/



























































































































































































Author: Фарамазов С.А
Tags: основы химической технологии химическая промышленность машиностроение охрана труда издательство химия
Year: 1985




Text
ОТ. 5
G АФарамазов
ОХРАНА ТРУДА
ПРИ ЭКСПЛУАТАЦИИ
И РЕМОНТЕ
ОБОРУДОВАНИЯ
ХИМИЧЕСКИХ И НЕОЛЕ'
ПЕРЕРАБАТЫВАЮЩИХ
о ПРЕДПРИЯТИИ
a/о
2 2 f ;1 я е-Г 3 X К 5 Ч S В ДНЯ I
БИБЛИОТЕКА
МОСКВА
ХИМИЯ
1985
338:6П7.1
Ф24
УДК 66.013.8 : 665.6 (658.511.5)
Фарамазов С. А.
Охрана труда при эксплуатации и ремонте обо-
рудования химических и нефтеперерабатывающих
предприятий. — М.: Химия, 1985, 224 с., ил.
В книге в соответствии с действующими стандартами,
нормами и правилами освещены вопросы охраны труда при
эксплуатации основного технологического оборудования хи-
мических и нефтеперерабатывающих заводов. Показана обя-
занность инженерно-технического персонала цеховых н обще-
заводских служб по безопасной организации ведения техно-
логического процесса и эксплуатации как основного, так и
вспомогательного оборудования.
Приведена методика определения параметров, характери-
зующих условия труда. Описаны способы нормализации про-
изводственной обстановки. Рассмотрены меры, предотвращаю-
щие или уменьшающие опасность при эксплуатации оборудо-
вания. Особое внимание уделено прогнозированию опасных и
вредных производственных факторов.
Книга предназначена для инженерно-технических работ-
ников химической и нефтеперерабатывающей промышлен-
ности. Она может быть полезна также широкому кругу
специалистов других отраслей народного хозяйства, а также
студентам ВУЗов.
224 с., 31 рис., список литературы 54 ссылки.
Рецензент БАРД В. Л. — начальник Управления ВЧОТ
Министерства нефтеперерабатывающей и нефтехимической
промышленности
Ф
2801000000-031
050(01)-85
31.85
© Издательство «Химия», 1985 г.
СОДЕРЖАНИЕ
Предисловие ................................................. 7
Глава I. Общие вопросы охраны труда..................................8
Система стандартов безопасности труда .............................. 8
Термины и определения ........................................... 9
Стандарт на производственное оборудование.........................11
Стандарты на общие требования безопасности.......................13
Отраслевые стандарты. Стандарты предприятия.......................13
Требования к эксплуатации оборудования . . ... .................... 14
Технологический регламент ....................................... 15
Основы безопасной эксплуатации оборудования.......................16
Служба охраны труда.................................................17
Организация службы охраны труда..................................18
Отделы охраны труда ..............................................20
Газоспасательная служба на предприятии............................20
Планирование мероприятий по охране труда ........................ 21
Инструктаж, обучение и проверка знаний персонала предприятий ... 22
Расследование и учет несчастных случаев..............................25
Специальное расследование несчастных случаев......................26
Анализ причин возникновения несчастных случаев....................26
Контроль соблюдения норм н правил охраны труда.......................27
Технический надзор за состоянием и эксплуатацией оборудования ... 28
Расследование аварий на предприятиях.................................29
Надзор и контроль выполнения требований по охране труда ............ 30
Государственный надзор............................................30
Общественный контроль............................................ 31
Ответственность за нарушение норм и правил по охране труда ... 32
Глава II. Производственная санитария................................32
Проектное обеспечение требований производственной санитарии .... 33
Требования к воздуху рабочей зоны ................................. 36
Химически вредные производственные факторы..........................38
Вентиляция производственных помещений..............................41’
Механическая вентиляция..........................................43
Испытание и наладка вентиляционных устройств.....................45
Кондиционирование воздуха ...................................... 46
Отопление производственных помещений................................47
Производственное освещение..........................................48
Шум, создаваемый оборудованием......................................50
Нормирование шума на рабочих местах..............................52
Нормирование шумовых характеристик машин.........................53
Измерение шума на рабочих местах....................................54
Снижение шума на рабочих местах.....................................54
Вибрация оборудования н трубопроводов ............. . ............ 57
3
Глава III. Основы безопасности производственного процесса и эксплуа-
тации оборудования ................................................. 58
Условия обеспечения безопасности оборудования при эксплуатации ... 59
Проверка надежности процесса и оборудования................. ... 59
Эксплуатационные параметры оборудования и трубопроводов ... 61
Оценка эксплуатационной надежности оборудования4.................63
Общие вопросы контроля герметичности.............................65
Герметизация неподвижных разъемных соединений....................66
Герметизация подвижных соединений................................69
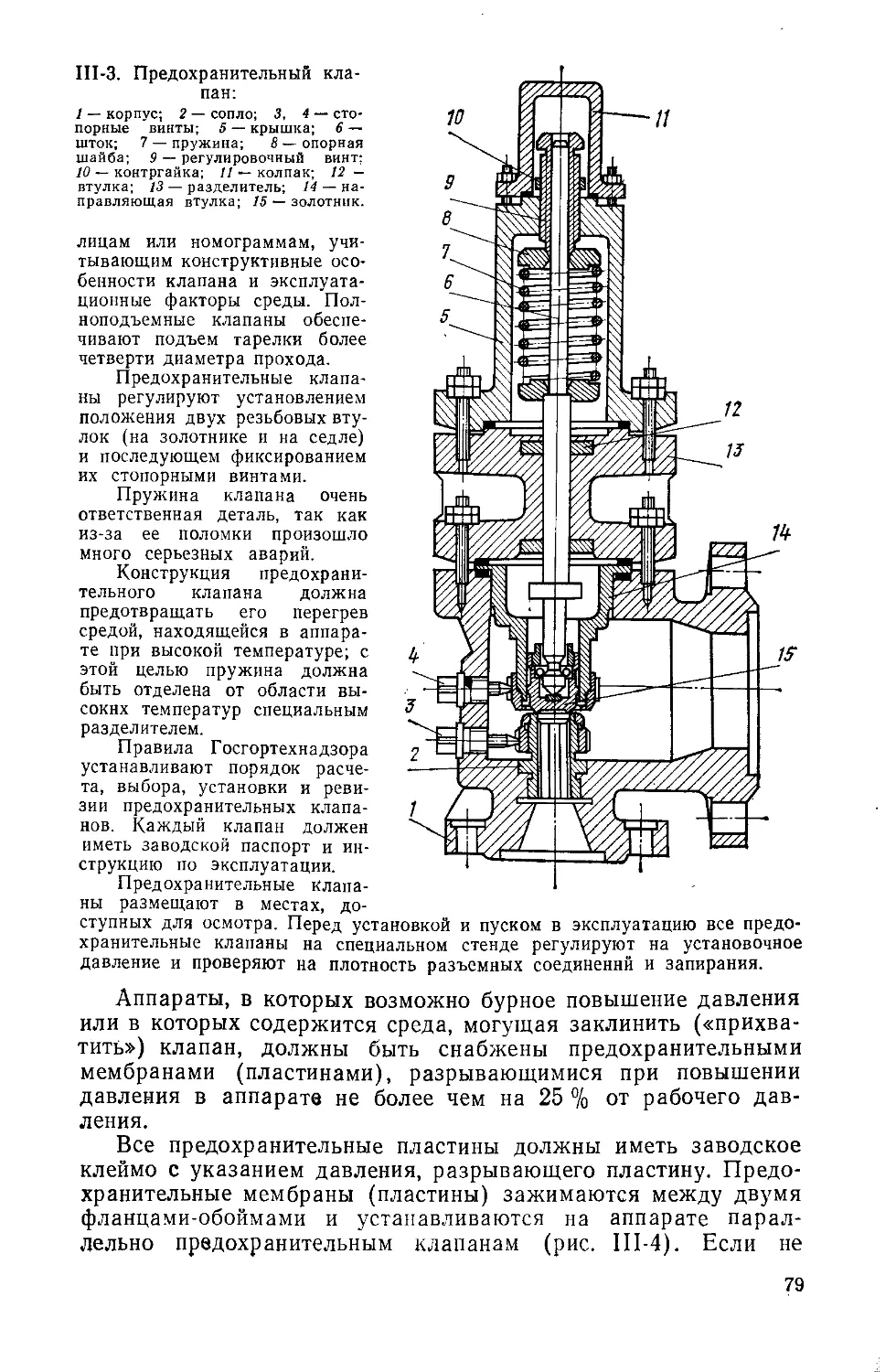
Особенности эксплуатации сосудов и аппаратов, работающих под давле-
нием ............................................................... 75
Глава IV. Техника безопасности при монтаже, эксплуатации и ремонте
оборудования.................................................... 80
Общие требования безопасности при монтаже оборудования..............81
Безопасность при выполнении монтажных операций..................85
Безопасность электросварочных работ ............................88
Безопасность газосварочных работ . .............................88
Общие вопросы, связанные с эксплуатацией и ремонтом оборудования 89
Корпуса аппаратов ............................................. 91
Опоры оборудования..............................................93
Крепежные детали................................................93
Вращающиеся узлы и детали.......................................94
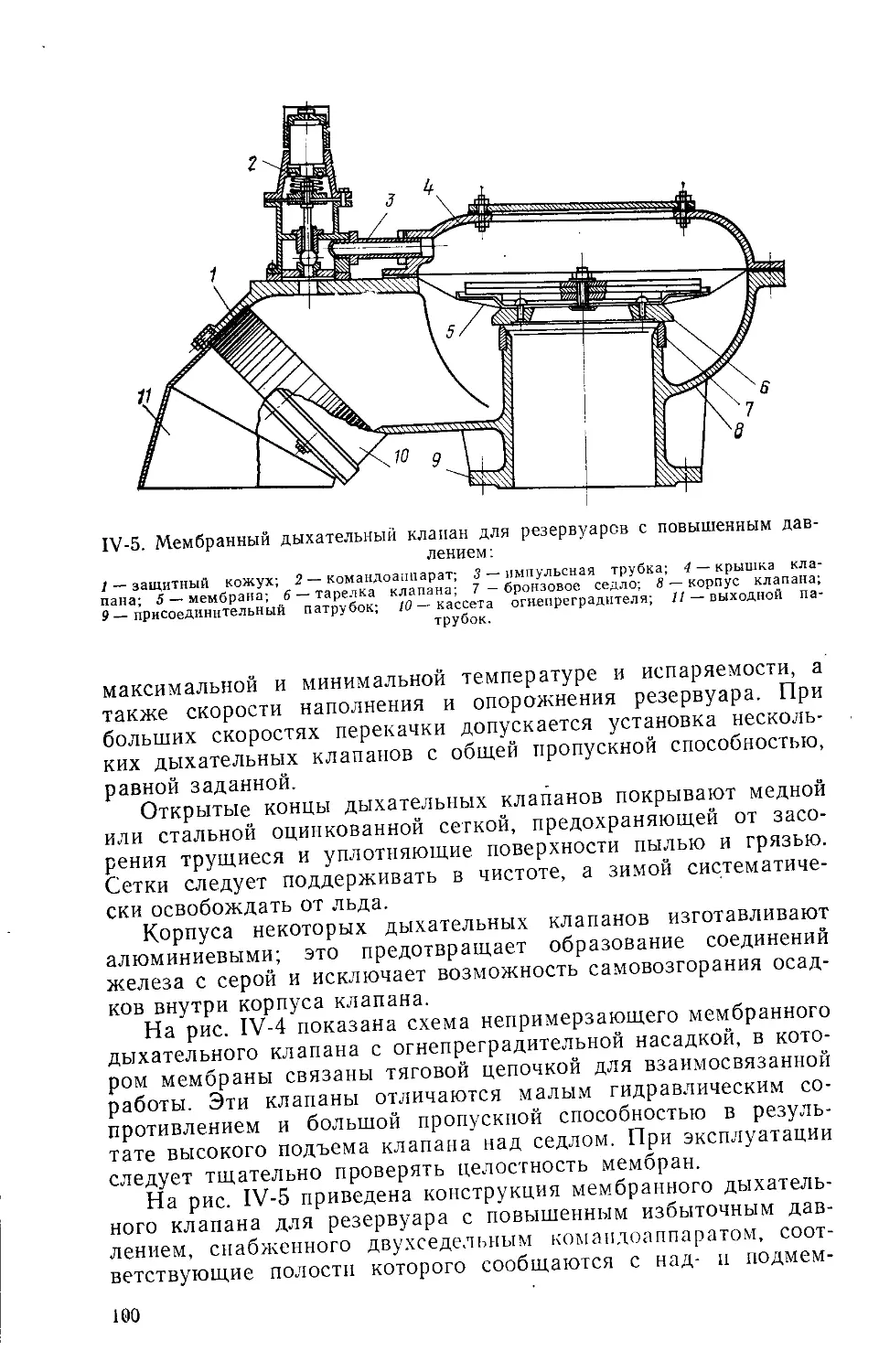
Емкости.............................................................95
Вертикальные резервуары.........................................96
Требования при приемке и испытании резервуаров. Техническая доку-
ментация ......................................................104
Требования к содержанию резервуарных парков.....................105
Меры безопасности при производственных операциях................106
Меры безопасности при зачистке резервуаров......................106
Техническое обслуживание и ремонт..............................107
Меры безопасности при эксплуатации газгольдеров.....................109
Колоииые аппараты.................................................. 111
Ректификационные колонны........................................112
Особенности эксплуатации вакуумных колонн......................114
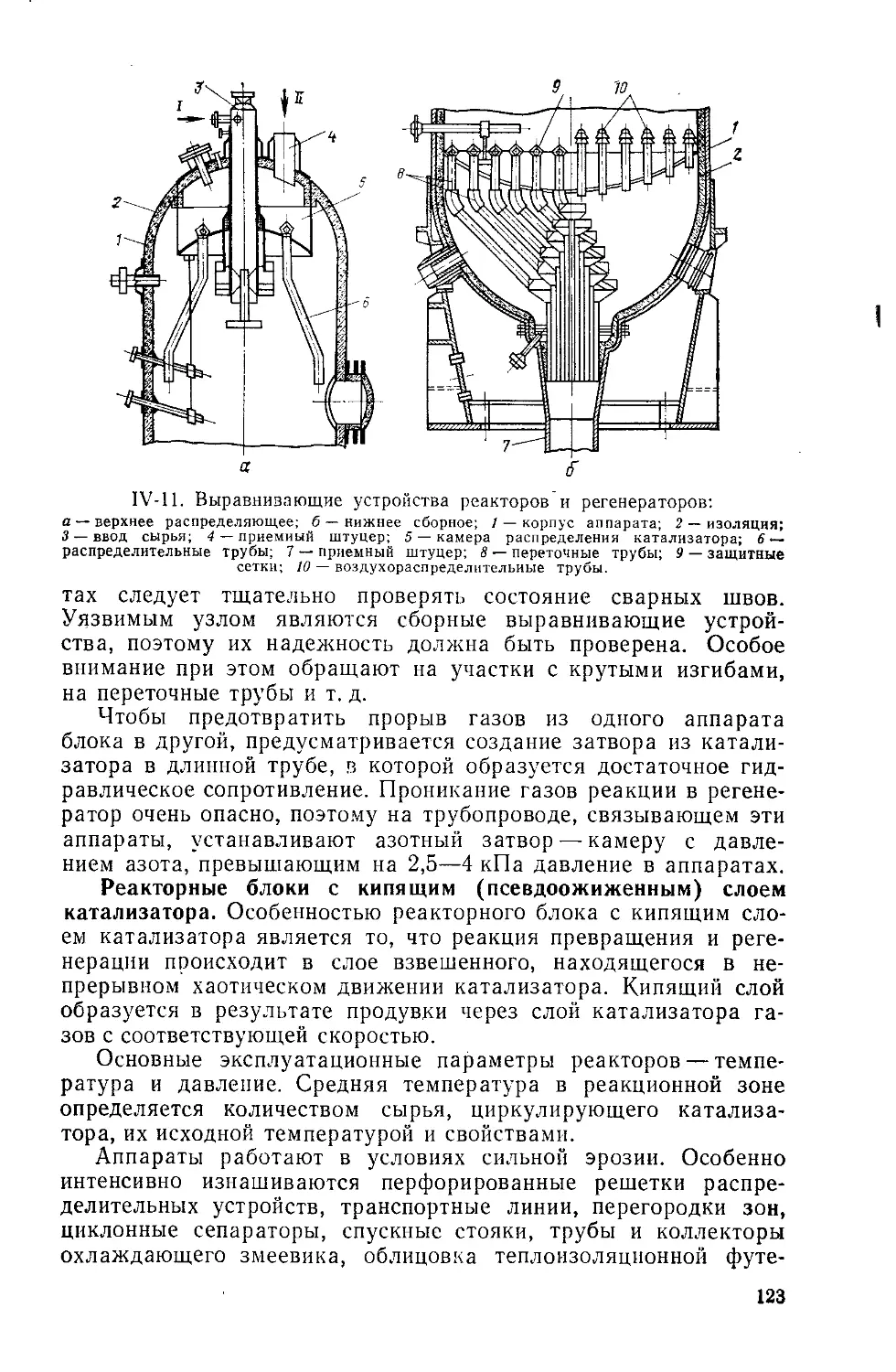
Меры безопасности при ремонте колонной аппаратуры...............115
Возможные аварии при эксплуатации абсорберов, адсорберов и десор-
беров .............................................................117
Химические реакторы и регенераторы.................................118
Реакторы с твердым катализатором...............................118
Реакторы с мешалками...........................................126
Предупреждение аварий при эксплуатации некоторых химических аппа-
ратов ............................................................ 127
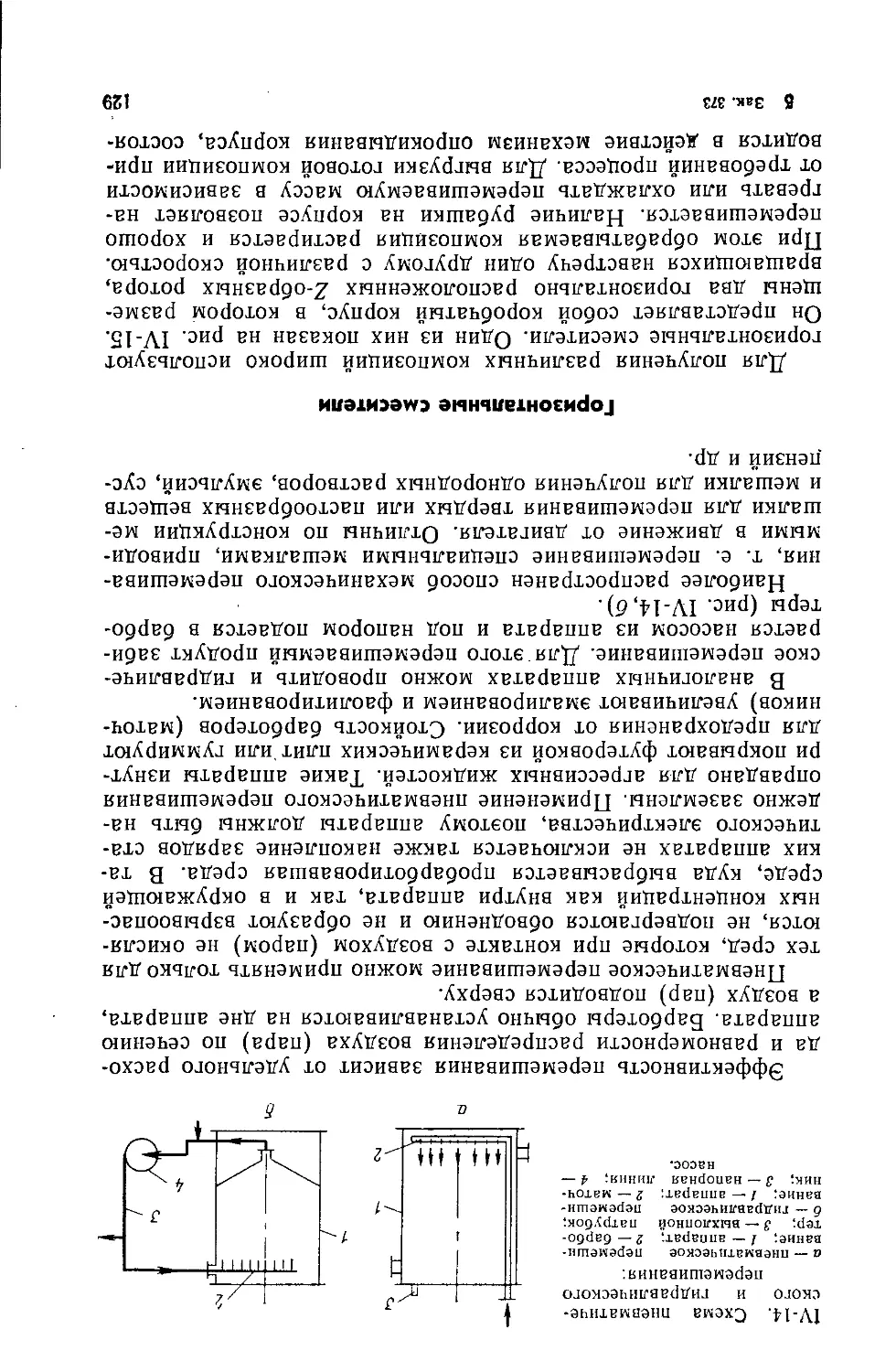
Смесители..........................................................128
Горизонтальные смесители.......................................129
Резиносмесители................................................131
Аппараты для механического перемешивания.......................133
Трубчатые печи.....................................................134
Топливное оборудование ....................................... 138
Тракт дымовых газов............................................140
Меры безопасности при пуске и остановке........................142
Меры безопасности при ремонте..................................143
Особенности эксплуатации печей химических предприятий ........ 146
Теплообменные аппараты........................................... 147
Теплообменники жесткой конструкции.............................148
4
Теплообменники с самостоятельной температурной компенсацией
трубных пучков................................................150
Теплообменники «труба в трубе» .............................. 151
Погружные конденсаторы и холодильники.........................152
Аппараты воздушного охлаждения................................152
Пластинчатые теплообменники...................................153
Фильтры . ........................................................153
Рамные фильтр-прессы .........................................154
Листовые (пластинчатые) фильтры...............................155
Вакуум-фильтры................................................156
Центрифуги и сепараторы ..........................................158
Насосы........................................................... 151
Центробежные насосы . ...................'....................162
Поршневые насосы..............................................165
Ротационные насосы........................................... 167
Вакуум-насосы............................................... 168
Шумовая характеристика насосных агрегатов.....................170
Вентиляторы и вентиляционные устройства...........................171
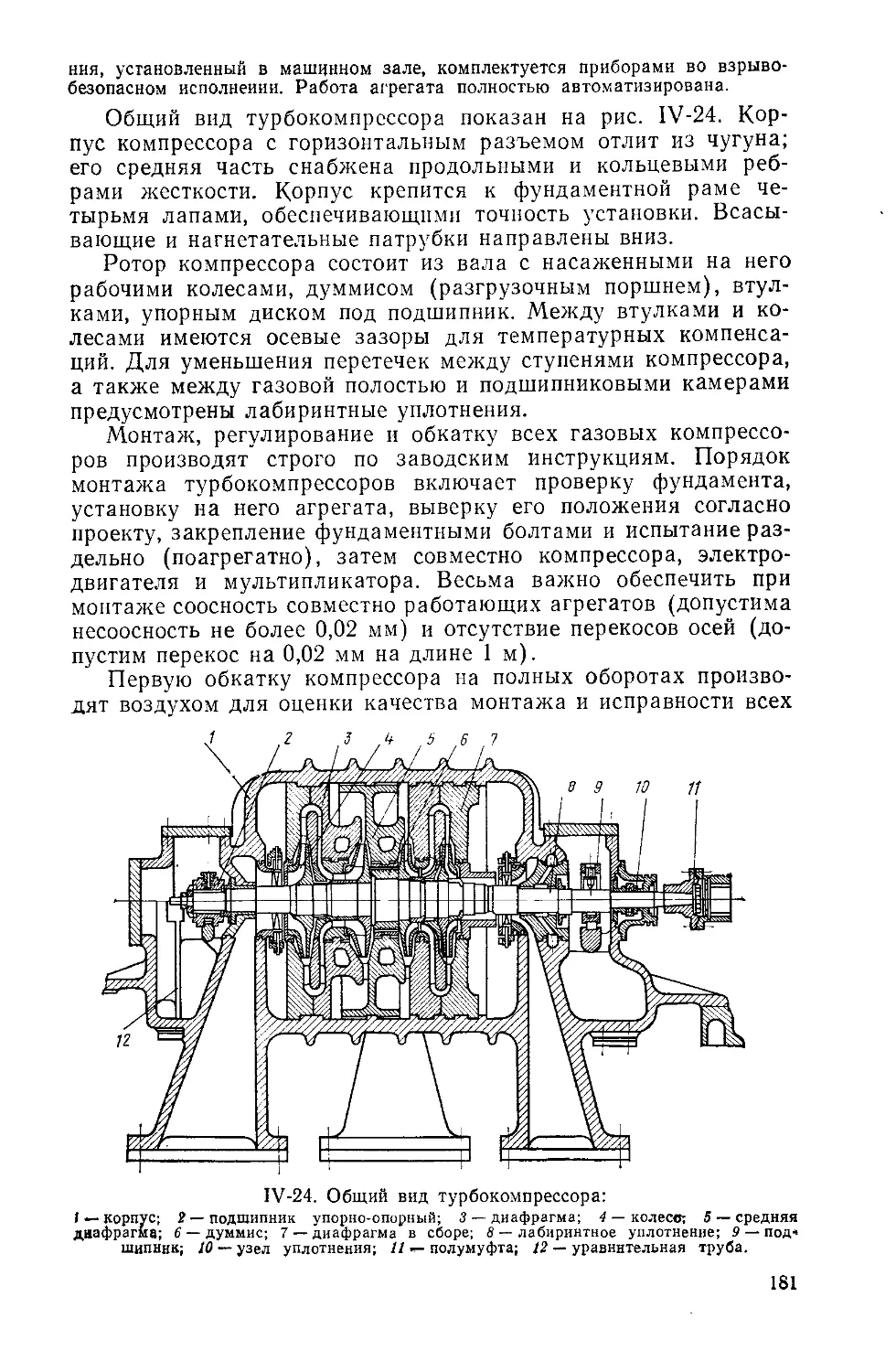
Компрессоры и компрессорные установки............................ 173
Воздушные компрессорные установки.............................174
Газовые компрессорные установки ,.............................177
Вальцы и каландры ............................................... 183
Вальцы........................................................183
Каландры......................................................185
Дробильно-размольное оборудование.................................186
Дробилки.................................................... 186
Мельницы..................................................... 188
Пылеулавливающее оборудование.....................................189
Циклоны.......................................................190
Мокрые пылеуловители..........................................191
Тканевые фильтры..............................................191
Электрофильтры................................................191
Глава V. Безопасная эксплуатация трубопроводов и арматуры .... 192
Классификация трубопроводов...................................... 193
Требования к сборке трубопроводов ................................ 193
Требования к прокладке трубопроводов ............................. 195
Компенсация температурных деформаций...........................196
Дренажи и воздушники...........................................197
Окраска трубопроводов ........................................ 197
Требования к арматуре ............................................ 198
Эксплуатация трубопроводов ....................................... 198
Глава VI. Безопасная эксплуатация электрооборудования...............199
Опасность электротравм при эксплуатации оборудования................200
Действие электрического тока, проходящего через тело человека .... 201
Напряжение прикосновения........................................202
Сопротивление электрической цепи человека ..................... 203
Прикосновение к нетоковедущим частям, оказавшимся под напряже-
нием ...........................................................204
Поражение напряжением шага......................................204
Обеспечение безопасности эксплуатируемых электроустановок...........205
Техника безопасности при эксплуатации электроустановок ............ 207
Основные требования к электрооборудованию ..................... 207
Общие требования при эксплуатации...............................208
Электродвигатели.................................................. 209
5
Глава VII. Защита оборудования от пожаров и взрывов...........210
Показатели пожаро- и взрывоопасности..........................211
Группа горючести..........................................211
Концентрационные и температурные пределы воспламенения .... 212
Предотвращение образования источников зажигания или инициирования
взрыва........................................................212
Защита от электростатических разрядов.....................212
Молниезащита..............................................213
Огнегасительные средства......................................214
Противопожарные мероприятия на рабочих местах.................215
Приложение..............................,.....................216
Литература....................................................218
ПРЕДИСЛОВИЕ
Коммунистическая партия и Советское правительство постоянно уделяют
большое внимание созданию безопасных и здоровых условий труда. Право
граждан на охрану здоровья гарантирует статья 42 Конституции СССР.
Охране труда посвящена глава X Кодекса законов о труде РСФСР. В ней
определены требования безопасности при строительстве и эксплуатации про-
изводственных сооружений и оборудования, а также при проведении различ-
ных технологических процессов.
Создание безопасных условий труда — важнейшая часть общей организа-
ции производственных и трудовых процессов. Поэтому в нашей стране си-
стематически . ведется работа по внедрению на предприятиях современных
эффективных средств техники безопасности н по обеспечению санитарно-ги-
гиенических условий, предотвращающих травматизм и профессиональные за-
болевания.
В настоящее время в химической, нефтехимической и нефтеперерабаты-
вающей промышленности получают широкое развитие укрупненные производ-
ства, цехи и установки, укомплектованные высокопроизводительными агрега-
тами, аппаратами, машинами. Проводится реконструкция действующих про-
изводств с целью повышения их технического уровня, автоматизации и меха-
низации процессов.
Для безопасной эксплуатации сложного по конструкции оборудования и
обеспечения надежности его работы важно неукоснительно соблюдать уста-
новленные эксплуатационные параметры, строго выполнять организационно-
технические мероприятия по надзору и уходу за оборудованием, включая
проведение ремонтов. Совокупность этих мероприятий предусмотрена систе-
мой технического обслуживания и ремонта оборудования или системой пла-
ново-предупредительного ремонта (ППР), осуществляемых соответствующими
службами главных специалистов (механика, энергетика, технолога н т. д.).
Однако на химических, нефтехимических и нефтеперебатывающих пред-
приятиях наиболее часто повторяются несчастные случаи, обусловленные не-
исправностью оборудования и трубопроводов, несвоевременным ремонтом их,
отсутствием должного надзора за эксплуатируемыми объектами, нарушением
режима и правил безопасности при проведении ремонтных работ, пуске и
остановке технологических систем. Нередко серьезные аварии н несчастные
случаи могут быть результатом недостаточных знаний правил техники без-
опасности и профессиональной подготовки обслуживающего персонала.
В настоящей книге автором сделаны попытки обобщить с учетом пере-
дового производственного опыта материал по обеспечению охраны труда на
производственных участках. Прн освещении этой инженерной проблемы воз-
никает необходимость рассмотреть наиболее важные нормы, правила и тех-
нические условия эксплуатации оборудования, а также основные функцио-
нальные обязанности специалистов, занятых обслуживанием оборудования.
Поскольку инженерно-техническим работникам известно устройство тех-
нологического оборудования, технологии его монтажа и ремонта, автор счел
возможным осветить только те особенности ведения технологического про-
цесса н обслуживания оборудования, которые непосредственно связаны с не-
благоприятными условиями труда и нарушениями правил техники безопас-
ности.
Автор выражает благодарность рецензенту Барду В. Л., чьи ценные со-
веты и рекомендации оказались весьма полезными при подготовке рукописи
к изданию.
Глава I
ОБШИБ ВОПРОСЫ ОХРАНЫ ТРУДА
Согласно ГОСТ 12.0002—74 под охраной труда понимается
система законодательных, социально-экономических, техниче-
ских, санитарно-гигиенических и организационных мероприятий,
обеспечивающих безопасность, сохранение здоровья и работо-
способности человека в процессе труда.
Охрана труда — область деятельности инженерно-техниче-
ских работников предприятий, проектных организаций, лиц, при-
званных руководить созданием благоприятных, безопасных
условий высокопроизводительного труда, а также органов, кон-
тролирующих соответствие этих условий узаконенным требо-
ваниям.
Охрана труда организуется, регулируется и контролируется
системой правовых норм, требующих безусловного выполнения
правил и норм по технике безопасности, производственной са-
нитарии и пожарной безопасности. Эти правила и нормы фор-
мируются на основе трудового права, социологии, психологии,
эргономики, экономики, требований медицины, классических и
технических наук, специальных исследований, а также учета
опыта, накопленного во всех отраслях промышленности и транс-
порта.
Охрана труда — обязательная составная часть общей орга-
низации производства и труда. Служба охраны труда выявляет
опасные и вредные элементы процесса труда, исследует их воз-
можные последствия и организует разработку и внедрение эф-
фективных мер безопасности работающих.
СИСТЕМА СТАНДАРТОВ БЕЗОПАСНОСТИ ТРУДА
Обширная программа технического перевооружения произ-
водства, совершенствования техники и технологии предусматри-
вает повышение научно-технического уровня нормативной доку-
ментации по охране труда. В связи с этим в нашей стране
введена Система стандартов безопасности труда (ССБТ), пред-
ставляющая собой комплекс взаимосвязанных стандартов, на-
правленных на обеспечение безопасности труда, сохранение здо-
ровья и работоспособности человека в процессе труда.
ССБТ развивается на всех уровнях: государственном, отрас-
левом и республиканском на основе перспективного и текущего
планирования. Общесоюзные стандарты согласовываются с
ВЦСПС, республиканские и отраслевые — с республиканскими
комитетами и ЦК отраслевых профсоюзов. Все стандарты ССБТ
согласовываются с Министерством здравоохранения СССР или
союзных республик (РСТ). В настоящее время введены в дей-
8
ствие более 600 государственных и отраслевых стандартов, вхо-
дящих в ССБТ.
ССБТ позволяет исключить неверный подход различных ве-
домств к определению многих аспектов охраны труда, способ-
ствует созданию высокой производственной дисциплины на всех
объектах.
Системе государственных стандартов ССБТ присвоен
шифр 12. ССБТ состоит из пяти подсистем с шифрами 0, 1, 2,
3, 4, проставляемыми после шифра 12. Каждый стандарт под-
системы имеет трехзначный порядковый номер, проставляемый
после шифра подсистемы. Последние две цифры в обозначе-
нии стандарта означают год его регистрации. Например,
ГОСТ 12.0.001—74 читается так: «ССБТ, подсистема О, но-
мер 001, 1974 года».
Шифры подсистем означают: 0 — организационно-методиче-
ские стандарты основ построения системы; 1—требования и
нормы по видам опасных и вредных производственных факто-
ров; 2 — требования безопасности к производственному обору-
дованию; 3 — требования безопасности к производственным
процессам; 4 — требования к средствам защиты работающих.
Многие стандарты ССБТ согласованы со стандартами СЭВ
по охране труда. Стандарты безопасности труда широко при-
меняются и в промышленно развитых капиталистических стра-
нах. В разработке международных стандартов безопасности
труда участвуют такие организации, как ИСО (международная
организация по стандартизации), МЭК (международная элек-
тротехническая комиссия), МОТ (международная организация
труда) и др.
Термины и определения
Стандарт ССБТ «Термины и определения» имеет важное
значение для однозначного определения основных понятий и
терминов по безопасности труда, которого следует придержи-
ваться в практической деятельности и особенно при докумен-
тальном оформлении технических и юридических материалов по
охране труда на производстве. Стандартизованные термины и
определения должны применяться по существу, без искажений
и замены на синонимы. Ниже приводятся определения тех тер-
минов, которые наиболее часто употребляются в практике экс-
плуатации оборудования.
Безопасность производственного оборудования. Под безопас-
ностью производственного оборудования подразумевается свой-
ство его сохранять безопасное состояние в процессе хранения,
транспортирования, монтажа, эксплуатации и ремонта согласно
нормативно-технической документации (паспортов, инструкций,
утвержденных ограничений и т. д.). Эта безопасность обеспечи-
вается соответствующими расчетами на прочность, надежность
и долговечность, надлежащим конструктивным оформлением, а
У
также соблюдением утвержденных условий технологии изготов-
ления. Источник опасности проявляется не только в процессе
эксплуатации оборудования. Неправильное хранение его, транс-
портирование, монтаж и ремонт могут привести к авариям (раз-
рушениям, взрывам), представляющим собой весьма серьезную
опасность для жизни людей.
Оборудование химических и нефтеперерабатывающих предприятий, как
правило, работает в системе определенного технологического процесса или
производства, поэтому безопасность его нельзя рассматривать только обособ-
ленно, необходимо учитывать, что связанные с ним звенья технологической
цепи могут инициировать такие опасности, которые не предусмотрены нор-
мативно-техническими показателями. Поэтому важно, чтобы была обеспечена
безопасность всего производственного процесса. Это возможно при строгом
соблюдении параметров эксплуатации всего оборудования и коммуникаций
во взаимосвязи. Современные предприятия оснащаются с этой целью надеж-
ной системой автоматизации и контроля.
Известно, что высокий уровень механизации и автоматизации, а также
надлежащий производственный комфорт создают условия для безопасной
работы, но полностью не исключают возможности аварий и опасности для
обслуживающего персонала при отсутствии должной производственной и тех-
нологической дисциплины, а также систематического контроля за их соблю-
дением.
Безопасность производственного процесса и оборудования способствует
обеспечению безопасности труда, т. е. такому состоянию условий труда, при
котором исключено воздействие на работающих опасных и вредных произ-
водственных факторов.
Опасный и вредный производственные факторы. ГОСТ
12.0.002—74 определены понятия опасных и вредных производ-
ственных факторов.
Эксплуатируемое оборудование может представлять собой
как опасный, так и вредный производственный факторы. Как
опасный фактор, оно в определенных условиях может явиться
причиной травм или внезапного резкого ухудшения здоровья,
как вредный — причиной заболевания или снижения работоспо-
собности. Оба фактора могут иметь физическую, химическую,
биологическую и психофизическую природу.
Наиболее распространена физическая природа опасных и
вредных производственных факторов, к которым относятся раз-
рушающиеся конструкции, движущиеся части машин, запылен-
ность, загазованность, высокая или низкая температура или
влажность воздуха рабочей зоны, шум, вибрация, ультразвук,
опасность поражения электрическим током, недостаточное
освещение, электромагнитные и ионизирующие излучения
и т. д.
Химические, биологические и психофизиологические опасные
и вредные производственные факторы по характеру действия
на организм человека многообразны и стандартом подразделе-
ны на группы.
В охране труда принято различать две системы мероприятий
и средств: технику безопасности и производственную санитарию.
Цель техники безопасности — предотвратить воздействие на ра-
ботающих опасных производственных факторов. Производствен-
10
ная санитария призвана предотвратить воздействие на работа-
ющих вредных производственных факторов. Организационные,
технические, гигиенические и санитарные мероприятия и сред-
ства, обеспечивающие как технику безопасности, так и промыш-
ленную санитарию, в большинстве своем типовые, но в ряде
случаев требуют специальных разработок.
Производственная травма и профессиональное заболевание.
Согласно ГОСТ под производственной травмой понимается трав-
ма, полученная на производстве и вызванная несоблюдением
правил безопасности труда. Профессиональным же заболева-
нием признается такое заболевание, которое вызвано воздей-
ствием на работающего вредных условий труда. Следует
обратить внимание на четкое разграничение понятий производ-
ственной и бытовой травм, так же как и профессионального и
обычного заболеваний.
Характерными производственными травмами являются ме-
ханические (ушибы, переломы), термические (ожоги, обморо-
жения), химические (острые отравления, ожоги), электрические
(местное повреждение организма, поражение жизненно важных
органов и систем), психические (испуг, шок) и др.
Несчастный случай на производстве. Несчастным случаем
на производстве (или просто несчастным случаем) называется
случай с работающим, связанный с воздействием на него опас-
ного производственного фактора. Из приведенного определения
следует, что несчастный случай предполагает обязательное на-
личие у пострадавшего травм или внезапное резкое ухудшение
его здоровья (например, острое отравление, сильный тепловой
удар, обморожение и т. д.).
Кроме стандарта на общие термины и определения основ-
ных понятий в области безопасности труда ССБТ предусматри-
вает также стандарты на термины и определения по отдельным
составным частям (разделам) охраны труда (например, ГОСТ
на термины и определения по электробезопасности). Они уста-
навливают определения терминов, являющихся обязательными
для применения в соответствующих областях науки, техники и
производства, обязательными для применения в документации,
справочной литературе и т. д.
Стандарт на производственное оборудование
ГОСТ 12.2.003—74 в соответствии с СТ СЭВ 1085—78 уста-
навливает общие требования безопасности на производственное
оборудование всех отраслей народного хозяйства, включающие
требования к конструкции, а также к построению и содержанию
стандартов на отдельные группы производственного оборудова-
ния. ГОСТы по безопасности труда на некоторые группы обо-
рудования уже действуют, внедрение ГОСТов на другие группы
является делом времени.
11
Требования безопасности на производственное оборудование
по стандарту предусматривают общие положения, существо ко-
торых можно кратко изложить следующим образом:
1. Безопасность производственного оборудования должна
быть обеспечена в течение всего срока его службы. Для этого
следует выбрать безопасные (в том числе пожаро- и взрывобез-
опасные) конструктивные схемы и конструктивные элементы с
учетом эргономических требований (удобств прн запусках и
управлении), механизации, автоматизации и дистанционного
управления.
2. Эксплуатируемое оборудование должно быть герметич-
ным, удобным для контроля и обслуживания, малошумным, не
выделять в рабочую зону вредных веществ, влаги, тепла, раз-
личных видов излучений в количествах, превышающих установ-
ленные нормами пределы. Важным условием является наличие
защиты от поражения электрическим током и исключение на-
копления зарядов статического электричества в опасных коли-
чествах.
3. Органы управления оборудования должны быть безопас-
ными; по формам и размерам они должны быть удобными для
работы и компоновка их элементов должна сообразовываться
с функциональной значимостью, последовательностью и часто-
той использования.
4. Конструкция производственного оборудования должна
включать средства защиты, к которым предъявляются требова-
ния постоянной готовности и исправности, обеспечения прекра-
щения функционирования оборудования при неисправностях (в
том числе самих средств защиты), звуковой, световой или цве-
товой сигнализации в зонах видимости и слышимости обслужи-
вающего персонала. В качестве средств защиты оборудование
следует окрашивать в сигнальные цвета и снабжать знаками
безопасности, установленными ГОСТ 12.4.026—76.
Указанные требования учтены в стандартах ССБТ приме-
нительно к группам производственного оборудования, в частно-
сти технологического оборудования химических и нефтеперера-
батывающих производств, с учетом их конструктивных и экс-
плуатационных особенностей. Кроме того, в этих стандартах
указаны: опасные участки, подлежащие ограждению, допусти-
мые значения шумовых характеристик, показатели вибраций,
уровня излучений, температурный режим органов управления и
наружных поверхностей оборудования, перечень защитных бло-
кировок и всех защитных средств.
Законом запрещается передача в серийное производство образцов нового
оборудования, не отвечающего требованиям охраны труда и не способствую-
щих максимальному облегчению труда работающих. Исходя из этого, разра-
ботчик или изготовитель нового оборудования должны согласовать свои тех-
нические предложения с органами государственного надзора (Госгортехнад-
зором СССР, Госэнергонадзором, Госсанинспекцией и технической инспекцией
труда ЦК профсоюза).
12
Стандарты на общие требования безопасности
Система стандартов безопасности труда включает стандар-
ты на общие требования безопасности по важнейшим вопросам
охраны труда. К ним относятся стандарты на виды опасностей
(пожарная опасность, опасность взрывов, опасность поражения
электричеством, опасность шума, ультразвука, электрического
и электромагнитных полей, вибраций, несоблюдения санитарно-
гигиенических требований и др.) и на способы и средства обес-
печения безопасности труда в процессе трудовой деятельности
человека (например, на инструмент, изделия светотехники, на
средства индивидуальной защиты и т. д.).
Отраслевые стандарты. Стандарты предприятия
ГОСТы, входящие в систему стандартов безопасности труда,
не могут охватить всех областей, которые в той или иной сте-
пени имеют отношение к охране труда. Поэтому для полного
обеспечения потребностей различных производств разрабатыва-
ются отраслевые стандарты, а также стандарты предприятия.
Объектами такой стандартизации являются оборудование и про-
изводственные процессы, требования к безопасности которых не
охвачены государственными стандартами или имеется необхо-
димость в дополнительных требованиях к ГОСТ, специфичных
для данной отрасли. Иными словами, отраслевые стандарты
конкретизируют нормы и требования ГОСТ.
Общесоюзные правила, нормы и инструкции разрабатыва-
ются научно-исследовательскими институтами и утверждаются
министерствами СССР или Государственными комитетами Со-
вета Министров СССР (например, Госстроем СССР). Они осно-
вываются на ряде ГОСТов и являются обязательными при про-
ектировании, строительстве и эксплуатации предприятий всех
министерств и ведомств страны. Наиболее часто в практике
охраны труда используются СНиП (Строительные нормы и пра-
вила), СН (Санитарные нормы проектирования промышленных
предприятий), ПУЭ (правила устройства электроустановок)
и др.
Отраслевые правила и нормы по технике безопасности и
промышленной санитарии разрабатываются научно-исследова-
тельскими и проектными институтами соответствующих мини-
стерств и ведомств, утверждаются последними по согласованию
с ЦК отраслевого профсоюза. Они обязательны для предприя-
тий данного министерства и ведомства, но при совместном ут-
верждении могут служить документом и для других министерств
и ведомств.
Число отраслевых норм и правил в химической и нефтепере-
рабатывающей промышленности довольно велико, вместе с тем,
порой среди них не оказывается таких, которые необходимы для
данного производства или данного участка. Положения о Еди-
13
ной системе организации работы по охране труда, утвержден-
ные министерствами и ведомствами, предусматривают разработ-
ку стандартов предприятия и инструкций по технике безопасно-
сти с учетом специфики производства и местных условий.
ТРЕБОВАНИЯ К ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
Безопасность труда на действующих производствах зависит
главным образом от надежности и исправности оборудования
и коммуникаций. Опасность могут вызвать нарушение техноло-
гического режима, прекращение подачи электроэнергии, пара,
воды, отказ систем блокировки и защиты и другие причины, но
очагом опасностей всегда оказываются оборудование и комму-
никации (трубопроводы). Эти опасности выражаются в основ-
ном во взрывах и разгерметизации оборудования.
Производственные процессы на химических и нефтеперера-
батывающих предприятиях непрерывно совершенствуются на
основе новых научно-исследовательских разработок и общего
развития науки. Это вызывает необходимость в создании соот-
ветствующего оборудования; подчас не имеющего аналогов.
Специальные научно-исследовательские машиностроительные
институты или конструкторские бюро конструируют оборудова-
ние, исходя из требований и условий, вытекающих из апроби-
рованного технологического процесса, закладываемого в проект
производства.
Разрабатываемое оборудование должно не только полностью
удовлетворять требованиям технологии, но и обеспечивать воз-
можность при эксплуатации соблюдения норм и правил охраны
труда. Достижение высоких технико-экономических показателей
оборудования или всего объекта в ущерб охране труда на дей-
ствующих, реконструируемых или новых производствах непо-
зволительно. Правительственными постановлениями вменено в
обязанность руководителям научных, проектных и конструктор-
ских организаций обеспечение в разработках всех требований
охраны труда с учетом передовых достижений науки и техники
в этой области. С этой целью в названных организациях функ-
ционируют службы, контролирующие и обеспечивающие соблю-
дение всех норм и правил техники безопасности, производствен-
ной санитарии и пожарной безопасности.
Требования к конструкции оборудования в общих чертах
установлены ГОСТ 12.2.003—74 и СТ СЭВ 1085—78.
Оборудование в процессе нормальной эксплуатации должно
сохранять прочность, плотность (герметичность) производитель-
ность и другие технико-экономические показатели в условиях
заданных пределов эксплуатационных параметров, из которых
наиболее важны давление в аппарате, температура стенки или
внутренних устройств его, а также состояние, физико-химические
и коррозионные свойства среды. Паспортные свойства и каче-
14
ство оборудования в течение срока его службы, определяемого
долговечностью, обеспечиваются (восстанавливаются) путем
профилактических ремонтов.
Технологический регламент
Если эксплуатационные характеристики оборудования, под-
твержденные паспортом завода-изготовителя и соответствую-
щими испытаниями, отвечают требованиям процесса, то без-
опасность его эксплуатации будет зависеть только от устойчи-
вости технологического процесса, т. е. от стабильности его пара-
метров, исключающей случайные, даже непродолжительные во
времени отклонения на недопустимые величины. При этом весь-
ма важно качественное постоянство сырья и вспомогательных
материалов. Нередки случаи, когда именно по этой причине в
аппаратах образуются взрывоопасные концентрации или они
подвергаются ускоренному коррозионному разрушению.
Все условия, обеспечивающие ведение технологического про-
цесса в соответствии с проектом, излагаются в технологическом
регламенте. Он служит основным техническим документом,
определяющим оптимальный технологический режим, порядок
проведения операций технологического процесса, обеспечиваю-
щий безопасные условия эксплуатации производства, а также
соблюдение требований охраны окружающей среды.
Соблюдение требований технологического регламента гаран-
тирует сохранность оборудования, безопасность ведения произ-
водственного процесса и исключает аварии.
Состав технологического регламента, содержание его разде-
лов, порядок разработки, согласования, утверждения и оформ-
ления установлены Положением о технологических регламентах
производства продукции на предприятиях и в организациях ми-
нистерств (в министерстве химической промышленности оно
введено с 1982 г.).
Технологический регламент состоит из 13 разделов и ряда
приложений, причем все разделы так или иначе характеризуют
производство и играют важную роль для того, чтобы просле-
дить состояние охраны труда.
Для обеспечения безопасной эксплуатации оборудования
наиболее важны следующие разделы: характеристика произво-
димой продукции, исходного сырья, материалов и полупродук-
тов; нормы технологического режима, в котором даются все па-
раметры работы с допустимыми отклонениями; контроль произ-
водства, в котором указываются все обязательные измерения,
анализы, определяющие состояние производства, а также пере-
чень необходимых средств автоматического регулирования, сиг-
нализации, блокировки, дистанционного управления; возможные
неполадки в работе и способы их ликвидации, в котором ука-
заны конкретные действия персонала для устранения отклоне-
15
ний от норм технологического режима и предотвращения
аварий.
Для обеспечения охраны труда особенно важен раздел «Ос-
новные правила безопасной эксплуатации производства». Раз-
дел содержит: классификацию основных цехов, отделений и на-
ружных установок по взрыво- и пожароопасности, санитарной
характеристике, определение опасностей, условия обеспечения
нормальных санитарно-гигиенических условий труда работа-
ющих. В разделе перечисляются аварийные состояния производ-
ства, способы их предупреждения и устранения, условия, обес-
печивающие соблюдение установленного технологического ре-
жима, правила плановой или аварийной остановки производства
(в том числе и в зимнее время) и оборудования, а также пер-
вого и последующего за ремонтом пуска оборудования в экс-
плуатацию. В разделе указываются индивидуальные средства
защиты, которыми следует пользоваться в конкретных условиях
данного производства.
В отдельном разделе технологического регламента приводится
спецификация на основное технологическое оборудование с пол-
ной характеристикой его. Положение о регламентах содержит
указания о порядке внесения и регистрации изменений и допол-
нений на оборудование, а также на обвязку аппаратов в соот-
ветствии с ГОСТ 2.503—74, запрещающим какие-либо кон-
структивные изменения или доработку оборудования и уста-
навливающим правила внесения изменений в конструкторские
документы на все изделия промышленности.
В технологическом регламенте должен быть перечень обя-
зательных инструкций для всех рабочих мест, к которым отно-
сятся пусковые (для новых производств), общепроизводствен-
ные (общецеховые) инструкции, инструкции по технике безопас-
ности, производственной санитарии и пожарной безопасности,
по подготовке оборудования к ремонту и приему оборудования
из ремонта, по остановке на капитальный ремонт и пуску после
капитального ремонта, по проведению ремонта оборудования.
В этом же разделе дается план ликвидации аварийных ситуа-
ций и аварий.
Основы безопасной эксплуатации оборудования
Основой безопасности эксплуатируемого оборудования явля-
ются его прочность, герметичность и долговечность, или надеж-
ность, в пределах времени, обусловленного проектом. Все эти
качества взаимно связаны и обеспечиваются конструктивными
решениями и расчетами на экстремальные условия эксплуата-
ции, а также применением требуемых конструкционных мате-
риалов, средств контроля и автоматического регулирования.
Механическая прочность оборудования и его конструктив-
ных элементов, т. е. способность их не разрушаться под воздей-
ствием расчетных нагрузок, характеризуется запасом прочности,
b'f
который при расчетах устанавливается в соответствии с реко-
мендациями в зависимости от назначения и условий эксплуата-
ции. Этими же условиями (особенно коррозионными свойствами
и температурой среды) руководствуются при выборе конструк-
ционных материалов.
Герметичность оборудования достигается конструктивными
решениями и применением надежных уплотняющих материа-
лов. Вопросы прочности, герметичности и долговечности обору-
дования рассмотрены в соответствующих разделах книги.
Безопасную работу оборудования химических и нефтепере-
рабатывающих предприятий невозможно обеспечить без необ-
ходимых и надежных контрольно-измерительных приборов, ав-
томатических средств регулирования и управления. Следует
учесть, что эти системы сами по себе тоже не могут быть абсо-
лютно надежными; поэтому для обеспечения безаварийности
предусматривается специальное противоаварийное резервиро-
вание.
Безопасность эксплуатации оборудования обеспечивается
также рядом дополнительных мер. К ним относится, например,
поддержание безопасного соотношения между горючим веще-
ством и окислителем. Автоматическое отключение аппарата от
питания при угрозе образования в нем смеси взрывоопасной
концентрации является одним из важнейших условий безава-
рийности. Предусматривается также ввод в аппарат флегмати-
заторов-веществ, замедляющих или останавливающих нежела-
тельное направление реакции, могущее привести к аварии.
Одним из важных условий надежности и долговечности обо-
рудования является предотвращение коррозионного износа.
В настоящее время известно множество ингибиторов, значитель-
но замедляющих разрушающее действие рабочей среды.
СЛУЖБА ОХРАНЫ ТРУДА
Статья 57 Основ законодательства Союза ССР и союзных
республик о труде, утвержденных Верховным Советом СССР
в 1970 г., обязывает администрацию предприятия обеспечить
здоровые и безопасные условия труда путем внедрения совре-
менных средств техники безопасности, предупреждающих трав-
матизм, и санитарно-гигиенические условия, предупреждающие
возникновение профессиональных заболеваний рабочих и слу-
жащих. Соответствующими статьями Основ законодательства
предусматривается обязательность правил по охране труда для
всех рабочих, служащих и администрации. Таким образом, пра-
вовые и организационные основы службы охраны труда имеют
законодательные начала и отличаются определенной общностью
принципов для всех отраслей народного хозяйства.
В химической и нефтеперерабатывающей промышленности
службы охраны труда организуются в соответствии с Положе-
нием о единой системе ъда^рд^цдгщдшхнике-бежпасности. Эта
» % „ г “ '' * |
| •- »• у;---— -4 ч ' s
( ’ 17
-------------------
система определяет функции и регламентирует обязанности ру-
ководящих и инженерно-технических работников предприятий,
а также порядок, формы и методы их профилактической работы.
Организация службы охраны труда
Управление охраной труда на предприятии — важная часть
общего управления производством. Система работы для обес-
печения безопасности труда на предприятиях предусматривает
необходимость разработки на каждом предприятии по согласо-
ванию с местным комитетом профсоюза Положения о профилак-
тической работе для обеспечения соблюдения правил техники
безопасности и Положения о материальном стимулировании ра-
ботников производственных звеньев за высокие показатели в
области охраны труда. Системой установлены обязанности ад-
министративно-управленческого персонала и начальника отдела
охраны труда и техники безопасности предприятия.
Безопасность труда на предприятиях зависит от соблюдения
инженерно-техническими работниками и рабочими правил и ин-
струкций по технике безопасности, выполнения приказов и рас-
поряжений вышестоящих инстанций, предписаний органов го-
сударственного надзора. Работы, обеспечивающие безопасность
труда, включают внедрение ССБТ и передовых систем профи-
лактической работы, контроль за своевременным составлением,
утверждением и выполнением комплексных планов улучшения
охраны труда, контроль за правильным расходованием средств,
соблюдение действующего положения о расследовании и учете
несчастных случаев, своевременную отчетность об охране труда,
инструктаж и обучение работающих безопасным приемам тру-
да, предварительные и периодические медицинские осмотры
рабочих и служащих, комплексные проверки состояния охраны
труда в производственных подразделениях, отчеты отдельных
руководителей служб, производств и цехов о технике безопас-
ности и др.
Общее руководство созданием здоровых и безопасных усло-
вий труда на предприятии осуществляет директор.
Главный инженер возглавляет всю организационно-техниче-
скую работу по созданию безопасных условий труда. Он руко-
водит работой службы охраны труда и составлением перспек-
тивных и годовых комплексных планов улучшения охраны тру-
да, контролирует выполнение этих планов, рассматривает и ут-
верждает совместно с комитетом профсоюза инструкции по тех-
нике безопасности, обеспечивает разработку планов ликвидации
аварий, лично осматривает производственные объекты и прини-
мает решения для устранения недостатков, возглавляет работу
экзаменационных комиссий по проверке знаний норм и правил
охраны труда инженерно-технических работников и т. д.
Каждый из заместителей директора обязан руководить ра-
ботой по технике безопасности в подчиненных ему службах.
18
Заместитель директора по коммерческим вопросам организует
также своевременное составление заявок и обеспечение произ-
водственных подразделений материалами, оборудованием и при-
борами, необходимыми для выполнения мероприятий по охране
труда, а работающих — необходимыми средствами индивиду-
альной защиты.
Главные специалисты предприятия руководят работой по
технике безопасности в подчиненных им службах, а также орга-
низуют технический надзор за состоянием и эксплуатацией обо-
рудования, приборов, энергоустройств, зданий, сооружений, вен-
тиляционных систем, стационарных систем пожаротушения
и т. д. Они обязаны обеспечивать своевременное и качественное
проведение планово-предупредительных ремонтов и контроль
соблюдения правил охраны труда при ремонте, монтаже обору-
дования и строительстве.
Своевременность и качество разработки и утверждения тех-
нической документации, обеспечивающей безопасное введение
технологических процессов, ее наличие на рабочих местах, со-
блюдение основных технологических параметров контролирует
начальник производственно-технического отдела. Он ведет так-
же учет аварий в технологических цехах.
Приказом директора предприятия все производственные зда-
ния и сооружения, а также территория закрепляются за цехами,
установками и другими подразделениями, начальники которых
на этом основании становятся ответственными за соблюдение
на них всех требований охраны труда.
Начальники цехов, установок, отделений обязаны создать на
рабочих местах условия полной безопасности, обеспечить со-
блюдение технологического регламента, правил и инструкций
по технике безопасности при ведении технологического процесса
и проведении газоопасных, огневых, ремонтных и других работ.
Они должны обеспечить правильную, эффективную и безопас-
ную эксплуатацию оборудования, предохранительных, вентиля-
ционных, осветительных устройств, а также устройств, предна-
значенных для защиты от производственных вредностей. В их
обязанности входит: проверка наличия и состояния средств ин-
дивидуальной защиты, контроль их правильного использования,
разработка плана ликвидации аварий и его изучение персона-
лом, разработка и пересмотр инструкций для рабочих мест, под-
готовка предложений для включения в план улучшения охраны
труда, проведение всех видов обучения и инструктажа, органи-
зация работы квалификационных комиссий.
Безопасность монтажных и ремонтных работ, проводимых
подчиненным персоналом, обеспечивают механики, энергетики
и руководители службы КИПиА производств цехов и участков.
Они обследуют рабочие места, состояние оборудования, электро-
устройств, вентиляционных систем и принимают меры для
устранения выявленных нарушений, проводят инструктаж и
обучение подчиненных работников и т. д.
18
Отделы охраны труда
Для организации работы по охране труда на химических и
нефтеперерабатывающих предприятиях функционируют отделы
охраны труда, подчиненные непосредственно главному инже-
неру. На большинстве предприятий введена должность заме-
стителя главного инженера по технике безопасности.
Структура и штаты отдела утверждаются сообразно кон-
кретным условиям: численности работающих, технической осна-
щенности и характера опасности производства. Основная
обязанность отдела — организация работы по охране труда, ме-
тодическое руководство разработкой и осуществлением меро-
приятий, обеспечивающих здоровые и безопасные условия труда,
контроль изучения и соблюдения законов, норм и правил по
технике безопасности, производственной санитарии и противо-
пожарной профилактике.
Отдел поддерживает связь с технической инспекцией труда
ЦК профсоюза и органами надзора и следит за выполнением
их предписаний ответственными за это лицами. Отдел контро-
лирует работу газоспасательной службы и санитарной лабора-
тории предприятия, паспортизацию санитарно-технического со-
стояния цехов, своевременность проведения инструктажа, обу-
чения, проверки знаний правил, норм и инструкций, соблюдение
установленного порядка допуска персонала к самостоятельной
работе.
Работники отдела имеют право проверять состояние охраны
труда во всех цехах, на всех установках и участках в любое
время; давать предписания руководителям объектов, обязыва-
ющие устранить имеющиеся недостатки и нарушения техники
безопасности; с ведома руководства запрещать работу на от-
дельных производственных участках и агрегатах, если эта ра-
бота опасна для жизни и здоровья работающих; требовать от
руководителей объектов своевременного расследования несчаст-
ных случаев и составления актов о несчастных* случаях.
Полный перечень обязанностей руководителей и специали-
стов служб охраны труда предприятий определяется Типовым
Положением Министерства.
Газоспасательная служба на предприятии
На большинстве химических заводов применяют или выраба-
тывают взрывоопасные и токсичные газы. Эксплуатация подоб-
ных газовых систем особенно ответственна. Внезапное появле-
ние в производственной атмосфере больших объемов газов в
результате нарушения герметичности аппаратов, резервуаров,
коммуникаций при авариях, может создать серьезную опасность,
могущую вызвать тяжелые несчастные случаи. Ликвидация ава-
рий в условиях сильной загазованности требует специальной
20
подготовки людей, поэтому па заводах организуется профессио-
нальная или добровольная газоспасательная служба.
Газоспасательная служба руководит разработкой и осу-
ществлением профилактических мероприятий на газоопасных
участках, за которыми устанавливает постоянный контроль.
Оперативная функция службы заключается в проведении само-
стоятельно или совместно с технологическим персоналом ава-
рийных и газоопасных I и II группы работ, а также в оказании
быстрой и эффективной помощи персоналу, оказавшемуся в
загазованной среде. Газоспасательная служба контролирует
также степень загазованности окружающей среды, исправность
газозащитных средств у рабочих, ремонтирует эти средства,
следит за обеспечением рабочих мест инструкциями по безопас-
ной эксплуатации газоопасных производств.
Планирование мероприятий по охране труда
Советское законодательство о труде устанавливает требова-
ния высокого уровня условий труда и неотъемлемое право ра-
бочих и служащих на создание им безопасных и здоровых усло-
вий труда. В соответствии с Уставом профессиональных союзов
СССР каждое промышленное предприятие ежегодно заключает
с комитетом профсоюза коллективный договор, оговаривающий
взаимные обязательства администрации с одной стороны, и кол-
лектива рабочих и служащих с другой.
В коллективном договоре, принимаемом после широкого и
всестороннего обсуждения всем коллективом, наряду с рядом
вопросов народнохозяйственного значения, намечаются меро-
приятия, направленные на существенное улучшение условий
труда, быта и охраны труда. Обязанности администрации по
дальнейшему совершенствованию состояния охраны труда при-
лагаются к коллективному договору в виде номенклатурных
мероприятий, выполнение которых подлежит строгому контролю.
Президиум ВЦСПС своим постановлением ввел в действие
с 1 июля 1980 г. согласованную с Центральным статистическим
управлением и Министерством финансов СССР Номенклатуру
мероприятий по охране труда, которая является основой для
подготовки комплексных планов улучшения охраны труда и са-
нитарно-оздоровительных мероприятий всеми предприятиями и
организациями.
Проекты планов номенклатурных мероприятий формируются
на предстоящий год на основе всестороннего и глубокого ана-
лиза фактического состояния охраны труда во всех звеньях
предприятия.
Постановлением Секретариата ВЦСПС введен типовой пас-
порт санитарно-технического состояния и условий труда на
объекте с целью выявления производственных участков и рабо-
чих мест, не удовлетворяющих стандартам, нормам и правилам
охраны труда. Заполнение паспорта и систематическая проверка
21
соответствия ему действительных условий труда возлагается
приказом по предприятию на комиссию под председательством
главного инженера, в состав которой входят специалисты соот-
ветствующих служб, профсоюзных органов и санитарного над-
зора. Таким образом, такой паспорт может служить достаточно
объективным материалом для составления плана на следующий
год. План должен учитывать анализ причин, вызывающих наи-
более часто повторяющиеся или наиболее тяжелые травмы, а
также предложения и требования органов государственного и
ведомственного надзора. В план не включают такие мероприя-
тия, которые призваны только сохранить достигнутый уровень
охраны труда, т. е. являются инструктивной обязанностью соот-
ветствующих ремонтных служб и должны выполняться в плано-
вом порядке.
Отдел техники безопасности при оформлении номенклатур-
ных мероприятий осуществляет методическое руководство, а по-
сле их утверждения — контролирует их выполнение.
План профилактической работы не ограничивается только
номенклатурными мероприятиями. В сводный план работ вклю-
чается также проведение обследования состояния охраны труда
в цехах, контроль соблюдения норм, правил, технологических
регламентов, инструкций, предписаний, обсуждения вопросов
охраны труда на совещаниях и собраниях.
Источники финансирования. В нашей стране установлен еди-
ный порядок выделения и расходования средств на мероприя-
тия по охране труда. Мероприятия финансируются из различ-
ных источников в зависимости от их квалификации, объема,
обеспеченности исполнительской документацией (проектами, ве-
домостями, сметами), времени, необходимого для выполнения,
обеспеченности оборудованием и материалами, и наконец, стои-
мости в денежном выражении.
Мероприятия, не требующие капитальных затрат, выполняе-
мые силами цеха или подсобных цехов предприятия, финанси-
руются за счет цеховых и общезаводских расходов. Крупные
мероприятия финансируются за счет капитального строитель-
ства и капитального ремонта.
Предприятия имеют возможность выполнять мероприятия по
охране труда за счет собственных фондов стимулирования и по
банковскому кредиту.
Категорически запрещается расходование денежных средств
и материальных ресурсов, выделенных для охраны труда, на
другие мероприятия.
ИНСТРУКТАЖ, ОБУЧЕНИЕ И ПРОВЕРКА ЗНАНИЙ
ПЕРСОНАЛА ПРЕДПРИЯТИЙ
Сам по себе высокий уровень техники не может гарантиро-
вать полную безопасность производства и людей. Производ-
ством в целом управляет человек и от него зависит, насколько
22
умело и надежно он использует технику, которая в нормальных
эксплуатационных условиях должна быть безопасной. Следует
помнить, что опасности на производстве угрожают прежде всего
здоровью и даже жизни человека. Отсюда и вытекает важность
соответствующей подготовки кадров и постоянное поддержание
на должном уровне их теоретических знаний и практических на-
выков.
По указанию ВЦСПС на всех предприятиях и стройках ор-
ганизованы кабинеты по технике безопасности с современными
учебными и наглядными пособиями. Для обучения рабочих и
повышения уровня инструктажа привлекаются квалифициро-
ванные специалисты. Местным комитетам профсоюза вменен в
обязанность строгий контроль выполнения действующих поло-
жений об обучении и инструктировании рабочих безопасным
методам труда, порядке аттестации рабочих и допуске их к
работе.
На предприятиях химической и нефтеперерабатывающей
промышленности порядок инструктажа, обучения и допуска к
самостоятельной работе установлен соответствующими утверж-
денными положениями. Эти положения составлены на основа-
нии ГОСТ 12.0.004—79 «Организация обучения работающих
безопасности труда. Общие положения».
Согласно положению все работающие, независимо от харак-
тера и степени опасности производства, а также квалификации
и стажа работы по данной специальности или должности, про-
ходят инструктаж и обучение. Установлены порядок организа-
ции и оформления, содержание и объем всех видов инструк-
тажа, обучения и проверки знаний инженерно-технических
работников и рабочих. Общее руководство и организация ин-
структажа, обучения в целом по предприятию возлагается на
руководителя предприятия, а в подразделениях — на руководи-
теля подразделения.
По ГОСТ 12.0.004—79 в зависимости от времени прове-
дения и характера инструктажа подразделяются на: ввод-
ный, первичный на рабочем месте, повторный, внеплановый,
текущий.
Вводный инструктаж. Все принимаемые на работу, незави-
симо от их образования, стажа работы, а также командирован-
ные, учащиеся и студенты, прибывшие на производственное обу-
чение или практику, до начала работы и до издания приказа
о приеме на работу должны пройти вводный инструктаж. Его
проводит инженер по охране труда (технике безопасности) в
кабинете охраны труда или в специально оборудованном поме-
щении с использованием современных технических средств обу-
чения и наглядных пособий.
Программа вводного инструктажа должна быть разработана
с учетом требований стандартов ССБТ, а также всех особенно-
стей производства, утверждена руководителем (главным инже-
нером) предприятия по согласованию с заводским комитетом
23
профсоюза. Факт проведения инструктажа записывается в спе-
циальном журнале регистрации вводного инструктажа (личной
карточке инструктажа) и подтверждается подписями инструк-
тирующего и инструктируемого.
Первичный инструктаж на рабочем месте. Прохождение
вводного инструктажа не дает права принятому на работу лицу
на самостоятельную работу. Все вновь принятые, связанные с
обслуживанием, испытанием, наладкой и ремонтом оборудова-
ния, использованием инструмента, а также выполняющие новую
для них работу, строители и монтажники, работающие на тер-
ритории действующего предприятия, должны пройти первичный
инструктаж на рабочем месте. Этот инструктаж по утвержден-
ным инструкциям проводят руководители подразделений — на-
чальник цеха, смены или мастер с каждым работником
индивидуально с практическим показом безопасных приемов и
методов труда. При этом характеризуются технологический про-
цесс и оборудование данного производственного участка, выпол-
няемая работа и конкретные производственные обязанности ра-
ботника, и, в первую очередь, места повышенной опасности
(опасные зоны), возможные последствия опасностей при работе
и меры их предупреждения. Работника знакомят с техническими
средствами, защитными устройствами по технике безопасности,
мерами обеспечения электробезопасности, предупреждения по-
жаров, способами их тушения, порядком применения индиви-
дуальных средств защиты.
После первичного инструктажа на рабочем месте и провер-
ки знаний (проверяет тот, кто инструктировал) рабочий в те-
чение установленного срока выполняет работу под наблюдением
мастера или бригадира и только после этого допускается к са-
мостоятельной работе. Это отражается в журнале регистрации
или личной карточке инструктажа. Работающий, показавший
неудовлетворительные знания, к работе не допускается и обя-
зан вновь пройти инструктаж.
Повторный инструктаж. Все работающие не реже, чем через
шесть месяцев должны проходить повторный инструктаж с
целью проверки и повышения уровня знания ими правил и ин-
струкций по охране труда. Такой инструктаж проводится по
программе инструктажа на рабочем месте индивидуально, с
группой или бригадой одной профессии.
Внеплановый инструктаж. При изменении правил охраны
труда, технологического процесса или других факторов, влия-
ющих на безопасность труда, замене или модернизации обору-
дования, а также при нарушении работниками требований, ко-
торое может привести к аварии, проводят внеплановый инструк-
таж в объеме первичного инструктажа на рабочем месте. Он
необходим и при перерывах в работе более чем на 30 дней.
В журнале или карточке инструктажа указывается причина про-
ведения этого вида инструктажа.
Текущий инструктаж. Текущий инструктаж проводят с ра-
ботниками, направляемыми на ответственную работу (работа
внутри емкости и др.). Его проведение фиксируется в наряде-
допуске на производство работ.
РАССЛЕДОВАНИЕ И УЧЕТ НЕСЧАСТНЫХ СЛУЧАЕВ
Согласно Положению, утвержденному Президиумом ВЦСПС
13 августа 1982 г., расследованию и учету подлежат несчастные
случаи, происшедшие на или вне территории предприятия при
выполнении пострадавшим трудовых обязанностей, заданий ад-
министрации, руководителя работ в течение рабочего времени
(включая установленные перерывы), перед началом или по
окончании работы, а также при следовании на работу и с ра-
боты. При этом учитываются как рабочее время (включая уста-
новленные перерывы), так и время перед началом и после окон-
чания работы, необходимое для ее подготовки и завершения.
Случаи профессиональных хронических отравлений и про-
фессиональных заболеваний расследуются в порядке, установ-
ленном Министерством здравоохранения СССР.
Несчастные случаи, имевшие место при самовольном исполь-
зовании пострадавшим в личных целях рабочего времени, обо-
рудования и инструмента, при спортивных играх на территории
предприятия, при хищениях, в результате опьянения могут быть
признаны не связанными с производством. Вывод администра-
ции о том, что несчастный случай не связан с производством,
должен быть согласован с комитетом профсоюза. В спорных
случаях заключение технического инспектора труда о связи не-
счастного случая с производством, полученное по запросу проф-
союзного комитета, является обязательным.
О несчастном случае пострадавший или очевидец несчаст-
ного случая немедленно извещает мастера или другого руково-
дителя работ, который обязан срочно организовать первую по-
мощь пострадавшему или его доставку в медицинский пункт,
сообщить своему руководству и по возможности сохранить до
расследования обстановку на рабочем месте и состояние обору-
дования и коммуникаций такими, какими они были в момент
происшествия. Начальник цеха срочно оповещает о несчастном
случае руководство предприятия и комитет профсоюза.
Сокрытие факта несчастного случая от руководства должно
быть исключено, медицинская часть предприятия ежедневно
представляет руководству предприятия и комитету профсоюза
сведения о несчастных случаях и о случаях, не повлекших по-
терю трудоспособности, но требующих перевода пострадавшего
на другую работу.
Расследование всех несчастных случаев на производстве, вы-
звавших потерю у работника трудоспособности не менее одного
дня или необходимость перевода его на другую работу, произ-
водится комиссией, создаваемой администрацией, в составе
25
начальника цеха или руководителя соответствующего подразде-
ления, начальника отдела (инженера) охраны труда и техники
безопасности, общественного инспектора по охране труда или
другого представителя профсоюзного комитета предприятия.
Комиссия по расследованию несчастного случая обязана в те-
чение 24 ч расследовать обстоятельства и причины, при которых
произошел несчастный случай; составить акт по форме Н 1 в
четырех экземплярах; разработать мероприятия по предупреж-
дению несчастных случаев и направить их руководителю пред-
приятия для утверждения.
Утвержденные акты формы Н-1 по одному экземпляр) на-
правляются начальнику цеха, начальнику отдела охраны труда
и техники безопасности, профсоюзному комитету, техническому
инспектору труда.
Акт формы Н-1 с материалами расследования подлежит хра-
нению на предприятии в течение 45 лет. Администрация обяза-
на выдать пострадавшему заверенную копию акта.
Специальное расследование несчастных случаев
Групповые несчастные случаи, происшедшие одновременно с
двумя и более работниками, несчастные случаи с тяжелыми
или смертельным исходами подлежат специальному расследо-
ванию комиссией в составе технического инспектора труда ЦК
или совета профсоюзов, представителя вышестоящей организа-
ции, руководителя предприятия или его заместителя, предста-
вителя комитета профсоюза предприятия. На предприятиях,
подконтрольных Госгортехнадзору СССР, расследование прово-
дится комиссией в соответствии с инструкцией Госгортехнадзора
СССР и Положением, утвержденным Президиумом ВЦСПС.
Комиссия составляет акт специального расследования по ут-
вержденной форме, оформляет другие необходимые материалы
в течение 10 дней и направляет их по установленному перечню.
Министерством здравоохранения СССР 22 сентября 1980 г.
утверждена схема определения тяжести производственных
травм. Определение степени тяжести травмы является компе-
тенцией врача, который учитывает характер и локализацию
имеющихся повреждений, их опасность для жизни и здоровья
пострадавшего.
Анализ причин возникновения несчастных случаев
Администрация предприятия обязана на основании актов
Формы Н-1 по установленным формам составлять отчет о по-
страдавших при несчастных случаях. Руководство предприятия
проводит анализ причин несчастных случаев на производстве,
рассматривает их в коллективах цехов, а также разрабатывает
и осуществляет мероприятия для профилактики производствен-
ного травматизма.
26
На предприятиях широко используют статистический метод
анализа травматизма и несчастных случаев. Он позволяет уста-
новить некоторые обобщенные обстоятельства, которые могут
оказаться весьма ценными при проектировании новых произ-
водств или усовершенствовании действующих, для правильной
организации трудового процесса. Например, статистические
данные показывают, что в химических производствах наиболь-
ший процент несчастных случаев так или иначе связан с экс-
плуатацией оборудования.
ЦСУ СССР установлен расчет следующих относительных
показателей производственного травматизма: по числу постра-
давших при несчастных случаях, связанных с производством,
на 1000 работающих; по числу человеко-дней нетрудоспособно-
сти на одного пострадавшего, а также на 1000 работающих. Эти
показатели позволяют вынести общую оценку состояния трав-
матизма на предприятии и в отрасли.
Для детального технического анализа применяют моногра-
фический метод, при котором исследуется весь комплекс усло-
вий происшедших несчастных случаев, включая подробную ха-
рактеристику технологии, оборудования, трудовых операций,
рабочего места, передвижения людей и предметов, наличие за-
щитных средств, режим труда, психологические факторы и т. д.
Разработка автоматических информационных систем учета,
анализа, широкое применение современных средств обработки
данных позволяют подвести научную основу под планирование
мероприятий для предупреждения несчастных случаев и прогно-
зирования безопасности труда. Со временем будут созданы
условия, чтобы система автоматизированного управления про-
изводством включала также автоматизированное управление
безопасностью труда.
КОНТРОЛЬ СОБЛЮДЕНИЯ НОРМ И ПРАВИЛ ОХРАНЫ ТРУДА
Для безаварийной и безопасной эксплуатации оборудования
необходимо в процессе его монтажа и испытания точно выпол-
нять все содержащиеся в его паспорте и инструкциях указания.
Исправление обнаруженных ошибок или внесение необратимых
изменений возможно только в строгом соответствии с ГОСТ
после письменного согласия завода-изготовителя.
Обслуживание и ремонт эксплуатируемого оборудования
проводят по инструкциям завода-изготовителя или, при их от-
сутствии, по отраслевым нормалям. Безопасность эксплуатации
исправного оборудования зависит от соблюдения технологиче-
ского режима его работы, поэтому важнейший вид контроля —
контроль соблюдения технологического регламента каждого
производства, который осуществляет служба главного тех-
нолога.
Система профилактической работы предусматривает утверж-
денные обязанности инженерно-технических работников по
27
обеспечению безопасности труда на предприятиях, главнейшие,
из которых в части эксплуатации оборудования приведены
ниже.
Начальник смены или участка обеспечивает безопасное ве-
дение технологического процесса, лично контролирует соблю-
дение параметров опасных стадий производства и устраняет
обнаруженные нарушения, ежедневно проверяет состояние тех-
нологического оборудования, средств автоматики и т. д.
Механик или энергетик цеха (мастер ремонтной службы)
ежедневно проверяет состояние безопасной эксплуатации обо-
рудования, подготовленность рабочих мест к ремонтным рабо-
там, ведет учет и анализирует все нарушения правил техни-
ческой эксплуатации оборудования, обеспечивает выполнение
мероприятий для улучшения условий труда и техники безопас-
ности и т. д.
Начальник цеха ежедневно проверяет записи в сменном
журнале и журнале профилактической работы по технике без-
опасности, дает указания об устранении выявленных наруше-
ний, обеспечивает своевременное выполнение предписаний и за-
мечаний органов надзора и контроля и т. д.
Главные специалисты предприятия контролируют выполне-
ние мероприятий, предусмотренных расследованиями, обследо-
ваниями, распоряжениями, письмами и обеспечивают их выпол-
нение, анализируют имевшие место нарушения правил техники
безопасности, участвуют в разработке организационно-техниче-
ских мероприятий по охране труда, обеспечивают их выполне-
ние и т. д.
В должностных инструкциях всех инженерно-технических
работников цехов, производств и служб предприятия записано,
что технический надзор за эксплуатацией и состоянием обору-
дования, трубопроводов, производственных зданий и сооруже-
ний является их постоянной обязанностью.
ТЕХНИЧЕСКИЙ НАДЗОР ЗА СОСТОЯНИЕМ
И ЭКСПЛУАТАЦИЕЙ ОБОРУДОВАНИЯ
Общее руководство и контроль проведения технического
надзора за состоянием технологического и общезаводского
оборудования и технологических трубопроводов осуществляет
главный механик, а энергетического оборудования — главный
энергетик предприятия. Непосредственно функции технического
надзора выполняют секторы технического надзора отделов глав-
ного механика или главного энергетика или старшие инженеры
этих отделов по техническому надзору.
Работники службы технического надзора систематически
контролируют выполнение требований по эксплуатации, состоя-
нию и ремонту оборудования, соблюдению правил техники без-
опасности в строгом соответствии с действующими нормами
н правилами. Акты о выявленных нарушениях с предписанием
28
об их устранении передаются администрации цехов и про-
изводств.
Руководители службы участвуют в расследовании аварий,
в разработке инструкций по контролю и определению техниче-
ской пригодности оборудования, а также мероприятий для
предотвращения аварий и обеспечения безопасности эксплуата-
ции. Они контролируют правильность ведения паспортов и дру-
гой технической документации в цехах и подразделениях, отно-
сящихся к эксплуатации, содержанию и ремонту оборудования,
контролируют работу лаборатории дефектоскопии и т. д.
Соблюдение норм технологического регламента в части экс-
плуатации оборудования и технологических трубопроводов конт-
ролирует начальник производственно-технического отдела и его
служба.
РАССЛЕДОВАНИЕ АВАРИЙ НА ПРЕДПРИЯТИЯХ
По инструкции Госгортехнадзора СССР, согласованной
с ВЦСПС, органы Госгортехнадзора расследуют не только ава-
рии, приведшие к несчастным случаям, но также и аварии I и
II категорий, которые не привели к несчастным случаям. Целью
таких расследований является изучение и предупреждение
в дальнейшем подобных аварий.
В соответствии с изменением к Приложению № 1 к Инструк-
ции по расследованию аварий, не повлекших за собой несчаст-
ных случаев на подконтрольных Госгортехнадзору СССР пред-
приятиях и объектах *, к авариям I категории в химической
и нефтехимической промышленности относятся аварии, в ре-
зультате которых полностью или частично выведено из строя
производство и восстановление его требует специальных ассиг-
нований. Под специальными ассигнованиями следует понимать
выделение средств для ликвидации последствий аварий мини-
стерством и Советом Министров СССР.
К авариям II категории на предприятиях химической и неф-
техимической промышленности относятся аварии, в результате
которых выведено из строя основное и вспомогательное техноло-
гическое оборудование, повреждены инженерные сооружения,
вследствие чего полностью или частично прекращен выпуск про-
дукции и для восстановления производства требуются затраты
более нормативной суммы амортизационных отчислений на пла-
новый капитальный ремонт объекта этого производства, но не
требуется специального ассигнования.
Аварии расследуются органами Госгортехнадзора совместно
с вышестоящей хозяйственной организацией (или с министер-
ством) и комитетом профсоюза (или представителем ЦК соот-
ветствующего профсоюза). Руководители предприятий обя-
заны немедленно сообщить об авариях газоспасательной части,
* Изменение к Приложению № 1 утверждено Госгортехнадзором 18.02.80,
Министерством химической промышленности 25.02.80, Министерством нефте-
химической и нефтеперерабатывающей промышленности 25.02.80.
29
пожарной команде, вышестоящей организации инспекции Гос-
гортехнадзора, технической инспекции профсоюза, органам про-
куратуры.
Все аварии, не отнесенные к I и II категориям, должны рас-
следоваться в порядке, установленном министерством.
НАДЗОР И КОНТРОЛЬ ВЫПОЛНЕНИЯ ТРЕБОВАНИЙ
ПО ОХРАНЕ ТРУДА
Выполнение требований охраны труда контролируют спе-
циально уполномоченные на то государственные органы и ин-
спекции. Они не зависят в своей деятельности от администрации
поднадзорных предприятий и их вышестоящих организаций. Го-
сударственный надзор осуществляет также инспекция труда
ЦК профсоюза.
Выполнение требований охраны труда подчиненными пред-
приятиями контролируют министерства и ведомства (ведом-
ственный контроль).
Комитет профсоюза организуют общественный контроль дея-
тельности администрации предприятий по вопросам охраны
труда.
Государственный надзор
Высший надзор за соблюдением норм и правил охраны труда
министерствами, местными органами государственной власти,
предприятиями, а также отдельными должностными лицами
осуществляет Генеральный прокурор страны.
Государственный надзор за соблюдением предприятиями са-
нитарно-гигиенических норм и правил, а также противоэпиде-
миологических правил осуществляют органы Госсаннадзора
Министерства здравоохранения СССР и министерств здраво-
охранения союзных и автономных республик. Они требуют от
предприятий проведения соответствующих мероприятий в уста-
новленные сроки, дают заключения по проектам предприятий,
запрещают или приостанавливают впредь до выполнения необ-
ходимых мероприятий эксплуатацию производственных объ-
ектов.
Контроль внедрения и соблюдения стандартов безопасности
труда на предприятиях, а также проверку метрологического
обеспечения безопасности труда, необходимого для достижения
единства и требуемой точности измерений, характеризующих ее
параметров, осуществляет ГОССТАНДАРТ СССР.
В обязанности Государственного комитета СССР по надзору
за безопасным ведением работ в промышленности и горному
надзору (Госгортехнадзор СССР) и его республиканских и
местных органов входит обеспечение соблюдения всеми мини-
стерствами, ведомствами, предприятиями и должностными ли-
цами требований по безопасному ведению работ в промышлен-
ности и проведения ими профилактической работы по этим
вопросам, а также предупреждения аварий и производственного
30
Травматизма. Они осуществляют государственный надзор: за
состоянием безопасности ведения работ в химической, нефте-
химической промышленности, в промышленности минеральных
удобрений и в ряде других отраслей, за изготовлением, устрой-
ством н безопасной эксплуатацией подъемных сооружений, ко-
тельных установок и сосудов, работающих под давлением, тру-
бопроводов для пара и горячей воды и др.
Важной областью деятельности республиканских и местных
органов Госгортехнадзора СССР является контроль соответ-
ствия применяемого оборудования категории производства по
взрывной, взрыво-пожарной и пожарной опасности.
Государственный пожарный надзор в СССР осуществляется
Главным управлением: пожарной охраны Министерства внут-
ренних дел СССР. Органы государственного пожарного над-
зора контролируют соблюдение министерствами, ведомствами,
предприятиями и должностными лицами правил и норм, на-
правленных на предотвращение пожаров, обеспечение безопас-
ности людей. Они разрабатывают рекомендации по усилению
пожарной защиты объектов, а также правила пожарной без-
опасности, дают заключения по проектам, контролируют выпол-
нение предприятиями противопожарных требований и т. д.
Техническая инспекция ЦК профсоюза (в частности, ЦК
профсоюза рабочих химической и нефтехимической промышлен-
ности и инспекции республиканских, краевых и областных ко-
митетов осуществляют государственный надзор в тесной связи
со всеми другими органами государственного надзора. Техни-
ческие инспекторы труда ведут надзор за выполнением всех
требований по охране труда, за правильностью расследования
и учета несчастных случаев, определяют ответственность за не-
счастные случаи. Технический инспектор труда наделен широ-
кими правами, которые позволяют добиться выполнения его
требований по обеспечению администрацией предприятия всех
условий охраны труда.
Надзор за проведением мероприятий, обеспечивающих без-
опасное обслуживание электрических и теплоиспользующих
установок, за их техническим состоянием, за выполнением всеми
потребителями энергии действующих правил устройства элек-
троустановок и их технической эксплуатации на всех предприя-
тиях, независимо от их ведомственной принадлежности, осу-
ществляют органы Государственного надзора Министерства
энергетики и электрификации СССР (Госэнергонадзор СССР).
Общественный контроль
Общественный контроль деятельности администрации пред-
приятий в области охраны труда осуществляют внештатные тех-
нические инспекторы и комиссии по охране труда республикан-
ских и областных комитетов профсоюза, а также комиссии по
охране труда комитетов профсоюза предприятия и цеха и об-
щественные инспекторы при профгруппах.
31
На каждом предприятии при комитетах профсоюза на обще-
ственных началах создаются и функционируют комиссии по
охране труда. Они призваны оказать помощь комитетам проф-
союза в контроле соблюдения правил и норм по технике без-
опасности и производственной санитарии путем широкого при-
влечения общественности.
Общественные инспекторы по охране труда избираются проф-
группой для непосредственного контроля на рабочих местах
выполнения требований охраны труда, всех действующих инст-
рукций и распоряжений.
Рассмотрением мероприятий для улучшения охраны труда
н целесообразного использования средств, выделенных на эти
цели, занимается также постоянно действующее производствен-
ное совещание, функционирующее на предприятии согласно по-
ложению, утвержденному Советом Министров СССР и ВЦСПС.
Ответственность за нарушение норм и правил
по охране труда
Виновные в нарушении норм и правил по охране труда
в зависимости от степени вины могут привлекаться к обществен-
ной ответственности (решением общественных организаций и
товарищеских судов), дисциплинарной ответственности, преду-
смотренной типовыми правилами внутреннего трудового рас-
порядка (наложение на должностных лиц в порядке подчинен-
ности замечания, выговора, строгого выговора, перевод на срок
до трех месяцев на нижеоплачиваемую работу, смещение на
низшую должность на тот же срок и увольнение), администра-
тивной ответственности (штраф), материальной ответственности
(взыскание с должностных лиц полностью или частично суммы,
выплаченной предприятием потерпевшему при несчастном слу-
чае или профессиональном заболевании).
Наиболее строга уголовная ответственность, предусмотрен-
ная уголовными кодексами РСФСР и союзных республик. За
нарушение правил техники безопасности и производственной
санитарии, в результате которых на производстве имели место
или могли иметь место тяжелые несчастные случаи, виновные
должностные лица могут наказываться лишением свободы сро-
ком до одного года, а при несчастных случаях со смертельным
исходом или тяжелыми телесными повреждениями одновре-
менно нескольких лиц — лишением свободы сроком до 5 лет.
Г л а в а II
ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
Производственная санитария, представляющая собой состав-
ную часть охраны труда, ГОСТ 12.0.002—74 определена как
система организационных, гигиенических и санитарно-техниче-
32
ских мероприятий и средств, предотвращающих воздействие на
работающих вредных производственных факторов.
Известно, что вредные производственные факторы могут
оказаться не только причиной снижения работоспособности,
расстройства нормальной функциональной деятельности орга-
нов и заболевания работающих, но и в зависимости от уровня
и продолжительности своего воздействия превратиться в опас-
ный производственный фактор и стать причиной несчастного
случая.
Законодательством об охране труда предусматривается не-
обходимость обеспечения на каждом предприятии здоровых
условий труда, т. е. таких, при которых полностью исключаются
проявления вредных производственных факторов. Соблюдение
санитарно-гигиенических норм и правил приобретает особое
значение в связи с развитием индустрии во всех областях на-
родного хозяйства.
Источниками вредных производственных факторов могут
являться ненормальные метеорологические условия, наличие
в окружающей среде вредных веществ, шум, вибрации, электро-
магнитные волны, ионизирующие излучения и т. д. Предот-
вращение воздействия на человека этих вредных факторов в
объемах, превышающих допустимые нормы, и создание ком-
фортных условий труда является задачей производственной
санитарии.
Требования производственной санитарии обеспечиваются
прежде всего при проектировании каждого предприятия, т. е.
при выборе соответствующей технологии и территории для
строительства, при ориентации объекта по отношению к уже
существующим или планируемым в перспективе, при размеще-
нии производственных и подсобных помещений, технологических
цехов и установок, а также оборудования.
Промышленные объекты химической и нефтеперерабатываю-
щей промышленности проектируются в строгом соответствии
с «Санитарными нормами проектирования промышленных пред-
приятий» (СН) и другими нормативными документами.
Соблюдение норм и правил производственной санитарии
в процессе эксплуатации предприятия является обязанностью
администрации каждого производственного участка.
ПРОЕКТНОЕ ОБЕСПЕЧЕНИЕ ТРЕБОВАНИЙ
ПРОИЗВОДСТВЕННОЙ САНИТАРИИ
Санитарные нормы проектирования промышленных пред-
приятий обязывают отделение жилой застройки от предприятий,
их отдельных объектов, являющихся источниками выделения
в окружающую среду вредных и неприятно пахнущих веществ,
а также повышенных уровней шума, вибрации, ультразвука,
электромагнитных волн, радиочастот, статического электриче-
ства и ионизирующих излучений санитарно-защитными зонами.
2 Зак. 373
33
В зависимости от мощности, условий проведения технологиче-
ского процесса, характера и количества выделяемых на пред-
приятии вредностей и степени неблагоприятного воздействия
их на людей и окружающую среду (с учетом предусмотренных
мер) отличают пять классов объектов, для которых следует
выдержать ширину санитарно-защитной зоны: I класс —
1000 м, II — 500 м, III —300 м, IV—100 м, V —50 м.
Размеры санитарно-защитных зон для отдельных крупных
комплексов химической и нефтеперерабатывающей промышлен-
ности устанавливаются для каждого конкретного случая сов-
местным решением Главного санитарно-эпидемиологического
управления Минздрава СССР и Госстроя СССР.
К первому классу согласно СН относятся, в частности, пред-
приятия по переработке нефти, нефтяного газа, каменного
угля, производства аммиака, удобрений, хлора; бензола, фе-
нола, толуола, ртути, сажи, серной и соляной кислот, капролак-
тама и др. Ко второму классу относятся предприятия по пере-
работке нефти с содержанием серы менее 0,5%, производства
пластических масс, химических органических реактивов, искус-
ственных волокон, уксусной кислоты и др. Производство би-
тума, гудрона, шин, лаков и красок, олифы, многих минераль-
ных солей, винилацетата, поливинилацетата, пенопласта и др.
относятся к третьему классу.
Отнесение производств к тому или иному классу весьма от-
ветственно потому, что является исходным условием для раз-
мещения проектируемого объекта; оно должно соответствовать
действующим нормативным документам или согласовываться
с Госстроем СССР.
Санитарно-защитные зоны для объектов, применяющих ра-
диоактивные вещества, устанавливаются специальными сани-
тарными нормами и правилами, утвержденными в установлен-
ном порядке.
Оборудование, технологические установки, выделяющие про-
изводственные вредности, размещаются в соответствии с тре-
бованиями норм технологического проектирования.
При проектировании в целях предотвращения распростра-
нения производственных вредностей на близлежащие предприя-
тия, населенные пункты и сельскохозяйственные угодья, учиты-
ваются рельеф местности, климатические данные, условия есте-
ственного проветривания и прямого солнечного облучения
и данные, характеризующие направление, повторяемость и ско-
рость ветров. При размещении различных предприятий и про-
изводств или их отдельных объектов необходимо стремиться
к тому, чтобы они сосредоточивались в обособленных зонах не
только с учетом их взаимосвязи по производственным функ-
циям, но и по общности санитарной характеристики.
ГОСТ 12.3.002—75 «Процессы производственные. Общие тре-
бования безопасности» устанавливает необходимость обеспече-
ния безопасности производственных процессов путем выбора
3-*
производственных помещений или открытых площадок, соот-
ветствующим выбором, размещением и порядком обслужива-
ния производственного оборудования, организацией рабочих
мест и т. д.
Согласно ГОСТ 12.2.003—74 «Оборудование производствен-
ное. Общие требования» необходимо, чтобы производственное
оборудование в процессе эксплуатации не загрязняло выбро-
сами вредных веществ окружающую среду выше норм, уста-
новленных в стандартах СЭВ. Оно в течение всего срока службы
не должно создавать опасности в результате воздействия влаж-
ности, солнечной радиации, механических колебаний, высоких
и низких давлений и температур, агрессивных веществ, ветро-
вых нагрузок, обледенения, микроорганизмов и т. д. Оборудо-
вание, выделяющее вредные вещества в больших количествах
или особо вредные, должно изолироваться в отдельных помеще-
ниях и обслуживаться с пультов управления, расположенных
в безопасном месте.
Генеральный план проектируемого объекта составляется
в соответствии с нормами санитарных разрывов между зда-
ниями и сооружениями с учетом их конструктивных особенно-
стей и наличием световых проемов, обеспечивающих в них тре-
буемое по нормам естественное освещение. Например, расстоя-
ние между зданиями и сооружениями, освещаемыми через
оконные проемы, должно быть не менее наибольшей высоты про-
тивостоящих зданий и сооружений.
Размеры производственных зданий определяются, исходя из
размещаемых в них оборудования, коммуникаций и площадок
обслуживания. Однако они должны удовлетворять установлен-
ным нормам, т. е. наименьшим допустимым значениям; площади
и объема производственного помещения на одного работающего
соответственно 4,5 м2 и 15 м3; высота этажа — 3 м; размеров
пешеходных туннелей, галерей и эстакад — высота 2,1 м, ши-
рина 1,5 м и т. д. Нормы предусматривают также величину
площадей на одно рабочее место во вспомогательных помеще-
ниях промышленных предприятий, например в конструкторских
бюро —6 м2, в рабочих комнатах управлений — 4 м2 и т. д.
Для всех зданий, в том числе и для тех, для которых преду-
смотрены вентиляционные устройства, должна быть обеспечена
возможность естественного проветривания через открывающиеся
форточки, фрамуги, створки общей площадью не менее 20 %
от площади световых проемов.
Стены и полы помещений должны быть облицованы мате-
риалами, стойкими к среде, а также неспособными адсорбиро-
вать выделяющиеся вредности.
В зависимости от санитарной характеристики производствен-
ных процессов нормы проектирования предусматривают спе-
циальные санитарно-бытовые помещения и устройства для ра-
ботников, занятых непосредственно на производстве: гарде-
робные, умывальники, уборные, комнаты отдыха, душевые,
устройства для обогревания или охлаждения работающих,
устройства обеспыливания, обезжиривания и сушки специаль-
ной одежды, обуви и средств индивидуальной защиты, ножные
ванны, комнаты личной гигиены женщин и т. д.
Для производств, вызывающих загрязнение рабочей одежды,
гардеробные для хранения рабочей и домашней одежды должны
размещаться раздельно по сторонам душевых или умывальных.
При необходимости перед гардеробной рабочей одежды обособ-
ленно оборудуется установка для обеспыливания и обезврежи-
вания спецодежды.
Предприятия должны быть обеспечены питьевой водой
(в том числе для горячих производств — приготовленной в спе-
циальных сатураторных газированной водой), качество которой
удостоверено органами санитарного надзора, в количествах, не
менее установленных норм (примерно 4—5 л в смену на одного
работника горячего цеха). Нормами предусматривается также
расход воды на хозяйственные нужды и душевые. Необходимо
предусмотреть надежное предотвращение случайного соедине-
ния сетей хозяйственно-питьевого водоснабжения с сетями во-
допроводов непитьевого качества воды.
Особое внимание должно быть уделено проектированию ка-
нализационных систем и очистных сооружений в соответствии
с требованиями охраны природы и окружающей среды.
Для медицинского обслуживания при промышленных пред-
приятиях в зависимости от списочного состава работающих
должны предусматриваться общезаводские врачебные или
фельдшерские пункты.
ТРЕБОВАНИЯ К ВОЗДУХУ РАБОЧЕЙ ЗОНЫ
Общие санитарно-гигиенические требования к температуре,
влажности, скорости движения воздуха и содержанию вредных
веществ в воздухе рабочей зоны устанавливает ГОСТ 12.1.005—76
«Воздух рабочей зоны. Общие санитарно-гигиенические требо-
вания». Состояние воздушной среды рабочей зоны в значитель-
ной мере определяет самочувствие работающего, а следова-
тельно, его работоспособность и внимание к возможным опас-
ностям.
Контроль и регулирование метеорологических условий. ГОСТ
12.1.005—76 устанавливает оптимальные и допустимые сочета-
ния температуры, относительной влажности и скорости движе-
ния воздуха на рабочих местах в зависимости от ряда условий:
избытка явного тепла, тяжести выполняемой работы (категории
работы), сезона года. При соблюдении утвержденных парамет-
ров метеорологических условий обеспечивается терморегуляция
организма человека, т. е. такой теплообмен между его телом
и окружающей средой, при котором температура тела постоянно
сохраняется нормальной. Оптимальные значения параметров
обеспечивают для работающих тепловой комфорт, допустимые
3(j
же значения могут снизить работоспособность человека, по-
этому они должны ограничиваться по продолжительности.
Метеорологические условия вне помещений нельзя нормиро-
вать; необходимо принимать соответствующие меры, чтобы за-
щитить организм от переохлаждения зимой и перегрева, сол-
нечного или теплового ударов — летом. Для этого ограничивают
продолжительность непрерывного пребывания работающих на
открытых площадках, устраивают комнаты или кабины отдыха
с обогревом или вентиляцией, зонты, а также снабжают рабо-
чих соответствующей спецодеждой.
На большинстве химических и нефтеперерабатывающих
предприятий измерением параметров метеорологических усло-
вий и их сверкой с нормами занимаются санитарные лаборато-
рии. Измерения и контроль производятся по утвержденному
графику на определенных производственных участках в соот-
ветствии с общими требованиями ГОСТ 12.1—005—76. Темпе-
ратуру воздуха внутри помещения измеряют тарированными
термометрами с ценой деления 0,2°. При замерах температуры
наружного воздуха следует защитить термометр от воздействия
прямых лучей солнца и атмосферных осадков. Температуру на-
гретых поверхностей измеряют поверхностными термопарами
или пирометрами.
Относительная влажность воздуха, под которой понимается
выраженное в процентах отношение давления водяных паров,
содержащихся в воздухе (абсолютная влажность) к давлению
водяных паров, насыщающих пространство при данной темпера-
туре (наибольшему количеству насыщенных паров), определяют
по показаниям сухого и мокрого термометров простых или аспи-
рационных психрометров согласно таблицам и графикам.
Средние скорости движения воздуха измеряют анемомет-
рами: крыльчатыми в диапазонах скоростей 0,3—5,0 м/с; ча-
шечными— 1—20 м/с.
На все измерительные приборы и методики пользования ими
имеются соответствующие ГОСТы, которых следует строго при-
держиваться.
Нормальные метеорологические условия должны быть обес-
печены проектным решением строящегося или реконструируе-
мого объекта путем рациональных объемов и площадей про-
изводственных помещений, рационального размещения в них
оборудования, максимальной механизации и автоматизации тру-
доемких работ и работ, выполняемых в условиях холода, защиты
работающих от тепловых источников, соответствующих средств
для предупреждения переохлаждения и простудных заболева-
ний, для эвакуации влаги с поверхностей интенсивного испа-
рения и т. д.
Температурный режим зависит от наличия в рабочей зоне
нагретых поверхностей (главным образом поверхностей обору-
дования и открытых поверхностей сырья, полуфабрикатов, про-
дукции). Интенсивность тепловых излучений, длина электро-
37
магнитных волн, посредством которых передается энергия, за-
висят от температуры, физических свойств, размеров и состоя-
ния поверхностей. Поверхности при температуре 500 °C излу-
чают световые (видимые) и инфракрасные (невидимые) лучи.
Наибольший нагрев кожи человека вызывают инфракрасные
лучи. Воздух не поглощает лучи, но тело человека, его одежда,
стены помещения, предметы, находящиеся в нем, поглощают
их и нагреваются.
Наиболее радикальным способом защиты от тепловых излу-
чений следует считать надежную теплоизоляцию, при которой
температура наружной поверхности изоляции оборудования не
должна быть выше 45 °C. Исходя из этого, выбирают соответ-
ствующий изоляционный материал и расчетным путем опреде-
ляют необходимую толщину изоляционного слоя. В тех случаях,
когда невозможно изолировать источники теплоизлучений, на
пути распространения последних для защиты рабочих мест
устанавливают стационарные или съемные отражающие, погло-
щающие или отводящие экраны. Их необходимость в ряде про-
изводств подсказывается требованием постоянного наблюдения
за поверхностью излучения; для этого применяют прозрачные
экраны из кварцевого и силикатного стекла, тонкой металличе-
ской пленки на стекле или полупрозрачные экраны из металли-
ческой сетки, армированного стекла и т. д.
Рабочим, подвергающимся воздействию тепловых излучений,
должны быть созданы особые условия труда, обеспечивающие
периодический отдых в течение смены в специально отведенных,
хорошо вентилируемых местах; им выдают спецодежду и инди-
видуальные защитные приспособления (щитки, светофильтры,
очки и т. д.). Работающих в горячих цехах должны снабжать
подсоленной газированной водой (наличие газа лучше утоляет
жажду, а соль способствует восстановлению солевого баланса
и удержанию воды в тканях организма человека).
ХИМИЧЕСКИ ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ
Проектная разработка каждого технологического процесса
или оборудования должна исключать выделение в воздух рабо-
чих зон вредных паров, газов и аэрозолей (коллоидных систем,
образуемых взвешенными в воздухе капельками жидкости или
твердыми частичками) в количествах, могущих оказаться вред-
ными для работающих.
По ГОСТ 12.1.005—76 установлены предельно допустимые
концентрации (ПДК) в воздухе рабочей зоны (в помещениях
и на открытых площадках) вредных веществ 646 наименований
и аэрозолей, преимущественно фиброгенного действия — 57 наи-
менований. Каждое вещество отнесено к одному из четырех
классов опасности. К первому классу отнесены вещества чрез-
вычайно опасные, ко второму — высокоопасные; к третьему —
умеренно опасные, к четвертому — малоопасные. ПДК новых
38
химических веществ, йе значащихся в ГОСТ, утверждаются
Министерством здравоохранения СССР.
Под предельно допустимыми концентрациями понимаются
концентрации, которые при работе по рабочему графику (но не
более 41 часов в неделю), в течение всего рабочего стажа не
могут вызвать заболеваний или отклонений в состоянии здо-
ровья, обнаруживаемых современными методами исследования,
в процессе работы или в отдаленные сроки жизни настоящего и
последующих поколений.
Санитарные нормы устанавливают ПДК вредных веществ в
атмосферном воздухе населенных пунктов, которые значительно
ниже ПДК для рабочих зон, но учитывают также запах и раз-
дражающее действие этих веществ.
Действие токсичных (ядовитых) веществ в определенных
условиях может выражаться в расстройстве нервной системы,
органов дыхания и пищеварения, нарушении состава крови, по-
ражении кожи и слизистых оболочек и т. д. Большие концентра-
ции этих веществ или их продолжительное действие могут вы-
звать острые или хронические отравления и серьезные профес-
сиональные заболевания. Высокая температура воздуха снижает
сопротивляемость организма человека действию ядовитых ве-
ществ, особенно когда последние летучи или легкоиспаряемы.
Токсичные вещества могут проникать в организм человека
через органы дыхания, желудочно-кишечный тракт и кожу. По
тем же путям они могут выделяться из организма. В организме
эти вещества в большинстве своем подвергаются окислению,
гидролизу и другим реакциям, в результате которых становятся
либо менее токсичными (бензол, толуол), либо более токсич-
ными (метанол, оксид углерода). Некоторые вещества (ртуть,
свинец, фтор) имеют свойство накапливаться в организме, вы-
зывая тяжелые хронические отравления.
Одновременное действие нескольких токсичных веществ мо-
жет усилить или ослабить отравляющие свойства наиболее силь-
ного яда или вызвать суммарный эффект. Согласно ГОСТ при
одновременном содержании в воздухе рабочей зоны нескольких
вредных веществ однонаправленного действия должно быть вы-
держано соотношение
- с‘ -(—+ + Сп 1
пдк, ПДК2 пдк„
где С,, Сз, .... Сп — фактические концентрации каждого из веществ в воз-
духе помещения; ПДК,, ПДК2, ПДКЛ — предельно допустимые концен-
трации этих веществ.
Если содержащиеся в воздухе вещества не однонаправлен-
ного действия, то их ПДК остаются такими же, как и при изо-
лированном действии.
ГОСТ устанавливает предельные требования к контролю фак-
тического содержания вредных веществ в воздухе рабочей зоны,
заключающиеся в способе отбора проб, периодичности контроля
зэ
и т. д. Периодичность санитарно-химического контроля опреде-
ляют органы санитарного надзора в зависимости от класса
опасности вещества, находящегося в воздушной среде, и от ха-
рактера технологического процесса. Наличие вредных веществ
1-го и 2-го классов опасности должно контролироваться преиму-
щественно непрерывно.
Необходимо учесть, что ГОСТ 12.1.007—76, кроме ПДК при-
водит также средние смертельные дозы при введении в желу-
док, нанесении на кожу, смертельную концентрацию в воздухе
вредных веществ 1—4-го классов опасности.
Отличают лабораторные, экспрессные и автоматические ме-
тоды определения фактических концентраций вредных веществ.
Лабораторный или аналитический метод основан на различного
рода анализах, иногда довольно длительных. Менее точные ре-
зультаты, но за короткое время обеспечивают экспрессные ме-
тоды анализа с помощью анализаторов разового действия —
индикаторных трубок (ГОСТ 12.1-014—79). Количественное со-
держание в воздухе диоксида углерода легко определить опти-
ческими газоанализаторами. Наиболее совершенными считаются
методы автоматического качественного и количественного ана-
лиза газов и автоматическое оповещение о превышении ПДК.
Согласно ГОСТ на предприятиях, производственная деятель-
ность которых связана с вредными веществами, должны быть
разработаны нормативно-технические документы по безопас-
ности труда при производстве, применении и хранении этих ве-
ществ, а также должен осуществляться комплекс организацион-
но-технических, санитарно-гигиенических и медико-биологиче-
ских мероприятий.
Наиболее радикальной мерой предотвращения воздействия
вредных веществ на организм работающих является тщательная
и надежная герметизация оборудования и коммуникаций. Если
это условие выполнено, то опасность может возникнуть только
при ремонтных работах. В связи с этим, начало, проведение и
завершение ремонтов должны быть строго регламентированы.
Помещения, в которых установлено оборудование, содержа-
щее вредные вещества, должны быть снабжены вентиляцией.
В необходимых случаях предусматривается также аварийная
вентиляция для быстрой эвакуации внезапно появившихся вред-
ностей. Как правило, аварийная вентиляция должна включаться
автоматически, будучи сблокированной с сигнализатором взры-
воопасных концентраций.
Работники в цехах, где перерабатываются или обращаются
вредные вещества, снабжаются средствами индивидуальной за-
щиты; они пользуются рядом льгот (сокращенным рабочим
днем, дополнительным отпуском, специальным питанием и т. д.),
а также проходят систематические медицинские осмотры для
предупреждения профессиональных заболеваний.
Производственные пыли. Ряд производств в химической и
нефтеперерабатывающей промышленности связан с выделением
40
производственной пыли (например, приготовление катализато-
ров, отбеливающих земель, транспортирование, дробление или
размол полуфабрикатов и готовой продукции). В зависимости
от физических свойств и дисперсности пыли могут оседать на
поверхности помещения и оборудования или находиться во взве-
шенном состоянии. Независимо от свойств, все производствен-
ные пыли могут вызвать у людей профессиональные заболева-
ния легких и дыхательных путей.
Методами количественного и качественного контроля на
каждом рабочем месте определяют концентрацию пыли в воз-
духе, ее состав, степень дисперсности, форму пылинок, токсич-
ность и растворимость. В промышленных условиях запыленность
контролируют специальными приборами (поточными ультра-
микроскопами, фотометрами, электронными пылемерами и др.).
Меры защиты работающих от запыленности рабочей атмо-
сферы аналогичны тем, которые были перечислены для защиты
от вредных веществ, включая вентиляцию и средства индиви-
дуальной защиты (особенно респираторы).
ВЕНТИЛЯЦИЯ ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЙ
В производственных помещениях или ограниченных рабочих
зонах нормальные условия воздушной среды создаются путем
вентиляции, т. е. организованного и регулируемого воздухооб-
мена. Общие требования к вентиляции и кондиционированию
определяются санитарными нормами проектирования промыш-
ленных предприятий СН 245—71, чистоты воздуха в рабо-
чей и обслуживаемых зонах помещений устанавливает СНиП
П-ЗЗ—75. Отопление, вентиляция и кондиционирование воздуха:
ГОСТ 12.4.021—75 «Системы вентиляции». В зависимости от
способа перемещения воздуха в рабочих помещениях вентиля-
ция делится на естественную и искусственную (механическую).
Специфика химических производств, как правило, требует
для воздухообмена устройства вентиляции с механическим по-
буждением. Однако в некоторых случаях необходимый воздухо-
обмен обеспечивается естественной вентиляцией. При больших
избытках тепла в высоких помещениях естественная вентиляция
может обеспечить воздухообмен, измеряемый миллионами кубо-
метров в час.
В вентилируемое помещение должно подаваться такое коли-
чество наружного воздуха, которое способно ассимилировать
тепло и газовыделения. Это количество определяется по расчет-
ным формулам, приводимым в СНиП П-ЗЗ—75 для ассимиляции
избытка явного тепла, избытка влаги, избытка полного тепла
и выделяющихся вредных веществ. При наличии нескольких
факторов, на которые ведутся отдельные расчеты, в основу
проекта закладывают большую из полученных величин.
Вместе с тем количество воздуха, подаваемого в помещение,
должно быть таким, чтобы концентрации взрывоопасных газов
41
и паров в воздухе помещения не превышали 5 % нижнего пре-
дела взрываемости. Кроме того, количество подаваемого воздуха
не должно быть меньше минимальной нормы, установленной на
одного человека в производственном помещении в зависимости
от объема, приходящегося на одного человека, а именно
30 м3/ч — при объеме менее 20 м3, 20 м3/ч — при объеме 20 м3
и более. При отсутствии возможности естественного проветрива-
ния помещения минимальное количество воздуха устанавли-
вается из расчета 60 м3/ч на одного человека или не менее одно-
кратного обмена в помещении в час.
Согласно СН количество потребного вентиляционного воз-
духа по кратности воздухообмена можно устанавливать только
в случаях, специально оговоренных в утвержденных докумен-
тах. Например, в цехах гидрирования бензола производства
капролактама кратность воздухообмена должна быть не
ниже 10.
Возможность применения естественной вентиляции должна
согласовываться с условиями ведения технологического процесса
и пребывания людей. В помещениях с объемом на каждого ра-
ботающего более 40 м3 предусматривается периодически дейст-
вующая естественная вентиляция через открывающиеся окна и
фонари, если в этих помещениях не выделяются вредные или
неприятно пахнущие вещества.
Движущей силой естественной вентиляции является поло-
жительная разность между массой наружного воздуха и воздуха
в помещении, т. е. гравитационное давление. В расчетах действие
ветра учитывается только при проектировании защиты вентиля-
ционных проемов и шахт, а также при вентиляции помещений
без избытка явного тепла в теплый период года.
Неорганизованный естественный воздухообмен в помещении
через неплотности в проемах зданий (инфильтрация) наблю-
дается постоянно, особенно при ветре. Однако эффективна орга-
низованная естественная вентиляция (аэрация), при которой
обеспечивается регулируемый воздухообмен.
Для осуществления аэрации помещения оборудуют регули-
руемыми створками: нижними — на отметке не менее 0,3 м от
пола, но не выше 1,8 м и верхними — на уровне не менее 4 м.
Воздухообмен регулируется изменением положения створок в
зависимости от времени года, температурной ситуации в поме-
щении и силы ветра. Не менее 20 % общей площади световых
проемов в боковом остеклении помещения должно быть откры-
ваемым и иметь устройства для изменения направления воздуха
вверх — вниз. Наибольший воздухообмен, в котором бывает не-
обходимость в летнее время, обеспечивается при полностью от-
крытых нижних створках и створках фонарей.
При больших выделениях тепла с целью увеличения грави-
тационного давления на крышах промышленных зданий уста-
навливают вытяжные вентиляционные трубы. В необходимых
случаях на вытяжных трубах устанавливают дефлекторы — спе-
42
циальные насадки, которые, обдуваясь ветром, создают с под-
ветренной стороны разрежение и усиливают тягу. Эффектив-
ность дефлекторов тем выше, чем выше он установлен и чем
сильнее ветер. Размеры дефлекторов определяют по эксперимен-
тальным данным в зависимости от их числа, дислокации и об-
щего объема воздухообмена.
Механическая вентиляция
В производственных помещениях, в которых требуется соблю-
дение стабильного и направленного воздухообмена независимо
от внешних условий, предусматривают вентиляцию с механиче-
ским побуждением (механическую вентиляцию).
Механическая вентиляция не исключает естественную венти-
ляцию и в ряде случаев эксплуатируется совместно с ней.
Совершенные системы механической вентиляции снабжаются
устройствами для обработки приточного воздуха (его очистка,
нагрев, увлажнение) и очистки удаляемого воздуха, который,
как правило, выбрасывается через высокие трубы с тем, чтобы
обеспечить его рассеивание в атмосфере.
Отличают приточную, вытяжную и приточно-вытяжную си-
стемы вентиляции.
Приточная система вентиляции работает по следующей при-
мерной схеме. Чистый наружный воздух из воздухозаборного
устройства по приемному воздуховоду поступает на прием вен-
тилятора, который нагнетает его через фильтры, калориферы,
вентиляционные коллекторы и воздухораспределительные
устройства в вентилируемое помещение. Устье воздухозаборного
устройства должно располагаться в таком участке, где наруж-
ный воздух наиболее чистый.
Тип вентиляторов и электродвигателей к ним подбирается в
зависимости от параметров вентиляционных систем, а также от
коррозионных, эрозионных свойств вентилируемой среды и сте-
пени ее взрыво- и пожароопасности.
При вытяжной системе в вентиляцию загрязненный или теп-
лый воздух забирается из помещения через ответвления возду-
ховода вентилятором, нагнетается в устройства для очистки от
пыли или газов и затем выбрасывается в выхлопную трубу.
В вытяжных системах иногда применяются эжекторы, несмотря
на их низкий КПД.
Избыток воздуха при приточной вентиляции удаляется из
помещения, а свежий воздух при вытяжной вентиляции посту-
пает в помещение через неплотности в проемах, т. е. неорганизо-
ванно. Поэтому наиболее стабильной считается приточно-вытяж-
ная система вентиляции, состоящая из одновременно работаю-
щих приточной и вытяжной вентиляций. Регулируя количество
отсасываемого и нагнетаемого воздуха, в вентилируемом поме-
щении можно создать некоторый избыток давления, чтобы
предотвратить поступление извне загрязненного воздуха, или
43
некоторое разрежение, чтобы не распространить вредности в со-
седние помещения или в окружающую среду. Во всех других
случаях баланс между притоком и вытяжкой устанавливается
уравновешенным.
При отсутствии естественной вентиляции система общеоб-
менной приточно-вытяжной вентиляции должна состоять из та-
кого числа установок или быть так сблокирована с соседними
установками, чтобы при возможных авариях системы обеспечи-
валось не менее 50 % требуемого воздухообмена.
В ряде случаев вредные выделения имеют локальный харак-
тер и их распространение по всему объему предотвращается
устройством местных вентиляционных отсосов. Такие отсосы
уменьшают необходимый для ассимиляции газовыделений об-
щий воздухообмен в помещении.
Вредные вещества отсасываются вентиляторами непосред-
ственно с рабочих мест и поверхностей оборудования (напри-
мер, от электролитических ванн, сушилок, аппаратов с откры-
тыми люками и т. д.). Над этими местами или у краев
открытых поверхностей устанавливаются зонты или приемные
коллекторы.
Легкие и токсичные газы (например, ацетилен, водород, ме-
тан, этилен) должны удаляться из-под верхнего перекрытия по-
мещения через аэрационные фонари, дефлекторы или другие
устройства.
Воздух, удаляемый местными отсосами и содержащий пыль
или вредные и неприятно пахнущие вещества, должен выбра-
сываться в атмосферу только после надлежащей очистки.
Наиболее распространенными устройствами местной приточ-
ной вентиляции являются воздушные души и воздушные завесы.
В первом случае на рабочего направляется струя свежего воз-
духа, во втором — в холодное время года создается воздушная
струя у дверей и технологических проемов отапливаемых зданий.
Аварийная вентиляция, которая предусматривается для по-
мещений, в воздухе рабочей зоны которых возможно внезапное
поступление больших количеств вредных веществ, обычно рассчи-
тывается на основании ведомственных документов или проверен-
ных исходных данных и выполняется вытяжной. Воздухообмен,
обеспечиваемый аварийной вентиляцией вместе с обычной про-
изводственной вентиляцией, должен быть не менее восьмикрат-
ного в течение одного часа по внутреннему объему помещения.
При превышении допустимых пределов концентрации опас-
ных газов в помещении аварийная вентиляция должна автома-
тически включаться и отключаться, когда эта концентрация
придет в норму.
Воздуховоды приточной вентиляции снабжаются распреде-
лительными патрубками (насадками), с помощью которых регу-
лируют количество и направление воздуха в различные участки
помещения. Размещение распределительных патрубков, пра-
вильный выбор их размеров и направления весьма существенно
44
для эффективности и экономичности вентиляционной системы.
Вытяжные отверстия располагаются максимально близко к
источникам выделения вредностей, распределители приточного
воздуха располагаются в местах наименьшего выделения вред-
ностей.
Размещение воздуховодов и оборудования, правила эксплуа-
тации вентиляционных систем регламентируются утвержденными
правилами (ПБВХП-74, ПВНП-78). Все вентиляционные уста-
новки должны иметь условное обозначение и порядковый номер,
который наносится несмываемой краской на корпусе вентиля-
тора и на воздуховодах.
Испытание и наладка вентиляционных устройств
Эффективность работы вентиляционных устройств устанав-
ливается по замерам параметров метеоусловий и по содержанию
вредных веществ в воздухе производственного помещения при
полной загрузке по мощности всего оборудования согласно тех-
нологическому регламенту и при наиболее неблагоприятных по-
годных условиях. Вентиляционные системы должны удовлетво-
рять санитарно-гигиеническим требованиям воздушной среды на
рабочих местах при одновременном соблюдении допустимых
норм загрязнения удаляемого из помещения воздуха.
Законченные монтажом вентиляционные системы подверга-
ются испытанию для установления соответствия проектных объ-
емов и параметров вентиляционного воздуха (фактическим).
Перед началом испытаний проводится тщательное обследование
системы, выявляются и устраняются обнаруженные дефекты и
недоделки, проверяются фактические тепло- и газовыделения от
технологического оборудования и коммуникаций, которые сопо-
ставляются с данными, заложенными в расчеты при проектиро-
вании и т. д.
Эксплуатируемые вентиляционные установки подвергают
аэродинамическим испытаниям, которые проводят в сроки,
утвержденные графиком, но не реже одного раза в год, а также
после каждого капитального ремонта и реконструкции. При этом
проверяются санитарно-гигиеническое состояние воздушной сре-
ды в рабочих зонах, общее состояние воздуховодов, воздухо-
распределительных и вытяжных устройств (включая местные
отсосы), пылеулавливающих устройств, фильтров, калориферов,
вентиляторов и т. д. Аэродинамические испытания следует про-
водить по ГОСТ 12.3.018—79 «Системы вентиляционные. Методы
аэродинамических испытаний». Этот ГОСТ устанавливает ме-
тоды измерений и обработки результатов при определении рас-
ходов воздуха и потерь давления. Измерения производятся на
прямолинейных участках (без отвода, шиберов, диафрагм и
т. п.) длиной не менее восьми гидравлических диаметров (шесть
до и два после мерного сечения в направлении движения
воздуха). ГОСТ указывает возможность выбора мерных сечений
45
также для коротких прямолинейных участков и в местах вне-
запного изменения сечения канала. Испытания проводят по
предварительно составленной программе, в которой указываются
цели, а также режим работы оборудования.
Результаты аэродинамических испытаний заносятся в техни-
ческий паспорт и эксплуатационный журнал вентиляционной
установки.
Испытания проводятся до и после наладки систем, в про-
цессе которой устраняются обнаруженные дефекты, например,
неплотности в соединениях, заменяются изношенные роторы
вентиляторов, загрязненные фильтры и т. д. Основной задачей
наладки является создание проектной производительности
системы.
В результате аэродинамических испытаний механических
вентиляционных систем определяются их фактическая произво-
дительность по нагнетаемому или отсасываемому воздуху, дав-
ления, развиваемые вентиляторами, а также скорости и объемы
воздуха, перемещаемого через вентиляционные отверстия
(в частности, воздухораспределители и отсосы).
Приемку, испытание и эксплуатацию вентиляционных систем
проводят в соответствии с указанными выше ведомственными
правилами.
Организация надлежащей службы эксплуатации вентиля-
ционных установок — важнейшая обязанность технического ру-
ководства предприятия. Ответственным за общее состояние
всего вентиляционного хозяйства на предприятии является глав-
ный инженер, за эксплуатацию и исправное состояние — началь-
ник цеха. Конкретная структура и содержание службы контроля
за состоянием и исправностью, а также за эксплуатацией вен-
тиляционных систем (вентиляционное бюро, инженеры по вен-
тиляции) определяется в зависимости от особенностей и объ-
емов производства.
Все вентиляционные системы должны эксплуатироваться в
соответствии с рабочими инструкциями, утвержденными главным
инженером. В графиках планово-предупредительных ремонтов
необходимо предусмотреть количество осмотров, ремонтов и их
продолжительность. В каждом цехе должен быть журнал по
обслуживанию вентиляционного оборудования, в котором реги-
стрируются данные по выявленным неисправностям и их устра-
нении и другие данные по эксплуатации.
Кондиционирование воздуха
В тех случаях, когда нормальные метеорологические условия
и чистота воздуха в помещениях не могут быть обеспечены вен-
тиляцией, применяют кондиционирование воздуха. Система кон-
диционирования состоит из кондиционера воздуха, воздуховодов,
запорно-регулирующих устройств с автоматическим приводом и
оборудования для рециркуляции воздуха.
46
Исправная работа системы кондиционирования во многом
зависит от исправности клапанов автоматического контроля и
регулирования, поэтому периодически и при каждом ремонте
проверяют надежность и соответствие паспортным характери-
стикам этих клапанов. Систематической ревизии подвергаются
также водяной насос и насосы для подачи в кондиционер
тепло- и хладоагента. Поверхности теплообменного оборудова-
ния (калориферов, холодильников, нагревателей воды), филь-
тров, наконечники (форсунок) оросителей очищают от налетов.
Масло в самоочищающихся фильтрах по мере загрязнения за-
меняют свежим.
Распределение воздуха от кондиционеров по площади рабо-
чей зоны должно быть равномерным.
Оборудование систем вентиляции, кондиционирования и воз-
душного отопления для взрыво- и пожароопасных помещений
должно размещаться в изолированных помещениях. Это требо-
вание обязательно также для случаев, когда шум от оборудова-
ния в помещении выше нормы.
ОТОПЛЕНИЕ ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЙ
В холодное время года недостаток тепла в закрытых поме-
щениях восполняют отоплением, если такое восполнение не пре-
дусмотрено системами вентиляции или кондиционирования.
Основные требования к системам отопления — равномерность
нагрева воздуха помещения, взрыво- и пожаробезопасность, воз-
можность регулирования.
Системы отопления, вид теплоносителя и тип нагреватель-
ных приборов в зависимости от назначения помещений, как и
основные требования к ним, установлены СНиП П-ЗЗ—75. Для
производственных помещений предусмотрены воздушные, паро-
вые и водяные системы отопления с радиаторами или водяное
со встроенными в строительные конструкции нагревательными
элементами и стояками. Для помещений с производствами ка-
тегорий А, Б и Е предусматриваются системы воздушного ото-
пления, использующие наружный воздух (без рециркуляции;
системы водяного и парового отопления таких помещений до-
пускаются в тех случаях, когда нет опасности самовоспламене-
ния веществ в результате соприкосновения с поверхностями на-
гревательных приборов и трубопроводов.
Для систем отопления с местными нагревательными прибо-
рами температура теплоносителя — горячей воды должна быть
не более 150°C, пара — не более 130°C. Для помещений с про-
изводствами категорий А, Б и Е температура теплоносителя не
должна превышать 80 % значения температуры самовоспламе-
нения содержащихся в них газов, паров или пыли.
Местные нагревательные приборы в помещениях категорий
А, Б и Е должны быть гладкими, легко очищаемыми от пыли
и грязи. Их располагают в доступных для осмотра и ремонтов
47
местах. Местные отопительные приборы с температурой тепло-
носителя более 130 °C должны ограждаться экранами из несго-
раемых материалов, располагаемыми на расстоянии не менее
100 мм.
ПРОИЗВОДСТВЕННОЕ ОСВЕЩЕНИЕ
Одним из существенных элементов организации производ-
ственного процесса является удовлетворительное рациональное
освещение рабочих зон и помещений. Оно обеспечивает необхо-
димую зрительную информацию для производительной работы
и для стабильного ориентирования работающего по отношению
к окружающим предметам.
Отличают естественное, искусственное и совмещенное осве-
щение. Нормы на эти виды освещения для зданий и сооруже-
ний, мест проведения работ вне зданий, промышленных площа-
док и т. д. установлены СНиП П-4—79. По задачам зрительной
работы помещения подразделяются на четыре группы. К произ-
водственным помещениям I группы относятся помещения, в ко-
торых работающие фиксируют зрение на рабочей поверхности;
ко II группе—помещения, в которых ведется только надзор за
работой технологического оборудования; к III — помещения, в
которых производится обзор окружающего пространства при
очень кратковременном различении объектов; к IV — помеще-
ния, в которых происходит общая ориентировка в пространстве
(проходы, коридоры, санузлы и т. п.Е,,.
Помещения, в которых постоянно^пребывают люди, должны
иметь естественное освещение. Оно нормируется коэффициентом
естественной освещенности (КЕО) — отношением естественной
освещенности, создаваемой в некоторой точке заданной плоско-
сти внутри помещения непосредственным или отраженным светом
неба, к одновременному значению наружной горизонтальной
освещенности, создаваемой светом полностью открытого небо-
свода, выраженным в процентах. СНиП указывает методику
определения по таблицам норм естественного освещения в зави-
симости от расположения световых проемов, поясов светового
климата, ориентации световых проемов по сторонам горизонта.
ГОсвещенность при искусственном освещении нормируется в
люксах (лк). Совмещенное освещение, т. е. освещение, при ко-
тором недостаточное по нормам естественное освещение допол-
няется искусственным, нормируется в КЕО.
Нормированные значения КЕО и освещенности при искусст-
венном освещении для производственных помещений принимают
по СНиП согласно характеристике зрительной работы по точ-
ности, контраста объекта различения с фоном и характеристики
фона (темный, средний, светлый). Нормы предусматривают для
зрительной работы наивысшей точности 5000 лк при искусствен-
ном освещении и КЕО-10 при естественном освещении. Наи-
меньшая освещенность, устанавливаемая для помещений, где
43
работающие бывают периодически, соответственно 30 лк и
КЕО-0,1. Для постоянного наблюдения за ходом производствен-
ного процесса или оборудованием требуется освещение 75 лк
и КЕО-0,2. Для цехов химических предприятий, вырабатываю-
щих кислоты, щелочи, едкие химические реактивы, ядохими-
каты, удобрения, а также для электролитических цехов СНиП
устанавливает коэффициенты запаса (при естественном осве-
щении 1,5—2, при искусственном—1,5—1,8), которые учиты-
вают снижение освещенности вследствие загрязнения и старения
стекол, ламп, светильников и внутренних поверхностей поме-
щения. J
"Нормы предусматривают освещенность при общем освеще-
нии: для ремонтных работ 200 лк; для складов емкостей хими-
ческих и легковоспламеняющихся жидкостей 20—30 лк; для
фронта форсунок печей 100 лк. Машинные залы насосных, комп-
рессорных, турбовоздуходувок и другие, в которых постоянно
находится персонал, относятся по зрительной работе к IV раз-
ряду (средней точности), для них установлены нормы освещен-
ности 150 лк, КЕО при естественном освещении 0,8—3, при со-
вмещенном освещении 0,5—1,8.
Значительное превышение нормативной освещенности в ряде
случаев не только не улучшает производственные условия, но
может даже ухудшить их, затруднить адаптацию глаз при пере-
воде взгляда с ярко освещенной на слабо освещенную поверх-
ность. Вредными являются резкие тени, блесткость, т. е. повы-
шенная яркость поверхности, вызывающие быструю утом-
ляемость человека—;
Искусственное освещение подразделяется на рабочее, ава-
рийное, эвакуационное и охранное.
Рабочее освещение монтируют двух систем: общее (равно-
мерное или локализованное) и комбинированное (к общему
освещению добавляется местное).
Доля освещенности от общего освещения в системе комбини-
рованного должна составлять 10% освещенности, нормируемой
для комбинированного, и находиться в пределах 50—500 лк. Об-
щее освещение должно обеспечить равномерность освещенности
рабочих мест; неравномерность освещенности не должна превы-
шать 1,5—2 для зрительных работ I—III разрядов и 1,8—3 —
для IV разряда.
Для наблюдения за работой оборудования и при ремонто-
наладочных работах используются как общее, так и комбиниро-
ванное освещение.
Производственные помещения освещаются газоразрядными
лампами низкого и высокого давления или лампами накалива-
ния, если нельзя применять газоразрядные лампы. Для различ-
ных зрительных работ СНиП рекомендует соответствующие
типы ламп. Величина нормируемой освещенности для люми-
несцентного освещения значительно выше, чем освещения
дампами накаливания ввиду того, что при одной и той же
49
мощности освещенность люминесцентных ламп в несколько раз
выше освещенности от ламп накаливания.
Освещенность поверхностей оборудования, расположенного
вне здания, устанавливается в пределах 2—5 лк. Чтобы огра-
ничить слепящее действие наружного освещения, светильники
устанавливают на высоте не менее 3,5 м, если их защитный
угол* более 15° и 6,5—13 м, если угол менее 15°. Высота уста-
новки светильника тем выше, чем больше световой поток.
/Аварийное освещение должно быть таким, чтобы была воз-
можность наблюдать за работой оборудования и приборов при
внезапном отключении рабочего освещения. Оно должно обес-
печить освещенность не менее 5 % от нормируемой освещенности
рабочего освещения, но не менее 2 лк в помещении и не менее
1 лк на территории предприятия.
Наименьшая освещенность эвакуационного освещения на
полу проходов и на ступенях лестниц в помещениях 0,5 лк, на
открытой территории — 0,2 лк. Аварийное освещение одновре-
менно может служить и как эвакуационное^
Осветительная установка может быть рациональной только,
при правильном выборе светильника, т. е. источника света и
арматуры, в которую помещается этот источник. Арматура
предохраняет от загрязнения и уменьшает яркость источника
света, а также ограничивает его слепящее действие на рабо-
тающего, которое характеризуется защитным углом.
Помещения с производствами А, Б и Е оборудуются взрыво-
защищенными светильниками, отличительной особенностью ко-
торых являются жесткое щелевое уплотнение в местах крепле-
ния деталей, взрывонепроницаемый патрон и др.
За осветительными установками требуется регулярный уход,
который осуществляют электромонтеры. Освещенность рабочих
зон измеряется люксметро.м в контрольных точках и проверяется
периодически по установленному графику.
ШУМ, СОЗДАВАЕМЫЙ ОБОРУДОВАНИЕМ
Под шумом понимается совокупность многочисленных беспо-
рядочных неприятно воспринимаемых звуков, характеризуемых
громкостью слухового ощущения.
Нормальная слышимость без мешающих шумов — один из
важных факторов создания обстановки безопасности для обслу-
живающего персонала. Основным источником шумов является
эксплуатируемое оборудование. Шум весьма вредно и раздра-
жающе действует на человека: он снижает производительность,
притупляет внимание, вызывает расстройство нервной системы,
внутренних органов, может привести к тугоухости или к полной
* Угол между горизонтальной плоскостью и линией, соединяющей нить
иакала или поверхность лампы с противоположным краем ограничителя ар-
матуры. В пределах защитного угла лампа закрыта от глаз работающего,
59
глухоте. Защита от шума должна занимать важное место в про-
филактических мероприятиях по охране труда.
Изучением шума занимается акустика — учение о звуке, его
излучении и восприятии. Звуком принято считать периодическое
колебательное движение, волнообразно распространяющееся в
твердой, жидкой или газообразной среде. В зависимости от со-
стояния слухового аппарата и возраста человек воспринимает
звуки в диапазоне частот от 16 до 20 000 Гц. От частоты зависит
восприятие высоты (тона) звука. Увеличение любой исходной
частоты вдвое повышает тон звука на одну и ту же величину,
называемую октавой. Иными словами, отношение частот чис-
ленно равно разности высот тонов.
При измерении шума и его нормировании приняты следую-
щие граничные и соответствующие им среднегеометрические ча-
стоты октавных полос: 45—90 (63); 90—180 (125); 180—355
(250); 355—710 (500); 710—1400 (1000); 1400—2800 (2000);
2800—5600 (4000); 5600—11200 (8000) Гц.
Область слышимости звука ограничивается не только ча-
стотами, но и определенными значениями силы звука или звуко-
вого давления, В области частот 1000—5000 Гц человек начи-
нает слышать при звуковом давлении более 2-Ю-5 Па (порог
слышимости), а при 200 Па — ощущает боль (болевой порог).
Звуковым давлением называется разность между мгновен-
ным значением полного давления и средним давлением в не-
возмущенной' среде. В акустике учитывается среднеквадратич-
ная величина звукового давления, которая может меняться до
107 раз. Учитывая, что ухо человека реагирует не на абсолют-
ное, а на относительное изменение звукового давления, и чтобы
не оперировать многозначными цифрами, шум характеризуют
уровнем звукового давления в децибелах (дБ), определяемым
для постоянных шумов по формуле
L =20 1g —
Ро
где р — среднеквадратичная величина звукового давления, Па; р0 = 2-10-5—
пороговая среднеквадратичная величина звукового давления, Па.
Различие по уровню звуков в 10 дБ (при уровнях звука
выше 60 дБ) воспринимается слухом как примерно двукратное
различие по громкости, т. е. по субъективному ощущению силы
звука. Уровень громкости в фонах при частоте 1000 Гц численно
совпадает с уровнем звукового давления. Зависимость уровня
громкости от уровня звукового давления при других частотах
выражена графиком (рис. П-1).
Чтобы охарактеризовать шум, его подвергают частотному
анализу, в результате которого составляют таблицу или строят
спектр шума, представляющий собой графически изображенную
зависимость уровня звукового давления от частоты.
Согласно ГОСТ 12.1.003—76 по характеру спектра шумы
подразделяются на: широкополосные, имеющие непрерывный
51
11-1. Зависимость уровня
громкости от уровня звуко-
вого давления при различ-
ных частотах.
спектр шириной более
одной октавы; тональ-
ные, в спектре которых
имеются слышимые ди-
скретные тона. Шум
называют тональным,
когда уровни звуково-
го давления в соседних
о wo 500 юоо 5000 Гц полосах частот раз-
нятся на 10 дБ и более.
При одновременном действии двух источников шума суммар-
ный уровень звукового давления не равен простой сумме их
уровней звукового давления; он зависит от разности между
большим Аб и меньшим LM значением и определяется, как по-
казано ниже:
Разность £б - £м 0 1 2 4 6 8 10 15 20
£сут = £б+ 3 2,5 2 1,5 1 0,6 0,4 0,2 0
Из таблицы видно, что при разности Le— более 6 дБ
суммарный уровень звукового давления превзойдет £б всего
лишь на 1 дБ, т. е. практически не будет ощущаться человеком
как увеличение.
Если источников шума несколько, то уровни их звукового
давления складываются последовательно. Аналогично опреде-
ляется суммарный уровень звука, измеряемый в дБА.
Нормирование шума на рабочих местах
Допустимые уровни звукового давления в октавных полосах
частот в дБ, уровни звука и эквивалентные уровни звука в
дБА для ряда рабочих мест даны в ГОСТ 12.1.003—76. Для
постоянных рабочих мест и рабочих зон в производственных
помещениях и на территории предприятий ГОСТ, в частности,
устанавливает приведенные ниже допустимые уровни звукового
давления L (в дБ) широкополосного шума в октавных полосах
со среднегеометрическими частотами f (в Гц):
f 63 125 250 500 1000 2000 4000 8000
£ 99 92 86 83 80 78 76 74
Уровни звука и эквивалентные уровни звука для тех же
условий определены в 85 дБА. Для тонального и импульсного
шума допустимые уровни звукового давления на 5 дБ меньше,
чем для широкополосного.
52
Нормирование шумовых характеристик машин
ГОСТ 12.1.003—76 устанавливает определенные требования
к шумовым характеристикам машин. Производители машин
обязаны ограничить издаваемый машинами шум до пределов,
характерных для лучших мировых образцов аналогичных машин.
Шумовые характеристики должны быть такими, чтобы мож-
но было доступными способами обеспечить на рабочих местах
шум, не превышающий допустимые уровни его, т. е. в пределах
санитарных норм.
Универсальной характеристикой оборудования, как источ-
ника шума, является его звуковая мощность Lp в дБ, т е. об-
щее количество звуковой энергии, излучаемой в окружающее
пространство за единицу времени
Z-P=10 1g-^
Ро
где р — звуковая мощность оборудования, Вт; ра — 10~12 Вт — пороговая
величина звуковой мощности.
В паспортах оборудования поставщик обязан указывать ок-
тавные уровни звуковой мощности Lp. Кроме того, указываются:
а) октавные уровни звукового давления Lx на опорном радиусе
равном 1; 3 или 10 м; б) октановые уровни звукового дав-
ления La на расстоянии 1 м от наружного контура машины и
другие характеристики, имеющие меньшее значение.
ГОСТами 12.1.023—80, 12.1.024—81, 12.1.025—81, 12.1.026—80,
12.1.027—80, 12.1.028—80 установлены единые методы для опре-
деления шумовых характеристик оборудования. Примененный
для данного оборудования конкретный метод измерения шумо-
вых характеристик и подробные условия измерения указыва-
ются в технической документации на оборудование. Это очень
важно потому, что уровень звукового давления в конкретных
точках (в точках с точно указанными координатами) может
повториться только при точном воспроизведении условий испы-
тания.
Шумовые характеристики измеряются в заглушенных или
реверберационных камерах, отвечающих специальным требова-
ниям по размерам, конструкции и материальному исполнению
(особенно звукоизоляции).
Ограничение шумовых характеристик машин и оборудования
непосредственно как источников шума называется техническим
нормированием шума.
Технические нормы шума для большинства видов оборудо-
вания в настоящее время находятся в стадии разработки; на
некоторые виды машин такие нормы уже установлены.
По известному значению уровня звукового давления маши-
ны или группы машин можно прогнозировать уровни звукового
давления в расчетных точках, характеризующих рабочую зону,
53
и в соответствии с прогнозом предусмотреть защиту от шума
строительно-акустическими методами.
Зная октавные уровни звукового давления в расчетных точ-
ках, устанавливают их соответствие санитарным нормам или
величину необходимого снижения уровня звукового давления.
В соответствии с этим разрабатывают необходимые меры для
защиты от шума.
Измерение шума на рабочих местах
Шумовая обстановка в зонах расположения оборудования
в ходе его эксплуатации меняется в зависимости от износа де-
талей и узлов, потери устойчивости, изменения нагрузок, вы-
званной производственной необходимостью, передислокацией
и т. д. Поэтому важно систематически измерять шум на рабо-
чих местах. Измерения проводятся не менее чем в трех кон-
трольных точках рабочих мест с постоянными координатами.
Для непостоянных мест число контрольных точек должно быть
большим, чтобы охватить всю рабочую зону.
Метод измерения шума на рабочих местах предусмотрен
ГОСТом 20445—75 и включает измерение средних уровней зву-
кового давления по среднегеометрическим частотам октавных
полос или средних уровней звука для постоянных широкополос-
ных и импульсных шумов, эквивалентного уровня звука и сред-
него эквивалентного уровня звука для непостоянных шумов
(кроме импульсных).
Для измерения шума применяются шумомеры первого клас-
са с частотным диапазоном 20—12 500 Гц и второго класса с
частотным диапазоном 31,5—8000 Гц, снабженные октавными
('/з-октавными) электрическими фильтрами. На шумомеры и
фильтры имеются сответствующие ГОСТы, регламентирующие
их устройство, применение, методы испытания и др. На шумо-
меры и фильтры должны быть действующие свидетельства о
государственной поверке. Приемником звукового давления яв-
ляется микрофон шумомера. К электрическому выходу шумо-
мера можно подключить анализирующие и регистрирующие
приборы.
Снижение шума на рабочих местах
СНиП П-12—77 приводит методики расчета требуемого сни-
жения шума (октавных уровней звукового давления) для каж-
дого источника шума и группы источников шума. В свободном
акустическом поле с увеличением расстояния от источника шума
уровень звукового давления падает. Падение уровня звукового
давления с увеличением расстояния особенно сильно у высоко-
частотных составляющих спектра шума.
Интенсивность распространяющегося по воздуху шума мо-
жет быть легко уменьшена установкой на его пути звукоизоли-
54
рующих преград (стен, перегородок, кожухов и т. д.), которые
отражают почти всю падающую на них звуковую энергию.
Звукоизолирующая способность преград зависит от их массы
и частоты звука. Звукоизоляцию рассчитывают при проектиро-
вании, однако окончательная оценка звукоизоляции огражда-
ющих конструкций возможна только на основании наружных
испытаний.
Эффективную звукоизоляцию обеспечивают конструкции од-
нослойные с пустотами, бетонные на пористых заполнителях, а
также с тонкой облицовкой толщиной не более 1,5 см с воздуш-
ным промежутком не менее 4 см.
В помещениях звуковая волна встречает на пути своего
распространения поверхности стен, пола, перекрытий. При этом
часть энергии звука поглощается этими элементами здания,
превращаясь в тепло, часть проходит через препятствие, а наи-
большая часть — отражается от его поверхности.
В справочниках дается подробная характеристика звукоизо-
лирующих способностей ряда материалов для стен, перекрытий
и пола.
Шум от одного и того же источника, на одном и том же рас-
стоянии в помещении сильнее, чем на открытой площадке. Объ-
ясняется это реверберацией — остаточным звучанием, сохраня-
ющимся после выключения звукового источника в результате
волн, многократно отраженных от поверхностей помещения.
Время реверберации, измеряемое реверберометром, в обычных
помещениях доходит до 5 с; если оно превышает 5 с, то поме-
щение становится гулким, а звуки в нем неразборчивыми.
Реверберация способствует увеличению интенсивности звука;
она зависит от геометрических размеров и звукопоглощающих
способностей помещения. Поэтому конструктивное и материаль-
ное решение производственных помещений должно быть направ-
лено на максимальное сокращение влияния реверберации, т. е.
на уменьшение энергии отраженных волн.
Соблюдение санитарных норм уровня шума на производстве
и на окружающей территории — задача, которая должна быть
решена при проектировании каждого объекта согласно требо-
ваниям соответствующих частей СНиП.
Если все необходимое при проектировании и строительстве
объекта предусмотрено, то в процессе эксплуатации оборудова-
ния необходимо периодически следить за уровнем шума на ра-
бочих местах; увеличение уровня звукового давления в срав-
нении с первоначальным свидетельствует о неблагополучном
состоянии оборудования, обслуживающих площадок трубопро-
водов и др. В этих случаях необходимо обнаружить и устранить
дефекты.
При необходимости замены или установки на участке допол-
нительного оборудования следует в соответствии с их паспорт-
ной характеристикой определить возрастание уровней звукового
55
давления, чтобы прогнозировать возможность снижения его до
санитарных норм одним из известных методов.
Наиболее радикальным способом снижения шума является
уменьшение звуковой мощности оборудования, которое мо-
жет быть достигнуто конкретными для каждого оборудования
путями.
Значительного снижения уровня звукового давления (иногда
до 10—15 дБ) на рабочем месте можно достигнуть правильным
ориентированием оборудования при его монтаже с учетом на-
правления излучения шума. Важно также предусмотреть мак-
симальное удаление рабочего места от оборудования, генери-
рующего шум, чтобы при этом не увеличивались производствен-
ные площади, целесообразно группировать и изолировать все
оборудование, создающее шум.
Если возможности уменьшения звуковой мощности установ-
ленного оборудования исчерпаны, то необходимо путем акусти-
ческой обработки помещения (устройства звукопоглощающих
облицовок стен, потолка, пола или размещения в нем штучных
звукопоглощателей) уменьшить энергию отраженных звуковых
волн. Эффективность звукопоглощения зависит от структуры
материала (пористости), толщины звукопоглощающего слоя,
конфигурации помещения и высоты расположения облицовок
под шумным оборудованием. Хорошо поглощают шум древес-
новолокнистые и минераловатные плиты с профилированной
поверхностью, поролон, пенистые поливинилхлориды, стеклово-
локно, капрон и др.
Правильная организация системы звукопоглощения может
обеспечить снижение уровня звукового давления на 6—8 дБ
вдали от источника и на 2—3 дБ вблизи источника.
Если площади стен и потолка недостаточно для облицовки,
к потолку подвешивают штучные звукопоглотители — объемные
тела различных конструкций в количестве, обеспечивающем не-
обходимое звукопоглощение.
Наибольшего снижения шума можно достичь установкой
многослойных звукоизолирующих ограждений или двухслойных
ограждений с промежутком между слоями, заполненным звуко-
поглощающим материалом. Звукоизолирующие материалы дол-
жны быть твердыми и иметь большую плотность.
Наиболее мощные источники шума можно плотно накры-
вать звукоизолирующими кожухами, не соединенными с этим
оборудованием; внутренняя поверхность кожухов облицовыва-
ется звукопоглощающим материалом; при необходимости внут-
ренний объем кожуха вентилируется.
Работающие в условиях шума, превышающего санитарные
нормы, должны пользоваться средствами индивидуальной защи-
ты: вкладышами (тампонами, эбонитовыми или резиновыми
пробками), закладываемыми в слуховой канал, наушниками,
плотно облегающими ушную раковину, и шлемами,
ВИБРАЦИЯ ОБОРУДОВАНИЯ И ТРУБОПРОВОДОВ
Вибрации, или сотрясения, представляют собой колебания
оборудования и трубопроводов или их узлов и деталей, кото-
рые передаются на строительные конструкции и через них на
рабочие места.
В отличие от собственных колебаний, свойственных каждому
упругому телу, вибрации являются вынужденными колебания-
ми, т. е. вызываются возмущающей силой. Возмущающие силы
появляются при статической или динамической неуравновешен-
ности вращающихся масс, ненадежном креплении оборудования
на фундаменте, соударениях деталей кинематических пар (пе-
ребеге зазоров), пульсирующем движении жидкостей и газов
и т. д.
Если частота возмущающей силы совпадает с частотой соб-
ственных колебаний оборудования или трубопровода, возникает
опасность резонанса, т. е. такого возрастания колебаний, кото-
рое может привести к разрушению оборудования.
Систематически проявляющиеся вибрации на рабочем месте
воздействуют на весь организм работающего и могут вызвать
стойкие нарушения физиологических функций, называемые ви-
брационной болезнью — тяжелым, трудно поддающимся лече-
нию профессиональным заболеванием.
Большинство оборудования и трубопроводов химических и
нефтеперерабатывающих производств является виброопасным,
т. е. может при определенных условиях генерировать вибрацию,
поэтому необходимо обеспечение вибробезопасности работаю-
щих путем применения соответствующих мер.
Гигиеническими характеристиками вибрации согласно
ГОСТ 12.1.012—78 являются среднеквадратичные значения ви-
броскорости v (в м/с) или логарифмические уровни виброско-
рости Lv (в дБ) в октавных полосах частот.
где 5-10~8 — опорная виброскорость, м/с.
Вибрация нормируется для каждой октавной полосы и для
каждого установленного направления вдоль осей ортогональной
системы координат (вертикального и двух горизонтальных).
ГОСТ 12.1.012—78 предусматривает следующие среднегео-
метрические частоты октановых полос вибраций: 1, 2, 4, 8, 16,
32, 63, 125, 250, 500, 1000, 2000 Гц.
Для этих частот установлены гигиенические нормы вибрации,
воздействующей на человека в различных производственных
условиях в течение 8-часовой рабочей смены. В частности, для
постоянных рабочих мест в производственных помещениях, при-
менительно к эксплуатационным условиям химических произ-
водств, для всех трех направлений вибрации установлены при-
веденные ниже нормы логарифмических уровней виброскорости
57
для октавных полос (в дБ) со среднегеометрическими частотами
(в Гц):
Частота................ 2 4 8 16—63
Виброскорость октавных
полос............... 108 99 93 92
Вибрационные характеристики на рабочих местах и обору-
дования в процессе эксплуатации контролируются согласно нор-
мативно-технической документации с помощью средств измере-
ния и контроля вибрации, отвечающих техническим требованиям
ГОСТ 12.1.034—81. Для измерений применяются прошедшие
выверку виброметры и вибрографы.
Вибробезопасные условия труда в эксплуатационных усло-
виях должны обеспечиваться прежде всего поддержанием тех-
нического состояния и технологического режима работы обо-
рудования и трубопроводов, предусмотренных нормативно-тех-
нической документацией. В необходимых случаях должны
предусматриваться такие средства, которые снижают воздейст-
вующую на работающих вибрацию на путях ее распространения,
а также режим рабочего дня, регулирующий продолжитель-
ность воздействия вибраций на работающих и периодичность
отдыха.
Глава III
ОСНОВЫ БЕЗОПАСНОСТИ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
И ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
В технологическом регламенте каждого производства приво-
дится спецификация основного технологического оборудования.
Главные параметры процесса — давление и температура, раз-
виваемые в оборудовании и трубопроводах. Не предусмотрен-
ные режимом изменения этих параметров могут вызвать ава-
рийные состояния производства и привести к тяжелым послед-
ствиям.
Причины изменения параметров процесса многочисленны; в
качестве основных можно назвать нарушение теплового ре-
жима, недопустимые изменения в соотношениях веществ, входя-
щих в состав сырья, и их качественных показателей, физический
износ оборудования. Тяжесть последствий аварий определяется
не только взрывами, но и разгерметизацией оборудования и
трубопроводов, вследствие чего могут возникнуть опасность
отравлений токсичными веществами и пожары.
Переход к непрерывным процессам создал благоприятные
условия для установления и надежного контроля общей для
всего процесса технологической дисциплины, однако при этом
нарушения в каком-либо одном звене могут вызвать опасность
58
во всей технологической цепи и во всех аппаратах и трубопро-
водах.
Технологические процессы в химической и нефтеперерабаты-
вающей промышленности многообразны; для обеспечения без-
опасности каждого процесса следует разработать индивидуаль-
ные меры.
УСЛОВИЯ ОБЕСПЕЧЕНИЯ БЕЗОПАСНОСТИ ОБОРУДОВАНИЯ
ПРИ ЭКСПЛУАТАЦИИ
Более половины тяжелых аварий с большими разрушениями
в химической и нефтеперерабатывающей промышленности яв-
ляется следствием взрыва и разгерметизации оборудования и
трубопроводов. На все оборудование, находящееся в эксплуата-
ции, ведутся паспорта на основе паспортов или формуляров за-
водов-изготовителей. В случае отсутствия последних паспорта
должны составляться заводом-владельцем оборудования. В пас-
портах должно быть указано устройство, назначение, техниче-
ская характеристика, требования безопасности при эксплуата-
ции и ремонте, а также общие рекомендации по ремонту.
Для предотвращения взрыва или внезапной разгерметизации
оборудования необходимо, чтобы соотношения веществ не могли
создать в аппарате взрывоопасную концентрацию.
Некоторые технологические процессы сопровождаются обра-
зованием в оборудовании и трубопроводах побочных продуктов
(полимеры, смолы, пирофорные соединения, кристаллогидраты
и др.), отлагающихся на стенках и нарушающих нормальный
режим. Параметры работы -такого оборудования должны кон-
тролироваться особенно тщательно и непрерывно, если образо-
вание отложений невозможно предотвратить технологическими
мерами.
Наиболее надежным средством поддержания безопасных
условий эксплуатации оборудования является автоматизация
всех производственных процессов.
Системы автоматизации должны быть быстродействующи-
ми, так как возможно внезапное возникновение аварийной ситуа-
ции. В этом отношении особенно важно надежное действие
приборов автоматического управления и регулирования, а так-
же автоматической защиты и блокировки. Назначение приборов
защиты заключается в предотвращении опасных отклонений
процесса от норм, а если эти отклонения становятся фактом, —
в полной остановке процесса. Автоматическая блокировка пре-
дупреждает аварии, которые могут возникнуть в результате
действий, не предусмотренных условиями эксплуатации обору-
дования.
Проверка надежности процесса и оборудования
Надежность процесса и оборудования, т. е. постоянное со-
хранение ими установленных параметров и эксплуатационных
свойств является основной гарантией безопасности. Специфика
59
химических производств требует непрерывного соблюдения на-
дежности в течение продолжительного времени, определяемого
пробегом между двумя ремонтами.
Особые требования ко всему производственному процессу,
к конструкции оборудования, включая средства контроля и ав-
томатики, обеспечиваются проектом и поставкой оборудования
в соответствии с ГОСТ 12.2.003—74 «Оборудование производ-
ственное. Общие требования безопасности» и ГОСТ 12.3.002—75
«Процессы производственные. Общие требования безопасности».
Указанные ГОСТы предусматривают необходимость герметиза-
ции оборудования, комплексную механизацию, автоматизацию,
применение дистанционного управления, своевременное получе-
ние информации о возникновении опасных и вредных производ-
ственных факторов и ряд требований к производственным по-
мещениям и площадкам, размещению оборудования, рабочих
мест и т. д.
Для достижения оптимального уровня надежности (вероят-
ности безотказной работы, ресурса работы до ремонта или до
списания, показателей ремонтопригодности и т. д.) необходимы
эффективные организационные, технологические и эксплуата-
ционные мероприятия. Важен также учет объективных резуль-
татов контроля и испытания на надежность, проверенных на
опыте эксплуатации данного типа оборудования в аналогичных
производствах. Соответствующая надежность технологической
системы должна быть предусмотрена выбором надлежащих
схем соединения эксплуатируемых элементов АСУ (основной
и резервной).
Не всегда оборудование гарантировано от внезапных поло-
мок, других механических повреждений, а также отказов в си-
стеме коммуникаций. В связи с этим, наряду с общими требо-
ваниями по соблюдению технологического процесса в пределах
установленных параметров, надежность системы может быть
обеспечена главным образом резервированием ее уязвимых уз-
лов и дополнительным учетом таких элементов контроля и ре-
гулирования, которые могут в необходимый момент выполнить
функции основных.
Повышению надежности и эффективности оборудования спо-
собствует соблюдение комплекса государственных, отраслевых
стандартов или стандартов предприятий, предусматривающих
обеспечение износостойкости конструкционными и технологиче-
скими методами, организационно-техническими мероприятиями,
применением соответствующих смазочных и защитных материа-
лов и т. д.
Для оборудования химических производств характерны сле-
дующие виды износа: механический (в результате механических
воздействий); абразивный (повреждение твердыми частицами);
эрозионный (потоком жидкости или газа); коррозионный (хи-
мическое, электрическое воздействие среды); усталостный (зна-
копеременные нагрузки и повторное деформирование); кавитд-
60
ционный (местное повышение давления или температуры); и
результате заедания или схватывания и др. Зачастую оборудо-
вание подвергается одновременно нескольким видам износа.
Надежность оборудования восстанавливается периодически-
ми ремонтами; с этой целью оборудование должно удовлетво-
рять требованиям стандартов по ремонтопригодности, так как
при этом снижаются затраты времени, труда и средства на его
техническое обслуживание и ремонт. Эти требования, как пра-
вило, обеспечиваются при проектировании или при модерниза-
ции каждого вида оборудования с учетом его специфических
эксплуатационных особенностей.
Эксплуатационные параметры оборудования
и трубопроводов
Эксплуатационные параметры оборудования, определяющие
безопасность обслуживающего персонала и производства в це-
лом, зависят от технологического процесса, рода оборудования,
его назначения и рабочей среды. Для аппаратов и трубопро-
водов такими параметрами являются рабочее давление и темпе-
ратура. Для машин, кроме того, необходимо соблюдать уста-
новленные паспортом мощность и частоту вращения. В некото-
рых производствах, связанных с сильноагрессивными средами,
скорость коррозии металла приобретает важное значение.
Температура среды в оборудовании устанавливается в соот-
ветствии с тепловым режимом процесса. Стабильность темпе-
ратуры должна быть обеспечена точным соблюдением всех ко-
личественных и качественных показателей процесса.
Соблюдение стабильного температурного режима в узких
пределах необходимо для процессов в экзотермических реакци-
онных аппаратах, в которых возможно лавинообразное возра-
стание температуры, могущее привести к взрыву. Следует
учесть, что при повышении температуры некоторых экзотерми-
ческих реакций (например, в процессе окисления этилена и про-
пилена) возможно расширение пределов взрываемости газов в
аппарате.
Допустимые отклонения от номинальной температуры уста-
навливаются технологическим регламентом и указываются в
технологических или эксплуатационных картах.
Регулирование температуры процесса возможно изменением
скоростей и температуры тепло- или хладоагента, изменением
количества и температуры компонентов исходного сырья и т. д.
Если в результате принятых мер не удается восстановить нор-
мальную температуру процесса, то должны быть приняты меры
к экстренной (аварийной) остановке оборудования или произ-
водства в целом. В опасных производствах вступают в работу
системы аварийной остановки, срабатывают отсекающие клапа-
ны, прекращающие доступ в аппарат компонента, стимулиру-
ющего нарушение температурного режима, и одновременно
61
подключается коммуникация для эвакуации содержимого аппа-
рата в аварийные емкости.
Аппараты, работающие при изменяющейся по высоте или по
длине температуре стенок, должны быть снабжены приборами
контроля равномерности прогрева, а также реперами для кон-
троля тепловых перемещений.
Весьма важным условием является компенсация температур-
ных деформаций (особенно для аппаратов большой длины и
трубопроводов большой протяженности). Конструкционные ме-
ры для обеспечения компенсаций устанавливаются примени-
тельно к конкретному оборудованию.
В аппаратах и трубопроводах действует гидромеханическое
давление, составляющими которого являются гидростатическое
и гидродинамическое давление.
Оборудование и трубопроводы находятся под избыточным
давлением. Отличают избыточные давления условное, пробное
и рабочее.
Под условным давлением понимается наибольшее давление
при температуре среды 293 К (20°C), при котором допустима
длительная работа оборудования и деталей трубопровода. Под
пробным понимается давление, при котором должно проводить-
ся гидравлическое испытание на прочность и плотность. Рабочее
же давление — наибольшее значение давления, обеспечиваю-
щего заданный режим эксплуатации. ГОСТ устанавливает со-
отношения между этими давлениями в зависимости от конкрет-
ных условий.
Большинство технологических аппаратов рассчитывается с
учетом их работы под давлением насыщенных паров, т. е. дав-
лением, при котором паровая фаза вещества находится в со-
стоянии равновесия с его жидкой фазой при определенной тем-
пературе. Зависимость давления насыщенных паров от темпе-
ратуры определяется несколькими факторами и может быть
теоретически вычислена.
Причинами непредусмотренного процессом повышения дав-
ления в аппаратах могут быть: повышение температуры среды,
нарушение стабильности качественного и количественного со-
става сырья, закупорка отходящих от аппарата коммуникаций,
неисправность регуляторов давления на стороне нагнетания на-
сосов или компрессоров, попадание в нагретый аппарат воды
или другой быстроиспаряющейся жидкости (в количествах, не
вызывающих немедленного его разрыва), нарушение правильной
порционной дозировки (при периодических процессах) компо-
нентов сырья и интенсивности перемешивания среды и др.
Повышение давления приводит либо к разгерметизации обо-
рудования (как правило, в разъемных соединениях), либо к его
взрыву. Последний особенно вероятен при внезапном, бурном
возрастании давления, вследствие чего оборудование испыты-
вает дополнительные динамические нагрузки. Степень опасно-
сти аварии оборудования из-за повышения давления зависит от
62
давления взрыва, рабочего объема среды и его токсических и
пожароопасных свойств.
В химической и нефтеперерабатывающей промышленности
почти все случаи взрыва технологического оборудования сопро-
вождаются пожарами или отравлениями рабочей среды; взры-
вы и разгерметизация систем водяного пара могут вызвать тя-
желые ожоги и механические травмы. Поскольку в производ-
ственных условиях возможны отклонения от заданного режима,
во взрывоопасных производствах необходимо непрерывно кон-
тролировать и поддерживать установленные параметры про-
цесса. Этой цели служат автоматические дозаторы, регуляторы
температуры среды и уровня жидкости в аппарате, регуляторы
давления и т. д. Показания всех приборов выносятся на щит
управления.
В случае, если система автоматики или ручное регулирова-
ние (разрешенное утвержденной инструкцией) не обеспечивает
снижения давления до нормы и оно продолжает возрастать, сра-
батывают предохранительные клапаны или мембрана (см. раз-
дел аппаратов, работающих под давлением).
Износ оборудования. Поверхности химического оборудова-
ния, трубопроводов и арматуры подвержены износу, поврежде-
ниям и разрушению под действием среды, трения и высоких
механических напряжений. Характер износа оборудования за-
висит от множества факторов и для каждого процесса прояв-
ляется индивидуально. Накопление практического опыта по
скорости и характеру износа позволяет прогнозировать надеж-
ность оборудования в процессе его эксплуатации.
Общим для химического оборудования видом износа явля-
ется коррозия, разрушающая конструкционный материал вслед-
ствие его химического или электрохимического взаимодействия
с рабочей средой.
Существующие рекомендации по теоретическому определе-
нию скорости коррозии не охватывают всего многообразия про-
явлений коррозии в различных аппаратах и при различных тех-
нологических процессах, поэтому коррозионный износ следует
прогнозировать на основе фактического определения его скоро-
сти для каждого узла или зоны, подверженных износу. С этой
целью пользуются данными фактических замеров толщин, диа-
метров, длин или анализа качественного состояния поверхно-
стей и конструкционного материала. Для прогнозирования ха-
рактера коррозии составляются карты коррозионного износа,
кроме того, используются статистические данные.
Оценка эксплуатационной надежности оборудования
Под надежностью оборудования понимается его комплексное
свойство выполнять заданные функции, сохраняя свои основ-
ные эксплуатационные характеристики в установленных пре-
делах. В это понятие входят безотказность, долговечность,
63
ремонтопригодность и сохранность. Показателями надежности
являются вероятность безотказной работы, срок службы, нара-
ботка на отказ и т. д.
Надежность оборудования, т. е. вероятность сохранения ра-
ботоспособности обеспечивается его правильным конструирова-
нием, качественным изготовлением и соблюдением установ-
ленного режима эксплуатации в течение всего срока аморти-
зации.
Снижение надежности оборудования может привести к по-
степенному нарушению технологического процесса — постепен-
ному отказу — ухудшению качественных и количественных по-
казателей системы. Безотказность, или свойство оборудования
непрерывно сохранять работоспособность, оценивается по ре-
зультатам анализа фактических параметров работы оборудова-
ния (производительности, температуры, давления, потребляе-
мой мощности, удельного расхода топлива, электроэнергии,
расхода сырья и выхода целевого продукта с учетом его ка-
чественных показателей) между двумя последовательными ре-
монтами.
Нарушение технологического процесса или параметров ра-
боты оборудования, как случайное событие, в теории надежно-
ст.1 рассматривается как отказ, т. е. потеря работоспособности
соответственно процесса или оборудования. По причине нару-
шения параметров работы возможны два типа отказов обору-
дования; постепенные и внезапные (катастрофические). Аварии
(взрывы, пожары и т. д.)—результат внезапных (катастрофи-
ческих) отказов. Они могут являться следствием нарушения
параметров работы, но могут произойти и при точном соблюде-
нии технологического режима. Поэтому для оценки надежности
эксплуатируемого оборудования в общем комплексе мер без-
опасности производства приобретает особое значение долговеч-
ность— свойство оборудования непрерывно сохранять работо-
способность в течение срока службы.
Важным элементом, характеризующим надежность оборудо-
вания, является его ремонтопригодность — вероятность того, что
работоспособность может быть восстановлена ремонтом. Пока-
зателями ремонтопригодности служат: средняя продолжитель-
ность восстановления, система технического обслуживания, пе-
риодичность ремонтов, их трудоемкость и т. д.
При наличии опыта эксплуатации аналогичного оборудова-
ния можно дать ориентировочную оценку надежности; конкрет-
ная причина и степень потери работоспособности уточняются во
время ремонта после вскрытия оборудования путем измерений
или соответствующих испытаний.
Своевременное и правильное установление степени износа и
усталости металла оборудования и его элементов является важ-
нейшим условием предотвращения аварий и обеспечения без-
опасности.
64
Общие вопросы контроля герметичности
Герметичность или плотность оборудования химических, й
нефтеперерабатывающих производств наравне с прочностью
является важнейшим требованием безопасности его эксплуата-
ции. Негерметичное оборудование, работающее под давлением,
может оказаться причиной отравлений рабочей зоны выделя-
ющимися газообразными или жидкими продуктами, а также
пылью. Для вакуумных аппаратов чрезвычайно опасна возмож-
ность подсоса через неплотности воздуха или воды. В том и
другом случае возможны пожары и взрывы.
Устройства, обеспечивающие герметичность, необходимо си-
стематически осматривать, а обнаруженные нарушения герме-
тичности немедленно устранять.
Герметичность арматуры и приборов проверяют на стендах,
технологических аппаратов и коммуникаций — на месте при
полностью собранной системе.
Принято герметичность определять по величине АР падения
давления за 1 ч в % от начального испытательного давления
Рк. При давлении Рк в конце испытания по истечении времени
испытания т и абсолютных температурах Тн и Тк — в начале и
в конце испытаний
Герметичность считается удовлетворительной, если АР
0,1 % для оборудования, содержащего токсичные среды, и
АР 0,2 % для оборудования, содержащего пожаро- и взрыво-
опасные среды. В повторно испытываемых аппаратах ДР<10,5 %.
При испытаниях падение рабочего давления в аппаратах на-
блюдают в течение не менее 4 ч при периодической проверке
и не менее 24 ч для вновь устанавливаемых аппаратов.
Безопасность проведения испытаний на герметичность долж-
на быть отражена в инструкции, утвержденной главным инже-
нером предприятия.
Герметичность оборудования обеспечивается непроницае-
мостью конструкционного материала, из которого оно изготов-
лено, и конструкцией и качеством сварных и разъемных соеди-
нений. Первое требование обеспечивается применением кон-
струкционных материалов, имеющих соответствующие физико-
механические и химические свойства, которые проверяются на
заводе-изготовителе. Прочность и плотность сварных и разъем-
ных соединений оборудования обуславливается величиной из-
быточного давления или вакуума в нем.
Существующие способы контроля качества сварных швов,
надежные способы их расчета и исполнения, как правило, обес-
печивают надлежащую герметичность корпусов и оболочек, ко-
торая окончательно проверяется при гидравлическом (или
пневматическом) испытании.
3 Зак 373 Q5
Герметизация неподвижных разъемных соединений
Герметичность неподвижных разъемных соединений обору-
дования обеспечивается уплотнением, достигаемым сжатием
уплотняемых поверхностей непосредственно друг с другом или
через расположенные между ними прокладки. К разъемным
относятся фланцевые, резьбовые байонетные, бугельные и дру-
гие соединения.
Сила сжатия уплотняемых поверхностей под рабочим дав-
лением может уменьшаться, оставаться неизменной или увели-
чиваться. В последнем случае имеет место самоуплотнение (со-
единения в вакуумных аппаратах, в ложных кожухах и т. д.).
В соответствии с этим при сборке соединений устанавливается
расчетная сила сжатия: для самоуплотняющей абтюрации ми-
нимальная, для абтюрации без самоуплотнения — максимальная.
Расчетная сила осевого сжатия, обеспечивающая герметич-
ность уплотнения, определяется в зависимости от его типа и
применяемой прокладки расчетно или по формулам, приведен-
ным в справочных пособиях. В эксплуатационных условиях не-
обходимая сила осевого сжатия обеспечивается посредством за-
тяжки крепежных деталей с силой, обусловленной расчетом.
Сила затяжки контролируется с помощью инструмента, снаб-
женного динамометром.
В оборудовании, работающем под низким, средним и высо-
ким давлением и вакуумом, уплотнение в большинстве случаев
достигается с помощью прокладок. Прокладками служат неме-
таллические материалы органического и неорганического проис-
хождения (резина, картон, асбест, паронит, фторопласт и др.),
металлы (алюминий, медь, латунь, монель-металл свинец, ни-
кель, сталь) и комбинированные изделия (асбестный картон
в оболочке из стали или других металлов). Прокладки из вы-
сокоэластичных неметаллических материалов (резина, кожа
и др.) могут применяться многократно. Как плотность соеди-
нения, так и долговечность прокладки зависят от правильной
и точной установки последней между уплотняемыми поверхно-
стями. Ограниченное число раз можно применять одну и ту же
прокладку из паронита, фибры, фторопласта, а также металли-
ческие и комбинированные прокладки. Прокладки из картона,
асбеста и из металла с зубчатой поверхностью повторно приме-
нять нельзя.
В тех случаях, когда в аппаратах высокого давления по тем-
пературным, коррозионным или другим условиям применение
прокладок не представляется возможным, уплотнение выполня-
ется беспрокладочным. Конструктивные элементы шлифованных
уплотнительных поверхностей многообразны и выбираются в
зависимости от диаметра соединения и расчетного давления в
аппарате. Специфическим требованием при сборке беспрокла-
дочных уплотнений является предотвращение взаимного сме-
щения уплотняемых поверхностей во избежание задиров. Необ-
66
ходимая сила осевого сжатия уплотняемых поверхностей дости-
гается соответствующим усилием затяжки крепежных деталей
(болтов и шпилек).
Для аппаратов, работающих при очень высоких давлениях
(более 32 МПа), применяются специальные уплотнения с про-
кладками между уплотняемыми поверхностями из того же ма-
териала, что и сопрягаемые детали или из более мягкого мате-
риала. Повторное использование уплотнения допустимо только
после качественной шлифовки всех уплотняемых поверхностей.
При сборке уплотнений следует придерживаться определенной
последовательности затяжки болтов, обеспечивающей равномер-
ное напряжение конструктивных элементов поверхностей уплот-
нения.
Технологические аппараты, содержащие взрыво- и пожаро-
опасные вещества и работающие без давления, должны быть
рассчитаны с учетом пневматического испытания их на герме-
тичность под давлением не менее 0,01 МПа при объеме аппа-
рата до 30 м3 и 5 кПа — при объеме ЗО_м3 и более (за исклю-
чением резервуаров). Аппараты, работающие под давлением
ниже 0,07 МПа, рассчитывают на испытания под давлением,
превышающим рабочее не менее чем на 30 кПа. Давление ги-
дравлических испытаний вакуумных аппаратов — 0,2 МПа,
пневматических испытаний — 0,1 МПа.
ГОСТ 24306—80 «Сосуды и аппараты стальные сварные.
Технические условия» приводит правила приемки и методы ис-
пытания новых аппаратов.
Испытуемый аппарат должен быть надежно отсоединен от
оборудования и трубопроводов, не участвующих в испытании.
Давление в аппарате увеличивают до испытательного плавно и
при необходимости с остановками.
В процессе испытания на герметичность все соединения
осматривают и проверяют, отсутствие пропуска газа галоген-
ным течеискателем, мыльным раствором воды, меловой обмаз-
кой или другим надежным способом. Любые неисправности
устраняют после снижения давления в аппарате до нуля.
Согласно «Правилам устройства и безопасной эксплуатации
сосудов, работающих под давлением», все аппараты, работа-
ющие при давлении свыше 0,07 МПа, подвергаются гидравличе-
скому испытанию следующим пробным давлением:
Все сосуды, кроме литых
а) при рабочем давлении ниже 0,5 МПа—1,5Р
но не менее 0,2 МПа;
б)
но не
при рабочем давлении 0,5 МПа и выше — 1,25Р
менее Р -ф 0,3 МПа.
[Р2о]
Литые сосуды независимо от давления
менее 0,3 МПа.
[Рго]
Ы
НО
не
К] ’
а*
67
[<Т2о] и [nJ —допустимые напряжения для материала сосу-
да соответственно при температуре J-20°C и при рабочей тем-
пературе; Р — рабочее давление, МПа.
Пробное давление для аппаратов, работающих при минусо-
вых температурах, принимают из расчета [nj = [n2o]-
Время выдержки сосуда под пробным давлением устанавли-
вают в зависимости от толщины стенки; оно должно быть не
менее 10 мин при толщине до 50 мм, 20 мин — при толщине
50—100 мм и 30 мин —при толщине свыше 100 мм. По истече-
нии этого времени давление в сосуде снижают до рабочего, при
котором проверяют соединения.
Порядок испытания на плотность для каждого аппарата
устанавливается индивидуально; для аппаратов, выпускаемых
по ГОСТу, этот порядок и пробные давления определены тем же
ГОСТом. Гидравлические испытания проводят водой при темпе-
ратуре, указанной в проекте или в паспорте аппарата. Если та-
ких указаний нет, то температура воды должна быть 5—40 °C.
Правила Госгортехнадзора СССР разрешают применение для
гидравлического испытания неядовитых, некоррозионных, не-
взрывоопасных и невязких жидкостей.
В процессе опрессовки при заполнении аппарата водой весь
воздух из него должен свободно вытесняться. Для этого в самой
верхней точке аппарата должен быть воздушник с вентилем.
После окончания испытания вода из аппарата должна спус-
каться также при открытом воздушнике, чтобы не допустить
образования в нем вакуума.
В тех случаях, когда гидравлическое испытание может вы-
звать перегрузку аппарата, его фундамента или междуэтажных
перекрытий, а также когда удаление воды из аппарата пред-
ставляет сложность, разрешается проводить пневматическое
испытание осушенным и очищенным от масла воздухом или
инертным газом.
Порядок и сроки подготовки и проведения пневматических
испытаний аппаратов на плотность устанавливаются инструк-
цией, составленной в соответствии с указаниями Госгортехнад-
зора СССР.
Возможность пневматического испытания в каждом отдель-
ном случае должна быть подтверждена расчетной проверкой
аппарата на прочность, тщательным внутренним и наружным
осмотром, подтверждающим отсутствие видимых повреждений, и
лабораторным анализом, подтверждающим безопасность среды
в аппарате. В процессе испытания должны быть приняты меры,
предотвращающие превышение давления испытания, для этого
на линии подвода воздуха или азота устанавливают редукцион-
ный клапан, отрегулированный на открытие при давлении, пре-
вышающем давление испытания на 2—3%. Инструкции по
пневматическим испытаниям аппаратов должны содержать ряд
мер предосторожности, в том числе удаление людей во время
испытания в безопасное место, запрет обстукивания сварных
68
швов или корпуса, а также порядок устранения дефектов и
подтяжки разъемных соединений при не полностью стравленном
давлении в аппарате и т. д.
При эксплуатации аппаратов, работающих с высокой темпе-
ратурой среды, напряженные болты разъемных соединений под-
вержены релаксации, т. е. самопроизвольному снижению на-
пряжения в них при неизменной деформации, приобретенной
первоначально. Это приводит к нарушению герметичности сое-
динения. Чтобы уменьшить влияние релаксации, следует при
достижении рабочей температуры дважды или трижды под-
тягивать болты соединения, предварительно снизив давление
до атмосферного. При этом в болтах восстановятся первоначаль-
ные напряжения.
Герметизация подвижных соединений
Контроль герметичности подвижных соединений валов или
штоков является важным эксплуатационным фактором, по-
скольку утечки в этих узлах могут вызвать аварийные ситуации
и привести к несчастным случаям. К уплотнительным устройст-
вам оборудования химических и нефтеперерабатывающих про-
изводств предъявляются особенные требования в связи с
взрыво- и пожароопасностью производств, токсичностью сред,
а также работой при высоких давлениях и температурах.
Общим требованием ко всем видам узлов уплотнений по-
движных соединений является высокая степень точности и
чистоты обработки (шлифовка, полировка, хромирование) тру-
щихся поверхностей. Обязательным условием является также
строгая центровка подвижных деталей (валов, штоков) отно-
сительно неподвижных деталей и втулок, в которых осуществ-
ляется уплотнение.
Конструкция и тип узлов уплотнения обуславливаются эк-
сплуатационными параметрами (давлением, температурой, фи-
зико-химическими свойствами среды, относительными скоро-
стями трущихся тел), а также удобством в эксплуатации.
' К простейшим уплотнительным устройствам относятся саль-
ники с мягкой набивкой, в которых уплотнение достигается
поджатием сальниковой втулкой эластичной набивки, плотно
заполняющей при этом все зазоры. Степень уплотнения опреде-
ляется усилием поджатия, однако при увеличении этого усилия,
т. е. при увеличении удельного давления на набивку возрастает
сила трения между сопрягаемыми трущимися поверхностями
вала или штока и набивки. В результате набивка нагревается,
теряет свои свойства (становится хрупкой, обугливается) и
быстро выходит из строя. При этом поверхности вала и штока
быстро изнашиваются и дальнейшим поджатием набивки герме-
тичность узла не восстанавливается.
Сальник работает удовлетворительно, если поверхности
трения смазываются рабочей или иной жидкостью, просачи-
69
вающейся через подвижные сопряжения с интенсивностью
60 капель в минуту. Такая течь практически визуально не замет-
на и не может считаться нарушением герметичности *, если ра-
бочая жидкость не токсична и не взрыво- и пожароопасна. На-
дежность сальниковых уплотнений обеспечивается применением
установленного паспортом оборудования материала, формы и
размеров поперечного сечения, числа колец набивки, а также
соблюдением технологии сборки колец набивки и их поджатия.
Важно проследить за наличием в набивке требуемого со-
става пропитки, от которого зависит ее стойкость. Как про-
питка, так и сам материал набивки очень чувствительны к
давлениям, температуре и свойствам среды; например, хлопча-
тобумажную ткань с пропиткой из сала, ядрового мыла и гли-
церина нельзя применять при температуре выше 120°C; ас-
бест— при давлениях выше 2,5 МПа; прорезиненный шнур —
для паровых сред и органических растворителей, а также при
температуре выше 60°C.
Процесс монтажа сальниковых узлов должен начаться с тща-
тельной очистки и промывки сальниковой камеры, включая
охлаждающую рубашку. Кольца сальника должны изготавли-
ваться по размеру и тщательно пригоняться к валу или штоку.
Диаметрально противоположное расположение замков (стыков)
соседних колец, исполнение замков косым срезом и равномер-
ное и одинаковое уплотнение всех колец является общим тре-
бованием. Как уже было указано, сильное поджатие набивки
быстро лишает ее эластичности, поэтому обслуживание уплот-
нения с мягкой набивкой требует от персонала сноровки, при-
обретаемой опытом. В этом отношении удобны в эксплуатации
манжетные уплотнения с различными конструкционными фор-
мами манжет. Хорошо зарекомендовали себя для высокотемпе-
ратурных рабочих сред уплотнения из металлических и пусто-
телых колец, изготовленных из мягких антифрикционных спла-
вов с сердцевиной из асбеста, пропитанного графитом.
Если сальник правильно набит и уплотнение правильно под-
тянуто, то соединение должно быть герметичным при обязатель-
ном условии свободного (легкого) проворачивания вала или
перемещения штока. В первоначально подтянутом состоянии
нажимная втулка (грундбукса) должна входить внутрь саль-
никовой коробки на глубину не менее 0,1 ее длины. Степень
подтяжки регулируют после пробных пусков при снятой рабо-
чей нагрузке. Необходимость в чрезмерной подтяжке сальника
свидетельствует о потере набивной эластичности и непригод-
ности ее для дальнейшей работы.
В особом контроле нуждаются сальниковые уплотнения с
промежуточным кольцом (фонарем) для подачи уплотняющей
жидкости (рис. Ш-1). Они применяются для полной изоляции
* По ГОСТ 19027—73 для шестеренных насосов допускается течь через
набивку до 60 см3/ч, по ГОСТ 10392—80Е для вихревых и центробежных
вихревых насосов —до 1,0 л/ч и т. д.
70
Ш-1. Сальниковое уплотнение с про-
межуточным кольцом:
/ — корпус аппарата; 2 — корпус уплотне-
ния; 3 — вал; 4 — упорная втулка; 5 — ка-
мера охлаждения; 6 - уравнительная
втулка; 7 — шпилька; 8 — нажимная втул-
ка; 9 — промежуточное кольцо — фонарь;
10 — мягкая набивка.
среды в оборудовании от внеш-
ней среды; с этой целью дав-
ление уплотняющей жидкости
в зоне кольца (или на выходе
из этой зоны) должно поддер-
живаться на 0,05—0,15 МПа
выше давления уплотняемой
среды перед сальником. Важно точно установить кольцо по
длине корпуса уплотнения с тем, чтобы за все время эксплуата-
ции, т. е. до следующей смены набивки, не перекрывался бы до-
ступ уплотняющей жидкости к канавке на наружной поверх-
ности кольца.
Радиальные каналы для прохода жидкости к уплотняемому
валу должны быть свободны от грязи, в самой уплотняющей
жидкости не должно быть посторонних включений. В качестве
уплотняющей жидкости применяются только те, которые ука-
заны в паспорте для данной среды и эксплуатационных пара-
метров (давления и температуры).
Особенно высокие требования предъявляются к сальнико-
вым уплотнениям компрессоров. ОСТ 26-12-1264—75 устанав-
ливает сальниковые уплотнительные устройства с отводом га-
зов утечки двух типов: без гидрозатвора и с гидрозатвором.
В качестве уплотняющего элемента в этих конструкциях при-
меняются шевронные манжеты из фторопласта, резиновые арми-
рованные манжеты с браслетной пружиной, резиновые воротни-
ковые манжеты, конические кольца и т. д.
Уплотняющие элементы сальников должны обладать высо-
кими антифрикционными свойствами и обеспечивать длитель-
ный срок службы.
Материал набивки для сальниковых уплотнений выбирают
в зависимости от рабочих условий по ГОСТ 5152—77. Сальни-
ковые уплотнения, работающие в напряженных условиях,
должны охлаждаться водой. Для этой цели корпуса уплотне-
ния снабжаются рубашкой, расход воды регулируется в зави-
симости от интенсивности прогрева уплотнения рабочей средой
или в результате трения.
Для подвижных соединений наиболее ответственного оборудо-
вания, применяемого в химической и нефтеперерабатывающей
промышленности, в котором обращаются ЛВЖ, газы и ядови-
тые вещества, применяют торцевые уплотнения. Они отличаются
высокой степенью герметичности, надежностью и долговеч-
ностью. Их сборка, эксплуатационная характеристика и способы
71
обслуживания и контроля определяются конструктивным ис-
полнением и указываются в паспортах и инструкциях.
Во всех известных конструкциях уплотнение обеспечивается
прижатием хорошо приработанных друг к другу поверхностей
(торцов) неподвижных втулок, установленных в корпусе обо-
рудования, и подвижной втулки, вращающейся вместе с валом.
Существует множество конструкций торцевых уплотнений,
предназначенных для насосов, компрессоров, мешалок, реакто-
ров и т. п. Они отличаются главным образом числом трущихся
пар и подразделяются на одинарные (например, марок ОП, ОК,
ОТ), двойные (например, марок ДК, ДТ) и тройные. Получили
широкое распространение торцевые уплотнения для стандарти-
зированных нефтяных насосов и для химических насосов, раз-
работанные соответственно ВНИИнефтемашем и ВНИИгидро-
машем. Применение тех или других конструкций, например,
по ГОСТ 5.201—73 определяется свойством уплотняемой среды
и эксплуатационными параметрами оборудования.
В торцевых уплотнениях исключительно важна роль за-
пирающей жидкости, в качестве которой применяют масла —
индустриальное 20, турбинное 22, трансформаторное или другое
масло, отличающееся низкой вязкостью. Давление запирающей
жидкости должно превышать давление в уплотняемом узле на
0,3—0,5 МПа; оно поддерживается автоматически пружинным
гидравлическим аккумулятором, получающим импульс от рабо-
чего давления в полости перед камерой уплотнения. Темпера-
тура циркулирующей запирающей жидкости поддерживается
холодильником, подключенным в ее контур.
Тип торцевых уплотнений, материал их основных деталей
в зависимости от свойств среды и режима работы оборудования
указываются в рекомендациях разработчиков конструкций и
заводов-изготовителей.
На рис. Ш-2 показано торцевое уплотнение аммиачного
компрессора. В полости узла уплотнения циркулирует уплот-
няющая жидкость (масло), обеспечивающая гидравлический
затвор, смазку и охлаждение трущихся частей. Невращающаяся
втулка 2, установленная в корпусе пакета уплотнения, может
свободно перемещаться по валу 3, сохраняя плотность разъема
благодаря резиновому кольцу 4\ штифт 5 предотвращает его
проворачивание. Такое сопряжение позволяет втулке само-
устанавливаться так, чтобы ее поверхность располагалась
перпендикулярно оси вращения вала. Плотное прилегание втул-
ки к вращающимся элементам уплотнения обеспечивается пру-
жинами 1, число и упругость которых определяются в зависи-
мости от эксплуатационных характеристик. Ведущая втулка 6
вращается вместе с валом; зазор между ними уплотнен рези-
новым кольцом 7. Масло полости уплотнения удерживается
плавающей втулкой (подшипником) 8 с баббитовой заливкой
рабочих поверхностей, которая фиксируется штифтом 9. Уплот-
нительная втулка 10, вращаемая втулкой 6, установлена на
72
Ш-2. Торцевое уплотнение.
/ — пружина; 2 — невращаю-
щаяся втулка; 3 — вал; 4 — ре-
зиновое кольцо; 5 — штифт; 6 —
ведущая втулка; 7 — уплотнение
втулки; 8 — плавающая втулка;
9 — фиксатор; 10 — уплотнитель-
ная втулка; 11 — уплотняющее
кольцо; 12 — графитовое кольцо.
резиновом кольце 11
и самоустанавливается
своей торцевой поверх-
ностью по отношению
к сопрягаемому с ней
графитовому коль-
цу 12.
Уплотняющая жид-
кость (масло) подает-
ся сверху корпуса, а
сливается через зазор
в плавающем подшип-
нике 8.
Уплотнение среды в
узле прохождения ва-
ла в приведенной кон-
струкции обеспечива-
ется одной парой тре-
ния. Достоинством
конструкции является
компактность.
Нормальная работа торцевого уплотнения зависит главным
образом от состояния трущихся поверхностей и целостности
уплотняющих втулок. Поэтому перед сборкой как вращающиеся,
так и невращающиеся втулки подвергаются тщательному осмо-
тру, собранные на валу детали и неподвижная втулка.должны
иметь единую ось, зазоры между деталями должны проверяться
щупом при пробном взаимном проворачивании вручную.
Марка применяемых для втулок материалов, как и других
деталей уплотнения, зависит от физико-химических свойств
среды и должна строго соответствовать паспортным данным.
Большинство невращающихся втулок изготовлено из бронзы
или графита, а вращающиеся — из высококачественной стали.
Пуск торцевых уплотнений возможен только после того, как
в системе налажена циркуляция уплотняющей жидкости при
заданном давлении (обычно превышающем на. С|,05—0,15 МПа
давление среды перед торцевым уплотнением). Надежный кон-
такт торцевых поверхностей втулок перед пуском (до подачи
уплотняющей жидкости) и при остановке обеспечивается пру-
жинами (или в некоторых конструкциях одной пружиной), по-
этому их состояние должно тщательно контролироваться. Перед
сборкой должна проверяться также целостность эластичных
73
уплотняющих колец, шпонок и штифтов. Собранное торцевое
уплотнение проверяется на специальном стенде или после уста-
новки его на оборудование. Герметичность уплотнения под ра-
бочей нагрузкой характеризуется величиной утечки уплотняю-
щей жидкости, которая не должна превышать установленного
паспортом предела. По ГОСТ 5.2018—73 утечка керосина через
пару трения не должна превышать 15 см3/ч при давлении 0,5—
2,5 МПа. Плотность и прочность бачка и холодильника прове-
ряют керосином под давлением примерно 3 МПа. При этом
течи и потения не должно быть. Уплотняющая жидкость должна
непрерывно фильтроваться и охлаждаться. Водяную охлаждаю-
щую рубашку торцевого уплотнения необходимо периодически
очищать от отложений грязи.
Существует множество других устройств, предназначенных
для полной или частичной герметизации подвижных узлов.
К таким устройствам относятся широко распространенные ла-
биринтные и щелевые уплотнения, применяемые в компрессо-
рах, турбинах, газодувках, вращающихся барабанах, сушилках
и др. Лабиринтное уплотнение состоит из ряда последовательно
расположенных в сопряженных деталях выступов и впадин
(канавок). Уплотнение достигается созданием гидравлического
сопротивления в результате дросселирования утечки жидкости
или газа при прохождении через ряд узких зазоров.
После лабиринтного уплотнения можно дополнительно уста-
навливать торцевые уплотнители. В некоторых случаях газ или
жидкость после лабиринтного уплотнения отсасывается на
прием агрегата.
Преимуществом лабиринтного уплотнения является отсутст-
вие трения его деталей. Однако неправильная сборка, незначи-
тельный осевой сдвиг, биение или вибрация ротора, скопление
отложений в зазорах могут стать причиной аварийной раз-
герметизации системы. Поэтому монтаж, ремонт и обслужива-
ние этого вида уплотнения должны выполняться квалифици-
рованно.
Перспективным является применение приводов валов обору-
дования, не требующих специального уплотнения (бессальнико-
вых приводов). К ним относятся приводы с экранированным
двигателем, ротор которого соединен непосредственно с валом
мешалки, приводы с магнитной муфтой, внутренние роторы ко-
торых соединены с валом оборудования, а наружные — с при-
водом.
Нарушение герметичности в подвижных соединениях в про-
цессе эксплуатации в некоторых случаях можно определить
визуально или по запаху, однако, как правило, для этого при-
ходится прибегать к помощи индикаторов и других способов.
Характерные признаки разгерметизации должны быть указаны
в инструкциях по эксплуатации каждого аппарата в конкретных
условиях.
74
Пропуски хлора, хлористого водорода можно обнаружить аммиаком, В
присутствии которого газы приобретают цвет белого дыма. Для обнаружения
утечки некоторых газов применяют индикаторную бумагу или индикаторные
трубки, меняющие свой цвет в присутствии этих газов.
Наиболее надежным средством обнаружения разгерметизи-
рованного участка оборудования являются течеискатели, прин-
цип действия которых может быть основан на различии тепло-
проводностей газов, на увеличении положительного ионного
тока в присутствии галогенов, на изменении степени ионизации
воздуха и др.
ОСОБЕННОСТИ ЭКСПЛУАТАЦИИ СОСУДОВ И АППАРАТОВ,
РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
На все аппараты (сосуды), работающие под давлением свы-
ше 0,07 МПа (без учета гидростатического давления), распро-
страняются Правила устройства и безопасной эксплуатации со-
судов, работающих под давлением, утвержденные Госгортехнад-
зором СССР. Эти правила определяют требования к устройству,
изготовлению, монтажу, ремонту и эксплуатации сосудов, ра-
ботающих под давлением. Правила не распространяются: на
сосуды емкостью не более 25 л, у которых произведение емко-
сти в литрах на рабочее давление в МПа составляет не более 20;
на части машин, не представляющие собой самостоятельные со-
суды. На сосуды из неметаллических материалов, на сосуды,
работающие под давлением воды с температурой не выше
115 °C или под давлением других жидкостей с температурой не
выше точки кипения при давлении 0,07 МПа и др.
Правила устанавливают ответственность организаций-раз-
работчиков за расчет аппарата на прочность, выбор материала,
качество изготовления и т. д. Завод, на котором аппарат экс-
плуатируется, отвечает за монтаж, ремонт и соответствие его
Правилам.
Аппараты, на которые распространяются Правила, должны
изготовляться на предприятиях, имеющих разрешение местных
органов Госгортехнадзора, выданное в соответствии с Инструк-
цией по надзору за изготовлением объектов котлонадзора, ут-
вержденной Госгортехнадзором СССР.
Одним из важных требований к аппаратам, работающим
под давлением, является требование к конструкции, расположе-
нию и контролю сварных швов. Сварные швы корпусов должны
быть только стыковыми и доступными для контроля как при
изготовлении, так и при монтаже и эксплуатации аппаратов.
К сварке аппаратов допускаются сварщики, имеющие удостове-
рение установленного образца на право производства свароч-
ных работ. При этом сварщики могут быть допущены только
к тем видам работ, которые указаны в удостоверениях. Кон-
троль сварных соединений должен обеспечивать их высокое каче-
ство и эксплуатационную надежность; его производят внешним
75
осмотром, измерением, ультразвуковой дефектоскопией (в со-
ответствии с ГОСТ 14782—76), просвечивание рентгеновскими
или гамма-лучами (ГОСТ 74512—75), гидравлическим испыта-
нием и др. В сварных соединениях не должно быть трещин, не-
проваров, пор, наплывов, свищей, подрезов, газовых и шлако-
вых включений. Выявленные при монтаже и испытании дефек-
ты должны быть устранены с последующим контролем исправ-
ленных участков.
Аппараты, регистрируемые в органах Госгортехнадзора,
должны устанавливаться на открытых производственных пло-
щадках или в отдельных зданиях. Исключения из этого условия
регламентируются Правилами. Установленный аппарат должен
быть устойчивым и доступным для осмотра, ремонта и очистки
как с внутренней, так и с наружной стороны.
На каждый изготовленный сосуд или аппарат поставщик
выдает заказчику паспорт установленной формы и инструкцию
по монтажу и безопасной эксплуатации.
На видном месте корпуса аппарата должна быть прикреп-
лена металлическая пластинка, на которой указаны следующие
паспортные данные: завод-изготовитель, заводской номер аппа-
рата, год изготовления, рабочее давление, пробное давление и
допустимая температура стенок сосуда.
Аппараты, на которые распространяются Правила, до пуска
в эксплуатацию должны регистрироваться в органах Госгор-
технадзора СССР. Для регистрации администрация предприя-
тия-владельца сосуда представляет: паспорт аппарата установ-
ленной формы, акт, удостоверяющий соответствие монтажа про-
екту и правилам, а также исправное состояние аппарата и всех
его элементов; схему включения сосуда с указанием источника
давления, параметров его рабочей среды, арматуры, контроль-
но-измерительных приборов, средств автоматического управле-
ния, предохранительных и блокировочных устройств.
В соответствии с Правилами ряд сосудов, работающих под
давлением, не подлежит регистрации, к ним относятся сосуды,
работающие под давлением неедких, невзрывоопасных сред при
температуре стенки не выше 200°C, у которых произведение
емкости (V) в литрах на давление (Р) в МПа не превышает
1000, а также сосуды, работающие под давлением едких, ядо-
витых и взрывоопасных сред при той же температуре, у кото-
рых произведение PV не превышает 50.
Как регистрируемые, так и не регистрируемые в органах
Госгортехнадзора аппараты должны записываться предприя-
тием-владельцем в специальные книги учета и освидетельство-
вания, хранящиеся у лица, осуществляющего надзор за ответ-
ственной аппаратурой.
После регистрации на аппарате наносят краской или выби-
вают на специальной табличке регистрационный номер, разре-
шенное давление, дату следующего внутреннего осмотра и гид-
равлического испытания.
76
Разрешение на пуск зарегистрированного аппарата выдает-
ся инспектором Госгортехнадзора после технического освиде-
тельствования; инспектор записывает в паспорте сосуда срок
следующего технического освидетельствования.
Техническое освидетельствование сосудов, зарегистрирован-
ных в органах Госгортехнадзора, должен производить инспектор
по котлонадзору в присутствии ответственного лица из инже-
нерно-технического персонала, назначенного администрацией
предприятия, до пуска в эксплуатацию, периодически в процессе
эксплуатации или при необходимости досрочно (например, при
изменении места установки, после ремонта или реконструкции
сосуда с применением сварки, по усмотрению инспектора нт. д.).
Освидетельствование сосудов заключается во внутреннем осмот-
ре с целью выявления состояния поверхностей и сварных швов
(не реже одного раза в четыре года) и гидравлическом испыта-
нии (не реже одного раза в восемь лет). Результаты освиде-
тельствования и сроки следующих технических освидетельство-
ваний инспектор записывает в паспорте сосуда.
Сосуды, не регистрируемые в органах Госгортехнадзора, под-
вергаются аналогичному техническому освидетельствованию са-
мим предприятием в сроки, устанавливаемые в зависимости от
эксплуатационных условий.
Дополнительному освидетельствованию по инструкциям дан-
ного предприятия должны подвергаться сосуды с сильно корро-
зионной средой или с температурой стенки выше 475 °C.
Эксплуатация сосудов. В процессе эксплуатации должны
быть обеспечены исправное состояние, надежность работы со-
суда и безопасность его обслуживания. Ответственные за это
лица назначаются приказом по предприятию из числа инженер-
но-технических работников, прошедших проверку знаний в
установленном порядке.
Обслуживание аппаратов (сосудов), работающих под давле-
нием, может быть поручено лицам, достигшим 18-летнего воз-
раста и получившим свидетельство о производственном обуче-
нии и специальном инструктаже. Обслуживающий персонал обя-
зан строго выполнять инструкции по эксплуатации и своевре-
менно проверять исправность действия арматуры, контрольно-
измерительных приборов и предохранительных устройств, а
также принимать экстренные меры для безопасной остановки
сосуда при опасном нарушении режима его работы (например,
при повышении давления или температуры выше разрешенных,
при неисправности манометров, предохранительных или блоки-
ровочных клапанов, при аварии, пожаре и др.).
К изготовлению, регистрации, техническому освидетельство-
ванию и эксплуатации баллонов для сжатых, сжиженных и рас-
творенных газов, а также цистерн для сжиженных газов Пра-
вилами установлен ряд дополнительных требований. Эти сосу-
ды, в частности, должны быть окрашены в соответствующий
77
содержащемуся у них газу цвет. На полосе определенного цвета
наносится цветной краской название газа.
Особо оговорены условия перевозки и хранения баллонов,
а также пользование ими в различных условиях.
Аппараты, работающие под давлением, должны быть снаб-
жены приборами для измерения давления и температуры сре-
ды, предохранительными устройствами и указателями уровня
жидкости. В необходимых случаях измерению подлежит темпе-
ратура стенок аппарата по его длине для контроля тепловых
перемещений.
Установка запорной арматуры между аппаратом и предохра-
нительным клапаном не допускается. Если на аппарате уста-
новлены два клапана, то между ними и аппаратом можно уста-
новить трехходовой кран, который в любом своем положении
соединит аппарат по крайней мере с одним из клапанов.
Аппараты, содержащие токсичные и взрывоопасные среды,
на подводящих линиях должны быть снабжены обратными кла-
панами.
Манометры устанавливаются на корпусе аппарата, на тру-
бопроводе или на пульте управления до запорной арматуры.
Их класс точности должен быть не ниже 2; 5 (для водородных мано-
метров—не ниже класса точности 4). Манометры устанавливают на высоте
не более 5 м от уровня пола илн площадки обслуживания, прн этом их но-
минальный диаметр должен быть не менее 160 мм. Шкала манометра должна
быть такой, чтобы пределы измерения рабочего давления находились в сред-
ней трети. Допустимое рабочее давление обозначается красной чертой на
шкале манометра, которая должна быть видна обслуживающему персоналу
с места наблюдения.
Между манометром и аппаратом должен быть установлен трехходовой
кран нлн другие устройства, позволяющие отключить манометр для проверки
при одновременном подключении другого манометра. Манометр следует за-
щищать от тепловых лучей и от замерзания. Не разрешается применять ма-
нометры без пломбы или клейма, с просроченным сроком поверки, с защем-
ленной стрелкой, с разбитым стеклом. Все манометры ежегодно подвергаются
государственной поверке, а через каждые 6 месяцев их исправность прове-
ряется контрольным манометром.
Важнейшим устройством, обеспечивающим безопасную экс-
плуатацию аппаратов, являются предохранительные клапаны и
мембраны. Их число, размеры и пропускная способность долж-
ны быть выбраны по расчету. Они должны предотвратить по-
вышение давления в аппарате, превышающее рабочее на
0,05 МПа при рабочем давлении не выше 0,3 МПа, на 15 % при
давлении от 0,3 до 6 МПа и на 10 % при давлении свыше
6 МПа.
На технологических аппаратах применяют в основном пру-
жинные предохранительные клапаны закрытого типа, исключа-
ющие утечку среды в атмосферу (рис. Ш-З). Они соединяются
с конденсационной системой, системой аварийных выбросов или
факельной линией.
Пропускная способность клапана зависит от его рабочего сечения и сте-
пени подъема тарелки клапана над седлом; ее определяют по формулам, таб-
78
Ш-З. Предохранительный кла-
пан:
1 — корпус; 2 — сопло; 3, 4 — сто-
порные винты; 5 — крышка; 6 —
шток; 7 — пружина; 8 — опорная
шайба; 9 — регулировочный винт;
10 — контргайка; 11 — колпак; 12 —
втулка; 13 — разделитель; 14 — на-
правляющая втулка; 15 — золотник.
лицам или номограммам, учи-
тывающим конструктивные осо-
бенности клапана и эксплуата-
ционные факторы среды. Пол-
ноподъемные клапаны обеспе-
чивают подъем тарелки более
четверти диаметра прохода.
Предохранительные клапа-
ны регулируют установлением
положения двух резьбовых вту-
лок (на золотнике и на седле)
и последующем фиксированием
их стопорными винтами.
Пружина клапана очень
ответственная деталь, так как
из-за ее поломки произошло
много серьезных аварий.
Конструкция предохрани-
тельного клапана должна
предотвращать его перегрев
средой, находящейся в аппара-
те при высокой температуре; с
этой целью пружина должна
быть отделена от области вы-
соких температур специальным
разделителем.
Правила Госгортехнадзора
устанавливают порядок расче-
та, выбора, установки и реви-
зии предохранительных клапа-
нов. Каждый клапан должен
иметь заводской паспорт и ин-
струкцию по эксплуатации.
Предохранительные клапа-
ны размещают в местах, до-
ступных для осмотра. Перед установкой и пуском в эксплуатацию все предо-
хранительные клапаны на специальном стенде регулируют на установочное
давление и проверяют на плотность разъемных соединений и запирания.
Аппараты, в которых возможно бурное повышение давления
или в которых содержится среда, могущая заклинить («прихва-
тить») клапан, должны быть снабжены предохранительными
мембранами (пластинами), разрывающимися при повышении
давления в аппарате не более чем на 25 °/о от рабочего дав-
ления.
Все предохранительные пластины должны иметь заводское
клеймо с указанием давления, разрывающего пластину. Предо-
хранительные мембраны (пластины) зажимаются между двумя
фланцами-обоймами и устанавливаются на аппарате парал-
лельно предохранительным клапанам (рис. Ш-4). Если не
79
Ш-4. Схема установки предохранительных клапа-
на и мембраны:
/ — аппарат; 2 — присоединительный штуцер; 3 — предо-
хранительный клапан; 4 — мембрана.
сработает предохранительный клапан
или не обеспечит сброса излишнего дав-
ления, то при достижении предельного
давления мембрана разорвется. Выхлоп
через разорвавшуюся мембрану гермети-
зируют, исходя из конкретных процессов
и рода среды.
Предохранительные пластины уста-
навливают также перед предохранитель-
ными клапанами в тех случаях, когда
среда в аппарате может вызвать коррозию или промерзание,
прикипание золотника клапана к седлу. На патрубке между
предохранительной мембраной и предохранительным клапаном
должен быть установлен штуцер с краником для проверки це-
лостности мембраны.
Глава IV
ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ МОНТАЖЕ, ЭКСПЛУАТАЦИИ
И РЕМОНТЕ ОБОРУДОВАНИЯ
В настоящей главе рассмотрены вопросы техники безопас-
ности при работе с основными, наиболее распространенными ви-
дами оборудования. По возможности оборудование сгруппиро-
вано по общности конструкций, процессов, для проведения ко-
торых оно предназначено, или по эксплуатационным признакам.
Эти группы охватывают почти все основные процессы химиче-
ской технологии (гидромеханические, тепловые, массообменные,
механические, химические и т. д.). Однако оборудование каж-
дой группы может отличаться по монтажным или ремонтным
признакам, пространственному положению (горизонтальное, вер-
тикальное, наклонное), массой, габаритами, сложностью кон-
струкции, территориальным размещением и т. д.
Рациональная организация рабочего места при монтаже и
ремонте должна предусматривать его мобильность и соблюдение
всех требований техники безопасности: свободные проходы, пути
доставки деталей, инструментов и приспособлений, ограждение
зоны работы, предохранительные и предупреждающие устрой-
ства и т. д. Рабочее место должно быть обеспечено верстаками,
инструментом и приспособлениями, а в необходимых случаях —
устройствами, предотвращающими загрязнение воздуха.
Применяемый инструмент должен быть исправным; он дол-
жен подбираться по назначению и размерам точно для прово-
80
димых трудовых операций. Ударные инструменты (молотки, ку-
валды) должны быть прочно насажены на сухие рукоятки из
твердых пород дерева и надежно расклинены металлическими
клиньями. Зубила, бородки, пробойники не должны иметь по-
вреждений на рабочем конце и сильно разросшейся шляпки с
разрывами и трещинами. Зажимные приспособления (парал-
лельные и стуловые тиски) должны иметь исправные губки и
зажимной винт. Пневматический, ручной электрический инстру-
мент, наждачные и шлифовальные круги должны быть предва-
рительно испытаны.
Леса и подмости для работы людей на высоте должны быть
инвентарными; в необходимых случаях с разрешения главного
инженера они могут изготавливаться индивидуально по утверж-
денному проекту. Основания под леса и подмости должны быть
устойчивыми. Нагрузка на настил лесов не должна превышать
расчетных величин. Стойки, рамы, лестницы крепятся к устой-
чивому оборудованию, металлическим или строительным кон-
струкциям. Настилы должны ограждаться перилами высотой не
менее 1 м с поручнями, бортовой доской высотой не менее
0,15 м и промежуточной горизонтальной планкой. Уклон лест-
ниц более 45° к горизонту не допускается.
К подвесным и подъемным лесам предъявляются особые
требования; они должны предварительно испытываться под на-
грузкой, превышающей расчетную в 1,5 раза; поддерживающие
и рабочие канаты должны иметь девятикратный запас проч-
ности.
Особых предосторожностей в действующих производствах
требует проведение земляных работ; их выполнение (особенно
землеройными машинами) допускается только с письменного
разрешения руководства цеха (завода) по установленной фор-
ме. В разрешении должно быть указано: место проведения, ха-
рактер, условия и непосредственный руководитель работ; к раз-
решению прилагается выкопировка из генерального плана с точ-
ным указанием границ земляных работ и наличия в районе
работ подземных сооружений (трубопроводов, кабелей, канали-
зации, лотков и т. д.). Разрешение должно быть согласовано со
службами главного механика, главного энергетика, пожарной
охраны, связи, транспорта, водоснабжения, начальниками
смежных цехов и с электроцехом. Непосредственные произво-
дители работ подписываются в получении разрешения и соот-
ветствующего инструктажа. Границы разрешенного района про-
ведения земляных работ должны обозначаться указателями и
знаками.
ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПРИ МОНТАЖЕ ОБОРУДОВАНИЯ
Надежная работа оборудования во многом зависит от ка-
чества монтажа, который, как правило, требует от исполнителей
высокой квалификации. Процесс монтажа представляет собой
комплекс различных работ по сборке, установке на фундамент,
наладке, опробованию одиночного оборудования или группы
оборудования, составляющей технологический объект.
Техника безопасности при монтажных работах, связанных
с новым строительством, должна быть полностью предусмотрена
проектом организации строительства и проектом проведения
монтажных работ, разрабатываемыми специализированными
проектными организациями в соответствии со СНиП III-A-11—70
и с учетом конкретных условий. В настоящей главе СНиП
нашли место условия безопасности ведения монтажных работ
на действующих предприятиях, которые должны отражаться в
так называемой первичной документации — проекте или плане
производства монтажа. План или проект должны предусмотреть
надлежащую организацию строительно-монтажной площадки,
безопасность эксплуатации машин, механизмов и инструментов,
сварочных, погрузочно-разгрузочных, транспортных, земляных,
монтажных и других работ.
Монтаж и демонтаж оборудования и трубопроводов, элек-
тромонтажные и специальные работы проводятся по утвержден-
ной технологии в последовательности, согласованной с руко-
водством цеха (предприятия). Организация и проведение мон-
тажных работ должны учитывать все требования типового
положения о службе техники безопасности в строительно-мон-
тажных организациях и на предприятиях строительной техники.
При установлении последовательности монтажных операций
принимаются во внимание прежде всего габариты, конструктив-
ные и технологические особенности, а также расположение обо-
рудования.
Проведению монтажных работ должна предшествовать про-
верка соблюдения требований всех действующих норм и правил
по охране труда, а также инструкций, подготовка рабочего
места, проверка знаний персонала, участвующего в монтаже,
выбор грузоподъемных машин, механизмов, приспособлений и
инструментов и установление пределов допустимых на них на-
грузок, безопасных способов строповки и закрепления груза,
сооружение ограждающих устройств, подмостей и люлек. Все
операции монтажа, включая планировку монтажных площадок
и подъездных путей, должны проводиться в последовательности,
определенной планом. Следует максимально сократить работы
на высоте и собирать узлы на земле.
Перед началом монтажа тщательно проверяются прочность
и устойчивость лесов и подмостей, надежность ограждений и
настилов, которые должны быть сплошными.
Работающие на высоте монтажники должны пользоваться
предохранительными поясами, которые прикрепляются к на-
дежно стоящей части конструкции. Люльк}] подвешиваются на
оголовки подъемных мачт или за верхние участки уже закреп-
ленного на фундаменте оборудования. Каждый монтажник, на-
ходящийся на монтажной площадке, должен быть в спецодежде,
каске и в нескользящей обуви; набор инструментов он должей
хранить и носить в сумке. Перед непосредственным подъемом
наверх должна быть проверена исправность инструментов, вклю-
чая сварочные.
Новое оборудование можно ставить на фундамент только
после окончания установленного срока выдержки бетона, про-
верки точности разбивки и высотных отметок колодцев для
анкерных болтов. До начала монтажа должны быть завершены
укладка подземных коммуникаций и вертикальная планировка
площадки.
В действующих цехах маневренность монтажных механизмов
и машин ограничена наличием зданий и сооружений, трубопро-
водных сетей, подземных коммуникаций, а также шириной подъ-
ездных путей. Поэтому для безопасного проведения работ необ-
ходимо особенно детально разрабатывать способ доставки мон-
тируемого оборудования и монтажной оснастки на площадку,
способ монтажа и его технологическую последовательность.
Опасен демонтаж старого оборудования, при котором воз-
можны нарушения запланированной последовательности работ
и резкие перегрузки грузоподъемных механизмов и оснастки.
Причиной этого может быть заклинивание демонтируемого обо-
рудования в опорных конструкциях или не предусмотренное пла-
ном «сцепление» с размещенным рядом оборудованием или с
трубопроводами. Поэтому подъем демонтируемого оборудования
следует начинать крайне медленно, чтобы своевременно обнару-
жить заклинивание и принять меры для его устранения с по-
мощью домкратов, струбцин, отжимных болтов, подбивки
клиньев и т. д.
Перед монтажом и демонтажом необходимо тщательно про-
верить состояния строповых конструкций и устройств.
Демонтируемое оборудование должно быть полностью осво-
бождено от содержащегося в нем продукта, надежно отсоеди-
нено от коммуникаций. Все операции должны быть рассчитаны
таким образом, чтобы исключить повреждение расположенного
рядом оборудования или трубопроводной обвязки, которые пе-
ред началом работ также должны быть освобождены от про-
дукта, полностью отсоединены от демонтируемых элементов и
надежно заглушены.
Все планы и протоколы, касающиеся монтажных работ в
действующих цехах, подписывают руководство производителя
работ и администрация цеха. Ответственные монтажные и осо-
бенно демонтажные работы должны проводиться только в при-
сутствии руководящего эксплуатационного персонала.
Монтажным работам должны предшествовать подготовка и
проверка такелажного и слесарно-сборочного оборудования и
приспособлений. В настоящее время технологическое оборудо-
вание доставляется на монтажную площадку главным образом
в полностью собранном виде, а трубопроводы — крупными уз-
лами. Это требует применения мощных грузоподъемных средств
83
и механизмов, а также специальных слесарных приспособлений
и инструмента.
Проверка тросов. Применяемые при монтажных работах
тросы для грузоподъемных машин, полиспастов, стропов, вант
и оттяжек должны быть прочными, гибкими и стойкими к дина-
мическим нагрузкам.
Наиболее отвечают этим требованиям тросы, свитые из шести прядей
светлой проволоки высшей или первой марки, вокруг одного мягкого сердеч-
ника. Сердечник придает тросу большую гибкость, улучшает сопротивляе-
мость динамическим нагрузкам и удерживает смазку, что очень важно для
уменьшения трения.
Качество тросов, их разрывное усилие должно быть указано
в паспорте или в сертификате завода-изготовителя; при отсут-
ствии сертификата трос следует испытать на разрывной машине
в соответствии с ГОСТ 3241—80 и составить свидетельство, в
котором указывается его разрывное усилие.
Разрывное усилие троса — его главная характеристика, опре-
деляется как произведение фактического усилия, испытываемого
тросом при работе, и запаса прочности. Запас прочности выби-
рают в зависимости от назначения и режима работы троса в
пределах 3—6 по таблицам. Канаты лебедок для подъема людей
рассчитываются на коэффициент запаса прочности, равный 9.
Тросы для кранов выбирают, рассчитывают и эксплуатируют
в соответствии с Правилами устройства и безопасной эксплуа-
тации грузоподъемных кранов, утвержденными Госгортехнадзо-
ром СССР.
Тросы следует хранить на деревянных настилах в сухих по-
мещениях или под навесом. Находящиеся в эксплуатации тросы
периодически должны очищаться от грязи и ржавчины, смазы-
ваться. При работе трос следует предохранять от соприкоснове-
ния с токоведущими частями, от перетирания об острые края
поднимаемого груза, от образования петель и т. д.
Важным условием безопасной эксплуатации тросов является
их своевременная отбраковка, которая проводится по поводу
коррозии или обрыва проволок или разлохмачивания мягкого
сердечника между прядями. Допустимое число обрывов проволок
на длине одного шага свивки и допустимые диаметры проволок
тросов устанавливаются по таблицам. При износе, достигшем
40 % первоначального диаметра проволок, трос бракуется.
Такелажное оборудование. Наиболее распространенным та-
келажным приспособлением является блок. Во всех применяе-
мых блоках следует проверять наличие приспособления, пре-
дотвращающего спадание троса с роликов. Диаметр блока дол-
жен соответствовать диаметру троса.
Реборды барабанов лебедок для каната должны быть выше
верхнего слоя навитого троса не менее чем на два диаметра по-
следнего.
Ручные и электрические тали, лебедки, краны и другие гру-
зоподъемные машины испытываются через каждые 3 года уси-
84
лием, превышающим предельный рабочий груз в 1,25 раза при
статическом испытании ив 1,1 раза при динамическом испыта-
нии. Во время испытания тщательно осматриваются все меха-
низмы, включая тормозы, аппараты управления, сигнализации,
электрооборудование и др. Кроме того, грузоподъемные устрой-
ства ежегодно подвергаются частичному освидетельствованию
без испытаний.
При демонтаже, монтаже и, особенно, выверке оборудования
в труднодоступных местах часто используют червячные, цилин-
дрические зубчатые и реечные домкраты. Они должны быть на-
дежными в эксплуатации и при всех условиях обеспечивать
самоторможение. Важно также проверить прочное крепление
талей к конструкциям, тележкам, монорельсам, треногам и т. д.
Для подъема тяжелого оборудования на малую высоту при-
меняют винтовые, реечные и гидравлические домкраты. Вин-
товые домкраты самотормозящие, безопасность же реечных
домкратов обеспечивается храповым механизмом, связанным с
рукояткой. Поэтому пара храповик—собачка должна быть всегда
надежна и исключать взаимное проскакивание. Чтобы избежать
резкого спуска поднятого гидравлическим домкратом груза из-за
потери плотности в полостях цилиндра и клапанной коробки,
положение плунжера по мере подъема должно страховаться на-
дежными металлическими подкладками.
Необходимо тщательно подбирать грузоподъемные мачты и
их оснастку, а также якори для крепления вант (расчалок) и
основания под мачты.
Все применяемые грузоподъемные краны должны быть устой-
чивыми под действием собственной массы и контргруза.
В процессе монтажа технологического оборудования широко
применяются слесарно-сборочное оборудование и приспособле-
ния— стяжки, растяжки, распорки, струбцины, имеющие меха-
низмом действия винтовые пары, и др. Винтовые пары рабо-
тают в условиях больших механических напряжений, величину
которых трудно контролировать, поэтому всегда имеется угроза
их срыва, разрыва базовой детали. Гидравлические расшири-
тели — эспандеры, применяемые для правки труб, развивают
большие усилия и значительно облегчают ручной труд.
Безопасность при выполнении монтажных операций
Последовательность операций, связанных с монтажом оборудо-
вания и трубопроводов, устанавливается проектом организации
работ в зависимости от конкретных условий (характеристики
оборудования, монтажной площадки, наличия монтажного обо-
рудования и т. д.).
Перед началом монтажа проверяется соответствие фундамен-
тов и других строительных конструкций проекту в пределах
допустимых отклонений по размерам в плане, высотным отмет-
кам, размерам колодцев под анкерные болты и т. д. Анкерные
85
болты с двумя навернутыми на них гайками должны быть
исправны, их нарезка — очищена, смазана для защиты от кор-
розии. Подготовленность фундаментов и строительных конструк-
ций под монтаж подтверждается актом установленной формы.
Доставка оборудования на монтажную площадку и разгрузка
его на том месте, которое определено проектом работ, является
весьма ответственной операцией, учитывая большие массу и га-
бариты собранных аппаратов или крупных блоков. В качестве
транспортных средств применяют колесные или гусеничные при-
цепы-платформы и тягачи, сани, стальные листы, подтаскивае-
мые тракторами или лебедками. Основная опасность при пере-
мещении грузов появляется при перегрузке тяговых канатов,
вследствие чего они могут разорваться и повредить разорван-
ными концами людей и расположенные рядом объекты. Сам
груз должен быть надежно закреплен на устойчивом транспорт-
ном устройстве клиньями, фасонными подкладками или кана-
тами.
Строповку поднимаемого оборудования должны выполнять
высококвалифицированные рабочие в точном соответствии с
проектом. Конструкция стропа должна обеспечивать безопас-
ность в работе, удобство обращения с ним, а также легкость
строповки и последующей расстроповки. Если строповка произ-
водится намоткой стропа на аппарат, необходимо принять меры
для предотвращения соскальзывания петли или всего стропа, а
также перерезывания проволок троса острыми гранями обхва-
тываемой поверхности. Расположение стропа должно быть вы-
брано так, чтобы обеспечивалась устойчивость поднятого груза.
При расстроповке защемленных стропов нельзя применять ле-
бедки и тракторы, так как это может стать причиной тяжелых
несчастных случаев.
Большие аппараты и машины обычно снабжаются специаль-
ными монтажными деталями (монтажными штуцерами, пет-
лями, цапфами и др.) для облегчения строповки.
Стропы должны изготавливаться из мягких тросов; их концы
сращиваются взаимной сплеткой или сворачиваются в петли,
охватывающие коуши — металлические прокладки, предохра-
няющие трос от износа и разрыва в месте перегиба. Все инвен-
тарные стропы должны быть испытаны в установленном порядке.
Для монтажа машин часто применяют самоустанавливающиеся
стропы, которые легко поддерживают рабочее положение под-
нятого несимметричного узла.
При подъеме тяжелых и крупных аппаратов спаренными кра-
нами следует применять балансирные траверсы, траверсы с пе-
ретекающими стропами или обеспечить автоматическую синхро-
низацию работы обоих кранов специальной системой. Наиболее
надежно бестросовое строповое устройство, представляющее со-
бой захват с инвентарным монтажным штуцером.
Важным условием безопасности такелажных работ является
надежное исполнение соединений концов троса и образование
86
петель. Длина участка сплетения (счаливания) должна быть
не менее 40 диаметров троса. Легко разъемные соединения тро-
сов выполняют с помощью стальных сжимов. Их число и рас-
стояния друг от друга определяют по таблицам в зависимости
от диаметра троса. Надежность закрепления проверяют с по-
мощью сигнальной петли, оставляемой перед последним сжимом.
Места установки лебедок должны быть вне зоны подъема
оборудования, на территории вокруг лебедок не должно быть
лишних предметов, а на пути троса не должно быть помех. Ма-
шинист, обслуживающий лебедку, должен максимально обозре-
вать груз в процессе подъема, а также четко видеть все сигналы
лица, руководящего подъемом.
Устойчивость лебедок должна быть расчетно проверена и
обеспечена собственной массой, балластом, винтовыми упорами,
инвентарными и закладными якорями. Якоря располагают так,
чтобы их закладные элементы не повредили электрические
кабели и подземные коммуникации. Использование существую-
щих конструкций в качестве якорей допустимо только после
тщательной проверки их надежности.
Основание под опорную плиту подъемных мачт должно быть
выровнено, настелено бетонными плитами, деревянными шпа-
лами или брусьями, чтобы нагрузка на грунт работающей мачты
не превышала допустимых значений. Основание мачты должно
быть надежно застраховано от смещения тяговым тросом или
при ее наклоне в процессе подъема.
Устанавливаемое на фундамент оборудование сначала при-
поднимают на высоту до 0,3 м над землей и выдерживают в та-
ком положении некоторое время, чтобы успокоить от раскачи-
вания, проверить состояние строповки, натяжение стропов и
тросов, исправность всех узлов, участвующих в подъеме. Подни-
мать груз следует плавно, без рывков и немедленно прекращать
подъем при первых же признаках каких-либо препятствий, за-
клинивания каната в блоках или в полиспастах и др. Поднятый
груз оставлять в висячем положении продолжительное время
нельзя. Если почему-либо подъем нельзя завершить, оборудова-
ние должно быть опущено на землю.
Все участвующие в процессе монтажа лица должны иметь
надежную связь друг с другом непосредственно зрительную, че-
рез сигнальщиков и по радио. Командует операцией подъема
только один человек, который должен иметь возможность хоро-
шего обзора поднимаемого оборудования, кранов, мачт, основ-
ной оснастки и пр.
Перед началом сложного монтажа следует ознакомиться с
прогнозом погоды с тем, чтобы его можно было завершить при
безветрии и при отсутствии гололедицы.
В процессе подъема и спуска груза нельзя переключать ско-
рость тракторных лебедок или заглушать их двигатели. На
участке такелажных работ все линии электропередачи должны
быть отключены.
87
Безопасность электросварочных работ
Электросварочные работы при монтаже оборудования долж-
ны быть организованы в соответствии с ГОСТ 12.3.003—75 «Ра-
боты электросварочные. Общие требования безопасности» и Пра-
вилами пожарной безопасности при проведении сварных и дру-
гих огневых работ на объектах народного хозяйства, утвержден-
ными ГУПО МВД СССР. Электросварочные работы во взрыво-
опасных и взрывопожароопасных помещениях должны выпол-
няться в соответствии с требованиями Типовой инструкции по
организации безопасного ведения огневых работ на взрывоопас-
ных и взрывопожароопасных объектах, утвержденной Госгор-
технадзором СССР. Разрешение на сварочные работы в закры-
тых емкостях по утвержденной Госгортехнадзором СССР форме
выдает администрация предприятия.
Электросварочные работы должны быть организованы так,
чтобы исключить воздействие на работающих опасных и вредных
производственных факторов. С этой целью применяют соответ-
ствующее сварочное оборудование, электродную проволоку, по-
крытия, флюсы, защитные газы. Присоединение и отключение от
сети сварочных установок, а также наблюдение за их исправным
состоянием является обязанностью электротехнического пер-
сонала.
Во время дождя и снегопада сварка на открытом воздухе
без навеса должна прекращаться. Сварщики должны работать
в спецодежде. Инструктаж безопасности труда сварщиков про-
водится через каждые три месяца.
На месте проведения огневых работ должны быть средства
пожаротушения (огнетушитель, ящик с песком, лопата, ведро
с водой). Должностное лицо, ответственное за пожарную без-
опасность объекта, должно проверять места проведения огне-
вых работ в течение 3—5 ч после их окончания.
Безопасность газосварочных работ
Правила пожарной безопасности при проведении сварочных
и других огневых работ на объектах народного хозяйства уста-
навливают ряд требований, которые должны учитываться в ин-
струкциях по технике безопасности для газосварочных работ.
Эти требования относятся к хранению, транспортированию и
эксплуатации сварочного оборудования, а также к процессу ра-
боты сварщика.
На монтажных площадках пользуются главным образом
кислородом и горючим газом, доставляемыми в баллонах с на-
винченными на горловины предохранительными колпаками. При
транспортировании и перемещении как полных, так и порожних
баллонов необходимо исключить возможность толчков и ударов.
Баллоны должны быть защищены от нагрева солнцем или
§8
другими источниками тепла. Они должны быть удалены от го-
релок не менее чем на 5 м.
Правила устанавливают обязательные условия безопасности
при эксплуатации ацетиленовых генераторов. К ним относятся:
ограждение мест установки генераторов, их расположение на
расстоянии не менее 10 м от открытого огня и нагретых прибо-
ров, необходимость полного использования карбида в генера-
торе по окончании работ и выгрузки ила в специальную тару, а
затем в специальный бункер или в иловую яму; использование
латунных зубил и молотков (применение медных инструментов
запрещено) или специальных ножей, смазанных толстым слоем
солидола, при вскрытии барабанов с карбидом кальция; защита
от воды вскрытых барабанов с карбидом и т. д.
Газоподводящие шланги должны быть целыми и надежно
присоединенными с помощью специальных хомутиков к аппара-
туре, горелкам и резакам. Запрещается: отогрев сварочного обо-
рудования открытым огнем, соприкосновение кислородных бал-
лонов и редукторов с маслами, использование кислородных
шлангов длиной более 40 м и т. д.
ОБЩИЕ ВОПРОСЫ, СВЯЗАННЫЕ С ЭКСПЛУАТАЦИЕЙ
И РЕМОНТОМ ОБОРУДОВАНИЯ
Эксплуатация и ремонт оборудования, работающего под
атмосферным или повышенным давлением или под вакуумом,
осуществляются согласно действующим на предприятии норма-
тивным документам, среди которых наиболее важными являются
«Правила безопасности во взрывоопасных и взрывопожаро-
опасных производствах (ПБВХП—74)», «Правила устройства
и безопасной эксплуатации сосудов, работающих под давле-
нием», «Система технического обслуживания и ремонта обору-
дования», утвержденные Министерством химической промыш-
ленности, «Положение о планово-предупредительном ремонте
технологического оборудования предприятий нефтеперерабаты-
вающей и нефтехимической промышленности», «Правила пожар-
ной безопасности при эксплуатации предприятий», технологи-
ческие регламенты, а также ведомственные правила и ин-
струкции.
Техническое обслуживание между двумя ремонтами прово-
дится согласно инструкциям для рабочих мест, составленным
для каждого агрегата или отдельного аппарата в соответствии
с требованиями ГОСТ 2.601—74. Эти инструкции должны содер-
жать четкие указания эксплуатационному и обслуживающему
персоналу о регулярном наружном осмотре, обтирке, чистке,
смазке, выявлении неисправностей, а также о порядке ведения
сменных журналов, в которых отражаются фактические пара-
метры и условия эксплуатации, а также регистрируются обна-
руженные дефекты. Техническое обслуживание включает так-
же устранение силами эксплуатационного персонала мелких
89
дефектов, которые не приводят к внезапной разгерметизации и
поломке системы или узла.
ГОСТ 23660—79 предусматривает обеспечение ремонтопри-
годности при разработке изделий, которое имеет целью сни-
жение затрат времени, труда и средств на их техническое об-
служивание и ремонт путем повышения технологичности на-
званных процессов и ограничения требований к квалификации
обслуживающего и ремонтного персонала. По ГОСТ 19152—80
технологичность технического обслуживания и ремонта должна
обеспечиваться контролепригодностью, доступностью, взаимоза-
меняемостью, безопасностью выполнения и т. д. Возможности
ограничения требований к квалификации обслуживающего и
ремонтного персонала заключаются в определимости и ясности
контроля состояния оборудования, характера и логической по-
следовательности выполнения операций, одновариантности
сборки, четкости документации, содержащей также указания по
технике безопасности.
Отличают текущий и капитальный ремонты оборудования.
Текущие ремонты проводятся между двумя капитальными ре-
монтами для обеспечения работоспособности оборудования. Пе-
речень работ по текущему ремонту для каждой единицы обору-
дования устанавливается в зависимости от его конструктивных
особенностей и условий эксплуатации. Капитальный ремонт
имеет целью восстановление ресурса оборудования; он вклю-
чает объем текущего ремонта, замену или восстановление дета-
лей и узлов.
На все технологическое оборудование распространяется ме-
тод планово-периодических ремонтов, учитывающий выполнение
всех видов ремонтов в заранее установленной последователь-
ности и периодичности в соответствии с нормативами ресурса.
Отклонения от утвержденных нормативов межремонтного ре-
сурса допускаются только с письменного разрешения главного
инженера предприятия и согласовываются с контролирующими
организациями.
На трубопроводы и арматуру распространяется метод по-
слеосмотровых ремонтов, сущность которого заключается в том,
что ремонт планируется по результатам предварительного тех-
нического осмотра.
Порядок подготовки оборудования к ремонту, включающий
его остановку, обесточение, освобождение от продукта, очистку
от грязи и шлама, нейтрализацию содержимой среды, отключе-
ние от коммуникаций заглушками, устанавливается инструк-
цией. Все подготовительные работы выполняет эксплуатацион-
ный персонал под руководством начальника установки или
участка. Особо контролируется постановка заглушек. В специ-
альном журнале должны записываться дата, время и место
установки каждой заглушки, ее номер, время изъятия, а также
фамилия исполнителя.
90
Ответственность за качественное и безопасное проведение
ремонта несет руководитель ремонта. Как сдача оборудования
в ремонт, так и приемка его после ремонта проводятся в соот-
ветствии с требованием ГОСТ 19504—74 «Порядок сдачи в ре-
монт и приемки из ремонта. Общие требования», Правил без-
опасности во взрывоопасных и взрывопожароопасных химиче-
ских и нефтехимических производствах (ПБВХП—74), а также
других нормативных материалов. Соблюдение правил техники
безопасности в процессе ремонта должно быть под постоянным
вниманием руководителя и участников работ; на рабочих местах
должно быть проверенное грузоподъемное и такелажное обору-
дование, безопасные переносные лампы, неискрящий и исправ-
ный инструмент, средства пожаротушения и т. д.
Корпуса аппаратов
Большинство аппаратов, эксплуатируемых в химической и
нефтеперерабатывающей промышленности, представляет собой
сварные вертикальные или горизонтальные цилиндры или ко-
нусы, закрытые с обеих сторон днищами (крышками) различной
формы. Для работы под давлением выше 10 МПа корпуса аппа-
ратов изготавливаются из поковок механической обработкой.
Точность формы корпуса контролируется измерениями раз-
меров, а также проверкой смещения кромок в сварных швах.
Обязательным требованием является прямолинейность оси кор-
пуса по всей длине. Максимально допустимое отклонение от пря-
молинейности 0,2 % от длины корпуса, но не более 30 мм при
любой его длине. Важным условием является проверка оваль-
ности корпуса; в любом поперечном сечении она не должна пре-
вышать 1 %, для вакуумных аппаратов — 0,5 %.
В конструкции корпуса должна быть предусмотрена возмож-
ность осмотра внутренних поверхностей и устройств, а также
проверки состояния сварных швов. С этой целью корпуса долж-
ны иметь люки или лазы.
При необходимости врезки новых штуцеров или люков сле-
дует учесть, что отверстия в корпусе ослабляют его стенки, по-
этому места вырезов отверстий диаметром более 50 мм следует
укреплять кольцами, толщина и расчетный больший диаметр
которых рассчитываются. В укрепляющих кольцах должно быть
отверстие диаметром 10 мм с нарезкой для проверки плотности
сварных швов в местах приварки к корпусу как штуцера, так
и самого кольца.
В процессе эксплуатации аппаратов необходимо система-
тически следить за износом стенки. Его определяют измерением
фактической толщины стенки корпуса с помощью толщиномеров,
а при ремонтах — пробными засверловками. Продукты коррозии
по возможности следует удалять из аппаратов непрерывно в
91
процессе работы, чтобы предотвратить закупорку ими дрена-
жей, трубопроводов, заклинивание предохранительных и изме-
рительных приборов и т. д.
Категорически запрещается ремонтировать работающие ап-
параты. При аварийных ситуациях аппарат следует остановить
или отключить от технологической системы в последовательно-
сти, установленной инструкциями. Остановленный для ремонта
аппарат вскрывают, очищают, подготавливают к ремонту, ре-
монтируют и испытывают по внутризаводским инструкциям, со-
ставленным на основе утвержденных ведомственных инструк-
ций (ПБВХП—74). Вскрываемый аппарат должен охлаждаться,
освобождаться от продукта, отключаться от действующей аппа-
ратуры и системы трубопроводов заглушками, промыт, пропа-
рен водяным паром, продут инертным газом и воздухом. При-
ступать к ремонту можно только при наличии у ответственного
за проведение работ лица письменного разрешения начальника
цеха.
Вскрывать (разбирать крышки люков) аппараты следует в
установленном инструкцией порядке. У вертикальных аппаратов
вначале открывают верхний люк, причем одновременно для
предотвращения подсоса воздуха внутрь подается пар. Осталь-
ные люки открывают последовательно сверху вниз. Категори-
чески запрещается открывать самый верхний и самый нижний
люк в любой последовательности, так как вследствие разности
температур может произойти сильный приток воздуха в аппарат
и образование взрывоопасной смеси газов.
Доступ в аппарат может быть разрешен после анализа воз-
душной среды в нем, удостоверяющего, что содержание взрыво-
опасных и токсичных веществ не превышает ПДК.
К работе в закрытых аппаратах допускаются мужчины не
моложе 20 лет, физически здоровые и прошедшие медицинское
обследование. Работу должна проводить бригада из двух или
более человек; один работает в емкости, а другой (дублер) не-
отлучно за ним наблюдает. Продолжительность работы в шлан-
говом противогазе не должна превышать 15 мин, после чего
необходим отдых на чистом воздухе в течение не менее 15 мин.
Работающий внутри аппарата должен надеть предохранитель-
ный пояс с сигнально-спасательной веревкой, свободный конец
которой выводится наружу и надежно закрепляется. Дублер
должен быть экипирован так же, как и работающий в аппарате,
чтобы быть готовым для оказания помощи; он держит спаса-
тельную веревку, следит за сигналами работающего, а также за
правильным положением шланга противогаза и исправностью
системы подачи воздуха в аппарат. При первых же признаках
появления внутри аппарата взрывоопасных, горючих или ток-
сичных жидкостей, паров и газов все работы должны немед-
ленно прекращаться, а работающего в емкости следует немед-
ленно удалить из нее.
92
Опоры оборудования
Оборудование устанавливается на фундамент посредством
опор. Крепление к опорам и опор к фундаменту следует тща-
тельно контролировать, чтобы обеспечить точное положение и
устойчивость оборудования в процессе эксплуатации. Основное
требование к опорам —их прочность и жесткость.
Под компрессоры, турбины, насосы завод-изготовитель, как
правило, подставляет литые или сварные опоры — фундаментные
плиты или рамы, обеспечивающие такое сопряжение с фундамен-
том и оборудованием, при котором достигается наиболее равно-
мерное распределение нагрузок. Важным назначением опор под
машины является снижение уровня шума и вибраций. С этой
целью система оборудование —опора — фундамент должна про-
ектироваться с учетом требований ГОСТ 12.1.003—76 «Шум.
Общие требования безопасности» и ГОСТ 12.1.012—78 «Вибра-
ция. Общие требования безопасности». В процессе эксплуатации
необходимо контролировать целостность и жесткость опор, их
прочное крепление к фундаменту, состояние узлов виброизоля-
ций (резиновых, пружинных, комбинированных). Детали, поте-
рявшие необходимую упругость, должны своевременно заме-
няться, пружины смазываться и подтягиваться согласно инструк-
ции и т. д.
Опоры горизонтальных аппаратов (приемников для жидко-
стей и газов, отстойников, теплообменников и пр.) должны
свободно воспринимать температурные деформации, поэтому
необходимо проверять состояние подвижной опоры (катковой
или скользящей), чтобы исключить ее заклинивание и предот-
вратить напряжения сжатия в корпусе аппарата.
Опоры вертикальных аппаратов подбираются по стандарту
на основе расчета, учитывающего все виды нагрузок, включая
ветровую и сейсмическую. Устойчивость вертикальных аппара-
тов зависит от их размеров и массы, размеров опорного кольца
и обеспечивается анкерными болтами. Во время ремонта анкер-
ные болты проверяют, подтягивают и страхуют от самоотвинчи-
вания контргайками. Опоры под вертикальными аппаратами
(юбки) должны быть снабжены лазами, через которые можно
проникнуть под днище аппарата с целью проверки его герме-
тичности. В верхней части опор должно быть не менее двух вен-
тиляционных отверстий диаметром до 100 мм для естественного
выхода паров и газов, которые могут скопиться в результате
нарушения герметичности.
Крепежные детали
Разъемные соединения оборудования затягиваются болтами,
сквозными или ввертными шпильками или деталями с особыми
формами взаимного сопряжения, снабженными резьбой (нип-
пельно-шаровыми, штуцерно-торцевыми, муфтовыми и пр.). Для
93
фланцевых соединений, лап фундаментных опор болты диа-
метром менее 12 мм не применяют, чтобы избежать их скручи-
вания при затяжке.
При частой сборке и разборке соединений (например, загру-
зочных люков, крышек) целесообразно вместо закладных при-
менять откидные болты, чтобы облегчить труд работающих.
Следует избегать длинных, выступающих за пределы гаек, кон-
цов болтов и шпилек. С этой целью длину болтов и шпилек
выбирают из такого расчета, чтобы в начале сборки можно было
надеть гайку, а в конце сборки после затяжки болт или шпилька
выходили за свободный торец гайки на длину, равную двум
ниткам резьбы.
Прочность и твердость материала болтов и шпилек должны
быть более высокими, чем сопрягаемых с ним гаек. При высо-
ких температурах коэффициент температурного удлинения бол-
тов и шпилек должен быть меньше того же коэффициента
материала деталей (например, фланцев)., а при низких темпера-
турах— наоборот. Следует учесть, что дополнительные темпера-
турные напряжения в крепежных деталях при больших раз-
ностях температур могут достигнуть значительных величин. Тем-
пературные напряжения в болтах в 1,4 раза больше, чем в
шпильках со сплошной резьбой, поэтому болты следует приме-
нять при температуре до 250°C. При температуре выше указан-
ной применяют шпильки с резьбой по всей длине или с нарез-
кой по рабочим концам и с обточкой ненарезанной части до
внутреннего диаметра нарезки.
Вращающиеся узлы и детали
Для некоторых видов оборудования вращающиеся узлы (ро-
торы) являются основными; их надежность определяет не только
надежность оборудования, но иногда и всего процесса. К экс-
плуатации роторов и ремонту деталей, из которых они состоят,
должны предъявляться высокие требования. Ротор должен быть
компактным с надежно закрепленными деталями, размеры кото-
рых должны быть выдержаны в пределах проектных допусков.
Базовой деталью ротора является вал. Длинные валы обо-
рудования в процессе эксплуатации претерпевают значительные
температурные деформации, поэтому они в осевом направлении
закрепляются только в одной опоре; в остальных опорах осевое
перемещение вала в пределах допустимых люфтов должно кон-
тролироваться.
Для надежной и безопасной эксплуатации валов необходимо,
чтобы они были точно установлены и выверены в опорах. Нару-
шение соосности сопрягаемых и совместно работающих валов
или их взаимного расположения с другими валами и осями мо-
жет явиться причиной аварий и несчастных случаев. Поэтому
центровка валов и выверка их на параллельность, горизонталь-
ность, вертикальность должны проводиться квалифицированно.
94
Характерны следующие дефекты валов, могущие вызвать
аварии: поломка, трещины, местный или общий прогиб оси,
скручивание, износ поверхностей, растяжение или срез резьбы
и др. Обнаружение каждого из перечисленных дефектов должно
быть сигналом к необходимости остановки ротора, ремонта или
полной замены вала. При этом важно устранить причину,
вызвавшую дефект, например перегрузку вследствие наруше-
ния режима работы оборудования, ненадежность опор, вибра-
цию (биение) ротора и др.
Роторы следует эксплуатировать только в пределах разре-
шенной частоты вращения, которая должна быть значительно
больше или меньше критической частоты вращения. Прибли-
жение к критической частоте может вызвать резонанс и раз-
рушить вал.
Поломанные валы ответственных, сильно нагруженных ро-
торов нельзя восстанавливать сваркой; сваренный участок вала
теряет прочность до 40 %.
Роторы могут работать надежно только при точно собранных
и правильно обслуживаемых опорах (подшипниках). Перед
монтажом особое внимание обращается на состояние поверхно-
стей трения; на них не должно быть трещин, забоин, задиров,
царапин; кольца подшипников качения должны вращаться легко,
без заеданий и стука; разъемные вкладыши подшипников сколь-
жения должны укладываться в гнезда свободно, канавки в них
для смазки должны содержаться чистыми. Несоблюдение ре-
жима или качества смазки приводит к быстрому износу деталей
пары трения, расплавлению баббита, разрушению подшипников
качения и другим поломкам. Марка применяемых смазочных
материалов, их нормированный расход, режим смазки и кон-
троль температуры узла трения должны точно соответствовать
требованиям паспорта завода-изготовителя оборудования.
Вибрация роторов сверх допустимых паспортом величин
часто оказывается причиной серьезных аварий, поэтому быстро
вращающиеся роторы должны быть тщательно отбалансиро-
ваны. Короткие роторы подвергают статической, длинные ро-
торы, у которых длина больше диаметра, — динамической ба-
лансировке.
ЕМКОСТИ
Емкостная аппаратура предназначена для хранения жидкого
и газообразного сырья, реагентов, полуфабрикатов и готовой
продукции. Конструкция емкостей выбирается, исходя из мно-
жества факторов: функционального назначения, химических и
физических свойств среды, давления и температуры, при кото-
рых они эксплуатируются.
Химически активные вещества хранят в горизонтальных или
вертикальных емкостях, установленных на постаментах. Они
должны быть снабжены лестницами и площадками для доступа
95
обслуживающего персонала к арматуре, измерительным, кон-
трольным приборам и предохранительным устройствам. Для
предохранения емкостей от нагрева солнечными лучами их
окрашивают в белый цвет, делают теплоизоляцию, а также
устраивают над ними навесы.
Вертикальные резервуары
Нефть, газ и нефтепродукты хранят в емкостях, сосредота-
чиваемых в сырьевых, промежуточных и товарных резервуарных
парках. Основным видом емкостей являются вертикальные
стальные резервуары. Они подразделяются по внутреннему дав-
лению на резервуары, находящиеся под атмосферным давле-
нием (с понтоном, плавающей крышей и др.), резервуары низ-
кого давления (2 кПа или вакуум 0,25 кПа) и высокого давле-
ния (70 КПа или вакуум до 1 кПа).
На рис. IV-1 показана схема вертикального цилиндрического
сварного резервуара. Вертикальные резервуары покоятся на
основании, состоящем из надежно уплотненного грунта и песча-
ной подушки, поверх которой нанесен слой изоляции для пре-
дохранения днища от коррозии. Конусная форма основания
предохраняет его от размыва поверхностными водами. Основа-
ния резервуаров для хранения токсичных веществ покрывают
бетоном. Резервуар оборудован сливно-наливными, измеритель-
ными и предохранительными устройствами. Каждый резервуар
должен быть снабжен по крайней мере тремя люками: на ниж-
нем поясе — для доступа внутрь, проветривания, очистки или
ремонта резервуара, на крыше — замерным и световым люками.
Замерный люк с быстросъемной крышкой служит для отбора
проб и измерения уровня жидкости в резервуаре, если для этого
не предусмотрены соответствующие приборы и если давление
в газовом пространстве не превышает 2 кПа. Лот измеритель-
ной рулетки и пробоотборник
должны быть изготовлены из
материала, не искрящего при
ударах. Прежде чем открыть
замерный люк, резервуар не-
обходимо отсоединить от газо-
уравнительной системы.
Световой люк служит для
наблюдения за поверхностью
IV-1. Схема вертикального цилин-
дрического резервуара:
/ — резервуар; 2 — трос к лебедке подъема
трубы; 3 — направляющий ролик; 4 —
световой люк; 5 — вентиляционный патру-
бок; б — дыхательный клапан; 7 — указа-
тель уровня; 8 — люк-лаз; 9 — подъемная
труба; 10 — шарнир; // — хлопушка; /2 —
приемная труба; 13 — раздаточная труба;
14 — перепускное устройство; 15 — лебедка;
16 — стопор; 17 — запасной канат.
96
IV-2. Хлопушка с рычажным подъ-
емом:
1 — кривошип; 2 — рычаг; 3 — вентиль; s’ *-
крышка хлопушки; 5 - тяга; 6 — чугунный
корпус; 7 -приемо-раздаточный штуцер;
8 — валнк; 9 — фиксатор.
продукта в резервуаре; с этой
целью он размещается над
сливно-наливными патрубка-
ми. Световой люк используется
также для проветривания ре-
зервуара перед его ремонтом.
На крышке светового люка
при необходимости устанавли-
вают штуцер с запорным
устройством для подключения
мановакуумметра, автомати-
ческого сигнализатора пре-
дельных значений давления и
вакуума или других приборов.
На нижнем поясе резер-
вуара имеются сливной и на-
ливной патрубки, к которым
подводятся трубопроводы. На
входе в резервуар на трубо-
проводах устанавливается ар-
матура (задвижки) для регу-
лирования расхода и плотного
отключения резервуара от
трубопроводов. Задвижки на резервуарах для нефтепродуктов
с температурой вспышки ниже 318 К должны быть стальными,
независимо от температуры и давления среды.
На приемном патрубке внутри резервуара монтируется пре-
дохранительно-запирающее устройство — управляемая или не-
управляемая хлопушка, которая служит для быстрого прикры-
тия патрубка в случае неисправности задвижки или штуцера.
Неуправляемая хлопушка приподнимается на шарнире под на-
пором закачиваемого продукта, а под статическим напором
жидкости в резервуаре садится на седло и закрывает патрубок.
Регулируемая хлопушка приподнята на тросе от лебедки, уста-
новленной снаружи резервуара; при авариях хлопушка осво-
бождается и прикрывает патрубок. На рис. IV-2 показана кон-
струкция хлопушки, которая открывается и закрывается с по-
мощью рычага; ось рычага сопряжена с приемным патрубком
через сальник с мягкой набивкой для обеспечения герметич-
ности. На резервуарах высотой более 6 м для облегчения подъ-
ема хлопушки наливной штуцер соединяется с резервуаром пе-
реливным патрубком. При открытой задвижке патрубка гидро-
статическое давление на хлопушку и под хлопушкой выравни-
ваются.
4 Зак 373
97
Раздаточная труба внутри резервуара шарнирно соединена
с подъемной трубой. Поднимая трубу, можно откачивать про-
дукт с требуемой отметки. Для подъема трубы на корпусе ре-
зервуара устанавливают ручную лебедку. Отверстие в крышке
резервуара для подвижного троса должно быть уплотнено мяг-
кой набивкой.
Резервуары для хранения высоковязких продуктов снабжа-
ются трубчатыми подогревателями, размещаемыми по днищу.
В качестве греющего агента применяются горячая вода, пар
или другой теплоноситель. Подогреватели проверяются опрес-
совкой при порожнем резервуаре.
Для сокращения потерь от испарения продукта все резер-
вуары должны окрашиваться лучеотражающими светлыми крас-
ками (белыми, на алюминиевом порошке и др.).
На крыше резервуаров должны быть установлены предохра-
нительные устройства — дыхательные и предохранительные кла-
паны, а также огнепреградители. Исправность и надежность
предохранительных устройств — обязательное условие нормаль-
ной эксплуатации резервуара. Для обслуживания арматуры ре-
зервуары имеют площадки, расположенные на уровне крыши,
к которым ведут маршевые лестницы.
Дыхательные клапаны. В практике эксплуатации резервуа-
ров принято называть «дыханием» резервуаров вытеснение па-
ров продукта из газового пространства или, наоборот, вход
воздуха (газов) извне в резервуар. Это происходит во время
заполнения или опорожнения резервуара («большое дыхание»)
и в результате суточных изменений температуры стенок резер-
вуара и, следовательно, продукта («малое дыхание»). Назна-
чение дыхательных клапанов заключается в максимальном со-
кращении потерь продукта при дыхании резервуара с одновре-
менным предотвращением превышения в нем разрешенных ве-
личин давления или вакуума.
Дыхательный клапан должен при повышении давления в ре-
зервуаре выпускать газы в атмосферу или в специальные сбор-
ники, а при образовании вакуума открыть доступ атмосфер-
ному воздуху или газам из сборников.
Конструкция дыхательного клапана должна соответствовать
эксплуатационным условиям каждого резервуара. Исправная
работа дыхательного клапана имеет существенное значение для
безаварийной эксплуатации резервуаров.
На рис,- IV-3 показана универсальная схема дыхательного
клапана; его основными рабочими органами являются клапан
вакуума и клапан избыточного давления, которые при нормаль-
ных величинах вакуума и давления сидят на седлах под дей-
ствием собственной массы или пружины и изолируют резервуар
от внешней среды. Клапан установлен на штуцере резервуара
или на огнепреградителе строго вертикально. При повышении
давления в резервуаре открывается тарелка (клапан) давления,
газы выходят из резервуара в атмосферу или в специальные
98
IV-3. Схема дыхательного клапана:
/ — присоединительный штуцер; 2 — приемный патрубок; 3 — вакуумный клапан; 4 —
механизм регулирования вакуума; 5 — механизм регулирования давления; 6 — напорный
клапан; 7 — выхлопной патрубок
IV-4. Схема непромерзающего мембранного дыхательного клапана:
/—кровля резервуара; 2 — патрубок; 3 — огнепреграднтель; 4, 5 — нижняя и верхняя
мембраны; 6 — груз для давления; 7 — цепь; 8 —груз для вакуума; 9 — штуцер клапана.
емкости до тех пор, пока давление в резервуаре снизится и та-
редка снова сядет на свое седло. При образовании в резер-
вуаре вакуума открывается тарелка вакуума для доступа в ре-
зервуар воздуха (если это не опасно) или газа из газонако-
пителя.
Как правило, тарелки имеют обтекаемые формы, чтобы обес-
печить плавный подъем и посадку их потоком газов без ударов
и вибраций. Плотность между тарелкой и седлом обеспечи-
вается маслобензостойкой и морозостойкой резиновой про-
кладкой.
Конструкция клапана позволяет отрегулировать тарелки на
требуемые давление и вакуум. Неправильная регулировка сра-
батывания клапанов на давление или вакуум может привести
к аварии. Клапаны необходимо систематически осматривать
согласно инструкциям заводов-изготовителей, но не реже двух
раз в месяц в теплое время года и не реже одного раза в 10 дней
при морозе. Осмотр, чистку и смену клапанов производят через
верхний круглый проем в корпусе, который закрывается крыш-
кой с помощью откидного рычага и накидного болта. Состоя-
ние клапанов считается удовлетворительным, если движение
тарелок плавное, без заеданий, и они плотно садятся на сед-
лах, а также если не происходит примерзания тарелок и на-
правляющих. Размер дыхательного клапана выбирают в за-
висимости от требуемой пропускной способности, которая
определяется по объему, зеркалу испарения продукта, его
4*
99
IV-5. Мембранный дыхательный клапан для резервуаров с повышенным дав-
лением:
/ — защитный кожух; 2—командоаипарат; 3 — импульсная трубка; / — крышка кла-
пана; 5 — мембрана; 6— тарелка клапана; 7 — бронзовое седло; 8 — корпус клапана;
9—присоединительный патрубок; /<9—кассета огнепреградителя; // — выходной па-
трубок.
максимальной и минимальной температуре и испаряемости, а
также скорости наполнения и опорожнения резервуара. При
больших скоростях перекачки допускается установка несколь-
ких дыхательных клапанов с общей пропускной способностью,
равной заданной.
Открытые концы дыхательных клапанов покрывают медной
или стальной оцинкованной сеткой, предохраняющей от засо-
рения трущиеся и уплотняющие поверхности пылью и грязью.
Сетки следует поддерживать в чистоте, а зимой систематиче-
ски освобождать от льда.
Корпуса некоторых дыхательных клапанов изготавливают
алюминиевыми; это предотвращает образование соединений
железа с серой и исключает возможность самовозгорания осад-
ков внутри корпуса клапана.
На рис. IV-4 показана схема непримерзающего мембранного
дыхательного клапана с огнепреградительной насадкой, в кото-
ром мембраны связаны тяговой цепочкой для взаимосвязанной
работы. Эти клапаны отличаются малым гидравлическим со-
противлением и большой пропускной способностью в резуль-
тате высокого подъема клапана над седлом. При эксплуатации
следует тщательно проверять целостность мембран.
На рис. IV-5 приведена конструкция мембранного дыхатель-
ного клапана для резервуара с повышенным избыточным дав-
лением, снабженного двухседельным командоаппаратом, соот-
ветствующие полости которого сообщаются с над- и подмем-
100
бранной полостями рабочего клапана на мембране. Клапан
регулируется натяжением пружины командоаппарата и массой
рабочего клапана.
Предохранительные клапаны. Кроме дыхательного клапана
на крыше резервуара устанавливается гидравлический предо-
хранительный клапан. Он работает по принципу гидравличе-
ского затвора, из которого запирающая жидкость вытесняется
под действием давления или вакуума, превышающих установ-
ленные величины, и внутренний объем резервуара соединяется
с атмосферой. После восстановления нормального давления
или вакуума жидкость вновь запирает затвор.
Предохранительные клапаны срабатывают при давлении на
5—10 % превышающем давление или вакуум, при которых сра-
батывают дыхательные клапаны.
На рис. 1V-6 показан предохранительный клапан с опроки-
нутой чашей-перегородкой, через зубчатые кромки которой газы
прорываются в атмосферу или воздух поступает в резервуар.
Жидкость затвора должна быть чистой, незамерзающей, ма-
ловязкой и неиспаряющейся. Применяют, например, соляровое
масло, дизельное топливо, водный раствор глицерина, этилен-
гликоль и др. При эксплуатации необходимо систематически про-
верять уровень жидкости в затворе по указателю уровня, пред-
варительно убедившись в его исправности по срабатыванию
IV-6. Предохранительный клапан с опрокинутой чашей:
1 — штуцер клапана; 2 — стакан; 5 — чаша-перегородка; 4— предохранительная трубка;
5 — каплеуловитель; 6— воронка для залива жидкости; 7 — вентиляционный патрубок
с сеткой; 8 — указатель уровня со спускным краном.
101
спускного краника. Недостающее количество жидкости доливают
в стакан клапана через воронку, после чего последнюю при-
крывают крышкой или пробкой для защиты от атмосферных
осадков и пыли. Вентиляционный патрубок и сетку необходимо
периодически промывать.
Огнепреградители. Огнепреграднтели устанавливают на ре-
зервуарах в комплекте с дыхательными предохранительными
клапанами. Их назначение—преградить доступ в резервуар
открытому пламени или искрам извне. Огнепреградители раз-
личной конструкции представляют собой устройства с узкими
проходными каналами, через которые резервуар сообщается
с атмосферой. Применяют ленточные, насадочные, сетчатые
и другие огнепреградители. Пламя или искры, проходя через
каналы, оборудованные лентами, различными насадками, сет-
ками или другими элементами, дробятся на мелкие струи, при
этом поверхность соприкосновения и теплоотдача стенкам ка-
нала увеличиваются и пламя гасится.
Способность огнепреградителей гасить пламя определяется
главным образом сечением и поверхностью каналов. Сечение
и площадь пламягасящих каналов рассчитываются, исходя из
свойств газов и жидкостей, а также их количества и предпо-
лагаемого теплового режима горения.
На рис. IV-7 показана конструкция простого огнепрегра-
дителя с развитой поверхностью теплообмена и оребренным
колпаком, способствующим более эффективному охлаждению
газов.
В процессе эксплуатации огнегасящие насадки должны си-
стематически очищаться от грязи и пыли, а также от льда
и инея.
Плавающие крыши резервуаров. Резервуары с плавающей
крышей получают большое распространение, так как плаваю-
щие крыши уменьшают потери при больших и малых дыханиях.
Цилиндрическая часть корпуса резервуара сварена стыковыми
швами так, чтобы внутренняя поверхность была гладкой, без
выступающих валиков сварных швов. Внутри корпуса монти-
руется понтон — металлический диск, который держится на по-
верхности жидкости и поддерживает постоянный газовый объем
над нею независимо от уровня жидкости. Для обеспечения пла-
вучести диск изготовляется с двойной стенкой или устанавли-
вается на специально изготовленные понтоны, имеющие неболь-
шую массу и расположенные по периметру крыши. Понтоны
составляют 20—25 % площади крыши. Плавающая крыша
должна быть достаточно жесткой, для чего она в зависимости
от диаметра снабжается в радиальном направлении балками
коробчатого сечения.
При отсутствии у резервуара стационарной крыши атмо-
сферные осадки с плавающей крыши должны отводиться дре-
нажными системами; по шлангам или стальным трубам с шар-
102
Нйрами должен обеспечиваться слив воды с плавающего диска
во всех его положениях.
Безаварийность работы резервуаров зависит прежде всего от
исправности системы плавающей крыши. Во-первых, плаваю-
щий диск и понтоны должны быть непотопляемыми. Поэтому
каждый понтон в отдельности и плавающую крышу в сборе
проверяют на плавучесть. Плавающий диск не должен тонуть
при аварийном затоплении двух смежных отсеков понтона
и даже неисправности системы дренажа атмосферных осадков,
а также при заклинивании на участках сопряжения диска со
стенками резервуара. Во-вторых, сам диск должен быть сварен
прочно-плотными швами, выдерживающими нагрузку в усло-
виях некоторой вибрации. Нарушение герметичности закрытых
коробов и понтонов (металлических и неметаллических) может
привести к затоплению плавающей крыши и аварийному выходу
резервуара из эксплуатации. В этом случае содержимое резер-
вуара следует быстро откачать в исправные емкости.
Систематический контроль за понтонами в типовых резер-
вуарах осуществляется через открывающиеся герметичные от-
секи. Такая проверка должна проводиться не реже одного
раза в квартал. На наружных поверхностях понтонов и диска
не должно быть следов продукта, хранимого в резервуаре;
наличие продукта свидетельствует о нарушении герметич-
ности.
Важное значение имеет герметизация кольцевого зазора
между краями диска и стенкой резервуара с помощью спе-
циального уплотнения. Эти уплотнения в основном изготовляют
эластичными (мягкими) из прорезиненной ткани и других эла-
стичных материалов, стойких к продукту, хранящемуся в резер-
вуаре. Применяются также механические (жесткие) затворы
различных конструкций. Они представляют собой металличе-
ские листы, соединенные с плавающим диском по всему его
периметру. При движении плавающего диска листы скользят
по внутренней поверхности резервуара и, прижимаясь к ней,
образуют затвор. Основной недостаток этих затворов — огра-
ничение ширины зазора между диском и внутренними стенками
резервуара, поэтому при монтаже должны строго выдержи-
ваться геометрическая форма резервуара и его соосность с пла-
вающей крышей.
Состояние затвора следует проверять не реже двух раз
в неделю; при необходимости их поверхности очищают от пыли
и грязи.
Организация, строящая резервуар, обязана представить
заказчику отдельную техническую документацию на конструк-
цию уплотняющего затвора и акты испытания плавающей
крыши на герметичность. Очень важно следить в процессе
эксплуатации за герметичностью сопряженной крыши с на-
правляющими стойками. При этом необходимо проверить
103
вертикальность этих стоек; отклонения от вертикали не должны
превышать 25 мм по всей высоте. При морозе перед каждым на-
полнением или опорожнением резервуара следует убедиться в
свободе движения плавающей крыши. При неравномерном скоп-
лении на диске большого количества снега возможны аварии,
поэтому с диска следует убирать снег, когда крыша находится
в крайнем верхнем положении.
Наружную поверхность плавающих крыш следует еже-
годно окрашивать краской с высокими лучеотражающими
свойствами.
Главнефтеснабом РСФСР утверждены Правила эксплуата-
ции металлических резервуаров для нефти и нефтепродуктов
и руководство по их ремонту, в которых даны основные поло-
жения по устройству, оборудованию, безопасному обслужива-
нию и ремонту.
Требования при приемке и испытании резервуаров.
Техническая документация
Резервуары должны сооружаться и оборудоваться в соот-
ветствии с проектом. Они принимаются в эксплуатацию после
тщательного осмотра и испытания на прочность и герметич-
ность. Порядок и условия испытания указываются в проектной
документации.
Резервуары испытывают на прочность только на расчетную
гидростатическую нагрузку. Резервуары низкого давления ис-
пытывают на давление и вакуум выше допустимых рабочих
соответственно на 25 и 50 %.
Герметичность и прочность кровли резервуаров проверяют
в следующем порядке: сначала заливают резервуар водой на
высоту 1 м, затем полностью герметизируют его крышками
люков и заглушками и продолжают закачку воды до тех пор,
пока давление в его свободном объеме достигнет 1,1 рабочего
давления. Плотность сварных швов в зоне свободного объема
и кровли проверяется обмазкой мыльным или каким-либо инди-
каторным раствором. При первом же обнаружении дефекта
закачку воды приостанавливают, снижают уровень ее в резер-
вуаре и исправляют дефект. Залитый водой резервуар счи-
тается выдержавшим гидравлическое испытание, если по исте-
чении 24 ч на его поверхности не появятся отпотины и уровень
воды не снизится.
При испытании резервуаров с плавающей крышей прове-
ряют исправность дренажной системы, плавность и бесшум-
ность движения плавающей крыши.
В процессе пробных наливов, а впоследствии при эксплуа-
тации необходимо следить за равномерностью осадки основания
резервуара; для этого следует периодически нивелировать
окраску днища по меньшей мере в восьми точках, равномерно
расположенных по периметру.
104
На каждый резервуар должна быть заведена техническая
документация по изготовлению, эксплуатации и ремонту. За-
вод-изготовитель выдает заказчику паспорт, который хранится
у него на все время эксплуатации резервуара, а также необ-
ходимые сертификаты и документы, свидетельствующие о ка-
честве металла, электродов, сварных швов. Монтажная орга-
низация должна представить акты на скрытые работы (подго-
товку насыпной подушки и изолирующего слоя основания ре-
зервуара), акты подетального или поузлового испытания и сда-
чи резервуара в эксплуатацию.
На резервуары должны быть заведены технический паспорт,
калибровочная таблица, журналы ремонтов, текущего обслу-
живания, эксплуатации, молниезащиты и защиты от проявле-
ний статического электричества. Паспорта и другие документы
составляются предприятием на основании проектных, заводских
и монтажных документов или на основании детальной техни-
ческой инвентаризации резервуара.
Требования к содержанию резервуарных парков
Резервуары группами по назначению или иным признакам
сосредотачиваются в резервуарных парках, сооружаемых в
строгом соответствии с нормами и правилами (СНиПП-П. 3—70
и СН 245—71).
Важнейшее требование — ограждение парка (или отдельно
стоящего резервуара) стеной или сплошным земляным валом,
предназначенными для удержания в пределах парка разлив-
шейся из резервуара жидкости. Ограждение должно обеспечить
удержание жидкости в объеме, равном вместимости большего
из резервуаров. При этом высота ограждения должна быть на
0,2 м выше расчетного уровня разлившейся жидкости, но не
менее 1,5 м, а ширина земляного вала поверху — 0,5 м. Стена
или обвалование должны быть рассчитаны на максимальное
гидростатическое давление, вызываемое разлившейся жид-
костью. Состояние стен и земляных валов должно системати-
чески проверяться, а поврежденные участки немедленно ис-
правляться.
Территория парков должна быть очищена от мусора, сухой
травы и сухих листьев; она должна быть снабжена ливневой
канализационной системой, обеспечивающей отвод вод без по-
вышения их уровня. Дождеприемные колодцы должны быть
вынесены за обвалование. Места разлива продукта должны
немедленно зачищаться и засыпаться свежей землей.
Резервуарный парк должен быть снабжен общим искус-
ственным освещением, дающим освещенность территории не
менее 5 лк; освещенность лестниц обслуживающих площадок,
задвижек и приборов измерения уровня должна быть не ме-
нее 10 лк.
105
Меры безопасности при производственных
операциях
Все производственные операции с резервуарами в строгом
соответствии с утвержденными инструкциями должен произво-
дить обученный и прошедший проверку знаний персонал. Каж-
дый резервуарный парк должен иметь технологическую схему.
На трубопроводах должно быть указано их основное обозначе-
ние, а на запорной арматуре должна быть нумерация. Инструк-
ции должны содержать перечень действий персонала при ава-
риях и пожарах. Максимальная скорость закачки в резервуар
и откачки из него указывается в технологической карте. Ско-
рость подъема или опускания плавающей крыши при этом не
должна превышать 3,5 м/ч.
При любых нарушениях в закачке или откачке операции
должны быть немедленно прекращены до выявления и устра-
нения причины.
Меры безопасности при зачистке резервуаров
Каждый резервуар не реже одного раза в два года или
в связи с необходимостью (смена продукта, опасность накопле-
ния пирофорных отложений, подготовка к ремонту) полностью
освобождается от продукта и зачищается.
Способ зачистки резервуара зависит от количества и свойств
продукта, отложившегося на его днище и стенках, а также
местных условий и имеющихся в распоряжении средств (машин,
механизмов, инструмента). Выбранная технология должна пре-
дусматривать такие меры безопасности, которые исключат по-
жары, загорания, а также воздействие на работающих вредных
производственных факторов. Зачистку может производить
только специально обученный персонал, допущенный врачебной
комиссией к этим работам и только под общим руководством
назначенного приказом ответственного лица, имеющего опыт
таких работ. К работе можно приступать только после подписа-
ния соответствующего акта, утвержденного главным инженером
и согласованного с работниками пожарной охраны.
Наиболее часто применяемый способ зачистки — промывка
резервуара водой, его пропаривание, дегазация путем есте-
ственной или искусственной вентиляции, механическое удаление
грязи. Для искусственной дегазации применяют осевые венти-
ляторы с взрывобезопасными электродвигателями, устанавли-
ваемые у одного из нижних люков. Корпус или крыльчатка вен-
тилятора должны быть покрыты алюминием или свинцом для
предотвращения искрообразования. Для дегазации можно ис-
пользовать также паровые эжекторы, устанавливаемые на верх-
нем люке резервуара.
При зачистке нельзя пользоваться предметами, которые мо-
гут вызвать искру; зачистной шланг должен быть заземлен во
избежание разряда статического электричества.
}06
Большинство резервуаров зачищают гидродинамическим
способом — сильной струей воды из насадок (наконечников)
специальной конструкции. В конце очистки резервуар промы-
вают (желательно с применением моющих препаратов).
Резервуары, в которых хранят сернистые нефти и нефтепро-
дукты, очищают от пирофорных отложений по утвержденному
графику. При опорожнении таких резервуаров для зачистки их
газовое пространство следует заполнять водяным паром. Перед
зачисткой или ремонтом резервуар должен продуваться паром
в течение 24 ч в таком режиме, чтобы пар выходил через дыха-
тельные клапаны или люки на крыше резервуара. После окон-
чания пропарки резервуар заполняют водой, затем воду мед-
ленно сливают; по мере высыхания отложения медленно окис-
ляются, не вызывая загорания. Удаляемые пирофорные соеди-
нения поддерживаются во влажном состоянии до тех пор, пока
их не вывезут в специально отведенное место.
Техническое обслуживание и ремонт
Техническое обслуживание, осуществляемое сменным персо-
налом, заключается в обходе резервуаров, обнаружении де-
фектов, немедленном оповещении о них руководства, принятии
соответствующих мер для ликвидации дефектов. О всех дейст-
виях персонала должны быть сделаны записи в журнал.
Обслуживающий персонал должен проверять исправность
первичных средств пожаротушения резервуарного парка и си-
стемы стационарного пенного тушения, которыми оборудуются
резервуары вместимостью более 5000 м3.
Согласно графику должны проверяться системы молниеза-
щиты: при этом осматривают состояние наземных элементов
(молниеприемников, токоотводов), а также мест присоединения
токопроводов к резервуару и заземлителю. Внеочередная про-
верка должна проводиться после каждой грозы или сильного
ветра. Не реже одного раза в год в летнее время должно быть
измерено сопротивление заземляющих устройств и при необхо-
димости восстановлено до нормы. У резервуаров с плавающей
крышей проверяют плотность гибкого электрического соедине-
ния диска или понтона с корпусом и целостность гибкого токо-
провода.
Молниезащита одновременно является и защитой от стати-
ческого электричества. Однако, если плавающая крыша или
понтон — диэлектрики, то для них защита от статического элек-
тричества должна быть выполнена специально. Для предотвра-
щения накопления и разряда статического электричества сле-
дует соблюдать режим перекачек: ограниченную скорость, ис-
ключение свободно падающей струи и взятие проб из резер-
вуара до прекращения перекачек.
Лестницы и площадки к резервуарам, ограждения на кры-
шах должны содержаться в исправном состоянии, систематиче-
ски очищаться от снега и льда.
107
Все резервуары согласно графику должны подвергаться те-
кущему ремонту (не реже одного раза в 6 месяцев), среднему
ремонту (не реже одного раза в 2 года) и капитальному ре-
монту, срок которого устанавливается по результатам обследо-
ваний, при проведении которых следует руководствоваться
«Инструкцией по обследованию и комплексной дефектоскопии
металлических резервуаров для нефти и нефтепродуктов».
Нарушение герметичности резервуара — основной фактор
опасности эксплуатации. Оно может быть вызвано недопусти-
мым повышением давления (вакуума), превышением уровня
налива, вибрацией стенок при закачке, коррозией металла, де-
фектами в сварных швах, неравномерной осадкой песчаного
основания и др. Каждый ремонт должен быть тщательно подго-
товлен. Подготовка начинается с осмотра наружной и внутрен-
ней поверхностей резервуара.
Технология ремонта, требования безопасности при проведе-
нии ремонтных работ устанавливается в соответствии с Прави-
лами и инструкциями, утвержденными Главнефтеснабом
РСФСР. Фактическую толщину стенок, днища и крыши ре-
зервуара измеряют толщиномерами типа УИТ-Т9, УИТ-Т10,
«Кварц» и др. Трещины в металле и сварных швах устанавли-
вают рентгено- или гаммапросвечиванием или протравливанием
водным раствором азотной кислоты.
Дефекты в резервуарах при ремонтах устраняют с приме-
нением сварочных работ, которые рекомендуется выполнять при
температуре окружающей среды не ниже —10°C.
Руководством по ремонту металлических резервуаров
(часть II Правил, утвержденных Главнефтеснабом РСФСР)
предусматривается возможность устранения дефектов без при-
менения сварочных работ, а именно с помощью эпоксидного
клея или эпоксидной шпаклевки по специальной технологии.
Этот способ применим только для герметизации газового про-
странства резервуара, сварных соединений, имеющих мелкие
трещины, прокорродированных участков днища и первого пояса
корпуса. Эпоксидные смолы и отвердители к ним токсичны, по-
этому работать с ними следует в комбинезоне из плотной ткани,
в тонких резиновых перчатках, резиновых сапогах и в прорези-
ненном фартуке. В помещении, где подготавливается клеевой
состав, должна быть местная вытяжная вентиляция.
После окончания ремонта резервуар подвергается в соответ-
ствии с действующими инструкциями внешнему осмотру, испы-
танию сварных швов на герметичность, проверке их рентгено-
и гаммапросвечиванием (или другой дефектоскопией) и испы-
танию на прочность, герметичность и устойчивость заливом
в резервуар воды. Выдержавший испытания резервуар прини-
мается в эксплуатацию комиссией по акту установленной формы
(с соответствующими приложениями), который хранится вместе
с паспортом.
108
МЕРЫ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ ГАЗГОЛЬДЕРОВ
Для хранения большого объема газов при небольших давле-
ниях (до 4—5 кПа) применяют газгольдеры — резервуары пере-
менного объема. Наибольшее распространение имеют мокрые
газгольдеры (рис. IV-8), отличающиеся надежностью и просто-
той в эксплуатации. В общем случае они состоят из резервуара
с плоским днищем и открытым верхом, подвижного колокола —
цилиндра без дна со сферической каркасной крышей, теле-
скопа— цилиндрической оболочки и направляющих. Телескоп
входит в резервуар, а колокол в телескоп. В исходном положе-
нии колокол и телескоп под действием собственной массы опу-
щены до дна резервуара; при нагнетании в резервуар газа они
поднимаются по направляющим до упора. Беспрепятственное
движение колокола под напором газа обеспечивают ролики,
прикрепленные к корпусам колокола и телескопа и катящиеся
по направляющим. Внешние направляющие жестко связаны
друг с другом, что обеспечивает устойчивость всего сооружения.
Требуемое давление в газгольдере устанавливается нагру-
жением колокола грузами: по верхней его площадке — бетон-
ными, по нижнему кольцу — чугунными.
Гидравлический (водяной) затвор между резервуаром и те-
лескопом, а также между телескопом и колоколом препятствует
выходу газа из газгольдера. Гидравлические затворы рассчи-
тывают на максимальное давление газа в газгольдере, поэтому
проскок газов через затвор свидетельствует о недостаточном
заполнении его водой. Температура воды в гидравлическом за-
творе должна быть не ниже 5 °C. Перед началом эксплуатации,
когда телескоп и колокол находятся в нижнем положении, ре-
зервуар заполняют водой. Поверхность воды в резервуарах аце-
тиленовых газгольдеров заливают авиационным маслом или
маслом «нигрол» слоем толщиной 4—5 см, а аммиачных — та-
ким же слоем отработанного машинного масла.
Объем газа в газгольдере должен находиться в пределах
10—90 % от максимального его объем
от 20 до 60°C. При переполнении
газгольдера блокировочные устрой-
ства автоматически прекращают по-
дачу газа в газгольдер. Обслужи-
вающий персонал должен система-
тически следить за показателями
приборов, системами сигнализации
и автоматического сброса газа. При
сильном ветре телескоп и коло-
кол не следует поднимать выше
IV-8. Мокрый газгольдер:
1 — резервуар; 2 — телескоп; 3 — колокол; 4 — на-
правляющий каркас; 5 — ролики; 6 — кронштей-
ны; 7 — внутренний направляющий каркас; 5 —
нижний упор для колокола.
а, а температура газа —
109
трети их полного подъема, чтобы не перегружать ролики и на-
правляющие.
Все газгольдеры должны быть оборудованы исправными
предохранительными устройствами. К ним относятся: перепуск-
ные устройства на крыше колокола; гидравлический затвор
в камере газового ввода, оборудованной естественной и приточ-
ной механической вентиляцией; звуковая и световая сигнали-
зация положения колокола; автоматическое отключение отсоса
газа при минимальном объеме его в газгольдере; механическая
защита, срабатывающая при максимальном заполнении газ-
гольдера газом для сброса газа в атмосферу (если это разре-
шено) или автоматического отключения подачи газа в газ-
гольдер.
Все газгольдеры должны быть снабжены молниезащитой,
а трубопроводы в камерах газового ввода и вывода — защитой
от статического электричества.
Инструкции по эксплуатации должны предусматривать: пе-
риодический осмотр газгольдера и его оборудования, ежесмен-
ный осмотр корпуса и роликов дренажных трубок, ежемесячную
проверку работы задвижек, контрольно-измерительных прибо-
ров, при необходимости — регулировку роликов и грузов, смаз-
ку роликов и тросов командоаппаратов.
При длительном нахождении газгольдера в порожнем состоя-
нии возможно образование в нем взрывоопасной газовоздушной
среды, поэтому перед каждым пуском в эксплуатацию газголь-
дер в соответствии с инструкцией следует продуть инертным
газом.
Чтобы предотвратить сминание стенок газгольдера под дей-
ствием вакуума, необходимо перед слиянием воды из резер-
вуара открыть люки на крыше колокола и центральную проду-
вочную трубу.
Большие утечки газа из газгольдера через неплотности
швов, свищи и гидрозатворы могут вызвать опасность взрыва
и пожаров в окружающей атмосфере. Подобные случаи имели
место при хранении в газгольдере газа или жидкости, не преду-
смотренных проектом, без осуществления необходимых меро-
приятий, гарантирующих безопасность.
При морозе стенки колокола или телескопа могут покрыться
льдом, в результате чего колокол и телескоп потеряют подвиж-
ность и возникнет опасность разрушения газгольдера из-за по-
вышения давления при закачке газа или создании чрезмерного
вакуума при откачке. При замерзании воды в гидрозатворе,
последний также теряет свою герметичность. Поэтому в зимнее
время необходимо не реже чем один раз в смену проверять на-
дежность работы системы обогрева воды в резервуаре, гидрав-
лических затворах и подачу пара в змеевики клапанной ко-
робки. В случае аварийного выхода из строя систем обогрева
необходимо прекратить товарные операции с газгольдером до
восстановления нормального состояния. Систематической про-
110
верке подлежат также трубы для сброса газа и отвода кон-
денсата.
Наибольшее число аварий с тяжелым исходом наблюдается
при ремонте газгольдеров. Причиной их является главным обра-
зом неправильная подготовка к ремонту, вследствие чего в газ-
гольдере образуются взрывоопасные концентрации газов. По-
этому ремонт можно начинать только после осуществления всех
мер безопасности, предусмотренных утвержденной инструкцией:
полное отсоединение от газоподводящих и отводящих коммуни-
каций установкой заглушек, заливка водой до установленного
уровня гидрозатворов камер газового ввода, пропарка, провет-
ривание (продувка) азотом, удаление или дезактивация само-
возгорающихся на воздухе соединений и т. д. Последующее про-
ветривание газгольдера должно проводиться до получения
результатов анализа, удовлетворяющих требования безопас-
ности.
Территория вокруг газгольдера должна быть ограждена
в радиусе 25 м.
Меры безопасности при эксплуатации газгольдеров должны
быть предусмотрены рабочей инструкцией, утверждаемой глав-
ным инженером предприятия, составленной в соответствии
с «Руководством по безопасной эксплуатации мокрых газголь-
деров, предназначенных для горючих газов», утвержден-
ным МХП.
КОЛОННЫЕ АППАРАТЫ
К колонным аппаратам относятся ректификационные, экс-
тракционные и отпарные колонны, абсорберы, адсорберы,
скрубберы. Все они представляют собой вертикально располо-
женные цилиндры разного диаметра и высоты, размещаемые
главным образом на открытых площадках.
Технические требования к конструкции, изготовлению и конт-
ролю стальных сварных колонных аппаратов установлены ГОСТ
24305—80 и ГОСТ 24306—80.
Общими элементами для всех колонных аппаратов являются
корпуса и опоры, требования к безопасной эксплуатации кото-
рых изложены выше. Отличаются же аппараты своим техноло-
гическим назначением, внутренним устройством и эксплуата-
ционными параметрами. Корпуса большинства колонн соби-
раются из отдельных обечаек (царг), на фланцах, что упрощает
их ремонт и замену насадки.
В колонных аппаратах протекают главным образом массо-
обменные или диффузионные процессы-, предназначенные для
разделения смесей путем переноса вещества из одной фазы
в другую.
Опасность эксплуатации колонной аппаратуры заключается
в том, что в большинстве случаев заполняющая их среда — го-
рючие и взрывоопасные паро- и газожидкостные смеси. Любая
Ш
разгерметизация таких аппаратов из-за превышения допусти-
мого давления, коррозионного износа вибрации или механи-
ческих превращений может вызвать аварию с весьма тяжелыми
-последствиями.
Ректификационные колонны
Ректификационные колонны — наиболее распространенные
крупные колонные аппараты. Они снабжены различными по
конструкции внутренними устройствами, которые обеспечивают
непрерывное (в насадочных колоннах) или ступенчатое (в та-
рельчатых колоннах) контактирование фаз.
Эксплуатационные особенности насадочных колонн зависят
от параметров их работы, количества, вида и размещения на-
садки в них. Они имеют несложные внутренние устройства
(сетчатые или решетчатые тарелки-колосники, несущие на себе
слой насадки, коллекторные распределители сырья с распыли-
телями, отборные тарелки, перепускные трубы, оросители, зме-
евики подогрева и т. д.).
Основным эксплуатационным требованием к насадочным
колоннам является поддержание параметров их работы. Превы-
шение допустимой температуры часто приводит к закоксовыва-
нию внутренних устройств. Особенно быстро забивается коксом
слой насадки непосредственно над участком ввода сырья, по-
этому давление в этой зоне (в верхней части колонны) должно
контролироваться независимо от давления в других зонах. Вы-
грузка закоксованной насадки из колонны чрезвычайно трудо-
емкая работа и для ее выполнения следует принимать специаль-
ные меры предосторожности. Во-первых, площадки у выгруж-
ных люков должны быть настолько широкими, чтобы на них
можно было установить ковши с насадками; во-вторых, сред-
ства механизации (подъемные краны, люльки) должны быть
надежными. Выгруженную из колонны насадку необходимо не-
медленно залить водой, чтобы не допустить загорания кокса.
Выгрузка насадки из колонны может сопровождаться выде-
лением пожаро- и взрывоопасных или токсичных газов из остав-
шихся на поверхностях отложений, поэтому ее выполняют ра-
ботники газоспасательной службы или под их наблюдением —
специально обученные рабочие. Рабочие — очистители должны
работать внутри колонны только в шланговых противогазах.
На проведение работ должны быть выписаны и оформлены
в установленном порядке наряд-допуск или разрешение.
Процесс ректификации в тарельчатых колоннах осуществ-
ляется путем многократного ступенчатого контактирования па-
ровой и жидкой фаз на тарелках, установленных горизонтально
внутри корпуса.
Эксплуатационный режим ректификационных колонн ха-
рактеризуется убыванием температуры и давления по ходу па-
ров снизу вверх.
ИЗ
Температурный режим, установленный технологическим про-
цессом, должен быть стабильным независимо от температуры
окружающей среды. Поэтому тепловая изоляция колонны
должна быть химически стойкой, выдерживать высокую темпе-
ратуру и колебания температуры стенки аппарата, не быть
гигроскопичной и не разрушаться от незначительных вибраций
при эксплуатации.
По высоте аппарата давление меняется в зависимости от
гидравлических сопротивлений тарелок и отбойных устройств.
Эти сопротивления в процессе эксплуатации могут увеличиться
в результате забивки проходных (свободных) сечений коксом,
смолистыми веществами, полимерами или различного проис-
хождения грязью, в том числе продуктами коррозии.
Подобное нарушение технологического режима может при-
вести к непредусмотренному повышению давления в кубовой
части колонны. При наличии такой опасности (особенно при
числе тарелок свыше 40) предохранительные клапаны следует
устанавливать не только наверху колонны, но и на кубовой
части. Клапаны при работе в среде, могущей вызвать их за-
бивку, устанавливают парами, переключающее устройство в лю-
бом положении обеспечивает соединение с аппаратом по край-
ней мере одного клапана. Второй клапан должен быть приго-
ден для немедленного включения. Особенно опасно внезапное
повышение давления в результате попадания в колонну воды.
Это может вызвать не только разгерметизацию аппарата, но
и взрыв его. Наиболее вероятно поступление воды в колонну
с острым орошением, в котором вода может попасть из-за не-
исправности конденсационно-отстойной аппаратуры.
Среда в колонне в большинстве случаев огне- и взрывоопас-
ная, она имеет высокую температуру, иногда весьма агрессивна
и вызывает интенсивную коррозию и эрозию как корпуса, так
и внутренних устройств. Важная профилактическая мера —
чистка во время ремонтов внутренних устройств, особенно таре-
лок, сливных и отборных карманов, маточников, распылителей
и отбойников от различного рода отложений.
При ремонтах необходимо тщательно проверять состояние
изоляционного покрытия колонны; поврежденные кожухи или
облицовку следует восстановить. Температура внешней поверх-
ности изоляции должна постоянно контролироваться с помощью
поверхностных термопар.
Ответственными этапами эксплуатации ректификационных
колонн являются их пуск и остановка. Именно с пуском и оста-
новкой связаны наибольшие температурные деформации. Обыч-
но технологическая карта-схема предусматривает сначала про-
верку колонны на холодном сырье, циркулирующем в течение
10—30 мин по аппарату. За это время проверяют герметичность
аппарата и его соединений с коммуникациями, работу конт-
рольно-измерительных приборов, систем автоматики и исправ-
ность запорной арматуры. Температуру медленно повышают до
ИЗ
95—100°С. При этой температуре циркуляция продукта должна
продолжаться по крайней мере два часа, чтобы выпарить всю
воду, содержащуюся в колонне. Затем повышают температуру
(в соответствии с утвержденной картой подъема температуры)
до рабочей, колонну переводят на постоянное питание и уста-
навливают рабочий режим.
Колонна останавливается в обратной последовательности.
Однако при необходимости аварийной остановки действия фор-
сируются, хотя это может нанести ущерб конструкции. Аварий-
ная остановка может стать необходимой в результате прекра-
щения подачи в колонну сырья, пара, электроэнергии, выхода
из строя оборудования, технологически связанного с колон-
ной и др.
Особенности эксплуатации вакуумных колонн
В вакуумных колоннах ректификация проходит при более
низких температурах, чем в колоннах, работающих под атмо-
сферным давлением. В таких колоннах в частности, подвер-
гаются ректификации мазуты для получения масляных дистил-
лятов. Конструктивно они отличаются большим диаметром пи-
тательной и концентрационной секций и суженной отпарной
секцией.
Вакуум в колонне создается конденсацией паров, отводи-
мых в верхней части аппарата, и отсасыванием несконденсиро-
вавшихся паров и газов.
Пары конденсируются водой в барометрических конденса-
торах смешения — аппаратах с контактными устройствами (на-
пример, каскадными тарелками). Вода и пары контактируют
при взаимно противоположном движении.
Охлаждающая вода вместе со сконденсировавшимися парами
и растворенными газами по барометрической трубе сливается
в колодец. Гидрозатвор обеспечивается опусканием конца ба-
рометрической трубы в колодец, уровень воды в котором дол-
жен быть постоянным и находиться на 600—700 мм выше от-
крытого конца барометрической трубы. Высота барометриче-
ской трубы должна быть такой, чтобы при максимальном ва-
кууме в конденсаторе столб воды в ней предотвратил подсос воз-
духа и воды. Следует помнить, что попадание воды и воздуха
в вакуумную колонну особенно опасно, так как воздух образует
паровоздушные смеси взрывоопасных концентраций.
Несконденсировавшиеся в барометрическом конденсаторе
пары и нерастворившиеся в воде газы отсасываются из верхней
части барометрического конденсатора с помощью пароструйных
эжекторов или вакуумных насосов. Первые имеют низкий
к. п.д., поэтому на большинстве установок для создания ва-
куума применяют водокольцевые вакуум-насосы с электриче-
ским приводом,
1Н
Снижение вакуума в колонне при нормальной работе вакуум-
создающих систем следует рассматривать как аварийное состоя-
ние и принимать все меры для быстрого выявления источника
подсоса воздуха и его устранения. Особенно опасно внезапное
прекращение подачи воды на вакуумную установку. В этом слу-
чае необходимо немедленно закрыть задвижку на водяной ли-
нии, ведущей к барометрическому конденсатору, чтобы пред-
отвратить подсос воздуха из водовода.
Безопасность эксплуатации всех ректификационных колонн
обеспечивается исправной работой контрольно-измерительных
приборов, автоматических регуляторов, блокировочных и пред-
охранительных устройств На каждой колонне должен быть
установлен предохранительный клапан. Если на колонне уста-
навливаются два клапана с переключающим устройством, то
каждый из них должен быть рассчитан на полную пропускную
способность.
Меры безопасности при ремонте
колонной аппаратуры
Колонные аппараты — дорогостоящее оборудование, их за-
мена требует много времени и трудовых затрат. Поэтому при
эксплуатации должны быть приняты меры для предохранения
их от преждевременного выхода из строя из-за коррозионного
или эрозионного износа. Защита наружных поверхностей от
коррозии осуществляется главным образом окрашиванием.
Коррозионная стойкость корпусов ректификационных колонн
закладывается в проекте в зависимости от рабочей среды и ре-
жима работы. Фактическую скорость коррозии определяют пу-
тем периодического осмотра и измерения толщины стенки кор-
пуса при ремонтах. Способ, места и периодичность проверки
толщины устанавливает главный механик в зависимости от
конкретных условий.
Наиболее подвержены коррозии участки колонн, в которых
поддерживается высокая температура. Эрозионный износ вызы-
вает сильные жидкостные и паровые струи (особенно если они
содержат абразивные включения). Участки, подверженные эро-
зионному износу, защищают протекторами и специальными
устройствами, уменьшающими кинетическую энергию струй (на-
пример, улитами и маточниками).
Опасность износа не ограничивается только потерей проч-
ности; продукты интенсивной коррозии могут закупорить сво-
бодные сечення внутренних устройств колонн и нарушить их
нормальную работу. В первую очередь забиваются отстойные
зоны, отбойники, поверхности тарелок, клапанов, стаканов, же-
лобов, сливные карманы, штуцера. Продукты коррозии могут
увлекаться потоком газов или жидкостей в конденсаторы, холо-
дильники и теплообменники и нарушить в них нормальный теп-
лообмен.
115
Много аварий зарегистрировано в результате неправильной
подготовки колонн к ремонту; к их числу относятся взрывы
с разрушением аппарата, хлопки на некоторых участках у от-
крытых люков, загорания и т. д. Порядок подготовки к ремонту
и проведения ремонтных работ устанавливается согласно
ПБВХП—74 заводскими инструкциями в зависимости от техно-
логических особенностей производственной установки, харак-
тера и состава предстоящих ремонтных работ.
Газы в колонне могут появиться и в процессе ремонта, осо-
бенно при демонтаже внутренних устройств. В этом случае
следует прекратить ремонт и повторно провести пропарку, про-
мывку и проветривание колонны.
Особенно тщательно подготавливают участки внутри колонн,
на которых предстоят сварочные работы. Поверхности под
сварку очищают металлическими щетками и наждачным кругом.
Из всех ремонтных работ наиболее ответственной, требую-
щей особых мер безопасности, является замена изношенных
участков корпуса, при которой устойчивость колонны временно
резко уменьшается. В этих случаях подлежит тщательной рас-
четной проверке надежность временных креплений (стоек, опор-
ных лап, косынок и т. д.).
Ремонт внутренних устройств трудоемок; особенно сложна
разборка разъемных соединений из-за порчи крепежных дета-
лей (болтов, шпилек) в результате износа резьбы или образо-
вания коксовых отложений. Для разборки закоксованных де-
талей отбойных тарелок вакуумных колонн почти всегда тре-
буется рубка крепежных деталей и применение домкратов для
того, чтобы сорвать их с опорных поверхностей. Эти операции
должны проводиться необходимыми мерами безопасности, что-
бы предотвратить травмирование отлетающими металлом и кок-
сом, падающими деталями и т. д.
При вырубке кокса со стенок и деталей необходимо мокрой
тряпкой промочить очищаемый участок, чтобы уменьшить воз-
можность отскакивания частичек кокса. Работать следует в ру-
кавицах и защитных очках. Лицо рубщика предохраняется
щитком из оргстекла или шлемом.
Канаты, применяемые для удаления деталей (колпачков,
желобов, отбойников) должны быть гибкими и не должны
иметь разорванных проволок. Во время натягивания троса (на
всем его протяжении) не должны находиться работающие,
или места их работы должны отгораживаться металлическими
или деревянными щитками.
Если необходимо производить сварочные работы внутри
колонны на нескольких участках, то колонна временными
сплошными перегородками делится на соответствующее число
ярусов.
Все работы внутри колонны должны производиться в соот-
ветствии с требованиями, установленными для работ в закры-
тых аппаратах и емкостях.
116
ВОЗМОЖНЫЕ АВАРИИ ПРИ ЭКСПЛУАТАЦИИ АБСОРБЕРОВ,
АДСОРБЕРОВ И ДЕСОРБЕРОВ
В химической и нефтеперерабатывающей промышленности
широко применяются процессы абсорбции, адсорбции и де-
сорбции.
При работе аппаратов, предназначенных для этих процессов,
аварии, как правило, происходят в результате взрыва газов.
Взрывоопасная концентрация может возникнуть при наруше-
нии количественных параметров контактирующих в аппарате
газов, а также при попадании воздуха в систему. Это может
произойти в результате нарушения герметичности оборудования
или неисправности гидрозатворов. Во всех возможных случаях
необходимо установить автоматическое поддержание постоянст-
ва эксплуатационных параметров, включая расход инертных
газов, а также сигнализацию о нарушении этого постоянства.
В абсорберах, работающих под большим давлением, весьма
важно соблюдать постоянный уровень жидкой фазы; пониже-
ние уровня может привести к выбросу газов и созданию аварий-
ной ситуации. Поэтому необходимо следить за исправной рабо-
той регуляторов на разделе фаз.
Образование на поверхностях аппарата отложений твердых
нестабильных веществ может оказаться причиной аварии.
Эти вещества (например, моновинилацетилен) в определенных
условиях в сухом состоянии способны самопроизвольно раз-
лагаться со взрывом. Для предотвращения этого необходимо
постоянно увлажнять отложения (орошать поверхности) или
выводить их из аппарата по мере накопления. Некоторые поли-
меры (например, полимер бутадиена) образуются в присутст-
вии воды и ржавчины и могут вызвать резкое повышение давле-
ния в аппарате. Для предотвращения повышения давления в
аппарате в результате быстрого образования полимеров, сле-
дует избегать формирования технологического режима или при-
менять при необходимости ингибиторы:— стоперы процесса
полимеризации.
В процессе десорбции необходимо исключить контакт горю-
чих газов с воздухом или кислородом. Промывные (отработан-
ные) воды, содержащие растворенные в них газы, могут
явиться источником больших газовыделений, поэтому сборники
этих вод не должны иметь открытых поверхностей и должны
оборудоваться гидрозатворами.
Особую опасность представляет прекращение подачи воды
в аппараты для конденсации паров. Внезапное повышение дав-
ления в аппарате может привести к взрыву, поэтому расхсд
воды должен быть сблокирован с подачей в аппарат исходной
смеси газов, а сам аппарат, независимо от рабочего давления,
должен быть оборудован предохранительной взрывной мем-
браной.
117
ХИМИЧЕСКИЕ РЕАКТОРЫ И РЕГЕНЕРАТОРЫ
В реакторах проходит основной процесс, в результате кото-
рого получается требуемый продукт.
Несмотря на многообразие реакторов и регенераторов, от-
личающихся назначением, характером протекающих в них про-
цессов, фазовым состоянием среды, эксплуатационным режи-
мом и связанными с этим конструктивными решениями, можно
все же сказать, что основными условиями безопасной работы
этих аппаратов является соблюдение параметров процесса
(температуры, давления и др.). Загрузка катализатора в аппа-
рат и, особенно выгрузка его из аппарата во многих случаях
характеризуют эксплуатационные особенности реактора. Многие
реакторы и регенераторы имеют очень большие размеры, по-
этому для управления процессами обслуживания и ремонта
аппаратов необходимы соответствующие устройства (надлежа-
щие площадки, лифтовые подъемники и др.).
Важнейшим параметром, определяющим безопасность эк-
сплуатации реакторов, является температура. Так как боль-
шинство реакционных процессов протекает с выделением или
поглощением тепла, необходимый тепловой режим в аппарате
поддерживается с помощью хладоагента или теплоносителя.
В изотермических реакторах теплообмен осуществляется через
стенку, отделяющую теплообменивающие среды, в адиабатиче-
ских же реакторах — смешением реакционной смеси с исходным
сырьем или катализатором. Оптимальная температура конкрет-
ного процесса должна быть установлена в строгом соответст-
вии со значением конверсии и возможностью побочных, не-
желательных реакций.
Важным эксплуатационным фактором является поддержа-
ние оптимального времени контакта реагирующих веществ и
катализатора за все время работы реактора. От этого зависит
соотношение между основным (целевым) и побочным процес-
сами. Последние могут оказаться факторами создания допол-
нительных производственных опасностей. Сложность технологи-
ческого и аппаратурного обеспечения реакционных процессов,
прогнозирование их опасности зависят также от интенсивности
массопередачи, системы теплообмена и характеристики катали-
затора (размера гранул, кристаллической структуры, адсорб-
ционных свойств и т.д.).
Реакторы с твердым катализатором
Основное условие обеспечения безаварийности работы реак-
торов с твердым катализатором — равномерное распределение
среды во всех сечениях аппарата, где происходит реакция.
Соблюдение этого требования предотвращает местные пере-
гревы аппарата, потерю прочности внутренних конструктивных
элементов, забивку закоксованным катализатором проходных
118
сечений для газа и т. д. Поэтому исправность газораспредели-
тельных устройств реакционных аппаратов необходимо прове-
рять при каждом ремонте. В качестве газораспределителей при-
меняют слой насадки из твердого, кускового или сыпучего
материала, полых цилиндров, хорд, решеток; при ремонте, в
случае надобности, их выгружают из аппарата и, в зависимости
от характера отложений, обжигают и промывают. Крупные
реакторы снабжаются газораспределительными тарелками,
диффузорами, направляющими пластинами, сетками и другими
устройствами.
Реакторы с неподвижным слоем катализатора. Наиболее рас-
пространены реакторы с неподвижным слоем катализатора, в
которых теплообмен происходит через стенку, отделяющую
катализатор и реакционный газ от тепло- или хладоносителя.
Такие реакторы в большинстве своем вертикально расположен-
ные кожухотрубчатые теплообменники, в которых катализато-
ром заполняются трубки или межтрубное пространство; соот-
ветственно теплоноситель движется в межтрубном пространстве
или по трубкам.
В реакторах размещается большое количество катализатора,
который в большинстве случаев засыпается в реакционные
трубы со стороны верхнего днища, расположенного на высоте
15—25 м от земли. Процесс этот довольно трудоемкий, поэтому
он механизирован. На рис. IV-9 показан бункер-заправщик,
который заполняют на земле, поднимают монобалками над от-
крытыми концами реакционных труб и через дозирующие за-
слонки и ниппели засыпают катализатор в трубы.
На рис. IV-10 приведен общий вид трубчатого реактора про-
изводства винилацетата из уксусной кислоты и ацетилена.
Он имеет диаметр 4 м, высоту более 20 м. Внутри реактора на
трубных решетках смонтировано 2 000 реакционных труб диа-
метром 50 мм. Реактор по газовому пространству герметизи-
руется верхним сферическим и нижним коническим днищами.
При засыпке катализатора верхнее днище снимается с помощью
крана или тельфера.
Труднее и более опасны разборка и сборка нижнего днища
при каждой перезарядке катализатором или при ремонтах.
Для облегчения этого процесса применена специальная монтаж-
ная тележка на рельсовых путях. Платформа тележки рас-
положена наклонно к горизонту. Днище удерживается на этой
платформе на катках. При перемещении тележки влево днище
под собственной массой опускается. Если же тележку пере-
мещать вправо, а днище удержать неподвижным упором, то оно
поднимается строго по оси аппарата до смыкания с фланцем
трубной решетки. Тележка перемещается по рельсам с помощью
лебедки.
Чтобы при каждой перезарядке реактора избежать разборки
нижнего днища, описываемая конструкция предусматривает
специальное устройство с сетчатыми лепестками-сегментами,
119
IV-9. Бункер — заправшик катализатора:
/ — бункер; 2 —дозатор; 3 — ниппель; 4 — цепной привод; 5—крышка; 6—ушки к
захватам.
IV-10. Трубчатый реактор производства винилацетата:
1 — корпус; 2 — линзовый компенсатор корпуса; 3 — опорное кольцо; 4 — ввод сырья;
5 — днище; 6 — катковая опора днища; 7 — подъемная опора; 8 — платформа тележки;
9 — рельсовый путь; 10 — катки тележки; // — неподвижный упор, фиксирующий по-
ложение оси конусного днища; 12 — тяги запирания нижних концов труб; 13 — запи-
рающие пластины-лепестки; 14 — ввод хладоносителя; 15 — реакционные трубы; 16 —
верхнее днище; 17 — вывод продуктов реакции; 18 — вывод хладоносителя.
прикрывающими нижние торцы всех труб для удержания ката-
лизатора. Специальным приводом с помощью валов и рычагов
эти сегменты внутри днища могут откидываться, в результате
чего катализатор высыпается в днище и далее через его нижний
штуцер — наружу. Перед заправкой реактора свежим катали-
затором сегменты снова приводятся в рабочее положение.
Отработанный катализатор отвозят на регенерацию, выжи-
гают или выбрасывают на свалку. Место свалки или захороне-
ния отходов во всех случаях отводится по согласованию с адми-
нистративными учреждениями. При этом должны быть соблю-
дены все предписанные меры предосторожности от отравлений
и химических ожогов.
Для восприятия температурных деформаций корпуса реак-
торы снабжаются линзовыми компенсаторами в таком количест-
ве, чтобы предотвратить напряжения, могущие вырвать трубы
из трубных решеток или разорвать трубы или сам кожух.
120
Недостатком трубчатых реакторов является трудность под-
держания оптимального температурного режима по длине реак-
ционных труб.
Конструктивно значительно проще адиабатические реакторы,
в которых теплообмен с окружающей средой отсутствует.
В общем случае они представляют собой пустотелые аппараты
цилиндрической, конической или шаровой формы, в которых
находится слой катализатора, насыпанный на удерживающую
решетку с насадкой.
Типичными адиабатическими реакторами являются реакторы
установок каталитического риформинга, работающие на алюмо-
платиновом или алюмомолибденовом катализаторе. Отличитель-
ная особенность этих реакторов-—регенерация катализатора,
т. е. выжигание кокса и сернистых отложений смесью инертного
газа и воздуха в самом аппарате. Таким образом реактор перио-
дически выполняет также функции регенератора. В процессе вы-
жигания температура среды повышается до 500 °C, поэтому
корпус аппарата изнутри покрывают торкрет-бетонной футеров-
кой, а внутренние устройства изготовляют из жаростойкой
стали. Нарушение целостности футеровки может явиться причи-
ной температурной деформации корпуса и, следовательно, раз-
герметизации аппарата и аварии.
В некоторых реакторах реакции крекинга в свободном объ-
еме над катализатором могут вызвать опасные последствия, по-
этому ограничение этого объема, установленное регламентом,
должно быть строго выдержано и произвольное уменьшение
высоты слоя катализатора недопустимо.
Регулирование температуры по высоте слоя катализатора в
адиабатическом реакторе — задача сложная и большие пере-
пады температуры являются одним из основных недостатков
этих аппаратов. С целью решения этой задачи в необходимых
случаях слои катализатора небольшой высоты располагают в
аппарате в нескольких секциях с тарелками-сетками. Тепло-
обмен в таких секционированных реакторах осуществляется в
теплообменниках (вынесенных за аппарат или встроенных в
аппарат).
Общий недостаток реакторов с неподвижным слоем катали-
затора— периодичность их работы, вызываемая необходимостью
замены или регенерации катализатора Однако, в тех случаях,
когда катализатор может работать без регенерации долго,
влияние этого недостатка на эксплуатационную характеристику
реактора резко снижается. Эксплуатационным недостатком
таких реакторов, являющимся источником производственных
опасностей, следует считать трудность распределения потоков
и температур по сечению и высоте реакционной зоны. В этой
связи опасность особенно усиливается при эксплуатации круп-
ногабаритных реакционных аппаратов.
Реакторные блоки с движущимся слоем гранулированного
катализатора. Реакторы с движущимся слоем катализатора от-
121
Носятся к аппаратам с теплообменом при непосредственном
контакте с катализатором. Как правило, реакторные блоки со-
стоят из реактора и регенератора — аппарата, в котором вос-
станавливаются свойства катализатора. Схемы реакторных
блоков отличаются один от другого взаимным расположением
реактора и регенератора по высоте. Более компактны реакторы-
регенераторы, выполненные в одном общем блоке.
Типичный реактор с гранулированным катализатором пред-
ставляет собой цилиндрический аппарат с зоной равномерного
распределения потоков катализатора и сырья по поперечному
сечению аппарата, реакционной зоной, в которой происходит
процесс превращения сырья, зоной отделения продуктов реакции
и паров непрореагировавшего сырья от катализатора, сепара-
ционной и отпарной зоной для продувки продуктов из катализа-
тора и зоной равномерного вывода катализатора.
Основным требованием к конструкции внутренних устройств
является обеспечение устойчивой работы в пределах установ-
ленных межремонтных пробегов. Это важно потому, что при
нарушениях нормальной работы реактора зачастую трудно
бывает установить участок или характер повреждения внутрен-
них устройств. Весьма часты случаи срыва газораспределитель-
ных труб, труб сепарационных устройств и распределения ката-
лизатора, воронок и труб сборно-выравнивающих устройств
реакторов установок каталитического крекинга.
В процессе работы температура в регенераторе может пре-
высить 700 °C, поэтому его корпус покрывают изнутри жаро-
упорной футеровкой, целостность которой весьма важна.
При ремонтах следует тщательно проверять состояние темпера-
турных швов, предотвращающих разрушение футеровки, и тем-
пературную деформацию конструктивных элементов. Для равно-
мерного движения катализатора по сечению вверху регенера-
тора имеется распределительное, а внизу — сборное выравни-
вающее устройства (рис. IV-11). В выравнивающие, переточ-
ные и воздухораспределительные трубы не должен попадать
спекшийся катализатор. Роль преграды играют защитные сетки.
При работе регенераторов с гранулированным катализато-
ром наиболее вероятны аварии, связанные с нарушением темпе-
ратурного режима, объема и температуры воздуха, подаваемого
на процесс выжигания, отводом дымовых газов, а также с от-
рывом коробов или центральных коллекторов газосборных
устройств, забивкой змеевиков с охлаждающей смесью или их
разгерметизацией. Чтобы выход из строя одного змеевика не
вызвал аварии, предусматривается возможность отключения
каждого его ряда отдельно. Целостность змеевиков может нару-
шиться в результате расслоения в них пароводяной смеси. По-
этому скорость движения этой смеси в трубах должна быть
выше 0,7 м/с.
Внутренние устройства регенератора удерживаются на не-
сущих элементах, приваренных к корпусу аппарата. При ремон-
122
IV-11. Выравнивающие устройства реакторов и регенераторов:
а — верхнее распределяющее; б — нижнее сборное; / — корпус аппарата; 2 — изоляция;
3 — ввод сырья; “/ — приемный штуцер; 5 — камера распределения катализатора; 6 —
распределительные трубы; 7 — приемный штуцер; 8 — переточные трубы; 9 — защитные
сетки; 10 — воздухораспределительные трубы.
тах следует тщательно проверять состояние сварных швов.
Уязвимым узлом являются сборные выравнивающие устрой-
ства, поэтому их надежность должна быть проверена. Особое
внимание при этом обращают на участки с крутыми изгибами,
на переточные трубы и т. д.
Чтобы предотвратить прорыв газов из одного аппарата
блока в другой, предусматривается создание затвора из катали-
затора в длинной трубе, в которой образуется достаточное гид-
равлическое сопротивление. Проникание газов реакции в регене-
ратор очень опасно, поэтому на трубопроводе, связывающем эти
аппараты, устанавливают азотный затвор — камеру с давле-
нием азота, превышающим на 2,5—4 кПа давление в аппаратах.
Реакторные блоки с кипящим (псевдоожиженным) слоем
катализатора. Особенностью реакторного блока с кипящим сло-
ем катализатора является то, что реакция превращения и реге-
нерации происходит в слое взвешенного, находящегося в не-
прерывном хаотическом движении катализатора. Кипящий слой
образуется в результате продувки через слой катализатора га-
зов с соответствующей скоростью.
Основные эксплуатационные параметры реакторов — темпе-
ратура и давление. Средняя температура в реакционной зоне
определяется количеством сырья, циркулирующего катализа-
тора, их исходной температурой и свойствами.
Аппараты работают в условиях сильной эрозии. Особенно
интенсивно изнашиваются перфорированные решетки распре-
делительных устройств, транспортные линии, перегородки зон,
циклонные сепараторы, спускные стояки, трубы и коллекторы
охлаждающего змеевика, облицовка теплоизоляционной футе-
123
ровки. Криволинейные участки движущихся потоков должны
быть снабжены протекторами, предохраняющими стенки кон-
струкций от особенно быстрого износа.
При ремонтах все узлы и детали, соприкасающиеся с ката-
лизатором, должны тщательно осматриваться, а дефекты устра-
няться. Многие разрушения внутри аппарата (особенно в местах
сопряжения узлов) могут обуславливаться резкими температур-
ными деформациями во время пуска блока. Скорость разогрева
системы должна быть ограничена 30—40° в час. Во время разо-
грева аппарата и трубопроводов в змеевики подается пар.
Загрузку реактора катализатором из загрузочного бункера
при полностью открытых верхних клапанах начинают при до-
стижении определенной температуры. Подача воздуха во все
транспортные линии и в распределительные короба регенера-
тора, концентрация катализатора в трубах должны точно соот-
ветствовать режиму установленному в технологической карте.
Режим выжигания должен быть подобран так, чтобы кисло-
род из воздуха использовался полностью, так как свободный
кислород может доокислить оксид углерода до диоксида, в ре-
зультате чего температура в верхней части аппарата резко по-
высится.
Разогрев катализатора достигается сжиганием топлива в
регенераторе. При этом возможно образование взрывоопасных
концентраций паров, поэтому топливо к форсункам следует по-
давать малыми порциями с промежутком в 5—10 мин. Подачу
топлива прекращают после того, как температура среды стаби-
лизируется и поддерживается теплом загоревшегося кокса.
Причинами аварий на реакторных блоках могут стать раз-
личные неполадки технологического порядка. Прекращение по-
дачи сырья или воздуха может вызвать застывание и уплотне-
ние слоя катализатора. При прекращении подачи водяного пара
сырье может попасть в транспортную линию регенератора,
могут также прогореть трубы парового змеевика, а трубопро-
воды — забиться коксом.
Давление в аппаратах должно контролироваться постоянно;
его можно уменьшить снижением подачи сырья, снижением
температуры в реакционных зонах, уменьшением объема пара,
подаваемого в аппарат для продувки и т. д. Если эти меры не
обеспечивают снижения давления, блок переводят на режим
аварийной остановки. Серьезные аварийные ситуации может вы-
звать прекращение циркуляции катализатора; оно может быть
вызвано закупоркой транспортных линий, зависанием катализа-
тора в стояках, снижением его уровня в регенераторе или
реакторе.
Пневмоподъемники. Нормальная работа пневмоподъемника
во многом определяет безаварийную работу реакторного блока.
Ствол пневмоподъемника имеет высоту до 120 м, диаметр внизу
около 500 мм; вверху диаметр увеличивается, чтобы снизить
скорость частиц перед входом в бункер-сепаратор. В процессе
124
работы температурная деформация ствола может превзойти
500 мм; она воспринимается сальниковым уплотнением конца
стояка в бункере-сепарагоре. Радиальное перемещение стояка
предотвращается роликовыми опорами, в которых ролики за-
креплены в пружинящих скобах, исключающих заклинивание.
На рабочих участках роликовых опор к стволу приваривают
жесткие накладки (швеллеры) для защиты от механических по-
вреждений.
Работу пневмоподъемника определяет исправность дозатора,
конструкция которого должна обеспечивать непрерывную по-
дачу и регулирование потока катализатора и герметичность
системы реактор — регенератор. Крышка дозатора съемная, так
как необходим систематический осмотр внутренних гильз,
внутренних поверхностей элементов бункера-сепаратора, осо-
бенно отбойного стакана, подвергаемых износу струей катали-
затора.
Чтобы уменьшить скорость износа, детали пневмоподъем-
ника изготавливают в основном из легированной стали
Особенности систем улавливания катализаторной пыли. На-
дежная система пылеулавливания на установках с пылевидным
катализатором обеспечивает не только стабильность и экономич-
ность процесса в результате возвращения в систему дорого-
стоящего катализатора, но и улучшение условий труда и пред-
отвращение загрязнения окружающей среды.
Основное внимание должно быть уделено прежде всего обес-
печению эффективности работы циклонов, устанавливаемых
внутри самих аппаратов (в реакторах и регенераторах). Для
этого в аппарате должен быть создан равномерный режим
псевдоожижения без местных выбросов, что зависит от соблю-
дения технологического режима, в частности равномерности
газораспределения по сечению аппарата и фракционного со-
става катализатора.
IV-12. Схема улавливания катализаторной пыли иа установке каталитического
крекинга:
у _ регенератор. 2 - спускная труба; 3 — циклон; 4- экономайзер; 5- скруббер; 6 —
электрофильтры; 7 — переточная труба; 8 — воздуходувка.
125
В пылеспуекных стояках циклонов должен постоянно поддер-
живаться столб уловленного катализатора. С этой целью
стояки, имеющие на конце защитные козырьки, препятствующие
их опорожнению и проскакиванию газов в циклон, погружаются
во взвешенный слой катализатора. Если стояки не погружаются
в слой, то на их концах устанавливают затворы — мигалки.
Системы циклонов, установленные внутри аппаратов, не
могут обеспечить достаточную степень улавливания пыли, по-
этому перед выбросом в атмосферу газы подвергаются очистке
от катализатора в выносных аппаратах.
На рис. IV-12 показана схема улавливания катализаторной
пыли на установке каталитического крекинга нефти с примене-
нием электрофильтров и скрубберов-увлажнителей. В регене-
раторе размещены двенадцать пар циклонов — первой и второй
ступени. Газы, покидающие вторые ступени циклонов, проходят
котел-утилиз а тор и поступают на дополнительную очистку в
двух электрофильтрах, предварительно охладившись в скруб-
бере-увлажнителе до температуры 250°C.
Реакторы с мешалками
Для проведения реакционных процессов в жидкой фазе при-
меняют реакторы с мешалками. Они отличаются один от дру-
гого конструкцией перемешивающих устройств, способом герме-
тизации и методом поддержания необходимой температуры.
Температурный режим в
аппаратах поддерживается циркуля-
цией жидкой среды, с помощью
выносных или встроенных тепло-
обменников, змеевиков и, чаще
всего тепло- и хладоагентами,
подаваемыми в рубашки аппа-
ратов.
На рис. IV-13 показан реак-
тор-полимеризатор производства
поливинилового спирта, в кото-
ром обеспечивается теплообмен
через рубашку и трубчатые ме-
шалки. Подача и отвод хладо-
агента регулируются золотнико-
вым устройством, смонтирован-
ным на валу выше уплотнитель-
ных устройств. Разгерметизация
системы охлаждения крайне
IV-13. Реактор-полимеризатор производ-
ства поливинилового спирта:
/ — опора; 2 — корпус; 3 — рубашка; 4 —
трубчатый мешатель; 5 — внутренняя труба;
6 — уплотнитель; 7 — золотниковая камера на-
гревшейся воды; 8 — золотниковая камера
ввода воды; — обратный конденсатор.
126
опасна, поэтому на конструктивную целостность ее обращают
внимание. Вспенивание реагентов в реакторе и повышение дав-
ления предотвращаются подключением к верхнему днищу обрат-
ного конденсатора с развитой поверхностью теплообмена. Для
контроля работы этого конденсатора необходимо замерять тем-
пературу хладоагента (воды) при работе реактора на макси-
мальной производительности.
К реакторным мешалкам относятся контакторы установок
сернокислотного алкилирования, обеспечивающие интенсивное
перемешивание углеводородной фазы с катализатором и отвод
тепла, необходимый для стабильного поддержания температуры
среды в пределах 7—10°С. В каскадных реакторах тепло реак-
ции отводится в результате испарения части углеводородов,
которые отсасываются из аппарата, охлаждаются и возвра-
щаются в реактор. Для герметизации валов пропеллеров при-
меняют двойные торцевые уплотнения. Важным условием экс-
плуатации является предотвращение контакта трущихся поверх-
ностей с кислотой.
Для эксплуатации реакторов-полимеризаторов характерно
ухудшение теплообмена через стенку аппарата в связи с обра-
зованием на внутренней поверхности толстого слоя высоковяз-
кой среды. Мешалки таких аппаратов снабжают специальными
скребками.
ПРЕДУПРЕЖДЕНИЕ АВАРИЙ ПРИ ЭКСПЛУАТАЦИИ
НЕКОТОРЫХ ХИМИЧЕСКИХ АППАРАТОВ
Чтобы предупредить аварии в реакторах и регенераторах,
необходимо знать особенности происходящих в них химических
реакций и принять меры к надежному регулированию парамет-
ров процесса. Опасные состояния аппаратов определяются воз-
можностью их взрыва с разрушением конструкции, полной или
частичной разгерметизации, необратимой температурной дефор-
мацией корпуса и внутренних устройств и т. д.
В химической промышленности распространены процессы
полного или неполного жидкофазного и газофазного окисления
в среде различных окислителей. Общей опасностью этих про-
цессов является образование взрывоопасных смесей. Поэтому
важно точное регулирование состава и количества окисляющих
агентов. Нарушение технологического режима может способ-
ствовать образованию промежуточных продуктов, которые при
быстром разложении могут вызвать взрыв. Вероятность взры-
вов возрастает с повышением давления и температуры в си-
стеме.
К взрывоопасным технологическим процессам относятся все
процессы, связанные с переработкой ацетилена, в частности, по-
лучение винилацетата и уксусной кислоты. Взрывоопасные
свойства ацетилен проявляет в самых различных условиях, по-
этому нарушения нормального процесса, а следовательно, ава-
127
рии реактора предупреждают надежной системой отвода тепла
реакции, а также постоянной подачей в аппарат флегматиза-
торов.
Процессы сульфирования сопровождаются выделением боль-
шего количества тепла, поэтому наиболее вероятен перегрев
реактора. Особую опасность при этом вызывают возможность
попадания в аппарат воды, местные разогревы, разрывы охлаж-
дающих змеевиков и т. п. Чтобы не допустить быстрого нара-
стания температурных деформаций при пуске и остановке ап-
паратов, следует обеспечить плавный режим нагрева и охлаж-
дения.
В аппаратах, предназначенных для хлорирования высокомо-
лекулярных соединений, растворителей и других продуктов, наи-
более опасным нарушением технологического процесса, могу-
щим привести к взрыву, является превышение допустимых пре-
делов скорости хлорирования. Следует особо подчеркнуть высо-
кую экзотермичность реакций хлорирования и необходимость
исправной работы эффективной системы теплоотвода. Аппара-
тура для хлорирования, как правило, работает в условиях силь
ной коррозии. Разгерметизация аппаратов может привести к
пожарам, поэтому они должны изготавливаться из стойких к
коррозии конструктивных материалов. Кроме того, хлор, сырье
и хлорпроизводные продукты должны обезвоживаться, чтобы не
стимулировать высокие скорости коррозии.
В процессах нитрования наибольшая опасность связана с
попаданием воды в реакционную массу, в результате чего в ап-
парате быстро повышаются температура и давление. В случае
недостаточной эффективности системы отвода тепла реакция в
аппарате может стать неуправляемой.
Для безопасного ведения технологических процессов необ-
ходимо контролировать соотношение потоков сырья и окисли-
теля, давление, температуру и состав реакционной среды. Со-
став реакционной среды контролируют газоанализаторами не-
прерывного действия, которые, как правило сблокированы с от-
сечными клапанами, прекращающими подачу окислителя при
аварийных концентрациях в аппаратах.
Наиболее надежно исключают взрыв аппарата установлен-
ные на них предохранительные разрывные клапаны.
СМЕСИТЕЛИ
Смесители применяют для перемешивания твердых, пасто-
образных и жидких веществ. При перемешивании веществ уве-
личиваются поверхности их контакта, в результате чего интен-
сифицируются тепловые, диффузионные и химические процессы.
Наиболее простыми являются аппараты пневматического пе-
ремешивания — пустотелые цилиндрические аппараты с барбо-
терами, в которые подается воздух или пар (рис. IV-14,а).
128
Роторы всех центрифуг и центробежных сепараторов должны
подвергаться статической и динамической балансировке. Балан-
сировка должна быть последней операцией при сборке ротора.
Центрифугирование суспензий, представляющих собой взры-
воопасные среды, требует надежной герметизации системы.
Наличие в атмосфере помещения центрифуг взрывоопасных
концентраций представляет опасность, если даже все оборудо-
вание во взрывобезопасном исполнении. Поэтому вентиляция
этих помещений должна быть рассчитана на максимальные про-
пуски жидкостей и газов через уплотнения.
Взрывоопасные среды следует центрифугировать в присут-
ствии инертных газов под давлением, чтобы исключить доступ
в барабан или в камеры кислорода воздуха. Система снаб-
жается блокировочным устройством, предотвращающим работу
центрифуги при отсутствии инертного газа или сигнализа-
тором, оповещающим об опасности. Если при работе центри-
фуги прекратится подача инертного газа, система блокировки
должна немедленно отключить привод.
Для разделения суспензий, содержащих бензин, спирты
и другие взрыво- и пожароопасные компоненты, следует приме-
нять только центрифуги высокой степени герметичности, во
взрывозащищенном исполнении, желательно бессальниковые.
Опасно открывать крышку центрифуги при работающем ро-
торе, поэтому блокировка здесь обязательна.
Центрифуги, используемые для разделения взрывоопасных
сред, должны снабжаться предохранительными мембранами.
Центрифуги и центробежные сепараторы относятся к обору-
дованию, генерирующему шум. Уровень звукового давления
машины зависит от конструкции привода, опор, кожуха, от
окружной скорости ротора, производительности, свойств сус-
пензии и т. д. Большое значение имеет правильное взаимное
расположение машин, а также объемное решение отделений
центрифуг. Неблагоприятно сказывается размещение центри-
фуг на металлических опорах, на высоких этажерках. Шум, соз-
даваемый центрифугами и сепараторами, должен быть ровным,
глухим, без импульсов и дребезжаний; он преимущественно
средне- и высокочастотный.
Если уровень звукового давления в отделении центрифуг
превосходит санитарные нормы, то для обслуживающего персо-
нала должна быть оборудована шумоизолированная, вентили-
руемая кабина с хорошим обзором. При выгрузке осадка из
центрифуг рабочие должны пользоваться средствами индиви-
дуальной защиты от шума.
Все центрифуги в той или иной степени подвержены вибра-
ции, поэтому они устанавливаются на виброизолирующие
опоры, состояние которых должно систематически контролиро-
ваться. Для подвесных центрифуг предусматривается датчик
максимальных амплитуд колебаний, сблокированный с подачей
суспензии и тормозом. Центрифуги (особенно сепараторы) со-
160
Подготовка центрифуги к пуску включает затяжку фунда-
ментных болтов и всех креплений, проворачивание ротора
вручную, ревизию систем смазки, уплотнения и охлаждения.
Перед каждым запуском центрифуги необходимо тщательно
проверить ее готовность, состояние ограждений, а также про-
дуть систему инертным газом (азотом). Минуты 2—3 центри-
фуга должна работать вхолостую, чтобы убедиться в уравно-
вешенности ее ротора. Следует обращать внимание на исправ-
ность работы разгонных муфт (особенно сепараторов); фрик-
ционные муфты, работающие с пробуксовкой, сильно нагре-
ваются и выходят из строя. После набора ротором полного
числа оборотов начинают загрузку, постепенно наращивая ее
до рабочей. Узел загрузки снабжают сетками и ловушками,
чтобы предотвратить попадание в барабан посторонних предме-
тов или больших комков, которые могут вывести ротор из рав-
новесия.
Центрифуги и сепараторы являются быстроходными маши-
нами, поэтому их должен обслуживать высококвалифицирован-
ный персонал. Особенно внимательно нужно следить за враще-
нием барабана; при появлении заметной на глаз вибрации цент-
рифугу необходимо немедленно остановить.
Учитывая большую инерцию роторов, центрифуги имеют
в основном быстродействующие тормоза. Конструкция тормозов
должна исключать искрообразование или сильный разогрев при
трении. Необходимо систематически проверять исправность
и быстродействие тормозов. Система управления центрифуг
имеет блокировочное устройство, которое предотвращает одно-
временное включение тормоза и двигателя. Надежность креп-
ления тормоза на станине и кожухе, а также тормозных пружин
регулярно проверяют с целью своевременного устранения де-
фектов.
Все центрифуги должны быть надежно заземлены согласно
проекту и расчетам.
При работе центрифуг наиболее опасны поломка вала, раз-
рушение опор или разрыв барабана, так как под действием
центробежных сил вышедшие из орбиты детали могут пробить
или сорвать кожухи и ограждения и причинить большой ущерб.
Поэтому перед каждым запуском состояние этих узлов и де-
талей необходимо осмотреть и проверить пробным запуском на
холостом ходу. Некоторые центрифуги блокируются с опорами
вала ротора и останавливаются при недопустимом повышении
их температуры. Применяемые смазочные материалы должны
быть совместимы с обрабатываемым продуктом и не должны
смываться.
Барабан центрифуги подвержен эрозионному и коррозион-
ному износу; кроме того, случайно попадающие в него посто-
ронние предметы могут повредить его и вызвать неуравнове-
шенность ротора. Изношенные барабаны следует своевременно
заменять.
159
12.2 007—75. Уровень звукового давления в октавной полосе со
среднегеометрической частотой 1000 Гц не должен превы-
шать 80 дБ.
ЦЕНТРИФУГИ И СЕПАРАТОРЫ
Для разделения суспензий и эмульсий широко применяются
центрифуги и центробежные сепараторы. Процесс разделения
происходит под действием центробежной силы, развиваемой во
вращающемся поле. В отстойных центрифугах центробежная
сила способствует интенсификации отстоя твердой фазы, а в
фильтрующих — прохождению фильтрата через фильтрующий
материал. Многие барабанные центрифуги могут работать и как
отстойные и как фильтрующие; в последнем случае поверхность
барабана перфорйрована и покрыта фильтрующей тканью. Для
разделения стойких нефтяных эмульсий и некоторых суспензий
применяют сепараторы, отличие которых от отстойных центри-
фуг заключается в том, что разделение происходит в тонком
слое, обеспечиваемом набором тарелок, т. е. в более благо-
приятном ламинарном режиме.
Основные элементы центрифуг и сепараторов — вращаю-
щиеся с большой скоростью роторы. Устойчивость ротора при
эксплуатации центрифуг определяет их безопасность. Для этого
должно соблюдаться главное требование — скорость вращения
вала не должна равняться критической скорости вращения,
а должна быть больше или меньше.
Схемы крепления валов зависят от расположения барабанов
по отношению к приводным устройствам и от положения осей
самих валов. Центрифуги с вертикальными барабанами имеют
подпертые, висящие или подвесные валы; центрифуги с гори-
зонтальными барабанами — валы на двух опорах с консольным
и промежуточным расположением роторов.
Ответственным узлом центрифуг являются опоры. Упругие
опоры обладают свойством автоматической балансировки ро-
тора, если в процессе работы по тем или иным причинам ротор
загружен неравномерно.
Исправная работа центрифуг возможна только при тща-
тельно выверенном положении оси ротора: строго вертикаль-
ная— для вертикальных и строго горизонтальная — для гори-
зонтальных центрифуг.
Цикл работы центрифуг включает: разгон ротора, наполне-
ние барабана, центрифугирование, промывку осадка, его сушку,
торможение ротора до полной остановки, удаление осадка и вос-
становление фильтрующей перегородки. Продолжительность пе-
речисленных операций устанавливается в зависимости от свойств
суспензии и конструкции центрифуги. Отстойные центрифуги со
съемом осадка на ходу имеют практически неограниченный по
времени цикл работы.
158
собой горизонтальный полый цилиндр (барабан), разделенный
внутренними продольными перегородками на несколько секций.
Поверхность барабана перфорирована и обтянута фильтрующей
тканью. Нижняя часть вращающегося барабана погружена
в суспензию, которая непрерывно подается в неподвижное ко-
рыто. Секции барабана, погруженные в корыто, находятся под
вакуумом, и в них засасывается фильтрат, а осадок отклады-
вается на поверхности барабана. По выходе из суспензии оса-
док осушается, промывается и снимается с поверхности фильтра
ножом. Для исключения возможности образования взрывоопас-
ной смеси осадок обдувают инертным газом (азотом).
Важнейшим узлом вакуумных фильтров является специаль-
ное распределительное устройство — золотник, последовательно
соединяющий секции вращающегося барабана с системами от-
вода фильтрата, подсушки, промывки и т. д.
Барабан фильтра приводится во вращение от взрывобез-
опасного электродвигателя через редуктор или вариатор скоро-
стей. Нормальная работа фильтра зависит от правильного ре-
гулирования головки распределения зон. Пружины, прижимаю-
щие распределитель головки к диску цапфы барабана, должны
быть подтянуты равномерно, чтобы избежать перекосов и тем
самым обеспечить герметичность сопряжения. Сопрягаемые по-
верхности, как правило, должны пришабриваться и проверяться
«на краску».
Наиболее вероятны следующие неисправности фильтров;
ослабление обмоточной проволоки, удерживающей фильтрую-
щую ткань, ослабление чеканки фильтрующей ткани в ободе
барабана, ослабление сальниковых уплотнений по торцам кор-
пуса, отказ в системе смазки, заклинивание подшипников и др.
К ремонту фильтра можно приступать только после освобож-
дения его от продукта, тщательной промывки и продувки инерт-
ным газом. Отремонтированный фильтр обкатывают в течение
одного часа при разных оборотах, начиная с кратковременных
толчков. При этом проверяют работу всех узлов и производят
необходимую регулировку.
При проверке качества ремонта необходимо, чтобы стенки
полостей распределительной головки барабана, мест соединений
деталей, работающих под вакуумом или давлением, были плот-
ными и не имели сквозных резьбовых отверстий. Биение цилинд-
рической поверхности барабанов не должно превышать 8 мм
для самых больших фильтров. Лезвие ножа для снятия осадка
должно быть параллельно образующей цилиндра барабана.
Устройства для подачи смазки выводят за ограждения в места,
удобные для обслуживания. Должна быть предусмотрена за-
щита электродвигателей от перегрузок и коротких замыканий.
Ограждения приводов окрашиваются в цвет оборудования. Ме-
таллические нетоковедущие части, которые случайно могут ока-
заться под напряжением, необходимо заземлять по ГОСТ
157
рекрывают подачу суспензии и фильтр продувают воздухом до
тех пор, пока осадок осушится. Линию фильтрата при этом
отключают от мерников готовой продукции и переключают на
гидроциклоны со сборными емкостями. Если фильтрование про-
водилось при высокой температуре, то прежде чем открыть
резервуар осадок охлаждают. При фильтровании масел отме-
чено много случаев самовоспламенения осадка из-за недоста-
точного охлаждения фильтра до его открывания.
При размыкании и смыкании полуцилиндров резервуара со-
блюдают установленную последовательность операций. Осадок
стряхивают с пластин, затем выгребают из нижнего полуци-
линдра.
Прежде чем закрыть фильтр, необходимо убедиться в том,
что все фильтрующие элементы (пластины) целы, а фильтрую-
щий материал надежно зачеканен в ободе. Следует также тща-
тельно проверить состояние уплотнительной резины в поверх-
ностях сопряжения. Полуцилиндры смыкают включением гидро-
цилиндра и поворотом штурвала эксцентрикового вала до входа
крепежных болтов в прорези и их затяжки. Когда штурвал за-
порного механизма затянут, гайки опорных болтов должны быть
плотно прижаты к привалочным поверхностям нижнего ци-
линдра. Люфты в болтах с гайками и в шарнирах устраняются
расшплинтовкой гаек, их подтягиванием, после чего гайки снова
шплинтуют. Запорный механизм снабжен блокирующим устрой-
ством, предотвращающим самораскручивание штурвала и, сле-
довательно, самопроизвольную разгерметизацию резервуара
фильтра.
Неисправность механизма запирания может быть вызвана
заеданием эксцентрикового вала, зубчатой передачи или порш-
ня гидроцилиндра. Герметичность резервуара фильтра прове-
ряют гидравлической опрессовкой.
В процессе работы и при вскрытии резервуара запрещается
стоять у плоскостей разъема. Чтобы предотвратить ожоги пер-
сонала при пробивке резиновой прокладки, плоскость разъема
снаружи фильтра накрывают короткими защитными фарту-
ками, прикрепленными к верхнему полуцилиндру. На резер-
вуары цилиндров плохо влияют быстрое заполнение, резкие
колебания давлений и температур.
Все фильтры, предназначенные для фильтрования пожаро-
опасных суспензий (например, нефтяного происхождения), долж-
ны быть надежно заземлены.
Вакуум-фильтры
Непрерывно действующие вакуумные фильтры в зависимо-
сти от формы фильтрующей поверхности бывают барабанными
(ГОСТ 5748—79 и ГОСТ 8722—78), дисковыми (ГОСТ
5747—70), ленточными и др. Работу этих фильтров легко про-
следить на примере барабанного фильтра. Он представляет
156
фнльтр-прессы в тех случаях, когда содержание осадка в сус-
пензии незначительно.
Для облегчения труда операторов ручные винтовые зажим-
ные устройства заменяются гидравлическими и электро-меха-
ническими. Надежность их работы следует систематически про-
верять; при внезапном отключении электроэнергии или сниже-
нии давления механизм зажима должен обеспечить полную гер-
метичность фильтра.
Полностью механизированы трудоемкие процессы и автома-
тизирован цикл фильтрования в автоматических фильтрах типа
ФПАК.М, в которых фильтровальная ткань представляет собой
бесконечную ленту, периодически приводимую в движение спе-
циальным механизмом. Плиты и рамы в сопряжениях уплот-
няются резиновыми прокладками, зажимаемыми между непо-
движной и подвижной плитами. Автоматический фильтр снаб-
жен устройством в виде резиновых диафрагм для отжима осад-
ка. После отжима осадка, его промывки, повторного отжима и
продувки (если в том есть необходимость) плиты разжимаются,
включается механизм передвижения фильтрующей ленты, с ко-
торой осадок снимается ножом.
При эксплуатации таких фильтров наибольшую опасность
представляют разгерметизация рабочих объемов в процессе
фильтрования и подача суспензии при разжатых плитах, по-
этому перед каждой сменой необходимо проверять целостность
резиновых прокладок и плотность клапанов (задвижек) на ли-
нии (или в блоке) подачи суспензии. Натяжное устройство
должно предотвратить образование складки на фильтровальной
ленте и ее смещение в сторону. Ножи для съема осадка не
должны рвать ленту.
Листовые (пластинчатые) фильтры
Листовые фильтры состоят из резервуара, в котором разме-
щены фильтрующие элементы, имеющие форму поперечного
сечения резервуара. Фильтрующие элементы представляют со-
бой металлическую раму, на которую поверх металлического
сетчатого каркаса с двух сторон натянута фильтрующая ткань.
Фильтруемая суспензия под давлением поступает в резервуар,
фильтрат проходит через ткань внутрь фильтрующего элемента
и из него — в сборный коллектор.
Наиболее распространены горизонтальные листовые фильтры
с круглыми фильтрующими элементами. Особенность этих
фильтров — продольный разъем горизонтально расположенного
резервуара. Верхний полуцилиндр неподвижен, а нижний —
поворачивается на шарнире. Полуцилиндры уплотняются рези-
новой прокладкой.
Резервуар открывают, когда скорость фильтрования в ре-
зультате образования на элеметах большого слоя осадка суще-
ственно падает. Перед тем как открыть резервуар, надежно пе-
155
фильтровании лишний слой осадка должен непрерывно сре-
заться и удаляться. Периодически работающие фильтры для
удаления осадка останавливают.
Каждый цикл фильтрования включает собственно фильтро-
вание, продувку, промывку, просушку осадка и его удаление.
Фильтрующими перегородками служат тканые и набивные
материалы, плетенные из металлических проволок сетки и ке-
рамические трубы. Выбор фильтрующего материала обусловлен
его удерживающей способностью, прочностью и долговечностью
в условиях принятых параметров фильтрования.
Движущая сила процесса фильтрования создается давле-
нием перед фильтрующей перегородкой (фильтр-прессы, листо-
вые или пластинчатые фильтры и т. д.) или вакуумом за пере-
городкой (вакуумные фильтры).
Рамные фильтр-прессы
Рамные фильтр-прессы (ГОСТ 833—70) относятся к периоди-
чески действующим фильтрам. Фильтрующим материалом в них
служит фильтровальная бумага, зажатая между рифлеными пло-
скостями плит и рамами.
Наличие множества сопряжений требует особого внимания
при сварке фильтра; не допускаются складки и разрывы на
фильтровальном материале, нарушающие герметичность. Кроме
того, при сборке необходимо убедиться в том, что каналы для
суспензии и промывной жидкости, образуемые отверстиями в
верхних углах плит и рам, полностью свободны: закупорка ка-
налов может явиться причиной поломки плит из-за односторон-
него давления и вызвать аварию.
Систематически должны проверяться краники для слива
фильтрата; из всех краников струя фильтрата должна быть при-
мерно одинаковая. Если краник после зачистки снова забивается
или из него льется мутный фильтрат, то это свидетельствует
о прорыве фильтрующего материала.
Фильтрование можно проводить до тех пор, пока давление
в линии нагнетания суспензии не превысит допустимое. Чтобы
предотвратить поломку или разгерметизацию фильтра, на этой
линии устанавливают клапан, отключающий насос или поддер-
живающий давление на пределе.
Фильтрат собирается в общий коллектор, а для сбора пред-
варительно промытого и просушенного осадка по всей длине
фильтра устанавливают противни. Такие условия эксплуатации
делают опасным применение фильтр-прессов для взрыво- и по-
жароопасных или токсичных суспензий, а также фильтрования
при высоких температурах. Кроме того, частая разборка, очи-
стка, замена фильтрующего материала и сборка фильтра — тру-
доемкая работа, связанная с возможными нарушениями пра-
вил техники безопасности. Поэтому целесообразно применять
154
нов. Трудоемок процесс смены вентиляторов и электродвигате-
лей. Чтобы снять их с фундаментов, над ними устанавливают
стационарные траверзы с грузовой кареткой, за которую под-
вешивают тали. Из-под аппарата вентилятор и двигатель из-
влекают на колесной тележке.
Чтобы обеспечить безопасность обслуживающего персонала
и предотвратить повреждение труб (особенно оребренных)
твердыми частицами, могущими оказаться в потоке нагнетае-
мого воздуха, нужно следить за целостностью предохранитель-
ной сетки и при необходимости заменять ее новой.
Пластинчатые теплообменники
Широкое применение получают пластинчатые теплообмен-
ники, отличающиеся компактностью и высокой экономичностью.
Недостатками их являются ограниченное рабочее давление при
эксплуатации и большое число эластичных уплотняющих про-
кладок, выбор которых для ряда сред весьма затруднен. В слу-
чае необходимости (при высоких температурах) применяют не-
разборные сварные пластинчатые теплообменники.
При ревизии и ремонте теплообменников особое внимание
обращают на целостность пластин и щелевидных (гофрирован-
ных) каналов на них, а также прокладок между сопрягаемыми
пластинами и плитами. Перед сборкой все пластины промы-
вают, а привалочные поверхности насухо протирают и очищают
от налета.
В зимнее время пластинчатые теплообменники, установлен-
ные на открытых площадках или в неотапливаемых помеще-
ниях, следует пускать постепенно, медленно повышая темпера-
туру и давление так же плавно в течение примерно 10 мин сле-
дует их останавливать. При этом аппарат необходимо сразу
же освободить от замерзающих жидкостей.
Меры безопасности при эксплуатации других теплообмен-
ников (спиральных, графитовых и др.) устанавливаются со-
образно их конструктивным особенностям и эксплуатационным
условиям в соответствии с технической документацией.
ФИЛЬТРЫ
Процесс фильтрования заключается в пропускании филь-
труемой суспензии через фильтрующий материал, на поверхности
которого оседает осадок. С увеличением толщины слоя осадка
качество фильтрата улучшается, но одновременно и возрастает
сопротивление процессу. Пропускная способность или произ-
водительность любой фильтрующей перегородки при установ-
ленной разности давлений до и после нее зависит от свойств
фильтрующего материала, пористости и толщины слоя осадка
на нем. Стабильная производительность обеспечивается при по-
стоянстве толщины слоя осадка, поэтому при непрерывном
163
пенсацией внутренних труб, а также многопоточные теплообмен-
ники, рассчитанные на разные давления и температуры сред.
К этой группе теплообменников относятся трубчатые кри-
сталлизаторы. Их особенность заключается в необходимости не-
прерывного удаления с поверхностей теплообмена твердых
осадков, являющихся в данном случае целевым продуктом.
Выпадающий из охлаждаемой среды продукт является скреб-
ковым устройством, остановка которого хотя бы в одной трубе
может вызвать закупорку ее и аварийный выход из строя всего
теплообменника. За целостностью вала скребкового устройства
следят по вращению выступающего конца вала скребка. Кри-
сталлизатор должен включаться в работу только после пуска
скребкового механизма.
Погружные конденсаторы и холодильники
В погружных конденсаторах верхние ряды труб на участке
конденсации работают в наиболее напряженных условиях и
более уязвимы, чем трубы участков охлаждения.
Края металлических или железобетонных ящиков конденса-
торов (холодильников) должны быть выше уровня воды в них
на 200—300 мм, чтобы предотвратить переливы при волнениях
в ветреную погоду. При каждом ремонте необходимо проверять
стойки жесткости и надежность их приварки к стенкам ящика,
а также прутковые тяги.
Ремонт погружных конденсаторов и холодильников трудо-
емок. Интенсивно изнашиваются трубы змеевиков, коллекторы,
крепежные детали, погруженные в воду, а также стенки самого
ящика. Для ревизии и ремонта змеевик освобождают от со-
держимого, через донный штуцер спускают воду из ящика и
сильной струей воды смывают со стенок труб и ящика накопив-
шуюся грязь. Твердые отложения удаляют с помощью скребков.
Срок службы как ящика, так и труб значительно удлиняют
устройством протекторной защиты от коррозии.
Аппараты воздушного охлаждения
Аппараты воздушного охлаждения имеют ряд существенных
преимуществ перед другими теплообменниками; они удобны в
эксплуатации, очистка и ремонт их менее трудоемки, наружная
поверхность труб, омываемая воздухом, практически не загряз-
няется и не корродирует. Эксплуатация этих аппаратов более
безопасна, так как даже при внезапном отключении вентиля-
тора, нагнетающего воздух в диффузор, съем тепла в пределах
25—30 % от нормального обеспечит естественная конвекция.
Этого вполне достаточно для безаварийной остановки техноло-
гической установки.
Ремонт аппаратов воздушного охлаждения особых слож-
ностей не представляет. Секции сменяют с помощью автокра-
152
няющие чистку, должны работать с надежных площадок, в за-
щитных очках; необходимо принять меры, предотвращающие
случайное падение инструмента.
Значительно облегчается очистка гидромеханическим спосо-
бом с помощью высоконапорных струй воды. Однако этот спо-
соб требует тщательной разработки мер безопасности. Струя
воды под напором до 50МПа может вызвать тяжелые травмы
при разрыве гибкого шланга или отсоединении наконечника.
Армированные шланги, применяемые для установок гидромеха-
нической очистки, должны систематически проверяться. Обяза-
тельным условием является автоматический сброс давления в
системе при ее разгерметизации. Кроме того, необходимо обе-
спечить щитовую защиту работающих. Рабочим выдаются про-
резиненная спецодежда и защитные очки.
Химический и ультразвуковой способы чистки связаны с
вредными условиями труда и поэтому должны быть обеспечены
соответствующие меры безопасности.
Для очистки наружных поверхностей труб трубный пучок
извлекают из корпуса. Такелажные работы по смене пучков
сложны. Особенно ответственно извлечение закоксованных пуч-
ков. Для того, чтобы предотвратить перегрузку тяговых кана-
тов, трубный пучок сначала поднимают (отрывают) домкратом.
Пучки горизонтальных теплообменников легко извлекаются
с помощью специального приспособления — экстрактора, снаб-
женного жесткой рамой и гидроприводом для перемещения
пучка по направляющим. Экстрактор облегчает также заправку
нового или отремонтированного пучка в корпус теплообменника.
Опрессовку отремонтированного теплообменника проводят
последовательно, сначала опрессовывают пучок труб при от-
крытой крышке корпуса со стороны плавающей головки, а за-
тем — корпус, после полной сборки.
Широкое применение получили подогреватели с паровым
пространством или испарители — горизонтальные цилиндриче-
ские аппараты, в которых размещены пучки теплообменных
труб, имеющих самостоятельную температурную компенсацию.
Требуемый уровень жидкости внутри подогревателя устанавли-
вается регулированием положения сливной пластины над пере-
городкой так, чтобы все трубы трубных пучков оказались пол-
ностью погруженными в жидкость при любом режиме работы.
В качестве теплоносителя в подогревателях используют пар,
количество и параметры которого должны автоматически кон-
тролироваться, чтобы не допустить аварийных выбросов ис-
паряющегося продукта.
Теплообменники «труба в трубе»
Жесткие сварные теплообменники «труба в трубе» приме-
няют при разности температур потоков до 40° и для сред, не
содержащих осадков. Широкие пределы. применения имеют
теплообменники разборной конструкции с самостоятельной ком-
151
Теплообменники с самостоятельной
температурной компенсацией трубных пучков
К таким аппаратам относятся теплообменники с плавающей
головкой (ТП), в которых температурная компенсация обеспе-
чивается тем, что одна из трубных решеток не закреплена в
корпусе и вместе с крышкой свободно «плавает» в нем, и тепло-
обменники TU с одной трубной решеткой, закрепленной в кор-
пусе, и (/-образно гнутыми теплообменными трубками.
В этих теплообменниках напряжения от температурных де-
формаций корпуса и трубного пучка отсутствуют, поэтому тем-
пература сред ограничивается не конструктивными особен-
ностями аппарата, а применяемыми для его изготовления кон-
струкционными материалами. ГОСТ предусматривает условные
обозначения теплообменников с указанием шифра группы
материального оформления его корпуса, распределительной
камеры, труб, трубных решеток, перегородок и шпилек.
По шифру материального оформления из таблиц легко устано-
вить пределы допустимых эксплуатационных параметров тепло-
обменника.
Плавающая головка теплообменника, состоящая из подвиж-
ной трубной решетки и днища (крышки) работает в тяжелых
условиях. Сопряжение днища и решетки находится внутри
корпуса и недоступно для осмотра в процессе эксплуатации;
крепежные детали находятся в среде одного из потоков и не-
посредственно воспринимают температурные деформации, кото-
рые могут оказаться причиной разгерметизации трубного пучка.
Этих недостатков лишены теплообменники с (/-образными
трубами. Они отличаются простотой конструкции и надеж-
ностью в эксплуатации. Однако механическая чистка труб этих
теплообменников практически исключена, поэтому необходимо
принимать все меры для предотвращения образования на стен-
ках труб твердых нерастворимых и несмываемых осадков.
Трубопроводная обвязка теплообменников выполняется с
таким расчетом, чтобы была возможность независимого от-
ключения каждого аппарата на ходу.
Выявление и устранение дефектов в теплообменниках тре-
бует высокой квалификации исполнителей. Проверке подлежат
толщина трубок, целостность корпуса, распределительных коро-
бок с перегородками, крепежных деталей плавающей головки,
состояние крепления концов труб в трубных решетках и т. д.
Технология ремонта теплообменников не только сложна,
но и связана с тяжелыми и опасными условиями труда. Осо-
бенно опасны чистка трубного пучка и его замена. Твердые
осадки, которые не удаляются промывкой, снимаются механи-
ческой чисткой с помощью шомполов — длинных прутков,
снабженных на конце ершом, или вращающихся наконечни-
ков— буров, длинный вал которых приводится во вращение от
пневмо- или электродвигателя через редуктор. Слесари, выпол-
160
Расчеты показывают, что если корпус и теплообменные
трубы выполнены из одинакового материала, то для одного и
того же теплообменника напряжения в корпусе и трубах от тем-
пературных деформаций обратно пропорциональны их площа-
дям поперечного сечения. В предположении, что эти площади
равны, а материал корпуса и теплообменных труб — Ст. 3, на-
пряжения, испытываемые корпусом и трубами при разности
температур их стенок в 1°, дойдут до 1,2 МН/м2, при разности
100° —до 121 МН/м2, т. е. до недопустимых величин. Исходя
из этого, теплообменники жесткой конструкции без компенса-
ции нельзя применять, когда разность между температурами
стенок корпуса и труб выше 40 °C. При большей разности тем-
ператур корпуса должны иметь линзовые компенсаторы, кото-
рые воспринимают температурные деформации. Компенсирую-
щая способность определяется числом и размерами линзовых
компенсаторов.
Основным эксплуатационным требованием является соблю-
дение температурных пределов работы теплообменников, ука-
занных в паспорте. Нарушение этого требования может при-
вести к вырыву труб из гнезд трубных решеток или к разрыву
труб. Наибольшие температурные напряжения трубы и корпус
испытывают во время пуска и остановки теплообменника,
особенно тогда, когда теплообменивающиеся среды поступают
в аппарат не одновременно. Следует учесть также, что при
большом числе ходов по трубному пространству температурные
деформации могут быть не одинаковыми. Это также может
стать причиной вырыва концов труб из гнезд трубной решетки,
поэтому при ревизиях следует тщательно проверять сварные
швы во всех соединениях.
Один из недостатков теплообменников жесткой конструк-
ции— невозможность механической чистки и визуального
осмотра внутренних поверхностей корпусов и наружных по-
верхностей теплообменных труб. Это ограничивает возможности
контроля, своевременного обнаружения дефектов и прогнозиро-
вания аварий, а также ремонта теплообменников. Выход из
такого положения заключается в правильном распределении
теплообменивающихся сред: между трубами пускают ту среду,
которая не содержит грязи, взвешенных частиц и не корро-
зионна. Внутренние же поверхности труб доступны для кон-
троля и механической чистки от отложений, ухудшающих
теплообмен.
При отбраковке труб жестких теплообменников необходимо
исходить из того, что толщина стенок должна не только вы-
держать внутреннее давление, но и обеспечить прочное сопро-
тивление усилиям, вызываемым давлением на трубные решетки
и температурными деформациями.
Предпочтительно применение теплообменников жесткой кон-
струкции для охлаждения сжатых газов и других сред с высо-
кими энтальпиями, но не высокими температурами.
149
обменники, подогреватели, конденсаторы и холодильники.
В конструктивном оформлении поверхностных теплообменных
аппаратов, методах расчета и правилах эксплуатации много
общего. Теплообмен в аппаратах осуществляется через поверх-
ности (стенка трубы, пластина и т. д.), разделяющие тепло-
обменивающиеся среды и исключающие их смешение. Что ка-
сается аппаратов смешения, имеющих ограниченное примене-
ние, то они представляют собой аппараты, в которых тепло-
обмен происходит при смешении сред, в результате чего уста-
навливается некоторая общая температура. К таким аппаратам
относятся орошаемые водой конденсаторы паров, скрубберы,
тарельчатые барометрические конденсаторы вакуумных колонн
и др.
Во всех поверхностных теплообменных аппаратах процесс
передачи тепла сопровождается изменением температуры одного
или обоих потоков по их ходу. Движущей силой процесса пере-
дачи тепла является температурный напор, т. е. средняя раз-
ность температур обеих сред. В каждом конкретном тепло-
обменнике температурный напор зависит от исходных темпера-
тур сред и характера их взаимного движения (прямоток, про-
тивоток, перекрестный ток, смешанный ток).
Температурным напором пользуются при расчетах. Практи-
чески же процесс теплообмена сопровождается непрерывным
изменением разности температур по обе стороны от перегородки,
через которую осуществляется передача тепла. Этот фактор,
исходные температуры сред, их коррозионные свойства и давле-
ние в аппарате характеризуют эксплуатационную опасность
каждого теплообменного аппарата.
Наибольшее распространение имеют стандартизированные
кожухотрубчатые теплообменники (ГОСТ 24 304—80). Они со-
стоят из цилиндрического корпуса (кожуха) и помещенного
в нем пучка труб. Главным отличительным свойством этих
теплообменников является способ компенсации температурных
деформаций при их пуске и остановке. Отличают теплообмен-
ники жесткой конструкции, в которых корпус и трубчатый
пучок соединены жестко, и теплообменники с самостоятельной
компенсацией трубчатых пучков.
Теплообменники жесткой конструкции
Теплообменники жесткой конструкции отличаются просто-
той устройства, однако основной недостаток — плохая вос-
приимчивость к температурным напряжениям ограничивает их
применение. Усилия от температурных деформаций, которым
подвергаются корпус и трубы теплообменника, зависят от
разности температур стенок труб и корпуса, материала, из
которого они изготовлены, а также от площадей их поперечных
сечений.
148
дования; регулируются под нагрузкой все механизмы и машины,
входящие в состав печной установки. Одновременно проверяются
вентиляторы, дымососы, компрессоры, загрузочно-разгрузочные
устройства, питатели и т. д.
Процесс сушки футеровки печей весьма ответственен, и его
проводят по графику, утвержденному для каждой печи. Форси-
рованная сушка может явиться причиной деформации и рас-
трескивания футеровки. Столь же ответственно охлаждение
футеровки, которое должно проводиться со скоростью не более
50° в час.
Системы сжигания топлива печей могут иметь различную
конструкцию. Цеховые газопроводы, как правило, должны быть
отделены от газораспределительного коллектора задвижкой и
заглушкой. Перед пуском извлекают заглушку и постепенно за-
полняют газопровод, затем его продувают в течение 2—5 мин
через концевые продувочные трубы — свечи. После продувки
содержание кислорода в газовых трубах не должно превы-
шать 1 %.
Разжигать форсунки можно только при наличии в топке
разрежения не менее 10—20 Па и после тщательной вентиляции
объема печи в течение более 10 мин. Вентиляция может быть
естественная или от воздухоподающей системы. Опасен срыв
пламени с зажженной форсунки, так как за короткое время
в топке может образоваться взрывоопасная смесь. В таких
случаях следует перекрыть газ и, прежде чем снова зажечь
форсунку, продуть ее в той же последовательности, как при за-
пуске. Хорошо отрегулированное пламя имеет голубоватый
цвет.
При каждом прекращении подачи газа необходимо не-
медленно закрыть запорную арматуру перед форсунками, а печь
продуть.
Эксплуатация печей химических предприятий сопряжена с
опасностью отравлений и ожогов, поэтому мероприятия по
охране труда должны быть разработаны и осуществлены осо-
бенно тщательно. На большинстве рабочих мест обязательно
должны быть ванны с чистой теплой водой и душ. Весьма вред-
ными могут оказаться пыли химических веществ, поэтому
должны быть приняты меры для прекращения пылеобразования
и для эффективной эвакуации пыли, содержащейся в атмосфере
в количествах, превышающих ПДК-
Все открытые вращающиеся и движущиеся узлы машин и
механизмов, горячие трубопроводы, воздуховоды, дымоходы
должны быть ограждены так, чтобы исключить травму обслу-
живающего персонала в результате случайного прикосновения.
ТЕПЛООБМЕННЫЕ АППАРАТЫ
Среди оборудования большинства химических и нефтепере-
рабатывающих заводов теплообменные аппараты самые много-
численные. По функциональному назначению отличают тепло-
147
При смене труб следует предусмотреть меры безопасности,
направленные на предотвращение падения отделяемых от труб
или надеваемых на их концы ретурбендов. Для облегчения
надевания ретурбендов на концы труб применяют направляю-
щие конусы, легко вставляемые в каждую трубу. Извлекать
трубы из трубных решеток следует без рывков и раскачки.
Часто прогоревшие трубы заклиниваются в подвесках из-за от-
дулин или провисания. Такие трубы разрезают и извлекают по
частям.
Трудоемкой работой является развальцовка концов печных
труб в ретурбендах с помощью вальцовок, приводимых во вра-
щение пневмо-, электро-, или гидроприводом. В процессе работы
привод подвешивают на канате, который должен быть надежно
закреплен. Для перемещения тяжелого двигателя вдоль ретур-
бендной камеры используют каретку, подвешенную за продоль-
ную балку металлоконструкции печи.
После окончания всех ремонтных работ змеевик печи опрес-
совывают под давлением испытания. Крупные печи опрессовы-
вают сначала паром, чтобы на случай обнаружения пропусков
не было необходимости в продолжительной продувке змеевика
от сырья. После устранения дефектов змеевик опрессовывают
сырьем. Давление повышают до испытательного, а после окон-
чания испытания снижают равномерно, без рывков. Все обна-
руженные дефекты можно устранять только после полного
освобождения змеевика от содержимого.
Особенности эксплуатации печей
химических предприятий
Печи химических предприятий предназначены для целевых
технологических процессов и сжигания отходов производства,
загрязняющих окружающую среду. Различают печи химиче-
ские, в которых протекает химическое взаимодействие между
исходными веществами, и печи нагревательные, в которых физи-
ческие превращения не связаны с химическими процессами.
К первым относятся печи обжига, возгонки, пиролиза, коксова-
ния и другие; ко вторым — печи плавильные, испарительные,
рафинирования и т. д.
Каждая печь предназначена только для конкретного про-
цесса. Конструктивно они могут отличаться не только по назна-
чению, но и по режиму работы, по характеру работы (периоди-
ческие и непрерывные). Периодически работают главным обра-
зом плавильные печи, а также печи в производствах небольшой
производительности. Такие печи отличаются простотой кон-
струкции и обслуживания. Печи непрерывного действия должны
эксплуатироваться при строгом соблюдении режима работы (за-
грузки, выгрузки, температуры в контрольных точках и т.д.).
Перед пуском все печи испытывают в холодном состоянии
для того, чтобы убедиться в исправности смонтированного обору-
146
ратор (или многослойную марлевую повязку). В процессе ра-
боты коксоочиститель должен стоять на прочной и удобной
площадке.
Опасно начало чистки каждой трубы. Пневмотурбинка долж-
на включаться только после полного захода внутрь трубы.
В противном случае она может после запуска выскочить из
трубы вместе с бойком или шарошкой. Если начало трубы за-
коксовано и пневмотурбинка не входит в трубу, то участок дли-
ной 0,5 м следует очистить вручную чистилками до размера
турбинки. Противоположная сторона труб должна быть ограж-
дена, а также прикрыта щитами — отбойниками кокса и кусков
поломанных деталей (бойков, шарошек и др.). Нельзя допус-
кать одновременную очистку труб змеевиков с противополож-
ных концов.
Вредные условия труда подсказывают необходимость ограни-
чения продолжительности непрерывной работы коксоочистителя
15—20-ю минутами с последующим отдыхом такой же продол-
жительности.
Несколько облегчают труд коксоочистителей пневмоскалы-
ватели — устройства, представляющие собой пневматические
отбойные молотки с зубчатыми коронками. При исправной ра-
боте устройства роль коксоочистителя заключается в установке
отбойного молотка в трубе и подсоединении воздуха, все осталь-
ное происходит автоматически.
Применение паровоздушного способа чистки труб от кокса
освобождает коксоочистителей от чрезвычайно тяжелого труда.
Этот способ заключается в перегреве пара в змеевиках до
450 °C и подаче в змеевик воздуха, в присутствии которого кокс
выжигается. Дымовые газы при этом из последней трубы змее-
вика направляются в дымоход и удаляются через дымовую
трубу. Скорость выжигания регулируют по температуре в тру-
бах изменением количества пара и воздуха.
Перегрев трубного змеевика опасен прежде всего для раз-
вальцованных соединений и пробок двойников. Современные
трубчатые печи строятся в основном безретурбендными с цель-
носварными трубными змеевиками. Для таких печей способ
паровоздушной чистки от кокса является единственно воз-
можным.
Для очистки наружных поверхностей труб налет золы сду-
вают воздухом, подаваемым под давлением через сопло. Плот-
ный налет соскабливают скребками вручную. Рабочие, занятые
этой операцией, должны надевать респираторы и очки.
Для проверки состояния труб и очистки их наружных по-
верхностей внутри печи устраивают деревянные настилы на ме-
таллических опорах. Площадки по фронту ретурбендных камер
должны быть рассчитаны на тяжесть ретурбендов, которые сни-
мают при ремонте. Площадки должны обеспечивать безопас-
ность коксоочистителей и слесарей, которые заняты сменой труб.
145
беры в дымоходах и дымовых трубах. Иногда в кладке печи
предусматриваются легко разбираемые проемы для доступа в
камеру; они также способствуют естественной вентиляции и
ускорению остывания. Для искусственной вентиляции пользу-
ются вентилятором рекуператора или устанавливают перед
проемом в печь переносный вентилятор. Запрещается орошать
горячие поверхности водой; это может вызвать растрескивание
огнеупорных блоков и кирпича, т. е. разрушить кладку.
При каждом ремонте внутренние поверхности печных труб
очищают от кокса, а наружные — от налета золы. Очистка от
кокса производится двумя способами: механическим и выжи-
ганием в среде воздуха, нагнетаемого в змеевики.
Наиболее распространен механический способ чистки труб.
Для этого кокс предварительно подсушивают паром, подавае-
мым в змеевики. Для нагрева пара до 300—350 °C зажигают
соответствующее число форсунок. Не следует форсировать про-
цесс подсушки кокса; недостаточное количество пара или его
сильный перегрев могут вызвать ослабления в соединениях труб
с ретурбендами.
После окончания подсушки кокса тушат все форсунки, одно-
временно прекращают доступ пара в змеевик, а содержащийся
в змеевиках пар выпускают через дренажи. Опасной операцией
является вскрытие первых, контрольных ретурбендов. В каче-
стве контрольных выбирают ретурбенды, расположенные на
наибольших и наименьших геометрических отметках в своем
экране. При ослаблении траверзных болтов и извлечении про-
бок ретурбендов слесарю следует стоять сбоку ретурбендов, во
избежание ожога паром или травмирования отскочившей проб-
кой. Следует учесть, что из остывших ретурбендов пробки из-
влекаются с большим трудом, поэтому эту операцию произво-
дят сразу же после подсушки кокса. Для удаления пригорев-
ших к гнезду пробок применяют захваты с ручным прессом.
Для отворачивания (а при сборке — крепления) траверзных
болтов применяют пневматические и гидравлические гайковер-
ты. Применяются также электрические гайковерты; их конструк-
ция должна предусматривать надежную электроизоляцию (как
правило, двойную), а корпуса должны быть заземлены.
Чистка труб пневмотурбинками с бойками и шарошками
связана с вредными и опасными условиями. Во время чистки
уровень шума на рабочей площадке доходит до 100 дБА; он
складывается из шума от пневмотурбинки, ударов бойков о
стенки труб и аэродинамического шума, вызываемого движе-
нием воздуха в трубах. Уменьшение шума техническими мерами
при очистке кокса — практически трудно разрешимая задача,
поэтому коксоочистители должны надевать наушники. Вредное
действие оказывает также вибрация, передаваемая через пнев-
мошланг, который рабочий держит в руках. В начальной ста-
дии чистки каждой трубы часть мелкого кокса выдувается в
сторону работающего, поэтому он должен носить очки и респи-
144
на схему горячей циркуляции. Последовательность дальнейших
действий должна быть такой же, как при нормальной остановке
печи согласно инструкции.
Порядок аварийной остановки печи при прогарах труб змее-
вика зависит от размеров и участков этих прогаров. Малый
разрыв на отдулине или начинающийся прогар сопровождается
незначительной течью сырья, наблюдаемой через гляделки или
форсуночные амбразуры печи. В таких случаях после отклю-
чения форсунок и прекращения подачи сырья, змеевик печи
продувают паром по ходу или против хода сырья (если участок
прогара ближе к выходу из печи — по ходу сырья, в противном
случае — против хода).
Любые прогары считаются серьезной аварией, могущей пе-
рерасти в пожар, так как поступающее в камеры печи сырье
вызывает большое неуправляемое пламя, часто охватывающее
весь тракт дымовых газов, включая дымовую трубу. Случаи
разрушения раскалившейся по этой причине металлической ды-
мовой трубы не единичны. При прогарах немедленно закры-
вают задвижку на входе в трубный змеевик, выключают фор-
сунки и осторожно продувают змеевик так, чтобы при этом не
способствовать усилению течи сырья в камеру.
Во всех случаях аварийной остановки должны открываться
все вентили системы паротушения.
Большие прогары труб в радиантных секциях змеевиков
печей вакуумных установок особенно опасны. Во-первых, их
трудно визуально обнаружить; во-вторых, через разрывы в тру-
бах в вакуумную колонну могут засасываться дымовые газы.
При внезапных падениях вакуума в колонне обслуживающий
персонал должен тщательно проверить состояние труб печного
змеевика.
Аварии, сопровождающиеся пожарами, могут возникнуть в
ретурбендных камерах из-за ослабления развальцованных со-
единений, крепления пробок или разрыва сварных швов. В этих
случаях следует немедленно открыть пар в систему паротуше-
ния данной ретурбендной камеры и остановить печь.
Во всех случаях после остановки печи и продувки змеевика
закрываются все задвижки, вентили и ставятся заглушки для
надежного отключения от всех коммуникаций.
Меры безопасности при ремонте
Трубчатая печь готовится к ремонту в зависимости от его
содержания и объема. После просушки кокса или его выжига-
ния (в безретурбендных печах) печь охлаждают, проверяют
состояние наружных поверхностей труб, целостность подвесок
и кронштейнов, а также внутренних поверхностей футеровки.
Для охлаждения печи следует открыть крышки всех гляде-
лок, взрывных окон, форсуночные амбразуры, регистры и ши-
143
чаях предусматривают впрыск воды в нижней части трубы.
Этот процесс необходимо строго контролировать, чтобы не до-
пустить аварии.
Во избежание загорания сажи, накапливающейся на стенках,
трубы периодически продувают паром.
Меры безопасности при пуске и остановке
Пуск и остановка — ответственные этапы в эксплуатации пе-
чей, во многом определяющие их дальнейшую безаварийность.
Поэтому обслуживающий персонал должен хорошо знать пра-
вила проведения всех операций, начиная с опрессовки змеевика,
холодной циркуляции сырья, зажигания форсунок, постепенного
подъема температуры и кончая выводом на нормальный рабо-
чий режим. Пуском и остановкой печи, как и всей технологиче-
ской установки, руководит, как правило, начальник установки.
Трубчатая печь считается готовой к эксплуатации, если пол-
ностью завершены строительно-монтажные или ремонтные ра-
' боты, опрессован трубный змеевик и кладка просушена по уста-
новленной технологии (правильная сушка кладки имеет суще-
ственное значение для ее долговечности).
Состояние печи в процессе эксплуатации характеризуется
следующими показателями: температура сырья на выходе из
трубного змеевика, температура дымовых газов над переваль-
ной стеной и давление в змеевике. Температура сырья должна
поддерживаться автоматической регулировкой теплопроизводи-
тельности форсунок. Давление в змеевике повышается при су-
жении сечения печных труб в результате отложений кокса или
иных твердых продуктов.
Увеличение температуры дымовых газов над перевалом в
конвекционную камеру свидетельствует о нарушении нормаль-
ного теплового режима трубчатой печи и ухудшении теплопере-
дачи. В этих условиях дальнейшее поддержание технологиче-
ского режима при усилении шуровки форсунок и повышении
теплонапряженности поверхностей труб может вызвать аварий-
ный выход печи из строя и серьезные осложнения при ее ре-
монте. Исходя из этого, температура дымовых газов не должна
превышать установленного предела; только уменьшение произ-
водительности печи по сырью может несколько продлить ее
работу.
Печи останавливают на ремонт согласно утвержденному гра-
фику или в результате их аварийного состояния. Причины, вы-
звавшие аварийную остановку, могут быть различными. Наи-
более опасно внезапное прекращение поступления сырья в труб-
ный змеевик вследствие остановки печного насоса или разруше-
ния сырьевого трубопровода. Если немедленно не остановить
печь, то трубы могут закоксоваться и прогореть. Поэтому в та-
ких случаях необходимо погасить форсунки и перевести печь
142
При разрыве труб печного змеевика Или сильных прогарах
в тракт дымовых газов может попасть горящее сырье. Извест-
ны случаи загорания сажи в дымоходах. Чтобы предотвратить
аварии такого характера, в дымоходы подводится пар, который
используется также для систематической продувки всего тракта.
Положение шиберов в дымоходах после регулировки необ-
ходимо фиксировать.
Пароперегреватели могут размещаться в конвекционных ка-
мерах между рядами печных труб, однако отдельно вмонтиро-
ванные в дымоход пароперегреватели более экономичны и
удобны в эксплуатации, если они обеспечивают требуемую про-
цессом температуру перегретого пара. В некоторых конструк-
циях пароперегревателей трубы имеют форму гнутых змееви-
ков. Такие змеевики при высоких температурах могут потерять
форму под действием собственной массы, поэтому они должны
фиксироваться подвесками и кронштейнами из жароупорной
стали. Температуру перегреваемого пара обеспечивают регули-
рованием его количества на входе в змеевик.
Рекуператоры, применяемые в трубчатых печах, представ-
ляют собой трубные пучки, заключенные в металлический ко-
жух. Тракт дымовых газов соединяется с межтрубным простран-
ством. Направление движения газов должно быть снизу вверх,
чтобы уменьшить количество золы, которая покрывает внутрен-
нюю поверхность труб.
Вентилятор нагнетает подогреваемый воздух в межтрубное
пространство (в кожух) и далее по воздуховодам к форсункам.
Температуру и количество подогреваемого воздуха регулируют
заслонками на напорной линии за вентилятором.
Рекуператоры работают в тяжелых условиях. В случае вы-
хода из строя вентилятора трубы и кожух рекуператора под-
вергаются температурным деформациям, нарушается изоляция
тракта дымовых газов от воздуха. Кроме того, трубы рекупе-
ратора подвержены довольно интенсивной коррозии.
Дымовые трубы в большинстве случаев металлические. Они
крепятся к фундаменту фундаментными болтами, рассчитывае-
мыми на ветровую и сейсмическую нагрузку. Следует учесть,
что при определенных скоростях ветра частота колебания мо-
жет совпасть с частотой собственных колебаний трубы, в ре-
зультате чего последняя попадет в резонанс и амплитуда ее ко-
лебаний сильно возрастет. Футеровка внутренних поверхностей
нижних поясов трубы огнеупорным кирпичом, предназначенная
для предохранения металла от воздействия высоких темпера-
тур дымовых газов, способствует затуханию колебаний сталь-
ных труб. С этой целью зазоры между стенкой трубы и футе-
ровкой следует тщательно заполнить шлаком или негигроско-
пичной землей.
Железобетонные трубы обладают большей устойчивостью.
Для снижения температуры дымовых газов в некоторых слу-
141
пределительных камер невелик, эти взрывы ощущаются в виде
хлопков. Скорость движения смеси в трубках может уменьшить-
ся из-за засорения сопел, инжекторов, самих трубок или значи-
тельного падения давления топливного газа. Колебание давле-
ния топливного газа в коллекторе печей с беспламенными па-
нельными горелками должно быть строго ограничено.
Весьма серьезным вопросом является борьба с шумом рабо-
тающих форсунок, оказывающим на эксплуатационный персо-
нал угнетающее действие. Шумовые показатели сжигательных
устройств и вообще шум от трубчатых печей мало изучены. Ис-
следования работы отдельных жидкостных и газовых форсунок
показали, что производимый ими шум вне печи носит в основ-
ном высокочастотный характер, а по периметру печи — низко-
частотный.
Уровень звукового давления от форсунок зависит от ряда
факторов, в том числе от единичной мощности, конструкции
смесителя и распылителя, давления топлива, и, особенно, дав-
ления распыливающего агента (воздуха или пара).
Реальной основой уменьшения шума от форсунок является
замена малого числа мощных форсунок большим числом менее
мощных при сохранении общей тепловой мощности печи, если
это конструктивно возможно (например, для вертикальных пе-
чей это не всегда приемлемо). Подобное мероприятие целесо-
образно и с технологической (теплотехнической) точки зрения,
учитывая создание более мягких условий по теплонапряженно-
сти поверхностей нагрева в радиантных камерах.
Для уменьшения шума от форсунок их фронт прикрывают
металлическим тамбуром, имеющим жалюзи для прохода воз-
духа. Установка таких тамбуров для вертикальных печей за-
труднена, поэтому амбразуры вертикально расположенных фор-
сунок прикрываются регистрами с двумя дисками, расположен-
ными на расстоянии один от другого и со смещением.
Нормальная эксплуатация печей возможна только при ста-
бильном и бесперебойном снабжении форсунок топливом. Газо-
образное топливо (природный газ) перед подачей в топливный
коллектор печи в начале магистрали проходит одну или две
ступени сепараторов, в которых отделяется конденсат. Наличие
конденсата в газе нарушает процесс горения. Газовый коллек-
тор подключают к магистрали через регулятор расхода и тер-
морегулятор, с помощью которых автоматически регулируется
тепловой режим в топке. Если форсунки выключены, газоот-
водная труба — свеча должна быть открыта; при длительном
отключении форсунок на газовом коллекторе следует устано-
вить заглушку.
Тракт дымовых газов
По температуре в тракте дымовых газов можно судить о со-
стоянии теплопередачи в печи. Дымоходы должны иметь гидро-
изоляцию; они снабжены люками-лазами для проверки состоя-
ния внутренней футеровки и очистки от накопившейся золы.
140
ним оборудованием (форсунками, горелками), налаженной си-
стемой подготовки топлива, воздуха и т. д.
Процесс сжигания топлива принято разделять на следующие
этапы: предварительный подогрев топлива, мелкодисперсное
распыление его, перемешивание с воздухом, нагрев топливно-
воздушной смеси до температуры воспламенения при одновре-
менном испарении топлива, пирогенное разложение и сжигание.
Создание условий для устойчивого протекания всех этапов
важно для обеспечения надежного и экономичного процесса
тепловыделения в камере печи.
Конструктивные особенности оборудования для сжигания
топлива зависят от вида топлива; в трубчатых печах сжигают
жидкое нефтяное топливо или газ. Основное требование к топ-
ливным форсункам — поддерживать устойчивое горение. Для
этого топливо должно распыляться до мелкодисперсного состоя-
ния, смешиваться с воздухом в требуемых соотношениях. Жид-
кое топливо распыляют паром, газ — путем дробления на мел-
кие струи. Несоблюдение соотношения топлива и воздуха (а
для жидкого топлива и пара) может привести не только к раз-
лаживанию технологического процесса, но и к аварии. Отме-
чены случаи, когда взрывные (или предохранительные) окна,
предназначенные для сброса давления в печи, не справлялись
с мгновенным возрастанием давления. Подобные нарушения, а
также пульсирующая подача топлива могут вызвать удары
взрывной волны через форсуночные амбразуры, привести к тя-
желым травмам обслуживающего персонала или разрушить
печь.
Топливное оборудование следует очищать при каждом ре-
монте, а также каждый раз, как только возникнет подозрение
на забивку сопел, жиклеров или каналов форсунок.
Несколько отличны условия эксплуатации беспламенных па-
нельных горелок, работающих на газе. Их регулируют так, что-
бы при установленном режиме пламя не выходило за пределы
керамических туннелей более чем на 20—60 мм. Отрегулиро-
ванный режим горения в дальнейшем должен поддерживаться
автоматически.
Согласно техническим требованиям по ГОСТ 5.739—77 на
горелки беспламенные панельные типа ГБПш, панель с закреп-
ленными трубками должна быть ровной, трубки в них должны
быть прочно закреплены, не иметь деформаций или осевых сме-
щений. Для горелок установлен ресурс 12 000—24 000 ч до пер-
вого капитального ремонта. Уровень шума, создаваемый горел-
кой при работе на печи, не должен превышать 85 дБА.
Нормальная работа панельных горелок с ровным фронтом
горения обеспечивается при равенстве скоростей распростране-
ния пламени и истечения газовоздушной смеси. Поэтому опасно
резкое снижение скорости смеси в панельных трубках, в резуль-
тате чего возможен проскок пламени в распределительную ка-
меру, взрыв в ней газовоздушной смеси. Поскольку объем рас-
139
превышении температуры стенки трубы в сравнении с расчет-
ной, при обрыве или поломке промежуточных опор (подвесок
или кронштейнов). Провисший участок трубы приближается к
форсункам или к зоне наивысших температур и прогорает в
условиях ползучести металла. Кроме того, сильно провисшая
труба может разорваться под собственной нагрузкой и вызвать
еще большую аварию. Поэтому, если в радиантных камерах об-
наруживаются трубы, провисшие на величину, превышающую
1/2 их диаметра, печь следует остановить. При ремонтах тру-
бы, провисшие между опорами на величину более одного диа-
метра, следует заменить. Проверка состояния подвесок и крон-
штейнов, отбраковка их с целью замены вышедших из строя
является обязанностью службы технического надзора.
В большинстве печей трубы соединены в непрерывный змее-
вик ретурбендами. Соединение концов труб с ретурбендами раз-
вальцовкой и запирание камер ретурбендов пробками требуют
надежной герметичности, которая проверяется при опрессовке
змеевика. Однако большие температурные напряжения часто
нарушают герметичность в поверхностях сопряжения, результа-
том чего становятся пропуски продукта и его воспламенение в
ретурбендных камерах. При обнаружении таких пропусков в
ретурбендные камеры подают пар по системе паротушения и
останавливают печь для устранения дефекта.
Разрушение стен (футеровки) печей при нормальной экс-
плуатации наблюдается редко, однако оно возможно при не-
правильной шуровке, «перекосах» температуры и местных пере-
гревах. В жестких условиях эксплуатации с течением времени
футеровка постепенно оплавляется и ее толщина уменьшается,
теряются теплоизолирующие свойства и прочность. Более часты
случаи обрушения подвесных сводов. Надежность сводов зави-
сит от качества огнеупорных блоков и способа их подвески за
несущие элементы металлоконструкции.
Металлические подвески и их детали должны быть тщатель-
но защищены от воздействия открытого пламени и высоких тем-
ператур дымовых газов. С этой целью зазоры между отдель-
ными блоками заливают раствором шамота и огнеупорной гли-
ны. Поверх блоков наносят слой теплоизоляции так, чтобы ме-
таллические детали подвесок не оказались под слоем изоляции
и по этой причине прогорали.
Обрушение хотя бы одного блока подвесного свода следует
рассматривать как аварию, требующую остановки печи. В про-
тивном случае возникнет опасность деформации несущих ферм
и металлоконструкции печи.
Топливное оборудование
Одним из главных факторов, характеризующих безопасность
работы печей и всей технологической установки, а также обслу-
живающего персонала, является соблюдение теплового режима
печи. Тепловой режим печи обеспечивается исправным топлив-
139
IV-18. Схема образования
отдулин на печных трубах:
1 — труба; 2 — слой кокса; 3 —
участок отдулины.
и легко деформируется
под нагрузкой, т. е.
приобретает состояние
ползучести. Под дейст-
вием давления среды
труба деформируется,
раздается в диаметре,
образуются отдулины. Схема образования отдулин на трубах
в результате их перегрева изображена на рис. IV-18. В местах
наибольших отдулин труба разрывается и возникает аварийное
состояние, ликвидация которого зависит от участка, размера
разрыва трубы, а также от конструкции и коммуникационных
связей печи.
Чтобы своевременно обнаружить прогары и принять экс-
тренные меры для предупреждения аварии, в конструкции печи
должна быть предусмотрена возможность просматривания по-
верхностей всех труб радиантной камеры через гляделки. По-
врежденные участки труб обычно отчетливо выделяются на
фоне исправных, имеющих белую окраску при свете форсунок.
При первом же обнаружении отдулины печь следует остановить.
Во время ремонта с поверхностей труб необходимо сбить всю
окалину и сдуть золу струей воздуха. Остаточную толщину
стенки труб устанавливают после очистки внутренних поверх-
ностей от кокса. Замеры производят с помощью ультразвуко-
вых толщиномеров, скоб и нутромеров, а также прокатывают
по трубе калиброванный шар. Сильно изношенные участки мож-
но обнаружить обстукиванием.
Данные для отбраковки труб по остаточной толщине долж-
ны составляться отдельно для каждой печи и каждого экрана
в зависимости от конкретных эксплуатационных условий. Обыч-
но уменьшение толщины стенки трубы более чем на 25 % от
первоначальной должно служить основанием для безусловной
ее отбраковки.
Как уже было сказано, сильно изнашиваются трубы на кон-
цах. Чтобы не допустить ослабления развальцованных соеди-
нений, внутренние диаметры концов всех труб в ретурбендах
должны замеряться. Особое внимание следует обращать на це-
лостность отбортовок концов, выходящих за гнездо в ретурбенд
на толщину стенки трубы.
Результаты ревизии змеевиков должны заноситься в жур-
нал. Анализ замеров помогает прогнозировать состояние каж-
дой трубы и каждого ретурбенда и делать вывод о возможно-
сти их дальнейшей эксплуатации.
Аварии трубных змеевиков могут быть вызваны провисанием
труб между опорами. Это может произойти при значительном
137
поверхности изнашиваются под действием нагреваемого сырья,
наружные — дымовых газов. Условия эксплуатации труб раз-
личны, поэтому неодинаковы характер и интенсивность их из-
носа.
Коррозионный износ труб носит преимущественно химиче-
ский характер и зависит от свойств сырья и технологического
процесса. Значительную коррозию вызывают сернистые нефти
и нефти, содержащие хлористые соли или элементарную серу.
Трубы печей термического крекинга в условиях высоких тем-
ператур подвержены особенно интенсивной коррозии.
Эрозионный износ зависит от содержания в сырье механи-
ческих включений и скорости потока в трубах. Большая часть
механических включений вносится в трубный змеевик извне,
как результат недостаточной подготовки сырья. Но твердые
частицы образуются и в самих трубных змеевиках в связи с
различными превращениями сырья под воздействием высоких
температур.
В большинстве случаев износ неравномерный: особенно ин-
тенсивен он по концам труб на участках длиной 500—1000 мм.
Твердые отложения на поверхностях по концам труб, как пра-
вило, отсутствуют, однако это не свидетельствует о том, что
вся труба свободна от отложений.
Коррозии дымовыми газами могут подвергаться трубы пер-
вого ряда конвекционной камеры, если температура сырья в
них ниже 50 °C, т. е. ниже наиболее вероятной температуры
точки росы. В этих условиях водяной пар, содержащийся в ды-
мовых газах, конденсируется, поглощает из них сернистый анги-
дрид, образуя агрессивную сернистую кислоту. Низкая темпе-
ратура на входе в печь вероятна во время пуска печи, поэтому
температуру сырья до 60—70°C следует поднимать за короткое
время и избегать длительной работы печи по схеме циркуляции
при низких температурах и горящих форсунках.
Наиболее опасно образование окалины на поверхности и, как
его следствие — прогар труб. Образование окалины — результат
окисления металла наружной поверхности труб. Окислителем
является кислород, содержащийся в дымовых газах, а условия-
ми, стимулирующими образование окалины — повышение тем-
пературы нагрева поверхности труб. Необходимость такого по-
вышения температуры нагрева вызывается тем, что со време-
нем по различным причинам внутренние поверхности труб по-
крываются отложениями (например, коксом), ухудшающими
теплопередачу. Поддержание температурного режима процесса
требует тем большей шуровки печи, чем толще слой отложений.
В результате этого поверхности труб перегреваются, что спо-
собствует росту отложений внутри и образованию окалины на
наружной поверхности труб.
Одновременно с уменьшением толщины стенки под влиянием
высоких температур снижается механическая прочность метал-
ла: из упругого состояния он переходит в упруго-пластическое
136
регреватель, рекуператор, дымоходы, дымовая труба). Темпе-
ратура дымовых газов на выходе из печи должна быть выше
начальной температуры нагреваемого сырья не менее, чем на
150°C, чтобы предотвратить интенсивный коррозионный износ
поверхностей труб в конвекционной камере.
Принцип работы трубчатых печей общий. Сжигая жидкое
или газообразное топливо в топке или радиантной камере печи,
повышают температуру дымовых газов и светящегося факела,
представляющего собой раскаленные частицы горящего топлива,
который, нагревшись до 1300—1600°С, излучает тепло. Тепло-
вые лучи падают на наружные поверхности труб и внутренние
поверхности стен радиантной камеры печи. Нагретые поверхно-
сти стен, в свою очередь, излучают тепло, которое также по-
глощается поверхностями радиантных труб. Трехатомные газы,
содержащиеся в дымовых газах (водяной пар, диоксид угле-
рода и сернистый ангидрид), также поглощают и излучают лу-
чистую энергию. Чем больше поверхность факела и внутренняя
поверхность стен, тем выше эффективность передачи тепла тру-
бам, расположенным в радиантной камере.
В конвекционной камере трубы нагреваются теплом, полу-
чаемым от дымовых газов. Передача тепла тем эффективнее,
чем больше скорость дымовых газов, однако большие скорости
вызывают большие сопротивления в дымовом тракте. Поэтому
для улучшения теплообмена прибегают к оребрению труб, бо-
лее рациональному их расположению и т. д.
Эксплуатационные показатели трубчатых печей — произво-
дительность по сырью, полезная тепловая нагрузка, т. е. коли-
чество тепла, передаваемое сырью в единицу времени, и коэф-
фициент полезного действия. Стабильность этих характеристик
между двумя ремонтами поддерживается постепенным нара-
щиванием теплонапряженности поверхности нагрева и гидрав-
лического режима трубного змеевика и теплового напряжения
топочной (радиантной) камеры.
Большинство конструктивных элементов печи работает в
условиях высоких температур, изменяющихся температурных
деформаций, а конструкции, размещенные в камерах, — в усло-
виях сильной коррозии. Для безаварийной эксплуатации печей
важна надежность и долговечность всех конструктивных эле-
ментов.
Возможные аварии при эксплуатации. Наиболее вероятны
аварии.трубных змеевиков, которые образованы трубами, соеди-
ненными одна с другой колпачками и двойниками различных
конструкций. От состояния трубных змеевиков зависит продол-
жительность непрерывной работы печей. Любое нарушение це-
лостности змеевика является опасной аварией, поэтому печь
останавливают не только тогда, когда змеевик уже разрушился,
но и тогда, когда эта возможность только еще назревает.
Печные трубы подвержены воздействию высоких температур
и износу по внутренним и наружным поверхностям. Внутренние
135
дой, нарушится температурный режим, повысится давление или
вакуум в аппарате. Ликвидация таких аварий, как правило,
требует продолжительного времени. Если для ведения процесса
необходим попеременный нагрев и охлаждение, замену тепло-
носителя на хладоагент и наоборот следует производить так,
чтобы не вызвать резких деформаций, которые могут разру-
шить сварные швы корпуса и рубашки.
Износу и температурным напряжениям подвержены и внут-
ренние теплообменные устройства мешалок. Их исправность
можно проверить только путем опрессовки. В ответственных
случаях такую опрессовку приходится делать перед каждой за-
грузкой аппарата.
Причиной сильных вибраций вертикальных мешалок может
быть несоблюдение требований монтажа. Вертикальность оси
вала (у планетарных мешалок — валов) должна быть строго
выверена. Вал вместе с мешалкой должен быть сбалансирован,
чтобы исключить биение при малых оборотах и вибрацию — при
больших. Пропеллерные и турбинные мешалки должны быть
сбалансированы до сборки на валах.
ТРУБЧАТЫЕ ПЕЧИ
Огневой нагрев нефти и нефтепродуктов в трубных змееви-
ках, расположенных в камерах трубчатых печей, — процесс,
могущий вызвать серьезные аварии. Современные трубчатые
печи отличаются большими размерами и производительностью,
поэтому аварии в них могут надолго вывести из строя техноло-
гическую установку,
Эксплуатационные показатели, характеризующие надеж-
ность работы печей — теплонапряженность поверхности труб,
тепловое напряжение топочного объема, гидравлический режим
в трубном змеевике, температура и состав топочных газов и га-
зов, покидающих топку, и др.
Превышение допустимой для труб каждого экрана трубча-
той печи теплонапряженности поверхности нагрева может при-
вести к ее прогару, т. е. к разрыву стенки и разгерметизации
печного змеевика. Допустимые теплонапряженности устанавли-
ваются для нагревательных и реакционных нагревательных пе-
чей в зависимости от перерабатываемого сырья и параметров
процесса.
От теплового напряжения топочного объема зависит долго-
вечность обмуровки печи, герметичность топки и камер печи.
Гидравлический режим в трубном змеевике определяет давле-
ние в нем, коэффициент теплопередачи через стенки труб, усло-
вия выпадения на стенки отложений, образования на них кокса
и т. д.
Температура и состав дымовых газов являются факторами,
которые важны не только для рабочих камер печи, но и для
всего оборудования, через которое проходят эти газы (паропе-
134
IV-17. Нижнее разгрузочное устройство резиносмесителя:
1 — откидная дверца; 2 — поворотный рычаг; 3 — резиновые прокладки; 4 — вал; 5 —
опорная запирающая плита; 6 — шток гидроцилиндра; 7 — гидроцилиндр запирающего
устройства; 8 — ролики; 9 — подача охлаждающей воды.
дусмотрена возможность подачи сигнала об окончании смеше-
ния на пульт управления при автоматическом дозировании или
вальцовщику при ручном управлении режимом.
Аппараты для механического перемешивания
Аппараты отличаются типом, формой, конструкцией и ско-
ростью вращения перемешивающих устройств. Основным экс-
плуатационным требованием является правильный пуск и оста-
новка роторов. Загруженный аппарат нельзя пускать или оста-
навливать — это может привести к поломке вала или мешалки.
Мешалку следует включать до начала заполнения аппарата,
а останавливать после опорожнения. Особенно чувствительны
к перегрузкам планетарные мешалки.
Большинство смесителей, требующих высокой степени гер-
метизации, снабжаются торцевыми уплотнителями.
Многие процессы перемешивания сопровождаются выделе-
нием тепла или требуют подогрева смеси. Для этого корпус
мешалки снабжается рубашкой, в которую подается хладоагент
или теплоноситель, в качестве которого могут служить вода, рас-
сол, конденсат, пар или какой-нибудь органический тепло- или
хладоноситель. Наличие рубашки не позволяет визуально обна-
ружить пропуски через стенку аппарата и принять своевремен-
но меры для предотвращения аварии, в результате которой ру-
башки и системы теплообмена могут заполниться рабочей сре-
133
опорах и достигнуть примерно двукратного снижения шума по
субъективному ощущению (громкости).
Роторы резиносмесителей работают в тяжелых условиях и
подвержены сильному износу. Их состояние должно системати-
чески контролироваться, а изношенные поверхности должны
восстанавливаться наплавкой. Необходимо постоянно наблюдать
за уплотнительными устройствами на узлах прохода шейки ро-
тора через стенку камеры смешения, так как фрикционные или
сальниковые уплотнения плохо переносят высокие давления в
камере, изнашиваются и нуждаются в частой чистке и восста-
новлении. Лучше обеспечивают герметичность камеры двухла-
биринтные или трехлабиринтные уплотнения с резьбовой канав-
кой, расположенной в направлении, обратном вращению ротора.
Для нормальной работы лаби-
ринтного уплотнения уплотняю-
щий (герметизирующий) слой
массы в зазоре уплотнения необ-
ходимо поддерживать в тестооб-
разном состоянии. Эксплуатация
смесителя с неисправными уплот-
нениями запрещается. Безопас-
ность эксплуатации современных
резиносмесителей должна обеспе-
чиваться надежной системой
автоматического управления тем-
пературой смеси в камере сме-
шения, продолжительностью сме-
шения, давлением воздуха в
цилиндрах затвора и в гидроси-
стеме, загрузкой, выгрузкой
и т. д.
Температура смеси должна
контролироваться непрерывно.
Подача охлаждающей воды ре-
гулируется автоматически, а при
повышении температуры смеси
сверх допустимой смесь аварий-
но выгружается через автома-
тически открываемый нижний
затвор.
В системе управления резино-
смесителем должна быть пре-
IV-16. Загрузочное устройство резино-
смесителя:
1 — горловина; 2 — груз; 3 — полость для
охлаждения груза; 4 — задняя дверка загру-
зочной воронки; 5 — шток; 6 — сальниковая
коробка; 7 — воздушный цилиндр; 8 — пор-
шень; 9 — вентиляционный отсос; 10 — откид«
ная дверца; 11 —• загрузочная воронка.
132
водительности уровень звука доходит до 90—95 дБА. Поэтому
смесители следует сосредотачивать в отдельном помещении и
по возможности наблюдать за их работой из звукоизолирован-
ной кабины.
В процессе эксплуатации выходят из строя мешалки, под-
шипники, приводной механизм. Внутренняя камера корпуса для
предотвращения износа покрывается футеровкой. Поломка де-
талей смесителя из-за перегрузки должна быть исключена ме-
ханическими предохранителями, отключающими машину от
привода.
Резиносмесители
Резиносмесители обеспечивают полную герметизацию и ав-
томатизацию рабочего процесса. Однако их работа сопровож-
дается выделением большего количества тепла, отвод которого
связан с трудностями; в результате этого температура компози-
ционной массы доходит до 140 °C, что может явиться причиной
производственных опасностей.
Наибольшее применение находят резиносмесители периоди-
ческого действия, выпускаемые согласно техническим требова-
ниям по ГОСТ 11996—79.
Камера смесителя охлаждается водой через стенку. Вода по-
дается на поверхность камеры форсунками, расположенными
внутри кожуха (открытая система охлаждения) или в рубашку
камеры (закрытая система). Охлаждаются водой и роторы; с
этой целью они выполняются полыми. Прекращение подачи
воды в охлаждающую систему или снижение давления в подво-
дящем водоводе может вызвать аварии, поэтому система бло-
кировки на такой случай должна предусматривать немедлен-
ную остановку привода и опорожнение смесителя.
Ответственные узлы резиносмесителей — запирающие каме-
ру органы верхнего загрузочного (рис. IV-16) и нижнего раз-
грузочного (рис. IV-17) устройств. Запирающий орган загру-
зочного устройства — груз, а разгрузочного — запирающая пли-
та. Нижний затвор может быть скользящим.
В новых конструкциях смесителей затворы выполняются от-
кидными на шарнире или приводными от гидропривода. Важ-
нейшим условием является плотное и надежное запирание ра-
бочей камеры затворами, особенно нижним. С этой целью уже
запертый затвор поджимается самотормозящим клином. Ис-
правность работы системы запирания и износ сопрягающихся
поверхностей должны проверяться систематически.
Резиносмесители генерируют шум, особенно когда их узлы
устанавливаются на самостоятельных фундаментных плитах.
Уровень шума и вибрация значительно ниже у тех машин, ко-
> торые имеют общую жесткую литую или сварную фундамент-
ную плиту для смесителя, редуктора и электродвигателя. В этом
случае всю систему можно установить на виброизолирующих
5*
131
IV-15. Горизонтальный смеситель:
1— опрокидывающий механизм; 2 — крышка; 3 — Z-образный ротор; 4 — корыто; 5 —ру-
башка; 6 — нажимная втулка уплотнения; 7 — редуктор; 8 — электродвигатель; 9 — от-
вод конденсата; 10 — редуктор механизма опрокидывания.
щий из электродвигателя, редуктора и винтовой пары. В сме-
сителях новых конструкций разгрузка композиции происходит
без опрокидывания корпуса; этот процесс выполняется гидрав-
лическим устройством поршневого типа.
Эксплуатационная надежность смесителя зависит от точно-
сти монтажа. Смеситель должен быть установлен строго гори-
зонтально. Соединения редуктора с передним валом и электро-
двигателя с редуктором должны быть сцентрированы.
Перед запуском смесителя картер редуктора и масленки за-
полняют маслом и вручную проворачивают ротор за эластич-
ную муфту. Рубашка корыта и подводящие трубы опрессовы-
вают, обнаруженные течи устраняют. Чтобы убедиться в ис-
правности машины до загрузки, ее на несколько минут следует
запустить вхолостую.
Неравномерность и знакопеременная нагрузка рабочих ор
ганов вызывают вибрацию смесителя, в результате чего рас-
слабляются крепежные узлы. В связи с этим перед началом
каждой смены следует подтянуть все болтовые соединения
включая фундаментные болты. Фундамент смесителя долже!
быть массивным и виброустойчивым.
Многие композиции содержат вещества, могущие вызвать
производственные опасности, поэтому крышки смесителей долж-
ны закрывать камеру герметично.
Смесители относятся к оборудованию, генерирующему шум.
На расстоянии 3 м от работающего смесителя средней произ-
130
IV-14. Схема пневматиче-
ского и гидравлического
перемешивания:
а — пневматическое перемеши-
вание; / — аппарат; 2— барбо-
тер; 3 — выхлопной патрубок;
б — гидравлическое перемеши-
вание; /—аппарат; 2 — маточ-
ник; 3— напорная линия; 4 —
насос.
а б
Эффективность перемешивания зависит от удельного расхо-
да и равномерности распределения воздуха (пара) по сечению
аппарата. Барботеры обычно устанавливаются на дне аппарата,
а воздух (пар) подводится сверху.
Пневматическое перемешивание можно применять только для
тех сред, которые при контакте с воздухом (паром) не окисля-
ются, не подвергаются обводнению и не образуют взрывоопас-
ных концентраций как внутри аппарата, так и в окружающей
среде, куда выбрасывается пробарботировавшая среда. В та-
ких аппаратах не исключается также накопление зарядов ста-
тического электричества, поэтому аппараты должны быть на-
дежно заземлены. Применение пневматического перемешивания
оправдано для агрессивных жидкостей. Такие аппараты изнут-
ри покрывают футеровкой из керамических плит или гуммируют
для предохранения от коррозии. Стойкость барботеров (маточ-
ников) увеличивают эмалированием и фаолитированием.
В аналогичных аппаратах можно проводить и гидравличе-
ское перемешивание. Для этого перемешиваемый продукт заби-
рается насосом из аппарата и под напором подается в барбо-
теры (рис. IV-14,б).
Наиболее распространен способ механического перемешива-
ния, т. е. перемешивание специальными мешалками, приводи-
мыми в движение от двигателя. Отличны по конструкции ме-
шалки для перемешивания твердых или пастообразных веществ
и мешалки для получения однородных растворов, эмульсий, сус-
пензий и др.
Горизонтальные смесители
Для получения различных композиций широко используют
горизонтальные смесители. Один из них показан на рис. IV-15.
Он представляет собой коробчатый корпус, в котором разме-
щены два горизонтально расположенных Z-образных ротора,
вращающихся навстречу один другому с различной скоростью.
При этом обрабатываемая композиция растирается и хорошо
перемешивается. Наличие рубашки на корпусе позволяет на-
гревать или охлаждать перемешиваемую массу в зависимости
от требований процесса. Для выгрузки готовой композиции при-
водится в действие механизм опрокидывания корпуса, состоя-
5 Зак. 373 129
единяют с жесткими трубопроводными коммуникациями посред-
ством эластичных трубных вставок, выполняющих роль вибро-
изоляторов. Узлы сопряжения при этом должны быть устой-
чивы к вибрациям.
НАСОСЫ
В химических и нефтеперерабатывающих производствах при-
меняются преимущественно центробежные и поршневые насосы.
Используются также ротационные водокольцевые, шестеренча-
тые, винтовые, осевые и другие типы насосов. Насосы разли-
чаются по конструкции, размерам, массе, роду привода, па-
раметрам работы и назначению. Это исключает возможность
единого решения вопросов безопасности при эксплуатации
и особенно при монтаже и ремонте. В то же время надежность
всего насосного хозяйства предприятия имеет большое значение
для его безаварийной работы. Поэтому условия эксплуатации
каждого насоса должны быть обоснованы и неукоснительно вы-
полняться.
Общими эксплуатационными характеристиками для всех на-
сосов являются: производительность при температуре перекачи-
вания, дифференциальный напор, требуемый напор на приеме,
физико-химические свойства перекачиваемой среды.
Основной технический документ каждого насосного агре-
гата — паспорт, выдаваемый заводом-изготовителем. В паспорте
даются назначение, область применения, эксплуатационные па-
раметры, указания по монтажу, эксплуатации и ремонту насоса.
Марка насоса, его исполнение, основные параметры, допустимое
давление, номер и дата выпуска указываются также на фир-
менных табличках, прикрепляемых на наиболее доступных по-
верхностях корпуса.
Согласно инструкциям завода-изготовителя, конкретным
условиям эксплуатации и параметрам на насосные агрегаты со-
ставляются цеховые инструкции, в которых особо оговари-
ваются условия безопасной эксплуатации и ремонта. Любое от-
клонение от паспортных характеристик насоса при его эксплуа-
тации— серьезное нарушение, чреватое аварией. При необхо-
димости в подобных отклонениях разрешение на них должно
официально согласовываться с проектной организацией и за-
водом-изготовителем.
Насосные агрегаты должны быть смонтированы на проч-
ном и проверенном на точность изготовления фундаменте. От-
клонения от проектных размеров фундамента не должны пре-
вышать допустимых: по основным размерам в плане ± 30 мм;
по осям анкерных болтов ± 5 мм; по высотным отметкам —
30 мм и т. д. Поверхность фундамента защищают специальным
покрытием (например, керамическими плитами)' от разрушаю-
щего действия смазочного масла и разлившегося перекачивае-
мого вещества.
6 Зак. 373
161
Крупные насосы собирают на месте монтажа из блоков по
чертежам и инструкциям, а.при необходимости, под наблюде-
нием представителя завода-изготовителя. Как правило, насос-
ные агрегаты устанавливаются на опорных рамах, которые
после прочного закрепления на фундаменте должны иметь
строго горизонтальную базовую поверхность.
Смонтированные агрегаты перед пуском ревизуют в соот-
ветствии с указаниями, содержащимися в их паспортах; ревизия
включает разборку, проверку состояния, чистку и сборку,
а также центровку с приводом. Весьма важно точное соблюде-
ние схемы и конструктивного исполнения трубопроводной об-
вязки. Агрегат обязательно должен быть обкатан и проверен
иод нагрузкой для установления фактических параметров ра-
боты, включая потребляемую мощность. При этом обращают
внимание также на исправность системы смазки, охлаждения
и уплотнений, измеряют фактический расход смазочных мате-
риалов, хладоагента и уплотняющей жидкости, их наибольшую
и наименьшую температуру.
Центробежные насосы
Для перекачивания нефтепродуктов, нейтральных или агрес-
сивных жидкостей применяют главным образом центробежные
насосы. Материал, из которого изготовлен насос, должен соот-
ветствовать назначению и эксплуатационным условиям, прежде
всего температуре и коррозионным свойствам перекачиваемого
продукта.
Один из важных узлов центробежных насосов — уплотнение
валов. От их состояния во многом зависит безопасность экс-
плуатации. В современном насосостроении предпочтение от-
дается торцевым уплотнениям, однако для ряда сред наиболее
применимы сальники с мягкой или эластичной набивкой.
Насосы устанавливаются на общей опорной плите с элек-
тродвигателем и соединяются с ним упругой муфтой. Начинают
находить распространение моноблочные насосы, корпуса кото-
рых посредством фонаря прикреплены к торцу корпуса элек-
тродвигателя, а рабочее колесо насажено на вал самого элек-
тродвигателя. Разновидностью таких герметичных насосов яв-
ляются горизонтальные и вертикальные электронасосы, при-
меняемые для перекачивания химически активных, радиоактив-
ных и легковоспламеняющихся веществ. Смазкой для подшип-
ников таких насосов и охлаждением для электродвигателя
служит перекачиваемая жидкость. Схема герметичного насоса
представлена на рис. IV-19.
Надежность каждого насоса зависит от точности монтажа;
для этого необходимо выверить его пространственное положе-
ние, обеспечить горизонтальность вала, правильность присоеди-
нения трубопроводов и арматуры. Неправильное соединение
трубопроводов может вызвать вибрацию насоса и дополнитель-
162
IV-19. Схема герметичного насоса:
1 — рабочее колесо; 2 — ротор электродвига-
теля; 3 — статор электродвигателя; 4 — экран;
5 — подшипники; 6 — корпус.
ные напряжения на его конструк-
тивные элементы, а также темпе-
ратурные деформации.
Перед пуском насоса следует
тщательно проверить: точность
совпадения геометрических осей
насоса и электродвигателя, на-
личие смазки в подшипниках,
уплотнения и соответствие на-
правления вращения вала двигателя стрелке на корпусе насоса.
Подготовку торцевых уплотнений производят по заводской ин-
струкции. Ротор подготовленного к пуску насоса вручную про-
ворачивают на два-три оборота, чтобы убедиться в отсутствии
заеданий.
Насос запускают в такой последовательности: при закрытой
задвижке на напорном трубопроводе медленно открывают за-
движку на приеме и постепенно заполняют весь рабочий объем
насоса перекачиваемым продуктом, вытесняя воздух через
спускные краники на напорном патрубке (иногда эти краники
используют как пробоотборные). Чтобы предотвратить само-
воспламенение горючих сред, а также ожоги и отравления ими,
продукт сливают в закрытую систему дренирования. Скорость
разогрева насоса должна быть ограничена, чтобы исключить
резкие и неравномерные температурные деформации. Запускать
незалитый насос нельзя, так как это может привести к прихва-
тыванию ротора и выводу насоса из строя.
Перед включением двигателя открывают все вентили на
линиях смазки, охлаждения и уплотнительной жидкости и про-
веряют исправность работы этих систем по фактическому рас-
ходу. После набора полного числа оборотов на напорном тру-
бопроводе постепенно, без рывков открывают задвижку, кото-
рой в дальнейшем регулируют необходимую производитель-
ность. При перекачке сжиженных газов нельзя допускать дли-
тельную (более 1 мин) работу насоса при закрытой задвижке
на напорной линии или при расходе (подаче) менее 10 % от
номинального. В процессе работы задвижка на приеме должна
быть полностью открыта.
Работа насоса контролируется по развиваемому им напору,
расходуемой мощности, по температуре масла в подшипниках
и уплотняющей жидкости в камерах торцевых уплотнений. Если
эти показатели отклоняются от предусмотренных технологиче-
ским режимом, насос следует остановить, выявить причину
и устранить ее. Насосы, перекачивающие особо опасные ток-
сичные вещества, должны управляться дистанционно из без-
опасных мест, расположенных вне насосных.
6'
163
Наибольшая опасность при эксплуатации центробежных на-
сосов связана с состоянием уплотнений. Даже незначительные
пропуски через уплотнения следует рассматривать как аварий-
ное состояние агрегата. Причинами разгерметизации конструк-
ций уплотнения могут быть неточная центровка агрегата, сла-
бое и ненадежное крепление деталей, отсутствие смазки, отсут-
ствие или недостаточность уплотняющей или охлаждающей
жидкости, неправильная сборка узла, поломка или износ дета-
лей и т. д. Внезапный выход из строя узла уплотнения может
вызвать пожары, ожоги и отравления на участке, где располо-
жен насос, а также стать причиной аварийного состояния всей
технологической системы. Следует помнить, что исправлять на
ходу насоса выявленные неисправности категорически запре-
щается; очень часто такие попытки заканчиваются серьезными
авариями и несчастными случаями.
Разрушающее действие на насос оказывает вибрация, по-
этому при первых же признаках ее появления следует остано-
вить агрегат. Причиной вибраций могут быть неуравновешен-
ность вращающихся масс насоса и привода, износ подшипников
и валов, ослабление крепления агрегата к фундаменту или фун-
даментной плите, недостаточная устойчивость присоединитель-
ных трубопроводов, а также отклонения от соосности насоса
и привода.
Часто вибрацию центробежных насосов вызывает кавита-
ция. Ее предотвращают правильным выбором приемного трубо-
провода и давления в нем, а также снижением производитель-
ности насоса. Работа насоса в режиме кавитации чревата серь-
езными авариями и поэтому непозволительна, особенно при пе-
рекачке пожароопасных и токсичных сред.
Насос останавливают в следующей последовательности: за-
крывают задвижки сначала на напорном, затем на приемном
трубопроводах и останавливают привод. Если агрегат подле-
жит ремонту или жидкость в насосе может застыть, открывают
сливную пробку в нижней части корпуса и дренируют насос
с соблюдением мер предосторожности. Затем устанавливают за-
глушки на приемных и напорных линиях.
При каждом ремонте и ревизии насоса завершающей опе-
рацией должна быть выверка соосности (центровки) его вала
с валом привода (электродвигателя или турбины). Только после
этой операции производят набивку сальниковых уплотнений
и устанавливают предохранительные или защитные кожуха.
Важными показателями качества ремонта насоса являются
совпадение осей ротора и корпуса, соблюдение минимально до-
пустимой величины осевого разбега ротора в корпусе, отсут-
ствие зазоров и заеданий в подшипниках, отсутствие биения
и вибрации, надежность узлов уплотнения, правильное сопря-
жение с трубопроводами, исключающее перенапряжение при
работе, и т. д.
164
Поршневые насосы
В применяемых на производстве паровых прямодействую-
щих (ГОСТ 11376—71) электроприводных насосах гидравличе-
ские цилиндры практически одинаковы; исправность их работы
зависит от правильной сборки поршневой и клапанной групп
и от обеспечения плотности.
Нарушение нормальной работы поршневой группы прояв-
ляется в падении производительности и развиваемого напора,
что немедленно сказывается на технологическом режиме. При-
чиной этого может быть износ гильзы цилиндра, поршня или
поршневых колец. Прямая опасность—поломка поршневых
колец, которые могут разрушить цилиндр, клапанную коробку
и разгерметизировать его. Заклинивание поломанных колец
между гильзой и поршнем может привести к вырыву штока или
поломке привода.
Часты случаи поломки клапанов или седел. Это также при-
водит к резкому падению параметров работы насоса и создает
реальную опасность. Поэтому обслуживающий персонал должен
регулярно «прослушивать» работу клапанов и по характерному
стуку определять их состояние: стук должен быть мягким
и плавным; усиление стука говорит о разрегулированности
подъема клапанов и о необходимости их ревизии.
В процессе работы часто отмечаются пропуски в местах
сопряжения с корпусом цилиндровых и клапанных крышек
в результате ослабления крепежных болтов или износа про-
кладок. Устранять эти дефекты можно только после остановки
насоса и снятия давления в цилиндре и в клапанной коробке.
Соблюдение этого условия особенно важно для насосов, пе-
рекачивающих горючие или токсичные среды.
Штоки гидравлических цилиндров имеют, как правило, саль-
никовые уплотнения. Набивку сальников периодически подтяги-
вают; делать это нужно без излишних усилий, повышающих
трение о шток. Потерявшую эластичность набивку следует за-
менять. Травмы при замене набивки — довольно частое явление,
особенно при ее извлечении, так как к ремонту уплотнения при-
ступают до полного опорожнения гидравлического цилиндра
и не сбросив давление.
Опасность эксплуатации паровых цилиндров заключается
в возможности ожогов паром или при соприкосновении с неизо-
лированными поверхностями (например, с золотниковой ко-
робкой, крышкой цилиндра). Пропусков пара можно ожидать
из-под крышек и в местах уплотнения штоков поршней и золот-
ников. Все эти соединения окончательно подтягиваются в разо-
гретом состоянии при открытых спускных краниках, т. е. когда
в цилиндре нет давления.
В электроприводных насосах должна быть обеспечена стро-
гая центровка штоков цилиндров, поэтому крейцкопф криво-
шипно-шатунного механизма не должен иметь люфтов.
165
Порядок пуска поршневых насосов должен предусматривать
проверку его технического состояния, смазку трущихся поверх-
ностей и предварительный разогрев цилиндров. Паровые ци-
линдры нагревают отработанным, а затем острым паром при
открытых спускных краниках. Чтобы исключить движение
поршня, один из вентилей (сначала на линии острого, затем на
линии отработанного пара) должен быть плотно закрыт. Гид-
равлические цилиндры для горячих сред разогревают перека-
чиваемым продуктом постепенно с интенсивностью 50—100 гра-
дусов в час; если это связано с возможным застыванием про-
дукта в насосе, то для разогрева используют пар или иной
теплоноситель.
Насос запускают на рабочую нагрузку при полностью от-
крытых задвижках на приемном и напорном трубопроводах.
Производительность паровых насосов регулируется вентилем
на линии острого пара; Вентиль на линии отработанного пара
должен быть полностью открыт; спускные краники на паровых
цилиндрах постепенно перекрываются и закрываются пол-
ностью, когда весь конденсат удален.
Производительность электроприводных насосов можно регу-
лировать, изменяя длину хода поршней с помощью специаль-
ного устройства.
Исправный насос должен работать равномерно, без толчков,
рывков и неустойчивого шума; в противном случае насос сле-
дует остановить, найти и устранить причину неисправности.
Все насосные агрегаты следует ремонтировать в сроки со-
гласно утвержденным графикам. Перенос сроков ремонта
в каждом отдельном случае должен быть объективно обоснован
и оформлен документально.
Известны несчастные случаи, вызванные нарушением правил
и инструкций подготовки насосов к ремонту, а также пуска их
после ремонта. Поэтому весь обслуживающий и ремонтный пер-
сонал обязан хорошо знать эти правила и инструкции.
Перед началом ремонта насос должен быть надежно отсо-
единен от электрической сети, освобожден от содержащейся
в нем среды, промыт, охлажден до безопасной температуры
и отсоединен от всех трубопроводов, включая паропроводы, за-
порными устройствами и заглушками. При сливе жидкости из
цилиндра важно соблюдать условия безопасности: предупре-
дить возможность самовоспламенения жидкости, а также ожо-
гов и отравления персонала. Эти условия указываются в произ-
водственных инструкциях; их следует перечислить также в раз-
решении на остановку и разборку насоса, которое выдается
начальником цеха или установки.
При ремонте насосов необходимо руководствоваться прави-
лами, нормами и инструкциями по технике безопасности, состав-
ленными в соответствии с требованиями «Системы технического
обслуживания и ремонта оборудования предприятий химической
промышленности» и другими утвержденными нормативными
166
документами. Инструкции должны предусматривать надлежа-
щую подготовку участка ремонтных работ, его ограждение, со-
оружение необходимых подмостей, стеллажей, безопасные спо-
собы переноски тяжелых деталей, использование исправного
и неискрящего инструмента, проверенных на надежность при-
способлений и механизмов, переносных светильников во взры-
возащищенном исполнении на напряжение до 36 В, соблюдение
особых мер предосторожности при работе электроприводных
инструментов (двойная изоляция, защитное заземление, работа
в резиновых перчатках, галошах, на резиновом коврике), пнев-
моинструментов и др. Ремонт должен проводиться по предва-
рительно разработанной технологии.
Производители работ обязаны строго придерживаться без-
опасных методов и приемов выполнения отдельных операций.
Рубка металла, опиловка, применение точил должны исключать
травмирование стружками (для этого применяют переносные
экраны, защитные щитки и очки, рукавицы); при разборке на-
сосов для токсичных сред работающие должны надевать по-
мимо спецодежды резиновые перчатки и защитные очки.
К выявлению дефектов следует относиться внимательно, не
ограничиваясь визуальным выявлением на деталях поломок,
трещин износа, задиров и т. д.; сопрягающиеся детали должны
тщательно измеряться для установления фактических зазоров
или степени натяга. Скрытые дефекты на ответственных дета-
лях устанавливают ультразвуковой, люминесцентной, магнит-
ной или рентгено-дефектоскопией.
Отремонтированный насос обкатывают, постепенно наращи-
вая нагрузку, для проверки герметичности, исправности работы
систем охлаждения и смазки и т. д.
Запуск насосного агрегата после ремонта должен произво-
диться с точным соблюдением инструкций в присутствии на-
чальника установки или заменяющего его лица после оформле-
ния акта сдачи и приемки. Нормально насос должен работать
под нагрузкой без рывков; если через короткое время рывки
или несогласованность парно работающих цилиндров не пре-
кратятся, агрегат следует остановить, выявить причину и устра-
нить ее. У прямодействующих насосов причину разрегулиро-
ванности следует искать в золотниковом механизме. Рывки,
толчки при работе могут привести к разрушению не только на-
соса, установочной рамы и фундамента, но и обвязочных тру-
бопроводов в результате вибраций и гидравлических ударов.
Появление толчков у электроприводных насосов свидетельствует
о недопустимом износе сопряжений механизма привода и не-
обходимости их ремонта.
Ротационные насосы
К ротационным относятся лопастные, шестеренчатые и вин-
товые насосы. В них подача жидкости происходит в результате
167
IV-20. Перепускной клапан:
I — регулировочный винт; 2 —
корпус клапана; 3 — пружина;
4 — седло; 5 —клапан.
периодического изме-
нения объемов, обра-
зуемых между элемен-
тами ротора (роторов)
и стенками камеры
корпуса.
Ротационные насо-
сы отличаются малы-
ми размерами, их редко используют для технологических пото-
ков; основное назначение их — перекачка чистых, некоррозионно-
опасных сред (например, смазочных масел, уплотняющей или
охлаждающей жидкостей и т. д.). Их эксплуатация не пред-
ставляет серьезной опасности за исключением случаев разгер-
метизации корпуса. Чтобы не допустить этого, насосы защищены
от перегрузки предохранительными (перепускными) клапа-
нами, рассчитанными на предельно допустимое давление и
пропускную способность, равную производительности насоса
(рис. IV-20).
Как и валы центробежных насосов, валы лопастных, шесте-
ренчатых и винтовых насосов должны точно центрироваться
с валами двигателей. Это исключает прогиб вала, преждевре-
менный износ подшипников, а также вибрацию. Все вращаю-
щиеся узлы насосных агрегатов (в первую очередь узлы соеди-
нения валов муфтами) должны быть укрыты защитными кожу-
хами согласно проекту.
Вакуум-насосы
Наибольшее распространение получили водокольцевые ва-
куум-насосы. Их применяют для создания вакуума, необходи-
мого для ведения технологических процессов, и поэтому от их
надежной работы во многом зависит безопасность производства.
Водокольцевые насосы (рис. IV-21) просты по конструкции,
однако работают в тяжелых условиях, и необходима их надеж-
ная герметизация. Особое внимание должно быть обращено на
сальники. Для предотвращения подсоса воздуха через сальники
внутрь насоса в корпусе предусмотрена камера гидравличе-
ского затвора, находящаяся за набивкой, в которую непрерывно
поступает вода из водопроводной сети. Часть воды проходит
через набивку, охлаждая ее, а часть поступает внутрь камеры,
уплотняя зазоры по торцевым поверхностям. При каждой ре-
визии следует проверять исправность всех гидравлических за-
творов в схеме агрегата.
Штуцер нагнетания насоса должен быть постоянно подсоеди-
нен к водоотделителю, в котором непрерывно поддерживается
168
постоянный уровень воды. Вода циркулирует между насосом
и бачком; избыток ее сливается через сливную трубу бачка
с гидрозатвором. Перед остановкой насоса следует закрыть
задвижку на приемной линии, чтобы вода не попала ни в нее,
ни тем более в аппарат, работающий под вакуумом. Нарушение
этого правила может привести к аварии, а если аппарат при
этом сильно нагрет, то и к его взрыву.
Перед запуском насоса при закрытой задвижке на приемной
линии открывают подачу воды в сальники, уравнительный ба-
чок и через него — в насос. Только после появления воды из
сливной трубы бачка включают электродвигатель. Когда ротор
насоса полностью наберет обороты, медленно открывают за-
движку на приемной линии. Производительность насоса при не-
обходимости регулируют (уменьшают против номинальной)
специальным вентилем на приемном патрубке, через который
открывается доступ атмосферному воздуху, или перепуском от
выхлопной в приемную линию. Регулировке подлежит расход
воды в бачок и в сальники; избыточное количество воды вызы-
вает не только перерасход энергии, но и перегрузку насоса, на
которую он не рассчитан; недостаточное же количество не обес-
печит герметичность системы и требуемую производительность.
Иногда создание глубокого вакуума сопровождается харак-
терным потрескиванием в насосе, являющимся следствием
сложных физических процессов. В тех случаях, когда при этом
увеличивается установленная мощность, насос следует остано-
вить для выявления дефекта, могущего привести к аварии.
У ревизуемых насосов проверяют величину зазоров между
торцами ротора и крышками корпуса, систему подачи воды, со-
стояние ротора и особенно вала, поломка которого часто вызы-
вает аварийное состояние.
IV-21. Водокольцевой вакуум-насос:
7 — насос; 2 — приемный коллектор; 3 — линия нагнетания; 4 — уравнительный бачок;
6 — гидроэаТвор; б — Дроссель; 7 — система уплотнения торцов и СйЛнНков.
169
Шумовая характеристика насосных агрегатов
Шумовая характеристика насосного агрегата зависит от кон-
структивных особенностей насоса, его привода, производитель-
ности, массы и скоростей движущихся частей, совместной ра-
боты с другими агрегатами, места установки, качества монтажа
и т. д. Для центробежных и ротационных насосов характерен
широкополосный, постоянный шум, появление дискретных то-
нов — свидетельство неисправностей. Шум поршневых насо-
сов — тональный.
Шум, производимый насосом, генерирует корпус в резуль-
тате изменения давления в отдельных камерах за цикл пере-
качки, а также ударов и резонансных колебаний движущихся
деталей. Энергия шума передается поверхности корпуса, излу-
чающей шум, жидкой средой и контактирующими с корпусом
деталями.
Всякая неуравновешенность в насосном агрегате вызывает
шум на частоте, равной частоте вращения его вала. Шум, вы-
зываемый несоосностью насоса и привода в основном имеет
частоту, равную удвоенной и учетверенной частоте вращения
вала. Наибольшая составляющая энергии относится к шуму,
имеющему частоту перекачки, которая равна частоте вращения
вала, умноженной на число элементов насоса, участвующих в
процессе перекачки (дисков и лопаток на них, поршней, зубьев
шестерен и т. д.).
Шум, вызываемый вибрацией, уменьшают, устанавливая на-
сос и двигатель на общей жесткой раме. Очень важен правиль-
ный выбор конструкции амортизаторов рамы и крепление ее к
фундаменту, так как от этого зависит предотвращение резо-
нанса на частоте вращения вала или частотах перекачки.
Для уменьшения шума, вызываемого вибрацией, следует
предусмотреть также виброизоляцию обвязочных трубопрово-
дов. Известно, что все гидравлические магистрали являются ис-
точниками вибрации. Подсоединение к ним насоса на коротких
гибких рукавах (если это возможно по условиям эксплуатации)
может способствовать достижению цели. Однако длинные участ-
ки рукавов чувствительны к пульсации жидкости и могут стать
сильным излучателем шума. Наилучшая виброизоляция дости-
гается при обматывании труб слоем , звукоизолирующего мате-
риала при плотности намотки 2—10 кг/м2 поверх слоя полиуре-
танового пенопласта толщиной 6—12 мм.
Утвержденные нормативы на допустимые уровни звукового
давления имеются пока еще не для всех насосов. С учетом тре-
бований стандарта для производственных предприятий уровень
звука в насосных помещениях не должен превышать 80 дБА.
Если в условиях данного технологического процесса конструк-
тивными и строительно-акустическими мероприятиями снижение
шума до такого уровня не представляется возможным, то агре-
гаты, генерирующие шум, изолируют и предусматривают их ди-
170
станционное управление. В насосных с уровнем звука выше
85 дБА работающие должны пользоваться средствами индиви-
дуальной защиты, а зоны таких насосных обозначаются знаками
безопасности.
ВЕНТИЛЯТОРЫ И ВЕНТИЛЯЦИОННЫЕ УСТРОЙСТВА
На предприятиях химической и нефтеперерабатывающей
промышленности вентиляторы являются широко распространен-
ным оборудованием. Они имеют множество функциональных
назначений (подача воздуха к форсункам, отсос дымовых газов,
пневмотранспорт и т. д.), но самое главное из них — обеспече-
ние принудительной (механической) вентиляции производствен-
ных помещений.
Отличают вентиляторы низкого, среднего и высокого давле-
ния, которые развивают давления соответственно до 1 кПа, до
3 кПа и до 15 кПа. Конструктивно различают осевые
(ГОСТ 10442—74) и центробежные вентиляторы. Первые при-
меняются при необходимости в подаче или отсосе больших ко-
личеств воздуха без избыточного напора, например для воздуш-
ных холодильников и конденсаторов, для быстрого проветри-
вания помещений и т. д. Вторые — для случаев, когда необхо-
димо преодоление сопротивления потоку.
Как осевые, так и центробежные вентиляторы выпускаются
согласно стандартам под определенными марками с указанием
их назначения, типа исполнения и эксплуатационной характери-
стики. Вентиляторы не отличаются конструктивной сложностью,
однако от их исправной работы зависит безаварийность и без-
опасность производства, а также создание благоприятных усло-
вий для работающих.
Исправность работающего в сети вентилятора устанавлива-
ется сопоставлением его фактических эксплуатационных пара-
метров (расхода, развиваемого напора и потребляемой мощно-
сти) с паспортными. Если это сопоставление показывает недо-
пустимые расхождения, то сначала проверяют работу вентиля-
тора отдельно от сети замером полного давления. При этом
замеренное давление
стандартных условий
293 К, относительная
Р3 пересчитывают на давление Рф для
воздуха (давление 7,6 кПа, температура
влажность 50%, плотность 1,2 кг/м3):
7600-Г
ф 3 В 293
где Т— температура воздуха, К; В — барометрическое давление в момент из-
мерения, Па.
Потеря полного давления, развиваемого вентилятором, про-
тив паспортной величины не должна превышать 6 %.
Несоответствие развиваемого напора и производительности
паспортным данным может быть вызвано несоответствием ра-
бочего колеса кожуху вентилятора, вращением ротора в обрат-
171
ную сторону, неправильно выбранным диаметром шкива, не
обеспечивающим необходимую частоту вращения колеса, или
дефектами вентилятора. Основными дефектами, влияющими на
рабочую характеристику, являются потеря герметичности ко-
жуха вентилятора из-за износа или разрыва в сварных, закле-
почных или замковых соединениях и износ элементов (особен-
но лопаток) колеса. Нарушение герметичности кожуха венти-
лятора, как и вентиляционной системы, легко обнаружить заме-
ром расходов до и после вентилятора; расхождение в результа-
тах не должно превышать 5%. Состояние ротора проверяют
при разборке вентилятора.
При ревизии вентиляторов обращают внимание на следу-
ющее: целостность й взаимную параллельность дисков колеса,
прочность заклепочных соединений, надежность тяговых стерж-
ней, плотность посадки колеса на вал, сохранность формы лопа-
стей, наличие фетровых (в некоторых вентиляторах — сальнико-
вых) уплотнений вала и т. д. Каждая ревизия должна вклю-
чать балансировку ротора. Несбалансированность ротора и не-
точная центровка его вала с валом привода являются основны-
ми причинами вибрации агрегата. До запуска вентилятора сле-
дует тщательно проверить детали виброизолирующих систем,
целостность и жесткость крепления к фундаменту рамы агре-
гата. Следует помнить о категорическом запрете произвольного
внесения конструктивных изменений в вентиляторы. Проектное
исполнение деталей учитывает коррозионные и эрозионные свой-
ства среды, а также взрывобезопасность агрегата при работе
в конкретных производственных условиях.
Если проверка вентилятора показала соответствие его ха-
рактеристики паспортной, но характеристика сети не обеспечи-
вается, необходимо выявить и устранить неисправность сети
(воздуховодов, заборных шахт, калориферов, пылеулавливаю-
щих и очистных устройств и т. д.). Чаще всего эти неисправно-
сти заключаются в нарушении герметичности (особенно в со-
единениях) и загрязнении поверхностей коммуникаций, нару-
шающих первоначальные аэродинамические свойства вентиля-
ционной сети. Профилактическая чистка сетей и входящего в
их состав оборудования должна производиться способом и в
сроки, установленные утвержденными инструкциями.
Вентиляторы относятся к оборудованию, генерирующему
шум; значителен шум и от вентиляционной системы. Отличают
шум, вызываемый вращением, и шум, не связанный с враще-
нием деталей вентилятора. В первом случае он является резуль-
татом взаимодействия лопастей и кожуха с турбулентно движу-
щимся потоком, во втором — отрыва вихрей в ламинарном по-
граничном слое на поверхностях трения лопастей, колеса и ко-
жуха.
В паспортах вентиляторов должны быть указаны их шумо-
вые характеристики, которые завод-изготовитель определяет по
методике, утвержденной специальным ГОСТом. Эти характери-
172
стики приводятся в виде таблицы октавных уровней звуковой
мощности аэродинамического шума всасывания, нагнетания и
шума в помещении, в котором проведены испытания; даются
также подробные сведения о фактических условиях испытания.
На основе этих данных можно прогнозировать производствен-
ный шум, вызываемый работающими вентиляторами и вентиля-
ционными системами, чтобы предусмотреть соответствующие
меры, обеспечивающие снижение шума до допустимого уровня.
Для защиты от аэродинамического шума на приемных и
выхлопных воздуховодах вентиляторов устанавливают актив-
ные или реактивные глушители; действие первых основано на
поглощении звуков пористыми материалами, а вторых — на со-
здании особого режима движения воздуха в расширительных
камерах. Чаще применяют глушители активного типа. Они пред-
ставляют собой куски цилиндрических или прямоугольных труб
с размещенными в них пластинами в направлении движения
воздуха, между которыми находится звукопоглощающий мате-
риал. В технике известно много конструкций активных глушите-
лей; их расчет довольно сложен, поэтому их часто подбирают
экспериментально путем испытания фактической эффективности
на месте установки.
Как правило, вентиляторы размещаются в звукоизолирован-
ных кабинах. Звукоизолированные кабины должны располагать-
ся вне производственных помещений, на фундаментах, изоли-
рованных от фундаментов этих помещений. Крупные вентиля-
торы нельзя устанавливать на высоких металлоконструкциях.
Звукоизоляцию кабин рассчитывают; она должна быть доста-
точной для изоляции рабочих помещений и близлежащих строе-
ний. Места прохода приемных и нагнетательных воздуховодов
в стенах кабин должны заделываться звукоизолирующим мате-
риалом с учетом некоторой свободы перемещения для восприя-
тия температурных деформаций и гашения вибрации.
Шум, генерируемый воздуховодами и особенно воздухорас-
пределителями, уменьшают правильным расчетом их пропуск-
ной способности, конструктивными мерами, а также надежным
креплением к вибростойким элементам помещения.
КОМПРЕССОРЫ И КОМПРЕССОРНЫЕ УСТАНОВКИ
Развитие химической промышленности неизменно вызывает
увеличение объемов компримирования газов. Все газы, находя-
щиеся под давлением, опасны, но в процессе компримирования
степень их опасности неизмеримо возрастает и зависит от мно-
жества факторов, главными из которых являются: физико-хи-
мические свойства газа, технология компримирования и приме-
няемое оборудование. По этим факторам принято отличать ком-
прессорные установки для воздуха и инертных газов и компрес-
сорные установки для компримирования взрыво- и пожароопас-
ных, а также токсичных газов.
173
Воздушные компрессорные установки
Основная опасность при эксплуатации воздушных компрес-
сорных установок заключается в повышении давления и темпе-
ратуры, а также в возможности образования взрывоопасных
смесей. При компримировании воздуха эти смеси образуются
в результате разложения применяемых смазочных масел в усло-
виях высоких температур. Известно, что при температуре воз-
духа 200 °C наличие в нем 6—И % масляных паров может вы-
звать взрыв. До этой температуры воздух нагревается уже при
его сжатии чуть выше 0,4 МПа, а при давлении 1 МПа темпе-
ратура повышается до 300 °C. Иными словами, условия для
взрыва смеси в компрессорных установках имеются, если кон-
центрация компонентов смеси для этого достаточна.
Механизм образования взрывоопасной смеси весьма много-
образен. При эксплуатации компрессора высокая температура
неохлаждаемого воздуха вызывает интенсивное испарение сма-
зочного масла. Кроме того, оно разлагается с выделением взры-
воопасных газов — чистого водорода и легких углеводородов.
Масло и нагар, отлагающиеся на поверхностях цилиндров, кла-
панов, маслоотбойников, обвязочных воздуховодов и воздухо-
сборников, могут окисляться, в результате чего возможно обра-
зование нестойких взрывоопасных продуктов. Известны случаи,
когда взрывалась смесь, образованная в картере поршневого
компрессора в результате перегрева масла. Учитывая, что по-
вышенный расход масла не только важный показатель эксплуа-
тационного характера, но и предвестник серьезной опасности,
его необходимо контролировать и ежемесячно регистрировать
в журнале. Расход масла на каждый узел (особенно на цилин-
дры и сальники) выше норм, указанных в заводской конструк-
ции, должен быть сигналом о необходимости остановки агре-
гата для выяснения причины и ликвидации неисправности.
Важным условием безопасности является применение только
указанных в паспорте компрессора марок смазочных масел; ка-
чество масел должно проверяться лабораторным анализом; все
фильтры, насосы и лубрикаторы в системе подачи масла долж-
ны очищаться и промываться в установленные инструкцией
сроки.
Фактором, определяющим нормальную и безопасную работу
компрессора, является температура воздуха после каждой сту-
пени сжатия, т. е. в нагнетательных трубах. Максимально до-
пустимая температура (170 °C) указывается в паспорте обору-
дования, и ее превышать не следует. Все компрессорные уста-
новки имеют надежную систему воздушного или водяного
охлаждения, режим работы которой должен строго контролиро-
ваться. Охлаждающая вода должна иметь небольшую жест-
кость и быть свободна от разных примесей. Чтобы исключить
возможность загрязнения поверхностей теплообмена, не следует
допускать нагрев охлаждающей воды в агрегатах выше 40 °C.
174
Безопасность эксплуатации стационарных компрессорных
установок может быть обеспечена только при полном и точном
соблюдении требований всех нормативных документов по раз-
мещению, монтажу, использованию контрольно-измерительных
приборов, работе систем смазки и охлаждения, установке ком-
плектующего оборудования (влаго- и маслоотделители и возду-
хосборники), обслуживанию и ремонту.
Основными нормативными документами следует считать пас-
порт компрессора и производственную инструкцию, которая со-
ставляется с соблюдением требований, содержащихся в «Пра-
вилах устройства и безопасной эксплуатации стационарных
компрессорных установок, воздуховодов и газопроводов» и в
ПБВХП —74.
Компрессорные помещения должны быть обособлены и в
них размещается только оборудование, технологически и кон-
структивно связанное с компрессорами. В смежных с компрес-
сорными помещениях нельзя размещать взрывоопасные и вред-
ные производства. Вход в помещения компрессорных посторон-
ним лицам должен быть запрещен. Обслуживающему персоналу
запрещается покидать помещение с работающими компрессо-
рами даже на короткое время. В помещении машинного зала
нельзя хранить легковоспламеняющиеся жидкости.
С целью уменьшения вибраций фундаменты под компрессо-
ры должны быть отделены от фундаментов, стен и перекрытий
здания, при возможности защищены виброизоляцией; трубопро-
воды должны иметь компенсаторы в местах сопряжения со
зданием.
Вибрацию воздуховодов можно уменьшить путем гашения
пульсации в буферных и акустических емкостях, увеличения ра-
диуса и уменьшения числа поворотов, а также обособленным
от стен помещения креплением трубопроводов. Амплитуда ко-
лебаний как трубопроводов, так и самого компрессора с его
фундаментом не должна превышать 0,25 мм при низких часто-
тах и 0,15 мм при высоких частотах.
Частота собственных колебаний на участках между двумя
креплениями должна превосходить наибольшую частоту возму-
щающей силы в 1,5—2 раза.
По установленному инструкцией графику обслуживающий
персонал обязан проверять давление и температуру воздуха
после каждой ступени сжатия и после холодильников, темпе-
ратуру и давление масла в системе смазки, температуру охлаж-
дающей воды после холодильников и т. д.
На участке охлажденного воздуха после каждой ступени
сжатия и на воздухосборнике устанавливают предохранительные
клапаны, рассчитанные на давление и пропускную способность,
предотвращающие превышение установленных пределов. Для
предупреждения гидравлических ударов на нагнетательном тру-
бопроводе до воздухосборников устанавливают обратный
клапан.
175
Воздух, забираемый компрессором, должен быть чистым.
Для этого прием всасывающей трубы располагают на высоте
не менее 3 м от земли, защищают от попадания в него атмо-
сферных осадков и оборудуют фильтром, который регулярно
разбирают и очищают.
Воздухосборники, влаго- и маслоотделители должны быть
снабжены устройствами для продувки. Масло и вода, удаляе-
мые при периодической автоматической или ручной продувке,
должны отводиться по трубам в сборники. Холодильники, влаго-
и маслоотделители и воздухосборники следует очищать от на-
гара и масляных отложений.
Давление в системе запускаемого агрегата поднимают по-
степенно. При каждом обнаружении нарушения режима экс-
плуатации следует остановить компрессорную установку и
устранить неполадки.
Все компрессоры относятся к оборудованию, генерирующему
шум. Проблема снижения шума компрессорных установок
осложнилась в связи с увеличением их мощности и повышением
скоростей движущихся частей. Мероприятия, разрабатываемые
для снижения шума, должны учитывать акустические условия
как внутри, так и вне компрессорных помещений. Шумовые ха-
рактеристики некоторых компрессоров регламентированы нор-
мативами, для других такие нормативы находятся в стадии раз-
работки. Пользуясь шумовыми характеристиками машин, мож-
но предусмотреть необходимые меры защиты от шума конструк-
тивными и строительно-акустическими решениями в процессе
проектирования.
Согласно ГОСТ, допустимый уровень звука на рабочих мес-
тах в машинных залах компрессорных установок определен в
85 дБА. С целью защиты от более высокого шума рабочие ме-
ста обслуживающего персонала располагают в звукоизолиро-
ванных кабинах наблюдения или дистанционного управления.
Окна кабин должны иметь двойное остекление из толстого стек-
ла, вставляемого в металлические переплеты на резиновых про-
кладках. Сложной представляется защита ремонтного персо-
нала от шума, если рядом с ремонтируемым работают другие
компрессоры. Наиболее радикальным способом в таких случаях
является ограждение рабочей зоны акустическими экранами.
При хорошей звукоизоляции помещения компрессорных шум
на окружающую территорию распространяют воздуховоды вса-
сывающей и нагнетательной линии, поэтому на них устанавли-
ваются трубчатые или пластинчатые глушители активного типа,
облицованные или заполненные звукопоглощающим материалом
(например, супертонким стеклянным или базальтовым волок-
ном). Показывают высокую эффективность также специальные
реактивные и комбинированные глушители, применяемые для
уменьшения шума в районах, где его уровень по норме должен
быть особенно низким. На рис. IV-22 показана конструкция од-
ного из глушителей, применяемых на линии всасывания (на воз-
176
IV-22. Глушитель на линии всасывания:
/ — звукопоглощающая кассета; 2 — труба для стока конденсата; 3 —патрубок; 4 —
глушитель активного типа; 5 — воздухосборник; 6 — расширительная камера; 7 — ка-
мера реактивного глушителя.
духозаборе) вентилятора, существенно снижающего уровень
шума.
Опасно прикосновение к горячим поверхностям оборудова-
ния и трубопроводам, поэтому все поверхности с температурой
выше 45°C ограждаются или изолируются (кроме цилиндров
компрессоров).
Газовые компрессорные установки
Безопасность эксплуатации газовых компрессорных устано-
вок связана с рядом специфических условий, обуславливаемых
физико-химическими свойствами компримируемых газов и осо-
бенно их взрывоопасностью и токсичностью. Правила эксплуа-
тации требуют, чтобы газовые компрессорные установки удов-
летворяли требованиям санитарных правил и правил пожарной
безопасности. Каждую установку можно использовать только
для компримирования того газа, для которого она предназна-
чена заводом-изготовителем и проектной организацией.
На предприятиях находится в эксплуатации много поршне-
вых газовых компрессоров, но новые производства комплекту-
ются в основном центробежными компрессорами.
Устройство, монтаж, наладка и эксплуатация поршневых
компрессорных установок, работающих на взрывоопасных и
токсичных газах, должны соответствовать «Правилам устрой-
ства и безопасной эксплуатации поршневых компрессоров, ра-
177
ботающих на взрывоопасных и токсичных газах» (М., Метал-
лургия, 1977).
Завод-изготовитель в соответствии с ГОСТ обязан прило-
жить к каждой установке техническую документацию, содержа-
щую подробные данные по монтажу, пуску, безопасной эксплуа-
тации, техническому обслуживанию и особенностям ремонта.
Главнейшим требованием является исключение возможности
образования взрывоопасных смесей и разгерметизации системы.
На рабочих местах и пультах управления каждой установки
или группы однотипных установок должны быть схемы комму-
никаций с указанием мест установки арматуры, их назначения,
рабочих параметров. Инструкции по безопасной эксплуатации
компрессорных установок на данном предприятии составляются
в соответствии с технологическим регламентом производства и
должны учитывать общие правила техники безопасности и про-
изводственной санитарии. Особенно тщательно должен быть со-
ставлен и отработан с обслуживающим персоналом план ликви-
дации возможных аварий.
Для обеспечения требований безопасности наряду с обще-
принятыми мерами герметизации оборудования предусматрива-
ется отвод газа из сальников и систем уплотнения, фонарей, ба-
ков на сливе конденсата и масла продувок, маслоотстойника
и т. д. Конденсат и масла должны отводиться в специальный
бак, где они отделяются от газа. Газовое пространство бака
продувки связано через предохранитель со всасывающей линией
компрессора.
На линии всасывания первой ступени по ходу газа перед
запорной арматурой устанавливают гидрозатвор для преду-
преждения пропуска арматуры или сдвоенную запорную арма-
туру с воздушником между ними для контроля герметичности.
Вся арматура должна быть только стальной.
Перед предстоящей длительной остановкой компрессорные
установки продувают инертным газом. Установки продувают
также перед каждым пуском после монтажа, ремонта или
осмотра. Система продувки, ее режим и продолжительность
устанавливаются регламентом данного производства. Специаль-
ной проверке подлежит содержание кислорода в инертном газе
с целью предупреждения образования взрывоопасной' смеси.
Для предотвращения осаждения конденсата и масел на стенках
газопроводов их прокладывают с уклоном в сторону продувки,
а в местах скопления жидкостей наружные поверхности труб
обогревают, чтобы жидкости не замерзали.
Требования к предохранительным устройствам газовых ком-
прессоров специфичны. Предохранительные клапаны устанав-
ливают в местах с наименьшей пульсацией давления газа с уче-
том возможного снижения температуры при дросселировании,
которое может привести к примерзанию клапана. С этой целью
предохранительный клапан устанавливают до холодильников.
К предохранительной арматуре относится и обратный клапан,
178
который установлен на напорной линии после последней сту-
пени для предотвращения обратного (газодинамического) удара.
Все газовые компрессорные установки должны быть снаб-
жены ручным и автоматическим управлением, а также системой
автоматической блокировки. Автоматическая блокировка пре-
пятствует включению двигателя компрессора при несоответ-
ствии эксплуатационных параметров в системах газа, охлажда-
ющей воды, смазочного масла, при существенных неисправно-
стях в компрессоре, или в том случае, когда не выполнена про-
дувка агрегата согласно инструкции. По тем же причинам си-
стема блокировки останавливает двигатель, предупреждая
аварию.
Для обеспечения безопасности эксплуатации компрессорных
установок необходимо строго соблюдать установленные паспор-
том и инструкцией режим смазки и качество применяемых сма-
зочных материалов. Установки для компримирования газов, ко-
торые не окисляют масло и не образуют нагар (азот, водород),
смазываются маслом в зависимости от давления в системе. При
высоких давлениях применяют тяжелые цилиндровые масла.
Углеводородные газы хорошо растворяют масла, поэтому при
их компримировании применяют смеси цилиндрового масла, ва-
пора и гудрона.
В газокомпрессорных установках особую опасность пред-
ставляет повышение температуры компримируемого газа выше
допустимых пределов. Например, считается, что температура
сжимаемого ацетилена не должна превосходить ПО °C, чтобы
предотвратить его термическое разложение и взрыв. Поэтому
система охлаждения должна быть надежной, а состояние тру-
щихся поверхностей должно исключать местные перегревы.
Наиболее безопасны для компримирования ацетилена ротаци-
онные компрессоры с водяным уплотнением, в которых трение
металла о металл в камере сжатия исключено.
Для компримирования хлора также применяют ротационные
и центробежные компрессоры, рабочие объемы которых не сма-
зываются маслом. Контакт хлора с маслом должен быть ис-
ключен и в поршневых компрессорах, поэтому цилиндры сма-
зывают концентрированной серной кислотой. Учитывая исклю-
чительную токсичность хлора, конструктивное исполнение
уплотнений должно обеспечивать полную герметичность, кроме
того, предусматривается отвод газа после уплотнений и защит-
ная продувка азотом.
При эксплуатации кислородных компрессоров наибольшая
опасность заключается в попадании масла в рабочие объемы.
Поэтому должны быть приняты меры, исключающие попадание
масла в цилиндр из картеров кривошипно-шатунного механизма
и из узлов смазки подшипников. Перед сборкой детали рабочего
объема кислорода следует тщательно обезжирить промывкой
дихлорэтаном. Вместо поршневых колец применяют манжеты
из фибры, смазываемые 7—8 %-ным раствором глицерина в
179
IV-23. Принципиальная схема турбокомпрессорного агрегата:
1 — фильтр системы смазки; 2 — маслоохладитель; 3 — компрессор; 4 — мультипликатор;
5 — электродвигатель; 6 — холодильник; 7 — фильтр; 8 — емкость системы смазки при-
вода; 9 — запорный вентиль и обратный клапан на линии нагнетания; 10 — отделитель
жидкости; // — регулирующий клапан; 12 — фильтр на промежуточном подсосе; 13 —
промежуточный холодильник; 14 — фильтр на линии всасывания.
дистиллированной воде. Безопасны также бронзовые и бабби-
товые поршневые кольца, которые смазывают водомыльной
эмульсией. Графитовые поршневые кольца также безопасны в
отношении взрыва и не требуют смазки, однако при их исполь-
зовании происходит нежелательное увлажнение компримируе-
мого кислорода.
В связи с развитием технологических процессов, протекаю-
щих при низких температурах, на предприятиях химической и
нефтеперерабатывающей промышленности находят широкое
применение аммиачные турбокомпрессоры высокой производи-
тельности. На рис. IV-23 приведена принципиальная схема та-
кого турбокомпрессорного агрегата.
Агрегат работает следующим образом. Парообразный аммиак из испари-
телей через охладитель жидкости и коллектор всасывается компрессором.
После первой ступени компрессии пары поступают в промежуточный холо-
дильник. В трубопровод по ходу газа из ресивера вспрыскивается жидкий
аммиак, который, испаряясь, охлаждает газ. Охлажденный газ проходит от-
делитель жидкости и всасывается второй секцией, где сжимается до давления
конденсации. Сжатые пары, поступая в конденсатор, охлаждаются и конден-
сируются. Жидкость из ресивера поступает в промежуточный сосуд, пере-
охлаждается в результате испарения аммиака и поступает к дроссельным
органам и затем в межтрубное пространство испарителя. Производительность
агрегата регулируется дроссельной заслонкой, установленной на всасываю-
щем коллекторе (от 100 до 70%) и байпасным клапаном, перепускающим
газ с нагнетания на всасывание.
Управление турбокомпрессорным агрегатом осуществляется с дистанцион-
ного щита, установленного во взрывобезопасном помещении. Щит управле-
180
ния, установленный в машинном зале, комплектуется приборами во взрыво-
безопасном исполнении. Работа агрегата полностью автоматизирована.
Общий вид турбокомпрессора показан на рис. IV-24. Кор-
пус компрессора с горизонтальным разъемом отлит из чугуна;
его средняя часть снабжена продольными и кольцевыми реб-
рами жесткости. Корпус крепится к фундаментной раме че-
тырьмя лапами, обеспечивающими точность установки. Всасы-
вающие и нагнетательные патрубки направлены вниз.
Ротор компрессора состоит из вала с насаженными на него
рабочими колесами, думмисом (разгрузочным поршнем), втул-
ками, упорным диском под подшипник. Между втулками и ко-
лесами имеются осевые зазоры для температурных компенса-
ций. Для уменьшения перетечек между ступенями компрессора,
а также между газовой полостью и подшипниковыми камерами
предусмотрены лабиринтные уплотнения.
Монтаж, регулирование и обкатку всех газовых компрессо-
ров производят строго по заводским инструкциям. Порядок
монтажа турбокомпрессоров включает проверку фундамента,
установку на него агрегата, выверку его положения согласно
проекту, закрепление фундаментными болтами и испытание раз-
дельно (поагрегатно), затем совместно компрессора, электро-
двигателя и мультипликатора. Весьма важно обеспечить при
монтаже соосность совместно работающих агрегатов (допустима
несоосность не более 0,02 мм) и отсутствие перекосов осей (до-
пустим перекос на 0,02 мм на длине 1 м).
Первую обкатку компрессора на полных оборотах произво-
дят воздухом для оценки качества монтажа и исправности всех
IV-24. Общий вид турбокомпрессора:
/ — корпус; подшипник упорно-опорный; 3 — диафрагма; 4 — колесе; 5 — средняя
диафрагма; 6 — думмис; 7 — диафрагма в сборе; 8 — лабиринтное уплотнение; 9 — под*
шипннк; 10 — узел уплотнения; 11 — полумуфта; 12 — уравнительная труба.
181
узлов. До пробного пуска прокачивают масло в маслосистему,
промывают ее от посторонних примесей и снова заливают от-
фильтрованным маслом. Прокачку продолжают до полного
устранения всех неисправностей в системе, а качество масла
определяют лабораторным анализом. После прокачки включают
поочередно сначала рабочий, затем резервный маслонасосы и
проверяют развиваемое ими максимальное давление. Процесс
обкатки во всех подробностях описывается в инструкциях по
обслуживанию и эксплуатации. Он включает многократные
пуск и остановку агрегата на различных режимах, последу-
ющие ревизии состояния всех важнейших узлов (подшипников,
лабиринтных и торцевых уплотнений, соединительных муфт),
систем смазки, охлаждения (подогрева) и т. д. Принимаемая в
эксплуатацию турбокомпрессорная установка должна быть
проверена непрерывной и устойчивой работой под нагрузкой в
течение не менее 24 ч.
От точного выполнения обслуживающим персоналом указа-
ний инструкции зависит предупреждение неисправностей и на-
дежность эксплуатируемого агрегата. Все замеченные отклоне-
ния от нормальной работы должны вноситься в журнал техни-
ческого состояния для последующего принятия мер к их устра-
нению.
В процессе эксплуатации техническое состояние агрегата
проверяется по определенному перечню показателей. Плотность
газовой системы проверяют с помощью таблеток «пурген» или
лакмусовой бумагой, которые меняют свой цвет в присутствии
аммиака. Герметичность масляной системы проверяют внешним
осмотром. Для измерения величины вибрации опор компрессора,
электродвигателя и мультипликатора пользуются виброметрами.
Измерения проводят не реже одного раза в 10 дней. Причи-
нами вибрации могут быть: при пуске агрегата — низкая тем-
пература масла; после разогрева агрегата — температурные де-
формации трубопроводов; в процессе работы — неточно уста-
новленные зазоры в подшипниках, плохая пригонка вкладышей,
неправильная сборка муфт, плохая центровка и т. д. Величина
вибрации (двойная амплитуда) турбокомпрессора должна быть
не более 0,01 мм при частоте вращения 15 000 об/мин и
0,04 мм — при 3000 об/мин.
Другими характерными неисправностями, могущими вызвать
аварию агрегатов, являются чрезмерный нагрев подшипников,
понижение уровня масла в маслобаках из-за пропусков в тор-
цевых уплотнениях, в охладителях, в подшипниковых камерах,
значительные колебания потребляемой мощности, «помпаж» —
превышение допустимого перепада давлений между всасыва-
нием и нагнетанием, сопровождаемый резкими колебаниями
стрелок манометров, появлением вибрации и характерного зву-
ка, изменение температур на приеме, нагнетании, в масляной
системе и т. д. Важнейшее условие безопасности для обслужи-
вающего персонала — исправная работа торцевых уплотнений и
182
герметичность всех соединений. В торцевых уплотнениях амми-
ачных компрессоров (см. рис. Ш-2) отмечены случаи поломок
штифтов крепления неподвижной втулки, пружин, графитового
кольца, а также преждевременный износ уплотнительных рези-
новых колец. Каждый такой случай неминуемо приводит к раз-
герметизации компрессора, аварийной остановке агрегата и ав-
томатическому включению аварийной вентиляции.
Устранять неисправности на ходу агрегата или при наличии
в системе избыточного давления запрещается. Подобные по-
пытки редко приводят к желаемым результатам, но часто яв-
ляются причиной серьезных аварий и тяжелых несчастных слу-
чаев. На случай аварии весь персонал должен быть снабжен
средствами индивидуальной защиты.
При остановке агрегата и подготовке его к разборке необ-
ходимо придерживаться строгой последовательности: остановка,
отключение от системы всей запорной арматурой, подключение
компрессора под давление всасывания, отключение системы ав-
томатики и перевод на ручное управление, снятие напряжения
на главный электродвигатель, отсос аммиака из пускового кон-
тура до вакуума 4500 Па и выдержка в течение 30 мин, про-
дувка инертным газом. Агрегат и все трубопроводные обвязки
разбирают, ревизуют и ремонтируют по технологической карте
с соблюдением общих и специальных инструкций по технике
безопасности.
ВАЛЬЦЫ И КАЛАНДРЫ
Широкое применение вальцов и каландров в производстве
резиновых и поливинилхлоридных изделий и специфичность их
технического назначения требуют особого отношения к охране
труда на рабочих местах. Назначение вальцов и каландров раз-
лично, но конструктивно в них много общего.
Вальцы
Вальцы (ГОСТ 14333—79) применяются для пластикации
резиновых и поливинилхлоридных смесей и их разогрева. Усло-
вия работы на вальцах весьма тяжелые; они обусловлены преж-
де всего трудностью соблюдения действующих санитарных
норм, опасностью непосредственного общения с открытыми вра-
щающимися валками, громоздкостью оборудования и необхо-
димостью в тяжелом ручном труде. Исходя из сказанного, там
где это возможно, вальцы следует заменять смесительными ма-
шинами закрытого типа.
Процесс пластикации или разогрева смеси заключается в
многократном пропускании ее через зазор между вращающи-
мися навстречу друг другу с разными окружными скоростями
параллельно расположенными полыми валками; при этом в
обрабатываемом материале возникают деформации сдвига и
183
IV-25. Механизм регулиро-
вания зазора между валка-
ми:
/ — маховик; 2 — шкала; 3 —
крышка; 4 — корпус подшипни-
ка; 5 —кассета; 6 — матрица;
7 — предохранительная шайба;
8 — пуансон; 9 — иажимиой
винт; /0 —гайка; 11 — стаиииа
вальцов.
среза, он интенсивно
перемешивается и пе-
ретирается. Образую-
щийся на валке слой
для повторного пропу-
скания подрезается вручную или с помощью механического
ножа. Подрезание — тяжелая и опасная операция. Особую тру-
доемкость представляет направление срезанной смеси (шубы) в
зазор между валками.
Полые валки вращаются в подшипниках, установленных в
станинах. Станины должны быть достаточно прочными, чтобы
противостоять чрезвычайно большим распорным усилиям, воз-
никающим при работе вальцов (до 25 МН на 1 м длины валка).
Они изготавливаются из стали. Корпуса подшипников переднего
валка исполняются подвижными для регулирования зазора
между валками; они перемещаются нажимным винтом, приво-
димым в движение вручную, гидравликой или электроприводом.
Механизм регулирования зазора (рис. IV-25) снабжен предо-
хранительной шайбой, которая при перегрузках вальцов среза-
ется и предотвращает их поломку. Перемещение передних вал-
ков ограничивается концевыми выключателями электродвига-
теля. Недопустимо плотное прижатие валков друг к другу, по-
этому в некоторых конструкциях вальцов предусматривается
специальное предохранительное устройство.
Безопасность обслуживающего персонала обеспечивается
устройством для аварийного останова, исправность которого
должна проверяться перед каждой сменой. Категорически за-
прещается приступать к работе на вальцах с неисправной си-
стемой аварийного выключения и торможения. Устройство со-
стоит из двух штанг, расположенных параллельно образующей
валков на высоте 1200 мм от уровня площадки обслуживания.
Вальцовщик не может дотянуться рукой до зазора между вал-
ками, не нажав корпусом на штангу выключателя. При нажа-
тии на штангу отключается электродвигатель привода и вклю-
чается тормозная система. Тормозная система должна обеспе-
чить полную остановку валков мгновенно или, в крайнем слу-
чае, не более, чем за четверть их оборота после нажатия на
штангу. Для вальцов, имеющих небольшую высоту, одного
только отключения и торможения при нажатии на штангу недо-
184
статочно для обеспечения безопасности вальцовщика. Поэтому
на таких вальцах устанавливаются отключающие устройства
также и на уровне голени, а для гашения инерции предусмат-
ривается одновременно реверсирование привода. Надежное тор-
можение обеспечивает электромагнитная система торможения
с колодочными тормозами. В настоящее время внедряются ко-
лодочные тормоза с электрогидравлическим толкателем.
Перед каждым пуском следует проверить предупредитель-
ную звуковую и световую сигнализацию, сблокированную с пус-
ковым устройством, световую сигнализацию об исправности вы-
ключателей аварийных устройств и блокировку пуска и оста-
новки вальцов при установке их в линии с резиносмесителями.
Выделяемое в процессе пластикации тепло отводится водой,
непрерывно подаваемой в полые валки через форсунки. Темпе-
ратура поверхности валков подлежит контролю. Она поддер-
живается в пределах 60°C, поэтому температура охлаждающей
воды должна быть не выше 14 °C. От состояния валков зависит
работа всей машины. Поверхность валков должна быть устой-
чива против истирания и деформации.
Вальцы должны быть оснащены контрольно-измерительными
приборами для проверки температуры рабочих поверхностей
валков, температуры охлаждающей воды до и после валков,
температуры подшипников, распорного усилия, потребляемой
мощности и др. Контрольно-измерительные приборы вынесены
на специальный щит —пульт управления.
Передача вибраций от вальцов массивным фундаментам и
конструктивным элементам помещений весьма нежелательна.
Поэтому современные вальцы устанавливают на виброизолиру-
ющие опоры.
Каландры
На каландрах (ГОСТ 11993—80) получают листы, ленты и
другие изделия на основе резины и поливинилхлоридных смол.
Каландры отличаются числом валков, их взаимным расположе-
нием и размерами. Для регулирования зазоров между валками
часть валков имеет регулируемые корпуса подшипников. В со-
временных каландрах прогиб валков под действием распорных
усилий компенсируется взаимным перекрещиванием их осей в
отличие от бомбировки валков на старых конструкциях. Меха-
низм перекрещивания имеет индивидуальный привод для пере-
мещения подшипников с помощью нажимных винтов.
Каландры снабжаются системой аварийного электродинами-
ческого торможения. Система срабатывает почти мгновенно при
легком дергании одного из двух тросиков, натянутых вдоль
валков спереди и сзади каландра. Кроме ручной аварийной
остановки предусматривается также аварийная остановка ка-
ландра нажатием ногой на рычаги, расположенные у основа-
ния станины.
Нормальная работа каландров во многом зависит от состоя-
ния подшипников, поэтому система их смазки должна действо-
185
вать безупречно, независимо от консистенции смазки (густая
или жидкая). Циркуляционная система смазки должна преду-
сматривать охлаждение и очистку масла, а также контроль за
его поступлением ко всем подшипникам. В случае любого от-
каза в системе смазки должен подаваться звуковой или свето-
вой сигнал. Пульт управления каландрами с диаметром рабо-
чей части валков более 250 мм должен обеспечить возможность
работы на заправочном и рабочем режимах, при этом нельзя
допускать самопроизвольного переключения с заправочного ре-
жима на рабочий. Органы управления каландром должны быть
выполнены в виде кнопок, универсальных переключателей и
регулируемых резисторов и снабжены краткими поясняющими
надписями.
ДРОБИЛЬНО-РАЗМОЛЬНОЕ ОБОРУДОВАНИЕ
Дробильно-размольное оборудование на химических пред-
приятиях применяют для измельчения природных материалов,
полуфабрикатов и товарной продукции. Тип и размеры измель-
чителей выбирают в зависимости от требований технологиче-
ского процесса, физико-химических свойств измельчаемого ма-
териала и объема производства.
Оборудование, применяемое для измельчения материалов, в
большинстве своем громоздкое, вызывает шум и вибрации; оно
является источником выделения пыли, а иногда и вредных га-
зов. Эти факторы и определяют степень опасности процесса
измельчения для обслуживающего оборудование персонала и
особенности требований к охране труда.
В промышленности применяется много типов дробильного
оборудования, различающихся принципом действия и конструк-
тивным исполнением. Дробильно-размольное оборудование при-
нято условно делить на дробилки (крупного, среднего и мел-
кого дробления) и мельницы (тонкого и сверхтонкого измель-
чения). Общие условия эксплуатации этих видов оборудования
определяются взаимным размещением в пространстве, техноло-
гичностью процесса, герметизацией всех узлов, включая транс-
портные потоки. Эти особенности оборудования закладываются
на стадии его проектирования. Производительность процесса
измельчения повышается, если из массы обрабатываемого мате-
риала непрерывно отводится «мелочь», достигшая требуемой
кондиции.
Условия безопасной эксплуатации дробильно-размольного
оборудования должны быть разработаны для каждого конкрет-
ного производства с учетом всех технологических и конструк-
тивных факторов.
Дробилки
Наиболее распространены щековые (ГОСТ 7084—80), конус-
ные (ГОСТ 6937—81), молотковые (ГОСТ 7090—72) и валко-
вые дробилки. Все виды дробилок должны быть снабжены спе-
186
IV-26. Схема гидравлической
амортизации и регулирования
разгрузочной щели конусных
дробилок:
/ — цилиндр; 2 —плунжер; 3 — ве-
домая шестерня; 4— эксцентрико-
вый стакан; 5 — станина; б — вал;
7 — внутренний конус; 8 — внешний
конус; S — ведущая шестерня; 10 —
аккумулятор; 11 — предохранитель-
ный клапан; /2 — резервуар для
масла; 13 — насос.
циальными устройствами,
предотвращающими по-
ломку при случайном по-
падании в полость дроб-
ления трудно разрушаю-
щихся предметов — инструмента, болтов, крупных кусков ме-
талла, гранита и др. В щековых дробилках этой цели служит
одна из распорных плит, которая ломается при перегрузках.
Эти плиты затем легко восстанавливаются путем смены закле-
пок и планок.
В конусных дробилках внешний конус крепится на пружи-
нах; когда в зону дробления попадают недробящиеся тела, пру-
жины сжимаются, внешний конус поднимается, свободно про-
пуская посторонние предметы. Однако амортизации пружин
может быть недостаточно, если недробящиеся куски больших
размеров, поэтому в конусных дробилках более надежна
гидравлическая система предохранительной блокировки
(рис. IV-26). Давление, поддерживаемое в гидравлическом ци-
линдре, регулирует выходную щель подъемом или опусканием
внутреннего конуса.
В молотковых дробилках роль предохранителя выполняют
ослабленные пальцы соединительных муфт; при повышении пре-
дельных крутящих моментов пальцы ломаются (срезаются) и
дробилка отсоединяется от электродвигателя.
В валковых дробилках амортизацию обеспечивают подвиж-
ные подшипники одного из валков (в некоторых конструкциях
обоих валков), удерживаемые тарированными на предельную
нагрузку пружинами.
Все детали дробилок, соприкасающиеся с измельчаемыми
телами, подвержены интенсивному поверхностному износу, по-
этому в процессе эксплуатации их состояние необходимо систе-
матически проверять визуально и измерениями. У щековых дро-
билок особенно часто выходят из строя подвижная и неподвиж-
ная щеки, узлы сопряжения распорных плит, боковые плиты,
подшипники, вал, ось, натяжные пружины и тяги. В конусных
дробилках приходится часто заменять бронированную защиту
внешнего конуса и бронированные кольца внутреннего конуса.
Быстро изнашиваются бронированные плиты, решетки и билы
молотковых дробилок.
187
Приводной механизм, подшипники и валы всех дробилок
работают в тяжелых условиях бессистемно изменяющихся на-
грузок, поэтому их вывод из строя — явление не редкое.
Общие требования к конструкциям дробилок, обеспечиваю-
щие их безопасность, — оборудование их системой электриче-
ской защиты и блокировок для отключения привода при повы-
шении температуры масла или подшипников выше максимально
допустимой, исключение самопроизвольного включения привода
после внезапного снятия напряжения и исключение одновремен-
ного дистанционного и местного управления механизмом дро-
билки. Дробилки должны быть оборудованы звуковой и свето-
вой сигнализацией, информирующей о нормальной работе или
неисправностях в системах привода и смазки. Резьбовые со-
единения частей дробилок должны иметь надежную фиксацию.
Мельницы
Используемые в химической промышленности мельницы от-
личаются большим многообразием по принципу работы, кон-
структивному оформлению и производительности. Для тонкого
измельчения сухих материалов наибольшее распространение
приобрели барабанные и ролико-кольцевые мельницы. Барабан-
ные мельницы применяют и для мокрого помола, т. е. помола
материала в среде суспензии.
Барабанные мельницы просты по конструкции и в эксплуа-
тации. Их обслуживание связано только с наблюдением за со-
стоянием быстроизнашивающихся узлов: бронированных плит,
мелящих тел (шаров или стержней), подшипников, цапф и при-
вода. Обслуживание ролико-кольцевых мельниц отличается
большей сложностью, так как размолотый материал забира-
ется отсосом из размольной камеры в систему пневмотранс-
порта. Кроме того, ротор этой мельницы работает в условиях
сильной запыленности, наблюдение за ним затруднено.
Травмирование обслуживающего мельницы персонала свя-
зано в основном с отсутствием ограждений вращающихся уз-
лов (соединительных муфт, ременной передачи) и надежной
системы заземления или зануления. Неправильная организация
ремонтных работ также часто становится причиной тяжелых
травм. Поэтому при каждой ревизии и ремонте мельниц необ-
ходимо выполнять все требования утвержденных инструкций.
Особого внимания требуют такелажные работы при разборке
и сборке крупных и тяжелых узлов.
Мельницы — оборудование, генерирующее шум, поэтому их
размещают в отдельных помещениях, а систему питания мате-
риалом и транспортирование размола выносят за пределы этого
помещения. Помещение мельниц не должно быть постоянным
рабочим местом. При необходимости наблюдения за работой
мельницы рабочие должны быть обеспечены наушниками.
188
Как мельницы, так и дробилки вызывают сильную вибра-
цию, чему способствуют неправильная сборка и центровка аг-
регата. Из-за вибраций очень часто выходят из строя опорные
конструкции и фундамент. Главной проблемой охраны труда
при эксплуатации дробильно-размольного оборудования явля-
ется образование пыли. При размоле некоторых материалов
возможно образование взрыво- и пожароопасных концентраций
пыли. Опасна пыль не только взвешенная в воздухе, но и оседа-
ющая на поверхностях оборудования и помещения. Предотвра-
щение образования пыли — задача сложная и в каждом кон-
кретном случае решается с учетом специфических условий (фи-
зико-химических свойств материала, степени дисперсности, воз-
можности вентиляции, сухой или мокрой уборки и т. д.).
ПЫЛЕУЛАВЛИВАЮЩЕЕ ОБОРУДОВАНИЕ
Технологические процессы в химической и нефтеперерабаты-
вающей промышленности, сопровождающиеся выделением пы-
ли, многочисленны и многообразны. Улавливание пыли — одна
из важных задач при создании безотходных производств, одна-
ко оно приобретает первостепенное значение для создания нор-
мальных условий труда на рабочих местах и охраны воздушного
бассейна. Закон об охране атмосферного воздуха указывает на
необходимые меры для повсеместного соблюдения норм и пра-
вил, а также предписывает порядок контроля и ответственности
за нарушение установленных положений.
Из многочисленных способов снижения пылевых выбросов
в каждом конкретном случае предпочтение отдается тому, ко-
торый позволяет обеспечить требуемое уменьшение концентра-
ции пыли в воздухе (газе) с минимальными затратами.
Для санитарной очистки воздуха перед выбросом в атмо-
сферу применяют различные пылеулавливатели, а для очистки
приточного воздуха, подаваемого в вентилируемые помеще-
ния— воздушные фильтры. ГОСТ определяет два вида пыле-
улавливающего оборудования — без применения жидкости (гра-
витационные, инерционные, фильтрационные и электрические)
и с ее применением (инерционные, фильтрационные и электри-
ческие) .
Условия технической эксплуатации и безопасного обслужи-
вания пылеулавливающих установок оговорены в Правилах,
утвержденных Министерством химического и нефтяного маши-
ностроения. Все установки пылеулавливания должны быть за-
регистрированы в Государственной инспекции по контролю за
работой газоочистных и пылеулавливающих установок Мини-
стерства химического и нефтяного машиностроения. При реги-
страции в числе представляемых документов должны быть: пас-
порт установки, акт приемки, удостоверяющий качество мон-
тажа, приказ предприятия о персональном назначении ответ-
ственного лица за эксплуатацию и др.
189
Все пылеулавливатели, предназначенные для взрывоопасной
пыли, а также работающие совместно с ними бункеры, газохо-
ды и коммуникации должны быть снабжены предохранитель-
ными устройствами с разрывными мембранами. Для предотвра-
щения разрядов статического электричества на пневмотранс-
портных трубопроводах ставят нейтрализаторы зарядов, в част-
ности систему коронирующих электродов.
Циклоны
Простота и надежность конструкции и эксплуатации цик-
лонов делает их наиболее распространенными устройствами
для улавливания пыли. Пыль отделяется от воздуха в центро-
бежном поле, создаваемом при тангенциальном вводе запылен-
ного воздуха в цилиндрическую часть циклона. Пыль поступает
в сборный бункер через спускную трубу, а.воздух покидает
циклон через центральную трубу.
В промышленности применяют циклоны различной конструк-
ции, в том числе прямоточные, с водяной пленкой и другие,
устанавливаемые одиночно, группами и в батареи. Основным
требованием, обеспечивающим нормальную работу аппаратов,
является сохранение их геометрической формы и герметичность
корпуса циклона, бункера или спускных труб, а также участков
сопряжения конуса циклона с бункером. Поэтому герметичность
системы должна систематически проверяться одним из извест-
ных способов. Обнаруженные подсосы необходимо немедленно
ликвидировать.
Для нормальной работы системы нельзя допускать перепол-
нения бункера, так как это может привести к «захлебыванию»
циклона. Вместе с тем, нельзя допускать полного опорожнения
бункера, чтобы предотвратить разгерметизацию и разлаживание
работы системы.
В процессе эксплуатации регулярно проверяют аэродинами-
ческое сопротивление в системе. Повышение или понижение
сопротивления против номинала свидетельствует о ненормаль-
ной работе системы (забивка конуса, изменение расхода, про-
пуски в соединениях и др.).
Одной из причин забивки циклонов может явиться их экс-
плуатация при температуре воздуха (газов) ниже точки росы.
Поэтому очищаемую среду при необходимости нагревают до
температуры, превышающей на 20—25° точку росы. С этой же
целью можно обогревать циклоны.
Компонуемые в группу циклоны должны быть не только одно-
типными, но и иметь одинаковые характеристики.
Циклоны подвержены главным образом абразивному из-
носу, хотя в случае агрессивных газов коррозионный износ мо-
жет превалировать. При эксплуатации циклонов не возникает
никаких специфических опасностей. Меры безопасности при
ремонтно-наладочных работах такие же, как для вертикальных
аппаратов, расположенных на высоте.
190
Мокрые пылеуловители
Наиболее известными мокрыми пылеуловителями являются
циклоны с водяной пленкой, скрубберы различной конструкции
и пенные аппараты. Физическая основа работы этих аппаратов
заключается в оседании пыли в жидкости под влиянием центро-
бежных сил или динамического удара запыленной среды о по-
верхность жидкости.
Один из серьезных недостатков мокрых пылеуловителей —
унос брызг жидкостей покидающим аппарат очищенным возду-
хом. Брызги жидкости с поглощенной пылью осаждаются в га-
зоходах и постепенно забивают их разжиженной пылью. Много-
численны аварии из-за забивки выходных штуцеров густой
суспензией. Серьезные аварии возможны при прекращении по-
дачи жидкости в аппарат. Кроме того, аппараты подвержены
коррозии и их состояние необходимо регулярно проверять.
Тканевые фильтры
Применяемые в фильтрах ткани должны быть механически
прочными, стойкими по отношению к агрессивным компонентам
и к истиранию и т. д. Конструктивно тканевые фильтры много-
образны, но все они работают по принципу задержания пыли
на ткани и последующего стряхивания ее в бункер.
Важное условие эксплуатации фильтров — выдержка допус-
тимого интервала температуры очищаемого воздуха (газов).
Несоблюдение этого условия может вывести из строя филь-
трующий материал.
Регенерация (встряхивание) ткани должна строго согласо-
вываться со скоростью нарастания слоя пыли на ней, что уста-
навливается по сопротивлению потоку очищаемой среды. Вне-
запное резкое снижение сопротивления (или падение вакуума)
свидетельствует о разрыве или срыве по крайней мере одного
рукава; эти случаи следует рассматривать как аварийные, тре-
бующие отключения фильтра для замены поврежденных ру-
кавов.
Механизм встряхивания должен быть надежно огражден;
его детали смазывают только после остановки.
Электрофильтры
В электрических фильтрах взвешенные в воздухе (газе) час-
тицы заряжаются в электрическом поле и осаждаются на по-
верхностях электродов. Скорость осаждения зависит от свойств
пыли, температуры, влажности очищаемой среды и электриче-
ского поля. Осевшая на электроды пыль постепенно разря-
жается и удаляется встряхивающим механизмом.
В химической промышленности применяется много типов
электрофильтров, рассчитанных на очистку газов с температу-
191
рой до 425 °C. Питание большинства электрофильтров произво-
дится электроагрегатами с автоматической системой регулиро-
вания напряжения.
Все электрофильтры должны эксплуатироваться в строгом
соответствии с установленными технологическим и электриче-
ским режимами. Регулярный технический уход за электро-
фильтрами заключается в систематической проверке показаний
приборов контроля параметров работы, поддержании в исправ-
ном состоянии механизмов встряхивания коронирующих и оса-
дительных электродов. Обслуживающий персонал должен сле-
дить за своевременностью вывода уловленной пыли.
Регулярной проверке подлежат герметичность фильтра, пы-
лепроводов, воздуховодов, состояние теплоизоляции, система
обогрева. Доступ людей внутрь электрофильтра можно разре-
шить только после полной остановки технологической установки
и обеспечения комплекса мер безопасности по инструкции.
Электрофильтры должны быть снабжены автоматической
блокировкой, предотвращающей открывание дверец изолятор-
ных коробок без предварительного заземления системы коро-
нирующих электродов, а также другими мерами обеспечения
электробезопасности согласно паспорту завода-изготовителя.
Г лава V
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ
ТРУБОПРОВОДОВ И АРМАТУРЫ
На технологических и коммуникационных трубопроводах хи-
мических и нефтеперерабатывающих предприятий, имеющих до-
статочно большую протяженность, установлена арматура, отли-
чающаяся конструктивным разнообразием. Неисправность тру-
бопроводных систем, внезапный отказ арматуры, равно как и не-
правильная их эксплуатация весьма часто приводят к серьезным
авариям и тяжелым несчастным случаям.
Аварии на технологических трубопроводах могут быть вы-
званы самыми различными причинами, главными из которых
следует считать несоблюдение утвержденных норм и правил
при проектировании и монтаже, некачественную сварку, отсут-
ствие надлежащего ведомственного надзора при приемке и экс-
плуатации, использовании трубопровода при параметрах, не
предусмотренных паспортом, и для сред, для которых он не
предназначен, недопустимое удлинение установленного межре-
монтного периода, некачественный ремонт.
Технологические трубопроводы, эксплуатируемые на пред-
приятиях, должны удовлетворять требованиям ПБВХП—74,
СНиП (в частности СНиП 1П-Г.9—62), «Правил устройства
192
и безопасной эксплуатации трубопроводов для горючих, ток-
сичных и сжиженных газов», «Правил устройства и безопасной
эксплуатации трубопроводов пара и горячей воды».
Трубопроводы должны быть размещены и проложены так,
чтобы была возможность наблюдения за их техническим со-
стоянием, а также ремонта и обслуживания.
Все трубопроводы с температурой наружной поверхности
стенки выше 45°C должны быть покрыты изоляцией; в прохо-
дах, переходах допускается температура до 60 °C.
Для поддержания текучести перекачиваемых сред трубопро-
воды снабжаются спутниками — трубопроводами малых диа-
метров с теплоносителем — паром или горячей водой. Трубо-
проводы для жидкостей, застывающих при температуре выше
0 °C, прокладываются в обогреваемых каналах.
КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Технологические трубопроводы классифицируются в зависи-
мости от транспортируемой среды (группы А, Б, Г, Д) и от
рабочих давлений и температуры (категории I, II, III, IV, V).
Отнесение трубопровода к группе и категории определяет
основные требования к его конструкции, материальному испол-
нению, способам контроля качества и техническому обслужи-
ванию. Как группу, так и категорию каждого трубопровода
устанавливают при проектировании.
Для технологических трубопроводов применяются бесшов-
ные или прямошовные электросварные трубы, материал кото-
рых по техническим характеристикам должен соответствовать
рабочим условиям. Для пожаро- и взрывоопасных жидких и га-
зообразных продуктов при условных давлениях до 0,25 МПа
(25 кгс/см2) могут применяться электросварные трубы. Сооб-
разно рабочим условиям применяются фланцы и крепежные
изделия.
ТРЕБОВАНИЯ К СБОРКЕ ТРУБОПРОВОДОВ
Во всех случаях, когда не требуется периодическая раз-
борка для ревизии, очистки или ремонта трубопроводы должны
соединяться сварными соединениями. Сварные стыки должны
находиться на расстоянии не менее 50 мм от опор. Не допус-
кается размещать сварные швы внутри проходных гильз, пере-
мычек лотков и в других местах, недоступных для наблюдения.
Перед сваркой следует правильно фиксировать свариваемые
стыки. Нельзя добиваться устранения зазоров между торцами
стыкуемых труб или их соосности путем нагрева или натяже-
ния. Напряжения, возникающие под действием приобретенных
при монтаже упругих деформаций, могут оказаться причиной
аварии.
7 Зак. 373
193
На сварных швах нельзя размещать штуцера, бобышки,
муфты. Расстояние от сварного стыка до начала закругления
(отвода) должно быть не менее наружного диаметра труб, но
не менее 100 мм. Расстояние между рядом расположенными
сварными стыками должно быть не менее 100 мм.
Фланцевые соединения на трубопроводах необходимы для
установки арматуры и присоединения к штуцерам оборудова-
ния. Составные части трубопроводов, собираемых на фланцах,
должны быть таких размеров и массы, чтобы их разборка
и сборка не вызывали опасных ситуаций.
На трубопроводах, работающих при давлении свыше 1 МПа
или при температуре среды свыше 200°C (независимо от дав-
ления), фланцы должны привариваться встык. Фланцы выби-
раются по ГОСТ 12815—80 или ТУ, согласованным с ГОСТ
12815—80. Фланцы трубопроводов для сильнодействующих ядо-
витых веществ и дымящих кислот независимо от эксплуатацион-
ных параметров должны быть рассчитаны на условное давление
не ниже 4 МПа.
Фланцевые соединения следует располагать у опор трубо-
проводов, но не над опорами. Фланцевые соединения должны
быть собраны так, чтобы была возможность раздвинуть фланцы
для установки заглушек или замены уплотнительных прокла-
док. При температуре от —40 до 350 °C или при давлении
выше 4 МПа, независимо от температуры, для соединения
фланцев применяют только шпильки. Оси болтов или шпилек
не должны лежать в вертикальной или горизонтальной плоско-
стях, проходящих через ось трубопровода.
Для предотвращения несчастных случаев при случайной раз-
герметизации фланцевых соединений трубопроводов с агрессив-
ными веществами фланцевые соединения трубопроводов для
кислот и щелочей закрывают защитными кожухами.
При сборке фланцевых соединений поверхность резьбы шпи-
лек для горячих трубопроводов следует прографитить, чтобы не
допустить их прихватывания с гайкой при эксплуатации. Паро-
нитовые прокладки с обеих сторон натирают сухим графитом.
Фланцы затягивают всеми болтами или шпильками, диаметр
и сортамент которых предусмотрены проектом. Гайки всех бол-
тов располагают только с одной стороны фланцевого соедине-
ния. Болты затягивают равномерно и поочередно крест-накрест,
чтобы не нарушить параллельности поверхностей уплотнения.
Запрещается исправлять дефекты монтажа фланцевых соедине-
ний (перекосы, несоосность, нарушение длин отдельных участ-
ков.) клиновыми прокладками, неравномерной затяжкой болтов.
Ответственные участки трубопроводов — повороты, раз-
вилки, изменение диаметра — собираются из фасонных деталей.
Наиболее надежны гнутые и штампованные фасонные детали
заводского изготовления, соответствующие требованиям данной
группы и категории трубопровода. Сварные отводы разрешены
для трубопроводов, работающих при давлении до 6,4 МПа,
194
Крутоизогнутые отводы применяют на технологических трубо-
проводах при давлениях до 10 МПа, на паропроводах пере-
гретого пара — до 3,9 МПа с температурой до 450°C, на трубо-
проводах горячей воды и насыщенного пара — до 8 МПа с тем-
пературой до 295 °C. Весьма важным фактором является радиус
закругления отводов, который должен находиться в допускае-
мых пределах в зависимости от диаметра труб, толщины их
стенки и схемы трубопровода.
Изготовление сварных отходов, переходов и развилок пра-
вилами ограничено предельными давлениями и температурой
среды.
Контроль качества сварных швов, выполняемых при мон-
таже, должен полностью отвечать правилам, установленным
для конкретного трубопровода в соответствии с группой или
категорией, к которым он отнесен, а также требованиям
проекта.
Ответственные сварные швы на трубопроводах отмечают
клеймом сварщика, выполнившим сварку. Клеймо ставят на
расстоянии 30—50 мм от шва на участке, удобном для обозре-
ния. Монтажная организация должна вести журнал сварочных
работ по утвержденной форме.
ТРЕБОВАНИЯ К ПРОКЛАДКЕ ТРУБОПРОВОДОВ
Технологические трубопроводы прокладывают над и под
землей, а также в открытых траншеях — лотках.
Подземные трубопроводы прокладывают в тоннелях — про-
ходных каналах, в непроходных каналах и в грунте. Подземная
прокладка трубопроводов групп А и Б запрещена, за исключе-
нием всасывающих линий к насосам и дренажей в аварийные
емкости. Проходные каналы снабжают люками в начале
и в конце тоннеля, а также через каждые 100 м; высота кана-
лов должна быть не менее 2 м, а ширина — не менее 0,7 м. Дре-
наж тоннелей должен быть снабжен гидрозатворами. Непро-
ходные каналы допустимы по необходимости для неответствен-
ных трубопроводов и на небольшой протяженности.
Укладываемые в лотки трубопроводы должны покоиться на
опорах-лежках. Опоры не должны препятствовать свободному
стоку воды по дну лотка. Лотки разделяются по длине пере-
мычками на секции. Каждая секция должна иметь дренаж
с гидрозатвором, предотвращающим распространение разлив-
шейся жидкости по всему лотку.
Бесканальная прокладка ответственных технологических
трубопроводов в земле, а также прокладка в непроходных ка-
налах на территории предприятия запрещается. На территории
цеха и производства технологические трубопроводы должны
прокладываться, главным образом, над поверхностью земли.
Все опорные строительные конструкции, кронштейны и под-
вески должны быть несгораемыми и соответствовать ГОСТам
7*
195
и нормалям машиностроения. Их рассчитывают на массу тру-
бопровода с водой, изоляцией и ледяной коркой и проверяют на
устойчивость к усилиям, воспринимаемым при температурных
деформациях трубопровода и ветровых нагрузках. Весьма
важно правильно рассчитать предварительное смещение по-
движных опор и тяг подвесок при монтаже. Величина этих сме-
щений должна быть указана в проекте.
При необходимости трубопроводы могут проходить через
стены, перекрытия и другие строительные конструкции. Для
этого в них прочно и плотно устанавливаются стальные трубные
гильзы (патроны) внутренним диаметром на 10—20 мм больше
наружного диаметра трубопровода или его тепловой изоляции.
Зазор между трубой и гильзой уплотняют асбестом так, чтобы
не создалось препятствие перемещению трубы в осевом на-
правлении.
Проект трубопровода должен предусматривать необходимые
меры для предотвращения вибрации трубопроводов сверх до-
пустимых пределов. С этой целью конструкция опор и расстоя-
ния между ними должны быть такими, чтобы частота собствен-
ных колебаний каждого пролета трубы в 1,5—2 раза превы-
шала максимальную частоту вибрации, которую может вызвать
транспортируемый пульсирующий поток или работающее с тру-
бопроводом оборудование.
Компенсация температурных деформаций
Если имеющиеся на трубопроводе повороты и изгибы не
обеспечивают самокомпенсацию температурных деформаций, то
на участке между неподвижными опорами устанавливают
П-образные, лирообразные, линзовые или волнистые компен-
саторы.
Гнутые П-образные и лирообразные компенсаторы можно
устанавливать на трубопроводах всех категорий. Такие компен-
саторы делают из тех же труб, что и прямые участки трубопро-
вода. П-образные и лирообразные компенсаторы устанавливают
в горизонтальном положении с соблюдением необходимого об-
щего уклона трубопровода. При ином расположении они должны
быть снабжены дренажными устройствами и воздушниками.
Перед установкой компенсаторы должны растягиваться
(или сжиматься) на половину установленного проектом расчет-
ного удлинения (или укорочения) компенсируемого участка
трубопровода.
Применение линзовых компенсаторов по нормалям машино-
строения ограничено рабочим давлением до 0,6 МПа и темпе-
ратурой до 450 °C.
Волнистые компенсаторы могут применяться для трубопро-
водов неагрессивных, малоагрессивных и среднеагрессивных
сред при давлениях до 2,5 МПа и температуре до 450°C, при-
менять их для пульсирующих потоков не рекомендуется.
196
Дренажи и воздушники
Для нормальной эксплуатации трубопроводов необходимо
устройство дренажей и воздушников. Из заполняемого трубо-
провода воздух вытесняется через воздушник, установленный
в самой верхней отметке. Через тот же воздушник в опорож-
няемый трубопровод поступает атмосферный воздух (или инерт-
ный газ из емкости). Воздушник представляет собой штуцер
диаметром 15—50 мм с вентилем и заглушкой, рассчитанными
на максимально возможные в трубопроводе давление и тем-
пературу.
Чтобы обеспечить опорожнение трубопроводов, предусматри-
вают их равномерный по всей длине уклон в сторону приемных
емкостей: для газопроводов, паропроводов и легкоподвижных
жидкостей — 0,002—0,003; для высоковязких и легковязких сред
и масел — 0,02—0,04. В тех случаях, когда невозможно обеспе-
чить равномерный уклон трубопровода, в самых низких уча-
стках его предусматриваются дренажи — штуцера с запорной
арматурой.
Дренажные устройства могут быть не только периодиче-
ского действия; они устанавливаются также для непрерывного
отделения конденсата конденсатоотводчиками, сепараторами
и другими устройствами.
На трубопроводах для сильнодействующих ядовитых ве-
ществ дренажи не устанавливают. Их опорожнение должно
обеспечиваться самотеком, в случае необходимости жидкость из
них вытесняют в сборные емкости продувкой инертным газом
или воздухом (если это не опасно). После продувки продувоч-
ный штуцер должен быть надежно заглушен.
Окраска трубопроводов
Окраска трубопроводов имеет двоякое назначение — защиту
от внешней коррозии и обозначение рода транспортируемых
сред. Окрашиваемые поверхности должны быть соответствую-
щим образом подготовлены. Краска должна быть стойкой к ат-
мосферной коррозии; применяют различные эмали, лаки, алю-
миниевую пудру на олифе и др.
Стандартом установлены следующие опознавательные цвета
для сред: вода — зеленый; пар — красный; воздух — синий;
газы — желтый; кислоты — оранжевый; щелочи — фиолетовый;
жидкости горючие и негорючие — коричневый; прочие веще-
ства — серый.
Поверхности тепловой изоляции и металлические кожухи на
ней не окрашиваются.
На поверхностях трубопроводов, транспортирующих наибо-
лее опасные вещества, краской наносятся предупреждающие
кольца: красного цвета — для легковоспламеняющихся, огне-
и взрывоопасных веществ; желтого цвета — для ядовитых и ток-
сичных веществ.
197
ТРЕБОВАНИЯ К АРМАТУРЕ
Безопасность эксплуатации трубопроводов во многом зави-
сит от применяемой арматуры. Арматура должна удовлетворять
требованиям повышенной герметичности запорных и сальнико-
вых устройств. Согласно ПБВХП—74, арматура, предназначен-
ная для сжиженных углеводородных газов, а также ЛВЖ с тем-
пературой кипения ниже 4-45 °C, независимо от температуры
и давления среды, должна быть стальной. Нормативные мате-
риалы предусматривают применение арматуры из чугуна, ти-
тана и специальных материалов для определенных сред, темпе-
ратур и давлений.
На вводах в цехи трубопроводов для горючих газов должна
устанавливаться запорная арматура с дистанционным управле-
нием. Запорная арматура на обвязочных трубопроводах должна
обеспечивать надежное отключение технологического оборудо-
вания.
При необходимости обслуживания высоко расположенных
задвижек с применением цепных передач, рычагов и шарниров
следует исключить возможность искрообразования.
На всю применяемую арматуру должны иметься паспорта
или сертификаты завода-изготовителя. Перед установкой арма-
тура должна подвергаться гидравлическим испытаниям, а меха-
нические приводы — контрольной проверке и регулировке.
ЭКСПЛУАТАЦИЯ ТРУБОПРОВОДОВ
Порядок приемки в эксплуатацию законченного строитель-
ством трубопровода установлен СНиП. Все трубопроводы дол-
жны подвергаться наружному осмотру на всем протяжении и
испытанию на прочность и плотность.
На все ответственные трубопроводы, перечень которых ут-
верждает главный инженер предприятия, должны быть состав-
лены паспорта, к которым прилагаются схемы с указанием мест
установки арматуры, фланцев, заглушек, продувочных и дре-
нажных устройств, контрольных засверловок и т. п. На рабочих
местах вывешиваются доступные для легкого понимания схемы
трубопроводов с указанием на них арматуры и КИП.
Трубопроводы должны находиться под постоянным наблю-
дением обслуживающего персонала. Лица, ответственные за их
безопасную эксплуатацию, назначаются приказом по пред-
приятию.
Ответственные трубопроводы подвергаются систематическо-
му наружному осмотру, выборочной и генеральной ревизии для
выявления их текущего состояния. Сроки проведений осмотров
и ревизий устанавливаются в зависимости от категории трубо-
провода и коррозионных свойств среды.
Состояние арматуры и ее механического привода проверяют
через каждые 3 месяца. Исправная запорная арматура должна
198
вручную открываться до упора и плотно закрываться без при-
менения добавочных рычагов при плавном движении шпинделя.
Ревизию арматуры проводят одновременно с ревизией трубо-
провода и оборудования.
К обслуживанию электроприводной арматуры допускается
только специально обученный персонал.
Замерзшие трубопроводы и арматуру разогревают только
паром или горячей водой.
Трубопроводы подготавливают к ремонту соответствующим
образом: отключают от оборудования и коммуникаций заглуш-
ками , опорожняют, пропаривают и продувают. К демонтажу
можно приступать только по письменному разрешению лица,
ответственного за эксплуатацию трубопровода.
Глава VI
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ
ЭЛЕКТРООБОРУДОВАНИЯ
Предприятия химической и нефтеперерабатывающей про-
мышленности оснащены различными видами электрооборудо-
вания. Наиболее распространенное электрооборудование —
электродвигатели, применяемые в качестве приводов к насосам,
компрессорам, вентиляторам, реакторам, смесителям, конвейе-
рам и т. д. Значительно также число применяемых генерато-
ров, трансформаторов, распределительных устройств, выклю-
чателей, рубильников, предохранителей, воздушных и кабель-
ных линий электропередачи. Все эти устройства, включая сети
электроосвещения, стандартом принято называть электроуста-
новками. Правила техники безопасности при эксплуатации раз-
личают электроустановки с рабочим напряжением до 1000 В
и выше 1000 В.
По статистике случаи поражения электрическим током в об-
щем производственном травматизме отмечаются реже, чем дру-
гие виды несчастных случаев (примерно 6—8%). Однако, по-
следствия их, как правило, весьма тяжелые. При эксплуатации
технологического оборудования наиболее часты несчастные слу-
чаи на электроустановках напряжением до 1000 В, как наибо-
лее распространенных и доступных малоквалифицированному
в электротехнике персоналу. Поэтому в настоящей главе осве-
щаются вопросы электробезопасности при эксплуатации глав-
ным образом таких электроустановок. Эксплуатация электро-
установок напряжением выше 1000 В относится к компетенции
элетротехнического персонала высокой квалификации и катего-
рически запрещена персоналу, в круг обязанностей которого
входит эксплуатация технологического оборудования.
199
При эксплуатации электрооборудования технологических
цехов люди могут подвергаться вредному и опасному воздей-
ствию электрического тока, электрической дуги, статического
электричества, а на высоковольтных установках — и электро-
магнитного поля. Защита от такого воздействия обеспечивается
системой организационно-технических мероприятий и средств,
которая ГОСТом определена термином «электробезопасность».
Система устанавливает общие требования на все электроуста-
новки при их проектировании, изготовлении, монтаже, наладке,
испытании и эксплуатации.
Полные требования безопасности при эксплуатации конкрет-
ной электроустановки должны быть приведены в нормативно-
технической документации (инструкции) по охране труда,
утвержденной в установленном порядке. Эти инструкции со-
ставляются в соответствии с указаниями общесоюзных правил
техники безопасности при эксплуатации электроустановок и не
должны противоречить их основополагающим положениям.
Безопасность электроустановок определяется прежде всего
их устройством и текущим состоянием, которые должны пол-
ностью соответствовать Правилам устройства электроустановок
(ПУЭ).
Подавляющее большинство помещений, в которых разме-
щено технологическое оборудование химических и нефтепере-
рабатывающих производств, относится к влажным (относитель-
ная влажность более 60%), сырым (относительная влажность
75%) и особо сырым (относительная влажность близка к
100%), жарким (температура воздуха более 30°C), пыльным
и содержит химически активные среды. Исходя из классифи-
кации по ПУЭ, такие помещения по степени опасности пора-
жения людей электрическим током относятся к помещениям
с повышенной опасностью или к помещениям особо опасным.
В соответствии с этим устанавливаются особые требования
к электрооборудованию, к допустимым напряжениям, системам
защиты, мероприятиям, обеспечивающим безопасность экс-
плуатации.
ОПАСНОСТЬ ЭЛЕКТРОТРАВМ
ПРИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
Под электротравмами понимаются травмы, вызванные воз-
действием электрического тока и электрической дуги. Воздей-
ствие этих факторов, а также электромагнитных полей может
вызвать также профессиональные заболевания.
Электротравмы условно делят на два ряда: местные элек-
тротравмы й электрические удары. Местные травмы обычно
носят характер четко выраженных поверхностных поврежде-
ний, а также повреждений мягких тканей, связок и костей. Наи-
более распространенные местные электротравмы — электриче-
ские ожоги разной степени тяжести. Обширные ожоги тела
200
с выгоранием тканей на большую глубину может вызвать элек-
трическая дуга. Другие местные электротравмы — электриче-
ские знаки (пятна серого и бледно-желтого цвета на поверх-
ности кожи), металлизация кожи (проникание в поверхностные
слои кожи мельчайших частичек металла), электроофтальмия
(воспаление наружных оболочек глаз), являющиеся также ре-
зультатом воздействия на человека электрического тока или
электрической дуги, менее опасны для жизни и обычно бес-
следно исчезают в течение непродолжительного времени.
Под действием электрического тока, проходящего через тело,
человек может получить и механические повреждения — раз-
рывы кожи, кровеносных сосудов, нервной ткани, вывихи су-
ставов и переломы костей. Случаи механических электротравм
редки, но могут вызвать серьезные последствия.
Последствия электрического удара — судорожного сокраще-
ния мышц организма человека при прохождении через него
электрического тока могут быть самыми различными. Разли-
чают четыре степени электрических ударов: I — судорожное со-
кращение мышц без потери сознания; II — судорожное сокра-
щение мышц с потерей сознания, но с сохранившимся дыханием
и работой сердца; III — потеря сознания и нарушение сердеч-
ной деятельности или дыхания; IV — клиническая смерть, т. е.
отсутствие дыхания и кровообращения. Если принятыми ме-
рами не удается восстановить функционирование органов ды-
хания и кровообращения, наступает истинная (биологическая)
смерть.
Факторов, влияющих на исход поражения электрическим
током, несколько. Согласно ГОСТ, такими факторами являются:
род и величина напряжения и тока; частота электрического
тока; путь тока через тело человека; продолжительность воз-
действия электрического тока на организм человека; условия
внешней среды.
ДЕЙСТВИЕ ЭЛЕКТРИЧЕСКОГО ТОКА,
ПРОХОДЯЩЕГО ЧЕРЕЗ ТЕЛО ЧЕЛОВЕКА
Наименьшее значение ощутимого тока, т. е. электрического
тока, вызывающего при прохождении через организм человека
ощутимые раздражения, называется пороговым ощутимым то-
ком. Величина его при переменном токе с частотой 50 Гц равна
0,6—1,5 мА, при постоянном токе 5—7 мА.
С увеличением тока раздражения усиливаются до болезнен-
ных ощущений и непреодолимых судорожных сокращений мышц
руки, в которой зажат проводник. Наименьшее значение неот-
пускающего тока (10—15 мА при 50 Гц и 50—80 мА при по-
стоянном токе) называется пороговым неотпускающим током.
Воздействие тока от 100 мА и выше при 50 Гц и 300 мА
при постоянном токе в течение 2—3 с может вызвать фибрил-
201
ляцию* сердца, а еще через несколько секунд — паралич дыха-
ния. Эти токи соответствуют пороговым фибрилляционным
токам.
Переменный и постоянный ток более 5 А, как правило, вызы-
вает немедленную остановку сердца и паралич дыхания, минуя
состояние фибрилляции.
Чем дольше человек находится под током, тем больше ве-
роятность тяжелого или смертельного исхода. Исходя из этого
установлены нормы допустимых токов, проходящих через тело
человека в зависимости от продолжительности воздействия. Со-
гласно этим нормам для электроустановок 50 Гц безопасным
током считается 500 мА при продолжительности воздействия
0,1 с, 50 мА при 1 с и только 6 мА при 3 с.
На исход поражения человека существенно влияет путь про-
хождения тока через него. Тяжелы последствия прохождения
тока через жизненно важные органы — сердце, легкие, головной
мозг.
С увеличением частоты, начиная с 50 кГц, снижается опас-
ность поражения током; при частоте 450—500 кГц эта опас-
ность перестает существовать.
Напряжение прикосновения
Ток проходит через человека, когда через его тело замы-
кается электрическая цепь. Условием такого замыкания яв-
ляется прикосновение не менее чем к двум точкам цепи, между
которыми имеется напряжение. Напряжение между двумя точ-
ками цепи тока, которых одновременно касается человек, назы-
вается напряжением прикосновения. Под этим напряжением
оказывается человек при несчастном случае.
Опасность прикосновения человека к неизолированным токо-
ведущим частям определяется значением тока, проходящего
через его тело, т. е. напряжением прикосновения и сопротивле-
нием электрической цепи человека.
В условиях технологических цехов напряжение прикоснове-
ния зависит от напряжения сети, ее схемы, режима нейтрали,
схемы включения человека в электрическую цепь, степени изоля-
ции токоведущих частей от земли. Напряжение сети, ее схема,
режим нейтрали для каждой электроустановки являются по-
стоянными . факторами. Различными могут оказаться схема
включения человека в электрическую цепь, состояние изоляции
токоведущих частей, а также режим работы сети (нормальный
или аварийный, т.е. при замыкании фазы на землю).
Характерны две схемы включения человека в электрическую
цепь: между двумя фазами (двухфазное прикосновение) и
между одной фазой и землей (однофазное прикосновение).
* Фибрилляция — это такое состояние сердечной мышцы (фибрилл), при
котором сердце не обеспечивает кровообращение, в результате чего орга-
низм гибнет.
202
Наиболее опасно двухфазное прикосновение, при котором
напряжение прикосновения независимо от любых факторов
равно рабочему напряжению электроустановки (в трехфазной
сети — линейному напряжению). Этот вид несчастного случая
редкий и может иметь место при эксплуатации оборудования
с неогражденными голыми токоведущими частями.
Электротравмы в большинстве случаев являются следствием
однофазного прикосновения. В технологических цехах приме-
няются сети трехфазного тока с напряжением до 1 000 В, четы-
рехпроводная с глухозаземленной нейтралью и трехпроводная
с изолированной нейтралью.
Ниже приведены значения напряжения прикосновения Unp
для сетей.
1. Четырехпроводная с глухозаземленной нейтралью:
а) при нормальном режиме [/пр =—--
Rh + го
б) при аварийном режиме V3 t/ф > Unp > t/ф
2. Трехпроводная с изолированной нейтралью:
. U*Rh
а) при нормальном режиме {7пр= —--—
+ г/З
б) при аварийном режиме t/np = д/з" U$
где С7ф — фазное напряжение; Rh — сопротивление электрической цепи чело-
века; г — сопротивление изоляции фаз относительно земли (в предположении,
что сопротивление изоляции всех фаз одинаковое).
Из приведенных формул следует, что напряжение прикосно-
вения наибольшее при нормальном режиме в случае однофаз-
ного прикосновения к четырехпроводной сети с глухозаземлен-
ной нейтралью, при аварийном же режиме-—к трехпроводной
сети с изолированной нейтралью. Таким образом, во всех слу-
чаях, когда нет уверенности в надежности изоляции, с точки
зрения безопасности преимущества следует отдать четырехпро-
водной сети с глухозаземленной нейтралью. Эти сети и яв-
ляются основными в системе электроснабжения технологических
цехов; большая часть электрооборудования подключается к
сетям напряжением 220, 380 и 660 В, предусмотренным ГОСТом
для электроустановок до 1 000 В.
Сопротивление электрической цепи человека
Значение тока, проходящего через человека, при известном
напряжении прикосновения зависит от сопротивления электри-
ческой цепи человека, в которое входят сопротивление его тела,
сопротивление обуви, пола или грунта, на котором он стоит.
Электрическое сопротивление тела человека зависит от
многих факторов: состояния кожи, общего состояния организма,
участка, продолжительности прохождения тока, приложенного
203
напряжения и др. Оно колеблется в широких пределах; при-
нято считать активное сопротивление тела человека при пере-
менном токе промышленной частоты равным 1 000 Ом.
Сопротивление обуви также может колебаться в широких
пределах: исправная обувь имеет сопротивление до нескольких
МОм. Однако в условиях технологических установок сопротив-
ление обуви по разным причинам может снизиться до несколь-
ких Ом и не гарантирует безопасности.
При любом однофазном включении в цепь человек касается
пола или грунта. Поэтому сопротивление опорной поверхности
оказывает существенное влияние на значение тока, проходящего
через человека. Вместе с тем в процессе эксплуатации оборудо-
вания нельзя рассчитывать полностью на защитное значение
опорных поверхностей, которые в нормальном состоянии имеют
весьма высокое электрическое сопротивление.
Прикосновение к нетоковедущим частям,
оказавшимся под напряжением
Металлические корпуса машин и аппаратов при нормальном
рабочем состоянии электроустановки не находятся под напря-
жением и прикосновение к ним не опасно. При выходе же из
строя изоляции одной из фаз последняя может замкнуться на
корпус, который окажется под напряжением. Прикосновение
к такому корпусу (нетоковедущей части) равноценно однофаз-
ному прикосновению к токоведущим частям, а именно к соот-
ветствующей фазе; через человека пройдет весь ток замыкания
на землю.
Если корпус (нетоковедущая часть) заземлен, то ток за-
мыкается на землю по двум параллельным ветвям — через за-
землитель и через тело человека соответственно сопротивле-
ниям системы заземления и электрической цепи человека. На-
пряжение прикосновения при этом будет зависеть от расстояния
человека до заземлителя. Непосредственно над заземлителем
оно равно нулю. По мере удаления от заземлителя напряжение
прикосновения возрастает до максимального значения, равного
напряжению относительно земли.
Поражение напряжением шага
Напряжением шага называется напряжение между двумя
точками цепи тока, находящимися одна от другой на расстоя-
нии шага, на которых одновременно стоит человек. Практически
оно имеет место вблизи заземлителя (в радиусе не более 20 м
от него). Величина напряжения шага тем больше, чем ближе
человек стоит к заземлителю и чем больше шаг. Ток, проходя-
щий через человека, зависит от величины тока замыкания на
землю.
204
Напряжение шага меньше напряжения прикосновения,
однако оно также может вызвать электротравму. Человек, по-
павший в зону напряжения шага, должен выходить из нее мел-
кими шагами, стремясь не отрывать одну ногу от другой.
ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ
ЭКСПЛУАТИРУЕМЫХ ЭЛЕКТРОУСТАНОВОК
Правила устройства электроустановок (ПУЭ), Правила тех-
нической эксплуатации (ПТЭ) и Правила техники безопас-
ности (ПТБ) предусматривают необходимые меры безопасности
при эксплуатации электроустановок. Поддержание предусмот-
ренных проектом защитных мер в исправном состоянии и стро-
гое соблюдение правил эксплуатации электроустановок является
обязанностью электротехнического персонала, к которому от-
носятся дежурный ремонтный и оперативно-ремонтный персо-
налы. Функциональные обязанности этого персонала и требова-
ния к нему нормативно четко установлены применительно к
конкретной занимаемой должности или к профессии в соот-
ветствии с присвоенной группой по электробезопасности. Элек-
тробезопасность персонала, обслуживающего электроустанов-
ки, разделена на пять групп; наиболее ответственна пятая
группа.
Для неэлектротехнического персонала, обслуживающего
оборудование отдельно для каждой электроустановки и каждого
рабочего места должны быть разработаны и утверждены глав-
ным инженером (или главным энергетиком) предприятия
эксплуатационные инструкции. В инструкции указываются по-
следовательность операции пуска и остановки оборудования,
меры, принимаемые при возникновении аварии, порядок допуска
к ремонту оборудования и другие меры безопасности.
Любое прикосновение к токоведущим частям может быть
опасным. Поэтому хорошая изоляция проводов является до-
статочно надежной защитой электроустановки. С этой целью
предусматривается систематический контроль изоляции, при
котором мегаомметром измеряется ее сопротивление для обна-
ружения дефектов и предупреждения замыканий. Осуществ-
ляется также постоянный контроль изоляции под рабочим на-
пряжением в течение всего времени работы электроустановки;
при этом измерение сопротивления изоляции сочетается с по-
дачей звукового или светового сигналов в случае снижения со-
противления изоляции до предельно допустимой величины.
В тех случаях, когда нет уверенности в постоянной исправ-
ности изоляции, или когда наличие хорошей изоляции не обе-
спечивает безопасность при прикосновении, должна исключаться
возможность прикосновения или опасного приближения к изоли-
рованным токоведущим частям. С этой целью применяют элек-
трические и механические блокировки, ограждения или такое
расположение токоведущих частей, чтобы они были недоступны
205
для людей. Блокируются, в частности, рубильники, пускатели,
автоматические выключатели, к которым предъявляются по-
вышенные требования безопасности.
Для защиты людей при прикосновении к металлическим
корпусам машин, аппаратов, светильников и других нетоко-
ведущих частей, которые могут оказаться под напряжением,
применяют защитное заземление — преднамеренное электриче-
ское соединение их с землей или ее эквивалентом. Защитное
заземление применяют в сетях напряжением до 1000 В с изоли-
рованной нейтралью и в сетях напряжением свыше 1 000 В с за-
земленной или изолированной нейтралью.
Состояние защитного заземления периодически, в установ-
ленные сроки, контролируется внешним осмотром его элементов
и измерением сопротивления заземляющих устройств.
В сетях с глухозаземленной нейтралью напряжением до
1000 В вместо защитного заземления применяют зануление —
преднамеренное электрическое соединение с нулевым защитным
проводником металлических нетоковедущих частей, которые
могут оказаться под напряжением. Наличие зануления обеспе-
чивает превращение случайного (аварийного) замыкания на
корпус в однофазовое короткое замыкание, при котором сраба-
тывает максимальная токовая защита, отключающая повреж-
денный участок сети. Устройство зануления, также как и защит-
ного заземления, периодически контролируется внешним осмот-
ром и измерением сопротивления заземленной нейтрали и
повторных заземлений нулевого провода.
Для обеспечения безопасности при таких повреждениях
элекроустановки, как замыкание на землю, снижение сопротив-
ления изоляции, неисправности в системах защитного заземле-
ния или зануления применяют защитное отключение — быстро-
действующую защиту, обеспечивающую автоматическое от-
ключение электроустановки при возникновении в ней опасности
поражения током.
В целях уменьшения опасности поражения электрическим
током ГОСТ предусматривает применение малых напряже-
ний — номинальных напряжений не более 42 В. В производст-
венных переносных электроустановках применяют напряжения
12, 36 и 42 В. На производстве источником малого напряжения
являются понизительные трансформаторы. Чтобы обезопасить
их в случае перехода в результате аварии высокого напряже-
ния первичной обмотки на вторичную, последнюю заземляют или
зануляют. Подобная защита для автотрансформатора бессмыс-
ленна, поэтому его применение как источника малого напряже-
ния запрещено.
Малые напряжения применяют главным образом для руч-
ных электрических инструментов, переносных ламп и ламп мест-
ного освещения в помещениях, где требуются особые меры без-
опасности.
206
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ
ЭЛЕКТРОУСТАНОВОК
Все предусмотренные графиками планово-предупредитель-
ных ремонтов электрооборудования работы, испытания изоля-
ции машин, систем защиты, а также устранение неполадок и
изменение режима эксплуатации электроустановок выполняет
электротехнический персонал. В зависимости от характера ра-
боты и напряжения сети эти работы могут проводиться под на-
пряжением на токоведущих частях, со снятием напряжения и
без снятия напряжения на нетоковедущих частях. При выполне-
нии таких работ все токоведущие части, расположенные вблизи
рабочего места, должны быть ограждены. Работать следует в
диэлектрических галошах или стоя на изолирующей подставке,
либо на диэлектрическом коврике; рукоятки применяемого ин-
струмента должны быть изолированы, в противном случае сле-
дует пользоваться диэлектрическими перчатками.
Организационные мероприятия, обеспечивающие безопас-
ность работ, включают выдачу нарядов, распоряжений, раз-
решений на подготовку рабочих мест и допуск, а также другие
меры. После полного окончания работ снимаются установлен-
ные временные ограждения, плакаты, заземления и электро-
оборудование сдается в установленном порядке эксплуатацион-
ному персоналу.
Основные требования к электрооборудованию
Практически все электрооборудование химических и нефте-
перерабатывающих производств имеют взрывобезопасное испол-
нение. В зависимости от категории и группы взрывоопасности
смеси, которая может образоваться в помещении или на наруж-
ной установке, применяется взрывозащищенное электрооборудо-
вание следующих видов: взрывонепроницаемое, маслонаполнен-
ное, повышенной надежности против взрыва, продуваемое под
избыточным давлением, искробезопасное и специальное.
Категорию и группу смесей находят по таблице классифика-
ции взрывоопасных веществ, приведенной в ПУЭ. Условия вы-
бора вида исполнения и применения взрывозащищенного обору-
дования также изложены в ПУЭ. В частности, для всех классов
взрывоопасных помещений и наружных установок электро-
двигатели напряжением 10 кВ и выше должны быть исполнены
продуваемыми под избыточным давлением. Электродвигатели
напряжением 6 кВ и ниже должны быть следующих исполнений:
для помещений и наружных установок классов В-I и В-П —
продуваемые под избыточным давлением; для классов В-1а,
В-16, В-1г и В-Па — продуваемые под избыточным давлением,
повышенной надежности.
Эксплуатация взрывозащищенного электрооборудования, из-
готовленного неспециализированными организациями, запре-
щается, если на то не имеется специального разрешения Гос-
207
энергонадзора и Госгортехнадзора. Взрывозащищенное электро-
оборудование принимается в эксплуатацию после проверки: со-
ответствия его классу помещения; категории и группы взрыво-
опасной смеси; наличия необходимой документации (ведомо-
стей, чертежей, протоколов испытаний); величин взрывонепро-
ницаемых зазоров, исправности блокировки.
После наружного осмотра и исправления дефектов оборудо-
вание подвергают контрольному испытанию — проверяют изоля-
цию и проводят пробное включение на напряжение. Первое
пробное включение электрооборудования выполняют вхолостую
без нагрузки. Перед включением под нагрузку следует еще раз
проверить сопротивление изоляции.
Система электроснабжения взрывоопасных производств
должна учитывать требования надежности согласно ПУЭ. Почти
все производства химической и нефтеперерабатывающей про-
мышленности относятся к I категории надежности (всего три
категории), нарушение электроснабжения которых может по-
влечь за собой опасность для жизни людей, значительный ущерб
народному хозяйству, повреждение оборудования, расстройст-
во сложного технологического процесса и т. д. Электроприем-
ники этой категории обеспечивают электроэнергией от двух не-
зависимых источников питания. Наиболее надежными сетями
внутреннего электроснабжения оборудования являются сети
кольцевая и радиальная с резервной магистралью.
Во взрывоопасных помещениях всех классов запрещается
размещать распределительные устройства. Металлические кор-
пуса всего оборудования, а также оболочки и броня кабелей
должны иметь надежное заземление. Отверстие в стенах и полу
для прохода кабелей и труб должны быть уплотнены несгорае-
мами материалами. Установка соединительных и ответвитель-
ных кабельных муфт внутри помещения не допускается.
Общие требования при эксплуатации
Общие требования инструкций по эксплуатации электро-
оборудования устанавливаются в соответствии с «Правилами
технической эксплуатации и безопасности обслуживания элек-
троустановок промышленных предприятий», а также отрасле-
выми правилами.
При эксплуатации всех видов электрооборудования не-
обходимо следить, чтобы воздух в помещении не был чрезмерно
влажным, запыленным и загазованным. Влага и пыль могут
проникнуть в оболочку электрооборудования и стать причиной
короткого замыкания. Для предупреждения аварий оборудова-
ние необходимо очищать от пыли и случайно попавших по-
сторонних предметов, а также периодически устранять излиш-
нюю влагу. Чистку электрооборудования проводят в сроки,
указанные в инструкциях заводов-изготовителей. Важным усло-
208
вием является плотное сопряжение крышек и фланцев. Не до-
пускается эксплуатация оборудования с отбитыми или смя-
тыми краями фланцев, образующих взрывонепроницаемые со-
единения, или с неполноценными деталями крепления обо-
лочек.
Взрывонепроницаемые оболочки необходимо систематически
осматривать; особое внимание следует обращать на наличие
прожогов, проколов, трещин, отверстий; оборудование с такими
дефектами эксплуатировать запрещено.
На оборудовании имеется специальный болт для заземления
и рельефный знак, куда должен быть присоединен заземляю-
щий провод; контакт провода с корпусом должен быть
надежным.
ЭЛЕКТРОДВИГАТЕЛИ
Все электродвигатели должны быть подготовлены к пуску
согласно инструкции: у вновь установленного двигателя про-
веряют соответствие его напряжения напряжению сети, испыты-
вают статор при повышенном напряжении. Проверяют крепле-
ние электродвигателя на установочной раме или плите.
В процессе работы электродвигателя ведут общее наблюде-
ние за его состоянием, обращая при этом внимание на нагрев
статора и подшипников, общий уровень шума и вибрацию. Под-
шипники не должны перегреваться, допустимая температура —
80°C. Максимально допустимая амплитуда вибрации 0|,5 мм для
двигателей с частотой вращения 3 000 об/мин и 0,1 мм —
при 1500 об/мин. Перегрев или вибрация выше допустимых
пределов должны служить основанием для немедленной оста-
новки агрегата, выяснения и устранения причин неполадок.
Сроки профилактических осмотров электродвигателей уста-
навливаются в зависимости от условий их работы. При осмотрах
очищают внешнюю поверхность двигателя от пыли и грязи, про-
веряют надежность заземления, сопротивление изоляции ста-
тора относительно корпуса. Профилактические осмотры преду-
сматривают также разборку и внутреннюю чистку электродвига-
теля, смазку или замену дефектных подшипников и т. д.
Перед осмотром и ремонтом электродвигателей до 1 000 В
напряжение со всех сторон должно быть снято отключением и
снятием предохранителей. При отсутствии предохранителей сле-
дует предотвратить ошибочное включение; для этого запирают
дверцы шкафа, закрывают кнопки, устанавливают между кон-
тактами изолирующие накладки и т. д. Концы кабеля, отсоеди-
няемые от зажимов статора, должны заземляться и замыкаться
накоротко. Электродвигатели напряжением выше 1000 В от-
ключают выключателем и разъединителем. При этом вывеши-
вают запрещающие плакаты «Не включать — работают люди» и
«Стой —высокое напряжение!».
Капитальный и текущий ремонт электродвигателей прово-
дится по графику, утвержденному главным энергетиком. Обыч-
12Q9
но ремонт и обдувка электродвигателей совмещаются по вре-
мени с ремонтом технологического оборудования, насосов, ком-
прессоров, вентиляторов и т. д.
Глава VII
ЗАЩИТА ОБОРУДОВАНИЯ
ОТ ПОЖАРОВ И ВЗРЫВОВ
Стандартами предусмотрена необходимость обеспечения
пожарной безопасности и взрывобезопасности на производстве.
С этой целью предусмотрены системы предотвращения пожа-
ров и предупреждения взрывов, а также системы пожарной и
и взрывной защиты.
Система предотвращения пожара должна основываться на
нормативной вероятности возникновения пожара не более 10-5
в год. При расчете взрывобезопасности исходят из вероятности
взрыва на любом взрывоопасном участке не более 10-6 в год.
Требования к системам предупреждения пожара и взрывов
сводятся к следующим основным условиям: предотвращение
образования горючей и взрывоопасной среды, исключение нали-
чия или возникновения источника зажигания или источника
инициирования взрыва. Эти условия обеспечиваются соблюде-
нием технологических процессов и особенностями применяемого
оборудования.
Требования систем пожарной и взрывной защиты, направ-
ленные на предотвращение воздействия на людей опасных и
вредных факторов и сохранение материальных ценностей, обе-
спечиваются ограничением количества горючих и взрывоопас-
ных веществ, обращающихся в производственных помещениях,
и соответствующим их размещением, изоляцией горючей или
взрывоопасной среды, предотвращением распространения по-
жара, применением огнепреградителей, гидрозатворов, водяных
и паровых завес, а также завес из инертных газов; устройством
аварийного сброса давления, применением быстродействующих
отсечных и обратных клапанов, применением средств пожаро-
тушения, пожарной сигнализации и эвакуации людей. Требова-
ния систем пожарной и взрывной защиты обеспечиваются орга-
низационно-техническими мерами и соответствующей организа-
цией пожарной охраны предприятия — его профилактического
и оперативного обслуживания.
Большинство веществ, полуфабрикатов и готовой продук-
ции на химических и нефтеперерабатывающих производствах
пожароопасно или взрывоопасно. Различно поведение газов,
жидкостей и твердых материалов.
21Q
ПОКАЗАТЕЛИ ПОЖАРО- И ВЗРЫВООПАСНОСТИ
Номенклатура показателей пожаро- и взрывоопасности ве-
ществ по ГОСТ насчитывает 25 наименований, в том числе
группу и потенциал горючести, температуру вспышки, воспла-
менения и самовоспламенения, нижний и верхний концентра-
ционные пределы воспламенения, минимальную энергию зажига-
ния, минимальное взрывоопасное содержание кислорода и т. д.
ГОСТ дает методику определения всех показателей пожаро- и
взрывоопасности веществ.
Группа горючести
Различают вещества негорючие, трудногорючие и горючие.
Содержимое оборудования химических и нефтеперерабатываю-
щих заводов почти всегда — материал горючий.
Особенно опасны легковоспламеняющиеся вещества, к кото-
рым относятся горючие жидкости с температурой вспышки в
закрытом тигле не выше 61 °C или в открытом тигле не выше
66 °C. По ГОСТ они подразделяются на особо опасные (темпе-
ратура вспышки в открытом тигле не выше —18 °C, в закры-
том— не выше —13°C), постоянно опасные (соответственно от
—18 до +23°C и от —13 до +27°С), опасные при повышенной
температуре (от 23 до 61 °C или от 27 до 66°C).
Исходя из группы горючести обращающихся в производстве
веществ, по нормам технологического проектирования или по
перечням производств, утвержденным соответствующим мини-
стерством, устанавливают категорию каждого производства по
пожаровзрывоопасности. Согласно СНиП, производства подраз-
деляются на шесть категорий по взрывной, взрывопожарной и
пожарной опасности (А и Б — взрывопожароопасные, В, Г и
Д — пожароопасные и Е — взрывоопасные).
От категории производства зависит огнестойкость зданий,
конструктивные решения стен, перегородок, покрытий, фонарей,
лестниц, меры, обеспечивающие эвакуацию людей, взаимное
расположение оборудования и отдельных объектов производст-
ва, допустимые системы теплоснабжения, отопления и вентиля-
ции и т. д.
Согласно ПУЭ, производственные помещения делятся на
пожароопасные (классов П-I, П-П, П-Па, П-Ш) и взрывоопас-
ные (классов В-I, B-Ia, В-16, В-П, В-Па). Конструкция всех
Электрических машин и аппаратов, устанавливаемых в пожаро-
и взрывоопасных помещениях, должна соответствовать требова-
ниям класса, к которому отнесено данное производство.
Класс пожаро- и взрывоопасности определяют руководители
технологической и электрической служб проектирующей или
эксплуатирующей организации, исходя из конкретных конструк-
тивных и эксплуатационных показателей объекта.
211
Концентрационные и температурные пределы
воспламенения
При установлении категории и класса взрывопожароопас-
ности пользуются данными о нижнем (верхнем) концентрацион-
ном пределе воспламенения—минимальном (максимальном)
содержании горючего в смеси горючее вещество — окислитель-
ная среда, при котором возможно распространение пламени по
смеси на любое расстояние от источника зажигания. Такое со-
держание горючего в смеси называется нижним (верхним) кон-
центрационным пределом воспламенения. Сведения о нижнем
и верхнем пределах концентраций необходимы для обеспечения
взрывобезопасности технологического оборудования и рабочих
мест.
Концентрационным пределам воспламенения соответствуют
определенные температурные пределы воспламенения, за кото-
рые не следует выходить при установлении технологического
режима работы.
Минимальная энергия зажигания. Каждая горючая смесь
воспламеняется при некоторой энергии зажигания. Наименьшее
значение энергии электрического разряда, способное воспламе-
нить наиболее легковоспламеняющуюся смесь газа, пара или
пыли с воздухом, называется минимальной энергией зажигания.
Эту энергию необходимо учитывать для обеспечения электро-
статической искробезопасности технологических процессов.
ПРЕДОТВРАЩЕНИЕ ОБРАЗОВАНИЯ ИСТОЧНИКОВ ЗАЖИГАНИЯ
ИЛИ ИНИЦИИРОВАНИЯ ВЗРЫВА
Источники зажигания или инициирования взрыва должны
обладать достаточным запасом энергии. Такими источниками
могут явиться горящие или накаленные тела, электрические
разряды, тепловые проявления химических реакций и механиче-
ских воздействий, искры при ударе и трении, ударные волны,
солнечная радиация, электромагнитные излучения и др.
Для предотвращения образования источников зажигания
или инициирования взрыва необходимо применять соответст-
вующее технологическое и электрическое оборудование и обе-
спечить безопасный режим его эксплуатации, ограничить при-
менение открытого огня и инструмента, не исключающего
искрообразование.
Опасными источниками зажигания и инициирования взрыва
являются электростатические разряды и разряды атмосферного
электричества.
Защита от электростатических разрядов
ГОСТ определяет статическое электричество как совокуп-
ность явлений, связанных с возникновением, сохранением и
релаксацией свободного электрического заряда на поверхности
и в объеме диэлектрических и полупроводниковых веществ,
материалов, изделий или на изолированных проводниках. Ста-
212
тическая электризация возникает в результате трения, дробле-
ния, размола, просеивания, пневмотранспорта, пересыпания или
переливания диэлектрических материалов и жидкостей в метал-
лическом оборудовании, изолированном от земли, а также при
пересыпании материалов или перемешивании легковоспламе-
няющихся жидкостей. Напряжение статической электризации
зависит от многих условий и может достигнуть десятков кило-
вольт, а сила тока при этом не превышает тысячных долей
миллиампера.
Опасность статического электричества заключается в воз-
можности возникновения быстрого искрового разряда между
частями оборудования или разряда на землю. Такой разряд
может произойти, когда электрические заряды велики, а влаж-
ность воздуха незначительна. Следует отметить, что при от-
носительной влажности среды (воздуха) выше 85 % электриче-
ские заряды не возникают, так как влажный воздух электро-
проводен и электрические заряды в нем взаимно нейтрали-
зуются. Разряды не возникают и тогда, когда заряды стекают
по поверхности оборудования в землю.
Искровой заряд может оказаться импульсом для воспламе1-
нения газовоздушных смесей, горючих пылей и волокон и иници-
ировать пожары и взрывы.
Разряды статического электричества с тела или через тело
человека могут вызывать болевые и нервные ощущения.
ГОСТ предусматривает электростатическую искробезопас-
ность (ЭСИБ) для объектов, т. е. такое их состояние, при кото-
ром исключается возможность взрыва и пожара от статичес-
кого электричества. Большинство объектов химической и
нефтеперерабатывающей промышленности относятся к классу
ЭСИБ сильной электризации.
Для предотвращения разрядов статического электричества
необходимо устранить причины образования зарядов. Это дости-
гается заземлением оборудования и коммуникаций, увеличением
влажности или ионизацией воздуха, применением антистати-
ческих примесей (присадок, поверхностно-активных веществ),
устройством такой сливо-наливной системы, при которой исклю-
чается падение и разбрызгивание струй горючих жидкостей
с высоты.
Заземляющее устройство для защиты от статического элек-
тричества объединяют с заземляющими устройствами электро-
оборудования и выполняют по установленным нормам. Зазем-
ление не исключает других мер защиты от статического элек-
тричества.
Молниезащита
Одним из импульсов воспламенения горючих веществ, при-
водящих к взрывам оборудования и пожарам,, может оказаться
молния — мощный электрический разряд атмосферного элек-
213
тричества. Прямое попадание молнии представляет собой также
огромную разрушительную силу. Ток в канале молнии может
превзойти 200 кА, напряжение 150 МВ, а температура —
10 000 °C. Продолжительность действия молнии — десятые доли
секунды. Опасным является и вторичное проявление молнии —
искрение в результате электростатической и электромагнитной
индукции, могущее вызвать пожар.
Наибольшему воздействию молнии подвергается оборудова-
ние большой высоты, имеющее малое электрическое сопротив-
ление (колонные аппараты, башни, резервуары и т.п.).
Защиту оборудования и сооружений соответствующих клас-
сов взрывопожароопасности от прямых ударов молнии выпол-
няют согласно проекту, который учитывает интенсивность гро-
зовой деятельности в данном географическом районе и ряд
других факторов. Система защиты от молнии состоит из мол-
ниеприемников (стержневых, тросовых или сетчатых), токоот-
вода и заземлителя. Все эти элементы рассчитывают для
каждого конкретного объекта с учетом его габаритов. Заземли-
тели системы молниезащиты совмещают с защитным заземле-
нием электрооборудования.
Защита оборудования от вторичных проявлений молнии
такая же, как от разрядов статического электричества.
ОГНЕГАСИТЕЛЬНЫЕ СРЕДСТВА
Наиболее распространенное и доступное огнегасительное
средство — вода. Производственные участки должны быть обес-
печены расчетным пожарным водоснабжением. Пожарные во-
допроводы, гидранты и краны на них должны удовлетворять
требованиям СНИП, учитывающим категорию взрыво- и пожа-
роопасности объекта, его размеры, степень огнестойкости и т. д.
Распыленная струя воды гасит пламя более успешно; этому
способствует образование пара, который покрывает поверхность
горящего вещества, закрывая доступ воздуха к нему. При га-
шении пламени в аппаратах, камерах, дымоходах, трубопровод-
ных лотках наиболее эффективен водяной пар. Паропровод
системы паротушения обычно соединяют с трубопроводом насы-
щенного пара.
Для повышения свойств воды, как огнегасителя, в ней рас-
творяют некоторые соли и поверхностно-активные вещества.
Образующаяся при этом устойчивая пена состоит из пузырьков
газа, заключенных в водяную оболочку. Пена охлаждает и изо-
лирует горящее вещество от воздуха. Пенное тушение эффек-
тивно во многих случаях, особенно при горении легковоспламе-
няющихся веществ.
Пену получают растворением в воде специальных пеногене-
раторных составов (химическая пена), а также механическим
смешением воды, воздуха и поверхностно-активного вещества
214
(воздушно-механическая пена). Химическая пена отличается
большей стойкостью.
Однако не все пожары и загорания тушат водой; например,
водой нельзя тушить электроустановки, находящиеся под напря-
жением, а также карбид кальция и щелочные металлы.
Для тушения пожаров в ограниченных объемах, когда нельзя
применять ни воду, ни пену, применяют негорючие газы — азот
или оксид углерода.
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ НА РАБОЧИХ МЕСТАХ
Противопожарное состояние рабочих мест подлежит систе-
матической проверке. Оно должно соответствовать требованиям
«Типовых правил пожарной безопасности для промышленных
предприятий», утвержденных ГУПО МВД СССР в 1975 г.
Правила предусматривают необходимость размещения деталей
оборудования и материалов, а также противопожарного инвен-
таря на специально отведенных для этого местах в строго уста-
новленном количестве и соблюдения правил их хранения.
В процессе эксплуатации, монтажа и ремонта оборудования
нельзя загромождать и загрязнять дороги, проезды, лестничные
клетки, проходы и выходы из здания, доступы к противопожар-
ному оборудованию и средствам пожаротушения и связи. Про-
езды и подходы к пожарному оборудованию и пожарным ги-
дрантам, водоемам, бассейнам градирен должны быть постоянно
свободными; у пожарных гидрантов должны быть вывешены
надписи-указатели, позволяющие быстро определить место их
расположения. В исключительных случаях отдельные участки
дорог и проездов допускается закрывать по согласованию с
пожарной охраной предприятия.
Если в производственном помещении необходимо наличие
смазочных масел, они должны храниться в шкафах или ящиках
из несгораемого материала в количестве не более 20 л. В поме-
щениях газокомпрессорных разрешается установка маслобаков
с двухсуточным запасом. Маслобаки должны иметь герметичные
крышки с «воздушниками», выведенными наружу.
Все производственные и подсобные помещения должны быть
обеспечены первичными средствами пожаротушения и пожар-
ным инвентарем в соответствии с установленными нормами.
Средства пожаротушения размещаются в местах, согласованных
с пожарной охраной. Использовать их для нужд, не связанных
с тушением пожара, запрещается.
ПРИЛОЖЕНИЕ
ПЕРЕЧЕНЬ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
И МЕТОДИЧЕСКИХ ДОКУМЕНТОВ ССБТ
(ПО СОСТОЯНИЮ НА 1 СЕНТЯБРЯ 1983 г.)
ГОСТ 12.0.001—74
ГОСТ 12.0.002—74
ГОСТ 12.0.003—74
ГОСТ 12.0.004—79
ГОСТ 12.1.001—75
ГОСТ 12.1.003—76
ГОСТ 12.1.004—76
ГОСТ 12.1.005—76
ГОСТ 12.1.006—76
ГОСТ 12.1.007—76
ГОСТ 12.1.009—76
ГОСТ 12.1.010—76
ГОСТ 12.1.011—78
ГОСТ 12.1.012—78
ГОСТ 12.1.014—79
ГОСТ 12.1.016—79
ГОСТ 12.1.017—80
ГОСТ 12.1.018—79
ГОСТ 12.1.019—79
ГОСТ 12.1.021—80
ГОСТ 12.1.022—80
ГОСТ 12.1.029—80
ГОСТ 12.1.030—81
ГОСТ 12.1.031—81
ГОСТ 12.1.032—81
ГОСТ 12.1.033—81
ГОСТ 12.1.034—81
ГОСТ 12.2.003—74
ГОСТ 12.2.007.3—75
ГОСТ 12.2.008—75
ССБТ. Основные положения.
ССБТ. Термины н определения.
ССБТ. Опасные и вредные производственные факторы.
Классификация.
ССБТ. Организация обучения работающих безопасности
труда. Общие положения.
ССБТ. Ультразвук. Общие требования безопасности.
ССБТ. Шум. Общие требования безопасности.
ССБТ. Пожарная безопасность. Общие требования.
ССБТ. Воздух рабочей зоны. Общие санитарно-гигиени-
ческие требования.
ССБТ. Электромагнитные поля радиочастот. Общие тре-
бования безопасности.
ССБТ. Вредные вещества. Классификация и общие тре-
бования безопасности.
ССБТ. Электробезопасность. Термины и определения.
ССБТ. Взрывобезопасность. Общие требования.
ССБТ. Смеси взрывоопасные. Классификация.
ССБТ. Вибрация. Общие требования безопасности.
ССБТ. Воздух рабочей зоны. Методы измерения кон-
центрации вредных веществ индикаторными трубками.
ССБТ. Воздух рабочей зоны. Требования к методикам
измерения концентраций вредных веществ.
ССБТ. Пожаровзрывоопасность нефтепродуктов и хими-
ческих органических продуктов. Номенклатура показате-
лей.
ССБТ. Статическое электричество. Искробезопасность.
Общие требования.
ССБТ. Электробезопасность. Общие требования.
ССБТ. Пожарная безопасность. Метод определения тем-
пературы вспышки в открытом тигле и температуры
воспламенения.
ССБТ. Пожарная безопасность. Метод определения тем-
пературных пределов воспламенения нефтепродуктов и
химических органических продуктов.
ССБТ. Средства и методы защиты от шума. Класси-
фикация.
ССБТ. Электробезопасность. Защитное заземление, за-
нуление.
ССБТ. Лазеры. Методы дозиметрического контроля ла-
зерного излучения.
ССБТ. Пожарная безопасность. Метод определения ниж-
него концентрационного предела воспламенения пыле-
воздушных смесей.
ССБТ. Пожарная безопасность. Термины и определения.
ССБТ. Вибрация. Общие требования к проведению из-
мерений.
ССБТ. Оборудование производственное. Общие требова-
ния безопасности.
ССБТ. Электротехнические устройства на напряжение
свыше 1000 В. Требования безопасности.
ССБТ. Оборудование н аппаратура для газопламенной
обработки металлов и термического напыления покры-
тий. Требования безопасности.
216
ГОСТ 12.2.010-75
ГОСТ 12.2.012—75
ГОСТ 12.2.013—75
ГОСТ 12.2.016—76
ГОСТ 12.2.020—76
ГОСТ 12.2.032—78
ГОСТ 12.2.033—78
ГОСТ 12.2.037—78
ГОСТ 12.2.043—80
ГОСТ 12.2.045—80
ГОСТ 12.2.047—80
ГОСТ 12.2.054—81
ГОСТ 12.3.002—75
(СТ СЭВ 1728—79)
ГОСТ 12.3.003—75
ГОСТ 12.3.006—75
ГОСТ 12.3.018—79
ГОСТ 12.3.022—80
ГОСТ 12.3.027—81
ГОСТ 12.4.001—80
ГОСТ 12.4.002—74
ГОСТ 12.4.009—75
ГОСТ 12.4.021—75
ГОСТ 12.4.024—76
ГОСТ 12.4.026—76
ГОСТ 12.4.028—76
ГОСТ 12.4.030—77
ГОСТ 12.4.032—77
ГОСТ 12.4.034—78
ГОСТ 12.4.035—78
ГОСТ 12.4.036—78
ГОСТ 12.4.037—78
ГОСТ 12.4.041—78
ССБТ. Машины ручные пневматические. Общие требо-
вания безопасности.
ССБТ. Приспособления по обеспечению безопасного
производства работ. Общие требования.
ССБТ. Машины ручные электрические. Общие требова-
ния безопасности.
ССБТ. Оборудование компрессорное. Общие требования
безопасности.
ССБТ. Электрооборудование взрывозащищенное. Терми-
ны и определения. Классификация. Маркировка.
ССБТ. Рабочее место при выполнении работ сидя. Об-
щие эргономические требования.
ССБТ. Рабочее место при выполнении работ стоя. Об-
щие эргономические требования.
ССБТ. Техника пожарная. Требования безопасности.
ССБТ. Оборудование пылеулавливающее. Классифика-
ция.
ССБТ. Оборудование для производства резино-техниче-
ских изделий. Требования безопасности.
ССБТ. Пожарная техника. Термины и определения.
ССБТ. Установки ацетиленовые. Требования безопасно-
сти.
ССБТ. Процессы производственные. Общие требования
безопасности.
ССБТ. Работы электросварочные. Общие требования
безопасности.
ССБТ. Эксплуатация водопроводных и канализацион-
ных сооружений и сетей. Общие требования безопасно-
сти.
ССБТ. Системы вентиляционные. Методы аэродинамиче-
ских испытаний.
ССБТ. Дефектоскопия радиоизотопная. Требования без-
опасности.
ССБТ. Работы литейные. Требования безопасности.
ССБТ. Очки защитные. Термины и определения.
ССБТ. Средства индивидуальной защиты рук от вибра-
ции. Общие технические требования.
ССБТ. Пожарная техника для защиты объектов. Об-
щие требования.
ССБТ. Системы вентиляционные. Общие требования.
ССБТ. Обувь специальная виброзащитная. Общие тех-
нические требования.
ССБТ. Цвета сигнальные и знаки безопасности.
ССБТ. Респираторы ШБ-1 «Лепесток». Технические ус-
ловия.
ССБТ. Одежда специальная для защиты от воды и
растворов поверхностно-активных веществ. Технические
условия.
ССБТ. Обувь специальная кожаная для защиты от по-
вышенных температур. Технические условия.
ССБТ. Средства индивидуальной защиты органов ды-
хания. Классификация.
ССБТ. Средства индивидуальной защиты. Щитки за-
щитные для электросварщиков. Технические условия.
ССБТ. Одежда специальная для защиты от кислот.
Костюмы мужские. Технические условия.
ССБТ. Одежда специальная для защиты от кислот.
Костюмы женские. Технические условия.
ССБТ. Респираторы фильтрующие. Общие технические
требования.
217
ГОСТ 12.4.042—78
ГОСТ 12.4.044—78
ГОСТ 12.4.045—78
ГОСТ 12.4.046—78
ГОСТ 12.4.047—78
ГОСТ 12.4.051—78
ГОСТ 12.4.077—79
РДМУ 83-76
РДМУ 86—77
ССБТ. Противогазы промышленные фильтрующие. Об-
щие технические требования.
ССБТ. Одежда специальная для защиты от повышен-
ных температур. Костюмы женские. Технические усло-
вия.
ССБТ. Одежда специальная для защиты от повышенных
температур. Костюмы мужские. Технические условия.
ССБТ. .Методы и средства вибрационной защиты. Клас-
сификация.
ССБТ. Виброизоляторы пневматические, активные. Тех-
нические требования.
ССБТ. Средства индивидуальной защиты органов слу-
ха. Общие технические условия.
ССБТ. Ультразвук. Метод измерения звукового давления
на рабочих местах.
Методические указания по внедрению стандартов систе-
мы стандартов безопасности труда в отраслях народ-
ного хозяйства.
Методические указания по государственному надзору за
внедрением и соблюдением стандартов системы стан-
дартов безопасности труда.
ЛИТЕРАТУРА
1. Барское Д. М. и др. Машины и аппараты резинового производства. М.,
Химия, 1975. 600 с.
2. Безопасность работ в химических производствах. Сборник официальных
материалов и методических указаний. Киев, Техника, 1980. 398 с.
3. Берлин М. А. Ремонт и эксплуатация насосов нефтеперерабатывающих
заводов. М„ Химия, 1970. 280 с.
4. Бесчастнов М. В., Соколов В. М., Кац Л4. И. Аварии в химических произ-
водствах и меры их предупреждения. М., Химия, 1976. 368 с.
5. Блейман М. И. Инженерные решения по технике безопасности в пожарио-
и взрывоопасных производствах. М., Химия, 1973. 344 с.
6. Браверман П. Ф., Чачхиани А. Б. Оборудование и механизация производ-
ства химических волокон. М., Машиностроение, 1975. 375 с.
7. Бринза В. Н., Зиньковский М. М. Охрана труда в металлургии. М., Ме-
таллургия, 1982. 336 с.
8. Вибрация технологических трубопроводов на нефтеперерабатывающих и
нефтехимических предприятиях. М., ЦНИИТЭнефтехим. 1968. 114 с.
9. Вихман Г. Л., Круглов С. А. Основы конструирования аппаратов и ма-
шин нефтеперерабатывающих заводов. М., Машиностроение, 1978. 324 с.
10. Дворянчиков Б. А. и др. Стандарты и безопасность труда в машино-
строении. М., Машиностроение, 1982. 134 с.
11. Долин П. А. Справочник по технике безопасности. М., Энергоиздат, 1982.
800 с.
12. Ермаков В. И., Шеин В. С. Технология ремонта химического оборудова-
ния. М., Химия, 1977. 280 с.
13. Золотницкий Н. Д., Пчелинцев В. А. Охрана труда в строительстве. М.,
Высшая школа. 1978. 408 с.
14. Инструкция по хранению, ремонту и контролю за состоянием и эксплуа-
тацией предохранительных клапанов. М., Гостоптехиздат, 1965. 38 с.
15. Инструкция по испытанию и наладке вентиляционных устройств. М.,
ЦБТИ, 1960. 128 с.
16. Исламов М. Ш. Пуск и наладка печей химических заводов. Л., Химия,
1980. 232 с.
17. Канторович 3. Б Машины химической промышленности. М., Машино-
строение, 1965. 415 с.
218
18. Касаткин А. Г. Основные процессы и аппараты химической технологии.
М„ Химия. 1973. 752 с.
19. Клинов И. Я. Коррозия химической аппаратуры и коррозиоиностойкие ма-
териалы. М., Машиностроение, 1967. 4б8 с.
20. Князевский Б. А., Долин П. А., Марусова Т. П. Охрана труда. М., Выс-
шая шйола, 1982. 310 с.
21. Колесников И. А. и др. Охрана труда в строительстве. М., Стройиздат,
1981. 184 с.
22. Коузов П. А. и др. Очистка от пыли газов и воздуха в химической про-
мышленности. Л., Химия, 1982. 265 с.
23. Кузин А. В., Теплинский Г. Р., Юшков В. И. Безопасность ремонтных ра-
бот. М., Химия, 1981. 264 с.
24. Лагунов Л. Ф. Борьба с шумом компрессорных установок. М., НИИ
Охраны труда ОНТ, 1977. 52 с.
25. Лагунов Л. Ф., Осипов Г. Л. Борьба с шумом в машиностроении. М., Ма-
шиностроение, 1980. 150 с.
26. Лащинский А. А., Толчинский А. Р. Основы конструирования и расчета
химической аппаратуры. Справочник. Л., Машиностроение. 1970. 752 с.
27. Липецкий В. А., Пряников В. И. Охрана труда, техника безопасности и
пожарная профилактика на предприятиях химической промышленности.
М., Химия, 1976. 440 с.
28. Лощинин А. В. и др. Охрана труда на железнодорожном транспорте.
Справочная книга. М., Транспорт, 1977. 448 с.
29. Лутошкин Г. С. Сбор и подготовка нефти, газа и воды. М., Недра, 1974.
184 с.
30. Молоканов Ю. К-, Харас 3. Б. Монтаж аппаратов и оборудования для
нефтяной и газовой промышленности. М., Недра, 391 с.
31. Организация ремонтных служб на предприятиях химической промышлен-
ности. НИИТЭ хим. Чебоксары, 1973. 117 с.
32. Охрана труда в химической промышленности. Учебник. М., Химия, 1977.
568 с.
33. Правила безопасности в газовом хозяйстве. М., Недра, 1970. 160 с.
34. Правила и инструкции по технической эксплуатации металлических ре-
зервуаров и очистных сооружений. М., Недра, 1977. 464 с.
35. Правила техники безопасности при эксплуатации электроустановок. М.,
Энергия, 1981. 160 с.
36. Правила устройства и безопасной эксплуатации горючих, токсичных и
сжиженных газов (ПУГ—69). М., Недра, 1970. 168 с.
37. Правила устройства и безопасной эксплуатации сосудов, работающих под
давлением. М., Металлургия, 1975. 104 с.
38. Пречистенская Т. С., Валюженич Е. Е. Пылеулавливающее оборудование
стран членов СЭВ. М„ 1975. 80 с.
39. Расчеты основных процессов и аппаратов нефтепереработки. Справочник.
М., Химия, 1979. 568 с.
40. Рейхсфельд В. О., Еркова Л. Н. Оборудование производств основного
органического синтеза и синтетических каучуков. Л., Химия, 1974. 440 с.
41. Рекомендации по организации контроля за безопасностью работ на хими-
ческих предприятиях. Тула, 1977. 810 с.
42. Сборник правил и руководящих материалов по котлонадзору. М., Недра,
1974. 560 с.
43. Справочник инженерной психологии. М., Машиностроение, 1982. 368 с.
44. Строительные нормы и правила. Ч. II, раздел В. Стальные конструкции.
М., Стройиздат, 1974. 70 с.
45. Строительные нормы н правила II. М-2—78. Производственные здания
промышленных предприятий. Нормы проектирования. М., Стройиздат,
1973.
46. Строительные нормы и правила. П-4—79. Естественное и искусственное
освещение. М., Стройиздат, 1980.
47. Строительные нормы и правила, Ч. III. Нормы проектирования. Гл. 6. М.,
Стройиздат, 1976. 62 с,
219
48. Строительные нормы и правила. Ш-4—80. Техника безопасности в строи-
тельстве. М., 1980.
49. Строительные нормы и правила. Отопление, вентиляция и кондициониро-
вание воздуха. М., Стройиздат, 1976. 112 с.
50. Фарамазов С. А. Оборудование нефтеперерабатывающих заводов и его
эксплуатация. М., Химия, 1978. 352 с.
51. Фарамазов С. А. Ремонт и монтаж оборудования химических и нефте-
перерабатывающих заводов. М., Химия, 1980. 312 с.
52. Фарамазов С. А. Эксплуатация оборудования нефтеперерабатывающих
заводов. М., Хнмня, 1969. 304 с.
53. Эксплуатация и ремонт технологических трубопроводов. Справочная кни-
га. М„ Химия, 1976. 376 с.
54. Юдин Е. Я. и др. Охрана труда. М., Машиностроение, 1976. 336 с.
Сейран Арутюнович Фарамазов
ОХРАНА ТРУДА
ПРИ ЭКСПЛУАТАЦИИ
И РЕМОНТЕ ОБОРУДОВАНИЯ
ХИМИЧЕСКИХ
И НЕФТЕПЕРЕРАБАТЫВАЮЩИХ
ПРЕДПРИЯТИЙ
Редактор Д. Н. Семенова
Художественный редактор Н. В. Носов
Технический редактор О. В. Тюрина
Корректор Л. А. Стойкнна
И Б 1822
Сдано в наб. 30.10.84. Подп. к печ. 28.02.85. Т.-07311. Формат
бумаги 60X907ig. Бумага кн.-журнальная. Гарн. литературная.
Печать офсетная. Усл. печ. л. 14,0. Усл. кр.-отт. 14,25.
Уч.-изд. л. 15,55. Тираж 15 000 экз. Заказ № 373. Цена 85 к.
ИЗД. Ка 2829.
Ордена «Знак Почета* издательство «Химия»
107076, Москва, Стромынка, 21/2
Ленинградская типография Ка 2
головное предприятие
ордена Трудового Красного Знамени
Ленинградского объединения
«Техническая книга» им. Евгении Соколовой
Союзполнграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии
и книжной торговли.
198052, г. Ленинград, Л-52, Измайловский проспект, 29
УВАЖАЕМЫЕ ЧИТАТЕЛИ!
Издательство «Химия»
в 1986 году планирует выпустить книгу:
Бобков А. С., Блинов А. А., Николаева Т. Г.
Охрана труда при производстве и переработке
полимерных материалов:
Учеб, для вузов. — М.., 1986. — 20 л., 1 р.
В книге изложены вопросы охраны труда при
производстве и переработке пластмасс. Рассмотре-
ны безопасные и безвредные условия труда, а так-
же факторы, влияющие на условия труда. Описаны
методы и средства защиты работающих от воздей-
ствия вредных производственных факторов. Пред-
ставлены основные сведения о физико-химических
основах горения и взрывов, пожароопасных свой-
ствах горючих веществ и полимерных материалов.
Рассмотрены методы обеспечения пожарной без-
опасности технологических процессов.
Издание предназначено для студентов химико-
технологических институтов, изучающих производ-
ство и переработку пластмасс и эластомеров.
Книгу можно заказать заранее, до выхода из
печати, в местных книжных магазинах, распростра-
няющих научно-техническую литературу.
Издательство «Химия»
УВАЖАЕМЫЕ ЧИТАТЕЛИ!
Издательство «Химия»
в 1986 году планирует выпустить книгу:
Рахмилевич 3. 3., Радзин И. М., Фарамазов С. А.
Справочник механика химических
и нефтехимических производств.
М, 1986. —40 л., 2 р. 30 к.
В книге систематизированы сведения по обору-
дованию химических и нефтехимических произ-
водств, его техническому обслуживанию, ремонту и
эксплуатации. На основании ГОСТов и нормативно-
технической документации приведены данные по
организации и конструкторской подготовке ремонт-
ных работ, технологии восстановления деталей и
узлов при ремонте основного оборудования. Рас-
смотрены методы контроля работоспособности ма-
шин и аппаратов в процессе их эксплуатации.
Издание предназначено механикам и инженерно-
техническим работникам, занятым проектированием
и эксплуатацией оборудования предприятий хими-
ческой и нефтехимической промышленности.
Книгу можно заказать заранее, до выхода из
печати, в местных книжных магазинах, распростра-
няющих научно-техническую литературу.
Издательство «Химия»
МОСКОВСКОЕ ГОРОДСКОЕ ОБЪЕДИНЕНИЕ
КНИЖНОЙ ТОРГОВЛИ «МОСКНИГА»
ПРЕДЛАГАЕТ ВНИМАНИЮ СПЕЦИАЛИСТОВ
КНИГУ:
Кузин А. В., Теплинский Г. Я-, Юшков В. И.
Безопасность ремонтных работ.
М., Химия, 1981. — 15 л., 75 к.
В книге систематизирован материал по наиболее
характерным случаям аварий и травматизма при
проведении ремонтных работ в период остановоч-
ных ремонтов технологического оборудования на
предприятиях химической, нефтеперерабатываю-
щей, нефтехимической и смежных отраслей про-
мышленности. Описаны мероприятия и технические
средства, необходимые для безопасного выполнения
ремонтных работ. Даны рекомендации по практиче-
скому обеспечению требований, правил и норм.
Издание предназначено для инженерно-техниче-
ских работников предприятий, научно-исследова-
тельских и проектных организаций.
Адрес объединения:
Москва, Дмитровское шоссе, 85. «Москнига»
Телефон для справок: 488-90-00
Издательство «Химия»