/















































Text
--Ч
■■•£
\4
В.Г.АЛЕКШДРОВ
К
РА:ОЧН К
ПО АВИАЦИОННЫМ
МАТЕРИАЛАМ
.Г.АЛЕКСАНДРОВ
СПРАВОЧНИК
ПО АВИАЦИОННЫМ
МАТЕРИАЛАМ
ИЗДАТЕЛЬСТВО „ТРАНСПОРТ"
МОСКВА 1972
УДК 629.7:620.1.004(031)
Справочник по авиационным материалам.
Александров В. Г. Изд-во «Транспорт», 1972 г., стр. 1—328.
Эксплуатация, обслуживание и ремонт авиационной
техники связаны с применением разнообразных материалов,
изделий, рабочих жидкостей, сжатых газов и других веществ.
Правильное их использование способствует повышению
уровня технической эксплуатации, увеличению срока службы и
надежности авиационной техники.
В книге даны физико-химические и механические
свойства сталей, цветных сплавов, сплавов на основе никеля и
тугоплавких металлов, металлокерамических материалов,
пластмасс, консервационных и моющих жидкостей,
горюче-смазочных материалов и других.
При использовании различных материалов необходимо
учитывать конкретные условия эксплуатации, т. е. характер
нагружения, температуру, состав и свойства внешней среды,
высотность и грузоподъемность самолетов. Поэтому в
настоящем справочнике приведены не только цифровые данные,
характеризующие различные материалы, но и указаны
рекомендации по технологии применения и рациональному
использованию при эксплуатации, обслуживании и ремонте
авиационной техники.
Справочник предназначен для инженерно-технических
работников и летного состава гражданской авиации, ВВС и
ДОСААФ. Может быть использован студентами авиационных
вузов и техникумов. Рис. 33, табл. 152.
3-18-6
79—71
Виктор Георгиевич Александрой
СПРАВОЧНИК ПО АВИАЦИОННЫМ МАТЕРИАЛАМ
Редактор А. М. Мещеряков
Рецензент Н. И. Павловский
Обложка худ. А. С. Завьялова
Технический редактор Р. А. Иванова
Корректор В. Я. Кинареевская
Сдано в набор 19/1 1971 г. Подписано в печать 8/П 1972 г.
Бумага 84Х108'|/з2 № 2 Печ. л. 10,25 Усл. печ. л. 17,22 Уч.-изд. л. 23,14
Тираж 12 000 экз. Т02835 Цена 1 р. 37 к. Заказ 3500
Изд. № 1—2—1/17 № 4511
Издательство «Транспорт» — Москва, Б-174, Басманный туп., 6а,
Московская типография № 8 Главполиграфпрома
Комитета по печати при Совете Министров СССР,
Хохловский пер., 7
ПРЕДИСЛОВИЕ
Развитие авиационной техники, ее эксплуатация, обслуживание
и ремонт связаны с применением новых и весьма разнообразных
материалов, изделий, рабочих жидкостей, сжатых газов и других
веществ. Современная реактивная техника, характеризующаяся
огромными скоростями, большими полетными весами и дальностями
полетов и работающая в условиях больших давлений, высоких и
низких температур, глубокого вакуума и т, д., потребовала
создания новейших жаропрочных металлических сплавов и различных
новых неметаллических материалов (пластмасс), которые обладают
высокими свойствами, в полной мере отвечающими современным
условиям эксплуатации. Конструкционные материалы в условиях
больших температур должны иметь высокую прочность и
сопротивление ползучести, быть устойчивыми против вибраций, теплового
удара и окисления.
Авиационным специалистам — эксплуатационникам и
ремонтникам — постоянно приходится заниматься выбором материалов,
обладающих- самыми различными свойствами, химико-физическими и
механическими характеристиками. Одни материалы — твердые и
прочные, другие — пластичные и вязкие; одни — кислотоупорные и
жаростойкие, другие—быстро растворяются в кислотах и легко
окисляются; некоторые являются жаропрочными, иные резко теряют
прочность и устойчивость с повышением температуры и т. д.
Правильное применение легированных, конструкционных и
расходных материалов способствует повышению уровня технической
эксплуатации, увеличению срока службы, работоспособности и
надежности авиационной техники.
При выборе материалов для деталей и узлов авиационных
конструкций в первую очередь учитывают их удельные веса и так
называемую удельную прочность (ее еще называют качественным
числом), характеризуемую отношением прочности к удельному весу.
В качестве характеристики прочности может быть взято одно из
следующих свойств: предел прочности, предел текучести, предел
усталости, модуль нормальной упругости. Поэтому при изготовлении
деталей предпочтение отдается материалу, обладающему большой
удельной прочностью. Это позволяет при прочих равных условиях
увеличить прочность конструкции и ее надежность, снизить вес,
увеличить дальность и высоту полета.
Современные конструкционные материалы, применяемые в
авиастроении, имеют удельную прочность в пределах от 16 до 25, а в
некоторых случаях и до 35.
Основным направлением в создании новых авиационных
материалов является получение композиций, способных надежно
работать в условиях высоких температур (1200—1800°С и более). Вслед-
3
ствие этого критерием оценки и выбора материалов часто служит
изменение удельной прочности при повышении температуры.
В авиации, кроме черных металлов, широкое применение
находят легкие цветные сплавы на основе алюминия, магния и титана,
используются сплавы на основе никеля и тугоплавких металлов, а
также металлокерамические материалы. Однако применение цветных
металлов и сплавов ограничено их меньшей распространенностью
в природе и высокой стоимостью. Объем производства черных
металлов примерно равен 94% от мирового производства всех
металлов, т. е. на долю цветных металлов остается только б%-
Многие детали самолетов и авиационных двигателей
изготовляются из пластических материалов (пластмасс), которые должны
обладать специальными свойствами: прозрачностью,
электроизоляционными качествами, малой теплопроводностью, высокими
фрикционными свойствами, эластичностью и непроницаемостью для
жидкостей и газов, высокой химической стойкостью, а также хорошими
механическими свойствами. К таким материалам относятся:
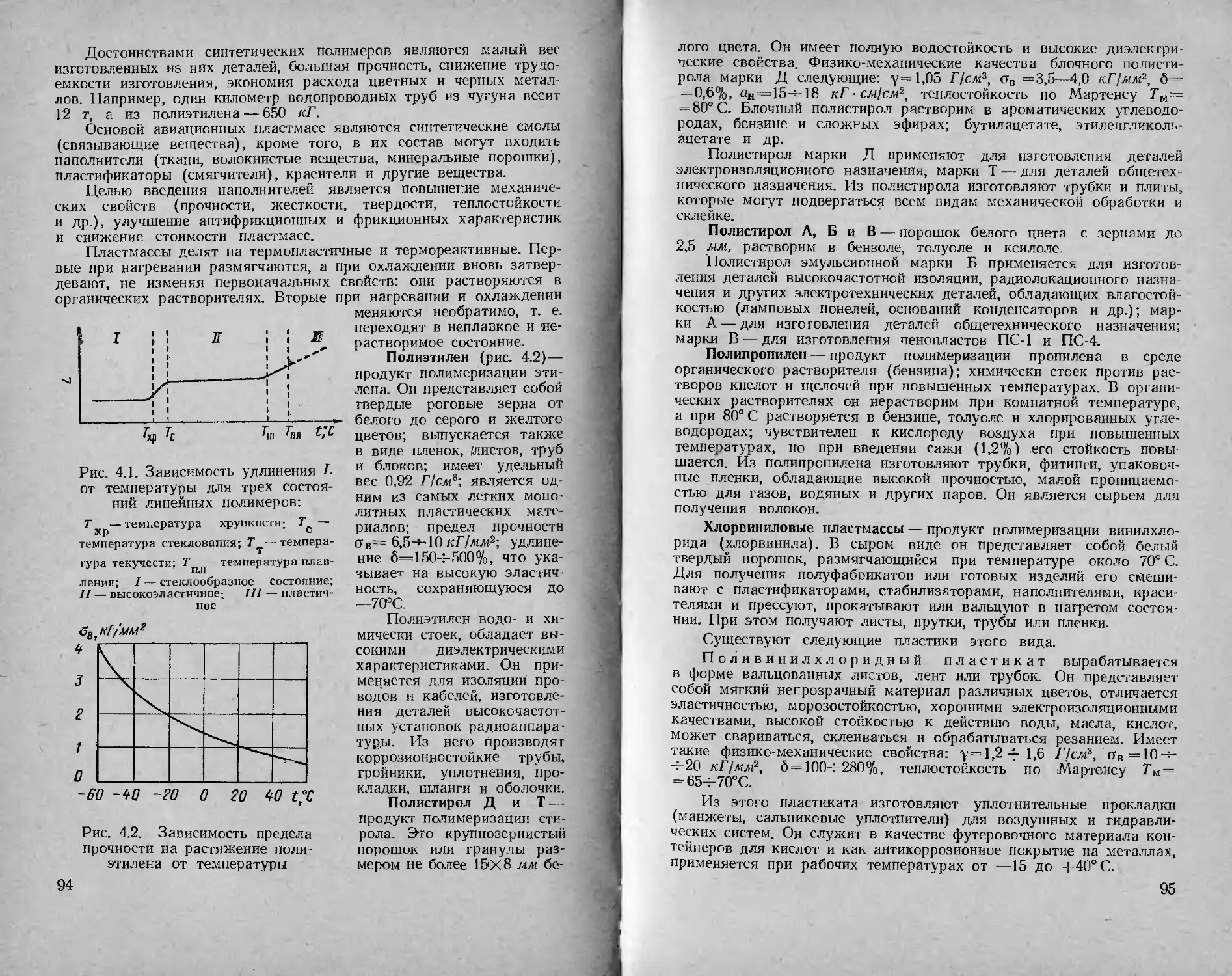
плексиглас, стеклотекстолит, гетинакс, полиэтилен, полистирол, пено-
пласты, асботекстолит, полихлорвинил, фторопласт, резина, дельта-
древесина и др.
Пластмассы все шире используются как заменители
дефицитных бронз и латуней, а в ряде случаев — и качественных сталей.
Одновременно пластмассы благодаря присущим им особым
свойствам во многих случаях являются не заменителями, а вполне
самостоятельными высокоценными материалами. Ярким примером этому
служит изготовление десятков тысяч различных деталей самолетов
из конструкционных пластмасс, органического стекла и резины.
Целесообразное использование консервационных и моющих
жидкостей, антикоррозионных и защитных покрытий, различных
консистентных смазок, горюче-смазочных материалов и других делает
возможным оптимальное сохранение авиационной техники и
удешевляет ее содержание.
Все эти примеры показывают, что в настоящее время
характерно резко дифференцированное применение материалов в
зависимости от конкретных условий эксплуатации.
Следовательно, при использовании металлов, сплавов,
неметаллических материалов, жидкостей и газов надо учитывать условия
эксплуатации, т. е. характер нагружения изделия, температуру,
состав и свойство внешней среды, высотность и грузоподъемность
самолетов.
Поэтому в настоящем справочнике приведены не только
цифровые данные, характеризующие различные материалы, изделия,
жидкости и газы, физико-механические свойства, но и указаны
рекомендации по технологии применения и рациональному
использованию при эксплуатации, обслуживании и ремонте авиационной
техники.
глава 1 | СТАЛИ И
| ЧУГУНЫ
ОБЩИЕ СВЕДЕНИЯ
ОБ УГЛЕРОДИСТЫХ СТАЛЯХ
Углеродистыми сталями называются сплавы железа с углеродом,
содержащие до 2% углерода. Они, кроме того, содержат 0,3—0,7%
марганца, 0,2—0,4% кремния, 0,01—0,005% фосфора и 0,01 —
0,04% серы. Помимо этих элементов, в сталь попадают в
небольших количествах кислород, азот и водород.
Сплавом называется сложное металлическое тело,
состоящее из двух и более элементов, полученное их сплавлением,
спеканием или другими методами. Металлические сплавы состоят из
металлов, но могут содержать и неметаллические элементы; однако
в этом случае обязательно сохранение сплавом свойств, присущих
металлам. Сплавы отличают от механических смесей и химических
соединений.
Механическая смесь образуется, если компоненты не
взаимодействуют друг с другом химически, а находятся в виде
самостоятельных, связанных между собой зерен. Сплавы подобного
рода являются неоднородными.
Химические соединения получаются при
взаимодействии компонентов, составляющих сплав. Они имеют постоянный
состав, свою кристаллическую решетку и особые физико-химические
и механические свойства.
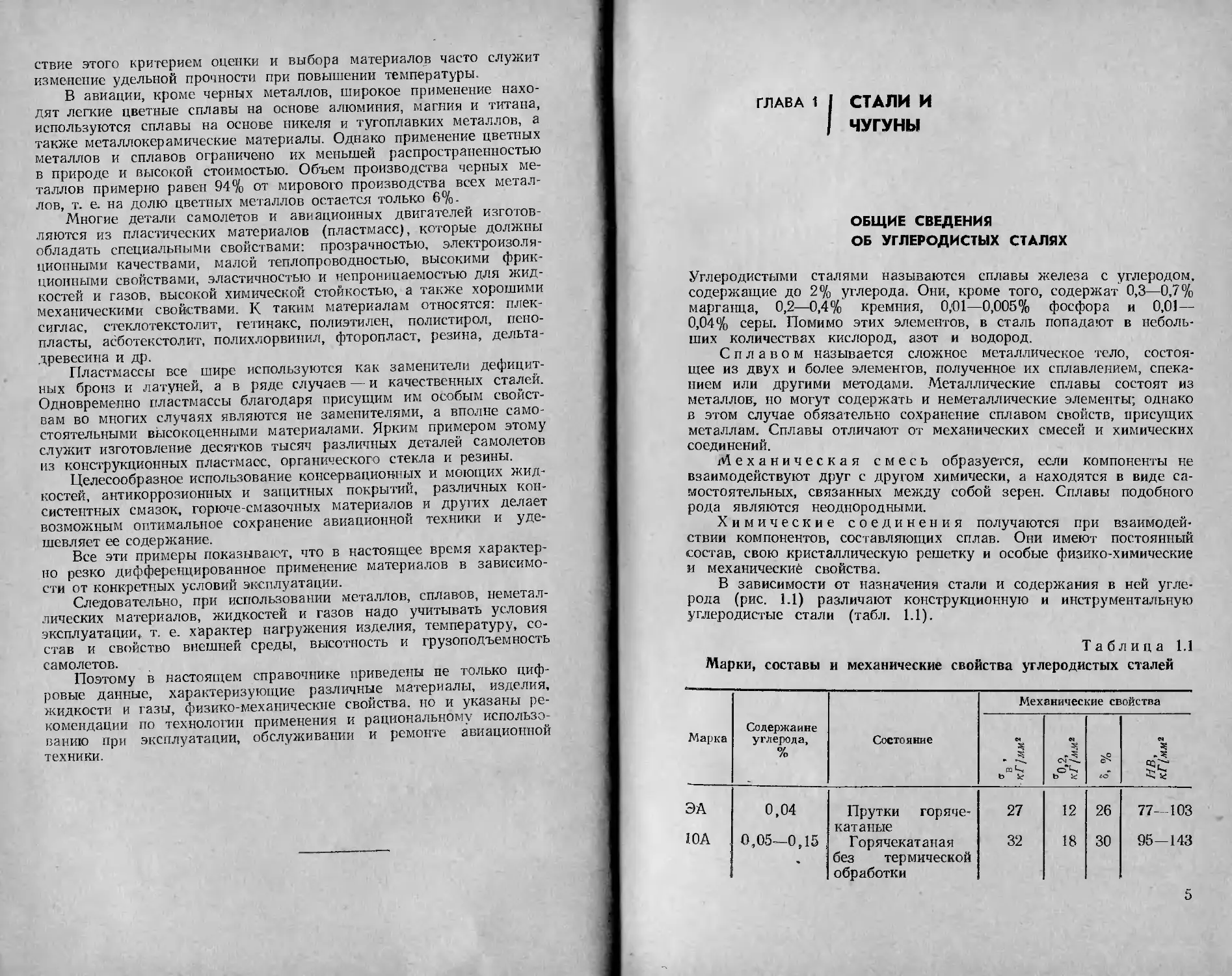
В зависимости от назначения стали и содержания в ней
углерода (рис. 1.1) различают конструкционную и инструментальную
углеродистые стали (табл. 1.1).
Таблица 1.1
Марки, составы и механические свойства углеродистых сталей
Марка
ЭА
ША
Содержание
углерода,
%
0,04
0,05—0,15
Состояние
Прутки
горячекатаные
Горячекатаная
без термической
обработки
Механические свойства
Ь 5£
27
32
ст-5.
ъ а
12
18
СО
26
30
77—103
95—143
5
Продолжение
Марка
20А
40
45
45А
70
(ВС и
ОВС)
У8А
У10А
У12А
Со 1ержание
углерода,
%
0,15—0,22
0,37-0,45
0,40—0,50
0,40—0,50
0,65—0,75
0,75—0,84
0,95—1,09
1,10—1,25
Состояние
Отожженная
или
нормализованная
Отожженная или
нормализованная
То же
Прутки для
расчалок закаленные и
отпущенные
Наклепанная
проволока d = 2 мм
Наклепанные
ленты
Закаленная и
отпущенная прн
220—240° С
Закаленная и
отпущенная при
180—200°С
Механические свойства
- Д
о а
40—50
58
60—85
70—85
180
75—120
.5;
to и
«о"
22; 24 111—152
34 17 143—187
г
32 13 170—229
. — .11 187—241
164 — —
HRC 59—61
HRC 60—62
Конструкционная сталь, содержащая от 0,05 до
0,55% С, обычно поступает в виде поковок, прутков, листов, полос,
труб и т. п.
Инструментальная сталь, содержащая от 0,55 до
1,5% С и минимальное количество вредных примесей (серы,
фосфора), применяется для изготовления сверл, разверток, метчиков,
плашек, различных инструментов и т. п.
МАРКИРОВКА УГЛЕРОДИСТЫХ СТАЛЕЙ
Маркой стали называется условное обозначение, которое
характеризует химический состав, качество, содержание отдельных
элементов, а в некоторых- случаях — способ производства.
Конструкционные углеродистые стали обыкновенного и
повышенного качества. Стали первой группы имеют следующие марки:
Ст.0, Ст.1, Ст.2, Ст.З, Ст.3кп, Ст. 4, Ст.4а кп, Ст.5, Ст.6, Ст.7.
Буквы «Ст.» обозначают сталь, а цифры 0, 1, 2, 3 и т. д. указывают
номер стали. С увеличением номера предел прочности (содержание
углерода) возрастает. Буква «Б» перед маркой указывает, что сталь
бессемеровская, отсутствие буквы — сталь мартеновская. Марки
кипящей стали имеют в конце индекс «кп», отсутствие этих букв
означает спокойную сталь.
6
НВ,кГ/мм\ ёв,кГ/мм*
ЬОО
300
200
100
1Б0
№
120
100
80
60
W
20
УА%,аИ1кРм/с^
-V
нв-
аи"
\
J
80 -
70 -
60 '
50 -
W -
J0 -
20 -
10 -
32
28
24
20
16
12
В
«
D О 0,2 Ofi 0,6 0,8 1,0 1,2 С,%
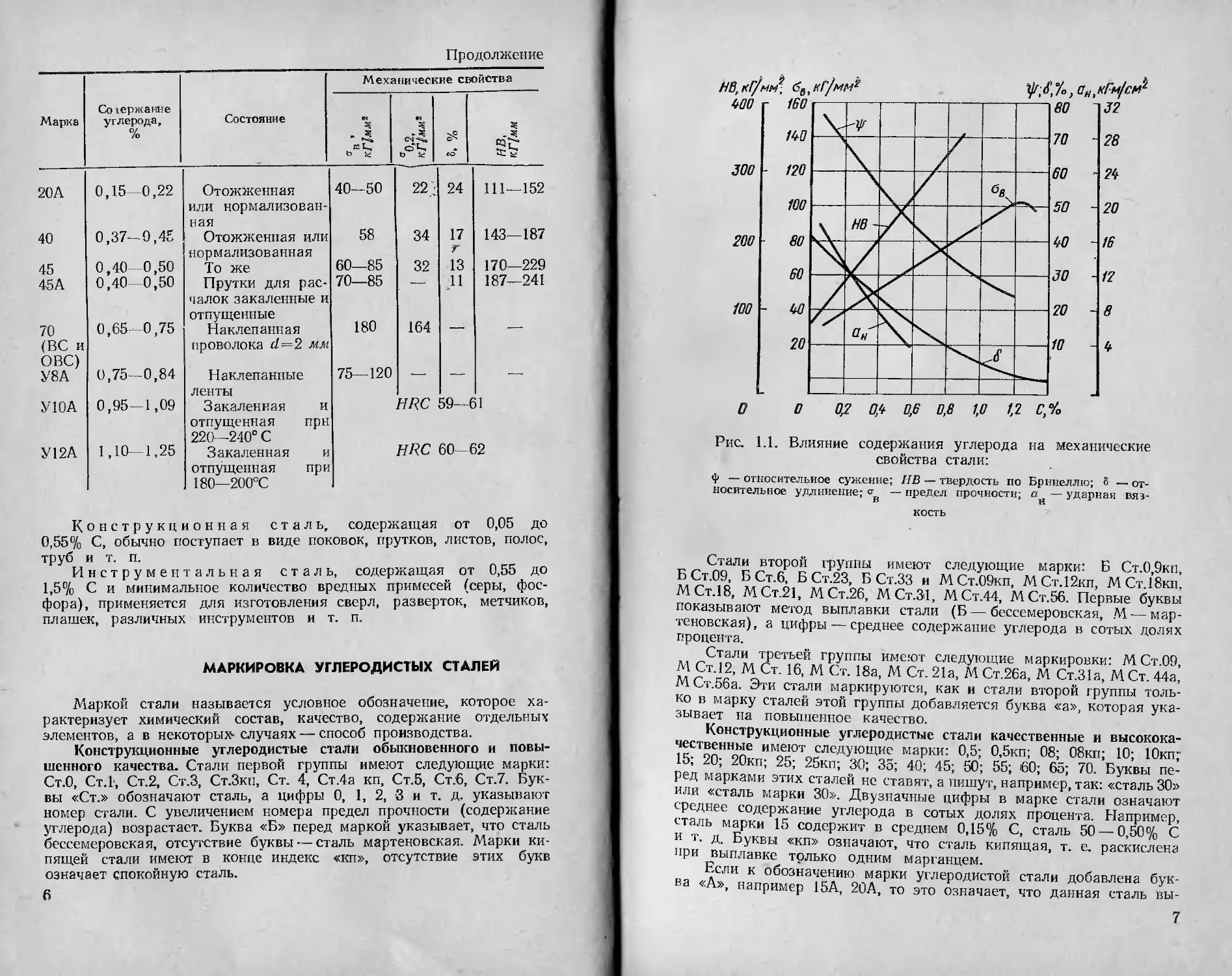
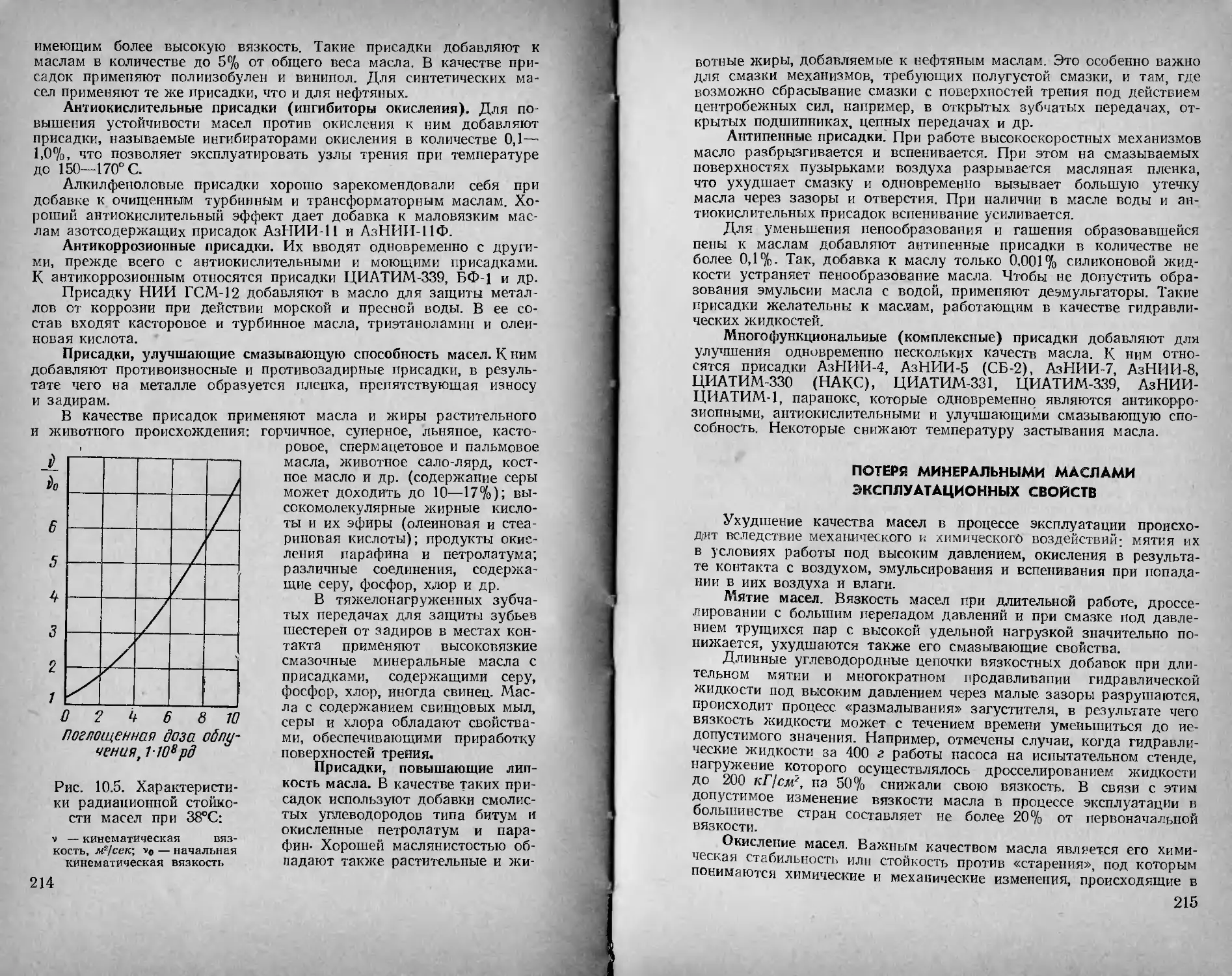
Рис. 1.1. Влияние содержания углерода на механические
свойства стали:
Ф — относительное сужение; ИВ — твердость по Бринеллю; S —
относительное удлинение; о- — предел прочности; а — ударная
вязкость
Стали второй группы имеют следующие марки: Б Ст.0,9кп,
БСт.09, Б Ст.6, БСт.23, Б Ст.ЗЗ и МСт.ОЭкп, МСт.12кп, МСт.18кп,
МСт.18, МСт.21, МСт.26, МСт.31, МСт.44, МСт.56. Первые буквы
показывают метод выплавки стали (Б — бессемеровская, М —
мартеновская) , а цифры — среднее содержание углерода в сотых долях
процента.
Стали третьей группы имеют следующие маркировки: М Ст.09,
М Ст.12, М Ст. 16, М Ст. 18а, М Ст. 21а, М Ст.26а, М Ст.31а, М Ст. 44а,
М Ст.бба. Эти стали маркируются, как и стали второй группы
только в марку сталей этой группы добавляется буква «а», которая
указывает на повышенное качество.
Конструкционные углеродистые стали качественные и
высококачественные имеют следующие марки: 0,5; 0,5кп; 08; 08кп; 10; Юкп;'
15; 20; 20кп; 25; 25кп; 30; 35; 40; 45; 50; 55; 60; 65; 70. Буквы
перед марками этих сталей не ставят, а пишут, например, так: «сталь 30»
или «сталь марки 30». Двузначные цифры в марке стали означают
среднее содержание углерода в сотых долях процента. Например,
сталь марки 15 содержит в среднем 0,15% С, сталь 50 — 0,50% С
и т. д. Буквы «кп» означают, что сталь кипящая, т. е. раскислена
при выплавке только одним марганцем.
Если к обозначению марки углеродистой стали добавлена
буква «А», например 15А, 20А, то это означает, что данная сталь вы-
7
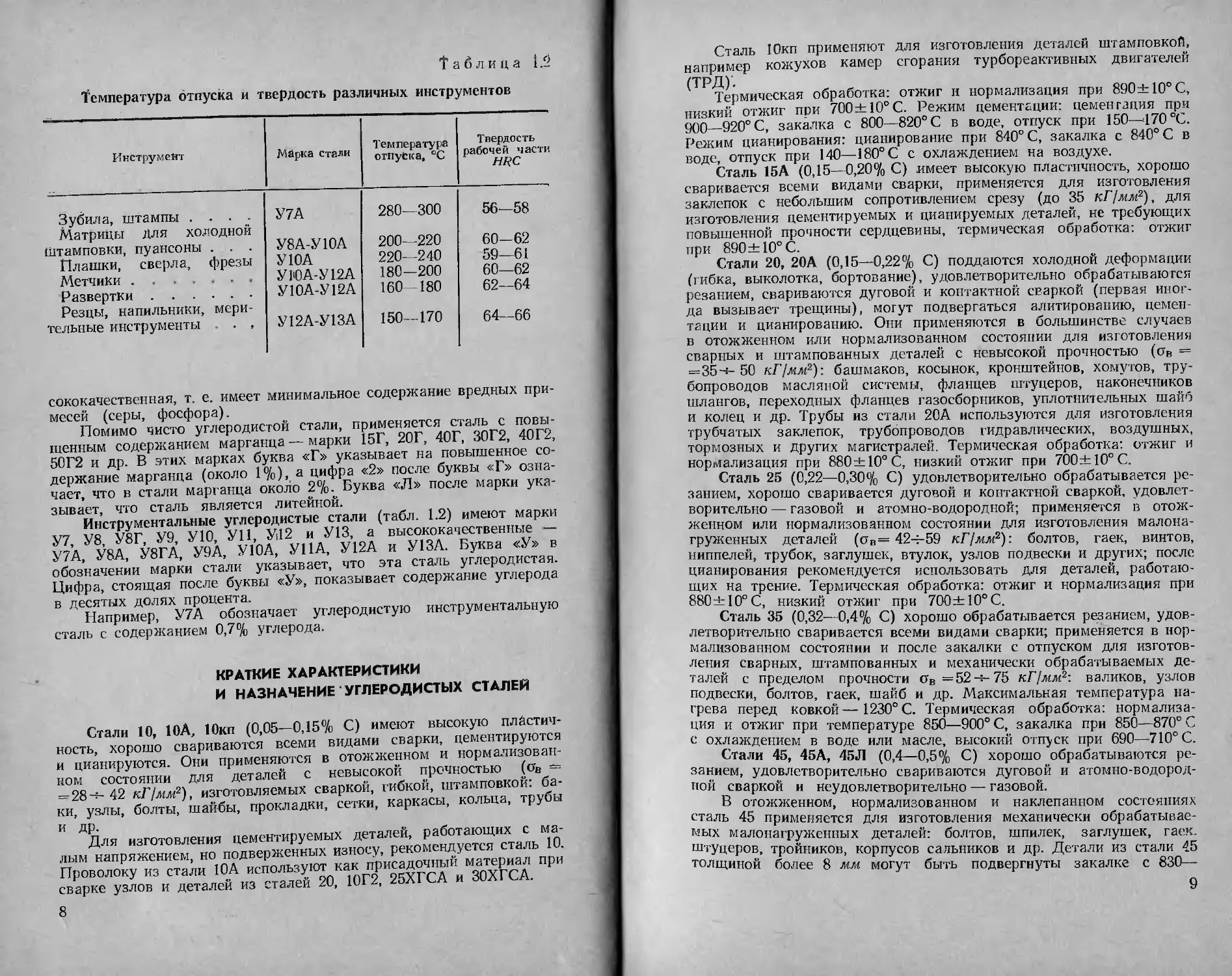
Таблица 1.2
Температура отпуска и твердость различных инструментов
Инструмент
Зубила, штампы . . . .
Матрицы для холодной
штамповки, пуансоны . . .
Плашки, сверла, фрезы
Метчики .
Развертки
Резцы, напильники,
мерительные инструменты . ,
Мйрка стали
У7А
У8А-У10А
У10А
УЮА-У1.2А
У10А-У12А
У12А-У13А
Температура
отпуска, СС
280—300
200—220
220—240
180—200
160—180
150—170
Твердость
рабочей части
HRC
56—58
60-62
59—61
60—62
62—64
64—66
сококачественная, т. е. имеет минимальное содержание вредных
примесей (серы, фосфора).
Помимо чисто углеродистой стали, применяется сталь с
повышенным содержанием марганца — марки 15Г, 20Г, 40Г, 30Г2, 40Г2,
50Г2 и др. В этих марках буква «Г» указывает на повышенное
содержание марганца (около 1%), а цифра «2» после буквы «Г»
означает, что в стали марганца около 2%- Буква «Л» после марки
указывает, что сталь является литейной.
Инструментальные углеродистые стали (табл. 1.2) имеют марки
У7, У8, У8Г, У9, У10, У11, У12 и У13, а высококачественные —
У7А, У8А, У8ГА, У9А, У10А, УНА, У12А и У13А. Буква «У» в
обозначении марки стали указывает, что эта сталь углеродистая.
Цифра, стоящая после буквы «У», показывает содержание углерода
в десятых долях процента.
Например, У7А обозначает углеродистую инструментальную
сталь с содержанием 0,7% углерода.
КРАТКИЕ ХАРАКТЕРИСТИКИ
И НАЗНАЧЕНИЕ УГЛЕРОДИСТЫХ СТАЛЕЙ
Стали 10, 10А, Юкп (0,05—0,15% С) имеют высокую
пластичность, хорошо свариваются всеми видами сварки, цементируются
и цианируются. Они применяются в отожженном и
нормализованном состоянии для деталей с невысокой прочностью (о*в =
=28-*-42 кГ/мм2), изготовляемых сваркой, гибкой, штамповкой:
баки, узлы, болты, шайбы, прокладки, сетки, каркасы, кольца, трубы
и др.
Для изготовления цементируемых деталей, работающих с
малым напряжением, но подверженных износу, рекомендуется сталь 10.
Проволоку из стали 10А используют как присадочный материал при
сварке узлов и деталей из сталей 20, 10Г2, 25ХГСА и ЗОХГСА.
8
Сталь Шкп применяют для изготовления деталей штамповкой,
например кожухов камер сгорания турбореактивных двигателей
(ТРД)'.
Термическая обработка: отжиг и нормализация при 890±10°С,
низкий отжиг при 700±10°С. Режим цементации: цементация при
900—920° С, закалка с 800—820° С в воде, отпуск при 150—170 "С.
Режим цианирования: цианирование при 840° С, закалка с 840° С в
воде, отпуск при 140—180° С с охлаждением на воздухе.
Сталь 15А (0,15—0,20% С) имеет высокую пластичность, хорошо
сваривается всеми видами сварки, применяется для изготовления
заклепок с небольшим сопротивлением срезу (до 35 кГ/мм2), для
изготовления цементируемых и цианируемых деталей, не требующих
повышенной прочности сердцевины, термическая обработка: отжиг
при 890±10°С.
Стали 20, 20А (0,15—0,22% С) поддаются холодной деформации
(гибка, выколотка, бортование), удовлетворительно обрабатываются
резанием, свариваются дуговой и контактной сваркой (первая
иногда вызывает трещины), могут подвергаться алитированию,
цементации и цианированию. Они применяются в большинстве случаев
в отожженном или нормализованном состоянии для изготовления
сварных и штампованных деталей с невысокой прочностью (ав =
=35-5-50 кГ/мм2): башмаков, косынок, кронштейнов, хомутов,
трубопроводов масляной системы, фланцев штуцеров, наконечников
шлангов, переходных фланцев газосборников, уплотнительных шайо
и колец и др. Трубы из стали 20А используются для изготовления
трубчатых заклепок, трубопроводов гидравлических, воздушных,
тормозных и других магистралей. Термическая обработка: отжиг и
нормализация при 880±10°С, низкий отжиг при 700±10°С.
Сталь 25 (0,22—0,30% С) удовлетворительно обрабатывается
резанием, хорошо сваривается дуговой и контактной сваркой,
удовлетворительно — газовой и атомно-водородной; применяется в
отожженном или нормализованном состоянии для изготовления малона-
груженных деталей (ов = 42-Н59 кГ/мм2): болтов, гаек, винтов,
ниппелей, трубок, заглушек, втулок, узлов подвески и других; после
цианирования рекомендуется использовать для деталей,
работающих на трение. Термическая обработка: отжиг и нормализация при
880±10°С, низкий отжиг при 700±10°С.
Сталь 35 (0,32—0,4% С) хорошо обрабатывается резанием,
удовлетворительно сваривается всеми видами сварки; применяется в
нормализованном состоянии и после закалки с отпуском для
изготовления сварных, штампованных и механически обрабатываемых
деталей с пределом прочности ав=52-ь-75 кГ/мм2: валиков, узлов
подвески, болтов, гаек, шайб и др. Максимальная температура
нагрева перед ковкой—1230° С. Термическая обработка:
нормализация и отжиг при температуре 850—900° С, закалка при 850—870° С
с охлаждением в воде или масле, высокий отпуск при 690—710° С.
Стали 45, 45А, 45Л (0,4—0,5% С) хорошо обрабатываются
резанием, удовлетворительно свариваются дуговой и
атомно-водородной сваркой и неудовлетворительно — газовой.
В отожженном, нормализованном и наклепанном состояниях
сталь 45 применяется для изготовления механически
обрабатываемых малонагруженных деталей: болтов, шпилек, заглушек, гаек.
штуцеров, тройников, корпусов сальников и др. Детали из стали 45
толщиной более 8 мм могут быть подвергнуты закалке с 830—
9
850°С в масле на ав = 70-М00 кГ/мм2, детали меньшей толщины
на ав = П0ч-130 кГ/мм2.
Сталь 45Л используют для получения фасонных отливок;
в отожженном состоянии обрабатываемость резанием хорошая.
Термическая обработка: закалка с 840—850° С, отпуск на требуемую
прочность.
Сталь 45А применяется для изготовления лент-расчалок,
валиков и муфт к ним. Максимальная температура нагрева перед
ковкой сталей 45 и 45А — 1200°С.
Термическая обработка: температура нагрева под закалк}
(в масле), под высокий отжиг и нормализацию — 850-f-10°C, под
низкий отжиг 700+100°С.
Сталь 50 (0,47—0.55% С) хорошо обрабатывается резанием,
имеет удовлетворительную пластичность; применяется в
нормализованном состоянии, а также после закалки с отпуском для
изготовления плоских пружин (ав = 704-90 кГ/мм2) и механически
обрабатываемых деталей.
Термическая обработка: температура отжига, нормализации и
закалки —820± 10° С.
Сталь 70 (0,65—0,75% С) применяется для изготовления
проволоки высокого сопротивления (ВС) и особо высокого
сопротивления (ОВС), а также для изготовления спиральных пружин,
работающих на сжатие и растяжение.
Термическая обработка витых пружин из холоднотянутой
проволоки ВС и ОВС заключается в отпуске при 260—300° С после
навивки пружин для устранения внутренних напряжений.
Стали У8А, У9А (0,75—0,84% С и 0,86—0,94% С) применяются
для изготовления плоских пружин. Термическая обработка:
температура отжига, нормализации и закалки — 780±10°С; низкий отжиг
при 700±10°С; закалочная среда — масло; отпуск при 380—420" С
в соляной ванне.
Стали У10, У10А, У11, УНА (0,95—1,09% С и 1,05—1,14% С)
идут на изготовление инструментов, не подвергающихся сильным
ударам при высокой твердости на режущей кромке: резцов, сверл,
метчиков, плашек, разверток, фрез, ножовочных полотен, фасонных
штампов и др.
Стали У12, У12А, У13, У13А (1,10—1,25% С и 1,25—1,35% С)
применяются для изготовления инструментов, не подвергающихся
ударам и требующих максимальной твердости: токарных и
строгальных резцов, напильников, шаберов, калибров, волочильных
инструментов и др.
Цветом каления называется цвет раскаленной стали, видимый
в темноте. Каждому цвету каления соответствует определенная
температура в градусах Цельсия: темно-коричневый — 530—580;
коричнево-красный— 580—650; темно-красный — 650—730;
темно-вишнево-красный — 730—770; вишнезо-красный — 770—800;
светло-вишнево-красный — 800—830; светло-красный — 830—900; оранжевый —
900—1050; темно-желтый — 1050—1150; светло-желтый — 1150—
1250; ослепительно-белый— 1250—1300.
Цветами побежалости называются радужные цвета,
возникающие в результате появления тонкого слоя окислов на чистой
поверхности углеродистой стали при нагреве ее на воздухе. Они
меняются в зависимости от температуры нагрева (°С): светло-жел-
10
ть,й 220; соломенно-желтый — 240; коричнево-желтый — 256;
красно-коричневый — 265; пурпурно-красный — 275; фиолетовый — 285;
васильково-синий — 295; светло-синий — 315; серый — 330;
черный—420.
На легированных сталях цвета побежалости возникают при
более высоких температурах.
ОБЩИЕ СВЕДЕНИЯ О ЛЕГИРОВАННЫХ
СТАЛЯХ
Легированной называют сталь, в которой наряду с обычными
примесями содержатся специально вводимые легирующие элементы:
хром, никель, марганец, кремний, вольфрам, молибден, ванадий,
кобальт, титан, ниобий, алюминий, азот, бор, цирконий, тантал, медь
и др. Эти элементы определяют название легированной стали,
например, хромистая, никелевая, ванадиевая, хромоникелевая, хромо-
марганцевомолибденовая и т. п. Марганец и кремний,
присутствующие в стали в качестве постоянных примесей, считаются
легирующими компонентами лишь при содержании более 1% марганца и
более 0,8% кремния.
Вводимые в сталь легирующие элементы повышают
механические, технологические и другие свойства стали.
Характеристика влияния легирующих элементов. Хром —
дешевый элемент, широко применяется в легированных сталях (в
конструкционных сталях его до 37о), повышает прочность и твердость
ста.^й и одновременно незначительно понижает пластичность и
вязкость, увеличивает прокаливаемость стали. Благодаря высокой
износоустойчивости хромистой стали из нее изготовляют подшипники
качения. Хром вводится также в состав быстрорежущей стали, а
при содержании хрома свыше 13% сталь становится нержавеющей.
Дальнейшее увеличение количества хрома повышает устойчивость
стали против окисления при высоких температурах и ее магнитные
свойства.
Никель сообщает стали антикоррозионную стойкость,
высокую прочность и пластичность, увеличивает прокаливаемость,
повышает сопротивление удару, уменьшает коэффициент теплового
расширения. Никель увеличивает плотность стали, так как является
хорошим раскислителем. В конструкционных сталях его содержится
от 1 до 5%, при большем содержании получается немагнитная сталь
и повышается антикоррозионная стойкость.
Вольфрам образует в стали очень твердые химические
соединения— карбиды, резко увеличивающие твердость и
красностойкость стали. Он препятствует росту зерен при нагреве, способствует
устранению хрупкости при отпуске. При содержании не свыше 1,5%
он присутствует в конструкционных сталях в количестве не более
22%^ вводится в инструментальную сталь для улучшения режущих
свойств и является присадкой в быстрорежущих сталях.
Молибден повышает прочность и твердость стали и
незначительно снижает пластичность и вязкость, уменьшает отпускную
хрупкость. В количестве 0,2—0,6% он присутствует в
конструкционных сталях. В инструментальных (быстрорежущих) сталях
молибден повышает красностойкость. Он также сообщает стали
жаростойкость.
11
Ванадий повышает" т'Ёе'рдост'ь стали, соо'бщает
мелкозернистую структуру с повышенной упругостью и сопротивлением
усталости, вводится в количестве 0,1—0,3% в конструкционные, 0,15—
0,65% — в инструментальные и до 2,5% — в быстрорежущие стали.
Марганец при содержании более 1% увеличивает твердость,
износостойкость, стойкость против ударных нагрузок, не уменьшая
пластичности, способствует глубокой прокаливаемости стали и
придает немагнитность. В конструкционных сталях его не более 2%.
Кремний в количестве 1—1,5% повышает прочность без
снижения вязкости, при большем содержании увеличиваются
электросопротивление и магнитопроницаемость. Он также увеличивает
упругость, кислотостоикость, жаростойкость. В конструкционных
сталях кремния содержится до 2%.
Титан повышает прочность и плотность стали, способствует
измельчению зерен, является хорошим раскислителем, улучшает
обрабатываемость и сопротивление коррозии; добавляется 0,1—0,2%.
Ниобий улучшает кислотостоикость и способствует
уменьшению коррозии в сварных конструкциях; добавляется 0.V—0,2%.
Алюминий вводится в сталь, подвергаемую азотированию,
для повышения твердости. Кроме того, при содержании 5—6%
сообщает стали жаростойкость, 12—15% алюминия вводится в
сплавы, идущие для изготовления постоянных магнитов с высокими
магнитными свойствами.
Бор в количествах до 0,002% значительно увеличивает прока-
ливаемость, повышает ударную вязкость после низкого отпуска.
Добавление даже 0,01% бора в жаропрочные сплавы повышает их
жаропрочность.
Кобальт повышает жаропрочность и магнитные свойства,
увеличивает сопротивление удару.
Медь увеличивает антикоррозионные свойства, она вводится
главным образом в строительную сталь.
Цезий повышает прочность и особенно пластичность.
Цирконий влияет на величину и рост зерна (измельчает
зерно) и позволяет получать сталь с заранее заданной зернистостью.
Лантан и неодим уменьшают пористость, способствуют
уменьшению содержания серы в стали, улучшают качество
поверхности, измельчают зерно. Эти примеси вводят в нержавеющие,
трансформаторные и жаростойкие стали.
МАРКИРОВКА ЛЕГИРОВАННЫХ СТАЛЕЙ
i
Обозначение марок легированных сталей производится по
буквенно-цифровой системе. Легирующие элементы обозначаются
следующими буквами: никель — Н, хром — X, вольфрам — В,
ванадий— Ф, молибден — М, тиган — Т, кобальт — К, кремний — С,
марганец — Г, алюминий — Ю, медь — Д, ниобии — Б, бор — Р,
фосфор — П.
Первые цифры марки указывают среднее содержание углерода
в сотых долях процента. Цифры, стоящие за буквами, указывают
среднее содержание данного элемента в стали в процентах, если
содержание его превышает 1,5%. Буква А в конце марки
указывает на высокое качество стали (чистоту по вредным примесям) и
высокое требование металлургического контроля. Например, сталь
12
ЗОХГСА в среднем содержит 0,30% углерода, 1% хрома, 1%
марганца, 1% кремния, 0,03% серы и 0,03% фосфора.
Если перед маркой помещена одна цифра, то она указывает на
содержание углерода в десятых долях процента. Так, сталь 2Х18Н9
содержит 0,2% углерода, 18% хрома и 9% никеля. Когда перед
маркой отсутствуют цифры, то углерода в стали содержится в
среднем 11% или более. Например, сталь ХВ5 содержит 1,25—1,5%
углерода, 1% хрома и 5% вольфрама.
В отдельных случаях допускают упрощения в обозначении
сталей опуская некоторые цифры. Так, вместо 18Х2Н4ВА пишут
просто '18ХНВА.
Некоторые высоколегированные стали выделены в особые
группы и обозначаются буквами: Ж — хромистые нержавеющие стали,
Я — хромоникелевые нержавеющие стали, Е — электротехнические
стали с особыми магнитными свойствами, Р — быстрорежущие
стали, Ш — шарикоподшипниковые стали: например стали Ж1, Я1,
Е12, Р18.
Стали, выплавляемые на заводе «Электросталь», обозначаются
буквой Э, выплавленные там же опытные (исследовательские) марки
стали обозначаются буквами ЭИ и порядковым номером, например
ЭИ402 и т. д.
КРАТКИЕ ХАРАКТЕРИСТИКИ
И НАЗНАЧЕНИЕ ЛЕГИРОВАННЫХ СТАЛЕЙ
Марганцовистые стали. Стали 10Г2 (0,08— 0,17% С, 1,2—
1,6% Мп) и 12Г2А (0,12—0,20% С, 2,0—2,4% Мп) обладают высокими
пластическими свойствами, хорошо свариваются всеми видами
сварки; применяются после нормализации для изготовления сварных и
штампованных деталей с ав=40н-60 кГ/мм2 у стали 10Г2 и с
ов = 60~-90 кГ/мм2 у стали 12Г2А. Термическая обработка:
температура закалки, отжига и нормализации — 890±Ю°С.
Сталь 20ГА (0,18—0,26% С и 1,3—1,6% Мп) повышенной
прочности имеет высокие пластические свойства, хорошо
расклепывается и сваривается; применяется для изготовления заклепок
ответственных деталей. Термическая обработка: температура отжига
и закалки — 880±ilO°C, закалочная среда — масло.Готовые
заклепки подвергаются закалке и отпуску при '600—620° С.
Сталь 65Г (0,60—0,70% С, 0,90—1,20 Мп) обладает плохой
обрабатываемостью; подвергается термической обработке (закалке
и отпуску), что сообщает ей повышенную прочность и упругость
(св = 150-7-165 кГ/мм2, 6 = 4%); поставляется в виде прутков,
проволоки, листов; применяется для изготовления пружин и упругих
шайб под гайки.
Хромомарганцовистокремнистые стали. Сталь 25ХГСА (0,22—
0,29% С, 0,8—1,1% Мп, 0,9—1,2 Si, 0,8—1,0% Сг) обладает высокой
прочностью, в отожженном состоянии имеет хорошую пластичность,
удовлетворительно обрабатывается резанием, хорошо сваривается
дуговой и атомно-водородной сваркой, удовлетворительно —
газовой и контактной; применяется для изготовления ответственных
сварных и штампованных деталей, термически обрабатываемых па
ов=130 кГ/мм2. Эта сталь рекомендуется в тех случаях, когда
детали подвергаются газовой сварке. Нельзя допускать присутствия в
13
одном термически обработанном узле деталей из сталей 25ХГСА и
ЗОХГСА, так как эти стали имеют различные режимы отпуска.
Термическая обработка: температура нормализации, высокого
отжига, закалки — 900±10°С, низкого отжига — 690±10°С,
закалочная среда — масло.
Сталь ЗОХГСА по сравнению со сталью 2БХГСА имеет
больше углерода (0,28—0,35%), поэтому она обладает повышенными
механическими свойствами, имеет удовлетворительную пластичность
в отожженном состоянии, хорошо сваривается дуговой и
удовлетворительно — всеми остальными видами сварки; применяется для
изготовления сварных, штампованных, клепаных и механически
обрабатываемых деталей с ав = 120-^- 140 кГ/мм2: болтов, деталей
шасси, стыковых соединений, полок, гаек, шпилек, трубок,
форсунок и др:
Эта сталь имеет неглубокую прокаливаемость, в связи с чем
ограничивается толщина деталей, изготовляемых из нее (до 25 мм —
для цилиндра и квадрата и 15 мм — для труб и плоских деталей).
Температура ковки — 850—1150° С, температура термической
обработки: высокого отжига, нормализации, закалки — 900±Ш°С,
закалочная среда — масло.
Сталь ЗОХГСНА обладает высокой прочностью, хорошо
сваривается дуговой сваркой, удовлетворительно — атомно-водород-
ной и неудовлетворительно — газовой, имеет высокую
пластичность и вязкость и меньшую, чем сталь ЗОХГСА,
чувствительность к концентрации напряжений, обладает хорошей про-
каливаемостью для деталей толщиной до 50—60 мм;
применяется для изготовления высоконагруженных деталей с о*в =j140 -s-
н-180 кГ/мм2: шасси, полок и поясов крыла и центроплана,
стыковых соединений, болтов и др. Термическая обработка: закалка в
масле с температурой 900 ±10° С и отпуск при 200—300° С с
последующим охлаждением на воздухе.
Сталь 30Х2ГСН2ВМ (ВЛ1) применяется для изготовления
деталей сложной конфигурации: лонжеронов крыла, стабилизатора,
шпангоутов фюзеляжа и других, сваривается ручной дуговой
сваркой, после которой, не допуская охлаждения сварных швов ниже
200° С, детали переносят в печь с температурой 650° С и далее
охлаждают на воздухе.
Сталь ЭИ643 рекомендуется для изготовления деталей шасси
и болтов, работающих ка срез, растянутых и сжатых поясов
лонжеронов и других деталей, не имеющих значительных
концентраторов напряжений.
Имея высокие механические характеристики, сталь обладает
повышенной чувствительностью к концентрации напряжений при
статической и особенно при многократной статической нагрузке.
Поэтому детали из этой стали делают с максимальными радиусами
переходов, например болты, работающие на срез, должны
изготовляться с двумя разгружающими проточками: перед резьбовой
частью и перед головкой.
Сталь сваривается ручной и автоматической дуговой сваркой,
в отожженном состоянии удовлетворительно обрабатывается
резанием.
Хромистые стали (табл. 1.3, рис. 1.2). Сталь 15ХА (0,12—
*3,17% С и 0,7—1,02% Сг) применяется для изготовления деталей
сечением до 30 мм, подвергающихся цементации, а также деталей
14
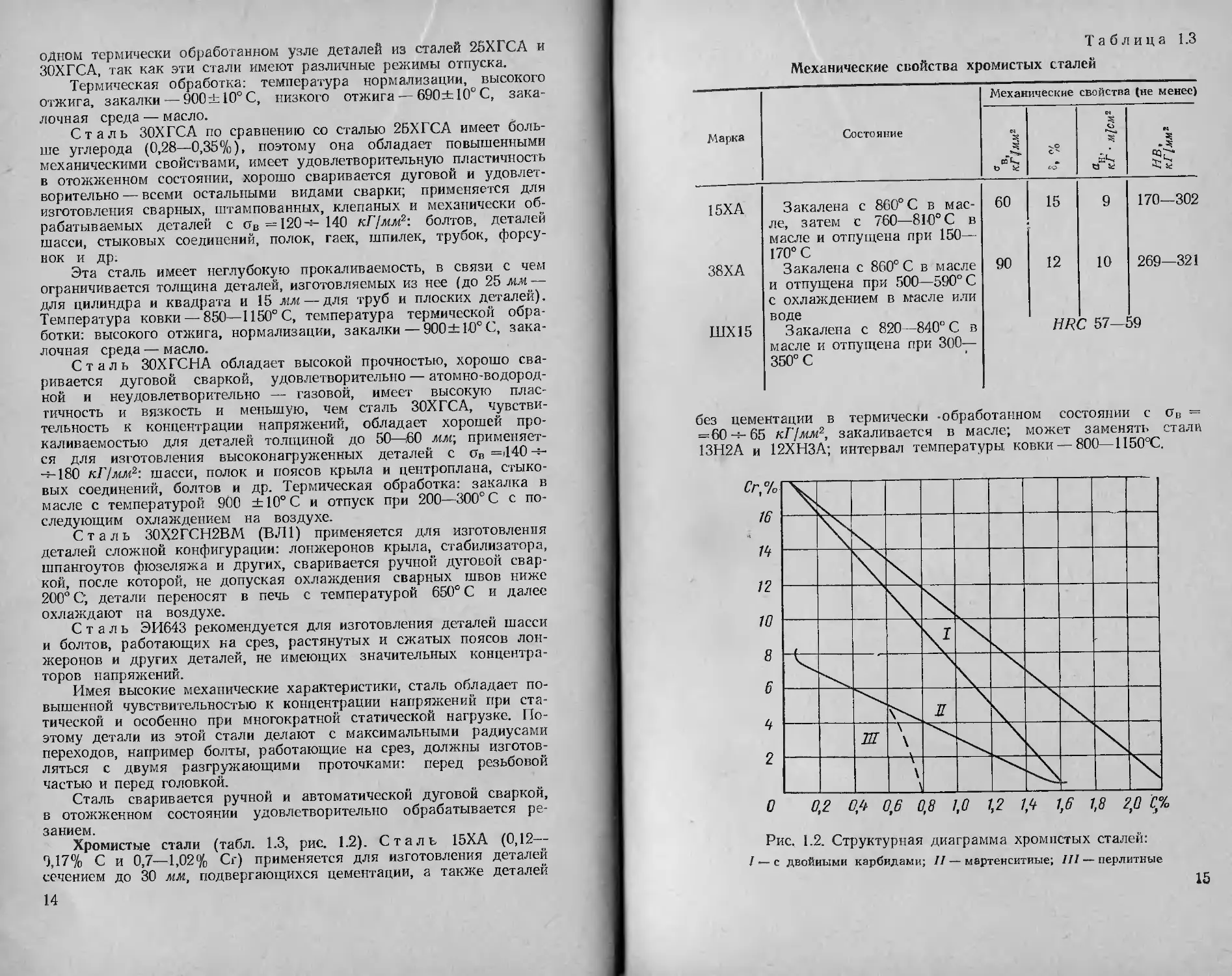
Таблица 1.3
Механические свойства хромистых сталей
Марка
15ХА
38ХА
ШХ15
Состояние
Закалена с 860° С в
масле, затем с 760—810° С в
масле и отпущена при 150—
170° С
Закалена с 860° С в масле
и отпущена при 500—590° С
с охлаждением в масле или
воде
Закалена с 820—840° С в
масле и отпущена при 300—
350° С
Механические свойства (не менее)
60
90
-Л
с4
1
15 9 170—302
12 10 269—321
HRC 57—59
без цементации в термически -обработанном состоянии с о*в =
= 60-^-65 кГ/ммг, закаливается в масле; может заменять стали
13Н2А и 12ХНЗА; интервал температуры ковки —800—II 50°С.
Сг,%
16
14
12
10
8
Б
4
2
0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 С,%
Рис, 1.2. Структурная диаграмма хромистых сталей:
/ — с двойными карбидами; // — мартенситиые; Ш — перлитные
15
Термическая обработка: температура нормализации и отжига
880—900°С, высокого отпуска — 700±10°С, закалка с 880±10°С
в масле, отпуск при 480—540° С.
Режим цементации: цементация при 900—920° С, закалка с
880±10°С в масле, закалка с 780±10°С в масле, отпуск при 150—
170° С с охлаждением иа воздухе.
Сталь 38ХА (0,34—0,42% С, 0,8—1,1% Сг) имеет высокую
прочность и вязкость, закаливается в масле, обладает хорошей про-
каливаемостью, применяется для изготовления механически
обрабатываемых деталей, подвергаемых закалке с отпуском: стаканов,
втулок, винтов, шестерен, болтов, шпилек, гаек и других; интервал
температуры ковки — 800—1140° С.
Термическая обработка: температура отжига, нормализации и
закалки — 850±10°С, закалочная среда — масло, отпуск при 500—
660° С с охлаждением в масле или воде, так как сталь подвержена
отпускной хрупкости. Рекомендуемые температуры отпуска: для
деталей с св =70-!- 90 кГ/мм2 — 640—660°С, ав =90-*- ПО кГ/мм2 —
580—600°С и схв= 110-МЗО кГ/мм2 — 500—520°С. В качестве
предварительной термической обработки желателен отжиг при 850° С или
отпуск при 650—680°С (для прутков), нормализация с 850—890°С
или нормализация и отпуск (для поковок).
Сталь ШХ15 (1,0% С и 1,5% Сг) применяется для
изготовления шариков, роликов и колец подшипников качения. Перед
изготовлением этих деталей сталь проковывают, чтобы разрушить
карбидную сетку, затем подвергают предварительной термической обработке
на сфероидизацию при температуре 680—690° С. В результате
карбиды приобретают зернистую форму, что повышает твердость и
сопротивляемость истиранию. После закалки и низкого отпуска сталь
приобретает структуру мартенсита с карбидами.
Хромомолибденовые стали. Сталь 20ХМА (0,15—0,25% С,
0,8—1,1% Сг, 0,15—0,25% Мо) имеет повышенную прочность,
высокую вязкость и отлично сваривается, часто применяется как
присадочный материал при газовой, цуговой и атомно-водородной сварке
деталей из сталей ЗОХГСНА, ЗОХГСА и 25ХГСА, обрабатываемых на
с в >90 кГ/мм2. Термическая обработка: температура нормализации,
высокого отжига, закалки — 890±.1Ю°С, температура низкого
отжига— 700±10°С, закалка в масле.
Сталь 35ХМФА (0,30—0,38% С, 1,0—1,3% Сг, 0,1—0,2% V,
0,2—0,3% Мо) обладает высокой прочностью; применяется в
термически обработанном состоянии для изготовления деталей воздушных
винтов, коленчатых валов маломощных двигателей и других деталей;
интервал температуры ковки—1200—800° С. Термическая обработка:
отжиг при 880° С, нормализация при 930—970° С, закалка с 900° С
в масле. Предварительная термическая обработка: отжиг при 880° С
или отпуск при 650—680° С (для прутков), нормализация при 930—
970° С и отпуск (для поковок).
Хромованадиевые стали. Сталь 40ХФА (0,37—0,45% С, 0,8—
1,1% Сг, 0,1—0,2% V) имеет высокую прочность, небольшую про-
каливаемость, подвержена отпускной хрупкости; применяется в
термически обработанном состоянии для изготовления деталей
воздушных винтов: втулок, кронштейнов, траверс, болтов, а также для
изготовления деталей, подвергающихся азотированию: интервал
температуры ковки— 1140—800°С. Термическая обработка: отжиг и
нормализация при 850—890° С, закалка при 880 °С, отпуск при 620—
16
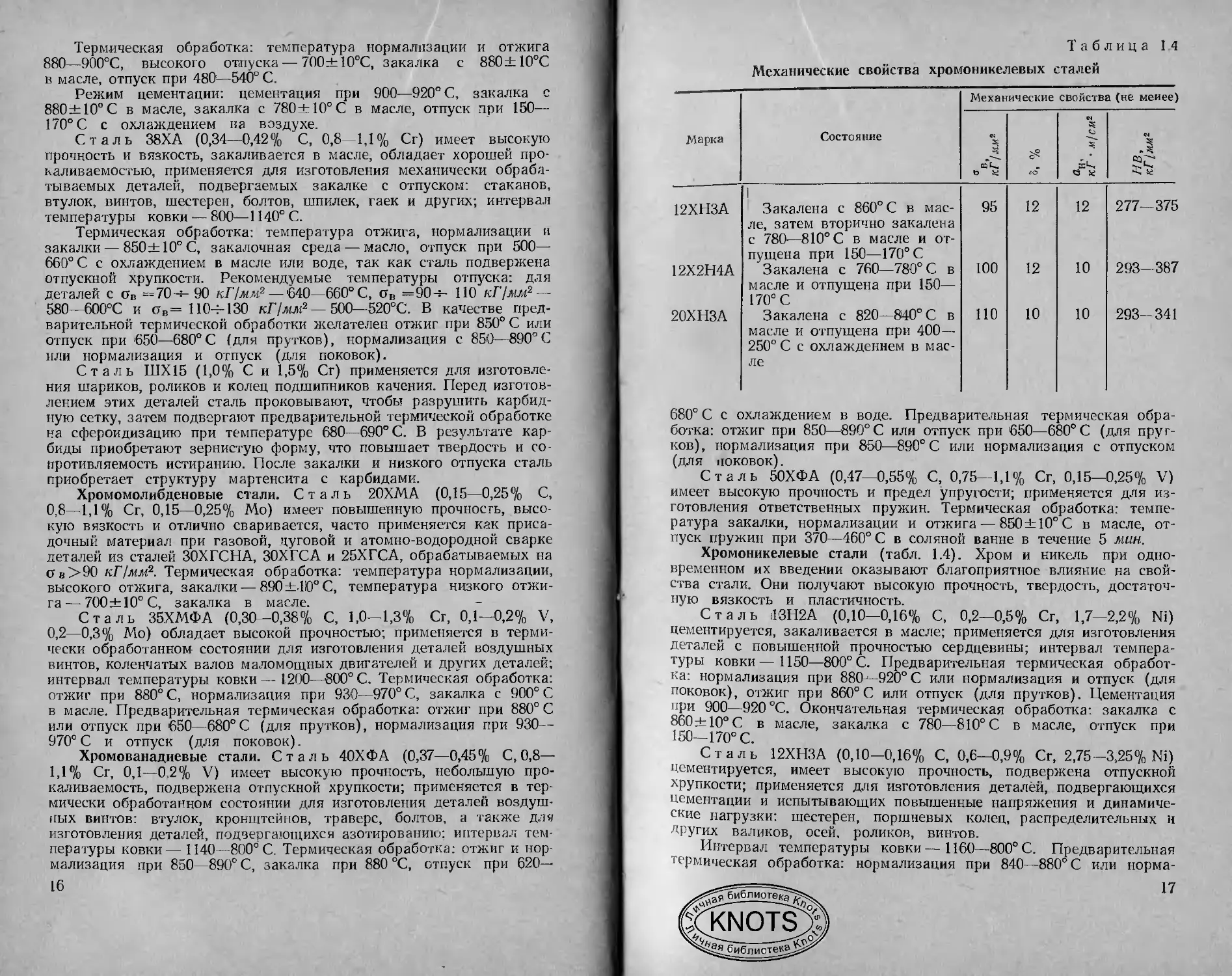
Таблица 14
Механические свойства хромоникелевых сталей
Марка
12ХНЗА
12Х2Н4А
20ХНЗА
Состояние
1
Закалена с 860° С в
масле, затем вторично закалена
с 780—810° С в масле и
отпущена при 150—170° С
Закалена с 760—780° С в
масле и отпущена при 150—
170° С
Закалена с 820—840° С в
масле и отпущена при 400—
250° С с охлаждением в
масле
Механические свойства (не менее)
5;
95
100
ПО
^5
о"
12
12
10
1
5;
12
10
10
277—375
293—387
293-341
680° С с охлаждением в воде. Предварительная термическая
обработка: отжиг при 850—890° С или отпуск при 650—680° С (для пруг-
ков), нормализация при 850—890° С или нормализация с отпуском
(для поковок).
Сталь 50ХФА (0,47—0,55% С, 0,75—1,1% Сг, 0,15—0,25% V)
имеет высокую прочность и предел упругости; применяется для
изготовления ответственных пружин. Термическая обработка:
температура закалки, нормализации и отжига — 850±10° С в масле,
отпуск пружин при 370—460° С в соляной ванне в течение 5 мин.
Хромоникелевые стали (табл. 1.4). Хром и никель при
одновременном их введении оказывают благоприятное влияние на
свойства стали. Они получают высокую прочность, твердость,
достаточную вязкость и пластичность.
Сталь I13H2A (0,10—0,16% С, 0,2—0,5% Сг, 1,7—2,2% №)
цементируется, закаливается в масле; применяется для изготовления
деталей с повышенной прочностью сердцевины; интервал
температуры ковки—1150—800° С. Предварительная термическая
обработка: нормализация при 880^-920°С или нормализация и отпуск (для
поковок), отжиг при 860°С или отпуск (для прутков). Цементация
при 900—920°С. Окончательная термическая обработка: закалка с
860±10°С в масле, закалка с 780—810° С в масле, отпуск при
150—170° С.
Сталь 12ХНЗА (0,10-0,16% С, 0,6—0,9% Сг, 2,75-3,25% Ni)
Цементируется, имеет высокую прочность, подвержена отпускной
хрупкости; применяется для изготовления деталей, подвергающихся
цементации и испытывающих повышенные напряжения и
динамические нагрузки: шестерен, поршневых колец, распределительных н
Других валиков, осей, роликов, винтов.
Интервал температуры ковки—1160—800°С. Предварительная
термическая обработка: нормализация при 840—880° С или норма-
1бИблиоте|щ
^KNOTST
библиотека*
17
лизания и отпуск (для поковок) и отжиг или отпуск (для Пруткову
Цементация при 900—920° С. Окончательная термическая обработка:
закалка с 860° С в масле, закалка с 780—810° С в масле, отпуск
при 150—170° С в течение 3 ч.
Сталь 12Х2Н4А (0,10-0,15% С, 1,25—1,75% Сг, 3,25—3,75% №)
цементируется, имеет высокую прочность и вязкость, закаливается
в масле, склонна к отпускной хрупкости; применяется для
изготовления ответственных цементируемых деталей, испытывающих
повышенные напряжения и динамические нагрузки: валиков, шестерен,
осей, соединительных втулок, сателлитов, редукторов, шестерен
распределения, пальцев поршней и др. Ее рекомендуется заменять
сталью I12XH3A.
Интервал температуры ковки—1180—800° С. Предварительная
термическая обработка: нормализация при 840—880° С или
нормализация и отпуск с 650°С. Цементация при 900—920°С.
Окончательная термическая обработка: закалка с 760—800° С в масле, отпуск
при 150—170° С.
Сталь 20ХНЗА (0,17—0,25% С, 0,6—0,9% Сг, 2,75-3,25% Ni)
закаливается в масле, после термической обработки имеет высокую
прочность в сочетании с достаточно большой вязкостью: склонна
к отпускной хрупкости (можно заменять сталью 38ХА).
Интервал температуры ковки — 1160—800° С. Предварительная
термическая обработка: для прутков — отжиг при 840 С или отпуск
при 650—680° С, для поковок — нормализация с 840—880° С и
отпуск. Окончательная термическая обработка: закалка с 820—840° С
в масле или теплой воде, отпуск при 400—500° С с охлаждением
в масле или теплой воде.
Хромоникелетитановые стали. Сталь 1Х18Н9Т [ЭЯ1Т] (0,14% С,
17—20% Сг, до 0,8% Ti) обладает высокой пластичностью после
закалки, хорошо сваривается всеми видами сварки, упрочнение
достигается путем нагартовки закаленной стали; применяется для
изготовления с повышенной коррозионной стойкостью (деталей
крепления и элементов конструкции ТРД, работающих в условиях
высокого нагрева): гаек, болтов, шпилек, втулок, фланцев, патрубков,
реактивных конусов.
Термическая обработка: закалка с 1100—1150°С в воде (для
прутков), с 1050—1100°С в воде или на воздухе (для лент).
Сталь Х20Н80Т [ЭИ435] (19—23% Сг, ==£ 40% Ti и более
75% Ni) в закаленном состоянии обладает высокой пластичностью,
хорошо сваривается контактной сваркой, удовлетворительно —
газовой и атомно-водородной; применяется для изготовления жаровых
труб ТРД. Термическая обработка: закалка с 1050°С.
Хромоникелевольфрамовые и хромоиикелемолибденовые стали.
Сталь 18ХНВА (0,14-0,21% С, 1,35—1,65% Сг, 4,0—4,5% Ni,
0,8—1,2% W) цементируется, закаливается на воздухе, подвержена
отпускной хрупкости, вследствие чего при отпуске требуется
быстрое охлаждение; применяется для изготовления ответственных
цементируемых и нецементируемых деталей, испытывающих высокие
напряжения и динамические нагрузки: коленчатых валов, валов
редукторов, турбин и компрессоров, цапф, ответственных болтов и
шпилек, шестерен, шатунов.
Предварительная термическая обработка: нормализация при
920—980°С и отпуск (для поковок и прутков). Цементация при
900—920° С. Окончательная термическая обработка: закалка с 950° С
18
на воздухе, закалка с 850—<860°С На боздухе и отпуск при 150—
170° С, закалка с 860—870° С на воздухе и отпуск при 150—170° С,
закалка с 860—870° С в масле и отпуск при 525—575° С в воде или
масле.
Сталь 25ХНВА в отличие от стали 18ХНВА содержит больше
углерода (от 0,21^0,28% С), обладает высокой прочностью,
закаливается на воздухе, склонна к отпускной хрупкости; применяется
для изготовления деталей, испытывающих высокие напряжения и
динамические нагрузки (рекомендуется заменять сталями 18ХНВА
и 40ХНМА).
Предварительная термическая обработка: нормализация с 930—
970СС и отпуск Окончательная термическая обработка: закалка с
850° С в масле, отпуск при S20—600° С с охлаждением в масле
или воде.
Сталь 40ХНМА (0,36—0,44% С, 0,6—0,9% Сг, 1,25—1,75% Ni)
имеет высокую прочность; применяется для изготовления деталей,
испытывающих высокие напряжения и динамические нагрузки:
коленчатых валов, валов винтов, турбин, компрессоров, цапф, муфт,
шестерен, рессор, шатунов, нагруженных болтов, шпилек, деталей
винта и др.
Предварительная термическая обработка: для прутков — отжиг
при 840—880° С или отпуск при 650—680° С, для поковок —
нормализация с 840—880° С и отпуск. Окончательная термическая
обработка: закалка с 850° С в масле, отпуск на требуемую твердость
(550—600° С при ЯС=31— 37, ав = 100-н 115 кГ/мм2 н 575-625° С
при #С=35—40, ав =110 —• 125 кГ/мм2).
С-а ль 38ХМОА (0,35-0,42% С, 0,17—0,37% Si, 0,30-0,60%
Мп, 1,35—1,65 Сг, =£Д40%, Ni) азотируется; применяется для
изготовления деталей с минимальной деформацией при термической
обработке: шестерен, валиков, обойм, гильз цилиндров и др.
Предварительная термическая обработка: для прутков — отжиг
при 930° С или отпуск при 650—680° С, для поковок — нормализация
при 930—970° С и отпуск. Окончательная термическая обработка:
закалка с 930—950° С в масле или теплой воде, отпуск при 600—
670° С с охлаждением в масле или воде. Режимы азотирования:
одноступенчатый процесс (510—540°С)—для тонкостенных изделий
и деталей сложной конфигурации (диссоциация аммиака при 510—
°40 С составляет 25—40%), двухступенчатый процесс (520—
£>40 С) — для большинства изделий.
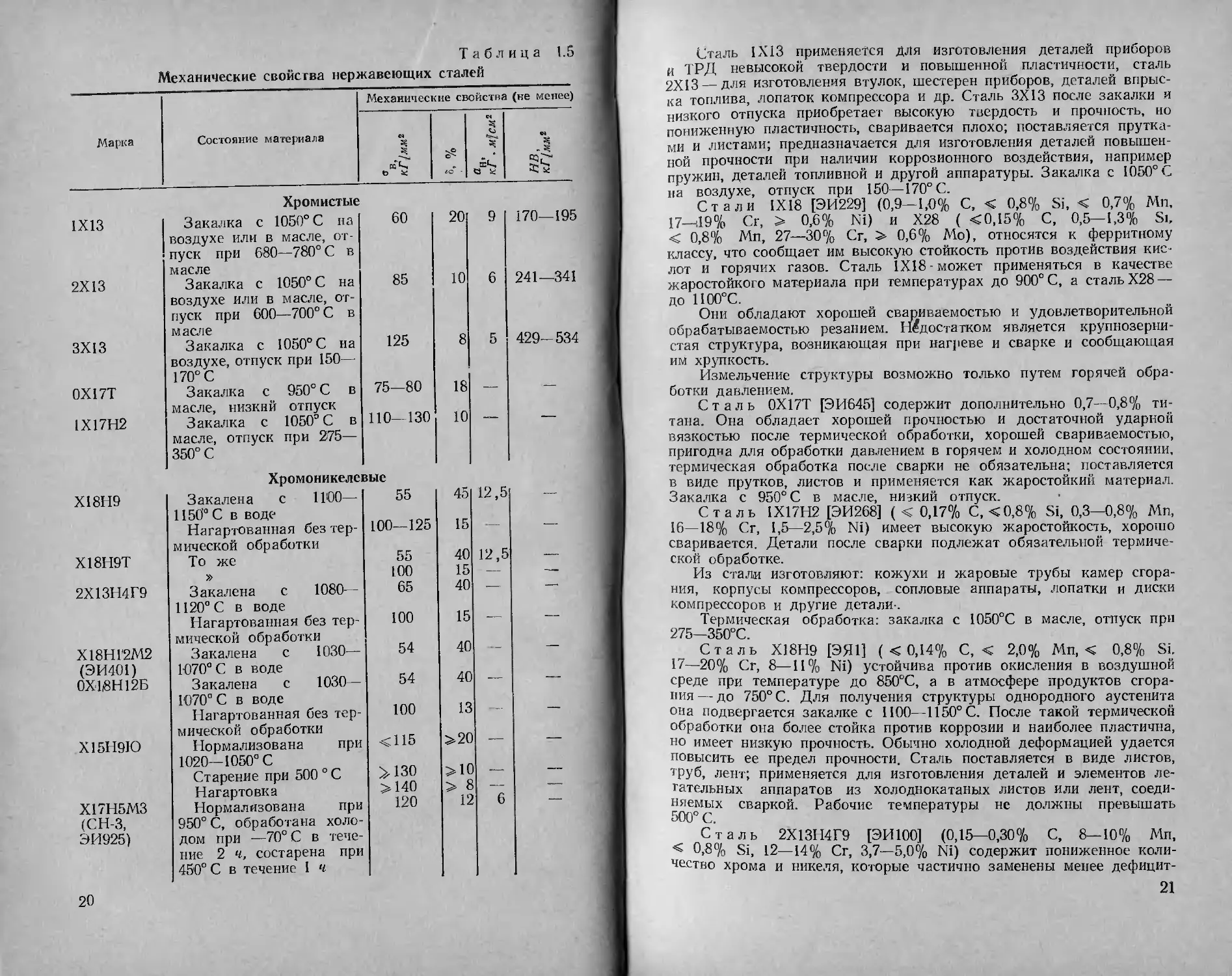
Нержавеющие стали (табл. 1.5). Нержавеющими называются
стали, обладающие высоким сопротивлением коррозии при
воздействии воздуха, воды, растворов кислот, солей и др. Легирование стали
большим количеством хрома или хрома и никеля сообщает ей
высокое сопротивление коррозии.
Стали 1Х13[ЭЖ1] ( < 0,15% С, < 0,6% Si, ^0,6% Мп, 12,0-
< nfio/ СЙ Ио 2Х13 [ЭЖ2] (0.16-0,24% С, < 0,6% Si,<
и.о /о Мп, 12—14% Сг) относятся к феррито-мартенситному
<аСп«о/ ал сталь ЗХ13 [ЭЖЗ] (0,25-0,34% С, < 0,6% Si,
^ 0,'Ь /о Мп, 12—il4% Сг)—к мартенситному. Для получения лучших
механических и антикоррозионных свойств они подвергаются
термической обработке (закалке с высоким отпуском). Эти стали обла-
Д ют высокой пластичностью, удовлетворительной свариваемостью,
СТВ отожженном состоянии хорошо обрабатываются резанием; но-
авляются в виде прутков, листов и проволоки.
19
Таблица 1.5
Механические свойства нержавеющих сталей
Марка
Состояние материала
Механические свойства (не менее)
©"-
„
«о ■
">
ч
=ч
а к
^
^
1X13
2X13
3X13
0Х17Т
1Х17Н2
Х18Н9
Х18Н9Т
2Х13Н4Г9
Х18Н1'2М2
(ЭИ401)
0ХШН12Б
Х15Н9Ю
Х17Н5МЗ
(СН-3,
ЭИ925)
Хромистые
Закалка с 1050° С на
воздухе или в масле,
отпуск при 680—780° С в
масле
Закалка с 1050° С на
воздухе или в масле,
отпуск при 600—700° С в
масле
Закалка с 1050° С на
воздухе, отпуск при 150—
170° С
Закалка с 950° С в
масле, низкий отпуск
Закалка с 1050° С в
масле, отпуск при 275—
350° С
Хромоникелевые
Закалена с 1100—
1150° С в воде
Нагартованная без
термической обработки
То же
Закалена с 1080—
1120° С в воде
Нагартованная без
термической обработки
Закалена с 1030—
1070" С в воде
Закалена с 1030—
1070° С в воде
Нагартованная без
термической обработки
Нормализована при
1020—1050° С
Старение при 500 °С
Нагартовка
Нормализована при
950° С, обработана
холодом при —70° С в
течение 2 ч, состарена при
450° С в течение 1 ч
60
85
125
75—80
110—130
20
10
8
18
10
9
6
5
—
—
170—195
241—341
429-534
55
100—125
55
100
65
100
54
54
100
<115
>130
>140
120
45
15
40
15
40
15
40
40
13
>20
>10
> 8
12
12,5
-
12,5
—
—
—
-
—
-
—
—
—
6
20
Сталь 1X13 применяется для изготовления деталей приборов
и ТРД невысокой твердости и повышенной пластичности, сталь
2X13 —для изготовления втулок, шестерен приборов,
деталей'впрыска топлива, лопаток компрессора и др. Сталь 3X13 после закалки и
низкого отпуска приобретает высокую твердость и прочность, но
пониженную пластичность, сваривается плохо; поставляется
прутками и листами; предназначается для изготовления деталей
повышенной прочности при наличии коррозионного воздействия, например
пружин, деталей топливной и другой аппаратуры. Закалка с 1050° С
на воздухе, отпуск при 150—170° С.
Стали 1X18 [ЭИ229] (0,9—1,0% С, < 0,8% Si, < 0,7% Мп,
17—.19% Сг, > 0,6% Ni) и Х28 ( <0,15% С, 0,5-1,3% Si,
< 0,8% Мп, 27—30% Сг, > 0,6% Мо), относятся к ферритиому
классу, что сообщает им высокую стойкость против воздействия
кислот и горячих газов. Сталь 1X18-может применяться в качестве
жаростойкого материала при температурах до 900° С, а сталь Х28 —
до 1100°С.
Они обладают хорошей свариваемостью и удовлетворительной
обрабатываемостью резанием. Недостатком является
крупнозернистая структура, возникающая при нагреве и сварке и сообщающая
им хрупкость.
Измельчение структуры возможно только путем горячей
обработки давлением.
Сталь 0Х17Т [ЭИ645] содержит дополнительно 0,7—0,8%
титана. Она обладает хорошей прочностью и достаточной ударной
вязкостью после термической обработки, хорошей свариваемостью,
пригодна для обработки давлением в горячем и холодном состоянии,'
термическая обработка после сварки не обязательна; поставляется
в виде прутков, листов и применяется как жаростойкий материал.
Закалка с 950° С в масле, низкий отпуск
,R ^У^ 1?}71?Л?Ш68] (<0.17% С,<0,8% Si, 0,3-0,8% Мп,
lb— ie /0 Сг, 1,5—2,5% Ni) имеет высокую жаростойкость, хорошо
сваривается. Детали после сварки подлежат обязательной
термической обработке.
Из стали изготовляют: кожухи и жаровые трубы камер
сгорания, корпусы компрессоров, сопловые аппараты, лопатки и диски
компрессоров и другие детали-.
275—350°СЧеСКаЯ °бработка: закалка с 1050°С в масле, отпуск при
17-2о7гг ЯХ1^ [^1] (<°>14% С< 2.0% Мп,< 0,8% Si.
«' ^и/0 ^г, о— 11 /0 щ устойчива против окисления в воздушной
среде при температуре до 850°С, а в атмосфере продуктов сгора-
•ия до /ЬО С. Для получения структуры однородного аустенита
она подвергается закалке с 1100-1150° С. После такой термической
оораоогки она более стойка против коррозии и наиболее пластична,
но имеет низкую прочность. Обычно холодной деформацией удается
повысить ее предел прочности. Сталь поставляется в виде листов,
ууо, лент; применяется для изготовления деталей и элементов ле-
н™7ЬНЫХ аппаРаТов из холоднокатаных листов или лент соеди-
500°СХ СВаркОЙ- Рабочие температуры не должны превышать
< oiV^\o2X}^4^g [ЭИШ0] (°.15-°.30% С, 8-10% Мп,
чес™ ' 12~14% Сг- 3,7-5,0% Ni) содержит пониженное коли-
то хрома и никеля, которые частично заменены менее дефицит-
21
ным Марганцем; поставляется в виде прутков, листов, ленты,
проволоки; применяется для изготовления деталей, конструкции
самолета, нагревающихся при работе не выше 500° С, например деталей
крыла, фюзеляжа, противопожарных перегородок и др.
Сталь Х18Н9Т [ЭЯ1Т] (<0,12% С, « 2,0% Мп, < 0,8% Si,
17—19% Сг, 8,0—9,5% Ni, <0,7%, Ti) устойчива против окисления
на воздухе и в атмосфере продуктов сгорания до 800—900° С,
обладает высокой пластичностью и коррозионной стойкостью после
закалки; допускаются глубокая вытяжка и другие виды холодной
штамповки.
Пластической деформацией сталь упрочняется до ав =100-»-
4- 130 кГ/мм2 с сохранением хорошей пластичности; хорошо
сваривается всеми видами сварки; поставляется в виде прутков, листов,
профилей, труб, колец, бандажей; применяется для изготовления
деталей ГТД: конусов, выхлопных труб, реактивных насадков н
сварных изделий, работающих в условиях влажной среды.
Сталь 0Х18Н12Б [ЭИ402] ( < 0,10% С, < 2% Мп, < I% Si,
17—20% Сг, 9—13%, Ni^l,5% Nbi) по свойствам, термической
обработке и применению близка к стали Х18Н9Т, хорошо
сваривается, но склонна к образованию горячих трещин в наплавленном
металле; поставляется в виде прутков и листов; применяется для
изготовления выхлопных патрубков, коллекторов, систем
коммуникации горячих газов ГТД, деталей соплового аппарата, деталей,
работающих при небольших напряжениях и температурах не выше
850°С, а также для сварной аппаратуры и деталей, стойких в
азотной кислоте.
Сталь Х15Н9Ю [СН2, ЭИ904] (0,05—0,09% С, < 0,7% Мп,
< 0,7% Si, 14,8—16,5% Сг, 7,0—9,4% Ni, 0,9—1,4% А1) является
сталью полуаустенитного класса. Химический состав ее подобран
так, что мартенситная точка находится около нуля градусов. После
нормализации с 1000° С она приобретает структуру нестабильного
аустенита. В этом состоянии она обладает наибольшей
пластичностью и легко обрабатывается давлением. При деформации сталь
быстро нагартовывается; для смягчения между операциями нагар-
товки рекомендуется промежуточный отжиг. Она хорошо
сваривается аргонно-дуговой, точечной и роликовой сваркой, может
обрабатываться резанием.
В мягком аустенитном состоянии сталь ие упрочняется при
старении. Для этого она должна пройти обработку холодом. Для
получения мартенситной структуры ее подвергают нормализации с
950° С и выдерживают при температуре —70° С в течение 2 ч.
Затем производится упрочнение старением при 500° С в течение 1 ч,
дальнейшее упрочнение может производиться нагартовкой.
Прочность этой стали хорошо сохраняется до 400—450° С. Она
выпускается в виде листов, лент, прутков, прессованных профилей;
применяется для изготовления обшивки и внутреннего набора,
работающих в контакте с атмосферой и топливом.
Кремнистая сталь. Сталь 60С2А имеет высокую прочность и
упругость; применяется для изготовления плоских и спиральных
пружин, работающих при высоких нагрузках, колец и других
деталей. Термическая обработка: температура закалки, нормализации и
высокого отжига — 860±'10СС, закалочная среда — масло, низкий
отжиг при 690±10°С.
22
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Инструментальные стали делят на углеродистые, легированные
и быстрорежущие. Для режущих и мерительных инструментов
применяют углеродистые и легированные стали. Ударно-штамповочные
инструменты изготовляют из легированной стали. Быстрорежущие
стали служат для изготовления инструментов, работающих при
больших скоростях и повышенных режимах резания.
Легированные инструментальные стали обладают
красностойкостью до температур 550—600° С. Твердые и особо твердые
специальные сплавы красностойки при нагреве до 900—1000° С.
Легированная инструментальная сталь обычно содержит 1—3%
легирующих элементов. В некоторых сталях их содержится до 12—
14%. Содержание углерода, обеспечивающего высокую твердость,
равно 0,8—1,3%. Основным легирующим элементом является хром.
Введение 0,3—0,5% хрома уже заметно увеличивает прокаливае-
мость и износостойкость стали.
В тех случаях, когда необходимо, чтобы инструменты при
закалке не изменяли своих размеров, их изготовляют из малодефор-
мирующихся сталей, к которым, кроме хромистых, относятся хромо-
кремнистые и хромомарганцевые стали. Иногда в качестве присадок
в инструментальные стали вводят вольфрам и ванадий. Первый
повышает сопротивление стали износу и уменьшает
чувствительность к перегреву. Высокую износостойкость получают введением
в сталь большого количества хрома (до 12%) при значительном
содержании углерода (около 1,5%).
У.леродистые инструментальные стали. На изготовление
инструментов поступают хорошо отожженные стали в виде прутков,
лент, проволоки, поковок и т. п.
Углеродистые инструментальные стали для получения высокой
твердости закаливают в воде. При этом закаливаются только
поверхностные слои. В связи с этим инструменты имеют непрокален-
ную сердцевину и менее хрупки, легче переносят толчки и удары,
чем инструменты из стали со сквозной прокалкой. Но инструменты
из углеродистой стали непригодны для обработки прочных и особо
прочных сплавов, ими нельзя вести обработку на больших
скоростях и при большом сечении снимаемой стружки.
Сталь У7 (0,65—0,74% С) — для изготовления инструментов,
подвергающихся ударам и толчкам и требующих значительной
вязкости при умеренной твердости: зубил, обжимок, кувалд,
кузнечных и слесарных молотков, клейм, центров токарных станков и др.
Сталь У8 (0,75—0,84% С) — для инструментов,
подвергающихся ударам и требующих хорошей вязкости при высокой
твердости: матриц, пуансонов, ножниц и ножей по металлу, столярных
и пневматических инструментов.
Стали У9 и У10 (0,86—0,94% С и 0,95—1,04% С)—для
инструментов, не подвергающихся сильным ударам при высокой твердости
на режущей кромке: резцов, сверл, метчиков, плашек, разверток,
Фрез и др.
Стали У12 и У13 (1,15—1,25% С и 1,25—1,35% С) — для
инструментов с максимальной износостойкостью при максимальной
твердости: токарных и строгальных резцов, напильников, зубил для
насечки напильников, шаберов, калибров и др.
23
Легированные инструментальные стали имеют большую прока-
ливаемость и износостойкость, что достигается введением
сравнительно небольшого количества легирующих элементов
Сталь X (0,95—1,1.% С < 0,4% Мп, < 0.35% Si, 1,3—1,6 Сг)
применяется для изготовления гладких калибров, токарных,
строгальных и долбежных резцов для отделочных и лекальных'
работки? Ь,~ ?ХС (°-8^°-95С/о С, 0,3-0,6% Мп, 1,2-1,6% Si, 0,95-
1,/о/0 Сг) — сверл, разверток, фрез, метчиков, плашек и других-
Ч1У% чХГ (1-3-1-5% С- °.45-0,7% Мп, < 0,35% Si, 1,3-
l,b% Сг) — инструментов, которые при закалке должны мало
изменять свои размеры: калибров, шаблонов, колец, длинных
метчиков, плашек, фрез, мерительных инструментов; стали ХВГ Х12Ф1
[°ЛГ\$5% 9' °.8~1.1% Мп, 0,15-0,35% Si, 0,9-1,2% Сг, 1,2-
п'Г/ог,^,ИД,3-1'5% С' < °-35мп.< 0,4% Si, 11,0-12,5% Сг,
и,/—0,9 /о V) — измерительных и режущих инструментов,
коробление которых при закалке недопустимо: резьбовых калибров,
протяжек, длинных метчиков и разверток; сталь ХВ5 (125—15 С
< 0,30% Мп, < 0,30 Si, 0,4—0,7% Сг. 4.5—5,5% W) — резцов и
фрез при обработке с умеренной скоростью закаленных стальных и
чугунных деталей.
Быстрорежущие стали применяются для изготовления
инструментов высокой производительности с большой износостойкостью,
от которого требуется сохранение режущих свойств при нагревании
во время работы до температур 600е С.
Наибольшее распространение получили быстрорежущие стали
марок Р18 (0,7—0,8% С, 17,5—10,0% W, 1,0—1,4% V, 3,8-4 4% Сг)
и Р9 (0,85-0,95% С, 8,5-10,0% W, 2,0-2,6% V, 3,8-4,4%Сг).
Твердые сплавы. Когда инструменты должны работать с очень
высокими скоростями резания, применяют твердые сплавы, которые
наплавляют на режущие инструменты или припаивают пластинки
из этих сплавов.
Распространение получили металлокерамические сплавы. Их
изготовляют путем спекания порошков из карбида вольфрама,
карбида титана и карбида кобальта. Они обладают краскостойк'остью
800—1000° С. Выпускаются однокарбидовые (вольфрамовая группа
ВК) и двухкарбидовые (тигановольфрамовая группа ТК) сплавы.
Из них изготовляют пластинки различной формы и размеров,
которые напаивают на режущий инструмент.
ЧУГУНЫ
В авиационной технике применяются серые и ковкие чугуны.
Они имеют хорошие литейные свойства, высокие циклическую
вязкость, износоустойчивость и теплостойкость. Серый чугун в изломе
имеет темно-серый цвет вследствие того, что весь углерод или чаегь
его выделяется в виде графита. Ковким чугуном называется белый
чугун, графитизированный термической обработкой (отжигом).
Серый чугун обладает прочностью на разрыв до 40 кГ/мм2 при
удлинении до 0,5%); не подвергается термической обработке, за
исключением старения для снятия литейных напряжений.
Ковкий чугун имеет удлинение до 15% при прочности на
разрыв 0Д0 40 кГ/мм2 и обязательно подвергается отжигу при 1000
1050° С в течение 3—15 ч (в зависимости от толщины отливки)
24
К
S
а:
I
i/b ub со d
о о о о
I I I I I I I I I I I
О) С4) Ю СО
- о
о о - о
о
^ ^ о ■*
I I I | о о" | | о" о" |
ю оо ¥ v <*»_ <°_ V V Д
о о о о
.-ч г-* СО
1 I I I I I I I I I I
о о о
.-ч г-н CD
■«Ф "* S О О S Ю
I о I о о о I I I I I
041 Vю 4 V У TO- °^ ^ "*- *°-
0 - о о о о .—<
о
со со
,-, О --< —< --< —^ —< ~< ■-< — О^
ооооооооооо
о о ю о о
О) S S to ^ (>
со cn то -^ 0- 0~ 0" 0" 0- 0- со^
о о о о | | | | | | о
VVVVcoioiooioio V/
- ■* ■* ^ сч ■*
о -
о о о о о
?ТТТ°777777
cococOcOcot-~h~t-~t-~t-~»0
ооооооооооо
a> .-i cococoa>a>a>coiMi^
—i—i(MC-)C-).-ir-i'-'(M<MC-)
1 I I I I I I I I I I
y—i о —' ■—' С4! i—i ■—' ■—' ■—' —' '—i
cocococo^cocococococo
I I I I I I I I I I I
cocoiMCNt~-a> a> a> o> o> n
O) CN CO CO CO CN C-) CN C-) CN !M
M
CO CO X
- -j £ £ S
■g, s: x x v v
V V ЕГ V С С
X
X
m
X
X
5>
X
X
к
V
25
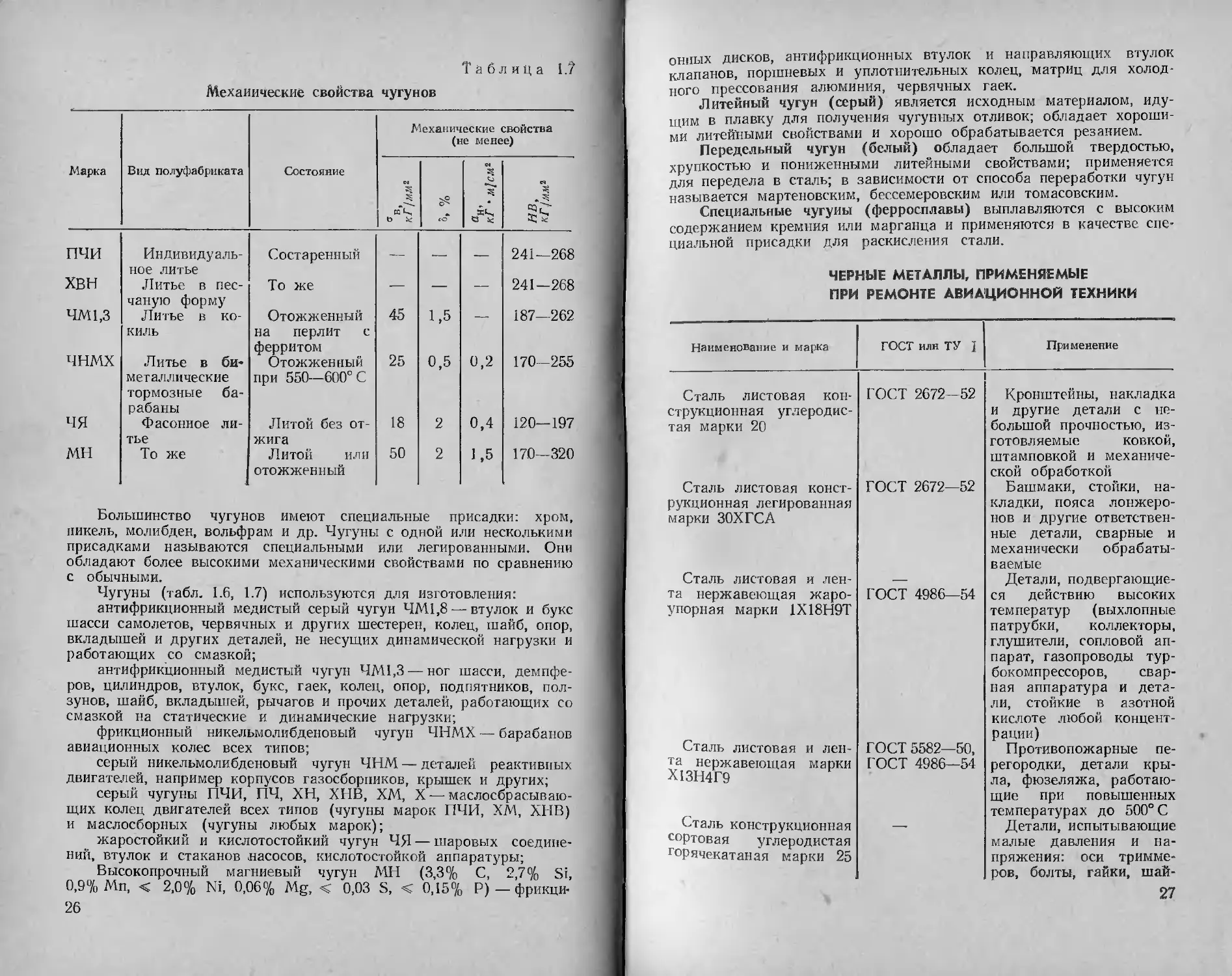
Таблица 1.'?
Механические свойства чугунов
Марка
ПЧИ
хвн
ЧМ1,3
чнмх
чя
мн
Вид полуфабриката
Индивидуальное литье
Литье в
песчаную форму
Литье в
кокиль
Литье в
биметаллические
тормозные
барабаны
Фасонное
литье
То же
Состояние
Состаренный
То же
Отожженный
на перлит с
ферритом
Отожженный
при 550—600° С
Литой без
отжига
Литой или
отожженный
Механические свойства
(не менее)
юкГ
45
25
18
50
1,5
0,5
2
2
0,2
0,4
1.5
5:3
241—268
241-268
187—262
170—255
120—197
170—320
Большинство чугунов имеют специальные присадки: хром,
никель, молибден, вольфрам и др. Чугуны с одной или несколькими
присадками называются специальными или легированными. Они
обладают более высокими механическими свойствами по сравнению
с обычными.
Чугуны (табл. 1.6, 1.7) используются для изготовления:
антифрикционный медистый серый чугун ЧМ1.8 — втулок и букс
шасси самолетов, червячных и других шестерен, колец, шайб, опор,
вкладышей и других деталей, не несущих динамической нагрузки и
работающих со смазкой;
антифрикционный медистый чугун ЧМ1,3 — ног шасси,
демпферов, цилиндров, втулок, букс, гаек, колец, опор, подпятников,
ползунов, шайб, вкладышей, рычагов и прочих деталей, работающих со
смазкой на статические и динамические нагрузки;
фрикционный никельмолибденовый чугун ЧНМХ — барабанов
авиационных колес всех типов;
серый никельмолибденовый чугун ЧНМ — деталей реактивных
двигателей, например корпусов газосборпиков, крышек и других;
серый чугуны ПЧИ, ПЧ, ХН, ХНВ, ХМ, X —маслосбрасываю-
щих колец двигателей всех типов (чугуны марок ПЧИ, ХМ, ХНВ)
и маслосборных (чугуны любых марок);
жаростойкий и кислотостойкий чугун ЧЯ — шаровых
соединений, втулок и стаканов насосов, кислотостойкой аппаратуры;
Высокопрочный магниевый чугун МН (3 3% С 2 7% Si
0,9% Мп, < 2,0% Ni, 0,06% Mg, < 0,03 S, < 0,'l5% P) — фрикци-'
26
ониых дисков, антифрикционных втулок и направляющих втулок
клапанов, поршневых и уплотнительных колец, тматриц для
холодного прессования алюминия, червячных гаек.
Литейный чугун (серый) является исходным материалом,
идущим в плавку для получения чугунных отливок; обладает
хорошими литейными свойствами и хорошо обрабатывается резанием.
Передельный чугун (белый) обладает большой твердостью,
хрупкостью и пониженными литейными свойствами; применяется
для передела в сталь; в зависимости от способа переработки чугун
называется мартеновским, бессемеровским или томасовским.
Специальные чугуиы (ферросплавы) выплавляются с высоким
содержанием кремния или марганца и применяются в качестве
специальной присадки для раскисления стали.
ЧЕРНЫЕ МЕТАЛЛЫ, ПРИМЕНЯЕМЫЕ
ПРИ РЕМОНТЕ АВИАЦИОННОЙ ТЕХНИКИ
Наименование и марка
ГОСТ илн ТУ ]
Применение
Сталь листовая
конструкционная
углеродистая марки 20
Сталь листовая
конструкционная легированная
марки ЗОХГСА
Сталь листовая и
лента нержавеющая
жароупорная марки 1Х18Н9Т
Сталь листовая и
лента нержавеющая марки
Х13Н4Г9
Сталь конструкционная
сортовая углеродистая
горячекатаная марки 25
ГОСТ 2672—52
ГОСТ 2672—52
ГОСТ 4986—54
ГОСТ 5582-
ГОСТ 4986-
-50,
-54
Кронштейны, накладка
и другие детали с
небольшой прочностью,
изготовляемые ковкой,
штамповкой и
механической обработкой
Башмаки, стойки,
накладки, пояса
лонжеронов и другие
ответственные детали, сварные и
механически
обрабатываемые
Детали,
подвергающиеся действию высоких
температур (выхлопные
патрубки, коллекторы,
глушители, сопловой
аппарат, газопроводы
турбокомпрессоров,
сварная аппаратура и
детали, стойкие в азотной
кислоте любой
концентрации)
Противопожарные
перегородки, детали
крыла, фюзеляжа,
работающие при повышенных
температурах до 500° С
Детали, испытывающие
малые давления и
напряжения: оси
триммеров, болты, гайки, шай-
27
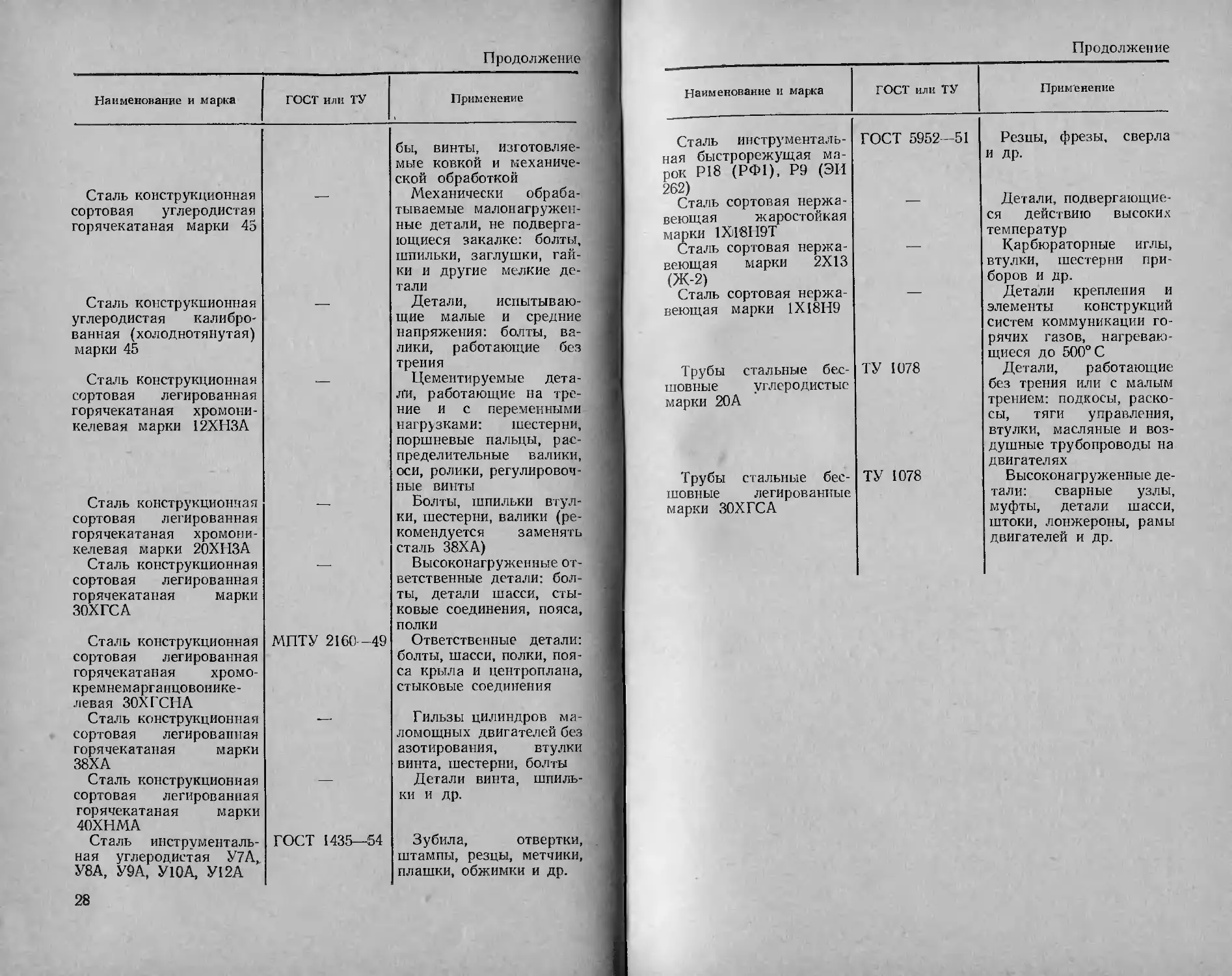
Продолжение
Наименование и марка
ГОСТ или ТУ
Применение
Сталь конструкционная
сортовая углеродистая
горячекатаная марки 45
Сталь конструкционная
углеродистая
калиброванная (холоднотянутая)
марки 45
Сталь конструкционная
сортовая легированная
горячекатаная хромони-
келевая марки 12ХНЗА
Сталь конструкционная
сортовая легированная
горячекатаная хромони-
келевая марки 20ХНЗА
Сталь конструкционная
сортовая легированная
горячекатаная марки
ЗОХГСА
Сталь конструкционная
сортовая легированная
горячекатаная хромо-
кремнемарганцовонике-
левая ЗОХГСНА
Сталь конструкционная
сортовая легированная
горячекатаная марки
38ХА
Сталь конструкционная
сортовая легированная
горячекатаная марки
40ХНМА
Сталь
инструментальная углеродистая У7А,
У8А, У9А, У10А, У12А
МПТУ 2160—49
ГОСТ 1435—54
бы, винты,
изготовляемые ковкой и
механической обработкой
Механически
обрабатываемые малонагружен-
ные детали, не
подвергающиеся закалке: болты,
шпильки, заглушки,
гайки и другие мелкие
детали
Детали,
испытывающие малые и средние
напряжения: болты,
валики, работающие без
трения
Цементируемые
детали, работающие на
трение и с переменными
нагрузками: шестерни,
поршневые пальцы,
распределительные валики,
оси, ролики,
регулировочные винты
Болты, шпильки
втулки, шестерни, валики
(рекомендуется заменять
сталь 38ХА)
Высоконагруженные
ответственные детали:
болты, детали шасси,
стыковые соединения, пояса,
полки
Ответственные детали:
болты, шасси, полки,
пояса крыла и центроплана,
стыковые соединения
Гильзы цилиндров
маломощных двигателей без
азотирования, втулки
винта, шестерни, болты
Детали винта,
шпильки и др.
Зубила, отвертки,
штампы, резцы, метчики,
плашки, обжимки и др.
28
Продолжение
Наименование и марка
Сталь
инструментальная быстрорежущая
марок Р18 (РФ1), Р9 (ЭИ
262)
Сталь сортовая
нержавеющая жаростойкая
марки Ш8Н9Т
Сталь сортовая
нержавеющая марки 2X13
(Ж-2)
Сталь сортовая
нержавеющая марки 1Х18Н9
Трубы стальные
бесшовные углеродистые
марки 20А
Трубы стальные
бесшовные легированные
марки ЗОХГСА
ГОСТ или ТУ
Применение
ГОСТ 5952—51
ТУ 1078
ТУ 1078
Резцы,
и др.
фрезы, сверла
Детали,
подвергающиеся действию высоких
температур
Карбюраторные иглы,
втулки, шестерни
приборов и др.
Детали крепления и
элементы конструкций
систем коммуникации
горячих газов,
нагревающиеся до 500°С
Детали, работающие
без трения или с малым
трением: подкосы,
раскосы, тяги управления,
втулки, масляные и
воздушные трубопроводы на
двигателях
Высоконагруженные
детали: сварные узлы,
муфты, детали шасси,
штоки, лонжероны, рамы
двигателей и др.
ГЛАВА 2
ЦВЕТНЫЕ МЕТАЛЛЫ
И СПЕЦИАЛЬНЫЕ
СПЛАВЫ
АЛЮМИНИЙ И ЕГО СПЛАВЫ
Свойства чистого алюминия
Алюминий — важнейший авиационный металл, широко применяемый
для изготовления разнообразных алюминиевых сплавов, серебристо-
белого цвета со своеобразным тусклым оттенком; имеет малый
удельный вес, высокую электропроводность и значительную
теплопроводность; обладает высокой пластичностью как в холодном, так
и в горячем состоянии, хорошо сваривается газовой и контактной
сваркой, но плохо обрабатывается резанием и отличается низкими
литейными качествами.
В результате окисления кислородом воздуха на поверхности
алюминия образуется защитная пленка, создающая высокую
коррозионную стойкость алюминия и многих его сплавов.
Алюминий стоек в обычных атмосферных условиях и против
действия концентрированной (90—98%) азотной кислоты, но легко
разрушается серной и соляной кислотами и щелочами.
Физические свойства: атомный вес—-26,97; удельный вес —
2,7 Г/см2; температура плавления — 660° С; коэффициент линейного
расширения при 20° С — 23,8 -Ю-6 град-1; удельное
сопротивление — 0,0269 ом ■ мм2[м; теплопроводность — 0,52 кал/см ■ сек • град;
модуль нормальной упругости — 6000—7000 кГ/мм2.
Прокатанный и отожженный алюминий имеет следующие
механические свойства: ав =8-г- 10 кГ/мм2; 6=35—40%; HB — 25-i-
-5-30 кГ\мм2. При нагартовке прочность алюминия повышается, а
пластичность снижается. Соответственно степени деформации
различают отожженный (АД-М), полунагартованный (АД-П) и нагар-
тованный (АД-Н) алюминий. Отжиг алюминия для снятия наклепа
проводится при 350—410° С.
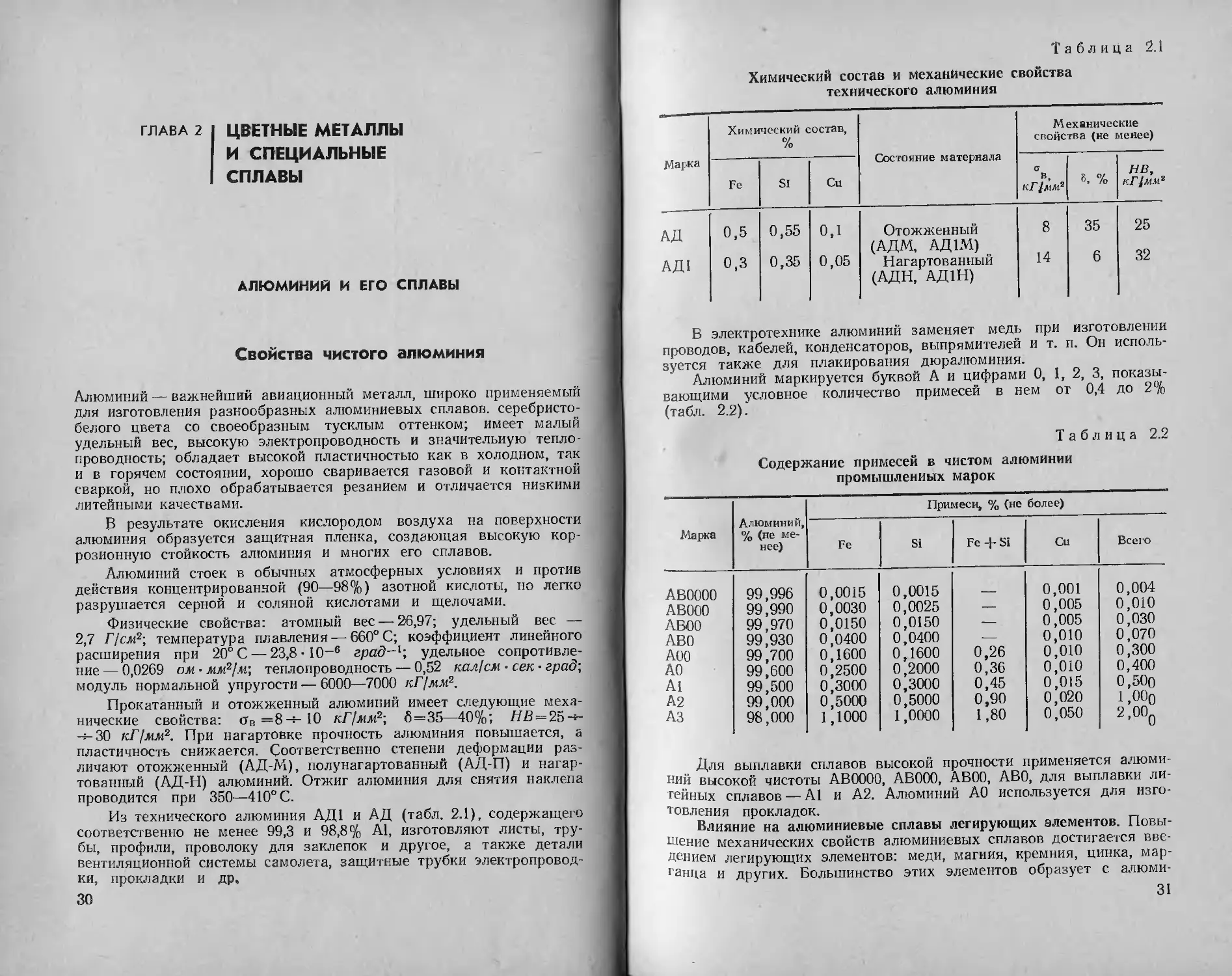
Из технического алюминия АД1 и АД (табл. 2.1), содержащего
соответственно не менее 99,3 и 98,8% А1, изготовляют листы,
трубы, профили, проволоку для заклепок и другое, а также детали
вентиляционной системы самолета, защитные трубки
электропроводки, прокладки и др,
30
Таблица 2.1
Химический состав и механические свойства
технического алюминия
Марка
АД
АД1
Химический состав,
/о
Fe
0,5
0,3
SI
0,55
0,35
Си
0,1
0,05
Состояние материала
Отожженный
(АДМ, АД1М)
Нагартованный
(АДН, АДШ)
Механические
свойства (не менее)
с
в,
8
14
8, %
35
6
ив,
кГ^мм2
25
32
В электротехнике алюминий заменяет медь при изготовлении
проводов, кабелей, конденсаторов, выпрямителей и т. п. Он
используется также для плакирования дюралюминия.
Алюминий маркируется буквой А и цифрами 0, 1, 2, 3,
показывающими условное количество примесей в нем от 0,4 до 2%
(табл. 2.2)."
Таблица 2.2
Содержание примесей в чистом алюминии
промышленных марок
Марка
АВОООО
АВ000
АВО0
АВ0
А00
АО
А1
А2
A3
Алюминий,
% (не
менее)
99,996
99,990
99,970
99,930
99,700
99,600
99,500
99,000
98,000
Примеси, % (не более)
Fe
0,0015
0,0030
0,0150
0,0400
0,1600
0,2500
0,3000
0,5000
1,1000
Si
0,0015
0,0025
0,0150
0,0400
0,1600
0,2000
0,3000
0,5000
1,0000
Fe+Si
0,26
0,36
0,45
0,90
1,80
Си
0,001
0,005
0,005
0,010
0,010
0,010
0,015
0,020
0,050
Всего
0,004
0,010
0,030
0,070
0,300
0,400
0,50о
l.OOo
2,00
Для выплавки сплавов высокой прочности применяется
алюминий высокой чистоты АВОООО, АВ000, АВ00, АВ0, для выплавки
литейных сплавов — А1 и А2. Алюминий АО используется для
изготовления прокладок.
Влияние на алюминиевые сплавы легирующих элементов.
Повышение механических свойств алюминиевых сплавов достигается
введением легирующих элементов: меди, магния, кремния, цинка,
марганца и других. Большинство этих элементов образует с алюми-
31
иием ограниченные твердые растворы и металлические соединений,
что позволяет упрочнять их при помощи термической обработки.
Медь с алюминием образует ограниченные твердые растворы и
химическое соединение СиА12, обладающее высокой твердостью
(ЯВ=500 кГ/мм2) и хрупкостью. В сложных алюминиевых сплавах
медь входит в состав тройных соединений.
В авиационной технике применяются сплавы, содержащие 2,0—
5,5% меди. Сплавы с большим содержанием меди (33—50%) очень
хрупки и используются только в качестве лигатур. Медь также
ухудшает коррозионную стойкость алюминиевых сплавов.
Магний и кремний образуют с алюминием ограниченные
твердые растворы', а магний, кроме того, создает с алюминием
химическое соединение Mg2Al3 и с кремнием Mg2Si, обладающее
высокой твердостью. В деформируемых сплавах кремния содержится
до 2%, в литейных — до 13%, магния в большинстве сплавов — до
3% и иногда до 10—12%.
Марганец вводится в алюминиевые сплавы от 0,2 до 1,6%
и образует с алюминием ограниченные твердые растворы и
химическое соединение МпА16. Марганец применяется преимущественно
для улучшения коррозионной стойкости алюминиевых сплавов.
Цинк является важным легирующим элементом; вводится в
высокопрочные алюминиевые сплавы до 7%; растворяется в
алюминии, а с другими элементами сплава образует сложное химическое
соединение; упрочняет алюминиевые сплавы после их закалки и
старения, но уменьшает их коррозионную стойкость.
В алюминиевые сплавы вводят также титан для получения
более мелкозернистой структуры; хром для ограничения роста
зерен при нагреве и никель для обеспечения большой стабильности
и улучшения теплопроводности сплавов.
Железо для большинства алюминиевых сплавов является
вредной примесью, ухудшает их коррозионную стойкость, но в
некоторые алюминиевые сплавы вводят до 1,5% железа для
повышения жаропрочности.
Бериллий при содержании его в количестве 0,5% образует
с алюминием эвтектику.
Маркировка алюминиевых сплавов
Технический алюминий обозначается буквами АД (алюминий
деформируемый). В случае использования более чистого алюминия
ставится цифра 1. Сочетания букв АМг и АМц означают сплав
алюминия (А) с магнием (Mr) и марганцем (Мы). У сплавов
алюминия с магнием цифра показывает процентное содержание магния
(например, сплавы марок АМгЗ, АМг5, АМгб содержат
соответственно 3, 5 и 6% магния).
Состояние полуфабриката обозначается буквами, которые
ставятся после маркировки сплава: А — означает, что сплав
повышенного качества, из лучшего алюминия; М — мягкий, отожженный;
П — полунагартованный (степень обжатия 40%); Н — нагартован-
1 Твердые растворы — сплавы, в которых разные компоненты находятся
в общей кристаллической решетке; образуются между большинством металлов,
а часто и в сплавах с неметаллическими элементами.
32
иый (степень обжатия 80%). Например, отожженные сплавы обоа-
начаются: АДМ, АМцАМ, полунагартованные — АМгАП и нагар-
тованные —АД1Н, АМгЗН.
Дюралюминий обозначают буквой Д и цифрой, показывающей
условный номер сплава, например сплав Д1, Д16, Д18. Некоторые
сплавы, разработанные в последнее время, имеют другую
маркировку, например сплавы В65, ВД17 (дюралюминий, покрытый тонким
слоем чистого алюминия для придания сплаву коррозионной
стойкости, называется алькледом). Высокопрочный сплав алюминия с
цинком и магнием обозначается В95.
Состояние полуфабрикатов высокопрочных сплавов и характер
плакировки также имеют буквенно-цифровую маркировку: М —
мягкий, отожженный; Т — термически обработанный, закаленный и
естественно состаренный; Т1—термически обработанный,
закаленный и искусственно состаренный; Н — нагартованный (нагартовка
листов дюралюминия около 5—7%, а сплава В95 — 3%); HI —
усиленно нагартованный (нагартовка листов около 20%); В —
повышенное качество выкатки закаленных и состаренных листов; О —
повышенное качество выкатки отожженных листов; Б — листы без
плакировки или с технологической плакировкой; УП — утолщенная
плакировка (8% на сторону); г/к — горячекатаные листы, плиты.
В конце марки для листового материала указывается его
толщина в миллиметрах, а для профилей — условное цифровое
обозначение формы сечения и размеров. Например, маркировка Д16АТНВ
Л2,5 означает, что плакированный листовой дюралюминий Д16 —
повышенного качества, термически обработан, нагартован и имеет
повышенное качество выкатки, толщина листа — 2,5 мм. Сплавы,
идущие на изготовление заклепок, имеют в маркировке букву П
(сплав для проволоки), например сплавы ДЗП, Д16П.
Алюминиевые сплавы для ковки и горячей штамповки
обозначают буквами АК (алюминиевые ковочные) и цифрой — условным
номером сплава, например сплавы АК4, АК4-1, АК6, АК'6-1, АК8
(дополнительная цифра 1 показывает, что сплав является близкой
модификацией сплава без цифры).
Разработанные в последнее время ковочные сплавы имеют
нестандартную маркировку, например сплав Д20.
Литейные алюминиевые сплавы обозначают буквами АЛ
(алюминиевые литейные) и цифрой, показывающей условный номер
сплава, например сплав АЛ2, АЛ4, АЛ9 и т. д. Исключение составляют
новые марки литейных сплавов ВИ-11-3, В-300, В14-А.
В зависимости от состава все алюминиевые литейные сплавы
делятся на силумины, представляющие собой сплавы алюминия и
кремния (АЛ2, АЛ4, АЛ9), легированные силумины — сплавы
алюминия и кремния с добавкой меди (АЛЗ, АЛ5, АЛ9) или магния
(АЛ 13, ВИ-11-3), альтмаг — сплав алюминия и магния (АЛ8),
сплавы алюминия с медью (АЛ7, АЛ 19).
Для литейных алюминиевых и магниевых сплавов применяют
следующие обозначения режимов термической обработки: Т1 —
старение; Т2 — отжиг; Т4 — закалка; Т5—закалка и частичное
старение; Т6 — закалка и полное старение до наибольшей твердости;
Т7—-закалка и стабилизирующий отпуск; Т8 — закалка и
смягчающий отпуск. Например, обозначение АЛ4Т6 показывает, что сплав
АЛ4 подвергается термической обработке по режиму Т6, состоящему
из закалки и полного старения.
2 Александров В. Г. 33
Деформируемые алюминиевые сплавы
АМц (1,0—1,6% Мп, 0,6% Si, 0,7% Fe) обладает высокой
пластичностью (табл. 2.3) в отожженном состоянии (АМцМ) и низкой —
в нагартованном (АМцН); хорошо сваривается газовой, атомно-во-
дородной и контактной сваркой; применяется для изготовления
баков, бензо- и маслопроводов, горловин, кронштейнов, патрубков и
фланцев горловин и малонагруженных деталей; термической
обработкой не упрочняется; отжиг при 350—410°С; охлаждение на
воздухе; температуре ковки и штамповки 420—475° С.
АМг (2,0—2,8% Mg, 0,15-0,40% Мп, 0,4% Si, 0,4% Fe)
обладает-такими же пластическими свойствами, как АМц; хорошо
сваривается атомно-водородной и контактной сваркой,
удовлетворительно — газовой; в отожженном состоянии имеет неудовлетворительную
обрабатываемость резанием, в полунагартованном и
нагартованном — удовлетворительную; применяется для изготовления баков,
бензо- и маслопроводов, стенок входных патрубков,
направляющего конуса, заглушек и других средненагруженных деталей
авиационной техники; термической обработкой не упрочняется; отжиг при
350—410° С, охлаждение на воздухе; температура ковки и
штамповки 420—275°С.
АМгБП (5,2% Mg, 0,4% Мп) имеет высокую пластичность в
отожженном состоянии; термической обработкой не упрочняется;
удовлетворительно сваривается атомно-водородной, точечной и
газовой сваркой; обладает высокой коррозионной стойкостью;
поставляется в виде проволоки; применяется для изготовления заклепок
Таблица 2.3
Механические свойства алюминиевых деформируемых сплавов
Марка
АМц
АМг
АМгЗ
АМг5В
АМгб
Состояние материала
Отожженный (АМцМ)
Полунагартованный
(АМпП)
Нагартованный (АМцН)
Отожженный (АМгМ)
Полунагартованный
(АМгП)
Отожженный (АМгЗМ)
Отоженный (АМгбВМ)
Полунагартованный
(АМгбВП)
Отожженный (АМгбМ)
Меха
о
кГ/мм2
13
17
22
19
25
20
26
30
32
нические свойства
(не менее]
8, %
23
10
5
23
6
22
22
14
20
нв.
КТ1ммг
30
40
55
45
60
50
65
80
80
34
для клепки конструкции из магниевых сплавов; заклепки ставятся
в отожженном состоянии; температура отжига — 340—410" С с
охлаждением на воздухе.
АВ (0,2—0,6% Си, 0,45—0,9% Mg, 0,15—0,35% Мп, 0,5—
1,2% Si) имеет высокую пластичность в отожженном состоянии
(АВМ) и среднюю — после закалки и старения (АВТ); хорошо
сваривается точечной и автомно-водородной сваркой,
удовлетворительно — газовой; применяется для изготовления деталей,
требующих хорошей пластичности в холодном и горячем состоянии:
штампованных и кованых деталей сложной формы; температура ковки и
штамповки 470—475° С; термическая обработка: закалка с 515—
525°С в воде, старение естественное или искусственное при 150°С
в течение 6 ч, отжиг при 350—370° С, охлаждение на воздухе
(рис. 2.1).
Д18П (2,6%) Си, 0,35% Mg)—дюралюминий повышенной
пластичности; применяется для изготовления заклепок, которые ставят
после закалки и естественного старения; закалка с 490—505° С в
воде и естественное старение не менее четырех суток (рис. 2.2).
ДЗП имеет высокую пластичность в отожженном состоянии;
применяется для изготовления заклепок, которые ставятся в
свежезакаленном состоянии не позднее .3 ч после закалки (сплав ДЗП
заменяется сплавом Д18П); термическая обработка: закалка с
490—500° С в воде, естественное старение не менее четырех суток,
отжиг при 340—370° С, охлаждение на воздухе.
В65 (4,2% Си, 0,2% Mg, 0,4% Мп)—сплав для заклепок,
которые ставятся в закаленном и состаренном состояниях, так как
пластичность его удовлетворительная и заклепки не надо разупроч-
нять перед постановкой; заменяет сплавы Д1 и Д16; термическая
обработка: закалка с 510—520° С в воде, старение при комнатной
температуре в течение 10 суток, при температуре 50° С в течение
трех суток.
бВ:к//им!
G^nr/мм*; S,%
20
О I I I I | Т
300 350 400 450 500 t%;C
Рис. 2.1. Влияние
температуры t з закалки на
механические свойства
дюралюминия
О 1 1 3 4 5 6
Время старении, сутки
Рис. 2.2. Кривые старения
дюралюминия (по С. М.
Воронову):
1 — плюс 100°С; 2 — плюс 20°С;
3 — плюс 200°С; 4 — минус 5°С;
5 — минус 50°С
Таблица 2.4
Механические свойства дюралюминия
Марка
Д1
Д6
Д16
Состояние материала
Отожженный (Д1АМ)
Закаленный и
естественно состаренный (Д1АТ)
Отожженный (Д6М)
Закаленный и
естественно состаренный (Д6Т)
Отожженный (Д16АМ)
Закаленный и естественно
состаренный (Д16АТ)
Механические свойства
о кГ/мм*
Не более 21
38
Не более 22
46
Не более 23
43
5. %
12
12
15
15
10
10
не менее)
НВ,
кГ/лш2
45
113
42
100
42
105
Д7А — сплав для ободьев колес; применяется после закалки и
старения.
Д1 (4,3% Си, 0,6% Mg, 0,6% Мп, > 0,7% Si, > 0.7% Fe)
имеет среднюю пластичность (табл. 2.4); обрабатываемость резанием —
удовлетворительная после закалки и старения (Д1Т) и
пониженная — после отжига; применяется для изготовления силовых
элементов средней прочности: деталей
6й,б0д,кГ/мыг
54
бе
вУ,
с?
—
28
20
16
12
50
«
38
3*
30
0 5 10 15 20 25 30
Нагартовка,%
Рис. 2.3. Влияние нагартовки
(холодной обработки
давлением) на механические свойства
дюралюминия после закалки
и старения
36
каркаса, штампованных узлов
крепления, лопастей винтов,
заклепок (последние ставятся в
свежезакаленном состоянии не
по£'же 2 ч после закалки);
термическая обработка: закалка с
490—510°С в воде и
естественное старение в течение не менее
четырех суток, отжиг при 350—
370°С, охлаждение на воздухе.
Д16 (3,8—4,9%. Си, 1,2—
1,8% Mg, 0,3—0,9% Мп)
—дюралюминий повышенной
прочности; пластичность в отожженном
и свежезакаленном состоянии—
средняя, обрабатываемость
Д16Т и Д16ТН —
удовлетворительная, Д16М — пониженная;
применяется для изготовления
силовых элементов
конструкции: деталей каркаса, обшивки,
шпангоутов, нервюр,
лонжеронов, заклепок; прн изготовлении
Таблица 2.5
Механические свойства высокопрочных
алюминиевых сплавов
Марка
В95
В96
Состояние материала
Отожженный (В95М)
Закаленный и
искусственно состаренный (В95Т1)
Закаленный и
искусственно состаренный (В96Т1)
Механические свойства (не менее)
а кГ{ммг
Не более
25—28
49-58
70—72
«. %
10
6—7
7—8
нв,
кГ'[мм
150
190
сильно нагруженных деталей рекомендуется заменять сплавом В95:
заклепки ставят в свежезакаленном состоянии не позже 20 мин
после закалки; термическая обработка: закалка с 495—505° С в воде,
естественное старение не менее четырех суток, отжиг при 350—
370° С, охлаждение на воздухе. Отжигу Д16ТН" должен
предшествовать нагрев при 450—500°С.
1 Д6 (4,6—5,2% Си, 0,65—1,0% Mg, 0,5—1,0% Мп) —
дюралюминий повышенной прочности; обладает низкой пластичностью после
отж-.га и закалки; применяется для изготовления деталей каркасов,
шпангоутов, .нервюр, лонжеронов и других; термическая обработка;
закалка с 497—503° С в воде и естественное старение не менее
четырех суток; отжиг при 350—370° С с охлаждением на воздухе
Срис. 2.3).
В95 (5—7% Zn, 1,8—2,8% Mg, 1,4—2,0 Си, 0,2—0,6% Мп,
0,10—0,25% Сг)—высокопрочный ' алюминиевый сплав (табл. 2.5);
пластичность в отожженном и свежезакаленном состояниях такая
же, как у сплава Д16 в тех же состояниях, в состаренном
состоянии — значительно ниже; обрабатываемость резанием и
свариваемость точечной сваркой — хорошие, газовой —
неудовлетворительная; применяется для изготовления силовых деталей конструкции:
лонжеронов, стрингеров, шпангоутов, обшивки, нервюр и других;
термическая обработка: закалка с 465—475° С, охлаждение в воде,
искусственное старение плакированных изделий при 120° С. в течение
24 ч, неплакированных — при 140° С в течение 16 ч, отжиг при
420° С, охлаждение в печи до 150° С и далее на воздухе.
ВАД23 (5,5% Си, 1,2% Li. 0,2% Cd, 0,6% Mg)—новый сплав;
после закалки с 520 °С и искусственного старения при 170° С в
течение 10 ч приобретает высокие характеристики прочности, особенно
при сжатии: ав = 55-f-56 кГ/мм2, 0о,г = 494-52 кП/млР, б = 4%,
о"сж = 56н-58 кГ/мм2; обладает значительной жаропрочностью и по
прочности при 150-Ы70°С превосходит все деформируемые
алюминиевые сплавы, поэтому он применяется для изготовления высо-
конагруженных деталей, работающих при нагреве в условиях
сжатия.
Недостатками его является пониженная пластичность и
большая Чувствительность к концентрации напряжений.
37
Таблица 2.6
Механические свойства ковочных сплавов для работы
при комнатной температуре
Марка
АК4
АК4-1
АК6
АК6-1
АК8
ов, кГ[мм'
36—38
38—40
42
41
48
Механические свойства
а„ г, кГ/лик"
—
30
32
38
6, %
3-8
4-5
13
10
10
ив.
100
109—148
105
100
135
Пластичность в
горячем состоянии
Пониженная
Удовлетворительная
Высокая
»
Удовлетворительная
АК6 (1,8—2,6% Си, 0,4—0,8% Mg, 0,4—0,8% Mn) — авиаль
повышенной прочности (табл. 2.6); применяется для изготовления
штампованных и кованых деталей сложной формы н средней
прочности: крыльчаток компрессоров и вентиляторов, заборннков,
лопаток диффузоров и других; термическая обработка: закалка с 500—
515° С в воде и искусственное старение при 150—160° С в течение
12—15 ч.
АК4 (1,9—2,5% Си, 1,4—1,8% Mg, < 0,2% Мп, 1,0—1,5% Fe.
0,5—1,2% Si, 1,1—1,6% Ni)—жаропрочный деформируемый
алюминиевый сплав; имеет пониженную пластичность в горячем состоянии;
удовлетворительно сваривается атомно-водородной сваркой;
обрабатываемость резанием — удовлетворительная; применяется для
изготовления деталей двигателей и других изделий, работающих при
повышенных температурах до 350° С; термическая обработка:
закалка с 515+5° С в воде, старение при 170° С в течение Ш ч.
АК4-1 (1,9—2,5% Си, 1,4—1,8% Mg,<0,2%Mn, 1,0—1,5% Fe,
1,0—1,5% Ni)—жаропрочный деформируемый сплав; является
модификацией сплава АК4; обладает более высокими прочностными
характеристиками; имеет удовлетворительную пластичность в
горячем состоянии, удовлетворительно сваривается и обрабатывается
резанием; термическая обработка: закалка с 525—535° С,
искусственное старение при 170° С в течение 16 ч.
АК6-1 (2,2% Си, 0,6% Mg, 0,6% Мп, 0,9% Si, 0,1% Ti,
0,2% Cr) — еще более пластичен, чем сплав АК6; используется для
изготовления кованых н штампованных деталей сложной формы:
колес компрессоров, заборннков, крыльчаток и др.
АК8 (4,4% Си, 0,6% Mg, 0,7% Мп, 0,9% Si) — отличается
большой прочностью, но хуже чем -АК6-1; обрабатывается давлением
в горячем состоянии н поэтому может применяться для штамповки
высоконагруженных самолетных деталей менее сложной формы:
рам, фитингов и т. п.
Недостатком этого сплава, ограничивающим его применение
для изготовления тонкостенных деталей, является склонность в
искусственном состаренном состоянии к межкристаллитной коррозии.
38
Литейные алюминиевые сплавы
Эти сплавы при ремонте применяются мало, а в авиастроении
находят применение сплавы АЛ1, АЛ2, АЛЗ, АЛ4, АЛ5, АЛ6, АЛ7,
АЛ8, АЛ9, ВИ-11-3, АЛ 19, В-300, В14А (табл. 2.7).
Таблица 2.7
Химический состав и механические свойства
литейных алюминиевых сплавов
Марка
ЛЛ1
АЛ2
АЛ4
АЛ5
АЛ7
АЛ8
АЛ9
ВИ-11-
-3
АЛ 19
В300
В14А
Si
0,7
0,7
10-13
8,0—10,5
8,0—10,5
4,5—5,5
1,2
1,2
—-
6—8
0,8—1,2
1,5—2,0
Химический состав, %
Си
3,7—4,5
3,7-4,5
—
—
■—
1,0—1,5
4—5
4—5
—
—
—
4,5—5,3
4,5-5,3
4,6—6,0
4,6—6,0
3,5-4,5
Mg
1,2-1,7
1,2—1,7
—
0,17—0,3
0,17—0,3
0,3—0,6
—
—
9,5—11,5
0,2—0,4
10,5—
—13,0
0,8—1,5
0,8—.1,5
0,7-1,2
другие
элементы
1,7—2,2 Ni
1,7—2,2 Ni
—
0,25—0,50
0,25-0,50
0,20 TitCr
—
—
0,07 Ti,
0,07 Be
—
0,03—
—0,05 Be
0,6—
— 1,0 Mn,
0,2-
—0,4 Ti
0,6—
—1,0 Mn,
0,2-
—0,4 Ti
0,2-
—0,3 Mn,
2,6—
—3,6 Ni
0.1—
—0,2 Cr,
0,2-
—0,3 Mn
0,15—
—0,3 Mn,
1,2-
-1,7 Fe,
0,1-
—0,2 Cr
£
*:
о
\o
CO
о
4
TI
T5
—
T6
T5
T4
T5
T4
T4
T4
T4
T5
T2
T7
T2
Механические
свойства (не
менее)
1
22
26
18
18
26
22
22
25
32
20
24
32
36
18
22
17
о**
0,5
0,5
6,0
3,0
4,0
1,0
8,0
5,0
12,0
6,0
3,0
8,0
5,0
0,6
0,6
0,8
^
«tfi
85
100
50
60
70
80
65
80
70
55
95
80
100
39
Для изготовления крупных и средних- деталей двигателей,
подверженных значительным нагрузкам (корпусов масляных форсунок,
фланцев, ферм, картеров головок цилиндров и др.), используются
сплавы АЛ4 и АЛ5. К недостаткам этих сплавов относится их
низкая жаропрочность. Поэтому они непригодны для изготовления
деталей, работающих при температуре выше 200—250° С.
Для средних и мелких деталей двигателей и оборудования, не
подверженных значительным нагрузкам (корпусов приборов,
карбюраторов, арматуры и т. п.), применяют сплавы АЛЗ и АЛ6 с
хорошими литейными свойствами, но средней механической прочности.
Для литья самолетных деталей (кронштейнов, качалок, педалей
и т. п.) используют сплавы АЛЗ, АЛ7, АЛ8, 4Л9. Сплав АЛ2
применяют для мелкого литья и арматуры: деталей сложной
конфигурации, не подверженных значительным нагрузкам, деталей
агрегатов и приборов.
Сплав АЛ1 является наиболее жаропрочным из числа
стандартных литейных сплавов; применяется для изготовления деталей,
работающих при 250—300° С.
ВИ-11-3 обладает высокой коррозионной стойкостью, хорошими
литейными свойствами и повышенной прочностью; упрочняется
режимом Т4; имеет удовлетворительную свариваемость газовой
сваркой и хорошую обрабатываемость резанием; применяется для
изготовления (литьем в землю, кокиль или под давлением) деталей
повышенной коррозионной стойкости.
АЛ 19 обладает низкой коррозионной стойкостью, невысокими
литейными свойствами, но высокими механическими качествами и
жаропрочностью; упрочняющая термическая обработка по режимам
Т4 и Т5; хорошо сваривается и обрабатывается резанием;
применяется для изготовления литьем в землю самолетных и агрегатных
деталей, работающих при температурах 175—300° С.
В300 обладает пониженной коррозионной стойкостью,
удовлетворительными литейными свойствами, повышенной прочностью и
жаропрочностью; упрочняющая термическая обработка по режиму
Т2 для деталей сложной конфигурации и Т7 — для более
нагруженных деталей; удовлетворительно сваривается и "обрабатывается
резанием; применяется для изготовления литьем в землю деталей,
работающих при 300—350° С.
В14А обладает пониженной коррозионной стойкостью,
удовлетворительными литейными свойствами, повышенной прочностью и
жаростойкостью; термическая обработка по режиму Т2 для деталей
сложной конфигурации и Т7 — для деталей, несущих повышенные
нагрузки; имеет удовлетворительную свариваемость и
обрабатываемость резанием; применяется для отливки деталей, работающих при
250—300° С.
Спеченные сплавы на основе алюминия
Деформируемый жаропрочный сплав из спеченного
алюминиевого порошка (САП) получают путем прессования и спекания
алюминиевого порошка при 500—600° С. Из полученных брикетов
изготовляют листы, прутки, трубы, профили и другие полуфабрикаты.
Удельный вес САП 2,7 Г/сма. Он хорошо сваривается, легко
обрабатывается резанием и обладает высокой коррозионной стойкостью.
40
Таблица 2.8
Механические свойства некоторых марок САП
Марка
САП-1
САП-2
САП-3
Содержание
окиси
алюминия, %
6,0-9,0
9,1—13,0
13,1 — 18,0
Механические свойства
ст , кГ /ммг
в' '
7-8
10—11
12—12,5
8. %
2-3
1,5—2,5
1,5—1,8
Температура
кратковре мен-
ной
эксплуатации, °С
700-900
800—1000
1000—1100
По жаропрочности САП превосходит алюминиевые сплавы при
300—500° С и выше. Это объясняется наличием окиси алюминия.
С увеличением окисн алюминия в различных марках САП
жаропрочность возрастает, а пластичность несколько уменьшается
(табл. 2.8).
Детали из САП длительно работают до 300—550° С и
кратковременно— до 700—1100° С. САП рекомендуется применять также
для изделий, работающих в тяжелых коррозионных условиях.
Спеченные алюминиевые сплавы (САС) получают путем
горячего брикетирования и последующего прессования при 500° С
смесей порошков алюминия с другими элементами. В САС-1 добавляют
25—30% Si и 5—7% Ni, а в САС-4 — 10—15% Si и 17—25% SiC.
Сплавы САС обладают низким коэффициентом линейного
расширения и применяются для изготовления деталей приборов.
Разработаны сплавы САС-Д16 и САС-В96, по своим свойствам
подобные сплавам Д16 и В96, но не имеющие технологических
дефектов, связанных с литьем (окисных и шлаковых включений, лик-
вационных зон) и обработкой давлением (анизотропии свойств).
Силумины
Силумины — сплавы высокой герметичности — предназначены —
для работы до 200° С; обладают хорошими литейными свойствами
и дают плотные отливки; представляют собой сплавы алюминия с
кремнием, добавляемым в количестве от 4 до 13%.
В некоторые силумины вводят также медь, магний, марганец и
Другие элементы.
Для получения мелкозернистой структуры и повышения
механических свойств применяют модифицирование силуминов путем
введения небольшого количества специальных флюсов, содержащих
фтористый натрий, хлористый натрий и криолит. Флюсы оказывают
также рафинирующее действие и очищают сплав от загрязнений.
В результате сплав становится мелкозернистым, увеличивается
предел прочности на 30—40% и удлинение в 2—3 раза (рис. 2.4).
АЛ2 (11,5—12,0% Si) применяется для отливки деталей
самолетных колес: барабанов, реборд, корпусов тормозов, колодок, а
также агрегатов, приборов.
41
АЛ4 (9% Si, 0,25% Mg, 0,4% Mn) имеет высокие литейные и
механические свойства; отличается высокой коррозионной
стойкостью, свариваемостью и удовлетворительной обрабатываемостью
резанием; механические свойства после литья в землю: 0В=26 кГ/мм2,
0О)2 =20 кГ/мм2, 6=4%, ЯВ = 70 кГ/жж2; применяется для отливки
крупных и средних нагруженных деталей двигателей: корпусов
компрессора, картеров, блоков, корпусов агрегатов, деталей
нагнетателя, патрубка и т. д.
АЛ9 (7% Si, 0,3% Mg) обладает хорошими литейными
свойствами и используется для отливки самолетных деталей, сложной
конфигурации средней нагруженности: кронштейнов, рычагов,
фланцев, башмаков и др.
Алюминиевые сплавы для заклепок
Выбор сплавов для заклепок (табл. 2.9) определяется
требованиями к прочности конструкции. Для малонагруженных деталей
применяют пластичный сплав АМц, заклепки из сплавов АМг5П и
Д18П прочнее. Для клепки более ответственных конструкций
применяют заклепки высокой прочности из сплавов В65 и В94, а иногда
из дюралюминия Д1 или Д16 (табл. 2.10).
Заклепки из алюминиевых сплавов АМц и АМг5П ставят в
отожженном состоянии, а из сплавов Д18П, В65 и В94 — после
термической обработки (табл. 2.11), время до постановки заклепок из
указанных алюминиевых сплавов не ограничивается.
Заклепки «слепого»
типа. 1. Пистоны
делаются для того, чтобы заменить
обычные заклепки в таких
местах, где нельзя
использовать поддержку для
образования головки. Пистон
может быть поставлен и
расклепан с одной стороны.
Обычно их использование
ограничивается такими
местами, как задние кромки
рулей, элеронов, закрылков.
2. Заклепки с
протяжкой (заклепки Черри)
делаются пустотелыми,
внутрь их вставляются
расширительные стержни,
которые протягиваются через
заклепки, расширяют их и
стягивают листы металла.
Затем стержни обламываются
или протягиваются через
заклепки полностью.
Заклепка
взрывная — специальный тип
заклепок, применяемых при
ремонте самолета, когда име-
св, нГ/мм
21
18
15
12
1
/.
V
/■
—
Ш
S
W
^
/
/
'/&
—"-
^
\
\
^
■ч
V
\
%
77 13
18
14
10
2
Рис. 2.4. Влияние кремния на
механические свойства
силуминов (сплошные линии —
модифицированный сплав,
штриховые — немоднфицированный)
42
Таблица 2.9
Тип заклепок
Название
Эскиз
Нормаль
Заклепки с полукруглой
головкой
Заклепки с потайной го
ловкой с < 90°
Заклепки с потайной
головкой с <120°
Заклепки с
плосковыпуклой головкой
Згхлепкн под
развальцовку с потайной головкой с
< 90°
Заклепки трубчатые
£еэ-
3515А;
3517А;
Э519А;
3521А;
35'2'ЗА;
3525А
3531А;
3533А;
3535А;
3537 А;
3539А;
3541А
3547А;
3549А;
3551А;
3558А;
3560А;
3562А;
ЗЭ64А
3590А;
3692А;
3594А
3610А;
3612А
3516А:
351I8A:
3520А:
3522А:
Э524А
3532А
3534А:
35Q6A:
3538А
3540А
3548А;
3550А;
3552А
3559А;
3561 А;
3563А;
3591А;
3593А;
3611 А;
Таблица 2.10
Состав, сопротивление срезу
и относительное удлинение сплавов для заклепок
Марка
АМц
АМг5П
Д18П
В65
В94
Си
—
2,6
4,2
2,1
Содержание элементов,
Mg
5,2
0,35
0,2
1,4
Zn
—
—
—
6,4
Ми
1,3
0,4
0,4
/о
Ti
—
—
—
0,06
кГ(мм'
7
19
20
26
32
в, %
20
25
24
—
"
43
Таблица 2.11
Режимы термической обработки
и применение заклепок из алюминиевых сплавов
4S
Д18П
Д19П
—5
-9,5
2—5
6—9,5
500+б;
В65
В94
АМг5,
АМц
и АД1
Закалка
Старение
н о
Состояние и время
установки заклепок в конструкцию,
область применений
20
30
50511* 30- 40
40—50
2—5
5^9,5|
2-5
6-9
2-5
6-9
515+5
470+5
30-40
40 -50
Комнат
на я
4
суток
30-40
40—50
75+5
Комнатная
Старение
ступенчатое;
100+5—
3 Ч;
168^5—
3 ч
24 ч
10 су-
Закаленные и
состаренные без ограничения
времени, но не ранее
четырех суток после закалки.
Применяются для
силовых элементов
Свежезакалеиные — не
позднее 6 ч; для заклепок
0 2—5 мм— 4 ч; для
заклепок 0 6 мм — 2 ч;
цля заклепок 0 8—9,5 —
1 ч после закалки.
Применяются в
конструкциях, нагревающихся до
300° С
Состаренные н
закаленные — без ограничения
времени, но не ранее
одних суток при
искусственном старении н 10
суток — при естественном.
Применяются для
силовых элементов
Закаленные и
состаренные — без ограничения
времени. Применяются
для силовых элементов
конструкции
Применяются в
пакетах с сочетанием деталей
из легких сплавов и
неметаллических
материалов
44
ётся односторонний подход к Месту работы: в отличие от обычньп
имеют камеру в свободном конце стержня, которая заполняется
взрывчатым веществом и защищается снаружи слоем лака. При
нагреве до 130—160°С взрывчатое вещество взрывается, сильно
расширяет конец стержня и образует замыкающую головку.
Маркировка заклепок
Чтобы отличить стержневые заклепки друг от друга по мате-
рр-игу, их маркируют. На головках заклепок в процессе
изготовления на посадочных автоматах ставят условные обозначения в виде
выпуклых или углубленных крестиков, точек, черточек; кроме того,
иногда для отличия заклепок по диаметру н длине их окрашивают
в различные цвета (табл. 2.12).
Таблица 2.12
Условная маркировка заклепок
О)
CQ
CD
CQ
Алюминиевые сплавы
С
Ч
С
Ч
ю
S.
<
й
g
<
ч
<
и
g
Стали
10,20
1Х18Н9Т
Медь
и
латунь
(М
§4
©
Без
марии-
робки
О
©
©
О
о
Без
паркцро§ки
Без
маркироВни
Обшивочные заклепки с потайными головками маркируют, как
правило, углубленными знаками. Это дает возможность
контролировать клепаный шов.
Алюминиевые сплавы для топливных
баков
При размещении топливных баков вблизи двигателя или на
высокоскоростных самолетах, где температура стенок бака может
достигать 200—250°С, применяют металлические баки. Иногда их
устанавливают только из соображений обеспечения прочности
конструкции.
Эти баки изготовляют сварными или клепаными из
алюминиевых сплавов АМц и АМг, которые допускают глубокую штамповку,
выколотку и устойчивы против коррозии.
Толщина стенок баков колеблется от 0,5 до 2 мм и делается
различной в зависимости от распределения нагрузок. Бак состоит
из обечайки (боковой наружной поверхности), днища и перегоро-
45
док, соединенных сваркой или клепкой встык, внахлестку или
уголком. Для обеспечения расширения и сжатия металла во время
сварки по обе стороны сварного шва делают зиговки, которые
одновременно придают- конструкции жесткость.
Для герметичности заклепочных соединений устанавливают
уплотнительные прокладки, а швы смазывают специальным герме-
тиком. Клепаные баки имеют сравнительно больший вес и
меньшую надежность швов, чем сварные. Иногда для увеличения
надежности заклепочных швов наружные головки заклепок
обваривают.
С целью повышения жесткости баков их делают выпуклыми,
а внутри ставят перегородки с отбортованными отверстиями и
профили жесткости. Баки крепят к элементам конструкции самолета
гатяжными лентами или расчаливают тросами и трубчатыми
расчалками. Между лентой и баком, а также между баком и опорами
устанавливают демпфирующие прокладки, что позволяет избежать
жесткого крепления и образования вследствие этого трещин.
Небольшие топливные баки пускового топлива, аккумуляторы
и т. д. крепят на прикрепленных к конструкции самолета'
специальных пальцах, где также предусматривают амортизацию подвески.
Арматуру к металлическим бакам монтируют на фланцах,
привариваемых к баку.
МАГНИЙ И ЕГО СПЛАВЫ
Свойства чистого магния
Магний — серебристо-белый металл, быстро тускнеющий на boj-
духе вследствие окисления; обладает низкой химической стойкостью;
легко окисляется; при плавлении на воздухе загорается; разру
шается под действием большинства кислот и морской воды; по
отношению к щелочам устойчив; среди технических металлов имеет
наименьший удельный вес.
Физические свойства: атомный вес — 24,32; удельный вес
1,74 Г/смг; температура плавления — 651е С; температура кипения —
1107° С; коэффициент линейного расширения — 25,7- 10~6 град-'1;
теплопроводность — 0,37 кал/см • сек • град.
Магний имеет низкую жндкотекучесть, прочность и
пластичность, хорошо поддается сварке и обрабатывается резанием. После
литья механические свойства у него следующие: ов = 12 кГ/мм2,
6=8%, ЯВ = 30 кГ/мм2. Выпускают две марки технического магния:
Мг1 и Мг2, содержащие соответственно не более 0,08 и 0,15%
примесей.
Из-за плохого комплекса свойств магний как конструкционный
материал в чистом виде не применяется.
Влияние легирующих элементов на магниевые сплавы.
Важнейшими легирующими элементами в авиационных магниевых сплавах
являются: алюминий, цинк, марганец, церий, цирконий и др.
Большинство из них образуют с магнием ограниченные твердые
растворы и химические соединения.
Вредными примесями в магниевых сплавах являются: никель,
кремний, железо и медь, ухудшающие механические свойства и
стойкость против коррозии.
46
Алюминий вводится до 11%; образует с магнием
ограниченные твердые растворы и металлические соединения; увеличивает
прочность и пластичность сплавов. С увеличением содержания
алюминия улучшаются литейные свойства, но уменьшается пластичность
сплава в горячем состоянии и увеличивается склонность к
коррозионному растрескиванию под напряжением (рис. 2,5).
Цинк содержится до 5%; образует с магнием ограниченные
твердые растворы и металлические соединения; улучшает
механические свойства и литейные качества; повышает коррозионную
стойкость.
Марганец вводится до 0,1—0,5% для повышения стойкости
против коррозии и в количестве 1,0—2,5%—для увеличения
прочности; способствует измельчению структуры, но ухудшает
литейные свойства.
Церий вводится до 0,25% в сплав марки МА8 для
улучшения механических свойств.
Цирконий и титан вводятся в деформируемые сплавы в
небольших количествах для увеличения пластичности в горячем
состоянии. Они увеличивают прочность и способствуют
мелкозернистости структуры.
Деформируемые магниевые сплавы
Эти сплавы (табл. 2.13) применяются в виде штамповок,
листов, труб, профилей и других полуфабрикатов. Ковку и штамповку
проводят при 300—400° С, при более низких температурах
появляются трещины. Горячая обработка давлением увеличивает
прочность и пластичность магниевых сплавов.
Сплав МА1 имеет высокую пластичность в горячем состоянии;
хорошо сваривается газовой, атомно-водородной и точечной
сваркой; термической обработкой не упрочняется; применяется для
сварных и штампованных деталей: арматуры топливных, масляных
систем и изделий несложной
конструкции, не несущих
высоких нагрузок; термическая
обработка—отжиг при 300—
350°С.
Сплав МА2 имеет
высокую пластичность при 275—
400°С; термической
обработкой не упрочняется;
применяется для изготовления
кованых и штампованных
деталей сложной формы:
крыльчаток, корпусов и
крышек масляных насосов.
Сплав МАЗ —
повышенной прочности; имеет
удовлетворительную
пластичность при 280—340°С:
термической обработкой не
упрочняется; применяется для
изготовления нагруженных де-
30
сО
5
3
20
15
10
0
/>
бв
сГ
бо,е
в юле%
Рис. 2.5. Влияние алюминия
на механические свойства
магниевых сплавов
47
талей: качалок, кронштейнов и других; термическая обработка:
отжиг при 400—350°С в течение 4—6 ч, охлаждение на воздухе.
Сплав МА5 имеет высокую прочность; пластичность в горячем
состоянии пониженная; упрочняется термической обработкой;
применяется для изготовления нагруженных деталей: кронштейнов,
качалок н др. Термическая обработка: закалка с 410—425° С после
нагрева в течение 2—4 ч, охлаждение на воздухе.
Сплав МА8 — повышенной прочности; пластичность в холодном
и горячем состояниях высокая; термической обработкой не
упрочняется; применяется для изготовления обшивки элеронов,
закрылков, рулей и других деталей.
Сплав ВМ65-1 имеет высокую прочность; обладает удовлетвз-
рительной сопротивляемостью коррозии и хорошей пластичностью
в горячем состоянии; обрабатывается давлением при 300—420° С;
упрочняется искусственным старением при 160—170° С в течение
10 ч (прессованные полуфабрикаты) или 24 ч (поковки и
штамповки); обладает неудовлетворительной свариваемостью и отличной
обрабатываемостью резанием; применяется для изготовления
нагруженных деталей, работающих при обычной температуре:
стрингеров фюзеляжа и т. д.; поставляется в виде прутков, профилей,
штамповок.
Сплав ВМ17 — жаропрочный; термической обработкой не
упрочняется; обладает удовлетворительной коррозионной стойкостью и
хорошей пластичностью в горячем состоянии; обрабатывается
давлением при 350—480° С; поставляется в виде прессованных прутков
и предназначается для изготовления деталей, работающих при
температурах до 200° С; предел длительной прочности 0\оо = 8 н-- 9 кГ/мм2.
Литейные магниевые сплавы
Эти сплавы (табл. 2.14) по сравнению с алюминиевыми имеют
худшие литейные свойства и большую окисляемость. Однако малый
удельный вес, хорошая обрабатываемость и достаточные
механические свойства обусловливают их применение.
Сплав МЛ2 обладает высокой коррозионной стойкостью; имеет
низкие механические и литейные свойства; термической обработкой
не упрочняется; хорошо сваривается и обрабатывается резанием;
применяется для отливки деталей простой конфигурации, различной
арматуры, деталей приборов, требующих повышенной стойкости
против коррозии.
Сплав МЛЗ применяется для отливки средненагруженных и
простых по конфигурации деталей: арматуры, корпусов насосов
и т. п.
Сплав МЛ4 обладает высокими механическими свойствами и
коррозионной стойкостью; применяется для изготовления деталей,
испытывающих статические и динамические нагрузки: барабанов
тормозных колес, корпусов приборов, ферм, штурвалов, педалей,
кронштейнов, рычагов и др.
Сплав МЛ5 является лучшим среди литейных сплавов; после
термической обработки обладает высокими механическими
свойствами; применяется для изготовления сложных и высоконагружен-
ных деталей: барабанов авиаколес, качалок и др.
49
и
us
О
ш
и а
8 к
в= о
л 3
* Я
sl
= 13
J
=Е
л «и
хани
0J
£
i н
в* о
svo
s га
0J о
«*5
£$
в*
н
о
CJ
эК
&
0J
S
к
X
га
и
га
£
А
У
ео
«1
€
Ь^
b 7~~
к,
к
а
а
в;
о
S
«и
ч
Ф
«и
к
р-
>>
о,
с
Й
<
ООООООО10ООЮЮО
COi-OiOCDiOiOiOCOLOtOCDiOCO
ю
■ C0C0tOC0<NC^l^C0'—«ЮО^СМ
ю со
<N <N
C7J tD CM iO iO iO (СОЮ I^^DCM
—< С* СЧ1 .-< г-н 1 CMrH Ic^i-ir-1
CM <M
CM <M
1 1 ^CO 1 (MtCD 1 ^CD | i
1 1 HH 1 HHH 1 HH 1 1
Ja
к
OJ
s
ш
II 1 1 «8
t={
^ OJ
cod,
CD
CM CO CO CO О
1 - - II
1 о о о II
— со
о
|>".,>".
Ю УО СГ> О О
1 см о о" II
со см
о о
ю_
.—< О LO IO СО
- - - - II
О CD 00 СЛ II
о
ю
СМ ^ 1С СО 1~~ —■
с?Ч Ч с; ЧЧ
■£.•£. :> :> :>:>
3
ч
(Я
н
0J
S .
о
•^
1
кем
1 °
1 CD
IcD
1 °
1 см
CD _
Е-н
I-.
Na t.
„HN
>*iooo
9 со"—^
1 1
СМ СО 1Л
°с\Го
I
1
°я.
^
1
1^
' '
1
1
"*
ч
5
50
Сплав МЛ6 применяется для изготовления средненагруженных
деталей приборов, радиоаппаратуры и т. п.
Сплав МЛ7-1 коррознонпо стоек; обладает
удовлетворительными литейными свойствами, средней прочностью и повышенной
жаропрочностью; термической обработкой не упрочняется; плохо
сваривается и отлично обрабатывается резанием; предназначается для
изготовления средненагруженных деталей двигателя, работающих
до 200° С.
Сплав МЛН коррозионно стоек; обладает
удовлетворительными литейными свойствами; достаточной прочностью и повышенной
жаропрочностью; может подвергаться термической обработке по Т6;
удовлетворительно сваривается и отлично обрабатывается резанием;
предназначается для изготовления средненагруженных деталей,
работающих длительно до 300е С и кратковременно — до 400° С.
Сплав МЛ 14 удовлетворительно сваривается аргонно-дуговой
сваркой; предназначен для изготовления деталей, работающих до
350° С.
МЕДЬ И ЕЕ СПЛАВЫ
Свойства чистой меди
Электролитическая медь — металл красного цвета с
крупнокристаллической (при осаждении из кислых электролитов) и
мелкокристаллической (при осаждении из цианистых электролитов)
структурой, имеет высокие электропроводность (93,1% от
электропроводности серебра) и теплопроводность, большую пластичность в холодном
состоянии.
Физические свойства, атомный вес — 63,57; удельный вес —
8,94 Г/см?; температура плавления — 1083° С; температура
кипения — 2325° С; коэффициент линейного расширения при 20° С —
16,4-Ю-6 град-1; теплоемкость — 0,923 кал/см ■ сек • град; удельное
электросопротивление для проволоки при 20° С — 0,01724 ом-мм2!м.
Медные трубопроводы под действием вибрации подвергаются
наклепу, что приводит к повышению их хрупкости и уменьшению
стойкости против коррозии. Отжиг при 600° С с охлаждением в
воде снимает наклеп, восстанавливает вязкость, пластичность и
стойкость против коррозии.
Механические свойства меди зависят от предварительной
термической обработки. Отожженная медь имеет: 0В =20-5-25 кГ/мм2,
6=40—45%; после нагартовки 0В=4О кГ/мм2, 6=5%.
Твердость меди из кислых электролитов НВ=60-^80, а из
цианистых #B=120-f-150 кГ/мм2. Вязкость электролитической меди
меньше, чем обычной. Медь хорошо смачивается маслом,
сопротивляется контактному схватыванию, особенно в пассивированном
состоянии. Антифрикционные свойства меди недостаточно высоки и не
допускают ее применения при трении скольжения и действии
больших нагрузок. В атмосферных условиях она корродирует
незначительно; растворяется в азотной и серной кислоте; в щелочах и
соляной кислоте растворяется медленно.
Медь имеет более положительный потенциал от +0,35 до 0,45 в,
чем железо и поэтому защищает его механически. Как
антикоррозионное покрытие медь не применяется.
51
Меднению подвергаются наружные поверхности втулок май-
пых шатунов, составные и разъемные кольца коленчатых валов
ведущие шестерни приводов агрегатов, шлицевые соединения
валиков и шестерен приводов, шлицевые соединения ступиц и зубчатых
венцов шестерен и т. д. Эффективность сопротивления схватыванию
увеличивается образованием пассивной пленки в растворе бихоома-
та натрия или бихромата калия (150 г/л) и серной кислоты (З'г/л):
температура раствора 80° С; продолжительность обработки 10-
1,5 мин. г '
Меднение обычно производят в цианистом электролите для
получения покрытия толщиной до 0,015 мм.
Выпускается пять марок меди: МО, Ml, М2, МЗ и М4 которые
отличаются содержанием примесей (от 0,05 до 1%) Примеси
меди — висмут, сурьма, мышьяк, сера и фосфор - понижают
пластичность и ухудшают электропроводность.
Медь МО предназначена для изготовления электропроводов и
сплавов высокой чистоты, медь Ml, M2 и МЗ в виде листов лент
полос, труб и проволоки— электропроводов, маслопроводов,
прокладок, уплотнительных колец, шайб, а также — деформируемых
сплавов. Из меди М4 изготовляют литейные бронзы и'неответсг-
венные сплавы.
Латуни
Латунями называются сплавы меди с цинком. Они обладают
высокой прочностью, особенно после наклепа, хорошей пластичГ
стью в отожженном состоянии, высокой стойкостью против
коррозии; отличаются хорошими технологическими качествами-
обрабатываются давлением и резанием; свариваются '
Латуни, содержащие до 10% цинка, называются томпаками
а содержащие от 10 до 20% цинка- п о л у то м п а к а м к
Авиационные латуни содержат до 45% цинка.
„„„„НаИб0ЛЬШу^ пластичн°сть имеют латуни, содержащие 30—32%
цинка а наибольшую прочность — содержащие 42-45% цинка
,ГТ^ЗЛГЮТ Деформируемые (табл. 2,15) и литейные (табл. 2 16)
латуни. Латуни, обраоатываемые давлением, поставляются в виде
няюТя Пр°еже: """' ?РУ ' Па°˰КИ " ДР" ЛиТеЙНЫе л™ V™e
Томпак Л96 (95-97% Си) - высокопластичен и теплопроводен-
не подвержен «сезонному» растрескиванию; для полного умягчешя
применяется отжиг при 550-600° С; идет на изготовление трубопро
водов и радиаторных трубок 'руиоиро
Полутомпак Л80 (79—81% Си) обладает высокой стойкое гыо
против коррозии; имеет хорошую пластичность, допускающую обо^
ll^VZf ™еМ В Г°РЯЧеМ И Х0Л°ДН™ состояниях; хорошие литей-
сеток .ъТльтроГГЛ, ft0""1335 пРеД«азн^ается для изготовления
сеток фильтров и сильфонов регуляторов давления.
в ™УГ 68 (67"~70% Cu) обладает высокой пластичностью-
в нагартованном состоянии подвержена сезонному растрескивание
для предупреждения эгого отжигается при 250-275° С хорошо
штампуется, сваривается, паяется, обрабатывается резанием-
применяется для изготовления обечаек радиаторов, шайб, прокладок вту-
Рис. 2.6. Зависти
мость
механических свойств
латуни от содержания
цинка
Рис. 2.7. Влияние
деформации на
механические
свойства латуни Л62 для
ленты толшиной
3,5 мм
С6 (иГ/мм^
35
?8
£7
Ц
7
^
S
^
А
7* Г
\
'
С, /о
60
50
чо
зс
20
10
0 10 20 30 ЬО 50 Б0 70 2п,%
бВ1нГ/ш2, сГ % ИВ, кГ/мм2
60
50
46
30
20
10
\
\
/х
/
бв
v/#
&'
—.
200
ПО
1Ь0
по
80
S0
20
10 20 30 40 SO 60 70
Степень деформации, %
лок, стопоров, колец трубопроводов и других; заменителями этой
латуни являются латуни Л62 и ЛС59-1.
Латунь 62 (60—63% Си) пластична (рис. 2.7) в отожженном
состоянии, хорошо сваривается, паяется и обрабатывается
резанием, отжигается при 250° С; применяется для изготовления
трубопроводов, прокладок, шайб, штифтов, отражателей фильтров, каркасов,
сеток суфлеров; заменяется латунью ЛС59-1.
Латунь ЛС59-1 (59—61% Си, 0,6—1,0% РЬ) пластична в горячем
состоянии, хорошо сваривается, паяется и обрабатывается
резанием; в нагартованном состоянии растрескивается; применяется для
изготовления труб, винтов, штифтов, шпилек, корпусов кранов, за-
53
Таблица 2.15
Механические свойства деформируемых латуней
Марка
Л96
Л80
Л68
Л62
ЛС59-1
Л 062-1
ЛА77-2
ЛМц58-2
ЛЖМц59-1-1
V
мягкая
24
32
32
33
40
40
40
40
45
Механические
кГ^мм2
твердая
45
64
66
60
65
70
65
70
70
мягкая
50
52
55
49
45
40
55
40
50
свойства (не менее)
8, %
твердая
2
5
3
3
16
4
12
10
10
нв
мягкая
59
53
56
90
—
60
85
88
кГ/мм2
твердая
137
145
150
164
140
—.
170
175
160
Примечание. Мягкая бронза отожжена при 600° С, твердая —
деформирована на Б0%; для латуней ЛСБ9-1 и Л062 1 степень деформации равна
25%.
Таблица 2.16
Механические свойства литейных латуней
Марка
ЛА67-2.5
ЛК80-ЗЛ
ЛМцЖ52-4-1
ЛАЖ60-1-1Л
Механические свойства (не менее)
а КГ 1мм2
30—40
25—30
50
38—42
8, %
12—15
10—15
15—22
15-18
НВ, кГ}мм*
90
95-110
100-140
90
глушек, футерок, тройников, жиклеров, втулок и других;
температура ковки н штамповки — 750—780° С; термическая обработка:
отжиг для снятия внутренних напряжений при 220—240° С.
Латунь ЛО70-1 применяется только для изготовления
трубопроводов коррозионноактивных жидкостей; отжиг при 250—275° С.
Латунь ЛЖМц59-1 (57—60% Си, 0,6—1,2% Fe, 0,5—0,8% Мп,
0,3—0,7% Sn) обладает хорошими антифрикционными свойствами;
применяется для изготовления грундбукс колес самолетов, колец,
втулок н других деталей, работающих на трение.
54
Латунь ЛЖМц52-4-1 (50—55% Си, 0,5—1,5% Fe, 4—5% Мп)
применяется для изготовления деталей, несущих силовые нагрузки,
неответственных подшипников и арматуры.
Латунь ЛАЖ60-1-1 (58—61% Си, 0,7—1,5% А1, 0,7—1,5% Fe)—
алюминиевожелезистая, применяется для изготовления шестерен и
втулок.
Бронзы
Бронзами (табл. 2.17) называются сплавы на медной основе,
с добавками олова, алюминия, кремния, бериллия. Название бронзы
определяется содержанием в ней легирующих элементов. Различают
бронзы оловянистые, алюминиевые, свинцовистые, кремнистые, бе-
риллиевые и т. д.
В некоторые бронзы для улучшения их свойств вводят цинк,
марганец, фосфор и другие элементы.
Маркировка бронз. Бронзы имеют буквенно-цифровую
маркировку, указывающую наличие тех или иных элементов и их
количество.
Например, марка БрАЖМцЮ-3-1,3 расшифровывается как
бронза, содержащая 10% А1, 3% Fe, 1,5% Мп, остальное — Си.
Основные компоненты бронз имеют такие буквенные
обозначения: О — олово, Ц — цинк, Ф — фосфор, Б — бериллий, Н — никель,
А — алюминий, Ж — железо, Мц — марганец, К — кремний.
Таблица 2.17
Механические свойства бронз
Марка
БрОФ7-0,2
БрОФЮ-1
БрОСН10-3-2
БоАЖН 10-4-4
БрАЖМцЮ-3-1,5
БрБ2
БрКН1-3
БрКМцЗ-1
БрСЗО
БрОС5-25
БРОС10-10
Состояние
Прутки оттожсн-
ные
Литая в кокиль
То же
»
»
Прессованная
»
Отожженная
Закаленная и
отпущенная
То же
Отожженная
Нагартованная
Литая в кокиль
То же
>?
Механические свойства
кГ}ммг
37
25
25
65
60
55
—
60
135
60
38
75
6
14
20
(не менее)
8. %
55
3
5
15
12
12
—
30
1
20
45
2
4
6
5
нв.
кГ]ммя
70
90
75
195
150
ПО
180
100
135
180
140
200
25
50
55
55
Оловянистые бронзы — сплавы меди с 2—14% олова, в которые
для улучшения свойств вводят свинец, никель и фосфор. Прибавка
олова к меди увеличивает прочность и твердость, но понижает
вязкость и пластичность. Обработке давлением подвергаются только
бронзы, содержащие не более 6% олова.
Эти бронзы обладают хорошими литейными и
антифрикционными свойствами; имеют высокую коррозионную стойкость в
атмосферных условиях и воде; хорошо обрабатываются резанием,
свариваются и паяются; предназначены для изготовления
антифрикционных деталей.
Алюминиевые бронзы — сплавы меди с 9—11% алюминия,
содержащие дополнительно железо, никель и марганец; имеют
высокие механические свойства; обладают повышенной жаропрочностью
и коррозионной стойкостью; упрочняющая термическая обработка
состоит из закалки с 850—900° С в воде и последующего отпуска
при 400—600° С в течение 1,5 ч.
Бериллиевые бронзы — сплавы меди- с 2,0—2,5% бериллия;
обладают высокой химической стойкостью, износостойкостью и
упругостью; после термической обработки, состоящей из закалки с
800" С в воде и искусственного старения при 350° С в течение 9 '(,
приобретают высокую прочность и твердость
Кремнистые бронзы — сплавы меди, содержащие 1—3% кремния
и небольшое количество никеля и марганца; обладают высокой
упругостью и выносливостью, большой коррозионной стойкостью и
антнфрикционностью; хорошо отливаются и обрабатываются
давлением в горячем состоянии; удовлетворительно свариваются и
обрабатываются резанием.
Свинцовистые бронзы — сплавы меди, содержащие до 30%
свинца; обладают высокими антифрикционными свойствами и
применяются только для изготовления деталей, работающих на трение.
Бр019 и БрОС16-5 хорошо обрабатываются резанием;
обладают коррозионной устойчивостью в пресной и морской воде,
атмосферных условиях; применяются для изготовления маслоуплотнитель-
ных колец.
БрОФ10-1 (9—11% Sn, 0,4—1,0% Р) имеет отличные
антифрикционные свойства в условиях высоких нагрузок н скоростей; хорошо
обрабатывается резанием, легко сваривается и паяется;
применяется для изготовления втулок шестерен, колец, шаровых опор и
других; материал-заменитель для шестерен из бронз БрАЖ9-4 и
БрАЖНЮ-4-4.
БрОСШО-2-3 (9—11% Sn, 2,0—3,25%РЬ, 3—4% Ni) имеет
отличную обрабатываемость резанием и хорошо паяется; применяется
для изготовления упорных втулок и направляющих втулок клапанов
выпуска.
БрОС5-25 (4—6% Sn, 23—27% Pb, 2% Ni) обладает
отличными антифрикционными свойствами при высоких скоростях
скольжения; легко обрабатывается резанием; пригодна для работы в
бензине при низких удельных нагрузках и скоростях скольжения;
применяется для изготовления втулок, подпятников бензонасосов,
втулок насосов, нагнетающих специальные виды топлив; заменитель
бронзы БрСЗО.
БрАЖ9-4 имеет удовлетворительную обрабатываемость
резанием; паяется плохо; сваривается хорошо; легко куется при 850° С;
56
применяется для изготовления втулок, фланцев, шайб, опорных пят,
ниппелей, дисков, Таек.
БрАЖМц10-3-1,5 (9—11% А1, 1—2% Мп, 2—4% Fe)
удовлетворительно обрабатывается резанием н сваривается; паяется с трудом;
хорошо куется при 850° С; для повышения твердости применяется
закалка с 850° С в воде без отпуска или с отпуском 350—450° С;
применяется для изготовления втулок, маховиков, дисков, обойм
подшипников, гаек крепления подшипников, направляющих траверс
втулок и ниппелей.
БрАЖН10-4-4 (3,5—5,5% Ni, 9,5—11,0% А1, 3,5—5,5% Fe)
удовлетворительно обрабатывается резанием и сваривается; паяется с
трудом; куется при 875—900° С; применяется для изготовления
направляющих втулок и седел клапанов, маслоуплотнительных колец,
втулок ролика толкателя, шаровых опор и фланцев; термическая
обработка: закалка с 900° С в воде, выдержка в течение 2 ч и
отпуск при 650° С, выдержка 1,5 ч, охлаждение на воздухе.
БрКШ-3 (2,4—3,4% Ni, 0,6—1,1% Si) хорошо обрабатывается
резанием, куется при 900—700° С; применяется для изготовления
втулок направляющих клапанов выпуска и впуска; термическая
обработка: закалка в воде с 875° С, выдержка 2 ч и отпуск при
450—475° С, выдержка 2 ч.
БрКМц-3-1 (1,0—1,5% Мп, 2,7—3,5% Si) удовлетворительно
сваривается и обрабатывается резанием; паяется с трудом; хорошо
поддается горячей деформации; в нагартованном состоянии обладает
высоким пределом текучести; снятие наклепа производится отжигом
при 600° С в течение 1 ч; применяется для изготовления
пружинящих деталей, стопоров, а также деталей, подвергаемых нагреву
до 500° С.
БрСЗО (27—31% РЬ, 0,5% А1, 0,3% Sb) отлично
обрабатывается резанием; предназначается для заливки по стали; применяется
при изготовлении втулок: вала винта, сателлитов, нагнетателя,
дисков и др.
БрОФ6,5-0,25 легко обрабатывается резанием; хорошо
сваривается и паяется; применяется для изготовления пружинящих
контактов, мембран.
ТИТАН И ЕГО СПЛАВЫ
Свойства чистого титана
Титан имеет серебристо-белый цвет; обладает небольшим
удельным весом, высокой температурой плавления н значительной
коррозионной стойкостью; путем легирования позволяет создавать
сплавы с высокими механическими свойствами; небольшой коэффициент
расширения облегчает применение его в условиях теплосмен.
В обычной атмосфере он стоек против окисления до 400—500° С;
при более высоких температурах проявляют реакционную
способность к кислороду, азоту и водороду; жаростойкость увеличивается
путем легирования хромом, алюминием и кремнием; имеет высокую
коррозионную стойкость к действию кислот, щелочей и морской
коды. После азотирования или поверхностного упрочнения детали
из титана хорошо работают в условиях трения.
57
47,90
4,5
1660
5100
—6
8,2 . 10
50—56
45—50
25—40
55
120—200
47,90
4,5
1720
5100
—6
8,2 . 10
30
19—30
40
61
110—120
Свойства технического титана
99,6% Т j 99,9% Tj
Атомный вес
Удельный вес, Г/см3 . . .
Температура плавления, °С
» кипения, °С
Коэффициент Линейного
расширения, град *
Предел прочности а^ , кГ/мм2 . ,
» текучести алп • кГ/мм- , ,
Удлинение 8 , %
Поперечное сужение ^ , % • • • •
Твердость по Бринеллю НВ, кГ/мм2 120—200
Модуль нормальной упругости £,
кГ/мм1 . « , , . 11 500 —
При нагреве происходит значительное изменение механических
свойств титана (рис. 2.8).
Титан обладает хорошей свариваемостью аргонно-дуговой,
точечной, роликовой и стыковой сваркой.
Титановые сплавы используются для изготовления обшивки при
сверхзвуковых скоростях полета до M=3-f-4, когда поверхность
нагревается до 450—550° С, передних кромок крыла и
стабилизатора, элеронов и конусов, лонжеронов, нервюр, шпангоутов,
элементов жесткости. Эффективно применяют титановые сплавы для
противопожарных перегородок, воздухопроводов и трубопроводов
гидравлических систем, немагнитных топливных баков; створок шасси,
закрылков, глушителей, заслонок, бандажей, тяг, а также
крепежных деталей —• высоконагруженных болтов, шпилек и др.
В двигателях титановые сплавы используются для
изготовления деталей компрессора: лопаток и дисков, капотов, наружных
кожухов камер сгорания, реактивных сопел, выхлопных патрубков.
Деформируемые титановые сплавы
ВТ1 — технический титан с небольшой примесью; обладает
высокой коррозионной стойкостью, пластичностью в горячем состоянии
и удовлетворительной в холодном; хорошо сваривается аргонно-
дуговой и контактной сваркой; применяется для изготовления
деталей, работающих до 350°С: обшивок, рам фюзеляжа и других;
поставляется в виде листов, прутков и проволоки.
ВТЗ (4,0—6,2% А1, 2—3% Сг) обладает высокой коррозионной
стойкостью, большой прочностью и пластичностью (табл. 2.18, 2.19),
обеспечивающей обработку горячей деформацией при 850—1050° С;
после ковки или штамповки для устранения наклепа и
выравнивания свойств по сечению производят отжиг при 700—800° С;
применяется для изготовления деталей двигателей, работающих до 350° С;
поставляется в виде прутков, штамповок и др.
ВТЗ-1 (4,0—6,2% А1, 1,5—2,5% Сг, 1,0—1,8% Мо) обладает
большой жаропрочностью (молибден стабилизирует структуру). Из
этого сплава изготовляют диски и лопатки компрессоров ТРД,
работающих до 450—500° С.
58
Таблица 2.18
Механические свойства деформируемых титановых сплавов
Марка
ВТЗ
ВТЗ-1
ВТ4
ОТ4
ОТ4-1
ВТ5
ВТ5-1
ВТ6
ВТ8
Механические свойства в состоянии отжига или
"горячего проката
с , кГ1ммг
в *
95-115
95—115
80—90
70—90
70—85
80-95
80—95
90—100
105-118
К %
10-16
10—16
15-22
15-40
15-40
12-25
12-25
8-13
9-15
НВ, кГ1мм*
25-40
25—40
20-30
25-55
25-55
30—45
30-45
30-45
30-55
i
Таблица 2.19
Механические свойства титановых сплавов
при повышенных температурах
Марка
ВТ-1
ВТЗ
ВТЗ-1
ВТ4
ОТ4
ЕТ5
ВТ6
ВТ8
Вин полуфабриката и
состояние материала
Прутки отожжен-
чые
То же
Прутки термооб-
работанные
Листы
отожженные
То же
»
Прутки
отожженные
То же
Температура, °С
350
400
500
400
500
250
350
350
500
300
400
400
500
400
500
о ,
в
кГ/мм*
70—75
68
60
60
56
62
56
43,5
39
58
52
57—60
50
75
72
°0,2/100,
/сГ/лш2
14
29
—
30
5
—
—
—
—
14
11
36
55
37
12
°100 •
кГУмм*
—
56
35
66
36
—
—
—
56
48
60
21
75
50
ВТ4 (4—5% А1, 1—2% Мп) имеет высокую коррозионную
стойкость, хорошую пластичность и жаропрочность; термической
обработкой не упрочняется; сваривается удовлетворительно;
поставляется в виде листовых полуфабрикатов, идущих на изготовление
деталей и элементов конструкций, работающих до 400° С,
59
OT4 и ОТ4-1 (2,0—3,5%
Л1, 1—2% Мп и 1,0—2,5%
А1, 0,8—2,0% Мп) —
разновидности сплава ВТ4; имеют
более высокую
технологическую пластичность;
обладают большой
жаропрочностью; не склонны к
хрупкости, что позволяет применять
их для изготовления
сварных и штампованных
деталей, работающих до 500°С.
ВТ5 (4,0—5,5% А1)
обладает высоким пределом
ползучести, пониженной
технологической пластичностью;
температура горячей ковки-
штамповки — 1000—1150°С;
имеет отличную
свариваемость аргонно-дуговой и
контактной сваркой.
ВТ5-1 (4,0—5,5% А1)
содержит дополнительно 2—
3% олова для обеспечения
термической стабильности и
повышения жаропрочности:
поставляется в виде листов,
прутков, поковок, идущих на изготовление деталей, работающих до
400°С: обшивки и элементов каркаса, корпусов компрессора,
лопаток направляющего аппарата и др.
ВТ6 (5,0—6,5% А1) обладает повышенной жаропрочностью,
хорошей пластичностью при 950—980° С; отжиг при 700—800° С;
термическая обработка: закалка и старение при 450—850° С. Он
неудовлетворительно сваривается и обрабатывается резанием;
предназначается для изготовления крепежных деталей и обшивки,
работающих до 400—450° С.
ВТ8 (5,8—6,8% А1, 2,8—3,8% Мо) обладает повышенной
жаропрочностью; хорошо деформируется, в горячем состоянии при
850—1100° С; сваривается контактной сваркой и обрабатывается
резанием; предназначается для деталей, работающих до 500° С;
поставляется в виде прутков и поковок.
<да
90
80
70
60
50
40
30
20
W
50
45
40
35
30
25
20
75
10
0 100 200 300 400 t.°C
1
\
У
f>
г6"
Л
бо.г
Рис. 2.8. Влияние температуры
нагрева на свойства титана
СВИНЕЦ
Свинец — светло-серый металл с удельным весом 11,34 Г/см*,
твердостью ЯВ = 3 -=- 10 кГ/мм2, температурой плавления 327" С,
пластичен, деформируется без разрушения поверхности детали, на
которую нанесен, обладает высокой вязкостью, имеет относительное
удлинение при 20°С —31%, при 80°С —24%, при 150°С — 33%,
сопротивление разрыву 1,7, сжатию — 2,28 кГ/мм2.
Электролитически осажденный свинец более мягок, чем свинец,
полученный металлургическим способом. Малая твердость и боль-
60
шая пластичность свинцовой поверхности способствуют быстрой
приработке ее, не вызывающей износа парной детали.
Свинец обладает хорошей смачиваемостью, маслом и свойством
самосмазываться, в результате чего освинцованные детали
продолжают некоторое время нормально работать при прекращении подачи
смазки. Он также обладает высоким сопротивлением контактному
схватыванию и предохраняет трущиеся детали от заедания при
очень больших нагрузках. Тонкие пленки свинца выдерживают
удельное давление до 80 кГ/см2 без заметной усадки (уплотнения).
Сравнительно невысокое сопротивление свинца износу связано
с его недостаточной коррозионной стойкостью. На воздухе он,
окисляясь, постепенно темнеет и может даже покрыться черными
пятнами, если его не смазать маслом (законсервировать). Окисление
распространяется с поверхности вглубь. При работе двигателей в
масле образуются органические кислоты, которые вызывают
усиленное развитие коррозии свинца.
Подшипники скольжения могут быть восстановлены
электролитическим осаждением свинца (свинцеванием). Более толстые слои
свинца от 0,025 до 0,080 мм применяются в качестве
антифрикционного износостойкого покрытия подшипников скольжения двигателей.
ЦИНК
Цинк — металл светло-серого цвета, имеет твердость НБ =
=50-5-60 кГ/мм2, сравнительно хрупок, приобретает некоторую
пластичность после нагрева до 100—150° С; температура
плавления— 419° С, удельный вес — 7,2 Г/см3, обладает более
отрицательным потенциалом (—0,76 е), чем железо (—0,44 е) и является для
железа анодом, защищая его электрохимически.
Перед цинкованием с поверхностей деталей удаляют коррозию,
окалину и загрязнения, затем их декапируют (удаляют окисные
пленки) погружением на 1—2 мин в водный раствор соляной
кислоты (50—100 г/л) при комнатной температуре или в смесь соляной
(20—30 г/л) и серной (50—80 г/л) кислот.
Крепежные детали и небольшие детали простой конфигурации
цинкуют в сернокислом электролите, детали сложной конфигурации,
сварные узлы, пружины, проволоку — в цианистом. Осадок
получается мелкозернистым, блестящим, серебристого цвета. Для защиты
■мелких деталей (гвоздей, скрепок, винтов) достаточно слоя цинка
толщиной 2—3 мк, проволоки — 7—10 мк, бензиновых и масляных
трубопроводов и их арматуры—20—50 мк, ответственных
крепежных деталей — 20—40 мк.
Осветление оцинкованных деталей производят в 3%-ном водном
растворе азотной кислоты или растворе, состоящем из 80—ПО г/л
хромового ангидрита и 3—4 г/л серной кислоты; продолжительность
осветления — 2—3 сек при комнатной температуре.
Все стальные детали с пределом прочности от 30 до 140 кГ/мм2
подвергаются термической обработке при температуре 230—250° С
в течение 2 ч для удаления водорода. Детали из меди и медных
сплавов, а также стальные с пределом прочности менее 90 кГ/мм2
термической обработке не подвергаются.
61
ЦВЕТНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ,
ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ
АВИАЦИОННОЙ ТЕХНИКИ
Наименование и марка
ГОСТ, ТУ
Применение
Сырье цветных
Никель НО, Н1.Н2, НЗ,
Н4
Кобальт КО, Kl, K2
Катоды медные МО, Ml
Алюминий чушковый
первичный А00, АО, А1,
А2, A3
Алюминий чушковой
вторичный АЧ1, АЧ2,
АЧ2Ф, АЧЗ
Силумин в чушках
СИЛО, СИЛ1, СИЛ2
Свинец чушковой СВ,
СО, С1, С2, СЗ, С4
Цинк чушковой ЦВ,
ЦО, Щ, Ц2, ЦЗ, Ц4
Ртуть PI, P2, РЗ
Сурьма СуО, Cyl, Су2,
СуЗ, Су4
Олово Ol, 02, ОЗ, 04
Припои оловянно-свин-
цовистые ПОС-18,
ПОС-30, ПОС-40, ПОС-50
Баббиты оловянистые
(в чушках) Б83, БН, БТ,
Б16, Б6
Бронза оловянно-цин-
ко-свинцовистая БрОЦС
6-6-3 в круглых литых
болванках
62
ГОСТ
849—49
ГОСТ
123—49
ГОСТ
546—41
ГОСТ
3549—47
ГОСТ
295—47
ГОСТ
1521—50
ГОСТ
3778—47
ГОСТ
3640—47
ГОСТ
4658—49
ГОСТ
1089—41
ГОСТ
860—41
ГОСТ
1499—54
ГОСТ
1320—41
ГОСТ
613—50
металлов
Для гальванических
цехов,
высоколегированных сталей и сплавов с
особыми физическими
свойствами
Для стали особо
ответственных марок,
быстрорежущей стали,
стеллита
Для гальванических
цехов и изготовления
медных сплавов
Для изготовления
сплавов на алюминиевой и
других основах
Для легирования
сплавов и раскисления стали
и чугуна
Для литья и литейных
сплавов
Для составления
сплавов, оловянистых
припоев, для гальванических
цехов
Для гальванических
цехов и составления
сплавов
Для
контрольно-измерительных приборов
Для аккумуляторных и
антифрикционных
сплавов и припоев, свинцо-
во-сурьмяиистых анодов
Для пайки, полуды,
составления сплавов и
оловянистых припоев
Для пайки различных
соединений, не
требующих высокой прочности
Для заливки
подшипников машин и
механизмов
Для изготовления
нагруженных трущихся
деталей
Продолжение
Наименование и марка
ГОСТ, ТУ
Применение
Кадмий чушковой КД0,
КД1, КД2, КДЗ
Магний первичный
чушковой МП, МГ2
ГОСТ
1467—42
ГОСТ
804—49
Для гальванических
цехов и изготовления
сплавов и припоев
Для составления
сплавов и раскисления
никелесодержащих сплавов
Твердые наплавочные сплавы
Сормайт № 1 в пруг-
ках 0 5 мм
Стеллит ВЗК
к ах 0 5 мм
в прут-
МПТУ
2275—49
ТУ МАП от
29.7.49 г.
Износоустойчивый,
жаростойкий и химически
стойкий сплав для
наплавки на детали,
требующие последующей
обработки
Для ремонта жаровых
труб реактивных
двигателей
Драгоценные металлы и изделия из них
Припои серебряные
ПСрЗ, ПСр25, ПСр45
Серебро для анодов в
пластинках толщиной
5 мм
Серебро
рафинированное в брызгах
Серебро азотнокислое
техническое
Серебро азотнокислое
реактивное
Листы медные
холоднокатаные Ml, M2, МЗ
ОСТ 2982,
ТУ 629—53
ГОСТ
7221—54,
ГОСТ
6836—54
—
ГОСТ
1277—41
ГОСТ
1277—41
Медный прокат
ГОСТ
495—50,
ГОСТ
859—41
Для пайки деталей,
изготовленных из меци:
труб, ниппелей, штуцеров,
приборов и др.
Для ванн серебрения
радиодеталей
Для пайки и
приготовления серебряных
припоев
Для электролитов ванн
серебрения радиодеталей
и др.
Для химических
анализов
Для прокладок, шайб,
арматуры
63
Продолжение
Наименование и марка
ГОСТ, ТУ
Ленты медные общего
назначения Ml, М2 МЗ
Прутки медные
круглые Ml, M2, .МЗ
Трубы медные тянутые
круглые Ml, M2, МЗ
ГОСТ
1173—49
ГОСТ
1535—48
ГОСТ
617—53
Применение
Для прокладок, шайб,
арматуры
Для гальванических
цехов и изготовления
деталей арматуры
Для трубопроводов
бензиновой, масляной,
гидравлической и
кислородной систем
Цинковый прокат
Листы цинковые
общего назначения ЦО, Ц1,
Ц2, ЦЗ, Ц4
Аноды цинковые ЦО,
Ш, Ц2
ГОСТ
3640—47
ГОСТ
3640—47
Для
цехов
То же
гальванических
Никелевый прокат
Аноды никелевые HI,
Н2, НЗ
ГОСТ
849—49
Свинцовый прокат
Листы свинцовые О,
С2, СЗ, С4
Фольга листовая
свинцовая
ГОСТ
3778—47
ТУ ЦМО
653—52
Для прокладок и
других целей
То же
Бронзовый прокат
Прутки из оловянно-
цинковой бронзы БрОЦ
4-3 круглые
Прутки из оловянно-
фосфористой бронзы
Бр01 7-0,2 (карро)
БрО! 6,5-0,15 круглые
Ленты из оловянно
фосфористой бронзы
БрОФ 6,5—0,15
ГОСТ
6511—53
ГОСТ
5017—49
ГОСТ
1761—50
Для втулок,
работающих при средних и
высоких давлениях
Для втулок клапанов
выпуска; втулок,
работающих при высоких
удельных давлениях;
осей, антифрикционных
шайб и др.
Для пружинящих
контактов, мембран и дру-
I гих деталей
64
Продолжение
Наименование и марка
ГОСТ, ТУ
Применение
Пруткн и трубы из
алюминиево-железо-мар-
гавцовистой бронзы
БрАЖМЦ 10-3-1,5
круглые
Прутки из алюминие-
во-железо-никелевой
бронзы БрАЖН 10-4-4
круглые
Прутки из алюминие-
во-железистой бронзы
БрАЖ 9-4 круглые
Ленты из бериллиевой
бронзы БрБ2
ГОСТ
1628—48
на прутки
и ГОСТ
1208—54
на трубы
ГОСТ
1628—48
ГОСТ
1628—48
ГОСТ
1789—50
Для высоконагружсн-
ных трущихся деталей:
втулок, подшипников,
шестерен валиков, обойм
подшипников, уплотни-
тельных и опорных
колец стоек шасси и др.
Для изготовления
направляющих втулок и
седел клапанов, масло-
уплотнительных колец,
втулок роликов
толкателей и др.
Для направляющих
втулок клапанов впуска,
втулок, приводов
агрегатов, ниппелей, дисков
и др.
Для особо
ответственных пружин,
пружинящих контактов, мембран
Листы латунные
холоднокатаные Л62, Л68,
ЛС59-1
Ленты латунные Л62,
Л68, ЛС59-1
Прутки из
свинцовистой латуни ЛС59-1
круглые и шестигранные
Прутки и?
железо-марганцовистой латуни,
ЛЖМц 59-1-1 круглые
Трубы латунные
общего назначения Л62, Л68
круглые полутвердые
Латунный прокат
ГОСТ
931—52
ГОСТ
2208—49
ГОСТ
2060—48
ГОСТ
2060—48
ГОСТ
494—52
Для штампованных
деталей: прокладок,
хомутов, шайб и др.
То же
Для втулок, гаек,
кранов, ниппелей,
распылителей, жиклеров, тяг
и др.
Для грундбукс колес,
колец, втулок и других
деталей, работающих на
трение
Для трубопроводов
различного назначения
Алюминиевый прокат
Листы алюминиевые
АД1-М (отожженные)
ГОСТ
1946—50
Для деталей самолетов
и двигателей, не несущих
нагрузки:
вентиляционной системы, заглушек
и др.
3 Александров Б. Г,
65
Продолжение
Наименование и марка
ГОСТ, ТУ
Применение
Листы из алюминиево-
марганцевого сплава
АСцА-М (отожженные) и
АМцА-П (полунагарто-
ванные)
Листы
дюралюминиевые плакированные
Д1А-М (отожженные),
Д1А-М0 (отожженные
обшивочные), Д1А-Т
(закаленные), Д1А-ТВ
(закаленные обшивочные)
Листы
дюралюминиевые плакированные
Д16А-М (отожженные)
Д16А-М0 (отожженные
обшивочные), Д16А-Т
(закаленные), Д16А-ТВ
(закаленные
обшивочные), Д16А-ТН
(закаленные нагартованные),
Д116А-ТНВ (закаленные
нагартованные
обшивочные)
Листы из
высокопрочного алюминиевого
сплава В95А-Т (закаленные)
и В95А-ТВ (закаленные
обшивочные)
Прутки алюминиевые
круглые АД-1
Прутки из алюминие-
во-марганцевого сплава
АМц круглые
Прутки из алюминие-
во-магниевого сплава
АМг круглые
Прутки из
алюминиевого жаропрочного
сплава АК6
ГОСТ
1946—50
ГОСТ
1946—50,
АМТУ
252—48
ГОСТ
1946—50
ГОСТ
1946—50
ГОСТ
,1945—46,
АМТУ
270—48
ГОСТ
1945—46,
АМТУ
270—48
ГОСТ
1945—46,
АМТУ
270—48
ГОСТ
4783—49
Для топливных и
масляных баков, арматуры
и других деталей,
изготовляемых глубокой
вытяжкой
Для силовых
элементов конструкции средней
прочности, обшивки
Для изготовления
основных силовых деталей
конструкции самолета:
каркаса, обшивки,
шпангоутов, нервюр,
лонжеронов и др.
Для изготовления
основных силовых деталей
конструкции самолета:
каркаса, обшивки,
шпангоутов, нервюр,
лонжеронов и др.
Для изготовления
неответственных, не
несущих нагрузок деталей
Для малонагруженных
деталей
Для изготовления
деталей арматуры
Для силовых
элементов, где требуется
большая пластичность
I
66
Продолжение
Наименование и марка
Профили
дюралюминиевые Д16Т
Профили из
алюминиевого высокопрочного
сплава В95Т
Трубы алюминиевые
АД1М (отожженные)
Трубы из алюминиево-
магниевого сплава АМгМ
(отожженные)
Трубы
дюралюминиевые закаленные Д1Т,
Д6Т, Д16Т
Фольга алюминиевая
рулонная АД1, АО, А1,
мягкая
ГОСТ, ТУ
АМТУ
258—55
АМТУ
258—55
ГОСТ
1947—52
ГОСТ
1947—52
ГОСТ
1947—52
ГОСТ
618—50
Применение
Для лонжеронов,
стрингеров, нервюр и
других деталей
Для силовых
элементов
Для трубопроводов
водяной системы и других
неответственных деталей
Для трубопроводов
масляных и топливных
магистралей
Для подкосов,
лонжеронов, тяг управления и др.
Для теплоотводящей
прослойки между
стенками удлинительных и
реактивных труб
Магниевый прокат
Листы из магниевого
сплава МА8
АМТУ
228—48
Для обшивки
элеронов, закрылков рулей и
других деталей
МЕТАЛЛОКЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Металлокерамическими материалами являются смеси,
составленные из порошков металлов и других веществ, подвергнутые
прессованию и последующему спеканию при высоких температурах.
Процесс изготовления изделий из порошковых материалов напоминает
производство керамики, поэтому порошковые металлы и их сплавы
называют металлокерамическими.
Из порошковых материалов можно получать сплавы точно
заданного состава, с определенной величиной зерна заготовки и
изделия, детали, имеющие точные размеры и заданную форму.
Спрессованные и спеченные детали (подшипники, фильтры и др.) не
нуждаются в обработке резанием и в других технологических
операциях.
Основными видами металлокерамических материалов являются
антифрикционные, фрикционные, фильтрующие, электротехнические,
твердые и жаропрочные материалы.
Из антифрикционных металлокерамических материалов
изготовляют пористые изделия (подшипники и втулки) из порошков
железа, меди, олова и других металлов с добавкой грунта. Поры в таких
3* 67
из
подшипниках заполнены маслом и они являются самосмазывающи-
Пористые изделия с антифрикционными свойствами имеют
много преимуществ перед антифрикционными литыми изделиями w
оронзы и баббита. У них лучшая прирабатываемость, низкий коэф
фициент трения и большая износостойкость; обеспечивается
саморегулировка смазки.
. Пористые подшипники на медной основе состоят из 9 5—10 5%
олова, 1,5-3,0% графита и меди. Подшипники на железной основе
состоят из 2-3% графита и 97-98% железа. Бронзо-графитовые
подшипники применяют при средних давлениях и скоростях впаще-
ния вала. При ударных нагрузках они работают
неудовлетворительно. Втулки из бронзо-графита ставят там, где затруднен доступ
Фрикционными металлокерамическими материалами покрывают
диски, колодки, ленты и другие изделия для тормозных узлов из-
толпшнГп9^39пТаЛИ- ФРикционные сл°" тормозных дисков имеют
толщину 0,25—2,0 мм при толщине опорного стального диска 1 5—
о,и мм. *
Стальные опорные диски или ленты при напекании
фрикционного слоя на медной основе предварительно омедняют, а при
напекании фрикционного слоя на" железной основе — никелируют
■ Фрикционные материалы работают в крайне тяжелых условиях-
при скорости торможения 30-50 м/сек, давлении до 20 кГ/rf что
приводит к разогреву трущихся поверхностей до 1000—1100° С
Металлокерамические фрикционные материалы обладают
высоким коэффициентом трения и способностью работы с малым
износом при рабочих температурах; имеют достаточную прочность и
хорошую прирабатываемость. В их состав входят: 5-15% свинца
4 R0/% °ТЭ- Д° 2&;«ИКеЛЯ' Д° 2% Железа' ло °.5% кремния,'
4-8 /0 графита, до 0,5% кремнезема, до 0,3% асбеста и осталь-
ное — медь.
Фильтрующие пористые металлокерамические материалы
применяются для изготовления фильтров, предназначенных для очистки
топлива и масла. Эти фильтры обладают хорошей очищающей
способностью, не засоряют фильтруемую жидкость, прочны и надежны
в эксплуатации. Их изготавливают из коррозионноустойчивых по-
с?™и°ВЫХ материалов ~ бР0НЗЫ, никеля, латуни и нержавеющей
Металлокерамические твердые сплавы представляют собой
сплавы карбидов тугоплавких металлов (вольфрама, титана тантала)
с добавками кобальта в качестве цементирующего металла Они
обеспечивают высокие скорости резания (табл. 2 20)
Из металлокерамических вольфрамокобальтовых сплавов
изготовляют режущие инструменты, применяемые для обработки
чугуна, оронзы и неметаллических материалов, а из вольфрамотитаноко-
бальтовых — для обработки углеродистых и легированных сталей
Литые твердые сплавы делятся на две группы: карбидные и
7™Tf K пеРвым относится рэлит, представляющий собой
™ ЖТ* вольФРама WC и ^с- О" имеет температуру
плавления 350U С; отличается высокой твердостью и
износоустойчивостью применяется для изготовления долот нефтяного бурения
Ко второй группе относятся стеллиты и стеллит опо-
ДОбные материалы. Стеллиты являются кобальтохромоволь-
68
Таблица 2.20
Химический состав и механические свойства
металлокерамических твердых сплавов
Группа твердых
сплавов
Вольфрамовая
Титановоль-
фрамовая
о
о
«3
а,
м
!-■
«ч й
:*: ш
О, (в
£5
ВК2
вкз
BK6
вкю
вкп
ВК15
Т5КЮ
Т14К8
Т15К6
Т15К6Т
Т30К4
Т60К6
Химический состав, %
О
£
98
97
94
90
89
85
85
78
79
79
66
34
и
Р
—
—
—
—
—
6
14
15
15
30
60
б
2
3
6
10
11
15
9
8
6
6
4
6
'
сГ
СП
=5
2.
к«
д ^
Йг
14,8
14,9
14,5
14,2
—
13,9
12,2
11,2
11,0
10,0
9,5
Свойства
л"
и
о
е£
89
89
88
87
—
86
88,5
89
90
90
91
90
• со**
в- в ч
!&•£■
ч К
US ,
<=t |н OJ
О) О*о
с в С.
100
100
120
135
—
160
115
НО
ПО
ПО
90
75
фрамовыми сплавами. Они имеют температуру плавления стали,
обладают высокой твердостью, износоустойчивостью,
красностойкостью, коррозионной устойчивостью и свариваемостью, что позволяет
использовать их для наплавки на детали машин и инструменты,
подвергающиеся износу.
К стеллитоподобным относится сплав с о р м а й т,
представляющий собой сплав железа, хрома, никеля, углерода и других
элементов. Он имеет меньшую твердость и красностойкость, чем стеллиг.
Красностойкость стеллита достигает 700—800° С, а сормайта —
500—600° С.
Сормайт и стеллит выпускаются в виде стержней, которые
служат для наплавки на различные быстроизнашивающиеся детали
(табл. 2.21).
Жаропрочные металлокерамические материалы — сплавы на
основе тугоплавких металлов, карбидов, нитридов, окислов,
силицидов, боридов. Различают три группы таких материалов.
К первой группе относятся сплавы на основе тугоплавких
металлов: молибдена, ниобия, тантала, вольфрама, которые не могут
использоваться без защитных покрытий, предохраняющих их от
окисления. Использование вольфрамовых сплавов позволяет
повысить рабочую температуру до 2500—2700°С.
Ко второй группе относятся материалы на основе тугоплавких
соединений металлического характера: карбидов, боридов,
нитридов, силицидов с добавлением вязких металлов — кобальта и
никеля. Эти материалы являются самыми жаропрочными из известных
материалов.
69
Таблица 2.21
Химический состав и свойства литых твердых сплавов
Группа Сплава
Карбидная
Стеллиткая
Стеллитопо-
добная
Марка
Сплава
Рэлит
В2К
взк
Сормайт
№ 1
Сормайт
№ 2
Элементы и
химический состав,
%
До 0,25% Fe
Основа W
47—53% Со*
До 2% №
До 2% Fe
28—33% Сг
До 1% Мп
1-2% Si
13—17% W
1,8—2,5 С
58—62% Со
До 2% Ni
До 2% Fe
28—32% Сг
1,5—3% Si
4—5% W
1-1,5% С
3- 5% Ni
Основа Fe
25—31% Сг
1,5% Мп
2,8—3,2% Si
2,5—3,3% С
1,3—2,2% Ni
Основа Fe
13—17,5% Сг
1% Мп
1,5—2,2% Si
1,5—2% С
Свойства
удельный
вес, кГ^см*
17,6—
18,5
8,8
8,4
7,4
7,6
твердость,
HRA
91—92
46—48
42—43
49-54
40-45
прел ел
прочности
при
растяжении,
кГ/мм*
—
60—70
55-65
35-37
42—43
Для изготовления изделий, работающих при высоких
температурах, применяют боролиты, состоящие из 75% карбида бора и бо-
рида хрома или борида титана. Наиболее жаропрочные материалы
(смесь карбидов тантала и гафния в соотношении 4: 1) имеют
температуру плавления 3900° С. Однако применение этих материалов
затруднено их высокой чувствительностью к надрезу, отсутствием
ковкости, большой хрупкостью и неустойчивостью против тепловых
ударов.
К третьей группе материалов относятся металлокерамические
сплавы на основе тугоплавких окислов с добавкой металлов,
называемые керметами, которые имеют высокую жаропрочность, но
обладают недостаточной теплопроводностью и малой стойкостью к
действию тепловых ударов.
70
БЛАГОРОДНЫЕ МЕТАЛЛЫ
Золото благодаря высокой отражательной и низкой теплоиз-
лучающей способности, а также большой антикоррозионной
стойкости при нормальных и высоких температурах применяется для
покрытий деталей летательных аппаратов. Внутренние покрытия служат
для уменьшения теплоизлучения на размещенное оборудование и для
защиты от тепла, испускаемого двигателем.
Электрические контакты, покрытые сплавами золота,
незначительно меняют сопротивление, точно и длительно работают в цепях
с весьма слабыми токами. Так как золото мягкий металл, его часто
покрывают дополнительно -защитными пленками хрома, алюминия
и окиси кремния, повышающими эрозионную стойкость.
В процессе длительной работы при высоких температурах
тонкая пленка может почти полностью продиффундировать в сталь,
медные и никелевые сплавы.
Для предотвращения этого перед золочением наносят
керамический подслой.
Платина, осьмий, иридий, рутений, родий и палладий являются
химически стойкими и тугоплавкими металлами. Их сплавы
отличаются высокой стойкостью в слаботочных разрывных контактах
телеметрических систем и систем управления. Они почти не
подгорают и не меняют своих свойств при работе. Особенно
работоспособны осьмий-иридиевые контакты. Сплавы палладия с иридием
ПДИ18 не окисляются, не меняют сопротивление при изменениях
температуры. Из них изготовляют задающие потенциометры
автопилотов и других автоматических устройств. Платину н сплав пла-
гинородий (10% Rh) применяют в термопарах, работающих до
1600° С. Сплавы платины с золотом, напыленные тонким слоем на
керамическую подложку или стекло, являются хорошими
сопротивлениями.
Например, сплав, содержащий 20% платины, очень
стабилен. При толщине покрытия всего в 0,1 мк он обладает
сопротивлением порядка 60 мком-см, а его температурный коэффициент
сопротивления не превышает 0,025%.
Серебро отличается максимальной, электропроводностью, легко
полируется. Особенно целесообразно применение серебра в
высокочастотной технике. Токи высокой частоты распространяются в очень
тонком поверхностном слое металла. Серебро с гладкой неокислен-
ной поверхностью представляет для них значительно меньшее
сопротивление, чем медь, обычно всегда окисленная с поверхности.
Поэтому катушки индуктивности высокой частоты, волноводы и
другие детали серебрятся.
Из серебра получают провода и электроды химическим зерка-
• лением и вжиганием тонко измельченного порошка в керамику,
стекло и кварц.
Благодаря высокой теплопроводности серебро применяется в
термоизмерительных устройствах для передачи тепла с малыми
потерями, например в авиационных термометрах сопротивления-
Серебряные контакты являются наиболее дешевыми и широко
применяются в слаботочной аппаратуре.
Большое значение в производстве сверхзвуковых летательных
аппаратов приобретают серебряные припои — сплавы серебра с
71
медью, цинком или кадмием и небольшими присадками фосфора или
лития. В зависимости от состава они плавятся при температуре
500—950° С и обеспечивают высокую прочность паяных соединений
из нержавеющих сталей и никелевых сплавов. Поэтому они широко
применяются для изготовления сотовых панелей.
БЕРИЛЛИЙ
Бериллий — металл серого цвета с удельным весом 1,85 Г/см2;
по модулю упругости, т. е. по жесткости (£==30 000 кГ/мм?),
превосходит сталь в 1,5, титан в 2,5, а алюминий в 4 раза; имеет
температуру плавления почти 1300° С и низкую ползучесть при нагреве;
отличается высокой теплопроводностью, а по удельной темплоем-
кости (0,45—0,7 ккал/кг • град) превосходит все металлы; до 500—■
600° С удельная прочность бериллия выше, чем у всех известных
материалов.
Свойства бериллия: коэффициент линейного расширения в
интервале температуры 20—100° С равен 12,4- Ю-6 см/см-град; предел
прочности св =40-4- 63 кГ/мм2; относительное удлинение 6=2—
16%; твердость по Бринеллю ЯВ=110-=-200 кГ/мм2.
Бериллий обладает высоким модулем нормальной упругости, что
делает его ценным материалом для изготовления жестких элементов
авиаконструкций. Он весьма чувствителен к надрезам; все
растворимые соединения его ядовиты. Из бериллия делают стержни,
трубы и листы для атомной, ракетной и авиационной техники;
крепежные детали и детали для гироскопов. Высокие удельная
жесткость и частота собственных колебаний делают беррилий ценным
для изготовления точных приборов, акселерометров и позволяют
уменьшить вибрации, вызывающие усталостные напряжения.
Широкое применение бериллия -для сверхзвуковых самолетов,
рассчитанных на скорость 2—ЗМ, может дать экономию в весе 50%.
Получают распространение сплавы бериллия с алюминием для
изготовления наиболее жестких конструкций, они выгодно
отличаются от других материалов технологичностью, большой пластичностью
и лучшей обрабатываемостью резанием, обладают высокой
коррозионной стойкостью.
ЩЕЛОЧНЫЕ МЕТАЛЛЫ
К щелочным металлам относятся: литий, натрий, калий,
рубидий, цезий и др. Они легки, легкоплавки и химически активны. На
воздухе быстро тускнеют и рассыпаются в порошок окислов и
нитридов, а из воды вытесняют водород, образуя едкие щелочи.
Натрий наиболее распространенный среди щелочных металлов,
дешевый, втрое легче алюминия, очень мягок и режется ножом. Во
избежание самовозгорания его хранят в керосине или очищенном
инертном газе. Он плавится при 98° С, кипит при 880° С.
Жидкий натрий отличается высокой тепло- и
электропроводностью, а также значительной теплоемкостью: при 400°С
теплопроводность равна 61,5 ккал/м- ч.-град, а удельная теплоемкость —
0,3 ккал/кг • град.
Теплопроводность натрия в 10—15 раз выше, чем у
легированной стали. Поэтому, чтобы не было перегрева и обгорания выпуск-
72
ных клапанов поршневых двигателей, их делают полыми и
заполняют металлическим натрием. Натрий предполагается использовать
в качестве жидкометаллического теплоносителя атомных двигателей.
Литий в малых количествах содержится почти в каждом
высококачественном сплаве — алюминиевом, магниевом, железном,
медном и т. д.
©н, соединяясь с вредными примесями металлов — кислородом,
серой, азотом и др., выводит их в шлак. Очищенный от окислов
металл более жидкотекуч, лучше заполняет тонкостенную форму, более
пластичен, легко прокатывается в тонкий лист, фольгу и
вытягивается в проволоку, более коррозионно стоек. Не растворяясь в
черных металлах и меди, литий концентрируется у границ зерен и
способствует их измельчению, повышая прочность и вязкость.
Литийалюминиевые сплавы имеют малый удельный вес,
высокую удельную прочность, коррозионно стойки и жаропрочны.
Магнийлитиевые сплавы, содержащие 5—15% лития, легки,
прочны и более пластичны, чем многие другие магниевые сплавы.
Перспективны сплавы лития с бериллием, содержащие 25—65%
лития. Их удельный вес — 0,9—1,5 Г/см3. Они прочны и достаточно
коррозионно стойки, особенно при присадке алюминия и цинка.
Сплавы лития со свинцом хорошо работают в подшипниках и
заменяют авиационный баббит, содержащий дефицитное олово. Литий в
качестве жидкого теплоносителя атомных энергетических установок
по теплофизическим свойствам не имеет соперников. Его
теплоемкость выше, чем у всех других металлов. Он закипает при
температуре 1317°С, что на 437°С выше температуры кипения натрия,
плавится при 186°С. В жидком виде он почти вдвое легче натрия.
Поэтому в проектах атомных ракетных двигателей литию, как
теплоносителю отводят главную роль.
Смазочные вещества, получаемые на основе литиевых солей
жирных кислот, имеют малую вязкость при температурах — 50—
60°С, устойчивы выше +120°С. Это дает возможность
эксплуатировать авиационные двигатели в особо тяжелых температурных
условиях. В последние годы созданы силиконовые (кремннйорганиче-
ские) смазки, в состав которых входят литиевые мыла. Они
способны работать в еще более широком диапазоне температур. Поглощая
воду, многие литиевые соединения резко снижают температуру ее
замерзания. Поэтому они применяются для борьбы с обледенением
и обмерзанием самолетов.
Гидрид лития применяется в спасательных целях. Например,
при контакте таблетки гидрида с водой моментально выделяется
вородод: 1 кГ гидрида лития выделяет около 3 м3 водорода,
которым автоматически заполняются надувные спасательные лодки и
воздушные шары, поднимающие антенны передатчиков.
Хлорид и бромид лнтия легко поглощают углекислоту, аммиак,
влагу и дым. Поэтому их применяют для очистки и
кондиционирования воздуха. Добавка гидроокиси лития увеличивает на Vs
емкость щелочных аккумуляторов без увеличения активной массы
анода. Прибавление хлористого лития в электролитические танта-
ловые конденсаторы увеличивают их морозостойкость до —75° С.
Авиационные стекла отличаются повышенной прозрачностью и
пониженной хрупкостью, легко выдерживают быстрые теплосмены
благодаря влиянию литиевых соединений. Литий повышает кислото-
стойкость и термостойкость керамики. Из литиевого керамического
73
материала ступалита готовят детали реактивных двигателей.
Некоторые литиевые лазури и эмали пригодны не только для
эмалирования стали и чугуна, но и алюминия и его сплавов.
Калий — серебристо-белый металл, более легок н легкоплавок,
чем натрий. В сплаве эти два элемента могут оставаться жидкими
до температуры —12°С.
Рубидий и цезий —■ серебристо-белые металлы, более мягкие и
легкоплавкие, чем калий и натрий. Первый плавится при 39е С,
второй — при 29°С. От соприкосновения с воздухом они
самопроизвольно воспламеняются, со взрывом реагируют при соприкосновении
с водой и хлором. Их хранят под сухим керосином.
СПЛАВЫ С ОСОБЫМИ ТЕПЛОВЫМИ
СВОЙСТВАМИ
В приборостроении применяются сплавы с особыми тепловыми
свойствами, имеющие большое количество никеля, что сообщает им
аустенитную структуру и обеспечивает очень низкий коэффициент
теплового расширения.
Инвар марки Н36 (0130% С, 35—37% Ni, 0,2% Сг, Fe
—остальное) имеет коэффициент линейного расширения, равный 0,0000009 л
практически мало изменяющийся в интервале температур от —50
до +100° С. Он поставляется в виде листов, лент и применяется для
изготовления точных приборов, детали которых не должны изменять
своих размеров с изменением температуры.
Платинит марки Н42 (0,3% С, 47—49% Ni, 0,2% Cr, Fe —
остальное) имеет коэффициент линейного расширения, как стекло
и платина, равный 0,0000089. Он поставляется в виде проволоки и
применяется для замены дорогой платины при необходимости
впаивания проводов в стекло, а также для изготовления электродов в
лампах накаливания, многих радиодеталей, оправ для линз и т. п.
Элиивар марки Х8Н36 (0,3—0,4% С, 35—37% Ni, 7—8% Сг,
Fe—остальное) обладает высоким модулем упругости (£=180 000—
200 000 Мн/м2), который практически не изменяется до температуры
100е С. Он поставляется в виде лент и проволоки, применяется в
измерительных приборах.
ТЕРМОПАРЫ И ТЕРМОБИМЕТАЛЛЫ
Если сварить пару металлов и поддерживать температуры
спаянных концов при разных значениях, то по цепи потечет ток тем
больший, чем больше разность температур спаев. Такие устройства
являются • термоэлектрическими преобразователями — термопарами.
В термопарах используются пары: хромель (около 90% №,
10% Сг) — копель (45% Ni, 55% Си) до 700° С, хромель — алюмель
(около 95% Ni, 2% А1, 2% Мп, 1% Si) до .1300° С, а также из
сплава железа с никелем — спецкопель (600—900° С) и ТВГ — для
температур выходящих газов до 1000° С (рис. 2.9).
По другому принципу работают термочувствительные
биметаллы (термобиметаллы), представляющие собой листы из двух
металлов, сваренных по всей поверхности касания. Один металл пары - -
инвар (Н36), суперинвар (Н36К) и т. п. — имеет очень малый ко-
74
зффициент термического расширения, близкий к нулю; другой —
ферроникель Н25, латунь и т. п. — имеет большой коэффициент
температурного расширения (около 18—20 миллионных долей на
градус). При нагреве или охлаждении пластинка из спая не только
удлиняется или укорачивается, нр и сильно изгибается. Таким
образом, термобиметаллы преобразуют тепловую энергию в механическое
перемещение и служат термомеханическими преобразователями.
Биметаллическая спираль, нагреваемая постоянным током и
омываемая газами, может служить указателем температуры,
скорости, давления, высоты полета, регулятором влажности воздуха в
кабине и т. д.
Разработано и используется множество термобиметаллов,
обладающих значительной чувствительностью от самых низких
температур до 700° С.
Прогиб свободных концов пластин длиной 10 см и толщиной
1 мм колеблется в пределах от 5 до 20 мм на каждые 100° С
изменения температуры. Он увеличивается при утонении элементов и
увеличении их рабочей длины. Поэтому биметаллические элементы
применяются в виде спиралей, фасонных пружин, фигурных мембран
и т. п.
СТАЛИ И СПЛАВЫ С ВЫСОКИМИ
ЭЛЕКТРИЧЕСКИМ СОПРОТИВЛЕНИЕМ
И МАГНИТНОЙ ПРОНИЦАЕМОСТЬЮ
50
% W
Эти сплавы (табл. 2.22) разделяют на две группы: 1) сплавы
для электроизмерительных приборов, точной аппаратуры, эталонов
сопротивлений, реостатов и т. п.; 2) жаростойкие сплавы для
нагревательных приборов и электрических печей сопротивления.
Маиганин отличается характерным желтым цветом; для
стабилизации свойств он подвергается старению; имеет следующие
механические свойства: ов= 45н-60 кГ/мм2, б=15-е-30%; поставляется
в виде проволоки и лент;
широко применяется для
изготовления точных
сопротивлений.
Коистантаи имеет
предел прочности оЕ =50 кГ/мм2,
очень пластичен, что
позволяет изготовлять из
него холоднотянутую
проволоку диаметром до
0,02 мм; применяется для
изготовления движковых
реостатов, температурный
коэффициент электрического
сопротивления не
изменяется до 500°С. Главным
недостатком, ограничивающим
его применение как
материала для эталонов
сопротивлений, является высокая
термическая э. д. с, в паре с
I
30
/1
f у
-7
2?
-3
-ч
20
10
0 200 4-00 600 SOI WOO t°C
Рис. 2.9. Сравнительные
характеристики основных авиационных
термопар:
/ — хромель — копель; 2 — хромель —
алюмель; 3 — спецкопель; 4 — ТВГ
75
CM
<M
CM
4
CO g
Я «
Э ч
s|
as
rt S
3 *
« s
я ro
о S
a> я
s о
s 3
11
, M t с
Е О О Ч
-R.5 * ffl
/*£ В,с
К (-, О
Д О
» л t- р и **
f <0 <ц О Й "
ЧЧ М О Ч
>»01 CJ O.Q
P!lv
Is S?
см
о
о
о
о
о о
О —>
о о
о о
о о
О ■"-•
о
о
см
о о
о о
о
о
о
о
о
о
ю
со"
I
ю
СМ .-I
ш
о
00
о
о
-*
IO
ю
ю
■*f
со
ю
СО
18
СП
см
1
о
СМ
г-
1
1
ю
г-
О
1
СО
~
СО
о
t-
см
. 1
СП
см
со
о
I I
X
о
£
о
см
X
Я
ю
СЧ
X
я
о
я
I
я
е
я
Я
о
а.
X
76
медью. Этим свойством константаиа пользуются для изготовления
медно-константановых термопар, измеряющих температуру до 700° С.
Никелин применяется для пусковых и регулировочных реостатов.
Нихромы, фехраль и хромаль. Для изделий, работающих в
условиях высоких температур, применяются стали и сплавы,
изготовляемые на никелевой (нихромы) и железной основе (фехраль и
хромаль).. Из них изготовляют электрические печи сопротивления и
нагревательные приборы с рабочей температурой 1000—1200° С.
Нихромы обладают высокой пластичностью и прочностью как
при комнатных, так и при повышенных температурах. Из них
изготовляют тонкую проволоку и ленты. Удельное сопротивление
нихромов мало изменяется с температурой. Чем больше хрома
содержат эти материалы, тем выше их жаростойкость.
Дополнительное легирование нихрома 80 небольшим количеством титана и
алюминия увеличивает его жаростойкость и электрическое
сопротивление.
Фехраль и хромаль отличаются высокими жаростойкостью и
электрическим сопротивлением. Но они менее пластичны и более
хрупки, чем нихромы. Хромаль может применяться только в виде
литых нагревательных элементов, а фехраль —в виде проволоки.
Сплав пермаллой (в переводе на русский язык означает
«проницаемый сплав») содержит 79% Ni и 21% Fe, обладает высокой
магнитной проницаемостью в слабых полях. Из него изготовляют
наиболее чувствительные сердечники дистанционных гиромагнитных
компасов и слаботочных магнитных усилителей.
ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
НА ИХ ОСНОВЕ
Жаропрочные сплавы на основе железа, никеля и кобальта
обладают удовлетворительной прочностью только до" температуры
Целесообразно в качестве конструкционных материалов,
предназначенных для работы при температурах, превышающих 1000° С,
использовать теплоемкие или очень тугоплавкие материалы.
Тугоплавкими принято называть металлы, температура плавления
которых превышает 1800° С.
Молибден имеет небольшой коэффициент температурного
расширения |(5,4-10~6). Это обусловливает небольшие тепловые
напряжения в конструкциях при теплосменах. Вследствие его большой
теплопроводности (0,35 кал/см ■ сек ■ град) быстро выравнивается
температура при неравномерном нагреве.
Молибден пластичен при комнатной и повышенных
температурах. Его модуль нормальной упругости незначительно уменьшается
при повышении температуры. Он обладает повышенной прочностью
как при комнатной, так и при высоких температурах. Например
при температуре 20° С оБ =40-5-45 кГ/мм2, пссле нагартовки проч-'
ность увеличивается до ов = 130-5-140 кГ/мм* и незначительно
уменьшается вплоть до температуры 1000" С.
Несмотря на то что молибденовые сплавы обладают большим
удельным весом, чем сплавы на основе железа и никеля, они имеют
перед ними значительное преимущество для работы в условиях вы-
77
соких температур. Так, сплав с 0,3% ниобия имеет высокую
твердость до 1100° С, а с 0,5% титана — до 1200° С. Сплав, содержащий
0,45% титана, при 1000° С имеет оЕ =35 кГ/мм2.
Молибден быстро окисляется с повышением температуры.
Образующийся при высоких температурах окисел молибдена Мо03,
начиная с 750° С, обладает большой летучестью. Длительный нагрев на
воздухе приводит к большим потерям молибдена вследствие
непрерывного образования и улетучивания окисла. Например, при 1000° С
молибденовый лист толщиной в 1 мм полностью окисляется и
улетучивается в течение 1 ч.
Молибден может длительно работать в атмосфере инертного
газа или в вакууме. Для работы при температурах до 1100° С
применяется плакирование нихромом, гальваническое покрытие хромом
и никелем, алюмипийхромкремниевые и алюминийхромборовые и
более сложные покрытия. При высоких температурах на таких
покрытиях образуется плотная и твердая окисная пленка,
защищающая молибден от коррозии и эрозии в течение сотен часов.
Из молибденовых сплавов изготовляют лопатки
высокотемпературных реактивных двигателей (с небольшим ресурсом работы),
носки крыльев и фюзеляжей гиперзвуковых летательных аппаратов,,
а в электровакуумных приборах — аноды и сетки радиоламп,
ножки и крючки, поддерживающие вольфрамовую спираль
электроосветительных ламп и др.
Ниобий отличается невысоким модулем нормальной упругости,
который не изменяется при нагреве до 1100° С, Прочность его
невелика. Так, в отожженном состоянии ниобий имеет предел
прочности о в=35 кГ/мм2 при относительном удлинении 6=30%. Нагар-
товкой повышают его прочность до оЕ =70 кГ/мм2 и он не разуп-
рочняется при нагреве до 1000° С.
Для получения сплавов на основе ниобия в качестве
легирующих элементов используют молибден, вольфрам, ванадий и другие
элементы, образующие с ним твердые растворы. Предел прочности
этих сплавов после нагартовки составляет 95—100 кГ/мм2. Ниобий
обладает высокой коррозионной стойкостью до 200° С, а его
сплавы — до 400° С. Чистый ниобий мягкий и пластичный металл, легко
подвергается обработке давлением без промежуточного отжига.
Без защитных покрытий ниобиевые сплавы могут
использоваться для кратковременной работы при нагреве до 1500° С. Защитные
покрытия позволяют им длительно работать при 1100° С.
Ниобиевые сплавы рекомендуются для изготовления деталей
газотурбинных двигателей (ГТД) и летательных аппаратов.
Тантал — тугоплавкий металл серебристо-белого цвета; имеет
невысокий модуль упругости, мягкий и очень пластичный металл;
подвергается холодной деформации без промежуточных отжигов;
позволяет осуществлять прокатку листов, ковку и протяжку
проволоки. Холодная деформация увеличивает твердость и прочность
тантала. Например, отожженный тантал имеет предел прочности 30—
40 кГ/мм2, а нагартованный — 170—200 кГ/мм2. До 1300° С не раз-
упрочняется, а предел прочности тантала при 1100°С составляет
около 12 кГ/мм2.
Обладает высокой стойкостью против коррозии и эрозии;
устойчив против воздействия различных кислот и щелочей, однако
сильно окисляется при высоких температурах и нуждается в
защите.
78
Из танталвольфрамовсго сплава (90% Та, 10% W), который
при 1650° С в 4 раза прочнее тантала, делают сопла ракет, а также
обшивку космических летательных аппаратов.
Вольфрам обладает самой высокой температурой плавления —
3410°С. Он используется в виде кованых прутков или листов,
полученных горячим деформированием, в большой степени склонен-к
наклепу, что сильно затрудняет его обработку.
Холодным деформированием увеличивают предел прочности
вольфрама от 45—50 кГ/мм2 после Отжига до 300—400 кГ/мм2.
Температура рекристаллизации вольфрама примерно 1500° С, а
после легирования она повышается до 2000° С. Среди тугоплавких
металлов вольфрам имеет самую высокую прочность при
температурах, превышающих 1500° С, и самый большой модуль нормальной
упругости, поэтому при сравнительно больших напряжениях он
имеет малые упругие деформации. Вольфрам подвержен окислению. При
температурах 800—850° С начинается резкое ускорение окисления,
которое сопровождается сильным испарением окисла и потерями
металла.
Использовавие вольфрамовых сплавов позволит поднять
предельную температуру применения жаропоочных сплавов с 2000 до
2600° С.
Хром менее тугоплавок, чем вольфрам и молибден, но более
легок и его окислы не летучи. Он плотно прикрывает металл от
окисления. Основную трудность в использовании хрома и его
сплавов представляет их хрупкость; в вакууме и при температуре выше
1300° С хром интенсивно испаряется.
В последние годы научились изготовлять прочные и
жаропрочные хромовые сплавы из очищенного (рафинированного)
электролитического хрома, сплавленного с железом, вольфрамом и
танталом (отечественные сплавы ВХ1, ВХ2 и др.). При температурах
1000—1200° С они могут работать длительно, а при 1500—1600° С—
кратковременно, стойки з окислительной атмосфере, но, поглощая
азот, становятся более хрупкими вследствие образования нитридов.
При работе до 1200° С борются с охрупчиванием нанесением на
поверхность никелевого слоя толщиной около 50—60 мк. Такой слой
даже при температуре 1200° С действует эффективно более 100 ч.
Рений тяжелее, прочнее и пластичнее вольфрама; сильно
упрочняется при холодной деформации; отличается большим модулем
упругости, высокой температурой рекристаллизации и большой
длительной прочностью; более стоек к окислению; до 900° С скорость
окисления мала, но при 1500° С она достигает 5 Г/см2~ч. Его
сплавы найдут применение в гиперзвуковой технике для изготовления
передних кромок крыльев, носовых частей и др.
АНТИФРИКЦИОННЫЕ МАТЕРИАЛЫ
Антифрикционные материалы могут быть пористыми и
беспористыми. Для них характерно содержание твердых и мягких
составляющих. С пористостью 10—35% металлической основой
является твердая структурная составляющая, а поры, заполненные
маслом, воздухом и графитом или пластической массой, выполняют
роль мягкой структурной составляющей. Самосмазываемость
пористых подшипников достигается пропиткой пор маслом, удерживаю-
79
Таблица 2.23
Состав и механические свойства баббитов
Марка
Б83
Б87
Б92
Химический соствв, %
Си
5,5-6,5
2,0-4,0
4,0-5,0
Sb
10—12
9-11
4-5
Sn
Основа
»
»
Механические свойства
<* ■
кГ]мм*
12
10
6
8.%
4
6
12
нв.
кГ1мм*
36
30
20
щимся в них за счет капиллярных сил. Во время работы
подшипника масло, нагреваясь, вытесняется из пор и образует смазочную
пленку на трущихся поверхностях. При прекращении работы масло
частично всасывается в поры подшипника.
Запас смазки в порах подшипника достаточен для его работы
в течение нескольких месяцев. Для работы в продолжение двух-
трех лет и более применяют пористые подшипники со специальными
карманами, выполненными в теле подшипника.
Применяемые антифрикционные сплавы на оловянной или
свинцовой основе, называемые баббитами, представляют собой
белые сплавы, предназначенные для заливки вкладышей
подшипников. Кроме олова, они содержат медь и сурьму.
Марки баббитов (табл. 2-23) обозначают буквой Б и цифрой,
показывающей процентное содержание олова. С увеличением
содержания олова возрастает пластичность и падает твердость.
Оловянистые баббиты обладают высокими антифрикционными
и литейными свойствами, не дают ликвации и хорошо
прирабатываются. Однако пониженные теплостойкость и теплопроводность
обусловливают их применение только в условиях малых удельных
давлений при температурах не более 120° С.
Белое чистое олово перекристаллизовывается на морозе в более
устойчивое при низких температурах серое олово с другой
кристаллической решеткой. В сером олове атомы расположены в
пространстве минее плотно, чем в белом. Оно уже не является металлом, а
представляет собой твердый и очень хрупкий полупроводник; от
внутренних напряжений трескается и рассыпается в порошок. Если
крупинка серого олова попадает на другой оловянный предмет,
последний начинает быстро разрушаться. Это явление получило
название «оловянной чумы». Для исключения случаев разрушения
белого олова к нему добавляют присадки (висмут и другие) и
возникновение «оловянной чумы» становится невозможным.
глава з | МЕТИЗЫ
МЕТИЗЫ ЧЕРНЫХ И
ЦВЕТНЫХ МЕТАЛЛОВ
Наименование и марка
ГОСТ или нормаль
Применение
Метизы черных металлов
Проволока
низкоуглеродистая ответственного
назначения (контровоч-
ная) марки КО
Проволока стальная,
углеродистая,
пружинная, высоких
сопротивлений марки ВС
Проволока стальная,
углеродистая,
пружинная, высоких
сопротивлений марки ОВС
Проволока стальная,
хромованадиевая марки
50ХФА
Проволока стальная,
сварочная, легированная
марки Св-18ХМА
Проволока
нержавеющая и кислотостойкая
марки 1Х18Н9Т (ЭЯ1Т)
Проволока стальная,
сварочная,
высоколегированная марки Св-0Х18НЭ
Проволока стальная,
сварочная, углеродистая
марки 08А
ГОСТ
792—41
ГОСТ
1546—53
ГОСТ
1546—53
ГОСТ
3704—47
ГОСТ
2246—54
ГОСТ
5548—50
ГОСТ
2246—54
ГОСТ
2246—54
Для контровки
тендеров, пробок, болтов и
других деталей
Для изготовления
спиральных пружин и
ограничителей
амортизационных цепей самолетных
лыж
Для изготовления
спиральных пружин
высокого сопротивления и
расчалок ответственного
назначения
Для изготовления
ответственных пружин
Присадочный
^материал при газовой сварке
легированных сталей
Присадочный материал
при сварке
нержавеющих и жаропрочных
сталей
Присадочный материал
прн сварке легированной
высококачественной
стали
Присадочный материал
при газовой сварке
углеродистых сталей марок
Ст.Ш, Ст.20, Ст.25, Ст.35
и др.
81
Продолжение
Наименование и марка
ГОСТ или нормаль
Электроды
углеродистые
ОММ-5
стальные,
марки
Проволока высокого
омического
сопротивления из жаростойких
сплавов (нихромовая) марки
Х15Н60
Коуши авиационные
Шплинты проволочные,
разводные, стальные
марки 24А
Винты
самонарезающие с полукруглой и
потайной головкой из
сталей марок Ст. 10 и Ст. 15,
цементированные,
защитное покрытие —
цинкование
Заклепки с
полукруглой головкой ЗК из
сталей марок Ст. 10 и Ст. 15
Заклепки с потайной
головкой ЗУ под 90° из
сталей марок Ст.10 и
Ст. 15
Заклепки с потайной
головкой ЗУ под 120° из
сталей марок Ст.10 и
Ст. 15
Заклепки с
плосковыпуклой головкой ЗПВ из
сталей марок Ст.10 и
Ст. 15
Трос авиационный
типа 1X7-7 проволок
(старое обозначение ПП)
Трос авиационный
типа 7X7-49 проволок, без
органической сердцевины
(старое обозначение ТЖ)
ГОСТ
2523—51
ГОСТ
2238—53
Нормаль
57С
ГОСТ
397—54
Нормаль
Н1260С и
Н1264С
Нормаль
2010А50
(взамен 871А)
Нормаль
2017А5Э
(взамен 875А)
Нормаль
2023А50
Нормаль
2028А50
(взамен 874А)
ГОСТ
2172—43
ГОСТ
2172—43
Применение
Для сварки
ответственных конструкций из
малоуглеродистых и
низколегированных сталей.
Электродные стержни
изготовляются из
проволоки марки 08А
Для изготовления
нагревательных элементов
промышленных и
лабораторных электропечей и
элементов сопротивлений
Для изготовления
тросовых соединений в
гибких управлениях
Для контровки болтов
с корончатыми гайками
Для крепления
отдельных деталей самолетов
Для клепки стальных
конструкций нормальной
прочности
То же
Для изготовления
расчалок и управления
агрегатами
Для управления
агрегатами самолета в тех
случаях, когда нет
большого числа перегибов и
стоят ролики большого
диаметра
82
Продолжение
Наименование и марка
ГОСТ или нормаль]
Применение
Трос авиационный
типа 7X19-133 проволоки,
без органической
сердцевины (старое
обозначение ТОГ)
Трос авиационный
типа 6X19-11(4 проволок,
с одной органической
сердцевиной (старое
обозначение ТМ)
Трос стальной,
оцинкованный типа 7X19-133
проволоки, без органичен
ской сердцевины
диаметром 5,1 мм
Оболочка боуденовская
из проволоки марки
ОВС
Гайки-пистоны
потайные из стали марки Ст.10
Винты к потайным
гайкам-пистонам из
стали марки Ст.25
ГОСТ
2172—43
ГОСТ
2172—43
ЧМТУ
3599—53
ГОСТ
388—41
Нормаль
155Н220
Нормаль
155Н222
Для управления
агрегатами самолета, когда
проводка имеет много
резких перегибов и стоят
ролики малого диаметра
Для управления
агрегатами самолета, когда
проводка имеет много
резких перегибов и стоят
ролики малого диаметра
Для буксировки
воздушных мишеней
Для самолетного
оборудования
Для клепки стальных
конструкций нормальной
прочности в
труднодоступных местах
Применяются в
комплекте с потайными
гайками-пистонами нормали
155Н220
Метизы цветных металлов
Проволока сварочная
из алюминиевого сплава
марки АК
Проволока из медно
цинкового сплава (ла
тунная) марки Л62
Проволока константа
новая
Проволока манганино
вая
Проволока
вольфрамовая
Нормаль
304АМТУ—51
ГОСТ
1066—41
ГОСТ
5307—50
ТУ ЦМТУ
683—41
МПТУ
2402—49
Присадочный материал
при газовой сварке
алюминиевых сплавов
Для оплетки шлангов,
контровки и др.
Для изготовления
электрических
сопротивлений, для работы при
температуре не выше 500° С
Для изготовления
нагревательных приборов,
для работы при
температуре не выше 1200° С
Для изготовления
нагревательных приборов,
для работы при
температуре не выше 2000° С
83
Продолжение
Наименование и марка
Заклепки с плоской
головкой из алюминиевого
сплава В65
Заклепки с
полукруглой головкой из
алюминиевого сплава В65
Заклепки с потайной
головкой ЗУ под 90° из
алюминиевого сплава
В65
Заклепки с потайной
головкой ЗУ под 120е из
алюминиевого сплава
В65
Заклепки с
плосковыпуклой головкой ЗПВ
из алюминиевого сплава
В65
Заклепки из
алюминиевых сплавов с
сердечником (Черри); шифр
1646с49 при пистоне с
потайной головкой; шифр
1647с49 при пистоне с
полукруглой головкой
Гайки-пистоны глухие
из алюминиевого сплава
Д18П
Гайки-пистоны
потайные из алюминиевого
сплава Д18П
Гайки-пистоны из
алюминиевого сплава Д18П
Винты к потайным
гайкам-пистонам из
алюминиевых сплавов марки
Д16П
ГОСТ нли нормаль
Нормаль
2000А—50
Нормаль
20О6А—50
Нормаль
201 ЗА—50
Нормаль
2020А—50
Нормаль
2024А^50
Нормаль
1646с49;
1б47с49
Нормаль
155Н218
Нормаль
155Н219
Нормаль
155Н17
Нормаль
155Н221
Применение
Для клепки
конструкций нормальной
прочности из алюминиевых
сплавов
То же
»
Для обшивки
конструкций нормальной
прочности из алюминиевых
сплавов
То же
Для клепки
конструкций нормальной
прочности из алюминиевых
сплавов в
труднодоступных местах
То же
»
»
Применяются в
комплекте с потайными
гайками-пистонами нормали
155Н219
МЕТАЛЛИЧЕСКАЯ ФОЛЬГА
^ Металлическая фольга — конструкционный материал,
применяемый в сотовых слоистых конструкциях, представляющих собой
сочетание обшивок с расположенным между ними сотовым
заполнителем из фольги.
Сотовый заполнитель повышает прочность и жесткость
конструкции, так как ее основной несущий материал значительно
удаляется от центра тяжести. Листы обшивки могут быть значительно
84
более тонкими и легкими, чем при другом исполнении. Сотовая
конструкция тем прочнее, чем мельче соты и тоньше фольга. Сейчас
применяют фольгу толшиной от 0,02 до 0,2 мм и ячейки с размером
стороны чаще всего от 2 до 6 мм. Ячейки бывают шестигранной,
ромбической, квадратной и других форм.
Листы скрепляются между собой и с обшивкой либо при
помощи клея, либо при помощи припоя. В зависимости от рабочих
температур и напряжений применяют: фольгу алюминиевую, наиболее
пластичную (нагартованную) с ав = 15 кГ/мм2; фольгу из
алюминиевом агниевых сплавов АМгН с ав =27 кГ/мм* при комнатной
температуре, около 20 кГ/ мм2 при 200° С и il2 кГ/мм* при 250° С;
фольгу из титановых сплавов и САП, которая может работать до
500° С, фольгу из высокопрочных нержавеющих сталей переходного
класса или никелевых сплавов, а также неметаллические сотовые
материалы — керамические и др.
По данным зарубежной литературы, с сотовыми заполнителями
изготовляют крылья, хвостовые отсеки, лопасти вертолетов,
стабилизаторы, закрылки, рули, панели фюзеляжей и корпусов,
перегородки и т. д. В результате снижаются вес и уровень вибраций,
повышаются прочность и жесткость, улучшается аэродинамическое
качество.
ЛАТУННЫЕ СЕТКИ ИЗ ПРОВОЛОКИ Л80
Номер Сетки
2,6 (8)
2,5
2,0 (10)
1,6(12)
1,25 (15)
1,0 (18)
09 (20)
085
08
07 (25)
063
06 (30)
056 (32)
05 (35)
045 (40)
042
04 (45)
0355 (50)
0315 (55)
028 (60)
025 (65)
0224 (70)
02 (75)
Номинальный
размер
стороны ячейки, мм
2,600
2,500
2,000
1,600
1,250
1,000
0,900
0,850
0,800
0,700
0,630
0,600
0,560
0,500
0,450
0,420
0,400
0 355
0,315
0,280
0,250
0,224
0 200
Нормальный
диаметр
проволоки, мм
0,500
0,500
0,500
0,450
0,400
0,350
0,350
0,300
0,300
0,300
0,250
0,250
0,230
0,220
0,180
0,150
0,150
0,150
0,140
0,140
0,130
0,130
0,130
Расчетное
число ячеек и а
1 см'
10
16
23
36
52
64
100
144
196
256
324
400
576
784
Средний вес
100 м" Сетки,
кГ
113
118
142
138
136
125
139
ПО
120
128
100
106
97
94
74
55
58
52
60
66
61
66
70
85
Продолжение
Номер Сетки
018 (80)
016 (90)
015 (100)
014
0125 (120)
0112 (130)
0105 (140)
01 (150)
009 (160)
0085 (170)
008 (190)
0075 (180)
0071 (200)
0063 (230)
006 (250)
0056 (270)
005 (300)
0045 (325)
004 (350)
Номинальный
размер
стороны ячейки, мм
0,180
0,160
0,150
0,140
0,125
0,112
0,105
0,100
0,090
0,085
0,080
0,075
0,071
0,063
0,060
0,056
0,050
0,045
0,040
Нормальный
диаметр
проволоки, мм
0,130
0,120
0,100
0,090
0,090
0,080
0,075
0,700
0,070
0,065
0,055
0,065
0,055
—
—
■—
Расчетное
число ячеек на
1 см"
1024
1296
1600
—
—
—
—
—
—
—
—
—
—
—
—
—
—
~
Средний вес
100 м2 сетки
кГ
75
72
55
56
53
46
43
40
43
39
31
42
33
—
—
—
Примечание, В скобках даиы старые обозначения номеров сеток.
АВИАЦИОННЫЕ ТРОСЫ [КАНАТЫ)
Авиационные тросы обладают гибкостью, достаточной
прочностью и применяются в качестве тяг, передающих движение органам
управления при значительных нагрузках с переменным направлением
их действия.
Они изготовляются из холоднотянутых оцинкованных проволок
(углеродистые стали марок 50, 60 и 65 по ГОСТ 3241—55), которые
свиваются в отдельные пряди, а пряди- в свою очередь свиваются
в трос. Конструкция тросов определяется числом прядей троса,
количеством проволок в пряде и их диаметром, родом сердечника и
характером свивки.
Обозначают тросы тремя цифрами. Первая цифра показывает
число прядей в тросе, вторая — число проволок в каждой пряди,
третья — число органических сердечников. Например, обозначение
«6Х7+1.о.с.» показывает, что трос состоит из шести прядей,
обвитых вокруг центрального органического сердечника, а каждая прядь
состоит из семи проволок (рис. 3.1). Обозначение «7X7» указывает,
что трос состоит из семи прядей, из которых одна центральная, а
каждая прядь состоит из семи проволок, центральная проволока
выполняет роль жесткого сердечника (рис. 3.2). Иногда при обозна-
86
\
Рис. 3.1. Трос
одинарного плетения
Рис. 3.2. Трос с жест
ким сердечником
чении троса возле цифры, показывающей количество проволок в
пряди, в скобках пишется диаметр этих проволок. Например,
обозначение «7X19 (0,32—0,35)» указывает, что проволоки имеют
диаметр 0,32—0,35 мм.
Свивкой троса называют способ свивания отдельных прядей в
трос. В зависимости от этого способа тросы разделяют на тросы
одинарной свивки и тросы двойной свивки.
Трос одинарной свивки — трос простого плетения (ПП) —
представляет собой отдельную прядь из одной или нескольких повивок
(концентрических рядов проволок), обвитых вокруг металлического
сердечника.
Из тросов одинарной свивки в авиации используются тросы
диаметром от 1,0 до 2,5 мм. Тросы до 1,5 мм применяют для
передачи небольших усилий на прямолинейном участке без роликов.
Трос двойной свивки состоит из прядей, свитых вокруг
органического или металлического сердечника, причем роль
металлического сердечника выполняет такая же прядь, как и остальные пряди
троса, за исключением того, что проволоки сердечника несколько
мягче проволок прядей, обвивающих сердечник.
Трос мягкий (ТМ) состоит из шести прядей, обвитых вокруг
органического сердечника, которым служит хлопчатобумажная или
пеньковая пряжа, пропитанная смазочными веществами. Последние
предохраняют сердечник от насыщения влагой, а соприкасающуюся
с ним часть проволок — от коррозии. При перегибах троса под
натяжением выжимаемое из сердечника масло уменьшает трение
между проволоками троса, увеличивая таким образом срок службы
троса.
Наличие мягкого сердечника придает тросу гибкость,
эластичность, хорошую сопротивляемость ударным нагрузкам. Мягкие
тросы хорошо работают при небольших напряжениях.
Жесткий трос (ТЖ) имеет металический сердечник, который
повышает прочность и жесткость троса, а при перегибах троса под
натяжением понижает поперечную деформацию и вытяжку.
Гибкий трос (ТГ) состоит из семи прядей, а каждая прядь —
из семи проволок. Их используют для передачи больших усилий на
87
Таблица 3.1
Характеристики авиационных тросов
Диаметр
троса,
мм
Диаметр
проволоки,
мм
Конструкция троса
Площадь
живого
сечеиня,
мм
Вес
погонного метра,
Предел
прочности
проволоки,
кГЦмм*
1,0
1,5
2,0
2,5
0,34
0,50
0,60
0,50
2,0
2,5
3,0
3,5
4,0
4,5
5,0
6,0
0,24
0,28
0,34
0,40
0,45
0,50
0,34
0,40
1,8
2,0
2,5
3,0
3,5
4,5
5,5
6,5
7,0
8,0
9,0
0,20
0,24
0,28
0,34
0,40
0,50
0,60
0,70
0,80
0,90
1,00
3,0
3,5
4,0
5,0
6,0
7,5
9,5
9,5
0,20
0,24
0,28
0,34
0,40
0,50
0,55
0,65
1X7
1X7
1X7
,ГХ19
6Х 7+1. о. с.
6Х 7+И.о. с.
6Х 7+1. о. с.
6Х 7+1, о. с.
6Х 7+1. о. с.
6Х 7+1'. о. с.
6X19+1. о. с.
6Х19+1. о. с.
1X7
1X7
1X7
1Х'7
1X7
1X7
1X7
1X7
1X7
1X7
1X7
7X19
7X19
7X19
7X19
7X19
7X19
7X19
7X19
Трос ПП
0,64
1,37
1,98
3,37
Трос ТМ
1,90
2,59
3,81
5,29
6,69
8,23
10,35
14,36
Трос ТГ
1,54
2,22
3,02
4,42
6,17
9,60
13,80
18,80
24,60
31,10
38,40
Тросы ТОГ
4,18
6,01
8,19
12,08
19,76
26,07
31,65
44,20
6
13
18
34
20
27
40
55
70
87
107
148
15
22
30
40
61
95
136
187
244
308
382
44
53
75
106
144
220
248
346
195
190
190
190
200
200
190
195
180
200
190
195
190
190
190
190
190
180
180
170
170
170
170
210
180
180
180
170
170
170
170
88
прямолинейном участке или при небольшом количестве плавных
перегибов.
Особо гибкий трос (ТОГ) состоит из шести прядей, обвитых
вокруг металлического сердечника, а каждая прядь — из 19^
проволок. Они применяютси для передачи значительных усилий при
резких перегибах и небольших размерах рабочих роликов (табл. 3.1).
Смазки для тросовой проводки. Тросовая проводка в периоды
проведения регламентных и периодических работ протирается ве-
тбшью, смоченной в обезвоженном керосине или чистом бензине
Б-70, затем по всей длине смазывается тонким слоем смазки
ЦИАТИМ-201 или техническим вазелином. Кроме того,
рекомендуется в периоды летней и зимней эксплуатации тросовую проводку
снимать с самолета и пропитывать ее пряди смесью следующего
состава: 30% (по объему) чистого масла (MG-14, МС-20, МК-22
и др.) и 70% бензина Б-70. С течением времени бензин испарится,
а масло, глубоко проникнув в пряди троса, будет надежно
защищать нити от коррозии и износа.
Признаки износа тросов. 1. Перетирание нитей и нагартовка
(наклеп). Внешний признак дефекта — потертость и блеск троса.
В случае сомнения в прочности такого троса необходимо ослабить
тандер и перегнуть трос на поврежденном участке. В этом случае
дефектные нити лопнут.
2. Обрыв отдельных нитей и заершенность проверяется так:
обматывают трос ветошью вблизи направляющего ролика и берутся
рукой за обмотанный участок, а затем перемещают трос. Если в
тросе имеются оборванные нити, они будут зацепляться за ветошь.
Наиболее вероятен обрыв нитей на изгибах тросов. Участки троса,
где появились потертости или наклеп, проверяют на изгиб. Если
обнаружится обрыв нитей (заершенность), трос заменяют новым.
3. Глубокая коррозия и уменьшение диаметра троса в
результате вытяжки не допускаются.
4. Допускается износ ролика по центру канавки на глубину
не более половины диаметра троса и по реборде — на глубину 0,8—
1,5 мм. При движении троса по ролику последний должен от
небольшого усилия руки свободно вращаться, в противном случае
произойдет перетирание нитей.
ТАНДЕРЫ
Тендером называется приспособление для регулировки длины
проволоки или тросов, применяемых в качестве расчалок или в
управлении самолетом.
Тандер состоит из муфты и двух наконечников, один из которых
имеет левую резьбу, а другой (вильчатый) — правую. Благодаря
* л
Левая нарезка 2 Правая нарезка
Рис. 3.3. Тандер
89
этому можно увеличивать или уменьшать длину натягиваемой
проволоки или троса. В наконечниках имеются круглые отверстия для
проволоки или троса. При установке тендеров наконечники с
правой резьбой ставят в направлении полета. Наконечники делают из
прутковой стали, а муфты — из бронзы, латуни или стали.
Правильно подобранный тандер должен иметь шейку наконечника, равную
диаметру троса или на 1—2 мм больше, что создает некоторый
запас прочности в шейке. Резьба наконечников должна ввертываться
в муфту от руки свободно без люфтов.
Перед соединением деталей тандера его резьбу смазывают
моторным маслом. При регулировке муфту вращают бородком и
жестким стержнем, один из которых вставляют в отверстие муфты, а
другой — в отверстие ушка наконечника.
Тандеры во избежание их отворачивания контрят мягкой
оцинкованной железной, латунной или медной проволокой, как
показано на рис. 3.3. Проволоку ставят так, чтобы она стремилась
ввернуть наконечники / тандера в муфту 2; при этом на каждом
наконечнике должны быть видны две-три нитки резьбы для выбора
слабины при вытягивании троса.
Если тандеры ставят на тросах и присоединяют к жестким
креплениям, то крепят их к деталям вильчатым концом болтами с
хорошо законтренными корончатыми гайками. При закреплении
тандеров валиками их контрят шплинтами с обязательной
постановкой между деталью и шплинтом простой шайбы. Диаметр шплинта
должен соответствовать диаметру отверстия (табл. 3.2, 3.3).
РЕЗЬБОВЫЕ ДЕТАЛИ
Резьбовые детали принято разграничивать на высоко-,
средне-, малонагруженные и уплотнительные.
Детали с высоконагружеиной резьбой представляют собой
болты и шпильки, работающие на растяжение, резьбовые хвостовики
тяг управления, ленты-расчалки, стойки подкосов, резьбовые
арматурные резервуары и трубопроводы высокого давления, резьбовые
соединения воздушных винтов и т. д. Эти детали не должны иметь
разработку и вытяжку резьб, трещин, забоин, выкрашиваний,
помятостей, погнутостей и рисок, которые ведут к снижению прочно-,
сти болтов в резьбовых стержнях. Вытяжку проверяют на
оптическом проекторе с увеличением в 30—50 раз путем сравнения с
теоретическим профилем резьбы, трещины — стереомикроскопом
МБС-2, все другие дефекты — визуально или с применением
обычных бинокулярных луп 4—10-кратного увеличения.
Большая отбраковка резьбовых соединений происходит
вследствие их перетяжки нетабельными ключами при монтаже в
эксплуатационных условиях. Так, болт диаметром 6 мм, изготовленный из
стали ЗОХГСА, разрушается при затяжке его ключом длиной 200 мм
с усилием 10 кГ.
Детали со среднеиагружеиной резьбой делят на две группы: не
требующие вывинчивания при эксплуатации и ремонте и разборные.
К первым относятся болты различных накладных узлов, узлов
крепления подкосов, лент-расчалок, роликов тросов, крепления
лонжерона центроплана к фюзеляжу, стыковые болты контурных и
фланцевых соединений и т. д. Эти детали при нормальных условиях
90
Таблица 3.2
Шплинты для контровки гаек и валиков
Размер
болта, мм
4
5
6
7
8
10
12
14
16
18
20
22
24
Размер
гайки под
ключ, мм
8
9
11
И
14
17
19
22
24
27
30
32
36
Размер шплинта
(диаметр на длниу).
мм
■1,0X12
1,0X12
1,5X15
1,5X15
2,0X20
2,5X25
2,5X25
2,5X30
3,0X30
3,0X35
3,0X40
3,0X40
3,0X40
Диаметр
валика, мм
3
4
5
6
7
8
9
10
11
12
13
14
Размер шплинта
(диаметр на длниу),
мм
1,0X6
1,5X8
•1,5X10
2,0X12
2,0X12
2,5X15
2,5X15
3,0X20
3,0X20
3,0X20
3,0X20
3,0X20
Таблица 3.3
Размеры шплинтов для контровки стандартных
корончатых гаек и валиков
Размер
болта, ли
4
5
6
7
8
9
10
12
14
16
18
20
22
24
Размер
гайки под
ключ, мм
8
9
11
11
14
14
17
19
22
24
27
30
32
36
Размер шплинта
(диаметр на длину).
мм
1,0X12
1,0X12
1,5X15
1,5X15
2,0X20
2,0X20
2,5X25
2,5X25
2,5X30
3,0X30
3,0X35
3,0X40
3,0X40
3,0X40
Диаметр
валика, мм
3
4
5
6
7
8
9
10
11
12
14
—
—
—
Размер шплинта
(диаметр иа длину),
мм
1,0X6
il,5X8
1,5X10
2,0X12
2,0X12
2,5X15
2,5x15
3,0X20
3,0X20
3,0X20
3,0X20
—
—
—
работают без заметного износа в течение всего срока эксплуатации.
Дефектация деталей таких соединений производится проверкой на
непроворачиваемость в сторону затяжки. Если имеется вытяжка
резьбы или трещины, то болт проворачивается при небольшом
усилии.
91
Ко второй группе относятся тандеры тросов, стяжные болты
хомутов, разъемных узлов, обойм и натяжных приспособлений,
детали различных регулировочных устройств. Износ этих деталей
происходит при ввинчивании и вывинчивании под значительной
нагрузкой. Дефектация резьбовых деталей осуществляется путем
замера индикатором крайних отклонений продольного и поперечного
люфтов и сверки результатов Еамеров с аналогичными эталонными
соединениями. Погнутости резьб не допускаются, а забоины
разрешаются только на ненагруженной части и при условии их
запиловки.
Детали с малоиагружеииой резьбой. К ним относятся все
болты, работающие на срез, а также болты крепления оборудования,
приборов, проводок и т. д. В таких болтах допускаются
повреждения резьб при условии их исправления и навертывания гаек без
проскальзывания, перекоса и заедания.
Детали с уплотнительной резьбой. К ним относятся штуцера
и арматура агрегатов, систем трубопроводов, ввертиые крышки,
перегородки и "секции корпусов агрегатов и резервуаров, работающие
под действием одностороннего давления жидкостей или газов.
В этих соединениях часто применяют различные уплотнительные
смазки, а детали изготовляют из однородных материалов, что
влечет за собой при разборочно-сборочных работах повреждение
резьб. Поэтому демонтировать их без надобности не рекомендуется.
Забоины и срывы на резьбе допускаются при условии их зачистки,
или восстановления плашками или метчиками.
Трещины и деформации, возникающие от перетяжки или
тонкостенное™ ввертной арматуры, резьб и накидных гаек, не
допускаются.
глава 4 ПЛАСТИЧЕСКИЕ
МАССЫ
ОСНОВНЫЕ СВЕДЕНИЯ И МАРКИ
Пластические массы (пластмассы) — это материалы органической
природы, имеющие в своем составе высокомолекулярные соединения
и способные в определенных условиях (под давлением и при
нагревании) переходить в пластическое состояние и принимать заданную
форму.
Высокомолекулярными соединениями или полимерами называют
химические вещества, молекулы которых состоят из множества
повторяющихся звеньев (цепей). Например, полиэтилен состоит из
множества звеньев СН2(—СН2—СН2—СН2—СН2—). Он получается-
из этилена я(СН2=СН2). Буква п перед скобкой означает степень
соединения между собой элементарных звеньев, т. е. 'показывает
число звеньев в молекуле полимера.
Полимеры бывают природные и синтетические. К природным
относятся: дерево, хлопок, лубяные волокна, кожа, мех, шерсть,
натуральный шелк, натуральный каучук и другие; к
синтетическим — полиэтилен, полипропилен, полихлорвинил, полистирол,
синтетические каучуки и волокна и другие материалы.
Для полимеров характерны три основные состояния при
различных температурах (рис. 4Л):
стеклообразное, сохраняющееся до температуры
стеклования Тс- В этом состоянии полимеры обладают высокими
упругостью, прочностью и твердостью, но являются до температуры Тур
хрупкими. Такое состояние характерно для работающих в
конструкциях пластмасс, волокон, пленок;
высокоэластичное (каучукоподобное), существующее в
интервале температур 7\с — Тт (температура текучести). Этому
состоянию, типичному, например, для резиновых материалов,
свойственны очень высокие упругость, эластичность и пониженная
твердость;
пластичное (вязкотекучее), возникающее при температуре
выше Т т, близко к состоянию вязких жидкостей. Оно отличается
способностью полимеров к необратимой текучей деформации. В
таком состоянии полимеры обычно обрабатываются давлением.
Характерным отрицательным свойством многих полимеров
является их склонность со временем к старению. В результате они
становятся более хрупкими, изменяют прочность и другие
свойства. Ускорению старения способствуют нагревание, свет,
радиационное излучение, механические воздействия.
93
Достоинствами синтетических полимеров являются малый вес
изготовленных из них деталей, большая прочность, снижение
трудоемкости изготовления, экономия расхода цветных и черных
металлов. Например, один километр водопроводных труб из чугуна весит
12 т, а из полиэтилена — 650 кГ.
Основой авиационных пластмасс являются синтетические смолы
(связывающие вещества), кроме того, в их состав могут входить
наполнители (ткани, волокнистые вещества, минеральные порошки),
пластификаторы (смягчители), красители и другие вещества.
Целью введения наполнителей является повышение
механических свойств (прочности, жесткости, твердости, теплостойкости
и др.), улучшение антифрикционных и фрикционных характеристик
и снижение стоимости пластмасс.
Пластмассы делят на термопластичные и термореактивные.
Первые при нагревании размягчаются, а при охлаждении вновь
затвердевают, не изменяя первоначальных свойств: они растворяются в
органических растворителях. Вторые при нагревании и охлаждении
меняются необратимо, т. е.
переходят в неплавкое и
нерастворимое состояние.
Полиэтилен (рис. 4.2)—
продукт полимеризации
этилена. Он представляет собой
твердые роговые зерна от
белого до серого и желтого
цветов; выпускается также
в виде пленок, /листов, труб
и блоков; имеет удельный
вес 0,92 Псм3; является
одним из самых легких
монолитных пластических
материалов; предел прочности
сгЕ= 6,5-+-10 кПмлА;
удлинение 6=150-=-500%, что
указывает на высокую
эластичность, сохраняющуюся до
—70°С.
Полиэтилен водо- и
химически стоек, обладает
высокими диэлектрическими
характеристиками. Он
применяется для изоляции
проводов и кабелей,
изготовления деталей
высокочастотных установок
радиоаппаратуры. Из него производят
коррозионностойкие трубы,
гройники, уплотнения,
прокладки, шланги и оболочки.
Полистирол Д и Т —
продукт полимеризации
стирола. Это крупнозернистый
порошок или гранулы
размером не более 15x8 мм бе-
, I \ !
И"
Ж
: : в
-К
! !
! 1'
' " ' 9т,
lip Т[
t;c
Рис. 4.1. Зависимость удлинения L
от температуры для трех
состояний линейных полимеров:
Т — температура
хрупкости; Т —
температура стеклования; Т —
температура текучести; Т —температура
плавления; I — стеклообразное состояние;
// — высокоэластнчное; /// —
пластичное
Gg кГ/мм*
-60 -W -20 0 20 40 t'C
Рис. 4.2. Зависимость предела
прочности на растяжение
полиэтилена от температуры
94
лого цвета. Он имеет полную водостойкость и высокие
диэлектрические свойства. Физико-механические качества блочного
полистирола марки Д следующие: у= 1,05 Г/см3, ов =3,5—4,0 кГ/мм2, 6=
= 0,6%, % = 15-5-18 кГ • см/см2, теплостойкость по Мартенсу Ты=
= 80° С. Блочный полистирол растворим в ароматических
углеводородах, бензине и сложных эфирах; бутилацетате, этиленгликоль-
ацетате и др.
Полистирол марки Д применяют для изготовления деталей
электроизоляционного назначения, марки Т — для деталей
общетехнического назначения. Из полистирола изготовляют трубки и плиты,
которые могут подвергаться всем видам механической обработки и
склейке.
Полистирол А, Б и В — порошок белого цвета с зернами до
2,5 мм, растворим в бензоле, толуоле и ксилоле.
Полистирол эмульсионной марки Б применяется для
изготовления деталей высокочастотной изоляции, радиолокационного
назначения и других электротехнических деталей, обладающих
влагостойкостью (ламповых понелей, оснований конденсаторов и др.);
марки А — для изготовления деталей общетехнического назначения;
марки В — для изготовления пенопластов ПС-1 и ПС-4.
Полипропилен — продукт полимеризации пропилена в среде
органического растворителя (бензина); химически стоек против
растворов кислот и щелочей при повышенных температурах. В
органических растворителях он нерастворим при комнатной температуре,
а при 80° С растворяется в бензине, толуоле и хлорированных
углеводородах; чувствителен к кислороду воздуха при повышенных
температурах, но при введении сажи (1,2%) его стойкость
повышается. Из полипропилена изготовляют трубки, фитинги,
упаковочные пленки, обладающие высокой прочностью, малой
проницаемостью для газов, водяных и других паров. Он является сырьем для
получения волокон.
Хлорвиниловые пластмассы — продукт полимеризации винилхло-
рида (хлорвинила). В сыром виде он представляет собой белый
твердый порошок, размягчающийся при температуре около 70° С.
Для получения полуфабрикатов или готовых изделий его
смешивают с пластификаторами, стабилизаторами, наполнителями,
красителями и прессуют, прокатывают или вальцуют в нагретом
состоянии. При этом получают листы, прутки, трубы или пленки.
Существуют следующие пластики этого вида.
Поливинилхлоридный пластикат вырабатывается
в форме вальцованных листов, лент или трубок. Он представляет
собой мягкий непрозрачный материал различных цветов, отличается
эластичностью, морозостойкостью, хорошими электроизоляционными
качествами, высокой стойкостью к действию воды, масла, кислот,
может свариваться, склеиваться и обрабатываться резанием. Имеет
такие физико-механические свойства: y=l,2-~lfi Г/см3, сгв =10-*-
-=-20 кГ/мм2, 6 = 100-9-280%, теплостойкость по Мартенсу Ты =
= 65-=-70°С.
Из этого пластиката изготовляют уплотнительные прокладки
(манжеты, сальниковые уплотнители) для воздушных и
гидравлических систем. Он служит в качестве футеровочного материала
контейнеров для кислот и как антикоррозионное покрытие на металлах,
применяется при рабочих температурах от —15 до +40° С.
95
Упаковочная по л ихл орв ини л о в а я пленка В-118
представляет собой поливинилхлоридную смолу с добавкой
пластификатора, стеарата кальция и пигментов; имеет ■у=1,20-=-1,35 Г/см3,
(Гц < 2,5 кГ/мм2, б < 200%; обладает высокой стойкостью к
эксплуатационным средам, нефтепродуктам; сваривается, склеивается,
режется; применяется в качестве герметичных чехлов для
консервации двигателей и других изделий.
Винипласт — переплавленный поливинилхлорид,
стабилизированный углекислыми солями некоторых металлов;
красно-коричневый непрозрачный твердый материал, нерастворимый в бензине,
масле, керосине и устойчивый к действию кислот, щелочей и
окислителей: Y=1.4 Г/см3, предел прочности при растяжении ав=3,0-г-
-6,5 кГ/мм2, 6 = 94-26%, а= 120 кГ ■ см/см2, Г„ = 65°С; обладает
хорошими электроизоляционными свойствами; при нагреве до 120—
140° С начинает размягчаться, в пламени обугливается; способен
свариваться, склеиваться и обрабатываться резанием; имеет
склонность к хладотекучести, чувствителен к надрезам и хрупок при
низких температурах, имеет низкую теплоемкость.
Винипласт применяется в качестве антикоррозионного,
электроизоляционного и конструкционного материала. Из него изготовляют
вентили, краны, фитинги, трубопроводы. Листы винипласта
заменяют свинец при футеровке гальванических ванн -и других
металлических емкостей.
Получение фторопластов основано на реакции полимеризации
непредельных галоидных производных этилена.
Фторопласт-3 — однородный, рыхлый, легкокомкующийся
тонкий порошок белого цвета. С увеличением температуры его
механическая прочность резко снижается. Закалка (резкое охлаждение
с температуры плавления до температуры ниже 100° С) резко
увеличивает механическую прочность и повышает его сопротивляемость
ударным нагрузкам в 3—5 раз и относительное удлинение при
разрыве в 5 раз. Он обладает повышенными эластичными свойствами
и способен -после деформации под нагрузкой вновь восстанавливать
первоначальную форму после снятия нагрузки; устойчив к действию
агрессивных сред, включая концентрированную азотную кислоту,
царскую водку, щелочи и окислители; водой не смачивается.
Покрытия фторопласта-3 хорошо держатся на алюминии и его
сплавах, сталях, цинке, никеле и на неметаллах (стекле, фарфоре,
керамике и т. п.). Прочность на отрыв покрытия, нанесенного на
полированный металл, равна 5—8, а на опескоструенный — 25—
ЗОкГ/см2. Он применяется для нанесения антикоррозионных
покрытий на металлы и другие материалы и для изготовления деталей,
снабженных металлической арматурой, большим количеством
отверстий и т. п., а также для получения химически стойких
прокладок, манжет, деталей клапанов, диафрагм, смотровых стекол,
пленок; работоспособен в интервале температур от —195 до +100° С.
Фторопласт-4 — полимер тетрафторэтилена со следующими
свойствами: св =1,6- 2,5 кГ/мм2, 6=250+ 300%, а= 100 кГ ■ см/см2;
размягчается при нагреве выше 400° С и может эксплуатироваться
при температурах от —195 до +250° С; сравнительно мягкий и
гибкий материал; абсолютно негигроскопичен, водостоек и наиболее
химически стоек из всех известных органических материалов и
пластмасс: не растворяется, не набухает и не окисляется ни в
каких растворителях, кислотах и щелочах.
96
Путем прессования из фторопласта-4 получают пластины
толщиной 1,5—25 мм, уплотнительные кольца для фланцев диаметром
10—500 мм, стержни диаметром 6—100 мм и длиной до 100 мм. Он
также выпускается в виде лент толщиной 10—200 мк, шириной 10—
120 мм и длиной 40, 100 м и более. Он применяется в виде
ориентированных и неориентированных изоляционных и конденсаторных
пленок, для изготовления деталей, обладающих стойкостью к
сильным агрессивным средам и высокими диэлектрическими
показателями (пластины, диски, кольца, пленки, ленты, трубы, гибкие
шланги, тонкостенные стаканы, реакторы, вентили, пористые пластины
и др.), работающих при температурах до 250°С (рис. 4.3).
Аминопласты. Преспорошки К-211-3, К-211-4 и К-211-34 желтого
или коричневого цвета состоят соответственно из 40% анилинофор-
мальдегидной смолы и 60% кварцевой муки; 45% слюды и 55%
кварцевой и древесной муки; 60% минерального наполнителя с
добавкой 40% фенолоформальдегидной смолы новолачного типа.
Физико-механические и электроизоляционные свойства их
снижаются при 70—90° С и повышается хрупкость. Они применяются для
изготовления ненагруженных, неармированных и декоративных
деталей радиотехнического назначения (кнопок, рукояток управления,
корпусов приборов и т. п.) и высокочастотной изоляции,
работающих в атомосферном воздухе с повышенной влажностью и при
температурах до 100—il20°C. Из преспорошка К-211-34 также
делают слюдяные конденсаторы и др.
Фенопласты — пластмассы, получаемые на основе
термореактивных фенолоальдегидных или резольньгх смол. Изделия и покрытия
из них обладают хорошей прочностью, тепло- и морозостойкостью
(термостабильностью), а также стойкостью к воде, органическим
растворителям, растворам кислот и солей.
Рис. 4.3. Зависимость
механических свойств фто-
ропласта-4 (сплошные
кривые) и фторопласта-3
(штриховые кривые) от
температуры
Св<нГ/мм1
8
7
6
5
Ч
3
2
1
0
ч
ч
^
\8
(Р
\
\
\
ч
\
rf*
ч /
'
/
/
/
/
/
ч
Ч
800
700
6DQ
500
400
300
Z00
100
О
-60 -40 -20 0 20 W 60 t,°C
4 Александров В, Г.
97
Некоторые свойства
Термопласт
Химическая стойкость
Хорошая
»
»
Средняя
»
Ниже
средней
Хорошая
»
Ниже
средней
»
»
»
»
Ниже
средней
Очень
хорошая
То же
Ниже
средней
Хорошая
»
Полиэтилен:
высокого давления
(низкой плотности)
низкого давления
(высокой плотности)
Полипропилен
Полихлорвинил: -
жесткий
пластифицированный
Полистирол
* Полиформальдегид
Полиакрилаты
Полиамиды (капрон)
Фторопласт-3
Фторопласт-4
Эфироцеллюлозные
полимеры (с наполнителями)
Примечания: 1. Полиэтилен набухает в бензоле, толуоле, стироле,
ацетоне и серном эфире. 2. Полихлорвинил и полиамиды набухают в
дихлорэтане. 3. Полистирол растворяется в спирте, ацетоне, хлористых угле-
КЛАССИФИКАЦИЯ ПЛАСТМАСС
1. В зависимости от поведения полимеров при нагревании
установлено деление пластмасс на два класса: термопласты
(табл. 4.1), постоянно сохраняющие способность к формованию при
определенном нагреве и давлении, и реактопласты, или
термореактивные пластмассы (табл. 4.2), теряющие пластические
свойства после нагревания. Изделия из реактопластов не могут быть
после вторичного нагрева переведены в жидкотекучее состояние.
2. По физико-мехаиическим свойствам, проявляемым при 20° С,
пластмассы разделяют на: жесткие — с аморфной
(бесформенной) структурой, твердые и упругие с малым удлинением при
разрыве (к ним относятся стеклопластики и др.); полужесткие —
аморфного строения, по свойствам занимающие среднее положение
между жесткими и мягкими; мягкие — эластичные с небольшой
упругостью и высоким удлинением при растяжении (изобутилен
и др.); эластики — обладающие при испытании на растяжение
значительной деформацией, которая исчезает при нормальной
температуре и снятии нагрузки (каучуки и Др.).
98
термопластов
Таблица 4.1
по отношению к
щелочи
Хорошая
»
»
»
»
»
»
»
»
>:•
»
Ниже
средней
маслу
Плохая
»
Удовлетворительная
Хорошая
»
»
Удовлетворительная
Хорошая
»
»
Ниже
средней
бензину
Набухает
»
Незначительно
набухает
Хорошая
»
Набухает
»
Удовлетворительная
Хорошая
»
»
Ниже
средней
Теплостойкость, °С
50—60
105—115
140—145
60—65
30—60
75—80
100—1120
60—90
50—55
70
250
40—60
Морозостойкость, °с
—60-: 70
—'60ч 70
—15ч 20
— 15-: 20
—15ч 40
—20ч 30
—30ч 40
—40 ч 45
—40 ч—50
—70
—70
—
водородах. 4. Полиакрилаты растворяются в ацетоне, хлористых
углеводородах. 5. Полиамиды (капрон) растворяются в органических кислотах и
фенолах.
3. По наполнителям. Название пластмасс этой группы связано
с наименованием их наполнителей.
Пластмассы со слоистыми наполнителями: текстолит —
ткань из органического волокна; стеклотекстолит — ткань из
стеклянного волокна; ас б о т е кет о л ит — асбестовая ткань; бу-
маголит — бумага и картон; древолит — древесный шпон:
асболит — асбестовый картон.
Пластмассы с волокнистыми наполнителями: волокнит —
наполнитель из органического волокна; стекловолокнит — из
стеклянного волокна; асбоволокнит — из распушенного
асбеста; текстоволокнит — из обрезков тканей, текстильной
крошки.
Для пластмасс без наполнителя установлены обозначения
химического характера и окончание «пласт», например фенопласт,
аминопласт, анилинопласт, эфиропласт, стиропласт, акрилопласт,
эпоксипласт, целлопласт, амидопласт, уретанопласт, протеинопласт
и др.
4* 99
Некоторые свойства
Пластмасса
Химическая стойкость
Фенопласт (фенолофор-
мальдегидная смола)
без наполнителя Хорошая Хорошая
с наполнителем:
органическим порош- » »
ковым
неорганическим
порошковым
хлопковой
целлюлозой
асбестом
стекловолокном
Аминопласт (мочевино- и Средняя
меламиноформальдегидные
смолы) с органическими
наполнителями
Анилинопласт (анилино- Хорошая Средняя
формальдегидные смолы)
без наполнителя
Эпоксидная смола без на- » Хорошая
полнителя
Силикопласт (силиконо- » »
вая смола) с минеральным
наполнителем
Уретанопласт (полиурета- » Низкая
новая смола) без
наполнителя
Эфиропласт (полиэфира-
крилат) без наполнителя
4. В зависимости от способа получении пластмассы разделены
на четыре класса: в классе А объединены пластмассы, основу
которых составляют полимеры, получаемые реакцией
полимеризации: этиленопласты, винипласты, фторопласты, стиропласты, этоно-
лопласты, акрилопласты, этинопласты; к классу Б отнесены
пластмассы, полимеры которых получены реакцией поликонденсации:
фенопласты, аминопласты, анилинопласты, эфиропласты, амидоплас-
ты, уретанопласты, силикопласты, эпоксипласты; класс В
объединяет две группы пластмасс, получаемых на основе естественных
полимеров: целлопласты (на основе продуктов химической
переработки целлюлозы) и протеинопласты (на основе белковых продуктов);
в к л а с с Г включена группа пластмасс с основой из битумов,
асфальтов и пеков.
5. По преимущественному применению пластмассы принято
разделять на: конструкционные (стеклопластики, текстолиты,
100
реактопластов
Таблица 42
по отношению к
бензину
Теплостойкости, °С
Горючесть
Хорошая
»
»
»
Хорошая
Хорошая
80—410
100—135
125—150
110—140
.160—250
120—280
100—150
90—140
60—140
180—360
50—80
Горит
Не горит
Горит
Не горит
»
Зависит от
наполнителя
Горит
Не горит
Низкая
Хорошая
волокнистые, полиамиды, полиформальдегид и др.);
фрикционные — наполнитель асбест (они имеют повышенный коэффициент
трения и обладают термической стойкостью; такими пластмассами
являются асболит, асботекстолит, ВИАМ-12, КФЗ; часто для
изготовления антифрикционных деталей используют амидопласты);
электротехнические (текстолиты, гетинакс, полистирол
и др.).
6. В зависимости от выпускаемой формы пластмассам
присваивают следующие названия: преспорошки — для материалов с
размерами частиц менее 2 мм предназначаются для прессования
изделий; гранулы — для материалов в виде гранул правильной
формы (цилиндрики, шарики) или крупы с размерами частиц более
2 мм; листы — для листов толщиной от 0,5 до 2 мм;
пластины — для листов толщиной от 2 до 8 мм; плиты — для листов
толщиной более 8 мм.
101
X
о
ЦЕТ
ИВА
х
X
35
>i
&
о
с
X
X
X
1
£
5-
и
ПРИ
и
^
1
1-
(J
1
с
X
X
ОВЕДЕ
с
с: f-
*- о>
5 и
&м
<В Ш
ведени
жении
я
я
ropei
iax при
ё
m
_
S
о
S
Е
о
U.
S
1
1
с
,вет
Я
0>
Я
Горен:
«
асе
S
ь
ь
S.
С
•
о
ш
S-
рас
<и
X
езкий
а
я
CJ
га
U-
1
1
г"
о
ч
тся
ГС
о.
о
»
со
>-, &>
СЮ
н
о
о
Я
раются
умерен
О
(-.
га
ГО
3
J.31
га
Ч
С
О
я
я
S
<
р-
£ Я
гор:
пот
к
CJ
н
<D
ГС
С
тво
CJ
га
а
«
н
я
а.
о
U,
»я
3
н
ч
&>
£
О
»
СО
&>
ХО
6"
С
т быст
я
а.
о я
с
ч
я
о
ч
>>
ч
ч
&>
Д
о
ш
h
рас
<и
I
»я
овы
иацинт
и-
л
1
1
к
О
«
о
о
я
я
ш
т умер
я
с
о
U
ч
о
о.
я
н
о
я
ч
о
с
тся
гс
а.
гс
плавите
•
г
л
пот
о
Н
езкий
а
CD
Я
CJ
га
U-
1
1
о
к
о
о"
я
я
&>
т умер
я
с
о
U-
ч
я
я
S
са
а.
о
ч
X
я
ч
о
С
гс
плавите
-
г
д
пот
Л
арафина
С
н
я
с
о
U-
я
о
о
=я
3
ч
а>
О-Ж
ч
н
ш
m
О
СО
С)
VD
О
Я
S
и
рае
к
>-.
>я
о
аим
»
»я
к:
о
н
CD
ГС
а.
ТВО
га
а
езкий
а
■
кай
»Я
Я
Я
CJ
га»я
со
га
н
с
d, оЗ
0JXO
я о
гс
о,ь
т уме
, плави
я
о.
о
U-
я
ч
я
н
m
я
ч
о
С
Я
(-
о
коп
*
о
с
о
о
я
я
CL1
га
азц
о.
О
са
га
>,
=я
о
2
2 s
2 «и
я
н 2
я
а.
о
U-
о
Ч
(_
а.
О
я
rpei
о
са
н
о
о
<u S
К гс
а.
вой
Карболо
кислоты
я
о
га
U-
1
1
со
О)
ю
О
Я
я
CD
О,
2
ГС я
О* (-.
о о
U- С
о
3
о
га
ч
с
о
я
&>
с
102
ГАЗОНАПОЛНЕННЫЕ ПЛАСТМАССЫ
Различают три группы газонаполненных материалов:
пенопласты (табл. 4.3), в которых поры не соединяются друг с
другом, образуя замкнутые объемы, заполненные газом;
поропласты и эластомеры, имеющие губчатое строение, при котором
внутренние газовые полости сообщаются между собой (поропласты
легко впитывают в себя влагу, являются газопроницаемыми и
обычно обладают эластичностью, способностью упруго деформироваться);
сотопласты, в которых изолированные газовые полости имеют
правильную форму ячеек, напоминающих пчелиные соты.
В авиационной технике нашли широкое распространение
пенопласты—-редкие материалы с удельным весом 0,1—0,2 Г/сма и
менее; они отличаются высокими тепло- и звукоизоляционными
качествами и имеют достаточные диэлектрические характеристики.
Пенопласты легко обрабатываются резанием и хорошо
склеиваются с металлами и пластмассами. Основой пенопластов
являются синтетические смолы — полистироловые, полихлорвиниловые,
полиакриловые, фенолоформальдегидные, полисилоксановые,
полиэпоксидные и полиуретановые. Пенопласты на основе полистирола
ПС-1, ПС-2 и ПС-4, стиропор и полихлорвинила ПХВ-1 сходны
между собой по свойствам.
Более термостойкие пенопласты на основе феноло-формальде-
гидных смол (например термореактивный пенопласт ФФ) в
длительной эксплуатации допускают нагрев до температуры 150° С,
а при кратковременном — значительно выше. Недостатком
пенопласта ФФ является его повышенная хрупкость. Поэтому были
получены пенопласты ФК-20 и ФК-40, в состав которых входит
нитрильный каучук, сообщающий повышенные эластичность и
вязкость, при этом уменьшаются прочность и теплостойкость.
Механические свойства пенопластов можно менять в широких пределах
Таблица 4.3
Свойства пенопластов при Y=0,2 Г/см3
Марка материала и тип смолы
ПС-1 (полистирол)
ПХВ-1 (поливинилхлорид)
ФФ (фенолоформальдегид-
ная)
ФК-20 (фенолоформальде-
гидная + нитрильный каучук)
ФК20-А20 (ФК-20+20%
алюминиевой пудры)
К-40 (полисилоксановая)
ПУ-101А (полиуретановая)
и ,
В
кГ/см"
42
45
12
17,5
7,2
8
18
а
—в
кГ]см*
30-45
26—36
40
.20
26,5
8
27,5
о, кГ ■
CMJCM2
1,7
1,6
0,2
0,7
0,7
0,25
0,55
Температура
применения, °С
От —60 до +60
От —60 до +60
От—60 до +150
До 120
До 350
До 200 (200 ч)
От—60 до +170
103
путем изменения содержания в них каучука и вводом алюминиевого
порошка.
К числу наиболее термостойких и термостабильных относятся
полисилоксановые пенопласты К-40 и другие на основе кремнийорга-
нической смолы, допускающие нагрев до 200° С в течение 200 ч и
до 300° С в течение 5 ч.
Хорошими физико-механическими и технологическими
свойствами отличаются пенопласты ПУ-LOl и ПУ-101А на основе полиуре-
тановых смол, которые отличаются сравнительно высокой
прочностью, теплостойкостью и хорошими диэлектрическими свойствами;
они стойки к действию органических растворителей и не вызывают
коррозии сплавов.
Пенопласты применяются в качестве легкого заполнителя
армированных конструкций «металл — пенопласты» или
«стеклотекстолит— пенопласты», в конструкции рулей высоты и направления,
элеронов, тормозных щитков, некоторых шпангоутов фюзеляжа и
лопастей винтов, в последнем случае увеличиваются жесткость и
вибростойкость.
Пенопласты эффективно используются в конструкциях
обтекателей радиолокационных антенн. Они отличаются легкостью,
прочностью и хорошей радиопрозрачностью. Пенопласты применяются
при изготовлении диэлектрических решетчатых зеркал или
отражателей в антенных установках на самолетах.
В связи с малой теплопроводностью (A=0,035-s-
-г- 0,050 кг • кал/м • ч • град) и звуконепроницаемостью пенопласты
успешно используются для изготовления теплозвукоизоляционных
панелей, перегородок, плит для защиты кабин.
ПЛАСТМАССЫ СО СЛОИСТЫМИ
НАПОЛНИТЕЛЯМИ
Большое применение в авиационной технике нашли пластмассы
со слоистыми наполнителями из хлопчатобумажных, асбестовых,
стеклянных или синтетических тканей, листов бумаги, бумажного
или асбестового картона,, шпона ' и т. д. Изготовление
основывается на пропитке ткани, бумаги, шпона или раскроенных из них
листов раствором связывающей смолы. Затем пропитанный и
высушенный материал раскраивают на одинаковые по размерам листы
и укладывают рядами в многослойные пакеты различной толщины.
После этого пакеты прессуют при определенных температуре и
давлении между обогреваемыми плитами гидравлических прессов и
далее охлаждают.
Наибольшее распространение получили следующие слоистые
пластмассы. \
Текстолит и гетинакс представляют собой слоистые пластики на
основе феиольных смол. В текстолите смолами пропитывается
хлопчатобумажная ткань, в гетинаксе—-сульфатная бумага.
По свойствам текстолит и гетинакс сходны: обладают высокой
стойкостью к воде и нефтепродуктам, хорошими диэлектрическими
качествами, легко обрабатываются резанием и склеиваются. Их
изготовляют в виде листов, плит, стержней или труб.
1 Шпон — тонкие (обычно до 1 мм) листы древесины, идущие на
изготовление фанеры н древесных пластиков.
104
Выпускают текстолит плиточный, гибкий (прокладочный),
электротехнический, электроизоляционный, панельный, поделочный.
Конструкционный текстолит прочнее гетинакса и менее гигроскопичен,
но уступает ему по электроизоляционным свойствам.
Физико-механические свойства текстолита: р= 1,35 г/см3, ов —
= 11 кГ/мм2, св.и=16 кГ/мм2, а=40 кг-см/см2, Ты = 125°С;
гетинакса: р = 1,35 г/см3, ав =8 кГ/мм2, ав и=10 кГ/мм2, а=13 кг-см/см2,
Т м =140° С.
Текстолит используется для изготовления выравнивающих,
уплотиительных и амортизационных прокладок, законцовок, силовых
бобышек, роликов для тросов, панелей, щитов, приборных досок,
мелких деталей электрорадиоаппаратуры.
Из гетинакса изготовляют электроизоляционные детали: панели,
щиты, трубки, цилиндры, детали радиоаппаратуры и электроспеп-
оборудования.
Асболит — фрикционный пластик, полученный горячим
прессованием смеси из асбестового волокна, каолина и резолыюй
бакелитовой смолы; применяется для изготовления элементов фрикционов.
Асботекстолит — асбестовая ткань, пропитанная фенолофор-
мальдегидной смолой, является теплостойкой пластмассой. Эго
бензо- и керосиностойкий материал с удельным весом 1,6 Г/см3,
обладающий хорошими фрикционными, электро- и
теплоизоляционными свойствами: Т„=250° С, 0в.и=1б кГ/мм2, я=25 кГ • см/см2,
#В=35 кГ/мм2.
Асботекстолит хорошо сопротивляется резким колебаниям
температуры и влажности. Он поставляется в виде листов и плит
толщиной 9 мм, применяется для изготовления лопаток ротационных
бензиновых насосов авиационных двигателей, фрикционных ведущих
дисков двускоростных гидравлических передач к нагнетателям
поршневых двигателей и других деталей, а также в качестве
панельного материала для монтажных электрощитков, работающих при
низких температурах и малых напряжениях тока, и в качестве
термоизоляционного материала.
Тормозная лента ВИАМ-12 получается горячим прессованием
асбестовой плетеной ленты с сердечником из медной или латунной
проволоки, пропитанной фенолоформальдегидной смолой; имеет
достаточную гибкость, высокий коэффициент трения; применяется
для изготовления тормозных колодок авиаколес.
ДРЕВЕСНОСЛОИСТЫЕ ПЛАСТИКИ
Древеснослоистые пластики (ДСП) предназначаются в
качестве конструкционного и электроизоляционного материала,
изготовляются из березового шпона, пропитанного феноло- или крезо-
формальдегидными смолами, и выпускаются в виде плит, например,
коротких толщиной 15—50 мм, длиной 750—1500 мм, шириной
900—1200 мм.
В зависимости от расположения волокон шпона различают три
марки ДСП: ДСП-Б, ДСП-В, ДСП-Г (табл. 4.4).
Дельта-древесина (балинит плиточный, лигностон, балинит
листовой, лигнофоль) — древесина-пластик, получаемая путем горяче-
105
Таблица 4.4
Физико-мехаиические свойства ДСП
Марка
Р f Короткие
1 Длинные
о ( Короткие
\ Длинные
Г Короткие
восьмигранной формы
Предел прочности, кГЦсм*, не менее
при
растяжении вдоль
волокон
2600
2200
1400
1100
при сжатии
вдоль волокон
1600
1550
1200
1100
1200
при
скалывании в
плоскости склейки
140
120
130
120
130
при
статическом изгибе
2800
2600
1800
1500
1000
при ударном
изгибе
80
70
30
30
20
Примечание. Для всех марок удельный вес ие менее 1,3 Г/см',
влажность не более 7%, водопоглощение за 24 ч не более 5%.
го прессования цельной древесины (дельта-древесина плиточная)
или набора слоев шпона (дельта-древесина листовая), пропитанных
искусственными смолами, преимущественно фенолформальдегид-
ными.
ПРОКЛАДОЧНЫЕ ПЛАСТМАССЫ
В качестве прокладочных используют пластмассы, обладающие
достаточными эластичностью и химической стойкостью. К ним
относятся специальные сорта текстолита (гибкий прокладочный
текстолит) и полихлорвиниловые пластмассы (хлорвиниловый пластикат).
Гибкий прокладочный текстолит имеет повышенную
пластичность. Из него изготовляют различные прокладки и уплотнительные
фланцы. Он используется также в тех случаях, когда требуется
уплотнение для предотвращения протекания масла, бензина,
керосина и просачивания воздуха. Хлорвиниловый пластикат отличается
высокой эластичностью и морозостойкостью. Он применяется для
изготовления уплотнительных прокладок в воздушных системах и
системах жидкостного охлаждения двигателей.
ПРОЗРАЧНЫЕ ПЛАСТМАССЫ
ДЛЯ ОСТЕКЛЕНИЯ
Из прозрачных материалов для остекления летательных
аппаратов применяют органическое стекло (СОЛ, плексиглас), а также
сложное стекло—триплекс на основе органического или
силикатного стекла.
Органическое стекло — продукт полимеризации сложных эфи-
ров акриловой и метакриловой кислот. Оно прозрачно в больших
106
Таблица 4.5
Термическая стабильность авиационных органических стекол
Марка
СТ-1
2-55
Т2-55
Температура полного
прогрева в течение
1 ч, "С
180—190
200—210
240—250
Характер оптических
дефектов
Появление пузырей
(деструкция)
То же
Пожелтение
толщинах, обладает свето- и морозостойкостью, малой
огнеопасностью (горит медленно), склеивается, сваривается, шлифуется,
обрабатывается резанием и легко деформируется при нагревании до
ПО—140° С.
Органическое стекло СОЛ (стекло органическое листовое)
обладает при обычной температуре следующими свойствами: у =
= 1,18 Г/см3, о-в = 4н-6 кГ/мм2, НВ = 18 кГ/мм2, Т„ = 60 -*- 80° С.
СОЛ эксплуатируется в интервале температур от —60 до +60° С и
применяется для остекления герметических и негерметических кабин.
Возросшие в связи с увеличением скоростей полета требования
вызвали необходимость повышения теплостойкости органического
стекла. В результате получены органические стекла СТ-1, 2-55,
Т2-55 и др.
Стекло СТ-1 — полимеризованный метиловый эфир
метакриловой кислоты без пластификатора с добавкой фенилсалицилата. По
сравнению с СОЛ оно прочнее при обычной температуре (0В =
= 7,8 кГ/мм2, а = 12-4- 14 кГ • см/см2) и применяется при
температурах от —60 до +140° С.
Стекло 2-55 — сополимер на основе метилового эфира
метакриловой кислоты обладает повышенной прочностью (0В = 8,5 -*-
-5- 9,2 кГ/мм2) и теплостойкостью до 160° С.
Стекла Т2-55 отличаются еще большей по сравнению с СОЛ
теплостойкостью и термической стабильностью (табл. 4.5).
Пороком органического стекла является так называемое
«серебро», представляющее собой сетку мельчайших трещин глубиной
до 0,5 мм, снижающих прозрачность.
«Серебро» — результат действия растягивающих напряжений,
возникающих в результате улетучивания низкомолекулярных
соединений, действия воды и органических растворителей, а также
влияния внешних нагрузок при технической эксплуатапии или
технологического процесса формирования. Средством удаления «серебра»
является прогрев изделий горячим воздухом или в масляных
ваннах.
Триплекс — безосколочное стекло при поражении не дает
осколков.
Силикатный триплекс представляет собой два листа
силикатного стекла, склеенных эластичной промежуточной поливи-
107
нилбутиральной пленкой, которая обладает высокой прозрачностью,
имеет высокую абразивную стойкость и применяется до температур
150—180° С. Недостаток его—-значительный удельный вес {у =
-2,5 Г/см3).
Органический триплекс ОТ-16 изготовляется из двух
листов органического стекла СОЛ, склеенных бутварной пленкой.
Он морозо-, абразиво- и светлостоек, с удельным весом 1,16 Г 1см3,
применяется в интервале температур от —60 до +60° С (рис. 4.4).
Достоинства триплекса ОТ-16 заключаются в том, что при
больших ударных и статических нагрузках в нем создается местный,
локальный очаг разрушения, его ударная вязкость (а = 16 —
-т-17 кГ - см/см2) выше, чем у СОЛ.
Теплостойкий органический триплекс ОТ-СТ-] на
основе органического стекла СТ-1 с применением промежуточной
бутварной пленки обладает большой теплостойкостью и работает в
интервале температур от —60 до +140° С.
Новый теплостойкий органический триплекс ОТ-200
состоит из органических стекол 2-55, склеенных эластичной
промежуточной пленкой БН. Он хорошо сопротивляется динамическим
нагрузкам, теплостоек и рекомендуется для остекления
герметических кабин высокоскоростных самолетов при температурах
эксплуатации до 200° С в условиях большого перепада температур, а
также для изготовления шлемов высотных костюмов.
При уходе за остеклением тщательно следят за состоянием
поверхности, предохраняя ее от воздействия влаги, солнечных лучей
и атмосферных осадков накрытием чехлами из мягкой ткани,
имеющими на внутренней поверхности пробки для создания воздушного
зазора между чехлом и остеклением в целях проветривания.
Пыль и грязь с остекления удаляют чистой и мягкой
хлопчатобумажной тканью, смоченной в чистой воде, а затем протирают
насухо. Жировые загрязнения вначале удаляют сухой тканью, а
затем — тканью с нанесенным на нее слоем пасты. Для стекол СОЛ
и СТ-1 применяется паста
120
12
10
бв
8
\
100
80
60
40
20
0
-80-W 0 40 80 J00t;C
ВИАМ-2 (312 СМТУ), для
остальных стекол — паста ВИАМ
без аммиака или пользуются
раствором нейтрального мыла
РТУ РСФСР 213—57).
При обмерзании стекол
ледяной покров удаляют струей
теплого воздуха, с температурой
не выше +50°,С, не допуская
длительного местного нагрева.
На органических стеклах
допускаются отдельные
царапины, выколки, сколы по торцу
внешнего стекла, отлипы
склеивающего слоя, вытекание и
усадка обрамляющего
материала (пластика), пузыри в
количестве и размерах,
предусмотренных инструкциями по
Рис. 4.4. Зависимость
механических свойств органического стекла уходу за остеклением данного
СОЛ от температуры типа самолета.
108
ВОЛОКНИСТЫЕ ПЛАСТИКИ
Наполнитель в волокнистых пластиках (табл. 4.6)
представляет собой не порошок, а волокнистую массу (хлопчатобумажное
волокно, асбестовое и др.), в композицию могут входить и
минеральные наполнители в виде порошков типа талька, извести, каолина
и т. д., пигменты (красители) и ускорители. Эти пластики
обладают по сравнению с пластмассами с порошкообразными
наполнителями меньшей хрупкостью и более высокой сопротивляемостью
ударным нагрузкам. Ударная вязкость в зависимости от
наполнителей составляет от 10 (хлопковое волокно) и 21 (асбестовое
волокно) до 60 кГ• см/см2 и более (стеклянное волокно).
Теплоемкость у пластмасс с хлопковым, наполнителем — до 130° С, а у
композиций с асбестовым и стеклянным волокном — 200—250° С.
Волокнит — пластик на основе фенольной смолы, содержащий
в качестве наполнителей волокна хлопка (линтер, хлопковые
очесы), окиси магния и талька. Его электроизоляционные свойства
резко ухудшаются после пребывания в воде или влажной
атмосфере. Изделия из него подвержены короблению и изменению
размеров Он применяется для изготовления малонагруженных деталей
общетехнического назначения с повышенной устойчивостью к
динамическим нагрузкам. Волокнит является термореактивным
материалом. В случае использования его для электротехнических деталей
рекомендуется покрывать последние бакелитовым лаком.
Стекло во локниты. Прессматериал АГ-4 представляет собой
термореактивный спутанный рыхловолокнистый материал (марка В)
или склеенные пряди однонаправленных стеклянных нитей шириной
прядей 1,5—60 мм (марка С). Пластик АГ-4 легко прессуется,
имеет хорошие электроизоляционные свойства, высокую водо- и гриб-
костойкость, в эксплуатации не стареет. Из него изготовляют высо-
конагруженные детали конструкционного и электротехнического
назначения, длительно работающие при температуре 175—200° С и в
Таблица 4.6
Основные свойства волокнистых пластиков
Наименование или
марка
Волокнит
КФ-3
КГ-6
Прессматериал
АГ-4:
марки В
марки С
К-6
Удельный
вес.
14
17
18
17
17
19
Предел прочности, кГЦмм2, при
сжатии.
СЖ
120
100
ПО
130
130
по
растяжении.
°в
30
—
—
80
200
30
изгибе,
а
и
50
70
70
100
200
75
Теплостойкость по
Мартенсу,
м1
ПО
200
200
300
300
300
109
условиях влажного климата. Для пластика АГ-4 допустим
кратковременный (3—5 ч) нагрев до 250° С и очень кратковременный
(10—15 сек) до 1500—2000° С для изделий одноразового действия.
Асбоволокиит (пластик К-6) — волокнистые лепестки толщиной
1,5—2,0 мм серого цвета на основе феноло-формальдегидной
эмульсионной смолы К-6 резольного типа (32%) и чесаного асбестового
волокна (68%), не водостоек и подвержен поражению плесенью во
влажной атмосфере. Материал термореактивный, при хранении
теряет формуемость (текучесть), поэтому его рекомендуется скорее
перерабатывать в изделия, усадка при прессовании 0,3—0,5%,
применяется для изготовления электроизоляционных деталей, главным
образом коллекторов и контактных панелей с повышенной
прочностью.
Пластики фрикционных деталей КФ-3, 6-KX-l, 6-KX-15, «22» и
ФК-16Л (ретинакс) представляют собой кусочки или лепестки на
основе феноло-формальдегидной смолы К-6 резольного типа (32%)
п асбестового волокна и добавок (68%)—КФ-3; искусственной
смолы (21—28%), асбеста (79—72%) и других минеральных
наполнителей— 6-KX-l, 6-KX-15; модифицированной канифолью и фено-
лоформальдегидной смолы (25%), асбеста (40%), барита (35%) и
латунной проволоки (16% от веса компонентов) ФК-16Л;
искусственной смолы, асбеста и других минеральных наполнителей — «22».
Эти пластики применяются для изготовления фрикционных
деталей (дисков, колодок и т. п.). Из пластика КФ-3 изготовляют
колодки для малонагруженных тормозных колес, а из пластиков
ФК-16Л и «22» — для сильно нагруженных тормозных колес.
Пластик ФК-16Л не горит, стоек к действию кислот, щелочей,
растворителей, бензина, керосина и масел, при нормальных условиях не
вызывает коррозии контактирующих с ним черных и цветных
металлов и эффективно заменяет пластики «22» и 6-КХ-1.
ТЕМПЕРАТУРА СВАРКИ НЕКОТОРЫХ
ТЕРМОПЛАСТОВ
Термопласт
Винипласт
Пластикат поливи-
нилхлорида
Полиэтилен
Полиамид
Полиизобутилен
Температура
сварки, °С
220—260
180—200
140—160
160—230
150—170
Термопласт
Полиметилметакри-
лат
Полистирол
Политетрафторэтилен
Полипропилен
Температура
сварки, °С
220—240
140—160
320—370
260—270
Примечание. Процесс сварки пластмасс по применяемой аппаратуре
и приспособлениям схож со сваркой металлов. Находят применение
различные способы сварки: контактный, сварка токами высокой частоты, а также
сварка пластмасс с помощью ультразвука.
При сварке применяют различные типы швов. Форма шва определяется
конструкцией детали или изделия. Так, стыковые V- и Х-образные швы
используют при соединении элементов толщиной 4—6 мм. Эти швы обеспечивают
полную непроницаемость сварных изделий. Швы рекомендуется накладывать
последовательно, что гарантирует более равномерный прогрев материала и,
следовательно, лучшее качество сварного соединения.
ПО
ТЕМПЕРАТУРНЫЕ РЕЖИМЫ ПЕРЕРАБОТКИ
НЕКОТОРЫХ ПЛАСТМАСС
Пластмасса
Поливинилхлорид (не-
пластифицированный)
Поливинилхлорид
(пластифицированный)
Сополимер винилаце-
тата с винилхлоридом
Сополимер винилиден-
хлорида (85%) с винил-
хлоридом
Полистирол
Полиметилметакрилат
Политрифторхлор-
Политетрафторэтилен
Поливинилкарбазол
Полиамидная смола 68
Полиэтилен высокого
давления
Способ переработки
Прессование:
из порошка
» листов
Вальцевание
Сварка
Литье под давлением
Шприцевание
»
Вальцевание
Прессование
Литье под давлением
Прессование
Литье под давлением
Шприцевание
Вальцевание
Прессование
Литье под давлением
Шприцевание
Центробежное литье
Литьевое прессование
Формование из листов
Шприцевание
Сварка
Прессование:
непластифицирован-
ного
пластифицированного
Штампование
Литье под давлением
(отдельных марок)
Спекание
Прессование
Литьевое прессование
Образование пленок на
подложке (нанесение
суспензии в органических
растворителях)
Спекание
Шприцевание
Прессование
Лнтье под давлением
То же
Вальцевание
Прессование
Формование из листов
Рекомендуемые
температуры
переработки, °С
150
60—80
160—170
180—200
165—190
150—180
140
130—160
135—140
140—150
104—177
135—200
90—177
80—120
110—175
150—260
140—160
110—160
230—240
100—170
200
200—225
170^190
130—135
80—125
165—260
365—385
220-i260
250—300
265—270
300—375
400
250
270—290
240—260
110—120
140—160
120—135
111
Продолжение
Пластмасса
Полиэтилен низкого
давления
Полипропилен
Полиэтилентерефта-
лат (лавсан, терилен)
Феноло-формальде-
гидные полимеры
Мочевино-формальде-
гидные полимеры
Кремнийорганические
полимеры i
Поликапроамид
(капрон, найлон-6)
Полигексаметилен-
диамид (найлон-66)
Способ переработки
Шприцевание труб
» пленок
Центробежное литье
Литье под давлением
Сварка
Прессование
Литье под давлением
Направление на
поверхность других
материалов
Литье под давлением
Прессование листов
Нанесение пленки на
бумагу, сталь, алюминий
Прядение из расплава
Прессование из
порошков с разными
наполнителями
То же
Прессование с
минеральными наполнителя-
Литье под давлением
Получение пленок из
расплава
Нанесение покрытий
на провода
Шприцевание труб
Прядение волокон из
расплава в атмосфере
азота
Литье под давлением
Рекомендуемые
температуры
переработки, СС
110—140
До 170
250
150—250
250
150—180
230—270
300—380
200—270
200—270
230—260
275—285
130—190
130—160
140—210
230—250
238—275
240
238—248
260—280
"200-i230
ТЕПЛОИЗОЛЯЦИОННЫЕ СВОЙСТВА
РАЗЛИЧНЫХ ПЛАСТИЧЕСКИХ
И ДРУГИХ МАТЕРИАЛОВ
Материал
Жесткие пенопласты
марок ПХВ-1 и ПС
Удельный вес,
Г/см*
0,05—0,20
Коэффициент
теплопроводности,
ккал/,м . ч . град
0,03-0,04
Максимальная
рабочая
температура, °С
60
Продолжение
Материал
Пенофенопласт:
ФФ
ФК-40
Сотопласт
(стеклоткань, пропитанная
смолой)
Винидур
(гофрированные листы)
Эластичные
пенопласты типа ПХВ-Э
Пластик карбамидный
«мипора»
Пеностекло
Асбест
Пробковые плиты
Пенофенопласт ФС-7
Полистирол
самозатухающий ПСБ-С
Удельный вес,
Г/см3
Коэффициент
теплопроводности,
ккал/м - ч•град
Максимальная
рабочая
температура, "С
0,11—0,23
0,12—0,15
0,04—0,144
0,04-0,06
0,20—0,22
0,018 0,025
0,29—0,60
0,8
0,24
0,1
0,045—0,050
0,03—0,05
0,030—0,036
0,025- 0,056
0,08
0,05—0,06
0,03- 0,04
0,05—0,15
0,10—0,18
0,05
0,05
150
150
200
60
40—60
100
400
450
100
100
70
КРАСИТЕЛИ ДЛЯ ПЛАСТМАСС
Краситель
OITM
о
Ори
Й
г*
s
£ «
я о
Пластмасса
я
Гал
И"
н
Рн
О)
Я
2
ев о>
Р
S *"
QJ (О
2
CJ
С
О
2
<
Кислотные красители
Алый
Желтый метаниловый
Желтый светопрочный
Зеленый
Красный
Оранжевый
Синий 2К
Супранин коричневый
Фиолетовый С и 2К
Черный БК
Черный С
Ярко-голубой
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
113
.Продолжение
Краситель
Пластмасса
Sgj
©я
Основные красители
Аурамин
Бирюзовый
Ганза желтый
Жировой темно-красный
Лак бордо БК
» бордо СК
» красный Б
» рубин СК
Лаковый красный С
Лито ль » Р
» рубин БК
Метиленовый голубой 2Б
Моностраль (голубой)
Пигмент алый
» алый Ж
» зеленый Б
» бордо
» красный
» » Ж
» оранжевый
» черный
Родамин С и Ж
Судан желтый Г
» коричневый Р
Ярко-зеленый
+
+
+
+
+
+
+
+
+
4-
+
+
+
+
+
+
+
4-
+
+
+
+
f +
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
Примечание. Е таблице знаком «4-» отмечено, что краситель
опробован на практике и пригоден для окрашивания деталей из данной
пластмассы. Крашение обычно производят в красильном растворе при 45—60°С с вы-
держксй 1—3 ч. Время зависит от размеров конструкции и габаритов
деталей. Недостатком поверхностного окрашивания является то, что со временем
поверхность может обесцвечиваться, истираться.
глава 5 РЕЗИНОВЫЕ МАТЕРИАЛЫ
И РЕЗИНО ТЕХНИЧЕСКИЕ
ИЗДЕЛИЯ
Резино-технические изделия изготовляют из резины (бестканевые
изделия) и из резины с тканевыми прослойками или
металлическими деталями. Их подразделяют на следующие группы.
1. Ремни приводные и транспортерные ленты прорезиненные.
Ремни служат для передачи работы от привода к механизму или
от механизма к механизму, а ленты — для перемещения штучных,
кусковых и сыпучих материалов.
2. Рукава и шланги. Они выпускаются с тканевыми
прокладками, с нитяными оплетками и с проволочной спиралью, придающей
прочность рукаву. Их применяют для работы с водой, воздухом,
газами, кислотами, щелочами, горючим, маслами и другими
материалами.
3. Трубки резиновые без тканевых прокладок мягкие и
полутвердые. Мягкие трубки применяют в химических лабораториях,
в производстве и эксплуатации; полутвердые — для дополнительной
изоляции электропроводов (напряжением до 500 в) от
механических и химических воздействий.
4. Технические резиновые пластины, чисто резиновые или с
тканевыми прокладками применяются в качестве уплотнителей,
прокладок и др.
Технические пластины поставляются в вулканизированном и не-
вулканизированном (сыром) состоянии.
Амортизационный шнур представляет собой пучок растянутых *
резиновых нитей прямоугольного сечения, туго затянутых хлопчато-
б}мажной оплеткой, применяется для амортизации парашютов, лыж
и для других целей.
Резино-металлические армированные детали и изделия
представляют собой резиновые смеси с запрессованной или
напрессованной металлической арматурой. К таким изделиям относятся
различные амортизаторы, демпферы, подвески рам, щетки электро- и
радиооборудования. Они должны эффективно поглощать вибрации и
толчки, отрицательно влияющие на эксплуатацию агрегатов,
приборов и механизмов.
Уплотнительные резиновые профили применяют для уплотнения
и герметизации люков, окон, дверей, герметических кабин и т. п.
Эти профили получают методом выдавливания из резины с высокой
вибростойкостью на основе СКВ.
Эбонитовые изделия. Эбонит представляет собой твердый
электроизоляционный материал, из него изготовляют аккумуляторные
банки, различные детали для электрооборудования и т. д.
115
Токопроводящая резииа. В некоторые марки резин вводят
вещества, делающие ее электропроводной (графит, сажу, окислы
цинка и магния, свинец и другие металлы), а также порошкообразные
металлы, например алюминий. Такая резина находит применение
при изготовлении поверхностных нагревателей и
противообледенителей, при производстве шлангов и покрышек с целью отвода
зарядов статического электричества, а также для экранирования
деталей электро- и радиоаппаратуры.
ТЕХНИЧЕСКИЕ РЕЗИНОВЫЕ ПЛАСТИНЫ
Номер
класса
и группы
Марка резины
Назначение
Интервал
температур, СС
ЗА
ЗБ
3109
4061
зг
5А
ВИАМ-106
2651
2671
56
Вулканизированные
Резина средней твердости
работает в условиях
значительного сжатия в качестве
уплотнителей в среде масла
и бензина
Резина твердая
предназначается для деталей, не
работающих на растяжение.
Применяется в качестве
прокладок и сальников в
условиях значительного
трения в среде воздуха, воды,
бензина, керосина и масла
Резина средней твердости,
повышенной
морозостойкости работает в условиях
значительного сжатия в
качестве уплотнителя в среде
масла и бензина (срок
хранения три месяца)
Резина повышенной
морозостойкости, средней
твердости работает в условиях
сжатия в качестве
прокладок, колец в среде воздуха,
воды, спирто-глицериновой
смеси
Резина повышенной
морозостойкости, средней
твердости, работает в условиях
сжатия в качестве неарми-
рованных амортизаторов
Резина средней твердости
работает в условиях
сжатия и растяжения в среде
воды, спирто-глицериновой
смеси и воздуха
От —30 до
+ 130
От —45 до
+ 130
От - 10 до
+ 130
От —45 до
+80
От —45 до
+80
От —45 до
+80
116
Продолжение
Номер
класса
и группы
6
8
10А
Марка резины
1847
5168
3826
Назначение
Резина средней твердости
работает в соединении с
металлом как амортизатор, а
также в качестве колец и
прокладок в среде воды,
спирто-глицериновой смеси
и воздуха
Резина теплостойкая,
средней твердости работает
в условиях небольшого
сжатия в среде воды, спирто-
глицериновой смеси и
воздуха в качестве прокладок
для горячей воды, пара и
воздуха
Резина специальная,
средней твердости работает в
качестве прокладок и
уплотнителей в среде бензина,
керосина, воздуха, воды и
масла (в среде керосина от
—40 до +100° С)
Интервал
температур, "С
От —45 до
+80
От —35 до
+ 150
От —30 до
+ 100
2671
2959 и 1847
В-14
Сырые
То же, что и
вулканизированной (срок хранения
шесть месяцев)
Резина средней твердости
работает в соединении с
металлом как амортизатор,
а также в качестве колец и
прокладок в среде воды,
спирто-глицериновой смеси
и воздуха (срок хранения
резины 1847 — три, резины
2959 — четыре месяца
Резина повышенной
морозостойкости работает в
условиях сжатия и трения в
качестве манжет, колец и
прокладок в среде воды,
воздуха и
спирто-глицериновой смеси в интервале
температур от —45 до
+ 100° С масла МВП и жид-
От —40 до
+80
От —50 до
+,180
От -
+ 100
-55 до
Ш
библиотеки",
KNOTS
117
&ябиблиотекгИ
Продолжение
Номер
класса и
группы
10А
Марка резины
3826
Назначение
кости ГМЦ-2 от —55 до
+ 100° С (срок хранения —
три месяца)
То же, что и
вулканизированной (срок хранения
три месяца)
Интервал
температур, °С
От —30 до
+ 100
НАТУРАЛЬНЫЙ КАУЧУК
Натуральный каучук (НК) получается из тропических
растений, главным образом из дерева гевея, где его содержится до 40%.
В Советском Союзе его добывают из кок-сагыза, тау-сагыза,
хондриллы и других растений. Характерной особенностью каучука
являются эластичность, прочность, способность при определенных
условиях становиться пластичными и, присоединяя серу, значительно
изменять свои свойства, превращаясь в новое вещество, называемое
резиной. Удельный вес НК — 0,9—0,91 Г/ом3, эластичность его
зависит от температуры, так, при снижении температуры до +4° С он
твердеет, а при более низких температурах становится хрупким.
При +70° С НК размягчается, теряет эластичность, становится
пластично-текучим, а при 200° С и выше — плавится, разлагаясь,
превращается в тестообразную массу.
Натуральный каучук набухает в бензине, бензоле, маслах,
однако устойчив к действию разбавленных кислот и щелочей. В
зависимости от количества присоединенной серы меняются свойства
резины. При большом количестве серы получают твердую резину,
называемую эбонитом. Важным свойством каучука является его
способность вулканизироваться.
СИНТЕТИЧЕСКИЕ КАУЧУКИ
Синтетических каучуков (СК) в настоящее время известно
большое количество. Некоторые из них по химическому строению
приближаются к НК, имеют аналогичные свойства и также
способны вулканизироваться.
Исходным сырьем для получения СК являются винный спирт,
ацетилен и некоторые нефтепродукты.
В авиации наибольшее применение получили НК, а также С К:
натрийбутадиеновый (СКВ), хлоропреновый (неопрен-нейрит), бута-
диеннитрильный (СКН), полисилоксановый тиокольный (СКТ) и бу-
тадиенстирольный (СКС) (табл. 5.1, 5.2).
118
Таблица 5.1
Основные характеристики различных каучуков
Каучук
нк
СКВ
скс
скн
Неопрен-
нейрит
скт
Предел
прочности при
разрыве,
кГ/мм*
24,0—36,0
13,0—16,0
24,0—28,0
22,0- 25,0
20,0- 6,5
3,5—8,0
Относительное
удлинение
при
разрыве, %
600—800
500—600
550—650
450—500
600—750
360
Относительное
остаточное
удлинение
после
разрыва, %
20—40
50—70
15—25
15—20
12
4
Набухание, % (ие более) в
бензине
120—250
180
40
15
180
масле
40
60
20
10
60
воде
5
8
3
1
8
Таблица 5.2
Тип каучука, марка и назначение резины
Марка резины
922, 1432, 2005,
1448
3827, 3853, 1н, 4ж,
6ж
4061, 2542, 551,
ВИАМ-103, ВИАИ-106
1651, 2671, 14к-10,
14К-22, Но-68-1
3703, 3311,
ВИАМ,-2,56
1847, 2959, 2462,
ВРГ-14
4094, 3491, 2696
3687, 5168
4410, 4327, 98-1,
В-14, 3825, ИРП-1078
3834, 9831, 3826,
4069
Тип каучука
СКВ
нк
Севанитовый
(СКСВ)
СКВ, СКС-10
нк
Натуральный (НК)
СКСВ, СКВ
НК, СКВ
СКН
скн, сксв
Назначение
Для воздуха и
спирто-глицериновой
смеси, прокладочные
Электроизоляционные
Светоозоностойкие
для масла, топлива,
бензина
Для
амортизационных деталей
морозостойкие
Для
амортизационных деталей
износостойкие
То же
Для прокладочных
деталей
Теплостойкие,
термостойкие
Для масла,
топлива и бензина
119
КЛАССЫ И ГРУППЫ РЕЗИН
I класс. К группе А относятся резины мягкие и средней
твердости марок 922, 1432 (табл. 5.3), 2005 и 1448, работающие при
небольших сжатиях в качестве уплотнителей в воде, воздухе и
спирто-глицериновых смесях при температурах от —30 до +80° С.
К группе Б относится резина средней твердости марки 3827,
работающая в качестве профильной прокладки в воде и воздухе при
температурах от —45 до +80° С.
Таблица 5.3
Физико-механические свойства некоторых авиационных резин
Тип и марка резины
Амортизационная
(эластичная), 3S11
Амортизационная средней
твердости, 2671
Прокладочная, 1432
Масло- и топливостойкая,
3825
Масло- и топливостойкая
повышенной теплостойкости,
ИРП-1078
Морозостойкая, 98-1
Морозо-, свето-, озоностой-
кая, НО-68-1
Термостойкая, 3687
Износостойкая, ВРГ-14
Применяемая при ремонте
баков*
3826
203А
ости при
е менее,
£нЗ
й о***
(-н OS
150
45
40
100
ПО
50
90
130
110
80
150
е удли-
нт раз-
осительно
ие в моме
а не мене!
К д ш
Око,
700
200
350
125
130
160
250
500
130
300
350
гноси-
[еиие не
og
о Р
о *" -
«5»
н 5 К
" Я1 ^
ОнЯ
25
15
30
10
6
8
12
30
8
20
16
ТШР,
о
с
л
н
S--
ej--*~
в к,
i- ii
3-6
6—12
4—«
16—33
13,5—26
7—13
7—15
5—10
14—22
—
1
мпература
сти, °С
AJ О
—55
—50
—42
—30
—42
—60
—55
—55
—28
—14
Примечания. 1. ТШР — определение твердости методом Джонсона
путем вдавливания стального шарика и последующего измерения деформации.
2. Температура хрупкости представляет собой наибольшую температуру,
при которой резиновый образец начинает проявлять признаки разрушения
(трещины) в условиях ударного воздействия.
3. Срок хранения резины марок 3826 и 203А два года.
4. Весовое набухание резины марки 3826 (в процентах) пои воздействии
на нее в течение 24 ч 75% бензина «Галоша» +25% бензола при 15—25°С
составляет плюс 20, масла марки МС при 130°С — минус 10, марки МК при 70°С
минус 5 — плюс 8; топлива Т-1 при 15—25°С — плюс 4 — минус 2; резины марки
203А при воздействии первой жидкости в тех же условиях — плюс 13 (весовое
набухание со словом «плюс» означает увеличение веса, а со словом «минус» —
уменьшение).
120
2 класс. К нему относятся цветные резины средней твердости
марок 3853, 1Ж, 6Ж, которые употребляются для прессовки концов
электропроводов.
3 класс. К группе, А относятся резины средней твердости
марок 3109, 2961, работающие в условиях значительного сжатия в
среде бензина и масла.
Группа Б включает твердые резины марок 4061, 551, 3465, 2542,
предназначенные в основном для работы в качестве прокладок и
уплотнительных деталей в условиях значительного трения в среде
воздуха, бензина, керосина и масла.
В группу В входят масло-, бензостойкая резина средней
твердости марки 3063, работающая в соединении с арматурой металла.
К группе Г относятся резины марок ВИАМ-103 и ВИАМ-106
масло-, бензостойкие и повышенной морозостойкости.
К группе Д относится резина марки 3508 мягкая, высокой
масло-, бензостойкости, работающая в качестве уплотнительных колец
в условиях небольших сжатий и диафрагм.
4 класс. В него входят резины марок 2671, 2651, 2667, 3909
средней твердости и повышенной морозостойкости, применяющиеся
для изготовления профилей уплотнения люков, дверей, остекления,
в качестве неармированных амортизаторов, прокладок и колец,
работающих в среде воды, воздуха и спирто-глицериновой смеси. Их
эксплуатируют при температурах от —40 до + 80° С.
5 класс. В группу А входят резины марок 3949, 3701, 56
средней твердости и твердые, предназначенные для работы в условиях
сжатия' и растяжения в среде воды, воздуха и спирто-глицериновой
смеси.
Группа Б включает резины марок 3701, 3311 и ВИАМ-2 мягкие
и особо эластичные, работающие в условиях растяжения и
незначительного сжатия в той же среде, что и группа А.
6 класс. В него входят резины марок 1847, 2959 и 2462
мягкие, средней твердости и твердые, в основном предназначенные для
работы в соединении с металлом как амортизаторы.
7 класс. К нему относятся резины марок 3491, 4094 и 2696
большой твердости, работающие в условиях большого сжатия в
интервале температур от —30 до +80° С.
8 класс объединяет резины теплостойкие, средней твердости
марок 3687, 5168, предназначенные в основном для работы в качестве
прокладок для горячей воды и пара. Они выдерживают нагрев до
температуры +150° С.
9 класс охватывает резины повышенной морозостойкости марок
В-14, 98-1, 4326-1', 4327 и 4410, работающие в условиях сжатия и
трения в качестве манжет, колец и прокладок в интервале
температур от -^55 до +100° С.
10 класс. К группе А относятся резины марок 3819, 3823с, 3826,
3824, 9722 и 3834, масло-, бензостойкие, предназначенные для
работы в качестве прокладок и уплотнителей в среде воды, воздуха,
бензина, керосина и масла.
В группу Б входят резины высокой твердости марок 3825, 4004
и 4008, работающие в среде воды, воздуха, бензина, керосина и
масла.
121
Группа В объединяет резины марок 3838, 3883 и 4069, масло-,
бензостойкие с пробковым наполнителем, предназначенные для
работы в качестве уплотнительных прокладок в. среде воды, воздуха,
масла и керосина. Кроме того, имеются особо легкие резины:
пенистые и пористые эластомеры.
РЕЗИНОВЫЕ АМОРТИЗАТОРЫ
Амортизатором называется приспособление для поглощения
энергии удара, а также для смягчения тряски при взлете, посадке
и рулении самолета. Резиновые амортизаторы бывают различных
видов, наиболее распространены пластинчатые и шнуровые.
Пластинчатые амортизаторы изготовляются из резины, хорошо
работающей в условиях сжатия, растяжения и динамической
нагрузки. Они применяются для амортизации двигателя при
креплении его к раме и рамы к самолету при креплении приборных досок
и отдельных агрегатов (приборов), а также в качестве
амортизаторов стоек шасси некоторых самолетов и планеров.
Шнуровой амортизатор изготовляется из высокосортной
морозостойкой резины и представляет собой пучок резиновых нитей
квадратного сечения со стороной квадрата 0,80—1,15 мм,
предварительно растянутый и покрытый двойной хлопчатобумажной
оплеткой. Он применяется ограниченно в легкомоторной авиации, для
парашютов, а также для амортизации приборов при
транспортировке их в подвешенном состоянии.
АВИАЦИОННЫЕ ПНЕВМАТИКИ
Пневматики (колеса, табл. 5.4 — 5.7) предназначаются для
поглощения толчков при взлете, посадке и рулении самолета, состоят
из внутреннего баллона (камеры) и наружной покрышки.
Камера представляет собой тонкостенный резиновый шланг,
изготовляемый из сырого резинового профиля, и служит для
амортизации ударов. Она эластична, прочна и морозостойка, хорошо
сопротивляется старению и обладает следующими свойствами: предел
прочности при разрыве (сгвр ) не менее 170 кГ/см2, относительное
удлинение е в момент разрыва не менее 550%, остаточное
удлинение G не более 20%, коэффициент старения не менее 0,8.
Наружная покрышка состоит из кордовой прорезиненной
ткани (капрона), протектора (беговой части), непосредственно
соприкасающегося с грунтом при взлете, посадке и рулении, сердечника
(проволочных колец), укрепляющих борт покрышки на ободе
колеса, и других частей. Протекторная резина обладает большой
прочностью и высокой сопротивляемостью истиранию. Покрышка
является силовой частью пневматика. Она изготовляется на основе
натурального каучука с добавкой противостарителя и сажи и имеет
следующие свойства: авр^220 кГ/см2, е^650%, в.^40%,
твердость по ТШР составляет 7,0—9,7 кГ/см2.
Покрышка предохраняет камеру от механических повреждений
и обеспечивает сцепление шины с поверхностью взлетно-посадочной
полосы (ВПП), а для тормозных колес способствует торможению.
На покрышке оттиском гравировки наносится маркировка (рис. 5.1).
122
Для предохранения от старения наружную поверхность
покрышек воскуют, а внутреннюю припудривают тальком, затем
обвертывают глянцевой бумагой и упаковывают в тканевый чехол.
Покрышки хранятся при температурах от +5 до +15° С и влажности
воздуха 40—60%.
МЯГКИЕ (РЕЗИНОВЫЕ) ТОПЛИВНЫЕ БАКИ
В настоящее время на многих самолетах применяются мягкие
резиновые баки. Они не чувствительны к вибрациям, лучше, чем
жесткие, противостоят удару жидкостей, легки, герметичны, удобны
при монтажных работах. Стенки этих баков состоят из двух слоев
топливостойкой (нитрильной) резины и наружного слоя
прорезиненной ткани • (хлопчатобумажной или капроновой). В некоторых баках
в боковых и нижних стенках между топливостойкой резиной и
прорезиненной тканью вставляются один-два слоя набухающей резины.
При повреждениях протектор при попадании на него вытекающего
горючего набухает и затягивает отверстия, препятствуя
дальнейшему вытеканию топлива.
Мягкие баки располагаются в самолетах в специальных
отсеках, где они крепятся лямками, заделанными в баки. Иногда стенки
бака изнутри прижимаются к стенкам контейнера, специальными
разборными шпангоутами, вводимыми внутрь бака.
Рис. ЕЛ. Маркировка авиационной покрышки:
а — левая сторона; б — правая сторона;
1 — тип конструкции и номер чертежа покрышки; 2 — обозначение
завода-изготовителя (Ярославский); 3— месяд изготовления (март); 4 — год выпуска
(1961); 5-—порядковый номер покрышки; 6 — торговое обозначение и размеры
покрышки в миллиметрах; 7 — обозначение корда (вискозный); 8 —
направление вращения (ставится только при направленности рисунка протектора); 9 —
*юмер прессформы; 10— балансировочная точка; 11—тип корда (авиационный
корд типа капрона); 12 — число слоев корда (восемь); 13 — марка завода
123
,-*
to i—
*» 5°.
о
X
42-
СЛ
О
7755
СП
о
о
о
05
О
о
о
СО
оо
N5
О
оо
о
о
со
о
X
со
о
о
я
4^
СЛ
Н
гл
4^
ел
со
со
со
о
СО
00
(V)
о
4^
■<!
to
Со
О
О
S
О
X
ю
О)
о
я
сл
со
Н
ГТ>
со
по
о
о
00
о
о
4^
ел
оо
со
о
о
сл
о
о
X
I-»
8
я
4^
to
Н
со
4^
to
со
о
о
СО
о
о
4^
ел
4^
сл
о
о
ел
СО
ел
X
м~
00
ел
Я
со
4^
Н
LO
СО
4^
№
СО
о
сл
со
о
to
Сл
to
сл
ел
о
Я
о
X
к—*
g
X
4=»
н
4^
4^
СО
О
4^
00
О
to
СЛ
00
о
о
S _
я О
я о»
е g
в
£ я
Ю п
Стояночная нагрузка
при взлетном весе
самолета />ст_вал>,
кГ
Стояночная нагрузка
при посадочном весе
самолгта Р„„ „„„
кГ
Рабочее давление в
шнне p0l кГ/смг
Максимально
допустимая нагрузка
''max доп> кГ
1
■~1
3
о
X
_*
сл
о
со
со
СО
to
Сл
о
о
SJ
00
СЛ
2?
о
X
N-1
Сл
О
ел
,—,
го
о
о
■~j
сл
о
■~1
СО
to
сл
СП
11
о
X
по
о
to
■ч
■ч
по
о
■~1
о
о
сл
to
4^
ел
«
о
X
ь»
К1
сл
*
2?
сл
-0
СЛ
сл
■~1
о
Е-0
*о
со
ел
4^
■ч
о
X
ю
о
Т.
со
сл
OJ
1—1
ел
о
сл
о
о
S5
со
СЛ
4^
О
о
X
1—1
сл
о
4^
4i
—.
СО
to
сл
C~i
ел
о
со
*»
о
го
С J
о
X
—.
К)
ел
Т.
со
СЛ
о
со
-0
о
сл
о
о
со
to
со
СЛ
to
о
о
X
оо
о
4^
со
«
ел
СП
Сл
СП
со
Сл
ииш
90
Z й
зиаче
И КС
ь 3
5 5
о п
5 5
о 2
Максимальная
стояночная нагрузка на
колесо ~PtT max. кГ
Динамическая яаг-
РУзка рдин> кГ
Усадка шины при
динамической
нагрузке 5дан, ми
Рабочее давление в
шине pQ, кГ[см*
п
о
■а
2
о
ш
я
Е
а
о
Ьэ
п
| .
К-)
Сл
■ч
to
сл
о
о
со
со
СЛ
о
о
to
СЛ
_
о
СЛ
о
00
1—1
о
оо
■ч
о
Сл
Сл
to
t—1
СО
о
о
сл
о
4^
о
4^
00
о
со
сл
СЛ
сл
Сл
сл
-0
о
4^
to
о
о
сл
о
сл
о
со
4^
о
to
4^
СЛ
о
4^
to
о
00
4^
о
сл
от
4^
о
со
4Ь
о
со
о
сл
4^
о
4^
to
о
о
о
СЛ
00
4^
о
СЛ
СО
00
00
00
сл
о
ел
о
о
о
to
о
о
ел
00
to
сл
СО
Усадка шины
5тах доп ПРИ
ртах доп> мм
Работа, поглощаемая
шиной при 5тахД()П,
КГ ■ М
Предельная
радиальная нагрузка Рп кГ
Взлетная скорость
^взл, км1"
Посадочная скорость
Кпос, км1*
Вес колеса без шины,
кГ
Вес шины, кГ
о
<<
о>
р
Еа
5=
О
S
я
о
ov
Я
ел
сл
3300
СО
4^
135
6750
сл
ел
150
00
о
11,1
4470
ел
СО
со
сл
7650
to
ел
о
6,7
15,7
4500
о
4*.
200
7150
255
234
6,7
10,3
1800
СП
4^
сл
о
0262
сл
ел
сл
о
CD
О
сл
со
4500
ел
200
7500
00
сл
ел
4,7
со
о
3000
CD
СО
Со
О
6170
205
205
3,3
5,2
1340
ел
SS
2190
002
ел
о
СО
3,6
465
со
сл
790
сл
о
006
0,8
со
Максимальная
допустимая нагрузка
max доп'
Усадка шины отахдоп>
ПРИ ^тахдоп"1"
Работа, поглощаемая
шиной при Smax Д0П!
max доп, кГ ■ м
Предельная
радиальная нагрузка Р
кГ
Взлетная скорость
^взл. к^4
Посадочная скорость
^пос, км1ч
Вес колеса без
шины, кГ
Вес шины, кГ
о
р
ь
ь
о
я
я
о
н
м
ov
ь
я
я
СЛ
4*
Таблица 5.6
шины высокого давления
Тормозные колеса под
Обозначение
шины и колеса
Индекс
колеса
И с П X!
III!)
Ills g
О t. u u (-
Н « О <и <3
й
о.
21
Зсзй.е
а с ё
Я ч ч
ч * й
я " 2
ORE
>=«осо.
570 X140В
600Х155В
660Х160В
660X160В
660X200В
800Х200В
800X225В
800 X 225В
880Х280В
950Х250В
1000 X 280В
1050Х300В
1 ЮОХЗЗОВ
1150Х355В
П60Х390В
1260 X 390В
1500X500В
1500X500В
1500X500В
1700 X 550В
Кт51
Кт44
Кт28
КтбЗ
Кт37
Кт50
Кт39
Кт52
Кт69
Кт59
Кт72
Кт77
Кт16/2
Кт36/3
Кт76
Кт42
Кт25
Кт43
Кт58
Кт31
1200
2 100
2 900
2 900
3 600
4 250
4 200
4 200
5100
4 600
5265
5 800
9500
12 000
10 000
12 000
20 000
26 000
25 000
23000
• 950
1940
2 175
2 200
2 710
3350
2980
3 000
3900
3 800
4 600
5 400
6 800
11000
7 000
9500
13000
15 000
13000
14 000
7,0
6,8
9,0
9,0
9,0
9,0
9,0
9,0
10,5
9,0
8,0
5,5
9,0
8,5
12,5
8,0
9,2
11,0
11,0
9,5
5 250
5 800
8 300
8 300
9 300
13 000
14 200
14 200
15 500
14 000
17 500
16 000
32 000
36 000
31800
37 700
68 000
81500
81500
28 000
85
91
89
89
107
132
132
132
130
130
155
188
197
212
160
233
305
312
312
313
Г
Работа,
поглощаемая
шиной при
max доп.
кГ • м
190
245
315
315
430
720
800
800
900
820
1200
1370
2 680
3220
2 150
3 880
8 900
10 900
10 900
10 000
Предельная
радиальная
нагрузка
7 800
15 000
17 000
20 700
19 500
25100
20 800
25 400
28 000
25 300
29 000
31'500
52 300
60 000
55 000
61000
81000
78 000
78 000
93000
П
« ГГ.
я о <^
в Я >> о.
к а £г «
ю Sao.
3 000
5 770
6 530
7 250
7 540
11400
10 500
11500
12 750
11500
13150
14 500
23700
30 000
25*000
34 400
45 000
48750
48 750
51700
о
о К
ю m
«•Vй
^ CJ "^
«О Ч
Й а, а
240
280
275
320
315
300
300
300
360
340
300
185
300
260
360
340
300
320
320
300
I f
о н У
ч» .
сз О <j
240
210
205
225
240
240
220
215
270
250
220
154
250
200
280
280
210
230
230
230
Вес колеса
без шнны, кГ
32,2
40,2
38,0
61,0
50,0
80,0
58,0
77,0
103,0
99,0
120,0
102,0
160,0
166,0
190,0
275,0
260 0
295,0
158,5
330,0
Вес шнны, кГ
8,9
10,6
15,0
15,0
14,9
20,0
21,7
21,7
25,0
25,0
37,0
36,0
67,0
85,7
57,0
93,0
181,3
181,3
176,5
225,0
шины высокого давления
126
Нагрузка и скорость даны при разворотах для колеса, используемого в
Таблица 5.7
Обозначение
шииы и колеса
570X4408
600X1558
660 X160В
900Х275В
900Х275В
1 ЮОХЗЗОВ
1700 X 550В
Индекс
колеса
К283
К252
К257
К270/2
К286
К278
К282
. О
КСЗШ
« К 4i
д ся м *
« к я й
Ё S* К га
SS&0.0
800
1490
/2 250
\ 1 300*
3150
3150
9 500
21000
■
Я1^
я Е
2 000
2 100
2 750
—
5 200
5200
12 000
31000
Нетор
S
~ я
Si
4rsQ,
1 а к
iffl °<
42
46
47
60
79
79
98
156
мозные колеса под
0J
Я
К
0J
а
0)
О S <U
J? ^
7,0
6,0
7,5
7,5
5,5
5,5
9,0
9,5
-
t
Я «0 р
3 и о
а 1 2
се °
Sea
5250
5 150
6 100
6 100
13 000
13 000
31 000
78 000
л
:г
:''
Е к 3
S С
Sec
ч х й
О га 2
"ЕЕ
>=«. о.
85
90
87
87
159
159
197
313
качестве п
«к 3
Но, .
о с.
о о
«11
О. <иС
190
220
227
227
880
880
2680
10 000
эдкрыльногс
s«
"1
я S
С So.
11200
10 700
14 600
14 600
17 400
17 400
47 000
85 000
>.
бЗ
«а
250
275
270
270
300
300
300
300
i w
§1
5 в
са
190
200
200 i
210* i
240
240
210
230
К
а
cd
с»
О)
о ^
Ю §
8,9
10,0
14,0
27,0
21,0
52,0
170,0
Ь^,
*
s
а
«
8,9
10,6
15,0
37,5
37,5
67,0
226,0
127
Не допускаются: трещины на резине внутреннего слоя,
нахождение баков на самолетах без топлива, попадание на внешнюю
поверхность баков топлива, масел и органических растворителей.
Во избежание обмена воздуха и для предохранения баков от
озонного старения у баков, демонтированных для временного
хранения без топлива, все отверстия и штуцера закрываются
заглушками или обвязываются вощеной бумагой.
Выимку баков из упаковочных контейнеров, развертывание их,
демонтаж и хранение производят при положительных температурах
или температурах, указанных в их паспорте. Хранить баки
разрешается в помещениях и временно — под навесом, при этом для
предохранения от прямых солнечных лучей, влаги и пыли их
закрывают брезентом.
ПОЛУЖЕСТКИЕ БАКИ
Эти баки выполняются так же, как и мягкие, за исключением
того, что в их конструкцию вводят жесткие элементы, сохраняющие
форму баков. Баки изготовляются из трех слоев бензиностойкой
(керосиностойкой) ткани и двух слоев протектора между ними.
В ребра баков для жесткости вводят металлические элементы.
Полужесткие баки имеют простую форму. Их устанавливают в
местах со снимающимися панелями и крепят непосредственно к
элементам конструкции самолета.
ФИБРОВЫЕ БАКИ
Эти баки изготовляют из фибры', являющейся прочным, керо-
синостойким материалом и выдерживающей температуру
окружающей среды от —50 до +50° С при разной влажности.
Толщина стенки непротектированного фибрового бака — 1—
2 мм. Перегородки и ребра тоже выполняют из фибровых листов и
профилей, их крепят к баку специальными заклепками, а днища и
швы обечайками склеивают на ус.
Протектированные фибровые баки состоят из нескольких слоев
протектора, резины и одного слоя фибры. Трубопроводы и
арматуру крепят к поверхности баков дюралюминиевыми кольцами,
которые приклеивают к фибровым кольцам, приклепанным к
поверхности бака. Внутреннюю арматуру крепят при помощи фланпев,
охватывающих вырез в стенке бака. Фибровые баки закрепляют на
самолете в специальных отсеках лентами из прочного холста. Баки
просты в изготовлении, однако применение их ограничено в связи
с необходимостью иметь на самолете съемные панели.
БАКИ-ОТСЕКИ
На некоторых самолетах с целью уменьшения веса в качестве
топливных баков используют отсеки фюзеляжа и крыла. При
использовании фюзеляжа и крыла под топливные баки конструкция
1 Фибра — тряпичная бумага, обработанная солями хлористого цинка,
128
может быть как сварной, так и клепаной. Герметизация
обеспечивается при сборке сваркой и пайкой. В клепаной конструкции
герметичность достигается специальными заклепками, прокладками.
Между соединяемыми деталями делают полукруглые канавки,
заполняемые герметикой под большим давлением. Все топливные
баки-отсеки обязательно изнутри покрываются тепло- и керосиностой-
ким герметикой.
РЕЗИНОВЫЕ ШЛАНГИ И РУКАВА
ОПЛЕТОЧНОЙ КОНСТРУКЦИИ
Резиновые (дюритовые) шланги служат для передачи
горючесмазочных материалов, жидкостей и сжатых газов, а также
используются в металлических трубопроводах как соединительные
элементы. Их изготовляют обычно из трех слоев резины и
промежуточного слоя прорезиненной ткани (табл. 5.8).
Рукава оплеточной конструкции — гибкие трубопроводы,
состоящие из внутреннего резинового слоя, одной или нескольких
нитяных хлопчатобумажных оплеток, промежуточных и наружных
клеевых или резиновых слоев. В некоторых рукавах каркасом является
проволочная спираль.
Рукава предназначаются в качестве гибких соединительных
трубопроводов для гидравлических, воздушных, топливных,
масляных и дрз'гих систем самолетов, двигателей и агрегатов.
В зависимости от назначения и условий работы выпускаются
рукава с нитяными оплетками (МХП ТУ 1707—58) для низкого и
среднего давлений от 15 до 100 кГ/см2 и с металлическими
оплетками (МХП ТУ 1515—56) для высокого давления от 100 до
250 кГ/см2.
Таблица 5.8
Тип, назначение и работоспособность шлангов
Тип
рукава
Г
Т
м
в
П
У
Рабочая среда
АМГ-10, спирто-гли-
цериновая смесь и
масло МВП
Бензин, керосин и
трансформаторное масло
Масло МС-20 и МК-22
Воздух и кислород
Масло «Велосит»
АМГ-10, масло МВП и
спирто-глицериновая
смесь, керосин и бензин,
трансформаторное масло
Работоспособность при
температуре, °С
От —45 до +100
От —40 до +100
От —40 до +100
От —55 до +55
От —45 до +70
От —65 до +100
Марка резины
внутреннего
слоя
4326-1
4327
4410
3634-В
3408-1
5 Александров В. Г.
Таблица 5.9
Минимально допустимые радиусы изгибов рукавов и шлангов
Внутренний
диаметр рукава, мм
3—6
5—7
8
9—10
12—14
15—16
18
20
22
25
27—28
30—32
35—38
40—42
45
48—51
54
58
65
Радиус изгибов рукавов для групг
1, 2 и 4
20
40
60
80
100
140
170
180
200
250
—
—
—
—
—
—
—
—
5 и7
50
55
75
—
—
—
150
—
—
—
—
—
—
—
—
—
—
—
3
—
100
120
140
150
160
180
200
200
250
300
350
400
500
550
600
700
I, ММ
6
—
140
150
180
200
210
220
230
240
—
—
—
.—
—
Примечание. Перед установкой на самолет рукава и шланги
проверяют на герметичность под давлением, равным 1,25 Ppag (PDa6—
максимальное давление, при котором работает рукав или шлаиг в системе), в течение
5 мин.
Все рукава подразделяют на семь конструктивных групп по
ТУ 1707—58 и на две группы по ТУ 1515—56.
В процессе эксплуатации гибкие шланги устанавливают таким
образом, чтобы в разном положении агрегата они свободно
прогибались. Радиус изгибов рукавов должен быть не менее трех
диаметров рукава, а минимально допустимые радиусы изгибов рукавов
должны соответствовать размерам, приведенным в табл. 5.9.
Каждый рукав имеет свой номер чертежа. Первая цифра
номера обозначает номер группы, в которую входит рукав; буква,
стоящая за цифрой, обозначает тип рукава по назначению; одна или
две цифры, стоящие за буквой, обозначают номинальный размер
внутреннего диаметра в миллиметрах; цифра, стоящая после
черточки, обозначает рабочее давление в килограммах на квадратный
сантиметр. Например, рукав 2В7-30 является рукавом второй
группы типа В по назначению с внутренним диаметром 7 мм для
рабочего давления 30 кГ/см2.
Маркировка рукавов (табл. 5.10 — 5.13). Наружная поверхность
рукавов должна иметь следующие цвета: черный — все рукава с
наружным резиновым слоем и рукава, в номере чертежа которых
стоят буквы Г, П и В; желтый — все рукава, не имеющие наруж-
130
Таблица 5.10
Цвета окраски рукавов (трубопроводов) по их назначению
Наименование системы или
рабочей среды
Топливная система
Масляная »
Гидравлическая система
Воздушная система
(сжатый воздух)
Воздух разреженный
Статическая и
динамическая проводки
Противопожарная
система
Кислородное
оборудование
Антиобледенительная си
стема
Система охлаждения
Цвет окраски
трубопровода
Желтый
Коричневый
Серый
Черный
Синий
Белый
Красный
Голубой
Светло-коричневый
Зеленый
Марка применяемой
краски
А-6, А-6Ф
А-8, А-8Ф
А-14, А-14Ф
А-12, А-12Ф
А-9, А-9Ф
А-И, А-560Ф
А-67Ф
А-10, А-ШФ
А-8 (25%) и
А-11 (75%)
А-7, А-7Ф
Примечание. Для воздуха и воды могут использоваться рукава всех
типов при указанных для данного типа рукавов температурах. В качестве
приборных рукавов обычно применяются рукава типа Г.
Таблица 5.11
Краски, применяемые для нанесения цветной опознавательной
маркировки на трубопроводы, рукава, тяги и тросы
Цвет маркировки
Черный
Красный
Коричневый
Желтый
Голубой
. Синий
Стальной
Марка краски
А-12, А-12Ф, К-2
All, А-560Ф
А-67Ф
А-8, А-8Ф
К-2, А-6, А-6Ф
К-2
А-10, А-10Ф
А-9, А-9Ф
А-14. А-14Ф
Номер ТУ
МХП У 2556—51
ВТУ УХП 58—58
МХП ТУ 2556—51
МХП ТУ 2556—51
МХП ТУ 2556—51
ВТУ УХП 58-£8
МХП ТУ 2556—51
ВТУ УХП 58—68
МХП ТУ 2556—51
МХП ТУ 2556—51
5*
131
Продолжение
Цвет маркировки
Светло-коричневый
Розовый
Оливковый
Светло-зеленый
Алюминиевый
Марка краски
Смесь А-8 (25%) и
А-11 (75%) или
А-8Ф (25%) и А-560
(75%)
Смесь А-67Ф
(10%) и А-11 (90%)
или А-67Ф (10%) и
А-560 (90%)
Смесь А-8 (5%) и
А-7 (95%) или А-8
(5%) и А-7Ф (95%)
А-7, А-7Ф
К-2
АЭ-8
К-1
Номер. ТУ
—■
—-
МХП ТУ 2556—51
ВТУ УХП 58—58
МХП ТУ 1315—45
ВТУ УХП 168—58
Примечание. Краски марок К-2 и К-1 — жаростойкие. Допускается
применение других жаростойких красок при условии сохранения цвета.
Таблица 5.12
Дополнительная маркировка трубопроводов по их принадлежности
к сети того или иного потребителя путем нанесения цветного кольца
шириной 20 ± 2 мм
Принадлежность трубопровода к системе или агрегату
Цвет кольца
Гидравлическая система
Воздушные тормозные щнтки, подъемное
устройство, спасательное устройство, полное давление
аэронавигационных приборов
Шасси и тормозные колеса
Посадочные щитки и закрылки, пневмоклапаны,
управление сливом, линия замков
Створки силовых установок, створки фотоуста-
иовок
Входные двери и люки в кабину, фонарь,
аварийные люки, управление сиденьями, управление
герметизацией входных и других люков
Наддув оборудования, автопилот, антиобледе-
нительная система и грузовые люки
Система запуска, конус двигателя и
гидроаккумуляторы
Черный
Голубой
Зеленый
Желтый
Розовый
Синий
Коричневый
Белый
132
Таблица 5 13
Дополнительная маркировка трубопроводов по их назначению
в сети путем нанесения цветного кольца шириной 10 ± 2 мм
Назначение
трубопровода в сети
Нагнетание
Низкое
давление
Наддув
гидросистемы
Наддув
топливных баков
Цвет кольца
Голубой
Розовый
Серый
Желтый
Назначение
трубопровода в сети
Наддув
спецотсеков
Аварийный
Дренаж
Слив
Бортовая
зарядка
Цвет кольца
Синий
Красный
Черный
Алюминиевый
Зеленый
Примечание. Часто окраска н маркировка трубопроводов некоторых
самолетов указываются в технических описаниях или в инструкциях по
эксплуатации.
ного резинового слоя, в номере чертежа которых стоит буква Т;
коричневый — все рукава, не имеющие наружного резинового слоя,
в номере чертежа которых стоит буква М.
Каждый рукав должен иметь маркировку по всей длине в виде
сплошной полосы, состоящей из букв, цифр и знаков. Например,
5Г35-15К 125X1—55; Г35-15К 125X1—55, где 5Г35-15 —номер
чертежа рукава, К — марка завода-изготовителя, 125 — номер партии,
XI—55 — дата выпуска (месяц и год).
Маркировочная полоса должна иметь следующий цвет: черный
на рукавах желтого цвета, в номере чертежа которых стоит
буква Т; белый — на рукавах коричневого цвета, в номере чертежа
которых стоит буква М, и на рукавах черного цвета, в номере
чертежа которых стоит буква Г, желтый — на рукавах черного цвета,
в номере чертежа которых стоит буква Т. коричневый — на
рукавах черного цвета, в номере чертежа которых стоят буквы М и П,
голубой — на рукавах черного цвета, в номере чертежа которых
стоит буква В,
ГЛАВА 6 I ТЕКСТИЛЬНЫЕ
J МАТЕРИАЛЫ
ОБЩИЕ СВЕДЕНИЯ
Применяемые в авиации ткани повышенного качества изготовляют
из крученой пряжи. Они имеют гарнитуровое, саржевое и атласное
переплетения.
Гарнитуровое переплетение (миткалевое или полотняное) харак-
• теризуется максимально возможной частотой чередования основных
и уточных нитей, что обеспечивает наибольшую прочность ткани на
разрыв и растяжение, минимальные гибкость и мягкость.
Саржевое (кипериое) переплетение характеризуется правильным
диагональным расположением нитей основы и утка и дает более
мягкую и гибкую ткань, чем получаемая гарнитуровым
переплетением. Такие ткани слабее гарнитуровых при испытании на
растяжение.
Атласное (сатиновое) переплетение характеризуется
наименьшей частотой чередования нитей основы и утка, что обеспечивает
наибольшую гладкость поверхности и мягкость ткани.
Необработанная ткань, снятая с ткацкого станка, называется
суровой. Для повышения ее механических свойств, атмосферной
vcTofi4HBOCTH, блеска и гладкости хлопчатобумажную ткань
обрабатывают в щелочном растворе с последующей промывкой в воде.
Эта обработка называется мерсеризацией, а ткань —
мерсеризованной. Кроме того, суровую ткань в зависимости от назначения
подвергают различным видам обработки: водоупорной,
противогнилостной или огнеупорной пропитке, нанесению покрытий и т. д.
Основными показателями качества тканей являются влажность,
ширина, толщина, плотность, вес, прочность на разрыв,
растяжимость и др. (табл. 6.1, 6.2).
Влажность определяют высушиванием образца в сушильном
шкафу при 105—110° С до постоянного веса, после чего рассчиты-
-- вают потерю в весе (в процентах от веса образца в сухом
состоянии).
По ширине различают ткани узкие (45—75 см); среднеширокие
(75—'100 см); широкие (100—150 см). Ткани шириной 0,5—7,5 см и
более называются ткаными лентами.
Толщина тканей бывает от 0,025 до 3,0 мм и определяется
толщиномером.
Плотность ткани на основе или по утку характеризуется
числом нитей (основных или уточных) на длине образна в 100 мм,
плотность определяют подсчетом числа нитей с помощью ткацкой
лупы или специальных счетчиков.
134
Таблица 6.1
Характеристики самолетных тканей
Марка
АСТ-100
(авиационная из суровой не-
мерсеризовэнной
ткани № 100/4 тяжелого
веса)
АЛВК
(авиационная льняная высшей
крепости)
АМ-93
(авиационная из
мерсеризованной пряжи № 93/2)
АЛЛ (авиационная
льняная легкая)
AM-100
(авиационная из
мерсеризованной пряжи № 100/2)
Прочность
на разрыв.
кГ
по
основе
223 ±7
200 ±1
<300
232
328 ±8
по
Утку
220±10
100±10
<290
240
322 ±14
Удлинение при
разрыве, %
по
основе
<90
90
70
60
60
по
утку
<90
90
70
60
57,5
Вес 1 м*, кГ
0,185±0,010
0,220 ±0,010
0,160
0,165
0,127±0,007
Примечания. I. Ткань АЛЛ взаимозаменяема с тканью АМ-100, а
ткань АЛВК —с тканями АСТ-100 и АМ-93. Ткаин АЛЛ и АМ-100
применяют для обшивки самолетов со скоростями полета 300 км/ч. а более прочные
ткани АЛВК, АСТ-100 и АМ-93 — более 300 км/ч.
2. Хлопчатобумажные и льняные тканн распознаются по таким признакам:
льняные ткани серебристого или желтоватого цвета без ворса;
хлопчатобумажные — кремовато-белого цвета. Лицевая сторона
хлопчатобумажной ткани отличается от изнанки полным отсутствием ворса. Если
капнуть на льняную ткань касторовым маслом, то капля не будет расплываться,
на хлопчатобумажной ткаии капля касторового масла расплывается
полосками. При разрыве льняной ткани кромка получается неровной с торчащими
нитками, при разрыве хлопчатобумажной ткани образуется ровная кромка.
После того как определена ткань, устанавливают марку ткаии подсчетом
числа ииток основы нлн утка на длине 1 см: ткань АЛВК имеет 19—21 нить,
АСТ-100 — 21—23 инти, АМ-93 —31—34 нити,
Вес 1 м2 тканей составляет от 20 Г до нескольких килограммов.
Ткани весом до 0,1 кГ/м2 — легкие, от 0,1—0,4 кГ/м2 — средние,
свыше 0,4 кГ/м2 — тяжелые.
Предел прочности на разрыв и удлинение при разрыве
(растяжимость тканей определяют на маятниковых динамометрах по не^
скольким образцам утка и основы. Удлинение при разрыве
составляет от 2 до 40%.
ТКАНИ ДЛЯ ОКЛЕИВАНИЯ ДЕРЕВЯННОЙ
ОБШИВКИ САМОЛЕТОВ И ВИНТОВ
Для оклеивания применяют льняные и хлопчатобумажные
легкие ткани с малой прочностью, тонкие и редкие. Они хорошо
пропитываются клеем и лакокрасочными покрытиями (табл. 6.3).
135
Таблица 6.3
Характеристики тканей для оклеивания
Марка
АОД (авиационная для
оклеивания древесины)
АЛР (авиационная
льняная, разреженная)
АХКР (авиационная
хлопчатобумажная крученой
пряжи, разреженная)
АЛКР (авиационная
льняная крученой пряжи,
разреженная)
Прочность иа разрыв,
кГ
по основе
26
40
45
60
по утку
26
40
45
65
Удлинение при
разрыве, %
по основе
5
2
5
14
по утку
9
9
3
10
Примечание. Ткани АОД н АЛР применяют для оклеивания крыльев,
фюзеляжей и опереиия деревянных самолетов и планеров, кроме того, ткани
АЛР используют для облицовки войлочных топливных фильтров. Тканью АЛКР
оклеивают деревянные лопасти воздушных винтов, ткань АХКР нспользуют
для той же цели и дополнительно при изготовленин противообледннителей
крыла самолета и грузовых парашютов.
ТКАНИ ДЛЯ ЧЕХЛОВ И ПАРАШЮТОВ
Для чехлов самолетов и двигателей применяют плотные
льняные и хлопчатобумажные ткани. Льняные ткани подвергают
противогнилостной и водоупорной пропитке, а хлопчатобумажные —
только водоупорной. Для изготовления парашютов используют
хлопчатобумажную ткань авизент (табл. 6.4).
Т а: б л и ц а 6.4
Характеристики тканей для чехлов и парашютов
Название
Льняная водоупорная
наружная (АЛП-1)
Хлопчатобумажная плащ-
палатка
Хлопчатобумажная ткань
авизент
Прочность на
разрыв, кГ
по
основе
168
90
< 115
по
утку
75
80
< 115
Удлинэиие при
разрыве, %
по
основе
15
22
<17
ПО
утку
6
14
<14
t.
«■
~*
а)
W
0,525
0,300
0,400
ка-
§3
S*
5 я
0,80
0,52
0,77
137
ТКАНИ НА ОСНОВЕ СИНТЕТИЧЕСКИХ
И СТЕКЛЯННЫХ ВОЛОКОН
На основе капроновых волокон изготовляют ткани МЭК, А1Т,
ленты ЛКТ и ЛАС. Ткань МЭК воздухонепроницаема,
морозостойка, устойчива против влаги, но разрушается от действия бензина и
солнечных лучей. Ткань А1Т применяется для облицовки
теплоизоляции. Лента ЛКТ используется для мягкого крепления фонарей
самолетов.
На основе стеклянных волокон изготовляют ткани и ленты.
Стеклянную ткань применяют для покрытия теплоизоляционных
матов АСИМ и АТИМС. Ленту ЛАС используют для тепловой
изоляции трубопроводов и для электроизоляционной обмотки.
КОЖЗАМЕНИТЕЛИ И ЛАКОТКАНИ
Кожзаменителями (материями) называются ткани с
водоупорным покрытием специальной пленкой, наносимой на лицевую
сторону ткани (хлопчатобумажной, льняной, капроновой, стеклянной).
Они применяются для облицовки стен, потолков и полов кабин
самолетов в качестве обивочных материалов для мебели.
Кожзаменители с пленками на основе растительных масел (с
пигментами и наполнителями) называются клеенками; с нитроцел-
люлозньши пленками (с пластификаторами, пигментами и
наполнителями) — дерматинами и ледеринами; с полихлорвиниловой
пленкой — текстовинитами; негорючие, изготовленные в результате
нанесения на стеклянную ткань одностороннего пастообразного по-
ливинилхлоридного покрытия, ■— павинолом. Кроме того,
изготовляются невоспламеняемые и водоупорные материи путем нанесения на
хлопчатобумажные или капроновые ткани одностороннего антипи-
рированного нитроцеллюлозного покрытия.
Лакоткани изготовляют из тканей гарнитурового переплетения
путем пропитки их электроизоляционными лаками. Основой в них
служат тонкие хлопчатобумажные, а также шелковые и стеклянные
ткани. Они применяются для изоляции деталей электрических мат
шин, трансформаторов и приборов.
АВИАЦИОННЫЙ ВОЙЛОК
Его изготовляют сваливанием ваты из шерсти с примесью
целлюлозных или капроновых волокон. Объем волокон заполнен
воздухом, что обеспечивает низкую объемную массу (200—430 кГ/м3),
высокие тепло- и звукоизоляционные свойства. Войлок применяется
как тепло- и звукоизоляционный, прокладочно-уплотнительный,
амортизирующий, фильтровальный, сальниковый, фитильный и
полировочный материал. Существуют такие сорта технического войлока:
авиапромышленный, электропромышленный и рояльный. Кроме
того, используют рыхлые войлоки АТИМ (авиационный теплозвуко-
изоляционный материал). Например, материалы АТИМ-8 и АТИМ-9
применяют для теплоизоляции трубопроводов, тепло- и
звукоизоляции участков кабин пилотов и пассажиров.
138
КРУЧЕНЫЕ ТЕКСТИЛЬНЫЕ МАТЕРИАЛЫ
Нитки (табл. 6.5). В зависимости от назначения используются
три вида ниток. Для машинного сшивания полотнищ применяют
хлопчатобумажные нитки в шесть сложений следующих номеров:
для АСТ-100 и АЛВК—•№ 10 с прочностью на разрыв 2000 Г, для
АМ-93 — № 20 (1620 Г), для АЛЛ и АМ-100— № 30 (1580 Г).
Для ручной обшивки по кромкам крыльев и оперения
применяют хлопчатобумажные особопрочные нитки № 00 со средней
прочностью на разрыв 7000 Г, № 0 — 5300 Г, № 1—4130 Г,
льняные № 18/6 (пошивочные вареные) — 6750 Г.
На прошивку полотна к нервюрам идут льняные нити в восемь
сложений из высококачественного сырья (НАР) № 9,5/8 со средней
прочностью на разрыв 22 000 Г. Все нитки, кроме НАР, перед
употреблением вощат натуральным пчелиным воском.
Шпагаты представляют собой толстую пеньковую нитку,
изготовленную скручиванием двух нитей пряжи, которую затем
подвергают аппретированию и полированию. Прочность шпагата
колеблется от 12 до 80 кГ.
Шнуры представляют собой материалы, полученные взаимным
скручиванием нескольких нитей крученой пряжи (шнуров) или
шпагата. Хлопчатобумажные и льняные шнуры выпускаются диаметром
1,0—3,6 мм и прочностью от 14,5 до ПО кГ.
Льняные канатики представляют собой три или четыре нити
шнура, скрученные между собой; их выпускают диаметром от 4
до 14 мм и прочностью от 125 до 1220 кГ.
Плетеные шнуры получают в результате переплетения
нескольких (обычно восьми) нитей крученой пряжи. Хлопчатобумажные и
льняные шнуры выпускаются диаметром от 4 до 12 мм и
прочностью 55—405 кГ.
Шнуры, шпагаты и канатики применяют для обмотки деталей
шасси и штурвала, крепления полотняной обшивки фюзеляжей и
Таблица 6.5
Нитки
Номер
Вас
100 м ■ Г
Среднее
разрывающее усилие,
Г
Швейные цветные
00
0
1
3
4
6
10
20
30
35,1
25,6
17,6
14,5
12,5
9,4
10,2
8,1
6,8
7550
5580
4250
3440
3030
2290
2200
1830
1650
40 5,3 1290
50 4,7 1 130
Капроновые
9 — 3 700
13—2 800
15 — 2 200
18 — 1700
Льняные «маккей»
9 | 60 I 16 500
9 | 80 | 22 000
сидений самолетов, крепления тепло-, звукоизоляций, шнуровки
перегородок и чехлов.
Леиты. В зависимости от назначения ленты подразделяются на
обмоточные, усилительные, укрепительные и поверхностные.
Обмоточные ленты (миткалевые ОМ) применяются для
обмотки нервюр перед креплением к ним полотняной обшивки с целью
предотвращения перетирания полотна о края нервюр. Их
изготовляют из тонкой хлопчатобумажной пряжи шириной от 15 до 35 мм.
Усилительные ленты (киперные УК) используют для обмотки
нервюр с целью крепления к ним полотняной обшивки. Они
накладываются на ткань в тех местах, где она пришивается нитками,
чтобы предохранить ее от прорезания нитками; изготовляются из
суровой хлопчатобумажной пряжи, обладают большой прочностью и
шириной от 15 до 50 мм.
Укрепительные ленты (двубортовые киперные УДК)
применяются в тех случаях, когда нервюру нельзя обматывать и ленту
необходимо сшивать краями под полкой иервюр. Эти ленты бывают
шириной 30, 48 и 60 мм с допуском на размер 4 мм и с диаметром
борта 2 ± 0,5 мм.
Поверхностные ленты (отделочные) используются для
склеивания шва с целью получения более гладкой поверхности. Их
изготовляют из перкаля Б или ткани AM-100. Края леиты могут быть
зубчатыми (лента ЛАПЗ) или прямыми (ЛАП).
Веревки — трех- или четырехпрядные крученые изделия из льна,
пеньки или хлопка диаметром от 3 до 19 мм и прочностью 57—■
1650 кГ.
Канаты — материалы больших диаметров, вырабатываемые из
пеньковой, манильской, сизальской или хлопчатобумажной пряжи;
пиаметр каната — 25—65 мм, прочность — 3600—19 560 кГ. В
последнее время применяют канаты повышенной прочности из капрона
и терилена для буксировки планеров, мишеней, при изготовлении
плавучих якорей гидросамолетов.
Асбест — продукт минерального происхождения, получается из
гппного льна, имеющего волокнистое строение. Волокна гибки н
позволяют изготовлять асбест в виде листов и шнуров.
Фетр и сукно вырабатывают из шерсти и применяют для
звукоизоляции и утепления.
ЕСТЕСТВЕННЫЕ ВОЛОКНА
Волокнистые материалы подразделяют на естественные
(натуральные) и химические.
Натуральные волокна по своему происхождению в свою
очередь подразделяются на три группы: 1) добываемые из растений —
хлопок, лен, пенька, джут; 2) животного происхождения — шерсть,
шелк; 3) добываемые из некоторых минералов — асбест, или
горный лен.
Химическими волокнами называются тонкие, прочные н гибкие
нити, образующиеся при переработке растворов или расплавов
разнообразных полимерных соединений, и подразделяются на
искусственные волокна, получаемые из растворов природных полимеров и
их производных — целлюлоза, и ее эфиры, белки; синтетические
волокна, получаемые из растворов или расплавов синтетических
полимеров.
140
Хлопок. Из его волокон изготовляют хлопчатобумажные тка«и.
Отдельное хлопковое волокно представляет собой сплющенную
трубочку, извитую вдоль оси. Такая структура хлопка способствует
хорошему сцеплению волокон друг с другом в процессе прядения.
Они легко превращаются в нить требуемой тонкости, обладающей
способностью вытягиваться и усаживаться. Этим объясняется
эластичность пряжи и ткани.
Необработанный хлопок содержит 87—91% чистой целлюлозы,
7—8% влаги, 0,4—0,5% жиров и воска и 4—5% других примесей.
Лен. Льняное волокно получают из стебля растения.
Содержание целлюлозы в нем — 65—89%. Он служит для изготовления
брезентов, канатов и др.
Шерсть — сложное белковое вещество, так называемый кератин,
который содержит в своей молекуле, кроме углерода, водорода,
кислорода, азота, еще и серу, чем и отличается от всех других
волокон.
Натуральный шелк получают из коконов шелковичного червя в
виде тончайших застывших нитей. Каждый шелковичный червь
выпускает до 3000 м шелковины на один кокон. Эти коконы
подвергаются разматыванию на специальных шелкомотных машинах. При
этом получают около 25—30% шелка-сырца, а остальное идет на
выработку нитей более низкого качества.
По своему строению волокно натурального шелка ничего
общего не имеет с хлопком, льном, шерстью. Шелковые нити очень
гладкие и однородные, поэтому натуральный шелк и изделия из него
имеют блестящую эластичную и ровную поверхность. Волокно
натурального шелка очень тонко, а прочность почти такая же, как у
стальной проволоки того же диаметра: Натуральный шелк, как и
шерсть, очень гигроскопичен.
ИСКУССТВЕННЫЕ ВОЛОКНА
Вискозное волокно изготовляют из целлюлозы древесины путем
обработки щелочью и сероуглеродом. Из 1 м3 древесины получают
до 200 кГ целлюлозы, а из нее—160 кГ нитей (1500 м ткани).
Ацетатное волокно получают из короткого хлопкового волокна
путем обработки уксусной кислотой и уксусным ангидридом в
присутствии серной кислоты.
Медноаммиачное волокно получают путем растворения
короткого хлопкового волокна в аммиачном растворе окиси меди с
последующим осаждением жидкости.
Нити искусственных волокон напоминают натуральный шелк:
они однородны, гладки, эластичны и блестящи, однако менее
прочны, чем натуральный шелк, в мокром виде теряют прочность до
50%- При высушивании при температуре 105—110°С прочность
волокна восстанавливается.
СИНТЕТИЧЕСКИЕ ВОЛОКНА
Синтетические волокна получают из полимеров. В зависимости
от исходного сырья их подразделяют на полиамидные — капрон,
анид, энант; полиэфирные — лавсан; полиакрилонитрильные — нит-
Таблица 6.6
Свойства химических волокон,
получаемых из гетероциклических полимеров
Материал
Капрон
Анид
Энант
Лавсан
Вискозное
волокно
ш
ИЗО—
1150
1140
1100
1340—
1410
1480
5-
«"
О
О
в
1
о
10—30
10—30
10—30
15—25
15—25
Разрывная
прочность
км
40—70
45—75
45-75
40—50
15—22
кГ1ммг
ОСТЬ
ИИ,
S Я
о о
СЕ-
1°
sa
RJ О
ли-
1ч
о)
О
К
л
и*4
к -
2 я
* я
ошг? 5U
46—80
50—82
50-82
55—70
22—33
90—95
95
95
100
35
10—20
16—20
16-20
20—25
18—22
о
в;
о £
° S
к ь
«Я
Sg.
с&
65
70
70
200
150
рон; поливинилхлоридные— хлорин; волокно на основе
поливинилового спирта — винол.
Исходным сырьем для производства большинства синтетических
волокон являются нефть и нефтяные газы.
Капрон (табл. 6.6)—продукт полимеризации капролактама
(состава переработки нефти). Волокна из капрона отличаются
легкостью (у — 1,14 Г/сж3), упругостью, высокой устойчивостью к
истиранию и значительной прочностью. Например, при вытяжке на
350—500% о"в = 40-г- 45 кг/мм2; при разрывной длине, равной 45 ч-
-г- 50 км, волокна капрона еще сохраняют достаточную
эластичность.
Капрон недостаточно стоек к действию солнечных лучей,
склонен к тепловому старению, недостаточно водостоек,
эксплуатационная теплостойкость капрона — 100—120°С.
Из волокон капрона изготовляют нитки, ленты (ЛКТ), шнуры,
гкани и др.
Капроновые ткани имеют различное назначение. «Кордная»
ткань используется при изготовлении авиапокрышек; ткань
артикула 1516 применяется в качестве материи для электронных
компенсаторов (МЭК), ткань А1Т — для облицовки теплоизоляции.
Прочные капроновые ткани и шнуры применяются также при
производстве парашютов.
Из капронового волокна вырабатывают пряжу особой крутки:
эластик и мэрон; эластик — объемное, пушистое и сильно
растяжимое капроновое волокно; мэрон — малоэластичная капроновая
пряжа, такая же пушистая и объемная, как эластик.
Анид (рис. 6.1). Технология его получения такая же, как и
капрона. Исходным продуктом служит органическое вещество, так на-
142
зываемая АГ-соль. Эта соль представляет собой белый
кристаллический порошок, хорошо растворимый в воде. Сырьем для
получения АГ-соли служит адипиновая кислота. Анид несколько более
теплостоек и упруг, чем капрон. Его широко применяют как для
изготовления текстильных изделий, так и для технических целей, в
частности — для изготовления кордной ткани.
Анид как пластмассу (полиамид 66) используют в качестве
конструкционного материала. ^Из него изготовляют подшипники,
шестерни, арматуру, электротехнические детали, сильфоны,
применяемые в заправочных баках самолетов, трубы и т. п.
Эиант. Технология его получения та же, что и капрона.
Исходными материалами служат четыреххлористый углерод и этилен. По
свойствам энант незначительно отличается от капрона и анида, но
превосходит их по стойкости к действию света и тепла. Волокна
энанта гигроскопичны, имеют низкую сцепляемость с другими
волокнами и легко окисляются в расплавленном состоянии
кислородом и другими окислителями.
Лавсан. Исходным продуктом для его получения является па-
раксилол, который образуется при переработке бензиновых фракций.
Волокно лавсана — белоснежное, мягкое, напоминающее шерсть,
но по своим качествам превосходящее ее. Лавсан не подвергается
усадке, не боится влаги, устойчив против кислот, щелочей,
бактерий, свето- и термостоек, имеет высокую прочность на разрыв.
При нагревании лавсана в течение 1000 ч при температуре 150° С
его прочность теряется только на 50%. Прочность иа истирание у
лавсана ниже, чем у полиамидных, и выше, чем у искусственных и
карбоцепных синтетических волокон.
Ткани из лавсана не изменяют цвета и свойств под действием
света и воды. Из него изготовляют конвейерные ленточные ремни,
канаты, веревки, химически стойкие фильтры и т. п. Лавсан также
используется в качестве конструкционного материала для
изготовления шестерен, корпусов и деталей, устойчивых при нагревании и
обладающих бензо- и маслостойкостью.
600
500
W0
300
200
100
О
-60 -40 -20 0 20 Щ 60 80 100 120 t,"C
бв, кГ/ммг
12
10
6
4
2
бв
&
Рис. 6.1. Зависимость механических свойств анида от
температуры
143
Нитрон получают из полиакрилонитрила. По внешнему виду он
напоминает ■ шерсть: пушист, легок, тонок и мало сминается,
обладает большой свето- и термостойкостью и не подвергается
действию атмосферных влияний. Его используют в смеси с хлопком,
льном и синтетическими волокнами в целях улучшения свойств
изделий. Нитрон ■ применяется для производства гардин, ковров,
обивочных материалов для салонов самолетов.
Хлорин получают формованием из ацетоновых растворов
перхлорвинила. Он обладает хорошей устойчивостью к истиранию, не
горит, не гниет, не боится моли, устойчив к многократным изгибам,
не гигроскопичен, не набухает в воде, в мокром состоянии
сохраняет высокую прочность. При нагревании до 70—75° С хлорин раз
мягчается и деформируется, а при более высокой температуре
разлагается.
Хлорин применяется для выработки фильтровальных и других
тканей, изготовления различных технических изделий.
Винол получают формованием из поливинилового спирта. Он
достаточно гигроскопичен, что позволяет изготовлять из него
самые разнробразные ткани технического назначения.
Стеклянное волокно получают формованием из расплавленной
массы при 1400° С, применяется в качестве электроизоляционного
теплостойкого материала и для изготовления фильтровальных
тканей, устойчивых к действию различных химических реагентов, а
также при производстве армированных стеклопластиков, обладает
повышенной хрупкостью.
НАЗВАНИЯ СИНТЕТИЧЕСКИХ ВОЛОКОН
В РАЗЛИЧНЫХ СТРАНАХ
Страна
СССР
ГДР
ЧССР
ВНР
ПНР
США
ФРГ
Англия
полиамидных
Капрон,
анид
Дедерон
Силон,
ново-
дюр
Дэнулон
Стинол
Капро-
лан,
вайлон
Перлон
эфирных
Лавсан
Ланон
—
—■
Дакрон,
амирал
Диолен
Найлон, [Терилен
1 целон
Название
полиакрил-
нитрильных
Нитрон
Воль-
акрил,
перлон
Панакрил
—
Орлон,
акрилан
Дралон,
пан
Куртель
волокон
поливинил-
хлоридных
Хлорин
Эластон
—
—
Виньон
Паце
Бексан
на основе
поливинилового
спирта
Винол
—
—
Винал,
эльваноль
Синтофил
—
144
Продолжение
Страна
Япония
Франция
Италия
Название волокон
полиамидных
Грилон
Найлон,
ннл-
франс
Лилион,
найлон
полиэфирных
Теторон
Тергаль
Тери-
таль
полиакрил-
нитрильных
Экслан,
нитлон
Крилор
Крилион,
вели-
крен
полнвинил-
хлоридных
Виклон
Термовиль,
изовиль
Сниоль
на основе
поливинилового
спирта
Куралон,
ВИНИЛОН
Родовиол
ДОПУСТИМАЯ ТЕМПЕРАТУРА ПРИ ГЛАЖЕНИИ
ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ ИЗ РАЗЛИЧНЫХ
ВОЛОКОН
Волокно
Льняное
.Хлопковое
Шерстяное
Натуральный шелк
Вискозное
Ацетатное
Капрон
Анид
Лавсан
Нитрон
Хлорин
Температура,
°С
190—220
170—190
140—165
115—140
100—115
80—100
120—130
120—135
120—135
150—160
Не более 40
Примечание
Выше 115е С теряет
прочность, а при 180—200° С
разлагается
Выше 100СС теряет
прочность, при температуре 170—
180°С размягчается, а при
230°С плавится
При 140° С прочность
снижается на 60—70%, при 180° Q
размягчается, а при 215е С
плавится
При 180е С прилипает к
утюгу, а при 250° С плавится
При 205е С прилипает к
утюгу, при 235е С размягчается, а
при 260е С плавится
При 200° С волокно желтеет,
а при 260°С разлагается
При 60—70е С размягчается
145
ГЛАВА 7 СКЛЕИВАЮЩИЕ
МАТЕРИАЛЫ
В зависимости от природы связующего клеи разделяются на
белковые (казеиновые), смоляные (на основе синтетических смол)
и каучуковые (резиновые). Смоляные клеи могут быть
термопластичными (обратимыми) и термореактивными (необратимыми).
По состоянию при поставке клеи могут быть жидкими,
порошкообразными (с предварительным растворением перед
употреблением) и пленочными (в виде пропитанных пленок ткани, бумаги
и т. п.).
ОСНОВНЫЕ СВОЙСТВА
Вязкость клея определяется на вискозиметре ВЗ-1 в градусах
Энглера и характеризуется временем вытекания в секундах 50 см3
клеевого раствора при температуре 60е С через сопло
определенного диаметра. Вязкость в градусах Энглера представляет собой
отношение скорости истечения клеевого раствора к скорости истечения
такого же объема растворителя.
Усадка клеевой пленки. В процессе затвердения пленки имеет
место усадка. Интенсивная сушка может вызвать значительную
усадку и разрыв пленки.
Рабочая жизнеспособность клеевого состава — это длительность
сохранения нормальной вязкости и нормальной прочности
соединения. Она зависит от состава клея и условий его хранения
(температуры, влажности и т. д.).
Водостойкость определяется изменением предела прочности
клеевого шва после выдержки его в воде в течение 24 ч при 20е С.
Теплостойкость характеризуется температурой, при которой на1-
блюдается резкое падение предела прочности клеевого соединения.
Прочность сцепления (связывающая способность клея). Клеевые
соединения хорошо работают на скалывание (сдвиг), хуже — на
отрыв и отдирание. Испытание сводится к определению предела
прочности (не менее 120 кГ1см2) при статическом сдвиге.
КЛЕИ ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛОВ
С МЕТАЛЛАМИ И С НЕМЕТАЛЛИЧЕСКИМИ
МАТЕРИАЛАМИ
Для этих целей применяют клеи (табл. 7.1, 7.2) на основе
синтетических смол.
Клеи БФ — спиртовые растворы смеси фенолформальдегидной
смолы с термопластичной бутварной смолой. Клеи БФ-2 и БФ-4
(ТУ МХП 1367—49) поступают в готовом виде; они представляют
собой во до-, грибо-, топливо- и маслостойкие жидкости (клей БФ-4
может быть пленочным); рабочая вязкость 30—60° Энглера при
20° С; расход клея составляет 0,15—0,20 кГ на 1 ж2 склеиваемой
поверхности на каждый слой; не вызывают коррозии дюралюминия
и практически не токсичны.
При склеивании производят открытую выдержку: для
гигроскопических материалов не менее 15 мин при 16—30° С, а для
негигроскопических не менее 30 мин при 16—30° С и 15 мин при 50—60° С;
удельное давление должно быть 5—20 кГ1см2. При склеивании
металлов выдержка под давлением составляет 25—60 мин при 145—
165° С в клеевом слое; при склеивании неметаллических материалов
между собой и с металлами выдержку дают от 20 до 60 мин при
120—140°С.
По истечении выдержки детали оставляют под давлением до
охлаждения их до 40°С. Прочность такого соединения составляет
100—150 кГ/см2. Резкое снижение прочности происходит при
нагреве до 60—70°С.
Клеи БФ-2 и БФ-4 применяются для металлов, пластмасс,
древесных материалов, керамики, стекла и других как для склеивания
между собой, так и в различных их сочетаниях в интервале рабочих
температур от —60 до +60° С. Срок хранения клеев в
герметической таре шесть месяцев.
Полиуретановый клей ПУ-2 — совокупность двух компонентов,
находящихся при комнатной температуре в жидком состоянии. Клей
густой и позволяет склеивать детали с плохо пригнанными
поверхностями; не вызывает коррозии металлов; соединения имеют
высокие показатели прочности при вибрационных и длительных
статических нагрузках и стойки к действию топлив и масел;
теплостойкость их составляет 100—120° С. Недостатками клея являются
снижение прочности соединений при увлажнении и токсичность, что
необходимо учитывать при работе с ним. Жизнеспособность
клеевого состава не менее 2 ч.
Склеивание осуществляют без подогрева и с подогревом. При
этом дается открытая и закрытая выдержки при комнатной
температуре в течение 10—30 мин; давление при склеивании 0,5—
3,0 кГ/см2; выдержка под давлением при склеивании без подогрева
24—й8 ч, а при 105 ± 5° С — в течение 4 ч. Прочность соединений
при склеивании без подогрева — 15 кГ/см2, прочность соединения,
полученного с подогревом, — выше.
Клей применяется для склеивания металлов и для
приклеивания к ним неметаллических материалов (пенопластов,
стеклотекстолита, древесины и др.), для склеивания пластмасс между собой.
Срок хранения клея не менее шести месяцев.
Эпоксидные клеи состоят из эпоксидной смолы ЭД-5 или ЭД-6
и отвердителя; при отвердении не выделяют летучих соединений, не
требуют большого давления, дают мелкую усадку.
Склеивание производят при комнатной температуре и при
подогреве (склеивание при комнатной температуре снижает прочность
соединения) .
Эти клеи способны образовывать прочные соединения между
металлическими деталями и при сочетании металлов с пластмассами.
147
Таблица 7.1
Технические характеристики клеев
Марка клея
БФ-2
БФ-4
ПУ-2
ИПЭ-9
ЭФК-9
Состав
Бутварфеиоло-фор-
мальдегидная смола
То же
Полиуретановая смола
с наполнителем и отвер-
дителем
Метилфеноло-полиси-
локсаиовая смола
Эпоксидная смола
Состояние поставки
Жидкость
Жидкость,
пленка
Из нескольких
компонентов
То же
»
Назначение
Для склеивания
металлов, пластмасс,
стекла, древесины
То же
Для склеивания
металлов с металлами и-
неметаллическими
материалами
Для склеивания
металлов, стекла, керамики
и термостойких
пластмасс
Для склеивания
металлов и
неметаллических материалов
Режим склейки
температуре, °С
150
150
105
200
180
время, ч
0,5—1
1—1,5
5-6
2
1 ■
давление,
5—10
5—10
0,5—3
5
3—4
ВС-10Т
МПФ-1
ВС-350
ВК-32-200
ВК-32-250
ВК-32-ЭМ
Смесь поливинилаиета-
та и фенолоформ
альдегидной смолы
Метилполиамидная
смола с бакелитовым
лаком
Блок-сополимер
различных полимеров
Феноло-каучуковая
композиция
Жидкость,
пленка
Из отдельных
компонентов
То же
То же
Эпоксидная смола. <
отвердителем и наполни
телем
То же
Для склеивания ме
таллов с металлами и с
неметаллическими
материалами
Для склеивания
металлов, стеклотекстоли-
тов и пеиопластов
То же
Для склеивания
алюминиевых сплавов,
сталей, титана между собой
и неметаллическими
материалами
Для склеивания ме
таллов с металлами и с
пеиопластами
180
160
200
180
200
150
2-3
6—20
0,5—3-
Пределы прочности, длительной прочности и выносливости
Марка
БФ-2
БФ-4
Предел прочности при сдвиге
при температуре, °С
-60
70
115
20
200
190
60
107
80
1С0
60
150
20
после действия
воды в
течение
30 суток
200
200
температура
(30 циклов)
200
200
Предел прочности при сдвиге для клеевого соединения стали со
сталью — 350 кГ/см2. Эпоксидные клеевые соединения обладают
высокой длительной прочностью и используются для работы при
температуре до 300° С.
КЛЕИ ДЛЯ СОЕДИНЕНИЯ ТЕКСТИЛЬНЫХ
МАТЕРИАЛОВ
Клей АМК — жидкая композиция из глифталевых смол,
органического растворителя и сиккатива; грибо-, водо-, топливо- и мас-
лсстоек; не вызывает коррозии металлов; токсичен; поступает в
готовом виде; жизнеспособность (срок хранения) — 1 год; вязкость
15—25° С Энглера; расход 0,17—0,2 кГ/м2. Склеивание производят
при комнатной температуре и с подогревом до 70—100° С; время
высыхания при 15—35° С — 26 ч, с подогревом до 70—100° С — 6—
8 ч. Прочность на отдир клеевого соединения не меньше 75 кГ/м2.
Клей применяют для присоединения шерстяной, стеклянной и
хлопчатобумажной теплоизоляции к металлическим поверхностям в
изделиях, работающих при температурах не выше 150° С.
Клей АК-20 (ТУ МХП 720—41) —жидкая композиция из
нитроцеллюлозы, эфира гарпиуса и растворителя РДВ; грибо-, водо-, бен-
зо- и маслостоек; поступает в готовом виде; жизнеспособность —
1 год; вязкость 60—80° Энглера; расход 0,6—0,7 кГ/м2. Склеивание
производят при комнатной температуре; высыхание клея 8 ч при
18—23° С. Прочность на отдир клеевого соединения — не менее
60 кГ/м2. Клей применяют для присоединения различных тканей к
древесине и фанере; рабочая температура — 60—70° С.
КЛЕИ ДЛЯ СОЕДИНЕНИЯ ПЕНОПЛАСТОВ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
Для этой цели применяются клеи ВИАМ-БЗ и КБ-З (табл. 7.3)
на основе фенолоформальдегидных смол; водно-, грибо-, топливо-
и маслостойкие. Они представляют собой жидкие композиции.
150
Таблица 72
клеевых соединений металлов при сдвиге, кГ/см2
Предел длительной прочности
Предел выносливости
при температуре, °С
75 (100 ч)
15 (100 ч)
75 (6-Ю6
циклов)
60
10 (1-10«
циклов)
Таблица 7.3
Рецепты клеев ВИАМ-БЗ и КБ-З
Составные части
Количество весовых частей
к к
«^ о и
Смола ВИАМ-Б
Ацетон (технически
чистый) или спирт этиловый
(сырец)
Керосиновый контакт пер-'
вого сорта
100
10
1400
ч
Si
4i
ш s
се « К
cj о-га
с; О В
sis
100
10
1400
100
1800
100
1600
Примечания. 1. Ацетон вводят в смолу для понижения ее
вязкости и повышения стабильности.
2. а — кислотное число керосинового контакта (указывается на упаковке
или в паспорте). Обычно оно находится в пределах от 90 до 110.
3. При склеивании пенопластов марок ПС ацетон заменяют этиловым
спиртом. „
4. Составные части клеев до употребления хранятся отдельно, ьжемесяч-
ному осмотру подвергается только смола, срок ее хранения пять-шесть
месяцев.
5. Для клеев холодного отвердения прочность на скалывание не менее
130 кГ1см2, для клеев горячего отвердения — не менее 25 кГ/см*.
Клей ВИАМ-БЗ состоит из смолы ВИАМ-Б, растворителя
(ацетона или спирта) и отвердителя (керосинового контакта), а клей
КБ-З —из смолы Б и отвердителя (керосинового контакта). Клеи
готовят смешиванием компонентов при комнатной температуре; их
151
жизнеспособность при 16—20е С — около 3—4 ч, а при 20—25е С —
до 2—3 ч; вязкость — 30—120СС Энглера; расход — 0,1^ 0,2 кГ/м2
Склеивание производят при комнатной температуре и с
подогревом, при этом дают небольшую выдержку; давление при
склеивании — 0,5—5,0 кГ[см2, выдержка под давлением без подогрева —
3—16 ч, а с подогревом — до 50—60е С 40—60 мин и
охлаждением — до 15—30° С в течение 30—60 мин; свободная выдержка —
6—24 ч для деталей, склеенных без подогрева, и 1—2 ч — для
деталей, склеенных с подогревом.
Соединение имеет предел прочности при сдвиге не менее
130 кГ/см2. из-за старения прочность может понизиться за полтора —
три года на 30—50%.
Клеи ВИАМ-БЗ и КБ-3 применяются для склеивания
древесины, фанеры, шпона, дельта-древесины, текстолита, пенопластов
и других неметаллических материалов, а также для сливания
металлов с указанными материалами с обязательным
предварительным нанесением на металл подслоя клея БФ-2.
Казеиновый клей (табл. 7.4) получают из молочного казеина.
Он легко растворяется в слабых щелочах, давая вязкие растворы;
с известью образует труднорастворимое в воде соединение;
поступает в виде сухого, светлого, мелко измельченного порошка.
Клеевой раствор из казеинового клея В-107 приготовляют
размешиванием порошка (40—50 мин) в чистой воде при 10—25е С до
Таблица 7.4
Рецепты жидкосмешиваемых казеиновых клеев
Составные части
Казеин первого сор-
га
Вода
Гидроокись натрия
(NaOH)
Гашеная известь
Казеин первого сор-
га
Вода
Известь
Жидкое стекло
Казеин первого сор-
га
Вода
Гашеная известь
Количество
весовых
частей
100
250
11
20
100
350
20
70
100
500—600
20
Технология приготовления
Казеин замачивают в
150—200 частях воды,
после набухания
добавляют раствор NaOH,
смесь перемешивают до
растворения, затем
добавляют известь и воду
Казеин замачивают в
46 частях воды, после
набухания добавляют
раствор извести, жидкое
стекло и перемешивают
до растворения, затем
добавляют воду
Казеин замачивают в
40 частях воды, после
набухания добавляют
известь, растворенную в
остальной части воды,
и перемешивают в
течение 30—60 мин до
полного растворения
Срок
годности, ч
5-6
4—5
2-3
152
' получений однородной смеси; жизнеспособность раствора 2—4 ч при
температуре ниже 20°С; вязкость — 120—500° Энглера; расход —
0,175—0,350 кГ/м2; выдержка после нанесения клея — 2—-17 мин;
давление при склеивании — 0,5—5,0 кГ/см2, выдержка под
давлением без подогрева — 3—8 ч, свободная — 6—48 ч, под давлением с
подогревом —■ 60—80 мин при температуре — 50—60е С и
охлаждении до 15—30е С в течение 40—70 мин и после этого 2—3 ч
свободной выдержки; предел прочности соединения при сдвиге — ие менее
100 кГ\см2.
Казеиновый клей В-107 недостаточно водоупорен, но топливо-
и маслостоек. Он применяется при склеивании древесины, фанеры,
шпона, дельта-древесины в комбинации с древесиной и фанерой, а
также фибры. Срок хранения клея при температуре до 30° С —
пять месяцев.
КЛЕИ ДЛЯ СОЕДИНЕНИЯ ИЗДЕЛИЙ
ИЗ ПЛАСТМАСС
Склеивание органического стекла осуществляется раствором по-
лиметилметакрилата в дихлорэтане. Клеевое соединение сохраняет
бесцветность и прозрачность. Для деталей несилового назначения,
где по месту соединения допускается непрозрачность, применяют
клей В31-Ф9, который представляет собой жидкую композицию из
смолы ВИАМ-Ф9, резорцина, этилового спирта и керосинового
контакта. Клей приготовляют смешиванием компонентов; вязкость —■
40—180е .Энглера; жизнеспособность — 3,5—5,0 ч. Склеивание произ-
I водят при комнатной температуре и с подогревом до 70е С; проч-
I ность соединения при сдвиге—100 кГ/см2.
Клей В31-Ф9 высоководостойкий, грибо-, топливо- и маслостой-
кий; применяется для склеивания органического стекла с
капроновой лентой, стеклотекстолитом, а также с органическим стеклом,
если не требуется прозрачность стекла. Срок хранения клея —
четыре месяца.
Склеивание листов из полистирола производится подобно
склеиванию органического стекла. Растворителем служит бензол, в
который добавляют некоторое количество полистирола.
Склеивание заготовок из целлулоида и нитроцеллюлозного
этрола производится размягчением склеиваемых поверхностей ацетоном.
1 Специальные клеевые составы, дающие соединения высокого каче-
i ства, кроме растворителя, содержат пластифицированную нитроцел-
I люлозу и канифоль. Срок хранения в закрытой таре — 1 год.
Склеивание производят при давлении 4 kFjcm2 с выдержкой 18—25 ч
I под давлением.
] Склеивание заготовок из ацетилцеллюлозного этрола
осуществляется промазыванием склеиваемых поверхностей уксусной
кислотой. Клеевые составы, кроме растворителя, содержат некоторое
количество пластифицированной ацетилцеллюлозы.
! Склеивание заготовок из винипласта осуществляется смесью
перхлорвиниловой смолы и растворителя (хлористый метилен,
ацетон или дихлорэтан) под давлением 1 кГ\см2, Ёыдержка — 24 ч;
прочность соединения — 50 кГ/см2.
Склеивание полихлорвиииловой пленки производят перхлорви-
ниловым клеем, который получают растворением сухой перхлорви-
.153
ниловой смолы в дихлорэтане. Смолу засыпают постепенно и
помешивают до получения однородного раствора из расчета 10—15%
перхлорвиниловой смолы и 85—90% дихлорэтана; вязкость клея по
ФЭ-36 (сопло № 2) — 45—60 сек.
Ацетон и амилацетат — органические, испаряющиеся без
остатка вещества, легко растворяют целлулоид и применяются для его
склеивания. Амилацетат испаряется в 6 раз медленнее, чем ацетон.
Склеиваемые поверхности смазывают кистью таким образом, чтобы
капли, стекающие с кисти, попадали в шов. При склеивании
важно, чтобы поверхности после смачивания клеем были плотно сжаты.
Схватывание происходит через I—2 мин, но окончательное
затвердение шва зависит от количества ацетона или амилацетата,
введенного в шов, и от глубины клеевого шва. Состав, состоящий из
55% ацетона и 45% бутилацетата, быстро и прочно склеивает
детали из целлулоида.
Эмалит (аэролак А1Н первого покрытия ГОСТ 2699—44)
отличается от описанных клеев тем, что изготовляется из менее вязкой
и более прозрачной целлюлозы, обладает меньшими клеящими
свойствами, употребляется как заменитель клея АК-20.
Клей полиметакриловый применяют для склеивания
органического стекла (плексигласа). Для приготовления клея берут чистые
опилки плексигласа, предварительно дают им набухнуть в
метиловом эфире метакриловой кислоты, а затем им же разбавляют до
желаемой густоты при 18—20° С до получения чистого сиропа (2—
3%-ной концентрации).
КАУЧУКОВЫЕ (РЕЗИНОВЫЕ КЛЕИ)
Они предназначаются для склеивания резин между собой и
приклеивания их к металлу. Резиновым клеем называется вязкий
раствор, полученный в результате взаимодействия каучука или ре^
зиновой смеси с растворителем.
Клеи марок 4508 и К-4508 — смесь иа основе натурального
каучука с бензином «Калоша» представляет собой жидкий вязкий
раствор светло-серого цвета (клей 4508) или (без бензина) сухие
вальцованные листы невулканизированной резиновой композиции
светло-серого цвета (клей К-4508) толщиной 4—6 мм.
Перед использованием клей 4508 разбавляют бензином
«(Калоша» до концентрации 1:10; температура склеивания — не ниже
18е С; время сушки после промазки — 20—30 мин при 31—45е С;
выдержка после склеивания — 8 ч при комнатной температуре для
деталей с последующей вулканизацией и 16 ч — для деталей без
последующей вулканизации. Вулканизация производится по
режиму склеиваемых резиновых деталей. Прочность шва на
расслаивание — не менее 3 кГ. Вулканизированная клеевая пленка не стойка
к маслам и топливам. Клей применяется для соединения невулка-
низированных резин из натурального и натрийбутадиенового каучу-
ков с последующей вулканизацией, а также резин в
вулканизированном виде без последующей вулканизации.
Клей НС-30 — вязкий раствор смеси бутадиеннитрильного
каучука СКН-40 и смолы ФКФ, растворенных в дихлорэтане с
ацетоном или в бензоле с ацетоном; температура склеивания — не ниже
23° С; время сушки после промазки — 10—20 мин при 30—45° С; вы-
154
держка после склеивания — 8 ч при комнатной температуре.
Вулканизация проводится по режиму склеиваемых резиновых изделий.
Прочность шва на расслаивание — не ниже 2,5 кГ.
Вулканизированная клеевая пленка стойка к маслам и керосину, недостаточно
стойка к бензину. Клей применяется для соединения невулканизирован-
ных резин и резинотканевых материалов на основе масло- и бензо-
стойких каучуков с последующей вулканизацией.
Клей 4Н — раствор неопрен-нейрита в бензоле; поставляется в
виде густого раствора, который затем разводится в бензине; не
требует вулканизации и применяется для склеивания различных
вулканизированных и невулканизированных резин. Клеевой шов
обладает большой прочностью, стоек к маслам, но набухает в
бензине.
Клей термопрен — термически обработанная смесь- натурального
каучука и парафинолсульфоновой кислоты в виде листов
темно-коричневого цвета толщиной до 6 мм. Перед использованием листы
термопрена дробят на мелкие кусочки и заливают двойным или
тройным количеством бензина «Галоша» на 24 ч для набухания.
После этого массу размешивают, добавляя бензин до концентрации
1 : 10; температура склеивания — не ниже 18° С; время сушки после
промазки — 2 ч 25 мин при 31—45° С; выдержка после
склеивания — 8 ч при комнатной температуре. Вулканизация проводится по
режиму склеиваемых резиновых деталей. Вулканизированная
пленка не стойка к маслам, керосину и бензину. Клей обеспечивает
прочность склеивания, равную 5 кГ/см2. Он применяется для
крепления к металлу невулканизированной резины из натурального, хло-
ропренового, севанитового и натрийбутадиенового каучуков с
последующей вулканизацией.
Клеи 88 и 88 Н (ТУ МХП УТ 880—58 и ТУ МХП 1542—49)
представляют собой вязкие растворы грязно-желтого цвета севани-
гового или хлоропренового соответственно каучуков с бутилфенол-
формальдегидной смолой «101» и смеси этилацетата с бензином
«Галоша», взятых в соотношении 2: 1. Они поставляются в готовом
виде; температура склеивания — не ниже 12° С; время сушки после
промазки—10—20 мин при 18—50° С; выдержка — в течение суток
под давлением не менее 0,2 кГ/см2. Вулканизация не производится.
Клеевая пленка не стойка к маслам, керосину и бензину. Прочность
склеивания—13 кГ/см2. Клей не вызывает коррозии металлов,
применяется для крепления вулканизированной резины на любой
основе к металлам и стеклу.
Клей лейконат — жидкий раствор триизоцианата трифенилмета-
на в дихлорэтане; применяется в готовом виде; температура
склеивания — 18—30е С; сушка после промазки — 20—60 мин при 30—
45° С; выдержка после склеивания не дается. Вулканизация
осуществляется в прессе по режиму склеиваемых резиновых деталей.
Лейконатовые соединения отличаются прочностью и
теплостойкостью; прочность на отрыв составляет 40 кГ/см2.
Вулканизированная клеевая пленка стойка к маслу и топливу.
Клей применяется для крепления к металлам
невулканизированных резин из бутадиеннитрильного, севанитового,
хлоропренового и натурального каучуков с последующей вулканизацией.
Клей Б-Ю — вязкий раствор черного цвета смеси на основе
бутадиеннитрильного каучука, бензольно-ацетонового раствора смолы
ФКФ и бензола; температура склеивания — не ниже 18е С; время
155
сушки после промазки —90 мин; выдержка после склеивания не
требуется Вулканизация проводится в прессе по режиму
склеиваемых резиновых изделий. Вулканизированная клеевая пленка стоика
к маслам, керосину, бензину и обладает прочностью на отрыв
40 кГ/см2 Клей применяется для соединения невулканизированных
бутадиеннитрильных, севанитовых и хлоропреновых резин с
металлами с последующей вулканизацией.
МЕНДЕЛЕЕВСКАЯ ЗАМАЗКА
Она позволяет скреплять стекло со стеклом, стекло с металлом
и т. д. и готовится по одному из следующих рецептов (состав
компонентов в весовых частях): канифоль — 100, воск желтый — 25,
мумия (или пемза)—40, льняная олифа —0,1—1,0, или канифоль —
30, воск желтый —8, мумия (или пемза) — 10, льняное масло—1,0.
Воск нагревают на слабом огне, а затем в него, непрерывно
помешивая постепенно добавляют понемногу канифоль в виде
порошка. Смесь нагревают до 150—200°С, при которой исчезает,
запах скипидара. Тогда к смеси добавляют просеянную и
прокаленную (еще теплую) мумию (или пемзу) и продолжают нагревать до
полного расплавления мумии. Если нужно получить более мягкую
замазку, добавляют льняную олифу или масло. Замазка может
храниться неограниченное время. Перед употреблением полученную
замазку расплавляют и наносят на места, подлежащие соединению.
глава 8 |ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
ОБЩИЕ СВЕДЕНИЯ
Лакокрасочные покрытия предохраняют металлы от коррозии,
текстильные и деревянные детали — от действия воды, гниения и
увеличивают прочность тканей до 30—37%. Хорошая окраска улучшает
аэродинамические качества самолета в связи с уменьшением
шероховатости и волнистости поверхности. При этом с увеличением
отношения высоты волны к длине растет сопротивление (рис. 8.1). Так,
если отношение высоты волны к ее длине равно 1/100, то
сопротивление крыла возрастает до 7%, а скорость самолета снижается
примерно на 1%.
При окраске пульверизатором высота бугорков поверхности
равна приблизительно 0,005 мм, а окрашенной кистью — 0,015—0,02 мм.
Оценка качества покрытия в отношении шероховатости
производится по трем классам. Первый класс допускает шероховатость
не более 0,005 мм, второй — от 0,005 до 0,011 мм, к третьему
классу относятся покрытия с шероховатостью, большей 0,011 мм.
Матовые эмали, нанесенные кистью, образуют поверхности с
величиной неровностей 0,06—0,018 мм. Те же эмали, нанесенные
пульверизатором, дают поверхность с величиной неровностей 0,005—
0,08 мм. Поверхность глянцевой эмали, нанесенной
пульверизатором, имеет величину неровностей 0,004—0,005 мм.
Путем шлифования мелким порошком пемзы можно снизить
величину неровностей до 0,002—0,003 мм. Полированием с
применением паст величина неровностей может быть доведена до 0,001 мм
и ниже. Особенно хорошее качество полирования требуется для
передней части крыла.
Высокое качество лакокрасочных покрытий имеет весьма
важное значение. Шероховатости и неровности не только снижают
скорость полета, но и в большей мере влияют на устойчивость и
управляемость самолета.
Лаки н краски после нанесения их на поверхности образуют
пленки. Олифа и лаки дают при высыхании прозрачные, а краски
и эмали — непрозрачные кроющие пленки. Все краски состоят из
собственно красящего вещества и связывающего. Нерастворимые
красящие вещества называются пигментами, а растворимые —
красителями.
Грунты существуют для металла и дерева. Грунты для
металла создают промежуточный слой между металлом и краской,
способный прочно удерживаться на поверхности металла,
предохранять его от коррозии и прочно соединяться с наносимыми эмалями.
Шпаклевки служат для выравнивания изъянов на поверхностях
157
Рис. 8.1. Волнистость
поверхности крыла:
h — высота волны; L —
длина волны
металла и дерева, предназначенных под непрозрачные краски н
эмали.
При эксплуатации защитные свойства лакокрасочных покрытий
снижаются, в них происходят процессы старения. Пленки темнеют,
начинают мелеть, становятся хрупкими. Вследствие возникновения
внутренних напряжений покрытия растрескиваются.
Большое применение в качестве пигментов нашли алюминиевые
порошки, частицы которых имеют чешуйчатое строение.
Располагаясь на поверхности краски, они являются Как бы маленькими
зеркалами, отражают падающий на них свет (особенно его
коротковолновую часть) и замедляют процесс старения покрытия.
СВОЙСТВА ЛАКОКРАСОЧНЫХ ПОКРЫТИЯ
Прилипаемость (адгезия) лакокрасочных покрытий к подложке
(металлу) является важным свойством покрытия. Прочность
лакокрасочных покрытий находится в прямой зависимости от
прилипания пленки к покрываемой поверхности. В связи с этим особое
внимание при получении лакокрасочных материалов следует обращать
на выбор грунта, обладающего хорошей адгезией к поверхности,
так как грунт является основой всего покрытия.
Блеск лакокрасочного покрытия зависит от качества
поверхностного слоя пленки. При гладкой поверхности световые лучи,
падающие на покрытие, отражаются от него под одним углом
(блестящее покрытие), при шероховатой — под разными углами
(покрытие кажется матовым). Блеск (глянец) влияет на устойчивость
лакокрасочного покрытия.
Глянцевые покрытия сохраняются лучше, чем матовые-
Вследствие шероховатости матовых покрытий увеличивается площадь
соприкосновения с окружающей средой, что приводит к нх
ускоренному разрушению.
Для определения блеска и отражательной способности
лакокрасочных покрытий применяют фотоэлектрический блескомер ФБ-2.
Принцип действия прибора основан на измерении гальванометром
фототока, возбуждаемого при попадании на фотоэлемент
отраженного от окрашенной поверхности света.
Толщина играет большую роль в системах специальных
лакокрасочных покрытий. Существуют оптимальные толщины для систем
покрытий, придерживаться которых необходимо при выполнении
покрасочных работ. С уменьшением оптимальной толщины
ухудшаются защитные свойства покрытия вследствие увеличения
количества микропор; с увеличением толщины ухудшаются механические
свойства.
Стойкость к воздействиям окружающей среды является главным
показателем, определяющим качество лакокрасочного покрытия.
Наибольшая стойкость достигается при использовании покрытий,
инертных к действию окружающей среды и обладающих хорошей
прилипаемостью к защищаемой поверхности.
168
Поверхность крыла
Стойкость к воздействию агрессивных сред (атмосферостой-
кость, кислотостойкость и т. п.) определяют по внешнему виду
покрытий после длительного пребывания их в этих средах.
Природа окрашиваемого металла определяет основное свойство
лакокрасочного покрытия — адгезию.
В порядке убывания адгезионной способности металлы
располагаются так: никель — сталь — железо — медь — латунь —
алюминий — олово — свинец.
Состояние поверхности. Наличие на поверхности
окрашиваемого металла следов коррозии усиливает процесс коррозии в
несколько раз. Окалина, являясь катодом по отношению к железу, может
увеличить скорость коррозии в 30—40 раз. Различные жировые
загрязнения поверхности, а также пыль, влага снижают
прилипаемость покрытия.
Качество покрасочных работ получается высоким при
выполнении всех стадий технологического процесса покраски: подготовки
поверхности, грунтования, шпатлевания, шлифования и нанесения
краски на поверхность изделия.
Укрывистость (кроющая способность) характеризует
способность лакокрасочного материала закрывать поверхность изделия;
выражается в количестве граммов материала, потребляемого для
укрытия площади в 1 ж2; зависит от свойств пигментов и разности
коэффициентов преломления света пигмента и связывающего.
ОБОЗНАЧЕНИЕ ЛАКОКРАСОЧНЫХ
„ МАТЕРИАЛОВ
Обозначение лакокрасочных материалов состоит из пяти групп
знаков:
1) наименование — лак, эмаль, грунтовка, шпатлевка и т. д.;
2) состав пленкообразующего вещества обозначается двумя
буквами (табл. 8.1);
Таблица 8.1
Обозначение лакокрасочных материалов
Наименование смол, эфиров
целлюлозы и масел
Канифоль и ее
производные
Янтарь плавленый
Шеллак х
Глифтали
Пентафтали
Мочевинные
Меламинные
Кремнийорганические
Обозначение
КФ
ян
шл
ГФ
ПФ
мч
мл
ко
Наименование смол, эфиров.
целлюлозы и масел
Эпоксидные
Полив ин илхлоридные
и перхлорвнниловые
Полиуретановые
Полиакриловые
Сополимеры винил-
хлорида
Нитроцеллюлоза (ко-
локсилин)
Масла растительные
Обозначение
ЭП
ХВ
УР
АК
ХС
нц
МА
1 Шеллак — смола желто-бурого цвета, иногда в виде блестящих
чешуек и листиков; используется как изоляционный материал в электроприборах,
для приготовления спиртовых лаков, политур.
159
Таблица 8.2
Обозначение лакокрасочных материалов по назначению
Лакокрасочный материал
Назначение
Обозначение группы
Атмосферостойкий
Стойкий внутри
помещения
Специальный
Стойкий к различным
средам
Термостойкий
Электроизоляционный
Грунтовка и лак полу-
фабрикатиый
Шпаклевка
Покрытия наружные для
эксплуатации в различных
климатических условиях
Покрытия, применяемые
внутри помещения
Покрытия, обладающие
специфическими свойствами и
предназначенные для покраски
кожи, резины, пропитки
тканей, стойкие к рентгеновским и
другим излучениям,
светящиеся составы и др.
Покрытия, стойкие к
воздействию жидких химических
реагентов и их паров, воды,
минеральных масел, бензина и др.
Покрытия, стойкие к
действию повышенных температур
от 60 до 500° С
Покрытия,
подвергающиеся воздействию электрических
напряжений тока и др.
0
00
3) группа назначения — первая цифра (табл. 8.2);
4) порядковый номер, присвоенный материалу — следующие две
или три цифры;
5) цвет материала, главным образом эмалей, обозначается
словом или буквой.
Между второй и третьей группой знаков ставится черточка.
Ниже приводятся полное наименование и обозначение по ГОСТ
9825—61 в виде примера:
Полное наименование
Обозначение по ГОСТ
Эмаль голубая нитроцеллюлозная
для внутренних работ Эмаль НЦ-25 голубая
Грунтовка коричневая на основе
фенолоформальдегидной смолы
для атмосферостойкнх покрытий . Грунтовка ФЛ-013 коричневая
Красно-корнчиевая шпаклевка
эпоксидная , . ......... Шпаклевка ЭП-0010 красио-ко-
Эмаль перхлорвиниловая серая для
атмосферостойкнх покрытий ,
ричневая
Эмаль ХБ-124 серая
160
ГРУНТЫ
Грунты наносят непосредственно на окрашиваемую
поверхность, они являются промежуточным слоем между окрашиваемой
поверхностью и последующими слоями лакокрасочных покрытий.
Они должны обладать высокой адгезией к поверхности
окрашиваемой детали, к наносимым на них пленкам последующих слоев
покрытий и быть в достаточной степени эластичными и водостойкими.
В грунты входят летучая и пленкообразующая части.
Последняя состоит из веществ, способных образовывать прочную и
эластичную пленку, смол и пигментов. По тому, какие вещества
образуют эластичную пленку, грунты подразделяют на масляные, нит-
роцеллюлозные и перхлорвиниловые.
Наиболее употребительны лаковые грунты: эфироканифольные
АЛГ-1, АЛГ-5 и глифталевые АЛГ-7, АЛГ-8 и № 138а. Грунт
АЛГ-1 применяется для защиты алюминиевых и стальных деталей,
АЛГ-5 — алюминиевых деталей, АЛГ-7 и АЛГ-8 — для нанесения на
детали из алюминиевых и магнитных сплавов перед окраской их
перхлорвиниловыми эмалями, № 138а — для грунтования
металлических поверхностей перед окраской их нитроцеллюлозными и
перхлорвиниловыми эмалями.
Из нитроцеллюлозных грунтов используется ДД-113 для
грунтовки внутренних поверхностей деревянных самолетов. Из перхлор-
виниловых грунтов наиболее распространен ХВГ-1.
Высокими адгезионными свойствами по отношению к неоксиди-
рованным поверхностям магнитных сплавов отличается
быстросохнущий акриловый грунт АГ-Юс, содержащий в качестве пигмента
стронциевый крон. Надо иметь в виду, что вводимые "в некоторых
грунтах пигменты, содержащие свинцовые сурики, крон, в
присутствии влаги могут образовывать вещества, являющиеся по
отношению к алюминию и магнию катодом и, таким образом,
способствующие электромеханической коррозии этих металлов.
ШПАКЛЕВКИ
Шпаклевками называются лакокрасочные материалы,
предназначенные для выравнивания изъянов окрашиваемой поверхности.
Их наносят на грунт и после этого поверхность обрабатывают
механически.
Шпаклевки подразделяются на масляные, нитроцеллюлозные и
перхлорвиниловые; масляные сохнут медленно, нитроцеллюлозные —
быстро.
В авиации используют шпаклевки АШ-22, АШ-30 и АШ-32. Ими
шпаклюют древесину и неклееную ткань. Для шпаклевки
древесины, металла и неклееной ткани применяют также перхлорвинило-
вую шпаклевку ХВШ-4.
Нитрошпаклевки наносят на загрунтованные поверхности
шпателем; норма расхода до 300 Г на 1 м2. На вертикальные и
наклонные поверхности шпаклевку наносят сверху вниз полосами так,
чтобы край каждой вновь нанесенной полосы захватывал край уже
нанесенной. Шпатель должен быть расположен под углом 45е к
поверхности. Затем слой шпаклевки разглаживают шпателем в местах
6 Александров Б. Г. 161
наибольшей неровности и Шероховатости. Этот слой должен быть
по возможности тоньше и не превышать 0,2 мм.
После высыхания шпаклевки в течение 2—4 ч ее шлифуют.
Места с наплывами можно предварительно шлифовать Куском
пемзы,
Нитрошпаклевка в открытой посуде быстро загустевает и
применение ее становится затруднительным, поэтому посуду со
шпаклевкой нужно прикрывать крышкой. Загустевшие шпаклевки АШ-32
и АШ-30 можно разжижать нитроклеем АК-20 в количестве не
более 20% от веса шпаклевки, а также этилацетатом или ацетоном в
количестве не более 25% от веса шпаклевки.
ЛАКИ
Лаками называются материалы, наносимые на поверхности
изделий с целью создания защитного покрытия или красивого
внешнего вида. Они представляют собой жидкости, способные после
нанесения на поверхности изделий образовывать твердую и прочную
атмосфероустойчивую пленку.
Масляные лаки (табл. 8.3) состоят из растительных масел
(льняного, тунгового и др.), обработанных специальным методом и
способных в тонком слое окисляться кислородом воздуха,
превращаясь в твердое пленкообразующее вещество. Для ускорения
высыхания в лаки вводят сиккативы. Кроме того, лаки содержат
смолы для повышения твердости, блеска, водоупорности и прилипае-
Таблица 8.3
Некоторые свойства масляных лаков
Марка
№ 2 (бывший
№ 17) масляно-
канифольный
№ 17Ф (глиф-
талевый
№ 6 (бывший
№ 25) масляно-
смоляной
№ 170 пента-
фталевый
№ 7 (бывший
№ 79) масляно-
канифольный
№ 8 (тинктура)
канифольный
ГОСТ или ТУ
ГОСТ 18159-40
ТУ НКХП
1187—41
ГОСТ 18159—40
ТУ НКХП
1308—45
ГОСТ 18159—40
ГОСТ 18159—40
1
Время
высыхания
при 20°С, ч
120
48
72
72
24
6
Примечание
Светлый
Прозрачный, не
растворяется в
метиловом спирте
Светлый
Светло-желтый,
глянцевый
Для грубых
работ
Для разведения
металлических
пигментов
162
мости пленки к окрашиваемой поверхности. С целью снижения
вязкости в лак вводят растворители: уайт-спирит, скипидар, соль-
вент-нафта и другие легкоулетучивающиеся вещества после
нанесения.
В авиации распространены масляный лак 17-а, применяемый
для защиты мелких деталей из стали и алюминиевых сплавов;
кристалл-лак «Мороз» ЛМ-33 — для декоративных покрытий приборов
и черный лак № 102/19 —для окраски двигателя по грунту № 101/19.
Пентафталевые лаки — синтетические продукты, полученные из
растительного масла и компонентов пентафталевой смолы. Кроме
того, эти лаки содержат растворители и сиккативы.
Для окраски наружных частей самолетов применяется пента-
фталевый лак № 170.
Нитроцеллюлозные лаки, кроме нитроцеллюлозы, содержат
пластификаторы для повышения эластичности пленки и смолы для
снижения водопроницаемости и повышения прилипаемости к
окрашиваемой поверхности.
Нитролак А-1Н применяют для покрытия тканевых обшивок.
Он обладает большой усадкой, вследствие чего ткань, натянутая на
каркас, после покрытия лаком увеличивает свое натяжение. В
бесцветных лаках АВ-4 д/в и АВ-4 д/л пленкообразующая часть
состоит из лакового коллоксилина и пластификатора (дибутилфтала-
та и касторового масла).
У нитролака АК-20 пленкообразующая часть состоит из
коллоксилина, смолы и пластификатора. Этот материал обладает
высокими клеющими свойствами (высокой адгезией) и -применяется
обычно, не в качестве лака, а в качестве клея, известного под
названием нитроклея АК-20.
ЛАКОВЫЕ ЭМАЛИ
Лаковые эмали (их называют также эмалями, эмалевыми
красками) отличаются от лаков содержанием красящих веществ —
пигментов, которые вводятся для придания покрытию определенной
расцветки. Кроме того, пигменты снижают проницаемость пленок
для воды и воздуха, замедляют процесс старения пленок, а
некоторые препятствуют процессу коррозии металлов.
__ Масляные эмали состоят из пленкообразователей и
растворителей. Пленкообразователи состоят из высыхающих масел,
сиккатива и пигментов. В растворители могут входить скипидар,
уайт-спирит, бензол, толуол и другие жидкости, растворяющие масло.
В авиации применяются масляные эмали А-28Г (светло-голубая
глянцевая), А-28М (светло-голубая матовая), АЭ-8 (алюминиевая
глянцевая). А-ЗЗМ (светло-серо-голубая). Для окраски топливных
баков и топливопроводов из алюминиевых сплавов используют
эмаль А-6 (желтую), для окраски водяных баков и водных
трубопроводов из алюминиевых сплавов —А-7 (светло-зеленую), для
окраски масляных баков и масляных трубопроводов из
алюминиевых сплавов — А-8 (коричневую), для окраски агрегатов
гидравлической .системы — А-9 (синюю), для окраски аппаратуры и
трубопроводов кислородной системы —А-Ю (голубую), для окраски
бензоуказателей и аптечек —А-11 (белую), для окраски воздушных
баллонов и воздушных трубопроводов— А-12 (черную), для окраски
6* 163
противопожарной аппаратуры и нанесения опознавательных
знаков— А-13 (красную), для окраски металлических поверхностей,
предварительно загрунтованных, — А-14 (стального цвета).
Нитроцеллюлозные эмали (нитроэмали) состоят из пленкообра-
зователей, в которые "входят коллоксилин, пластификатор, смола,
пигменты, иногда наполнители для придания матового вида и
растворителей.
Нитроцеллюлозные эмали менее атмосферостойки, чем масляно-
смоляные. Нитроэмали, применяемые в авиации, принято называть
аэролаками второго покрытия. К ним относятся: матовые эмали
AMT-li (светло-коричневая), АМТ-4 (зеленая), АМТ-7 (голубая),
АТ-12 (темно-серая), АМТ-6 (черная) и глянцевые — АГТ-7
(голубая), АГТ-16 (светло-серая) и др. В обозначения марок включают
в скобках. буквы П или К- Это означает, что данная эмаль
предназначена для нанесения соответственно пульверизатором или
кистью. Аэролаки второго покрытия не изменяют усадки ткани.
Перхлорвиниловые эмали. Пленкообразователи состоят из пер-
хлорвиниловой смолы, пластификатора, глифталевой смолы,
пигментов и наполнителей. Вес растворителей составляет 65—75% от
общего веса эмали. Наиболее распространенными эмалями являются
ХВЭ-1 (коричневая), ХВЭ-4 (зеленая), ХВЭ-12 (темно-серая),
ХВЭ-13 (красная), ХВЭ-16 (светло-серая), ХВЭ-17 (алюминиевая),
ХВЭ-19 (алюминиевая), ХВЭ-20 (черная).
Разжижители Р-4 и Р-5 этих эмалей состоят из смеси
хлорбензола, ацетона и дихлорэтана.
По влагостойкости перхлорвиниловые эмали в 4—6 раз
превосходят нитроцеллюлозные эмали, а теплостойкость их составляет
100° С.
РАСТВОРЫ И РАСТВОРИТЕЛИ
Любой раствор состоит из растворенного вещества и
растворителя, т. е. среды, в которой это вещество равномерно распределено
в виде мельчайших частичек — молекул или ионов. В свою очередь
растворимость зависит от химической природы растворенного
вещества и растворителя.
Растворы отличаются от суспензии и эмульсии. Суспензия —
это жидкость, в которой рассеяны или взвешены мелкие частицы
твердого вещества. Эмульсия — это жидкость, в которой рассеяны
мелкие капельки другой жидкости.
Растворимость различных веществ колеблется в широких
пределах. Если при комнатной температуре растворяется более 10%,
то такое вещество называют хорошо растворимым, если
растворяется менее 1%—малорастворимыми, и если в раствор переходит
менее 0,01% —практически нерастворимым.
С повышением температуры растворимость большинства
твердых веществ увеличивается, а растворимость газов, наоборот,
уменьшается. Универсальных растворителей, пригодных для растворения
всех веществ, не существует. Часто отдельные растворители не
обладают способностью растворять то или иное вещество, а смесь
растворителей становится способной растворять такие вещества.
Вода чистая не имеет цвета и запаха. Кипит при 100° С,
замерзает при 0°С, имеет плотность при +4° С, равную единице. Природ-
164
ная вода ..всегда содержит примеси, которые подразделяются на
механические, нерастворимые (песок, глина, ил и др.) и химические,
растворимые (соли кальция, магния, железа и др.). В морской воде
содержание примесей доходит до 4%.
Жесткость воды обусловливают химические примеси. Жесткую
воду от мягкой отличают так: около 5—10 Г мыла в виде мелкой
стружки кладут в стакан с горячей водой. Если после
взбалтывания и охлаждения вода остается прозрачной, значит, она мягкая,
а если на ее поверхности образуется пленка нерастворимого
мыла — жесткая.
Для умягчения воды используют химические вещества: тринат-
рийфосфат, кальцинированную соду, гексаметафосфат и др.
Полное устранение жесткости воды возможно только при ее перегонке.
Такая вода называется дистиллированной.
Беизин растворитель — узкая фракции бензина прямой
перегонки. Он применяется как растворитель резиновых и лакокрасочных
материалов. Известны следующие сорта бензинов растворителей:
бензин «Калоша», уайт-спирит, бензин экстракционный и бензин для
промышленно-технических целей. Бензин «Калоша» (ГОСТ 443—56)
применяется в резиновой промышленности как растворитель
каучука при приготовлении клея. Уайт-спирит (ГОСТ 3134—52)
используется для растворения масляных лаков, красок и олиф. Все
сорта бензинов непригодны для растворения нитроцеллюлозных и
глифталевых эмалей, так как вызывают их свертывание.
Скипидар (ГОСТ 1571—64) получают из смолы хвойных
деревьев. Очищенный скипидар — прозрачная бесцветная жидкость с
резким запахом; плотность 0,86 г/см3; температура кипения —155—
180° С. Он растворяет масляные краски и лаки, жиры, мыла,
различные смолы.
Ацетои (ГОСТ 2603—51) — бесцветная жидкость; температура
кипения 56,24С'С; плотность при 20°С равна 0,79 Г/см?; смешивается
во всех отношениях с водой, спиртом, эфиром, бензином и
другими органическими растворителями; растворяет жиры, смолы, лаки,
масла, глифталевые и нитроцеллюлозные эмали, получается при
сухой перегонке дерева.
Ацетон используют для удаления старой краски, промывки
деталей и приборов. Применять ацетон в качестве разбавителя
глифталевых эмалей и нитроэмалей не рекомендуется, так как
вследствие быстрого высыхания он вызывает помутнение лаковой пленки.
Нашатырный спирт (ГОСТ 786—41) — 25%-ный раствор
аммиака в воде; бесцветная жидкость. Он применяется для
нейтрализации кислот. Разрушение игделия кислотой можно предотвратить,
смочив как можно быстрее пораженные места нашатырным спиртом.
Спустя 1—2 мин, эти места необходимо протереть тряпкой,
смоченной водой.
Сольвент каменноугольный (ГОСТ 1928—50) является лучшим
растворителем глифталевых эмалей.
Ксилол (ГОСТ 10456—39) является лучшим растворителем и
разбавителем глифталевых эмалей.
Толуол — бесцветная жидкость с характерным запахом; по
свойствам, близким к бензолу; нерастворим в воде; смешивается со
спиртом и эфиром; растворим в ацетоне; легко воспламеняется,
температура вспышки 4° С; образует с воздухом взрывоопасные
смеси; плотность 0,86 Г/см3; температура кипения—И0,62°С- Он
165
содержится в бензинах прямой возгонки и применяется в качестве
растворителя красок и сырья для их производства.
Пары толуола ядовиты, предельно допустимая концентрация
паров в воздухе не более 0,1 мл]л.
Бензол — прозрачная, бесцветная, легко подвижная жидкость с
характерным запахом и горящая сильно коптящим пламенем;
плотность при 20° С — 0,88 Г/см3; температура кипения — 80,ГС;
является лучшим растворителем всех соединений, входящих в состав
нефти и ее фракций; смешивается во всех отношениях с бензином,
керосином, минеральными маслами, скипидаром, спиртом, эфиром и
хлороформом. Бензол является также растворителем жиров, смол,
каучука, серы, фосфора, йода. Он слабо растворим в воде и не
растворим в глицерине; ядовит. Авиационный бензол — продукт смеси
бензола, толуола и ксилола. Зимний авиационный бензол состоит
из 50% бензола, 35% толуола и 15% ксилола; температура
кипения— 84—155° С, температура замерзания — 26е С. Летний
авиационный бензол состоит из 75% бензола, 18% толуола и 7% ксилола;
температура кипения — 81—155° С; температура замерзания — 8° С.
Газолин (петролейный эфир) — бесцветная, пахучая,
легковоспламеняющаяся жидкость; представляет собой легкий бензин,
выкипающий при температуре 60—95° С; плотность 0,68 г/см3; служит
хорошим растворителем жиров и масел.
Хлороформ (трихлорметан) — бесцветная негорючая жидкость
сладковатого вкуса и запаха; ядовит; кипит при 62° С; в воде
малорастворим; плотность — 1,5 г/см3; смешивается со спиртом во всех
пропорциях; хорошо растворяет масла, жиры, смолы, клей;
обладает наркотическим действием; пары хлороформа в смеси с
воздухом невзрывоопасны; под действием влаги и воздуха частично
разлагается с выделением вредного газа.
Четыреххлористый углерод — при комнатной температуре
бесцветная прозрачная жидкость; кипит при 76,7° С; застывает при
—24° С в белую кристаллическую массу; плотность при 20° С —
1,6 г/см3; в 100 г воды при 20° С растворяется 0,08 г четыреххлори-
стого углерода; хорошо смешивается с ацетоном, бензином,
бензолом, сероуглеродом во всех соотношениях; является сильным
растворителем смол, каучука, парафина, жиров, масел.
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
С АЛЮМИНИЕВОЙ ПУДРОЙ
Подготовка эмалей ГФ-820, К-1ал, К-2ал. № 9 и лака ОА, а
также введение алюминиевой пудры ПАК-3 или ПАК-4 в грунты
с целью повышения их стойкости производится непосредственно
перед их употреблением. После этого растворителями или
разбавителями материалы доводятся до рабочей вязкости и фильтруются.
Грунтовка ГФ-031 желтая. На 100 весовых частей грунта
добавляют пять-шесть весовых частей алюминиевой пудры. Срок
годности до 20 суток.
Грунтовка ГФ-032 желтая. На 100 весовых частей грунта
добавляют две части сиккатива № 7640. Срок годности не более трех
суток. В связи со склонностью грунта к загустеванию и
свертыванию его рекомендуется приготовлять из расчета семи-восьмичасовой
потребности. *
166
Эмалн К-1ал н К-2ал. На 94 весовые части лака К-1 и К-2
добавляют шесть весовых частей пудры ПАК-3 или ПАК-4.
Эмаль ГФ-820. На 85 весовых частей лака ГФ-024 добавляют
15 весовых частей алюминиевой пудры. Срок годности эмали
20 суток.
Эмаль теплостойкая № 9. На 94 весовые части кремнийоргани-
ческого лака ФГ-9 добавляют шесть весовых частей алюминиевой
пудры. /
Лак алюминиевый АО. К 100 весовым частям бесцветного лака
АО добавляют 2,75 части алюминиевой пудры ПАК-4. Срок
годности два-три дня.
Для обеспечения хорошего лакокрасочного покрытия лак
рекомендуется наносить тонкими (15—20 мк) слоями. Затем каждому
слою дают хорошо высохнуть. Все малярные работы проводят при
температуре не ниже 12° С и относительной влажности воздуха не
выше 75%. Для обеспечения хорошего сцепления слоя покрытия с
грунтовочным последний после высыхания зачищают наждачной
шкуркой зернистостью 170—220 для получения шероховатой
поверхности. Сушка при повышенной температуре ускоряет процесс и
увеличивает твердость покрытия.
МОРОЗОСТОЙКИЕ ПОКРЫТИЯ
Эти покрытия применяются для защиты металлических изделий
от коррозии в условиях воздействия пониженных температур
воздуха от —10 до —60° С. Их пленки состоят из макромолекул,
сохраняющих эластичность при низких температурах.
Морозостойкими считаются следующие пленкообразователи: по-
лиуретановые соединения, эфиры целлюлозы (фенольные 100%,
нитроцеллюлоза, этилцеллюлоза, ацетилцеллюлоза) и мочевинофор-
мальдегидные смолы. Лакокрасочные материалы на основе этих
пленкообразователей с морозостойкими пластификаторами
устойчивы к температуре от —40 до —60° С.
Наибольшее распространение получили: грунт ФЛ-03-К (ГОСТ
9109—59), эмаль ФЛ-14 зеленая (ВТУ МХП КУ 379—57), эмали
черные фенолформальдегидные У-417 (ТУ МХП 2505—51), У-418
(ВТУ МХП 2506—51), этилцеллюлозные эмали ЭДМ (ВТУ КУ
349—54) и ЭП (ВТУ МХП 4365—55).
К полимерам, стойким к температурам от —100 до —196°С,
относятся акриловые смолы (метил- и бутилакрилаты), сополимеры
СХБ, СХБМ, СВХ-40, А-15 и смола ПХВ.
Покрытия на основе эмали АС-730 и АС-735 выдерживают
температуру от +200 до —196° С. Температуру от +100 до —100° С н
ниже выдерживают покрытия на основе грунта ХС-010, лака ХСЛ,
эмали ХВ-124, ХВ-125 и ХВ-113. Технология нанесения
морозостойких покрытий аналогична технологии нанесения атмосферостойких
покрытий.
СВЕТОПОГЛОЩАЮЩИЕ ПОКРЫТИЯ
Эти покрытия применяются для окраски внутренних
поверхностей оптических приборов, устройств или аппаратуры там, где
требуется максимальное поглощение световых лучей окрашенной
поверхностью. Они обладают минимальным коэффициентом отраже-
167
ния света. Краски для светопоглощающих' покрытий представляют
собой смесь черных пигментов и магнезита, затертых на
высококачественных связующих, которые при высыхании образуют
глубокоматовые черные пленки с хорошими защитными свойствами.
Распространение получили эмаль черная полуматовая № 1518
(ТУ МХП 1802—48), эмаль черная глубокоматовая № 1519 (ВТУ
МХП 2111—49) на алкидном лаке и эмали ХС-77 (ВТУ МО УХП
35—58). Продолжительность высыхания эмалей № 1518 и 1519 при
150° С —не более 1,5 ч; эластичность по шкале гибкости (ШГ-1) —
не более 3 мм; прочность на удар — 30 кГ • см. Они обладают
достаточной водо-, бензо- и маслостойкостью. Эмали наносят на
металлическую поверхность без предварительной грунтовки с помощью
распылителя.
Эмаль ХС-77 на сополимере хлорвинила с винилиденхлоридом
наносят по грунту АГ-10с, ФЛ-ОЗ-К или ФЛ-03-Ж. Покрытие очень
эластично, отличается высокой водо- и химической стойкостью.
Эмаль выпускается двух видов: черная матовая и глубокоматовая.
СВЕТЯЩИЕСЯ ПОКРЫТИЯ
Эти покрытия применяются для освещения шкал приборов,
стрелок указателей, деталей управления и т. д. Краски для их
изготовления состоят из пленкообразователя и светящегося
наполнителя, называемого люминофором. В качестве пленкообразователеи
используют даммарный лак (ТУ МХП ВШ 91—47), акрилофисташ-
ковый лак (ТУ МХП ОШ 196—49), матокриловые лаки АС-16 (ВТУ
УХП 167—59) и АС-82 (ВТУ КУ 508—57) и др. Люминофоры
представляют собой сульфиды цинка, кадмия, бария, стронция илн
других металлов.
Фосфоресцирование сульфидов происходит под влиянием
металлов (например, висмута, марганца, меди и др.), введенных в
кристалл соли.
Краски наносят на предварительно загрунтованную поверхность,
грунт не должен содержать соединений свинца. После нанесения
краски покрытие дополнительно перекрывается несколькими
слоями светлого лака.
НЕГОРЮЧИЕ И ОГНЕЗАЩИТНЫЕ
ПОКРЫТИЯ
Под негорючими лакокрасочными покрытиями понимают
покрытия, не способствующие распространению пламени при
возникновении пожара. Они предохраняют поверхности горючих материалов
от воспламенения при высоких температурах и препятствуют
распространению пламени и тлению.
В качестве негорючих материалов применяют краски
корабельные негорючие: С-3 (п) белую, С-5 (п) шаровую (ТУ МХП
2579—53), представляющие собой суспензию пигментов, затертых на
алкидном лаке с добавлением антипренов — неорганических
веществ, препятствующих горению. Краски наносят кистью или
распылителем. Они высыхают за 8—36 ч. Перед употреблением в
краску вводят 1—5% сиккатива.
168
В качестве негорючих могут быть использованы и обычные
масляные краски при введении в них антипиренов: буры, борной
кислоты, окислов сурьмы или при добавлении в них асбестовой
пыли и буры.
Примерный состав огнезащитной масляной краски, %: олифа —
28, сурик железный — 23,5, асбестовая пыль — 29, бура — 0,5,
сиккатив—4 и бензин 15.
Большое распространение в качестве огнезащитных покрытий
имеют краски на основе жидкого стекла. В качестве наполнителей
применяют асбестовый порошок, окись цинка, мелкий песок, каолин,
тальк.
ДЕКАПИРОВАНИЕ
Декапирование служит для удаления тонкой пленки окислов с
обезжиренной и очищенной поверхности и легкое протравливание
структуры металла для улучшения прочности его сцепления с
покрывающим металлом. Декапирование применяют для чисто
обработанных деталей, оно не подменяет травления и является
заключительной операцией в процессе подготовки поверхности деталей
перед нанесением покрытия.
Декапирование производится путем кратковременного
погружения детали в слабый раствор кислот. Декапирование черных
металлов ^осуществляется в 3—5%-ном растворе-^ серной или соляной
кислоты или в смеси обеих кислот при температуре 18—25° С в
течение 3—5 сек.
РАСТВОРЫ, ВОССТАНАВЛИВАЮЩИЕ
ПОКРЫТИЯ НА ДЕТАЛЯХ ИЗ МАГНИЕВЫХ
СПЛАВОВ
В эксплуатационных условиях на деталях, которые не могут
быть сняты с авиационной техники для восстановления защитных
покрытий, местное восстановление окисной пленки на
подготовленных участках производится в растворе состава: селенистая кислота
Н2 БеОз — 100 г/л и хлористый натрий Na C1 — 1—3 г/л. Раствор
наносят на поверхность кистью или тампоном из ваты.
Образующаяся пленка состоит из металлического селена и
соединения селена с магнием. По своим защитным свойствам она
весьма слаба, однако служит хорошим грунтом для нанесения
лакокрасочного покрытия.
СОСТАВЫ, ВОССТАНАВЛИВАЮЩИЕ
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Металлические обшивки, окрашенные масляными эмалями. При
слабом омелении. Поверхность промывают вначале теплым
3%-иым водным раствором зеленого мыла, применяя чистую
ветошь, а затем — теплой водой. После этого поверхность протирают
смесью следующего состава (весовые части): полировочной пасты
№ 290—1; уайт-спирита — 2 и воды — 7. Смесь размешивают до
169
получения однородной эмульсии и составляют непосредственно
перед работой.
При значительном омеленяи и выцветании
покрытия. Поврежденную поверхность промывают 3%-ным водным
раствором зеленого мыла и чистой водой и просушивают в течение
2—4 ч. После этого поверхность зачищают деревянным шпателем и
затем шлифовальной шкуркой № 150—180.
На подготовленную и очищенную поверхность наносят кистью
или пульверизатором один слой масляной эмали того же цвета.
Обший срок сушки, начиная с окончания нанесения основного
слоя, — 36—48 ч.
При сильном омелении и выветривании
покрытий с просвечиванием грунта. Зачистку поверхности
производят так же, как и при значительном омелении. Затем
наносят кистью или пульверизатором слой масляной эмалн
соответствующего цвета и просушивают 24—36 ч. Высушенную поверхность
слегка зачищают шлифовальной шкуркой № 180. После этого тем
же способом наносят второй слой той же эмали н просушивают в
течение 36—48 ч.
При растрескивании, незначительных
механических повреждениях и отслаивании покрытий
над заклепками. Работу производят так же, как и при
сильном омелении и выветривании покрытия, но подготовку поверхности
разрешается в местах разрушений покрытий обрабатывать
шлифовальной шкуркой № 120.
Металлические обшивки, окрашенные нитроэмалями. При
омелении, выцветании и разрушении покрытий.
Ремонтируемый участок промывают теплым 3%-ным водным
раствором зеленого мыла, а затем — чистой водой. Далее деревянными
скребками и шлифовальной шкуркой № 150—180 удаляют
поврежденное покрытие (или тряпкой, смоченной смесью из разжижителя
РДВ и воды в равных количествах). После этого сушат в течение
2 ч. Затем участок покрывают грунтом 138А и просушивают 6—
12 ч. На высохший грунт пульверизатором наносят слой аэролака
второго покрытия (нитроцеллюлозная эмаль) соответствующего
цвета и сушат 2—2,5 ч, после чего поверхность зачищают
шлифовальной шкуркой № 150—180 и наносят второй слой этого же аэролака,
который просушивают 5 ч.
Металлические обшивки с разными лакокрасочными покрытиями.
Применение перхлорвиниловых эмалей "для покрытий обшивки
самолетов возможно независимо от того, является ли старое покрытие
перхлорвиниловым, лакомасляным или нитроцеллюлозным. Однако
перхлорвиниловые покрытия держатся хорошо на старом перхлор-
виниловом или лакомасляном покрытии и плохо — на нитроцеллю-
лозном. Кроме того, перхлорвиниловая эмаль недостаточно
прилипает к поверхности, не имеющей покрытия. Поэтому прежде чем
наносить перхлорвиниловую эмаль на старое нитроцеллюлозное
покрытие или на чистый металл, необходимо нанести слой грунта
138А.
Окраска перхлорвиниловыми эмалями производится
пульверизатором при температуре воздуха от +5 до +35° С, относительной
влажности воздуха не более 80% и правильной продолжительности
сушки.
170
В эмали марок ХВЭ-1, ХВЭ-4, ХВЭ-12 и ХВЭ-16,
предназначенные для нанесения первого слоя, перед употреблением вносят
алюминиевую пудру марки ПАК-3 или ПАК-4 в количестве 2 г на 100 г
эмали. После этого в эмаль добавляют разжижитель Р5 и
фильтруют ее через металлическую сетку № 015 (ГОСТ 3584—50),
имеющую 1670 отверстий на 1 еж2, или через шесть слоев марли. Срок
годности эмали не более 10 суток. Работу начинают с удаления
сильно поврежденного покрытия, смывки и зачистки мест перехода
шлифовальной шкуркой № 120—150. После этого поверхность
обезжиривают чистым бензином Б-70 или уайт-спиритом и затем
окрашивают.
СПОСОБЫ РАСПОЗНАВАНИЯ МАСЛЯНЫХ
И НИТРОЦЕЛЛЮЛОЗНЫХ ПОКРЫТИЯ
Способ 1. Тампоном из ветоши, смоченным ацетоном, разжижи-
телем РДВ или смывкой СД (сп) легкими движениями размывают
небольшой участок исследуемой поверхности. Масляное покрытие
при этом размягчается, набухает и сморщивается;
нитроцеллюлозное— легко смывается и на тампоне образуется липкая масса.
Способ 2. Снимают исследуемую пленку и поджигают. Если
пленка нитроцеллюлозная, она сгорает бурно, масляная — медленно.
Способ 3. На малом участке соскабливают верхнее покрытие до
грунта. Обычно под нитроэмалями на металлических поверхностях
самолета имеется грунт 138А коричневого цвета, под масляным
покрытием чаще бывает грунт АЛГ-5 серо-зеленого цвета нли грунт
АЛГ-1 желтого цвета.
ПРОФИЛАКТИЧЕСКИЕ СОСТАВЫ
ОТ ОМЕЛЕНИЯ И СТАРЕНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИИ
Состав ПС-3 предназначен для предохранения от омеления и
старения лакомасляных, нитроцеллюлозных и перхлорвиниловых
пленок. Обработка поверхностей самолета (вертолета) составом
ПС-3 производится в весенне-летний период не реже 1 раза в месяц.
На подготовленную поверхность состав ПС-3 наносят в один слой
при помощи марлевого тампона или чистых салфеток.
Пластифицирующий растворитель ПР предназначен для
увеличения эластичности и удлинения срока службы только
нитроцеллюлозных покрытий. Его наносят на предварительно подготовленную
поверхность 2 раза в год — в весенний и летний периоды
пульверизатором в два слоя с промежуточной сушкой в течение 45 тт.
СМЫВКИ
Для удаления старых масляных, нитроцеллюлозных и
перхлорвиниловых покрытий выпускают смывки типа СД (сп), СД (об) и
АФТ-1.
171
Смывка СД специальная — смесь органических растворителей
следующего состава (проценты объемные): ацетон — 30, этилаце-
тат — 30, этиловый спнрт — 10, бензол — 30.
Смывку наносят на покрытие кистью или пульверизатором и
ждут набухания покрытия. Затем удаляют его щеткой или
неметаллическим скребком, после чего поверхность промывают
разбавителем РДВ.
Смывка СД обыкновенная имеет следующий состав (проценты
весовые): ацетон — 47, этилацетат — 19, скипидар — 7, этиловый
спирт — 6, бензол — 8, нафталин—10,8, парафин — 2,2. Для
уменьшения испаряемости в смывку вводят парафин и нафталин,
образующие на поверхности смывки тонкую защитную пленку.
Технология применения такая же, как и у смывки СД (сп).
Смывка АФТ-1 — смесь желтоватого цвета коллоксилина
(нитроцеллюлозы), парафина и растворителей. Содержание компонентов
в смывке следующее (проценты весовые): коллоксилин — 5,
парафин— 0,5, ацетон — 19, формальгликоль — 47,5, толуол — 28.
Физические свойства: плотность при 20° С — 0,953 г/см3;
температура замерзания ниже — 60" С, кислотность — не более 0,08 мг
КОН, начало кипения — 58е С, температура воспламенения — 21е С,
летучесть при 18—23° С за 3 ч — 0,36%, летучесть при 40° С за
2 ч — 93,7%.
Смывка применяется при температурах —15 до +30° С, при
температуре ниже —Г5°С в смывку необходимо добавить 15%
ацетона илн уайт-спирита. При работе со смывкой требуется
соблюдать правила пожарной безопасности.
При отсутствии смывки АФТ-1 рекомендуется для удаления
масляных и нитроцеллюлозных покрытий использовать смесь из
10% парафина, 60% ацетона и 30% бензола. Эта смесь применяется
так же, как и смывка АФТ-1.
РЕЦЕПТЫ ДЛЯ УДАЛЕНИЯ СТАРЫХ ПОКРЫТИЙ
Старые покрытия удаляют специальными растворами и смыв-
ками. Смывка СС-1 бесцветная, прозрачная жидкость, смывка
АФТ-1—светло-желтая, смывка С-77 — бесцветная.
Для удаления с металлической обшивки самолетов лакомасля-
ных грунтов, лака 170, масляных, глифталевых и перхлорвиниловых;
эмалей применяет смывку С-77, имеющую такой состав: смывка СД.
(сп) — 1000 мл, фосфорная кислота с плотностью 1,7 г/см?—15 мл,.
этилцеллюлоза — 30 г, парафин — 5 г.
Для удаления эмали 2086Ф с деталей двигателей используют
смывку, имеющую состав: смывка АФТ-1 — 1000 мл и муравьиная:
кислота — 25 мл.
Удаление всех лаков с тканевых и деревянных обшивок
производят смывкой СД (сп).
Температура окружающего воздуха, при которой допускается
применение смывок, должна быть в пределах от —5 до +30° С.
172
РАСТВОРИТЕЛИ ДЛЯ УДАЛЕНИЯ
НАТУРАЛЬНЫХ И СИНТЕТИЧЕСКИХ СМОЛ,
ПЛАСТМАСС И КЛЕЕВ
Удаляемое вещество
Воск
Канифоль
Каучук
Клей № 88
Нитроцеллюлоза
Парафин
Перхлорвиниловые
смолы
Поливинилацетат
Полиметилметакри-
лат (органическое
стекло, плексиглас)
Полистирол
Полиэтилен
Целлулоид
Церезин
Шеллак
Этилцеллюлоза
Растворитель
Амиловый спирт, четыреххлористый
углерод, трихлорэтилен, скипидар, этиловый
эфир
Ацетон, спирты, эфиры, бензол
Бензол и другие ароматические
углеводороды, хлороформ, метиленхлорид
Смесь бензина Б-70 и этилацетата (1:1)
Ацетон, этил-, бутил-, амилацетаты,
этиловый эфир
Бензол, ксилол, скипидар, петролейный
эфнр
Ацетон, этилацетат, бутилацетат,
метиленхлорид
Ацетон, метил-, этил-, бутилацетаты,
дихлорэтан, хлороформ, метиленхлорид
Дихлорэтан, метиленхлорид, хлороформ,
этилацетат, бутилацетат, ацетон
Диэлорэтан, этил-, бутил-, амилацетаты,
бензол, хлороформ, диоксан,
метиленхлорид
Углеводороды (декалин) и
хлорированные растворители при повышенной
температуре
Ацетон, метилгликоль, этилгликоль (этил-
целлозольв), бутилгликоль, метилацетат,
бутилацетат
Бензол, толуол, ксилол, трихлорэтилен
Этиловый, метиловый, бутиловый
спирты, диоксан
Ацетон, дихлорэтан, метилэтилкетон,
этилацетат
173
РАСТВОРИТЕЛИ И РАЗБАВИТЕЛИ
ДЛЯ РАЗВЕДЕНИЯ РАЗЛИЧНЫХ
МАТЕРИАЛОВ ДО РАБОЧЕЙ ВЯЗКОСТИ
Материал
Грунты ГФ, ФЛ-ОЗ-К, ФЛ-ОЗ-Ж,
ФЛ-ОЗ-КК, ФЛ-013, шпатлевка ПФ
Грунты КФ
» и лаки полиуретановые
Грунты, лаки и эмали
эпоксидные
Лаки битумные и масляно-би-
тумные
Лаки масляные
» и эмали акриловые
» и эмали кремнийоргани-
ческие
Краски масляные
» полистирольные
Нитроэмали, нитролаки и нитро-
шпаклевки
Эмали алкидномеламиновые
» алкидностирольные
» масляные
» масляно-глифталевые
Эмали мочевиноформальдегид-
ные и меламиноформальдегидные
Эмали нитроглифталевые
» «Муар»
» перхлорвиниловые ХВ,
ХС, шпаклевки ХВ, эмали на
сополимере хлорвинила СВХ
Эмали поливинилбутиральные
» и лаки глифталевые и
пентафталевые
Растворитель илн разбавитель
Ксилол, ксилол +
уайт-спирит (1:1)
Скипидар, уайт-спирит
Циклогексанон
Ксилол + этилцеллозольв +
+ ацетон (4:3:3)
Кснлол, уайт-спирит, толуол
Уайт-спирит, скипидар
Уайт-спнрит + ксилол (4:1)
Толуол, скипидар,
этилцеллозольв
Олнфа, уайт-спирит,
скипидар, бензин Б-70
Ксилол, скипидар
Растворители 646, 647,
разбавители ВДВ, РДВ
Уайт-спирит + бутанол (9:
: 1)
Ксилол, сольвент, скипидар
Растворитель РС-2,
уайт-спирит
Ксилол, толуол
Разбавитель РКБ-1,
ксилол + бутанол (1:1)
Растворители 649, 646
Ксилол, бензин
Разжижители Р-4, Р-5
Этиловый спирт +
этилцеллозольв (1:1)
Ксилол + уайт-спирит (1 :
: 1), ксилол, толуол
174
<
<
ш
л
X
У
о
и
<
о.
Ж
О
ж
<
X
X
ш
X
<
о.
t-
«J
О
о.
с
о
<
р.
О
ш
х
<
X
йиТОп
с Вдва
Б г, >>К ^ О
я
3
Я
>>
О.
и*
авления в
Для доб,
1
о
ю
1
СП
*ф
1Л
Н
О
•^
fccV
<
С
я
о.
«
евая пу,
Я
)МИИ
ч
<
X
о-
<ц
га
о
с
я
то
га
я
а
я
Ы
СО
О
ТОП
s
ГО
1
ю
1
м
о
^н
н
О
о
г--
Ю
*Я
3
га
&
си
с
*я
3
Е-
О
Я
в-
Я
Я
со
со
sS
cu
ч
то
си
sS «
о
Ц к
Й я
ТО дн
й га
О о
« я
со
я
SS
си
ч
то
си
га ц
о
5 к
с к
R то
° га
« °
о >, га >,
йпШ й
си ьГ Я и
с я
„к£к
£ ч а ч
о ч
я
ю
1
1
ю
СО
00
ю
1
со
с
£
н
то
со
и,
<
SB!
3
га
о
ч
я
Он
к
то
(-
Я
я,-,>>
О) fr. &
Ю О.П
о
о
то
ю
со
1
1
о
со
1Л
1
1
СО
СО
С
X
Н
И
CJ
О
и,
<
си
о
Н
то
я
о
Я
си
&
я
га
о
га
то
ч
с
и
3
га
си
я
я
1_
СО
Я
О
ч
Я
я
я
га
о.
о
ч
X
Он
си
с
«
о
с
=я
я
(-
3
о.
о
с
со
Я
sS
си
ч
СО
<-
си
к
я
я
то
га
о
ь-
я
я >»
ч о.
га
оо
coco
1 |
1 1
оо
■*■*
см см
1 1
1 1
С0 1Л
со см
СС
XX
££
>3>-
НН
00 Г-
(-,(-.
с;^
<<Й
sS
3
га
си
Ч
СО
■&
я
ч
я ^
со
и,н
1ле-
Н
•&
я
ч
Г-н
к
я
я
ш
N
я
N
то
Он
га
° R
в ч
с
CJ
1
1
СП
со
1
со
о
н
и
О
|
6
я
я
си
Я
со
к
>я
3
CJ
я
в-
я
5Я
ч
то
СП
3
я
к
ч
CJ
со
Я
я
X
3
ш
ЧвЯ
S з
5 ffi
!-< о
Lh
6
я
sS
о
я
то то
Й ч
о
я с
>>то
O.CJ К
то
я
я
га
о
Он
я
со
га ч
Он
и
ю
со
1
1
о
со
см
I
см
со
с
X
■£.
>3
Н
см
со
<т>
=я
3
га
о
ч
я
Он
СО
ТО
CJ
я ь
S я
3 со
хо в:
оо-
£ си
о-Н
ш
га
ю
со
1
i
1С
см
С
X
S
я
ч
то
Я
го
-— о
с с
Т1 к
Ч я
CJ
В! CU
ч я
Я Я
го
Я R
Ч
со *—*■
о^
ю
со
1
1
о
со
о
ю
f
1Л
С
X
S
h-
^К3^
н
н
и оьга
о
1Л
см
со
и
<
о
Н
(Ч
и
X
вЯ
3
га
о
ч
я
я
я
га
Он
о
Й
о.
си
с
СО
С5
и
X
СО "
"Г °
дН
X
lO
СО
1
1
О
со"
ю
|
сп
*ф
CN
С
X
>»
н
IM
(^
CQ
X
си
о
Н
175
Продолжение
Наименование
Порошок пемза и
наждачная пыль
Разжижитель
Растворитель
»
Скипидар
Смывка
Марка;
—
РДВ
Р-5
648
—
АФТ-1
Номер стандарта
—
ГОСТ 4399—48
ТУ МХП 2191—51
ГОСТ 4006—48
ТУ Главхимлес
197—52
—
Вязкость при
20°С по
вискозиметру ВЗ-1,
сек, при работе
пульверизатором
—
~~
—
—
Назначение
Для удаления продуктов
коррозии
Для промывки поверхности
после употребления смывки
АФТ-1
Для разжижения эмалей
ХВ-16, рунтов АГ-За и АГ-10с,
лаков АС-82 и 9-32, эмали
АС-1сп
Для разжижения эмалей
ХВ-16, грунтов АГ-За и АГ-10с,
лаков АС-82 и 9-32, эмали
АС-1сп
Для разжижения масляных
и глифталевых эмалей и
грунтов
Для удаления старого
лакокрасочного покрытия
Уайт-спирит
Шкурки наждачные и
■стеклянные
Эмаль белая
Эмали глифталевые
Эмали перхлорвнниловые
разных цветов
Эмаль химстойкая
170—200,
220—270
АС-1сп
А-560ф,
А-9ф,
А-15ф
ХВ-16
ХСЭ-1
ГОСТ 3134—52
ВТУ МХП 57—58
ТУ МХП 2556—51
ТУ МХП КУ
512—57
ВТУ МХП 2451—50
3,5—4,5
5,0-10,0
3,5—4,5
3,5—4,5
Для разжижения
глифталевых и масляных эмалей и
грунтов в смеси с ксилолом
Для шлифовки поверхности
Для окраски верхней
наружной обшивки самолета
Для иаиесения
опознавательных знаков и окраски
отдельных деталей
Для окраски внешних
поверхностей деталей и деталей
под полом фюзеляжа
Окраска элементов
конструкции в районе санузла
Примечание. Перед применением лакокрасочные материалы тщательно перемешивают и хранят в закрытой посуде.
Во избежание попадания лакокрасочных и смывочных материалов внутрь самолета, а также на агрегаты самолета
и двигателя все входные отверстия н смотровые лючки рекомендуется плотно закрывать пробками или заклеивать плотной
тканью;'детали нз плексигласа покрывать техническим вазелином.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
ВАЖНЕЙШИХ РАСТВОРИТЕЛЕЙ
Название растворителя
Амилацетат
Ацетон
Бензин лаковый (уайт-
спирит)
Бензин легкий
Бензол
Бутнлацетат
Бутиловый спирт
Керосин
Ксилол (орто-, мета- и
параксилол)
Скипидар
Сольвентнафт
Толуол
Целлозольв
Этилацетат
Этиловый спирт (95°)
Четыреххлорнстый
углерод
а
о.
во
а.
40
56
140—200
Ниже 100
80
126
108
130—150
139
155—175
130—190
ПО
134
77
78
76
1°
ч
а> Я
3 с
Е-н (Q
20-85
—17
Выше 28
От —50
до —30
-8
25
27—34
28
29—50
30
21—47
6—30
40
0,5
9-32
Не
пламеняется
си
X
еи
ратура
осплам
С
Со.
gg к
£51
—
633
280
250
580
422
366
280
553
270
250
553
—
484
421
—
. *
«я
X
S н, *
п ее а
о ь rt
два
0,10
0,20
0,30
0,30
0,05
0,20
0,20
—
0,05
0,30
0,10
0,10
0,20
0,20
1,00
0,001
■1-
С.Ю С
ный ве
г парос
0СТОЯН1
Д 7 и s
^ О м 5
£г§ё
—
2,03
—
2,98
2,77
4,00
—
—
3,68
4,66
—
3,20
—
3,14
1,61
5,32
175
J
"1
я га
м to
tu о
к п.
к
к- и
Е я
К CJ
н о
к га
к с
о
§ о S
к S
ей и
а
к
ч
ч
Зга
со
2 о
CD О.
«=t
о gra
«та i- g
Л «J О £
Ч ч га 3
о я.» о,
си о
1
•S га
О) Ч
Ч с
ча
о
ч
: ч
си
си S
а.
о *!
со о
н к
га г->
g g гок
«=t
S а
° га
„ °-
о
н к
о
га с^
а, ч
I I
к
к
к
О) „
Et K ^
Ч«сч
о
с
ч
о
XD
coco
I
оо
a
к
ja I
ю
8
17
И
к
о
S
S
U g
к
ч
_ я
га^4
" S «
- ч ^
3 к а.
: к - си
5 О £-©
<еч "_
га
о.о
L ч
Ч С
к-—■
а.
К О я
га Ч.Ч *
к «
3 <и
* rf н
к I ч
=я га<м о
Sal g
о g —S
s *s 5
о - S <"
X~Sr «03
CM —
4
a
к
S
о
ч
с
о
я
в-
к
я
, о
о
7 §7
к ^ <£»
и g^r
я
^ я
«-Я я
га ги _
я ВЯ
£сч я
< I Ы
■» I
ю 5
со Ч
,g
га я
1~
Эсч
I
S «
Sg.
о|
■е-Е
о я
о га
■е-
о=я
*" 3
о-и
О о
S
сч о
- сх-
х-
~с\Г
о
1Д
о
о
я
о
ч
о
я
R
га
я
R
Ч
О
S
Ь£
а.
о
U
о
я
си
3
я я
ч us
я я
О CD
м ч
о с
3
и
У я
5 м
о 5
ч
с
i
Глава 9 СЖАТЫЕ И
РАБОЧИЕ ГАЗЫ
СЖАТЫЙ ВОЗДУХ
Атмосферный воздух по своему составу представляет, собой
физическую смесь газов (табл. 9.1).
Вследствие непрерывного перемешивания нижних слоев воздуха
состав его является постоянным во всех местах поверхности
земного шара и на всех высотах в пределах тропосферы. Атмосферный
воздух содержит влагу в виде водяных паров (табл. 9.2), в
количестве 0,5—15%, содержание которой убывает с высотой. На высоте
7 км воздух практически считается сухим. При атмосферном
давлении 760 мм рт. ст. и температуре 0°С 1 мъ сухого воздуха весит
1,293 кГ.
Сжатый воздух используется в качестве источника
механической энергии для пневматических приводов, а также для
уплотнения дверей, люков и фонарей, наполнения пневматиков колес, про->
веркн герметичности кабин и для других целей. В полете бортовые
воздушные баллоны (рис. 9.1) наполняются воздухом от компрес-
Таблица 9.1
Состав атмосферного воздуха (без влаги и пыли)
на высоте уровня моря
Газ
Азот
Кислород
Углекислота
Аргон
Неон
Криптон
Ксенон
Водород
Гелнй
Озон
Радон
Содержание по
объему, %
78,0800
20,9500
0,0300
0,9325
0,0018
0,000108
0,000008
0,0100
0,0005
0,000001
6-Ю-18
Плотность по
отношению к
воздуху
0,9670
1,1053
1,5240
1,3790
0,6740
2,8180
4,4220
0,0696
0,1382
—
—
Вес 1 ж», кГ
1,2542
1,4292
1,8300
1,7820
0,8930
3,6540
5,7170
0,0900
0,1787
■—
—
181
Таблица 9.2
Количество водяных паров, насыщающих воздух при разных
температурах
Температура воздуха.
°С
—30
—25
—20
—15
—10
—5
0
Количество влаги
на 1 м', г
0,46
0,71
1,08
1,61
2,36
3,41
4,84
Температура
воздуха, °С
+5
+ 10
+ 15
+20
+25
+30
+35
Количество влаги
на 1 л», г
6,76
9,33
12,71
17,12
22,80
30,04
39,18
соров силовых установок до давления 30—150 кГ/см2, а в
аэропорту— от наземных средств заправки. Наземные средства снабжены
воздушными редукторами, которые обеспечивают регулирование
давления воздуха, подаваемого на самолеты, от максимального до
1 кГ/см2. Это дает возможность наполнять сжатым воздухом
бортовые баллоны высокого и среднего давления и пневматики колес
до 2,5—5,0 кГ/см2. Для проверки герметичности кабин применяется
воздух под давлением 0,3—0,6 кГ/см2.
В используемом на самолетах сжатом воздухе не должны
содержаться примеси, а содержание влаги не должно превышать
0,030—0,038 г/jn3 воздуха при атмосферном давлении, что соответ-
Рис. 9.1. Клеима на
баллоне:
/ — дата произведенного и
последующего испытания; 2 —
пробное гидравлическое
давление; 3 — емкость в литрах; 4 —
тип баллона; 5 — порядковый
номер; 6 — вес в килограммах;
7 — клеймо инспекции
Котлонадзора; 8 — рабочее давление; 9 —
клеймо ОТК; Ю — клеймо
завода-изготовителя
ствует точке росы (—52 ч 50°С).
182
КИСЛОРОД
Кислород — газ, не имеющий цвета и запаха; не горнт, но
поддерживает горение. Количество кислорода принято измерять в
литрах, приведенных к давлению 760 мм рт. ст. прн температуре
+ 15° С. Чтобы найти эту величину, надо умножить емкость
баллона на давление в нем. Например, в четырехлнтровом баллоне с
давлением 150 ат при +15° С содержится 4 X 150 = 600 л
кислорода.
При полете на высоте, где температура ниже, чем на земле,
давление кислорода в баллоне уменьшается на У273 на каждый
градус. Практически считают, что во время пребывания на высоте
запас кислорода вследствие его охлаждения уменьшается в среднем
на 7б-
Жидкий кислород — прозрачная жидкость прн —183° С
голубоватого цвета без запаха. Литр жидкого кислорода веснт 1149 Г и
при переходе в газообразное состояние образует 789 л
газообразного кислорода прн 0° С и давлении 760 мм рт. ст.
Бортовые и переносные баллоны (табл. 9.3) самолетов
наполняют в аэропортах газообразным медицинским кислородом первого
сорта (сорт А, ГОСТ 5583—58). Добывают кислород
непосредственно в районе аэропорта из атмосферного воздуха.
При зарядке кислородом систем самолета соблюдают особые
меры предосторожности, так как соприкосновение кислорода с
маслом приводит к взрыву. Применяемый для зарядки инструмент
обезжиривают, а на руки надевают белые чистые перчатки илн
рукавицы.
На паспорте баллона с кислородом должна быть виза врача о
том, что он пригоден для' заправки систем самолетов.
Подсоединение раздаточного шланга кислородозаправщика к штуцеру на
самолете производят только после проверки их чистоты, убедившись
в отсутствии влаги. В зависимости от температуры окружающего
воздуха баллоны заряжают кислородом до различного давления
(табл. 9.4).
Таблица 9.3
Основные размеры кислородных баллонов
Тип
баллона
А
А
А
А
А
А
А
А
Водя-
50
40
33
27
12
8
4
2
Размеры, мм
наружный
диаметр
219
219
219
219
141
141
141
108
толщина
стенок
8,0
8,0
8,0
8,0
5,0
5,0
5,0
4,5
1700
1390
1173
988
960
605
370
320
Вес
(ориентировочно), ке
80,00
67,00
58,00
50,00
17,25
12,40
7,33
4,15
183
Таблица 9.4
Давление кислорода в бортовых баллонах
в зависимости от температуры окружающего воздуха
Температура
окружающего
воздуха, °С
+55
+50
+45
+40
+35
+30
+25
+20
+ 15
+10
+ 5
Допускаемое
давление кислорода
в баллонах, кГ^см*
168
165
163
160
158
155
153
150
147
145
142
Температура
окружающего
воздуха, °С
0
- 5
—10
—15
—20
-25
-30
-35
—40
-45
-50
Допускаемое давление
кислорода в баллонах,
кГ]см*
140
137
135
132
130
127
125
122
120
117
114
Кроме указанных мер безопасности, необходимо следить за
плавностью открытия вентилей систем, находящихся под давлени-»
ем кислорода, так как резкое открытие их может привести к
разрушению и воспламенению уплотнительных прокладок.
Для поддержания нормальных жизненных условии на многих
современных самолетах используется жидкий кислород, заполняе-
" мый в специальные резервуары, а для обеспечения более
устойчивого аварийного запуска двигателя на больших высотах полета —
технический кислород.
Расчет запаса кислорода О ведется по формуле
0 =
OHt+0Hcvii+PiV6
Р
л,
где Он—подача кислорода на высоте полета Н, л;
t — время полета на высоте Н, мин;
О Нес— средняя подача за время набора высоты и снижения
1,2+0// ,
с 4500 м до Н, равное 2 > л'мин\
t\ — время набора высоты и снижения, мин;
р, — давление неучитываемого расхода кислорода
(остаточный, потери, поправки на температуру), равное
25 ат;
Уб—'емкость баллона, л;
р — давление кислорода в баллоне на земле, ат.
Время t, на которое хватит кислорода, определяют по формуле
У6р—Онсрк — PiVe
t =
Оц
мин-
184
АЦЕТИЛЕН
Ацетилен (С2 Н2) — бесцветный газ со слабым эфирным
Запахом. Технический ацетилен из-за наличия в нем примесей
сероводорода, аммиака, фосфористого и кремнистого водорода обладает
резким неприятным запахом. Эти запахи оказывают вредное влияние
на качество сварного шва, поэтому их удаляют путем химической
очистки. Для удаления влаги ацетилен подвергается осушке.
Длительное вдыхание технического ацетилена может вызвать
отравление организма.
Ацетилен является взрывоопасным газом при следующих
условиях: прн нагревании выше 300° С и одновременном повышении
давления до 1,5—2,0 кГ/см2; в смеси с воздухом при содержании
ацетилена от 2,8 до 65%; в смесн с кислородом при содержании
ацетилена от 2,8 до 93%. В перечисленных выше случаях взрыв
может произойти прн наличии нскры, открытого пламени, нагретой
поверхности и т. п.
При длительном соприкосновении ацетилена с медью, серебром
и ртутью образуются химические соединения, которые взрываются
от нагревания и удара.
Взрывы ацетилена сопровождаются большим выделением тепла,
повышением температуры до 3000е С и увеличением давления в
11 раз. Ацетилен получают из карбида кальция.
Карбид кальция (СаС2) — твердое вещество темно-серого или
коричневого цвета, получаемое путем сплавления в электрических
печах извести с коксом. Сплавленный карбид кальция дробится,
сортируется по величине кусков и упаковывается в плотно закрытые
цилиндрические железные барабаны. Карбид кальция очень
гигроскопичен, при этом он разлагается с выделением ацетилена,
образуя с воздухом взрывоопасную смесь.
Прн действии воды карбид кальция разлагается на ацетилен и
гашеную известь. Эта реакция сопровождается выделением
большого количества тепла, поэтому, чтобы не перегреть ацетилен,
практически для разложения 1 кГ карбида кальция расходуется от 5 до
15 л воды. Теоретически для этого требуется только 0,562 л воды.
Количество выделившегося ацетилена (выход ацетилена) зависит от
сорта и грануляции (величины кусков) карбида кальция (табл. 9.5).
Таблица 9.5
Выход ацетилена из карбида кальция
Грануляция карбида
кальция, мм
2-4
4-8
8-15
15-25
25-50
50-80
80-120
Выход ацетилена из 1 кг карбида кальция, л
Сорт А Сорт Б
250
260
270
275
300
300
300
230
250
250
260
270
280
280
; 185
Если величина кусков карбида кальция меньше 2 мм, то он
считается отходом и называется «пылью». В сортированном карбиде
кальция «пыли» должно быть не более 3%.
Ацетиленовый баллон окрашивается белой краской с красной
надписью «Ацетилен». Он рассчитан на рабочее давление 15 кГ1см2.
Вентиль изготовляется нз малоуглеродистой стали и открывается с
помощью торцового ключа. Баллоны заполняют древесным
активированным углем и на 30—40% заливают ацетоном, в котором
ацетилен растворяется. Баллон емкостью 40 л воды при давлении
15 кГ/см2 вмещает около 5500 л ацетилена.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
КИСЛОРОДНЫХ И АЦЕТИЛЕНОВЫХ
БАЛЛОНОВ
Характеристика баллона
Тип по ГОСТ 949—57
Предельное рабочее
давление, ата
Испытательное давление,
ата
Состояние газа в
баллоне
Цвет окраски баллонов
Надпись на баллоне
Цвет надписи
Количество газа в
баллоне, л
Жидкостная емкость, л
Высота баллона, мм
Диаметр баллона, мм
Толщина стенкн, мм
Вес баллона без газа, кг \
Тип баллона
кислородный
А
150
225
Сжатый
Голубой
Кислород
Черный
6000
40
1390
219
8
67
ацетиленовый
В
16
30
Растворенный
Белый
Ацетилен
Красный
5520
40
1390
219
7
52
АЗОТ
Азот (N2) — негорючий н не поддерживающий горение газ без
цвета н запаха; температура кипения минус 195,6е С; плотность —
0,967 г/см3; температура плавления: минус 210е С; критическая
температура — 147,2° С; критическое давление — 33,5 ата.
При обычных условиях азот химически инертен н не вступает
в соединение с другими элементами. Прн высоком давлении н в
присутствии катализатора азот взаимодействует с водородом,
образуя аммиак.
Азот получают фракционной перегонкой жидкого воздуха. Он
применяется как нейтральный газ для исключения возможности
вспышек и взрывов в резервуарах.
186
Азот транспортируется в баллонах под давлением 150 ата, а
сами баллоны испытываются прн 225 ата и окрашиваются в
черный цвет. Вдоль баллонов делается надпись «Азот» желтыми
буквами (высота букв 60 мм) и коричневая полоса шириной 25 мм по
диаметру верхней части баллонов.
Азот применяется так же, как инертный газ в
гидроаккумуляторах, пневмо- или гидроамортизаторах. Высокая инертность азота
предохраняет аккумуляторы и амортизаторы стоек шасси самолетов,
работающие под высоким давлением, от взрыва паров жидкостей,
которые заполняют эти устройства, например паров жидкости
Герметичность соединений агрегатов азотной системы и
трубопроводов контролируют путем замера величины падения давления
азота в аварийных баллонах систем торможения и флюгировання.
Проверка производится в следующем порядке: заряжают
азотом баллон аварийного торможения до давления 130—1160 кГ/см2, а
баллон аварийного флюгнрования — до давления 60—70 кГ/см2;
через 5—10 мин после зарядки записывают давление в обоих
баллонах и температуру окружающего воздуха. Затем делают выдержку
в течение одних-трех суток, во время которой не работают ни
одним из агрегатов азотной системы. Потом вновь записывают
давление и температуру окружающего воздуха. Если разница между
температурами в начале н конце выдержки не превышает 3е С, то
падение^ давления определяют по разнице давлений. Если разница
более 3е С, вносят поправку в показания манометров в конце
выдержки, подсчитав ее по формуле
' - 273 + ^a,
Рпк-Рк 273+^ ,
где Рик—исправленное конечное давление, кГ/см2;
Рк— конечное давление, кГ1см2, замеренное при температуре
^иач — температура окружающего воздуха в начале выдержки,
tK~температура окружающего воздуха в конце выдержки,
Падение давления в этом случае определяют как разницу
давлений в начале выдержки и исправленного конечного давления.
Герметичность азотной системы считается нормальной, если за
сутки давление в баллоне аварийного торможения падает на величину
не более 6 кГ/смг, а в баллоне аварийного флюгнрования — не
более 3 кГ1см2:
При температурах окружающего воздуха ниже минус 30° С
допускается увеличение падения давления за сутки не более чем на
8 кГ/см2 для баллона аварийного торможения и не более чем на
5 кГ/см2 — для баллона аварийного флюгнрования.
При нейтральном положении педалей управления рулем
поворота нажимают до отказа ручку аварийного торможения, при этом
в баллоне торможения за 30 мин давление не должно падать.
Падение давления свидетельствует о негерметичности соединений
трубопроводов или агрегатов в сети аварийного торможения.
Примечание. Указанные выше цифры относятся к самолету Ил-18.
187
глава 1с[ ТОПЛИВО,
СМАЗОЧНЫЕ МАТЕРИАЛЫ И
СПЕЦИАЛЬНЫЕ ЖИДКОСТИ
СОРТА ТОПЛИВ
ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
В Советском Союзе и за рубежом в настоящее время применяются
три типа топлив:
1) керосины, выкипающие при температурах 140—280° С;
2) топлива широкого фракционного состава с включением
бензиновой, лигроиновои и керосиновой фракций, выкипающие прн
температурах 60—280е С;
3) топлива для сверхзвуковых самолетов утяжеленного
фракционного состава с низким давлением паров и высокой термической
стабильностью.
Топливо Т-1-—керосиновая фракция, получаемая прямой
перегонкой из малосернистых нефтей; ТС-1 — облегченная керосиновая
фракция, получаемая прямой перегонкой из сернистых нефтей;
Т-2 — широкая бензнно-кероснновая фракция, получаемая прямой
перегонкой нефтей. Эти топлива обеспечивают нормальную работу
газотурбинных двигателей на различных режимах эксплуатации и
полеты на больших высотах.
Топлива широкого фракционного состава имеют существенный
недостаток, связанный с их испарением и «кипением» на больших
высотах. Их можно применять только при полетах до высоты 10—
12 км.
ОТЕЧЕСТВЕННЫЕ ТОПЛИВА
ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Физико-химяческне
показатели
Плотность при
20° С, г/см3, не
ниже
ГОСТ 10227—62
Т-1
0,800
ТС-1
0,775
Т-2
0,755
ТУ
426—55
Т-4
0,755
гост
9145—59
Т-5
0,845
ГОСТ 12308—66
Т-6
0,840
Т-7
(ТС-1Г)
0,775
188
Продолжение
Физико-химические
показатели
Фракционный
состав:
температура
начала
кипения, ° С
температура
перегонки:
10% топлива,
"С не выше
50% топлива,
° Счне выше
90% топлива,
"С не выше
98% топлива,
° С не выше
остаток и
потери, %, не
более
Вязкость
кинематическая, ест:
при 20° С
при —40° С,
не более
Кислотность, мг
КОН на 100 мл
топлива, не более
Температура
вспышки, ° С, не
ниже
Температура
начала
кристаллизации, ° С, не выше
йодное число, г
иода на 100 г
топлива, не более
Содержание
ароматических
углеводородов, %,
не более
- Содержание
фактических смол,
мг на 100 мл
топлива, не более
Содержание
серы, %, не более
ГОСТ 10227—62
Т-1
<150
175
225
.270
280
2
>1,5
16
0,7
30
-60
2,0
20
6
10
ТС-1
<150
165
195
230
250
2
>1,25
8
0,7
28
-60
3,5
22
5
0,25
Т-2
>60
145
195
250
280
2
>1,05
6
0,7
—
-60
3,5
22
5
0,25
ТУ
426-55
Т-4
>55
125
195
250
280
■
2
>1,0
6
1,0
,
—
—60
30
30
15
0,4
ГОСТ
9145-59
Т-5
<195
225
—
—
315
2
<5,0
60
1,0
-60
3,5
22
8
0,1
ГОСТ 12308-66
Т-6
«195
225
—
—
315
—
<4,5
60
0,5
—
—60
1,0
10
6
0,05
Т-7
(ТС-1Г)
<150
165
195
230
250
—
>1,25
8
0,5
28
—60
0,5
22
4
0,05
189
Продолжение
Физнко-химическне
показатели
в том числе
меркаптано-
вой, не более
Содержание
механических
примесей и воды
Содержание
водорастворимых
кнелот н щелочей
Испытание на
медную пластинку
Зольность, %,
ке более
Теплота
сгорания, ккал/кг, не
менее
Термостабильность при 150° С
в течение 4 ч:
осадок в мг
на 100 мл
не более
нерастворимые смолы
Высота некоп-
тящего пламени,
мм, не более
Давление
насыщенных паров,
мм рт. ст., не
более
ГОСТ 10227-62
Т-1
ТС-1
0,005
Т-2
0,005
ТУ
426-55
Т-4
■
гост
9145-59
Т-5
ГОСТ 12308-66
Т-6
сутствует
Т-7
(ТС-1 Г)
0,001
Отсутствуют
Отсутствуют
Выдерживают
0,003
Ю 250
0,003
10 250
0,003
10 300
Не нормируется
Определение
обязательно
20
—
25
—
25
100
0,005
10 250
—
—
—
150
0,005
10 250
—
—
—
—
0,003
10 300
6,0
—
20
—
0,003
10 300
6,0
ствуют
25
ТОПЛИВА ДЛЯ ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ США
Физико-химические показатели
Плотность при 20° С, г/см3
Фракционный состав:
температура начала
кипения, "С, не ниже
Т90
1р-1
0,78-
-0,83
1р-3
1р-4
1р-5
0,72-
-0,80
70
0,74—
—0,82
65
1р-б
0,78-
0,85
0,78—
-0,85
121
Продолжение
ФизиКо-химические показатели
1р-1
1р-3
1р-4
1р-5
1р-6
температура перегонки
10% топлива, ° С, не
выше
температура перегонки
20% топлива, ° С, не
выше
температура перегонки
50% топлива, ° С, не
выше
температура перегонки
90% топлива, "С, не
выше
температура конца
кипения, °С, не выше
остаток и потери, %, не
более
Вязкость кинематическая,
ест:
при —34° С
» —40° С
Бромное число, г брома
на 100 г топлива, не более
Температура начала
кристаллизации, °С, не выше
Содержание
ароматических углеводородов, %. не
более
Содержание серы, %. не
более
в том числе меркапта-
новой, %. не более
Содержание олеиновых
углеводородов, %, не более
Содержание воды, мл/л,
не более
Теплота сгорания, ккал/кг,
не более
Содержание смол,
ли/100 мл:
фактических, не более
потенциальных, не
более
Давление насыщенных
паров, мм рт. ст.
Испытание на медную
пластинку
210
225
300
3
10
-60
20
0,2
0,005
5,0
1,0
10160
116
177
243
315
3
121
144
187
243
288
3
210
5,0
-60
25
0,4
0,005
5,0
1,0
10270
7
14
260-380
5,0
-60
25
0,4
0,001
5,0
1,0
10220
7
14
100—150
Выдерживают
16,5
5,0
-60
25
0,4
0,001
5,0
1,0
10160
7
14
—
288
. 3
191
Физико-химические показатели
Температура вспышки, ° С,
не ниже
Высота некоптящего
пламени, мл, не ниже
1р-1
40
1р-3
—
1р-4
—
Продолжение
1р-б
60
20
ip-6
—
Примечания. 1. Точка дымления в Англии и США является
характеристикой нагарообразующей способности для топлив ГТД: по английским
спецификациям допускается ие ниже 18 мм и по спецификациям США — не
ниже 20 мм.
Для отечественных топлив точка дымления находится в пределах от 20
до 25 мм для керосина и 23—28 мм для топлнв типа облегченного керосина.
2. Коэффициент дымления и летучести применяется в Англии и США
для оцеикн нагарообразующей способности топлив типа широкой фракции и
вычисляется по формуле
ВДЛ=В+0.42 CmAeQ,
где КДЛ — коэффициент дымления и летучести;
В — точка дымления, мм;
С — количество фракций, выкипающих до 204,4°С, % объемных.
По спецификации Англии величина коэффициента дымления и летучести
должна быть не ниже 52.
КЛАССИФИКАЦИЯ И НАЗНАЧЕНИЕ
НЕФТЯНЫХ ТОПЛИВ
ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Топливо
Типа бензина
» широкой
фракции
Гнпа керосина
»
керосина-газойля
Марка
1р-3
Т-2, Т-4,
1р-4
Т-1, ТС-1,
Т-7, 1р-1,
Ip-5, Ip-6
RI-1
Тип двигателя
ТРД, ТВД
ТРД, ТВД
ТРД, ТВД,
ДТРД,
ТРДФ
ПВРД
Тип
летательного
аппарата
Самолет
Самолет,
вертолет
То же
Крылатые
ракеты
«is
Sue
800
600-
—800
1200-
-2400
_.
3600—
—4600
05 «Г
О Е
Sun
10
11
15-25
30—35
Примечание. За рубежом наибольшее количество сортов нефтяных
топлив имеется в США. Они широко используются и в других
капиталистических странах. Английские, французские, канадские, шведские, итальянские
сорта топлив напоминают американские как по характеристикам, так и по
условиям применения.
192
ПУСКОВЫЕ ТОПЛИВА
ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Для облегчения запуска двигателей при отрицательных
температурах окружающего воздуха часто применяют специальные nycj
ковые топлива — неэтилированные авиационные бензины с добавкой
1% авиационного масла илн их смеси с основным топливом
(табл. 10.1).
Таблица 10.1
Пусковые топлива для газотурбинных двигателей
Показатель
Фракционный состав:
температура начала кипения, ° С
температура перегонки:
10% топлива, °С
50% » »
90% » • »
98% » »
Давление насыщенных паров, мм
рт. ст.
Б-70
(СССР)
47
69
100
141
163
360
(DERD-2485
Англия)
75
105
135
180
300-380
M11-F-5572
(США)
75
108
135
180
300-380
АВИАЦИОННЫЕ БЕНЗИНЫ
Промышленностью выпускаются следующие сорта авиационных
бензинов: Б-100/130, Б-95/130, 5-91/115, Б-70 (все по ГОСТ 1012—54)
н БА (ГОСТ 5760—51), равноценные американскому бензину
П5/145.
Бензин Б-100/130 получают смешением бензина каталитического
крекинга с высококачественными компонентами. Базовыми для
бензина Б-95/130 служат как бензины каталитического крекинга, так
и бензины прямой перегонки, для бензинов Б-91/115 и
Б-70—бензины прямой перегонки.
Кроме того, применяется бензин смесевой СБ-78 (ТУ 4-60). Этот
сорт бензина имеет такой состав (% объемные): 25% Б-91/115 +
+ 75% Б-70 или 20% Б-95/130 + 80% Б-70.
Бензины применяются: Б-95/130 — на двигателях АШ-82 всех
модификаций, Б-91/115 — на АШ-62ИР и АИ-26В всех
модификаций, СБ-7,8 —на АИ-14ВФ, Б-70 —на АИ-14Р.
В зарубежных аэропортах самолеты Ил-14 и Ил-12 разрешается
заправлять бензином сорта 100/130, а самолеты Ан-2 и Ли-2 —
бензином сорта 91/96.
АНТИДЕТОНАТОРЫ
В качестве антидетонатора к бензинам добавляется тетраэтил-
свинец (ТЭС) РЬ (С2Н5Ь, представляющий собой бесцветную,
очень ядовитую жидкость. При 20° С его плотность равна
7 Александров В, Г, 193
Состав этиловых жидкостей
Таблица 10.2
Компонент
Тетраэтилсвинец, %, не
менее
Бромистый этил, %, не
менее
Диброметан, %, ие менее
Дибромпропан, %, не
менее,
а-монохлорнафталин, %
Красители, 7с
Наполнитель (бензин)
СССР
F
1-ТС
54 58
33 —
— 36
6,8 —
0,1 0,5
Остальное до 100%
Г. n-2j?
55
34,4
5,5
0,1
США,
Англия
1-Т
61,41
35,68
0,05
1,652 г/см3, а при 200° С он кипит и одновременно разлагается. ТЭС
замедляет процесс образования взрывчатых перекисей.
Малая добавка ТЭС (до 2,5—3,3 мл/кг) весьма эффективна
(рис. 10.1). Дальнейшее увеличение его содержания мало
повышает детонационную стойкость и в то же время отрицательно влияет
на надежность работы двигателя из-за больших отложений свинца.
ТЭС вводится в бензины в составе этиловой жидкости в смеси
с «выносителямн». Реагируя с «выносителями», металлический
свинец и окись свинца после сгорания превращаются в летучие при
высокой температуре соединения и удаляются из двигателя вместе
с продуктами сгорания. В качестве «выносителей» используются
галоидоалкнлы (С2 Н5 Вг и С2 Н4 Вг2).
В состав бензинов вводят этиловые жидкости Р-9, 1-ТС и П-2
(табл. 10.2).
При длительном хранении бензина ТЭС постепенно окисляется,
разлагается н вступает в реакцию с продуктами окисления
углеводородов. Вследствие этого образуется белый осадок, нарушающий
а) &
Рис. 10.1. Зависимость
октанового числа (ОЧ)
на бедных смесях (а) и
сортности на богатых
смесях (б) базовых
бензинов от содержания
в них тетраэтилсвинца:
1 — Б-100/130; 2 — Б-95/130;
Сш,ил/кГ ■ 0 % 2 С^мп/кГ 3 - Б"91/115; 4 - Б-70 <Б59>
194
нормальную работу топливной аппаратуры. Разложение ТЭС
приводит также к возникновению в двигателе детонации. Для
повышения стабильности ТЭС в бензин добавляется антиокислительная
присадка — параоксидифениламин в количестве 0,004—0,005%.
ОБВОДНЕНИЕ ТОПЛИВ
Все топлива обладают способностью поглощать из воздуха
влагу. Количество растворенной в топливе воды зависит от
температуры и относительной влажности воздуха (рис. 10.2, 10.3).
Появление кристаллов льда в топливе может происходить
также и в результате осыпания инея со стенок баков, когда последние
неполностью заправлены. При этом инея будет тем больше, чем
меньше топлива в баках, т. е. чем больше свободного объема в них.
Влага вследствие понижения температуры образуется также и на
поверхности охлажденного топлива. Причем, влага замерзает не
сразу, а вначале проникает в топливо и только через некоторый
промежуток времени, когда она значительно охладится, начинается
процесс образования льда.
Применение топлива, содержащего кристаллы льда, приводит
к закупорке фильтров и прекращению подачи топлива в двигатель.
Для предупреждения образования кристаллов льда в топливо
добавляют специальные присадки: жидкости И, ТГФ и др.
Обезвоживание бензинов осуществляется отстаиванием в
резервуарах. Топливо для облегчения обезвоживания подогревают до
50—60° С, после чего ему дают отстояться.
СЕЗОННЫЕ СОРТА ГОРЮЧЕ-СМАЗОЧНЫХ
МАТЕРИАЛОВ
Переход на сезонные сорта горюче-смазочных материалов
(ГСМ) обусловлен их физико-химическими свойствами, в частности
0 20 W ВО 80 100
Относительная влажность'/.
Рис. 10.3. Зависимость
содержания растворенной воды в
топливе Т-1 от относительной
влажности воздуха при
различных температурах
7* 195
им/и
1 0012
& 0,008
Ы 0004
0
4^
^^
и
Ау,
У3
Х/У
к
to 20 t;c
Рис. 10.2. Зависимость
содержания
растворенной воды в топливах от
температуры:
/ — бензин; 2 — топливо
широкой фракции; 3 —
облегченный керосин; 4 — керосин
вязкостью и температурой застывания, фракционным составом и
температурой кристаллизации. Зимние сорта ГСМ и специальных
жидкостей по сравнению с летними имеют, как правило, более
легкий фракционный состав, меньшую вязкость и более низкую
температуру застывания, что обеспечивает надежную работу
авиационной техники в зимних условиях. Сроки перехода на сезонные сорта
ГСМ проводятся в период подготовки авиационной техники к
сезонной работе. Рекомендуется, если позволяют температура
окружающего воздуха и условия работы, замену ГСМ на сезонные
марки проводить по выработке их срока наработки. В арктических
районах в течение всего года применяются зимние сорта горючего
и масла. В Туркестане и Закавказье, где не наблюдается низких
температур, круглый год используются летние сорта ГСМ.
Установлено, что топливо свободно прокачивается через
фильтры тонкой очистки топливной системы при температуре на 10° С
выше температуры замерзания, т. е. если топливо замерзает при
—60° С, то оно свободно проходит через тонкие фильтры при
температурах до —50° С. Низкая температура замерзания топлив для
ГТД требуется из соображений охлаждения топлив не только на
земле, но и в баках во время длительного полета. Поэтому для
высотных полетов допускаются топлива с температурой начала
кристаллизации не выше —60е С.
ЖИДКОСТИ «И» (ЭТИЛЦЕЛЛОЗОЛЬВ) И ТГФ
Для предупреждения закупорки топливных фильтров
кристаллами льда применяют жидкость «И». Она бесцветна, обладает
слабым эфирным запахом, выкипает в пределах 128—138° С, имеет
плотность при 20° С, равную 0,93—0,95 г/см3. Количество этилцел-
лозольва, добавляемого в топливо, зависит от длительности полета
самолета и температуры окружающего воздуха и составляет 0,1—
0,3% (по объему). Действие его в топливе сохраняется до одного
года при условии тщательного предохранения топлива от
попадания влаги.
Смешение топлива с жидкостью «И» производится на складах
ГСМ, а потребное количество подсчитавается по формуле
VT
эт 100
где V3t—количество этилцеллозольва, л;
п — концентрация этилцеллозольва в топливе, °/о (по
объему);
VT—количество топлива в емкости, л.
Перед добавлением этилцеллозольва к топливу рекомендуется
вначале составить его концентрат, руководствуясь тем. что этилцел-
лозольв хорошо растворяется в топливе в количестве не более 5%-
Подсчитанное по вышеприведенной формуле количество
этилцеллозольва закачивается в топливозаправщик, предварительно
заполненный топливом, и содержимое в нем перемешивается в
течение 15—20 мин, а затем полученный концентрат перекачивается в
емкость с заданным количеством топлива и перемешивается до тех
пор, пока содержимое не проциркулирует через насос не менее 2 раз.
196
Время, потребное для перемешивания, подсчитывают по
формуле
2VT
t= ——- мин ,
где W — производительность насоса, л/мин.
Тетрагидрофурфуриловый спирт (жидкость ТГФ)
рекомендуется использовать наравне с этилцеллозольвом и в тех же
соотношениях
ВОДОЧУВСТВИТЕЛЬНАЯ БУМАГА
Такая бумага приготовляется по следующим рецептам.
1 рецепт. В фарфоровой чашке нагревают одну весовую часть
сахара до побурения, затем при непрерывном помешивании
прибавляют четыре весовые части глицерина, нагретого до кипения, и
потом добавляют 2,0—i2,5% (от суммы веса сахара и глицерина) дву-
хромовокислого калия (хромпика), измельченного в порошок. При
введении хромпика горелку отставляют, затем смесь вновь
нагревают и размешивают в течение 2—3 мин. Во избежание вспышки
паров смесь следует нагревать осторожно. Полученную смесь в
горячем состоянии наносят кисточкой на пергаментную бумагу и после
высыхания разрезают ее на полоски длиной 20—25 см и шириной
10—15 мм.
2 рецепт. Приготовляют смесь, состоящую из 10 Г пшеничной
муки и 15 Г глицерина, тщательно перемешивают и подкрашивают
фиолетовыми чернилами (15—20 капель). Готовую смесь наносят
на пергаментную бумагу, которую после высыхания разрезают на
полоски.
Для определения наличия воды в топливе можно также
использовать марганцовокислый калий, несколько кристалликов
которого заворачивают в кусочек сухой марли и погружают на дно
резервуара с топливом. При наличии воды в топливе марлевый
мешочек окрасится в малиново-фиолетовый цвет.
Водочувствительную бумагу рекомендуется хранить в сухой и
герметически закрывающейся таре.
МАСЛА ДЛЯ ГАЗОТУРБИННЫХ
ДВИГАТЕЛЕЙ
Масла для ТРД. В ТРД смазываются главным образом
шариковые и роликовые подшипники, на которых располагаются вал и
некоторые вспомогательные механизмы, не определяющие
требования к качеству масла. Смазка осуществляется путем непрерывной
циркуляции масла в двигателе. Из бака масло под давлением (2—
4 кГ/см?) подается по маслопроводам к подшипникам и там
форсункой разбрызгивается на трущиеся поверхности, а стекающее
масло откачивается насосом в бак. Масло в ТРД не соприкасается
с зоной горения, поэтому потери его значительно меньше, чем в
поршневых двигателях, н происходят только через систему суфли-
197
Таблица 10.3
Основные физико-химические свойства нефтяных масел для ТРД
Показатель
Е-
О
g~
—и?
СО 1
Sife
SS
Е-
о
о
С"?
5 1
tife
SS
Е-
"о
о ^
Е-" но
Е-
О
11
МС-6 (ГОСТ
11552—65)
Вязкость кинематическая.
ССТ'
' при 50° С
» 20° С, не более
» —40° С, не более
Отношение
кинематических вязкостен при —20° С
и 5Q°C, не более
Кислотность, мг КОН на
1 г масла, не более
Вязкость кинематическая
при -—40° С после испарения
(по ГОСТ 10306—62) в
течение 2 ч при 150° С,
скорости подачи воздуха 1,5 л/мин
и остаточном давлении
198 мм рт. ст. ест, не более
Стабильность после
окисления **:
количество осадка, %.
не более
кислотность мг КОН на
1 г масла, не более
Зольность, %, не более
Содержание:
серы, %, не- более
водорастворимых
кислот и щелочей
механических примесей
воды
Температура, с С:
вспышки в закрытом
тигле, не ниже
застывания, не выше
Натриевая проба с под-
окислением, баллы, не
более
Анилиновая точка, с С, не
ниже
Не
ниже
8,3
30
Около
8500*
60
0,04
Не
ниже
8,3
30
60
0,04
0,1
0,35
0.05J
0,14,
0,15
0,60
0,05
0,14
Не
более
9,6
37,3
6,0—
—6,3
19
3300
46,5
0,05| 0,04
5600
0,35
0,05
6,0-6,3
18
1700
30*
Отсутствуют
0—0,1
0,35
0,05
0,14,
0,04
Не
нормируется,
определение
обязательно
Отсутствуют
Отсутствует
135
-55
2
79
135
-55
2
79
135
-45
140
—60
2
60
Отсутствует
0,15
0,05
0,7
140
—55
80
198
Продолжение
Показатель
Коррозия на пластинках
из свинца марки С1 или С2
(ГОСТ 3778—56), г/ж2, не
более
Плотность при 20° С,
г/см3, не более
МК-8 (ГОСТ
6457-66)
0,885
МК-8П (ГОСТ
6457—66)
0,885
Трансформаторное (ГОСТ
9S2-56)
—
МК-6 (ГОСТ
10328-63)
30
0,90
МС-6 (ГОСТ
11552—65)
5
0,860
* По фактическим данным.
** Стабильность масла МК.-8П ' определяли по ужесточенному методу в
приборе ВТИ по ГОСТ 981—55 при 175°С и подаче в пробирку воздуха в
количестве 3 л/ч.
рования. Этим объясняется малая емкость масляных баков (не
более 10—15 л).
Для смазки ТРД применяют маловязкие нефтяные масла (6—
8 ест прА 50° С) с низкой температурой замерзания (—45, —60° С).
Это трансформаторное масло и специальные сорта масел: МК-8,
МК-8П, МК-6, МС-6 с антиокислительными присадками (табл. 10.3).
Масло МК-6 получают сернокислотной очисткой масляного
дистиллята узкого фракционного состава. Оно улучшено за счет
удаления ароматических углеводородов. При эксплуатации ТРД с
маслом МК-6 надежный запуск без подогрева осуществляется до
температуры —37° С.
Масло МС-6 получают из сернистой нефти. Оптимальный
фракционный состав его установлен 300—370° С. Для улучшения
термоокислительной стабильности в масло МС-6 вводят 0,2%
антиокислительной присадки ионол.
Масла МК-6 и МС-6 по сравнению с маслом МК-8 обладают
лучшими эксплуатационными свойствами: меньшей вязкостью при
■—40° С, более пологой вязкостно-температурной кривой и более
низкой температурой застывания.
М а.с л о МК-8 получают из различных отечественных нефтей
путем подбора оптимального фракционного состава масляных
дистиллятов и глубокой сернокислотной, селективной или карбомид-
ной очисткой. Существенным недостатком этого и
трансформаторного масел является недостаточная стабильность их фракционного
состава, приводящая к ухудшению вязкостно-температурных и
пусковых свойств, что ухудшает запуск ТРД при температуре воздуха
ниже —25° С.
Масло МК-8П. В ТРД температура масла на входе и
выходе достигает соответственно 120 и 150° С и масло МК-8 без
присадок интенсивно окисляется. Поскольку отложение продуктов
глубокого окисления затрудняет эксплуатацию ТРД, возникла необходи-
199
мость в улучшении термоокислительной стабильности масла МК-8.
Для этого в него ввели присадку ионол. Масло МК-8 с 0,6% ионо-
ла стало обозначаться МК-8П.
Масла для ТВД. В ТВД условия работы масла более жесткие,
чем в ТРД, так как кроме подшипников качения смазывается и
редуктор, через который газовая турбина приводит в движение
воздушный винт. В шестернях редуктора развиваются большие
удельные нагрузки. Для обеспечения надежной работы такого узла
трения требуется, во-первых, масло большой вязкости и с лучшими
противоизносными свойствами, чем у масел ТРД, и, во-вторых,
обильная смазка для отвода тепла трения. В ТВД прокачка масла
в 3—4 раза больше, чем в ТРД (60—130 л/ч).
ТВД смазываются смесью дистиллятных маловязких масел с
остаточными высоковязкими маслами, обладающими хорошей
смазывающей способностью (табл. 10.4).
Обезвоживание масла. Масло обезвоживают путем подогрева
до 70—80° С в течение нескольких часов, после чего дают
отстояться. Если вода в масле после этого останется, его необходимо на-
Таблица 10.4
Технические требования на масляные смеси для ТВД
Показатель
Плотность при 20° С, й/сж3
Вязкость кинематическая, ест,
при:
100° С, не менее
50° С, » »
—35е С, не более
Температура, °С:
вспышки в открытом тигле,
не ниже
застывания, не выше
Кислотность, мг КОН на 1 г
масла, не более
Зольность, %, не более
Коксуемость, %, не более
Содержание:
воды
водорастворимых кислот и
щелочей
механических примесей
Смесь 75% масла
МК-8 или
трансформаторного и 25%
МС-20 или МК-22
0,8—0,9
4,0
15
4500
135
—40
0,005
0,005
0,15
Отсутс
Отсутс
Отсутс
Смесь 25% масла
МК-8 или
трансформаторного и
75% МС-20 или
М.К-22
0,8—0,9
10,0
55
■—
150
-20
0,100
0,005
0,45
твует
твуют
твуют
Примечания. 1. ТВД, заправленные смесью масел МК-8 и МС-20 или
МК-22, разрешается дозаправлять смесью трансформаторного масла и МС-20
нлн МК-22.
2. При изготовлении смеси масла берут по объему.
3. Смешение производится при температуре 15—20°С при тщательном
перемешивании в течение 20—25 мин.
200
греть до 105—110° С и выдерживать при этой температуре до тех
пор, пока вся вода не испарится. Обводненное масло при
нагревании' до 100° С сильно пенится, поэтому ему надо дать отстояться
ПрИ 70—80е С, удалить отстой и только после этого можно
продолжать нагрев до 105^-110е С.
СОРТА ЗАРУБЕЖНЫХ НЕФТЯНЫХ МАСЕЛ
ДЛЯ ТУРБОРЕАКТИВНЫХ ДВИГАТЕЛЕЙ
В США и Англии для смазки дозвуковых ТРД применяют по
два сорта масел, значительно отличающихся друг от друга
эксплуатационными свойствами: в США — сорта 1010 и 1005 по
спецификации MIL-0-6081, в Англии — по спецификациям DERD-2490 и
DERD-2479 (последнее при —40° С замерзает и превращается в
твердую массу).
Во Франции для ТРД, кроме масла Air-3512, применяют масла
Air-3516 вязкостью 10 ест при 38° С (по свойствам соответствующее
американскому маслу сорта 1010) и Air-3515 вязкостью 3 ест при
100° С (соответствующее английскому маслу DERD-2479 (0).
В Канаде используют масло по спецификации 3-GR-38
(соответствующее американскому маслу сорта 1010).
Применяемые в СССР, США и Англии масла по основным
свойствам близки между собой и могут быть взаимозаменяемы
(табл. 10.5).
Таблица 10.5
Основные свойства зарубежных и отечественных нефтяных масел
Показатель
Вязкость кинематическая, ест:
при 100° С
» 50° С
» —40° С
Температура, ° С:
вспышки в закрытом тигле
застывания
Плотность р4
Кислотность, мг КОН на 1 г масла
Стабильность при окислении
воздухом при 175° С в течение 10 ч:
количество осадка, %
кислотность, мг КОН на 1 г
масла
Турбойль-З
(DERD-
2490)
Англия
2,81
7,56
8000
153—
50
0,870
0,12
2,10
3,46
Турбойль-2
(M1L-0-
6081В)
США
2,43
6,83
3000
132—
60
0,893
0,01
0,12
0,69
!i
СССР
2,80
8,30
8500
135—
56
0,884
0,04
2,69
3,66
201
Вследствие несовместимости и возможного разрушения
резиновых прокладочных материалов дозаправлять масляные системы
советских самолетов с ТРД синтетическими маслами DERD-2487 и
MIL-L-7808 не разрешается.
ВЗАИМОЗАМЕНЯЕМОСТЬ ОТЕЧЕСТВЕННЫХ
И ЗАРУБЕЖНЫХ СОРТОВ МАСЕЛ
При заправке и дозаправке отечественных самолетов в
зарубежных аэропортах применяют те сорта масел, которые по своим
физико-химическим свойствам соответствуют отечественным сортам.
В Англии на самолетах с ТРД применяют следующие сорта
масел: минеральные DEngRD-2490, DERD-2479/0, DERD-2480 и
синтетическое DEngRD-2487; в США: минеральные МИ-0-6081В сорт
1010, МП-6081В сорт 1005 и синтетическое Mil-L-7808C.
При заправке масляных систем отечественных самолетов с ТРД
разрешается использовать сорта масел DEngRD-2490 или Mil-0-
6081В сорт 1010.
Масло DEngRD-2490-имеет международное обозначение ОМ-11
и обозначение- фирмы «Шелл» — Turbine oil-3, масло МП-0-6081В
сорт 1010 имеет международное обозначение ОМ-10 и обозначение
фирмы «Шелл» — Turbine oil-2 (табл. 10.6).
В зарубежных странах на самолетах с ТВД применяют масла
DERD-2479/0 (без присадки) и DERD-2479/1 (с присадкой,
выдерживающей большие давления), а также синтетические масла
DEngRD-2487 и MU-L-7808C.
Минеральные масла СССР, применяемые на самолетах с ТВД,
отличаются по качеству от зарубежных сортов масел. Поэтому при
дозаправке отечественных самолетов с двигателями АИ-20 в
зарубежных аэропортах необходимо применять смеси следующих
минеральных масел: 75% Mil-0-60818 сорт 1010 (США) или DEngRD-2490
Таблица 10.6
Основные свойства зарубежных масел
Показатели
Вязкость кинематическая, ест, при:
37,8е С, не менее
98,9° С, » ~ »
—26е С, не более . .
—40е С, » »
Кислотность, мг КОН на 1 г масла, не
Зольность, %, не более . . .
Содержание серы и водорастворимых
ОМ-И
13
—
1250
8000
0,3
0,01
ом-ю
10
2,5
—
3000
0,1
кислот и щелочей
Температура застывания, ° С, не выше
Отсутствуют
45,6 —57
202
(Англия) и 25% Mil-L-6082B сорт 1100 (США) или DEngRD-2472
сорт В/О (Англия); при дозаправке самолетов с двигателями НК-12
необходимо применять минеральное масло DERD-2479/0 или смеси
масел: 25% МП-0-6081В сорт 1010 (США) или DEngRD-2490
(Англия) и 75% Mil-L-6082B сорт 1100 (США) или DEngRD-2472 сорт
В/О (Англия).
Не разрешается отечественные самолеты с ТРД и ТВД заправт
лять и дозаправлять зарубежными синтетическими маслами.
МАСЛА ДЛЯ ПОРШНЕВЫХ ДВИГАТЕЛЕЙ
Для смазки поршневых двигателей применяют остаточные
масла МС-14, МС-20, МС-20С и МК-22 (С — селективная очистка, К —
кислотно-контактная). Вязкость этих масел обычно 14—25 ест при
100СС. В них могут содержаться присадки — депрессорпые,
антиокислительные, антикоррозионные и противопенные (табл. 10.7).
Масла МС-20 и МК-22 практически равноценны, ввиду этого
при дозаправках самолетов их можно смешивать в любых
соотношениях.
Все эти масла имеют неудовлетворительные
низкотемпературные свойства. При температурах наружного воздуха ниже —5° С
двигатель запускается плохо, так как смазка застывает. Резко
возрастает крутящий момент и не обеспечивается нормальная
циркуляция масла.
Таблица 10.7
Основные физико-химические свойства масел
для поршневых двигателей (ГОСТ 1013—49)
Показатель
Вязкость кинематическая при
100е С, ест, не более
Коксуемость, %, не более
Кислотность мг КОН на 1 г масла,
не более
Зольность, %, не более
Содержание:
водорастворимых кислот и
щелочей
механических примесей
воды
Температура вспышки
(определяемая в приборе Мартенс-Пенского),
е С, не ниже
Температура застывания, е С, не
выше
Плотность, г/см3, не выше
МС-14
14
0,45
0,25
0,003
200
—30
0,890
МС-20
20
0,3
0,05
0,003
МК-22
Эгсутствуют
Отсутствуют
Отсутствует
225
—18
0,895
22
0,7
0,1
0,004
230
-14
0,905
203
В зимнее время для облегчения запуска двигателя масло
разжижают бензином. В результате этого температура застывания
масла понижается примерно на 10° С и запуск улучшается при
температуре —25—30° С. После запуска бензин из разжиженного масла
через 10—15 мин испаряется и вязкость масла восстанавливается.
При температурах ниже —25—30е С масло после полетов из
масляной системы сливают, а перед запуском подогревают до 90—105° С
в маслозаправщике.
СИНТЕТИЧЕСКИЕ МАСЛА
Масло ВНИИ НП-4у-2 (табл. 10.8) изготовляют на нефтяной
основе с введением в него синтетических компонентов и различных
присадок. Оно превосходит чисто нефтяные масла по основным
показателям: низкотемпературным, противоокислительным, смазочным
и позволяет запускать двигатели без подогрева до температур
порядка —25 -г- —40° С.
Высокое качество синтетических масел обеспечивает им
длительную работоспособность в ТВД без замены и увеличение
ресурса двигателей за счет меньшего износа узлов трения.
Вследствие агрессивности некоторых из синтетических масел,
например ВНИИ НП-7 по отношению к резинам, требуется
применение специальной маслостойкой резины. Эти масла ядовиты при
попадании их на кожу или в организм.
Качество этих масел при работе изменяется незначительно,
главным образом снижается вязкость вследствие механической
деструкции содержащихся в них вязкостных присадок. Например, у
масла ВНИИ НП-4у-2 в процессе работы в двигателе АИ-20 в
течение 100 ч вязкость при 100° С снижается с 9 до 6 ест. Однако это
снижение компенсируется некоторым повышением вязкости из-за
испарения масла.
ГИПОИДНЫЕ МАСЛА
Для смазки редукторов и валов трансмиссий вертолетов
применяют гипоидные масла, представляющие собой смесь смолки и
маловязкого дистиллята (веретенного) с добавкой 0,5% депрессато-
ра-присадки, понижающей температуру застывания и улучшающей
текучесть при низких температурах.
Гипоидные масла (табл. 10.9) содержат 1,5—3,5% серы. Они
хорошо1 предотвращают схватывание металлов при высоких
нагрузках, но окислительный износ зубьев шестерен несколько
повышенный. Это объясняется тем, что образующиеся в процессе трения
пленки, предотвращающие схватывание, легко отслаиваются и
уносятся маслом.
ТЕХНИЧЕСКИЕ И ПРИБОРНЫЕ МАСЛА
Для смазки отдельных узлов, агрегатов и приборов применяют
специальные масла (табл. 10.10), удовлетворяющие требованиям
работы этих узлов, агрегатов и приборов. Некоторые узлы, агрега-
204
Таблица 10.8
Основные свойства синтетических масел для ТВД
Показатель
Вязкость кинематическая, ест:
при 100° С
» —35° С
» —40° С
Вязкость кинематическая после
определения ее стабильности при
100° С по ГОСТ 10497—63, ест
Температура, ° С:
застывания
вспышки в открытом тигле
Кислотность, мг КОН на 1 г
масла
Стабильность после окисления
воздухом при 150 °С в течение
50 ч:
количество осадка, %
кислотность мг КОН на 1 г
масла
Противоизносные свойства:
на четырехшариковой машине
трения критическая нагрузка
Ркр разрушения масляной
пленки, кГ
отношение Ркр данного
масла к РКр масла МС-20
Коррозия пластинок при 150° С,
г/ж2;
из стали ШХ-15 и из сплава
АЛ-4
на латуни, не более
Масло ВНИИ
НП-4у-2
ГОСТ 10817—64
Не менее 9,0
Не более 4500
—
Не менее 6,6
Не выше —56
Не ниже 135
Не более 0,1
» » 0,1
» » 0,2
Не менее 90
—
Масло ВНИИ
НП-7
ГОСТ 12246—66
7,5—9,0
Не более 7500
Не менее 7,1
Не выше —60
Не ниже 210
Не более 0,3
» » 0,06
» » 0,60
—
Не менее 1,3
Отсутствует
5
1
ты и особенно приборы работают в условиях повышенной
влажности, интенсивных вибраций и тряски, очень широкого диапазона
температур от —70 до +120° С.
В качестве технического масла применяют масло вазелиновое
приборное МВП. Температура застывания масла —60° С, но уже
при температуре —40° С оно практически неработоспособно из-за
возрастания вяакости (рис. 10.4).
Необходимыми вязкостью и низкотемпературными свойствами,
а также испаряемостью обладают кремнийорганические жидкости
и масла на их основе. На базе этих смесей созданы масла ОКБ-122,
205
Таблица 10.9
Основные свойства гипоидных масел (ГОСТ 4003—53)
Показатель
Вязкость при 100° С, ест
Температура застывания, °С,
Содержание:
серы, %, не менее
водорастворимых кислот и
механических примесей, %,
воды
Испытание на коррозию
не выше
щелочей
не более
Норма
20,5—32,4
—20
1,5
Отсутствуют
0,1
Отсутствует
Выдерживает
Таблица 10.10
Основные свойства приборных масел
Показатель
Вязкость при
50° С, ест
Температура
вспышки, ° С, не
ниже:
в приборе
открытого типа
в приборе
закрытого типа
Температура
застывания, с С,
не выше
Зольность, %,
не более
гост
1805—51
МВП
6,3—8,5
120
—60
0,005
ТУ МХП 4216—55
ОКБ-122-4
11 — 14
160
-70
ОКВ-122-5
18—23
170
—70
ОКБ-122-14
22,5—
28,5
170
—70
ОКБ-122-16
19,0—
25,0
170
—70
обладающие низкой испаряемостью, хорошими
низкотемпературными свойствами и высокой стабильностью. Эти масла
предназначаются для смазывания приборных подшипников и узлов трения,
работающих при температурах от —60 до 120° С.
АНТИФРИКЦИОННЫЕ СМАЗКИ
^ЦИАТИМ-201 (УТВМА — универсальная, тугоплавкая,
влагостойкая, морозоустойчивая, активированная) приготовляется путем
206
Таблица 10.11
Основные свойства антифрикционных смазок
Показатель
Температура каплепаде-
ния, "С, не ниже
Число пенетрации:
при 25° С
» —60° С
Испытание на коррозию
Выделение масла из
смазки в течение 50 ч, %, не
более:
при 60° С
» 100° С
Содержание свободной
серы, %, не более
Содержание
механических примесей
Содержание воды, %, не
более
Содержание серы, %, не
менее
Зольность, %, не более
ЦИАТИМ-
201 (ГОСТ
6267—52)
170
270—320
50
4
—
0,1
ЦИАТИМ-
203 (ТУ
МНП 340—
—50)
145
235—300
25
НК-50
(ГОСТ
5573—50)
200
170—225
—
Выдерживает
—
5
0,1
—
—
0,15
Отсутствуют
Отсутствует
—
—
0,2
—
0,3
—
7,0
Графитная
(ГОСТ
3333—55)
77
>250
—
—
•—
—
3,0
—
—
загущения вазелинового приборного масла
и содержит стабилизирующую присадку. О
однородную мазь без комков от
светло-желтого до темно-коричневого цвета. Диапазон
рабочих температур этой смазки от —60 до
150°С. Смагка непригодна для узлов
трения, где рабочие температуры выше 160—
180'°С, а также для узлов трения с очень
большими удельными нагрузками. В связи
с малой концентрацией загустителя и низкой
вязкостью входящего в нее масла смазка
при длительном хранении и повышенны*
температурах склонна к синерезису.
Поэтому ее хранят в мелкой таре, чтобы масло
не выжималось под давлением
вышележащих слоев смазки, в прохладном месте.
Разновидностью смазки ЦИАТИМ-201
являются смазки: ЦИАТИМ-202,
приготовленная на более вязком минеральным
масле, в связи с чем имеет большую
температуру каплепадения и ЦИЛТИМ-203,
которая содержит противоизносную и иротивоза-
Дирную присадки, что позволяет применять
МВП литиевым мылом
на представляет собой
i,cm
80
60
W
го
-so -ио -зо t;c
Рис. 10.4.
Вязкостно-температурные
характеристики
приборных масел:
/ -- ОКБ-122-14; 2 —
МВП; 3 — ОКБ-122-4
207
V'
\\
\\
\г\
3^
ее для узлов трения с повышенным удельным давлением (узлы
автомата перекоса вертолетов).
НК-50 (СТ — самолетная тугоплавкая)-—продукт загущения
масла МК-22 натриевым мылом. В нее добавляют коллоидный графит
для повышения противоизносных и противозадирных свойств. По
внешнему виду это однородная маслянистая мазь. Смазку
применяют в узлах трения, где возникают большие удельные нагрузки и
повышенная температура: для подшипников колес шасси самолетов
и вертолетов, шлицевых соединений втулок воздушных винтов с
валом двигателя, клапанного механизма поршневых двигателей
и др.
Недостатком смазки НК-50 является то, что она при
повышенной влажности набухает и сползает с деталей, а при низких
температурах затвердевает и скалывается. Поэтому необходимо б
эксплуатации тщательно следить за узлами трения и вовремя
возобновлять или заменять смазку.
Графитная смазка (табл. 10.11) представляет собой
цилиндровое масло, загущенное 12% кальциевого мыла, приготовленного на
синтетических жирных кислотах. Она содержит 10% графита; водо-
упорна; по внешнему виду — однородная мазь от
темно-коричневого до черного цвета; применяется для смазывания высоконагружен-
ных узлов трения: осей колес шасси и др. Графитная смазка
может быть заменена солидолом при добавлении к нему 10% графита.
Перемешивать графит с солидолом необходимо при температуре не
выше 60° С.
ОКБ-122-7 изготовляется загущением смеси этилполисилоксано-
вой жидкости и масла МС-1'4 стеаратом лития и церезином;
предназначена для смазывания пар трения, работающих при малых
нагрузках, но длительное время без замены смазки при температуре
от —70 до +120° С, применяется также для смазывания
подшипников магнето поршневых двигателей.
Смазка № 6 — кремнийорганическая, применяется для
смазывания поверхностей резиновых изделий, трущихся о металл,
используется в пневмосистемях самолетов.
ЗАЩИТНЫЕ СМАЗКИ
Эти смазки (табл. 10.12) предназначаются для предохранения
металлических поверхностей от коррозии. Большинство защитных
смазок представляет собой минеральные масла, загущенные
твердыми углеводородами (церезином, парафином и др.) с различными
присадками.
ТВЕРДЫЕ СМАЗКИ
С развитием авиации появилась необходимость в эксплуатации
узлов трения, которые требуют высокой физико-химической и
термической стабильности смазочных материалов. К тому же в
некоторых узлах трения вообще исключается применение жидких или
консистентных смазочных материалов, например в глубоком вакууме,
при высоких скоростях скольжения, в радиоэлектронной аппарату-
208
Таблица 10.12
Технические нормы на защитные смазки
Показатель
Внешний вид
Цвет
Вязкость, ест:
при 50° С
» 60е С, не менее
» 100° С
Содержание свободных
щелочей, %, не более
Содержание воды
» механических
примесей, %, не более
Температура застывания,
°С, не выше
Испытание на коррозию
Температура каплепаде-
ния, ° С, не ниже
Кислотное число, мг КОН
на 1 г смазки, не более
ЦИАТИМ-
217-15
(ВТУ 627—55)
Пушечная
смазка
(ГОСТ 3005—51)
Технический
вазелин
(ГОСТ 782—53)
Однородная мазь
Темно-
коричневый
108
—
15—22
0,1
От светло- до темно-
коричневого
—
40
—
—
20
—
Отсутствует
Отсутствуют
—10
0,07
—
0,03
—
Выдерживает'
—
—
50
0,30
54
0,28
ре и т. п. Во всех этих случаях хорошие результаты дает
использование твердых смазок.
Некоторые твердые вещества имеют кристаллическую решетку
со слоистым строением, где атомы каждого элементарного слоя
решетки связаны прочными химическими связями, а сами слои
связаны между собой слабыми молекулярными силами, что обеспечивает
легкость скольжения слоев относительно друг друга. К группе
таких смазочных материалов относятся: графит, слюда, тальк, нитрид
бора, стеарат цинка, вермикулит, бура, "сульфиды молибдена,
титана, вольфрама, сульфат серебра.
Среди органических соединений в качестве твердых смазок
используют твердые парафины, мыла, жиры и жирные кислоты.
Однако низкие температуры плавления органических твердых смазок
не дают возможности применять их в сильнонагружеиных узлах
трения.
Графит — минерал серовато-черного цвета, жирный на ощупь,
чешуйчатый. Чистый углерод имеет кристаллическую структуру,
обладает хорошими смазывающими свойствами. Графит применяют в
сухом виде, наносят тонкий слой графитного порошка на трущиеся
поверхности, но чаще его добавляют к смазывающим маслам и
смазкам в виде мелкодисперсного коллоидного вещества (размер
частиц не более 3 мк). При трении деталей, работающих на гра-
фитированной смазке, их поверхность покрывается тонким слоем
графита. При этом графит заполняет все неровности поверхностей
209
деталей, которые становятся идеально гладкими. Скольжение
металла по металлу заменяется скольжением графита по графиту.
Пока на трущихся поверхностях сохраняется слой графита, детали
работают без износа и задира металла.
К недостаткам графитированных смазок относятся: плохое
удержание графита в масле во взвешенном состоянии и
постепенное выпадение его в виде осадка в циркулярной системе смазки.
Все вышесказанное относится также к слюде и тальку.
Дисульфид молибдена — серовато-черный блестящий порошок,
измельченный до размеров 1—50 мк. Его используют в сухом
порошкообразном состоянии или в смеси со связывающими
материалами: смолами, лаками и т. п. Такие смеси наносят на поверхность
трущихся деталей с помощью аппаратов для напыления лаков и
красок. Обычно ими обрабатывают узлы трения, работающие в
очень жестких условиях: в агрессивных средах, в вакууме, при
наличии радиации, при очень низких или очень высоких
температурах. Иногда диспергированный дисульфид молибдена добавляют к
смазочным материалам. В присутствии воздуха дисульфид
молибдена выдерживает температуру от —70 до +400° С, а в атмосфере
аргона до +1380° С. Он хорошо работает при высоких нагрузках,
устойчив к кислотам, щелочам, воде.
Дисульфид молибдена является эффективной смазкой и для
обычных узлов трения. Например, при добавке его в
трансмиссионные масла и масла для двигателей ускоряется запуск,
смягчается работа двигателя, более плавным становится ход коробки
передач, удлиняется срок службы деталей.
КОНСИСТЕНТНЫЕ СМАЗКИ
Консистентные смазки представляют собой смазочные
материалы, специально загущенные для того, чтобы обеспечить смазку,
консервацию и уплотнение тех узлов трения и деталей двигателя, где
обычная жидкая смазка не может быть применена из-за особых
условий работы и конструкции узла трения.
Консистентные смазки применяются для уменьшения трения и
износа в различных механизмах и узлах трения
(антифрикционные), предохранения металлических деталей от коррозии
(защитные), герметизации различных соединений (уплотнительные).
По составу эти смазки разбивают на несколько групп в
зависимости от типа масел, на которых их готовят, и типа
загустителей, вводимых в эти масла.
Мыльные смазки. Загустителями в этих смазках служат соли
высших жирных кислот. Мыла, применяемые при производстве
консистентных смазок, изготовляются на растительных, животных
жирах и на жирных кислотах, получаемых синтетически.
Соответственно смазки бывают жирные и синтетические.
В зависимости от того, какие щелочи применены при
омылении естественных или синтетических жирных веществ для
получения загустителей, консистентные смазки подразделяют на
натриевые, кальциевые, алюминиевые, цинковые, литиевые, бариевые
и т. д.
Кальциевые смазки отличаются хорошей
водоупорностью. Они широко используются в узлах трения, работающих в
210
контакте с водой до температур ниже 80—100° С. При более
высокой температуре эти смазки разжижаются и вытекают из узла
трения. Представителями таких смазок являются солидолы,
применяемые во многих механизмах.
Натриевые смазки применяются при температурах до
110—120°С и хорошо сохраняют свои механические свойства.
Эти смазки не могут применяться в условиях
непосредственного контакта с водой, так как они в ней растворяются.
Кальциев о-н атриевые смазки по температурам
плавления и влагостойкости занимают промежуточное положение
между кальциевыми и натриевыми.
Литиевые смазки применяют до температур 120—150° С.
Они имеют хорошие вязкостно-температурные характеристики и
успешно работают при низких температурах. Литиевые мыла плохо
растворяются в воде, что дает возможность применять их в
условиях повышенной влажности.
Углеводородные смазки готовят загущением высоковязких
жидких минеральных масел твердыми ' углеводородами — церезинами
и парафинами. Они химически стабильны и водоупорны, что делает
их высококачественными защитными смазками, сохраняют свою
структуру и свойства после расплавления и последующего
охлаждения. Это дает возможность наносить их на металлические детали
в расплавленном виде.
Углеводородные смазки используются также как
антифрикционные для узлов трения, работающих в условиях низких
температур и небольших нагрузок.
Неорганические смазки являются продуктом загущения жидких
масел. Они работают до температур 400—500° С в ваккуме и
агрессивных средах.
Органические смазки, универсальные для различных
механизмов и условий применения, имеют хорошую термическую и
химическую стабильность.
АНТИКОРРОЗИОННЫЕ СМАЗКИ
И ИНГИБИТОРЫ
При хранении, консервации или транспортировании
металлических деталей применяют пассивные и активные защитные смазки.
Пассивные смазки создают механический влагонепроницаемый
барьер между деталью и внешней средой. К ним относятся технический
вазелин и загущенные масла. В качестве загустителя применяют
парафин или церезин. Для увеличения липкости в них вводят
специальные мыла, например стеарат алюминия.
К числу пассивных относят пушечную смазку, которая,
помимо минеральных масел, церезина и парафина, содержит 0,02%
едкого натра, добавляемого для нейтрализации содержащихся в
исходных продуктах кислот. Пушечную смазку нельзя применять для
защиты кадмированных и оцинкованных деталей вследствие ее
щелочного характера.
Активные смазки содержат вещества, способные уменьшать
вредное влияние коррозионной среды. К ним относятся
эмульгаторы, окружающие тонким слоем капельки влаги, и нейтрализаторы,
устраняющие вредное действие кислот и продуктов сгорания топли-
211
ва. К числу активных относится смазка СП-1 (58М),
предназначаемая для длительного хранения деталей. Она содержит олеат три-
этаноламина, являющегося нейтрализатором кислот и органическим
ингибитором.
Защитные смазки широко применяются для консервации
деталей из различных сплавов, кроме медных.
Универсальная смазка ЦИАТИМ-217 занимает промежуточное
положение между пассивными и активными. Она обладает
хорошей липкостью, высокой стабильностью и образует на металлах
плотный защитный слой.
Перед нанесением смазок изделия без покрытий тщательно
очищают от окалины, жира, загрязнений и влаги. Затем первый
тонкий безводный слой смазки наносят при температуре 110—120° С,
чтобы устранить всю влагу, второй, для получения достаточной
толщины, — при 60—70° С.
Ингибиторы — вещества, замедляющие процесс коррозии и
вводимые во внешнюю среду, соприкасающуюся с металлическими
изделиями.
Ингибиторы добавляют в охлаждающие жидкости, травильные
кислоты, антикоррозионные смазки; разработана также группа
летучих (парофазных) ингибиторов для защиты металлических
деталей от атмосферной коррозии при хранении или
транспортировании-
Летучие ингибиторы применяют для пропитки бумаги, в
которую завертывают детали, подлежащие хранению. Испаряясь,
ингибиторы насыщают пространство, окружающее детали, и таким
образом создают защитную газовую среду.
К летучим ингибиторам относятся этаноламинкарбонат, смеси
нитритов с уротропином, бензоатом аммония и др.
Преимуществами применения летучих ингибиторов являются
отсутствие защитных покрытий и легкость расконсервации
(необходимо только освобождение от упаковки). Но летучие ингибиторы не
используются для консервации цветных сплавов из-за их
разрушающих свойств.
Анодные ингибиторы являются большей частью пассиваторами;
они образуют нерастворимые соединения на анодных участках,
уменьшают общую поверхность последних. Одним из таких пасси-
ваторов служит хромпик. Хромпик (Кг Сг2 07) — калиевая соль
двухромовой кислоты в виде призматических красно-оранжевых
кристаллов. В авиационной технике употребляется для предотвращения
вредного воздействия на детали системы жидкостного охлаждения
авиационных двигателей солей, растворимых в воде, для чего в нее
подмешивают до 0,2—0,3% хромпика. Он также применяется при
ремонте двигателей с целью пассивирования деталей — создания
тонкой пленки окислов на поверхности для предохранения от
коррозии.
Анодные ингибиторы необходимо вводить в достаточных
количествах для пассивирования всех анодных участков сплава, иначе
оставшиеся активные анодные участки будут разрушаться с
большой скоростью по типу развития местной коррозии.
Катодные ингибиторы тормозят катодный процесс; к их числу
относятся различные травильные присадки (КС, «уникол», ЧМ
и др.), которые добавляют в кислоты, используемые для снятия
окалины с металлических деталей без разрушения последних. По-
212
добные присадки адсорбируются на катодных участках сплава и
затрудняют коррозионный процесс разрушения анодных участков.
Катодные ингибиторы относятся к числу «безопасных», так
как в любом количестве могут только замедлить коррозионный
процесс.
РАСКОНСЕРВАЦИОННЫЕ ЖИДКОСТИ
Металлические детали расконсервируются бензином Б-70 с
применением волосяных щеток. Внутренние полости узлов и деталей
сложных форм промывают бензином под давлением 1—2 кГ/см2 в
моечном шкафу или ванне под вытяжной вентиляцией. Затем
детали обдувают сжатым воздухом и протирают чистой ветошью, a noj
лированные поверхности—■ замшей. Для снятия сильно загустевшей
консервирующей смазки детали и подшипники предварительно
нагревают в течение 3—5 мин до 70—90° С в минеральном масле
(трансформаторном или индустриальном). При промывке не
следует допускать длительного воздействия бензина на детали с
лакокрасочными покрытиями. После расконсервации подшипники
промывают дважды: вначале — чистым бензином Б-70 для удаления
смазки, затем—■ смазкой, состоящей из бензина Б-70 и 6—15%
индустриального масла. Все работы с подшипниками и
ответственными деталями выполняют в чистых сухих хлопчатобумажных
перчатках.
РАДИАЦИОННАЯ СТОЙКОСТЬ МАСЕЛ
В определенных условиях масла могут подвергаться
воздействию ядерных излучений. При этом ряд свойств масел значительно
меняется.
Заметно изменяются вязкость масла (рис. 10.5) под
воздействием облучения нейтронами (в ядерном реакторе) и другие
характеристики минеральных масел. Так, при увеличении дозы облучения
от 0 до 2,9 • 108 рд происходит понижение в 2 раза температуры
вспышки, повышение в 10 раз испаряемости, в 2,5 раза кислотности,
понижение в 3—4 раза (по потере веса металлических деталей)
антикоррозионных свойств.
ПРИСАДКИ К МАСЛАМ
Для улучшения свойств масел и их эксплуатационных качеств
применяют специальные добавки и присадки. Выбор присадки
зависит от типа масла, степени его очистки, назначения и
эксплуатационных условий. Присадки бывают вязкостные,
антиокислительные, антикоррозийные, улучшающие смазывающую способность,
повышающие липкость, антипенные и комплексные.
Вязкостные присадки. При помощи вязкостных (загущающих)
присадок маслам, имеющим низкую температуру застывания и
хорошую жидкотекучесть при низких температурах, можно придать
требуемую вязкость. При этом они, полностью сохраняя
низкотемпературные свойства маловязких масел, взятых для загущения,
приобретают прочность масляной пленки, свойственную маслам,
213
имеющим более высокую вязкость. Такие присадки добавляют к
маслам в количестве до 5% от общего веса масла. В качестве
присадок применяют полиизобулен и винипол. Для синтетических
масел применяют те же присадки, что и для нефтяных.
Антиокислительные присадки (ингибиторы окисления). Для
повышения устойчивости масел против окисления к ним добавляют
присадки, называемые ингибираторами окисления в количестве 0,1—
1,0%, что позволяет эксплуатировать узлы трения при температуре
до 150--170° С.
Алкилфеноловые присадки хорошо зарекомендовали себя при
добавке к очищенным турбинным и трансформаторным маслам.
Хороший антиокислительный эффект дает добавка к маловязким
маслам азотсодержащих присадок АзНИИ-11 и АзНИН-11Ф.
Антикоррозионные присадки. Их вводят одновременно с
другими, прежде всего с антиокислительными и моющими присадками.
К антикоррозионным относятся присадки ЦИАТИМ-339, БФ-1 и др.
Присадку НИИ ГСМ-12 добавляют в масло для защиты
металлов от коррозии при действии морской и пресной воды. В ее
состав входят касторовое и турбинное масла, триэтаноламин и
олеиновая кислота.
Присадки, улучшающие смазывающую способность масел. К ним
добавляют противоизносные и противозадирные присадки, в
результате чего на металле образуется пленка, препятствующая износу
и задирам.
В качестве присадок применяют масла и жиры растительного
и животного происхождения: горчичное, суперное, льняное, касто-
, ровое, спермацетовое и пальмовое
масла, животное сало-лярд,
костное масло и др. (содержание серы
может доходить до 10—17%);
высокомолекулярные жирные
кислоты и их эфиры (олеиновая и
стеариновая кислоты); продукты
окисления парафина и петролатума;
различные соединения,
содержащие серу, фосфор, хлор и др.
В тяжелонагруженных
зубчатых передачах для защиты зубьев
шестерен от задиров в местах
контакта применяют высоковязкие
смазочные минеральные масла с
присадками, содержащими серу,
фосфор, хлор, иногда свинец.
Масла с содержанием свинцовых мыл,
серы и хлора обладают
свойствами, обеспечивающими приработку
поверхностей трения.
Присадки, повышающие
липкость масла. В качестве таких
присадок используют добавки
смолистых углеводородов типа битум и
окисленные петролатум и
парафин- Хорошей маслянистостью
обладают также растительные и жи-
7
О
8 10
Поглощенная доза
облучения, 1Ю8рд
Рис. 10.5.
Характеристики радиационной
стойкости масел при 38СС:
v — кинематическая
вязкость, мг/сек; v0 — начальная
кинематическая вязкость
214
вотные жиры, добавляемые к нефтяным маслам. Это особенно важно
для смазки механизмов, требующих полугустой смазки, и там, где
возможно сбрасывание смазки с поверхностей трения под действием
центробежных сил, например, в открытых зубчатых передачах,
открытых подшипниках, цепных передачах и др.
Антипенные присадки. При работе высокоскоростных механизмов
масло разбрызгивается и вспенивается. При этом на смазываемых
поверхностях пузырьками воздуха разрывается масляная пленка,
что ухудшает смазку и одновременно вызывает большую утечку
масла через зазоры и отверстия. При наличии в масле воды и
антиокислительных присадок вспенивание усиливается.
Для уменьшения ценообразования и гашения образовавшейся
пены к маслам добавляют антипенные присадки в количестве не
более 0,1%. Так, добавка к маслу только 0,001% силиконовой
жидкости устраняет пенообразование масла. Чтобы не допустить
образования эмульсии масла с водой, применяют деэмульгаторы. Такие
присадки желательны к маслам, работающим в качестве
гидравлических жидкостей.
Многофункциональные (комплексные) присадки добавляют для
улучшения одновременно нескольких качеств масла. К ним
относятся присадки АзНИИ-4, АзНИИ-5 (СБ-2), АзНИИ-7, АзНИИ-8,
ЦИАТИМ-330 (НАКС), ЦИАТИМ-331, ЦИАТИМ-339, АзНИИ-
ЦИАТИМ-1, паранокс, которые одновременно являются
антикоррозионными, антиокислительными и улучшающими смазывающую
способность. Некоторые снижают температуру застывания масла.
ПОТЕРЯ МИНЕРАЛЬНЫМИ МАСЛАМИ
ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ
Ухудшение качества масел в процессе эксплуатации
происходит вследствие механического к химического воздействий; мятия их
в условиях работы под высоким давлением, окисления в
результате контакта с воздухом, эмульсирования и вспенивания при
попадании в них воздуха и влаги.
Мятие масел. Вязкость масел при длительной работе,
дросселировании с большим перепадом давлений и при смазке под
давлением трущихся пар с высокой удельной нагрузкой значительно
понижается, ухудшаются также его смазывающие свойства.
Длинные углеводородные цепочки вязкостных добавок при
длительном мятии и многократном продавливапии гидравлической
жидкости иод высоким давлением через малые зазоры разрушаются,
происходит процесс «размалывания» загустителя, в результате чего
вязкость жидкости может с течением времени уменьшиться до
недопустимого значения. Например, отмечены случаи, когда
гидравлические жидкости за 400 г работы насоса на испытательном стенде,
нагружение которого осуществлялось дросселированием жидкости
до 200 кГ/cjh', на 50% снижали свою вязкость. В связи с этим
допустимое изменение вязкости масла в процессе эксплуатации в
большинстве стран составляет не более 20% от первоначальной
вязкости.
Окисление масел. Важным качеством масла является его
химическая стабильность или стойкость против «старения», под которым
понимаются химические и механические изменения, происходящие в
215
масле в присутствии кислорода. Этому способствует повышенная
температура, наличие металлов и разных механических примесей.
В результате старения (окисления) из масла выпадают
отложения в виде смол, а также понижаются его вязкость и смазывающие
качества. При окислении масел на рабочих поверхностях
подвижных деталей образуется тонкий твердый налет, который в условиях
высоких температур и при перемещениях деталей разрушает
резиновые уплотнения. Интенсивность окисления масла повышается с
ростом температуры на поверхности его контакта с воздухом.
Например, при повышении температуры на 10°С интенсивность окисления
масла практически удваивается. Поэтому для уменьшения
окисления максимальная температура масла не должна превышать 80°С.
Процесс окисления активнее происходит в масляном баке
системы, где в результате движения масла и пенообразования создаются
благоприятные условия для контакта масла с кислородом воздуха.
Для предупреждения окислительного контакта применяют
наддув баков инертным газом, а также баки с механическим
разделением воздушной и жидкостной сред. Перед наддувом из системы и
гидравлической жидкости удаляют кислород путем выдерживания
жидкости в течение некоторого времени в вакууме.
Воздух, влага и вспенивание. Катализаторами процесса
окисления масла являются различные механические загрязнители и вода-
Окисление масла протекает тем интенсивнее, чем более
возмущенным является его состояние.
В эксплуатации рекомендуется перед началом летней и зимней
работы проверять кондиционность жидкости АМГ-10 лабораторным
анализом. Для этого сливают из гидросистемы каждого самолета
пол-литра жидкости. Результаты записывают в формуляр. Нельзя
оставлять гидросистему недозаправленной маслом до нормы,
необходимо периодически очищать фильтры от посторонних частиц.
ГИДРАВЛИЧЕСКИЕ ЖИДКОСТИ
Рабочим телом (средой) в гидравлических системах являются
капельные жидкости: минеральные и растительные масла и их
смеси. Распространены смеси минеральных масел, получаемые
смешением маловязких нефтепродуктов с высокими компонентами. К ним
относятся следующие вязкостные присадки: продукты
полимеризации непредельных углеводородов, эфиров и др.
Жидкость АМГ-10 (ГОСТ 6794—53) получают путем выделения
узкой керосиновой фракции с началом кипения не ниже 200СС.
Затем фракцию подвергают кислотной и земельной очистке, загущают
виниполом ВБ-2 до требуемой вязкости и подкрашивают жировым
красителем в красный цвет. Жидкость пригодна для применения в
открытых гидросистемах в диапазоне температур от —60 до +150°С
и в закрытых системах (или системах, заполненных азотом) от —60
до +175°С; при более высоких температурах она вступает в реакцию
с кислородом воздуха и разлагается с выделением смолистых осадков,
мешающих нормальному функционированию гидросистемы.
Кинематическая вязкость жидкости при температурах +50°С
составляет 10 ест, а при —50°С—1250 ест; температура застывания
—70°С; температура вспышки +92°С при соприкосновении с
пламенем; предел рабочих температур от —50 до +60°С.
216
Технические нормы на жидкость АМГ-10 (ГОСТ 6794—53)
Внешний вид . прозрачная
жидкость красного
цвета
Вязкость кинематическая при, ест:
+50°С, не менее 10
—50°С, не более 1250
Кислотное число, мг КОН на I г жидкости,
не более 0,05
Испытание на медной пластинке при 70+20°С
в течение 24 ч выдерживает
Весовой показатель коррозии при испытании
металлических пластин при 100°С в течение 168 ч,
не более , ,± 0,1 лг на I сж!
поверхности
Стабильность при температуре 100°С в течение
168 ч:
вязкость кинематическая после окисления при,
ест:
+50°С, не менее 9,5
—50°С. не более 1500
Содержание водорастворимых кислот и щелочей отсутствуют
Содержание механических примесей »
» воды отсутствует
Температура вспышки в приборе открытого типа,
°С, не Ниже 92
Температура нйчала кипения, °С, не ниже . . 200
» Застывания, °С, не выше .... * —70
Качество пленки после выдержки при 65 "С в
течение 4 ч .......... пленка не должна
быть твердой и
липкой по всей
поверхности
пластинки
Плотность при 20"С, г/см8, не более . , . . 0,850
Жидкость АМГ-10 разрешается применять в гидравлических
устройствах (системах), где уплотнения и шланги изготовлены из
маслостойкой резины. Она стабильна при эксплуатации и хранении,
не вызывает коррозии металлов, не ядовита, способна смешиваться
в любых количествах с нефтепродуктами. Попадание бензина или
керосина разжимает ее, что приводит к течи и образованию паровых
пробок в системе, увеличивает пожароопасность и агрессивность по
отношению к резиновым деталям. Жидкость не смешивается с
водой, спиртом и спиртоглицериновыми жидкостями, но последние
резко уменьшают вязкость и снижают ее стабильность, создают
возможность образования паровых пробок, увеличивают течь, снижают
температуру воспламенения.
Жидкость АМГ-10 разрешается хранить в заводской таре не
более двух лет, при дальнейшем хранении из нее выпадают смолы.
Унифицированные спиртоглицериновые смеси: летняя ГЛ-60
состоит из 40% (по весу) спирта и 60% глицерина, зимняя ГЗ-50/15
состоит из 35% спирта, 50% глицерина и 15"Уо воды.
При переходе иа летнюю эксплуатацию смесь ГЗ-50/15 не
сливают, а дозаправляют систему смесью ГЛ-60.
Спиртоглицериновые смеси обладают пониженными смазочными
и антикоррозионными свойствами и при смешении с другими
гидросмесями образуют укрупненные твердые частицы или хлопья,
загрязняющие жидкость.
^g*Bi™iil53>x 217
rKNOTSff)
'vj^ -~3s&r
*41«6ибг1 иотека^'
Масло ЦИАТИМ-Ш (ТУ-327—50) применяют при низких
температурах. Оно имеет вязкость при +50°С около 6,3 ест и —40°С —
1900 ест; температура застывания — не выше 60СС; температура
начала и конца кипения соответственно — 300 и 340°С. Масло
обладает удовлетворительными смазывающими и антикоррозионными
свойствами.
Высокотемпературные жидкости. С расширением температурного
диапазона, в котором работают гидросистемы летательных
аппаратов, а также с повышением рабочих давлений минеральные масла
и их смеси не удовлетворяют новым требованиям. Названные выше
гидрожидкости пригодны для работы в условиях температур не
выше 120—150°С. Эту температуру можно повысить до 180—200°С,
применив в гидросистемах инертные газы. В связи с этим
некоторыми иностранными фирмами разработаны минеральные масла,
пригодные для работы (при отсутствии контакта с воздухом) в
диапазоне температур от —49 до +316°С.
В условиях высоких температур (150°С и выше) стали
применять синтетические жидкости, из которых лучшей является полиси-
локсановая, имеющая высокие температурно-вязкостные
характеристики, низкую упругость насыщенных паров, высокие механическую
прочность и устойчивость против окисления; к тому же она
является огнестойкой. Однако эта жидкость растворяет уплотнительные
кольца, изготовленные из каучука, жадно поглощает воздух и газы
и склонна к стойкому ценообразованию. Поэтому при ее
применении не допускается контакт с воздухом и газами.
Заправка гидросистем. При заправке используют только сухой и
чистый заправочный инвентарь. Для недопущения загрязнений при
заправке водой, смолами и другими механическими примесями,
которые могут оказаться в осадке, не следует взбалтывать бидоны и
перемешивать гидрожидкость. В каждом бидоне при его
опорожнении рекомендуется оставлять 150—300 см3 гидрожидкости.
Заправку гидросистемы производят через чистую воронку с
частой сеткой № 40, предварительно проверив исправность сетчатого
фильтра горловины. При нормальной заправке уровень
гидрожидкости должен находиться в пределах рисок мерной линейки.
Если гидрожидкость была полностью слита или производились
работы, связанные с разъединением трубопроводов, всю систему
заполняют гидрожидкостью и удаляют воздух из системы по
инструкции. В процессе эксплуатации дозаправку производят до уровня
мерной линейки.
ТОРМОЗНЫЕ ЖИДКОСТИ
Для заполнения системы привода гидравлических тормозов
служат специальные смеси, носящие общее название «тормозные
жидкости». Спирто-касторовые жидкости представляют собой смесь 57%
касторового масла и 43% этилового (винного) спирта — жидкости
марки ЭСК или 43% бутилового спирта — жидкости БСК.
Благодаря наличию касторового масла эти жидкости обладают хорошими
смазочными свойствами. При понижении температуры воздуха
вязкость жидкостей ЭСК и БСК резко повышается и работа тормозов
при температуре ниже —25°С становится ненадежной.
218
Этиленгликолевая тормозная жидкость ГТЖ-22 (ВТУ 3759—53)
в отличие от жидкостей ЭСК и БСК обеспечивает надежную работу
тормогов при температуре до —60°С, но ее смазочные свойства
невысоки и при применении наблюдается повышенный износ деталей
тормозной системы.
Нефтяная тормозная жидкость ГТН (ГОСТ 8621—57) имеет
меньше недостатков, свойственных жидкостям ЭСК, БСК и ГТЖ-22,
однако она разрушает обычную резину. Поэтому в случае ее
использования все шланги и манжеты тормозной системы изготовляются
из специальной масломорозостойкой резины.
В качестве временных заменителей тормозной жидкости
рекомендуются следующие составы: 50% касторового масла и 50%
ацетона, 50% этилового спирта и 50% глицерина или 55% этилового
спирта, 33% глицерина и 12% ацетона.
Во избежание отказов гидравлической тормозной системы
следует избегать смешения различных жидкостей, особенно жидкости
ЭСК или БСК с жидкостью ГТЖ-22.
ТЕХНИЧЕСКИЕ НОРМЫ НА ТОРМОЗНЫЕ
ЖИДКОСТИ ГТЖ-22 и ЭСК
Жидкость ГТЖ-22 (ТУ МХП 3759—53) — прозрачная, ©краши-
вается в зеленый цвет путем добавки красителя в количестве 2 г
на 1 мв тормозной жидкости; плотность в пределах 1,106—1,112 г/си3;
коэффициент рефракции при 20СС составляет 1,440—1,443;
щелочность — 38—45 мл соляной кислоты на 100 мг жидкости;
кинематическая вязкость при 50°С — 7,9—8,3 ест; температура
замерзания—'Не выше —65°С; набухание резины марки 2462 при 18—20°С
в течение 72 ч должно быть не более 1 % веса.
Жидкость ЭСК (ВТУ МХП 4226—54) — имеет цвет от
оранжевого до красного, прозрачна; плотность при 20°С — 0,88—0,90 г/см3;
вязкость при температуре 50°С: кинематическая — 8,3—10,4 ест,
условная — 1,7—1,9СЭ (Энглера); кислотное число — не более 1,0 мг
КОН на 1 г жидкости; набухание резиновых уплотнительных
деталей при 18—20°С в течение 24 ч должно быть не более 1% веса.
ГЛАВА 11 ГЕРМЕТИЗИРУЮЩИЕ
МАТЕРИАЛЫ
В зависимости от расположения герметизирующих материалов
(герметиков) в соединениях различают следующие методы
герметизации: поверхностный, когда герметизирующие материалы находятся
на поверхностях соединений; внутришовный, когда герметизирующие
материалы находятся между соединяемыми деталями или узлами;
комбинированный, когда используются оба указанных метода
одновременно. По условиям .работы различают атмосфере-, водо-. масло-
и топливостойкие герметики.
Поверхностные герметики применяют в виде паст или вязких
растворов. Их наносят в качестве уплотнителя между соединяемыми
поверхностями деталей (конструкций). Внутришовные герметики
применяют в виде лент, жгутов, паст или вязких жидкостей, легко
заполняющих неплотности сварных, клепаных или болтовых
соединений.
По степени прилипаемости (адгезии) герметики делятся на
непосредственно наносимые на поверхности (герметики с высокой
степенью адгезии) и герметики, наносимые с помощью подслоечных
клеевых пленок (герметики с невысокой степенью адгезии).
Затвердевание или вулканизация герметиков происходит после
нанесения их на герметизируемые поверхности.
В зависимости от рода основного компонента различают
смоляные и каучуковые герметизирующие материалы.
СМОЛЯНЫЕ ГЕРМЕТИКИ
Эти герметики обладают хорошей прилипаемостью к металлу и
применяются без клеевого подслоя в виде паст, лент и пленок.
Замазка уплотиительная марки У-20А — термопластичная
композиция полиизобутилена с порошкообразным наполнителем в виде
невысыхающей пластичной замазки серо-зеленого цвета,
обеспечивает герметичность клепаных швов в интервале температур от —50
до +70°С.
Способ применения герметика такой. Внутрь заклепочного
соединения закладывают жгуты замазки У-20А и уплотнительную
ленту из капроновой ткани с двусторонней промазкой клеем на основе
полиуретаиовой смолы У-20А. Дополнительная герметизация
осуществляется шпаклевкой поверхности швов (со стороны давления)
замазкой У-20А с нанесением грунта АЛГ-8 и резинового клея № 88.
Замазка не твердеет, не вызывает коррозии магниевых и
алюминиевых сплавов, не высыхает и не изменяет своих физико-механических
свойств, не токсична. Замазка У-20А совместно с уплотнителыюи
220
лентой У-20А применяется для внутришовной герметизации деталей
из магниевых сплавов, работающих в воздушной среде.
Леита НИАТ-1 горячего отвердения приготовляется на основе
фенолформальдегидной смолы и бутвара; толщина ленты около
0,3 мм. Она применяется для герметизации заклепочных соединений.
Для этого ее прокладывают в местах соединения двух
металлических поверхностей, после чего производят клепку. Для приклеивания
пленки к металлической поверхности и ее отвердения детали
прогревают до определенной температуры.
Топливостойкий герметик марки ВИ-32-3 — полиуретановая
композиция холодного отвердения, состоящая из пленочной лакоткани
(капроновая ткань с покрытием клеем ПУ-С) и пастообразных масс
клея ПУ-С и грунта ПГ-11, обеспечивает герметичность в интервалах
температур от —60 до +110°С в воздухе при повторных статических
и вибрационных нагрузках, а в керосине — в интервале температур
от —60 до +70°С. Жизнеспособность клея и грунта — 3—6 ч.
Способ применения следующий. Лакоткань закладывают на
поверхность внутрь клепаного шва с применением клея ПУ-С в
качестве подслоя. Затем производят клепку. Грунт ПГ-11 используют в
качестве дополнительного поверхностного покрытия и наносят по
замыкающим головкам заклепок. Отвердение материала происходит
при комнатной температуре в течение шести суток.
Продолжительность отвердения может быть сокращена применением подогрева до
60—100°С. Герметик не вызывает коррозии цветных и черных
металлов, ядовит, применяется для герметизации объемов, работающих
в среде керосина при 70°С и воздушных объемов с температурой
до 110°С.
КАУЧУКОВЫЕ ГЕРМЕТИКИ
Каучуковые герметики обладают высокими герметизирующими
свойствами. Они могут быть на основе тиоколового и полисилокса-
нового каучуков: обладают высокой водо-, бензо- и маслостойко-
стью. Вулканизация может проходить при низкой температуре, что
обеспечивает им широкое применение в качестве герметика
металлических клепаных и других конструкций, работающих в
воздушных и топливных средах. Тиоколовые герметики применяются в
виде растворов, лент, жгутов и паст. К ним относится уплотиительная
тиоколовая замазка, герметики типа У-30 и У-ЗОм (табл. 11.1), а
также герметик ВТУР.
Замазка тиоколовая уплотиительная — композиция тиоколовой
смеси в виде невысыхающей пластичной замазки серо-зеленого
цвета; обеспечивает герметичность клепаных швов, работающих в
интервале температур от —50 до +50°С; способ применения: в виде
шприцованных жгутов в сочетании с уплотнительной лентой на
основе хлопчатобумажной ткани с нанесенным с двух сторон слоем
замазки закладывается внутрь заклепочных швов, зазоры и
отверстия шпаклюются, выдержка после нанесения замазки — 20—
120 мин. Замазка обладает неприятным запахом; не вызывает
коррозии черных металлов и алюминиевых сплавов, но корродирует с
магниевыми сплавами.
221
Таблица 11.1
Технические характеристики некоторых герметиков
Вил и марка
Самовулканизирующаяся
паста У-ЗОм
Самовулканизирующаяся
паста У-30мэс-5
Замазка У-20А
Самовулканизирующаяся паста
УТ-31
Самовулканизирующийся раствор
ВТУР
Замазка и
пропитанная замазкой
тканевая лента
ТГ-18
Пленка клея
БФ-4
Лента НИАТ-1
горячего
отвердения
Тотшивостойкий
герметик марки
ВИ-32-3
Замазка тиоко-
ловая уплотни-
тельиая
Назначение
Герметизация
кабин, топливных
и воздушных
отсеков
То же
Герметизация
кабин
Герметизация
кабин, топливных
и других отсеков
Герметизация
топливных и
приборных отсеков
Герметизация
кабин, приборных
и других отсеков
с воздушной
средой
То же
Герметизация
заклепочных
соединений
Герметизация
топливных и
воздушных объемов
Герметизация
кабин, остекления,
уплотнение
зазоров и отверстий
трубопроводов
Жизнеспособность,
ч
2-15
2—15
Не
ограничено
3—30
6—36
Не
ограничено
То же
»
3—6
Не
ограничено
Толщина
слоя
герметика, мм
1,5—2
1,5-2
0,3-0,4
1,5—2
0,5—0,8
(три
слоя)
0,5—2
1,5
0,3
0,3—1
—
Способ
нанесения
Кисть,
шприц
То же
Лента
Шпатель
Кисть,
полив
Шпатель
и лента
Лента
»
—
Жгуты
с лентой
Прим ечанис. Полив применяется в отсеке крыла, где размещается
топливо.
В сочетании с уплотнителыюй лентой замазка применяется для
герметизации кабин, остекления, уплотнения зазоров и отверстий
трубопроводов.
Самовулканизирующиеся герметики марок У-ЗОс и У-ЗОм —
тиоколовые композиции, состоящие из герметизирующей пасты У-30,
вулканизатора и ускорителя в виде пастообразных масс черного
222
цвета, превращающихся после самовулканизации в резиноподобные
продукты. Смеси герметизируются на холоде в течение 10—15 суток
обеспечивают герметичность в условиях вибраций и повторных
нагрузок температур. Герметик У-ЗОс токсичен. Герметики У-ЗОс и
У-ЗОм не обладают непосредственной способностью сцепления с
металлом, поэтому применяются с подслоем в виде клея № 88 (для
воздушной среды) или клея К-50 (для топливной среды)
Жизнеспособность смесей — 2—15 ч. Они применяются для поверхностной
и внутришовной герметизации кабин, остекления и топливных
отсеков, работающих в интервале температур от 60 до +130°С
Самовулканизирующийся герметик марки ВТУР — тиоколовап
композиция со специальными добавками в виде изоцианта и
других продуктов для повышения сцепления с металлом. Это иизковяз-
кии раствор черного цвета, образующий после высыхания резино-
нодобную пленку; обеспечивает герметичность в условиях повтоп-
",Ы,ппс^брЛ?ии и нагРУ30К в интервале температур от —30 до
+ 100 С. Жизнеспособность состава —6—36 ч при 18—20°С Гепме-
тик наносится кистью или поливом. Сушка между слоями не менее
L4' ^лк4низаЦ™ происходит на холоде. Период отвердения плеи-
п Vict20°С ая вУлка™заиия достигается за 8-40 суток
п™И™"гЛаДаеТ стойкостью к тепловому старению до
температуры 130 С и к действию света и озона; не вызывает
коррозии алюминиевых сплавов, защищенных магниевых сплавов фос-
фатированнои и кадмированной сталей, ядовит, применяется для
герметизации топливных отсеков как самостоятельный материал
а также в сочетании с герметикой У-ЗОс в качестве подслоя или
дополнительного пленочного покрытия
ц«Кг^РМГИК теРМ0СТ0ЙКИЙ марки ТГ-18 -полисилоксановая
каучуковая композиция в виде пластичной замазки белого цвета
обеспечивает герметичность воздушных объемов при повторных
'статических нагрузках до 250°С - длительно и до 30О-330°С - кратко-
n™«™f" ДЛЯ ВНУТРИШ0ВН0Й герметизации клепаных швов герметик
применяется в виде шприцованных жгутов в сочетании с уплотни
тельной тканью - бензостойкой защитной пленкой В И 32 4
г.,,™™ внУтРИШ0ВН°й герметизации сварных швов замазка
наносится шпателем или шприцем. Для поверхностной герметизации
сварных и клепаных швов материал применяется в видГбмзиновых
РшпрТицГи Ее™0* K™<» - "ся с по^ощьГк^
в т^^^у10^^^^^^^^^11^^ ИЗДелия помещают
мают пп vwr .f 5 С' температуру постепенно за 1 ч подни-
затем ™ПРпяЛвыдеРживают изделие при этой температуре 30 мин,
затем температуру постепенно за то же время повышают до 200°С
аТпГнГаю^Г^С3 Ч' П°СЛе Ч6Г0 температурТ мадл2е°„°но
нии LSf ^ Д 2 ° С и одерживают изделие 6 ч. По оконча-
20Т renw^f0ТКИ ИЗДеЛИе меДленно (1,5-2 ч) охлаждают до
ных н XI К Н6 токсичен. водостоек, не вызывает коррозии цвет-
Папп™ ме™л™в. топливостойкость весьма ограничена
ста кя™Т Мар™ УВ-10 ~ вулканизированная композиция асбе-
уппг,^ГУ Э И наполнителей, применяется в качестве прокладок для
ГсГГ^ОгТГя"' работаю^х в псРеДе бензина.^ина* и
Р—bVp5LLp"oBPатКОВРеменно Д° 200°С поставляется в листах
223
Таблица 11.1
Технические характеристики некоторых герметиков
Бил и марка
Назначение
Самовулканизирующаяся
паста У-ЗОм
Самовулканизирующаяся
паста У-30мэс-5
Замазка У-20А
Самовулканизирующаяся паста
УТ-31
Самовулканизирующийся раствор
ВТУР
Замазка и
пропитанная замазкой
тканевая лента
ТГ-18
Пленка клея
БФ-4
Лента НИАТ-1
горячего
отвердения
Топливостойкий
герметик марки
ВИ-32-3
Замазка тиоко-
ловая
уплотните льна я
Жизнеспо
собиость.
Толщина
слоя
герметика, мм
Герметизация
кабин, топливных
и воздушных
отсеков
То же
Герметизация
кабин
Герметизация
кабин, топливных
и других отсеков
Герметизация
топливных и
приборных отсеков
Герметизация
кабин, приборных
и других отсеков
с воздушной
средой
То же
Герметизация
заклепочных
соединений
Герметизация
топливных и
воздушных объемов
Герметизация
кабин, остекления,
уплотнение
зазоров и отверстий
трубопроводов
2-15
2-15
Не
ограничено
3-30
6—36
Не
ограничено
То же
3-6
Не
ограничено
Способ
нанесения
1,5-2
1,5-2
0,3-0,4|
1,5-2
0,5—0,8
(три
слоя)
0,5-2
1,5
0,3
0.3-1
Кисть,
шприц
То же
Лента
Шпатель
Кисть,
полив
Шпатель
и лента
Лента
— Жгуты
с лентой
Прим ечанис. Полив применяется в отсеке крыла, гле размещается
топливо.
В сочетании с уплотнительной лентой замазка применяется для
герметизации кабин, остекления, уплотнения зазоров и отверстий
трубопроводов.
Самовулканизирующиеся герметики марок У-ЗОс и У-ЗОм —
тиоколовые композиции, состоящие из герметизирующей пасты У-30,
вулканизатора и ускорителя в виде пастообразных масс черного
222
цвета, превращающихся после самовулканизации в резиноподобные
продукты. Смеси герметизируются на холоде в течение 10—15 суток,
обеспечивают герметичность в условиях вибраций и повторных
нагрузок температур. Герметик У-ЗОс токсичен. Герметики У-ЗОс и
У-ЗОм не обладают непосредственной способностью сцепления с
металлом, поэтому применяются с подслоем в виде клея № 88 (для
воздушной среды) или клея К-50 (для топливной среды).
Жизнеспособность смесей — 2—15 ч. Они применяются для поверхностной
и внутришовной герметизации кабин, остекления и топливных
отсеков, работающих в интервале температур от —60 до +130°С.
Самовулканизирующийся герметик марки ВТУР — тиоколовая
композиция со специальными добавками в виде изоцианта и
других продуктов для повышения сцепления с металлом. Это
низковязкий раствор черного цвета, образующий после высыхания резино-
подобную пленку; обеспечивает герметичность в условиях
повторных вибраций и нагрузок в интервале температур от —30 до
+ 100°С. Жизнеспособность состава — 6—36 ч при 18—20СС.
Герметик наносится кистью или поливом. Сушка между слоями не менее
4 ч. Вулканизация происходит на холоде. Период отвердения
пленки— 20—30 ч. Полная вулканизация достигается за 8—ilO суток
при 18—20°С.
Герметик обладает стойкостью к тепловому старению до
температуры 130°С и к действию света и озона; не вызывает
коррозии алюминиевых сплавов, защищенных магниевых сплавов, фос-
фатированной и кадмированной сталей, ядовит, применяется для
герметизации топливных отсеков как самостоятельный материал,
а также в сочетании с герметикой У-ЗОс в качестве подслоя или
дополнительного пленочного" покрытия.
Герметик термостойкий марки ТГ-18 — полисилоксановая
каучуковая композиция в виде пластичной замазки белого цвета,
обеспечивает герметичность воздушных объемов при повторных
статических нагрузках до 250°С — длительно и до 300—330°С —
кратковременно. Для внутришовной герметизации клепаных швов герметик
применяется в виде шприцованных жгутов в сочетании с
уплотнительной тканью—■ бензостойкой защитной пленкой ВИ-32-4.
Для внутришовной герметизации сварных швов замазка
наносится шпателем или шприцем. Для поверхностной герметизации
сварных и клепаных швов материал применяется в виде бензиновых
растворов различной концентрации и наносится с помощью кисти,
шприца и шпателя.
Режим вулканизации: загерметизированные изделия помещают
в термокамеру при 20—25°С, температуру постепенно за 1 ч
поднимают до 150°С и выдерживают изделие при этой температуре 30 мин,
затем температуру постепенно за то же время повышают до 200°С
и выдерживают изделие 3 ч, после чего температуру медленно
(1 ч) поднимают до 250°С и выдерживают изделие 6 ч. По
окончании термообработки изделие медленно (1,5—2 ч) охлаждают до
20 С. Герметик не токсичен, водостоек, не вызывает коррозии
цветных и черных металлов, топливостойкость весьма ограничена.
Паронит марки УВ-10 — вулканизированная композиция
асбеста, каучука и наполнителей, применяется в качестве прокладок для
уплотнения соединений, работающих в среде бензина, керосина и
масла до 150°С и кратковременно до 200°С поставляется в листах
различных размеров.
223
Ферроиит — композиция асбеста, каучука и наполнителей,
армированная металлической сеткой, применяется в качестве
прокладок для уплотнения соединений, работающих в средах бензина,
керосина, минерального масла и в продуктах сгорания их,
поставляется в виде листов.
Несохиущий уплотнительно-плоскостной герметик имеет
следующий состав: касторовое масло 50%; рицинолят алюминия 50% и
30% от веса смеси касторового масла и рицинолята алюминия
асбестового порошка.
УПЛОТНИТЕЛЬНЫЕ ПОКРЫТИЯ
Для уменьшения радиальных зазоров между вращающимися и
неподвижными деталями применяют тальковые, алюмографитовые,
алюмоасботальковые и алюмоасбографитовые уплотнительные
покрытия, состоящие из связывающей основы и соответствующих
наполнителей (табл. 11.2).
Лак ФЭПСЛ-32-1 применяется с содержанием 60—70% смолы
и вязкостью не ниже 27 сек по вискозиметру ВЗ-4. Лакокрасочные
материалы, применяемые для уплотнительных смесей, разбавлять
запрещается.
Сыпучие материалы: тальк, асбест, графит и другие перед
развешиванием просушивают при температуре 250—290°С в течение 2—
3 ч.
Уплотнительные смеси наносят на предварительно
загрунтованную поверхность, толщина каждого слоя не более 0,6—0,8 мм. За-
Таблица 11.2
"
Название
Тальковая
Алюмоталь-
ковая
Слюдяногра-
фитотальковая
Графито-
тальковая
Алюмоасбо-
тальковая
Алюмоасбо-
графитовая
Состав уплотнительных
Лакокрасочная
марка
ГФ032
ГФ-024
ФЭПСЛ-32-1
ГФ-032
ГФ-024
Смеси ФГ-9
и101/19в
соотношении 4: 1
основа
нчество
овых
тей
чоо
о <и «з
к w в*
100
100
100
100
100
покрытий
Наполнитель, весовых частей
га
н
100-
—140
50
100
25-40
30
К
га
Q.
t~
—
20
55-70
—
)миние-
пудра
w к
ч га
та а
50
10
—
50
О
ХО
и
rt
—
—
—
20
(3
S
^
и
—
130
—
—
224
тем производят ступенчатую сушку при определенных температуре
и продолжительности с целью получения беспористых
высококачественных уплотнительных покрытий.
Поврежденные уплотнительные покрытия ремонтируют
следующим путем: удаляют поврежденные места покрытия шабером или
острым ножом, сглаживая края шлифовальной шкуркой № 180—
220, далее поверхность обезжиривают бензином Б-70 или
разбавителем РДВ, затем наносят грунтовочное и уплотнительные
покрытия с сушкой по режимам. Контроль сцепления уплотнительного
покрытия осуществляют после сушки простукиванием деревянным
молотком весом 20 г. При хорошем сцеплении звук звонкий.
Каждый слой покрытия должен быть равномерным и сплошным.
УПЛОТНЯЮЩИЕ СПЕЦСЛОИ
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Для уплотняющих спецслоев применяют материалы, которые не
разрушаются при врезании в них гребешков лабиринтов, не
выветриваются и не отслаиваются от воздействия вибраций и теплового
нагрева. В противном случае теряется мощность и повреждаются
детали двигателя.
Алюмографитирование используется для нанесения спецслоев на
ТВД и ДТРД. На поверхность внутреннего кольца спрямляющего
аппарата и рабочего колеса направляют струю сжатого воздуха под
давлением 5—6 кГ/см?. В струю подают поток мелко измельченного
графита С-2 и расплавленных в электрометаллизаторе алюминиевых
частиц проволоки АД1. В результате на поверхности кольца
спрямляющего аппарата образуется слой, состоящий из 93—88%
алюминия и 7—12% графита, а на рабочем колесе — слой из 88—86%
алюминия и 12—14% графита. Процентное содержание графита
проверяют электроиндукционным прибором.
После нанесения спецслоя детали растачивают до заданных
размеров с толщиной слоя не менее 0,7 мм. Далее для упрочнения
слоя спрямляющие аппараты и рабочие колеса обжигают в
электропечи при 250—300°С в течение 1—1,5 ч и пропитывают маслом,
нагретым до 150±Ю°С в течение 40—50 мин.
Алюмоасботалькирование применяется для нанесения
уплотняющих слоев на менее нагруженные кольца спрямляющих аппаратов,
рабочие колеса и лабиринтные втулки. Поверхности покрываются
пастой, приготовленной так. Сухую смесь из 50 весовых частей
алюминиевой пудры, 20 частей асбеста и 30 частей талька хорошо
перемешивают и добавляют на каждые 100 г сухой смеси 120—130 мл
пака ФХ-701. Полученную жидкую массу перемешивают в смесителе
и наносят шпателем на рабочее колесо, лабиринтную втулку и
спрямляющий аппарат. Например, на рабочие колеса первой—пятой
ступеней двигателя АИ-20 наносят последовательно 10 слоев
толщиной по 0,2 мм. Каждый слой сушат по ступенчатому режиму: при
температуре 50°С — 30 мин, при 100°С — 1 ч, при 150°С — 1,5 ч
и при 200°С — 2 ч. Затем производят расточку до нужного
размера.
__ Основой уплотнителя 18ВК-2Г является клей ВК-2,
составленный из тщательно смешанных компонентов: кремнийорганической ■
смолы К-9, отвердителя параформа, измельченного асбеста М-5-60
8 Александров В. Г, 925
и этилового спирта. Перед употреблением в клей добавляют
некоторое количество измельченного графита и спирта для получения
требуемой вязкости. Затем уплотнитель наносят в такой
последовательности: удаляют старое покрытие, обдувают поверхность
песком, нагревают детали до 80СС и покрывают их с помощью шпателя
грунтом, состоящим из 100 Г клея ВК-2 и 2 Г искусственного
графита. Далее тонкими слоями (0,5 мм) наносят слой клея толщиной
2,0—2,5 мм и просушивают деталь при 100+10 °С в течение 2 ч. После
этого протачивают уплотнительный слой до нужных размеров
и просушивают по ступенчатому режиму: при температуре 130°С—-
1,0—1',5 ч, при 200СС — 2,0—2,5 ч. Для контроля термостойкости
слоя детали нагревают до 350СС и выдерживают при этой
температуре от 30 мин до 1 ч. Последняя операция получила название
«термоудара». Покрытие должно быть сплошным, без трещин,
вздутий, крупных раковин и сколов.
УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА
Уплотнительные кольца самолетных гидросистем могут иметь
различную форму поперечного сечения: круглую, V-образную
(шевронную), iU-образную и прямоугольную. Их изготовляют из
натурального каучука, синтетической резины или кожи.
Существует определенная зависимость между материалом, us
которого изготовлено уплотнительное кольцо, и рабочей жидкостью,
которая используется в гидросистеме. Например, уплотнительные
кольца из кожи, пропитанной специальным составом, можно
использовать с рабочей жидкостью как на минеральной, так и на
растительной основе. Рабочая жидкость на минеральной основе
разрушает уплотнительные кольца из натурального каучука и не влияет
на кольца из синтетической резины. Рабочая жидкость на
растительной основе допускает применение уплотнительных колец,
изготовленных как из натурального каучука, так и из синтетической резины.
Однако для большей гарантии колец от разрушения целесообразно
в случае применения жидкости, имеющей растительную основу,
ставить уплотнительные кольца из натурального каучука, а при
использовании жидкости на минеральной основе — только из
синтетической резины.
Общие правила установки и замены уплотнительных колец.
1. Разработку агрегата или детали, в которых заменяются
уплотнительные кольца, производят только при необходимости. 2. При
разборке устанавливают точный размер заменяемых колец. 3.
Проверяют материал, из которого изготовлены заменяемые кольца, и
новые кольца ставят только из того же материала. 4. Перед тем как.
поставить новое кольцо, его некоторое время выдерживают в такой
же рабочей жидкости, какая залита в систему; устанавливают
кольцо в мокром виде. 5. При установке кольца надо как можно меньше-
его растягивать. 6. После установки кольца на место его осторожно,
расправляют, чтобы не было скручивания или изгиба.
Маркировка уплотнительных колец. Для того чтобы показать,
какой тип рабочей жидкости должен применяться в гидросистеме
данного самолета, а также какие уплотнительные кольца можно
ставить, введена специальная маркировка уплотнительных колец иг
отдельных агрегатов системы. Например, некоторые кольца цели-
226
ком покрываются красной краской или имеют красный поясок,
букву или число, указывающие на то, что эти кольца могут быть
использованы в гидросистеме с рабочей жидкостью красного цвета.
Другие ьюльца имеют подобную маркировку черного цвета,
указывающую на применение их только с рабочей жидкостью,
имеющей такую же отличительную цветную окраску. Может применяться
и иная маркировка уплотнительных колец.
МЕТАЛЛИЧЕСКИЕ УПЛОТНИТЕЛЬНЫЕ
МАТЕРИАЛЫ
Для изготовления металлических уплотнительных прокладок
применяют мягкую сталь, латунь, алюминий, медь. Уплотнительные
прокладки под фланцевые соединения и шайбы изготавливают из
особо мягких и малоуглеродистых сталей марок 08 и 10 ом.
Высокопластичные латуни марок Л62 и Л68 применяют для
изготовления прокладок под фланцы и штуцера, ниппелей и комбинированных
прокладок. Из меди изготавливают прокладки под запальные свечи,
штуцера масляных систем, редукционные клапаны,
комбинированные медно-асбестовые прокладки под фланцевые соединения и
штуцера топливных систем.
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ
МАТЕРИАЛЫ
Для изготовления уплотнительных деталей, работающих при
повышенных температурах, применяют теплостойкую резину марок
3687 и 5i68. Для уплотнения соединений топливных и масляных
систем применяют детали, изготовленные из масло-керосиностойкой
резины марок 3819, 3862, 3834, НО-68-1 и др.
Уплотнения тормозных устройств, гидросистем и различных
агрегатов, работающих при низких температурах в условиях
значительного сжатия и трения, изготавливают из морозостойкой резины
марок В-14, 4327, 98-1 и др.
Для изготовления уплотнительных деталей гидросистем,
топливных и масляных систем самолетов и вертолетов применяют
универсальную резину марок ВИАМ-103 и ВИАМ-106.
8*
глава 121 ХИМИЧЕСКИЕ ВЕЩЕСТВА
I И МИНЕРАЛЫ
ОБЩИЕ СВЕДЕНИЯ О КИСЛОТАХ
Кислоты — сложные вещества, молекулы которых состоят из
кислотного остатка и связанных с ним атомов водорода, способных
замещаться атомами металла с образованием солей. Кислоты
обладают общими свойствами: легко вступают в реакцию' со щелочами,
образуя при этом воду и новое вещество, называемое молью. Все
кислоты окрашивают синюю лакмусовую бумажку в красный цвет.
Кислоты бывают неорганические, или минеральные (соляная,
серная, азотная), и органические (щавелевая, уксусная, муравьиная,
лимонная, виннокаменная). Органические кислоты значительно
слабее минеральных.
Большинство кислот растворяют металл и даже в слабых
концентрациях разрушают его поверхность — корродируют. Для
уменьшения коррозионного действия в кислоту вводят небольшое
количество специальных веществ, называемых ингибиторами, которые
устраняют или уменьшают корродирующее действие кислот,
например, ингибиторная соляная кислота.
НЕОРГАНИЧЕСКИЕ КИСЛОТЫ
Азотиая кислота (HNO3) — бесцветная жидкость с плотностью
1,53 Г/см3, температурами кипения +86=С и замерзания —41°С
(с образованием белоснежных кристаллов). Техническая кислота
имеет желтоватый оттенок, смешивается с водой в любых
отношениях. Поступающая в продажу концентрированная кислота имеет
плотность 1,4 г/си3, кипит при температуре +12,5°С, концентрация
раствора — 68%. Дымящаяся азотная кислота представляет собой
95%-ный раствор и имеет красно-бурый цвет. Кислота
концентрацией меньше 60% самовозгорания веществ не вызывает.
При действии кислоты на горючие вещества, твердые и жидкие
происходит их нитрация, т. е. образование нитропродуктов,
могущих загораться от любого источника воспламенения.
Азотная кислота растворяет почти все металлы, за исключением
золота,^ платины и некоторых' других. Она применяется для чистки
изделий и травления цветных металлов. Ее используют при
никелировании, хромировании металлических изделий, для гравирования.
Азотная кислота хранится в стеклянных бутылях, закрываемых
керамиковыми пробками, и хранится отдельно.
1 Химические реакции бывают экзотермическими (протекающими с
выделением тепла) и эндотермическими (протекающими с поглощением тепла),
228
Царская водка — смесь одной части концентрированной
азотной кислоты с двумя-тремя частями соляной. Это — жидкость
желтого или красного цвета, растворяющая золото и платину.
Серная кислота (H2S04) имеет торговые названия:
аккумуляторная, башенная, гловерная, камерная, олеум, купоросное масло,
тяжелая, едкая маслянистая жидкость, почти без запаха,
бесцветная или с желтоватым оттенком, превращающаяся при температуре
Ю,5°С в твердую кристаллическую массу.
Продажная серная кислота имеет концентрацию 96,5%,
называется концентрированной и имеет плотность 1,84 г/ом3. Кислота,
в которой растворено не менее 20% свободного серного газа S03
(ангидрид), называется дымящей серной кислотой, или олеумом.
Особый сорт кислоты (аккумуляторная кислота) идет для зарядки
аккумуляторов; ее концентрация должна быть не менее 92—93%.
Серная кислота обладает свойством отнимать от органических
соединений влагу, даже химически связанную, обугливая эти
соединения, но она не может вызвать самовозгорания обычных горючих
веществ, кроме калия, натрия и других щелочных металлов. При
смешении серной кислоты с водой раствор сильно нагревается.
Ввиду высокой температуры кипения хранение кислоты на воздухе и
солнечном свете не представляет опасности. Если истолочь сахар и,
смешав его с бертолетовой солью, добавить две-три капли серной
кислоты, произойдет взрыв. Таким образом, соприкосновение серной
кислоты с горючими измельченными твердыми веществами предстаз-
ляет опасность в случае если эти вещества смешаны с кислородо-
отдающими веществами.
Серная кислота применяется для составления растворов
гальванических ванн, травления черных металлов и зарядки
аккумуляторов. При ожогах серную кислоту нейтрализуют известью, мелом и
содой. Хранится кислота в стеклянных бутылях.
Соляная кислота (НС1) — раствор хлористого водорода (25—
31%) в воде, бесцветная или слегка желтоватая, едкая, дымящаяся
на воздухе жидкость с резким запахом, очень ядовита и поражает
органы дыхания. Продажная кислота концентрации 37% имеет
плотность 1,19 г/см3.
Соляная кислота вступает в реакцию почти со всеми
металлами (растворяет железо, цинк, медь и др.), она не окислитель и
поэтому не может вызвать горения каких бы то ни было веществ. При
смешении соляной кислоты с кислородоотдающими соединениями
(КМп04, Мп02 и т. п.) выделяется хлор С12, который при наличии
горючих веществ может вызвать их самовозгорание.
Соляная кислота применяется для травления черных металлов,
в производстве органических красителей, уксусной кислоты,
активированного угля, клея, спирта из древесины, при дублении и
крашении кожи, для пайки, лужения, очистки котлов и аппаратуры,
при оцинковке кровельной стали и др. Слабую кислоту используют
для очистки фаянсовой и эмалированной посуды.
Соляная кислота поставляется в бутылях. Ее рекомендуется
хранить в закрытых, хорошо вентилируемых помещениях, где не
должно быть легковоспламеняющихся материалов, а окна
хранилища для изоляции от солнечных лучей должны быть матовыми или
окрашены в белый цвет.
При попадании на кожу кислота вызывает ожоги. Попавшую
на руки или другие предметы кислоту смывают водой и нейтрали-
229
зуют раствором нашатырного спирта, известью, мелом, содой,
золой и др.
Фосфорная кислота (Н3РО4) имеет торговые названия:
экстракционная, термическая, пищевая. Различают термическую фосфорную
кислоту (техническую и пищевую) и экстракционную.
Техническая кислота прозрачная с желтоватым оттенком, плотность ее не
менее 1,53 г/см3. Пищевая кислота бесцветная, плотность ее не
менее 1,47 г/см3. Экстракционная кислота (упаренная) — густая
жидкость плотностью 1,5—1,6 г/см3, применяется для составления
растворов фосфатирования.
Борная кислота (Н3ВОз) — бесцветные кристаллы или
блестящие чешуйки, при концентрации не менее 99,5% считается первым
сортом и 98,5% —■ вторым. Ее получают разложением природных
боратов серной кислотой, применяют в производстве стекла,
эмалей, при пайке и сварке металлов и для составления растворов
свинцевания.
ПЛОТНОСТЬ СОЛЯНОЙ, АЗОТНОЙ
И СЕРНОЙ КИСЛОТ ПРИ 15 С
н
о
к
1,п
1,12
1,13
1,14
1,15
1,16
1,17
1,18
1,19
1,20
1,21
1,22
1 23
1 24
1,25
1,26
1,27
1 28
l|29-
1,30
1,31
1,32
1,33
1 34
1)35
1,36
Весовые проценты
>н В
о н
К о
И ^
^о
с к
21,92
23,82
25,75
27,66
29,57
31,52
33,46
35,39
37 23
39,11
"5 2
О Е-
Д О
Н ^
о и
« К
га И
18,67
20,23
21,77
23,31
24,84
26,36
27,88
29,38
30,88
32,36
33,82
35,28
36,78
38,29
39,72
41,34
42,87
44,41
45,95
47,49
49,07
50,71
52,37
54,07
55,29
57,57
о о
X Ч
(H.CJ
ID К
15,71
17,01
18,31
19,61
20,91
22,19
23,47
25,76
26,04
27,32
28,52
29,84
31,11
32,29
33,43
34,57
35,71
36,87
38,03
39,19
40,35
41,50
42,66
43,74
44 82
45,88
Плотность,
г/см3
1,37
1,38
1,39
1,40
1,41
1,42
1,43
1,44
1,45
1,46
1,47
1,48
1,49
1,50
1,51
1,52
1,53
1,54
1,55
1,56
1,57
1,58
1,59
1,60
1,61
1,62
Весовые
проценты
О с-
Е о
о ч
сп К
га м
59,39
61,27
63,23
66,70
69,80
72,17
74,68
77,28
79,98
83,90
86,05
89,60
94 09
98^10
99,67
В
«в н
с £
К ч
46,94
48,00
49,06
50,11
51,15
52,15
53,11
54,07
55,03
55,97
56,90
57,83
58,74
59,70
60,65
61,59
62,53
63,43
64,26
65,20
66 09
66,95
67,83
68 70
69,66
70,42
А
Н
CJ
о
X
1,63
1,64
1,65
1,66
1,67
1,68
1,69
1,70
1,71
1,72
1,73
1,74
1,75
1,76
1,77
1,78
1,79
1,80
1,81
1,82
1,83
1,84
к 2
Я*5
И о
С К
и о.
Ш я}
CQ.O
71,27
72,12
72,96
73,81
74,66
75,50
76,38
77,17
78,02
78,95
79 80
80,68
81,56
82 44
83,53
84,50
85,70
86,92
88,30
90,05
92,10
95,60
230
ОРГАНИЧЕСКИЕ КИСЛОТЫ
Уксусная кислота (СН3СООН) имеет торговые названия:
техническая, пищевая, ледяная. Это — прозрачная, бесцветная жидкость
с характерным запахом, бывает разной крепости: 80%-ная,
бесцветная, называется уксусной эссенцией; 60%-ная, техническая,
желтоватого цвета, применяется в производстве-. 4—7%-ная, уксус,
используется чаще в быту.
Безводная (ледяная) уксусная кислота представляет собой
кристаллы, похожие на лед, с температурой плавления 16,6СС.
Уксусная кислота бывает биохимической, лесохимической и
синтетической. Биохимическая кислота, винный уксус, получается при
■брожении вина, слабого спирта и др. Лесохимическую кислоту
получают сухой перегонкой дерева и экстракцией растворителями;
синтетическую —■ путем окисления ацетальдегида, который
производится из ацетилена.
Уксусную кислоту применяют в качестве консервирующего
средства, при крашении и печатании тканей, для производства солей
уксуснокислого натрия, алюминия, свинца (так называемого
свинцового сахара), уксуснокислой меди, в качестве исходного материала
для синтеза сложных уксусных эфиров (этилацетата, бутилацетата,
амилацетата, бензилацетата и др.), уксусного ангидрида, ацетона,
винилацетата, хлоруксусной кислоты, для составления растворов
снятия свинцовых покрытий. Уксусную кислоту хранят в
стеклянной посуде.
Лимонная кислота —■ бесцветные прозрачные кристаллы, без
запаха, хорошо растворяются в воде и спирте, слабые растворы (1—■
2%) имеют приятный кислый вкус. Эта кислота применяется в
текстильной промышленности и для выведения пятен от ржавчины,
красок, чернил и др.
Пищевая лимонная кислота имеет концентрацию не менее 99%
и не содержит щавелевой кислоты, но при получении из
растительного сырья допускается примесь яблочной кислоты.
Щавелевая кислота, или «сахарная соль» (Н2С2О4) —
бесцветные кристаллы, хорошо растворимые в воде. При нагревании и в
крепких растворах она вредно действует на волокна растительного
происхождения, применяется для составления смывок лакокрасочных
покрытий, для удаления пятен от ржавчины, красок, чернил и др
Хранят кислоту в стеклянных банках и обращаются с ней
осторожно, так как она ядовита.
Муравьиная кислота (НСООН) — бесцветная жидкость,
дымящаяся на воздухе, со своеобразным острым запахом. Она
продается в^виде 80%-ного раствора. Ее. получают разложением серной
кислотой формиата натрия — продукта взаимодействия окиси углеродз
с едким^ натром. Она применяется для химических анализов, в
текстильной и кожевенной промышленности и в химической
промышленности для получения сложных эфиров.
Муравьиная кислота ядовита, попадая на кожу, вызывает
сильное раздражение и ожоги.
^ Олеиновая кислота является ненасыщенной одноосновной
кислотой, представляет собой маслянистую жидкость светло-желтого
цвета, практически без запаха, получается синтетическим путем, в
воде не растворяется, растворима в спиртах, эфирах, ароматических
231
и хлорированных углеводородах, под действием кислорода воздуха
окисляется и темнеет, со щелочами легко образует мыла.
Физико-химические свойства: плотность р204 = 0,895, температура
кипения 268°С (при давлении 100 мм рт. ст.), температура
плавления —16°С.
Нафтеновые кислоты, содержащиеся в нефтях и
нефтепродуктах, получают путем обработки едким натром нефтяных
дистиллятов (керосинового, солярового и др.) и последующего разложении
образовавшихся мыл серной кислотой. Это — маслянистые жидкости
темно-коричневого цвета с запахом жженного сахара. Щелочные
соли нафтеновых кислот известны под названием мылонафта;
выпускаются как технический продукт под названием «асидол» или «аси-
долмылонафт», используемый в качестве эмульгатора в составе
моющих жидкостей для удаления нагара с деталей двигателей.
Сульфокислоты являются производными углеводородов. Они
содержат сульфогруппу S02OH. Этот товарный продукт, выпускаемый
промышленностью и содержащий не менее половины сульфокислот,
известен под названием «контакт Петрова».
Для очистки деталей используют ализариновое масло —
технический продукт, получаемый при обработке серной кислотой
касторового масла и состоящий в большинстве из сульфокислот. Это —
маслянистая жидкость желтого цвета, со слабым запахом,
напоминающим касторку, легко реагирует со щелочами, образуя сильно
пенящиеся мыла.
Контакт Петрова — первое синтетическое моющее вещество,
продукт сульфирования газойлевого или керосинового дистиллята,
содержит 50—65% сульфокислот; маловязкая жидкость коричневого
или черного цвета, легко растворяется в воде, образуя прозрачные,
сильно пенящиеся растворы.
ПРИСПОСОБЛЕНИЕ ДЛЯ ПЕРЕЛИВАНИЯ
КИСЛОТ И ДРУГИХ ЯДОВИТЫХ ВЕЩЕСТВ
Для безопасного разлива кислот и других ядовитых веществ
бутыль закупоривается пробкой с двумя отверстиями (рис. 12.1).
В одно из них вставляется сифонная трубка, соединенная с
делительной воронкой, служащей расходным сосудом. В воронке
имеется краник, через который выпускается необходимое количество
кислоты. Другое отверстие соединяется со шлангом резиновой груши.
Когда в бутыли повышается давление воздуха, оно гонит кислоту
по трубе в делительную воронку.
ЭФИРЫ v
Простые эфиры — органические соединения, молекулы которых
состоят из двух углеводородных радикалов, связанных с атомом
кислорода. Примером простых эфиров могут служить диэтиловый
(серный) эфир С2Н5ОС2Н5 (жидкость), диметиловый эфир
СНзОСНз (газ).
В авиации применяются лишь некоторые жидкие эфиры, в
частности диэтиловый, представляющий собой легколетучую бесцветную
жидкость, кипящую при температуре 34—35°С, плотность его —
0,722 г/см3, температура вспышки ниже +40°С, имеет приятный за-
232
пах, обладает наркотическими свойствами. При комнатной
температуре в 100 г воды растворяется 10 г диэтилового эфира, с
большинством растворителей смешивается в любых пропорциях. Он очень
летуч, пары с воздухом образуют опасные гремучие смеси. Ценным
свойством диэтилового эфира является его способность растворять
жиры и масла, а в смеси с этиловым спиртом — целлюлозные лаки.
Сложные эфиры — химические соединения, получаемые при
взаимодействии спиртов с кислотами.
Мет и л ацетат — легкоподвижная, прозрачная жидкость,
состоит в основном из уксуснометилового эфира с примесью
метилового спирта и ацетона, имеет слабый запах, с обычными
растворителями смешивается в любых соотношениях, кипит при 55—56°С,
плотность при 20°С — 0,93 г/см3, огнеопасен, применяется в качестве
растворителя для нитро- и ацетилцеллюлозных лаков, а также в
качестве заменителя ацетона.
Этилацетат (этиловый эфир уксусной кислоты) —
прозрачная бесцветная жидкость со слабым фруктовым запахом, кипит пр»
74—77°С, плотность при 20°С — 0,885—0,905 г/см3, огнеопасен,
растворяет нитролаки, смолы, жиры и масла.
Бутилацетат (бутиловый эфир уксусной кислоты) —
прозрачная, бесцветная жидкость со сладковатым фруктовым запахом,
смешивается со всеми обычными растворителями в любых
пропорциях, кипит при 121—127СС, плотность при 20°С — 0,87—0,89 г/см3,
огнеопасен, обладает средней летучестью, поэтому более удобен для
применения в качестве растворителя масел и смол.
Амилацетат (амиловый эфир уксусной кислоты) —
прозрачная бесцветная жидкость, температура начала кипения 115°С, плот-
р20.
делах
ность при 20°С — 0,86—0,88 г/см3,
применяется в качестве
растворителя нитроцеллюлозы, а также
грушевой эссенции и др.
Этилцеллозольв -
моноэтиловый эфир этиленгликоля,
прозрачная жидкость с
характерным слабым запахом, плотность
-0,935, выкипает в пре-
128—140°С не менее 94%,
кислотность в пересчете на
уксусную кислоту не более 0,01 %
(весового), смешиваемость с водой —
полная, применяется как
растворитель целлюлозы и синтетических
смол и используется в качестве
компонента смесей для удаления
лакокрасочных покрытий.
Смесь РДВ (ГОСТ 4399—
48) — композиция органических
растворителей следующего состава
(% весовые): бутилацетат
(амилацетат) — 18, ацетон — 3, этил-
ацетат— 9, спирт бутиловый—10,
спирт этиловый—10, толуол — 50,
обладает хорошей растворяющей
и обезжиривающей способностью.
обладает средней летучестью,,
Воздух
)
Нислото
Рис. 12.1.
Приспособление для переливания
кислот и других ядовитых
веществ
233
соли
Соли—химические соединения, молекулы которых состоят из
атомов металлов и кислотных остатков. Они подразделяются на
■средние (нейтральные), кислые и основные. Средние соли
отличаются тем, что все атомы водорода в кислоте замещены металлом,
например калиевая соль KN03 азотной кислоты HN03, натриевая соль
Na2C03 угольной кислоты Н2С03. У кислых солей не все атомы
водорода замещены металлом, например NaHC03, CaHP04. Их
получают неполной нейтрализацией кислоты основанием (щелочью).
Соли основные — продукты неполного или частичного замещения
ОН-группы в основаниях (щелочах) кислотными остатками. Так,
при взаимодействии гидроокиси цинка Zn(OH)2 с соляной кислотой
НС1 образуется основная соль Zn(OH)Cl и вода Н20.
В большинстве случаев соли являются твердыми
кристаллическими веществами разнообразного цвета и вида. Некоторые соли
содержат кристаллизационную воду. Для освобождения солей от
указанной воды их нагревают при различных температурах.
Хлористый аммоний (NH4C1„ торговое название — нашатырь) —
кристаллический порошок белого цвета. При нагревании он не
плавится, а возгоняется особенно при температуре выше 100°С, легко
растворяется в воде, применяется при пайке металлов, нанесении на
них покрытий — цинковании, лужении и для составления растворов
никелирования.
Натрий борнокислый (Na2B407, торговое название — бура, тет-
роборат натрия десятиводный) — белый кристаллический порошок,
хорошо растворимый в воде. Растворы имеют щелочную реакцию.
Бура выпускается двух видов: техническая и пищевая. Техническую
буру получают при взаимодействии борной кислоты и соды,
пищевую —■ перекристаллизацией технической буры. Буру применяют при
пайке и сварке металлов в качестве флюсов, ядовита.
Гексаметафосфат натрия — стекловидная масса в виде кусков
бесцветных или слегка окрашенных в желтый или зеленый цвет.
После размалывания из него получают белый, кристаллический
порошок, применяемый для умягчения воды.
Хлорная известь — белый порошкообразный продукт с
характерным запахом хлора. Она состоит из гипохлорида кальция,
хлористого кальция и извести. Ее получают хлорированием гашеной
извести. Она широко применяется для отбеливания тканей, целлюлозы
и других материалов, а также в качестве дегазационного и
дезинфицирующего средства, жадно поглощает влагу, легко выделяет
хлор при хранении, сильно раздражает дыхательные пути и кожу.
Хранят ее в плотной закрывающейся таре отдельно от пищевых
продуктов, огнеопасных веществ, смазочных материалов,
металлических изделий и баллонов с газами.
Марганцовокислый калий (торговое название — перманганат
калия) —■ темно-фиолетовые кристаллы с сине-стальным блеском,
является сильным окислителем, легко растворяется в воде,
применяется в качестве дезинфицирующего средства, для отбеливания тканей
из шерсти и удаления некоторых пятен, используется для лечения
ожогов и др.
Сернокислый калий — мелкокристаллический порошок
светло-коричневого цвета, растворим в воде. Его получают из золы стеблей
подсолнечника при приготовлении поташа и другими способами.
234
Алюмокалиевые квасцы — бесцветный кристаллический продукт,
растворимы в воде, применяются в фотографии.
Железо сернокислое (FeS04 • 7Н20), торговое название —
железный купорос, зеленый купорос, сернокислая соль закиси железа) —
кристаллы зеленовато-голубого цвета разных размеров, на воздухе
разлагается.
Оно применяется для нейтрализации цианистых растворов,
составления растворов железнения, при крашении тканей, для
приготовления берлинской лазури, чернил и т. д.
Циик сернокислый (ZnS04 • 7Н20, торговое название — купорос
цинковый, гидрат цинка, купорос белый) — бесцветный
кристаллический продукт. Его получают действием разбавленной серной кислоты
на отходы производства цветной металлургии, содержание соли
цинка, применяется для составления растворов цинкования,
консервирования дерева, для производства белой краски —• литопона и
соединений цинка.
Двууглекислый натрий (NaHC03, торговое название — сода,
бикарбонат, сода двууглекислая, сода питьевая) — кристаллический
порошок белого цвета, растворимый в воде, выпускается двух видов:
технический и медицинский; технический используется для
производства анализов, наполнения огнетушителей, мойки шерсти и
шелка.
Перекись водорода — прозрачная, бесцветная жидкость, очень
неустойчива, при хранении в открытой посуде разлагается с
выделением кислорода, превращаясь в воду, применяется для беления
тканей, перьев, волос, слоновой кости, удаления пятен и т. д.
Перекись водорода поступает в продажу в виде 3%-ного или
30%-ного водного раствора, последний называют пергидролыо.
Чтобы получить 3%-ную перекись водорода, смешивают одну часть
пергидроля с девятью частями воды. Пергидроль вредно действует на
ткани, обесцвечивая их, хотя он не горюч; смоченные им бумага,
древесные опилки и другие горючие вещества самовозгораются.
Попадая на кожу, пергидроль вызывает ожоги.
Натрий сернокислый (Na2S04 • 10Н2О, торговое название —
глауберова соль, сульфат натрия десятиводный) — кристаллический
продукт, содержащий примеси других солей—натрия, кальция и др.
Различают соль глауберову естественную (природную) и
техническую; природную (мирабилит) добывают в бассейнах озер;
техническая соль получается обычно в качестве отходов химических
производств. Он применяется для составления растворов цинкования,
никелирования и др.
Дииатрийфосфат — стекловидные или белые кристаллы,
получается при нейтрализации фосфорной кислоты содой, является
хорошим средством для умягчения 1ВОды.
Натрий фосфорнокислый (Na3P04 • 12Н20, торговое название —
тринатрийфосфат) — кристаллы белого или светло-желтого цвета,
получается при нейтрализации фосфорной кислоты последовательно
содой и едким натром, применяется для умягчения воды, удаления
масел и жиров с тканей и машин, для составления моечных
растворов.
Гексаметилеитетрамин (торговое название — уротропин) —
кристаллический порошок белого цвета, хорошо растворимый в
холодной воде (при температуре 12°С в 100 г воды растворяется 81,3 г
уротропина), на воздухе горит синеватым пламенем, применяется в
235
производстве пластмасс, каучука, лаковых пленок и т. д. В быту
используется в виде прессованных таблеток под названием «гекса»
или «термит» в качестве сухого горючего.
Ультрамарин (минеральная краска) — порошок синего цвета,
употребляется для устранения желтого оттенка в белых пигментах,
а также как самостоятельный пигмент (в смеси с другими
пигментами) в малярных и художественных красках, для окраски резины,
линолеума, цементных плит и т. д. Обычный ультрамарин (синька),
применяется для подсинивания белья. Он вполне устойчив к
воздуху, воде, мылу и щелочам, но кислоты, даже слабые, разлагают
его с выделением сероводорода.
СПИРТЫ
Спирты представляют собой углеводороды, в молекулах
которых один или несколько атомов водородов заменены гидроксильны-
ми группами ОН.
Этиловый (винный) спирт (СгН5ОН) — при обычной
температуре легковоспламеняющаяся бесцветная жидкость. Самый крепкий
спирт — 96%-ный, температура кипения — 78,3СС, плотность при
15,5°С — 0,79 г/см3, температура вспышки + 18°С, смешивается с
водой во всех пропорциях, приготовляется путем брожения из
веществ, содержащих крахмал (картофеля, хлебных злаков, фруктов,
свеклы и др.), а также химическим путем.
Денатурированный спирт получается прибавлением к винному
спирту веществ с неприятным вкусом и запахом, а также
подкрашивающих веществ. В качестве денатурирующих веществ
применяют пиридин, бензол, скипидар, древесный спирт и др.
Этиловый спирт хорошо растворяет касторовое масло,
некоторые лаки, смолы, а также мыло, огнеопасен.
Метиловый (древесный) спирт, называемый иначе метанолом —
светлая жидкость со слабым запахом, ядовит и огнеопасен, хорошо
смешивается с водой и растворителями, температура кипения —
64—65°С, температура вспышки +9,5°С, плотность — 0,796 г/см3. По
внешнему виду, запаху и плотности метиловый и этиловый спирты
различить невозможно, но существует следующий наиболее простой
метод опознания. Наливают 1 мл испытуемого спирта в пробирку и
добавляют к нему несколько кристаллов ванилина и 2 мл
концентрированной серной кислоты с плотностью 1,84 г/см3. Если спирт
этиловый, раствор после добавления серной кислоты окрашивается
в золотисто-желтый цвет, который при длительном стоянии
переходит в зеленый, если метиловый — раствор после добавления серной
кислоты окрашивается в слабый розовый цвет, который при стоянии
усиливается до красного.
Метиловый спирт применяется как растворитель анилиновых
красителей, для получения лаков, производства пластмасс,
получения различных химических продуктов и т. д.
Глицерин (С3Н5(ОН)3) —трехатомный спирт, сиропообразная
бесцветная жидкость сладковатого вкуса, с водой и спиртом
смешивается в любом соотношении, на холоде не замерзает, температура
кипения—• 195СС, плотность—1,26 г/см3, получается из жиров и
масел путем их разложения на жирные кислоты и глицерин.
Глицерин широко применяется как средство предохранения
разных продуктов от высыхания. Водо-глицериновые смеси использу-
236
ются в качестве антифризов, а спирто-глицериновые и водо-, спирто-
глицериновые — в гидравлических и тормозных системах.
Изопропиловый спирт (С3Н80) — бесцветная прозрачная
жидкость со слабым спиртовым запахом, кипит при 79,9—81,5°С,
плотность при 20°С — 0,82—0,84 г/см3, смешивается с водой, эфиром,
бензолом и большинством растворителей в любых соотношениях,
с воздухом образует взрывоопасные смеси, по своим способностям
растворять масла, жиры, смолы, нитроцеллюлозные лаки и
красящие вещества он превосходит этиловый спирт.
Бутиловый спирт (бутанол) — бесцветная, прозрачная жидкость,
огнеопасен, кипит при 128—132°С, плотность при 20СС — 0,808—
•0,812 г/см3, почти со всеми органическими растворителями
смешивается в любых пропорциях, растворяет смолы, масла, жиры, но не
растворяет каучук.
РАСТВОРЫ ДЛЯ ХИМИЧЕСКОГО КЛЕЙМЕНИЯ
ДЕТАЛЕЙ
Раствор № 1 для нержавеющих сталей: азотная кислота
(плотность 1,4 г/см3)—40 мл, соляная кислота (плотность 1,19 г/см3) —
40 мл, металлический селен — 4 г, окись меди — 4 г, вода —
остальное до 100 мл.
Раствор № 2 для легированных сталей: соляная кислота
(плотность 1,19 г/см3)—60 мл, азотная кислота (плотность 1,4 г/см3) —
184 мл, марганцовокислый калий—10,8 г, хромпик калиевый—17,2 г,
медь однохлористая — 20 г.
Раствор № 3 для свинцовистой бронзы: свинец металлический —
S0 г, азотная кислота (плотность 1,4 г/см3) — 40 мл, азотнокислое
•серебро — 20 г, вода дистиллированная — 1 л.
Раствор № 4 для никелевой бронзы: свинец металлический —
40—50 г, азотная кислота (плотность 1,4 г/см3) —200 мл,
-азотнокислое серебро — 20 г, уксусная кислота 70%-ная —300 мл, вода
дистиллированная — 700 мл.
Раствор № 5 для остальных бронз: азотная кислота
(плотность 1,4 г/см3) — 14 мл, сернокислая медь — 20 г, азотнокислое
серебро — 20 г, вода дистиллированная — 1 л.
Раствор № 6 для углеродистых н малолегированных сталей:
медный купорос — 100 г, азотнокислое серебро — 10 г, щавелевая
кислота — 2 г, сернаи кислота (плотность 1,74 г/см3) — 5 мл, вода
дистиллированная — 1 л.
Растворы для других материалов: 1) детали, подвергающиеся
оксидированию, клеймят раствором следующего состава: двухлори-
стое олово — 60—70 г, серная кислота (плотность 1,74 г/см3) —
100 мл, вода — до 1 л;
2) для клеймения кадмированных и оцинкованных деталей из
стали можно применять нитроэмали типа «ДМ» разных цветов;
3) для клеймения стальных кадмированных, оцинкованных,
алюминиевых, магниевых и анодированных деталей можно применять
маркировочную краску МК-3;
4) детали из цветных металлов (латуни, бронзы), кадмирован-
ные и. оцинкованные (непассированные) рекомендуется клеймить
раствором № 1, разбавленным водой в отношении 1 : 3;
5) для клеймения деталей из резины применяют
маркировочную краску такого состава: лак нитроцеллюлозный АВ-4, 9-31 или
237
A-l-H — 625 г, ацетон или спирт (растворитель)—425 г, краситель
высокодисперсный, просеянный через сито 100, любого цвета
(алюминиевая пудра, судан красный, ганза желтая и др.) — 38 г,
касторовое масло — 12 г.
При химическом клеймении необходимо соблюдать следующие-
правила: раствор для клеймения держать в стеклянной посуде,
закрытой притертой стеклянной пробкой; на посуде должны быть
наклеены этикетки с указанием назначения раствора и времени его>
приготовления; нельзя оставлять раствор открытым, так как
азотная кислота летуча и вызывает коррозию металлов; в случае
попадания раствора на руки не следует браться за металлические
детали, не вымыв руки водой с мылом; если раствор пролился нли
попал на деталь, немедленно нейтрализовать его, протерев это место
ватой, смоченной 2—3%-ным раствором кальцинированной соды
с добавлением 0,06—0,08% хромпика, а затем протереть сухой
чистой салфеткой.
Химическое клеймение производится в таком порядке:
обезжиривают место, подлежащее клеймению, для чего протирают его
ветошью, смоченной в чистом бензине; смачивают контур цифр
штампа раствором, после чего плотно прижимают его к месту постановки
клейма на детали и держат 2—3 сек; если штамп обильно смочен
раствором, то избыток раствора снимают ватой или марлей; при
отсутствии резиновых штампов разрешается наносить клейма остро
заточенной дубовой палочкой или гусиным пером; выдерживают
деталь по времени до полного проявления цифр. Оставшийся на
детали раствор с целью нейтрализации кислоты снимают
фильтровальной бумагой или ватой, смоченной в 2—3%-ном растворе
кальцинированной соды с добавлением 0,06—0,08% хромпика, а затем
протирают сухой ватой.
МИНЕРАЛЫ
Минералы служат сырьем для производства кислот, щелочей,,
солей и других продуктов. Известник, мел, гипс, доломит,
магнезит, тальк, применяются также в металлургической, керамической и
стекольной промышленности.
Горный лен (торговое название — асбест) — минерал
волокнистого строения, нетеплопроводный, неэлектропроводный,
огнестойкий. Волокна гибки и позволяют изготовлять асбест в виде листов
и шнуров. Он плавится при температуре 1200—1800°С. Волокна
асбеста имеют длину 9—18 мм, толщину 0,5—9 мк, удельный вес
2,1—2,8 Г/см3, нормальная влажность 1%, термостойкость 200—
400°С, предел прочности при растяжении — 8—21 кГ/мм2, разрывная
длина — 28—100 мм, устойчив к атмосферным воздействиям. Асбест
не прочен, легко треплется, поэтому в условиях повышенных
давлений асбестовые прокладки вырываются кусками.
Это привело к созданию комбинированных медно-асбестовых
прокладок.
Хлористый иатрий (NaCl, торговое название — поваренная
соль, каменная соль, столовая соль) — распространенный в
природе минерал, образующий в земной коре мощные пласты. Его много
в воде морей и океанов (3,5—26%). Он применяется в пище и как
консервирующее средство, предохраняющее от гниения древесину,
238
кожу и др. Его используют при производстве соды, соляной
кислоты, сульфата натрия, едкого натра, хлора, органических
красителей.
Выпускается также йодированная соль, в которой содержание
йодистого калия должно быть 2,5 Г на 100 кГ соли или в пересчете
на свободный йод — 0,00191%. Ее хранят в закрытых сухих
емкостях, защищенных от действия атмосферных осадков и света с
гарантийным сроком хранения шесть месяцев, после чего она
превращается в обычную соль. Реакция на лакмус водного раствора соли
должна быть нейтральной или близкой к ней.
Сильвинит — руда, состоящая из сильвина (хлористый калий)-
и галита (хлористый натрий) с примесями различных минеральных
соединений: солей кальция, магния и др. Он применяется в
производстве химических продуктов, выпускается в молотом виде,
представляет собой рассыпчатый, крупнокристаллический порошок
красновато-серого цвета. Содержание хлористого калия в продукте в
пересчете на сухое вещество должно быть не менее 22%, остальное —
хлористый натрий и другие примеси.
Каолин состоит в основном из минерала каолинита и других
примесей кварцевого песка, слюды, окиси кальция и др. Каолины
различных месторождений отличаются по составу и свойствами. Путем
мокрой или сухой обработки каолиновой горной породы получают
так называемый обогащенный каолин, который применяется в
керамической, бумажной и резиновой промышленности, а также в
химической промышленности для производства сернокислого
глинозема, ультрамарина и различных препаратов.
Мел —■ осадочная мягкая горная порода белого цвета. Мел,
известняк и мрамор являются разновидностями распространенного
в природе карбоната кальция. Они различаются твердостью,
плотностью и структурой. Природный мел содержит различные примеси
(окиси железа, алюминия, магния, кремния и др.), применяется в
химической стекольной, резиновой промышленности.
Доломит — осадочная порода белого, сероватого и других
цветов в зависимости от содержания в нем примесей, представляет
собой химическое соединение карбоната кальция и магнии с
удельным весом 2,8—2,9 Г/см3, применяется для производства
огнеупорных изделий, флюсов в металлургической промышленности, в
химической промышленности —■ для получения извести, магнезиальных
солей и металлического магния, для изготовления
термоизоляционных материалов, как наполнитель при изготовлении лаков и красок.
Сера встречается в природе как в свободном состоянии, так
и в различных соединениях (свинцовый блеск, серный колчедан,
цинковая обмазка, медный блеск, киноварь, соли серной кислоты
и др.).
Чистая природная сера — твердое, кристаллическое вещество
желтого цвета разных оттенков, плавится при 113°-С, кипит при
444,5СС, удельный вес—-2,07 Г/см3. Если нагретую до кипения
серу вылить в холодную воду, то она станет пластической, а затем
постепенно перейдет в кристаллическую. При быстром охлаждении
кипящей серы получают тонкий порошок. Отливая расплавленную
серу в деревянные формы, получают палочки, бруски, кирпичики
и др. Сера в воде не растворяется. В органических жидкостях
растворяется хорошо. Примениется в химической промышленности и
служит сырьем для получения серной кислоты, сульфитцеллюлозы,
239
яля вулканизации каучука, в производстве красителей и
самосветящихся красок. Сера — горючее вещество, ее нельзя хранить
вблизи отопительных приборов и трубопроводов.
Гипс —• минерал белого цвета, состоит в основном из двуводно-
го сернокислого кальция, удельный вес — 2,2—2,4 Г/см3. В природе
встречается в виде крупнокристаллического (гипсовый шпат),
листового, чешуйчатого, волокнистого. Он содержит примеси: песок,
известняк, сернистое железо и другие соединения, которые
придают ему различную окраску. Обжигом гипса получают алебастр.
Известняк — распространенная осадочная порода, состоящая,
главным образом, из минерала кальцита (углекислого кальция)
с примесью глины, песка, углекислого магния и других, применяется
в металлургической (флюсы), строительной и химической
промышленности. При обжиге известняка получают известь, а при гашении
извести водой — известковое молоко.
МИКАНИТЫ
Из миканитов изготовляют различного рода изоляционные
детали, прокладки и другие изделия.
Миканит гибкий представляет собой листовой материал, гибкий
в холодном состоянии, полученный посредством склеивания щипано-
вой слюды электроизоляционными смолами или лаками и
изготовляется следующих марок: ГМ2, ГМЗ, ГМО, ГМ2В, ГМЗВ, ГФ2,
ГФЗ, ГФО, ГФ2В, ГФЗВ, ГСФ1, ГСФ2, миканит гибкий
специальный и стекломиканит гибкий специальный.
Миканит гибкий ГМ2 и ГМЗ имеет толщину 0,15—0,30 мм, ГМО
и ГФО —толщину 0,2—0,3 мм (ГОСТ 6120—52).
Миканит гибкий ГМ2В и ГМЗВ , ГФ2В и ГФЗВ толщиной 0,15—
0,25 мм из слюды № 4—5,5, изготовляется по ТУ ОИИ 503—055—54.
Миканит гибкий специальный толщиной 0,2—0,5 мм
изготовляется по ВТУ ОАА 503—003—53.
Стекломиканит гибкий ГСФ1 толщиной 0,22—0,50 мм и ГСФ2
толщиной 0,3—0,6 мм изготовляется по ТУ ОИИ 503—038—53.
Стекломиканит гибкий специальный толщиной 0,25—0,60 мм
изготовляется по ВТУ ОАА 503—008—53.
Миканит формовочный прессованный представляет собой
листовой материал, состоящий из щипаной слюды, склеенной при
помощи связующего вещества, и формирующийся в нагретом состоянии.
В качестве связывающих веществ применяют шеллак и глифтале-
вый лак.
Миканит формовочный марок ФМ2, ФМ2А, ФФ2, ФФ2А, ФС2
и ФС2А толщиной от 0,15 мм и больше изготовляется по ГОСТ
6122—52.
Миканит формовочный марок ФМ2В, ФМ2АВ, ФФ2В и ФФ2АВ
толщиной от 0,15 до 0,3 мм изготовляется по ТУ ОИИ 503—054—54.
Миканит прокладочный — прессованный листовой материал,
состоящий из щипаной слюды, склееной шеллаком или глифталевым
лаком, изготовляется марок ПМ2, ПМ2А, ПФ2, ПС2 и ПС2А
толщиной от 0,5 мм и больше по ГОСТ 6121—52.
Миканит коллекторный — листовой материал, прессованный и
калиброванный по толщине, состоит из щипаной слюды, склеенной
шеллаком и глифталевой смолой, изготовляется марок КФ1 и КФ
толщиной от 0,4 мм и больше по ГОСТ 2196—54.
240
Микафолий — гибкий в нагретом состоянии материал, состоит
из одного или нескольких слоев щипаной слюды, склеенных лаком
между собой и с бумагой," покрывающей слюду с одной стороны,
изготовляется марок ММГ, МФГ, ММШ и МФШ толщиной 0,15—
0,3 мм по ГОСТ 3686—47.
Микалента — лента, состоящая из щипаной слюды, подложки
и покрышки с одной или двух сторон, 'склееных между собой при
помощи изоляционного лака, обладает пластичностью в холодном
состоянии, изготовляется марок ЛМЧ1, ЛМС1, ЛМЧ11, ЛФЧ1,
ЛФС1, ЛФЧ11, ЛФС11 толщиной от 0,08 до 0,17 мм по ГОСТ
4268—42.
Стекломикаленты ЛСФК.1, ЛСФК.П и ЛС2ФК толщиной 0,15—
0,22 мм изготовляются по ВТУ ОАА 503—006—52. Стекломикалента
нагревостойкая С2ЛФК изготовляется по ТУ ОИИ 503—057—54.
Микашелк — пластичный в холодном состоянии материал,
состоящий из одного слоя щипаной слюды с одной стороны, к которой
приклеен лаком шелк, а с другой — бумага, изготовляется марок
ЛЧМШВ, ЛЧФШБ, ЛСМШБ и ЛСФШБ толщиной 0,14 и 0,17 мм
по ВТУ ОАА 503—028—53.
АЛЮМИНИЕВАЯ ПУДРА
Алюминиевая пудра (ГОСТ 5994—50)—чешуйчатый порошок
серебристого цвета. Благодаря значительной способности отражать
солнечные лучи ее широко используют для изготовления атмосфе-
ростойких покрытий дли окраски самолетов, цистерн и других
изделий, содержащих бензин, керосин, нефть и нефтепродукты,
разогревание которых солнечными лучами нежелательно. Кроме того,
алюминиевую пудру применяют при изготовлении покрытий,
устойчивых к действию азотной кислоты, окислителей и других
органических жидкостей.
В чистой алюминиевой пудре содержитси 3—3,8% парафина или
стеариновой кислоты, предохраняющих ее от окислении и
опасности самовозгорания и взрыва, которые могут произойти, если
частички пудры ничем не защищены. Алюминиевую пудру в лаки
добавляют непосредственно перед применением. Пудра выпускается
четырех марок: ПАК.-1, ПАК-2, ПАК.-3 и ПАК.-4. Наиболее
мелкодисперсна пудра ПАК-4, затем следует ПАК-3. Укрывистость
пудры — 10 г/ж2, удельный вес — 2,5—2,6 Г/см3.
ТАЛЬК
Тальк (ГОСТ 879—52) — природный материал, имеющий вид
тонкого мелкого порошка, жирный на ощупь, белого или кремова-
того цвета. Химический состав талька 4Si02 • 3MgO • Н20, удельный
вес — 2,74 Г/см?.
Он широко применяется в качестве наполнителя в смеси с
другими пигментами. Благодаря своей чешуйчатой структуре повышает
гибкость и эластичность лакокрасочных пленок, предохраняет рези-
но-технические изделия от воздействия световых лучей и является
смазкой для пневматиков колес шасси.
9 Александров В. Г.
глава 13 МОЮЩИЕ,
ПРОТИВООБЛЕДЕНИТЕЛЬНЫЕ И
НЕЗАМЕРЗАЮЩИЕ ЖИДКОСТИ,
ОБЕЗЖИРИВАЮЩИЕ И
ОЧИЩАЮЩИЕ РАСТВОРЫ
ЖИДКОСТЬ «АЭРОЛ-1» ДЛЯ ОЧИСТКИ
"" НАРУЖНОЙ ОБШИВКИ САМОЛЕТА
В процессе эксплуатации обшивка самолета загрязняется пылью,
грязью, маслом, различными смазками, копотью и др.
Поддержание внешнего вида и сохранение аэродинамических
качеств самолетов вызывают необходимость систематического и
тщательного ухода за наружной обшивкой. Для этого применяют
моющую жидкость «Аэрол-1» при положительных температурах
наружного воздуха. «Аэрол-1» — однопроцентный водный легкоподвижный
раствор пастообразного концентрата, состоящего из поверхностно-
активного вещества, жирных кислот и углекислого натрия, не имеет
запаха, не ядовит, не вызывает коррозии металлов и разрушения
лакокрасочных покрытий, не разрушает растений и травяной
покров.
Физико-химические свойства таковы: плотность — 1 г/см3;
вязкость кинематическая при 20СС — 2,65 ест, поверхностное натяжение
при 20°С —31 дин/см.
При приготовлении этой жидкости расчетное количество
концентрата предварительно растворяют в 5—10-кратном количестве
воды, после чего полученный раствор заливают в емкость,
содержащую рассчитанное количество воды. Всю смесь тщательно
перемешивают до получения однородного раствора. Ввиду того что
вязкость жидкости со временем остается практически постоянной,
ее приготовляют заранее в необходимых количествах.
Вначале необходимо предварительно облить самолет
жидкостью, не допуская при этом попадания ее на двигатели или внутрь
самолета. Через 5—7 мин после нанесения жидкости обшивку
обмывают струей воды из шланга водополивочной машины. Участки
обшивки, загрязненные копотью и маслом, обрабатывают щетками и
повторно промывают жидкостью «Аэрол-1» и водой.
МОЮЩИЕ ЖИДКОСТИ
Для очистки наружных и внутренних поверхностей
авиационной техники от копоти и грунтовых загрязнений, деталей от масля-
242
нистых и нагарообразных загрязнений применяют следующие
моющие жидкости.
Жидкость 1 (35% этиленгликоли, 64,25% воды, 0,50%
олеиновой кислоты, 0,25% моноэтаноламина), применяется в подогретом
д0 go—70°С в виде для очистки наружных поверхностей от
грунтовых загризнений и копоти при температурах воздуха от 0 до —10СС.
Жидкость 2 (50% ЭАФ, 49,25% воды, 0,50% олеиновой
кислоты, 0,25% моноэтаноламина), применяется для очистки наружных
поверхностей при температурах воздуха от —10 до —25°С.
Жидкость 3 (75% ЭАФ, 24,25% воды, 0,50% олеиновой кислоты,
0,25% моноэтаноламина), применяется для очистки наружных
поверхностей при температурах воздуха от —25 до —45°С.
Жидкость 4 (97% воды, 2% олеиновой кислоты, 1%
моноэтаноламина) применяется для мойки авиационной техники прн
положительных температурах воздуха.
Жидкость 5 (95% воды, 5% жидкости «Прогресс»)
применяется для очистки внутренних поверхностей.
Жидкость 6 (99% бензина Б-70, 1% масла МК-8) применяется
для очистки масляных загрязнений поверхностей авиационной
техники.
Жидкость 7 (уайт-спирит ГОСТ 3134—52) применяется для
мойки винтомоторных установок.
Фенольный каменноугольный креолин применяется для
промывки воздушно-масляных радиаторов от смолистых отложений.
Растворитель РДВ применяется для очистки деталей от
маслянистых загрязнений и лакокрасочных покрытий при ремонте.
Жидкость 2-ОК-М (смесь моноэтаноламина — 1 % и олеиновой
кислоты • - 2% с водой, нагретой до 40—50°С) применяется для
промывки деталей планера самолета.
ПРОТИВООБЛЕДЕНИТЕЛЬНЫЕ ЖИДКОСТИ
ЭАФ и ЗА
При температурах окружающего воздуха ниже 0°С примерзший
снег и изморозь с поверхностей самолетов удаляют смесью воды
с жидкостью ЭАФ (эфироальдегидная фракция, табл. 13,1, 13,2).
Таблица 13.1
Компонент
Состав жидкости ЭАФ
Спирт этиловый
Альдегиды
Эфиры
Содержание, %
(по объему)
Компонент
92—94
0,35-0,50
1,8-3,0
Спирт
метиловый
Сивушные масла
Кислоты
Содержание, %
(по объему)
1,00-1,15
2,90—3,10
0,02-0,10
9*
243
Таблица 13.2
Рекомендуемый состав смеси жидкости ЭАФ с водой при различных
погодных условиях
Компонент
Вода
Жидкость ЭАФ
Температура окружающего воздуха, °С
от 0
до —10
3/4
1/4
от —10
до —15
2/3
1/3
от —15
до —25
1/2
1/2
от —25
до —30
1/3
2/3
При правильно выбранном составе жидкости и ее подогреве до 50—■
60°С лед любых отложений быстро удаляется.
К недостаткам жидкости ЭАФ относятся ее некоторая
агрессивность по отношению к лакокрасочным покрытиям и возможность
образования на обработанной поверхности кристаллов льда после
испарения жидкости.
Антиобледенительная жидкость ЗА представляет собой 52%-ный
раствор этиленгликоля в воде с добавкой небольшого количества
смачивателя ОП-7 (или ОП-10) и антикоррозионной присадки двух-
замещенного фосфорнокислого натрия. Эта жидкость хорошо
удаляет отложения льда и предохраняет поверхности самолета
(лопастей вертолета) от обмерзания в течение нескольких часов, не
оказывая заметного влияния на лакокрасочные покрытия.
ПРОТИВООБЛЕДЕНИТЕЛЬНЫЕ ЖИДКОСТИ
ДЛЯ ОСТЕКЛЕНИЯ И ВОЗДУШНЫХ ВИНТОВ
Состав смеси, %
(по весу)
40
60
50
Этиленгликоль 50
Вода 60
40
70
30
Плотность,
г{см'
1,05
1,06
1,08
1,09
Температура
замера,
"С
-24
—34
-55
-67
Состав смеси, %
(по весу)
20
80
30
Метиловый jr.
спирт
Вода 12
60
50
50
Плотность,
г/сл»
0,96
0,95
0,93
0,91
Температура
замера,
°С
-15
-26
—40
-55
244
Продолжение
Состав смеси, %
.(по весу)
Препиленгли-
коль
Вода-
Этиловый
спирт
Вода
10
90
OOI N0
ol о
30
70
~40
60
50
50
60
40
30
70
40
60
50
50
55
45
Плотность.
г/см1
—
—
.
0,95
0,93
0,91
0,90
Температура
замера,
°С
—3
—8
— 12
-15
-32
-51
-19
-30
—37
—40
Состав смеси,
(по весу)
Изопропило-
вый спирт
Вода
1
Глицерин
Вода
%
20
80
30
70
40
60
50
50
60
40
20
80
30
70
40
60
50
50
60
40
70
30
!!?
—
—
1,13
1,15
1,18
Температура
замера,
"С
—7
—12
— 18
-22
—23
-5
—9
-15
—23
-35
-40
1
ЖИДКОСТИ, ПРЕДОХРАНЯЮЩИЕ
ОСТЕКЛЕНИЕ ОТ ЗАПОТЕВАНИЯ
и ОБМЕРЗАНИЯ
Рецепт 1. Смесь состоит из одной весовой части глицерина и
10 весовых частей этилового спирта (крепостью не менее 63°). Ею
натирают остекление с внутренней стороны и затем протирают
замшей или фланелью. Применяют и один глицерин, но в этом случае
смазывают стекло с обеих сторон.
245
Рецепт 2. Смесь состоит из трех весовых частей глицерина,
одной весовой части скипидара и пяти весовых частей прозрачного
жидкого мыла.
Остекление натирают с обеих сторон и затем протирают до
прозрачности.
Рецепт 3. В кипящую воду (0,5 л) засыпают поваренную соль
до тех пор, пока прекратится ее растворение. Затем доливают 1 л
светлого глицерина и смесь хорошо перемешивают. После
нанесения этой жидкости остекление не обмерзает в течение 3—4 ч.
ЗАМОРАЖИВАЮЩИЕ СМЕСИ
Рецепт 1. Три весовых части снега или толченого льда
смешивают с одной частью поваренной соли. Температура такой смеси
достигает —21СС. Все остальные соотношения дают смеси с более
высокой температурой.
Рецепт 2. Две весовые части хлористого кальция смешивают
с одной частью снега и получают смесь с температурой —42°С.
АНТИФРИЗЫ
Антифризы — жидкости, замерзающие при низкой температуре,
выпускаются двух марок 40 и 65 (ГОСТ 159—52). Маркировка
соответствует температурам замерзания. Антифриз марки 40 содержит
53% этиленгликоля и 47% воды, при 20°С имеет плотность 1,072 г/см21
и замерзает при температуре —40°С. Цвет жидкости —
слабожелтый.
Антифриз марки 65 содержит 66% этиленгликоля и 34% воды,,
при 20°С имеет плотность 1,0863 г/см3, температура замерзания
—65°. Цвет жидкости — оранжевой. Процентное содержание
этиленгликоля в смеси определяют специальным прибором — гидрометром.
Он представляет собой ареометр с двумя шкалами: одна указывает
процентное содержание этиленгликоля, вторая — температуру
замерзания смеси. При отсутствии гидрометра можно пользоваться
ареометром с пределами измерений от 1,000 до 1,100. Антифриз,
плотность которого меньше 1,07 и больше 1,09, не годен к
применению.
При обращении с антифризами необходимо соблюдать
следующие правила:
1) не засасывать антифриз через шланг ртом, так как этнлен-
гликоль, попадая в желудок, может вызвать отравление и даже
смерть;
2) систему охлаждения двигателя перед заливкой антифриза
необходимо хорошо герметизировать вследствие того, что антифриз*
легче просачивается через неплотности, чем вода;
3) во избежание повреждения окраски машины при заливке
антифриза нельзя допускать попадания его на окрашенные
поверхности;
4) систему охлаждения заполнять только на 93—95% ее
емкости, потому что антифризы обладают большим коэффициентом
объемного расширения;
246
5) при понижении уровня жидкости в системе охлаждения
вследствие испарения необходимо доливать в радиатор только воду,
так как этиленгликоль не испаряется.
Антифризы можно заменять водо-спирто-глицериновыми или во-
до-спиртовыми смесями. Недостатками этих смесей является их
легкаи испаряемость, а также опасность в пожарном отношении.
ОБЕЗЖИРИВАЮЩИЕ И МОЮЩИЕ
РАСТВОРЫ
Для обезжиривания и удаления загрязнений с металлических
деталей, не имеющих каналов и углублений, в которых может
остаться моечный раствор, применяют такие составы (содержание
компонентов дано в весовых процентах).
1. Для деталей из цветных сплавов или комбинированных (сталь
с цветными сплавами): сода кальцинированная — 0,15—0,25%;
хромпик — 0,05—0,08%; вода — остальное.
2. Для деталей из алюминиевых сплавов: тринатрийфосфат —
0,3—0,5%; жидкое стекло —0,15—0,3%; хромпик —0,05—0,08%;
вода остальное.
Можно также использовать горячий раствор, приготовленный из
10 л воды, 150 г жидкого стекла и 20 г жидкого мыла.
3. Для стальных деталей: тринатрийфосфат — 0,2±0,1%; нитрат
натрия — 0,2±0,1%; жидкое стекло — 0,2±0,'1'%; вода — остальное.
4. Детали из магниевых сплавов (герметические выводы, пульты
я т. п.), имеющие маслянистые нагарообразные и другие
загрязнения, промывают в водном растворе, в который входят: зеленое
мыло (1%), жидкое стекло (0,8%), кальцинированная сода (2%) и
хромпик (0,5%). Мыть креолином магниевые детали запрещается.
5. Для всех других деталей, кроме алюминиевых и цинковых,
применяется горячий 10%-ный водный раствор каустической соды
{100 г соды на 1 л воды).
Перед промывкой -растворы подогревают до температуры 60—
80°С. Время промывки — 3—8 мин. Давление раствора в сопле
моечного устройства должно быть в пределах 1—2 кГ/см2. После
промывки детали и узлы протирают сухими чистыми салфетками и
обдувают сухим воздухом (лучше подогретым до 60—70°С) или
просушивают в сушильном шкафу.
Обезжиривание может производиться трихлорэтиленом (СгНСЬ,
плотность 1,47 г/см3), бензином Б-70, венской известью, щелочными
растворами, а также электрохимическим путем.
Венскую известь наносят на поверхность изделия после
разведения ее водой до состояния жидкой кашицы. Затем изделие
протирают волосяными щетками, смоченными известью, промывают
проточной водой.
ТРАВИЛЬНЫЕ РАСТВОРЫ
Травление имеет целью удаление с поверхности деталей
продуктов коррозии и заключается в обработке деталей в растворах
кислот. Для предохранения металла от перетравления и от излишнего
247
поглощения водорода в травильные растворы добавляют
ингибиторы.
Травление сталей производится в 15—20%-ной серной
кислоте при температуре до 60—70РС, медных сплавов — в растворе
азотной или соляной кислоты, алюминиевых — в растворах
щелочей.
СМЫВКИ, УДАЛЯЮЩИЕ БИТУМ
С ТОРМОЗНЫХ ПАРАШЮТОВ
При эксплуатации тормозные парашюты загрязняются битумом,,
который хотя и не снижает прочности материала, однако вызывает
слипание полотнищ, что влияет на раскрытие парашюта. Поэтому
парашюты с пятнами битума, не вызывающими слипания,
допускаются к эксплуатации без удаления пятен, а парашюты, сильно
загрязненные битумом, допускаются к эксплуатации только после
удаления битума (табл. 13.3).
Таблица 13.3'
Растворители для удаления битума с парашютов
Название
Четыреххлористый углерод
Скипидар
Четыреххлористый углерод и
бензин
Четыреххлористый углерод и
керосин
Соотношение
3:1
1:1
Требуемое время
для отмывки, мин*
не менее
10
7
15
20
Отмывка пятен битума производится так. Наливают
растворитель в сосуд из нержавеющей стали или оцинкованного железа из
расчета полного погружения в растворитель загрязненных мест (на
1 кГ загрязненного материала около 5 л растворителя).
Загрязненный материал выдерживают нужное время в растворителе,
периодически слегка помешивая. Затем отмытую часть парашюта слегка
отжимают и просушивают в тени под навесом. По окончании
работы смазывают руки жирным кремом. После отмывки допускаются
следы битума в виде темных пятен.
Запрещается при отмывке битума употреблить щетки или
другие предметы и стирать загрязненные места, а также курить или
применять источники открытого огня.
ХИМИКО-МЕХАНИЧЕСКИЕ ОЧИСТИТЕЛИ
Обдувка деталей косточковой крошкой производится в
специальных аппаратах и применяется в основном для очистки деталей
поршневых двигателей. Размолотая крошка косточек (персиков,,
248
слив, абрикосов и др.) выдавливается воздухом под давлением 3—
4 ата из бункера через шланг с наконечником и, ударяись о
детали, удаляет с них нагар и отложения. Крошка выпускается
следующих размеров: крупная-—3 мм; средняя—2 мм; мелкая — 1 мм.
По мере измельчения крошка теряет свои очистительные свойства и
заменяется новой.
Обдувка деталей леском применяется для деталей ГТД:
жаровых труб, корпусов камер сгорания, реактивных насадков и
сопловых аппаратов. Обдувка производится на пескоструйных аппаратах.
Давление воздуха и размеры песчинок подбираются таким образом,
чтобы исключить повреждение обрабатываемой поверхности.
Гидромеханическая очистка используется для очистки лопаток
турбин смесью воды и песка с размером зерен менее 0,18 мм. Для
этого песок просеивают через сито 018Н (1100 ячеек на 1 см2) или
сито 022Н (918 ячеек на 1 см2) и смешивают с двумя частями воды.
Смесь выдавливается сжатым воздухом под давлением 3,5—5,0 ата
и в виде струи направляется на лопатку. Поверхность лопатки
приобретает матовый бархатистый оттенок и легко полируется за 20—
30 сек.
Механическая очистка (полирование деталей) применяется при
небольших отложениях загрязнений путем полирования деталей
фетровыми или войлочными кругами с нанесенной на них пастой ГОИ-
Очистка в трикрезольной жидкости (60% по объему трикрезо-
ла и 40% мылонафта) деталей поршневых двигателей проводится
в автоматической промывочной линии при температуре 70—90°С.
Трикре&ол — маслянистая жидкость темно-коричневого цвета с
характерным запахом —■ получают из камнеугольной или торфяной
смолы. Мылонафт — мазеобразное нефтяное вещество
темно-коричневого цвета с запахом мыла. ,
Трикрезольная жидкость удаляет с деталей лаковые пленки,
продукты коррозии и нагароотложения со стальных и алюминиевых
деталей.
Электрохимическая очистка применяется для удаления прочных
нагароотложений на дисках и лопатках турбин; производится в
ваннах с водным раствором, содержащим 30—50% NaOH. В этом
растворе, подогретом до 60—80°С, выдерживают лопатки и диски,
изготовленные из сплава ЖС6К, под током при плотности 3—5 а/дм
с переключением полярности через каждые 15—'20 мин. В результате
нагар размягчается и затем удаляется полированием войлочными
кругами с наждачной пылью и пастами ГОИ.
Ультразвуковая очистка используется для удаления жировых и
механических загрязнений с небольших деталей, шестерен,
подшипников качения, плунжерных пар, деталей топливных агрегатов,
масляных насосов, лопаток турбин и компрессоров, сотов радиаторов.
Детали загружают в ванны с раствором, на дне которых
установлены^ магнитострикционные преобразователи ультразвуковых
колебаний (вибраторы). Ультразвуковые генераторы (УЗГ) создают
колебания жидкости очень высокой частоты. Благодаря этому в
жидкости образуются пузырьки воздуха или паров, размеры которых
непрерывно меняются с частотой. В соприкосновении с деталью
пузырьки лопаются — деталь испытывает многочисленные удары,
которые разрушают пленки и удаляют загрязнения.
49
РАСТВОРЫ, УДАЛЯЮЩИЕ НАГАР
И МАСЛЯНЫЕ ОТЛОЖЕНИЯ С ДЕТАЛЕЙ
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Химическая очистка деталей ГТД имеет целью удалить с
поверхности деталей нагар и загрязнения, образовавшиеся во время
работы. Для этого применяют щелочный раствор следующего состава:
сода кальцинированная — 0,7 кГ; жидкое стекло — 0,3 кГ;
хромпик — 0,2 кГ и вода — 100 л. В этом растворе промывают
крупногабаритные детали: кожух камеры сгорания, реактивное сопло,
корпусы сопловых аппаратов и др. Температура раствора — 80—
95°С, время выдержки — от 3 до 5 ч.
Тот же состав применяют и в моечных машинах для очистки
мелких деталей: лопаток турбины, компрессора, деталей турбостар-
тера и др. Температура —70—80°С, давление в сопле моечного
устройства— 1—2 кГ/см2, время промывки — от 8 до 12 мин.
Смесь, очищающая стальные детали от нагара, состоит из
равных количеств 10%-ного водного раствора едкого натра (ГОСТ
4328—48) и этилцеллозольва (ГОСТ 8313—57). Это подвижная
прозрачная жидкость; ее плотность — 1,04—1,06 г/см3; вязкость
кинематическая при 20°С — 6—7 ест: температура вспышки — 65°С;
выдерживает испытание на коррозию нержавеющих сталей;
смешивается с водой в любых соотношениях.
Порядок технологических операций следующий:
предварительное обезжиривание деталей водным раствором кальцинированной
соды (0,2%) и хромпика (0,2%); очистка от нагара; сушка сжатым
воздухом; антикоррозионная обработка путем обмывания деталей
керосином из пульверизатора.
Смесь для очистки деталей из алюминиевых сплавов состоит из
следующих компонентов: этилцеллозольва; керосина тракторного;
терпинеола технического (ВТУ 21—55); мылонафта (ГОСТ 3853—47);
отдушка «банная».
Жидкость готовят на местах потребления следующим образом:
приготовляют смесь из равных количеств этилцеллозольва,
керосина тракторного и терпинеола технического (по объему); к
полученной смеси добавляют мылонафт в соотношении 1 : 1 (по весу)
и всю смесь тщательно перемешивают до получения однородной
прозрачной жидкости коричневого цвета, не содержащей осадков;
добавляют отдушку в количестве 3% веса жидкости и вновь смесь
тщательно перемешивают.
Смесь представляет собой маслянистую прозрачную жидкость
коричневого цвета; ее плотность—1,0—1,1 г/см3; кинематическая
вязкость при 25°С не менее 15 ест; температура вспышки в откры--
том тигле не ниже 50°С; выдерживает испытание на коррозию стали
и цветных сплавов; образует эмульсию при смешении с водой.
Жидкость наносят волосяными кистями. Если отложения не
удаляются, их следует очистить окисью алюминия. Для этого
безводную окись алюминия (ТУ 2063—49) наносят на войлочный
тампон, смоченный в моющей жидкости, и им протирают поверхность
детали до полного удаления отложений. После обработки детали
промывают тёплой водой (30—40°С), просушивают сжатым
воздухом и протирают салфеткой, смоченной в бензине.
Жидкость, очищающая форсунки от нагара, состоит из
раствора касторового масла, сульфированного в воде (1:2) по объему
250
Таблица 13.4
Растворы для промывки подшипников качения
Марка
ПС-2
П-2
П-3
П-5
П-6
Состав раствора
Эмульсия
(ГОСТ 1975—53)
Сода
кальцинированная (ГОСТ
5100—49)
Жидкое стекло
(ГОСТ 962—41)
Вода
водопроводная
Сода
кальцинированная
Хромпик
натриевый (ГОСТ
2651—44)
Вода
водопроводная
Сода
кальцинированная
Жидкое стекло
Хромпик
натриевый
Вода
водопроводная
Натрий азоти-
стокислый
(ГОСТ 6194—52)
Сода
кальцинированная
Жидкое стекло
Вода
Бензин Б-70 с
добавлением 2—
4% масла МК-22
или МС-20
Количество, %
весовые
3,5-4,5
0,15-0,30
0,1-0,3
Остальное
0,15-0,25
Остальное
0,35-2,8
0,15—1,2
0,08—0,10
Остальное
0,1-0,3
0,1-0,3
0,1-0,3
Остальное
Температура
раствора, °С
60—70
60—70
60-70
60—80
Время
про- Операция поС-
мывки, ле промывки
мин
2-5
2—10
0,5-
10,0
0,5—
10,0
Без 0,5—
нагрева 5,0
Обдув сухим
сжатым
воздухом
Обдув сухим
сжатым
воздухом
Обдув сухим
сжатым
воздухом
Обдув сухим
сжатым
воздухом
Обдув сухим
сжатым
воздухом
251
Продолжение
Марка
П-7
Состав раствора
Керосин
осветительный обезвож-
женный (ГОСТ
4753—49)
Количество, %
весовые
—
Температура
раствора, "С
Без
нагрева
Время
промывки,
мин
0,5-
5,0
Операция~пос-
ле промывки
Дополнительно
промыть
бензином
Примечание. Для промывки применяются моечные машины и шкафы.
ТУ МХП 1948—49) — 75%; 10%-ного водного раствора едкого
натра — 5%; этилцеллозольва — 20%. Жидкость готовят путем
последовательного смешения компонентов.
Это маслянистая прозрачная жидкость оранжевого цвета; ее
плотность—1,0—1,03 г/см3; кинематическая вязкость при 20°С —
7,5 ест; температура вспышки — 105°С; выдерживает испытание на
коррозию .сталей, алюминиевых и медных сплавов.
Форсунки тщательно обезжиривают, устанавливают в сортовик
и загружают в ванну с жидкостью, имеющей температуру 70—
75°С. Затем через 1 ч сортовик с форсунками поднимают над
ванной, быстро сливают жидкость и, не допуская охлаждения форсунок,
переносят их в другую ванну, содержащую 0,5%-ный водный
раствор продуктов ОП-7 или ОП-10, нагретый до 40—50°С. Этим
раствором с помощью жестких волосяных кистей удаляют
размягченный нагар, затем форсунки промывают теплым раствором
кальцинированной соды и хромпика (по 0,2%) и сушат сжатым воздухом.
Реактив, удаляющий окисные пленки с поверхности лопаток
турбин. Во время работы на поверхности лопаток под воздействием
продуктов сгорания топлива и высокой температуры образуются
окисные пленки. Для их удаления используется реактив Р-77,
представляющий собой водный раствор 4,3%-ной фтористо-водородной
(плавиковой) кислоты плотностью 1,1—1,17 г/см3 и 19,2%-ной
азотной кислоты плотностью 1,3—1,4 г/см3. Рабочая-температура
раствора — 25—30°С, продолжительность обработки — 40 мин. Затем
лопатки очищают волосяными щетками и промывают струей воды.
ЖИДКОСТИ ДЛЯ ОЧИСТКИ ПОДШИПНИКОВ
КАЧЕНИЯ
Расконсервация новых подшипников производится в ванне,
наполненной маловязким минеральным маслом и имеющим
температуру до 100°СГ затем их промывают в бензине, содержащем 6—8%
минерального масла.
Подшипники, бывшие в эксплуатации, промывают бензином с
6—8% минерального масла и обезжиривают растворами (табл. 13.4)-
Рекомендуется после применения раствора Ф-1 и ФХ-2
нейтрализовать подшипники в растворах П-2, П-3 или П-5; температура
обработки — 15—25СС. Затем их промывают в растворе нормальной
концентрации.
252
глава 14 I АВИАЦИОННЫЕ
| ПОДШИПНИКИ КАЧЕНИЯ
Режимы и условия работы авиационных подшипников качения
характеризуются большими скоростями вращения (выше 25 000 об/мин),
а преждевременный выход из строя подшипников не допускается,
т, е. они должны иметь 100%,-ную гарантию рабочего ресурса.
По режимам и условиям работы авиационные подшипники
расчленяют на три группы.
1. Тяжелонагруженные высокоскоростные шарике- и
роликоподшипники, применяемые в узлах главных опор ГТД. Они
относятся к ответственным деталям, определяющим сроки службы и
надежность работы двигателей.
2. Тяжелонагруженные низкоскоростные шарике- и
роликоподшипники, применяемые в механизмах управления и совершающие
при работе короткие циклические движения (качения) под
воздействием больших нагрузок.
3. Малонагруженные высокоскоростные шарике- и
роликоподшипники малых и средних габаритных размеров, применяемые в
агрегатах. Значительную часть их составляют подшипники закрытого
типа, заполняемые при сборке консистентной смазкой.
МАРКИРОВКА ПОДШИПНИКОВ КАЧЕНИЯ
Маркировка подшипников определяется ГОСТ 3189—46,
который предусматривает следующие значения цифр, входящих в
обозначение подшипников, в зависимости от занимаемого ими места
(табл. 14.1). Для отличия подшипников, изготовляемых из
специальных материалов и по особым техническим требованиям, к
основному обозначению подшипников добавляют справа дополнительные
индексы в виде цифр и букв (табл. 14.2). Затем справа от чертеж -
Таблица 14 I
Значение цифр условного обозначения подшипника качения
Место цифры в условном обозначении
(считая справа)
/ и 2-е
3 и 1-е
4-е
5 и 6-е
Значение цифр
Внутренний диаметр подшипника
Серия подшипника
Тип подшипника
Конструктивные особенности
253
Таблица 14.2
Индексы, проставляемые справа от основного условного обозначения
Отличительные признаки
Детали подшипников из
нержавеющей стали
Кольца и тела качения из
цементированной стали
Детали подшипников из
жаростойких сталей
Сепаратор массивный из гра-
фитизированной стали
Сепаратор массивный из бе-
золовянистой бронзы
Сепаратор массивный из
алюминиевого сплава
Сепаратор из латуни '
» из текстолита
Конструктивные изменения
деталей подшипников2 . . ,.
Дополнительные требования
к подшипнику (по
шероховатости поверхностей деталей, по
внутренним зазорам, по
специальным покрытиям)
Дополнительные индексы
при первом
исполнении
ю
X
р
г
Б
д
л
Е
К
У
заекеиь
при последующих
исполнениях
Ю1, Ю2, ЮЗ и т. д.
XI, Х2, ХЗ и т. д.
PI, P2, РЗ и т. д.
П, Г2, ГЗ и т. д.
Б1, Б2, БЗ и т. д.
Д1, Д2, ДЗ и т. д.
Л1, Л2, ЛЗ и т. д.
El, E2, ЕЗ и т. д.
Kl, K2, КЗ и т. д.
У1, У2, УЗ и т. д.
1 К обозначению подшипников с короткими цилиндрическими роликами,
имеющими массивные латунные сепараторы на заклепках, дополнительный
индекс Л не присваивается.
• В обозначении подшипников с короткими цилиндрическими роликами
индекс К обозначает железный штампованный сепаратор.
ного обозначения подшипника проставляют индексы, обозначающие
характеристики подшипников. Далее непосредственно слева от
основного условного обозначения подшипников ставят одну или две
буквы (П, ВП, В, АВ, А, СА, С), обозначающие класс точности
подшипников по ГОСТ 520—55.
Перед классом точности подшипника может проставляться
цифра, указывающая ряд радиального зазора, с которым собирается
данный подшипник. Например, условное обозначение подшипника
7В1805 06БТ2С4 расшифровывается так: шарикоподшипник
закрытого типа с двусторонним уплотнением с массивным сепаратором из
безоловянистой бронзы класса точности В; радиальный зазор
подшипника соответствует седьмому ряду действующих нормативов
(0,018—0,033 мм); отпуск колец подшипника производится прн
температуре 250°С; подшипник при сборке заполняется консистентной
смазкой ЦИАТИМ-221С; 180506 — обозначение подшипника по
ГОСТ 3189—46.
254
Характеристика подшипника и индексы, проставляемые за его
чертежным обозначением '
Характеристика
Специальные требования к термической обработке
деталей е . . . ... . . .
Подшипники закрытого типа со смазкой ОКБ-122-7 . .
» » » » » ЦИАТИМ-221 .
» » » » » ВНИИНП-222 .
» » » » » ЦИАТИМ-221 С . .
» » » » » ЦИАТИМ-202 .
» » » » » ПМФС-4С . .
» » » » » ВНИИНП-2П .
» » » » » ВНИИНП-235 .
Специальные требования к подшипнику по шуму
Индекс
TI, T2, ТЗ
н т. д.
С1
С2
сз
С4
С5
С6
С7
С8
Ш
1 Указанные индексы в чертежи подшипников не вносятся; их указывают
ТУ на изготовление подшипников.
КЛАССЫ ТОЧНОСТИ ПОДШИПНИКОВ
Авиационные подшипники выпускаются всех классов точности
согласно ГОСТ 520—55,
Обозначение класса точности подшипников
Класс точности
Обозначение
h
н
I,
п
S
о зд
С и
ВП
ю
В
h
АВ
о
ю
ОВД
о к
О и
сг
о
ш
г
Q3
Ев
СА
и
а
ОВД
С
1 У подшипников промежуточных классов точности внутреннее кольцо
изготовляют по более высокому классу точности (буква слева — класс точности
внутреннего кольца, справа — наружного).
Класс точности подшипников характеризуется допусками на
габаритные размеры; точностью вращения (биениями);
шероховатостью поверхностей деталей; разноразмерностью тел качения в одном
подшипнике. С повышением класса точности подшипник имеет более
жесткие допуски по данным параметрам. К ряду подшипников
высоких классов точности (А, СА, С) предъявляются дополнительные
требования по волнистости дорожек качения колец, моменту трога-
ния, качеству металла. С повышением класса точности подшипника
увеличивается трудоемкость его изготовления и стоимость.
ТИПЫ ПОДШИПНИКОВ
Шарикоподшипники радиальные однорядные (рис. 14.1,а)
предназначены для восприятия радиальных нагрузок, но могут
одновременно воспринимать и осевую нагрузку, не превышающую 70% от
яеиспользованной радиальной грузоподъемности подшипника. Они
255
изготовляются со штампованным и с точеным массивным
сепаратором из металла или текстолита; способны работать со скоростью
вращения выше установленной каталогами.
Эти подшипники имеют следующие конструктивные
разновидности.
1. Шарикоподшипники радиальные,
однорядные,'закрытого типа изготовляются с уплотнением в виде
металлических шайб, запрессованных в наружное кольцо
подшипника (типа 60000 и 80000) и с уплотнением из резиновой мембраны,
зажатой между двумя металлическими шайбами (типы 160000 и
180000). Первые имеют стальной штампованный сепаратор, вторые
сепаратор из текстолита и рекомендуются для применения в узлах
с повышенными скоростями вращения (тип 180000 — в электрических
агрегатах). Рабочей консистентной смазкой они заполняются на
заводе-изготовителе.
2. Шарикоподшипники радиальные,
однорядны ее канавкой для ввода шариков, без
сепаратора обладают повышенной грузоподъемностью за счет
увеличенного количества шариков. Они предназначены для работы при
малых скоростях вращения с большими радиальными нагрузками и
могут работать при небольших осевых силал, действующих в _одном
направлении. Подшипники типа 980000 заполняются рабочей кон-
256
Рис. 14.1. Подшипники качения
систентной смазкой при сборке. В узлах с качательным движением
(в рулях управления) распространение получили ■ подшипники типов
900000 и 970000.
Шарикоподшипники радиальные, сферические, двухрядные, само-
устаиавливающиеся (рис. 14.1,6), типа 1000 предназначены для
восприятия радиальных и небольших осевых нагрузок. Они способны
работать при перекосе внутреннего кольца относительно наружного
до 3е в результате несоосности посадочных мест или прогиба вала,
применяются при небольших скоростях вращения в агрегатах и
узлах механизмов управления. Подшипники типа 971000 с двумя
защитными шайбами без сепаратора применяются главным образом
в узлах механизмов управления с качательным движением.
Шарикоподшипники радиальные, сферические, одиорядиые,.с
двумя защитными шайбами, без сепараторд применяются в механизмах
управления с качательным движением при значительных радиальных
нагрузках и допускают небольшой перекос осей, заполняются
смазкой при сборке.
Роликоподшипники радиальные с короткими цилиндрическими
роликами (рис. 14.1,е) предназначены для восприятия больших
радиальных нагрузок, но они более чем шарикоподшипники
чувствительны к перекосам. Эти подшипники имеют следующие
разновидности.
1. Роликоподшипники с безбортовым кольцом
типа 2000 и 32000 не фиксируют вал в осевом направлении и
воспринимают только радиальные нагрузки. Они получили широкое
распространение в узлах ГТД: редукторах и агрегатах с малыми
скоростями вращения.
2. Роликоподшипники с однобортовым
кольцом (наружным или внутренним) работают при скоростях
вращения меньших, чем подшипники типа 2000 и 32000, но
воспринимают и небольшие односторонние осевые силы. Они могут
фиксировать вал в осевом направлении в одну сторону; применяются в
редукторах и в шестернях приводов ГТД.
3. Роликоподшипники без внутреннего или без
наружного кольца (в качестве внутреннего кольца
используются обработанные валы). Их преимущество — в меньших
габаритных размерах подшипникового узла. Подшипники типа 292000'
работают при тех же скоростях вращения, что и подшипники типа
32000; применяются в узлах ГТД и агрегатах.
Роликоподшипники радиальные сферические двухрядные
(рис. 14.1,г) предназначены для восприятия больших радиальных
нагрузок и небольших двусторонних осевых сил. Они обеспечивают
нормальную работу при перекосах внутреннего кольца относительно
наружного; обладают наибольшей грузоподъемностью, но имеют
ограниченные возможности работы при средних и высоких
скоростях вращения; чаще применяются в механизмах управления.
Роликоподшипники игольчатые предназначены для восприятия
радиальных нагрузок и не могут фиксировать осевые перемещения;
применяются в механизмах управления, агрегатах без внутреннего'
или наружного кольца.
Шарикоподшипники радиальио-упорные (рис. 14.1,6)
предназначены для восприятия комбинированных осевых и радиальных
нагрузок или только осевых; выпускаются с массивными
сепараторами из текстолита, латуни или бронзы и могут работать при вы-
257
соких числах оборотов. Они имеют следующие конструктивные
разновидности.
1. Шарикоподшипники р а ди а л ьн о-у по р н ы е
однорядные с углом контакта 12, 25 и 36° отличаются
друг от друга только величиной угла контакта. Подшипники типа
66000 с углом контакта 36° имеют наибольшие радиальные зазоры
по сравнению с типами 36000 и 46000; применяются в узлах
приводов и агрегатах ГТД.
2. Шарикоподшипники радиальные сдвоенные
с углом контакта 26е комплектуются различно: наружные
кольца обращены друг к другу широкими торцами (тип 246000),
допускают двусторонние осевые и радиальные нагрузки, создают
наибольшую жесткость узла; наружные кольца обращены друг к другу
узкими торцами (тип 346000), допускают те же по величине и
направлению нагрузки, что и тип 246000, ио имеют меньшую
жесткость узла; наружные кольца обращены друг к другу
разноименными торцами (тип 446000), допускают в 2 раза большую по
величине одностороннюю осевую нагрузку по сравнению с однорядными
подшипниками, могут работать при тех же скоростях вращения, что
и однорядные.
3. Шарикоподшипники радиальн о-у п о р н ы е,
однорядные с разъемным внутренним или
наружным кольцом, с углом контакта 26е имеют четырех-,
трех- и двухточечный контакт, предназначаются для работы на
больших скоростях вращения при нагрузках с преобладающими
осевыми силами и применяются в тех случаях, когда работоспособность
узла нельзя обеспечить подшипниками более простой конструкции.
4. Шарикоподшипники радиальн о-у порные,
двухрядные, г, предварительным натягом с
углами контакта 26 и 36° жестко фиксируют вал в
радиальном и осевом направлениях; применяются при невысоких
скоростях вращения и обладают повышенной грузоподъемностью; при
действии чисто осевой силы работает только один ряд шариков;
получили распространение во вспомогательных механизмах и
редукторах вертолетов.
Роликоподшипники конические однорядные (рис. 14.1,е)
предназначены для восприятия одновременно действующих радиальных
и осевых нагрузок. При установке двух подшипников рядом или на
противоположных концах двухопорного вала одноименными
торцами навстречу друг другу они могут воспринимать чисто радиальные
нагрузки; выпускаются с взаимозаменяемыми кольцами; позволяют
производить регулирование осевого и радиального зазоров и могут
центрировать вал в осевом направлении; применяются в колесах
шасси.
Шарикоподшипники упорные (рис. 14.1,ж) применяются в
узлах с невысокими скоростями вращения при больших осевых
нагрузках и не воспринимают радиальных нагрузок; выпускаются со
штампованными или с массивными бронзовыми сепараторами. Они
ограничивают перемещение вала в одном направлении, а двойные —
центрируют вал в двух направлениях; по грузоподъемности
равноценны; находят применение в узлах планера н двигателя.
Разновидностью упорных подшипников являются
шарикоподшипники упорно-радиальные, предназначенные для восприятия
комбинированных нагрузок с преобладающей осевой силой; имеют мас-
258
сивные бронзовые сепараторы и применяются для плунжерных
насосов.
Роликоподшипники упорные предназначаются для восприятия
больших осевых нагрузок; применяются в узлах с качательным в
вращательным движением при малых скоростях; изготовляются с
массивными сепараторами из латуни или бронзы и ставятся в узлах
воздушных винтов, шарнирах втулок автомата перекоса
вертолетов.
Подшипники шарнирные предназначены для восприятия
радиальных нагрузок и имеют следующие разновидности:
1. Подшипники для подвижных соединений
типа Ш и ШС применяются в узлах с качательным движением.
Для восприятия высоких нагрузок выпускаются подшипники с
увеличенными габаритными размерами — типы 2Ш и 2ШС,
допускающие нагрузку из условия восприятия площадью проекций рабочей
части сферы 25 кГ/мм2. Отверстия и канавки на кольцах
подшипников ШС позволяют добавлять смазку на трущиеся поверхности в
процессе работы.
Шарнирные подшипники с более жесткими допусками на
изготовление посадочных диаметров, а также с уменьшенными осевыми
зазорами (0,00—0,03 мм — для подшипников с внутренним
диаметром до 40 мм и 0,00—0,05 мм — с внутренним диаметром свыше
40 мм) получили наименование НУШ и НУШС. Они применяются
в подвижных соединениях, например в механизмах управления.
2. Подшипники для неподвижных соединений
типа ШМ отличаются от подшипников типа Ш уменьшенными
внутренними зазорами (0,00—0,03 мм при внутреннем диаметре до
40 мм и 0,00—0,05 — свыше 40 мм); применяются в узлах с
большими радиальными нагрузками, где отсутствует качательное
движение, и допускают периодический сдвиг одного кольца относительно
другого.
Режимы и условия работы подшипников. Основным фактором,
определяющим работоспособность подшипников, является вид их
смазки: жидкие масла или консистентные смазки. На жидких
маслах работают тяжелонагруженные высокоскоростные шарико- и
роликоподшипники, применяемые в опорах ГТД, и малонагруженные
высокоскоростные шарико- и роликоподшипники, применяемые в
агрегатах; на консистентных смазках — малонагруженные
высокоскоростные шарико- и роликоподшипники и тяжелонагруженные
шарико- и роликоподшипники, работающие с малыми скоростями
вращения (применяются в механизмах управления с качательным
движением).
Подшипники ГТД имеют бронзовые (БрАЖМц 10-3-1,5;
БрАЖН-10-4-4), алюминиевые (АК-4) и латунные (ЛС59-1)
сепараторы. Подшипники закрытого типа заполняются смазками ОКБ-122-7,
ЦИАТИМ-201, ЦИАТИМ-221 и ЦИАТИМ-221С.
МОНТАЖ ПОДШИПНИКОВ КАЧЕНИЯ
Одним из основных условий, от соблюдения которого зависит
срок службы подшипников, является обеспечение чистоты
подшипников и сопрягаемых с ними деталей.
;259
Новый подшипник следует вынимать из упаковки и промывать
■в горячем минеральном масле или бензине Б-70 непосредственно
перед монтажом. Закрытые подшипники, заполненные рабочей
смазкой на заводах, и подшипники, имеющие фетровые уплотнения, не
промывают. Консервационную смазку наружных поверхностей
удаляют чистыми салфетками.
До постановки в узел подшипник осматривают, чтобы
убедиться в отсутствии коррозии и повреждений. Без защиты от коррозии
подшипник должен находиться возможно меньшее время и не
более 1 ч.
Кратковременно подшипники рекомендуется хранить в мешочках
из полихлорвиниловой или полиэтиленовой пленки. Если монтаж
подшипника намечен не ранее чем через 2 ч после промывки, то его
можно хранить в эксикаторе или завернутым в бумагу,
пропитанную летучим ингибитором.
Особенностью летучих ингибиторов является то, что они
защищают от коррозии, находясь в газообразном состоянии. Обычно
ингибитором пропитывают упаковочную бумагу. В качестве
ингибиторов применяют карбонат моноэтаноламина (МЭАК) и нитрит
дициклогетсиламина (НДА).
Посадочные поверхности, упорные заплечики и галтели
должны быть чистыми и гладкими, без забоин и царапин, а острые
кромки — притуплены, затем чисто протерты и смазаны. Во всех случаях
усилия напрессовки следует прикладывать только к кольцу
подшипника, монтируемому с натягом, не допуская передачи усилий
через шарики. Подшипники устанавливают клейменой стороной
наружу. Для облегчения посадки подшипников на вал их
рекомендуется предварительно нагреть в минеральном масле до 80—100°С.
КОНТРОЛЬ РАБОТОСПОСОБНОСТИ
ПОДШИПНИКОВ КАЧЕНИЯ
Работоспособность проверяемых подшипников качения
определяется по легкости вращения и характеру шума в сравнении с новым
эталонным подшипником того же типа.
Вначале испытуемый и новый подшипники промывают в смеси
бензина Б-70 с 6—8% масла МК-8 или трансформаторного. Затем
рукой вращают наружное кольцо, удерживая внутреннее. При этом
шарикоподшипники устанавливаются в горизонтальной плоскости,
а роликовые радиальные — в вертикальной. Подшипники при
медленном вращении на два-три оборота сначала в одну сторону, а
затем в другую (меняя их положение на 180°) должны иметь легкий
и ровный (без заеданий) ход.
Ощутимое рукой торможение или заедание в подшипнике
свидетельствует о возможной неисправности. Для окончательного
заключения о пригодности подшипник подвергают вторичной
промывке и проверке, так как часто причиной заедания и торможения
является наличие различных загрязнений на дорожках качения и в
гнездах сепараторов.
В отдельных случаях подшипники вращаются бесшумно и без
заеданий, но быстро останавливаются. Это свидетельствует о
намагниченности подшипника. Для проверки этого необходимо
коснуться торцом подшипника о лезвие бритвы. Подшипник, притяги-
260
вающий лезвие, намагничен и к дальнейшей эксплуатации не
допускается.
Осевые и радиальные зазоры в подшипниках проверяют на
специальных установках под заданной нагрузкой, величина которой
зависит от габаритов подшипника. У шариковых подшипников
проверяется либо радиальный, либо осевой зазор; у роликовых —
только радиальный, у радиально-упорных — радиальный и осевой
зазоры.
Перекос внутреннего кольца подшипника относительно
наружного не должен превышать 0,25—0,50°. Радиальные двухрядные
сферические шарикоподшипники могут самоустанавливаться при
перекосе или прогибе вала, поэтому их применяют на менее жестких
,валах и менее точных опорах. Перекос колец у них допускается до
2—3°.
В подшипниковых узлах управления самолетом, как правило,
применяются сферические шарикоподшипники с небольшими
скоростями вращения (или с качательным движением), допускающие
некоторый перекос осей вращения и высоконагруженкость системы.
Они имеют уменьшенные внутренние зазоры. Их собирают по
условному классу точности НТ (нормальный, тугой подборки).
Подшипники с уменьшенными зазорами слабее реагируют на
вибрации и обеспечивают надежную работу узлов. Они хорошо
очищаются от грязи и пыли при промывке бензином Б-70 в смеси с 6—
8% минерального масла. После промывки их смазывают литиевой
смазкой ЦИАТИМ-201, обеспечивающей коррозионную защиту и
жидкостное трение в узлах.
Промывка подшипников закрытого типа запрещается. С них
удаляют только наружную грязь и пыль влажной ветошью,
смоченной в бензино-масляном растворе (смазка, заложенная в
подшипник заводом-изготовителем, обеспечивает работу на срок ресурса
самолета).
В подшипниках управления появление лунок на дорожках
качения вследствие отпечатков тел качения является допустимым.
ГЛАВА 15
РАЗНЫЕ МАТЕРИАЛЫ,
ЖИДКОСТИ И СРЕДЫ
МАТЕРИАЛЫ ДЛЯ АРГОНО-ДУГОВОЙ
СВАРКИ
Присадочная проволока применяется та же, что и при газовой
сварке.
В качестве зашитной среды используется чистый аргон
(табл. 15.1) марок «Б» и «В» (ГОСТ 10157—62).
. Таблица 15.1
Химический состав аргона (*/в объемные)
Марка аргона
Б
В
Аргона,
не менее
99,96
99,90
Азота,
не более
Кислорода,
ие более
0,04
0,10
0,005
0,005
Влаги, г]сма,
не более
0,03
0,03
Аргон содержится в стальных цельнотянутых баллонах типа «А»
(ГОСТ 949—57) под давлением 150 кГ/см?. Жидкостный баллон
емкостью 40 л вмещает 6 ж3 газа. Баллоны окрашиваются в серый
цвет с зеленой надписью «Аргон чистый». Под надписью по всей
окружности нанесена зеленая полоса.
Для сварки неплавящимся электродом применяются
вольфрамовые прутки марок ВРН или ВА (технические условия НИО-021-512
или ТУ ВМ-2-529—57). Диаметр вольфрамового электрода зависит
от силы тока (табл. 15.2).
ФЛЮСЫ И ПРИСАДОЧНАЯ ПРОВОЛОКА
ДЛЯ ГАЗОВОЙ СВАРКИ
Присадочная проволока поступает в мотках, перевязанных не
менее чем в трех местах, равномерно расположенных по мотку.
Концы мотка должны быть уложены аккуратно и так, чтобы их
легко было найти. Смазывать проволоку маслами запрещается.
Проволока должна быть снабжена сертификатом. Если он отсутствует,
необходимо произвести химический анализ в соответствии с ГОСТ
2331—43 и ГОСТ 2604—44.
262
Таблица 15.2
Диаметр вольфрамового электрода в зависимости от силы тока
Рол тока
Переменный
Постоянный прямой по-
пярности
Постоянный обратной
полярности
Допустимый сварочный ток, а, при диаметре
вольфрамового электрода, мм
20—100
65-150
10-30
100—160
140—280
20—40
140—220
250—340
30—50
200—280
300—400
40—80
При получении проволоки ее испытывают на оплавление. Для
этого на пластины размером 100X100 мм из материала той марки,
для сварки которой предназначена проволока, наплавляют два-три
валика. Наплавка производится нормальным (нейтральным)
пламенем. Проволока, имеющая удовлетворительные сварочные свойства,
должна плавиться спокойно, без заметного шлакообразования и
разбрызгивания. Валик шва должен быть низким, без наплывов,
с часто расположенными чешуйками. В окончании щва не должно
быть пор, раковин и других дефектов.
В зависимости от марки присадочная проволока должна
удовлетворять требованиям ГОСТ 2246—60 или ЧМТУ 5216—55 и
ЧМТУ 3589—53 (табл. 15.3).
Флюсы — материалы, применяемые при сварке, плавке и пайке
металлов для предохранения расплавленных металлов от
взаимодействия с внешней газовой средой, а также для восстановления и
связывания окислов. В качестве флюсов при пайке и сварке исполь-
Таблица 15.3
Марки присадочной проволоки
Марка
ГОСТ нли ТУ на
сварочную проволоку
Св-10Х16Н25М6
Св-06Х19Н9Т
Св-04Х19Н9
Св-08Х19Н10Б
Св-18ХМА
ХН78Т (ЭИ-435)
ЭИ-654
ЭИ-334
ЭИ-602
ГОСТ 2246—60
ГОСТ 2246—60
ГОСТ 2246—60
ГОСТ 2246—60
ГОСТ 2246—60
ЧМТУ 5216—55
ЧМТУ 5216—55
ЧМТУ 5216—55
ЧМТУ 3589—53
Старая марка проволоки
ЭИ-395
Св-1Х18Н9Т (Я1Т)
Св-0Х18Н9 (Я1)
Св-1Х18Н9Б
263
зуются хлористый цинк, хлористый аммоний, канифоль, бура,
борная кислота, смеси хлористых и фтористых солей.
Флюсы поставляются в виде порошков и паст; они служат для
предохранения расплавленного металла от окисления, а также для
раскисления и ошлакивания окислов.
Расплавленные флюсы удаляют окисную пленку с поверхности
металла, растворяя ее или образуя с ней легкоплавкие химические
соединения, а также предохраняют расплавленный металл от
дальнейшего окисления, покрывая его тонкой пленкой (табл. 15.4).
Сварочные флюсы
Таблица 15.4
Марка
Химический состав, % весовые
Назначение
В-У9
ВИ13-6
(НЖ-8)
АФ-4А
ВФ-156
Ф-77
264
Углекислый барий — 60;
плавиковый шпат — 21; двуокись
титана — 14;
ферромарганец — 5; жидкое стекло
(плотностью 1,31—1,32 г/см3) —
450—480 см3 на 1 кГ сухой
смеси
Фарфор — 30; мрамор — 28;
двуокись титана — 20;
ферромарганец—10; ферросилиций —
6; ферротитан — 6; жидкое
стекло (плотностью 1,30—
1,32 г/см3) — 650 Г на 1 кГ
сухой смеси
Калий хлористый — 50;
натрий хлористый — 28; натрий
фтористый — 8; литий
фтористый — 14 (флюс
гигроскопичен, хранить в герметичной
упаковке) ч
Магний фтористый — 24,8;
барий фтористый — 33,3; литий
фтористый — 19,5; кальций
фтористый — 14,8; криолит
натриевый марки К1 или К2 —
4,8; окись магния — 2,8 (флюс
гигроскопичен, хранить в
герметичной упаковке)
Барий фтористый — 35,2;
литий фтористый — 21,2;
кальций фтористый — 17,4; магний
фтористый —■ 26,2
Натрий кремнийфтористово-
дородный — 20; калий
хлористый — остальное
Для сварки сталей
ЗОХГСА, ЗОХГСНА
Для сварки
нержавеющих и жаропрочных
сталей и сплавов 1Х18Н9Т,
ЭИ-402, ЭИ-435 и др.
Для сварки
алюминиевых сплавов
Для сварки сплавов
на магниевой основе
марок МА-1, МА-2, МА-3
Для сварки сплавов на
магниевой основе марок
МА-1, МА-2, МА-3
Для сварки
алюминиевой бронзы марки
БрАЖМц-10-3-1.5
ВЫБОР ОПТИМАЛЬНОГО СПОСОБА СВАРКИ
При ремонте авиационной техники применяется газовая, элект
родуговая н аргонно-дуговая сварка. При этом для выбора
оптимального способа сварки руководствуются следующим.
Газовую сварку применяют для тонкостенных (толщиной до
15 мм) деталей из алюминиевых, магниевых и некоторых
жаропрочных сплавов, а также из сталей марок 10А, 20А, 12Г2А.
1Х18Н9Т, ЭИ-400. Не рекомендуется газовая сварка для деталей из
сплавов ЭИ-602, ЭИ-703, ВЖ-98, а также из сталей ЗОХГСА и
ЗОХГСНА, термически обработанных на предел прочности выше
120 кГ/мм2. Газовую сварку не следует применять для соединений
внахлестку, впритык и уголкового, так как при этом возможен
непровар корня шва.
Электродуговую сварку металлическим электродом применяют
для деталей из сталей марок 10А, 20А, 10Г2А, 12Г2А, 1Х18Н9Т,
ЭИ-400, ЗОХГСА, ЗОХГСНА и сплавов ЭИ-435, ЭИ-437, ЭИ-602,
ЭИ-703, ВЖ-98 при толщине свыше 1,5 мм. Эта сварка не
рекомендуется для деталей из алюминиевых и магниевых сплавов.
Электродуговая сварка угольным электродом применяется при
ремонте массивных деталей из литых алюминиевых сплавов АЛ-2,
АЛ-4 и др.
Электродуговой сваркой не следует сваривать стыковые с от-
бортовкой, внахлестку (боковое) и телескопическое соединение, так
как при этом возможны проплавление и прожог материала.
Аргоно-дуговую сварку (ручную) применяют для деталей из
всех марок алюминиевых, магниевых и жаропрочных сплавов при
толщине свариваемого материала от 0,5 до 3 мм.
Сварку алюминиевых и магниевых сплавов рекомендуется вести
на переменном токе, а жаропрочных — на постоянном токе прямой
полярности.
ФЛЮСЫ ДЛЯ ПАЙКИ МЕТАЛЛОВ
МЯГКИМИ ПРИПОЯМИ
Хлористый цинк (травленая соляная кислота) применяется при
паянии железа, меди и бронзы; получается при химическом
взаимодействии соляной кислоты с цинком.
Крепкая (концентрированная) соляная кислота на воздухе
дымит, выделяя вредные для здоровья пары хлористого водорода. При
обращении с соляной кислотой необходимо проявлять осторожность,
так как она вызывает ожоги, разрушает одежду и т. д. Брызги
кислоты особенно опасны для глаз. Места, на которые попала кислота,
промывают водой с мылом, затем раствором соды или слабым
раствором нашатырного спирта. Перед травлением соляную кислоту
разбавляют водой до прекращения выделения паров. Травление
производят в фарфоровой, стеклянной или эбонитовой посуде.
Чтобы получить травленую соляную кислоту, берут на пять
частей крепкой соляной кислоты одну часть мелко раздробленного
цинка. Чем меньше куски цинка, тем быстрее протекает реакция.
Хлористый цинк считается годным к употреблению после того,
как прекращается выделение пузырьков водорода, а на дне сосуда
остаются кусочки цинка. После травления хлористый цинк обяза-
10 Александров В, Г, 265
тельно профильтровывают от зарязнений и хранят в закрытом
стеклянном сосуде.
Чтобы предохранить изделие от коррозии, которая возникает
при употреблении хлористого цинка в качестве флюса,
рекомендуется добавлять нашатырный спирт, который вливают в хлористый цинк
тонкой струей или каплями, и смесь взбалтывают до тех пор, пока
она не потеряет свой молочный цвет.
Соляная кислота применяется в качестве флюса при пайке
изделий из цинка или оцинкованного железа. Перед употреблением
кислоту разбавляют на 50—100% водой и таким раствором
смачивают (узкой полоской, равной ширине шва) место пайки. Кислота,
вступая в реакцию с цинком, образует хлористый цинк.
Нашатырь (солянокислый аммоний) — твердая, белая, горько-
соленая соль, порошкообразная или кусковая, хорошо растворяет
жировые вещества и применяется при лужении. Нашатырь легко
разлагается при нагревании, выделяя белые вредные для здоровья
газы, поэтому рекомендуется использовать водный раствор
нашатыря.
Канифоль, или гарпиус — смолистое вещество, получаемое при
перегонке сосновой смолы, обескисляющее действие значительно
слабее указанных выше флюсов, поэтому при ее применении
спаиваемые детали тщательно очищают напильником или шабером.
Остатки флюса негигроскопичны, не вызывают коррозии паяных
мест и обладают электроизоляционными свойствами. Это имеют
в виду при ремонте деталей электрооборудования. Остатки
канифоли смывают с изделий денатурированным спиртом или
скипидаром.
При пайке проводов радио- и электроаппаратуры, тросов и т. д.
используют канифоль, которая употребляется в виде порошка или
раствора в спирте или глицерине.
Правила паяния мягкими припоями (табл. 15.5). Поверхности
спаиваемых деталей хорошо очищают, плотно подгоняют одна к
Таблица 15.5
Флюсы для пайки металлов мягкими припоями
Флюс и его состав
Вес,
/о
Предназначен для
пайки следующих
материалов
Характеристика
Хлористый цинк
плавленый
Вода
(допускается содержание
свободной соляной
кислоты до 0,8 7о)
266
Флюс 1
Стали, медь и ее
сплавы.
Температура
пайки 290—350°С
Хлористый цинк
растворяет окислы металлов
после своего
расплавления при 283°С и выше.
Флюс наносится кистью.
Не позднее 3 ч после
пайки остатки флюса
тщательно смывают
проточной водой во избежание
коррозии
Продолжение
Флюс и его состав
Вес,
/о
Предназначен для
пайки следующих
материалов
Характеристика
Хлористый цинк
Нашатырь
Вода
Флюс 2
Стали, медь и
ее сплавы.
Температура
пайки 180—320°С
Температура действия
флюса 179°С и выше.
Флюс более активен, чем
флюс 1. Остатки флюса
смывают проточной
водой не позднее 3 ч после
пайки
Хлористый цинк 25
Соляная кислота 25
(плотность
1,19 г/см3)
Вода
50
Флюс 4
(кислотный флюс)
Нержавеющие
стали
Спирт этиловый
или этиленгликоль
Ортофосфорная
кислота (плотность
1,6—1,7 г/см3)
Канифоль в
порошке
Канифоль
Спирт этиловый
(ректификат)
Хлористый
аммоний
Хлористый цинк
(кристаллический)
Канифоль
Спирт этиловый
(ректификат)
флюс ЛМ1
Хромоникелевые
нержавеющие
стали
Флюс 5
Медь
Флюс ЛК2
Медь, латунь
оцинкованное
лезо
Остатки флюса на
паяном шве вызывают
коррозию, поэтому после
пайки требуется
тщательная и немедленная
промывка деталей водой
и затем слабым
раствором соды
Рекомендуется
применять при пайке
припоями ПОС-40 и ПОС-30.
Остатки флюса на шве
не вызывают коррозии
Остатки флюса не
вызывают коррозии.
Необходима тщательная
зачистка деталей перед
пайкой
и
же-
Флюс приготовляют
растворением
компонентов в спирте. Через
сутки сливают жидкую
часть флюса. Остатки
флюса со шва смывают
ацетоном, смывкой или
скипидаром
10*
267
другой и покрывают флюсом. Рабочий конец паяльника должен быть
облужен. Перемещение нагретого паяльника по спаиваемому шву
надо производить медленно, с тем чтобы металл под ним
прогревался до температуры расплавленного припоя. Спаиваемые детали
должны быть неподвижны одна относительно другой.
МАГНИТОДИЭЛЕКТРИКИ
Это магнитные материалы, состоящие из мелкодисперсных
ферромагнитных частиц, между которыми отсутствуют электрические и
магнитные взаимодействия и механически связанные диэлектриком.
Такие материалы, обладающие незначительными потерями на
вихревые токи, используют для изготовления сердечников индукционных
катушек, высокочастотных трансформаторов и других деталей,
работающих в цепях переменного тока высокой частоты.
ФЛЮСЫ ДЛЯ ПАЙКИ МЕТАЛЛОВ ТВЕРДЫМИ
ПРИПОЯМИ
Флюс и его состав
Предназначен для
пайки следующих
материалов
Характеристика
Флгс 209
Борный
ангидрид
Фтористый
калий обезвоженный
Фтор борат калия
Конструкционные и
нержавеющие стали, а так
же жаропрочные
и медные сплавы
серебряными
припоями
Флюс приготовляют
смешением
обезвоженных компонентов и
размалыванием смеси в
тонкий порошок. Хранят в
хорошо закрытых
стеклянных банках. Перед
употреблением флюс
замешивают в виде густой
кашицы на воде или
спирте. На место пайки флюс
наносят до нагрева
деталей. Остаток флюса
удаляют промывкой
деталей горячей, а затем
холодной водой
Борная кислота
Бура
Кальций
фтористый
70
21
У
Флюс 200
Конструкционные и
нержавеющие стали, а
также жаропрочные
сплавы латунью и
жаропрочными
припоями
Флюс приготовляют
смешением компонентов
и размалыванием смеси
в порошок. Применяют
при пайке таким же
способом, как флюс 209
268
Продолжение
Флюс и его состав
Предназначен для
пайки следующих
материалов
Характеристика
Борная кислота
Бура
20
80
Фтористый
натрий
Хлористый цинк
Хлористый литий
Хлористый калий
10
Флюс 7
Малоуглеродистые стали и
медные сплавы
серебряными и другими
твердыми
припоями
Флюс 34А
Алюминий и его
сплавы
Приготовление и
применение аналогично
флюсу 200. Флюс 7 менее
активен, чем флюс 200 и
209
При нагреве деталей
пламенем рекомендуется
применять бензиновую
паяльную лампу. Флюс
тщательно смывают
проточной водой
немедленно после пайки
Примечание. Флюсы марок 34А. 200, 209 получают в готовом виде.
ОЛОВЯННО СВИНЦОВЫЕ ПРИПОИ
Характеристика
Марка
90
Химический состав, %
(ГОСТ 1499—54):
олово .
сурьма
свинец
Температура плавления.
°С:
начало плавления
полное расплавление
Предел прочности, кГ/мм'г
на растяжение
» срез
Относительное удлинение,
%
Ударная вязкость,
кГ ■ м/см2
Удельный вес, Г/см3
89—90
>0,15
61
59—61
>0,8
50
40
49—50
> 0,8
39—40
1,5—2
30
18
29—30
1,5—2
Остальное
183
222
4,3
2,7
25
1,85
7,6
00 00
to to
—
—
—'
183
209
—
—
—
183
235
3,2
3,67
63
4,75
9,3
183
256
3,3
2,9
58
4,67
9,7
17—18
2—2,5
183
277
2,8
2,52
67
3,86
10,2
269
МЕДНОЦИНКОВЫЕ ПРИПОИ
Марка
ПМЦ-36
ПМЦ-48
ПМЦ-54
Химический состав, %
(ГОСТ 1534—42)
Мель
34—38
46—50
52—56
Цинк
Остальное
»
»
Температура плавления, СС
Начало
плавления
800
860
865
Полное
расплавление
823
870
888
СЕРЕБРЯНЫЕ ПРИПОИ
Характеристика
Марка
ПСр-25
ПСр-40
ПСр-45
ПСр-72
Химический состав,
(ГОСТ 8190—56):
серебро
медь
цинк
кадмий
никель
Температура
°С:
плавления,
начало плавления
полное расплавление
Удельный вес, Г/см3
Удельное
электросопротивление, мком/см
25,0+0,3
40,0+1,0
35,0 q'o
745
775
8,7
6,9
40,0+1,0
16
7+0,7
''—0,3
17,0
+ 0,8
'-0,4
26
0,3 + 0,2
595
605
8,4
45,0 + 0,5
30,0 + 0,5
25,0±!;°
660
725
9,1
9,7
72,0 + 0,5
28,0_Ц$
779
779
2,2
НЕСТАНДАРТНЫЕ ПРИПОИ ДЛЯ ПАЙКИ
СТАЛЬНЫХ ДЕТАЛЕЙ
Марка
Характеристика
Л-62
ЛОК-62
ПСрФ-4
СЛМ-2
%:
Химический состав,
серебро
медь
цинк
60,5—63,5
Остальное
60,5—63,5
18
78
270
Продолжение
Характеристика
фосфор
кремний
олово
алюминий
Температура
плавления, °С:
начало плавления
полное
расплавление
Марка
Л-62
900
905
ЛОК-62
0,3—0,4
0,4—0,6
900
905
ПСрФ-4
4
700
СЛМ-2
12
88
578
578
ПОЛУПРОВОДНИКИ
Эти вещества по величине своей электропроводности занимают
промежуточное место между металлами и изоляторами. К ним
относятся: селен, германий, кремний, бумага, дерево, некоторые
сульфиды и другие материалы, которые находят широкое применение в
радиотехнике. Они постепенно вытесняют электронные лампы и
используются в качестве усилителей и выпрямителей тока;
применяются также для изготовления фото- и термоэлементов.
СИЛИКАГЕЛЬ
При консервации ТРД на них размещают мешочки с силикаге-
лем-осушителем и индикаторы влажности с силикагелем-индикато-
ром, показывающим, какое количество влаги поглотил силикагель.
Перед этой операцией производят восстановление силикагеля на
соответствие техническим условиям и расфасовывают силикагель-осу-
шитель в мешочки, а силикагель-индикатор — в индикаторы
влажности.
Силикагель-осушитель — двуокись кремнезема (Si02),
приготовляется обработкой жидкого стекла серной кислотой с
последующей промывкой до нейтральной реакции. В зависимости от
величины пор и формы зерна силикагель разделяют на мелко- и
крупнопористый, кусковой и гранулированный.
Для консервации ТРД применяется силикагель мелкопористый
марок: КСМ (крупный силикагель мелкопористый) и ШСМ (шихта
силикагеля мелкопористого). Кусковой и гранулированный
силикагель имеют одинаковые марки и пишутся «КСМ гранулированный»,
«КСМ кусковой». В гранулированный силикагель вводят 4—10и/о
окиси алюминия. Кусковой силикагель имеет зерна неправильной
формы стекловидно прозрачные или матовые, гранулированный —
овальные или сферические формы от бесцветных до темного цвета
с черными включепиями.
271
Таблица 15.6
Изменение окраски силикагеля-индикатора при насыщении влагой
Цвет окраски силикагеля-
индикатора
Синий
Фиолетовый
Розовый
Общее содержание влаги
в силикагеле, % к сухому
весу
8—13
13—20
20—28
Относительная влажность
воздуха, вызывающая
данную окраску силикагеля-
индикатора, %
До 20
До 35
50 и выше
Силикагель-осушитель поставляется упакованным в четырех-
слойные мешки весом от 20 до 45 кГ и хранится в сухом месте.
Силикагель-индикатор —■ сухие мелкопористые зерна,
пропитанные раствором хлористого кобальта (СоС12), который окрашивает
силикагель в синий, фиолетовый и розовый цвета в зависимости от
влажности (табл. 15.6).
Силикагель-индикатор помещают в индикаторы влажности,
изготовленные из органического стекла. Он поставляется в стеклянных
герметически закрытых банках весом до 4 кГ.
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ПРИ ФИЗИЧЕСКИХ МЕТОДАХ
ДЕФЕКТОСКОПИИ
Магнитные порошки и суспензии для магнитной дефектоскопии.
Для приготовления суспензии применяются порошки,
представляющие собой мельчайшую пудру с крупностью частиц от 0,005 до
0,010 мм. Порошки бывают темные, цветные и флуоресцирующие
(табл. 15.7). В качестве флуоресцирующей жидкости при
люминесцентном контроле используют следующие растворы (состав по
объему).
Раствор с эмульгатором: керосин — 82—83%;
авиационное масло (любое) — 15%; эмульгатор ОП-7 или ОП-10 на
1 л смеси—2—3%.
Раствор с дефектолем: керосин — 50%; бензин — 25%;
светлое минеральное масло (вазелиновое, трансформаторное,
велосит и др.)—25%; флуоресцирующий краситель-дефектоль зелено-
золотистый — 0,02—0,03 %.
Флуоресцирующая смесь: керосин или лигроин — 50%;
нориол — 50%. В качестве проявляющего порошка примепяются
окись магния, маршалит, тальк и силикагель. Окись магния
является лучшим порошком, так как благодаря своему цвету она усиливает
яркость свечения. Остальные порошки не усиливают яркость
свечения, более тяжелы и не распиливаются в атмосфере. Порошки
тонко измельчают и просушивают при температуре 100—150°С в течение
2—3 ч и затем просеивают через сито с 1000—6000 отверстий
на 1 см2-
272,-
Таблица 15.7
Характеристики магнитных порошков
Применение
Для контроля
деталей с темной
поверхностью
1. Стандартный порошок
(306 АМТУ—51), получаемый
из шламов, отходов
анилинового производства путем их
омучения
2. Порошок из обожженного
железного сурика, крокуса или
охры
3. Мелкоразмолотая желез
ная окалина или обожженная
чугунная стружка
1. Светло-серый порошок, со-
стояший из железного порошка
АПЖМ-А (ВТУ-А-001) 80% по
весу и 20% алюминиевой
пудры "ПАК-3 (ГОСТ 5494—50)
2. Красный порошок,
получаемый осаждением магнетита
аммиака из водного раствора
сернокислого железа и
азотнокислого аммония с
последующим окислением его до гамма-
окиси железа
1. Закись-окись железа
крупностью 2—50 мк (АМТУ
306—50) — 60%; железный
порошок крупностью 2—50 мк —
36%; светло-желтый люмоген—
4%- На 100 г смеси
добавляют 30 г клеящего лака марки
9-32
2, Закись-окись железа
крупностью 2—50 мк — 97%;
антрацен — 3%. На 100 г смеси
добавляют 30 г лака марки 9-32
ГОСТ (ТУ, ОСТ) иа материалы для цветной дефектоскопии
Жирорастворимый темно-красный
краситель «Судан IV» ТУ МХП 175—40
Масло МК-8 ГОСТ 6457—53
Бензол ОСТ 10463—39 или
ОСТ НКТП 3188
Растворитель РДВ ТУ МХП 776—41
Ацетон ГОСТ 2603—51
Густотертые цинковые белила М-0 ГОСТ 482—41
Коллодий . . ГОСТ 4576—49
Керосин Т-1, ТС-1, Т-2 . . ГОСТ 4138—49
ГОСТ 8410—57
Трансформаторное мэсло . ГОСТ 982—56
Для контроля
деталей со светлой
поверхостью
Для контроля
цветных деталей
273
Ниже приводится состав красок, применяемых при цветной
дефектоскопии.
Красные краски. Состав «Д». В него входят 950 мл
бензола, 50 мл масла MiKJ8 (или трансформаторного) и 10 г
жирорастворимого анилинового темно-красного красителя «Судан IV». При
приготовлении состава сначала растворяют краситель в масле, а
затем при непрерывном перемешивании добавляют бензол. Состав «Д»
применяется при контроле деталей при температурах от +5° С
и выше.
Состав «Е». В него входят 800 мл керосина Т-1 (или ТС-1,
Т-2, Т-5), 200 мл бензола и 10 г жирорастворимого анилинового
темно-красного красителя «Судан IV». При приготовлении состава
сначала растворяют краситель в бензоле, а затем при непрерывном
перемешивании добавляют керосин. Состав «Е» применяется для
контроля деталей при температурах от +5 до —40° С.
Красные краски пригодны к употреблению сразу после
приготовления. Краситель «Судан IV» в красных красках можно
заменять красителем «Судан III» (жировым красным). Разрешающая
способность красок с красителем «Судан III» немного ниже.
В настоящее время взамен составов «Д» и «Е» используют
красную проникающую жидкость «К», обладающую меньшей
токсичностью.
Смесь для удаления красных красок с
поверхности детали. Эти краски удаляют масляно-керосиновой
смесью, состоящей из 30% керосина (любого) и 70%
трансформаторного масла или масла МК-8.
Белые краски. Состав «В». В .него входят 700 мл коллодия на
эфирно-спиртовой основе, 200 мл бензола, 100 мл растворителя
РДВ или ацетона и 50 г густотертых (масляных) цинковых белил.
При приготовлении состава сначала разводят в бензоле цинковые
белила, а затем при непрерывном перемешивании добавляют раствор
коллодия.
Состав «Г». В него входят 600 мл коллодия на растворителе
РДВ или ацетоне, 400 мл бензола и 50 г густотертых масляных
белил. При приготовлении сначала растворяют белила в 200 мг
бензола и при непрерывном перемешивании добавляют коллодий, а
затем оставшиеся 200 мг бензола. В случае свертывания раствора в
него добавляют 40—50 мг растворителя РДВ или ацетона.
Составы «В» и «Г» применимы для контроля деталей при
любых температурах.
В настоящее время взамен составов «В» и «Г» изготовляют
белую проявляющую краску «М», обладающую меньшей токсичностью.
ЦЕРЕЗИН
Церезин—смесь твердых углеводородов парафинового ряда,
получающихся в результате переработки и очистки озокерита или
парафинистой нефти.
Производство церезина основано на обработке озокерита
серной кислотой с отбеливающей землей. Основным показателем
качества церезина является температура плавления. К низкоплавким
относятся церезины с температурой плавления 66—68 и 70—72° С,
к высокоплавким — с температурой плавления 74—76 и 76'—80° С.
274
Церезин выпускается пяти сортов: 80, 75, 67, 57 (белый) и 57
(желтый). Цифры показывают предельно низкую температуру кап-
лепадения данного сорта церезина.
Церезин применяют в электротехнике (как изолятор), в
производстве вазелина, в двигателях (смесь масла и 6—7% церезина),
для консервации (как загуститель) внутренних и наружных
деталей, предназначенных для длительного хранения. Двигатель,
законсервированный смесью масла с церезином, перед запуском
тщательно расконсервируют путем прогрева подогревателем до
температуры 60—70°С и далее всю смазку сливают. Затем двигатель
заправляют свежим горячим маслом и только после этого приступают
к запуску и опробованию.
АРМИРОВАННОЕ СТЕКЛО
Такое стекло получают введением в стеклянную массу
металлической сетки, которая прочность не повышает, а способствует тому,
что при поломке листа отдельные его осколки не разлетаются.
Благодаря этому армированное стекло нашло большое применение в
авиационной технике. Соединение сетки со стеклом осуществляют
при 1000°С, а коэффициенты расширения их берут близкими.
КВАРЦЕВОЕ СТЕКЛО
Это стекло получают плавлением при температуре выше 1700°С
горного хрусталя или кварцевого песка, содержащих не менее 99,5%
Si02. Оно имеет высокую термостойкость (800°С), низкий
коэффициент термического расширения (сс = 5,8-10~7 град-1), большую
температуру размягчения (1470°С), прозрачность для всех видов
радиации, малую электропроводность, высокие электроизоляционные
качества; выдерживает резкое охлаждение в воде с температуры
1000°С, а изделия из него можно применять для нагревания
различных веществ в течение длительного времени до 1100°С и
кратковременно—до 1400°С.
Из кварцевого стекла изготовляют химически стойкую
аппаратуру, трубопроводы, змеевиковые холодильники, чаши, тигли,
реторты для возгонки легкоплавких металлов, муфели, жаровые трубы,
чехлы для термопар, изоляторы, катодные и генераторные лампы.
ЗАКАЛЕННОЕ СТЕКЛО
Такое стекло получают закалкой обычного листового стекла
толщиной 4,5—25,0 мм. При закалке стекло нагревают до 620—
650°С, выдерживают при данной температуре и затем равномерно
(с обеих сторон) охлаждают. В результате в стекле возникают
равномерно распределенные напряжения, причем в наружных слоях
образуются напряжения сжатия, что придает стеклу высокую
механическую и термическую прочность.
Предел прочности на изгиб этого стекла (12,5—17,0 кГ/мм?)
в 4 раза больше, чем у незакаленного. Оно выдерживает разность
температур 120—275°С; более устойчиво, чем незакаленное против
статических нагрузок (в 4—6 раз), и обладает большой ударной
прочностью.
275
ЖИДКОЕ СТЕКЛО
Это стекло (растворимое) является водным раствором
силиката натрия или калия; применяется в технике для различных целей:
изготовления кислотоупорных цементов, замазок, огнезащитных
красок, теплоизоляционных и огнестойких покрытий, для получения си-
ликагеля.
ШЛИФОВАЛЬНАЯ ШКУРКА
Эта шкурка представляет собой абразивный инструмент,
изготовленный из влагостойкой меламиповой бумаги и слоя
абразивного шлифзериа, прочно скрепленного с бумагой водостойким
янтарным лаком ЯК-1- В качестве абразивного материала для ее
изготовления используют зеленый карбид кремния зернистостью 16,
12, 10, 8, 6, 5, 4, 3, М-40 (ГОСТ 3647—59).
Шлифзерно на бумажную основу наносят электростатическим
методом. Прочность клеящему веществу придают в полимеризацион-
ных сушильных установках.
Шлифовальную шкурку (табл. 15.8) рекомендуется применять
в тех случаях, когда поверхности обрабатывают в масляно-водяной
среде. Для грубой обработки под шпаклевку применяют шкурку
зернистостью 16—8. В приборостроении под грунтовку применяют
шкурку зернистостью 5—6.
Таблица 15.8
Характеристика и назначение шлифовальных шкурок
для лакокрасочных покрытий
Номер шкурки
36
46
60
80
100
120
150
180
220
240
280
320
М-28
М-20
Предельные разме-
1 ры зерен, мк
600—500
420—355
300—250
210—180
150—125
125—105
105—75
85—63
75—53
63—42
53—28
42—20
28—20
20—14
Назначение шкурки
Очистка металла от ржавчины
Шлифование шпаклевки
Шлифование масляных
лакокрасочных покрытий и последнего
слоя шпаклевки (выправка)
Шлифование пленок нитролаков
и нитроэмалей
Номера шкурок „ .
Номера зернистости
Чистота поверхности
Номера шкурок .
Номера зернистости
Чистота поверхности
276
ессооо
3
9—10
1 2
10 12
ССОСО
—
3 4
16 20
0000
4
5 6
- 25
000 00
5 6
7 8 9 10
- 32 40 SO
0
8
11
03
Шлифовальную шкурку поставляют потребителям пачками в
листах размером 230X310, 240x310, 275X310 мм. В пачке содержится
250—500 листов.
МАРКИРОВКА ШЛИФОВАЛЬНЫХ КРУГОВ
Марка на абразивном круге является его техническим
паспортом. На крупных кругах ее наносят на боковой поверхности
несмываемой краской, на средних и малых — наклеивают в виде
этикетки.
Основные технические данные маркировки располагаются в слр-
дующей последовательности: марка завода-изготовителя,
абразивный материал, зернистость, твердость, связка, форма круга,
наружный диаметр и высота круга, внутренний диаметр отверстия,
допустимая окружная скорость и класс дисбаланса
(неуравновешенность). Например (рис. 15.1), если на круге написано ЧАЗ ЭБ 46
СМ2 К ПП 250X40X75 35 м/сек 2 кл, то это означает: ЧАЗ —
Челябинский абразивный завод; ЭБ — электрокорунд белый; 46 —
зернистость; СМ2 — среднемягкий; К — керамическая связка; ПП —
круг плоский прямого профиля (на кругах прямого профиля ПП
может быть не нанесено); 250 — наружный диаметр круга, мм; 40 —
высота круга, мм; 75 — диаметр отверстия круга, мм; 35 —
предельная окружная скорость круга, при которой обеспечивается
безопасная работа; 2 кл. — класс дисбаланса.
Скоростные круги, кроме обычной маркировки, на одном из
торцов по диаметру имеют красную полосу или надпись «Скорость»
(ГОСТ 4785—53). На кругах для внутреннего шлифования с
окружной скоростью 65 м/сек наносят две красные полосы.
АЛМАЗЫ И АЛМАЗНЫЕ МАТЕРИАЛЫ
Алмазы разделяют на искусственные и естественные. Они
применяются в виде чистых кристаллов, алмазно-абразивного
инструмента или алмазных паст.
Кристаллы алмазов используются для
изготовления резцов,
стеклорезов, наконечников твердомеров
и др.
Для получения
алмазно-абразивного инструмента и пасты
алмазы подвергаются дроблению с
последующей классификацией по
размерам зерен в соответствии с
ГОСТ 9206—59 (табл. 15.9).
Работоспособность алмаза при
работе алмазно-абразивного
инструмента определяется
количеством снятого (сошлифованного)
материала единицей массы алмаза и
выражается в килограммах на
карат или в кубических сантимет- Рис. 15.1. Маркировка шлифо-.
рах (миллиметрах) на карат. вального круга
277
Таблица 15.9
Распределение дробленых алмазных материалов по зернистости
Наименование группы
Шлифзерно
Шлифпорошки
Микропорошки
Обозничение
зернистости
(ГОСТ 9206—59)
А50
А40
А32
А25
А20
А16
А12
А10
А8
А6
А5
А4
АМ40
АМ28
АМ20
AM 14
АМ10
АМ7
АМ5
АМЗ
AMI
Обозначение номе
ра зернитости по
дюймовой системе
36
46
54
60
70
80
100
120
150
180
230
280
М40
М28
М20
М14
М10
М7
М5
Размер зерен, мк
630—500
500—400
400—315
315—250
250—200
200—160
160—125
125—100
100—80
80—63
63—50
50—40
40—28
28—30
20—14
14—10
10-7
7—5
5—3
3—2
Меньше 1
Примечания. 1. При обозначении синтетических алмазов в отличие
от естественных введена дополнительная литера С. Так, АС—алмаз
синтетический.
2. За единицу массы алмазов принят карат (ct), равный 0,2 е.
При определении норм расхода или при подсчете потребного
количества алмазов пользуются показателем удельного расхода
алмазов. Удельный расход алмаза есть величина, обратная
работоспособности, показывающая, сколько необходимо затратить алмаза
на снятие единицы веса или объема обрабатываемого материала.
При обработке твердосплавных материалов расход алмазов
примерно равен 1 мг/г, или 5 ct/кг.
ПЕНОМЕТАЛЛЫ
Они получаются добавкой в расплавленный металл
пенообразователей — веществ, разлагающихся при высоких температурах с
выделением большого количества газов, например гидрида титана,
278
циркония и др. Так, для получения пеноалюминия в расплавленный
и нагретый до 700—750°С металл вводят 5—15% порошкообразного
пенообразователя.
Пеноалюминий можно легко пилить, сверлить и гнуть,
скреплять болтами, винтами и склеивать, паять, сваривать и др. Это
достаточно прочный и легкий металл (удельный вес до 0,2 Г/см?).
Поры в нем могут быть открытыми и закрытыми.
ПРОТИВОШУМНЫЕ МАСТИКИ
Противошумные мастики 580 (ТУ МХП 4468—55) и 579 (ТУ МХП
272—50) представляют собой смесь раствора битума и асбестовой
пыли (мастика 580) или асбестового волокна (мастика 579) с
добавлением растительных масел и смол. Сушка при 100—120°С длится
1—2 ч. Присутствие смол улучшает влагостойкость, но увеличивает
хрупкость.
Покрытие мастикой 579 стойко к длительному воздействию
горячей воды. Оно наносится по грунту ФЛ-ОЗ-К. Эти мастики
применяются как водостойкие покрытия, а также для уменьшения шума
при вибрации. Мастику 579 наносят вручную шпателем, 580 —
распылением или кистью.
ВОДОНЕПРОНИЦАЕМАЯ ТКАНЬ
Для се получения вливают 40 Г расплавленного парафина в
горячую воду, где предварительно растворено 160 Г хозяйственного
мыла. В полученную эмульсию, подогретую до 70СС, опускают ткань,
держат 30 мин и затем равномерно отжимают. Далее ткань
опускают на 40 мин в раствор (100 Г алюминиево-калиевых квасцов
на 1 л воды с добавлением небольшого количества соды).
__ После этого материю отжимают, промывают сначала в
холодной, потом в теплой воде и проглаживают горячим утюгом. В
результате получается водонепроницаемая ткань, способная пропускать
«едух.
ТЕРМОСИГНАЛЬНЫЕ ПОКРЫТИЯ
Изменение температуры поверхности изделий не всегда можно
произвести термопарами. Кроме того, этот метод связан с
необходимостью подвода питания, использования приборов и обеспечения
хорошего контакта с поверхностью.
В последнее время для определения температуры поверхности
стали широко применять термочувствительные карандаши и краски,
где основным компонентом являются термочувствительные составы,
изменяющиеся по цвету.
Термоиидикаторные карандаши изготовляют в виде палочек
различной величины методом прессования, их выпускают в виде
набора на разные температуры. Номер карандаша соответствует
температуре в градусах Цельсия, при которой происходит характерное
изменение цвета (табл. 15.10).
279
Таблица 15.10
Термоиндикаторные карандаши
Цвет карандаша
до воздействия
температуры
после воздействия
температуры
Назначение
Набор термоиндикаторных карандашей № 1
Розовый
Сиреневый
Зеленый
Желтый
Лиловый
Оранжевый
Голубой
Белый
Голубой
Розовый
Зеленый
Черный
Синий
Коричневый
Коричнево-
красный
Бежевый
Коричневый
Бежевый
Коричневый
Бежевый
Белый
То же
Для мгновенного
замера температуры
предварительно
нагретых деталей.
Точность определения —
±10°С
Набор термоиндикаторных карандашей № 2
Светло-зеленый
Темно-зеленый
Сиреневый
Желтый
Фиолетовый
Красный
Темно-сиреневый
Бирюзовый
Голубой
Хаки
Черный
Бежевый
Белый
То же
Красно-коричневый
Бежевый
Белый
То же
>
»
Оранжевый
То же (при охлаж
дении — желтый)
Для замера
температуры поверхностей
изделий при
постепенном поднятии ее до
критической за 2—
4 мин. Точность
определения — ±5СС
Термоиндикаторные карандаши для замера повышенных температур
Черный
Сиреневый
Лимонно-желтый
Светло-коричневый
Сиреневый
Темно-зеленый
Черный
Белый
Хаки
То же
Для замера
температуры поверхностей
изделий при нагреве
свыше 500° С
280
Термоиндикаторные краски. В отличие от карандашей красками
можно контролировать температуру поверхностей, недоступных
визуальному наблюдению. Например, нагрев обмоток
электродвигателей. Краски наносят кистью или пульверизатором; время
высыхания— 20—40 мин при температуре 18—23°С.
Недостатком этих красок является нестабильность изменения
цвета, зависящая от продолжительности подъема температуры и
выдержки при критической температуре. В табл. 15.11 приводятся
наиболее стабильные термоиндикаторные краски при подъеме
температуры до критической за 2 мин и выдержке до 2 мин.
Таблица 15.11
Термоиндикаторные краски
га
5. в
1> сп Ш
Цвет краски
до воздействия
температуры
после воздействия
температуры
Примечание
Набор термоиндикаториых красок № 1
45
260
85
540
120
320
45
55
70
90
ПО
130
150
170
210
240
300
350
410
515
560
600
705
Светло-розовый
Голубой
Оранжевый
Серый
Светло-зеленый
Белый
Голубой
Коричневый
Серый
Желто-розовый
Фиолетовый
Бежевый
Точность
определения ±10°С.
Наиболее характерное
изменение цвета
происходит при
первой
температуре
Набор термоиндикаторных красок № 2
Светло-розовый
То же
Светло-зеленый
Светло-голубой
Светло-розовый
Сиреневый
Светло-зеленый
Темно-зеленый
Бледно-сиреневый
Белый
Сине-зеленый
Ярко-розовый
Темно-розовый
Черный
Голубой
Ярко-синий
Зеленый
Ярко-голубой
Светло-фиолетовый
Фиолетовый
Светло-зеленый
Светло-коричневый
Синий
Коричневый
То же
Черно-синий
Коричневый
Оранжевый
Белый (через
бежевый)
То же
Белый (через
оранжевый)
Точность
ров ±5°С
281
ТЕРМОИНДИКАТОРНЫЕ КРАСКИ
ДЛЯ КОНТРОЛЯ ТЕМПЕРАТУРЫ АВИАКОЛЕС
В результате интенсивного торможения возможен перегрев
авиаколес до температуры 140—150°С, при которой происходит снижение
прочности тормозных камер. Но при последующем охлаждении
прочность камер восстанавливается. Допускаемая температура нагрева
камер в каждом конкретном случае указывается в паспорте
камеры.
Температуру деталей авиаколес в эксплуатации контролируют
термоиндикаторными красками № 30, 40 и 50, изменяющими свой нвет
при достижении предельной температуры (табл. 15.12). Краски
наносят в доступном для наблюдения месте на наружную,
обезжиренную бензином Б-70 поверхность реборды с переходом на
поверхность шины в виде радиальной полоски размером 50X10 мм.
Расход краски на одно колесо составляет 0,3—0,4 Г. Ниже приводятся
характеристики термоиндикаторных красок.
Таблица 15.12
Термоиндикаторные краски
Марка
№ 30
№ 40
№ 50
Температура
изменения
цвета, °С
150
150
ПО
Цвет краски
до нагрева 1 пос:е нагрева
Желтый
Светло-фиолетовый
Светло-розовый
Оранжевый
Серый
Фиолетовый
Растворителем для термоиндикаторных красок № 30 и 50
является этиловый спирт. Краски хранят в закрытом сосуде и сухом
помещении при температуре не выше 30СС, защищенными от
солнечных лучей.
Через 15—18 посадок самолета остатки термоиндикаторной
краски удаляют ветошью, смоченной в спирте или ацетоне, а затем
на это же место наносят новую. После длительного перерыва в
полетах краску также заменяют на новую, если она имеет отставание
или растрескивание.
КРАСКИ ДЛЯ НАДПИСЕЙ НА СТЕКЛЕ
Эти краски готовят смешением следующих веществ (весовые
части): жидкое стекло (30°Ве)— 12, дистиллированная вода—15—
18, отмученная белая глина или сернокислый барий — 10,
кремниевая кислота — 1,0.
282
Для получения цветных красок добавляют ультрамарин, сажу,
сурик, охру и т. п. Такие краски хорошо держатся на стекле и не
смываются водой, органическими растворителями, большинством
кислот и щелочей.
Кремниевая кислота получается в результате обработки
жидкого стекла соляной кислотой, после чего она хорошо промывается,
высушивается и размельчается.
КЛЕЕНАЯ ФАНЕРА
Клееная фанера (табл. 15.13) состоит из трех и более слоев
лущенного шпона, склеенных между собой при взаимно
перпендикулярном расположении волокон.
Таблица 15.13
Пределы прочности фанер, кГ/см?
Фанера
Березовая
Ольховая,
буковая, липовая,
ясеневая, дубовая,
пихтовая,
сосновая, еловая,
кедровая
Осиновая
ФСФ
После 1 ч
кипячения
в воле
12
10
ФК
После 24 ч
вымачивания в воде
12
10
ФБА
В сухом
виде
12
10
6
После 1 ч
кипячения
в воле
5
4
3
ФБ
В сухом
виде
12
10
6
В зависимости от водостойкости фанера выпускается
следующих марок: ФСК (повышенная водостойкость), ФБ (ограниченная
водостойкость), ФК и ФБА (средняя водостойкость).
Размеры листов фанеры (в миллиметрах) такие:
длина X ширина — 1830x1220, 1525x1525, 1525x1220, 1525Х
Х725 1220x725"
толщина — 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 9,0; 10,0; 12,0
ТОПЛИВНЫЕ ФИЛЬТРЫ
Фильтры, устанавливаемые в топливной системе двигателя,
бывают высокого (120—220 кГ/см2) и низкого (1—7 кГ/см2)
давления. Расходы топлива через фильтр составляют от 10 до 600 л]мич.
Фильтрующие элементы применяются такие: проволочная
тканая сетка из цветных металлов или нержавеющей стали Х18Н9Т с
квадратными отверстиями, никелевая сетка саржезого плетения и
бумажные; на двигателях старых конструкций — фетровые.
283
Таблица 15.14
Топливные фильтры силовых установок
Фильтр
га
3
& £
о
5<з
ение
ч
СЗ
53
rai_
Диапазон температур,
рабочей
жидкости
окружающей
среды
Перепад
давлений,
При котором
открывается
предохранительный
клапан, кГ[смг
Ресурс, ч
о
о
id
е»
льтра
■е
Бумажный фильтрующий элемент
(тонкость фильтрации 8—12 мк)
12ТФ15
12ТФ29
11ТФ30
ФГП/к
ФГ34/к
11ТФ22
28
15
10
40
60
13
3,2
3,0
3,0
220,0
120,0
2—4
—50 — +80
—50—+60
—50—460
—50 — +90
—50—+60
—50—+50
60—+100
—60—+60
—60—460
—60— +150
—60—480
—60—+60
0,5-
0,4-
0,5-
9-
9-
-0,6
-0,6
-0,7
-10
11
100
50
50
50
50
50
500
200
250
150
150
Фильтрующий элемент из никелевой сетки или стальной сетки
саржевого плетения (тонкость фильтрации 12—16 мк)
12ТФ15С
12ТФ29С
28
15
3,2
3,0
—50 —+80
—50 — 4 60
—60 — +100
—60 — 4 60
0,5—0,6
0,4—0,6
100
50
1000
1000
Фильтрующий элемент из плющенной никелевой сетки
с квадратными отверстиями (тонкость фильтрации 25—35 мк)
28ТФ7
28ТФ11Б
24ТФ28
724100
105А-
-6100-300
485
485
85
25
200
5,0
6,0
5,0
3,0
4,0
—50 — +80
—50—+120
50—+100
—50—+ 60
50— +100
60 — +80
—60 —+180
—60—+150
—60—+60
—60— +100
0,5
0,7—0,9
0,5—0,6
0,5—0,6
0,45—0,55
250
200
150
1000
500
Примечание. В топливных системах двигателей в
насосах-регуляторах устанавливают сетчатые фильтры из плющенной никелевой сетки с
тонкостью фильтрации 25—30 мк. На дроссельных пакетах регуляторов
применяется плющенная сетка с точностью фильтрации 25—35 мк.
Указанные в табл. 15.14 нормы выполнимы при фильтрации
чистой жидкости с высокой термической стабильностью. В
эксплуатации при повышенных температурах топлива несколько загрязнены,
а при температурах выше 100СС — окисляются, образуя
нерастворимые осадки. Поэтому работоспособность бумажных и
проволочных фильтров сильно снижается (до 10—50 ч).
Эксплуатационными недостатками фильтров тонкой очистки
являются малый срок службы между очистками или заменой
фильтрующих элементов и значительное загрязнение их на пыльных аэро-
284
цромах. Обычно микрозагрязнения попадают в топливо через
дренажную систему и при заправке самолетов. Особенно чувствительны
фильтрующие элементы из сеток саржевого плетения и бумаги к
нерастворимым осадкам, которые могут образовываться в топливах с
недостаточной термической стабильностью.
ФИЛЬТРЫ ГИДРАВЛИЧЕСКИХ СИСТЕМ
Фильтры (рис. 15.2) по способу удержания загрязняющих
примесей делятся на поверхностные и объемные.
Поверхностные фильтры удерживают твердые частицы па
поверхности фильтрующих элементов, для изготовления которых
используются всевозможные сетки, а также ткани и бумага. Эти
фильтры удерживают только те частицы, линейные размеры
которых превосходят размеры поровых каналов фильтрующего
материала или ячеек сетки.
Объемные фильтры, имея фильтрующие элементы значительной
толщины, удерживают посторонние частицы на поверхности и в
толще фильтрующего материала, которым являются картон,
металлокерамика, керамика, войлок, минеральная вата, слои ленточных
сеток и т. п. Объемные фильтры могут удерживать твердые частицы
самых различных размеров.
Фильтры грубой очистки удерживают частицы размером 12—
15 мк и более. К ним относятся щелевые фильтры, удерживающие
частицы размером 70—100 мк, проволочные, удерживающие частицы
размером 40—200 мк, фильтры с фильтрующими элементами из
стеклоткани, удерживающие частицы размером 30—120 мк, с фильтру-
щими элементами из металлических сеток, удерживающие частицы
размером 15—20 мк.
Фильтры грубой очистки иногда применяются в виде
предохранительных сеток, устанавливаемых для защиты агрегатов (особенно
Фильтры грубой
очистки
I JL JL Д
1
<fc
о
3<а
* 4:
Qj ^j
ft; Uj
«о Ъ-
Фильтры тонной
очи cm ни
ES
5
X
Рис. 15.2. Классификация фильтров для жидкостей
285
на линий всасывания) от крупных частиц, случайно попадающих в
жидкость.
Фильтры тонкой очистки удерживают частицы размером 10 мк
и менее. К ним относятся: фильтры, изготовляемые путем
наматывания и спекания бронзовых и стальных проволочных сеток (лучшие
из них удерживают частицы размером 3 мк); фильтры с бумажными
фильтрующими элементами, изготавливаемые в виде гофрированных
цилиндров (не пропускают частицы размером 10 мк), фильтры с
фильтрующими элементами из различных тканей, натягиваемых нл
каркас в один или несколько слоев (удерживают частицы размером
10 мк); фильтры с фильтрующими элементами из высокосортного
фетра (задерживают частицы размером 10 мк), металлокерамические
фильтры, обеспечивающие тонкость очистки до 2,5 мк и менее;
фильтры с фильтрующими элементами из керамики в виде
цилиндров с толщиной стенок 3 мм (тонкость очистки достигает 2 мк);
фильтры с фильтрующими элементами из волокнистых
прессованных материалов и пластмасс с высокопористой структурой (тонкость
очистки достигает 1—2 мк).
Силовые очистители жидкости (рис. 15.3) используют силовые
поля различной природы.
К ним относятся:
магнитные очистители, очищающие жидкости от частиц из
ферромагнитных материалов. Они применяются в масляных системах.
Чаще всего в них используется поле постоянного или
электрического магнита;
электрогидроочистители, в которых жидкость очищается за счет
действия электрического поля;
отстойники, в которых очистка жидкости от взвешенных частиц
происходит за счет действия сил гравитационного поля;
центробежные очистители, в которых твердые частицы
отделяются от жидкости под действием центробежных сил, вызываемых
вращением загрязненной жидкости;
Силовые очистители жидкости.
Магнитные
h3
*
■о
тоянн
^
С;
"^о
5
е-1
си
е-1
S
1
Ги
J= ^
s^%
"=;
"5
<Uj
т
Электро-
гидравлические
L
4j
1 5>
^<*,
£6=
^"3
"ifs
<о
1
*•
СЛ
kj
■с
иа
Qi
1
Cs
k?
■-,
tl
i-
*2
Центробежные
1
§
-s*
«&S?
go
*: a
S3"^
■^
<<>
1
5:
J;
*
Ifl
QCi^S
s
•t
io
«^
<л
d
it
ционные
Рис. 15.3. Классификация силовых очистителей жидкости
286
вибрационные очистители, в основу работы которых положен
принцип коагуляции твердых частиц в поле колебаний и осаждения
агломерата из потока очищаемой жидкости. К ним относятся
ультразвуковые фильтры;
комбинированные очистители, в которых жидкость очищается от
твердых частиц либо в результате одновременного воздействия двух
или нескольких силовых полей, либо использования пористых
фильтрующих материалов и силовых полей. Наиболее распространены
комбинированные очистители с бумажными фильтрующими
элементами, внутри которых установлены постоянные магниты.
ЖИДКОСТЬ «3,5»
Это огнегасящая жидкость с противокоррозионной присадкой,
применяемая для тушения пожара на самолетах; состоит из
бромистого этила — 67,2%, хлороформа — 2,8%, углекислоты — 30%;
наливается в огнетушитель под давлением 70—90 кГ/см2 при
температуре 15°С, что обеспечивает эффективный выброс огнегасящего
состава из огнетушителя даже при отрицательных температурах.
ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
ПРИ ШЛИФОВАНИИ
При шлифовании деталь и круг охлаждают жидкостью, расход
ее от 18 до 20 л/мин, струя должна быть шириной не менее ширины
круга.
Рекомендуется применять следующие охлаждающие жидкости:
1) раствор хромпика (0,8%) в воде; 2) раствор
кальцинированной соды (2—5%) в воде; 3) раствор соды (1 кг) или чистой буры
в 100 л воды с 0,25 л минерального масла или жидкого мыла; 4)
раствор кальцинированной соды (3 кг) и веретенного масла (0,1 кг)
в 50 л воды; 5) раствор кальцинированной соды (4%), технического
мыла (1%) и скипидара (5%) в воде.
ПАСТА И СМАЗКА ДЛЯ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ ГОРЯЧЕЙ ЧАСТИ ДВИГАТЕЛЯ
К горячей части относятся кожухи камер сгорания, жаровые
грубы, сопловые аппараты, реактивные сопла и трубы, форсунки,
выхлопные патрубки и др. Во избежание заедания и пригара резьб
болтов, шпилек и гаек, крепяших эти детали, их смазывают
меловой пастой.
Состав меловой пасты: чистый меловой порошок — 17 весовых
частей и масло МС-20 — 50 весовых частей. Пасту хорошо
перемешивают и наносят на резьбы окунанием или при помощи кисточки.
При постановке камер сгорания резьбу фланцев соединительных
патрубков смазывают графитной смазкой такого состава:
чешуйчатый графит —50%; масло МК-22 или МС-20 —50%.
287
СМЕСЬ ДЛЯ ПРОКАЧКИ
ТРУБОПРОВОДОВ
Трубопроводы масло-,
бензо- и гидравлических
систем прокачивают бензином
с добавлением 10—15%
масла МК при давлении 2—
3 кГ/см2.
Гидроиспытание
топливной системы ТРД
производят чистым керосином Т-1
или ТС-1 с добавлением 0,1 г
краски «Судан» на 1 л
керосина.
ЗАКАЛОЧНЫЕ СРЕДЫ
Критическая скорость
закалки зависит от
химического состава стали и
температуры охлаждения.
Углеродистые стали с малым
содержанием углерода
требуют при закалке большей
скорости охлаждения, чем стали
с большим содержанием углерода. Критическая скорость закалки
(скорость охлаждения Оохл) углеродистых сталей находится в
пределах от 200 до 600°С в секунду (рис. 15.4).
Для легированных сталей критическая скорость закалки
находится ниже 150°С в секунду. В качестве закалочной среды для
углеродистых сталей применяют воду, а для легированных сталей —
минеральное масло и другие среды (табл. 15.15, 15.16).
Таблица 15.15
Закалочные среды
Закалочная среда
Вода при 18°С
» » 26°С
» » 50°С
» » 74°С
» мыльная
» дистиллированная
» при 18°С +10% едкого натра
Скорость
в
550-650
600
500
100
30
30
250
1200
охлаждение
интервале,
, граЩсек,
°С
200-300
270
270
270
200
200
200
300
Уцкл
то
1200
1000
800
600
Ь00
РОП
Г/сен
2^
у1
1
0,2 Ofi 0,6 0,8 1,0 1,2 Jfi С,%
Рис. 15.4. Зависимость критической
скорости закалки от содержания
углерода в стали:
/ — закалка заэвтектоидной стали с
температурой выше А на 30—50°С; 2 — выше
А на 30—50°С
с
ст
288
Продолжение
Закалочная среда
Вода при 180С+10°/о поваренной
соли
Вода при 18°С + 10% соды
» » 18°С+Ю% серной
кислоты
Минеральное машинное масло
Керосин
Трансформаторное масло
Железные плиты
Медные плиты
Скорость охлаждения," град^сек,
в интервале, °С
550—650
1100
800
750
150
170
120
35
60
200—300
300
270
300
30
50
25
15
30
Таблица 15.16
Охлаждающие среды для изотермической закалки
Состав ванны
KN03.
NaN02
NaNOs
NaN02
KN03
NaNOs
NaN03
KN03
NaOH
KOH
Содержание
солей, %
весовые
55
45
55
45
55
45
100
100
100
100
Температура
плавления,
°С
137
221
218
317
337
322
360
Температура
нижняя
150
230
230
325
350
*
330
380
применения, °С
верхняя
500
550
550
600
600
450
450
289
НАГРЕВАЮЩИЕ СРЕДЫ
Металл нагревают в газовых или жидких средах. Последние
получают путем расплавления различных солей или их смесей в печах-
ваннах (табл. 15.17). Состав соляной ванны выбирают в зависимости
от ее температурного режима, необходимого для выполнения
термической операции.
Превышение указанных в табл. 15.18 пределов может вызвать
испарение солей. Иногда в качестве нагревающей среды применяют
расплавленный металл или сплав. Например, в тех случаях, когда
нагрев под закалку требуется провести с большой скоростью,
избежав одновременно деформации изделия, применяют свинцовые
ванны.
Температура плавления свинца —327°С, рабочая температура
ванны — 840—870°С.
В качестве нагревающих сред при отпуске применяют масляные
ванны (табл. 15.19).
Таблица 15.17
Соли, применяемые для иагрева
Название
Селитра калиевая
» натриевая
Нитрат натрия
Кальций хлористый
технический
Калий хлористый
Едкий калий твердый
Сода
кальцинированная
Сода природная
Барий хлористый
технический
Бура техническая
Калий синеродистый
технический
Сода каустическая
твердая
Натрий железистоси-
неродистый технический
Химическая формула
KN03
NaN03
NaN02
СаС12
KCl
КОН
Na2C03
Na2C03
ВаС122Н20
Na2B407
K4Fe(CN)63H20
NaOH
Na4Fe(CN)610H2O
Чистая масса от
общей массы, %
98,0
98,0
95,0
67,0
95,0
92,0
98,0
80,0
95,0
95,0
96,0
95,0
97,0
290
Таблица 15.18
Состав соляных вани для иагрева
Состав ваины
NaCl
KCl
NaCl
ВаС12
NaCl
ВаС12
NaCl
CaCl2
NaCl
Na2C03
NaCl
KCl
Na2COs
NaCl
BaCl2
CaCl2
NaCN
Na2CO,
BaCl2
Содержание
Солей, %
весовые
44
56
22,5
77,5
55
45
27,5
72,5
50
50
10
45
45
21
31
48
80
15
5
NaCl 100
BaCl2
NaCN
KCN
NaCN
Na2CO,
NaCl
100
Температура
плавления, °
660
Температура применения, СС
С
нижняя
720
635 665
540
500
560
595
435
540
570
550
590
630
480
650
800 830
962
47 | 445
30
45
25
625
1100
верхняя
900
870
900
800
900
850
780
900
1100
1350
500 550
700
850
291
Таблица 15.19
Минеральные масла,
применяемые в качестве нагревающих сред
Название
Веретенное 2
» 3
Автол 4
Машинное Л
» С
» СУ
Цилиндровое
Вискозин 3
Цилиндровое 6
Дистиллат 6
Вапор Т
Температура
вспышки, °С
Температура применения, °С
верхняя
165
170
180
180
190
200
215
240
290
300
320
120
.120
120
120
120
120
120
150
170
170
200
150
150
160
160
170
180
200
220
270
280
300
глава 16 ОБЩИЕ
СПРАВОЧНЫЕ ДАННЫЕ
НЕКОТОРЫЕ СВОЙСТВА МЕТАЛЛОВ
Наименование
Алюминий
Бериллий
Вольфрам
Железо
Золото
Кобальт
Литий
Магний
Медь
Молибден
Натрий
Никель
Ниобий
Олово
Платина
Рений
Свинец
Серебро
Тантал
Титан
Уран
Хром
Цинк
Прелел
прочности,
кГ/мм2
8
50
ПО
28
14
25
2
15
22
90
—
45
28
2
15
50
1,8
18
90
50
50
30
8,5
Относительное
удлинение,
%
40
20
20
40
60
10
50
12
60
25
—
40
50
40
50
25
50
50
40
40
15
3
12
Твердость
по Бринел-
лю, кГ/мм2
26
140
300
80
20
130
—
25
35
160
—
60
75
5
25
200
5
25
200
130
120
ПО
36
Температура
плавления, °С
660
1285
3400
1540
1063
1490
186
650
1083
2625
97,7
1454
2415
232
1775
3180
327
960
3030
1670
1125
1890
419
Удельная
теплопроводность.
кал/см -
■град • сек
0,52
0,39
0,48
0,19
0,71
0,17
0,17
0,37
0,92
0,35
0,325
0,14
0,13
0,16
0,17
—
0,08
0,97
0,13
0,04
0,06
0,17
0,27
293
КОЭФФИЦИЕНТ а ЛИНЕЙНОГО
РАСШИРЕНИЯ НЕКОТОРЫХ МАТЕРИАЛОВ
Наименование
Алюминий
Бронза (84% Си,
9% Zn, 6% Sn)
Бронза алюминиевая
(95% Си, 5% А1)
Вольфрам
Висмут
Графит
Дерево
Железо мягкое
Золото
Инвар (36,1% №,
0,39% С,0,39%Мп)
Кварц плавленый
Константин (60% Си,
40% №)
Латунь желтая
» красная
Лед
Медь техническая
»
электролитическая
Магний
Молибден
Натрий
Никель
Нихром
Олово
Платина
Свинец
Селен
Серебро
Сталь углеродистая
» хромистая
Стекло крон
» флинт
Фарфор
электротехнический
Ферронихром
Хром
Целлулоид
Цинк
Чугун
Эбонит
Электрон
t, "С
0—100
20
20—99
0—100
17—100
50
2—34
0—100
17—100
17—100
0—80
0—16
20—100
20—100
— 10—0
20—50
20—100
0—100
25—100
0—50
0—100
Г8
18—100
0,6—21,5
17—100
0—60
0—100
20—100
20—100
0—100
0—100
0—100
20
0—100
20—40
20—100
0—100
17 25
18
1
а, град
0,0000238
0,0000180
0,0000142
0,0000045
0,0000135
0,000008
0,000006
0,0000114
0,0000143
0,0000009
0,0000004
0,0000122
0,0000178
0,0000172
0,0000507
0,0000169
0,0000170
0,0000260
0,0000052
0,000072
0,0000130
0,0000123
0,0000270
0,0000089
0,0000293
0,0000581
0,0000197
0,0000114
0,0000112
0,0000090
0,0000070
0,0000011
0,000012
0,0000084
0,000074
0,0000395
0,0000104
0,0000770
0,0000285
294
ХИМИЧЕСКИЕ ОБОЗНАЧЕНИЯ, АТОМНЫЕ
И УДЕЛЬНЫЕ ВЕСА ГЛАВНЕЙШИХ
ЭЛЕМЕНТОВ
Элемент
Азот
Алюминий
Барий
Бериллий
Бор
Бром
Ванадий
Висмут
Вольфрам
Германий
Железо
Золото
Индий
Иод
Иридий
Иттрий
Кадмий
Калий
Кальций
Кислород
Кобальт
Кремний
Литий
Магний
Марганец
Медь
Молибден
Мышьяк
Натрий
Никель
Ниобий
Олово
Платина
Радий
Рений
Ртуть
Рубидий
Рутений
Свинец
Селен
Сера
Серебро
Стронций
Порядковый
номер
7
13
56
4
5
35
23
83
74
32
26
79
49
53
77
39
48
19
20
8
27
14
3
12
25
29
42
33
11
28
41
50
78
88
75
80
37
44
82
34
16
47
38
Символ
N
А1
Ва
Be
В
Вг
V
Bi
W
Ge
Fe
Au
In
I
Ir
Y
Cd
К
Ca
О
Co
Si
Li
Mg
Mn
Cu
Mo
As
Na
Ni
Nbi
Sn
Pt
Ra
Re
Hg
Rbi
Ru
Rbi
Se
S
Ag
Sr
Атомный вес
14,008
26,97
137,36
9,02
10,82
79,916
50,95
209,00
183,92
72,60
55,85
197,20
114,82
126,92
193,10
88,92
112,41
39,096
40,08
16,00
58,94
28,06
6,94
24,32
54,93
63,54
95,95
74,91
22,997
58,69
92,91
118,70
195,23
226,05
186,22
200,61
85,48
101,70
207,21
78,96
32,06
107,88
87,63
Улельный вес
Г/см*
Вес 1 ж3=
= 1,25 кГ
2,7
3,5
1,9
2,3
3,12
5,6
9,8
19,15
5,36
7,87
19,30
7,28
4,93
22,40
4,57
8,65
0,86
1,55
Вес 1 м3=
= 1,429 кГ
8,80
2,35
0,534
1,74
7,30
8,93
10,20
5,73
0,97
8,90
8,60
7,30
21,45
5,00
21,00
13,60
1,53
12,20
11,34
4,81
2,07
10,50
2,60
295
Продолжение
Элемент
Сурьма
Тантал
Титан
Торий
Углерод
Уран
Фосфор
Фтор
Хром
Цинк
Порядковый
номер
Символ
51
73
22
90
6
92
15
9
24
30
Sbi
Та
Ti
Th
С
U
Р
F
Сг
Zn
Атомный вес
121,76
180,88
47,90
232,12
22,01
238,07
30,98
19,00
52,01
65,38
Удельный вес,
Г.1см'
6,67
6,62
4,54
11,50
,9-2,3
18,7
1,82
1,11
6,70
7,17
СООТНОШЕНИЕ ЕДИНИЦ МЕЖДУНАРОДНОЙ
СИСТЕМЫ С ЕДИНИЦАМИ ДРУГИХ СИСТЕМ
И ВНЕСИСТЕМНЫМИ ЕДИНИЦАМИ
Величина
Длина
Объем
Масса
Соотношение
1 мк = Ю-6 м
1Л== Ю-10 м
1 дюйм = 2,54 • 10~2 м
1 фут = 0,305 м
1 л = Ю-3 м3
1 мл = Ю-6 м3
1 г = Ю-3 кг
1 т.ем. =9,81 кг
Сила
Угловая скорость
Момент силы
» инерции
1 дина — 10~5 н
1 кГ=9,81 н
1 об/мин = я/30 рад/сек
1 кГ-л*=9,81 Н'М
1 кГ-м- сек2 = 9,81 кг■ м2
296
Продолжение
Величина
Работа, энергия, теплота
Мощность
Давление
Динамическая вязкость
Кинематическая вязкость
Удельный вес
Температура
■Удельная теплоемкость
Коэффициент
теплопроводности
Соотношение
1 эрг = Ю-7 дж
1 кГ-м = 9,81 дж
1 кал = 4,19 дж
1 ккал = 4190 дж
1 втч = 3,6-103 дж
1 л. с. ■ ч ■ 2,65 • 106 дж
1 эрг/сек = 10~7 вт
1 кГ ■ л*/сек=9,81 вт
1 л. с. = 736 вт
1 ккал/ч = 1,16 вг
1 дин/см2 *= 0,1 к/ж2
1 кГ/м2 = 9,81 н/м2
\ ат (\ кГ/см2) = 9,81 • 104 и/л*г
1 йгж= 1,01-105 к/л*2
1 лш рг. сг. = 133 н/м2
1 лш вой. ст. = 9,81 к/л*2
1 бар=№ н/м2
1 пьеза — 103 н/м2
1 из (пуаз) = 0,1 н-сек/м2
1 кГ-сек/м2 = 9,81 «■ сек/ж2
1 сг (стоке) = Ю-4 м2/сек
1 сег (сантистокс) = 10~6ж2/сек
1 кГ/м? = 9,8 н/м3
t°C = 7°К — 273,15
1 ккал/кг • град =
=4187 дж/кг • град
1 ккал/м ■ ч • град =
= 1,163 вг/л«- град
ТЕПЛОПРОВОДНОСТЬ
Она характеризует способность передавать тепло от нагретого
участка тела к более холодному.
Удельная теплопроводность % оценивается количеством тепла,
переносимым на расстояние в единицу длины за 1 сек при разности
температур в Г (дж/м• сек-град; кал/см■ сек• град). Так, при ком-
11 Александров В. Г. 297
натной температуре теплопроводность %, кал/см • сек • град,
составляет: для серебра — 1, алюминия — 0,5, дюралюминия — 0,3,
железа — 0,2, нержавеющих сталей и жаропрочных сплавов — 0,02—0,04,
стекла — 0,001—0,003, асбеста и стекловолокна — 0,003, воздуха —
0,00006. С повышением температуры теплопроводность металлов
растет.
Среди металлов мала теплопроводность у титана и его сплавов.
Это хорошие материалы для изготовления противопожарных
перегородок, Асбест и стекловолокно применяются в качестве
теплоизоляции.
ДИФФУЗИЯ МЕТАЛЛОВ
Это процесс теплового перемещения атомов (для чистых метал-
пов — самодиффузия). Ионы в кристаллической решетке металлов
не покоятся неподвижно. Они колеблются вокруг некоторых точек,
условно называемых узлами кристаллической решетки. Чем выше
температура, тем больше размах колебаний и среднее расстояние
между атомами. Следовательно, с увеличением температуры
существовавшая в металле решетка становится неустойчивой и при
некоторой температуре образуется новая, более устойчивая решетка.
Например, железо при нагреве до 910°С изменяет свою решетку с
кубической объемно центрированной (а-железо) на кубическую гра-
нецентрированную (■у-железо).
СВОЙСТВА МАТЕРИАЛА,
ВЛИЯЮЩИЕ НА ИЗНОС ТРУЩИХСЯ
ДЕТАЛЕЙ
Износ деталей в большой мере зависит от их материала. При
этом важное значение имеет материал не всей детали, а лишь
тонкий поверхностный слой, воспринимающий нагрузки при трении.
Основными свойствами металлов и сплавов, оказывающими
влияние на износ, являются следующие факторы.
Твердость, увеличенная на трущихся поверхностях, уменьшает
износ. На деталях из мягких сталей развивается усиленный
окислительный износ из-за проникновения кислорода через
образующиеся трещины в глубокие слои металла.
Если по условиям работы деталь должна быть изготовлена из
мягкого металла, то трущиеся поверхности цементируются,
азотируются или хромируются.
Пластичность характеризует способность перераспределять
усилия от высоконагруженных участков к менее нагруженным. Она
также уменьшает износ. Особой пластичностью должен обладать
металл подшипников скольжения.
Температура плавления. При трении температура
соприкасающихся поверхностей повышается. Для уменьшения теплового износа
температура плавления металла должна быть значительно выше
максимальной рабочей температуры трущегося поверхностного слоя.
Теплопроводность. Наиболее нагретыми деталями являются
трущиеся поверхности, поэтому желательно, чтобы эти поверхности
были изготовлены из металла, обладающего высокой теплопровод-
298
ностью. Тогда отвод тепла от трущихся поверхностей будет
происходить быстрее и условия трения улучшатся. Например,
повышенная теплопроводность материала камер сгорания, сопловых
аппаратов и турбины уменьшает степень неравномерности нагрева
отдельных участков.
Коэффициент линейного расширения. Малые коэффициенты
линейного расширения позволяют иметь оптимальные зазоры в
подвижных соединениях. При этом можно не опасаться резкого
уменьшения зазоров или перехода их в натяги при нагреЕе. Кроме того,
малые коэффициенты линейного расширения способствуют снижению
тепловых напряжений, возникающих в деталях в результате
различной деформации материала в более нагретых трущихся слоях и
менее нагретых внутренних. Эти напряжения достигают
значительных величин и вызывают появление трещин в деталях.
Жаростойкость металлов характеризует их способность
сопротивляться коррозии и износу в газовой среде при высоких
температурах. Надежность работы деталей газовых турбин, камер сгорания,
реактивных сопел и выпускных труб, поверхности которых
непрерывно омываются газами с высокой температурой, зависит от
жаростойкости их материалов.
Сопротивление контактному схватыванию. Даже при
тщательной обработке трущиеся поверхности деталей имеют неровности.
Если смазка таких поверхностей недостаточна, то при трении
неизбежно происходит соприкосновение неровностей, вследствие чего
пленки окислов разрушаются и возникает контактное схватывание.
Разрушение такой связи происходит не непосредственно по месту
схватывания, а по основному металлу, при этом на поверхности
детали образуются раковины и глубокие очаги повреждений. Поэтому
сильно нагруженные детали должны обладать большим
сопротивлением контактному схватыванию при высоких температурах.
Контактное схватывание уменьшают различными способами:
применением в трущейся паре материалов разной твердости и
пластичности. Например, стальные азотированные шейки валов при
трении о подшипники, изготовленные из свинцовоиндиевого сплава,
изнашиваются меньше, чем неазотированные;
повышением твердости материалов трущихся деталей до
одинаковой величины. Например, хромированием поршневого кольца и
азотированием гильзы цилиндра;
применением материалов с высокой температурой плавления;
использованием сплавов вместо чистых металлов. Так,
электролитическая латунь значительно сильнее сопротивляется
схватыванию, чем электролитическая медь;
окислением трущихся поверхностей. Например, пассивированные
поверхности меди и электролитического хрома лучше
сопротивляются схватыванию, чем химически чистые поверхности этих
металлов;
улучшением чистоты обработки трущихся поверхностей;
выбором качества смазки трущихся поверхностей.
Антифрикционные свойства материала (способность материала
незначительно изнашиваться при данных условиях работы) тесно
связаны с его сопротивлением контактному схватыванию.
Количественно они характеризуются коэффициентом трения.
В подшипниках скольжения материал с малым коэффициентом
грения должен обладать высокими пластичностью, податливостью,
11*
299
теплоемкостью и теплопроводностью, самосмазываемостью и хорошей
смачиваемостью.
Коррозионная стойкость. Детали двигателей должны хорошо
сопротивляться коррозии, возникающей под действием горячих
газов; подшипники скольжения — коррозионному действию кислот,
образующихся от окисления масла; обшивка самолета,
соприкасающаяся с выпускными газами, — коррозионному действию этих
газов; выпускные устройства ■— высоким сопротивлением поверхностей
газовой коррозии и эрозии, вызывающими межкристаллитную
коррозию; еще более высоким сопротивлением газовой коррозии и
эрозии должен обладать материал лопаток газовых турбин.
Смачиваемость маслом — способность металла удерживать на
своей поверхности прочные смазочные пленки.
При выборе металла трущихся деталей учитывают его
смачиваемость маслом, а при ремонте — сохраняют ее и принимают меры
для ее улучшения. Так, для улучшения смачиваемости высоконагру-
женных подшипников и втулок двигателей на них наносят
графитное, свинцовооловянистое или свинцовоиидиевое покрытия,
осуществляют пористое хромирование поршневых колец, натирают детали
сернистым молибденом и т. д.
РАСПОЗНАВАНИЕ РОДА МЕТАЛЛА
Металлы маркируют с помощью цветных полос (на трубах и
прутках) или штамповкой цифр (на листах). В тех случаях, когда
никакой маркировки нет, можно приблизительно определить род
металла с помощью следующих трех методов.
1. Искровым методом распознают металлы на железной основе
с помощью характерного для каждого сорта стали пучка искр,
получаемого при шлифовке металла на быстровращающемся
наждачном круге. Для правильного определения сорта стали по искровому
методу необходимо иметь проверенные образцы различных сталей,
пучки искр которых надо сравнить с пучками искр определяемого
металла.
Искровые пучки характеризуются объемом, длиной, цветом искр
от наждачного камня, цветом искр у конца пучка, числом отдельных
струй в пучке и характером струй.
Объем пучка искр может быть очень малым, умеренным,
умеренно большим и большим.
Длина пучка колеблется от 5 до 180 см. Например, науглеро-
женная вольфрамовая сталь дает малый пучок искр длиной около
5 см, а обычная поделочная сталь — большой, длиной до 180 см.
Наждачный круг должен использоваться одних и тех же размеров,
так как длина искрового пучка зависит также от размеров и
материалов наждачного круга, приложенного давления и некоторых
других факторов.
По цвету пучок искр может быть красным, белым, оранжевым,
светло-оранжевым, соломенно-желтым или голубовато-белым.
Число струй в пучке может быть очень малым или вообще
отсутствовать, умеренным, большим и очень большим.
По характеру струи бывают вильчатые, тонкие, повторяющиеся,
иногда искривленные, волнистые.
300
Чем больше углерода содержит сталь, тем больше в ее искрах
светлых звездочек. Присутствие в стали вольфрама устанавливают
по красному цвету искр, хрома —■ по оранжевому.
2. Химические методы определения металлов весьма
разнообразны. Алюминий и его сплавы определяют таким путем: кусок
металла погружают в 10%-ный раствор каустической соды и оставляют
там до тех пор, пока его поверхность не потемнеет. Если образец
изготовлен из алюминиевого сплава, потемнение не может быть
смыто водой; если это чистый алюминий, то потемнение смывается водой
и светлый цвет поверхности восстанавливается. У плакированного
алюминия проверяют торец в разрезе.
Для химического определения хромоникелевой нержавеющей
стали применяют раствор: 10 г хлорной меди в 100 см3 соляной
кислоты. Каплю раствора помещают на образец определяемого металла
и выдерживают в течение 2 мин. Затем к этой капле осторожно
добавляют три-четыре капли воды с помощью пипетки, после чего
образец промывают и высушивают. Если металл — нержавеющая
сталь, то медь образует медное пятно. На хромоникелевожелезном
сплаве такого пятна не образуется.
3. Проба пламенем используется для определения магниевых
сплавов. На кусок металла направляют пламя сварочной горелки.
Если металл — магниевый сплав, то по достижении точки плавления
он мгновенно вспыхивает и горит ярким пламенем.
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Она заключается в контролируемом нагреве и охлаждении
металла с целью придания ему желательных механических свойств:
твердости, вязкости, прочности и определенного характера
внутренней структуры. Отжиг, нормализация, отпуск и закалка являются
видами термической обработки. Термической обработке могут
успешно подвергаться не только черные металлы, как чугун и сталь,
но и некоторые цветные металлы, например сплавы меди и
алюминия. Применяемый метод термической обработки зависит от рода
металла и результатов, которые необходимо получить.
Закаливаемость — способность стали к повышению твердости
при закалке. Некоторые стали обладают плохой закаливаемостью,
т. е. имеют недостаточную твердость после закалки. Чтобы
определить закаливаемость стали, следует измерить твердость поверхности
закаленной детали. Чем выше эта твердость, тем лучше
закаливаемость стали. Закаливаемость стали зависит в основном от
содержания в ней углерода. Стали, содержащие менее 0,3% углерода,
имеют низкую закаливаемость и поэтому, как правило, закалке не
подвергаются.
Закалка в двух средах применяется для инструментов из
высокоуглеродистой стали (метчиков, плашек, фрез и др.). Деталь
вначале замачивают в воде, быстро охлаждая ее до 300—400°С, а
затем переносят в масло, где оставляют до полного охлаждения.
Закалка дюралюминия заключается в нагреве до определенной
температуры (в зависимости от химического состава сплава)
примерно до 500°С в выдержке при этой температуре в течение
некоторого времени и охлаждения. Для равномерного прогрева деталей и
защиты их от окисления нагрев под закалку обычно производится
301
в селитровых ваннах. Длительность выдержки в нагретом состоянии
должна быть такой, чтобы деталь успела прогреться и чтобы
закончился процесс насыщения твердого раствора легирующими
элементами. Дюралюминий закаливается обычно в холодной воде. Но
детали сложной конфигурации или большой толщины лучше
закаливать в подогретой воде во избежание появления трещин и
коробления. На воздухе или в горячей воде (с температурой более 40°С)
закаливать дюралюминий не рекомендутся, так как при этом
начинается распад твердого раствора, что ухудшает антикоррозионные
свойства сплава.
Закалка изотермическая проводится так же, как ступенчатая,
но с более длительной выдержкой при температуре горячей ванны
250—300°С. После такой выдержки сталь можно охлаждать с
любой скоростью.
Закалка светлая стальных деталей производится в специально
оборудованных печах с защитной средой. Осуществляется она для
получения чистой и светлой поверхности закаленных инструментов
и других деталей.
Закалка с самоотпуском состоит в том, что детали не
выдерживают в охлаждающей среде до полного охлаждения, а в
определенный момент извлекают из нее, чтобы сохранить в сердцевине
изделия некоторое количество тепла, за счет которого производится
последующий отпуск. После достижения требуемой температуры
отпуска за счет внутреннего тепла деталь окончательно охлаждают в
закалочной жидкости. Закалку с самоотпуском применяют для
зубил, кувалд, слесарных молотков, кернов и других инструментов,
требующих высокой твердости на поверхности и сохранения вязкой
сердцевины.
Закалка ступенчатая выполняется путем быстрого охлаждения
деталей в соляной ванне с температурой 240—250СС. Затем их
охлаждают до комнатной температуры в масле или на спокойном
воздухе, устраняя тем самым термические внутренние напряжения.
Ступенчатая закалка уменьшает внутренние напряжения,
коробление и возможность образования трещин.
Нормализация—'Термическая обработка стали путем нагрева
ее на 30—50°С выше критической точки с последующим
охлаждением на воздухе. В изделии, подвергшемся горячей пластической
деформации (ковке, штамповке, прокатке), в результате
нормализации выравниваются остаточные внутренние напряжения.
Нормализация может иметь самостоятельное значение как основная и
окончательная термическая операция, заменяющая отжиг, который
требует длительного времени.
Обезуглероживание. В результате химического взаимодействия
при высокой температуре между сталью и кислородом воздуха в
печи происходит обезуглероживание и окисление стали.
Обезуглероживание связано с выгоранием углерода в
поверхностных слоях. Такая сталь обладает пониженной твердостью. На
поверхности детали образуется окалина, состоящая из окислов
железа. Для предупреждения обезуглероживания и окисления стали
при ее нагреве в настоящее время применяют печи с наполнением
их нейтральными газами.
Обработка холодом состоит в том, что закаленную деталь
подвергают охлаждению ниже нуля (от —40 до —190°С). Температура
обработки холодом выбирается в зависимости от состава стали, из
302
которой изготовлена деталь. Охлаждение производят
непосредственно после закалки или через небольшой промежуток времени.
Обработка холодом применяется для повышения
износоустойчивости и режущей способности инструментов из быстрорежущей и
других инструментальных сталей; стабилизации размеров
измерительных инструментов и деталей, работающих при низких
температурах; повышения твердости и износоустойчивости деталей,
изготовленных из высокоуглеродистой, легированной и нержавеющей
сталей.
Образование мягких пятен. При закалке стальных изделий в
различных местах поверхности закаленного изделия иногда
наблюдается .неодинаковая твердость. Мягкие пятна могут
образовываться из-за недостаточного прогрева изделий или недостаточно
быстрого охлаждения. Иногда мягкие пятна появляются вследствие
неоднородной исходной структуры стали и образования так
называемой паровой рубашки при погружении детали в закалочную среду.
Операции термической обработки — нагрев металла до
температуры, лежащей в пределах или несколько выше его критической
температуры (температуры, выше которой происходит изменение
структуры сплава), при соблюдении тщательного контроля;
выдержка при этой температуре в течение определенного времени для
полного прогрева и завершения процессов изменения структуры
(перекристаллизации) металла; охлаждение до температуры
окружающей среды с различной скоростью (на воздухе, в воде, масле
соляном растворе и т. п.)..
Отжиг броиз производится для снятия литейных напряжений и
получения однородной структуры; температура отжига — 600—•
710°С. Время выдержки при отжиге устанавливается опытным
путем. Средние выдержки определяются из расчета от 5 до 6 мин на
1 мм сечения детали. Пружинную бронзу, поставляемую в нагар-
тованном виде, отжигать нельзя, так как отжиг снимает эффект на-
гартовки. В некоторых случаях для облегчения загибки можно
применять отпуск при 300—320°С.
Отжиг высокий (диффузионный) применяется для сталей, у
которых .резко выражена неоднородность химического состава. При
высоких температурах (1000—1150°С) выравнивание химического
состава происходит за более короткий отрезок времени, но при этом
значительно увеличивается размер зерна и ухудшаются
механические свойства стали. Поэтому после диффузионного отжига
проводится полный.
Отжиг дюралюминия производится, чтобы восстановить
пластичность сплава для холодной обработки давлением. Закаленный и
естественно состаренный сплав, а также сплав, нагартованный в
отожженном состоянии, отжигают путем нагрева до 350—370°С и
выдерживают в течение 0,5—'1,5 ч (в зависимости от толщины детали).
Дюралюминий, нагартованный в закаленном состоянии, перед
отжигом нагревают до 450—500°С с выдержкой при этой температуре
в течение нескольких минут.
Отжиг латуней производится для повышения пластических
свойств, предупреждения растрескивания и деформации деталей в
процессе их обработки и эксплуатации, а также для получения
'однородного химического состава (гомогенизации); температуры
отжига для разных марок латуней 270—769°С.
303
Отжиг неполный проводится для понижения твердости и
снятия напряжений в стали, а также для частичной перекристаллизации.
Температура отжига для разных сталей составляет 740—820°С.
Отжиг полный проводится с целью снятия внутренних
напряжений, перекристаллизации стали, измельчения размеров зерен;
температура отжига — 760—920°С.
Отпуск — термическая обработка металлов и сплавов, в
результате которой повышается их вязкость и пластичность,
снимаются внутренние напряжения; отличается от отжига температурой
и продолжительностью нагрева. Скорость охлаждения почти не
влияет на результаты отпуска. Отпуск сплавов цветных металлов
называется искусственным старением металлов.
Отпуск высокий характеризуется нагревом закаленной стали до
500—ббСС. При этом полностью снимаются внутренние
напряжения и образуется структура сорбита отпуска. В результате такого
отпуска сталь приобретает наилучший комплекс механических
свойств: прочности, вязкости и пластичности.
Отпуск низкий характеризуется невысокими температурами
нагрева закаленной стали (до 250СС), при которых образуется
структура мартенсита отпуска; приводит к незначительному уменьшению
твердости н увеличению вязкости, а также к уменьшению
внутренних напряжений в деталях; применяется для инструментов и
изделий, которые должны обладать высокой твердостью и
износоустойчивостью.
Отпуск средний характеризуется нагревом закаленной стали до
350—500°С. При этом образуется структура тростита отпуска. Такой
отпуск обеспечивает получение у стали достаточно высокой
твердости наряду с высокой упругостью; применяется для пружин,
рессор, штампов, ударных инструментов и т. д.
Перегрев стали. Очень высокая температура нагрева при отжи^
ге приводит к большому росту зерен аустенита и образованию
крупнозернистой структуры. Такая сталь обладает хрупкостью и
пониженной прочностью. Явления образования крупнозернистой
структуры в результате высокотемпературного нагрева стали называется
перегревом, который может быть устранен путем вторичного
полного отжига.
" Пережог стали характеризуется сильным ростом зерен и
появлением окислов по их границам; образуется в результате
длительной выдержки при значительно повышенной температуре по
сравнению с допустимой для данной марки стали: сообщает стали
повышенную хрупкость и является неисправимым дефектом.
Прокаливаемость — свойство стали изменять свою структуру под
влиянием закалки на большую или меньшую глубину.
Старение дюралюминия выражается в повышении его
прочности и твердости в течение 5—7 суток после закалки (естественное
старение) или в течение нескольких часов при повышенной
температуре (искусственное старение). Для искусственного старения
многих сплавов наиболее приемлемы температуры 120—180°С.
Старение стали деформационное встречается у
малоуглеродистых сталей после холодной обработки давлением, в результате
этого ухудшается штампуемость стали.
' Старение стали естественное происходит при комнатной
температуре, при этом максимальная твердость проявляется только после
очень длительной выдержки.
304
Старение стали искусственное происходит при нагреве до 100—
170°С; нагрев сильно ускоряет процесс старения; применяется для
стабилизации структуры, свойств и размеров измерительных
инструментов.
Сфероидизацию применяют главным образом для улучшения
обрабатываемости стали резанием при содержании углерода более
0,55%, а также способом редуцирования, штамповки, вытяжки
и т. п. При сфероидизации пластинки цементита приобретают
шаровидную форму; температура сфероидизации — 710—750°С.
Фазы термической обработки алюминиевых сплавов. Первая
фаза — нагрев до определенной температуры и закалка; Еторая фаза —
повышение прочности благодаря старению. Процесс старения может
происходить при комнатной температуре или с нагревом в течение
некоторого времени до определенной температуры.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА
Азотирование — процесс насыщения поверхностного слоя
изделий азотом. При этом повышаются твердость, износоустойчивость и
выносливость поверхностного слоя, увеличивается коррозионная
сопротивляемость стали в таких средах, как атмосфера, перегретый
пар, пресная вода и т. д.
Азотированию, как правило, подвергаются детали, работающие
на истирание при высоких температурах, и детали, работающие в
атмосфере отработавших газов.
Алитироваиие — процесс насыщения поверхностного слоя
изделия алюминием; применяется при обработке различных деталей из
углеродистой стали с целью повышения их окалиностойкости.
Алитированные детали не окисляются и устойчиво работают при
температурах до 800—900°С. Окалиностойкость алитированной
стали объясняется тем, что при работе в условиях высоких
температур на поверхности детали образуется прочная пленка из окислов
АЬОз, которая предохраняет деталь от дальнейшего окисления.
Применяют твердое, жидкое и газовое алитирование.
Силицироваиие — процесс насыщения поверхностного слоя
изделия кремнием; этот слой обладает высокой кислотоупорностью,
жаростойкостью до 850°С и сопротивлением износу. Применяют для
деталей, работающих на истирание в агрессивных средах.
Цементация — процесс насыщения поверхностного слоя изделия
углеродом; назначение состоит в том, чтобы путем изменения
химического состава и структуры поверхностного слоя изделия изменить
его свойства. Применяя термическую обработку после цементации,
получают высокую твердость поверхности при сохранении мягкой и
вязкой сердцевины, что повышает износоустойчивость и предел
усталости стальных деталей.
Цианирование ■— процесс одновременно насыщения поверхности
изделия углеродом и азотом в растворе цианистых солей при
температуре 820СС; его целью является повышение твердости и
износоустойчивости поверхностного слоя изделий, а также увеличение
сопротивляемости коррозии. Применяются жидкое, газовое и твердое
цианирование. Наибольшее распространение получило цианирование
в жидких и газовых средах.
305
ПОКРЫТИЯ
Анодирование (анодное оксидирование, анодная обработка) —
создание защитной окисной пленки на алюминии и его сплавах
посредством электролиза. Толщина пленки — 0,10—0,15 мк. Анодной
обработке подвергается большинство деталей авиационной техники,
изготовленных из алюминиевых сплавов, как плакированных, так и
неплакированных.'
Воронение — оксидирование стальных деталей; состоит в
искусственном создании ка поверхности стальных деталей защитной
пленки, которая приобретает черный с синеватым отливом цвет.
Оксидированные стальные детали обладают невысокой стойкостью
против коррозии. Воронению подвергают стальные детали двигателя
и агрегатов, находящиеся в закрытых корпусах и защищенные от
непосредственного воздействия атмосферы* (шестерни, валы,
пружины и др.).
Индироваиие. Для улучшения противокоррозионных и
антифрикционных свойств свинца наиболее ответственные детали двигателей
после свинцевания подвергаются электролитическому индированию.
Полученное двухслойное покрытие подвергается термической
обработке при 155—1609С в течение 2—3 ч. В результате получается
сплав свинец-индий с содержанием индия 4—5%.
Кадмироваине — антикоррозионное гальваническое покрытие
изделий из черных металлов слоем кадмия; производится чаще всего
в ваннах с цианистыми электролитами.
Лужение —■ покрытие изделий из некоторых металлов (железа,
меди и др.) слоем олова с целью антикоррозионной, защиты для
облегчения пайки и улучшения электропроводности.
МедЙеиие (электролитическое наращивание меди) применяется
для восстановления некоторых деталей двигателей, самолетов (при
ремонте) и в случаях, когда наносится защитно-декоративное
трехслойное покрытие медь-никель-хром.
Металлизация — процесс нанесения покрытий на поверхность
изделий распылением расплавленного металла сжатым воздухом или
инертным газом. Металлизацией наносят покрытия иа металл,
дерево, бетон, стекло, керамику, бумагу. Металл распыляют при
помощи газовых и электрических металлизаторов.
Никелирование предназначается в качестве защитного
покрытия некоторых деталей, например форсунок реактивных двигателей
и для восстановления изношенных деталей. При нанесении
защитно-декоративных покрытий никель употребляется для осаждения
промежуточного слоя между медным и хромовым покрытиями.
Оксидирование химическое заключается в создании защитной
окисной пленки химическим воздействием активного раствора без
применения электрического тока; используется для изделий из
алюминиевых сплавов, трудно поддающихся анодированию (внутренняя
поверхность труб, изделия сложной конфигурации и др.), а также
изделий из магниевых сплавов.
Пассивирование. Для повышения коррозионной стойкости
оцинкованные детали обрабатывают в течение 5—15 сек при комнатной
температуре в растворе, содержащем 170—200 г/л бихрома натрия
и 8—10 г/л серной кислоты. Поверхности деталей после
пассивирования приобретают радужный цвет с зеленым, желтым нли
золотистым оттенком.
306
Плакирование —■ защита стали и других металлов от коррозии,
осуществляемое совместной прокаткой (или другими методами) двух
металлов, из которых один (химически стойкий) является
защитным.
Для получения листов, лент, проволоки, фасонных изделий,
подвергающихся воздействию агрессивных сред, их плакируют медью,
латунью, никелем, алюминием, а изделия из дюралюминия —
алюминием. Толщина плакированного слоя составляет 4—20% общей
толщины листа.
В последнее время используют металлопласт, который
получают прокаткой металлического листа с нанесением на него с одной
или двух сторон слоя полимера. Для изготовления металлопласта
используют стали, алюминиевые и магниевые сплавы, а из
полимеров — поливинилхлорид, полиэтилен, фторопласты и др.
Свинцевание служит для улучшения прирабатываемости
различных трущихся деталей. Например, у поршневых двигателей
свинцуются втулки главных шатунов и вкладыши подшипников; у
газотурбинных— торцы роторов плунжерных топливных насосов и т.п.
Слой свинца наносится толщиной от нескольких до десятков микрон.
Синение (разновидность оксидирования) применяется для
мелких деталей и пружин; заключается в том, что детали нагреваются
на раскаленной плите до получения окисной пленки синего цвета
(синий цвет побежалости), после чего их охлаждают и смазывают
маслом.
Фосфатироваиие заключается в создании на поверхности
стальных деталей защитной пленки, состоящей из фосфорнокислых солей
железа, цинка и марганца; применяется для защиты деталей от
коррозии.
Хромирование — процесс покрытия металлических деталей
хромом, обеспечивающий повышение сопротивления коррозии и
жаростойкости изделий, получение декоративных покрытий. Различают
диффузионное и электролитическое хромирование. Последнее
получило наибольшее распространение в авиации с целью
восстановления изношенных деталей.
Цинкование. Цинковые покрытия применяются в основном для
защиты деталей от влияния атмосферы, а также от воздействия
пресной воды при невысоких (до 60—70°С) температурах. С
повышением температуры цинковые покрытия перестают
электрохимически защищать сталь от коррозии. Толщина слоя цинковых
покрытий составляет 15—60 мк.
ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ
Выносливость —■ свойство металлов выдерживать, не разрушаясь,
большое число повторно-переменных нагрузок.
Вязкость — способность металлов сопротивляться ударным
нагрузкам без разрушения.
Динамические нагрузки — такие, при которых нагрузка
прилагается ударом с большой скоростью. Переход от статических на-
гружений к динамическим вызывает изменение всех свойств
металлов и сплавов, связанных с пластической деформацией.
Экспериментально доказано, что чем быстрее проводить нагружение, тем
большая нагрузка требуется для разрушения. Детали авиационных кон-
307
струкции при работе испытывают ударные нагрузки, поэтому для
решения вопроса об их долговечности и надежности производят
динамические испытания.
Жаропрочность — способность противостоять деформациям
(сопротивление ползучести) и разрушению (длительная прочность) под
действием механических нагрузок при высоких температурах.
Жесткость — способность металлов сопротивляться упругой
деформации.
Красностойкость — способность стали сохранять свою
твердость, износостойкость и режущие свойства при высоких
температурах, возникающих на режущих кромках инструментов в процессе
резания с большой скоростью.
Кратковременное испытание на растяжение при высоких
температурах производится при обычном статическом нагружении, когда
нагрузка возрастает быстро, в течение короткого промежутка
времени, исчисляемого минутами. Оно не характеризует в полной мере
свойства металлов и сплавов при высоких температурах, а дает
лишь приближенное представление об их жаропрочности.
Напряжения конструкционные вызываются процессами сборки и
особенно запрессовки деталей конструкции. В клепаных
конструкциях эти напряжения могут возникать из-за погрешностей в
разметке заклепочных отверстий и последующего натяжения деталей
для совмещения этих отверстий. В болтах такие напряжения
возникают от натяжения их гайками и т. п.
Напряжения остаточные — напряжения, которые остаются в
изделии при снятии внешних нагрузок и уравновешиваются
внутренними силами.
Необходимым условием для образования остаточных
напряжений в твердом теле является такое воздействие на него внешних сил,
при котором создаются неравномерные линейные или объемные
изменения в смежных макро-, микро- или ультрамикроскопических
объемах металла.
Напряжения остаточные второго рода уравновешиваются в
пределах микроскопических объемов, т. е. охватывают объем одного или
нескольких зерен металла. Эти напряжения не имеют
определенного направления и не могут быть выявлены путем разрезания
изделия. Эти напряжения определяют по наличию размытых линий
рентгенограммы.
Напряжения остаточные первого рода уравновешиваются в
макрообъемах изделия, т. е. охватывают либо весь объем изделия, либо
значительную часть его. Эти напряжения имеют ориентированное
направление и могут быть обнаружены рентгенографически или
визуально при разрезании изделия на части и измерении
деформаций.
Напряжения остаточные третьего рода уравновешиваются в
пределах ультрамикроскопических объемов, т. е. охватывают объем
нескольких кристаллических ячеек одного зерна. Эти напряжения
могут быть определены только рентгенографическим методом.
Напряжения технологические возникают в период изготовления
изделия или в процессе его эксплуатации по следующим причинам:
литейные и усадочные — при застывании и усадке отливок;
ковочные и прессовочные — при пластической деформации металла в
горячем состоянии; сварочные — при затвердевании металла по
сварному шву; от наклепа — при холодной обработке давлением (хо-
308
лодная прокатка, штамповка, дробеструйная обработка и др.);
резания — при снятии стружки; термические или закалочные — при
термической обработке изделий; электролитические — при
электролитическом покрытии; тепловые и температурные — вследствие
неоднородного нагревания или охлаждения; фазовые — при
структурных превращениях и диффузионных процессах и т. п.
Нечувствительность к коицеитрации напряжений — способность
материала перераспределять напряжения в местах резких переходов
или подрезов у деталей сложной формы за счет местной
пластической деформации, не приводящей к разрушению.
Окалиностойкость, или жаростойкость, ■— высокая стойкость
против окисления при высоких температурах (сопротивляемость
газовой коррозии).
Пластичность — свойство металлов необратимо
деформироваться без разрушения под действием нагрузок.
Ползучесть — свойство металлов медленно и непрерывно
пластически деформироваться при длительном .воздействии нагрузок.
Пределом выносливости при заданной температуре называется
наибольшее напряжение, при котором образец выдерживает без
разрушения заданное число циклов нагружения.
При нахождении предела выносливости при высоких
температурах в качестве базы принимают 5 • 10е; 10 • 10е; 50 • 106 и 100 • 106
циклов.
Пределом длительной прочности называется напряжение,
которое вызывает разрушение образца при данной температуре через
определенный промежуток времени.
Для обозначения предела длительной прочности пользуются,
например, следующей записью: азоо=15 кГ/мм2; это означает, что
при данной температуре, например 750°С, напряжение равно
15 кГ/мм2, вызывает разрушение сплава за 300 ч.
Пределом ползучести называется напряжение, которое
вызывает за определенный промежуток времени при данной температуре
заданное суммарное удлинение или заданную скорость деформации.
Предел ползучести обозначается знаком напряжения с двумя
индексами. Так, 001/300=25 кГ/мм2 означает, что при данной
температуре, например при 750°С, напряжение, равное 25 кГ/мм2, за
300 ч испытаний вызывает удлинение образца на 0,Г%.
Для различных деталей величина допуска на деформацию
колеблется в пределах от 0,1 до lVo, а длительность испытания — от
100 до 500 ч.
Прочность — свойство металлов сопротивляться началу и
развитию пластической деформации и разрушению под действием
внешних сил.
Сопротивление эрозии — способность материала противостоять
истиранию при встрече с потоком газов, несущим абразивные
частицы.
Твердость — свойство металлов сопротивляться проникновению
в них других тел.
Температурные напряжения. Нагрев конструкции из разных
материалов вследствие различной деформации сопрягаемых деталей
вызывает в ней напряжения тем больше, чем больше разница в
термических коэффициентах расширения и изменение рабочих
температур. Для уменьшения температурных напряжений в летательных
аппаратах и двигателях применяют для изготовления сопрягаемых
309
деталей материалы с близкими коэффициентами термического
расширения и уменьшают номенклатуру различных материалов.
Термическая стойкость — стойкость против воздействия частых
теплосмен (сопротивление тепловой усталости). Тепловая
усталость— это процесс разрушения металла вследствие повторных
нагревов и охлаждений.
Ударная вязкость — работа, затраченная при динамическом
разрушении надрезного образца, отнесенная к площади поперечного
сечения в месте надреза (способность металлов оказывать
сопротивление действию ударных нагрузок).
Для испытания металлов на ударную вязкость изготовляют
образцы, имеющие форму брусков с квадратным поперечным
сечением: длина бруска — 55±0,6 мм, сторона квадрата—10±0,1 мм.
Чтобы облегчить излом, в средней части образца делают надрез
глубиной 2 мм с радиусом закругления 1 мм. Испытания производят на
машинах с маятниковыми копрами.
Величина ударней вязкости аи серого чугуна — 0,1—0,4
стальных заготовок — 2—7, меди — 5,0—5,5, железа — 18,0—18,5,
цинка — 0,6—0,7 кГ ■ м/см2.
Удельная прочность (называемая нередко качественным числом)
определяется выражением аъ/у (св—предел прочности на
растяжение, у — удельный вес материала). Так, титановые сплавы по
удельному весу тяжелее алюминиевых на 60—70%, но прочнее их
в 2—4 раза, т. е. титановые сплавы более выгодны для летательных
аппаратов.
Упругость — свойство металлов восстанавливать
первоначальную форму после прекращения воздействия внешних сил,
вызвавших изменение формы.
Усталость металлов — состояние металла или сплава,
находящегося под многократным воздействием повторно-переменного на-
гружения. При продолжительном нагружении в результате
усталости металла наступает разрушение изделия или образца.
Усталостное разрушение происходит при напряжениях, меньших предела
прочности и даже предела упругости, и объясняется возникновением
усталостных трещин.
Хрупкость — способность металлов разрушаться без заметной
пластической деформации.
Циклическая вязкость (внутрикристаллическое трение) —
способность металлов и сплавов поглощать при повторно-переменных
нагрузках энергию. Металлы и сплавы с высокой циклической
вязкостью быстро гасят вибрации, которые часто являются причиной
преждевременного разрушения. Например, чугун, относительно
малопрочный материал, благодаря высокой циклической вязкости в ряде
случаев является более ценным конструкционным материалом, чем
углеродистая сталь.
ДЕФЕКТЫ МЕТАЛЛОВ
Волосовина—■ дефект металлических изделий, главным образом
стальных, которые прошли обработку давлением; обнаруживается на
поверхности в виде прямых тонких штрихов-трещин глубиной не
более 0,5—2,0 мм н длиной от долей миллиметра до нескольких
сантиметров. Волосовины бывают почти незаметными на глаз и для
их выявления применяют методы дефектоскопии.
310
Газовые раковины, например воздушные, по сравнению с
рыхлотой —■ это более крупные полости, имеющие округлую форму.
Малая ликвация (зональная, дендритная) — получение
однородного по составу сплава в пределах всего слитка и по сечению
отдельных дендритов.
Малая усадка — небольшое сокращение объема сплава при
переходе его из жидкого состояния в твердое и при последующем его
охлаждении до нормальной температуры.
Микрорыхлота, или чернота появляется в сплавах, содержащих
значительное количество магния; допустима, если снижение
механических свойств не выходит за пределы технических условий.
Микротрещииы возникают в результате слишком быстрого
нагрева под закалку или применения резко калящих сред, а также
в результате неправильного режима сварки.
Незаливы — местное незаполнение формы.
Пористость — основной порок литейного алюминиевого сплава;
сильно снижает механические свойства и коррозионную стойкость
отливок.
Рыхлота алюминиевого литья — межкристаллические или
междендритные пустоты; появляется в результате недостаточного
питания отливок жидким сплавом при кристаллизации, чаще всего в
переходных (от более толстых сечений к тонким) участках деталей;
это недопустимый порок отливок.
Спаи и неслитины — включения из окисной пленки.
Строчечная структура проявляется в отожженном материале в
виде чередующихся полос феррита и перлита; причиной служат
мельчайшие вытянутые вдоль проката неметаллические включения,
являющиеся центрами кристаллизации феррита.
Флокены —• мельчайшие внутренние трещины, обнаруживаемые
в изломе легированных сталей в виде белых пятен; сильно снижают
сопротивление стали ударным и переменным нагрузкам;
образуются вследствие возникновения высоких внутренних напряжений.
Шиферный излом — слоистое строение стали; обладает
повышенной хрупкостью; возникает после горячей обработки давлением по
месту строчечного расположения дефектов. Чем меньше в слитке
вредных примесей и газовых пузырей, тем меньше вероятность
образования шиферного излома.
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
Микротвердость. Для определения твердости очень небольших
по площади или толщине участков материала (например, зерен
твердого раствора, карбидов, металлических соединений и т. п.)
применяют специальные приборы — микротвердомеры. Определение
микротвердости основано на вдавливании под нагрузкой от 2 до 200 Г
алмазной четырехгранной пирамиды и на последующем измерении
отпечатка с помощью микроскопа при увеличении в 485 раз.
Проба на загиб осуществляется для определения способности
металла принимать заданный по размерам и форме загиб;
производится до определенного угла, до параллельности сторон, до полного
соприкосновения. Таким образом, испытывают листовые и
полосовые материалы с высокой пластичностью, предназначенные для
холодной или .горячей обработки давлением.
311
Проба на навивание проволоки применяется только для
испытания проволоки диаметром до 6 мм и служит для оценки
способности принимать заданное навивание (пружинящие свойства).
Проволоку навивают иа цилиндрический стержень определенного
диаметра до нужного числа витков. Причем после испытания в
материале образца, а также в покрытиях не должно обнаруживаться
расслоений, трещин, отслаиваний, надрывов, изломоз и т. д.
Проба на перегиб служит для определения способности
металла выдерживать повторный загиб и разгиб. Для испытания
листового материала берется образец определенных размеров, который
зажимается в губках прибора в вертикальном положении. Загиб
производится попеременно в обе стороны на 90° со скоростью до
60 перегибов в минуту. Один цикл складывается из загиба и
разгиба в каждую сторону на 90° и проводится в холодном состоянии.
Испытанию подвергают листовой материал и проволоку.
Проба на продавливание применяется для определения
способности листового металла подвергаться штамповке и вытяжке;
производится до появления трещины. О пластичности металла судят
по глубине вытяжки образца до момента появления трещины.
Пробы труб производят на загиб, сплющивание и бортование.
Способ Брииелля — испытание твердости вдавливанием
стального закаленного шарика в образец металла под определенной
нагрузкой. В зависимости от твердости испытуемого металла и его
толщины нагрузку на шарик и его диаметр берут различными. На
приборе Бринелля пользуются шариками диаметром 10, 5 и 2,5 мм.
Нагрузка на шарик устанавливается пропорциональной квадрату
диаметра шарика. Для испытания стали и чугуна нагрузка на
шарик Р = 3QD2. Например, для шарика диаметром 10 мм берется
нагрузка 3000 кГ. Для меди и медных сплавов принята нагрузка
Р = 102, а для баббитов и свинцовых бронз Р = 2,5D2, Толщина
металла под отпечатком должна быть не менее 10-кратпой глубины
отпечатка, а расстояние от центра отпечатка до границы
поверхности— не меньше диаметра шарика.
Способ Виккерса испытания на твердость состоит в том, что
в зачищенную поверхность металла вдавливают вершину алмазной
пирамиды. Нагрузка при вдавливании от 5 до 120 кГ, а вершина
алмазной пирамиды имеет угол 136". Метод Виккерса особенно
удобен при измерении твердости поверхностно-упроченных деталей,
имеющих сложную конфигурацию (например, цементированных,
азотированных или цианированных зубьев шестерен и т. п.).
Спосо'б Роквелла испытания на твердость заключается в том,
что в подготовленную (ровную и гладкую) поверхность металла под
определенной нагрузкой вдавливают вершину алмазного конуса,
имеющего угол 120° и радиус закругления у вершины 0,2 мм.
Способ Роквелла применяется при высокой твердости испытуемого
металла.
СТРУКТУРА МЕТАЛЛОВ
Аустенит — структурная составляющая стали, представляющая
собой немагнитный твердый раствор углерода и легирующих
элементов в ■у-железе. В углеродистой стали аустенит в смеси с ферритом
или цементитом получается при нагреве выше критических темпера-
312
тур. Добавка специальных элементов (никеля, марганца) снижает
температуру превращения у_железа, благодаря чему получается
аустенит, устойчивый при комнатных температурах. Специальная
сталь этого типа иосит название стали аустенитного класса.
Аустенит остаточный — аустенит, сохранившийся в стали после
закалки. Чем выше в стали содержание углерода и легирующих
элементов, тем больше получается остаточного аустенита.
Повышение температуры закалки также ведет к увеличению содержания
остаточного аустенита. При отпуске остаточный аустенит
превращается в мартенсит или тростит (для углеродистой стали при 220—270°С
остаточный аустенит превращается в мартенсит). Особенное
значение имеет остаточный аустенит в быстрорежущей стали. Закаленная
быстрорежущая сталь имеет до 30% остаточного аустенита,
который при отпуске при 500—600°С превращается в мартенсит и сильно
повышает ее твердость и красностойкость.
Ледебурит — механическая смесь аустенита и цементита,
образующаяся при кристаллизации жидкого сплава, содержащего 4,3% С.
При 723°С аустенит превращается в перлит. Это превращение
происходит и с аустенитом, входящим в состав ледебурита. Ниже723°С
ледебурит представляет собой уже не смесь аустенита с цементитом,
а смесь перлита с цементитом. Ледебурит очень тверд (НВ =
= 700 кГ/мм2) и хрупок; встречается в структуре белых чугунов.
Мартенсит — переохлажденный твердый раствор углерода в
а-железе с искаженной кристаллической решеткой, образующейся
при резкой закалке в холодной воде. Он обладает очень высокой
твердостью (НВ = 600 -J-650 кГ/мм2), высокой прочностью, хорошей
сопротивляемостью износу, но пониженной ударной вязкостью
(ан= 1 кГ • м/см2). Обычно мартенсит имеет тонкоугольчатое
строение, но при перегреве стали или при длительной выдержке зерна
аустенита укрупняются и при закалке дают структуру грубоиголь-
чатого мартенсита, что уменьшает твердость и еще более снижает
вязкость.
Закалкой на мартенсит пользуются при термической обработке
режущего инструмента и цементированных деталей с последующим
отпуском для снятия напряжений. Такой закалке в качестве
промежуточной операции подвергаются также многие детали.
Мартенсит — структура неустойчивая и при нагреве переходит в
тростит.
Перлит — механическая смесь феррита и цементита, являющаяся
продуктом распада медленно охлаждаемого аустенита.
Концентрация углерода в перлите составляет 0,8%. Температура
образования перлита —• 723°С. Перлит может иметь пластинчатое или
зернистое строение, если цементит имеет форму пластинок или зерен.
Механические свойства перлита зависят от степени измельчен-
ности частичек цементита — чем они крупнее, тем ниже
механические свойства, например пластинчатый перлит имеет сгв = 82 кГ/мм2,
6 = 15%, НВ= 190 + 230 кГ/мм2, а зернистый — а в = 63 кГ/мм2,
б = 20%, НВ = 160+190 кГ/мм.
Полиморфные разновидности металлов (для химических
элементов — аллотропия) — существование одного и того же вещества в
разных кристаллических решетках. Они отличаются строением и
свойствами. Так, ■у-железо более плотно, пластично и вязко, чем
а-железо. Оно немагнитно и способно разместить в своей
кристаллической решетке больше углерода, чем а-железо, образуй однород-
313
ный сплав (сталь). Сплавы с ужелезом лучше противостоят
нагрузкам при высоких температурах. Кроме железа и олова,
полиморфизмом также обладают титан, кобальт, уран и ряд других металлов.
Причем букву а присваивают кристаллической форме, устойчивой
при наиболее низких температурах, Р-форме, устойчивой при более
высоких температурах, y — при еще более высоких и т. д.
Сорбит — мелкозернистая механическая смесь феррита и
цементита, получаемая путем высокого отпуска при 500—600°С
предварительно закаленной на мартенсит стали или же путем закалки
стали в горячих масле или воде. Твердость сорбита меньше, чем
тростита (НВ = 250-*-300 кГ/мм2), но ударная вязкость выше (аа*=
= 8 + 12 кГ-м/см2).
Нагрев для закалки производится в электрических или
пламенных печах, позволяющих быстро и равномерно нагревать детали.
Считается, что детали толщиной до 25 мм нагреваются за 45 мин,
толщиной 26—50 мм — за 1 ч 15 мин. Выдержка деталей при
закалочной температуре должна составлять 20% времени нагрева.
Тростит — очень мелкая механическая смесь феррита и ^цемен-
тита; образуется при закалке стали в масле или подогретой воде,
а также при отпуске стали, закаленной на мартенсит. Твердость
тростита меньше, чем мартенсита (НВ = 400 кГ/мм2), а ударная
вязкость больше (ав = 2-ьЗ кГ-м/см2). Закалке на тростит
подвергаются многие детали.
Феррит — структурная составляющая стали, представляющая
собой твердый раствор в а-железе различных легирующих
элементов (хрома, марганца, кремния, фосфора и др.); имеет предел
прочности 28 кГ)мм2, относительное удлинение свыше 30%, твердость
НВ = 80-f-100 кГ/мм2. Кристаллическая решетка феррита кубическая,
объемноснитрированная.
Цементит — структурная составляющая стали — химическое
соединение железа и углерода Fe3C (карбид железа); весьма тверд
(ЯВ»700) и хрупок; температура плавления около 1600 С.
ЛИТЬЕ
Герметичность — способность плотных беспористых отливок
выдерживать без течи высокие давления жидкостей или газов.
Жидкотекучестъ — способность сплава хорошо заполнять
литейную форму.
Литье под давлением. Отливка получается путем заполнения
расплавленным металлом стальных форм под давлением от 1 до
100 ал и выше. Этим методом отливаются небольшие детали разной
формы в основном из цветных металлов и их сплавов. Отливки
имеют высокую точность, чистоту и не требуют механической
обработки; они получаются такими же, как и штампованные, обладают
полной взаимозаменяемостью. Допуски на размеры таких деталей
не превышают 0,15 мм.
Способ «литья вверх», К поверхности ванны с расплавленным
под слоем флюса металлом —ее зеркалу — прикасается торцовой
частью специальная металлическая затравка и начинает подниматься.
Жидкий металл благодаря молекулярным силам сцепления
смачивает затравку и тянется за ней вверх, точно повторяя ее профиль,
он тут же кристаллизуется и сам становится затравкой, вытягива-
314
ющей из ванны новую порцию металла. Таким образом, из ванны
беспрерывно растет слиток со скоростью 10—20 м/ч с как будто
отполированными стенками.
Центробежное литье. Сущность способа заключается в том, что
расплавленный металл, заливаемый во вращающуюся холодную,
легко нагретую или горячую форму под действием центробежной силы
отбрасывается к ее стенкам. Так как форма представляет собой
чаще всего цилиндр, вращающийся вокруг своей центральной оси, то
и отливки имеют форму тел вращения. Преимущества
центробежного литья следующие: отсутствие литников и прибылей, что
способствует экономии металла; плотность, чистота и мелкозернистость
отливки; уменьшение содержания в отливках различных
неметаллических включений; отсутствие или уменьшение необходимости в
применении стержней, формовочных и стержневых смесей,
формовочных машин, оборудования для приготовления смесей, увеличение
выпуска отливок с 1 м2 площади цеха.
Центробежное литье выполняется на центробежных машинах
различной конструкции. Например, на горизонтальных машинах
отливаются трубы, стволы орудий и другое; на вертикальных —
гильзы цилиндров, маслоты для поршневых колец, шестерни,
шкивы, колеса, а также сложные фасонные отливки. Центробежное
литье применяется также для изготовления биметаллических (сталь-
бронза, сталь-баббит) втулок и вкладышей для подшипников.
Литье по выплавляемым моделям применяется для
производства мелких отливок из любых сплавов в виде готовых изделий, не
требующих механической обработки.
Технология производства отливок состоит в следующем: из
твердого материала путем точной механической обработки
изготавливают эталон детали. По эталону выполняют пресс-форму из
мягких сплавов и в пресс-форме литьем под давлением из
расплавленного воскового сплава (церезина, стеарина или парафина)
восковую модель. Из мелких моделей составляют блок, соединяя их
общей литниковой системой из воска. Блок восковых моделей
окрашивают огнеупорной массой. Металл подается в центральный литник
и по литниковым каналам под действием центробежных сил
заполняет форму. После охлаждения производят выбнвку и очистку
отливок, которые получаются 3—5 класса точности и 4—6 класса
шероховатости.
Этот способ применяется для изготовления деталей самолетов,
лопаток турбин ГТД, режущего и измерительного
инструментов и т. д.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Авиаль повышенной прочности
АК6 38
Азот 186—187
Алмаз 277—278 (табл. 15.9)
Алюминий 12
— технический 30, 31
— чистый 30—32
Амилацетат 154, 178
Аминопласты 97
Аммоний хлористый 234
Амортизатор резиновый 122
Анид 142 (табл. 6.6), 143
Антидетонаторы 193—195
Антифриз 246—247
Аргон 262 (табл. 15.1)
Асбест 140
Асбоволокнит 99, ПО
Асболит 99, 105
Асботекстолит 99, 105
Аустенит 312—313
Ацетилен 185—186
Ацетон 154, 165, 178
Баббит 80 (табл. 2.23)
Бак мягкий топливный
(резиновый) 123, 128
— отсек 128—129
— полужесткий 128
— фибровый 128
Баллон ацетиленовый 186
•— кислородный 183, 186
— давление в зависимости от
температуры окружающего
воздуха 184 (табл. 9.4)
Бензин 175
— авиационный 193
— лаковый (уайт-спирит) 178
— легкий 178
— растворитель 165
Бензол 166, 178
Бериллий 32, 72
Бор 12
Бронза 55—57
Бумага водочувствительная,
рецепты приготовления 197
Бумаголит 99
Бутилацетат 178, 233
316
Ванадий 12
Ванны соляные для нагрева
металла 291 (табл. 15.18)
Веревка 140
Вес атомный 295—296
— удельный 295—296
Винипласт 96
Вода 164—165
Воздух атмосферный, состав
181 (табл. 9.1)
— сжатый 181—182
Войлок авиационный 138
Волокнит 99, 109
Волокно ацетатное- 141
— синтетическое 141—145
Вольфрам 11, 79
Газолин 166
Гексаметафосфат натрия 234
Гексаметилентетрамин 235—236
Герметик — замазка уплотни-
тельная У-20А 220—221
тиоколовая 221
— каучуковый 221—224
— лента НИАТ-1 горячего
отвердения 221
— несохнущий уплотнительно-
плоскостной 224
— паронит УВ-10 223
—• самовулканизирующийся
ВТУР 223
— смоляной 220—221
— теплостойкий ВИ-32-3 221
—■ термостойкий ТГ-18 223
— технические характеристики
222 (табл. 11.1)
— ферронит 224
Гетинакс 104—105
Гидросистема, заправка 218
Гипс 240
Гранула 101
Графит 209—210
Грунт 161
— акриловый 175
— глифталевый 175
Грунтовка ГФ-032 желтая 166
Декапирование 169
Дельта-древесина 105
Детали с высоконагруженной
резьбой 90
— с малонагруженной
резьбой 92
■— резино-металлические
армированные 115
— со средненагруженной
резьбой 90
— с уплотнительной резьбой 92
Дефекты металлов 310—311
Динатрийфосфат 235
Дисульфат молибдена (смазка)
210
Диффузия металлов 298
Доломит 239
Древолит 99
Дюралюминий 35, 36
(табл. 2.4) — 37 (табл. 2.5)
Железо 32
— сернокислое 235
Жидкость «Аэрол-1» 242
— гидравлическая 216—218
— «И» (этилцеллозольв) 196—
197
— моющая 242—243
— охлаждающая при
шлифовании 287
— для очистки подшипников
качения 252
— предохраняющая остекление
от обмерзания 245—246
— противообледенительная
243—245
для остекления и
воздушных винтов 244—245
— расконсервационнная 213
— ТГФ 197
— тормозная 218—219
— этиловая 194 (табл. 10.2)
-^2-ОК-М 243
Заклепка взрывная 42, 45
— с протяжкой 42
— «слепого» типа 42, 45
— тип 43 (табл. 2.9)
Золото 71
Известняк 240
Известь хлорная 234
Инвар 74
Инжбиторы 212—213
Иридий 71
Калий 74
—• марганцовокислый 234
— сернокислый 234
Камера (колеса) 122
Канат 140
Канатик льняной 139
Канифоль 266
Каолин 239
Капрон 142 (табл. 6.6)
Карандаш термоиндикаторный
279, 280 (табл. 15.10)
Карбид кальция 185
Каучук синтетический 118, 119
Квасцы алюмокалиевые 235
Кенсол чистый
каменноугольный 175
Керамит 70
Керосин 178
Кислорд 183—184
Кислота азотная 228—229,230
— борная 230
— лимонная 231
—муравьиная 231
— нафтеновая 232
— неорганическая 228—230
— олеиновая 231—232
— органическая 231—232
— серная 229, 230
— соляная 229—230, 266
— уксусная 231
— фосфорная 230
— щавелевая 231
Клей АК-20 150
— АМК 150
— Б-10 155—156
— БФ 149
— ВИАМ-БЗ 151—152
— казеиновый 152—153
—лейконат 155
— марок 4508 и- К-4508 154
— НС-30 154—155
— полиметакриловый 154
— полунуретановый ПУ-2 149
— для соединения изделий из
пластмасс 153—154
металлов с
неметаллическими материалами 146—150
пенопластов и древесных
материалов 150—153
текстильных материалов
150
— термопрен 155
317
— технические характеристики
147—148 (табл. 7.1)
— эпоксидный 149
— 4Н 155
— 88 и 88Н 155
Клейма на воздушном баллоне
182 (рис. 9.1)
Кобальт 12
Кожзаменитель 138
Колеса нетормозные под шины
высокого давления 126
полубаллонного тлпа
125 (табл. 5.4)
— тормозные под шины
высокого давления 127 (табл. 5.6)
■ полубаллонного типа
125 (табл. 5.5)
Кольца уплотнительные 226—
227
маркировка 226—227
Константан 75—77 (табл. 2.22)
Красители для пластмасс 113—■
114
Краски белые 274
— красные 274
— термоиндикаторные 281
(табл. 15.11), 282 (табл.
15.12)— 283
Кремний 12, 32
Креолин фенольный
каменноугольный 243
Круг шлифовальный 277
Ксилол 165
— (орто-, мета- и параксилол)
178
Лак 162
— акриловый 175
— алюминиевый АО 167
— масляный 162—163
— нитроцеллюлозный 163
— пантафталовый 163
—■ перхлорвиниловый 175
Лакокрасочные материалы
157—180
с алюминиевой пудрой
166—167
обозначение 159—160
свойства 158—159
Лакоткань 138
Лантан 12
Латунь деформируемая 54
— ЛАЖ60-1-1 55
— Л68 52—53
— Л62 53
— ЛЖМц.59-1 54
— ЛЖМц52-4-1 55
— литейная 54 (табл. 2.16)
— ЛО70-1 54
— ЛС59-1 53—54
Легирующий элемент 11—12,
31—32
Ледебурит 331
Лен 141
— горный (асбест) 238
Лента укрепительная 140
Литий 73
Литье 314—315
Магний 32
— и его сплавы 46—51
Магнитодиэлектрик 268
Манганит 75, 76 (табл. 2.22)
Марганец 12, 32
Маркировка алюминиевых
сплавов 32—34
— заклепок 45 (табл. 2.12)
— углеродистых сталей 6—8
Мартенсит 313
Масла для ГТД 197—198
зарубежные 201
—гипоидные 204, 206 (таб. 10.9)
■— минеральные, потеря
эксплуатационных свойств 215—
216
применяемые в качестве
нагревающих средств 292
(табл. 15.19)
— обезвоженные 200—201
— для поршневых двигателей
203 (табл. 10.7) — 204
— приборные 204—206
(табл. 10.10)
— синтетические 204, 205
(табл. 10.8)
— для ТВД 200 (табл. 10.4)
— технические 204—205
Масло, взаимозаменяемость
отечественных и зарубежных
сортов 202—203
— МК-6 199
— МК-8 199
— МК-8П 199—200
— МС-6 199
— радиационная стойкость 213
Мастика противошумная 279
Материалы герметизирующие
220—227
318
— лакокрасочные 175—177
■— для физических методов
дефектоскопии 272—274
— цветной дефектоскопии 273
Медь 12
— и ее сплавы 51—57
— свойства 51—52
Мел 239
Металл черный для ремонта
авиатехники 27—29
Металлы драгоценные 63
— и их свойства 293
• — цветные 62—67
• сплавы 62—67
Металлокерамические
материалы 67—70
Метизы 81—92
— цветных металлов 83—84
— черных металлов 81—83
Метилацетат 233
Микалента 241
Миканит гибкий 240
Микафолий 241
Микашелк 24
Молибден 11, 77—78
Натрий 72—73
— борнокислый 234
— двууглекислый 235
— сернокислый 235
— фосфорнокислый 235
— хлористый 238—239
Нашатырь 266
Неодим 12
Никелин 76 (табл. 2.22), 77
Никель 11, 32
Ниобий 12, 78
Нитки 139 (табл. 6.5)
Нихром 76 (табл. 2.22), 77
Обводнение топлив 195
Обдувка косточковой крошкой
248—249
— песком 249
Обработка металлов
термическая 301—305
■ химико-термическая 305
Осьмий 71
Очистители хнмико-механичес-
кие 248—249
Очистка гидромеханическая 249
— механическая 249
— в трикрезольной жидкости
249
— ультразвуковая 249
—• электрохимическая 249
Палладий 71
Пары водяные 182 (табл 9.2)
Паста для резьбовых
соединений 257
Пенометалл 278—279
Пенопласт 103 (табл. 4.3) — 104
Перекись водорода 235
Перлит 313
Пластины резиновые
вулканизированные 116—117
Пластические массы 93—114
волокнистые 109— 110
■ газонаполненные 103—104
древеснослоистые 105—■
106
■ жесткие 98
конструкционные 100
мягкие 98
поливинилхлоридные 95
полужесткие 98
• прозрачные 106—108
прокладочные 106
■ со слоистым наполнением
104—105
фрикционные 101
■ хлорвиниловые 95—96
эластики 98
электротехнические 101
Платина 71
Пластинит 74
Пленка полихлорвиниловая
упаковочная В-118 96
Пневматик колеса 122
Подшипники качения, класс
точности 254—255
■ контроль
работоспособности 260—261
маркировка 253—254
монтаж 259—260
типы 255—259
характеристика 254
Покрытие термосигнальное
279—281
Покрытия металлов 306—307
— морозостойкие 167
—■ негорючие 168—169
— огнезащитные 168—169
— светопоглощающие 167—168
— светящиеся 168
— уплотнительные 224
(табл. 11.2)—255
319
Покрышка колеса 122—123
Полипропилен 95
Полистирол 94—95
Полиэтилен 94
Полупроводник 271
Поропласт 103
Порошок магнитный 273
— наждачная пыль 176
■— пемза 176
Преспорошок 101
Припой медноцинковый 270
— нестандартный 270—271
— оловянно-свинцовый 269
— серебряный 270
Присадка 26
— антикоррозионная 214
— антиокислительная (к
маслам) 214
— антипенная 215
■—вязкостная (к маслам) 214
— многофункциональная
(комплексная) 215
— повышающая липкость
масла 214—215
— улучшающая смазывающую
способность масла 214
Проволока 263 (табл. 15.3)
— присадочная 262—263
Прокат алюминиевый 65—67
Профили резиновые уплотни-
тельные 115
Пудра алюминиевая 175', 241
Растворители и разбавители
для разведения материалов
до рабочей вязкости 174
— для удаления битума с
тормозных парашютов 248
клеев 173
натуральных и
синтетических смол 173
■ пластмасс 173
Растворы, восстанавливающие
покрытия 169
— моющие 247
— обезжиривающие 247
— промывающие подшипники
251 (табл. 13.4)
— снимающие металлические
покрытия 179—180
— травильные 247—248
— удаляющие нагар 250—252
— для химического клеймения
деталей 237—238
Реактив, удаляющий окисные
пленки с поверхности лопаток
турбин 252
Реактопласты 98, 100 (табл. 4.2)
Резина 120 (табл. 5.3) — 122
— токопроводящая 116
Резиновые материалы 115—133
Режимы термической
обработки заклепок и алюминиевых
сплавов 44 (табл. 2.11)
Рений 79
Родий 71
Рубидий 74
Рукав оплеточный 129—130
Рутений 71
Сварка аргоно-дуговая 262,
265
— газовая 262, 265
— электродуговая 265
Свинец 60—61
Сера 239—240
Серебро 71
Сетки латунные из проволоки
Л80 85—86
Силикагель 271
— индикатор 272 (табл. 15.6)
— осушитель 271—272
Силумин 41—42
Сильвинит 239
Скипидар 165, 178
Смазка антикоррозионная
211—213
— антифрикционная 206—207
(табл. 10.11), 208
— графитная 208
— защитная 208, 209
— кальциево-натриевая 211
— консистентная 210—211
— литиевая 211
•— менделеевская 156
— мыльная 210—211
— натриевая 211
— неорганическая 211
- НК-50 208
— ОКБ-122-7 208
— органическая 211
— для резьбовых соединений
287
— твердая 208—210
— для тросовой проводки 89
-углеводородная 211
— ЦИАТИМ-201 (202, 203)
207—208
320
— № 6 208
Смесь замораживающая 246
■— механическая 5
— очищающая детали из
алюминиевых сплавов 250
стальные от нагара 250
форсунки от нагара 250
— для прокачки трубопроводов
288
— флуоресцирующая 272
Смывка АФТ-1 172
— СД обыкновенная 172
специальная 172
Соль 234—236
— для нагрева 290 (табл. 15.17)
Сольвент каменноугольный 165
Соотношение единиц СИ с
1 другими 296—297
Сорбит 314
Сорта ГСМ сезонные 195—196
Сотопласт 103
Спирт бутиловый 178, 237
— глицерин 236—237
— изопропиловый 237
— метиловый (древесный) 236
— нашатырный 165
— этиловый 178, 236
Сплав алюминиевый 30—46
для заклепок 42—45
ковочный 38 (табл. 2.6)
■ литейный 39, 40
■——из спеченного
алюминиевого порошка 40—41
(табл. 2.8)
■ для топливных баков 45—
46
— алюминия деформируемый
34 (табл. 2.3) — 38
— литейный магниевый 49, 50
(табл. 2.14)—51
— литой твердый 68—69
— магниевый деформируемый
47
— пермаллой 77
— твердый 24
— титановый ВТ-1, ВТЗ, ВТЗ-1,
ВТ4, ВТ5, ВТ5-1, ВТ6, ВТ8,
ОТ4, ОТ4-1 58—60
деформируемый 58—60
Среды закалочные 288
(табл. 15. 15)
— нагревающие 290
— охлаждающие 289
(табл, 15.16)
Сталь быстрорежущая 24
— инструментальная
легированная 24
— кремнистая 22
— легированная 11—22
— марганцовистая 13
— нержавеющая 19, 20
(табл. 1.5)—22
— углеродистая 5 (табл. 1.1),
6, 8—11
инструментальная 5—6, 8
(табл. 1.2), 23—24
конструкционная 5—8
— хромованадиевая 16—17
— хромистая 14, 15 (табл. 1.3;
1.4) — 16, 20 (табл. 1.5)
— хромомагранцовистокремнис-
тая 13—14
— хромомолибденовая 16
— хромоникелевая 17
(табл. 1.4) — 18, 20
— хромоникелевольфрамовая
18—19
— хромоникелемолибденовая
18—19
— хромоникелетитановая 18
Стекло армированное 275
— жидкое 276
— закаленное 275
— кварцевое 275
—■ органическое 106—107
Стекловолокнит 99,109—ПО
Стекломикалента 241
Стеклотекстолит 99
Ступалит 74
Сукно 140
Суспензия 164
Тандер 89—90
Тантал 78—79
Тальк 241
Текстоволокнит 99
Текстолит 99,104—105
Термобиметалл 74—75
Термопара 74—75 (рис. 2.9)
Термопласт 98 (табл. 4.1)
— температура сварки 110
Титан 12, 32, 57
— сплавы 57—60
Ткань водонепроницаемая 279
— для оклеивания обшивки
135, 137 (табл. 6.3)
— на основе синтетических
волокон 138
-стеклянных волокон 138
321
— для парашютов 137
(табл. 6.4)
— самолетная 135 (табл. 6.4)
— чехлов 137 (табл. 6.4)
Толуол 165—166, 178
Топлива для ГТД 188—190
США 190—192
■—керосины 188
— нефтяные для ГТД 192
— обводнение 195
— пусковые для ГТД 193
(табл. 10.1)
— для сверхзвуковых
самолетов 188
— широкого фрикционного
состава 188
Триплекс 107—108
Трос авиационный 86—89
Тростит 314
Трубопровод, маркировка 131
(табл. 5.11), 132 (табл. 5-12),
133 (табл. 5.13)
Уайт-спирит 176
Углерод четыреххлор истый 166,
178
Ультрамарин 236
Фанера клееная 283
Фенопласт 97
Феррит 314
Фетр 140
Фехраль 76 (табл. 2.22), 77
Фильтры гидросистем 285—287
— топливные 283—284
(табл. 15.14)—285
Флюсы 263—264
—'Для пайки мягкими
припоями 265—266 (табл. 15.5)
твердыми припоями 268—
269
— сварочные 264 (табл. 15.4)
Фольга металлическая 84—85
Фторопласты 96—97
Характеристики металлов
прочностные 307—310
Химическое соединение 5
Хлопок 141
Хлороформ 166
Хром М, 32, 79
Хромаль 76 (табл. 2.22), 77
Цвет каления 10
— побежалости 10—11
Цезий 12, 74
Целлозольв 178
Церезин 274—275
Цинк 32, 61
— сернокислый 235
— хлористый 265—266
Цирконий 12
Чугун 24—27
— легированный 26
— литейный (серый) 27
— механические свойства 26
(табл. 1.7)
— передельный (белый) 27
— специальный (ферросплав)
27
— химический состав 25
(табл. 1.6)
Шелк натуральный 141
Шерсть 141
Шкурка шлифовальная 276
(табл. 15.8)
Шланг, допускаемые радиусы
изгиба 130 (табл. 5.9)
— резиновый 129 (табл. 5.8)
Шнур 139
Шпагат 139
Шпаклевка 161—162
Шплинты для контровки 91
Эбонит 115
Эластомер 103
Элинвар 74
Эмалит 154
Эмаль белая 177
— глифталевая 177
— ГФ-820 167
— К-1ал, К-2ал 167
■— лаковая 163—164
— масляная 163—164
—■ нитроцеллюлозная 164
— перхлорвиниловая 164, 177
Эмульсия 164
Энант 142 (табл. 6.6), 143
Этилацетат 178, 233
Этилцеллозольв 233
Эфир диметиловый 232—233
322
ОГЛАВЛЕНИЕ
Предисловие . . .3
Глава 1. Стали и чугуны . . . . 5
Общие сведения об углеродистых сталях 5
Маркировка легированных сталей 6
Краткие характеристики и назначение
легированных сталей 8
Общие сведения о легированных сталях . . 11
Маркировка легированных сталей . 12
Краткие характеристики и назначение
легированных сталей ... 13
Инструментальные стали 23
Чугуны 24
Черные металлы, применяемые при ремонте
авиационной техники 27
Глава 2. Цветные металлы и специальные сплавы 30
Алюминий и его сплавы ... 30
Магний и его сплавы .... 46
Медь и ее сплавы ... 51
Титан и его сплавы ... 57
Свинец . . 60
Цинк 61
Цветные металлы и их сплавы, применяемые при
ремонте авиационной техники ... 62
Металлокерамические материалы 67
Благородные металлы ... 71
Бериллий . 72
Щелочные металлы . ... .72
Сплавы с особыми тепловыми свойствами 74
Термопары и термобиметаллы 74
Стали и сплавы с высокими электрическим
сопротивлением и магнитной проницаемостью . 75"
Тугоплавкие металлы и сплавы на их основе 77
Антифрикционные материалы . 79
Глава 3. Метизы . . . . .81
Метизы черных и цветных металлов . 81
Металлическая фольга 84
Латунные сетки из проволоки Л80 . . 85
323
Авиационные тросы (канаты) 86
Тандеры . , . 89
Резьбовые детали . 90
Глава 4. Пластические массы 93
Основные сведения и марки 93
Классификация пластмасс 98
Поведение пластмасс при сжигании и погружении в
ацетон ... . Ю2
Газонаполненные пластмассы ЮЗ
Пластмассы со слоистыми наполнителями 104
Древеснослоистые пластики , . Ю5
Прокладочные пластмассы 106
Прозрачные пластмассы для остекления 106
Волокнистые пластики 109
Температура сварки некоторых термопластов . .110
Температурные режимы переработки некоторых
пластмасс . . ... .... 1П
Теплоизоляционные свойства различных
пластических и других материалов . . ... 112
Красители для пластмасс . . . ИЗ
Глава 5. Резиновые материалы и резино-технические
изделия . 115
Технические резиновые пластины . .116
Натуральный каучук . . .118
Синтетические каучуки . .118
Классы и группы резин .... . 120
Резиновые амортизаторы . . . 122
Авиационные пневматики .... 122
Мягкие (резиновые) топливные баки . 123
Полужесткие баки . . 128
Фибровые баки . ... . 128
Баки-отсеки - 128
Резиновые шланги и рукава оплеточной конструкции 129
Глава 6. Текстильные материалы . . . 134
Общие сведения . 134
Ткани для оклеивания деревянной обшивки
самолетов и винтов . . 135
Ткани для чехлов и парашютов 137
Ткани на основе синтетических и ■ стеклянных
волокон .... . . 138
Кожзаменители и лакоткани 138
Авиационный войлок 138
Крученые текстильные материалы 139
Естественные волокна . 140
Искусственные волокна . . 141
Синтетические волокна .... 141
Название синтетических волокон в различных
странах . . ... 144
Допустимая температура при глажении текстильных
изделий из различных волокон . . . 145
324
Глава 7. Склеивающие материалы , « . 146
Основные свойства ... ■ , . . 146
Клеи для соединения металлов с металлами и с
неметаллическими материалами 146
Клеи для соединения, текстильных материалов . . 150
Клеи для соединения пенопластов и древесных
материалов , . 150
Клеи для соединения изделий из пластмасс 153
Каучуковые (резиновые) клеи . 154
Менделеевская замазка . . 156
Глава 8. Лакокрасочные материалы 157
Общие сведения . . . 157
Свойства лакокрасочных покрытий 158
Обозначение лакокрасочных материалов 159
Грунты . . ... . 161
Шпаклевки .... . . . . . . 161
Лаки .... . . 162
Лаковые эмали .... . 163
Растворы и растворители 164
Лакокрасочные материалы с алюминиевой пудрой 166
Морозостойкие покрытия . . . 167
Светопоглощающие покрытия . 167
Светящиеся покрытия . 168
Негорючие и огнезащитные покрытия . 168
Декапирование . , 169
Растворы, восстанавливающие покрытия на деталях
из магниевых сплавов 169
Составы, восстанавливающие лакокрасочные
покрытия . . . . 169
Способы распознавания масляных и нитроцеллюлоз-
ных покрытий 171
Профилактические составы от омеления и старения
лакокрасочных покрытий . . 171
Смывки . . . 1^1
Рецепты для удаления старых покрытий . . 172
Растворители для удаления натуральных и
синтетических смол, пластмасс и клеев 173
Растворители и разбавители для разведения
различных материалов до рабочей вязкости . .174
Наиболее распространенные лакокрасочные
материалы 175
Физико-химические свойства важнейших
растворителей . . 178
Составы растворов для снятия металлических
покрытий ... . 179
Глава 9. Сжатые и рабочие газы 181
Сжатый воздух 181
Кислород . . 183
Ацетилен „ . . . 185
Технические характеристики кислородных и
ацетиленовых баллонов . . . 186
Азот ... , . , . . 186
325
Глава 10. Топлива, смазочные материалы и специальные
жидкости 188
Сорта топлив для газотурбинных двигателей . . 188
Отечественные топлива для газотурбинных
двигателей . . 188
Топлива для газотурбинных двигателей США . 190
Классификация и назначение нефтяных топлив для
газотурбинных двигателей 192
Пусковые топлива для газотурбинных двигателей 193
Авиационные бензины . . . 193
Антидетонаторы , . .193
Обводнение топлив 195
Сезонные сорта горюче-смазочных материалов . . 195
Жидкости «И» (этилцеллозольв) и ТГФ . 196
Водочувствительная бумага .... 197
Масла для газотурбинных двигателей 197
Сорта зарубежных нефтяных масел для
турбореактивных двигателей ... . 201
Взаимозаменяемость отечественных и зарубежных
сортов масел . ... 202
Масла для поршневых двигателей . . . 203
Синтетические масла . . . . . . 204
Гипоидные масла . . ■ . . . 204
Технические и приборные масла . . . 204
Антифрикционные смазки . . . 206
Защитные смазки .... . . . 208
Твердые смазки .... . . 208
Консистентные смазки .210
Антикоррозионные смазки и ингибиторы . 211
Расконсервационные жидкости . . . 213
Радиационная стойкость масел . 213
Присадки к маслам 213
Потеря минеральными маслами эксплуатационных
свойств ..... ... . 215
Гидравлические жидкости . 216
Тормозные жидкости 218
Технические нормы на тормозные жидкости ГТЖ-22
и ЭСК . .219
Глава 11. Герметизирующие материалы . 220
Смоляные герметики . . 220
Каучуковые герметики . .221
Уплотнительные покрытия 224
Уплотняющие спецслои газотурбинных двигателей . 225
Уплотнительные кольца . . . . 226
Металлические уплотнительные материалы 227
Резиновые уплотнительные материалы . 227
Глава 12. Химические вещества и минералы 228
Общие сведения о кислотах 228
Неорганические кислоты 228
Плотность соляной, азотной и серной кислот при
15°С . , . . 230
326
Органические кислоты . . 231
Приспособление для переливания кислот и других
ядовитых веществ . . . . 232
Эфиры . . 232
Соли . • • -234
Спирты . 236
Растворы для химического клеймения деталей . 237
Минералы . 238
Миканиты .... 240
Алюминиевая пудра . . . 241
Тальк ...... . . ... .241
Глава 13. Моющие, противообледенительные и
незамерзающие жидкости, обезжиривающие и очищающие ра-
\ створы 242
Жидкость «Аэрол-1» для очистки наружной
обшивки самолета . 242
Моющие жидкости 242
Противообледенительные жидкости ЭАФ и ЗА . . 243
Противообледенительные жидкости для остекления
и воздушных винтов 244
Жидкости, предохраняющие остекление от запоте-
* вания и обмерзания ... . . 245
; Замораживающие смеси ... . , 246
Антифризы 246
i Обезжиривающие и моющие растворы .... 247
Травильные растворы . 247
• Смывки, удаляющие битум с тормозных парашютов 248
| Химико-механические очистители . ..... 248
\ Растворы, удаляющие нагар и масляные отложе-
; ния с деталей газотурбинных двигателей . . 250
Жидкости для очистки подшипников качения . 252
Глава 14. Авиационные подшипники качения . . . 253
i Маркировка подшипников качения . . 253
I Классы точностей подшипников ... . . 255
I Типы подшипников .... ... ... 255
i Монтаж подшипников качения , . . 259
) Контроль работоспособности подшипников качения 260
^ Глава 15. Разные материалы, жидкости и среды 262
I
!' Материалы для аргоно-дуговой сварки . 262
Флюсы и присадочная проволока для газовой
£ сварки .... ... 262
Выбор оптимального способа сварки . . . 265
; Флюсы для пайки металлов мягкими припоями . . 265
Магнитодиэлектрики 268
Флюсы для пайки металлов твердыми припоями . 268
Оловянно-свинцовые припои . 269
Медноцинковые припои ... . 270
Серебряные припои .... 270
327
Нестандартные припои для пайки стальных
деталей .... . . . . . 270
Полупроводники . . .271
Силикагель 271
Материалы, применяемые при физических методах
дефектоскопии , -. . . ... 272
Церезин ...... ; . . ... 274
Армированное стекло . . ... . . . 275
Кварцевое стекло . .... . 275
Закаленное стекло . . ... . 275
Жидкое стекло ... . 276
Шлифовальная шкурка . 276
Маркировка шлифовальных кругов . 277
Алмазы и алмазные материалы . . . 277
Пенометаллы . . . . 278
Противошумные мастики . . 279
Водонепроницаемая ткань . ... ... 279
Термосигнальные, покрытия 279
Термоиндикаторные краски для контроля
температуры авиаколес ... . . 282
Краски для надписей на стекле . . . 282
Клееная фанера ...... . . . . . 283
Топливные фильтры .... . . . 283
Фильтры гидравлических систем . . 285
Жидкость «3,5» 287
Охлаждающие жидкости при шлифовании .... 287
Паста и смазка для резьбовых соединений горячей
части двигателя . ... . 287
Смесь для прокачки трубопроводов . . 288
Закалочные среды ... 288
Нагревающие среды ... ... 290
Глава 16. Общие справочные данные . ... 293
Некоторые свойства металлов 293
Коэффициент а линейного расширения некоторых
материалов ..... . 294
Химические обозначения, атомные и удельные веса
главнейших элементов 295
Соотношение единиц Международной системы с
единицами других систем и внесистемными единицами 296
Теплопроводность . . 297
Диффузия металлов 298
Свойства материала, влияющие на износ трущихся
деталей , , 298
Распознавание рода металла . .... . 300
Термическая обработка металлов . . 301
Химико-термическая обработка .... . . 305
Покрытия . . . 306
Прочностные характеристики . . . . 307
Дефекты металлов ... 310
Испытания механических свойств . .311
Структура металлов » . . 312
Литье ....... 314
Предметный указатель .. . . . 316
328