления зазора в замках поршневых колец применяют
специальную втулку, изображенную на рис. 3.103. Внутренний
размер втулки / соответствует размеру цилиндра. Во втулке
имеются специальные окна, через которые можно проверить
зазор в замках поршневых колец.
196
Для определения упругости изношенного поршневого кольца
по сравнению с упругостью нового используют приспособление,
представленное на рис. 3.104. Это приспособление позволяет
измерить зазор в замке кольца в зависимости от прилагаемой
силы. Изменением массы груза 1 кольцо 3 сжимают так, чтобы
зазор в замке был доведен до рабочего. Упругую деформацию
кольца определяют по усилию, необходимому для его сжатия.
Считают, что поршневое кольцо находится в удовлетворитель-
ном состоянии, если оно сжимается массой, близкой к массе
груза, прикладываемого при сжатии нового кольца заводского
изготовления, и если повторное сжатие не вызывает сокращения
зазора в замке кольца в свободном состоянии [27].
На рис. 3.105 показано приспособление для испытания
поршневых колец на упругость. Основной элемент приспособ-
ления - лента 2. Через нее сжимающее усилие передается на
кольцо 1. Кольцо обвивают лентой 2. На ее конце подвешивают
груз 12, по массе которого и судят об упругости кольца.
3.4. РЕМОНТ КЛАПАНОВ
Самодействующие клапаны - один из наиболее ответственных
узлов поршневых насосов, в значительной степени определяю-
щий их экономичность и надежность. Разнообразие самодей-
ствующих клапанов обусловлено многообразием поршневых
насосов, различающихся компоновкой, размером цилиндров,
перекачиваемой средой, давлением, числом оборотов. Клапаны
по конструкции подразделяются на пластинчатые, тарельчатые и
кольцевые. Они являются наиболее быстро изнашивающимися
деталями поршневого насоса. Пару трения клапан - седло
обычно восстанавливают следующим образом: предварительно
очищают от загрязнений, направляют и потом растачивают.
Особенно трудоемка операция притирки.
От качества притирки зависит герметичность клапана, а сле-
довательно, и КПД насоса. Притирочными материалами служат
порошки естественного и искусственного корунда, мелкий наж-
дак, толченое стекло и другие абразивные материалы с зернис-
тостью 80 - 200. В качестве смазывающе-охлажающей жидкости
применяют керосин или машинное масло.
На ри<;. 3.106 изображено приспособление для притирки ко-
лец дисковых клапанов. Приспособление состоит из кассеты 1,
в которую можно устанавливать кольца различного диаметра, и
рукояток 2. Притирку проводят на притирочной плите.
На рис. 3.107 показан специальный притир, позволяющий
притирать клапанные гнезда на станке механической притирки
197
Рис. 3.106. Приспособление для притирки колеи дисковых клапанов:
1 - кассета; 2 - рукоятка
Рис. 3.107 . Специальный притир:
1 - клапанные кольца; 2 - корпус; 3 - крепежный винт; 4 - шток; 5 - пружина; 6 -
штифт; 7- крышка; <?-рымболты
Рис. 108. Притирка тарельчатых клапанов коловоротом:
1 - седло; 2 - подвижный штифт; 3 - барашек; 4 - захват; 5 - коловорот, 6 - клапан
Рис. 3.109. Универсальный захват для коловорота:
1 - корпус; 2 - сухари
плоских деталей. В корпусе 2 притира размещают штоки 4 с
пружинами 5. Корпус 2 закрыт крышкой 7, в которой укрепле-
ны штифты 6. Они входят в отверстия корпуса и подпирают
пружины 5. Корпус и крышку стягивают винтами 3. Прити-
раемые кольца 1 вставляют в пазы корпуса и прижимают к
шлифовальному камню станка. Силу прижатия колец регулиру-
198
ют винтом 3, который при заворачивании сжимает пружины 5 и
соответственно увеличивает силу прижатия колец.
На рис. 3.108 показана притирка тарельчатых клапанов1 коло-
воротом. В клапане 6 высверлены специальные отверстия под
штифты захвата 4 коловорота 5. Штифт 2 выполнен переме-
щающимся вдоль захватом 4. Штифт 2 крепят барашком 3. На
поверхность наносят притирочную пасту, коловорот 5 вращают
и проводят притирку.
На рис. 3.109 изображен универсальный захват для коловоро-
та, используемого при притирке клапанов. В корпусе 1 захвата
профрезерован паз типа "ласточкин хвост". По этому пазу пере-
мещаются два сухаря 2, которые имеют отверстия под штифты.
В корпусе 1 есть резьбовые отверстия для крепления коловоро-
та. Поскольку сухари свободно перемещаются вдоль корпуса, то
на захвате можно закреплять клапаны с различными меж-
центровыми расстояниями отверстий под штифты захвата.
Для абразивной обработки клапанов используют устройство,
показанное на рис. 3.110. Оно содержит раму 9 с неподвижно
закрепленной на ней колонной 10. На верхней части колонны в
горизонтальном положении закреплена плита 75. Между плитой
и рамой установлены трубчатые связи И и 16. На плите устано-
влены на опорах качения 36 двумя параллельными рядами
шпиндели 12. На каждом шпинделе закреплена шестерня 13 и
конусообразная емкость в виде воронки 23. В нижней части
шпинделя выполнена расточка с винтами зажима 35 для уста-
новки и фиксации в ней седла 34 клапана.
Шпиндели на плите установлены так, что шестерни каждых
пяти шпинделей в рядах находятся в зацеплении друг с другом,
а их крайние шестерни с одной из сторон каждой пятерки на-
ходятся в зацеплении с еще одной, общей для них шестерней 25
механизма возвратно-вращательного движения. Эта шестерня
закреплена на вертикальном валу 7, установленном в колонне
на опорах качения 8. На нижнем конце вала закреплена шес-
терня 2, находящаяся в зацеплении с ползуном-рейкой 7, уста-
новленной в направляющих 3 рамы. Ползун через тягу 3 соеди-
нен с кривошипом на выходном валу редуктора 5, входной вал
которого соединен с электродвигателем 6.
Через осевые сквозные отверстия 29 шпинделей продеты
толкатели 22 механизма осевого перемещения, которые могут
контактировать с торцами стержней клапанов 31, поджатых к
седлам пружинами 30. Толкатели с другого конца через муфты
27 с резьбой соединены с траверсами 24, установленными по-
средством ползунов 28 на штоках 18 с пружинами 17 с возмож-
ностью осевого перемещения по ним. Штоки неподвижно за-
199
Рис. 3.110. Устройство для абра-
зивной обработки клапанов:
/ - ползун-рейка; 2, 13. 25 - шестерня; 3
- направляющие; 4 - тяга; 5 - редуктор; 6 -
электродвигатель; 7 - вертикальный вал; 8,
36 - опоры качения; 9 - рама; 10 - колонна;
II, 16 - трубчатые связи; 12 - шпиндели; 14
- кассеты; 15- горизонтальная плита; 17, 30
- пружины; 18 - штоки; 19 - опоры; 20 -
подвижные элементы электромагнитов; 21 -
муфты, 22 - толкатели, 23 - воронки, 24 -
траверсы; 26 - штанги; 27 - электромагниты;
28 - ползуны; 29- отверстия; 31 - клапаны;
32 - бобышки; 33 - фиксирующие узлы
зажима; 34 - седла; 35 - зажим
200
креплены в горизонтальной плите. На этой же плите установле-
ны электромагниты 27, подвижные элементы 20 которых жестко
соединены штангами 26 с закрепленными на них опорами 19 с
возможностью контактирования с траверсами. Электромагниты
электрически связаны с электроприводом механизма возвратно-
вращательного движения. Под каждой пятеркой шпинделей
установлены съемные кассеты 14, фиксирующие узлы зажима 33
клапанов. Кассеты соединены с колонной и горизонтальной
плитой.
В расточки шпинделей 12 устанавливают седла 34 с поджа-
тыми к ним пружинами 30 головками клапанов 31 и фиксируют
винтами 35.
На бобышки 32 головок клапанов устанавливают узлы зажи-
ма 33 и фиксируют их в кассетах 14, закрепляя последние на
колонне 10 и горизонтальной плите 75. Емкости шпинделей
заполняют жидкой абразивной суспензией.
Через реле времени притирки включают электродвигатель 6
привода механизма возвратно-врашательного движения. Враще-
ние от электродвигателя через редуктор 5 передается на криво-
шип и тягу 4, которая приводит рейку-ползун 1 в возвратно-
поступательное движение. Находящаяся в зацеплении с рейкой
шестерня 2 на валу 7 и шестерня 25 на этом же валу совершают
возвратно-поступательное движение на 180°, которое передается
шпинделям 12 и седлам 34 клапанов посредством шестерен 13,
удвоенным на 360°.
Одновременно с пуском электродвигателя автоматически
включаются через регуляторы выдержки времени и реле време-
ни включения на период от 1,5 с электромагниты 27. Их по-
движные элементы 20 со штангами 26, перемещаясь в верти-
кальной плоскости, опорами 19 перемещают траверсы 24 с тол-
кателями 22 по штокам 18, сжимая ползунами 28 пружи-
ны 17.
Толкатели, контактируя при движении со стержнями клапа-
нов, перемещают их в осевом направлении, сжимая пружины, и
выводят клапаны из контакта с седлами, а в зону притираемых
поверхностей из емкостей самотеком поступает жидкая абразив-
ная суспензия.
При отключении электромагнитов траверсы с толкателями
под действием пружин перемещаются к седлам. Осуществляется
операция притирки.
В процессе притирки периодически через каждые 4-15 мин
в зависимости от настройки реле автоматически кратковремен-
но включают электромагниты, и срабатывает механизм осе-
вого перемещения клапанов для поступления в зону обработ-
201
ки свежей абразивной суспензии и удаления продуктов обработ-
ки.
Кроме того, при размыкании и смыкании притираемых по-
верхностей зоны контактов клапанов с седлами перемещаются
по углу, что способствует качественной притирке. Притирка
прекращается автоматическим отключением через 30 - 60 мин в
зависимости от настройки.
После отключения механизмов снимают кассеты и узлы за-
жима клапанов, отпускают винты шпинделей и извлекают седла
с клапанами. Затем цикл повторяется [51].
Глава
РЕМОНТ ТИПОВЫХ ДЕТАЛЕЙ
И УЗЛОВ НАСОСОВ
4.1. РЕМОНТ КОРПУСА И РАМЫ
4.1.1. Корпус
После выемки ротора насоса проводят ревизию состояния его
корпуса. Наиболее вероятные дефекты корпуса центробежного
насоса - коррозионный износ отдельных мест внутренней по-
верхности плоскости, дефекты отливки, обнаруженные в ходе
эксплуатации, износ посадочных мест, забоины и риски на
плоскости разъема, местные трещины.
Способ устранения этих дефектов должен обеспечивать со-
блюдение всех технических требований к корпусным деталям
насоса при минимальной трудоемкости работ.
Коррозионный износ отдельных мест внутренней полости
корпуса рекомендуется устранять наплавкой металла электро-
сваркой. Дефектные места перед подготовкой под сварку зачи-
щают от нефтепродукта и следов коррозии до чистого металла
пневматическими зубилами и пневмошлифовальными машин-
ками с абразивным кругом или металлической щеткой. Жела-
тельно, чтобы правильно подготовленный под сварку участок
имел чашеобразную форму с отлогими стенками, однако из-
лишнее удаление чистого металла нецелесообразно.
При эксплуатации центробежных насосов из-за электрохи-
мической коррозиии довольно часто выходят из строя чугунный
корпус и крыльчатка. В казанском пусконаладочном управлении
"Оргсинтезхимзаводы" предложено ремонтировать такие детали.
Для защиты корпуса от коррозии на обезжиренную проточную
часть кистью наносят слой эпоксидной смолы ЭД-5 или ЭД-6
толщиной 0,5 — 1,0 мм. Для получения равномерной толщины
защитного слоя корпус сушат в течение 1 ч при 50 - 60 °C
в шпинделе токарного станка при частоте вращения 240 -
360 мин-1. Лопасти изготовляют из листовой стали 09Х18Н10Т
толщиной 3 - 5 мм и приваривают их к диску и втулке. После
такого ремонта срок службы насосов увеличивается в 2 - 3 раза.
203
Все корпуса насосов для перекачки холодных жидкостей, а
также внутренние корпуса насосов для перекачки горячих жид-
костей при наличии износа плоскости разъема восстанавливают
следующим методом.
При износе поверхности разъема не более 1 мм плоскость
разъема шлифуют на расточном станке с компенсацией износа
прокладкой. При этом прокладку для насосов, перекачивающих
горячие жидкости, изготовляют из листовой нержавеющей или
углеродистой стали в зависимости от перекачиваемых нефтепро-
дуктов.
При износе поверхности разъема более 1 мм у насосов, пере-
качивающих холодные жидкости, поверхность протачивают на
карусельных или расточных станках, а все внутренние посадки
растачивают до номинальных размеров; у насосов, перекачи-
вающих горячие жидкости, поверхность наплавляют сваркой,
после чего протачивают или шлифуют. В разъем устанавливают
прокладку соответственно наружным размерам, а внутренние
посадки растачивают [52].
На Константиновском химическом заводе для защиты насо-
сов АЧ-280-42 применяют эпоксидную композицию, содержа-
щую эпоксидную смолу, карбид кремния, фталевый ангидрид,
аэросил и белую сажу. Состав композиции стоек в кремнефто-
роводородной кислоте концентрацией до 16% H2SiF6 со значи-
тельными взвесями геля, а также в хлороводородной, слабой
серной и фосфорной кислотах.
Для приготовления композиции эпоксидную смолу нагрева-
ют до определенной температуры, вносят фталевый ангидрид и
тщательно перемешивают. Смесь снова нагревают, вводят аэро-
сил и все тщательно перемешивают, высыпают в раствор пред-
варительно высушенный и нагретый карбид кремния и переме-
шивают до получения однородной массы без крупинок, затем в
раствор вводят белую сажу. Защитное покрытие наносят сле-
дующим образом. Все защищаемые поверхности деталей тща-
тельно очищают от загрязнений, песка, ржавчины пескоструй-
ным способом, обезжиривают бензином "калоша", покрывают
кремнийорганическим раствором и заливают эпоксидной ком-
позицией.
Для придания защитному слою определенной формы приме-
няют опалубку, которую перед заливкой эпоксидной компози-
цией 2-3 раза смазывают 3 - 6%-м раствором СКТ в бензине
"калоша". Перед заливкой температура защищаемых деталей
должна быть равна температуре эпоксидной композиции. Ком-
позицию заливают небольшой струей с целью обеспечения хо-
рошей плотности заливки. После этого деталь подвергают тер-
204
мической обработке. Температура в печи во время установки
детали должна быть равна температуре детали. После закрытия
печи ее поднимают до 125 °C. Деталь выдерживают в печи
4 - 6 ч, остывает она в печи 2 - 3 ч. После распалубки деталь
осматривают. Обнаруженные раковины обрабатывают наждач-
ным кругом или алмазным инструментом и заделывают той же
композицией [53].
Дефекты отливки корпусов насосов исправляют методом на-
плавки или постановкой резьбовых ввертышей, концы которых
следует заваривать.
При появлении на корпусе насоса трещины устанавливают ее
границы: визуальным осмотром при помощи лупы, методом
керосиновой пробы или травлением дефектного места водным
раствором азотной кислоты.
Затем засверливают ее концы, чтобы ограничить распростра-
нение во время очистки дефектного места и подготовки кромок
под сварку. На чугунном корпусе вдоль трещины сначала про-
сверливают ряд отверстий, затем оставшиеся перемычки вы-
рубают зубилом, как показано на рис. 4.1. Чугун вырубают тон-
кими слоями во избежание отколов и дальнейшего распростра-
нения трещины. Толщина стружки не должна превышать 0,8 -
1,0 мм.
Технология заварки дефектов на корпусных деталях доста-
точно полно описана в работе [54].
Наиболее часто насосы выходят из строя вследствие износа
посадочных мест под подшипники валов, грундбукс, торцевых
уплотнений.
При длительной эксплуатации центробежных насосов, пред-
назначенных для перекачки холодных жидкостей, изнашиваются
торцевые поверхности сальниковых коробок, что отрицательно
влияет на работу торцевого уплотнения. На Новокуйбышевском
нефтеперерабатывающем заводе изготовлено приспособление,
показанное на рис. 4.2. Оно позволяет полностью восстанавли-
вать поверхность торцов сальниковых коробок непосредственно
на технологической установке без демонтажа и транспортировки
насосов в ремонтное производство.
Для восстановления посадочной поверхности грундбукс и
направляющих поясков корпусов насосов КВН 55x180 и
КВН 55x120 на рис. 4.3 показано приспособление, позволяющее
растачивать посадочное место под грундбуксу в наружном кор-
пусе насоса. Этим же приспособлением восстанавливают на-
правляющий и уплотняющий пояски корпуса. При этом отпада-
ет необходимость демонтажа и транспортировки корпуса в ре-
монтное производство.
205
Рис. 4.2. Приспособление для проточки сальниковой коробки:
1, 6 - поджимные гайки; 2- втулка; 3 - подшипник; 4- шпонка; 5- ртуд; 7- вал; 8 -
корпус сальниковой коробки
Рис. 4.3. Приспособление для проточки посадочного места под груидбуксы
насоса типа КВН:
1 - корпус насоса; 2- втулка; 3 - подшипник; 4, 7 - гайки; 5- шпилька; 6 -вал
При эксплуатации насоса НК 560x335-300 часто изнашивает-
ся посадочная поверхность под подшипники качения. В ре-
монтном производстве нефтеперерабатывающих заводов такие
корпуса растачивают на расточном станке под определенный
размер и изготовляют сменные стальные втулки. Пр»? после-
дующих ремонтах меняют только втулки [52].
Прост и экономичен способ восстановления изношенных по-
садочных отверстий наращиванием посадочных отверстий по-
лимерными материалами и последующей механической обра-
боткой отверстия до требуемого размера. Однако механическая
обработка полимерных композиций с различными порошковы-
ми наполнителями затруднена. Наблюдаются выкрашивание
слоя, высокая шероховатость поверхности, малая твердость и
неудовлетворительная стойкость против разрушений. Пшьвани-
ческие же процессы наращивания характеризуются Длитель -
ностью, сложностью и вредностью производства. Кроме того,
наращивание толстых слоев ограничивается возникновением
высоких внутренних напряжений, которые приводят к отслаи-
ванию слоев.
Для восстановления изношенных шеек валов применяют
способ, заключающийся в механической обработке шейки вала,
нанесении на нее слоя эпоксидного клея, усгановКР НЯ^ШСЙку
разрезной тонкостенной втулки, прижатии втулки Др ЗЙэерде-
вания клея и последующей шлифовке втулки ДО ,*ф0ремого
размера. Недостаток его - необходимость механической обра-
206
боткй втулки после установки ее на шейку вала и возможность
разрушения клеевого соединения.
Качество восстановленной детали можно повысить, если
после установки на обработанную клеем поверхность втулку
прижать к этой поверхности раскаткой до требуемого размера.
Например, для восстановления посадочного места под подшип-
ники качения диаметром 52+0,03 мм изношенную поверхность
растачивали до диаметра 2)^1д024 с чистотой поверхности Rz =
= 10 мкм. Из стальной холоднотянутой ленты 50 изготовляли
втулку. На поверхность расточенного отверстия наносили клея-
щую композицию на основе эпоксидной смолы ЭД-6. Втулку
устанавливали в отверстие и раскатывали пятироликовым жест-
ким раскатником (натяг раскатывания 0,2 мм) до номинально-
го размера посадочного отверстия. Полное отвердение клея про-
водили при 20 °C в течение 72 ч.
Испытания на прочность посадки втулки в корпусе показали,
что напряжение сдвига в соединении составило не менее
170 МПа. Это в несколько раз выше напряжения сдвига, возни-
кающего при запрессовке наружной обоймы подшипников. Ис-
ходная твердость ленты HV 220, после раскатывания она повы-
силась до HV 270. Шероховатость поверхности уменьшилась на
два класса и составила Rz = 1,3 мкм [55].
Крышки корпусов насосов типа НГ, НГД приходят в негод-
ность из-за большой выработки уплотняющих поверхностей и
посадочных мест. На Новокуйбышевском нефтехимическом
комбинате предложено приспособление для восстановления
крышек после наплавки путем расточки их на карусельном
станке. Приспособление, показанное на рис. 4.4, состоит из
двух дисков, сваренных между собой. К верхнему диску 3
шпильками 5 и гайками 4 крепят крышку насоса 6, а нижний
диск 2 болтами 7 прижимают к столу 1 карусельного станка.
Крышку насоса устанавливают на приспособление и обрабаты-
вают уплотняющую поверхность и посадочные места.
Корпусы насосов этого типа часто приходят в негодность из-
за большой выработки посадочных мест под уплотнительные
кольца рабочих колес и средника. По распространенной техно-
логии ремонта изношенных поверхностей (расточка - наплавка
- расточка) на радиально-расточном станке растачивают поса-
дочные места под уплотнительные кольца рабочих колес. Кор-
пус насоса фиксируют приспособлением, изображенным на рис.
4.5. Оно состоит из сварного угольника 4, к которому шпилька-
ми 3 крепят корпус насоса 2. Угольник устанавливают на столе
207
Рис. 4.4. Приспособление для восстановления крышек корпуса насоса типа
НГ, НГД:
1 - стол; 2 - нижний диск; 3 - верхний диск; 4 - гайка; 5 - шпильки; 6 - крышка насо-
са; 7 - болты
Рис. 4.5. Приспособление для крепления корпуса насоса на радиально-
расточном станке:
1 - резец; 2 - корпус насоса; 3 - шпильки; 4 - сварной угольник; 5 - болты; 6 - стол
6 станка и крепят его болтами 5. После закрепления корпуса
резцом 1 растачивают все выработанные поверхности, а затем
проводят наплавку и расточку посадочных мест под исходные
размеры.
В ходе эксплуатации разрушается фланец,всасываюшего пат-
рубка. На Московском нефтеперерабатывающем заводе предло-
жен способ реставрации крышек корпусов насосов, показанный
на рис. 4.6. По этому способу остатки фланца срезают и прота-
чивают патрубок, изготовляют стальной бандаж 4 и сажают его
на горячую посадку на патрубок 5. Так как корпус насоса и пат-
рубок изготовлены из чугуна, то к бандажу приваривают ниж-
ний фланец 2, который крепят к крышке насоса 1 болтами 3, и
верхний фланец 6.
У насосов, имеющих эмалированное покрытие, чаще всего
корродируют штуцерно-патрубковые соединения вследствие
появления микротрещин в эмали. При ремонте на эти соедине-
ния напрессовывают втулки, как показано на рис. 4.7, прома-
занные эпоксидной смолой ЭД-6 по местам их контакта с
208
Рис. 4.6. Способ реставрации крышки корпуса насоса:
.' - крышка насоса, 2 - нижний фланец; 3 - болты; 4 - стальной бандаж; 5 - патрубок;
6 - верхний фланец
Рис. 4.7.
Способ штуцерно-патрубкового соединения:
1 - эмалевое покрытие; 2~ корпус; 3- эпоксидный клей; 4- фторопластовая втулка
эмалью, с лабиринтным уплотнением из фторопласта Ф-4.
Затвердевшая смола защищает все микротрещины и раковины
от проникновения корродирующих жидкостей.
На рис. 4.8 изображено приспособление для фиксации карте-
ров насосов типа НК под расточку на токарном станке. Процесс
фиксации картера под расточку очень трудоемкий, так как не-
соосность между посадочными местами подшипников не долж-
на превышать 0,02 мм. Предложено применить пробку 2, ко-
торую забивают в одно из посадочных мест картера 3. Пробку
Рис. 4.8. Приспособление для фиксации картеров насосов типа НК под
расточку на токарном станке:
1 - шпиндель; 2 ~ пробка; 3 - картер; 4 ~ посадочное место
Рис. 4.9. Приспособление для сверления наклонных отверстий в корпусах
насосов типа НК, НГК:
1 - сверло; 2 - корпус насоса; 3 - болты для крепления корпуса насоса; 4 - отжимные
болты, 5 - нижняя плита; 6- станина сверлильного станка; 7- верхняя плита; 8 - шаровая
опора
209
вместе с картером зажимают в шпинделе / токарного станка и
растачивают посадочное место. На пробке делают заточку по
поверхности А. При обработке другого посадочного места картер
также фиксируют по поверхности А.
При ремонте корпусов консольных насосов типа НК, НГК
возникает необходимость сверления наклонных отверстий, ис-
пользуемых в качестве каналов для подвода затворной жидкости
в сальник или масла к подшипникам. На рис. 4.9 показано при-
способление для сверления наклонных отверстий в корпусах
насосов типа НК, НГК. Оно состоит из двух металлических
листов толщиной 10 - 12 мм на шаровой опоре 8 по центру для
удобства наклона и отжимных болтов 4, фиксирующих наклон
корпуса насоса. Корпус насоса 2 крепят к верхней плите 7 бол-
тами 3. Нижнюю плиту 5 фиксируют на станине 6 сверлильного
станка.
Нагнетательный штуцер насоса 4Г-5х6 имеет резьбу для сое-
динения с нагнетательным трубопроводом. При эксплуатации
насоса резьба часто сбивается. На Уфимском нефтеперерабаты-
вающем заводе разработали приспособление для нарезки резь-
бы, показанное на рис. 4.10. В штуцер посажен палец 6 с резь-
бой на одном конце. По резьбе перемещают втулку 4 с закреп-
ленным на ней резцом 3. Втулку 4 вращают ручкой 5 и нарезают
резьбу на штуцер 2.
При расточке корпуса насоса КВН борштангой на расточном
станке необходима проверка размеров внутреннего диаметра
корпуса. Это нельзя сделать при наличии борштанги, а чтобы
снять ее, надо снять и заднюю бабку станка. На Уфимском неф-
теперерабатывающем заводе внедрено приспособление для из-
мерения внутреннего диаметра корпуса насоса КВН без разбор-
ки борштанги, показанное на рис. 4.11. Внедрение его позволи-
ло улучшить качество ремонта и сократить затраты времени на
расточку.
Насос КВН работает в очень сложных условиях. Температура
перекачиваемой жидкости составляет 380 - 425 °C. Через 2-3
мес. эксплуатации вся полость между наружным и внутренним
корпусами насоса забивается коксом. Это осложняет извлечение
внутреннего корпуса. Извлечение внутреннего корпуса из-
вестными ранее приспособлениями, а также наружного корпуса
нагревом паром и газовыми горелками ввиду малой мощности и
неравномерности нагрева не давало положительного результата.
На Уфимском нефтеперерабатывающем заводе изготовлено спе-
циальное приспособление нагрева наружного корпуса, изобра-
женное на рис. 4.12. Оно состоит из трех дугообразных форсу-
нок /, соединенных между собой отводной трубкой с кранами 3
210
Рис. 4.10. Приспособление для нарезки резьбы на нагнетательном штуцере
насоса 4Г-5х6:
1 - корпус насоса; 2 - штуцер; 3 - резец; 4 - втулка; 5 - ручка; 6 - палец
Рис. 4.11. Приспособление для измерения внутреннего диаметра корпуса
насоса КВН:
1 - втулка; 2 - скоба; 3 - шпилька; 4 - гайка
Рис. 4.12. Приспособление для нагрева наружного корпуса насоса КВН:
1 - дугообразная форсунка; 2 - штуцер; 3, 4 - краны
и 4 для подачи горючего газа и кислорода. На дугах с внутрен-
ней стороны просверлены отверстия диаметром 2,5 мм с ша-
гом 150 мм. При нагреве корпуса приспособление закрывают
листовым асбестом для сохранения тепла.
Наплавку поверхностей корпусных деталей производят на
сварочном столе. Это очень трудоемкая операция. На рис. 4.13
изображено приспособление для наплавки поверхностей кор-
пусных деталей. Корпус зажимают на планшайбе 2 струбцинами
3. Планшайба может свободно вращаться на консоли 7, которую
крепят к сварочному столу.
Установка и обработка корпусов насосов типа КН затрудни-
тельна из-за отсутствия установочной базы. На Новополоцком
нефтеперерабатывающем заводе предложено приспособление
для установки и проточки насосов НК-560/335-180, НК-
560/335-120, НК-200/120-120, НК-200/120-240 на планшайбе
211
Рис. 4.13. Приспособление для
наплавки поверхностей корпусных
деталей:
1 - консоль; 2 - планшайба; 3 - струб-
цина; 4 - гильза
Рис. 4.14. Приспособление для
установки и проточки корпусов
насосов на токарно-карусельном
станке:
/ - вкладыш; 2 - корпус насоса; 3 -
кольцо; 4 - планшайба
токарно-карусельного станка, показанное на рис. 4.14. Оно со-
стоит из вкладыша / ч кольца 3. Вкладыш установлен на план-
шайбе 4 токарно-карусельного станка и создает базу для уста-
новки и последующей обработки корпусов 2 насосов.
В случае некачественной поверхности фланца (заусенцы, за-
боины) к вкладышу подкладывают кольцо, позволяющее при-
поднять корпус для его обработки. Корпус указанных типов
насосов можно растачивать также при помощи приспособления,
представленного на рис. 4.15. Оно состоит из специального
фланца /, устанавливаемого раздвижными опордми 4. Корпус
насоса 3 фиксируют соединительными шпильками 2.
Рис. 4.15. Приспособление для расточки корпусов насосов марок НК-
65/35-70. НК-200/120-120:
I - специальный фланец; 2 - соединительная шпилька; 3 - корпус насоса; 4 - раздвиж-
ная опора
Рис. 4.16. Приспособление для расточки корпусов насосов АК-9, НК-560.
2АЦС на карусельном станке:
/ - корпус насоса; 2 - плита; 3 - болт; 4 - планшайба
212
Рис. 4.17. Приспособление для проточки сальниковых камер консольных
насосов:
/ - улитка; 2- корпус насоса; 3 - резец; 4- штанга; 5- корпус подшипников; 6- пат-
рон станка; 7~ стол станка
Для расточки корпусов насосов АК-9, НК-560, 2АЦС на ка-
русельном станке служит приспособление, показанное на рис.
4.16. Оно состоит из планшайбы 4, приваренной к ней под уг-
лом 90° плиты 2, на которую болтами 3 крепят корпус насоса 1.
Приспособление вместе с корпусом устанавливают на карусель-
ный станок, выверяют по шейкам, торцу и проводят расточку.
Консольные насосы 2К-6, ЗК-6, 4К-6, 8К-12, 5НФ, 4НФ,
8НФ в результате износа сальниковых камер в улитках непри-
годны для дальнейшей эксплуатации. На Волгоградском нефте-
перерабатывающем заводе внедрено приспособление, изобра-
женное на рис. 4.17. Оно состоит из длинной штанги 4 с резцом
3 на конце. Улитку 1 в сборе с корпусом устанавливают на стол
фрезерного станка 7 и выполняют расточку изношенной по-
верхности.
4.1.2. Рама
Рама является базовой частью, т. е. основой, на которой монти-
руют узлы и детали насосов. Конструкция рамы и ее крепление
на фундаменте должны обеспечивать необходимые прочность и
жесткость во всех плоскостях и направлениях.
Ремонт рам в основном сводится к устранению дефектов, по-
явившихся во время эксплуатации. Основные дефекты - прогиб
по длине и ширине; изломы и трещины на отдельных участках;
наклеп или выработка на опорных поверхностях рамы.
Прогибы (коробления) рам по длине и ширине возникают
вследствие неравномерного затягивания гаек фундаментных
болтов, отставания опорной поверхности рамы от фундамента
(неравномерная подливка цементным раствором во время мон-
тажа), разрушения фундамента в результате попадания масла
под опорную часть рамы через трещины или поры в ее днище,
213
ослабления крепления к фундаменту (обрыв или вытягивание
одного или нескольких болтов).
Изломы и трещины на отдельных участках рамы в боль-
шинстве случаев образуются из-за прогиба рамы вследствие не-
равномерного заполнения подрамного пространства цементным
раствором во время монтажа, неравномерной осадки фундамен-
та, неравномерного и неправильного затягивания (перетяжки)
рам на подкладках, на которых устанавливали и выверяли раму
во время монтажа, неравномерного затягивания анкерных свя-
зей. взрывов в картере.
Наклеп или выработка на опорных поверхностях рамы появ-
ляются в результате плохого прилегания сопрягающихся опор-
ных поверхностей стоек и рам, а также слабого затягивания
шпилек крепления блоков или анкерных связей, скрепляющих
их с рамой.
Для проверки состояния рамы проводят ее наружный осмотр,
позволяющий обнаружить видимые трещины, поломки, забои-
ны, наклеп, раковины, отставание от фундамента и другие ви-
димые дефекты; обмеряют линейным измерительным инстру-
ментом, позволяющим установить изгиб строганых поверхно-
стей по длине и ширине рамы, размеры и направления уклона
рамы, глубины забоин, раковин, трещин и т. д.; осуществляют
гидравлические испытания в масляной ванне, позволяющие
установить место течи.
Раму, смонтированную на фундаменте, демонтируют и пере-
устанавливают при наличии трещин и изломов, для устранения
которых требуется свободный доступ со всех сторон; обильном
попадании масла под раму более чем на 25 - 30% периметра на
глубину 100 мм и более; течи масла из днища рамы через поры
и трещины, расположенные в труднодоступных местах; появле-
нии на болтах рамы трещин, охватывающих более 50% сечения
балки; изгибе строганой опорной поверхности рамы более 0,05
мм на 1 мм длины и появлении недопустимой вибрации рамы.
Смонтированную на фундаменте раму надо демонтировать
очень осторожно, чтобы не повредить опорную поверхность и
раму в целом. Для этого после раскрепления фундаментных
болтов завертывают нивелировочные болты (если инструкцией
они предусмотрены) и, равномерно их затягивая, попытаются
"подорвать" раму. Затем равномерно по периметру рамы в
нескольких местах скалывают бетон или подлитый цементный
раствор и равномерно с обеих сторон рамы устанавливают
клинья. После этого выкалывают подлитый цементный раствор
из ниш фундамента, предназначенных для установки домкратов
при монтаже рамы, устанавливают домкраты и равномерно под-
214
нимают раму. Если конструкцией фундамента ниши не пред-
усмотрены, то раму поднимают наращиванием прокладок под
клинья со стороны плоскости фундамента.
Для удобства просмотра и ремонта фундамента и фундамент-
ных болтов раму устанавливают вне фундамента на подставках
(деревянных брусьях), высота которых должна обеспечить сво-
бодный доступ ко всем участкам рамы.
Если после демонтажа рамы обнаружено масло на наружной
ее части или на поверхности фундамента, то полости рамы ис-
пытывают на плотность. Для определения места течи внутрен-
нюю часть рамы (картер) тщательно промывают керосином, а
наружную часть днища тщательно очищают металлическими
щетками, промывают керосином и насухо протирают хлопчато-
бумажными салфетками. После этого в картер заливают до нор-
мального уровня керосин и выдерживают его под наливом
4 - 6 ч. Затем раму осматривают, определяют места течи и отме-
чают их мелом.
Метод устранения течи выбирают после тщательного осмотра
характера повреждения. Рамы современных поршневых насосов
изготовляют из стали, иногда из алюминиевых сплавов, чаще из
чугуна. Выбор способа ремонта рам или картеров, имеющих
трещины либо изломы, в значительной степени зависит от ма-
териала, из которого они изготовлены.
При ремонте рамы, имеющей толщину, сначала определяют
концы трещины и засверливают их сверлом диаметром 6 - 8 мм
для устранения концентраций напряжений. Затем подготавли-
вают кромки для ручной электродуговой сварки. Для этого де-
фектные места вырубают до неповрежденного металла и разде-
лывают кромки под сварку так, чтобы не было острых кромок и
углов. При "холодной" сварке с применением шпилек сначала
обваривают их концы, а затем поверхность между ними. Во из-
бежание перегрева металла сварку выполняют с перерывами.
Для такой сварки наиболее целесообразны стальные электроды
с обмазкой ОММ-5 или УОН ИИ-13 диаметром 3-5 мм. Сва-
рочный ток (в амперах) для этих электродов должен быть равен
35J, где d - диаметр электрода (в мм). "Холодную" дуговую
сварку чугунными электродами выполняют как постоянным, так
и переменным токами. Режим дуговой сварки чугунными элек-
тродами приведен ниже:
Толщина свариваемого металла, мм
Диаметр электрода, мм
Сварочный ток, А
< 15
6
230-300
15 - 30
8
300-400
> 30
10
450-500
Для "холодной” дуговой сварки чугунными электродами при-
меняют обмазку специального состава [в %(мас.)]: графит - 40,
215
ферросилиций - 33,3, термит - 13,3, мел - 13,4, жидкое стекло -
25 от массы сухой смеси. Толщина слоя обмазки - 1,0 - 1,5 мм.
При пайке латунью используют нормальное пламя ацетиле-
новой горелки. Предварительно поверхность покрывают тонким
слоем латуни, а затем заполняют весь шов.
Электродуговой и газовой сваркой целесообразно ремонтиро-
вать рамы с трещинами для достижения необходимой герметич-
ности в местах, не несущих нагрузок.
При наличии трещин и изломов в поперечных перегородках
и балках рамы, к которым шпильками либо анкерными связгми
прикрепляют цилиндры или блоки цилиндров, а также при на-
личии трещин на других участках рамы, расположенных пер-
пендикулярно либо под углом к действию разрывного усилия,
для разгрузки подвижного места ремонт целесообразно вести с
установкой стальных накладок или стержней [30]. Трещины в
малонагруженных зонах можно заделать полимерными материа-
лами - пастами, притовленными на основе эпоксидных смол.
Для приготовления пасты эпоксидную смолу подогревают до
120 - 150 °C и выдерживают при этой температуре некоторое
время, чтобы удалить влагу. Затем в нее вводят пластификатор,
полученную массу тщательно перемешивают и добавляют на-
полнители в течение 10-15 мин при 80 - 100 °C. После этого
массу охлаждают до 20 - 25 °C. Отвердитель вводят при тща-
тельном перемешивании массы непосредственно перед ее при-
менением, так как примерно через 30 мин после введения
отвердителя паста начинает затвердевать. При 20 °C паста
отвердевает через 24 - 70 ч, а при 80 - 100 °C - через 1 - 5 ч.
Клеевой состав без отвердителя можно хранить неограниченное
время.
При ремонте деталей из чугуна, стали, алюминия применяют
клеевые составы, содержащие (в частях по массе) эпоксидную
смолу ЭД-6 - 100, отвердитель (полиэтиленполиамин) - 10,
пластификатор (дибутилфталат) - 15 - 20 и наполнители: чугун-
ный порошок - 150 или графит - 50 (для чугуна), оксид железа
- 150 (для стали), алюминиевую пудру - 20 (для алюминия).
Качество ремонта при использовании пастообразных клеевых
составов зависит от качества подготовки поверхностей ремонти-
руемых деталей. Перед нанесением клеевой пасты поверхность
детали необходимо сделать шероховатой, для чего ее обрабаты-
вают наждачной шкуркой, крупнозернистым шлифовальным
кругом, драчовым напильником и др. Кроме того, ее очищают
от загрязнений (до металлического блеска) и обезжиривают рас-
творителями, обрабатывая не менее 2-3 раз мягкой волосяной
кистью или ватным тампоном, смоченным в растворителе.
216
Рис. 4.19. Восстановление анкерных болтов без демонтажа рамы с фунда-
мента:
/ - анкерный болт; 2 - соединительная муфта; 3 - рама; 4 - новый анкерный болт
При ремонте используют следующие растворители: техниче-
ский бензин, бензины БР-1, БР-2 - для очистки деталей от ми-
неральных масел, консистентных смазок; бензол, толуол, ксилол
- уайт-спирит - для очистки от жиров, масел, лаков, красок;
ацетон - для обезжиривания слабо загрязненных поверхностей.
При заделывании трещины по ее концам высверливают от-
верстия диаметром не менее 4 мм. Кромки трещины разделы-
вают под' углом 60 - 90°, как показано на рис. 4.18. После меха-
нической обработки трещины поверхность в местах наложения
пасты очищают и обезжиривают. Пасту наносят в два слоя. Вто-
рой слой толщиной 2 - 3 мм должен перекрывать подготовлен-
ную под пасту поверхность на 10 - 15 мм. Для обеспечения
большой прочности на трещину накладывают пропитанную
пастой стеклоткань толщиной 0,1 - 0,3 мм и прокатывают роли-
ком для лучшего уплотнения. Если, это сделать невозможно, то
уплотняют другими способами.
Сквозные отверстия (пробоины, коррозионные каверны и
др.) заполняют пастой или заделывают пластиной. Вокруг по-
вреждения просверливают отверстия, которые заполняют
пастой. Ею же намазывают поверхность детали вокруг повреж-
дения. Затем повреждение закрывают стальной пластиной. На
пластину и поверхность вокруг нее накладывают 2-3 слоя пас-
ты. Каждый слой покрывают сетчатой тканью и уплотняют [56].
Как отмечалось, возможен обрыв анкерных болтов и отстава-
ние вследствие этого корпуса насоса от фундамента. На рис.
4.19 показан способ восстановления анкерных болтов без де-
монтажа рамы с фундамента. Для этого бетон вокруг оборванно-
217
го анкерного болта / выдавливают, к нему приваривают соеди-
нительную муфту 2, в которую вворачивают новый анкерный
болт 4.
4.2. РЕМОНТ ПОДШИПНИКОВ
4.2.1. Подшипники скольжения ,
Ремонт подшипников скольжения сводится, . как правило, к
устранению дефектов, появившихся в ходе эксплуатации, т. е. к
восстановлению их правильной цилиндрической формы и раз-
меров.
Основные дефекты подшипников скольжения - выработка
антифрикционного сплава, выражающаяся в изменении разме-
ров и правильной цилиндрической формы, разрушение
(выплавка, выкрашивание) антифрикционного сплава на ци-
линдрической поверхности и торцевых поверхностях в упорных
подшипниках, коробление вкладышей.
На выработку антифрикционного сплава подшипников
влияют качество антифрикционного сплава и заливки; качество
смазки и степень ее очистки от механических примесей во вре-
мя работы насоса; состояние трущихся поверхностей, степень
точности и характер обработанной трущейся поверхности; тем-
пература трущихся поверхностей; давление на опорную поверх-
ность подшипника; общее состояние и тип системы смазки;
качество охлаждения циркулирующего масла.
Выплавка антифрикционного сплава обусловлена чрезмерно
малым или слишком большим зазором между подшипником и
шейкой вала (ненормальный зазор нарушает смазку и вызывает
повышение температуры трущихся поверхностей), недостаточ-
ным давлением или отсутствием подачи масла в систему смазки,
наличием в масле большого количества механических примесей
(песок, кокс и др.), применением для смазки подшипников
масла, не соответствующего техническим условиям, недопусти-
мым повышением удельного давления на трущиеся поверх-
ности, использованием антифрикционного сплава низкого ка-
чества. Выкрашивание антифрикционного сплава происходит
из-за недоброкачественной заливки антифрикционного сплава
(плохое приставание антифрикционного сплава к постели под-
шипника или вкладыша), применения антифрикционного спла-
ва низкого качества, чрезмерно большого зазора в подшипнике,
вызывающего наклеп на отдельных участках подшипника, пло-
хой подгонки вкладыша по постели подшипника (во время ра-
боты вкладыш "дышит").
Коробление вкладышей вызывается прежде всего неправиль-
ной их подгонкой по постелям подшипников.
218
4.2.1.1. Изготовление вкладышей
Основной метод ремонта подшипников - заливка антифрикци-
онного сплава с последующей расточкой, шабрением и пригон-
кой по шейке вала.
Подшипники или вкладыши перезаливают в случае износа
заливки антифрикционного сплава выше нормы, когда регули-
ровка зазора путем удаления прокладок не дает желаемого ре-
зультата; отставания слоя антифрикционного сплава от тела
подшипника или вкладыша более чем на 10% его поверхности;
образования на рабочей поверхности антифрикционного сплава
задиров в виде глубоких борозд, участков расплавленного анти-
фрикционного сплава, трещин с замкнутым контуром и мест с
выкрошенным сплавом (общая площадь 10% и более); умень-
шения толщины заливки антифрикционного сплава вследствие
износа (более 1/2 первоначальной толщины); установки нового
вала.
Долговечность подшипников зависит от структуры баббито-
вого слоя, которая должна быть мелкозернистой. Наилучшие
вкладыши подшипников получаются при уплотнении заливки
из баббита центробежной отливкой или отливкой на вибростен-
де. При этом необходимо выполнить следующие операции: вы-
плавить старый баббит, отбраковать подшипники, очистить их
от грязи, масла, ржавчины, обезжирить, подготовить подшип-
ники к лужению, облудить подшипник, расплавить баббит и
залить подшипник. На Чернореченском химическом комбинате
для удаления баббита с подшипников скольжения и предотвра-
щения повреждения армирующей рамки подшипника исполь-
зуют специальный нож [57].
Нож, показанный на рис. 4.20, имеет заточенную под острым
углом кромку 1. Шлифованная нижняя часть 2 выполнена по
профилю армирующей рамки подшипника, верхняя конусная
часть 3 имеет утолщение в месте крепления ножа 4. Нож крепят
на неподвижной стойке. Заточенную под острым углом кромку
устанавливают на уровне стыка баббита с корпусом подшипни-
ка. Баббит удаляют при надвигании подшипника на нож.
Для заливки вкладышей необходимо
применять баббит только одной марки.
Допускается добавка отходов или ранее
выплавленного баббита той же марки (не
более 25% от общего количества) в виде
Рис. 4.20. Нбж для удаления баббита с подшип-
ника скольжения:
/ - режущая кромка; 2 - нижняя часть ножа; 3 - верхняя
масть ножа; 4 - место крепления ножа
219
Рис. 4.21. Приспособление для подачи нашатырного спирта в расплавлен-
ный баббит для его раскисления
РИС. 4.22. Приспособление для заливки вкладышей подшипника скольже-
ния, закрепленных струбциной:
1 - струбцина; 2 - сердечник; 3 - баббитовая наплавка; 4 - вкладыш; 5 - поддон
небольших кусков или стружки. Их загружают в тигель лишь
после расплавления основной массы баббита. Баббит плавят в
стальном тигле (толщина стенок не менее 6 мм) небольшого
диаметра. В этом случае уменьшается поверхность окисления
расплавленного баббита. Перед плавкой тигель тщательно очи-
щают и подогревают до 150 - 200 °C. Баббит в тигель загружают
кусками массой 0,5 - 1,0 кг. Количество баббита С, требуемое
для заливки одного подшипника (двух половинок вкладышей),
определяют по формуле
С= 100),
где 1,12 - коэффициент, учитывающий угар баббита при расплавлении и при-
быль, обеспечивающую его плотность; D, d - внутренний диаметр соответ-
ственно незалитого подшипника и заливки подшипника с припуском на меха-
ническую обработку; I - длина подшипника; р - плотность баббита.
Несмотря на защиту баббита слоем древесного угля, некото-
рое окисление его все же происходит. Поэтому перед заливкой
баббит раскисляют. Для этого в расплавленный баббит (до дна
тигля) погружают специальное приспособление, показанное на
рис. 4.21, с нашатырем (0,5 - 1,0% от массы баббита). При по-
гружении приспособления баббит перемешивают до прекраще-
ния выделения газа [56].
На рис. 4.22 показано одно из приспособлений для заливки
вкладышей подшипника. На поддоне 5 болтом крепят сердеч-
ник 2, на поддоне также устанавливают вкладыш 4 и закрепля-
ют струбциной 1. Баббит заливают в образовавшееся между
вкладышем и сердечником пространство 3.
На рис. 4.23 - 4.25,а представлен ряд приспособлений для за-
ливки вкладышей подшипника, различающихся только спосо-
бом крепления вкладыша.
220
1 2 3 *
5 6
7
Рис. 4.23. Приспособление для заливки вкладышей подшипника скольже-
ния, закрепленных прижимными пластинами и болтами:
1 - плита, 2 - опора; 3, 10 - болты; 4 - прижимные пластины; 5 - асбестовый лист; 6 -
сердечник; 7- баббит; 8- вкладыш подшипника; 9- перемычка
Рис. 4.24. Приспособление для заливки вкладышей подшипника скольже-
ния, закрепленных оправкой и прижимным болтом:
1 - вкладыш; 2 - оправка; 3 - сердечник; 4 - стойка; 5 - прижимной болт
РИС. 4.25. Приспособление для заливки вкладышей подшипника скольже-
ния, закрепленных хомутом:
а - одного; 6 - одновременно двух; 1 - плита; 2 - хомут; 3 - воронка; 4 - сердечник
На рис. 4.23 к плите с опорами 2 и перемычкой 9 прижим-
ными пластинами 4 и болтами 3 и 10 крепят вкладыш 8. Одно-
временно крепят сердечник 6, с помощью которого образуется
полость. В нее заливают баббит 7, неплотности герметизируют
листом асбеста 5 [58].
На рис. 4.24 вкладыш 1 крепят оправкой 2 и прижимным
болтом 5, который может свободно перемещаться вдоль стойки
4 в зависимости от размера вкладыша. Между сердечником 3 и
вкладышем образуется полость, которую заливают баббитом.
Для заливки вкладышей различных насосов необходимо иметь
набор сердечников и оправок, что не совсем удобно.
221
Рис. 4.26. Приспособление
для заливки одновременно двух
вкладышей подшипника сколь-
жения:
/ - сердечник; 2 - баббит; 3 -
вкладыш; 4 - болт; 5 - серьга
На рис. 4.25,а вкладыш крепят хомутом 2 на плите 1. Баббит
заливают в полость между вкладышем и сердечником 4 при по-
мощи воронки [59]. Более производительно заливать сразу обе
половины вкладышей подшипника, как показано на рис. 4.25,6.
Перед заливкой антифрикционного сплава проверяют размеры
вкладышей. Очищенные и обезжиренные вкладыши устанавли-
вают на контрольной плите торцами по разъему и проверяют
высоту. Если высота ее не соответствует размеру по чертежу,
торцы наращивают наплавкой и обрабатывают до требуемого
размера.
Еще одно приспособление для заливки одновременно двух
вкладышей подшипника представлено на рис. 4.26. На плите
крепят сердечник /, на который приваривают в диаметрально
противоположных направлениях две пластины толщиной 3 -
4 мм. Эти пластины создают зазор между вкладышами в местах
их контакта. С двух сторон ставят вкладыши 5, которые прижи-
мают болтами 4. Болты ходят в серьгах 5.
В последнее время широкое применение нашли тонкостен-
ные вкладыши подшипников скольжения с отношением толщи-
ны стенки к наружному диаметру менее 1/20. Реставрация та-
ких вкладышей осложняется тем, что при их заливке стенка
вкладыша коробится, и после этого сделать точную проточку
практически невозможно.
На Куйбышевском азотно-туковом заводе [58] предложено
для реставрации тонкостенных вкладышей подшипников ис-
пользовать специальную безинжекторную горелку, в которой
шланг-смеситель является камерой для приготовления горючей
смеси (водород + кислород). Наконечник горелки диаметром
0,8 мм изготовлен из нержавеющей стали. Старые вкладыши
подшипника наплавляют баббитом толщиной слоя до 1 мм,
прогревая горелкой места наплавки и постоянно поворачивая
при этом деталь.
На качество наиболее прогрессивной центробежной заливки
вкладышей подшипников скольжения существенно влияет час-
тота вращения вкладыша. С увеличением ее улучшается плот-
222
Рис. 4.27. Приспособление для
центробежной заливки вкладышей под-
шипника скольжения на токарном стан-
ке:
1 - токарный станок; 2 - диски; 3 - кожух;
4 - лоток; 5 - суппорт станка; 6 - хомут
ность заливки, но ухудшается однородность структуры, т. е. ка-
чество. Ориентировочно частоту вращения п заливаемого вкла-
дыша рассчитывают по формуле
п = K/Jr,
где К - коэффициент, принимаемый равным 1400 - 1800 для оловянистых и
1700 - 1900 для свинцовистых баббитов; R - радиус отверстия вкладыша [56].
При центробежной заливке обеспечивается достаточно бы-
строе охлаждение залитого вкладыша. При длительном охлаж-
дении возможна ликвация сплава, чрезмерно быстром - появле-
ние трещин вследствие различных коэффициентов линейного
расширения стали и баббита.
Центробежную заливку вкладышей подшипника проводят на
специальных станках или при помощи специальных приспособ-
лений, устанавливаемых на токарных станках. Приспособление,
показанное на рис. 4.27, состоит из дисков 2 и хомута 6. Его
крепят на шпинделе токарного станка 1 и закрывают кожухом 3.
Баббит поступает через лоток 4, укрепленный на суппорте стан-
ка 5. Для охлаждения вкладыша после заливки предусмотрена
подача воздуха и воды. Центробежную заливку осуществляют в
определенной последовательности. Вкладыш располагают в спе-
циальном приспособлении. Для обеспечения герметичности
полости, заливаемой баббитом, устанавливают прокладки. В
стыке подшипников также устанавливают прокладки для дости-
жения овальности, равной 0,5 мм. Затем вкладыши центруют
относительно оси вращения, заделывают отверстие в подшип-
нике асбестовым волокном и нагревают вкладыши паяльными
лампами или газовыми горелками до 220 - 230 °C, а диски и
лоток - до 150 - 170 °C. После этого подготовляют баббит и
нагревают мерный ковш до 150 - 170 °C. Баббит подают в при-
способление при вращении вкладышей. Для охлаждения вкла-
дышей в течение 2-3 мин подают воздух и воду, затем воду
отключают и в течение 3-10 мин охлаждают только воздухом.
После отключения воздуха приспособление продолжают вра-
223
РИС. 4.28. Приспособление для центробежной заливки вкладышей под-
шипника скол: /. ения:
/ - планшайба; 2 ~ торцевая крышка; 3 - вкладыш; 4 - задняя крышка; 5 - барабан; 6 -
заливной бункер
Рис. 4.29. Стенд для центробежной заливки вкладышей подшипника:
I, 6 - диски; 2 - кожух; 3 - пружина; 4 - штуцер для подвода воды; 5 - упорный диск;
7- штуцер для отвода воды; 8- рычаг
щать 10 - 15 мин и по окончании этой операции его разби-
рают.
На рис. 4.28 [5] показано аналогичное приспособление дл^
центробежной заливки вкладышей подшипника на токарном
станке, отличающееся только способом крепления заливаемого
вкладыша. На шпинделе станка крепят планшайбу 1 с закреп-
ленной на ней торцевой крышкой 2 В пиноль задней бабки
станка крепят барабан 5. Вкладыш 3 зажимают между торцевой
крышкой 2 и задней крышкой 4. Баббит заливают через залив-
ной бункер 6.
На рис. 4.29 показан стенд для центробежной заливки вкла-
дышей подшипника [59]. Подшипник устанавливают между
упорным диском 5 и диском 7 и удерживают пружиной 3. Для
установки или снятия подшипника пружину 3 сжимают рычагом
224
Рис. 4.30. Приспособление для
заливки вкладышей подшипника
скольжения, имеющего цилиндри-
ческую форму:
1,3- фланцы; 2 - кулачки патрона; 4
- патрон; 5- шпилька; 6- подшипник
Рис. 4.31. Приспособление для
заливки более изношенного вкла-
дыша подшипника скольжения:
1,3- внутренняя и наружная обоймы
ложного вкладыша; 2 - асбестовая набив-
ка; 4 - реставрируемый вкладыш; 5, 6 -
фланцы; 7 - баббит
8, передвигая диск 1. Диски 1 и 6 связаны между собой жестки-
ми тягами, и перемещение одного приводит к перемещению
другого. На приспособление установлен кожух 2, в котором есть
штуцер 4 для подвода воды и штуцер 7 для отвода воды. Баббит
заливают через отверстие в диске 6 при помощи лотка.
Для заливки вкладыша подшипника, внешняя поверхность
которого в собранном виде представляет цилиндр, используют
приспособление, показанное на рис. 4.30. Подшипник 6 зажи-
мают фланцами 1 и 3 и шпильками 5. В таком виде его крепят в
патроне 4 токарного станка, кулачки 2 которого имеют специ-
альную форму.
Во время эксплуатации насосов износ одного вкладыша под-
шипника может быть больше, чем другого. Заливка^ всех вкла-
дышей подшипников в этом случае невыгодна. На Кременчуг-
ском нефтеперерабатывающем заводе предложено приспособле-
ние для центробежной заливки одного более изношенного вкла-
дыша подшипника, показанное на рис. 4.31. Для этого собирают
подшипник из восстанавливаемого 4 и ложного вкладЙшей.
Последний состоит из наружной 3 и внутренней 1 обойм и ас-
бестовой набивки 2. Реставрируемый 4 и ложный вкладыши
устанавливают между фланцами 5 и 6. Эту конструкцию крепят
225
12 3 4 1 3
РИС. 4.32. Специальное приспособление для центробежной заливки вкла-
дышей подшипника скольжения на токарном станке:
/ - планшайбы; 2 - шпиндель токарного станка; 5 - хомут; 4 - фланцы; 5 - литник; 6 -
шпилька
в любом из описанных приспособлений для заливки на токар-
ном станке. Ложный вкладыш предварительно балансируют, его
внутренняя обойма нелуженая. Диаметр внутренней обоймы на
15 - 20 мм меньше диаметра заливаемой части. Такая заливка
позволяет сократить потери рабочего времени, а также снизить
расход баббита, лудных материалов, электроэнергии.
Более производительной и качественной по сравнению с
ручной является центробежная заливка вкладышей подшипни-
ков при использовании специального приспособления, пока-
занного на рис. 4.32. Его монтируют на планшайбе, которую
навертывают на шпиндель токарного станка. Условия нагрева
вкладышей и их подготовка такие же, как и при ручной заливке.
Длительность установки вкладыша, нагретого до 250 - 270 °C, в
патрон станка не должна превышать 10 - 15 с. Число оборотов
станка выбирают в зависимости от внутреннего диаметра вкла-
дыша, и для баббита его определяют по формуле
п = 1800 ... 2000/d,
где d - диаметр расточки под заливку, см.
Число оборотов по приведенной формуле соответствует
окружной скорости на диаметре заливки около 3 м/с, что обес-
печивает давление заливки не менее 0,06 МПа и достаточно
высокую плотность заливаемого слоя. Расплавленный баббит
заливают через литник одной порцией. Приспособления с вкла-
дышем вращают до полного остывания баббита.
На рис. 4.33 изображен станок, который предназначен для
центробежной заливки вкладышей подшипника скольжения
баббитом при ремонте насосно-компрессорного оборудования.
Приспособление для заливки [60] устанавливают на токарно-
винторезном станке 1К62. Технические данные станка: необхо-
димый диапазон частот - 400 - 1250 мин-1; максимальная длина
226
Рис. 4.33. Станок для центробежной заливки вкладышей подшипника
скольжения:
1 - планшайба; 2 - сменный фланец; 3 - хомут; 4 - подшипниковый узел; 5 - ось; 6 -
тигель; 7 - воронка; 8 - штуцер охлаждения; 9 - защитный кожух
Рис. 4.34. Станок с электроприводом для центробежной заливки вклады-
шей подшипника скольжения:
1 - защитный кожух кокиля; 2 - желоб; 3 - дренаж; 4 - станина; 5 - тормозное устрой-
ство; 6 - шкив; 7 - электродвигатель
заливаемого подшипника - 350, диаметр подшипника - 410 мм,
максимальный внутренний диаметр вкладыша - 270, минималь-
ный - 40 мм, масса - 150 кг.
Для центробежной заливки используют также станок с элек-
троприводом и редуктором, показанный на рис. 4.34.
227
Рис. 4.35. Автоматизированный стенд для заливки вкладышей подшипника
скольжения:
7 - пульт управления с сигнализацией; 2 - спираль; 3 - баббит
ния:
1,5- планшайбы; 2- вкладыши; 3 - хомуты; 4- суппорт; 6- баббит; 7- кулачки
РИС. 4.37. Вибрационный стенд для заливки вкладышей подшипника
скольжения:
I - опоры стола, 2 -• пружина; 3 - эксцентрик; 4 - электродвигатель; 5 - неподвижный
стол; 6- подвижный стол; 7- опорная плита; 8- опорная стойка; 9- вкладыш; 10- втулка;
II - опорная пластина
В производственном объединении "Орскнефтеоргсинтез" за-
ливку вкладышей подшипников скольжения всех диаметров
производят на автоматизированном стенде, показанном на рис.
4.35.
На Волгоградском нефтеперерабатывающем заводе предло-
жено приспособление, изображенное на рис. 4.36. Оно состоит
из зажимаемой в кулачках 2 планшайбы 1 и задней планшайбы
5, скрепляемых шпильками 8. Между планшайбами помещают
вкладыши 3, скрепляемые хомутами 7.
На рис. 4.37 показан стенд для заливки вкладышей подшип-
ника, состоящий из стола 6, установленного на пружинаЯ 2. На
валу двигателя 4 эксцентрично расположен маховик, при вра-
щении которого создается вибрация, уплотняющая баббит.
228
Рис. 4.38. Ролик для разделения вкладышей подшипника скольжения пос-
ле их наплавки:
/ - оправка; 2 - ролик; 3 - ось
После заливки вкладышей подшипника контролируют ее ка-
чество. Поверхность залитого баббитом вкладыша должна быть
гладкой и иметь матово-серебристый цвет. Желтый цвет свиде-
тельствует о том, что вкладыш залит перегретым баббитом. В
этом случае вкладыш заливают заново. Подвешенный на прово-
локе залитой вкладыш при обстукивании его стальным прутком
или молотком не должен издавать звуков и дребезжать.
Дребезжание свидетельствует о плохом прилегании заливки к
основному металлу. Если баббит отстает на участке, площадь
которого составляет 10% от общей площади вкладыша, заливку
вырубают. Участок лудят и заливают баббитом заново. В любых
местах вкладышей недопустимо наличие недоливов, раковин,
плен, глубоких пор, шлаковых включений и других дефектов.
Качество заливки лучше проверять специальными приборами.
Кроме того, после заливки необходимо разрезать баббитовую
наплавку (разделить вкладыши). В производственном объедине-
нии "Орскнефтеоргсинтез" эту операцию проводят специальным
роликом, показанным на рис. 4.38 на строгальном станке. Ролик
2 крепят на оправке / на оси 3. Приспособление закрепляют в
резцедержателе строгального станка, а разрезаемый вкладыш -
на столе станка. Затем наплавку разрезают.
Вкладыши подшипника скольжения изготовляют также
штамповкой баббита, расплавляемого электрическим током пу-
тем подпитки под давлением в закрытой форме. Улучшение
качества получаемого антифрикционного слоя достигается тем,
что подпитывающий расплав подогревают до температуры выше
температуры расплава в форме на 20 - 40 °C. Прочная связь
баббита с наплавляемой поверхностью достигается заполнением
формы расплавом со скоростью, обеспечивающей качественное
флюсование заготовки, предварительно покрытой активным
флюсом. Наплавляемую поверхность последовательно по мере
заполнения формы расплавом подогревают до температуры ак-
тивного действия флюса, флюсуют и смачивают расплавом. Не-
обходимая скорость заполнения формы и температура расплава
в зависимости от размера заготовки и применяемого флюса
обеспечиваются проходящим током. Применяют переменный
ток, который при прохождении через расплав способствует пе-
ремешиванию расплава и удалению продуктов флюсования.
229
Рис. 4.39. Устройство для изготовле-
ния вкладышей подшипника скольжения
расплавлением электрическим током и
подпиткой под давлением:
/ - основание формы; 2 - заготовка; 3 - пуан-
сон; 4 - питатель; 5 - спеер; 6 - устройство,
регулирующее подачу газа
Смачивание расплавом наплав-
ляемой поверхности непосред-
ственно после флюса и интенсив-
ное удаление продуктов флюсова-
ния обеспечивает надежное приле-
гание наплавляемого металла к
основному. Литейные» дефекты
наплавляемого слоя устраняют
подпиткой кристаллизующегося сплава из перегретого на 20 -
40 °C питателя в пуансоне давлением сжатого газа. Для питания
кристаллизующегося сплава в течение всего времени кристалли-
зации охлаждение ведут последовательно в направлении, обрат-
ном подаче подпитки. В качестве наплавляемого материала
можно использовать, например, баббит Б83 и Б16 и заготовки
из малоуглеродистой стали.
Состав флюса следующий (в %): хлорид цинка - 45, хлорная
медь - 0,6, хлорное олово - 7, хлорид аммония - 10, хлороводо-
родная кислота плотностью 1,18 г/см3 (при 20 °C) - 3,4, вода -
34.
На рис. 4.39 изображено устройство для осуществления пред-
лагаемого способа. На основании формы 1, закрепленном в
электродержателе контактной машины, устанавливают и за-
крепляют покрытую флюсом заготовку 2. В полуформу, образо-
ванную основанием формы 1 и заготовкой 2, помещают необхо-
димое для наплавки количество баббита. Пуансоном 5, закреп-
ленным в верхнем электродержателе, создают давление на баб-
бит и пропускают переменный ток (5 - 20000 А в зависимости
от размера заготовки и активности флюса) через пуансон 3, баб-
бит и полуформу. Выделяющееся при прохождении тока тепло
нагревает все элементы формы, баббит плавится и выжимается
пуансоном 3 в форму и полость питателя 4 в пуансоне. Форму
заполняют расплавом со скоростью, обеспечивающей каче-
ственное флюсование наплавляемой поверхности и смачивание
наплавляемым металлом офлюсованной поверхности.
После окончания флюсования, удаления продуктов флюсова-
ния из расплава, достижения расплавом заданной температуры,
перегрева питателя на 20 - 40 °C выше температуры расплава в
форме выключают ток, закрывают форму (кольцевой бурт на
730
пуансоне ложится на верхний торец заготовки) и включают
спеер 5. Устройством 6, регулирующим подачу газа, подают дав-
ление 0,2 - 0,4 МПа на баббит и питатель 4, который через ка-
налы в нижнем торце пуансона подпитывает охлаждающийся
сплав в форме в течение всего периода кристаллизации (в ре-
зультате охлаждения в последнюю очередь питателя). После
охлаждения вкладыша до заданной температуры прекращают
подачу давления газа на питатель, соединяют полость питателя с
атмосферой, поднимают пуансон из полуформы и снимают
вкладыш [61|.
При изготовлении вкладышей подшипника скольжения за-
ливкой антифрикционного сплава (например, свинцовистой
бронзы) на поверхность стальной трубчатой заготовки, разрез-
кой последней на вкладыши и их пластическим деформирова-
нием в антифрикционном слое готового вкладыша имеются
остаточные напряжения сжатия, которые, суммируясь с рабочи-
ми напряжениями, приводят к изменениям геометрических раз-
меров вкладыша во время эксплуатации вследствие превышения
предела упругости материала антифрикционного слоя. Это сни-
жает срок службы вкладыша и уменьшает его нагрузочную спо-
собность.
Изготовление вкладышей из свинцовистой бронзы позволяет
ликвидировать этот недостаток. Расплавленную свинцовистую
бронзу заливают в трубчатую заготовку и охлаждают. Заготовку
механически обрабатывают и разрезают на заготовки вклады-
шей, каждый из которых затем устанавливают в приспособление
(полупостель) на прессе и обжимают приложением усилия к
торцам до достижения окружного относительно пластического
деформирования, равного 2,2 - 2,8%. После механической обра-
ботки вкладыш устанавливают в приспособление и упруго де-
формируют, прилагая усилие в плоскости стыков до достижения
изгибных напряжений сжатия в антифрикционном слое в сред-
нем сечении вкладыша, равных 0,20 - 0,25 предела текучести.
После этого приспособление с вкладышем устанавливают в
печь, нагревают до 245 - 255 °C и выдерживают 3,5 - 4,5 ч. За-
тем вкладыш, предварительно извлеченный из приспособления,
охлаждают на воздухе и окончательно обрабатывают. В результа-
те пластического деформирования вкладышей повышается со-
противление совместному действию окружных механических
(монтажных) и температурных напряжений сжатия. Нагрев и
выдержка вкладыша при приложенном усилии в плоскости сты-
ков, обеспечивающем упругое деформирование антифрикцион-
ного слоя в указанных пределах, приводят к появлению оста-
точных напряжений растяжения в нем после охлаждения, кото-
231
рые противоположны по знаку рабочим напряжениям сжатия.
Описанный способ позволяет сохранить форму и размеры вкла-
дышей при длительной работе подшипника и в конечном счете
повысить их долговечность [62].
4.2.1.2. Механическая обработка
элементов подшипников скольжения
Механическая обработка элементов подшипников скольжения
включает расточку подшипника до установленного размера с
припуском на подгонку по шейке вала, подгонку по шейке вала
и шабрение. Поскольку при заливке баббитом вкладыши вводят
внутрь, то перед расточкой необходимо восстановить их преж-
ние размеры. Вкладыши можно исправить установкой распор-
ных домкратов и наклепом баббитовой заливки. В последнем
случае перед выплавкой старого баббита с наружной поверх-
ности вкладыша (по окружности) снимают шаблон. Далее вкла-
дыш наклепывают сферическим молотком массой около 0,5 кг.
Наклеп начинают с середины вкладыша и ведут его рядами
вдоль оси влево и вправо. Вкладыш следует раздать с некоторым
запасом (на 0,03 - 0,05 мм больше шаблона). От наклепа баббит
не теряет своих качеств, а форма вкладыша после расточки не
меняется. Растачивают вкладыши специальными приспособле-
ниями, конструктивные особенности которых зависят от разме-
ра и конструкции подшипников. Расточку вкладышей выпол-
няют после установления между ними прокладок, толщина ко-
торых равна толщине монтажных прокладок.
На рис. 4.40 представлено приспособление для расточки
подшипника. Вкладыши подшипника 4 вставляют в индивиду-
альные фланцы 7. Во фланцах высверливают отверстия 5 под
стяжные шпильки. Вращением ходового винта 2 приводят резец
3 во вращательное движение, одновременно ему сообщается и
поступательное движение. Резец закреплен на ходовом винте.
Это приспособление неудобно тем, что оно пригодно только для
определенного подшипника и очень сложно настраивать резец.
Стенд, показанный на рис. 4.41,
позволяет растачивать одновре-
менно четыре подшипника. На
этом стенде резец крепят в резце-
держателе на борштанге 77 и во
вращательное движение приводят
с помощью электродвигателя 1
Рис. 4.40. Приспособление для рас-
точки подшипника:
1 - фланцы; 2 - ходовой винт; 3 - резец; 4 -
вкладыш подшипника; 5- отверстие
232
Рис. 4.41 . Стенд для расточки коренных подшипников:
/ - электродвигатель; 2 - редуктор; 3 - фланец; 4 - гайка М42 х 1,5; 5- корпус шпинде-
ля; 6- шпиндель; 7- шпонка; 8- шарикоподшипники; 9- кронштейн; 10- крышки; II -
борштанга; 12 - втулка; 13 - масленка
через редуктор 2. Поступательное движение резцу сообщается
рукояткой и зубчатой передачей.
Различия в конструкции приспособлений для расточки под-
шипников на токарных станках обусловлены конструкциями
подшипников, применяемых в насосах.
Приспособление, показанное на рис. 4.42, крепят болтами 8
на планшайбе 1 токарного станка. Оно состоит из фланца 2, на
который приварен полуцилиндр 3. На этот полуцилиндр ук-
ладывают подшипник 5, закрепляемый хомутом 6 и болтом 7.
Рис. 4.43. Приспособление для расточки подшипника с наружной поверх-
ностью в форме цилиндра:
/ - уголок; 2 - хомут; 3 - гайка; 4 - шпилька
Рис. 4.42. Приспособление для расточки подшипника с фасонной наруж-
ной поверхностью;
1 - планшайба; 2 - фланец; 3 - полуцилиндр; 4 - резец; 5 - подшипник; 6 - хомут; 7 -
болт; 8 - крепежный болт
233
Резец 4 крепят в резцедержателе станка. Такое приспособление
применяют для обработки подшипников с фасонной наружной
поверхностью.
Если наружная поверхность подшипника имеет форму ци-
линдра, то используют приспособление, показанное на рис.
4.43. Оно представляет собой сварной уголок, на одной стороне
которого вырезан желоб, в который укладывается подшипник и
зажимается с помощью хомута 2 и шпильки 4. Приспособление
крепится в четырехкулачковом патроне станка. Недостаток дан-
ного приспособления - необходимость выверки подшипника по
торцевой поверхности и оси.
Приспособления, представленные на рис. 4.44 - 4.46, не нуж-
даются в выверке, но их можно применить для конкретных
подшипников только одного определенного размера, что не
совсем удобно с точки зрения унификации.
На рис. 4.44 показано приспособление, состоящее из фланца
5 и разрезанной вдоль втулки 3. Одна половина втулки прива-
рена к фланцу. Растачиваемый подшипник 2 укладывают в нее
и закрепляют другой половиной втулки болтами 4. Приспособ-
ление болтами 6 закрепляют на планшайбе станка. После этого
проводят расточку.
На Уфимском нефтеперерабатывающем заводе разработано
приспособление (см. рис. 4.45), предназначенное для расточки
подшипника, состоящего из четырех частей.
Барабан 1 выполнен из чугуна, внутренний диаметр его равен
диаметру постелей подшипников. В барабане просверлено 12
отверстий, смещенных на 60° относительно друг друга. На вкла-
дышах 2 также высверлены отверстия, в которых нарезана резь-
ба. Части подшипника закрепляют в барабане болтами 3.
Рис. 4.44. Приспособление для расточки подшипника:
1 - резец; 2 - подшипник; 3 - втулка; 4, 6 - болты; 5 - фланец; 7 - планшайба
234
Рис. 4.46. Приспособление для расточки подшипника на токарном станке:
1,5- фланцы; 2 - подшипник; 3 - болт; 4 - полукольцо
Рис. 4.45. Приспособление для расточки подшипника, состоящего из четы-
рех частей:
1 - барабан; 2 - вкладыш; 3 - крепежный болт
В собранном виде барабан зажимают в патроне станка. Это
приспособление позволяет растачивать отдельные вкладыши
подшипника.
На рис. 4.46 представлено еще одно приспособление для рас-
точки подшипников на токарном станке. Подшипник 2 закреп-
ляют между фланцами 1 и 5 полукольцами 4 и болтами 3. В
таком виде подшипник зажимают в патроне станка, после чего
проводят расточку.
Расточку подшипника после заливки вкладышей можно про-
водить и на расточных станках. Для этого необходимы спе-
циальные приспособления, которые закрепляют на столе станка.
Рис. 4.47. Приспособление для расточки на расточном станке подшипника,
состоящего из четырех частей:
1 - корпус; 2 - нижний вкладыш; 3 - боковой вкладыш; 4 - прижимная пластина; 5 -
крепежный болт; 6 - упор; 7 - верхний вкладыш
235
Резец на оправке вводят в подшипник и придают ему враща-
тельное движение.
Приспособление, показанное на рис. 4.47, предназначено для
расточки на токарном станке подшипника, состоящего из четы-
рех частей. Приспособление представляет собой корпус 1, на
который укладывают подшипник, состоящий из нижнего 2, двух
боковых 3 и верхнего 7 вкладышей. Боковые вкладыши 3 фик-
сируют упорами 6. После этого подшипник в сборе прижимают
пластиной 4.
В Ярославском производственном объединении "Ярос-
лавльнефтеоргсинтез" предложено другое приспособление для
расточки подшипников, изображенное на рис. 4.48. На опорной
плите 7, закрепленной на столе расточного станка, крепят раз-
резную втулку 5. Подшипник 4 закрепляют во втулке 5 фланцем
3, после чего проводят расточку.
Рис. 4.48 Рис; 4.50
Рис. 4.48. Приспособление для расточки подшипника на расточном станке:
/ - опорная плита; 2 - крепежный болт; 3 - фланец; 4 - подшипник; 5 - втулка
Рис. 4.49. Оправка для крепления резцов
Рис. 4.50. Приспособление для обработки вкладышей подшипника:
1, 5 - кулачковые патроны; 2,- 4 - секторы; 3 - вкладыш
236
Описанные приспособления применимы для расточки под-
шипников только одного определенного размера, хотя они про-
сты в изготовлении и обеспечивают требуемую точность обра-
ботки подшипника.
Для закрепления резцов во время расточки используют раз-
личные оправки. На рис. 4.49 показана оправка для крепления
сразу двух резцов. Она имеет три резьбовых отверстия под кре-
пежные винты, которые обеспечивают достаточную надежность
крепления резцов.
В Стерлитамакском производственном объединении "Сода"
предложено приспособление, изображенное на рис. 4.50. Оно
состоит из двух кулачковых патронов / и 5, установленных в
передней и задней бабке токарного станка. К кулачкам патронов
приваривают секторы 2, 4, закрепляющие обрабатываемые вкла-
дыши 3.
При небольшом износе форму и размеры вкладышей под-
шипника восстанавливают шабрением. Чтобы вкладыши плотно
прилегали наружной поверхностью к своей постели, их закреп-
ляют прижимами, как показано на рис. 4.51,а. Если этого сде-
лать нельзя, то места с отпечатками краски вблизи разъемов
надо шабрить только в тех случаях, когда следы краски совер-
шенно определенно показывают, что вал не лег на середину
подшипника. Нарушение этого правила, т. е. шабрение всех без
исключения мест с отпечатками краски, неизбежно приведет к
тому, что после установки и закрепления верхнего вкладыша
участки обоих вкладышей вблизи разъема плотнее прижмутся к
постелям корпуса. Здесь между шейкой вала и вкладышами об-
разуется увеличенный зазор, который уменьшают дополнитель-
ным шабрением.
После шабрения нижнего вкладыша пришабривают начерно
верхний и затем окончательно шабрят оба вкладыша. До шабре-
ния вал с закрепленными шейками укладывают в нижние вкла-
дыши, накладывают верхние вкладыши и болтами стягивают их
Рис. 4.51 . Закрепление вкладышей при ремонте разъемных подшипников:
а - крепление вкладыша к постели для шабрения; б - проверка масляного зазора В под-
шипнике; 1 - прижим; 2 - постель; 3 - вкладыш; 4, 5 - пластины
237
Рис. 4.52. Приспособление для крепления вкладышей коренного подшип-
ника при шабрении:
/ - стол; 2, 4 - болты; 3 - опора
Рис. 4.53. Шабер с дисковой пластиной:
1 - пластина; 2 - державка; 3 - крепежный болт
с корпусом. Сила стягивания должна быть такой, чтобы вал туго
проворачивался в подшипнике. Вал проворачивают в подшип-
нике несколько раз, снимают крышку и по краске, отпеча-
тавшейся на вкладышах, окончательно пришабривают каждый
из них. После окончания ремонта затягивают гайки подшипни-
ков поочередно в последовательности крест-накрест, постепен-
но увеличивая силу затягивания.
После шабрения вкладышей проверяют масляный зазор в
подшипнике, как показано на рис. 4.51,6. Для этого между шей-
кой вала и вкладышами помещают тонкие проволоки или плас-
тинки 4 и 5 свинца и скрепляют верхнюю и нижнюю половины
подшипника до отказа. Пластины при этом сплющиваются. Их
вынимают и микрометром измеряют толщину. Разница между
толщиной верхней сплющенной пластины и толщиной нижних
сплющенных пластин равна размеру зазора между подшипника-
ми и валом. Если эта разница недостаточна, то внутренние по-
верхности вкладышей дополнительно прошабривают, а если
велика - уменьшают толщину прокладки или заменяют ее дру-
гой.
В случае, когда износ вкладышей подшипника настолько ве-
лик, что нельзя создать необходимый натяг, изготовляют новые
вкладыши [63].
На рис. 4.52 представлено приспособление для закрепления
вкладышей коренного подшипника при их шабрении. Вкладыш
крепят на вращающемся столе 1 болтом 2. Положение стола
относительно опоры 3 фиксируют болтом 4. После обработки
одной стороны вкладыша болт 2 ослабляют, стол поворачивают
на 180° и снова фиксируют. После этого обрабатывают вторую
сторону вкладыша.
Конструкции шаберов, используемых для шабрения вклады-
шей подшипников, разнообразны. На рис. 4.53 показан шабер с
238
Рис. 4.54. Целлулоид-
ный шаблон
дисковой пластиной. По мере износа рабочего участка круговой
пластины 1 она поворачивается вокруг оси. Пластину 1 крепят
на державке 2 болтом 3. При износе пластины по всему пери-
метру ее затачивают на круглошлифовальном станке. Это позво-
ляет точно выдержать угол заточки без последующей подгонки.
Качество шабрения проверяют целлулоидным шаблоном, по-
казанным на рис. 4.54. На шаблон нанесены линии во взаимно
перпендикулярных направлениях, образующие квадраты со сто-
роной 25 х 25 мм. Шейку вала покрывают тонким слоем краски
и прижимают к подшипнику. Равномерность прилегания опре-
деляют числом пятен касания, которое должно составлять 9-12
на квадрат. Шаблон накладывают на подшипник и считают чис-
ло пятен касания в одном квадрате.
4.2.1.3. Способы ремонта вкладышей
Ремонт вкладышей подшипников скольжения можно упростить,
применив способ, представленный на рис. 4.55 [64]. Для восста-
новления во вкладыше 1 подшипника внутренней поверхности в
районе 2 наибольшего износа вкладыш разрезают на две части
по образующим 4, расположенным в плоскости 5, перпендику-
лярной плоскости 3, проходящей по оси втулки в районе 2 наи-
большего износа. Плоскости 6 разъема каждой части обрабаты-
вают строганием или фрезерованием на глубину К, равную по-
луразности наибольшего фактического зазора А и ширины реза,
например фрезы 8, 8
К = (А - 8)/2; А = D - б,
где D - наибольший диаметр вкладыша в районе 2 наибольшего износа; d -
диаметр баллера, штыря или съемного рудерпоста.
Затем части вкладыша скрепляют друг с другом, например
склеивают клеем 9. После обработки внутренней 7 и наружной
10 поверхностей вкладыш устанавливают в детали /7 и центруют
с обеспечением соосности вкладыша относительно оси осталь-
ных подшипников при помощи центрующих платиков 19, рав-
номерно расположенных по окружности в районах торцов вкла-
дыша 7. После уплотнения вкладыша резиновыми прокладками
13, прижимными кольцами 14, траверсами 16 и стяжной шпиль-
кой 75 зазор 12 между наружной поверхностью 10 вкладыша и
деталью 77 заполняют под давлением самозатвердевающимся
239
IS
подшипников скольжения:
а - вкладыш, подлежащий ремонту; б - вкладыш
из двух половин после ремонта; в - место и запрес-
совка полимерного материала; 1 - вкладыш; 2 - район
наибольшего износа; 3, 5, 6 - плоскости; 4 - обра-
зующие; 7 - внутренняя поверхность; 8 - фреза; 9 -
клей; 10 - наружная поверхность; 11 - деталь; 12 -
зазор; 13 - резиновые прокладки; 14 - прижимные
кольца; /5 - стяжная шпилька: 16 - траверсы; 17 -
подводящий канал; 18 - контрольный канал; 19 -
центрующие платики; 20 ~ пресс
Рис. 4.56. Фрагмент реализации способа
восстановления разъемных подшипников с
вкладышами;
1 - вкладыши; 2 - обоймы; 3 ~ фаска
полимерным материалом через подводящий канал /7 до выхода
из контрольного канала 18 (каналы выполняют, как правило, во
вкладыше). Для запрессовки полимерного материала используют
пресс 20.
Многократное восстановление подшипников скольжения до-
стигается способом, показанным на рис. 4.56 [65]. При этом
предполагается выполнение следующих операций: изготовление
ремонтного вкладыша; плакирование взрывов вкладыша (или
листа для штамповки вкладыша) дополнительным материалом,
свариваемым с материалом подшипника; расточка подшипника;
снятие в плоскостях разъема по образующим постелей под-
шипника; приваривание вкладыша к подшипнику по фаскам;
окончательная обработка отверстия подшипника до минималь-
ного размера. Возможны два варианта реализации способа: из-
готовление ремонтного вкладыша, а затем его плакирование;
плакирование листа для штамповки вкладыша дополнительным
материалом, свариваемым с материалом подшипника, а затем
изготовление вкладыша.
В насосах НШ-К, НШ-50, НШ-100 и др. взрывом изготов-
ляют триметаллический лист толщиной 4 мм (алюминий 1 мм,
240
Рис. 4.57. Монтаж подшипников скольжения
путем установки центрующей оправки:
а - чеканка пуансоном; б - завальиовка шариками;
/ - пуансон; 2, 4 - оправка; 3 - корпус; 5 - наружное
кольцо; 6- внутреннее кольцо; 7 - шарики
сталь 1,5 мм, бронза 1,5 мм), режут его
на заготовки 45 х 65 мм и из них алю-
минием наружу штампуют вкладыши 1
с внутренним диаметром 38,4 мм. По-
стели обойм 2 растачивают до диаметра
42,4 мм, а по цилиндрическим обра-
зующим постелей со стороны разъема
снимают фаски 3 шириной 4 мм и глу-
биной 7 мм. По этим фаскам на уста-
новке для сварки алюминия вкладыши
приваривают к обоймам. Затем проводят окончательную расточ-
ку под номинальный размер.
Приваривание вкладыша обеспечивает его жесткое крепление
к обойме, что предохраняет подшипник от износа и деформа-
ций. Это позволяет растачивать подшипник лишь при первом
восстановлении, а при последующих проводить только чистую
расточку вкладышей. Вкладыши при таком способе восста-
новления можно изготовлять централизованно с последующей
расточкой под любой ремонтный размер, что облегчает подбор
валов по фактическим износам. В условиях ремонтного произ-
водства трудоемкость восстановления разъемных подшипников
с зазором будет определяться трудоемкостью вырезания изно-
шенного вкладыша, приваркой нового и его расточкой. Долго-
вечность таких подшипников ограничивается долговечностью
антифрикционного материала вкладышей.
Один из способов запрессовки подшипников скольжения по-
казан на рис. 4.57. По этому способу в подшипник, состоящий
из внутреннего кольца 6, наружного кольца 5 и антифрикцион-
ного вкладыша 4, запрессовывают технологическую оправку 2 с
натягом, который больше радиального зазора в подшипнике,
равного 15-25 мкм. Экспериментально установлено, что натяг
не должен превышать 30 мм. Затем подшипник с оправкой за-
прессовывают в отверстие корпуса 3 путем пластической дефор-
мации материала корпуса. Технологическая оправка 2 выполне-
на так, что при запрессовке в подшипник концы ее
(хвостовики) выступают за поверхность корпуса и выполняют
роль направляющих для приспособления, осуществляющего
чеканку или завальцовку. В дальнейшем подшипник фиксируют
в изделии чеканкой материала корпуса 3 изделия пуансоном 1
либо завальцовкой шариками 7 в соответствии с ОСТ 1.03841-
241
76. Затем технологическую оправку 2 выпрессовывают, после
чего внутреннее кольцо приобретает подвижность относительно
вкладыша. Технологическую оправку 4 можно запрессовывать
также после закрепления подшипника в отверстии корпуса.
Предлагаемый способ запрессовки позволяет повысить качество
монтажа подшипников [66].
4.2.2. Подшипники качения
Подшипники качения, к которым предъявляют очень высокие
требования, восстанавливают на специальных заводах. Поэтому
основными операциями при их ремонте на предприятиях-
потребителях являются демонтаж и контроль. Прежде чем при-
ступить к разборке или сборке узлов с подшипниками качения,
необходимо ознакомиться с их конструкцией и, руководствуясь
данными табл. 4.1, определить, какие посадки применимы для
закрепления подшипниковых колец.
Посадки с большим натягом применяют, как правило, для
вращающегося кольца. Например, при монтаже валов центро-
бежных насосов, вентиляторов, электродвигателей, редукторов,
компрессоров подшипники должны оставаться на вращающемся
валу, а при разборке роликов транспортеров и колец тележек - в
корпусе.
При ремонте оборудования не рекомендуется демонтировать
прессовые соединения колец исправных подшипников (нап-
ример, снимать исправные подшипники с валов электродвига-
телей, насосов), так как повторная напрессовка изменяет харак-
тер первоначальных посадок.
Усилие напрессовки и выпрессовки прикладывают только к
кольцу, которое у данного подшипника соединяется с большим
натягом (рис. 4.58). В противном случае кольцо расколется или
на поверхности дорожек качения колец тела качения оставят
лунки, которые приведут к быстрому износу подшипников.
Монтажные трубы, приспособления и подкладки для напрес-
совки и выпрессовки подшипников могут быть общего и специ-
ального назначения. Их изготовляют из стали 30 или 35. На-
правление прикладываемого усилия должно точно совпадать с
осью вала либо отверстия. Для этого плоскости торцов труб и
подкладок должны равномерно прилегать к кольцам подшипни-
ков.
Монтажные трубы, используемые для напрессовки ударами
молота, должны иметь в верхней части сферическую заглушку, а
в нижней - приваренную шайбу, предохраняющую подшипник
от загрязнений. Подшипники с одинаковым посадочным натя-
гом колец на валу и в корпусе монтируют при помощи трубы, к
242
Таблица 4.1. Допуски для элементов подшипников
Условия работы колец подшипников Доля допусков Применение в узлах машин
по ЕСДП СЭВ по ОСТ
Валы и оси под отверстие внутреннего кольца
Циркуляционное нагруже- ние кольца при легком и нормальном режимах ра- боты k6, js5, js6 H, n, nl Подшипники электродви- гателей центробежных на- сосов, вентиляторов, ре- дукторов, коробок скорос- тей
То же, при нормальном и тяжелом режимах работы кб, к5 H, H| Те же узлы механизмов большой мощности (100 кВт), подшипники коленчатых валов комп- рессоров
Местное (одностороннее) нагружение при различ- ных режимах работы М>, g6, fl c. D, X Подшипники ходовых ко- лес подъемно-транспорт- ного оборудования, роли- ки транспортеров
Расточка корпусов под наружное кольцо
Местное (одностороннее) Л6, Jsl, П1, n. Подшипники электродви-
нагружение кольца при легком и нормальном ре- жимах работы Hl c гателей, центробежных насосов, вентиляторов, ре- дукторов, коробок ско- ростей, коленчатых валов компрессоров
То же. при нормальном и тяжелом режимах работы Ml, KI T, H, То же
Циркуляционное нагруже- ние кольца при различных режимах работы Nl, Ml, KI г, T Подшипники ходовых ко- лес подъемно-транспорт- ного оборудования, роли- ки транспортеров
Посадочные поверхности валов под кольцо подшипника
Осевая нагрузка js6 П Подшипниковые узлы ма- шин различного назначе-
ния
нижнему торцу которой приварена шайба для одновременной
передачи усилия на оба кольца.
Допускается монтаж подшипников выколоткой, изготовлен-
ной из мягкого материала. Удары по ней следует наносить с
одинаковой силой, постепенно перемещая по окружности коль-
ца.
243
(a - ж - варианты)
Для облегчения и улучшения качества разборочно-сборочных
работ широко применяют нагрев подшипников в масляной,
глицериновой или воздушной ванне до расчетной температуры
(80 - 100 °C). В ваннах подшипники укладывают на решетку,
расположенную на высоте 30 - 40 мм от источника тепла. Тем
самым обеспечивается равномерный нагрев колец и тел каче-
ния.
При демонтаже подшипников их разогревают, поливая горя-
чим маслом, а вал изолируют асбестовым полотном или шну-
ром.
Сопрягаемые с кольцами подшипники поверхности валов и
корпусов не рекомендуется обрабатывать вручную напильника-
ми, шкуркой или другим способом, так как это нарушает пра-
вильность формы посадочных поверхностей. Если ручная обра-
ботка была допущена, то необходимо проверить правильность
формы посадочных поверхностей.
Чтобы предотвратить механические повреждения на деталях
разбираемого подшипника качения, часто используют следую-
щие способы его демонтажа [67]. Для демонтируемого подшип-
ника (по чертежу на изготовление) определяют число шаров т,
радиус окружности Лцш, описываемой центром шара, радиус
244
Rqh дорожки качения свободного кольца, задают произвольную
частоту Z вибрационной нагрузки и рассчитывают частоту кри-
тических оборотов «кр
«кр = ^/"ОЯц.ш/Ярн-
К свободному кольцу прикладывают осевое усилие, а к на-
прессованному кольцу - вибрационные нагрузки. При этом сво-
бодное кольцо вращают с частотой, меньшей частоты критиче-
ских оборотов, и спрессовывают подшипник.
Вращение свободного кольца с частотой п < лкр позволяет
избежать явление "стоящего" шара, которое может возникнуть
при определенном сочетании частоты вращения свободного
кольца, числа шаров в подшипнике и числа ударов вибрацион-
ных нагрузок. При этом усилие спрессовки от свободного коль-
ца через шары к напрессованному кольцу будет передаваться
одними и теми же участками дорожки качения.
Одновременное воздействие на спрессовываемый подшипник
осевого усилия, приложенного к свободному кольцу, и вибра-
ционных нагрузок, приложенных к напрессованному кольцу,
обеспечивает спрессовку подшипника. При этом вращение сво-
бодного кольца относительно напрессованного с частотой вра-
щения, меньшей критических оборотов, т. е. при отсутствии
эффекта "стоящего" шара, исключает возможность механическо-
го повреждения рабочих поверхностей дорожек и тел качения.
Например, шарикоподшипник 207 неразборного типа спрес-
совали с шестерни, конструкция которой обеспечивала возмож-
ность приложения усилия спрессовки только к наружному
кольцу подшипника. По чертежу на изготовление подшипника
207 определили число шаров т = 9, радиус окружности, описы-
ваемой центром шара, /?цш = 26,79 мм, радиус дорожки качения
свободного кольца R^ = 32,3 мм. Произвольную частоту виб-
рационных нагрузок задаем равной Z = 1500 удар/с. Отсюда
частота критических оборотов
«пр ='(27/т)/гц ш/ЛПн = (2 1500/9)26,79/32,30 « 276 с"1.
Осевое усилие приложили к свободному кольцу и вибраци-
онные нагрузки - к напрессованному кольцу. Вращением сво-
бодного кольца относительно напрессованного с оборотами
п < пкр спрессовали подшипник [67].
Известен способ выпрессовки подшипников путем приложе-
ния осевых усилий к кольцу, напрессованному на вал или во
втулке. Однако при таком способе невозможно демонтировать
подшипники в тех случаях, когда нет свободного доступа к на-
прессованному кольцу. В работе [68] предлагается способ, обес-
печивающий съем подшипника в труднодоступных местах за
245
Рис. 4.59. Приспособление для выпрес-
совки подшипников вибрацией:
/ - деталь; 2 - подшипник; 3 - цанга; 4 - коле-
со; 5 - груз; 6 - вибратор
счет того, что осевые усилия при-
кладывают к свободному кольцу, а к
напрессованному кольцу - усилия
вибрации. При этом для предохра-
нения беговых дорожек колец от
разрушения свободное кольцо не-
прерывно вращают.
На рис. 4.59 изображено одно из
устройств для реализации данного способа. К наружному кольцу
подшипника 2, напрессованного на деталь /, прикрепляют
цангой груз 5, который приводят во вращение колесом 4. После
того как груз, а вместе о ним и наружное кольцо подшипника
достигнут нужных оборотов, включают вибратор 6. Под дей-
ствием вибрации и груза подшипник снимается с детали. Не-
прерывное вращение наружного кольца предохраняет беговые
дорожки колец от разрушения.
Известен способ демонтажа подшипника, при котором де-
монтируемый подшипник нагревают до соответствующей тем-
пературы индукционными установками, содержащими разъем-
ный корпус из двух половин и индуктор из медных трубок. Од-
нако при этом не исключается одновременный нагрев вала, в
результате чего затрудняется съем подшипника, а также требует-
ся сложная по конструкции оснастка.
При демонтаже подшипников качения для расширения их
внутреннего кольца в специальную камеру, куда помещают
подшипник с валом [51], подают теплоноситель, например, пар.
При этом одновременно с подшипником нагревается и, соответ-
ственно, расширяется шейка вала, что затрудняет съем внутрен-
него кольца подшипника. Чтобы обеспечить выход микроне-
ровностей посадочной поверхности кольца подшипника из за-
цепления с микронеровностями посадочной поверхности шейки
вала, весь узел подшипника нагревают до такой температуры,
при которой внутреннее кольцо расширяется быстрее, чем шей-
ка вала. Поскольку эта температура должна быть довольно вы-
сокой (из-за возможного изменения структуры металла на прак-
тике нагревают лишь до 110 - 120 °C), то для съема подшипника
используют усилия различного типа. Это приводит к срезанию
верхних участков микронеровностей посадочных поверхностей
кольца подшипника и шейки вала. В результате при монтаже
нового подшипника необходимо наращивать различными спо-
246
собами, например наплавкой, посадочную поверхность шейки
вала для достижения посадки с натягом.
Чтобы исключить срез микронеровностей посадочной по-
верхности вала, предварительно удаляют смазку и быстро вра-
щают одно из колец подшипника. Другое кольцо подшипника
остается неподвижным. Выделяющееся при быстром вращении
одного из колец без смазки тепло постепенно разогревает внут-
реннее кольцо подшипника, распространяясь по сечению коль-
ца, начиная от наружных волокон, т. е. от места контакта до-
рожки качения кольца с шариками [69]. Этим обеспечивается
минимальный поток тепла к посадочной поверхности шейки
вала. В результате микронеровности посадочной поверхности на
внутреннем кольце подшипника при нагреве выходят из зацеп-
ления с микронеровностями на шейке вала и не срезаются при
съеме подшипника.
Так, при демонтаже подшипников качения с шейки вала ро-
тора электродвигателя большой массы ротор жестко закрепляют
на опорной базовой детали, наружное кольцо подшипника рас-
кручивают прижатием вращающегося специального ролика,
вставленного в патрон любого переносного инструмента, вы-
полненного на принципе вращения. При демонтаже подшипни-
ков качения с шейки вала ротора электродвигателя небольшой
массы вал ротора зажимают во вращающемся патроне, напри-
мер токарного станка, а наружное кольцо подшипника жестко
прикрепляют к неподвижной базе.
Предлагаемый способ нагрева подшипников качения позво-
ляет при демонтаже сохранить микронеровности посадочной
поверхности шейки вала и исключить тем самым дополнитель-
ные затраты на их восстановление, упростить устройства для
демонтажа подшипников качения.
Подшипники качения обычно устанавливают маркирован-
ным торцом наружу или в сторону, доступную для осмотра.
Кольца подшипников, имеющие большой посадочный натяг,
напрессовывают до упора в заплечик вала или расточку корпуса.
Пластина щупа толщиной 0,05 мм в любой зоне окружности не
должна проходить между кольцом и упорной поверхностью [31].
После запрессовки на вал или в корпус кольца, имеющего по-
садку с натягом, подшипники проверяют на величину радиаль-
ных зазоров между дорожками и телами, а также на отсутствие
взаимного перекоса колец, как показано на рис. 4.60. Подшип-
ники малого диаметра проверяют покачиванием в осевом на-
правлении свободного кольца и поворачиванием его от руки.
Для однорядных шарикоподшипников радиальный зазор даже в
0,01 мм при проворачивании наружного кольца приводит к его
247
Рис. 4.60. Приемы проверки и регулировки зазоров в подшипниках каче-
ния:
а, б, в - проверка радиальных и осевых зазоров опробованием рукой, измерением инди-
каторами и щупом; г, д - симметричное (правильное) и несимметричное (свидетельству-
ющее о наличии дефектов) расположение радиальных зазоров относительно линии дей-
ствующей нагрузки; а - измерение регулировочной прокладкой радиального и осевого
зазоров радиально-упорных шарико- и роликоподшипников: ж - регулировка зазоров
изменением толщины уплотнительных прокладок
осевому смещению в верхней точке, примерно на 0,12 - 0,15
мм, что легко ощущается рукой. Более точно радиальное и осе-
вое смещение колец можно измерить индикатором.
Свободное кольцо должно легко поворачиваться от руки без
признаков торможения или заедания. Наличие дефектов недо-
пустимо, потому что в рабочих условиях температура узла по-
вышается, соответственно изменяются размеры его деталей и
возможна перегрузка подшипников от защемления тел качения.
В подшипниках с внутренним диаметром более 60 - 80 мм
радиальный зазор между беговыми дорожками и телами качения
можно измерить щупом. Для этого пластину щупа вводят в не-
нагруженную зону и перемещают усилием около 1 Н по окруж-
ности до предела вправо и влево, чтобы выявить расположение
щели радиального зазора. Тела качения нельзя накатывать на
пластину щупа, так как это приведет к искажению результатов
измерения.
248
Рис. 4.61. Приспособление для
замера осевого зазора подшипника
качения:
1 - планка; 2- верхний конус; 3,7-
гайки; 4, 8 - болты; 5 - шайба; 6 -
кронштейн; 9 - индикатор часового
тига; 10- винт; 11 - нижний конус
Зазор у правильно изготовленного и собранного узла при
любом положении вала должен располагаться симметрично от-
носительно линии действующей нагрузки. Если зазор располо-
жен несимметрично и в пределах одного оборота вала переме-
щается по окружности дорожек качения, то это означает, что
вал погнут. Для проверки узлов по зазорам к валу разрешается
прикладывать усилие рычагом, домкратом и т. п., но оно не
должно превышать двукратной массы вала.
При сборке узлов, в состав которых входят детали с напрес-
сованными подшипниками качения, постоянно контролируют
правильность расположения свободных колец, входящих в от-
верстие корпусной детали. Перекос колец выправляют легкими
ударами выколотки. При заедании или торможении колец со-
пряжение разбирают для устранения дефектов.
Осевое смещение вала для нерегулируемых подшипников
должно находиться в пределах осевого смещения (осевой игры)
подшипников (осевое смещение в 12-20 раз больше радиаль-
ного зазора в подшипнике). Для регулируемых радиально-
упорных шарико- и роликоподшипников значение осевого
смещения устанавливают подбором прокладок необходимой
толщины под крышку корпуса посредством резьбовых втулок.
Радиально-упорные шарико- и роликоподшипники монти-
руют в следующем порядке: одно кольцо подшипника напрессо-
вывается на вал, другое закладывают в корпус с сепаратором,
после чего вал устанавливают на место. Расточка корпуса под
неподвижное кольцо должна быть на 0,5 - 1,0 мм больше на-
ружного диаметра этого кольца, чтобы оно самоустанавливалось
телами качения под действием осевых нагрузок.
Неперпендикулярность плоскости расточки оси вала не
должна превышать 0,01 мм на 100 мм диаметра [31].
Приспособление для замера осевого зазора подшипников,
показанное на рис. 4.61, состоит из нижнего 11 и верхнего 2
конусов, соединенных болтом 4. На верхнем конусе укреплена
планка 7, на которой болтом 8 и гайкой 7 закрепляют крон-
штейн 6. На нем винтом 10 укреплен индикатор часового типа.
Конструктивная особенность планки 4 позволяет перемещать
249
Рис. 4.62. Приспособление для замера радиального зазора подшипника
качения:
/ - болт; 2- планка прижимная; 3 - подшипник; 4, 6- винты; 5- индикатор часового
типа; 7- кронштейн; 8- плита
Рис. 4.63. Приспособление для регулирования подшипников качения:
/ - крышка; 2- стакан; 3 - кольцо; 4- окно; 5- подшипник
Рис. 4.64. Приспособление для определения установочных размеров рас-
порных втулок:
/- оправка; 2- гайка; 3- втулка; 4- разжимные втулки; 5- подшипник
кронштейн с закрепленным на нем индикатором часового типа
по радиусу в зависимости от диаметра подшипника.
На рис. 4.62 показано приспособление для замера радиально-
го зазора подшипника качения. На плате 8 болтом / крепят ко-
нус 2, необходимый для закрепления подшипника 3. На плите
укреплен кронштейн 7 винтом 6. На кронштейне винтом 4 кре-
пят индикатор часового типа 5, который можно смещать в гори-
зонтальном направлении в зависимости от размера подшипника.
На Московском нефтеперерабатывающем заводе предложено
регулировочные кольца радиально-упорных подшипников под-
бирать с учетом бокового смещения при помощи приспособле-
ния, показанного на рис. 4.63. Оно состоит из крышки /, стака-
на 2, в котором выполнены окна 4 для замеров бокового смеще-
ния подшипников 5.
250
Рис. 4.65. Приспособление для замера зазора в подшипниках качения:
/ - зажимное устройство; 2 - индикатор; 3 - плита; 4 - подшипник; 5 - фланец
Рис. 4.66. Приспособление для калибровки радиально-упорных подшипни-
ков центробежных насосов:
/ - крышка; 2 - оправка; 3 - картер; 4 - подшипник; 5 - гайка
Рис. 4.67. Опорный фланец
упорных подшипников
устройства для регулировки радиально-
Для повышения надежности и долговечности центробежных
насосов на заводе предложено также приспособление, изобра-
женное на рис. 4.64. Оно состоит из двух разжимных втулок 4,
позволяющих определить установочные размеры распорных
втулок.
Зазоры между телами качения и обоймами измеряют обычно
при помощи щупов, что дает грубые показания. Точность заме-
ров позволяет повысить показанное на рис. 4.65 приспособле-
ние. Оно состоит из плиты 3 и фланца 5 для зажима болтом,
внутренней обоймы подшипника 4.
На Уфимском нефтеперерабатывающем заводе предложено
приспособление для калибровки радиально-упорных подшип-
ников, изображенное на рис. 4.66. Подшипники 4 с калибро-
вочными кольцами надевают на оправку 2 и затягивают гайкой
5. После этого оправку с подшипниками перемещают в картер 3
251
и наружные обоймы зажимают крышкой /. Картер закрепляют в
тисках, перемещают оправку в осевом направлении и индикато-
ром замеряют люфт внутренних обойм подшипников.
Для регулировки радиально-упорных подшипников на
Уфимском заводе синтетического спирта применяют приспо-
собление к прибору для испытания металлов на растяжение.
Чтобы увеличить диапазон регулируемых подшипников, пред-
ложено к указанному приспособлению изготовить дополнитель-
ное устройство, состоящее из четырех опорных фланцев, соеди-
ненных силовыми шпильками. Один из таких фланцев показан
на рис. 4.67.
4.3, РЕМОНТ САЛЬНИКОВЫХ УПЛОТНЕНИЙ
4.3.1. Номенклатура и технические характеристики
сальниковых набивок
Уплотняемые материалы должны обладать хорошей прочностью,
упругостью, тепловой и химической стойкостью, высокой изно-
состойкостью и непроницаемостью. Специальные сальниковые
набивки, изготовленные из современных синтетических мате-
риалов, способны работать при температуре до 300 - 400 °C.
выдерживать давление до нескольких десятков МПа. Возмож-
ности такого уплотнительного устройства определяются двумя
факторами: свойствами материала сальника и конструкцией
устройства.
Согласно ГОСТ 5152-84 различают набивки трех типов: пле-
теные, скатанные и кольцевые. Плетеные набивки разделяются
на хлопчатобумажные, пеньковые, асбестовые и тальковые.
Условные обозначения набивок даются по первым буквам их
состава: хлопчатобумажная - ХБ, пеньковая - П, асбестовая - А.
асбестопроволочная - АПР, тальковая -Т. Кроме того, в обозна-
чения пропитанных набивок добавляют букву П, сухих - С.
Хлопчатобумажные, пеньковые, асбестовые сухие набивки пред-
ставляют собой плотно плетенный шнур круглого или квадрат-
ного сечения, тальковые сухие набивки - плотный шнур кругло-
го либо квадратного сечения из жгутовой или хлопчатобумаж-
ной пряжи, набитой тальком, снаружи оплетенный хлопчатобу-
мажной нитью. Применение сухих плетеных набивок приводит
к большим потерям энергии на механическое трение, поэтому
их пропитывают.
Выбор набивки определяется условиями работы уплотнения,
а правильность ее подбора обеспечивает надежность и работо-
способность всего узла. Номенклатура, обозначения и характе-
ристика сальниковых набивок представлены в табл. 4.2 |70|.
252
Таблица 4.2. Номенклатура, обозначения и характеристики сальниковых набивок
Набивки Марка Пре- дельное давление, МПа Предельная темпе- ратура, °C Рабочая среда Сортамент, мм
Плетеные
Хлопчатобу- мажная сухая ХБС 20,0 100 Воздух, вода, Квадратный: 4, 5, 6, масло, угле- 8, 10, 13, 16, 19, 22, водороды, 25, 28 спирты
Хлопчатобу- мажная пропитанная ХБП 20,0 40-100 Воздух, вода, С однослойным нефть, нефте- оплетением сердеч- продукты, ника, круглый или масло, инерт- квадратный: 5, 6, 8, ные газы 10, 13, 16, 19, 22, 25
Пеньковая сухая ПС 10,0 100 Воздух, вода-, С многослойным нефть, нефте- оплетением сер- продукты, во-дечника, круглый дяной пар, или квадратный: 8, масло 10, 13, 16, 19, 22, 25, 28, 32, 35, 38, 42, 45, 50
Пеньковая пропитанная ПП 10,0 40-100 Воздух, вода, То же инертные газы, масло, нефть, нефте- продукты, щелочи
Асбестовая пропитанная АП 4,5 40-300 Воздух, неф- тепродукты, слабокислот- ные растворы, газы и агрес- сивные пары
Асбестовая сухая АС 4,5 400 Воздух, инертные газы, пары, вода, раст- ворители и растворы щелочей
Асбестопро- волочная АПР Вода, неф- Квадратный: 5, 6, 8, тепродукты 10; с многослойным оплетением сердеч- ника, круглый или квадратный: 13, 16, 19, 22, 25, 28, 32, 35, 38, 42, 45, 50
253
Таблица 4.2 (продолжение)
Набивки Марка Пре- дельное давление, МПа Предельная темпе- ратура, “С Рабочая среда Сортимент, мм
Плетеные
Асбестовая прорезинен- ная АПП 32,5 200 Вода, пере- гретая, смо- лы, нефте- продукты, слабые ор- ганические кислоты, жиры и ще- лочи, спирты
Асбестовая, пропитанная суспензией фторо- пласта-4 с тальком АТС 8,0 250 Бензины, органические продукты, раствор каус- тической соды Шнуры квадратного сечения: 4, 5, 6, 8, 10, 13 или пря- моугольного 4x6, 6x8, 10x13, 13x16
Асбестовая маслобензо- стойкая АМБ 3 300 Нефтяное топливо, кислые масла органические растворители
Асбестопро- волочная прорезинен- ная пропи- танная АПРПП 90 200 То же
Асбестопро- волочная прорезинен- ная сухая АПРПС 90 450 —
Асбестовая прографи- ченная АГ-1 51 350 Вода, пар, воздух, инертные газы, аммиак, органические растворители
То же АГ-1 - -70+140 Жидкий и газообразный аммиак -
254
Таблица 4.2 (продолжение)
Набивки Марка Пре- дельное давление, МПа Предельная темпе- ратура, °C Рабочая среда Сортамент, мм
Прорези- ПХБ 20,0 Скатанные 100 Вода
ненная, хлопчатобу- мажная с резиновым сердечником или без него Прорези- ПХБРС ПА 10,0 400 Вода, водяной
ненная ас- бестовая Компеней- КХБ 20,0 100 пар Вода, соленая
рующая хлопчатобу- мажная Манжеты МХБ 40,0 вода Кольцевые 100 Инертные Внутренний диаметр
хлопчатобу- мажные Манжеты МА 20,0 300 газы, воздух, вода, нефте- продукты То же 10 - 460, ширина 5 - 40, высота 5 - 55 мм То же
асбестовые Шнур ас- ЦИАТИМ- 20 Разные -50+70 Нейтральные
бестовый, пропитан- ный смазкой Шнур ас- 221 4 -200+50 газы То же
бестовый, пропитан- ный графи- топарафи- новой смаз- кой Асбест с 400 Вода, пар
графитом Резиновые 50-140 Вода, пар,
кольца и манжеты воздух, масла, нефтепродук- ты, растворы кислот и ще- лочей
255
Таблица 4.2 (окончание)
Набивки Марка Пре- дельное давление, МПа Предельная темпе- ратура, °C Рабочая среда Сортамент, мм
Разные
Графит че- шуйчатый в виде пасты или прес- сованных колец и по- луколец - 550 Вода, пар и другие среды 1
Фторопласт- 4 в виде стружки, колец или манжет 5 -250+ +200 Коррозион- ные среды
Фтороплас- товый уп- лотнитель- ный мате- риал ФУМ-8 6,4 260+150 То же
Для холодных нефтей и нефтепродуктов кольцевые набивки
изготовляют из асбестового шнура, пропитанного маслом с гра-
фитом, или используют асбестосвинцовые набивки. Для горячих
нефтей применяют асбестоалюминиевые кольца.
4.3.2. Изготовление сальниковых набивок
Изготовление сальниковых втулок из шнура связано с опреде-
ленными трудностями. Из-за непостоянства диаметра шнура и
расстояния между витками навивки втулки имеют разную плот-
ность. ‘
На рис. 4.68 изображено устройство для изготовления саль-
никовых втулок из шнура. Устройство содержит станину 15,
привод 1, закрепленный у основания станины, приспособление
4 для установки детали, в которую запрессовывают сальниковую
втулку из шнура 18, ось 17 с намотанной на нее бухтой шнура,
отрезное устройство 19 с вращающимся ножом 3, приводным
кулачком 2 и оправкой для изготовления втулок. Оправка вклю-
чает кронштейн 9, на котором неподвижно закреплены втулки
6 - 8, выполняющие роль корпуса оправки. Втулки 7 и 8 имеют
тангенциальный паз для ввода шнура. Внутри оправки пропу-
256
Рис. 4.68. Устройство для изготовления сальниковых втулок из шнура:
/ - привод; 2 - кулачок; 3 - нож; 4 - приспособление для установки детали; 5 - обойма;
6-8- втулки; 9- кронштейн; 10- шпиндель; // - выталкивающая втулка: 12- фиксаторы;
13 - пневмоцилиндр; 14 - приводная головка; /5- станина; /6- пружина; 17 - ось, 18 -
шнур; /9 - отрезное устройство; 20 - тарированная пружина; 21 - штифты; 22 - наконечник;
а, 6 - пазы
щен вращающийся шпиндель 10, на который наматывается
шнур. Шнур обхватывает обойма 5. Кронштейн 9 содержит вы-
талкивающую втулку 11 с фиксаторами 12 и пружиной 16.
Механизм проталкивания втулок из шнура снабжен наконеч-
ником 22, закрепленным так, чтобы была возможность осевого
257
перемещения на конце выталкивающей втулки 11, и связанным
с ней посредством штифтов 21 и упругого элемента в виде тари-
рованной пружины 20, которая обеспечивает постоянное давле-
ние на витки изготовляемой втулки.
Над оправкой установлена приводная головка 14, обеспечи-
вающая синхронное вращение шпинделя 10 и обоймы 5. Здесь
же установлен пневмоцилиндр 13, обеспечивающий возвратно-
поступательное движение шпинделя.
Перед включением устройства конец сальникового шнура за-
правляют в кольцевой зазор между шпинделем 10 и обоймой 5.
Затем включают приводную головку 14, и шнур навивается на
шпиндель до получения втулки высотой, равной высоте па-
за а.
Навитая втулка при срабатывании пневмоцилиндра 13 опус-
кается вместе со шпинделем в установленную деталь. При этом
шпиндель захватывает фиксаторы 12 и выталкивающую втулку
И, которая перемещает посредством наконечника 22 через пру-
жину 20 навитую из шнура втулку. Затем срабатывают фиксато-
ры 12, втулка 11 под действием пружины 16 возвращается в ис-
ходное положение, открывая паз а, и подает сигнал на повторе-
ние цикла навивки. Одновременно в паз 6 кулачком 2 вводится
вращающийся нож 3, который отрезает втулку, уже запрессо-
ванную в деталь.
При навивке шнура на шпиндель до заданной высоты привод
вращения шпинделя отключается устройством, контролирую-
щим высоту навивки, например фотоэлементом. Затем кулачок
2 выводит нож 3 из паза 6 и включает пневмоцилиндр 13 на
возврат шпинделя в крайнее верхнее положение, а деталь с за-
прессованной в нее втулкой снимают с приспособления. Далее
цикл повторяется за исключением операции ввода шнура в ра-
диальный зазор [71].
На Ленинградском заводе асбестотехнических изделий внед-
рен разработанный ВНИИАТИ агрегат АГК-4 для графитирова-
ния (талькирования), калибрования и намотки в бухты плетеных
сальниковых набивок. Этот агрегат позволяет обрабатывать на-
бивки квадратного и прямоугольного сечения (от 4 до 50 х 50
мм) всех размеров, обеспечивает высокое качество калиброва-
ния, исправление брака поступающих на обработку набивок,
устранение необходимости замены калибрующих дисков при
переходе на обработку набивок другого типоразмера, регулиро-
вание размеров сечения набивки непосредственно в процессе
обработки; обладает лучшим качеством раскладки и намотки
набивок в бухты; отличается меньшими габаритными размерами
и массой агрегатов, удобством обслуживания и т. д. [72].
258
1
2 3
Рис. 4.69. Специальная ,
заправочная цепь: , Jh.
/ - цепь; 2 - зацеп-крючок;
3 - набивка ' « ‘ Т
На рис. 4.69 показана специальная заправочная цепь, исполь-
зуемая при обработке набивки на агрегате. Сальниковая набивка
3 с отдающего барабана цепью 1, снабженной зацепом-крючком
2, пропускается через слой графита в графитировочном ящике и
поступает в обжимные ролики универсального каландра. Один
ролик - приводной, другой свободно вращается на оси. В роли-
ках набивка предварительно обжимается по боковым граням и
поступает в калибрующий ручей универсальной головки, кото-
рый плавно изменяется в необходимых пределах маховиками в
вертикальном и горизонтальном направлениях. Каландр снаб-
жен шкалами для настройки калибрующей головки и контроля
размеров обработанной набивки.
Готовая набивка поступает в ролики раскладочного узла на-
моточного станка, конструкцией которого предусмотрена воз-
можность стабилизации натяжения наматывающей набивки.
После намотки набивку обвязывают шпагатом и снимают с ка-
тушки.
Асбестоалюминиевые набивки изготовляют из асбестового
шнура и алюминиевой фольги. Для изготовления сердечника
шнур нарезают на куски нужной длины в зависимости от диа-
метра вала, а концы его разделывают под замок. Затем сердеч-
ник заворачивают в алюминиевую фольгу. Размеры листов
должны быть такими, чтобы сердечник можно было обернуть
фольгой пять-шесть раз. Фольгу предварительно покрывают
равномерным слоем графита, разведенного в масле. Замок тща-
тельно заделывают и обернутый сердечник закладывают в пресс-
форму. Отклонения толщины и ширины кольца от номиналь-
ных размеров не должны превышать 0,2 мм. Для приготовления
графитового слоя в эмалированном сосуде расплавляют церезин
и при тщательном перемешивании добавляют вазелин и графит.
Шнур на 3 - 5 мин погружают в расплавленную смесь при 90 -
95 °C, затем 15-20 мин опрессовывают на ручном прессе в
предварительно подогретом штампе. После этого набивку со
штампом охлаждают до комнатной температуры.
Широкое распространение получила пропитка набивок сус-
пензией фторопласта-4Д и -4ДП, устойчивой к тепловому и
химическому воздействию уплотняемой среды.
Фольгу раскраивают, как правило, вручную по шаблону, что
небезопасно для рук рабочего. На Ново-Уфимском нефтепере-
259
РИС. 4.70. Приспособление для раскроя фольги
Рис. 4.71. Пресс-форма для изготовления фторопластовых колец:
/ - пуансон; 2 - стержень; 3 - корпус; 4 - болт; 5 - дно
рабатывающем заводе для раскроя фольги предложено приспо-
собление, изображенное на рис. 4.70. Оно состоит из металличе-
ского барабана с прорезью, на которой наматывается фольга и
разрезается по прорези. При резке барабан фиксируют от вра-
щения.
Наиболее часто для изготовления сальниковых колец исполь-
зуют фторопласт, но ремонтные цехи не всегда имеют фторо-
пластовые заготовки необходимых размеров. В этом случае
сальники изготовляют из чугуна, которые, однако, менее каче-
ственны и приводят к более быстрому износу сопрягаемых дета-
лей.
На Уфимском нефтеперерабатывающем заводе для изготов-
ления фторопластовых заготовок нужных размеров используют
пресс-форму, показанную на рис. 4.71. Она состоит из корпуса
3, в котором болтом 4 крепят центральный стержень 2, и пуан-
сона /, подогнанного по размеру кольцевого сечения корпуса.
Фторопласт заливают в кольцевое сечение корпуса и сжимают
пуансоном / под прессом. Из полученных отливок затем изго-
товляют сальниковые кольца.
Для выпрессовки готовых сальниковых колец из пресс-форм
служит приспособление, показанное на рис. 4.72. На Ново-
Уфимском нефтеперерабатывающем заводе к этому приспособ-
лению предложено изготовить специальное кольцо 6, на кото-
рое устанавливают пресс-форму. Затем усилием пресса кольцо
извлекают.
На Волгоградском нефтеперерабатывающем заводе предло-
жено приспособление для обжатия заготовок больших размеров,
изображенное на рис. 4.73. Оно представляет собой специаль-
ную оправку 3, через которую проталкивают фторопластовую
заготовку 2. При этом изменяются ее наружный и внутренний
диаметры. Оправка 3 установлена на столе 5 пресса на подклад-
ном кольце 4. Усилие Р от пуансона пресса передается на заго-
товку 2 через надставку /. Приспособление обеспечивает мини-
мальный припуск на обработку и, следовательно, экономию
фторопласта.
260
Рис. 4.73. Приспособление для обжатия фторопластовых заготовок:
/ - надставка: 2 - заготовка; 3 - оправка; 4 - подкладное кольцо; 5 - стол
Рис. 4.72. Приспособление лля выпрессовки готовых сальниковых колец из
пресс-формы:
/ - выталкиватель; 2 - 4 - втулки; 5 - сальниковое кольцо; 6 - кольцо
Рис. 4.74. Приспособление для вырезания сальниковых набивок для насоса
“Андижанец”
Рис. 4.75. Приспособление для расточки сальниковых колец:
/ - конус Морзе: 2- оправка; 3 - сальниковые кольца; 4- накидная гайка
Для изготовления из резины и фетра сальниковых набивок,
применяемых в насосах "Андижанец", на Уфимском нефтепере-
рабатывающем заводе разработано приспособление, показанное
на рис. 4.74. Оно представляет собой стальной цилиндр с двумя
закаленными режущими кромками, который зажимают в свер-
лильном станке.
Заводы-изготовители поставляют сальниковые кольца с неко-
торым запасом по внутреннему диаметру. Поэтому перед уста-
новкой сальниковых колец их подгоняют по размерам штока.
761
гИС. 4./Ь. Специальная оправка для восстановления сальниковых колец:
1 - оправка; 2 - гайка: 3 - рукоятка; 4 - сальниковые кольца; 5 - стакан
Рис. 4.77. Приспособление для расточки сальниковых колец на токарном
станке:
1 - корпус; 2- сальниковые кольца; 3 - гайка; 4- центрующая оправка
На рис. 4.75 показано приспособление для расточки сальни-
ковых колец. Сальниковые кольца 3 устанавливают в оправку 2,
которую конусом Морзе / крепят в шпинделе токарного станка.
Кольца затягивают гайкой 4. Базой при установке колец 3 яв-
ляется внешний диаметр кольца.
В ходе эксплуатации сальниковые кольца изнашиваются и по
внутреннему диаметру. На Мажейкяйском нефтеперерабаты-
вающем заводе предложена специальная оправка для восста-
новления изношенных колец, изображенная на рис. 4.76. Изно-
шенные кольца 4 насаживают на оправку /, закрепленную в
пиноли задней бабки токарного станка, после чего обжимают на
оправке. В патроне станка закрепляют стакан 5. Оправку 7
вместе с кольцами 4 подают в стакан. Кольца зажимают в ста-
кане гайкой 2. После этого оправку извлекают и растачивают
сальниковые кольца по размеру штока.
На рис. 4.77 показано приспособление для расточки сальни-
ковых колец на токарном станке, внедренное на Уфимском
нефтеперерабатывающем заводе. Специальный корпус 1 зажи-
мают в патроне станка. На центрующую оправку 4 насаживают
сальниковые кольца 2 и вставляют ее в коническое отверстие
корпуса /. Затем кольца 2 зажимают гайкой 3 и извлекают
оправку. После этого кольца растачивают.
На рис. 4.78 показано приспособление для обработки саль-
никовых колец из фторопласта по наружному диаметру. В пат-
роне станка зажимают толстолистовой пятак 1, к которому при-
жимают заготовку 2 сальникового кольца при помощи пиноли
262
Рис. 4.78. Приспособление для обработки сальниковых колец из фторо-
пласта по наружному диаметру:
1 - текстолитовый пятак; 2 - заготовка; 3 - оправка
Рис. 4.79. Приспособление для проточки канавок под браслетные пружины
на сальниковых кольцах:
/ - оправка; 2 - сальниковое кольцо; 3 - шайба; 4 - гайка
а - проточка наружного диаметра; 6 - проточка внутреннего диаметра; / - оправка; 2 -
сальниковые кольца; 3 - шайба; 4, 7 - гайки; 5 - стакан; 6 - прижимное кольцо
задней бабки станка через оправку 3. После закрепления заго-
товки обрабатывают кольца.
Приспособление для проточки канавок под браслетные пру-
жины на сальниковых кольцах показано на рис. 4.79. Кольцо 2
зажимают на оправке I шайбой 3 и гайкой 4. Оправку зажимают
в патроне станка и после этого протачивают канавку.
Часто при изготовлении сальниковых колец из коксофторо-
плйвдфыж заготовок заготовку приклеивают к металлической
втулке эпоксидным клеем. Для лучшего сцепления втулка имеет
паз, а заготовка - шип. При обработке втулку зажимают в пат-
роне станка. На рис. 4.80 показано приспособление для изго-
товления сальниковых колец из текстолита. Сначала текстоли-
товые заготовки 2 надевают на оправку 1 и стягивают гайкой 4.
Затем оправку вместе с установленными на ней заготовками
закрепляют на станке и обрабатывают по наружному диаметру
колец. После этого кольца закрепляют в стакане 5 гайкой 7, а
263
Рис. 4.81 . Оправка для обработки сальниковых колец на токарном станке:
1 - сальниковое кольцо; 2- шайба; 3- резиновый вкладыш; 4- оправка; 5 - болт
Рис. 4.83
Рис. 4.82. Приспособление для обработки сальниковых колец по внутрен-
нему диаметру:
/ - гайка; 2 - фигурное кольцо; 3 - корпус; 4 - сальниковые кольца
РИС. 4.83. Оправка для изготовления сальниковых колец из фторопласта:
7 - патрон станка; 2 - сальниковые кольца; 3 - оправка
оправку 1 извлекают. Стакан зажимают в патроне станка и об-
рабатывают кольца 2 по внутреннему диаметру.
На рис. 4.81 показана конструкция разжимной оправки для
обработки сальниковых колец на токарном станке. Оправка 4
выполнена в форме стакана с продольными разрезами. Внут-
ренняя ее полость заполнена резиновым вкладышем 3. При за-
ворачивании болта 5 гайкой 2 вкладыш сдавливается, расши-
ряясь по окружности и раздвигая оправку. Обрабатываемое
сальниковое кольцо 1 при этом зажимается по внутреннему
диаметру. Таким образом обеспечивается надежное крепление
кольца 7 на оправке 4 во время обработки.
Для обработки по внутреннему диаметру служит приспособ-
ление, изображенное на рис. 4.82. Оно состоит из корпуса 3,
накидной гайки 1 и фигурного кольца 2. Внутренние полости
гайки и корпуса имеют коническую поверхность. Корпус 3 за-
жимают в патроне токарного станка.
На рис. 4.83 показана оправка, предложенная на Стерлита-
макском заводе синтетического каучука для изготовления саль-
никовых колец из фторопласта. Торцы заготовок предваритель-
но зачищают и окончательно растачивают сальниковые кольца 2
по внутреннему диаметру. После этого их надевают на оправку
3. Оправка имеет продольные и радиальные разрезы, благодаря
чему она пружинит. Кольца надевают на оправку с натягом. Она
удерживается на оправке за счет сил трения.
264
1 , '23
I \
рис. 4.84. Приспособление для разрезания сальниковых колец из фторо-
пласта на токарном станке:
I - сальниковое кольцо; 2 - диск; 3 - корпус; 4 - болт
Рис. 4.85. Кондуктор для разрезания сальниковых колец из фторопласта на
фрезерном станке;
1 - диск; 2 - штифт; 3 - сальниковые кольца; 4 - корпус
Рис. 4.86. Кондуктор для разрезания сальниковых колец на три части:
/ - крпус; 2 - винт; 3 - стяжной болт; 4 - сальниковое кольцо; 5 - паз
Для разрезания сальниковых колец используют различные
приспособления, позволяющие выполнять эту операцию на
станках, что значительно повышает производительность труда.
Приспособление, представленное на рис. 4.84, предназначено
для разрезания колец из фторопласта на токарном станке. Заго-
товку 1 крепят на корпусе 3 диском 2, корпус и диск имеют
радиальный разрез, из них вырезают сегменты. Режущую фрезу
закрепляют в патроне токарного станка, а приспособление
вместе с зажатым в нем кольцом 1 - в резцедержателе станка.
Затем фрезой срезают сегмент с кольца 1 и делают разрез.
На рис. 4 • 85 представлен кондуктор для разрезания сальни-
ковых колец из фторопласта на фрезерном станке. Кольца 3
зажимают между корпусом 4 и диском 7. Диск и корпус имеют
разрезы. Чтобы не было смещения их относительно друг друга,
есть штифты. Кондуктор устанавливают на столе фрезерного
станка и разрезают сальниковые кольца.
Кондуктор для разрезания сальниковых колец на три части
показан на рис. 4.86 [73]. Корпус 7 кондуктора состоит из двух
половин и имеет пазы 5 прохождения фрезы. Сальниковые
кольца 4 устанавливают в корпусе 1, который жестко фиксиру-
ют винтами 2, и стягивают болтом 3. Далее разрезают кольца.
265
РИС. 4.87. Кондуктор для разрезания сальниковых колец на шесть частей:
/ - корпус; 2 - сальниковое кольцо; J - диск; 4 - гайка; 5 - болт
РИС. 4.88. Графитовое сальниковое кольцо с чугунным сегментом:
/ - сегмент; 2 - графитовое разрезное кольцо
На рис. 4.87 изображен кондуктор для разрезания сальнико-
вых колец на шесть частей. Кондуктор также состоит из корпуса
/ и диска 3, между которыми зажимают кольца 2. Диск и корпус
имеют сегментные и радиальные вырезы, по которым разрезают
кольца 2.
На Рязанском нефтеперерабатывающем заводе предложено
разрезать кольца на три части по касательным к внутреннему
диаметру. Эта конструкция обеспечивает лучшую герметичность
сальников и более проста в изготовлении.
На рис. 4.88 показано графитовое сальниковое кольцо 2 с
сегментом 1 из чугуна. Это обеспечивает более равномерное
сжатие кольца (особенно в месте разреза), в результате чего уве-
личивается срок его службы.
4.3.3. Приспособления для извлечения изношенных
и запрессовки новых сальниковых набивок
Самым распространенным инструментом для удаления старых
сальниковых набивок является крючок. Его недостаток - слабое
зацепление с материалом набивки.
Поэтому предложено конец инструмента выполнять в виде
буравчика, как показано на рис. 4.89. Но даже в этом случае
приспособлением нельзя извлечь набивку из некоторых типов
насосов.
На Ферганском нефтеперерабатывающем заводе изготовлен
универсальный инструмент, представленный на рис. 4.90. Он
позволяет извлекать сальниковые уплотнения из насосов прак-
тически всех типов. Корпус инструмента состоит из частей / и
7, соединенных шарниром 8. На наружной поверхности частей 1
и 7 корпуса есть резьба, на которой установлена втулка 2. Руко-
ятка 6 шарнирно установлена на втулке 2. С рукояткой 6 одним
266
Рис. 4.90. Устройство для запрессовки и извлечения сальников:
/, 7 части корпуса: 2 - втулка; J - вилка , 4 - захваты; 5 - тяга; 6 - рукоятка
пир: V - репсовой зажим; 10 - осевое отверстие
концом шарнирно соединена тяга 5, на другом конце которой
жестко закреплена вилка 3, размещенная в плоскости, перпен-
дикулярной оси корпуса, соосно ему. На вилке 3 размещен
съемный захват в виде пары стержней 4, имеющих зазубрение,
заостренные концьк Стержни 4 установлены на вилке 3 при
помощи резьбы таким образом, что их заостренные концы на-
правлены в противоположные стороны и образуют между собой
тупой угол. Части / и 7 корпуса соединены резьбовым зажимом
9 и имеют осевое отверстие. 10.
Для извлечения сальника устройство закрепляют на уплот-
няемом штоке вращением резьбового зажима 9, который стяги-
вает части / и 7 корпуса. Затем за рукоятку 6 вращают втулку 2
против часовой стрелки и тем самым вводят вилку 3 с захватом
4 в корпус сальника. При дальнейшем вращении втулки 2 захва-
ты 4 врезаются своими заостренными концами в сальниковое
уплотнение, а при обратном вращении втулки 2 вилка 3 с захва-
тами 4 перемещается по резьбе частей / и 7 корпуса, и изно-
шенный сальник извлекается. Кроме того, сальник после вреза-
ния в него захватов 4 может быть извлечен и поворотом рукоят-
ки 6 вверх.
267
Рис. 4.91 . Приспособление для выпрессовки сальниковых колец.
/ - захваты; 2- штанга; 3 - направляющие; 4 - корпус; 5- груз; б - гайка
Рис. 4.93
Рис. 4.92. Приспособление для извлече-
ния сальникового уплотнения:
/ - отжимной болт; 2 - нажимной фланец саль-
ника; 3 - цилиндр; 4 - сальниковое уплотнение; 5 -
уплотнительная прокладка
Рис. 4.93. Приспособление для сборки
сальниковых колец:
/ - сальниковое кольцо; 2- браслетная пружина;
3 - стягивающая пружина; 4 - конус; 5 - стержень
Рис. 4.94. Приспособление для установки
сальников:
/ - тяга; 2 - гайка; 3 - шайба; 4 - пятак
Для запрессовки сальника из вилки 3 следует вывернуть за-
хваты 4. Затем устройство закрепляют на уплотнительном што-
ке, между вилкой 3 и корпусом сальника устанавливают сальни-
ковое уплотнение. Вращая втулку 2 против часовой стрелки,
перемещают вилку 3 в корпус сальника, запрессовывая в него
268
уплотнение. После этого поворотом рукоятки 6 вверх и вниз его
дополнительно утрамбовывают в корпусе сальника [74|.
Приспособление для выпрессовки сальниковых колец, пока-
занное на рис. 4.91, состоит из корпуса 4 и двух направляющих
3, которые изготовлены из трубы диаметром 25 мм, разрезанной
по оси симметрии и шарнирно закрепленной на корпусе 4. На
концах направляющих приварены захваты /. Внутри направ-
ляющих - штанга 2 с конусом на одном конце и резьбой на
другом. На штанге размещены груз 5 и ограничитель груза гайка
6. Направляющие вместе со штангой вводят в цилиндр насоса
на глубину сальника. Затем штангу по резьбе корпуса смещают
в сторону цилиндра. Конус штанги плавно раздвигает конусные
плоскости захватов в стороны. Происходит зацепление сальни-
ковых колец.
В ходе эксплуатации поршневых насосов сальники приго-
рают к сальниковой камере. С этим связаны трудности при из-
влечении сальников во время ремонта.
На рис. 4.92 показано приспособление для извлечения саль-
никового уплотнения. В нажимном фланце 2 высверливают от-
верстия и нарезают резьбу под отжимные болты /, которые вво-
рачивают до упора в стенку цилиндра 3. При дальнейшем вво-
рачивании происходит "срыв" сальника 4 с места.
Приспособление, показанное на рис. 4.93, облегчает сборку
сальниковых колец. Оно представляет собой конус 4 с гнездом
для сальникового кольца 1. После того как сальниковое кольцо
собрано, его прижимают конусом 4. На конус надевают брас-
летные пружины 2 и стягивают на сальниковое кольцо стерж-
нями 5. Стержни прижаты к поверхности конуса пружиной 3.
На рис. 4.94 изображено приспособление для установки
сальниковых уплотнений в гнезде. Оно состоит из тяги 7, пята-
ка 4 и крепежной гайки 2. Тягу 7 пропускают через цилиндр в
картер. На тягу устанавливают сальник, затем закрепляют его
пятаком 4 и гайкой 2. Тягой заводят сальник в гнездо. Гайку 2 с
пятаком 4 снимают с тяги и последнюю убирают.
Глава
СЪЕМНИКИ ДЕТАЛЕЙ И УЗЛОВ НАСОСОВ
5.1. КЛАССИФИКАЦИЯ СЪЕМНИКОВ
В ходе эксплуатации насосов в местах неподвижных соединений
происходят окисление металла, старение масла, коррозия, вза-
имная диффузия, прикипание и другие процессы, которые в
значительной степени' затрудняют последующее разъединение
деталей. По расчетам, усилие распрессовки должно быть больше
усилия запрессовки на 25 - 30%. Кроме того, при разборке
можно повредить разъединяемые детали.
Основным оборудованием для разборки и сборки деталей,
посаженных с натягом, служат прессы и разного рода приспо-
собления, называемые съемниками. Применение съемников
обеспечивает высокое качество работы, позволяет сохранить
снимаемые детали, а при механизированном приводе - повы-
сить производительность труда. При их использовании отпадает
необходимость в дополнительных работах (сверление новых
отверстий, нарезание резьбы, приварка дополнительных деталей
и др.). Съемник должен отличаться простотой, удобством и без-
опасностью в работе, небольшими массой и габаритными раз-
мерами, транспортабельностью. Он должен быть устойчивым и
самоцентрирующимся относительно детали.
При ремонте нефтехимического оборудования используют
съемники различных конструкций и типоразмеров. Однако их
выбор определяется в основном техническими возможностями
ремонтного производства. Съемники классифицируют по сле-
дующим признакам:
>ю назначению - для подшипников, шкивов, зубчатых колес,
картеров, втулок, универсальные;
но способу создания усилия - механические (рычажные, экс-
центриковые, клиновидные, ударные, винтовые), гидравличе-
ские, пневматические, комбинированные, электрические;
по виду силового органа - винт-корпус, шток-поршень, раз-
жимные кольца, рычаг;
270
по конструкции захвата - лапчатые, буртовые, кулачковые,
шпйльчатые, дискошпильчатые;
по числу захватов - одно-, двух- и трехзахватные.
Классификация съемников позволяет оптимизировать трудо-
емкость запрессовки и выпрессовки деталей с натягом, а также
создать банк данных по съемникам, который можно заложить в
память ЭВМ.
5.2. ВИНТОВЫЕ СЪЕМНИКИ
5.2.1. Съемники для извлечения деталей типа "втулка"
При выпрессовке седла клапана поршневого насоса используют
простейший винтовой съемник, представленный на рис. 5.1,о.
Силовой винт 6 имеет на одном конце бурт, удерживающий
захватный кулачок 5, контактирующий с выпрессовываемым из
корпуса 1 седлом 2. Для удобства сборки с одной стороны захва-
та сделан вырез. При вращении гайки 5, опирающейся на диск
4, происходит осевое перемещение винта [75].
Нижне-Волжским филиалом ГрозНИИНП разработаны
съемники для демонтажа седла клапана гидравлической части
паровых насосов НПН-3 и 1НПНС [1]. На рис. 5.1,6 захват 6
крепят к штоку силового поршня 2. Он выполнен в виде ци-
линдра с наружной кольцевой канавкой для разрезного кольца,
контактирующего с демонтируемым седлом. Основной силовой
орган - цилиндр 5, в котором перемещается поршень 2 с уплот-
нительным кольцом 3. Давление в нижней полости цилиндра
создается в другом цилиндре 10, где поршень 8 перемещается
вращением винта 11. На рис. 5.1,в контакт с седлом осу-
ществляется тягами-захватами 4, положение которых фиксиру-
ется распорным кольцом 6.
Для выпрессовки уплотнительных колец различных размеров
из корпусов горячих центробежных насосов служит съемник с
винтовым приводом, показанный на рис. 5.2,л. Верхняя часть
опор 4 выполнена в виде втулки, которая может передвигаться
вдоль крестовины 6 и фиксироваться болтами 5. Силовой парой
являются полый винт 8 и гайка 7 штурвала. Другая винтовая
пара - винт 10 с резьбой и гайка 9, она служит для перемеще-
ния штока с сухарем 2 и фиксации положения захватов 3, шар-
нирно закрепленных на полом винте [76].
Для демонтажа внутренних и наружных подшипниковых ко-
лец из глухих отверстий предложен съемник, изображенный на
рис. 5.2,6. Он состоит из силового винта 10 с правой и левой
резьбой, который по соответствующей резьбе связан с наруж-
ным // и дополнительным внутренним 9 кожухами. Торцевые
271
Рис. 5.1. Съемники для извлечения
седла клапана (а - в - варианты):
а:1 - корпус; 2 - седло; 3 - захватный кула-
чок; 4 - диск; 5 - гайка; 6 - силовой винт
6:1 - крышка; 2 - 8 - поршень; 3, 4 - уплот-
нительные кольца; 5- цилиндр; б- захваты; 7-
кольцо; 9 - стопорное кольцо; 10 - цилиндр;
11 - винт; 12 - рукоятка
в.1 - стопорное кольцо; 2 - диск; 3 - кольцо;
4 - тяга-захват; 5 - кронштейн; 6 - распорное
кольцо; 7- пружина; 8, 9 - траверсы; 10- болт;
11 - цилиндр; 12- винт
части кожухов имеют закругление 1. В продольных пазах 5 и 8
кожухов размещены упорные штифты 6 сепаратора 14, отделен-
ного от кожухов пружинами 12 и 13. В торцевой части сепарато-
ра 14 есть отверстия 18, в которых расположены подвижные
элементы 3, снабженные выступами 4, перемещающимися в
пазах 16 в пределах толщины сепаратора [77]. Упорные штифты
6 установлены в отверстиях 7 в средней части сепаратора 14
Устройство закрепляют подвижными элементами 3 в зоне кана-
вок внутреннего 15 или внешнего 2 колец, запрессованных в
корпус 17 или на консоли вала 19. Вращением силового винта
10 в одну либо другую сторону перемещают кожухи И и 9 отно-
272
a В,
РИС. 5.2. Съемники для выпрессовки втулок (а - и - варианты):
а:1, 5 - болты; 2 - сухарь; 3 - захват; 4 - опора; 6 - крестовина; 7, 9 - гайки; 8 - полый
винт; 10- винт
6: I - закругление; 2, 15 - кольца подшипника; 3 - подвижный элемент; 4 - выступ; 5, 8,
16 - пазы; 6 - упорный штифт; 7, 18 - отверстия; 9 - внутренний кожух; 10 - винт; 11 -
наружный кожух; 12, 13- пружины; 14- сепаратор; 17- корпус; 19- вал
в / - гайка; 2 - штифт; 3 - рукоятка; 4 - канал; 5 - корпус; 6 - Г-образный захват; 7 -
снимаемая деталь; 8- выступ; 9- приводной винт
сительно друг друга. При этом подвижные элементы 3 переме-
щаются перпендикулярно оси винта в зацепление с тороидаль-
ной частью колец подшипника 15 и 2. Дальнейшим вращением
винта кольцо выпрессовывают.
Ручной съемник [75] для разборки узлов и снятия втулок с
малым отверстием представлен на рис. 5.2,в. Он состоит из кор-
пуса 5, в котором размещен приводной от гайки 1 винт 9,
имеющий на конце Г-образный захват 6, контактирующий со
снимаемой деталью 7. Гайка 1 и корпус 5 резьбовым соединени-
ем связаны с рукояткой 3. На внутренней поверхности корпуса
5 расположен штифт 2, размещенный в канале 4, выполненном
на наружной поверхности приводного винта 9. Торец корпуса 5
снабжен выступом 8, имеющим форму половины усеченного
конуса с лысками, параллельными большой оси овального экс-
центричного отверстия, с эксцентриситетом в сторону бурта Г-
образного захвата 6.
В отверстие детали 7 вращением приводного винта 9 вводят
Г-образный захват 6, а рукоятку 3 устанавливают на демонти-
руемый узел. Овальное эксцентричное отверстие на торце кор-
273
PMC. 5.2. Съемники для выпрессовки втулок (а - и - варианты):
г: I - гайка; 2 - силовой винт; 3 - опора; 4 - колонка; 5 - гильза; 6, 9 - диски; 7 - блок
цилиндров; 8- упругое кольцо; 10- палеи
д: I - сальниковый пакет; 2 - рабочий венчик; 3, 8 - усеченные конусы; 4 - разъемная
втулка; 5 - кольцевой пружинодержатель; 6 - гайка; 7, 16 - ограничительные бурты; 9 -
цилиндр, 10- шпилька; 11 - ограничительная гайка; 12- шайба; 13- нажимная гайка; 14-
резьбовая тяга; 15 - крышка
пуса 5 облегчает ввод Г-образного захвата 6 через корпус 5.
Вращением гайки 1 относительно приводного винта 9 поступа-
тельное движение передают корпусу 5 до упора его выступа 8 в
демонтируемую деталь 7. При этом лыски выступа 8 заклини-
вают Г-образный захват 6. Вращение гайки 1 не вызывает вра-
щательного движения приводного винта 9, так как этому пре-
пятствует штифт 2, размещенный в канале 4. Затем вращением
рукоятки поступательно перемещают гайку 7, корпус 5 и при-
водной винт 9 с Г-образным захватом 6 и деталью 7 и осу-
ществляют выпрессовку.
Для выпрессовки гильз часто используют съемник, изобра-
женный на рис. 5.2,г. Объединение привода захвата и привода
механизма выпрессовки позволило повысить производитель-
ность съемника и упростить его эксплуатацию. Съемник гильз 5
из блоков 7 содержит опору 3, к которой колонками 4 подвеше-
ны верхний 9 и нижний 6 диски, навернутые на различные
участки дифференциального силового винта 2. Между дисками
9 и 6 установлено сплошное упругое кольцо 8. На свободном
конце винта 2, проходящем через отверстие в опоре 5, наверну-
та гайка 1 с отверстиями, вращающаяся при установке в отверс-
тие элемента для периодической блокировки силового винта с
гайкой пальца 10 совместно с винтом [78]. Колонки 4 служат
для фиксации положения опоры 3 и захвата, элементами кото-
рого являются диски 9 и 6 и упругое кольЦо 8.
274
С ремонтируемого насоса снимают головку блока цилиндров.
Поршень гильзы 5, подлежащей выпрессовке, отводят в ниж-
нюю мертвую точку. Съемник вводят дисками 9 и 6 в гильзу 5
до соприкосновения опоры 3 с блоком цилиндров 7. Вращением
гайки 1, сблокированной кольцом 10 с винтом 2, сближают дис-
ки 9 и 6. При этом упругое кольцо 8 сжимается и в результате
увеличения его размеров в радиальном направлении захваты-
вается гильза 5. После ее захвата палец удаляют из гайки 1, ко-
торую доводят до опоры 3. Вращением гайки выпрессовывают
гильзу 5 из блока цилиндров 7. Съемник из выпрессованной
гильзы удаляют в обратном порядке.
Для демонтажа сальниковых пакетов со штоков разработан
специальный съемник, показанный на рис. 5.2,<Э. Он состоит из
резьбовой тяги с усеченным конусом 8 и ограничительным бур-
том 16. На конце этой тяги навернута гайка 6 с усеченным ко-
нусом 8 и ограничительным буртом 7. Между усеченными кону-
сами 3 и 8 установлена разъемная втулка 4 с рабочим венчиком
2 и двумя кольцевыми пружинодержателями 5. На другой конец
резьбовой тяги навернута нажимная гайка 13, опирающаяся на
шайбу 12 и установленная на шпильках 10 с ограничительными
гайками 11. Резьбовую тягу вставляют в отверстие сальникового
пакета 1 со стороны цилиндра 9 насоса так, чтобы резьбовая
часть выступала за сальниковый пакет. На усеченный конус 8
устанавливают разъемную втулку 4 с рабочим венчиком и навер-
тывают гайку с усеченным конусом 8. Усеченные конусы раз-
жимают разъемную втулку, рабочий венчик занимает положение
между торцом сальникового пакета и дном посадочного гнезда.
На другой конец резьбовой тяги надевают выжимную шайбу,
которую устанавливают на шпильки 10, служащие для крепле-
ния сальникового пакета крышкой 15, и навертывают нажим-
ную гайку до соприкосновения с выжимной шайбой 12. При
дальнейшем навертывании гайки 13 втулка своим рабочим вен-
чиком выталкивает сальниковый пакет [79].
Для упрощения демонтажа соединения охватываемой и охва-
тывающей деталей путем снижения усилия их взаимного пере-
мещения предложено устройство, показанное на рис. 5.2,е.
Между охватываемой / и охватывающей 2 деталями с натягом
по наружной и внутренней поверхностям установлена металли-
ческая втулка 3. Сопряженная поверхность одной детали вы-
полнена на всей длине сопряжения с продольным пазом 5, где
заподлицо по переходной посадке установлен стержневой эле-
мент 4, длина которого равна длине соединения, и цилиндриче-
ским участком на боковой поверхности, длина которого равна
длине стержневого элемента, а радиус равен радиусу сопря-
275
РИС. 5.2. Съемники для выпрессовки втулок (а - и - варианты):
е: 1 - охватываемая деталь; 2 - охватывающая деталь; 3 - металлическая втулка; 4 -
стержневой элемент; 5 - продольный паз
женной поверхности одной из деталей. Втулка 3 изготовлена из
сплава на основе железа [в % (мае.)]: хром - 39 - 41, алюминий
- 2,5 - 3,5, железо - остальное.
Соединение собирают одним из известных способов, напри-
мер нагревом охватывающей детали 2. Предварительно между
охватываемой и охватывающей деталями помещают втулку 3 и
стержневой элемент 4.
Перед демонтажом соединения удаляют стержневой элемент.
Затем осуществляют относительное осевое перемещение охва-
тываемой и охватывающей деталей. Одновременно через втулку
пропускают ультразвуковые колебания мощностью от 6 до 9 кВт
на 1 см2 поперечного сечения втулки. При этом пластичность
материала втулки резко возрастает, что позволяет значительно
снизить усилие, прикладываемое к соединяемым деталям при их
относительном осевом перемещении [80].
Например, охватывающая и охватываемая детали изготовле-
ны из стали 35, стержневой элемент - из стали 45, втулка - из
сплава на основе технического железа с добавлением 40% хрома
и 2,9% алюминия. Наружный диаметр охватывающей детали -
120 мм, номинальный внутренний - 50 мм; длина соединения -
60 мм; толщина стенки втулки - 11 мм; размеры стержневого
элемента -4 x 6 60 мм.
На внутренней поверхности охватывающей детали вдоль ее
образующей по всей длине выполняют продольный паз, обеспе-
чивающий соединение стержневого элемента с боковыми по-
верхностями паза по посадке Н8/К8 и припуск под окончатель-
ную совместную обработку стержневого элемента с контактной
поверхностью втулки в пределах 0,5 - 0,8 мм. На поверхность
охватываемой детали устанавливают втулку, свернутую из листа
с зазором 0,8 - 1,0 мм. Окончательную обработку контактной
поверхности втулки совместно со стержневым элементом прово-
дят с учетом обеспечения натяга соединения в пределах 0,15 —
276
21 22 23 Л 26 3 26 7 27 28 3 29
>н
РИС. 5.2. Съемники для выпрессовки втулок (а - и - варианты):
ж: 1 - вороток; 2 - силовой винт; 3 - корпус; 4 - сменный толкатель; 5 - опорная по
верхность; 6 - кольцевая проточка; 7, 25 - части ступенчатой втулки; 8, 13, 17 - заплечики;
9, 22 - штанги, 10 - канавка; 11, 12, 16 - буртики; 14 - кожух; 15 - подшипник; 18 - вал;
19- гайка; 20- сменные захваты; 21, 29- рукоятки; 23, 28- пружины; 24, 26, 27- трубча-
тые опоры
0,20 мм. Соединение собирают тепловым методом с нагревом
охватывающей детали до 480 °C.
После удаления стержневого элемента из паза охватывающей
детали соединение устанавливают в приспособлении, чтобы тор-
цевая поверхность втулки плотно прилегала к торцу концент-
ратора ультразвуковых колебаний с экспоненциальной полостью
посредством преобразователя, соединенного с ультразвуковым
генератором УЗМ-10 выходной мощностью 10 кВт. При вклю-
277
чении генератора через втулку пропускают продольные ультра-
звуковые волны интенсивностью свыше 6,2 кВт/см2. В результа-
те материал втулки приобретает свойства сверхтекучести, его
пластичность резко возрастает, под действием усилия осевого
перемещения одной детали относительно другой он вытесняется
из зоны их контакта в продольный паз, заполняет его полость.
Соединение демонтируют приложением усилия 240 - 350 кгс.
Съемник, показанный на рис. 5.2,лс, позволяет снимать
внутренние кольца подшипников качения. Он состоит из кор-
пуса 3, выполненного в виде гильзы с базирующим отверстием
по валу, с наружной кольцевой проточкой 6, буртиком 11 и
резьбовым отверстием под силовой винт 2, имеющий головку и
вороток 1. Сменный толкатель 4 на пятке винта выполнен в
виде центрующей втулки с опорной поверхностью 5 и удержи-
вается гайкой /9. Центрующий поясок цилиндрической поверх-
ности толкателя выполнен протяженным по длине. Сменные
захваты 20 представляют собой ступенчатую втулку, разрезанную
на две равные части 25 и 7 таким образом, чтобы в условиях
ограниченного пространства завести захваты за снимаемую де-
таль по возможности при наибольшей длине дуги захваты-
вающей полувтулки. Захваты имеют заплечики 8 и канавку 10,
выполненные с некоторым диаметральным зазором относитель-
но элементов корпуса 3. У захватов есть заплечики 13 и 7 7 для
взаимодействия с буртиками 72 и 16 снимаемого внутреннего
кольца подшипника 75, напрессованного на вал 18. Расстояние
между заплечиками 13 и 17 гарантированно меньше разновы-
сотности буртиков 72 и 16 кольца подшипника 75. К корпусу 3
и полувтулкам 25 и 7 приварены соосные между собой трубча-
тые опоры 24, 26 и 27 для направления движения захватов по
направляющим штангам под действием пружин сжатия 23 и 28,
установленных на концах штанг 22 и 9, или обратно под дей-
ствием усилий оператора, приложенных к рукояткам 27 и 29.
Размеры элементов съемника и величин ходов захватов обуслов-
лены кольцевым пространством между валом 18 и кожухом 14.
Для увеличения длины дуги захватывающей полувтулки края
заплечиков захватов имеют скосы, выполненные с профилем
окружности, эксцентрично смещенной на величину хода захвата
от установленного до его рабочего положения [81].
Съемник опускают на разбираемый комплект деталей. Захва-
ты сведены к оси съемника под действием пружин 23 и 28 и
скользят по конической поверхности кольца подшипника 15 до
упора в его буртик 76. Вращением силового винта 2 по часовой
стрелке доводят толкатель 4 до касания с торцом вала 18, а за-
тем с учетом шага резьбы силового винта поворачивают его про-
278
РИС. 5.2. Съемники для выпрессовки
втулок (а - и - варианты):
з: 1 - силовой винт; 2 - корпус; 3 - диск; 4 -
паз; 5 - кольцевая канавка; 6 - шар
тив часовой стрелки на необхо-
димое число оборотов для созда-
ния зазора между толкателем 4 и
торцом вала 18, равного сумме
высотных размеров заплечика 77
и буртика 16. После этого захваты
20 оттягивают за рукоятки 21 и 29
и опускают съемник до упора
толкателя 4 в торец вала 18.
При отсутствии рукояток за-
хваты 20 защелкиваются под действием пружин на корпус внут-
реннего кольца подшипника 75 и замыкаются в продольном
направлении в обе стороны. Вращением винта 2 по часовой
стрелке снимают деталь. При съеме детали у захватов работают
главным образом заплечики 13, обладающие наибольшей жест-
костью. Верхняя плоскость канавки, охватывающей буртик 16,
выполняет вспомогательную роль, обеспечивая замыкание за-
хвата, в том числе его заклинивание под действием пружин 23 и
28. При достаточной жесткости захватов 20 для работы необхо-
димы только заплечики 77. Поэтому заплечики 13 в сменных
захватах могут отсутствовать, а самоподжим захватов происходит
при выпрессовке в результате уплотнения стыков по заплечикам
8. Для надежности базирования захватов по кольцу подшипника
75 зазоры между поверхностями канавки и буртика 16 конструк-
тивно минимальны.
Наружные кольца подшипников качения можно снять съем-
ником, показанным на рис. 5.2,з. Он состоит из корпуса 2, си-
лового винта 7, на котором установлен диск 3, и захватов, вы-
полненных в виде шаров 6. На цилиндрической поверхности
диска есть кольцевая канавка 5, соединенная с верхним торцом
диска пазом 4 [82].
Вращением силового винта 7 диск 3 устанавливают так, что-
бы канавка 5 диска 3 совпала по уровню с беговой дорожкой
наружного кольца подшипника. Через паз 4 в канавку 5 вводят
захваты-шары 6. При вращении силового винта 7 происходит
демонтаж наружного кольца подшипника. Наружные кольца
подшипника и диск 3 разъединяют путем перевертывания съем-
ника пазом 4 вниз и выводом через него захватов-шаров 6.
Производительность съемника можно повысить, заключив
механизм захвата в направляющий стакан, как показано на рис.
279
РИС. 5.2. Съемники для вы-
прессовки втулок (а - и - вари-
анты):
и: 1 - привод; 2 - опорная рама; 3
- силовой винт; 4 - ограничительный
бурт; 5 - окно; 6 - подпружиненная
шайба; 7 - ступень; 8 - подвижной
резец; 9 - ось; 10 - паз; II - шпонка;
12 - упорное кольцо; 13 - упор; 14 -
патрон; 15 - упорный подшипник; 16
- специальный паз; 17 - втулка; 18 -
прижимная оправка; 19 - направляю-
щий стакан
5.2,w. Устройство для вы-
прессовки втулок [83] со-
держит привод 7, силовой
винт 3 с резьбовой частью
на одном конце и упорным
подшипником 75 на дру-
гом, опорную раму 2 и
механизм захвата. Послед-
ний состоит.из патрона 14
с упором 13, подвижных
резцов 8 со ступенями 7 на
передней поверхности рез-
ца, шарнирно установлен-
ных на осях 9, шпонки 77, прижимной оправки 18, подпружи-
ненной шайбы 6, направляющего стакана 19 с окнами 5 на бо-
ковой поверхности для размещения резцов 8 и ограничитель-
ными буртиками 4, подвижного упора кольца 12, имеющего паз
10 под шпонку 77, расположенную в патроне 14, и паз 16 для
вывода стружки, образующейся при снятии втулки 77.
Механизм захвата вводят внутрь втулки 17 до ограничитель-
ного буртика 4 и действуют приводом 1 на силовой винт 3, ко-
торый увлекает за собой патрон 14, а закрепленные на нем по-
движные резцы 8 со ступенями 7 начинают врезаться в тело
втулки 77 и раскрываются до момента стыковки упорного коль-
ца 72 с упором 75 патрона 14. Образующаяся при этом стружка
упирается в ступени 7 резцов 8 и препятствует продольному
прорезанию выпрессовываемой втулки 77, в результате чего
втулка 77 извлекается из посадочного отверстия. Для освобож-
дения извлеченной втулки 7 7 ее поворачивают в сторону от рез-
цов 8 и продвигают вперед до полного снятия с механизма за-
хвата. При этом наслоения стружки, образовавшиеся в местах
врезания резцов 8, проходят через специальные пазы 16 упорно-
го кольца 72.
280
5.2.2. Съемники для демонтажа рабочих колес
Применение съемников для демонтажа рабочих колес центро-
бежных насосов съемников позволяет интенсифицировать ре-
монт нефтехимического оборудования. Ниже описаны съемни-
ки, предназначенные для выпрессовки рабочих колес, поса-
женных на вал с натягом.
На Уфимском заводе синтетического спирта для выпрессовки
рабочих колес центробежных насосов консольного типа исполь-
зуют винтовой съемник, показанный на рис. 5.3,а. Фиксация
положения захватов 4, имеющих криволинейную форму, обес-
печивается заклиниванием распорного кольца 6.
При ремонте важно сохранить посадочные поверхности таких
ответственных деталей, как колесо и вал. Выпрессовку и
запрессовку их выполняют термическим методом с одно-
временным использованием силового устройства, показанного
на рис. 5.3,6 Оно содержит корпус 14 с выполненным в
нем центральным каналом 5. На корпусе смонтированы нагре-
вательная камера с электронамоткой 7 и кожухом 6, а также
рабочий орг^н в виде полой тяги 2 с гайкой 3, на которой за-
креплен упор 4. Патрубок 75 для подвода охлаждающей среды
размещен в центральном канале корпуса и в полой тяге. При
этом патрубок изолирован посредством изоляторов в виде теп-
лоизоляционной втулки 13 и уплотнительных прокладок 1, чем
устраняется перетекание тепла от патрубка к корпусу. Тепло-
изоляционные втулки 13 выполнены сменными и крепятся к
корпусу 14 при запрессовке или к тяге 2 при распрессовке. Вал
10 (собираемая деталь) имеет резьбовой хвостовик 12, а охваты-
ваемая деталь 9 (колесо) - резьбовое гнездо 11. Для регулирова-
ния и контроля термического режима служат температурные
датчики 8.
При запрессовке деталь 9 устанавливают в корпус 14 таким
образом, чтобы корпус нагревательной камеры был прикреплен
непосредственно к охватываемой детали. Этим обеспечивается
нагрев детали за счет теплопроводности материала [84].
Вал 10 разьбовым хвостовиком соединяют с тягой 2. Затем
включают нагревательную камеру, а по патрубку подают охлаж-
дающую среду (жидкий азот).
По мере нагрева детали 9 и охлаждения детали 10 размеры их
меняются и обеспечивается соединение без значительных уси-
лий, что гарантирует целостность деталей. При распрессовке
деталь 9 крепят к корпусу резьбовым гнездом 11. Нагрев и
охлаждение деталей проводят аналогично. Деталь 10 выталки-
вают из соединения вращением гайки 3 и перемещением тяги 2
поступательно.
281
г ИС. Э.З. Съемники для выпрессовки рабочих колес (а -ж - варианты):
а: 1 - вороток; 2 - винт; 3 - гайка-барашек; 4 - захват; 5 - рабочее колесо; 6 - распор-
ное кольцо
6: 1 - прокладка; 2 - полая тяга; 3 - гайка; 4 - упор; 5 - канал; 6 - кожух; 7 - нагрева-
тельная камера; 8- температурный датчик; 9- охватываемая деталь; 10- вал; 11 - резьбовое
гнездо; 12 - резьбовой хвостовик; 13 - теплоизоляционная трубка; 14 - корпус; 15 - патру-
бок
На рис. 5.3,в изображен съемник для выпрессовки крыльча-
ток (рабочих колес) водяных насосов. Он состоит из корпуса 5
со сквозным резьбовым отверстием 4, установленного в нем
резьбового штока 3, размещенного на корпусе 5 съемного захва-
та 15 с лапками 13 и 14, воротка 1. Корпус 5 выполнен с цилин-
дрическим выступом 9, на котором с возможностью вращения
282
. Съемники для выпрессовки рабочих колес (а -ж - варианты):
в: 1 - вороток; 2, 12 - резьбовые уступы; 3 - резьбовой шток; 4 - резьбовое отверстие;
5- корпус; 6- радиальное отверстие; 7 - крыльчатка; 8, 11 - отверстия; 9 - цилиндрический
выступ; 10 - большая ступень; 13, 14 - лапки; 15 - съемный захват
установлен захват 75 с радиальным отверстием 6 для воротка 7.
Резьбовое отверстие 4 корпуса 5 выполнено двухступенчатым, в
меньшей ступени которого расположен резьбовой шток 3,
большая ступень 10 предназначена для взаимодействия с резь-
бой на крыльчатке 7 водяного насоса. Резьбовой шток 3 выпол-
нен с резьбовым уступом 2, диаметр которого соответствует
диаметру болта крепления крыльчатки 7. На корпусе 5 сделан
цилиндрический резьбовой уступ 72, являющийсй продолжени-
ем цилиндрического выступа 9 и предназначенный для установ-
ки в резьбовой участок крыльчатки 7. На концах резьбового
штока 3 выполнены отверстия 77 и 5 для установки воротка 7.
Для снятия крыльчаток 7, имеющих внутреннюю резьбу,
корпус 5 с резьбовым уступом 72 вворачивают до упора в
крыльчатку 7. Затем, вворачивая шток 3 воротком 7, спрессовы-
вают крыльчатку с валика водяного насоса. Для установки
крыльчатки на валик корпус 5 съемника разворачивают на 180°.
На резьбовой уступ 2 штока 3 устанавливают крыльчатку 7,
вставляют вороток 7 в отверстие 77 и вворачивают шток 3 в ва-
лик водяного насоса. Затем переставляют вороток 7 в отверстие
6 корпуса 5 и, вращая корпус 5, напрессовывают крыльчатку 7
на валцк водяного насоса. После установки крыльчатки 7 резь-
бовой шток 3 вывинчивают из валика воротком 7, вставлен-
ным в отверстие 77.
Съемник универсален, при его использовании исключаются
поломки крыльчаток и других деталей водяного насоса. Наличие
на резьбовом штоке двух отверстий для воротка повышет произ-
водительность съемника и обеспечивает удобство работы едим
[85].
283
РИС. 5.3. Съемники для выпрессовки рабочих колес (а -ж - варианты):
г: 1 - резьба; 2 - верхняя часть винтового штока; 3 - радиальное отверстие; 4 - корпус;
5 - цилиндрический уступ; 6 - винтовой шток; 7 - вороток; 8 - съемный захват; 9 - лапка
Аналогичную роль выполняет съемник, показанный на рис.
5.3,г. Он содержит корпус 4 со сквозным резьбовым и с цилин-
дрическим уступом 5 с радиальным отверстием 3, съемный за-
хват 8 с лапками 9, винтовой шток 6 с отверстием в верхней
части 2 с резьбой 1, соответствующей диаметру болта крыльчат-
ки и воротка 7.
Корпус 4 резьбовой частью навернут на резьбовой участок
крыльчатки водяного насоса до упора. Винтовой шток 6 ввора-
чивают воротком 7 и спрессовывают крыльчатку с валика водя-
ного насоса (вариант, где съемный захват 8 с лапками 9 не ис-
пользуют). Для установки крыльчатки на вал винтовой шток 6 с
резьбой 1 заворачивают в резьбовое отверстие' вала водяного
насоса, надевают на винтовой шток 6 крыльчатку, вращают
корпус 4 воротком 7 и напрессовывают крыльчатку на вал водя-
ного насоса. После установки крыльчатки винтовой шток вы-
винчивают из вала и закрепляют болтом крепления крыльчатки
[86].
Гидравлический съемник для разборки ротора центробежного
насоса приведен на рис. 5.3,<7. Он содержит траверсу 7 в виде
трубы, в стенках которой выполнены сквозные пазы 4. На тра-
версе 7 шарнирно закреплены три захвата 6, гидроцилиндр 3,
свободно перемещающийся во внутренней полости траверсы 7.
Гидроцилиндр 3 фиксируют в траверсе 7 скобой 2. Жидкость в
полость прямого хода гидроцилиндра подводят через штуцер 8,
в полость обратного хода - через штуцер 1. Гидроцилиндр 3
состоит из корпуса 10, в котором перемещается поршень 11 со
штоком 5. В штоке 5 выполнена цилиндрическая полость, гер-
метично соединенная со штуцером 1 резиновым кольцом 12. В
штоке выполнены отверстия 9, расположенные в непосред-
ственной близости от поверхности поршня 77 и соединяющие
284
РИС. 5.3. Съемники для выпрессовки рабочих колес (а -ж - варианты):
д: 1,8- штуцера; 2 - скоба; 3 - гидроцилиндр; 4 - сквозные пазы; 5 - шток; 6 - захват;
7 - траверса; 9 - отверстие; 10 - корпус; // - поршень; 12 - резиновое кольцо
внутреннюю полость штока с полостью обратного хода гидро-
цилиндра. При подаче рабочей жидкости через штуцер 8 пор-
шень 11 совершает рабочий ход, а при подаче через штуцер 1
она попадает в полость штока 5 и через отверстия 9 - в гидро-,
цилиндр, совершая обратный ход штока. Шарниры захватов
имеют фрикционные пары, предотвращающие самопроизволь-
ное перемещение захватов 6, т. е. поддерживать их при работе
не надо. Соосность демонтируемого вала и штока 5 гидроци-
линдра 3 обеспечивается тем, что разница между диаметрами
траверсы 7 и вала невелика и конический выступ на конце што-
ка 5 гидроцилиндра 3 входит в коническое отверстие в торце
демонтируемого вала [87].
Для снятия детали с вала траверсу 7 устанавливают на разби-
раемый вал, при этом захваты 6 фиксируют снимаемую деталь.
Затем гидроцилиндр 3 устанавливают таким образом, что шток 5
упирается в торец вала. В паз 4 траверсы 7, расположенный в
непосредственной близости от гидроцилиндра 3, вставляют ско-
бу 2 и в штуцер 8 подают рабочую жидкость. Гидроцилиндр 3
начинает двигаться до упора своим дном в скобу 2, после чего
он начинает перемещаться вместе со скобой 2 и траверсой 7 -
происходит снятие детали с вала. Если рабочего хода гидроци-
линдра 3 не хватает для снятия детали, то подают рабочую жид-
кость в штуцер 1, и происходит обратный ход штока 5. Затем
гидроцилиндр 3 перемещают до упора в торец вала, скобу 2 пе-
реставляют в близлежащий к цилиндру 3 паз и операцию по-
285
1
РИС. 5.3. Съемники для выпрессовки рабочих колес (а -ж - варианты):
е: 1 - рабочее колесо; 2 - вал; 3, 5, 16 - радиальные каналы; 4 - штуцер; 6 - плунжер;
7- упругий элемент; 8- силовой поршень; 9- технологическая заглушка; 10- упор; 11 -
кольцевая проточка; 12- уступ; 13 - осевой канал; 14- гидравлическая полость; 15- торец
вторяют в указанной последовательности до полного снятия
детали.
Съемник позволяет снимать детали, расположенные на раз-
личном расстоянии от торца вала, при переналадке не требуется
замена деталей, траверсу надевают на конец вала, и удерживать
ее вручную нет необходимости.
При демонтаже крупных рабочих колес целесообразно ис-
пользовать съемник, показанный на рис. 5.3,е. Он содержит
силовой поршень 8, установленный между торцом 75 вала 2 и
рабочим колесом 1 с образованием гидравлической полости 14.
Посредством осевого и радиального каналов 5 и 5 в вале 2 она
сообщается со штуцером 4 для подключения источника (насоса)
высокого давления. Поршень 8 выполнен с радиальными кана-
лами 16 и снабжен выдвижными упорами 10 и шарнирно соеди-
ненными с ними плунжерами 6, расположенными в радиальных
каналах 16 поршня 8. Упоры 10 снабжены кольцевым упругим
элементом 7, охватывающим их на периферии. В поршне 8 сде-
ланы осевые каналы 13, через которые радиальные каналы 16
сообщаются с гидравлической полостью 14. В рабочем колесе 1
выполнена кольцевая проточка 11 под упоры 10. На рабочем
колесе есть закрепленная сваркой технологическая заглушка 9,
диаметр которой для обеспечения возможности монтажа порш-
ня 8 превышает его диаметр. Поршень имеет уступ 12, ограни-
чивающий перемещение упоров [88].
При демонтаже рабочего колеса 1 насоса рабочую жидкость
из источника высокого давления (насоса) подают через штуцер
4, каналы 5, 5 и 16 на плунжеры 6, которые перемещают вы-
движные упоры 10 в рабочее положение в кольцевую проточку
11 в колесе 1. Ход упоров 10 ограничивается уступом 12 на
поршне 8. Плунжеры 6 открывают осевые каналы 13 в поршне
8, и рабочая жидкость поступает в гидравлическую полость 14
286
РИС. 5.3. Съемники для вы-
прессовки рабочих колес (а -ж -
варианты):
ж: 1 - рабочее колесо; 2 - силовой
поршень; 3 - торец вала; 4 - вал; 5 -
осевой канал; 6 - гидравлический источ-
ник; 7- штуцер; 8- радиальный канал; 9
- гидравлическая полость; 10- резьба; II
- шток; 12 - кольцевая проточка; 13 -
фиксирующие шарики; 14 - шариковый
фиксатор; 15 - корпус; 16 - отверстие; 17
- нижняя крышка; 18 - ударник; 19 -
пружина; 20 - верхняя крышка, 21 - ось;
22 - упорный фланец; 23 - упорный
подшипник; 24 - упорная гайка; 25, 27 -
обоймы; 26 - крючок
между поршнем 8 и торцом 15 вала 2. Под действием давления
поршень 8 перемещается в осевом направлении, входит в кон-
такт с рабочим колесом 1 и снимает его с вала 2. Для возвраще-
ния выдвижных упоров 10 в исходное положение сбрасывают
давление из гидравлической полости 14, при этом выдвижные
упоры 10 под действием упругого элемента 7 возвращаются в
исходное положение. Так как поршень 8 при снятии рабочего
колеса 1 не упирается в заглушку 9, то ее выдавливание или
разрушение при больших усилиях, необходимых для снятия
колес крупных насосов, исключено.
Для выпрессовки рабочих колес с вала центробежного насоса
используют также съемник, в котором гидравлический источник
высокого давления выполнен в виде съемного цилиндрического
корпуса. Съемник, показанный на рис. 5.3,ж, содержит силовой
поршень 2, установленный между торцом 3 вала 4 и рабочим
колесом 1 с образованием гидравлической полости 9. Посред-
ством осевого и радиального каналов 5 и 8 в валу 4 она сооб-
щается со штуцером 7 для подключения гидравлического источ-
ника 6 высокого давления. Он установлен на штуцере 7 и вы-
287
полнен в виде съемного полого цилиндрического корпуса 15 с
отверстием 16 и с верхней и нижней крышками 20 и 17. В кор-
пусе размещен ударник 18 со штоком 11, проходящим через
верхнюю крышку 20. На штоке выполнены резьба 10, на кото-
рую навинчена упорная гайка 24, и кольцевая проточка 12, где
размещен шариковый фиксатор 14, состоящий из двух обойм 27
и 25, стянутых крючком 26. Ударник 18 подпружинен посред-
ством пружины 19, гайка 24 упирается в упорный фланец 22
через упорный подшипник 23. Обоймы 27 и 25 шарикового
фиксатора 14 закреплены на оси 21, а в обоймах 27 и 25 распо-
ложены фиксирующие шарики 13.
Гидравлический источник 6 устанавливают на штуцере 7.
Винтовой парой, состоящей из резьбы 10 и упорной гайки 24,
пружину 19 сжимают до тех пор, пока шарики 13 фиксатора 14
не попадут в кольцевую проточку 12. После этого обоймы 27 и
25 фиксатора 14 стягивают крючком 26. Затем снимают гайку 24
с резьбы 10 и освобождают шток 11. Через отверстие 16 рабочую
жидкость заливают в корпус 15 до некоторого уровня, при этом
заполняются осевой и радиальный каналы 5, 8 и гидравлическая
полость 9. После этого снимают крючок 26.
Под действием пружины 19 обоймы 27 и 25 раздвигаются,
шарики 13 выходят из кольцевой проточки 12, шток 11 осво-
бождается и ударник 18 бьет по свободной поверхности жид-
кости в корпусе 75. Создается гидравлический удар, во время
которого воздух из корпуса 75 выходит через отверстие 16. Гид-
равлический удар зависит от силы затягивания пружины 19 и ее
размеров и определяется усилием напрессовки колеса 7 и раз-
мерами гидравлической полости 9. Ударная волна действует на
силовой поршень 2, создавая усилие, необходимое для снятия
колеса 7. При необходимости операцию повторяют. При такой
конструкции гидравлического источника 6 сокращается про-
должительность демонтажа, съемник более удобен в эксплуата-
ции и уменьшаются его габаритные размеры, поскольку не тре-
буются громоздкие и дорогостоящие высоконапорные насосы
[89].
5.2.3. Универсальные съемники
Универсальные съемники предназначены для демонтажа дета-
лей, различающихся по массе, габаритным размерам и конфигу-
рации. Их рационально использовать в ремонтных мастерских
цеха, производства, при выполнении единичных операций.
При массовом производстве, когда есть много однотипных дета-
лей, целесообразно применять специальные съемники, более
технологичные и эффективные. Универсальное назначение
съемника усложняет его конструкцию, делает его громоздким.
288
Рис. 5.4. Универсальные съемники (а - л - варианты):
а:1 - рукоятка; 2 - винт; 3 - гайка-барашек; 4 - основная траверса; 5 - корпус; 6 - до-
палнительная траверса; 7 - захват; 8 - звено
6: 1 - захваты; 2 - корпус; 3 - ограничительная втулка; 4 - винт
В универсальном съемнике, представленном на рис. 5.4,а,
корпус 5 имеет снаружи две резьбы - левую и правую соответ-
ственно для двух траверс: основной верхней 4 и дополнительной
нижней 6. Захват 7, шарнирно соединенный с верхней травер-
сой, соединен также с нижней шарнирным звеном 8. Таким
образом, система из трех шарниров фиксирует положение захва-
та. Вращением траверс 4 и 6 изменяют расстояние между ними
и между захватами. Положение траверс фиксируют гайкой-
барашком 3. Для увеличения диапазона размеров снимаемых
деталей звенья 8 предусматриваются съемными различной дли-
ны. Наконечники захватов снабжены двухсторонними буртами,
что обеспечивает выпрессовку деталей с вала и из отверстия.
В съемнике, изображенном на рис. 5.4,6, захваты 1 выполне-
ны изогнутыми и шарнирно соединены с корпусом 2. Корпус
имеет внутреннюю резьбу для силового винта 4 и наружную
для ограничительной втулки 3. Положение захватов фиксируют
вращением втулки 3.
Определенные трудности возникают при выпрессовке дета-
лей с гладкой цилиндрической поверхностью без специальных
мест захвата. Для этого случая предложен универсальный съем-
ник, представленный на рис. 5.4,в. Съемник состоит из корпуса
15, ходового винта 2 с башмаком 12, рычагов 10, соединенных
шарнирно с нижним бандажом 14 (траверсой) и верхним банда-
289
й-й
Рис. 5.4. Универсальные съемники (а - л - варианты):
в: 1,7- рукоятки; 2 - ходовой винт; 3, 13 - валики; 4 - серьга; 5 - верхний бандаж; 6 -
подшипник; 8 - фиксатор; 9 - гайка; 10 - рычаг; 11 - захваты; 12 - башмак; 14 - бандаж;
75 - корпус; 16 - предохранительное кольцо; 17- стопорный винт
г: 1 - захваты; 2 - сьемный упор; 3 - ось; 4 - вал; 5 - шток; 6 - силовой винт; 7 -
основание; 8 - упорный подшипник; 9 - тяга; 10 - подвижная траверса; 11 - полумуфта;
12 - гайка
жом 5, гайки 9 с рукояткой 7 и храповым механизмом. В верх-
ней части корпуса свободно установлен верхний бандаж, огра-
ниченный предохранительным кольцом 16 и подшипником 6,
который опирается на гайку 9. Нижний бандаж соединен с кор-
пусом шпоночным соединением, обеспечивающим его осевое
перемещение. В ступице нижнего бандажа установлен стопор-
ный винт 17. Рычаги 10, снабженные захватами 11, соединены
шарнирно валиками 13 с нижним бандажом и серьгой 4 - с
верхним. Рукоятка 7 имеет внутреннюю проточку, в которой
установлен фиксатор 8, входящий в зацепление со шлицами,
290
нарезанными на наружной поверхности гайки [90]. В продоль-
ное отверстие корпуса 75 входит ходовой винт 2 с трапецеи-
дальной резьбой. Соответствующая резьба нарезана и в верхней
части отверстия корпуса.
Съемник предварительно настраивают на заданный диаметр
снимаемой детали перестановкой валиков 13 и 3 в соответ-
ствующие отверстия нижнего бандажа 14 и серег 4. Нижний и
верхний бандажи поступательно перемещают, снимаемую деталь
обхватывают захватами 77 и зажимают стопорный винт 77. За-
тем вращением винта 2 башмак 12 подводят до упора в торец
вала и освобождают стопорный винт 77. При дальнейшем вра-
щении винта 2 рукояткой 7 снимаемая деталь в результате пе-
ремещения корпуса вверх, вращения серег 4 относительно вали-
ков 3 и рычагов 10 относительно валиков 13 автоматически за-
жимается и снимается. Усилие зажима длится лишь до момента
сдвига снимаемой детали с места. Ее освобождают поворотом
фиксатора 8 на 180° и вращением гайки 9 через храповой меха-
низм рукояткой 7. Винтовая пара при этом рассчитана на по-
вышенное усилие, так как захваты создают дополнительный
натяг в соединении деталь - вал.
Универсальный съемник позволяет регулировать радиальное
усилие захватов на демонтируемые детали разных типоразмеров
и положение захватов относительно друг друга. Захваты 7, пока-
занные на рис. 5.4,г, шарнирно соединены осями 3 с концами
тяг 9 и гайкой 12, которые входит вал 4. На захваты установле-
ны съемные упоры 2, обеспечивающие их параллельность отно-
сительно друг друга или заданный наклон в зависимости от
формы охватываемой детали.
Вторые концы тяг шарнирно соединены с основанием 7, со-
держащим траверсу с гайкой, через которую проходит винт 6
[91]. Силовой винт упорным подшипником 8 подсоединен к
штоку 5. Через его продольную прорезь проходит вал 4. Оба
конца осей 3 проходят через тело подвижной траверсы 10 и мо-
гут перемещаться в ее продольных прорезях. Захваты разводят
на заданный размер перемещением гаек 12 по валу 4 при его
вращении. При обратном вращении вала 4 захваты обжимают
демонтируемую деталь. Упоры 2, опираясь на подвижную тра-
версу 10, фиксируют захват и гарантируют надежность зажима
детали.
Более универсальный съемник представлен на рис. 5.4,д.
Фиксатор положения захватов выполнен в виде конуса 3, на-
винчиваемого в корпусе съемника. Изменяя положение конуса
и захватов 4, можно использовать съемник для выпрессовки
деталей с вала и из отверстия.
291
Рис. 5.4. Универсальные съемники (а - л - варианты):
д 1 - рукоятка; 2 - винт; 3 - конус; 4 - захват
е: 1 - головка силового винта; 2 - осевое отверстие; 3 - фланец; 4 - ступица; 5 - блок;
6 - опора; 7 - рычаг; 8 - опорный подшипник; 9 - гайка; 10 - гибкая тяга; 11 - захват; 12 -
демонтируемая деталь; 13 - торец вала; 14 - винт; 15, 24 - пазы; 16, 22 - фиксаторы; 17 -
шайба; 18- втулка; 19- ролик; 20- осевые отверстия; 21 - траверса; 23 - кронштейн, 25 -
приводной элемент
Съемник, показанный на рис. 5.4,е, позволяет демонтировать
детали типа "вал" любой длины. Он содержит траверсу 21, снаб-
женную ступицей 4 с фланцем 3. На ступице 4 установлен вра-
щающийся блок 5, на котором закреплены гибкие тяги 10, изго-
товленные, например, из троса. Свободные их концы заканчи-
ваются захватами 11. В блоке 5 сделано квадратное отверстие,
где размещен фиксатор 22. Нижняя часть фиксатора 22 имеет
квадратное сечение, верхняя - цилиндрическая и входит в одно
из осевых отверстий 2 на фланце 3. На фиксаторе 22 жестко
закреплен кронштейн 23. В траверсе 21 есть отверстие, в кото-
ром размещен силовой винт 14 с головкой 1, имеющий квадрат-
ное сечение. Винт 14 снабжен перемещаемым вдоль оси его
приводным элементом 25, сделанным в виде стакана. На его
торце есть пазы 24. Траверса 21 опирается на опорный элемент,
изготовленный в виде опор 6 и шайбы 17. На опорах 6 шарнир-
но закреплены неравноплечие рычаги. Длинные плечи рычагов
292
7 размещены в радиальных пазах втулки 18 с резьбой, наверну-
той на винт 14. Их короткие плечи снабжены роликами 19, со-
прикасающимися с тягами 10. На винт 14 навернута также до-
полнительная гайка 9, снабженная фиксаторами 16, конец кото-
рого входит в продольный паз 15 на винте 14 и обеспечивает
совместное вращение гайки 9 с винтом 14. Между шайбой 7 7 и
гайкой 9 коаксиально винту 14 установлен опорный подшипник
8. В траверсе выполнены осевые отверстия 20 для размещения
гибких тяг [92].
Захваты 11 закрепляют на снимаемой детали 12, а приводной
элемент 25 подают вдоль винта 14. При дальнейшем движении
верхняя стенка паза 24 воздействует на кронштейн 23 и выводит
фиксатор 22 из отверстия 2. Затем вращают приводной элемент
25, движение которого через кронштейн 23 и фиксатор 22 пере-
дается блоку 5, вследствие чего выбирается слабина гибких тяг
10. Винт 14 в этот момент упирается в торец 13 вала и остается
неподвижным. После этого приводной элемент 25 возвращают в
исходное положение и начинают вращать винт 14. Вместе с ним
вращается гайка 9, а втулка 18 поднимается, поскольку ее вра-
щению препятствуют рычаги 7. При подъеме втулки 18 рычаги 7
поворачиваются на осях и роликами 19 воздействуют на гибкие
тяги 10. В результате блок 5 поворачивается на некоторый угол
до тех пор, пока фиксатор 22 автоматически не войдет в одно из
отверстий 2.
Дальнейшее перемещение втулки 18 к траверсе 21 обеспечи-
вает приложение поперечного усилия на тяги 10 роликами 19,
которое обусловлено соотношением размеров плеч рычагов 7.
Опускание траверсы 21 в этот момент исключено, поскольку
она через опоры 6, шайбу 17 и подшипник Попирается на гайку
9. На этой стадии из-за приложения поперечного усилия на
тяги 10 деталь 12 снимается с вала с повышенным тяговым уси-
лием. После того как втулка 18 упрется в траверсу 21, тяговое
усилие снижается до нормального уровня, но съем детали про-
исходит с большей скоростью.
Если длины винта 14 не хватает для разборки соединения, то
его вращают в обратную сторону и затем выбирают слабину
гибких тяг 10, как описано выше. Затем вновь вращают винт 14
в нужном направлении и повторяют операцию. При необходи-
мости изменить осевое расположение винта 14 фиксатор 16 вы-
водят из зацепления с пазом 15, придерживают гайку 9 и вра-
щают винт 14 в ту или иную сторону. После этого освобождают
фиксатор 16, который при повороте винта 14 снова вступает в
зацепление с пазом 15 и фиксирует гайку 9 относительно вин-
та 14.
293
/
Рис. 5.4. Универсальные съемники (а - л - варианты):
ж: 1 - базовый узел; 2 - цилиндрическая резьба; 3 - стержень; 4 - базовая деталь; 5 -
съемный хвостовик; 6 - шарик; 7 - внутренняя резьба винта; 8 - резьбовое место винта, 9,
15- отверстия; 10- гайка-барашек; 11, 20- рукоятки, 12- хвостовик; 13 - контргайка, 14 -
паз; 16 - траверса; 17 - упор; 18 - упругое кольцо; 19 - проточка; 21 - хвостовик; 22 - опор-
ная цилиндрическая поверхность; 23 - центральное цилиндрическое отверстие; 24 - винт;
25 - гайка; 26 - захват; 27 - демонтируемые элементы; 28 - элемент; 29 - опорный шарик;
30 - наружная резьба винта
Эффективно применение для монтажно-демонтажных работ
съемника, представленного на рис. 5.4,ж. Он содержит винт 24,
траверсу 16, стержни 3 и детали крепления. Винт выполнен со
ступенчатыми, разного диаметра наружной 30 и внутренней 7
резьбами, опорной цилиндрической поверхностью 22 и проточ-
кой 19 под упругое кольцо 18, а также с упором 17 и захватно-
вращательной рукояткой 20, имеющей хвостовик 21 под ключ.
Траверса 16 изготовлена с симметрично расположенными от-
верстиями 9, 15 и центральным цилиндрйческим отверстием 23,
а также с пазами 14. Стержни 3 выполнены с цилиндрической
294
Рис. 5.4. Универсальные съемники (а - л
- варианты):
з: 1 - винт; 2 - рукоятка; 3 - меньший цилиндр;
4 - больший цилиндр; 5 - траверса; 6 - гайка; 7 -
шток; 8 - Силовой винт; 9 - корпус
резьбой 2, рукояткой 11 и хвостови-
ком 12 под ключ, однотипным по
размеру с хвостовиком 21, и снаб-
жены гайками-барашками 10 с
контргайками 13, а также опорным
шариком 29.
На рисунке показан рабочий мо-
мент применения съемника при
монтаже (заталкивании) и демонта-
же (съеме) кольца 18 вращением
рукоятки 20 винта 24 рукой или
ключом за хвостовик 21. При необ-
ходимости увеличения длины затал-
кивания либо съема детали вращают
гайки-барашки 10. На рисунке
изображен также рабочий момент
монтажа элемента 28 вращением
винта 24 или стержня 3, либо и того
и другого. Фиксированный вылет последних относительно тра-
версы 16 может быть различным соответственно монтируемой
или демонтируемой детали.
На рисунке показано использование съемника при от-
сутствии на базовых деталях 4 разбираемых узлов захватных под
винт 24 резьбовых мест 8. В этом случае винт целесообразно
оснащать сменным хвостовиком 5 с шариком 6. При отсутствии
резьбовых захватных отверстий под стержни 3 в демонтируемых
элементах 27 может быть применен захват 26 в виде планки или
пластины, закрепляемый на концах стержней 3 гайками 25.
Монтажные операции возможны даже в случае отсутствия за-
хватных резьбовых мест под винт 24 при дополнительном креп-
лении, например шпилькой, траверсы 16 съемника с базовым
узлом 1 через ее пазы 14 или отверстия 9, 15.
Внедрение описанного съемника позволяет повысить произ-
водительность выполнения монтажных и демонтажных опера-
ций при сохранении качества монтируемых и демонтируемых
элементов [93].
Универсальные съемники могут иметь два или несколько си-
ловых органов. Примером может служить гидромеханический
съемник [94], представленный на рис. 5.4,з. Он состоит из сило-
вого винта 8, ввернутого в гайку 6, установленную в траверсе 5,
295
Рис. 5.4. Универсальные съемники
(а - л - варианты):
и. 1 - шкала; 2 - захваты; 3 - головка; 4, 8
- конические лыски зацепов; 5 - коническая
проточка; 6 - отверстие; 7 - траверса; 9 -
вороток; 10 - резьбовое отверстие; 11 - сило-
вой винт
и штока 7 с поршнем на верхнем
конце. Силовой винт укреплен
на корпусе 9, внутри которого
есть два заполненных рабочей
жидкостью цилиндра: меньший
3 и больший 4. Винт 1, несущий
на своем нижнем конце поршень, вывертывают вверх до отказа,
а затем рукояткой 2 ввертывают силовой винт 8 до упора в то-
рец вала, с которого опрессовывают деталь. Если усилия сило-
вого винта недостаточно, ввинчивают винт 1 и создают в ци-
линдрах давление жидкости, которая давит на поршень штока, а
шток в свою очередь передает давление на деталь. Когда деталь
сдвинется с места, для ее спрессовки можно использовать обыч-
ный винтовой съемник.
Гидромеханические съемники целесообразно применять в
случаях, когда для начального момента выпрессовки требуется
большое усилие. -
Съемник, показанный на рис. 5.4,и, позволяет после неболь-
шой его переналадки демонтировать детали типа вал -втулка.
Он содержит траверсу 7 с резьбовым отверстием 10 и тремя от-
верстиями 6, выполненными под углом к оси силового винта 11.
Винт 11 имеет две головки 3 под ключ с опорами. На головки 3
может надеваться вороток 9. Захваты 2 снабжены шкалами 1
диаметров. На их концах сделаны зацепы в виде конических
проточек 5 и конических лысок 4 и 8.
При съеме детали с вала захваты 2 по шкалам 1 диаметров
настраивают на нужный диаметр конусными лысками 4 внутрь,
а силовой винт 11 - на требующийся осевой размер, и устана-
вливают съемник на вал. После этого поворачивают захваты на
180° относительно их продольных осей и вращением винта 11
воротком 9 снимают детали [95]. Для выпрессовки детали из
корпуса настраивают противоположные торцы винта 11 и захва-
тов 2 установкой конусных лысок 8 наружу.
Аналогичное назначение имеют съемники, показанные на
рис. 5.4,й и 5.4,к. Съемники содержат траверсу 2, располо-
женные на ней захваты 1, свободно перемещающиеся возврат-
но-поступательно, и силовой винт 3. В траверсе 2 под углом к
оси силового винта 3 выполнены сквозные пазы 4. Для снятия
296
Рис. 5.4. Универсальные съемники
(а - л - варианты):
й, к: 1 - захваты; 2 - траверса; 3 - сило-
вой винт; 4 - сквозной паз; 5 - демонтируе-
мая деталь
л: 1 - седло клапана; 2 - тарелка клапа-
на; 3, 8 - болты; 4 - гайка; 5 - шплинт; 6 -
шпилька; 7- захваты; 9 - гайка; 10- колпа-
чок съемника; 11 - шайба; 12 - рабочая
гайка; 13 - цилиндр; 14 - крышка цилиндра
детали 5 захваты 1 устанавливают так, чтобы они охватили де-
таль 5. При вращении силового винта 3 траверса 2 начинает
перемещаться вдоль винта 3, зажимает деталь 5 захватами 1 и
одновременно стягивает ее.
Такие съемники позволяют сократить затраты времени на их
подготовку к работе и в среднем в 2 раза повысить производи-
тельность труда. Они отличаются небольшой массой, низкой
стоимостью изготовления, высокой ремонтоспособностью и
надежностью в работе [96].
Разновидностью комбинированного съемника является
устройство для демонтажа деталей, представленное на рис. 5.4,л.
В этом устройстве сочетается принцип действия гидромеха-
нического и ударного съемников [97].
5.3. ГИДРАВЛИЧЕСКИЕ СЪЕМНИКИ
Гидравлические съемники создают большое усилие выпрессов-
ки, удобны в работе, поэтому, как и винтовые, широко распро-
странены [94]. Основной рабочий орган этих съемников, соз-
дающий усилие выпрессовки, - силовой цилиндр. В него под
давлением подают рабочую жидкость.
297
5.3.1. Ручные съемники
Ручные съемники отличаются небольшой металлоемкостью и
достаточной маневренностью. Гидравлическим приводом в та-
ких съемниках, как правило, служит ручной насос. Съемник,
показанный на рис. 5.5,а, содержит корпус 5, расположенный в
его отверстии шток 6 гидроцилиндра 3, пружину 7, захватные
лапы 9, соединенные с корпусом шарнирами 8, вогнутый диск 2
с канавкой в форме спирали Архимеда, в которую входят концы
лап. Диск имеет ручки 1 привода и может быть выполнен со
спиральным выступом. В этом случае в направляющих поверх-
ностях концов лап сделан паз. На корпусе гидроцилиндра 3
укреплена рукоятка 4 насоса. Лапа 9 представляет собой двупле-
чий рычаг.
Съемник берут в руки так, чтобы рукоятка 4 насоса находи-
лась в удобном для работы положении, подносят к снимаемой
детали и одной или двумя лапами 9 располагают на ней. Сни-
маемую деталь захватывают лапами 9 при вращении вогнутого
диска 2, рукояткой 4 вправо или влево (в зависимости от спосо-
ба захвата детали - снаружи или изнутри). При этом концы лап
9, двигаясь по винтовой канавке вогнутого диска 2, сводят или
разводят лапы 9 на необходимую величину, которые захваты-
вают деталь и зажимают ее. Рукояткой 4 приводят в действие
ручной насос, подающий масло в гидроцилиндр 3, шток 6 вы-
двигается и выпрессовывает деталь. Пружина 7 служит для воз-
врата штока 6 в исходное положение.
После съема деталь освобождают и извлекают из лап 9 вра-
щением диска 2 в обратном направлении. Например, если сни-
мают шкив, диск 2 поворачивают вправо, лапы 9, поворачива-
ясь вокруг шарнира 8, охватывают шкив за обод. При этом
съемник прочно зажимает деталь благодаря надежной фиксации
концов лап 9 в спиральной канавке. Рукояткой 4 приводят в
действие ручной насос, шток 6 гидроцилиндра 3 двигается и
доходит до вала, на котором установлен шкив, упирается в него,
снимает шкив с вала. После этого пружина возвращает шток в
исходное положение. Вращением диска влево разводят лапы, и
деталь освобождается.
Описанный съемник позволяет повысить производительность
и улучшить условия труда слесаря-ремонтника. Благодаря ком-
пактности исполнения и небольшой массе его можно использо-
вать не только в мастерских, но и в полевых условиях [98].
Захваты байонетного типа повышают производительность
ручного гидравлического съемника для запрессовки - выпрес-
совки деталей типа "вал - втулка", показанного на рис. 5.5,6. Он
содержит силовой цилиндр 4, в корпусе которого установлен
298
РИС. 5.5. Ручные гидравлические съемники (а, б - варианты):
а: 1 - ручка привода; 2 - вогнутый диск; 3 - гидроцилиндр; 4 - рукоятка насоса; 5 -
корпус; 6 - шток; 7 - пружина; 8 - шарнир; 9 - лапы захвата
б: I - напрессованный валок; 2, 11 - упоры; 3 - сегментные захваты; 4 - силовой ци-
линдр; 5 - поршень; 6 - шпонка; 7 - направляющая ось; 8 - полый шток; 9 - упор; 10 -
захваты; 12 - приводной вал; 13 - промежуточная втулка; 14 - рукоятка; 15, 16 - кнопки
упор 2, выполненный в виде сегментных захватов 3 байонетного
типа, а также поршень 5 с полым штоком 8, на котором имеют-
ся дополнительные сегментные захваты 10 байонетного типа.
При этом захваты 3 на силовом цилиндре и захваты 10 на полом
штоке 8 поршня 5 сориентированы одни относительно других в
заданном положении и зафиксированы направляющей осью 7,
связанной с поршнем 5 и установленной в корпусе силового
цилиндра. Шпонка 6 удерживает поршень от проворота [99].
Съемник снабжен рукоятками 14, в которые вмонтированы
кнопки 15 и 16, предназначенные для подачи давления соответ-
ственно на крепление (напрессовку) и съем (распрессовку).
299
Напрессованный валок 1 доводят до упора в дистанционный
бурт на приводном валу 12 продвижением промежуточной втул-
ки 13 за упорами 11. При установке валка 1 упоры 77 на втулке
12 должны совпадать по угйу с упором 9 на хвостовике привод-
ного вала 12. Затем съемник устанавливают так, чтобы захваты 3
и 10 вошли в соответствующие пазы на промежуточной втулке
13 и приводном валу 12. Поворотом устройства на 90° его запи-
рают. Нажатием кнопки 15 подают давление в штоковую по-
лость. При этом полый шток 8 поршня 5 упирается своими за-
хватами 10 в упор приводного вала 12, а силовой цилиндр 4,
упираясь захватами 3 в торец промежуточной втулки 13, продви-
гает ее вперед, запрессовывая валок 7 на приводном валу 12.
После снятия давления освобождением кнопки 75 устройство
поворачивают в обратном направлении на 90° и снимают.
При распрессовке валка 1 надевают съемник, как описано
выше, и поворачивают на 90°. Нажатием кнопки 16 подают дав-
ление в поршневую полость. При этом ось 7 торцом упирается в
торец приводного вала 12, а захваты 3 с силовым цилиндром 4,
двигаясь назад, стягивают промежуточную втулку 13 и осво-
бождают валок 1.
На практике усилие распрессовки больше усилия напрессов-
ки. Для соблюдения этого требования без применения двух дав-
лений масла напрессовку производят при подаче давления в
штоковую полость, распрессовку - в поршневую полость.
5.3.2. Универсальные съемники
Универсальные гидравлические съемники имеют большие тех-
нологические возможности. Гидравлический съемник, показан-
ный на рис. 5.6,а, содержит силовой цилиндр 8 с поршнем 9 и
штоком 11, траверсу 15 с захватами 72, втулку 10, установлен-
ный на ней перпендикулярно ее оси диск 2 с канавками 7 на
одном из торцов. На свободных концах захватов 12 закреплены
штифты 3. Один конец спиральной пружины 4 на втулке 10
закреплен, другой - связан с диском 2. На втулке 10 размещен
фиксатор 6 положений диска 2, имеющего выемки 5 для фикса-
ции. Шток 11 подпружинен к втулке 10 пружиной 7.
Нажатием на фиксатор 6 вращают диск 2, который канавкой
7 перемещает в радиальном направлении штифты 3, а соответ-
ственно и захваты 12 по траверсе 75. Захваты 72 разводят на
необходимое расстояние и вращением диска 72 отпускают фик-
сатор 6, который, войдя в выемку 5 диска 2, фиксирует его в
этом положении. Далее съемник подводят к снимаемой детали
72 и нажимают на фиксатор 6, вследствие чего диск 2 под дей-
ствием спиральной пружины 4 стремится занять первоначальное
300
1
: 5.6. Универсальные гидравлические съемники (а, 6 - варианты):
а: 1 - канавка; 2 - диск; 3 - штифт, 4 - спиральная пружина; 5 - выемка; 6 - фиксатор;
- пружина; 8 - силовой цилиндр; 9 - поршень; 10 - втулка; 11 - шток; 12 - захваты; 13 -
снимаемая деталь; 14 - вал; 15 - траверса
б: ! - маховик; 2 - упорный винт; 3 - пружина; 4 - втулка; 5 - сайка; 6 - поршень; 7 -
идроцилиндр; 8 - гайка-траверса; 9 - наконечник; 10 - ось; 11, 12, 14 - рычаги; 13 - шар-
ир; 15 - траверса
чоложение, Штифты 3 перемещают к оси съемника и сводят
захваты 12 до упора в наружную поверхность детали 14. После
этого фиксатор 6 отпускают. Нажатием на гидроклапан в сило-
юй цилиндр 8 подают масло, перемещающее поршень 9 со
шоком 11 до упора в вал 14 и снимают деталь 13. После пре-
сращения подачи масла возвратная пружина 7 перемещает пор-
цень 9 со штоком 11 в исходное положение. Нажатием на фик-
:атор 6 вращают диск 2, освобождают снятую деталь 13 от захва-
гов 12 и переводят их в последующее нужное положение [100].
Универсальный гидравлический съемник, показанный на
эис. 5.6,6, содержит гидроцилиндр 7, шток с поршнем 6, упор-
ный винт 2 с наконечником 9 и маховиком 1. Сверху в гидро-
дилиндр вставлена втулка 4 с уплотнениями, закрепленная гай-
<ой 5. Снизу на гидроцилиндр навинчена гайка-траверса 8, сое-
диненная системой рычагов 14 и шарниров 13 с подвижной тра-
зерсой 15. К системе рычагов шарнирно присоединены тянущие
эычаги 12. На конце каждого из них сделаны отверстия, в одно
аз которых на оси 10 установлен двуплечий рычаг 11 с двумя
односторонними выступами-зацепами на концах. Съемник
301
снабжен пружиной 3 возврата. На рычагах 11 также выполнены
опорные площадки для контактирования с тянущими рычагами
72 [101].
Двуплечие рычаги 11 устанавливают в исходное положение.
Съемник устанавливают так, чтобы рычаги И зацепили сни-
маемую деталь. Вращением маховика 1 подводят винт 2 с нако-
нечником 9 до упора в торец вала. В полость гидроцилиндра
под давлением подают рабочую жидкость, например масло.
Гидроцилиндр вместе с гайкой-траверсой 8, траверсой 75, си-
стемой рычагов 14 и 72, захватами и захваченной деталью пере-
мещается относительно штока с поршнем 6, и деталь выпрессо-
вывается. По окончании выпрессовки давление рабочей жид-
кости снимается, шток с поршнем 6 и винтом 2 под действием
пружины 3 возвращается в исходное положение.
5.3.3. Съемники повышенной надежности
Гидравлические съемники повышенной надежности по сравне-
нию с другими гидравлическими съемниками обладают боль-
шим ресурсом. Съемник, изображенный на рис. 5.7,а, более
надежен в работе в результате улучшения герметичности штоко-
вой полости. Он содержит гидроцилиндр 3, в котором располо-
жен шток 7 с поршнем 5.
В над- и подпоршневых полостях гидроцилиндра 3 размеще-
ны торовые камеры 4 из эластичного материала и защитные
эластичные упругие шайбы 75. Шток 1 имеет рабочий наконеч-
ник 6. Концы штока 7 проходят через отверстия в крышке 2 и
гидроцилиндре 3. Торовые камеры 4 попарно соединены между
собой, а также с трубопроводами 18 и 10, соединенными с насо-
сом 13 вентилями 77 и 72, вентилями 16 и 77 - с резервуаром 14
рабочей жидкости. На корпусе гидроцилиндра 3 шарнирно за-
креплены захваты 7.
Съемник подводят к снимаемой с оси 8 детали 9 и заводят за
захваты 7. Насосом 13 при закрытых вентилях 72 и 16 и откры-
тых 17 и 77 подкачивают жидкость через трубопровод 18 в торо-
вые камеры 4, расположенные над поршнем 5, из которых жид-
кость выдавливается по трубопроводу 10 в резервуар 14. В ре-
зультате этого рабочий наконечник 6 штока 7 медленно подво-
дится вплотную к оси 8. При дальнейшем нагнетании жидкости
через трубопровод 18 в торовых камерах 4 под поршнем воз-
растает давление на поршень 5, усиливая тяговую нагрузку на
деталь 9. Рабочий наконечник 6 при этом движется в противо-
положном направлении по сравнению с направлением движе-
ния захватов/. При таком движении деталь 9 выпрессовывается
в оси 8.
302
Рис. 5.7. Съемники повышенной надежности (а - и - варианты):
а: I - шток; 2 - крышка; 3 - гидроцилиндр; 4 - торовая камера; 5 - поршень; 6 - рабо-
чий наконечник; 7 - захваты; 8 - ось; 9 - демонтируемая деталь; 10, 18 - трубопровод; 11,
12, 16, 77-вентили; 13 - насос; 14 - резервуар; /5 - упругая шайба
6: 1 - захваты; 2 - цилиндр; 3, 7 - поршни; 4 - тяга; 5 - траверса; 6 - рычажный парал-
лелограммный механизм; 8, 9 - штоки
Если жидкость нагнетать через трубопровод 10 при открытых
12 и 16 и закрытых 17 и 11 вентилях, то в камерах 4 под порш-
нем 5 давление возрастает и перемещает поршень 5. Шток 1
удаляется от захватов и заходит внутрь гидроцилиндра 3, вы-
давливая поршнем 5 жидкость из камер 4, расположенных над
поршнем, по трубопроводу 18 через вентиль 16 в резервуар 14.
Упругие эластичные защитные шайбы 15 при работе съемника
не дают камерам 4 копировать прямые углы внутри гидроци-
линдра 3, защищая камеры 4 от разрыва, и этим способствуют
продлению их срока службы и надежной работе [102].
Упрощение конструкции съемника также повышает его экс-
плуатационные свойства. Гидравлический съемник, показанный
на рис. 5.6,5, содержит ступенчатый по длине цилиндр 2, сило-
вой поршень 3 со штоком 9. В полости поршня 3 размещен
шток 8 управляющего поршня 7, который тягой 4 соединен с
траверсой 5. Поршень 7 размещен в ступени цилиндра 2 мень-
шего диаметра. Траверса 5 рычажным параллелограммным ме-
ханизмом 6 соединена с захватами 1 и выполнена в виде стака-
на, охватывающего цилиндр 2 по ступени меньшего диаметра.
При подаче масла в полости цилиндра 2 над поршнем и под
поршнем 3 поршни 3 и 7 под гидродифференциальным воздей-
ствием начинают движение, и поршень 3 поднимается до своего
наивысшего положения в цилиндре 2. Одновременно поршень
303
РИС. 5.7. Съемники повышенной надеж-
ности (а - и - варианты):
в: 1 - гидроцилиндр; 2 - шток-поршень; 3 - пру-
жина; 4 - сквозное отверстие; 5 - радиальный палец;
6 - захватная лапа; 7 - рабочий наконечник; 8 -
снимаемая деталь; 9 - вал; 10- траверса; 11 - шар-
нирное звено
7, вдвигаясь в шток поршня 3 тягой
4, приводит в движение траверсу 5, а
за ней рычажный параллелограм-
мный механизм, который раскрывает
захваты 1. Это положение съемника -
исходное для подвода к выпрессовы-
ваемрй детали. При переключении
рабочего давления в подпоршневую
полость поршня 3 цилиндра 2 давле-
ние одновременно передается и на
шток поршня 7 Поршни 3 и 7 начи-
нают движение. Поршень 3 приводит
в движение траверсу 5, которая ры-
чажным параллелограммным механизмом 6 захватами 1 захваты-
вает деталь. Одновременно поршень 3 со штоком 9 перемещает-
ся и подводится к детали, и происходит выпрессовка. По окон-
чании выпрессовки переключается рабочее давление в полости
над поршнем 7 и под поршнем 3, и выпрессовываемая деталь
сбрасывается [103].
Гидравлический съемник, изображенный на рис. 5.7,в, со-
держит силовой гидроцилиндр 1, шток-поршень 2 с рабочим
наконечником 7, траверсу 10 и захватные лапы 6, шарнирно
связанные шарнирными звеньями 11 с гидроцилиндром 1. Тра-
верса 10 возвратно-поступательно перемещается относительно
штока-поршня 2 и выполнена с радиальными пальцами 5,
расположенными в отверстиях 4 захватных лап 6. Демонтируе-
мый объект состоит из вала 9 и напрессованной на него дета-
ли 8.
Перед установкой съемника на демонтируемом объекте
включают пусковой механизм гидроцилиндра 1 и подают масло
под давлением в нижнюю полость гидроцилиндра 1, пока шток-
поршень 2 наконечником 7 не поднимет траверсу 10 настолько,
чтобы захватные лапы 6 разошлись на расстояние, позволяющее
завести их за деталь 8. Захватные лапы 6 расходятся в результате
давления пальцев 5 на взаимодействующие с ними верхние по-
верхности отверстий 4. При этом они поворачивают вверх шар-
нирные звенья 11, скользя по пальцам 5 траверсы 10, которая
сжимает пружину 3. Пусковым механизмом останавливают шток-
304
Рис. 5.7. Съемники повышенной надежности (а - и - варианты):
г: 1 - силовой цилиндр; 2 - шток; 3 - ручка; 4 - разрезная втулка; 5 - кольцо-фиксатор;
6- упор; 7- кулачки; 8- фланец; 9- радиальный паз; 10- палец; 11 - канавка
поршень 2 и съемник устанавливают в такое положение, чтобы
захватные лапы 6 оказались за деталью 8, включают подачу мас-
ла в верхнюю полость гидроцилиндра 1 и вызывают перемеще-
ние шток-поршня 2 вниз. Траверса 10 под действием разжи-
мающейся пружины 3 опускается и вызывает схождение захват-
ных лап 6, пока они не охватят деталь 8. Захватные лапы 6 схо-
дятся в результате давления пальцев 5 на нижние поверхности
отверстий 4. При этом они поворачивают вниз шарнирные
звенья 5 траверсы 10. Оторвавшись от траверсы 10, наконечник
7 двигается вниз, пока не упрется в вал 9, вызвав прижим за-
хватных лап 6 к детали 8, которая при дальнейшем ходе штока-
поршня 2 выпрессовывается с вала 9. При выпрессовке детали 8
поворот захватных лап 6 в продольной плоскости предотвра-
щается пальцами 5 траверсы 10. Переключением подачи масла в
нижнюю полость гидроцилиндра 1 поднимают шток-поршень 2,
разводят захватные лапы 6 в положение, исходное для установки
на детали 8.
Упрощение конструкции достигается выполнением сквозных
отверстий в захватных лапах, а траверс - с расположенными в
них радиальными пальцами [104].
Съемники, показанные на рис. 5.7,г,д, имеют аналогичное
назначение. Съемник на рис. 5.7,г состоит из силового ци-
линдра 1. На его корпусе закреплен цилиндрический упор 6, на
котором установлен вращающийся фланец 8 с управляющими
канавками 11. Упор 6 имеет радиальные пазы 9, где установле-
305
1
2
РИС. 5.7. Съемники повышенной надежности (а - и - варианты):
д: 1 - подшипник; 2 - втулка; 3 - гидроцилиндр; 4 - корпус; 5 - шток; 6 - пружина; 7 -
гайка; 8- конец штока; 9- рабочий участок; 10- демонтируемый вал
ны кулачки 7 с пальцами 10. Последние вставлены в канавки 11
фланца 8, снабженного ручкой 3 поворот?.. Шток 2 силового
цилиндра 1 снабжен шарнирно укрепленным резьбовым захва-
том вала, выполненным в виде разрезной втулки 4 с внутренней
резьбой и конусной наружной поверхностью, по которой пере-
мещается кольцо-фиксатор 5.
На резьбовой конец выпрессовываемого вала опускают за-
хват, кольцо-фиксатор 5 смещают вверх, а разрезную втулку 4
навертывают на резьбу вала и фиксируют кольцом-фиксатором
5. При включении силового цилиндра 1 съемник упирается упо-
ром 6 в стенку, например, корпуса коробки передач, и выпрес-
совываемый вал вместе с подшипником поступает во внутрен-
нюю полость упора 6. При обратном ходе кулачка 7 деталь
спрессовывается с вала [105].
Съемник на рис. 5.7,д содержит силовой цилиндр, например
гидроц^линдр 3, корпус 4, внутри которого расположен шток 5
гидроцилиндра. Конец 8 штока 5 выполнен ступенчатым мень-
шего диаметра с винтовой поверхностью. Гайка 7 образует с
этой поверхностью винтовую пару, установлена в подшипнике 1
и имеет рабочий участок 9 с резьбой под резьбовой элемент
демонтируемого вала, являющийся захватом детали. Подшипник
1 запрессован во втулку 2, удерживаемую от перемещения пру-
жиной 6.
При перемещении штока 5 гидроцилиндра 3 его конец 8 с
винтовой поверхностью приводит во вращение гайку 7. Когда
гайка 7 рабочим участком 9 навернется до упора на резьбовой
элемент демонтируемого вала 10 (или до упора, расположенного
на конце 8 штока), то шток 5 дальнейшим перемещением нач-
нет оказывать силовое воздействие на демонтируемый вал 10,
выпрессовывая его. При этом втулка 2 утапливается в корпусе 4,
сжимая пружину 6 [106].
Гидравлический съемник, показанный на рис. 5.7,е, обеспе-
чивает надежность захвата и позволяет расширить диапазон
размеров демонтируемых деталей. Он включает силовой ци-
306
Рис. 5.7. Съемники повышенной надежности (а - и - варианты):
е: I - крышка; 2 - силовой цилиндр; 3, 4 - поршни; 5 - траверса; 6, 7 - штоки; 8 - за-
хваты; 9- рычажно-параллелограммный механизм; 10- пружина; 11 -тяга
линдр 2, поршень 3 с рабочим штоком 7, размещенный зеркаль-
но поршню 3 поршень 4 со штоком 6, который жестко связан с
траверсой 5. Тяги 11, расположенные снаружи цилиндра, шар-
нирно соединены с траверсой 5 и подпружинены относительно
крышки 1 пружинами 10. Вторые концы тяг 11 шарнирно свя-
заны с рычажно-параллелограммными механизмами 9, которые
соединены с захватами 8. При подаче масла в штоковую полость
цилиндра поршни 3 и 4 сближаются, поршень 4, преодолевая
сопротивление пружин 10 на тягах 11, через рычажно-
параллелограммные механизмы 9 раскрывает захваты. При пе-
реключении рабочего давления в межпоршневую полость ци-
линдра поршень 4 с траверсой 5 и тягами 11 через рычажно-
параллелограммные механизмы захватами зажимает деталь, а
поршень 3 ее выпрессовывает [107].
Гидравлический съемник с дополнительным винтовым прес-
сом, изображенный на рис. 5.7,ж, используют для демонтажа
седел клапанов. Основание съемника выполнено в виде ци-
307
РИС. 5.7. Съемники повышенной
надежности (а - и - варианты):
ж: I - ручка; 2 - винтовой пресс; 3 -
шток; 4 - гайка; 5 - поршень; 6 - цилиндр; 7
- захваты; 8- тяга; 9- хомут
линдра с поршнем, в который
встроен винтовой пресс. Ручку
1 вращают винтовым гидравли-
ческим прессом 2 и в цилиндре
6 создают давление, вследствие
чего поршень 5 поднимается и
через гайку 4 поднимает шток
3. На нижнем конце штока
укреплены захваты 7, удержи-
ваемые тягами 8, соединенными
шарнирно с хомутом 9, свобод-
но перемещающимся по штоку
[108].
Гидравлический съемник,
показанный на рис. 5.7,з, обла-
дает повышенной жесткостью и долговечностью. Он содержит
корпус 1 с захватами 12 и продольными прорезями 13 в его
центральной части, гидравлический силовой элемент 2 бокового
действия с плунжерами 4 и насосом 14, шток 6 с винтовым
удлинителем 8 и ребрами 3 с профилем, соответствующим про-
резям 13 корпуса /. В поперечном направлении в корпусе и
ребрах штока выполнены сквозные отверстия 5 со сторонами //,
взаимодействующими с упорными поверхностями 7 и 9, между
которыми размещаются дистанционные прокладки 10 толщи-
ной, кратной рабочему ходу плунжеров 4. Расстояние а между
сторонами 11 отверстия 5 больше размера b силового элемента
на величину рабочего хода с плунжеров 4. По всей длине штока
выполнен ряд отверстий с одинаковыми расстояниями между
ними, кратными ходу плунжеров 4, а в образующих ребра штока
3 - зазоры размером с, 2с, ..., тс. Максимально необходимое
число отверстий в ряду т < а/с.
Съемник устанавливают так, что захваты 12 захватывают сни-
маемую деталь, а шток 6 без дистанционных прокладок 10 упи-
рается в торец вала, на котором насажена деталь. Удлинителем 8
смещают шток 6 таким образом, чтобы одно из его отверстий
совпало с отверстием 5 корпуса 1. Силовой элемент устанавли-
вают в отверстие 5, вращают удлинитель до образования зазора
между упорными поверхностями 7 и 9, кратного ходу плунжеров
4, и помещают дистанционную прокладку. При этом зазор меж-
ду плунжерами силового элемента и отверстием уменьшается.
308
А-А
РИС. 5.7. Съемники повышенной
надежности (а - и - варианты):
з: 1 - корпус; 2 - силовой элемент; 3 -
ребра; 4 - плунжер: 5 - сквозное отверстие; 6
- шток; 7, 9 - упорные поверхности; S -
винтовой удлинитель; 10 - дистанционная
прокладка; II - сторона сквозного отверстия;
12 - захват; 13 - продольные прорези; 14 -
насос
Я-А
Насосом 14 создают давление и подают рабочую жидкость в
поршень силового элемента 2 до тех пор, пока плунжеры 4 сра-
ботают и стороны 11 отверстия 5 полностью совместятся. В ре-
зультате происходит первый относительный сдвиг корпуса 1 с
захватами 12 и штока 6, т. е. первый неполный цикл снятия
детали. После этого давление рабочей жидкости в силовом эле-
менте снижают, плунжеры 4 входят внутрь с образованием про-
света, равного рабочему ходу силового элемента. В таком поло-
жении выдвигают удлинитель до упора, помещают новую ди-
станционную прокладку 10 и проводят второй цикл снятия де-
тали с ее спрессовкой на величину полного хода плунжеров.
Описанные циклы повторяют до полного снятия детали. Работа
силовым элементом 2 и установка дистанционных прокладок
могут быть прекращены при достижении усилий, достаточных
для соответствующей работы одним винтовым удлинителем 8
(Ю9].
309
РИС. 5.7. Съемники повышенной надежности (а - и - варианты):
и; 1 - штуцер; 2 - корпус; 3 - крестообразная траверса; 4, 10 - пальцы; 5 - винт; 6 -
упорная гайка; 7- анкерная головка; 8 - полумуфта; 9- стакан; II - цилиндрическая по-
верхность; 12 - шипы; 13 - захваты: 14 - шток; 15 - направляющий паз
При наличии на корпусе нескольких отверстий одно из них
всегда совпадает с одним из отверстий штока настолько, чтобы
обеспечить стык при возможной установке в него силового эле-
мента. Поэтому выполнение первого неполного цикла переме-
щений, а также последующих полных циклов упрощается и
проводится без переустановки дистанционных прокладок и пе-
ремещений штока винтовым удлинителем 8.
Съемник, показанный на рис. 5.7,и, обеспечивает постоянное
угловое положение лап захватов в результате увеличения надеж-
ности зажима снимаемой детали и одновременного уменьшения
усилий прижатия захватов к этой детали. Он состоит из корпуса
2 гидроцилиндра, являющегося и корпусом съемника, с закреп-
ленной на нем крестообразной траверсой 5, имеющей направ-
ляющие пазы 15, расположенные вокруг оси съемника под
углами 120°. Траверса изготовлена с отверстиями по периферии
круга для шарнирного соединения с винтами 5 пальцами 4.
Винт снабжен упорной гайкой 6 для зацепления с полумуфтой
8, навинченной на стакан 9. В нем сделано отверстие под палец
10 для шарнирного соединения с захватами 13, имеющими соот-
ветствующую пазам траверсы 3 направляющую, обеспечи-
вающую их поступательное перемещение на заданный диаметр
снимаемой детали. В непосредственной близости от пальцев в
захватах выполнены отверстия под сменные лапы и шипы 12,
позволяющие накернивать отверстия в ступицах снимаемых
деталей. Для увеличения жесткости шарнирного соединения
стакан с захватом дополнительно сопрягаются по цилиндриче-
ским поверхностям 11. Бесштоковая полость гидроцилиндра
присоединяется к магистрали рабочего давления через штуцер 1.
В штоковом пространстве гидроцилиндра для возврата штока 14
в исходное положение размещена пружина. Винт 5 и стакан 9
связаны телескопически и вместе составляют раздвижную
310
штангу, работающую на сжатие. Для фиксации регулируемой
длины штанги и создания распорных усилий, необходимых для
прижатия захватов к снимаемой детали, винт и стакан имеют
наружную резьбу одного направления, но с различным шагом.
При этом в соединении стакана с полумуфтой шаг резьбы круп-
нее, чем в резьбовом соединении винта с гайкой. Для увеличе-
ния жесткости сцепления полумуфты 8 с гайкой 6 последняя
снабжена анкерной головкой 7 [110].
Для снятия деталей, имеющих ступицу, на захваты 13 устана-
вливают сменные шипы 12. Краном управления гидравлики
выдвигают силовой шток на заданную длину для возможности
захвата ступицы детали шипами 12. Съемник устанавливают на
торец "вала с центровкой штока 14 по центровому отверстию
вала. Захваты 13 перемещают по направляющим 15 траверсы 3
на заданный диаметр до касания ступицы шипами 12. Вращени-
ем полумуфт 8 их вводят в зацепление с гайками 6 и дальней-
шим вращением создают требуемый натяг для внедрения шипов
12 в ступицу снимаемой детали на необходимую глубину в зави-
симости от натяга в посадке соединения снимаемой детали с
валом. Совместное вращение полумуфт 8 с гайками 6 позволяет
развить требуемые усилия для внедрения шипов 12 в ступицу
детали с выигрышем в силе за счет разности шагов резьбы в
деталях штанги съемника. С целью уменьшения деформации
траверсы под действием нагрузок, создаваемых распорными
штангами, требуемую глубину внедрения шипов 12 в ступицу
снимаемой детали обеспечивают накерниванием отверстий в
ступице нанесением ударов по бойку шипа 12. По достижении
требуемой глубины внедрения шипов в ступицу переключают
кран управления в положение подачи в гидроцилиндр рабочего
давления, распрессовывают соединение и снимают деталь с ва-
ла.
5.3.4. Съемники для выпрессовки деталей типа "втулка"
Для выпрессовки гильзы из цилиндра компрессора можно ис-
пользовать съемник [111], представленный на рис. 5.8,а. Он
состоит из боковых планок 3, расположенных под углом 120°
одна относительно другой. Каждая планка соединена с концом
пары рычагов 27, подвижно соединенных между собой на оси
28. Задний рычаг 26 выполнен в виде вилки, в которой разме-
щен передний рычаг. Конец переднего рычага имеет отверстие
и соединяется с планкой штырем 1, проходящим через про-
дольные сквозные направляющие пазы в боковых поверхностях
планки. Конец заднего рычага также имеет отверстие для сое-
динения его с упорной планкой штырем 2. Вторые концы пе-
311
a
Рис. 5.8. Гидравлические съемники для выпрессовки деталей типа “втулка”
{а-в - варианты):
а: 1,2- штыри; 3 - боковая планка; 4, 28 - оси; 5 - штанга; 6 - стопорный болт; 7 -
квадрат под ключ; 8 - резьбовая втулка; 9 - съемная штанга; 10 - подкладка; 11 - опорная
плита; 12 - кольцевой корпус; 13 - поршень; 14 - планка; 15 - гайка; 16 - домкрат; 17 -
кольцо; 18 - патрубок; 19 - втулка; 20 - цилиндр; 21 - подвижная траверса; 22 - неподвиж-
ная траверса; 23 - гайка; 24 - шплинт; 25 - штанга; 26, 27- рычаги
редних рычагов на оси 4 подвижно укреплены в пазах подвиж-
ной траверсы 21. Траверса выполнена с внутренней правой резь-
бой и сопряжена с резьбовым участком штанги 5, что позволяет
траверсе перемещаться в продольном направлении при враще-
нии штанги. Концы задних рычагов укреплены в пазах непод-
вижной траверсы 22, смонтированной на цапфе с гарантирован-
ным зазором по длине и диаметру. Траверса 22 на цапфе удер-
живается гайкой 23 со шплинтом 24. Резьбовой конец штанги
снабжен квадратом 7 под ключ для вращения штанги при на-
стройке упорных планок на разные диаметры обрабатываемых
втулок 19.
Для работы со втулками большой длины устройство снабже-
но съемной штангой 9, устанавливаемой на свободном конце
штанги 25 резьбовыми втулками 8. Втулка предохранена от вы-
винчивания стопорным болтом 6. Осевое усилие, необходимое
для выпрессовки втулки, создается гидравлическим кольцевым
домкратом 16, который установлен на свободном конце съемной
штанги 9 и закреплен гайкой 15 при помощи планки 14.
Гидравлический домкрат состоит из кольцевого корпуса 12 и
пустотелого поршня 13 с уплотнительными резиновыми коль-
цами 17. Рабочую жидкость подёодят в домкрат и отводят от
него через подводящий патрубок 18. Домкрат устанавливают на
цилиндре 20 на опорной плите 77 с применением подкладок 10.
Гидравлический съемник для съема втулок из отверстий, по-
казанный на рис. 5.8,6, содержит закрепленную на фундаменте
опорную плиту 72, к которой тягами 77 прикреплен силовой
цилиндр 10. Плита имеет гнездо 5 для установки демонтирус-
312
РИС. 5.8. Гидравлические съемники для выпрессовки деталей типа “втулка”
(а-в - варианты):
б: 1 - демонтируемый узел; 2, 9 - бурты; 3 - захваты; 4, 8 - втулки; 5 - гнездо; 6 - шток;
7- ось; 10- цилиндр; // - тяга; 12- опорная плита; 13 - отверстие; 14- повортные кулач-
ки; 15 - конусная втулка
в: 1, 2 - штоки; 3 - снимаемая деталь; 4 - тяга; 5 - рукоятка; 6 - корпус; 7 - гидро ци-
линдр; 8- техническое отверстие; 9- подвижный элемент; 10- окно; 11, 13 - плечи; 12 -
захват; 14 - шатун; 15 - ось
мого узла и отверстия /5 для прохода штока 6. На штоке смон-
тирована втулка 8, входящая буртом 9 в надпоршневую полость
цилиндра 10. На втулке осями 7, расположенными между пли-
той и торцом цилиндра, шарнирно закреплены поворотные ку-
лачки 14, взаимодействующие с конусной втулкой 15, которая
закреплена на штоке [112]. Втулка 15 имеет бурт 2, контакти-
рующий с торцами захватов и кулачков 14 в процессе выпрес-
совки. При подаче давления в рабочую полость цилиндра пор-
шень со штоком перемещается вниз и конической частью раз-
двигает кулачки, которые захватывают втулку 4 и при дальней-
шем перемещении штока выпрессовывают ее./
На рис. 5.8,в представлен съемник для выпрессовки деталей с
внецентровым технологическим отверстием. В корпусе 6 за-
креплены гидроцилиндр 7 со штоком 1, тяга 4, подвижный эле-
мент 9 с рукояткой 5. В окне 10 на оси 75 установлен захват 72 в
313
виде упорного рычага, одно плечо которого 11 служит упором
для детали 3, а другое плечо 13 шарнирно связано с подвижным
элементом шатуном 14. Подвижный элемент опускается вниз,
.шатун давит на плечо захвата и поворачивает его на оси против
часовой стрелки до полного утопления захвата в окне. Затем
тяга заводится в технологическое отверстие снимаемой детали.
Рукояткой 5 поднимают подвижный элемент и шатуном повора-
чивают захват по часовой стрелке до создания упора плеча 11 с.
торцом снимаемой детали [113].
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Общие технические условия по эксплуатации и ремонту центробеж-
ных насосов. ОТУ-78. - Волгоград: Миннефтехимпром, 1978. 188 с.
2. Общие технические условия по эксплуатации и ремонту поршневых и
плунжерных насосов. ОТУ-80. - Волгоград: Миннефтехимпром, 1980. 135 с.
3. Козлов Ю. С., Кузнецов О. К., Тельнов А. Ф. Очистка изделий в маши-
ностроении. - М: Машиностроение, 1982. 262 с.
4. Повышение эксплуатационной надежности нефтезаводского оборудо-
вания. Сборник научных трудов. - М.: ЦНИИТЭнефтехим, 1990. 145 с,
5. Фарамазов С. А. Ремонт и монтаж оборудования химических и нефте-
перерабатывающих заводов. - М.: Химия, 1971. 295 с.
6. Иноземцев Д. П. Ремонт и монтаж оборудования предприятий химиче-
ских волокон. - М.: Химия, 1974. 296 с.
7. Берлин М. А. Ремонт и эксплуатация насосов нефтеперерабатывающих
заводов. - М.: Химия, 1979. 279 с.
8. Шаблон Н. П. Восстановление и упрочение деталей методом наплавки.
- Эксплуатация, ремонт и защита от коррозии оборудования химической про-
мышленности // Экспресс-информация, 1982, № 4.
9. Воловик Е. Л. Справочник по восстановлению деталей. - М.: Колос,
1981. 351 с.
10. А.с. СССР 1278171. Б. И. № 47, 1986.
11. Сидоров А. И. Восстановление деталей машин напылением и наплав-
кой. - М.: Машиностроение, 1987. 187 с.
12. Ермаков В. И., Шеин В. С. Технология ремонта химического оборудо-
вания. - Л.: Химия, 1977. 368 с.
13. А. с. СССР 1227285. Б. И. № 16, 1986.
14. А. с. СССР 1532120. Б. И. № 48, 1989.
15. А. с. СССР 1230715. Б. И. № 18, 1986.
16. А. с. СССР 440500. Б. И. № 31, 1974.
17. А. с. СССР 1176671. Б. И. № 30, 1986.
18. Яковлев В. Н. Справочник слесаря-монтажника. - М.: Машинострое-
ние, 1983. 464 с.
19. Баутин Е. А. Технология обработки уплотнительных колец крекинг-
насосов//Серия "Эксплуатация, модернизация и ремонт оборудования”. - М.:
ЦНИИТЭнефтехим, 1976, № 12.
20. Киселев Г. Ф., Мыслицкий Е. Н., Рахмилевич 3. 3. Техническое обслу-
живание и ремонт центробежных компрессорных машин. - М.: Химия, 1979.
128 с.
21. Рагимов Р. X., Захаров Б. С. Стенд для испытания торцевых уплотне-
ний//Серия "Эксплуатация, модернизация и ремонт оборудования". - М.:
ЦНИИТЭнефтехим, 1980, № 6, с. 7.
22. Тючин В. Г. Организация ремонта торцевых уплотнений химических
аппаратов//Химическое и нефтяное машиностроение, 1978, № 9, с. 35 - 37.
23. А. с. СССР 1060844. Б. И. № 32, 1982.
24. Буяновский Л М. Торцовые уплотнения нефтяных насосов. М.: Недра,
1965. 169 с.
25. Чебунин В. Г., Янхаев В. И. Восстановление чугунных деталей нефтехи-
мического оборудования//Серия "Нефтехимия и нефтепереработка." - М.:
ЦНИИТЭнефтехим, 1984, № 10.
26. А. с. СССР 1009688. Б. И. № 13, 1983.
27. Гринберг Я. И. Слесарные работы при ремонте и наладке химического
оборудования. - М.: Высшая школа, 1974. 368 с.
315
28. Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности - М.: НИИТЭхим, 1974, вып. 4.
29. Жабин А. И., Мартынов А. П. Сборка изделий в единичном и мелкосе-
рийном производстве. - М.: Машиностроение, 1983. 183 с.
30. Храпач Г. К. Монтаж и ремонт компрессоров. - М.: Недра, 1964. 479 с.
31. Неделъский Г. В. Монтаж и ремонт торгово-технологического оборудова-
ния. - М.: Экономика, 1981. 312 с.
32. Андреев. Л. А. Переносное приспособление для расточки цилиндров
компрессоров//Рационализаторские предложения и изобретения, внедренные в
химической промышленности. - М.: НИИТЭхим, 1971, вып. 7.
33. Приспособление для монтажа штоков компрессо-
ров//Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности. - М.: НИИТЭхим, 1976, вып. 6.
34. А. с. СССР 904908. Б. И. № 6, 1982.
35. Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности. М.: НИИТЭхим, 1972, вып. 2.
36. Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности. М.: НИИТЭхим, 1977, вып. 3.
37. А. с. СССР 897456. Б. И. № 2, 1982.
38. Еремеев Г. А. Восстановление штоков компрессоров 5Г-600/41 в усло-
виях Ново-Горьковского НПЗ//Серия "Эксплуатация, модернизация и ремонт
оборудования в нефтеперерабатывающей и нефтехимической промышлен-
ности”. - М.: ЦНИИТЭнефтехим, 1971, № 2.
39. А. с. СССР 556020. Б. И. № 16, 1977.
40. Приспособление для установки и снятия поршневых колец детандера
ДСД-70/180//Рационализаторские предложения и изобретения, внедренные в
химической промышленности. - М.: НИИТЭхим, 1976, вып. 7.
41. А. с. СССР 475259. Б. И. № 24, 1976.
42. А. с. СССР 353743. Б. И. № 24, 1973.
43. А. с. СССР 831376. Б. И. № 19, 1981.
44. А. с. СССР 904964. Б. И. № 6, 1982.
45. А. с. СССР 1540945. Б. И. № 5, 1990.
46. А. с. СССР 942955. Б. И. № 26, 1982
47 А. с. СССР 903072. Б И. № 5, 1982.
48. А. с. СССР 314628. Б. И. № 28, 1971.
49. А. с. СССР 1199592 Б. И. № 47, 1985.
50. Куликов С. И., Ризванов Ф. Ф., Романчук В. А., Ковальский С. В. Про-
грессивные методы хонингования. - М.: Машиностроение, 1983, 133 с.
51. А. с. СССР 1553344. Б. И. № 12, 1990.
52. Кипнис. М. И. Восстановление корпусов центробежных и поршневых
насосов//Серия "Эксплуатация, модернизация и ремонт оборудования". - М.:
ЦНИИТЭнефтехим, 1978, № 6. с. 12 - 13. ' Л
53. Буздин А. Е. Защита насосов эпоксидной композицией//Экспресс-
информация. Серия "Эксплуатация, ремонт и защита от коррозии оборудова-
ния". ЦНИИТЭнефтехим. 1982, вып. 6.
54. Комаров О. О., Каримов М. 111. Ремонт корпусов насосов и эмалиро-
ванных емкостей//Экспресс-информация. Серия "Эксплуатация, ремонт и
защита от коррозии оборудования". ЦНИИТЭнефтехим, 1982, вып. 2
55. А. с. СССР 632533. Б. И. № 42, 1978.
56. Храпач Г. К. Монтаж и ремонт компрессоров. - М.: Недра. 1983. 300 с.
57. Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности. - М.: НИИТЭхим, 1972, вып. 1.
58. Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности - М.: НИИТЭхим, 1972, вып. 9.
316
59. Авербух Б. А. Ремонт и монтаж бурового и нефтепромыслового обору-
дования. Учебное пособие. - М.: Недра, 1976. 80 с.
60. Средства механизации ремонтных работ нефтезаводского и нефтехи-
мического оборудования. Каталог - Волгоград: МВФ ГрозНИИ, 1980. 256 с.
61 А. с СССР 383527.
62. А. с. СССР 949237. Б. И. № 34, 1978.
63. Гельберг Б. Г, Пекелис Г. Л. Ремонт промышленного оборудования. -
М.: Высшая школа, 1981. 254 с.
64. А. с. СССР 1231296. Б. И № 18, 1986.
65. А. с. СССР 1590306. Б. И. № 33, 1990.
66. А. с. СССР 854668. Б. И. № 23, 1981.
67. А. с. СССР 1344569. Б. И. № 38, 1987.
68. А. с. СССР 312708. Б. И. № 26, 1971.
69. А. с. СССР 593888. Б. И. № 7, 1978.
70. Рахмилевич 3. 3., Радзин И. М., Фарамазов С. А. Справочник механика
химических и нефтехимических производств. - М.: Химия, 1985. 592 с.
71. А. с. СССР 488042. Б. И. № 6, 1975.
72. Кузнецов Н. В., Параулин Ю. Л. Оборудование для обработки
сальниковых набивок. - М.: ЦНИИТЭнефтехим, 1989, № 2.
73. Рационализаторские предложения и изобретения, внедренные в хими-
ческой промышленности. - М.: НИИТЭхим, 1975, вып. 4.
74. А. с. СССР 1227453. Б. И. № 16, 1986.
75. А. с. СССР 1155895. Б. И № 36, 1984.
76. Коноваленко В. Н. Организация ремонта центробежных насосов узло-
вым методом в специализированных мастерских нефтеперерабатывающих заво-
дов. - М.: ЦНИИТЭнефтехим, 1981. 75 с.
77. А. с. СССР 629055. Б. И. № 39, 1978.
78. А с. СССР 1470497. Б. И. № 13, 1989.
79. Наумов Е. П. Съемник для труднодоступных деталей//Серия
"Эксплуатация, модернизация и ремонт оборудования нефтеперерабатывающих
и нефтехимических предприятий". - М.: ЦНИИТЭнефтехим, 1976, № 7.
80. А. с. СССР 1207704. Б. И. № 4, 1986.
81. А. с. СССР 1597264. Б. И. № 37, 1990.
82. А. с. СССР 1518114. Б. И. № 40, 1989.
83. А. с. СССР 1620289. Б. И. № 2, 1991.
84. А. с. СССР 515619. Б. И. № 20, 1976.
85. А. с. СССР 990494. Б. И. № 3, 1983.
86. А. с. СССР 905047. Б. И. № 6, 1982.
87. А. с. СССР 1611682. Б. И. № 45, 1990.
88. А. с. СССР 1204780. Б. И. № 2, 1986.
89. А. с. СССР 1267057. Б. И. № 40, 1986.
90. А. с. СССР 225007. Б. И. № 26, 1968.
91 А. с. СССР 903101. Б. И. № 5, 1982.
92. А. с. СССР 1472242. Б. И. № 14, 1989.
93. А. с. СССР 829392. Б. И. № 18, 1981.
94. Семенов В. М. Нестандартный инструмент для разборочно-сборочных
работ. - М.. Колос. 1975. 302 с.
95. А. с. СССР 1456306. Б. И. № 5, 1989.
96. А. с. СССР 1098780. Б. И. № 23, 1984.
97. А. с. СССР 755546. Б. И. № 30, 1980.
98. А. с. СССР 1593880. Б. И. № 35, 1990.
99. А. с. СССР 492371. Б. И. № 43, 1975.
100. А. с. СССР 1192958. Б. И. № 43, 1985.
101. А с. СССР 1466928. Б. И. № 11, 1989.
102. А. с. СССР 1425072. Б. И. № 35, 1988.
317
103. А. с. СССР 1440695. Б. И. № 44, 1988.
104. А. с. СССР 1184660. Б. И. № 38, 1985.
105. А. с. СССР 861056. Б. И. № 33, 1981.
106. А. с. СССР 549309. Б. И. № 9, 1977.
107. А. с. СССР 724333. Б. И. № 12, 1980.
108. А. с. СССР 120194.
109. А. с. СССР 1516335. Б. И. № 37, 1990.
НО. А. с. СССР 1551541. Б. И. № 11, 1990.
111. А. с. СССР 362686. Б. И. № 3, 1972.
112. А. с. СССР 727394. Б. И. № 14, 1980.
113. А. с. СССР 724333. Б. И. № 12, 1980.
Справочное издание
[Краснов Виктор Иванович |
Жильцов Альберт Маркович
Набержнев Владимир Васильевич
РЕМОНТ ЦЕНТРОБЕЖНЫХ
И ПОРШНЕВЫХ НАСОСОВ
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ
И НЕФТЕХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Редактор М. И. Дианова
Художественный редактор Л. А. Леонтьева
Технический редактор А. Л. Шелудченко
Корректор О. Е. Русакова
Набор выполнен в издательстве
на наборно-печатающей технике
ИБ № 3086
Подписано в печать 05.12.95. Формат бумаги 60x88 1/16
Бумага офсетная № 2. Гарнитура Таймс. Печать офсетная
Усл печ. л. 19,60. Усл. кр-отг. 19,85. Уч.-изд. л. 19,79
Тираж 1000 экз. Заказ 1&98 . С. 46. Изд. № 4195. ЛР № 010172
Ордена "Знак Почета" издательство “Химия"
107076, Москва, Стромынка, 21, корп. 2
Московская тип. № 9 Комитета Российской Федерации по печати
109033, Москва, Волочаевская ул., 40
ВНИМАНИЮ ЧИТАТЕЛЕЙ!
В 1996 г. в издательстве “Химия”
выходит книга:
Краснов В.И., Жильцов А.М., На-
бержнев В.В. Ремонт поршневых компрессоров
нефтеперерабатывающих и нефтехимических предприя-
тий: Справ, изд. - М.: Химия, 1996. - 320 с. - (в об-
ложке)
Издательством подготовлен к изданию ряд спра-
вочников по ремонту оборудования нефтеперераба-
тывающих и нефтехимических предприятий. В на-
стоящем справочнике приведены критерии ремонто-
пригодности поршневых компрессоров. Описаны
технологические приемы устранения трещин в кор-
пусных деталях компрессоров и ремонта всех основ-
ных деталей и узлов, организация и технология ре-
монта оборудования в ремонтных производствах и
цехах. Изложены принципы механизации трудоемких
работ при восстановлении технологического обору-
дования предприятий нефтепереработки и нефтехи-
мии.