











































































































Author: Александров В.Г. Базанов Б.И.
Tags: авиация и космонавтика летательные аппараты ракетная техника космическая техника испытания материалов товароведение силовые станции общая энергетика информационные технологии вычислительная техника обработка данных воздушный транспорт авиация и воздушные соединения воздушные линии и аэропорты авиация авиационное оборудование авиатехника авиационные материалы
Year: 1979



В. Г. АЛЕКСАНДРОВ, Б. И БАЗАНОВ
СПРАВОЧНИК
ПО АВИАЦИОННЫМ
МАТЕРИАЛАМ
И ТЕХНОЛОГИИ
ИХ ПРИМЕНЕНИЯ
Под редакцией В. Г. Александрова
МОСКВА «ТРАНСПОРТ» 1979
ББК 39.5
А 46
УД К.629.7;620.1 :004(031)
Александров В. Г., Базанов Б. И.
А46 Справочник по авиационным материалам и
технологии их применения,—М.: Транспорт,
1979.—263 с.
1 р. 60 к.
д 31808-—088 gg__уд
А 049(01)—79Г
В справочнике приведены характеристики и свойства сталей,
цветных металлов, заклепочных материалов, подшипников,
пластмасс, клеев, резинотехнических и текстильных материалов,
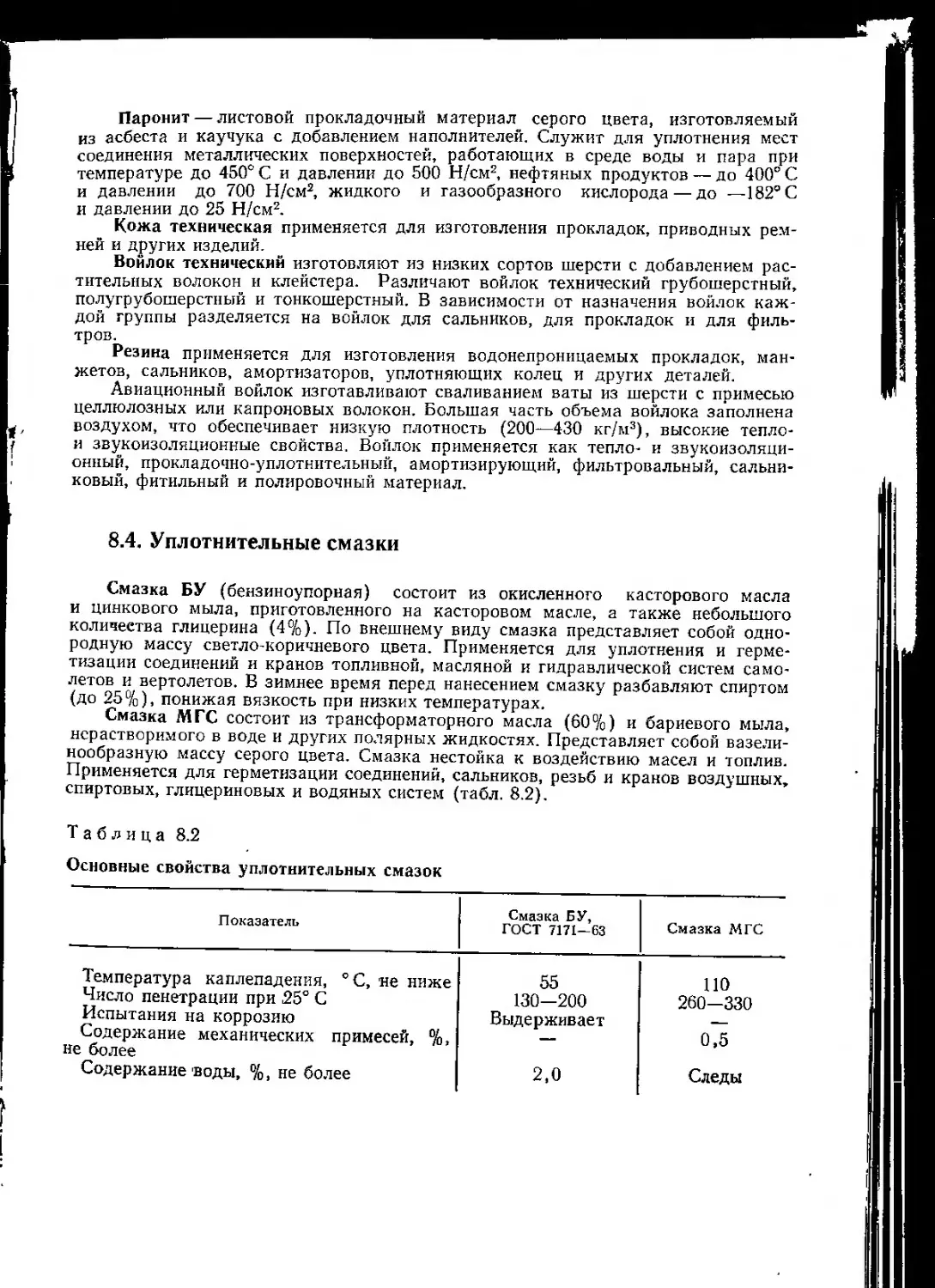
кожи. Описаны герметизирующие и прокладочные материалы,
топливные фильтры, лакокрасочные покрытия, топливо, смазки
и гидравлические жидкости. Дано описание различных материа-
лов, применяемых в авиации, рассказано о технике безопасно-
сти.
Справочник предназначен для инженерно-технических работ-
ников и летного состава. Может быть использован студентами
и курсантами авиационных учебных заведений.
Ил. 39, табл. 121, библиогр. 18 назв.
3606010000 ББК 39,5
6Т5
(С) Издательство «Транспорт*, 1979.
РАЗДЕЛ 1
СТАЛИ И МАТЕРИАЛЫ ДЛЯ ГТД И ЛЕТАТЕЛЬНЫХ АППАРАТОВ
1.1. Характеристика и классификация стали
Признаки стали. Сталью называется сплав железа с углеродом (до 2%), под-
дающийся ковке. По способу получения сталь разделяют на бессемеровскую,
конверторную (с продувкой кислородом), мартеновскую, электросталь и тигель-
ную. Основным классификационным признаком является химический состав, кото-
рый в своей массе не изменяется в зависимости от термической и других видов
обработки, за исключением некоторого изменения поверхностных слоев при цемен-
тации, азотировании и других диффузионных процессах.
Дефиниция легированных сталей. По химическому составу сталь делят на
углеродистую и легированную. Углеродистую сталь, в свою очередь, подразделяют
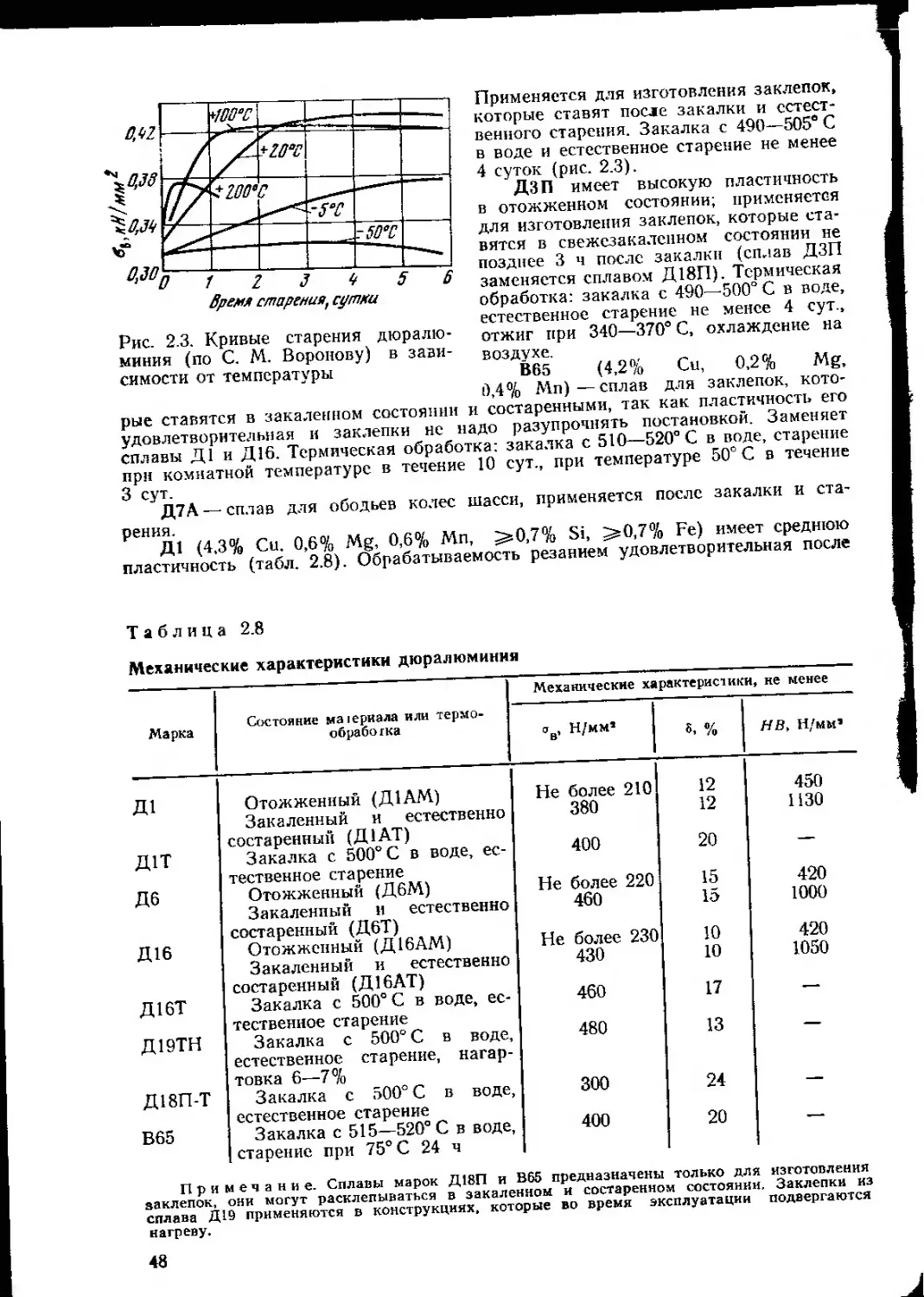
на углеродистую обыкновенного качества и углеродистую качественную. К леги-
рованным сталям относят: сталь низколегированную с общим содержанием ле-
гирующих элементов не выше 3%; сталь среднелегированную с общим содержа-
нием легирующих элементов от 3 до 5,5%; сталь высоколегированную с общим
содержанием легирующих элементов свыше 5,5%.
Когда легирующие компоненты получают превышение над железной оснрвой
и содержание железа составляет менее 50—55%, то такие стали называют спла-
вами, например сплавы с высоким омическим сопротивлением, жаропрочные
сплавы и т. д.
Постоянные и специальные примеси в сталях. В сталях всех марок присут-
ствуют постоянные примеси. Некоторые примеси (марганец, кремний) необходи-
мы в металле по условиям технологии выплавки стали, другие (вредные) примеси
(сера, фосфор) не поддаются полному удалению. Постоянный характер носят
также так называемые скрытые примеси (кислород, водород, азот), содержание
которых мало.
К специальным примесям относят легирующие добавки для придания стали
определенных свойств (никель, молибден, ванадий, титан и др.)* а также углерод,
марганец, кремний. В марках легированных металлов и сплавов наличие тех или
иных элементов указывается буквами русского алфавита.
Индексация сталей. Дополнительная улучшенная обработка стали указыва-
ется в обозначении марки в виде индексации со следующей расшифровкой:
СШ —сталь, подвергнутая обработке в ковше жидким синтетическим шлаком;
Ш — полученная в результате переплава в электрошлаковых печах;
ВД-~с переплавом в вакуумных дуговых печах;
ВИ — с переплавом в вакуумных индукционных печах.
Механические качества литой и кованой стали. Литая сталь (сталыюе литье)
имеет пониженные механические свойства по сравнению с катаной и кованой
сталью при одинаковом химическом составе.
Преимуществом литья по сравнению с другими способами формообразования
является возможность экономичным путем изготовлять детали сложной формы
(например, детали ГТД). Кованая сталь (поковки и штамповки) имеет лучшие
свойства после отжига. Катаная сталь (прокат) обладает достаточно стабильным
качеством и имеет небольшие различия механических свойств вдоль и поперек
направления прокатки.
3
1.2. Критерии чистоты материалов
Постоянные и случайные примеси. Материалы, получаемые промышленным
способом, обычно содержат примеси, изменяющие особенно сильно свойства по-
лупроводников, а также металлов и диэлектриков. Так, в «чистом» железе при
спектральном анализе было обнаружено 27 химических элементов. Примеси бы-
вают постоянными, являющимися обычно спутниками основных элементов, со-
ставляющих материал и попадающих в материалы из сырья, применяемого для
его производства. Например, в стали содержатся следующие постоянные примеси:
кремний, марганец, сера, фосфор, кислород и азот. Кроме того, в материалах
могут встречаться случайные или местные примеси. Они попадают в материалы
потому, что содержатся в местном сырье, или вследствие особенностей данного
технологического процесса. Так, в железной руде, добытой на Урале, содержится
медь, которая всегда имеется в выплавляемых из такой руды чугунах и сталях,
Степени очистки веществ. В технике вещества по степени очистки делят на
следующие четыре класса:
чистые — с содержанием примесей от 2-Ю-5 до 1%;
чистые для анализа — от ЫО-5 до 0,4% примесей;
химически чистые — от 5-10-6 до 0,05% примесей;
особо чистые или спектрально чистые — меньше 10-4% примесей.
Чистоту вещества иногда выражают числом «девяток» после запятой. Напри-
мер, три девятки означают 99,999% основного вещества и 0,001% примесей.
Классы чистоты. Применение сверхчистых материалов в производстве совсем
не обязательно, а по экономическим соображениям часто невыгодно. Уменьшение
уровня содержания примесей на один порядок, начиная с 10-4%, нередко .увели-
чивает затраты на изготовление материала в 10—100 раз.
Поэтому в настоящее время особо чистые вещества и полупроводники выпу-
скаются в 10 классах чистоты: Al, А2. ВЗ—В6, С7—СЮ. А1 имеет 1,0—0,1% при-
месей, А2—10"1—10^2% примесей, ВЗ—В6 — от 10-2—10-3 до 10-5—10~6% при-
месей, С7—СЮ — от 10~6—10-7 до Ю-9—10_ 10 % примесей.
Для веществ классов группы А возможно прямое химическое определение
содержания основного вещества и примесей, для классов группы В определение
примесей требует применения спектрального анализа, к классам группы С отно-
сятся «сверхчистые» материалы. Определение примесей у этих веществ требует
специальных физико-химических методов (масс-спектрального, радиоактивацион-
ного или радиоизотопического анализа) и метода электрических измерений.
Получение чистых и сверхчистых веществ достигается методами дистилля-
ции, зонным переплавом и т. п.
Физическая чистота. Для характеристики совершенства структуры моно-
кристаллов нередко применяют термин физическая чистота. Под этим понимают
отсутствие дефектов (вакансий, дислокаций), влияющих на физико-химические
свойства веществ и являющихся местами концентрации химических примесей,
В отдельных случаях учитывают и изотопическую чистоту — содержание в чис-
том веществе изотопов одного вида.
1.3. Дефиниция сплавов железа и свойства равновесных
структур материалов
К металлам относят вещества, обладающие хорошей электрической проводи-
мостью, теплопроводностью, ковкостью, необходимой вязкостью, «металлическим»
блеском, прочностью на разрыв, упругостью при деформации и рядом других
свойств. В твердом состоянии они имеют кристаллическое строение.
Кристаллы возникают при охлаждении расплавленного металла. Большая
скорость охлаждения способствует возрастанию количества центров кристаллиза-
ции и получению мелкозернистого строения. При медленном охлаждении центров
кристаллизации зарождается мало, при этом получается крупнозернистая струк-
тура металла. Мелкозернистая структура металла обеспечивает его большую
прочность В процессе ковки и прокатки кристаллические зерна вытягиваются
в волокна, в результате создается волокнистое строение металла, повышается
его прочность вдоль волокон.
4
Сплавы железа с углеродом, В зависимости от содержания углерода сплавы
железа с углеродом получили следующие наименования:
техническое железо — сплав, содержащий от 0,04 до 0,2% углерода;
сталь — сплав, содержащий от 0,2 до 2% углерода;
чугун — сплав, содержащий, от 2,0 до 6,67% углерода.
В жидком состоянии железо полностью растворяет углерод в количестве до
6,7%. В твердом состоянии растворимость углерода в железе зависит от кристал-
лического строения ею модификаций и составляет: в а—Fe (альфа-железо) —
до 0,03% углерода; в у—Fe (гамма-железо) — до 2% углерода; в о—Fe (дельта-
железо) — до 0,1 % углерода.
Твердые растворы углерода и других легирующих элементов в различных
модификациях железа получили наименование: в a-железе и 6-железе—феррит
(а-феррит и 6-феррит); в у-железе — аустенит.
Химические соединения и механическая смесь. Ввиду того, что содержание
углерода в промышленных сортах стали превышает его растворимость в a-желе-
зе, избыточные атомы углерода, не входящие в феррит, образуют с атомами
железа химическое соединение карбид железа FesC, называемое цементит.
Таким образом, при нормальных температурных условиях структура стали
состоит из феррита и цементита, которые могут представлять собой отдельные
включения или тонкую механическую смесь, называемую перлитом.
Равновесные структуры сталей. При нормальных условиях равновесными
структурами стали являются феррит, цементит, перлит, аустенит, которые обла-
дают следующими свойствами'
феррит — высокопластический материал, имеющий необходимую проч-
ность и твердость (НВ — 80);
цементит — хрупкий материал, температура плавления 1600еС, обладает
высокой твердостью (НВ—700); большие количества цементитных образований
наблюдаются в сталях с высоким содержанием углерода (1,5—2%);
перлит — имеет две формы: зернистый перлит, в котором цементит имеет
форму глобулей, и пластинчатый перли г, в котором феррит и цементит находятся
в форме вытянутых пластинок;
аустенит — твердый раствор углерода в у-железе. обладает хорошей со-
противляемостью истиранию и большой вязкостью. Он существует в сталях при
температурах выше 723° С. Сталь, имеющая аустенитную структуру, очень пла-
стична Это свойство используется в технологическом производстве, где прокатку,
штамповку, ковку ведут при температурах, обеспечивающих аустенитную струк-
туру стали.
1.4. Характеристики легированных сталей»
маркировка и применение
Легированной называют сталь в которой наряду с обычными примесями со-
держатся специально вводимые легирующие элементы: хром, никель, марганец,
кремний, вольфрам, молибден, ванадий, кобальт, титан, ниобий, алюминий, азот,
бор, цирконий,, тантал, медь и др. Эти элементы определяют название легирован-
ной стали, например хромистая, никелевая, ванадиевая, хромоникелевая, хромо-
марганцевомолибденовая и т, п. Марганец и кремний, присутствующие в стали
в качестве постоянных примесей, считаются легирующими компонентами лишь
при содержании более 1% марганца и более 0,8% кремния.
Вводимые в сталь легирующие элементы повышают механические, технологи-
ческие и другие свойства стали
Влияние легирующих элементов на свойства стали. Хром (Сг)—дешевый
элемент, широко применяется в легированных сталях (в конструкционных сталях
До 3%), повышает прочность и твердость стали и одновременно незначительно
понижает пластичность и вязкость, увеличивает прокаливаемость стали. Благода-
ря высокой износостойкости хромистой стали из нее изготовляют подшипники
качения. Хром вводится также в состав быстрорежущей стали, а при содержа-
нии хрома свыше 13% сталь становится нержавеющей. Дальнейшее увеличение
количества хрома повышает устойчивость стали против окисления при высоких
температурах и улучшает ее магнитные свойства.
5
Никель (Ni) сообщает стали антикоррозионную стойкость, высокую проч-
ность и пластичность, увеличивает прокаливаемость, повышает сопротивление
удару, уменьшает коэффициент теплового расширения. Никель увеличивает плот-
ность стали, так как является хорошим раскислителем, В конструкционных сталях
его содержится от 1 до 5%, при большем содержании получается немагнитная
сталь и повышается антикоррозионная стойкость.
Вольфрам (W) образует в стали очень твердые химические соединения —
карбиды, резко увеличивающие твердость и красноломкость стали. Он препятст-
вует росту зерен при нагреве, способствует устранению хрупкости при отпуске.
При содержании не свыше 1,5% он присутствует в конструкционных сталях;
в количестве не более 22% вводится в инструментальную сталь для улучшения
режущих свойств и является присадкой в быстрорежущих сталях.
Молибден (Мо) повышает прочность и твердость стали и незначительно
снижает пластичность и вязкость, уменьшает отпускную хрупкость. В количестве
0,2—0,6% он присутствует в конструкционных сталях. В инструментальных, бы-
строрежущих сталях молибден повышает красностойкость. Он также сообщает
стали жаростойкость.
Ванадий (V) повышает твердость стали, создает мелкозернистую струк-
туру с повышенной упругостью и сопротивлением усталости, вводится в количе-
стве 0,1— 0,3% в конструкционные, 0,15—€,65% в инструментальные и до 2,5%
в быстрорежущие стали.
Марганец (Мп) при содержании более 1% увеличивает твердость, изно-
состойкость, стойкость против ударных нагрузок, не уменьшая пластичности,
способствует глубокой прокалкваемости стали и придает немагнитность. В кон-
струкционных сталях его не более 2%.
Кремний (Si) в количестве 1—1.5% повышает прочность без снижения
вязкости, при большом содержании увеличиваются электросопротивление и маг-
нитопроницаемость. Он также увеличивает упругость, кислотостойкость, жаро-
стойкость. В конструкционных сталях кремния содержится до 2%.
Титан (Ti) повышает прочность и плотность стали, способствует измель-
чению зерен, является хорошим раскислителем, улучшает обрабатываемость и со-
противление коррозии; добавляется 0,1—0,2%.
Ниобий (Nb) улучшает кислотостойкость и способствует уменьшению кор-
розии в сварных конструкциях; добавляется 0,1— 0,2%.
Алюминий (А!) вводится в сталь, подвергаемую азотированию, для повы-
шения твердости. Кроме того, при содержании 5—6% сообщает стали жаростой-
кость; 12—-15% алюминия вводится в сплавы, идущие для изготовления магнитов
с высокими магнитными свойствами.
Бор (В) в количестве до 0,002% значительно увеличивает прокаливаемость,
повышает ударную вязкость после низкого отпуска. Добавление даже 0,01 %
бора в жаропрочные сплавы повышает их жаропрочность.
Кобальт (Со) повышает жаропрочность и магнитные свойства, увеличи-
вает сопротивление удару.
Медь (Си) увеличивает антикоррозионные свойства, она вводится главным
образом в конструкционную сталь.
Цезий (Се) повышает прочность и особенно пластичность.
Цирконий (Zr) влияет на величину и рост зерна (измельчает зерно) и
позволяет получать сталь с заранее заданной зернистостью.
Лантан (La) и неодим (Nd) уменьшают пористость, способствуют
уменьшению содержания серы в стали, улучшают качество поверхности, измель-
чают зерно. Эти примеси вводят в нержавеющие, трансформаторные и жаро-
стойкие стали.
L4.L Маркировка
Буквенно-цифровое обозначение. Легированные стали маркируются по буквен-
но-цифровой системе Легирующие элементы обозначаются следующими буквами:
никель — Н. хром — X, вольфрам — В, ванадий — Ф. молибден — М. титан — Т,
кобальт — К, кремний — С, марганец — Г, алюминий — Ю, медь — Д, ниобий — Б,
бор — Р, фосфор — П.
6
Первые цифры марок указывают среднее содержание углерода в сотых про-
цента. Цифры, стоящие за буквами, указывают среднее содержание данного эле-
мента в стали в процентах, если содержание его превышает 1,5%. Буква А в кон-
це марки указывает на высокое качество стали (чистоту по вредным примесям)
и высокое требование металлургического контроля. Так. например, сталь ЗОХГСА
в среднем содержит 0,30% углерода, 1% хрома, 1% марганца, 1% кремния,
0,03% серы и 0,03% фосфора. Если перед маркой помещена одна цифра, то она
указывает на содержание углерода в десятых долях процента. Так, сталь 2X18Н9
содержит 0,2% углерода, 18% хрома и 9% никеля. Если впереди марки стоят
две цифры, то они указывают среднее содержание углерода в сотых долях
процента. Когда перед маркой отсутствуют цифры, то углерода в стали содер-
жится в среднем 1% или более. Например, сталь ХВ5 содержит 1,25—1,5% угле-
рода, 1% хрома и 5% вольфрама.
В отдельных случаях допускают упрощения в обозначении сталей, опуская
некоторые цифры. Так, вместо 18Х2Н4ВА пишут просто 18ХНВА.
Высоколегированные стали. Некоторые высоколегированные стали выделены
в особые группы и обозначаются буквами: Ж — хромистые нержавеющие стали;
Я — хромоникелевые нержавеющие стали; Е — электротехнические стали с особы-
ми магнитными свойствами; Р — быстрорежущие стали; Ш — шарикоподшипни-
ковые стали (например, ЖЕ Я1, Е12, PI8).
Нестандартные легированные стали, выплавляемые на заводе «Электросталь»,
обозначаются буквой Э, выплавляемые там же опытные марки стали обознача-
ются буквами ЭИ (электросталь исследуемая) или ЭП (П — пробная) и порядко-
вым номером, например ЭИ402 и ЭП716 и т. д. После промышленного освоения
условное обозначение заменяют на марку, отражающую примерный состав стали.
1.4.2. Краткие характеристики и назначение
Марганцовистые стали. С т а л и 10Г2 (0,08—0,17% С, 1,2—1,6% Мп) и 12Г2А
(0,12—0.20% С, 2,0—2,4% Мп) обладают высокими пластическими свойствами,
хорошо свариваются всеми видами сварки, применяются после нормализации для
изготовления сварных и штампованных деталей с <7в = 400—600 Н/мм2 у стали
10Г2 и с Ов=600—900 Н/ммг у стали 12Г2А. Термическая обработка: температура
закалки, отжига и нормализация—-890±10° С.
Сталь 20ГА (0,18—0,26% Си и 1,3—1,6% Мп) повышенной прочности имеет
высокие пластические свойства, хорошо расклепывается и сваривается, применя-
ется для изготовления заклепок ответственных деталей. Термическая обработка:
температура отжига и закалки 8S0±10°C, закалочная среда—масло. Готовые
заклепки подвергаются закалке и отпуску при 600—620° С.
Сталь 65Г (0,60—0,70% С, 0,90—1,20 % Мп) обладает плохой обрабаты-
ваемостью, подвергается термической обработке (закалке и отпуску), что сооб-
щает ей повышенную прочность и упругость (ав = 1500—1650 Н/мм2, 6 =4%). по-
ставляется в виде прутков, проволоки, листов, применяется для изготовления
пружин и упругих шайб под гайки.
Хромомарганцовистокремнистые стали. Сталь 25ХГСА (0,22—0,28% С,
О’®—Е1% Мп, 0.9—1,2% Si, 0,8—1,0% Сг) обладает высокой прочностью, в ото-
жженном состоянии имеет хорошую пластичность, удовлетворительно обрабаты-
вается резанием, хорошо сваривается дуговой и атомно-водородной сваркой,
удовлетворительно — газовой и контактной. Применяется для изготовления от-
ветственных сварных и штампованных деталей, термически обрабатываемых на
Он—800—1300 Н/мма. Эта сталь рекомендуется в тех случаях, когда детали под-
вергаются газовой сварке. Нельзя допускать присутствия в одном термически
обработанном узле деталей из сталей 25ХСА и ЗОХГСА, так как эти стали
имеют различные режимы отпуска.
Термическая обработка: температура нормализации, высокого отжига, за-
калки 900±10СС, низкого отжига 690±10°С, закалочная среда — масло.
ЗОХГСА по сравнению со сталью 25ХГСА имеет больше углерода
(J,28 0,35%), поэтому она обладает повышенными механическими свойствами,
имеет удовлетворительную пластичность в отожженном состоянии,
хорошо сваривается дуговой и удовлетворительно всеми остальными видами
7
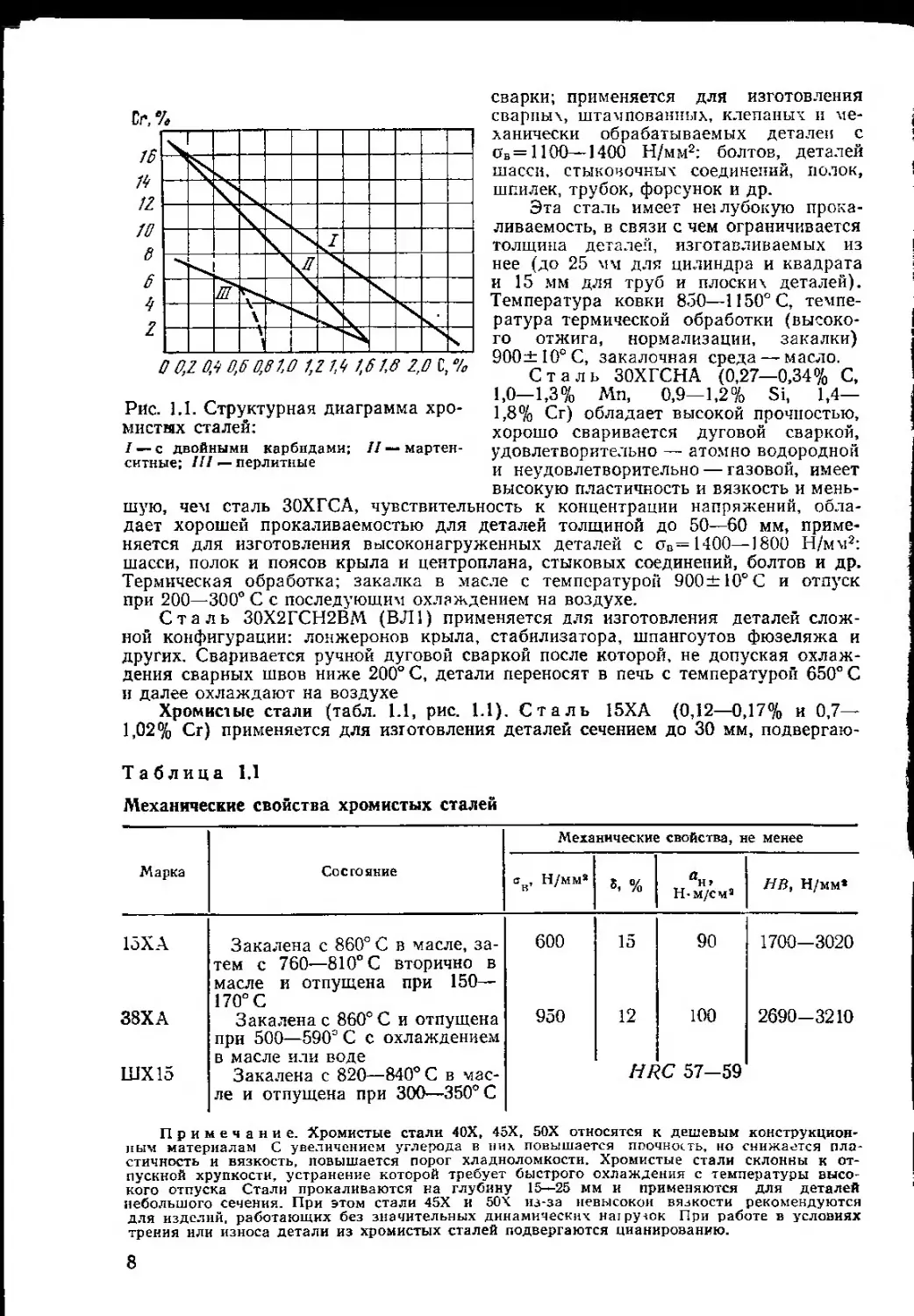
Рис. 1.1. Структурная диаграмма хро-
м истых сталей:
I — с двойными карбидами; II — мартен-
ситные; III — перлитные
сварки; применяется для изготовления
сварных, штампованных, клепаных и ме-
ханически обрабатываемых детален с
ов = 1100—1400 Н/мм2: болтов, деталей
шасси, стыковочных соединений, полок,
шпилек, трубок, форсунок и др.
Эта сталь имеет не1лубокую прока-
ливаемость, в связи с чем ограничивается
толщина детален, изготавливаемых из
нее (до 25 мм для цилиндра и квадрата
и 15 мм для труб и плоских деталей).
Температура ковки 850—И 50° С, темпе-
ратура термической обработки (высоко-
го отжига, нормализации, закалки)
900± 10° С, закалочная среда — масло.
Сталь ЗОХГСНА (0,27—0,34% С,
1,0—1,3% Мп, 0,9—1,2% Si, 1,4—
1,8% С г) обладает высокой прочностью,
хорошо сваривается дуговой сваркой,
удовлетворительно — а том но водородной
и неудовлетворительно — газовой, имеет
высокую пластичность и вязкость и мень-
шую, чем сталь ЗОХГСА, чувствительность к концентрации напряжений, обла-
дает хорошей прокаливаемостью для деталей толщиной до 50—60 мм, приме-
няется для изготовления высоконагруженных деталей с oD= 1400—1800 Н/мм2:
шасси, полок и поясов крыла и центроплана, стыковых соединений, болтов и др.
Термическая обработка; закалка в масле с температурой 900±10°С и отпуск
при 200—300° С с последующим охлаждением на воздухе.
Сталь 30Х2ГСН2ВМ (ВЛ 1) применяется для изготовления деталей слож-
ной конфигурации: лонжеронов крыла, стабилизатора, шпангоутов фюзеляжа и
других. Сваривается ручной дуговой сваркой после которой, не допуская охлаж-
дения сварных швов ниже 200° С, детали переносят в печь с температурой 650° С
и далее охлаждают на воздухе
Хромисчые стали (табл. 1.1, рис. 1.1). Сталь 15ХА (0,12—0,17% и 0,7—
1,02% Сг) применяется для изготовления деталей сечением до 30 мм, подвергаю-
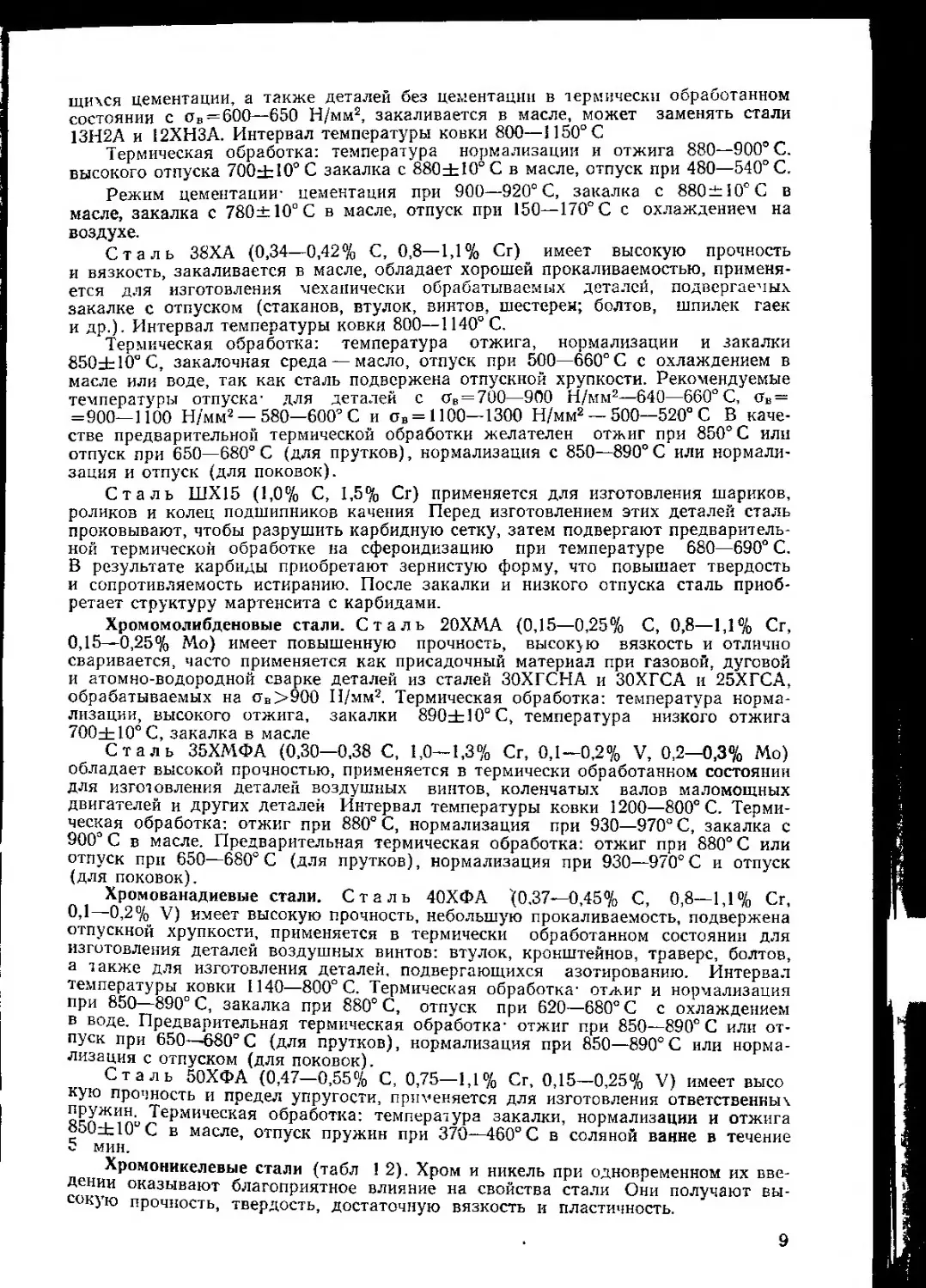
Таблица 1,1
Механические свойства хромистых сталей
Марка Состояние Механические свойства, не менее
в , Н/мм® «. % йн> Н-м/см® Н/мм*
15ХА Закалена с 860° С в масле, за- тем с 760—810°С вторично в 600 15 90 1700-3020
38ХА масле и отпущена при 150— 170° С Закалена с 860° С и отпущена при 500—590° С с охлаждением 950 12 100 2690-3210
ШХ15 в масле или воде Закалена с 820—840° С в мас- ле и отпущена при 300—350° С HR ?С 57—59
Примечание. Хромистые стали 40Х, 45Х, 50Х относятся к дешевым конструкцион-
ным материалам С увеличением углерода в них повышается поочнскть, но снижается пла-
стичность и вязкость, повышается порог хладноломкости. Хромистые стали склонны к от-
пускной хрупкости, устранение которой требует быстрого охлаждения с температуры высо-
кого отпуска Стали прокаливаются на глубину 15—25 мм и применяются для деталей
небольшого сечения. При этом стали 45Х и 50Х из-за невысокой вязкости рекомендуются
для изделий, работающих без значительных динамических натру юк При работе в условиях
трения или износа детали из хромистых сталей подвергаются цианированию.
8
щихся цементации, а также деталей без цементации в термически обработанном
состоянии с оЕ —600—650 Н/мм2, закаливается в масле, может заменять стали
13Н2А и 12ХНЗА. Интервал температуры ковки 800—И 50° С
Термическая обработка: температура нормализации и отжига 880—900° С.
высокого отпуска 700±10°С закалка с 880±10°С в масле, отпуск при 480—540° С,
Режим цементации- цементация при 900—920° С, закалка с 880±10°С в
масле, закалка с 780±10°С в масле, отпуск при 150—170° С с охлаждением на
воздухе.
Сталь 38ХА (0,34—0,42% С, 0,8—1,1% Сг) имеет высокую прочность
и вязкость, закаливается в масле, обладает хорошей прокаливаемостью, применя-
ется для изготовления механически обрабатываемых деталей, подвергаемых
закалке с отпуском (стаканов, втулок, винтов, шестерен; болтов, шпилек гаек
и др.). Интервал температуры ковки 800—1140° С.
Термическая обработка: температура отжига, нормализации и закалки
850±10°С, закалочная среда — масло, отпуск при 500—660° С с охлаждением в
масле или воде, так как сталь подвержена отпускной хрупкости. Рекомендуемые
температуры отпуска- для деталей с ов = 700—900 Н/мм2—640—660° С, ов =
=900—1100 Н/мм2 — 580—600° С и ов = 1100—1300 Н/мм2 — 500—520° С В каче-
стве предварительной термической обработки желателен отжиг при 850° С или
отпуск при 650—680° С (для прутков), нормализация с 850—890° С или нормали-
зация и отпуск (для поковок).
Сталь ШХ15 (1,0% С, 1,5% Сг) применяется для изготовления шариков,
роликов и колец подшипников качения Перед изготовлением этих деталей сталь
проковывают, чтобы разрушить карбидную сетку, затем подвергают предваритель-
ной термической обработке на сфероидизацию при температуре 680—690° С.
В результате карбиды приобретают зернистую форму, что повышает твердость
и сопротивляемость истиранию. После закалки и низкого отпуска сталь приоб-
ретает структуру мартенсита с карбидами.
Хромомолибденовые стали. Сталь 20ХМА (0,15—0,25% С, 0,8—1,1% Сг,
0,15—0,25% Мо) имеет повышенную прочность, высокую вязкость и отлично
сваривается, часто применяется как присадочный материал при газовой, дуговой
и атом но-в о дородной сварке деталей из сталей 30ХГСНА и 30 X ГС А и 25ХГСА,
обрабатываемых на ов>900 Н/мм2. Термическая обработка: температура норма*
лнзации, высокого отжига, закалки 890±10°С, температура низкого отжига
700zbl0°C, закалка в масле
Сталь 35ХМФА (0,30—0,38 С, 1,0—1,3% Сг, 0,1—0,2% V, 0,2—0,3% Мо)
обладает высокой прочностью, применяется в термически обработанном состоянии
для изготовления деталей воздушных винтов, коленчатых валов маломощных
двигателей и других деталей Интервал температуры ковки 1200—800° С. Терми-
ческая обработка: отжиг при 880° С, нормализация при 930—970° С, закалка с
900° С в масле. Предварительная термическая обработка: отжиг при 880° С или
отпуск при 650—680° С (для прутков), нормализация при 930—970° С и отпуск
(для поковок).
Хромованадиевые стали. Сталь 40ХФА ([0.37—0,45% С, 0,8—1,1% Сг,
0Л 0’2V) имеет высокую прочность, небольшую прокаливаемость, подвержена
отпускной хрупкости, применяется в термически обработанном состоянии для
изготовления деталей воздушных винтов: втулок, кронштейнов, траверс, болтов,
а также для изготовления деталей, подвергающихся азотированию. Интервал
температуры ковки 1140—800° С. Термическая обработка1 отжиг и нормализация
при 850 890° С, закалка при 880° С, отпуск при 620—680° С с охлаждением
в воде. Предварительная термическая обработка- отжиг при 850—890° С или от-
пуск при 650 —680°С (для прутков), нормализация при 850—890°С или норма-
лизация с отпуском (для поковок).
Сталь 50ХФА (0,47—0,55% С, 0,75—1,1% Сг, 0,15—0,25% V) имеет высо
кую прочность и предел упругости, применяется для изготовления ответственных
S лЬ Термическая обработка: температура закалки, нормализации и отжига
oUztlO С в масле, отпуск пружин при 370—460° С в соляной ванне в течение
с мин.
Хромоникелевые стали (табл 1 2). Хром и никель при одновременном их вве-
дении оказывают благоприятное влияние на свойства стали Они получают вы-
сокую прочность, твердость, достаточную вязкость и пластичность.
9
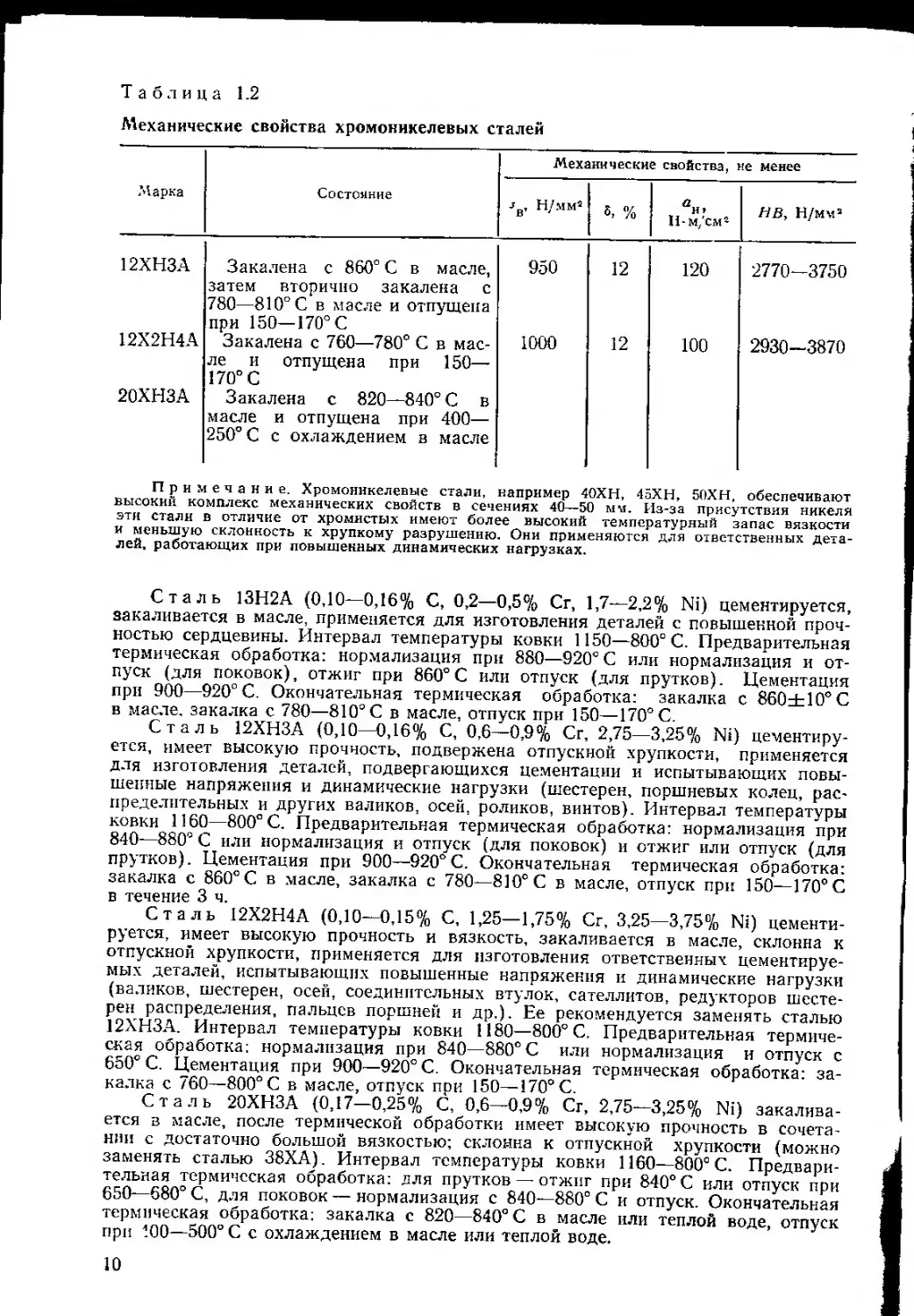
Таблица 1.2
Механические свойства хромоникелевых сталей
.Марка Состояние Механические свойства, не менее
j , Н/мм3 Jo з, % а Ht И-м/см" НВ, Н/мм3
12ХНЗА Закалена с 860° С в масле, затем вторично закалена с 780—810° С в масле и отпущена при 150—170° С 950 12 120 2770—3750
12Х2Н4А 20ХНЗА Закалена с 760—780° С в мас- ле и отпущена при 150— 170° С Закалена с 820—840° С в масле и отпущена при 400— 250° С с охлаждением в масле 1000 12 100 2930—3870
Примечание. Хромоникелевые стали, например 40ХН, 45ХН, 50ХН, обеспечивают
высокий комплекс механических свойств в сечениях 40—50 мм. Из-за присутствия никеля
эти стали в отличие от хромистых имеют более высокий температурный запас вязкости
и меныпую склонность к хрупкому разрушению. Они применяются для ответственных дета-
лей, работающих при повышенных динамических нагрузках.
Сталь 13Н2А (0,10—0,16% С, 0,2—0,5% Сг, 1,7—2,2% Ni) цементируется,
закаливается в масле, применяется для изготовления деталей с повышенной проч-
ностью сердцевины. Интервал температуры ковки 1150—800° С. Предварительная
термическая обработка: нормализация при 880—920е С или нормализация и от-
пуск (для поковок), отжиг при 860°С или отпуск (для прутков). Цементация
при 900—920° С. Окончательная термическая обработка: закалка с 860±10°С
в масле, закалка с 780—810е С в масле, отпуск при 150—170° С.
Сталь 12ХНЗА (0,10—0,16% С, 0,6—0,9% Сг, 2,75—3,25% Ni) цементиру-
ется, имеет высокую прочность, подвержена отпускной хрупкости, применяется
для изготовления деталей, подвергающихся цементации и испытывающих повы-
шенные напряжения и динамические нагрузки (шестерен, поршневых колец, рас-
пределптельных и других валиков, осей, роликов, винтов). Интервал температуры
ковки 1160—800°С. Предварительная термическая обработка: нормализация при
840—880е С или нормализация и отпуск (для поковок) и отжиг или отпуск (для
прутков). Цементация при 900—920°С. Окончательная термическая обработка:
закалка с 860° С в масле, закалка с 780—810° С в масле, отпуск при 150—170° С
в течение 3 ч.
Сталь 12Х2Н4А (0,10—0,15% С, 1,25—1,75% Сг, 3,25—3,75% Ni) цементи-
руется, имеет высокую прочность и вязкость, закаливается в масле, склонна к
отпускной хрупкости, применяется для изготовления ответственных цементируе-
мых деталей, испытывающих повышенные напряжения и динамические нагрузки
(валиков, шестерен, осей, соединительных втулок, сателлитов, редукторов шесте-
рен распределения, пальцев поршней и др.). Ее рекомендуется заменять сталью
12ХНЗА. Интервал температуры ковки 1180—800° С, Предварительная термиче-
ская обработка: нормализация при 840—880°С или нормализация и отпуск с
650е С. Цементация при 900—920° С. Окончательная термическая обработка: за-
калка с 760—800° С в масле, отпуск пои 150—170° С.
Сталь 20ХНЗА (0,17—0,25% С, 0,6—0,9% Сг, 2,75—3,25% Ni) закалива-
ется в масле, после термической обработки имеет высокую прочность в сочета-
нии с достаточно большой вязкостью; склонна к отпускной хрупкости (можно
заменять сталью 38ХА). Интервал температуры ковки 1160—800° С. Предвари-
тельная термическая обработка: для прутков — отжиг при 840° С или отпуск при
650—680° С, для поковок — нормализация с 840—880° С и отпуск. Окончательная
термическая обработка: закалка с 820—840° С в масле или теплой воде, отпуск
при 100—500° С с охлаждением в масле или теплой воде.
10
Сталь 37XH3A (0,35—0,40% С, 0,30—0,60% Мп, 0,17—0,37 Si, 1,05—
1 35% Сг, 2,75—3,15% Ni) применяется для изготовления шестерен, шпилек, ва-
ликов и др/ Механические свойства после закалки и отпуска: ов —1100—
1200 Н/мм2, 6=10%, йи = 70 Н-м/см2.
Хромоникелетитановые стали. Сталь 1Х18Н9Т (ЭЯ1Т) (0,14% С, 17—
20% Сг, до 0,8% Ti) обладает высокой пластичностью после закалки, хорошо
сваривается всеми видами сварки, упрочнение достигается путем нагартовки за-
каленной стали, применяется для изготовления деталей с повышенной коррози-
онной стойкостью (деталей крепления и элементов конструкции ТРД, работающих
в условиях высокого нагрева): гаек, болтов, шпилек, втулок, фланцев, патрубков,
реактивных конусов.
Термическая обработка: закалка с 1100—1150° С в воде (для прутков), с
1050—1100°С в воде или на воздухе (для лент).
Сталь Х20Н80Т (19—23% Сг, ^40% Ti и более 75% Ni) в закаленном
состоянии обладает высокой пластичностью, хорошо сваривается контактной
сваркой, удовлетворительно — газовой и атомно-водородной; применяется для
изготовления жаровых труб ТРД. Термическая обработка — закалка с 1050° С.
Хромоникелемолибденовые (вольфрамовые) стали. Сталь 18ХНВА (0,14—
0,21% С, 1,35—1,65% Сг, 4,0—4,5% Ni, 0,8—1,2% W) цементируется, закалива-
ется на воздухе, подвержена отпускной хрупкости, вследствие чего при отпуске
требуется быстрое охлаждение, применяется для изготовления ответственных
цементируемых и нецементируемых деталей, испытывающих высокие напряжения
и динамические нагрузки (коленчатых валов, валов редукторов, турбин и ком-
прессоров, цапф, ответственных болтов и шпилек, шестерен, шатунов).
Предварительная термическая обработка: нормализация при 920—980° С
и отпуск (для поковок и прутков). Цементация при 900—920° С. Окончатель-
ная термическая обработка: закалка с 950° С на воздухе, закалка с 850—860° С
на воздухе и отпуск при 150—170° С, закалка с 860—870° С на воздухе и отпуск
при 150—170° С, закалка с 860—870° С в масле и отпуск при 525—575° С в воде
или масле.
Сталь 25ХНВА в отличие от стали 18ХНВА содержит больше углерода
(от 0,21—0,28% С), обладает высокой прочностью, закаливается на воздухе,
склонна к отпускной хрупкости, применяется для изготовления деталей, испыты-
вающих высокие напряжения и динамические нагрузки. Рекомендуется заменять
сталями 18ХНВА и 40 X НМ А.
Предварительная термическая обработка: нормализация с 930—970° С и от-
пуск. Окончательная термическая обработка: закалка с 850°С в масле, отпуск
при 520—600° С с охлаждением в масле или воде.
Сталь 40ХНМА (0,36—0,44% С, 0,6—0,9% Сг, 1,25—1,75% Ni) имеет вы-
сокую прочность, применяется для изготовления деталей, испытывающих высокие
напряжения и динамические нагрузки (коленчатых валов, валов винтов, турбин,
компрессоров, цапф, муфт, шестерен, рессор, шатунов, нагруженных болтов,
шпилек, деталей винта и др.).
^Предварительная термическая обработка: для прутков — отжиг при 840—
880° С пли отпуск при 650—680° С, для поковок — нормализация с 840—880е С
и отпуск. Окончательная термическая обработка: закалка с 850° С в масле, отпуск
на требуемую твердость (550—600° С при ^С = 31—37, = 1000—1150 Н/мм2
и 575—625° С при /?С = 35—40, ов = 1100—1250 Н/мм2).
Хромоникелевые коррозионностойкие (нержавеющие) стали (табл. 1.3) обла-
дают высоким сопротивлением коррозии при воздействии воздуха, воды, раство-
ров кислот, солей. Легирование стали большим количеством хрома или хрома
и никеля сообщает ей высокое сопротивление коррозии
1 е ЯсоА6,- 1Х17Н2 (ЭИ268) (<0,17% С, <0,8% Si, 0,3-0,8% Мп, 16-18% Сг,
1ю—2,5% Ni) имеет высокую жаростойкость, хорошо сваривается. Детали после
сварки подлежат обязательной термической обработке.
Из стали изготавливают: кожухи и жаровые трубы камер сгорания, корпусы
компрессоров, сопловые аппараты, лоиажи и диски компрессоров и другие детали.
Термическая обработка: закалка с 1050° С в масле, отпуск при 275—350° С
Сталь Х18Н9 (<0,14% С, <2,0% Мп, <0,8% Si, 17-20% Сг, 8—11% Ni)
устойчива против окисления в воздушной среде при температуре до 850° С, а в
атмосфере продуктов сгорания — до 750° С. Для получения структуры отнородно-
го аустенита она подвергается закалке с 1100—1150е С. После такой термине-
Таблица 1.3
Химический состав и химические свойства хромоникелевых коррозионностойких
сталей (ГОСТ 5632—72)
Марки сталей С. % Сг, % Ni, % Ti, % <jd, Н/мм® В, %
04Х18Н10 <0,04 17—19 9—11 0,25 500 45
08Х18Ш0 <0,08 17—19 9-11 — 520 45
08Х18Н10Т <0,08 17—19 9—11 0,6 520 40
12Х18Н10Т <0,12 17-19 9-11 0,7 520 40
12Х18Н9 <0,12 17—19 8—10 * 550 35
17Х18Н9 0,13—0,21 17—19 8—10 600 35
12Х21Н5Т 0,09-0,14 20-22 4,8-5,8 0,25—0,50 950 4—12
09X15Н8Ю <0,09 14-16 7,0-9,4 0,70— 1.3А1 1200—1900 10-3
Примечания. I. Термическая обработка: первых шести марок стали — закалка от
1050—НСОЭС; марки 12X21Н5Т — закалка от 950—1000е С, старение при 500° С; марки
09X15Н8Ю— закалка от 975° С, обработка холодом — 70° С, старение при 365° С и закалка
от 975° С, обработка холодом <—70° С, холодная прокатка 25%, старение при 475° С.
2. Стали 04Х18Н10, 08Х18Н10, 08X18Н ЮТ и 12Х18НЮТ вследствие малого содержания
углерода и дополнительного легирования титаном не склонны к межкристаллитной корро-
зии. Такие стали называются стабилизированными. Стали поставляются в закаленном со-
стоянии. Их можно использовать при нагреве до 600° С в агрессивной среде и сваривать.
Стали 12Х18Н9 и 17X18Н9 склонны к межкристаллитной коррозии, поэтому после за-
калки их нельзя нагревать выше 400° С, в частности, нельзя сваривать. Эти стали постав-
ляются в закаленном, а также в наклепанном состоянии с пределом прочности ов =
= 1000-1200 Н/мм® и 6=20—10%.
ской обработки она более стойка против коррозии и наиболее пластична, но
имеет низкую прочность. Обычно холодной деформацией удается повысить ее
предел прочности. Сталь поставляется в виде листов, труб, лент, применяется для
изготовления деталей и элементов летательных аппаратов из холоднокатаных
листов или лент, соединяемых сваркой. Рабочие температуры не должны превы-
шать 500° С.
Сталь 2Х13Н4Г9 (0,15—0,30% С, 8—10% Мп, <0,8% Si, 12—14% Сг,
3.7—5,0 Ni) содержит пониженное количество хрома и никеля, которые частично
заменены менее дефицитным марганцем, поставляется в виде прутков, листов,
ленты, проволоки, применяется для изготовления элементов конструкции самоле-
та. нагревающихся при работе не выше 500° С, например деталей крыла, фюзе-
ляжа, противопожарных перегородок и др.
Сталь Х18Н9Т (<0,12% С, <2,0% Мп, <0,8% Si, 17-19% Сг, 8,0-
9,5 Ni, <0,7% Ti) устойчива против окисления на воздухе и в атмосфере с
коррозионной стойкостью после закалки. Допускаются глубокая вытяжка и дру-
гие виды холодной штамповки.
Пластической деформацией сталь упрочняется до ав^Ю00—1300 Н/мм2
с сохранением хорошей пластичности, хорошо сваривается всеми видами сварки,
поставляется в виде прутков, листов, профилей, труб, колец, бандажей, при-
меняется для изготовления деталей ГТД: конусов, выхлопных труб, реактивных
насадок и сварных соединений изделий, работающих в условиях влажной
среды.
Сталь Х15Н9Ю (0,05—0,09% С, <0,7% Мп, <0,7% Si, 14,8—16,5% Сг,
7,0—9,4% Ni, 0,9—1,4% Al) является сталью полуаустенитного класса. Химиче-
ский состав ее подобран так, что мартенситная точка находится около нуля гра-
дусов. После нормализации с 1000° С она приобретает структуру нестабильного
аустенита. В этом состоянии она обладает наибольшей пластичностью и легко
обрабатывается давлением. При деформации сталь быстро нагартовывается. Для
смягчения между операциями нагартовки рекомендуется промежуточный отжиг
Она хорошо сваривается аргонно-дуговой, точечной и роликовой сваркой, может
обрабатываться резанием.
12
1,5. Характеристика углеродистой стали
и влияние на нее примесей
Определение стали по углероду. Углеродистой сталью называется сплав же-
леза с углеродом, содержащий от 0,01 до 2% углерода, и с примесями марган-
ца (0,3—0,9%), кремния (0,15—0,35%), серы (до 0,06%) и фосфора (до 0,07%).
При этом главной составляющей, определяющей свойства стали, является уг-
лерод.
Значительное влияние на качество стали оказывают также содержащиеся
в стали газы — кислород, азот и водород.
По содержанию углерода различают сталь низкоуглеродистую (до 0,25%
углерода), среднеуглеродистую (от 0,25 до 0.6% углерода) и высокоуглеродистую
(от 0,6 до 2% углерода).
Воздействие примесей на свойства стали. Углерод С чаще находится
в стали в виде химического соединения РезС, называемого цементитом. С увели-
чением количества углерода до 1,2% твердость, прочность и упругость стали
возрастают, пластичность, сопротивляемость удару, обрабатываемость и свари-
ваемость ухудшаются.
Марганца в обыкновенной углеродистой стали содержится до 1%. Его
вводят при раскислении жидкой стали ферромарганцем, что повышает прочность
стали.
Кремни й вводят в сталь как активный раскислитель, восстанавливающий
железо нз окислов и способствующий получению плотного слитка. В мартенов-
ской стали содержится 0,12—0,35% кремния, а в бессемеровской — 0,1—0,35%.
Пониженнное содержание кремния указывает на недостаточную раскисленность
стали.
Сера находится в стали в виде сульфида железа FeS, относится к вредным
примесям, повышает хрупкость стали при высоких температурах (краснолом-
кость), но она увеличивает истираемость стали, понижает сопротивление уста-
лости и уменьшает коррозионную стойкость. В углеродистой стали серы допу-
скается не более 0,06—0,07%.
Фосфор — вредная примесь, образует с железом кристаллы химического
соединения FeP, растворимые в железе и очень хрупкие. Они располагаются по
границам зерен, резко ослабляя связь между ними, вследствие чего сталь при-
обретает высокую хрупкость в холодном состоянии (хладноломкость).
В мартеновской стали содержится до 0,04—0,05% фосфора, а в бессемеров-
ской— до 0,075—0,085%. Сера и фосфор, являясь вредными примесями, в то же
время улучшают обрабатываемость стали на металлорежущих станках.
Газы в стали (кислород, азот и водород) ухудшают ее качество. Кис-
лород и азот снижают ударную вязкость и прочность металла, а водород —
прочность, относительное удлинение и сужение стали.
Классификация стали. По применению углеродистую сталь разделяют на кон-
струкционную, инструментальную и сталь специального назначения, а по способу
выплавки, от которого зависит качество металла, — на сталь обыкновенного ка-
чества, качественную и высококачественную.
Сплав. Сплавом называется сложное металлическое тело, состоящее из двух
и более элементов, полученное их сплавлением, спеканием или другими методами.
Металлические сплавы состоят из металлов, но могут содержать и неметалличе-
ские элементы; однако в этом случае обязательно сохранение сплавом свойств,
присущих металлам. Сплавы отличаются от механических смесей и химических
соединений.
1.6. Классификация и маркировка углеродистой
и легированной стали
Наименование сталей. Стали классифицируются по следующим признакам:
способу производства, химическому составу, назначению, структуре и качеству.
По способу производства различают стали: мартеновскую; бессе-
меровскую, или томасовскую; электросталь; тигельную.
13
По химическому составу стали могут быть углеродистыми и леги-
рованными.
По назначению стали подразделяются на конструкционную, инструмент
тальную и с особыми свойствами. В группу конструкционной стали входят марки,
применяемые при производстве деталей машин и в строительстве. К инструмен-
тальным относят стали, применяемые при производстве режущего, измерительного
и штампованного инструмента.
Сталь с особыми свойствами используют главным образом в тех
отраслях производства, где требуются особые физические или механические
свойства материала. Например, нержавеющая сталь применяется в авиамашино-
строении, жаропрочная — в производстве ГТД и ЖРД.
Классы стали по структуре. В основу классификации положена характери-
стика структуры стали, образующейся при нормализации образца диаметром
25 мм. По этому признаку сталь имеет следующие классы: перлитный, аустенит-
ный, ферритный, мартенситный, карбидный. Могут быть и промежуточные классы.
К перлитному классу относится вся углеродистая сталь, а также
легированная при суммарном содержании легирующих элементов до 6—7%.
К аустенитному классу относятся стали с большим количеством
(до 30%) легирующих элементов, снижающих критические точки Aci и Ас3 (ни-
кель, марганец и др.), а также сложнолегированная сталь, содержащая никель,
хром и другие элементы. Массовая доля углерода в такой стали колеблется
в широких пределах.
К ферритному классу относится сталь, легированная большим коли-
чеством элементов, повышающих критические точки Aci и Ас3 (хром, кремний
и др.). Содержание в ней углерода незначительно.
К мартенситному классу относится сталь, легированная большим
количеством элементов (хромом, никелем и др.). Массовая доля углерода в ней
повышается.
К карбидному классу относится сталь, содержащая большое количе-
ство элементов, образующих с углеродом стойкие карбиды (хром, вольфрам,
ванадий и др.) при наличии большого (около 1%) количества углерода.
Качество стали. При классификации стали по качеству учитывается главным
образом содержание в стали вредных примесей — серы и фосфора, — а также
.метод выплавки. Наименьшее количество вредных примесей содержит высокока-
чественная сталь, в которой серы и фосфора не более 0,05%. В стали обыкновен-
ного качества массовые доли серы и фосфора могут доходить до 0,1%.
Таблица 1.4
Окрасочная маркировка сортового проката стали
Группа сталей
Цвет окраски прутков
Хромистая
Марганцовистая
Хромомарганцовая
Хромокремнистая
Хромомолибденовая и хром о молибде-
нов ан а диева я
Хромованадиевая
Н икель м о л ибденов ая
Хромоникелевая и хромоникелевая с
бором
Хромокремнемарганцовая
Хромоникельмолибденовая
Хромоалюминиевая и хромоалюминие-
вая с молибденом
Зеленый 4- желтый
Коричневый + синий
Синий + черный
Синий 4- красный
Зеленый 4- фиолетовый
Зеленый + черный
Желтый 4- фиолетовый
Желтый 4- черный
Красный + фиолетовый
Фиолетовый + черный
Алюминиевый
Примечание. Цвет краски для маркировки стали других групп устанавливается
соглашением сторон заказчика и поставщика.
14
Маркировка углеродистой стали. Сталь обыкновенного переплава согласно
ГОСТу обозначается путем сочетания букв и цифр. Буква указывает на способ
приготовления стали: М —сталь мартеновская, Б —сталь бессемеровская. Цифра
обозначает примерный предел прочности стали, увеличенный в 10 (100) раз.
Так например, МСт4— сталь мартеновская обыкновенного качества, значение
предела прочности 40—50 кгс/мм2 (400—500 Н/мм2), или БСтЗ —сталь бессеме-
ровская обыкновенного качества, предел прочности 30—40 кгс/мм2 (300—
400 Н/мм2). „ ,
При маркировке углеродистых качественных сталей цифра обозначает сред-
нюю массовую долю углерода в сотых долях процента. Так, сталь 20 —качест-
венная углеродистая сталь, содержащая в среднем 0,20% углерода, или сталь
45 — качественная углеродистая сталь, содержащая в среднем 0,45% углерода.
Часто прокат стали маркируется окраской (табл. L4).
1.7. Характеристика конструкционной стали, ее группы,
марки и применение
Конструкционной углеродистой называется сталь, содержащая углерода до
0,65—0,85%. Она идет на изготовление деталей и металлических конструкций,
обладает повышенной прочностью, хорошо сопротивляется удару и в то же вре-
мя превосходно обрабатывается. По качественным показателям конструкционная
углеродистая сталь делится на сталь обыкновенного качества и сталь качест-
венную.
Сталь обыкновенного качества (ГОСТ 380—71) идет на строи-
тельные конструкции, крепежные детали, листовой и профильный прокат, за-
клепки, трубы, арматуру, проволоку и др.
Качественную сталь применяют: для деталей, требующих высоких
пластичности и сопротивления удару; для деталей, работающих при повышенных
давлениях; для зубчатых колес, труб, болтов; для деталей, подлежащих цемента-
ции; для сварных изделий.
По степени раскисления сталь обыкновенного качества может быть: кипя-
щая, полуспокойная и спокойная, а в обозначения марок стали добавляются ин-
дексы: для кипящей стали — «кп», полуспокойной — «пс», спокойной — «сп».
Группы назначения стали. В зависимости от назначения стали делятся на
три группы:
группа Л — сталь, поставляемая по механическим свойствам;
группа Б — сталь, поставляемая по химическому составу;
группа В — сталь, поставляемая по механическим свойствам с дополнитель-
ными требованиями по химическому составу.
Марки сталей. Сталь группы А изготовляют следующих марок: Ст.1,
Ст.2, Ст.З, Ст.4, Ст.5, Ст.6, Ст.7.
Сталь марок Ст.1, Ст.2, Ст.З, Ст.4 всех групп может быть: кипящая, полуспо-
койная и спокойная, марок Ст.5, Ст.6, Ст.7 — полуспокойная и спокойная. В этом
случае к обозначению этих сталей добавляются соответствующие индексы.
Сталь группы Б изготавливают следующих марок:
мартеновская— МСт.1, МСт.2, МСт.З, МСт.4, МСт.5, МСт.6 и МСт.7;
конверторная — КСт.0. КСт.1, КСт.2, КСт.З, КСт.4, КСт.5, КСт.6 и КСт.7;
бессемеровская — БСт.0, БСт.З, БСт.4, БСт.5, БСт.6.
Сталь г р у п п ы В изготавливают следующих марок:
мартеновская — ВМСт.2, В МСт.З, ВМСт.4 и ВМСт.5;
конверторная — ВКСт.2, ВКСт.З, ВКСт.4 и ВКСт.5.
Прочность и пластичность. Чем больше цифра при буквах Ст., тем тверже
и прочнее сталь. Так, например, сталь марок Ст.1, МСт.1, Ст.2 и МСт.2 —самая
мягкая, пластичная, с высоким процентом относительного удлинения и сужения;
_и Ст.4—сталь средней твердости и прочности, а Ст.5, Ст.6 и Ст.7 —наибо-
_ . ... . _____ ___, -г ..г__________ , _____I
SOKrCL1 и Ст*2 —320—400 Н/мм2, у стали Ст.3 — 380—400 Н/мм2, у Ст.4—
420-500 Н/мм2, у Ст.7—700-760 Н/мм2.
Относительное удлинение у стали Ст.1 и Ст.2—28—31%, у Ст.4—19—24%,
Прочность и пластичность. Чем больше цифра при буквах Ст., тем тверже
и прочнее сталь. Так, например, сталь марок Ст.1, МСт.1, Ст.2 и МСт.2 —самая
мягкая, пластичная, с высоким процентом относительного удлинения и сужения;
Ст.З и Ст.4—сталь средней твердости и прочности, а Ст.5, Ст.6 и Ст.7 —наибо-
лее твердая и прочная конструкционная сталь. Так, предел прочности у стали
SOKrCL1 и Ст.2 — 320—400 Н/мм2, у стали Ст.3 — 380—400 Н/мм2, у Ст.4—
420—500 Н/мм2, у Ст.7—700-760 Н/мм2.
15
Применение отдельных марок обыкновенной конструкционной углеродистой
стали:
Ст.1, МСт.1, КСт.1 —заклепки, листовая сталь, котельная сталь;
Ст.З, МСт.З, БСт.З, КСт.З — винты, болты, заклепки, шпильки;
Ст.4, МСт.4, БСт.4, КСт.4 — зубчатые колеса, фланцы;
Ст.5, МСт.5, БСт.5, КСт.5— валы, оси, растяжки, пальцы;
Ст.6, МСт.6, КСт.6 — рельсы, бандажи, шпиндели, кулачки;
Ст.7, МСт.7, КСт.7 — рессоры, пружины.
Группы и марки качественной конструкционной стали. Качественную конст-
рукционную углеродистую сталь поставляют по химическому составу и механи-
ческим свойствам, предусмотренным ГОСТ 1050—74, и ее делят на две группы з
группа I — с нормальным содержанием марганца;
группа II — с повышенным содержанием марганца.
Марки конструкционной стали:
группа I — 05 кп, 08кп, 0, 8, 10 кп, 10, 15 кп, 15, 20 кп, 20, 25, 30, 35, 40, 45,
50, 55, 60, 65, 70, 75, 80, 85;
группа II — 15Г, 20Г, 25Г, ЗОГ, 35Г, 40Г, 45Г, 50Г, 60Г, 65Г, 70Г.
В марке стали двухзначные числа показывают среднее содержание углерода
в сотых долях процента, а буква Г обозначает повышенное содержание марганца.
Марки кипящей стали имеют индекс «кп».
Так, например, в стали 15 углерода содержится в среднем 0,15% (от 0,1 до
0,2%), серы — 0,04% и фосфора 0,04%. Кроме того, в качественной стали со-
держится хрома до 0,24—0,25% и никеля до 0,25%.
1.7.1. Механические свойства и применение сталей
Стали марок 05 кп и 08 кп характеризуются высокой пластичностью
в холодном состоянии и применяются для глубокой вытяжки при холодной
штамповке.
Стали марок 10, 15 и 20 имеют высокую пластичность, хорошо свари-
ваются, куются, штампуются, однако прочность их недостаточно велика; из та-
ких сталей изготовляют мелкие детали простой формы оси, валики, шпильки,
гайки, втулки, трубы. Возможна цементация (науглероживание).
Стали марок 25, 30 и 35 после термической обработки идут на изго-
товление деталей, испытывающих небольшие нагрузки: валики, шайбы, штифты,
оси, соединительные муфты, цилиндры, прессы, болты, гайки и др.
Стали марок 40, 45 и 50 — среднеуглеродистые; идут на изготовление
деталей, требующих высокой прочности или высокой поверхностной твердости,
а также деталей средненагруженных и не подвергающихся в работе истиранию.
Из них делают гайки, шатуны, тяги, рычаги. Стали закаливаемые, сваривае-
мость их невысокая. Особенно широко применяется сталь 45, из которой
изготавливаются коленчатые валы, поршневые пальцы, шатуны, втулки и другие
детали.
Высокоуглеродистые стали марок 55, 60, 65 и 70 харак-
теризуются высокой прочностью и твердостью и идут на изготовление валов,
штоков, проволоки тросов и др.
Сталь с повышенным содержанием марганца обладает более высокой прока-
ливаемостью и износоустойчивостью. Ее назначение примерно такое же, как
и стали с нормальным содержанием марганца.
В табл. 1.5 приводятся химический состав и механические свойства некото-
рых конструкционных углеродистых сталей.
Цветом каления называется цвет раскаленной стали, видимый в темноте.
Каждому цвету каления соответствует определенная температура в градусах
Цельсия: темно-коричневый — 530—580; коричнево-красный — 580—650; темно-
красный — 650—730; темно-вишнево-красный — 730—770; вишнево-красный —
770—800; светло-вишнево-красный — 800—830; светло-красный — 830—900; оран-
жевый — 900—1050; тем но-желтый — 1050—1150; светло-желтый — 1150—1250;
ослепительно-белый — 1250—1300.
16
Таблица 1.5
Химический состав и механические свойства конструкционных углеродистых
сталей
Марка стали Химический состав, % Механические свойства
С Мп S %’ Н/мм2 °Г’ Н/мм2 S. % %
08 0,05—0,12 0,35—0,65 1 0,17—0,37 330 200 33 60
10 0,07-0,14 0,35—0,65 0,17—0,37 340 210 31 □э
20 0,17—0,24 0,35—0,65 0,17-0,37 420 250 25 55
25 0,22—0,30 0,5 —0,8 0,17—0,37 460 280 23 50
30 0,27—0,35 0,5 -0,8 0,17-0,37 500 300 21 50
40 0,37—0,45 0,5 —0,8 0,17—0,37 580 340 19 45
45 0,42—0,50 0,5 -0,8 0,17—0,37 610 360 16 40
50 0,47—0,55 0,5 -0,8 0,17—0,37 640 380 14 40
Цвета побежалости. Цветами побежалости называются радужные иве га, воз-
никающие в результате появления тонкого слоя окислов на чистой поверхности
углеродистой стали при нагреве ее на воздухе. Они меняются в зависимости от
температуры нагрева в градусах Цельсия: светло-желтый — 220; соломенно-жел-
тый — 240; коричнево-желтый — 256; красно-коричневый — 265; пупурно-красный—
275; фиолетовый — 285; васильково-синий — 295; светло-синий — 315; серый —
330; черный 420.
На легированных сталях цвета побежалости возникают при более высоких
температурах.
L8. Немагнитные стали и чугуны
Немагнитные стали отличаются высокой прочностью и невысокой стоимостью.
Для этого используют стали, имеющие при обычной температуре структуру не-
магнитного аустенита (твердые растворы на основе у-железа).
Получение аустенитной структуры возможно при легировании железа элемен-
тами, увеличивающими устойчивость решетки у-железа: Мп (10—15%) или
Ni (22—25%).
Распространенные немагнитные стали и чугуны. Одна из наиболее распрост-
раненных немагнитных сталей 30Х2Н24Г (0,3% С; 2% Сг; 24% Ni; 1% Мп)
характеризуется следующими данными: ов = 65 МПа (650 кгс/мм2); 6 = 35%.
Если требования к механическим свойствам не очень высоки, то целесообраз-
нее использовать чугуны как более дешевые литейные материалы. Волыним до-
стоинством чугунов является высокое удельное электрическое сопрел явление
(1.0—1,5 мкОм*м).
Наиболее распространенный никельмарганцовый чугун имеет следующий
состав и свойства: 2,6—3% С, 2,5% Si, 6% Мп, 10% Ni, u = l,03; р=1,4 мкОмм;
о в—200 МПа (20 кгс/мм2).
Немагнитные стали и сплавы относятся к группе пара- и диамагнитных ма-
териалов с магнитной проницаемостью не более 1,5 Гс/Э. Подобными свойствами
обладают пластмассы, цветные металлы и др. Немагнитные стали дешевле,
прочнее и имеют меньшие потери при перемагничивании, чем цветные металлы,
и поэтому находят широкое применение.
17
00
Таблица 1.6
Технические характеристики для материалов авиационных ГТД
Название детали, узла
Материал и условие применения
Общие рекомендации
1.10.1 Материалы для деталей осевых компрессоров
Входные устройства
Колеса отдельных ступеней
Рабочие лопатки
При t Q50° С применяют листовой дюралюминий, при
t=C500°C— листовой титановый сплав, при t>500rC—не-
ржавеющую сталь Х18Н9Т
При температуре нагрева колес до 200° С используют маг-
ниевые сплавы, до 250° С — алюминиевые, до 450—550° С—
титановые. Используются также стали: до 450° С — обычные,
выше 450° С — жаропрочные.
Марки теплостойких алюминиевых сплавов АК2, АК4-1,
ВД17; титановых сплавов ВТЗ-1 (до 450—500°С), ВТ10 до
500—550° С; сталей ОХНЗМ, ЗОХГСА, 18ХНВА, 40ХНВА,
13Х14ВФРА
Последняя марка стали применяется для последних ступе-
ней компрессора при температуре нагрева до 500° С
Если температура не превышает 250° С, то применяют спла-
вы АК4-1 или ВД17 При такой температуре могут приме-
няться стеклопластики, при температуре до 450—550° С — ти-
тановые сплавы, ВТ8-1, ВТ8, ВТ 10 и хромистые стали
13Х1211ВМФЛ (ЭИ961), 13Х14ПВВФРА (ЭИ736), Х17Н2
(ЭИ268) и 51ЗЛ (ЭИ736Л).
Механические качества этих сталей указаны в табл. 1,9.
Выбор материала опре-
деляется температурой
нагрева
Во всех случаях коле-
са штампуются и обра-
батываются механически
Механические качества
и предел ползучести ма-
териалов приводятся в
табл, 1.7 и 1.8
Однако рекомендуется
на первых ступенях ком-
прессора применять
стальные лопатки, так
как во время работы
ГТД на земле засасыва-
ется пыль, песок, снег,
лед, которые повреждают
лопатки и снижают их
усталостную прочность
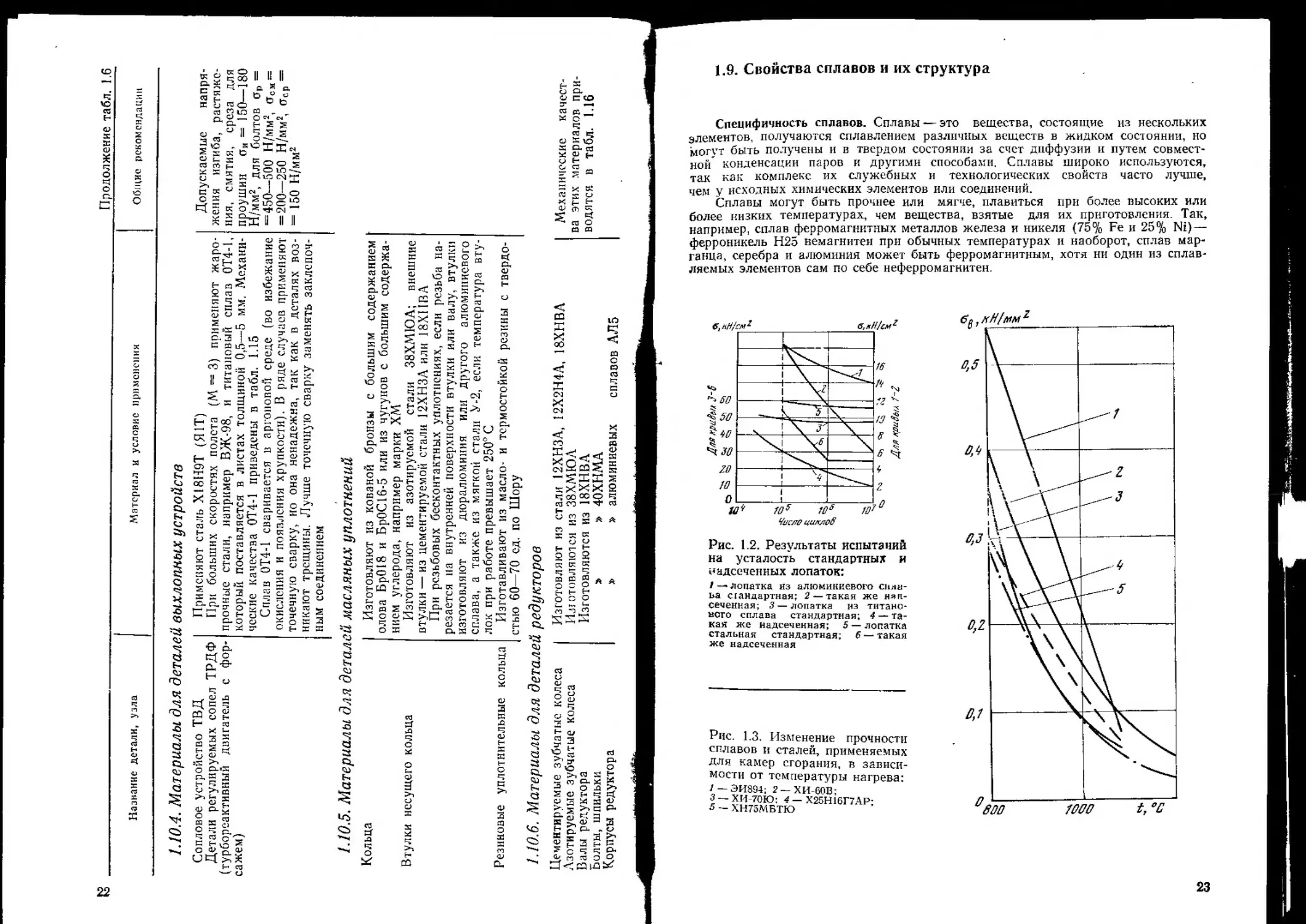
Примечание. На рис. 1 2 приведены результаты испытаний на усталость компрессорных лопаток, выполненных из алюминиевого и ти-
танового сплавов и из стали, на которых была сделана насечка под углом 60° глубиной 1,3 мм.
Спрямляющие лопатки
Корпус компрессора
Вал компрессора и цапфа
Детали центробежного компрессора
Изготовляются из указанных выше марок алюминиевых и
титановых сплавов и стали
Спрямляющие лопатки
нагружены меньше, чем
рабочие. Поэтому мож-
но также применять ли-
стовой дюралюминий Д1
и стали 20, ЗОХГСА,
Х17Н2
В зависимости от температурных условий корпус может
быть отлит из алюминиевого сплава АЛ4 или АЛ5 и упрочнен
термообработкой либо изготовлен сварным из листового тита-
нового сплава и стали
Для деталей осевых компрессоров, например для корпуса
переднего подшипника, применяют магниевые сплавы, при ус-
ловии если температура его не превышает 200° С. При более
высокой температуре механические качества магниевых спла-
вов резко ухудшаются.
Изготовляют из сплавов марок 18ХНВА, ЗОХГСА, 40ХНМА,
12Х2Н4А, а детали воздушных уплотнений из мягкой угле-
родистой стали 10, либо (при допустимой рабочей температу-
ре) из алюминиевых сплавов
Сталь 10 имеет высокую пластичность в отожженном и нор-
мализованном состоянии
Колесо и вращающийся направляющий аппарат изготовляют
из штамповок алюминиевых сплавов АК2, АК4 и ВД17, а не-
подвижный направляющий аппарат—из листового дюралю-
миния Д1. Отдельные части корпуса и диффузора отливают из
силуминов АЛ4 и АЛ5
Для больших скоростей полета, когда температура направ-
ляющего аппарата и колеса может быть >250° С, колесо из-
готовляют из титановых сплавов ВТЗ, ВТ 10, а неподвижный
направляющий аппарат — из листового титанового сплава
ВТЗ-1
Материалами для вала являются стали 18ХНВА, 12Х2Н4А,
40ХНМА
Детали подвергаются
механической обработке
Продолжение табл 1.6
Название детали, узла
Материал и условие применения
ОбЕЦие рекомендации
1.10.2. Материалы для деталей газовых турбин
Рабочие лопатки
Сопловые лопатки
Лопатки изготовляют из жаропрочных сплавов на никелевой
основе: ЭИ437Б, ЭИ617, ЭИ598, ЭИ867, ЖС6-К ЖСб-КП,
ЭИ929. Механические качества этих сплавов в зависимости от
температуры приведены в табл. 1.11
При увеличении температуры газов выше допустимых при-
меняют охлаждаемые лопатки или другие более жаропрочные
материалы (сплавы на молибденовой или ниобиевой основе).
Однако ниобиевый сплав без специальных покрытий нерабо-
тоспособен, так как при температуре выше 200° С насыщается
газами и интенсивно окисляется
На лопатки I ступени воздействуют высокие температуры,
поэтому их изготовляют из жаропрочных сталей на никелевой
основе (ЖСЗ, АНВ-300 и ЖС6-К) и на кобальтовой основе
(ЛК4). Механические качества этих материалов приведены
в табл. 1.12
Лопатки газовых тур-
бин работают в тяже-
лых условиях и испыты-
вают высокие перемен-
ные напряжения растя-
жения и меньше напря-
жения изгиба, вызываю-
щие усталость материа-
ла. Температура нагрева
лопаток без воздушного
охлаждения 750—880° С
На лопатки и диски
компрессора и турбины
действуют большие цент-
робежные силы. Напри-
мер, центробежная сила
лопатки турбины дости-
гает 80—250 кН, центро-
бежная сила лопатки
сверхзвукового компрес-
сора 80—100 кН
Башмаки для крепления сопловых
лопаток
Для сопловых лопаток II ступени турбины применяют ме-
нее жаропрочные сплавы на никелевой основе ЭИ437А и ЛК4
(табл. 1.13)
Для сопловых лопаток III, IV, V ступеней ТВД применяют
хромоникелевую сталь X23II18 (ЭИ417). Механические свой-
ства стали приведены в табл. 1.14. Остальные детали сопло-
вого аппарата изготовляют из стали Х23Н18, Х18Н9Т
(ЭЯ1Т)
Изготовляют из сплава ЖСЗ и стали Х23Н18
Болты
Диски турбины
Корпус турбины
Вал турбины
Изготовляют из сталей ЭИ388, ЭИ-481 и др.
Выполняют из х ро мони кельм а рганцови стой жаропрочной
стали ЭИ481, а при более высоком нагреве —из сплавов
ЭИ437Б, ЭИ698 и др.
Механические качества стали ЭИ481 приведены в табл. 1.14
Шпильки и гайки, стягивающие диски, изготавливают из
сплава ЭИ437Б, лабиринтные кольца уплотнения — из стали
ЭИ415
Изготовляют из сплава ЭИ961, ВЖ-Ю2, ЭИ417, Х18Н9Т
(ЭЯ1Т), болты и гайки —из стали ЭИ388
Изготовляют из сплава 18ХНВА, 40ХНМА, 13Х14НВФРА
(ЭИ736)
Для недопущения кор-
розии и «пригорания»
резьбу омедняют
1.10.3. Материалы для деталей камер сгорания
Наружный кожух
Жаровая труба
При больших скоростях полета (М > 2) кожух нагревается
до 500° С; для изготовления применяют сталь Х18Н9Т (Я1Т)
или ВЖ102
Нагревается до 800—900° С. Применяют никслехромистые
сплавы Х20Н80Т (ЭИ602), ХН75МБТЮ (ЭИ602), ХН38ВТ
(ЭИ703), XHG0B (ЭИ868), ЭИ894, ХН70Ю (ЭИ652),
Х25Н16Г7АР (ЭИ835), Х24Н25Т (ЭИ813). Механические свой-
ства приведены на рис. 1.3
Для камер сгорания, работающих при температуре 900° С,
применяют сплавы Х20Н80Т (ЭИ435), ХН75МБТ1О (ЭИ602),
ХН38ВТ (ЭИ703), при температуре 950° С — ЭИ894 и при
температуре 950—1100° С — ХН60В (ЭИ868)
Материалы, применяе-
мые для изготовления
отдельных деталей каме-
ры сгорания, выбирают-
ся в зависимости от тем-
пературы нагрева дета-
лей
к
о
а
Ё
3
о
CD
г; оо
о
£3 юэ
сз
£
сз
*
сз
Я
Di
ш с
С — Я
£
а
Я
LQ
Я
га
со
о
га
га
га
о
га
га
оз
S
О
00
га
га
га
Е
я
га
о
А
га
о
га
я
га
О
га
2
Ф
д
га
е
ф
£
Е
Е
3
га
о
st
Ф
га
о
га
х
3
«3
о
>я
о
ф
Q
га
ф
Ф
а
га
га
га
га
3
ф
ф
Ё
Ё
га
га
га
га
га
га
га
га
га
га
га
га
X
к
S
3
о
S
X
га
га
га
га
га
га
о
& о
ф
S
ф
Е
ф
оз
я
К О
ж
(Л
< см
s Е
га
га
га.
о
ф
3
S
СО
S
Я
S
к
га
ф
га
я
Е
ф
ф
га
я
га га
га
к
Я
X
£
сс
S
га
Ш
га
га
га
я
СО
3
<ч
<и
я
с
х
я
а
я
га
Ф
а
к
га
га
га
я LO
CD
оо
СО
»га
о
£
га
га:
CS
я £
ф
s
я
га
га
га
га
х
к
Я
sSj
3
ф
я
га
»=с
ф
с
га со
< S
ф
га
с
о
О
О
к
Ф
га
Я
О
si
ф
Я .,
оз
о
Ф
а
3
я
га
га
К
га
га
ф
3
ф
я
я
га
о
я
га
Ф
03
03
га
га
Е
га
ОС СО О
СО — ’Ф
га
СП
А
к
ф
о
га
га
о
ф
Ф
S
2
га
CQ
о
н
га
ф
«
ф
га
я
к
S
2
1.9. Свойства сплавов и их структура
Специфичность сплавов. Сплавы — это вещества, состоящие из нескольких
элементов, получаются сплавлением различных веществ в жидком состоянии, но
могут быть получены и в твердом состоянии за счет диффузии и путем совмест-
ной конденсации паров и другими способами. Сплавы широко используются,
так как комплекс их служебных и технологических свойств часто лучше,
чем у исходных химических элементов или соединений.
Сплавы могут быть прочнее или мягче, плавиться при более высоких или
более низких температурах, чем вещества, взятые для их приготовления. Так,
например, сплав ферромагнитных металлов железа и никеля (75% Fe и 25% Ni) —
ферроникель Н25 немагнитен при обычных температурах и наоборот, сплав мар-
ганца, серебра и алюминия может быть ферромагнитным, хотя ни один из сплав-
ляемых элементов сам по себе неферромагнитен.
Рис. 1.2. Результаты испытаний
на усталость стандартных и
надсеченных лопаток:
I — лопатка из алюминиевого спла-
ва сындартная; 2 — такая же няп-
сечениая; 3 — лопатка из титане*
него сплава стандартная; 4 — та-
кая же надсеченная; 5 — лопатка
стальная стандартная; б — такая
же надсеченная
Рис. 1.3. Изменение прочности
сплавов и сталей, применяемых
для камер сгорания, в зависи-
мости от температуры нагрева:
1 — ЭИ894; 2 — ХИ-60В;
з — X И -70Ю: 4 — Х25Н16Г7АР -
5 — ХН75МБТЮ
23
Таблица 1.7
Механические свойства материалов
Мате} нал 3В, Н/ММ* S, % HRB Ма гериал J В1 Н/мма 6, % HRB
АК2 360 4 95 охнзм 950 14 290-310
АК4-1 380 4 100 ЗОХГСА 1100 18 302—363
ВД17 440 10 115—150 18ХНВЛ 1120 13 305—325
ВТЗ-1 950—1200 10—16 260—340 40ХНМА 1000 12 299—321
ВТЗ 1000—1100 8-12 310—350 13Х14НВФРА 1200 15 420
ВТ10 1060 5,3 310-340 *
Примечания. 1. Сплав АК4 1 (1,9— 2,5% Си, 1,4—1,8 Мо, < 0,2% Мп, 1,0—1,5% Fe,
1,0—1,5% Н) — жаропрочный, деформируемый, является модификацией сплава АК4, обладает
высокими прочностными характеристиками, имеет удовлетворительную пластичность в го-
рячем состоянии, удовлетворительно сваривается и обрабатывается резанием. Термическая
обработка: закалка с 525—535е С, искусственное старение при 170° С в течение 16 ч.
2. Титановый сплав ВТЗ (4,0—6,2 Ai, 2—3% С г) обладает высокой коррозионной стойко-
стью, большой прочностью, обеспечивающей обработку горячей деформацией при 850—
1050° С. После ковки или штамповки для устранения наклепа и выравнивания свойств по
сечению производят отжиг при 700—800° С.
3. Титановый сплав ВТЗ-1 (4,0—6,2% А1, 1,5—2,5% Сг, 1,0—1,8% Мо) обладает большой
жаропрочностью (молибден стабилизирует структуру),
4. Дюралюминий ВД17 (2,6—3,2% Си, 2.0—2,4% Me, 0.45—0.7% Мп) обладает более высокой
коррозионной стойкостью, чем сплавы АК4-1. Имеет высокую пластичность при горячей
деформации. Температура ковки и штамповки 350—450° С. Удовлетворительно сваривается
и хорошо обрабатывается резанием.
Таблица 1.8
Пределы ползучести (в Н/ммг) алюминиевых ковочных сплавов
Марка сплава Температура, °C °К1 СТК2 V1/300 V 2/300 ®0,5/300
150 155 245 180 230 215
200 80 140 115 140 140
АК2 250 25 60 50 60 65
300 6 16 13 18 20
150 205 320 260 300 255
A FZ Л 200 105 170 140 165 160
АК4 250 45 70 65 70 75
300 16 20 20 24 27
170 140 180 170 180 180
Д1 200 120 140 120 150 150
230 60 100 85 105 115
Примечание. Работоспособность материала при повышенной температуре оцени-
вается пределами ползучести и длительной прочности. Обозначение предела ползучести
производится двумя индексами, например С70Т1/ЮО Первый индекс означает остаточную
деформацию в процентах (в данном случае 0,1%). второй —время в часах, за которое по-
лучается такая деформация. Иногда за предел ползучести принимают напряжение, при ко-
тором скорость деформации за определенный промежуток времени не превосходит некото-
рой допускаемой величины
Величины оК| и 'око означают напряжения, вызывающие между 100 и 300 ч испытания
скорости деформации, равные 1-10—и 5*10^ ) в час.
24
Таблица 1.9
Механические свойства хромистых сталей (в Н/мм2)
Марка стали Темпера- тура испытания, °C Е % СТ0,2 яюо V2/100 °-1 Примечание
450 15 700 1000 840 730 580 500 Для деталей
13Х12НВМФА 500 14 500 900 730 630 300 460 ГТД при темпера*
(ЭИ961) 550 600 12 500 10 900 800 600 700 490 440 270 200 150 430 300 туре до 600°С
13Х14НВФРА 500 15500 910 620 500 270 Для лопаток,
(ЭИ736) 550 1400 650 470 300 180 дисков, валов, стяжных болтов при температуре до 550° С
450 16200 920 730 —1 — Для лопаток
Х17Н2 500 15 150 950 870 — 90 компрессора при
(ЭИ268) 550 — 570 440 —— *— температуре до
600 13 600 380 — — 500° С
450 — 850 720 460 330 Для лопаток
513Л 500 —► 820 730 1 1 215 350 компрессора и др у*
(ЭИ736Л) 550 740 680 550 180 290 гих деталей при температуре до 550° С
Примечание. Для увеличения уста лестной прочности заготовка лопатки штампует-
ся, а окончательная форма лопатки создается механической или электрохимической обра*
боткой. Для уменьшения припуска в некоторых случаях применяют точную штамповку —
чеканку, после которой замковая часть обрабатывается механически (или электрохимиче*
скн), а перо лопатки полируется.
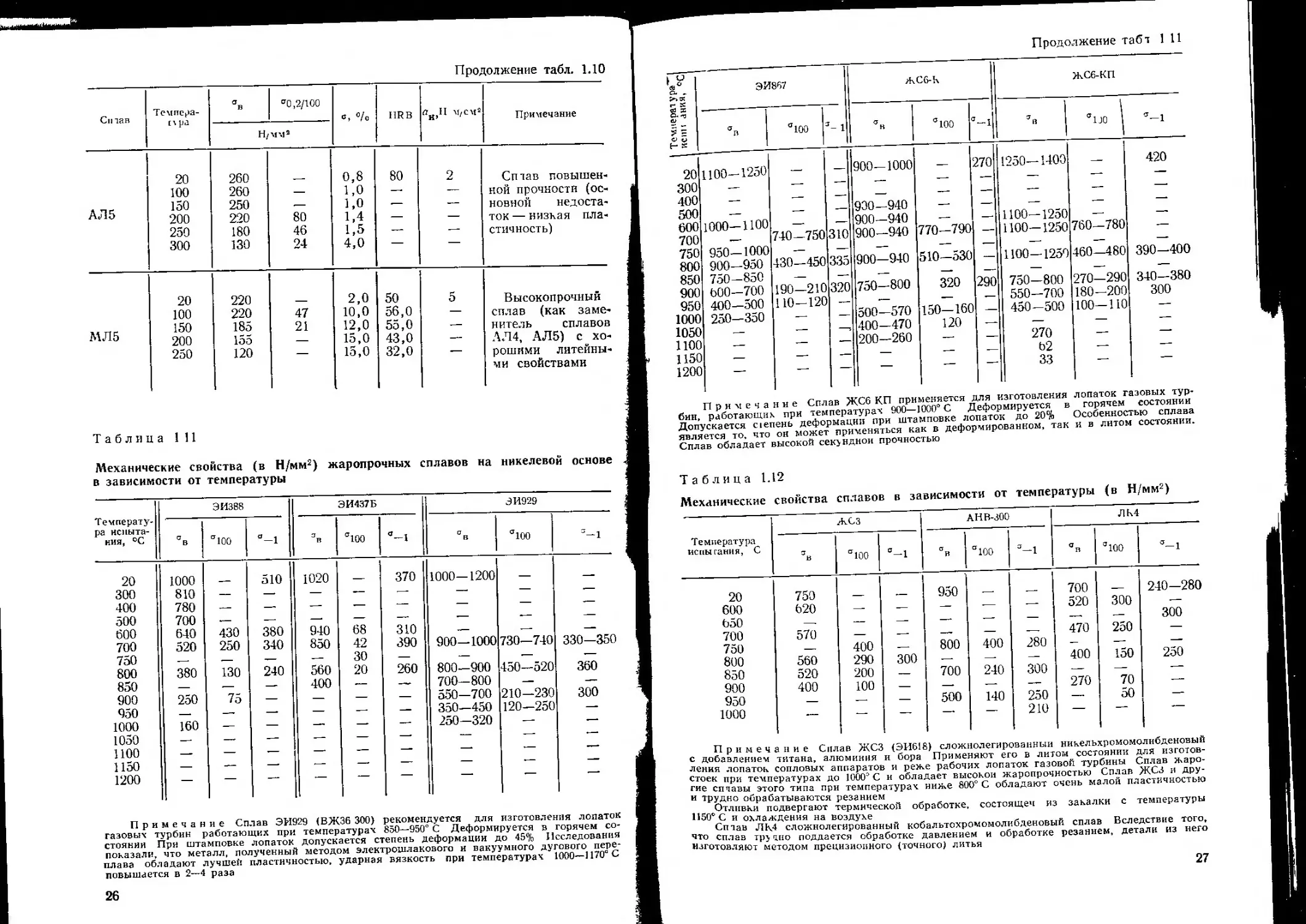
Таблица 1.10
Механические свойства алюминиевых сплавов
Сплав Темпера- тура, °C % (3 0,2/100 % HRB йн > Н»м/смя Примечание
Н/ммя
АЛ1 20 200 250 270 300 260 181 175 165 133 100 62 37 0,5 1,5 1,9 2,2 4,2 100 1 1 1 1 1 Термопрочный сплав
АЛ4 20 100 150 200 250 240 220 190 160 ПО Mill 3,0 70 ю II II Сплав повышен* ной прочности с хорошими литей- ными свойствами
25
Продолжение табл. 1Л0
Си лав Тс мне ра- п ра а в а0,2/100 °/о HRB ^Н,н М/СМ2 Примечание
Н /ММ3
20 260 _ — 0,8 80 9 Сп тав повышен-
100 260 — 1,0 “ 1 - — ной прочности (ос-
АЛ5 150 200 250 220 80 1,0 1,4 * ь* — новной недоста- ток — низкая пла-
250 180 46 1,5 — стичность)
300 130 24 4,0 — —
20 220 — 2,0 50 Г* э Высокопрочный
100 220 47 10,0 56,0 — сплав (как заме-
МЛ 5 150 185 21 12,0 55,0 -— нитель сплавов
200 155 — 15,0 43,0 —— Л Л 4, А Л 5) с хо-
250 120 — 15,0 32,0 рошнми литейны- ми свойствами
Таблица 111
Механические свойства (в Н/мм2)
в зависимости от температуры
жаропрочных сплавов на никелевой основе
Температу- ра испыта- ния, °C ЭИ388 ЭИ437Б ЭИ929
а в Лоо °-1 л в а100 а в а100 1
20 1000 — — 510 1020 370 1000—1200
300 810 — — — -— —- 1 — А— -
400 780 — * -— -
500 700 Ь" — ——- — — *—— -
600 640 430 380 940 68 310 ,—- —
700 520 250 340 850 42 390 900—1000 730—740 330—350
750 — » —— 1 — 30 — — —
800 380 130 240 560 20 260 800—900 450—520 360
850 — * — 400 — — — -W 700—800
900 250 75 — — — —- 550—700 210—230 300
950 —- i"W —• — — 350—450 120—250 —
1000 160 — — • — 250-320 — —
1050 —" - -—- —- — —- — - 1
1100 —1 — — ’ — —— — 1 —
1150 - *—— — - * —- -
1200 — — — - — — — —* *— *—
Примечание Сплав ЭИ929 (ВЖ36 300) рекомендуется для изготовления лопаток
газовых турбин работающих при температурах 850—950° С Деформируется в горячем со-
стоянии При штамповке лопаток допускается степень деформации до 45% Исследования
показали, что металл, полученный методом электрошлакового и вакуумного дугового пере-
плава обладают лучшей пластичностью, ударная вязкость при температурах 1000—1170° С
повышается в 2—4 раза
26
Продолжение табт 1 11
Температура”"! исии ания, °С| ЭИ867 ЖС6-К ЖС6-КП
а в а100 5- 1 % ° 100 ~ в ffuo а-1
20 1100—1250 — * 900—1000 — 270 1250—1403 — 420
300 —— -—“ —— —- -— 1 - — — — -
400 — — —— - - — — — — 1 — —
500 - * " — 930—940 —- —- -— —*
600 1000—1100 - «— 900-940 — —- 1100—1250 — - —**
700 740 —750 310 900—940 770—790 — 1100—1250 760—780 - “
750 950—1000 — — —— — — ——" —— —*
800 900—950 430—450 335 900—940 510-530 — 1100—1250 460—480 390—400
850 7.50—850 — —— 1— — - ' — — —
900 600—700 190—210 320 750—800 320 290 750—800 270—290 340—380
950 400—500 110-120 — — *— — — 550—700 180—200 300
1000 250—350 — * —- 500—570 150—160 — 450—500 100—110 —-
1050 г — 1 —1 400—470 120 <— —
1100 —- — 200—260 —* — 270 — —
1150 - -— — — Ь2 -—“ —-
1200 - — - — — - — — 33 ——• —
Примечание Сплав ЖС6 КП применяется для изготовления лопаток газовых тур’
бин, работающих при температурах 900—1000° С Деформируется в горячем состоянии
Допускается cieneHB деформации при штамповке лопаток до 20% Особенностью сплава
является то, что он может применяться как в деформированном, так и в литом состоянии.
Сплав обладает высокой секундной прочностью
Таблица 1.12
Механические свойства сплавов в зависимости от температуры (в Н/мм2)
Температура иены гания, С ЖСЗ А И В-300 ЛК4
а в стюо с-1 о В ° 100 а—1 ° в а100 а-1
20 750 - _ 950 -—— 700 .— 240—280
600 620 —— — 520 300 —““
650 ~ — —— " — —— 300
700 570 — “ — II'W — 470 250 ——
750 ~ 400 — 800 400 280 — —— ——
800 560 290 300 * 1 —— 400 150 250
850 520 200 700 240 300 — —— -——
900 400 100 — — 1 ч 270 70 W—“
950 — 1 ~ — 500 140 250 50 — -
1000 "—— ~ - — 210 — — —
Примечание Сплав ЖСЗ (ЭИ618) сложнолегированныи никельхромомолибденовый
с добавлением титана, алюминия и бора Применяют его в литом состоянии для изготов-
ления лопаток сопловых аппаратов и реже рабочих лопаток газовой турбины Сплав жаро-
стоек при температурах до 1000° С и обладает высокой жаропрочностью Сплав ЖСЗ и дру-
гие ставы этого типа при температурах ниже 800° С обладают очень малой пластичностью
и трудно обрабатываются резанием
нгт,с/>тлпвки подвергают термической обработке, состоящей из закалки с температуры
пои си охлаждения на воздухе
Став ЛК4 сложнолегированный кобальтохромомолибденовый сплав Вследствие того,
сплав тру чно поддается обработке давлением и обработке резанием, детали из него
отовляют методом прецизионного (точного) литья
27
Таблица 1.13
Механические свойства сплавов ЭИ437А и ЭИ417 в зависимости от температуры
(в Н/мм2)
Температура иены гания, °C ЭИ437А ЗИ417 (Х23Н18)
’в аюо °-1 *в °100
20 1000 — 360 690 —
500 930 730 " 510
600 880 580 380 450
700 680 360 380 310 170
800 550 140 300 210 70
900 140 100
Таблица 1.14
Механические свойства стали ЭИ481 в зависимости от температуры
(в Н/мм2)
Температура
испытания, °C
в100
Температура
испытания, °C
*100
20
200
300
350
400
940
770
740
730
730
450
500
550
600
720
680
660
650
450
Примечание. Сталь ЭИ417 (Х23Н18) имеет повышенное содержание хрома и ни-
келя по сравнению со сталью 1Х18Н9 (ЭЯ1). что приводит к значительному увеличению ее
жаропрочности и жаростойкости. После закалки в воде сталь приобретает аустенитную
структуру, что сообщает ей высокую пластичность. Она допускает глубокую вытяжку н дру-
гие виды холодной штамповки и хорошо сваривается всеми видами сварки.
Таблица 1.15
Механические свойства сплава ОТ4-1 в зависимости от температуры ( в Н/мм2)
Температу- ра испыта- ния, °C а Н/мма %* Н/мма 6, %
20 500 660 22
350 260 340 27
400 250 320 22
Примечание. Сплавы ОТ4 и ОТ4-1 (разновидности сплавов ВТ4) имеют более
высокую технологическую пластичность, обладают большой жаропрочностью, не склонны
к хрупкости, что позволяет применять их для изготовления сварных и штампованных дета*
лей, работающих при температурах до 500° С,
28
Таблица 1.16
Механические свойства материалов для изготовления деталей редуктора
Детали Материал Н/ММ1 ас, Н/ММ2 % ан > Н-м/см1 НВ
Цементируемые зубчатые колеса 12ХНЗА i 2Х2Н4А 18ХНВА 950 1000 1150 700 800 850 11 12 11 ПО 100 120 269—363 293—375 331—388
Азотируемые зубчатые колеса 38ХМЮА 1000 850 15 100 302-340
Валы редуктора, болты, шпильки 18ХНВА, 40ХНМА 1000 850 12 100 299—321
Корпусы редук- тора АЛ5 (алюми- ниевый сплав) 220 180 0,8 2 80
Сплав ферроникель Н25 имеет коэффициент термического расширения почти
в 2 раза больший, чем у железа или никеля, а сплав тех же металлов, но в ином
соотношении (64% Fe и 36% Ni), называемый инваром Н36, имеет в обычном
интервале рабочих температур коэффициент термического расширения, практи-
чески равный нулю и т. д.
Свойства многих сплавов при термической обработке могут меняться в широ-
ких пределах. Наконец, сплавы часто дешевле чистых веществ.
Строение сплавов. Структура сплава зависит от вида взаимодействия меж-
ду его компонентами. Как правило, технические сплавы многокомпонентны.
Структура их также изменяется в соответствии с изменением те?лпературы
и давления.
1.10. Материалы для авиационных газотурбинных
двигателей
Правильное применение легированных, конструкционных и расходных мате-
риалов способствует повышению уровня технической эксплуатации, увеличению
срока службы, работоспособности и надежности ГТД.
При выборе материалов для деталей и узлов авиационных конструкций в
первую очередь учитывают их плотность и так называемую удельную прочность
(ее еще называют качественным числом), характеризуемую отношением прочно-
сти к плотности.
J3 качестве характеристики прочности может быть взято одно из следующих
свойств: предел прочности, предел текучести, предел усталости, модуль нормаль-
ной упругости. Поэтому при изготовлении деталей предпочтение отдается мате-
риалу, обладающему большой удельной прочностью. Это позволяет при прочих
равных условиях увеличить прочность конструкции, ее надежность, уменьшить
массу и получить другие выгоды.
В табл. 1.6. приводятся технические характеристики материалов, применяе-
мых в двигателестроении (разд. 1.10.1—1.10.6).
29
1.10.7. Эмалевые тугоплавкие покрытия
Эмалевые тугоплавкие покрытия применяют для теплозащиты камер сгора-
ния, створок регулируемых сопел ГТД и других деталей, для создания электро-
изоляционного покрытия, а также для закрытия сквозной пористости.
Технология нанесения. Эмаль наносится на тщательно обезжиренную и опе-
скоструенную поверхность пульверизатором или окунанием детали. После нане-
сения эмали детали просушивают на воздухе при температуре 15—20° С для
удаления избыточной влаги, затем в сушильном шкафу при температуре 100—
150°С удаляют остаток влаги. После сушки производят обжиг в электропечах
при температуре 1200° С. Длительность обжига зависит от толщины слоя и при-
меняемой эмали. При эмалировании створок сопла эмалью ЭВ55 обжиг длится
3—5 мин. Благодаря малой длительности обжига коробления деталей не возни-
кает. После обжига поверхность детали не должна иметь пузырей и трещин.
1.11. Оценка материалов, применяемых в конструкциях
самолетов и вертолетов
В конструкциях современных самолетов и вертолетов применяются главным
образом легкие алюминиевые и магниевые сплавы, титан и его сплавы, стали
и их сплавы, древесина (натуральная и облагороженная), ткани, резина, пласт-
массы и другие материалы.
Алюминиевые сплавы применяют на самолетах, летающих на дозвуковых
и умеренных сверхзвуковых скоростях, где температура нагрева не должна пре-
вышать 150—200° С. Широкое распространение алюминиевых сплавов объясня-
ется высокими значениями их удельной прочности и хорошими технологически-
ми свойствами. Из алюминиевых сплавов изготовляют листы, профили, трубы,
прутки, проволоку и др.
Наша промышленность выпускает ряд алюминиевых высокопрочных (ав =
=540—590 Н/мм2) и теплопрочных сплавов. В частности, сплав В95 сохраняет
высокие механические свойства при температурах до 100—150° С.
Для деталей и узлов конструкций, работающих при температурах выше
120—430° С применяют теплопрочные алюминиевые сплавы Д16-Т при темпера-
турах 150—200° С — сплав Д19. при температурах до 300° С —сплав Д20.
Стали разных марок применяют в конструкциях всех самолетов и вертоле-
тов. Так, например, болтовые соединения, стыковые узлы крыльев, фюзеляжа
и оперения, элементы фермы шасси и рамы для крепления силовых установок
обычно выполняют из стали.
Технические характеристики сталей, применяемых в самолетостроении, мо-
гут быть изменены в значительных пределах путем термической обработки (за-
калки, отпуска, нормализации, отжига). В частности, предел прочности на рас-
тяжение распространенной в конструкции самолетов стали ЗОХГСНА в зависи-
мости от термообработки изменяется от 700 до 2000 Н/мм2.
В конструкциях крыльев, фюзеляжа и оперения сверхзвуковых самолетов
применяют жаропрочные стали.
Магниевые сплавы при высоких значениях удельной прочности обладают
сравнительно низкими значениями предела прочности, поэтому они используются
для уменьшения массы ела бона груженных деталей, например барабанов колес
шасси, штурвалов, качалок, колонок, педалей управления, арматуры и пр.
Недостатки магниевых сплавов: высокая стоимость, подвержен-
ность коррозии и воспламеняемости. Однако магниевые сплавы широко применя-
ются в конструкции самолета и вертолета.
Титан и его сплавы — высокопрочные и теплопрочные металлы. В самолето-
строении распространены отечественные сплавы ВТ1 и ВТ6, которые использу-
ются для деталей и элементов, работающих при температурах 400—450° С.
Обладают высокой удельной прочностью и пределом прочности при растяжении
(550--1000 Н/мм2) наряду с малой плотностью. Жаростойкость титановых спла-
вов увеличивается путем легирования хромом, алюминием и кремнием. Сплавы
имеют высокую коррозионную стойкость к действию кислот, щелочей и морской
30
воды. После азотирования или поверхностного упрочнения детали из титана хо-
рошо работают в условиях трения.
1 Древесина в авиации используется как вспомогательный материал. Малая
плотность (примерно 0,5 г/см3 для сосны) и высокие значения коэффициентов
удельной прочности при изгибе и растяжении позволяют в некоторых случаях
использовать дерево в конструкции самолетов народнохозяйственного назначе-
ния Хорошая обрабатываемость дерева также является положительным факто-
ром. Однако деревянные конструкции обладают рядом значительных недостатков.
Так например, с увеличением влажности механические свойства древесины
ухудшаются. Деревянным конструкциям свойственны гниение и заболевание
«грибком», кроме того, наличие возможных внутренних неконтролируемых де-
фектов в деревянных брусках, а также гигроскопичность дерева также являются
его недостатками.
В самолетных конструкциях применяют следующие породы древесины:
сосну — для изготовления полок нервюр, шпангоутов, стрингеров, и поясов
лонжеронов;
фанеру — для изготовления стенок нервюр и лонжеронов, обшивки, т. е.
для элементов конструкции, работающих в основном на сдвиг;
ш и о н — для изготовления обшивки путем выклейки нескольких его слоев
на болванках;
д е л ь т а - д р е в е с и и у (склеенный под давлением шпон высокой твердости
и прочности) — для изготовления поясов лонжеронов;
бали нит-материал (аналогичен дельта-древесине) — для усиленных
стенок и перегородок каркаса крыла.
Композиционные материалы. В настоящее время особое внимание уделяется
композиционным материалам на основе волокон бора и стекловолокна. Так, на-
пример, в конструкции горизонтального оперения американского истребителя
F 111 обшивка изготовлена из эпоксидного боропластика, лонжероны — из эпо-
ксидного стеклопластика и сотовые заполнители — из алюминия.
В самолетостроении для несиловых элементов также широко применяют ре-
зину, пенопласт, поролон, плексиглас, фторопласт и другие материалы.
1Л2. Обработка стали (деталей) холодом
Суть процесса. .Обработка стали (деталей) холодом заключается в дополни-
тельном охлаждении свежезакаленных изделий до отрицательных температур,
при которых остаточный аустенит превращается в мартенсит.
Обоснованием обработки холодом
является мартенситная диаграмма
(рис. 1.4), откуда следует, что в стали,
содержащей более 0,6% углерода, мар-
тенситное превращение при обычной за-
калке полностью не закапчивается.
В структуре наблюдается остаточный
аустенит, который может превратиться
в мартенсит только при охлаждении до
отрицательных температур. Следова-
тельно, обработка холодом возможна
только для таких сталей, у которых точ-
ка конца мартенситного превращения
лежит ниже нуля.
Процесс обработки. Закаленные из-
делия помещают в среду, имеющую
температуру от —40 до —100° С. При
этих температурах остаточный аустенит
превращается в мартенсит.
Обработку холодом ведут немедлен-
но после закалки, так как с течением
времени происходит стабилизация оста-
точного аустенита и эффект обработки
холодом уменьшается.
Рис. 1.4. Влияние углерода на темпе-
ратуру начала Ми и конца Мк мар-
тенситного превращения (мартенсит-
ная диаграмма)
31
Распространенным охладителем является смесь твердой углекислоты (сухой
лед) с денатурированным спиртом (—78,5° С).
В настоящее время обработка холодом стали является дополнительным про-
цессом к обычной закалке режущих инструментов, калибров, массивных цемен-
тированных и других деталей.
Примечание. Остаточный аустенит понижает твердость закаленной стали и может
вызвать нестабильность размеров готовых изделий, так как, будучи нестабильной фазой,
способен к распаду при комнатной температуре с малой скоростью.
1,13. Структурные изменения стали при быстром охлаждении
Равновесные структуры получают при медленном охлаждении жидкого раст
вора. В то же время, при увеличении скорости охлаждения появляются продукт!,
распада аустенита, по природе и свойствам несколько другие, чем образующиес <
при медленном охлаждении. Эти структуры получили название мартенсит, тростит,
сорбит. Они имеют следующие свойства.
Мартенсит (получают при охлаждении стали со скоростью свыше 180° С
в 1 с) является перенасыщенным твердым раствором углерода в а-железе. При
больших скоростях охлаждения аустенита кристаллическая решетка у-железа
перестраивается в кристаллическую решетку а-железа с некоторым остатком
углерода, который затем значительно искажает решетку. В результате мартенсит
получает повышенную прочность, твердость и хрупкость. В новых условиях он
неустойчив и способен к распаду при повышенных температурах.
Тростит — структура, образующаяся при охлаждении стали со скоростью
60—80° С в 1 с; является смесью феррита и цементита высокой размельченности,
обладает меньшей твердостью и большей вязкостью, чем мартенсит.
Сорбит — структура, получаемая мелкодисперсной смесью феррита и цемен-
тита. По своему равновесному состоянию сорбит близок к перлиту, его твердость
на 100 НВ выше перлита, но он более вязок и упруг.
Указанные свойства сплавов FeC используют для получения сталей с раз-
личными свойствами, что достигается легированием сталей и различными режи-
мами термической обработки. В зависимости от получаемых структур различают
стали аустенитного, мартенситного, мартенситно-ферритного классов.
1Л4. Проволока
Сортамент круглой холоднотянутой проволоки (ГОСТ 2771—57)—стальной,
медной, алюминиевой — по диаметру в миллиметрах подразделяется на четыре
группы.
Группа I. 0,005; 0,01; 0,016; 0,025; 0,04; 0,06; 0,1; 0,16; 0,25; 0,4; 0,6; 1,0;
1,6; 2,5; 4,0; 6,0; 10,0; 16,0.
Группа II. 0,008; 0,012; 0,02; 0,03; 0,05; 0,08; 0,12; 0,2; 0,3; 0,5; 0,8; 1,2:
2,0; 3,0; 5,0; 8,0; 12,0.
Группа III, 0,005; 0,056; 0,007; 0,009; 0,011; 0,014; 0,018; 0,022;
0,028; 0,032; 0,036; 0,045; 0,056; 0,07; 0,09; 0,11; 0,14; 0,18; 0,22; 0,28; 0,32; 0,36;
0,45; 0,56; 0,63; 0,7; 0,9; 1,1; 1,4; 1,8; 2,2; 2,8; 3,2; 3,6; 4,5; 5,6; 6,3; 7,0; 9,0?
11,0; 14,0.
Группа IV. 0,13; 0,15; 0,17; 0,19; 0,21; 0,24; 0,26; 0,34; 0,38; 0,42; 0,48;
0,53; 0,67; 0,75; 0,85; 0,95; 1,05; 1,15; 1,30; 1,5; 1,7; 1,9; 2,1; 2,4; 2,6; 3,4; 3,8; 4,2;
4,8; 5,3; 6,7; 7,5; 8,5; 9,5; 10,5; 11,5; 13,0; 15,0.
Стальная проволока (ГОСТ 2333—57) классифицируется:
а) по форме: на круглую, плоскую, квадратную, прямоугольную, трехграи-
ную, овальную, сегментную, а также периодического профиля;
б) по состоянию отделки поверхности: на полированную, шлифованную, свет
лую (т. е. без обработки после протяжки), травленую, оксидированную, термо-
обработанную (с цветами побежалости), черную (термически обработанную —
покрытую окалиной), оцинкованную или покрытую другими защитными по-
крытиями;
в) по механическим свойствам и другим признакам.
32
п л гтяльна^ низкоуглеродистая (ГОСТ 3282—74) изготовляется
Проволока v 4-го, 5-го и ниже классов точности. Термически не-
диаметрОхМ от , . диаметром 1,16—1,45 мм имеет ав^1400 Н/мм2, с уве-
обработаиная пр ^лность уменьшается: при 4—5 мм ов^850 Н/мм2; более
личением диаметра про1 J
5,5 мм ап^700 Н/мм . ермически обработанной проволоки 300—400 Н/мм2.
иР^А^а'^якоУ-леродистая проволока (ГОСТ 792—67) диаметром от
Качественная низко сть. светлая (марка КС) по группе ГТ5 от ±0,03 до
0,5 до о мм имеет топ диаметра проволоки. Проволока диаметром 0,3—
±0,12 мм в зависиз^ т-j-0,03 мм. Проволока оцинкованная (марки КО) имеет
0,6 мм имеет точность точность Для кс ав^400 н/мм2 и КО ов^370 Н/мм2.
несколько пон’’ нмпрржать испытание на перегиб и скручивание.
Пр°п)ппволока из КонстРУкционно“ низкоуглеродистой стали марок 08кп, 10,
Проволока и 20 из[отовляется диаметром от 0,4 до 10 мм по 4-му классу
°КП’2„ Пппиипгтг, и зависимости от марок стали и диаметра проволоки на-
ходится В пределах от £50 (марка 08кп и диаметр 10 мм) до 600 Н/мм2 (марка
20 И ПповолТока’^7°консШкЧионвой среднеуглеродистой стали марок 25, 30. 35,
40 45 и 5(!^ выпускается Диметром от 0,3 до 7 мм по 4-му классу точности Пре-
ппочиостн лчя мяпок 25, 30 и 35 и диаметром 5,5-7 мм 600 Н/мм2; для
марок W 45 ” 50 и диа^Р™ °т °-3 ДО 0,7 мм аЕ = 1100 Н/мм2. _
Проволока спицева? изготавливается из стали, содержащей не более 0Д}5%
севы и не более 0 045<» фосфора, диаметром 1,8; 2,0; 2,3; 2,65; 3,0; 3,5, 4,0 и
серы и не оолее и,ид а-ти ГТ4 ±002 ± Ддя волокп лиаметром
мм 1100-1250 Н/мм2; для проволоки 2,65-4.5 мм о„= 1100—
4,5 мм :
1200 Н/мм2 Проволоку испытывают на число скручиваний и перегибов и на вы-
саживание головки.
1.15. Механические» физические и технические свойства
материалов
Прочность__свойство материала сопротивляться разрушению под действием
нагрузки. ,
Упругость__способность материала восстанавливать свою форму под дей-
ствием внутренних сил ПРИ прекращении действия внешней силы, изменившей
форму тела.
Вязкость__свойствР материала поглощать в заметных количествах, не раз-
рушаясь, механическую энергию в необратимой форме.
Циклическая вязко£ть (внутрикристалличсские трение) — способность метал-
лов и сплавов поглощать при повторно-переменных нагрузках часть механиче-
ской энергии, которая пРевРаш-ается в тепло.
Металлы и сплавы с высокой циклической вязкостью быстро гасят вибра-
ции, являющиеся причинов преждевременного разрушения. Так, например, чу-
гун— относительно ма/1опрочный материал, но благодаря высокой циклической
вязкости в ряде случай является более ценным конструкционным материалом,
чем углеродистая стали, обладающая меньшей циклической вязкостью. Цикличе-
ская вязкость стали с повышением ее статической прочности уменьшается.
Твердость — способность металла сопротивляться вдавливанию в его поверх-
ность другого более тРеРД0Г0 тела- Твердость имеет большое практическое зна-
чение, определяет многие рабочие свойства материала, например сопротивляе-
мость истиранию, режу'и1ие свойства, способность обрабатываться шлифованием
или резанием. выдерживать местные давления и т. п. По твердости можно судить
и о пределе прочности.
Микротвердость — определяется отношением взятой нагрузки к площади
поверхности отпечатка- Определение микротвердости основано на вдавливании
под нагрузкой от 0,02 2 Н алмазной четырехгранной пирамиды и последующем
измерении отпечатка с помощью микроскопа при увеличении в 475 раз. Этим
способом измеряют твгРлость отдельных структурных составляющих сплавов
(зерен твердого раствоРа* карбидов, нитридов, металлических соединений и т. п.)
или очень тонких слое!3 наклепанного или поверхностно упрочненного материала,
2—581 оя
Ползучесть — свойство металлов постепенно деформироваться при высоких
температурах под действием нагрузки.
Текучесть — свойство некоторых материалов за пределами упругости пласти-
чески деформироваться при постоянно пли незначительно меняющемся напря-
жении
Предел текучести (физический) от — напряжение, при котором, несмотря на
деформацию, нагрузка или не изменяется, или изменяется незначительно.
Предел текучести (условный) (То,2 — напряжение, при котором остаточное
удлинение образца получается равным 0,2% его первоначальной длины без уве-
личения приложенного усилия. Предел текучести указывает на потерю материа-
лом упругих свойств.
Выносливость — свойство материала выдерживать, не разрушаясь, повторно-
переменные напряжения.
Предел выносливости сг_i (при заданной температуре) — наибольшее напря-
жение, при котором образец выдерживает без разрушения заданное число циклов.
При определении предела выносливости при высоких температурах в качестве
базы принимают 5, 10, 50 и 100 млн. циклов.
Часто термин «выносливость» заменяют термином «усталость» разрушения
деталей от многократного повторно-переменного нагружения.
Предел прочности ов — условное напряжение, соответствующее максималь-
ной нагрузке, предшествующей разрушению образца.
Предел прочности различных материалов различен. Так, например, чугун
имеет предел прочности 200—250 Н/мм2, малоуглеродистая сталь — 300—
500 Н/мм2, а специальные станки — 600—2000 Н/мм2.
Предел длительной прочности (например, Пкхь Огоо, Озоо) — напряжение, ко-
торое вызывает разрушение образца при данной температуре через определенный
отрезок времени.
Для обозначения предела длительной прочности пользуются записью: <т10<=
— 150 Н/мм2. Эго обозначает, что при данной температуре, например 700°С, на-
пряжение в 150 Н/мм3 вызывает разрушение сплава за 100 ч.
Чем больше продолжительность и температура испытания, тем меньше зна-
чение длительной прочности для того же материала. Очевидно, что при дай-
ной температуре металл может прослужить больший срок при меньшем на-
пряжении.
Предел ползучести — напряжение, которое вызывает за определенный проме-
жуток времени при данной температуре заданное суммарное удлинение или за-
данную скорость деформации.
Предел ползучести обозначают знаком напряжения с двумя индексами. Так
o<h 7ioo~25O Н/мм2 обозначает, что при данной температуре, например 700° С,
напряжение в 250 Н/мм2 за 100 ч испытаний вызывает удлинение образца на
0.1%.
Для различных деталей величина на деформацию колеблется в пределах от
ОД до 1 %, а длительность испытания — от 100 до 500 ч.
Значение предела ползучести для того же материала зависит от продолжи-
тельности и температуры испытания и от допуска на деформации.
Предел упругости оу — напряжение, при котором впервые возникают оста
точные удлинения обусловленной величины (обычно 0,002% расчетной длины об-
разца). У большинства пластичных металлов и сплавов величина предела упру-
гости близка к величине предела пропорциональности.
Предел пропорциональности алц — наибольшее напряжение, до которого де-
формации в металле растут пропорционально приложенным нагрузкам.
Относительное удлинение б — приращение единицы длины образца, выра-
женное в процентах. На образец наносят керны и измеряют расстояние между
ними до испытания и после разрушения.
Относительное удлинение и сужение характеризует пригодность металла
к обработке давлением и способность его противостоять действию ударных на-
грузок.
Относительное сужение ф — отношение абсолютного сужения к площади пер-
воначального сечения образца, выраженное в процентах.
Удельная (ударная) вязкость (ан; Н м/см2)—работа, затраченная на излом
образца, отнесенная к единице площади поперечного сечения образца в месте
излома.
34
Испытанию на удар подвергают сплавы, предназначенные для изготовления
валов авиадвигателей, шатунов, стоек ног шасси, полуосей и др.
Модуль упругости (жесткость материала) £ — отношение напряжения 0
к упругой деформации буп. Различные материалы имеют следующие значения £:
алюминиевый сплав литейный—(0,67—0,71) 10"6, дюралюминий катаный —
0,71 • !0~ь, легированная сталь — 2,1 10-6, углеродистая сталь — (2,1—2,0) • 10-8.
Основные характеристики некоторых материалов приведены в табл. 1.17—
1.19.
Таблица 1.17
Характеристики легированных сталей
Марка €1али а , Н/ммя в’ ! ч % Н’М/см2 Н/мм2 а И/ мм3 Д', кН’мм2 0, г 'см8
ЗОХГСА 550 18 80 300 250 210 7,85
ЗОХГСА 1100 10 60 850 450 210 —
20ХГСА 800 10 60 600 350 —
30ХМА 950 15 90 750 420 219,5 **—
ЗОХМА 1100 10 60 850 590 219,5
45ХА 800 12 80 559 " 210 —o-F-
45ХА 1050 8 40—50 850 210 —
!5ХА 600 1о 90 400 — — 7,83
I3H2A 600 15 100 400 — * -»—
13Н5А 950 11 100 750 • — “ "
21Н5А 1200 9 50 950 — — —
12ХНЗА 900—950 12—11 120— 110 650- 700 204 7,88
20ХНЗА 1000 10 100 850 130 203 —
37ХНЗА 1100 10 70 950 199 — '
35ХМФА 1100 10 90 950 217 —
40ХФА 900 10 90 750 400 201,7
38ХА 900—950 12 100—90 850— 800 380 ’ —
18ХНЗА 1150 И 100 850 560 200 7.85
25ХНЗА 1100 12 90 950 5и0 1 —
40ХС 1250 12 50 1050 — 223 7,74
50ХФА 1300 10 — 1100 WV, — —
40ХНМА 1100 10 80 900 500 “ • —
20 ГА 500 19 * — -— —
Ж2 850 10 60 650 ——— 1 г -—
ЭИ273 1000— 1150 10 100—70 850— 1000 460 —
Примечание. сга,— предел
усталости при симметричном изгибе,
р— плотность.
Таблица 1.18
Характеристики алюминиевых деформируемых сплавов
На-паг.ие или мг рка с плана S О" тч т , Н/мм1 о ?т, Н/мм3 Зу;, КН/ММ" Е, кН/мм3 0, кН’мм1 р, г/см3
Дюралюминий Д 6 Л1 230—240 >10 72 27 2,8
» ДбТ 360—400 11 — 15 245 w—avv 72 ‘27 2,8
» Д16М <215 10—12 — | 72 27 2,8
» Д16Т 360—400 11—15 280 72 27 2,8
» Д17М 220-240 12—10 — ”• 72 27 2,8
» Д17Т 300—340 10~~ 8 — 72 27 2,8
2*
35
Продолжение табл. 1.18
Название или марка’свлава | сч X сс о О о <1? я с £ аз Р р« S X ь о <jw, кН/мм* с* F—1 сч к X и о CJ С_
Дюралюминий Д18 140—250 4-5 — — "
(плакированный) Дюралюминий Д18Т 300 20 180 170 95 — — — —
Высокопрочные сплавы: Авиаль АвМ <135 >20 — — — — —— —
> АвТ-1 330 12 — 280 75 — -—
Сплавы для ковки и штамповки: АК4 360-320 4-8 * 72 27
АК5 300—280 8—12 —— *— — 72 27 —
АК6 360—320 8—12 — — -— 72 27 -—
АК7 360—320 8-12 — -Н 1 - 72 27 ——
АК8 460—420 6—10 —- *— — -— 72 27
Примечания. I. Буква М в марке сплава означает, что сплав мягкий, отожжен-
ный, буква Т — твердый, закаленный. 2. G — модуль сдвига (поперечный).
Таблица 1.19
Характеристики магниевых сплавов
Название и марка сплава с , Н/мма Е* »• % ан> Н-м/см2 9 Т> кН/мм3 £, кН/мм® р, г/смя
Деформируемые спла- вы:
МАЗ 260—280 10-12 - 180 42 1,8
МА4 (300) 300 (14) 7 W (190) 170 (43) 47 - —
МА5 (300) (8) ~~ (220) (45) -
Литейные сплавы: 1,8
МЛ4С 160 3 — —— •
МЛ4Т4 210 4 — — -—
МЛ4Т6 220 2 *— ——. — —
МЛ5С 150 2 5 70 42
МЛ5Т4 210 4 —- " “ 1 -
МЛ5Т6 210 3 5 90 42 -—-
МЛ6Т4 210 3 -— —- ” 1 ТЧ Ч1
МЛ6Т6 210 1 — —*
Примечание. Без скобок указаны нижние пределы, в скобках — средине значения
РАЗДЕЛ 2
ЦВЕТНЫЕ МЕТАЛЛЫ И ЗАКЛЕПОЧНЫЕ МАТЕРИАЛЫ
2.1. Сплавы на основе титана
Титан относится к наиболее распространенным в земной коре элементам
(алюминий 8.45%. железо 5,1%, кальций 3,6%, натрий 2,64%, калий 2.6%.
магний 2,1%, титан 0,60 0,61%
Такие металлы, как марганец, хром, цирконии, ванадии, цинк, никель, медь,
вольфрам, кобальт и молибден, составляют в общем лишь около 0,2% от массы
Земли.
Свойства титана. Чистый титан обладает следующим комплексом свойств.
Температура плавления титана выше, чем у железа. Титан —легкий металл,
его плотность в 2 раза меньше, чем у железа, никеля и их сплавов.
Являясь химически активным металлом, титан при обычных температурах
пассивен, что обеспечивает ему коррозионную стойкость выше, чем у железа
и алюминия. В некоторых средах коррозионная стойкость титана выше, чем
у нержавеющих сталей.
При оксидировании в оптимальных условиях на поверхности образуются за-
щитные оксидные слои, обеспечивающие ему «иммунитет» в ряде агрессивных
сред при почти нулевой скорости коррозии.
Со многими элементами периодической системы титан способен взаимодейст-
вовать и образовывать твердые растворы и сплавы с особыми химическими и фи-
зическими свойствами.
Титан, как и железо, имеет две кристаллические модификации, что создает
благоприятные условия для различного рода фазовых превращений в твердом
состоянии и изменений в широком диапазоне структуры и свойств.
Большое число типов химических соединений титана создает технические
предпосылки для разработки новых материалов с особыми, а иногда уникаль-
ными физическими и химическими свойствами.
После открытия крупных месторождений читана во многих странах он стал
доступным материалом.
Надежность и сроки эксплуатации. Применение титановых сплавов позволяет
значительно увеличить срок службы оборудования и изделий. Надежность и дли-
тельность эксплуатации (для титана 10—20 лет, 6—12 мес для нержавеющей
стали) сокращают большие расходы на текущий и капитальный ремонт обору-
дования. Повышается производительность машин и аппаратов, обеспечивается
надежная автоматизация процессов.
Титановая аппаратура способствует выпуску продукции высокого качества
ез следсв примеси; улучшает санитарно-гигиенические условия труда, что
осо енно важно в технологических процессах, связанных с агрессивными Среда-
H. сернистым газом, хлором, кислотами.
ноет асход материалов уменьшается в 1,5—2 раза благодаря небольшой плот-
непи»п тнтана и более высокой удельной прочности титановых сплавов по срав-
нив ппл легиРованными сталями и никелевыми сплавами. Более точное определе-
титг. ЛЛН0СТНЫХ своиств новых титановых сплавов позволит значительно сокра-
расход металла при расчете конструкций.
выпусмемых2в разныхДст?анахИМИЧеСКИЙ СОСТаВ нелегиРованных со₽тов титава-
37
Таблица 21
Химический состав нелегированных сортов титана, производимых в разных
странах
Марка тшана Содержание элементов, масса в процентах, не более Crj ага
Fe С н N О
ВТ 1-00 0,12 0,05 0,008 0,04 0,10 СССР
ВТ 1-0 0,18 0,07 0,010 0,04 0,12 »
ВТ1 0,25 0,08 0,012 0,05 0,15 »
ЕМО-Ti но 0,15 0,05 0,006 0,05 0,10 ГДР
EMO-TI 140 0,25 0,08 0,008 0,05 0,20 »
Крхшибл АЗО 0,20 0,08 0,008 0,05 0,10 ФРГ
Конти мет 30 0,15 0,08 0,0125 0,05 0,10
» 35 0,25 0,08 0,0125 0,06 0,20 »
» 35Д 0,30 0,10 0,0123 0,05 0,25 »
» 55 0,35 0,10 0,0125 0,07 0,30 »
Тнкрутон РТ 0,25 0,08 0,0125 0,06 0,25 »
» РТ 18 0,35 0,10 0,0125 0,07 0,40 »
IMI-Ti-115 0,20 0,08 0,013 0,05 0,10 Англия
IMI-Ti-125 0,25 0,08 0,013 0,06 0,20 »
Сандвик титан 0,20 0,10 0,015 0,05 0,25 Швеция
Крушибл А 70 0,35 0,10 0,013 0,07 0,3:) США
KS-40 0,20 " — 0,20 Япония
KS-60 0,30 - — 0,30
Примечание, В таблице приведены химические составы наиболее распростра-
ных отечественных и зарубежных марок титана. По мере повышения качества титан* i
губки возрастала степень чистоты плавленого титана, особенно по вредным примес;
водороду, кислороду и азоту. Однако до сих пор нет научно обоснованного ограничь
содержания отдельных примесей в титане. Чем меньше в титане водорода, тем выше
пластические свойства.
2,1.1. Свойства чистого титана
Характеристики титана. Титан имеет серебристо-белый цвет, темперит}
плавления 1690° С. обладает небольшой плотностью и значительной коррозиош
стойкостью. Путем легирования могут быть созданы сплавы с высокими меха
ческими свойствами; небольшой коэффициент расширения облегчает примени
его в условиях резкого изменения температур.
В обычной атмосфере титан стоек против окисления до 400—500° С, при б<>
высоких температурах начинает реагировать с кислородом, азотом и водород
Жаростойкость увеличивается путем легирования хромом, алюминием и крем
ем. Имеет высокую коррозионную стойкость к действию кислот, щелочей и м
ской воды. После азотирования или поверхностного упрочнения детали из ти;
хороню работают в условиях трения. Свойства технического титана с различ*
содержанием примесей даны в табл. 2.2.
При нагреве механические свойства титана заметно меняются. Титан сС
дает хорошей свариваемостью аргонно-дуговой, точечной, роликовой и стык*
сваркой.
Применение сплавов. Титановые сплавы используются для изготовления
шивки самолетов при скоростях полета 3—4 М, когда поверхность нагрева*
до 450—550° С, а также для изготовления передних кромок крыла и стабил)
тора, элеронов и конусов, лонжеронов, нервюр, шпангоутов, элементов жестк<
Эффективно использование титановых сплавов для противопожарных перегоро,.
воздухопроводов и трубопроводов гидравлических систем, немагнитных тогкн в-
38
Т а б Л И U а 2.2
Свойства технического титана
Свойс гва
Атомная масса ~
Плотность, г/см3
Температура плавления
» кипения о
Коэффициент линейного расширения (20—600 С),
1 /° С
Предел прочности о в Н/мм1
> текучести 0о,2, Н/мм
Удлинение б
Поперечное сужение Ф ,
Твердость по Бринеллю л л, г1/мм~
Модуль нормативной упругости Е, кН/ммг
99,6 Ti 99,9 Ti
47,9 47,9
4,5 4,5
1660° с 1720° С
5100°С 5100° С
8,2-10-6 8,2-10-6
500—560 300
450-500 190—300
25—40% 40%
55% 61%
1200—2000 1100—1200
115
ных баков, створок шасси, закрылков, глушителей, заслонок, бандажей, тяг.
а также для высоконагружеяных болтов и шпилек.
В двигателях титановые сплавы используют для изготовления деталей ком-
прессора: лопаток и дисков, капотов, наружных кожухов камер сгорания, реак-
тивных сопел, выхлопных патрубков.
В табл. 2.3 приводятся некоторые характеристики титановых сплавов, при-
меняемых в СССР.
Таблица 2.3
Характеристики титановых сплавов, применяемых в СССР
Предел проч- Рабочая 1 ewe- pa j ура, °C
Марка сплава Состав, % ности в и > Н/мм»
Пластичные с низ- кой прочностью*
ВТ1-00, ВТ1-0. ВТ1-1 Технически чистый титан 300—о00 100—200
ОТ4-0 Пластичные со 1А1; l.OMn 300—500 100—200
средней прочностью:
АТ2 2,5Zr; 1,5Мо 600—800 200-300
ОТ4-1 А 'Т'о 2.0А1; 1,5Мп 600—800 200—300
ЛГЗ 3.0А1; 1,5 X (Сг, Fe, Si) 600—800 200—300
ОГ4 Т> ГТ'Г' 3.0А1: l,5Mn 600—800 200—300
Bib Конструкционные с 5.0А1; 2,5Sn 600—800 200-300
повышенной проч- ностью:
ВТ4 ОТ4-2 ВТ5 ВТ6 4A1; l,5Mn 800—1000 300-400
6A1; l,5Mn 5AI 800—1000 800—1000 300 —400 300—400
ВТ20 6AI; 4V 800—1000 300—400
ЛТ4 6A1; 2Zr; IMo; IV 800—1000 300—400
АТ6 4,oAl; 1,52 (Cr, Fe, Si) 800—1000
Особокоррозионные: 6,0AI; 1,52 (Cr, Fe, Si) 800—1000
4200 0,2Pd 600—1000 300-500
39
Продолжение табл. 2.3
Марка сплава Состав, % Предел проч- ное i и, Н/мм4 Рабочая гемке- ра гура, С
4201 32Мо 600—1000 390-500
4204 5Та я *
НТ50 404-50Nb » *
Высокопрочные, кор- розионностойкие и жаропрочные: *
ВТЗ-1 5.5А1; 2Мо; 2Сг; IFe; 0,20Si Выше 1000 600—700
АТ8 7.0А1; 1,5Z (Сг, Fe, Si) я 1000 600—700
ВТ8 6,5AI; 3,5Mo; 0,2Si , 1000 600—700
ВТ9 6,5A1; 3,5Mo; 2Zr; 0,2Si . 1000 600—700
ВТ18 6A1; HZr; IMo; INb „ 1000 600—700
СТ1 Al; Zr; Sn . 1000 600—700
СТ4 Al; Sn; Mo; Sr „ 1000 600—700
СТ6 AI; Zr; W . 1000 600—700
Высокопрочные, тер- момеханически обра- батываемые, с неста- бильной р-структу- рой: 1100—1600 300—400
ВТ14 4A1; ЗМо; IV
ВТ15 3A1; 8,Mo; HCr 1100—1600 300-400
ВТ16 2,5AI; 7,5Mo 1100—1600 300—400
ВТ22 2.5A1; 7,5Mo; iCr; IFe. 1100—1600 300—400
недефицнтные
Примечания. 1.
Некоторые титановые сплавы содержат дешевые и
элементы, такие, как алюминий, хром, марганец, железо, медь, кремний н некоторые дру-’
гие. Так как стоимость этих легирующих элементов значительно ниже, чем стоимость чи-
стого титана, то сплавы получаются более дешевыми, чем чистый титан Такие титановы^
сплавы получили название экономно легированных. К ним относят сплавы на основе двое
ной системы: Ti — AI (марка ВТ5), на основе тронной системы Ti — Al — Мп (серия О*Я
и сплавы пягикомпонентной системы Ti — А1 — Сг — Fe — Si (серия АТ).
2. Сплавы, содержащие дорогие и дефицитные элементы (Zr, Nb, Mo, V, Sn и др.) приме
няют в технике, работающей: при температурах жидкого гелия (АТ2, BT5-J); в особо агреЯ
сивных средах (СТ1, 4200, 4201 и 4204); в условиях высоких нагрузок и температур (сплв
вы, отнесенные к 5-й и 6-й группам).
3. Титановые сплавы позволяют значительно увеличить надежность и срок служ<Я
(до 10—20 лет) оборудования и машин. Повышается производительность машин и аппарЯ
тов, обеспечивается надежная автоматизация процессов. 9
2,1,2. Промышленные титановые сплавы
Способ производства титана состоит в обогащении и хлорировании титановой
руды с последующим ее восстановлением из четыреххлористого титана метал-
лическим магнием. Полученная при этом титановая губка маркируется по твер-i
дости специально выплавленных из нее образцов (ТГ100, ТГ105, ТГ110 и т. д.)4
Для получения монолитного титана губка разламывается в порошок, прессуете®
и спекается пли переплавляется в дуговых печах в вакууме или атмосфере ннерт-1
пых газов. J
Для уменьшения количества примесей и более равномерного их распределен
ния по сечению слитка применяется двух- или трехразовая переплавка, XapaKj
терна я для титановых сплавов крупнозернистая структура измельчается путем
модифицирования цирконием или бромом. Полученный в результате переплгвя1
технический титан маркируется в зависимости от содержания примесей ВТ '
ВТ1-0, ВТ1-1.
Титановые сплавы по сравнению с техническим титаном имеют более вьк
прочность, жаропрочность, жаростойкость при достаточно хорошей пластичп1
высокой коррозионной стойкости и малой плотности. В силу этого титан 1 i
сплавы получили широкое применение в авиации и ракетной технике. |
40
Таблица 2.4 <• if rmvKTVDa i ритановых сплавов (%, остальное титан)
Химическим с. Марка сплава AI Мп Мо Прочие Класс no cipyKtype
ВТ 5 ВТ5-1 5 о —- — 2,5Sn «-сплавы
ОТ4-1 ОТ4 ВТ4 ОТ4-2 О 4s. 00 № - 1,5 1,5 1,5 1,5 1111 1111 Пссвдо-а-сплавы
ВТ6 ВТ14 ВТ16 ВТЗ-1 ВТ8 ВТ9 6 4 2,5 5,5 6,5 | 6,5 1 1 II II 3 7,5 2 3,5 0,23 4V IV l,OFe; 2Cr 0.2SI (a -p P)-сплавы
ВТ15 3 -— 8 ПСг Псевдо-р-сплавы
Свойства упрочнения и структура. Титановые сплавы по технологии изготов-
ления делят на деформируемые и литейные, по механическим свойствам — на спла-
вы нормальной прочности, высокопрочные, жаропрочные, повышенной пластич-
ности, по способности упрочняться с помощью термической обработки — на уп-
рочняемые и неупрочняемые термической обработкой, по структуре — на «-»
<а-Ь0) и P-сплавы.
Деформируемые сплавы. Химический состав (в процентах — остальное титан)
и класс по структуре деформируемых сплавов приводятся в табл. 2.4, а механи-
ческие характеристики в табл. 2.5.
Сплавы с «-структурой (ВТ5, ВТ5-1) имеют среднюю прочность при комнат-
ной температуре, высокие механические свойства при очень близких температу-
рах, хорошие жаропрочность и сопротивление ползучести, обладают отличной
свариваемостью и коррозионной стойкостью. Прочность сварного шва около 90%
от прочности основного сплава. Обрабатываемость резанием удовлетворительная.
Недостатки: сплавы не упрочняются при термической обработке, имеют
низкую технологическую пластичность. Сплавы с оловом более технологичны и жа-
ростойки, обладают высоким сопротивлением ползучести. В горячем состоянии
сплавы куют, прокатывают и штампуют. Поставляют в виде прутков, сортового
проката, поковок, труб и проволоки.
Сплав ВТ5 предназначен для изготовления деталей, работающих при темпе-
ратурах до 400° С, сплав ВТ5-1 — до 500° С.
Двухфазные (а-рр)-сплавы (ВТЗ-1, ВТ8, ВТ6, ВТ 14 и др.) обладают лучшим
етДняем технологических и механических свойств, упрочняются с помощью тер-
ниях м°И отки — закалки и старения. В отожженном и закаленном состоя-
ло сть ппеЮТ хоРошХ!° пластичность, а после закалки и старения высокую проч-
(й-LRLРИ комнатной и повышенных температурах. Алюминий снижает плотность
Дв™<ьЛ°В’ позволяя удерживать ее на уровне плотности титана.
юте я. ПоХр иые^ла вы удовлетворительно обрабатываются резанием и сварива-
Сплави k-vin^ аРки требуется отжиг для повышения пластичности сварного шва.
сплавы куются, штампуются и прокатываются.
41
Таблица 2.5
Термообработка и механические характеристики титановых сплавов
Марка сплава Термическая обработка ав, Н/мм3 *0,2, Н/мм3 % » Н-м/см® НВ Класс но свойствам
ВТ5 Отжиг при 740— 760° С 700-950 600—850 650—850 10—15 30-60 240-300 Средней
ВТ5-1 Отжиг при 860— 880° С 750-950 10—15 40—90 240-3J0 прочности
ОТ4-1 Отжиг при 670— 720° С 600—750 470-650 20—40 50—100 210—250
ОТ4 Отжиг при 670— 700—900 550-650 12—20 35-65 —* Высокой
720° С пластич-
ВТ4 Отжиг при 700— 750° С 850—1050 700—800 Л 15—22 35—65 — ности
ОТ4-2 Отжиг при 750— 800“ С 950—1000 1010 8 30 *—*
ВТ6 Закалка от 800— 1100- 1000— 14—16 -
940° С 4- старение при 500° С 1150 1050
ВТ14 Закалка от 860— 1150— 1080— 6-10 25-35 340—370
880° С 4- старение при 500° С 1400 1300 25—30 Высоко-
ВТ15 Закалка от 760— 1300— 1180— 3-6 » 1 F прочные
800° С + старение при 450—480° С 1500 1400
ВТ16 Закалка от 790 1250— 1100— 4-6 40—60 —
° С 4 старение при 500° С 1450 1200 1
ВТЗ-1 1Ъотермический 1000— 850—1100 10—16 30—60 260-340
отжиг 870, 650° С 1200
ВТ8 Закалка от 900- - 950° С 4- старение при 500—600° С 1000— 1150 850—1050 9—16 30—60 310—350 Жаро- прочные
ВТ9 Закалка от 900— 1140— 1000— 5—14 20—50 330-370
950° С + старение при 500—600° С 1300 1150
Однофазные р-сплавы не имеют промышленного применения, так как для по-
лучения устойчивости P-структуры сплавы должны быть легированы большим
количеством изоморфных p-стабилизаторов (V, Mo, Nb, Та)—дорогих, дефинит-
ных и обладающих высокой плотностью и пониженной удельной прочностью.
Применяются псевдо-Р-сплавы ВТ 15, имеющие преимущественно p-структуру
с небольшим количеством а-фазы.
После закалки при 760—800° С сплав ВТ15 имеет структуру метастабильной
p-фазы. В этом состоянии ВТ 15 обладает хорошей пластичностью (6=20%,
ср = 60%), хорошо штампуется. Сплав ВТ15 имеет плотность 4,8 г/см3 и прочность
ов = 1300—1500 Н/мм2, а также высокую удельную прочность, удовлетворительно
обрабатывается резанием.
Недостатки: пониженная пластичность сварных швов и низкая термиче-
ская стабильность. Сплав ВТ15 поставляется в виде листов, полос, прутков,
поковок и рекомендуется для длительной работы при температуре до 350е С.
42
Литейные сплавы. Титановые сплавы имеют хорошие литейные свойства. Не-
большой температурный интервал кристаллизации обеспечивает высокую жидко-
текучесть и хорошую плотность отливки. Обладают малой склонностью к обра-
зованию горячих трещин и небольшой линейной усадкой (1%). Объемная усадка
составляет около 3%.
Недостатк и: большая склонность к поглощению газов и высокая актив-
ность при взаимодействии со всеми формовочными материалами. Поэтому их плав-
ка и разливка ведутся в вакууме или в среде нейтральных газов.
Литейные титановые сплавы (табл. 2.6) применяют для изготовления заго-
товок и различных фасонных отливок.
Т а б л и ц а 2.6
Химический состав и механические характеристики литейных титановых сплавов
Ма рка сплава А! Сг Мо V Прочие элементы %, Н/ММ2 6, % а н» Н-м/см*
ВТ! 400—600 15-23 50
LJ г 1 ВТ5Л 5,0 — —— — 700-900 6—12 30—35
ВТЗ-1 Л 5.5 2,0 2,0 —- 0,2Si 1000—1100 4—6 30
ВТ Л! 5,0 • l,0Si 900—1000 5—10 15
ВТ21Л 6,6 0,35 0,7 1.2 5,0Zr 0,35Fe 1000—1100 4—7 20
2,1.3. Характеристики деформируемых титановых сплавов
Сплав ВТЗ-1 (4—6,2% А1, 1,5—2,5% Сг, 1,0—1,8% Мо) обладает большой
жаропрочностью (молибден стабилизирует структуру). Из сплава изготовляют
диски и лопатки компрессоров ТРД, работающих при температурах до 450—
500° С.
Сплав ВТ4 (4—5% А1, 1 — 2% Мп) имеет высокую коррозионную стойкость,
хорошую пластичность и жаростойкость, термической обработкой не упрочняется,
сваривается удовлетворительно, поставляется в виде листов полуфабрикатов,
идущих на изготовление деталей и элементов конструкций, работающих при тем-
пературах до 400° С.
Сплав ОТ4-1 (1,0—2,5% А1 1—2% Мп) — разновидность ВТ4. Имеет
более высокую технологическую пластичность, обладает большой жаропрочностью,
не склонен к хрупкости, что позволяет применять их для изготовления сварных
и штампованных деталей, работающих при температурах до 500° С.
Сплав ВТ5 (4,0—5,5% А1) обладает высоким пределом ползучести, пони-
женной технологической пластичностью. Температура горячей ковки-штамповки
1000—1150° С. Имеет отличную свариваемость аргонно-дуговой и контактной
сваркой.
Сплав ВТ5-1 (4,0—5,5% А1) содержит дополнительно 2—3% олова для
обеспечения термической стабильности и повышения жаропрочности, поставля-
ется в виде листов, прутков, поковок, идущих на изготовление деталей, работа-
ющих при температурах до 400° С, обшивки и элементов каркаса, корпусов ком-
прессоров, лопаток направляющего аппарата и др.
Сплав ВТ6 (5,0—6,5 А1) обладает повышенной жаропрочностью, хорошей
пластичностью при 950—980° С. Отжиг при 700—800° С. Термическая обработка:
закалка и старение при 450—850° С. Сплав неудовлетворительно сваривается
тто ° -Lt С?ТС?! резанием, предназначается для изготовления крепежных дета-
лен и обшивки, работающих при температурах до 400—450° С.
Сплав ВТ8 обладает повышенной жаропрочностью, хорошо деформируется
бат°РЯЧеМ состоянии при 850—1100° С; сваривается контактной сваркой и обра-
Резанием* предназначается для деталей, работающих при температу-
" до 500 С, поставляется в виде прутков и поковок.
43
2.2* Алюминий и его сплавы
Алюминиевые сплавы — важнейшие авиационные материалы, которые ши-
роко применяют *при изготовлении самолетов, вертолетов, и двигателей. Сплавы
обладают важными для авиационной техники качествами: высоким (до 700 Н/мм2)
пределом прочности; малой плотностью; хорошей стойкостью против коррозии;
высокой технологичностью. Алюминий широко распространен в природе в виде
глинозема А12О3.
2.2.1. Свойства чистого алюминия
Алюминий широко применяется для изготовления разнообразных алюминие-
вых сплавов. Он серебристо-бел ого цвета со своеобразным тусклым оттенком,,
имеет небольшую плотность, высокую электропроводность и значительную тепло-
проводность, обладает хорошей пластичностью как в холодном, так и в горячем
состоянии, хорошо сваривается газовой и контактной сваркой, но плохо обраба-
тывается резанием и отличается низкими литейными качествами.
В результате окисления кислородом воздуха на поверхности алюминия обра-
зуется защитная пленка, создающая высокую коррозионную стойкость алюминия
и многих его сплавов.
Алюминий стоек в обычных атмосферных условиях и против действия кон-
центрирований (90—98%) азотной кислоты, но легко разрушается серной
и соляной кислотами и щелочами.
Физические свойства: атомная масса 26,97; плотность 2,7 г/см3; температура
плавления 660°С; коэффициент линейного расширения при 20° С— 23,8-10~е гра-
дус^1; удельное сопротивление 0,0269 Ом-мм2/м; теплопроводность 0,52 кал,(смХ
Хс-град); модуль нормальной упругости 60—70 кН/мм2.
Прокатный и отожженный алюминий имеет следующие механические свойст-
ва: ов=80—100 Н/мм2; 6=35—40%; ЯВ = 250—300 Н/мм2. При нагартовке
прочность алюминия повышается, а пластичность снижается. Соответственно сте-
пени деформации различают отожженный (АД-М), полунагартованный (АД-П)
и нагартованный (АД-Н) алюминий. Отжиг алюминия для снятия наклепа про-
водится при 350—410° С.
Из технического алюминия АД1 и АД, содержащего соответственно не менее
99,3 и 98,8% А1, изготовляют листы, трубы, профили, проволоку для заклепок,,
а также детали вентиляционной системы самолетов (вертолетов), защитные труб-
ки электропроводки, прокладки и др.
В электротехнике алюминий заменяет медь при изготовлении проводов, кабе-
лей, конденсаторов, выппямителей. Используется для плакирования дюралюминия.
2.2.2. Влияние на алюминиевые сплавы легирующих
элементов
Легирующие элементы, вводимые в алюминий, существенно улучшают его
механические свойства. Это позволяет широко применять алюминиевые сплавы
в авиационных конструкциях.
Основные легирующие элементы, которые вводятся в алюминиевые сплавьц
медь, магний, цинк, марганец, хром, титан, кремний, никель, железо. Некоторые
сплавы легируются литием, кадмием, цирконием. Большинство этих элементов
образует с алюминием ограниченные твердые растворы и металлические соеди-
нения, что позволяет упрочнять их при помощи термической обработки.
Медь с алюминием образуют ограниченные твердые растворы и химическое
соединение СиА12, обладающее высокой твердостью (НВ = 5000 Н/мм2) и хруп-
костью. В сложных алюминиевых сплавах медь входит в состав тройных соеди-
нений.
В авиационой технике применяют сплавы, содержащие 2,0—5,5% меди. Спла-
вы с большим содержанием меди (33—50%) очень хрупки и используются только
в качестве лигатур.
44
Рис. 2.1. Влияние магния Mg
па предел прочности ав алю-
миниевого сплава, состоящего
из 5,1% Си, 1,0% Мп, 0,25% Si
Алюминиевые сплавы с медью обладают
склонностью к межкристаллитной коррозии.
Магний увеличивает прочность (рис. 2.1}
алюминиевых сплавов. В деформируемые алю-
миниевые сплавы вводится до 7 /0 магния,
в литейные — до 13%.
Увеличение прочности алюминиевых спла
вов при введении магния связано с образова-
нием как твердых растворов, так и упрочняю-
щихся фаз. Наличие в алюминиевых сплавах,
кроме меди, еще и магния приводит к тому,
что коррозионное разрушение алюминиевых
сплавов не идет по границам зерен.
Кремний в алюминиевые сплавы вводится
как для повышения прочности, так, и для
улучшения литейных свойств. Кремний раство-
ряется в алюминии в количестве до 1,65/о.
При большем содержании кремния образуется
хрупкая, малопрочная эвтектика.
В алюминиевых сплавах, которые обраба-
тываются давлением, содержание кремния не
должно превышать 1,2%. В литейных алюми-
ниевых сплавах с кремнием — силуминах •
кремния содержится от 4 до 13%.
Кремний — неизбежная примесь алюминиевых сплавов, куда он попадает
из сырья. В высокопрочных алюминиевых сплавах содержание кремния ограни-
чивается 0,5—0,2%.
Марганец вводится в алюминиевые сплавы от 0,2 до 1,6% и образует с алю-
минием ограниченные твердые растворы и химическое соединение МпА16. Марга-
нец применяется преимущественно для улучшения коррозионной стойкости алю-
миниевых сплавов.
Цинк является важным легирующим элементом, вводится в высокопрочные
алюминиевые сплавы до 8%, растворяется в алюминии, а с другими элементами
сплава образует сложное химическое соединение, упрочняет алюминиевые сплавы
после их закалки и старения, но уменьшает их коррозионную стойкость.
Титан, хром и никель. В алюминиевые сплавы титан вводят для получения
более мелкозернистой структуры, хром для ограничения роста зерен при нагреве
и никель в количестве 3,5% Для обеспечения большой стабильности и улучшения
теплопроводности сплавов
Железо для большинства алюминиевых сплавов является вредной примесью,
ухудшает их коррозионную стойкость, но для повышения жаропрочности в неко-
торые сплавы вводят до 1.5—2,0% железа.
Бериллий при содержании его в количестве 0,5% образует с алюминием
эвтектику.
2.2.3, Маркировка алюминия и алюминиевых сплавов
Чистый алюминий маркируется в зависимости от содержания в нем приме-
сей и различается: А999— алюминий особой чистоты; А995, А99, А97, А95 — алю-
миний высокой чистоты; А85, А8, ... — алюминий технической чистоты.
Алюминий особой чистоты применяется в производстве полупроводниковых
приборов и для исследовательской работы. Алюминий высокой чистоты приме-
няется для плакирования деталей электро- и радиооборудования. Алюминий тех-
нической чистоты используется для приготовления алюминиевых сплавов, изготов-
ления проводов, прокладок.
^схнический алюминий обозначается буквами АД (алюминий деформируе-
ыи). В случае использования более чистого алюминия ставится цифра 1. Соче-
(М AM г и АМц означает сплав алюминия (А) с магнием (Мг) и марганцем
t * сплавов алюминия с магнием цифра показывает процентное содер-
нис магния. Так, например, сплавы марок АМгЗ, АМг5, АМгб содержат соот-
ветственно 3, 5 и 6% магния
45
Сплавы в виде полуфабриката обозначаются буквами, которые ставятся после
маркировки сплава: А — означает, что сплав повышенного качества, из лучшего
алюминия; М — мягкий, отожженный; П — полунагартованный (степень обжатия
40%); Н — нагартованнын (степень обжатия 80%). Так, отожженные сплавы
обозначаются АДМ, АМцАМ, полунагартованные — АМгАП и нагартованиые—
АД1Н, АМгЗН.
Дюралюминий обозначают буквой Д и цифрой, показывающей условный
номер сплава, например сплав Д1. Д16, Д18, Д20. Некоторые сплавы, разрабо-
танные в последнее время, с маркировкой В65 ВД17 (дюралюминий, покрытый
тонким слоем чистого алюминия для придания сплаву коррозионной стойкости)
называют альклсдом.
Высокопрочный сплав алюминия с цинком и магнием обозначается В94, В95,
В96 (вторая цифра указывает номер сплава).
Состояние полуфабрикатов высокопрочных сплавов и характер плакировки
также имеют буквенно-цифровую маркировку: М — мягкий, отожженный; Т—
термически обработанный, закаленный и естественно состаренный; Т1—термиче-
ски обработанный, закаленный и искусственно состаренный; Н — нагартованнын
(нагартовка листов дюралюминия около 5—7%, а сплавов В95—3%); Н1 —уси-
ленно нагартованнын (нагартовка листов около 20%); В — повышенное качество
выкатки закаленных и состаренных листов; О — повышенное качество выкатки
отожженных листов; Б —листы без плакировки или с технологической плакиров-
кой; УП — утолщенная плакировка (8% на сторону); ГК — горячекатаные листы,
пли гы; ТПП — закаленные и состаренные профили повышенной прочности
(для Д16).
Геометрическая маркировка. В конце маркировки для листового материала
указывается его толщина в миллиметрах, а для профилей — условное цифровое
обозначение формы сечения и размеров. Например, маркировка Д16АТНВЛ2,5
означает, что плакированный листовой дюралюминий Д16 — повышенного качест-
ва, термически обработан, нагартован и имеет повышенное качество выкатки.
Толщина листа 2,5 мм.
Заклепочные сплавы. Сплавы, идущие на изготовление заклепок, имеют в мар-
кировке букву П (сплав для проволоки), например ДЗП, Д16П.
Алюминиевые сплавы для ковки и горячей штамповки обозначаются буквами
АК (алюминиевые ковочные) и цифрой — условным номером сплава, например
сплавы АКД, АК4-1, АК6, АК6-1, АК8. Дополнительная цифра -1 показывает, что
сплав является близкой модификацией сплава без цифры.
Разработанные в последнее время ковочные сплавы имеют нестандартную
маркировку, например сплав Д20.
Литейные алюминиевые сплавы обозначаются буквами АЛ (алюминиевые
литейные) и цифрой, показывающей условный номер сплава, например сплав
АЛ 2, А Л 4, АЛ 9 и т. д. Исключение составляют новые марки литейных сплавов
ВИ-11-3, В300, В14-А.
Силумины. В зависимости от состава все алюминиевые литейные сплавы де-
лятся на силумины, представляющие собой сплавы алюминия и кремния (АЛ2.
АЛ 4, А Л 9), и легированные силумины — сплавы алюминия и кремния с добав-
кой меди (\ЛЗ, АЛ5, АЛ9) или магния (АЛ 13, ВИ-11-3). Применяются также
альтмаг — сплав алюминия и магния (АЛ8) — и сплавы алюминия с медью
(АЛ7, АЛ 19).
Режимы термообработки. Для литейных алюминиевых и магниевых сплавов
применяют следующие обозначения режимов термической обработки: Т1—старе-
ние; Т2 —отжиг; Т4 — закалка; Т5 — закалка и частичное старение; Тб—за-
калка и полное старение до наибольшей твердости; Т7 — закалка и стабилизи-
рующий отпуск; Т8 — закалка и смягчающий отпуск. Например, обозначение
АЛ4Т6 показывает, что сплав АЛ4 подвергается термической обработке по режи-
му Тб, состоящему из закалки и полного старения.
2.2.4. Деформируемые алюминиевые сплавы
АМц (1,0—1,6% Ain, 0,6% Si, 0,7% Be) обладает высокой пластичностью
(табл. 2.7) в отожженном состоянии (АМцМ) и низкой в на гартов а ином (АМцН),
хорошо сваривается газовой, а том но-водородной и контактной сваркой, приме-
46
Таблица 2.7
Характеристики алюминиевых деформируемых сплавов
Марка Сссюяние материала Механические характеристики, не менее
ав, Н/мм2 в, % //В, Ну мм»
АМц Отожженный (АМцМ) 130 1 23 300
Полунагартованный (АМцП) 170 10 400
Нагартованный (АМцН) 220 5 550
АМг Отожженный (ДМцН) 190 23 450
Полунагартованный (АМгП) 250 б 600
АМгЗ Отожженный (АМгЗМ) 200 22 500
АМг5В » (АМгбВМ) 260 22 650
Полунагартованный 300 14 800
(АМг5ВП)
АМгб Отожженный (АМгбМ) 320 20 800
няется для изготовления баков, бензо- и маслопроводов, горловин кронштейнов,
патрубков и фланцев горловин и малонагруженных деталей. Термической обра-
боткой не упрочняется. Отжиг при 350—410° С, охлаждение на воздухе. Темпера-
тура ковки и штамповки 420—475° С.
АМг (2,0—2,8% Mg, 0,15—0,40% Мп, 0,4% Si, 0,4 Fe) обладает такими
же пластическими свойствами, как АМц, хорошо сваривается а том но-водородной
и контактной сваркой, удовлетворительно — газовой. В отожженном состоянии
имеет неудовлетворительную обрабатываемость резанием, в полунагартованном
и нагартованном — удовлетворительную. Применяется для изготовления баков,
бензо- и маслопроводов, стенок входных патрубков, направляющего конуса»
заглушек и других средней а гр уженных деталей авиационной техники. Термиче-
ской обработкой не упрочняется. Отжиг при 350—410° С, охлаждение на воздчхе.
Температура ковки и штамповки 420—275° С.
АМг5П (5,2 Mg, 0,4% Мп) имеет высокую пластичность в отожженном состоя-
нии, термической обработкой не упрочняется, удовлетворительно сваривается
атом но-водородной, точечной и газовой сваркой, обладает высокой коррозионной
стойкостью, поставляется в виде проволоки, применяется для изготовления за-
клепок для клепки конструкций из магниевых сплавов. Заклепки став 51 тс я в отож-
женном состоянии. Температура отжига 340“410°С с охлаждением на воздухе,
АВ (0,2—0,6% Си, 0,45—0,95% Mg,
0,15—0,35% Мп, 0,5—1,2% Si) имеет
высокую пластичность в отожженном со-
стоянии (АВТ) и среднюю после закал-
ки и старения (АВТ), хорошо сваривает-
ся ^точечной и а том но-водородной свар-
кой» Удовлетворительно — газовой, при-
меняется для изготовления деталей, тре-
бующих хорошей пластичности в холод-
ном и горячем состоянии штампованных
и кованых деталей сложной формы. Тем-
пература ковки и штамповки 470—
47о С. Термическая обработка: закалка
с 515 525° С в воде, старение естествен-
ное или искусственное при 150° С в те-
чение 6 ч, отжиг при 350—370° С» охлаж-
дение на воздухе (рис 2.2)
Д18П (2,6% Си, 0,35% Mg)—дю-
ралюминий повышенной пластичности.
Рис. 2.2. Влияние температуры закал-
ки t3 на механические свойства дюра-
люминия
47
Рис. 2.3. Кривые старения дюралю-
миния (по С. М. Воронову) в зави-
симости от температуры
Применяется для изготовления заклепок,
которые ставят после закалки и естест-
венного старения. Закалка с 490—505° С
в воде и естественное старение не менее
4 суток (рис. 2.3).
ДЗП имеет высокую пластичность
в отожженном состоянии; применяется
для изготовления заклепок, которые ста-
вятся в свежезакаленном состоянии не
позднее 3 ч после закалки (сплав ДЗП
заменяется сплавом Д18П). Термическая
обработка: закалка с 490—500° С в воде,
естественное старение не менее 4 сут.,
отжиг при 340—370° С, охлаждение на
воздухе.
В65 (4,2% Си, 0,2% Mg,
0,4% Мп)—сплав для заклепок, кото-
рые ставятся в закаленном состоянии и состаренными, так как пластичность его
удовлетворительная и заклепки не надо разупрочнять постановкой. Заменяет
сплавы Д1 и Д16. Термическая обработка: закалка с 510—520° С в воде, старение
при комнатной температуре в течение 10 сут., при температуре 50° С в течение
3 сут.
Д7А — сплав для ободьев колес шасси, применяется после закалки и ста-
рения.
Д1 (4,3% Си. 0,6% Mg, 0,6% Мп, >0,7% Si, >0,7% Fe) имеет среднюю
пластичность (табл. 2.8). Обрабатываемость резанием удовлетворительная после
Таблица 2.8
Механические характеристики дюралюминия
Марка Состояние ма1ериала или термо- обработка Механические характеристики, не менее
а , Н/мм’ О % НВ, Н/мм’
Д1 Отожженный (Д1АМ) Закаленный и естественно состаренный (Д1АТ) Не более 210 380 12 12 450 ИЗО
Д1Т Закалка с 500° С в воде, ес- тественное старение 400 20
Д6 Отожженный (Д6М) Закаленный и естественно состаренный (Д6Т) Не более 220 460 15 15 420 1000
Д16 Отожженный (Д16АМ) Закаленный и естественно состаренный (Д16АТ) Не более 230 430 10 10 420 1050
Д16Т Закалка с 500° С в воде, ес- тественное старение 460 17 —
Д19ТН Закалка с 500° С в воде, естественное старение, нагар- товка 6—7% 480 13 1
Д18П-Т Закалка с 500° С в воде, естественное старение 300 24 ——
Б65 Закалка с 515—520° С в воде, старение при 75° С 24 ч 400 20
Примечание. Сплавы марок Д18П и В65 предназначены только для изготовления
заклепок, они могут расклепываться в закаленном и состаренном состоянии. Заклепки из
сплава Д19 применяются в конструкциях, которые во время эксплуатации подвергаются
нагреву.
48
закалки и старения (Д1Т) и пониженная после отжига. Применяется для изго-
товления силовых элементов средней прочности: деталей каркаса, штампован-
ных узлов крепления, лопастей винтов, заклепок (последние ставятся в свеже-
закаленном состоянии нс позже 2 ч после закалки). Термическая обработка:
закалка с 490—510° С в воде и естественное старение в течение не менее 4 сут,
отжиг при 350—370° С, охлаждение на воздухе.
Д16 (3,8—4,9% Си, 1,2—1,8 Mg, 0,3—0,9% Мп)—дюралюминий повышен-
ной прочности. Пластичность в отожженном и свежезакаленном состоянии — сред-
няя, обрабатываемость Д16Т и Д16ТН — удовлетворительная, Д16М — понижен-
ная. Применяется для изготовления силовых элементов конструкции: деталей
каркаса, обшивки, шпангоутов, нервюр, лонжеронов, заклепок. При изготовлении
сильно нагруженных деталей рекомендуется заменять сплавом В95. Заклепки
ставят в свежезакаленном состоянии не позже 20 мин после закалки. Термиче-
ская обработка: закалка с 495—505° С в воде, естественное старение не менее
4 сут, отжиг при 350—370° С, охлаждение на воздухе. Отжигу Д16ТН должен
предшествовать нагрев при 450—500° С.
В95 (5—7% Zn, 1,8—2,8% Mg, 1,4—4,0% Си, 0,2—0,6% Мп, 0,10—0,25% Сг) —
высокопрочный алюминиевый сплав (табл. 2.9). Пластичность в отожженном
и свежезакаленном состояниях такая же, как у сплава Д16 в тех же состояниях.
В состаренном состоянии значительно ниже. Обрабатываемость резанием и сва-
риваемость точечной сваркой хорошие, газовой •— неудовлетворительная. Применя-
ется для изготовления силовых деталей конструкции: лонжеронов, стрингеров,
шпангоутов, обшивки, нервюр. Термическая обработка: закалка с 465—475°С,
охлаждение в воде, искусственное старение плакированных изделий при 120° С
в течение 24 ч, неплакировзнных — при 140° С в течение 16 ч, отжиг при 420° С,
охлаждение в печи до 150° С и далее на воздухе.
АК4 (1,9—2,5%, Си, 1,4—1,8% Mg, ^0,2 Мп, 1,0—1,5% Fe, 0,5—1,2% Si,
1,1 —1.6% Ni) — жаропрочный деформируемый алюминиевый сплав, имеет пони-
Таблица 2.9
Механические характеристики высокопрочных алюминиевых сплавов
Марка Сосюяние материала или 1ермообра- (ютка Механические характеристики, не менее
%, Н/мм1 б, % НВ, Н/мм»
В94 Закалка с 470° и ступенча- тое старение: первое при 100° С 3 ч и второе при 168° С 3 ч 520 15 —
В95 Закалка с 470° С и старение при 120° С 24 ч 520 14 —
В95М Отожженный Не более 250—280 10 ——’
В95 Закалка с 470° С и старение при 140° С 16 ч 600 8 —
B95TI Закаленный и искусственно состаренный 490-580 6-7 1500
В96 Закалка с 470°С и старение при 140° С 16 ч 700 7 — • •
В96Т1 Закаленный и состаренный искусственно 700—720 7-8 1900
в таблице
обеспечивается
сплавов
прочность указанных
. которые входят в твердый раствор и образуют в процессе
[_
—„„ iiwui является в виде проволоки для изготовления заклепок, сплав В95
листов, панелей и профилей, а сплав В96 — главным образом в виде панелей, про-
Tvn^a -1 штамповок и редко в виде листов. Сплавы обладают характерной струк-
урон, состоящей из твердого раствора и металлических соединений.
Примечание. Высокая
введением цинка, магния и меди, llVlVpDlt L 13 1 _
старения металлические соединения, упрочняющие сплав.
Сплав В94 поставляется в виде проволоки для изготовления
ТП — ---- - - **
i lit
филей. поковок и
Таблица 210
Механические характеристики ковочных сплавов для работы при комнатной
температуре
Марка Механические характеристики Плас.ниное1ь в горячем СОС 1ОЯНИИ
т Н/ММ’ со,2' Н/мм 2 «, % НВ, Н/мм2
АК4 360-380 — 3-8 1000 Пониженная
АК4-1 380—400 —** 4-5 1090—1480 Удовлетворительная
АК5 290 — И 850 1 1 •
АК6 420 300 13 1050 Высокая
АК6-1 410 320 10 1000 »
АК8 480 380 10 1350 Удовлетворительна я
В93 480 10 Термообработка: закалка с 460е С в воде и двухступен- чатое старение: первое при 120° С 3 ч и второе при 165Q С 4 ч
сплава В93
особенностью
Характерной
(1,0% Си, 1,9%
прочность, и етсутствие мар-
Mg, 7,0% Zn)
П р и-м е ч а н и е.
является наличие цинка, который сообщает сплаву высокую
ганца. Марганец вводится для получения более мелкого зерна и более высокой корроэион
ной стойкости. Однако наличие марганца в сплавах приводит к отрицательному эффекту,
состоящему в том, что механические свойства сплава зависят от направления. Вдоль во-
локна прочность и пластичность оказываются наибольшей, а поперек — значительно меньше
Поковки и штамповки из сплава В93 отличаются большой однородностью механических
свойств во всех направлениях.
женную пластичность в горячем состоянии, удовлетворительно сваривается ато'
но-водородной сваркой. Обрабатываемость резанием удовлетворительная. Пр
меняется для изготовления деталей двигателей и других изделий, работаютi
при температурах до 350°С. Термическая обработка: закалка с 515±5°С, в во:
старение при 170е С в течение 16 ч.
АК4-1 (1,9—2,5% Си, 1,4—1,8% Mg,
0,2% Мп, 1,0—1,5% Fe, 1,0—1,5
Ni) — жаропрочный деформируемый сплав. Модификации сплава АК4. Обладь
более высокими (по сравнению с АК-4) прочностными характеристиками, име
удовлетворительную пластичность в горячем состоянии, удовлетворительно сва|
вается и обрабатывается резанием. Термическая обработка: закалка с 525—535е'
искусственное старение при 170е С в течение 16 ч.
~АК6 (1,8—2,6% Си, 0,4—0,8% Mg, 0,4—0,8% Мп)—авиаль повышенн
прочности (табл. 2.10), применяется для изготовления штампованных и кое
них деталей сложной формы и средней прочности: крыльчаток компрессор
и вентиляторов, заборников, лопаток диффузоров и других деталей. Термическ
обработка: закалка с 500—515° С в воде и искусственное старение при 150—16и
в течение 12—15 ч.
АК6-1 (2,2% Си, 0,6% Mg, 0,6% Мп, 0,9% Si, 0,1% Ti, 0,2% Сг)-сплав
более пластичный, чем сплав АК6; используется для изготовления кованых
и штампованных деталей сложной формы: колес компрессоров, заборников.
крыльчаток и других деталей.
АК8 (4,4% Си, 0,6% Mg, 0,7 Мп, 0,9 Si)—сплав
с большой прочность
но хуже чем АК6-1. Обрабатывается давлением в горячем состоянии и поэто’
может применяться для штамповки высоконагр уженных самолетных деталей ы
нее сложной формы: рам, фитингов и т. п.
Недостатком сплава, ограничивающим его применение для изготовлен
тонкостенных деталей, является склонность в искусственном состаренном coctq
нии к межкристаллитной коррозии.
50
2.2.5. Литейные алюминиевые сплавы
Эти сплавы при ремонте применяются редко, а в авиастроении находят при-
менение сплавы АЛ1, АЛ2, АЛЗ, АЛ4, AJI5, АЛ6, АЛ7, АЛ8, АЛ9, ВИ-11-3,
АЛ 19, В300, ВИА (табл. 2.11).
АЛ4 и АЛ5 применяют для изготовления крупных и средних деталей двига-
телей. подверженных значительным нагрузкам (корпуса масляных форсунок,
фланцев, ферм, картеров, головок цилиндров). К недостаткам сплавов относится
их низкая жаропрочность. Поэтому они непригодны для изготовления деталей,
работающих при температуре выше 200—250° С.
АЛЗ и АЛ6 с хорошими литейными свойствами, но со средней механической
прочностью. Применяют для средних и мелких деталей двигателей и оборудова-
ния, не подверженных значительным нагрузкам (корпусов приборов, карбюрато-
ров. арматуры и т. п.).
АЛ7, АЛ 8, АЛ9 используют для литья самолетных деталей: кронштейнов, ка-
чалок. педалей и т. п.
ВИ-11-3 обладает высокой коррозионной стойкостью, хорошими литейными
свойствами и повышенной прочностью, упрочняется режимом Т4, имеет удовлетво-
рительную свариваемость газовой сваркой и хорошую обрабатываемость резани-
ем. применяется для изготовления (литьем в землю, кокиль или под давлением)
деталей повышенной коррозионной стойкости.
АЛ 19 обладает низкой коррозионной стойкостью, невысокими литейными
свойствами, но высокими механическими качествами и жаропрочностью. Упроч-
Таблица 2.11
Химический состав и механические характеристики
литейных алюминиевых сплавов
Марка Химический cociaB, % Вид обработки Механические хара ктернст и ки, не менее
Si Cd Mg Другие элемен in в» Н/мм2 % НВ, Н/мм
АЛ 2 АЛ4 10—13 8,0—10,5 — 0,17—0,3
АЛ4 8,0—10,5 — 0,17—0,3
АЛ 5 Qi 1 Сл Си 1,0—1,5 0,3-0,6
АЛ? 1,2 4—5 ’ W. . ч
АЛ7 1,2 4—5 —
Л8 * 0,2—0,4 9,5—11,5
АЛ9 6-8 — 0,2—0,4
АЛ19 АЛ19 • 4,5—5,3 4,5—’5,3
АЛ2Г -—- — 9,5—11,5
АЛ32 7,5—8,5 1,0-1,5 0,3—0,5
Ви-11-3 0,8—1,2 - 10,5—13
В-300 4,6—6,0 4,6-6,0 0,8-1,5 0,8—1,5
В14Д 1,5—2,0 3,5—4,5 0,7—1,2
139 6,0 500
0,25-0,5 (Ti+Cr) “—*• 180 3,0 600
0,25-0,5 (Ti+Cr) T6 260 4,0 700
0,2 (Ti+Cr) T5 220 1,0 800
— T4 220 8,0 650
T5 250 5,0 800
0,07Ti; 0,07 Be T4 320 12,0 700
-— T4 200 6,0 550
0,6-1,0 Мп 0,2—0,4 Ti T4 320 8,0 800
0,6—1,0 Мп 0,2—0,4 Ti T5 360 5,0 1000
0,05—0,15 Ti 0,05—0,2 Zr 0,05—0,15 Be — - *—
0,3—0,5 Mn 0,1—0,3 Ti — 270 3,0 800
0,03—0,05 Be T4 240 3,0 950
0,2—0,3 Mn 2,6—3,6Ni T2 180 0,6 —
0,1-0,2 Cr 0,2—0,3Mn T-7 220 0,6 1 1
0» 15—0,3 Mn l,2-l,7Fe 0,1-0,2 Ci T2 170 0,8 —
51
няюшая термическая обработка по режимам Т4 и Т5 Хорошо сваривается и обра
батывастся резанием, применяется для изготовчения пттьсм в землю само 1етных :
деталей, работающих при температурах 175—300° С
i
2 2 6 Спеченные сплавы на основе алюминия
Деформируемый жаропрочный сплав из спеченного алюминиевого порошка
(САП) получают путем прессования и спекания алюминиевого порошка при 500—
Ь00°С
Из по гученных брикетов изготов 1яют шеты прутки трубы, профили
и другие полуфабрикаты Плотность САП 2,7 г/см3 Он хорошо сваривается, лег-
ко обрабатывается резанием и обладает высокой коррозионной стойкостью
По жаропрочности САП превосходит алюминиевые ставы при 300—500° С
и выше Это объясняется наличием окиси алюминия А12О3 С увечичением окиси
алюминия в различных марках САП жаропрочность возрастает, а пластичностт ;
несколько уменьшается
Детали из САП длительно работают до 300- 550° С и кратковременно
до 700—1100° С САП рекомендуется применять также для деталей, работающих
в тяжелых коррозионных условиях
Спеченные алюминиевые сплавы (САС) получают путем горячего брикети
рования и последующего прессования при 500° С смесей порошков алюминия *
с тругими элементами В САС 1 добавляют 25—30% Si и 5—7% Ni,
а в САС 4 10—15% Si и 17—25% S1C Сплавы САС обладают низким коэффи ।
циентом линейного расширения и применяются для изготовления приборов
Разработаны сплавы САС Д16, САС В96 по своим свойствам подобные i
сплавам Д16 и В96 но не имеющие техно топических дефектов связанных с титьсм 1
(окисных и шлаковых включений л и кв анионных зон) и обработкой давлением
(анизотропии свойств)
Состав и свойства спеченных сплавов и порошков САС 1 содержит
6—9% А12О3 Ов=280 Н/мм2, 6=5%, ав = 40 Н/мм2 при 500° С
САП 2 содержит 9 1—13% А12О3 <тв = 320 Н/мм2 6 = 4% при 500° С оЕ^
= 100 Н/мм2,
САП 3 содержит 13 1—18% ов = 400 Н/мм2 6 = 3%, при 500° С ав= I
= 130 Н/мм2,
САП 4 содержит 18—22% А12О3, оЬ1 = 450 Н/мм2, 6 = 15%, при 500°С 0ц =
= 130 Н/мм2
2 27 Композиционные материалы на основе алюминия
Композиционными называют сложные материалы в состав которых входят
сильно отличающиеся по свойствам нерастворимые или малорастворимые друг
в друге компоненты Они имеют высокие прочность сопротивтонне хр\иному
разрушению, жаропрочность, модуль упругости и термическую стабильность
свойств
Волокнистые и дисперсионно-упрочненные наполнители По форме напочни-
теля композиционные материалы разделяют на волокнистые и дисперсионно-
упрочненные Первые упрочняются волокнами или нитевидными кристаллами
тугоплавких соединений и элементов (А12О3, SiC С, В и др ), а также тонкой
микронной вольфрамовой ичи прочной стальной проволокой Вторые упрочняются
наполнитеiями из тонко отспореных тугой 1авких частиц окис юв карби цв бо
ридов, нитридов
Сплав ВКА-1—композиционный материал на основе алюминия и его спла-
вов Модуль упругости, предел прочности и выносливости до температур 500°С
в композиционных материалах в 2—3 раза выше, чем у обычных алюминиевые
ставов
На рис 2 4 показана зависимость моду ш упругости и предела прочности
от температуры испытания композиционного материала ВКА I на алюминщвом
основе, упрочненного высокомодучьными непрерывными волокнами бора, в срав
52
нении с высокопрочным сплавом В95
и жаропрочным алюминиевым сплавом
АК4 1 Сплав ВКА-1 содержит 50% во*
локон бора диаметром 100 мкм с <ТЕ =
2500—3500 Н/мм2 и Е=400 кН/мм2,
что обеспечивает ему при 20° С
= 1000—1200 Н/мм2, а при 400° С <гЕ =
= 600 Н/мм2 (как у сплава В95 при
комнатной температуре) Плотность
ВКА 1 2,65 г/см3, а удельная прочность
ов/у—41, т е выше чем у высокопроч
ных сталей и титановых сплавов
Замена става В95 при изготовлении
лонжерона крыла самолета на титановый
став с подкрепляющими элементами из
сплава ВКА 1 увеличивает его жесткость
нт 45% и дает экономию в весе око то
42% К тому же дисперсионно упрочнен
ные сплавы не имеют анизотропии
свойств, как волокнистые композициои
ные материалы
Рис 2 4 Изменение предела прочно-
сти Ов (сп потная линия) и модуля
упругости Е (пунктирная линия) в
зависимости от температуры испыта-
ния композиционного материала
ВКА 1 в сравнении со сплавами В95
и АК4 1
2.3. Алюминиевые сплавы для
заклепок и топливных баков
Выбор сплавов для заклепок (табл 2 12) определяется требованиями к проч-
ности конструкции Для мал она груженных детален применяют тастичный сплав
АМц Заклепки из сплавов АМг5П и Д18П прочнее Для клепки более ответствен
пых конструкций применяют заклепки высокой прочности из сплавов В65 и В94*
а иногда из дюрапюмипия Д1 или Д16 (табл 2 13) К заклепочным материалам
Таблица 212
Тип заклепок
Название Эскиз Нормаль
Заклепка с полукруглой го •£ — -4 3515А, 3516А
ловкой 41 3517А, 3518А, 3519А, 3520А,
3521 X 3522А, 3523А 3524А,
К, , 3525А
Заклепки с потайной голов р — 3531 А, 3532А, 3533А 3534А,
кой с углом <90° 3535А, 3536А, 3537А, 3538А,
О D 3539А, 3540А, 3541А
оаклепки с потайной голов ( 354/А 3548А, 3549А, ЗббОА^
кои с углом <120° 3551А, 3552А
Закчепки С ПЛОСКОВЫПУКЛОЙ 3558А 3559Д ЗЧ80Д
головкой U——1 juvun, OiJVUrt uJUIAj 3562А, 3563А, 3564А
Заклепки под развальцовку 3590А 3591А, 3592А, 3593А,
** гаинои <90° головкой с углом 3594А
Заклепки трубчатые й 3610А 3611 А, 3612А
53-
Таблица 2.13
Состав, сопротивление срезу и относительное удлинение сплавов для заклепок
Марка Содержание элементов, % т ср» Н/мм1 5, %
Си Mg Zn Мп Ti
АМц — 1,3 70 20
АМгбП — 5,2 — 0,4 —— 190 25
Д18П 2,6 0,35 — *— -— 200 24
В65 4,2 0,2 — 0,4 •—» 260 —
В94 2,1 1,4 6,4 *— 0,06 320 *
предъявляются специфические требования. Они должны обладать высокой со-
противляемостью срезу и способностью выдерживать большую пластическую де-
формацию без растрескивания. Некоторые алюминиевые сплавы могут расклепы-
ваться только в свежезакаленном состоянии или в течение определенного времени
после закалки. Например, заклепки из сплава Д16 могут расклепываться не поз-
же 20 мин после закалки, а из Д19 не позже 2—4 ч. Заклепочные сплавы Д18П
и В65 могут расклепываться в закаленном и состаренном состоянии — что очень
удобно, исключает необходимость перезакалки или хранения заклепок в холо-
дильниках.
Заклепки «слепого» типа. Пистоны делаются дляъ того, чтобы заменить
обычные заклепки в таких местах, где нельзя использовать поддержку для об-
разования головки. Пистон может быть поставлен и расклепан с одной стороны.
Обычно их использование ограничивается такими местами, как задние кромки
рулей, элеронов, закрылков.
Заклепки с протяжкой (заклепки Черри) делаются пустотелыми, внутрь их
вставляются подвижные расширительные стержни, которые протягиваются через
заклепки, расширяют их и стягивают листы металла. Затем стержни обламыва-
ют или протягивают через заклепки полностью.
Заклепка взрывная — специальный тип заклепок, применяемых при ремонте
самолета, когда имеется односторонний подход к месту работы. В отличие
от обычных они имеют камеру в свободном конце стержня, которая заполняется
взрывчатым веществом и защищается снаружи слоем лака. При нагреве до 130—
160° С взрывчатое вещество взрывается, сильно расширяет конец стержня и обра-
зует замыкающую головку.
Таблица 2.14
Условная маркировка заклепок
Алюминиевые сплавы Ст аль Медь и ла г унъ
В 65 Д18П Д19П АМг5 АМц АД1 20ГА 10, 20 1XI8H9T М2 Л62
Без мар-
кировки м
© © о о
Без марки*
ровни
Без
марки-
ровки
54
2.3.1. Маркировка заклепок
Чтобы отличить стержневые заклепки друг от друга по материалу, их марки-
руют. На головках заклепок в процессе изготовления на посадочных автоматах
ставят условные обозначения в виде выпуклых или углубленных крестиков, то-
чек, черточек; кроме того, иногда для отличия заклепок по диаметру и длине их
окрашивают в различные цвета (табл. 2.14).
Обшивочные заклепки с потайными головками маркируют, как правило, уг-
лубленными знаками. Это дает возможность контролировать клепаный шов. Режи-
мы термообработки алюминиевых заклепок приведены в табл. 2.15.
Таблица 2.15
Режимы термообработки и применение заклепок из алюминиевых сплавов
Марка Диаметр заклепки, мм Закалка Старение Состояние и время установки заклепок в конс!рукцию, область пр и и «нения
Температура, °C Время выдержки, мин Темпера гура, °C । । Время выдержки
Д18П 2—5 б—9,5 500+5 20 30 Комнатная 4 сут Закаленные и состарен- ные без ограничения времени, но не ранее 4 сут после закалки. Применяются для сило- вых элементов
Д19И 1 1 СО Си 5051? 30—40 40—50 Свежезакаленные — не позднее 6 ч, диаметром 2—5 мм — 4 ч, диамет- ром 6 мм — 2 ч, диамет- ром 8—9,5—1 ч после закалки. Применяются в конструкциях, нагреваю- щихся до 300° С
В65 ю ю оГ 1 1 см ср 515+5 30—40 40—50 75+5 Комнатная 24 ч 10 сут’ Состаренные и зака- ленные без ограничения времени, но не ранее 1 сут при искусственном старении и 16 сут при естественном. Применя- ются для силовых эле- ментов
В94 ' АМг5, АМц и АД1 2.с 2—э 6-9 470 ±5 30—40 40—50 Старение стл пенчатое: 100±5—3 ч; 168+5-3 ч Закаленные и соста- ренные — без ограниче- ния времени. Применя- ются для силовых эле- ментов конструкции
2—5 6-9 L2. А л ю л шниевьи ? топлив? ше баки Применяется в пакетах с сочетанием деталей из легких сплавив и неме- таллических материалов
н,. Нри Разме1Цении топливных баков вблизи двигателя или на высокоскорост-
idмолетах, 1 де температура стенок бака может достигать 200—250° С. при-
металлические баки. Иногда их устанавливают только из соображения
55
прочности конструкции. Эти баки изготовляют сварными или клепаными из алю-
миниевых сплавов АМц, АМг.
Жесткие масляные баки имеют те же конструктивные элементы и изготов-
лены из тех же алюминиевых сплавов, что и топливные; кроме того, в их кон-
струкцию введены фильтр для очистки поступающего в двигатель масла от ме-
ханических примесей и пеногаситель для гашения попадающей в бак пены —
отделение воздуха и газов, растворимых в масле. Пеногасители выполняют
в виде лотков, по которым разливается масло, или в виде сепараторов, пред-
ставляющих собой спиральные трубы с большим числом отверстий
Устройство баков. Толщина стенок баков колеблется от 0,5 до 2 мм и де-
лается различной в зависимости от распределения нагрузок. Бак состоит из
обечайки (боковой наружной поверхности), днища и перегородок, соединенных
сваркой или клепкой встык, внахлестку или у го гком. Для обеспечения расшире-
ния и сжатия металла во время сварки по обе стороны сварного шва делают
зиговки, которые одновременно придают конструкции жесткость.
Для герметичности заклепочных соединений устанавливают уплотнительные
прокладки, а швы смазывают специальным герметиком. Клепаные баки срав-
нительно тяжелы и имеют меньшую надежность швов, чем сварные. Иногда
для увеличения надежности заклепочных швов наружные головки заклепок
обваривают.
Жесткость и крепление баков. С целью повышения жесткости баки дела-
ют выпуклыми, а внутри ставят перегородки с’ отбортованными отверстиями
и профили жесткости. Баки крепят к элементам конструкции самолета натяж-
ными лентами или расчаливают тросами и трубчатыми расчалками. Между лен-
той и баком, а также между баком и опорами устанавливают демпфирующие
прокладки, что позволяет избежать жесткого крепления и образования вследст-
вие этого трещин.
Небольшие топливные баки пускового топлива крепят на прикрепленных
к конструкции самолета специальных пальцах, где также предусматривают
амортизацию подвески. Арматуру к металлическим бакам монтируют на флан-
цах, привариваемых к баку.
Подвесные топливные баки имеют жесткую конструкцию, обтекаемую форму
и состоят из каркаса (шпангоутов и стрингеров) и обшивки из алюминиевого
сплава или из пластмассы
2.4. Алюминиевая пудра и фольга
Алюминиевая пудра (ГОСТ 5994—72) — чешуйчатый порошок серебристого
цвета. Благодаря способности хорошо отражать солнечные лучи ее широко ис-
пользуют для изготовления атмосферостойких покрытий для окраски самолетов,
цистерн и других изделий, содержащих бензин, керосин, нефть и нефтепродук-
ты, разогревание которых солнечными лучами нежелательно. Кроме того, алюми-
ниевую пудру применяют при изготовлении покрытий, устойчивых к действию
азотной кислоты, окислителей и других органических жидкостей.
В чистой алюминиевой пудре содержится 3—3,8% парафина или стеарино-
вой кислоты, предохраняющих ее от окисления, самовозгорания и взрыва.
Марки алюминиевой пудры Пудра выпускается четырех марок:
ПАК-1, ПАК-2, ПАК-3 и ПАК-4. Наиболее мелкодисперсна пудра ПАК-4, затем
следует ПАК-3 и т. д. Укрывистость пудры 10 г/м2, плотность 2,5—2,6 г/см3.
Хранение. Алюминиевую пудру рекомендуется хранить в герметических
банках, на которых должны быть надписи «Хранить от сырости» и «Огне-
опасно».
Фольга алюминиевая техническая в рулонах (ГОСТ 618—73) толщиной от
0,005 до 0,2 мм и шириной от 10 до 600 мм изготовляется из алюминия марок
АДГ АД, Л99, А97, А95, А7, А6 и А5.
Фольга алюминиевая пищевая. (ГОСТ 745—73) в рулонах марок: ФГ (глад-
кая) толщиной от 0,01 до 0,2 мм и шириной от 25 до 460 мм, ФЛ (лакирован-
ная толщиной от 0,01 до 0,2 и шириной 40—450 мм; ФО (лакированная окра-
шенная) толщиной от 0,014 до 0,2 и шириной от 25 до 460 мм; ФТ (тисненая)
и ФОТ (окрашенная и тисненая) толщиной 0,014 и 0,065 мм и шириной от 25
до 460 мм.
56
РАЗДЕЛ 3
ПОДШИПНИКИ КАЧЕНИЯ И СКОЛЬЖЕНИЯ и ИХ ПРИМЕНЕНИЕ
ЗЛ. Конструктивные разновидности подшипников качения
Подшипники качения классифицируются по разным признакам (ГОСТ
3395—57),
По направлению действия воспринимаемой нагрузки подшипники разделе-
ны на следующие группы.
радиальные (рис. 3.1 ,а), воспринимающие преимущественно радиальные
нагрузки, действующие перпендикулярно к оси вращения подшипника;
упорные (рис. 3.1,6), воспринимающие главным образом осевую нагруз-
ку, действующую вдоль оси вращения подшипника;
радиально-упорные (рис. 3.1, в), воспринимающие комбинированные
нагрузки, одновременно действующие на подшипник в радиальном и осевом
направлениях, причем преобладающей может быть как радиальная, так и осе-
вая нагрузка;
упорно-радиальные, воспринимающие преимущественно осевую на*
грузку.
Практически радиальные подшипники некоторых типов, например шарико-
вые радиальные однорядные, успешно применяют для восприятия как комби-
нированных, так и осевых нагрузок.
По форме тел качения подшипники делятся на шариковые и роликовые.
В свою очередь, роликовые подшипники в зависимости от формы роликов раз-
деляются на группы: с короткими цилиндрическими роликами; с длинными ци-
линдрическими роликами; с витыми роликами; с игольчатыми роликами, с кони-
ческими роликами и со сферическими роликами
По числу рядов тел качения подшипники делятся на одно-, двух-, четырех-
и мпогорядные.
По конструктивным признакам подшипники делят: на самоустанавливаю-
щиеся; и несамоустанавливающиеся с цилиндрическим или конусным отверстием
внутреннего кольца; на однорядные или двойные; на сдвоенные, строенные, счет-
веренные и т. д.
3.2. Маркировка и условные обозначения подшипников качения
Дополнительные буквенные и цифровые обозначения, проставляемые слева
и справа от основного условного обозначения, характеризуют специальные ус-
ловия изготовления данного подшипника.
Обозначения слева. Дополнительные обозначения слева от основного харак-
теризуют класс точности, радиальные зазоры или осевую игру подшипника.
Точность подшипников. По ГОСТ 520—71 установлены следую-
щие классы точности (в порядке повышения точности): 0, 6, 5, 4 и 2. Простав-
ляются они слева от условного обозначения подшипника, например, 6-212 — под-
шипник шариковый, радиальный, однорядный (212), класса точности 6. Второй
пример, 5-2210 — подшипник роликовый, радиальный, однорядный, с короткими
цилиндрическими роликами (2210), класса точности 5.
57
Рис. 3.1. Силы, действующие
на подшипник'
а — радиальный; б — упорный; в —
радиально-упорный
В большинстве механизмов используются подшипники нормального класса
точности О. Применение в этих механизмах дорогостоящих подшипников более
высоких классов точности неэкономично.
Класс точности подшипников выбирают путем сопоставления технических
требований, предъявляемых к подшипниковому узлу в части допустимых ради-
альных и осевых перемещений вала (корпуса) относительно опоры, с сущест-
вующими нормами на точность вращения.
Величина радиального зазора и осевой игры подшипни-
к & обозначается номером соответствующего дополнительного ряда и указыва-
ется перед классом точности подшипника. При этом подшипникам с радиальным
зазором по основному ряду или с осевой игрой по нормальному ряду дополни-
тельные условные обозначения не присваиваются.
Подшипники класса точности 0 с радиальным зазором или осевой игрой по
дополнительным рядахМ имеют цифру 0 перед основным обозначением подшип-
ника.
Подшипникам класса точности 0 с радиальным зазором по основному ряду
или с осевой игрой по нормальному ряду дополнительные условные обозначения
не присваиваются. Так, например, обозначение 2-6-307— подшипник шариковый,
радиальный, однорядный (307), класса точности 6, с радиальным зазором по
ряду 2.
Подшипники с малыми зазорами и специальными допускаемы-
ми отклонениями размеров посадочных поверхностей обозначаются буквами НТ.
Пример, НТ1209. А подшипники с малыми зазорами и ужесточенными допуска-
ми на габаритные размеры обозначаются буквами НУ, например НУ309.
Обозначения справа. Дополнительные обозначения справа от основного обо-
значения характеризуют изменение металла или конструкции деталей и специ-
альные технические требования, предъявляемые к подшипникам (табл. 3.1).
Цифры 1, 2, 3 и т. д. справа от дополнительных знаков Б, Г, Д, Е, К, Л, Р, У,
X, Ш, Э, Ю и Я (табл. 3.2) обозначают каждое последующее исполнение с ка-
»им-то отличием от предыдущего. Пример: 2ЮЛ — подшипник шариковый, ради-
68
альныи, однорядный (210), класса точности 0, с сепаратором из латуни. Или
210Л2-^-то же, но с какими-то отличиями по сравнению с двумя предыдущими
исполнениями 2 ЮЛ и 210Л1.
Таблица 3.1
Дополнительное условное обозначение подшипника в зависимости от температуры
отпуска его деталей
Температура отпуска ле талей, °C' 200 225 250 300 350 400 450
Дополнительное ус- ловное обозначение под- шипника Т Т1 Т2 ТЗ Т4 Т5 Тб
Таблица 3.2
Дополнительные условные обозначения подшипников и их отличительные
признаки
Дополни1ельные обозначения
Отличительные признаки
Б
Г
д
Е
К
л
р
Cl, С2, СЗ, С4, С5, С6,
С7, С8
Т, TI, Т2, ТЗ и т. д.
У
X
ш
э
ю
я
Сепаратор из безоловянистой бронзы
» массивный из черных металлов
» из алюминиевых сплавов
» » пластических металлов (текстолит
и др.)
Конструктивные изменения деталей. Железный штам-
пованный сепаратор для подшипников с короткими
цилиндрическими роликами
Сепаратор из латуни
Детали из теплоустойчивой стали
Подшипники шариковые, радиальные, однорядные, с
двумя защитными шайба.ми типа 80 000, заполненные
специальной смазкой, обозначенной цифрой при бук-
ве С (табл. 3.3)
Специальные требования к температуре отпуска де-
талей по твердости и механическим свойствам. Циф-
ра при букве Т обозначает температуру отпуска ко-
лец (см. табл. 3.1)
Специальные требования к чистоте обработки, ради-
альному зазору и осевой игре: свинцевание, аноди-
рование, кадмирование и т. п. колец из стали ШХ15
при штампованных змейковых сепараторов из стали
10 или 20.
Детали из цементируемой стали
Специальные требования по шуму
Детали из стали ШХ со специальными присадками
(ванадий, кобальт и др.)
Все или часть деталей из нержавеющей стали
Кольца и тела качения из редко применяемых ма-
териалов (пластмассы, стекла, керамики и т. д.)
59-
Та бл ина 3 3
Дополнительное условное обозначение подшипника закрытого типа
н зависимости от заполняющей его смазки
Марка смазки Дополнительное условное обозначение подшипника ч.
ОКБ-122-7 С1
ЦИАТИМ-221 С2
ЦИАТИМ-221С С4
ЦИАТИМ-202 С5
ПФМС-4с С6
ВНИИНП-211 С7
ВНИИНП-235 С8
3.3. Материал деталей подшипников качения
Кольца и тела качения подшипников изготовляют в основном из стали ма-
рок ШХ15, ШХ15СГ (ГОСТ 801—60) и марок ШХ20СГ» 18ХГТ и 20Х2Н4А.
Кроме того, для особых условий эксплуатации детали подшипников изготовля-
ют из нержавеющих» жаропрочных и других сталей.
Твердость колец и тел качения у подшипников» работающих при темпера-
турах до 100° С, по маркам сталей следующая: ШХ15 и 18ГХТ — HRC 61—65;
ШХ15СГ и ШХ20СГ — HRC 60—64; 20Х2Н4А — HRC 58—65. Неоднородность
колец по твердости — не более 3 HRC.
Режимы термической обработки стали, применяемые при изготовлении де-
талей подшипников, следующие:
отжиг для сталей ШХ6, ШХ9, ШХ15 и ШХ15СГ — 780—800° С; скорость
охлаждения 15—18 град/ч;
закалка сталей ШХ6—800—825° С, ШХ9—825—840° С, ШХ15—835—855° С,
охлаждение в масле или воде, температура отпуска 150—180° С при выдержке
2—3 ч и охлаждении на воздухе;
закалка для стали ШХ15СГ — 820—840° С при выдержке 1—2 мин на 1 мм
диаметра, охлаждение в масле, температура отпуска 170—200° С при выдержке
2—3 ч и охлаждении на воздухе.
Температура закалки для сталей 18ХТГ 830—850° С, 20Х2Н4А 800° С при
выдержке 1—2 мин на 1 мм диаметра» среда охлаждения — масло, отпуск для
сталей 18ХГТ 150—180° С» 20Х2Н4А 180—200° С при выдержке 2—4 ч и охлаж-
дении на воздухе.
Материал сепараторов. Для изготовления штампованных стальных сепара-
торов применяют стальную ленту (ГОСТ 503—71), тонколистовую углеродистую
сталь (ГОСТ 16523—70) и листовую качественную сталь (ГОСТ 4041—71).
3.4. Режимы и условия работы подшипников качения
Авиационные подшипники качения работают на больших скоростях враще-
ния (выше 25 000 об/мин). Преждевременный выход из строя подшипников
не допускается, т. е. они должны иметь 100%-ную гарантию рабочего ресурса.
Три группы нагружения. По режимам и условиям работы авиационные под-
шипники расчленяют на три группы.
1. Тяжелонагруженные высокоскоростные шарико- и роликоподшипники»
применяемые в узлах главных опор ГТД. Они относятся к ответственным дета-
лям, определяющим сроки службы и надежность работы двигателей.
2. Тяжелонагруженные низкоскоростные шарико- и роликоподшипники,
применяемые в механизмах управления авиационной техники и совершающие
60
при работе короткие циклические движения (качения) под воздействием боль-
ших нагрузок.
3. Малонагруженные высокоскоростные шарико- и роликоподшипники малых
и средних размеров, применяемые в агрегатах. Значительную часть их состав-
ляют подшипники закрытого типа, заполняемые при сборке консистентной
смазкой.
Подшипники специальных типов. В авиационных конструкциях также при-
меняют опоры специальных типов, к которым относятся: подшипники для сверх-
высоких скоростей вращения; подшипники для высоких температур; подшипники
для работы в специальных средах; упорно-радиальные шарикоподшипники для
* топливной аппаратуры; подшипники тугой подборки, условно обозначаемые НТ
и НУ, для работы в механизмах управления с качательным движением.
3.5. Определение работоспособности подшипников качения
Работоспособность проверяемых подшипников качения определяется по лег-
кости вращения и характеру шума в сравнении с новым эталонным подшипни-
ком того же типа.
Проверка вращения. Вначале испытуемый и новый подшипники промывают
в смеси бензина Б-70 с 6—8% масла МК-8 или трансформаторного масла. Ми-
неральное масло добавляют для того, чтобы избежать царапин на телах каче-
ния и дорожках колец от сухого трения при проверках на легкость вращения
подшипников. Затем рукой вращают наружное кольцо, удерживая внутреннее.
При этом шарикоподшипники устанавливаются в горизонтальной плоскости, а ро-
ликовые радиальные — в вертикальной. Подшипники при медленном вращении
на два-три оборота сначала в одну сторону, а затем в другую (меняя их поло-
жение на 180°) должны иметь легкий и ровный (без заеданий) ход.
Ощутимое рукой торможение или заедание в подшипнике свидетельствует
о возможной неисправности. Для окончательного заключения о пригодности
подшипник вторично промывают и проверяют, так как часто причиной заедания
и торможения является наличие загрязнений на дорожках качения и в гнездах
сепараторов.
Определение намагниченности, В отдельных случаях подшипники вращаются
бесшумно и без заеданий, но быстро останавливаются. Это свидетельствует
о намагниченности подшипника. Для проверки торцом подшипника необходимо
коснуться лезвия бритвы. Подшипник, притягивающий лезвие, намагничен и к
дальнейшей эксплуатации не допускается.
Проверка зазоров. Осевые и радиальные зазоры в подшипниках проверяют
на специальных установках под заданной нагрузкой, величина которой зависит
от габаритов подшипника. У шариковых подшипников проверяется либо ради-
альный, либо осевой зазор, у роликовых — только радиальный, у радиально-
упорных— радиальный и осевой зазоры.
Перекосы внутреннего кольца подшипника относительно наружного не долж-
ны превышать 0,25—0,5°, Радиальные двухрядные сферические шарикоподшипни-
ки могут самоустанавливаться при перекосе или прогибе вала, поэтому их при-
меняют на менее жестких валах и менее точных опорах. Перекос колец у них
допускается до 2—3°.
Подшипники управления, В подшипниковых узлах управления самолетом,
как правило, применяют сферические шарикоподшипники с небольшими скоро-
стями вращения (или с качательным движением), допускающими некоторый пе-
рекос осей вращения и высокую нагруженность системы. Они имеют уменьшен-
ные внутренние зазоры. Подшипники собирают по условному классу точности
НТ (нормальный, тугой подборки).
Подшипники с уменьшенными зазорами слабее реагируют на вибрации
и обеспечивают надежную работу узлов. Они хорошо очищаются от грязи и пы-
ли при промывке бензином Б-70 в смеси с 6—8% минерального масла. После
промывки подшипники смазывают смазкой ЦИАТИМ-201, обеспечивающей кор-
розионную защиту и жидкостное трение в узлах.
В подшипниках управления появление лунок на дорожках качения вследст-
вие отпечатков тел качения допустимо.
61
Промывка подшипников управления закрытого типа запрещается. С них уда-
ляют только наружную грязь и пыль влажной ветошью, смоченной в бензино-
масляном растворе. Смазка, заложенная в подшипник заводом-изготовителем,
обеспечивает работу на срок ресурса самолета.
3.6. Монтаж и демонтаж подшипников качения
Одним из основных условий, от соблюдения которого зависит срок службы
подшипников, является обеспечение чистоты подшипников и сопрягаемых с ними
деталей.
Расконсервация и хранение перед сборкой. Новый подшипник следует выни-
мать из упаковки и промывать в горячем минеральном масле или бензине Б-70
непосредственно перед монтажом. Закрытые подшипники, заполненные рабочей
смазкой па заводах, и подшипники, имеющие фетровые уплотнения, не промы-
вают. Консервационную смазку наружных поверхностей удаляют чистыми сал-
фетками.
До постановки в узел подшипники осматривают, убеждаются в отсутствии
коррозии и повреждений. Без защиты от коррозии подшипник должен находить-
ся возможно меньшее время и не более 2 ч.
Кратковременно подшипники рекомендуется хранить в мешочках из поли-
хлорвиниловой или полиэтиленовой пленки. Если подшипник будет монтировать-
ся более чем через 2 ч после промывки, то его следует хранить в эксикаторе или
завернутым в бумагу, пропитанную летучим ингибитором. Ингибиторы за-
щищают от коррозии, находясь в газообразном состоянии. Обычно ингибитором
пропитывают упаковочную бумагу. В качестве ингибиторов применяют карбонат
моноэталомина (МЭАК) и нитрат дициклогетсиламина (НДА).
Условия монтажа. Посадочные поверхности, упорные заплечики и галтели
должны быть чистыми и гладкими, без забоин и царапин, а острые кромки при-
туплены, затем чисто протерты и смазаны. Во всех случаях усилия и а прессовки
следует прикладывать только к кольцу подшипника, монтируемому с натягом,
не допуская передачи усилий через шарики. Подшипники устанавливают клей мет
ной стороной наружу. Для облегчения посадки подшипников качения на вал их
рекомендуется предварительно нагреть до 80—100° С. Наиболее рационален на-
грев подшипников в горячем минеральном масле или при помощи электроиндук-
ционных установок. Необходимо следить, чтобы масло в ванне было чистым, так
как после монтажа промывать подшипники нецелесообразно.
Температура посадки. Температура нагрева подшипника
где t — температура нагрева подшипника, °C; А — натяг, принятый для посадки,
мм; d — диаметр вала, мм; а — коэффициент линейного расширения (для
стали а=0,00001).
К температуре, полученной по формуле, необходимо прибавить температуру
вала, обычно равную температуре окружающей среды.
В случае невозможности нагрева корпуса для получения необходимой раз-
ности температур прибегают к охлаждению монтируемых колец подшипников до
температуры минус 75—77е С в термостатах с сухим льдом, закладываемом
в пространство между стенками наружной и внутренней камер термостата. Кс/ъ-
ца подшипников, подлежащие охлаждению, помещают в термостат примерно на
10—12 мин.
Демонтаж подшипниковых узлов. Демонтаж подшипника с вала производят
при помощи отрезка трубы и ручного или гидравлического пресса. Труба должка
упираться в торец внутреннего кольца. Вместо отрезка трубы можно испол* -
вать разрезные и сплошные подкладочные кольца различной конструкции.
Подшипники качения необходимо демонтировать без ударов, так как от
ров они теряют точность и выходят из строя. При демонтаже подшипников
комендуется применять ручные (гидравлические) прессы или специальные сг
ники нажимного действия, т. е. такие приспособления, которые исключают уда
62
Съем колец. Снимая подшипник с вала, нельзя захватывать его за верх-
нее кольцо. Скобой съемника надо захватывать непосредственно внутреннее коль-
цо подшипника, которое насажено с натягом на шейку вала. При демонтаже
под шинника нз гнезда, наоборот, скобой надо захватывать наружное кольцо.
Демонтаж с нагревом. Чтобы легче снять подшипник и избежать
повреждения вала или подшипника при прессовой посадке, подшипник прогрева-
ют, поливая его в течение нескольких минут горячим минеральным маслом, на-
гретым до 90™ 100° С. Также обычно демонтируются крупногабаритные подшип-
ники, смонтированные на валах со значительным натягом. Перед началом про-
грева на подшипник устанавливают съемник и винтом создают натяг, а вал
защищают асбестом или картоном от попадания на него горячею масла.
Для прогрева подшипников можно применять электронагревательные уста-
новки. Внутренние кольца цилиндрических роликоподшипников могут быть де-
монтированы при помощи установки для индукционного нагрева.
Исключительные случаи демонтажа. Демонтаж подшипника
с вала путем приложения усилия к наружному кольцу используют в исключи-
тельных случаях, когда конструкция подшипникового узла не позволяет снять
подшипник с вала за его внутреннее кольцо. Такой метод демонтажа требует
особой осторожности. Усилие распрессования следует прикладывать равномерно
по окружности наружного кольца, без рывков и строго перпендикулярно к тор-
цу подшипника.
3.7, Металлокерамические подшипники
Самосмазывающиеся подшипники. Подшипники, работающие в полусухом
трении, при отсутствии или недостаточности смазки имеют самосмазывающиеся
металлокерамические бронзографитные и железографитные композиции, полу-
чаемые прессованием и спеканием порошков металла и графита.
Важным качеством металлокерамических материалов является микропори-
стость (объем пор 20™40%) и способность впитывать большие количества мас-
ла. Подшипники из этих материалов перед применением пропитывают турбин-
ным маслом при 100—120QC, Этого запаса масла хватает на несколько месяцев
работы. Пропитку рекомендуется периодически повторять (предварительно раст-
ворив старое масло). Для увеличения срока службы в конструкции подшипни-
ков предусматривают карманы, заполняемые маслом.
Железографитовые подшипники. Высоким качеством обладают железографи-
ты (воизиты), представляющие смесь 97—98% железа, полученного электролити-
ческим осаждением, с 2—3% графита и небольшими добавками порошков меди
и свинца. Для увеличения пластичности и ударной вязкости вводят до 7% ни-
келя, Железографиты более стойки против окисления, чем бронзографитные
композиции.
Для получения нужного состава порошки графита и железа спрессовывают
в формах под давлением 15—20 кН/см2 и спекают при 1050—1100° С в течение
2—3 ч. Оптимальные размеры подшипникам придают при помощи калибровоч-
ного прессования под давлением 5—8 кН/см2. Механической обработке железо-
графиты поддаются плохо. При спекании графит соединяется с железом, обра-
зуя ферритоцементные смеси с включениями свободного графита. В этом случае
металл приобретает структуру серого чугуна, который в зависимости от состава
шихты и режима спекания может иметь ферритную, перлитную или цементитную
основу (предпочтительна перлитная основа).
Условия работоспособности. Железографитпые подшипники удо-
влетворительно работают при небольших скоростях вращения и умеренных на-
грузках. При кратковременном режиме они могут выдерживать нагрузки до
3 кН/см2. Рабочая температура подшипников не выше 50—60° С, в противном
случае поры быстро закупориваются продуктами окисления масла и подшипник
может потерять свойства самосвязываемости. Для таких подшипников рекомен-
иримснять валы повышенной твердости (7/7?С>50).
Марки отечественных железографитов (первая цифра указывает содержание
графита в шихте, вторая — процентный объем пор); ЖГ-3-30— для легких на-
РУзок; ЖГ-7-25 — для средних нагрузок; ЖГ-3-20— для больших нагрузок.
63
Несущая способность пористых подшипников, работающих в гидродинами-
ческом режиме (обильная смазка, высокая скорость вращения) снижена по срав-
нению с массивными подшипниками Масло в нагруженной области ухотят из
зазора в поры и перетекает по стенкам втулки отчасти к торцам, где выходит
наружу, отчасти в ненагруженную зону, откуда снова поступает в зазор Таким
образом, в стенках втулки образуется непрерывная циркуляция масла, интен-
сивность которой (а следовательно, и степень снижения несущей способности)
зависит от проницаемости материала подшипника (размеров и относительною
объема пор), размеров втулки, вязкости масла и температуры подшипника, дав-
ления масла и других факторов
3.8 Материалы для подшипников скольжения
Различают пластичные (НВ < 50), мягкие (НВ 50—100) и твердые (НВ >
100) подшипниковые сплавы К пластичным принадлежат баббигы, свинцовые
бронзы, пластичные алюминиемые сплавы, серебро, к мягким сплавам — мягкие
бронзы (оловянные, оаовянно-свинцовые, оловянно свинцово-цннковые) и а по
миниевые сплавы, к твердым сплавам — твердые бронзы (алюминиево железные)
и чугуны
Для высоконагрУ'Женных многооборотных подшипников, рассчитанных на
жидкое трение, чаше применяют пластичные сплавы в виде тонких слоев, нано-
симых на стальные или бронзовые втулки и вкладыши
3 8 1. Баббитовые сплавы
Баббиты—сплавы мягких металлов (Sn, Pb, Cd, Sb, Zn), характерны низ-
ким коэффициентом полусухого трения, пластичностью, хорошей прирабатывае-
мостью и износостойкостью, могут работать в паре с нормализованными улуч-
шенными стальными валами (HRC 25—35) Для увеличения надежности и дол-
говечности подшипника рекомендуется ва 1ы зака гять с низким отпуском (HRC
50—55)
Недостаток баббитов — низкое сопротивление усталости, особенно при по-
вышенных температу рах
Высокооловянистые баббиты Высокооловянистые баббиты Б89 и Б83 (цифры
указывают процент содержания олова) — сплавы олова с сурьмой с небольшим
присадком меди (вводимой для предупреждения ликвации), обладающие высо-
кими антифрикционными качествами
Теплопроводность их 25—35 кал (м ч °C), коэффициент линейного расши-
рения (22—24) 10^ь, моду гь нормальной упругости £=50—60 кН/мм2, плотность
7,3 г/см3, твердость при 20° С НВ 20—30, предел текучести при сжатии 40—
60 Н/мм2 При 100—120° С твердость и предел текучести снижаются примерно
вдвое
Температура плавления и заливки Температура плавления
оловянистых баббитов начало 240—250° С, конец 400—420° С Баббиты залива-
ют при 450—480° С на вкладыши, предварительно подогретые до 250° С Толщи
на слоя заливки в подшипниках обычной конструкции 1—3 мм
Прочность баббитовой заливки Циклическая прочность бабби-
товой заливки повышается с уменьшением толщины слоя заливки, а также
с увеличением жесткости системы вкладыш-постель В последнее время толщину
заливки доводят до 0 25—0,4 мм Еще лучшие результаты дает электролитиче-
ское нанесение слоя баббига толщиной 10—20 мкм на подложку из пористой
бронзы
Падение прочности баббитовой заливки при повышенных температурах пре
дупреждают интенсивным масляным охлаждением подшипников, что позвотяет
повысить удельные нагрузки на подшипники до 1000—1500 Н/см2
Свинцово-оловянистые баббиты Б16, Б6, БН, ВТ и др состоят из 60—75%
свинца, 5—20% Sn, 10—20% Sb с небольшими присадками Си Cd, Ni, Fe Теп ю-
64
проводность их 10—20 кал (м ч °C), плотность 9,5—10 г/см3 Твердость и ме-
ханические свойства примерно такие же, как у оловянных баббит ов
Безоловянные свинцовые баббиты БК1, БК2 состоят из свинца с п] кадка-
ми (примерно 1% Са и Na) Антифрикционные свойства и коррозионностоикость
свинцовых баббитов улучшают введением небольших количеств Sr, Ba, Zi, Те.
Кадмиевые баббиты содержат 90—97% Cd с незначительными присадками
других металлов Твердость НВ 30—40, коэффициент линейного расширения
30 10~6, теплопроводность 70—80 кал (м. ч. °C) Антифрикционные качества
высокие
3,8.2. Свинцовые бронзы
Состав бронз Свинцовые бронзы представляют сплавы меди (40—70%)
и свинца (60—30%) с присадками различных металлов Наиболее распростране-
ны бронзы Бр С-30 (30% РЬ, остальное Си) и Бр ОС 5-25 (5% Sn, 25°/о РЬ,
остальное Си) Применяют также высокосвинцовистую никепевую бронзу Бр СН
60-2,5 (60% РЬ, 2,5 Ni)
Свинцовистые бронзы прочнее и тверже баббитов (НВ 40—70), а твердость
и прочность их остаются практически постоянными до 200° С
Служебные свойства. Прирабатываемое гь и антифрикционные свойства свин-
цовой бронзы хуже, чем у баббитов Подшипники с заливкой свинцовок брон-
зой требуют чистой обработки поверхностей трения, исключения перекосов, уве-
личения жесткости системы вал — подшипник, увеличения прокачки масла и тща-
тельной его фильтрации, а также повышения поверхностей гвепдости вала
(HRC > 50) Зазоры в подшипниках делают в среднем на 30—50% больше, чем
в подшипниках с баббитовой заливкой Применяют масло с низким кислотным
числом (< 1 мг КОН/г) и вводят в масло противокислотные присадки
Вкладыши, Свинцовую бронзу заливают на вкладыши из низкоуглеродистых
сталей споем толщиной 0 5—0,8 мм при 1050°С в графитных формах
Во избежание ликвации и для получения равномерного и тонкодисперсного
распределения свинца в сплаве вкладыши сразу поспе запивки интенсивно ох-
лаждают водой, пульвернзованной сжатым воздухом
Улучшенные составы свинцовых бронз. Применяют улучшенные составы
свинцовых бронз с 30% РЬ с добавлением Ni (до 5%), Sn (до 25%) и незна-
чительных количеств S и Са Никель увепичивает коррозиостойкость, S и Са вво-
дят д ]я предупреждения ликвации свинца
Наряду с высокосвинцовистыми бронзами для заливки подшипников приме-
няют пластичные (НВ 60—80) бронзы с содержанием свинца 5—7%, фосфора 5
и цинка 5%.
3.8 3. Серебряные покрытия
Назначение и характеристики. Для тяжелоиагруженных опор машин приме-
няют подшипники с поверхностью трения из серебра с присадкой небольших
количеств олова и свинца Серебряные покрытия отличаются пластичностью,
мягкостью (в отожженном состоянии НВ 25—35), хорошими антифрикционными
качествами и высокой выносливостью Коэффициент линейного расширения
о-10% модуль упругости £=82 кН/мм2 и температура плавления 960°С
Серебро заливают на поверхность вкладышей слоем 0,1—0,3 мм или нано-
ят э юктролитически на пористою бронзовую или медно-никелевую подножку
слоем 20—50 мкм
Улучшение прирабатываемости. Для улучшения прирабатываемости на по-
верхность серебряного покрытия наносят слой свинца или свинцово-сурьмяного
к^лава толщиной 10—30 мкм, который для предупреждения коррозии покрыва-
пп»5ЛОем инАия толщиной в несколько микрометров Л также применяют валы
повышенной твердости (HRC > 50).
3—581
65
3,8.4. Многослойные заливки
Материалы подложки. При многослойной заливке тонкий слой оловянного
баббита наносят на подложку из антифрикционного сплава толщиной 0,2—
0,5 мм, В качестве подложки применяют свинцовистые бронзы, алюминиевые
сплавы и бронзы. Хорошие результаты позволяют получить пористые подложки
из спеченных сплавов Си — А1 и Си — Ni (60% Си, 40% Ni), обеспечивающие
прочную связь баббита с вкладышем.
Способы нанесения баббитов. Используют два способа нанесения баббита
Вначале при заливке баббит наносят слоем 0,3—0,4 мм. После чистовой обра-
ботки толщина баббитового слоя уменьшается до 0,15—0,2 мм.
Технологичнее электролитическое осаждение баббита слоем 15—20 мкм. Чи-
стовая обработка здесь не нужна. При этом способе обязательна пористая под-
ложка, которая пропитывается баббитом и образует антифрикционный подслой,
гарантирующий надежную работу подшипника при местном или общем износе
поверхностного баббитового слоя.
3.8.5. Бронзовые подшипники
Бронзы применяют для подшипников, работающих преимущественно при
полужидкостпом трении и небольших окружных скоростях (подшипники вспо- ’
могательных приводов). В силу повышенной твердости они выдерживают боль- /
шие удельные нагрузки.
Большое распространение получили бронзы: оловянные Бр.ОФ 6,5-0,15 (НВ \
70—80); Бр.ОФ 10-1 (НВ 80—100); оловянно-свинцовистые Бр.ОС 10-10 (НВ i
70); Бр.ОС 8-12 (НВ 65); Бр.ОС 5-25 (НВ 45): оловяпно-цинково-свипиови-
стые Бр.ОЦС 3-12-5% НВ 60%; Бр.ОЦС 4-4-2.5 (НВ 60): Бр. ОЦС 4-4-17 '
(НВ 50); Бр. ОЦС 5-5-5 (НВ 60); БР ОЦС 6-6-3 (ЯВ 70); алюминиево-жслез- ,
ные Бр.АЖС 7-1,5-1,5 (НВ 70); Бр.АЖ 9-4 (НВ 100); Бр.АЖН 10-4-4 (НВ
170); Бр.АЖН 11-6-6 (НВ 220). Я
Характеристики бронз. Хорошими антифрикционными качествами обладают Я
оловянные бронзы типа Бр.ОФ с содержанием олова больше чем 0,5% для от- Я
ливки и меньше чем 0,5% для штамповки. Твердость штампованных бронз сни-
жают до НВ 50—60 путем отжига. I
К оловянным бронзам близки оловянно-свинцовистые бронзы типа Бр.ОС.
Введение свинца улучшает обрабатываемость, увеличивает пластичность и сии- I
жает твердость бронзы. К разряду полупластичных бронз относится бронза а
БР.ОС 5-25. I
Широко применяют оловянно-цинково-свинцовистые бронзы. Пластичность
их выше оловянных (удлинение 6—15%), а твердость НВ 50—70. а
Оловянно-цинково-свинцовистую бронзу Бр.ОЦС 4-4-2,5 применяют в виде а
холоднокатанных лент для изготовления тонкостенных втулок. 1
Алюминиево-железные бронзы типа Бр.АЖ, имеющие повышенную твер- а
дость (НВ 70—100), применяют для изготовления втулок, работающих при вы- |
соких нагрузках и малых скоростях в условиях полужидкостного и полусухого ?
трения.
Подшипники, работающие при высоких температурах, при полусухом или Я
сухом трении, изготовляют из жаропрочных сплавов типа Бр.АЖН. Я
3.9. Сравнительные качественные характеристики материалов а
подшипников скольжения а
Сравнительные качественные характеристики пластичных подшипниковых Я
сплавов приведены в табл. 3.4. Я
66
Таблица 3.4
Свойства подшипниковых материалов
Материал НВ при Максимально допустимая темпера гура, °C Минимально допустимая ЯЯС Прирабатывае- мое гь Противозадир- ные свойства Предел вынос- ливое) и
20° с 150° С
Баббиты оловянные 20-30 6-12 150 25 5 5 1
Баббиты свинцовые 15-20 6—12 150 25 5 5 1
Многослойные покры- тия (верхний слой — баббит) 20-30 6-12 250 25 5 а 4
Кадмиевые баббиты 30-40 15 250 30 4 5 2
Свинцовые бронзы 40-70 40—60 300 45 2 3 4
Серебро 25—30 25-30 400 45 3 4 5
Оловянные бронзы 60-80 60—70 400 45 1 1 о
Алюминиевые сплавы пластичные 35-40 32-46 300 45 2 2 4
Примечание. Прирабатываемость, противозадирные свойства, циклическая проч-
ность (последняя графа таблицы) оценены по пятибалльной системе (балл 5 — наивысший).
3.10, Неметаллические подшипники
Для неметаллических подшипников используют пластики, твердые породы
натурального дерева, резину или графит. Эти материалы сочетают с валами по-
вышенной твердости (HRC > 50) и только в этом случае неметаллические под-
шипники имеют высокую износостойкость.
3.10.1. Пластмассовые подшипники
Пластмассовые подшипники чаще всего применяют при полужидкостном
трении (малые скорости вращения, колебательное движение), а также при не-
возможности подвести к опорам регулярную смазку. Они могут работать с разо-
вой и периодической смазкой, а при небольших нагрузках и малых окружных
скоростях — без смазки.
Предельная удельная нагрузка зависит от твердости и прочности пластика,
температуры, окружной скорости, вида и количества подводимой смазки и ле-
жит в пределах 100—1000 Н/см2.
Для изготовления пластмассовых подшипников применяют фенопласты (тек-
столит), поликарбонаты (дифлон), полиамиды (капрон, найлон), фторопласты
(тефлон).
Чистые пластики как подшипниковые материалы имеют следующие особен-
ности: малую твердость (без наполнителей НВ = 5—20); низкий ' модуль упру-
гости (без наполнителей £ = 1 —10 кН/мм2);
0,3 кал/м.ч. °C); высокий коэффициент линейного расширения (50—100) ’ 10"в;
низкую теплостойкость (по Мартенсу 80—150° С). Износостойкость и антифрик-
ционные качества пластиков высокие.
Текстолитовые подшипники изготовляют из многослойной шифонной ткани,
пропитанной бакелитом и опрессованной под давлением 10 кН/см2 при 150—
180° С.
низкую теплопроводность (0,2—
С); высокий коэффициент линейного расширения (50—100) * 10-6;
0,3 кал/м.ч, °
Максимальная удельная нагрузка при обильной масляной или водяной
смазке 1 кН/см2, Предельная длительная температура 60—80° С.
Капроновые и найлоновые подшипники. Капрон и найлон применяют для
изготовления подшипников диаметром менее 50 мм, работающих при недостаточ-
ной смазке или без смазки.
3*
67
Для увеличения прочности вводят наполнители (ткань, стекловолокно, гра-
фитное волокно) Кроме того, для увеличения прочности, тепло- и износостойко-
сти и уменьшения в од о поглощаем ости капроновые подшипники термооирабаты-
вают — выдерживают 3—4 ч в минеральном масле при 150—180° С, кипятят
в течение такого же времени в воде, медленно охлаждают.
Тефлоновые подшипники. Тефлон в чистом виде малопригоден для изготов-
ления подшипников из-за мягкости, большого линейного расширения, холодной
ползучести в тонких слоях с обязательной присадкой свинца (до 20% по мас-
се). Для улучшения антифрикционных качеств в композицию дополнительно вво-
дят коллоидальный графит и дисульфид молибдена. Такие подшипники по анти-
фрикционным качествам не уступают подшипникам с оловянно-баббитовой залив-
кой, а по пределу выносливости превосходят их. Они работают в интервале
температур от —50 до +250° С
Применяют также тонкослойные (0,1--0,2 мм) полиамидные, полиуретановые
и эпоксидные покрытия, которые наносят наплавлением, юрячим напылением,
наклеиванием (эпоксиды), осаждением в псевдоожиженном слое в электриче-
ском поле.
3,10.2. Древесные подшипники
Для подшипников применяют пропитанные маслом твердые древесные поро-
ды: гваяковое дерево, самшит или как заменители березу, клен, дубовые по-
роды.
Более высокими качествами обладает усиленная древесина (многослойный
березовый шпон — лигнофо ли или прессованная крошка — лигностоны). пропи-
танная фенолоформальдегидными смолами и опрессованная под давлением 3—-*
5 кН/см2 при 150—180° С.
Вкладыши из древеснослоисгых пластиков набирают из брусков с располо-
жением слоев перпендикулярно к поверхности трения и крепят в метал тических
корпусах.
Допустимая нагрузка в среднем 200—300 Н/см2, кратковременная до
1500 Н'см3 Предельная температура 60—70с С
5.10.3. Резиновые подшипники-втулки
Резиновые подшипники представляют собой металлические втулки, облицо-
ванные натуральным или синтетическим каучуком. Твердость и эластичность кау-
чука можно менять в широких пределах изменением состава и технологии
изготовления.
Резиновые подшипники могут работать только на воде. Для удаления гря-
зи на рабочей поверхности подшипников предусматривают сквозные канавки.
Коэффициент трения по влажной резине 0,05—0,1. Подшипники из твердых
резин выдерживают нагрузки до 300—500 Н/см2.
3.10.4. Подшипники скольжения, работающие без смазки
Для изготовления подшипников, работающих без смазки при высоких тем-
пературах, под воздействием химически агрессивных сред применяют углеграфи-
ты (смеси графита, угля, сажи и кокса на связке из пека и каменноу юльных
смол, опрессованные и подвергнутые спеканию).
Углеграфиты обладают хорошими антифрикционными качествами (коэффи-
циент сухого трения 0,05—0,08), теплостойкостью, химостойкостью, низким коэф-
фициентОхМ линейного расширения (до 2*10-6), хорошо обрабатываются резани-
ем Недостатком угле графитов является хрупкость
Физико-механические свойства графита: плотность 2,2 г/см3; температуря
плавления 3500* С; предел прочности на разрыв 20 Н/мм2; модуль нормальной
68
упруюсти 8,кН/мм2; коэффициент линейного расширения (0,5—I)-Ю '5; тепло-
проводность 5—7 кал/(м ч-°С).
Для увеличения прочности, теплопроводности и износостойкости в угле гра-
фиты вводят металлические порошки (медь, сурьму» баббит). Хрупкость умень-
шают пропиткой фенолформальдегидами, силоксанами и тефлоном Орафито-
пласты)
Антегмиты. Наилучшими суммарными свойствами обладают антегмиты
(табл. 3 5).
Для валов, работающих в углеграфитных подшипниках, рекомендуется твер-
дость HRC > 50.
Таблица 3.5
Физико-механические свойства антегмитов
Марка Плотность, г/смв Предел прочности на сжатие, кН/мм3 Удельная утарная вязкое1ь/ Н м/см1 Темпера ту- росгой- кость, °C Теплопро- водность, кал/(м 4-°Cj Коэффициент j линейного - расширения .
АТМ-1 1,8 10 0,3 170 30 8,5-10-6
ATM-10 1,7 5,5 0,15 400 80 2,5-10-6
АТМ-1 Г 1,7 4,5 0,15 600 100 2,2-10-6
ЗА0.5. Разъемные подшипники
Разъемные подшипники выполняют в виде стальных (реже бронзовых) вкла-
дышей с заливкой антифрикционными сплавами. Вкладыши устанавливают в кор-
пус на посадках П, Н или Пр.
Центрирование вкладышей достигается путем совместной обработки посте-
лей в корпусах. Половины корпусов фиксируют контрольными штифтами или
призонными болтами.
РАЗДЕЛ 4
ПЛАСТМАССОВЫЕ МАТЕРИАЛЫ И ОСОБЕННОСТИ
ИХ ЭКСПЛУАТАЦИИ
4.1. Состав, классификация, сортамент и переработка пластмасс
Пластическими массами (пластмассами) называют композиционные материа-
лы на основе полимеров
Состав пластмасс — смесь полимеров с другими веществами.
Полимера м и (основа пластмасс) называют вещества высокой относи-
тельной молекулярной массы не менее 10 тыс, молекулы которых образованы
одинаковыми группами атомов — звеньями В зависимости от вида связей между
молекулами полимеры разделяют на лермоп 1астичлые и термореактивные
Термопластичными называют полимеры, которые могут много раз размя!-
чаться при на!реве и твердеть при охлаждении без изменения своих свойств
Термореактивными называются полимеры, у которых при нагреве, а также
по другим причинам между линейными молекулами появляются химические свя-
зи и полимер превращается в жесткое псп тавящееся и нерастворимое вещество
До отверждения терморсактивный потимер при нагреве размягчается, как тер-
мопластичный полимер После отверждения он остается жестким и неплавя-
хцимся
Наполнители добавляют в количестве 40—70% (по массе) для повыше-
ния механических свойств, снижения стоимости и изменения других свойств На-
полнители — это органические и неорганические вещества в виде порошков
(древесная мука, сажа, стюда SiO2, тальк Т1О2, графит), волокон (хлопчатобу-
мажные, стек 1янные, асбестовые, полимерные) и листов (бумага, ткани из раз-
личных во токов, древесный шпон)
Стабилизаторы — различные органические вещества, которые вводят
в количестве нескольких процентов для замедления старения, что стабилизирует
свойства и удлиняет срок эксплуатации Старение представляет необратимое из-
менение свойств пластмасс под влиянием среды В основе старения лежит изме-
нение структуры молекул полимера
Пластификаторы добавчяют в количестве 10—20% для уменьшения
хрупкости и у чу чтения формуемости Пчастификаторы уменьшают межмолеку-
лярное взаимодействие и хорошо совмещаются с полимерами Пластификаторами
служат эфиры, а иногда и полимеры с гибкими молекулами
Отвердители вводят в количестве нескольких процентов в реактопла-
сты для соединения полимерных мо 1еку л химическими связями В качестве от-
вердителей используют серу (в каучуках), органические перекиси и другие
соединения
Специальные добавки-— смазки, красители, добавки для уменьше-
ния статических зарядов, для уменьшения горючести, для защиты от плесени,
ускорители и замедлители отверждения — служат для изменения или усиления
какого-либо свойства
Классификация пластмасс. Основой классификации с 1ужит химический со-
став по шмеров В зависимости от состава полимера пластмассы разделяют на
фено.юформальдегидпые (фенопласты), эпоксиды, полиэфирные, полиамидные,
полиуретановые, стирольные и др В группе пластмасс, близких по химическому
составу, могут оказаться термопластичные и термореактнвные вещества, жесткие
н резиноподобные пластмассы и т п
70
В зависимости от состава смеси и тастмассы подразде 1яют на простые
Простые пластмассы —это чистые полимеры, оез добавок Они or
личаются наивысшими электрическими свойствами, прозрачностью и удобны для
переработки в издепия
Сложные и ла ст м асе ы —это смеси полимеров с различными добав-
ками Они прочнее/дешевле и разнообразнее по свойствам, чем простые пласт-
массы
Пластмассы без наполнителей называются ненаполненными, а с наполните-
лями — наполненными По виду наполните 1я тастмассы подразде тяют на пресс-
порошки волокниты и слоистые пластики В пресс-порошках используют порош-
ковые наполните™, в волокнитах — волокна, в слоистых пластиках — листы-на-
по тите in Пористые пластмассы называют поропластами или пенопластами
Сортамент пластмасс и их переработка. Пластмассы выпускаются в виде по-
рошков, гранут, таблеток, волокон наполнителей, пропитанных полимерами, в ви-
де полуфабрикатов — пленок, листов, плит, стержней, труб и блоков, а также
волокон Некоторые реактопласты выпускаются в виде жидких веществ, которые
смешивают перед употреблением (полиэфиры эпоксиды полиуретаны и др).
Жидкие смеси удобны для пропитки наполнителей, склеивания, нанесения по-
крытий на металлы.
Переработка пластмасс Детали из тастмасс потучают литьем
под давлением, экструзией (выдавливанием пластичного материала через отвер-
стия определенного профиля), прессованием, формованием из листов или труб,
сваркой, склеиванием, обработкой резанием.
По сравнению с металлами переработка пластмасс менее ^трудоемка, коли-
чество технологических
пластмасс коэффициент
ше, для реактопластов
в отделке поверхности,
и удобны для перевозки
Деление пластмасс по применению. По применению пластмассы делятся на
конструкционные, свегопрозрачные, электроизоляционные и радиопрозрачные,
прокладочные и уплотнительные, теплозвукоизоляционные, фрикционные, анти-
фрикционные, кислотоупорные, химостойкие и облицовочно-декоративные
Часто материалы на основе пресс порошков и во гокнистые пластмассы
называют композиционными пластиками, а пластмассы без наполнителем—
блочными
операций в несколько раз меньше При переработке
использования термопластов составляет 91—95% и вы-
около 80—85%. Изделия из пластмасс не нуждаются
покраске и мерах защиты от коррозии, изделия легки
и монтирования
4.2. Некоторые физические и механические свойства пластмасс
Теплопроводность пластмасс в 500—600 раз ниже теплопроводности метал-
лов (коэффициент теплопроводности 0,2—0,8 кал/м * ч * град)
Пенопласты примерно в 10 раз менее тетопроводны, чем монолитные отлив-
ки из тех же пластмасс, и поэтому нашли широкое применение как теплоизоля-
ционные материалы
Оптические свойства характеризуются коэффициентом преломления, прозрач-
ностью в различных частях спектра, общей светостойкостью и другими пока-
зателями
Старение пластмасс — медленно протекающий процесс окисления, потемне-
ния и изменения физико-механических свойств Старение может быть уменьшено
путем включения в состав пластмассы соответствующих компонентов и улучше-
ния технологического процесса
Горючесть пластмасс определяется путем внесения образца в пламя горел-
ки Пластмассы органического происхождения в большинстве случаев горючи,
но имеют различную температуру^ воспламенения и интенсивность сгорания
Атмосферостойкость и светотеплостойкость (ГОСТ 10226—62) На атмос-
испытывают все пластмассы, а на светостойкость — пластмассы,
стойкие к действию влаги Рекомендуется испытывать образцы в виде специ-
альной лопаточки, размеры которой стандартизированы Разрешается применять
и другие образцы, а также готовые изделия
71
Таблица 4.1
Поведение полимеров в пламени
Характерные признаки
Испытуемый материал Горючесть и изменение формы Запах
Мочевиноформ альде- гидная смола Меломиноформальде- гидная смола Фенолоформальдегид- ная смола Образцы не загорают- ся, сохраняют свою фор- му Формальдегида Формальдегида и силь- ного рыбного Формальдегида и фе- нола
Полихлоропрен Поливинилхлорид или его производные П ил и в и нилиденхлорид Образцы загораются, но потухают при удале- нии пламени Возникает зеленая зо- на пламени Горелой резины Едкий, но отличается от горелой резины Сладкий (зола черная)
Галалит Ацетилцеллюлоза * Выделение искр из пламени Горелого молока Уксусной кислоты
Целлулоид Н итроцел л ю л оз а J Образцы мгновенно воспламеняются и про- должают гореть после удаления пламени. Пла- мя белое Камфары Отсутствует
Поли метилметакрилат (органическое стекло) Полиамидные смолы В пламени преоблада- ет голубая окраска. Оби лие копоти. Пламя голубое. Мате- риал полностью раство- ряется в получаемой смо- ле Очень сильный, слад- коватый фруктовый Горящей смолы
Поливинилформаль Ацет о бутиратцелл юл о - за Пламя горящей пласт- массы выбрасывает ис- кры Слабый, сладковатый Прогорклого масла или сыра
Поливинбутираль Пламя без искр, горе- ние ровное и постоянное Прогорклого масла или сыра
Хлоркаучук Пламя окружено ярко- зеленой оболочкой Горящей резины
Поливинилацетат Пламя окружено пур- пурной оболочкой, горе- ние с искрами Уксусной кислоты
Полистирол Пламя желто-белое, обилие копоти, сажи Сладковатый цветоч- ный
72
Продолжение табл. 4.1
Испытуемый материал Характерные признаки
Горючесть и изменение формы Занах
Этил целлюлоз а Пламя окружено жел- то-зеленой оболочкой. Горение протекает лег- ко. Расплавленная пласт- масса, капая в воду, дает плоские диски, име- ющие светло-коричневую окраску Слегка сладковатый
Примечание Полистирол принадлежит к числу наиболее распространенных
и перспективных пластмасс ГОСТ 9440—60 распространяется на эмульсионный и блочный
полистиролы, применяемые для изготовления различных изделий лнтьем под давлением,
прессованием и экскрузией, для чего предусмотрены следующие марки полистирола, эмуль-
сионный марки А —для технических целей и изделий широкого потребления (порошок бе-
лого цвета); эмульсионный марки Б — для получения пенопластов (порошок белого цвета);
блочный Д — для электроизоляционных изделий; блочный Т — для технических целей и из-
делий широкого потребления.
Фрикционные и антифрикционные свойства. Пластмассы отличаются по ко-
эффициенту трения. У фрикционных пластмасс (например, фенопластов с асбес-
товым наполнителем) коэффициент трения 0,3—0,8, при этом износ трущихся
поверхностей незначителен. У антифрикционных пластмасс (фторопластов, поли-
амидов, полиформальдегида и др.) коэффициент трения 0,14 без смазки и 0,01
при смазке маслом или водой.
Наиболее эффективный антифрикционный материал — металлофторопласт.
Он представляет собой стальную медную ленту толщиной 1,2—1,26 мм с покры-
тием толщиной 0,02 мм из фторопласта 4Д с дисульфидом молибдена. Из ме-
таллофторопласта путем гнутья изготавливают втулки подшипников скольжения.
Химическая стойкость. Большинство пластмасс устойчиво к действию раз-
личных химических веществ (нефтепродуктов). Полиэтилен на холоде устойчив
к действию органических растворителей и концентрированной соляной кислоты,
но растворяется в толуоле и ксилоле при температуре выше 80е С. Полиамид-
ные смолы растворяются в концентрированной соляной и муравьиной кислотах
и в феноле, но устойчивы к действию толуола и ксилола при нагревании. Фто-
ропласты устойчивы к действию концентрированных кислот и органических рас-
творителей при повышенных температурах, за исключением фторопласта-3, кою-
рый несколько набухает в этиловом спирте и трихлорэтилене.
Плотность пластиков колеблется в пределах от 0,02 для пенопластов и до
1,8 г/см для стеклопластиков. Кроме того, ее также изменяют за счет наполни-
телей (табл. 4.2).
Износоустойчивость пластмасс в подшипниках скольжения в паре со сталью
Ron При ОКРУЖНЫХ скоростях, не превышающих 2 м/с, и давлении до
oUO H/см- выше, чем у антифрикционных бронз и баббитов в тех же условиях.
Например, износоустойчивость фторопласта-4 в 40 раз выше, чем бронзы,
и в 10 раз выше, чем баббита. Износоустойчивость капрона, наполненного гра-
фитом, в 160 раз выше, чем у бронзы, и в 40 раз выше, чем у баббита.
птимальные условия работы подшипников из пластмасс зависят от окруж-
ои скорости и давления на цапфу. При больших скоростях, вызывающих разо-
ре в материала, и неудовлетворительном отводе тепла из-за малой теплопровод-
ости пластмасс износоустойчивость уменьшается.
они Л ИП0Ра пористая пластмасса, применяется в качестве теплозвукоизоляци-
ого материала в кислородных, холодильных и других установках. Плотность
лрр<1п П9гМ0СТИ//)Т от 0,035 до 0,2. Коэффициент теплопроводности не бо-
5 Н/Дл2 кка;]/(м’4* С) или 0,03 Вт/(см-°С). Предел прочности при растяжении
0.8 Н.см/см"Р(0,02^О.оТкДж/м^66 15 Н/СМ2‘ Удельная уда₽ная вязкость 0,2-
73
Таблица 4.2
Плотность и состав некоторых пластмасс
Название пластмассы став Плотность, г/см3
Фенолоформ альдегидная формованная То же » Фен о л офо рм а льд еги дн а я слоистая То же » Карбомид формованный (литой) Пол их лор винил ацетат Ацетилцеллюлоза То же Ацетобутиратцеллюлоза Шеллак формованный Эти л целлюлоз а Метилметакрилат Н итр о целлюлоз а Казеиновый пластик Полихлорвинил Полихлорвинилиден Ку марон-инден Поливинилацетат Битуминат (холодная фор- мовка) Полиамид (нейлон) Литая смола, наполнитель — древесная мука Литая смола, наполнитель — текстильная ткань Литая смола, наполнитель — асбестовое волокно На основе бумаги » текстильной основе » основе асбобумаги Альфа-целлюлоза Без наполнителя Листовой пластик Формованный пластик То же Листовой пластик Формованный пластик Листовой пластик Чистая смола То же Волокно Чистая смола То же Наполнитель — асбест Волокно 1,27—1,32 1,37-1,40 1,70—2,09 1,34—1,55 1,34—1,55 1,60—1,65 1,48—1,50 1,34—1,36 1,27—1,37 1,27—1,63 1,14 1,10—2,7 1,14 1,18 1,35-1,60 1,33 1,4 1,60—1,75 1,08 1,19 2,0 1,14
Капрографит — капрон, наполненный графитом. Применяют для изготовле-
ния втулок, вкладышей и других деталей, характеризующихся низким коэффи-
циентом трения, небольшим водопоглощением, стабильностью размеров, а также
повышенными прочностью па сжатие и твердостью.
Полимеризация — процесс образования высокомолекулярных соединений
в результате взаимодействия с двойными связями в молекуле между собой в ре-
Темпери тура пышмеризацип
Рис. 4.1. Влияние температуры поли-
меризации на молекулярную массу
поли-е-капроамида
зультате взаимодействия гетероциклов с
размыканием колец. Процесс полимери-
зации осуществляется без выделения по-
бочных продуктов.
В промышленности применяют блоч-
ную, эмульсионную, лаковую и газовую
полимеризацию. Для повышения скоро-
сти реакции, а часто и для того, чтобы
полимеризация была возможна, исполь-
зуют нагревание или давление, а также
ультрафиолетовые лучи, катализаторы,
инициаторы и т. п. По окончании поли-
меризации образуется высокомолекуляр-
ное соединение — полимер, молекуляр-
ная масса которого определяется ус-
ловиями процесса, например зави-
сит от температуры полимеризации
(рис. 4.1).
74
Коэффициент термического линейного расширения учитывают при выборе
материалов для изготовления деталей машин. Для пластмасс он выше, чем для
металлов. Например, для винипласта и полистирола он в 6—7 раз выше, а для
фенопластов в 2—3 раза выше, чем для стали.
4.3. Товарные формы и типы пресс-материалов
Пресс-матер налы имеют товарную форму пресс-порошков, пресс-крошки, во-
локнитов, кусковых и листовых пресс-масс, пресс-матер и а лов со слоистым на-
полнителем. Примерный композиционный состав некоторых пресс-порошков при-
водится в табл. 4.3.
Типизация по потребительским признакам. По потребительским признакам
установлены следующие типы фенопластов.
Общего назначения (тип О) — на основе новолачных смол, их
смесей с резольными смолами и древесной мукой; марок К* 15-2, К-17-2, моно-
литы 1, 2, 3, 5, К-118-2 и др.
Специальные безаммиачные (тип С п) — на основе резольных
без аммиачных фенол оформальдегидных смол, древесной муки и минерального
наполнителя: марки К-214-2, К-214-42 и др.
Электроизоляционные (тип Э) — на основе резольных смол и ми-
неральных наполнителей: марки K-21-2S, К-211*-2 и др.
Высокочастотные (тип В ч) — на основе резольных фенолофор-
мальдегидных смол с минеральным наполнителем (кварцевая мука, слюда):
марки К-211-3, К-123-45, К-18-37, К-211-37 и др.; на основе модифицированных
полиамидами фенолоформальдегидных смол: марки К-114-35. В-4 70 и др.
На основе фенолооксазолидиновых смол: марки ОФПМ-296 и др.; на осно-
ве анилиноформальдегидной смолы; пресс-материал совенит и др.
В л а г ох и м ст ой кие (тип В х) — на основе минеральных и органиче-
ских наполнителей и фенолоформальдегидных смол, модифицированных поли-
винилхлоридом:— фенолиты марок К-18-23, К-17-23, декоррозиты К-17-81, К-18-81
Таблица 4.3
Композиционный состав пресс-порошков
Coc'j а в пре сс-порошков, 0/ /0
Композиции Резольный фено- пласт К-21-22 Новолачный фенопласт К-15-2 Аминопласт
Резольная фенол оформальдсгидная смола 21 24,6 — -—
22 Новолачпая фенолоформальдегид- ная смола 15 24,6 47,0 •—
Мочев^иноформальдегидная смола Мумие, умбра, бакелитовая мука 4,1 4,0 78
Древесная мука Целлюлоза 43,4 45,5 20
Уротропин 2 5,0
Олеиновая или стеариновая кис- лота 1,3 *—
Стеарин Краситель —. 0,5 1.0 1.0 1,0
75
и др.; на основе фенолоформальдегидных смол, модифицированных акрилони-
трильным каучуком, с минеральным наполнителем: ФКПМ-15Т и др
Жаростойкие (типа Ж)—на основе минерального наполнителя
(микроасбеста, каолина) и фенолоформальдегидных смол: марки К-18-53,
К-18-42 и др. На основе фенолоформальдегидной смолы и графита — антегмиты
АТМ-1, ATM-10 для теплопроводной химической аппаратуры. На основе тех же
смол, модифьщированных канифотью, с асбестом и баритом — ретинаксы, ФК-
24А, ФК* 16л, а модифицированных ароматическими углеводородами, с минераль-
ным наполнителем — стиролит С, формофен С и др
На кремнийорганических смолах- марки КМК-218 (асбест, молотый кварц),
КПЖ-9 (асбест, .минеральные добавки), КМС-9 (бесщелочное стекловолокно
и минеральные наполнители), ПК-9 (кремний-органическая нить и минераль-
ные тобавки) и др.
Пресс-порош ки аминопластов и меламиновые пресс-матери алы изготовляют
мокрым способом В водном конденсате м оч ев и н оф орм альдегид ной или мела-
миноформальдегидной смолы пропитывают листовую целлюлозу с одновременным
ее измельчением. Затем массу сушат и перетирают в шаровых мельницах до по-
лучения тонкого помола Пресс-материалы этой группы выпускают следующих
марок: аминопласт А тип II — прозрачный, тип 1 — непрозрачный; аминопласт
Б — непрозрачный; мелалит К-79-79 (меламиноформальдегидная смола и целлю-
лоза), К-77-51 (модифицированная меламиноформальдегидная смола, органиче-
ский и минеральный наполнитель, ВЭИ-11, ВЭИ 12 (меламиномочевичоформаль-
дегидная смола, асбест и другие добавки), К-78-562 (меламинофурфуролофор-
мальдегидная смола и минеральный наполнитель). Гранулы термореактивных
пресс-материалов в Советском Союзе не изготавливают В Японии и других
странах, где освоена переработка реактопластов литьем под давлением, гранулы
реактопластов изготавливают на специальном оборудовании.
Пресс-крошка состоит из измельченной хлопчатобумажной ткани или древе-
сины, пропитанной термореактивными смолами (водными эмульсиями или раст-
ворами смол в лопастных смесителях) с последующей сушкой при 70—80° С.
Вол ок ниты — пресс-материалы неопределенной формы в виде кусков и пле-
нок Изготавливаются они пропиткой волокнистого наполнителя водными эмуль-
сиями или растворами термореактивных смол с последующей сушкой Выпускают
следующие марки волокнитов волокнит на основе резочьной фенолоформаль-
дегидной смолы, хлопчатобумажной целлюлозы и добавок; асбоволокниты К-6,
К-Ф-3 и др; сгекловолокнит АГ-4 на модифицированных фенолоформальдегид-
ных смолах, волокнит ВЭП-1 на основе фенолскремнийорганической смолы,
кварцевого вотскна и добавок, сгекловолокнит К-138-А на основе кремнийорга-
ннческой смолы и добавок
Пресс-массы представляют собой пастообразные (премиксы) вязкие (фаолит)
массы, изготовленные пропиткой минеральных наполнителей (асбест, рубленое
стекловолокно, графит, молотый кварц) растворами термсфеактивных смол с по-
следующей сушкой Выпускаются следующие пресс-массы*
премикс ПКС-1 на основе полиэфирной смолы, стекловолокна и минераль-
ного порошка,
Фаолнты на резольных смолах* фаолит А (асбест), фаолит П (асбест, пе-
сок), фаолит Г (асбест, графит).
Пресс-материалы со слоистым наполнителем изготавливают пропиткой ру-
лонных или листовых материалов (ткань, бумага, древесный шпон) термореак-
тивными смолами. Чтобы листы сырых слоистых пластиков не слипались, между
ними прокладывают тонкою бумагу или пересыпают их тальком Слоистые
п частики используют для прессования листовых и неглубоких изделий.
Волокнит Вл-1 — прессовочный волокнистый материал. Получают из резоль-
ной фенолоформальдегидной смолы Кб, окиси магния, талька и основного на-
полнителя— хлопковых очесов. Детали из этого материала прессуются при тем-
пературе 155е С и давлении 3 кН/см2 при выдержке 1 мин на 1 мм толщины
Волокнит при плотности 1,45 г/см3, теплостойкости по Мартенсу 140° С, ударной
вязкости 90 Н-см/см2 и прочности при изгибе ов и = 8000 Н/см2 применяется
для изготовления деталей общего назначения Неответственные детали э юктро-
чехнического назначения перед сборкой для стабилизации свойств и размеров
термически обрабатывают и покрывают бакелитовым лаком.
76
4.4* Смолы пресс-материалов, их получение и характеристики
Пресс-материалы— наполненные пластмассы, состоящие из термореактивных
синтетических полимеров (смол) в качестве связующего, наполнителей, отверди-
телей, сказывающих веществ и красителей. К ним относят фенопласты, ами-
нопласты, мелалиты, пресс-композиции на основе органических и полиэфирных
смол
Фенолоформальдегидные смолы — синтетические полимеры, получаемые по-
ликонденсацией фенола и его производных (крезола, ксилола) с формальдегидом
в присутствии кисзых или щелочных катализаторов. Смолы (жидкие или твер-
дые) растворяются в спирте ацетоне .бензоле и их смесях
Для определения состояния фенолоформальдегидных смол в процессе их от-
верждения при нагревании приняты термины резол, резитол, резит Этими тер-
минами называют также аналогичные состояния и другие композиции смол
и пресс-композиции на их основе.
Резол (стадия А) — смола плавкая, растворимая
Резитол (стадия В)—смола при 120—130°С находится в высокоэластич-
ном резин о подобном состоянии, частично плавится, набухает в растворителях, но
не растворяется в них
Резит (стадия С)—состояние после глубокой термообработки (отверж-
денные изделия, готовые опрессовки). Смола находится в твердом неплавком
и нерастворимом состоянии
Новолачные фенолоформальдегидные смолы получают конденсацией формаль-
дегида при избытке фенола в присутствии кислых катализаторов Смолы тер-
мопластичны, сохраняют плавкость при длительном хранении, а также при на-
гревании до 200—250° С При добавке к новолачной смоле отвердителя (уротро-
пина) смола способна при нагревании переходить в неплавкое и нерастворимое
состояние в результате образования пространственного (сшитого) полимера
Из иоволачных смол изготовляют различные пресс-материалы, в том числе
пресс-порошки общего назначения типа К-18-2, К-15 2, монолиты, волокниты,
слоистые фенопласты, клен, лаки, пенопласты, пульвербакелит.
Резольные фенолоформальдегидные смолы получают конденсацией фенола
с избытком формальдегида в присутствии щелочных катализаторов. Смолы
термореактивны Из них получают пресс-материалы с различными наполнителя-
ми: пресс-порошки типа К-21-22, К-211-2 для электроизоляционных деталей,
волокниты, слоистые пластики, фаолиты, замазки (арзамит), клеи типа БФ,
пенопласты и многое другое
Бакелит — резольная фенолоформальдегидная смола, получаемая при
мольном соотношении фенола и формальдегида 6*7 в присутствии 1% аммиака.
К арболит ы — пресс-порошки на основе новолачной смолы, получаемой
поликонденсацией при мольных соотношениях фенола к альдегиду 7.6 в присут-
ствии кислого катализатора — соляной или щавелевой кислоты.
Фенолофурфурольные смолы — синтетические термореактивные полимеры,
получаемые поликонденсацией фенола с фурфуролом (вместо формальдегида).
Смолы аналогичны фенолоформальдегидным, ио значительно лучше по своим
технологическим свойствам* они имеют хорошую текучесть, заполняют формы
самой сложной конфигурации
Карбамидные смолы — синтетические термореактивные полимеры, получаемые
поликонденсацией формальдегида с синтетической мочевиной или меламином.
Они бесцветны, светостойки, не имеют запаха, не выделяют токсичных средств.
При воздействии на изделия электрической дуги выделяется азот, который гасит
Дугу Это ценное свойство карбамидных материалов используется в электро-
технике
Из мочевиноформальдегидной смолы выпускают пресс-порошки аминопласты,
а из меламиноформальдегидной—пресс-порошки мелалиты На основе более
дешевой и доступной мочевиноформальдегидной смолы изготавливают клей для
фанеры, древесностружечные плиты, лаки, краски, пенопласт, мипору. Лучшей
атмосферостойкостью обладают меламипоформальдегидные смолы.
Полиэфирные смолы — синтетические полимеры, получаемые поликонденса-
цией многоатомных спиртов (глицерина, пентаэритрита) с много- или двухоснов-
ными кислотами (фталевой, малеиновой, адипиновой, себациновой) и их ан гид-
77
ридами, а также гтикочея с метакриловой кислотой Различают насыщенные
и ненасыщенные полиэфирные смолы
Ненасыщенные с м о i ы марок ПН 1 и ПН-3 (продукты конденсации
этиленгликоля с малеиновым и фталевым ангидридами), растворенные в стироле,
используются для производства стеклопластиков и лаков, отверждаются при
добавке гидроперекисей (изопропилбензопа) Для ускорения процесса отверж-
дения к ним прибавляют раствор нафтената кобальта в стироле Эти смолы
марок ЖК-1, Ж-2 (на основе глицерина и адапиновой кислоты) при совмеще-
нии с диизоцианатами в присутствии воды и эмульгаторов самовспениваюгся
и образуют жесткие пены Так получают жесткий пенополиуретан Большое зна-
чение получил насыщенный эфир этиленгликоля и терефталевой кислоты — по-
лиэтилентерефтатат (лавсан) Из него получают волокно и пленки
Кремнийорганические смолы, или полиорганосилоксаны,— полимерные соеди-
нения, получаемые из арилхлорсиланов
В стадии резола эти смолы жидкие или вязкоподобные, растворимые в то-
луоле, бензине и смеси бензина со скипидаром При нагревании до 250—260° С
переходят в стадию резита. Кремнийорганические смолы применяются для про-
питки материалов с целью придания им высоких физи ко-механических, водоол-
талкивающих свойств и высокой термостойкости Использую 1ся в качестве вы-
сокотермостойких электроизоляционных лаков, водоотталкивающих антиатгези-
онных (неприлипающих) покрытий, термостойких смазочных масел, а такя е для
производства пресс-материалов марок КМК-218, КПЖ-9, КМС-9, ПК-9, пере-
рабатываемых горячим прессованием в изделия с высокой термостойкослью
(250—350° С) и отличными показателями
Эпоксидные смолы — полимеры, получаемые поликонденсацией эпи- или ди-
хлоргидрина и двух- или полна томных фенолов (дифенилолпропанов) в щелоч-
ной среде В стадии резола эпоксидные смолы — вязкие или твердые вещества
плавкие, растворимые в толуоле, ксилоле, этилцеллюлозе, ацетоне, уайт-спирите
и других растворителях и их смесях Эпоксидные смолы или композиции па их
основе при добавке полиэтиленполиамина и других аминов отверждаются
в течение 6—10 ч при обычной температуре Процесс отверждения ускоряют по-
вышением температуры до 60—80е С При добавке ангидритов дикарбоновых
кислот (фталевой и др) отверждение происходит только при повышенных тем-
пературах (100—200° С)
Эпоксидные смолы применяют для сглаживания неровностей в качестве кле
ев и замазок холодного и горячего отверждения для склеивания металлов, стек-
ла, фарфора, дерева, резины, различных пластмасс и многих материалов как
между собой, так и друг с другом На основе этих смол изготавливают зали-
вочные и пропиточные компаунды, лакокрасочные материалы, стеклопластики
технологическую оснастку, пресс-материал К-81-39 (наполнители слюда, мине-
ральный порошок и др).
4.5. Маркировка пресс-порошков
Пресс-порошки применяют для изготовления деталей электротехнического на-
значения, которые в процессе эксплуатации не испытывают значительных меха*
нических нагрузок
Марка пресс-порошка содержит букву К (начальная буква слова «компози-
ционный»), номер (марку! смолы, на основе которой изготовлен пресс-порошок,
и цифру, соответствующую определенному наполнителю.
Так, например, марку пресс-порошка К-18-2 расшифровывают так пресс-
порошок изготовлен на основе новолачной смолы 18 с наполнителем из дре-
весной муки (цифра 2 условно обозначает древесную муку) Пресс-порошок
К-220-23 изготовлен на основе резо 1ьной смолы № 220 и наполнителей — древес-
ной и слюдяной муки (цифра 3 \словно обозначает слюдяную муку)
Марка новолачных смол начинается с единицы, а резольных — с цифры 2.
Исключением из правила является ново тачная смола марки 20
Новолачные смолы: 15, 18, 114 и 124 — фенолоформальдегидные, 17 и 115 —
фенол окси ленолоформ альдегидные, 19, 20 и 103 — фенолокрезолоформальде-
гид ные
Резольные смолы: 21 — фенолоформа льдегидные, 22 и 220 — кремолоформаль*
дегидные, 211 и 214 — фенолоанилиноформальдегидные.
78
Порошковые наполнители условно обозначают цифрами
це пюлоза— 1, древесная мука — 2, слюдяная мука — 3, плавиковый шпат —
4 мо ютыи кварц — 5, асбест — 6
Все пресс-порошки по назначению делят на три группы.
1 Пресс-порошки К-15-2, К-18-2, К-19-2, К-20-2, К-15-25 и другие применяют
для изготовления пенагруженных детален общего технического назначения и из-
делий широкого потребления (рукоятки, бытовая электроаппаратура, низкоча-
стотные лектроизо 1ЯЦИОИНЫС детали) К этим деталям не предъявляют повы-
шенных требований по электротехническим характеристикам, и они могут ра-
ботать ври температуре от —60 до +60° С
2 Пресс-порошки для изготовления деталей электротехнического назначения
е повышенными электроизоляционными свойствами К-21-22, К-211-2, К-214-2,
К-220-21 Из них изготовляют основания и платы, контактные и ламповые пане-
ли, коло тки реостатов и потенциометров, каркасы катушек электромагнитов
ИТ д Из пресс-порошков К-211-3, К-211-4, К-21-33 изготовляют детали высоко-
частотной аппаратуры, работающей при температуре до 120°С
3 Пресс-порошки для деталей специального назначения Повышенной воде-
и теплостойкостью облачают пресс-порошки К-18-53, К-214-42, повышенной хи-
мической стойкостью—К,-17-23, К-17-36, К-17-81, К-18-81, повышенной проч-
ностью на удар — ФКП-1, ФКПМ-10, грибостойкостью — К-18-36
Фенолоальдегидные смолы. Сырьем для их получения являются фенол
СеН5ОН и формальдегид СН2О Применяются также фенолы крезол СНзСеН^ОН,
ксиленол (СН3)ЭС6Н3ОН, резорцин С6Н4(ОН)2 Из альдегидов применяют аце-
тальдегид СПзСНО и фурфурол (СН)зСОСНО. Соответственно получают феноло-
формальдегидные, крезол оформальдегидные, фенолокси денол оформальдегидные,
фснолокрезолофурфурольные и другие смолы
Фенол — бесцветные кристаллы или белая кристаллическая масса Плотность
1,06 г/см3, температура плавления 43° С, температура кипения 182° С, 3—5%-ный
водный раствор (карболка — ГОСТ 13643—68) служит антисептиком Фенол яв-
ляется основой производства фенолоформальдегидных смол, капролактама, кап-
рона и т д Применяется он также при электролитическом лужении и свинце-
вании Наиболее распространены синтетический фенол (ГОСТ 236—68) высшего,
1-го и 2-го сортов, каменноугольный (ГОСТ 11311—65) марок А и Б
4.6. Технологические рекомендации при изготовлении деталей
из пластмасс
Конфигурация и масса. Детали должны иметь
простую конфигурацию в целях легкого извлечения их из пресс-форм,
небольшую массу при достаточной прочности, не должны требовать допол-
нительной механической обработки;
плавные переходы в сечениях и толщинах стенок,
разностенность не более 30%
Уклоны и толщины стенок. Величины уклонов принимают 1 . 100 для наруж-
ных поверхностен и 1,5 100 для внутренних поверхностей Эти значения реко-
мендуются для деталей в 10—15 мм С увеличением размеров деталей уклоны
уменьшают в 2—3 раза Избегают сложных конструкций деталей, так как это
усложняет пресс-формы и ухудшает условия прессования Толщину стенок вы-
бирают в зависимости от размера детали Для порошкообразных фенопластов
ее берут в пределах 1—6,5 мм, для аминопластов—1—3,5 мм, для волокнистых
пластмасс— 1 5—8 мм Острые углы в деталях заменяют плавными округлениями
способствует облегчению течения материала в пресс-форме увеличивает
прочность детали и устраняет опасность возникновения трещин
Ребра жесткости и буртики В целях повышения прочности детали и умень-
шения ее коробления рек о мен чуются ребра жесткости с толщиной 0,6—0,8 от
толщины примыкающей стенки Направление ребер должно совпадать с направ-
лением прессования Открытые торцы деталей усиливают буртиками, что предо-
храняет деталь от растрескивания
При наличии отверстий в пластмассовой детали минимальную толщину пере-
мычки берут при диаметре отверстий 2,5 мм не менее 0,5 мм, а при диаметре
79
отверстий 18 мм—не менее 2,5 мм. Минимальное расстояние от края детали до
стенки отверстия для тех же диаметров рекомейдуется соответственно 1,0
и 4,5 мм.
Резьбу в пластмассовых деталях получают: прессованием (при использовании
металлических резьбовых стержней в пресс-форме), нарезанием метчиками,
а также путем выполнения их в металлических вставках, которые заливаются
в тело пластмассовой детали. При наличии резьб в пластмассовой детали длина
свинчивания берется в 1,5—2,5 раза больше номинального диаметра резьбы.
Резьбы диаметром менее 3 мм в пластмассовой детали производят механическим
путем. Лрматхра в пластмассовых деталях (втулки, стержни, усиливающие
вставки) должны иметь высоту не менее двух ее диаметров в целях повышения
прочности ее посадки.
Точность размеров пластмассовых деталей назначают в пределах 5—7-го
классов, В отдельных случаях она может быть повышена до 4-го класса. Шеро-
ховатость поверхностей для деталей из термопластов назначают в пределах
7—12-го классов и для деталей из термореактивных пластмасс в пределах
5—7-го классов.
4,7. Органические материалы для остекления кабин самолетов
и вертолетов
Акрилаты (авиационное органическое стекло). Акрилатами называют поли-
меры и сополимеры эфиров, амидов и нитрилов акриловой кислоты (полиакри-
латы) и метакриловой кислоты (полиметакрилаты). Органическое стекло имеет
высокую светопрозрачность (лишь при толщине 6300 мм прозрачность ухудша-
ется на 50%), низкую теплопроводность, удовлетворительную прочность, физико*
Таблица 4.4
Характеристики неориентированных органических стекол
Свойства органического стекла Марка органического стекла
СО-95 СО-120 2-55 Т2-55
1
Плотность, г/см3 Предел прочности, кН/см2: 1,18 1,18 1,19 1,20
при растяжении 7 7,8 9,25 10
» изгибе 9,9 11,8 12,1 12
Относительное удлинение, о/ 3,6 4,0 2,8 3,3
/о Ударная вязкость, кг-м/см2 13,0 12,0 14,8 15,0
Температура формирова- ния, °C Рабочая температура, °C: 105—150 125—170 145—190 160—180
при полном нагреве От —60 до 60 От —60 до 80 От —60 до 100 От —60 до J00
» перепаде темпера- тур —“ 120/30 160/30 150/30
Примечание, СО-95 (СОЛ) — пластифицированный полимер метилового эфира
метакриловой кислоты.
СО-120 (СТ-1)— непластифицированный полимер метилового эфира метакриловой кисло-
ты без пластификатора с добавкой фенилсалицилата. По сравнению с СОЛ оно прочнее
при обычной температуре.
2-55 — сополимер на основе метилового эфира метакриловой кислоты, обладает повы-
шенной прочностью.
Т2-55 — сополимер на основе метилметакрилата с добавкой термостабилизирующего ком-1
поиента, обладает большой теплостойкостью и термической стабильностью.
80
Температура
Рис. 4.2. Термомеханическая кривая
для органического стекла:
I — стеклообразное состояние; II — высо-
коэластичное состояние; /// — вязкотекучее
состояние
Рис. 4.3. Зависимость прочности орга-
нических стекол от температуры:
/ — СО-95; 2 — СО-120; 3 —АО-120; 4~Э-2
механические свойства сохраняются на
высоком уровне в определенном интер-
вале температур. Оргстекло хорошо
растворяется в сложных эфирах, кето-
нах, хлорированных и ароматических уг-
леводородах, не реагирует на действие
воды, спиртов, жиров, растительных и
минеральных масел, устойчиво к разбав-
ленным кислотам и щелочам, сравни-
* тельно легко обрабатывается. Из него
простыми технологическими приемами
получают детали простой и сложной кри-
визны.
Монтаж остекленейия в каркасе са-
молета не требует больших усилий. При
этом избегают постоянного напряжения
(выше 1000 Н/см2), так как оно вызы-
вает появления «серебра» (мелких тре-
щин-полостей с полным внутренним от-
ражением). При монтаже устанавлива-
ют зазоры на термическое расширение
материала, а также добиваются совпаде-^tfj
ния контуров оргстекла и каркаса.
«Серебро» — результа г действия
растягивающих напряжений, возникаю-
щих в результате улетучивания низкомо-
лекулярных соединений, действия воды
и органических растворителей, а также
влияния внешних нагрузок при техни-
ческой эксплуатации и в процессе тех-
нологического формирования. Удаляют
«серебро» прогревом изделия горячим
воздухом или в масляных ваннах.
Недостатки органического стекла:
низкая по сравнению с силикатным стек-
лом стойкость к царапанию (низкая по-
верхностная твердость); низкая ударная
вязкость, т. е. материал довольно хру-
пок.
Обычное органическое стекло в гер-
метических кабинах находится под дей-
ствием одностороннего перепада давле-
ния и при местном разрушении материа-
ла оно разрушается сразу по всей пло-
щади. Этого недостатка не имеет ориентированное (вытянутое) органическое
стекло, так как у него увеличена ударная вязкость.
Температура стеклования и текучести. Органическое стекло в зависимости от
температуры может находиться в трех состояниях: стеклообразном (до 105° С);
высокоэластичном (105—150° С); вязкотекучем (150—275° С).
При температуре 275—300° С органическое стекло разлагается. Органическое
стекло, как и всякий аморфный полимер, из одного состояния в другое перехо-
дит постепенно в определенных температурных интервалах, называемых темпе-
ратурой стеклования и температурой текучести 7Т. Термомеханическая кри-
вая органического стекла приведена на рис. 4.2.
Стеклообразное состояние прозрачного полимера важно для его эксплуата-
ции, а высокоэластичпое состояние — для процессов его ориентации и форми-
рования. Для формовки деталей из органического стекла требуется давление не
более 20—50 Н/см2.
Сведения о неориентированных и ориентированных авиационных органиче-
ских стеклах приводятся в табл. 4.4 и 4.5. Марка стекла для фонаря выбирается
зависимости от температуры, при которой работает остекленение, так как
рочность стекла зависит от температуры (рис. 4.3).
81
Таблица 4.5
Характеристики ориентированных органических стекол
Свойства органического стекла Марка органического стекла
СО-95 СО-120 АО-120 2-55 Т2-55 Э-2
Предел прочности, кН/см2: 8,3
при растяжении 7,75 11,95 8,3 8,5 10,8 10,55
» изгибе 10,1 — 15,5 17,6 * —
Относительное удлине- ние, % 23,2 20,0 Не менее 20,0 12,0 10,4 Не менее 3,5 200
Ударная вязкость, Н-см/см2 255 330 240 320 289
Степень вытяжки, % Рабочая температура, ®С; 40-70 40—70 40—70 40-70 40—70 40-70
при полном прогреве От От —60 От —60 От —60 От —60 От —60
—60 до 60 до 80 до 80 до 100 до 100 до 130
» перепаде темпе- ратур 120/30 120/30 160/30 150/30 —
Светопрозрачность, % не менее 91 91 91 ч 88
Примечая и-е. Ориентированное органическое стекло формируется при температуре
на 15—20° С выше температуры размягчения. При выполнении этой операции не допускать
усадки вытянутого стекла. Для предотвращения усадки органическое стекло обязательно
зажимается по периметру технологическими рамами.
Листы органического стекла подвергают двухосной вытяжке, что увеличивает проч-
ность, ударную вязкость и сопротивление растрескиванию.
При температурах больше температуры вязкотекучего состояния Т? наблю-
дается увеличение потерь летучих компонентов органического стекла и появ-
ляются дефекты. Поэтому температуры текучести принимают за верхние тем-
пературные пределы переработки и применения стекол.
Температурный предел длительной эксплуатации
стекол определяется величиной, при которой прочность стекла при растяже-
нии уменьшается до 4— 4,5 кН/см2. Для стекол марки СО-95 этот предел равен
+ 60° С, для стекол СО-120 и АС-120 +80° С, для стекол Э-2 + 130° С.
4.7.1. Безосколочное органическое стекло триплекс
Органический триплекс представляет собой композицию из двух склеенных
листов органического стекла и по своим свойствам близок к органическому
стеклу, имеет высокую абразивную стойкость и применяется до температур
150—180°С. Недостаток его — значительная плотность (2,5 г/см3).
Органический триплекс ОТ-16 изготовляется из двух листов органического
стекла СО-95, склонных бутварной пленкой. Он морозо-, абразиве- и светостоек,
плотность 1,16 г/смэ, применяется в интервале температур от —60 до +60° С.
Достоинства триплекса ОТ-16: при больших ударных и статических нагрузках
в нем создается местный, локальный очаг разрушения; ударная вязкость триплек-
са (160—170 Н-см/см2) выше, чем у СОЛ.
Теплостойкий органический триплекс ОТ-СТ-1 на основе органического стекла
СО-120 (СТ-1) с применением промежуточной бутварной пленки обладает боль-
шой теплостойкостью и работает в интервале температур от —60 до +140° С.
82
У этого триплекса теплостойкость выше, чем у триплекса ОТ-16. Его можно
использовать при температуре ог —60° до +110° С.
Органический триплекс ОТ-2-55 изготовляется из двух листов органического
стекла 2-55, склеенных промежуточной элас1ичной прослойкой из поливинилбути-
ральной пленки. У триплекса ОТ-2-55 более высокая рабочая температура, чем
у триплексов ОТ-СТ-1 и ОТ-16. Триплекс ОТ-2-55 используют при температуре
от —60° до 150° С.
Высокотеплостойкий триплекс ОТ-200 имеет самую высокую рабочую тем-
пературу и представляет собой композицию из двух слоев органических стекол
2-55 и Т2-55, склеенных эластичной прослойкой из поливинилбугиральной плен-
ки. Эксплуатируют его при температуре от —60 до +200° С. Триплекс ОТ-ЙОО
хорошо сопротивляется динамическим нагрузкам, теплостоек и рекомендуется
для остекления герметических кабин высокоскоростных самолетов, а также для
изготовления шлемов высотных костюмов.
Уход за остеклением. При уходе за остеклением следят за состоянием по-
верхности, предохраняя ее от воздействия влаги, солнечных лучей и атмосферных
осадков чехлами из мягкой ткани, имеющими на внутренней поверхности пробки
для создания воздушного зазора между чехлом и остеклением в целях провет-
ривания.
Пыль и грязь с остекления удаляют чистой и мягкой хлопчатобумажной
тканью, смоченной в чистой воде, а затем протирают насухо. Жировые загряз-
нения вначале удачяют сухой тканью, а затем-—тканью с нанесенным на нее
слоем пасты. Для стекол СОЛ и СТ-1 применяется паста ВИАМ-2, для осталь-
ных стекол — паста ВИАМ без аммиака или раствор нейтрального мыла (5%-ный
раствор) с последующей промывкой чистой водой.
При обмерзании стекол ледяной покров удаляют струей теплого
воздуха температурой не выше 4-50° С, не допуская длительного местного на-
грева.
Дефекты на стеклах. На органических стеклах допускаются отдель-
ные царапины, выколки, сколы по торцу внешнего стекла, отлипы склеивающего
слоя, вытекание и усадка обрамляющего материала (пластика), пузыри в коли-
чествах и размерах, предусмотренных инструкциями по уходу за остеклением
данного типа самолета (вертолета).
На процесс растрескивания и образования «серебра» (микротрещин) в орга-
ническом стекле влияют органические растворители, ультрафиолетовое облуче-
ние, местные перегревы и т. д. Поэтому не допускается попадание растворителей
на стекла, а также протирание ими стекол.
4.8. Материалы для мягкого крепления остекления в каркасе
В последнее время на самолетах и вертолетах получили широкое распрост-
ранение мягкие способы крепления деталей остекления в каркасе фонаря при
помощи клеев и герметиков.
Характеристики клеев. Надежность и длительная работоспособность деталей
остекления существенно зависят от свойств клея, качества клеевых соединений,
лент крепления со стеклом и их способности сохранять высокие прочностные
характеристики в процессе эксплуатации. Основные технические характеристики
клеев, применяемых в узлах крепления деталей остекления, приведены
в табл. 4.6.
Герметики для остекления. Для обеспечения герметичности кабины и защиты
клеевых соединений лент крепления со стеклом от внешних воздействий исполь-
зуют герметики: тиоколовую замазку, У-30МЭС5, У-30МЭС-10, ВИТЭФ-1,
ВИКСИНТ (У-2-28). Применяемые для герметизации остекления кабин герме-
тики должны: обеспечивать надежную герметичность, быть эластичными и иметь
хорошую адгезию к различным материалам (металлам, органическому стеклу,
клеям); быть неагрессивными по отношению к органическим стеклам; не вызы-
вать коррозии металлов и сплавов при контакте с герметиком; стабильно сохра-
нять свои свойства в процессе эксплуатации.
Тиоколовая замазка при повышении температуры до 4-70°С размягчается,
а при температурах ниже —35° С теряет эластичность. Диапазон рабочих тем-
83
Рис. 4.4. Зависимость коэффициентов
светопропускания от срока эксплуа-
тации органического стекла СО-120
при облучении его лучами света раз-
личной длины волны
ператур герметиков У-ЗОМЭС-5, У-
30МЭС-10 от —60 до +150° С. Однако
эти герметики агрессивны по отношению
к органическому стеклу и требуют нане-
сения подслоя.
Герметики ВИТЭФ-1 и
ВИКСИНТ работают при температурах
от —60 до +250° С и не требуют приме-
нения подслоя при герметизации детален
остекления.
Признаки старения оргстекол. Види-
мыми признаками старения оргстекла
является наличие поверхностных микро-
трещин («серебра»), имеющих хаотиче-
скую направленность. «Серебро», вы-
званное растягивающими напряжениями,
имеет определенную ориентацию микро-
трещин. Кроме видимых признаков, в
оргстекле происходят скрытые процессы старения, выражающиеся в изменении
молекулярной массы, особенно в поверхностных слоях, снижении прочностных
характеристик и изменении светопрозрачности. При этом прочностные характе-
ристики оргстекла снижаются примерно на 10—15% за каждые 10 лет эксплу-
атации.
Понижение прозрачности. При эксплуатации снижаются оптические характе-
ристики оргстекла в результате структурных изменений, происходящих в поверх-
ностных слоях. На рис. 4.4 показано изменение коэффициента светопропускания К
в видимой области спектра при различных длинах волн в зависимости от срока
эксплуатации оргстекла СО-120.
Таблица 4.6
Основные технические характеристики клеев
Марка клея Синтетическая основа Цвет клея после полимеризации Устойчивость клеевого шва к внешним воздействиям Диапазон рабочих темпера- тур, °с
В31-Ф9 Фенольнофор- мальдегидная От светло-корич- невого до темно- коричневого Устойчив к бен- зину, керосину, маслам, воде От —40 до 80
ПУ-2 Полиуретановая Светло-желтый Устойчив к бен- зину, керосину, маслам. Не устой- чив к воде От —60 до +80
ВС10ТМ Модифицирован- ная фенольнофор- мальдсгидная смо- ла Желтый Устойчив к бен- зину, керосину, маслам, воде От —60 до +150
Примечание. Для приклейки лент крепления к стеклам СОЛ20 и АО-120 исполь-
зуют клей ВЗ-1-Ф9 и ПУ-2, а для приклейки их к стеклам Э-2 — клей ВС10ТМ.
4.9. Авиационные силикатные стекла и их характеристики
Применяемые для остекления кабин самолетов и вертолетов силикатные
стекла по своим конструктивным особенностям подразделяют па триплексные,
блочные и камерные.
В зависимости от наличия электрообогрева они могут быть электрообогре-
ваемыми и неэлектрообогреваемыми. Нагрев стекол происходит при прохождв"
нии электрического тока через нагревательный элемент.
84
Триплексные конструкции представляют собой трехслойные композиции, со*
лянше из двух силикатных стекол, склеенных между собой специальными про-
Спачными материалами. При разрушении стекла не дают отлетающих осколков,
И поэтому относятся к группе безосколочных защитных стекол. Используются
ВО всех случаях, когда к стеклам не предъявляются специальные требования
по пулестойКости или птицестойкости.
Схема триплексного стекла. Стекло состоит из стекол внешнего
и внутреннего, склеивающего материала, нагревательного элемента (у электро-
обогреваемых ’стекол), обрамляющего материала и металлической рамки.
Типы триплексных с т е к о л. К триплексным конструкциям относят
стекла С-3, С-ЗСМ, А-9, А-10, А-3, Е-6А, Т-20, У-43М, ТСК-152 и др.
Назначение элементов силикатных стекол приведено в табл. 4.7.
Таблица 4.7
Назначение элементов силикатных стекол
Название элемента
Назначение
Стекло внешнее
Стекло внутреннее
Склеивающий материал
Нагревательный элемент
(сетчатый, проволочный или
токопроводящее покрытие)
Обрамляющий материал
(окантовка)
Металлическая рамка или
обойма (только у конструкций,
окантовка которых не обеспе-
чивает необходимую жест-
кость в рабочем диапазоне
давлений и температур)
Для защиты силового элемента конструкции
от внешних воздействий, для нанесения на
внутреннюю поверхность токопроводящего по-
крытия (у электрообогрев аемых стекол)
Силовой элемент конструкции, воспринимаю-
щий основные нагрузки, действующие на де-
таль остекления
Для склейки внешнего и внутреннего сте-
кол и удержания осколков при разрушении
стекла
Для нагревания внешнего стекла с целью
предотвращения обледенения с наружной сто-
роны
Для защиты торцов стекол от механических
повреждений и для дополнительной гермети-
зации
Для придания жесткости конструкции и для
защиты обрамляющего материала от повреж-
дений
Примечание. Триплекс выпускают в виде листов толщиной 5—6 мм, шириной
125—525 мм и длиной 250—1200 мм или в виде различных гнутых изделий. Безосколочное
стекло обладает пониженным светолропусканием по сравнению с листовым стеклом.
Блочные конструкции представляют собой многослойные композиции скле-
енных между собой силикатных стекол. В них могут входить также органические
стекла. Наряду с безосколочностью к ним предъявляют требования по пулестой-
кости и птицестойкости, они также могут быть электрообогреваемыми и неэлек-
трообогреваемыми.
Схема блочных стекол. Стекло состоит из стекол внешнего и си-
ловых внутренних, склеивающих слоев, обрамляющего материала, металлической
рамки, резиновой прокладки.
Назначение отдельных элементов блочных конструкций аналогично триплекс-
ным. При этом силовыми элементами конструкции являются все внутренние
стекла, склеенные между собой. Внешнее стекло силовым элементом не является,
внутреннее органическое стекло комбинированной конструкции принято назы-
вать органической подушкой.
85
Типы блочных стекол. К блочным конструкциям относят стекла
Т-06 Т-03, Т 017. Т-7, К-017, К-019, К-021, Т-5402 и др
Камерные конструкции представляют собой композиции из нескольких стекол
(экранов), соединенных между собой по контуру обоймой (рамкой) с образова-
нием в прозрачной зоне детали одной или двух воздушных (газовых) камер.
В зависимости от назначения они могут включать в себя элементы триплексных
и блочных конструкций или состоять из отдельных стеклянных пластин различ-
ной формы и кривизны Используются как детали с высокой теплостойкостью.
Схема камерного стекла. Стекло состоит из внешнего стекла
(термоэкран), воздушной камеры, силового стекла, внутреннего стекла, металли*
ческой рамки, металлической обоймы и резиновой прокладки.
В камерных конструкциях назначения основных элементов аналогичны три-
плексным. При этом внешнее стекло наряду с защитой силового элемента от ме-
ханических воздействии с внешней стороны предназначено также для восприятия
температурных нагрузок и поэтому его называют термоэкраном. Обрамляющий
материал с обоймой (рамкой) обеспечивает герметичное соединение термоэкрана
с силовыми элементами конструкции В отличие от триплексных и блочных ка-
мерные конструкции разборные и при необходимости можно заменять их от-
дельные элементы.
Противозапотеватели и противообледенители. Камер-
ные конструкции так же, как триплексные и блочные, могут иметь специальные
приспособления и системы для обеспечения требований по предотвращению
запотевания внутренней и обледенения внешней поверхностей, а также по под-
держанию условий работы силового элемента в пределах заданного темпера-
турного режима.
Типы камерных стекол: ТСК-126, ТСК-155 и др.
Дефекты силикатных стекол. В процессе эксплуатации остекления могут
появиться дефекты на стеклах, склеивающих и обрамляющих материалах, токо-
проводящих покрытиях и на других элементах электр о об огр ев а.
Дефекты стекол (трещины, выколки, царапины, сколы) могут быть след-
ствием:
влияния условий эксплуатации, связанных с попаданием песка, мелких кам-
ней (при взлете и посадке) и града (в полете), на наружную поверхность
стекла;
нарушений правил ухода за деталями остекления, приводящих к возникно-
вению дефектов как на внешнем стекле, так и на поверхности стекла со стороны
кабины;
возникновения высоких термо механических напряжений в деталях в резуль-
тате возможных нарушений технологии монтажа, деформаций каркаса кабины
от воздействия эксплуатационных нагрузок, нарушений режимов работы электро-
нагревательного элемента или системы обдува стекла.
Влияние дефектов на прочность стекла* Выколки, царапины, сколы и заколы
в зависимости от их местонахождения оказывают различное влияние на прочно-
стные характеристики деталей Наличие их на внешнем стекле не создает опас-
ности полного разрушения детали и разгерметизации кабины, так как внешнее
стекло не относится к силовым элементам детали.
Механические повреждения силовых стекол могут привести к общему раз-
рушению детали при воздействии эксплуатационных нагрузок на остекление
в полете
4.10. Уход за деталями остекления в процессе эксплуатации
Зачехление остекления. На стоянках самолетов и вертолетов детали остек-
ления кабин должны быть зачехлены сухими чистыми чехлами. Перед зачехлс-
нием необходимо очистить стекла с внешней стороны от загрязнений мягкой
хлопчатоб\ мажной тканью, смоченной в чистой воде или в этиловом техническом
спирте, а затем протереть сухой тканью. Для удаления масляных пятен может
применяться бензин «Галоша», Б-70 или 3—5%-ный раствор нейтрального мыла.
После удаления пятен стекло протирают сначала смоченной в воде, а затем
сухой хлопчатобумажной тканью.
86
При зачехлении недопустимо соприкосновение (и удары) застежек и других
металлических деталей чехлов с поверхностью стекол. После выпадения осадков
чехлы очищают и просушивают Лучше всего детали остекления сохраняют чех-
лы с приспособлениями, образующими зазор между поверхностью стекла
и чехлом
Профилактические мероприятия по предупреждению появления плесени
и грибков. На длительных стоянках самолетов и вертолетов в ангарах и в дру-
гих закрытых помещениях в зонах тропического и субтропического климата
с высокой влажностью воздуха для предохранения от поражения плесневыми
грибками (и от других биологических обрастании) поверхности силикатных сте-
кол протирают антисептиком — этиловым спиртом не реже одного раза в месяц.
Спиртом должны обрабатываться также запасные детали остекления, храня-
щиеся на складах.
Хранение деталей остекления. Запасные детали остекления должны хранить-
ся в упакованном виде в сухих складских помещениях при температурах от
+5 до 25° С.
Допускается хранение деталей в распакованном виде на специально обору-
дованных стеллажах, полки и перегородки которых изготовлены из гладко
отесанного дерева мягкой породы без применения твердых материалов, которые
могут вызвать механические повреждения стекол. При хранении детали должны
стоять на торце (при наличии металлической рамки) или лежать в горизонталь-
ном положении контактами вверх.
Транспортировка. При переносе детали должны быть завернуты сначала
в папиросную, а затем в оберточную бумагу.
Детали остекления, упакованные в специальные ящики с надписями «Верх»,
«Не кантовать», «Осторожно — стекло», можно транспортировать всеми видами
транспорта при строгом соблюдении требований предупреждающих надписей
При подготовке самолета (вертолета) к полету проверяют состояние остек-
ления Образовавшийся ледяной слон удаляют струей теплого воздуха темпе-
ратурой не выше -Ь60° С. Не допускается при этом неравномерное нагревание
отде 1ьных участков стекла После очистки от льда стекло протирают тампоном,
смоченным спиртом ити водой, а затем сухой мягкой хлопчатобумажной тканью.
Применение растворителей (бензола, ацетона, этилового спирта и др.) для про-
тирки запрещается. В случае крайней необходимости органическое стекло раз-
решается протирать ветошью, смоченной в бензине «Галоша».
Предосторожности при ремонте и регламентах. При проведении ремонта, ре-
гламентных работ и доработок в кабине или вблизи от нее, а также при
покраске оборудования кабины принимают меры предосторожности, исключаю-
щие механические повреждения стекол и попадание на них краски и лака. Для
этого перед проведением работ стекла оклеивают защитной бумагой (оберточ-
ной — ГОСТ 8273—75, кабельной — ГОСТ 645—67) с применением глюкозокрах-
мального клея или клея КП-16. Клей наносится тонким слоем на бумагу с по-
мощью кисти или ватного тампона, а затем бумага накладывается на стекло
и приглаживается рукой или тампоном. Удаляется бумага рукой без примене-
ния инструмента, а следы клея смываются водой
4.11. Материалы и технология восстановления гладкости
поверхности пластмассовых изделий шлифованием
и полированием
Шлифование пластмасс производят вручную или на станках, оснащенных
специальными дисками или шайбами, при помощи крупно- и мелкозернистой
наждачной бумаги. Эту бумагу используют также и при удалении заусенцев,
подготовке изделий к склеиванию и в других случаях. Для текстолита приме-
няют абразивные круги с мягкой связкой, номером зерна 30—40 и окружной
скорости не менее 25 м/с, при подаче 3—5 мм/мин и глубине резания около
Я Термопласты шлифуют кругами диаметром 300—500 мм и толщиной
9 набранными из плотного полотна, муслина или сукна, смазанными
пастой из мелкоизмельченной пемзы.
87
Таблица 48
Режимы круглого шлифования
Материал и род обработки Скорое П круга >, м/с изделия Твердость круга Зернис- тое 1Ь круга Глубина резания, мм
Фенопласты, амино-' пласты: черновая чистовая Гетинакс, текстолит 35—40 30-40 Не менее 25 СС ND ND сл со си С-1; МС-2; М-2; М-1 С-1; МС-2; М-2 М-1; М-2 20; 24; 36 60; 80 30; 40 0,07—0,2 0,01—0,1 0,1
Примечания. 1. Обрабатываемое изделие следует перемещать к кругу для того,
чтобы обработка происходила по всей поверхности изделия.
2. Для исключения подгорания материала длительность соприкосновения изделия с кру-
гом должна быть 0,5—1,5 м.
3. Давление прижима изделия к кругу 0,5—1,5 кгс/см2 (49—147 кН/м3).
Шлифуют при легком нажиме, равномерно передвигая детали вверх и вниз,
избегая нагревания. Режимы внешнего круглого шлифования изделий из термо-
реактивных и слоистых пластмасс приведены в табл. 4.8.
Полирование деталей из пластмасс производят с целью:
удаления с поверхности деталей следов механической обработки (рисок,
штрихов, царапин) и придания деталям повышенного качества;
элиминирования дефектов поверхности детален, полученных в процессе их
изготовления (матовость поверхности из-за нарушения хромового покрытия
формы и т. д );
формирования гладкой блестящей поверхности деталей.
При этих операциях снимают очень тонкий слой материала, а само полиро-
вание производят несколькими способами, в том числе и на специальных поли-
ровальных станках.
Полировальные круги изготовляют из тканей: хлопчатобумажной, байковой,
суконной. Выбор ткани для полировального круга определяют характером про-
цесса: для предварительного полирования применяют сукно, саржу, фланель,
для окончательного полирования — бязь, байку, мадаполам, муслин.
Полировальные круги могут быть: твердыми (с ходовой или спиральной
прошивкой), мягкими (непрожитые), самоохлаждающимися.
Твердые полировальные круги применяют для грубого предварительного по-
лирования и составляют из двух прокладочных дисков на каждые три больших
прошитых диска. Большие матерчатые диски изготовляют диаметром от 200 до
400 мм и набирают в шайбы до толщины 60—100 мм. В центре диска оставляют
отверстия для плотного насаживания дисков на вал. Набранная из матерчатых
кругов шайба зажимается металлическими прокладками с обеих сторон и закреп-
ляется.
С помощью полировальных кругов исправляют глубокие дефекты поверхно-
сти — риски, царапины и т. п.
Мягкие полировальные круги применяют для окончательного
полирования, а также для обработки деталей из термопластов. Их составляют
из двух или трех прокладочных дисков с двумя большими непрожитыми матер-
чатыми дисками.
Са мо ох л а «дающиеся полировальные круги также применяют дл*
окончательного полирования, в особенности деталей из термопластов. Их комп-
лектуют из больших матерчатых дисков (хлопчатобумажная ткань, муслин)
диаметром 300 мм и прокладочных дисков диаметром 75—100 мм в последова-
тельности: один большой диск — два прокладочных диска и т. д Весь полиро-
вальный круг набирается из 50 дисков большого диаметра и 100 дисков про-
кладочных таким образом, чтобы его толщина не превышала 100—120 мм. По-
88
садка садоохлаждающихся кругов на вал и их закрепление производят
описанным выше способом. Самоохлаждение полировальных круюв достигается
за счет циркуляции воздуха при их вращении между большими и прокладочными
дисками. Как правило, диски не прошиваются
При составлении полировальных круюв следует иметь в виду, что, увеличи-
вая количество прокладочных дисков, \.ож"о изменять до необходимой величины
жесткость рабочей поверхности кругов и шайбы в целом.
Срок службы полировальных шайб 70—80 ч непрерывной работы. Признаком
непригодности шайб для дальнейшею использования является хменыпение их
диаметров до 150 мм вследствие износа материала кругов (круги лохматятся,
распускаются отдельные нити, которые необходимо немедленно удалять, так как
в противном случае снижается качество обработки). Разлохматившиеся кромки
кругов отрезают острым ножом или другим режущим инструментом, прижатым
к кругу во время его вращения.
Способы полирования. Предварительное полирование на станках осущест-
вляют «сухим» и «мокрым» способами.
Для мокрого полирования применяют в качестве абразивных составляющих
полировальных композиций трепел и тонкую измельченную в муку пемзу
Мокрое полирование для обработки деталей из термореактивных материалов
почти не применяют. Способ широко распространен для полирования деталей
из термопластов. Полировальная композиция состоит из смешанных с водой
одинаковых количеств измельченной пемзы двух сортов и V/s, которые заме-
шивают до консистенции густой пасты и наносят на полировальные круги. По-
лученная паста позволяет быстро удалять с поверхности деталей царапины,
риски и т, п.
Для сухого полирования применяют карборунд, корунд, трепел, окись хро-
ма в различных соотношениях с воскообразными веществами или маслами:
пчелиным воском, церезином, парафином, олеиновой кислотой, машинным, вере-
тенным или вазелиновым маслом. Эти вещества применяют не только с целью
придания лучшего блеска деталям, но и для обеспечения равномерности распре-
деления абразивных компонентов при изготовлении пасты и в процессе полиро-
вания. Для лучшего удержания пасты на полировальных кругах в нее вводят
канифоль в количестве 5—7% от массы воскообразных составляющих
Типовые рецепты композиций для сухого полирования
Композиция № 1:
Композиция № 2:
Композиция № 3:
Композиция № 4:
(паста ГОИ сред-
няя)
Композиция № 5:
(паста ГОИ тон-
кая) <
парафин ................................. 65%
окись хрома.............................. 35%
парафин.................................. 42%
воск или церезин.......................... 5%
окись хрома...........................ж 20%
окись алюминия........................... 10%
литопон................................. 23%
церезин.................................. 20%
окись хрома.............................. 62%
олеиновая кислота........................ 18%
парафин или стеарин..................... 20%
окись хрома.............................. 76%
олеиновая кислота....................... 1,8%
двууглекислая сода...................... 0,2%
керосин................................... 2%
парафин или стеарин...................... 24%
окись хрома.............................. 72%
олеиновая кислота....................... 1,8%
двууглекислая сода...................... 0,2%
керосин................................... 2%
другим
Примечания. 1. Все полировальные композиции (по указанным и любым
Рецептам) изготовляют одинаково в расплавленное воскообразное вещество или масло за-
сыпают (заливают) абразивные порошкообразные и /кпдкие компоненты; затем расплавлен-
ная смесь выдерживается при непрерывном переметив чши в точение 0,3—1 ч и разливается
» специа гьные формы в виде брусков (массой 300—400 г).
2. Для полирования деталей из термопластов предпочтительны композиции № 1, 4 и 5
R Детали из термореактивных пластмасс можно обрабатывать практически любой
89
Целевые пасты. Рецептуру полировальных паст (композиций) составляют
в зависимости от качества поверхности обрабатываемых деталей и требований
к качеству окончательной их отделки. Например, для удаления грубых следов
предварительной обработки на деталях из термореактивных пластмасс в поли-
ровальную пасту вводят карборунд № 250—300, а для окончательной отделки
этих деталей количество карборунда в пасте и его зернистость уменьшают
(№ 300 и выше) и увеличивают содержание трепела, окиси хрома и т. и. Для
полирования деталей из фенолоформальдегидных термореактивных пластмасс
подбора типа пас гы не требуется, а для полирования светлоокрашенных ами-
нопластов в пасту вводят только светлые компоненты, не оставляющие загряз-
нения на обрабатываемых поверхностях деталей. Для восстановления первона-
чального цвета на зачищенных или обработанных поверхностях деталей приме-
няют цветные полировальные пасты.
«Огневое» полирование деталей из пластмасс применяют только для отделки
детален и заготовок из оргстекла. Технология следующая: предварительно обра-
ботанную поверхность детален из оргстекла подвергают на несколько секунд
действию водородно-воздушного пламени. При этом поверхность оплавляется
и делается блестящей, подобно отполированной. Этот способ благодаря своей
дешевизне и простоте нашел значительное распространение при полировании
изделий ширпотреба, оптики и в самолетостроении. В то же время его приме-
нение ограничено, так как оптические данные стекол, подвергшихся «огневому»
полированию, невысоки.
Для получения водорода используют генератор, применяемый при пайке.
Сжатый воздух берут от общей сети, отдельного компрессора или баллон i.
Водород с воздухом смешивается в автогенной горелке обычного типа. «^Огне-
вое» полирование является высокопроизводительным методом.
Термообработка «серебра». Для ликвидации мельчайших трещин («серебра»)
изделия после доводки, полировки и протирки подвергают термообработке
в термостате по режиму: нагрев от комнатной температуры до 70—-75° С с вы-
держкой в течение 2—4 ч, и с последующим охлаждением до комнатной темпе-
ратуры в течение 30—60 мин. Продолжительность выдержки при заданной тем-
пературе нагрева и охлаждения зависит от толщины изделия.
Меры безопасности. I. Направление вращения шайбы выбирают таким, что-
бы деталь, случайно вырвавшись из рук, отбрасывалась в сторону от -рабочею.
Полируемую деталь крепко удерживают обеими руками, а малогабаритные дета-
ли полируют в специальных оправках. Нельзя допускать, чтобы острый верхний
край (угол) детали углублялся в полировальный круг, так как это может при-
вести к повреждению и самой детали, и круга.
2. Детали при полировании рекомендуется прижимать к нижней части
шайбы, а листовые пластики (целые листы или заготовки) удобно полировать на
верхней части шайбы. Те же приемы применяют при протирке деталей (обяза-
тельно на чистом мягком круге) с целью удаления остатков пасты, что особенно
необходимо при полировании светлоокрашенных деталей.
3. При работе на станках полировальные шайбы заключают в кожуха,
а открытым остается лишь рабочий сектор шайбы. Кожух подключают к систе-
ме вытяжной вентиляции. Это необходимо потому, что износ полировальных
кругов сопровождается выделением текстильной пыли и мелких хлопьев, а также
пыли некоторых вредных компонентов полировальных паст, например окиси
хрома.
4. Полировальные станки обязательно заземляют и ежедневно очищают воз-
духоводы, так как при трении полируемой детали о круг возникают разряды
статического электричества, которые опасны при большом скоплении пыли и мо-
гут стать причиной пожара.
*
4.12. Методы испытания пластмасс
Качества и свойства пластических масс определяются теми же методами, что
и металлических сплавов.
Имеется несколько методов испытания, которые используются только для
пластических масс. Примером таких методов являются способы определения
теплостойкости по Мартенсу, по Вику и др.
90
Теплостойкость по Мартенсу. Метод определения теплостойкости по Мартен-
су позволяет найти температуру, при которой образец под действием постоянного
изгибающего ’момента деформируется на заданную величину. Стандартный пря-
моугольный образец (10X15 мм) длиной 120 мм устанавливается в приборе
Мартенса вертикально и нижним концом закрепляется. На противоположном
верхнем конце образца фиксируется горизонтальный рычаг, на котором уста-
навливается подвижный груз так, чтобы изгибающее напряжение образца рав-
нялось 500 Н/см2. Затем включается термошкаф и образец нагревается со ско-
ростью 50° С в час. Температура при которой стержень указателя дефор-
мации образца опускается на 6 мм, условно называется теплостойкостью по
Мартенсу. u
Теплостойкость по Вику. Метод определения теплостойкости по Вику позво-
ляет найти температуру, при которой цилиндрический наконечник под действием
постоянной нагрузки вдавливается в образец на заданную глубину.
Образец для испытания должен быть размерами не менее 10X10 мм и тол-
щиной более 3 мм. Для определения температуры Тъ в образец под нагрузкой
10 или 50Н вдавливается стержень с цилиндрическим наконечником. Нижняя
плоскость наконечника отшлифована и имеет площадь 1 мм2. Образец в процессе
испытания нагревается со скоростью 50° С в час.
Температура, при которой наконечник вдавливается в образец на глубину
1 мм, называется теплостойкостью по Вику
Абразивный износ (ГОСТ 11012—69). Определяют уменьшение объема об-
разца после испытания на специальной машине, схема которой указана в стан-
дарте. .Метод не распространяется на газонаполненные и ячеистые пластмассы,
а также на пленки и покрытия, имеющие толщину менее 2 мм. Образцы — в ви-
де бруска квадратного сечения 10X10 мм и высотой 10—20 мм или цилиндра
диаметром 10 мм и высотой 10—20 мм.
Жаростойкость (ГОСТ 10456—69). Испытание термореактивных пластмасс
на условную жаростойкость (по Шрамму) основано на определении длины
обуглившейся части и потери массы испытуемого образца в результате соприкос-
новения его с накаленным до температуры 950° С силитовым стержнем. Образ-
цы— бруски длиной 120±2 мм, шириной 10±0,2 мм и толщиной 4±0,2 мм.
Коэффициент трения (ГОСТ 11629—65). Стандарт распространяется на все
виды пластмасс, за исключением пенистых. Величину коэффициента трения
определяют путем скольжения образцов пластмасс без смазки по стальной пло-
скости. Испытание производят на машине МИ-2.
Модуль упругости (ГОСТ 9550—71). Испытывают пластмассы, модуль упру-
гости которых не ниже 30 кН/см2. Под термином «модуль упругости» понимают
отношение нормального напряжения к соответствующему относительному удли-
нению при растяжении или изгибе стандартного образца в пределах пропорцио-
нальности. Листовые и слоистые пластмассы испытывают на образцах длиной
300 мм, шириной 30 мм и толщиной от i2 до 30 мм.
Предел прочности при растяжении (ГОСТ 11262—68) определяется отно-
шением нагрузки, при которой разрушился образец, к начальной площади его
поперечного сечения.
Предел текучести при растяжении—это напряжение, при котором образец
деформируется без существенного увеличения нагрузки. Нагрузка, определяющая
предел текучести, измеряется в первый момент роста деформации, происходящего
без увеличения нагрузки, или в момент образования на рубце местного суже-
ния — шейки. Для определения напряжения данную нагрузку относят к перво-
начальному поперечному сечению образца. Применяют испытательную машину
с погрешностью не более 1% от измеряемой величины и образцы трех типов.
Стандарт не распространяется на газонаполненные пластмассы, а также на ли-
стовые материалы толщиной менее 0,5 мм.
Сжатие (ГОСТ 4651—68). Метод состоит в определении: разрушающего на-
пряжения при сжатии; напряжения при заданной относительной деформации
сжатия; предела текучести при сжатии; условного (смещенного) предела текуче-
сти; относительной деформации сжатия при разрушении; относительной дефор-
мации сжатия при пределе текучести. Метод неприменим к пенопластам и сото-
пластам. Испытания проводят на любой испытательной машине, позволяющей
осуществить испытание на сжатие и обеспечивающей измерение нагрузки с по-
решностью не более 1,0% от измеряемой величины. Машина должна быть снаб-
91
жена двумя плоскопараллельными площадками и обеспечивать сближение г
с постоянной скоростью и с точностью, установленной стандартом допусков Д. ~
испытания применяют образцы в виде цилиндра, параллелепипеда с квадратным
или прямоугольным основанием и трубки, размеры которых определяются по рас-
четным формулам Образцы изготовляют формованием или путем механической
обработки полуфабрикатов или специальных заготовок.
Статический изгиб (ГОСТ 4648—71). Метод предусматривает определение:
предела прочности образца при изгибе, т е. отношения наибольшего изгиба'
ющего момента к моменту сопротивления сечения образца пластмассы, разруша-
ющегося при испытании,
прогиба образца в момент его разрушения, т. е. величины вертикального пе-
ремещения нагруженной поверхности образца от своего исходного положения до
положения в момент излома, измеряемой по оси приложения нагрузки;
изгибающего напряжения при величине прогиба образца, равной 1,5 толщины,
для пластмасс, не разрушающихся при испытании. Стандарт не распространяется
на газонаполненные пластмассы Образцы—в виде бруска толщиной 10±0,5 мм,
шириной 15±0,5 мм и тлиной 120 ±2 мм.
Твердость (ГОСТ 4670—67). Метод основан на вдавливании стального шари-
ка в испытуемый материал Результат определяют по глубине вдавливания. Этот
метод неприменим к пенопластам, поропластам и сотопластам
Твердость по ГОСТ 13323—67, в отличие от ГОСТ 4670—67. определяют
вдавливанием такого же шарика диаметром 5 мм в испытуемый образец на за-
данную глубину. Твердость определяют по величине примененной силы.
Температура хрупкости. Установлены два метода определения температуры
хрупкости а) при изгибе консольно закрепленного образца; б) при сдавтиваньи
образца, сложенного петлей. Для каждого метода существуют два режима (ста-
тический и динамический), а также три варианта испытаний. Выбор метода, ре-
жима и варианта предусматривается в стандартах и технических условиях. Тем-
пература хрупкости является сравнительной характеристикой пластмасс при
заданных условиях испытания. Она не является нижним пределом рабочк тем-
ператур изделия, так как этот предел зависит от конкретных условий эксплуата-
ции изделий. Образцы — длиной 254-1 мм, шириной 64-0,5 мм и толщиной 2-6
4-0,2 мм.
Ударный изгиб (ГОСТ 4647—69). Предусмотрены два вида испытаний пласт-
масс на ударный изгиб: ненадрезанного образна, свободно лежащего на двхх
опорах; образца с надрезом, свободно лежащего на двух опорах. Стандарт зе
распространяется на пластмассы, образцы которых не разрушаются при испыта-
ниях.
Сущность метода состоит в определении'
ударной вязкости, т е. величины работы, затраченной на разрушение образ-
ца, отнесенной к площади его поперечного сечения;
удельной работы, ударного разрушения, т. е. величины работы, затраченной
на разрушение образца, отнесенной к моменту сопротивления его поперечного
сечения;
коэффициента ослабления, т. с. отношения ударных вязкостей образцов с над-
резом и без надреза
При испытании ненадрезанного образца определяют ударную вязкость
и удельную работу ударного разрушения. При испытании образца с надрезом оп-
ределяют ударную вязкость и коэффициент ослабления, если проведены оба вида
испытаний Испытания проводят на маятниковом копре, в котором образец сво-
бодно лежит на двух опорах Нагрузка осуществляется при помощи массь маят-
ника, ударяющего посередине образца. Работоспособность копра подбирается
такой, чтобы затрачиваемая на разрушение образца работа составляла не менее
10 и не более 90% от номинальной работоспособности копра. Образцы — -з виде
брусков длиной 55±1 и 120±2 мм, шириной 6±0,2 и 15±0,5 мм и толщиной
4±0,2 и 10±0,5 мм, а также по фактической толщине материала.
Время отверждения присуще только термореактивным материалам. Отверж-
дение связано с переходом полимера в твердое, неплавкое и нерастворимое со-
стояние под влиянием температуры, давления и взаимодействия с некоторыми ве-
ществам и
Скорость отверждения определяют по опытной запрессовке конусного ста-
канчика при режимах, указанных в ГОСТах па соответствующие материалы.
92
Отсчет времени выдержки ведут от момента смыкания пресс-формы до мо-
мента ее размыкания по окончании прессования. Минимальное время, совпадаю-
щее для трех образцов, в течение которого будут получены качественные стакан-
чики (без вздутий, иедопрессовок), отнесенное к толщине образна, считается ско-
ростью отверждения.
Скорость отверждения зависит как от природы и свойств пресс-материалов,
так и от ряда технологических факторов (глубины прогрева, использования пред-
варительного подогрева и подпрессовок) Так, для новолачных фенольных пресс-
порошков скорость отверждения 15—20 с/мм, для аминопластов 30—€0 с/мм.
НИИПМ создан прибор ППР-1 для одновременного определения нескольких
показателей технологических свойств реактопластов: вязкости, времени пребыва-
ния материала в вязкотекучем состоянии, времени для отверждения Прибор по-
зволяет выбирать оптимальный технологический режим переработки пресс мате-
риалов.
Усадка. Расчетную усадку определяют, сравнивая диаметр отпрессованного
образца диска с диаметром пресс-формы при комнатной температуре (20—25'С).
Размеры пресс-формы установлены ГОСТ 5689—66.
Расчетная усадка
где d — диаметр оформляющей части пресс-формы при 20±5° С;
d\ — диаметр отпрессованного диска при 20±5°С.
За величину расчетной усадки принимают среднее арифметическое показате-
лей усадки на двух дисках
Усадка зависит от природы материала, от давления и температуры прессова-
ния, наличия летучих компонентов, изменения структуры материала при отверж-
дении и других причин.
У фенопластов усадка 0,4—1, винипласта 0,1—0,6, полиэтилена 1—3, фторо-
пластов 4—7, полиамидов 1—2%. Расчетную усадку учитывают при конструиро-
вании изделий и пресс форм.
Температура переработки. Оптимальная температура переработки зависит от
природы полимера и технологических свойств пластмассы, конфигурации и разме-
ров изделий Она определяется опытным путем при изготовлении изделий, при
этом учитывается показатель текучести материала. Температура переработки
пластмасс (прессованием, литьем под давлением, экструзией) лежит в интервале
вязкотекучего состояния полимеров.
Удельное давление прессования и литья под давлением. Удельное давление
прессования — это давление, приходящееся на 1 см2 площади горизонтальной
проекции. Удельное давление литья — это давление, приходящееся на 1 см2 пло-
щади плунжера материального цилиндра. Необходимое удельное давление прес-
сования зависит от вида пресс-материала (порошок, волокнит, пропитанная
ткань), формы изделия (плоская форма, высокий стакан), текучести материала,
режима прессования (предварительный подогрев, температура прессования), кон-
струкции пресс-формы, сечения сопла машины, размеров разводящих и впускных
литниковых каналов.
Оптимальное удельное давление для каждого материала определяется опыт-
ным путем. Для пресс-порошков удельное давление колеблется от 2 до 3,5 кН/см2,
для волокнитов — от 3 до 7,5 кН/см3. Для различных термопластов удельное дав-
ление литья колеблется от 7 до 15, а иногда до 22 кН/см3.
Устойчивость к воздействию плесени. Предусмотрены три метода визуальной
оценки: метод A-I, определяющий способность пластмассы поддерживать рост
и развитие плесневых грибов, являясь для них единственным источником органи-
ческих и минеральных веществ; метод А-Н — то же, но в этом случае пластмасса
является источником только органических питательных веществ, метод Б, опре-
деляющий степень роста плесени на поверхности материала, предварительно обо-
гащенного нанесением питательной среды. Образцы — прямоугольной формы
30X50 мм и толщиной не более 4 мм. Допускается применять диски диаметром
<>0 мм и толщиной не более 4 мм Количество образцов должно быть не менее
шести.
93
РАЗД ЕЛ 5
КЛЕЕВЫЕ МАТЕРИАЛЫ, ИХ СОЕДИНЕНИЯ,
ХРАНЕНИЕ И КОНТРОЛЬ
5.1. Критерии и технологические рекомендации
по клеевым соединениям
Современные высокопрочные клеи позволяют надежно соединять между со-
бой детати из металла, неметаллические и разнородные материалы. Так, напри-
мер, клеевые соединения металлов с текстолитом, стеклотекстолитом, дельта-дре-
весиной, пенопластом и другими неметаллическими материалами широко приме-
няются в различных авиационных конструкциях.
Преимущества клеевых соединений. При помощи клеев обеспечивают прочное
соединение деталей, в которых часто используют очень тонкие листовые материа-
лы. В результате возникает возможность уменьшить массу конструкции, увели-
чить качество изделий, обойтись без сверления отверстий под заклепки и болты,
снизить трудоемкость К тому же равномерность распределения напряжений по
всей площади склеивания повышает усталостную прочность конструкции.
Применение трехслойных клееных конструкций с сотовым заполнителем по-
зволяет увеличить удельную прочность и значительно сократить количество дета-
лей, входящих в конструкцию. Кроме того, склеенные детали обладают хорошей
герметичностью и высокой коррозионной стойкостью.
Недостатком клеевых соединений считается- их относительно невысокая проч-
ность на неравномерный отрыв (отдир), «старение» некоторых клеев, т. е. умень-
шение прочности клеевых соединений с течением времени под воздействием ряда
эксплуатационных факторов; необходимость нагрева изделий при склеивании
большинством клеев, предназначенных для склеивания металлов. Основным недо-
статком клеевых соединений является их ограниченная теплостойкость
Технические требования. Клеевые соединения должны обладать высокой стой-
костью к действию целого комплекса факторов, имеющих место в условиях экс-
плуатации
переменному охлаждению и нагреву в диапазоне температур от —60 до
+80с С, нагреву до 200—300е С, а в ряде случаев кратковременному воздействию
температур до 500—600° С и выше;
воздействию воды и воздуха с относительной влажностью 95—100° С;
влиянию топлива и масел, а также возможному воздействию антифризов,
спирта и других рабочих жидкостей;
воздействию грибков и бактерий,
воздействию солей морской воды
К клеям для клеезаклепочных и клеесварных соединений предъявляют до-
полнительные требования. Клеи, применяемые для клеезаклепочных соединений
в метал тпческих конструкциях, должны обеспечивать достаточное удлинение кле-
евого соединения; кроме того, они должны обладать хорошей текучестью для за-
полнения поверхности и зазоров
Одним из важных требований, предъявляемых к клеям, является их полная
нетоксичность или возможно меньшая токсичность.
Особые правила склеивания. Для получения заданной прочности и техноло-
гичности клеевых соединений требуется строго выполнять режимы склеивания,
экспериментально устанавливаемые для каждого клея в зависимости от его тех-
нологических свойств и особенностей склеивания отдельных конструкций. От не-
правильного выбора клея, несоблюдения технологических режимов склеивания
94
или из-за неудачно выполненной конструкции качество клеевых изделий оказы-
вается недостаточно высоким Поэтому конструированию клеевых соединений и
выбору марки клея должно уделяться самое серьезное внимание
Рекомендации к применению клеев* Клей следует выбирать исходя из его
прочностных, физико-химических и технологических свойств, а также на осно-
вании данных об усталостной и длительной прочности, стойкости к действию
воды, атмосферы, тропического климата Следует также помнить, что*
для получения плотного клеевого шва предпочтительнее пользоваться клеями
эпоксидного типа (ВК-32-ЭМ, Л-4, К-153 и др), не содержащими растворитель:
из эпоксидных к теев клей ВК-32 ЭМ имеет лучшую водостойкость, но содержит
сравнительно токсичный отвердитель;
полиуретановый клей ПУ-2 обладает большей токсичностью по сравнению
с клеем В К 5, но имеет более высокие прочностные свойства, быстрее схватыва-
ется и лучше заполняет зазоры;
клей МПФ-1, имеющий низкую водо- и тропикостойкость, следует применять
только в соединениях, не подвергающихся атмосферным воздействиям или при
условии надежной защиты торцов клеевых соединений;
для контровки резьбовых соединений лучше применять клеи К-153 и ВК-9,
чем клеи Л-4 и карбинольный;
соединения, выполненные на клеях БФ-2, БФ-4, .ЧПФ-1, К-153, ВК-5 и ВК-5
с подслоем клея ВК-32-200, ПУ-2, ВК-12, ВК-32-ЭМ, КТП-1, грибостойкие.
Адгезив клея. Процесс склеивания материалов основывается на явлении а ;-
гезии — сцеплении клея в результате физических и химических сил взаимодейст-
вия клея (адгизива) с различными материалами при определенных условиях.
Прочность клеевого сцепления материала зависит от степени адгезии, т. е.
степени взаимодействия между клеем и конструкционным материалом и прочно-
сти самой клеевой прослойки — когезии клея.
Основой физико химического процесса склеивания является адгезия.
Смачиваемость клея — предпосылка хорошей адгезии. Отличная смачивае-
мость клеем поверхностей склеиваемых деталей является предпосылкой хорошей
адгезии и появления физических и химических сил взаимодействия, для чего не-
обходимо сближение молекул адгезива (клея) и субстрата (склеиваемого мате-
риала) на малые расстояния В случае когда клей не смачивает склеиваемые по-
верхности, проявление сил адгезии затруднено или вовсе исключено, вследствие
чего адгезия чрезвычайно низка.
Максимальная адгезия. Работа адгезии максимальна, когда угол смачива-
ния 0 (краевой угол на рис 5 1) равен нулю. При угле более 90° эта работа ма-
ла, а при 180° она равна нулю В том случае когда краевой угол 0 равен нулю,
это означает, что жидкость полностью смачивает поверхность твердого тела и ве-
личина адгезии будет определяться когезионной прочностью жидкости.
Для проверки чистоты поверхности металлов перед склеиванием в практике
используют метод наблюдения за растеканием воды по поверхности металла
(степень смачивания поверхности).
Способы увеличения адгезии. Склеиваемые поверхности в зависимости от при-
роды материала и формы склеиваемых деталей вначале подвергают механической
зачистке для удаления грязи, а также окисной >пленки (ржавчины) и создания
определенной шероховатости Шерохова-
тость склеиваемых поверхностей увели-
чивает ад!езию и прочность шва. При
зачистке склеиваемые поверхности под-
гоняются. Чем точнее подгонка, тем
прочнее шов Склеиваемые поверхности
металлических деталей подвергают обра-
ботке на дробеметных установках, до-
пускается зачистка наждачной бумагой
и напильниками.
Затем поверхности обезжиривают
окунанием в растворитель или очисткой
тканевым, ватным тампоном, смоченным
в растворителе — четыреххлористом уг-
лероде, трихлорэтилене, спирте, уайт-
спирите, ацетоне.
Рис 5.1. Краевой эффект. Капля жид-
кости (вода) на твердой поверхно-
сти:
6 — краевой угол
95
5.2. Композиции клеев для скрепления деталей из металлов,
конструкционных неметаллов и их сочетаний
Марки отечественных клеев, В отечественном авиастроении для склеивания
деталей из металлов, конструкционных неметаллических материалов и их сочета-
ний применяют следующие марки клеев.
Фенольнокаучуковые клеи — ВК-3, ВК-32-200, ВК-13, ВК-13М,
ВК-4 и др.
Ф е н о л ьн о п о л и в и н и л а цет а л ь н ы е—БФ-2 и БФ-4. С кремннйорга-
ническими и другими стабилизирующими добавками — ВС-ЮТ, ВС-350 и др.
Мети.юлполиамиднофенольный клей МВФ-1 и др.
Полиуретановые — ПУ-2, ВК-5 и др.
Эп оксидные—ВК-32-ЭМ, Л-4, ВК-1, ВК-1МС, К-4С, ВК-9, К-153, КЛН-1,
«Эпоксид И» и «Эпоксид Пр» и др.
Кремнийорганические с различными модифицирующими добавка-
ми—ВК-2, ВК-8, ВК-Ю, ВК-15, К-300 и др.
Фено лоформальдегидный клей марки ВИАМ Б-3, используемый
для склеивания пенопластов, текстолита, древесных материалов и т. п. Этот клей
при склеивании неметаллических материалов с металлами применяют с обязатель-
ным нанесением на металл подслоя из клеев БФ-2, ВК-3, ВК-32-200 или ВС-10Т,
так как клей ВИЛМ Б-3 непосредственно с металлом не имеет адгезии.
Готовность к употреблению. Клеи марок БФ-2, БФ-4, МПФ-1, ВС-ЮТ,
ВК-350, ВК-2, ВК-8, ВК-Ю, ВК-15, «Эпоксид П» и «Эпоксид Пр» выпускают при-
годными для употребления. Клеи ВК-3, ВК-4, ВК-32-200, ВК-13 и BK-I3M и все
другие выпускают готовыми пленками или в виде отдельных компонентов, сме-
шиваемых перед употреблением.
Теплостойкие группы клеев. Указанные выше клеи в зависимости от тепло-
стойкости и условий работы в изделии сведены в следующие группы:
клеи невысокой теплостойкости, выдерживающие длительное воздействие
температуры до 60° С;
клеи средней теплостойкости, работоспособные до 125—150° С;
клеи теплостойкие, выдерживающие длительное или кратковременное воздей-
ствие температур до 180—350° С;
клеи вы сокотел лостой кие, выдерживающие кратковременное воздействие тем-
ператур до 1000° С.
К теплостойким клеям относят клеи марок ВК-4, ВК-32-200, ВК-13,
ВК-13М, ВК-3, ВС-ЮТ, ВС-350 и др.
Высокотеплостойкими клеями являются клеи марок ВК-2, ВК-8,
ВК-10, ВК-15.
К клеям средней теплостойкости относят клеи марок ВК-1,
ВК-1МС, ВК-9, BK-32-3M, «Эпоксид П» и «Эпоксид Пр», К-300 и др.
Клеи всех остальных перечисленных марок, за исключением ПУ-2, обеспечи-
вают теплостойкость конструкционных клеевых соединений до +60° С. Клей ПУ-2
занимает промежуточное положение.
Клеи, не требующие подогрева и работающие с подогревом. К клеям, склеи-
вание которыми производят без подогрева благодаря бы стр опр отекающим хими-
ческим реакциям полимеризации или поликонденсации вследствие введения от-
вердителей и катализаторов, относятся ПУ-2, ВК-5, Л-4, К-153, КЛН-1, ВК-9,
К4-С. К-300, ВИАМ Б-3 и др.
Для ускорения процесса склеивания клеи подогревают до температур 60—
110° С. В этом случае клеевые соединения более прочные.
Клеи, склеивание которыми производят с применением подогрева до темпе-
ратуры 150—200° С, —это БФ-2, БФ-4, МПФ-1, ВК-3, ВК-32-200, ВК-13, ВК-13М,
ВК-4, ВС-ЮТ, ВС-350, ВК-32-ЭМ, ВК-1, ВК-8, ВК-Ю, ВК-15, «Эпоксид П»
и «Эпоксид Пр». Для клея ВК-2 требуется нагрев до 250—270° С — необходимое
условие для перевода его в твердое состояние и получения качественного клеево-
го соединения.
Жидкие и текучие клен. Жидкие и пастообразные клеи, не требующие пред-
варительной сушки — ПУ-2, ВК-5, ВИАМ Б-3, ВК-32-ЭМ, Л-4, К-153, КЛН-1,
ВК-1, ВК-1МС, К-4С. Клеи, требующие после нанесения предварительной сушки
для удаления растворителя до получения твердого клеевого слоя, размягчающе-
96
гося при обязательном нагревании
в процессе прессования до той или
иной степени текучести — ВК-3,
ВК-32-200, ВК-13, ВК-13М, ВК-4,
БФ-2, БФ-4, МПФ-1, ВС-ЮТ, ВС-
350, ВК-2, ВК-8, ВК-10, ВК-15
и др.
Клеи МПФ-1, ВК-3, ВК-32-200,
ВК-13, ВК-13М, ВК-4, БФ-2,
БФ-4, ВС-ЮТ и ВС-350 применя-
ют в жидком состоянии и в виде
пленок различной толщины.
Пленочные клеи изготовляют
из клеящей композиции (БФ-4,
МПФ-1 и все ранее перечисленные
фенольно-каучуковые клеи) или
включают в них упрочняющий
Рис. 5.2. Зависимости предела прочности
при сдвиге соединений дюралюминия на
клее ПУ-2 от толщины клеевой прослойки:
каркас в виде сетки из стеклотка-
ни либо другого материала, на
который наносится клеящее веще-
ство (ВС-ЮТ, ВС-350).
Пленочные клеи пригодны для
/ — при температуре испытания 20° С; 2 — при
температуре испытания 60° С; 3 —• при температу-
ре испытания 60° С
большинства операций склеивания деталей
авиадвигателей. Применение их дает значительные преимущества в технологиче-
ском отношении по сравнению с жидкими и пастообразными клеями, так как со-
кращается цикл сборки деталей и устраняется загрязнение оборудования и рабо-
чей одежды.
К порошкообразным клеям относят эпоксидный клей марки <Эпоксид П»,
а к твердым — «Эпоксид Пр», выпускаемый в виде палочек и прутков. Эти клеи
наносят только на предварительно нагретую поверхность.
Клеи для склеивания резин и приклеивания теплоизоляции, тканевых мате-
риалов к металлам. Клей 4НБ-Ув применяют при склеивании вулканизированных
и невулканизированных резин на основе наиритового и ннтрильного каучуков,
а также резинотканевых материалов. Клей КР-5-18Р используют для склеивания
вулканизированных резин и резинотканевых материалов на основе нитрильного
каучука. Вулканизированные резины и резинотканевые материалы этими клеями
склеивают без подогрева или с подогревом до температуры 60—80° С. КР-5-18
применяют для приклеивания невулканизированных резин на основе ннтрильного
каучука к металлам, а клей КР-6-18 для приклеивания к металлам вулканизиро-
ванных резин без подогрева. Клей 88 НП используют для приклеивания резинотка-
невых материалов на основе ннтрильного каучука, декоративно-облицовочных
материалов и мягкой теплоизоляции к металлам при комнатной температуре.
С помощью клея ВК-П приклеивают декоративно-облицовочные материалы на
основе павинола. Клеи ВК-Т-2 и ВК-Т-3 служат в основном для приклейки мяг-
кой теплоизоляции. Клеи имеют следующую теплостойкость: ВК-11 и 88НП до
60° С; КР-5-18, КР-5-18Р и 4НБ-Ув до 120° С; КР-6-18 до 150° С; ВК-Т-2
и ВК-Т-3 до 300° С.
Зависимость прочности от толщины клеевой прослойки. Утолщенные клеевые
прослойки большинства клеев дают пониженную прочность соединений при раз-
личных видах нагрузок, за исключением неравномерного отрыва. Прочность кле-
евого соединения с уменьшением толщины клеевой прослойки увеличивается.
Существенное возрастание прочности соответствует толщине клеевой прослойки
0,025 мкм. Получение таких тонких клеевых прослоек равномерной толщины по
всей площади склеивания возможно только на идеально гладких поверхностях,
практически недостижимых.
Предел прочности при сдвиге, сравнительно большой при очень малой тол-
щине клеевой прослойки (5—20 мкм) падает с увеличением ее толщины до
0,08 мм и мало изменяется при дальнейшем повышении толщины до 0,2—0,3 мм.
Так, например, из рис. 5.2 видно, что с увеличением толщины прослойки клея
ПУ-2 от 0,05 до 0,1 мм не наблюдается значительного снижения прочности, од-
нако при дальнейшем увеличении толщины клеевой прослойки с доведением ее
До 1 мм происходит существенное снижение прочности соединения, особенно при
повышенных и низких температурах и после воздействия влаги.
4-581
97
5*3. Основные клеи для склеивания авиаконструкций
и их характеристики
Клеи БФ-2 и БФ-4 (ГОСТ 12172—74)—фенолополивинилбутиральные, одно-
компонентные, отверждающиеся при нагревании. Это маловязкие жидкости от
соломенно-желтого до красно-коричневого цвета. Применяются для склеивания
алюминиевых сплавов (в том числе и в сотовых конструкциях), нержавеющих
сталей, пластмасс, древесных и других материалов между собой и в различных
сочетаниях, а также в качестве подслоя при склеивании металлов с неметалличе-
скими материалами клеем ВИАМ-БЗ. Интервал рабочих температур ±60° С.
Жидкие клеи поставляются в виде готовой смеси компонентов. Клей БФ-4 может
применяться в виде лленки. Жизнеспособность клеев — 6 мес при комнатной тем-
пературе.
Клей МПФ-1—фенолополиамидный, однокомпонентный, отверждающийся
при нагревании. Это маловязкая жидкость от светло-коричневого до темно-ко-
ричневого цвета. Открытая выдержка (для жидкого клея) —не менее 30 мин
при 15—30° С, 15 мин при 50—60° С и 10 мин при 80—90° С. Давление при скле-
ивании 10—15 Н/см2 в зависимости от конструкции склеиваемых деталей. При-
меняется для склеивания стали и алюминиевых сплавов в клее болтовых соедине-
ниях лонжеронов лопастей вертолетов, работающих при температурах ±60° С.
Торцы клеевых соединений рекомендуется защищать от воздействия влаги лако-
красочными покрытиями или герметиками. Поставляется в готовом виде.
Клей КТП-1 — токопроводящий, эпоксидный, многокомпонентный, отвержда-
ющийся при нагревании. Это вязкая масса темно-серого цвета с характерным за-
пахом аминов. Давление при склеиваниии 1—10 Н/см2 с выдержкой при темпера-
турах: 100° С—5 ч; 120° С — 4 ч; 150° С — 3 ч; 165° С—1 ч. Выдержка после
снятия давления не менее 15 ч. Применяется для склеивания токопроводящих
элементов (из латуни, меди, нержавеющей стали, тканей) между собой и с элек-
троизоляционной оболочкой из стеклотекстолитов типа СТЭФ или на основе свя-
зующего клея БФ-2 с защитой наружного слоя стеклотекстолита от воздействия
влаги слоем резины НО-68-1 или ВР-3 толщиной не менее 0,5 -мм. Интервал ра:
бочих температур от —60 до 4-80° С. Поставляется отдельными компонентами.
Клей К-153 — эпоксидный, многокомпонентный. Это вязкая масса от тем но-
серого до черного цвета. Давление при склеивании 10—30 Н/см2. Отверждается:
18 ч при 18—25° С; 4 ч при 100° С или 6 ч при 80° С. Применяется для склеива-
ния алюминиевых сплавов, сталей 1Х18Н9 и неметаллических материалов — стек-
лотекстолитов, пенопластов, некоторых резин, работающих при температурах
= 60° С. Жизнеспособность клея 45—60 мин при 18—25° С. Поставляется отдель-
ными компонентами.
Клей ВК-12 — химически стойкий, однокомпонентный. Это полупрозрачная
пленка от белого до бело-желтого цвета. Склеивает при давлении 50—100 1Гсм2
и температуре 225—235° С в течение 0,5—1 ч с охлаждением до 40—60° С под
давлением. Применяется для соединения сталей 1Х18Н9Т, алюминиевых сплавов
Д16 и их сочетаний с химически обработанным фторопластом-4, работающих при
температурах ±60° С в агрессивных средах в течение 3—12 мес. Поставляется
в виде пленки толщиной 80—120 мкм.
Клей ВК-1—эпоксидный, многокомпонентный, отверждающийся при нагрева-
нии. Это вязкотекучая масса серого цвета. Склеивает при давлении 5—10 Н/см3
с выдержкой: 1 ч при 150° С; 3 ч при 120° С или 10 ч при 100° С. Применяется
для клеевых, клеезаклепочных и клее резьбовых соединений из стали, алюминие-'
вых и титановых сплавов и стеклотекстолитов в конструкциях, работающих при
температурах от минус 60 до 4-120° С. Поставляется отдельными компонентами.
Клеи «Эпоксид П» и «Эпоксид Пр» — однокомпонентные, отверждающиеся
при нагревании: «Эпоксид П» — порошок светло-желтого цвета, «Эпоксид Пр» —
твердый пруток желтого цвета. Склеивают при давлении 20—30 Н/см2 в зависи-
мости от конструкции деталей с выдержкой: 40 мин при 200° С; 2 ч при 180° С;
5 ч при 150° С. Выдержка после снятия давления 24 ч. Применяются для склеи-
вания металлов и неметаллических материалов (сталей, алюминиевых и титано-
вых сплавов между собой и со стеклотекстолитами) в конструкциях, работающих
при температурах от —60 до 4-100° С. Поставляются в готовом виде: в порошке
и прутках.
98
Клей ВК-9 — эпоксидный, многокомпонентный, отверждается без нагревания.
Это вязкотекучая масса от серого до белого цвета в зависимости от типа напол-
нителя. Склеивает при давлении 1—5 Н/см2 с выдержкой под давлением до 24 ч
при 18—23° С. Применяется для склеивания сталей, алюминиевых и титановых
сплавов между собой и с неметаллическими материалами в конструкциях, дли-
тельно работающих при температурах от —60 до 4-125° С в течение 500 ч. По-
ставляется отдельными компонентами.
Клей ВК-32-200 — фенолокаучуковый, двухкомпонентный, отверждающийся
при нагревании. Это вязкая жидкость черного цвета. Склеивает при давлении
100—200 Н/см2 и температуре 170—180° С в течение 1 ч. Применяется для склеи-
вания алюминиевых сплавов, сталей, титановых сплавов, стеклотекстолитов типа
911-1 и пенопластов типа ФК (в процессе вспенивания) в конструкциях, работаю-
щих длительно при 200° С и кратковременно при 300° С. Используется для изго-
товления сотовых конструкций, работающих при 200° С в течение 200 ч и кратко-
временно при 300° С. Применяется и в качестве подслоя под эпоксидные и полиу-
ретановые клеи. Поставляется отдельными компонентами.
Клей ВК-4 — фенолокаучуковый, двухкомпонентный, отверждающийся при
нагревании. Это вязкая масса черного цвета. Жизнеспособность 24 ч при ком-
натной температуре. Склеивает при давлении 100—200 Н/см2 и температуре
195—205° С в течение 2 ч. Применяется для склеивания алюминиевых и титано-
вых сплавов, сталей ЗОХГСА и нержавеющих, стеклотекстолитов типа ВФТ, ра-
ботающих в конструкциях при температурах до 300 °C в течение 50 ч. Поставля-
ется отдельными компонентами.
Клей ВК-8 — фенолокаучукокремнийорганический, однокомпонентный, отверж-
дающийся при нагревании. Имеет вид пастообразной массы тем но-сер ого цвета
с запахом бутилацетата. Склеивает при 200° С с выдержкой под давлением 30—
80 Н/см2 в течение 3 ч. Применяется для склеивания металлов (сталей, алюми-
ниевых и титановых сплавов) и неметаллических материалов (графита, стеклотек-
столита), кратковременно работающих при температурах до 1000° С, и для при-
клеивания к деталям из титанового сплава ОТ4-1 теплозащитного материала
ТЗМКТ-1, работающих при 450— 550° С. Поставляется в готовом виде.
Клей ВК-15 — кремнийорганическнй, однокомпонентный, отверждающий при
нагревании. Имеет вид пастообразной массы тем но-сер ого цвета с запахом этил-
ацетата. Отверждается при 150° С и давлении 10—30 Н/см2 в течение 2 ч. При-
меняется для склеивания металлов (сталей, титановых сплавов) и теплостойких
неметаллических материалов (стекло- и асботекстолитов, теплозащитных мате-
риалов), работающих при температуре до 1200° С в конструкциях одноразового
действия. Склеивает титановые сплавы, теплостойкие неметаллические материалы
в конструкциях, работающих при температурах до 700° С длительно и до 1200° С
кратковременно. Поставляется в готовом виде.
Клей ВК-1МС — эпоксидный, многокомпонентный, отверждающийся при на-
гревании. Это вязкотекучая подвижная масса серого цвета. Применяется для кле-
есварных и к л сеза клепочных соединений из алюминиевых, титановых сплавов
и сталей, работающих в конструкциях при температурах от —60 до 4-80° С. При
сварке по клею клей равномерным слоем наносят па одну из соединяемых поверх-
ностей (допустимое время сварки по слою клея не более 7—10 ч) при 18—25° С.
»В сварной шов клей (в межшовное пространство точечных электросварных соеди-
нений) вводят специальным шприцем. Выдержка перед отверждением клеесвар-
ног о соединения длится 24 ч при комнатной температуре, а отверждения клея
в клеевом соединении производят при 120° С в течение 3 ч. Поставляется клей
в виде отдельных компонентов.
Клей КЛН-1 — эпокси дно-полисульфидный многокомпонентный, отверждает-
ся без нагревания. Имеет вид вязкой массы от светло-желтого до темно-желтого
Цвета. Применяется для изготовления клеесварных конструкций из алюминиевых
сплавов, работающих при температурах от —60 до 4-80°С, а также для соедине-
ния стальных и алюминиевых сплавов и неметаллических материалов. При свар-
ке по клею клей равномерным слоем наносят на одну из соединяемых поверхно-
стей (время сварки по слою клея 1—2 ч) при 18—25° С. Клен поставляется от-
дельными компонентами.
, Клей К-4С — эпоксидно-полисульфидный, многокомпонентный, отверждаю-
щийся при нагревании. Имеет вид мало вязкой массы от светло-желтого до тем-
но-желтого цвета. Применяется для изготовлений клеесварных конструкций из
4* 99
алюминиевых сплавов, работающих при температурах от —60 до +80° С. При
сварке по клею клей равномерным слоем наносят на одну из соединяемых поверх'
ностей (время сварки по слою клея не более 1—2 ч) при 18—25й С. Клей отверж-
дается при 120—130° С в течение 3 ч, поставляется отдельными компонентами.
Клей В31-Ф9 — фенолоформальдегидный, многокомпонентный, отверждается
без нагревания. Это вязкая бурая жидкость, прозрачная в тонком слое. Приме-
няется для склеивания органических стекол между собой и с крепежными лента-
ми из капронового волокна при мягкой заделке деталей остекления. Склеивает
при давлении 10—20 Н/см2 с выдержкой под давлением не менее 15 ч. Клей по-
ставляется отдельными компонентами.
Клей ВС-10ТМ — кремнийорганический, двухкомпонентный, отверждающийся
при нагревании. Это вязкая непрозрачная жидкость коричневого цвета. Применя-
ется для склеивания деталей остекления при мягкой заделке, работающей при
температурах до 150° С. Склеивает при температуре 140—150° С и давлении 20—
30 Н/см2 с выдержкой под давлением 3 ч. Поставляется отдельными компонен-
тами.
Клей ВК-14 — фенолоакрилатный, многокомпонентный. Имеет вид вязкой про-
зрачной жидкости бесцветной или розового цвета. Применяется для склеивания
органического стекла различных марок. Склеивает оргстекла СО-120 при темпе-
ратуре 20—25° С н давлении 10—20 Н/см2. Время выдержки под давлением 20—
24 ч. Склеивает оргстекла Э-2 при температуре 90—95° С и давлении 20—30 Н/см2
с выдержкой под давлением 5—6 ч. Поставляется отдельными компонентами.
Клей ВК-32-2 — фенолокаучуковый, двухкомпонентный, отверждающийся без
нагревания. Это вязкая жидкость черного цвета. Применяется для приклеивания
стекловолокнистых материалов АТИМС и АТИМСС к стали, титановым и алю-
миниевым сплавам в конструкциях, работающих при 150° С (АТИМСС) и 200° С
(АТИМС) в течение 200 ч. Поставляется отдельными компонентами.
Клей ХВК-2а — перхлорвиниловый, однокомпонентный, отверждающийся без
нагревания. Это вязкая непрозрачная жидкость желтого цвета. Применяется для
приклеивания хлопчатобумажной ткани к древесине и фанере при окраске древе-
сины перхлорвиниловыми лакокрасочными материалами в конструкциях, работаю-
щих при температуре до 60° С.
Клей КТ-30 — кремний органический, однокомпонентный, отверждающийся
без нагревания. Это вязкая непрозрачная жидкость от светло-желтого до темно-
желтого цвета с запахом толуола. Применяется для склеивания вулканизирован-
ных кремнийорганических резин с металлами (сталью, алюминиевыми и титановы-
ми сплавами) в конструкциях, работающих при температурах от —60 до +350° С.
5.4. Композиция клея КП-16
Рецептура, Клей марки КП-16 готовится по следующей рецептуре (в вес. ч.):
полиизобутнлен (ГОСТ 13303—67) марок М-200, М-160, М-100-1;
бензин-растворитель «Галоша» (ГОСТ 1012—72) —30;
вазелиновое масло (ГОСТ 3164—52) — 10—15% к сумме весов полиизобутиле- ч
на и бензина.
Технология приготовления. Необходимое количество полиизобутилена (любо-
го из указанных марок) нарезать кусочками по 20—30 мм, поместить в клес-
мешалку и залить половинным количеством бензина. В клеемешалке при 20—25е С
кусочки полиизобутилена набухают.
После набухания поли изобутилен а добавить в клеемешалку остальную часть
бензина, включить мешалку. Перемешивание продолжать 12—15 мин. После пол-,
ног о растворения полиизобутилена добавить вазелиновое масло. Растворение счи-
тается законченным, если отобранная проба однородна и не содержит комков по-
ли изо б ути л ей а.
Вязкость готового клея по вискозиметру ВЗ-1 (сопло диаметром 5,4 мм) долж-
на соответствовать 8—J5 с.
Назначение. Клей предназначен для приклейки защитной бумаги на остекле-
ние кабин самолетов и вертолетов при ремонтных работах в целях предохранения
стекол от повреждений. Клей наносится на бумагу тонким слоем с помощью
кисти или ватного тампона. Затем бумага с нанесенным клеем накладывается на
100
стекло и приглаживается рукой, резиновым роликом или ватным тампоном. Уда-
ляют бумагу рукой, а следы клея со стекла удаляют сначала смоченной в воде;
а затем сухой хлопчатобумажной тканью.
5. 5. Глюкозно-крахмальный клей, его назначение
и приготовление
Рецептура, Глюкозно-крахмальный клей готовится по следующей рецептуре
(в г/л):
крахмал картофельный — 50;
глюкоза чистая или техническая — 62;
глицерин 2-го сорта— 100;
салициловая кислота — 0,5.
Технология приготовления. В отмеренном количестве воды, нагретой до 50—
60° С, растворить при перемешивании глюкозу и салициловую кислоту. Отдельно
приготовить смесь крахмала с глицерином. Полученную смесь в виде однородной
массы добавить в раствор гчюкозы и салициловой кислоты и довести, непрерыв-
но помешивая, до клейстерообразного состояния при температуре 70—80° С.
Готовый клей представляет собой полупрозрачную, почти бесцветную массу
без осадка. При наличии посторонних включений и комков клей фильтруют через
двойной слой марли. Хранят клей в закрытой посуде. Клей пригоден для употреб-
ления в течение месяца.
Назначение клея. Глюкозно-крахмальный клей применяется для приклеива-
ния защитной бумаги к остеклению кабин самолетов и вертолетов с целью преду-
преждения во время проведения ремонта, регламентных работ и доработок.
5.6. Эпоксидные, полиэфирные, кремнийорганические
и полиуретановые смолы
К синтетическим конденсационным смолам относят алкидные, мочевино-
и меламиноформальдегидные, эпоксидные, фенолформальдегидные, кремнийорга-
нические и другие смолы.
5.6.1. Эпоксидные смолы
Эпоксидные смолы получили наибольшее применение в технике при гермети-
зации различных изделий. Отличительной особенностью смол является наличие
у них эпоксидных групп, обладающих высокой реакционной способностью. Эпок-
сидное число К определяет содержание эпоксидных групп в смоле. В зависимо-
сти от его значения в смолу вводят необходимое количество отвердителя.
Положительные свойства. Эпоксидные смолы обладают:
низкой вязкостью (смолы в жидком состоянии, а также их отвердители об-
разуют маловязкие, легко подвергаемые переработке веществу);
легкостью отверждения — быстро и легко отверждаются при температурах
от 5 до 150°С (в зависимости от выбранного отвердителя);
малой усадкой в процессе отверждения по сравнению с другими смолами, не
выделяют никаких побочных продуктов (например, фенолоформальдегидные смо-
лы в процессе отверждения выделяют воду и сильно «усаживаются»);
высокой адгезионной способностью (благодаря своей химической структуре
эпоксидные смолы являются прекрасными клеями);
высокими механическими параметрами (прочность соответствующим образом
подобранных композиций обычно превосходит прочность самих смол);
достаточными диэлектрическими параметрами (являются прекрасными ди-
электриками);
хорошей химической стойкостью (большинство эпоксидных смол обладает
исключительно высокой стойкостью к действию щелочей и прекрасной или хоро-
шей — к действию кислот);
101
универсальностью (свойства эпоксидных компаундов могут регулироваться
в широких пределах путем изменения содержания различных смол в композиции,
выбором отвердителей и введением модификаторов и наполнителей)
Марки эпоксидных смол. Отечественная химическая промышленность выпус-
кает следующие эпоксидные смолы (в скобках указано старое обозначение смол):
Э Д - 2 О (ЭД-5) — при комнатной температуре низковязкая прозрачная
смола с высоким содержанием эпоксидных групп. Смола применяется для холод-
ного отверждения, т. е. не требует подогрева. В качестве отвердителя чаще всего
применяют полиэтиленполиамин или расплавленный гексаметилендиамин;
Э Д - 1 6 (ЭД-6) — вязкая прозрачная смола с несколько меньшим содержа-
нием эпоксидных групп, чем смола ЭД-20 Может быть отверждена при комнат-
ной температуре или при нагревании в зависимости от типа отвердителя;
Э Д - 1 О (ЭДП) — высоковязкая смола отверждается при высоких темпера-
турах;
ЭД-8 (ЭДЛ)—твердая при командной температуре смола. Отверждается
только при высоких температурах.
Для изготовления лакокрасочного материала применяют смолы Э-40 (моле-
кулярная масса 600), Э-41, Э-33 (1000), Э-44, Э-15 (1700), Э-49, Э-05 (3200).
С увеличением молекулярной массы повышается консистенция смол от мазеоб-
разного до твердого состояния.
Отвердители эпоксидных смол для горячего и холодного отверждения'
для горячего отверждения — малеиновый ангидрид (МА), фтале-
вый ангидрид (ФА), гексагидрофталевый ангидрид (ГГФА), метилтетрагидрофта-
левый ангидрид (МТГФА), триэтаноламин (ТЭА), метафенилендиамин (МФД)
и др.;
для холодного отверждения — гексаметилендиамин (ГМД), диэти-
лентриамин (ДЭТА), полиэтиленполиамин (ПЭПА), низкомолекулярные поли-
амидные смолы и др.
5.6.2. Полиэфирные смолы
Характеристика и применение. Полиэфирные смолы — продукты взаимодей-
ствия многоатомных спиртов с многоосновными кислотами. Применяют для изго-
товления лаков, эмалей, компаундов Лаки и эмали получают на основе модифи-
цированных глифталевых смол. Для приготовления компаундов используют нена-
сыщенные полиэфирные смолы. Они представляют собой жидкости с малой
вязкостью, которые легко заполняют пустоты в герметизируемом изделии. Отверж-
дение происходит при 90° С, некоторые смолы могут отверждаться при комнатной
температуре в течение 24 ч. Однако их существенный недостаток — большая усад-
ка при отверждении.
Компаунды типа КП, Из полиэфирных пропиточных компаундов нашли широ-
кое применение компаунды типа КП: КП-10, КП-18, КП-24. Эти компаунды ха-
рактеризуются непродолжительным временем отверждения, однако имеют недо-
статочную поверхностную влагостойкость.
Более термостойкие, чем компаунд КП-18, компаунды КП 10 и КП-24 могут
сравнительно кратковременно (до 1000 ч) применяться при температуре до 180° С.
Служебные показатели. Рабочая температура полиэфирных компаундов от
•—60 до 150° С, температурный коэффициент линейного расширения (1,4ч-1,9) X
Х10^4 °C, усадка 3,9—5,5%. Физико-механические и диэлектрические свойства
полиэфирных компаундов несколько ниже, чем эпоксидных.
5.6.5. Кремнийорганические смолы
Кремнийоргапические полимеры (их называют также полиорганосилоксанами)
отличаются от других полимеров тем, что их молекулы состоят из цепей, постро-
енных из чередующихся атомов кремния и кислорода. Поэтому полиорганосилок-
саны характеризуются высокой термостойкостью, т. е. выдерживают высокие
102
температуры без химических изменений полимера. Таи, например, кремнийоргани-
ческие лаки и эмали могут длительное время работать три 180—200° С.
Компаунды на основе кремнийорганических низкомолеклуярных каучуков яв-
ляются эластичными материалами с повышенной теплостойкостью и пригодны
для пропитки и особенно для заливки чувствительных электронных элементов
Компаунды холодного отверждения (отечественные марки КЛ «Викспнт»,
В ГО) готовят на основе линейных лолиорганосилоксанов с молекулярной массой
20 000—50 000 Они способны отверждаться (или вулканизироваться) с помощью
катализаторов — солей металлов и аминосилоксанов.
Компаунды выпускаются или в виде составов, готовых к употреблению,
либо в виде отдельных компонентов, включающих пасту, катализатор и адгезион-
ный подслой. Кремнийорганические компаунды обладают плохой адгезией ко всем
материалам, и для улучшения адгезии рекомендуется перед герметизацией покры-
вать изделие адгезионным подслоем.
Компаунды горячего отверждения. В состав кремнийорганических компаун-
дов горячего отверждения (например, марки К-67) входят низкомолекулярные
полиорганосилоксаны, в макромолекулах которых содержатся ненасыщенные
группы, например винильные. Такие компаунды отверждаются перекисью дикуми-
ла с образованием жестких полимеров, отличающихся малыми диэлектрическими
потерями в диапазоне температур от —60 до 200° С. Поставляются они в гото-
вом виде.
Смолы ЭФ и КО. Кремнийорганические смолы марок ЭФ (полиэтилфенилси-
локсановые) и КО (кремнийорганические) способны под действием нагревания
образовывать трехмерный пространственный полимер. Затвердевают при 180—
200° С. Для понижения температуры затвердевания к ним добавляют катализато-
ры — соли алюминия или цинка, а также их органические соединения. Кремний-
органические смолы марок ЭФ и КО применяют для изготовления электроизоля-
ционных пропиточных, покровных и клеящих лаков, для чего смолы растворяют
в органических растворителях. В состав лаков, кроме раствора смолы, могут вхо-
дить ускорители высыхания (сиккативы).
5.6А. Полиуретановые смолы
Характеристика. Полиуретановые смолы представляют собой продукты взаи-
модействия веществ, содержащих изоцианатную и гидроксильные группы. На ос-
нове смол изготовляют эмали. Провода, покрытые полиуретановой эмалью, лу-
дятся без зачистки изоляции, так как пленка расплавляется в жидком олове
и его сплавах. Провода диаметром до 0,15 мм можно паять паяльником, не за-
чищая изоляцию и не покрывая их предварительно оловом.
Компаунды КТ-102 и КГ-102. На основе полиуретановых смол изготовляют
как пропиточные, так и заливочные компаунды Компаунды марок КТ-102
н КГ-102 (табл. 5 1) универсальны и используются для пропитки обмоток элек-
троэлементов с диаметром провода от 0,06 до 0,1 мм. Компаунды применяют для
заливки и герметизации кожухов изделий, содержащих детали, чувствительные
Таблица 51
Состав полиуретановых компаундов и условия их отверждения
Показатели Марка Показатели Марка
КТ-102 КГ-102 КТ-102 КГ-102
Состав в частях по массе: толуилендиизоци- ант касторовое масло 21,8 78.2 24,4 78,6 Жизнеспособность при 20° С, ч Время отверждения » 60° С » 0,5 4—6 12 4—6
103
к механическим воздействиям, например блоков питания, функциональных бло-
ков, стабилизаторов, фильтров Эти компаунды также используют для нанесения
демпфирующего подслоя под жесткие заливочные материалы на магнитопроводы,
блоки, намоточные изделия с диаметром провода 0,03—0,08 мм. Компаунды мо-
розостойки, эластичны, но имеют малую механическую прочность
Предельно допустимые концентрации в воздухе рабочих помещений и темпе-
ратуры самовоспламенения некоторых вредных веществ, используемых при гер-
метизации изделий полимерными материалами, приведены в табл 5.2*
Таблица 52
Предельные концентрации и температуры воспламенения
некоторых вредных веществ
Наименование вещества Пре хе тъная концентра- ция, мг/м* Те wire ра- iypa вос- пламене- ния. °C Наименование вещества Предельная концентра- ция, мг/м" Темпера- тура вос- пламене- ния, °C
Ацетон 200 500 Эпихлоргидрин 1,0 —
Бензин «Галошам 300 350 Малеиновый ангидрид 1.0 >
Гекса мет и лен- 0,05 402 Перекись бензола —— 144
диизоцпават Пол и эти л ен п о л иа м и п 1.0
Диб\ тилфталат 0,5 390 Этиловый спирт 1000 404
Ди метила нилин 0,2 400 Тальк 4.0 -—
Кварц 1,0 — Тол\ ил ен диизоцианат 0,5 *
Кремнийорганичс- 0 280 Толуол 50 536
ская жидкость ГКЖ 94 Трикрезилфосфат 0,5 385
5.7. Жизнеспособность конструкционных клеев
Под жизнеспособностью клея понимается время, в течение которого возмож-
но его использование для нанесения и склеивания с момента окончания приготов-
ления до того времени, когда клей становится непригодным для нанесения на
склеиваемые поверхности. На жизнеспособность испытываются только конструк
ционные клеи, приготавливаемые из отдельных компонентов непосредственно
перед их использованием. К ним относят клеи ПУ-2, ВК-5, В К -32 -ЭМ, ВК-1. /I 4
КЛН-1, К-153, ВК-32-200, ВК-3, ВК-4, ВК-13, ВК13М и ВИАМ-БЗ.
Определение вязкости. Жизнеспособность клея определяется по его вязкости
которая повышается во времени вследствие взаимодействия клеющего вещества
с отвердителем Скорость повышения вязкости зависит от рецептуры клея Обыч-
но определяется условная вязкость клеев.
Условная вязкость клеев — время истечения определенного объема клея через
сопло ( диаметром 3,4 мм) вискозиметра ВЗ-1 при температуре 20°С Время
в секундах, необходимое для истечения 50 см3 клея из вискозиметра через сопло
диаметром 5,4 мм, умноженное на константу сопла, является условной мерой
вязкости плея
Клеи, проверяемые на вязкость. Вязкость по вискозиметру определяют для
клеев БФ2, БФ-4, МПФ-1, ВС-ЮТ, ВС-350 и ВИАМ-БЗ Вязкость остальных опи-
сываемых жидких клеев по вискозиметру не определяется, а их жизнеспособность
определяется по легкости нанесения на склеиваемую поверхность.
Вязкость клеев по вискозиметру ВЗ-1 должна быть для клеев БФ-2, БФ-4
и МПФ 1 в пределах 30—60 с, для ВС ЮТ и ВС-350 в пределах 50—120 с и для
клея ВИАМ-БЗ — 18^70 с.
Жизнеспособность клеев ПУ-2, ВК-1» ВК-32-ЭМ, Л-4, К-153 и КЛН-1 опреде
ляется путем нанесения их через каждые 20—30 мин при помощи кисти на плас
тинки из дюралюминия или другого металла размером 20X60 мм. При этом от-
104
мечают практическую пригодность клея для нанесения1 наносится легко, удовле-
творительно или непригоден для нанесения Клеи, обладающие длительной
жизнеспособностью, более удобны при нанесении и сборке склеиваемых изделий,
однако они медленее отверждаются и требуют более длительной выдержки под
давлением
Жизнеспособность клеев ВК-32-200, ВК-13, ВК-13М и ВК-4 определяется
прочностью склеивания через 24 ч, клея ВК-3 через 6 ч и клея ВК-5 через 5 ч
с момента их приготовления, при этом предел прочности при сдвиге клееных об-
разцов должен удовлетворять техническим условиям
Жизнеспособность разных клеев должна соответствовать следующим требо-
ваниям.
ПУ-2>2 ч, ВК-5>5 ч; ВК-32-ЭМ>24 ч, ВК-1 <48 ч; КЛН-1 — 1,5—2,5 ч;
К-153 — 0,7—1,5 ч, Л-4 — 0,7—1,5 ч; ВК-3 — 6 ч, ВК-32-200 — 24 ч, ВК-13 —24 ч;
ВК-13М —24 ч; ВК-4 —24 ч, ВИАМ-БЗ — 2,5—4 ч
Жизнеспособность клеев КЛН-1, Л-4, К-153 и ВИАМ-БЗ малая, поэтому при-
готовляться они должны в процессе склеивания несколько раз. Жизнеспособность
этих клеев можно увеличить, если хранить их при температуре не выше 15—18° С.
Хранение клеев и их компонентов. Клеи и их компоненты при хранении долж-
ны быть защищены от действия солнечных лучей и сохраняться при температуре
не выше 20—25° С Хранение при более высокой температуре приводит к повыше-
нию вязкости жидких компонентов клеев и к ухудшению их свойств.
5,8. Компоненты и технология приготовления некоторых клеев
Ниже приводится рецептура (в вес ч ) и порядок приготовления широко
применяющихся конструкционных клеев из отдельных компонентов.
Клей ВК-5 приготовляют из компонентов1 продукт 24 (50%-ный раствор
в ацетоне) —2; продукт ДГУ — 1,07; продукт КСМК— 0,001 и ацетон—1 ,07.
В 50%-ном растворе продукта 24 в ацетоне растворяют продукт КСМК, ко-
торый предварительно растирают в фарфоровой ступке и просеивают через сито.
Далее продукт ДГУ после расплавления при температуре не выше 120° С отве-
шивают в отдельную тару и готовят в виде 50%-ного раствора в ацетоне Затем
оба раствора сливают в бак клеемешалк'1 и в закрытом состоянии перемешивают
в течение 15—20 мин.
Примечание Небольшие количества (до 1—2 кг) приготовляют в лабораторной
посуде с ручным перемешиванием После перемешивания клей выдерживают 3—5 мин
и выдают для работы в клеянках с крышками
Клей ВК 32-ЭМ смешивают в пропорции: смолы ЭД-16 -100; малеиновый ан-
гидрид— 30; портландцемент 400—100
При приготовлении клея для клеесварных соединений цемента берут не более
50 вес ч. Бак клеемешалки должен иметь водяную рубашку, чтобы обеспечить
подогрев смеси и охлаждение до комнатной температуры.
В бак клеемешалки загружают смолу и нагревают ее при перемешивании
до 60=Ь5°С, а затем добавляют измельченный малеиновый ангидрид. Смесь пере-
мешивают 30—50 мин до полного растворения малеинового ангидрида Далее
смесь охлаждают до 25—35е С, добавляют цемент и снова перемешивают 10—
20 мин Готовый клей хранят до раздачи в сборниках или баках клеемешалок.
Примечание При приготовлении небольших количеств клея нагревание смолы
и растворение в ней ангидрида производят в обычном термостате или на водяной бане
Клей ВК-1 состоит из компонентов компонент 1 — 100; компонент 2—20;
компонент 3 — 25.
Клей приготовляют в клеемешалке, бак которой закрывают во время персу е-
шивания клея Бак должен иметь двойные стенки для обогрева или охлаждения
смеси водой Сначала в бак клеемешалки загружают расчетное количество ком-
понента 1, затем добавляют компонент 2 и тщательно перемешивают в течение
4(Г с10 полного растворения компонента 2 При этом смесь подогревают до 3 1 --
С. Затем к полученной смеси добавляют компонент 3 и перемешивание про-
105
должают еще 20—30 мин. Далее смесь охлаждают до комнатной температуры —
клей готов к употреблению.
п р и м с ч а и и е. В небольших количествах (до 1 кг) клей приготовляют в л а бор а-*
торной посуде.
Непосредственно перед работой клей для устранения расслаивания компонен-
тов тщательно перемешивают.
Клей Л-4 приготовляют из компонентов: смола Э 4—100; дибутилфталат —
15; полиэтиленполиамин —- 8
Сначала смешивают полиэтилен поли а мин с дибутилфталатом, затем получен-
ную смесь вводят в смолу Э 40 и перемешивают 10—15 мин до получения одно-
родной массы.
Примечание Смешение больших количеств производят в клеемешалке при тем-
пературе 17—22° С Небольшие количества клея приготовляют вручную.
Клей К-153 готовят из следующих компонентов: компаунд 153 — 85; отверди-
тель (смесь сложных аминов) — 15; портландцемент — 80.
Сначала в компаунд 153 вводят портландцемент и при комнатной темпера-
туре смесь перемешивают в течение 5—7 мин, затем добавляют отвердитель
и перемешивание продолжают еще в течение 5 мин до получения однородной
массы клея
Клей КЛН-1 приготовляют из компонентов: основа—100; полиэтиленполи-
амин (отвердитель) — 10
Компоненты смешивают 8—10 млн в клеемешалке В процессе приготовления
и хранения готового клея поддерживают температуру 15—22° С.
Основу для клея КЛН-1 приготовляют заранее из компонентов- смола
ЭД-20—100; ДЭГ-1—20; тиокол—30. После тщательного перемешивания этих
компонентов в течение 8—10 мин смесь подогревают при температуре 80±2°С
в течение 1 ч. Готовую основу можно хранить 6 мес при температуре пе выше
20—25° С в герметично закрытой таре
Клей ВК-3 приготовляют из компонентов продукт 4—78,8’!7.Ci; лак
ИФ— 26,2-60: С. Здесь Ci и С — концентрация продукта 4 и лака ИФ в процен-
тах соответственно
Продукт 4 перед взвешиванием тщательно перемешивают Далее все компо-
ненты перемешивают в закрытом баке к лее мешалки в течение 30 мин.
Примечание При небольших количествах (до 1 кг) клей приготовляют в лабора-
торной посуде с перемешиванием компонентов вручную Перед выдачей для работы гото-
вый клей снова перемешивают во избежание расслаивания компонентов
Клей ВК-32-200 приготавляют из компонентов* продукт 3 — 70; лак ИФ —
1800 : С. Здесь С — концентрация лака ИФ в процентах. Обычная концентрация
лака ИФ 60—65%.
Продукт 3 перед взвешиванием тщательно перемешивают Затем все компо-
ненты клея перемешивают в закрытом баке клеемешалкн или при небольших ко-
личествах вручную в стакане в течение 30 мин при температуре 16—30° С После
перемешивания клею дают отстояться в течение 3-5 мин для удаления пузырьков
воздуха Перед выдачей в работу клей снова перемешивают
Клей ВК-13 приготовляют по рецептуре: продукт 6 — 81-24: Си резол 300 —
22,5-60 • С2
Рецептура клея ВК-13М: продукт 7—71,4-24: Си резол 300—
22,5-60 С2. В обоих случаях Ci и С2— концентрации продукта 5 и резола в про-
центах соответственно
Потребное количество предварительно перемешанного продукта 5 смешивают
с резолом 300 в закрытом баке клеемешалкн и перемешивают 25—30 мин.
Клей выдают для работы по истечении 1—2 ч с момента приготовления, а пе-
ред этим клей необходимо тщательно перемешать в течение 1—2 мин.
Клей ФЛ-4С приготовляют из компонентов: смола ФЛ-4С — 100; гексамети*
лендиамин — 3
Перед отвешиванием и смешением со смолой гексаметилендиамин нагреваю г
на водяной бане до температуры его плавления 45—50° С. Смолу ФЛ-4С отвеши-
вают и загружают в бак клеемешалкн, туда же добавляют в расплавленном виде
гексаметилендиамин и перемешивают компоненты при закрытом баке к лее меш ал-
106
ни до полного растворения гексаметилен диамина. Затем клей доводят до требу-
емой вязкости путем разбавления ацетоном.
Примечание, Небольшие количества клея приготовляют вручную в лабораторной
посуде.
Удаление остатков и выдача клея. Остатки клеев ПУ-2, ВК-5, В К-32-ЭМ,
ВК-1, КЛН-1, Л 4, К-153, БФ 2, БФ-4, ВС-ЮТ и ВС-350 удаляют растворителями
(ацетон и спирт —для ВС-ЮТ, ВС-350 и ВК-2) с последующими кипячением
в 10% ном растворе соды, промывкой в воде и сушкой.
Из фторопластовой и полиэтиленовой посуды затвердевшие остатки клея
В К-3, ВК-32-200, ВК-13, ВК-13М и ВК-4 удаляют, используя растворители РДВ.
Кисти рекомендуется отмывать растворителями, которые входят в состав
клея
Клеи с растворителями выдают в работу в клеянках с крышками
В летнее время, когда температура воздуха выше 20—25° С клеи с относи-
тельно короткой жизнеспособностью (ПУ-2, Л-4, К-153, КЛН-1 и ВИАМ-БЗ) вы-
дают в работу в клеянках с двойными стенками, свободное пространство между
которыми заполняют холодной водой одновременно с заполнением клеянок кле-
ем Такие клеянки штампуются из сплава АМц или нержавеющей стали. Клеи
Л-4, К-153, КЛН-1 и ВИАМ-БЗ могут выдаваться в клеянках без крышек.
Для выдачи клея в работу используют также бумажные (непарафинирован-
ные) стаканчики емкостью 100—500 см3, которые после использования выбра-
сывают
Для контроля за сроками использования клеев с короткой жизнеспособ-
ностью применяют цветные клеянки и клеянки с бирками с указанием срока ис-
пользования клея,
5.9. Материалы и технология производства клеезаклепочных,
клеевинтовых и клееболтовых соединений
Способы соединения. Клеезаклепочные, клеевинтовые и клееболтовые соеди-
нения выполняют следующими двумя способами.
установкой заклепок, винтов или болтов по ранее выполненному клеевому со-
единению с отверждением под давлением по установленным технологическим ре-
жимам склеивания клеевым швом (способ первый);
установкой заклепок, винтов или болтов по незатвердсвшему клею с после-
дующим его отверждением в комбинированном соединении (способ второй).
Способ первый. Технология процесса обеспечивает высокую и равномерную
прочность клеевого соединения. Конструкции соединяют по следующей методике:
элементы конструкции собирают (в стапеле или без него), фиксируют, в элемен-
тах конструкции сверлят отверстия несколько меньшего диаметра, чем диаметр
винтов, болтов или заклепок, затем элементы разбирают и обезжиривают. Далее
наносят жидкие или укладывают пленочные клеи, устанавливают контрольные
фиксирующие крепления и производят склейку обычным способом по режимам
склеивания, соответствующим выбранному клею После этого вновь просверлива-
ют отверстия по окончательным размерам и производят клепку, установку винтов
(с предварительной нарезкой резьбы) или болтов. Рекомендуется клепка прессо-
вым способом.
По^ первому способу выполняют также комбинированные соединения по сле-
дующей схеме: обезжиривание заготовок, нанесение клея или укладка пленки,
фиксирование и склеивание по установленным режимам, сверление отверстий под
заклепки, болты или винты. Отверстия в этом случае сверлят по заданному раз-
меру в уже склеенных деталях.
Выбор клеев Для первого способа пригодны клеи ВК-3, ВК-13, ВК-13М,
ЬК-32-200, ВК-4, МПФ 1, БФ-2 и БФ-4 потому, что прослойки этих клеев хорошо
переносят последующие операции, клепку прессовым способом и даже клепку
пневматическими молотками (снижение прочности не более 5—9%); сверление *
отверстий; установку болтов и винтов.
Обеспечение герметичности Если требуется обеспечить герметич-
ость соединения, дополнительно под головки винтов, болтов, заклепок прикла-
107
дывают шайбы, вырубленные из тонких (0,05—0,1 мм) пленочных клеев ВК-3,
БК-13М, МПФ-1 и других, или покрывают крепеж жидким клеем. Однако заклеп-
ки рекомендуется покрывать жидким клеем осторожно и так, чтобы на поверх-
ность головки заклепок клей не попадал Для этого головки заклепок приклеи-
вают на клее 88 НП к металлическим пластинам (в случае плоских головок) или
к листовой резине (в случае полукруглых головок). Затем стержень заклепки оку-
нают в жидкий клей, применяемый для клеезаклепочных соединений, и высуши-
вают Здесь лучше применять шайбы из тонкой клеевой пленки. Перед установкой
заклепок, винтов или болтов шайбы нанизывают на тело и при последующей об-
работке обеспечивают высокую герметичность.
Д 1я повышения надежности герметичности рекомендуется после клепки или
установки винтов и болтов перед отверждением клея наносить на кромки и стыки
с помощью шприца или кистью тонкие валики клея или герметика.
Второй способ выполнения клеезаклепочных, клее винтовых и клееболтовых
соединений более прост, так как не требует оснастки для запрессовки. Прессом
служат сами заклепки, винты или болты, устанавливаемые по незатвердевшему
пастообразному клею Однако здесь толщина клеевой прослойки получается не-
равномерной, в отдельных местах возникают даже местные не пр оклей (особенно
при соединении элементов толщиной менее 1,0—1,5 мм), что понижает прочность
и нарушает герметичность соединений.
Технология соединения. Клеезаклепочные, клееболтовые и клес-
винтовые соединения выполняют по такой схеме: разметка и сверление отверстий,
зенковка, подготовка поверхностей под склеивание, проверочная контрольная
сборка элементов и разборка, нанесение клея, сборка и клепка или установка бол-
тов и винтов
Все механические виды креплений выполняют в сроки жизнеспособности клея
(до его затвердения) во избежание непроклеев и образования утолщенных, не-
равномерных клеевых прослоек При этом применяют клеи ПУ-2, ВК-5, К-153,
КЛН-1, ВК-9, ВК-1, ВС-ЮТ, МПФ-1 и др.
Примечание. Применение того или иного способа клеемеханического соединения
зависит от конструкций изделий, условий производства и технических требований, пред-ь
являемых к соединениям
Клеи эпоксидных смол ЭД-16 и ЭД-20 применяют для склеивания металлов,
каучука с металлами и каучука с пластмассами.
В тех случаях, когда недопустимо применение агрессивных отвердителей
и повышенных температур, используется клей из смол ЭД-16 и ЭД-20 холодного
отверждения. Клей на основе этих же смол, но горячего отверждения, применяют
там, где требуется клеевой шов повышенной прочности. На прочность склейки ока’
зывают влияние стабилизаторы Прочность на сдвиг при 26° С находится в пре-
делах 470—680 Н/см2 Нижний показатель относится к клею без стабилизатора,
верхний — с ацетил ацетатом в качестве стабилизатора
5.10. Материалы и технология изготовления клеемеханических
и клеесварных соединений
Варианты соединений. Производство точечных электросварных соединений
металлов со склеиванием осуществляют двумя технологическими вариантами
точечной сваркой по нанесенному на соединяемые поверхности жидкому слою
клея (первый вариант);
предварительной точечной сваркой без клея и последующей заливкой клея
в зазоры между сварными поверхностями (второй вариант).
Первый вариант. При сварке по клею ширину нахлестки, диапазон конструк-
тивных особенностей деталей и агрегатов не ограничивают, однако предъявляют
высокие требования к клеям, которые должны хорошо выжиматься с контактных
поверхностен под давлением электродов, не препятствовать процессу сварки, об-
разовывать сплошную непористую клеевую прослойку, а также длительно сохра-
нять хорошую текучесть
Применяемые клеи. Для первого варианта пригодны эпоксидные
и эпоксиднополисульфидные клеи, не содержащие растворителей. ВК-1МС, ВК-1»
108
ВК-9, ВК-32-ЭМ, КЛН-1, К Л 53, К-4С и др. Клеи ВК-1 и ВК-32-ЭМ из-за высо-
кой текучести в начале надевания пригодны только для соединений с горизон-
тальным расположением клеесварных швов. Лучшими в технологическом отноше-
нии для точечной сварки по клею являются клеи ВК-1МС, ВК-9 и КЛН-1.
Клей КЛН-1 быстро отверждается, поэтому пригоден только для сварки по
клею деталей, не требующих длительного времени отверждения, но отверждение
соединений на этом клее происходит без подогрева, что упрощает производство
работ
Нанесение и жизнеспособность клеев Сначала на соединяемые
поверхности наносят кистью или шприцем (в виде валика) клей. При этом клей
должен заполнять всю площадь соединения, а его избыток выдавливаться по
кромкам в виде валика шириной не более 2—3 мм. Сразу после нанесения клея
(в особенности клеев КЛН-1, ВК-9 и К-153) производят сборку и сварку.
Продолжительность сварки после сборки деталей не должна превышать 1 —
2 ч в случае применения клеев ВК-9, КЛН-1 и К-153 и 5 ч — для клея ВК-1МС.
При этом толщину листов металла выбирают не менее 1 мм Сварку по клеям
ВК-1 и ВК-32-ЭМ производят не менее чем через 24 ч с момента сборки узла.
Клей В К-32-ЭВ, применяемый для клеесварных соединений, должен содержать
цемента не более 50 частей Излишний цемент препятствует полному выдавлива-
нию клея при сварке и ухудшает качество сварки
Технология электросварки. После нанесения клея и сборки изде-
лий с помощью контрольных фиксаторов производят электросварку контактными
точечными машинами МТИП 450, МТИП-600 и другими, предназначенными для
сварки металлов без клея.
Сварку ведут с сжатием электродов после обжатия каждой сварной точки.
Повышенное усилие на электродах при предварительном обжатии (выше, чем в
момент сварки) и увеличение времени обжатия холодных деталей позволяет поч-
ти полностью выдавить клей с контактной площадки, благодаря чему создаются
благоприятные условия протекания сварного тока и последующего формирования
литого ядра.
При сварке по клею сварочный ток уменьшают на 15—20% и повышают на
15—30% усилие сжатия электродов в зависимости от вязкости клея При сварке
по клею не рекомендуется применять жесткие импульсы сварочного тока.
При многорядных стыковых швах с одной или двумя накладками сначала
сваривают швы, расположенные ближе к стыку свариваемых деталей, с тем, что-
бы клей выдавливался из-под накладок вдоль нахлестки с образованием непре-
рывных валиков клея не шире 2—3 мм, что указывает на полное заполнение кле-
ем меж шов ной области.
Выдержка деталей после сварки После сварки детали с клее-
сварными соединениями в процессе отверждения клея (с нагревом и без нагрева)
выдерживаются в горизонтальном или слегка наклонном положении (не более
10—15°) во избежание вытекания клея из швов, особенно клеев ВК-1 и ВК-32-ЭМ.
Отверждение клеев производят по обычным режимам
Второй вариант проще, но не обеспечивает достаточную прочность, если за-
зоры между соединяемыми деталями меньше 0,03—0,02 мм.
Для заливки швов применяют текущие клеи, быстро загустевающие после за-
ливки, не содержащие растворителей и образовывающие при отверждении плот-
ную непористую клеевую прослойку Для заливки удобны клеи, не содержащие
растворителей и отверждающиеся без подогрева (КЛН-1, ВК-9, К-153, К-4С),
а также отверждающийся с подогревом клей ВК-1МС Хорошие результаты полу-
чают при применении клея КЛН-1
Вытекание и жизнеспособность клеев. Во избежание вытека-
ния клея из зазоров и обеспечения их хорошего заполнения при заливке плоско-
сти швов деталей устанавливают под углом 15—45° к горизонту в зависимости
от марки применяемого клея и конструкции деталей.
Заливку клеем производят с одной или двух сторон шва. Клей вводят в шов
в два-три приема в зависимости от текучести клея и величины зазоров. Каждую
последующую заливку производят после того, как предыдущая порция клея хо-
рошо затечет в зазор. При появлении пузырьков воздуха в клеевых валиках их
прокалывают острой иглой через 30—40 мин после нанесения клея
Время использования клея с момента его приготовления для клеев ВК-1МС
К-4С не более 60 мин, а для клеев ВК’9, КЛН-1 и К-153"не более 30 мин.
109
i
I
При заливке клея малой вязкости применяют шприцы с истечением клбя под
действием собственного веса Для более вязких клеев используют пневмошприцы
с поршнем, перемещающимся под действием сжатого воздуха через редуктор.
Более совершенны полуавтоматические шприцы, оснащенные игольчатым за-
порным клапаном и направляющими роликами Такие шприцы позволяют точно
и быстро вводить клей в межшовное пространство. Наконец, для нанесения клея
на прямолинейные длинные швы целесообразно применять автоматы с механиче-
ским перемещением и заливкой швов.
Устранение непроклеев. Для устранения непроклеев в обшивке свер-
лят отверстия диаметром 2—2,5 мм, через которые под обшивку вводят специ-
альным шприцем клей. Затем соответствующий участок шва стягивают струбци-
нами и выдерживают необходимое для отверждения клея время.
5.11. Технология контроля качества клеев и клеевых швов
Классификация склеивающих материалов. В зависимости от применения раз-
личают клеи конструкционного и неконструкционного назначения. Первые пред-
назначаются для соединений, воспринимающих нагрузки, вторые— для соедине-
ния ненагруженных материалов и деталей.
В зависимости от области применения различают универсальные (для древе-
сины, металлов, пластмасс, керамики, стекла и т. д.) и специальные клеи (только
для резины, только для древесины, только для бумаги и т. д.)
Насчитывается около 100 марок отечественных синтетических клеев, облада-
ющих различными физико-механическими и технологическими свойствами
5.11J. Приемка и испытание клеев
Качество конструкционных клеев и их компонентов контролируют но внешнему
виду и путем лабораторных испытаний При этом контроль является ответствен-
ным этапом, гарантирующим качество клеевых изделий
Техническая документация. На все партии клеев или их компонентов прове-
ряются: паспорта, присылаемые с заводов-поставщиков, состояние тары и упаков-
ки, а также наличие на таре наклеек или бирок с указанием названия продукта,
его массы, номера партии и тары, времени изготовления и наименования завода-
поставщика. Только после этого отбираются пробы для лабораторных испытаний.
Отбор проб для испытаний. Пробы отбираются обычно от 10% упаковочных
мест партии, а в малых партиях — от каждого упаковочного места. Для лабо-
раторных испытаний после тщательного смешения должно быть отобрано не ме-
нее 1 кг клея.
Для испытания пленочных клеев берется по 0,25 м2 от каждых 30 мг партии
пленки.
Партией жидкого клея или его компонентов считается количество продукта,
полученное за одну технологическую операцию смешивания или варки. Партией
пленочного клея считают количество пленки, изготовленной из клея одного соста-
ва, но не менее 100 м2
Лабораторные испытания. Клеи, поступающие в готовом виде, подвергают ла-
бораторным испытаниям, а компоненты клеев (после проверки документации на
соответствие техническим условиям и состояния тары) испытывают только в кле-
евой композиции, которая составляется от каждой отдельной партии того или дру-
гого компонента. Клеи в лаборатории испытывают иа: внешний вид; жизнеспособ-
ность (для клеев, приютовл немых на авиазаводе из отдельных компонентов)
и вязкость (для жидких клеев); склеивающую способность; сухой остаток (для
клеев с растворителями); толщину пленки (для пленочных клеев); содержание
летучих веществ (в пленочных клеях).
Важнейшим испытанием является определение склеивающей способности
и жизнеспособности.
110
5.11,2. Контроль клеев по внешнему виду и цвету
Внешний вид определяют осмотром жидких клеев в пробирках или стеклян-
ных стаканах, а также по характеру стекания клея со стеклянной палочки. По
внешнему виду все жидкие клеи должны быть однородными и не иметь посто-
ронних включении, сгустков, расслаивания или осадка.
Жидкие клеи БФ-2, БФ-4, МПФ-1, КЛН-1 имеют вид прозрачной или полу-
прозрачной жидкости от желтого до красноватого цвета.
Клеи ВС-ЮТ и ВС-350 — прозрачная жидкость от светлого до темно-корич-
невого цвета В случае пленочных клеев — это пленки, имеющие в своей основе
стек л ггкапь
Клей ВК-3 — жидкость серо-бежевого цвета или эластичная пленка такого
же цвета.
Клеи ВК-32-200 и ВК-4 в готовом виде — черная вязкая жидкость или чер-
ная эластичная пленка.
Клей ВК-13 — жидкость серо желтого цвета или такого же цвета пленка,
а клей ВК-13М имеет желтый цвет
Клеи ПУ-2, ВК-1 и ВК-32-ЭМ—пастообразные, светло-серого цвета, клей
ПУ-2 без наполнителя имеет белый цвет
Клей К-153 — темно серого цвета с бурым оттенком.
Клей В К-5 имеет светло-желтый цвет.
Клей Л-4 представляет собой прозрачную пастообразную массу желтого
цвета
Клей ВИАМ-БЗ и мет цвет от желтоватого до коричневого, иногда с зеленова-
тым оттенком.
Пленочный клей МПФ-1 —от желтого до светло-коричневого цвета без пузы-
рей и внешних включений.
Порошок и палочки клеев «Эпоксид П» и «Эпоксид Пр» имеют белый цвет.
5.11.3. Определение склеивающей способности
Натурные образцы. Склеивающую способность клеев определяют путем скле-
ивания и испытания образцов на сдвиг (кроме клеев МПФ-1, ВК-3 и других,
предназначенных для ответственных соединений, в силу чего их дополнительно ис-
пытывают на неравномерный отрыв) При испытании клеев (кроме ВИАМ-БЗ)
применяют образцы, показанные на рис. 5 3
Образцы для испытания на сдвиг клеевых соединений, выполненных клеями
БФ-2, БФ-4, МПФ-1, ВК1, ПУ-2, Л-4, ВК-1, В К-32 ЭМ, КЛН-1, К-153, «Эпок-
сид П», «Эпоксид Пр» и ФЛ-4С, изготовляют из дюралюминия (анодированного
сернокислотным способом с наполнением в хромпике), а для испытания теплостой-
ких клеев ВК 13, ВК-13М, ВК-32-200, ВК-4, ВС-ЮТ, ВС 350 и ВК 2 — из стали
ЗОХГСА, обработанной металлическими опилками или шкуркой При этом дли-
тельность обработки образцов и их склеивание не должны превышать 5—6 ч.
Следы коррозии на склеиваемой поверх-
ности при этом не допускаются
Допуски на точность образцов. За-
готовки образцов изготовляют по длине
с точностью ±0,15 мм, по ширине
+0,1 мм, длина нахлестки 15±0,5 мм.
Ширину нахлестки измеряют с точностью
до ±0,1 мм Склеиваемые заготовки
должны быть плоскими, хорошо пригнан-
ными (без просвета), а смещение по ши-
рине двух половинок образцов при склеи-
вании не должно превышать 0,3 мм.
Подготовка поверхности и склеива-
ние. Поверхности заготовок перед склеи-
ванием в целях обезжиривания и удале-
ния загрязнений промывают сначала
бензином «Галоша», а затем через 15—
7Я7
Рис 5 3 Образец, применяемый для
испытания клеевых соединений метал-
лов на сдвиг
111
Таблица 5.3
Технолого-механические режимы выдержки и прессования различны/ клеев
Марка клея Расход клеен на один слой, г/мй Коли- чество слоев Режимы аткрыгой выдержки после нанесении слоев: темпе- ратура, °C (в числителе); длительность, мин (в знаме- нателе ) Режимы прессования
удельное давление, Н 7с ма темпера- тура. °C и вы те рж- ка. ч
1Л слой 2-й слой
БФ-2 и БФ-4 150—200 2 15-30/60 55—60/15 15—30/60 55—60/15 85-90/50-60 50 145+5/1
МПФ-1 жидкий 150—200 2 15—30/30 50—60/15 15—30/15 50-60/15 80—90/15 20-30 155 ±5/1
МПФ 1 пленочный 100-150 1 15—30/30 50—60/15 80—90/15 Укладка пленки 15-25 155 д_ 5/1
ПУ-2 120—170 1 16-30 /15-20 — - 20—30 105 ±5/4
ВК-5 100—150 I 16-30/30-40 -—- 30 20 ±5/24
КЛН-1 150—200 1 18-25/1Q-30 ——- 10 100 ±5/4
КЛН-1 150—200 1 18-25/10-30 не 10 18—25'24
ВК-! 200—250 1 75—85/60 5—10 155 ±5/3
Л-4 150—200 1 15-30/20-30 *—” 1-10 18—20/96
ВК-32-ЭМ 200-250 1 15-30/15-30 — 5-10 150 ±5/3
К-153 150-200 1 15-30/0 —— 5—10 18—25/12 50/10 100/4
В К-3 жидкий 150-200 2 15-30/30 15—30 30 60—65 90 80 165 ±5/1
В К-3 пленочный •— —’ — Укладка пленки 80 165 ±5/1
ВК-32-200 150—200 2 15-30/15-30 16-30, 15-20 63 ±2, 90 60 180 ±5/2
ВК-13 150-200 2 15-30/15-30 15-30/15-20 63 ±2/90 60 280 ±5/2
ВК-13М 150—200 2 15—30/0 15-30/15-20 63±2/90 50 165+5/2
ВК-4 200-250 2 15-30/30 15—30/30 60—65/90 100 20и±5/2
ВС-ют 150—200 2 15—30/60 15—30/60 8-50 180 ±5/2
ВС-350 150—200 2 15—30/60 15—30/60 6-20 200 x5/2
ВК-2 100—150 *1—— 15—30/60 50—60/30 — 100—150 250 ±5/2 или 270 ±5/1
«Эпоксид П» и «Эпоксид Пр» 153—200 1 5—30 200 ± ±5/0,7
Примечания. I. Перед испытанием клеям ВК-5 и КЛН-1 дается выдержка в сво-
бодном состоянии 48 ч. 2. Клеи «Эпоксид П» и «Эпоксид Пр» наносят на поверхность,
предварительно нагретую до 80—120° С. 3. В последней графе в числителе приведена тем-
пература прессования, а в знаменателе — выдержка при заданной температуре.
112
20 мин 2 раза ацетоном. Клей наносят на склеиваемые поверхности заготовок
после испарения ацетона, но не ранее чем через 5—8 мин. Клей наносят ровным
слоем волосяной кистью при движении кисти в одну сторону. Пленочный клей
накладывают на склеиваемые поверхности образцов после нанесения и подсушки
подслоя жидкого клея.
Склеивают образцы под нагрузкой по режимам, указанным в табл. 5.3. Сбор-
ка соединяемых деталей заключается в их установке в сборочное положение
в приспособлениях или по сборочным отверстиям. Приспособления для сборки
и склеивания должны обеспечить правильное взаимное положение собираемых
деталей, достаточную точность контуров, возможность создания необходимого
давления и компенсации температурного расширения деталей без нарушения их
взаимного расположения.
Клен на основе эпоксидных смол ЭД-20 и ЭД-16 выпускаются в виде раство-
ров, порошков и твердых прутков. Ими склеивают металлы (сталь, чугун, дюра-
люминий, магний, медь, олово, латунь) и многие неметаллические материалы.
Отверждение клеев возможно при нагревании и без нагревания. Для полного
отверждения в клеевой состав добавляют: полиэтиленполиамин, гексаметиленди-
амин (6,5 вес. ч), фталевый или малеиновый ангидрид (30 вес. ч) и другие от-
вердители.
Для улучшения их составов в клеи вводятся также наполнители и пластифи-
каторы. Применяются эти клеи, когда склеивание производится без давления,
а большая усадка недопустима.
Отверждение клея происходит ’ при определенном температурном режиме
и давлении. Детали, собранные в приспособлении, сжимаются усилием 5—300 Н/см*
(в зависимости от марки клея, толщины материала и конструкции изделия), на-
греваются до заданной температуры, выдерживаются при этой температуре и ох-
лаждаются до температуры окружающей среды в сжатом положении.
Время нагрева, давление, температуру выдержки выбирают исходя из харак-
теристики клея, что играет важную роль в получении заданной прочности соедине-
ния. Нагрев проводят в электрических печах, автоклавах, а также путем встраи-
вания контактных и спиральных нагревателей в сборочные приспособления либо
подвода к ним пара или горячего воздуха.
До окончательного отверждения клей выдерживается без давления при нор-
мальной температуре в том же сборочном приспособлении. Проведение каких-либо
работ с изделием в этот период не допускается.
Прочность клеевых соединений при сдвиге зависит от марок соединяемых ма-
териалов, качества подготовки поверхности и режима склеивания (давление,
температура, время выдержки).
Прочность клеевого соединения, работающего на сдвиг, проверяется по фор-
муле
где Р— внешняя сила, Н; b, I—соответственно ширина и длина клеевого шва, см;
п — число работающих швов; тв — предел прочности при сдвиге, Н/см2.
Предел прочности при сдвиге различных клеев должен быть не менее показа-
телей, приведенных в табл. 5.4.
Погонные отрывающие усилия. Прочность клеевого соединения при неравно-
мерном отрыве характеризуется погонным отрывающим усилием S0T и вычисля-
ется по формуле
SOT- ь ,
г^е £—наибольшая нагрузка при отрыве, Н; Ъ — ширина отрыва образца, см.
Сопротивление неравномерному отрыву, например, для жидкого клея МПФ-1
олжно составлять не менее 500 Н/см при температуре 20° С, а для пленочного
Клея ВК-3 — не менее 400 Н/см.
113
Таблица 5.4
Минимально допустимый предел прочности при сдвиге тв клеевых соединений
при различных температурах
Марка клея Темпера- гура испытания, °C кН см® Марка клея Темпера- тура испытания, °C кН/см1
Дюралюминий Д16А-Т
БФ-2 20 60 1.5 0,9 БФ-4 20 60 Ю 00 —’ о
МПФ-1 20 1.5 ПУ-2 20 1,4
60 0,75 60 1,2
ВК-5 20 0,75 Л-4 20 0,4
60 0,15 60 0,06
КЛН-1 20 1,5 ВК-32-ЭМ 20 1,6
К-153 20 1,5 60 1,3
60 0,4 «Эпоксид П» и 20 1,8
«Эпоксид Пр» 100 1,8
ВК-1 20 1,3 ВК-13 20 1,5
150 0,9 200 0,7
ВК-13М 20 1,5
200 0,6 ВК-3 жидкий 20 1.7
ВК-3 пленка 20 1,5 80 1,1
80 1,0
Сталь ЗОХГСА
В К-32-200 жидкий 20 1,5 ВК-32-200 пленка 20 1,35
200 0,6 200 0,9
300 0,25 ВК-4 жидкий 20 1,5
ВК-4 пленка 20 1,25 275 0,5
275 0,35 300 0,3
ВС-ЮТ 20 1,5 ВС-350 20 1,4
200 0,6 200 0,6
300 0,35 350 0,35
ВК 2 20 0,75
400 0, 3-э
5.11.4. Определение массы сухого остатка
Массу сухого остатка контролируют только для однокомпонентных и феноль-
но-каучуковых клеев. Для этого массу навески клея взвешивают с точностью до
0,01 г, затем сушат в термостате при определенных для каждого клея темпера-
туре и времени выдержки до тех пор, пока клей не станет сухим. Сухой остаток
клея охлаждают в эксикаторе, взвешивают и затем находят массу сухого остатка
по формуле
а— Ь
с
100% ,
где а — масса бюкса или чашечки с навеской клея после сушки, г; b — масса
бюкса или чашечки, г; с — масса навески клея, г.
В табл, 5,5 приведены оптимальные навески клея» температура и продолжи-
тельность сушки, нормы сухого остатка клея.
114
Таблица 5.5
Технологические режимы для получения сухого остатка клеев
А$арка клея Масса навески, клея, г Темпера гура сушки, °C Продолжитель- ность сушки, ч Сухой остаток, %
БФ-2 1—1,2 100+2 2,5 14—17
БФ-4 1-1,2 100+2 2,5 10—13
МПФ-4 жидкий 1—1,2 70 2,5 25—30
ВК-3 жидкий 2—2,5 120—125 25—30
ВК-32-200 2-2,5 120—125 26—29
ВК-13 2-2,5 120—125 До получения 25-30
ВК43М 2—2,5 120—125 постоянной 25-30
ВК-4 2-2,5 120-125 массы 33-36
ВС-ЮТ 4—5 95—105 20-25
ВС-350 4-5 95-105 30—35
5.11.5. Нахождение массы летучих веществ
Содержание летучих веществ в пленочных клеях должно быть, например,
в клее МПФ-1 не более 6%, в клее ВК-3 от 7 до 13%.
Технология определения. Определяют массу летучих веществ следующим об-
разом. Образцы пленки размером 50X50 мм взвешивают с точностью до ±0,002 г,
затем закрепляют па проволоке и помещают в сушильный шкаф, где пленку клея
МПФ-1 выдерживают при температуре 100±2° С в течение 3 ч, а пленку клея
ВК-3 — при температуре 130±2°С в течение 4 ч. Далее образцы охлаждают до
комнатной температуры в эксикаторе, снова взвешивают и находят массу летучих
веществ по следующей формуле:
а— b
Y =------- 100% ,
а
где а и b — масса пленки до и после сушки, г.
5.11,6. Измерение толщины пленки
Толщину пленочных клеев измеряют микрометром с точностью до +0,01 мм.
При этом толщина пленки рекомендуется в следующих пределах: для клея МПФ-1
от 0,101°$до0,201°$;
для клея ВК-3 от 0,10±0,02 до 0,25±0,05;
для клея ВК-32-200 от 0,20+0,05 до 0,35+0,05 мм.
5.12. Способы контроля качества клеевых соединений
конструкций
Этапы контроля. Качество клеевых соединений контролируют по следующим
этапам:
внешний осмотр изделия (визуально и с лупой);
определение качества склеивания неразрушающими методами контроля путем
простукивания и проверки соединений с помощью специальных дефектоскопов;
испытание образцов-свидетелей или образцов, вырезанных из изделий, либо
Целиком склеенных соединений;
периодические испытания готовых клеевых соединений изделий разрушением
определенного процента изделий от серии; *
115
проведение статических и динамических испытаний готовых склеенных изде-
лий на определенном количестве изделий от серии по специальной методике.
Визуальный осмотр готового клееного изделия производится невооруженным
глазом и с применением двух-, семи или десятикратных луп.
Задачей внешнего осмотра является выявление:
характера подтеков клея и вздутия» по которым судят о качестве запрессовку
о местных непроклеях, выходящих на кромки деталей ;
различных неровностей, помятостей, короблений и других механических по-
вреждений
Признаки качественной запрессовки. При качественной запрессовке подтеки
клея равномерные, без пропусков и не слишком тонкие или толстые. Тонкие под-
теки с пропусками свидетельствуют о недостаточном нанесении клея или плохой
подгонке деталей друг к другу. Отсутствие подтеков клея указывает на малое
удельное давление при склеивании, неправильную подрезку клеевой пленки либо
на недостаточность клея в месте склеивания.
Цветные показатели качества. Главным показателем правильности темпера-
турного режима склеивания служит цвет отвержденного клея. Так, например, не-
отверж донный клей ВК-3 имеет светло-бежевый цвет. После отверждения клей
приобретает темно-кремовый цвет. Коричневый цвет клеевой фуги свидетельству-
ет о перегреве клеевого соединения, а места с непроклеями отличаются по цвету
от мест с нормальной склейкой. Клей ВК-3 в этих местах бордово-коричнев ого
цвета
Клей МПФ-1 при повышенных температурах приобретает коричневый цвет.
Для дополнительного контроля за температурой полимеризации клея в его
состав вводят специальные цветовые индикаторы, химически не влияющие на ка-
чество клея. Индикаторы позволяют по внешнему виду определить качество клее-
вого соединения изделия.
Определение непроклеев щупами и простукиванием. Величину непроклеев,
выходящих на кромки изделия, определяют тонким инструментом щупом, при этом
руководствуются техническими условиями и ремонтными возможностями.
Более простым способом при определении непроклеев на склеенном изделии
является контроль простукиванием. При этом наносят легкие удары по поверхно-
сти изделия с помощью небольшого стержня (медь, алюминий, текстолит) длиной
100—150 мм и диаметром 6—8 мм со скругленными торцами либо применяют ма-
ленькие молоточки. Места с непроклеями определяют на слух по характеру зву-
ка. В зоне непроклея получается резкий, порой дребезжащий звук, а на утолщен-
ных клеевых фугах — более глухой, низкого тона. Часть непроклеев определяют
по появлению звука более низкого тона, чем на участках высококачественной
склейки.
Существенный недостаток способа простукиванием заключен в субъективной
оценке контролером характера звука, воспринимаемого на слух. Качество контро-
ля полностью зависит от квалификации проверяющего.
Контроль дефектоскопом. Широко применяемым прибором неразрушающего
контроля клеевых соединений металлов и неметаллических материалов является
дефектоскоп ИАД-2. В основу работы прибора положен импедансный акустиче-
ский метод, основанный на использовании зависимости изменения силы реакции
клеевого изделия на приложенный к изделию колеблющийся стержень от величи-
ны сцепления (проклея либо непроклея) между отдельными элементами конст-
рукции.
Импедансный метод используют в тех случаях, когда модуль упругости ма-
териала обшивки контролируемого изделия достаточно большой (металлы, стекло-
текстолит, дельта-древесина). Для материалов с низким значением модуля (рези-
на, пенопласт и др.) такой контроль невозможен. В табл. 5.6 приводятся некото-
рые цифровые показатели при контроле дефектоскопом клеевых изделий со сплош-
ным заполнением.
Принцип акустического метода. Когда совершающий продольные колебания
стержень 1 (рис, 5 4) соприкасается с участком изделия, имеющим хорошее со-
единение (положение а), то в этом случае вся конструкция колеблется как еди-
ное целое и механическое сопротивление (механический импеданс), оказываемое
изделием стержню, определяется жесткостью всей конструкции. Здесь сила реак-
ции изделия на стержень имеет большую величину Хра.
116
Таблица 5.6
Чувствительность и режим настройки дефектоскопа при контроле
изделий со сплошным заполнением
Обшивка Заполнитель или каркас Режим настройки Рабочая частота, кГц Ориентировоч- ный размер минимально выявляемого дефекта в на- нравленинм наименьшей протяженности, мм
Материал Толщина, мм Материал Толщина, мм
Алюминиевый 0,1—0,5 Алю МИ- 3 и более Резонансный Около 7 Менее 5
сплав То же 0,8 ний То же 10 То же То же 6-7
» 1.0 10 » 8
» 1,5 > 10 » » 15-20
» 1.4 Плотная 3,3 » » 30
Нержавеющая 0,2—0,3 резина Пено- 10 Нерезонанс- 2-3 10
сталь Алюминиевьн 0,5 пласт То же 20 ный То же 2 10
сплав
То же 1,2 » 15 » 2 40
Стеклотек- 1,5 » 10—40 » 2 10
столит
То же 2,0 > .—~ » 1-2 20
Фанера 1,5-2,0 Дерево 10 и более 1—2 20
Примечание. В последней графе показаны числовые величины выявления расслое
ния в листах для стеклотекстолита и фанеры.
Если стержень 1 расположен над дефектом (положение б), то участок обшивки
колеблется независимо от элемента каркаса или заполнителя. Поскольку жест-
кость обшивки существенно меньше жесткости всей конструкции, сила реакции ХРб
на стержень резко уменьшается. Изменение силы реакции фиксируется пьезоэле-
ментом, помещенным на конце стержня.
Служебные возможности И АД-2.
Импедансный метод позволяет проверять
качество соединения в плоских издели-
ях, имеющих минимальную кривизну по-
верхности от 5 до 10 мм. Он можег
выявлять зоны нарушения соединений в
металлических и в неметаллических кон-
струкциях, имеющих сравнительно тон-
кую (до 2 мм для дюралюминия) об-
шивку, приклеенную или припаянную к
элементам жесткости (лонжероны, нер-
вюры и др.) либо к заполнителям (пе-
нопласт, сотовый заполнитель).
Импедансным прибором возможен
контроль при одностороннем доступе к
изделию. Прибор не требует погружения
в жидкость или нанесения контактной
смазки на поверхность изделия для соз-
дания акустического контакта, а также
позволяет контролировать клееные изде-
лия с большой кривизной поверхности.
Полуавтоматический контроль. Полу-
автоматическая установка ПИ-2 предна-
Рис. 5,4. К пояснению принципа аку-
стического импедансного метода:
1 — стержень; 2 — обшивка; 3 — прослойка
клея; 4 — внутренний элемент изделия
(лонжерон, заполнитель)
117
значена для автоматизированного контроля клеевого соединения между обшив-
кой и заполнителем в сотовых панелях размерами не более 400X400 мм с запи-
сью результатов на электротермическую бумагу ЭТБ-2.
В результате контроля пане пи на установке ПИ-2 контролер получает объек-
тивную запись, на которой представлен в заданном масштабе план контролиру-
емого изделия с имеющимися дефектами. На записи также видны расположение,
форма и размеры дефектов
Контроль с разрушением. Контролю на разрушение подлежат первые экзем-
пляры изделий серийного производства, чтобы определить, обеспечивают ли вы-
бранный технологический процесс, оборудование и оснастка необходимую проч-
ность склеивания и сплошность клеевой фуги
Проверка качества на образцах-свидетелях. Нередко испытания проводят для
каждого изделия путем вырезания образцов из специально введенного на изделии
припуска Иногда испытания проводят на образцах-свидетелях, выклеиваемых
вместе с изделием При этом материал и толщина образцов точно соответствуют
применяемым на изделии Размеры образцов, а также и условия испытаний опре-
деляются конструкторами
При проведении испытаний на отрыв на результаты может оказать влияние
неравномерная скорость отрыва. Поэтому этот вид испытаний механизируют, ис-
ключая факторы, влияющие на правильность результатов испытания. Для обес-
печения высокого качества клееных изделий организуют входной и пооперацион-
ный контроль.
Вакуумный контроль. В некоторых случаях применяется вакуумный контроль,
при котором под датчиком прибора (колпаком), наложенным на контролируемый
участок соединения, создается разрежение Перемещение обшивки (прогиб) фик-
сируется находящимися в датчике измерительными устройствами, В местах удов-
летворительного соединения прогиб обшивки меньше или его вовсе нет.
Другие методы контроля. Существуют и многие другие методы контроля
сквозное прозвучивание (теневой), ультразвуковой резонансный, метод много-
кратных отражений, термографический и рентгеновский с применением инфра-
красного из пучения и др Контроль с применением теплового импульса позволяет
выявить про шесть сцепления металлической обшивки с заполнителем в виде сот
или пенопластов Каждый из этих методов предназначен для сравнительно узкой
области применения
5ЛЗ. Хранение клеев, их компонентов
и приготовление клеев
Хранение клеев. Клеи и их компоненты при хранении защищают от действия
солнечных лучей и хранят при температуре не выше 20—25° С. Хранение при бо-
лее высоких температурах повышает вязкость жидких компонентов клеев и ухуд-
шает их свойства
Испытанные однокомпоиентные клеи и компоненты клеев хранят на складе
отдельно и выдают в производство с приложением результатов испытаний за-
водской лаборатории и с заключением ОТК о пригодности для склеивания из
делий
Приготовление клеев — это операция, от тщательности проведения которой
во многом зависит качество как самого клея, так и склеиваемых изделий
К клеям, приготовляемым из отдельных компонентов, относятся ПУ-2, ВК-5,
ВК-32-ЭМ, ВК-1, К-153, Л-4, КЛН-1, ВК-3, ВК-32-200, ВК-13, ВК-13М, ВК-4,
ВИАМ-БЗ и др Приготовление этих клеев заключается в смешении исходных ком-
понентов в различных соотношениях и различной последовательности в зависи-
мости от марки клея
Оборудование для приготовления клея. Для приготовления клея надо иметь
следующее оборудование
клеемешалки (от хорошего смешения зависит качество клея);
весы тарелочные с полным набором разновесов от 10 г до 10 кг;
мерная посуда различной емкости (лучше стеклянная);
бачки с крышками для хранения готового клея;
щетки и ерши для мытья посуды, а также стеллажи для посуды.
118
Контрольно-измерительная аппаратура. Из контрольно-измерительных прибо-
ров требуются вискозиметр ВЗ-1 (сопло диаметром 5,4 мм) для определения
вязкости готового клея; секундомер, термометры для определения температуры
клея и воды, часы для контроля за временем приготовления клея и временем его
использования
Посуду применяют стеклянную, из нержавеющей стали, дюралюминия, сплава
АМщ полиэтилена и фторопласта-4. При этом посуда для клеев должна быть чис-
той и сухой
Хранение и подготовка деталей к склеиванию. Детали, подготовленные под
склеивание, запрещается брать руками Готовить детали к склеиванию следует
в белых трикотажных или в медицинских перчатках.
Хранят детали для склеивания в пеналах, ящиках, полиэтиленовых пакетах
или на специальных стеллажах, на которых наклеивают бирки с указанием даты
обработки и срока хранения, а в помещении хранения поддерживают чистоту
и порядок
Обработка склеенных деталей и узлов. На поверхности изделий не допускают-
ся подтеки клея, поэтому после склеивания поверхностей с них удаляют подтеки
клея с помощью ватного тампона, смоченного соответствующим растворителем.
Иногда может возникнуть необходимость очистить поверхность изделия от от-
вердевшего клея Для такой очистки можно применять войлочный круг с нане-
сенным на него абразивом Не исключается возможность в отдельных случаях
применять специальный нож с закругленным концом либо скребки из текстолита.
С целью предохранения не подлежащих склеиванию поверхностей от попа-
дания на них клея на эти поверхности накладывают слой защитной пленки, кото-
рая примыкает к склеиваемым участкам и ограничивает площадь склеивания.
Вместо защитной пленки используют также липкую ленту.
5.14. Озонозащитные материалы (покрытия)
для мягких баков, технология приготовления и контроля
Сущность озонозащитного покрытия. Озонозащитное покрытие на основе клея
ВКР 8 (основной защитный слой) и клея ВКР-7 (подслой, в качестве адгезива
для клея ВКР-8) предназначается для защиты от озонного старения наружных
поверхностей мягких баков
Сплошная озоностойкая пленка клея ВКР-8 надежно защищает мягкие баки
от озонного старения в силу своей непроницаемости для воздуха, содержащего
озон
Однако при эксплуатации мягких баков, покрытых пленкой ВКР-8, имеют мес-
то механические повреждения покрытий В результате озонозащитные мероприя-
тия теряют свою силу
При контроле озонозащитного покрытия мягких баков следует обращать вни-
мание на сплошность покрытия пленкой ВКР-8, не допуская непром аз а иных уча-
стков, трещин, точечных разрушений, локальных отслоений, порывов, потертостей
к т п
Рекомендации по ремонту На участки мягких баков с поврежден-
ным сзонозащитным споем рекомендуется наносить клеи ВКР-7 и ВКР-8 послед□-
ватезьно три-чегыре слоя до получения сплошного покрытия
Технология приготовления и контроля клея ВКР-7. Для приготовления клея
ВКР-7 используют 30—35%-ный раствор клея КР-6-18 в этилацетате и раствор
вулканизирующей группы в этилацетате Последний готовят следующим образом-
в 1 л этил ацет ат а растворяют I г серы и по 7 г каптакса и дифен ил гуанидин а
Сера в этил ацетате растворяется медленно, поэтому раствор вулканизирующей
группы рекомендуется готовить за 24 ч до приготовления клея. Полученный раст-
вор не должен содержать нерастворившихся компонентов вулканизирующей
группы
Раствор вулканизирующей группы добавляют при перемешивании к 30-35%-
Ному раствору клея КР-6 18 в этилацетате из расчета на 1 кг сухою остатка
клея КР-6-18 4 л раствора вулканизирующей группы. Сухой остаток определяется
концентрацией раствора клея Растворы клея КР-6-18 и вулканизирующей груп-
пы смешивают в клеемешалке.
119
Качественные характеристики Жизнеспособность клея ВКР-7
при температуре 25° С—не менее 2 сут. Клей ВКР-7 должен иметь рабочую кон-
центрацию 14—17% и вязкость по вискозиметру (сопло диаметром 5,4 мм) 30—
35 с
Клеевая пленка» полученная на стеклянной полоске шириной 25 мм за одно
погружение в клей ВКР-7, после просушки при комнатной температуре в течение
2 ч и прогреве при 70° С в течение 15 мин, помещенная затем в этил ацетат на
20 мин, не должна растворяться Этилацетат при этом должен быть прозрачным.
Приготовление и контроль клея ВКР-8. Для приготовления клея ВКР 8 ис-
пользуют раствор резиновой смеси ВКР в этилацетате 16—22 %-ной концентрации
(смесь ВРС-8) и полиэтиленполиамин, растворенный в этилацетате в соотношении
1 .8 или 1.10.
Полиэтиленполиамин вводят в раствор смеси ВРС-8 из расчета: на 100 г су-
хого остатка смеси 2,3 г по ли эти лен пол нам ин а. Затем после введения полиэтилен -
полиамина клей ВКР-8 разбавляют этилацетатом до рабочей концентрации в 14-
15%. Клей ВКР-8 готовят при относительной влажности воздуха 65— 75% и тем-
пературе не выше 35° С.
Контрольные показатели. Жизнеспособность клея ВКР-8 после
введения полиэтиленполиамина при температуре 25° С не менее 8 ч
Клей ВКР-8 должен иметь рабочую концентрацию 14—15% и вязкость по
вискозиметру ВЗ-1 (сопло диаметром 5,4 мм) 23—35 с.
Клеевая пленка, полученная на стеклянной полоске шириной 25 мм за одно
погружение в клей ВКР-8, после просушки при комнатной температуре в течение
0,5 ч и прогреве при 70° С в течение 15 мин, помещенная затем в этнлацетаг на
20 мин, не должна растворяться, а этилацетат при этом должен оставаться про-
зрачным.
Некоторые предупреждения при работе с озонозащитными покрытиями
Растворители, применяемые при нанесении озонозащитного покрытия (/гил-
ацетат, ацетон), являются легко летучими токсичными веществами и оказывают
вредное воздействие на организм человека Кроме того, они огнеопасны В про-
цессе высыхания клея пары растворителей образуют с воздухом смеси, которые
при соприкосновении с огнем или искровым разрядом взрываются.
При промазке резиновых поверхностей клеем и прохмывке растворителями про
исходит их электролизация. При приближении к заряженным резинам незаряжен-
ных электрических тел могут происходить искровые разряды, от которых воспла
меняются (взрываются) пары растворителей. Поэтому запрещается
допускать к работе лиц без предварительного инструктажа,
пользоваться огнем, курить, производить сварочные и монтажные работы
в помещениях, где производится работа с клеем и растворителями,
пользоваться ударными инструментами при открывании тары.
загораживать проходы в помещениях.
Рекомендуется: работать с клеем и растворителями так, чтобы предотвратить
вдыхание их паров и их попадание на кожу и спецодежду; работать в комбине «о-
нах из плотной ткани, в головных уборах; спецодежда должна быть застегнута
на рабочих местах ежедневно должен обновляться обтирочный материал (ткане-
вые салфетки) для вытирания рук во время работы.
РАЗДЕЛ 6
РЕЗИНОТЕХНИЧЕСКИЕ МАТЕРИАЛЫ И ИЗДЕЛИЯ
6.L Резинотехнические изделия, их механические свойства
и испытание
Резина стала незаменимым материалом для технических деталей и изделий,
особенно после создания технологии надежного крепления ее к металлам. Резина
обладает рядом ценных свойств — высокой упругостью и способностью поглощать
вибрации, она хорошо сопротивляется истиранию и многократному изгибу Резина
г а зо и гидронепроницаема, стойка против воздействия масел, жидкого топлива
и ряда других сред и является диэлектриком Резина в готовом виде изделий на-
ходится в термостабильном состоянии, она нерастворима, но обладает свойством
набухать и не пластична Исходная (невулканизированная) резиновая смесь обла-
дает хорошей пластичностью, которая обеспечивает формообразование разнообраз-
ных изделий.
6.1.1. Переработка каучука
Для получения резины каучук смешивают с наполнителями, затем резиновую
сме<ь вулканизируют. Резина отличается от каучука высокими механическими
и физико-химическими свойствами (рис 6Л), а также меньшей склонностью к ста-
рению.
Компоненты резиновой смеси. В резиновую смесь, кроме каучука, добавляют:
агенты в у л к а н и з а ц и и, которые вводят для осуществления и у ско-
рения процесса вулканизации (сера и органические ускорители-инициаторы —
каптакс, тиурам, дифенилгуанидин);
активные наполнители, повышающие прочность резины и сопротив-
ление истиранию (окись цинка, сажа, жженая магнезия, «белая сажа» —окись
кремния);
у дешевите л и-неактивные наполнители, снижающие стоимость
резины и почти не влияющие на ее свойства (регенерат, мел, тальк, сернокислый
барий и др );
пластификаторы, смягчающие резину (парафин, стеариновая кислота,
канифоль, вазелин, дибутилфталат, трикрезилфосфат, руберакс и др.);
противостарители — альдоль, неозон Д, воск, парафин и др;
красители — охра, ультрамарин, пятисернистая сурьма, некоторые азо-
краски и сернистые красители
6.1.2. Вулканизация каучука
Операция вулканизации. Вулканизация — важнейший технологический про-
цесс. в результате которого каучук становится резиной Операция вулканизации
состоит в химическом взаимодействии каучука с серой. Вводят серу для обычной
резины до 5“7%, а для твердой резины (эбонита) —около 30—35%
121
Содержание наполнителя С
Оесадь/х частно:
Рис. 6.1. Зависимость предела проч-
ности резин на основе НК от содер-
жания наполнителя:
1—‘Газовая сажа; 2— окись цинка; 3 —
каолин; 4 — борит
30 60 % О д.0 М,рад
Рис. 6 2. Зависимость предела проч-
ности резин на основе НК от способа
Сера присоединяется к каучуку по
месту двойных связей, образуя подобие
мостиков, соединяющих между собой
цепеобразные линейные молекулы кау-
чука. Так образуются трехмерные моле-
кулы разветвленной формы, характерные
для резины.
Холодная и горячая вулканизация.
Различают горячую и холодную вулка-
низацию.
Горячая вулканизация ве-
дется в гидропрессах при температуре
140—145° С и давлении 250—750 Н/смг.
Время вулканизации для большинства
авиационных резин составляется от Q до
40 мин. Для некоторых авиадеталей (ка-
мер, покрышек и др.) применяют инди-
видуальные вулканизаторы.
Холодная вулканизация
(для тонкостенных изделий) заключает-
ся в обработке изделий в течение не-
скольких минут 2—3%-ным раствором
хлористой серы в сероуглероде либо в
четырех хлор истом углероде. При холод-
ной вулканизации в состав резиновой
смеси сера не вводится.
у-обл учение. Существуют и другие
способы вулканизации. В частности, вул-
канизирующее действие оказывает у-об-
лучение. При совместной вулканизации
серой и у-облучением значительно по-
вышается прочность (рис. 6.2) резиновых
изделий.
Результаты вулканизации. Вулкани-
зация увеличивает прочность и упру-
гость, а также замедляет старение ре-
зины, делает ее устойчивой к действию
различных растворителей, улучшает элек-
троизоляционные и другие характери-
стики.
6.1.3. Производство резиновых
технических деталей и изделий
вулканизации:
1 — серой; 2 — у-облучением; 3 — одновре-
менно серой и у-облучением
Смешение каучука и пластификация.
Резиновая смесь, из которой формуются
изделия, требует тщательного перемеши-
вания каучука с наполнителями, пластификаторами, серой и другими составными
веществами. В первую очередь проводят пластификацию каучука. Пластифика-
ция сообщает каучуку пластичность и улучшает его способность соединяться
с другими компонентами. Лишь после пластификации каучук смешивают с серой
и другими составными частями, используя при этом вальцовочные машины.
Формовка изделий. Изделия формуют различными способами. Так, например,
листовую резину получают методом каландрования, т. е. путем пропускания сме-
си через вращающиеся гладкие валики — каландры, подогреваемые до 45—80° С.
Мелкие резиновые детали формуют в пресс-формах.
Трубы получают, склеивая внахлестку листы резины, а также способом шпри-
цевания, т. е. продавливая резиновую смесь через шприцмашину, снабженную про-
филирующим мундштуком требуемого сечения. Резиновая смесь, нагретая до
100—110° С, захватывается вращающимся червяком, спрессовывается и продав-
ливается через мундштук.
122
Литье под давлением. Резиновые изделия могут изготовляться и литьем под
давлением. Для этого используют специальные замкнутые формы, куда смесь по-
дается под давлением 50—-250 Н/см2.
Конфекция. Методом конфекции получают резиновые изделия, изготовленные
последовательным склеиванием слоев резины и ткани.
6.1,4. Авиационные покрышки и камеры (пневматики)
Назначение. Авиационные покрышки и камеры устанавливают на колесах
самолетов и вертолетов для поглощения толчков и ударов при взлете, посадке
и рулении. Пневматик состоит из авиапокрышки и авиакамеры
Конструкция авиапокрышки. Основой авиапокрышки является каркас 1
(рис, 6.3), который состоит из четного количества слоев капроновой ткани (корд),
уложенных под углом 45 друг к другу.
Слоев корда может быть 12 и более.
Подушечный слой 2 — брекер — состоит
из прорезиненного капрона и слоев ре-
зины. Брекер укладывается между про-
тектором и каркасом вдоль беговой ча-
сти покрышки, служит для создания
сцепления между протектором и карка-
сом н уменьшения усилий, передаваемых
от протектора к каркасу при толчках и
ударах. Протектор 3—рабочая часть
покрышки, соприкасающаяся ' с поверх-
ностью посадочной полосы. Это толстый
слой резины, снабженный рельефом для
увеличения сцепления при торможении.
-Изготовляется протектор из сортов ре-
зины, обладающих большим сопротивле-
нием истиранию. Боковины 4 — резино-
вые покрытия боковых тканей стенок
каркаса покрышки, предохраняют каркас
покрышки от механических повоеждений *
и влаги. В борта 5 покрышки вставлены
два металлических сердечника из троса
или проволоки.
Прочность и материал покрышки.
Устройство авиа покрышки позволяет со-
хранять неизменным ее внутренний диа-
метр и надежно удерживать покрышку
на ободе колеса. Покрышки изготовляют
из резины на основе дивинилстирольного
каучука СКС-10 с сопротивлением раз-
рыву 2,2 кН/см2 и относительным удли-
нением при разрыве 550%. Готовая по-
крышка покрывается лаком-антистари-
телем. Твердость по ТШР 7—9,7 кгс/см2.
Авиакамера. Авиакамера представля-
ет собой замкнутую трубу с автомати-
ческим воздушным клапаном-вентилем.
Через вентиль камера заполняется воз-
духом. Авиакамеры изготовляются дор-
иовым или формовочным способом из
пластичной морозостойкой резины на ос-
Пове Н1\ или СКС-ЗОА с сопротивлением
Разрыву не менее 2,5 кН/см2 и относи-
тельным удлинением при разрыве не ме-
нее 600%.
Рис. 6.3. Строение авиапокрышки:
1 — каркас; 5 — брекер; 3 — протектор; 4 —
боковины; 5 — борт колеса; 6 — камера;
7 — ободная лента; 8 — обод колеса
Рис. 6.4. Диаграмма «напряжение —
удлинение» резины, получаемая в цик-
ле «растяжение — восстановление» с
заданной скоростью деформации:
ABCFA — работа растяжения; ABCDEA —
работа, рассеянная необратимо; EDCFE -•
возвращенная работа
123
6.1.5. Определение свойств резиновых материалов
При испытании резин определяются: предел прочности при растяжении; отно-
сительное удлинение при разрыве, твердость, коэффициент старения; теплостой-
кость; морозостойкость и стойкость к топливам и маслам
Предел прочности резин при растяжении и удлинение при разрыве определя-
ют на разрывных машинах — динамометрах Вначале вырубают образцы опреде-
ленной формы и размеров, затем с определенной скоростью их растягивают. Далее
при максимальной нагрузке отмечают соответствующее удлинение рабочей части
образца.
Предел прочности определяют путем деления максимальной нагрузки
на площадь первоначального поперечного сечения образца
Относительное удлинение в момент разрыва определяется в про-
центах от первоначальной длины образца
Относительное остаточное удлинение после разрыва опреде-
ляют в процентах от первоначальнрй длины образца по длине рабочего участка
сложением обеих разорванных половинок образца.
Испытание на эластичность. Для более полной оценки эластичности (свойства,
особенно важного при использовании резины для амортизации) проводят испыта-
ние на переменную нагрузку (на1рузка-разгрузка) В этом случае можно полу-
чить диаграмму с характерной петлей гистерезиса (рис 6 4) Величина петли пред-
ставляет собой разность работ нагружения и разгрузки и служит количественной
характеристикой амортизационных свойств резины при данной температуре ис-
пытания.
Определение твердости резин (по Джонсу) проводится шариковым твердоме-
ром. Твердость определяется глубиной погружения шарика в резину. Нагрузка
ка 5-мм шарик составляет 1 кге (10 Н). Глубина вдавливания шарика определя-
ется за 30 с испытания и измеряется индикаторным микрометром.
Коэффициент старения резины Zfc (по Грину) определяют по результатам
нагревания стандартного образца в термошкафу в течение 144 ч при температуре
70° С. Показателем степени старения резины является отношение величины отно-
сительного удлинения в момент разрыва образца после прогрева к его первона-
чальной величине, т. е.
где L и £1 — величины относительного удлинения резины до и после прогрева со-
ответственно.
Определение теплостойкости резины. Теплостойкость характеризуется измене-
нием удлинения образца при повышенных температурах к его удлинению при нор-
мальных температурах и одинаковых нагружениях
Морозостойкость определяется температурой хрупкости, представляющей со-
бой наинизшую температуру, при которой резиновый образец начинает разрушать-
ся (трещины) в условиях ударного воздействия
Коэффициент морозостойкости определяют отношением удлинения образца
при замораживании Z3 к удлинению / при нормальной температуре в условиях оди-
накового напряжения, т е •1
Стойкость резины к воздействию жидкостей (масла, бензина, керосина). На-
бухаемость определяется по изменению массы стандартного образца определен-
ной формы и размером после выдерживания его в течение 24 ч в жидкости и ха-
рактеризуется увеличением массы в процентах от первоначальной массы образца.
6.1.6. Старение резины
Старением называется изменение свойств резины с течением времени, в ре-
зультате чего снижается эластичность и повышается твердость
Причина старения. Старение вызывается окислением каучука под действием
кислорода и ускоряется под влиянием тепла и солнечного света.
124
Таблица 6.1
Резины уплотнительно-прокладочные
Марка резины, ГОСТ, ТУ Композиция каучука Применение среда, температурный диапазон и вид носханки
4094-Н-1 с асбес Хлоропреновый ка- Для изготовления уплотнительных
товым волокном учук (наирит) деталей, работающих под значитель- ными нагрузками в среде воздуха, бензина, керосина и масел при тем- пературах от •—30 до +80° С и ста- тических деформациях
4670 с пробкой Бутадиен - нитриль- ные каучуки СКН-40, СКН-18 Для уплотнительных деталей, по- движных и неподвижных соединений, работающих в среде воздуха, воды, масла, керосина и бензина при тем- пературах от ““45 до +100° С и ста- тических деформациях
14К-10, 14К-22, Бутадиен - стироль Для уплотнительных деталей, ра-
4611 ный каучук СКМС-10 ботающих в среде воздуха и в сла- бых растворах кислот и щелочей при температурах от —65 до +100° С (для 14К-10), от —60 до +80° С (для 14К-22 и 4611). Резина 14К-22 применяется со смазкой полиэти- ленсилоксановой жидкостью № 6
3311 МРТУ 38-5- Натуральный ка\- Для уплотнительных деталей не-
1166—64 чу к подвижных соединений, амортизато- ров без металлоарматуры, прокладок муфт, сотов ранцев парашютов, ра- ботающих в среде воды и воздуха при температурах от -—50 до +80°С и многократной деформации
3687 Натуральный кау- чук Для прокладок, фланцев, шайб, амортизаторов без металлоарматуры в слабых растворах кислот и щело- чей, в воде и в среде пара при тем- пературах от —50 до +130° С и воз- духа при нагреве до 100° С (длитель- но) и до 130°С (кратковременно)
3109Н Хлоропреновый кау чук (наирит) Для уплотнений неподвижных сое- динений и прокладок, работающих в среде керосина, масла АМГ-10 и трансформаторного масла при темпе- ратурах от —40 до +130° С, в мас- лах МК и МС при температурах от —30 до +130° С, в среде воздуха при температурах от —30 до + 100° С длительно и при 130° С в те- чение 6 ч
НО-68-1 МРТУ 38-5 Бутадиен - нитриль- Для уплотнительных деталей по-
1166—64 ный и хлоропреновый каучуки, каучуки СКН-18 + наирит движных и неподвижных соединений, прокладок, втулок, амортизаторов, протекторов тумблеров, мембран, ра- ботающих в среде воздуха, в слабых растворах кислот и щелочей, мине- ральных маслах, керосине и бензине при температурах от —55 до -4-100° С длительно и при 150° С в течение 24 ч
125
Продолжение табл. 6 1
Марка резины, ГОСТ, ТУ Композиция каучука Применение, среда, температурный диапазон и вид поставки
3465Н-4 Хлоропреновый кау- Для уплотнительных манжет, гер-
МРТУ 38-5 1166—64 чук (наирит) метизирующих прокладок, уплотни- тельных колец, работающих в среде керосина, трансформаторного масла и масла АМГ 10 при температурах от —40 до 4-130° С, в маслах МК и МС при температурах от —45 до 4-130° С, в среде воздуха при темпе- ратурах от —30 до 100° С длительно и при 130° С в течение 6 ч
ВР-4 ТУ-38 Хлорсульфирован- Для шприцованных формованных
105-980—72 ные полиэтилены (ХСПЭ) деталей, работающих в растянутом со- стоянии в среде воздуха с повышен- ным содержанием озона при темпе- ратурах от —55 до 4-130°С— 550 ч, при 145—150° С—100 ч; гри- бостойка и может эксплуатироваться в условиях тропического климата без дополнительной защиты
ИРП-1266 Метилвинилсилокса - новый каучук СКТВ-1 Для прокладок и других деталей методами шприцевания и формова- ния в изделиях, работающих от —60 до 4-300° С в среде воздуха, озона, электрического поля при деформации сжатия: радиального—12—25%; осе- вого — 17,5—30 %; натяге — не более о /0
ИРП4267 Этилси л оксановы й каучук СКТЭ Для прокладок и уплотнительных деталей в среде воздуха с повышен- ным содержанием озона, в электри- ческом поле в интервале температур от —70 до +200° С при деформации сжатия' радиального—12—25%; осе- вого — 17,5—30%; натяге — не более 5%
ИРП-1399 Метилвинилсилокса- Для элементов рукавов (внутрен-
ТУ 38 103-104—72 новый каучук СКТВ 1 ние, промежуточные и наружные слои), к которым предъявляются по- вышенные требования по прочности, и для изготовления формованных и неформованных деталей, работающих в среде воздуха при температурах от —50 до +300° С
ИРП-1338 Метилвинилсилокса - Для изготовления формованных и
ТУ 38 103409—72 новый каучук СКТВ неформованных деталей (прокладок, колпачков, трубок, шнуров, профилей), работающих в неподвижных соедине- ниях в среде воздуха, озона и элек- трического поля при температурах от —50 до 4-300° С и деформациях сжа- тия: радиального—12—25%; осево- го— 18—40%; натяге — не более 5%
ИРП-1354 ТУ 38 Метилфенилсилокса- Для изготовления прокладок, кол-
103409—72 новый каучук СКТФВ 803 пачков, шнуров и деталей, работаю- щих в неподвижных соединениях при деформации сжатия, равной 20%, в
126
Продолжение табл 6Л
Марка резины, ГОСТ, ТУ Композиция каучука Применение, среда, температурный диапазон и вид поставки
среде воздуха и озона, при воздейст- вии солнечных лучей в интервале тем- ператур от —70 до 4*250° С дли- тельно и при 300° С до 50 ч
ИРП-1285 Метилвинилсилокса - Для изготовления неподвижных
новый каучук СКТВ4 уплотнительных деталей, работающих в среде воздуха при температурах от —60 до 4-300° С длительно и при 350—400° С кратковременно при де- формациях сжатия* радиального — 12—25%; осевего—17,5—30%; натя- ге — не более 5 %
В-14, В-14-1 Бутадиен - нитриле- Для уплотнительных деталей по-
ный каучук СКН-18 движных и неподвижных соединений, прокладок и деталей, работающих в воздухе — 45 до + 100° С и в масле АМГ-10 при температуре от —60 до + 100° С и статической деформации
98 1 Бутадиен - нитриль- Для уплотнительных деталей по-
ный каучук СКН-18 движных и неподвижных соединений, манжет, втулок, шайб, прокладок, работающих в среде воздуха при температурах от —55 до -I- 100е С, в масле AM Г-10 при температурах от —60 до +100° С и статической де- формации
3825 Бутадиен - нитриль- Для уплотнительных деталей по-
ный каучук СКН-40 движных и неподвижных соединений, мембран, заглушек, тепловых изоля- торов, клапанов, колес, шин и дета- лей, работающих в среде бензина, керосина, воздуха, воды и масел при температурах от —30 до +100° С и статической деформации
ИРП-1234 ТУ 38 Бутадиен - нитриль- Для уплотнительных деталей по-
105-331—71 ные каучуки СКН-18 выше иной износостойкости, работаю-
и СКН-26' щих в паре с металлом в подвиж- ных соединениях в среде масла МК-8 и керосина при температурах от —50 до 4-150° С, масла АМГ-10 — от —50 до +120° С, в среде воздуха — от —40 до +150° С Кратковременно ра- ботает при 200°С
Примечание Уплотнительные резиновые профили применяют для уплотнения
и герметизации люков, окон, дверей, герметических кабин и т. п. Эти профили получают
Методом выдавливания из резины с высокой вибростойкостью на основе С КБ.
Солнечное излучение состоит из инфракрасного, видимого и ультрафиолето-
вого. На долю первого из них приходится 43—59%, на долю второго 40—54%
и на долю третьего 1—3% общей энергии излучения. Несмотря на незначительную
часть энергии, приходящейся на ультрафиолетовые лучи, именно они оказывают
наибольшее разрушающее действие на материалы.
В результате окисления кислородом прочность резины снижается на 50%
лРи увеличении ее массы на 0,5%. При увеличении массы на 2% резина пол-
ностью теряет свою эластичность. Таким образом при старении происходит увели-
чение массы резиновых деталей.
127
Таблица 6.2
Резины амортизационные, электроизоляционные и эрозионностойкие
Марка резины, ГОСТ, ТУ Композиция каучука Применение, среда и температурный диапазон
2959, 2462, 1847, 56 Натуральный чук кау- Применяются для амортизаторов и уплотнительных деталей, работающих в среде воздуха, а резина 56 и в воде, при температурах от —50 до + 80° С при многократных и статиче- ских деформациях
14а-483 Натуральный чук “Ь бутадиен - рольный каучук СКМС-10 кау- сти- Для уплотняющих деталей и амор- тизаторов, работающих в среде воз- духа при температурах от —60 до + 70° С, многократных и статических деформациях
6Ж -3853 Натуральный чук То же кау- Для опрессовки проводов, изоля- ционных колпачков, подкладок, рабо- тающих в среде воздуха и воды при температурах от —50 до -Р8О°С Для уплотнительных деталей не- подвижных соединений, опрессовки проводов и для изоляционных дета- лей, работающих в слабых растворах кислот и щелочей, в среде воздуха и воды при температурах от —45 до + 80° С при статической деформации
ВР-3 ТУ 38 105-324—71 Фтороорганическнй каучук С КФ -32 Для изготовления противоэрозион- ных покрытий, работающих при тем- пературах от —25 до + 60с С в тече- ние 500 ч и при 200° С в течение 100 ч
При высоких температурах наблюдается так называемое тепловое старение
резины. При этом скорость старения возрастает в 2,5 раза на каждые 7—10° С
повышения температуры. Низкие отрицательные температуры могут вызвать
растрескивание резиновых деталей, особенно в напряженных участках.
Заслон старению. Борьба со старением заключается во введении в резиновую
смесь различных прогивостарителей, а также отражателей солнечных лучей, на-
пример алюминиевой пудры. Старение можно замедлить, соблюдая правила экс-
плуатации и хранения резиновых детален.
Хранят резиновые детали в защищенных от солнца и затемненных помеще-
ниях при температурах 5—20° С и влажности воздуха 40- 65%. Пневматики
колес шасси покрывают чехлами либо различного рода красителями, например,
лаком в смеси с алюминиевой пудрой или мелом с клеем, нейтральным к резине.
6.1.7. Твердая резина (эбонит)
Эбонит (полисульфид каучука)—продукт вулканизации каучука с большим
количеством (до 60%) серы (твердое вещество плотностью 1,1—1,25 г/см3). Предел
прочности эбонита при растяжении равен 3—6 кН/см2 при относительном удли-
нении 1—4%. При повышении температуры до 65—100° С он переходит в пласти-
ческое состояние, которое позволяет штамповать эбонит. Эбонит хорошо обра-
батывается точением, фрезерованием и т. д.
Диэлектрические свойства. Эбонит используют для изготовления электротех-
нических деталей благодаря высоким диэлектрическим свойствам. Для этой цели
428
Таблица 6.3
Резины и прорезиненные ткани для мягких топливных баков
и вытеснительных мембран
Марка резины,
/ост, ТУ Композиция каучука Применение, среда и температурный диапазон
3826,
203А, 203Б,
ТУ 38-005-
105—72
181
ВР-11 ТУ
18 01—69
Прорези-
ненная ткань
АХКР (кон-
струкции
А, В, В)
Ткань 300
прорезинен-
ная
Бутадиен - нит-
рильный каучук СКН-
26 и СКН-40
Бутадиен - нит-
рильный каучук
СКН-40т
Фторо ргаиический
каучук СКФ-26
Хлопчатобумажная
ткань, прорезиненная
с одной или обеих
Для внутреннего слоя мягких топливных
баков, работающих в среде топлива, масла
и бензина при температуре от —40 до
100° С и кратковременно до 130° С
Для изготовления изделий, работающих
в среде топлива и масел при температхре
от —35 до 4-175е С
Для работы в среде воздуха, топлива
нафтил и его парах при 250° С в течение
500 ч. В сочетании с теплостойкой тканью
ВРТ-6 резина используется для получения
мягких топливных баков, работающих при
температурах 200—250° С
Для изготовления внешнего слоя и арма-
туры мягких топливных баков
сторон клеем на ос-
нове ширильного
каучука
Вертелочное полот-
но из капронового
шелка № 300, покры-
тое клеем на основе
Для изготовления внешнего слоя мягких
топливных баков
Плащ-па-
латка ТУ 38
105-169—70
Ткань
ВРТ-3 ТУ
38-5-42-66
Ткань
ВРТ-3 ТУ
38-5-42-66
Ткань
ВРТ-6
наирита
Прорезиненная
хлопчатобумажная
ткань
Для изготовления внешнего слоя мягких
топливных баков
В качестве внутреннего слоя мягких топ-
ливных баков, работающих в среде керо-
сина при 150° С в течение 100 ч и при
175° С в течение 15 мин
В качестве внешнего слоя мягких топлив-
ных баков, работающих в среде воздуха и
топлива Т-1 при 130° С в течение 100 ч и
при 175° С в течение 15 мин
Для внешнего слоя мягких топливных
баков, работающих в среде воздуха и па-
ров топлива (нафтил) при температурах от
—40 до 4-250° С в течение 500 ч и при
I температуре 200° С в течение 750 ч
выпускают поделочный эбонит марок А и В в виде: листов толщиной от 0,5 до
32 мм; прутков диаметром от 5 до 75 мм и трубок с внутренним диаметром от
3 до 50 мм с толщиной стенок от 1 мм (для малых диаметров) до 20 мм (для боль-
ших диаметров). Из эбонита изготовляют моноблоки для аккумуляторов и дета-
ли, стойкие к кислоте.
Стойкость к кислотам и щелочам. В кислотах, щелочах, органических раство-
рителях эбонит практически не растворяется, лишь набухает в бензоле, сероуг-
лероде и в некоторых других растворителях.
Эбонит используют в качестве облицовочного слоя, а также при гуммирова-
Нии в качестве промежуточного слоя, имеющего хорошую адгезию к металлам
и резине.
. в табл. 6.1—6.4 приводятся различные марки резин, их характеристики
области применения.
^581
129
Таблица 6.4
Резины для диафрагм гидроаккумуляторов
Марка резины» ГОСТ» ТУ Композиция каучука Применение» среда и температурный диапазон
3508Н-1 Хлоропреновый кау- чук (наирит А) Для диафрагм гидроаккумуляторов, работающих в керосине, трансформа- торном масле и бензине при темпера- турах от —40 до +130° С, в масле АМГ-10 — от —50 до +130° С и мас- лах МК и МС — от —35 до +130° С, в среде воздуха — от —30 до 4-100° С и при 130° С кратковремен- но при статической деформации
В 14 Д ТУ 38 Бутадиен - нитриль- Применяется для изготовления
005-101—72 ный каучук СКН-18 диафрагм гидроаккумуляторов, рабо- тающих в среде воздуха, азота и масла АМГ-10 при температурах от —60 до 4-100° С
ИРП-1376 Этиленпропиленовый каучук СКЭП Для диафрагм и уплотнительных деталей, работающих при температу- рах от —55 до 4-125° С в среде ма- сел и воздуха 1
6,2. Классы и группы резин
По техническим условиям резина» применяемая в авиационной промышлен-
ности, подразделяется на 10 классов.
1-Й класс (группы А и Б). К группе А относятся резины мягкие и средней
твердости (марок 922, 1432, 2005, 1448 и др.), работающие при небольших сжа-
тиях в качестве уплотнителей в воде, воздухе и спирте-глицериновых смесях при
температурах от —30 до 4-80° С.
К группе Б относятся резины средней твердости (3827 и др.), работающие
в качестве профильных прокладок в воде и воздухе при температурах от —45
до +80° С.
2-й класс. К резинам 2-го класса относятся цветные резины средней твердо-
сти (3853, 1Ж, 6Ж и др.), которые употребляются для прессовки концов элект-
ропроводов.
3-й класс, (группы А—Д). К группе А относятся резины средней твердости
(3109, 2961 и др.), работающие в условиях значительного сжатия в среде бензина
и масла.
Группа Б включает твердые резины (4061, 551, 3465, 2542 и др.), предназна-
ченные в основном для работы в качестве прокладок и уплотнительных деталей
в условиях значительного трения в среде воздуха, бензина, керосина и масла.
В группу В входят масло-, бензостойкие резины средней твердости (3063
и др.), работающие в металлической арматуре.
К группе Г относятся резины (ВИАМ-103, ВИАМ-106 и др.), масло-, бен-
зостойкие и повышенной морозостойкости.
К группе Д относятся резины (3508 и др.) мягкие, высокой масло-, бензостой-
кости, работающие в качестве уплотнительных колец и диафрагм в условиях не-
больших сжатий.
4-й класс. В него входят резины (2671, 2651, 2667, 3909 и др.) средней твер-
дости и повышенной морозостойкости, применяющиеся для изготовления профи-
лей уплотнения люков, дверей, остекления, в качестве неармированных аморти-
заторов, прокладок и колец, работающих в среде воды, воздуха и спирто-глице-
риновой смеси. Их эксплуатируют при температурах от —40 до +80° С.
130
5-й класс (группы А и Б). В группу А входят резины (3949, 3701, 56 и др.)
средней твердости и твердые, предназначенные для работы в условиях сжатия
и растяжения в среде воды, воздуха и спирто-глицериновой смеси.
Группа Б включает резины (3701, 3311, ВИАМ-2 и др.) мягкие и особоэла-
стичные, работающие в условиях растяжения и незначительного сжатия в той же
среде, что и группа А.
6-й класс, В него входят резины (1847, 2950, 2462 и др.) мягкие, средней
твердости и твердые, в основном предназначенные для работы как амор-
тизаторы в соединении с металлом.
7-й класс. К нему относятся резины (3491, 4094, 2696 и др.) большой твер-
дости, работающие в условиях большого сжатия в интервале температур от —30
до +80° С.
8-й класс. Объединяет резины теплостойкие, средней твердости (3687, 5168
и др.), предназначенные в основном для работы в качестве прокладок для горя-
чей воды и пара. Они выдерживают нагрев до температуры +150° С.
9-й класс. Охватывает резины повышенной морозостойкости (В-14, 98-1,
4326-1, 4327, 4410 и др.), работающие в условиях сжатия и трения в качестве
манжетов, колец и прокладок в интервале температур от —55 до +100° С.
10-й класс (группы А, Б и В). К группе А относятся резины (3819, 3823с,
3824, 3826, 3834, 9722 и др.) масло-, бензостойкие, предназначенные для работы
в качестве прокладок и уплотнителей в среде воды, воздуха, бензина, керосина
и масла.
В группу Б входят резины высокой твердости (3825, 4004, 4008 и др.), ра-
ботающие в среде воды, воздуха, бензина, керосина и масла.
Группа В объединяет резины масло-, бензостойкие с пробковым наполните-
лем для работы в качестве прокладок в среде воды, керосина и т. п.
6.3. Резиновые рукава высокого давления
с металлическими оплетками
Резиновые рукава высокого давления (ГОСТ 6286—73) оплеточной конст-
рукции, неармированные с металлическими оплетками, применяют в качестве
гибких трубопроводов для подачи иод высоким давлением жидкостей. Рукава
работоспособны в районах умеренного и тропического климатов, а также в се-
верных районах при температурах до минус 60° С.
6.3.1. Типы, основные размеры и параметры
Группы рукавов. Рукава в зависимости от разрывного усилия применяемой
проволоки изготовляют трех групп: А, Б и В.
Рукава А изготовляют с применением проволоки с разрывным усилием не
менее 147Н;
Рукава Б изготовляют с применением проволоки с разрывным усилием не
менее 175Н;
Рукава В изготовляют с применением проволоки с разрывным усилием не
менее 200Н.
Типы рукавов. Рукава каждой группы в зависимости от конструкции изготов-
ляют следующих типов:
I — с одной металлической оплеткой;
II — с двумя металлическими оплетками;
III — с тремя металлическими оплетками.
Основные размеры, масса и радиус рукавов даны в табл. 6.5, а максималь-
ное рабочее давление — в табл. 6.6.
Условное обозначение рукавов. Рукава типа I, изготовленные с применением
латунированной проволоки с внутренним диаметром 12 мм, рабочим статическим
давлением 1350 Н/см3 (135 кгс/см2) и рабочим динамическим давлением
800 Н/см2 (80 кгс/см2), работоспособны в районах с тропическим климатом (Т).
Их обозначают так: рукав I Л-12-135/80 Т, ГОСТ 6286—73.
’Б* 131
<n
згиба, мм Тип III 80 100 115 130 180 205 240 00£ 400 500
к о х « т- ч *к X *-м —4 f£ о о о О О о r-d О CO о О о см О см о OD СМ о см СО
л ч я! й X X X е —и 3 о о m о * s о № о co О o’ oo О о о w—(L о ем о о ш *. о 1—* о о о см О S см
© VO а <5 с- CJ S ш S ►-М F-Ы гч -Ч to CO «О О о to co о 44 о oo CO о CM № CM О со л- СО о +1 о о см о № СО со о со со со ю iQ ОО о 44 со № » 4 ш
радиусы из1и о « * о с “ 1— Cl, О й> XS й о а Е 3 и s CO О -4 00 CM О о №. CO о 44 to CO CO о co GC <•- о СО №- о см о со см со о «К со см со «ч о 4 о * СО оо *. с© «ч о
диаметры и е 3 X * я X ►r-i X E- co о см № T“-< Г 4 cO О co CM CO О о № CO О о *ч CO ° ср о -н о см см о о to О1 со о -н о № сП ОО О о QO со ОО о №
e, наружные й -J *—I 1П C? in № CM № CM in co CM ю •"И т— +‘| о *г сл см LjO 4- 1 о ч, СО см еп со СМ О' 'О см 44 о со ьО см •№ О to
змеры рукавов, внутренни Ь—4 CJ Е я W « 3 X к •—4 —< a H Ч—4 О «4 о о? у । *4 44 co №. t— 4 CM о cn CM с IQ СМ О СП см Uj 44 о СО 1Л +7 о сГ со см -Н о § см о см 1О
CL я X к iQ * г—я 44 m CO о co 44 Ю о CM ш см" см ю *ч см ю 4* 1 Ш СМ со ю +7 о < со од *. см см 44 о *ъ о ш
Основные ра «а а X X с о. X* СО диаметр, мм 00 № о F% CO О -H о cO V< co +7 ОС' Ltj co oo +1 о о ю со ©"© о* см ш о -н о «ч сО in 4 о *h о ш о -н о in см ш *к о 4 *% см СО ю №. 44 о *» ОО СО
132
Таблица 6,6
Максимальное рабочее давление (статическое в числителе
и динамическое в знаменателе), допустимое в рукавах I, II, III типов
Внутренний диаметр рукава, мм Группа А, Н/см’ Группа Б, Н/см’ Группа В, Н/см3
Тип I Тип II Тип III Тип I Тип II Тип П1 Тип I Тип 1! Тип III
4 2000 3000 35000 2500 3500 4250 3000 4100 5000
1200 1800 2 100 1500 2100 2550 1800 2400 3000 *
6 1900 2800 3250 2300 3300 4000 2700 3700 4300
1150 1700 1900 1400 2000 2400 1650 2250 2600
о 1650 2500 3000 2100 3200 3600 2400 3500 4000
о 1000 1500 1800 1250 1900 2200 1450 2100 2400
10 1500 2150 2750 1800 2700 3200 2200 3100 3700
900 1300 1700 1100 1650 1900 1350 1850 2250
12 1350 2100 2500 . 1600 2500 3100 2000 3000 3500
800 1250 1500 1000 1500 1850 1200 1800 2100
1 с 1000 1650 1900 1300 2000 2300 1500 2400 2600
1о 600 1000 1150 950 1200 1400 900 1450 1550
20 900 1500 1750 1200 1800 2200 1400 2200 2500
550 900 1100 700 1100 1300 850 1300 1500
25 800 1250 1500 1000 1600 2000 1200 2000 2300
500 750 900 650 950 1200 700 1200 1400
ОО 650 1000 1200 750 1300 1500 900 1400 1600
400 600 700 450 750 900 550 850 950
ОО 400 800 1050 500 900 1200 600 900 1200
-ОО 250 500 650 300 550 700 350 550 700
50 300 400 500 350 500 600 400 600 700
150 250 300 200 300 350 250 350 400
То же, для рукава, работоспособного в районах с умеренным климатом (V):
рукав I Л-12-135/80-У, ГОСТ 6286—73.
То же, для рукава, работоспособного в районах Крайнего Севера (С): рукав
I Л-12 135/80-С, ГОСТ 6286—73.
То же, для рукава, изготовленного с применением светлой проволоки и рабо-
тоспособного в районах с тропическим климатом: рукав I-12-135/80-T, ГОСТ
6286—73.
Рукава поставляются следующих длин (мм): 375 + 10, 400+10, 450+10,
500+10, 550+10, 600+Ю, 650±10, 700+Ю, 750+10, 800+10, 900+10, 1000+10,
1200+20, 1400+20, 1500+20, 1600 ±20, 1800±20, 2000±20, 2200±20, 2500+25,
2800+25, 3000+25, 3200 ±25, 3500+25, 3800+25, 4000 ±25, 4200 + 25, 4500+30,
5000+30.
Примечания. L Рукава с внутренним диаметром 16 мм и выше выпускают дли-
ной до 10 м, 2. По соглашению между изготовителем и потребителем допускается поставка
РУкавов общим метражом, другими рабочими длинами и длиной, кратным рабочим длинам.
133
Разнотолщинность рукавов. Разнотолщность стенок рукавов типа I должна
быть не более 1 мм, типа II — не более 1,5 мм и типа III — не более 2 мм.
Минимальная толщина внутреннего резинового слоя рукавов с внутренним
диаметром до 16 мм включительно должна быть не менее 1,5 мм от 16 до 20 мм —
не менее 2 мм, свыше 20 мм — не менее 2,2 мм.
Разнотолщинность внутреннего резинового слоя рукавов с внутренним диа-
метром до 16 мм включительно должна быть не более 0,3 мм, свыше 16 мм — не
более 0,5 мм.
6.3.2. Технические требования на поставку
Конструкция рукава. Рукава должны состоять из внутреннего резинового
слоя, металлических оплеток, промежуточных и наружных резиновых слоев.
Наличие и количество нитяных оплеток определяется соответствующей техниче-
ской документацией, утвержденной в установленном порядке.
Морозостойкость. В зависимости от климатических условий рукава должны
быть работоспособны при следующих температурах окружающего воздуха: в ус-
ловиях умеренного и тропического климата от —50 до +70 °C; в условиях Край-
него Севера от —60 до +70° С.
Рукава должны быть работоспособными в рабочих средах при температурах:
в бензине — от —50 до +25° С; в керосине, дизельном топливе, масле на нефтя-
ной основе — от -—50 до +100° С; в воде — до +100° С.
Примечание. Применение новых сред, а также введение в среды легирующих
присадков должны быть согласованы с изготовлением рукавов.
Рукава, предназначенные для поставки в страны с тропическим климатом, должны
соответствовать ГОСТ 15152—69.
Прочность и герметичность. Рукава должны: быть герметичными при гидрав-
лическом давлении, равном 1,25Р, где Р—максимальное статическое рабочее дав-
ление; иметь не менее чем трехкратный запас прочности при разрыве гидравли-
ческим давлением для статических условий работы и не менее чем пятикратный
для динамических условий работы.
Отклонение от перпендикулярности торца к осн рукава не должно превы-
шать 5°, а прочность связи верхней металлической оплетки из латунированной
Таблица 6.7
Физико-механические показатели рукавов
Наименование показателей Нормы для резины Методы испытания
внутреннего резинового слоя наружного резинового слоя
Предел прочности при разрыве, Н/см2, не менее 800 900 По ГОСТ 270—64 (об- разец типа А, толщина 20+0,3 мм)
Относительное удлинение при разрыве, %, не менее 470 250 То же
Относительное остаточное удлинение, не менее 12 12 »
Коэффициент старения по относительному удлинению при 70q С в течение 144 ч, не менее 0,65 0,70 По ГОСТ 9024—74 1
Твердость по прибору ТМ-2 55—70 55-70 » ГОСТ 263—53 1
Температура хрупкости, ° С, не выше Минус 50 Минус 55 » ГОСТ 7912—74 1
проволоки со слоями, находящимися над ней, должна быть не менее 20 Н/см
ширины образца.
По физико-механическим показателям резина, применяемая для изготовления
рукавов, должна соответствовать нормам, указанным в табл. 6.7.
Изменение наружного диаметра рукава при минимально допустимом радиусе
изгиба не должно быть более 10% фактического наружного диаметра рукава.
Стойкость и набухание. Рукава должны быть маслобензостойкими, т. е. из-
менение массы внутреннего резинового слоя при испытании на набухание в смеси
75 вес. ч. бензина и 25 вес. ч. бензола в течение 24 ч при 20±5° С должно быть
не более 45%.
Показатели исправности рукава. Поверхность внутреннего резинового слоя
должна быть гладкой, без складок, пористости, пузырей и трещин, но допуска-
ются отпечатки от дорнов и талька. Поверхность наружного резинового слоя
должна быть без пузырей, отслоений, пролежней глубиной более 0,5 мм, оголен-
ных участков оплетки и других дефектов, влияющих на эксплуатационные каче-
ства рукавов, но допускается наличие ворса, отпечатки кипра и складок от бин-
тов очной ткани. В металлических оплетках не должно быть обрывов, петлей
и следов коррозии.
6.3.3. Правила приемки
Рукава поставляют партиями одной группы, одного типоразмера в количестве
не более 1000 м, оформленные одним документом о качестве. При контроле соот-
ветствия качества партии рукавов ТУ проверяются:
конструкция, внешний вид и размеры (кроме наружного диаметра верхней
металлической оплетки)—все 100% рукавов;
наружный диаметр верхней металлической оплетки —два рукава от партии;
герметичность при испытании гидравлическим давлением — 2% рукавов от
партии, но не менее двух рукавов;
прочность при разрыве гидравлическим давлением — по два образца, взятых
от двух рукавов;
отклонение от перпендикулярности торца к оси рукава —два рукава;
прочность связи слоев с верхней металлической оплеткой — по три образца,
взятых от двух рукавов;
увеличение диаметра верхней металлической оплетки (распушевание) при
снятии наружного резинового слоя — два рукава;
стойкость к набуханию — по два образца, взятых от двух рукавов;
изменение наружного диаметра рукава при минимальном допустимом радиусе
изгиба — два рукава;
состояние внутренней поверхности — по три образца, взятых от трех
рукавов.
Результаты испытаний, кроме испытаний на герметичность, являются оконча-
тельными и распространяются на всю партию.
6,3.4. Способы и методы испытания
Размеры элементов рукавов контролируют измерительными приборами, обес-
печивающими заданную точность измерений: штангенциркулем по ГОСТ 166—73,
толщиномером по ГОСТ 11358—74, измерительной линейкой по ГОСТ 427—56.
Для измерения наружного диаметра верхней металлической оплетки на рас-
стоянии не менее 2,5dBH от конца рукава по окружности срезают слои, находя-
щиеся над оплеткой в виде кольца шириной 8—10 мм и проводят измерения
штангенциркулем.
Внутренний диаметр рукава измеряют цилиндрическими калибрами на рас-
стоянии 50 мм от конца рукава. Длину рукава определяют метром или рулеткой.
Определение морозостойкости. Для определения морозостойкости от рукава
'Отрезают образец не менее 5R, где R — минимально допустимый радиус изгиба.
135
Рис. 6.5. Эскиз приспособления для
определения изменения наружного
диаметра рукава при изгибе до ми-
нимального допустимого радиуса
Помещают его на 4 ч в холодильную
камеру. В ней образец выдерживают при
температуре, указанной в технических
требованиях на поставку (см. выше).
По истечении 4 ч образец, не вы-
нимая из холодильной камеры, изгибают
на 180° 2 раза в противоположном на-
правлении вокруг оправки диамег-
ром 2R.
После замораживания и изгиба на
внутренней и наружной поверхностях
образца не должно быть трещин. Для
осмотра внутренней поверхности образец
разрезают вдоль оси.
Испытание на герметичность. При
испытании рукавов на герметичность
один конец рукава присоединяют к гид-
равлическому насосу, другой закрывают
заглушкой со спускным краном. Затем
при открытом’ спускном кране рукав
медленно наполняют испытательной жид-
костью до полного удаления из него воздуха. После этого кран закрывают и по-
степенно повышают давление до испытательного, которое поддерживают в тече-
ние 5 мин. При этом на рукаве не должно быть разрывов, просачивания жидкости
в виде росы и местных вздутий.
В качестве испытательной жидкости применяют керосин, бензин, дизельное
топливо, масло на нефтяной основе и некоторые другие жидкости.
Проверка прочности. Для определения прочности рукавов при испытании
гидравлическим давлением рукав длиной 800—1000 мм испытывают так же, как
на герметичность, и доводят давление до ЗР, где Р — максимальное статическое
рабочее давление.
Изменение наружного диаметра рукава при изгибе до минимально допусти-
мого радиуса определяют, изгибая рукав без подачи давления, на приспособле-
нии, схема которого приведена на рис. 6.5.
Изменение наружного диаметра рукава при изгибе X вычисляют по следую
щей формуле:
(£)—О)Х100
где D — наружный диаметр рукава до изгиба, мм; О — величина наименьшей ос?
эллипса рукава при изгибе, мм.
Изменение массы внутреннего резинового слоя при испытании на набухание
определяют по ГОСТ 9.030—74 на образцах резины внутреннего слоя, отслоен-
ного от рукава и тщательно зачищенного от клея и нитей.
Диаметр проволоки, применяемой для изготовления рукавов, определяют с
точностью до 0.01 мм в двух взаимно перпендикулярных направлениях одного
сечения проволоки.
Состояние рукава. Состояние внутренней поверхности рукава проверяют
осмотром образцов рукава длиной не менее 300 мм, разрезанного вдоль оси.
Металлическую оплетку, конструкцию и внешний вид наружной поверхнос
рукавов проверяют осмотром. Не должно быть порывов проволоки и резиново
слоя.
6.3.5. Маркировка, упаковка, транспортирование
и хранение
Маркировка. На каждом рукаве по всей длине несмываемой белой краске
наносится четкая маркировка с указанием:
наименования или товарного знака предприятия-изготовителя и типа рукав
внутреннего диаметра;
136
рабочего давления (статического и динамического);
месяца и года изготовления;
буквы «Л» при применении латунированной проволоки;
обозначения стандарта (ГОСТа).
Кроме того, на каждом рукаве ставится штамп технического контроля.
Примечания 1. Рукава, предназначенные для работы в условиях тропического
климата, маркируют в соответствии с ГОСТ 15152—69. 2. Рукава, предназначенные для экс-
плуатации е условиях Крайнего Севера, маркируют в соответствии с ГОСТ 14892—69
(приложение 4) краской зеленого цвета.
Упаковка рукавов. Рукава связывают в пачки или бухты с радиусом изгиба
не менее минимально допустимого и упаковывают в фанерные или деревянные
ящики. По согласованию с потребителем допускается упаковка рукавов в мягкую
тару.
Транспортную тару маркируют по ГОСТ 14192—71 с нанесением следующих
дополнительных обозначений: наименования изделия; группы, типа и размера ру-
кавов; количества изделий; номера партий, стандарта (ГОСТа).
Предприятие-изготовитель должно сопровождать каждую партию рукавов
документом, удостоверяющим их качество, который вкладывают в полиэтилено-
вом мешке в одно из тарных мест. В этом случае к маркировке тарного места
добавляют надпись «Документ здесь».
Хранение рукавов. Рукава рекомендуется хранить в помещении в расправ-
ленном виде при температуре от 0 до 4-25° С на расстоянии не менее 1 м от
теп л он злу чающих приборов. Рукава должны быть предохранены от действия ма-
сел, бензина, керосина, их паров и других веществ, разрушающих резину, тек-
стильные элементы и вызывающих коррозию металлической оплетки.
Нельзя хранить рукава под давлением, вблизи работающего радиоэлектрон-
ного и другого оборудования, способного выделять озон, а также искусственных
источников света, выделяющих ультрафиолетовые лучи.
6.3.6, Гарантия изготовителя рукавов
Изготовитель гарантирует соответствие рукавов требованиям ГОСТ 6586—73
при соблюдении потребителем условий хранения и эксплуатации. Гарантийный
срок хранения рукавов — один год с момента изготовления, а гарантийный срок
эксплуатации рукавов в установленных ГОСТом средах — два года с момента
ввода их в эксплуатацию.
6.4. Мягкие топливные баки
Мягкие топливные баки применяются на многих типах самолетов и вертоле-
тов и помещаются в специальные отсеки — контейнеры. Существуют несколько
разновидностей конструкций (по комбинации слоев резины) топливных баков.
Устройство мягких баков. Примерное расположение слоев мягкого топливно-
го бака: первый слой, соприкасающийся с топливом, — топливостойкая резина: на
резину накладывается слой из прорезиненной ткани АКХР или плащ-палатка.
Резиновые баки могут быть в нижней части на а/з высоты стенок протекти-
роваиными. Тогда на керосиностойкую резину приклеивается 1—2 слоя набу-
хающей губчатой резины, а затем наружный слой — прорезиненная плащ-палатка.
6.5. Рукава резиновые напорные с нитяными оплетками
Рукава резиновые напорные с нитяными оплетками (без проволочных спи-
ралей) применяют в качестве гибких соединительных трубопроводов для гидрав-
лических, воздушных, топливных, масляных и других систем.
137
6.5.1. Основные размеры
Основные размеры (внутренний и наружный диаметры), количество оплеток
и максимальное рабочее давление рукавов указаны в табл. 6.8.
Таблица 6.8
Внутренние и наружные диаметры, количество оплеток и рабочее давление
Рабочее давление, Н/см®
150 300 500 700 1000
Внутренний
AHaMetp, мм Наружный диаметр, мм (количество оплегок) Наружный диаметр, мм (количес гво оплеток) Наружный диаметр, мм (количес гво оплеток) Наружный диаметр, мм (количество оплеток) Наружный диаметр, мм (количество оплеток)
4±0,3 и ,0±1 (1) И,5±1(1) 12,0±1 (1) 13,0± 1 (2) 17,5±1,5(3)
Ь ±0,3 8±0,3 13,0±1 (1) 13,5± 1 (1) 16,0± 1 (2) 17,5 ±1(2) 19,5±1,5(3)
15,5±1 (1) 16,0±1 (1) 19,0±1(2) 19,5±1 (2) 21,5±1,5(3)
Ю±0,5 17,5±1 (1) 18,0±1 (1) 21,0±1 (2) 21,5±1 (2) 24,0 ±1,5(3)
12±0,5 20,0±1 (1) 22,0 ±1 (2) 24,0 ±1(2) 25,5±1(3)
14±0,5 22,5± 1 (1) 25,0±1 (2) 28,5± 1 (3) 28,5±1(3)
16±0,5 25,0±1 (1) 28,0±1 (2) 30,5±1,5(3) 31,5± 1,5(3)
18±0,5 27,5± 1 (1) 30,5±1,5(2) 33,5 ± 1,5 (3) — —
20±0,5 29,5±1 (1) 32,5±1,5(2) 35,5± 1,5 (3) — -—
22±0,5 32,0±1,5 (1) 34,5±1,5(2) 37,5 ±1,5(3) — —
25±0,5 34,5 ±1,5(1) 38,0±1,5(2) 40,5± 1,5(3)
28±0,5 38,0±1,5 (1) 44,5±1,5 (3) — ——
30±0,5 40,0±1,5(1) 46,5±1,5(3) 18,5± 1,5 (3) — г
32±0,5 42,0±1,5(1) 48,5±2(2) —
35±0,5 — -
38 ±0,5 51,5±2(2) — —— — •—
40±0,5 54,5±2(2) —• —*
42±0,8 56,5 ±2 (2) —» — —
45±0,8 59,0 ±2 (2) — *
48 ±0,8 62,0±2(2) — —
50±0,8 64,0±2(2) — —
Примечание. В скобках показано количество оплеток.
Условное обозначение рукавов. Пример условного обозначения рукавов с
внутренним диаметром 4 мм на рабочее давление 150 Н/см2 (15 кгс/см2): «Ру-
кав 4-15».
Длины рукавов. Рукава поставляются следующих номинальных длин: 400,
450, 500 мм с допуском ±5 мм; 550, 600, 650, 700, 750, 800, 900, 1000 мм с до-
пуском ± 10 мм; 1100, 1200, 1400, 1600, 1800, 2000, 2200 мм с допуском ± 20 мм;
2500, 2800, 3200, 3500, 4000 и 4200 мм с допуском ±30 мм.
Примечание. По соглашению сторон допускается поставка рукавов других длин
млн общим метражом.
Минимальная толщина внутреннего резинового слоя рукавов:
для рукавов, рассчитанных на рабочее давление до 150 Н/см2 — не менее
1,2 мм; для рукавов, рассчитанных на рабочее давление свыше 150 Н/см2,*— не
менее 1,5 мм.
Разнотолщинность внутреннего резинового слоя камеры рукавов с внутрен-
ним диаметром до 16 мм включительно должна быть не более 0,3 мм, а свыше
16 мм, — не более 0,5 мм. Разнотолщинность стенок рукавов с внутренним диа-
метром до 16 мм включительно должна быть не более 0,5 мм, а свыше 16 см —
не более 1 мм.
138
Радиус изгиба. Минимальный допустимый радиус изгиба рукавов с внутрен-
ним диаметром до 25 мм включительно должен быть равен 8d, а свыше 25 мм —
10d (d — внутренний диаметр рукава).
Изменение наружного диаметра рукавов при изгибе до минимально допусти-
мого радиуса изгиба должно составлять не более 10% от фактического наруж-
ного диаметра рукава.
6.5,2. Технические условия
Устройство рукавов. Рукава должны состоять из внутреннего резинового
слоя, нитяных оплеток, промежуточных слоев из резины или пасты и наружного
резинового слоя. Поверхность внутреннего резинового слоя рукавов должна
быть ровной, без складок, пористости, пузырей и трещин. Отпечатки от дорна
и талька дефектами не считаются.
Бездефектность рукавов. На внешней поверхности рукавов не должно быть
пузырей, оголенных участков, вмятин, искажающих цилиндрическую форму
рукавов.
Вмятины, пролежни и эллипс в пределах допускаемых отклонений по наруж-
ному диаметру, а также наличие Кипра и складок от винтовочной ткани дефек-
тами не считаются.
Герметичность и рабочая среда. Рукава должны быть герметичными и рабо-
тать в следующих средах и при температурах, указанных в табл. 6.9.
Таблица 6.9
Температура рабочей и окружающей среды и рабочая среда герметичных рукавов
Рабочая среда Температура рабочей среды, °C Окружаю- щая тем- пера гура °C Рабочая среда Темпера гура рабочей среды, ОС Окружаю- щая тем- nepajypa, °C
7 опливо Масло и гидравли- ческие жидкости От —50 до +70 От —50 до +100 От —50 До +70 Воздух Вода От —50 до +60 От 0 до +100
Примечание. Рукава должны выдерживать испытание на герметичность гидрав-
лическим давлением, равным 1.25Р и воздушным-— IP (Р максимальное рабочее дав-
ление).
Запас прочности и физико-механические показатели. Рукава должны иметь
не менее чем трехкратный запас прочности (ЗР).
Прочность связи при отслоении внутреннего резинового слоя от оплетки
должна быть не менее 15 Н/см, а концы рукавов должны выдерживать без раз-
рыва растяжение в радиальном направлении до 105% от действительного раз-
мера внутреннего диаметра рукава.
Физико-механические показатели резины, применяемой для изготовления ру-
кавов, приводятся в табл. 6.10.
6.5.3. Контроль и способы испытаний
Внешний вид рукавов и конструкцию проверяют осмотром. Диаметры рука-
вов и их толщину проверяют с помощью штангенциркуля или измерительных ка-
либров, длину—метром или рулеткой. Изменение наружного диаметра рукава
при изгибе до минимально допустимого радиуса R находят путем изгиба рукава
139
Таблица 6.10
Физико-механические показатели резины для рукавов
Наименование показателей
Предел прочности при разрыве, Н/см2, не менее
Относительное удлинение, %, не менее
Остаточное удлинение после разрыва, %, не более
Коэффициент старения по относительному удлинению при
температуре 70°С в течение 144 ч, не менее
Твердость по ТШМ-2
Температура хрупкости, °C, не ниже
Изменение массы при испытании на набухание в жидкостях
в течение 24 ч в смеси 75% (по объему) бензина «Галоша»
(ГОСТ 443—56) и 25% бензола (ГОСТ 8448—61) при тем-
пературе 204:5е С, %, не более
с помощью приспособления. Точки А и В (см. рис. 6.5) должны находиться на
одной линии.
Расстояние между этими точками по дуге должно быть равным 3,14 (P+D/2).
Диаметр D втулки не должен превышать максимально возможного наруж-
ного диаметра рукава. Диаметр измеряют в середине дуги в горизонтальном
и вертикальном направлениях.
Величину изменения диаметра рукава X вычисляют по формуле
где Dq — наружный диаметр рукава до изгиба, мм; Di — наружный диаметр
изогнутого рукава, мм.
Герметичность рукавов гидравлическим давлением проверяют следующим
образом; один конец рукава присоединяют к гидравлическому насосу, другой за-
крывают заглушкой со спускным краном. При открытом спускном кране рукав
медленно наполняют жидкостью до полного удаления из него воздуха, после
чего кран закрывают и постепенно повышают давление до испытательного. Дав-
ление поддерживают в течение 3 мин, при этом на рукаве не должно наблю-
даться разрывов, просачивания жидкости в виде росы и местных вздутий. Для
определения разрывной прочности давление доводят до разрушения рукава.
В качестве жидкости при испытании используют: керосин, масло, воду или спирто-
глицериновую смесь.
Герметичность рукавов воздушным давлением проверяют так: один конец
рукава заглушают пробкой, другой присоединяют к воздушной магистрали Затем
весь рукав погружают в ванну с водой и в рукав подают воздух под давлением,
равным 1Р. Давление поддерживают в течение 10 мин. За это время на поверх-
ности рукава не должно быть заметного выделения пузырьков воздуха или дру-
гих признаков негерметичности. Выделение межслойного воздуха в виде мелких
пузырьков, не вызывающее падения давления по манометру, дефектом рукава не
считается.
Коэффициент старения резины определяет ГОСТ 269—66 по относительному
удлинению. Время выдержки в термостате при температуре 70° С — 144 ч.
Морозостойкость рукавов проверяют следующим путем: отрезки рукавов
(длиной не менее трех радиусов изгиба) помещают в холодильную камеру и вы-
держивают при температуре минус 50° С не менее 4 ч. После этого каждый рукав
(не вынимая из камеры) изтбают на 180° 2 раза в противоположном направле-
нии вокруг оправки диаметром 2R (R — минимально допустимый радиус рукава).
При этом после замораживания и изгиба на внутренней и наружной поверхности
рукавов не должно быть трещин.
140
6.5.4. Маркировка, упаковка, транспортирование и хранение
Маркировка рукавов. Каждый рукав должен иметь четкую маркировку, на-
несенную белой краской, устойчивой к рабочим средам. Маркировка наносится
по всей длине рукава в виде сплошной полосы. Например, маркировка
ЛРТИ4-15-Х1-63-125 обозначает: ЛРТИ — предприятие-поставщик; 4 —внутрен-
ний диаметр рукава; 15 — рабочее давление (кгс/см2); XI-63 — месяц и год изго-
товления; 125 —номер партии.
На рукавах допускаются и дополнительные обозначения.
Упаковка и транспортирование рукавов. Короткие рукава упаковывают в де-
ревянные или фанерные ящики, а рукава длиной более 2,2 м разрешается свер-
тывать в бухты. При транспортировании рукавов в железнодорожных контейне-
рах и внутригородским транспортом рукава допускается отправлять перевязан-
ными в бухты или связи и упакованными в мягкую тару.
Сопровождающие документы. Каждая партия рукавов сопровождается до-
кументом, подтверждающим соответствие рукавов требованиям ГОСТа.
Документ должен содержать: наименование предприятия-поставщика, наиме-
нование рукавов, их внутренний диаметр, рабочее давление и номер партии,
общую длину, количество и дату выпуска рукавов, результаты проведенных ис-
пытаний или подтверждение о соответствии рукавов требованиям ГОСТа, номер
ГОСТа.
Ящик, в который вкладывают документ, должен иметь надпись: «Документ
здесь».
Хранение рукавов. Рукава защищают от действия солнечных лучей и хранят
в расправленном виде в помещении при температуре от 0-до 4-25° С.
При хранении рукава должны находиться на расстоянии не менее одного
метра от отопительных приборов и не должны подвергаться действию масел,
бензина, керосина и других разрушающих резину веществ.
Гарантия изготовителя. Рукава должны быть приняты техническим контро-
лем предприятия-изготовителя. Изготовитель должен гарантировать соответст-
вие рукавов требованиям ГОСТ 10362—63 при соблюдении потребителем усло-
вий эксплуатации и хранения.
Гарантийный срок хранения рукавов 12 мес с момента изготовления, а экс-
плуатации— 24 мес с момента ввода рукавов в эксплуатацию.
6.6. Рукава резинотканевые спиральные напорновсасывающие
для жидких топлив и масел
Рукава резинотканевые спиральные напорновсасывающие для жидких топ-
лив и масел применяются в качестве гибких трубопроводов для перекачки бензи-
на, керосина, дизельного топлива и масел как под давлением, так и под ваку-
умом.
6.6,1. Основные параметры и размеры
Устройство рукавов. Рукава состоят из следующих элементов: внутренней
проволочной спирали из стальной оцинкованной проволоки, внутрен-
ней прорезиненной тканевой прокладки из рукавной ткани «Р-2» и «Р-3», внут-
реннего резинового слоя, одной или нескольких прорезиненных тканевых прокла-
док, резинового слоя, наружной прорезиненной тканевой прокладки и наружной
проволочной спирали из стальной оцинкованной проволоки.
На конце рукава предусмотрены резинотканевые манжеты (без спирали)
для присоединения его к металлической арматуре. Концы наружной проволочной
спирали на расстоянии 150—200 мм от манжетов закрыты тканевой обкладкой.
Группы рукавов. По показателю термостойкости рукава выпускают двух
групп — I и II.
Размеры рукавов. Размеры рукава и его элементы соответствуют размерам,
указанным в табл. 6.11.
Таблица 6.11
Размеры рукавов и ткани для прокладок
Внутренний диаметр, мм Длина манжета, мм Минимальная толщина резиновых слоев внутрен- него и проме- жуточного, мм Диаметр проволоки для спирали Минималь- ный радиус рукава при свертыва- нии я круг, мм Рекомен д у е мое количество тканевых про- кладок для ткани
внутренней, мм наружной, мм №
25±1 100 ±15 1,5—0,9 2,5—3,0 2,0—2,5 300 3 3
32±1 100 ±15 1,5—0,9 2,5—3,0 2,0—2,5 300 3 3
38±1 100 ±15 1,8—0,9 2,5-3,0 2,0—2,5 300 4 3
50±1,5 150 ± 15 1,8—0,9 3,0—3,5 2,0-2,5 400 4 3
65±2,0 150 ± 15 1,8—0,9 3,0-3,5 2,0-2,5 500 4 4
75±2,0 150 ±15 1,8—0,9 3,0—3,5 2,0-2,5 500 5 4
Примечания 1. Разностенность в торцовой части манжет не допускается более
3 мм для рукавов диаметром 25, 32 и 38 мм н более 5 мм для рукавов диаметром 50, 65
и 75 мм. 2. Номинальная длина рукава с манжетами оговаривается потребителями при за-
казе, согласовывается с заводом-изготовителем рукавов и может быть не более 18 м, до-
пускаемое отклонение для длин до 3 м включительно ±100 мм; для длины более 3 м —
±300 мм. 3. Шаг наружной спирали для диаметров 25, 32 и 38 мм — 15—20 мм, для диа-
метров 50, 65 и 75 мм— 20-25 мм. 4. Максимально допустимая масса 1 м рукава диамет-
рами: 25 мм — 1,7 кг; 32 мм — 2.1 кг; 38 мм — 2,4 кг; 50 мм — 3,0 кг; 65 мм — 3,8 кг;
75 мм — 4,5 кг.
Условное обозначение рукавов. Рукава группы II с внутренним диаметром
25 мм с морозостойкостью —45° С зашифровываются так: «рукав II 0 25».
6.6.2. Технические условия
Рукава должны выдерживать: рабочее давление в 50 Н/см2; испытательное
гидравлическое давление в 100 Н/см2; разрывное давление в 150 Н/см2.
Физико-механические показатели. Резиновые слои в рукаве должны быть
однородными в разрезе, без трещин, пустот, рубчатости и соответствовать по-
казателям, указанным в табл. 6,12.
Ткань, применяемая для рукавов, должна соответствовать показателям, ука-
занным в табл. 6.13.
Оцинкованная проволока, идущая для изготовления внутренней и наружной
спирали рукава, должна соответствовать ГОСТ 3282—46 с дополнительной
оцинковкой.
Концы рукавов (манжеты) должны выдерживать без разрыва растяжение
в радиальном направлении до 105% внутреннего диаметра рукава.
Нагрузка и работоспособность. Рукава должны выдерживать испытание на
нагрузку в 800 Н на 100 мм ширины рукава. При этом деформация по наруж-
ному диаметру не должна превышать 5%. Рукава должны также сохранять ра-
ботоспособность в интервалах температур: группа I —от —30 до ±60° С; груп-
па II — от —45 до +80° С.
Отклонения по показателям внешнего вида, не влияющие на эксплуатацион-
ные качества рукавов, указаны в табл. 6.14.
Обязательства завода-изготовителя. Завод-изготовитель обязан безвозмездно
заменять рукава, вышедшие из строя ранее 12 мес (включая в этот срок и время
складского хранения) со дня их отгрузки заводом-изготовителем в адрес по-
требителя. Рукава могут быть заменены лишь при условии их правильной экс-
плуатаций и нормального хранения.
142
Таблица 6.12
Физико-механические показатели рукавов
Наименование показателя
Нормы
Предел прочности при разрыве, Н/см2, не менее
Относительное удлинение при разрыве, %, не менее
Остаточное удлинение после разрыва, %, не более
Коэффициент старения в воздушном термостате при темпе-
ратуре 70° С в течение 48 ч, не менее
Набухание по массе смеси (по объему) бензина «Галоша»
75% и бензола 25% при температуре 20°С в течение 24 ч, %,
не более
Набухание по массе в масле МС-20 при температуре 20° С,
в течение 24 ч, %, не более
Уменьшение массы в тех же условиях, %, не более
Прочность связи внутреннего слоя резины с тканью, Н/см
ширины, не менее
500
200
20
0J
40
4-0,3
-3,0
10
Таблица 6.13
Показатели тканей для рукавов
Наименование показателя Ткань „Р-2" Ткань „Р-3"
Основа Уток Основа Уток
Прочность на разрыв полоски 850 940 1250 1400
50x20 мм, Н, не менее Удлинение при разрыве, % 24 ±3 14±3 26 ±3 13 ±3
Примечание. Ткань «Р-3» имеет лучшие показатели, чем ткань «Р-2».
Таблица 6.14
Отклонения по показателям внешнего вида рукавов
Наименование показателя
Нормы
Включения в резине
Пролежни и вмятины на наружной
поверхности
Мелкие тканевые складки
Местные срывы резины с наружной
прокладки
Незначительное ослабление витков
наружной проволоки
Не допускаются размером более 0,3 мм
Не допускается более 50 мм длиной и
2 мм глубиной в количестве более двух
мест на рукав
Не более двух длиной свыше 70 мм
на 1 м рукава или одна площадью более
6 м2 на весь рукав
Не допускаются
Не допускается более одного ослаблен-
ного витка на 3 м рукава
143
6.6.3 Контроль и способы испытания
Внешний вид рукавов и их конструкцию контролируют визуально Длину
рукавов, манжетов, шаг наружной спирали, внутренний диаметр и толщину ре-
зиновых слоев проверяют любым измерительным прибором, а качество резиновых
слоев контролируют осмотром торца рукавов
Рукава на гидравлическое давление испытывают следующим способом один
конец рукава присоединяют к гидравлическому насосу, а другой закрывают за-
1лушкои со спускным краном Далее при открытом спускном кране рукав мед-
ленно наполняют водой до полного удаления из него воздуха, после чего кран
закрывают и постепенно повышают давление до 100 Н/см2, которое поддержива-
ют в течение 10 мин При этом на рукаве не должно наблюдаться разрывов»
расслоений, свищей, просачивания воды в виде росы и местных вздутий
Разрыв рукава в месте крепления концов рукава к конусам не является бра-
ковочным признаком В этом случае производится испытание другого рукава.
Морозостойкость рукавов контролируют следующим образом от манжетов
рукава отрезают кольца шириной 5—7 мм и помещают их на 4 ч в холодильную
камеру при температуре —30±2° С или —45±2° С По истечении указанного
сроьа кольца сжатые в холодильной камере до полного соприкосновения внут-
ренних стенок, не должны иметь трещин и изломов Испытание проводят не ме-
нее чем на двух кольцах
Растяжимость концов рукавов в радиальном направлении проверяют наде-
ванием рукава на коническую оправку, имеющую максимальный диаметр, рав-
ный 105% внутреннего диаметра испытуемого рукава
Прочность рукавов на местную нагрузку проверяют следующим образом ру-
каву придают подковообразную форму (или располагают два рукава параллель-
но) Затем поперек рукава кладут пластину шириной 100 мм, нагружают ее
в двух местах грузами по 800 Н каждый и под этой нагрузкой выдерживают
10 мин, после чего нагрузку' снимают и измеряют наружный диаметр в местах,
подвер! н\тых действию нагрузки При этом изменение наружного диаметра не
должно превышать 5% от величины нар\жного диаметра рукава до испытания
6.6.4, Маркировка, упаковка и хранение
Маркировка. На одном конце рукава должна быть цветная рельефная мар-
кировка с указанием наименование завода-изготовителя, условного обозначения
рукава, длины рукава и даты изютовления На рукаве должен быть штамп от-
дела технического контроля
Упаковка. Все рукава длиной более 4 5м свертывают в круги (радиус ко-
торых должен соответствовать нормам) и прочно перевязывают в трех местах.
Рукава длиной менее 4,5 м отправляют несвернутыми
Хранение, Рукава защищают от действия солнечных лучей и хранят в рас-
правленном виде в помещении при температуре от 0 до -3-25° С При хранении
р' 1 а на должны находиться на расстоянии не менее 1 м от отопительных приборов
и не должны подвергаться действию масел, бензина и других разрушающих ре-
лну веществ
6.7. Прорезиненные ткани, резины для диафрагм, 1
прокладочные и уплотнительные материалы
Ткань АХРК конструкции А, Б и В представляют собой хлопчатобумажную
ткань, прорезиненную с одной или обеих сторон клеем на основе ннтрильного
каучука Применяется для изготовления внешнего слоя и арматуры мягких
топливных баков
Ткань 300 представляет собой вертелочное полотно из капронового шелка
№ 300, прорезиненное с двух сторон клеем на основе наирнта и сдублированное
во взаимно перпендикулярном направлении Применяется для изготовления внеш-
нею слоя мягких топливных баков
144-
Плащ-палатка — хлопчатобумажная ткань Фрикционированная с одной сто-
роны резиновой смесью, с другой стороны та^же обложенная на каландре рези-
новой смесью 7 6248-13 Применяется для изготовления внешнего слоя топлив-
ных баков
Ткань ВРТ-2 пол\ ,ают путем пропитки капронового полотна раствором ре-
зиновой смеси Кр, содержащим смолу ФР-12, и промазкой самовулканизирую-
щимся клеем BRP 7 Применяется в качестве внутреннего слоя мягких топливных
баков
Ткань ВРТ-6 используется для изготовления внешнего слоя мягких топлив-
ных баков, работающего в среде воздуха и в парах топлива при температурах:
от —40 то +250° С в течение 500 ч, +200° С в течение 750 ч
Резина В-14-Д применяется для изготовления диафрагм гидроаккумуляторов,
работающих в среде воздуха, азота и масла AM Г 10 при температурах от “60
до + Ю0°С
Резина 3508Н-4 применяется для изготовления диафрагм гидроаккумуляторов,
работающих в керосине, трансформаторном масле и бензине ври температурах
от —10 до +130° С, в масле АМГ 10 при температурах от —50 до +130° С;
в маслах МК и МС при температурах от —35 до +130° С, в сре ie воздуха при
температурах от —30 до +100° С длительно и до 130° С кратковременно при
статической деформации
Резина 3508Н-4 используется для изготовления формованных уплотнительных
дета теп
Резина И ПР-1376 применяется для изготовления диафрагм гидроаккумулято-
ров и уплотнительных деталей работающих длительно в жидкости НГЖ 4 при
температурах от —55 до +125°С, в фреоно-масляных смесях при температурах
от “40 \о +180° С, в синтетических маслах Б ЗВ, 36 1 и в среде воздуха при
температурах от —55 до + 150е С (кратковременно — до 200° С)
Паронит ПМБ (У В-10) состоит из асбеста, бутадиенового каучука и напол-
нителсп Применяется в качестве уплотнительных прокладок в местах соединений
металлических поверхностей, работающих в среде керосина и минеральных масел
при давлении до 1,5 кН/см2 и температуре не выше 150° С Поставляется в виде
листов черно серого цвета, имеющих с одной стороны слегка глянцевую с другой
матовую поверхность
Паронит 9-38-56 состоит из асбеста, нитрильного каучука и наполнителей.
Применяется в качестве уплотнительных прокладок в местах соединений метал-
лических поверхностей работающих при давлении до 1,50 кН/см2 в керосине,
бензине при температурах до 200° С, в масле 36/1К при 175° С и масле МК 8
при 120°С Поставляется в виде листов светлосерого цвета имеющих с одной
стороны слегка глянцевую с другой матовую поверхность без посторонних вклю-
чений н трещин
Паронит КП-2ВТ состоит из асбеста, фторкаучука и наполнителей Приме-
няется в качестве уплотнительных прокладок в местах соединений металлических
поверхностей, работающих длительно в среде воздуха, керосина, масла МК-8
и других нефтепродуктах при температурах до 200° С и кратковременно до 250° С
Поставляется в листах светло бежевого цвета, имеющих с одной стороны слегка
глянцевую, с другой матовую поверхность
Паронит В П-1 состоит из асбеста, фторкаучука и наполнителей Применя-
ется для уплотнительных прокладок фланцевых соединений работающих при
давлении не более 1 5 кН/см2 в среде воздуха до 350° С, синтетических масел до
175° С минеральных масел до 120° С, топлива до 250° С Поставляется в виде
гладких листов светло-бежевого цвета
Ферронит ПА состоит из асбеста, бутадиенового каучука и наполнителей
с металлической сеткой Применяется в качестве уплотнительных прокладок в
местах соединений металлических поверхностей, работающих в среде бензина,
керосина и минерального масла при температурах до 200° С Поставляется в виде
гладких листов юркого цвета
Ферронит ВП-1ф состоит из асбеста, фторкаучука и наполнителей с метат-
лическои сеткой Применяется в качестве уплотнительных материалов, работаю-
щих при температурах 150° С в топливе ТС 1 до 1000 ч, 175° С в маслах 36/1К
и ВНПИНП 50 1-4ф до 1000 ч, 250° С в топливе Т 6 до 500 ч, 300° С в среде
воздуха до 24 ч
Фсрронит представляет собой гладкие листы светло-бежевого цвета.
145
Картон прокладочный Виакад. Состоит из картона 2Б или кабельной бумаги
КВ из 100%-ной сульфатной целлюлозы. Компоненты пропитаны желатиновым
клеем и за дублены. Применяется в качестве уплотнительных прокладок в местах
соединений металлических поверхностей, работающих в среде бензина, керосина
и минерального масла при температурах до 100° С. Поставляется в виде гладких
листов светло-коричневого цвета.
Губчатая термостойкая резина ВРП-1. Применяется для герметизации разъ-
емных соединений и в качестве амортизирующих прокладок, работающих при
температурах от —60 до 4-250° С длительно и до 4-300° С кратковременно. Рези-
на грибо- и влагостойкая может использоваться в любых климатических ус-
ловиях.
6.8. Авиационные колеса и пневматики
Общая характеристика. Авиационные колеса являются частью шасси самоле-
та (вертолета). Они обеспечивают проходимость самолета и воспринимают пнев-
матика ми часть энергии удара. Торможение колес сокращает послепосадочный
пробег самолета и обеспечивает его маневрирование по аэродрому.
Элементы колес. Основными элементами колес являются: барабан с ребор-
дами, пневматик и тормоз. Барабан изготовляется из легких конструктивных спла-
вов (магниевых, алюминиевых, титановых) путем литья или штамповки. Один
из барабанов выполняется несъемным, второй же для удобства монтажа и де-
монтажа шины — съемным. Широкое распространение получил съемный борт
в виде двух полуреборд. В случае применения бескамерной шины съемный борт
выполняется неразъемным. Все большее применение находят бескамерные колеса,
потому что они имеют меньший вес.
Эксплуатационные особенности и технические характеристики колес опреде-
ляются габаритными размерами (внешним диаметром и шириной сечения пнев-
матики), их несущей способностью по статической и усталостной прочности, энер-
гоемкостью тормозов и т. д.
Классификация колес по характеру применения показана на рис. 6.6. Колеса
разделяют на два типа: тормозные и нетормозные. В свою очередь, тормозные
колеса различают по конструкции тормозов (дисковый, колодочный, камерный).
Группы авиационных пневматикой. В зависимости от давления в пневматике
шины условно подразделяют на следующие группы:
I группа — шины сверхнизкого давления — до 35 Н/см2;
II группа — шины низкого давления — 35—65 Н/см2;
Рис. 6.6. Классификация колес по характеру использования
146
Ill группа — шипы высокого дав-
ления— 66—100 Н/см2;
IV группа — шины сверхвысокого
давления—100—200 Н/см2.
На некоторых самолетах начали при-
менять колеса с пневматиками сверхвы-
сокого давления на 220 Н/см2 и выше.
Для таких колес необходимы бетонные
взлетно-посадочные полосы и весьма
мощные амортизаторы ног шасси.
Показатели пневматнков. Пневмати-
ки I и II групп хорошо обжимаются и
способны поглощать значительную часть
энергии удара при приземлении самоле-
та. На легких самолетах с баллонными
колесами можно не ставить амортизато-
ров на ногах шасси. Такие колеса об-
ладают хорошей проходимостью.
Пневматики Ш группы по сравне-
нию с колесами IV группы обладают
большим обжатием и проходимостью.
Пневматики IV группы мало обжи-
маются и поглощают меньшую энергию
при приземлении самолета. Из-за малой
площади соприкосновения с грунтом и
большого удельного давления проходи-
мость такого колеса на мягких грунтах
низкая. Поэтому колеса с пневматика ми
Рис. 6.7. Основные конструктивные
размеры шин
IV группы применяются для самолетов,
эксплуатируемых на аэродромах с твердым покрытием взлетно-посадочных полос.
Величина давления в пневматике в значительной мере определяет проходи-
мость самолета по грунту и величину напряжений, возникающих в аэродромном
покрытии. Чем выше давление в пневматике, тем хуже проходимость по грунту
и выше величина напряжений, возникающих в покрытии аэродрома. Кроме того,
с увеличением давления ресурс шины уменьшается, так как при высоком давле-
нии шина становится малоэластичной и все мелкие неровности, встречающиеся
на полосе, не обтекаются шиной, а вдавливаются в нее, разрушая протектор.
В последнее время в связи с требованием повышения проходимости само-
летов по грунту стали применяться шины широкого профиля, но с высоким дав-
лением, у которых коэффициент округлости профиля Л1=В: Я>1,25.
Степень округлости, высоты и ширины профиля. Отношение ширины В шины
к высоте Н (рис. 6.7) профиля, характеризуется степенью «округлости профиля»:
Отношение высоты Н к радиусу R характеризует относительную высоту про-
филя Кг, а отношение ширины шины В к наружному диаметру D — относитель-
ную ширину профиля шины К3:
Н В
Основные конструктивные соотношения для шин различных типов и разме-
ров, средние значения коэффициентов Ki, Кг, К3 для всех типов шин и диапазо-
нов скоростей самолетов при взлете и посадке представлены в табл. 6.15.
Скоростные критерии шин. Шины сверхнизкого и низкого давления не явля-
ются скоростными. Максимальная посадочная скорость самолетов, имеющих ши-
ны; сверхнизкого давления баллонного и полубаллопного типа — не более
200 км/ч; шины низкого давления (арочного типа) — не более 250 км/ч. Когда
посадочная скорость больше 250 км/ч, должны применяться шины высокого или
сверхвысокого давления. Это вызвано тем, что с увеличением скорости взлета
-и посадки увеличиваются центробежные силы в элементах конструкции шины.
147
Таблица 6 15
Конструктивные параметры шин различных типов
Размеры шин, мм Ро, Н/см* £)] мм В, ММ //, ММ К, к2 к,
Шины полубаллонного типа
200X 80 35 70 80 65 1,23 0,65 0,4
300X125 35 90 125 105 1,2 0,7 0,415
400X150 40 115 150 142,5 1,05 0,71 0,375
470X210 35 127 210 171,5 1,23 0,73 0,445
500x125 35 300 125 100 1,25 0,4 0,25
500x150 25 230 150 135 1,Н 0,54 0,3
595х185 25 280 185 157,5 1,18 0,53 0,31
500X180 45 280 180 160 1,13 0,535 0,3 й
600X250 25 150 250 225 1,11 0,75 0,375 а
800x260 45 330 260 235 1,11 0,65 0,325
900x300 45 370 300 265 1,13 0,59 0,333 |
1200x450 38 430 450 335 1,34 0,56 0,375
Шины арочные
500Х180 60 250 180 125 1,45 0,5 0,36 ;
700x250 45 356 250 172 1,46 0,49 0,36
840x300 52 419 300 210 1,43 0,5 0,36 ;
950 x350 52 451 350 225 1,55 0,475 0,36
1325X480 54 635 480 345 1,4 0,52 0,36 '
1450X520 55 685 520 382 1 1,36 0,52 0,36 j
Шины высокое о давления
930x305 85 406 305 262 1,16 0,56 0,33 J
1100 x330 95 508 330 296 1.Н 0,54 0,3 J
1450x450 95 630 450 410 1,1 0,56 0,31 я
1500x500 95 630 500 435 1,15 0,58 ° ’33 я
Шины сверхвысокого давления
570x140 105 305 140 132,5 1,06 0,465 0,246 Я
600x155 105 305 155 147,5 1,05 0,49 0,26 Я
660x200 120 335 200 162,5 1,23 0,49 0,3 .1
800x 200 120 416 200 192 1,04 0,48 0,25 -Я
800 х230 135 468 230 206 1,11 0,47 0,26 fl
1160x290 135 625 290 267,5 1,08 0,46 0,25
Действие этих сил компенсируется увеличением давления в шине, ухменьшением
елейности каркаса, утонением протектора шины, а также изменением геометрии
профиля шины. Из табл. 6.16 следует, что с увеличением давления в шине ее
поперечное сечение приобретает большую «округлость» при одновременном
уменьшении относительной высоты К2 и ширины К3 профиля. Исключение состав-
ляют шины арочного типа, у которых среднее значение Ki составляет 1,44. ;
Основные характеристики, применяемые в эксплуатации шин, представлены*
в табл. 6.17. Этими данными можно пользоваться также и при подборе пневма-
тикой для различных условий эксплуатации.
Эксплуатационные и прочностные данные камер и покрышек.
Камера — тонкостенный резиновый шланг, изготовляемый из сырого рези-
нового материала, служит для амортизации ударов. Она эластична, прочна и
морозостойка, хорошо сопротивляется старению и обладает следующими свой-
148
Таблица 6.16
Средние значения коэффициентов Кз для шин различных типов
Тип шины Диапазон рабочих давлений, Н/смя К, Kt К* Скорость самоле la ври взлете и посад- ке, км/ч
Сверхнизкого давле- ния 20—35 1,18 0,63 0,36 Не более 200
Низкого давления 35—65 1,44 0,5 0,36 9 250
Высокого давления 65—100 1,13 0,55 0,32 Свыше 250
Сверхвысокого давле- ния 100-135 1,09 0,47 0,26 It 300
Примечание. В целях увеличения проходимости самолетов при движении на мяг-
ких грунтах изучаются возможности применения колес, позволяющих изменять давление
при движении. Для уменьшения габаритов авиационных колес рекомендуется применять
пневматики более высокого давления, более качественные материалы и подшипники.
Таблица 6.17
Основные служебные характеристики шин
Размер шины Ро> Н/см2 б, мм ^М.Д I мм р ст* кН г кН ЛМ.Р Н м Vt км/ч G, кт
Шины полубаллонного типа
200 X80 35 11,5 32 1,65 4,65 60 160 1,5
300X125 35 18,5 65 3,7 13,4 360 200 3,5
400X150 40 30 99 9,25 30 1300 200 о
470X210 35 29 115 11,5 45 2 000 185 9
500X125 35 20 64 5,75 18 500 165 6
500X159 25 23 88 4,8 18 600 120 7
595X185 25 26 106 6,3 25,5 1400 105 10
600X180 45 20 104 8,1 45 2 000 200 10
600 X250 25 46 159 13 44,7 3 150 125 16
800 x260 45 52 165 28 89 6 700 160 25
900x300 45 58 187 38,3 123 10 500 160 36
1200x450 38 78 270 60 208 26 000 125 80
Шины арочные
500x180 60 25 77 13 40,5 1 2Ь0 250 7,5
700 X 250 45 50 127 31,5 75 4 100 100 16,5
840 x300 52 48 140 38 НО 6 800 140 28
950x350 52 58 186 48 153 12 000 160 37
1100X400 65 58 180 79 244 18 400 230 62
1450 X520 55 100 276 143 388 45 000 220 139
Шины высокого давления
570x140 70 20 85 12 52,5 1900 240 9
660x200 90 42 107 36 93 4 300 315 15
800x225 90 39 132 42 142 8 000 300 22
1100 хззо 95 58 197 95 320 26 800 300 67
1500x500 95 90 305 200 680 89 000 300 180
Примечание. В таблице —рабочее давление в шине; б—прогиб шины при
стоянке; бм#д — усадка шины при максимально допустимой нагрузке; Рст — стояночная на-
грузка; Рм д—максимально допустимая нагрузка; Лмд— работа поглощаемая шиной при
максимально допустимой нагрузке; V — взлетная скорость; G — масса шины.
149
етвами предел прочности при разрыве авр не менее 1700—1800 Н/см2, относи
тельное удлинение ь в момент разрыва не менее 550%, остаточное удлинение О
не более 20%, коэффициент старения не менее 0,8
Наружная покрышка состоит из кордовой прорезиненной ткани
(корд — ткань, плетеная из капроновых нейлоновых и металлических нитей) и
протектора (беговой части), непосретственно соприкасающегося с грунтом при
взлете, посадке и рулении Покрышка является силовой частью пневматики и
имеет следующие свойства овр^2200 Н/см2, е650%, твердость по ТШР —70—
97 Н/см2
Для предохранения от старения наружную поверхность покрышек воскуют
а внутреннюю припудривают тальком, затем обвертывают глянцевой бумагой и
упаковывают в тканевый чехол Покрышки хранятся при температурах от Н-5 до
4-15° С и при влажности воздуха 40—60%.
6.9. Авиационные лыжи
Для посадки на снежное покрытие, а иногда и на грунт применяют лыжи
Опорные площадки лыж определяют из условий допустимых удельных на-
грузок на поверхность для снега — 20 кН/м2, для грунта—100 кН/м2 Ноги
шасси при замене колес на лыжи не претерпевают существенных изменений
Снеговая лыжа главной ноги шасси представляет собой прямоугольник со
скругленными углами и краями Носовая и хвостовая части лыжи приподняты
Каркас лыжи образован из продольного (лонжероны и боковые окантовки) и
поперечного (усиленные п нормальные шпангоуты, передняя и задняя окантовки)
наборов
Полоз (подошва) лыжи имеет толстую металлическую обшивку, усиленную
гофрированными металлическими листами Продольные каналы, образованные
полозом и юфрированными листами, используются для обогрева лыжи горячим
воздухом во время взлета и рулежки по снегу
Крепление лыжи. Лыжа крепится к стойке ноги шасси при помощи специаль-
ного узла называемого «кабаном» Положение лыжи в полете регулируется ста-
билизирующим амортизатором, расположенным в хвостовой ее части Отклонение
лыжи от нормального положения ограничивает телескопический подкос Задний
подкос разгружает двухзвенник стойки при боковых нагрузках на лыжу Для
стабилизации положения лыж при разбеге и пробеге н улучшения управляемости
на их подошвах устанавливаются ножи и гребни
6.10. Фрикционные материалы дисковых тормозов
Металлокерамические материалы. В качестве фрикционных материалов в ди-
сковых тормозах применяют металлокерамические материалы, работающие в паре
с чугуном или сталью 3X13 металлокерамика ФМК8, ФМК11, ФМК11М
и МКВ50А. Эти материалы изготовляются на железной основе Металлокерамика
ФМК8 содержит минимальное количество железа (49,5—51,5%) и максимальное
количество легирующих элементов никеля, вольфрама и хрома Остальные ме-
таллокерамики имеют значительно больший процент железа, а легирующие эле-
менты никель, вольфрам и хром в них отсутствуют
Показатели износостойкости и прирабатываемости. Для обеспечения задан-
ной износостойкости и прирабатываемости твердость металлокерамики после спе-
кания должна быть в следующих пределах для металлокерамики ФМК8 — ЯД
60—85, для ФМКИ и ФМК11Ч —/7Д 65—95 и для МКВ50А — HR 70—85 Твер
дость чугуна ЧНМ.К НВ 160—220 а твердость стати 3X13 —ЯД 270—300 Уве-
личение твердости как металлокерамики, так и чугуна резко ухудшает взаимную
прнрабатываемость
Нагруженность фрикционного материала в тормозах различна и не превыша-
ет следующих величин скорость скольжения на поверхности трения 30 м/с, сред-
няя удельная работа трения 5 кН м/см2, средняя удельная мощность трения
150
Таблица 618
Некоторые характеристики фрикционных материалов
Пара трения коэффициент трения /т коэффициент С1йбИ ЧЬНОС ти а Интенсивность износа мк м/торможени я
Me таллокера- мический диск Контртело
ФМК8+ЧНМХ 0,16-0,2 0,65 16 4
ФМКП+ЧНМХ 0,25—0,29 0,77 22 4
ФМК11М + ЧНМХ 0,22-0,27 0,7 22 6
ФМК11+3X13 0,18—0,22 0,8 24 6
МКВ50К + ЧНМХ 0,34—0,38 0,77—0,8b 20 4
300 Н м/см2, давление на поверхности трения 130 Н/см2, объемная температура
фрикционных эчементов 500°С
В особых случаях возможно колебание значений отдельных параметров Так,
например, в случае аварийного торможения объемная температура фрикционных
элементов может доходить до 600° С
Основные характеристики фрикционных материалов приводятся в табл 6 18.
В настоящее время для характеристики фрикционных материалов тормозов
приняты следующие параметры коэффициент трения, стабильность коэффициента
трения (или коэффициент стабильности а), интенсивность линейного износа i
и коэффициент колебания тормозного момента ум.
Коэффициент трения зависит от многих факторов, основными из которых яв-
ляются
физико химические свойства фрикционного материала (химический состав,
твердость, наличие окисных пленок на материалы и др ),
условия работы (давление, скорость скольжения, температура, рабочая
среда),
конструктивное и технологическое выполнение фрикционных элементов (тип
фрикционных дисков, качество обработки поверхностей трения, величина коэф-
фициента взаимного перекрытия, коэффициент изменения геометрической площа-
ди трения),
наличие и характер смазки фрикционных элементов (работа тормоза без
смазки или в среде масла).
РАЗДЕЛ 7.
ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ И КОЖА
7Л. Технические текстильные материалы и кожа
7.1,1, Общие сведения
Применяемые в авиации ткани повышенного качества изготовляют из кру-
ченой пряжи. Они имеют гарнитурное, саржевое и атласное переплетения.
Гарнитурное переплетение (миткалевое или полотняное) характеризуется
максимально возможной частотой чередования основных и уточных нитей, что
обеспечивает наибольшую прочность ткани на разрыв и растяжение, минималь-
ные гибкость и мягкость.
Саржевое (киперное) переплетение характеризуется правильным диагональ-
ным расположением нитей основы и утка и дает более мягкую и гибкую ткань,
чем получаемая гарнитурным переплетением. Такие ткани слабее гарнитурных
при испытании на растяжение.
Атласное (сатиновое) переплетение характеризуется наименьшей частотой
чередования нитей основы и утка, что обеспечивает наибольшую гладкость по-
верхности и мягкость ткани.
Обработка тканей. Необработанная ткань, снятая с ткацкого станка, назы-
вается суровой. Для повышения ее механических свойств, атмосферной устойчи-
вости, блеска и гладкости хлопчатобумажную ткань обрабатывают в щелочном
растворе с последующей промывкой в воде. Эта обработка называется мерсери-
зацией, а ткань — мерсеризованной. Кроме того, суровую ткань в зависимости
от назначения подвергают различным видам обработки: водоупорной, противо-
гнилостной или огнеупорной пропитке, нанесению покрытий и т. д.
7,1,2. Показатели качества тканей
Основными показателями качества тканей являются влажность, ширина,
толшина, плотность, прочность на разрыв, растяжимость и др. В табл. 7.1 при-
водятся характеристики самолетных тканей, а в табл. 7.2—физико-механические
свойства текстильных волокон.
Влажность определяют высушиванием образца в сушильном шкафу при
105—110° С до постоянного веса, после чего рассчитывают потерю в весе (в про-
центах от веса образца в сухом состоянии).
Ширина ткани. По ширине различают ткани узкие (45—75 см); среднеширо-
кие (75—100 см); широкие (100—150 см). Ткани шириной 0,5—7,5 см называют
ткаными лентами.
Толщина тканей бывает от 0,025 до 3.0 мм и определяется толщиномером.
Плотность ткани по основе или по утку характеризуется числом нитей (ос-
новных или уточных) на длине образца в 100 мм, плотность определяют подсче-
том числа нитей с помощью ткацкой лупы или специальных счетчиков.
Масса ткани. Масса 1 м2 тканей от 20 г до нескольких килограммов. Ткани
массой до 0,1 кг/м2 (100 г/м2) легкие, массой от 0,1—0,4 кг/м2 (100 до 400 г/м2)
средние, а ткани массой свыше 0,4 кг/м2 (400 г/м2) тяжелые.
Предел прочности на разрыв и удлинение при разрыве тканей определяют
на маятниковых динамометрах преимущественно по нескольким образцам утка
152
Таблица 7.1
Характеристики самолетных тканей
Марка Прочность на разрыв, Н Удлинение при раз- рыве, % Масса 1 м®, кг
по основе по у псу ио основе но угку
АСТ-100 (авиационная из суровой немерсеризо- ванной ткани № 100/4 тяжелая) 2230 ±70 2200 ±100 90 90 0,185±0,01
АЛВК (авиационная льняная высшей крепо- сти) АМ-93 (авиационная из мерсеризованной пря- жи № 93/2) 2000 ±10 1000 ±100 90 90 0,220 ±0,01
3000 2900 70 70 0,160
АЛЛ (авиационная льняная легкая) 2320 2400 60 60 0,163
АМ-100 (авиационная из мерсеризованной пря- жи № 100/2) 3280 ±80 3220 ±140 60 57,5 0,127 ±0,007
Примечания. 1. Ткань АЛЛ взаимозаменяема с тканью АМ-100, а ткань АЛВК —
с тканями АСТ-100 и АМ-93. Ткани АЛЛ и АМ-100 применяют для обшивки самолетов со
скоростями полета до 300 км/ч, а более прочные ткани АЛВК, АСТ-100 и АМ-93—более
300 км/ч.
2. Хлопчатобумажные ткани и льняные ткани распознаются по таким признакам:
льняные ткани серебристого или желтоватого цвета без ворса, хлопчатобумажные — кремо-
во-белого цвета. Лицевая сторона хлопчатобумажной ткани отличается от изнанки полным
отсутствием ворса. Если капнуть на льняную ткань касторовым маслом, то капля не будет
расплываться, а на хлопчатобумажной ткани касторовое масло расплывается полосками.
При разрыве льняной ткани кромка получается неровной с торчащими нитками, при раз-
рыве хлопчатобумажной ткани образуется ровная кромка. Ткань АЛВК имеет 19—21 нить,
АСТ-100 — 21—23 нити, а АМ-93 — 31—34 нити.
Таблица 7.2
Физико-механические свойства текстильных волокон
Свойс ГВО Хлопок Лен Вискозный шелк Натураль- ный шелк г Шерсть Стекло Капре н, найлон
Длина, мм 15—55 5—55 Непре- рывная Непре- рывная 30—160 и более Непре- рывная Непре- рывная
Толщина, мкм 4—48 4—120 15—20 6-29 10—125 и более 5—7 и более 20
Плотность, г/см3 1,52 1,50 1,52 1,37 1,32 2,60 1.14
Нормальная 8,5 12 11 11 15—17 0,2 4,5
влажность, %
Термостойкость, 120 120 150 150 110 200 60
°C
Предел прочно- 24—80 35-95 45 50—60 14—25 140—220 52—55
сти при растяже- нии, Н/мм2
Удлинение при разрыве, % 5,5— 9,8 2,5- 4,0 9-17 13-20 30-54 2—3 25
Стойкость к ат- Устой- Устой- Менее Не- Менее Устой- Не ус той-
мосферным воздей- ствиям чив чив устойчив, чем хло- пок устойчив устойчив, чем цел- люлоза чиво чивы к свету
153
и основы. Прочность тканей характеризуется разрывной нагрузкой и находится
в широких пределах в зависимости от природы сырья и качества обработки
тканей. Удлинение при разрыве колеблется для различных тканей от 2 до 40%.
7.1.3. Кордовые и шлифовальные ткани
Кордовые ткани, используемые как основа для иокрышек самолетных пнев-
матических шин, вырабатываются из хлопковой и синтетической пряжи. Они об-
ладают высокой прочностью по основе и небольшой по утку. Назначение утка —
предохранять нити основы корда от рассыпания во время прорезинивания.
Для самолетных шин ткань имеет основу из хлопчатобумажных или капро-
новых нитей, а уток — из хлопчатобумажных. Вместо хлопчатобумажной ткани
часто используют вискозную, более тонкую при равной прочности на разрыв,
что уменьшает толщину каркаса покрышек и благоприятно сказывается на уве-
личении их срока службы. Кроме того, термостойкость вискозной кордовой ткани
выше: хлопчатобумажная ткань при температуре 115—120° С теряет 30—35%
первоначальной крепости, а вискозная только 10—12%.
Марки и механические свойства ткани «корд>. Ткани «корд» представляют
собой хлопчатобумажную ткань. Выпускают ткани марок ЗТ, 7Т, 8Т, 9Т, ЮТ,
11Т, 23Т, 7ЧТ, 84Т, 94Т, 723Т, 823Т, 923Т и др. Диаметр основной нити при влаж-
ности 6,5% — 0,64—0,8 мм, ширина тканей 150 мм, масса 1 м2— 226—475 г. со-
противление нити разрыву 70—100 Н, удлинение при нагрузке 45 Н — 6,0—7,0%,
коэффициент теплостойкости 0,66—0,69, влажность 7,5%.
Вискозный корд — ткань по основе из вискозной кордовой нити, по утку из
хлопчатобумажной пряжи. Выпускают ткань марок: 14в, 142в, 145в, 15в, 152в,
153в, 17в, 172в и др. Толщина 0,67 мм, разрывная нагрузка 140—170 Н, при
нагрузке 45 Н удлинение 3,5%, при разрыве—14%, ширина 140 см, масса
1 м2 — 215—439 г.
Ткань «чефер» суровая хлопчатобумажная ткань (ГОСТ 642—68), предназ-
наченная для изготовления крыльев и усилительных ленточек борта покрышек
пневматических шин, прорезиненных рукавов и пропитанных прокладок. Чефер
выпускают шириной 107—186 см, масса 1 м2 — 385, 440 и 475 г, разрывная на-
грузка полоски 50 X 200 мм по основе и утку 1,0—1,3 кН, удлинение при разрыве
по основе 26% и по утку 11—13%, толщина 1,0—1,1 мм.
Рукавные ткани. Для изготовления прорезиненных рукавов применяют хлоп-
чатобумажные и льняные ткани и ткани из химических волокон. Рукава для
едких жидкостей изготовляют на тканях из стекловолокна и хлорина. Для из-
готовления авиационных дюритовых рукавов используют льняное полотно шири-
ной 90 и 100 см, массой 1 м2-—280 и 425 г, с разрывной нагрузкой по основе
1180 и 900 Н, по утку — 1260 и 900 Н.
Бязь — хлопчатобумажная суровая ткань, применяемая для изготовления
шлифовальных и полировальных кругов.
Миткаль — хлопчатобумажная плотная ткань. Суровый непропнтанный мит-
каль используют для изготовления шлифовальных кругов.
Бумазеи и фланель—хлопчатобумажные ткани из числа «иечесанных». На
одной стороне (бумазея) или на двух (фланель) имеют пушистый слой. Ткани
используют для шлифования и протирки окрашенных поверхностей. Ткани хра-
нят в сухом проветриваемом помещении при влажности не более 65%.
Саржа — легкая, средняя, утяжеленная и специальная хлопчатобумажные
ткани, применяемые для изготовления шлифовальных шкурок.
Войлочные полировальные круги: грубошерстные, применяемые для полиро-
вания металлических и стеклянных изделий, полугрубошерстные — для полиро-
вания деталей и изделий, требующих высокого качества полирования, тонкошер-
стные — для полирования особо ответственных деталей.
7.1.4, Ткани для чехлов и парашютов
Для чехлов самолетов и двигателей применяют плотные льняные и хлопча-
тобумажные ткани (табл. 7.3). Льняные ткани подвергают противогнилостной
и водоупорной пропитке, а хлопчатобумажные — только водоупорной. Для изго-
товления парашютов используют хлопчатобумажную ткань авиазент,
154
Таблица 7.3
Характеристики тканей для чехлов и парашютов
Название Прочность на разрыв/ Н Удлинение мри раз- рыве, % Масса 1 №» кг Толщина дкани, мм
по основе ПО утку по основе ко утку
Льняная водоупорная 1680 750 15 6 0,525 0,8
наружная (АЛП-1 Хлопчатобумажная 900 800 22 14 0,300 0,52
плащ-палатка Xлопчатобум а ж ная 1150 1170 17 14 0,400 0,77
ткань авиазент
7,1.5. Ткани на основе синтетических и стеклянных волокон
На основе капроновых волокон изготовляют ткани марок МЭК, А1Т, ленты
Л КТ и ЛАС. Ткань МЭК воздухонепроницаема, морозостойка, устойчива против
влаги, но разрушается от действия бензина н солнечных лучей. Ткань А1Т при-
меняется для облицовки теплоизоляции. Лента Л КТ используется для мягкого
крепления фонарей самолетов.
На основе стеклянных волокон изготовляют ткани и ленты. Стеклянную
ткань применяют для покрытия теплоизоляционных матов АСИМ и АТИМС.
Ленту ЛАС используют для тепловой изоляции трубопроводов и для электроизо-
ляционной обмотки.
Вата стеклянная из непрерывного волокна работоспособна до 450° С и при
любых отрицательных температурах, используется как термоизоляционный мате-
риал. Объемная масса (при нагрузке на вату 0,2 Н/см2) не более 130 кг/м3. Диа-
метр волокна не более 21 мкм. Коэффициент теплопроводности в ккал/(м*ч-°С)
не более 0,034 + 0,0003 /ср» где fOp — средняя температура изолированной поверх-
ности.
7.1.6. Кожа, замша, кожзаменители и лакоткани
Техническая кожа состоит из внутреннего и наружного слоев. Наружная
блестящая сторона лицевая, внутренняя имеет негладкую неблестящую поверх-
ность и называется бахтармой. Техническая кожа продубливается по всей площа-
ди и толщине и равномерно прожировывается. Лицевая сторона должна быть
чистой, однородного цвета и не давать трещин и усадки при испытаниях, содер-
жать влаги не более 16%.
Кожа является хорошим уплотнительным материалом и сохраняет эластич-
ность при температурах от —50 до +150° С, а ее набухаемость повышает уплот-
няющую способность. Кожа может пропитываться жирами, маслами, парафином,
тиоколом, растворами графита и дисульфидмолибдена, а также жидкостями,
против которых применяют кожаные уплотнения.
Служебные характеристики кожи. Спирт кетоны растворяют
и вымывают из кожи дубильные вещества, а это ведет к ее затвердеванию. Та-
кое же действие оказывают горячие (свыше 75° С) минеральные масла. Кожа
не стойка к кислотам и щелочам. Она непластична и поэтому не выдавливается
в зазоры уплотнения. Манжеты и другие изделия формуются после пропитки ко-
жи водой и нагрева свыше 100° С.
Замша. Для технических целей применяют натуральную, т. е. неокрашенную,
замшу. По толщине замшу разделяют на тонкую (0,4—0,7 мм), среднюю (0,7—
155
1,1 мм), толстую (1,1—1,5 мм) и особо толстую (свыше 1,5 мм) Замша должна
быть плотной и эластичной, хорошо продубленной с содержанием влаги не более
24% Ворс должен быть низким, густым и иметь бтеск Замша фильтрационная
не должна иметь свищей, дыр, оспин и должна удовлетворять специальным тех-
ническим требованиям на скорость проникновения бензина и на просачивание
Кожзаменители Кожзаменители называют ткани с водоупорным покрытием
специальной пленкой, наносимой на лицевую сторону ткани (хлопчатобумажной,
льняной, капроновой стеклят ной) Они применяются для облицовки стен, потол-
ков и полов кабин самолетов и вертолетов, в качестве обивочных материалов
для мебели
Кожзаменители с пленками на основе растительных масел
(с пигментами и наполнителями) называют клеенками, нитроцеллюлозными
пленками (с пластификаторами, пигментами и наполнителями) -^.дерматинами
и ледеринами Кожзаменители, изготовленные нанесением на стеклянную ткань
одностороннего пастообразного поливинилхлоридного покрытия, называют пави-
нолом Кроме того, изготовляются невоспламеняемые и водоупорные материи пу-
тем нанесения на хлопчатобумажные или капроновые ткани одностороннего ан-
типирированного ннтроцел по лозного покрытия
Свойства кожзаменителей Клеенка малогорюча, водонепроница-
ема и сохраняет свои свойства до 260° С Дерматин горюч, в интервале темпера-
тур от —50 до +60° С устойчив к бензину, керосину, маслу, не размягчается
в воде и удерживает в ней краситель в течение 2 ч Павинол не горит и не тлеет
после удаления источника огня, более устойчив к истиранию по сравнению с лер-
матмном, кожей и тканями, до температуры минус 25й С сохраняет эластичность
(перегиб на стержне диаметром 10 мм без появления трещин)
Кожзаменители также применяют для теплоизоляции трубопроводов, дверей
и других поверхностей в салопах всех видов транспорта
Лакоткани изготовляют из тканей гарнитурного переплетения путем пропитки
их электроизоляционными лаками Основой в них служат тонкие хлопчатобу-
мажные, а также шелковые и стеклянные ткани Они применяются для изоляции
детален электрических машин, трансформаторов и приборов
7.2. Естественные волокна
Волокнистые материалы подразделяют на натуральные (естественные) и хими-
ческие
Натуральные волокна по своему^ происхождению, в свою очередь, подразде-
ляют на три группы 1) добываемые из растений — хлопок, леч, пенька, джут,
2) животного происхождения — шерсть, шелк, 3) добываемые из минералов —
асбегт, или горный лен
Химическими волокнами называют тонкие, прочные и гибкие нити, образую-
щиеся при переработке растворов или расплавов разнообразных полимерных со-
единений Они подразделяются на искусственные волокна, получаемые из раст-
воров природных полимеров и их производных (целлюлоза и ее эфиры, белки)
и из растворов или расплавов синтетических полимеров
Хлопок. Из волокон хлопка изготовляют хлопчатобумажные ткани Хлопко-
вое волокно представляет собой сплющенную трубку, извивающуюся вдоль оси
Такая структура хлопка способствует хорошему сцеплению волокон друг с дру-
гом в процессе пряжения Волокна легко превращаются в нить требуемой тол-
щины, обладают способностью вытягиваться и усаживаться Этим объясняется
эластичность пряжи и ткани
Необработанный хлопок содержит 87—91 % чистой целлюлозы, 7—8 влаги,
0,4—0,5 жиров и воска и 4—5% Других примесей
Лен Льняное волокно получают из стебля растения Содержание целлюлозы
в нем 65—89% Лен служит для изготовления брезентов, канатов и др
Шерсть — сложное белковое вещество, так называемый керотин который со
держит в своей молекуле, кроме углерода, водорода, кислорода, азота, еще и се-
ру, чем и отличается от всех других волокон
Натуральный шелк получают из коконов шелковичного червя в виде тончай-
ших застывших нитей Каждый шелковичный червь выпускает до 3000 м шелко-
156
вины на один кокон Коконы разматывают на специальных машинах При этом
получают около 25—30% шелка сырца, а остальное идет на выработку нитей
более низкого качества
По своему строению волокно натурального шелка ничего общего не имеет
с хлопком, льном, шерстью Шелковые нити очень 1ладкие и однородные, поэто-
му натуральный шелк и изделия из него имеют блестящую эластичную и ровною
поверхность Волокно натура чыюго шелка очень зонко, а прочность почти такая
же, как у стальной проволоки того же диаметра Натуральный шелк, как
и шерсть, очень гигроскопичен
7*3. Искусственные волокна
Вискозное подокно изготовляют из целлюлозы путем обработки щелочью
и сероуглеродом Из 1 м3 древесины получают до 200 кг целлюлозы а из нее —
160 кг нитей (1500 м ткани)
Ацетатное волокно получают из короткого хлопкового волокна путем обра
ботки уксусной кислотой и уксусным ангидридом в присутствии серной кислоты.
Медноаммиачное волокно получают путем растворения короткого хлопково-
го волокна в аммиачном растворе окиси меди с последующим осаждением жид-
кости
Нити искусственных волокон напоминают натуральный шелк, они однородны,
гладли, эластичны и блестящи, однако менее прочны, чем нити натурального
ше^ка Сырые (мокрые) нити теряют прочность до 50% Высушивание при тем-
пературе 105—110° С восстанавливает прочность волокна
7.4* Синтетические волокна
Синтетические волокна получают из полимеров В зависимости от исходного
сырья их подразделяют на полиамидные — капрон, анид, энант, полиэфирные —
лавсан, полиакрилонитрильные — нитрон, поливинилхлоридные — хлорин, волокно
на основе поливинилового спирта — винол
Таблица 74
Название синтетических волокон в различных странах
Страна Название волокон
полна ми тных лот эфирных нолиакрил нитриЛЬНЫх поливинил- хлоридных на основе но чивинилевого спирта
СССР ГДР ЧССР ВНР ПНР Капрон, анид Дедерон Силон, новодюр Дэнулон Стинел Лавсан Л а нон Нитрон Вольакрил, перлон Панакрил Хлорин Эластон Винол
США Капролан, вайчон Дакрон, амирал Орлон, окрилан Виньон Винал, эльваноль
ФРГ Англия Перлон Найлон, целон Диолен Терилен Дралон, пан Куртель Паце Бексан Синтофил
157
Рис. 7.1. Зависимость механических
свойств анида от температуры
Исходным сырьем для производства
большинства синтетических волокон яв-
ляются нефть и нефтяные газы.
Капрон — продукт полимеризации ка-
пролактама (продуктов переработки не-
фти), Волокна из капрона отличаются
легкостью (у =1,14 г/см3), упругостью»
высокой устойчивостью к истиранию и
значительной прочностью. Например, при
вытяжке на 350—500% ов=400—
450 Н/мм2. При разрывной длине, рав-
ной 45—50 км, волокна капрона еше со-
храняют достаточную эластичность
Капрон недостаточно стоек к дейст
вию солнечных лучей, склонен к тепло
вому старению, недостаточно водостоек,
эксплуатационная теплостойкость капрона 100—120° С. В различных странах
названия синтетических волокон (табл. 7.4) различны.
Анид. Технология производства анида такая же, как и капрона. Исходным
продуктом служит органическое вещество, так называемая АГ-соль. АГ-соль пред-
ставляет собой белый кристаллический порошок, хорошо растворимый в воде.
Сырьем для получения А Г-соли служит адипиновая кислота. Анид (рис. 7.1)
несколько более теплостоек и упруг, чем капрон. Его широко применяют как для
изготовления текстильных изделий, так и для технических целей, в частности для
изготовления кордной ткани.
Анид как пластмассу (полиамид 66) используют в качестве конструкционною
материала. Из него изготовляют подшипники, шестерни, арматуру, электротех-
нические детали, сильфоны заправочных баков, трубы и т.п.
Энант. Технология получения энанта та же, что и капрона. Исходными ма-
териалами служат четырех хлор истый углерод и этилен. По свойствам энант
незначительно отличается от капрона и анида, но превосходит их по стойкости
к действию света и тепла.
Волокна энанта гигроскопичны, имеют низкую сцепляемость с другими волок-
нами и легко окисляются в расплавленном состоянии кислородом и другими
окислителями.
Лавсан, Исходным продуктом для его получения является параксилол, ко-
торый образуется при переработке бензиновых фракций.
Волокно лавсана белоснежное, мягкое, напоминающее шерсть, но по своим
качествам превосходящее ее. Лавсан не подвергается усадке, не боится влаги,
устойчив против кислот, щелочей, бактерий, свете- и термостоек, имеет высокую
прочность на разрыв. При нагревании лавсана в течение 1000 ч при температуре
150° С его прочность теряется только на 50%. Прочность на истирание у лавсана
ниже, чем у полиамидных, и выше, чем у искусственных карбоцепных синтетиче-
ских волокон.
Ткани из лавсана не изменяют цвета и свойств под действием света и воды.
Из него изготовляют конвейерные ленточные ремни, канаты, веревки, химически
стойкие фильтры и т. п. Лавсан также используется в качестве конструкционного
материала для изготовления шестерен, корпусов и деталей, устойчивых при на-
гревании и обладающих бензо- и маслостойкостью.
Нитрон получают из полиакрилонитрила. По внешнему виду напоминает
шерсть — пушист, легок, тонок и мало сминается, обладает большой свето- и тер-
мостойкостью, не подвергается действию атмосферных влияний. Его используют
в смеси с хлопком, льном и синтетическими волокнами в целях улучшения
свойств изделий. Нитрон применяется для производства гардин, ковров, обивоч-
ных материалов для салонов самолетов.
Хлорин получают формованием из ацетоновых растворов перхлорвинила. Он
обладает хорошей устойчивостью к истиранию, не горит, не боится моли, устой-
чив к многократным изгибам, негигроскопичен, не набухает в воде, в мокром
состоянии сохраняет высокую прочность. При нагревании до 70—75° С хлорин
размягчается и деформируется, а при более высокой температуре разлагается.
Хлорин применяется для выработки фильтровальных и других тканей, изготов-
ления различных технических изделий.
158
Винол получают формованием из поливинилового спирта. Он достаточно
гигроскопичен, что позволяет изготовлять из него самые разнообразные ткани
технического назначения.
Стеклянное волокно получают формованием из расплавленной массы при
1400° С, применяется в качестве электроизоляционного теплостойкого материала
и для изготовления фильтровальных тканей, устойчивых к действию различных
химических реагентов, а также при производстве армированных стеклопластиков,
обладает повышенной хрупкостью.
Полиамиды. Изделия из полиамидов обладают высокой поверхностной твер-
достью и прочностью на разрыв и истирание, значительной прочностью на изгиб
и ударный изгиб, хорошим сцеплением с металлом, устойчивостью к действию
углеводородов, спиртов, эфиров, масел и т. и. Изделия из полиамидов не реко-
мендуется применять при температурах свыше 100° С из-за высокого коэффици-
ента теплового расширения (он в 10 раз больше, чем для стали). Детали следует
выполнять тонкостенными и с зазорами, гарантирующими от заеданий при по-
вышении температуры.
7.5. Нитяные крученые изделия
Назначение нитей. Нити стеклянные предназначаются для простегивания
и сшивания теплозвукоизоляционных стекловолокнистых материалов, нити капро-
новые— для простегивания и сшивания теплозвукоизоляционных материалов ВТ4
и сшивания капроновых изделий, нити хлопчатобумажные и льняные — для сши-
вания текстильных материалов, шнур хлопчатобумажный шторный—для вспо-
могательных целей, канатики льняные — для закрепления грузов в багажных
отсеках и для других целей.
Обработка нитей. Нити стеклянные и капроновые не требуют обработки и мо-
гут эксплуатироваться во всех климатических условиях. Нити хлопчатобумажные,
предназначенные для использования во всех климатических условиях, должны
быть обработаны противоплесневой пропиткой, нити и канатики льняные, а так-
же шнур шторный — противоплесневой и противогнилостной пропиткой, причем
в последнем случае прямого контакта с металлами не допускается.
Маркировка пряжи и нитей. Пряжу всех видов различают по номеру. Метри-
ческий номер пряжи показывает число километров ее в килограмме или метров
в грамме. Толщина пряжи в тексах соответствует количеству граммов на кило-
метр. Две нити и более одиночной пряжи, скрученные вместе, образуют круче-
ную пряжу. Метрический номер крученой пряжи обозначают дробью, числитель
которой показывает номер одиночной прями, а знаменатель — число отдельных
Таблица 7.5
Крученые нитки из различных материалов н их характеристики
Торговый номер Масса мотка длиной 100 м, г Среднее разрывное усилие, Н Торговый номер Масса мотка длиной 100 м, г Среднее разрывное усилие, Н
Швейн 00 0 1 3 4 6 10 20 ые хлопчатобума 34,0—38,0 24,8—27,4 17,0—18,6 14,0-15,7 12,0—13,1 9,2—10,2 9,8—11,0 7,9-8,6 1ЖНЫС 76,5 57 43 36 30,6 23,5 23 20,1 30 40 50 Ш(9) 76,9(13) 66,6(15) 55,5(18) ЛьНЯ! 9 9 6,8 5,3 4,7 Капроновые ше «Маккей» 60 80 16,5 12,9 11,3 37 28 22 17 165 220
159
нитей одиночной пряжи, подвергнутых скручиванию. В системе текс — произве-
дением толщины (в тексах) отдельной нити на число нитей. Показатели свойств
пряжи должны соответствовать ГОСТ.
Нитки. Количество отдельных нитей пряжи, скручиваемых за один раз
при изготовлении ниток, определяет так называемое число «сложений». Разли-
чают нитки в три, шесть, девять и двенадцать сложений. Нитки в три сложения
выпускают следующих номеров: 10. 20, 30, 40, 50, 60, 80, 100, 120; нитки в шесть
сложений — JO, 20, 30, 40, 50, 60, 80; нитки в девять и двенадцать сложений —
00, 0, 1, 2, 3, 4, 6, 30, 40.
Нитки выпускают на катушках, гильзах, бобинах и в мотках. Длина намотки
400—6000 м. Величина разрывной нагрузки: хлопчатобумажных от 4 до 78 Н;
льняных от 100 до 310 Н (табл. 7.5).
7.5 J. Нити стеклянные
Нить БС6-13Х1X4X6 (ГОСТ 8325—70) применяется для простегивания
и сшивания матов, при окантовке и заготовке из теплозвукоизоляционных мате-
риалов АТИМС, ATM-3, ATM-Юс и других, а также для обшивки трубопроводов
и других агрегатов, работающих в условиях температур от —60 до +400° С.
Нить не горит, состоит из непрерывных волокон алюмоборосиликатного стекла.
Толщина нити 312+24 (3,1) текс, разрывная нагрузка не менее 140 Н.
Нить HC-UL Применение то же, что и для нити БС6-13Х1X4X6. Эксплуа-
тационная температура от —60 до +400° С.
7,5 .2. Крученые текстильные материалы
Нитки швейные хлопчатобумажные (ГОСТ 6309—59) применяются для сши-
вания текстильных материалов, работающих при температурах от —60 до 4-60° С.
Нитки — глянцевые с мягким аппретом и противоплесневой пропиткой. В зави-
симости от назначения используются три вида ниток. Для машинного сшивания
применяют нитки в шесть сложений, для ручной — особопрочные нитки в 12 сло-
жений № 00,
На прошивку полотна идут льняные нити в восемь сложений из высококаче-
ственного сырья (НАР) № 6,5/8 со средней прочностью на разрыв 220 Н. Все
нитки, кроме НАР, перед употреблением вощат натуральным пчелиным воском.
Шпагаты представляют собой толстую пеньковую нитку, изготовленную скру-
чивай нем двух нитей пряжи, которую затем подвергают аппретированию и поли-
рованию. Прочность от 120 до 800 Н.
Шнуры представляют собой материалы, полученные взаимным скручиванием
нескольких нитей крученой пряжи (шнуров) или шпагата. Хлопчатобумажные
и льныные шнуры выпускают диаметром 1,0—3,6 мм и прочностью от 145 до
1100 Н.
Шнур хлопчатобумажный шторный ШХБШП-1 с противоплесневой пропиткой
выпускается для вспомогательных целей и работает при температурах от —6° до
+60° С. Условный диаметр шнура 3,18±0,5 мм, разрывная нагрузка не менее
450 Н.
Канатики льняные из ниток с противогнилостной и противоплеснев’ой пропит-
кой (в тропическом исполнении) применяют для крепления грузов в багажных
отсеках, работают при температурах от —60 до +60° С. Выпускают их диамет-
ром 8, 10, 12 и 14 мм с разрывной нагрузкой соответственно не менее 4500, 6400,
8500 и 10 500 Н в нормальном варианте.
7.6. Л1атериалы теплозвукоизоляционные
Теплозвукоизоляционные материалы подразделяют на рыхловолокнистые
(плотность 8—25 кг/м3), стеганые (40—105 кг/м3), плетеные (шнуры), формо-
ванные (150—500 кг/м3) и тканые (кремнеземные и асбестовые).
160
Рыхловолокнистые и стеганые материалы выпускают в виде изделий различ-
ных размеров. Толщина плит формованных материалов находится в пределах от
5 до 100 мм.
7.64, Материалы рыхловоло^нистые
Материал ВТ4С — капроновое волокно с полиамидным связующим вещест-
вом. Плотность не более 25 кг/м3, влажность — не более 3%, Слабо горит и при
горении плавится, после удаления источника пламени горение прекращается.
Эксплуатационная температура от —60 до +120° С. Применяется для теплозву-
коизоляции стенок кабин самолетов и вертолетов.
Материал АТМ-1 — супертонкое стекловолокно с фенолформальдегидным
связующим. В маркировке материала указываются его толщина (в миллимет-
рах) и облицовка. Например, АТМ-1-20-ПС означает, что материал имеет толщи-
ну 20 мм и облицован с одной стороны пленкой, а с другой стеклотканью. Длина
мата 550—600 см, ширина 55—60 см. Необлицованный и облицованный с одной
или двух сторон фольгой и СТФ материал не горит и не тлеет, облицованный
ПЭТФ — горит. Рабочая температура необлицованного и облицованного материа-
ла от —60 до +150° С, облицованного СТФ — до +80° С, ПЭТФ —до 4-70° С.
Применяется для теплозвукоизоляции стенок кабин самолетов.
Материал АТИМСС — стекловолокно (диаметром 5—7 мкм) с фенол офор-
мальдегидным связующим, не горит и не тлеет. Плотность не более 25 кг/м3,
влажность не более 2%. Рабочая температура от —60 до -Н50°С. Применяется
для теплозвукоизоляции стенок кабин самолетов и вертолетов.
Маты без связывающего материала применяют для теплоизоляции трубопро-
водов при рабочей температуре от —60 до +450° С. Плотность не более 8 кг/м3,
влажность не более 20. Материал не горит и не тлеет.
Холст БСТВ применяется для теплозвукоизоляции трубопроводов при рабо-
чей температуре от —200 до 4-700° С. Это с^ертонкое базальтовое волокно.
Материал не горит и не тлеет. Плотность не более 20 кг/м3, влажность не более
2%. Длина материала 110±5 см и ширина 60±5 см. Толщина при давлении
0,01 Н/см2 для холста разных марок от 20 до 75—85 мм.
7,6.2. Стеганые материалы
Материал ВТ4 из капронового волокна применяется для теплозвукоизоляции
стенок кабин и трубопроводов при рабочей температуре от —60 до 4-120° С. Раз-
меры матов для материалов: ВТ4-5 — толщина 5 мм, длина 340 см, ширина
145 см; ВТ4-Ю—толщина 10 мм, длина 340 см, ширина 145 см; ВТ-15 — толщи-
на 15 мм, длина 340 см, ширина 145 см. Материал слабо горит и при горении
плавится, после удаления источника пламени горение прекращается. Плотность
не более 75 кг/м3, влажность не более 5%.
Материал АТМ-Л из лавсанового волокна используется для теплоизоляции.
Работает при температуре от —60 до 180° С. Плотность 30—130 кг/м3, влажность
не более 5%. Толщина при давлении 0,01 Н/см2 — 3—10 мм, длина 20 м, ширина
1,7 м. Предел прочности при разрыве: по длине не менее 10—50 Н/см2, по шири-
не — не менее 30—100 Н/см2.
Материал АТИМС из стекловолокна диаметром 5—7 мм применяется для
теплозвукоизоляции трубопроводов, стенок кабин и других участков при рабочих
температурах от —60 до 4-450° С длительно и до 4-600рС кратковременно. Об-
лицовка— стеклосетка ССА. Д4атериал не горит и не тлеет. Длина мата 105±
±5 см, ширина 84±4 см, толщина 5—15 мм. Плотность 75—85 кг/м3, влажность
не более 2%.
7,6.3. Плетеные шнуры
Шнур АТШ (супертонкое стекловолокно в оплетке из стеклянных нитей)
применяется для теплозвукоизоляции тонких трубопроводов, длительно работаю-
щих при температурах от —260 до 4'450° С. Шнур АТШБ-6 имеет диаметр 6
7 мм, массу 1 м 15±2 г.
6-581 • 1Й1
Шнур АТШБ-10 (супертонкое базальтовое волокно в оплетке из базальтовых
нитей). Применение то же, что и для шнура АТШ. Диаметр шнура 10±2 мм.
Масса 1 м. жгута 14±2 г, шнура 23±2 г. Количество нитей в оплетке 16X16
с сердцевиной из базальтовых некрученых нитей.
7.6.4. Формованные материалы
Материал АТМ-6 (супертонкое стекловолокно с кремнийорганическим связу-
ющим) применяется для теплоизоляции внутренних поверхностей конструкций,
работающих при температурах от —60 до +300° С. Материал не горит и не тле-
ет. Плотность не более 145 кг/м3, влажность не более 0,5%. Размеры плиты:
толщина 10—15 мм, длина 780 мм, ширина 720 мм.
Материалы ATM-8-5, АТМ-8-10 (супертонкое кремнеземное волокно с крем-
нийорганическим связующим) применяются для теплоизоляции изделий, кратко-
временно работающих при температурах до 1200° С. Материал не горит и не
тлеет. Размеры плиты: толщина 5—10 мм, длина 780 мм, ширина 720 мм. Плот-
ность 145±5 кг/м3, влажность нс более 2%-
Материал АТМ-11 применяется для теплоизоляции изделий, длительно рабо-
тающих при температурах до 1000° С и кратковременно до 1300° С; материал не
горит, не тлеет. Размеры плиты; толщина 10 мм, длина 50 см, ширина 50 см.
Плотность 15О±5 кг/м3, влажность не более 6%.
Материалы АТМ-9-500-10, АТМ-9-500-20 (супертонкое стекловолокно с крем-
нийорганическим связующим) применяются для теплоизоляции трубопроводов
при рабочих температурах от —60 до 4-300° С. Размеры плиты: толщина 10—
20 мм, длина 780 мм, ширина 720 мм. Плотность 480—500 кг/м3, влажность не
более 0,5%. Материал не горит и не тлеет.
7*6.5. Тканые материалы
Ткани КТ-11, КТ-11-Э/0,2, КТ-11-Э/0,1, ленты КЛ-11-1Д КЛ-П-ЗД КЛ-11-5
и нить кручения КН-11 (кремнеземное волокно из стекла состава № 11) приме-
няются для теплозвукоизоляцин различных изделий, длительно работающих (без
вибрации) при 1000°С и кратковременно (1,5 ч) при 1200°С. Размеры материала,
толщина от 0,33 до 0,4 мм, ширина от 1,5 до 88 см. При первичном нагревании
кремнеземные материалы претерпевают усадку, их механическая прочность в ре-
зультате термической обработки и последующего охлаждения снижается.
7.6.6. Ткани асбестовые
Ткани АТ-1, АТ-2, АТ-3, АТ-4, АТ-5, АТ-7, АТ-8, АТ-9, АЛТ-2 и другие при-
меняются для теплоизоляции, изготовления слоистых пластиков (асботекстоли-
тов) и в качестве прокладочного материала при температурах 400—500° С Состав
тканей* асбеста не менее 81,5—90% (АЛТ-2 50%) и хлопка не более 10—18,5%
(АЛТ-2 50%). Ширина 1040—1550 мм, толщина 1,2—3,0 мм. Разрывная нагрузка
полоски 50X100 мм не менее: по основе 440—850 Н, по утку 140—320 Н
(АЛТ-2 —600 Н).
7,6.7. Материалы декоративно-отделочные
Ткань «Туаль» арт. 12008 (ГОСТ 14937—69) из натурального шелка применя-
ется для внутренней декоративной отделки кабин самолетов и вертолетов. Горит
медленно, не тлеет. Ширина 92±2 см, разрывная нагрузка полоски 50x200 мм;
по основе 350 Н, по утку 400 Н.
Коврик ворсовой из ткани арт. 87007 применяется для теплозвукоизоляции
и декоративной отделки пола кабин. Материал коврика — капроновый ворс с губ-
чатым подслоем из натурального лотакса. Материал горит, ворсовая ткань пла-
вится, не тлеет. Длина 800 см, ширина 101—105 см, толщина 9±1 мм. Толщина
подслоя 5±1 мм, разрывная нагрузка 25 Н/см2.
РАЗДЕЛ 8
ГЕРМЕТИЗИРУЮЩИЕ, ПРОКЛАДОЧНЫЕ
И УПЛОТНИТЕЛЬНЫЕ МАТЕРИАЛЫ
8.1. Герметизирующие материалы (герметики)
Общая характеристика. Герметики — пастообразные или вязкотекучие поли-
мерные композиции, используемые для нанесения на клепаные, болтовые, свар-
ные и другие соединения элементов конструкций с целью обеспечения их непро-
ницаемости. Применяют для герметизации кабин, приборных и топливных отсе-
ков, остекления. Герметики также используют для защиты радиоэлектронных
схем и блоков, монтажа штепсельных разъемов и других приборов от влаги,
пыли и механических воздействий.
В'отличие от прокладочных и уплотнительных материалов, работающих в ус-
ловиях сжатия при постоянно действующей нагрузке, герметики испытывают при
работе воздействия растягивающих усилий и относительно кратковременных на-
грузок.
Стойкость герметиков. Для обеспечения непроницаемости элементов соеди-
нения, которые при работе претерпевают взаимные пермешения, герметик должен
обладать высокой адгезией к материалам конструкции и достаточной эластич-
ностью.
Полису л ьфидные герметики стойки к действию воздушной среды, нефтяных
топлив и масел при температурах до 150° С. Фтороорганические и фторсилокса-
новые герметики стойки к воздействиям топлива в пределах 200—250° С. Крем-
нийорганические (полисилоксановые) герметики имеют высокую стойкость к теп-
ловому старению в интервале рабочих температур от —60 до +300° С, но не до-
статочно устойчивы к действию топлив.
Группы и способы нанесения герметиков. Герметики разделяют на замазки
(высыхающие и невысыхающие), самовулканизирующиеся пасты и вязкотекучие
составы, содержащие растворитель. Лучшими являются самовулканизирующиеся
пасты. Они просты в применении и обеспечивают хорошую герметичность соеди-
нений.
Герметики-пасты наносят на швы шпателем и шприцем, вязкотекучие — ки-
стью, методом полива или обволакивания. При достаточном разбавлении некото-
рых герметиков растворителем их наносят пульверизатором. Герметизирующая
пленка в результате испарения растворителей или вулканизации у большинства
герметиков образуется при комнатной температуре и не требует термообработки.
Схемы герметизации конструкций. Герметизация элементов конструкции, на-
пример клепаных соединений, с помощью герметиков производят по следующим
схемам-
внутришовная герметизация (рис. 8.1, а) — нанесение герметика
на сопрягаемые детали с последующей их сборкой;
поверхностная герметизация (рис. 8.1, 6) — нанесение гермети-
ка на собранную деталь по кромкам швов и головкам заклепок;
комбинированная герметизация (рис. 8.1 ,в) — сочетание двух
указанных выше способов.
Последний способ обеспечивает надежную герметизацию, однако является
сложным и трудоемким. Способ и схема герметизации должны выбираться
с учетом особенностей конструкции, условий эксплуатации и свойств герметизи-
рующего материала.
Рис 81 Схемы герметиза-
ции клепанных элементов
конструкций
Адгезия герметиков. По степени прилипаемости (адгезии) герметики делят па
непосредственно наносимые на поверхности (герметики с высокой степенью адге-
зии) и герметики, наносимые с помощью подслоенных клеевых пленок (герметики
с невысокой степенью адгезии)
Затвердевание или вулканизация герметиков происходит после нанесения их
на герметизируемые поверхности
В зависимости от рода основного компонента различают смоляные и каучу-
ковые герметизирующие материалы. Смоляные герметики обладают хорошей при-
липаемостью к металлу и применяются без клеевого подслоя в виде паст, лент
и пленок
В табл 8 1 приводятся области применения, марки, интервал температур
и ресурс работы герметиков
Замазка У-20А — уплотнительная, невысыхающая, полиизобутиленовая, об-
ладает адгезией к алюминиевым и магниевым сплавам, применяется в сочетании
с уплотнительной лентой для герметизации заклепочных и болтовых соединений
из алюминиевых и магниевых сплавов, работающих при температурах от —50
до 4-70° С в воздушной среде, поставляется в готовом виде.
Замазка тиоколовая — уплотнительная, невысыхающая, обладает адгезией
к алюминиевым сплавам, применяется в сочетании с уплотнительной лентой для
герметизации болтовых и заклепочных соединений и отверстий трубопроводов,
работающих при температурах от —50 до 4-50° С в среде воздуха, поставляется
в готовом виде Паста густая серо-зеленого цвета
Герметик У-ЗОм (ГОСТ 13489—68)—полисульфидный, многокомпонентный,
отверждающийся без нагревания Без подслоя не обладает адгезией С подслоя-
ми клея 88Н, К 50 и герметика ВТУР обладает адгезией к стали, алюминиевым
и магниевым сплавам Применяется для поверхностной и внутрншовной герме-
тизации клепаных, болтовых и других металлических соединений, работающих
в среде топлива при температурах от —60 до 4-130° С и в среде воздуха при
температурах до 150°С Материал резиноподобный — черного цвета, свето-, водо-
п грибостоек Поставляется в виде отдельных компонентов
Герметики У-30мэс-5 и У-30мэс-10 (ТУ 38 105462—72) — полисульфидпые,
многокомпонентные, отверждающиеся без нагревания Первый обладает адгезией
к анодированным алюминиевым сплавам и грунтам АЛ Г-14, ХВ-16, АЛГ-1,
АЛГ-2 второй — к алюминиевым сплавам и стали Применяется для поверхност
ной и внутрншовной герметизации болтовых заклепочных и других металлических
соединений, работающих в среде воздуха и топлива при температурах от —60 до
4-150° С (герметик У ЗОмэс 5) и от —60 до 4-100° С (герметик У ЗОмэс 10) Ма-
терна ты резиноподобные черного цвета, водо-, свсто и озоностойкие Поставляет-
ся отдельными компонентами
Герметик УТ-32 (ТУ 38 105462—72)—полисульфидный, многокомпонентный,
отверждающийся без нагревания, обладает адгезией к стали и алюминиевым
сплавам, Это резиноподобный материал серого цвета, водо-, свето- и озоностоек.
164
Таблица 81
Области применения, марки и ресурс работы герметиков
Марка герметика Интервал рабочих температур, °C Ресурс работы
Температура, °C Продолжитель- ность, ч
Применяются для кабин, фонарей, приборных отсеков
У-30 м У-30мес-5 От —60 до 4-130 100 100 150 1600 1600 24
» —60 » 4-150
У-З0мэс-10 » —60 » + 130 100 100
УТ-32 ч> —60 » + 150 100 1200
150 50
ВИТЭФ-1 » —60 + 150 100 600
150 24
ВИТЭФ-2 » —60 » + 150 100 600
150 24
5ф 13к » —40 » +200 150 1 000
200 700
ВГО-1 » —-60 + 250 200 5 000
250 3 000
ВГО-2 » —60 » +250 250 50
ВГО-4 » —60 » + 250 250 200
Виксинт У-1-18 » —60 » + 300 250 1200
Виксинт У-2-28 » —60 » + 300 150 20 000
250 1 200
300 200
Викснит У-4-21 » —60 » + 300 250 2 500
300 600
Виксинт У-5 21 От —60 ДО +350 300 1200
350 16
Топливные отсеки и другие агрегаты, работающие в среде топ шва
В ГК-18 От —50 ДО + 100 100 100
ВТУР 60 » + 130 100 130 100 50
У-ЗОм » —60 » + 130 100 130 600 50
У-30мэс-5 » —60 + 150 100 150 600 24
У-30мэс-10 » —60 » + 130 100 100
УТ-32 » » + 150 100 150 400 50
5ф-13к » —40 » +200 150 200 1 000 900
ВИТЭФ-1 » —60 » + 130 100 130 400 100
ВИТЭФ-2 —60 » + 130 100 130 600 50
ВГМ-2 » —40 » +200 200 150
ВГФ-1 » —60 » +200 150 200 2 000 200
В ГФ-2 » —60 +250 150 250 2000 50
ВГФ-4-10 » —60 » +250 150 200 250 2 000 600 300
165
Марка герметика
Интервал рабочих
температур, °C
Продолжение табл. 8.1
Ресурс работы
Температура,
°C
Продолжитель-
ность, ч
Приборы радио- и электротехнические
УТ-32
Виксинт К-18
Виксинт К-68
Виксинт ПК-68
Виксинт У-1-18
Виксинт У-5-21
Виксинт У-7-21
ВПГ-1, ВПГ-2
ВПГ-2Л, ВПГ-3
От —60 до + 150
» —60 +300
» 80 » +250
» » +250
» —60 4-300
--60 > +350
» —11С i » + 300
—60 » +250
100
150
300
200
250
200
250
250
300
300
250
250
1200
50
200
2000
1500
1000
48
1200
150
1200
1200
100
Применяется для поверхностной и выутришовной герметизации болтовых, закле-
почных и других металлических соединений, работающих в среде' воздуха и топ-
лив при температурах от —60 до +150° С.
Герметик ВТУР — полисульф ид ный, многокомпонентный, отверждающийся
без нагревания, обладает адгезией к алюминиевым сплавам анодированным (пла-
кированным и неплакированным), магниевым оксидированным сплавам, незащи-
щенной и оцинкованной стали. Это резиноподобный материал черного цвета,
свето-, озоне- и грибостоек, применяется для поверхностной герметизации болто-
вых, заклепочных, фланцевых и других металлических соединений, работающих
в среде топлива Т-1 при температурах от —60 до 4-100° С. Поставляется отдель-
ными компонентами.
Герметик ВИТЭФ-1 (ТУ 38-5-309—68)—полисульфидный, многокомпонент-
ный, отверждающийся без нагревания, обладает адгезией к алюминиевым и маг-
ниевым сплавам, стали и к некоторым другим металлам, органическому стеклу,
грунтам АЛ Г-1, АЛГ-7, АЛ Г-14, эмалям ХВ-16, Э-5, стеклотекстолиту ЭДТ-10.
Это резиноподобный материал бежевого цвета, влаго- и светостоек, применяется
для поверхностной и впутришовной герметизации болтовых и заклепочных со-
единений элементов остекления, работающих в среде воздуха при температурах
от —60 до 4-150° С и в керосиновых топливах при температурах от —60 до
4-130° С, поставляется отдельными компонентами.
Герметик ВГК-18 (ТУ 38-5-514—69)—фенолокаучуковый, однокомпонентный,
отверждающийся без нагревания, обладает адгезией к алюминиевым анодирован-
ным сплавам (плакированным и неплакированным) и стали. Это резинолодобный
материал темно-синего (№ 1), темно-красного (№ 2) и черного цвета (№ 3),
применяется для поверхностной герметизации клепаных и болтовых металличе-
ских соединений, работающих в среде топлива Т-I, воздуха и воды (пресной
и морской) при температурах от —50 до 4-100° С, поставляется в готовом виде.
Герметик 5ф-13к (ТУ 38-105289—71)—резиноподобный материал белого цве-
та, водо-, свето- и грибостоек. Без подслоя герметик обладает адгезией к алю-
миниевым анодированным сплавам. Для алюминиевых сплавов Д16, Д19 неано-
дированных плакированных и стали в качестве подслоя применяют клеи
ВК-32-200 и ВК-4, эмаль Э-5 зеленую, грунт ВЛ-02. Применяется для поверхно-
стной и внутришовной герметизации болтовых и заклепочных соединений, рабо-
тающих в среде воздуха и топлив при температурах от —40 до +200° С. Постав-
ляется отдельными компонентами.
Герметик Виксинт У-1-18 (МРТУ 38-3-406—69)—кремнийорганический, двух-
компонентный, отверждающийся без нагревания. Без подслоя не обладает адге-
зией. Для пресс-материалов, гетинакса, органического стекла и металлокерамики
166
применяют подслои П-90 (горячей сушки) и П-11 (холодной сушки) в сочетании
с протирочной пастой № 2. Это резиноподобный материал белого цвета, водо-,
свето- и озоностоек, применяется для поверхностной герметизации болтовых
и заклепочных соединений, элементов остекления и защиты изделий радиоэлект-
ронной аппаратуры, работающих в среде воздуха при температурах от —60 до
4-300° С. Поставляется отдельными компонентами.
Герметик ВГО-4 (ВТУ 29-1—69) —кремнийорганический, однокомпонентный,
отверждающийся без нагревания, резиноподобный материал белого цвета, обраста-
ет грибками, но при этом механические свойства его не меняются, обладает адге-
зией к алюминиевым анодированным сплавам и нержавеющей стали, применяется
для поверхностной герметизации болтовых и заклепочных соединений конструк-
ций и приборов, работающих в среде воздуха при температурах от —60 до
4-250° С, и для ремонта изделий, загерметизированных герметиками Виксинт.
Пеногерметики ВПГ-1, ВПГ-2, ВПГ-2Л, ВПГ-3 (ОСТ 1 90049—72)—кремний-
органические, многокомпонентные, отверждающиеся без нагревания. Это резино-
подобные материалы белого цвета с мелко пористой структурой, применяются
в качестве заливочного материала для герметизации штепсельных разъемов
и радиоэлектронной аппаратуры, работающих при температурах от —60 до
4-250° С, для защиты от попадания в них влаги и механических воздействий. По-
ставляются отдельными компонентами.
Герметик Виксинт ПК-68 (СТУ 29-5—71) —кремнийорганический, двухкомпо-
нентный, отверждающийся без нагревания, обладает удовлетворительной адгези-
ей к силикатному стеклу, стеклотекстолиту, эпоксидным и полиэфирным пласти-
кам, алюминиевым и другим сплавам. Для усиления адгезии герметик применя-
ется с подслоем П-11. Это прозрачный резиноподобный материал, водо-, свето-
и озоностоек, применяется для защиты изделий радиоэлектронной техники, запо-
минающих устройств из ферритов и пермаллоев, а также других приборов, рабо-
тающих в среде воздуха при температурах —60-------1-250° С, от повышенной
влажности, резких колебаний температур и механических воздействий.
Герметики У-30м, УТ-31, 51 УТ-37 применяются для герметизации неметалли-
ческих и металлических (кроме меди, латуни, серебра) соединений, соприкасаю-
щихся с бензином, маслом, топливом.
Компаунды. Практически все применяемые в настоящее время компаунды —
заливочные, пропиточные, обволакивающие — представляют собой композиции на
основе полимерных синтетических смол. Наиболее широко используются эпоксид-
ные смолы, а также различные сочетания этих смол с каучуком, мономерными
и полимерными кремнийорганическими, полиэфирными, фенолоформ альдегидными
и другими продуктами.
8.2. Прокладочные и уплотнительные материалы
Паронит ПМБ (УВ-10) (ГОСТ 481—71)—вулканизированная композиция
асбеста, каучука и наполнителей, применяется в качестве прокладок для уплотг
нения соединений, работающих в среде бензина, керосина и масла до 150° С
и кратковременно до 200° С, поставляется в виде листов черно-серого цвета, име-
ющих с одной стороны слегка глянцевую, с другой — матовую поверхность, не
вызывает коррозии алюминиевых анодированных сплавов, оцинкованной стали
с хроматным пассивированием, вызывает слабую коррозию магниевых оксидиро-
ванных сплавов и потемнение латуни.
Паронит 9-38-56 (ТУ 38-11457—72) состоит из асбеста, нитрилыюго каучука
и наполнителей, применяется в качестве уплотнительных прокладок в местах
соединений металлических поверхностей, работающих при давлении 1,5 кН/см2
в среде керосина, бензина при температурах до 200° С, в масле 36/1К при 175° С
и масле МК-8 при 120° С. Поставляется в виде листов светло-серого цвета, имею-
щих с одной стороны слегка глянцевую, с другой — матовую поверхность без по-
сторонних включений и трещин-. Допускается незначительная ворсистость поверх-
ности.
Паронит ВП-1 (ТУ 38-11430—71) состоит из асбеста, фторкаучука и наполни-
теля, применяется в качестве уплотнительных прокладок фланцевых соединений,
работающих при давлении не более 1,5 кН/см2 в среде воздуха до 350° С, сип-
167
тетических масел до 175° С, минеральных масел до 120° С, топлив до 250° С, по-
ставляется в виде гладких листов светло-бежевого цвета.
Ферронит ПА (ГОСТ 841—71)—композиция из асбеста, бутадиенового кау-
чука и наполнителей с металлической сеткой, применяется в качестве уплотни-
тельных прокладок в местах соединений металлических поверхностей, работаю-
щих в среде бензина, керосина и минерального масла при температурах до 200° С,
поставляется в виде гладких листов черного цвета.
Ферронит ВГМф (ТУ 60—69) — композиция из асбеста, фторкаучука и напол-
нителей с металлической сеткой, применяется в качестве уплотнительных мате-
риалов, работающих при 150° С в топливе, при 175° С в маслах 36/1К и при
300° С кратковременно в среде воздуха до 24 ч; поставляется в виде гладких ли-
стов светло-бежевого цвета.
Несохнущий уплотнительно-плоскостной герметик. Композиции: касторовое
масло 50%; рицинолят алюминия 50% и 30% от веса смеси (касторового масла
и рицинолита алюминия) асбестового порошка.
Металлические уплотнительные материалы. Для изготовления металлических
прокладок применяют мягкую сталь, латунь, алюминий, медь. Уплотнительные
прокладки под фланцевые соединения и шайбы изготовляют из особо мягких
и малоуглеродистых сталей марок 08 и 10 ом. Высокопластичные латуни марок
Л62 и Л68 применяют для изготовления прокладок под фланцы и штуцера, нип-
пелей и комбинированных прокладок. Из меди изготовляют прокладки под за-
пальные свечи, штуцера масляных систем, редукционные клапаны, комбинирован-
ные медно-асбестовые прокладки под фланцевые соединения и штуцера топлив-
ных систем.
Резиновые уплотнительные материалы. Для изготовления уплотнительных де-
талей, работающих при повышенных температурах, применяют теплостойкую ре-
зину марок 3687 и 5168. Для уплотнения соединений топливных и масляных
систем применяют детали, изготовленные из масло- и кер осиностойкой резины
марок 3819, 3862, 3834 и др.
Для изготовления уплотнительных деталей гидросистем, топливных и масля-
ных систем самолетов и вертолетов применяют универсальную резину марок
ВИАМ-103, ВИАМ-106 и др.
8.3. Прокладочные и уплотнительные материалы
для металлических поверхностей
Прокладки, применяемые для создания плотных и герметичных соединений
металлических поверхностей (фланцевых соединений трубок, патрубков, каналов),
изготовляют из следующих материалов: промасленной бумаги, картона, фибры,
паранита, клингерита, асбеста, кожи, войлока, резины и мягкого листового ме-
талла (меди, свинца, алюминия).
Бумага чертежная промасленная используется для изготовления прокладок,
уплотняющих зазоры между соединяемыми деталями и устраняющих просачива-
ние масел, керосина, нефти.
Картон специальный прокладочный представляет собой листовой эластичный
материал, обладающий малой поглощаемостью воды, жидкого топлива и масла.
Картон, пропитанный льняным маслом, применяют как электроизоляционный ма-
териал.
Асбест — продукт минерального происхождения, получается из горного льна,
имеющего волокнистое строение. Волокна гибки и позволяют изготовлять асбест
в виде листов и шнуров. Асбест отличается высокой огнестойкостью, малой элек-
тро- и щелочеустойчивост ью, теплопроводностью и кислотоустойчив остью. Он ши-
роко используется в технике в качестве уплотняющих сальниковых набивок и про-
кладок, для изоляции горячих труб, аппаратов и печей.
Фибра — твердый, гибкий и эластичный материал, получаемый из пористой
спрессованной бумаги. Фибра хорошо поддается механической обработке, гнется,
склеивается, склепывается; основной ее недостаток — высокая гигроскопичность.
Применяется в качестве прокладочного материала в кислородном оборудовании,
гидравлических системах, бензо- и маслопроводах.
168
Паронит — листовой прокладочный материал серого цвета, изготовляемый
из асбеста и каучука с добавлением наполнителей. Служит для уплотнения мест
соединения металлических поверхностей, работающих в среде воды и пара при
температуре до 450° С и давлении до 500 Н/см2, нефтяных продуктов — до 400° С
и давлении до 700 Н/см2, жидкого и газообразного кислорода —до —182° С
и давлении до 25 Н/см2.
Кожа техническая применяется для изготовления прокладок, приводных рем-
ней и других изделий.
Войлок технический изготовляют из низких сортов шерсти с добавлением рас-
тительных волокон и клейстера. Различают войлок технический грубошерстный,
полугрубошерстный и тонкошерстный, В зависимости от назначения войлок каж-
дой группы разделяется на войлок для сальников, для прокладок и для филь-
тров.
Резина применяется для изготовления водонепроницаемых прокладок, ман-
жетов, сальников, амортизаторов, уплотняющих колец и других деталей.
Авиационный войлок изготавливают сваливанием ваты из шерсти с примесью
целлюлозных или капроновых волокон. Большая часть объема войлока заполнена
воздухом, что обеспечивает низкую плотность (200—430 кг/м3), высокие тепло-
и звукоизоляционные свойства. Войлок применяется как тепло- и звукоизоляци-
онный, прокладочно-уплотнительный, амортизирующий, фильтровальный, сальни-
ковый, фитильный и полировочный материал.
8.4, Уплотнительные смазки
Смазка БУ (бензиноупорная) состоит из окисленного касторового масла
и цинкового мыла, приготовленного на касторовом масле, а также небольшого
количества глицерина (4%). По внешнему виду смазка представляет собой одно-
родную массу светло-коричневого цвета. Применяется для уплотнения и герме-
тизации соединений и кранов топливной, масляной и гидравлической систем само-
летов и вертолетов. В зимнее время перед нанесением смазку разбавляют спиртом
(до 25%), понижая вязкость при низких температурах.
Смазка МГС состоит из трансформаторного масла (60%) и бариевого мыла,
нерастворимого в воде и других полярных жидкостях. Представляет собой вазели-
нообразную массу серого цвета. Смазка нестойка к воздействию масел и топлив.
Применяется для герметизации соединений, сальников, резьб и кранов воздушных,
спиртовых, глицериновых и водяных систем (табл. 8,2).
Т а б л и ц а 8.2
Основные свойства уплотнительных смазок
Показатель Смазка БУ, ГОСТ 7171—63 Смазка МГС
Температура каплепадения, °C, не ниже 55 110
Число пенетрации при 25° С 130—200 260—330
Испытания на коррозию Выдерживает ——
Содержание механических примесей, %, не более — 0,5
Содержание'воды, %, не более 2,0 Следы
РАЗДЕЛ 9
ТОПЛИВНЫЕ ФИЛЬТРЫ И ИХ ХАРАКТЕРИСТИКИ
9Л. Классификация тонкости фильтрации
авиационных топлив
Тонкость фильтрации характеризует эффект очистки топлива от загрязне-
ний и определяется максимальным размером частиц, прошедших через испытуе-
мый фильтрационный материал. Размеры частиц классифицируются в интервалах
1—3, 3—5, 5 -10, 10—15, 15—20, 20—30, 30—40, 40—50 мкм. Применяются поня-
тия абсолютная тонкость фильтрации и номинальная.
Абсолютная и номинальная тонкости фильтрации. Абсолютная тонкость
фильтрации — это минимальный размер частиц в фильтре, для которых коэффи-
циент отсева частиц п=1. Номинальная тонкость фильтрации соответствует коэф-
фициенту отсева частиц п —0.97. В США по спецификации M/L=5504 А для номи-
нальной тонкости фильтрации принимается п—0,98, а по спецификации M/L =
=5504В — л=0,95.
Полнота фильтрации характеризует количественный эффект очистки от за-
грязнений топлива, однократно пропущенного через испытуемый фильтрационный
материал при перепаде давлений Др=5 Н/см2.
Для определения тонкости фильтрации в одну стеклянную кювету с плоским
дном наливают суспензию, а в другхю— фильтрат. После отстоя топлива под-
считывают количество частиц по интервалам размеров Затем определяют коэф-
фициент полноты фильтрации
/Ь-х
’ Л0
где — весовое содержание загрязнений в суспензии, % X— весовое содержа!
ние загрязнений в фильтре, %.
Коэффициент отсева частиц каждого интервала размера п— (Ко—К) Ко,
где Ко — количество частиц данного интервала размеров в 1 мл суспензии, шт.;
К — количество частиц данного интервала размеров в 1 мл фильтрата, шт.
9.2. Вымываемость волокон из различных материалов
при фильтрации топлив
При фильтрации авиатоплив из фильтрационных материалов вымываются
волокна (табл. 9.1) и другие составляющие, а также технологические загряз-
нения.
Максимальная вымываемость. Как следует из табл. 9.1, наибольшей вымы-
ваем остью волокон обладает нетканый материал Красногородской фабрики, у ко-
торого количество вымытых волокон с 1 см2 поверхности фильтра составляет
175 шт., а их масса достигает 0,446 мг. Большею склонность к вымываемости
имеют также фетр и некоторые хлопчатобумажные ткани. Это объясняется тем,
что структура этих материалов представляет собой пористую перегородку из бес-
порядочно расположенных и недостаточно прочно соединенных между собой во-
локон.
170
Таблица 9Л
Вымываемость волокон из фильтрационных материалов
Количесшо вы мы- Масса
тых волокон
Марка фильтрационного материала с 1 см1 поверх- вымытых
ности фильтра волоконt мг
Нетканый материал Красногородской фабрики Фетр Ф ильтр о бельтинг Плащ-палатка 175 100 95 84 0,446 0,335 0,199 0,183
Ф и льтр од и а го н а ль 63 0,185
Бумага БФМ 61 0,088
Нетканый материал фабрики имени Ногина 58 0,175
» » Серпуховской фабрики 57 0,173
Ф ильтр о св а и бой 55 0,170
Бумага АФБ-1к 50 0,135
Полипропилен (артикул 23335/1) 43 0,119
Шелк натуральный 37 0,380
Капрон (артикул 22208) 28 0,284
Анид (артикул 22123) 28 0,238
Фильтромиткаль 28 0,080
Ацетохлорин 27 0,159
Нитрон с начесом 23 0,175
Фторлон + ацетохлорин 10 0,079
Лавсан 9 0,165
Наименьшей вымываемостью волокон обладают синтетические ткани (капрон,
нитрон, лавсан). Так, например, с 1 см2 лавсана вымывается не более 9 волокон,
что в 19 раз меньше, чем у нетканого материала.
Заслон загрязнениям. Для предотвращения загрязнения авиатоплива волокна-
ми были проведены испытания продолжительностью 30, а затем 60 мин двухслой-
ных фильтрационных элементов из фильтросв а ибо я с капроном, натуральным
шелком и пленкой из полипропилена (табл. 9.2).
Из таблицы следует, что использование в качестве защитного слоя синтети-
ческих тканей снижает количество вымытых волокон в топливе почти в 2—3 раза
в первые 30 мин и в 5—10 раз после 60-м ин ути ой работы по сравнению с филь-
тр ос в аьбоем без защитного слоя.
Таблица 9.2
Вымываемость волокон из фильтрационных элементов (фильтросв ан бой
с защитным слоем)
Фи ть грационный элемент J Количество волокон, шг/сма Масса волокон, мг в1 см1
30 мкн 60 мин 30 мин 60 мин
Фильтросванбой+капрон 53 14 0,320 0,240
Фильтросванбой + натуральный шелк 51 24 0,175 0,119
Фильтросванбой 4- полипропилено- вая пленка 17 8 0,109 0,079
Фильтросванбой 55 78 0,170 0,210
171
Таблица 9.3
Характеристика очистки фильтрационными бумагами топлива,
загрязненного гидратом окиси железа
Марка бумаги
В (ГОСТ 7247—54)
Техническая (ГОСТ 6722—53)
АФБ-1К
АФБ-5
№ 1 (опытная ВНИИБ)
№ 4 ( » ВНИИБ)
Коэффициент
полно гы
фильтрации, %
Тонкое гь
филы рации,
мкч
Удельная пропу-
скная способноесь,
мл мин см3 '
99,8 1,7 50
99,6 3,7 150
95,7 11 850
99,4 5-7 700
99,2 5 600
98,6 7 650
Эффективность очистки топлив. В табл, 9 3 приведены фильтрационные свой-
ства бумаги при пропуске через них топлива, загрязненного гидратом окиси же-
леза, и дана удельная пропускная способность при пропуске через эту бумагу
чистого топлива ТС-1.
Установлено, что для бумаг, имеющих меньший размер пор, переход в тур-
булентный режим фильтрации начинается при меньших удельных пропускных
способностях и при меньших перепадах давления.
9.3. Фильтрационные бумаги для очистки топлив
от загрязнений
Бумаги широко применяются для очистки топлива от загрязнений. Исследо-
вания некоторых образцов фильтрационных бумаг позволили получить данные
по очистке топлив в серийных и опытных фильтрах (табл. 9.4).
Таблица 9.4
т₽унмиеские показатели фильтрационных бумаг
Технические параметры б^маг
О гечес!. венные
(14 образцов)
Зарубежные
(26 образцов)
Толщина, мм
Масса 1 м2, г
Разрывная нагрузка, Н
Сопротивление продавливанию, Н/см2
Тонкость фильтрации, мкм
Статическая гидрофобность (водяное сопротив-
ление), мм вод. сг.
0,24-2,5
140-300
30-100
12-39
2-5
0—3750
0,48-0,61
160—190
3,3-4,5
2—18
12-25
200—260
Исследованные образцы отечественных фильтрационных бумаг более толстые
и тяжелые, имеют значительно большие прочностные показатели. Кроме того, они
вследствие своей толщины хотя и создают большое сопротивление для топлива,
но имеют лучшую тонкость фильтрации.
Бакелитирование фильтрационных бумаг. Отечественные фильтрационные бу-
маги для придания им водостойкости бакелитируются, что на 5—12% повышает
коэффициент полноты фильтрации и на 25-—38% уменьшает грязеемкость, а также
в 2 раза увеличивает прочность бумаг.
172
Бумагу бакелитируют 5--23%-ним раствором бакелитовой смолы марки А
(ГОСТ 901—56) в этиловом спирте с последующей полимеризацией при посте-
пенном повышении температуры с 60 до 150° С.
9.4. Технические характеристики бортовых фильтров
и контроль их работоспособности
Фильтры применяются в бортовых системах для тщательной очистки рабочей
жидкости (топлива, смазки, гидромасла) от твердых механических частиц. Ка-
чество работы фильтров влияет на интенсивность износа и работоспособность
элементов систем.
Фильтры подразделяют на фильтры грубой и тонкой очистки и силовые очис-
тители.
Фильтры грубой очистки. К фильтрам грубой очистки, способным удерживать
частицы размером более 12—16 мкм, относят.
щелевые фильтры с тонкостью очистки 70—100 мкм;
проволочные фильтры (40—200 мкм);
фильтры с элементами из стеклоткани (30—120 мкм).
фильтры с элементами из металлических сеток (15—20 мкм).
Фильтры грубой очистки предохраняют устройства и задерживают крупные
частицы, случайно попавшие в систему.
Фильтры тонкой очистки. Фильтры тонкой очистки способны удерживать час-
тицы размером 10—12 мкм. В качестве фильтрующих элементов применяются:
спекшаяся металлическая сетка, изготовленная путем наматывания бронзовых
и стальных сеток с тонкостью очистки до 3 мкм;
бумага в виде гофрированных цилиндров (10 мкм);
ткани, натягиваемые в несколько слоев на металлический каркас (10 мкм);
высокосортный фетр (10 мкм);
металлокерамика в виде спекшихся гранул (2,5 мкм и менее);
керамика в виде цилиндров с толщиной стенок 3 мм (2 мкм);
волокнистые прессованные материалы и пластмассы с высокопористой струк-
турой (1—2 мкм).
Вместе с улучшением очистки возрастает внутреннее гидравлическое сопро-
тивление фильтров, что препятствует их применению на линиях всасывания, где
они имели бы наибольший эффект.
Силовые очистители. К силовым очистителям относят:
магнитные очистители, хорошо задерживающие частицы из ферромагнитных
материалов (продукты износа деталей). В таких очистителях применяются как по-
стоянные, так и электрические магниты;
электростатические очистители, задерживающие твердые частицы, используя
их электризацию вследствие трения о жидкость. Заряженные частицы притяги-
ваются к противоположно заряженным электродам. Зазоры между электродами
не превышают 0,1 мм,
высокочастотные очистители, которые очищают нефтепродукты от воды и со-
лей благодаря коагуляции (свертыванию) примесей в поле тока высокой частоты;
отстойники, в которых очистка от взвешенных частиц происходит за счет
действия сил гравитационного поля;
центробежные очистители, где примеси отделяются под действием центро-
бежных сил, возникающих при быстром вращении жидкости. Они более эффек-
тивны в случае значительной разницы в плотностях жидкости и загрязнений;
вибрационные очистители, отделяющие примеси путем их коагуляции с по-
следующим осаждением.
Силовые очистители обеспечивают высокую тонкость очистки (менее 5 мкм),
просты в уходе, имеют длительный ресурс, свободны от опасности забивки от-
дельными механическими примесями.
Засорение фильтрующих элементов. В эксплуатации характеристики фильтров
ухудшаются, падает пропускная способность фильтрующих элементов из-за загряз-
нения пор; ухудшается тонкость очистки в результате прохода части жидкости
через перепускные клапаны вследствие увеличения перепада давлений на фильтре
173
или потери герметичности; жидкость загрязняется продуктами разрушения филь-
трующих элементов (эрозии, коррозии). Увеличение перепада давлений загрязнен-
ного фильтра может привести к его деформациям и разрушению.
Восстановление фильтрующих свойств фильтров. Для восстановления свойств
фильтрующих элементов применяются:
замена загрязненных элементов на новые (это выгодно в случае дешевых
фильтрующих элементов или при невозможности восстановления их работоспособ-
ности) ;
смывание загрязнений с поверхности элемента потоком чистой жидкости, на-
правленной по касательной, чтобы не забивать поры, с последующим обдувом
сжатым воздухом под небольшим давлением;
пропускание через фильтр жидкости, химических растворителей или сжатого
воздуха в направлении, обратном потоку фильтрации;
удаление осадка вибрационным способом или с помощью ультразвука;
прокаливание фильтрующего элемента в струе горячего газа.
Наибольшее применение находят гидромеханические способы очистки филь-
трующих элементов с применением растворителей (бензина, ацетона, спирта)
в сочетании с ультразвуком.
Некоторые фильтрующие элементы после ряда очисток ухудшают свои свой-
ства. Так, металлокерамические фильтры после третьей очистки теряют 15—20%
от начальной пропускной способности, а бумажные — до 50%.
Проверка фильтров. При уходе за фильтрами проверяется их герметичность
и регулировка перепускных клапанов на специальных установках, позволяющих
создавать и измерять рабочее давление в момент открытия перепускного клапана.
Негерметичность корпуса и штуцеров фильтра в виде отпотеваний не допускается.
Очищенные фильтрующие элементы проверяют на целостность путем осмотра
с применением лупы, измеряют скорость фильтрации и гидравлическое сопротивле-
ние, сравнивают их с ТУ.
9.5. Классификация металлических сеток
для фильтрации авиатоплив
Металлические сетки в фильтрах применяются при больших перепадах дав-
ления и при работе в широком диапазоне температур. Сетки стойки к присадкам
авиационных топлив, из них не вымываются волокна.
Металлические сетки классифицируются по способу соединения проволочек,
по размерам и форме отверстий и по другим показателям. Различают сетки: тка-
ные, плетеные, крученые, сварные, стержневые, вязаные и сборные.
Для фильтрации топлив используют сетки проволочные тканые с квадратны-
ми ячейками нормальной точности, контрольные и высокой точности, а также
сетки проволочные тканые с простым полотняным переплетением, саржевые 2/г
(односторонние) и саржевые V2 (двусторонние).
Номера сеток с квадратными ячейками соответствуют номинальному размеру
сторон ячеек в миллиметрах, а номера сеток с простым полотняным переплете-
нием означают число проволочек основы на 1 дм. Номера саржевых сеток пред-
ставляют дробь, числитель которой означает число проволочек основы на 1 см,
а знаменатель — число проволочек утка также на 1 см. Изготавливаются сетки
с ячейками в свету от 2,5 до 0,04 мм из проволочек диаметром от 0,5 до 0,03 мм.
В табл. 9.5 приведены характеристики фильтрационных сеток.
Материал сеток. Сетка саржевого плетения № 685 изготовляется из нержа-
веющей стали 1Х18Н9Т.
Из никелевой проволоки по ТУ 1—62 изготовляют саржевую сетку № 80/720
(80 проволочек диаметром 0,052 мм по основе и 720 диаметром 0,03 по утку)
со сквозными размерами пор 12—16 мкм. Более плотные сетки Ле 91/720 имеют
сквозные поры 10—13 мкм.
Для уменьшения размера ячеек в свету никелевая сетка Хе 004 (ГОСТ
6613—65) подвергается плющению, а размер пор в свету уменьшается до 0,02—
0,03 мм. Для уменьшения размера ячеек в свету применяются также гальваниче-
ские покрытия.
174
Таблица 9.5
Показатели фильтрационных сеток
Номера сетки Площадь ячеек, мма Живое сечение, % Тонкость фильтра- ции, мм Число ячеек на 1 cmj
Простое переплетение
24 28 32 36 40 44 48 52 56 60 64 68 72 76 80 90 100 120 160 200 0,258 0,173 0,137 0,083 0,084 0,073 0,062 0,0552 0,0435 0,0372 0,0375 0,0321 0,0275 0,024-3 0,0229 0,0194 0,0146 0,00865 0,00458 0,00272 32,4 25,2 23 15,6 21,7 23,2 21,4 24,1 19 17,5 23,3 29,5 21,8 19,2 22 22,6 19,45 13,9 12,0 9,48 0,37 0,315 0,310 0,250 0,245 0,223 0,216 0,210 0,187 0,180 0,170 0,162 0,144 0,140 0,133 0,129 0,114 0,098 0,077 0,064 124,8 145,6 166,4 187,2 260 316,8 345,6 405,6 436,8 468 620,8 659,6 792 836 960 1161 1340 1608 2952 3480
Саржевое переплетение
. 24 32 40 48 56 64 72 * 80 90 100 120 160 200 80/720 (ТУ 1-62) 0,26 0,128 0,0785 0,40 0,039 0,0334 0,0274 0,0246 0,0143 0,0132 0,0094 0,0039 0,002 0,0016 32,2 27,8 26,4 17,5 23,9 29,1 33,1 11,5 27,2 31 29,3 16 12,8 35,4 0,582 0,424 0,333 0,218 0,235 0,220 0,192 0,176 0,136 0,127 0,012 0,032 0,070 0,014 139,2 217,6 336 436,8 616 870,4 1 209,6 1680 1890 2 360 3 120 4 160 6 280 115 200
Определение размеров ячеек. Размер ячеек в свету для сеток квадратного
плетения может определяться под микроскопом и по расчетной формуле:
где I — длина участка, на котором расположены последовательно отсчитываемые
в соответствующем направлении ячейки, мм; п—число ячеек; d — диаметр
проволоки, мм.
Сравнительные критерии сеток. Для металлических сеток большое влияние
на проницаемость оказывает тип переплетения. Сетка № 004 (плющеная) квадрат-
175
Рис. 9.1. Пропускная способность
фильтрационных сеток (топливо ТС-1,
Z=20° С):
I — № 685; 2 — № 80/720; 3 — № 004 (плю-
щеная)
ного сечения с размером ячеек 20-—
50 мкм имеет меньшую удельную про-
пускную способность, чем сетка сарже-
вого плетения № 685 с размером ячеек
15—20 мкм и № 80/720 с размером яче-
ек 12—16 мкм.
Сетки саржевого плетения по срав-
нению с сетками квадратного плетения
имеют также и лучшие прочностные ха-
рактеристики. На рис. 9.1 показаны гид-
равлические показатели сеток, получен-
ные при работе на топливе ТС-1.
Из никелевой проволоки изготавли-
вают сетки саржевого плетения с тон-
костью фильтрации 8—12 мкм № 100/
170 и 130/900.
9.6. Срок службы фильтров
Процесс фильтрации жидкости сопрождается засорением фильтрующего
элемента, которое вызывает при постоянном расходе жидкости повышение пере-
пада давления или при постоянном перепаде — снижение расхода жидкости че-
рез фильтр.
Ресурс фильтроэлемента. Косвенным показателем загрязненности фильтро-
элемента в схемах с постоянным расходом является повышение перепада давле-
ния. При некотором повышении давления открывается перепускной клапан и жид-
кость начинает циркулировать в обход фильтроэлемента. Отрезок времени между
началом работы фильтра и моментом открытия перепускного клапана называется
сроком службы (ресурсом) фильтроэлемента. Срок службы устанавливают по дан-
ным эксплуатации.
Прочность и жесткость фильтра. Учитывая повышение перепада давления
па фильтрующем элементе в результате его загрязнения, необходимо обеспечить
достаточную механическую прочность и жесткость фильтра исходя из давления
в момент открытия предохранительного (редукционного) клапана. Величину это-
го давления обычно выбирают равной 150—200% от номинального перепада дав-
ления, на который рассчитан фильтр. Последнее требование обусловлено тем, что
разрушение фильтроэлемента представляет опасность не только потому, что жид-
кость в этом случае будет поступать к гидроагрегатам нефильтрованной, но так-
же и из-за возможности попадания в гидросистему частиц материала фильтро-
элемента при его разрушении.
РАЗДЕЛ 10
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ И ПОКРЫТИЯ
10.1. Общие сведения
Лакокрасочные покрытия предохраняют металлы от коррозии, текстильные
и деревянные детали от действия воды, гниения и увеличивают прочность тканей
на зо—37%. Они придают необходимую расцветку самолетам и вертолетам.
Хорошая окраска улучшает аэродинамические качества самолета в связи с умень-
шением шероховатости и волнистости поверхности. При этом с увеличением отно-
шения высоты волны к длине растет сопротивление (рис. 10.1). Так, если отно-
шение высоты волны к ее длине 1/100, то сопротивление крыла возрастает до 7%,
а скорость самолета снижается примерно на 1%.
Классы шероховатости поверхности. При окраске пульверизатором высота
бугорков поверхности равна приблизительно 0,005 мм, а при окраске кистью —
0,015—0,020 мм.
Качество покрытия в отношении шероховатости оценивается по трем клас-
сам. Первый класс допускает шероховатость не более 0,005 мм, второй — от 0,005
до 0,011 мм, к третьему классу относят покрытия с шероховатостью более
0,011 мм.
, Матовые эмали, нанесенные кистью, образуют поверхности с величиной неров-
ностей 0,06—0,018 мм. Те же эмали, нанесенные пульверизатором, дают поверх-
ность с величиной неровностей 0,005—0,008 мм. Поверхность глянцевой эмали,
нанесенной пульверизатором, имеет величину неровностей 0,004—0,005 мм.
Путем шлифования мелким порошком пемзы можно снизить величину не-
ровностей до 0,002—0,003 мм. Полированием с применением паст величина не-
ровностей может быть доведена до 0,001 мм и ниже. Особенно хорошее качество
полирования требуется для передней части крыла.
Высокое качество лакокрасочных покрытий оказывает положительное влия-
ние и на характеристики устойчивости и управляемости самолета.
10.2. Состав лакокрасочных материалов
В состав лакокрасочных материалов входят: пленкообразующее вещество
(основа), растворители, пигменты, наполнители, пластификаторы и сиккативы.
Пленкообразующие вещества являются связующим компонентом пигментов
и наполнителей. Они обладают хорошим сцеплением с окрашиваемой поверх-
ностью и не вызывают коррозии металлов. К числу пленкообразующих веществ
относят растительные масла, смолы, эфироцеллюлозы и другие вещества органи-
ческого происхождения.
Растворители —- бесцветные жидкости, органического происхождения, необ-
ходимые для растворения пленкообразующих веществ. Наиболее распространены
скипидар, ацетон, бензин, стиролы и др.
Пигменты — нерастворимые красящие вещества, придают покрытию нужный
Цвет и повышают защитные свойства пленки. Применяют следующие пигменты:
серебряные (алюминиевая пудра), белые (Zn и РЬ), желтые (охра), синие (ла-
зурь), зеленые (СгО), коричневые (железный сурик) и черные (сажа). Хорошнмя
7—581 17/
Рис. 10.1. Волнистость по-
верхности крыла:
h — высота волны, L — дтина волны
защитными свойствами обладают алю-
миниевые порошки Их частицы имеют
чешуйчатое строение Располагаясь на
поверхности краски, они являются как бы
маленькими зеркалами, отражают пада-
ющий на них свет (особенно его корот-
коволновую часть) и замедляют процесс
старения покрытия.
В качестве пигментов широко рас-
пространены также органические кра-'
сители
Наполнители — соли и окислы ме-
таллов (гипс, мел, каолин, тальк) применяются для экономии пигментов, повы-
шения прочности пленки и для создания матовой поверхности.
Пластификаторы улучшают гибкость и пластичность пленки. Для этого ис-
пользуют: дибутилфталат, трифелинфосфат, касторовое масло и др.
Сиккативы (ускорители высыхания) ускоряют процесс окисления пленкооб-
разующего вещества и превращения его в пленку Они состоят из перекисей
свинца, кобальта, марганца, которые переходят в окиси и отдавая кислород, спо-
собствуют окислению и высыханию пленкообразующего веществ а 4
10.3. Свойства лакокрасочных материалов и покрытий
Вязкость лакокрасочных материалов зависит от способа их нанесения на по-
крываемую поверхность (окунанием деталей, пульверизатором, кистью, шпате-
лем). Вязкость определяется вискозиметром ВЗ-1 и выражается временем исте-
чения (в секундах) 50 мг испытуемой жидкости через сопло прибора при темпе-
ратуре 20° С
Прилипаемость (адгезия) лакокрасочных материалов к подложке является
важным свойством, от которого зависит прочность покрытия. В связи с этим
особое внимание при получении лакокрасочных материалов следует обращать на
выбор грунта, обладающего хорошей адгезией к поверхности, так как грунт яв-
ляется основой всего покрытия.
Укрывистость (кроющая способность) характеризует способность лакокра-
сочного материала закрывать поверхность изделия, выражается в количестве
граммов материала, минимально потребляемого для укрытия площади в 1 м2;
зависит от свойств пигментов и разности коэффициентов преломления света пиг
мента и связующего
Удельный расход — количество лакокрасочного материала, необходимое для
нормального укрытия 1 м2 поверхности.
Сухой остаток — количество лакокрасочного материала, которое остается
в пленке после ее высыхания (в % от израсходованного веса). Этот показатель
важен для определения увеличения массы самолета (вертолета) после его
окраски
Блеск лакокрасочного покрытия зависит от качества поверхностного слоя
пленки. При гладкой поверхности световые лучи, падающие на покрытие, отра-
жаются от него под одним углом (бестящее покрытие), при шероховатой — под
разными углами (покрытие кажется матовым). Блеск (глянец) влияет на устой-
чивость лакокрасочного покрытия.
Глянцевые покрытия сохраняются лучше, чем матовые. Вследствие шерохо-
ватости матовых покрытий увеличивается площадь соприкосновения с окружаю-
щей средой, что приводит к их ускоренному разрушению
Для определения блеска и отражательной способности лакокрасочных покры-
тий применяют фотоэлектрический блескомер ФБ 2. Принцип действия прибора
основан на измерении гальванометром фототока, возбуждаемого при попадании
на фотоэлемент отраженного от окрашенной поверхности света.
Толщина играет большую роль в системах специальных лакокрасочных по-
крытий. Существуют оптимальные толщины для систем покрытий, придерживать-
ся которых необходимо при выполнении покрасочных работ. С уменьшением оп-
178
тимальной толщины ухудшаются защитные свойства покрытия вследствие увели-
чения количества микропор С увеличением толщины ухудшаются механические
свойства.
Эластичность пленки влияет на долговечность лакокрасочного покрытия.
В результате деформации окрашенных деталей при низкой эластичности возмож-
но разрушение и дальнейшее отслоение покрытия.
Эластичность определяют путем изгибания окрашенной металлической пла-
стинки вокруг стержней различных диаметров (20, 15, 5, 3, 1 мм) до появления
на ней трещин. Наиболее эластичные пленки выдерживают изгиб на стержне диа-
метром 1 мм
Стойкость к воздействию окружающей среды является главным показателем,
определяющим качество лакокрасочного покрытия. Наибольшая стойкость дости-
гается при использовании покрытий, инертных к действию окружающей среды
и обладающих хорошей прилипаемостью к защищаемой поверхности.
Стойкость к воздействию агрессивных сред (водо-, бензо-, масло-, кислото-
стойкость) определяют по внешнему виду, увеличению массы и изменению твер-
дости покрытий после длительной выдержки их в этих средах.
Атмосферостойкость определяется по изменению свойств покрытия при на-
хождении окрашенных объектов в естественных условиях в течение 1—3 лет.
Эквивалентные испытания ускоренным методом (за 48 ч) проводятся в специ-
альной аппаратуре, которая имитирует действие естественных атмосферных усло-
вий в течение 3 лет.
Время высыхания — продолжительность высыхания покрытия (в часах). Раз-
личают время высыхания до потери липкости и время полного высыхания, когда
пленка полностью отвердела Полное высыхание определяют прижатием ватного
тампона к пленке покрытия под давлением 20 Н/см2.
Природа окрашиваемого металла определяет основное свойство лакокрасоч-
ного покрытия — адгезию В порядке убывания адгезионной способности метал-
лы располагаются так: никель, сталь, железо, медь, латунь, алюминий, олово,
сзинец
Состояние поверхности. Наличие на поверхности окрашиваемого металла
следов коррозии усиливает процесс коррозии в несколько раз. Окалина, являясь
катодом по отношению к железу, может увеличить скорость коррозии в 30—
40 раз. Различные жировые загрязнения поверхности, а также пыль и влага
снижают прилипаемость покрытия.
Качество покрасочных работ получается высоким лишь при выполнении всех
стадйй технологического процесса покраски: подготовки поверхности, грунтова-
ния, шпатлевания, шлифования, нанесения краски на поверхность изделия
и сушки.
10.4. Классификация и обозначение
лакокрасочных материалов
В основу классификации лакокрасочных материалов положены следующие
признаки (ГОСТ 9825—73): вид материала (табл 10.1); химический состав
(табл. 10 2) материала (род пленкообразующего вещества); преимущественное
назначение (применительно к условиям эксплуатации лакокрасочных покрытий,
табл. 10.3).
Основные лакокрасочные материалы могут содержать добавки: сиккативы,
отвердители, пластификаторы и др.
10АЛ. Кодовое обозначение лакокрасочных материалов
Кодовое обозначение красок, эмалей, грунтовок и шпатлевок состоит из пяти
групп знаков, а лаков — из четырех групп:
1) вид лакокрасочного материала — эмаль, лак, шпатлевка и т. д;
2) обозначение лакокрасочного материала по химическому составу;
7*
179
Таблица 10.1
Классификация лакокрасочных материалов по виду
Лакокрасочный
материал
Определение
Лак
Краска
Порошковая
краска
Эмаль
Г рунтовка
Шпатлевка
Раствор пленкообразующих веществ в органических раство-
рителях или в воде, образующий после высыхания твердую'
прозрачную однородную пленку
Суспензия пигмента или смеси пигментов с наполнителями
в олифе, масле, эмульсии, латексе, образующая после высы-
хания непрозрачную однородную пленку
Сухая композиция лленкообразующего вещества с пигмен-
тами и наполнителями, образующая после сплавления, охлаж-
дения и отверждения твердую непрозрачную пленку
Суспензия пигмента или смеси пигментов с наполнителями
в лаке, образующая после высыхания непрозрачную твердую
пленку с различным блеском и фактурой поверхности
Суспензия пигмента или смеси пигментов с наполнителями
в связующем веществе, образующая после высыхания непроз-
рачную однородную пленку с хорошей адгезией к подложке и
покрывным слоям
Густая вязкая масса, состоящая из смеси пигментов с на-
полнителями в связующем веществе, предназначенная для за-
полнения неровностей и сглаживания окрашиваемой поверх-
ности
3) обозначение группы материала по назначению — для лаков, эмалей
и красок; для грунтовок обозначение — 0, для шпатлевок — 00;
4) порядковый номер, присвоенный материалу, обозначается одной, двумя
яли тремя цифрами;
5) цвет материала обозначается полным словом.
Между второй и третьей группой знаков ставится тире. Иногда после поряд-
кового номера материала ставят буквенный индекс (одну-две прописные буквы),
характеризующий некоторые особенности материала. Например, ГС, ХС — горя-
чей и холодной сушки, Г, М, ПМ — глянцевый, матовый и полуматовый, ПГ —
пониженной горючести и т. д Ниже приводятся примеры обозначений лакокра-
сочных материалов по ГОСТ 9825—73.
Грунтовка ГФ-032 коричневая, где «грунтовка» — вид материала, ГФ — обоз-
начение материала по химическому составу (глифталевая), 0 — грунтовка; 32 —
порядковый номер, «коричневая» — цвет грунтовки.
Лак АК-113, где «лак» — вид материала; АК — обозначение материала по хи-
мическому составу (полиакриловый), 1—группа материала по назначению (ат-
мосферостойкий), 13 — порядковый номер.
10.5. Особенности лакокрасочных материалов
на различных основах
Покрытия на основе нитроцеллюлозы отличаются твердостью, эластичностью,
вензо-, масло- и атмосферостойкостью, быстро высыхают в естественных услови-
ях. Недостатки: слабая адгезия к металлам, невысокая устойчивость к действию
тепла и ультрафиолетовых лучей, легкая воспламеняемость. Нитроцеллюлозные
покрытия имеют полуматовую поверхность, для придания зеркального блеска их
полируют.
Лакокрасочные материалы на основе акриловых смол отличаются высокой
стойкостью к старению, устойчивы к воздействию света, повышенной температу-
180
Таблица 10.2
Классификация и обозначение лакокрасочных материалов ло химическому
составу
Лакокрасочные материалы Обозначе- ние Основные пленко образующие нещесгиз
Алкид но-акр иловые АС Сополимеры акрилатов с алкидами
Глиф1 а левые ГФ Смолы алкидные глнцерофталатные (глифтали)
Канифольные КФ Канифоль и ее производные
Кремнийорганические ко Смолы кремнийорганические — полиорга- носил оксановые, псз лнорганосилазаносилок- са новые, кремнийорганоуретановые и др
Масляные МА Масла растительные
Масляно- и алкидно- стирольные МС Смолы масляно-стирольные, алкидно-сти- рольные (сополимеры)
Мел а минные МЛ Смолы меламиноформальдегидные, ал- кидном ел аминоформ альдегидные
Мочевинные мч Смолы мочен ин оф орм альдегидные, ал- кидно-мочевиноформальдегидные, алкидно- мочевиномеламиноформальдегидные
И итроцел лю лоз ные нц Лаковые коллоксилины, нитроалкидные композиции, нитроцеллюлозоуретановые, нитроаминоформальдегидные
Пен та фталевые ПФ Смолы алкидные пентаэритритофталатные (пентафтали)
П^рхлорвиниловые и п ол ивин и л хлор идны е хв Смолы перхлорвиниловые и поливинил- хлоридные
Полиуретановые УР Полиэфирные гидроксилосодержащие смо- лы, отверждаемые изоцианатами
Полиакриловые АК Сополимеры (и полимеры) акриловых и метакриловых кислот, их эфиров и других производных со стиролом, винилацетатом и другими виниловыми мономерами, а также отверждаемые изоцианатами
Полпвинилацетальные ВЛ Полнвинилформали, поливинилбутирали, поливннилформальэтилали и другие поли- винилацетальные смолы
Сополимерно-винил- хлоридные хс Сополимеры винилхлорида с винилацета- том, винилиденхлоридом, винилбутиловым эфиром, метакрилатами и другими в ин иль- ными мономерами, а также отверждаемые изоцианатами
Фенольные ФЛ Смолы феполоформальдегидные (модифи- цированные 100%-ные) на основе фенолов, крезолов иди ксилонолов; масляно-феноль- ные смолы
Фторопластовые ФП Фторопроизводные этилена; политетра- фторэтилен; по л итр и х л орф то рэти лен
Эпоксидные эп Смолы эпоксидные, алкидно-эпоксидные, нитроцеллюлозноэпоксидные, алкидно-мела- мино-эпоксидные эпоксиуретановые и дру- гие эпоксидно-модифицированные смолы
7*—581
181
Таблица 103
Классификация и обозначение лакокрасочных материалов по назначению
Лакокрасочные материя чы Обозначе- ние группы Преимущественное назначение (условия эксплуатации покрытий)
Атмосферостойкие 1 Покрытия, стойкие к атмосферным воз- действиям в различных ктиматических усло- виях, эксплуатируемые на открытых пло- щадках
Ограниченно атмосфе- ростойкие 2 Покрытия, эксплуатируемые под навесом и внутри неотапливаемых и отапливаемых помещений
Водостойкие 4 Покрытия, стойкие к действию пресной воды и ее паров, а также морской воды
Специальные 5 Покрытия, обладающие специфическими свойствами стойкие к рентгеновским и дру- гим излучениям, светящиеся, терморегули- рующие, противообрастающие, для пропит к и тканей, окраски кожи, резины, пласт- масс и т д
Маслобснзостойкие 6 Покрытия, стойкие к воздействию мине- ральных масел и консистентных смазок, бензина, керосина и других нефтяных про- дуктов, содержащих не более 20% арома- тических соединений
Химически стойкие 7 Покрытия, стойкие к воздействию кис пот, щелочей и других жидких химических реа- гентов и их паров
Термостойкие 8 Покрытия, стойкие к воздействию повы- шенных температур
Электроизоляционные 9 Покрытия, подвергающиеся воздействию электрических напряжении, электрическое 1>ги и поверхностных разрядов
Примечание Отнесение лакокрасочного материала
исключает возможности применения его по другой группе
к определенной группе не
ры и влажности, обладают хорошей стойкостью к воде и растворам щелочей*
Пленки эластичные и механически прочные с высокой адгезией к металлам
Покрытия на основе алкидных смол обладают высокой атмосферостойкостью,
эластичностью и хорошей ацгезией к окрашиваемой поверхности При горячей
сушке химическая стойкость покрытий повышается Алкидные смолы хорошо
совмещаются с различными пленкообразующими основами
Перхлорвиниловые лаки и эмали обладают высокой химической стойкостью
и атмосферостойкостью Поскольку перхлорвиниловые смолы не растворяются в
уайт-спирите, добавлять его в эмали нельзя во избежание резкого снижения ка-
чества покрытий
Покрытия на основе полиуритановых смол обладают хорошей адгезией к
металлическим и неметаллическим поверхностям, отличаются водо , масло ат
мосферостойкостью, газонепроницаемостью и высокими диэлектрическими свой-
ствами
Лакокрасочные материалы на основе эпоксидных смол имеют высокую адге-
зию обладают минимальной пористостью высокими защитными и электроизоля
циониыми свойствами Теплостойкость до 300° С Покрытия устойчивы к действию
нагретых щелочей и минеральных кислот средней концентрации
182
Лакокрасочные материалы на основе кремнийорганических смол обладают
высокой влаюстойкостью, химической инертностью, стойкостью к окислению, дей
ствию солнечного света и озона Кроме того, они имеют повышенную стойкость
к действию высоких и низких температур и отличаются высокими электроизол я
ционными свойствами, эластичностью, масло и бензостойкостью
Однако кремнийорганические смолы имеют невысокую адгезию, для улуч-
шения которой к ним добавляют аклидные и другие смолы
10.6. Грунтовки
Грунтовки являются промежуточным слоем между окрашиваемой поверх-
ностью и последующими слоями лакокрасочного покрытия и наносятся непосред
ственно на окрашиваемую поверхность Они должны обладать высокой адгезией
к поверхности окрашиваемой детали, к наносимым на них пленкам последующих
слоев покрытии и быть в достаточной степени эластичными и водостойкими
Акриловые грунтовки АК-069 желтая и АК 070 лимонно желтая обладают
хорошей адгезией и высокими защитными свойствами, ограниченно стойки к бен
зину, нестойки к синтетическим маслам Термостойкость грунтовки АК 069 с
1 5% алюминиевой пудры до 180° С Под сополимерные перхлорвиниловые, по ди-
винил бу тира л ьные и эпоксидные эмали грунтовки применяются А К 069 — для
защиты алюминиевых деталей, АК 070 — для защиты стальных, алюминиевых,
магниевых и титановых деталей
Глиф талевые грунтовки Грунтовка ГФ 031 желтая применяется для защиты
деталей из стали, алюминиевых и магниевых сплавов в системе покрытий под
алкидные и пер хлорвиниловые эмали Обладает хорошей адгезией, бензо- и мае-
лостойкостью при периодическом обливе
Грунтовка ГФ 032 желтая применяется дтя защиты стачьных магниевых
и алюминиевых деталей под перхлорвиниловые эмали Грунтовка ГФ 032 корич-
невая применяется для грунтования фанеры, древесины и стеклотекстолитовых
деталей под перхлорвиниловые эмали и перхлорвиниловый клей
Фенольно-масляная грунтовка ФЛ-086 применяется для защиты деталей из
алюминиевых сплавов и стали под перхлорвиниловые, нитроцеллюлозные, глиф-
талевые, пентафталевые, меламинные и другие эмали Используется для грунто-
вания отверстий под болты и заклепки Термостойкость грунтовки до 120° С при
добавлении 2% алюминиевой пудры термостойкость увеличивается до 150° С, а
5% — до 220° С
Масляные грунтовки КФ-030 желтая и КФ 030 серо зеленая применяются
для грунтования поверхности алюминиевых, магниевых сплавов и стали под мае
ляные, алкидные глифталевые и пентафталевые покрытия Они оказывают удов-
летворительное противокоррозионное влияние на металлическую поверхность,
имеют хорошую адгезию к алюминию и его сплавам
Поливинилбутиральная грунтовка ВЛ-02 является фосфатирующей и приме-
няется в сочетании с другими грунтовками для защиты деталей из стали, алюми-
ниевых и титановых сплавов, работающих в жестких условиях Грунтовка при-
меняется вместо фосфатирования стальных деталей Она бензо- и маслостойка,
нестойка к действию синтетических масел, используется под алкидные, масляные,
перхлорвиниловые глифталевые и пентафталевые лакокрасочные материалы
Кремнийогранмческая грунтовка КО-052 применяется для защиты деталей
из магниевых сплавов и стали в различных системах покрытий Нестойка к дей
ствию бензина и масел Используется также для грунтования отверстий под бол-
ты заклепки и подшипники
Эпоксидная грунтовка Э П-076 желтая применяется для защиты деталей из
стали, магниевых и титановых сплавов, эксплуатируемых в различных климати-
ческих условиях, под эпоксидные эмали Грунтовка устойчива к действию бензи-
на минеральных и синтетических масел
10.7. Шпатлевки
Шпатлевки предназначены для выравнивания изъянов окрашиваемой поверх-
ности Их наносят на грунт и после этого поверхность обрабатывают механиче-
ски Они обладают хорошей адгезией, обеспечивающей прочное сцепление с по-
крываемой поверхностью, пластичностью и хорошей шлифуемостью в затвердев-
шем состоянии
В авиации используют перхлорвиниловые, нитроцеллюлозные, эпоксидные
и кремнийорганические шпатлевки
Перхлорвиниловая шпатлевка ХВ-004 желто-зеленая применяется для вырав-
нивания металлических, стеклотекстолитовых и деревянных поверхностей, предва-
рительно загрунтованных пер хлорвиниловыми, акриловыми, фенольными и глиф-
талевыми грунтовками под перхлорвиниловые и сополимерные эмали Шпатлевка
обладает хорошей адгезией, устойчива к бензину, керосину и минеральным мас-
лам, хорошо шлифуется всухую и с водой Толщина одного слоя должна быть
не более 0,1 мм при общей толщине шпатлевки до 0,3 мм
Перед нанесением на фосфатирующие грунты шпатлевку необходимо пере-
крывать противокоррозионной грунтовкой или эм а тью Перед нанесением нит-
роцеллюлозных эмалей шпатлевку следует перекрывать фенольными или глиф-
талевыми грунтовками или нитроглифталевои эмалью
Нитроцеллюлозная шпатлевка НЦ-009 желто зеленая применяется для вырав-
нивания поверхностей под нитроэмали, имеет хорошую адгезию и хорошо шлифу-
ется Слой шпатлевки за один раз наносится не более 0,1 мм при общей толщине
до 0,5 мм
Эпоксидные шпатлевки. Шпатлевка ЭП 0010 красно коричневая применяется
для защиты и герметизации швов, болтов, гаек, находящихся в контакте с дета-
лями из магниевых сплавов, в сочетании с эпоксидными эмалями и эмалями на
других смоляных основах
Шпатлевка ЭП-0026 серая применяется для выравнивания поверхности дета-
лей из стеклотекстолитов различных марок Шпатлевка масло- и атмосферостойка,
обладает хорошей адгезией к стеклотекстолитам Применяется в сочетании с
эпоксидными и перхлорвиниловыми эмалями
Кремнииорганическая шпатлевка КО-0035 предназначена для выравнивания
стеклотекстолита и создания на его поверхности слоя теплоизоляции, наносится
краскораспылителем
10.8. Лаки
Лаки наносят на поверхности изделий с целью создания защитного покрытия
или красивого внешнего вида Они способны после нанесения образовывать на
поверхности изделий твердую и прочную атмосферостойкую пленку
Полиакриловые лаки. Лаки АК-113 и АК-ПЗ-ф применяются для грунтовки
внешних поверхностей алюминиевой обшивки под различные покрытия (АК-113)
и под прозрачные акриловые лаки (АК-ПЗ ф). Они не требуют предварительного
грунтования
Пентафталевый лак ПФ-170 предназначен для получения атмосферостойкого
покрытия по предварительно подготовленной поверхности из алюминия и его
сплавов и применяется для окраски наружных частей самолетов Он может быть
использован в качестве добавки в глифталевые и пентафталевые эмали для по-
вышения блеска покрытий
Перхлор виниловые лаки. Лак ХВЛ-18 (светлый, желтый, темно-желтый)
применяют для закрепления надписей, наносимых тушью, на хлорвиниловые
трубки
Лак ХВЛ 21 светло-желтый используют для окраски деталей из легирован
пых сталей методом окунания
Поливинилацеталевый лак ЗЛ-725 применяют для защиты магниевых, алюми-
ниевых и стальных деталей (при смешении 2,75 вес ч алюминиевой пудры
ПАК 4 с 100 вес ч лака) Покрытие топливо-и маслостойко
Нитроцеллюлозные лаки, кроме нитроцеллюлозы, содержат пластификаторы
для повышения эластичности пленки и смолы для снижения водопроницаемости
и повышения прилипаем ости к окрашиваемой поверхности
Нитролак НЦ-551 применяют для покрытия тканевых обшивок Он вызывает
большую усадку ткани (не менее 1%), вследствие чего ткань, натянутая на кар-
кас, после покрытия лаком увеличивает свое натяжение
184
Нитролак АК-20 обладает высокими клеющими свойствами и применяется
обычно не в качестве лака, а в качестве клея, известного под названием нитро-
клея АК 20
10,9, Эмали
Эмали отличаются от лаков содержанием красящих веществ — пигментов
которые вводятся для придания покрытию определенной расцветки Кроме того,
пигменты снижают проницаемость пленок, а некоторые препятствуют процессу
коррозии
Пентафталевые эмали. Эмали ПФ-19г и ПФ-19м (соответственно глянцевая
и матовая) различных цветов применяют для окраски загрунтованных поверхно
стен металлических деталей внутри и снаружи самолетов и вертолетов
Эмали ПФ-223 различных цветов предназначены для окраски (по грунту
и без нею) металлических и деревянных поверхностей, не подвергающихся ат-
мосферным воздействиям Их применяют для окраски трубопроводов различных
систем, бензо , масло- и водяных баков, бензоуказателей и аптечек Покрытие
устойчиво к изменению температуры от —40 до 4-60° С
Перхлорвинилов ые эмали. Эмали ХВ 16 и XB-I24 различных цветов приме-
няют для окраски наружных и внутренних поверхностей деталей из различных
металлов сплавов и неметаллических материалов Покрытие атмосфере , масло-,
бензо и водостойкое, устойчивое в условиях повышенной влажности и темпера-
туры до 4- 60° С
Эпоксидные эмали. Эмали ЭП 140 различных цветов предназначены для по-
лучения водо , масло и бензостонких покрытий по поверхности магниевых алю-
миниевых сплавов, сталей и неметаллических материалов Они используются для
покрытий наружных и внутренних поверхностей, предварительно за1рунтованных
акриловыми или эпоксидными грунтами
Эмали ЭП 255 зеленую и ЭП 275 черную применяют для окраски пред
варительно загрунтованные стальных деталей и дета чей из магниевых сплавов
Термостойкость покрытий на основе ЭП 140 алюминиевой не выше 300° С
зеленой и черной — не выше 200° С, остальных цветов — не выше 130° С, на
основе эмалей ЭП 255 и ЭП 275 — не выше 200° С
10*10. Растворители и разбавители
Растворители и разбавители для разведения различных материалов до рабо-
чей вязкости приведены в табл 10 4
10.11. Смывки
Дтя удаления старых лакокрасочных покрытий используют смывки Смывка
сд (сп) специальная — сх<есь органических растворителей следующего состава
(проценты объемные) ацетон 30, этил ацетат 30, этиловый спирт 10, бензол 30
Удаляет масляные лаковые покрытия
Смывку наносят на покрытие краскораспылителем или кистью и ждут набу-
хания покрытия Затем удаляют покрытие щеткой или неметаллическим скребком,
посте чего повер ность поомывают растворителем 645
Смывка АФТ-1 представляет собой раствор нитрата целлюлозы или этил-
целлюлозы и парафина в смеси растворителей ацетона, формальгликоля и толуо-
ла Предназначена для снятия масляных и нитроцеллюлозных покрытий
Смывка применяется при температхрах от —15 до 4-30° С При т мпсратурс
ниже —15° С в смывку необходимо добавить 15% ацетона или уайт-спирита При
работе со смывкой требуется соблюдать правила пожарной безопасности
Смывки СА-4 и СП-6 представляют собой смесь, состоящую из активных
органических растворителей, загустителей и разрыхлителей с противокислотным
185
аблица 10.4
Материал Растворитель и разбавитель
Глифталевые:
грунтовки
лаки
эмали
Пентафталевые:
грунтовки
лаки
эмали
Акриловые:
грунтовки
лаки
эмали
Алк ид НО’ акриловые эмали
Алкидно-стирольные:
грунтовки
лаки
эмали
Масляные:
грунтовки
лаки
эмали
Мас ляно-битумные эмали, краски,
лаки
Меламинные эмали
Меламиноалкидные эмали
Мочевинные:
грунтовки
лаки
эмали
Нитроцеллюлозные:
грунтовки
лаки
эмали
Перклорвиниловые:
грунтовки
лаки
эмали
Поливинилбутиральные:
грунтовки
лаки
эмали
Фенольные:
грунтовки
лаки
эмали
Эпоксидные:
грунтовки
лаки
шпатлевка, эмали
Уайт-спирит 4-сольвент (ксилол, скипи-
дар) 1 : 1
Ксилол, скипидар
Сольвент
Сольвент, ксилол, уайт-спирт 4- кси^
лол 1 : 1
Сольвент, ксилол, скипидар
Уайт-спирит
648, Р-5
Р-5
646, РС-1
Уайт-спирит+ксилол (сольвент) 1:1,
ксилол, сольвент
Ксилол
Скипидар
Сольвент
Уайт-спирит
Уайт-спирит, скипидар
PC-2, уайт-спирит
Скипидар, ксилол
РКБ-1
Сольвент, ксилол
РКБ-1
Ксилол
Сольвент
647
645
648
Р-4
Сольвент
Р-5
РФГ-1, Р-60, 648, толуол, ксилол
Разбавитель Р-7
Разжижитель Р-60
Уайт-спирит4-ксилол (сольвент) 1:1,
сольвент, скипидар, уайт-спирит
РС-2
Сольвент, ксилол, скипидар, уайт-спи-
рит
*
Этилцеллозольв + ацетон 8:2
Ксилол 4- ацетон 4-этилцеллозольв
4:3:3, Р-40
646, 648, Р-40, этилцеллозольв
186
Продолжение табл. 10.4
Материал
Растворитель или разбавитель
Эпсксиднофенольные эмали
Нптроэпоксидные эмали
П олиурет ано вые лаки
Этилцеллозольв
646, 648
Циклогексанон
ингибитором. Предназначены для удаления старых лакокрасочных покрытий на
основе пентафталевых, глифта левых, перхлорвиниловых, акриловых, эпоксидных
и других смол как холодной, так и горячей (до 150° С) сушки. Для снятия покры-
тий с изделий из цветных металлов применяют смывку СА-4, с изделий из чер-
ных металлов — СПб.
Смывка наносится на поверхность кистью или щеткой плотным слоем.
Разбухшее покрытие удаляют щеткой или шпателем, после чего поверхность
протирают легколетучим растворителем.
Смывающее действие смывок СА-4 и СП-6 при удалении лакокрасочного
покрытия холодной сушки составляет не более 40 мин. При удалении покрытия
горячей сушки срок смывающего действия смывки удлиняется в зависимости от
температуры сушки.
10.12. Восстановление лакокрасочных покрытий
10.12 1. Восстановление покрытий
на металлических обшивках, окрашенных
масляными эмалями
Слабое омеление. Поверхность промывают теплым 3%-ным водным раствором
нейтрального мыла, применяя чистую ветошь, с последующей промывкой теплой
водой. Затем поверхность протирают следующим составом (в вес. ч.): полировоч-
ная паста —1, уайт-спирит — 2, вода — 7. Смесь тщательно размешивают до
получения однородной эмульсии. Смесь составляют перед употреблением.
Значительное омеление и выцветание поверхности. Поврежденную поверх-
ность промывают 3%-ным водным раствором нейтрального мыла, затем чистой
водой и просушивают в течение 2—4 ч. После этого поверхность зачищают де-
ревянным шпателем и далее мелкой шкуркой. На подготовленную и очищенную
поверхность наносят кистью (или пульверизатором) один слой масляной эмали
того же цвета. Продолжительность сушки 36—48 ч.
Сильное омеление и выветривание покрытий с просвечиванием грунта. По-
верхность зачищают так же, как и при значительном омелении. Затем наносят
пульверизатором или кистью слой масляной эмали соответствующего цвета и
просушивают 24—26 ч. Высушенную поверхность зачищают шкуркой № 180.
После этого тем же способом наносят второй слой той же эмали и просушивают
в течение 36—48 ч.
Растрескивание» незначительные механические повреждения и отставание по-
крытий над заклепками. Поврежденные поверхности восстанавливают так же,
как и при сильном омелении и выветривании покрытия, но подготовку поверх-
ности в местах разрушений покрытия разрешается производить шкуркой № 120.
10.12.2. Восстановление покрытий
на металлических обшивках, окрашенных нитроэмалями
При омелении, выцветании и разрушении покрытий ремонтируемый участок
промывают теплым 3%-ным водным раствором нейтрального мыла, а затем чистой
водой. Далее деревянными скребками и шлифовальной шкуркой № 150 и 180
J87
удаляют поврежденное покрытие (или ветошью, смоченной смесью из раствори-
теля 645 и воды в равных количествах). После этого сушат в течение 2 ч. Затем
участок загрунтовывают и просушивают 6—12 ч. На высохший грунт пульвери-
затором наносят слой аэролака второго покрытия соответствующего цвета и
сушат 2—3 ч.
Далее поверхность зачищают шкуркой № 150 и 180 и наносят второй слой
этого же аэролака и просушивают 5 ч.
10.12.3. Восстановление покрытий
на металлических обшивках
с разными лакокрасочными покрытиями
Применение перхлорвиниловых эмалей для окраски обшивки возможно не-
зависимо от того, является ли старое покрытие пер хлорвиниловым, лакомасляным'
или нитроцеллюлозным. Однако перхлорвиниловые эмали имеют хорошую адге-
зию на старом перхлорвиниловом или л а ко масля ном покрытии и плохую на нит-
роцеллюлозном на неокрашенной поверхности Поэтому, прежде чем наносить
перхлорвиниловуто эмаль на старое нитроцеллюлозное покрытие или на чистый
металл, необходимо нанести слой грунта.
Технология окраски. Работу начинают с удаления сильно поврежденного по-
крытия, смывки и зачистки мест перехода шлифовальной шкуркой № 120 и 150
После этого поверхность обезжиривают чистым бензином Б-70 или уайт-спиритом
и затем окрашивают.
Окраску пер^лорвиннловыми эмалями производят пульверизатором при тем-
пературе 12—35°С, относительной влажности воздуха не более 75% и нормаль-
ной продолжительности сушки. В перхлорвиниловые эмали, предназначенные для
нанесения первого слоя, перед употреблением добавляют алюминиевую пудру
в количестве 2%- После этого эмаль разжижают, тщательно перемешивают и
фильтруют через металлическую сетку № 015 (ГОСТ 6613—53) или через шесть
слоев марли.
10.12.4, Восстановление покрытий на деталях
из магниевых сплавов
При вспучивании лакокрасочного покрытия и наличии на поверхности деталей
из магниевых сплавов пятен тщательно очищают пораженный участок от продук-
тов коррозии шлифовальной шкуркой № 150 и 180. Затем участок промывают
чистым бензином Б-70 и протирают сухой тряпкой.
На очищенных местах восстанавливают защитную окисную пленку нанесе-
нием раствора селенистой кислоты следующего состава: 20 г селенистой кисло-
ты и 10 г двухромистого натрия в 1 л воды. Раствор наносят при помощи кис-
точки.
После высыхания обработанные участки загрунтовывают двумя слоями
грунтовки АК 070 с 2% алюминиевой пудры во втором слое и покрывают эмалью
соответствующего цвета.
10.13. Профилактические составы
для лакокрдсочных покрытий
Для удлинения сроков службы лакокрасочных покрытий, а также для сохра
нения их первоначального цвета применяют профилактический состав ПС-3 и
растворитель ПР.
Состав ПС-3 предназначен для предохранения от омоления и старения лако-
масляных, нитроцеллюлозных и перхлорвиниле вых пленок. Поверхности соста-
188
вом ПС 3 обрабатываются в весенне летний период не реже одного раза в месяц.
На обмытую и обезжиренную поверхность состав ПС 3 наносят в один слой
с помощью марлевого тампона или чистых салфеток.
Пластифицирующий растворитель ПР предназначен для увеличения эластич-
ности и удлинения срока службы только нитроцеллюлозных покрытий. Раство-
ритель наносят на покрытие 2 раза в год — в весенний и летний период. На об-
мытую и обезжиренную поверхность ПР наносится пульверизатором в 2 слоя
с промежуточной сушкой в течение 45 мин.
10.14. Способы распознавания лакокрасочных покрытий
В практике часто приходится определять природу лакокрасочного покрытия,
т. е устанавливать, какими покрытиями в прошлом были окрашены поверхности
авиационной техники для их последующего удаления или ремонта. Синтетические
и натуральные краски не всегда взаимозаменяемы и не могут наноситься без
ограничений. Природу лакокрасочных покрытий можно определить следующими
способами.
Размыванием пленки. Тампоном из ветоши, смоченным ацетоном, разжижи-
телями пли смывкой СД (сп), легкими движениями размывают небольшой уча-
сток исследуемой поверхности. Масляное покрытие при этом размягчается, набу-
хает и сморщивается, нитроцеллюлозное легко смывается и на тампоне образу-
ется липкая масса.
Поджиганием пленки. Снимают исследуемую пленку и поджигают. Пср-
хлорвиниловые покрытия горят медленно, образуя коптящее пламя, акрило-
вые горят спокойным ярким пламенем, а нитроцеллюлозные — бурно, подобно
пороху.
По грунту. На малом участке соскабливают верхнее покрытие до грунта.
Обычно под нитроэмалями на металлических поверхностях авиационной техники
имеется грунт ГФ-032 коричневого цвета, под масляным покрытием чаще бывает
грунт КФ-030 серо-зеленого или желтого цвета.
По внешним признакам. Путем внешнего осмотра можно определить, что
представляет собой покрытие — лак или эмаль: лаковые покрытия, как правило,
прозрачны, а эмали непрозрачны, так как содержат пигмент.
Таблица 10.5
Технические требования к сжатому воздуху (ГОСТ 9.010—73)
Показатели
Избыточной давление на входе в окрасочное уст-
ройство, Н/см2, не более
Температура на входе в окрасочное устройство, СС
Содержание влаги:
в виде капель
» > паров, г/м3, не более
Содержание минеральных масел:
в виде капель
» х* паров вместе с твердыми включениями,
мг/м3, не более
Нормы
60
17—30
Не допускается
1,6
Не допускается
2,0
Примечания. 1. Величина давления зависит от типа окрасочного устройства Ог-
раничения по давлению не распространяются на сжатый воздух при распылении высоко-
вязких составов (с вязкостью по вискозиметру ВЗ 4 выше 50 с Г
2 Ограничения по температуре не распространяются на сжатый воздух при распылении
с подогревом
3 Ограничения по содержанию влаги не распространяются на сжатый воздух при рас-
пыленны водоразбавляемых лакокрасочных материалов
189
По условиям работы. Некоторую помощь в определении типа покрытия мо-
жет оказать анализ условий работы и назначение детали. Так, например, для
деталей, работающих в условиях высоких температур, обычно применяют лако-
красочные материалы, дающие термо стабильные, необратимые пленки, которые
не растворяются в растворителях Наоборот, для деталей, работающих при уме-
ренных температурах, могут применяться материалы, пленки которых обра-
тимы
По первичности лакокрасочного покрытия. В процессе подготовки старого
лакокрасочного покрытия к снятию следует определить, поступает ли изделие
в ремонт впервые или оно уже ранее ремонтировалось. Это весьма важно, так
как на заводах-поставщиках сушка лакокрасочных покрытий чаще всего горя-
чая, а на ремонтных предприятиях холодная.
ЮЛ5. Сжатый воздух для распыления
лакокрасочных материалов
Технические требования к сжатому воздуху, используемому для распыления
лакокрасочных материалов (пневмораспыление, пневмоэлектрораспыление), даны
в табл. 10.5.
РАЗДЕЛ 1!
ПРОТИВОКОРРОЗИОННЫЕ СМАЗКИ И АНТИКОРРОЗИОННЫЕ
ГЕРМЕТИЗИРУЮЩИЕ ЧЕХЛОВЫЕ МАТЕРИАЛЫ
11.1. Растворы для удаления коррозии
с металлических деталей и изделий
и их обезжиривания
111.1. Внешние признаки коррозии
Наличие продуктов коррозии определяется по следующим наиболее харак-
терным внешним признакам
На стальных и чугунных деталях — появление техмных точек и пятен, а также
налета оранжево-бурого цвета, который при усилении процесса коррозии перехо-
дит в сплошную массу наростов бурого или коричневого цвета.
На деталях из алюминиевых сплавов — появление пятен или порошково-
образного налета белого цвета с последующим образованием раковин, заполнен-
ных продуктами коррозии белого и серого цвета
На деталях из меди и ее сплавов — появление пятен или налета зеленого,
реже черного цвета, на деталях из сплава меди со свинцом, свинцовистой брон-
зы — появление пятен или точек черного, белого или светло-зеленого цвета.
На лакированных или окрашенных деталях — вздутие пленки, а в дальней-
шем ее шелушение.
На поверхностях стальных оксидированных деталей — появление ржавчины
черно-бурого цвета пли пятен и точек, по цвету незначительно отличающихся от
цвета поверхности деталей и изделий.
На кадмированных деталях — появление пятен и точек белого, серого и чер-
ного' цвета.
Примечание Если корродирует основной металл, то продукты коррозии имеют
цвет, характерный для продуктов коррозии данного металла.
11.1.2, Растворы, удаляющие продукты коррозии
Стали и чугуны. Для удаления продуктов коррозии с изделий из стали и чу-
гуна применяют травильные растворы.
Раствор № 1 —200—250 г хромового ангидрида, 40 мл фосфорной кисло-
ты (плотность 1,54 г/см3). 1 л воды (температура раствора 90—95° С).
Раствор № 2 — 990 мл серной кислоты (10%-ный раствор), 10 мл форма-
лина (40%-ный раствор).
После удаления коррозии детали промывают в холодной проточной воде,
затем нейтрализуют 3—5%-ным раствором кальцинированной соды, далее про-
мывают в горячей воде и просушивают очищенным сухим воздухом.
Примечание. Детали с зазорами и каналами, из которых трудно удалить раство-
ры полностью, обрабатывать химическим способом запрещается
Алюминиевые сплавы. Для удаления продуктов коррозии с изделий из алю-
миниевых сплавов применяют растворы.
Раствор №3 — 80 г хромового ангидрида, 200 мл фосфорной кислоты
(плотность 1,71 г/см3), 1 л воды. Раствор применяют без подогрева.
Раствор № 4 — 40—60 г едкого натра, 1 л воды (температура раствора
50—60° С).
191
После обработки деталей из алюминиевых сплавов в указанных растворах
детали промывают в холодной и горячей воде. Затем после обработки деталей
в растворе № 3 производят осветление в 15—20%-ной азотной кислоте. Детали
выдерживают в этом растворе до полного осветления поверхности, после чего их
промывают в холодной и горячей воде.
Медные сплавы. Для удаления продуктов коррозии с деталей из медных
сплавов (кроме свинцовистой бронзы БрАЖМ) применяют растворы № 5 без
подогрева.
Растворы N° 5 — а) 100 мл серной кислоты (плотность 1,84 г/см3), 900 мл
воды, б) 100 г бисульфата натрия, 1 л воды.
После обработки детали промывают в холодной и горячей воде. Затем ре-
комендуется произвести пассивирование деталей в растворе № 6 следующего
состава: 30 мг серной кислоты (плотность 1,84 г/см3), 90 г хромового ангидрида,
1 г хлористого натрия, 1 л воды. Далее детали промывают в холодной воде и вы-
сушнвают.
Краски и пятна. Для удаления с поверхности деталей краски и пятен орга-
нического происхождения применяют специальную смывку СД. Затем детали
промывают и просушивают.
! 1.1.3. Механические способы удаления коррозии
В случае единичных, незначительных по площади поражений коррозией, а
также когда невозможно применить химический метод (коррозии в конструкции,
в деталях сложной конфигурации и т. д.) допускается удалять продукты корро-
зии механическим способом.
Стальные и чугунные детали зачищают шлифовальной шкуркой № 5—12 на
тканевой основе, смоченной трансформаторным или моторным маслом. Затем
всю поверхность детали протирают чистой салфеткой, смоченной в бензине, и
высушивают на воздухе.
Стальные детали со шлифованной поверхностью Y тщательно зачищают шлифо-
вальной шкуркой № 170—230, смоченной в жидком индустриальном масле марки
12 или 20.
Детали из алюминия, меди и ее сплавов очищают порошком или куском пем-
зы, шлифовальной шкуркой № 5—12, смоченной трансформаторным маслом,
протирают хлопчатобумажной салфеткой, смоченной в бензине, и сушат па
воздухе.
Детали из алюминиевых и магниевых сплавов очищают стеклянной бумагой
№ 00 с последующей их промывкой в бензине и сушкой.
11.1.4. Очистка деталей от загрязнений и обезжиривание
Если детали и узлы изделий не имеют следов коррозии, то от масла и за-
грязнений их очищают следующими способами.
Узлы и детали из меди, серебра и медных сплавов протирают хлопчатобумаж-
ными салфетками, смоченными этиловым (гидролизным) спиртом. Для деталей
из медных сплавов и меди (кроме коллектора) разрешается применять уайт-
спирит или бензин.
Мелкие узлы и детали из черных металлов, поставляемые отдельно и не
имеющие лакокрасочных покрытий, обезжиривают струйным способом либо путем
погружения их в щелочной раствор с добавкой эмульгаторов. Допускается обез-
жиривание органическими растворителями методом погружения, например, в мо-
ноэтанола мин. Могут обезжириваться детали и с лакокрасочными покрытиями.
После обезжиривания щелочными растворами детали промывают горячей водой,
обрабатывают пассивирующим раствором и высушивают до полного удаления
следов влаги.
Мелкие узлы и детали из алюминия обезжиривают раствором моноэтанола-
мина струйным способом. Допускается обезжиривание узлов и деталей с лакокра-
сочным покрытием уайт-спиритом или бензином Б-70.
192
11.1- 5. Компоненты растворов, удаляющие продукты коррозии
Хромовый ангидрид технический (трехокись хрома) (ГОСТ 2548—62)—че-
шуйчатые пластинки 1—3 мм малинового цвета. Содержание основного вещества
не менее 98,5%. Легко растворяется в воде, весьма гигроскопичен. Сильно ядовит.
Поставляют в плотно закрытых железных барабанах массой до 150 кг и хранят
в сухих складах.
Сода кальцинированная (натрий углекислый, карбонат натрия, сода)—
мелкокристаллический порошок белого цвета. Плотность 2,5 г/см3, температура
плавления 851° С, легко растворяется в воде (17,8% при 20° С и 31,1% при
101° С). Содержание основного вещества 99%. Упаковывают в бумажные 4-, 5-,
6-слойные мешки. Хранят в сухом месте.
Натр едкий (сода каустическая, каустик) — гидроокись натрия, сильная ще-
лочь. Бесцветная непрозрачная кристаллическая масса, плотность 2,1^2,3 г/см3,
температуры: плавления 318—328° С, кипения 1390° С. Хорошо растворяется в
воде и сильно поглощает влагу из воздуха. Твердый едкий натр транспортируют
в герметичной стальной таре, жидкий — в специальных щелочестойких бочках.
11.2. Консервационные смазки и масла, применяемые
для защиты от коррозии и разрушения изделий
авиационной техники
Выбор способа защиты при консервации изделий зависит от условий и сро-
ков хранения, конфигурации и габаритов изделий и деталей.
Атмосферная коррозия и ее среда. Атмосферная коррозии является одним из
видов электрохимического процесса, протекающего в весьма тонкой пленке вла-
ги, которая образуется при адсорбции воды из атмосферы.
На практике идеально гладкие поверхности отсутствуют. На поверхности
всегда имеются шероховатости, в которых происходят поверхностная адсорбция
паров воды и их капиллярная конденсация. Сконденсированная влага при нали-
чии растворенных в ней электролитов создает условия для начала и последую-
щего развития коррозии. Атмосферная коррозия начинается при относительной
влажности ниже 98% в сконденсированной в капиллярах (шероховатостях) воде.
Наименьшая толщина пленки влаги при коррозии железа 7,44:10~е мм, т. е. рав-
на 25—30 молекулярным слоям.
Требования к защитным смазкам. Защитные смазки, нанесенные тонким
слоем, должны обладать наименьшей влаго- и воздухопроницаемостью, мини-
мальной электропроводностью и гигроскопичностью, плохой проницаемостью для
ионов металла. К тому же защитные смазки должны: быть химически стойкими
и не содержать компонентов, способных растворяться в пленке влаги и повышаю-
щих электропроводность слоя; содержать компоненты, которые не адсорбируются
на поверхности защищаемого металла с выделением большого количества тепла
и ухудшают смачивание защищаемой поверхности водой.
Маслорастворимые ингибиторы коррозии. При введении в консистентные
смазки и пленочные покрытия маслорастворимых ингибиторов коррозии защит-
ные действия изменяются к лучшему за счет модификации структуры (сниже-
ния паро-, га зо- и влагопроницаем ост и) и в результате активного физико-хими-
ческого взаимодействия с поверхностным слоем металла. Ингибиторы увеличи-
вают смачиваемость поверхности металла нефтепродуктами, образуя на металле
гидрофобные пленки. Они снижают поверхностное натяжение на границе раздела
масла и воды, а также масло адсорбционной пленки воды и металла, увеличивают
краевой угол капли масла на воде и капли воды на масляной пленке. При этом
происходит вытеснение адсорбционной воды с поверхности металла, на котором
образуется не пропускающие воду и не десорбирующиеся водой пленки.
Углеводородные пластические смазки. В качестве консервационных смазоч-
ных материалов рекомендуются углеводородные пластичные смазки: пушечная,
ПВК, ПП-95/5, ГОИ-54, ЦИАТИМ-205; жидкие тонкослойные К-15, ВНИИНП-252,
К-17, К-19 и НГ-203. В качестве а нт и фрикцион но-консервационных смазочных
материалов используются ЦИАТИМ-201, ЦИАТИМ-221, АМС-3 и др.
В табл. 11.1 приводятся оптимальные сроки защиты металлов различными
смазками в тропических условиях.
193
Таблица ПЛ
Оптимальные сроки защиты металлов различными смазками в тропических
условиях
Смазка В годах, при [олщине слоя смазки не менее 0,5 мм
При хранении неупакованных изделий под нанесем и в складских условиях или упа- кованных но первой категории защиты (водозащищенная); При хранении изделий в упаковке 1ропического исполнения (вторая категория — полугерме- тичная)
из стали из мели из латуни ИЗ С13ЛИ из меди из ла 1уни
Пушечная УНЗ 2,5 2,5 2,5 3,0 3,0 3,0
ПП-95/5 2,5 2,0 2,0 3,0 3,0 3,0
ГОИ-54 2,0 2,5 2,5 3,0 3,0 3,0
ЦИАТИМ-201 2,0 1,0 1.5 3,0 1.5 2,0
ЦИДТИМ-202 2,5 2,0 2,0 3,0 3,0 3,0
ЦИАТИМ-203 1,5 1,0 1,0 2,0 1,5 1,5
ЦИАТИМ-205 — 1,0 2,0 *— 1,5 3,0
ЦИАТИМ-217 2,0 2,0 2,0 3,0 3,0 3,0
ЦИАТИМ-221 1,5 2,0 1,5 2,0 3,0 2,0
Смазка из 20% це- 1,0 2,5 2,5 1,5 3,0 3,0
резина и 80% вазе-
липа
Н Г-203А 1,0 1,0 1,0 1,5 1.5 1,5-
НГ-203Б 1,0 1,0 1.0 1,5 1.5 1,5
АМС-3 2,5 2,5 2,5 3,0 3,0 3,0
ОКБ 122-7/5 2,0 2,0 2,0 3,0 3,0 3,0
ОКБ 122-12 1,5 1,0 1,5 2,0 1,5 2,0
1-13 (УТВ) — — -—- — —
СП-3 (59ц) — — — —
С мазка-7 2,0 2,0 2,0 3,0 3,0 3,0
Смазка-14Р 2,0 2,0 2,0 3,0 3,0 3,0
Смазка-ГМХ 1,5 1,0 1,0 2,0 1 1,5 1,5
Жидкие консерванионные смазки образуют на поверхности из-
делий тонкую прозрачную пленку, обеспечивающую защиту от коррозии сроком
до 5 лет. Пригодны для консервации черных и цветных металлов, а также узлов
из сочетаний этих металлов. Смазки нетоксичны и взрыв о безопасны. Приса дкщ
входящие в состав смазок, К-17 и К-17н служат для повышения защитных
свойств смазки. Несмотря на малую толщину слоя (0,05 мм), смазки К-17 и К17н
надежно защищают металлы от коррозии в сухом и влажном климате, даже если
воздух насыщен коррозионно-активными соединениями, но на изделия не долж-
ны попадать солнечные лучи и атмосферные осадки.
Восстановление консистентных смазок. Пушечную смазку, ПВК, технический
вазелин, смазки СХК, ПП-95/5 перед использованием, а также после перерыва
в работе следует прогреть до 105—115° С для удаления влаги. Пена, появившая-
ся на поверхности смазки при нагревании, удаляется (свидетельствует об обвод-
ненности смазки).
11.3. Защитные антикоррозионные консервационные
оболочки из тонкопленочных пластических масс
Малогабаритные изделия, крепежные детали и инструмент консервируют
с помощью тонкопленочных покрытий, которые представляют собой сравнительно
твердые, но эластичные пленки с нулевой адгезией к поверхности изделия. Такие
покрытия образуют сплошную оболочку.
194
11,3.1. Защитная оболочка ЭЗО
Свойства оболочки. Этилцеллюлозная антикоррозионная защитная оболочка
ЭЗО применяется для консервации металлических изделий со сроком хранения
до 3—5 лет в складских неотапливаемых помещениях. Основа оболочки — смесь
минерального масла с касторовым, а в целях повышения прочности и твердости
используют растворимую в маслах этилцеллюлозу с добавлением искусственного
копала, церезина и парафина.
Оболочка ЭЗО образует плотную и прочную сплошную пленку толщиной
1,5—3 мм, непроницаемую для влаги (паропроницаемость оболочки толщиной
1 мм 0,3 мг/см2 в сутки). Предохраняет изделия от механических повреждений^
так как обладает высокой прочностью и не продавливается под весом детали.
Имеет нулевую адгезию к металлам. Легко снимается с изделия острым предме-
том при температуре 50—60° С, при этом на поверхности изделия остаются слегка
заметные следы минерального масла (табл. 11.2).
Технология нанесения. Процесс нанесения оболочки заключается в опускании
предварительно очищенной от загрязнений и ржавчины сухой и слегка подогретой
металлической детали в ванну с расплавленной массой ЭЗО. Затем после неко-
торой выдержки деталь извлекают с определенной скоростью. От точного соблю-
дения температуры и продолжительности каждой стадии процесса зависит тол-
щина пленки и качество покрытия. Чем массивнее изделие, тем больше тепла оно
отнимает у расплавленной массы и пленка на изделии получается более толстая.
Чем дольше изделие находится в расплаве, тем больше оно прогревается, тем
быстрее выравнивается температура расплава у стенок изделия и пленка получа-
ется более тонкой. При большой массе и разноюлщинности изделий их предва-
рительно подогревают, так как более толстая пленка образуется на более тол-
стых частях изделия.
Таблица 11.2
Служебные характеристики оболочки ЭЗО
Параметры Показатели
Внешний вид Твердая масса желтого или корич- невого цвета
Температура размягчения по Кремер- 95±10
Сарнову, °C Прочность на продавливаемость по Ричардсону, мм Паропроницаемость в сутки, мг/см2 Плотность, г/см3 Предел прочности при растяжении, Н/см2 Относительное удлинение при разрыве, % Температура плавления при окунании изделий, °C Горючесть Растворимость 0,6—1,0 0,3 1,0 200—450 70—100 160—170 Горит коптящим пламенем Р аств о р яется в ч еты реххл ор и с г о т *
Допустимый эксплуатационный интер- вал температур углероде От —30 до +45° С
195
11.3- 2. Защитное ингибированное покрытие ЗИП
Общие сведения. Защитное ингибированное покрытие ЗИП — твердая масля-
нистая масса светло-кзричневого цвета Основа покрытия—- этилцеллюлоза, в
которую введены синтетическая новолачная смола и минеральное масло В про-
цессе хранения масло выделяется из нанесенного слоя и покрывает металличе-
скую поверхность изделия моно молекулярным слоем, тем самым достигается
надежная защита от коррозии. Покрытие имеет высокую температуру размягче-
ния (более 100°С), нулевую адгезию к металлу и лакокрасочным покрытиям,
легко-снимается с защищаемой поверхности и после очистки может быть исполь-
зовано повторно. Оно не изменяет своих свойств в течение 3 лет в любых кли-
матических условиях Покрытие наносят при температуре 160—170° С. Толщина
пленки покрытия ЗИП от 0,5 до 3 мм.
11.3.3. Тонкопленочные покрытия
Перконс применяют для консервации гладких металлических поверхностей.
Перконс — это перхлорвиниловый клей, доведенный до вязкости 4—5 мин (по
вискозиметру ВЗ-4) благодаря введению растворителя Р-4. В состав покрытия
для повышения эластичности добавляют в качестве пластификатора 4% дибу-
тилфталата, а также красители «Судан-1» и «Судан-2». Перконс наносят кистью,
окунанием изделий или распылением.
Солохол применяют для консервации профилированных и резьбовых дета-
лей. Это 8—10%-ный раствор полихлорвиниловой смолы в дихлорэтане с добав-
лением 4% дибутилфталата и красителей «Судан-1» или «Судан-2», наносят
кистью, расплавлением или окунанием изделий.
Хлорвиниловая эмаль ХВ-114— раствор хлорвиниловой смолы в смеси орга-
нических растворителей с пигментом. Для повышения термостойкости состава
покрытия, а также для уменьшения адгезии в хлорвиниловую смолу вводят в
качестве наполнителя марш а лит — молотый люберецкий песок.
Сам о вулканизирующееся пленочное покрытие. Для предохранения неметалли-
ческих поверхностей изделий от преждевременного старения применяют самовул-
канизирующесся пленочное покрытие на основе клеев ВКР-8 и ВКР-7. Клей ВКР-7
используют в качестве подслоя, а клей ВКР-8 — в качестве основного защитного
слоя. Резиновую поверхность изделия перед нанесением клея ВКР-7 в качестве
подслоя очищают от грязи, пыли и обезжиривают бензином.
Клей ВКР-7 наносят на поверхность кистью в один слой, после чего изделие
сушат при температуре 20—25° С в течение 15 мин. Затем изделие последователь-
но покрывают четырьмя слоями клея ВКР-8 с интервалами сушки каждого слоя
в течение 20 мин. После нанесения последнего слоя клея ВКР-8 изделие в тече-
ние 24 ч выдерживают при температуре 20—259 С.
Тонкопленочное легкоснимаемое покрытие Л СП для герметизации узлов
электро- и радиотехнических устройств (6—8%-ный раствор присадки ингибито-
ра АКОР-1 в красно-коричневой эмали ХВ-114). Для герметизации деталей при-
меняют 4—6%-ный раствор ДСП, а для консервации 8%-ный раствор. Эти по-
крытия приготовляют и наносят без подогрева при температуре от —10 до -4-35° С#
В табл 11 3 приведены различные технологические режимы нанесения по-
крытия Л СП.
Таблица 11.3
Технологические режимы нанесения покрытия Л СП
Рабочая вязкость, сст Растворитель Способ нанесения Число слоев Продолжи гель- нос гь сушки при 15—20° С, мин
40—90 Ацетон Окунанием 1-2 20
16—20 Р-5 Распылением 2 15
40—90 Ацетон Кистью 1-2 20
196
Пленка покрытия Л СП сохраняет эластичность при температуре от —50 до
+70° С, ее можно наносить на лакокрасочные покрытия. Она имеет предел проч-
ности 1000—1200 Н/см2. При необходимости покрытие Л СП наносят пульвериза-
тором. Толщина семи-восьми слоев покрытия 200 мкм.
Покрытие Л СП защищает от коррозии все черные и цветные металлы (за
исключением чугуна) 5 лет в легких условиях хранения, 4 года в средних, 2 года
в жестких и 1,5 года в очень жестких условиях хранения (ГОСТ 13168—69).
11.4. Антикоррозионная герметизация изделий
Хранение изделий методами герметизации с осушкой воздуха находит все
более широкое распространение. Такое хранение имеет ряд преимуществ: повы-
шает эффективность защиты металлов от атмосферной коррозии; исключает тру-
доемкие операции по расконсервации хранившихся изделий; обеспечивает высо-
кую надежность работы чувствительной к воздействию атмосферы радиоэлект-
ронной аппаратуры и т. д.
Сущность метода состоит в изоляции (герметизации) изделия от окружающей
атмосферы, в поддержании в загерметизированном объеме пониженной влажности
воздуха/ при которой атмосферная коррозия металлов практически не развива-
ется. Воздух внутри герметичной упаковки осушается с помощью влагопоглоти-
теля (силикагеля).
Надежная изоляция достигается за счет применения специальной жесткой или
эластичной герметичной тары (упаковки), нанесением на упаковку герметизирую-
щих покрытий. Широко используются для герметизации чехлы из полихлорвинила
и полиэтилена.
Пленки из полихлорвинила хорошо склеиваются, но существенно уступают
полиэтилену по паронепроницаемости и морозостойкости. Основные физико-ме-
ханические свойства пленок приведены в табл. 11.4.
Таблица 11.4
Основные свойства некоторых полимерных пленок
Материал пленки Толщина, мм Пре тел прочности при разрыве, Н 'см5 Паропроницаемосгь при 17° С в сутки, г/ма
при реальной толщине при условной толщине 1 мм
Полихлорвинил В -118 Полихлорвинил ВЗ-2 Перхлорвинил (кокон) Полиэтилен высокого давления 0,21 0,28 2—3 0,05 < 0,1 0,35 2230 1930 440—2150 1200 1400 1600 6,0 3,3—4,0 1,2-2,3 1,2-1,4 0;6—0,7 0,2 1,26 0,92—1,12 3,6-4,6 0,06—0,07 0,06—0,07 0,07
Технологический процесс герметизации изделий с помощью чехлов из поли-
мерных пленок включает следующие основные операции: консервацию изделия,
изготовление чехлов, регенерацию и расфасовку силикагеля, подготовку вспомо-
гательных материалов и деталей, герметизацию изделия в чехле, упаковку изде-
лия в тару для транспортирования.
Регенерация силикагеля. От качества сушки (регенерации) силикагеля зави-
сят сроки хранения загерметизированных изделий и их сохранность. Для этого
используют нагревательные устройства, имеющие термокамеры или специальные
установки. Оптимальная температура для сушки силикагеля 150—200° С, не
более.
Высушенный силикагель высыпают в герметичные емкости с плотно закры-
вающимися крышками (пробками). Оставлять силикагель на воздухе более 2 ч
197
не разрешается. Расфасовывают силикагель в сухих помещениях в мешочки из
неплотной ткани диаметром 100 мм и массой не более 500 г.
Обеспечение герметичности упаковки. Для контроля влажности воздуха в
чехлах на участках для наблюдения закрепляют патроны (или мешочки), взве-
шенные с точностью до ±1 г, с индикаторным силикагелем. После сварки по-
следнего шва у края чехла оставляют отверстие размером 2—2,5 см, куда
вставляют шланг от пылесоса (вакуумнасоса) и откачивают из чехла воздух до
легкого прилегания пленки к изделию. После откачки воздуха шланг вынимают,
а отверстие зажимают рукой и затем заваривают. Степень герметичности оцени-
вают по скорости поступления воздуха в чехол после откачки. Если через 15—
20 мин пленка чехла на отдельных его участках после оттягивания рукой резко
возвращается на свое место, чехол считается герметичным.
Влажность в термоупаковках проверяют с помощью цветных индикаторов
влажности или по изменению веса контрольных навесок. Наибольшее распрост
ранение получил способ индикаторного силикагеля, изменяющего свой цвет по
мере обводнения воздуха от синего до розового (при влажности 50—60%). Спо-
соб контрольных навесок с силикагелем, основанный на линейной зависимости
его обводнения от относительной влажности воздуха, более прост, но требует
особо тщательной просушки силикагеля, загружаемого в чехлы. Перспективными
являются различного рода датчики, более чувствительные к относительной влаж-
ности воздуха.
11.5. Ингибированная антикоррозионная бумага
Ингибиторы — вещества, тормозящие скорость и интенсивность химических
процессов. Главное значение имеют ингибиторы коррозии металлов. Обычно это
летучие составы, лары которых защищают металлические детали от атмосферной
коррозии в процессе транспортирования и хранения. Кд1' правило ингибиторами
пропитывают оберточную бумагу, древесину упаковочных ящиков, коробки и т. д.,
применяют в виде порошков, которыми посыпают детали при упаковке.
Сущность действия ингибиторов. Сущность предохранения от коррозии инги-
бированной бумаги заключается в том, что стойкие нитриты (ингибиторы), мед-
ленно выделяя пары, образуют газовую завесу над поверхностью изделий и пре-
пятствуют проникновению воздуха к металлическим изделиям, предохраняя их
от коррозии.
Марки ингибированной бумаги, В зависимости от применяемых ингибиторов
бумагу выпускают трех марок — А, Б и В. Эти бумаги предназначены для замед-
ления процессов коррозии на деталях из черных металлов. Бумагу марки А мож-
но применять также для защиты деталей из алюминия и гальванических покры-
тий никелем, хромом и оловом.
Бумага марки А пропитывается раствором (в вес. ч.)т содержащим:
воды — 500, соды кальцинированной — 180, бензойной кислоты (ингибитор) —334.
Плотность раствора 1,13 г/см3 при температуре 40° С, pH раствора 7—8.
Бумага марки Б пропитывается раствором (в вес. ч.), содержащим: во-
ды— 350, углекислого аммония — 225, бензойной кислоты — 300. Плотность
раствора 1,08 г/см3 при температуре 40° С, pH раствора 8—9.
Бумага марки В пропитывается раствором (в вес. ч.), содержащим:
воды —500, нитрата натрия — 400 и уротропина — 400 (ингибиторы); pH раство-
ра 8—8,5, концентрация ингибиторов в растворе 57%.
Водостойкое покрытие ингибированной бумаги. Для ингибированных бумаг
водостойкое покрытие полиэтиленовое (45 г на 1 м2 бумаги) или латексное сле-
дующего состава (в вес. ч.); латекса СКС-65ГП с содержанием каучука 45—
48%— 140, терпинеола — 3, клея казеинового (с содержанием сухого вещества
15%) — 20, воды — 220.
В процессе пропитки бумаги и нанесения водостойкого слоя непрерывно кон-
тролируют pH раствора. Для измерения величины д//, характеризующей актив-
ность ионов водорода в водных растворах, применяют лабораторный многопре-
дельный /?Н-метр ЛПУ-0,1 с датчиком ДП-1.
Масса 1 м2 упаковочной ингибиторной бумаги должна соответствовать техни-
ческим требованиям, приведенным в табл. 11.5.
198
Таблица 11.5
Технические характеристики ингибированных бумаг
Бумага с покрытием Масса 1 м- бумаги, г Допускаемые отклонения, г
А (бензоаг натрия) Б (бензоат аммония) В (смеси нитрита наг^ия с уротро- пином)
Водостойкое латексное 8-5 8-5 8-5 ±3
покрытие, не менее Полиэтиленовое 30 30 30 ±2
Ингибиторное 25 22 22 Н-1
Влажность 9 9 9 —2
Примечание. Ингибированную бумагу хранят в закрытом помещении при темпе-
ратуре не более 25° С и относительной влажности не выше 70%. Запрещается хранить бума-
гу в помещении, в котором хранятся кислоты, соли, растворители и различные химикаты,
а также вблизи отопительных приборов или пол прямым солнечным облучением. Срок
хранения бумаги марки А 1 год, марок Б и В — до б мес.
11.6. Консервация металлических деталей
ингибированной бумагой
Применение ингибированной бумаги и способы консервации обусловлены раз-
мерами деталей и изделий, а также коррозионной стойкостью металлов, из кото-
рых они изготовлены.
Изделия средних размеров завертывают в ингибированную бумагу с после-
дующей укладкой в ящик, выложенный битумизированной бумагой, или упако-
вывают в герметичные чехлы из полимерных пленок. При отсутствии на ингиби-
рованной бумаге водостойкого слоя или латексной пленки изделия дополнительно
упаковывают в парафинированную бумагу, а во внутренние полости изделия
вкладывают ингибированную бумагу без латексного слоя.
Детали малых размеров упаковывают по несколько штук в пакеты из инги-
бированной бумаги. Разрешается упаковка мелких деталей насыпью в ящик,
выложенный ингибированной и битумизированной бумагой. Допускается также
каждый слой мелких изделий перекладывать листами ингибированной бумаги
без латексного покрытия. В среднем расходуется 42—45 г ингибиторов на 1000 м2
металлической поверхности, предохраняемой от коррозии.
Ограничения для деталей из стали, меди, никеля и серебра. Если изделия име-
ют детали, изготовленные из стали, меди, никеля и серебра, то вначале следует
проверить детали па отсутствие потускнения поверхности металлов, вызываемого
наличием сульфидов в бумаге при непосредственном соприкосновении с ингиби-
рованной бумагой. Потускнение металлических поверхностей изделий предвари-
тельно проверяют на латунных пластинках с гальваническим покрытием из испы-
туемых металлов, между которыми прокладывают листы ингибированной бумаги,
смоченные дистиллированной водой, с удалением воздушных пузырьков.
Контроль присутствия хлор-ионов и сульфат-ионов. Для определения наличия
в бумаге хлор-ионов и сульфат-ионов берут около 5 г сухой бумаги, высушенной
На воздухе и нарезанной на кусочки размером 5x5 мм. Бумагу взвешивают с точ-
ностью до 0,01 г. Затем укладывают ее в коническую колбу объемом 200—250 мм
(ГОСТ 10394—63) и заливают 100 мл свежепрокипяченной дистиллированной
воды с pH 6,6—7, Колбу закрывают резиновой пробкой с воздушным холодиль-
ником, помещают в кипящую водяную баню и выдерживают в течение 1 ч, встря-
хивая через каждые 10—15 мин. К одной части водной вытяжки после охлажде-
ния добавляют несколько капель концентрированной азотной кислоты, а затем
несколько капель 10%-него раствора азотнокислого серебра. По истечении 20 с
в пробе не должно быть мути, которая указывает на наличие хлор-ионов.
К Другой части водной вытяжки, нагретой до кипения, прибавляют несколько
капель концентрированной соляной кислоты, а затем несколько капель нагретого
199
10%-кого раствора хлористого бария. Через 20 с в пробе не должно быть мути
или белого кристаллического осадка, которые указывают и а наличие в бумаге
сульфат-ионов.
Примечание. pH — водородный показатель — величина, характеризующая концент-
рацию (активность) ионов водорода в растворах.
Водные растворы могут иметь величину pH в интервале от 0 до 14. В чистой
воде и нейтральных растворах pH=7, в кислотах — pH<7, в щелочах — pH>7
Величину pH измеряют при помощи кислотно-щелочных индикаторов, потенцио-
метрических методов.
Техника безопасности. Изделия ингибированной бумагой консервируют в чис-
том, сухом помещении, оборудованном приточи о-вы тяж ной вентиляцией. Перед
работой руки смазывают глицерином, затем насухо вытирают и пользуются чис-
той спецодеждой. Запрещается прием пищи в помещении, в котором ведутся ра-
боты с ингибиторами. До приема пищи и по окончании работ тщательно моют
руки с мылом.
Подготовка к консервации и срок хранения. Подготовка изделий к консер-
вации заключается в очистке поверхности и внутренних полостей от коррозии
и загрязнений. После укладки в ящик изделия должны быть перекрыты со всех
сторон внахлестку сначала ингибированной, а затем битумизированной бумагой
с последующей герметизацией швов клейкими лентами.
Срок хранения изделий, законсервированных ингибированной бумагой,
от 2 мес до 5 лет в зависимости от герметичности последующей упаковки и усло-
вий хранения (открытая площадка или закрытое помещение, климатическая
зона).
Консервация деталей высокой точности. При консервации металлических из-
делий высокой точности, имеющих подвижные и шлифованные детали, обязательно
проверяют ингибированную бумагу на наличие в ней сульфидов, процентное со-
держание которых не должно превышать 0,02%, а также равномерность пропитки
бумаги ингибиторами. Если количество сульфидов в бумаге превышает норму,
то не допускают прилегания бумаги к металлической поверхности, 'так как при
хранении в условиях с переменной и повышенной влажностью металлические
поверхности будут поражены коррозией. В этих случаях целесообразно металли-
ческие поверхности изделий обернуть парафинированной бумагой, в основе кото-
рой применена бумага марок ОДП-35 и ОДП-28, лишенная хлоридов и исполь-
зуемая в пищевой промышленности.
Новым упаковочным материалом для упаковки изделий является бумага
с покрытием из низкомолекулярного полиэтилена, обладающего молекулярной
Таблица 11.6
Характеристика бумаг с покрытием и без покрытия
Бумага Масса, 1 м2, г Толщина, мм Воздухопроницае- мость, см ’/мин Разрывной груз, Н Растяже- ние, %
Подпергамент 55 0,07 5,9 61,3 1,53
Подпер га мент, дубли- рованный полиэтиленом 78 0,08 1,9 71,7 2,00
Пергамин 40 0,07 Большая 36,3 1,83
дублирован- ный полиэтиленом 71 0,08 2,0 42,2 1,98
Бумага ОДП-22 22 0,05 Большая 19,3 2,20
» ОДП-22, дуб- лированная полиэтиле- ном 43 0,06 Свыше 10 см3 за 0,5 мин 27,5 2,47
Бумага финская ОДП 24 0,04 Большая 27,7 1,86
То же дублированная полиэтиленом 50 0,06 1,7 33 2, 10
Бумага финская ОДП парафинированная 35 0,045 Большая 31 2,05
200
массой 7000—8000. Эта бумага имеет проницаемость по отношению к водяным
парам в 5-8 раз меньшую, чем у парафинированной бумаги. Покрытие из низко-
молекулярного полиэтилена имеет высокую адгезию к бумаге и более эластично,
чем у парафинированной бумаги. Парафинированное покрытие из-за малой эла-
стичности и адгезии к бумаге осыпается, особенно в местах перегиба. Паропрони-
цаемость на смятых участках бумаги увеличивается в 8—10 раз.
В табл. 11.6 приведены результаты сравнительных испытаний образцов бума-
ги с покрытием из полиэтилена и парафинированной бумаги.
Полиэтилен — твердое роговое вещество белого цвета. Стабилизированный
полиэтилен имеет серый или желтый цвет. При обычной температуре не раство-
ряется ни в одном из известных растворителей. Стоек к кислотам и щелочам, об-
ладает высокой влагостойкостью и хорошими диэлектрическими свойствами.
Поставляют в виде рукава, или ленты в рулонах, или в пакетах кусками
длиной не менее 1 м. Ширина развернутого рукава или ленты зависит от .толщи-
ны пленки и составляет от 120 до 800 мм.
11.7. Консервационные ингибиторы атмосферной коррозии
для длительного хранения деталей и изделий
В настоящее время широко применяется консервация для длительного хра-
нения деталей и изделий с использованием ингибиторов атмосферной коррозии.
Ингибиторы подразделяют по характеру действия на две группы: летучие
и нелетучие. Последние, в свою очередь, подразделяются на контактные и пол-
зучие.
К контактным относят неорганические ингибиторы, применяемые
в нейтральных водных растворах, а также соли органических кислот и основа-
ний, не обладающие поверхностной активностью.
К ползучим ингибиторам относят нелетучие соли, содержащие ионы по-
верхностно-активной органической кислоты или основания, вследствие чего соль
быстро расползается по поверхности пленки влаги на металле. Это объясняется
тем, что в местах контакта кристаллов ингибитора с пленкой влаги они раство-
ряются в ней и этим снижают ее поверхностное натяжение. Под действием сил
поверхностного натяжения происходит оттягивание жидкости вместе с раство-
ренным ингибитором в сторону других соседних участков пленки. Поэтому ингиби-
тор быстро расползается по пленке влаги.
Технология консервации. Консервацию ингибиторами осуществляют следую-
щими методами: распылением порошка; распылением спиртовых, спиртоводных,
водных и других растворов ингибитора под давлением; протиркой и окунанием
в спиртовые растворы; втирание порошков ингибитора в защищаемые поверхно-
сти; завертывание изделий в бумагу, пропитанную ингибитором; подвешивание
вблизи защищенных поверхностей мешочков с порошкообразным ингибитором.
1L7.1. Основные характеристики
и свойства летучих ингибиторов
Ингибитор Н ДА — нитрид дициклогексил амина, белый кристаллический поро-
шок, растворяющийся в воде, ацетоне, этиловом и метиловом спиртах. Раствори-
мость в воде 3,9%, в метаноле — 23, в этаноле — 9%. Имеет температуру плавле-
ния 165--180е С. При температуре свыше 70° С ингибитор разлагается и теряет
свои свойства. При температуре ниже 10° С упругость паров НДА небольшая.
Упругость паров ингибитора зависит от температуры окружающего воздуха.
При температуре 20° С упругость паров НДА равна 0,0001, при 45° С —0,0014,
при 60° С — 0,007 мм рт. ст.; pH 1 %-него водяного раствора ингибитора 7—8.
Защита . металлов и недостатки. Ингибитор НДА предохраняет
от атмосферной коррозии сталь, алюминий и его сплавы, никель, хром, кобальт
и остальные фосфатированные и оксидированные поверхности. Он пригоден для
длительного хранения сроком до 10 лет, однако имеет следующие недостатки:
8—581 201
не защищает от коррозии чугун, медь, медные сплавы и другие цветные ме-
таллы;
из-за недостаточной летучести ингибитора, его действие начинается после не-
которого промежутка времени;
эффективно действует только на небольшом расстоянии от поверхности за-
щищаемого металла;
безвреден для глифталевых эмалей, натуральной резины и пластмасс, но раз-
рушает нитролаки и хлор-каучук.
Ингибитор запрещается применять для изделий с электроконтактами высокой
чувств ител ьн ост и.
Методы и способы распыления. При консервации на длительное
хранение:
распыляют порошок ингибитора из расчета 10 г/м2 защищаемой поверхности;
распыляют 9—12%-ный спиртовой раствор (в этиловом спирте) под давле-
нием 10—20 Н/см2 из расчета 0,5—0,7 г/м2;
распыляют суспензию порошка ингибитора в спирте (I часть НДА и 3 части
этилового спирта), наливая или прокачивая 4—9%-ный спиртовой раствор во внут-
ренние полости изделия с последующей выдержкой для испарения растворителя.
Ингибитор КЦА — карбонат циклогексиламина, белый порошок, растворяю-
щийся в воде, этиловом и метиловом спиртах. Упругость паров при температуре
+25° С 0,395 мм рт. ст. Защищает от коррозии изделия из черных металлов
при температуре ниже 0° С. Предотвращает коррозию тех же металлов, что и НДА,
сроком до 5 лет. КЦА применяют для защиты трубопроводов и различных ем-
костей путем распыления воздушной струей от субл и матерной установки.
Ингибитор ХЦА — хромат циклогексиламина, желтый кристаллический поро-
шок, рекомедуется для защиты стали, чугуна, меди и ее сплавов, никеля, олова,
алюминия и его сплавов, слабо защищает от коррозии цинк и кадмий. Наиболь-
шая эффективность достигается при использовании ингибиторной бумаги с содер-
жанием ингибитора 18—20 г/м2. Обеспечивает защиту изделий при низких тем-
пературах.
Консервацию производят так: обертывают детали в ингибированную бумагу,
затем размещают ее в механизмах и приборах в свободных пространствах между
деталями, далее изделия кладут в герметично закрываемые чехлы, ящики, контей-
неры и т. п.
Универсальные ингибиторы. Технические характеристики универсальных инги-
биторов приведены в табл. 11.7.
Летучие неорганические ингибиторы. Основным компонентом их является нит-
рит натрия.
Таблица
Технические характеристики универсальных ингибиторов
Ингибитор, индекс и состав Молекуляр- ная масса Температура плавления, °C Растворимость в 100 мл pH водного раствора
во ды этилового спирта
Метанитробензоат гек- саметиленимина (Г-2) 266 132—133 2,29 42,0 3,70
Ортинитрабензоат тек- 266 116—118 4,20 45,0 6,85
саметнленимина (Г-3) 3—5-динитробензоат гсксам етил они мина (Г-4) ЗВ 195—196 2,30 4,0 4,60
3,5-динитробензоат им- перидии а (П-4) 297 152—154 4,12 3,5 5,95
Примечание. Перечисленные ингибиторы эффективны и универсальны для защиты
деталей и изделий при относительной влажности окружающего воздуха до 98%.
202
Для получения ингибиторов в парофазном состоянии добавляют соли аммо-
ния или его другие соединения, чтобы при гидролизе образовался аммиак. Нит-
рит действует как контактный ингибитор, а аммиак защищает участки поверхности
изделий, не покрытых нитритом.
Технология применения. Ингибитор применяют в качестве порошка
или раствора, в котором пропитывают упаковочный материал. Бумагу, предназна-
ченную для упаковки деталей, подлежащих консервации, посыпают порошком.
Изделия, завернутые в бумагу, помещают в герметичный чехол из полимерной
пленки. При консервации крупногабаритных изделий ингибитор, расфасованный
в мешочки из пористой ткани, закрепляют в упаковочных ящиках. Упаковочные
материалы, бумагу, картон, а также древесину упаковочного ящика пропитывают
15—20%-ным раствором ингибитора. Летучие ингибиторы применяют до темпе-
ратуры не выше 45—47° С.
Срок действия и ограничения. Стальные изделия консервируют
сроком до 3 лет. Не рекомендуется применять ингибитор для защиты меди, цин-
ка, кадмия, магния и их сплавов.
Смешанные ингибиторы. К ним относят нитритно-уротропиновый, нигритно-
фосфатный, бензоатни-нитритный и др. Применяют для защиты от коррозии из-
делий из стали на срок до 3 лет. Нитритно-уротропиновый ингибитор не теряет
защитных свойств до 90° С, а эффективность его возрастает с улучшением помола
элементов смеси. Бензоатно-нитритный ингибитор применяют для консервации
изделий на срок более 5 лет яри температуре не выше 40° С.
РАЗДЕЛ 12
ТОПЛИВО, СМАЗКИ И ГИДРАВЛИЧЕСКИЕ ЖИДКОСТИ
12.1. Типы топлив для газотурбинных двигателей
В настоящее время применяют три типа топлив:
авиационные керосины, выкипающие при температурах 140—280° С;
топлива широкого фракционного состава с включением бензиновой, лигроино-
вой и керосиновой фракций, выкипающие при температурах 60 —280е С;
топлива для сверхзвуковых самолетов утяжеленного фракционного состава
с низким давлением паров и высокой термической стабильностью, выкипающие
при температурах 195—315° С.
12 1,1, Авиационные керосины
Топливо Т-1 — керосиновая фракция, получаемая прямой перегонкой из ма-
лосернистых нефтей, содержит значительное количество нафтеновых углеводородов
и отличается более высокой плотностью и лучшими смазывающими (противоиз-
носными) свойствами по сравнению с другими сортами авиа керосинов. Недостат-
ки; низкая термостабильность, приводящая к образованию твердых отложений
в агрегатах топливной системы при повышении температуры топлива.
Топливо ТС-1 (топливо сернистое)—облегченная керосиновая фракция, по-
лучаемая прямой перегонкой из сернистых нефтей, имеет меньшую плотность
и более высокую термостабильность (все же недостаточную для сверхзвуковых
самолетов).
Это топливо несколько хуже топлива Т-1 по коррозионным свойствам
и влиянию на износ топливных насосов двигателей, однако обеспечивает отработ-
ку полного ресурса серийных двигателей. Чтобы обеспечить начало кристалли-
зации ниже —60° С, фракционный состав топлива делают более легким.
Топливо Т-7 (ТС-1 Г) вырабатывается из той же фракции, что и ТС-1, гид-
роочисткой (очисткой водородом при высоких температурах и давлениях)
от нестабильных и коррозионноактивных примесей. Термическая стабильность Т-7
значительно выше, чем у топлив Т-1 ии ТС-1. Недостатки: низкие смазывающие
свойства и вредное действие на камеры сгорания некоторых двигателей (вызывает
газовую коррозию).
Топливо РТ получают из различных нефтей и по разной технологии: прямой
перегонкой, прямой перегонкой с гидроочисткой и смешением прямогонного и гид-
роочищенного компонентов. Оно не уступает топливу Т-7 по термостабильности,
-содержанию вредных примесей и имеет хорошие смазывающие свойства (содер-
жит противоизносную присадку — нафтеновые кислоты, 0,003%). По нормам
фракционного состава соответствует авиакеросинам Т-1, ТС-1 и Т-7. Топливо РТ
является унифицированным и предназначено для самолетов (дозвуковых и сверх-
звуковых) с ограниченной продолжительностью полета.
Ав и а кер осины обеспечивают нормальную работу газотурбинных двигателей
на различных режимах эксплуатации и полеты на больших высотах.
204
12.1.2. Широкофракционное топливо Т-2
Топливо Т-2 — широкая бензино-керосиновая фракция, получаемая прямой
перегонкой малосернистых и сернистых нефтей. Оно имеет меньшую, чем авиаке-
росины, плотность и вязкость, худшие противоизносные свойства и более высокое
давление насыщенного пара, способствующее возникновению кавитации в топлив-
ной системе самолета при высокой температуре топлива.
Топливо Т-2 применяют не на всех типах двигателей, при этом срок службы
топливных насосов или двигателей сокращается в 1,5—3 раза. Для самолетов
без наддува основных топливных баков при работе на топливе Т-2 при темпера-
туре выше 35° С высота полета ограничена 10—12 км.
12.1.3. Утяжеленные керосины
Топливо Т-6 — гидрированное (химически обработано водородом), утяжелен-
ного фракционного состава. Высокая температура начала кипения и хорошая тер-
мостабильность обеспечивают нормальную работу двигателей при длительном
сверхзвуковом полете в высотных условиях при нагреве топлива до 100—150°С.
Топливо Т-5 — близко по фракционному составу к топливу Т-6, но без гидро-
очистки. Из-за худшей термостабильности применяется только для кратковремен-
ных полетов.
Высокая вязкость топлива Т5 и Т-6 при отрицательных температурах не по-
зволяет использовать их на двигателях, работающих на авиакеросинах и широ-
кофракционном топливе.
Топливо Т-8 — прямой перегонки, гидроочищенное. Предназначено для сверх-
звукового самолета Ту-144.
.12.14. Топлива с присадками ТП и П
Для улучшения термической стабильности и смазывающей способности ре-
активных топлив служат специальные присадки ТП (И ПОДА) — изопропил окта*
децил амин, П (ПМАМ-2) — полимерная на основе полиметакрилата и другие, ко-
торые вводятся в топлива при их производстве. Соответствующие марки топлива
с присадкой обозначаются ТС-1ТП, Т-2ТП, Т-7ТП (все содержат 0,015—0,025%
присадки ТП), Т-2П (0,045—0,055% присадки П), Т-7П (0,02—0,03% приезд*
ки П). Широкофракционпые топлива—Т-2ТП и Т-2П по противоизносным свой-
ствам не уступают авиа кер ос и нам и не требуют сокращения сроков службы топ-
ливных насосов.
Присадка ТП обладает еще коагулирующим действием, т. е. вызывает быст-
рое укрупнение мельчайших частиц загрязнений топлива до размеров, при кото-
рых частицы отстаиваются быстрее и лучше отфильтровываются.
12.2. Зарубежные топлива для ГТД
За рубежом применяют авиакеросины типа AVTUR, топлива широкого фрак-
ционного состава типа AVTAG, утяжеленные керосины типа AVCAT и термо-
стабильные авиа кер осины (AVTUR, AVTAG и AVCAT — английская номенклатура
топлив, обычно применяемая за рубежом).
Авиакеросины типа AVTUR: IP-8, letA и letAl (марки США), AVTUR/40
и AVTUR/50 или АТК, ATF-750 (английские марки), Air3405 (французская
марка) имеют плотность 0,77—0,82 при 20° С, Конец кипения до 280—300° Cf
а температура вспышки — не ниже 38—43° С. По температуре начала кристалли-
зации (от —40 до —50° С) значительно уступают советским авиакеросинам,
а по остальным свойствам существенного отличия не имеют.
205
Широкофракционные топлива типа AVTAG: JP 4 и JetB (марки США)Г
AVTAG или ATG (анпииский сорт) Air 3407 (французский сорт), являются
смесью бензина (до 65%) и керосина Имеют плотность 0 746—0,797 г/см3 п дав-
ление насыщенного пара при 38° С в пределах 103—160 мм рт ст (выше, чем
v Т 2)
Утяжеленные керосины типа AVCAT: JP-5 (марка США), AVCAT/40
и AVCVI 48 (английские марки), Air 3404 (французская марка), имеют плотность
0,783—0,841 гАм3 Температура вспышки не ниже 60° С, температура замерза-
ния от —40 до —50° С
Термостабильные керосины JP 6 и JP-7 появились в последние годы в США
для сверхзвуковых самолетов Они имеют более высоьхю температуру кипения
и более низкою конца кипения по сравнению с другими сортами Для JP-6 норма
плотности 0,776—0,836 г/см3 для JP-7—0,776—0,802 г/см3 Температура замерзания
соответственно не выше —54 и 56° С
В термостабильных авиакеросинах предусмотрено такое же содержание при-
садок, что и в авиакеросТшах типа AVTUR
12.3. Взаимозаменяемость отечественных
и зарубежных топлив для ГТД
Авиакеросины зарубежных марок типа AVTUR можно испотьзовать взамен
сортов Т 1, ТС-1 и РТ с ограничением по низким температурам Если температура
начала кристаллизации топлива от —38 до —40° С, то его можно применять
при температуре воздуха у земли не ниже —20° С и продолжительности полетов
самолетов с кессонными баками не более 3 ч Если температура начала кристалли-
зации топлива от —46 до —50° С, то его можно применять при температуре воз-
духа у земли не ниже —3(ГС Без ограничения по температуре можно применять
зарубежные авиакеросины с температурой начала кристаллизации не выше
—55° С
Широкофракционные топлива зарубежных марок типа AVTAG можно при-
менять взамен топлива Т 2 лишь на тех типах летательных аппаратов, где допу-
щен к применению сорт Т-2 и при условии, что давление насыщенного пара этих
топлив при 38° С не превышает 100 мм рт ст (норма для Т-2)
Утяжеленные керосины зар^ бежных марок типа А\ CAT можно использовать
вместо топлив Т 6 и Т 5 при фактическом соответствии их качества техническим
нормам на отечественные сорта, за исключением температуры начала кристалли-
зации
Термостабильные керосины можно применять взамен топлив PTt Т-I и ТС-1
без ограничения по температурным условиям
Смешение реактивных топлив различных сортов (как отечественных, так
и отечественных и зарубежных) в резервуарах и заправочных средствах не разре-
шается, так как затрудняет проверку качества топлива нельзя установить, нормам
какого сорта топлива должна отвечать смесь При дозаправке самолетов можно
смешивать в топливных баках любые сорта, допущенные к применению на дан-
ном типе самотета
12.4. Пусковые топлива для ГТД
Для облегчения запуска двигателей при отрицательных температурах окру-
жающею воздуха часто применяют специальные пусковые топлива — неэтилиро-
ванные (во избежание отложения окислов свинца на турбине и в камере сгора-
ния) авиационные бензины или их смеси с основным топливом (табл 12 1),
Авиационный бензин Б-70, используемым в качестве пускового топлива, явля-
ется основным топливом для турбогенераторной установки АИ-8 с добавлением
к нему 0,1% масла МК 8 для обеспечения смазки насоса.
206
Таблица 12 1
Пусковые топлива для газотурбинных двигателей
Показатель Б-70 ( СССР) DERD-2485 (Англия) MII-F-5572 (США)
Фракционный состав Л *7
температура начала кипения, °C 47 ""»
температура перегонки 10% топлива, °C 69 75 75
50% » » 100 105 105
90% » » 141 135 135
98% » » 163 180 180
Давление насыщенных паров, мм 360 300—380 300 —380
рт ст.
12.5* Эксплуатационные характеристики авиабензинов
Авиационные бензины изготовляют способом прямой перегонки, каталическо-
то крекинга, риформинга без добавки и с добавкой высококачественных ком по
центов, этиловой жидкости и различных присадок Их фракционный состав
40—180° С, давление насыщенных паров не выше 300 мм рт ст Сорта авиабен-
зинов маркируются дробными числами в числителе — октановое число или сорт-
ность на бедной смеси, в знаменателе — сортность на богатой смеси Маркировка
бензина Б-70 только по октановому числу
Стандартами предусмотрены авиабензины следующих сортов
Б-100/130— ярко оранжевого цвета, содержащий ТЭС (тетраэтиловый сви-
нец) до 2,7 г/кг, имеет ограниченное применение на отечественных двигателях
и используется для заправки иностранных самолетов, двигатели которых работа-
to i на 100-окта новом бензине
Б-95/130 — желтого цвета, содержащий ТЭС до 3,3 г/кг, предназначен для дви-
гателей АШ 82В и АШ-82Т,
Б-91 /115 — зеленого цвета, содержащий ТЭС до 2,5 г/кг и предназначенный
для двигателей АШ-62ИР, АИ-26В,
Б-70 — бесцветный, не содержащий ТЭС и предназначенный для двигателей
АП 14Р, М-11 различных модификаций, используется как пусковое топливо
для некоторых типов ГТД
БА — с особо высокой детонационной стойкостью (сортность на бедной смеси
не ниже 115 и на богатой смеси не ниже 160), содержит ТЭС до 3,3 г/кг. При-
меняется на некоторых двигателях иностранных марок,
СБ-78 — смесевой бензин с октановым числом не менее 78, содержащий ТЭС
не более 0,66 г/кг и предназначенный для двигателей АИ-14ВФ, АИ-14РФ
и АИ-14ЧР Приготовляется смешением бензина Б 70 (75%) с бензином
Б-91/Н5 (25%)
Взаимозаменяемость бензинов. Бензин Б-70 вырабатывают путем прямой пе
регонки нефти Бензины низших сортов приготовляют смешением бензиновых
фракций прямой перегонки и каталитического крекинга с высокооктановыми син-
тетическими компонентами (изопарафиновыми или ароматическими) При отсут-
ствии установленного сорта можно использовать более высокий, если он содержит
нс больше (или несущественно больше) ТЭС, чем принято для данного типа дви-
гателя
Вместо бензина Б-70, не содержащего ТЭС, нельзя применять бензины с бо
лее высокой детонационной стойкостью и содержащие ТЭС, из за отложений
окислов свинца на деталях двигателя
Ограничения примесей. В авиабензинах ограничивается содержание веществ,
способствующих повышенному образованию отложений, перегреву двигателей
и коррозии (смол, непредельных углеводородов, органических кислот) Не до
пускается наличие водорастворимых кислот и щелочей, воды, механических при-
207
месей. Специфичным для всех авиабензинов является жесткое ограничение обще-
го содержания серы (не более 0,05%). Это связано с тем, что образующаяся
из продуктов сгорания кислота может попадать в масло и -накапливаться в кар-
тере двигателя, что представляет опасность для нестойких против коррозии под-
шипников из свинцовой бронзы.
Антиобледенительная присадка. Как и топливо для ГТД, авиабензины долж-
ны иметь низкую температуру начала кристаллизации (не выше —60еС). Чтобы
предотвратить образование кристаллов льда, в авиабензины может добавляться
та же антиобледенительная присадка, что и в топливе для ГТД (в том же коли-
честве). Однако опасность кристаллообразования в бензинах меньше, чем в топ-
ливах типа керосин (несмотря на более высокий предел растворимости воды),
так как в них кристаллы льда быстро оседают и удаляются с отстоем.
12.6. Антидетонаторы
В качестве антидетонатора к бензинам добавляется тетраэтилсвинец (ТЭС)
РЬ (С2Н5)4, представляющий собой бесцветную, очень ядовитую жидкость.
При 20° С его плотность 1,625 г/см3, а при 200° С он кипит и одновременно раз-
лагается. ТЭС замедляет процесс образования взрывчатых перекисей.
Весьма эффективна малая добавка ТЭС (до 2,5 -3,3 г/кг). Дальнейшее уве-
личение его содержания мало повышает детонационную стойкость и в то же вре-
мя отрицательно влияет на надежность работы двигателя из-за больших отложе-
ний свинца.
Таблица 12.2
Физико-химические показатели этиловых жидкостей
Показатели Р-9 1-ТС П-2
Внешний вид Жидкость светло-оранжевого цвета.
Реакция прозрачная, без мути и осадка 1 Нейтральная
Количество этиловой жидкости, ко- торое необходимо добавить в 1 кг 2,0 Сб 1.8
смеси изооктана и нормального геп- тана, взятых в отношении 70:30 по объему, для возрастания октанового
числа не менее чем на 17 ед., мл *
Период стабильности этиловой жид- кости при температуре 100° С, ч: 7.0 7,0
при выпуске, не менее 7.0
» применении, не менее 2,0 2,0 2,0
Содержание компонентов по весу, % •
/о тетраэтилсвинца, не менее 54,0 58,0 55,0
б ром этан а, не менее 33,0
дибромэтана, не менее — 36,0 -—
дибромпропана, не менее — -—- 34,5
а л ьф а -м о н ох л орн афт а л и н а б,8±0,5 —— 5.5
авиабензина Остальное до 100%
Температура кипения выносителя. °C 38—40 138—140 141
Плотность при 20° С, г/см3 1,47—1,51 1,73—1,77 1.6
Температура замерзания выносите-
ля, °C -45 От—8 до —12 —55
’ До введения красителя.
208
ТЭС вводится в бензины в составе этиловой жидкости в смеси с «выносите-
лями». Реагируя с «выносителями», металлический свинец и окись свинца после
сгорания превращаются в летучие при высокой температуре соединения и удаля-
ются из двигателя вместе с продуктами сгорания. В качестве «выносителей»
используются галоидоалкиды (С2Н5Вг и C2H4Br2).
В состав бензинов вводят этиловые жидкости Р-9, 1-ТС и П-2 (табл. 12.2),
Они отличаются друг от друга составом и количеством «выносителя». Возможно
смешение бензинов одного и того же сорта, содержащих различные марки эти-
ловой жидкости.
При длительном хранении бензина тетраэтилсвинец постепенно окисляется,
разлагается и вступает в реакцию с продуктами окисления углеводородов. Вслед-
ствие этого образуется белый осадок, нарушающий нормальную работу топлив-
ной аппаратуры. Разложение ТЭС приводит также к возникновению в двигателе
детонации. О разложении ТЭС свидетельствует помутнение бензина. Для повыше-
ния стабильности тетраэтилсвинца в авиабензины добавляется антиокислительная
присадка — параоксидифениламин в количестве 0,004—0,005%.
12.7. Обводнение топлив и способы его предупреждения
Все топлива обладают способностью поглощать из воздуха влагу. Количест-
во растворенной в топливе воды зависит от температуры и относительной влаж-
ности воздуха (рис. 12.1).
Появление кристаллов льда в топливе может происходить также и в резуль-
тате осыпания инея со стенок баков, когда последние заправлены не полностью.
При этом инея будет тем больше, чем меньше топлива в баках, т. е. чем больше
свободного объема. Влага вследствие понижения температуры образуется также
в на поверхности охлажденного топлива. При этом влага замерзает не сразу,
а вначале проникает в топливо и только через некоторый промежуток времени,
когда она значительно охладится, начинается процесс образования льда.
Применение топлива, содержащего кристаллы льда, приводит к закупорке
фильтров и прекращению подачи топлива в двигатель.
Предотвращение обводнения топлив достигается следующим образом:
предельно ограничивают контакт топлива с воздухом (герметичное хранение,
хранение под гидравлическим затвором, слив и залив закрытой струей и т. д.)з
исключают скопление подтопливного слоя воды (систематический ее слив,
забор топлива снизу емкости);
заправку самолета производят осушенным топливом (топливо заливают
по закрытой системе через фильтр-сепаратор или после продувки его азотом).
Рис. 12.1. Зависимость содержания растворенной воды в топливах от темпера-
туры (а) и от относительной влажности топлива Т-1 (б) в процентах:
/ —' бензин; 2 широкофр акционное топливо; 3 — облегченный керосин; 4 — керосин
209
Вымораживание воды из топлива производится путем хранения его в назем-
ной емкости не менее 3 сут при температуре ниже —10° С, после чего топливо
фильтруется для удаления кристаллов льда через фильтр тонкой очистки топ л и
возаправщика. Вымораживание уменьшает количество растворенной воды в топ-
ливе.
Обезвоживание бензинов осуществляется отстаиванием в резервуарах. Для об-
легчения обезвоживания топливо подогревают до 50—60° С, после чего ему даю1
отстояться. Отстоявшуюся воду сливают.
Предупреждение образования кристаллов льда в топливах достигается вве-
дением антиобледенительных присадок жидкости «И», «ТГФ» и др. Они повы-
шают растворимость воды в топливе, предотвращают кристаллизацию при пони-
жении температуры.
127.1. Жидкости «И» и «ТГФ» для профилактики
образования кристаллов льда в топливах
Жидкость «И» — моноэтиловый эфир этиленгликоля или этилцеллозольв
(табл. 12 3), бесцветная прозрачная жидкость со слабым эфирным запахом, за-
мерзает при температуре ниже —70° С. Температура замерзания повышается
с увеличением содержания в ней воды (рис. 12,2).
Таблица 12.3
Физико-химические показатели жидкостей «И» и «ТГФ*
Жидкость .И* Жидкость _ТГФ“
Показатели (ГОСТ 8313— 60) (МРТУ 6-02*300-64)
Плотность при 20° С, г/см3 0,930—0,935 1,05—1,06
Фракционный состав, % весовые:
выкипает до 128° С, не более 2,0
» » 138е С, » » 94,0
остаток, не более 3,0
потери » > 1,0
Химический состав:
содержание химически чистого этилцеллозоль- 95,0
ва, %, не менее
содержание тетрагидрофурфурилового спир- —« 94,0
та, %, не менее
содержание фурфурилового спирта, % не бо- 4,5 .
лее
Содержание фурфурола, %, не более 1,0
Содержание воды, % весовые, не более 0,5 0,5
Сухой остаток, % весовые, не более 0,005
Число омыления, мг КОН на 1 г жидкости, не 2.5 и
более
Кислотность в пересчете на уксусную кислоту. 0,01 —
% весовые, не более
Коэффициент преломления 1,0407—1,0409 1,450—1,454
Растворимость в топливе в соотношении 1 : 100 Полная
Жидкость «ТГФ>— тетрагидрофурфуриловый спирт (табл, 12.3), бесцветная
или светло-желтая жидкость с резким запахом. Рекомендуется для использования
в качестве антиобледенительной присадки топлив наравне с жидкостью «И» в тех
же соотношениях.
Количество жидкостей «И> или <ТГФ>, добавляемых в топливо, зависит
от температуры окружающего воздуха и составляет по объему: при температуре
до —15° С —0,1%. При температуре от —15 до —25° С — 0,2%, при температуре
210
ниже —25° С 0,3%, Потребное количе-
ство жидкости подсчитывается по фор-
муле
100 1
где Уж — количество антиобледенитель-
ной присадки, л; п — необходимая
концентрация присадки в топливе,
%; Ут — количество топлива в ем-
кости, л
Смешивание жидкостей «И»и«ТГФ»
с топливом производится с помощью спе-
циальных дозаторов в процессе пере-
качки. При отсутствии дозатора перед
добавлением жидкости в юпливо нужно
составить концентрат, руководствуясь
тем, что эти л целлозольв и тетр а гидро-
фурфуриловый спирт хорошо растворя-
ются в топливе в количестве не более
Рис. 12.2. Зависимость температуры
кристаллизации жидкости «И» от со-
держания воды. По оси абсцисс от-
ношение массы жидкости «И» (в чис-
лителе) к массе воды (в знамена-
теле)
5% Подсчитанное количество жидкости закачивается в топливозаправщик, пред-
варительно заполненный топливом, н содержимое в нем перемешивается в тече-
ние 10—15 мин Полученный концентрат перекачивается в емкость с заданным
количеством* топлива и перемешивается до тех пор, пока содержимое не про-
циркули рует через насос не менее 2 раз.
Время, потребное для перемешивания (в минутах), подсчитывают по фор-
муле
2VT
где 1У — производительность насоса, л/мин.
Если в топливе имелись кристаллы льда, то при перемешивании они в тече-
ние 20—30 мин растворяются.
Влияние воды в топливе на жидкости «И» и «ТГФ». Действие антиобледе-
нительных присадок в топливе сохраняется до одного года при условии тщатель-
ного предохранения топлива от попадания влаги. При появлении в емкости вод-
ного отстоя они переходят из топлива в воду, так как их растворимость в воде
лучше, чем в топливе. Поэтому не реже одного раза в неделю нужно проверять,
не образовался ли водный отстой, а по обнаружении немедленно удалить его.
Количество жидкости «И» или «ТГФ» в топливе определяют с помощью реф-
рактометра — по коэффициенту преломления света водной вытяжкой, приготов-
ленной в делительной воронке
Добавление антиобледенительных жидкостей непосредственно в баки лета-
тельных аппаратов не разрешается.
12.7.2, Водочувствительная бумага
Бумага для определения наличия воды в топливе приготовляется по следую-
щим рецептам.
Рецепт 1. В фарфоровой чашке нагреваю! 1 вес. ч. сахара до побурения,
затем при непрерывном помешивании прибавляют 4 вес. ч. глицерина, нагретого
До кипения, и потом добавляют 2,0—2,5% (от общей массы сахара и глицерина)
двухромового калия (хромпика), измельченного в порошок При введении хром-
пика горелку отставляют, затем смесь вновь нагревают и размешивают в тече-
ние 2—3 мин. Во избежание вспышки паров смесь следует нагревать осторожно.
Полученную Схмесь в горячем состоянии наносят кисточкой iri nopi ю буча-
гу^ и после высыхания разрезают ее на полоски длиной 20 25 см и шириной
Рецепт 2. Приготовляют смесь, состоящею из 10 г пшеничной муки и 15 г
глицерина, тщательно перемешивают и подкрашивают фиолетовыми чернилами
211
(15—20 капель). Готовую смесь наносят на пергаментную бумагу, которую после
высыхания разрезают на полоски.
Для определения наличия воды в топливе можно также использовать мар-
ганцевокислый калий, несколько кристалликов которого заворачивают в кусочек
сухой марли и погружают на дно резервуара с топливом. При наличии воды
в топливе марлевый мешочек окрасится в малиново-фиолетовый цвет.
Наличие кристаллов льда или снега в отстое топлива легко обнаружить, если
жидкости придать круговое движение в сосуде
Водочувствительную бумагу рекомендуется хранить в сухой, герметически
закрывающейся таре.
12.8. Поддержание высокого качества топлива
при длительном хранении
Факторы, снижающие качество топлива. При длительном хранении под дейст-
вием кислорода воздуха, металлов, света, колебаний температуры и других фак-
торов углеводороды, входящие в состав топлива, окисляются с образованием
смолистых веществ, жидких и твердых осадков. Кроме того, бензин портится
из-за испарения легких фракций. Наиболее сильно влияют на процессы окисле-
ния и осмоления топлива* температура, величина свободного надтопливного про-
странства в резервуарах, присутствие металлов и воды в топливе.
Понижение температуры хранения топлива. При повышении температуры
процессы окисления и осмоления ускоряются. Топлива следует хранить при более
низкой температуре, максимально используя заглубленные или полузаглубленные
резервуары, предохраняя емкости от нагрева прямыми солнечными лучами.
При неизбежности нагрева необходимо емкости покрасить краской с высокой от-
ражающей способностью (табл. 12.4).
Таблица 12.4
Отражающая способность поверхности резервуаров
Состояние поверхности резервуара Отражающая способность Состояние поверхности резервуара Отражающая СПОСОбнОС1Ь
Зеркальная 100,0 Светло-серая 57,0
Белая 90,0 Серая 47,0
С ветл о- крем ов а я 88,5 Алюминиевая выветри- 35,5
Голубая 85,0 вшаяся
Светло-зеленая 78,5 Неокрашенная 10,0
Алюминиевая новая 67,0 Черная 0
В южных районах в летний период нужно производить орошение резервуаров
с топливом водой.
Уменьшение надтопливного пространства в резервуарах и уменьшение пло-
щади контакта свободной поверхности топлива с воздухом замедляют процесс
окисления и осмоления топлива (рис. 12.3), При прочих равных условиях в ем-
кости, заполненной на 50% объема, через 5 мес в топливе накапливается
в 3—3,5 раза больше смолистых веществ, чем в полностью заправленной емкости.
Для уменьшения над топливного пространства используют плавающие крыши
и понтоны различной конструкции.
В результате суточного перепада температур происходит циркуляция воздуха
в емкостях («дыхание») и образование на стенках свободного пространства летом
влаги, а зимой инея, которые ускоряют процесс окисления и осмоления. «Дыха-
ние» приводит к дополнительным потерям топлива (выход паров через дыхатель-
ный клапан при нагревании) и увеличению концентрации кислорода в надтоплив-
ном пространстве (вход свежего воздуха в емкость при охлаждении).
212
Рис. 12 3. Скорость образования смол
при хранении:
1 — в полностью заполненной емкости; 2
в емкости, заполненной на 50% объема
От степени заполнения резервуара
зависит и относительная (приходящаяся
на единицу объема) площадь контакта
топлива с металлическими стенками, ко-
торые выполняют роль катализатора
окисления. Она зависит и от размеров
емкости: в большей емкости меньше
вредный контакт каждого кубометра
топлива с металлом При закладке топ-
лива на длительное хранение лучше ис-
пользовать одну большую емкость, чем
несколько малых.
В полностью заправленных баках са-
молетов и вертолетов топливо также
медленнее портится и дольше сохраня-
ется.
Удаление отстоя, загрязненного ме-
ханическими примесями, свободной водой и кристаллами льда, должно произ-
водиться периодически. Наиболее удобны для этого резервуары с коническими
днищами, имеющие сливные краны в нижней точке.
Внутренняя поверхность резервуаров, способствующая уменьшению содержа-
ния механических примесей в топливе, очищается при сезонной зачистке не менее
2 раз в год.
При заправке топлива в резервуары через фильтры (например, ФГН-120) до-
пускается зачистка резервуаров не менее 1 раза в год.
Сроки проверки качества топлива. При хранении топлива должно регулярно
проверяться его качество в установленном объеме. Сроки проверки, авиационный
бензин этилированный — через 3 мес контрольный анализ, через 6 мес полный ана-
лиз; топливо для ГТД и бензин Б-70 — через 6 мес контрольный анализ, полный
анализ через 12 мес.
12.9. Восстановление качества некондиционного топлива
для ГТД в эксплуатации
Ухудшение свойств реактивных топлив в результате естественных процессов
(окисления, полимеризации, потери легких фракций и т. п.) может произойти:
при неблагоприятных условиях хранения; в результате попадания других сортов
топлива; в результате загрязнения и обводнения топлива.
Улучшение качества топлива по какому-либо параметру производят смеши-
ванием в резервуаре с топливом тон же марки, но имеющим запас качества
по этому параметру. Необходимое (с запасом качества) количество топлива
где У — количество некондиционного топлива (весовое или объемное); А—значе-
ние показателя, которое нужно получить после смешивания; В— значение по-
казателя топлива с запасом качества; С — значение показателя улучшаемого
топлива.
Реактивное топливо с примесью неавиационпого топлива улучшению не под-
лежит. Его используют для заправки двигателей наземных машин и установок.
Улучшения качества загрязненного или обводненного топлива добиваются
повторным отстаиванием, фильтрацией и сепарацией.
Топливо в баках летательных аппаратов с повышенным содержанием воды
или механических примесей подлежит частичному или полному сливу. После пол-
ного слива баки промывают чистым топливом и заправляют вновь.
Исправленное топливо допускается к применению только после подтвержде-
ния его кондиционности анализом.
213
12Л0. Уменьшение коррозионного влияния топлива
на агрегаты топливной системы
Авиационные топлива относят к веществам с невысокими коррозионными
свойствами, однако при эксплуатации самолетов и вертолетов возможны различ-
ные коррозионные разрушения баков и отдельных деталей топливной системы.
Коррозия металлов вызывает также загрязнение топлива абразивными частицами,
усиливающими износ трущихся пар механизмов и уменьшающими проходные се-
чения фильтров.
Коррозия цветных металлов может возникнуть в результате кратковремен-
ною действия топлива, а коррозия черных металлов — после длительного (много-
летнего) действия
Топлива, облагороженные водородом (гидрированные, гидроочищенные, про-
дукты гидрокрекинга), не вызывают коррозии цветных металлов даже при по-
вышенной температуре.
Химическая коррозия вызывается наличием в топливе посторонних примесей,
главным образом серы и ее соединений. Величина коррозии металлов в керосине
при температуре 120° С составляет* бронзы — 0,38, кадмия — 0,18, цинка —
0,1 мг/см2 При повышении температуры коррозионная агрессивность топлив воз-
растает.
Склонность топлива к химической коррозии проверяется испытанием па мед-
ную пластинку, позволяющим обнаружить малые (менее 0,001% веса) содержа-
ния серы и сероводорода в топливе
Химической коррозии сильно подвержены сетчатые фильтры, топливные баки
и элементы насосов, поэтому за ними требуется тщательный контроль в эксплуа-
тации.
Электрохимическая коррозия происходит вс ^дствне электрохимического эф-
фекта на поверхностях металлов, к которым примыкают капельки электролита
(растворенные в воде кислоты, щелочи и соли), находящиеся в топливе. Мине-
ральные кислоты вызывают интенсивную коррозию стальных деталей, щелочи —
коррозию деталей из цветных .металлов. Особенно сильно подвержены электро-
химической коррозии отстойники баков.
В целях предупреждения электрохимической коррозии необходимо не до-
пускать попадания воды в топливо.
Микробиологическая коррозия вызывается кислыми органическими вещест-
вами— продуктами выделения микроорганизмов, которые интенсивно размножа-
ются на поверхностях контакта топлива с водой, на влажных стенках топливных
емкостей
Основными мерами борьбы с микробиологической коррозией являются регу-
лярный слив и контроль отстоя, тщательная промывка систем, применение биоцид-
ных присадок к топливу.
•Л
12 10.1, Индикаторы для определения наличия
коррозионных веществ в топливах
Наличие водорастворимых кислот и щелочей в топливе определяют при помо-
щи индикаторов по реакции водной вытяжки, которую получают взбалтыванием
подогретого топлива вместе с подогретой водой (10. 1) в делительной воронке
В табл 12 5 приведены наиболее распространенные индикаторы.
12,10. 2. Приготовление индикаторных бумаг
Лакмусовая бумага синяя. Раствор лакмуса (1 часть) и воды (6 частей)
при постоянном взбалтывании фильтруют. К фильтрату добавляют разбавленный
едкий натр до посинения. Раствором пропитывают фильтровальную бумагу, вы-
сушивают и разрезают на полоски нужной ширины.
Лакмусовая бумага красная. Раствор лакмуса (1 часть) и воды (6 частей)
при постоянном взбалтывании фильтруют. К фильтрату добавляют разбавленную
214
Таблица 12.5
Характеристика индикаторов
Название индикатора Начальный цвет Изменение окраски в присутствии
кисло гы щелочи
Лакмусовая бу- мага То же Метилоранж Фенолфталеин Синий Красный Желтый Бесцветный Краснеет Остается крас- ной Розовеет Остается бес- цветным Остается синей Синеет Остается желтым Окрашивается в малиновый цвет
фосфорную или серную кислоту до покраснения. Раствором пропитывают фильтро-
вальную бумагу, высушивают и разрезают на полоски нужной ширины.
Фенолфталеиновая бумага. Фильтровальную бумагу пропитывают 1%-ным
спиртовым раствором фенолфталеина, высушивают и разрезают на полоски нуж-
ной ширины.
12.11, Определение величины недолива топлива
при низких температурах
Величина недолива топлива в резервуаре в литрах
VH = aV(Zp — ZT)1000,
где а — коэффициент объемною расширения топлива при нагревании (табл. 12 6);
V — полный объем резервуара, м3; /р—максимально возможная температура
топлива в резервуаре, °C; /т—температура топлива, наливаемого в резер-
вуар, °C.
Таблица 12.6
Коэффициент объемного расширения топлива
Плотность топлива а. Плотность топлива 1 а
0,700—0,710 0,00127 0,850—0,860 0,00082
0,710-0,720 0,00123 0,860—0,870 0,00079
0,720—0,730 0,00120 0,870-0,880 0,00077
0,730-0,740 0,00116 0,880—0,890 0,00074
0,740—0,750 0,00113 0,890—0,900 0,00072
0,750—0,760 0,00110 0,900—0,910 0,00070
0,760—0,770 0,00107 0,910—0,920 0,00068
0,770—0,780 0,00104 0,920—0,930 0,00066
0,780—0,790 0,00101 0,930—0,940 0,00064
0.790—0,800 0,00098 0,940—0,950 0,00062
0,800—0,810 0,00095 0,950—0,960 0,00060
0,810—0,820 0,00092 0,960—0,970 0,00058
0,820—0,830 0,00089 0,970—0,980 0,00056
0,830—0,840 0,00087 0,980—0,990 0,00054
0,840-0,850 0,00084 0,990—1,000 0,00052
215
При нагреве топлива на 10° С его первоначальный объем увеличивается
на 1 %. Если емкость заправлена без учета недолива и герметически закрыта,
то при нагреве она может разрушиться. Например, при нагреве керосина от 20
до 52° С давление в заполненной герметической емкости повышается
до 2,5 кН/см2.
12,12. Объем топлива, находящегося в трубопроводах
Объем топлива, находящегося в трубопроводах, исчисляется на 1 м трубы
(табл. 12.7).
Таблица 12.7
Объем топлива в 1 м трубы в зависимости от диаметра
Диаметр трубопровода Объем трубопровода Диаметр трубопровода Объем трубопровода
мм ДЮЙМ л мм ДЮЙМ л
25,4 1 0,506 203,2 8 32,429
50,8 2 2,027 254,0 10 50,671
76,2 3 4,558 304,8 12 72,966
101,6 4 8,107 355,6 14 99,315
127,0 5 12,668 406,4 16 129,717
152,4 6 18,242 457,2 18 164,171
12.13. Масла для турбореактивных двигателей
В ТРД смазываются главным образом шариковые и роликовые подшипники,
на которых располагаются вал и некоторые вспомогательные механизмы, не опре-
деляющие требования к качеству масла. Смазка осуществляется путем непрерыв-
ной циркуляции масла в двигателе. Из бака масло под давлением (20—40 Н/см2)
подается по маслопроводам к подшипникам и там форсункой разбрызгивается
на трущиеся поверхности, а стекающее масло откачивается насосом в бак. Масло
в ТРД не соприкасается с зоной горения, поэтому потери его значительно мень-
ше, чем в поршневых двигателях, и происходят только через систему суфлирова-
ния. Этим объясняется малая емкость масляных баков на ТРД (не более'
10—15 л).
12.13,1. Синтетические масла для ТРД
На высокотемпературных ТРД сверхзвуковых самолетов применяют диэфир-
ные и полиэфирные масла с антиокислительными и антиизносными присадками
(табл. 12.8).
Масло ВНИИ НП-50-1-4Ф на основе диэфира карбоновой кислоты работо-
способно до 175° С. При более высокой температуре оно недостаточно стабильно
в тонком слое.
Масла 36/1 и 36/1-К работоспособны до 200° С, а кратковременно — до 250° С,
Синтетические масла способны обеспечить запуск двигателя при температу-
ре до —50° С без предварительного подогрева при возможности прокрутки ТРД
стартером обычной мощности. Расход синтетических масел в несколько раз мень-
ше нефтяных из-за низкой испаряемости. Их недостаток: вызывают набухание
резиновых шлангов и уплотнений из обычных сортов каучука и разрушение неко-
торых покрытий из цветных металлов
216
Таблица 12.8
Основные физико-химические свойства синтетических масел для ТРД
Показа ге ти ВНИИ Н П-50-1-4 Ф 3*6/1 36/1-К
Вязкость, сСт: при 100° С, не менее » —40° С, не более Плотность при 20° С, г/см3 Температура, ° С; вспышки в открытом тигле, не ниже застывания, не выше Кислотное число, мг КОН на 1 г масла, не более Зольность, %, не более Коксуемость, %, не более Содержание* водорастворимых кислот и щело- чей 'ВОДЫ механических примесей 3,2 2000 >0,926 204 —60 0,22 0,01 3,0 3000 0,98-0,997 195 —60 0,5 0,15 Отсутствуют Отсутствуют Отсутствуют 3,5 3800 0,98—0,997 195 —60 4,9—6,0* 0.30
• После добавления противоизносной присадки.
J2.13 2. Нефтяные масла для ТРД
Для смазки ТРД дозвуковых и некоторых типов сверхзвуковых самолетов
применяют маловязкие нефтяные масла (6—8 сСт при 50° С) с низкой температу-
рой замерзания (от —45 до —60°С). Это трансформаторное масло и специальные
сорта масел; МК-6, МС-6, МК-8. МК-8П с антиокислительными присадками
(табл. 12.9)
Масло МК-6 получают сернокислотной очисткой масляного дистиллята уз-
кого фракционного состава. Оно улучшено за счет удаления ароматических угле-
водородов. При эксплуатации ТРД с маслом МК-6 надежный запуск без подо-
грева возможен до температуры —37° С.
Масло МС-6 получают из сернистой нефти. Оптимальный фракционный со-
став его установлен 300—370° С .Для улучшения термоокислнтельной стабильности
в масло МС-6 вводят 0,2% антиокислительной присадки ионол.
Масла МК-6 и МС-6 по сравнению с маслом МК-8 обладают лучшими
эксплуатационными свойствами: меньшей вязкостью при температуре —40° С, бо-
лее пологой вязкостно-тсмпературпой кривой и более низкой температурой за-
стывания
Масло МК-8 получают из различных отечественных нефтей путем подбора
оптимального фракционного состава масляных дистиллятов и глубокой серно-
кислотной, селективной или карбомидной очисткой. Существенным недостатком
этого и трансформаторного масел является недостаточная стабильность их фрак-
ционного состава, приводящая к ухудшению вязкостно-температурных и пусковых
свойств, что затрудняет запуск турбореактивных двигателей при температуре воз-
духа ниже —25° С.
Масло МК-8П. В ТРД температура масла на входе и выходе достигает со-
ответственно 120 и 150° С и масло МК-8 без присадок интенсивно окисляется.
Для улучшения его термоокислительной стабильности в него ввели присадку
ионол. Масло МК-8 с 0,6% ионола обозначается МК-8П.
217
Таблица 129
Основные физико-химические свойства нефтяных масел для ТРД
Показатели МК-8 (ГОСТ 6457— 66) М К-8П (ГОСТ 6457—66) Т рансформа- горное (ГОСТ 932-68) МК-6 (ГОСТ 10328-63) МС-6 (ГОСТ 11552-65)
Вязкость, сСт: лри 50° С Не ниже 8,3 Не ниже Не выше 9,6 6,0—6,3 6,0—6,3
» 20° С, не более 30 8,3 30 37,3 19 18
» —40° С, » » Около 8500 — — 3300 1700
Плотность (при 20° С, 0,885 0,885 — 0,9 0,86
г/см3, не более Зольность, %, не более 0,005 0,005 0,005 0,005 0,005
Температура, ° С: вспышки в закрытом 135 135 135 140 140
тигле, не ниже застывания, не выше в —55 -45 —60 —аэ
Кислотность, мг КОН 0,04 0,04 0,05 0,04 0,04
на 1 г масла, не более Содержание: серы, %, не более 0,14 0,14 0,14 0,7
водорастворимых кислот и щелочей ©оды механических приме- сей Отсутствуют Отсутствует Отсутствуют
12.14. Масла для турбовинтовых двигателей
В ТВД условия работы масла более жесткие, чем в ТРД, так как, кроме
подшипников качения, смазывается и редуктор, через который газовая турбина
приводит в движение воздушный винт. В шестернях редуктора развиваются боль-
шие удельные нагрузки. Для обеспечения надежной работы такого узла трения
требуются, во-первых, масло большой вязкости и с лучшими иротивоизносными
свойствами, чем у масел ТРД, и, во-вторых, обильная смазка для отвода тепла
трения. В ТВД прокачка масла в 3—4 раза больше, чем в ТРД (60—130 л/ч).
1214Синтетические масла для ТВД
Масло ВНИИ НП-4у-2 (табл. 12.10) изготовляют на нефтяной основе с вве-
дением в него синтетических компонентов и различных присадок. Оно превосходит
чисто нефтяные масла по низкотемпературным, противоокислительным, смазочным
показателям и позволяет запускать двигатели без подогрева при температурах
от —25 до —40° С.
Масло ВНИИ НП-7 представляет собой композицию синтетического масла
на диэфирной основе с вязкостной, противоизносной и антиокислительной присад-
ками.
Это масло обеспечивает холодный запуск ТВД без подогрева до —30° С.
«Размол» вязкостной присадки при длительной работе масла приводит к некото-
рому снижению его вязкости.
Масло Б-ЗВ получено на основе сложных эфиров с противоизносной и анти-
окислительной присадками. Предназначено для вертолетных газотурбинных сило-
вых установок, обеспечивает смазку двигателя и редуктора. По вязкостным свои-
218
Таблица 12.10
Основные физико-химические свойства синтетических масел для ТВД
Показа юли ВНИИ HII-4V-2 (ГОСТ 10817—04) ВНИИ НП-7 (ГОСТ 12246-66) (МРТУ ^184-157-65)
Вязкость, сСт:
при 100° С. не менее 9,0 7,5—8,0 4,8
» —35“ С (для Б-ЗВ — 30° С). 4500 7500 3 500
не более при —40° С, не более — - 13 000
Плотность при 20° С, г/см3 Температура, ° С: 135 0,99—0,997
вспышки в открытом тигле, не 210 230
ниже застывания, не выше —60 -60 —60
Кислотное число, мг КОН на 1 г масла, не более 0.1 0,3 4,0-5,5
Коксуемость, °/о, не более Содержание: 1 — 0.30
во д о р аст во р и мых кислот и щелочей Отсутствую т
воды Отсутствует
механических примесей Отсутствуют
ствам оно является промежуточным между синтетическим маслом, применяемым
на «смолетных ТВД, и маслами ТРД. Меньшая вязкость этого масла в основном
рабочем диапазоне температур способствует лучшей циркуляции его в зоне
смазываемых узлов трения и эффективному их охлаждению.
Синтетические масла рассчитаны на работу без замены в течение полного
ресурса ТВД, достигающего несколько тысяч часов. Антиокнслительная и анти-
коррозионная присадки обеспечивают стабильность масел и уменьшают воздейст-
вие их на детали двигателя при длительной работе. В связи с ядовитостью
присадок при работе с маслами предусмотрен целый ряд мер предосторожности,
указанных в инструкции.
12.14.2. Смеси нефтяных масел для ТВД
Маслосмеси. Наряду с синтетическими маслами на большинстве ТВД раз-
решается применять с ограничениями по сроку замены нефтяные маслосмеси трех
типов: с вязкостью при 100° С в пределах: 4,5—6,0; 6—7; 10—13 сСт (табл. 12.11).
В этих маслосмесях носителем качеств, необходимых для смазки подшипников
ротопов ТВД, предполагается маловязкое масло (МК’8, MK-6t МС-6 или транс-
форматорное), а носителем противоизносных свойств, обеспечивающих нормаль-
ную работу редукторов,—высоковязкое масло, получаемое в остаточной фракции
мазута, богатой поверхностно-активным и веществами (MR22, МС-20 или МС-20С,
предназначенные для ПД).
Масло МН'7,5. Ввиду дефицитности синтетических масел для ТВД может
применяться масло МН-7,5, получаемое в результате загущения маловязкого неф-
тяного масла высокомолекулярным полимером (например, полиметакрилатом,
Полиизобутиленом). Масло достаточно вязкое, удовлетворительно работает в ТВД
При низких температурах. Необходимые противонзносные и другие качества при-
дают ему комплекс присадок.
219
Таблица 12.11
Основные физико-химические свойства нефтяных масел для ТВД
Показа хель Соотношение маловязкого (МК-8 или трансформаторного) и высоко- вязкого (МС-20 или МК-22) масел, % объема МН-7.5 (ГОСТ 17748-72)
75/25 50/50 25/75
Плотность при 20° С, г/см3 Вязкость кинематическая, сСт, при: 0,8—0,9 0,8—0,9 0,8—0,9 —
100° С, не менее 4,5—6,0 6,0-7,0 10—13 7,5
50° С, » » 15 30 55
—35° С, не более Температура, °C; 4500 — — 7000
вспышки в открытом тшле, не ниже 135 137 150 155
застывания, не выше —40 —30 —20 —55
Кислотность, мг КОН на 1 г мас- ла, не более 0,05 0,053 0,100 0,100
Зольность, %, не более 0,005 0,004 0,005 —
Коксуемость, %, не более Содержание: воды водорастворимых кислот и щелочей механических примесей 0,15 0,30 О гс Отс 0,45 :утсгвует у тс т® у ют э
Примечания. 1. Смешение производится при температуре i5—20° С при тщатель-
ном перемешивании в течение 20—25 мин.
2. ТВД, заправленные смесью масел МК-8 и МС-20 (МК-22), разрешается дозаправлять
смесью трансформаторного масла и МС-20 (МК 22).
12.15. Зарубежные сорта масел для ГТД
12 15.1, Масла для ТРД
Синтетические масла. Для смазки ТРД сверхзвуковых самолетов в США,
Англии и в некоторых других странах применяют диэфир ное синтетическое масло
Turbooil-ЗОО или Aerochall-ЗОО с вязкостью 3,0—3,5 сСт при 100° С. Основой мас-
ла является диизооктилсебацинат. Температура застывания не выше —59° С,
вязкость при —54° С не более 13 000 сСт. Масло содержит более 5% присадок —
антиизносную, анти окислительную и антипенную. Близкими к нему по составу
и свойствам являются масла CastroI-ЗС (англо-американского производства)
и Air-3513 (французского производства). Все эти масла применимы до темпера-
туры 175—180° С, кратковременно до 240° С.
Нефтяные масла. Для смазки дозвуковых ТРД применяются масла 1010
(США) и Turbooil-2 (Англия) с вязкостью не ниже 2,5 сСт при 99° С и масла
меньшей вязкости (предназначенные для холодных районов) 1005 и Turbooil-L
12.15. 2. Масла для ТВД
Синтетические масла. За рубежом для смазки ТВД применяется английское
синтетическое полиэфирное масло Turbooil-750 (прежняя марка Turbooil-35), со-
держащее загуститель типа полиметакрилата. Его вязкость не ниже 7,5 сСт
при 99° С. Масло имеет отличные противоизносные характеристики, но недоста-
220
точно удовлетворительные пусковые свойства. Аналогичное по вязкостным ха-
рактеристикам синтетическое масло, состоящее из 66% диокт ил себацината, 28 по-
лигликолевого эфира и 6% различных присадок (Castrol-98 или ОХ-98), выпуска-
ется англо-американской фирмой «Castrol Lmd>>. Эти масла используются не толь-
ко на ТВД, но и на некоторых типах ТРД.
Для вертолетных ГТД и главных редукторов применяют полиэфирное масло
с присадками Turbooil-2380 и аналогичное ему Turbooil-505.
Нефтяные масла для самолетов с ТВД и главного редуктора вертолетов име-
ют более высокую вязкость: Turbooil-9 (вязкость около 9 сСт при 100°С), аме-
риканские сорта 1080 и 1100 (вязкость 8,7—9,3 сСт) и французское масло
Air-3512.
12.16, Взаимозаменяемость отечественных
и зарубежных масел
При заправке и дозаправке отечественных самолетов и вертолетов в зарубеж-
ных аэропортах применяют те сорта масел, которые по своим физико-химическим
свойствам соответствуют отечественным
Зарубежные синтетические масла для ТРД можно использо-
вать на отечественных самолетах взамен масла ВНИИ НП 50-1-4Ф, где предусмот-
рено применение этого масла
Зарубежные нефтяные масла для ТРД 1010 и Turbooil-2 можно
использовать взамен масла МК-8, а при наличии присадки типа ионола — и вза-
мен масла МК-8П, Масла меньшей вязкости 1005 и Turbooil-1 можно использо-
вать только в зимнее время вместо масла МС-6 на ТРД, где этот сорт допущен.
Зарубежные синтетические масла для ТВД можно использо-
вать на отечественных самолетных ТВД взамен масла ВНИИ НП 7.
Вместо отечественного масла Б-ЗВ на вертолетах можно применять масла
Turbooil-2380 и Turbooil-505.
Зарубежные нефтяные масла для ТВД можно использовать
в качестве высоковязкого компонента маслосмесей взамен сортов МС-20, МС-20С
или МК-22.
12,17. Масла для поршневых двигателей
Для смазки авиационных поршневых двигателей применяют остаточные мас-
ла МК-22, МС-20 и незначительно отличающееся от него масло из сернистых неф-
тей МС-20С (К — кислотно-контактная очистка; С — селективная очистка; цифра
обозначает нижний предел вязкости при 100°С). В перечисленных маслах могут
содержаться присадки — депрессорные, антиокислительные, ант и кор роз ионные
и противопенные (табл. 12.12).
При работе в двигателях все три сорта масла практически равноценны.
Ввиду этого при дозаправках самолетов их можно смешивать в любых соотно-
шениях.
Пусковые свойства. Масла МК-22, МС-20 и МС-20С имеют неудовлетвори-
тельные температурные свойства. При температурах наружного воздуха ниже
—5° С двигатель запускается плохо, так как смазка застывает. При этом резко
возрастает крутящий момент и не обеспечивается нормальная циркуляция масла.
В зимнее время для облегчения запуска двигателя масло разжижают бен-
зином. В результате температура застывания масла понижается примерно на 10° С
и запуск улучшается После запуска бензин из разжиженного масла через 10—
15 мин испаряется и вязкость масла восстанавливается. При температурах от —25
до —30° С я ниже масло после полетов из масляной системы сливают, а перед
запуском подогревают до 95—105° С в маслозаправщике
Срок службы. В первые часы работы двигателя быстро возрастает кислот-
ное число масла и его коксуемость из-за накопления продуктов окисления и раз-
ложения Изменяется вязкость и другие свойства. За счет долива масла и его
стабилизации эти изменения в дальнейшем происходят менее интенсивно. Ста-
билизации способствуют продукты окисления, которые тормозят дальнейшее
окисление масла, а также его фильтрация.
221
Таблица 12,12
Основные физико-химические свойства масел для поршневых двигателей
Показа! ели МК-22 (ГОСТ 1013—49) МС-20 (ГОСТ 1013—49) МС-20С (ГОСТ 9320—60)
Вязкость кинематическая при 100е С, сСт, не более Коксуемость, %, не более 22 20 20
0,7 0,3 0,45
Кислотность, мг КОН на 1 г мас- ла, не более 0,1 0,05 0,05
Зольность, %, не более Температура, ° С: 0,004 0,003 0,003
'Вспышки в закрытом тигле, не -ниже 230 225 250
застывания, не выше — 14 —18 —18
Плотность при 20° С, г/см3, не выше Содержание: 0,905 0,895 0,895
серы, %, не более водорастворимых кислот и ще- лочей ВОДЫ механических примесей Отсутствуй Отсутствуй Отсутствуй 1,0 от 5Т ОТ
П р и меч а ни е В маслах селективной очистки МС 20 и МС-20С не должно быть
<сс лек гивных р аствор нт сл ей.
Масла с ухудшенными после первых часов работы свойствами обеспечивают
'нормальную работу двигателей и на большинстве двигателей подлежат замене
через каждые 100 ч работы.
12.18. Гипоидные и трансмиссионные масла
для высоконагруженных узлов трения
Гипоидное масло применяют для смазки редукторов и трансмиссий вертоле-
тов. Оно представляет собой смесь смолки и маловязкого веретенного дистиллята
с добавкой 0,5% депрессатора — присадки, понижающей температуру застывания
и улучшающей текучесть при низких температурах.
Гипоидное масло (табл. 12.13) содержит 1,5—3,5% серы. Оно надежно
предотвращает схватывание металлов при высоких нагрузках, но окислительный
износ зубьев шестерен несколько повышен. Это объясняется тем, что образую-
щиеся в процессе трения пленки, предотвращающие схватывание, легко отслаива-
ются и уносятся маслом.
Зимой на вертолетах применяют смесь гипоидного масла и гидромасла
АМГ-10 (в соотношении 2:1) для понижения температуры застывания и умень-
шения вязкости масла.
Шарнирное масло ВНИИ НП-25 (табл. 12.13) представляет собой смесь
диэфирного и нефтяного масел с противозадирными и антиокислительными при-
садками. Масло работоспособно при температурах от —50 до 4-40° С и применя-
ется в основном в районах с низкими температурами (ниже —25° С) в шарнирах
автомата перекоса вертолетов.
Смазка Ц ИДТИ М-208 — жидкая смазка, близкая по составу и свойствам
к трансмиссионным маслам (осерненный масляный экстракт с загустителем и про-
тивозадирными присадками), применяется в механизмах гидропривода и уборки
опасен тяжелых самолетов.
Использование масел МС-20 и МС-14 в качестве трансмиссионных обуслов-
лено значительным содержанием в них поверхностно-активных вещееiв, в резуль-
тате действия которых на металл в зоне контакта создается твердая смазочная
222
Таблица 12.13
Основные свойства гипоидного и шарнирного масел
Показа 'ель Гипоидное масло (ГОСТ 4005-53) ВНИИ НП-25 (ГОСТ 11122—65) Масло ВМ-15 (ВТУ НН 205—66)
Вязкость, сСт, при 100° С 20,5—32,4 Не менее 9,8 15
» —40° С, не более Температура, °C: вспышки в открытом тигле, не 55 000 135 50 000 145
ниже застывания, не выше -20 -54 -55
Кислотность, мг КОН на 1 г масла, —* 0,10 0,15
не более Содержание: серы, %, не менее механических примесей, %, не 1.5 0,1 Отсутет вуют
более водорастворимых кислот и щело- чей воды Испытание на коррозию Выдержива- Отсутствуют Отсутствует На стальных и
ет латунных пла- стинках при 100 е С коррозия отсутствует
пленка. Эти масла применяются для смазки шарниров автомата перекоса верто-
летов: летом—МС-20, зимой—МС-14.
Масло ВМ-15 представляет собой композицию масла МС-6 с присадками;
предназначено для смазки редукторов вертолетов.
Таблица 12.14
Основные свойства технических и приборных масел
Показатель Веретенное (ГОСТ 1642— 50) Касюровое (ГОСТ 6757-53) Масло МВС (МРТУ 38-1-183-65) Масло МВП (ГОСТ 52241-74)
Вязкость при 50° С, сСт Температура, °C: 12—14 131 70—90 6, и—8
вспышки в открытом тигле, не ниже 163 275 90
вспышки в закрытом тигле, не ниже — 240 * 125
застывания, не выше —45 -16 -60 -60
Кислотность, мг КОН на 1 г мас- ла, не более 0,07 1,6—3,9 0,1 0,05
Зольность, %, не более Содержание: водорастворимых кислот и щело- чей воды механических примесей 0,005 0,008 Отсутет Отсутет Отсутст вуют тует вуют 0,005
223-
12.19. Технические и приборные масла
Для смазки отдельных узлов, агрегатов и приборов применяют специальные
масла (табл 12,14). Некоторые узлы, агрегаты и особенно приборы работают
в условиях повышенной влажности, интенсивных вибраций и тряски, широкого
диапазона температур от —70 до +120° С.
12.19.1. Веретенное масло АУ для подвижных сочленений
Веретенное масло АУ — высокоочищенное нефтяное масло с низкой темпера-
турой застывания (не выше —45° С} применяется в подвижных сочленениях
шасси и некоторых узлах вооружения.
12.192. Костное масло для миниатюрных узлов трения
Костное масло получают из копытного жира. Оно имеет низкий коэффициент
трения и обладает свойством удерживаться в миниатюрных узлах трения, не рас-
текаясь и не испаряясь. Применяется для смазки часовых механизмов и регули-
рующих узлов радиооборудования.
12.19.3. Природные жиры для резиновых колец
и йржаных замков
Растительным касторовым маслом смазывают резиновые кольца опор руле-
вого (хвостового) винта вертолетов; оно не оказывает вредного действия на ре-
зину, имеет незначительную испаряемость и обладает высокой липкостью.
Рыбьим жиром смазывают кожаные замки лопастей несущего винта верто-
летов. Рыбий жир представляет собой смесь различных триглицеридов непредель-
ных органических кислот. Умягчая кожаные уплотнения, обеспечивает их плот-
ное прилегание
12.19.4. Кремнийорганическое масло для резиновых деталей
Смазка № 6 — полисилоксановая жидкость высокой вязкости (200—275 сСт
при 20°С), бесцветная или слабо-желтая Имеет хорошие низкотемпературные
свойства; температура застывания ниже —70° С, а при температуре —60° С обла-
дает значительно меньшей вязкостью, чем нефтяные и синтетические масла для
двигателей (не более 15 000 сСт). Применяется для смазки резиновых деталей,
трущихся о металл, в воздушных системах летательных аппаратов. Смазка прак-
тически не испаряется. Смачивая резину, она не оказывает на нее вредного
воздействия. На стали смазка № 6 не образует граничной смазывающей пленки.
12.19.5. Масло МВС для смазки манжет и уплотнений
Масло МВС на основе высококипящей низкозастывающей керосиновой фрак-
ции с загусти 1елем (винипол до 25%) обладает сочетанием высокой вязкости
(70—90 сСт при 50° С) и хороших низкотемпературных свойств (температура
застывания не выше —60° С). Используется для смазки манжет поршней штоков
и уплотнений цилиндров в исполнительных механизмах воздушных систем. Масло
МВС делает манжеты эластичными, обеспечивая надежную и плавную работу
устройств, управляемых сжатым воздухом.
224
12.19.6. Приборное масло МВП
Масло МВП (масло вазелиновое приборное)—нефтя-
ное дистиллятное маловязкое масло глубокой очистки. Тем-
пература застывания —60°С, но уже при температуре,
—40° С оно практически неработоспособно из-за возраста-
ния вязкости (рис. 12.4).
Масло МВП не вызывает коррозии металлов даже при
длительной работе, но не отличается хорошей смазываю-
щей способностью.
Рис. 12 4. Вязкост-
но -темпер ату рные
характеристики
масел:
/ — ОКБ-122-14;
2 — МВП;
3 __ ОКБ-122-4
12Л9.7. Приборные масла ОКБ-122
Масла ОКБ-122 — группа приборных масел на базе
кремнийорганической (этилполисилоксановой) жидкости с
добавкой нефтяных масел АУ или МС-14 (от 15 до 40%),
Обладают низкой испаряемостью, хорошими низкотемпера-
турными свойствами и высокой стабильностью. Эти масла
предназначены для смазывания приборных подшипников
и узлов трения, работающих при температурах от —60 до
4-120° С (табл, 12.15).
Масла ОКБ-122 могут взаимодействовать с медью и свинцом, поэтому их
нельзя применять в приборах с ответственными деталями из латуни.
Таблица 12.15
Основные свойства приборных масел ОКБ-122
Показатель ОКБ- 122-3 ОКБ- 12 2-4 ОКБ-122-5 ОКБ-122-14 JO КБ-122-16
Вязкость при 50° С, сСт Температура, °C: 11—14 11 — 14 18-23 22,5-28,5 19-25
вспышки в открытом тигле, не ниже 160 160 170 170 170
застывания, не выше -65 -70 —70 —70 -70
Кислотность, мг КОН на 1 г мас- ла, не более Содержание механических примесей Содержание .воды 0,2 0,2 0,25 Отсутстч Отоутст 0,25 вуют вует 0,25
12.20. Консистентные смазки
Консистентные смазки представляют собой смазочные материалы, специаль-
но загущенные для того, чтобы обеспечить смазку, консервацию и уплотнение
тех узлов трения и деталей двигателя, где обычная жидкая смазка не может
быть применена из-за особых условий работы и конструкции узла трения.
Консистентные смазки применяют для уменьшения трения и износа в раз-
личных механизмах и узлах трения (антифрикционные), предохранения метал-
лических деталей от коррозии (защитные), герметизации различных соединений
(уплотнительные).
По составу смазки разбивают на несколько групп в зависимости от типа
масел, на которых их готовят, и типа загустителей, вводимых в масла*
Мыльные смазки. Загустителями в этих смазках служат соли высших жирных
кислот. Мыла, применяемые при производстве консистентных смазок, изготовляют
на растительных, животных жирах и на жирных кислотах, получаемых синтети-
чески. Соответственно смазки бывают жирные и синтетические.
В зависимости от того, какие щелочи применены при омылении естественных
или синтетических жирных веществ для получения загустителей, консистентные
смазки подразделяют на кальциевые, натриевые, алюминиевые, цинковые, ли-
тиевые, бариевые н т. д.
Кальциевые смазки отличаются хорошей водоупорностью. Их широко
используют в узлах трения, работающих в контакте с водой до температур ниже
80—100° С. При более высокой температуре эти смазки разжижаются и вытекают
из узла трения. Представителями таких смазок являются солидолы, применяе-
мые во многих механизмах.
Натриевые смазки применяют при температурах до ПО—120°С и хо-
рошо сохраняют свои механические свойства. Эти смазки йе могут применяться
в условиях непосредственного контакта с водой, так как они в ней растворяются.
Кальциево-натр новые смазки по температурам плавления и вла-
гостойкости занимают промежуточное положение между кальциевыми и натрие-
выми.
Литиевые смазки применяют до температур 120—150°С. Они имеют
хорошие вязкостно температурные характеристики и успешно работают при низ-
ких температурах. Литиевые мыла плохо растворяются в воде, что дает возмож-
ность применять их в условиях повышенной влажности.
Углеводородные смазки готовят загущением высоковязких жидких минераль-
ных масел твердыми углеводородами — церезинами п парафинами. Они химиче-
ски стабильны и водоупорны, что делает их высококачественными защитными
смазками, сохраняют свою структуру и свойства после расплавления и последую-
щего охлаждения. Это дает возможность наносить смазки на металлические де-
тали в расплавленном виде.
Углеводородные смазки используют так же, как антифрикционные, для уз-
лов трения, работающих в условиях низких температур и небольших нагрузок.
Неорганические смазки являются продуктом загущения жидких высококаче-
ственных синтетических масел неорганическими материалами (двусернистый мо-
либден, силикаты, сульфиды, сажа, графит, слюда, окиси, гидроокиси металлов
и т, п.). Они работоспособны до температур 400—500° С, в вакууме и агрес-
сивных средах.
Органические смазки являются продуктом загущения жидких масел органи-
ческими веществами. Они имеют хорошую термическую и химическую стабиль-
ность и являются универсальными для различных механизмов и условий приме-
нения.
12.21. Антифрикционные консистентные смазки
Антифрикционные консистентные смазки (табл. 12.16) служат для уменьше-
ния трения и износа различных узлов, механизмов и оборудования летательных
аппаратов.
12.21.1- Универсальная смазка ЦИАТИМ-201
ЦИАТИМ-201 (УТВМА — универсальная, тугоплавкая, влагостойкая, моро-
зоустойчивая, активированная) является продуктом загущения маловязкого
приборного масла МВП влагостойким и теплостойким литиевым мылом (стеара-
том лития) и содержит антиокислительную и одновременно стабилизирующую
присадку — дифениламин (3%)- Представляет собой однородную мягкую мазь
без комков от светло-желтого до темно-желтого цвета. Диапазон рабочих тем-
ператур от —60 до 4-140° С, а при длительной работе — до +90° С. Смазка слу-
жит для уменьшения трения и износа в узлах управления самолетом и двигате-
226
Таблица 12.16
Основные свойства антифрикционных смазок
Показатель ЦИАТИМ-201 (ГОСТ 6267—74) НК-50 (СТ) (ГОСТ 5573—67) ЦИАТИМ-203 (ГОСТ' 8773- 63) Смазка 1/13 (ГОСТ 1631-61)
Температура каплепаде- иия, °C, не ниже 170 200 150 120
Пенерация при 25°С Предел прочности, Н/см2: 270-320 170—225 250-300 —
при 50° С, не менее 2,5-10-2 " — 2,5-102 —
> 80° С, > » — 1,8-10-2 1,5-10-2
Коллоидная стабильность выделенного масла, %, не более Испытание на коррозию 35 * 7,0 Вы дер 15 живает 20
Содержание свободной щелочи (в пересчете на Na ОН), %, не более Содержание механических примесей 0,1 0,1 Отсут 0,1 ствуют 0,2
Содержание воды, %, не более Отсутствует Следы — 0,75
Содержание серы, %, не более — — 0/2
Содержание свободных органических кислот Отсутствуют
лем, узлах крепления шасси и механизмов его уборки, подшипниках колес и раз-
личных электроагрегатов, механизмов вооружения, спецоборудования, приборов.
Синерезис смазки. В связи с низкой вязкостью входящего в нее масла смаз-
ка ЦИАТИМ-201 при повышенной температуре склонна к синерезису — выделе-
нию жидкого масла. Ее следует хранить в прохладном помещении в мелкой таре,
чтобы масло не выжималось под давлением вышележащих слоев смазки (обычная
расфасовка по 850 г). Из тонкого слоя смазки (особенно на открытых поверхно-
стях) масло МВП испаряется, смазка высыхает, оставшаяся масса литиевого
мыла не обеспечивает нормальной работы трения. Этим же обусловлена непри-
годность работы при температуре выше 90° С. Защитные свойства ЦИАТИМ-201
невысокие — смазка влагопроницаема.
12.21.2. Температуростойкая смазка НК-50
Смазка НК-50 (СТ — самолетная тугоплавкая)—густая, черного цвета, с
зеленоватым оттенком, однородная маслянистая мазь, состоит из вязкого авиа-
масла МК-22, натриевого мыла (невлагостойкого, но еще более теплостойкого,
чем литиевое) и 0,5% коллоидного очень тонко измельченного графита. Чешуйки
графита обеспечивают высокую прочность смазочной пленки и предохраняют от
сухого трения металла .о металл при больших нагрузках и высокой температуре.
Кратковременно (до нескольких часов) обеспечивается нормальное состояние
смазанных узлов даже при температуре 400° С.
Применяется смазка в подшипниках колес, где температура достигает 160—
180° С, и в клапанных механизмах поршневых двигателей. Ее также используют
как средство против наклепа и пригорания в сильнонагруженных и нагретых
шлицевых и резьбовых соединениях.
Недостатки смазки НК-50. Смазка при повышенной влажности набухает,
размягчается и сползает с детален, а при низких температурах затвердевает
227
и скалывается. В связи с этим необходимо систематически наблюдать за узлами
трения, работающими на смазке НК-50, и по мере необходимости возобновлять
или заменять ее.
Морозостойкая смесь. Зимой при температуре ниже —25° С вместо чистой
смазки НК-50 в подшипниках колес самолетов применяют более морозостойкую
смесь смазок НК-50 и ЦИАТИМ-201 в соотношении 3 : 1 (этот состав имеет
предел прочности ниже, чем предел прочности чистой ЦИАТИМ-201). Перед сме-
шением разрешается нагревать смазки до температуры не выше 60° С. Смазку
НК-50 и смесь ее со смазкой ЦИАТИМ-201 хранят в герметической таре в сухом
помещении. Содержание воды в смазке не должно превышать 0,3%. Смазки пе-
ред смешением нужно подогревать не открытым пламенем, а теплым воздухом.
12.21.3. Смазки противоизносного действия
Консистентные смазки противоизносного действия, содержащие противо-
износные и противозадирные компоненты и присадки, предназначены для узлов
трения с высокими нагрузками, при которых антифрикционный эффект смазки
ЦИАТИМ-201 недостаточен.
Смазка 1-13 — однородная мазь желтого или коричневого цвета, состоит из
нефтяного масла средней вязкости, загущенного кальциево-натриевым мылом,
приготовленным на основе касторового масла, отличается способностью хорошо
прилипать к металлу. Диапазон рабочих температур от —40 до -4-110° С. По
влагостойкости из-за наличия натриевого мыла уступает литиевым и чисто каль-
циевым смазкам.
Применяется смазка для подшипников поворотных лопастей воздушного
винта изменяемого шага, испытывающих высокие удельные давления.
Смазка ЦИАТИМ-203 — однородная мягкая мазь темно-коричневого цвета,
применяется для узлов крепления несущих винтов вертолетов, где удельное дав-
ление еще выше. Обладает не только высокой прочностью граничной смазочной
пленки, но и химической активностью, предохраняет металл от задира. Готовит-
ся на основе трансформаторного масла, предварительно загущенного виннполом.
Загустителем смазки является более липкое литиевое мыло, приготовленное на ос-
нове осерненного кашалотового жира и осерненных нафтеновых кислот. Противо-
задирные свойства смазки, кроме серы (ее должно быть не менее 0,2%), обеспе-
чиваются присадкой трифенилфосфата (0,5%). По коллоидной стабильности
смазка ЦИАТИМ-203 лучше, чем ЦИАТИМ-201, вследствие меньшей подвижно-
сти жидкой фазы, но вязкость ее при низкой температуре выше.
Смазка ЦИАТИМ-208— темно-коричневого цвета, при положительных тем-
пературах представляет вязкую жидкость, а при отрицательных имеет обычную
консистенцию пластичных смазок. Состоит из смеси неочищенных нефтяных ма-
сел с загустителем — кальциевым мылом осерненных нафтеновых кислот и окис-
ленного петролатума (все компоненты обладают высокой липкостью, а содер-
жащаяся в смазке сера является главным носителем ее противозадирных
свойств). Смазка ЦИАТИМ-208 работоспособна в интервале температур от —40
до 4-100° С и применяется в высоконагруженных редукторах и червячных меха-
низмах рулевого привода и уборки шасси тяжелых самолетов.
Графитная смазка представляет собой продукт загущения нефтяного масла
повышенной вязкости кальциевым мылом (12%) и чешуйчатым графитом (10%)»
Из-за низкой теплостойкости кальциевого мыла максимальная рабочая темпе-
ратура у нее 65° С. По внешнему виду это однородная мазь от темно-коричне-
вого до черного цвета. Пригодна только для грубых механизмов, так как содер-
жащиеся в чешуйчатом графите механические примеси вызывают значительный
износ смазываемых узлов. Применяется в приводе авиационных стар тер-генера-
торов, узлах подвески двигателей, осях колес шасси, а также для смазки тросов
в гибкой оболочке.
Графитная смазка может быть заменена солидолом при добавлении к нему
10% графита и перемешанном при температуре не выше 60° С.
Металлоплакирующая смазка. Сильно нагруженные узлы с возвратно-посту-
пательным движением меньше изнашиваются при использовании металлоплаки-
рующих смазок, которые состоят из смазки ЦИАТИМ-201 или ЦИАТИМ-203
228
с добавкой 10% металлической пудры (свинцовой или бронзовой). Они навола-
кивают защитное покрытие и выбирают люфты, образующиеся в результате
износа основного металла. Свинцовый порошок в составе смазки наиболее эф-
фективен при трении стали по бронзе, бронзовый порошок — при трении стали по
стали. Высокими противоизносными свойствами обладает также смесь смазки
ЦИАТИМ-201 с твердым микрослоистым смазочным материалом дисульфидом
молибдена.
12.22* Термостойкие смазки
Смазка Ц ИДТИ М-221 получается путем загущения этилполисилоксановой
жидкости, выдерживающей температуру до 300° С, кальциевым комплексным мы-
лом (стеарат-ацетатом кальция). Предел прочности смазки 1,2* 10“2 Н/см2 при
50° С, температура каплепадения выше 200° С. Применяется для смазывания
узлов трения, расположенных в горячей зоне вблизи двигателя.
Смазка ПФМС-4с — продукт загущения стабильной против окисления поли-
фенил метилсилоксановой жидкости графитом и пигментным загустителем. Смаз-
ка работает в условиях высоких температур — испарение жидкости при темпера-
туре выше 400° С не приводит к отказу в работе механизмов без скоростных
узлов трения. Загуститель выполняет роль смазки до 500° С.
12.23. Смазки для агрессивной среды
1223.1. Антифрикционная смазка
Смазки для высокоскоростных узлов трения, работающих в контакте с аг-
рессивными компонентами, готовят из синтетических масел — диэфирных, фтор-
углеродных и фторхлоруглеродных. Так, например, мягкая, малоподвижная смаз-
ка ВНИИ НП-223 на основе диоктилсебацината, загущенная натриевым мылом
и нитритом натрия, обеспечивает смазывание подшипников качения с числом
оборотов в минуту до 60 000. Температура каплепадения не ниже 175° С. Смазка
ядовита.
12.23.2. Смазка ЦИАТИМ-205 для резьбовых соединений
Смазка ЦИАТИМ-205 приготовляется из нефтяных масел высшей очистки
(вазелинового медицинского и парфюмерного) и церезина (43—47%). Предназ-
начена для резьбовых соединений трубопроводов и арматуры, контактирующих
с агрессивными компонентами. Она предохраняет соединения и краны от спека-
ния. Смазка относительно низкоплавка (температура каплепадения 65°С), белая
или светло-кремовая, отличается особой влагонепроницаемостью (при одинаковой
толщине слоя она пропускает примерно в 100 раз меньше влаги, чем смазка
ЦИАТИМ-201).
12.24. Твердые смазки
С развитием авиации появилась необходимость в эксплуатации узлов тре-
ния, которые требуют высокой физико-химической и термической стабильности
смазочных материалов. К тому же в некоторых узлах трения вообще исключа-
ется применение жидких или консистентных смазочных материалов, например
в глубоком вакууме, при высоких скоростях скольжения, в радиоэлектронной
аппаратуре и т. п. Во всех этих случаях хорошие результаты дает использова-
ние твердых (сухих) смазок.
229
Некоторые твердые вещества имеют кристаллическую решетку со слоистым
строением, где атомы каждого элементарного слоя решетки связаны прочными
химическими связями, а сами слои связаны между собой слабыми молекуляр-
ными силами, что обеспечивает легкость скольжения слоев относительно друг
друга. К группе таких смазочных материалов относят: графит, слюду, тальк,
нитрид бора, стеарат цинка, вермикулит, буру, сульфиды (молибдена, титана,
вольфрама), сульфат серебра.
Среди органических соединений в качестве твердых смазок используют твер-
дые парафины, мыла, жиры и жирные кислоты. Однако низкие температуры
плавления органических твердых смазок не дают возможность применять их
в сильнонагруженных узлах трения.
Графит — минерал серовато-черного цвета, жирный на ощупь, чешуйчатый.
Чистый графит имеет кристаллическую структуру, обладает хорошими смазы-
вающими свойствами. Графит применяют в сухом виде, наносят тонкий слой
графитного порошка на трущиеся поверхности, но чаще его добавляют к смазы-
вающим маслам и смазкам в виде мелкодисперсного коллоидного вещества (раз-
мер частиц нс более 3 мкм). При трении деталей, работающих на графитирован-
ной смазке, их поверхность покрывается тонким слоем графита. При этом гра-
фит заполняет все неровности поверхностей деталей, которые становятся идеально
гладкими. Скольжение металла по металлу заменяется скольжением графита по
графиту. Пока на трущихся поверхностях сохраняется слой графита, детали ра-
ботают без износа и задира металла.
Недостатки графитированных смазок: плохое удержание графита в мас-
ле во взвешенном состоянии и постепенное выпадение его в виде осадка в цирку-
лярной системе смазки.
Все вышесказанное относится также к слюде и тальку.
Дисульфид молибдена — серовато-черный блестящий порошок, измельчен-
ный до размеров 1—50 мкм. Его используют в сухом порошкообразном состоянии
или в смеси со связывающими материалами: смолами, лаками и т. п. Такие
смеси наносят на поверхность трущихся деталей с помощью аппаратов для напы-
ления лаков и красок. Обычно ими обрабатывают узлы трения, работающие
в очень жестких условиях: в агрессивных средах, в вакууме, при наличии радиа-
ции, при очень низких или очень высоких температурах. Иногда диспергирован-
ный дисульфид молибдена добавляют к смазочным материалам. В присутствии
воздуха дисульфид молибдена выдерживает температуру от —70 до +400° С, %
а в атмосфере аргона до +1380° С. Он хорошо работает при высоких нагрузках, ф
устойчив к кислотам, щелочам, воде.
Дисульфид молибдена является эффективной смазкой и для обычных у *лов
трения. Например, при добавке его в трансмиссионные масла и масла для дви-
гателей ускоряется запуск, смягчается работа двигателя, более плавным стано-
вится ход коробки передач, удлиняется срок службы деталей.
Коэффициент трения при смазке дисульфидом молибдена уменьшается при
увеличении скорости скольжения и удельного давления. Присутствие воды сни-
жает смазывающие свойства дисульфида молибдена.
12.25. Гидравлические жидкости
Рабочим телом (средой) в гидравлических системах являются капельные
жидкости: минеральные и растительные масла, их смеси и синтетические жидко-
сти. Распространены смеси минеральных масел, получаемые смешением мало-
вязких нефтепродуктов с высоковязкими компонентами. К ним относят следую-
щие вязкостные присадки: продукты полимеризации непредельных углеводоро-
дов, эфиров и др.
Жидкость АМГ-10 (ГОСТ 6794—53) получают путем выделения узкой мро-
синовой фракции с началом кипения не ниже 200° С. Затем фракцию подвергают
кислотной и земельной очистке, загущают виннполом ВБ-2 до требуемой вязко-
сти и подкрашивают жировым красителем в красный цвет. Жидкость пригодна
для применения в открытых гидросистемах в диапазоне температур от —60 до
+ 150° С и в закрытых системах (или системах, заполненных азотом) от —60 до
-М75° С. При более высоких температурах она вступает в реакцию с кислородом
230
воздуха и разлагается с выделением смолистых осадков, мешающих нормально-
му функционированию гидросистемы.
Жидкость АМГ-10 разрешается применять в гидравлических устройствах
(системах), где уплотнения и шланги изготовлены из маслостойкой резины. Она
стабильна при эксплуатации и хранении, не вызывает коррозии металлов, не
ядовита, способна смешиваться с нефтепродуктами в любых количествах. Попа-
дание бензина или керосина разжижает ее, что приводит к течи и образованию
паровых пробок в системе, увеличивает пожароопасность и агрессивность по
отношению к резиновым деталям. Жидкость не смешивается с водой, спиртом и
спирто-глицериновыми жидкостями, но последние резко уменьшают вязкость
и снижают ее стабильность, создают возможность образования паровых пробок,
увеличивают течь, снижают температуру воспламенения (табл. 12.17).
Жидкость АМГ-10 разрешается хранить в заводской таре (в состоянии по-
ставки) 10 лет в средних и северных поясах и 5 лет в южных климатических
поясах. При дальнейшем хранении из нее выпадают смолы.
Унифицированные спирто-глицериновые смеси: АМ-70/10 состоит из 70%
(по весу) глицерина, 20 спирта и 10% воды. Летняя смесь ГЛ-60 состоит из 60%
глицерина и 40% спирта. Зимняя смесь ГЗ-50/15 состоит из 50% глицерина,
35 спирта и 15% воды. При переходе на летнюю эксплуатацию смесь ГЗ-50/15
не сливают, а дозаправляют систему смесью ГЛ-60.
Таблица 12.17
Технические нормы на жидкость АМГ-10 (ГОСТ 6794—53)
Признак Характеристика
Внешний вид
Вязкость кинематическая, сСт:
при 4-50° С, не менее
» —50° С, не более
Кислотное число, мг КОН на 1 г жидкости, не бо-
лее
Испытание на медной пластинке при 70±20°С в
течение 24 ч
Весовой показатель коррозии при испытании ме-
таллических пластин при 100° С в течение 168 ч, не
более
Стабильность при температуре 100° С после 168 ч:
вязкость кинематическая после окисления, сСт:
при 4-50° С, не менее
> —50° Ст не более
кислотное число, мг КОН на I г жидкости, не
более
Температура вспышки в открытом тигле, °C, не
ниже
Температура начала кипения, °C, не ниже
» застывания, ° С, не выше
Качество пленки после выдержки при температуре
65—66° С в течение 4 ч
Содержание:
водорастворимых кислот и щелочей
механических .примесей
воды
Плотность при 20° С, г/см3, не более
Прозрачная жидкость
красного цвета
10
1250
0,05
Выдерживает
±0,1 мг на 1 см2 поверх-
ности
9,5
1500
0,15
92
200
—70
Пленка не должна
быть твердой и липкой
.по всей поверхности
пластинки
Отсутствуют
>
Отсутствует
0.85
231
Таблица 12Л8
Основные физико-химические свойства жидкости 7-50 С-3
Признак
X арактеристика
Вязкость кинематическая, сСт:
при —60° С, не более
> +20° С, не менее
> +200° С, > >
Кислотное число, мг КОН на 1г жидкости, не
более
Температура, ° С:
вспышки в открытом тигле, не ниже
застывания, не выше
Содержание:
водорастворимых кислот я щелочей
механических примесей
воды
Плотность при 20° С, г/смэ
4200
22
1,3
од
180
“70
Отсутствуют
»
Отсутствует
0,93—0,94
Спирте-глицериновые смеси обладают пониженными смазочными и анти-
коррозионными свойствами и при смешении с другими гидросмесями образуют
укрупненные твердые частицы или хлопья, загрязняющие жидкость. Они находят
ограниченное применение в поршневой авиации.
Высокотемпературные жидкости. С расширением температурного диапазона,
в котором работают гидросистемы летательных аппаратов, а также с повышени-
ем рабочих давлений минеральные масла и их смеси не удовлетворяют новым
требованиям Названные выше гидрожидкости пригодны для работы в условиях
температур не выше 120—150° С. Эту температуру можно повысить до 180—
200° С, применив в гидросистемах инертные газы. В связи с этим некоторыми
иностранными фирмами разработаны минеральные масла, пригодные для работы
(при отсутствии контакта с воздухом) в диапазоне температур от —49 до
+316° С.
Б условиях высоких температур (150° С и выше) стали применять синтети-
ческие жидкости, из которых лучшей является полисилоксановая, имеющая вы-
сокие температурно-вязкостные характеристики, низкую упругость насыщенных
паров, высокие механическую прочность и устойчивость против окисления. К то-
му же жидкость огнестойка. Однако эта жидкость растворяет уплотнительные
кольца, изготовленные из обычных каучуков, жадно поглощает воздух и газы
в склонна к стойкому ценообразованию. Поэтому при ее применении не допус-
кается контакт с воздухом и газами.
Жидкость 7-50С-3 — смесь полисилоксановой жидкости и органического
эфира с противоизносной присадкой и ингибитором окисления. Применяется для
гидросистем, работающих в интервале температур от —60 до 4-200° С. Она сме-
шивается в любых соотношениях с бензином, керосином и жидкостью АМГ-10
(табл. 12.18).
Жидкость 7-50С 3 применяется с уплотнительными резиновыми кольцами на
основе специальных сортов каучуков.
12.26, Применение зарубежных гидравлических жидкостей
Гидравлические системы самолетов, работающих на АМГ-10, в зарубежных
аэропортах разрешается дозаправлять жидкостью «Аэрошелл флюид-4», в состав
которой входят: очищенная нефтяная фракция 210—230° С до 90%, загуститель
232
Таблица 12.19
Физико-химические свойства жидкости «Аэрошелл флюид-4»
Признак
Характеристика
Вязкость кинематическая, сСт:
при +54,4° С, не менее
» —40° С, не более
Кислотное число, мг КОН на 1 г жидкости, не
более
Температура, °C:
вспышки в открытом тигле, не ниже
застывания
Коррозия'
изменение массы стали, алюминиевого и маг-
ниевого сплавов, мг/ом2, не более
изменение массы меди, мг/см2
Устойчивость к окислению:
изменение вязкости при 54,4° С
» кислотного числа, мг КОН на 1 г
жидкости, не более
Устойчивость при низких температурах (в тече-
ние 72 ч .при —54° С)
Устойчивость к сдвигу при механических воз-
действиях
Действие на синтетические резины
Испарение
Цвет
10
500
0,2
4-93,3
—59,4
±0,2
±0,6
5—20%
0,4
Отсутствие кристаллизации
и выпадения осадков
Не должно быть потемне-
ния жидкости, выделения
твердых частиц или смол,
увеличения кислотного чис-
ла более чем 0,4
Допускается набухание
(по стандарту) резины без
ухудшения других качеств
После испарения в стан-
дартных условиях пленка
не должна быть твердой
или липкой
Красный
(полимер алкилметакрилата) до 8%, антиокислительная присадка 2%, противо-
изпоеная присадка 0,5% и красный краситель 0,002% (табл. 12.19)
Обозначения жидкости «Аэрошелл флюид 4», выпускаемой различными
странами; DTD 585 (Англия), MIL-H-5606A и MIL-H-5606B (США), FHS-1
(Франция) и ОМ-15 (международное).
Жидкость «Аэрошелл флюид-4» и MIL-H-5606B, выпускаемые американскими
фирмами, по сравнению с MIL-H-5606A обладают повышенной стойкостью к ме-
ханическим воздействиям.
Жидкости АМГ-10 и «Аэрошелл флюид-4» по основным физико-химическим
свойствам сходны, и их смеси обеспечивают удовлетворительную работу гидро-
систем самолетов
Не разрешается дозаправлять отечественные самолеты зарубежными синте-
тическими, касторовыми и водно-этиленгликолевыми гидравлическими жидко-
стями.
9—581
РАЗНЫЕ МАТЕРИАЛЫ
13.1. Авиационные канаты
Канаты стальные авиационные (ГОСТ 2171—71) обладают гибкостью, до-
статочной прочностью и применяются в системах управления самолетов и верто-
летов (табл, 13.1).
Они изготовляются из оцинкованных проволок марки В по ГОСТ 7372—66,
которые свиваются в отдельные пряди, а пряди, в свою очередь, свиваются в ка-
нат. Авиационные канаты изготовляют двух типов: канат двойной свивки типа
ЛК-0 конструкции 6X7(1+6) +1 Х7(1+6) (рис, 13.1» а) и канат двойной свивки
типа ТК конструкции 6x19(14-64-12)4-1X19(1+6+12) (рис. 13.1, б). В обозна-
чении конструкции первая цифра показывает число прядей в канате, вторая —
число проволок в каждой пряди (в скобках указано количество проволок по
окружностям); после знака «+» цифра 1 показывает, что пряди обвиты вокруг
сердечника, представляющего собой прядь с указанным количеством проволок.
Изготовляют только нераскручивающиеся канаты с крестовой правой свив-
кой, Длина шага свивки прядей в канате не более 6,5 расчетных диаметров кана-
та. Длина шага свивки наружного слоя проволок в пряди в канате типа ЛК-0
составляет не более 9 расчетных диаметров пряди и в канате типа ТК — не
более 11.
Обозначаются канаты с указанием условного диаметра (в мм) и ГОСТа.
Пример: канат 2,50, ГОСТ 2172—71.
Таблица 13.1
Характеристики авиационных канатов
Тип каната Обозначение (конструкция) каната Диаметр каната, мм Диаметр проволоки, мм Площадь живого сечения, мм4 Масса погонно- го метра, г Разрывное усилие каната Н
условный мини- мальный макси- мальный сердеч- ника прядей
ЛК-0 6X7 (1+6)+ 1.8 1,75 2,15 1,9 0,22 0,20 1,58 14,3 2 680
+ 1X7 (1+6) 2,2 2,35 0,26 0,24 2,27 20,6 3 850
2,5 2,50 2,7 3,3 0,30 0,28 3,08 28,0 5 230
ТК 6X19(1+6+ 3,2 3,6 2,95 0,22 0,20 4,92 44,1 7 870
4— 12) 4“ 1X 3,50 3,95 0,26 0,24 6,16 55,2 9 850
X19 (1+6+ 4,0 4,15 4,6 0,30 0,28 8,36 74,9 13 000
+ 12) 4,5 5,0 4,45 4,9 0,32 0,30 10,50 94,2 16 150
5,00 5,6 0,36 0,34 12,28 110,1 18 900
6,0 5,95 6,6 0,42 0,40 16,96 152,1 25 440
234
Смазки для тросовой проводки. Тросовая проводка в периоды проведения
регламентных и периодических работ протирается ветошью, смоченной в обез-
воженном керосине или чистом бензине Б-70, затем по всей длине смазывается
тонким слоем смазки ЦИАТИМ-201 или техническим вазелином. Кроме того,
рекомендуется при переводе техники на летнюю и зимнюю эксплуатации тросо-
вую проводку снимать с самолета и пропитывать ее пряди смесью следующего
состава: 30% (по объему) чистого масла (1МС-20, МК-22 и др.) и 70% бензина
Б-70. С течением времени бензин испарится, а масло, глубоко проникнув в пряди
троса, будет надежно защищать нити от коррозии и износа.
Признаки износа канатов. 1, Перетирание нитей и нагартовка (наклеп).
Внешний признак дефекта — потертость и блеск каната. В случае сомнения
в прочности каната необходимо ослабить тандер и перегнуть канат на повреж-
денном участке. В этом случае дефектные нити лопнут.
2. Обрыв отдельных нитей и заершенность проверяется так: обматывают
канат ветошью вблизи направляющего ролика и, придерживая обмотанную ве-
тошь, перемещают канат, При наличии оборванных проволок они зацепляются
за ветошь. Наиболее вероятен обрыв нитей на изгибах тросов в местах прохож-
дения их по роликам и в местах, где зазоры между тросами и другими деталями
небольшие. При обнаружении обрыва нитей (завершенности) канат заменяют
новым.
3. Глубокая коррозия, резкие перегибы или заломы, а также уменьшение
диаметра каната в результате большой вытяжки. При обнаружении указанных
дефектов канат необходимо заменить новым.
4. Трещины и изломы реборды роликов не допускаются. Допускается износ
ролика по центру канавки на глубину не более половины диаметра каната и по
реборде на глубину 0,8—1,5 мм. При движении каната по ролику последний
должен от небольшого усилия руки свободно вращаться, в противном случае
произойдет перетирание нитей.
13.2. Свойства керамико-металлических
материалов — керметов
Материалы химического соединения. Повышение температуры плавления
жаропрочных материалов потребовало использования для этой цели специальных
химических соединений. Это, например, карбид ниобия (температура плавления
3770° С), карбид циркония (3800° С), карбид тантала (4150° С) и самое тугоплав-
кое на Земле вещество — карбид гафния (4200°С). Высокую точку плавления
имеют также многие окислы: AI2O3 (2020° С), ВеО (2520° С), ThOs (3000° С)
и соединения металлов: с бором (борид молибдена — 2100° С, борид титана —
Рис. 13.1. Типы авиационных канатов:
а —канат двойной свивки типа ЛК-0 конструкции 6X7 (1 +6) +1 Х7( 1 +6)’ б — кэнят
свивки типа ТК конструкции 6X19 (1+6+12)+ 1Х19 (1+6+12) ° Канат двойной
9*
235
2980° С, борид гафния — 3250° С), с азо-
том (нитриды) и кремнием (силициды).
По твердости некоторые из них
лишь слегка уступают алмазу, сохраня-
ют твердость при высокой температуре,
устойчивы к окислению, обладают 'срав-
нительно небольшой плотностью.
Однако эти материалы легко разру-
шаются от ударов, имеют низкую тепло-
проводность и, таким образом, чувстви-
тельны к термическим ударам. Этим они
невыгодно отличаются от металлов —
механически прочных п теплопроводных
материалов.
Рис. 13.2. Зависимость длительной Образование керметов. Из сопостав-
прочности металлов, САП и кермета ления свойств металлов и химических
от температуры соединений созданы материалы, сочетаю-
щие положительные свойства тех и дру-
1 их. В результате появились керметы — кера мико-металлические материалы, со-
стоящие из зерен химических соединений (карбидов, нитридов, боридов, окислов
или силицидов) и металлической связки. Свойства керметов зависят от содержа-
ния в материале химического соединения и металла. Чем больше металлической
связки, тем пластичнее материал, тем выше его вязкость и тем лучше перено-
сит он тепловые удары, но его жаропрочность снижается так же, как и стой-
кость к образованию окалины.
Схема изготовления. Керметы изготавливают путем спекания спрессованных
порошков химического соединения и металла. Иногда спрессованные и спеченные
изделия из керамики пропитывают расплавленным металлом. Таким образом,
изготовляют кермет из равного количества карбида титана и сплава никеля
(50% Ni, 15% Сг и 6% Fe). В процессе пропитки зерна карбида приобретают
округлую форму. Это препятствует концентрации напряжений, обусловленных не-
правильностью формы зерен карбида. В результате ударная вязкость материала
повышается почти в 3 раза по сравнению с обычным продуктом спекания порош-
ков химического соединения и металла.
Сравнительные характеристики. К основным недостаткам керметов относят
их низкую пластичность, малую вязкость и большую чувствительность ко всякого
рода надрезам, дефектам и ударам. Однако при высокой температуре керметы
ведут себя лучше, чем металлические сплавы, так как обладают более устойчи-
вой структурой. Это свойство так же, как и малая плотность п хорошее сопро-
тивление окислению, позволяет использовать детали из керметов при больших
нагрузках и сильном нагреве. Так, например, на рис. 13.2 показаны кривые
предела длительной прочности сплавов на основе разных металлов и кермета.
Из графика следует, что большая жаропрочность керметов достигается прн
относительно малой плотности (5,7 г/см3), тогда как плотность никелевого спла-
ва 8 г/см3.
Температурные границы. Керметы на основе карбида титана со связкой из
никелевых сплавов работают при 870—980° С и имеют при этом высокую жаро-
прочность и максимальную окалиностойкость. Температурные пределы более
сложных составов, включающих карбид и борид титана, кобальт и кремний
(в качестве связки), повышаются до 1100° С. При еще более высоких температу-
рах возможно использование керметов на боридной основе — боролитов, куда
входят главным образом бориды циркония и хрома, связкой служат никель,
хром или их сплавы.
13.3. Характеристики инварных сплавов
Неизменные сплавы. Неизменными (инварными) называют сплавы, которые
сохраняют в некотором интервале температур практически постоянный объем,
т. е. имеющие малый коэффициент температурного расширения. Такое «аномаль-
ное» поведение инварных сплавов объясняется тем, что при изменении температу-
ры в них происходят магнитные превращения, сопровождающиеся объемными
236
изменениями, компенсирующими термическое расширение. Наиболее распростра-
нены инварные железоникелевые сплавы. Инварные сплавы играют большую роль
в точном приборостроении и производстве электровакуумных приборов.
Инвар Н36 (36% Ni) имеет термический коэффициент расширения а=
— (1—1,5) -10-6 град^1 в диапазоне температур ±100° С. Отжигом и закалкой эту
величину можно понизить до 0,5*10-е, а холодной прокаткой при больших сте-
пенях обжатия можно довести до нуля или даже до отрицательных значений.
Инвар Н36 пластичен, прочен и коррозионно устойчив; применяется для изготов-
ления деталей точных приборов, ободьев баланса линеек, тяг и т. п., а также раз-
личных термобиметаллов.
Суперинвар Н31К5 (31% Ni, 5% Со) имеет tz=O и отличается большой ста-
бильностью а. Изменяя относительное содержание железа, кобальта, никеля
и некоторых других элементов в инварных сплавах, получают материалы с малы-
ми и регулируемыми коэффициентами линейного расширения. Так, например,
платинит (Н42—Н48) имеет а, близкое к платине и стеклу. Применяют: платинит
и ковар Н28К18 для ввода электродов в стеклянные баллоны электроламп.
Элинвар. У инвара при малом коэффициенте теплового расширения большой
температурный коэффициент модуля упругости (ТКМУ). Для того чтобы пони-
зить ТКМУ и повысить другие механические характеристики сплава, в инвар
вместо железа вводят 8—12% хрома, а иногда также несколько процентов воль-
фрама и марганца. Сплавы с термическим коэффициентом расширения, близким
к нулю, называют элинварами и применяют для изготовления измерительных
пружин, компенсаторов, резонаторов и т. д.
13.4. Материалы термопар
В термопарах используют, как известно, термоэлектрический эффект Зеебска,
заключающийся в том, что в замкнутой электрической цепи из последовательно
соединенных разнородных проводников
возникает термоэлектродвижущая сила,
если температуры контакторов различны.
На этом принципе устроены термопары
для измерения температуры газов в реак-
тивных двигателях.
Термопары для ГТД. Для измерения
температуры газов в реактивных двига-
телях используют термопары НК-СА,
НЖ-СК и другие, выполненные из ни-
кельжелезокоб альтов ого сплава и спец-
алюмеля или спецкопеля. Основная осо-
бенность этих термопар состоит в том,
что заметная термо-ЭДС начинает воз-
никать примерно с 300° С. Поэтому бо-
лее полно используется поверхность шка-
лы указательного прибора в рабочем
диапазоне 350—900° С и изменение тем-
пературы холодного спая в пределах
±60° С не сказывается на показаниях:
прибора, т. е. не нужно вводить поправ-
ки на температуру холодных концов.
Алюмель НМц АК2-2-1 (ГОСТ
492—52) содержит: 1,6—2,4 % А1; 0,85—
1,50% Si; 1,8—2,7% Мп, не более 0,7%
примесей, (Ni4-Co) 0,6—1,2%. Выпуска-
ют в виде проволоки.
Хромель (ГОСТ 492—52) марки НХ9
и НХ9,5 с содержанием хрома соответст-
венно 8—10% и 8,5—10%. Назначение
то же, что и алюмеля. На рис. 13.3 пока-
зан график зависимости термо-ЭДС от
температуры нагрева термопар.
Рис. 13.3. Зависимости термо-ЭДС от
температуры нагрева термопар:
ХК — хромель — копель; ХА — хромель —
алюмель; НЖ-СК — нихром железный
(спецкопель); НК-СА — сплав никелько-
бальтовый (спецалюмель) и иридий —
иридийродий (60% Rh)
237
13.4.
13,5. Термопары
и термобиметаллы
Рис
пер ату ры
рирует электрический ток (а); срав-
нительные характеристики основных
авиационных термопар (б):
1 — хромель — копель;
мель, 3 — спецкопель, 4 — ТВГ
Спай двух металлов (тем-
металлов различны) гене'
2 — хромель алю-
Если сварить пару металлов и под-
держивать температуры спаянных кон-
цов при разных значениях, то протека-
ющий по цепи ток тем больше, чем
больше разность температур спаев. Та-
кие термоэлектрические преобразователи
называют термопарами.
В авиационных термопарах (термо-
метрах) используются пары: хромель
(около 90% Ni, 10% Сг)—копель (45%
Ni, 55% Си)—до 700° С; хромель-алю-
мель (около 95% Ni,
1% Б1)^до 1300° С;
никелем — спецкопель
ТВГ — для температур
(до 1000° С) (рис. 13 4).
По другому принципу работают тер-
мочувствительные биметаллы (термоби-
металлы), представляющие собой листы
из двух металлов, сваренных по всей по-
верхности касания Один металл пары —
инвар Н36, суперинвар Н36К и т. п. —
имеет очень малый коэффициент терми-
ческого расширения. Другой — феррони-
кель Н25, латунь и т. и. — имеет боль-
шой коэффициент температурного расши-
рения (18—20 миллионных долей на гра-
дус). При нагреве или охлаждении ли-
укорачиваются, но и сильно изгибают-
2% А1, 2% Мп,
сплав железа с
(600—900° С) и
выходящих газов
или
термобиметаллы преобразуют тепловую энер-
в механическое перемещение и сложат термомеханическими преобразо.ш-
сты спая не только удлиняются
ся (рис. 13 5). Таким образом,
гию 1
телями
Биметаллическая спираль, нагреваемая постоянным током и омываемая
газами, может служить указателем температуры, скорости, давления, высоты
полета, регулятором влажности воздуха в кабине и т. д
Разработаны и используются термобиметаллы, обладающие значительно!!
чувствительностью от самых низких температур и до 700°С.
Прогиб свободных концов пластинок длиной в 10 см и толщиной в 1 мм
колеблется в пределах от 5 до 20 мм на каждые 100° С изменения температуры.
Прогиб увеличивается при утоньшении элементов и увеличении их рабочей дли-
ны Поэтому биметаллические элементы применяются в виде спиралей, фасон-
ных пружин, фигурных мембран и т. п.
а)
036
ИнВар} се=О
Ферроникель20‘10 8
025
Рис 13 5 Схема плоской термобиметаллической пружины (а) и ее деформации
при нагреве и охлаждении (б)
238
13.5.1. Биметаллические полуфабрикатные детали
Биметаллическими изделиями называют листы, ленты, трубы и другие
детали, состоящие из двух, а иногда из трех (триметаллы) слоев разнородных
металлов с широким комплексом положительных свойств. Так, например, белая
жесть сочетает прочность и пластичность малоуглеродистой стали с коррозионной
стойкостью олова.
Плакирование. Металлы соединяют плакированием, т. с. прокаткой пакета
листов, нагретых до сварочной температуры. Широко применяют плакирование
алюминиевых сплавов (альклед) чистым алюминием, а молибдена — никелем (для
защиты и повышения обрабатываемости). Биметаллы получают также электро-
литическим, химическим способами, путем горячего лужения, цинкования и дру-
гими способами.
Белая жесть горячего лужения подразделяется на консервную (марка ЖК)
и общего назначения (марка ЖР) и изготовляется из ленты стали 08кп п\тем
горячего лужения оловом марки 01 с обеих сторон
Рулонная холоднокатаная белая жесть изготовляется шириной 120; 137; 158;
170; 175; 180; 194; 201, 239, 252, 321; 332; 375 и 512 мм и длиной не менее 30 м.
Допустимое отклонение по ширине для размеров 332; 375 и 512 мм минус 1 мм,
для 321 мм —минус 0,5 мм, а для остальных размеров — минус 0,25 мм. По тол-
щине жесть подразделяется по номерам: 18, 20, 22, 25, 28, 32, 36, 40, 45 и 50,
условно обозначающим среднюю толщину луженой жести. Качество жести харак-
теризуется количеством олова, нанесенного на 1 м2 (считая полуду" с обеих сто-
рон), и пластичностью, определяемой методом выдавливания.
Биметалл 1—полосы толщиной от 2,8 до 3,2 мм, шириной от 97 до 124 мм
и длиной от 750 до 2000 мм, плакированные с обеих сторон томпаком марки Л90
толщиной 4—6 % от толщины основного металла — стали марки Г18 Полосы
поставляют в отожженном виде, сгп — 310—405 Н/мм2, 6^28,5%.
Биметалл 3 — полосы толщиной от 0,75 до 2—3 мм, шириной от 97 до
124 мм и длиной от 1000 до 2000 мм, плакированные с обеих сторон томпаком
Л90 на 4—6% от толщины основного металла — стали марки Нкп (П-11),
Ов =270—370 Н/мм2 и 6^27%.
Триметалл АЖН состоит из стального сердечника, плакированного с одной
стороны ал юм и ние в о-кремниевым сплавом, а с другой — никелем. Ленты шири-
ной 70—120 мм и толщиной 0,15, 0,2; 0,3; 0,4 и 0,5 мм.
Трубы бесшовные биметаллические холоднокатаные и холоднотянутые с на-
ружным слоем из стали марок 10 или 20 и внутренним — из меди марки МЗС,
с наружным диаметром от 6 до 370 мм при толщине стенок от 1.5 до 10 мм.
Освинцованная сталь толщиной от 0,5 до 1,5 мм из стали 08кп и Юкп.
13.6. Дробь для дробеметной и дробеструйной обработки деталей
Дробь чугунная и стальная для дробеметной и дробеструйной обработки
деталей, очистки отливок, поковок и других изделий выпускается следующих
марок- дробь чугунная литая (ДЧЛ) с номерами 05, 08, 1; 1,5; 2; 2,5; 3; 3,5, 5,
6 и твердостью HRC 50—62; дробь чугунная колотая (ДЧК) и дробь стальная
колотая (ДСК) с номерами: 01; 02, 03, 05; 08; 1, 1,5; 2; 2,5 (HRC 50—62); дробь
стальная литая (ДСЛ) с номерами* 08; 1; 1,5; 2, 2,5; 3; 3,5 (HRC 50—62) (тер-
мообработанная); дробь стальная, рубленая из проволоки ДСР, с номерами:
08; 1; 1,2; 1,5; 2; 2,5; 3; 3,5; 4 (HRC 54—62).
Технология наклепа. Процесс заключается в том, что поверхность подверга-
ют многочисленным ударам твердых (сталь, чугун, стекло) дробинок диаметром
0,5—1,5 мм Регулируя время обработки, получают желаемую глубину и степень
наклепа при напряжениях сжатия, благоприятных для повышения усталостной
прочности
239
13.7. Сочетание материалов в сопряженных узлах
13.8. Огнегасящие составы
Сочетания, противостоящие заеданию. Рекомендуется сочетать твердый мат
риал с мягким, имеющим температуру рекристаллизации ниже средней темпера
туры поверхности трения. Пластичный материал, не наклепываясь при работ
и имея небольшую температуру на поверхности трения, обладает положительны
градиентом механических свойств по глубине. Такое сочетание металлов хорош
противостоит заеданию и характеризуется высокой надежностью.
Хорошие результаты дают пары хром — резина на минеральном масле и н
водяной смазке и хром — бронза на консистентных смазках.
Сопряжения твердых пар трения. Целесообразно сочетать твердый метал
с твердым (сочетание пар из азотированной, хромированной и закаленной сталей)
Такие трущиеся пары обладают высокой износостойкостью вследствие малог
взаимного внедрения их поверхностей. При этом нанесение приработочных покры
тий повышает надежность пар в наиболее опасный период работы — во врем
приработки. Высокая точность изготовления и сборки, значительная жесткост
конструкции, тщательная приработка, улучшение условий
расширяют область применения твердых пар трения.
Пористосмазывающие сплавы. Полезно применять в труднодоступных дл
смазывания конструкциях пористые металлокерамические материалы и антифрик
ционные сплавы.
Низкоизносные сочетания возникают при совместной работе мягкого мате- (
риала с мягким, а также пар из одноименных материалов — незакаленной стали*
алюминиевых сплавов, медного и алюминиевого сплавов, хрома, хрома и алю-
миния, никеля, пластмасс (за исключением политетрафторэтилена, полиэтилена).
Подобные пары имеют низкую износостойкость, но ненадежны в работе, при
незначительных перегрузках в парах образуются очаги схватывания и происхО’
дит глубинное вырывание материалов с их взаимным налипанием на поверхности
трения.
Пластмассы в узлах трения. Рекомендуется применять в качестве фрикцион;
ных и антифрикционных материалов пластические массы. В ряде случаев ош|
повышают надежность и срок службы, уменьшают массу конструкции и расхо;
дефицитных цветных металлов, снижают вибрации и шум от работы машин.
смазки значительн
Для тушения пожара на самолетах и вертолетах применяют огнетушители
заполненные огнегасящими составами «3,5», «7», фреон 114В2.
Жидкость «3,5» состоит из бромистого этила (67,2%), хлороформа (2,8%)
углекислоты (30%)- При нормальных условиях — это жидкость плотностьк
1,28 кг/л с температурой замерзания ниже —60° С. Она не воспламеняется от
любых источников зажигания. Состав «3,5» действует почти с одинаковой эффек-
тивностью в диапазоне температур от “60 до +60° С.
Жидкость «7» состоит из дибромметана (бромистого метилена — 80%), бро-
мистого этила (20%), представляет собой прозрачную бесцветную или слегка
желтоватую жидкость плотностью 2,51 кг/л при 20° С с температурой замерза-
ния —70° С.
Для улучшения распыления состава при зарядке огнетушителей с воздушно-
газовым способом выброса к составу «7» добавляют обезвоженную углекислоту
в количестве 7,5—9,0% от массы заряда.
Потребная огнегасящая концентрация жидкостей «3,5»
и «7» соответственно в 3,5 раза и в 7 раз меньше, чем углекислоты, принятой за
эталон, и составляет 6,7% объемных для состава «3,5» и 3% объемных для со-
става «7».
Недостатки составов «3,5» и «7» — ядовитость и агрессивность. Жид
кости требуют осторожного обращения и тщательного удаления их остатков и
отсеков после тушения пожара.
Фреон 114В2 (тетрафтордибромэтан) представляет собой нейтральную бес
цветную жидкость. Температура кипения 46° С, температура замерзания —112° С
240
Таблица 13,2
Зависимость давления в огнетушителе от температуры
(огнегасящий состав — фреон 114В2)
Температура, -60 —50 -40 -30 —20 -10 0 + 10 +20 +30 +40 +50 +60
Давление, Н/см2 530 630 680 720 770 820 880 940 1000 1070 1140 1210 1280
плотность 2,18 кг/л при 20° С. Среди других огнегасящих составов фреон 114В3
является наиболее перспективным. Потребная огнегасящая концентрация его
примерно в 3 раза меньше, чем состава «3,5». Фтор, содержащийся в фреоне,
в значительной степени снижает коррозионную активность брома. Фреон не
вступает в реакцию с алюминиевыми и магниевыми сплавами. Пары фреона
токсичны, и при работе с ним необходимо соблюдать меры предосто-
рожности.
Зарядка огнетушителей производится путем вытеснения жидкости сжатым
воздухом, подаваемым из специальных емкостей. Такой способ зарядки наиболее
целесообразен, так как не допускает испарения составов и позволяет работать
в условиях наименьшего содержания их паров в окружающем воздухе. Количе-
ство заряжаемой жидкости контролируют по весу огнетушителя.
Огнетушители с заправленной жидкостью заполняют сжатым воздухом
до давления (при 15°С): 700—800 Н/см2 (состав «3,5»), 800—900 Н/см2 (состав
«7») и 1000 Н/см2 (фреон П4В2), что обеспечивает эффективный выброс огнегася-
щего состава даже при отрицательных температурах.
Контроль давления в огнетушителях осуществляется по манометру перед
каждым полетом. В зависимости от температуры окружающего воздуха давление
меняется и должно соответствовать указанному в инструкции по эксплуатации.
Для фреона 114В3 давление в огнетушителе в зависимости от температуры долж-
но соответствовать табл. 13.2.
13.9. Термосигнальные покрытия
Температуру поверхности изделий не всегда можно измерить термопарами,
так как этот метод связан с необходимостью подвода питания, использования
приборов и обеспечения хорошего контакта с поверхностью.
Для определения температуры поверхности часто применяют термочувстви-
тельные карандаши и термоиндикаторы плавления, в состав которых входят
термочувствительные составы, изменяющиеся по цвету.
13,9.1. Термоиндикаторные карандаши
Термоиндикаторные карандаши изготовляют в виде палочек длиной 65 мм
и диаметром 8 мм методом литья.
Определение температуры основано на изменении цвета штриха, нанесенного
карандашом на поверхность твердого тела, при достижении температуры, опре-
деленной для каждой марки термокарандашей. Номер марки карандаша соот-
ветствует температуре в градусах Цельсия, при которой происходит характерное
изменение цвета; точность измерения ±10° С (табл. 13.3). Хранят карандаши при
температуре не выше 25° С.
При измерении температуры термоиндикаторным карандашом наносят штрих
на нагретую до 40—80° С поверхность и продолжают дальнейшее нагревание.
Подъем температуры до переходной должен продолжаться в течение 3 мин,
а выдержка при этой температуре 30 с. Если условия нагрева отличаются от
241
Таблица 13.3
Термоиндикаторные карандаши
Марка Цвет штриха термоиндикаторного карандаша
Исходный После воз действия температуры
110 Желтый Оранжевый
140 Белый Черный
170 Бирюзовый
200 Сиреневый Синий I
210 Светло-зеленый Бежевый
220 Коричневый
230 » Бежевый
240 Бирюзовый Белый
250 Зеленый Светло-коричневый
260 Охристый Крас но-коричневый
270 Фиолетовый Бежевый
280 Светло-сиреневый
290 Сиреневый » через синий
300 Охристый Красно-коричневый через светло-крас1
но-коричневый 1
310 Зеленый Светло-коричневый
320 Лиловый Бежевый
340 Тем но-си ний Оранжевый
350 Голубой Бежевый темный
360 Светло-сиреневый Черный через бежевый
370 > То же
380 Светло-зеленый Серый через коричневый
390 Голубой Бежевый темный
400 Светло-зеленый Белый через бежевый
410 Голубой Светлый бежевый через серый
440 Белый Коричневый через бежевый 1
470 Бирюзовый Белый через темно-зеленый 1
480 Голубой Грязно-белый через темно-зеленый 1
490 > Бежевый светлый через бежевый II
500 Черный Оранжевый, при остывании желты!
530 Розовый Белый через бежевый I
600 Зеленый » » коричневый 1
стандартных, то необходимо произвести переградуировку карандашей в соответ-
ствии с условиями их применения.
Удаление следов от термоиндикаторных карандашей с поверхности после
определения температуры производят этиловым спиртом или механическим
путем.
13-9.2. Термоиндикаторы плавления
Термоиндикаторы плавления представляют собой суспензию термочувстви-
тельных соединений, пигментов в лаке на основе синтетической смолы. Они пред-
назначены для определения температуры поверхности твердых тел, выявления
наиболее нагретых мест, эффективности теплоотвода и других параметров.
Определение температуры основано на изменении цвета термоиндикатора,
нанесенного на поверхность, при достижении температуры перехода, строго опре-
деленной для каждой марки термоиндикатора (табл. 13.4). Цифра в марке тер-
моиидикатора соответствует температуре перехода в градусах Цельсия.
242
Таблица 13.4
Термоиндикаторные плавления
Морка термоин- дина гора Точность измерения темпера- туры, °C Unei лермоиндикатора Вязкость при 18— 22<» С по ВЗ-4, с, не менее Время высыхания при 18— 22° С. мин, не более
исходный после воздействия те мпера гуры 1
ТП36 ±2 Светло-оранжевый Те^мн о-оранжевый 30
ТП44 ±2 Салатный Бирюзовый — 30
ТП52 i 1 Розовый Малиновый — 60
ТП60 ±1 Светло-розовый Красный 30 30
ТП67 ±2 » 40 30
ТП79 ±1 Белый Зеленый 30
ТП95 ±2 Салатный у> 30 30
ТП109 ±2 Белый 30 30
ТП111 ±2 » Бесцветный 30 30
типе ± 1 Светло-бирюзовый Темно-бирюзовый 40 30
ТП122 ±2 Светло-розовый Красный 18 30
ТП123 ±2 Светло-голубой Синий 20 30
ТП125 i 1 100 30
ТП130 ±1 Салатный Зеленый 30 30
ТП145 ±2 Розовый Малиновый 30 30
ТП167 ±1 Салатный Зеленый 20 25
ТП172 ±2 Розовый Красный 100 20
ТП193 ±2 Светло-желтый Оранжевый 20 25
ТП254 ±1 Белый Бесцветный 20 20
।
Цвет должен сохраняться после остывания
нагретой поверхности.
По отношению к материалам поверхности термоиндикаторы плавления
химически нейтральны.
Хранят термоиндикаторы в плотно закрывающихся стеклянных банках при
температуре нс выше 25° С. Перед употреблением термоиндикаторы плавления
тщательно размешивают и доводят до необходимой вязкости разбавлением бути-
лацстатом, а марки ТП36, ТП44, ТП52 и ТП79, состоящие из двух компонентов,
смешивают в соотношении одна объемная часть порошка с 0,5 объемной части
связующего и тщательно перемешивают. Наносят термоиндикаторы на чистую
обезжиренную поверхность с помощью стеклянной палочки или краскораспыли-
теля. Поверхности после определения температуры очищают бутилацетатом.
13.9.3. Термоиндикаторные краски
для контроля температуры авиаколес
В результате интенсивного торможения возможен перегрев авиаколес до
температуры 140—150° С, при которой прочность тормозных камер снижается.
При последующем охлаждении прочность камер восстанавливается. Допускаемая
температура нагрева камер в каждом конкретном случае указывается в паспорте
камеры,
Температуру деталей авиаколес в эксплуатации контролируют термоиндика-
торными красками № 30, 40 и 50, изменяющими свой цвет при достижении пре-
дельной температуры (табл. 13.5). Краски наносят в доступном для наблюдения
месте на наружную, обезжиренную бензином Б-70 поверхность реборды с пере-
ходом на поверхность шины в виде радиальной полоски размером 50X10 мм.
Расход краски на одно колесо 0,3—0,4 г.
243
Таблица 13 5
Термонндикаторные краски
Марка Температура изменения цвета, °C Цвет краски
пехотный после нагрева
№30 150 Желтый Оранжевый
№40 150 Светло-фиолетовый Серый
№50 ПО Светло-розовый Фиолетовый
Растворителем для термоиндикаторных красок № 30 и 50 является этиловый
спирт Краски хранят в закрытом сосуде, защищенном от солнечных лучей, в су-
хом помещении, при температуре не выше 30° С
Через 15—18 посадок самолета остатки термоиндикаторной краски удаляют
ветошью, смоченной в спирте или ацетоне, а затем на это место наносят новую.
После длительного перерыва в полетах краску^ также заменяют на новую, если
она имеет отставание или растрескивание
13.10. Раствор для удаления загрязнений
с обшивки авиатехники
В процессе эксплуатации обшивка авиатехники загрязняется пылью, грязью,
маслом, различными смазками копотью
Поддержание внешнего вида и сохранение аэродинамических качеств само-
летов вызывают необходимость в тщательном уходе за наружной обшивкой
Для этого (при положительных температурах наружного воздуха) применяют
моющий раствор Аэрол-1»
Раствор «Аэрол-1»— однопроцентный, водный, легкоподвижный раствор
пастообразного концентрата, состоящего из поверхностно-активного вещества,
жирных кислот и углекислого натрия, не имеет запаха, не ядовит, не вызывает
коррозии металлов и разрушения лакокрасочных покрытий, не разрешает травя .
ной покров
Физико-химические свойства* плотность—1 г/см3, вязкость кинематическая
при 20° С — 2,65 сСт, поверхностное натяжение при 20° С — 31 дин/см
Технология приготовления раствора. При приготовлении раствора «Аэрол-1»
расчетное количество концентрата предварительно растворяют в 5—10-крагном
количестве воды, после чего полученный раствор заливают в емкость, содержа-
щую рассчитанное количество воды Всю смесь тщательно перемешивают до
получения однородного раствора Ввиду того, что вязкость жидкости со временем
остается практически постоянной, ее приготовляют заранее в необходимых коли-
чествах
Применение. Вначале обливают самолет жидкостью, не допуская при этом
попадания ее на двигатели и внутрь авиатехники Через 5—7 мин после нане-
сения жидкости обшивку обмывают струей воды из шланга водополивнои маши-
ны Участки обшивки, загрязненные копотью и маслом, обрабатывают щетками
и повторно промывают сначала жидкостью «Аэрол-I», а затем водой
13.1 L Минералы и родственные им материалы
Минералы служат сырьем для производства кислот, щелочей, солей и ДРУ~
гих продуктов Известняк, мел, гипс, доломит, магнезит, тальк применяют также
в металлургической, керамической и стекольной промышленности
Горный лен (торговое название—асбест) —минерал волокнистого строения,
нетеплопроводный, неэлектропроводный, огнестойкий Волокна гибки и позволяют
244
изготовлять асбест в виде листов и шнуров Он плавится при температуре 1200—
1800° С Волокна асбеста имеют длину 9—18 мм, толщину 0,5—9 мкм, плотность
2,1—2,8 г/см3, нормальная влажность 1%, термостойкость 200—400°С, предел
прочности при растяжении 80—210 Н/мм2, устойчив к атмосферным воздействиям
Асбест непрочен, легко треплется, поэтому в условиях повышенных давлений
асбестовые прокладки вырываются кусками Это вызвало необходимость к созда
нию комбинированных медно асбестовых прокладок
Бумага асбестовая теплоизоляционная — листы 1000X950 мм толщиной 0,5,
1,0, 1,5 мм и рулоны шириной 670, 950 и 1150 мм толщиной 0,3; 0,4, 0,5, 0,65,
1 мм Влажность не более 3% По прочности и наличию дефектов различают 1 й
и 2-и сорта
Картон асбестовый — листы размером 900X900, 900X1000, 1000X1000 мм,
толщиной 2; 2,5, 3,5, 4, 5, 6, 8 и 10 мм Отклонения в толщине не более +0,3 мм
Плотность 1 —1,3 г/см3 Предел прочности при растяжении не менее 60 Н/см’
в одном направлении и 120 Н/см2 —в другом, перпендикулярном Влажность не
более 3%
Нити и шнуры асбестовые применяют при температурах до 400° С В марки-
ровке крученой из асбестовых волокон нити вначале стоит диаметр (в мм),
затем метрический помер, в копне — крепость нити в гс (1 гс~0,01 Н) Различа
ют нити 0 55X26,5X100,0,75X15X1250, 1X9X1600, 1,5X5,5X2000,2X4X2600
и 2,5X3X3600
Шнур асбестовый, скрученный из асбестовых нитей, содержит в своей марки-
ровке диаметр (в мм), затем массу 1 м шнура (в г) Выпускаются шнуры
ЗХЮ, 4X15, 5X20, 6X35, 8X60, 10X90; 13X125, 16X175, 19X260, 22X290
и 25x380
Находят применение также шнуры асбомагнезиальные, изготовляемые путем
сплетения асбестовыми нитями сердечника из магнезии и заправочных асбестовых
нитей 13X95, 16X130, 19X190, 20X215, 25X290, 28X420, 32X440
Асбопухшнуры из прочесанных волокон асбеста и хлопка, сложенных вместе
в сердечник и обвитые асбестовыми нитями, имеют маркировку 25X120, а опле-
тенные — 2Х 180 и 30X380
Полотно армированное изготовляют по основе из латунной проволоки, а по
утку из асбестовой ровницы, скрученных вместе с латунной или медной проволо-
кой в пить с последующим прорезиниванием и графитированием Толщина полот
на 0,6, 0,7, 1,1 мм, ширина не менее 500 мм, длина куска не менее 1500 мм
Теплостойкость до 250° С Предназначена для изготовления прокладок и других
изделий
Паронит (ГОСТ 481—58)—пластины из асбеста, каучука и наполнителя
толщиной 0,4, 0,6, 0,8, 1,0, 1,5, 2,0 и 3,0 мм Пластины большой толщины обра-
зуют методом дублирования Размеры от 300X400 до 1200X1700 Плотность
1,5—2 г/см3 Применяют в качестве прокладок в среде воды и пара до 450° С,
при давлении до 500 Н/см2, в нефтяных продуктах соответственно до 400° С и до
700 Н/см2, в жидком и газообразном кислороде — до минус 182° С и до 25 Н/см2,
Лента асбесто-проволочная тормозная (ГОСТ 1198—55) изготовляется ткац-
ким переплетением асбестовых нитей и латунной проволоки диаметром не менее
0,16 мм, пропитывается и термически обрабатывается Ленту выпускают толщи-
ной 4, 5, 6, 7, 8, 9, 10, 12 мм и допуском ±0,5 мм, шириной от 13 до 270 мм
В зависимости от состава пропитки ленту изготовляют двух типов А и Б соот-
ветственно с коэффициентами трения 0,35 и 0,45
Накладки (кольца) фрикционные асбестовые для механизмов сцепления вы-
пускают следующих марок- НСФ-1, НСФ-2А, НСФ-2Б, НСФ-2В, НСФ-3, НСФ-4,
НСФ 5, НСФ-6, НСФ 7, НСФ 8 толщиной от 2,5 до 6 мм Наружный диаметр —
от 50 до 450 мм Коэффициент трения по чугуну в зависимости от марки от 0,34
до 0 52
Ретинакс — фенолоформальдегидная смола с асбестом, применяется для из-
готовления тормозных колодок, вкладышей и других фрикционных деталей Вы-
пускают двух марок Л — для работы во фрикционных узлах трения при поверх-
ностпои температуре до 1100° С, скорости скольжения до 50 м/с и давлении до
250 Н/см2 (в паре с чугуном), Б — 700°С, 10 м/с и 150 Н/см2
Фрикционные пресс-материалы — асбест и фенолоформальдсгидные смолы
марок КФ 3, КФ ЗМ, КФ ЗГ, К-236-58, К-217-57П, К-15-6, К-15-13, ТФ-2, К-288 501
245
идут на изготовление фрикционных деталей, работающих в различных
у
еловиях
и режимах.
Хлористый натрий (поваренная, каменная соль) — распространенный в при
роде минерал, образует в земной коре мощные пласты. Хлористого натрия много
в воде морей и океанов (3,5—26%) Он применяется в пищу, а также как кон
сервирующее средство, предохраняющее от гниения древесину, кожу и др. Ей
используют при производстве соды, соляной кислоты, сульфата натрия, едкоп
натра, хлора, органических красителей
Выпускается также йодированная соль, в которой содержание йодистоп
калия должно быть 2,5 г на 100 кг соли или в пересчете на свободный йо/
0,00191%. Ее хранят в закрытых сухих емкостях, защищенных от действия атмос
ферных осадков и света, с гарантийным сроком хранения 6 мес. По истеченш
срока хранения йодированная соль превращается в обычную соль. Реак
ция йодного раствора соли на лакмус должна быть нейтральной или близ-
кой к ней.
Слюда — минерал, обладающий способностью расщепляться на тонкие,
гибкие и упругие листочки. Слюда негорюча, нагревостойка, прочна. По назна-
чению слюду разделяют на щипаную — предназначенную
для производства
электроизоляционных миканитовых изделий, конденсаторную и дробленую, ис
пользуемую для изготовления слюдопластов, молотую — в
качестве
наполнителей
резин и красок.
Сильвинит —
ристый натрий) с
руда, состоящая из сильвина (хлористый калий) и галита (хло
примесями различных минеральных соединений*
солей
кальция
магния и др. Применяется в производстве химических продуктов, выпускается
в молотом виде, представляет собой рассыпчатый крупнокристаллический порошок
красновато-серого цвета. Примерный состав* 65—70% хлористого натрия; 20—
25% хлористого калия; 1—2% сернокислых солей, 0.2—0,3% окислов железа
и других примесей. Температура плавления 700—740° С. При добавлении хлори-
стого калия или хлористого бария температура плавления снижается до 630—
650° С.
Каолин состоит в основном из минерала каолинита и примесей кварцевого
песка, слюды, окиси кальция и др Каолины различных месторождений отличают-
ся по составу и свойствам. Путем мокрой или сухой обработки каолиновой гор-
ной породы получают так называемый обогащенный каолин, который применяется
для производства керамики, бумаги и резины, а также сернокислого глинозема,
ультрамарина и различных препаратов.
Мел природный обогащенный — порошок с остатком на сите № 014 — 0%,
№ 0056 — не более 0,02% и № 0045 — 0,05% с высокой степенью белизны и малым
количеством примесей (основного вещества не менее 98,5%). Применяют в лако-
красочном, резиновом, кабельном и других производствах. Используют в качестве
полирующего вещества.
Мел химически осажденный — белый микропорошок, получаемый карбониза-
цией известкового молока с последующим отстаиванием и сушкой. Подразделяют
на марки: А — с содержанием углекислого кальция и углекислого магния (в пе-
ресчете на углекислый кальций) не менее 98%; Б — 97,4 и В—96%. Применяют
при изготовлении красок, резин. Хранят в сухом месте
Доломит — минерал, осадочная порода белого, сероватого и других цветов
в зависимости от содержания примесей. Представляет собой химическое соедине-
ние карбоната кальция и магния, плотность 2,8—2,9 г/с.м3. Применяется для про-
изводства огнеупорных изделий, флюсов, извести, магнезиальных солей и метал-
лического магния. Используется для изготовления термоизоляционных материа-
лов, а также как наполнитель при изготовлении лаков и красок. Сырой метал-
лургический доломит I класса содержит нс менее 19% карбоната магния MgCO3
и II класса — 17%. Обожженный металлургический доломит подразделяется на
марки: ДОК-32,5, ДОК-29, ДОМ-32,5 и ДОМ-29, где ДОК и ДОМ — доломит
обожженный соответственно крупно- и мелкозернистый, а числа—содержание
MgCO3.
Известь — белая кристаллическая масса или порошок, в основном состоящая
из окиси кальция СаО. Плотность 3,2 г/см3. Температура плавления около 2572° С.
При соединении с водой образует гидроокись кальция Са (ОН)2 — гашеную из-
весть. Твердая известь подразделяется на воздушную и гидравлическую, т. е.
твердеющую и на воздухе и под водой. В качестве флюса обычно применяют
246
металлургическую известь — недопал (обожженную при 1200—1300°С), содер-
жащую до 8% углекислого газа.
Известняк — распространенная осадочная порода, состоящая главным обра-
зом из минерала кальцита (углекислого кальция) с примесью глины, песка, угле-
кислого магния и др. Применяется в металлургической (флюсы), строительной
и химической промышленности. При обжиге известняка получают известь, а при
гашении извести водой — известковое молоко.
Тальк молотый (ГОСТ 879—52)—продукт механического измельчения гор-
ной породы талькита или механического обогащения горной породы. Самый мяг-
гий минерал, жирный на ощупь, плотность 2,7—2,8 г/см3, температура плавления
свыше 1200° С Химический состав талька 4SiO2-3MgO-H£O.
Тальк широко применяется в качестве наполнителя в смеси с другими пиг-
ментами. Благодаря своей чешуйчатой структуре повышает гибкость и эластич-
ность лакокрасочных пленок, предохраняет резинотехнические изделия от воздей-
ствия световых лучей и является хорошей смазкой для пневматиков колес шасси.
Сера техническая (ГОСТ 127—64) встречается в природе как в свободном
состоянии, так и в соединениях (свинцовый блеск, серный колчедан, цинковая
обмазка, медный блеск, киноварь, соли серной кислоты).
Чистая природная сера — твердое, кристаллическое вещество желтого цвета
разных оттенков, плавится при 113° С, кипит при 444,5° С, плотность 2,07 г/см3.
В зависимости от содержания основного вещества и примесей природную серу
разделяют на три сорта' высший сорт--с содержанием серы 99,9%; 1-й —
99,5% и 2-й — 98,6%. Сера в воде не растворяется. В органических жидкостях
растворяется хорошо.
Применяется для получения серной кислоты, сульфитцеллюлозы для вулка-
низации каучука, красителей и самосветящихся красок. Сера —горючее вещество,
ее нельзя хранить вблизи отопительных приборов и трубопроводов.
Сера хлористая техническая SsCU—бесцветная или окрашенная (красная
до темно-бурого цвета) маслянистая жидкость с резким запахом. Плотность
1,675—1,685 г/см3, температура плавления минус 80° С, кипения 137° С. Выпуска-
ют двух сортов — А и Б. Применяют для вулканизации резин и в других целях.
При хранении бочек с хлорной серой выше 1 мес необходимо периодически от-
крывать пробки для выравнивания давления
Гипс — минерал белого цвета, состоит в основном из двуводного сернокисло-
го кальция, плотность 2,2—2,4 г/см3. В природе встречается в виде крупнокри-
сталлического! (гипсовый шпат), листового, чешуйчатого, волокнистого гипса. Он
содержит примеси, песок, известняк, сернистое железо и другие соединения, ко-
торые придают гипсу различную окраску. Обжигая гипс, получают алебастр.
Гипс строительный (ГОСТ 125—57) подразделяют на 1-й и 2-й сорта в зави-
симости от помола. Остаток на сите № 02/918 не более 15 и 30%, предел прочно-
сти на сжатие образцов в возрасте 1,5 года не менее 450 и 350 Н/сма соответст-
венно сортам. Применяют для изготовления форм, замазок и др.
Ультрамарин (ГОСТ 13483—68)—искусственная минеральная краска синего
цвета. Химический состав — алюмосиликат натрия, содержащий серу. Вырабаты-
вают пять марок: УХК-А и УХК для художественных красок, УС для сахарного
производства; УМ-1 и УМ-2 для изготовления красок, в частности для подцветки
цинковых белил. Обычный ультрамарин (синька) применяется для подсинивания
белья. Он вполне устойчив к воздуху, воде, мылу и щелочам, но кислоты, даже
слабые, разлагают его с выделением сероводорода
РАЗДЕЛ 14
ВРЕДНЫЕ И НЕСОВМЕСТИМЫЕ ВЕЩЕСТВА
И ТЕХНИКА БЕЗОПАСНОСТИ
14.1. Техника безопасности при применении огне-,
взрывоопасных и вредных веществ
и химических материалов
Химические вещества, горючие и смазочные материалы в определенных кон-
центрациях и условиях способны не только к возгоранию от источников тепла»
но и к взрыву. Они обладают ядовитыми свойствами, способны вызвать отравле-
ние обслуживающего персонала при неправильном и неумелом их использовании.
14.L1. Огне- и взрывоопасные вещества
Классификация веществ по горючести, 1. Негорючие вещества (не способны
к горению на воздухе). 2. Трудногорючие вещества (могут возгораться при дей-
ствии источника зажигания, но не способны к самостоятельному горению после
удаления последнего). 3. Горючие вещества (способны возгораться от источника
зажигания и продолжать самостоятельно гореть после удаления последнего).
Горючие вещества также подразделяют на легковоспламеняющиеся и труд-
новоспл вменяющиеся.
К легковоспламеняющимся жидкостям (ЛВЖ) в соответст-
вии с международными рекомендациями относят горючие жидкости с температу-
рой вспышки, не превышающей 61° С в закрытом или 66° С в открытом тигле.
ЛВЖ делятся на три разряда:
I разряд — особо опасные ЛВЖ с /всп от —18° С и ниже в закрытом тигле
или от —13° С и ниже в открытом тигле;
II разряд — постоянно опасные ЛВЖ с fBcn от —18 до +23° С в закрытом
тигле или от —13 до +27° С в открытом тигле;
III разряд — опасные при повышенной температуре воздуха ЛВЖ с от
23 до 61° С в закрытом тигле или от 27 до 66° С в открытом тигле.
Температура вспышки fBcn— наименьшая температура, при которой пары
горючего вещества образуют с воздухом смесь, способную воспламениться при
поднесении к ней открытого огня. При еще не возникает устойчивое горение
вещества» но уже созданы условия для воспламенения.
Температура воспламенения — наименьшая температура, при которой горю-
чее вещество выделяет горючие пары или газы с такой скоростью, что после вос-
пламенения от внешнего источника зажигания вещество устойчиво горит.
Температура самовоспламенения — наименьшая температура, при которой
возникает установившееся горение вещества при отсутствии посторонних источни-
ков зажигания. Температуру самовоспламенения газов и паров следует учитывать
при выборе температурных условий безопасного применения вещества при нагре-
ве, а также при выборе допустимой температуры нагрева оборудования.
Группы самовозгорания. Самовозгорание происходит вследствие накопления
тепла внутри вещества и не зависит от воздействия внешнего источника тепла.
Все вещества по опасности самовозгорания разделяют на четыре группы:'
1-я — вещества, способные самовозгораться при контакте с воздухом при
обычной температуре. Это растительное масло» олифа, масляные краски, грунтов-
248
ки, бурые и каменные угли, белый фосфор, алюминиевая и магниевая пудра
и другие вещества.
2-я — вещества, способные самовозгораться при повышенных температурах
окружающего воздуха (50° С и выше) и в результате внешнего нагрева до тем-
ператур, близких к температурам их воспламенения и самовоспламенения. Это
пленки нитролаков, пироксилиновые и нитроглицериновые порохи, растительные
полувысыхающис масла и приготовленные из них олифы, скипидар и т. д.
3-я — вещества, контакт которых с водой вызывает процесс горения. К ним
относят: щелочные металлы, карбиды щелочных металлов, карбид кальция, алю-
миния и т. д.
4-я — вещества, вызывающие самовозгорание горючих веществ яри контакте
с ними. Это азотная, марганцевая, хлорноватистая, хлористая кислоты и другие
ангидриды этих кислот и их соли, перекиси натрия, калия, водорода и других,
г азы-ок исли те ли, кислород, хлор и др.
Бензин относится к ЛВЖ- Это прозрачный летучий нефтепродукт с характер-
ным запахом. Бензины могут быть различного химического и фракционного со-
става.
Э ти л бе нз и н. В бензин всех марок и видов, кроме марок Б-70 и А-72,
для повышения антидетопационных свойств добавляется этиловая жидкость (на
1 кг от 0,41 до 0,82 г тетраэтиленсвинца). Эти бензины в отличие от неэтилиро-
ванных окрашены в различные цвета, например оранжевый, зеленый, синий,
желтый.
Испаряемость и взрывоопасность. При горении бензина обяза-
тельно происходит взрыв. Бензин начинает испаряться при температуре —58° С
и выше. При нормальной температуре воздуха (18^20° С) скорость испарения
бензина 400 г/ч с 1 м2 поверхности. Взрывоопасная концентрация смеси паров
бензина начинает создаваться уже при температуре —53° С. Человек ощущает
запах бензина при концентрациях в воздухе свыше 0,03% (387 мг/м3).
Отравление организма парами. Легкое отравление парами бен-
зина наступает после 5—10 мин пребывания человека в атмосфере с концентраци-
ей паров бензина в пределах от 900 до 3612 мг/м3. В результате появляются го-
ловная боль, головокружение, сердцебиение, слабость, психическое возбуждение
или беспричинная вялость, легкие подергивания мышц, дрожание вытянутых рук,
мышечные судороги всего тела и т. п. При непродолжительном вдыхании воздуха
с концентрацией паров бензина от 5000 до 10000 мг/м3 уже через несколько ми-
нут появляется головная боль, неприятные ощущения в горле, кашель, раздраже-
ние слизистых оболочек носа, глаз и других частей тела. Начальными признаками
сильного отравления парами бензина являются также снижение температуры
тела (озноб) и замедление пульса. Если концентрация паров бензина в воздухе
выше 2,2—2,3% (30—32 г/м3), то после 10—12 вдохов человек отравляется, начи-
нает терять сознание. При концентрации свыше 3—4% (40—50 г/м3) происходит
быстрое отравление (два—четыре вдоха), глубокая потеря сознания, а затем
наступает смерть.
Вредность этилбензинов. Попавший па кожу бензин обезжиривает ее и может
вызвать кожные ожоги—заболевания типа дерматита и экземы. Особенно опа-
сен для человека этилированный бензин (этилбензин). В состав этиловой жидко-
сти входит тетраэтилсвинец, предельно допустимая концентрация (ПДК) в воз-
духе которого при 8-часовом воздействии равна 0,005 мг/м3. Тетраэтилсвинец
испаряется даже при температуре около 0° С. К тому же тетраэтилсвинец легко
сорбируется различными пористыми материалами, что еще более увеличивает его
опасность. Пары этиловой жидкости проникают в организм через дыхательные
пути, а сама жидкость легко всасывается через кожу человека.
При отравлениях этилбензином существует скрытый период действия яда,
который продолжается от нескольких часов до суток. В результате признаки
заболеваемости обнаруживаются тогда, когда в организме уже накопилось зна-
чительное количество яда. И только после окончания скрытого периода появля-
ются головные боли, слабость, бессонница, бред, галлюцинация, психическое
расстройство. Отравление может кончиться смертью.
Защита от этилбензина. При попадании этилбензина на кожу: не допускают
его высыхания; смачивают облитые участки кожи керосином без втирания; смы-
вают теплой водой с мылом.
249
Загрязненную этилбензином одежду снимают и проветривают на открытом
воздухе до полного исчезновения запаха бензина.
Для обезжиривания поверхностей изделий от загрязнений этилбензином при-
меняют 1,5 %-ный раствор дихлорамина в керосине или бензин Б-70 и свежепри-
готовленную кашицу из хлорной извести в соотношении 1 г сухой хлорной из-
вести и 3 г воды.
Ткани одежды и кожаная обувь слабо защищают тело от тетраэтилсвинца,
поэтому бензиновые емкости очищают в противоипритном костюме, в противогазе
ПШ-1 или ПШ-2 и в резиновых бензостойких сапогах и перчатках.
До работы с бензином кожные покровы рук покрывают защитной мазью:
пастой ХИОТ-6, ЯЛОТ, мазью проф. Селисского. Для определения концентрации
ларов бензина в воздухе рекомендуется использовать газоанализаторы УГ-2,
ГБ-3, ПГФ-11 и др.
Керосин относится к ГЖ- Пары его сильно раздражают слизистые оболочки
и глаза. В отличие от бензина обладает незначительной испаряемостью в обычных
условиях и не создает концентрации паров, способные отравить человека. Но при
нагревании испаряемость керосина значительно возрастает и могут создаться
условия превышения ПДК- Частое и длительное воздействие керосина на кожу
может вызвать заболевание кожных покровов типа экземы.
Смазочные масла относятся к ГЖ с температурой вспышки от 164 до 260° С.
Температура самовоспламенения от 250 до 400° С, температурные пределы воспла-
менения паров смазочных масел с воздухом: нижний от 109° С и выше, верхний
до 225° С.
Отравляющие свойства. Масла малотоксичны и менее огнеопасны
в обычных условиях, чем керосины, но являются источником высокотоксичных
ароматических углеводородов типа бензола, толуола при температурах 260—
500° С. Смазочные масла опасны также для здоровья человека, если в них раство-
рены бензин, керосин, сернистые соединения, а также когда возможно образова-
ние масляного тумана.
14,1.2. Вредные вещества
Химические вещества, используемые в различных процессах, могут являться
источниками отравления. Проникая в организм, вредные вещества воздействуют
на ткани и биохимические системы человека, нарушая процессы нормальной жиз-
недеятельности. Отравления могут быть острыми и хроническими.
Классы вредности веществ. По степени воздействия на организм человека
вредные вещества подразделяют на четыре класса: 1-й—вещества чрезвычайно
опасные; 2-й — вещества высокоопасные; 3-й — вещества умеренно опасные;
4-й — вещества малоопасные.
Химические вещества могут проникать в организм через органы дыхания, же-
лудочно-кишечный тракт и даже через неповрежденную кожу. В силу этого для
вредных веществ установлены предельно допустимые концентрации (ПДК) их
в воздухе рабочей зоны производственных помещений и в атмосферном воздухе
населенных пунктов. Превышение установленных ПДК не допускается. ПДК не-
которых вредных веществ приведены в табл. 14.1.
Метиловый спирт (древесный спирт, метанол) — очень ядовитая и легковос-
пламеняющаяся бесцветная прозрачная жидкость. Плотность 6,79 г/см3, темпера-
тура кипения 64,7° С, температура вспышки 4-8° С. С воздухом пары спирта об-
разуют взрывоопасные смеси (предел взрываемости 6,0—34,7%). Хорошо раство-
рим в воде. Плотность паров по отношению к воздуху 1,1. По цвету, запаху
и вкусу метиловый спирт нельзя отличить от этилового (винного) спирта, о чем
следует помнить.
Действие на человека. Смертельная доза метилового спирта при
приеме внутрь 30—35 г. Однако тяжелое отравление, сопровождающееся слепо-
той, может быть вызвано и 6—11 г. Совместное хранение метилового и этилового
спирта запрещено.
В результате действия паров метилового спирта возникает головная боль,
тошнота, учащенное сердцебиение, расстройство зрения, раздражение слизистых
оболочек глаз и верхних дыхательных путей. Спирт может проникать в организм
и через неповрежденную кожу.
250
Таблица 14.1
Предельно допустимые концентрации некоторых вредных веществ в воздухе
Название вещества Величина ПДК, мг/мэ Класс опасности Агрегат- ное состояние Название вещества Величина ПДК, мг/ма Класс опасности Аг регат- ное состояние
Азотная кислота 5 2 п Сероуглерод 10 2 п
(в пересчете на Os) Скипидар (в пе- 300 4 и
Акролеин 0.7 2 и ресчете на С)
Амилацетат 100 4 п Соляная кислота 5 2 п
Аммиак 20 4 п Спирт этиловый 1000 4 п
Анилин 0.1 2 п » метило- о 3 п
Ацетон 200 4 п вый (метанол)
Бензин-раствори- 300 4 п Стирол, о 3 п
тель (в пересчете метилстирол
на С) Те тр а эти лсвинец 0,005 1 п
Бензин топливный 100 4 п Толуол 50 3 п
(в пересчете на С) Уайт-спирит (в 300 4 п
Бензол 5 2 п (пересчете на С)
Винилацетат 10 3 п Углерода окись 20 4 п
Г идроперекись 1 2 п Углеводороды 300 4 п
изопропилен- алфатические
бензола предельные (в пе-
Дихлорэтан 10 2 п ресчете на С)
Диэгиламин 30 4 п Углерод 20 2 п
Изопр опилбензол 50 4 п ч еты ре х х л ор исты й
(кумол) Фенол 5 3 п
Керосин (в перес- 300 4 п Формальдегид 0,5 2 п
чете на С) Фосфористый о,1 1 п
Ксилол 50 3 п -водород
Марганец 0,3 2 А Фосфор желтый 0,03 1 п
Малеиновый 1 2 П+А Фталевый 1 2
ангидрид ангидрид
Метакриловая 10 3 п Фтористый 0,5 2 п
кислота водород
Мы IB ья ко в ист ы й 0,3 2 п Фурфурол 10 3 п
водород Хлор 0,1 1 п
Нафталин 20 4 п Хлористый о 2 п
Ртуть мета л ли чес- 0,01 1 п водород
кая Хромовый ангид- 0,01 1 п
Серная кислота, 1 2 А рид, хроматы, би-
серный ангидрид хроматы
Сернистый 10 3 п Щелочи едкие 0,5 2 А
ангидрид (растворы) (в пе-
Сероводород 10 2 п ресчете на ОН)
» в смеси 3 3 п Этилацетат 200 4 п
с углеродами Этилена окись 1 2 п
1 Эпихлоргидрин 1 2 п
Примечания. 1. Анилин, бензол, дихлорэтан, сероводород, спирт метиловый, тетра'
этилсвинец, углерод четыреххлористый, фенол и цианистый водород опасны также при по-
ступлении через кожу.
2. При продолжительности работы в атмосфере не более 1 ч ПДК окиси углерода
в воздухе может быть повышена до 50 мг/м3, при длительности работы не более 30 мин —*
до 100 мг/м3, при работе длительностью не более 15 мин—до 200 мг/м3. Повторные работы
в условиях повышенного содержания окиси углерода в воздухе рабочей зоны могут произ-
водиться с перерывом не менее чем в 2 ч.
3 Условные обозначения: F1— пары или газы; А—аэрозоли; П + А — смесь паров
(газов) и аэрозоля. Аэрозоли — газообразная среда с взвешенными твердыми частица-
ми или мельчайшими каплями жидкости, распыленными в газе. Применяются для образо-
вания маскирующих дымов, туманов и для других целей.
251
На таре, используемой под хранение метилового спирта, делают надпись
«Яд!», «Огнеопасно!» с изображением специальной эмблемы (череп с перекрещен-
ными костями).
Ртуть — серебристый жидкий металл. Пары не обладают запахом и цветом.
Пары и большинство соединений ртути очень ядовиты. Пары ртути обладают
летучестью даже при комнатной температуре. Ртуть при ударе разбивается на
большое количество маленьких шариков. Общая поверхность всех шариков до-
стигает огромной величины и таким образом увеличивается поверхность испаре-
ния ртути. Скорость испарения ртути в спокойном воздухе при 20° С
0,002 мг/см2-ч.
Действие на человека. Прежде всего пары ртути действуют на цент-
ральную нервную систему и органы дыхания. У человека появляются общая
слабость, головная боль, болезненность десен, боли в желудке, желудочное рас-
стройство, раздражение почек, пропадает аппетит. Если концентрация паров
ртути в воздухе составляет около 1,3 мг/м3, человек может получить хроническое
отравление. Хранение ртути в запаянных ампулах — единственный безопасный
способ.
Работа с ртутью. Приборы наполняют ртутью только на противнях.
Человек, работающий с ртутью, должен быть в халате, застегивающемся сзади,
без карманов и в головном уборе. По окончании работы и перед едой необходи-
мо тщательно вымыть лицо и руки с мылом. Хранение и прием пищи в помеще-
нии, где производятся работы с ртутью, запрещаются.
Удаление разлитой ртути. При загрязнении помещения разлитой
ртутью ее тщательно собирают. Мелкие капли собирают размоченной фильтро-
вальной или газетной бумагой, а также амальгамированными кисточками и плас-
тинками из меди или белой жести. Приставшие к бумаге (кисточке) капельки
ртути стряхивают в сосуд с водой. Полностью удалить ртуть из щелей и пор уда-
ется лишь химическим путем—демеркуризацией. Последнюю проводят 20 %-ним
водным раствором хлорного железа, проветривая в течение суток смоченные по-
верхности. Иногда смачивают поверхности на 10 ч 5%-ным раствором дихлорами-
на в четыреххлористом углероде, а затем дополнительно промывают их 5%-ным
раствором полисульфида натрия.
Хлорированные углеводороды (четырех хлор истый углерод, дихлорэтан
и др.) — ядовитые жидкости. Проникают в организм через дыхательные пути.
Опасность отравления повышается при попадании значительного количества жид-
кости на спецодежду.
Образование удушающего газа. Четыреххлористый углерод об-
лачает раздражающим действием на кожу и слизистую оболочку. При нагрева-
нии свыше 120—130° С или под действием солнечных лучей способен выделять
фосген — сильный токсичный газ удушающего действия.
Воздействие на человека. При действии на организм даже относи-
тельно невысоких концентраций хлорированных углеводородов появляется нарко-
тическое и местное раздражение. При острых отравлениях возможны тяжелые
нарушения дыхательных путей, перерождение печени и почек, поражение нервной
системы. В более легких случаях симптомами отравления являются головная
боль, тошнота, часто рвота, кашель, головокружение и общая слабость.
Защита при работе. При работе с хлорированными углеводородами
не допускается непосредственное соприкосновение с ними. Места соединений
и арматура систем должны быть герметичными, а при ремонте системы личный
состав обязан быть в спецодежде — брезентовых фартуках, рукавицах, кожаной
обуви и в противогазе марки А или в шланговом противогазе.
Синтетический жидкий аммиак действует раздражающе на верхние дыхатель-
ные пути и слизистую оболочку глаз. Порог восприятия запаха 37 мг/м3. При по-
падании на кожу вызывает ожог. В соединении с воздухом при концентрациях
по объему от 15 до 28% взрывоопасен.
Действие на организм. Аммиак хранят в баллонах под давлением
200 Н/см2 (2МПа). При внезапном выделении больших количеств аммиака про-
исходят сильные ожоги слизистых оболочек верхних дыхательных путей, а при
нахождении с концентрацией аммиака 0,5—1% в течение часа наступает-смерть.
При попадании раствора или жидкости аммиака ® глаза может произойти потеря
зрения.
252
Защита при работе. Работать с аммиаком, находящимся под давле-
нием, и с растворами аммиака разрешается лишь в герметичных очках и резино-
“вых перчатках. Для защиты органов дыхания применяют ^противогаз марки КД.
Фреон — сжиженный под давлением бесцветный газ со слабым специфиче-
ским запахом. Он в 4,18 раза тяжелее воздуха. В жидком виде имеет слегка жел-
товатый оттенок, не горит, не растворяется в воде, при нагревании расширяется,
вызывая тем самым повышение давления в баллоне. При температуре выше
550° С разлагается, выделяя хлорисчь’й газ. Кислый запах продуктов распада яв-
ляется предупреждением о наличии опасных газов.
Меры безопасност ft Фреоны растворяются в масле, растворяют обыч-
ную резину. Они проникают через незначительные неплотности, даже через поры
чугуна. Отравление может быть вызвано как парами фреона, так и продуктами
его разложения. Оно выражается в общей слабости и недомогании, бессоннице,
слуховых галлюцинациях.
При хранении баллонов с фреоном температура в помещении не должна пре-
вышать 40° С. Не допускается соприкосновение фреона с пламенем и нагретыми
поверхностями.
Эпоксидные смолы — низковязкие прозрачные жидкости от светло-желтого
до коричневого цвета. При нагревании до 60° С и выше выделяются летучие ве-
щества с содержанием эпихлоргидрина и толуола. Больше эпихлоргидрина выде-
ляется из смолы ЭД-20 (старое обозначение ЭД-5), толуола — из смолы Э-40
(при этом тем больше, чем выше ее температура).
Действие па человека. Летучие соединения из эпоксидных смол ока-
зывают токсическое действие на нервную систему и печень, способны вызывать
заболевание кожи (дерматит, экзема) аллергического характера не только при
непосредственном контакте со смолой или ее отвердителем, но также при дейст-
вии низких концентраций паров этих продуктов.
Пыль, возникающая при механической обработке отвержденной эпоксидной
смолы, может вызывать раздражение слизистой оболочки глаз, кожи лица и рук.
Опасность о т в е р д и т е л я. Пары и пыль фталевого ангидрида (отвер-
дитель) обладают сильным раздражающим действием на слизистую оболочку
глаз, вызывая жжение в глазах, светобоязнь, слезотечение, раздражающе дейст-
вуют на слизистую оболочку верхних дыхательных путей: появляются чихание,
кашель, хрипота, бронхит, иногда носовое кровотечение. При действии на кожу
возникают красные пятна, изредка пузыри, напоминающие ожог. Если отверди-
тель попадает в организм в больших концентрациях и дозах, возникает наруше-
ние дыхания, угнетение центральной нервной системы. А при длительном воздей-
ствии на кожу возникают тяжелые поражения типа язвенного дерматита (воспа-
ления). При попадании в глаза возникает продолжительный гнойный
конъюнктивит.
Меры безопасности. Перед началом работы с эпоксидными смолам«
и их отвердителями личный состав инструктируют о токсических свойствах смол
и компонентов, о правилах техники безопасности и мерах по предупреждению
несчастных случаев. При использовании эпоксидных смол и их отвердителей бе-
рут для работы минимальное их количество. Излишки и подтеки неотвержденной
смолы с изделий снимают бумагой, а затем ветошью, смоченной ацетоном.
Рабочая обстановка. Рабочие столы и металлические подносы, на
которых производят работы с эпоксидной смолой, покрывают прочной белой бу-
магой, а по окончании работы ее сжигают. Смолы наносят на изделия кистями,
шпателями, лопаточкой, снабженными защитными экранами (металлическими
или из плотного картона) на ручке инструмента. Попавшую на рабочее место
или инструмент эпоксидную смолу удаляют ацетоном, а затем этот предмет или
место смывают теплой водой с мылом. Следят также за чистотой рук, полотенец,
спецодежды, рабочих столов, инструментов и посуды.
Удаление смолы и защитные пасты. Удаляют прилипшую
к коже смолу мягкими бумажными салфетками с последующим мытьем горячей
водой с мылом и жесткими щетками. Затем руки осушают бумажными салфетка-
ми одноразового пользования, смазывают их жирной мазью па основе ланолина,
вазелина или касторового масла. При попадании отвердителей в глаза их тща-
тельно промывают водой Все работы проводят в полиэтиленовых перчатках или
кожаных полуперчатках. Рекомендуется также применять защитные пасты-мази
типа лроф. Селисского, ХИОТ-6, пасты Миколан, ИЭД-1 и т. п.
253
Ацетон — бесцветная, летучая, легковоспламеняющаяся жидкость с приятным
запахом. Температура вспышки 1,8°С. Пределы взрываемости 2,2—13,0%. Прони-
кает в организм главным образом через дыхательные пути. Действует как нарко-
тик, поражая все отделы центральной нервной системы, способен накапливаться
в организме. Вдыхание воздуха, имеющего 1200 мг/м3 ацетона, за 3-—6 мин вы-
зывает раздражение слизистых оболочек глаз, носа и горла. По этой причине при
работе с ацетоном обязательно производственные помещения тщательно вентили-
ровать.
Ацетилен состоит (по весу) из углерода (92,3%) и водорода (7,7%)- Чистый
ацетилен бесцветен, обладает эфирным запахом и сладковат на вкус. Техниче-
ский ацетилен из-за присутствия в нем сернистых и фосфоритных соединений
имеет едкий неприятный запах. Воспламеняется ацетилен в воздушной среде при
температуре 420—435е С и горит ярким коптящим пламенем. В сварочном пламе-
ни при горении ацетилена в кислороде температура в зависимости от его процент-
ного содержания достигает 2100—3650° С. Предел воспламенения 3—82° С.
Воздействие на человека. Ацетилен слабый наркотик. В смеси
:с воздухом действует не сразу, главным образом косвенно. Со временем возни-
кает удушье вследствие уменьшенного содержания кислорода в воздухе. Чаще
всего отравление происходит примесями к ацетону, при этом наблюдается нерв-
ное возбуждение с последующим тяжелым состоянием и появлением синюхи, не-
подвижности зрачков. Пульс при этом слабый и неправильный.
Скипидар — бесцветная или зеленовато-желтая жидкость с запахом. Испаря-
ется при нормальной температуре. При 0,8% в воздухе с внесением пламени взры-
вается.
Действие на человека и защита. При вдыхании паров скипидара
сначала наблюдается общее возбуждение, далее раздражение глаз и дыхатель-
ных путей, а затем наступает паралич центральной нервной системы и легкое
раздражение кожи. Вдыхание больших концентраций паров скипидара вызывает
потерю сознания, опьянение, нарушение равновесия, судорожное подергивание
конечностей. Защищаются от паров скипидара путем применения фильтрующих
противогазов марки А и вентиляции в рабочих помещениях.
Этиленгликоль входит в состав незамерзающих жидкостей (антифризов, гли-
зантина) для охлаждения машин. Это сиропообразная сладковатая ядовитая жид-
кость без запаха. Особенно опасна при попадании внутрь организма человека.
К работе с этиленгликолем допускают лиц, знающих его свойства. За расходом
жидкости ведут постоянный строгий учет и контроль, не допуская его неправиль-
ного применения.
ФурФУРол — альдегид фурана, жидкость с запахом свежего ржаного хлеба.
Получают при гидролизе различных сельскохозяйственных отходов, (подсолнеч-
ника, соломы, отрубей), а также древесины. Применяют для получения искусст-
венных смол, дивинила, клеев.
Бихроматы — соли двухромовой кислоты, сильные окислители. Наибольшее
практическое значение имеют бихроматы калия К2Сг2О7 — ярко-красного цвета.
Применяют их в концентрированной серной кислоте для мытья лабораторной
посуды. Используют также в аналитической химии.
14 1.3. Вещества, вызывающие химический ожог,
и обращение с ними
Химические ожоги возникают от действия химически активных твердых,
жидких либо газоообразных веществ. Степень ожога зависит от концентрации
вещества, его токсичности и активности, температуры, продолжительности дейст-
вия, а также от чувствительности кожи пострадавшего. Особенно сильные ожоги
тела вызывают кислоты: смесь соляной и азотной кислот (царская водка), азотная,
серная, плавиковая, соляная, хлорная, уксусная, молочная, щавелевая, муравь-
иная.
Защитные средства. Если кислота или щелочь попала на кожу, нуж-
но по возможности осторожно снять ее мягкой тряпочкой или ватным тампоном,
а затем пораженное место обильно промыть водой. Работают с «дымящими»
кислотами в противогазах, а с, концентрированными кислотами и щелочами —
254
в специальной одежде (применяют прорезиненные фартуки и нарукавники, рези-
новые или из хлорвинила перчатки), на глаза надевают защитные очки.
Обязательно на всех бутылях с химически активными веществами указывают
название вещества.
Правила смешения жидкостей. Во избежание разрыва бутылей за счет тепло-
вого расширения жидкости их оставляют незаполненными на 10% объема. Если
нужно смешать две жидкости, то жидкость с большей плотностью приливают,
перемешивая, к жидкости с меньшей плотностью. Отработанные кислоты или ще-
лочи собирают в специальную посуду и после нейтрализации сливают в отведен-
ное для этих целей место.
Серная кислота — маслянистая бесцветная прозрачная жидкость. Плотность
концентрированной кислоты 1,84 г/см3. С водой смешивается в любых пропорци-
ях, при этом выделяется большое количество тепла. При нагревании выделяет
пары SO3, которые, соединяясь с водяными ларами воздуха, образуют кислотный
туман, вредный для организма.
Воздействие на человека. Серная кислота раздражает и прижигает
слизистые оболочки верхних дыхательных путей (в особенности слизистые оболоч-
ки носа). При отравлении высокими концентрациями паров появляются рвота,
кровяная мокрота и воспалительные процессы бронхов и легких. При действии
на кожу возникают сильные ожоги с образованием струпьев, а затем трудноза-
живаемые язвы. Попадание кислоты в глаза .может привести к слепоте.
Меры защиты. Для предупреждения отравления все работы по травле-
нию производят в помещениях с хорошей вентиляцией. При приготовлении рас-
творов серной кислоты запрещается лить воду в серную кислоту. Следует кислоту
лить в воду тонкой струей при непрерывном перемешивании. В противном случае
возникает резкое разбрызгивание раствора.
Соляная кислота — дымящаяся жидкость, содержит 35—38% хлористого во-
дорода, имеет плотность 1,19 г/см3, растворяет большинство металлов с образо-
ванием соответствующих солей и выделением водорода. С водяным паром возду-
ха образует туман.
Действие на человека. При вдыхании оказывает раздражающее дей-
ствие на верхние дыхательные пути, возникает кашель, першение в горле, хрипо-
та. Кратковременное действие соляной кислоты на кожу тяжелых ожогов не вы-
зывает, однако при длительном воздействии возникают ожоги III степени.
Азотная кислота—бесцветная жидкость, часто окрашенная в красновато-бу-
рый цвет. Смешивается в любых соотношениях с водой. Очень сильный окисли-
тель. Действует на все металлы, кроме золота и платины. Органические вещества
под воздействием азотной кислоты обугливаются и часто воспламеняются.
Травление металлов раствором азотной кислоты сопровождается выделением
паров азотной кислоты и окислов азота. Пары азотной кислоты в 2 раза тяжелее
воздуха.
Действие на человека. При попадании азотной кислоты на кожу
возникают тяжелые ожоги. Все окислы азота весьма ядовиты. Действие их вызы-
вает раздражение слизистых оболочек, головную боль, тошноту, кашель. После
длительного скрытого периода, который продолжается от 4 до 13 ч, кашель уси-
ливается, выделяется пена желтоватого цвета, начинается рвота и ослабляется
сердечная деятельность.
Хромовая кислота, окись хрома Сг^Оз, хромовый ангидрид СгОз и другие сое-
динения хрома, используемые при хромировании металлов, ядовиты, а вдыхание
их паров и пыли может привести к отравлению. Действуя на кожу, раздражают
ее и вызывают воспалительные процессы и язвы.
Меры предосторожности. Все работы с хромовой кислотой и соеди-
нениями хрома следует проводить в помещении с действующей вентиляцией.
Люди, работающие с кислотой, должны смазывать руки и лицо вазелином. После
работы руки моют с применением 5%-ного раствора гипосульфита, затем необхо-
димо принять душ. Работать с хромовой кислотой рекомендуется в резиновых
перчатках и защитных очках.
Фосфорная кислота в гальванических ваннах выделяет водород, который ув-
лекает за собой в процессе испарения мельчайшие, очень ядовитые капли жидко-
сти. Попадая на кожу, капли вызывают ожоги.
Щелочи (едкий натр и едкое кали) — твердые вещества кристаллической
структуры (а также и в виде концентрированных растворов) обладают сильными
255
едкими свойствами. Они гигроскопичны, на воздухе распыляются и хорошо рас-
творяются в воде. Тяжелые заболевания вызывает попадание щелочей в глаза,
что может привести к слепоте.
Приготовление растворов и меры предосторожности.
Твердые щелочи при приготовлении растворов растворяют в холодной воде, при
этом, медленно и непрерывно размешивая, опускают в воду небольшие кусочки
щелочи. Если растворять твердые щелочи в горячей воды, раствор сильно разогре-
вается и может закипеть с бурным разбрызгиванием. Куски щелочи берут только
щипцами. На голову надевают головной убор, так как кусочки щелочи, попавшие
на волосы, вызывают сильный ожог и разрушают корни волос.
t4J.4. Несовместимость химических веществ
При применении химических веществ необходимо строго выполнять правила
обращения с несовместимыми химическими веществами, которые приводятся
в табл. 14.2.
Несовместимые химические вещества при контакте могут привести к бурной,
не поддающейся контролю реакции, к выделению большого количества тепла
с повышением температуры, к взрыву компонентов или продуктов реакции, обра-
зованию ядовитых веществ и т. п. Хранить, перевозить и пользоваться одновре-
менно такими веществами запрещается. Совместно хранят только вещества, вхо-
дящие в одну и ту же группу, приводимую ниже.
Группы, допускающие совместное хранение:
1 группа— взрывчатые вещества;
Таблица 14.2
Несовместимые химические вещества
Название вещества
Активизированный уголь
Аммиак (газ)
Ацетилен
Иод
Калий, натрий
Перекись водорода
Ртуть
Серная кислота
Сероводород
Углеводороды (бутан, про-
пан, бензол, скипидар и др.)
Хлор
Алюминий в (порошке, маг-
ний, натрий
Вещества, с ко горы ми их не рекомендуется совмещать
Гипохлорит кальция и продукты окисления
Ртуть, хлор, йод, бром, фтористоводородная
кислота (безводная), гипохлорит кальция
Хлор, бром, медь, серебро, ртуть
Минеральные и органические кислоты, аце-
тилен, аммиак, аммиачная вода, водород
Четыреххлористый углерод, углекислый газ,
вода
Металлы и их соли, ацетон, органические
продукты, анилин, все воспламеняющиеся жид-
кости
Ацетилен, гремучие кислоты, аммиак (газ)
Хлорат калия, перхлорат калия, перманганат
и другие соединения с легкими металлами
Азотная кислота (дымящаяся), окислитель-
ные газы
Фтор, хлор, бром, хромовая кислота, окисли-
тели
Аммиак, ацетилен, бутан, метан, пропан, во-
дород, скипидар, бензол, тонкоизмельченные
металлические порошки
Четыреххлористый углерод и другие хлори-
рованные углеводороды, галогены, угольный
ангидрид
256
II группа — селитра, хлораты, перхлораты;
Ш группа — сжатые и сжиженные газы.
Совместное хранение баллонов с газами допускается только по следующим
группам: первая — невредные и негорючие газы (азот, аргон, воздух, кислород,
углекислота); вторая — горючие (ацетилен, водород, бутан, пропан и др);
третья — вредные (аммиак, сероводород, хлор, сернистый ангидрид);
IV группа — вещества, самовозгорающиеся при контакте с воздухом или во-
дой (карбиды, щелочные металлы, фосфор);
у — группа — легковоспламеняющиеся жидкости;
VI группа — вредные вещества (мышьяковистые соединения, цианистые
и ртутные соли, хлор);
VII группа — вещества, способные вызвать воспламенение либо ожог (азот-
ная и серная кислоты, бром, хромовая кислота, перманганаты). Каждое из ве-
ществ должно храниться отдельно;
VIII группа — легкогорючие материалы (нафталин, древесная стружка,
вата).
СПИСОК ЛИТЕРАТУРЫ
Аксенов А. Ф. Авиационные топлива, смазочные материалы и специаль-
ные жидкости. М., «Транспорта, 1970. 256 с.
Аксенов А. Ф., Литвинов А. А. Применение авиационных техниче-
ских жидкостей. М., «Транспорт», 1974, 165 с.
Александров В. Г., Майоров А. В., П отюко в Н. П. Авиацион-
ный технический справочник. М,, «Транспорт», 1975. 432 с.
Александров В. Г. Справочник по авиационным материалам. М.,
«Транспорт», 1972. 328 с.
Бабич Ю. И. Корабельный справочник по технике безопасности. М., Воен-
издат, 1974. 301 с.
Бейзельман Р. Д., Цыпкин Б. В.. Пере ль Л. Я. Подшипники
качения. Справочник. М., «Машиностроение», 1975. 572 с.
Газопламенная обработка металлов. М., «Высшая школа», 1975. 374 с. Авт.:
Асиповская Г. А., Васильев К. В., Коровин К. В. и др.
Городецкий Ю. Г., Мухин Б. И., Савенков Э, П., Солома-
тин Н. А. Приборы и автоматы для контроля подшипников. Справочник. М.,
«Машиностроение», 1973. 256 с.
Капелюшник И. И., Михалев И. И., Эйдельман Б. Д. Техно-
логия склеивания деталей в самолетостроении. М., «Машиностроение», 1972.
224 с.
К р о п и в н и ц к и й Н. Н. Технология металлов. Л., Лениздат, 1973.
463 с.
Крылов К. А., X а й м з о н М. Е. Долговечность узлов трения самоле-
тов. М., «Транспорт», 1976. 184 с.
Любимов Б. В. Защитные покрытия изделий. Л., «Машиностроение»,
1969. 216 с.
Машиностроительные материалы. Краткий справочник. М., «Машинострое-
ние», 1969. 348 с. Авт.: Раскатов В. М., Кохтев А. А., Бессонова Н. Ф. и др.
Основы материаловедения. М., «А1ашиностроение», 1976. 436 с. Авт.: Сидо-
рин И. И., Косолапов Г. Ф., Макарова В. И. и др.
Папок К. К-, Рагозин Н. А. Словарь по топливам, маслам, смазкам,
присадкам и специальным жидкостям. М., «Химия», 1975. 392 с.
Резников М. Н. Топлива и смазочные материалы для летательных аппа-
ратов. М., Воениздат, 1973. 232 с.
Скубачевский Г. С. Авиационные газотурбинные двигатели. М., «Ма-
шиностроение», 1974. 520 с.
Шульженко М. Н. Конструкция самолетов. М., «Машиностроение», 1971,
416 с.
257
содержание
РАЗДЕЛ 1
Стали и материалы для ГТД и летательных аппаратов................... 3
I 1. Характеристика и классификация стали .... .... 3
1 2 Критерии чистоты материалов ...................... . . 4
1 3 Дефиниция сплавов железа и свойства равновесных структур мате
риалов .... ................. .................... . 4
1 4 Характеристики легированных сталей, маркировка и применение . 5
1 4 1 Маркировка . . . ... 6
I 4 2 Краткие характеристики и назначение . 7
1 5 Характеристика углеродистой стали и влияние на нее примесей . 13
I 6 Классификация и маркировка углеродистой и легированной стали . 13
1 7 Характеристика конструкционной стали, ее группы, марки и применение 15
1 7 1 Механические свойства и применение статей . . 16
1 8 Немагнитные стали и чугуны . .... .... 17
1 9 Свойства ставов и их структура . . 23
1 10 Материалы для авиационных газотурбинных двигателей . . 29
1 10 1—1 10 6 (табт 16) . . 30
] 10 7 Эмалевые тугоплавкие покрытия . 18
1 11 Оценка материалов, применяемых в конструкциях самолетов и вер
толетов ........................ ..................... 30
1 12 Обработка сталей (деталей) холодом . . . 31
1 13 Структурные изменения стали при быстром охлаждении . 32
1 14 Проволока . . ... 32
1 15 Механические, физические и технические свойства материалов . , . 33
РАЗДЕЛ 2
Цветные металлы и заклепочные материалы...................37
2 1 Сплавы на основе титана ................................... 37
2 1 1 Свойства чистого титана ........................38
2 1 2 Промышленные титановые ставы . , ... 40
2 1 3 Характеристики деформируемых титановых сплавов 43
2 2 Алюминий и его сплавы . .... 44
2 2 1 Свойства чистого алюминия ... 44
22 2 Влияние на алюминиевые сплавы легирующих элементов 44
22 3 Маркировка алюминия и алюминиевых ставов . . 45
2 24 Деформируемые алюминиевые сплавы ... 46
22 5 Литейные алюминиевые сплавы . . . 51
22 6 Спеченные сплавы на основе алюминия . 52
2 2 7 Композиционные материалы на основе алюминия . . 52
2 3 Алюминиевые сплавы для заклепок и топливных баков ... . 53
2 3 1 Маркировка заклепок . .... .55
23 2 Алюминиевые топливные баки . . ... . . 55
2 4 Алюминиевая пудра и фольга . ..................... . 56
258
РАЗДЕ Л 3
Подшипники качения и скольжения и их применение ... . . . 57
3 1 Конструктивные разновидности подшипников качения 57
3 2 Маркировка и условные обозначения подшипников качения 57
3 3 Материал деталей подшипников качения . 60
3 4 Режимы и условия работы подшипников качения . 60
3 5 Определение работоспособности подшипников качения 61
3 6 Монтаж и демонтаж подшипников качения 62
3 7 Металлокерамические подшипники . 63
3 8 Материалы для подшипников скольжения . . 64
3 8 1 Баббитовые сплавы . 64
3 8 2 Свинцовые бронзы . . 65
3 8 3 Серебряные покрытия . 65
3 8 4 Многослойные заливки ... 66
3 8 5 Бронзовые подшипники . . 66
3 9 Сравнительные качественные характеристики материалов подшипников
скольжения . ..... . 66
3 10 Неметаллические подшипники ... 67
3 10 1 Пластмассовые подшипники 67
3 10 2 Древесные подшипники ... 68
3 10 3 Резиновые подшипники втулки . 68
3 10 4 Подшипники скольжения, работающие без смазки 68
3 10 5 Разъемные подшипники 69
РАЗДЕЛ 4
Пластмассовые материалы и особенности их эксплуатации . . .70
4 1 Состав, классификация сортамент и переработка пластмасс . 70
4 2 Некоторые физические и механические свойства пластмасс . 71
4 3 Товарные формы и типы пресс материалов . . 75
4 4 Смолы пресс материалов, нх получение и характеристики 77
4 5 Маркировка пресс порошков 78
4 6 Технологические рекомендации при изготовлении деталей из пластмасс 79
4 7 Органические материалы д1я остекления кабин самолетов и вертолетов 86
47 1 Безоскоточное органическое стекло триплекс . . 82
4 8 Материалы для мягкого крепления остекления в каркасе S3
4 9 Авиационные силикатные стекла и их характеристики . 84
4 10 Уход за деталями остекления в процессе эксплуатации 86
4 11 Материалы и технология восстановления гладкости поверхности
пластмассовых изделий шлифованием и полированием . 87
4 12 Методы испытания пластмасс . . 90
РАЗДЕЛ 5
Клеевые материалы, их соединения, хранение и контроль , . . . 94
5 1 Критерии и технологические рекомендации по клеевым соединениям 94
5 2 Композиции клеев для скрепления деталей из металлов, конструкцией
ных неметаллов и их сочетании ................................. .... 96
5 3 Основные клеи для склеивания авиаконструкций и их характеристики 98
5 4 Композиция клея КП 16 ... .......... 100
5 5 Глюкозпо крахмальный клей его назначение и приготовление . 101
5 6 Эпокси 1пые, полиэфирные, кремнийорганические и полиуретановые
смолы . ................... . . 101
5 6 1 Эпоксидные смолы . .... . . 101
562 Полиэфирные смолы . .... .102
563 Кремнийорганические смолы ... 102
5 64 Полиуретановые смолы . . ЮЗ
5 7 Жизнеспособность конструкционных клеев . . 104
5 8 Компоненты и технология приготовления некоторых клеев . . 105
5 9 Материалы и технология производства клеезаклепочных, клеевинтовых
и клссболтовых соединений . . . 107
5 10 Материалы и технология изготовления клеемеханических и клеесвар
ных соединений ... . . ... . . 108
259
5.11. Технология контроля качества клеев и клеевых швов...............110
5.11.1. Приемка и испытание клеев..................................ПО
5.11.2, Контроль клеев по внешнему виду и цвету...................Ill
5.11.3. Определение склеивающей способности.......................111
5.11.4. Определение массы сухого остатка..........................114
5.11.5. Нахождение массы летучих веществ..........................115
5.11.6. Измерение толщины пленки..................................115
5.12. Способы контроля качества клеевых соединений конструкций . • . .115
5.13. Хранение клеев, их компонентов и приготовление клеев.............ИЗ
5.14. Озонозащитные материалы (покрытия) для мягких баков, технология
приготовления и контроля..............................................119
РАЗДЕЛ 6
Резинотехнические материалы и изделия.................................121
6.1. Резинотехнические изделия, их механические свойства и испытание . . 121
6.1.1. Переработка каучука........................................121
6.1.2, Вулканизация каучука.......................................121
6.1.3. Производство резиновых технических деталей и изделий .... 122
6.1.4. Авиационные покрышки и камеры (пневматики).................123
6.1.5. Определение свойств резиновых материалов...................124
6.1.6. Старение резины............................. 124
6.1.7. Твердая резина (эбонит)........................_...........123
6.2. Классы и группы резин............................................130
6.3. Резиновые рукава высокого давления с металлическими оплетками . ,131
6.3.1. Типы, основные размеры и параметры.....................131
6.3.2. Технические требования на поставку.........................134
6.3.3. Правила приемки........................................135
6.3.4. Способы и методы испытания.............................135
6.3.5. Маркировка, упаковка, транспортирование и хранение » . , . 136
6.3.6. Гарантия изготовителя рукавов..............................137
6.4. Мягкие топливные баки........................................... 137
6.5. Рукава резиновые напорные с нитяными оплетками......... . 137
6.5.1. Основные размеры......................................... 138
6.5.2. Технические условия.......................... . 139
6.5.3. Контроль и способы испытаний . . . >............ . < . 139
6.5.4. Маркировка, упаковка, транспортирование и хранение . . „ .141
6.6. Рукава резинотканевые спиральные напорновсасывающие для жидких
топлив и масел...................................................... 141
6.6.1, Основные параметры и размеры , ........................ 141
6.6.2. Технические условия........................г.-.............142
6.6.3. Контроль и способы испытания...............................144
6,6.4. Маркировка, упаковка и хранение............................144
6.7. Прорезиненные ткани, резины для диафрагм, прокладочные и уплот-
нительные материалы............................................... 144
6.8. Авиационные колеса и пневматики..................................146
6.9. Авиационные лыжи.................................................150
6.10. Фрикционные материалы дисковых тормозов................... . . 150
РАЗДЕЛ 7
Текстильные материалы и кожи....................... .............* 152
7.1. Технические текстильные материалы и кожа .................. . . 152
7.1.1. Общие сведения........................................... 152
7.1.2. Показатели качества тканей.................................152
7.1.3. Кордовые и шлифовальные ткани..............................154
7.1.4, Ткани для чехлов и парашютов...............................154
7.1.5. Ткани на основе синтетических и стеклянных волокон.....155
7.1.6, Кожа, замша, кожзаменители и лакоткани.....................155
7.2. Естественные волокна .... .....................................156
7.3. Искусственные волокна........................................... 157
7.4. Синтетические волокна............................................157
7.5. Нитяные крученые изделия................... . . . >..............159
260
7,5.1 Нити стеклянные..........................................
7 5.2. Крученые текстильные материалы..........................160
7.6. Материалы тсплозвукоизоляционные..............................160
7.6.1. Материалы рыхловолокнистые..............................161
7,6.2. Стеганые материалы......................................161
7.6.3. Плетеные шнуры..........................................161
7.6.4. Формованные материалы...................................162
7.6 5. Тканые материалы.....................................162
7.6.6. Ткани асбестовые........................................162
7.6.7. Материалы декоративно-отделочные........................162
РАЗДЕЛ 8
Герметизирующие, прокладочные и уплотнительные материалы........163
8.1. Герметизирующие материалы (герметики)......................163
8.2. Прокладочные и уплотнительные материалы....................167
8.3. Прокладочные и уплотнительные материалы для металлических по-
верхностей .....................................................166
8.4. Уплотнительные смазки......................................169
РАЗДЕЛ 9
Топливные фильтры и их характеристики............................170
9 1. Классификация тонкости фильтрации авиационных топлив........170
9.2. Вымываем ость волокон из различных материалов при фильтрации
топлив.................................................♦.........170
9.3. Фильтрационные бумаги для очистки топлив от загрязнений.....172
9 4. Технические характеристики бортовых фильтров и контроль их работо-
способности .....................................................173
9.5. Классификация металлических сеток для фильтрации авиатоплив . *174
9.6. Срок службы фильтров........................................176
РАЗДЕЛ 10
Лакокрасочные материалы и покрытия......................
10.1. Общие сведения ... *...........................................
10.2. Состав лакокрасочных материалов................................177
10.3. Свойства лакокрасочных материалов и покрытий...................178
10.4. Классификация и обозначение лакокрасочных материалов...........179
10.4.1. Кодовое обозначение лакокрасочных материалов.............179
10.5. Особенности лакокрасочных материалов на различных основах . . . 180
10.6, Грунтовки......................................................183
10.7. Шпатлевки......................................................183
10.8. Лаки...........................................................184
10.9. Эмали..........................................................185
10.10. Растворители и разбавители....................................185
10.11. Смывки........................................................185
10 12. Восстановление лакокрасочных покрытий.........................187
10.12. 1. Восстановление покрытий на металлических обшивках, окра-
шенных масляными эмалями.........................................187
10.12. 2. Восстановление покрытий на металлических обшивках, окра-
шенных нитроэмалями..............................................187
10.12. 3. Восстановление покрытий на металлических обшивках с раз-
ными лакокрасочными покрытиями...................................188
10.12. 4. Восстановление покрытий на деталях из магниевых сплавов . 188
10.13. Профилактические составы для лакокрасочных покрытий...........188
10.14. Способы распознавания лакокрасочных покрытий..................189
10,15. Сжатый воздух для распыления лакокрасочных материалов .... 190
РАЗДЕЛ 11
Противокоррозионные смазки и антикоррозионные герметизирующие чехло-
вые материалы.................................................191
11.1. Растворы для удаления коррозии с металлических деталей и изделий
и их обезжиривания........... >...............................191
261
1111 Внешние признаки коррозии . . . 191
1112 Растворы, удаляющие продукты коррозии . . 191
1113 Механические способы уда ления коррозии . 192
И 14 Очистка дета чей от загрязнений и обезжиривание 192
1115 Компоненты растворов, удаляющие продукты коррозии 193
112 Консервационные смазки и масла, применяемые дтя защиты от кор
розии и разрушения изделий авиационной техники 193
11 3 Защитные антикоррозионные консервационные оболочки из тонкопче
ночных пластических масс ... 194
113 1 Защитная оболочка ЭЗО ... . 195
113 2 Защитное ингибированное покрытие ЗИП . 196
113 3 Тонкопленочные покрытия 196
114 Антикоррозионная герметизация изделий . 197
11 5 Ингибированная антикоррозионная бумага . . . . 193
116 Консервация металлических деталей ингибированной бумагой 199
117 Консервационные ингибиторы атмосферной коррозии для длительно
го хранения деталей и изделий . . 201
117 1 Основные характеристики и свойства летучих ингибиторов 201
РАЗДЕЛ 12
Топливо» смазки и гидравлические жидкости...................204
12 1 Типы топлив для газотурбинных двигателей . ... 204
12 1 1 Авиационные керосины ................................. 204
12 12 Широкофракционное топливо Т 2 . . . . 205
12 1 3 Утяжеленные керосины .... . . 205
12 1 4 Топлива с присадками ТП и П .............. . . . 205
12 2 Зарубежные топлива для ГТД . 20о
12 3 Взаимозаменяемость отечественных и зарубежных топлив для ГТД 206
12 4 Пусковые топлива для ГТД . . 206
12 5 Эксплуатационные характеристики авиабензинов . 207
12 6 Антидетонаторы . . . 208
12 7 Обводнение топлив и способы его предупреждения . . 209
12 7 1 Жидкости «И» и «ТГФ» для профилактики образования кри
сталлов льда в топливах . 210
12 7 2 Водочуветвитечьная бумага . . 211
12 8 Поддержание высокого качества топлива при длительном хранении 212
12 9 Восстановление качества некондиционного топлива для ГТД в экс
плуатации .... . . . 213
12 10 Уменьшение коррозионного влияния топлива на агрегаты топливной
системы ... . . 214
12 10 1 Индикаторы для определения наличия коррозионных веществ
в топливах .... .... 214
12 10 2 Приготовление индикаторных бумаг . 214
12 И Определение величины недолива топлива при низких температурах 215
12 12 Объем топлива, находящегося в трубопроводах 216
12 13 Масла для турбореактивных двигателей 216
12 13 1 Синтетические масла для ТРД 216
12 13 2 Нефтяные масла для ТРД 217
12 14 Масла для турбовинтовых двигателей . 218
12 14 I Синтетические масла для ТВД .............218
12 14 2 Смеси нефтяных масел для ТВД 219
12 15 Зарубежные сорта масел для ГТД . . . . . 220
12 15 1 Маста для ТРД . . . . . 220
12 15 2 Масла для ТВД . . . 220
12 16 Взаимозаменяемость отечественных и зарубежных масел 221
12 17 Масла для поршневых двигателей . . 221
12 18 Гипоидные и трансмиссионные масла для высокой а гр уженных узлов
трения . . . . . . 222
12 19 Технические и приборные масла . . 224
12 19 1 Веретенное масло АУ для подвижных сочленений 224
12 19 2 Костное масто для миниатюрных узлов трения 224
12 19 3 Природные жиры для резиновых колец и кожаных замков 224
262
12 19 4 Кремнинорганическое масло для резиновых деталей 224
12 19 5 Масло МВС для смазки манжет и уплотнений . 224
12 19 6 Приборное масло МВП . . ..........225
12 19 7 Приборные масла ОКБ 122 . * 225
12 20 Консистентные смазки . ........225
12 21 Антифрикционные консистентные смазки . . 226
12 21 1 Универсальная смазка ЦИАТИМ 201 . 226
12 212 Температчростойкая смазка НК 50 . . 227
12 213 Смазки противоизносного действия 228
12 22 Термостош ис смазки ... . 229
12 23 Смазки для агрессивной среды 229
12 23 1 Антифрикционная смазка 229
12 23 2 Смазка ЦИАТИМ 205 для резьбовых соединений 229
12 24 Твердые смазки . . .... . . 229
12 25 Гидравлические жидкости . .... .... 230
12 26 Применение зарубежных гидравлических жидкостей . . 232
РАЗДЕЛ 13
Разные материалы............................................... . 234
13 1 Авиационные канаты . . ... . . 231
13 2 Свойства керамике металлических материалов-—керметов . 235
13 3 Характеристики инварных сплавов . . 236
13 4 Материалы термопар . . . 237
13 5 Термопары и термобиметаллы . 238
13 5 1 Биметаллические полуфабрикатные детали 239
13 6 Дробь для дробеметной и дробеструйной обработки деталей 239
13 7 Сочетание материалов в сопряженных узлах . . 240
13 8 Огнегасящие составы . . . ...............240
13 9 Термосигнальные покрытия . .... 241
13 9 1 Термоиндикаторные карандаши . . 241
13 9 2 Термоиндикаторы плавления . 242
13 9 3 Термоиндикаторные краски для контроля температуры авиа
колес ..... . . . 243
13 10 Раствор для удаления загрязнений с обшивки авиатехники . 244
13 11 Минералы и родственные им материалы . . 244
РАЗДЕЛ 14
Вредные и несовместимые вещества и техника безопасности . 248
14 1 Техника безопасности при применении огне , взрывоопасных и вред
ных веществ и химических материалов . . 248
14 11 Огне и взрывоопасные вещества . . . 248
14 12 Вредные вещества . . . 250
14 13 Вещества вызывающие химический ожог и обращение с ними 254
14 14 Несовместимость химических веществ 256
Список литературы............................................... . 257
Виктор Георгиевич Александров
Борис Исаевич Базанов
СПРАВОЧНИК ПО АВИАЦИОННЫМ МАТЕ РИАЛАМ
И ТЕХНОЛОГИИ ИХ ПРИМЕНЕНИЯ
Рецензент М. Е Хаймзон,
Редактор В. Л. Стерлигов
Обложка художника Г. ГЕ Казаковцева
Технический редактор Л. Е. Шмелева
Корректоры О. Л1. Зверева, AL Ю. Ляхович
И Б № 1722
Сдано в набор 17.05.78, Подписано в печать 12 02.79 Т-02151 Формат бумаги 60X90716-
Тип. № 2. Гарн. литературная. Печ высокая. Печ л. 16,5 Уч.-изд. л. 24,98 Тираж 10 000 экз.
Заказ № 581. Цена 1 р. 60 к. Изд. № 1—2—1/17 № 9758
Издательство «Транспорт», Москва, Басманный туп., 6, А.
Московская типография № 8 Союзполнграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли,
Хохловский пер., 7.