/




















































































































































































































































































































































































































































































































































































































































































































































































































































































Author: Фролов К.В.
Tags: общее машиностроение технология машиностроения машиноведение машиностроение энциклопедия
ISBN: 5-217-01949-2
Year: 2001
Similar



Text
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
MECHANICAL ENGINEERING
Encyclopaedia
Главный редактор академик РАН
К.В. Фролов
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЯ
В СОРОКА ТОМАХ
РЕДАКЦИОННЫЙ СОВЕТ
ФРОЛОВ К.В.
Председатель редакционного совета
Члены совета:
Белянин П.Н. (зам. Председателя редсовета и главного
редактора), Колесников К.С. (зам. Председателя редсовета
и главного редактора), Адамов Е.О., Анфимов Н.А.,
Асташов В.К., Бессонов А.П., БюшгенсГ.С.,
Васильев В.В., Васильев В.П., Воронин Г.П.,
Глебов И.А., Долбенко Е.Т., Жесткова И.Н.,
Кирпичников М.П., Клюев В.В., Коптев Ю.Н.,
Ксеневич И.П., Мартынов И.А., Митенков Ф.М.,
Новожилов Г.В., Носов В.Б., Образцов И.Ф.,
Панин В.Е., Паничев Н.А., Патон Б.Е., Пашин В.М.,
Платонов В.Ф., Пугин Н.А., Румянцева О.Н.,
Силаев И.С., Туполев А.А., Федосов Е.А.,
Фортов В.Е., Черный Г. Г., Шемякин Е.И.
МОСКВА “МАШИНОСТРОЕНИЕ” 2001
Раздел II
МАТЕРИАЛЫ
В МАШИНОСТРОЕНИИ
Том П-3
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ.
КОМПОЗИЦИОННЫЕ
МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Редактор-составитель акад. РАН
И.Н. Фридляндер
Ответственный редактор д-р техн, наук
Е.Т. Долбенко
Редакторы тома: И.Н. Фридляндер (Алюминий и алюминиевые сплавы.
Магний и магниевые сплавы. Бериллий и бериллиевые сплавы),
Е.Н. Каблов (Титан и титановые сплавы. Никель и никелевые сплавы.
Тугоплавкие металлы и их сплавы. Металлические композиционные материалы
(МКМ)), О.Г. Сенаторова (Благородные металлы и их сплавы. Другие металлы
и сплавы), Р.Е. Шалин (Медь и медные сплавы. Твердые сплавы)
МОСКВА “МАШИНОСТРОЕНИЕ” 2001
УДК 621.01./03
ББК 34.44
М38
Издание осуществлено при поддержке Российского фонда фундаментальных исследований
по проекту № 99-01-1405$
Авторы: И. Н. Фридляндер, О. Г. Сенаторова, О. Е. Осинцев, Ю. А. Абузин,
М. Б. Альтман, Л. И. Аниховская, А. П. Антипова, Е. Я. Базурина, А. А. Бляблин,
Н, А. Буше, В. И. Вепринцев, Е. Ф. Волкова, Г. М. Воронин, Е. В. Выговский,
1>. Е. Гольдбухт, Е. С. Гончаренко, А. Н. Грибков, Л. А. Дементьева, В. И. Елагин,
Ф. М. Елкин, А. А. Заболоцкий, И. А. Заварзин, В. А. Засыпкин, В. В. Захаров, Е. Н. Каб-
лов, В. С. Каськов, Л. И. Клячко, Н. И. Колобнев, В. Б. Латышев, В. М. Лебедев,
Л. Н. Лещинер, Г. В. Линдо, Б. С. Ломберг, Л. Н. Мартынова, А. В. Мельников,
В. Н. Моисеев, С. А. Моисеев, А. Я. Нашельский, А. В. Никулина, И. О. Панасюк,
П. В. Петрушин, К. Б. Поварова, В. Н. Подъячев, Н. С. Постников, В. Н. Пронин,
Ф. Г. Решетников, О. А. Романова, Е. И. Рытвин, С. Е. Салибеков, М. В. Самарина,
В. С. Сандлер, И. Л. Светлов, В. В. Сидельников, В. Ф. Строганова, Е. А. Ткаченко,
Г. И. Туманова, В. А. Фальковский, Т. П. Федоренко, В. Н.Федоров, Ю. А. Филатов,
В. Я. Филькин, Л. Б. Хохлатова, Н. Т. Чеботарев, В. В. Черкасов, К. С. Чернявский,
Е. Ф. Чирков, В. М. Чубаров, Э. Ф. Эйхмане, Б. В. Яковлев, К. П. Яценко.
Рецензенты: В. С. Золотаревский, Л. Л. Рохлин, Г. А. Бочвар, Л. П. Кобец,
В. С. Панов
Ученые секретари тома: О. Г. Сенаторова, Е. В. Семенова
Рабочая группа Редакционного совета: К. С. Колесников, В. К. Асташов, П. Н. Беля-
нин, А. П. Бессонов, Н. Н. Боброва, В. В. Васильев, Е. Т. Долбенко, И. Н. Жесткова,
Г. В. Москвитин
Машиностроение. Энциклопедия / Ред. совет: К. В. Фролов (пред. ) и др. М.: Маши-
М38 ностроение.
Цветные металлы и сплавы. Композиционные металлические материалы. Т.П -3 /
И. Н. Фридляндер, О. Г. Сенаторова, О. Е. Осинцев и др.; Под общ. ред. И. Н. Фридлян-
дера. 2001. 880 с., ил.
Систематизированы данные о современных промышленных цветных металлах и сплавах, а также
композиционных материалах на их основе. Изложены металловедческие принципы создания сплавов и
композитов. Описаны их состав, структура, виды и режимы различных обработок? Значительное внима-
ние уделено комплексу современных характеристик, требующихся при создании конструкций.
Приведены сведения о технологических свойствах, главным образом, применительно к машино-
строительному производству. Даны примеры и рекомендации по применению сплавов и материалов.
ББК 34.44
ISBN 5-217-01949-2 (Т.П-3)
ISBN 5-217-01949-2
© Издательство ’’Машиностроение", 2001
ОГЛАВЛЕНИЕ
ПРЕДИСЛОВИЕ 9
Условные обозначения и сокращения 10
Раздел 1. АЛЮМИНИЙ И АЛЮМИ- НИЕВЫЕ СПЛАВЫ 13
Глава 1.1. Алюминиевые деформируе- мые сплавы 13
1.1.1. Общая характеристика, классификация (Я Я. Фридляндер, О. Г. Сенаторова) 13
1.1.2. Алюминий и термически неупрочняемые коррози- онно-стойкие и свари- ваемые сплавы 20
1.1.2.1. Технический алю- миний (О. А. Рома- нова) 20
1.1.2.2. Сплавы системы Al-Мп (О. А. Рома- нова) 22
1.1.2.3. Сплавы системы Al-Mg (магналии) (В. В. Захаров, Ю. А. Филатов) . . . 25
1.1.3. Сплавы повышенной пластичности и ковоч- ные среднепрочные 35
1.1.3.1. Сплавы повышен- ных пластичности и коррозионной стойкости системы Al-Mg-Si (Я. Я. Ко- лобнев) 35
1.1.3.2. Ковочные сплавы системы Al-Cu-Mg-Si (Л. Я Лещинер) . . . 47
1.1.4. Конструкционные и жа- ропрочные сплавы сис- темы Al-Cu-Mg 57
1.1.4 1. Сплавы типа дура- люмин (Л. Я Ле- щинер, Т. П. Федо- ренко) 57
1.1.4.2. Сплав 1161 систе- мы Al-Cu-Mg с Zr (В. С. Сандлер) .... 76
1.1.4.3. Жаропрочные
сплавы системы
Al-Cu-Mg-Fe-Ni
(О. А. Романова) ... 78
1.1.4.4. Жаропрочный сва-
риваемый сплав
1151 (£. Ф. Чирков) 85
1.1.5. Конструкционные спла-
вы системы Al-Zn-Mg-Cu 94
1.1.5.1. Высокопрочные
сплавы системы
(И. Н. Фридляндер,
О. Г. Сенаторова,
Е. А. Ткаченко) .... 94
1.1.5.2. Коррозионно-
стойкие сплавы по-
вышенной пла-
стичности (В. А. За-
сыпкин, Е. Я. Базу-
рина).............. 128
1.1.6. Свариваемые сплавы
системы Al-Zn-Mg
(В. И. Елагин,
М. В. Самарина)...... 131
1.1.7. Криогенные и жаро-
прочные свариваемые
сплавы системы Al-Cu-Mn
(О. А. Романова)........... 144
1.1.8. Алюминиево-литиевые
сплавы (Я. Н. Фридлян-
дер, Н. И. Колобнев,
В. С. Сандлер)....... 156
1.1.9. Сплавы для сверхпластиче-
ской формовки
(Я. И. Колобнев,
О. Г. Сенаторова,
Л. Б. Хохлатова)......... 185
1.1.10. Вторичные деформируе-
мые сплавы (Г. Е. Гольд-
бухт).................... |9б
Глава 1.2. Алюминиевые литейные сплавы 204
1.2.1. Общая характеристика,
классификация, назначе-
ние (А. В. Мельников,
Н. С. Постников)............ 204
1.2.2. -Технологичные сплавы
системы Al-Si (силумины)
(А/. Б. Альтман,
Л. Н. Мартынова)........ 210
6
ОГЛАВЛЕНИЕ
1.2.3. Коррозионно-стойкие и
свариваемые сплавы сис-
темы Al-Mg (литейные
магналии) (В. В. Черкасов) 235
1.2.4. Высокопрочные и жаро-
прочные сплавы системы
Al-Си (В. М. Лебедев,
Е. С. Гончаренко)..... 243
1.2.5. Самозакаливающиеся и
высокопрочные сплавы
системы Al-Zn
(А. В. Мельников, Н. С. По-
стников) ................. 259
1.2.6. Технология производства
алюминиевых отливок
(А. В. Мельников, Н. С. По-
стников) .................. 264
СПИСОК ЛИТЕРАТУРЫ................... 268
Раздел 2. ТИТАН И ТИТАНОВЫЕ
СПЛАВЫ (В. Н. Моисеев).... 272
Глава 2.1. Общая характеристика, клас-
сификация......................... 272
Глава 2.2. Конструкционные титановые
сплавы............................ 273
2.2.1. Структура и состав. 273
2.2.2. Низкопрочные высоко-
пластичные сплавы......... 281
2.2.3. Среднепрочные сплавы 290
2.2.4. Высокопрочные сплавы 301
Глава 2.3. Жаропрочные титановые
сплавы........................... 313
Глава 2.4. Титановые сплавы на основе
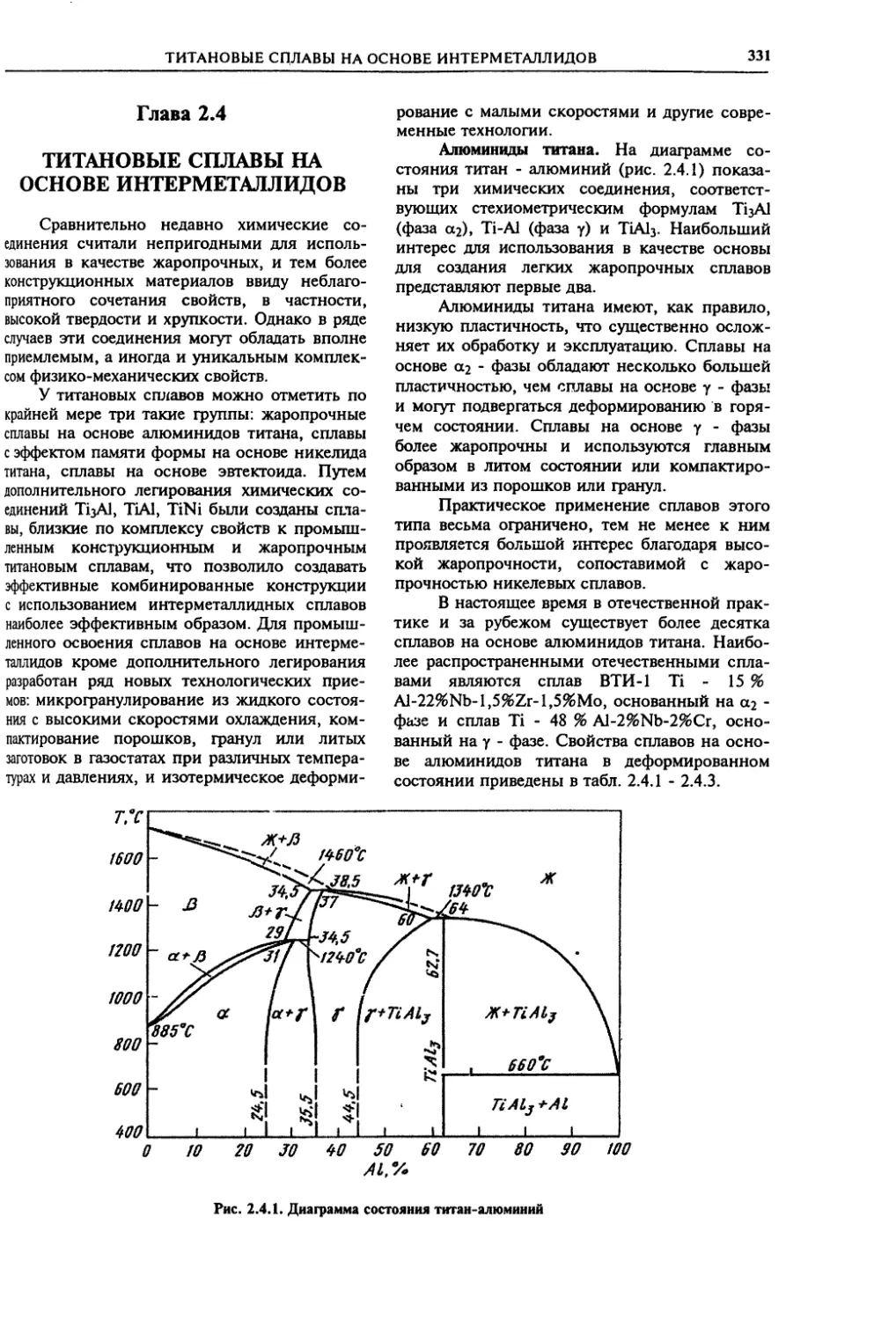
интерметаллидов.................. 331
Глава 2.5. Порошковые титановые
сплавы........................... 335
Глава 2.6. Литейные титановые спла-
вы............................... 340
Глава 2.7. Применение титана и тита-
новых сплавов.................... 346
СПИСОК ЛИТЕРАТУРЫ................... 353
Раздел 3. МАГНИЙ И МАГНИЕВЫЕ
СПЛАВЫ................................ 354
Глава 3.1. Общая характеристика,
классификация (И. А. За-
варзин) ......................... 354
Глава 3.2. Магниевые деформируемые
сплавы........................... 356
3.2.1. Сплавы средней прочно-
сти (Е. Ф. Волкова,
А. А. Бляблин)............ 356
3.2.2. Высокопрочные сплавы
(Е. Ф. Волкова)........... 366
3.2.3. Жаропрочные сплавы
(Е. Ф. Волкова)........... 377
3.2.4. Сплавы пониженной
плотности (Ф. М. Елкин) 382
3.2.5. Гранулированные спла-
вы (А. А. Бляблин)........ 389
Глава 3.3. Магниевые литейные сплавы 392
3.3.1. Сплавы средней прочно-
сти (И. А. Заварзин) .... 392
3.3.2. Высокопрочные сплавы
(И. А. Заварзин).......... 393
3.3.3. Жаропрочные сплавы
(А. П. Антипова).......... 401
Глава 3.4. Особенности производства дета-
лей и узлов изделии из магниевых
сплавов (А. А. Бляблин)......... 414
СПИСОК ЛИТЕРАТУРЫ............... 418
Раздел 4. МЕДЬ И МЕДНЫЕ СПЛА-
ВЫ (В. Н. Федоров,
О. Е. Осинцев).............. 419
Глава 4. 1. Медь................... 419
4.1.1. Атомная структура и фи-
зические свойства......... 421
4.1.2. Механические свойства 425
4.1.3. Технологические свойст-
ва .......................... 430
4.1.4. Коррозионные свойства 437
Глава 4.2. Медно-цинковые сплавы
(латуни)........................... 439
4.2.1. Латуни, обрабатываемые
давлением.............. 441
4.2.2. Литейные латуни.... 460
Глава 4.3. Бронзы.................. 466
4.3.1. Деформируемые бронзы 466
4.3.2. Литейные бронзы.... 495
Глава 4.4. Медно-никелевые сплавы 507
4.4.1. Конструкционные спла-
вы ................. 512
4.4.2. Электротехнические
сплавы............ 5 Г
СПИСОК ЛИТЕРАТУРЫ............... 5Г
Раздел 5. НИКЕЛЬ И НИКЕЛЕВЫЕ
СПЛАВЫ...................... 51
Глава 5.1. Литейные жаропрочные
сплавы (Е. Н. Каблов) .... 51:
5.1.1. Области применения ... 51'
5.1.2. Основы металловедения 52
5.1.3. Термическая обработка 53
5.1.4. Сплавы с равноосной
структурой................ 53
5.1.5. Сплавы с направленной
структурой................ 53
5.1.6. Сплавы с монокристал-
лической структурой. ... 54
5.1.7. Эвтектические сплавы 54
Глава 5.2. Деформируемые жаропроч-
ные сплавы.............. 55
5.2.1. Сплавы для дисков газо-
турбинных двигателей
(ГТД) (Е. С. Ломберг) ... 55
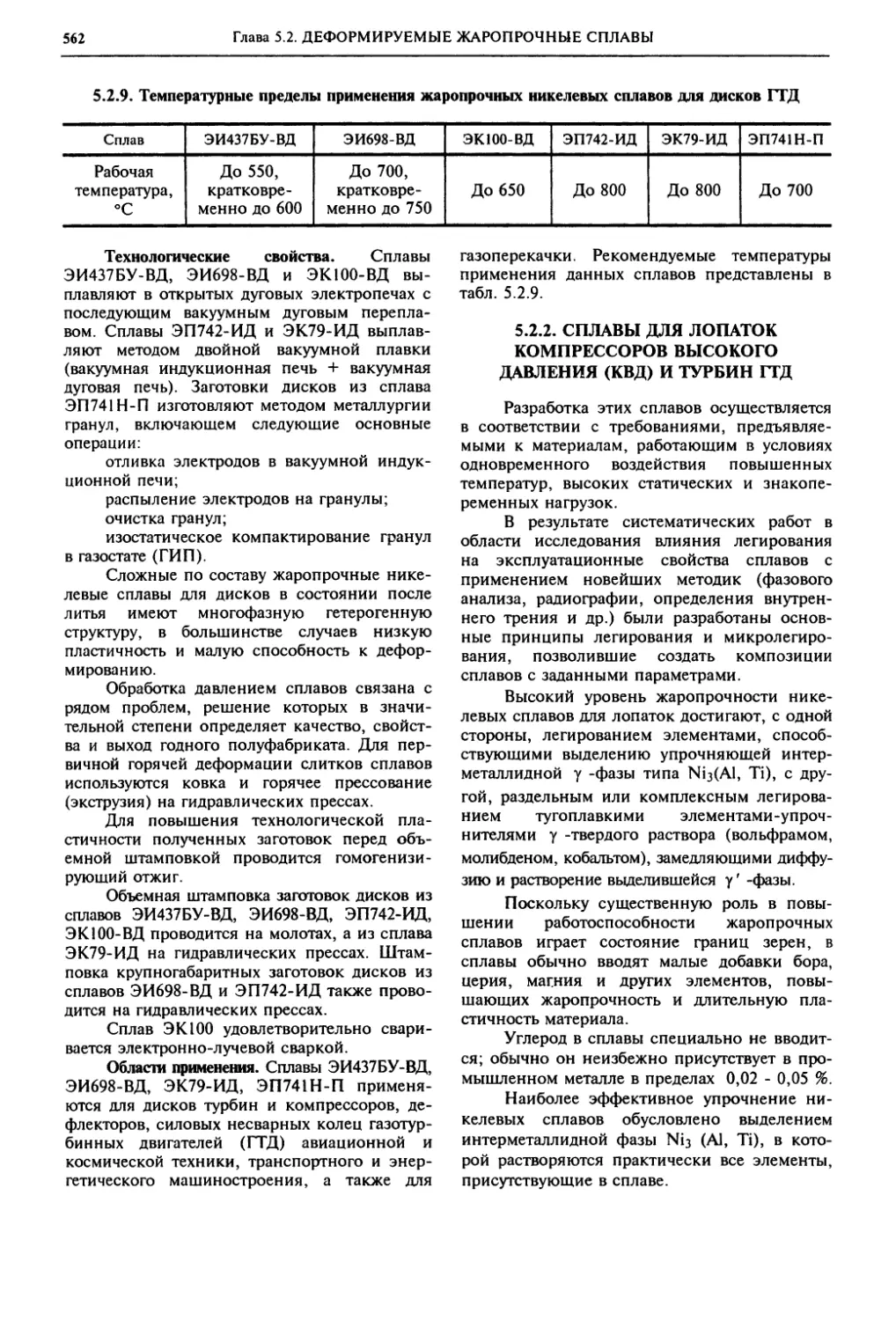
5.2.2. Сплавы для лопаток
компрессоров высокого
давления (КВД) и турбин
(ГТД) (С. А. Моисеев,
Г. И. Туманова)........... 56
ОГЛАВЛЕНИЕ
7
5.2.3. Свариваемые сплавы для
жаровых труб и камер
сгорания (В. Б. Латы-
шев) .................... 572
5.2.4. Стали и сплавы для
корпусов и высокотем-
пературного крепежа
ГТД (С. А. Моисеев) .... 581
СПИСОК ЛИТЕРАТУРЫ................. 593
Раздел 6. БЕРИЛЛИЙ И БЕРИЛЛИЕ-
ВЫЕ СПЛАВЫ.............. 595
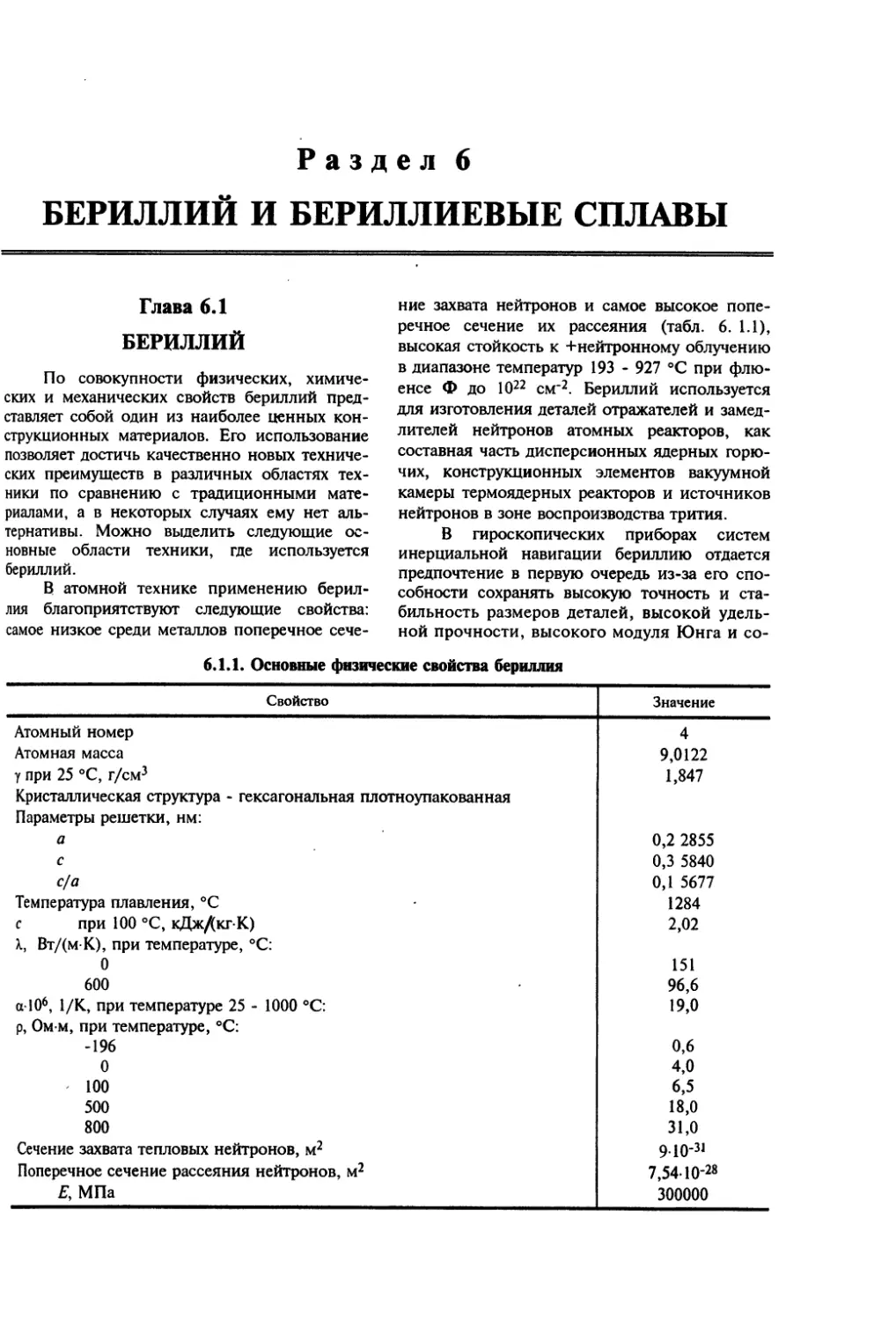
Глава 6.1. Бериллий (В. Н. Пронин) 595
Глава 6.2. Бериллиевые сплавы.. 599
6.2.1. Литейные сплавы
(£. В. Выговский)....... 599
6.2.2. Деформируемые сплавы
(К. П. Яценко)...... 607
Глава 6.3. Высокомодульные алюми-
ниево-бериллиевые дефор-
мируемые сплавы................. 610
6.3.1. Сплавы системы А1-Ве-
Mg (типа АБМ)
(И. Н. Фридляндер,
К. П. Яценко)............ 610
6.3.2. Сплавы системы А1-Ве-
MgZn (типа АБМЦ)
(Я. Н. Фридляндер)...... 624
Глава 6.4. Изготовление конструкций
из бериллия и его сплавов 626
6.4.1. Изготовление силовых
каркасов тормозных дис-
ков, рамок остекления и
гироскопов (И. Н. Фрид-
ляндер, В. С. Каськов) 626
6.4.2. Методы соединения
конструкций (£. В. Вы-
говский) ................ 628
6.4.3. Безопасность труда при
работе с бериллием и его
сплавами (К. П. Яценко) . 633
СПИСОК ЛИТЕРАТУРЫ................. 634
Раздел 7. ТУГОПЛАВКИЕ МЕТАЛЛЫ
И СПЛАВЫ....................... 635
Глава 7.1. Вольфрам и его сплавы
(К Б. Поварова).......... 635
СПИСОК ЛИТЕРАТУРЫ................. 661
Глава 7.2. Молибден и его сплавы
(В. Н. Подъячев)............... 662
СПИСОК ЛИТЕРАТУРЫ................. 669
Глава 7.3. Ниобий и его сплавы
(В. Н. Подъячев)............... 670
СПИСОК ЛИТЕРАТУРЫ................. 679
Глава 7.4. Хром и его сплавы
(И. О. Панасюк, Г. М. Во-
ронин) ....................... 680
СПИСОК ЛИТЕРАТУРЫ..................... 689
Глава 7.5. Тантал и его сплавы
(В. Я. Филькин, Б. В. Яков-
лев) ......................... 689
СПИСОК ЛИТЕРАТУРЫ...................... 698
Раздел 8 БЛАГОРОДНЫЕ МЕТАЛЛЫ
И ИХ СПЛАВЫ (£. И. Рыт-
вин) ........................... 699
Глава 8.1. Общая характеристика и
особенности применения 699
Глава 8.2. Платиновые металлы, сплавы и
материалы на их основе .... 707
Глава 8.3. Золото, серебро и сплавы на
их основе..................... 716
СПИСОК ЛИТЕРАТУРЫ........ 724
Раздел 9. ДРУГИЕ МЕТАЛЛЫ И
СПЛАВЫ.......................... 725
Глава 9.1. Цирконий и его сплавы
(Ф. Г. Решетников,
А. В. Никулина)............... 725
СПИСОК ЛИТЕРАУРЫ....................... 735
Глава 9.2. Полупроводниковые мате-
риалы (А. Я. Нашельский) 736
СПИСОК ЛИТЕРАТУРЫ...................... 749
Глава 9.3. Уран (Я. Т. Чеботарев) . . . 750
СПИСОК ЛИТЕРАТУРЫ...................... 756
Глава 9.4. Антифрикционные сплавы
(Я. А. Буше).................. 757
СПИСОК ЛИТЕРАТУРЫ...................... 766
Раздел 10 МЕТАЛЛИЧЕСКИЕ КОМ-
ПОЗИЦИОННЫЕ МАТЕ-
РИАЛЫ (МКМ) .................... 767
Глава 10.1. Общая характеристика,
классификация (А. А. Забо-
лоцкий) ...................... 767
10.1.1. Основные определения
и термины................ 767
10.1.2. Классификация.. 768
10.1.3. Структура................ 770
Глава 10.2. Армирующие компоненты
МКМ (В. М. Чубаров) .... 776
10.2.1. Непрерывные волокна 776
10.2.2. Нитевидные кристаллы
и короткие волокна. . . 780
8
ОГЛАВЛЕНИЕ
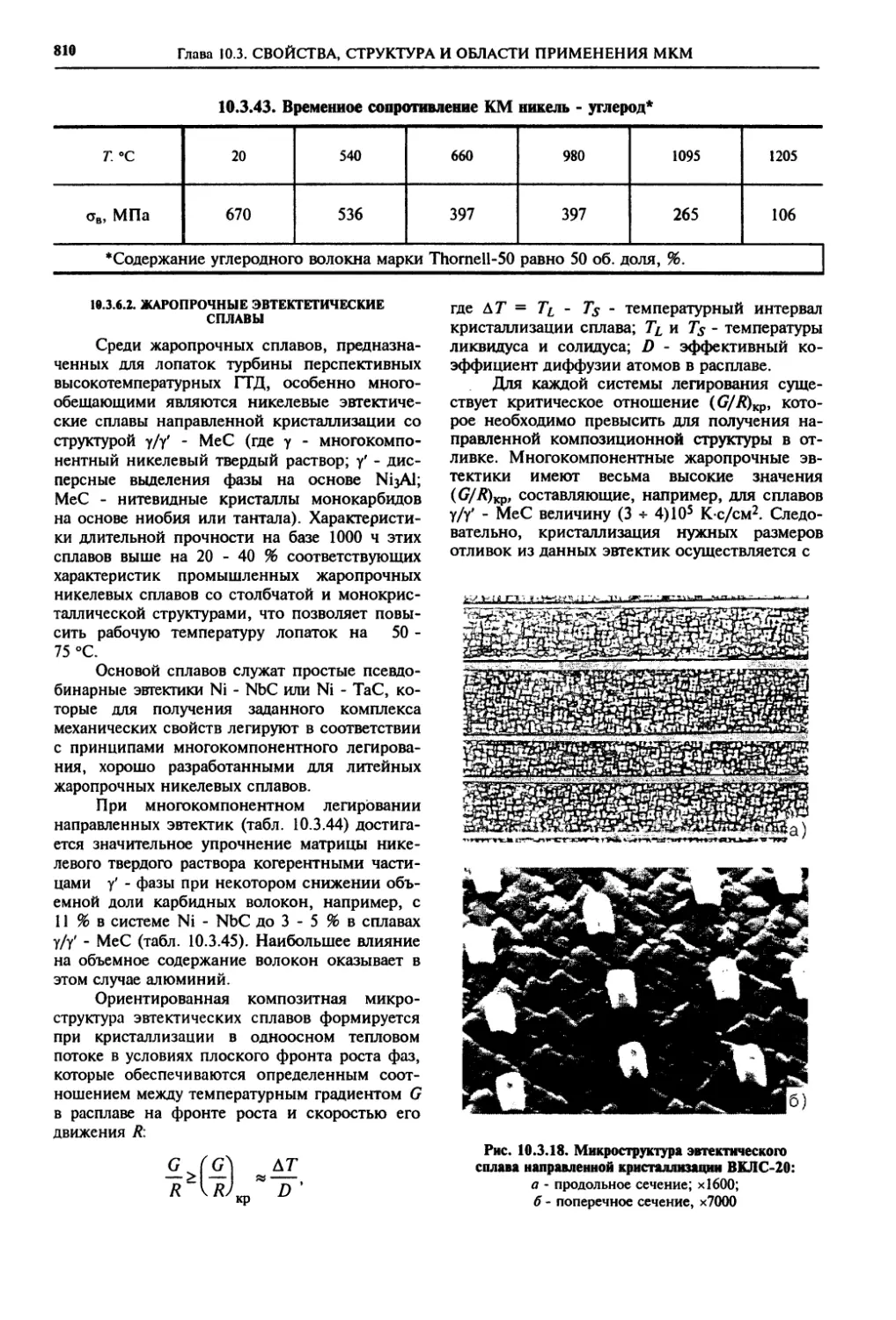
10.2.3. Порошковые наполни- 10.3.6.2. Жаропрочные эв- тектические спла-
тел и 782
10.3. Свойства, структура и об- вы (И. Л. Свет-
ласти применения МКМ 783 лов, П. В. Петру-
10.3.1. КМ с алюминиевой шин) 810
матрицей, упрочнен- ной волокнами 783 Глава 10.4. Клееные металлические и
слоистые металлополимер-
10.3.1.1. Алюминий-бор 783 ные композиты 814
(В. М. Чубаров) 10.4.1. Клееные металлические
10.3.1.2. Алюминий- материалы и конструк-
углерод (А. А. За- болоцкий) 786 ции (Л. И. Аниховская) 814
10.4.2. Слоистые металлополи-
10.3.1.3. Алюминий-оксид мерные композиты
алюминия (С. Е. Салибеков) 791 (И. Н. Фридляндер, О. Г. Сенаторова,
10.3.1.4. Алюминий-карбид Л. И. Аниховская,
кремния В. В. Сидельников,
(С. Е. Салибеков) 792 Л. А. Дементьева) 818
10.3.2. КМ с алюминиевой СПИСОК ЛИТЕРАТУРЫ 831
матрицей, упрочнен- ной нитевидными кри- Раздел 11. ТВЕРДЫЕ СПЛАВЫ 833
сталлами и частицами Глава 11.1. Классификация, структура,
(Ю. А. Абузин) 793 свойства, технология полу-
10.3.2.1. КМ, получаемые чения твердых сплавов .... 833
по технологии 11.1.1. Общие сведения и
порошковой ме- классификация
таллургии (Л. И. Клячко) 833
(Ю. А. Абузин, А. Н. Грибков) . . . 794 11.1.2. Структура и основные свойства (К. С. Черняв-
10.3.2.2. КМ, получаемые ский) 835
по технологии 11.1.3. Технология получения
принудительной пропитки жидким (В. А. Фальковский) . . . 841
расплавом Глава 11.2. Области применения твер- 843
(Л). А. Абузин, дых сплавов
А. Н. Грибков) . . . 795 11.2.1. Режущий инструмент
10.3.3. КМ системы магний- (Э. Ф. Эйхмане) 843
бор (В. Ф. Строганова) 798 11.2.2. Горно-буровой инстру- мент (Г. В. Линдо) .... 852
10.3.4. КМ с титановой мат-
рицей (В. М. Чубаров) 801 11.2.3. Обработка металлов давлением {В. А. Фаль-
10.3.5. КМ с медной матрицей ковский) 856
(В. М. Чубаров) 804 11.2.4. Износостойкие напла-
10.3.6. Жаропрочные КМ .... 807 вочные материалы (В. И. Вепренцев) 858
10.3.6.1. КМ, упрочненные
волокнами СПИСОК ЛИТЕРАТУРЫ 866
(В. М. Чубарев) 807 Предметный указатель 867
ПРЕДИСЛОВИЕ
В томе приведены сведения прак-
тически о всех цветных металлах и их
сплавах, а также о металлических
композиционных материалах на осно-
ве матриц из цветных металлов и их
сплавов, которые предназначены для
широкого применения.
Достижение высоких параметров
машин невозможно без прогресса в
материаловедении, без создания мате-
риалов, отвечающих постоянно рас-
тущим требованиям развития совре-
менной техники. Ключевые проблемы
современных конструкций - высокая
надежность, ресурс, весовая эффек-
тивность - могут быть в существенной
мере разрешены применением новых
или усовершенствованных сплавов и
композитов, производство которых
развивается быстрыми темпами.
Теоретические металловедческие
вопросы освещены сокращенно. Из-
ложены общие сведения о составе и
структуре материалов и полная ин-
формация о комплексе их важнейших
характеристик - механических (стати-
ческие, усталостные, ударные и др.),
коррозионных (общая, межкристал-
литная, точечная, расслаивающая и
другие виды коррозии), физических,
технологических - при производстве и
применении. Приведены данные об
изменении свойств под влиянием по-
вышенных и пониженных температур,
технологии производства и условий
эксплуатации. Большое внимание
уделено характеристикам жаропроч-
ности и жаростойкости, особенно та-
ких сплавов, как никелевые, титано-
вые и на основе тугоплавких метал-
лов. Представлены данные о специ-
альных свойствах таких материалов,
как антифрикционные, благородные
сплавы, цирконий и уран для атомной
техники, композиты, твердые инстру-
ментальные сплавы и т.д. Освещены
вопросы стоимости и дефицитности
материалов и их компонентов.
Систематизированные и обоб-
щенные справочные сведения о цвет-
ных металлах и сплавах, композици-
онных металлических материалах
должны помочь обоснованному выбо-
ру и рациональному применению ма-
териалов машиностроителю-конст-
руктору, научным и инженерно-тех-
ническим работникам, а также техно-
логам-машиностроителям при по-
строении технологических процессов
производства деталей и конструкций.
Все это будет способствовать разви-
тию современной техники в различ-
ных отраслях промышленности.
Академик РАН
И. Н. Фридляндер
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
Физические свойства G - модуль упругости при сдвиге
(модуль сдвига)
Y - плотность н - коэффициент Пуассона
Т - температура <*пц - предел пропорциональности
Тпп - температура плавления при растяжении
Ткип - температура кипения - температура испарения ^пц. сж - предел пропорциональности при сжатии - предел пропорциональности
Тисп
^пц. см
при смятии
а - температуропроводность
^пц - предел пропорциональности
\ - теплопроводность при кручении
ср - удельная теплоемкость <*0,2 - предел текучести условный
(с допуском на остаточную
а - температурный коэффициент деформацию 0,2 %)
линейного расширения при растяжении
а' - температурный коэффициент <*0,2 сж - предел текучести условный
электрического сопротивления при сжатии
р - удельное электрическое <*0,2 см - предел текучести условный
сопротивление при смятии
8 - удельная электрическая Чз - предел текучести
проводимость при кручении (с допуском на остаточную деформацию
ДЯ - теплота сдвига 0,3 %)
ДЯПЛ <*в - временное сопротивление
- теплота плавления <*в. сж - предел прочности при сжатии
ДЯИСП
- теплота испарения
- постоянная Холла <*в. см - предел прочности при смятии
R <*в. изг - предел прочности при изгибе
X - магнитная восприимчивость *в - предел прочности при
кручении
Механические свойства ТСр - сопротивление срезу
£д - модуль упругости, определен- Н а » - предел прочности при растя-
ный динамическим методом жении образца с надрезом
Е - модуль упругости, определен- а«/а - чувствительность к
ный статическим методом при растяжении (модуль Юнга) иВ'иВ надрезу при растяжении
стсв - предел прочности
Ясж - то же при сжатии <*в сварного соединения
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
11
СВ / °В /СТВ - коэффициент ослабления прочности сварного соединения К, - коэффициент концентрации напряжений теоретический
ста - предел выносливости
- секундная прочность
- предел выносливости при
Qn - предел прочности при симметричном цикле (R = 1)
u в растяжении при температуре Т KCV - ударная вязкость при
ств/Y - удельная прочность изгибе образца с
V-образным надрезом
8 (Mio) - относительное удлинение KCU - ударная вязкость при
после разрыва изгибе образца с U-образным надрезом
V - относительное сужение
после разрыва КСГ - работа разрушения при
НВ ударном изгибе образца
- твердость, определенная по Бринеллю с трещиной
HV - твердость по Виккерсу К1с - критический коэффициент интенсивности напряжений
HRA - твердость по Роквеллу, шкала А при плоской деформации (вязкость разрушения)
HRB - твердость по Роквеллу, шкала В Кс(^) - критический коэффициент интенсивности напряжений
при плоском напряженном
HRC - твердость по Роквеллу, шкала С состоянии (условный, определяется по исходной длине трещины)
- предел длительной прочности
at при заданном времени действия t (в часах) и температуре Т KQ - расчетная величина коэффициента интенсивности напряжений
т ст0,1/Г - предел ползучести при допус- - размах коэффициента интенсивности напряжений
ках на заданную остаточную
деформацию (от 0,1 до 1 %) за ст!р / - остаточная прочность
определенное время t (в часах) u брутто/ пластины с центрально распо-
при температуре Т /сттр ложенной трещиной
- остаточная деформация • нетто в сечении брутто/нетто
е
СРТУ- - скорость роста трещины
ё - скорость ползучести d(2l)/dN или dl/dN усталости (2/ - длина трещи- ны)
ст - напряжение цикла при
испытании на усталость
У - число циклов нагружений Коррозионные свойства
до разрушения при испы- тании на усталость (циклическая долговечность) Окр - напряжение критическое
(пороговое) при коррозии
f - частота нагружений при под напряжением
испытании на усталость
- коэффициент асимметрии ^iscc - критический коэффициент
R интенсивности напряжений
цикла напряжений при при коррозионном
испытании на усталость растрескивании
12
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
Технологические и другие характеристики вд - направление вырезки образца
- время высотное с направлением надреза и (или) трещины долевым
t
т - масса МНЦУ - многоцикловая усталость
Дшп - минимальный радиус гибки на угол 90° МЦУ КР - малоцикловая усталость
- коррозионное растрескивание
АВь.т - коэффициент вытяжки под напряжением
АОтб - коэффициент отбортовки РСК - расслаивающая коррозия
Авыд - коэффициент выдавки мкк - межкристаллитная коррозия
а - угол загиба при сварке кст - камера соляного тумана
Атр - коэффициент трещинообразо- ктв - камера (тропическая) тепла
ван ия при сварке и влаги
/ - длина в - литье по выплавляемым
моделям
b - ширина д - литье под давлением
S - толщина пд - литье с кристаллизацией
^отп - диаметр отпечатка при под давлением
испытании на твердость по Бринеллю (жидкая штамповка)
3 - литье в песчаную форму
Сокращения к - литье в кокиль
ц - литье центробежное
д - направление долевое г - литье в гипсовую форму
п - направление поперечное о - литье в оболочковую форму
в - направление высотное м - модифицирование сплава
дп - направление вырезки образца долевое с направлением АрДЭС - аргонодуговая электросварка
надреза и (или) трещины поперечным тмо - термомеханическая обработка
’пд - направление вырезки образца нтмо - низкотемпературная
поперечное с направлением надреза и (или) трещины РЗМ термомеханическая обработка
долевым - редкоземельные металлы
Содержание химических элементов приведено в массовых долях (%), кроме особо оговорен-
ных случаев
Раздел 1
АЛЮМИНИЙ И АЛЮМИНИЕВЫЕ СПЛАВЫ
Глава 1.1
АЛЮМИНИЕВЫЕ .
ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.1. ОБЩАЯ ХАРАКТЕРИСТИКА,
КЛАССИФИКАЦИЯ
Алюминиевые сплавы являются одним
из основных конструкционных материалов
авиакосмической техники, они широко при-
меняются в других отраслях промышленности
и бытовой технике. Перспектива расширения
использования алюминия и алюминиевых
сплавов определяется его большими природ-
ными ресурсами (по распространенности в
земной коре он занимает первое место среди
металлических элементов) и ценным ком-
плексом свойств.
По масштабам производства и потребле-
ния алюминий занимает прочно второе место
после железа.
К достоинствам алюминия и его спла-
вов относится большой диапазон прочности
(ов = 100 ...800 МПа), малая плотность (2,5 -
- 2,85 г/см3) и высокие удельная прочность,
тепло- и электропроводность, отражательная
способность, коррозионная стойкость в раз-
личных средах, малый захват нейтронов и др.
Они отличаются хорошей технологичностью в
металлургическом и машиностроительном
производстве: имеют хорошие литейные свой-
ства, легко поддаются обработке давлением
(из них изготовляют все виды полуфабрика-
тов), обработке резанием, размерному травле-
нию, различным методам соединения (клепке,
сварке и пайке, склеиванию), обладают спо-
собностью к образованию прочных защитных
и красивых декоративных пленок.
Состав промышленных алюминиевых
сплавов (ГОСТ 4754-97 и др.), структура и
свойства изделий из них в значительной мере
определяются способом производства. По
способу производства алюминиевые сплавы
можно разделить на две основные группы:
деформируемые и литейные.
Объем производства деформируемых
сплавов существенно выше чем литейных.
Например, в самолетах деформируемые спла-
вы составляют более 60-70 % массы планера,
литейные сплавы - 3-5 %.
В зависимости от назначения алюми-
ниевые деформируемые сплавы разделяются
на сплавы высокой, средней и пониженной
прочности, жаропрочные, криогенные, ко-
вочные, заклепочные, свариваемые, со специ-
альными физическими свойствами, декора-
тивные. В последний период существенное
развитие получили алюминиевые сплавы по-
ниженной плотности, содержащие литий, а
также сплавы с бериллием (применяемые в
ограниченном объеме).
Упрочнение деформируемых алюминие-
вых сплавов, а также изменение физических,
коррозионных, технологических свойств дос-
тигается с помощью различных методов: на-
гартовки, термической обработки (закалка + ста-
рение), термомеханической обработки (соче-
тание термической обработки и пластической
деформации), закалки из жидкого состояния
и упрочнения нерастворимыми частицами
оксида алюминия, интерметаллидов и др.
(порошковые материалы).
Состояния полуфабрикатов из алюми-
ниевых деформируемых сплавов обозначаются
буквенно-цифровой маркировкой (табл. 1.1.1).
Упрочнение нагартовкой, повышающее
прочностные свойства, применяется особенно
широко для термически неупрочняемых спла-
вов и при термомеханической обработке - для
термоупрочняемых сплавов. Сильная нагар-
товка используется для изделий простой фор-
мы (листы, плиты, иногда поковки).
Магналии (сплавы системы Al-Mg) - ти-
пичные представители термически неупроч-
няемых сплавов. Они упрочняются в резуль-
тате образования пересыщенных твердых рас-
творов и нагартовки.
Магналиям, как и всем сплавам типа
твердых растворов (равновесных или пересы-
щенных), свойственны высокие пластичность
(5 = 15...20 %) и коррозионная стойкость,
сравнительно невысокие временное сопротив-
ление (при 5 - 6 % Mg ов = 340 ... 360 МПа)
и предел текучести (оо,2 = 200 ...240 МПа),
пониженная чувствительность к концентрато-
рам напряжений. Многие сплавы этой системы
хорошо свариваются (аргонодуговой и другими
видами сварки) с незначительным разупрочне-
нием в зоне сварки, хорошо полируются.
14
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.1. Состояния (обработки) полуфабрикатов из деформируемых алюминиевых сплавов
Маркировка Состояние, назначение
Россия США
Без т.о.*1 F После изготовления, без дополнительной термической обработки. Степень нагартовки и механические свойства не контролируются
ГК Горячекатаное
гп - Горячепрессованное
м О Отожженное (мягкое). Наиболее высокая пластичность и стабиль- ность размеров
н - Нагартованное (холоднодеформированное)
Н4 Н18 Усиленно нагартованное (прокаткой листов около 20 %, для макси- мального упрочнения)
НЗ Н16 На три четверти (3/4) нагартованное, повышение прочности
Н2 (П) Н14 Полунагартованное (1/2), повышение прочности
Н1 Н12 На четверть (1/4) нагартованное, повышение прочности
3 W Закаленное*2 (нестабильное, обычно указывается длительность ес- тественного старения после закалки), повышение прочности
Т ТЗ, Т4 Закаленное + естественно состаренное. Получение достаточно высо- кой прочности, повышенной пластичности, трещиностойкости и сопротивления усталости
Т1 Тб Закаленное + искусственно состаренное на максимальную прочность
Т12 Т2 Т77 Т76 Закаленное + искусственно перестаренное. Улучшение характеристик сопротивления коррозии, трещиностойкости, пластичности, при некотором снижении прочности. В русской маркировке возрастание
ТЗ Т73 первой цифры при букве указывает на увеличение степени переста- ривания и разупрочнения
TH*3 Т31, Т36, Т37, Т39 Закаленное + естественно состаренное + нагартованное. На степень деформации нагартовки указывает вторая цифра. Повышение проч- ности при снижении характеристик пластичности, трещиностойкости
Т1Н*3 T8I, Т83, Т86, Т87 Закаленное + нагартованное + искусственно состаренное. На степень деформации (нагартовки) указывает вторая цифра. Повышение прочности
Т1Н1*3 T9 Закаленное + искусственно состаренное + нагартованное. Повышение прочности особенно при совмещении с процессом формообразова- ния детали
*’ Т.о. - термическая обработка.
*2 В свежезакаленном состоянии длинномерные полуфабрикаты (катаные, прессованные),
как правило, подвергаются регламентированному растяжению со степенью остаточной де-
формации 1 - 3 % для правки и снижения закалочных напряжений, а также некоторого
повышения прочностных свойств, особенно предела текучести. Для этих же целей кованые
полуфабрикаты (поковки, штамповки) в ряде случаев подвергаются обжатию или обжа-
тию-растяжению с остаточной деформацией 1 - 5 %.
*3 Низкотемпературная термомеханическая обработка (НТМО).
ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
15
Прочностные характеристики сплавов
могут быть повышены на 10 - 40 % нагартов-
кой с последующим неполным отжигом для
повышения пластичности и коррозионной
стойкости. Нагартованные листы и плиты из
высоколегированного сплава АМгб приобре-
тают следующие свойства: ов=400 МПа;
о0 2 » 300 МПа; 8 «10%; прочность свар-
ных соединений нагартованных и отожжен-
ных сплавов практически одинакова.
Новую перспективную группу магналиев
с улучшенным комплексом свойств (высокие
характеристики прочности, особенно предел
текучести, коррозионная стойкость, сваривае-
мость и т.д.) составляют разработанные в Рос-
сии сплавы, легированные малой добавкой
скандия (сплавы 01570, 01575).
Образование пересыщенных твердых
растворов из жидкого состояния характерно
для алюминиевых сплавов с малой раствори-
мостью в твердом состоянии и резко повы-
шающейся кривой ликвидуса (Al - Мп, А1 - Сг,
Al - Zr и др.). Хотя низколегированные
сплавы этого типа обладают низким вре-
менным сопротивлением ов « 200 МПа у
сплава с марганцем АМц, им свойственны
повышенная пластичность, коррозионная
стойкость. Они широко используются в раз-
личных целях для малонагруженных элемен-
тов, декоративных изделий, упаковки.
Большинство алюминиевых деформи-
руемых сплавов упрочняются термической
обработкой: закалкой и естественным (ис-
кусственным) старением. Содержание основ-
ных легирующих элементов в термически
упрочняемых сплавах, как правило, не пре-
вышает их растворимости в алюминии. По-
мимо основных элементов, в сплавы вводят
малые количества добавок, существенно
влияющих на кинетику распада пересыщен-
ного твердого раствора, процесс рекристалли-
зации и размер зерна, коррозионные и техно-
логические свойства. Важнейшие из этих до-
бавок - хром, марганец, цирконий, титан,
скандий, ванадий, железо, бериллий (умень-
шающий окисляемость сплавов) и некоторые
редкоземельные элементы.
Большое влияние на технологические,
особенно литейные свойства, в частности на
пластичность и склонность к появлению кри-
сталлизационных трещин, оказывают уровень
и соотношение постоянно присутствующих в
алюминии примесей железа и кремния. При
уменьшении содержания примесей железа и
кремния и, соответственно, количества грубых
первичных интерметаллидов в сплавах сущест-
венно повышаются их характеристики пла-
стичности и вязкости разрушения. Поэтому
для ответственного назначения, в том числе
для авиакосмической техники, были разрабо-
таны и используются сплавы с жесткой регла-
ментацией примесей: чистые в маркировке - ч;
повышенной чистоты - пч; особой чистоты - оч.
Во всех случаях упрочнение термиче-
ской обработкой обусловлено существованием
в системе одного или нескольких химических
соединений, растворимость которых в алю-
минии уменьшается с понижением темпера-
туры. Наибольший эффект термической обра-
ботки вызывают соединения, образованные не
менее чем двумя, кроме алюминия, элемен-
тами. В каждой основной системе легирова-
ния обычно имеется несколько промышлен-
ных сплавов, значительно различающихся по
свойствам; вместе с тем существуют и важные
особенности, характерные для всех сплавов
этой системы.
Для сплавов системы Al - Си - Mg (ду-
ралюмины) в зонной стадии старения
(состояние Т) характерны средняя прочность и
хорошая пластичность: ов = 420 ...460 МПа;
о0,2 = 280- -ЗОО МПа; 8 «15... 17 %. Они
используются главным образом в конструкци-
ях, соединяемых заклепками, болтами. Нахо-
дят определенное применение сплавы систе-
мы А1 - Си - Mg, свариваемые аргонодуговой
сваркой (ВАД1, 1151). Сплавы типа дуралю-
мин, в том числе важнейшие из них Д1ч,
Д16ч, 1163 сравнительно слабо чувствительны
к действию усталостных нагрузок. Они имеют
повышенную трещиностойкость. Общая кор-
розионная стойкость сплавов низкая, в прес-
сованных полуфабрикатах они склонны к
расслаивающей коррозии. Сплав 1163 сущест-
венно превосходит сплавы Д16, Д16ч по пока-
зателям сопротивления разрушению и устало-
сти в результате корректировки химического
состава и технологии изготовления полуфаб-
рикатов." Перспективным считается также
сплав 1161, легированный цирконием. Спла-
вы Д16ч, 1163 широко используются для рас-
тянутых зон самолетов; сплав Д16 применяет-
ся для буровых труб при проходе нефтяных
скважин. Для лопастей самолетных винтов
применяют сплав Д1ч. При повышении тем-
пературы эксплуатации коррозионная стой-
кость дуралюминов в естественно состарен-
ном состоянии ухудшается и они охрупчива-
ются (при 150 °C - через 10 ч). Для конструк-
ций, работающих при повышенных темпера-
турах, эти сплавы применяют в искусственно
состаренном состоянии Т1.
Для длительной эксплуатации при по-
вышенных температурах (сверхзвуковые само-
леты, реактивные двигатели) предназначены
сплавы типа АК4-1. В отличие от сплавов типа
16
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Д16 они не содержат марганец, в них введены
нерастворимые добавки железа и никеля
(примерно по 1,1 %), а концентрация меди
снижена в 2 раза. Сплав АК4-2 отличается
повышенной пластичностью и вязкостью раз-
рушения.
Сплавы системы Al - Mg - Si (АД31,
АДЗЗ, АД35, АВ) имеют пониженную проч-
ность (ов = 320 ... 340 МПа), очень высокие
коррозионную стойкость и пластичность (при
прессовании этих сплавов достигаются боль-
шие скорости), высокое сопротивление уста-
лости, в том числе коррозионной усталости,
хорошую полируемость, прекрасный декора-
тивный вид. Из сплавов изготовляют лопасти
вертолетов, их широко используют в строи-
тельстве (оконные рамы, панели для обли-
цовки и элементы внутренней отделки), для
корпусов часов и украшений, отделанных под
золото. Сплавы этого типа также отличаются
сочетанием сравнительно невысокого элек-
тросопротивления и достаточно высокой
прочности, поэтому их применяют для маги-
стральных электроприводов, в электротехни-
ке, например, для обмоток электродвигателей.
Для среднепрочных сплавов системы
Al - Mg - Si - Си (АК6 и АК8) характерны
хорошие литейные свойства (позволяющие
отливать слитки диаметром до 1400 мм) и
высокая пластичность в горячем состоянии,
они предназначены в основном для изготов-
ления поковок и штамповок, в том числе
крупных и сложных по форме. В последние
годы сплавы АК6 и АК8 вытесняются более
прочными ковочными сплавами системы А1 -
Zn - Mg - Си. Сплав АК8 удовлетворительно
работает в сварных конструкциях при
температуре жидкого водорода.
У сплавов системы Al - Zn - Mg можно дос-
тичь высокой прочности: ов до 450 ... 500 МПа;
□02 до 350 ... 450 МПа. Они технологичны и
удовлетворительно свариваются аргонодуго-
вой сваркой; зона шва слабо разупрочняется.
Однако эти сплавы чувствительны к коррозии
под напряжением и замедленному разруше-
нию (при высокой общей коррозионной
стойкости). Склонность к коррозионному
растрескиванию под напряжением тем боль-
ше, чем выше концентрация цинка и магния
и выше прочность.
Введение меди в высоколегированные
сплавы Al - Zn - Mg позволило существенно
улучшить стойкость к коррозионному рас-
трескиванию под напряжением при одновре-
менном достижении высокой прочности: для
сплавов типа В95 (с малыми добавками мар-
ганца и хрома) ов до 550 ... 600 МПа, для
сплавов типа В96Ц (с добавкой циркония)
сгв до 700 ... 750 МПа. Высокопрочные спла-
вы системы Al - Zn - Mg - Си широко приме-
няются в сжатых, а в ряде случаев и растяну-
тых зонах самолетных конструкций. За по-
следние годы сильно расширилось примене-
ние самых прочных алюминиевых сплавов
(В96Ц-3, В96Ц-1) в виде прессованных, ко-
ваных и катаных полуфабрикатов. Ковочный
сплав В93пч (ов = 450 ... 500 МПа) не со-
держит добавок хрома, марганца, циркония,
что улучшает его технологические свойства.
Из сплава В93ч делают самые крупные по-
ковки, штамповки, имеющие одинаковую
прочность в любом направлении и сечении
(толщиной до 1 м), причем закалку проводят
в горячей воде, что уменьшает поводки. Более
высокими прочностными характеристиками и
вязкостью разрушения обладает ковочный
сплав 1933, содержащий цирконий.
Введение высокочистых модификаций
высокопрочных сплавов по содержанию при-
месей железа и кремния (сплавы В95пч,
В95оч и др.) существенно повысило их тре-
щиностойкость, пластичность. Смягчающие
многоступенчатые режимы старения (коагу-
ляционное старение) Т2, ТЗ обеспечили спла-
вам исключительно высокое сопротивление
коррозионному растрескиванию и расслаи-
вающей коррозии.
Сплавы 1201, Д20 системы Al - Си - Mg име-
ют среднюю прочность (ов = 400...450МПа),
но могут упрочняться нагартовкой между за-
калкой и старением (ов = 420...480 МПа).
Эти сплавы обладают сравнительно высокой
жаропрочностью при 200 - 250 °C и широко
используются в сварных конструкциях при
температуре жидкого водорода; прочность
сварного шва существенно ниже прочности
основного материала; у сплавов пониженная
общая коррозионная стойкость, особенно в
зоне сварных соединений, но удовлетвори-
тельное сопротивление коррозии под на-
пряжением.
Для новой серии алюминиевых дефор-
мируемых сплавов, легированных литием, харак-
терна пониженная плотность (до 2,47 г/см3) и
повышенный модуль упругости (до 8 500 МПа).
При этом в отношении модуля упругости
наблюдается отклонение от правила аддитив-
ности: несмотря на низкий модуль упругости
лития, у сплавов с этим элементом Е повы-
шается.
Сплавы 1420, 1421, 1423 системы А1 -
Mg - Li близки по прочностным характери-
стикам к сплавам типа Д16, но отличаются от
них более высокой коррозионной стойкостью.
ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
17
Они на 11 % легче дуралюминов и имеют на
8 % больший модуль упругости. Самый рас-
пространенный сплав 1420 применяется в
виде штамповок, листов, панелей, профилей
как в клепаных, так и в сварных конструкци-
ях. Сплавы 1421, 1423 содержат небольшую
добавку скандия, которая способствует повы-
шению прочности и обеспечивает эффект
с верхпл асти чности.
Осваиваются более прочные композиции
сплавов 1441, 1450, 1460 и др. систем А1 - Си -
Li, Al - Си - Mg -Li, которые приближаются
по свойствам к высокопрочным сплавам типа
В95, Д16 в состоянии Т1, но легче их на 6 - 7 %.
Для всех упрочняемых термической об-
работкой алюминиевых сплавов существуют
общие закономерности изменения структуры
распада пересыщенного твердого раствора и
присущих ей свойств. На определенной ста-
дии старения возникают зоны Гинье-
П рестона (ГП). Эта стадия может быть оха-
рактеризована как стадия зонного старения.
При повышении температуры старения (или
увеличении его продолжительности при дос-
таточно высокой температуре) возникают
частицы метастабильных фаз (при этом воз-
можно существование нескольких метаста-
бильных модификаций) - стадия фазового
старения. Затем появляются более крупные
частицы метастабильных фаз (стадия коагуля-
ции при старении) и, наконец, зарождаются
частицы стабильных фаз, которые укрупняют-
ся (отжиг).
Переход от зонного старения к фазовому
и коагуляция при старении требуют тем
больше времени, чем ниже температура ста-
рения. Для перехода характерна постепен-
ность, которая вызывается химической и
структурной неоднородностью сплава
(ликвация, наличие границ зерен и субзерен,
различная плотность дислокаций, микрона-
пряжения) и создается совместным присутст-
вием зон и частиц метастабильных, а затем
стабильных фаз.
Для каждой стадии старения не-
зависимо от систем алюминиевых сплавов
характерен определенный комплекс свойств.
В случае зонного старения максимум проч-
ностных характеристик не появляется при
любом увеличении продолжительности ста-
рения, разупрочнение сплавов не происхо-
дит. Зонному старению свойственны отно-
сительно низкий предел текучести
(сго,2 /ст в = 0,6...0,7), высокое относительное
удлинение (5 > 10... 15 %), возрастающее в
процессе старения электросопротивление,
высокая коррозионная стойкость, в том числе
и стойкость против коррозии под напряжени-
ем, высокая вязкость разрушения, низкая
чувствительность к трещине. Большое отно-
сительное удлинение зонносостаренных спла-
вов и низкий предел текучести обусловлены
высоким равномерным удлинением, так как
дислокации пересекают зоны, не создающие
большого сопротивления начальной деформа-
ции. Коррозионная стойкость сплавов повы-
шается благодаря отсутствию границ раздела
между зонами и матрицей.
Для фазового старения характерны высо-
кий предел текучести (сто,2/ств = 0,9...0,95),
низкое удлинение, пониженные вязкость раз-
рушения, сопротивление развитию трещин
усталости, сопротивление коррозии под на-
пряжением и расслаивающей коррозии. Мак-
симум предела текучести при изотермическом
старении появляется позже максимума вре-
менного сопротивления. Низкие удлинения в
фазовой стадии старения обусловлены резким
снижением равномерного удлинения. При
появлении в структуре частиц метастабильных
фаз дислокации огибают их, образуя много-
численные дислокационные петли, в резуль-
тате сопротивление начальной деформации
резко возрастает, предел текучести достигает
больших значений, а равномерное и соответ-
ственно общее удлинение падает. Снижение
коррозионной стойкости вызывается появле-
нием границ раздела частиц метастабильной
фазы - матрица. Склонность к коррозии под
напряжением может особенно усилиться, если
частицы метастабильных фаз образуют непре-
рывную цепочку по границам зерен, соче-
тающуюся с зоной, свободной от» выделений,
и обедненной зоной.
В процессе коагуляции при старении
прочностные свойства, достигнув максимума,
снижаются. Удлинение, вязкость разрушения,
сопротивление развитию трещин несколько
растут, значительно улучшаются сопротивле-
ние коррозии под напряжением и замедлен-
ному разрушению. Возможными причинами
последнего являются укрупнение частиц ме-
тастабильных фаз, нарушение непрерывности
цепочек выделений, образование просветов
между частицами, снижение плотности дис-
локаций в результате их аннигиляции. Для
некоторых сплавов резкое улучшение корро-
зионной стойкости при изотермическом ста-
рении совпадает с максимумом предела теку-
чести. Ряд важных характеристик практически
мало зависит от стадии старения. К ним отно-
сятся сопротивление усталости, длительная
прочность и ползучесть. По-видимому, в про-
цессе самих испытаний зонносостаренные спла-
вы переходят в стадию фазового старения.
Для каждого стареющего алюминиевого
сплава имеются свои температурно-времен-
18
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ные области зонного и фазового старения.
Для сплавов систем Al - Си - Mg, Al - Mg -Si,
Al - Си - Mg - Si и Al - Zn - Mg - Си зонное
старение протекает при 20 °C, хотя верхняя
температурная граница этой стадии старения
сдвинута к более высоким температурам; для
сплавов системы Al - Zn - Mg зонное старе-
ние переходит в фазовое при 20 °C. Сплавы
систем Al - Си - Mg, Al - Си - Li, Al - Mg - Li
при 20 °C практически не старятся; для осу-
ществления зонного старения их необходимо
подогревать. Поэтому термины "естественное
старение" и "искусственное старение" следует
употреблять только для обозначения условий
старения - без подогрева или с подогревом, а
для характеристики структурного состояния и
соответствующего ему комплекса свойств на-
до использовать термины "зонное старение",
"фазовое старение", "коагуляция при старе-
нии". Следовательно, могут быть режимы
естественного зонного старения и искусст-
венного зонного старения, а также соответст-
венно естественного и искусственного фазового
старения. Так, старение сплава АК6 по нижним
пределам стандартного режима отвечает искусст-
венному зонному старению, а по верхним пре-
делам стандартного режима - искусственному
фазовому старению. Длительное (2-3 года) ес-
тественное старение ряда сплавов системы
Al - Zn - Mg представляет собой естественное
фазовое старение; более коротким выдержкам
отвечает естественное зонное старение.
Для различных алюминиевых сплавов
определенное значение имеют условия горя-
чей деформации, в зависимости от которых
может сохраняться пересыщенный при кри-
сталлизации твердый раствор марганца, хро-
ма, циркония, скандия и других переходных
элементов в алюминии, либо создаваться то
или иное распределение продуктов распада
этого раствора в процессе деформации и по-
следующего нагрева под закалку.
В связи с этим могут возникать значи-
тельные различия в свойствах горяче- и хо-
лоднодеформированных полуфабрикатов. Го-
рячедеформированные (особенно прессован-
ные) полуфабрикаты имеют более высокие
характеристики прочности и усталости, сущест-
венно лучшее сопротивление коррозионному
растрескиванию под напряжением, что весьма
важно для практики. Горячая деформация при-
водит, как правило, к получению преимущест-
венно нерекристаллизованной структуры, соз-
давая дополнительное субструктурное упрочне-
ние (пресс-эффект, прокат-эффект и т.п.).
Наибольший эффект упрочнения алю-
миния (Аов < 800 МПа) и получение неко-
торых важных физических характеристик с
помощью нерастворимых добавок достигается
у порошковых сплавов. В настоящее время
имеются две группы порошковых алюминие-
вых сплавов промышленного применения:
САП (спеченная алюминиевая пудра) и САС
(спеченный алюминиевый сплав). САП уп-
рочняется дисперсными частицами оксида
алюминия, не растворимого в алюминии.
Кислород вводят в алюминий в виде тончай-
шей пленки на частицах чрезвычайно дис-
персной алюминиевой пудры в процессе по-
мола ее в шаровых мельницах в атмосфере
азота с регулируемым содержанием кйслоро-
да. Пудру брикетируют, спекают и подвергают
дальнейшей деформации - прессованию, про-
катке, ковке. Временное сопротивление САПа
примерно обратно пропорционально расстоя-
нию между частицами оксида алюминия.
Наблюдается линейная зависимость
временного сопротивления САПов от темпе-
ратуры такая же, как временного сопротивле-
ния алюминия и его сплавов с марганцем.
Временное сопротивление САПов уменьшает-
ся приблизительно до нуля при температуре
плавления алюминия. Однако и выше этой
температуры САП сохраняет некоторую проч-
ность за счет сил поверхностного натяжения
и прочности оксидной пленки. При темпера-
турах выше 200 - 250 °C, особенно при боль-
ших выдержках, по прочности САП превос-
ходит все алюминиевые сплавы; из-за отсут-
ствия диффузионного взаимодействия между
матрицей и частицами оксида алюминия
форма и размеры последних при нагревах не
меняются, обеспечивая высокую жаропроч-
ность САПов. Хорошо дегазированный САП
имеет повышенную пластичность и удовлетво-
рительно сваривается аргонодуговой сваркой.
САСы с низким коэффициентом линей-
ного расширения (а«15 Ю'6 К'1) и повы-
шенным модулем упругости (Е« 105 ГПа)
получают распылением жидкого сплава (А1 -
Si - Ni и др.), брикетированием порошка,
прессованием прутков и их ковкой. Мель-
чайшие кристаллики кремния и фазы FeNia ,
действуя на матрицу, упрочняют сплав, по-
вышают модуль упругости и снижают коэф-
фициент линейного расширения. Их влияние
тем больше, чем дисперснее фазовые состав-
ляющие и меньше расстояние между ними.
По этим характеристикам порошковые спла-
вы заметно превосходят соответствующие
литейные алюминиевые сплавы.
К сплавам, которые упрочняются нерас-
творимыми фазами (наряду с растворимыми),
относятся сплавы системы Al - Be - Mg. Эти
сплавы принадлежат к сильно заэвтектиче-
ским, структура которых состоит из матрицы
в виде твердого раствора магния в алюминии
и частиц практически чистого бериллия.
ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
19
Для двойных сплавов Al - Be характерно
большое различие в свойствах, определяемых
структурой мягкого алюминия и хрупкого
твердого бериллия. При легировании этих
сплавов выбираются добавки, взаимодейст-
вующие только с алюминиевой фазой, на-
пример магния, который не растворяется в
бериллии, но упрочняет алюминий. При этом
повышаются прочность, пластичность и мо-
дуль упругости сплавов.
Маркировка сплавов. Для деформируе-
мых алюминиевых сплавов изначально при-
нята и в настоящее время в основном приме-
няется смешанная буквенная и буквенно-
цифровая маркировка. Происхождение букв и
цифр довольно случайное, строгой системы
обозначении нет. В сплаве АМц буквы Мц
символизируют марганец; сплавы типа магна-
лий обозначают АМг (алюминий - магний), а
цифры, следующие за буквами, приблизи-
тельно соответствуют содержанию магния в
этих сплавах (АМг1—АМгб); сплав алюминия
с магнием, кремнием и медью обозначается
АВ (авиаль); дуралюмины - Д16, Д1 и т.д. Для
группы сплавов первые цифры после букв
обозначают систему легирования: 1 - сплавы,
легированные медью и магнием (Д16), 2 -
медью и марганцем или медью (Д20), лити-
ем, марганцем, кадмием (ВАД-23); 3 - маг-
нием и кремнием (АД31); 9 - цинком и маг-
нием или цинком, магнием и медью (В95) и
т.д. Некоторые ковочные сплавы обозначены
буквами АК (алюминий ковочный) - АК6,
АК8 и АК4-1 и т.д.
Алюминий, специально насыщенный
пузырьками водорода, называется пеноалю-
минием.
В 60-е годы разработана единая цифро-
вая маркировка алюминиевых сплавов, кото-
рая позволяет вести и механизированный учет
сплавов. Она присваивается всем новым спла-
вам, постепенно внедряется в практику, вве-
дена в стандарты. Для обозначения применя-
ют систему в основном из четырех цифр
(табл. 1.1.2). Первая цифра 1 обозначает осно-
ву всех сплавов - алюминий. Следующая
(вторая) цифра характеризует главный леги-
рующий элемент или группу главных леги-
рующих элементов. В ряде случаев делается
попытка сгруппировать сплавы по принципу
упрочняющих фаз. Все алюминиевые сплавы
можно разделить на десять групп; пока ис-
пользованы семь вторых цифр, три цифры (6,
7 и 8) остаются в резерве. Последние две
цифры характеризуют номер сплава. Таким
образом, в каждой группе может насчитывать-
ся до ста сплавов. Общее число всех сплавов
может достигать 1000. В настоящее время
число всех промышленных и опытных спла-
вов не превышает 100 - 150.
Последняя цифра имеет дополнитель-
ный смысл: все деформируемые алюминиевые
сплавы обозначаются нечетными цифрами
(включая ноль). Порошковый способ получения
характеризуется последней цифрой 9. Опытные
сплавы обозначают цифрой 0, которая ставится
впереди единицы; таким образом, для опытных
сплавов вводится пятизначная маркировка.
Опытный сплав может находиться в стадии оп-
робования и испытания не более 10 лет, после
этого сплав становится серийным, если он себя
оправдал, и обозначение 0 снимается.
Для удобства общения большинством
стран для деформируемых алюминиевых
сплавов (при сохранении национальных мар-
кировок) принята четырехзначная цифровая
международная система регистрации и обо-
значений, предложенная и осуществляемая
Aluminum Association of USA. Далее в табли-
цах с химическими составами российских
сплавов приведены сопоставимые зарубежные
марки по международной системе.
1.1.2. Цифровая маркировка деформируемых алюминиевых сплавов
Марка Группа сплавов, основная система легирования
1000 - 1018 Технический алюминий
1019, 1029 и т.д. Порошковые сплавы САП
1020 - 1025 Пеноалюминий
1100 - 1190 Al - Си - Mg, Al - Си - Mg - Fe - Ni
1200 - 1290 Al - Си - Mn, Al - Си - Li - Мп - Cd
1300 - 1390 Al - Mg - Si, Al - Mg - Si - Си
1319, 1329 и т.д. Al - Si, порошковые сплавы CAC
1400 - 1419 Al - Mn, Al - Be - Mg
1420 - 1490 Al - Li
1500 - 1590 Al - Mg
1900 - 1990 Al - Zn - Mg, Al - Zn - Mg - Си
20
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.2. АЛЮМИНИЙ И ТЕРМИЧЕСКИ
НЕУПРОЧНЯЕМЫЕ КОРРОЗИОННО-
СТОЙКИЕ И СВАРИВАЕМЫЕ СПЛАВЫ
1.1.2.1. ТЕХНИЧЕСКИЙ АЛЮМИНИЙ
Алюминий характеризуется малой плот-
ностью, высокой пластичностью и коррози-
онной стойкостью, высокими тепло- и элек-
тропроводностью, также отражательной спо-
собностью и хорошей свариваемостью. Благо-
даря этим свойствам, он применяется почти
во всех отраслях промышленности.
В зависимости от содержания примесей
алюминий разделяется на сорта: технический
(табл. 1.1.3), высокой и особой чистоты.
Механические свойства алюминия зави-
сят от содержания основных примесей железа,
кремния, а также меди, увеличение которых
приводит к повышению прочности (рис. 1.1.1).
Главным методом упрочнения техниче-
ского алюминия является нагартовка. Меха-
нические свойства нагартованного алюминия
изменяются в зависимости от степени холод-
ной деформации и температуры отжига. При
температурах отжига 150 - 230 °C происходит
возврат - частичное снижение прочностных
свойств, при температуре 260 °C наблюдается
начало рекристаллизации, а при 340 °C про-
цесс рекристаллизации заканчивается, что
сопровождается резким снижением прочности
и повышением пластичности.
Для алюминия, склонного к росту зерна,
важной практической проблемой является соз-
дание достаточно однородной и мелкозерни-
стой структуры, что регулируется в том числе
степенью холодной деформации и режимами
отжига. Область критических деформаций (при
которых происходит значительный рост зерна)
составляет 10 - 12 % в случае проведения по-
X Si+Fe+Cu, %
Рис. 1.1.1. Изменение прочностных свойств алюминия
в отожженном состоянии в зависимости от содержания
примесей
следующего отжига при температуре 350 °C.
Росту зерна способствуют медленные
скорости нагрева до температуры отжига.
С повышением температуры отжига от
400 до 500 °C область критических степеней
деформации смещается с6-16до2-3%;
при температуре отжига 500 - 520 °C она
практически не изменяется: С уменьшением
размера зерна в исходном алюминии значе-
ния критических степеней падают, особенно у
чистых сортов алюминия (99,99 %).
1.1.3. Химический состав (%) технического алюминия
Марка А1, не менее Примеси, не более
Российская Между- народная Си Mg Мп Fe Si Zn Ti
Буквенная Цифровая
АД00 1010 1070А 99,70 0,015 0,02 0,02 0,16 0,16 0,07 0,05
АД00Е*1 1010Е 1370 99,70 0,01 - - 0,20 0,08 0,05 0,01-2
АДО 1011 1050 99,50 0,02 0,05 0,025 0,30 0,30 0,10 0,10
АД0Е ЮНЕ 1350 99,50 0,05 - - 0,40 0,30 0,07 0,05‘2
АД1 1013 1230 99,30 0,05 0,05 0,025 0,30 0,30 0,10 0,15
АД 1015 1200 98,80 0,10 0,10 0,10 0,50 0,50 0,10 0,15
*’ Буква Е обозначает алюминий с гарантированными электротехническими характеристиками.
*2 X(Ti, V, Мп, Сг).
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
21
Примеси, присутствующие в алюминии,
оказывают решающее влияние на его рекристал-
лизацию. Большинство из них повышает темпе-
ратуру рекристаллизации алюминия и измель-
чают зерно. Наиболее сильное повышение тем-
пературы рекристаллизации сверхчистого алю-
миния (99,999 %), полученного зонной плавкой,
вызывают примеси хрома, марганца и железа.
С уменьшением чистоты алюминия тем-
пература рекристаллизации от добавок других
элементов может изменяться по другому за-
кону. Так, у технических сортов алюминия
малые добавки Мп, V, Ti, Zr мало изменяют
температуру рекристаллизации. Существенное
повышение температуры рекристаллизации
имеет место при концентрациях этих элемен-
тов, близких к растворимости при температу-
ре отжига, а максимальные значения темпера-
туры рекристаллизации наблюдаются при
концентрациях легирующих элементов, отве-
чающих их предельной растворимости в алю-
минии. По степени влияния на повышение
температуры рекристаллизации элементы
располагаются следующим образом: V, Мп,
Сг, Ti, Zr. Полуфабрикаты и изделия из алю-
миния применяются в трех состояниях - ото-
жженном, полунагартованном и нагартован-
ном (табл. 1.1.4 - 1.1.7).
1.1.4. Гарантируемые механические свойства (не менее) листов из алюминия АДО, АД1
Состояние Толщина листа, мм Ов, МПа Зю, %
0,5 £60 20
М От 0,6 до 0,9 £60 25
" 1,0 ” 10,0 £60 28
От 0,5 до 0,8 145 3
Н* ” 0,9 ” 4,0 145 4
” 4,1 " 10,0 130 5
ГК От 5,0 до 10,5 70 15
♦Степень холодной деформации при прокатке не менее 60 %; для полунагартованного со-
стояния Н2 со степенью деформации 40 - 60 % сгв = 100 ... 135 МПа, 8до = 8 %.
1.1.5. Типичные механические свойства листов технического алюминия при 20 °C
Состояние <*в ст0,2 810 Е G * тср НВ Ц
МПа % ГПа МПа
М 80 30 35 80 71 27 35 55 25 0,31
н 150 100 6 60 71 27 42 - 63 - 32 0,31
"Kt =1; f = 40 Гц; N = 2 107.
1.1.6. Механические свойства алюминия АД1 при 20 °C и низких температурах (прессованный пруток)
Характеристика Температура, °C
20 -70 -196 -253 -269
ов, МПа 60 100 160 280 355
о0>2, мПа 40 45 50 55 65
«э 35 45 50 45 -
1.1.7. Временное сопротивление сгв (МПа) листов из алюминия при 20 °C и
высоких температурах (после выдержки в течение 10000 ч)
Состояние Температура, °C
20 100 150 200 250 300 350
М 80 65 50 37 25 18 15
Н 150 135 НО 40 27 23 15
22
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.8. Показатели штампуемости при различных операциях формообразования
Состояние л выт ^отб ^ВЫД ’ ^min
М 1,8 - 1,9 1,4 - 1,5 18 - 22 (0,3 4- 0,5) 5*
Н2(П) 1,85 - 1,95 1,35 - 1,40 7 - 10 (0,8 + 1,0)5
*5 - толщина листа, мм.
стояние М
... 2,71
... 2,92
... 226
100,
Состояние Н
2,71
3,02
216
100 - 200, 100 - 300
Технический алюминий и его сварные
соединения обладают высокой коррозионной
стойкостью; склонность к межкристаллитной,
расслаивающей коррозии и коррозионному
растрескиванию отсутствуют, склонен к то-
чечной коррозии. Защита от коррозии в зави-
симости от назначения детали осуществляется
анодноокисными, химическими и лакокра-
сочными покрытиями.
Физические свойства приведены ниже.
Сс
у , г/см3
р • 108 , Ом м
Л , Вт/(м- К)
Д °C ... 20-
а-106, 1/К
(для состоя-
ния М) ... 24 25,4 27,4
Термической обработкой алюминий не
упрочняется. Для полного разупрочнения
нагартованного алюминия производится от-
жиг при температурах 300 - 500 °C с охлаж-
дением на воздухе или в воде. Для частич-
ного снятия упрочнения нагартованного
алюминия производится отжиг при темпе-
ратурах 150 - 300 °C.
Алюминий обладает высокой технологи-
ческой пластичностью. Он легко подвергается
деформации (табл. 1.1.8). Сварка может осуще-
ствляться всеми методами. Обрабатываемость
резанием плохая вследствие высокой вязкости.
Алюминий находит применение почти
во всех отраслях промышленности и в быту.
Он используется в химической и пищевой
промышленности, так как не взаимодействует с
концентрированной азотной кислотой, органи-
ческими кислотами и пищевыми продуктами.
Из него изготовляется различная тара, емко-
сти, домашняя утварь, упаковочный материал.
Алюминий используется в строительстве, авто-
мобиле- и вагоностроении, электротехнике.
Алюминий марки АД1 применяется в качестве
плакирующего слоя на листах из сплавов типа
дуралюмин, обеспечивая защиту от коррозии.
1.1.2.2. СПЛАВЫ СИСТЕМЫ AI - Мп
Сплавы алюминия с марганцем, а в ряде
случаев с добавкой магния (табл. 1.1.9), отли-
чаются от технического алюминия повышен-
ными прочностными свойствами при сохра-
нении высокой пластичности. Для них харак-
терна также высокая коррозионная стойкость
и хорошая свариваемость.
Повышенные прочностные свойства
сплавов системы А1 - Мп связаны с особым
поведением сплавов в условиях кристаллиза-
ции - образованием пересыщенных твердых
растворов и их дальнейшим распадом при
последующих нагревах с выделением дис-
персных частиц марганцовистых фаз. Марга-
нец играет роль антирекристаллизатора, за-
трудняющего процесс рекристаллизации, что
приводит к повышению температуры рекри-
сталлизации. На конечной стадии рекристал-
лизации марганец измельчает рекристаллизо-
ванное зерно.
Присутствие примесей железа и кремния
снижает растворимость марганца. Железо в
значительной степени снижает технологиче-
скую пластичность и относительное удлине-
ние из-за образования грубых первичных
кристаллов тройной фазы FeMnAlg. При со-
вместном присутствии железа и кремния пред-
почтительно образуется фаза Т (AlwM^Si),
кристаллизующаяся в виде мелких частиц;
поэтому с увеличением содержания примесей
повышается пластичность сплавов системы
А1 - Мп, что связано и с уменьшением разме-
ра зерна (табл. 1.1.10).
1.1.9. Химический состав (%) деформируемых сплавов системы AI - Мп (остальное - А1)
Марка сплава Си Мп Mg Fe Si Ti
российская междуна- родная
буквенная цифровая
АМц 1400 3003, 3103 0,1 0,2 1,0 - 1,6 0,7 0,6 0,2
ММ 1403 3005 0,2 0,2 - 0,5 1,0 - 1,4 0,6 1,0 0,1
Д12 1521 3004, 3104 0,1 0,8 - 1,3 1,0 - 1,5 0,7 0,7 0,1
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
23
1.1.10. Характеристики* сплава АМц в отожженном состоянии при различном содержании примесей
Fe Si OB , МПа 8 , % Размер зерна
%
0,15 0,20 155/115 9/18 Очень крупное / Среднее
0,15 0,80 135/145 18/18 Среднее / Среднее
0,80 0,20 125/120 24/24 Среднее / Мелкое
*В числителе - для температуры отжига 350 °C, в знаменателе - для 500 °C.
1.1.11. Зеренная структура отожженных (500 °C, 1 ч) листов из сплава системы А1 - Мп
после различной степени холодной деформации в
£ , % Число зерен в 1 мм2 * £ , % Число зерен в 1 мм2 *
60 20 - 30/15 - 250 90 40 - 50/400 - 700
70 20 - 30/300 - 600 95 100 - 150/400 - 700
80 30 - 60/400 - 700
*В числителе - без гомогенизации слитков, в знаменателе - после гомогенизации при 600 °C.
Титан также способствует измельчению
зерна сплавов системы А1 - Мп. Для получения
мелкокристаллической структуры холодноката-
ных листов из сплава АМц применяется высо-
котемпературная гомогенизация слитков при
600 - 630 °C, в результате которой устраняется
внутридендритная ликвация марганца и сни-
жается температура рекристаллизации.
Измельчению зерна листов способствует
увеличение степени холодной деформации
при прокатке (табл. 1.1.11).
Несмотря на некоторое повышение
прочности в результате введения марганца,
она остается невысокой, и для дополнитель-
ного упрочнения прибегают к холодной де-
формации (нагартованные состояния). Меха-
нические свойства сплава АМц приведены в
табл. 1.1.12 - 1.1.17.
.1.1.12. Гарантируемые механические свойства (не менее) полуфабрикатов из сплава АМц
Полуфабрикаты Состояние СТВ , МПа 8 , % ”^ср ’ МПа
Листы толщиной, мм:
0,3 - 3,0 М < 100 - 150 22 20 -
3,0 - 6,0 -
0,3 - 6,5 Н2(П) 150 - 220 6 -
0,3 - 0,5 1 -
0,5 - 0,8 Н 190 2 -
0,8 - 1,2 3 30
1,2 - 6,0 4 40
Трубы всех размеров М < 130 - -
Н 140 - -
Профили всех размеров и м < 170 16 160
прутки гп 170 -
Проволока для заклепок Без т.о. - - 70
Плиты толщиной 11-25 мм ГК 120 15 -
24
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.13. Типичные механические свойства сплава АМц при 20 °C (лист толщиной 2 мм)
Состояние <*в а0,2 8 У Е G НВ тср <*-Г
МПа % ГПа МПа
Н 220 180 5 50 71 27 55 ПО 100
Н2 (П) 170 130 10 55 71 27 40 100 65
м 130 50 23 70 71 27 30 80 50
*Kt =1; / = 40 Гц; N = 5 • 108 .
1.1.14. Механические свойства сплава АМц при 20 °C и низких температурах
(плита толщиной 25 мм; состояние без т.о.)
Температура,°C <*в а0,2 85, %
МПа
20 150 120 24
-196 300 155 34
-253 445 170 33
-269 450 175 27
1.1.15. Механические свойства сплава АМц при 20 °C и высоких температурах
(лист толщиной 3 мм в состоянии М)
Характеристика Температура, °C
20 100 150 175 200 250 300
СТВ, МПа ПО 95 85 75 70 55 45
8,% 30 35 39 41 41 43 45
1.1.16. Механические свойства сплава АМц (лист толщиной 3 мм) при 20 °C после нагрева*
Характеристика Состояние Температура нагрева и испытания, °C
20 100 150 175 200 250 300
СТ в, МПа м 110/90 88/85 80/77 70/66 65/58 50/44 40/30
8 , % 30/40 - 39 45 41 45 40
п 170 160 145 • ПО 70 48
СТВ, МПа н 220 200 175 - 105 60 70
* В числителе - в течение 10 000 ч, в знаменателе - 200 ч.
Коррозионная стойкость сплавов систе- мы А1 - Мп близка к коррозионной стойкости чистого алюминия, стойкость сварного шва такая же, как основного металла. Физические свойства этих сплавов даны в табл. 1.1.17. Плотность сплавов составляет 2,73 г/см3.
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
25
1.1.17. Физические свойства листов из сплава АМц
Характеристика Температура, °C
20 100 200 300 400 20 - 100 20 - 200 20 - 300
Н П м
X , Вт/(м • К) 155 163 180 180 180 184 189 - - -
Сср, Дж/(кг К) - - - 1,09 1,17 1,30 1,30 - - -
а • 106 , 1/К - - - - - - - 23,2 24,3 25,0
Технологические свойства. Сплавы А1 -
Мп не упрочняются термической обработкой.
Для полного разупрочнения нагартованного
материала после холодной деформации про-
водится отжиг при температурах 300 - 500 °C
с охлаждением на воздухе. Для частичного
разупрочнения и повышения пластичности
проводится низкотемпературный отжиг при
200 - 290 °C.
Эти сплавы деформируются при произ-
водстве полуфабрикатов в горячем и холод-
ном состоянии, интервал горячей деформации
320 - 470 °C. Охлаждение после деформации -
на воздухе. Температура ковки и штамповки
420 - 470 °C.
Параметры штампуемости листов из
сплава АМц в отожженном состоянии при
операциях формообразования деталей сле-
дующие: #выт = 1,8... 1,9; = 1,4... 1,5 ;
*выд =18...22 %; /?niin = 0,8...0,555.
Сплавы А1 - Мп хорошо свариваются
аргонодуговой, газовой и контактной сваркой.
Обрабатываемость резанием неудовлетвори-
тельная, особенно в отожженном состоянии.
Эти сплавы используются в различных
отраслях промышленности: для малонагру-
женных деталей (сварные баки, бензо- и мас-
лопроводы и др.), изготовляемых глубокой
вытяжкой; для радиаторов тракторов и авто-
мобилей, в строительстве, для упаковочных
материалов и т.д. Используются для заклепок
из проволоки.
1.1.2.3. СПЛАВЫ СИСТЕМЫ Al - Mg (МАГНАЛИИ)
Алюминиевые деформируемые сплавы
на основе системы Al - Mg являются термиче-
ски неупрочняемыми. Поэтому они имеют
невысокие прочностные характеристики -
временное сопротивление и, в особенности,
предел текучести, но отличаются высокими
пластическими свойствами, хорошей корро-
зионной стойкостью в различных средах, хо-
рошо свариваются аргонодуговой сваркой. Из
этих сплавов выпускаются все виды деформи-
рованных полуфабрикатов, прежде всего ка-
таные - плиты, листы, ленты, а также прессо-
ванные панели, профили, прутки, трубы и
кованые - поковки, штамповки. Полуфабри-
каты могут выпускаться в термически необра-
ботанном состоянии, после отжига, а некото-
рые виды полуфабрикатов, изготовляемые
холодной обработкой давлением - в нагарто-
ванном состоянии. Нагартовка повышает
прочностные характеристики, особенно пре-
дел текучести, но снижает пластичность. По-
следующая сварка снимает нагартовку в зоне
термического влияния сварного соединения,
и механические свойства в указанной зоне
соответствуют свойствам в отожженном со-
стоянии. Имеется большое число марок про-
мышленных сплавов на основе системы А1 -
Mg (табл. 1.1.18), полуфабрикаты из них се-
рийно выпускаются металлургическими заво-
дами. Сплавы в таблице расположены в по-
рядке увеличения содержания основного ле-
гирующего компонента - магния. Увеличение
содержания магния обусловливает рост проч-
ностных свойств, каждый процент магния
повышает временное сопротивление на 30 МПа
(рис. 1.1.2).
0,5 f,5 2.5 3,5 4.5 5,5 6,5 7,5 8.5 9.5
М9,7»
> ill_____|_|__|_L_J_|
AMrlAMrZ Mr 4 AMr6 A Mr9
Рис. 1.1.2. Зависимость характеристик прочности и
пластичности сплавов системы Al - Mg
от содержания магния
1.1.18. Химический состав (%)* деформируемых сплавов системы Al - Mg (остальное - А!)
Марка сплава Си Mg Мп Zn Fe Si Ti Cr Be
Российская Международная
Буквенная Цифровая
АМгО,5 - 5005,5110 0,1 0,4 - 0,8 0,2 - 0,1 0,1 - - -
АМг! 1510 5305 0,1 0,7 -1,6 0,2 - 0,10 0,10 - - -
АМг2 1520 5251 0,1 1,8 - 2,6 0,2 - 0,6 0,1 0,4 0,4 0,1 0,05 -
АМгЗ 1530 5754, 5954 0,1 3,2 - 3,8 0,3 - 0,6 0,2 0,5 0,5 - 0,8 0,1 0,05 -
АМг4 1540 5083, 5086 0,1 3,8 - 4,5 0,5 - 0,8 0,2 0,4 0,4 0,02 - 0,10 0,05 - 0,25 0,0002 - 0,005
АМг5 1550 5056 0,1 4,8 - 5,8 0,3 - 0,8 0,2 0,5 0,5 0,02-0,10 - 0,0002 - 0,005
АМгб 1560 - 0,1 5,8 - 6,8 0,5 - 0,8 0,2 0,4 0,4 0,02 - 0,10 - 0,0002 - 0,005
АМгбпч - - 0,05 5,8 - 6,8 0,5 - 0,8 0,2 0,15 0,1 0,02 - 0,10 - 0,0002 - 0,005
АМг61 1561 - 0,1 5,5 - 6,5 0,7 -1,1 0,2 0,4 0,4 - 0,02 - 0,12 Zr 0,0001 - 0,003
- 01570 - 0,1 5,3 - 6,3 0,2 - 0,6 0,1 0,3 0,2 - 0,05 - 0,15 Zr 0,15 - 0,35 Sc 0,0002 - 0,005
*В разд. 1 элементы, для которых указано одно значение (максимально допустимое), являются примесями; элементы, для которых указан
интервал содержания, являются легирующими.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
27
Минимум на кривых изменения характери-
стики пластичности соответствует сплавам с
содержанием магния около 3,5 %. При увели-
чении содержания магния от 0,5 до 3,5 %
относительное удлинение снижается с 35 до
25 %, а при дальнейшем повышении содер-
жания магния удлинение незначительно по-
вышается.
Магналии также содержат добавки мар-
ганца и титана. Добавка марганца способству-
ет повышению прочностных свойств полу-
фабрикатов и с этой целью вводится в количе-
стве 0,2 - 0,8 %; добавка титана используется в
качестве модификатора литой зеренной структу-
ры в слитках непрерывного литья, в сварных
швах, уменьшая тем самым склонность сплавов
к кристаллизационным трещинам при литье и
при аргонодуговой сварке. При содержании в
сплаве > 5 % магния в состав сплавов вводят
малую добавку бериллия, назначение которой -
предохранять алюминиевый расплав от ин-
тенсивного окисления во время плавки и
литья слитков, в процессе сварки полуфаб-
рикатов, при горячей обработке давлением.
Магний образует с алюминием диаграмму
эвтектического типа с ограниченной раство-
римостью (рис. 1.1.3). Основной является
фаза AljMg2; кроме того в сплавах могут при-
сутствовать фазы, содержащие марганец, а
также фаза, образуемая примесью кремния с
магнием Mg2$i. Увеличение содержания не-
избежных примесей в алюминиевых сплавах
железа и кремния снижает пластичность и
коррозионную стойкость полуфабрикатов,
отрицательно сказывается на характеристиках
технологической пластичности как в метал-
лургическом, так и в машиностроительном
производствах.
Деформированные полуфабрикаты из
сплавов системы Al - Mg в большинстве слу-
чаев имеют рекристаллизованную структуру,
кроме прессованных полуфабрикатов из спла-
ва АМгб с содержанием марганца, ближе к
верхнему пределу и полуфабрикатов из сплава
1561, имеющего повышенное содержание
марганца и дополнительно легированного
цирконием.
Исключением из этого правила является
сплав 01570, легированный совместной добав-
кой скандия и циркония. Все виды полуфаб-
рикатов из этого сплава имеют перекристал-
лизованную (полигонизованную) структуру и
благодаря этому обладают повышенными
прочностными свойствами.
Была разработана серия новых сплавов
на основе системы Al - Mg с добавкой скан-
дия - 01570, 01545, 01535, 01523, 01515. Эти
Рис. 1.1.3. Рановесная диаграмма состояния Al - Mg
(заштрихованная зона - область составов основных
промышленных сплавов)
сплавы различаются содержанием магния
которое меняется от 6 до 1 %. Основное от
личие этих сплавов от традиционных магна
лиев - значительно более высокие прочност
ные показатели. Самым распространенны а
является сплав 01570.
Полуфабрикаты из сплавов Al - Mg под
вергаются только одному виду термическо!
обработки - отжигу. Цель отжига заключаете
в снятии нагартовки, если полуфабрикат!
были получены с использованием холодно;
деформации и переводе их в мягкое, ото
жженное состояние, характеризуемое пони
женным сопротивлением деформации и по
вышенной пластичностью. Кроме того, отжи
как холоднодеформированных, так и горяче
деформированных полуфабрикатов с содер
жанием магния больше 5 % повышает их со
противление расслаивающей коррозии и кор
розии под напряжением. Сплавы с более низ
ким содержанием магния в любом из исполь
зуемых состояний обладают высокой устойчи
востью против любых видов коррозии.
Отжиг полуфабрикатов сплавов Al - М
следует проводить при температуре 310 - 335 °’
в течение 1 - 2 ч с последующим охлаждени
ем на воздухе. При отжиге высоколегирован
ных сплавов АМг5, АМгб, АМг61, 01570
необходимости повышения их сопротивлени
коррозии под напряжением, а также расслаи
вающей коррозии следует при охлаждении
температуры отжига делать выдержку пр
250 - 260 °C в течение 1 ч, затем охлаждать
нерегламентированной скоростью. При отсу
ствии возможности осуществлять ступенчато
охлаждение следует вести охлаждение со скс
ростью не более 30 °С/ч.
Для достижения более высоких про1
ностных свойств некоторые полуфабрикат
из сплавов система Al - Mg выпускают
28
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
нагартованном состоянии с различной сте-
пенью деформации. Эта обработка приме-
нима только к холоднокатаным листам и
холодн ©деформированным трубам. Нагар-
товка повышает прочностные характеристи-
ки и снижает пластичность (рис. 1.1.4).
Гарантируемые и типичные свойства по-
луфабрикатов из промышленных сплавов в
различных состояниях представлены в табл.
1.1.19 - 1.1.27.
1.1.19. Гарантируемые (не менее) механические свойства катаных полуфабрикатов
из сплавов системы Al - Mg
Сплав Состояние Полуфабрикат Толщина, мм <*в а0,2 СО
МПа
М 0,5 - 1,0 < 165 - 16
1,0 - 10,5 < 165 - 18
0,5 - 1,0 234 - 315 145 5
Н2 1,0 - 5,0 234 - 315 145 6
АМг2 Листы 5,0 - 10,0 225 135 6
н 0,5 - 1,0 265 215 3
1,0 - 10,5 265 215 4
5,0 - 10,5 175 - 7
ГК, без т.о. Плиты 11,0 - 25,0 175 - 7
25,0 - 80,0 155 - 6
0,5 - 0,6 < 195 <, 90 15
М 0,6 - 5,5 < 135 <; 100 15
4,5 - 10,5 < 185 < 80 15
АМгЗ Листы 0,5 - 1,0 245 195 7
Н2 1,0.- 5,0 245 195 7
5,5 - 10,5 235 175 6
Без т.о. 5,0 - 6,0 185 80 12
6,0 - 10,5 185 80 15
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
29
Продолжение табл. 1.1.19
Сплав Состояние Полуфабрикат Толщина, мм <*в ст0,2 8 , %
МПа
АМгЗ Без т.о. Плиты 11,0 - 25,0 25,0 - 80,0 185 165 70 60 12 11
0,5 - 0,6 <275 < 135 15
М 0,6 - 4,5 <275 < 145 15
Листы 4,5 - 10,5 £ 275 < 130 15
АМг5 5,0 - 6,0 275 130 12
6,0 - 10,5 275 130 15
Без т.о. Плиты 11,0 - 25,0 25,0 - 80,0 265 255 115 105 13 12
М Листы 0,5 - 0,6 0,6 - 10,5 <305 <315 < 145 < 155 15 15
АМгб 5,0 - 10,5 315 155 15
Без т.о. Плиты 11,0 - 25,0 25,0 - 50,0 305 295 145 135 11 6
50,0 - 80,0 275 125 4
01570 М 0,8 - 2,3 2,5 - 4,5 <400 < 360 < 270 < 240 13 13
Н2 Листы 0,8 - 2,3 410 320 6
Н 0,8 - 2,3 460 410 4
1.1.20. Гарантируемые механические свойства (не меиее) прессованных прутков и профилей
из сплава системы Al - Mg в состоянии без термической обработки
Сплав Полуфабрикаты <*в а0,2 8 , %
МПа
АМг2 Прутки 175 - 13
АМгЗ Профили 175 75 12
Прутки 175 75 13
АМг5 Профили 255 115 15
Прутки 265 118 15
АМгб Профили, прутки 315 155 15
Панели 315 155 15
АМг61 Профили 330 205 11
(1561) Прутки 330 155 - 205 11
Панели 330 185 11
01570 Прутки 402 245 14
Профили 392 255 14
30
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.21. Гарантируемые механические свойства (не менее) прессованных труб из сплавов
системы Al - Mg в состоянии "без термической обработки" (без т.о.) и в отожженном состоянии (М)
Сплав и состояние <*в 1 <*0,2 5, %
МПа
АМг2, АМг2М 155 60 10
АМгЗ, АМгЗМ 180 70 15
АМг5, АМг5М 255 НО 15
АМгб, АМгбМ 315 145 15
1.1.22. Гарантируемые механические свойства (не менее) катаных и
тянутых труб из сплавов Al - Mg
Сплав и состояние <*в 1 <*0,2 S, %
МПа
АМг2М < 155 - -
АМг2Н 225 - -
АМгЗМ < 185 70 15
АМгЗН 225 100 -
АМг5М < 265 <200 15
АМг5Н 315 165 -
АМгбМ < 315 < 145 15
АМгбН 345 195 -
1.1.23. Типичные механические свойства листов толщиной 2 мм в отожженном состоянии при 20 °C
Сплав Y, г/см3 Е, ГПа <*в, МПа <*0,2, МПа 5, % <*пц, МПа о’-!, МПа кси, Дж/см2 KCV, Дж/см2 <*-0,2» МПа
АМг! 2,7 69 120 50 28 - 55 - - 50
АМг2 2,68 69 190 100 23 - 85 40 25 100
АМгЗ 2,67 68 230 120 23 80 90 40 25 120
АМг5 2,66 69 300 150 .20 120 105 30 20 160
АМгб 2,64 69 340 170 19 100 90 30 20 180
01570 2,64 70 430 320 16 - - - - -
*АГ/ = 1; /= 40 Гц; АГ=5- 108.
1.1.24. Типичные механические свойства листов толщиной 2 мм
в отожженном состоянии при низких температурах
Сплав огв, МПа, при Т, °C сто,2, МПа, при Т, °C 5, %, при Т, °C
-70 -196 -70 -196 -70 -196
АМг! 150 230 - - 35 45
АМг2 200 310 - - - -
АМгЗ 230 330 95 100 29 43
АМг5 310 400 160 190 24 28
АМгб 350 460 - - 26 33
1.1.25. Гарантируемые механические свойства поковок и штамповок из сплавов системы Al - Mg
в отожженном состоянии в зависимости от направления волокна (Д, П, В)
Сплав Толщина, мм ов, МПа <?0,2> МПа S, % НВ
Д П В д п д п в
Поковки
АМг2 До 75 165 145 135 - - 15 13 11 44,0
АМгЗ ” 75 185 165 155 70 - 15 12 10 44,0
" 75 275 - - 145 - 15 - - 63,5
” 75 316 305 305 135 130 15 14 14 63,5
АМгб 76 - 100 295 295 295 130 130 14 14 14 63,5
100 - 300 285 285 285 120 120 И 11 11 63,5
Штамповки
АМг2 До 75 165 145 135 - - 15 12 10 44,0
АМгЗ " 75 185 165 155 70 - 15 12 10 44,0
АМг5 " 75 275 - - 145 - 15 - - 63,5
До 75 315 305 305 155 130 15 14 14 63,5
АМгб 76 - 100 295 295 295 130 130 14 14 14 63,5
100 - 300 285 285 285 120 120 11 11 И 63,5
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
1.1.26. Типичные механические свойства листов толщиной 2 мм из сплавов системы Al — Mg при повышенных температурах
Сплав и состояние Е, ГПа, при Т, °C ств, МПа, при Т, °C сто,2, Мпа, при Т, °C 5, %, при Т, °C
100 150 200 100 150 200 250 300 100 150 200 250 300 100 150 200 250 300
AMrIM 59 55 - 120 110 90 60 40 - - - - - 25 30 40 55 65
АМГ2М 59 55 - 170 160 130 ПО 70 90 80 60 - - 25 35 45 60 75
АМг2Н - - - 270 240 210 170 80 230 210 150 90 - 6 10 15 25 65
АМгЗМ - - - 220 190 150 120 - ПО 100 100 60 - 25 40 50 60 -
АМг5М 62 57,5 55 270 230 180 140 ПО 150 140 120 90 60 30 35 50 55 65
АМгбМ 62 58 55,5 310 260 190 160 130 150 140 120 100 60 25 35 55 55 60
01570М 63 - - 410 315 220 150 60 310 240 170 115 50 26 28 30 47 62
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
АЛЮМИНИЙ И ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЕ СПЛАВЫ
33
1.1.27. Типичные механические свойства штамповок из сплавов системы Al - Mg в отожженном
состоянии в зависимости от направления волокна
Сплав Толщина, мм огв, МПа ого,2> МПа 8, % НВ
д П В Д П Д П В
АМг2 До 75 180 180 - 90 90 35 20 - 52,0
76 - 100 180 - - 90 - 25 - - 50,5
АМгб До 75 335 335 325 170 170 20 20 18 82,5
76 - 100 335 335 325 170 170 20 19 18 80,5
01570 60 - 300 380 370 365 260 230 21 21 17 -
1.1.28. Типичные физические свойства промышленных сплавов в отожженном состоянии
Сплав X, Вт/м • К) р, Ом • м у, г/см3 а • 106, 1/К ср, Дж/(кг • К) Интервал температур плавления, °C
АМг1 185 3,4 2,7 23,4 0,92 638 - 657
АМг2 155 4,8 2,68 24,2 0,97 627 - 652
АМгЗ 147 4,9 2,67 23,5 0,88 593 - 643
АМг4 134 5,9 2,65 24,1 0,91 571 - 638
АМг5 121 6,4 2,65 - - -
АМгб 118 6,8 2,64 24,7 0,92 -
Физические свойства сплавов алюминий -
магний представлены в табл. 1.1.28.
По мере увеличения степени легирова-
ния сплавов почти в 2 раза снижается тепло-
проводность и возрастает электросопротивле-
ние, что объясняется увеличением концен-
трации магния в твердом алюминиевом рас-
творе. Плотность сплавов при этом незначи-
тельно снижается. Средний коэффициент
линейного расширения, удельная теплоем-
кость практически не зависят от содержания
магния, температуры начала и конца плавле-
ния сплавов с ростом содержания магния
заметно снижаются, при этом температура
конца плавления снижается в большей степе-
ни, чем температура начала плавления, обу-
словливая расширение температурного интер-
вала плавления. Последний фактор отрица-
тельно сказывается на технологичности спла-
вов при литье слитков и сварке плавлением.
Основные показатели технологической
пластичности листов из сплавов системы А1 -
Mg при холодной штамповке приведены в
табл. 1.1.29. Листы обладают в отожженном
состоянии удовлетворительной штампуемо-
стью, повышение содержания магния не
ухудшает этих показателей. Нагартовка замет-
но снижает штампуемость листов.
Технологическая штампуемость листов
сплава 01570 в отожженном состоянии срав-
нительно низкая и проведение штамповки
вызывает определенные трудности. Эта опе-
рация может быть заменена пневмоформов-
кой в состоянии сверхпластичности. Листы из
сплава 01570 обладают природной сверхпластич-
ностью, которая проявляется при 450 - 500 °C
в достаточно широком деформационно-ско-
ростном интервале. После сверхпластической
деформации прочностные характеристики
листов снижаются незначительно.
Сплавы системы Al - Mg обладают хо-
рошей свариваемостью. С повышением со-
держания магния коэффициент трещинообра-
зования при сварке уменьшается (табл.
1.1.30). Однако в связи с увеличением темпе-
ратурного интервала плавления и повышени-
ем концентрации водорода с ростом содержа-
ния магния пористость сварных соединений
возрастает.
Сварные соединения этих сплавов, как и
сварные соединения других сплавов, ослабле-
ны по сравнению с основным материалом. Это
относится к характеристикам прочности, пла-
стичности и в особенности к характеристикам
2 Зак. 225
1.1.29. Показатели штампуемости* листов толщиной 2 мм при различных операциях формообразования
Сплав и состояние Вытяжка Отбортовка Выдавка Радиус при гибке на 90°
А„р Араб Апр Араб Апл Amin Араб
АМГ1М 2,02 - 2,05 - 1,65 - 1,70 - 0,29 - 0,3 0,4 - 0,39 (0,7 - 0,9)5 -
АМг2М 2,0 - 2,6 1,8 - 1,85 1,52 - 1,56 1,32 - 1,40 0,23 - 0,26 0,36 - 0,42 (0,6 - 1,0)5 (1,0 -1,5) 5
АМгЗМ 1,92 1,86 1,86 1,63 0,22 - 0,25 0,36 - 0,32 15 25
АМг4М 1,85 - 1,90 1,65 - 1,70 1,5 - 1,65 1,35 -1,45 0,17 - 0,19 - (1,0 - 1,55)5 (1,5 - 2,5) 5
АМг5М 1,7 - 1,87 1,85 - 2,02 1,3 -1,5 1,42 - 1,62 0,24 - 0,29 0,37 - 0,46 (0,6 - 1,0)5 (2,0 - 2,5) 5
АМгбМ 2,0 - 2,06 1,8 - 1,85 1,52 - 1,56 1,32 - 1,4 0,22 - 0,25 0,35 - 0,4 (0,6 - 1,0)5 2 5
АМгбН 1,4 - 1,16 - - - 55 -
*Апр, Араб “ предельный и рабочий коэффициенты вытяжки; Aj^, А^ф - коэффициенты плоского и сферического выдавливания; Amjn, Араб -
соответственно минимальный и рабочий радиусы гиба.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
35
1.1.30. Свойства сварных соединений листов толщиной 2 мм сплавов системы Al - Mg
Сплав Освв, МПа Коэффициент ослабления сварного соединения О ВВ /о в Коэффициент трещино- образования Ктр, % Угол загиба, °
АМг1 90 0,9 15 120
АМг2 170 0,9 10 120
АМгЗ 210 0,9 5 120
АМг5 240 0,9 10 90
АМгб 290 0,85 5 90
01570 400 0,85 0 100
коррозионной стойкости. Сварные соедине-
ния из низколегированных сплавов АМг1,
АМг2, АМгЗ обладают высокой коррозионной
стойкостью. Сварные соединения сплавов с
более высоким содержанием магния АМг5, и
особенно сплавов АМгб, 01570, при опреде-
ленных условиях эксплуатации (агрессивная
коррозионная атмосфера, длительные низко-
температурные нагревы сварных соединений)
могут проявить склонность к коррозии под
напряжением и к расслаивающей коррозии
(сплав 01570). С целью повышения устойчи-
вости сварных соединений к коррозии под
напряжением и расслаивающей коррозии
следует перед сваркой полуфабрикаты под-
вергать ступенчатому отжигу.
Сплавы на основе системы Al - Mg ис-
пользуют в различных отраслях народного
хозяйства.
В сплавах АМг0,5, АМг1 жестко регла-
ментируется содержание примесей; полуфаб-
рикаты из этих сплавов следует использовать
в изделиях, где требуются повышенная деко-
ративность и высокая отражательная спо-
собность.
Сплавы АМг2, АМгЗ применяются в
слабонагруженных сварных конструкциях,
способных работать длительное время в дос-
таточно агрессивной коррозионной атмосфе-
ре. Эти сплавы наиболее широко используют-
ся, и главным образом в виде листов.
Сплавы АМг5, АМгб применяют в свар-
ных конструкциях для изготовления емко-
стей, используемых в том числе при криоген-
ных температурах.
Полуфабрикаты из сплава АМг61 нашли
применение в судостроении. Сплав 01570
является сравнительно новым, и полуфабри-
каты из этого сплава применяются в ракетно-
космической технике, а также опробуются для
других целей.
1.1.3. СПЛАВЫ ПОВЫШЕННОЙ
ПЛАСТИЧНОСТИ И КОВОЧНЫЕ
СРЕДНЕПРОЧНЫЕ
1.1.З.1. СПЛАВЫ ПОВЫШЕННЫХ ПЛАСТИЧНОСТИ И
КОРРОЗИОННОЙ СТОЙКОСТИ СИСТЕМЫ Al - Mg - Si
Общая характеристика. Сплавы системы
Al - Mg - Si относятся к термически упроч-
няемым сплавам. Интерес к сплавам систе-
мы Al - Mg - Si обусловлен комплексом цен-
ных свойств: хорошей коррозионной стойко-
стью, технологичностью в металлургическом и
машиностроительном производстве, способ-
ностью подвергаться цветному анодированию,
эмалированию, эматолированию с окрашива-
нием в любой цвет.
Высокая пластичность в горячем состоя-
нии позволяет изготовлять из них очень
сложные по конфигурации тонкостенные
полые полуфабрикаты. Высокую пластичность
эти сплавы имеют в отожженном, свежезака-
ленном и естественно состаренном состоя-
нии, что позволяет подвергать их штамповке,
вытяжке и другим операциям со значитель-
ными степенями деформации. При этом ма-
териал сравнительно мало упрочняется и до-
пускает значительно большие вытяжки, чем
сплавы АМг5 и АМгб системы Al - Mg, кото-
рые быстро наклепываются при холодный
пластической деформации.
Сплавы системы Al - Mg - Si удовлетво-
рительно свариваются аргонодуговой, ролико-
вой и точечной сваркой.
Эти сплавы нашли широкое применение
во всем мире в различных отраслях промыш-
ленности, где требуется сочетание средней
прочности, хорошей технологичности, корро-
зионной стойкости и декоративного вида.
Только в стандартах США насчитывает-
ся более 10 сплавов этой системы легирова-
ния. В России разработаны и нашли приме-
нение четыре сплава: АД31, АДЗЗ, АД35 и
АВ, химический состав которых приведен
в табл. 1.1.31.
2*
1.1.31. Химический состав (%) сплавов системы Al - Mg - Si (остальное - Al)
Марка сплава Си Mg Мп Zn Fe Si Ti Cr
российская международная
буквенная цифровая
АД31 1310 6101, 6063 - 0,4 - 0,9 - 0,2 0,5 0,3 - 0,7 0,15 -
АДЗЗ 1330 6061 0,15 - 0,4 0,8 - 1,2 - 0,25 0,7 0,4 - 0,8 0,15 0,15 - 0,35
АД35 1350 6082 - 0,8 - 1,4 0,5 - 0,9 0,2 0,5 0,8 - 1,2 0,15 -
АВ 1340 6151,6351 0,1 - 0,5 0,45 - 0,9 0,15 - 0,35 0,2 0,5 0,5 - 1,2 0,15 -
1.1.32. Нонвариантные реакции в алюминиевом углу диаграммы Al - Mg - Si
Точки реакций на рис. 1.1.5 Реакция Концентрация, % Температура, °C
Жидкость Твердый раствор a
Mg Si Mg Si
А Ж -> Al + Si - 12,5 - 1,65 577
В Ж -> Al + Mg5Al8 34,0 - 17,4 - 450
С* Ж -> Al + Mg2Si 8,15 7,75 1,17 0,68 595
D Ж -> Al + Mg2Si + Si 4,96 12,95 0,85 1,10 55
Е Ж -> Al + Mg2Si + MgsAlg 32,2 0,37 15,3 0,05 449
* На квазибинарном разрезе.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
37
Сплав АД31 характеризуется минималь-
ной прочностью, не содержит элементов-
антирекристаллизаторов (Мп, Сг), что повы-
шает однородность и устойчивость твердого
раствора и улучшает декоративный вид полу-
фабрикатов.
Сплав АД33 кроме Mg и Si содержит Си
и Сг, что обеспечивает более высокую проч-
ность, чем у АД31. Сплав обладает высоким
сопротивлением коррозионной усталости.
По уровню прочности сплавы АД35 и
АВ близки, но достигается этот одинаковый
уровень различными способами. В сплаве
АД35 предусмотрено высокое содержание
марганца, а в сплаве АВ при обычном сред-
нем содержании марганца дополнительно
введена медь. Сплав АД35 имеет высокую
коррозионную стойкость.
Из отечественных сплавов АД31, АДЗЗ и
АД35 выпускаются преимущественно прессо-
ванные полуфабрикаты и штамповки, а из
сплава АВ - плиты, листы, прессованные по-
луфабрикаты и штамповки.
Фазовый состав. В системе Al - Mg - Si
существует квазибинарное сечение Al - Mg2Si,
которое делит диаграмму состояния на две
самостоятельные системы Al - Si - Mg2Si и
Al - Mg5Al8 - Mg2Si (рис. 1.1.5). В равновесии
с алюминиевым твердым раствором находятся
три фазы: Si, MgsAls, Mg2§i (табл. 1.1.32).
Квазибинарный разрез отвечает отноше-
нию концентраций Mg: Si = 1,73. В зависи-
мости от концентрации магния и кремния
сплавы могут располагаться фазовых областях
а + Mg2Si или а + Mg2Si + Si. При среднем
химическом составе сплавы АД31, АД35 и АВ
имеют фазовый состав а + Mg2Si + Si, сплав
АДЗЗ - фазовый состав а + Mg2Si. Совмест-
ная растворимость магния и кремния в твер-
дом алюминии уменьшается с понижением
температуры (табл. 1.1.33), что делает сплавы
системы Al - Mg - Si термически упрочняемыми.
Рис. 1.1.5. Алюминиевый угол диаграммы
Al - Mg - Si. Распределение фазовых областей
в твердом состоянии. Концентрации, отвечающие
точкам А - Е- см. табл. 1.1.33
Уровень механических свойств в основ-
ном определяется содержанием Mg2Si, однако
добавки марганца, хрома и меди вносят до-
полнительное упрочнение. В зависимости от
состава в сплавах могут присутствовать ин-
терметаллические соединения типа AlSiFe,
AlCrFeSi, AlFeMnSi, AlMnSi и др.
Закономерности изменения свойств. Мак-
симальные значения прочности естественно и
искусственно (160 °C, 12 ч) состаренных
сплавов (закалка с 520 °C в воде) соответству-
ет трехфазной области а + Mg2Si + Si при
суммарной концентрации Mg + Si = 2,5 ... 4 %
(рис. 1.1.6).
Временное сопротивление огв этих спла-
вов составляет 340 - 360 МПа и 285 - 295 МПа
соответственно в искусственно и естественно
состаренном состояниях.
1.1.33. Изменение концентрации (%) алюминиевого твердого раствора в зависимости
от температуры для сплавов, отвечающих точкам А - Е диаграммы на рис. 1.1.5
. Темпера- — тура, °C А В с D E
Mg Mg Si Mg Si Mg Si Si
595 - - - 1,17 0,68 - - -
577 - - - 1,10 0,63 - - 1,65
552 - - - 1,00 0,57 0,83 1,06 1,30
527 - - - 0,83 0,47 0,60 0,80 -
502 - - - 0,70 0,40 0,50 0,65 0,80
452 17,4 15,3 0,1 0,48 0,27 0,30 0,45 0,48
402 13,5 11,0 0 0,33 0,19 0,22 0,30 0,29
302 6,7 5,0 0 0,19 0,11 0,10 0,15 0,06
38
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.6. Влияние содержания Mg и Si на о, (а) и 8 (в) в искусственно состаренном состоянии.
Цифры на рис. а - в МПа, на рис. б - в %
а) б)
Рис. 1.1.7. Влияние содержания Mg и Si на сгв (а) и 8 (б) в естественно состаренном состоянии.
Цифры на рис. а - в МПа, на рис. б - в %
При постоянном содержании алюминия
в сплавах Al - Mg- Si в искусственно и естест-
венно состаренном, а также в свежезакален-
ном состояниях, прочность по мере перехода
от стороны Al - Si к стороне Al - Mg растет,
достигает максимума по левую сторону квази-
бинарного разреза Al - Mg2Si, а затем непре-
рывно снижается (см. рис. 1.1.6, 1.1.7). Влия-
ние фазы Mg2Si постепенно уменьшается и
свойства тройных сплавов приближаются к
свойствам двойных Al - Mg сплавов, не
склонных к упрочнению при термической
обработке. Значения относительного удлине-
ния при переходе от бинарных сплавов Al - Si
к сплавам трехфазной области а + Mg2Si + Si
снижаются, а затем вновь растут по направле-
нию к бинарным сплавам Al - Mg.
Введение в тройные сплавы меди в ком-
бинации с марганцем или хромом приводит к
повышению эффекта искусственного старения
и сокращению периода старения, необходимого
для достижения максимальной прочности.
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
39
Коррозионная стойкость полуфабрика-
тов из промышленных сплавов высокая. Они
не склонны к коррозионному растрескиванию
независимо от состояния материала. В искус-
ственно состаренном состоянии общая корро-
зионная стойкость сплавов сильно зависит от
химического состава. Она тем выше, чем
больше содержание в них марганца и хрома,
чем меньше содержание меди и железа и чем
меньше фазы Mg2Si и избыток кремния по
сравнению с количеством, необходимым для
образования химического соединения Mg2Si.
Искусственно состаренные полуфабрикаты
склонны к межкристаллитной коррозии, ко-
торая повышается с увеличением содержания
меди, избытка кремния, а также с повышени-
ем содержания железа, особенно в сплавах без
марганца. В отожженном и естественно соста-
ренном состоянии коррозионная стойкость
сплавов системы Al - Mg - Si высокая и со-
храняется при условии эксплуатации при
температурах не выше 100 °C.
Наилучшей коррозионной стойкостью
обладают сплавы АД31, АДЗЗ. Высокое со-
держание марганца (0,5 - 0,9 %) в сплаве
АД35 при отсутствии в нем меди обеспечивает
высокую коррозионную стойкость, несмотря
на большое содержание упрочняющей фазы
Mg2Si и избыток кремния. Наиболее прочный
сплав АВ по коррозионной стойкости уступа-
ет всем другим промышленным сплавам этой
системы.
Термическая обработка. Для промыш-
ленных сплавов системы Al - Mg - Si рекомен-
дуется нагрев под закалку осуществлять при
температурах 510 - 535 °C, которые обеспечи-
вают максимальное растворение легирующих
элементов и существенно ниже температуры
начала оплавления. Полуфабрикаты и детали
из сплава АВ и вертолетные профили из
сплава АДЗЗ рекомендуется нагревать под
закалку при температурах, близких к нижнему
пределу температурного интервала, а полу-
фабрикаты остальных сплавов - к верхнему
пределу. Охлаждение при закалке обычно
осуществляют в холодной воде. Сплавы сис-
темы Al - Mg - Si характеризуются высокой
устойчивостью пересыщенного твердого рас-
твора и малыми критическими скоростями
охлаждения (табл. 1.1.34, рис. 1.1.8).
е)
Рис. 1.1.8. С-кривые начала распада переохлажденного
твердого раствора, построенные "методом 95 % сть",
в сплавах АДЗЗ (а), АД53 (б), АВ (в). Критические
скорости охлаждения vKp. °С/с: а - 0,5; б, в - 17,0
1.1.34. Влияние температуры закалочной среды на механические свойства* сплавов системы Al - Mg - Si
Сплав и состояние Полуфабрикат (толщина, мм) Направление вырезки образцов Хара ктеристики Температура воды в закалочном баке, °C
20 60 80 100
Профиль, ов, МПа 260 245 240 230
АД31Т1 пруток д/п сто,2? МПа 210 200 190 180
(20 - 100) 6, % 15 14,5 14 14,5
Профиль, ств, МПа 320/285 340/315 335/305 240/230
АДЗЗТ1 пруток д/п сто,2? МПа 280/250 275/265 285/260 185/180
(20) 6, % 12,5/12 13,5/13 12,5/13 14/15
Профиль, ств, МПа 350/325 350/325 235/215 220/215
АД35Т1 пруток д/п оо,2? МПа 305/285 305/285 170/160 150/145
(все размеры) S, % 14/13 13/12 13/14 16,5/16
ств, МПа 395/365 365/355 - 250/235
АВТ1 Пруток (ЮО) д/п оо,2? МПа 350/315 295/280 - 165/155
S, % 14/15 14/15 - 12/14
*В числителе - в долевом направлении, в знаменателе - в поперечном направлении.
1.1.35. Влияние времени выдержки при естественном старении на механические свойства профилей из сплавов системы Al - Mg - Si
Время, ч ств, МПа сто,2? МПа 6, %
АД31 АДЗЗ АД35 АД 31 АДЗЗ АД35 АД31 АДЗЗ АД35
0 148 180 230 - - 105 29,0 27,5 22,0
1 173 203 265 62 70 127 30,3 29,0 18,2
12 200 225 300 82 95 165 26,5 25,5 18,5
48 205 255 310 85 НО 175 26,2 26,5 18,5
120 210 255 315 93 115 180 26,4 27,0 18,0
240 215 265 320 100 123 190 26,5 26,0 17,0
1440 215 270 320 100 120 200 26,3 26,5 17,0
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
41
(прессованный профиль) при температуре, °C:
1 - 120; 2 - 150; 3 - 175; 4 - 200; 5 - 20
Рис. 1.1.10. Кинетика старения сплава АДЗЗ
(прессованный профиль) при температуре, °C:
1- 120; 2- 150; 3- 175; 4- 200; 5-20
Процесс естественного старения сплавов
системы Al - Mg - Si замедленный по сравне-
нию со сплавами типа дуралюмина. Вылежи-
вание при комнатной температуре после за-
калки приводит к монотонному непрерывно-
му повышению прочности, которое практиче-
ски заканчивается через 10 - 15 сут (табл.
1.1.35). Эффект естественного старения доста-
точно высок и составляет 30 - 40 % от абсо-
лютной величины ов и около 50 % от о0,2 в
свежезакаленном состоянии. Однако эффект
упрочнения при естественном старении дос-
тигает лишь 30 - 50 % эффекта искусствен-
ного старения (рис. 1.1.9, 1.1.10).
Максимальные прочностные свойства
при удовлетворительной пластичности обес-
печиваются искусственным старением при
160 -170 °C в течение 10 - 12 ч. В зависимо-
сти от состава сплава, вида полуфабриката и
назначения деталей искусственное старение
может осуществляться при различных режи-
мах (табл. 1.1.36).
Упрочнение при старении сплавов сис-
темы Al - Mg - Si вызывается зонами Гинье-
Престона и метастабильными выделениями
фазы Р' на базе соединения Mg2Si (рис.
1.1.10). В процессе распада пересыщенного
твердого раствора последовательно выделяют-
ся зоны игольчатой формы, параллельные
<100>, зоны игольчатой формы с упорядо-
ченной структурой Р" , метастабильная фаза
Р', пластинчатой формы стабильная фаза р .
Максимальное упрочнение обусловлено
преимущественно выделениями Р' или Р" + Р' .
Перед началом разупрочнения максималь-
ный размер частиц составляет 0,03 мк, что
на порядок меньше, чем в других стареющих
сплавах. Упрочнение в сплавах системы
Al - Mg - Si является в основном следствием
химических эффектов, поскольку ни на ста-
дии образования зон, ни при появлении мета-
стабильной фазы значительные когерентные
напряжения на межфазных границах не обна-
ружены.
Избыток кремния в сплаве ускоряет
распад твердого раствора и увеличивает эф-
фект термообработки, а избыток магния сни-
жает восприимчивость к термообработке.
Эффект упрочнения при искусственном
старении Al - Mg - Si сплавов уменьшается в
результате выдержки при комнатой 20 °C
сплавов в закаленном состоянии, ов и tf02
снижаются на 30 - 50 МПа при перерыве ме-
жду закалкой и искусственным старением
более 1 ч (табл. 1.1.37).
42
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.36. Рекомендуемые режимы старения
Сплав Полуфабрикат Вид старения Режим старения Примечание
АД31, АДЗЗ, АД35, АВ Все виды Естественное 20 °C, 240 - 360 ч Повышенная пластич- ность
АД31, АД35 Все виды Искусственное 160 - 170 °C, 10 - 12 ч Повышенная прочность
АДЗЗ Листы, плиты •I 160 - 170 °C, 18 - 20 ч -
Прессованные по- луфабрикаты, по- ковки, штамповки •I 170 - 180 °C, 8 - 10 ч -
Вертолетные про- фили »• 165 - 165 °C, 10-12ч -
АВ Вертолетные про- фили •I 150 - 165 °C, 10-12ч Оптимальное сочетание прочности, пластично- сти и работоспособно- сти в условиях повы- шенных нагрузок
Все другие виды полуфабрикатов «• 160 - 170 °C, 8 - 15 ч Повышенная прочность
1.1.37. Влияние времени перерыва между закалкой и искусственным старением
на механические свойства сплавов системы Al - Mg - Si
Время перерыва ав, Па <Т0,2> МПа 5, %
АДЗЗ АД35 АВ АДЗЗ АД35 АВ АДЗЗ АД35 АВ
5 МИН 300 353 382 270 283 353 19,0 12,0 15,0
48 ч 260 312 350 235 250 300 20,0 14,0 18,0
48 ч* 295 350 380 270 290 355 20,0 13,0 14,5
* Перерыву предшествовало кратковременное искусственное старение при 180 °C и в течение
5 мин сразу же после закалки
В процессе вылеживания сплавов при
20 - 60 °C между закалкой и искусственным
старением происходит рост зон, уменьшение
пересыщения матрицы, растворение вследст-
вие этого более мелких зон при нагреве, а
следовательно, уменьшение числа зародышей
при искусственном старении. В результате
при искусственном старении выделения уп-
рочняющей фазы укрупняются и их объемная
доля уменьшается.
Отрицательное влияние естественного
старения, предшествующего искусственному
старению, менее заметно при более высоких
температурах или при увеличении длительно-
сти искусственного старения.
Небольшие добавки (около 0,25 %) меди
уменьшают скорость образования зон Гинье-
Престона при естественном старении, что
также благоприятно влияет на уровень меха-
нических свойств. У сплавов Al - Mg - Si - Си
наблюдается более тонкая структура выделений.
Кратковременное искусственное старе-
ние Al - Mg - Si сплавов при 150 - 180 °C в
течение 20-5 мин сразу после закалки пре-
дотвращает развитие процессов распада твер-
дого раствора при последующем естественном
старении и обеспечивает максимальное уп-
рочнение при искусственном старении неза-
висимо от продолжительности предшествую-
щего вылеживания.
Свойства промышленных полуфабрика-
тов из сплавов системы Al - Mg - Si приведе-
ны в табл. 1.1.38 - 1.1.42.
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
43
1.1.38. Гарантируемые механические свойства (не менее) полуфабрикатов
из сплавов системы Al - Mg - Si
Сплав Полуфабрикат Состояние 5 или d, мм или масса Ш, кг Направ- ление вырезки образца СГ,, МПа С0,2 ’ МПа б, %
АД31 Прессованный профиль Т 5< 125 д 140 70 13
Пруток 5 £ d< 300
Прессованный профиль Т1 s £ 125 200 150 8
Пруток 5 < d< 300
АДЗЗ Прессованный профиль Пруток Т Всех размеров 5 < d <> 300 д 180 ПО 15
Прессованный профиль Т1 5< 10 260 230 10
Пруток 5 < d < 300 270 230 10
Штамповка т < 10 270 200 8
30 < т <> 425 250 190 6
АВ Прессованный профиль Т 125 д 180 - 14
Пруток 5 < d < 300 180 - 14
Труба прессованная 5 > 5 (стенка) Всех размеров 210 - 14
Труба катаная, тянутая 210 - 14
АВ Прессованный профиль Т1 5< 125 д 300 230 10
Пруток 5 < d <> 300 300 - 12
Труба прессованная 5 > 5 (стенка) 310 230 8
Труба катаная, тянутая Всех размеров 310 - 8
Поковка т < 1500 280 - 10
Штамповка т £ 200 д П 300 270 220 12 4
АВ Лист неплакированный М 0,5 <s<5 5 <s< 10,5 п 150 150 - 20 15
Т 0,6 < s < 3 3 £ s < 5 5 <s< 10,5 200 200 180 - 20 18 16
Т1 0,4 < 5 < 5 5 < 5 < 10,5 300 300 - 10 8
АВ Плита Т 11 < s < 25 25 < s < 40 40 <, s <. 80 п 180 170 170 - 14 12 10
Т1 11 < s < 25 25 < s £ 40 40 < 5 < 80 п 300 290 280 - 7 6 6
44
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.39. Типичные механические свойства*1 сплавов системы Al - Mg - Si при 20 °C
Сплав и состояние Полуфабрикат ов, МПа ст02 , МПа 8 , % тср, МПа ст., ,*2 МПа
АД31Т Прессованный профиль и пруток 170 250 80 220 20 150 70
АД31Т1 13 90
АДЗЗТ 240 140 20 165 90
АДЗЗТ1 320 260 12 190 100
АД35Т 270 200 15 155 -
АД35Т1 330 300 10 1S0 ПО
АВТ1 350 300 12 210 120
Штамповки 310 260 10 195 -
*1 Для всех сплавов £ = 71 ГПа;
*2 Знакопеременный изгиб на базе N = 2 107.
1.1.40. Механические свойства Al - Mg - Si сплавов в состоянии Т1 при 20 °C и высоких температурах
Сплав Полуфабрикат Толщина или диа- метр, мм Характеристики Направление вырезки образцов Температура испытания, ‘ С
20 100 150 200 250
ов, МПа 240 210 190 160 120
АД31 Профиль, пруток $<20, d< 20 ст02 , МПа 8 , % д 200 17 180 17 165 17 150 16 100 16
АДЗЗ ств, МПа 330 280 240 200 -
Профиль < 20 ст02 , МПа д 270 240 200 180 -
8 , % 12 12 11 11 -
ств, МПа 300 260 210 190 -
Лист 2 ст02 , МПа п 250 210 180 170 -
8 , % 15 15 15 17 -
ств, МПа 330 300 260 220 140
АД35 Пруток d= 20 ст02 , МПа д 300 280 240 210 130
8 , % 8 8 9 10 9
ств, МПа 300 250 230 200 130
Лист 2 ст02 , МПа п 250 210 190 160 120
8 , % 12 13 14 14 12
ов, МПа 350 320 280 240 160
АВ Профиль, пруток $<20, d< 20 ст02 , МПа 8 , % д 320 12 290 12 260 13 220 12 130 12
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
45
1.1.41. Механические свойства сплавов системы Al - Mg - Si в состоянии Т1
при 20 °C и низких температурах
Сплав Полуфабрикат Толщина или диа- метр, мм Характеристики Направление вырезки об- разцов Температура испытания, °C
20 -70 -196 -253
ств, МПа 240 250 - -
АД31 Профиль, пруток Все размеры ст02 , МПа д 220 - - -
8 , % 12 11 - -
ов, МПа 330 350 430 560
Профиль $<20 ст02 , МПа д 270 290 310 350
АДЗЗ 8 , % 12 14 16 16
ств, МПа 300 330 400 480
Лист 5=2 о02 , МПа п 250 270 290 330
8 , % 15 16 22 15
<тв, МПа 330 370 430 -
Пруток d = 20 ст02 , МПа д 300 350 410 -
АД35 8 , % 8 8 8 -
ств, МПа 300 310 360 -
Лист S=2 (У q 2 , МПа п 250 250 280 -
8 , % 12 10 15 -
ств, МПа 350 400 450 -
Профиль, пруток s=20, d= 20 о02 , МПа д 320 380 430 -
АВ 8 , % 12 13 14 -
ств, МПа 250 - 370 500
Лист $= 20 ст02 , МПа п 160 - 200 260
8 , % 23 - 30 28
1.1.42. Физические свойства сплавов системы Al - Mg - Si
Сплав у, кг/м3 X, Вт/(м • К), при температуре, °C ср, кДж / (кг • К), при температуре, °C
25 100 200 300 100 200 300 400
АД31 2710 192 192 192 192 0,920 0,964 1,000 1,050
АДЗЗ 2710 142 151 163 172 0,920 1,000 1,050 -
АД35 2720 170 174 178 182 0,838 0,879 0,963 1,047
АВ 2700 176 180 184 189 0,797 0,880 0,964 1,090
46
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.42
Сплав р • 108 , Ом • м а • 106 , К"1, в температурных интервалах, °C
20 - 100 100 - 200 200 - 300 300 - 400
АД31 3,44 23,4 25,8 28,2 29,9
АДЗЗ - 23,2 25,1 26,7 -
АД35 3,92 23,6 25,5 27,1 29,7
АВ 3,70 23,5 25,1 27,6 -
1.1.43. Параметры штампуемости листов из сплавов системы Al - Mg - Si
Сплав Состояние •^выт ^отб ^ВЫД, % ^min
АДЗЗ М 1,8 - 1,95 1,35 - 1,55 12 - 15 (0,8 - 1,25) 5
АД35 3* 1,7 - 1,8 1,3 - 1,5 10 - 12 (1,0 - 1,55)5
АВ Т1 - - - (2,0 - 2,5)s
*3 - свежезакаленное состояние.
Технологические свойства. Сплавы АД31,
АДЗЗ, АД35 и АВ хорошо деформируются в
горячем и холодном состояниях. Пластич-
ность сплавов при температуре обработки
давлением 450 - 500 °C высокая. Допустимая
степень деформации за один нагрев 85 %. Из
этих сплавов можно изготовлять сложные по
конфигурации тонкостенные полые прессо-
ванные полуфабрикаты.
Для обеспечения высокой пластичности
при холодной деформации сплавы отжигают
при температуре 380 - 420 °C в течение
10 - 60 мин; охлаждение со скоростью 30 °С/ч
до 260 °C, далее на воздухе. Для снятия тех-
нологического наклепа, полученного в ре-
зультате холодной деформации, отжиг реко-
мендуется проводить при 350 - 370 °C в тече-
ние 0,5 - 1,5 ч, охлаждение на воздухе.
Пластичность сплавов Al - Mg - Si в
отожженном состоянии хорошая, в естествен-
но и искусственно состаренном состояниях
удовлетворительная (табл. 1.1.43).
Сплав АД31 характеризуется высокой
технологической пластичностью, широким
интервалом температуры нагрева под закалку,
небольшой критической скоростью закалки и
позволяет применять высокие скорости де-
формации при высоких температурах. Тонкие
профили (толщиной до 10 мм) из сплава
АД31 закаливаются на прессе в процессе есте-
ственного охлаждения на воздухе. Закалка на
прессе осуществляется благодаря применению
высокотемпературной гомогенизации (560 °C,
4 - 6 ч), высокой скорости деформации (до
60 мм/мин) и прессованию при высокой тем-
пературе (480 - 500 °C).
Полуфабрикаты из более легированных
сплавов АДЗЗ, АД35 и АВ закаливать на прессе
без специального охлаждения, например души-
рования, не представляется возможным из-за
большей критической скорости охлаждения.
Обрабатываемость резанием сплавов А1 -
Mg - Si в отожженном состоянии неудовлетво-
рительная, в естественно и искусственно соста-
ренном состояниях - удовлетворительная.
Сплавы АД31, АДЗЗ и АД35 при сварке
плавлением и контактной сварке обладают
удовлетворительной свариваемостью.
Хорошая свариваемость при дуговой и
контактной сварке у сплава АВ. Для указан-
ных сплавов рекомендуется присадочная сва-
рочная проволока Св. АК5. Временное сопро-
тивление ов сварного соединения с предва-
рительной закалкой и искусственным старе-
нием материала не ниже 0,7 от ов основного
материала. Искусственное старение сварного
соединения повышает его овв до 0,8 - 0,9
от ов основного материала.
Внешний вид сварных соединений, вы-
полненных с помощью проволоки Св. АК5,
после цветного анодирования ухудшается -
сварной шов имеет более темный оттенок,
чем основной материал. Поэтому при исполь-
зовании сплавов системы Al - Mg - Si для
декоративных целей необходимо либо приме-
нять другие присадочные материалы, не
ухудшающие внешнего вида материала, либо
сварку элементов, если позволяет конструк-
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
47
ция, проводить встык без флюсов и приса-
дочных материалов.
Применение. Сплав АД31 применяется
для деталей, от которых требуется невысокая
прочность (ов> 200 МПа), хорошая коррози-
онная стойкость и декоративный вид, рабо-
тающих в интервале температур от -70 до 50 °C.
Сплав применяется с различными цветовыми
покрытиями, в том числе для ювелирных из-
делий "под золото", отделки кабин самолетов
и вертолетов. Широко используется в граж-
данском строительстве для оконных витра-
жей, дверных рам, перегородок, эскалаторов,
а также в мебельной, автомобильной, легкой
промышленности. Сплав АД31 широко ис-
пользуется и в электротехнической промыш-
ленности. При применении специальной тер-
момеханической обработки он приобретает
высокие электрические свойства при относи-
тельно высоких прочностных свойствах.
Сплав АДЗЗ применяется для деталей
средней прочности (ов> 270 МПа), от кото-
рых требуется удовлетворительная коррозион-
ная стойкость во влажной воздушной и мор-
ской средах (лопасти вертолетов, барабаны
колес гидросамолетов). Сплав АДЗЗ и его
сварные соединения успешно работают при
температурах до 200 °C, в частности в систе-
мах кондиционирования воздуха в самолетах.
Сплав АДЗЗ применяется в криогенной тех-
нике в виде прессованных полуфабрикатов,
трубопроводов и патрубков, а также в судо-
строении и гражданском строительстве и др.
Сплав АД35 применяется для деталей
средней прочности (ов> 300 МПа) в зака-
ленном и искусственно состаренном состоя-
ниях или при ов> 200 МПа в закаленном и
естественно состаренном состояниях, от кото-
рых требуется высокая коррозионная стой-
кость и равномерная структура, практически
без крупнокристаллического ободка (особенно
для деталей, изготовляемых из прутка).
В судостроении для различных деталей и
конструкций используются профили из этого
сплава в закаленном и естественно состарен-
ном состояниях.
Сплав АВ (ов> 300 МПа) применяется
для деталей самолетов, двигателей, от которых
при изготовлении требуется высокая пластич-
ность в холодном и горячем состояниях: ло-
пастей вертолетов, штампованных и кованых
деталей сложной формы.
1.1.3.2. КОВОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al - Си - Mg - Si
К сплавам этой системы относятся спла-
вы типа АК6 и АК8 (табл. 1.1.44). Сплав АК8
был разработан в 20 - 30-е гг. с целью увели-
чения прочности дуралюмина Д1 путем вве-
дения повышенного содержания кремния и
применения искусственного старения. Он
вошел в международные стандарты под мар-
кой 2014. Сплав 2014 (АК8) особенно широко
применяется за рубежом, причем не только в
виде кованых, но и катаных и прессованных
полуфабрикатов.
Сплав АК6 - оригинальный российский
сплав, разработанный С. М. Вороновым в
40-е годы. Сплав АК6 - высокотехнологичный
ковочный сплав средней прочности с хоро-
шими характеристиками вязкости и пластич-
ности. Из него изготовляют стыкущие детали
планера пассажирских самолетов длительного
ресурса. Отечественные авиастроители на
основании сравнительного опыта использова-
ния ковочных сплавов отдают предпочтение
этому сплаву для применения в сложных
штампованных деталях, требующих повышен-
ной выносливости.
Сплав АК6 содержит вдвое меньше ме-
ди, чем сплав АК8.
В сплаве АКбч ограничено содержание
Fe до 0,4 % по сравнению с 0,7 % в сплаве
АК6 с целью уменьшения количества нерас-
творимых избыточных частиц и повышения
трещиностойкости и пластичности.
Небольшие добавки титана (0,002 - 0,1 %)
и хрома (0,01 - 0,2 %) позволяют устранить
столбчатую структуру в слитках сплава АК6 и
повысить пластичность в горячем состоянии.
После термообработки сплав с этими
добавками имеет сильно измельченную струк-
туру и повышенные механические свойства.
1.1.44. Химический состав (%) деформируемых сплавов системы AI - Си - Mg -Si (остальное - AI)
Марка сплава Си Mg Мп Zn Fe Si Ni
российская между- народная
буквенная цифровая новая
АК6 1360 - 1,8 - 2,6 0,4 - 0,8 0,4 - 0,8 0,3 0,7 0,7 - 1,2 0,1
АКбч - - 1,8 - 2,6 0,4 - 0,8 0,4 - 0,8 0,3 0,4 0,7 - 1,2 0,1
АК8 1380 2014 3,9 - 4,8 0,4 - 0,8 0,4 - 1,0 0,3 0,7 0,6 - 1,2 0,1
48
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Увеличение содержания меди от 0,4 до
4,4 % (рис. 1.1.1 Г) приводит к повышению
прочностных свойств при снижении относи-
тельного удлинения, вязкости разрушения
(К[С) и сопротивления коррозионному рас-
трескиванию (окр). Содержание меди 0,4; 2,2
и 4,4 % отвечает среднему ее содержанию
соответственно в сплавах АВ, АК6 и АК8.
Фазовый состав. Распад твердого раство-
ра при старении протекает в этих сплавах по
двум направлениям с образованием при вы-
соких температурах стабильных фаз 9 (СиА12)
и 0 (Mg2Si). При наибольшем упрочнении
при старении сплава АК6 наблюдается фаза
9" , а сплава АК8 - фаза 9' .В сплавах АК6,
АК8 могут быть частицы избыточной фазы
Mg2Si, а в сплаве АК8 еще и фазы W
(AlCuMgSi), а также частицы нерастворимого
соединения AlFeMnCuSi, кристаллизующего-
ся в виде иероглифов.
Термическая обработка. Сплавы АК6 и
АК8 применяются в закаленном и, как пра-
вило, в искусственно состаренном состоянии.
Температурные интервалы нагрева под за-
калку: 505 - 525 °C для сплава АК6, АКбч и
495 - 505 °C для сплава АК8. Для получения
высоких механических свойств полуфабрика-
тов и деталей из этих сплавов охлаждение при
закалке проводят в воде с температурой не
выше 40 °C.
Рис. 1.1.11. Влияние содержания меди на комплекс
свойств сплава системы Al - Mg - Si
(« 0,6 Mg и » 1 % Si)
1.1.45. Свойства поковок (150 х 200 х 600 мм) из сплава АКбч, закаленных в воде
с разной температурой
Характеристика Температура воды, °C
28 ; | 78
Направление волокна
Д В Д В
ов, МПа 420 400 400 380
о0 2, МПа 360 340 330 320
О) 13 9 13 8
Кк, МПа • м>/2 36 - 42 28 - 31 36 - 39 27 - 33
W IO 3, МЦУ К, = 2,6, /= 3 Гц, а = 160 МПа 120 - 130 -
d (2l}/dN, мкм/цикл /= 3 Гц, су = 80 МПа при &К, МПа • м’/2: 12,5 15,6 18,8 1,0 - 1,8 1,7 - 3,0 3,0 - 4,2 - 0,8 - 1,0 1,4 - 1,8 2,2 - 2,5 -
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
49
Для снижения закалочных напряжений
и коробления при закалке массивных, слож-
ных по конфигурации деталей и полуфабри-
катов из сплавов АК6, АКбч с толщиной
стенки до 30 мм допускается охлаждение в
воде при 80 - 90 °C, а с толщиной до 150 мм -
при 70 - 80 °C. Закалка в горячей воде вызы-
вает снижение прочностных характеристик до <
5 %, но не ухудшает другие свойства по срав-
нению со свойствами, обеспечиваемыми за-
калкой в холодной воде (табл. 1.1.45). При
этом наблюдается некоторое повышение со-
противления коррозионному растрескиванию.
Чувствительность сплава АК6 (АКбч) к
скорости охлаждения при закалке снижается
при уменьшении отношения содержания
Mg : Si, а также содержания меди и марганца.
Сплав АК6, так же, как сплавы системы
Al - Mg - Si, чувствителен к перерыву между
закалкой и искусственным старением. Потеря
механических свойств вследствие вылежива-
ния при низких температурах от -20 до 60 °C
перед искусственным старением связана с
укрупнением выделений и происходит только
тогда, когда достигается заметное упрочнение
сплава в процессе этого вылеживания. Пред-
полагается, что увеличение длительности вы-
леживания приводит к укрупнению группиро-
вок атомов (росту зон), уменьшению Пересы -
щенности матрицы, растворению вследствие
этого части зон при последующем нагреве
(явление возврата).
С увеличением содержания меди в сис-
теме Al - Mg - Si и повышением температуры
последующего старения перерыв между за-
калкой и искусственным старением приводит
к меньшему снижению механических свойств.
Предварительное вылеживание сплава
АК8 при 20 °C не сказывается на механиче-
ских свойствах после последующего искусст-
венного старения.
Рисунки 1.1.12, 1.1.13 иллюстрируют ки-
нетику старения полуфабрикатов из сплавов
АК6, АК8.
Старение при 20 °C (естественное) спла-
вов АК6 и АК8 обеспечивает высокую пла-
стичность и сопротивление КР, при пони-
женных прочностных свойствах по сравнению
с искусственным старением (табл. 1.1.46).
Режим Т1 применяют для получения высокой
прочности и удовлетворительной пластичности.
Для сплава АК6 (АКбч) допускается примене-
а) б)
Рис. 1.1.12. Изменение свойств в процессе старения поковок из сплава АК8 при температуре старения, °C:
/ - 110; 2 - 140; 3 - 150; 4 - 160; 5 - 170; 6 - 190; 7 - 200; 8 - 230 в долевом (а) и высотном (б) направлениях
so
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
100,5 J 6915244872 720 14401 5 0,5 0 61524 240 7201
пин
Рис. 1.1.13. Кинетика старения при температуре 90 - 250 °C прутков из сплава АКб
с перекристаллизованной структурой (/ - выдержка)
Режим Т2 обеспечивает высокое сопро-
тивление КР при некотором снижении меха-
нических свойств по сравнению с режимом Т1
и применяется для деталей из сплавов АК6
(АКбч) и АК8, испытывающих постоянно
действующие растягивающие напряжения, в
частности от постановки болтов или втулок с
натягом.
1.1.46. Рекомендуемые режимы старения сплавов АКб (АКбч) и АК8
Сплав Полуфабрикаты Старение
Вид Температура, °C Выдержка, ч
АКб, АКбч Все виды Естественное Т Т1 Т2 20 155 - 165 195 - 205 96 10 - 15 11 - 13
АК8 Поковки, штамповки Естественное Т Т1 Т2 20 155 - 165 195 - 205 96 10 - 15 11 - 13
Прессованные Естественное Т Т1 20 165 -175 96 10 - 12
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
51
1.1.47. Типичные механические свойства поковок и штамповок из сплавов АК6 и АК8
в долевом и высотном направлениях
Характеристика АК6 АК8
Режим старения Режим старении
160 °C, 12 ч 200 °C, 12 ч 160 °C, 12 ч 200 °C, 12 ч 175 °C, 24 ч
Д В Д В Д В Д В Д В
ан, МПа 420 390 390 360 490 460 450 420 470 450
о02, МПа 330 310 310 290 420 400 380 360 430 410
8, % 13 7 11 5 10 5 8 4 8 4
К\с, МПа • м’/2 39 31 36 31 29,5 20 25 20 25 20
акр, МПа - 120 - 200 - 80 - 250 - 200
1.1.48. Гарантируемые механические свойства при растяжении (не менее)
полуфабрикатов из сплавов АК6, АКбч
Характе- ристика Пруток прессованный Труба прессованная Штамповка Поковка
Диаметр или тол- щина, мм 10 < d< 28 54 > d>28 300>J>54 Стенка - - -
5 < 5 5> 5
Масса, кг - - До 350 До 1500 До 200
Состояние Т1 Т Т1 Т1 Т1 т
Направ- ление вырезки образца д д д П В д П В д
ов, МПа 375 390 430 285 315 355 380 365 345 365 345 335 325
а02, МПа 265 275 325 - - - 275 245 - - - - 155
8,% 10 10 10 8 10 10 10 7 5 8 6 4 16
Типичные механические свойства поко-
вок и штамповок из сплавов приведены в
табл. 1.1.47. Гарантируемые свойства различ-
ных полуфабрикатов приведены в табл. 1.1.48,
1.1.49. Минимально гарантируемое временное
сопротивление может быть повышено, в част-
ности в продольном направлении до 410 МПа.
Для этого необходимо применить режим ста-
рения Т1 на верхнем пределе по температуре
и длительности (160 - 165 °C, 12 - 15 ч), по-
высить нижний предел содержания меди в
сплаве до 2 % (вместо 1,8 %), получить час-
тично перекристаллизованную структуру,
чему способствует повышение содержания
марганца в пределах состава сплава и темпе-
ратуры деформации. В сплаве с рекристалли-
зованной структурой максимальный размер
зерна на макрошлифе в направлении, пер-
пендикулярном течению металла при дефор-
мации, не должен превышать 2 мм.
1.1.49. Гарантируемые механические свойства при растяжении (не менее)* полуфабрикатов из сплава АК8
Характеристика Пруток прессованный Штамповка Поковка
Диаметр, мм От 10 до 28 Св. 28 до 150 Св. 150 до 250 Св. 250 до 300 - -
Масса, кг - - - - До 200 До 2000 До 750 Св. 750 до 2000
Состояние Т1 Т1 Т Т1 Т
Направление вырезки об- разца д д П В д П В д П В д П В д П В
ств, МПа 460 460 460 460 410 (430) 390 355 380 365 345 380 (410) 355 335 380 365 325 375 355 325
сг0 2, МПа 335 365 345 335 295 (315) - - 245 235 - - - - 245 - - 235 - -
& сО 8 8 8 8 8(10) 6 3(4) 11 8 6 6(8) 4 2(3) 10 8 4 8 7 4
* В скобках свойства поковок и штамповок массой до 30 кг.
Примечание. Пруток диаметром свыше 100 мм поставляется без термической обработки.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
53
1.1.50. Механические свойства сплава АКб ТТ при 20 °C и высоких температурах
Характеристика Поковка размером 110 х 415 х 1120 мм Штамповка массой 300 кг
Направление вы- резки образца П д
Температура, °C 20 125 150 200 250 300 20 125 150 200
oD, МПа 390 355 295 275 175 100 410 380 325 285
35, % 6 7 10 13 16 23 10 - - -
у , % - - - 40 46 70 - - - -
1.1.51. Механические свойства сплава АК8 Т1 при 20 °C и высоких температурах
Характеристика Поковка крупногабаритная Плита катаная толщиной 25 - 50 мм Лист толщиной 2 мм
Направление вы- резки образца Д д П
Температура, °C 20 150 175 200 250 20 100 150 200 20 200 250
ов, МПа 470 375 345 295 195 450 430 375 315 420 305 195
о02 , МПа 375 285 - 225 - 400 380 275 - 365 235 165
§5 , % 11 16 18 18 - 10 15 18 - - - -
- - - - - - - - - 11 12 12
1.1.52. Механические свойства сплава АКб Т1* в долевом направлении при 20 °C и низких температурах
Характеристика Пруток прессованный диаметром 30 мм
Температура, °C 20 -70 -196
он, МПа 390 415 550
о 02, МПа 295 315 415
55,% 12 10 10
у , % 25 22 22
* Старение при 155 °C, 6 ч.
1.1.53. Механические свойства сплава АК8 Т1 при 20 °C и низких температурах
Характеристика Прессованный пруток диаметром 50 мм Прессованный профиль толщиной 30 - 50 мм Лист толщиной 3 мм
Направление вырезки образца д П
Температура, °C 20 -70 -196 -253 20 -70 -196 20 -70 -196 -253
ов, МПа 530 540 645 765 480 500 600 460 480 550 630
о() 2 , МПа 450 480 570 620 440 450 520 400 420 450 510
§5 , % 12 12 14 14 - - - 10 10 14 17
О) о - - - - 7 8 10 - - - -
\|/, % - - - - 15 16 14 - - - -
1.1.54. Упругие свойства штамповок, поковок, плит,
прутков (направления Д и П, состояние Т1)
Характеристика АКб АК8
Е, ГПа 70,6 72,0
£сж, ГПа 73,5 -
G, ГПа 27,0 27,0
-Н 0,33 0,33
Типичные механические свойства при
низких и высоких температурах приведены в
табл. 1.1.50 - 1.1.53, упругие свойства - в табл.
1.1.54, чувствительность к концентраторам
напряжений - в табл. 1.1.55, характеристики
вязкости разрушения - в табл. 1.1.56, 1.1.57,
скорость роста трещины усталости - в табл.
1.1.58, длительная прочность - в табл. 1.1.59.
1.1.55. Чувствительность сплавов АК6, ДК8 к концентраторам напряжений при статическом растяжении (направление Д)
Характеристика АК6 АК8
Полуфабрикат Поковка размером 190 х 390 х 3950 мм Пруток прессованный диаметром до 140 мм Профиль прессованный толщиной 20 мм
Состояние Т1»1 Т1*2 Т1*1 Т1»2 Т Т1
Образец Плоский с отверстием Круглый с кольцевой выточкой Круглый (гладкий и с кольцевой выточкой)
К, 2,6 2,2 1 2,2 1 2,2 1 2,2
Температура, °C 20 20 -70 -196
ов, МПа - - - - - 480 - 500 - 600 -
о", МПа 380 400 600 600 475 - 645 - 645 - 795
0,9 0,98 1,25 1,25 1,1 - 1,33 - 1,29 - 1,43
1 Старение при 155 - 165 °C, 12 ч.
*2 Старение при 170 - 175 °C, 3 ч.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
СПЛАВЫ ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
55
1.1.56. Ударная вязкость и работа разрушения образца с трещиной из сплава АК6
Характеристика Поковка размером 180 х 1230 х 1500 мм Пруток прессованный диаметром 180 мм*3
Состояние Т1*1 Т1*2 Т1ПП»1 TIP*1 т | | Т1»1
Направление вырезки образца д П В д п В д П д П д
KCV, Дж/см2 19 14 8 19 12 8 22 10 21 9 30 17
КСТ, Дж/см2 11 11 3 11 12 5 14 5 11 5 - -
*! Старение при 155 - 165 °C, 12 ч.
*2 Старение при 170 - 175 °C, 3 ч.
*3 ПП - повышенная прочность (перекристаллизованная структура), Р - рекристаллизованная
структура.
1.1.57. Вязкость разрушения сплава АК6
Характеристика Поковка размером 190 х 390 х 3950 мм Пруток прессованный диаметром до 140 мм
Состояние Т1»1 Т1«2 Т1*1
Направление об- разца и трещины вд ДП пд вд ВД
о02, МПа 315 315 335 315 430
ЯГ|С, МПа • м’/2 34,2 38,8 40,3 32,6 31,0
оХтго. МПа 250 280 295 220 -
Старение при 155 - 165 °C, 12 ч.
*2 Старение при 170 - 175 °C, 3 ч.
1.1.58. Скорость роста трещины усталости сплава АК6
(пЙ™ = 80 МПа, f = 3 Гц; R = 0,1; направление ДП; толщина образца 6 мм)
Характеристика Штамповка Поковка размером 180 > : 1230 х 1500 мм
Состояние Ti»t Т1*2
о02 , МПа 340 320 295
d(2l) / dN, мкм/цикл, при ДК, МПа м’/2;
12,5 0,8 1,0 - 1,3 0,7 - 1,4
15,6 1,2 1,7 - 3,0 1,7 - 2,3
18,7 1,9 3,0 - 4,2 1,7 - 3,6
Старение при 155 - 165 °C, 12 ч.
♦2 Старение при 170- 175 °C, 3 ч.
Коррозионные свойства. Сплавы АК6
(АКбч) и АК8 обладают пониженной корро-
зионной стойкостью. Сопротивление корро-
зионному растрескиванию окр сплава АК6 в
состоянии Т1 в условиях заданной деформа-
ции при переменном погружении в 3 %-ый
раствор NaCl составляет в высотном направ-
лении 120 МПа, в поперечном - 150 МПа, в
продольном - 200 МПа. При перестаривании
сопротивление коррозионному растрескива-
нию повышается (см. табл. 1.1.47).
56
Глава Li. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Технологические и эксплуатационные
нагревы не приводят к ухудшению коррози-
онной стойкости сплавов АК6 и АК8. Защита
от коррозии в зависимости от назначения
деталей осуществляется анодно-окисными
химическими и лакокрасочными покрытиями.
1.1.59. Пределы длительной прочности сплава
АК6 ТТ (поковка размером 110x415x1120 мм,
направление П)
Температура, °C 200 250 300
а |оо» МПа 135 60 30
Физические свойства. Плотность у спла-
вов АК6 (АКбч) и АК8 составляет соответст-
венно 2,75 г/см3 и 2,80 г/см3. Удельная элек-
тропроводность о сплава АК6 (АКбч) Т1
составляет 22,5 - 24,5 МСм/м.
Физические свойства сплавов приведены
в табл. 1.1.60.
Технологические свойства. Сплавы АК6 и
АК8 имеют высокие технологические свойст-
ва при непрерывном литье, горячей обработке
давлением (свободной ковке, штамповке,
прессовании). Сплавы хорошо деформируют-
ся в горячем и холодном состояниях. Темпе-
ратурный интервал горячей деформации со-
ставляет 420 - 470 °C.
Сплав АК6 может успешно деформиро-
ваться и в более высоком температурном ин-
тервале. Деформация сплава при 505 - 525 °C
с непосредственной закалкой в воде и после-
дующее старение (высокотемпературная тер-
момеханическая обработка) приводят к неко-
торому повышению прочности и ударной
вязкости сплава. В микроструктуре наблюда-
ется фрагментация внутри зерен, а также
уменьшается глубина ободка с рекристаллизо-
ванной структурой. Такая обработка является
перспективным технологическим процессом.
1.1.60. Физические свойства сплавов в состоянии Т1
Характеристика Температура, °C
20 100 200 300 400 20 - 100 20 - 200 20 - 300 100 - 200 200 - 300
Сплав АК8
X, Вт/(м К) 159 168 176 180 180 - - - - -
ср, кДж/(кг К) - 0,838 0,880 0,964 1,09 - - - - -
а-106, 1 /К - - - - - 22,5 23,6 24,5 24,7 26,3
Сплав АК6
X, Вт / (м • К) 176 180 184 184 189 - - - - -
ср, кДж/(кг К) - 0,838 0,88 0,964 1,0 - - - - -
а-106, 1 / К - - - - - 21,4 22,6 23,8 23,7 26,2
Для повышения коррозионной стойко-
сти детали и изделия из сплавов АК6 и АК8
защищают анодированием и лакокрасочными
покрытиями.
Применение. Сплавы АК6 и АКбч ис-
пользуют для ответственных силовых деталей
авиационной техники длительного ресурса, в
частности в крыльях пассажирских самолетов.
Сплав АК6 благодаря высокой пластич-
ности в горячем состоянии применяют для
изготовления сложных штамповок: крыльча-
ток компрессора, крыльчаток вентилятора для
компрессоров реактивных двигателей, кор-
пусных деталей агрегатов.
Сплав АК8 не нашел широкого приме-
нения в отечественном авиастроении, хотя его
аналог - сплав 2014 - широко применяется за
рубежом не только в виде штампованных, но
и катаных и прессованных полуфабрикатов.
Сплавы системы Al - Си - Mg - Si широко
используют в строительстве, транспорте, элек-
тротехнике и других отраслях промышленности.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
57
1.1.4. КОНСТРУКЦИОННЫЕ И
ЖАРОПРОЧНЫЕ СПЛАВЫ
СИСТЕМЫ Al - Си - Mg
1.1.4.1. СПЛАВЫ ТИПА ДУРАЛЮМИН
К системе Al - Си - Mg относятся спла-
вы типа Д16, Д1, являющиеся одними из ос-
новных конструкционных материалов в авиа-
строении. Из них изготовляют все виды по-
луфабрикатов.
На базе самого распространенного спла-
ва Д16 разработаны улучшенные модифика-
ции: с повышенной вязкостью разрушения -
сплав Д16ч, а также выносливостью - 1163.
Повышение ресурсных характеристик
сплавов системы Al - Си - Mg достигается
уменьшением объемной доли частиц нерас-
творимых и растворимых избыточных фаз.
Уменьшение количества частиц нераствори-
мых избыточных фаз путем ограничения при-
месей железа и кремния приводит, как пра-
вило, к повышению только вязкости разру-
шения. Наличие избыточных частиц раство-
римых фаз в сплавах после нагрева перед за-
калкой связано с тем, что содержание меди и
магния превышает предельную растворимость
элементов в твердом растворе или приближа-
ется к ней. Ограничением верхнего предела
содержания легирующих элементов достигает-
ся снижение количества растворимых избы-
точных фаз и увеличение выносливости.
Сплав 1163 применяется в новом поко-
лении самолетов длительного ресурса в эле-
ментах конструкций, критических по уста-
лости, в частности для нижней обшивки
крыльев, стрингеров и лонжеронов.
Сплавы системы Al - Си - Mg упрочня-
ются при термической обработке, состоящей
из закалки и старения - естественного
(зонного) или искусственного (фазового). В
конструкциях пассажирских самолетов сплавы
Д16ч и 1163 применяются, как правило,
в естественно состаренном состоянии Т. Тем-
пература эксплуатации сплавов Д16, Д16ч,
1163 в естественно состаренном состоянии
ограничена 80 °C из-за снижения коррозион-
ной стойкости в случае нагревов при более
высоких температурах.
Эти сплавы в искусственно состаренном
состоянии Т1 имеют: улучшенную коррози-
онную стойкость, которая не снижается при
нагревах; более высокие прочностные свойст-
ва, особенно предел текучести; более низкие -
относительное удлинение, вязкость разруше-
ния, выносливость, чем в естественно соста-
ренном состоянии.
Частицы избыточных фаз оказывают еще
более неблагоприятное влияние на вязкость и
пластичность в искусственно состаренном
состоянии. Поэтому в этом состоянии реко-
мендуется применение только сплавов Д16ч и
1163 для массивных полуфабрикатов. Сплавы
в искусственно состаренном состоянии могут
применяться в тех температурно-временных
областях, где не рекомендуется применять
сплавы в естественно состаренном состоянии:
при эксплуатационных нагревах при темпера-
турах выше 80 °C или технологических нагре-
вах выше 125 °C, а также при повышенной
опасности коррозии под напряжением. При
изготовлении деталей из сплавов Д16ч и 1163
в искусственно состаренном состоянии необ-
ходимо выбирать конструктивные формы с
минимальной концентрацией напряжений,
плавными переходами при изменении сече-
ния деталей и уменьшать эксцентриситеты.
Кроме того, ограничиваются допустимые де-
формации при формообразовании и правке в
зависимости от состояния термообработки, а
также от величины зазора перед сборкой; не
рекомендуется ударная клепка.
Сплавы системы AI - Си - Mg пре-
восходят по жаропрочности сплавы системы
Al - Mg, Al - Mg - Si, Al - Zn - Mg - Cu.
Сплавы Д1, Д16 склонны к образованию
кристаллизационных трещин и поэтому отно-
сятся к категории несваривающихся сплавов
(свариваемым сплавом является сплав ВАД-1).
Механические свойства горячедеформи-
рованных термообработанных полуфабрикатов
из сплавов типа дуралюмин сильно зависят от
степени рекристаллизации. Разность в проч-
ности рекристаллизованного и перекристал-
лизованного материалов достигает 200 МПа.
Полуфабрикаты с нерекристаллизован-
ной структурой по сравнению с рекристалли-
зованной при повышенных прочностных ха-
рактеристиках в долевом направлении имеют
преимущество по вязкости разрушения, вы-
носливости при одинаковом по абсолютной
величине уровне напряжения, сопротивлению
коррозии под напряжением, но обладают
более низким относительным удлинением в
долевом направлении; выигрыш по прочност-
ным свойствам уменьшается у образцов с
отверстиями.
Листовой материал, изготовленный го-
рячей и последующей холодной прокаткой, а
также проволока и трубы, изготовленные хо-
лодной прокаткой и волочением, в закален-
ном состоянии имеют рекристаллизованную
структуру. Профили и прутки, полученные
горячим прессованием, после термической
обработки могут иметь структуру от полно-
стью перекристаллизованной до полностью
рекристаллизованной. Получение преимуще-
ственно перекристаллизованной структуры и
в плитах. Сохранению перекристаллизован-
ной структуры способствуют повышение тем-
пературы и уменьшение степени горячей де-
58
Глава Li. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
формации изделий, понижение температуры и
времени выдержки при нагреве под закалку,
увеличение содержания переходных элемен-
тов (Мп, Cr, Zr и др.), повышающих темпера-
туру рекристаллизации.
Химический состав сплавов типа дуралю-
мин приведен в табл. 1.1.61. Сплавы данной
группы содержат, %: 2 - 5 Си, 0,15 - 2,7 Mg,
0-1,0 Мп, до 0,7 Fe, до 0,7 Si.
Фазовый состав. В зависимости от со-
держания меди и магния сплавы располагают-
ся в разных фазовых областях. Возможные
соединения в этих сплавах приведены в табл.
1.1.62.
1.1.61. Химический состав в (%) деформируемых сплавов системы Al - Си - Mg (остальное - А1)
Марка сплава Си Mg Мп Zn Fe Si Ni Ti
российская между- народная
буквен- ная цифро- вая
Конструкционные сплавы
Д1 1110 2017 3,8 - 4,8 0,4 - 0,8 0,4 - 0,8 0,3 0,7 0,7 0,1 0,1
Д1ч - 2017А 3,8 - 4,8 0,4 - 0,8 0,4 - 0,8 0,3 0,4 0,5 0,1 0,1
Д16 1160 2024 3,8 - 4,9 1,2 - 1,8 0,3 - 0,9 0,3 0,5 0,5 о,1 0,1
Д16ч - 2124 3,8 - 4,9 1,2 - 1,8 0,3 - 0,9 0,1 0,3 0,2 0,05 0,1
Д19 1190 - 3,8 - 4,3 1,7 - 2,3 0,5 - 1,0 0,1 0,5 0,5 - 0,1
Д19ч - - 3,8 - 4,3 1,7 - 2,3 0,4 - 0,9 0,1 0,3 0,2 - 0,1
ВАД-1 1191 - 3,8 - 4,5 2,3 - 2,7 0,35 - 0,8 0,1 0,3 0,2 - -
ВД17 1170 - 2,6 - 3,2 2,0 - 2,4 0,45 - 0,7 0,1 0,3 0,3 - 0,1
Заклепочные сплавы
Д19П 1197 - 3,2 - 3,7 2,1 - 2,6 0,5 - 0,8 0,1 0,3 0,3 - 0,1
Д18 1180 - 2,2 - 3,0 0,2 - 0,5 0,2 0,1 0,5 0,5 - 0,1
В65 1165 - 3,9 - 4,5 0,15 - 0,3 0,3-0,5 0,1 0,2 0,25 о,1 0,1
1.1.62. Фазовый состав сплавов типа дуралюмин
Элемент Соотношение и содержание элементов образующиеся фазы
Си Си < 0,2 % Си >2% Mg > 1/2 Si в твердом растворе ’ СиА12 ’ CuMgAl2 или CuMg4AI6 Fe » Si Mn » Fe Cu2FeAI7 или (CuFe)AI6 ’ Cu2Mn3Al20 или (CuFeMn)Al6
Mg Mg < 0,2 % Si « 0,6 Mg Си < Mg в твердом растворе ’ CuMgAl2 ’ CuMg4Al6
Fe Fe»Si Mn > 0,1% Cu2FeAl7 или (CuFe)Al6 или FeAI3 ’ (CuFeMn)AI6 или (CuFeMn)3Si2AI15
Si Si < Fe, Mg > Si Mn>0,l% Mg2Si ’ (CuFeMn)3Si2AI15
Mn Mn<0,2% Fe> Si FeSi«Mn в твердом растворе ’ (FeMn)Al6 ’ Cu2MnAl20
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
59
Соединения делятся на растворимые, в
которых содержатся один или более следую-
щих элементов: медь, магний, кремний, и
нерастворимые, в состав которых входит, по
крайней мере, один из более или менее не-
растворимых элементов: железо, марганец,
никель и т.д.
Тип образующихся растворимых соеди-
нений зависит не только от содержания в
сплаве растворимых элементов, но и от их
соотношения. Концентрация полезной меди
зависит от содержания железа, марганца и
никеля; медь, вступившая в соединения с
ними, не оказывает положительного влияния.
При содержании Си > 2 % образуется фаза
C11AI2; если при этом содержание Mg > 1/2 Si, то
появляется фаза CuMgA12 или CuMg4A16. Если
содержание Fe > Si, образуются фазы
СигРеАЦ или (CuFe)AIe. Как правило, в спла-
вах типа дуралюмин содержание Fe > Si в
1,1 - 1,5 раза, а Мп >0,1 %; в таких сплавах
образуется фаза (CuFeMn)3Si2Alj5. Если со-
держание Mn » Z(Fe + Si) , образуется фаза
Си2МпзА12о, которая выделяется в виде дис-
персных частиц размером 0,02 - 0,5 мкм.
По данным локального рентгеноспек-
трального анализа, в сплаве Д16 среднего
химического состава в литом состоянии име-
ются следующие включения: CuMgAh,
(CuFeMn)A16, (CuFeMn)3Si2AJi5 . В сплаве Д1
частицы скелетообразного строения содержат
Fe, Mn, Si, Си, А1.
Основным упрочнителем при старении
сплавов с соотношением концентраций Си :
Mg, равным 8:1, служит фаза СиА12, а при
старении сплавов с соотношением этих кон-
центраций 8 : 1 до 4 : 1 - два соединения
СиД12 и CuMgA12. При изменении соотноше-
ния от 4 : 1 до 1,5 : 1 свойства сплавов опре-
деляются фазой CuMgA^.
Закономерности изменения свойств в сис-
теме Al - Си - Mg. С повышением содержания
Си и Mg прочностные свойства сплавов в
закаленном и естественно состаренном со-
стояниях возрастают. Максимальные значе-
ния прочности соответствуют сплавам с 3,7 -
4,0 % Си и 1,5 - 2,0 % Mg (рис. 1.1.14, 1.1.15).
При содержании меди 3,8 % и 4,8 % достига-
ется практически одинаковый уровень макси-
мальных прочностных свойств при содержа-
нии магния соответственно 1,5 и 1,0 %.
Прочностные свойства прессованных прутков
сильно возрастают с увеличением содержания
марганца до 0,9 % (рис. 1.1.15). При содержа-
нии меди ниже 3,8 % и магния примерно
1,5 % происходит уменьшение прочности из-
за неполной реализации эффекта упрочнения
при термообработке, так как максимальная
суммарная растворимость меди и магния при
500 °C выше и составляет около 5,7 %.
Рис. 1.1.14. Кривые равной прочности (цифры на кривых -
значения ов в МПа) сплавов системы Al - Си - Mg:
а - свежезакаленное состояние;
б - естественно состаренное состояние;
в - эффект естественного старения
Расположение промышленных сплавов
относительно кривой максимальной раство-
римости показано на рис. 1.1.16. При концен-
трации легирующих элементов, близкой к
кривой максимальной растворимости, сплав
содержит меньше частиц растворимых избы-
точных фаз.
Количество нерастворимых избыточных
частиц определяется содержанием примесей
Fe и Si. Ограничение содержания примесей
Fe и Si в сплаве Д16ч соответственно до 0,3 и
до 0,2 % привело к повышению вязкости раз-
рушения на 15 - 20 % по сравнению со спла-
вом Д16, содержащим до 0,5 % Fe и 0,5 % Si.
60
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
О 0,0 1,5 2,5 4fO О 0,0 1,5 2,5 4,0
а Мд,% 6
Рнс. 1.1.15. Влияние магния и марганца на механические свойства прутков из сплавов А1 - 3,8 % Си (а) и А1 - 4,8
% Си (б) в закаленном н естественно состаренном состояниях:
1 - без Мп; 2 - 0,2 % Мп; 3 - 0,4 % Мп; 4 - 0,6 % Мп; 5 - 0,9 % Мп
Повышение выносливости и снижение
скорости роста трещины усталости отмечается
при объемной доле избыточных нераствори-
мых и растворимых фаз менее 2 % (рис.
1.1.17, 1.1.18).
Зависимость длительной прочности
сплавов от содержания меди и магния пока-
зана на рис. 1.1.19. Наибольшее время до раз-
рушения имеют сплавы, содержащие 3,5 - 6 % Си
и 1,2 - 2 % Mg.
Термическая обработка. Деформирован-
ный материал обладает сложной дислокаци-
онной структурой, которая имеет тенденцию
к превращению в более стабильную в ото-
жженном состоянии. При сравнительно низ-
Рис. 1.1.16. Промышленные сплавы в системе
Al - Си - Mg и политерма растворимости меди и
магния в алюминии
ких температурах нагрева (для рассматривае-
мых сплавов 200 - 300 °C) происходит воз-
врат. В результате изменяются некоторые
свойства металла: понижается прочность, по-
вышаются пластичность и электропровод-
ность. Полностью нагартовка снимается толь-
ко после рекристаллизации, происходящей
при более высокой температуре или более
длительной выдержке.
Рис. 1.1.17. Зависимость объемной доли Инераство-
ренных частиц и долговечности N (заштрихованные
участки) при испытании на малоцикловую усталость от
содержания Си при Fe, %:
О - 0,1; • - 0,11 - 0,12; □ - 0,13 - 0,15 (сплав 1163);
□ - 0,24 (сплав Д 16ч)
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
61
Рис. 1.1.18. Зависимость объемной доли V
нерастворенных частиц и СРТУ от содержания Си и Fe
(условные обозначения - см. рис. 1.1.17)
Рис. 1.1.19. Кривые близких значений долговечности
(цифры в часах) при испытании на длительную
прочность сплавов системы Al - Си - Mg:
200 °C, о = 160 МПа
На рекристаллизацию влияют степень и
температура деформации. Увеличение степени
деформации уменьшает время и температуру
рекристаллизации. Сплавы, деформированные
при температурах более 400 °C, обычно труд-
но рекристаллизуются. На температуру рекри-
сталлизации существенно влияет также со-
держание элементов-антирекристаллизаторов.
Свойства рекристаллизованного металла
зависят от размера зерна, определяющегося
главным образом степенью холодной дефор-
мации. Малая (критическая) деформация в
обычных условиях отжига способствует значи-
тельному росту зерна. На размер зерна влия-
ют скорость и температура нагрева при от-
жиге. При медленном нагреве зерно получа-
ется крупнее, чем при быстром; более высо-
кая температура отжига понижает критиче-
скую деформацию и увеличивает размер зерна.
Для термически упрочняемых сплавов
типа дуралюмин существуют три типа отжига:
отжиг-возврат для частичного снятия наклепа;
рекристаллизационный отжиг для полного
снятия наклепа предварительно деформиро-
ванных полуфабрикатов; отжиг полуфабрика-
тов, предварительно упрочненных термиче-
ской обработкой - закалкой и старением.
Для этих сплавов температура отжига и
скорость охлаждения должны строго контро-
лироваться с целью предупреждения возмож-
ной частичной закалки.
При холодной деформации деталей из
отожженного материала иногда требуется
промежуточный отжиг, при котором происхо-
дят интенсивный распад и коагуляция упроч-
няющих фаз, а также снятие напряжений.
Этот нагрев можно осуществлять при 300 -
320 °C с очень малой выдержкой, достаточной
только для полного прогрева детали. Скорость
нагрева и охлаждения при этом можно не
контролировать, хотя лучше выполнять нагрев
быстро для уменьшения роста зерна.
Отжиг предварительно термически уп-
рочненных полуфабрикатов приводит к разу-
прочнению, т.е. к распаду и коагуляции уп-
рочняющих фаз. В этом случае нагрев следует
проводить при 400 - 420 °C с последующим
охлаждением со скоростью не более 10 °С/ч.
Цель этого отжига - максимальное выведение
из твердого раствора меди и магния.
Рекомендуемые режимы отжига полу-
фабрикатов из сплавов типа дуралюмин (Д16,
Д16ч, 1163, Д19, Д19ч, ВАД, Д18, В65, Д1,
Д1ч) приведены ниже.
Отжиг закаленного
и состаренного
материала........
Отжиг-
рекристаллизация
деформированного
материала........
Отжиг-возврат для
частичного снятия
наклепа ..........
Т, °C t, мин
380 - 420 10 - 60* *1
350 - 400 60 - 120*2
250 - 280 30
Охлаждение со скоростью не более 10 °С/ч
до 280 °C, затем на воздухе.
*2 Охлаждение со скоростью не более 30 °С/ч
до 280 °C, затем - на воздухе.
62
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
igt
Рис. 1.1.20. Изменение механических свойств, электропроводности и сопротивления КР при старении прутков из
сплава Д16 (поперечные образцы с перекристаллизованной структурой). Температура старения, °C:
I - 20; 2-100; 5-150; #-175; 5-190, 6- 205; 7-220
Сплавы системы Al - Си - Mg упрочня-
ются термической обработкой - закалкой и
старением. Температура нагрева под закалку
на 3 - 8 °C ниже температуры плавления эв-
тектики, поэтому необходимо очень тщатель-
но контролировать равномерность температу-
ры во всем нагреваемом пространстве. Про-
должительность выдержки при температуре
закалки зависит от химического состава спла-
ва, типа полуфабриката и толщины сечения.
При охлаждении крупногабаритных по-
луфабрикатов из сплавов Д16, Д16ч, 1163
толщиной более 30 мм и деталей сложной
конфигурации, а также при наличии крупно-
кристаллического ободка температуру воды
при закалке следует поддерживать в интервале
25 - 40 °C. Нижний предел обусловлен необ-
ходимостью предотвращения появления зака-
лочных трещин и уменьшения коробления.
Верхний предел температуры закалочной во-
ды связан с необходимостью предотвращения
снижения коррозионной стойкости.
С целью уменьшения остаточных на-
пряжений после закалки полуфабрикаты под-
вергают правке растяжением с остаточной
деформацией 1 - 3 %, которая обеспечивает
также повышение прочностных характери-
стик, особенно предела текучести.
С увеличением легированности твердого
раствора, а также с повышением температуры
старения после закалки скорость упрочнения,
обусловленная образованием зон Гинье -
Престона, возрастает. В интервале температур
от -10 до 25 °C скорость старения увеличива-
ется в два раза при повышении температуры
на 5 °C.
Изменение комплекса свойств сплава
Д16 при старении исследовано в интервале
температур 20 - 220 °C (указаны на кривых) и
выдержек до 3000 ч (рис. 1.1.20).
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
63
8 0 5 J0 ООбОминб 6 8121624 48 06 ч
время старения
Рис. 1.1.21. Кинетика старения прутков диаметром 140 мм из сплава Д16 при 190 °C
При температурах старения 20 - 100 °C
отмечается интенсивное первоначальное уп-
рочнение (при 20 °C после инкубационного
периода), а затем стабилизация прочностных
свойств на определенном уровне. Относи-
тельное удлинение не изменяется, удельная
электрическая проводимость вначале снижа-
ется, а затем остается без изменения (при
100 °C в течение 720 ч). В интервале темпера-
тур 150 - 220 °C прочностные свойства повы-
шаются, достигают максимума, затем упроч-
нение замедляется, после чего прочностные
свойства (особенно предел текучести) вновь
повышаются, достигая второго максимума.
При переходе ко второму максимуму относи-
тельное удлинение существенно понижается,
а электропроводность возрастает.
Наиболее чувствительна к началу обра-
зования при старении частиц метастабильных
фаз коррозионная стойкость: она понижается,
хотя механические свойства еще не меняются.
Повышение сопротивления коррозии под
напряжением достигается при максимальном
пределе текучести и некотором переходе за
максимум прочностных свойств. При этом в
структуре наблюдаются равномерный распад
по границам и внутри зерен, интенсивные
выделения метастабильных и стабильных час-
тиц фазы 5 (CuMgA12), уменьшается разность
потенциалов между границей и зерном.
Наиболее оптимальная температура фа-
зового старения 190 °C (рис. 1.1.21). При бо-
лее низких температурах старения требуются
64
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
слишком большие выдержки, а при более
высоких - снижается уровень максимальных
прочностных свойств. Длительность старения
при 190 °C, приводящая к улучшению корро-
зионной стойкости, составляет 11 - 13 ч. Де-
формация после закалки ускоряет процессы
старения: для нагартованных (5 - 7 %) про-
каткой листов и плит время старения состав-
ляет 9 ч, а для неправленных прессованных
полуфабрикатов - 15 - 17 ч.
Рекомендуемые режимы термической
обработки - закалки и старения - и темпера-
тура начала оплавления сплавов (температура
пережога) приведена в табл. 1.1.63. Темпера-
тура пережога сплава зависит от его химиче-
ского состава: для одного и того же сплава эта
температура колеблется в широких пределах в
зависимости от содержания легирующих эле-
ментов, главным образом тех, которые входят
в состав легкоплавких эвтектик.
Режимы искусственного старения спла-
вов Д16ч, 1163, Д19ч, ВАД1 и режим 2 для
сплава ВД17 обеспечивают повышенную кор-
розионную стойкость под напряжением при
пониженных пластичности и вязкости раз-
рушения.
1.1.63. Режимы термической обработки промышленных сплавов типа дуралюмин
Сплав Полуфабрикаты Температура нагрева под закалку, °C Обозначе- ние Режим старения Температура начала оплав- ления, °C
Т,°С t, ч
Д16, Д16ч Прессованные, плиты 490 - 498*1 Т Т1 20 185 -195 96 11 - 13*2 503
Холоднодефор- мированные трубы, листы 492 - 500*1 Т 20 185 -195 96 11 - 13
1163 Все виды 492 - 500*1 Т Т1 20 185 -195 96 11 - 13*2 505
ВД17 Прессованные 495 - 505 Т1 165 - 175 (режим 1) 190 - 200 (режим 2) 15 - 17 16-18 510 *
Поковки, штамповки 180 - 190 (режим 1) 195 - 205 (режим 2) 10 - 12 8 - 12
Д1, Д1ч Все виды 495 - 510 Т 20 96 514
Д19, Д19ч Прессованные, плиты 495 - 505 Т Т1 20 185 - 195 120 - 240 12 - 14 510
Холоднодефор- мированные трубы, листы 500 - 508 т Т1 20 185 - 195 120 - 240 12 - 14 510
ВАД1 Все виды 498 - 508 т Т1 20 185 -195 120 - 240 12 - 14 511
Д18 Проволока, заклепки 495 - 505 т 20 96 560
В65 Проволока, заклепки 520 - 530 т 20 40 550
Д19П Проволока, заклепки 502 - 508 т 20»3 240 512
*’ Допускается повышение верхнего предела температуры нагрева под закалку до 503 °C при
содержании легирующих элементов, близком к нижнему пределу.
*2 Для неправленных прессованных полуфабрикатов 15 - 17 ч.
*3 Заклепки из сплава Д19П контролируют на срез после старения при 100 °C в течение 3 ч.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ:
65
Гарантируемые свойства полуфабрикатов.
Гарантируемые свойства плит приведены в
табл. 1.1.64, 1.1.65.
По стандартам для плит предусматрива-
ется правка растяжением после закалки, рег-
ламентируется содержание водорода и коли-
чество дефектов при ультразвуковом контро-
ле. Для плит из сплава Д16ч допустимое со-
держание водорода составляет 0,4 см3 на 100 г
металла, а для плит из сплава 1163 - 0,25 см3
на 100 г металла. Гарантируемые механиче-
ские свойства длинномерных (до 25 м) плит
из сплава 1163 в естественно состаренном
состоянии Т, в том числе повышенной
прочности из сплава 1163 в состоянии Т7,
даны в табл. 1.1.66, а плит из сплава 1163 в
искусственно состаренном состоянии Т1 тол-
щиной до 90 мм в табл. 1.1.67.
Гарантируемые механические свойства
листов приведены в табл. 1.1.68 - 1.1.70. Лис-
ты из сплавов Д16 и 1163 поставляются с
нормальной (А), утолщенной (У) и техноло-
гической (Б) плакировкой. Из сплава 1163 из-
готовляют листы с "твердой" плакировкой
(РД), которые имеют тот же уровень гаранти-
рованных механических свойств, но более
высокую выносливость в условиях усталост-
ных нагрузок.
Гарантируемые свойства прессованных
полуфабрикатов, штамповок и поковок при-
ведены в табл. 1.1.71 - 1.1.75.
Профили из сплавов Д16, Д16ч, 1163,
1163 ПП в состоянии Т (см. табл. 1.1.74) по-
ставляют площадью сечения до 200 см2 с диа-
метром описанной окружности до 350 мм и
длиной до 10 м. Длинномерные (до 26 м)
профили поставляют с площадью сечения до
370 см2, при этом длинномерные профили из
сплава 1163 - с площадью до 60 см2 для
стрингеров, (см. табл. 1.1.75).
Массивные профили из сплавов Д16чТ1
и 1163Т1 поставляют в искусственно соста-
ренном состоянии (см. табл. 1.1.75).
Прессованные профили и панели под-
вергают правке растяжением с остаточной
деформацией 1,5 - 3 %.
1.1.64. Гарантируемые механические свойства при растяжении (не менее) плит
из сплавов Д1 и Д16 в состоянии Т в направлении П
Характеристика Д1 Д16
Толщина, мм От И до 25 Св.25 до 40 Св. 40 до 70 Св. 70 до 80 От 11 до 25 Св. 25 до 40 Св. 40 до 70 Св. 70 до 80
ав, МПа 375 365 345 315 420 390 375 345
сто,2, МПа 215 215 198 198 275 255 245 245
5, % 11 8 6 5 7 5 4 3
1.1.65. Гарантируемые механические свойства при растяжении (не менее) плит
из сплавов Д16ч и 1163 в направлении П
Характеристика Толщина, мм
От 11 до 25 От 26 до 40 От 41 до 50 От 51 до 60 От 11 до 25
Состояние Т Т1
ав, МПа 430 420 420 410 455
оо,2> МПа 295 285 285 285 405
5, % 8 7 6 4 5
3 Зак. 225
66
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.66. Гарантируемые механические свойства при. растяжении (не менее) плит из сплава 1163
Характеристика Толщина, мм
20 - 25 26 - 40 20 - 25 26 - 40
Состояние Т Т7
Направление вы- резки образцов д П Д П д П Д П
ов, МПа 430 430 440 420 450 430 460 420
оо,2> МПа 295 295 315 285 330 295 340 285
5, % 12 10 12 10 12 10 12 10
1.1.67. Гарантируемые механические свойства при растяжении (не менее) плит
из сплава 1163 в состоянии Т1
Характеристика Толщина, мм
От 25 до 39 Св. 39 до 49 Св. 49 до 69 Св. 69 до 90
Направление вырезки об- разцов П д В д П В д П В
ов, МПа 450 450 426 440 430 400 440 436 391
оо,2> МПа 392 392 378 382 382 361 372 372 361
8, % 5 6 2,5 6 5 2 5 4 2
1.1.68. Гарантируемые механические свойства при растяжении (не менее)
плакированных листов (А)* из сплава Д1 в направлении П
Характеристика Толщина, мм
От 0,3 до 0,4 Св. 0,4 до 1,9 Св. 1,9 до 10,5 От 0,5 до 1,9 Св. 1,9 до 10,5
Состояние М Т
ав, МПа < 250 145 - 225 145 - 235 365 370
оо,2, МПа - - - 185 195
8, % 12 12 12 15 15
* А - нормальная плакировка: 4,0 - 6,5 % при толщине листа 0,5 - 1,9 мм; 2,0 - 4,5 % при тол-
щине листа 2,0 - 10,0 мм
1.1.69. Гарантируемые механические свойства при растяжении*1 (не менее) плакированных листов (А) из сплавов Д16, Д16ч в направлении П
Характеристика Толщина, мм
От 0,3 до 0,4 Св. 0,4 до 1,9 Св. 1,9 до 4,0 От 0,3 до 0,4 Св. 0,4 до 1,9 Св. 1,9 до 6 Св. 6 до 10,5 От 1,5 до 1,9 Св. 1,9 до 7,5 От 0,5 до 0,7 Св. 0,7 до 1,9 Св. 1,9 до 6 От 1,5 до 6 Св. 1,9 до 6
Состояние М Т TH Т1*2 Т1Н”
ов, МПа <245 145 - -225 145 - - 235 400 - (390) 405 (390) 425 (410) 425 (410) 425 455 390 (370) 425 (410) 445 425 450 480
о0,2, МПа - - - 265 (245) 270 (255) 275 (265) 275 (265) 335 345 345 (305) 370 (325) 380 (340) 420 450
5, % 10 10 10 13 (13) В (15) Н (12) 10 (12) 10 8 5(6) 5(6) 5(6) 3 4
В скобках - свойства для листов, подвергающихся закалке и старению из отожженного состояния или перезакалке и старению на заводе-
потребителе.
*2 Искусственное старение из состояния Т.
*3 Искусственное старение из состояния TH.
1.1.70. Гарантируемые механические свойства при растяжении*1 (не менее) плакированных листов из сплавов Д16, Д16ч в поперечном направлении
Характеристика Плакировка
у*3 Б*4
Толщина, мм От 0,3 до 0,4 Св. 0,4 до 1,9 Св. 1,9 до 4,0 От 0,3 до 0,4 От 0,5 до 1,9 Св. 1,9 до 4,0 От 0,5 до 1,9 Св. 1,9 до 4,0 От 0,5 до 3 Св.З до 10,5 От 0,5 до 1,5 Св. 1,5 до 6 Св. 6 до 10,5 От 1,5 до 3 Св. 3 до 7,5
Состояние М Т Т1»2 М Т TH
ов, МПа <245 125- - 225 125 - - 235 365 (350) 365 (350) 405 (390) 365 (350) 405 (390) 145- - 235 145 - -235 440 (425) 440 (425) 440 (425) 475 475
сто,2, МПа - - - 230 (220) 230 (220) 270 (255) 295 (275) 315 (295) - - 290 (175) 290 (275) 290 (275) 360 360
5, % 10 10 10 13(13) 13 (13) 13(13) 5(8) 5(6) 12 (10) Н (Ю) 13(13) Н (Н) 10 (10) 10 8
*1 В скобках - свойства для листов, подвергающихся закалке и старению из отожженного состояния или перезакалке и старению на заводе-
потребителе.
* 2 Искусственное старение из состояния Т.
* з У-утолщенная плакировка: 8,0 - 11,0 % при толщине листа 0,5 - 1,9 мм; 4,0 - 7,0 % при толщине листа 2,0 - 4,0 мм.
* 4 Б - технологическая плакировка - не более 1,5 % при толщине листа 0,5 - св. 10,0 мм.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
68
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.71. Гарантируемые механические свойства при растяжении (не менее) прессованных
полуфабрикатов из сплавов Д1, Д1ч в направлении Д
Характеристика Профиль Пруток
Толщина, мм Все зна- чения До 10,0 Св. 10,0 до 20,0 От 5,0 до 130 Св. 130 до 300 От 55 до 300 От 55 до 250
Состояние М Т ТПП (повы- шенной прочнос- ти) Т (с рекри- сталлизо- ванной структурой)
ов, МПа < 245 335 335 335 370 370 355 420 370
оо,2, МПа - 120 215 205 225 215 195 275 215
§5, % - - - 12 12 12 10 10 14
% 12 12 12 - - - - - -
1.1.72. Гарантируемые механические свойства при растяжении (не менее) труб и
кованых полуфабрикатов из сплавов Д1, Д1ч
Характеристика Труба прессованная Штамповка Поковка Лопасти штампо- ванные
Толщина, мм До 70 До 22 Св. 22 до 50 Св. 50 - - -
Масса, кг - До 200 До 700 -
Состояние М Т Т
Направление вырезки об- разцов п Д П В Д п В д
ов, МПа < 245 380 400 400 370 355 325 355 335 315 370
оо,2, МПа - 205 235 235 195 175 - - - - 245
§5, % - - - - 12 6 5 10 5 4 15
§10, % 10 13 12 11 - - - - - - -
1.1.73. Гарантируемые механические свойства при растяжении (не менее) прессованных прутков
из сплавов Д1, Д16ч в направлении Д
Толщина, мм
/\cipu 14 1 cpnv 1 И I4U От 5 до 22 Св. 22 до 130 Св. 130 до 300 Св. 300 до 400 От 10 до 22 Св. 22 до 28 Св. 28 до 54 Св. 54 до 150 Св. 150 до 250 Св. 250 до 300
Состояние Т ТПП
ов, МПа 390 420 410 390 415 455 470 470 460 450
оо,2, МПа 275 295 275 245 305 315 325 345 335 325
5, % 10 10 8 6 10 10 10 10 10 10
1.1.74. Гарантируемые механические свойства при растяжении (не менее) прессованных профилей из сплавов Д16, Д16ч, 1163
Толщина, мм
Характеристика Все размеры До 2 Св. 2 до 5 Св. 5 до 10 Св. 10 до 20 Св. 20 до 40 Св. 40 до 80 Св. 80 до 150 Все размеры От 2 до 5 Св. 5 до 10 Св. 10 до 20 Св. 20 до 40 До 5
Состояние М Т ТПП*3
Направление вырезки образ- цов д п В д
Ов*1, МПа <245 400 (390) 410 (390) 420 (410) 430 (410) 450 (420) 480 (460) 450 (420) 390 345 470 470 480 490 440
ао.2*1, МПа - 305 (255) 315 (255) 325 (275) 335 (285) 335 (295) 355 (335) 335 (295) 285 285 345 355 365 365 380
8»', % 12 10 (10) 10 (10) 10 (10) 10 (10) 10 (10) 10 (10) 10 (10) 6 4 8*2 8*2 8*2 8*2 4
*! В скобках указаны свойства для профилей, закаленных и состаренных из отожженного состояния.
*2 Для сплава 1163 5 > 10 %.
*3 Повышенная прочность.
1.1.75. Гарантируемые механические свойства при растяжении (не менее) длинномерных прессованных полуфабрикатов из сплавов Д16ч, 1163
Характеристика Профиль Панель
Толщина, мм или площадь поперечного сечения, см2 До 370 см2 До 60 см2 Св. 10 до 20 мм Св. 20 до 40 мм Св. 40 ДО 80 мм Св. 80 мм До 40 мм Все размеры Св. 5,0 до 80 мм Ширина полотна до 1000 мм
Состояние Т Т ТПП Т Т1 Т
Направление вырезки об- разцов д П д П д П Д П В д П д П
ав, МПа 450 420 450 420 490 420 430 450 480 450 410 345 450 435 460 430
оо,2> МПа 335 315 335 315 365 315 335 335 355 335 295 295 390 375 335 315
5, % 10 8 10 8 9 8 10 10 10 10 6 4 5 4 10 8
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
70
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Типичные механические свойства. Свой-
ства полуфабрикатов при растяжении при
низких и высоких температурах приведены в
табл. 1.1.76 - 1.1.78, при растяжении, сжатии
и смятии - в табл. 1.1.79, при кручении и
срезе - в табл. 1.1.80. Чувствительность к кон-
центраторам напряжений приведена в табл.
1.1.81. Данные по малоцикловой усталости
представлены в табл. 1.1.82. Характеристики
вязкости разрушения и скорость роста тре-
щины усталости приведены в табл. 1.1.83 -
1.1.86, длительной прочности и ползучести -
табл. 1.1.87.
Коррозионные свойства. Неплакирован-
ные полуфабрикаты из сплавов системы А1 -
Си - Mg обладают пониженной коррозионной
стойкостью. Сопротивление коррозионному
растрескиванию, межкристаллитной и рас-
слаивающей коррозии зависит от скорости
охлаждения при закалке, вида и толщины
полуфабриката.
Детали из сплавов типа Д16 толщиной
до 8 мм, закаленные со скоростью не ниже
критической, не склонны к коррозионному
растрескиванию и межкристаллитной корро-
зии, но могут обладать склонностью к рас-
слаивающей коррозии.
Критические напряжения при испыта-
нии на коррозионное растрескивание для
полуфабрикатов толщиной более 10 мм при-
ведены в табл. 1.1.88.
Эксплуатационные нагревы при темпе-
ратуре выше 80 °C естественно состаренных
сплавов типа Д16 и технологические нагревы
при температуре выше 125 °C продолжитель-
ностью более 2 ч вызывают склонность к кор-
розионному растрескиванию, межкристаллит-
ной коррозии и повышают склонность к рас-
слаивающей коррозии.
В искусственно состаренном состоянии
сплава системы Al - Си - Mg имеют повы-
шенное сопротивление коррозионному рас-
трескиванию и расслаивающей коррозии.
Плакированные листы обладают повы-
шенной коррозионной стойкостью. Листы
толщиной менее 1 мм имеют пониженную
коррозионную стойкость (из-за диффузии
меди из сердцевины в плакировку). Для по-
вышения коррозионной стойкости листов
толщиной менее 0,8 мм рекомендуется при-
менять утолщенную плакировку.
Защита от коррозии осуществляется
анодно-оксидными, химическими и лакокра-
сочными покрытиями.
1.1.77. Механические свойства плит из сплава 1163 в состоянии Т1 толщиной 40 - 85 мм при 20 °C, низких и высоких температурах
Характеристика Температура, °C
Температура испытания, °C -70 -130 20 125 150 175 200
Направление вырезки образ- цов д П Д П Д П В д П д П д П д П
£, ГПа - 72 - - 67 - 65 - 63 - -
стПц, МПа - 305 - 345 - 285 - 355 275 - 295 265 - 285 -
сто,2> МПа 410 - 470 430 - 470 380 - 420 370 - 400 335 - 380 315 - 335 315 - 335 285 - 305
ств, МПа 480 - 540 490 - 540 450 - 480 430 - 450 390 - 420 370 - 400 345 - 380 305 - 355
65, % 8 - 10 6 - 8 8-9 5 - 7 5 - 10 5-9 2,5 - 5 6 - 13 9- 13 10 - 17 10- 14
V, % 23 - 30 10 - 14 21 - 26 9 - 12 22-32 10 - 26 - 30-42 34-47 45-50 -
1.1.78. Механические свойства при растяжении прессованных профилей из сплавов Д16, Д16ч в направлении Д при 20 °C и высоких температурах
Характеристика Толщина, мм
5 - 10 20-60
Состояние Т Т1 ТПП
Температура испытания, С 20 100 150 175 200 250 20 100 150 175 200 250 20 100 150 175 200 250
ов, МПа 420 400 380 365 345 275 450 450 440 400 375 285 490 455 420 405 385 275
сто,2> МПа 325 315 305 295 275 245 400 400 390 380 355 255 365 335 325 310 285 245
§10, % 20 20 20 20 18 - 9 9 9 - 10 - 14 14 14 14 12 -
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
72
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.79. Механические свойства при растяжении, сжатии и смятии плакированных листов из сплавов
Д16, Д16ч толщиной 2 - 6 мм в направлении П
Состояние т TH
Температура испытания, °C 20 100 125 150 175 200 20 100 125 150 175 200
ств, МПа 425 400 390 345 325 455 430 430 400 400 390 355
сг02 , МПа 275 265 260 255 245 245 345 315 315 300 285 265
6]0. МПа 19 18 18 18 18 12 13 13 13 13 13 9
ст02сж, МПа 315 305 - 295 - 275 365 345 - 325 - 295
°(),2СМ*< МПа 345 340 - 330 - 325 405 405 - 395 - 380
* Образец с отверстием, Ь/d — 4.
1.1.80. Механические свойства при кручении и срезе прессованных профилей из сплавов Д16, Д16ч
в состоянии ТПП толщиной 20 - 60 мм в направлении Д
Характеристика Температура испытания, °C
20 100 150 200
Т„ , МПа 325 315 305 265
т03 , МПа 175 175 170 165
тгп, МПа 235 230 225 210
1.1.81. Чувствительность плит из сплава 1163 к концентраторам напряжений при растяжении
Характеристика Толщина, мм
30 50 - 85
Состояние Т7 Т1
Направление вырезки об- разцов д П д П
1 2,6*’ 2,2*2 4*2 1 2,б*1 2,2*2 4*2 1 2,6*’ 1 2,б*1
ств, МПа 490 - - - 460 - - - 460 - 460 -
о" , МПа - 460 545 515 - 440 535 500 - 460 - 440
~н /_ ° II /° н - 0,94 1,1 1,05 - 0,96 1,16 1,09 - 1,0 - 0,97
** Полоса с отверстием.
*2 Круглый образец с кольцевой выточкой.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
73
1.1.82. Малоцикловая усталость полуфабрикатов (осевое растяжение плоского образца,
Kt = 2,6, f - 2...3 Гц, R = 0) из сплава 1163
Характеристика Плита Профиль Лист
Толщина, мм 30 40 - 85 20 - 80 2-4
Состояние Т7 Т1 ТПП АТ РДТ
о , МПа 160 180 200 160 180 160 180 200 250 160 180 160 180
Среднее число циклов до раз- рушения Ncp 216 165 77 100 60 270 172 126 44 НО 83 186 115
Обозначения: АТ - с нормальной плакировкой, РДТ - с регламентированной твердой
плакировкой.
1.1.83. Ударная вязкость и работа разрушения образца с трещиной
Характеристика Плита из сплава Д16ч Плита из сплава 1163
Толщина, мм 40 20 - 30 30 50 - 85
Состояние Т Т1 Т Т7 Т1
Направление вы- резки образцов д П д П д П д П д П В
KCU, Дж/см2 17,5 15 п 4 25 20 33 27 14 8 35
КСТ, Дж/см2 9 7 7,5 3 14 12 19 21 8 4 3
1.1.84. Вязкость разрушения при плоской деформации полуфабрикатов из сплава Д16, 1163
(внецентренное растяжение компактного образца)
Характеристика Толщина, мм Состояние Ориентация образца и трещины Толщина образца, мм о0 2, МПа К1с, МПа м1/2
Д16ч Профиль прессованный 50 Т1 дп 35 445 - 475 30,4 - 31
пд 455 - 475 21,7
вд 20 332 17,4 - 18,3
66 - 86 Т пд 50 320 - 355 32,6 - 40,4
вд 25 330 23,3 - 26,1
1163 50 - 80 пд 50 345 - 380 40,4 - 43,5
вд 25 345 - 355 25,5 - 27,0
1163 Плита катаная 40 - 85 Т пд 35 295 - 325 40,4 - 44,1
вд - 26,1 - 27,0
Т1 дп 380 - 420 35,7 - 40,7
пд 380 - 420 25,5 - 27,9
вд 370 - 400 19,9 - 21,1
74
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.85. Вязкость разрушения при плоском напряженном состоянии полуфабрикатов из сплава 1163
Характеристика Плиты Листы
Толщина, мм 20 - 30 2 - 4
Состояние Т, Т7 АТ
Направление вырезки образцов д д П
Ширина образца, мм 200*1 500*1 1300*1 500*2 500*2
Толщина образца, мм 10 10 15 2 - 4 2 - 4
Кус , МПа м‘/2 81,3 - 88 121 - 133 154 - 163 117 - 120 107 - ПО
<ет>.МПа 375 - 380 345 - 365 250 - 265 320 - 330 300 - 305
** Без устранения выпучивания.
*2 С устранением выпучивания.
1.1.86. Скорость роста трещины усталости в полуфабрикатах из сплава 1163
(Я = 0 ... 0,1,/4 5 Гц, = 80 МПа)
Характеристика Плита Профиль Лист
Толщина, мм 30 40- 85 20 - 80 2-4 2 - 4
Состояние Т7 Т1 ТПП АТ РДТ
Д/Г, МПа м1/2 12,4 25 31 12,4 18,6 21,2 25 12,4 25 31 12,4 25 31
d(2t)/dN, мкм/цикл 0,55 2,25 5 0,6 1,5 2,5 1,7 0,35 1,85 3,85 0,30 1,6 3,45
1.1.87. Пределы ползучести и длительной прочности полуфабрикатов из сплавов Д16, Д16ч, 1163
Характеристика Лист плакированный (А) из сплавов Д16, Д16ч Профиль прессо- ванный из спла- вов Д16, Д16ч Плита из сплава 1163
Толщина, мм 1,5 - 3 5 - 10 50 - 85
Направление вы- резки образцов П д д, п
Температура испы- тания, °C 100 125 150 175 200 175 200 125 150 175
Состояние т Т1 Т1
<7о,2/1О, МПа - - - - - 225 165 - - -
<7о,2/юо, МПа 275 235 175 130 80 145 95 285 250 215
<7о,2/юоо, МПа - - 120 70 45 90 60 265 - -
Ою, МПа 390 - 345 275 235 325 280 - - -
о юо, МПа 380 335 295 225 175 270 220 335 295 255
<7юоо, МПа 370 295 235 170 120 215 155 305 265 185
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
75
1.1.88. Критическое напряжение сткр при испытании на коррозию под напряжением
в 3 %-ном растворе NaCl (периодическое погружение)
Характеристика Профиль прессованный Плита
Д16, Д16ч Д16ч, 1163
Толщина, мм 10 - 25 25 - 50 До 100
Состояние Г Т1 Т Т1 Т Т1
Направление вырезки об- разцов д П д п Д П В Д П В д П В д П В
сткр *, МПа 345 245 410 345 345 120 50 410 345 305 235 135 50 345 345 205
* При заданной деформации.
1.1.89. Плотность сплавов системы Al - Си - Mg
Сплав у, г/см3
Д1, Д1ч, В65 2,80
Д16, Д16ч, 1163, Д18 2,78
Д19, Д19ч 2,76
ВД17 2,75
1.1.90. Удельная электрическая проводимость
в зависимости от режима старения
Физические свойства сплавов системы
Al - Си - Mg приведены в табл. 1.1.89 - 1.1.92.
Для искусственно состаренного состоя-
ния при значениях удельной электропрово-
димости выше указанной в табл. 1.1.90, спла-
вы обладают высокой коррозионной стойкостью.
Сплав и состояние СУ, МСм/м
Д1Т 19,3 - 24,5
Д16Т, Д16чТ, 1163Т 17,2 - 18,7
Д16чТ1,1163Т1 > 22*1 > 21,5*2
Д19Т, Д19чТ Д16, Д19М Д1м 17,2 - 19 24 - 28 27 - 28,5
*1 Толщина более 10 мм.
*2 Толщина менее 10 мм.
1.1.91. Теплофизические свойства полуфабрикатов из сплавов Д16, Д16ч в состоянии Т
Температура испытания, °C
25 100 200 300 400 -50 + 20 20 -100 100 - 200 200 - 300
X, Вт/(м • К) 177 130 147 163 - - - - -
ср, кДж/(кг • К) - 0,922 1,05 1,13 1.17*1 - - - -
Ен*2 - 0,04 0,045 0,05 0,055 - - - -
а 106, 1/К - - - - - - 21,4 22,9 24,5
При 350 °C.
*2 ен-степень черноты полного нормального излучения, определяли при испытании плакиро-
ванных листов на воздухе.
Продолжение табл. 1.1.91
Характеристика Температура испытания, °C
23| 100 1 | 200 | 300 400 20 - 100 | I 100 - 200 | 200 - 300 25
Состояние Т1 М
X, Вт/(кг • К) 138 146 155 163 167 - - - 193
Ср, кДж/(кг • К) - 0,879 0,984 1,07 1,21 - - - -
с *2 ен - 0,055 0,06 0,065 0,07 - - - -
а • 106, 1/К - - - - - 22,9 24,9 26,5 -
76
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.92. Теплофизические свойства полуфабрикатов из сплава Д1 в состоянии Т
Температура испытания, °C
20 100 200 300 300 -50-20 20- 100 20 - 200 20 - 300 100 - 200 200 - 300
X, Вт/(м • К) 117 130 151 172 174 - - - - - -
ср, кДж/(кг • К) - 0,922 0,964 1,0 1,05 - - - - - -
а • 106, 1/К - - - - - 21,8 22,9 24 25 25,1 27
Технологические свойства. Сплавы сис-
темы Al-Cu-Mg характеризуются хорошей
пластичностью в горячем состоянии. Из спла-
вов Д16, 1163, Д19 изготовляют различные
виды прессованных и катаных полуфабрика-
тов. Полуфабрикаты из сплавов типа Д16
должны закаливаться в холодной воде (до 40 °C)
при интенсивном ее перемешивании для пре-
дотвращения распада пересыщенного раство-
ра. После закалки необходима правка для
снятия внутренних напряжений, особенно в
массивных полуфабрикатах.
Сплавы системы Al-Cu-Mg имеют .удов-
летворительную пластичность в отожженном
и свежезакаленном состояниях.
Период времени после закалки, в кото-
ром сохраняется удовлетворительная техно-
логическая пластичность, увеличивается с пони-
жением температуры: 1,5 ч при 20 °C; 24 ч при
0 °C; 3 суг при -5 °C; 5 сут при -10 ... -18 °C.
Сплавы системы Al-Cu-Mg имеют хоро-
шую обрабатываемость резанием в термообра-
ботанном состоянии и пониженную - в ото-
жженном. Эти сплавы удовлетворительно
обрабатываются химическим фрезерованием
(размерным травлением).
Применение. Наиболее широко приме-
няют сплавы Д16, Д16ч, 1163 в естественно
состаренном состоянии. Детали, определяю-
щие ресурс пассажирских самолетов (ИЛ96,
ТУ204 и др.), изготовляют из сплавов 1163,
1163Т7, 1163ТПП - это нижняя обшивка
крыльев, стрингеры, обшивка фюзеляжа,
лонжероны, стыковые гребенки и др. В есте-
ственно состаренном состоянии температура
применения сплавов ограничена 80 °C.
При более высоких температурах экс-
плуатации сплавы Д16ч и 1163 используются
в искусственно состаренном состоянии, одна-
ко с учетом более низких вязкости разруше-
ния, выносливости, большей скорости роста
трещины усталости по сравнению с соответст-
вующими характеристиками в естественно
состаренном состоянии. Из сплава 1163Т1
изготовляют плиты толщиной до 90 мм.
Из сплавов Д1 и Д1ч изготовляют штам-
повки лопастей воздушных винтов, а также
различные узлы крепления, болты и другие
детали.
Сплав ВД17 применяют для лопаток
компрессора двигателей, работающих при
температурах до 250 °C.
Свариваемый сплав ВАД1 применяют
для сварных конструкций, работающих при 20 °C
и повышенных температурах (до 2 - 3 ч при
250 °C, в течение нескольких сотен часов -
при 175 °C).
Из заклепочных сплавов наиболее ши-
роко применяют сплав В65, который так же,
как и сплав Д18, расклепывается в термиче-
ски обработанном состоянии без ограничения
времени.
1.1.4.2. СПЛАВ 1161 СИСТЕМЫ Al-Cu-Mg С Zr
Перспективный сплав 1161, разработан-
ный в 1978 г., относится к группе широко
употребляемых конструкционных термически
упрочняемых сплавов системы Al-Cu-Mg
типа дуралюмин. Благодаря пониженному по
сравнению со сплавами Д16ч и 1163 содержа-
нию меди, присутствию циркония и ограни-
чению концентрации примесей (Fe < 0,15 %;
Si < 0,1 %) сплав 1161Т характеризуется более
высокой вязкостью разрушения при несколь-
ко меньшем уровне прочности. Возможно
применение сплава в закаленном и искусст-
венно состаренном состояниях. В этом случае
реализуется повышенный предел текучести,
улучшаются характеристики коррозии при
снижении пластичности и трещиностойкости.
По концентрации меди и магния сплав
при температуре закалки отвечает области
алюминиевого твердого раствора системы Al-
Cu-Mg. Упрочнение после закалки и естест-
венного старения вызвано образованием зон
ГПБ, а при искусственном старении - выде-
лением метастабильной фазы S' (Al2CuMg).
Распад переохлажденного после литья слитков
твердого раствора в процессе гомогенизации
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
77
происходит с образованием дисперсоидов
двух типов: марганцовистых и гораздо более
мелких - циркониевых, фаза р' (ZrAlj).
Низкая концентрация примесей обу-
словливает присутствие в сплаве сравнительно
небольшого количества железо- и кремнийсо-
держащих интерметаллидов.
Сплав пригоден для изготовления всех
видов прессованных, катаных и штампован-
ных полуфабрикатов. В табл. 1.1.93 - 1.1.95
приведены механические свойства прессован-
ных панелей с законцовкой и катаных плит.
1.1.93. Гарантируемые механические свойства
(не менее)* прессованных панелей
с законцовкой из сплава 1161Т
Направление вырезки образца ств, МПа сто,2> МПа 8, %
д 440/440 335/285 12/12
п 410/410 315/265 10/10
в 375/375 - 6/6
* В числителе - свойства образцов из профиль-
ной части, в знаменателе - законцовки.
1.1.94. Механические свойства полуфабрикатов сплава 1161*
Полуфабрикат Направление вырезки образца сгв, МПа сто г, МПа 5, %
Прессованная панель д 480 360 16,0
(профильная П 445 335 17,5
часть) В 405 270 14,0
Прессованная панель Д 470 315 18,0
(закон цовка) п 440 300 20,0
в 395 270 11,5
Плита толщиной 25 мм д 475 365 17,5
п 445 320 20,0
Плита толщиной 90 мм д 460 345 14,0
п 440 310 12,0
в 395 290 6,0
Штамповка д 465 390 11,0
п 465 385 9,5
в 440 375 3,5
* Панели и плиты в состоянии Т, штамповки - Т1.
Физические свойства сплава 1161Т:
у = 2770 кг/м3, Е = 69580 МПа, X, Вт/м К):
151 - при 25 °C; 160 - при 100 °C; 171 - при
200 °C; ср Дж/(кг • К): 0,894 - при 20 °C; 0,920 -
при 100 °C; 0,934 - при 200 °C; а = 25,7- IQ-6 1/К;
р = 5,45 • 10-8 Ом • м.
По коррозионным свойствам сплав
1161Т аналогичен сплаву Д16Т с удовлетвори-
тельной коррозионной стойкостью. Полуфаб-
рикаты (детали) при толщине более 8 мм
склонны к КР, МКК и РСК. В искусственно
состаренном состоянии характеристики кор-
розии улучшены. Защита от коррозии обеспе-
чивается традиционными анодно-оксидными,
омическими и лакокрасочными покрытиями.
Подобно сплавам Д16 и 1163, сплав 1161
обладает высокой технологичностью. Освоено
литье слитков разных размеров, в том числе
крупногабаритных. Горячая и холодная де-
формации проводятся по режимам, установ-
ленным для сплава Д16. Освоено производст-
во широкой номенклатуры прессованных,
катаных полуфабрикатов и штамповок.
Сплав имеет удовлетворительную пла-
стичность при холодной деформации в ото-
жженном и свежезакаленном состоянии. Она
понижается после естественного старения.
Сплав сваривается точечной и роликовой
сваркой, но не сваривается аргоно-дуговой.
Обрабатываемость резанием в состояниях Т и
Т1 удовлетворительная.
78
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.95. Характеристики эксплуатационной надежности сплава 1161Т
Характеристика Направление вырезки образца Прессованная панель (законцовочная часть) Плита толщиной 90 мм Плита толщиной 25 мм
дп - 50* (KQ) -
КХс, МПа • м1/2 пд 50* (KQ) - -
вд 42 31 -
Ксу, МПа • м»/2 д 75 125 -
(b = 200 мм) (b = 200 мм)
d(2l)/dN мкм/цикл при Д.К, МПа • м: 25 31 дп 2,0 2,18 3,64 1,85 3,05
/V ю-3 МЦУ, ПРИ стшах = ^7 МПа 295 255 280
ст_|, МПа на базе У = 2 • 107 д 145 130 145
стн_|, МПа на базе N = 2 • 107 (*,= 2,2) 90 80 90
* К\с некорректен по критерию толщины.
Сплав закаливают от температуры
495 ± 5 °C в воде с температурой < 40 °C.
Длительность естественного старения состав-
ляет не менее 96 ч. Искусственное старение
проводят при 195 °C 14 - 18 ч. Режим полного
отжига: температура 380 - 420 °C, выдержка
1 ч, охлаждение со скоростью 30 °С/ч до
260 °C, затем - на воздухе.
Сплав в состоянии Т применяется для
силовых элементов планера, особенно в само-
летах с длительным ресурсом, в частности,
когда требуется повышенная вязкость разру-
шения. В закаленном и естественно состарен-
ном состояниях сплав используется при тем-
пературах не выше 80 °C.
Возможно применение сплава в состоя-
нии Т1, если понижение вязкости разрушения
не является ограничительным фактором. Ис-
кусственно состаренный материал рекоменду-
ется для деталей, работающих при температу-
рах до 100 °C.
1.1.4.3. ЖАРОПРОЧНЫЕ СПЛАВЫ Al-Cu-Mg-Fe-Ni
К данной группе относятся широко
применяемые сплавы типа АК4-1.
Они имеют средний уровень прочности
и отличаются повышенной жаропрочностью,
особенно при длительных нагревах. В отличие
от сплавов типа дуралюмин основные сплавы
АК4 и АК4-1 содержат приблизительно в
2 раза меньше меди, железо и никель в соот-
ношении 1 : 1 (в % по массе) и не содержат
марганца.
Сплав АК4-1 нашел широкое примене-
ние в качестве основного конструкционного
материала для сверхзвуковых пассажирских
самолетов, испытывающих длительные экс-
плуатационные нагревы до 150 °C.
Жаропрочный сплав АК4-2ч является
модификацией сплава АК4-1, но он содержит
железа и никеля в 2 раза меньше и добавку
циркония, что обеспечивает повышение ха-
рактеристик трещиностойкости при одинако-
вых значениях прочности и жаропрочности.
При введении одного никеля в сплав А1 -
2,2 % Си - 1,6 % Mg образуются нераствори-
мые интерметаллические соединения типа
AlCuMgNi, снижающие концентрацию меди в
твердом растворе и тем самым уменьшающие
эффект упрочнения в процессе закалки и
искусственного старения (рис. 1.1.22, а).
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
79
1.1.96. Химический состав (%) деформируемых сплавов системы Al-Cu-Mg-Fe-Ni (остальное - А1)
Марка сплава Си Mg Мп Zn Fe Si Ni Ti Zr
российская между- народ- ная
буквен- ная циф- ровая
АК2 - 2018 3,5-4,5 0,4-0,8 0,2 0,3 0,5-1,0 0,5-1,0 1,8-2,3 - -
АК4 1140 - 1,9-2,5 1,4-1,8 0,2 0,3 0,8-1,3 0,5-1,2 0,8-1,3 - -
АК4-1 1141 - 1,9-2,7 1,2-1,8 0,2 0,3 0,8-1,4 0,35 0,8-1,4 0,02-0,1 -
АК4-1Ч - 2618 2,0-2,6 1,2-1,8 0,1 0,1 0,9-1,4 0,1-0,25 0,9-1,4 0,05-0,1 -
АК4-2ч 1143 - 2,0-2,6 1,2-1,8 0,1 0,1 0,4-0,7 0,1-0,25 0,4-0,7 0,05-0,1 0,1-0,25
Рис. 1.1.22. Механические свойства сплавов системы
Al-Cu-Mg при 20 *С в зависимости от содержания
никеля (а) и железа при 1 % никеля (б) для различных
состояний:
1 - отожженного, 2 - закаленного,
3, 4 - соответственно естественно и искусственно
состаренного
При введении в сплавы одного железа
механические свойства изменяются так же,
как и при введении одного никеля. Образует-
ся нерастворимая тройная фаза Cu2FeA17,
приводящая к снижению концентрации меди
в твердом растворе.
При совместном введении железа и ни-
келя механические свойства изменяются по
другому закону: прочностные свойства повы-
шаются в закаленном и состаренном состоя-
нии, с максимальными значениями при соот-
ношении этих элементов, близком к 1:1 (в %).
Железо и никель образуют тройное соедине-
ние FeNiA19, которое уменьшает возможность
образования нерастворимых соединений типа
AlCuFe, AlCuNi и тем самым увеличивает
концентрацию меди в твердом растворе (рис.
1.1.22, б).
Фаза FeNiA19 улучшает механические
свойства при повышенных температурах (150
- 175 *С) и жаропрочность сплава. Длительная
прочность резко возрастает с увеличением
объемной доли фазы FeNiA19 с образованием
максимума (рис. 1.1.23)
(2,4)(4,7)(6,2)(7,2)
FeNiAh), % (% об.)
Рис. 1.1.23. Влияние содержания фазы FeNiAl? на
длительную прочность сплава АК4-1 при 175 °C и
напряжении 260 МПа:
1 - максимальные; 2 - минимальные значения
времени до разрушения
80
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Содержание Fe и Ni каждого, 7,
( Объепноя Ваяя фазы FeNlAl$ )
Рис. 1.1.24. Влияние содержаний FeNiAls на
механические свойства сплава АК4-1
Наряду с положительным влиянием на
характеристики жаропрочности сплава железо
и никель оказывают отрицательное действие
на пластичность, вязкость разрушения (Aic,
КСТ и др.) вследствие значительной гетероге-
низации структуры за счет присутствия нерас-
творимой фазы FeNiA19 (рис. 1.1.24).
Поэтому был разработан сплав АК4-2ч
с пониженным содержанием железа и никеля
и добавкой циркония, что позволило повы-
сить на 30 - 40 % характеристики разрушения
(Kic, КСГ, СРТУ и др.) и сохранить высокие
жаропрочные свойства, как у сплава АК4-1ч.
Небольшие добавки кремния до 0,25 -
0,3 % повышают прочность при 20 °C и жа-
ропрочность сплавов (рис. 1.1.25, 1.1.26), в
результате снижения количества вакансий и
дислокационных петель и уменьшения скоро-
сти образования метастабильных модифика-
ций 5' фазы. С дальнейшим повышением
содержания в сплаве кремния жаропрочность
снижается ввиду появления фазы Mg2Si. Од-
нако при содержании кремния более 0,6 - 0,8 %
длительная прочность при 300 °C может снова
повыситься, что связано с образованием жа-
ропрочной фазы W (Al4CuMg5Si4).
Фазовый состав сплавов типа АК4-1 сле-
дующий: основные упрочняющие фазы при
термической обработке - стабильная 5
(AJjCuMg) и ее метастабильные модификации
5" и S'.
Железо и никель образуют практически
нерастворимую фазу FeNiAl^ в зависимости
от избытка железа или никеля по сравнению
с соотношением 1:1, могут образоваться со-
ответственно фазы Cii2FeA17 и AleCujNi.
Кремний с магнием образуют фазу Mg2Si.
Присутствие фаз AlgCujNi, Ci^FeAl? и Mg2$i
снижает механические свойства сплавов.
Рис. 1.1.25. Влияние содержания кремния
на механические свойства сплава АК4-1 при разных
температурах старения:
1 - 190 °C; 2 - 195 °C; 3 - 200 °C
Рис. 1.1.26. Влияние содержания кремния
на длительную прочность (г - время до разрушения)
сплава АК4-1 при 200 °C (/) и (2) и напряжениях,
соответственно 180 и 80 МПа
Фазовый состав сплава АК4 аналогичен
фазовому составу сплава АК4-1, но количест-
во Mg2Si значительно больше, а также образу-
ется четверная W - фаза.
Термическая обработка. Алюминиевые
сплавы типа АК4-1 применяются в закален-
ном и искусственно состаренном состоянии
(Т1). Установленные режимы термообработки
(табл. 1.1.97) обеспечивают хорошее сочетание
прочности, удовлетворительной пластичности
и коррозионной стойкости.
Для снижения остаточных напряжений,
поводок и коробления при термической и
механической обработках полуфабрикатов и
деталей из сплавов АК4 и АК4-1 рекоменду-
ется охлаждение при закалке в воде с повы-
шенной температурой: в горячей (75 - 90 °C -
при толщинах до 150 мм и в кипящей (95 -
100 °C) - при толщинах до 80 мм.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
81
1.1.97. Режимы термической обработки сплавов типа АК4
Сплав Полуфабрикаты Температура нагрева под закалку, °C Режим старения
Т, ’С t, ч
АК2 Прессованные прутки Штамповки, поковки 515 - 530 150 - 170 165 - 180 4 - 15 6 - 16
АК4 Прессованный полуфабрикат, штамповки, поковки 525 - 535 1.65 - 180 190 - 200 10- 16 8 - 12*1
АК4-1, АК4-1Ч, АК4-2ч Листы плакированные Прессованные профили, панели Плиты Штамповки, поковки 525 - 535 185 - 195 185 - 195 190 -.200 190 - 200 190 - 200 190 - 200 1-85 -. 195 195 - 205 a.ur? 24*3 12-14 24*1 24*^ -8._-. 12 20 - 22*1
Для повышения коррозионной стойкости.
*2 Для правленных растяжением после закалки листов.
*3 Для листовых деталей и заготовок без правки.
Режимы отжига тонких полуфабрикатов
приведены в табл. 1.1.98.
Для плит, поковок, штамповок и мас-
сивных профилей режим полного отжига сле-
дующий: температура 380 - 420 °C, выдержка
10 - 60 мин, скорость охлаждения не более
30 °С/ч, затем на воздухе. Режим сокращен-
ного отжига следующий: температура 350 - 370 °C,
охлаждение на воздухе или в воде.
Механические свойства. Из-за отсутствия
марганца прессованные полуфабрикаты из
сплавов АК4 и АК4-1 не обладают пресс -
эффектом. Поэтому механические свойства
прессованных, кованых и катаных полуфаб-
рикатов довольно близки (табл. 1.1.99,
1.1.100).
Сплавы типа АК4-1 по механическим
свойствам при 20 °C уступают сплавам типа
Д16 и превосходят последние по жаропрочно-
сти вплоть до 300 °C (табл. 1.1.101).
1.1.98. Режимы отжига полуфабрикатов из сплава АК4-1
Параметр Листы плакированные | | Прессованные профили
Толщина, мм
до 1 1,2 - 4,0 4,2 - 10,0 до 10
Температура, °C 290 - 310 290 - 310 310 - 330 300 - 320
Выдержка, мин 30 - 60 60-90 90 - 120 60 - 90
Примечание. Охлаждающая среда - воздух.
1.1.99. Гарантируемые механические свойства (не менее) полуфабрикатов из жаропрочных сплавов
в различных направлениях
Сплавы и состояние Полуфабрикаты Д П В
ов, МПа <*0,2, МПа 8$, % ов, МПа <*0,2, МПа 85, % ов, МПа 85, %
Штамповки толщиной до 150 мм 375 275 5 365 265 4 355 3
АК4Т1 Поковки тол- щиной до 300 мм 365 265 4 355 255 3 345 3
Прессованные прутки диамет- ром до 250 мм 360 - 8 - - - - -
82
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1Л .99
Сплавы и состояние Полуфабрикаты Д п В
ств, МПа ст0,2> МПа 85, % Ств, МПа ст0,2, МПа 85, % ОВ, МПа 85, %
Штамповки толщиной до 100 мм 400 280 6 380 270 4 380 4
АК4-1Т1, Поковки толщи- ной до 350 мм 380 270 5 380 260 4 370 4
АК4-1чТ1, АК4-2чТ1 Прессованные прутки диамет- ром до 250 мм 400 330 8 390 320 5 380 4
Плиты толщиной до 80 мм - - - 410 330 6 380 4
Плакированные листы толщиной до 10 мм 395 320 6 - -
1.1.100. Типичные механические свойства полуфабрикатов
Сплавы и состояние Полуфабрикаты ов, МПа 00,2, МПа 8, %
АК2Т1 Штамповки, поковки 400 300 9
Прессованные прутки 400 290 7
АК4Т1 Штамповки, поковки 440 320 7
Прессованные прутки 440 330 6
Штамповки, поковки 420 320 8
АК4-1Т1 Листы плакированные 410 350 8
АК4-1чТ1 АК4-2чТ1 Прессованные прутки, профили 410 370 9
Ковано-катаные плиты 430 340 8
1.1.101. Механические свойства при 20 °C и повышенных температурах
Сплавы и Полуфабрикаты Температура, °C ов, МПа 00,2, МПа §5, %
состояние МПа
20 390 320 9,5
100 380 310 9,0
АК4Т1 Полосы прессо- 150 355 305 9,5
ванные 200 325 290 8,0
250 280 250 8,0
300 165 145 10,5
20 410 350 8
125 370 340 8
Листы плакиро- 150 350 325 11
ванные 175 330 290 11
АК4-1Т1, АК4-2чТ1 200 310 260 14
250 240 190 19
20 420 380 8
Плиты 125 410 370 8
150 390 355 9
175 360 330 9
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
83
Продолжение табл. 1.1.101
Сплавы и Полуфабрикаты Температура, °C ов, МПа | oot2, МПа 85,
состояние МПа %
20 410 370 7
АК4-1Т1, Профили 125 400 360 7
прессованные 150 380 340 7
175 360 320 8
20 410 - 14
150 390 15
АК4-2Ч1 Поковки 175 370 - 15
200 320 - 15
250 290 - 13
Прочностные свойства плит не снижа-
ются после нагревов в течение 20000 ч при
температурах до 125 °C (рис. 1.1.27) и снижа-
ются на 8 - 10 и 20 % после нагревов при
температурах соответственно до 150 °C и
175 °C. Жаропрочность сплавов АК4-1ч и
АК4-2ч практически одинакова (табл. 1.1.102).
Характеристики сопротивления разру-
шению сплавов типа АК4-1 представлены в
табл. 1.1.103 - 1.1.105.
1.1.102. Пределы* длительной прочности и
ползучести полуфабрикатов нз сплавов
АК4-1ЧТ1, АК4-2чТ1
Рис. 1.1.27. Механические свойства плит из сплава
АК4-1 при 20 °C (а) и повышенных температурах (б)
в зависимости от длительности нагрева:
J - 125 °C; 2 - 150 °C; 3 - 175 °C; 4 - 195 °C
Характеристика, МПа Температура, °C
125 150 175
^0,2/100 250/280 220/250 140/200
СТО,2/1000 210/240 170/210 -/130
СТО,2/10000 155/215 -/160 7-
СТО,2/20000 150/195 -/- 7-
СТО,2/30000 -/185 -/- -/-
стюо 280/350 250/330 200/240
ст юоо 250/300 220/280 -/170
СТ5000 -/290 -/200 -/-
СТ 10000 200/260 7-
СТ20000 190/220 -/- -/-
* В числителе для плакированных листов
(5 = 1,5 ... 2,5 мм), в знаменателе - для плит
и прессованных полуфабрикатов.
Примечание. При 200 °C у плит и прес-
сованных полуфабрикатов
сто,2/юо = 160 МПа,
оюо = 180 МПа.
84
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.103. Характеристики трещиностойкости сплавов АК4-2ч и АК4-1ч (направление Д)
Полуфаб- рикаты Сплав АК4-2ч Сплав АК4-1ч
К\с, МПа-м I/2 d(2l)/dN, мкм/цикл /V- 10-3 (МЦУ)*1 МПа МПам1/2 d(2l)/dN, мкм/цикл N • IO*3 (МЦУ)*1 <м*2, МПа
Плиты 32,5 1,7 (ДК = = 15,5 МПа м’/2) 2,0 (ДК = =21,9 МПа-м1/2) 165 110/70 23,5 2,6 (ДК = = 15,5 МПа м1/2) 93 130/70
Прессо- ванные профили 34,5 - 145 130/90 23,5 - 95 110/70
ч К,= 2,6;/= 2 ч- 3 Гц; ст = 155 МПа.
*2 В числителе для гладкого образца (Kt = 1), в знаменателе - для надрезанного (Kt = 2,2).
1.1.104. Механические свойства при кручении и
срезе плит ( s = 40 ... 65 мм) из сплавов АК4-1
и АК4-1ч (направление Д)
Характеристика Значение, МПа
*пц 190
*0.3 270
*в 350
*ср 240
Физические свойства. Плотность и элек-
трическое сопротивление сплавов следующие:
Сплав у, г/см3 р • Ю6,Ом • см
АК4-1, АК4-1Ч....... 2,800........5,5
АК4-2ч.............. 2,759 ....... 4,5
Теплофизические свойства даны в табл.
1.1.106.
Коррозионная стойкость. Сплавы обла-
дают пониженной коррозионной стойкостью
(плиты, прессованные полуфабрикаты, штам-
повки и поковки). Плакирование листов зна-
чительно повышает коррозионную стойкость.
Для защиты от коррозии рекомендуется при-
менять анодирование и лакокрасочные по-
крытия.
1.1.105. Чувствительность к отверстиям при растяжении (а”/ств ) сплавов АК4-1, АК4-1ч
Характеристика Листы плакированные (s = 1,5 ... 2,5 мм): направление П Плиты (5 = 35 ... 60 мм): направление Д
К, 1 2,6 1 2,6 4,0
ств, МПа 400 - 430 - -
ст”, МПа - 390 - 560 530
- 0,98 - 1,30 1,23
1.1.106. Теплофизические свойства сплавов АК4-1, АК4-1ч, АК4-2ч в состоянии Т1
Харак- теристика Температура испытания, °C
25 100 200 300 400 20-100 20-200 20-300 20-400 100-200 200-300 300-400
X, Вт/(М • К) 142 146 151 159 163 - - - - - - -
ср, кДж/ (кг- К) 0,692* 0,797 0,742* 0,837 0,780* 0,922 0,840* 0,964 0,910* - - - - - - -
а • 106, 1/К - - - - - 20,8 23,9* 21,6 24,3* 22,4 23 22,4 24,6* 23,9 24,8
* Для сплава АК4-2 ч.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
85
Технологические свойства. Сплавы АК2,
АК4 и АК4-1 обладают высокими технологи-
ческими свойствами при литье и горячей де-
формации (ковке, штамповке, прокатке,
прессовании). Из сплавов типа АК4-1 отли-
вают непрерывным методом слитки диамет-
ром до 1100 мм, изготовляют крупногабарит-
ные плиты, листы, прессованные профили,
поковки, штамповки.
Температурный интервал горячей де-
формации при производстве полуфабрикатов
для сплавов АК4 и АК4-2 - 350 - 450 °C, для
сплавов типа АК.4-1 - 350 - 370 °C. Ковка и
штамповка сплавов могут проводиться как
под молотами, так и под прессами: допусти-
мая деформация за один нагрев составляет
соответственно 50 и 70 - 60 %. При холодной
штамповке листов следует руководствоваться
показателями, приведенными в табл. 1.1.107.
Сплавы АК4 и АК4-1 характеризуются
низкими степенями критических деформаций
(2-4 %). Поэтому для предотвращения обра-
зования крупнозернистой структуры перед
нагревом следует избегать таких деформаций.
Полуфабрикаты из этих сплавов можно
сваривать точечной и роликовой сваркой.
Сплавы хорошо обрабатываются резанием.
1.1.107. Показатели штампуемости листов из сплава АК4-1ч
Состояние материала ^выт ^min
Отожженное 1,8 - 1,9 1,35 - 1,55 (0,8 -1,0) s
Свежезакаленное 1,7 - 1,8 1,30 - 1,50 (1,0 -1,5) s
Естественно состаренное 1,50 - 1,55 1,20 - 1,25 (1,5 - 2,5) s
Применение. Жаропрочные сплавы при-
меняют для деталей поршневых двигателей
(поршни, сепараторы и др.). Наличие избы-
точного количества твердых фаз, содержащих
железо и никель, обеспечивает низкий коэф-
фициент трения и соответственно хорошую
износостойкость.
Сплавы АК4-1 и АК4-1ч широко при-
меняют для деталей реактивных двигателей
(диски, лопатки, крыльчатки, колеса ком-
прессора, воздухозаборники и др.), длительно
работающих до температур 200 - 250 °C.
Сплавы АК4-1, АК4-1ч, АК4-2ч приме-
няют как основной конструкционный мате-
риал для сверхзвуковых пассажирских самоле-
тов (плиты, листы, прессованные и кованые
полуфабрикаты) с длительным ресурсом рабо-
ты до температуры 150 °C, а также для дета-
лей авиационной и ракетной техники, под-
вергающихся эксплуатационным нагревам.
Сплав АК4-2 отличается повышенной
эксплуатационной надежностью и рекоменду-
ется для замены сплава АК4-1ч.
1.1.4.4. ЖАРОПРОЧНЫЙ СВАРИВАЕМЫЙ СПЛАВ 1151
Сплав 1151 на основе системы Al-Cu-Mg
предназначен для многоцелевого использова-
ния в конструкциях различных отраслей ма-
шиностроения.
Сплав не имеет аналогов среди отечест-
венных и зарубежных сплавов.
Он обладает удачным сочетанием свойств:
повышенными жаропрочностью и коррозион-
ной стойкостью, высокими свойствами при
криогенных температурах, хорошей сваривае-
мостью всеми видами сварки, хорошими по-
казателями вязкости и пластичности, ста-
бильностью свойств, а также хорошей техно-
логичностью при различных металлургиче-
ских и машиностроительных циклах (табл.
1.1.108 - 1.1.125; рис. 1.1.28 - 1.1.30).
Рис. 1.1.28. Кривые усталости сплава 1151Т для листа
(/) и сварного соединения толщиной 2,5 мм:
2 - без подварки; 3 - с одной подваркой;
4 - с двумя подварками (Kt - !,/ = 40 Гц, R = 0,1)
86
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.29. Кривые усталости штамповки
из сплава 1151Т, направление П
(/•=50 Гц, 7? = 0,1): 1-Kt = \, 2-Kt=2,2
105
Ю6 N
Рис. 1.1.30. Кривые усталости прессованного прутка
0 100 мм из сплава 1151Т (направление Д):
Kt = 1,7 ;/ = 50 Гц; R = 0,1
1.1.108. Гарантируемые механические свойства (не менее) полуфабрикатов из сплава 1151
Полуфабрикаты Состояние Направление <*в ст0,2 8, %
МПа
Листы плакированные (хо- лодно- и горячекатанные) М П < 216*1 - 12,0*1
Т П 400 - 420*2 280 - 300*2 12,0*1
Прессованные профили Т д 430 314 11,0
п 372 294 4,0
Прессованные прутки Т д 430 284 8,0
п 392 274 5,0
Штамповки Т д 410 284 10,0
п 392 274 7,0
в 372 265 4,0
Поковки Т д 401 284 " 10,0
п 372 275 5,0
в 362 265 4,0
*1 Толщина 1,0 - 4,0 мм.
*2 Толщина 1,0 - 7,0 мм.
В структуре сплава 1151 основными уп-
рочняющими диффузионно подвижными фа-
зами являются S(Al2CuMg) и 0(Д12Си), при-
чем суммарный объем фазы S больше суммар-
ного объема фазы 0. Наличие в сплаве некото-
рых переходных металлов приводит к появле-
нию в структуре ряда интерметаллидных
соединений, практически диффузионно не-
подвижных при температурах эксплуатации
конструкций. Дисперсность, морфология и
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
87
Рис. 1.1.31. Микроструктура полуфабрикатов
сплава 1151Т:
а - листа толщиной 2,0 мм, направление Д,
б, в - прессованного прутка 0 190 мм,
соответственно направления Д; П х 1200
топография этих интерметаллидных соедине-
ний, обусловленные композицией сплава и
отработанной технологией, являются факто-
рами, определяющими свойства сплава 1151,
и особенно повышенную жаропрочность при
температурах более 250 - 300 °C.
Микроструктура полуфабрикатов спла-
ва 1151 мелкозернистая с наличием частиц
раздробленных первичных фаз S, 0 интерме-
таллидов, расположенных в направлении те-
чения металла при деформации (рис. 1.1.31).
Присутствуют также дисперсные включения
интерметаллидных соединений и выделения
фаз-упрочнителей, образовавшихся в процес-
се распада пересыщенного твердого раствора.
Так как в сплаве 1151 в значительной
степени подавлены процессы собирательной
рекристаллизации, то в полуфабрикатах на-
блюдается только рекристаллизация первого
рода (обработки), а в макроструктуре практи-
чески отсутствует крупнокристаллический
ободок (рис. 1.1.32).
Температура ликвидуса сплава 1151 - 640 °C,
солидуса - 501 - 507 °C. Плотность сплава
2,8 г/см3.
Стандартной термической обработкой
всех видов полуфабрикатов является закалка и
естественное старение (Т). При необходимо-
сти полуфабрикаты из сплава 1151 подвергают
отжигу (М).
Сварные соединения сплава 1151 имеют
при 20 °C прочность не менее 0,8 прочности
основного металла независимо от вида полу-
фабриката, расположения сварного шва по
отношению к макроволокну этого полуфабри-
ката. С повышением температуры прочность
сварного соединения приближается к прочно-
сти основного металла, а при 250 - 300 °C и
выше - достигает ее.
Для получения оптимальных свойств
сварных соединений сплава 1151 не требуется
усиления кромок свариваемых деталей, а так-
же термической обработки сварных соедине-
ний или их упрочнения холодной деформаци-
ей (например, прокаткой). При сварке спла-
ва 1151 необходимо в качестве присадочного
материала применять проволоку из спла-
ва 1177; при этом показатель горячеломкости
Рис. 1.1.32. Макроструктура штамповки
массой до 120 кг из сплава 115 1Т:
а - масштаб 1 : 8, 5; б - масштаб 1 : 5
88
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.33. Сварной герметичный модуль
из листа поковки, штамповки
Рис. 1.1.34. Штампованная деталь из листа
толщиной 2,0 мм из сплава 1151Т
не превышает 5 %. Сварные соединения спла-
ва 1151 при вылеживании совершенно не
склонны к образованию холодных трещин и
обладают хорошей герметичностью (сварное
соединение толщиной 2,5 мм выдерживает
вакуум) (рис. 1.1.33).
Проводить правку сварных соединений
сплава 1151 механическим способом (удар и
другие виды деформации) не рекомендуется.
Сплав 1151 имеет хорошую коррозион-
ную стойкость в воздушной атмосфере, мор-
ской и ряде специальных сред. Нагревы раз-
личной продолжительности при повышенных
температурах не ухудшают коррозионной
стойкости сплава. Сплав хорошо деформиру-
ется (штампуется, раскатывается) при 20 °C и
повышенной температурах в отожженном и
естественно состаренном состояниях (рис.
1.1.34). Из сплава 1151 производят различные
виды полуфабрикатов: листы (габаритные
размеры до 7,0 х 2000 х 7000 мм), прессован-
ные профили и прутки, штамповки и поковки
(массой до 120 кг).
Сплав 1151 предназначен в качестве
конструкционного материала в сварном
(несварном), герметичном (негерметичном)
вариантах для изделий машиностроения, ра-
ботающих кратковременно до 450 °C и дли-
тельно до 200 °C, а также в конструкциях
(модулях), предназначенных для работы при
криогенных температурах.
Сплав 1151 может быть применен в из-
делиях авиационного (различные типы верто-
летов, самолетов, в том числе сверхзвуковых)
и космического (ракетоносители и их ступе-
ни, искусственные спутники различного на-
значения, зонды и т.п.) комплексов, автомо-
бильной, транспортной, судостроительной,
двигателестроительной и других отраслях ма-
шиностроения.
Стоимость полуфабрикатов из сплава
1151 в серийном производстве близка к стои-
мости полуфабрикатов из сплава Д16пч.
1.1.109. Типичные механические свойства при 20 °C полуфабрикатов
из сплава 1151Т при растяжении
Полуфабрикаты Направление Ств <*0,2 стпц 5, %
МПа
Листы плаки- рованные д 465 335 320 17,0
п 460 319 304 16,0
Прессованные прутки д 510 360 328 16,0
п 400 295 260 7,5
Штамповки д 456 305 - 13,0
п 450 310 - 11,0
в 446 310 - 9,0
Поковки д 412 290 255 13,0
п 368 270 216 6,0
в 360 270 210 5,0
* £ = 72,5 ГПа.
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
89
1.1.110. Типичные механические свойства при - 196 ... 450 °C листов толщиной 2 - 3 мм
и сварного соединения (АрДс) из сплава 1151Т
Температура испытания. °C Основной материал (направление П) Сварное соединение (направление Д)
<*0,2 стпц 5, % ов, МПа
МПа
-196 560 392 - 18,0 -
20 460 319 304 16,0 390
125 420 317 268 15,0 -
150 402 315 245 15,0 -
175 390 290 240 15,5 -
200 382 284 245 16,5 335
225 333 265 200 14,5 -
300 290 250 - 15,5 200
350 167 125 - 20,0 160
400 65 48 - 28,0 65
450 45 25 - 78,0 45
1.1.111. Ударная вязкость KCV (МДж/м2) полуфабрикатов из сплава 1151Т
Температура испытания, °C Лист толщиной 2,5 мм Поковка, Д
Д П
-196 19,5 13,0 9,5
- 70 19,5 13,0 14,0
20 19,0 13,0 13,0
1.1.112. Типичные механические свойства штамповок массой до 120 кг из сплава 1151Т
Температура испытания, °C Д В
<*в ^0,2 5, % Е, ГПа <*0,2 5, % KCV, МДж/м2
МПа МПа
-196 - - - - 13,0 - - - 7,0
-70 465 335 13,0 73,0 14,0 470 325 12,0 7,0
20 456 305 13,0 72,5 14,0 446 310 9,0 7,5
125 412 304 12,0 - - 417 309 6,5 -
150 412 300 12,5 - 13,0 407 300 8,5 10,0
200 368 268 12,5 65,2 12,5 368 260 11,5 11,0
250 328 275 13,0 - 12,2 328 260 11,5 11,0
300 186 155 24,0 58,0 12,5 205 172 11,5 10,0
350 93 72 33,0 52,5 14,0 110 63 28,5 9,5
400 55 41 60,0 44,7 16,5 64 31 46,5 17,0
450 35 22 75,0 36,5 42,0 40 24 90,0 19,0
90
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.113. Типичные механические свойства поковок массой до 120 кг из сплава 1151Т
Температура испытания, °C Д П
ств ^0,2 СТпц 5, % £, ГПа Ств СТО,2 СТпц 5, %
МПа МПа
-70 412 290 250 13,5 730 358 275 235 6,0
20 412 290 255 13,0 725 368 270 216 6,0
150 - - - - 666 - - - -
200 345 250 211 7,0 647 335 245 206 8,0
300 180 145 127 19,0 583 176 142 123 15,5
350 108 85 74 19,5 528 108 83 70 20,5
400 75 50 39 27,0 448 64 48 - 27,5
450 50 30 - 77,0 - 40 20 - 75,0
1.1.114. Длительная прочность полуфабрикатов из сплава 1151Т (направление П)
Температура испытания, °C 125 150 175 200 300 350
"Ч Показатели х. длительной ^прочности ст, МПа t, ч ст, МПа Г, ч ст, МПа 1, ч ст, МПа t, Ч ст, МПа t, ч ст, МПа t, ч
Полуфабрикат
Лист 196 >30000 147 >30000 118 5100 147 550 59 12 59 9
плакированный толщиной 3,0 мм 294 343 600 280 196 245 314 17000 4000 520 147 4500 196 130 98 5 108 4
Штамповка - - - - - - - - 59 108 11 4 59 98 10 5
1.1.115. Сопротивление ползучести полуфабрикатов из сплава 1151Т (направление П)
Температура, °C Полуфабрикат т а0,2 ’ МПа Длительность, ч
147 6700
150 196 1800
245 150
Лист толщиной 2,0 мм 98 6000
175 118 2400
167 450
200 78 118 500
140
49 5
300 Штамповка 44 10
59 5
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
91
1.1.116. Механические свойства* листа толщиной 2 мм из сплава 1151Т при 20 °C
после нагрева при 125 - 200 °C
Характеристика Длительность нагрева, ч Температура нагрева, °C
125 150 175 200
ств, МПа 100 440 450 461 431
500 446 470 436 397
1000 440 450 422 377
2500 460 450 422 363
5000 466 440 392 333
7500 461 430 387 319
10000 458 430 382 314
ор,2> МПа 100 314 333 417 372
500 323 430 387 323
1000 328 417 353 299
2500 372 417 363 274
5000 426 412 323 235
7500 422 387 314 235
10000 430 372 314 225
5, % 100 16,0 16,0 5,5 6,5
500 16,0 6,0 5,0 6;0
1000 14,5 4,0 5,0 5,5
2500 10,5 5,5 6,0 7,0
5000 7,0 5,0 6,0 7,0
7500 5,0 5,0 5,5 6,5
10000 4,5 4,5 6,0 6,5
* В исходном состоянии ств = 458 МПа, орд =314 МПа, § = 16,5 %.
1.1.117. Сопротивление МКК и РСК листа толщиной 2 мм из сплава 1151Т
после нагревов при 125 - 200 °C
Длительность нагрева, ч МКК, глубина, мм РСК*, балл
Температура, °C Температура, °C
125 150 175 200 125 150 175 200
100 0 0,14 0,15 0,105 3 6 6 6
500 0 0,06 0,14 0,12 4 3 5 - 6 5 - 6
1000 0,035 0,07 0,14 0,14 3 - 4 4 6 6
2500 0,05 0,07 0,1 0,14 8 4 7 - 8 5
5000 * 0,07 0,14 0,1 0,14 3 3 - 4 3 - 4 5 - 6
7500 0,14 0,14 0,1 0 4 5 5 - 6 5 - 6
10000 0 0 0 0 4 4 5 - 6 5 - 6
* В исходном состоянии: МКК отсутствует, РСК- 4-5 баллов.
1.1.118. Сопротивление полуфабрикатов из сплава 1151Т коррозии под напряжением
Полуфабрикат Вид нагружения (образец) Направление окр, МПа
Лист 2,0 ММ Постоянное напряжение при растяжении (плоский) П 245
Прессованный пруток 0 100 мм Постоянная деформация (кольцо) дп 78,5
92
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.119. Характеристика усталости при 20 °C полуфабрикатов и сварного соединения сплава 1151Т
Полуфабрикат Направление Условия испытаний CTinax, МПа N- IO 3
Штамповка Мал Д оцикловая усталость Kt= 2,2; f = 3 Гц; R= 0 157 600
196 97
Kt = 4,0 ; f = 3 Гц; R = 0 157 29
Проушины Kt = 2,8 ;/ = 5 Гц; R =0,1 98 150
118 81
Лист толщиной 2,0 мм П Kt =2,3; /=5 Гц; R =0,1 98 1455
118 374,5
127 287
137 177
157 124
176 67
Лист толщиной 2,5 мм Kt = 2,6 ;/ = 3 Гц; R = 0,1 157 118,8
Лист толщиной 2,5 мм Мно д гоцикловая усталость 137 20 • 10J
п 137
Сварные соединения листа толщиной 2,5 мм (АрДС): сварка вдоль волокна п Kt = 1,0;/ =40 Гц; R =0,1 108
одна под варка 98
две подварки 88
Штамповка Kt= 1,0;/= 50 Гц; A =0,1 Kt = 2,2 ;/= 50 Гц; A =0,1 176
98
1.1.120. Вязкость разрушения сплава 1151Т
Полуфабрикат Ширина образца, мм Направление К* , МПа • м>/2
Лист 2,5 мм 200 д 70
п 62
Лист 7,0 мм 60,5
Лист 2,0 мм 400 80,5
Поковка - дп W
1.1.121. Скорость роста трещины усталости (dl / dN, мм/цикл) в полуфабрикатах
из сплава 115 1Т (направление П)
А А, МПа м'/2 Лист толщиной 2 мм, образец Ь = 200 мм Прессованный пруток 0 100 мм, компактный образец 5 = 10 мм, b = 40 мм
12,4 1,65 10’4 5,6 • IO'5
15,4 3,0 • ю-4 1,5 IO’4
18,6 5,4 • IO’4 5,0 • IO’4
21,7 9,5 • IO’4 1,1 • IO’3
24,8 1,4 • 10-3 -
27,9 2,4 • IO'3 -
31,1 3,9 • IO’3 -
34,2 5,65 • IO’3 -
КОНСТРУКЦИОННЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ
93
1.1.122. Чувствительность к надрезу полуфабрикатов из сплава 1151Т при статическом растяжении
К, Полуфабрикат Направление а" , МПа • gJ/gb • 20 °с
-70 °C 20 °C
2,2 Штамповка д - 490 1,08
п - 490 1,09
в - 446 1,0
2,6 Поковка д 407 402 1,0*
4,0 407 407 0,99
п 363 368 1,0
в 368 353 0,97
Штамповка д - 461 1,01
п - 461 1,02
в - 392 0,88
4,2 Лист толщиной 2,5 мм д 436 392 -
п 407 368 0,81
Лист толщиной 7,0 мм д 421 397 -
п 407 372 0,83
•Для -70 °C = 0,99.
1.1.123. Сопротивление смятию, сжатию, сдвигу, твердость полуфабрикатов
из сплава 1151Т при 20 °C
Характеристика Полуфабрикаты Направление Значение
осм, МПа Лист толщиной 2,0 мм д 870
с?о,2 см, МПа 380
ст2 см, МПа 570
стсж о,2> МПа Лист толщиной 7,0 мм д 275
п 295
Штамповка д 310
Поковка п 280
G, ГПа Поковка д 26,5
тср, МПа Штамповка д 285
п 290
в 275
Поковка д 240
Прессованный пруток 0 100 мм п 260
HRB Лист толщиной 7,0 мм без плакировки - 72
Штамповка - 75
НВ 130
94
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.124. Теплопроводность, теплоемкость и удельное электрическое сопротивление сплава 1151Т
Температура, °C X, Вт/(м • К) ср Дж/(г • К) р • 108, 0м • м
0 124,6 0,8 -
20 127,4 0,825 6,2
100 146,9 0,98 7,0
150 166,0 0,97 -
200 192,1 1,10 8,1
300 180,6 0,97 8,65
400 235,8 1,17 9,6
1.1.125. Температурные коэффициенты линейного расширения сплава 1151Т
для различных температурных интервалов
Температура, °C а • 106, 1/К Температура, °C а • Ю6, 1/К
0- 100 23,0 0 - 100 23,0
100 - 200 25,0 0 - 200 23,7
200 - 300 26,5 0 - 300 24,6
300 - 400 24,2 0-400 24,5
400 - 500 27,0 0 - 500 25,0
1.1.5. КОНСТРУКЦИОННЫЕ СПЛАВЫ
СИСТЕМЫ Al-Zn-Mg-Cu
1.1.5.1. ВЫСОКОПРОЧНЫЕ СПЛАВЫ
Общая характеристика и состав сплавов.
Алюминиевые сплавы на основе этой четвер-
ной системы обладают самой высокой проч-
ностью (ств до 750 ... 800 МПа у прессованных
полуфабрикатов) среди алюминиевых сплавов.
Они имеют особенно высокий предел текуче-
сти, который может быть всего на 20 -30 МПа
ниже временного сопротивления и на 40 - 50 %
выше, чем предел текучести у сплавов типа
дуралюмин Д16 и др. в наиболее распростра-
ненном естественно состаренном состоянии Т.
Сплавы системы Al-Zn-Mg-Cu по изна-
чально принятой в СССР буквенно-цифровой
трехзначной маркировке - это сплавы с бук-
вой В и следующей за ней цифрой 9, по но-
вой цифровой четырехзначной маркировке - с
двумя первыми цифрами 19 ... (табл. 1.1.126).
По маркировке Aluminum Assosiation (США)
это сплавы серии 7000, Франции - сплавы
типа A-Z ... GU, Германии - сплавы типа
AlZnMgCu... .
Высокопрочные сплавы наряду с дура-
люминами являются основным конструкци-
онным материалом авиационной и ракетной
техники.
Сплавы хорошо освоены в металлурги-
ческом и машиностроительном производстве.
Из них выпускают в различных состояниях
термообработки практически все виды полу-
фабрикатов: катаные, прессованные, кованые,
волоченые; из тонких листов изготовляют
гнутые профили.
Химические составы, а также термиче-
ская и другие виды обработки современных
высокопрочных сплавов установлены, исходя
из достижения не только максимальных
прочностных характеристик, но и обеспече-
ния всего необходимого комплекса характе-
ристик (усталостных и коррозионных, вязко-
сти разрушения, пластичности и др.), для
достаточной надежности и долговечности
эксплуатации конструкций и приемлемой
технологичности при производстве полуфаб-
рикатов и деталей.
В отожженном состоянии прочность
четверных сплавов Al-Zn-Mg-Cu примерно
равна прочности тройных сплавов Al-Zn-Mg.
Введение в сплавы меди дает прирост проч-
ности примерно на 20 - 50 МПа. Для иссле-
дованных концентраций основных легирую-
щих элементов (4,0 - 10,0 % Zn, до 6,5 Mg, до
3,0 % Си) временное сопротивление сплавов
составляет 200 - 290 МПа, предел текучести -
100 - 180 МПа, относительное удлинение
более 10 % (типичные значения 14 - 17 %).
Прочность в термоупрочненном состоя-
нии определяется в основном содержанием
цинка и магния, которые из всех легирую-
щих компонентов отличаются самой высокой
1.1.126. Химический состав (%) высокопрочных сплавов системы Al-Zn-Mg-Cu (остальное - А1)
Марка сплава Си Mg Мп Zn Fe Si Ti Сг Zr
российская междуна- родная
буквенная цифровая
В95 1950 7075 1,4 - 2,0 1,8 - 2,8 0,2 - 0,6 5,0 - 7,0 0,5 0,5 0,05 0,1 - 0,25 -
В95пч - 7175 1,4- 2,0 1,8 - 2,8 0,2 - 0,6 5,0 - 6,5 0,05 - 0,25 0,1 0,05 0,1 - 0,25 -
В95оч - 7475 1,4-2,0 1,8 - 2,8 0,2 - 0,6 5,0 - 6,5 0,15 0,1 0,05 0,1 - 0,25 -
- 1973 7150, 7010 1,4- 2,2 2,0 - 2,6 0,1 5,5 - 6,7 0,15 0,1 0,02 - 0,07 <0,05 0,08 - 0,16
В96 - - 2,2 - 2,8 2,5 - 3,2 0,2 - 0,5 7,6 - 8,6 0,4 о,з - 0,1 - 0,25 -
В93 1930 - 0,8 - 1,2 1,6 - 2,2 0,1 6,5 - 7,3 0,2 - 0,4 0,1 о,1 - -
В93пч - - 0,8 -1,2 1,6 - 2,2 0,1 6,5 - 7,3 0,2 - 0,4 0,1 0,1 - -
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ AI-Zn-Mg-Cu
96
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
растворимостью в алюминии при повышен-
ной температуре, резко уменьшающейся при
охлаждении, и которые вызывают существен-
ное упрочнение как в результате закалки
(особенно магний), так и старения. Медь в
составе промышленных сплавов (содержащих
5 - 9 % Zn) заметно повышает эффект закал-
ки (за счет легирования твердого раствора),
но слабо влияет на эффект старения.
В свежезакаленном состоянии прочность
сплавов растет по мере увеличения концен-
трации Mg, Си, Zn в области ад] - твердого
раствора (при температуре закалки) и дости-
гает максимальных значений (свыше
450 МПа) в гетерогенных областях (а + S,
а + S +Т, а + Т) (рис. 1.1.35, 1.1.36). С рос-
том прочности удлинение либо растет, либо
не изменяется, в пределах или вблизи области
твердого раствора, или снижается при перехо-
де в гетерогенные области. Высокая пластич-
ность промышленных сплавов в свежезака-
ленном состоянии позволяет проводить прав-
ку и формообразование полуфабрикатов и
деталей в этом состоянии со степенями оста-
точной деформации до 3 - 4 %.
В искусственно состаренном состоянии
наибольшая прочность сплавов (ств примерно
до 800 МПа) достигается за пределами мак-
симальной растворимости основных леги-
рующих компонентов (рис. 1.1.36). Вблизи
границы области твердого раствора несколько
меньшую прочность сплавов (ов = 720... 740 МПа)
можно достичь при содержании 7 - 8 % Zn,
2 - 3 % Mg, 1,5 - 2 % Си.
В результате полной термической обра-
ботки сплавы упрочняются в 2 - 3 раза.
Сплавы равной прочности с содержани-
ем до 7,5 % Zn располагаются в области твер-
дого раствора параллельно стороне Al-Cu-Zn.
Увеличение содержания меди способствует
меньшему по сравнению с магнием повыше-
нию прочности. Наибольший прирост проч-
ности вызывается увеличением содержания
меди до 2,0 %. Относительное удлинение по-
вышается также с ростом содержания меди до
2 % (рис. 1.1.37, б). При содержании 6 - 9 %
Zn медь, увеличивая эффект закалки, не уча-
ствует в старении, сохраняется в пересыщен-
ном твердом растворе, повышая относитель-
ное удлинение и коррозионную стойкость.
Влияние меди на статическую выносли-
вость зависит от содержания цинка и магния.
В сплавах, содержащих 6 - 7 % и 2 % Mg, при
увеличении содержания меди до 3 % растут и
прочность, и усталостная долговечность, при-
чем последняя более интенсивно (рис. 1.1.37, б).
Рис. 1.1.35. Первичные разрезы системы Al-Zn-Mg-Cu
с 6 % Zn и с 8 % Zn при 460 °C (а, в) и 200 °C (б, г):
1 - В95; 2 - В93; 3 - В96Ц
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ AI-ZhnMfeHUu
97
В отличие от меди повышение содержа-
ния магния и цинка приводит к снижению
числа циклов (рис. 1.1.37, а; 1.1.38).
Магний, при содержании. & - 8> % Zn по-
вышает прочность, и. снижает пластичность
сплавов (рис; L.L.39). Содержание его может
колебаться от 1,^ до 3 % в зависимости от
требуемого уровня механических: свойств.
Основными упрочняющими фазами при
старении являются фазы M'(MgZni) и
TXAhZnjMgaX. которые создают близкие эф-
фекты упрочнения. В. относительно менее
легированных сплавах (типа В93,В95) главную
роль играет фаза М', в самых легированных
(типа В96) - усиливается роль и фазы Т (см.
рис. 1.1.35). В обеих фаэах< растворяется опре-
деленное количество) меди, атомы которой
замешают в решетках фаз атомы цинка. В
сплавах типа В95, и особенно В96, медь мо-
жет образовать и самостоятельную фазу 5'
(Al2CuMg), которая вызывает некоторое до-
полнительное упрочнение при старении.
В реальных промышленных сплавах
предельная верхняя концентрация цинка и
магния устанавливается минимально необхо-
димой для обеспечения, желаемого, уровня
прочности, так как. одновременно эти элемен-
ты снижают пластичность, вязкость разруше-
ния, сопротивление коррозии и усталости (см.
рис. 1.1.37, а и 1.1.39). Цинк в большей сте-
пени, чем магний, ухудшает сопротивление
коррозионному растрескиванию под напря-
жением. Магний наиболее заметно снижает
пластичность при содержании выше 2,5 %.
Рис. 1.1.36. Временное сопротивление МПа сплавов
Al-Zn-Mg-Cu (0,4 % Mh; 0,2.% Сг) в свежезакаленном
состоянии при 7 % Zn (а) и в< состоянии полной
термообработки Т1 при 7 % Zh (б) и 10 % Zn (в).
Заштрихованы области сплавов максимальной
прочности; линиями соединены сплавы равной прочности
Рис. 1.1.37. Влияние содержания цинка (а)
и меди (б) на комплекс свойств прессованных
полос из сплавов Al-Zn-Mg-Cu
(0,35 %Мп и 0,12 %Сг) в состоянии Т1:
а - 2 %Mg. 1,5 %Cu; б -22%Mg,
. о - 7%Zn, х - l(I%Zn
КР - поперечный образец-вилка
(ст ~ О,75сто.г);
МЦУ - продольный круглый образец
(ст = 0,7 о” ; /Г, = 2,2; /=0,17 Гц)
4 Зак. 225
98
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.38. Влияние магния и меди на малоцикловую
усталость (ст1Пах ~ 0»70g£ ; 2,2; /= 0,17 Гц)
сплава А1 - 6 %Zn - 2 %Mg - 0,4% Mn - 0,2% Сг
• - 0% Си, □ - 0,5% Си, о-1,5% Си
Рис. 1.1.39. Влияние магния на пластичность
в состоянии Т1 особопрочных сплавов, легированных
0,13 % Zr, 8 % Zh при Си, %:
!-(/); 1,5-(Д 2-(5)
Рис. 1.1.40. Влияние переходных металлов
на чувствительность к охлаждению при закалке сплава
А1 - 4,2 %Zn - 1,9 %Mg
При концентрациях меди до 2 % и цинка
5 - 10 %, медь находится в пересыщенном твер-
дом растворе и благоприятно влияет на весь
основной комплекс свойств - вызывает прирост
прочности, пластичности, эффективное повы-
шение коррозионной стойкости под напряжени-
ем и долговечности (см. рис. 1.1.37, б). Она так-
же повышает сопротивление росту трещин уста-
лости, особенно во влажной атмосфере.
В дополнение к основным элементам,
все высокопрочные сплавы легированы раз-
личными добавками (десятые доли процента)
переходных металлов (марганца, хрома, цир-
кония, скандия и др.), которые оказывают
разностороннее влияние на свойства, структу-
ру сплавов и их поведение при различных
технологических обработках. В общем виде
эти элементы повышают прочностные свойст-
ва полуфабрикатов, особенно прессованных
(пресс-эффект), способствуя созданию перек-
ристаллизованной структуры и препятствуя
росту зерна, а также эффективно повышают
стойкость к коррозии, сопротивление устало-
сти и вязкость разрушения. Механизм влия-
ния различных добавок имеет много общего и
состоит в том, что они образуют с алюминием
пересыщенные твердые растворы при кри-
сталлизации сплавов в процессе литья слит-
ков и присутствуют в полуфабрикатах в виде
дисперсных интерметаллидов - дисперсоидов
(А1бМп, CrAly), которые являются продуктами
распада твердых растворов при последующих
технологических нагревах (гомогенизации,
горячей деформации, закалке). Интерметал-
лид циркония имеет существенно меньшие
размеры, чем выделения интерметаллидов
хрома и марганца.
Цель введения конкретной добавки пе-
реходных металлов зависит от назначения
сплавов.
Марганец, хром и цирконий снижают
устойчивость твердого раствора алюминия,
пересыщенного цинком, магнием, медью и
ускоряют его распад. В результате критиче-
ская скорость охлаждения (Икр) при закалке
возрастает и прокаливаемость сечений
уменьшается, особенно сильно при введении
хрома и марганца и значительно меньше при
введении циркония (рис. 1.1.40) Поэтому для
массивных полуфабрикатов целесообразно
использовать сплавы с цирконием, и еще
лучше сплавы В93, В93пч с железом в качест-
ве легирующего элемента - антирекристалли-
затора (см. табл. 1.1.126).
Введение марганца повышает эффекты
закалки (примерно на 60 МПа) и старения
(примерно на 50 МПа). Максимальное повы-
шение эффекта полной термической обработ-
ки наблюдается при 0,6 % Мп и составляет
около 100 МПа.
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
99
0,05 О’1Q15 0,15 0,25 0,30 0,35Fe,%
0,050,10,1 0,1 0.15 0,200,2551,%
Рис. 1.1.41. Влияние малых добавок и примесей на
свойства прессованной полосы из сплава типа В96
Такой же результат достигается при вве-
дении хрома, но вдвое меньшей концентра-
ции (0,3 %). При 0,6 %Мп или 0,3 %Сг или
0,10 - 0,20 %Zr структура сплавов переходит
от рекристаллизованной к перекристалли-
зованной; существенно повышается коррози-
онная стойкость.
Цирконий обеспечивает несколько боль-
шую пластичность, чем марганец и хром
(рис. 1.1.41). Необходимо поддерживать со-
держание циркония в пределах 0,11 - 0,16 %.
При содержании менее 0,10 % цирконий ока-
зывает слабое влияние на структуру и свойст-
ва металла, зерно укрупняется, крупнокри-
сталлический ободок растет, механические и
коррозионные свойства ухудшаются. При
0,18 - 0,2 %Zr резко усиливается образование
первичных интерметаллидов циркония, меха-
нические свойства полуфабрикатов снижаются.
Примеси железа и кремния в алюминие-
вых сплавах образуют избыточные нерас-
творимые интерметаллиды (Al^FeCuZn,
A17Cu2FeZn, AlgMnFeCuCr, Mg2Si), которые в
виде грубых частиц выделяются из расплава
при кристаллизации слитка. Эти частицы
являются концентраторами напряжений, вы-
зывают появление микротрещин, снижают
пластичность, в том числе локальную, вяз-
кость разрушения и сопротивление усталости.
Поэтому были разработаны и широко приме-
няются высокопрочные сплавы повышенной
(пч) и особой (оч) чистоты с ужесточенным
допуском на содержание железа и кремния.
Повышение чистоты сплавов по приме-
сям железа и кремния явилось радикальным
способом повышения характеристик трещи-
ностойкости практически без снижения проч-
ности. Резко возросла способность сплавов
сопротивляться нагрузкам при сочетании над-
реза и перекоса и при малых радиусах пере-
ходов, которые нередко встречаются на прак-
тике (табл. 1.1.127). Наибольший эффект от
снижения примесей проявляется в замедле-
нии роста трещины усталости (особенно на
стадии ускоренного развития) в обшивочных
материалах (листах, плитах) (рис. 1.1.42) и в
увеличении вязкости разрушения (К\с) и пла-
стичности (6, у) массивных полуфабрикатов
(штамповок, поковок, прессованных панелей
и т.д.) в высотном и поперечном направлени-
ях (табл. 1.1.127, 1.1.128).
Расстояние от изла/ма, нм
0)
Рис. 1.1.42. Скорость роста трещины усталости при
двухосном растяжении (а) и распределение деформации
в зоне разрушения образца (в) при статическом одноосном
растяжении (б) листов (s = 2 мм) в зависимости
от содержания примесей и режимов старения:
1 - В95Т1, 2 - В95Т1, 3 - В95пчТ1, 4- В95очТ1, 5- В95очТ2, б- В95очТЗ,
7- Д16чТ, 8 - Д16чТ1, в| - сосредоточенное удлинение на базе 1 мм
4*
100
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.127. Механические характеристики прессованных панелей из сплава В95Т1 различной чистоты
Сплав (содержание примесей, %) Направ- ление СТВ ^0,2 5 кси КСХ ст” , МПа, И/= 4,5)*
МПа %
В95 (0,31 Fe, 0,2 Si) д п 600 570 560 530 7 5 12 8 9,5 6,5 3,5 2,0 360 245
В95оч (0,14 Fe, 0,06 Si) д п 590 560 530 500 10 8 21 23 15,0 12,0 7,0 6.0 510 440
* Испытание с перекосом образца на 4° относительно оси растяжения.
1.1.128. Вязкость разрушения прессованных
панелей из сплавав типа В95 в зависимости от
степени чистоты по примесям и режима старения
Сплав и состояние КХс, МПа-м‘/2
В95Т1 25 - 28
В95пч: Т1 Т2 30 - 32 37 - 40
В95оч: Т1 Т2 3.1 - 34 42 - 45
Сплавы высокой чистоты обладают не-
сколько повышенным сопротивлением к об-
щей и расслаивающей коррозии.
Впервые сплав В95оч с низким содержа-
нием Fe < 0,15 % и Si < 0,1 % внедрен в се-
рийное производство в 1969 г, а ковочный
сплав В93пч с содержанием Si < 0,1 % вне-
дрен в 1967 г. Во всех более поздних и пер-
спективных сплавах с повышенным уровнем
прочности (типа В96Ц, 1933, 1973) для аэро-
космической техники содержание железа и
кремния жестко ограничено.
Термическая обработка. Все высокопроч-
ные сплавы системы Al-Zn-Mg-Cu применяют
только в закаленном и искусственно соста-
ренном состоянии.
Допустимые температуры нагрева и ох-
лаждающей воды при закалке приведены в
табл. 1.1.129.
Для фиксации твердого раствора, обра-
зованного при высокой температуре, высоко-
прочные сплавы требуют сравнительно быст-
рого охлаждения. Исключение составляет
сплав В93 (В93пч), который охлаждают в го-
рячей воде (75 - 85 °C); вследствие структур-
ных особенностей все характеристики надеж-
ности сохраняются на высоком уровне. За-
медление охлаждения при закалке приводит к
ухудшению в первую очередь вязкости разру-
шения, сопротивления усталости, коррозион-
ной стойкости, а также прочности и пластич-
ности, особенно в поперечном и высотном
(относительно волокна) направлениях.
бу t
Рис. 1.1.43. Изменение механических свойств при
естественном старении профилей из сплава В93:
1 - мелкозернистая структура (сплошная);
2 - крупнозернистая структура (штриховая);
Z, //, III - соответственно продольное, поперечное и
высотное направление
Для снижения остаточных напряжений
и коробления тонкостенных деталей с разви-
той поверхностью типа листовых штамповок,
а также деталей после черновой механической
обработки из штамповок и плит, рекоменду-
ется охлаждение в водных растворах с поли-
мерными добавками (табл. 1.1.130).
Высокопрочные сплавы нельзя долго со-
хранять в закаленном состоянии, так как они
способны стариться при 20 °C (рис. 1.1.43).
В процессе естественного старения сплавы пере-
ходят от зонной к фазовой стадии, что сопрово-
ждается ухудшением коррозионной стойкости.
Это необходимо учитывать в производстве.
Длительность перерыва между закалкой
и искусственным старением оказывает влия-
ние и на механические свойства сплавов. Ес-
тественное старение в интервале 4 - 48 ч после
закалки приводит к снижению на 30 - 40 МПа
прочности сплавов типа В95, В96Ц в искусствен-
но состаренном состоянии. Поэтому для обеспе-
чения максимальных прочностных свойств, эти
сплавы следует подвергать искусственному
старению либо непосредственно после закал-
ки (до 4 ч), либо через 48 ч.
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
101
1.1.129. Оптимальные параметры закалки полуфабрикатов из высокопрочных сплавов
Сплавы Температура,°C
нагрева воды
В95, В95пч, В95оч 465 - 475 10 - 40
1973 465 - 475 25 - 40
В93, В93пч 450 - 465 75 - 85
1933 460 - 475 25 - 40 75 - 85*
В96Ц-3 460 - 470 10 - 40
В96Ц-1 460 - 470 10 - 40
В95, В95пч, В95оч 465 - 475 До 60*
В96Ц-1, В96Ц-3
*Для штамповок и поковок толщиной не более 30 мм.
1.1.130. Номенклатура полуфабрикатов для малодеформационной закалки в полимерных средах
Сплавы Состояние Полуфабрикаты
Вид Предельная толщина, мм
В95пч, В95оч Tl, Т2, ТЗ Т2, ТЗ Листы Плиты 6,0 20,0
1973 Т2, ТЗ Листы 6,0
В93пч 1933, В95пч, 1973 Т2, ТЗ Штамповки 80,0 50,0
Рис. 1.1.44. Эффект ступенчатого старения сплава В95:
суммарный после старения при
120 °C + 160 °C (I) и при 160 “С (2)
Искусственное старение проводится по
одноступенчатым или многоступенчатым ре-
жимам. Последние нашли наиболее широкое
применение именно для сплавов Al-Zn-Mg-Cu с
целью существенного повышения коррозион-
ной стойкости к КР и РСК при максимально
возможном сохранении уровня прочности.
Режим первой ступени выбирают таким
образом, чтобы сплавы находились в стадии
зонного старения (при 100 - 125 °C), когда
создается большое количество центров выде-
лений в виде зон Гинье-Престона (Г.П.). На
второй высокотемпературной ступени (160 -
190 °C) на этих зонах формируются и растут
упрочняющие фазы (М, Т) с высокими одно-
родностью и плотностью распределения в
отличие от гетерогенного зарождения фаз (на
границах зерен, субграницах, дислокациях
межфазных границах) при одноступенчатом
старении при этих же температурах.
В результате при двухступенчатом старе-
нии достигается больший уровень прочности
в сочетании с высокими эксплуатационными
характеристиками, чем при старении по одно-
ступенчатому высокотемпературному режиму.
Основное упрочнение при ступенчатом старе-
нии происходит в процессе выдержки на пер-
вой ступени (рис. 1.1.44). Вторая ступень оп-
ределяет главным образом комплекс характе-
ристик коррозионной стойкости, трещино-
стойкости и усталости. При повышении тем-
пературы второй ступени или увеличении ее
продолжительности возрастает стойкость про-
тив коррозии под напряжением, уменьшается
склонность к расслаивающей коррозии, уве-
личивается пластичность, в частности, сосре-
доточенная, повышается вязкость разрушения
(XCU, КСТ, К[с, Кс), растет электрическая
проводимость (рис. 1.1.45)
102
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.45. Зависимость свойств листов из сплава
В95пч от продолжительности второй ступени старения
при 165 °C (1 ступень - 120 °C, 3 ч)
Рис. 1.1.47. Типичная структура штамповок из сплава
В93пч в состояниях максимальной прочности (режим
Т1) (а) и перестаривания (режим ТЗ) (6)
Рис. 1.1.46. Влияние режимов старения на параметры
тонкой структуры сплава В95пч:
Т1 - 140 °C, 16 ч; Т2 - 120 °C, 3 ч + 170 °C,
12 ч; ТЗ - 120 °C, 3 ч + 180 °C, 12 ч
Все эти изменения вызваны усиливаю-
щимся распадом пересыщенного твердого
раствора, увеличением доли и размера мета-
стабильных фаз М' (рис. 1.1.46, 1.1.47), появ-
лением стабильных фаз в зерне и, особенно
по границам зерен, субзерен, на межфазных
границах марганцовистых и хромистых частиц и
матрицы. Несколько расширяется пригранич-
ная зона, свободная от выделений (ЗСВ); проис-
ходит аннигиляция закалочных дислокаций.
Режимы старения различных полуфаб-
рикатов назначают в зависимости от требуе-
мого комплекса служебных свойств (табл.
1.1.131). Режим Т1 - старение для достижения
максимальной прочности; в этом состоянии
сплавы характеризуются пониженным уров-
нем коррозионной стойкости, пластичности и
вязкости разрушения. Старение по режиму
Т1, как правило, одноступенчатое, но исполь-
зуют и двухступенчатые варианты.
1.1.131. Типичные режимы старения высокопрочных сплавов
Сплав Полуфабрикаты Состояние Старение
1 -я ступень 2-я ступень
Температура, °C Время выдержки, ч Температура, °C Время выдержки, ч
Т1 120 6 170 4
В93, В93пч Все виды Т2 120 6 175 6
ТЗ 120 6 185 5
1933 Кованые, прес- Т2 ПО 8 170 10
сованные ТЗ 110 8 180 8
В96Ц-3 Прессованные, Т1 140 16 - -
кованые Т2 115 6 165 7
140 16
В96Ц Прессованные, штамповкЬ Т1 117 6 162 7
Т2 115 6 175 7
1973 Все виды Т2 115 8 165 10
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
103
Продолжение табл. 1.1.131
Сплав Полуфабрикаты Состояние Старение
1-я ступень 2-я ступень
Темпера- тура, °C Время выдержки, ч Темпера- тура, °C Время выдержки, ч
В95, В95пч, В95оч Все виды Т1 120 140 120 24 16 3 160 3
Листы, плиты, прессованные профили, прут- ки Т2 115 5 165 10
Прессованные панели, поков- ки, штамповки Т2 115 8 170 12
Листы, плиты ТЗ 115 6 165 20
Прессованные профили ТЗ 115 5 175 16
Прессованные панели, штам- повки, поковки ТЗ 115 6 180 10
Старение по одноступенчатому режиму Т1
при температуре 140 °C приводит к снижению
прочностной характеристик на 10 - 20 МПа по
сравнению с максимально возможными после
старения при температуре 120 °C, но одно-
временно приводит к некоторому повышению
стойкости к коррозионному растрескиванию
под напряжением (КР) и к расслаивающей
коррозии (РСК). Этот режим рекомендуется
использовать для прессованных полуфабрика-
тов, имеющих большой запас прочности и
склонных к РСК, ввиду перекристаллизован-
ной волокнистой структуры.
Старение по двухступенчатому режиму
Т1 также вызывает некоторое разупрочнение
• (на 10 - 30 МПа), но заметно улучшает стой-
кость к КР и РСК по сравнению с односту-
пенчатыми режимами. Поэтому для кованых
полуфабрикатов практически применяется
только этот вариант режима Т1.
’'Смягчающее" старение по двухступен-
чатым режимам Т2, ТЗ с высокотемператур-
ной второй ступенью приводит к снижению
прочностных свойств сплавов соответственно
на 7 и 14 %, но обеспечивает резкое повыше-
ние коррозионной стойкости, а также харак-
теристик сопротивления разрушению. В ре-
зультате существенно повышается надежность
и долговечность работы конструкций.
При назначении конкретных режимов
двухступенчатого старения следует иметь в
виду, что чем выше температура старения (в
пределах рекомендованных интервалов), тем
меньшее время требуется для достижения
одного и того же уровня свойств. Время вы-
держки на II ступени старения следует уста-
навливать также с учетом химического соста-
ва, толщины, вида и структуры полуфабрика-
та, объема садки и типа оборудования.
В последнее время для некоторых спла-
вов (В96ЦЗ, 1973) разработаны трехступенча-
тые режим старения Т12, которые позволяют
сохранить высокий уровень прочности
(близкий к состоянию Т1) в сочетании с по-
вышенными характеристиками надежности
(вязкость разрушения, коррозионная стой-
кость и др.), близкими к состоянию Т2 (см.
табл. 1.1.137, 1.1.138).
В процессе производства полуфабрика-
тов и деталей методами холодного деформи-
рования для повышения пластичности мате-
риала или после предварительной механиче-
ской обработки в целях устранения поводок и
коробления высокопрочные сплавы могут
подвергаться полному, сокращенному, а так-
же неполному отжигам (табл. 1.1.132), кото-
рые обеспечивают большую или меньшую
степень рекристаллизации, снятия наклепа и
упрочнения, полученного при закалке и ста-
рении, а также снятие остаточных напряжений.
Свойства высокопрочных сплавов. Меха-
нические свойства. Условно высокопрочные
сплавы Al-Zn-Mg-Cu можно разделить на три
группы.
В основную группу по объему и разно-
образию применения входят прежде всего
сплавы В95, В95пч, В95оч. Они предназначе-
ны главным образом для производства ката-
ных полуфабрикатов (листов, плит) (табл.
1.1.133, 1.1.134), прессованных полуфабрика-
тов (профилей широкой номенклатуры, пане-
лей, полос, прутков) (табл. 1.1.135) и волоче-
ных полуфабрикатов (проволоки).
104
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.132. Режимы отжига высокопрочных сплавов
Сплавы Вид отжига Температура, °C Выдержка, мин Условия охлаждения
В93, В93пч, 1933 Полный 350 - 430 10 - 60 Не более 30 °С/ч до Т - 150 °C, затем на воздухе
В95, В95пч, В95оч, 1973, В96Ц 380 - 430 10 - 60*
В93, В93пч, 1933, В95, В95пч, В95оч, 1973, В96Ц Сокращенный 350 - 370 30 - 60* На воздухе или в воде
Неполный 250 - 280 60 - 240
* Для плакированных листов не более 20 мин.
1.1.133. Гарантируемые* механические свойства листов (направление П)
из высокопрочных сплавов
Сплавы и Состояние Толщина, мм | ^0,2 8*3,
плакировка МПа %
м От 0,5 до 10,5 < 245 - 10
От 0,5 до 1,9 480 400 7
Т1 От 1,9 до 6,0 490 410 7
Св. 6,0 до 10,5 490 410 6
В95А, В95пчА, В95очА*2 Т1ПП*4 От 1,2 до 6,0 Св. 6,0 до 10,5 520 520 450 45 6 5
От 0,5 до 1,9 450 - 530 380 - 460 8
Т2 Св. 1,9 до 4,5 460 - 540 380 - 460 8
Св. 4,5 до 6,0 480 - 560 400 - 480 8
Св. 6,0 до 10,5 470 - 550 390 - 470 8
От 0,5 до 1,9 430 - 500 345 - 420 8
ТЗ Св. 1,9 до 4,5 440 - 510 355 - 430 8
Св. 4,5 до 10,5 450 - 520 375 - 450 8
М От 0,5 до 10,5 < 255 - 10
От 1,0 до 3,0 490 - 570 420 - 500 8
Т2 Св. 3,0 до 6,0 500 - 580 420 - 500 8
В95, В95пч,
В95оч*2 Св. 6,0 до 10,5 490 - 570 420 - 500 8
От 0,5 до 1,0 450 - 520 375 - 450 7
ТЗ Св. 1,0 до 6,0 460 - 530 380 - 460 8
Св. 6,0 до 10,5 470 - 540 390 - 470 7
1973 А Т1 От 0,5 до 1,9 550 490 8(85)
Т2 510 - 580 450 - 520 8
1973 Т2 От 6,0 до 10,5 520 - 590 460 - 530 8
*• Прочностные свойства листов, закаленных потребителем из отожженного (М) состояния
или подвергнутых перезакалке, ниже примерно на 10 МПа.
* 2 Удлинение листов из сплава В95оч выше указанных на 1 %.
* 3 Зю - для состояния М, Т1, 85 - для Т2, ТЗ.
* 4 ПП - повышенная прочность.
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
105
1.1.134. Гарантируемые механические свойства плит из высокопрочных сплавов
Сплавы и состояние Состояние Толщина, мм Направ- ление СТО,2 S*2, %
МПа
В95А*1, В95Б Т1 11 - 25 П 490 410 4
26 - 40 490 410 3
41 -50 п 470 390 2
в 390 - 2
В95пч, В95пчА Т1 11 - 25 п 530 460 7
26 - 50 530 460 6
50 - 60 520 440 5
61 - 80 490 420 4
В95пч, В95оч, В95пчА, В95очА Т2 11 - 50 д 510 - 580 430 - 510 7
п 490 - 580 410 - 500 7
51 - 60 п 470 - 540 380 - 460 6
61 - 85 460 - 530 365 - 440 6
В95пч ТЗ 11 - 50 п 470 - 540 400 - 480 7
51 - 60 450 - 520 365 - 440 6
61 - 85 д 450 - 520 355 - 440 7
п 440 - 510 345 - 430 6
в 420 - 490 330 - 430 4
1973 Т2 45 - 59 д 520 - 600 450 - 540 8
п 490 - 570 430 - 520 6
в 450 - 550 - 3
60 - 90 д 500 - 570 430 - 510 8
п 470 - 540 410 - 490 6
в 450 - 540 - 3
В93пч Т1 40 - 50 п 490 420 6
в 450 - 3
Поставка в горячекатаном состоянии, термообработка у заказчика.
*2 8ю Для направлений Д и П, S5 - для направления В.
1.1.135. Гарантируемые механические свойства прессованных полуфабрикатов
из высокопрочных сплавов
Сплавы Полуфабрикаты Состояние Толщина, мм Направ- ление СТВ СТО,2 to
МПа
В95, В95пч Профиль (в том числе с законцовкой) М Все значения - < 275 - 10
Т1 (ГП, М)*2 До 5 д 510 460 6
Св. 5 до 10 520 470 6
Св. 10 до 75 540 480 6
Св. 75 до 112 540 470 6
Св. 112 до 125 520 450 6
106
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.135
Спиятал Полуфабрикаты Состояние Толщина, мм Направ- ление Ов СТО,2 8s“, %
МПа
В95, В95пч Профиль (в том числе с законцовкой) Т1 До 5 д 510 460 6
Св. 5 до 10 530 480 6
Св. 10 до 75 550 490 6
Св. 75 до 112 550 480 6
Св. 112 до 125 530 460 6
В95, В95пч, В95оч*' Т1 До 125 П 490 450 4(5)
В95, В95пч, В 470 - 3(4)
Т1ПП До 5 д 530 470 6
Св. 5 до 10 550 480 6
Св. 10 до 75 570 490 6
В95пч, В95оч Т2 До 80 д 510 - 590 450 - 530 7
Т2 (ГП)*2 До 60 д 490 410 8
п 460 390 6
Св. 60 д 490 410 8
п 460 390 6
В 420 - 3
Т2.з До 60 д 500 - 590 430 - 530 8
п 470 - 570 410 - 510 6
Св. 60 Д 500 - 590 430 - 530 8
п 450 - 560 410 - 510 6
В 430 - 530 - 3
Т2,ПП»3 До 60 д 540 - 620 460 - 570 7
п 470 - 570 410 - 510 4
ТЗ До 5 д 460 - 530 390 - 460 7
Св. 5 до 40 480 - 550 420 - 490 8
Св. 40 до 75 470 - 540 400 - 470 8
Св. 75 до 112 460 -530 390 - 460 7
В95пч В95ОЧ*1 Панель (в том числе с законцовкой) Т1 Все значения д 540 490 7(8)
п 510 460 6(7)
Т2»з д 500 - 590 430 - 530 8
п 470 - 570 410 - 510 6
в 430 - 530 - 2
ТЗ д 460 - 530 400 - 470 8
1973 Профиль (в том числе с законцовкой) Т2»з До 60 д 530 - 610 470 - 550 7
Св. 60 п 500 - 580 440 - 520 6
в 460 - 540 - 3
Панель (в том числе с законцовкой) Т2‘3 До 80 д 530 - 610 470 - 550 8
п 510 - 580 440 - 520 6
в 460 - 540 - 2
В95 Трубы Т1 От 5 до 20 д 490 370 7
Св. 20 до 40 510 400 5
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
107
Продолжение табл. 1.1.135
Сплавы Полуфабрикаты Состояние Толщина, мм Направ- ление Ств • V1, %
1 МПа
В95 Прутки Т1 От 5 до 22 д 490 390 6
Св. 22 до 100 530 420 6
Св. 100 до 300*2 510 420 5
Св. 300 до 400*2 490 390 4
В95пч В95оч тшп От 10 до 50 560 480 6
Св. 50 до 100 570 490 6
Св. 100 до 250*2 560 490 6
В93пч Св. 250 до 300 550 480 6
Т1, (ГП)»2 От 10 до 130 470 430 6
Св. 130 до 250 450 430 6
Св. 250 до 300 430 390 6
1933 ТЗ От 10 до 130*2 450 380 8
Св. 130 до ЗОО*2 440 375 7
От 10 до 100 450 380 8
*1 Для сплава В95оч значения удлинения указаны в скобках.
*2 Поставка без термической обработки, в горячепрессованном состоянии.
*3Длинномерные (до 30 м) полуфабрикаты.
1.1.136. Гарантируемые значения вязкости разрушения полуфабрикатов
из сплавов системы Al-Zn-Mg-Cu
Сплавы, состояние Полуфабрикаты Толщины, мм Направление tflc, МПа • м1/2
В95пчТ2 Плиты До 50 ДП 34
В95очТ2 До 50 дп 37
В95пчТЗ До 85 дп 34
вд 20
1973Т2 До 60 дп 34
Св. 60 до 90 дп 33
В95пчТ2, В95очТ2 Прессованные панели, профили До 60 пд 34
В93пчТ2 Штамповки, поковки До 300 ДП 31
вд 20
В93пчТЗ До 300 ДП 34
вд 25
1933Т2 Штамповки До 150 ДП 39
вд 25
1933T3 До 150 дп 43,5
вд 25
1933Т22 До 200 дп 37,5
вд 22
В95пчТ2 До 100 дп 32,5
вд 20
В95пчТЗ До 100 дп 35,5
вд 22
В95очТ2 До 100 дп 35,5
вд 23
В95очТЗ До 100 ... дп 39
вд 25
1.1.137. Типичные механические свойства высокопрочных сплавов для прессованных и катаных полуфабрикатов
Сплавы и состояние Полуфабрикаты ов 00,2 0-0,2 5 /геи КСТ Кс/Кс ле ю-3, d(2I) / dN, мкм/цикл
МПа % Дж/см2 МПа • м‘/2 (МЦУ)*5 (Д/Г =31 МПа • м1/2)
Панели, профили 560 510 515 12 25 20,0 10,0 130*2/35 160 5,5
В95очТ2 Плиты 540 480 480 11 25 16,5 8,0 124*2/34 140 5
Листы*1 540 480 490 11 - 15,0 7,0 112*2/- 150 6
В96Ц-3:
Т2 Панели 600 570 580 10 25 15,0 6,0 96*7- 200 -
Т12 Профили 660 630 640 10 19 13,0 5,0 96*3/- 200 -
В96Ц-1Т2 Профили 650 620 640 8 17 13,0 4,0 57*4/26 200 1,1 (ДК = 18,7 МПа)
Панели, профили 580 530 540 11 26 20,0 10,0 130*2/34 200 5,7
1973Т2 Плиты 560 510 510 10 27 17,0 7,0 124*734 160 4,7
Листы*1 560 510 520 10 - 16,0 5,5 112*2/- 200 6,5
♦1 Неплакированные.
* 2 b = 500 мм.
* 3 b = 300 мм.
* 4 b = 140 мм.
*5 атах = 158 МПа, /= 3 Гц, Kt = 2,6.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
109
1.1.138. Гарантируемые коррозионные свойства (не менее) полуфабрикатов
из сплавов системы Al-Zn-Mg-Cu в состоянии перестаривания
Сплавы Полуфабрикаты Состояние ст*1, МСм/м окр, МПа.КР*2 РСК*3, балл
В93 В93пч Кованые Т2 23,5 196 2 - 3
ТЗ 24,5 294 2 - 3
1933 Кованые, прессованные Т2, Т22 22,5 171 2 - 4
ТЗ 23,5 245 2 - 3
В95, В95пч, В95оч Катаные (плиты, листы) Т2 20,7 171 3 - 4
ТЗ 21,7 245 2 - 3
Прессованные (профили, панели) Кованые (штамповки, поковки) Т2 21,0 171 2 - 4
ТЗ 22,0 245 2- 3
1973 Все виды Т2 22,0 147 4-5
ТЗ 23,0 167 3 - 4
В96Ц-3 Прессованные (профили, панели) Т12 20,5 НО 3 - 4
Прессованные (профили, панели) Штамповки Т2 21,5 171 2 - 4
ТЗ 22,5 245 2 - 3
*• На плакированных листах и плитах измерение электрической проводимости выполняется
после удаления плакировки механической обработкой или травлением.
*2 Определяется при толщине полуфабрикатов более 20 мм в высотном направлении (ВД) по
ГОСТ 9.019-74.
*3 Предельный уровень РСК для всех сплавов и состояний - 5 баллов; в таблице указаны ти-
пичные значения; методика и оценка по ГОСТ 9.904.-82.
Сплав В95 был разработан и впервые
внедрен в самолетах авиаконструктора А. Н.
Туполева (ТУ-16 и др.) в 40-х годах. От зару-
бежного варианта 7075, сплав В95 отличается
совместной малой добавкой переходных эле-
менов-антирекристаллизаторов Мп и Сг.
В современной авиакосмической техни-
ке используются только сплавы В95пч и
В95оч; для другого назначения (наземный
транспорт, строительство и т.д.) может ис-
пользоваться сплав В95. Применяют эти спла-
вы во всех состояниях термической обработки
TI, Т2, ТЗ; для длительно эксплуатирующихся
конструкций наиболее приемлемо состояние
Т2, обеспечивающее в длинномерных полуфаб-
рикатах сочетание повышенной прочности, тре-
щиностойкости (табл. 1.1.136, 1.1.137) и высокой
коррозионной стойкости (табл. 1.1.138).
Сплавы В95пчТ2, ТЗ; В95очТ2, ТЗ по
комплексу свойств обладают рядом преиму-
ществ перед сплавами системы Al-Cu-Mg
(Д16ч, 1163, 1161) проверенных в эксплуата-
ции. Они имеют большую прочность, значи-
тельно более высокую коррозионную стой-
кость, достаточную вязкость разрушения и
близки к сплавам типа дуралюмин по стати-
ческой выносливости (табл. 1.1.139).
1.1.139. Сравнительные типичные свойства
прессованных панелей в продольном
направлении
Характеристика В95очТ2 1163Т
ств, МПа 540 - 560 490 - 510
сто,2, МПа 470 - 490 360 - 380
5, % 11 - 13 13 - 15
N- IO"3, (МЦУ)*1 160 180
К} , МПа м>/2 140 140
скр*2, МПа (КР) 171 50
РСК, балл 2 - 3 5 - 7
*’ Сттах= 157 МПа; R = 0,1;/= 3 Гц. *2 Высотное направление.
Типичный диапазон временного сопро-
тивления полуфабрикатов В95, В95пч, В95оч
500 - 600 МПа. Верхнее значение относится к
прессованным полуфабрикатам (маркировка
ПП), отличающимся преимущественно пе-
рекристаллизованной структурой.
по
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Дли крупногабаритных массивных по-
луфабрикатов нашел применение сплав 1973,
который содержит добавку Zr (вместо Мп и
Сг) и имеет несколько другое соотношение
Zn, Mg и Си по сравнению со сплавами типа
В95. Сплав превосходит последние по проч-
ностным свойствам в массивных сечениях
(5 « 80 мм) вследствие лучшей прокаливае-
мое™ и более тонкой перекристаллизован-
ной структуры, а также обладает лучшим
сопротивлением малоцикловой усталости
при несколько меньших пластичности и
сопротивлении РСК и КР.
Перспективны сверхпластичные спла-
вы, предназначенные для изготовления лис-
товых деталей, методом сверхпластической
формовки (см. подраздел 1.1.9).
Ко второй группе высокопрочных спла-
вов относятся ковочные - сплавы В93, В93пч,
1933 и В95пч, В95оч. Требования, предъяв-
ляемые к этим сплавам, обусловлены особен-
ностями формы и размеров кованых полу-
фабрикатов - сложная конфигурация, массив-
ные сечения, наличие зон с перепутанным
волокном и др.
Поскольку при эксплуатации массивные
детали сложной формы, изготовленные из
штамповок и поковок, могут быть нагружены
в высотном относительно волокна направле-
нии, ковочные сплавы применяют преимуще-
ственно в состояниях Т2 и ТЗ, обеспечиваю-
щих высокое сопротивление коррозии под
напряжением и расслаивающей коррозии, а
также повышенную трещиностойкость
(вязкость разрушения, сопротивление росту,
трещин усталости) (табл. 1.1.140, 1.1.141).
Часто экономически целесообразно крупнога-
баритные детали сложной формы изготовлять
из массивных поковок. В этом случае с уче-
том ограничений по прокаливаемое™ терми-
ческую обработку деталей проводят после
предварительной механической обработки,
оставляя припуск на окончательную механи-
ческую обработку.
Сплавы В93 и В93пч являются наиболее
технологичными из серийных сплавов систе-
мы Al-Zn-Mg-Cu при литье, обработке давле-
нием и термической обработке. Уровень
прочное™ ых характеристак кованых полу-
фабрикатов из сплавов типа В93 не зависит от
направления волокна (см. табл. 1.141).
Благодаря низкой критаческой скороста
охлаждения при закалке (3 °С/с), связанной с
особенностями легирования, кованые полу-
фабрикаты из сплавов типа В93 хорошо прока-
ливаются в сечениях толщиной до 150 мм при
охлаждении в воде с температурой 75 - 85 °C.
Это позволяет существенно (примерно на
60 - 70 %) снизить закалочные напряжения,
поводки и коробления в изделиях.
Исходя из уровня эксплуатационных ха-
рактеристак и технологических свойств, спла-
вы В93пч и В93 целесообразно использовать
для изготовления крупногабаритных поковок
и сложных штамповок толщиной 150 - 300 мм,
при закалке которых в холодной воде
(Т = 20 ...40 °C) возникают значительные
остаточные напряжения.
В аэрокосмической технике применяется
только сплав В93пч повышенной чистоты по
примеси Si. Для наземного транспорта и в
других отраслях народного хозяйства может
быть использован сплав В93.
Ковочный сплав 1933, легированный
цирконием, имеет более высокие прочност-
ные характеристики, вязкость разрушения и
сопротивление развитию трещин усталости
при сопоставимой коррозионной стойкое™
по сравнению со сплавом В93пч (В93)
(см. табл. 1.1.138, 1.1.140, 1.1.141). Однако он
уступает последнему по технологичное™,
особенно по прокаливаемое™. Поэтому сплав
1933 в состояниях Т2 и ТЗ применяют для
кованых изделий (в том числе крупногабарит-
ных), в которых требуются повышенная
прочность и вязкость разрушения (по сравне-
нию со сплавом В93пч). Кованые полуфабри-
каты из сплава 1933 в состоянии Т22, соче-
тающем элементы низкотемпературной тер-
момеханической обработки (НТМО) со старе-
нием при пониженной температуре, обладают
более высокими прочностью и пластачностью
в высотном направлении, чем в состоянии Т2,
при одинаковой коррозионной стойкое™.
Из сплава 1933 изготовляют также прес-
сованные профили, альтернатавные длинно-
мерным штамповкам с массивным компакт-
ным сечением. Свойства этих профилей не-
сколько выше свойств штамповок из сплава
1933T3. Прессованные прутки из сплавов
В93пч и 1933, как правило, используют в ка-
честве заготовок для изготовления мелких
штамповок в условиях машиностроительных
заводов.
1.1.140. Гарантируемые механические свойства*1 штамповок, поковок из высокопрочных сплавов в направлениях Д, П, В
Сплавы Состояние*2 Толщина S, мм Д П В НВ
<*в <*0,2 6, % <*в <*0,2 6, % <*в <*0,2 5, %
МПа МПа МПа
В93пч»3 Т1 До 150; Св. 150 до 300 470 430 6 470 430(420) 4 470 - 2 123
Т2 До 150 440 - 510 400 - 480 8(7) 440 - 510 400 - 480 5(4) 440 - 510 - 3 108
Св. 150 до 300 430 - 500 390 - 470 7(6) 430 - 500 390 - 470 5(4) 430 - 500 - 3 108
ТЗ До 150 410-480 330 - 410 9(8) 410-480 330 - 410 6(5) 410 - 480 - 4 98
Св. 150 до 300 410 - 480 (410 - 470) 330 - 410 (330 - 390) 8(7) 410 - 480 (410 - 470) 330 - 410 (330 - 390) 6(5) 410 - 480 (410 - 470) - 4 98
1933 Т22 До 280 510 - 600 470 - 540 7 500 - 570 460 - 520 5 500 - 570 - 4 128
Т2 До 150 490 - 580 (480 - 570) 440 - 530 (430 - 520) 7(6) 470 - 550 (460 - 540) 430 - 510 (420 - 500) 5(4) 460 - 530 - 2,5 118
Св. 150 до 200 480 - 570 430 - 520 7(6) 470 - 550 (460 - 540) 430 - 510 (420 - 500) 4 (3,5) 460 - 530 - 2,0 118
ТЗ До 150 440 - 530 (430 - 520) 380 - 480 (370 - 470) 8(7) 430 - 530 (420 - 520) 370 - 470 (360 - 460) 6(5) 410 - 490 - 3 118
Св. 150 до 200 440 - 530 (430 - 520) 380 - 480 (370 - 470) 8(7) 430 - 530 (420 - 520) 370 - 470 (360 - 460) 5(4) 410 - 490 - 2,5 118
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
Продолжение табл. 1.1.140
Сплавы Состоя- ние*2 Толщина s, мм Д П В НВ
СТВ сто,2 6, % ст6 сто,2 6, % Ств сто,2 8, %
МПа МПа МПа
В95, В95пч, В95оч*4 Т1 До 75 510 (490) 430 (410) 6 450 (440) - 4(3) 410 (390) - 3(2) 123
Св. 75 до 150 510 (490) 430 (410) 6(5) 450 (440) - 4(3) 410 (390) - 2 123
Т2 До 75 490 - 580 (480 - 570) 430 - 520 (410 - 490) 6 470 - 550 (460 - 540) 410 - 490 (400 - 480) 4 450 - 520 (440 - 520) 400 - 470 (390 - 470) 2 118
Св. 75 до 100 480 - 570 (470 - 560) 420 - 510 (400 - 480) 6 460 - 540 410 - 490 (390 - 470) 4(3) 450 - 520 (440 - 520) 390 - 470 2 118
Св. 100 до 125 (450 - 540) (390 - 470) (6) (440 - 520) (370 - 450) (3) (420 - 500) (380 - 460) (2) 118
ТЗ До75 450 - 520 380 - 450 7 440 - 510 370 440 5(4) 420 - 490 (410 - 480) 360 - 430 (355 - 420) 3 108
Св. 75 до 100 440-510 375 - 440 7 430 - 500 365 - 430 4(3) 410 - 480 350 - 420 (345 - 410) 2 108
В95оч*4 Св. 100 до 125 (420 - 490) (365 - 430) (7) (410 - 480) (345 - 410) (3) (390 - 460) (345 - 410) (2) 108
Св. 125 до 150 (410-480) (365 - 430) (7) (400 - 470) (345 - 410) (3) (390 - 460) (345 - 410) (2) 108
*1 В случае отличия значения для поковок указаны в скобках.
* 2 Без термической обработки поставляют штамповки следующих толщин: св. 150 мм - из сплавов В93пч и 1933, св. 100 мм - из сплавов
В95пч, В95оч.
* 3 Для штамповок из сплава В93пч массой до 30 кг во всех состояниях показатели сгв, по,2 на 10 МПа выше указанных.
* 4 Для полуфабрикатов из сплава В95оч значения 6 примерно на 0,5 - 1 % выше указанных.
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
ИЗ
Эксплуатационные свойства сплавов
В95пч, В95оч в виде кованых полуфабрикатов
близки к сплаву 1933 (см. табл. 1.1.136,
1.1.138, 1.1.141), но по прокаливаемости и
технологичности последний имеет некоторые
преимущества. Поэтому сплавы В95пч и
В95оч применяют для изготовления кованых
полуфабрикатов средних размеров толщиной
до 100 - 125 мм.
Новый ковочный сплав 01981Т2 имеет
повышенные прочностные характеристики
(на 20 - 40 МПа) и вязкость разрушения (на
3 - 5 МПа • м,/2) по сравнению со сплавом
1933Т2, при одинаковой коррозионной стойкости.
Третью группу сплавов системы Al-Zn-
Mg-Cu составляют разработанные в СССР в
1954 -56 гг. и освоенные промышленностью
особопрочные, сильнолегированные сплавы
типа В96Ц. В них впервые в мировой практи-
ке был введен цирконий (вместо Мп и Сг),
который является более сильным антирекри-
сталлизатором (способствуя получению пре-
имущественно перекристаллизованной струк-
туры), обеспечивает лучшую прокаливаемость
(см. рис. 1.1.40), а также большую пластич-
ность (особенно локальную, в частности от-
носительное сужение - см. рис. 1.1.139). Глав-
ная задача при разработке состояла во введе-
нии эффективно действующего количества
циркония (0,10 - 0,16 %) без образования в
слитках первичных интерметаллических со-
единений ZrAl3. При содержании Zr менее
0,08 - 0,1 % его влияние на структуру и свой-
ства сплава уменьшается: растет зерно, увели-
чивается степень рекристаллизации, ухудша-
ется ряд характеристик.
1.1.141. Типичные свойства кованых полуфабрикатов из высокопрочных сплавов
Сплав, Направ- ст0,2 °0,2 сж 85, KCU кст Ku, N- 10-3,
состояние ление МПа % Дж/см2 МПа • м1/2 МЦУ»
д 475 435 450 11 15 7 34,5 120
В93пчТ2 в 465 435 450 7 6 4 24,0 -
д 440 375 355 12 20 15 37,7 130
В93пчТЗ в 440 375 355 8 10 8 26,4 -
Д 520 480 490 12 26 18 42,5 140
1933Т2 в 490 450 - 4 8 8 31,1 -
Д 480 425 440 13 30 20 50,1 130
1933T3 в 450 410 400 6 12 10 33,8 -
Д 540 490 490 11 16 8 39,4 170
1933Т22 В 510 470 - 8 5 3 31,1 -
д 540 490 - 12 26 - 47,0 170
01981Т2 в 530 480 - 8 10 - 33,8 -
д 520 430 480 14 19 12 42,5 130
В95очТЗ В 490 420 480 11 5 3 26,4 -
♦ К, = 2,6; /= 3 Гц; стП1ах = 157 МПа.
114
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.142. Гарантируемые механические свойства* полуфабрикатов
из особопрочных сплавов типа В96Ц
Сплав Полуфабрикаты Состоя- ние Толщина, мм Направ- ление <*в <*0,2 5, % НВ
МПа
В96Ц-3 Прессованные профили (панели) Т12 Т2 До 75 д 640/630 620/610 7 -
590/570 560/540 8
Штамповки (поковки) Т1 До 80 д 620/590 570/540 5/4 170
п 550/540 490 3/2
ТЗ До 80 д 540-610 470-510 6 150
п 520-590 450-520 4
в 500-570 450-520 1,5
В96Ц Прессованные прутки Т1 0 10 - 100 д 635 590 5 -
Штамповки До 50 д 640 600 4 -
В96Ц-1 Прессованные профили, прутки Т2 6 - 40 д 650 620 7 -
Т1 До 50 685 645 5 -
* В числителе для профилей - в знаменателе для панелей.
Особопрочные сплавы выпускают в виде
прессованных и кованых полуфабрикатов
(табл. 1.1.142, см. табл. 1.1.137). Типичный
диапазон временного сопротивления 600 -
700 МПа, при близком к нему диапазоне пре-
дела текучести. Самой большой прочностью
отличается наиболее легированный сплав
В96Ц-1. В состоянии перестаривания Т2 про-
фили из этого сплава обладают хорошим
комплексом эксплуатационных свойств.
Имеется положительный опыт много-
летнего применения сплава В96Ц-3, разрабо-
танного в 1970 г. и отличающегося хорошей
технологической пластичностью.
Прессованные панели и профили из
сплава В96Ц-3 (рис. 1.1.48) в состояниях Т2 и
Т12 имеют хорошее сочетание прочности при
растяжении и сжатии, вязкости разрушения,
сопротивления усталости и коррозии. Сплав
перспективен и осваивается для сжатых зон
самолетов (верхняя обшивка крыла и др.) и
других конструкций взамен сплавов
В95оч (пч), 1973, превосходя их по прочности
на 10 - 15 % и тем самым повышая весовую
эффективность изделий.
Рис. 1.1.48. Типичное сечение
прессованной панели из сплава В96Ц-ЗТ2
Усталость. У алюминиевых деформируе-
мых сплавов наблюдается некоторое увеличе-
ние сопротивления усталости с ростом стати-
ческой прочности. И поэтому в отсутствии
концентраторов напряжений высокопрочные
сплавы системы Al-Zn-Mg-Cu имеют наи-
большую усталостную прочность (табл.
1.1.143). Однако при наличии конструкцион-
ных и других концентраторов (отверстий,
переходов сечений, глубоких рисок и т.п.)
высокопрочные сплавы более чувствительны
к действию циклических нагрузок, чем дура-
люмины (Д16Т, 1163Т).
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
115
Рис. 1.1.49. Кривые малоцикловой усталости
катаных полуфабрикатов из высокопрочных сплавов
различной чистоты по примесям и состояний
в сравнении дуралюмином:
а, б - образцы соответственно
со свободным (Kt = 2,6;/= 2 ... 5 Гц) и
с нагруженным (Kt = 3,2; / = 40 Гц) отверстиями
Рис. 1.1.50. Малоцикловая усталость
плакированных (О) и неплакированных (х) листов
(5 = 6 мм) из сплава В95пчТ2 (осевое растяжение;
полоса с отверстием Kt = 2,6; /= 2 Гц);
А - значения долговечности
неплакированных листов Д16чТ
Достигнутое в последние десятилетия
значительное улучшение структуры сущест-
вующих и вновь разработанных сплавов
(за счет оптимизации составов по легирую-
щим компонентам и примесям, режимам де-
формации и старения) заметно повысило по-
казатели малоцикловой усталости, которой
подвержены силовые элементы каркаса само-
летов, а также судов, железнодорожных ваго-
нов и др.
При испытании по пульсирующему цик-
лу образцов со свободным отверстием (по
которым прогнозируется долговечность ре-
альных самолетных конструкций), долговеч-
ность широко применяемого сплава В95очТ2
практически находится на уровне долговечно-
сти сплава Д16чТ (рис. 1.1.49, а; рис. 1.1.50).
Однако по долговечности образцов с нагру-
женным отверстием (проушин, имитирующих
работу ушковых соединений) сплав В95оч
уступает сплаву Д16чТ (рис. 1.1.49, б).
Сопротивление усталости сплавов В95пч
и В95оч повышенной и особой чистоты по
содержанию примесей и выше, чем у сплава
В95 обычной чистоты (табл. 1.1.144 и см. рис.
1.1.49, а).
Показатели усталости высокопрочных
сплавов в состояниях Т1 и Т2 близки
(рис. 1.1.51). Старение по режиму ТЗ, приво-
дящее к разупрочнению на 10 - 15 %, может
несколько снизить выносливость, особенно
при низких уровнях переменных напряже-
ний. В среднем интервале напряжений
(150 - 200 МПа), когда превалирует благопри-
ятное влияние режима ТЗ на замедление рос-
та усталостной трещины, общая долговеч-
ность может не снижаться и даже повышаться
(табл. 1.1.145).
Рис. 1.1.51. Кривые многоцикловой усталости при
асимметричном растяжении (Л = 0,1;/= 20 ... 40 Гц)
образцов гладких (Kt = 1) и с отверстием (Kt = 2,6)
из плакированного листа (5=6 мм) сплава В95пч
в состояниях Т1 (О, □) и Т2 (•, )
116
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.143. Пределы многоцикловой усталости (f= 40 Гц) высокопрочных сплавов
Сплав Полуфабрикаты Состояние ст*! , МПа, на базе 7У = 2107 циклов для образца
гладкого, Kt = 1 с надрезом*2
Т1 150 90
Лист неплакированный Т2 150 90
ТЗ 140 90
В95пч Лист с плакировкой Т1 100 70
Т2 100 70
Т1 170 НО
Плита Т2 150 100
ТЗ 140 100
Т1 180 110
В95оч Прессованная панель Т2 170 100
ТЗ 140 100
Т1 140 80
В93ч Штамповка Т2 140 80
ТЗ 130 80
Т1 170 100
В96Ц-3 Штамповка Т2 160 90
ТЗ 160 90
В96Ц-1 Прессованный профиль Т1 180 НО
Пульсирующее растяжение (R = 0,1) для листов и изгиб с вращением (R = 1) для ос-
тальных полуфабрикатов.
*2 Плоский образец с отверстием (Kt - 2,6) для листов, круглый образец с кольцевой вы-
точкой (Kt = 2,2) для других полуфабрикатов.
1.1.144. Выносливость плакированных листов в состоянии Т1
в зависимости от содержания примесей (Kt = 2,6; R = 0,1)
Сплав Fe Si ^10-3 для ЛИСТОВ
% холоднокатаного, S = 2 мм, атах = 120 МПа,/= 40 Гц горячекатаного, 5=6 мм, <утах= 180 МПа,/= 0,17 Гц
В95 0,29 0,22 100 - ПО 15 - 28
В95пч, В95оч 0,19 - 0,12 0,08 - 0,05 250 - 430 31 - 47
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
117
1.1.145. Выносливость проушин из штамповок сплава В93пч (/= 5,5 Гц; R = 0,1; Kt = 3,2)
Состояние <*в <*0,2 35, % TV lO’3 при отах, МПа
МПа 150 100 80
Т1 508 473 Н,4 28,3 53,5 138,8
Т2 472 436 10,6 35,5 123,8 152,3
ТЗ 423 358 11,0 43,2 194,0 294,0
1.1.146. Влияние поверхностного упрочнения на малоцикловую усталость алюминиевых сплавов
Обработка поверхности Число циклов до разрушения TV; сттах = 350 МПа,/= 0,17 Гц, Kt = 2,6
В93Т1 В95Т1 Д16Т
Фрезерование, параметр шероховатости поверхности Ra = 3,2 ... 2,5 мкм 17800 18100 21200
То же + виброударная обработка стальными шариками 81500 75500 32500
Преимущественно перекристаллизован-
ная (субзеренная) структура обеспечивает
более высокие значения долговечности. Она
характерна для прессованных полуфабрикатов
из всех высокопрочных сплавов и для других
полуфабрикатов (кованых, горячекатаных
листов, плит) из сплавов, легированных цир-
конием (1973, 1933, В96Ц-3).
Плакирующий антикоррозионный слой
в значительной степени снижает выносли-
вость листов: долговечность образцов со сво-
бодным отверстием в малоцикловой области
уменьшается примерно в 2 раза (см. рис.
1.1.50), в многоцикловой области предел вы-
носливости уменьшается примерно на 20 %
(см. табл. 1.1.143).
Значительное улучшение сопротивления
усталости достигнуто в последнее время за
счет технологических приемов, которые наи-
более эффективны именно для высокопроч-
ных сплавов.
Поверхностное пластическое деформи-
рование (виброударная, виброгидроабразив-
ная обработка, обдувка дробью, обкатка) при-
водит к значительному увеличению долговеч-
ности в условиях обычной и малоцикловой
усталости благодаря возникновению на по-
верхности остаточных напряжений сжатия,
наклепу и улучшению (выглаживанию) мик-
рорельефа поверхности, причем, как показали
С. И. Кишкина и Я. А. Рублев, после упроч-
нения сплавы В95 и В93 даже в состоянии Т1
становятся более долговечными, чем сплав
Д16Т (табл. 1.1.146), за счет увеличения вре-
мени до образования усталостной трещины.
Последнее обстоятельство наиболее важно для
высоконагруженных деталей с компактными
массивными сечениями (например, стойки
шасси, мощные фитинги и т.п.) из штамповок.
Для повышения долговечности крепеж-
ных соединений используется постановка
болтов и втулок путем посадки с радиальным
натягом, а также высокоресурсных заклепок
(с компенсаторами, заклепок-стержней и др.)
с натягом при расклепывании.
Значения модулей упругости полуфаб-
рикатов из высокопрочных сплавов представ-
лены в табл. 1.1.147.
Свойства при повышенных и низких тем-
пературах. Высокопрочные алюминиевые
сплавы системы Al-Zn-Mg-Cu не являются
жаропрочными. Исходя из уровня их свойств
при повышенных температурах (табл. 1.1.148),
длительной прочности и ползучести (табл.
1.1.149), а также характера изменения меха-
нических свойств после воздействия нагревов
(рис. 1.1.52; 1.1.53), не рекомендуется их при-
менение при температурах выше 120 °C. До-
пускаются кратковременные нагревы техно-
логические и, в ряде случаев, эксплуатацион-
ные до Т « 150 °C. Сплавы в состояниях пе-
рестаривания Т2 и ТЗ более стойки к разу-
прочнению вследствие нагревов, чем в со-
стоянии максимальной прочности Т1 (см.
рис. 1.1.53).
118
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.147. Типичные упругие свойства* полуфабрикатов из высокопрочных сплавов
Сплавы Состояние Полуфабрикаты Направ- ление Е F ^сж
И 1а
Листы плакированные П 67,0 69,0
В95, В95пч Tl, Т2, ТЗ Листы неплакированные П 70,6 72,0
Прессованные и кованые полу- фабрикаты, катаные плиты д 70,6 72,5
В93пч Tl, Т2, ТЗ Поковки, штамповки, плиты д 70,6 72,0
В96Ц Т1 Штамповки, профили д 70,6 72,5
В96ЦЗ Tl, Т2, ТЗ Штамповки, профили д 70,6 72,5
1933 Т2, ТЗ Поковки, штамповки Д, п, в 69,6 71,5
У всех указанных сплавов G - 26,5 ГПа, ц » 0,33.
1.1.148. Механические свойства высокопрочных сплавов при повышенных температурах
Сплавы, полуфабрикаты Состояние Температура испытания, °C ст0,2 5, %
М] Па
20 550 470 13
Т1 100 500 440 11
150 470 390 16
200 340 290 16
20 520 450 11
B95, В95пч, листы Т2 100 450 400 9
150 430 370 12
200 310 290 16
20 480 400 И
ТЗ 100 440 380 9
150 380 350 14
200 310 280 16
20 600 - 10
Т1 100 550 - 13
150 500 - 19
В95, В95пч, плиты 200 380 - 19
20 520 - 11
ТЗ 100 460 - 14
150 400 - 18
200 330 - 22
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
119
Продолжение табл. 1.1.148
Сплавы, Состояние Температура Ов ст0,2 8, %
полуфабрикаты испытания, °C МПа
20 600 550 6
100 540 490 6
Т1 125 520 480 6
В95, В95пч, 150 430 390 7
прессованные полуфабрикаты 200 320 290 7
20 550 470 12
Т2 100 460 420 13
150 440 410 17
20 510 450 12
ТЗ 125 430 400 13
150 430 400 18
20 530 460 12
Т2 125 420 390 16
В95, В95пч, В95оч, 150 360 340 18
поковки, штамповки 20 500 430 7
ТЗ 125 410 350 8
150 400 340 9
Т2 20 460 430 7
125 380 360 11
В93, В93пч, 20 450 350 10
поковки, штамповки 100 330 300 12
ТЗ 125 330 300 12
150 320 290 13
200 270 230 14
20 530 490 12
Т2 125 420 400 15
1933, 150 370 - 15
поковки, штамповки 20 460 400 12
ТЗ 100 400 380 14
125 400 380 16
20 510 460 14
1933, ТЗ 125 410 - 16
прессованные полуфабрикаты 150 390 - 20
200 340 - 18
20 560 520 12
1973, Т2 100 500 480 14
неплакированные листы, плиты 125 480 450 15
150 440 425 16
120
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.148
Сплавы, Состояние Температура <?в <*0,2 5, %
полуфабрикаты испытания, °C МПа
20 530 480 12
1973, плиты ТЗ 125 430 400 14
150 400 360 15
20 650 620 7
В96Ц, Т1 100 570 540 6
профиль прессованный 125 530 500 6
150 500 470 7
20 620 590 8
Т1 125 550 520 8
В96Ц-3, 150 510 480 10
поковки, штамповки 200 400 - 10 ’
ТЗ 20 550 510 12
200 360 - 13
1.1.149. Пределы длительной прочности и ползучести высокопрочных сплавов
Сплавы, Состояние Температура <*100 СУ1000 <*0,2/100 <*0,2/1000
полуфабрикаты испытания, °C МПа
100 390 340 320 290
Т1 150 220 130 180 НО
В95, В95пч, 200 100 65 60 40
листы, плиты 100 350 330 310
Т2 125 310 - 290 -
150 240 190
В95, В95пч, В95оч, Т2 125 340 - 280 -
прессованные полуфабрикаты 150 240 190
В95, В95пч, Т2 150 250 180*1 200 140*2
поковки, штамповки 175 160 - 130 -
ТЗ 150 230 - 180 -
В93, В93пч, Т1 100 400 360 - -
поковки, штамповки Т2 100 330 - - -
ТЗ 125 250 - 230 -
150 220 - 200
1933, поковки, штамповки Т2, ТЗ 125 270 - 240 -
Т1 125 350 - - -
В96ЦЗ, штамповки ТЗ 125 300 260 - -
150 250 - - -
100 370 - 340 -
1973, листы, плиты Т2 125 330 - 290 -
150 240 - 180 -
а500-
*2 ст0,2/500-
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
121
а)
в)
Рис. 1.1.52. Влияние длительных нагревов на степень
снижения характеристик прочности (л, б) и
относительное удлинение (в) при 20 °C листов и
плит из сплава В95пч в состояниях Т1 и Т2
*7
Рис. 1.1.53. Влияние нагрева в течение 100 ч.
на степень снижения ств (—), сто,2 (™) («) и 85 (б)
при 20 °C поковок из сплава В93пч
в состояниях Tl, Т2, ТЗ
Высокопрочные сплавы могут быть ре-
комендованы для работы при температурах не
ниже -70 °C. При дальнейшем снижении тем-
пературы (-196 °C) снижаются их пластич-
ность и трещиностойкость, растет чувстви-
тельность к концентраторам напряжения
(а в Ав) (табл. 1.1.150). Чувствительность к
низким температурам уменьшается после ста-
рения по смягчающим режимам Т2 и ТЗ. Так,
поковки и штамповки из сплавов В93, В93пч
и 1933 можно применять при температурах до
-196 °C, если они состарены по режиму ТЗ,
обеспечивающему достаточный запас пла-
стичности.
122
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.150. Свойства высокопрочных сплавов при низких температурах
Сплавы, Состояние Характеристики Температура испытания, °C
полуфабрикаты 20 -70 -196
Ов, МПа 520 560 640
В95, В95пч, Т1 <?0,2> МПа 440 470 520
листы 5, % 14 12 9
_н / *1 °В / ав 1,0 0,97 0,78
Ов, МПа 600 620 750
Т1 О0,2, МПа 550 560 640
В95, В95пч, 5, % 8 8 7
прессованные полуфабрикаты Ов, МПа 560 597
Т2 (5о,2, МПа 500 522 -
5, % 10 10
„н /«*2 ав/ав 0,75 0,98
Ов, МПа 560 590
1973, листы Т2 Q0.2, МПа 510 550 -
8, % 12 11,5
КСГ, Дж/см2 5,6 3,5
Ов, МПа 490 520 580
В93, В93пч, Т1 <Т0,2> МПа 450 470 530
поковки, штамповки 8, % 7 8 6
1,45 - 1,45
Ов, МПа 450 470
В93, В93пч, <Jq,2, МПа 370 380
поковки, штамповки ТЗ 8, % И 8 -
„н /«*2 ав/ав 1,45 1,20
А'СТ, Дж/см2 15 15
Ов, МПа 480 510
1933, ТЗ По,2, МПа 420 440 -
поковки, штамповки 8, % 13 12
ACT, Дж/см2 21 18
При Kt = 2,6
*2 При Kt = 4,0
Коррозионная стойкость. По общей кор-
розионной стойкости высокопрочные алюми-
ниевые сплавы сопоставимы с дуралюминами,
но в отличие от последних они менее чувст-
вительны к межкристаллитной коррозии и
существенно превосходят их по сопротивле-
нию расслаивающей коррозии и коррозион-
ному растрескиванию в состояниях Т2 и ТЗ.
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
123
В состоянии максимальной прочности
Т1 высокопрочные сплавы склонны к корро-
зионному растрескиванию под напряжением
КР (акр » 50 ... 70 МПа) и к расслаивающей
коррозии РСК (до 7 - 8-го балла).
Расслаивающей коррозии подвержены в
большей степени тонкие прессованные полу-
фабрикаты типа профилей и толстые листы и
плиты с преимущественно перекристаллизо-
ванной волокнистой структурой, в меньшей
степени - массивные поковки, штамповки и
толстые плиты, панели с частично рекристал-
лизованной структурой в состоянии Т1.
После старения по смягчающим режи-
мам Т2 и ТЗ высокопрочные сплавы практи-
чески не чувствительны к этим видам корро-
зии и уровень скр в 3 - 5 раз выше, чем в
состоянии Т1, а расслаивающая коррозия
оценивается баллами 2-4. Чувствительность
коррозионной стойкости сплавов к скорости
охлаждения при закалке в состояниях Т2 и ТЗ
существенно ниже, чем в Т1.
В отличие от сплавов других систем у
высокопрочных сплавов существует четкая
корреляция между удельной электрической
проводностью и коррозионной стойкостью.
Поэтому для оценки коррозионной стойкости
сплавов, обработанных по смягчающим
режимам старения, в серийном производ-
стве проводят замеры электрической прово-
димости. Это позволяет поставлять полуфаб-
рикаты из высокопрочных сплавов в состоя-
ниях Т2 и ТЗ с гарантированным в техниче-
ских условиях (наряду с механическим свой-
ствами) уровнем коррозионной стойкости
(скр, РСК) (см. табл. 1.1.138).
В случае необходимости проводятся
прямые коррозионные испытания: - при тол-
щине полуфабрикатов свыше 20 мм (штам-
повки, поковки, плиты, профили) - на
склонность к коррозионному растрескиванию
под напряжением, при толщине полуфабри-
катов менее 20 мм (листы, тонкие панели,
профили, плиты) - на чувствительность к
расслаивающей коррозии.
Типичные физические свойства даны в
табл. 1.1.151 - 1.1.154.
1.1.151. Плотность, кг/м3, высокопрочных сплавов
В93, В93пч 1933 В95, В95пч, В95оч В96Ц В96Ц-3 1973
2840 2830 2850 2890 2870 2850
1.1.152. Удельная теплоемкость, кДж/(кг-К), высокопрочных сплавов
Сплавы Температура, °C
20 100 200 300 400
В93, В93пч, 1933 0,835 0,880 0,964 1,05 1ДЗ
В95, В95пч, В95оч, 1973 - 0,922 1,000 1,05 1,09
В96Ц 0,796 0,880 0,963 1,05 1,09
В96Ц-3 - 0,900 1,000 1,13 1,25
1.1.153. Теплопроводность, Вт/(м-К), высокопрочных сплавов
Сплавы Температура, °C
25 100 200 300 400
В93, В93пч, 1933 163 168 172 168 163
В95, В95пч, В95оч 155 159 163 163 159
1973 133 136 142 155 -
В96Ц 122 134 151 163 -
В96Ц-3 142 151 163 172 163
124
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.154. Коэффициент линейного расширения а 106, 1/К, высокопрочных сплавов
Сплавы, состояние Температура, °C
20 - 100 20 - 200 100 - 200
В93Т1, В93пчТ1, 24,1 25,5 26,8
1933T3 24,3 25,4 26,4
В95Т1, В95пчТ1, В95очТ1 23,1 24,1 25,1
В96ЦТ1 24,6 25,4 26,2
1.1.155. Показатели штампуемости высокопрочных листов толщиной 5 = 1,5 ... 2,0 мм
Сплавы Состояние ^min ^выт ^отб *ВЫД, %
м 1,5 - 1,75 1,75 - 1,85 1,4 - 1,6 12 - 15
Свежезакаленное 1,8 - 25 1,7 - 1,8 1,3 - 1,5 10 - 12
В95пч, В95оч Т1 4 - 55 - - -
Т2 45 1,8 - -
ТЗ 35 1,8 - -
м 1,5 - 1,75 1,75 - 1,85 1,4 - 1,6 12 - 15
1973 Свежезакаленное 1,8 - 25 1,7 - 1,8 1,3 - 1,5 И - 13
Т2 45 - - -
Технологические свойства. Для эффек-
тивного применения высокопрочных алюми-
ниевых деформируемых сплавов предъявля-
ются высокие требования к технологии изго-
товления полуфабрикатов на металлургиче-
ских заводах, а также деталей и конструкций
на машиностроительных заводах (формооб-
разованию, обработке резанием, поверхност-
ному упрочнению, клепке, сборке).
Наибольшую пластичность высокопроч-
ные сплавы так же, как и многие другие алю-
миниевые термически упрочняемые сплавы,
имеют в отожженном и свежезакаленном со-
стояниях. Поэтому операции формообразова-
ния, особенно характерные для деталей из
катаных и прессованных полуфабрикатов
(гибка, штамповка, обтяжка, подсечка и др.)
проводятся в этих состояниях (табл. 1.1.155).
Удовлетворительная пластичность сохраняется
после закалки примерно в течение 6 ч при
20 °C и в течение более длительного периода
при низких температурах (-5 ... -25 °C)
при использовании холодильных камер
(рис. 1.1.54).
Продолжительность старении, «
Рис. 1.1.54. Кинетика естественного старения листов
из сплава типа В95 при различных температурах:
® - 20 °C; • - 0 °C; О - 18 °C
Для получения листовых профилей,
(швеллерных, Z-образных, уголковых и др.) с
малыми относительными радиусами гиба
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
125
(7?min ~ I5) и соответственно с большей же-
сткостью применяют прогрессивный метод
стесненного изгиба. Он характеризуется при-
ложением в очаге деформации сжимающих
сил, что предотвращает разрушение зоны сги-
ба, в том числе малопластичного материала.
В искусственно-состаренных состояниях
(особенно в состоянии максимальной проч-
ности Т1) высокопрочные полуфабрикаты
имеют невысокую пластичность и поэтому
допускается их незначительная деформация.
Холодная деформация снижает сопротивление
малоцикловой усталости (табл. 1.1.156) и
другие механические свойства. Практически в
этих состояниях можно изготовлять детали
(типа обшивок из листов, плит, панелей, типа
стрингеров из профилей и др.) несложной
формы с плавными обводами, а также можно
проводить правку и доводку с ограниченной
степенью деформации.
Существенное повышение показателей
технологической пластичности происходит
при применении режимов смягчающего ста-
рения (Т2, ТЗи др.) (см. табл. 1.1.155), а также
высокочистых сплавов по примесям железа и
кремния (пч, оч). Это обусловлено в зна-
чительной мере ростом локальной пластич-
ности сплавов: сосредоточенного удлинения
(см. рис. 1.1.42) и сужения (см. табл. 1.1.127).
Деформирование высокопрочных терми-
чески упрочненных сплавов облегчается при
использовании повышенных температур. При
проведении технологических операций с по-
догревом деталь и оснастку нагревают до тем-
ператур ~ 150 °C, не превышающих темпера-
туру искусственного старения сплавов.
1.1.156. Долговечность при
усталостном нагружении
(сттах = 0,7ст; = 400 МПа; /= 0,1 Гц)
прессованного профиля В95Т1 после растяжки
Состояние Степень де- формации, % N, (средние значения)
0 3220
Искусственно- 1 3570
состаренное Т1 2 3020
4 2290
0 3040
Свежезакаленное 6 2550
Рис. 1.1.55. Прессованные панели из сплава В95 после
закалки в холодной воде (а) и полимерной среде (б)
Температура, °C
Рис. 1.1.56. Относительное уменьшение 00,2 (—)
и релаксация остаточных напряжений стост (—)
поверхностных (1 - 3) и объемных (4) в сплаве В95пч
после нагревов в течение 1 ч (/), 2 ч (2), 10 ч (3, 4)
Для сохранения конфигурации и ста-
бильности размеров деталей после процессов
формообразования или после черновой меха-
нической обработки эффективным является
замедление и повышение равномерности ох-
лаждения при закалке в горячей воде
(см. табл. 1.1.129) или в водных растворах
полимеров с полимерными добавками (см.
табл. 1.1.130 и рис. 1.1.55).
Снижению остаточных технологических
напряжений и поводок способствуют повы-
шенные температуры (160 - 180 °C) много-
ступенчатых режимов смягчающего старения
высокопрочных сплавов. Процессы релакса-
ции начинаются примерно при 100 °C; на-
блюдается температурно-временное отстава-
ние объемного процесса разупрочнения спла-
вов от процесса релаксации напряжений, что
обеспечивает возможность практического
применения релаксационных нагревов в оп-
ределенных пределах без потери прочности
(рис. 1.1.56). Так, при нагреве сплавов В95пч,
В95оч до 10 ч при 165 - 175 °C на второй
ступени старения по режимам Т2 и ТЗ по
126
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
сравнению с одноступенчатым нагревом при
120 - 140 °C по режиму Т1 дополнительное
снижение остаточных объемных (закалочных)
напряжений составляет около 20 %, поверх-
ностных (вследствие обработки резанием и
т.п.) - около 30 - 40 %.
Обрабатываемость резанием высоко-
прочных сплавов хорошая. Особопрочные
сплавы типа В96Ц хорошо полируются, и при
определенных условиях достигается блестя-
щая зеркальная поверхность.
Однако при операциях резания термооб-
работанных полуфабрикатов допускается на-
грев их поверхности от инструментов при-
мерно выше 100 - 120 °C во избежание разу-
прочнения материала. Наибольшее влияние
на возможность разогрева оказывают затупле-
ние инструмента и повышенная подача. Рег-
ламентация режимов резания и состояние
инструмента необходимы также для ограни-
чения появления поверхностных остаточных
напряжений (в том числе неблагоприятных
растягивающих), которые могут отрицательно
влиять на свойства, вызывать поводки и не-
стабильность размеров, особенно тонкостен-
ных и точных деталей. Например, в особо-
прочных сплавах типа В96Ц, отличающихся
высоким пределом текучести, сжимающие
напряжения после точения достигают
400 МПа при глубине залегания до 350 мкм с
возможным переходом у самой поверхности
на глубине 10-50 мкм в растягивающие,
равные 100 - 120 МПа. В результате условный
предел текучести может снижаться примерно
на 10 % (табл. 1.1.157).
Поскольку детали с необработанными
поверхностями (т.е. с поверхностями метал-
лургических полуфабрикатов) обладают более
высокими эксплуатационными характеристи-
ками, рекомендуется максимально уменьшать
площадь обрабатываемых резанием поверхно-
стей штамповок, профилей, панелей, плит,
листов.
1.1.157. Остаточные тангенциальные сжимающие ^ост) и растягивающие
напряжения после точения и свойства сплава В96ЦТ1
Износ резца, мм _СЖ ° ост Раст аост ’ <*0,2 <*в
значение, МПа глубина залегания, мкм МПа МПа
0,05 50-60 100 - 575 650
0,15 150 - 160 200 10 560 645
0,30 180 - 220 250 50 530 640
0,40 200 - 240 300 70 510 635
К шероховатости поверхности (в том
числе стенок отверстий под крепеж) обрабо-
танных резанием предъявляются высокие
требования. Как правило, необходимо, чтобы
параметр шероховатости Ra < 2,5 мкм.
Чем меньше шероховатость, тем меньше кон-
центрация напряжений, тем выше эксплуата-
ционные свойства, особенно в условиях цик-
лического нагружения. Поперечные царапины
глубиной более 0,02 мм, практически не
влияя на статическую прочность, могут
снизить усталостную долговечность на 50 %
(табл. 1.1.158).
При маркировке высокопрочных спла-
вов следует использовать клейма с плавными
очертаниями рельефа и ограничителями глу-
бины.
1.1.158. Механические свойства плоских образ-
цов с отверстием (Kt = 2,6) при наличии цара-
пин (прессованный профиль В95Т1)
Глубина царапины, мм с” , МПа Малоцикловая усталость*
°тах> МПа N (средние значения)
0 635 445 3035
0,02 635 445 3350
0,05 628 440 1808
0,10 624 437 1653
0,20 623 436 1008
*/= 0,17 Гц; R = 0,1.
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
127
Высокопрочные сплавы системы Al-Zn-
Mg-Cu являются несвариваемыми. Они огра-
ниченно свариваются точечной и роликовой
сваркой.
В конструкциях применяют клепаные,
болтовые и клеевые соединения.
При применении высокопрочных алю-
миниевых сплавов следует учитывать, что
они, так же, как и высокопрочные сплавы на
основе других металлов, чувствительны к
концентраторам напряжений, особенно при
переменных нагрузках. Поэтому одними из
важнейших факторов являются тщательный
выбор конструктивных форм деталей с мини-
мальной концентрацией напряжений, боль-
шой плавностью переходов при изменении
сечения, а также разработка оптимальной
технологии изготовления и сборки конструк-
ций, обеспечивающей максимальное сниже-
ние технологических и монтажных напряже-
ний (исключение перекосов, эксцентрисите-
тов). Расположение волокон в полуфабрика-
тах, особенно массивных - типа штамповок,
плит, и направление действия нагрузок в де-
талях должны согласовываться. Нагрузки в
высотном направлении должны быть мини-
мальными; волокно должно следовать кон-
фигурации детали.
Области применения. Высокопрочные
сплавы на основе системы Al-Zn-Mg-Cu ос-
таются (наряду со сплавами типа дуралюмин)
основным конструкционным материалом в
современном самолете- и ракетостроении.
Они широко применяются в пассажирских и
транспортных самолетах (включая ИЛ-96,
ИЛ-114, ТУ-204, ТУ-334, АН-124, АН-225 и
др.), а также в военной авиации.
Большие возможности для расширения
их использования открыли модификации
сплавов с жестким ограничением примесей,
новые сплавы, легированные цирконием, а
также разработанные ступенчатые режимы
старения, создавшие оптимальный комплекс
эксплуатационных и технологических свойств
для обеспечения надежности и ресурса конст-
рукций. Расширяется использование сплавов
со все более высокой прочностью; например,
сплав В96Ц-3, применяемый в течение мно-
гих лет в ракетной технике, в последние годы
осваивается в верхних панелях крыльев и
других элементах самолета.
Наибольший выигрыш в массе (5 - 10 %)
от применения высокопрочных сплавов, от-
личающихся наиболее высоким пределом
текучести и достаточной выносливостью, дос-
тигается в элементах силовых конструкций,
работающих на сжатие (верхние панели кры-
ла, сжатая зона фюзеляжа, стойки, обшивки
оперения) или на сдвиг (стенки лонжеронов и
нервюр). Эти элементы производятся из спла-
вов типа В95, 1973, В96Ц-3 в виде листов,
плит, прессованных панелей и профилей
длиной до 30 - 35 м. Предельная температура
для длительной работы 120 °C.
Сплавы В95пч, В95оч, а также 1973 (в
массивных сечениях) - повышенной чистоты
по примесям в состояниях перестаривания
Т2, ТЗ с существенно улучшенными ресурс-
ными характеристиками (малоцикловой уста-
лостью, скоростью роста трещины усталости,
вязкостью разрушения) и высокой стойкостью
к расслаивающей коррозии и коррозионному
растрескиванию под напряжением могут при-
меняться в ряде зон растягивающих нагрузок
при приемлемом уровне концентрации на-
пряжений и ресурса, являясь в этом случае
конкурентоспособными дуралюминам (Д16чТ
и др.).
Для элементов жесткости (стрингеры,
стойки) целесообразно применение гнутых
профилей (в том числе изготовленных мето-
дом стесненного изгиба) из плакированных
листов сплавов В95пчАТ1,Т2, 1973АТ1,Т2,
имеющих преимущества перед прессованны-
ми профилями по стойкости к расслаиваю-
щей коррозии и точности геометрических
параметров.
Для крупногабаритных сложных само-
летных деталей внутреннего силового набора
(шпангоутов, лонжеронов, стоек и рычагов
шасси - рис. 1.1.57), изготовляемых из мас-
сивных штамповок и поковок, основными
конструкционными материалами являются
ковочные сплавы В93пчТ2,ТЗ, 1933Т2, Т22,
ТЗ, отличающиеся хорошей технологично-
стью, небольшой анизотропией механических
свойств и высоким сопротивлением коррози-
онному растрескиванию под напряжением, в
том числе в высотном направлении. Относи-
тельно малогабаритные детали из штамповок
изготовляют также из сплавов В95пч,
В95очТ2,ТЗ.
По прочности и коррозионной стойко-
сти высокопрочные сплавы существенно пре-
восходят распространенные ковочные сплавы
АКб, АК8.
Проволока из сплавов В95, 1973 исполь-
зуется для заклепок (в том числе болтов-
заклепок).
Высокопрочные сплавы типа В95 при-
меняют в некоторых силовых каркасах клепа-
ных строительных сооружений; они могут
быть использованы в конструкциях вагонов
наземного транспорта для снижения их массы
и повышения грузоподъемности, для кузовов
грузовых автомашин, подъемных кранов.
128
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.57. Силовая коробка транспортного самолета "Антей" из сплава В93пч
Самые прочные сплавы типа В96Ц с
наиболее высокой удельной прочностью, осо-
бенно в виде прессованных полуфабрикатов и
штамповок, могут быть эффективным конст-
рукционным материалом. Сплавы характери-
зуются хорошей износостойкостью и подходят
для облегчения узлов трения, а также могут
использоваться для зеркал оптических систем
и телескопов.
1.1.5.2. КОРРОЗИОННО-СТОЙКИЕ СПЛАВЫ
ПОВЫШЕННОЙ ПЛАСТИЧНОСТИ
Общая характеристика. Механические и
физические свойства. Коррозионно-стойкий
алюминиевый сплав В91 системы Al-Zn-Mg-Cu
(табл. 1.1.159) относится к термически упроч-
няемым сплавам средней прочности. Сплав
обладает более высокими коррозионной стой-
костью и пластичностью, чем высокопрочные
сплавы этой системы и повышенными меха-
ническими характеристика по сравнению со
сплавами системы Al-Mg-Si. Из него могут
изготовляться все виды полуфабрикатов
(профили, панели, штамповки, листы). Обла-
дая пониженной критической скоростью ох-
лаждения и имея хорошую прокаливаемость,
сплав позволяет изготовлять из него детали
сложной формы, которые во избежание ко-
робления можно охлаждать при закалке в
горячих средах или при определенных тол-
щинах деталей даже на воздухе. При изготов-
лении изделий наряду с механическим соеди-
нением деталей могут использоваться точеч-
ная, роликовая сварки, АрДЭС.
1.1.159. Химический состав (%) деформируемого сплава В91 (остальное - А1)
Марка сплава Си Mg Мп Zn Fe Si Cr*
российская междуна- родная
буквенная цифровая
В91 1913 типа 7277 0,3-1,0 1,6-2,0 0,2-0,5 . 3,7-4,5 0,5 0,3 0,1-0,25
* Хром может быть заменен цирконием в количестве 0,1 - 0,2 %.
КОНСТРУКЦИОННЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg-Cu
129
Основными фазами-упрочнителями спла-
ва В91 являются MgZn2, Al2CuMg. Совмест-
ное присутствие Мп и Сг (или Zr), образую-
щих самостоятельные фазы с А1, повышает
порог рекристаллизации и позволяет получать
полуфабрикаты после закалки с перекристал-
лизованной структурой. Максимальная проч-
ность сплава В91, как и других сплавов сис-
темы Al-Zn-Mg-Cu, достигается в основном за
счет эффектов термической обработки
(закалка + старение).
Для обеспечения высокого сопротивле-
ния коррозии и хороших характеристик
надежности наиболее целесообразно приме-
нение смягчающих режимов старения.
Для всех видов полуфабрикатов были уста-
новлены следующие режимы термической
обработки, соответствующие состоянию пере-
старивания ТЗ: закалка: нагрев при темпера-
туре 465 °C, охлаждение в воде; старение:
I ступень: 100 °C, выдержка 6 - 10 ч; II сту-
пень - 170 °C, выдержка 6 - 10 ч.
Основные механические и физические
свойства полуфабрикатов сплава В91ТЗ при-
ведены в табл. 1.1.160 - 1.1.162.
Сплав В91ТЗ по прочностным характери-
стикам сопоставим со сплавом Д16Т, но суще-
ственно превосходит его по сопротивлению
коррозии под напряжением, расслаивающей и
межкристаллитной. Повышение чистоты спла-
ва В91 по примесям железа и кремния до
уровня пч позволяет, как и в сплаве В95, повы-
сить пластичность и улучшить ряд ресурсных
характеристик (см. табл. 1.1.161).
Плотность у сплава В91 составляет
2750 кг/м3, удельное электрическое сопротив-
ление рЮ8 = 4,21 Омм.
1.1.160. Гарантируемые механические свойства сплава В91ТЗ (не менее)
Полуфабрикат Направление <*в ст0,2 85, %
МПа
Штамповка массой до 60 кг д 440 430 370 350 12
п 12
Профиль сечением 20x200 мм д 440 370 12
Листы толщиной 1,0 - 6,0 мм п 440 350 12
1.1.161. Типичные механические свойства полуфабрикатов сплава В91ТЗ
Характеристики Направление Штамповки, профили Листы толщиной 1,0 - 6,0 мм
Е, ГПа - 71 71
^пц» МПа д 320 330
д 380 380
Оо,2> МПа
п 370 370
ав, МПа д 450 450
п 440 445
д 15 -
5, % п 13 -
п - 10
ф, % д 48,0 -
п 44,0 -
5 Зак. 225
130
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.161
Характеристики Направление Штамповки, профили Листы толщиной 1,0 - 6,0 мм
КСТ, Дж/см2 д п 32 - 40 12,5 - 14,0 10 - 12
о”Ав при Kt:
2,2 д 1,25 1,10
2,4 1,25 1,04
Kq , МПа м1/2, при Ь, мм:
140 д 73 -
200 - 88
К1с, МПа м1/2 дп 40 -
KIscc, МПа м1/2 пд 27 -
с.ь МПа, (N = 2 107) д 150 -
а?,, МПа, (#=2107) д 80 -
Д/10-3 (МЦУ) при о = 158 МПа, Kt = 2,6 д п - 60 - ПО 60 - 100
d (2/)/ dN , мкм/цикл, при &К, МПа м1/2:
15,5 д 0,38 - 1,3 -
25,0 1,44 - 2,5 1,27 - 2,5
31,0 - 4,28 - 4,7
1.1.162. Теплофизические свойства сплава В91
Температура, °C 25 100 200 300 400 20 - 100 20 - 200 100 - 200
X, Вт/(м-К) 159 163 168 168 168 - - -
ср, кДж/(кг-К) 0,830 0,928 1,05 1,18 1,0 - - -
а-106, 1/К - - - - - 23,9 24,7 25,5
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
131
1.1.163. Показатели штампуемости листов и сплава В91
Состояние ^выт ^отб -^выд, % Amin, мм, в направлении
Д П
ТЗ 1,7 1,3 - 2,55 3,05
М 1,8 1,38 • - 0,755 1,05
Свежезакаленное 2,0 1,40 16 - 18 0,55 0,55
Коррозионные свойства. Все полуфабри-
каты из сплава В91 в состоянии ТЗ обладают
высокой коррозионной стойкостью; они
не склонны к межкристаллитной и расслаи-
вающей коррозии (РСК < 2 баллов). Критиче-
ское напряжение в высотном направлении
поковок и штамповок при испытании на кор-
розию под напряжением составляет не менее
270 - 300 МПа, а у листов (без плакировки)
в поперечном направлении - не менее
350 МПа. Поверхностное упрочнение допол-
нительно повышает сопротивление коррозии
под напряжением. Защита от коррозии в за-
висимости от назначения деталей и узлов из
сплава В91ТЗ осуществляется анодно-
оксидными, химическими и лакокрасочными
покрытиями.
Технологические свойства. Сплав В91
упрочняется естественным и искусствен-
ным старением после закалки с температуры
450 - 465 °C. Естественное старение при 20 °C
(состояние Т) протекает медленно: основной
прирост характеристик прочности происходит
в первые 30 сут. Поскольку полуфабрикаты в
состоянии Т имеют склонность к расслаи-
вающей коррозии, их применение ограниче-
но. Обработка полуфабрикатов по режиму ТЗ
обеспечивает оптимальное сочетание механи-
ческих свойств и высокого сопротивления
коррозии. Сплав обладает хорошей прокали-
ваемостью, поэтому детали сложной формы
во избежание коробления могут закаливаться
не только в воде при 20 - 40 °C, но и в горя-
чих средах (вода до 100 °C), а листы и профи-
ли даже при охлаждении сжатым воздухом
сохраняют стабильные механические свойства
после искусственного старения.
Отжиг проводится при 350 - 420 °C,
охлаждение до 200 °C со скоростью не более
30 °С/ч, далее на воздухе. Разрешается охлаж-
дение на воздухе с температуры отжига, одна-
ко при этом временное разупрочнение и вы-
сокая пластичность сохраняются лишь в тече-
ние суток после охлаждения.
Сплав В91 деформируется в горячем и
холодном состояниях. Ковка и штамповка на
прессах проводится в широком интервале
температур (350 - 430 °C), а горячая прокатка
и прессование - при 420 - 380 °C. Охлажде-
ние - после горячей деформации на воздухе.
Высокая пластичность сплава позволяет осу-
ществлять прессование профилей в зависимо-
сти от их сечения и конфигурации со скоро-
стями до 10 - 15 м/мин; при этом возможна
их закалка на прессе сжатым воздухом или с
помощью душирующего устройства. Допусти-
мая степень деформации при холодной про-
катке листов без отжига составляет около
70 %. Листы из сплава В91 обладают хорошей
штампуемостью (табл. 1.1.163).
Области применения. Сплав В91 реко-
мендуется для изготовления деталей, рабо-
тающих при температурах от -70 °C до
+100 °C. Из него могут изготовляться все виды
полуфабрикатов - профили, трубы, панели,
штамповки, листы. Благодаря высокому сопро-
тивлению коррозии листы можно изготовлять
и применять в изделиях без плакировки чис-
тым алюминием. Наиболее эффективно ис-
пользование сплава В91ТЗ в конструкциях гид-
росамолетов, палубной авиации и других, экс-
плуатирующихся в жестких климатических
условиях; экономически оправданно примене-
ние в строительных конструкциях, транспорт-
ных средствах, бытовой технике и т.п.
1.1.6. СВАРИВАЕМЫЕ СПЛАВЫ
СИСТЕМЫ AI-Zn-Mg
Общая характеристика. Химический и
фазовый составы. Алюминиевые деформируе-
мые сплавы на основе системы Al-Zn-Mg
находят широкое применение в отечествен-
ной и зарубежной промышленности. Они
обладают хорошими эксплуатационными
свойствами (благоприятным сочетанием ме-
ханических и коррозионных характеристик,
хорошей свариваемостью) и высокой техно-
логичностью в металлургическом производст-
ве (повышенной деформируемостью при об-
работке давлением и способностью самозака-
5*
132
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ливаться при охлаждении на воздухе с темпе-
ратуры окончания горячей деформации).
Им свойственна возможность получения в
полуфабрикатах (прессованных, штампован-
ных и листах) структурного упрочнения за
счет сохранения перекристаллизованной
структуры после закалки. Они не охрупчива-
ются при криогенных температурах, хорошо
полируются и анодируются.
Перспективность системы Al-Zn-Mg для
разработки промышленных сплавов объясня-
ется тем, что из всех легирующих компонен-
тов цинк и магний обладают самой высокой
растворимостью в алюминии при повышен-
ных температурах (цинк - 70 %, магний -
17,4 %)., резко уменьшающейся при охлажде-
нии (рис. 1.1.58).
Химический состав основных отечест-
венных сплавов и их зарубежных аналогов
приведены в табл. 1.1.164.
Содержание основных легирующих ком-
понентов в сплавах колеблется в широких
пределах: 2,9 - 6,5 % Zn; 0,5 - 4,6 % Mg, при
изменении содержания S Zn + Mg от 3,5 до
8,2 %. Сплавы, за редким исключением, со-
держат добавки переходных металлов Мп, Сг,
Zr, Ti в различных комбинациях.
В тройных сплавах Al-Zn-Mg (см. рис.
1.1.58) образуются интерметаллидные фазы
r|(MgZn2), T(Al2Mg3Zn3) и p(Al3Mg2), причем
Г| и Т играют роль упрочняющих фаз при термо-
обработке. При температурах выше 400 °C ин-
терметаллидные фазы растворяются, а при
медленном охлаждении выделяются из твер-
дого раствора. Наличие этих фазовых превра-
щений определяет возможность упрочнения
сплавов путем термообработки - закалки с
температур выше 400 °C и последующего ста-
рения при 20 °C или повышенных температу-
рах. Фигуративные точки всех сплавов, состав
которых приведен в табл. 1.1.164, попадают в
фазовые области а + т|,а + т|+Тиа + Т, т.е.
упрочняющими фазами в зависимости от со-
отношения содержания Zn:Mg могут быть т|,
или п и Т, или Т.
В Al-Zn-Mg сплавах распад пересыщен-
ного твердого раствора, полученного при
закалке, происходит по следующей схеме:
а -> зоны ГП1 -> зоны ГП2 -> if -> Т| -► Т;
при этом в сплавах, находящихся в фазовой
области а + г|, образование т|-фазы является
последней стадией процесса выделения, а в
сплавах, находящихся в фазовой области а + Т,
фаза т| - промежуточная, метастабильная.
Рис. 1.1.58. Алюминиевый угол диаграммы
состояния Al-Zn-Mg. Растворимость магния и
цинка в алюминии в твердом состоянии
при различных температурах
Поскольку основные компоненты спла-
вов Zn и Mg образуют упрочняющие фазы,
т.е. фазы, выделяющиеся при старении и уп-
рочняющие сплавы, прочность Al-Zn-Mg
сплавов в первую очередь зависит от суммар-
ного содержания Zn и Mg и от соотношения
содержания Zn:Mg. Чем выше суммарное
содержание Zn и Mg в сплаве, тем выше
прочность (ов и сто,2) (рис. 1.1.59). При этом
наиболее высокую прочность при постоянной
сумме Zn и Mg имеют сплавы, соответствую-
щие вертикальному разрезу Al-Т или с неко-
торым (небольшим) избытком магния по
сравнению с соотношением Zn:Mg = 2,42 в
фазе Т.
Тройные Al-Zn-Mg-сплавы при суммар-
ном содержании Zn и Mg 8 % и соотношении
Zn: Mg около 2,4 имеют после закалки и ста-
рения хорошее сочетание прочности и пла-
стичности, однако с повышением суммарного
содержания Zn и Mg сопротивление коррози-
онному растрескиванию сплавов Al-Zn-Mg
резко снижается. Поэтому сплавы с суммар-
ным содержанием Zn и Mg 8 % и более не
нашли практического применения. В про-
мышленных и опытных сплавах, состав кото-
рых приведен в табл. 1.1.164, за исключением
сплавов В92Ц, 7021 и 1970, максимальное
суммарное содержание Zn и Mg составляет
5,2 - 7,0 %.
Однако и при таком содержании Zn и
Mg тройные сплавы Al-Zn-Mg (без других
добавок) не могут применяться в качестве
свариваемого конструкционного материала,
так как они не обладают достаточным сопро-
тивлением коррозионному растрескиванию и
имеют большую склонность к трещинообра-
зованию при сварке.
1.1.164. Химический состав (%) деформируемых сплавов системы Al-Zn-Mg (остальное - AI)
Марка сплава Си Mg Мп Zn Fe Si Ti Cr Zr Прочие элементы
российская между- народная
буквенная цифровая
В92Ц - - 0,05 3,9-4,6 0,6-1,0 2,9-3,6 0,35 0,35 0,01-0,06 - 0,06-0,2 -
АЦМ ' - 7017 0,1 1,6-2,1 0,4-0,8 4,2-4,8 о,з 0,25 - - 0,15-0,25 -
- 1911 7004, 7019 0,1-0,2 1,6-2,1 0,2-0,5 3,8-4,4 о,з 0,2 - 0,07-0,25 0,13-0,22 -
- 1915 7005 од 1,3-1,8 0,2-0,6 3,4-4,0 0,4 0,3 o,l 0,08-0,20 0,15-0,22 -
- 1925 - 0,8 1,3-1,8 0,2-0,7 3,4-4,0 0,7 0,7 0,1 0,2 0,1-0,2 -
- 1935 7027, 7024 0,2 0,6-1,1 0,2-0,5 3,6-4,1 0,4 0,3 0,2 0,2 0,15-0,22 0,0001-0,005 Се
- 1955 7003 0,2-0,6 0,7-1,2 0,2 4,6-5,4 0,7 0,3 0,1 0,08-0,15 0,10-0,22 0,001-0,1 Се
- 01970 - Е (Zn + Mg) = 8 Мп, Zr, Sc
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
134
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.59. Механические свойства листов
из сплавов Al-Zn-Mg после закалки и
искусственного старения (100 °C, 100 ч):
а - св, МПа; б - МПа; в - 5, %
Решающую роль в повышении сопро-
тивления сплавов Al-Zn-Mg коррозионному
растрескиванию и в уменьшении их склонно-
сти к трещинообразованию при сварке играют
малые добавки переходных металлов Мп, Сг,
Zr, Ti, Sc, V. Кроме того, добавки переходных
металлов эффективно повышают прочность
полуфабрикатов.
Наиболее значительно повышают сопро-
тивление коррозионному растрескиванию
добавки Mn, Zr, Sc, и особенно Сг. Причины
такого влияния добавок переходных металлов
на коррозионную стойкость следующие: гете-
рогенизация структуры, обусловленная обра-
зованием включений марганцевых, хромовых,
циркониевых фаз, приводит к более равно-
мерному (по зерну) распаду твердого раствора
основных компонентов (Zn, Mg) в алюминии;
частицы интерметаллидов переходных метал-
лов вызывают изменение формы зерен и ха-
рактера их границ: зерна становятся вытяну-
тыми в направлении главной деформации с
извилистыми границами, что удлиняет пути
коррозии, поскольку коррозионные пораже-
ния распространяются по границам зерен.
Добавки Zr, Ti, и особенно Sc, модифи-
цируют структуру, формирующуюся при кри-
сталлизации в слитке и в сварном шве, что
обусловливает резкое снижение трещинообра-
зования при литье и сварке.
Добавки Mn, Сг, Zr, Sc, находящиеся в
сплавах после деформации и термообработки
в виде дисперсных интерметаллидных частиц,
повышают температуру рекристаллизации
деформированных полуфабрикатов, что обес-
печивает сохранение после термообработки
перекристаллизованной (полигонизованной)
структуры, которая обусловливает значитель-
ное повышение прочности (структурное уп-
рочнение).
Малая добавка Си, вводимая в некото-
рые сплавы (1911, 7027, 1970), повышает со-
противление сплавов коррозионному растрес-
киванию; однако при этом она несколько
снижает свариваемость и общую коррозион-
ную стойкость.
Термообработка. Все сплавы системы
Al-Zn-Mg для получения оптимального ком-
плекса механических и коррозионных свойств
подвергают упрочняющей термообработке -
закалке и последующему старению.
Важными особенностями этих сплавов,
которые следует иметь в виду при выборе
режима закалки, являются: большой темпера-
турный интервал гомогенности сплавов (для
большинства сплавов 420 - 600 °C); относи-
тельно малая критическая скорость охлажде-
ния при закалке - около 5 °С/с (по сравне-
нию с 50 °С/с для дуралюмина типа Д16). Эти
особенности определяют сравнительно низ-
кую температуру нагрева под закалку (450 °C),
отсутствие необходимости очень жесткого
соблюдения этой температуры, возможность
совмещения нагрева под закалку с нагревом
для горячей деформации, возможность охлаж-
дения при закалке тонкостенных полуфабри-
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
135
катов (например, прессованных профилей из
сплава 1915 толщиной до 10 мм) не в воде, а.
на воздухе.
Закаленные сплавы подвергают естест-
венному или искусственному старению.
Естественное старение закаленных спла-
вов системы Al-Zn-Mg происходит очень мед-
ленно; основной прирост прочности и твер-
дости наблюдается в течение 1 мес; дальней-
шее очень медленное повышение прочности
продолжается до 10 - 15 лет. Характеристики
пластичности при этом изменяются незначи-
тельно, например после десятилетнего естест-
венного старения относительное удлинение
изделий из сплава 1911 остается выше 12 %.
Естественное старение деформирован-
ных полуфабрикатов из свариваемых сплавов
системы Al-Zn-Mg обеспечивает сочетание
высоких характеристик прочности и пластич-
ности и удовлетворительной коррозионной
стойкости. Строительные сварные конструк-
ции из естественно состаренных профилей,
рассчитанные на длительную эксплуатацию в
атмосферных условиях, не требуют никаких
защитных покрытий. И только при работе
конструкций в особо агрессивных атмосфер-
ных условиях (периодическое воздействие
водяного пара и водяных брызг, морская ат-
мосфера) в течение нескольких, десятилетий
отмечены начальные стадии расслаивающей
коррозии.
Искусственное старение по сравнению с
естественным обеспечивает более высокий
предел текучести и лучшую коррозионную
стойкость сплавов.
Искусственное старение, как правило, про-
водится по двухступенчатым режимам: первая
ступень низкотемпературная (90 - НО °C), вто-
рая - высокотемпературная (150 - 180 °C).
Перерыв между закалкой и искусствен-
ным старением положительно влияет на эф-
фект искусственного старения. Если перед
искусственным старением происходит естест-
венное старение, то время выдержки при
температуре первой ступени может быть со-
кращено, а достаточное длительное естест-
венное старение (более 1 мес) может полно-
стью заменить первую ступень искусственного
старения.
В табл. 1.1.165 приведены режимы уп-
рочняющей термообработки отечественных
свариваемых сплавов системы Al-Zn-Mg.
1.1.165. Режимы термообработки сплавов системы Al-Zn-Mg
Сплав Допустимый интервал температур Старение
нагрева под закалку, °C вид температура, °C продолжи- тельность, ч
Естественное 20 720
В92'1 450 - 470 Искусственное: I ступень 60 - 70 23 - 25
II ступень 195 - 205 4 - 6
Естественное Искусственное: первый режим Т1: 20 720
191Г1 440 - 460 I ступень 95 - 105 20
II ступень 155 - 165 10
второй режим Т1: I ступень 95 - 105 20
II ступень 170 - 180 8 - 10
Естественное 20 720
Искусственное:
1915*1 440 - 460*3 первый режим Т1: I ступень 95 - 105 23 - 25*4
II ступень 145 - 155 10 - 12
136
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.165
Сплав Допустимый интервал температур нагрева под закалку, °C Старение
вид температура, °C продолжи- тельность, ч
1915’1 440 - 460*3 второй режим Т1: I ступень II ступень 95 - 105 170 - 180 23 - 24*4 4 - 6
1925*1 440 - 460*3 Естественное Искусственное: режим Т1: I ступень II ступень 20 95 - 105 170 - 180 720 24*4 4
1935*1 440 - 460*3 Естественное Искусственное: режим Т1: I ступень 11 ступень 20 95 - 105 115 - 125 720 24 24
1955*2 440 - 460 Естественное 20 720
*1 Все виды полуфабрикатов.
*2 Трубы.
*3 Прессованные полуфабрикаты толщиной до 10 мм можно охлаждать при закалке на
столе пресса, на спокойном воздухе.
*4 Выдержку на первой ступени можно сократить до 10 ч, если перерыв между закалкой и
старением более 3 сут.
С целью повышения пластичности лис-
тов (или других полуфабрикатов) из сплавов
1915, 1925, 1911 перед их холодной деформаци-
ей проводится отжиг по режиму: 350 - 420 °C,
выдержка 10-60 мин, охлаждение до 200 °C со
скоростью не более 30 °С/ч, далее на воздухе.
Охлаждение полуфабрикатов и деталей из
сплавов 1915, 1925, 1911 после выдержки при
температуре отжига разрешается проводить на
воздухе, но в этом случае разупрочнение яв-
ляется временным: высокая пластичность
сплава сохраняется только в течение 24 ч по-
сле охлаждения.
Гарантируемые механические свойства
прессованных и катаных полуфабрикатов из
сплавов системы Al-Zn-Mg приведены в табл.
1.1.166.
Типичные механические свойства. В табл.
1.1.167 приведены типичные характеристики
статической прочности при растяжении прес-
сованных и катаных полуфабрикатов. Сплавы
В92Ц и АЦМ относятся к первым сплавам
системы Al-Zn-Mg. Эти сплавы имеют высо-
кое суммарное содержание цинка и магния
соответственно (8,2 и 6,9 %), при котором,
как уже отмечалось, при высокой прочности
и хорошей пластичности наблюдается значи-
тельная склонность к коррозионному рас-
трескиванию. При выборе дополнительных
добавок (кроме Zn и Mg) в сплавы В92Ц и
АЦМ большое внимание уделяли исследова-
ниям коррозионного растрескивания. Листы и
профили из обоих сплавов имеют высокую
устойчивость к коррозии под напряжением,
достаточно стойки также сварные соединения
малой толщины и простой конфигурации.
Однако при производственном опробовании
сплавов в крупногабаритных сварных конст-
рукциях наблюдали случаи коррозионного
растрескивания, поэтому широкого приме-
нения в промышленности эти сплавы не
получили.
1.1.166. Гарантируемые механические свойства (не менее) полуфабрикатов из сплавов системы Al-Zn-Mg
Сплав Состояние Прессованные профили Прессованные трубы Листы
стандарт ов, МПа о0>2, МПа 8, % стандарт ов, МПа Оо,2, МПа 8, % стандарт ов, МПа сто,2» МПа 8, %
м ГОСТ <275 <175 12 ГОСТ - - - ГОСТ <245 - 10
1915 Г1 8617-81 345 215 10 18482-79 355 215 10 21631-76 315 195 10
Т1 375 245 8 - - - - - -
м <294 - 12 - - - - - -
1925 Г1 ГОСТ 345 195 10 ГОСТ 335 195 10 - - - -
Т5 8617-81 345 195 9 18482-79 335 195 10 - - -
Прессованные прутки
Т1 - - - - ГОСТ 21448-76 345 195 10 - - -
1935 М ГОСТ - - - - - - - - <245 - 10
Т*1 8617-81 245 155 10 - - - - - - -
Катаные трубы
м - - - - - - - - <245 - 10
1955 т - - - - - - - - ГОСТ 355 195 10
ТН'2 - - - - - - - - 18475-82 355 225 6
TH Г3 - - - - - - - - 375 255 10
* * Свойства профилей и труб с толщиной стенки до 10 мм в состоянии Т обеспечиваются при охлаждении с температуры прессования
на воздухе и естественного старения > 30 сут.
* 2 TH - трубы нагартованы после естественного старения > 30 сут.
* 3 ТН1 - трубы нагартованы после искусственного старения.
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
1.1.167. Типичные механические свойства при растяжении полуфабрикатов из сплавов системы Al-Zn-Mg
Сплав Максимальное содержание S Zn + Mg, % Состояние Прессованные полуфабрикаты Листы
ав, МПа ®0,2, МПа 8, % Примечание ов, МПа ст0,2, МПа 8, % Примечание
В92Ц 8,2 450 350 10 - 400 300 10 -
АЦМ 6,9 Т1 470 400 10 - 450 360 11 -
1911 6,5 450 400 10 - 390 320 14 Лист толщиной 2 мм
- - - - 430 360 11 Лист толщиной 10 мм
м 220 140 15 - 200 120 17
1915 5,8 т 390 360 280 210 12 12 Профили Трубы 340 220 15 Лист толщиной 1 мм
Т1 430 380 И Профили 350 300 10 Лист толщиной 2 Мм
м 220 140 14 -
1925 5,8 т 380 360 260 210 11 11 Профили Трубы - - - -
1935 5,2 т 340 240 14 Профили 260 170 12 Лист толщиной 4 мм
1955 6,6 т - - - - 380 250 14 Катаные трубы
01970 8,0 Т1 490 460 12 Профили 520 490 И Лист толщиной 2 мм
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
139
За счет снижения суммарного содержа-
ния цинка и магния и выбору более эффек-
тивной комбинации добавок других компо-
нентов были разработаны сплавы с лучшим
комплексом свойств (1911, 1915, 1925, 1935,
1955); поэтому сплавы В92Ц и АЦМ не пер-
спективны. Марки, состав этих сплавов и
типичные механические свойства приведены
для читателей, которые могут встретить ин-
формацию об этих сплавах в литературе.
В настоящее время широко внедрены в
производство сплавы 1915, 1925 (более деше-
вая модификация сплава 1915) и 1935. По
этим сплавам накоплен многолетний опыт
производства и применения. Эти сплавы яв-
ляются наиболее надежными и перспектив-
ными для дальнейшего применения.
Прочность полуфабрикатов из сплава
1915 с понижением температуры существенно
повышается, а пластичность возрастает, т.е.
сплав 1915 может эксплуатироваться при
криогенных температурах (табл. 1.1.168); при
повышенных температурах (выше 20 °C),
сплав 1915, так же как и другие алюминиевые
сплавы с цинком, разупрочняется и для рабо-
ты при повышенных температурах не реко-
мендуется.
По характеристикам конструкционной
прочности (табл. 1.1.169, 1.1.170) сплав 1915
не уступает многим конструкционным алю-
миниевым сплавам. Высокие значения К1с и
малая разница между KCU и КСТ свидетель-
ствуют о высоком сопротивлении сплава раз-
витию трещин.
1.1.168. Механические свойства* естественно состаренных (Т) полуфабрикатов
из сплава 1915 при различных температурах
Температура испытания, °C Прессованные полосы, 60x110 мм Листы
ов, МПа Оо,2> МПа 5, % ов, МПа оо,2> МПа % Е, МПа
-196 520 370 13 470 290 24 -
-70 - - - 370 240 18 -
-50 470 350 15 - - - -
20 440 310 14 340 200 15 68 000
50 450 350 13 - - - -
100 380 270 13 270 190 16 58 000
150 - - - 210 160 18 55 000
200 - - - 170 140 20 -
* Значения характеристик для листов - в поперечном направлении, полос - в долевом.
1.1.169. Характеристики сопротивления усталости полуфабрикатов из сплава 1915
Полуфабрикат Состояние Характеристика Значение
Лист толщиной 2 мм т о-1, МПа (на базе 20 106 циклов) N (МЦУ) при отах = 240 МПа и К( = 2,6 120 17 700
Профиль толщиной 20 мм т Т1 N (МЦУ) при отах = 300 МПа и Kt = 2,2 7900 5050
140
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.170. Ударная вязкость и вязкость разрушения прессованной полосы сечением 60x110 мм
из сплава 1915
Состояние Направление ств, МПа <у02, МПа 5, % % /CCU, кДж/м2 К СТ, кДж/м2 К/с, МПа м1/2
д 440 315 14,0 24,0 340 310 58,7
т п 375 250 14,7 24,3 180 140 50,5
в 375 200 13,0 21,5 160 130 38,1
д 445 395 14,0 - 380 310 57,1
Т1 п 390 330 13,5 29,0 160 - 33,6
в 390 320 12,0 23,0 140 100 34,9
1.1.171. Химический состав сплава 1557 для присадочной проволоки (остальное - А!)
Элемент Mg Мп Zr Сг Be Fe Si Си
Содержание, % 4,5-5,5 0,2-0,6 0,2-0,35 0,07-0,15 0,002-0,005 0,3 0,15 0,05
Сплав 1935, менее легированный цин-
ком и магнием, чем сплав 1915, уступает по-
следнему по прочности при 20 °C и криоген-
ных температурах, но превосходит сплав 1915
по пластичности, ударной вязкости и техно-
логичности при обработке давлением.
Типичные механические свойства зака-
ленных с охлаждением на воздухе и естест-
венносостаренных профилей из сплава 1935
приведены ниже:
Температура испытания, °C 20 -50 -196
ств, МПа......................................... 290 310 400
сто,2, МПа....................................... 190 200 240
5, %.............................................. 11 15 26
О высокой вязкости разрушения профи-
лей из сплава 1935 свидетельствуют высокие
значения ударной вязкости KCV. для сплава
1935 - до 700 кДж/м2, для сплава 1915 - до
400 кДж/м2.
Сплав 1911, несколько более легирован-
ный цинком и магнием, чем 1915, имеет бо-
лее высокую статистическую прочность по
сравнению со сплавом 1915 при практически
одинаковых характеристиках конструкцион-
ной прочности.
Сплав 1925, отличающийся от сплава
1915 только тем, что в нем допускается боль-
шее содержание примесей Fe, Si и Си, по
свойствам близок к сплаву 1915: прочность
сплава 1925 практически такая же как и спла-
ва 1915 (см. табл. 1.1.167), сопротивление
усталости и вязкость разрушения сплава 1925
ниже, чем сплава 1915, и тем в большей сте-
пени, чем выше фактическое содержание
примесей Fe и Si. Примесь Си в сплаве 1925
ухудшает свариваемость, в связи с чем полу-
фабрикаты из сплава 1925 для сварных конст-
рукций не рекомендуются.
Полуфабрикаты из сплава 1915 хорошо
свариваются всеми видами сварки. Коэффици-
ент трещинообразования по существую-
щим технологическим пробам не выше, чем у
Al-Mg-сплавов типа АМг5 и АМгб, например,
А’тр по крестовой пробе не выше 10 %. При
аргонодуговой сварке полуфабрикатов из
сплава 1915 используется присадочная
проволока из сплава 1557 (табл. 1.1.171).
В табл. 1.1.172 приведены механические свой-
ства сварных соединений из сплава 1915 в
зависимости от режима старения после свар-
ки. Сварные соединения мало разупрочняют-
ся по сравнению с основным материалом;
сварочный фактор (<УвВ/ст°сн ) изменяется в
пределах 0,97 - 0,8 в зависимости от толщины
свариваемых листов.
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
141
1.1.172. Типичные механические свойства сварных соединении листов
из сплава 1915Т (с усилением)
Старение после сварки св основного материала, МПа Свойства сварных соединений
св <*в » МПа угол загиба, ° КСТ, кДж/м2 СВ <* в /<*в
по шву по зоне сплавления
Толщина листа 2,5 - 3 мм
Естественное:
1 сут - 290 150 230 170 -
30 сут 350 340 120 230 170 0,97
90 сут - 340 115 220 150 -
Искусственное, 100 °C, 24 ч + 175 °C, 4 ч - 360 60 180 100 -
Толщина листа 10 - 12 мм
Естественное, 30 сут 370 1 300 100 I 0,81
1.1.173. Типичные механические свойства полуфабрикатов из сплава 01970Т1
Полуфабрикат Д П в
<*в, МПа <*0,2, МПа <*в, МПа <*0,2, МПа 8, % «в, МПа ! СТ0,2, I | МПа 1 Сф
Плита толщиной 32 мм 490 440 15 480 430 13 480 420 11
Штамповка 490 440 15 490 430 14 480 420 11
Лист толщиной 2 мм 520 490 И 520 490 11 - - -
Прессованная полоса 480 460 11 480 450 12 470 420 9 1
1.1.174. Характеристики конструкционной прочности полуфабрикатов из сплава 01970Т1
Характеристика I Направление j | Плита Лист Штамповка
К1с (Кс), МПа м'/г ДП 54 (103) 51
пд | 40 - 38
dl/dN, мкм/цикл, при &К, МПам1/2:
21,8 дп - 1,45 -
31 ДП з,о -
#10’3 (МЦУ) при оп1ах = 160 МПа д 178 96 140
#10-3 (МНЦУ) при стах = 120 МПа д 2670 1 4070
142
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Сплав 1935 по свариваемости аналоги-
чен сплаву 1915; разупрочнение при сварке
несколько меньше, чем сплава 1915.
Опытный сплав 01970 содержит EZn и
Mg 8 %; при этом комбинация скандия, цир-
кония, меди и титана в сплаве обеспечивает
сочетание высокой прочности и удовлетвори-
тельной коррозионной стойкости. Присутст-
вующий в сплаве скандий обусловливает рез-
кое повышение температуры рекристаллиза-
ции, в результате чего структура полуфабри-
катов всех видов после нагрева под закалку
сохраняется нерекристаллизованной. Типич-
ные механические свойства полуфабрикатов
из сплава 01970 приведены в табл. 1.1.173,
1.1.174. Сплав 01970 является наиболее проч-
ным свариваемым алюминиевым сплавом.
Механические свойства сварных соеди-
нений из сплава 01970Т1 (1 мес естественного
старения) следующие: OgCH основного сплава -
520 МПа; п£в =480 МПа; а^Аосн = 0,81;
угол загиба - 80°; ^10‘3 = 34 (МЦУ) при
Стах - 160 МПа.
Коррозионная стойкость полуфабрикатов
из сплавов 1915 и 1925 и сварных соединений
из листов и профилей сплава 1915 удовлетво-
рительная. Листы и профили из сплавов 1915
и 1925 имеют определенную чувствительность
к расслаивающей коррозии, зависящую от
режима термообработки.
Для обоих сплавов склонность к рас-
слаивающей коррозии примерно одинакова
(табл. 1.1.175); она не зависит от степени рек-
ристаллизации структуры (для листов и про-
филей баллы одинаковые) и сильно зависит
от режима старения. Применение искусствен-
ного старения практически устраняет чувстви-
тельность сплавов 1915 и 1925 к расслаиваю-
щей коррозии, но и после естественного ста-
рения стойкость сплавов против расслаиваю-
щей коррозии удовлетворительная.
1.1.175. Склонность к расслаивающей коррозии
сплавов 1915 и 1925
Полуфаб- рикаты Термообработка РСК, балл
Сплав 1915
Листы Естественное старение 5 - 6
Искусственное старение 1 - 2
Профили Естественное старение 5 - 6
Искусственное старение 1 - 2
Сплав 1925
Профили Естественное старение 7
Искусственное старение 2
Листы, тонкостенные профили и трубы
коррозионному растрескиванию не подверже-
ны. Инициирующий нагрев при температуре
70 °C в течение 3000 ч не снижает их корро-
зионной стойкости под напряжением.
При испытании на коррозию под на-
пряжением массивных штамповок или прес-
сованных полос из сплава 1915 в высотном
направлении значения критического напря-
жения акр для естественносостаренных полу-
фабрикатов - 150 МПа, для искусственносо-
старенных - 170 МПа.
Сварные соединения листов, профилей
из сплава 1915 в отличие от основного мате-
риала имеют склонность к коррозии под на-
пряжением, которая в основном проявляется
после искусственного старения сварных со-
единений (после сварки).
В табл. 1.1.176 приведены значения окр
сварных соединений листов сплава 1915 в
зависимости от технологии получения свар-
ных соединений.
1.1.176. Сопротивление коррозионному растрескиванию сварных соединений из сплава 1915
в зависимости от режима старения до и после сварки
Вариант обработки Старение окр, МПа, свар- ного соединения Механические свойства листов
до сварки после сварки <тв, МПа о0)2> мПа 8, %
1 Естественное Естественное 250 350 220 15
2 Искусственное II 250 350 220 15
3 Естественное Искусственное 180 350 280 10
4 Искусственное и 180 350 280 10
СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn-Mg
143
1.1.177. Коррозионные свойства
полуфабрикатов и сварных соединений
из сплава 01970Т1
Характеристика Направление 1 Лист, 2 мм Сварное соединение листов, 2 мм Штамповка
РСК, балл - 2-3 2-3 - 2-3
акр, МПа П - 400 200 -
В 125 - - 175
Большее сопротивление коррозионному
растрескиванию имеют сварные соединения
после естественного старения, т.е. не под-
вергнутые специальному искусственному ста-
рению.
Для ответственных герметичных сварных
конструкций приемлемы только варианты 1
или 2 (табл. 1.1.176).
Полуфабрикаты из сплава 1935 не чувст-
вительны к коррозии под напряжением; по
общей коррозионной стойкости сплав 1935
близок к сплаву 1915; склонность к расслаи-
вающей коррозии естественно состаренных
листов и профилей из сплава 1935 оценивает-
ся баллами 5-6.
Сплав 1911 по коррозионной стойкости
аналогичен сплаву 1915.
Коррозионная стойкость полуфабрика-
тов из опытного сплава 01970 приведена в
табл. 1.1.177.
Физические свойства приведены для наи-
более распространенного сплава 1915 системы
Al-Zn-Mg: у =2,77 г/см3; р • 108 = 4,85 ...
... 5,17 Омм; ср, кДж/(кг-К): 0,882 (100 °C);
0,924 (200 °C); 0,966 (300 °C); X, Вт/(мК):
155,4 (25 °C); 159,6 (200 °C); 168 (300 °C);
а-106, 1/К: 25,6 (20 - 100 °C); 26,4 (20 - 200 °C).
1.1.178. Максимально допустимые скорости
истечения при прессовании профилей
из различных сплавов
Сплавы Скорость истечения, м/мин
Д16 2 - 3
АМгб 2 - 3
1915 15 - 25
1935 20 - 40
Технологические свойства. Важным тех-
нологическим свойством сплавов системы
Al-Zn-Mg является хорошая свариваемость
всеми видами сварки, малая склонность к
образованию трещин при сварке, при этом
сварные швы обладают высокими механиче-
скими и коррозионными свойствами.
Сплавы системы Al-Zn-Mg особенно
1915, 1925, 1935, 1955, очень технологичны
при горячей обработке давлением. При про-
изводстве прессованных профилей и труб из
этих сплавов скорость истечения металла зна-
чительно выше, чем для других алюминиевых
сплавов с аналогичной прочностью (табл.
1.1.178), что позволяет существенно увеличи-
вать объем производства на существующем
оборудовании.
Высокие скорости истечения при произ-
водстве прессованных профилей и труб из
сплавов 1915, 1925, 1935, а также их самоза-
каливаемость (возможность осуществлять
закалку при охлаждении на воздухе) способ-
ствуют снижению стоимости прессованных
полуфабрикатов и упрощают технологию. Так,
закаленные и естественно состаренные про-
фили из сплава 1915 получают следующим
образом: слиток перед прессованием нагрева-
ют до 400 - 430 °C; прессование проводят со
скоростью 15-20 м/мин; полученные профи-
ли охлаждают на спокойном воздухе; правят
растяжением; режут в меру и отправляют на
склад. При этом закалкой служит охлаждение
на воздухе, а старением - вылеживание на
складе.
Сплавы системы Al-Zn-Mg имеют хоро-
шую технологичность при холодной штам-
повке (табл. 1.1.179).
1.1.179. Показатели технологической пластичности листов из сплава 1915
Состояние Предельные коэффициенты Радиус гибки ^min
^выт Лвыд. %
Отожженное 1,9 1,75 27 1,05
Естественно состаренное 1,35 1,2 27 2,55
144
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
По обрабатываемости резанием да дао по-
ведению прей чдимшгассисдй «сплавы
системы Al-Zn-W близки к другим алюми-
ниевым сплавам.
Пртпягигi—f. Оилавы 1915 да 1935 и их
аналоги изтотяввяшгот ® остияшизм в виде прес-
сованных профилей, труб и листов. Они на-
ходят широкое применение в строительстве и
трансиортнивм машиностроении (товарные и
пассажирские вагоны, вагоны метро, грузовые
автомобили, автобусы и тд.). Сплав 1925 из-
готовляют в виде прессованных профилей и
труб, а сплав 1955 - в виде тонких холоднока-
таных труб. Сплавы 1915, 1925, 1935 входят в
основополагающий документ, определяющий
применение материалов в строительстве
"Строительные нормы и правила*' (СНИП).
Листы из сплава 1935 нашли примене-
ние для паяных конструкций в приборострое-
нии. После нагрева до температуры пайки
силумином выше 580 °C и охлаждения на
воздухе в листах происходит естественное
старение и восстанавливается первоначальная
прочность.
Сплавы 1911 и 01970 предназначены для
применения в космической промышленности.
1.1.7. КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ
СВАРИВАЕМЫЕ СПЛАВЫ
СИСТЕМЫ Al-Cu-Mn
Алюминиевые сплавы системы Al-Cu-Mn
в отличие от сплавов типа дуралюмин (Д16,
Д19 и др.) имеют повышенную концентрацию
меди, небольшую добавку Mg (сплав Д21), а
также легированы добавками некоторых туго-
плавких элементов (табл. 1.1.180).
Эти сплавы характеризуются высокими
пластичностью, технологичностью, жаропроч-
ностью и свариваемостью. Прочностные
свойства при 20 °C сплавов Д20 и 1201 (без
магния) более низкие, чем у сплава Д16, но
эти сплавы хорошо свариваются всеми вида-
ми сварки, в том числе аргонодуговой. Сплав
01205 с добавкой Cd также обладает хорошей
свариваемостью и плавлением при повышен-
ных прочностных свойствах по сравнению со
сплавами Д20 и 1201.
Сплавы Д21 (с магнием) и 01205 (с кад-
мием) отличаются повышенными прочност-
ными свойствами при 20 °C и жаропрочными
свойствами при 150 - 200 ®С.
Сплавы системы Al-Cu-Mn имеют высо-
кие механические свойства при криогенных
температурах и не охрупчиваются вплоть до
температуры -253 таС.
Оптимальные механические свойства
при 20 °С и жаропрочность сплавов системы
Al-Cu-Mn достигаются при концентрации
меди, близкой к предельной растворимости.
Введение марганца, а также титана увеличи-
вает жаропрочность в 2 - 2,5 раза у сплава с
6 % меди. Наиболее резко возрастает дли-
тельная прочность при 300 °C при концен-
трации марганца в пределах 0,4 - 0,8 %
(рис. 1.1.60). Марганец прежде всего оказыва-
ет влияние на диффузионные процессы рас-
пада твердого раствора. Обладая низким ко-
эффициентом диффузии в алюминии, марга-
нец снижает коэффициент диффузии меди -
основного легирующего элемента, и тем са-
мым замедляет распад твердого раствора на
стадии коагуляции фазы CuA12.
В повышении жаропрочности сплавов
системы Al-Cu-Mn положительную роль игра-
ет также тройная фаза Т (Ali2CuMn2). Для
обеспечения удовлетворительной свариваемо-
сти сплавов содержание меди должно быть
близким к предельной растворимости. Марга-
нец, так же, как и медь, уменьшает склон-
ность сплава к трещинообразованию при
сварке.
1.1.180. Химический состав (%) сплавов системы Al-Cu-Mn (остальное - А1)
Марка сплава Си Mg Мп Zn Fe Si Ti Zr V Другие элементы
российская между- дуна- родная
буквен- ная циф- ровая
Д20 1200 - 6,0-7,0 0,05 0,4-0,8 ОД 0,3 0,3 0,1-0,2 0,2 0,05 -
- 1201 2219 5,8-6,8 0,2 0,2-0,4 од 0,3 0,2 0,02-0,1 0,1-0,25 0,05-0,15 -
- 01205 - 5,8-6,8 0,2 0,3-0,8 од 0,3 0,3 0,02-0,1 0,08-0,15 0,02 0,l-0,2Cd
Д21 1210 - 6,0-7,0 0,25-0,45 0,4-0,8 од 0,3 0,3 0,1-0,2 - 0,25-0,45 -
КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mn
145
Рис. 1.1.60. Влияние марганца на долговечность сплава
А1 - 6 % Си при испытании на длительную прочность:
1- Т= 150 °C, ст = 260 МПа;
2- Г = 200 °C, ст = 170 МПа;
3- Г= 250 °C, ст= 100 МПа;
4- Г= 300 °С, ст = 70 МПа
Рис. 1.1.61. Влияние циркония на долговечность
сплава Д20 при испытании на длительную прочность;
7= 300 °C, ст = 90 МПа:
1 - минимальное значение;
2 - максимальное значение; 3 - без разрушения
Среди тугоплавких элементов (Ti, Zr, V)
наиболее положительное влияние на механи-
ческие свойства сплавов Al-Cu-Mn оказывает
цирконий, а также титан. Эти элементы по-
добно марганцу замедляют распад твердого
раствора при высоких температурах, вследст-
вие чего существенно увеличивается жаро-
прочность сплавов. Так, при температуре
300 °C предел длительной прочности за 100 ч
при введении 0,1 - 0,15 % Zr повышается
до 90 МПа вместо 75 - 80 МПа без добавки
Zr (рис. 1.1.61). Цирконий, как и марганец,
снижает коэффициент диффузии меди в алю-
минии. Добавки циркония улучшают свари-
ваемость, поэтому его вводят в количестве
0,1 - 0,2 % в присадочную проволоку.
О 0,15 0,32 0,45 0,54 0,74
мд,<7о
Рис. 1.1.62. Влияние магния на длительную прочность
и ползучесть сплава Д21 при Т = 175 °C:
1 - долговечность при ст = 270 МПа;
2 - остаточная деформация (е) в
процессе ползучести при ст = 260 МПа
Присадки до 0,45 % магния повышают
прочностные свойства (сплав Д21) в закален-
ном и искусственно состаренном состоянии на
30 - 40 МПа и жаропрочность при 150 - 250 °C.
Например, долговечность образцов при
175 °C благодаря добавке магния повышается
в 5 - 8 раз (рис. 1.1.62). Магний при содержа-
нии в пределах 0,20 - 0,45 % не ухудшает тех-
нологических свойств сплава при литье и
обработке давлением.
Высокие прочностные свойства при ис-
кусственном старении сплавов Al-Cu-Mn дос-
тигаются при добавке кадмия (сплав 1201), за
счет более интенсивного и глубокого распада
твердого раствора с выделением промежуточ-
ной упрочняющей фазы в' высокой плотности
и дисперсности. Высокие жаропрочные свой-
ства сплавов связаны также с природой выде-
ления фазы 0’ с ее замедленной скоростью
коагуляции при повышенных температурах.
Введение кадмия в количестве 0,1 - 0,2 % в
сплавы системы Al-Cu-Mn повышает их
прочностные свойства на 400 - 500 МПа.
Кадмий повышает также жаропрочные свой-
ства при 150 - 200 °C и не ухудшает свари-
ваемость сплавов.
Примесь железа свыше 0,45 % снижает
механические свойства сплавов системы
Al-Cu-Mn в закаленном и состаренном со-
стоянии вследствие уменьшения растворимо-
сти меди и образования практически нерас-
творимой фазы Cu2FeA17, а также резко сни-
жает жаропрочность. Поэтому содержание
железа допускается не более 0,3 %.
Примесь кремния (до 0,4 %) повышает
прочностные свойства, а также жаропроч-
ность сплава Д21 (рис. 1.1.63). Кремний, при-
сутствуя в твердом растворе, вызывает более
интенсивный процесс выделения 0' фазы; при
146
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.63. Влияние кремния
на жаропрочность сплава Д21:
1 - долговечность при Т = 175 °C, ст = 270 МПа;
2, 3 - сопротивление ползучести (1/е)
соответственно при Т= 175 °C, ст = 260 МПа и
при Т= 150 °C, ст = 350 МПа
этом увеличивается дисперсность выделений.
При содержании кремния свыше 0,4 % сни-
жаются механические свойства сплавов вслед-
ствие образования соединений типа AlMnSi,
а также Mg2Si в присутствии магния.
Цинк при содержании до 0,3 % не из-
меняет механические свойства сплавов при
20 °C. Длительная прочность несколько сни-
жается; присутствие цинка увеличивает ско-
рость диффузии меди. Содержание примеси
цинка в сплавах допускается не более 0,1 %.
Фазовый состав. Основной упрочняю-
щей фазой при термообработке сплавов явля-
ется фаза СиА12 или метастабильные модифи-
кации: зон ГП и 6' - тетрагональная коге-
рентная фаза. Положительную роль, главным
образом в жаропрочности, играет тройная
фаза Al12CuMn2, которая выделяется из твер-
дого раствора при гомогенизации или нагреве
под закалку в виде дисперсных частиц.
Титан образует фазу Al3Ti, повышающую
жаропрочность за счет присутствия в виде
мелкодисперсных частиц. Магний, как леги-
рующий элемент в сплаве Д21, практически
не образует фазы S (Al2CuMg) и, растворяясь
в твердом растворе, влияет на характер и ско-
рость распада. Железо при отсутствии крем-
ния образует нерастворимые фазы CuiFeAly,
FeMnAlg, отрицательно влияющие на упроч-
нение сплава. При наличии кремния железо
образует тройную AlFeSi или четверную
AlMnFeSi фазу. Цирконий образует фазу
ZrAl3.
Термическая обработка. Сплавы Д20,
1201, Д21 и 01205 упрочняются закалкой и
искусственным старением. Оптимальная тем-
пература нагрева под закалку 525 - 530 °C.
Эти сплавы практически не упрочняются при
Рис. 1.1.64. Влияние температуры старения
на долговечность при испытании на длительную
прочность сплава Д20 при Т = 300 °C и ст = 90 МПа:
1 - минимальные значения;
2 - максимальные значения
естественном старении. Снижение способно-
сти к естественному старению обусловлено
присутствием примесей железа, а также мар-
ганца. Оптимальные прочностные свойства
достигаются после искусственного старения
при температурах 160 - 190 °C (табл. 1.1.181).
Однако для обеспечения высокой жаропроч-
ности искусственное старение следует прово-
дить при более высоких температурах
(например, для сплава Д20) (рис. 1.1.64).
Для полуфабрикатов из сплава 1201
(аналог 2219, США) разработаны три режима
старения в зависимости от деформации после
закалки, обеспечивающие оптимальные проч-
ностные свойства и коррозионную стойкость.
Характерной особенностью сплава 01205,
содержащего кадмий, является отрицательное
влияние деформации после закалки на прочно-
стные свойства. Вследствие д еформации насту-
пает разрушение комплексов атомов меди и
кадмия с вакансиями, которые являются цен-
трами зарождения фазы О'. Так, при остаточ-
ной деформации 1,5 - 3 % после закалки,
прочностные свойства снижаются примерно на
3-5 МПа. Для уменьшения отрицательного
влияния деформации после закалки рекомен-
дуется применят» кратковременное старение
при 150 - 160 °C в течение 1 - 2 ч и оконча-
тельное - при (165 ± 5) °C в течение 24 - 36 ч.
Для снятия упрочнения, полученного в
результате термической обработки, проводит-
ся полный отжиг сплавов при 380 - 420 °C в
течение 10-60 мин со скоростью охлаждения
30 °С/ч до 260 °C, затем - на воздухе.
Неполный отжиг проводится для снятия тех-
нологического наклепа, полученного в ре-
зультате холодной обработки давлением при
350 - 370 °C в течение 30 - 60 мин с охлажде-
нием на воздухе. Механические свойства
сплавов приведены в табл. 1.1.182 - 1.1.190.
КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mn
147
1.1.181. Режимы старения сплавов системы Al-Cu-Mn
Сплав Полуфабрикаты Вариант старения Темпера- тура, °C Продол- житель- ность, ч Применение
Д20 Все виды Первый режим 165-175 16-24 Для деталей и полуфабри- катов при кратковремен- ной работе при повышен- ных температурах
Второй режим 200-220 8-12 Для деталей и полуфабри- катов для длительной ра- боты при повышенных температурах
1201 Листы Первый режим 185-195 20-36 Для неправленных и на- гартованных после закалки полуфабрикатов и деталей
Второй режим 175-185 18-20 Для правленных полуфаб- рикатов с остаточной де- формацией: 1,5 - 3 % для листов и плит, 1 - 3 % - для прессованных полу- фабрикатов и 1 - 5 % - для поковок и штамповок
Третий режим 165-175 16-24 Для нагартованных на 7 - 10 % полуфабрикатов и деталей
Прессованные полуфабрикаты Первый режим Второй режим 185-195 185-195 20-36 18-20 То же, что и для листов
Плиты Первый режим Второй режим Третий режим 185-195 175-185 175-185 20-36 18-20 16-18
Поковки, штамповки Первый режим Второй режим 185-195 175-185 22-30 18-20
Д21 Все виды Первый режим 180-195 15-17
01205 Поковки, штамповки Первый режим 190 24 Для полуфабрикатов, не подвергавшихся правке, а также правленых после закалки (без предваритель- ного старения)
Поковки, штамповки Первая ступень (до деформиро- вания) Вторая ступень 160 165 2 36
148
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.182. Гарантируемые механические свойства сплавов системы Al-Cu-Mn в состоянии Т1
Сплав Характеристика Листы пла- кированные Плиты* Профиль Пруток Штамповки (поковки)
прессованные
Толщина, мм (масса, кг) 0,5-10,5 11-80 До 125 До 300 До 100
Д20 Направление вырезки образца П П д Д д П В
ов, МПа 375 375 345 355 375 365 355
OQ 2, МПа 275 275 235 235 255 - -
§5, % - - - 8 10 4 4
§ю, % 8 8 8 - - - -
Толщина, мм (масса, кг) 2-10,5 11-90 Все размеры - До 100
Направление вырезки образца П П д - д П В
1201 ов, МПа 410-420 430-420/450 400 - 400 380 370
со,2, МПа 320 315-305/350 300 - 280 260 240
55, % - 5 6 - 6 4 2
Зю, % 6 - - - - - -
Масса, кг - - - До 100
Направление вырезки образца - - - д д П В
Д21 ов, МПа - - - 415 410 400 400
оо,2, МПа - - - 335 300 290 -
85, % - - - 8 7(6) 4(3) 4(3)
810, % - - - - - - -
В знаменателе - для состояния Т1Н.
1.1.183. Типичные механические свойства сплавов системы Al-Cu-Mn в состоянии Т1
Д П В
Сплав Полуфабрикаты Е, Ов OQ.2 8, Ов <*0,2 8, ов 00,2 5,
ГПа МПа % МПа % МПа %
Листы, плиты 71 - - - 400 300 12 - - -
Д20 Прессованные 72 400 280 10 - - - - - -
Поковки, 72 400 280 8 400 280 8 380 270 6
штамповки
КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mn
149
Продолжение табл. 1.1.183
Д П В
Сплав Полуфабрикаты Е, Ств СТО,2 5, Ств СТО, 2 8, Ств 00,2 8,
ГПа МПа % МПа % МПа %
Листы, плиты 72 - - - 440 350 8 - - -
Д21 Прессованные 73 450 350 8 - - - - - -
Поковки, штамповки 73 440 340 8 440 310 7 400 300 5
Листы 71 - - - 380-450 260-360 8-14 - - -
1201 Плиты 72 - - - 420-480 320-370 7-10 - - -
Прессованные 72 400-440 280-330 8-12 - - - - - -
Поковки 72 380-400 260-280 7-10 380-400 260-280 6-8 370-400 240-260 4-6
Листы 70 - - - 450-480 370-390 7-10 - - -
01205 Плиты 70 - - - 430-450 340-360 7-8 - - -
Прессованные 71 450-480 360-380 7-10 - - - - - -
Поковки, штамповки 71 430-460 350-380 6-8 390-430 340-370 4-7 350-410 310-330 2-4
1.1.184. Механические свойства сплавов системы Al-Cu-Mn
в состоянии Т1 при 20 °C и повышенных температурах
Сплав Полуфабрикаты Температура <*в <*0,2 8, %
испытания, °C МПа
20 400 300 10
Листы плакированные 150 320 250 14
200 260 180 16
250 180 120 16
20 400 320 12
Д20 Поковки (массой до 100 кг) 150 350 280 16
200 310 220 18
250 230 180 18
20 400 250 12
Прессованные профили 150 340 220 12
200 300 210 12
250 240 160 11
150
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.184
Сплав Полуфабрикаты Температура испытания, °C Ов °0,2 5, %
Ml Па
20 420 330 10
Листы плакированные 150 340 275 12
200 290 220 13
20 450 350 7,5
Плиты 150 350 280 9
1201 200 305 250 10
20 420 310 9
Прессованные профили 150 330 285 11
200 280 240 11
20 380 270 10
Поковки (массой до 100 кг) 150 330 250 13
200 280 230 15
20 430 310 14
Листы плакированные 150 380 290 14
200 300 250 15
250 230 200 15
20 430 370 9
Плиты 150 390 340 10
Д21 200 350 310 12
250 270 230 13
20 470 370 10
Прессованные профили 150 430 340 10
200 380 310 12
250 270 230 12
20 430 350 8
Поковки 150 380 320 9
200 330 290 8
250 300 210 10
20 450 350 8
Листы плакированные 150 360 280 15
200 310 230 10
01205 250 220 170 8
20 480 380 8
Прессованные профили 150 360 300 17
200 300 260 16
250 220 200 16
КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mn
151
1.1.185. Механические свойства сплавов системы Al-Cu-Mn
в состоянии Т1 при 20 °C и повышенных температурах после нагревов
Сплав Полуфабрикаты Режим нагрева Температура испытания, °C
20 °C та же, что при нагреве
Г, °C /, ч <*в <*0,2 5, % <*В <*0,2 5, %
Ml Па Ml Па
150 100 400 300 10,5 320 200 18
Листы плакированные 200 100 350 250 10 240 150 10
Д20 250 50 300 210 12 160 100 20
150 100 450 320 9 370 270 10
Поковки 200 100 400 350 10,5 290 210 12
250 100 320 210 12 210 170 15
Листы плакированные 150 100 420 340 9,5 330 280 14
1201 (7 %-ная нагартовка) 200 100 370 270 9 240 200 16,5
250 100 315 210 12 175 150 17
150 100 430 350 10 380 320 10
1000 438 360 8 350 280 14
175 100 450 385 10 330 270 12,5
Листы плакированные 1000 425 370 11 310 250 14
200 100 420 360 12 290 250 18
1000 350 260 13 240 190 18
250 100 400 350 12 150 120 20
1000 280 200 15 150 120 22
Д21 150 100 444 385 8 400 340 8
1000 450 390 8 390 330 9
175 100 460 389 7 370 300 10
Поковки 1000 434 355 6,5 350 280 10
200 100 430 350 7,5 320 280 13
1000 380 340 10,5 260 230 15
250 100 370 300 12 180 160 15,5
1000 250 180 14 160 140 20
150 100 389 350 7,5 400 340 11
1000 372 300 7,5 370 340 12
Прессованные профили 175 100 440 340 8,5 340 270 12
1000 420 380 7,5 300 240 12,5
200 100 350 280 9 310 240 14
1000 320 260 10,5 240 190 14
Листы плакированные 150 50 100 437 436 347 350 9,5 343 346 265 14,5
10 257 16
150 100 510 360 13 350 290 15,5
01205 Прессованные профили 500 450 345 12 - - -
100 440 340 320
175 13 280 17,5
500 420 315 14,5 - - -
Поковки 150 100 468 421 7 390 - 9,5
1.1.186. Пределы ползучести и длительной прочности, МПа, сплавов системы Al-Cu-Mn
Полу- 125 °C 150 °C 175 ‘ >С 200 ' °C
Сплав фабрикаты «0,2/100 <^0,2/1000 «100 «1000 «0,2/100 «0,2/1000 «100 «1000 «0,2/100 «0,2/1000 «100 «1000 «0,2/100 «0,2/1000 «100 «1000
Д20 Прессованные полосы - - - - 200 - 300 - 170 - 210 - 120 - 180 -
Плиты 240 210 290 260 200 160 250 210 140 125 220 180 130 105 180 150
1201 Листы плакированные - - - - 150 - - - - - - - - - 160 -
Поковки 240 - 290 260 200 - 300 - 140 125 - - 120 - 180 -
Листы плакированные 290 260 370 290 250 160 330 240 170 95 240 180 105 - 170 130
Д21 Плиты 310 290 370 330 280 230 310 270 220 175 260 220 160 120 200 160
Прессованные прутки 310 280 - - 280 230 340 280 220 - 250 200 160 - 190 140
01205 Листы плакированные - - - - 160 - 250 - - - - - 60 - 150 -
Прессованные полуфабрикаты - - - - 250 - 280 - 230 - 250 - 150 - 180 -
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mn
153
1.1.187. Механические свойства сплавов системы Al-Cu-Mn при низких температурах
Сплав Полуфабрикаты Температура <*в °0,2 5, %
испытания, °C МПа
-70 430-450 340-360 9-11
Листы плакированные -196 500-530 390-400 12-13
-253 600-630 430-450 16-18
1201 -70 470 345 8
Плиты, прессованные профили -196 545 415 9
-253 645 430 12
Поковки -196 485 310 13
-70 490 390 9,5
Листы плакированные -196 550 425 17
01205 -253 660 510 15
-196 600 470 12
Прессованные профили -253 700 550 11
-70 420 350 14
Д20 Поковки -196 520 400 16
1.1.188. Малоцикловая усталость и предел выносливости сплавов системы Al-Cu-Mn
Сплав Полуфабрикаты N-Ю-3 (МЦУ) при G = 155 МПа, /= 3 Гц, Kt = 2,6 с-1, МПа
Л,= 1 К, = 2,2
Д20 Плиты 160 130 70
1201 Плиты 150 130 90
Д21 Поковки 120 120 80
01205 Листы 50 НО 80 (Kt = 2,6)
1.1.189. Вязкость разрушения и скорость роста усталостной трещины сплавов системы Al-Cu-Mn
Сплав Полуфабрикаты Направление вырезки образца Klc, МПам1/2 d(2I)/dN, мкм/цикл (о= 155 МПа,/= 3 Гц)
дп 38,1 -
Д20 Прессованная полоса пд 35,5 -
вд 30,6 -
154
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.189
Сплав Полуфабрикаты Направление вырезки образца К1с, МПа-м1/2 d(2I)/dN, мкм/цикл (о= 155 МПа,/=3 Гц)
при &К, МПа-м1/2:
дп 34-44 50 0,9-1,6
Плиты пд 31-38 60 1,4-2,0
1201 вд 23-25 70 2,2-2,5
дп 28-37,5 - -
Прессованные прутки пд 24-33 - -
вд 24-29,5 - -
дп 29,0-30,6 - -
Плиты пд 26,5-28,3 - -
Д21 дп 38,7-40,3 - -
Прессованные профили пд 26,8-28,2 - -
БД 21,9-24,2 - -
при &К, МПа-м1/2:
01205 Листы дп - 40 0,6-0,9
50 1,2-1,6
1.1.190. Механические свойства сварных соединений (листы толщиной 2 мм)
из сплавов системы Al-Cu-Mn
Сплав Температура испытания, °C , МПа св /«.
1201 20 300 0,68
20 290 0,73
Д20 150 260 0,81
200 220 0,84
250 160 0,89
20 290 0,61
01205 150 250 0,67
200 230 0,78
250 180 0,82
Коррозионные свойства. Неплакирован-
ные полуфабрикаты из сплавов Д20, 1201,
01205, Д21 имеют пониженную общую корро-
зионную стойкость. Основной материал и
сварные соединения не склонны к коррози-
онному растрескиванию. Сварные соединения
имеют склонность к межкристаллитной кор-
розии. Эксплуатационные нагревы не снижа-
ют сопротивления коррозионному растрески-
ванию. Плакированные листы имеют удовле-
КРИОГЕННЫЕ И ЖАРОПРОЧНЫЕ СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu-Mn
155
творительную коррозионную стойкость, но
несколько уступают по коррозионной стойко-
сти плакированным листам из сплава Д16Т
из-за большей диффузии меди в плакирую-
щий слой.
Защита от коррозии осуществляется
анодно-оксидными, химическими и лако-
красочными покрытиями. Для защиты свар-
ных соединений может применяться метал-
лизация.
Физические свойства приведены ниже
Сплав у, кг/м3 р-106, Ом-см
1201 2850 5,53
Д20 2840 6,1
Д21 2840 5,4
01205 2850 5,34
Теплофизические свойства даны в табл.
1.1.191.
Технологические свойства. Сплавы систе-
мы Al-Cu-Mn обладают высокими технологи-
ческими свойствами при литье слитков, горя-
чей и холодной деформации. Температурный
интервал деформации 380 - 480 °C. Допустимая
деформация за один нагрев на прессе 80 %,
на молоте - 60 %. Сплавы обладают хорошей
способностью к формообразованию при листо-
вой штамповке (табл. 1.1.192).
Сплавы Д20, 1201, 01205 удовлетвори-
тельно свариваются всеми видами сварки,
включая аргонодуговую, с применением при-
садочной проволоки Св-1201. Склонность к
образованию трещины при сварке незначи-
тельная. Предел прочности сварных соедине-
ний без термической обработки после сварки
составляет 65 - 70 % прочности основного
материала для листов толщиной 2 - 4 мм и
50 - 60 % - для листов толщиной более 4 мм.
Для создания равнопрочных сварных конст-
рукций необходимо местное утолщение свар-
ных кромок не менее чем на 50 %.
1.1.191. Теплофизические свойства сплавов системы Al-Cu-Mn
Сплав Характеристика Температура испытания, °C
25 100 200 300 400 20-100 20-200 100-200
X, Вт/(м-К) 134 142 151 159 167 - - -
01205 ср, кДж/(кг-К) - 0,900 0,963 1,00 1,09 - - -
а-106, 1/К - - - - - 23,9 24,8 25,7
X, Вт/(м-К) - 142 155 163 167 - - -
1201 ср, кДж/(кг-К) - 0,858 0,921 0,981 1,05 - - -
а-106, 1/К - - - - - 23,8 24,5 25,3
X, Вт/(м-К) 130 138 151 168 - - - -
Д21 Ср, кДж/(кг-К) 0,754 0,797 0,880 0,964 - - - -
а-106, 1/К - - - - - 19 21,4 23,8
Д20 X, Вт/(м-К) 138 142 147 155 159 - - -
а-106, 1/К - - - - - 22,6 23,6 -
1.1.192. Показатели штампуемости листов из сплава 1201
Состояние ^выт ^отб *выд> % Anin» ММ
Отожженное 1,80-1,90 1,35-1,55 12-15 (0,8-1,0)5
Закаленное и правленное 1,77-1,80 1,35-1,40 15-17 (1,0-1,2)5
Закаленное и нагартованное (« 7 %) 1,50-1,60 1,30-1,35 10-12 (1,2-1,5)5
156
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Применение. Сплавы Д20, 1201 приме-
няют как жаропрочные в конструкциях, рабо-
тающих длительно до 200 °C и кратковремен-
но до 300 °C, для сварных изделий (сварные
баки, емкости и др.), а так же как криогенные
работающие до температур -253 °C.
Сплав 01205 предназначен, как более
прочный, жаропрочный, свариваемый (свар-
ные баки, емкости), для конструкций, рабо-
тающих длительно до 200 °C, кратковременно -
до 300 °C, а также до -253 °C, в условиях
криогенной техники.
Сплав Д21, как жаропрочный, предна-
значается для длительной работы при повы-
шенных температурах до 150 - 200 °C.
1.1.8. АЛЮМИНИЕВО-ЛИТИЕВЫЕ
СПЛАВЫ
Общая характеристика. Алюминиевые
сплавы с литием являются новым классом
перспективных алюминиевых сплавов, кото-
рые характеризуются ценным сочетанием
свойств: малой плотностью, повышенным
модулем упругости, достаточно высокими
прочностью и коррозионной стойкостью.
Применение этих сплавов позволяет создать
аэрокосмические аппараты с меньшей массой,
что дает возможность сэкономить горючее,
увеличить грузоподъемность и улучшить дру-
гие характеристики летательных аппаратов.
Литий, самый легкий из металлов, с
плотностью 530 - 560 кг/м3 и с предельной
растворимостью в алюминии до 4,2 % (по
массе) при температуре 602 °C, является ос-
новным легирующим элементом в алюминие-
вых сплавах пониженной плотности.
Повышенный интерес к легированию
алюминиевых сплавов литием обусловлен тем,
что каждый процент лития снижает плотность
алюминия на 3 %, повышает модуль упруго-
сти на 6 % и обеспечивает значительный эф-
фект упрочнения сплавов после закалки и
искусственного старения.
В России разработка промышленных
алюминиево-литиевых сплавов началась в
середине 50-х годов и в настоящее время соз-
даны сплавы различного назначения:
средней прочности системы Al-Li-Mg
для изготовления сварных и клепаных конст-
рукций (1420, 1421, 1423);
высокопрочные системы Al-Li-Cu (1450,
1451) для замены сплавов типа В95 системы
Al-Zn-Mg-Cu;
системы Al-Li-Mg-Cu с высокой трещи-
ностойкостью (1430, 1440, 1441) для замены
сплавов типа Д16 системы Al-Cu-Mg;
жаропрочные и высокопрочные системы
Al-Li-Cu-Mn-Cd (ВАД23);
свариваемые высокопрочные системы
Al-Li-Cu-Sc для работы при криогенных тем-
пературах (1460).
Разработка сплавов проводилась боль-
шой группой сотрудников ВИАМ под руково-
дством акад. И. Н. Фридляндера.
На базе системы Al-Li-Mg в середине
60-х годов был разработан оригинальный,
запатентованный в ряде стран самый легкий
(плотность 2470 кг/м3), свариваемый, корро-
зионно-стойкий сплав 1420. Сплав 1420 раз-
работан на основе открытия в 1969 г большой
группы сплавов системы Al-Li-Mg, обладаю-
щих значительным эффектом искусственного
старения и сравнительно высокой прочностью
(рис. 1.1.65). Этот сплав относится к средне-
прочным и широко применяется в клепаных
и сварных конструкциях, обеспечивая сниже-
ние массы на 20 - 25 % при повышении же-
сткости на 6 %. Аналогов сплава 1420 и его
модификаций за пределами России нет.
А1 2 4 6 8
Рис. 1.1.65. Распределение фазовых областей
при 400 °C;
а - временное сопротвление в МПа;
б - эффект старения в МПа сплавов системы
Al-Li-Mg после закалки от 450 °C в воде
и старения при 170 °C, 16 ч
1.1.193. Химический состав (%) деформируемых сплавов системы Al-Li (остальное - А1)
Марка сплава Си Mg Мп Zn Fe Si Ti Сг Li Zr Be Na Sc
россий- ская между- народная
1420 - 0,05 4,5-6,0 - - 0,20 0,15 0,1 - 1,8-2,3 0,08-0,15 0,0002-0,005 0,003
1421 - 0,04 4,5-6,0 - - 0,15 0,10 0,1 - 1,9-2,3 0,09-0,15 - 0,005 0,13-0,21
1423 - 0,05 3,5-4,2 - - 0,20 0,15 0,1 - 1,8-2,1 0,08-0,12 0,0002-0,005 0,0015 0,08-0,15
1430 Navalite 1,4-1,8 2,3-3,0 0,25 - 0,15 0,10 0,01-0,1 - 1,5-1,9 0,08-0,14 0,02-0,1 0,003 0,01-0,1
1440 8090 1,2-1,9 0,6-1,1 0,05 0,1 - - 0,02-0,1 0,05 2,1-2,6 0,10-0,20 0,05-0,2 0,003 -
ВАД23 2020 4,8-5,8 0,05 0,4-0,8 0,1 0,30 0,30 0,15 - 0,9-1,4 - - - -
1450 2090 2,6-3,3 0,1 0,1 0,25 0,15 0,10 0,01-0,06 0,05 1,8-2,3 0,08-0,14 0,008-0,1 0,002 -
1451 - 2,6-3,3 0,1 0,1 0,25 0,15 0,10 0,01-0,06 0,05 1,5-1,8 0,08-0,14 0,008-0,1 0,002 -
1460 - 2,6-3,3 0,05 - - - 0,10 0,01-0,06 - 2,0-2,5 0,06-0,15 - 0,002 0,05-0,14
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
158
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
С целью дальнейшего повышения проч-
ностных свойств, особенно предела текучести,
предложены модификации сплава 1420 (1421
и 1423), которые дополнительно легированы
скандием и различаются содержанием магния.
Высокопрочные сплавы 1450 и 1451 сис-
темы Al-Li-Cu характеризуются высокой
прочностью не только при 20 °C, но при
повышенных температурах и хорошей корро-
зионной стойкостью. При замене сплава В95
сплавами 1450 и 1451 (последний предназна-
чен главным образом для изготовления лис-
тов) снижение массы конструкции может
достигать 8 - 10 % при повышении жесткости
на 10 %. Высокой жаропрочностью при темпе-
ратурах до 225 °C обладает сплав ВАД23, до-
полнительно содержащий марганец и кадмий.
Для замены сплавов типа Д16 на базе
системы Al-Li-Mg-Cu разработаны сплавы
1430, 1441 и 1440 с более низкой на 8 %
плотностью, повышенным на 10 % модулем
упругости и достаточно высокими характери-
стиками трещиностойкости. Сплавы 1430 и
1441 отличаются от сплава 1440 повышенной
(в 1,5 - 2 раза) пластичностью и несколько
уступают ему по характеристикам малоцикло-
вой усталости.
Успехи российских специалистов в ос-
воении разработанного в 1965 г сплава 1420
стимулировали интенсивные работы по алю-
миниево-литиевым сплавам в фирмах: Alcoa
(США), Alcan (Великобритания) и Pechiney
(Франция). Результатом этих работ явилась
регистрация в середине 80-х годов химиче-
ских составов сплавов 2090 системы Al-Li-Cu,
2091 системы Al-Li-Cu-Mg, 8090 системы
Al-Li-Cu-Mg и публикация состава сплава
Navalite (фирма Lockheed (США) системы
Al-Li-Mg-Cu.
Сплав 2090 (аналог отечественного спла-
ва 1450) предложен для замены высокопроч-
ных сплавов типа 7075 (отечественные сплавы
типа В95), по сравнению с которыми имеет
на 8 - 10 % пониженную плотность и повы-
шенный модуль упругости.
Сплавы 8090 (аналог отечественного
сплава 1440), 2091 и Navalite (аналоги отече-
ственных сплавов 1441 и 1430) рекомендова-
ны для замены сплавов типа 2024 и 2014
(Д16 и АК8) средней прочности с повышен-
ными характеристиками трещиностойкости
по сравнению с которыми имеют понижен-
ную на 8 % плотность и повышенный на 10 %
модуль упругости.
Химический состав российских алюми-
ниево-литиевых сплавов приведен в табл.
1.1.193.
Отечественные сплавы несколько отли-
чаются от соответствующих зарубежных ана-
логов содержанием основных легирующих
элементов и дополнительным комплексным
микролегированием. За рубежом отсутствует
аналог отечественного сплава 1420, так как,
столкнувшись со значительными трудностями
при плавке и литье сплавов системы Al-Li-Mg,
зарубежные фирмы сосредоточили свои уси-
лия главным образом на разработке и освое-
нии более технологичных сплавов систем
Al-Li-Cu и Al-Li-Mg-Cu, но уступающих
сплаву 1420 по плотности.
В процессе освоения промышленного
производства полуфабрикатов из сплава 1420
были решены сложные технологические про-
блемы, характерные и для других алюминие-
во-литиевых сплавов, обусловленные:
присутствием химически активных эле-
ментов лития и магния;
высокой степенью легирования, дости-
гающей 14 % ат.;
сильной локализацией деформации в
полосах скольжения и интенсивным упрочне-
нием с резким уменьшением пластичности
при холодной пластической деформации;
отсутствием режимов смягчающего от-
жига, обеспечивающего разупрочнение и по-
вышение пластичности до уровня, необходи-
мого для осуществления холодной деформа-
ции с большими степенями;
пониженными пластичностью и вязко-
стью разрушения в высотном направлении
массивных полуфабрикатов.
Большое внимание было уделено:
уменьшению газосодержания в сплаве;
повышению чистоты и регламентации
содержания таких примесей, как натрий,
кальций, барий, калий, железо и кремний;
отработке технологии получения полу-
фабрикатов с регламентированной микро-
структурой, включая листы с ультрамелкозер-
нистой структурой для сверхпластической
формовки;
отработке технологии сварки плавлени-
ем, обеспечивающей высокие ресурсные ха-
рактеристики.
Из алюминиево-литиевых сплавов изго-
тавливают практически все виды полуфабрика-
тов - листы, плиты, прессованные профили и
панели, поковки и штамповки (табл. 1.1.194).
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
159
1.1.194. Полуфабрикаты из
алюминиево-литиевых сплавов,
освоенные в производстве (знак "+")
Сплав Лис- ты Пли- ты Прессован- ные профи- ли и панели Поковки и штамповки
1420 + + + +
1421 + - + +
1423 + - - -
1430 + + + -
1440 + + + -
1441 + + + -
ВАД23 + - + -
1450 + + + -
1451 + - - -
1460 + - - -
Фазовый состав и особенности термиче-
ской обработки. Алюминиево-литиевые спла-
вы характеризуются высокой степенью леги-
рования, сложностью фазовых превращений
при нагреве и охлаждении в процессе гомоге-
низации, горячей деформации, промежуточ-
ных смягчающих термообработок при прове-
дении холодной деформации и окончательной
упрочняющей термической обработки (закал-
ка и искусственное старение).
Фазовые и структурные превращения
оказывают сильное влияние на свойства спла-
вов, особенно на характеристики трещино-
стойкости, вязкости разрушения, коррозион-
ной стойкости и сопротивления циклическим
нагрузкам.
Особенности термической обработки
алюминиево-литиевых сплавов связаны глав-
ным образом с наличием основной упроч-
няющей фазы 5' (Al3Li) с упорядоченным
строением, обусловлены морфологией распада
твердого раствора, природой выделяющихся
фаз и соотношением их объемной доли.
Основные фазы, которые могут выде-
ляться на границах зерен и в матрице в спла-
вах различных систем в процессе термообра-
ботки, приведены в табл. 1.1.195.
1.1.195. Фазовый состав алюминиево-литиевых сплавов
Сплав Сумма легирующих элементов для сред- него состава, % ат. Зернограничные выделения Выделения в матрице
1420 12,7 Si (Al2MgLi) 8' (A13U), ₽- (AljZr)
1421 1423 13,0 11,0 Sj (Al2MgLi) 8’ (Al3Li), P' (Al3ZrSc), Al3Sc
1430 9,5 Т2 [Al5Cu(LiMg)3], S (Al2CuMg) 8' (AljLi), p' (AljZr)
1440 1441 10,6 9,8 T2 [Al5Cu(LiMg)3], S (Al2CuMg) 8' (Al3Li), P' (Al3Zr), S' (Al2CuMg)
ВАД23 8,3 0 (Al2Cu), Tj (A12CuU) 0' (A12Cu), Ti (Al2CuLi)
1450 9,0 Ti (Al2CuLi), 8' (Al3Li), P' (Al3Zr),
1451 7,3 T2 (Al5CuLi3), 0 (Al2Cu) Ti (Al2CuLi), 0' (A12Cu)
1460 9,4 Ti (Al2CuLi), T2 (Al5CuLi3), 0 (Al2Cu) 8' (Al3Li), P' (Al3ZrSc), Ti (Al2CuLi)
160
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
В процессе искусственного старения по
рекомендованным режимам в сплавах систем
Al-Li-Mg, Al-Li-Cu и Al-Li-Mg-Cu гомогенно
выделяется фаза 8' (Al3Li) в виде дисперсных
сферических частиц и в виде оболочки на час-
тицах Al3Zr или Al3ZrSc, образуя композитные
частицы (рис. 1.1.66, а). В сплавах системы
Al-Li-Cu, кроме фазы 8', упрочняющими фа-
зами являются фаза 0' (А12Си), которая также
образует композитные частицы с 8'-фазой
(рис. 1.1.66, б) и фаза Ti (рис. 1.1.66, в).
При совместном легировании Al-Li-сплавов
магнием и медью в зависимости от соотноше-
ния между ними и режима искусственного
старения кроме 8'-фазы может выделяться
упрочняющая фаза S' (рис. 1.1.66, г).
Объемная доля фазовых составляющих в
зависимости от вида и режима термообработ-
ки в алюминиево-литиевых сплавах изменяет-
ся в широких пределах.
В промышленных слитках сплава 1420
после гомогенизации при 460 °C количество
избыточных интерметаллидов может достигать
3,0 - 4,5 об. %, из которых большую часть
(2,0 - 3,0 об. %) составляют растворимые фа-
зы. В результате полного отжига из твердого
раствора может выделиться 10 - 18 об. % ин-
терметаллидов. После закалки с 460 °C сплав
близок к гомогенному состоянию, сохраняет-
ся 1 - 1,5 об. % преимущественно нераство-
римых фаз.
В сплаве 1430 в закаленном с 530 °C со-
стоянии избыточных интерметаллидов пример-
но столько же (0,5 - 1,0 об. %), сколько и в
сплаве 1420. Однако после полного отжига их
количество в 2 - 3 раза меньше (5-6 об. %)
по сравнению с отожженным сплавом 1420.
Количество фазы 8’ в различных промышлен-
ных алюминиево-литиевых сплавах может
изменяться от 2 до 9 об. % в зависимости от
режима старения.
Одной из особенностей сплавов с со-
держанием лития 2 - 3 % является понижен-
ная пластичность после разупрочняющего
отжига, что затрудняет или делает невозмож-
ным изготовление деталей методом холодной
пластической деформации со значительными
степенями в этом состоянии.
Более низкая пластичность промышлен-
ных алюминиевых сплавов с литием в ото-
жженном состоянии (8 — 8 ... 13 %) по срав-
нению со стандартными сплавами типа Д16,
В95 и другими (8 > 12 ... 20 %) обусловлена
следующими факторами: высокой степенью
легирования и значительной гетерогенностью
в отожженном состоянии, выделением в про-
цессе медленного охлаждения (скорость около
30 °С/ч) преимущественно на границе зерен
стабильных фаз и в матрице упрочняющей
фазы 8' в дисперсном виде (размер около
10 - 100 нм), а также незавершенностью рек-
ристаллизационных процессов при высоких
температурах, вплоть до температуры нагрева
под закалку.
Рис. 1.1.66. Морфология выделения упрочняющих фаз в алюминиево-литиевых сплавах
после искусственного старения (темнопольное изображение, х 33 000):
а - 5’ (Al3Li) и композитные частицы 3’ (Al3Li)/ Al3Zr; б - 3’ (Al3Li) и композитные частицы 8’ (Al3Li)/ 0’ (Al2Cu);
в - Т| (Al2CuLi) на субграницах и в матрице; г - S' (Al2CuMg) на дислокациях
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
161
Высокая температура рекристаллизации
алюминиево-литиевых сплавов обусловлена
легированием сплавов цирконием - наиболее
сильным антирекристаллизатором и высокой
плотностью распределения частиц избыточ-
ных фаз (Si, Ть Т2) размером 0,2 - 3,0 мкм,
образующих почти сплошной каркас по гра-
ницам зерен. Интенсивность процесса рекри-
сталлизации во многом зависит от степени
растворения этих частиц. Полностью рекри-
сталлизация завершается при температурах
нагрева, обеспечивающих наиболее гомоген-
ную структуру.
Для полуфабрикатов из сплавов систем
Al-Li-Mg и Al-Li-Cu, дополнительно легиро-
ванных Zr или Zr + Sc, характерным является
наличие преимущественно нерекристаллизо-
ванной структуры (рис. 1.1.67). Для сплавов
системы Al-Li-Mg-Cu (1430, 1441) с целью
получения полностью рекристаллизованной
структуры в листах (рис. 1.1.67, г) был разра-
ботан специальный технологический процесс
их изготовления.
Рекристаллизация является необходи-
мым, но недостаточным условием, обеспечи-
вающим разупрочнение и повышение пла-
стичности. Наилучшее сочетание пластично-
сти (8 = 20 ... 25 %) для проведения холодной
пластической деформации в алюминиево-
литиевых сплавах обеспечивается формирова-
ние наиболее гомогенной структуры путем
закалки в воде, которая подавляет распад
твердого раствора с выделением основной
упрочняющей фазы 8' (табл. 1.1.196).
Рис. 1.1.67. Типичная микроструктура листов из алюминиево-литиевых сплавов, х 100:
а - 1420, 1421; б - 1450, 1460; в - 1451; г - 1430, 1441
1.1.196. Механические свойства листов в закаленном и отожженном состояниях
Сплав Состояние ов, МПа ®о,2> МПа 5, %
1420 • Закаленное 340 190 20
Отожженное 300 150 13
1430 Закаленное 330 200 22
Отожженное 250 140 16
1441 Закаленное 300 190 22
Отожженное 230 140 17
ВАД23 Закаленное 350 180 22
Отожженное 200 70 25
1450 Закаленное 330 190 18
Отожженное 240 120 13
1451 Закаленное 300 130 18
Отожженное 180 110 16
6 Зак. 225
162
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Частично проблема увеличения пластич-
ности (до 60 - 75 % от уровня пластичности в
закаленном состоянии) может решаться при-
менением двухступенчатых режимов отжига.
Первая ступень выполняется при температу-
ре, обеспечивающей максимальное растворе-
ние избыточных фаз, вторая ступень - при
температуре минимальной устойчивости твер-
дого раствора по отношению к стабильным
фазам, содержащим литий (предпочтительно
имеющим компактную, близкую к равноос-
ной форму). На второй ступени отжига про-
исходит более полное выделение и равномер-
ное распределение в матрице стабильных фаз,
максимально связывающих литий, что пре-
дотвращает или значительно уменьшает выде-
ление 8'-фазы в процессе медленного охлаж-
дения.
Структура полуфабрикатов из алюми-
ниево-литиевых сплавов, которая характери-
зуется высокой плотностью выделений ста-
бильных фаз на границах зерен и наличием
приграничных свободных от выделений зон,
строчечным расположением избыточных фаз
и значительной анизотропией формы зерна (с
максимальным размером в направлении ос-
новной деформации), приводит к ухудшению
коррозионной стойкости, пластичности и
вязкости разрушения.
Особенно сильное влияние на формиро-
вание структуры в алюминиево-литиевых
сплавах оказывает температура нагрева и ско-
рость охлаждения при закалке, режим искус-
ственного старения и степень правки растя-
жением между закалкой и старением.
Для сплавов различных систем построе-
ны диаграммы изотермического распада твер-
дого раствора (рис. 1.1.68) и определены кри-
тические скорости охлаждения при закалке
(табл. 1.1.197). Их соблюдение обеспечивает
подавление зародышеобразования и рост зер-
нограничных выделений стабильных фаз,
формирование приграничных свободных от
выделений зон и обеспечивают в искусствен-
но состаренном состоянии получение доста-
точно высокого уровня прочностных свойств,
вязкости разрушения и сопротивления корро-
зионному растрескиванию.
Важной характеристикой сплавов типа
1420 является высокая устойчивость пересы-
щенного твердого раствора и возможность
закаливаться на воздухе с регламентирован-
ной скоростью охлаждения 1-10 °С/с. При
скоростях менее 0,3 °C/с наблюдается сниже-
ние механических свойств с потерей пластич-
ности ( табл. 1.1.198) за счет выделения боль-
шого количества грубых (2-5 мкм) частиц
фазы Si (A^MgLi), которые образуют почти
сплошной каркас (рис. 1.1.69). При скоростях
охлаждения более 10 °С/с (для продольных и
поперечных образцов) происходит снижение
коррозионной стойкости в искусственно со-
старенном состоянии в результате неравно-
мерного распада твердого раствора при старе-
нии с образованием пограничных цепочек
или прослоек из частиц Si-фазы, пригранич-
ных зон, свободных от выделений, и сравни-
тельно гомогенного распределения в матрице
фазы 8' (Al3Li).
Рис. 1.1.68. Температурно-временные области
распада сплавов:
а - А1 - 2,0 % Li - 5,2 % Mg - 0,1 % Zr;
б - Al - 2,58 % Li - 0,89 % Mg - 1,36 %
Cu - 0,13 % Zr;
в - Al - 1,6 % Li - 2,7 % Cu - 0,1 % Zr
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
163
Рис. 1.1.69. Выделения St (AliMgLi) фазы
в сплаве 1420 в зависимости от
скорости охлаждения при закалке от 460 °C
(светлопольное изображение, х 6000):
а - 0, 15 °С/с; 5- 1500 °С/с (в воде, 25 °C)
Сплав 1423 с пониженным содержанием
магния можно закаливать и в воде без ухуд-
шения коррозионной стойкости. Достаточно
высокий уровень прочностных свойств в за-
каленном и состаренном состоянии сплавов
1420 и 1421 обеспечивается при нагреве под
закалку в широком интервале температур
400 - 480 °C (табл. 1.1.199). С понижением
температуры нагрева под закалку возрастают
временное сопротивление и предел текучести
при уменьшении пластичности. Одновремен-
но увеличивается сопротивление коррозии,
уменьшается склонность сплава к окислению
и глубина приповерхностного слоя, обеднен-
ного магнием и литием.
Сплавы 1420, 1421 и 1423 практически
не упрочняются при естественном старении.
Сплавы систем Al-Li-Cu и Al-Li-Mg-Cu
при упрочняющей термической обработке под-
вергаются закалке в воде с температурой не
выше 40 °C и искусственному старению. До-
пустимый температурный интервал нагрева под
закалку практически для всех сплавов указан-
ных систем составляет 520 - 535 °C. Уровень
свойств сплавов преимущественно определяет-
ся режимами искусственного старения.
1.1.197. Характеристики устойчивости твердого раствора
при закалке алюминиево-литиевых сплавов
Сплав Интервал наименьшей устойчивости раствора, °C Изотермическая выдержка до начала интенсивного выделения фаз, с Выде- ляю- щаяся фаза Критическая скорость охлаждения, °С/с (не менее)*, обеспечивающая не менее 98 %
прочностных свойств вязкости разрушения
1420 280 - 320 20 S1 о,з -
120 - 180 15 6'
Типа 1440 400 - 450 5 Т2 30 150
300 - 350 10 S
Типа 1450 360 - 410 10 Т1 46 340
310 - 350 5 Тв
* В интервале 460 - 260 °C.
6*
164
Глава 11. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.198. Механические свойства листов толщиной 1,6 мм из сплава 1420 в зависимости
от скорости охлаждения (Иохл) при закалке (направление П)
Состояние Иохл, °С/с, в интервале 400 - 250 °C ов, МПа оо,2> МПа 6, % о, МСм/м
0,15 385 200 13 8,9
0,4 420 225 16 8,6
Закаленное 2,0 410 220 18 8,4
20 400 215 20 8,2
400 400 210 21 8,1
0,15 400 210 10 9,4
0,4 480 285 12 9,2
Закаленное и состаренное (120 °C, 10 ч) 2,0 480 285 13 9,1
20 470 275 14 9,0
400 470 275 14 9,0
1.1.199. Влияние температуры нагрева под закалку на механические свойства
холоднокатаных листов из сплава 1420 (направление П)
Темпе- ратура, °C Закаленное состояние Закаленное и состаренное состояние (120 °C, 10 ч) Эффект упрочнения при старении
ов, МПа О0 2, МПа 6, % ов, МПа оо,2, МПа 5, % ов, МПа оо>2, МПа
375 440 300 15 540 410 10 100 ПО
400 440 290 17 530 400 10 90 но
430 435 270 17 510 350 11 75 80
460 395 175 21 470 270 13 75 95
480 370 160 23 460 265 14 90 105
Для алюминиево-литиевых сплавов эф-
фективно применение многоступенчатых ре-
жимов старения с целью обеспечения наибо-
лее оптимального сочетания характеристик
трещиностойкости, вязкости разрушения и
коррозионной стойкости, что обусловлено
сложностью фазового состава сплавов.
Сплавы системы Al-Li-Mg. Совместное
легирование алюминия магнием и литием,
обладающими высокой растворимостью в
твердом алюминии (6,0 % Mg и 2,37 % Li),
обеспечивает получение после закалки высо-
колегированного твердого раствора, способ-
ного к упрочнению при последующем искус-
ственном старении. Введение магния значи-
тельно (на 25 МПа на 1% Mg), а лития в не-
большой степени повышает прочностные
свойства сплавов в закаленном состоянии.
Легирование литием (не менее 1,6 % Li)
обеспечивает дополнительное упрочнение в
результате искусственного старения. Добавка
этого элемента существенно повышает харак-
теристики упругости. Соответственно повы-
шению прочности и упругих свойств снижают-
ся характеристики пластичности. Литий и маг-
ний заметно снижают плотность алюминия,
что обеспечивает эффективный рост удельных
характеристик прочности и упругости.
В равновесии с алюминиевым твердым
раствором в системе Al-Mg-Li находятся фазы
Р (Mg3Al3), у (Mg17Al12), 8 (AlLi), Si (Al2MgLi)
(см. рис. 1.1.65, рис. 1.1.70). Основным выде-
лением, обеспечивающим упрочнение после
искусственного старения сплавов, содержа-
щих 2 - 7 % Mg и 1,6 - 3,5 % Li, включая
сплавы 1420, 1421 и 1423, являются сфериче-
ские частицы метастабильной изоморфной
фазы 8'-Al3Li с решеткой сверхструктуры типа
Ll2 (рис. 1.1.66, а). Магний обеспечивает
твердорастворное упрочнение сплавов.
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
165
Рис. 1.1.70. Алюминиевый угол диаграммы Al-Li-Mg. Распределение фазовых областей при 467 °C
1.1.200. Рекомендуемые режимы упрочняющей термической обработки сплавов системы Al-Li-Mg
Сплав Полуфабрикаты Закалка Старение Состояние после старения
темпера- тура, °C среда (состояние) темпера- тура, °C продолжи- тельность, ч
Листы, плиты 445-465 Воздух (ТГ) 5-12 ТП
Листы PC* 460-500 Воздух (ТГ) 10-12 ТГ1
1420 Прессованные 445 Воздух (ТГ) 5-12 ТГ1
Штамповки 465 Воздух (ТГ) и водо- воздушная смесь (ТВ) 115-125 10-12 ТГ1 и ТВ1
Листы 470-480 Воздух (ТГ) 3-12 ТГ1
1421 Плиты 470-480 Воздух (ТГ) 12-24 ТГ1
Прессованные 445-465 Воздух (ТГ) 5-12 ТГ1
1423 Листы, плиты 445-465 Вода (Т) и воздух (ТГ) 5-12 Т1 и ТГ1
PC - регламентированная зеренная структура для обеспечения сверхпластической фор-
мовки.
Введение элементов-антирекристаллиза-
торов около 0,5 % Мп и особенно до 0,15 %
Zr повышает механические и коррозионные
свойства тройных Al-Li-Mg-сплавов. Наи-
больший эффект в повышении прочностных
свойств, особенно предела текучести, достига-
ется введением 0,05 -0,2 % Sc (сплавы 1421,
1423). Такой эффект обусловлен формирова-
нием преимущественно нерекристаллизован-
ной структуры и выделением дисперсных
сферических частиц (размером около 50 нм)
фазы AI3SC, упорядоченной по типу LI2, в
результате распада пересыщенного скандием
твердого раствора.
Присутствие примесей железа (более
0,15 %), кремния (более 0,10 %) и натрия
(более 0,0015 %) ухудшают пластичность и
вязкость разрушения.
Сплавы 1420, 1421 и 1423 закаливают на
воздухе или в других средах с обеспечением
регламентированной скорости охлаждения в
интервале 1-10 °С/с для листов, плит и
прессованных полуфабрикатов толщиной до
10-20 мм. Для массивных полуфабрикатов
скорость охлаждения при закалке должна
быть в интервале 1 - 2,5 °С/с. Закалка с рег-
ламентированной скоростью охлаждения и
последующее искусственное старение по ре-
комендуемым режимам (табл. 1.1.200) обеспе-
чивают оптимальный комплекс свойств с вы-
сокой коррозионной стойкостью (состояние
ТГ1 или ТВ1). Для сплава 1423 допускается
закалка в воде с последующим искусственным
старением (состояние Т1).
Закалка в воде без искусственного ста-
рения (состояние Т) обеспечивает максималь-
ную пластичность сплавов 1420, 1421 и 1423 и
рекомендуется в качестве промежуточной
термической обработки при проведении опе-
раций холодной деформации.
166
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Холодная деформация растяжением на
1,5 - 3 % после закалки несколько повышает
(на 15 - 50 МПа) прочностные свойства и
снижает относительное удлинение состарен-
ных сплавов.
Сплавы типа 1420 не чувствительны к
пережогу и росту зерна при нагреве под
закалку. Температура пережога превышает
535 - 540 °C.
Сплав 1420 обладает повышенной кор-
розионной стойкостью, близкой к сплаву
АМгб системы Al-Mg. В закаленном на возду-
хе и искусственно состаренном состоянии
(ТГ1) все полуфабрикаты обладают наилуч-
шими характеристиками; они не склонны к
коррозионному растрескиванию и межкри-
сталлитной коррозии. В состоянии Т1 (закал-
ка в воде и искусственное старение) характе-
ристики коррозии сплава хуже, чем в состоя-
нии ТГ1.
Сварные соединения также обладают
высокой коррозионной стойкостью. Однако
они чувствительны к эксплуатационным и
технологическим нагревам. Надежная защита
от коррозии осуществляется традиционными
для алюминиевых сплавов способами.
Сплавы характеризуются высокой де-
формационной способностью в горячем со-
стоянии (при 250 - 420 °C). Из них изготов-
ляют все виды катаных, прессованных полу-
фабрикатов, штамповки и поковки с исполь-
зованием имеющегося оборудования. Листы
из сплавов 1421 и 1423 обладают эффектом
сверхпластичности без специальной подготов-
ки микроструктуры и могут использоваться
для изготовления деталей сложной формы в
режиме сверхпластичности.
По технологичности при формообразо-
вании листов при температуре 20 °C сплав
1420Т несколько уступает дуралюмину Д16Т: в
случае деформации не менее чем на 5 % тре-
буется промежуточная перезакалка в воду.
Значительным преимуществом сплавов
типа 1420 является высокая прокаливаемость,
способность закаливаться с малыми скоро-
стями охлаждения. Это существенно улучшает
технологичность, поскольку уменьшаются
поводки и коробление, снижаются затраты на
последующую правку. Продолжительность
перерыва между закалкой и старением не
сказывается на свойствах материала.
Сплавы 1420, 1421 и 1423 являются сва-
риваемыми - они свариваются контактной,
аргонодуговой и электронно-лучевой сваркой.
По склонности к горячим трещинам сплавы
системы Al-Li-Mg аналогичны сплавам типа
АМг5 и АМгб, что выгодно отличает их от
свариваемых термически упрочняемых алю-
миниевых сплавов, в том числе и сплавов
системы Al-Li-Cu.
Сплавы системы Al-Li-Mg перспективны
для применения в сварных конструкциях лю-
бой конфигурации, выполняемых различными
методами сварки. Важно, что при производст-
ве сварной конструкции из этих сплавов не
требуется дополнительная термическая обра-
ботка и обеспечивается возможность подварок
при эксплуатации. При этом прочность свар-
ных соединений равна 0,8 - 0,85 прочности
основного материала по сравнению с 0,5 - 0,6
для сварных соединений из сплавов систем
Al-Li-Cu и Al-Li-Mg-Cu.
Обработка резанием удовлетворительная.
Свойства различных полуфабрикатов из
сплавов системы Al-Li-Mg приведены в табл.
1.1.201 - 1.1.206.
1.1.201. Гарантируемые механические свойства (не менее) полуфабрикатов
из сплавов системы Al-Li-Mg
Сплав, состояние Полуфабрикаты Толщина, мм Направление вырезки образца ав. МПа ст0,2> МПа 8, %
1420ТГ1 Листы неплакированные и плакированные 1,2 - 6,0 д п 410 410 255 255 6 8
1420РСТГ1 Листы для сверхпластической формовки неплакированные 1,2 - 2,5 д п 410 410 255 255 6 8
1420ТГ1 Плита 10 - 25 д п 410 410 255 255 6 8
Прессованный профиль До 20 д 400 245 6
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
167
Продолжение табл. 1.1.201
Сплав, состояние Полуфабрикаты Толщина, мм Направление вырезки образца Ов, МПа <*0,2, МПа 5, %
1420ТГ1, 1420ТВ1 д 410 255 7
Штамповки, поковки До 150 п 390 245 6
В 330 245 3
1421ТГ1 Листы неплакированные 1,2 - 4,0 д п 450 450 320 320 4 6
Плита 10 - 50 д п 460 450 320 300 7 8
1.1.202. Типичные механические свойства полуфабрикатов из сплавов 1420, 1421 и 1423
Сплав, состояние Полуфабрикаты Направление вырезки образца Е, ГПа ов> МПа <*0,2» МПа 5, %
1420ТГ1 Лист д п 76 430 440 270 270 11 13
'1420ТГ1 Плита д п 75 470 455 270 285 11 12
1420РСТГ1 Лист д п 76 460 460 285 295 9 12
д 440 290 11
1420ТВ1 Штамповки п 76 440 290 11
в 380 270 4
Прессованный профиль д 78 445 290 8
1420ТГ1 Прессованная панель д п 78 450 440 290 280 10 9
1421ТГ1 Лист д п 76 460 485 340 350 6 12
Плита д п 78 495 475 330 310 9 9
1423Т1 Лист д п 77 450 460 330 340 7 11
Плита д п 77 465 455 355 340 10 10
168
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.203. Типичные свойства сплавов 1420, 1421 и 1423
Сплав, состояние Полуфаб- рикаты Направление вы- резки образцов А'У » МПа м1/2, при ширине образца Ь, мм dl/dN, мкм/цикл, при ДАГ = 31 МПа-м1/2 АЧ0-3 (МЦУ) при СГщах = 155 К, = 2,6 °кр> МПа (КР) РСК, балл мкк, глу- бина, мм
200 400
1420ТГ1 д - 84 1,2 105 - 2-3 Нет
1420БТГ1 Листы д 65 - 2,6 124 245*1 2 Нет
1420РСТГ1 д 68 - 2,6 130 245*1 2-3 Нет
1420ТГ1 Плиты д 56 - 2,8 205 245*1 3 Нет
д 39-2 - 2,4*4 145 -
1420ТВ1 Штам- п 32"2 - - 270*3 3 0,1
повки в 19-2 - - - 150*3
1420ТГ1 Прессо- д - 90 2,2 128 - 2 Нет
ванные
1421ТГ1 Листы д 63 - 1,85*4 120 300ф| 2-3 0,07
1423Т1 д 70 - 2,5 140 - 2-3 Нет
* ’ Направление П, образцы-дуги, 90 сут.
К1С, МПам1/2.
* 3 Образцы-кольца, 90 сут.
* 4 А АГ =25 МПам1/2.
1.1.204. Механические свойства сплавов 1420 и 1421 при различных температурах
Сплав, состояние Полуфаб- рикаты Характе- ристика Направление вырезки образцов Температура испытания, °C
-70 20 125 150
д 490 470 405 355
ов, МПа п 500 465 400 355
Листы сто,2, МПа д 285 270 270 260
п 305 285 280 265
8, % д 12 12 29 34
1420ТГ1 п 11 13 28 36
д 490 470
ств, МПа п 445 455 415 370
Плиты оо,2» МПа д 285 270 - -
п 265 285 280 270
8, % д 8 11 - -
п 11 12 18 21
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
169
Продолжение табл. 1.1.204
Сплав, Полуфаб- Характе- Направление Температура испытания, °’ С
состояние рикаты ристика вырезки образцов -70 20 125 150
д - 480 - -
ств, МПа п 485 480 405 345
в - 420 - -
д - 290 - -
1420ТГ1 Штамповки сго,2> МПа п 295 290 305 270
в - 270 - -
д - 12 - -
8, % п 10 11 18 25
в - 7 - -
ств, МПа д п - 470 510 460 485 430 410
Листы сто,2, МПа д п - 330 350 340 350 350 340
8, % д - 6 6 12
1421ТГ1 п - 13 12 26
ов, МПа д - 500 495 440
п - 480 475 425
Плиты оо,2, МПа д п 330 315 330 310 320 315
8, % д - 8 9 19
п - 9 9 17
1.1.205. Механические свойства при температуре 20 °C после воздействия нагревов (направление Д)
Сплав, состояние Полуфабрикаты Характеристика Режим нагрева
125 °C, 100 ч 150 °C, 100 ч
ов, МПа 460 470
1420ТГ1 Лист оо,2» МПа 315 330
8, % 6 5
170
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.205
Сплав, состояние Полуфабрикаты Характеристика Режим нагрева
125 °C, 100 ч 150 °C, 100 ч
ств, МПа 490 490
1420ТГ1 Плита сто,2, МПа 335 345
8, % 9 8
ств, МПа 480 495
1420ТГ1, 1420ТВ1 Штамповка сто,2, МПа 315 315
8, % 6,5 6,5
ств, МПа 470 445
1420ТГ1 Прессованный профиль сто,2, МПа 335 305
8, % 6,5 7
ств, МПа 490 -
1421ТГ1 Лист оо,2» МПа 380 -
8, % 5 -
ств, МПа 500 -
1421ТГ1 Плита сто,2» МПа 350 -
8, % 7,5 -
1.1.206. Свойства сварных соединений из сплавов 1420, 1421
(автоматическая аргонодуговая сварка)
Сплав, состояние Пол уфабри каты Ов, МПа У10-3 (МЦУ) при сттах = 155 МПа, Kt = 2,6 К* , МПа-м1/2, (Ь = 200 мм) dl/dN, мкм/цикл, при АХ, МПа м1/2
31 25
1420ТГ1 Лист 365 179 62 3,3 -
Плита 355 120 52 - 1,96
1420ТГ1, 1420ТВ1 Штамповка 365 330 40 - 1,75
1420ТГ1 Прессованные 365 720 75 (Ь = 400 мм) 2,2 -
1421ТГ1 Лист 360 107 50 1,65 -
Плита 345 150 53 - 0,85
Сплавы системы Al-Li-Cu. Литий и медь
имеют высокую предельную растворимость в
твердом алюминии, уменьшающуюся с пониже-
нием температуры (рис. 1.1.71). При температуре
550 °C в однородном твердом растворе макси-
мальное содержание меди составляет 5,2 % при
содержании лития менее 1,8 %, а максимальное
содержание лития - 3,2 % при меди менее 1,2 %.
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
171
Рис. 1.1.71. Распределение фазовых областей при 502 °C (жирные линии) и 327 °C (штриховые линии)
в алюминиевом углу диаграммы Al-Li-Cu
Рис. 1.1.72. Влияние содержания Li на механические свойства сплавов системы Al-Cu-Mn-Cd:
а - 2 % Си; б - 4 % Си; в - 6 % Си;
/ - отожженное состояние; 2 - закаленное; 3 - естественно состаренное; 4 - искусственно состаренное
Кроме двойных соединений 0 (Д12Си) и
5 (AlLi) в равновесии с алюминиевым твер-
дым раствором в системе Al-Li-Cu находятся
тройные фазы Тв (AI7CU4LO, Tj (Al2CuLi),
Т2 (Al6CuLi3).
Наибольший практический интерес
представляют сплавы, содержащие литий в
пределах 1 - 2,5 % и меди 2 - 5,5 %.
Упрочнение после закалки и искусст-
венного старения в этих сплавах обеспечива-
ется выделением пластинчатых частиц
О' (А12Си), Т| и сферических частиц 8' (Al3Li).
Если в сплаве содержится Си > 2,0 %, то
метастабильная фаза 0' образуется в процессе
старения при любой концентрации лития.
Стабильная Т|-фаза наблюдается в сплавах
при содержании Li > 0,8 %, в то время как
метастабильная фаза 8' - в сплавах с Li > 1,2 %.
При содержании Li > 2 % в низкотемпе-
ратурной области фаза Tj выделяется в мета-
стабильном состоянии Г.
Увеличение содержания лития от 0,5
до 2,0 % в сплаве с 3,0 % Си приводит к уп-
рочнению на 200 МПа, а в сплаве с 6,0 % Си -
172
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
на 70 МПа (рис. 1.1.72). Относительное удли-
нение с увеличением содержания лития до
1,0 - 2,0 % снижается в 2 - 3 раза. Дальней-
шее повышение содержания лития (более
2,5 %) приводит к снижению прочности и
пластичности.
Дополнительное легирование тройных
сплавов Al-Li-Cu марганцем (0,3 - 0,6 %)
приводит к одновременному росту прочности
и пластичности (рис. 1.1.73). Влияние мар-
ганца можно объяснить существенным
уменьшением размера зерна и формировани-
ем перекристаллизованной или частично рек-
ристаллизованной структуры, образованием
пересыщенного марганцем твердого раствора
и появлением дисперсных частиц марганцо-
вистой фазы.
Введение кадмия (0,05 - 0,2 %) способ-
ствует увеличению эффекта искусственного
старения (рис. 1.1.74) за счет уменьшения
размеров и увеличения количества выделений
упрочняющих метастабильных фаз.
Легирование сплавов цирконием (0,08 -
0,16 %) и скандием (0,05 - 0,2 %) приводит к
существенному приросту прочности за счет
формирования преимущественно перекри-
сталлизованной структуры и выделений в
результате распада пересыщенного скандием
твердого раствора дисперсных сферических
частиц (размером около 50 нм) фазы AI3SC.
Сплавы, разработанные на базе этой
системы, можно разделить на две группы:
1) сплав ВАД23 (1230) с пониженным
содержанием лития и высоким содержанием
меди, дополнительно легированный марган-
цем и кадмием;
Рис. 1.1.73. Влияние содержания Мп на механические
свойства сплавов системы Al-Cu-Li-Cd:
/ - отожженное состояние; 2 - закаленное;
3 - естественно состаренное;
4 - искусственно состаренное
640
600
560
520
480
440
400
360
£
280
240
200
& 3()
ю 20
10
О
О 0,03 0,055 0,14 0.2 0,4 1.0 1.8
Cd. %
а)
б)
Рис. 1.1.74. Влияние содержания Cd на механические свойства (а)
и эффект термической обработки (б) сплавов системы Al-Cu-Li-Mn:
/ - отожженное состояние; 2 - закаленное; 3 - естественно состаренное; 4 - искусственно состаренное
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
173
2) сплавы 1450, 1451 и 1460 с повышен-
ным содержанием лития (1,5 - 2,4 %) при-
мерно при 3 % Си, дополнительно легиро-
ванные цирконием, а сплав 1460 - также и
скандием.
Сплав ВАД23 характеризуется высокими
характеристиками прочности при 20 °C и
повышенных (до 225 °C) температурах и
плотностью (2720 кг/м3) на 2,5 - 4,5 % мень-
шей, чем у сплавав Д16, В95 и АК4-1.
Сплавы второй группы с высоким со-
держанием лития и пониженным содержани-
ем меди обладают более низкой плотностью
(2600 - 2630 кг/м3). Однако сплав ВАД23 с
1 % Li более технологичен при холодной де-
формации. Тонкие листы из сплава ВАД23
изготовляют методом холодной рулонной
прокатки с промежуточными отжигами при
температуре 380 - 420 °C с последующим мед-
ленным охлаждением со скоростью не более
30 °С/ч.
Для повышения технологической пла-
стичности при 20 °C сплавы 1450 и 1460 с
2,0 - 2,5 % Li необходимо закаливать с темпе-
ратуры 500 - 540 °C в холодной воде. Сплав
1451 с 1,5 % Li обладает высокой технологиче-
ской пластичностью не только в закаленном,
но и в отожженном состоянии.
Окончательная упрочняющая термиче-
ская обработка сплавов системы Al-Li-Cu
заключается в закалке в воде и искусственном
старении (табл. 1.1.207).
Для сплава ВАД23 режим искусствен-
ного старения на максимальную прочность
(Т1) применяется для полуфабрикатов и дета-
лей, предназначенных для работы при 20 °C и
повышенных температурах. Этот режим обес-
печивает высокое сопротивление коррозион-
ному растрескиванию под напряжением. Для
листовых материалов вместо одноступенча-
того рекомендуется двухступенчатый режим,
несколько повышающий характеристики пла-
стичности при сохранении прочности на вы-
соком уровне. Режим старения Т12
(недостаренное состояние) рекомендуется для
изделий, требующих повышенных характери-
стик пластичности, трещиностойкости и рабо-
тающих при температуре 20 °C. Коррозионная
стойкость после этого режима пониженная.
В случае применения режима Т12 необходима
надежная антикоррозионная защита. Переста-
ривание по режиму Т2 позволяет получить
относительно высокую стабильность структу-
ры и механических свойств в случае эксплуа-
тационных нагревов при 150 - 200 °C при
достаточно высокой прочности и коррозион-
ной стойкости. После режимов Т1 и Т2 сплав
ВАД23 имеет пониженные характеристики
пластичности, трещиностойкости и повышен-
ную чувствительность к концентрациям на-
пряжений.
1.1.207. Режимы упрочняющей термической обработки сплавов системы Al-Li-Cu
Сплав Полуфабрикаты Температура нагрева под закалку, °C Вид старения Режим старения
температура, °C продолжи- тельность, ч
ВАД23 Все виды 515-525 Т1 Т1 двухступенчатое (для листов) Т12 Т2 160-170 1-я ступень 145-155 2-я ступень 180-190 140-150 200-220 8-16 3-5 3-5 18-36 6-15
1450 Плиты и горяче- катаные листы Прессованные 525-535 Т1 150-160 135-145 18-24 16-24
1451 Листы 525-235 Т1 двухступенчатое 1-я ступень 120-130 2-я ступень 145-155 3-5 18-24
1460 Плиты 530-540 Т1 135-145 18-24
Т1 155-165 24-30
Листы Т1 двухступенчатое 1-я ступень 115-130 2-я ступень 145-165 14-20 10-16
174
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Некоторое различие режимов искусст-
венного старения различных полуфабрикатов
из сплавов 1450, 1451 и 1460 обусловлено осо-
бенностями технологических процессов их
изготовления, различием зеренной структуры,
видом и степенью деформации при правке
после закалки перед искусственным старением.
Рекомендуемые режимы закалки и ста-
рения (табл. 1.1.207) этих сплавов обеспечи-
вают оптимальное сочетание механических
свойств, характеристик вязкости разрушения
и трещиностойкости.
Сплав 1450 преимущественно применя-
ется в виде прессованных полуфабрикатов для
изготовления сильнонагруженных элементов
конструкции. Сплав 1451 предназначен глав-
ным образом для изготовления тонких листов
методом холодной рулонной прокатки. Сплав
1460 является свариваемым и обладает ком-
плексом свойств, обеспечивающим необходи-
мую работоспособность при криогенных тем-
пературах, включая температуру -253 °C.
Свойства различных полуфабрикатов
сплавов системы Al-Li-Cu приведены в табл.
1.1.208 - 1.1.216.
1.1.208. Гарантируемые механические свойства (не менее) полуфабрикатов
из сплавов системы Al-Li-Cu
Сплав, состояние Полуфабрикаты Толщина s, мм Направление вырезки образца °в, МПа ст0,2> МПа 5, %
ВАД23Т1 Листы неплакированные и плакированные 1,0 < S < 6,0 П 550 - 2
Прессованные профили S< 10,0 д п 520 490 450 390 5 5
Прессованные панели s < 12,0 (полотно) п 460 - 4
1450Т1 Плиты 40,0 < $ < 55,0 д п 510 490 450 430 6 5
Прессованные профили 1,4 < s < 5,0 5,0 < s < 50,0 д д 480 530 390 450 6 6
1451Т1 Листы неплакированные и плакированные 1,0 < s < 6,0 п 490 430 6
1460Т1 Листы неплакированные 1,5 <s< 10,0 Д, п 500 430 4
Плиты 20,0 <s< 50,0 д п 550 530 440 400 5 7
1.1.209. Типичные механические свойства полуфабрикатов из сплавов системы Al-Li-Cu
Сплав, Полуфабрикаты Направление Е, ГПа ов, МПа оо,2> МПа 5, %
состояние вырезки образца
ВАД23Т1 Листы плакированные п 550 510 6
Листы неплакированные п 600 550 4
ВАД23Т12 Листы плакированные п 73 460 350 17
Листы неплакированные п 470 360 16
ВАД23Т2 Листы плакированные п 480 410 7
Листы неплакированные п 510 450 6
Плиты д 79 555 515 7
1450Т1 п 550 510 8
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
175
Продолжение табл. 1.1.209
Сплав Полуфабрикаты Направление вырезки образца Е, ГПа ов, МПа оо,2> МПа 5, %
1450Т1 Прессованные профили Д п 78,5 600 560 520 490 8 9
1451Т1 Листы неплакированные д п 78 490 480 420 410 9 10
1460Т1 Плиты д п 79 580 570 460 430 8 11
Листы неплакированные д п 80 545 540 490 480 7 9
1.1.210. Типичные механические свойства прессованных полуфабрикатов из сплава ВАД23
(направление Д)
Полуфабрикаты Режим старения Ов, МПа ст0,2> МПа 5, %
Тонкие профили толщиной 5,0 мм 140 °C, 18 ч 480-540 380-420 10-16
160 °C, 10 ч 520-600 450-550 4-8
200 °C, 7 ч 490-520 400-450 5-7
Крупногабаритные профили толщиной 12-30 мм 140 °C, 18 ч 500-570 400-480 10-15
160 °C, 10 ч 580-660 540-600 5-9
200 °C, 7 ч 490-570 420-510 7-9
Панели 160 °C, 14 ч 620-700 580-660 4-7
200 °C, 6 ч 520-540 430-460 6-9
1.1.211. Типичные свойства сплавов 1450, 1451 и 1460
Сплав, состояние Полуфабрикаты Направление вы- резки образцов к?, МПам1/2, (Ь = 200 мм) dl/dN, мкм/цикл, Д*= 31 МПа- Vi7 У Ю-з (МЦУ) при °тах =155 МПа, К, = 2,6 °кр, МПа (КР) РСК, балл мкк, глу- бина, мм
Плиты д 60,5 3,4 346 - 3 0,25
1450Т1 Прессованные профили д 72,5 2,5 320 - 3 нет
1451Т1 Листы д п 73 70 2,65 1,8 200 260 330* 2 нет
1460Т1 Плиты Листы д д 48 43 3,2 300 150 250* 250* 5 3 0,2 нет
* Направление П, образцы-дуги, база 90 сут.
176
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.212. Механические свойства* листов из «шава ВАД23 при разшмшах температурах
Температура испытания, °C Е, ГПа св, МПа go,2» МПа 5, %
-т - 720 650 5,0
-70 - 57© 530 5,5
20 73/76 550/600 | 510/550 6,0/4,0
125 - 500/520 450 8,0/5,0
150 67/69 480/500 420/450 8,0/5,0
175 65/66 440/470 380/400 8,0/6,0
200 62/63 ' 410/430 350/370 8,0/6,0
225 - -/370 -/300 -/6,0
250 - -/320 - -/6,0
* В числителе для плакированных листов, в знаменателе - для неплакированных.
1.1.213. Механические свойства сплавов 1450 и 1451 при различных температурах
Сплав, состояние Полуфаб- рикат Характе- ристика Направление вырезки образцов Температура испытания, °C
-70 20 125 150
1450Т1 Плита £, ГПа д 79,8 78,8 71,3 69,1
<уа, МПа д п 610 500 555 550 490 505 470 465
сто,2, МПа д п 570 555 515 510 470 460 440 420
5, % д п 5,0 5,0 7,5 8,0 13,5 12,5 17,0 13,5
1451Т1 Лист непла- кированный £, ГПа д 81,3 77,9 70,8 -
<ув, МПа д п 535 525 520 490 450 425 410 395
сто,2, МПа д п 480 465 465 445 425 400 390 380
5, % д п 11,0 12,0 11,0 11,5 19,0 17,0 24,5 21,0
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
177
1.1.214. Пределы длительной прочности и ползучести (МПа) листов сплава ВАД23 в состоянии Т1
Температура испытания, °C °100 <51000 <50,2/10 <50,2/100 <50,2/1000
Плакированный лист
150 330 280 240 - 175 -
175 280 245 190 - 120 -
200 240 180 145 - - -
225 - 100 55 - - -
Неплакированный лист
150* 360 325 260 300 220 130
175 - - 200 - 140 -
200 - - - - 120 60
225 - 125 75 70 50 -
* ст5ооо ~ 190 МПа.
1.1.215. Пределы длительной прочности и ползучести (МПа)
массивного профиля из сплава ВАД23Т1
Температура испытания, °C ° 100 <Пооо ° 10000 <50,2/100 <50,2/1000
125 430 380 320 350 310
150 380 320 260 320 250
175 320 230 190 240 -
200 230 165 - 140 120
250 120 - - - -
Примечание. сто,2/1оооо = 260 МПа при 125 °C.
1.1.216. Пределы длительной прочности и ползучести (МПа) сплавов 1450 и 1451
Температура испытания, °C <5100 <50,2/100
Плита из сплава 1450
100 450 390
125 390 335
150 315 265
Неплакированный лист из сплава 1451
125 335 -
150 265 225 (160 °C)
178
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.217. Режимы упрочняющей термической обработки сплавов системы Al-Li-Mg-Cu
Сплав Полуфабрикаты Температура нагрева под закалку, °C Вид старения Режим старения
температура, °C продолжи- тельность, ч
1430 Листы, ПЛИТЫ 525-535 Т1 двухступенчатое 1-я ступень 95-105 2-я ступень 135-145 3 25
Прессованные Т1 135-145 25
1440 Плиты, прессова- нью полуфабрикаты Т11 двухступенчатое 1-я ступень 145-155 2-я ступень 165-175 4 10
1441 Листы, плиты прессованные Т1 145-155 24
Т11 двухступенчатое 1-я ступень 150 2-я ступень 170 4 24-30
Сплавы системы Al-Li-Mg-Cu. Сплавы
1430, 1440 и 1441 четверной системы Al-Li-
Mg-Cu дополнительно легированы Zr и Ti и
различаются главным образом соотношением
концентраций Mg:Cu (соответственно 1,66;
0,55; 0,5). Сплав 1430 может содержать в не-
большом количестве Sc, сплав 1440 более
легирован Li (см. табл. 1.1.193).
В равновесии с алюминиевым твердым
раствором в системе Al-Li-Mg-Cu могут нахо-
диться следующие фазы: Si (AJ2MgLi),
S (Al2CuMg), T2 [Al5Cu(LiMg)3]. Литий
уменьшает растворимость меди и магния, а
магний уменьшает растворимость меди и ли-
тия в твердом алюминии.
Тройная фаза S| (Al2MgLi) в сплавах с
2 % Li образуется при концентрации Mg > 2 %.
Фаза S (Al2CuMg) и ее промежуточные моди-
фикации образуются в сплавах с соотношени-
ем концентраций Mg:Cu < 1. Во всех сплавах
может присутствовать фаза Т2 [A15Cu(LiMg)3].
Основной упрочняющей фазой в сплавах
1430, 1440 и 1441 является фаза S' (A^Li), а в
сплавах 1440 и 1441, состаренных на макси-
мальную прочность, выделяется также фаза
S' (Al2CuMg).
Дополнительное легирование сплавов
элементами-антирекристаллизаторами Zr, Мп,
Ti, Sc повышает прочностные свойства благо-
даря формированию преимущественно перек-
ристаллизованной или мелкозернистой рек-
ристаллизованной структуры.
Используя специальную технологию, из
сплавов 1430 и 1441 изготовляют листы с
полностью рекристаллизованной структурой
(рис. 1.1.67, г), обеспечивающей повышенную
пластичность при минимальной анизотропии
механических свойств в термоупрочненном
состоянии.
Все указанные сплавы подвергают уп-
рочняющей термической обработке: закалке в
холодной воде и искусственному старению
(табл. 1.1.217). Свойства различных полуфаб-
рикатов из сплавов системы Al-Li-Mg-Cu
приведены в табл. 1.1.218 - 1.1.224.
1.1.218. Гарантируемые механические свойства (не менее) полуфабрикатов
из сплавов 1430, 1441 и 1440
Сплав Полуфабрикаты Состоя- ние Толщина s, мм Направление вырезки образца ОВ, МПа <*0,2, МПа 5, %
Листы плакированные 1,5 < 5 < 4,0 д п 410 410 300 290 12 10
1430 Прессованный профиль Т1 5 < 25,0 д п 470 375 8
д 440 340 8
Плита 10,0 < s< 40,0 п 420 320 7
в 360 310 2
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
179
Продолжение табл. 1.1.218
Сплав Полуфабрикаты Состоя- ние Толщина s, мм Направление вырезки образца °в, МПа ст0,2, МЙа 5, %
1441 Листы плакированные Т1 0,8 < 5 < 4,0 Д, п 410 305 7
4,0 < 5 < 10,0 420 320 6
Т11 0,8 < 5< 1,0 410 320 7
1,2 <5< 10,0 420 340 6
Прессованный профиль Т1 s< 25 д 470 - 5
п 440 - 4
1440 Прессованный профиль Т11 5 < 25,0 д 470 - 5
25,0 < s < 50,0 д 450 - 4
Все размеры п 440 - 4
40,0 < 5 < 50,0 в 390 - 1,5
Т12 5 < 25,0 д 440 345 6
Плита Т1 20,0 <s< 30,0 д п 450 440 - 6 6,5
30,0 < 5 < 55,0 д п в 440 440 375 - 5,5 6 2
Т11 20,0 < 5 < 30,0 д п 470 450 - 5 5,5
30,0 < s < 55,0 д п в 470 450 375 - 5 5 4,5
1.1.219. Типичные механические свойства полуфабрикатов
из сплавов 1430, 1441 и 1440
Сплав Полуфабрикат Состо- яние Толщина 5, мм Направление (угол, °) вырезки образцов Ов, МПа ст0,2> МПа 5, %
д 445 325 18
Лист плакированный 1,5 - 4,0 п 455 315 18
(45) 445 310 21
1430 Д 475 380 11
Плита Т1 10,0 - 40,0 п 465 365 10
в 400 330 4
Прессованный профиль < 25,0 д п 485 385 10
1441 Лист плакированный Т1 0,8 - 1,5 д п 415 430 315 320 15 13,5
180
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.219
Сплав Полуфабрикат Состо- яние Толщина s, мм Направление (угол, °) вырезки образцов Ов, МПа О0,2, МПа 5, %
Лист неплакированный 1,2 - 2,0 д п 425 420 325 305 16 16,5
1441 Т1 8,0 д п 440 450 360 355 13 13
Плита 12,5 - 25,0 д п 455 445 390 370 7 8
Прессованный профиль Площадь сечения до 60 см2, s < 30,0 д п 500 450 425 355 7 12
20,0 - 30,0 д п 490 480 410 390 7 8
Плита д 510 430 6
30,0 <s< 55,0 п 490 410 6
1440 Т11 в 410 355 2
s < 25,0 д п 495 480 400 390 7 10
Прессованный профиль д 485 415 6
25,0 <s< 50,0 п 465 390 9
в 410 - 2
1.1.220. Характеристики трещиностойкости, усталости, коррозионной стойкости
полуфабрикатов из сплавов 1430, 1441 и 1440
Сплав, состоя- ние Полуфабрикаты Направление вы- резки образцов к'с, МПа-м*/2, при ширине образца Ь, мм dl/dN, мкм/цикл, при ДК= 31 МПа-м*/2 АПО-3 (МЦУ) при сттах ~ =155 МПа, Kt = 2,6 сткр> МПа (КР) РСК, балл мкк, глубина, мм
200 400
Лист плакированный Д 78 101 1,3 145 - - -
П 75 - - - 150 2-3 0,2
1430Т1 д 81 - 1,4 183 - - -
Плита п - - - - - - -
в - - - - - - -
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
181
Продолжение табл. 1.1.220
Сплав, состоя- ние Полуфабрикаты Направление вы- резки образцов МПам1/2, при ширине образца Ь, мм dl/dN, м км/цикл, при Atf=31 МПам1/2 АЧ0-3 (МЦУ) при °тах “ =155 МПа, Kt = 2,6 сткр> МПа (КР) РСК, балл мкк, глубина, мм
200 400
Д 70 0,62* 170 •
Прессованный профиль п - - - - 215 2-3 0,1-0,2
Лист плакированный д 77 101 1,4 160 170 15 3-5 0,035-0,14
п 72 99 0,9
1441Т1 Лист неплакированный д 78 100 0,95 180 - - -
п 73 101 0,9 175 18 3 0,2
Плита д - 108 2,0 300 вд 3 0,07
п - - - 220 50 - -
Прессованный профиль д - - - 300 вд 5-6 0,07-0,14
п - - - - 50 - -
Плита д 78 - 2,5 240 вд 3-5 0,3
1440Т11 п - - 2,5 240 50-70 - -
Прессованный профиль д 75 - 2,8 240 вд 3-5 0,3
п - - - 240 70 - -
* ДАТ =22 МПа м1/2.
1.1.221. Механические свойства сплавов 1430, 1441 и 1440 при высоких температурах
Сплав Полуфабрикат Состо- яние Толщина, мм Характе- ристика Направление вырезки образцов Температура испытания, °C
125 150 175
1430 Лист неплакированный Т1 1,5-4,0 св, МПа д П - 415 415 -
Со,2, МПа д п - 315 300 -
5, % д п 20 22
Плита 10,0-40,0 св, МПа д п 440 435 415 410 385 375
Со,2, МПа д п 365 335 360 335 340 315
Прессованный профиль < 25 св, МПа д 470 430 355
Со,2, МПа д 385 380 305
5, % д 12 19 27
182
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.221
Сплав Полуфабрикат Состо- яние Толщина, мм Характе- ристика Направление вырезки образцов. Температура испытания, °C
125 150 175
1441 Лист неплакированный Т1 1,2-2,0 св, МПа д п 400 405 375 385 355 345
сто,2> МПа д п 310 315 315 315 305 285
5, % д п 16 13 17,5 16,5 18 17,5
8,0 ов, МПа д п 420 425 400 405 -
Оо,2> МПа д п 360 360 355 355 -
5, % д п 10,5 10,5 12 12,5 -
Плита 20,0 ов, МПа д п 425 405 405 400 -
5, % д п 9,5 8 9,5 10 -
1440 Плита Т11 20,0-25,0 ств, МПа д п - 425 400 390 375
сто,2, МПа д п - 405 380 365 355
8, % д п - 16 15,5 19,5 18
Прессованный профиль 25,0-50,0 ов, МПа д п - - 395 385
Со,2, МПа д п - - 360 355
8, % д п - - 13,5 14,5
АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ
183
1.1.222. Механические свойства при 20 °C после воздействия нагревов (направление Д)
Сплав, Пол уфабри каты Характе- Температура нагрева, °C
125 150
состояние ристика Время выдержки, , ч
50 100 500 1000 50 100 500 1000
св, МПа - 440 475 - - 465 465 -
Лист плакированный Со,2, МПа - 370 375 - - 360 365 -
5, % - 8 7 - - 10 9,5 -
св, МПа - 500 500 - - 490 490 -
1430Т1 Плита Со,2> МПа - 390 390 - - 380 380 -
5, % - 11 10 - - 12 1 1 -
св, МПа - - 530 540 - 520 510 -
Прессованный профиль Со,2, МПа - - 430 435 - 420 420 -
5, % - - 8 9 - 8 7,5 -
св, МПа 445 440 470 475 440 465 505 500
Лист неплакированный Со,2, МПа 350 350 365 385 365 375 440 460
1441Т1 5, % 16,5 14,5 10,5 10 11,5 10,5 7 5,5
ств, МПа 470 490 500 500 475 480 520 510
Плита о0,2, МПа 395 430 435 430 405 430 460 470
5, % 6 6,5 5 7 7,5 6 6,5 6
св, МПа 495 510 505 510 475 515 490 490
1440Т11 Плита Со,2, МПа 425 450 450 450 425 440 445 440
8, % 6 6 5,5 7 6 6,5 5,5 7,5
1.1.223. Пределы длительной прочности (МПа) сплавов 1430Т1 и 1441Т1
Сплав Полуфабрикат Толщина, мм Направление вырезки образца Температура испытания, °C
125 150
Время до разрушения, ч
100 500 1000 100 500 1000
1430 Лист плакированный 1,5-2,5 д п 320 310 300 - 290 280 240 -
Прессованный профиль До 25 д - 365 315 355 265 -
184
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 1.1.223
Сплав Полуфабрикат Толщина, мм Направление вырезки образца Температура испытания, °C
125 150
Время до разрушения, ч
100 500 1000 100 500 1000
1441 Лист неплакированный 1,2-2 д п 335 325 310 295 275 265 305 295 275 265 255 245
Лист плакированный 1,5 д п 330 320 270 260 - 255 255 225 225 -
Плита 20 д п 390 380 380 375 - - - -
1.1.224. Пределы ползучести (МПа) сплава 1430Т1 и 1441Т1
Сплав Полуфабрикаты Толщина, мм Направление вырезки образца Температура испытания, °C
125 150
Время до разрушения, ч
100 500 1000 100 500
1430 Лист плакированный 1,5 - 2,5 д П - 280 270 - 230 -
Прессованный профиль До 25 д - 325 285 285 225
1441 Лист неплакированный 1,2-2 д п 305 295 295 285 265 265 265 255 245
Лист плакированный 1,5 д п 245 235 235 235 - 195 185 -
Плита 20 д п 380 365 - - - -
СПЛАВЫ ДЛЯ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
185
1.1.9. СПЛАВЫ ДЛЯ
СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
Общая характеристика. Понятие "сверх-
пластичность" (СП) ввел в металлургическую
науку академик А. А. Бочвар.
Сплавы в сверхпластичном состоянии
характеризуются необычайно высоким отно-
сительным удлинением (порядка 200 - 1000 %),
очень низким напряжением течения ст (по-
рядка 1-10 МПа) и сильной зависимостью
напряжения течения от скорости деформа-
ции Ё при показателе скоростной чувст-
вительности напряжения течения т -
= JlgCT/JlgE> 0,2 - 0,3. Сильное возраста-
ние ст с увеличением Ё затрудняет локализа-
цию деформации, т.е. повышает устойчивость
течения, обеспечивая получение очень боль-
ших деформаций.
Необходимое условие для проявления
эффекта сверхпластичности - наличие ульт-
рамелкого зерна (УМЗ) размером не более
10-15 мкм и деформирование при темпера-
турах выше * 0,5 ТТлл со сравнительно низкими
скоростями (порядка Ю-5 - 10ч с-1).
Начиная с 70-х годов явление сверхпла-
стичности начали использовать как основу
принципиально нового ресурсосберегающего
процесса сверхпластической формовки (СПФ)
деталей, позволяющего под небольшим газо-
вым давлением получать детали и изделия
сложной формы за одну операцию.
Для алюминиевых сплавов с матричной
структурой стабильность ультрамелкозернистой
микроструктуры обеспечивается закреплением
границ зерен дисперсными частицами. Из-
мельчение зерна в таких сплавах происходит в
результате гетерогенизации структуры с помо-
щью интерметаллических вторых фаз двух ти-
пов: дисперсоидов размером менее 0,1 мкм,
(алюминидов переходных металлов Сг, Zr, Sc),
которые могут исключить или тормозить рек-
ристаллизацию при прокатке и закалке; частиц
фаз размером около 1 мкм, образующихся при
перестаривании и способствующих однородно-
му зарождению большого числа рекристаллизо-
ванных зерен. В результате ультрамелкое зерно
формируется либо в процессе динамической
рекристаллизации во время сверхпластической
формовки, либо в исходном листе в процессе
статической рекристаллизации при нагреве под
закалку перед СПФ.
Микроструктура сплавов для СПФ
должна обладать также высокой устойчиво-
стью против порообразования, происходящего
при больших степенях сверхпластической
деформации и неоптимальных режимах ее
проведения.
Термически упрочняемые сплавы. Спла-
вы пониженной плотности. Сплав 1420
системы Al-Mg-Li характеризуется понижен-
ной плотностью и повышенным модулем уп-
ругости, высокой коррозионной стойкостью и
свариваемостью. Однако невысокая техноло-
гическая пластичность при традиционных
методах обработки давлением, в частности
при листовой штамповке, затрудняет широкое
применение сплава в машиностроении. По-
этому особый интерес представляет получение
из сплава 1420 деталей сложной конфигура-
ции методом сверхпластической формовки.
Рис. 1.1.75. Микроструктура листов 1420РС
с различным размером зерна:
а - 7 мкм; б - 10 мкм; в - 13 мкм, х400
186
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.76. Зависимость напряжения течения (а) и относительного удлинения (б) сплава
с размером зерна 7 и 55 мкм от скорости деформации при температуре растяжения 470 °C
Проявление эффекта СП в сплаве 1420 в
определенном температурно-скоростном ин-
тервале обусловлено получением регламенти-
рованной ультрамелкозернистой структуры с
размером зерна не более 10 мкм и равномер-
ным распределением частиц Si-фазы (A^MgLi).
Средний размер зерен сплава 1420 определя-
ется зарождением этих зерен на частицах
Sj-фазы размером 0,75 мкм, выделившихся в
результате предварительного гетерогенизаци-
онного отжига. Кроме того, частицы Si-фазы
способствуют сохранению сформированной
ультрамелкозернистой структуры путем тор-
можения нормального роста зерен.
Размер зерна является структурным па-
раметром, который дополнительно к механи-
ческим характеристикам служит для оценки
качества сверхпластичного сплава. Установлен
порядок контроля размера зерна в листах из
сплава 1420, предназначенных для обработки
давлением в режиме сверхпластичности и по-
лучивших марку PC (регламентированная
структура). Размер зерна в сверхпластичных
листах из сплава 1420PC составляет 7-13 мкм
(рис. 1.1.75). Размер зерна существенно влия-
ет на показатели сверхпластичности: напря-
жение течения, относительное удлинение и
коэффициент скоростной чувствительности
напряжения течения. Напряжение течения и
относительное удлинение листов с размером
зерна 7 мкм в интервале скоростей деформа-
ции 210"5 - Ю-3 с-1 составляют соответственно
1 - 8 МПа и 300 - 350 %, что значительно
превышает аналогичные показатели листа,
полученного по серийной технологии с раз-
мером зерна около 55 мкм (рис. 1.1.76).
В процессе сверхпластической деформации
происходит незначительный рост зерен, ин-
тенсивность которого увеличивается с умень-
шением скорости деформации (рис. 1.1.77).
Штамповку деталей из сплава 1420РС
рекомендуется проводить при скорости де-
формации 210'4 с'1 и температуре 465 °C
(табл. 1.1.225) что позволяет совместить процесс
формообразования с нагревом под закалку и
охлаждением на воздухе. При совмещении СПФ
с закалкой деталей необходимо обеспечить ми-
нимальную продолжительность удаления детали
из матрицы и скорость охлаждения не менее
0,3 °С/с. Последующее старение при температуре
120 °C, 10 - 12 ч (состояниеТГ!) обеспечивает
гарантируемый уровень свойств: ов > 420 МПа,
Со,2 260 МПа, S > 6 %.
Образование пор при сверхпластической
деформации растяжением, характерное для
алюминиевых сплавов, приводит к снижению
механических свойств. У сплава 1420РС сни-
жение прочностных свойств ниже требуемого
уровня происходит в том случае, когда относи-
тельное удлинение при СПД превышает 60 %.
Так как при этом в термоупрочненном состоя-
нии (ТГ1) сохраняется высокий уровень отно-
сительного удлинения, то возможна корректи-
ровка режима старения с целью повышения
прочностных свойств и увеличение допустимой
степени СПД до 100 %. Практика показывает,
что такой степени деформации достаточно для
получения деталей сложной формы.
Рис. 1.1.77. Рост зерна в сплаве 1420РС в зависимости
от степени деформации со скоростями 9,8-10'4 (7);
510-4 (2) и 9,6 10'5 с*1 (J) при температуре 470 °C
СПЛАВЫ ДЛЯ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
187
1.1.225. Типичные механические свойства листов в состоянии (ТТ1)
и характеристики сверхпластичности
Сплав Направление вырезки образца ав, МПа ао,2> МПа 5, % а, МПа m
1420РС д 430 270 300-350 < 10 0,35
п 440 270 300-350 < 10 0,35
1421 д 450 320 650-1000 4,5 0,5
п 480 330 800-1000 3,5 -
1423 д 460 345 600-1000 5 0,45
п 460 330 600-900 4 -
Примечание: Для сплавов: 1420РС - Т = 465 °C, Ё = 2 • 10‘4 с"1;
1421, 1423 - Г= 500 °C, Ё = (7 - 8) • 10~4 с'1.
Новые конструкционные сплавы 1421 и
1423, созданные на базе системы Al-Mg-Li и
легированные совместно элементами-анти-
рекристаллизаторами цирконием и скандием,
по сравнению со сплавом 1420 имеют пре-
имущество в термообработанном состоянии
по прочностным свойствам при некотором
снижении пластичности (см. табл. 1.1.225).
У холоднокатаных листов из сплавов
1421Т и 1423Т, как и у серийных листов из
сплава 1420Т (без специальной подготовки
структуры), преимущественно перекристалли-
зованная волокнистая структура (рис. 1.1.78).
Но в отличие от сплава 1420 листы из сплавов
1421 и 1423 с перекристаллизованной струк-
турой имеют высокие характеристики сверх-
пластичности.
Проявление эффекта сверхпластичности
в листах из этих сплавов определяется проте-
канием в процессе деформации динамической
рекристаллизации, в результате которой соз-
дается полностью рекристаллизованная мел-
козернистая равноосная структура со средним
размером зерна 9 мкм. При этом удлинение
достигает 500 - 700 %. Для сплава 1421 мак-
симальное удлинение при сверхпластической
деформации составляет 675 %.
Испытания продольных и поперечных
образцов из листов сплава 1423 в интервале
температур 400 - 550 °C при скорости дефор-
Рис. 1.1.78. Микроструктура листов из сплава 1423.
Анодное оксидирование, х250
Рис. 1.1.79. Зависимость напряжения течения а (а)
и относительного удлинения S (б) от
температуры испытания для листов из сплава 1423
(Ё =7,610-3 с-1):
О, • - образцы соответственно продольные
и поперечные
мации 7,6-10’3 с"1 показали, что с увеличени-
ем температуры напряжение течения снижа-
ется. При этом уровень этой характеристики
при всех температурах выше у продольных
образцов; у них более высокие значения от-
носительного удлинения во всем интервале
температур (рис. 1.1.79).
На основании исследования зависимо-
стей характеристик сверхпластичности от ско-
рости деформации (рис. 1.1.80 и 1.1.81) уста-
новлено, что в листах из сплава 1423 в широ-
ком интервале температур (450 - 525 °C) и
скоростей деформации (3,8-10-4 - 3,8-10'2 с-1)
проявляется эффект сверхпластичности. На-
пряжение течения при этом находится в ин-
тервале 2-25 МПа, относительное удлинение
140 - 510 %, коэффициент скоростной чувстви-
тельности напряжения течения тп = 0,3 - 0,78.
188
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
К)'4 Ю'3 10'2 10'1 г, с1
। । 1____।____।---1 ।
0,5 1 2,5 5 10 25 50 100 V, мм/мин
Рис. 1.1.80. Зависимость напряжения течения о и относительного удлинения 8 (минимальные значения)
от температуры и скорости деформации листов из сплава 1423 (образцы продольные)
Рис. 1.1.81. Зависимость напряжения течения а и коэффициента скоростной чувствительности
напряжения течения т от температуры и скорости деформации для листов из сплава 1423 (образцы поперечные)
СПЛАВЫ ДЛЯ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
189
Рис. 1.1.82. Объемная доля пор Vn сплавов 1420 (•) и
1423 (О, А, А) в зависимости от степени деформации
при температуре 500 °C и скорости деформации:
7,6-10*3 с-» (•, О); 1,9 10-3 с-1 (А);
7,6 10*4 с-’ (А)
Сплав 1423, как и все алюминиевые
сплавы, склонен к порообразованию, при
разрушении наблюдается малое шейкообразо-
вание и резкое разрушение. В листах из спла-
ва 1423 можно видеть как крупные концен-
трированные поры, так и мелкие, распреде-
ленные по объему материала. Однако зарож-
дение пор наблюдается не с поверхности, а
ближе к сердцевине листа. По мере увеличе-
ния относительного удлинения с повышением
степени деформации происходит рост пор и
зарождение новых. Объемная доля пор в
сплаве 1423 после растяжения до 250 % со
скоростью деформации 7,6 10-3 с”1 составляет
3,2 % (рис. 1.1.82). Уменьшение скорости
деформации приводит к существенному сни-
жению объемной доли пор. При скоростях
деформации менее 7,6-10"4 с1 объемная доля
пор составляет менее 2 % даже после растя-
жения до 300 %.
Наилучшие показатели сверхпластично-
сти сплавов 1450 и 1451 системы Al-Cu-Li
достигаются в листах с перекристаллизован-
ной структурой. Эти сплавы склонны к дина-
мической рекристаллизации при сверхпласти-
ческой деформации, в результате которой
формируется однородная ультрамелкозерни-
стая структура. Сформированная в результате
прокатки волокнистая структура в присутст-
вии частиц избыточной фазы TKAhCuLi) пре-
терпевает динамическую рекристаллизацию в
процессе сверхпластической деформации.
В сплаве 1450 с большей объемной долей из-
быточной фазы ультрамелкозернистая структу-
ра формируется при достижении относитель-
ного удлинения 30 - 40 %, а в сплаве 1451 -
100 - 130 %. Оптимальными температурами
сверхпластической деформации являются
соответственно 480 и 450 °C. Напряжение
течения и показатель т слабо зависят от тем-
пературы СПД и составляют в оптимальных
условиях для обоих сплавов соответственно
* 11 МПа; т = 0,4 0,45. Относительное удли-
нение, достигаемое при оптимальных темпера-
турах и скорости деформации 1,2-10'3 с-1, су-
щественно зависит от времени перерыва меж-
ду прокаткой и СПД. Так, у сплава 1450 уд-
линение снижается с 380 до 300 % с увеличе-
нием времени вылеживания при 20 °C до двух
недель, а при дальнейшем увеличении време-
ни до четырех недель восстанавливается до
первоначального уровня. При этом значения
относительного удлинения в данном случае
приблизительно на ПО % ниже, чем в случае
испытаний при постоянной скорости дефор-
мирования.
Для получения листов из сплава типа
1440 с ультрамелкозернистой структурой вы-
бран подход, аналогичный применяемому для
сплава 1420РС. Полученная рекристаллизо-
ванная структура характеризуется некоторой
неоднородностью. Среди массы мелких зерен
размером 2-3 мкм наблюдаются зоны срав-
нительно крупных зерен, размер которых в
4-5 раз превышает средний. На листах с
такой структурой в интервале скоростей
(1 - 4)Ю-3 с-1 при 520 °C относительное удлине-
ние достигает 350 - 400 % при напряжении тече-
ния 6-10 МПа и показателе т = 0,45 + 0,5
(табл. 1.1.226). Причина преждевременного
разрушения листов из сплава типа 1440 при
сверхпластачестой деформации заключается в
образовании крупных разветвленных пор в
участках крупных зерен, встречающихся в
листах и связанных, по-видимому, с недоста-
точной однородностью распределения частиц
избыточных фаз.
1.1.226. Относительное удлинение листов из сплава 1440 в зависимости
от скорости деформации при 520 °C
Ё , С’1 6 ю-4 1,210-3 3,6 io-3 7,210-3 1,2-10’2
8, % 325±28 375±42 395±32 320±35 340±54
190
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
1.1.227. Типичные свойства неплакированных листов толщиной 2 - 4 мм
из сверхпластичных сплавов в состоянии Т2
Сплав <*в <*0,2 55, % ДЧО’3 /ССГ, РСК,
МПа (МЦУ)* Дж/см2 балл
В95оч 525 460 11 150 7 3-4
1973 535 480 10 200 7 4-6
01987 540 490 10 150 9 2-3
* Полоса с отверстием: К{ = 2,6;/= 2 ... 3 Гц; R = 0,1; ошах = 157 МПа.
Высокопрочные сплавы. Метод СПФ
представляет особый интерес для изготовления
цельных листовых сложных деталей из высоко-
прочных сплавов системы Al-Zn-Mg-Cu ввиду
их невысокой технологической пластичности
при холодной штамповке и сложности осуще-
ствления сварки плавлением.
Разработаны и осваиваются две группы
высокопрочных сплавов, различающиеся ти-
пом структуры перед СПФ.
В первую группу входят традиционные
алюминиевые сплавы В95оч (за рубежом
7475) и 1973, которые широко используются в
виде листов в авиакосмической технике.
Однако зеренная структура серийных
листов из этих сплавов не отвечает требова-
ниям для получения эффекта сверхпластично-
сти. При производстве по обычной техноло-
гической схеме (литье -> гомогенизация ->
-> горячая прокатка -» холодная прокатка ->
-> закалка -> старение) холоднокатаные листы
(толщиной 3 до 4 мм) из сплавов В95оч и
В95пч (содержащие малые добавки Мп и Сг)
характеризуются полностью рекристаллизо-
ванной, сравнительно однородной по толщи-
не и длине зеренной структурой чешуйчатого
типа со средней толщиной зерна 20 - 30 мкм
либо несколько вытянутой в направлении
прокатки. Холоднокатаные листы из сплава
1973 (легированного Zr, как более сильным
антирекристаллизатором) имеют частично
рекристаллизованную вытянутую структуру с
толщиной волокна около 15 мкм, что придает
этим листам несколько большую прочность,
сопротивление усталости при меньшей стой-
кости к расслаивающей коррозии, чем листам
из сплава В95оч (табл. 1.1.227).
Для получения ультрамелкозернистой
равноосной структуры в сверхпластичных
листах из сплавов В95оч и 1973 требуется
существенное усложнение традиционной тех-
нологии металлургического производства при
использовании на конечном этапе рекристал-
лизационного отжига. Дополнительная обра-
ботка включает: закалку горячекатаной заго-
товки, сильное перестаривание (гетерогениза-
ционный отжиг) в области температур наи-
меньшей устойчивости твердого раствора для
выделения большого количества частиц рав-
новесной упрочняющей фазы M(MgZn2) раз-
мером около 0,5 - 1 мкм, способствующих за-
рождению рекристаллизованных зерен; прокат-
ку (холодную или теплую при 200 - 220 °C) со
степенью 60 - 80 % для создания вокруг час-
тиц фазы М зон локализации деформации,
необходимых для рекристаллизации; закалку
(рекристаллизационный отжиг) листа необхо-
димой толщины с быстрым нагревом (напри-
мер, в селитре) и охлаждением в воде. В ре-
зультате листы толщиной 1 - 3 мм, получен-
ные по такой технологии, имеют средний раз-
мер рекристаллизованного равноосного зерна
8-12 мкм (рис. 1.1.83) и обладают сверхпла-
стичностью (рис. 1.1.84, табл. 1.1.228). Роль
барьеров, препятствующих росту ультрамел-
кого зерна, выполняют частицы дисперсои-
дов: Cr2Mg3Al]8, AlgMn в сплавах типа В95 и
Al3Zr в сплаве 1973. Предельная температура
СПД (СПФ) составляет 490 °C во избежание
пережога. В оптимально скоростном интерва-
ле (2 - 410-4 с-1) листы из сплавов В95оч и
1973 имеют близкие показатели сверхпла-
стичности. Достигнутый уровень относитель-
ного удлинения (300 - 400 %) достаточен для
формования без применения противодавления
многих деталей типа "жесткостей" со степенью
деформации (по удлинению) 100 - 120 %.
Дальнейшая деформация ограничивается раз-
витием пористости, приводящей к снижению
механических и других свойств. Эффект
сверхпластичности также уменьшается по
мере снижения чистоты сплавов (сплавы
В95пч, В95оч) (см. рис. 1.1.84, табл. 1.1.228) в
результате увеличения количества вредных
избыточных примесисодержащих интерметал-
лидов, являющихся источником зарождения
пор и микротрещин при деформации.
СПЛАВЫ ДЛЯ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
191
Рис. 1.1.83. Зеренная структура сверхпластичных
холоднокатаных листов (s = 1,5 мм) из сплава В95очТ1
в плоскости прокатки (а), долевом направлении (б).
Анодное оксидирование, х250
Рис. 1.1.84. Скоростные зависимости удлинения (а)
и напряжения течения (б) при 480 °C листов
из сплавов различной чистоты по примесям.
Для сплава В95пч указаны степени деформации (%)
при холодной прокатке перед
рекристаллизационным отжигом
1.1.228. Характеристики сверхпластичных листов из высокопрочных алюминиевых сплавов (направление Д)
Сплав Обработка Исходный размер зерна (субзерна), мкм 8, % Температура СПД, °C £ , С*1 о, МПа т
01987 Без ТМО (1-4) 600 450-475 Ю-3 7 0,4-0,45
1200 500 5
В95оч ТМО 8-12 350 475-490 ю-4 3 0,6
В95пч 300 4 0,45
В95 200 0,4
1973 « 10 350 0,5
Дальнейшее улучшение показателей сверх-
пластичности листов из особочистого сплава
В95оч возможно, например, за счет усложнения
режимов гомогенизации и соответственно по-
вышения температуры проведения СПФ до
510 - 520 °C. Такая технология принята для
сверхпластичного сплава 7475 (аналога В95оч),
применяющегося в США и других странах.
192
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Во вторую группу сверхпластичных высо-
копрочных сплавов входит "природно" сверх-
пластичный сплав 01987 с высокой температу-
рой рекристаллизации. В процессе металлур-
гического производства по обычной техно-
логической схеме в холоднокатаных листах из
этого сплава формируется тонковолокнистая
(толщина волокна до 10 мкм) перекристалли-
зованная (полигонизованная) с диаметром
субзерна 1 - 4 мкм (рис. 1.1.85, а). Эта струк-
тура отличается высокой термической ста-
бильностью, и только в процессе сверх-
пластической деформации в результате актив-
ной динамической непрерывной рекристалли-
зации в листах возникает ультрамелкое зерно
со средней толщиной 3-4 мкм (рис. 1.1.85,
б), которое обеспечивает высокий ресурс пла-
стичности. Листы из сплава 01987 отличаются
повышенными значениям удлинения, скоро-
сти деформации и широким диапазоном тем-
ператур (рис. 1.1.86, см. табл. 1.1.228), что
увеличивает возможности и производитель-
ность СПФ. Показатель т мало меняется с
температурой.
Рис. 1.1.85. Микроструктура листа (5=2 ... 4 мм) из
сплава 01987 в состоянии поставки (а, х250) и после
сверхпластической деформации {б, х250 и х500).
Анодное оксидирование
Рис. 1.1.86. Скоростные зависимости напряжения течения и показателя т для сплава 01987 в долевом (а)
и поперечном (б) направлениях. Лист толщиной 2 мм
СПЛАВЫ ДЛЯ СВЕРХБИПАСТИЧЕСКОЙ ФОРМОВКИ
193
Благодаря тонкой нерекристаллизован-
ной структуре и дополнительному упрочняю-
щему действию дисперсоидов листы из сплава:
01987 характеризуются также несколько под-
вышенными прочностью, трещиностойкостью
и сопротивлением расслаивающей коррозия?
(см. табл. 1.1.227).
Актуальная проблема сохранения слож-
ной формы листовых деталей из высокопроч-
ных сплавов после СПФ в процессе их даль-
нейшей термообработки в значительной мере
решается малодеформационной закалкой в
специальной охлаждающей среде с полимер-
ными добавками. Тонкая пленка полимеров,
несколько снижая скорость охлаждения в
допустимых пределах и повышая равномер-
ность охлаждения, обеспечивает по сравне-
нию с охлаждением в холодной воде сниже-
ние коробления в 2 - 4 раза.
Для закаленных деталей из неплакиро-
ванных сверхпластичных листов целесообраз-
но применение старения по режиму Т2, обес-
печивающему оптимальный комплекс проч-
ностных и ресурсных характеристик; возмож-
но старение по режиму Т1, что определяется
условиями эксплуатации детали.
Термически неупрочняемые сплавы. К
этой группе практически относятся сплавы
двух видов - магналии на основе системы
Al-Mg (см. также подразд. 1.1.2.3) и сплавы на
основе системы А1-Са. Сплавы не подверга-
ются упрочняющей термической обработке
после СПФ, обладают сравнительно невысо-
кими прочностными характеристиками (табл.
1.1.229) при хорошей коррозионной стойко-
сти и применяются для малойагруженных и
ненагруженных деталей.
При обычной холодной штамповке маг-
налии сильно нагартовываются и для обеспе-
чения глубокой вытяжки проводятся много-
кратные промежуточные отжиги. Поэтому
высокоэффективный процесс сверхпластиче-
Т.1.229'. Типичные механические свойства
сверхпластичных листов из>
термонеупрочняемых сплавов В’ состоянии М
Сплав <ГВ. ; «ФХ
мпь
АМг4 260. 22
АМгб 340 170 19
АМгб-1 340 170 119?
1570 430* 320 16
АЦ5К5 180 120 12
СПА-1 180 ; 120 5
ской формовки листовых, сложных' деталей за
одну операцию актуален для этих сплавов.
Ультрамелкое зерно для. созданиях эф-
фекта сверхпластичности. в» традиционных
магналиях получают при. рекристаллизацион-
ном отжиге после холодной? прокатки с боль-
шими обжатиями, при? сохранении обычной
технологической схемы производства.лисговг
Наилучшие показатели сверхпластинно-
сти достигнуты для сплава АМпФ (табл.
1.1.230). После обжатия со степенью?80 - 83 %
(что возможно реализовать ввиду хорошей
технологической пластичности сплава) и: рек-
ристаллизационнопо. отжига при: температуре
570 °C достигается, относительное удлинение
1000 %. Мелкозернистая, структура обладает
хорошей термической стабильностью благода-
ря присутствию дисперсных (размер: около
0,1 мкм) частиц хрома.
За рубежом нашел применение сверх-
пластичный сплав 5083, хотя его показатели
ниже чем. у сплава АМг4.
. Ц5 мм);
1.1.230. Показатели сверхпластичности листов (s —0^8 ..
из термически неупрочняемых. сплавов*
Сплав Система Исходный размер зерна, мкм Темпе- ратура СПФ, °C Скорость деформа- ции, £ , с*1 Полное удлинение 5, % Напряжение, течения о, МПа • Показатель скоростной чувстви- тельности, т
АМг4 Al-Mg-Mn-Cr 8 550 ю-3 600 2 . 0,5
АМгб Al-Mg-Mn 9 420 ю-4 250 5 0,4
АМгб-1 Al-Mg-Mn-Zr 5 500 1(Н 300 1 0,4
1570 Al-Mg-Sc-Zr < 1 (субзерно) 450-470 ю-3 500-700 6-5 0,4-0,5
АЦ5К5 Al-Zn-Ca 2 550 10-2 500-600 4 0,4
СПА-1 Al-Ca-Si 1 550 10-. 1000 3 0,4
7 Зак. 225
194
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
В высоколегированном магналии АМгб-1
благодаря совместному присутствию диспер-
соидов Zr и Мп при рекристаллизационном
отжиге достигается более мелкое и стабильное
зерно, чем в сплаве АМгб, и соответственно
несколько выше показатели сверхпластично-
сти. Но уровень относительного удлинения у
обоих сплавов ниже, чем у сплава АМг4.
Особое место занимает недавно разрабо-
танный сплав 1570, легированный Sc и Zr и
обладающий повышенными прочностными
свойствами. Листы из этого сплава "природ-
но" сверхпластичны. Так же, как и у сплавов
1423, 1421, присутствие чрезвычайно дис-
персных когерентных выделений вторых фаз
типа AljCScZr) приводит к формированию в
листах стабильной перекристаллизованной
структуры в процессе их производства. А в
процессе СПФ в результате непрерывной
динамической рекристаллизации формируется
ультрамелкое зерно, обеспечивающее высокие
показатели сверхпластичости, возрастающие
с повышением температуры. При выборе
температуры приходится учитывать, что свой-
ства термически неупрочняемого сплава 1570
после СПФ являются окончательными и неиз-
бежно происходит снижение прочностных
свойств при рекристаллизации. Однако, даже
при невысоких температурах (380 - 420 °C)
удается получить относительное удлинение
300 %, достаточное для формования многих
деталей.
Другая группа термически неупрочняе-
мых сплавов на базе системы А1-Са специ-
ально разработана для изготовления ненагру-
женных листовых деталей способом СПФ с
учетом потребности в таких сплавах в прибо-
ростроении, машиностроении, товарах широ-
кого потребления. Сплавы отличаются про-
стотой технологии изготовления, высокими
показателями сверхпластичности и предна-
значены для замены малолегированных маг-
налиев типа АМг2.
Сплавы АЦ5К5 (А1 + 5 % Zn + 5 % Са)
и СПА-1 (Al-Ca-Si) являются эвтектическими.
Стерженьковая эвтектика в слитках после
прокатки листов с большими обжатиями
трансформируется в ультрамелкозернистую
структуру, состоящую из зерен матричной а-
фазы размером 1 - 2 мкм и большого количе-
ства равномерно распределенных глобулярных
частиц (размером 0,6 - 1,6 мкм) интерметал-
лидов (CaZnAlj и др.). Последние являются
хорошими стопорами для роста зерен а-фазы.
Для сплавов характерны низкие напряжения
течения и очень высокие скорости сверхпла-
стической деформации (см. табл. 1.1.230) и,
соответственно, большая производительность
СПФ деталей.
Применение. ВИАМ совместно с рядом
институтов и машиностроительных заводов
провел комплекс работ по созданию промыш-
ленной технологии и оборудования для лис-
товой сверхпластической формовки из алю-
миниевых сплавов. Выпущена техническая
документация:
рекомендации по проектированию лис-
товых деталей, изготавливаемых СПФ;
директивный технологический процесс
изготовления деталей сложных форм в режи-
ме сверхпластичности;
рекомендации по выбору рациональных
технологических вариантов листовой штам-
повки деталей сложных форм;
методические указания по контролю па-
раметров сверхпластичности и размера зерна
в листах с ультрамелкозернистой структурой.
Сверхпластическая формовка, по мнению
ряда экономистов, наиболее эффективна при
мелко- и среднесерийном производстве, когда
в год выпускается 30 - 50 000 деталей. Приме-
нение СПФ в массовом и крупносерийном
производстве часто не целесообразно.
В настоящее время разработаны и вне-
дрены процессы газокомпрессионной и газо-
вакуумной СПФ. Наиболее широко приме-
няют газокомпрессионную СПФ. Сущность
этого процесса заключается в том, что листо-
вая заготовка деформируется под давлением
газа в матрицу, расположенную в тепловой
камере установки. При газовакуумной СПФ
вместо создания давления сжатого газа созда-
ется разрежение в полости матрицы и фор-
мовка детали происходит под действием атмо-
сферного давления. В России для СПФ ис-
пользуются главным образом стандартные
гидравлические пресса усилием 250 - 450 кН.
Из алюминиевых сплавов изготовляют
детали с типовыми размерами в плане
600x700 и 1000x1600 мм.
Основными параметрами технологиче-
ского процесса сверхпластической формовки
являются температура, давление газовой сре-
ды и время формообразования. Давление га-
зовой среды определяет скорость деформации
материала и, следовательно, - время штам-
повки детали. Большинство деталей из алю-
миниевых сплавов изготовляют при давлении
до Ртах = 0,6 ... 0,8 МПа. При формообразо-
вании особо сложных деталей, когда в на-
чальные моменты штамповки образуются
большие по площади поверхности малой кри-
визны, целесообразно ступенчатое повышение
давления от pm,n до ртах • Время штам-
повки определяется, кроме давления, конфи-
гурацией детали, толщиной материала заго-
товки, свойствами материала при данной
СПЛАВЫ ДЛЯ СВЕРХПЛАСТИЧЕСКОЙ ФОРМОВКИ
195
температуре. Давление газовой среды и время
штамповки рассчитывают, исходя из опти-
мальных скоростей деформации, при которых
сплав обладает наибольшей пластичностью.
Для поддержания оптимальных скоростей
деформации давление газа в процессе штам-
повки должно регулироваться. Расчет давле-
ния и времени его действия на каждой ступе-
ни проводится по специальной программе.
Температура формообразования контролиру-
ется термопарами, встроенными в нагрева-
тельные плиты, с точностью ± 5 °C. Контроль
давления газовой среды осуществляется в
соответствии с заданной программой нагру-
жения с точностью ±0,02 МПа. Время штам-
повки обеспечивается в соответствии с задан-
ной программой с точностью ±0,2 мин.
Методом СПФ целесообразно изготов-
лять детали такой конфигурации, которые не
могут быть получены традиционными мето-
дами или изготовление их этими методами
весьма трудоемко и не обеспечивает требуе-
мого качества. Кроме того, применение СПФ
может обеспечить повышение весовой отдачи
конструкции, что представляет большой ин-
терес, особенно для летательных аппаратов, за
счет повышения жесткости формы деталей и
узлов; изготовления цельных, в том числе
крупногабаритных, деталей, взамен многоде-
тальных конструкций без использования
сварных, заклепочных, болтовых и клеевых
соединений; изготовления деталей из трудно-
деформируемых материалов с повышенной
удельной прочностью.
При изготовлении деталей методом
СПФ кроме плоских листовых заготовок
большие возможности дает использование
пространственной заготовки, например, в
виде трубы или стакана, которые раздувают в
разъемной матрице.
Освоение в промышленных условиях
технологии производства изделий СПФ нача-
ты в 1971 - 1973 гг. Первоначально изготовля-
ли товары народного потребления (конфетни-
цы, декоративные тарелки и др.) из сплава
ЦА-22 (Zn - 22 % Al) и латуни.
В 1980-х годах для аналогичных целей и
для корпусов различных приборов были раз-
работаны термически неупрочняемые алюми-
ниевые сплавы на базе систем Al-Mg (АМг4),
Al-Zn-Mg (1970), Al-Zn-Ca (АЦ5К5), Al-Ca-Si
(СПА-1).
Благодаря применению сплавов Al-Mg и
Al-Zn-Mg была разработана технология изго-
товления методом СПФ многослойных пане-
лей с ячеистым и стрингерным заполнением с
использованием диффузионной сварки.
В середине 80-х годов были начаты рабо-
ты по освоению СПФ деталей для самолетных
конструкций из термически упрочняемых вы-
сокопрочных сплавов системы Al-Zn-Mg-Cu
(В95оч, 1973, 01987) и сплавов пониженной плот-
ности системы Al-Mg-Li (1420РС, 1421, 1423).
Ультрамелкозернистая рекристаллизован-
ная структура листов из сплавов В95оч и 1973
обеспечила возможность изготовления деталей
типа "жесткость" с элементами в виде рифтов
(рис. 1.1.87). Листы из сплава 01987 с перекри-
сталлизованной структурой обладают "природ-
ной" сверхпластичностью и характеризуются
большей деформационной способностью, что
создает возможность изготовлять из них детали
сложной конфигурации (рис. 1.1.88). Наиболее
широкое опробование и применение в само-
летных конструкциях нашли листы из сплава
1420РС. Разработана технология изготовления
различных типов деталей из этого сплава ме-
тодом СПФ (рис. 1.1.89). Благодаря возмож-
ности закаливать сплавы 1420РС и 1423 с
охлаждением на воздухе реализовано совме-
щение СПФ с бездеформационной закалкой,
что существенно снижает трудоемкость изго-
товления деталей сложного рельефа. Номенк-
латура листовых деталей из сплавов 1420РС и
1423 (рис. 1.1.90), характеризующаяся повы-
шенной сложностью форм, включает следую-
щие группы:
"жесткости" плоские и криволинейные с
выштамповками в форме прямоугольных,
квадратных, эллипсовидных ячеек, образуе-
мых различной формой рифтов;
плоские и криволинейные стенки с на-
бором полукруглых, синусоидальных, трапе-
циевидных рифтов;
элементы обвода двойной и знакопере-
менной кривизны.
Рис. 1.1.87. Деталь с элементом рифта из сплава В95оч
Рис. 1.1.88. Листовая штамповка из сплава 01987
7*
196
Глава 9.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1Л9. Типовые детали, изготовляемые «яюоебом СПФ
Рис. 1.1.90. Листовая штамповка из сплава 1420РС
Для мялонагруженных деталей, изготов-
ляемвЕх 'методом О1Ф, представляют большой
интерес термически неупрочняемые сплавы
системы Al-Mg, легированные Sc (типа сплава
1570). Детали сложного рельефа из этих спла-
вов не .подвергаются закалке и, следовательно,
нет необходимости применять трудоемкие опе-
рации по устранению поводок и короблений.
Для малоняфуженных деталей, изготов-
ляемых методом СПФ, представляют большой
интерес термически неупрочняемые сплавы
системы Al-Mg, легированные Sc (типа сплава
1570). Детали сложного рельефа из этих спла-
чгав не подвергаются закалке и, следовательно,
нет необходимости применять трудоемкие опе-
рации по устранению поводок и короблений.
1.1.10. ВТОРИЧНЫЕ
ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Общая характеристика, состав. Вторич-
ные деформируемые сплавы относятся к кон-
струкционным сплавам средней прочности и
подразделяются на три группы на основе сле-
дующих систем:
1) Al-Cu-Mg-Mn(Si)-B41; АКМ; АВД1-1 ;1105;
2) Al-Zn-Mg-Cu(Si)-B95-l; В95-2; АКМц;
3) Al-Mg(Cu) - АММ-1; АММ-2.
Вторичные алюминиевые сплавы выпус-
кают в виде листов, лент толщиной
0,8 - 10,5 мм (ГОСТ 21631-76, ГОСТ 13726-
97), прессованных профилей (ГОСТ 8617-81),
прутков диаметром 5 - 160 мм (ГОСТ
21488-97), труб (ГОСТ 18482-79), в том числе
сварных (ГОСТ 23697-79).
1.1231. 'Химический состав (%, остальное А1) вторичных деформируемых сплавов (ГОСТ 1131-76)
Марка сплава Легирующий компонент
Си Mg Мп Zn Si
ВД1 2,0 - 5,0 0,4 - 1,6 0,3 - 0,8 - -
АВД1-1 2,5 - 3,5 0,2 - 0,7 0,1 - 0,7 - -
АКМ 1,2 - 2,6 0,8 - 1,4 0,2 - 0,8 - 0,8 - 2,2
1105 2,0 - 510 0,4 - 2,0 0,3 - 1,0 - -
В95-2 11,0 - 3,0 1,0 - 2,8 0,2 - 0,8 2,0 - 6,5 -
АКМц 1,4 - 3,0 1,2 - 2,5 0,1 - 0,7 3,5 - 6,0 0,8 - 1,6
В^95-1 1,0 - 3,0 0,6 - 2,6 0,2 - 0,8 0,8 - 2,0 -
АММ До Ь6*3 1,8 - 4,2 0,1 - 0,8 0,2 - 1,7 V - 1,7
ВТОРИЧНЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
197
Продолжение табл. 1.1.231
Марка сплава Примеси, не более*4
Fe Si Ni Zn Ti Cr
ВД1 1,0 1,0 0,2 0,7 0,2*1 -
АВД1-1 0,8 0,8 0,1 о,з - -
АКМ 1,0 - 0,1 1,0 0,2 0,2
1105 1,5 3,0 0,2 1,0 0,2»' -
В95-2 0,9 0,9 0,2 - 0,15*2 0,25
АКМц 1,0 - 0,2 - 0,15*2 0,25
В95-1 1,0 1,5 0,2 - 0,2*2 0,25
АММ 1,0 - 0,2 £ 1,5 0,2*2 0,25
♦' iTi + Сг + Zr;
*2 ETi +Zr;
♦3 В сплавах АММ-1 - до 0,5 % Си, в АММ-2 - 0,51 - 1,60 % Си.
♦4 Сумма прочих примесей не более 0,02 %; каждой - не более 0,05 %.
Во вторичных сплавах (табл. 1.1.231) до-
пускается повышенное содержание примесей:
железа, кремния, цинка (в сплавах систем
Al-Cu-Mg и Al-Mg), меди (в сплавах систем -
Al-Zn-Mg-Cu и Al-Mg). Часть типичных для
обычных сплавов примесей, в частности крем-
ний, используется в качестве легирующих ком-
понентов. Кроме того, во вторичных сплавах
могут присутствовать различные нерегламенти-
руемые примеси: свинец, олово, сурьма, кад-
мий, литий и др. Содержание этих примесей,
особенно легкоплавких, регламентируется в
зависимости от требований, предъявляемых к
изделиям, и их влияния на литейные свойства
и деформируемость. В сплавах ВД1, АКМ, 1105
основной упрочняющей фазой является
СиА12(9), а также фаза Al2CuMg(S); последняя -
в зависимости от содержания магния. В спла-
вах В95-2, АКМц количество упрочняющих
фаз MgZn2(T|), AlMgZnCu(T) и S меньше, чем в
первичных сплавах, ввиду повышенного со-
держания кремния. Последний в этих сплавах
и сплаве АКМ оказывает влияние на упрочне-
ние при искусственном старении благодаря
фазе Mg2Si, В сплаве АКМц и 1105 при высо-
ком содержании кремния возможно наличие
частиц кремния.
Сплав В95-1 занимает промежуточное
положение по составу между сплавами ВД1 и
В95-2, и соответственно упрочнение достигает-
ся благодаря комплексному действию фаз-
упрочнителей S, 0, г| и частично Т.
Упрочняемый при термообработке вто-
ричный магналий АММ-2 содержит фазы-
упрочнители S, Mg2Si, A13Mg2(₽); возможно
появление фазы MgZn2. Термически неупроч-
няемый сплав АММ-1 отличается меньшим
содержанием меди и отсутствием фазы S.
В микроструктуре всех вторичных сплавах
большую долю составляют нерастворимые из-
быточные фазы типа AlFeMnSi, A^FeMn,
FeAlj, Cu2FeAh и др. Для компенсации влия-
ния нерастворимых фаз на снижение механи-
ческих свойств, вязкости разрушения и ряд
других характеристик необходимо применять
специальные технологические меры при приго-
товлении расплава и литье слитков, направ-
ленные на их измельчение и кристаллизацию в
компактной форме. Фаза AlFeMnSi образует
более благоприятную форму интерметаллидов,
чем фазы FeAlj, MnAl$ и ряд др.
Термическая обработка. Режимы упроч-
няющей термической обработки вторичных
сплавов приведены в табл. 1.1.232. Для боль-
шинства вторичных сплавов рекомендуется
естественное старение в течение 7-30 сут.,
обеспечивающее высокую пластичность, а для
ряда сплавов и коррозионную стойкость. Кри-
вые изменения свойств при естественном ста-
рении даны на рис. 1.1.91.
198
Глава il l. АЛЮ'МИН'ИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
б^М/Иа
160^
320
240-
х
ffffl—L J.LHLItl—L U-i-Liill !1 I I mill I I n i till .1 1 j iIlli
ЖТ
X x30,0
д— w
°-----8-0
---* X* * *
д-Тл
A
A
д'—
V
1№г
I I lllllll_I J-LLI Illi_I-I..I I llltl_I I imill_I I null
JO3 70* 10slgt,nuH
16 3060 Минуты 2 4 8 24 Часы г 340 тб Сутки 1 3 6201
®ис. 1.1.91. Кинетика ^.естественного старения вторичных алюминиевых сплавов:
7- IB95-2; 2 ->АКМц; .3 - АК.М; -4 - ;ВД 1; .5 - АММ
Год
1.1.232. Режимы закалки и старения вторичных алюминиевых сплавов
’Сплав Температура, °C Время старения, ч
закалки старения
ВД-L, АКМ, АКМц, 1105 490 - 500 150 - 160 8 - 16
• 895-1,^95-2 480 - 490 130 - 150 12-24
АММ-2 505 - 515 160 - 170 10- 16
Режимы отжига вторичных сплавов не
отличаются от режимов для первичных сплавов
соответствующих систем: ВД1, АКМ, АММ-2,
1105 - как для сплава Д1; В95-1, В95-2, АКМц -
как для сплава В95; АММ-1, как и спла-
ва АМгЗ.
Основные ^свойства. ’.Гарантируемые уров-
ни механических свойств (вторичных сплавов
на 20 - 60 МПа ниже (табл. 1.1.233), чем уров-
ни для тпервичных сплавов.
По механическим свойствам вторичные
сплавы близки к первичным сплавам типа Д1 и
АК.6 (табл. 1.1.234), но уступают последним по
вязкости разрушения и чувствительности к
трещине для ряда составов. Характеристики
выносливости полуфабрикатов из вторичных
сплавов находятся на уровнях этих характери-
стик сплава Д1.
Значения механических свойств при рас-
тяжении листов из вторичных сплавов по дан-
ным статистического анализа приведены на
рис. 1.1.92; 1.1.93.
ВТОРИЧНЫЕ ЖФОРШ«РУЕМЬ1Е СПЛАВЬЕ
199
1.1.233. Гарштдоемые механические свойств» вторичных,
алюютниевьвг сплавов
Сплавы Полуфабрикаты Состояние <тв, МПа 8, %
ВД1, АКМ, В95-1, В95-2, АКМц Листы, ленты толщиной 0,8 - 10,5 мм; прутки диаметром до 160 ммг, профили толщиной до> 100 мм Отожженное № <: 245 Г0> 1
ВД1 Листы, ленты толщиной 0,8 - ГО,5 мм Закаленное и естественно состаренное (без. термо- обработки) Т 333 12
АКМ, В95-1, В95-2, АКМц 31!5' 1Ю
ВД1 Прутки диаметром, мм: св. 5 до 100 св. 100 до Г60 мм, 333 8 &
В95-1, В95-2 353, 10' 8
ВД1, АВД1-1 Профили прессованные толщиной дог 100 мм Закаленное-и естественно состаренное (без термооб- работки) Т 333 12
АКМ ! 314 10
Закаленное и< искусственно состаренное Т1 333 ! 12
ВД1, В95-1, В95-2 Трубы прессованные, толщиной, мм: до 5,0 св. 5,0 до 20;0 св. 20,0 до 40,0 Закаленное и естественно состаренноеТ 333 343 353 10 8 * 8;
ВД1, В95-1, В95-2 Трубы сварные диамет- ром 16; 18; 20; 22; 25; 32; 35; 40; 50; 55 мм Без термо- обработки Г57 6
200
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Рис. 1.1.92. Кривые распределения механических свойств листов толщиной 1 мм
из вторичных алюминиевых сплавов в отожженном состоянии:
п - число партий испытанных образцов; X - максимальная повторяемость значений величины;
s - среднеквадратичное отклонение: сплошные линии - теоретическое распределение значений величины;
штриховые - практическое распределение значений величины
14 16 16 20 22 24 26 14 16 16 20 22 24 12 14 18 22 %%
8Д1 80S-7(2)
АМН-2
Рис. 1.1.93. Кривые распределения механических свойств листов толщиной
1 мм из вторичных алюминиевых сплавов в закаленном и естественно состаренном состоянии
(обозначения те же, что и на рис. 1.1.92)
ВТОРИЧНЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
201
1.1.234. Типичные механические свойства при растяжении и предел выносливости
полуфабрикатов из вторичных сплавов в состоянии Т
Сплавы Полуфабрикаты ав, МПа а0,2> МПа 8, % *5» т и *5,
ВД1 Профили толщиной до 15 мм 380 280 17 80 - 90
АКМ Трубы прессованные с толщиной стенки более 5 мм 440 280 16 80 - 90
АММ Трубы сварные с толщиной стен- ки 1 - 3 мм 400 260 17 70
ВД1, В95-1, В95-2, АКМ, АММ Листы и ленты толщиной, мм: 0,8 - 4 4 - 10,5 370 360 230 210 20,0 14,0 80 - 100 60 - 80
АКМ Профили толщиной до 10 мм 360 240 18 80
В95-2, АКМц 380 260 16 90
Трубы 400 260 14 -
АММ Профили толщиной до 10 мм 340 220 19 80
ВД1, АКМ Прутки диаметром 18 - 25 мм 460 280 14 120 - 180
АММ 360 200 12 100 - 140
В95-2. АКМц 340 180 8 - 10 130 - 180
Вторичные алюминиевые деформируемые
сплавы обладают удовлетворительной коррози-
онной стойкостью, такой же, как сплавы Д1
или Д16, а сплав АММ-1 по коррозионной
стойкости превосходит их. Имеется большой
опыт использования тонких листов с техноло-
гической плакировкой в отожженном и нагар-
тованном состоянии в средах нефтехимических
производств, содержащих углеводороды, серо-
водород, сернистый газ, окись углерода, пары
серной кислоты. Потери механических свойств
за два года эксплуатации в этих средах не пре-
вышают 10 - 20 %.
Характеристики физических свойств вто-
ричных сплавов близки к характеристикам
первичных сплавов тех же основополагающих
систем (табл. 1.1.235, 1.1.236).
По способности к холодной деформации
(гибка, вытяжка, выдавка, отбортовка) полу-
фабрикаты из вторичных сплавов близки к
полуфабрикатам из сплава Д1 (табл. 1.1.237).
202
Глава 1.1. АЛЮМИНИЕВЫЕ ДЕОЯЖОВРУЕМЫЕ СПЛАВЫ
LL235. Тсмведидовый коэффициент лииейнм» рианцреиин <а-1#, 1/К,
ипритах сплавов
(Сплав Температура, °C
20 20 - 1.00 20 - 200 20 - 300 20 - 400
ВД1 23,2 23,6 24 24,4 24,6
АКМ 21,6 22,7 23,8 24,7 -
АММ । 23,8 24,0 24,1 24,3 24,5
В95-1. В95-2, АКМц 24,0 24,4 24,9 25,6 29,7
1.1.236. Плотность, удельное электрическое сопротивление, температуры
плавления и солидуса вторичных сплавов
Характеристика Сплав
ВД1 АКМ АММ В95-1, В95-2 АКМц
у, г/см3 2,78 2,75 2,78 2,82 2,82
р Ю6, Ом-м, в состоянии:
Т 5,6 4,53 5,6 5,64 5,64
М 3,4 3,3 3,4 3,96 -
Температура, °C:
неравновесного солидуса 510 - 535 - 545 - 570 495 - 530 -
плавления 535 - 640 - 545 - 640 568 - 635 -
1.1.237. Характеристики способности к формообразованию листов из вторичных сплавов
Сплавы Состояние Вытяжка Отбортовка Выдавка Гибка на угол 90ч
^пр ^раб ^пр ^раб плоская сферическая ^rnin
^пр ^пр мм
ВД1, АКМ, АММ Отожженное М 2,00 - 2,06 1,80 - 1,85 1,40 - 1,46 1,22 - 1,28 0,15-0,20 0,30 ’ 0,35 (0,8 - 1,5)5 (2,0 2,5)5
В95-1, В95-2, АКМц Отожженное М 1,80 - 1,85 1,60 - 1,65 1,35 - 1,46 1,25’ 1,30 0,15 - 0,20 0,25 - 0,30 (1,0 1,5)5 (2,0 3,0)5
Закаленное, искусственно состаренное Т1 1,60 - 1,65 1,50 - 1,55 1,20 1,1 - 1,15 0,12 0,22 (4,0 - 5,0)5 (6,0 ’ 8,0)5
♦ Для сплава АКМ-0,8-1,25.
203
204
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Вторичные славы удовлетворительно сва-
риваются точечной сваркой токами высокой
частоты. Для узлов простой конфигурации
возможна газовая и аргонодуговая сварка с
применением присадочной проволоки из спла-
ва АК. Сплав АКМ хорошо сваривается всеми
известными методами сварки; в качестве при-
садочного материала используется проволока
из сплава АМгб. Все вторичные сплавы хорошо
обрабатываются резанием.
Применение. Полуфабрикаты из вторич-
ных сплавов используют для изготовления то-
варов народного потребления и продукции
производственно-технического назначения.
Листы применяют для обшивки автобусов,
корпусов приборов, стиральных машин, дета-
лей велосипедов, тепловой изоляции в нефте-
химии. Прутки применяют в деталях ткацких
станков, бытовой техники, профили - в кон-
тейнерах, стеллажах, санках и других изделиях.
Сварные трубы используют для спортинвента-
ря и раскладной мебели. Прессованные трубы
могут употребляться для деталей ткацких стан-
ков, бурильных труб.
Глава 1.2
АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ
СПЛАВЫ
1.2.1. ОБЩАЯ ХАРАКТЕРИСТИКА,
КЛАССИФИКАЦИЯ, НАЗНАЧЕНИЕ
Литье готовых деталей обладает принци-
пиальными преимуществами перед другими
способами их производства, заключающимися
не только в более низкой трудоемкости и
стоимости процесса, отсутствии анизотропии
свойств, в увеличении жесткости и точности
размеров, но и в возможности изготовления
деталей, которые нельзя получить другими
способами.
Литье позволяет повысить коэффициент
использования металла до 65 - 95 % вместо
15 - 30 % при изготовлении деталей из поковок
и штамповок, в 3 - 4 раза сократить расход
металла на стружку, в 5 - 6 раза снизить трудо-
емкость и уменьшить себестоимость изделия.
Во многих случаях литье дает возможность
получать детали высокого класса точности, с
готовой рабочей поверхностью, без припусков
на механическую обработку.
Производство алюминиевых отливок во
всем мире характеризуется постоянным и
прогрессирующим ростом. В США выпуск
алюминиевых отливок за последнее десятиле-
тие удвоился, в Японии его ежегодный прирост
составляет 20 % и т.д.
Чистый алюминий не применяется для
литейного производства, так как его свойства
(ств = 50 ... 90 МПа, 8=15 ... 45 %, 15 - 27НВ)
не могут обеспечить необходимой конструкци-
онной жесткости отливок.
Большая номенклатура алюминиевых
сплавов (ГОСТ 1583-93) обусловлена требова-
ниями, предъявляемыми к их механическим,
технологическим, физико-химическим и дру-
гим специальным свойствам.
По прочности алюминиевые сплавы де-
лятся на сплавы высокой, средней и малой
прочности; по технологическим свойствам - на
герметичные, коррозионностойкие, сваривае-
мые и т.д.; по способу изготовления деталей -
на сплавы, предназначенные для литья в разо-
вые (песчаные, оболочковые и др.) и постоян-
ные (металлические) формы; по назначению -
на конструкционные, поршневые, жаропроч-
ные и т.д.
Резкие различия в свойствах алюминие-
вых сплавов достигаются за счет химического и
фазового составов, а также скорости кристал-
лизации, термической и специальной обработок.
Алюминиевые литейные сплавы обладают
широким диапазоном прочности (ств = 150 ...
550 МПа). Благодаря малой плотности
(2700 кг/м3) они имеют высокую удельную
прочность. Кроме того, алюминиевые сплавы
обладают высокими теплопроводностью и
электрической проводимостью, ряд сплавов -
высокой коррозионной стойкостью в различ-
ных агрессивных средах, способностью к обра-
зованию защитных и декоративных пленок.
Сплавы отличаются хорошей технологич-
ностью, имеют хорошие литейные свойства,
позволяющие получать из них сложные фасон-
ные отливки различными способами литья,
легко поддаются обработке резанием и размер-
ному травлению.
Отливки из алюминиевых сплавов широ-
ко используются в конструкциях различных
типов: литых, клепаных, сварных, комбиниро-
ванных, литодеформированных и т.д.
Раньше основным критерием при выборе
сплава была его прочность. В настоящее время
большое внимание уделяется созданию сплавов
для самых разнообразных условий эксплуата-
ции. В связи с этим расширяется комплекс
предъявляемых к сплавам требований, а свой-
ства их дифференцируются.
В основе классификации литейных алю-
миниевых сплавов лежит базовая система
(Al-Si, Al-Mg, Al-Si-Cu-Mg, Al-Cu, Al-Zn-Mg и
др., табл. 1.2.1). Основные свойства системы
оказывают аддитивное влияние на многие экс-
плуатационные характеристики сплавов:
ОБЩАЯ ХАРАКТЕРИСТИКА. КЛАССИФИКАЦИЯ, НАЗНАЧЕНИЕ
205
1.2.1. Композиционная основа литейных алюминиевых сплавов и комплексы компонентов
Основная система Макролегирующие компоненты Микролегирующие компоненты i Примеси
Al - Si Mg, Mn Ti, Zi, Be, Sr, В Fe, Cu, Pb, Sa
Al - Mg Sc, Mn ! Ti, Zr, Be, Sr Fe, Cu, Pb, Sn
Al-Si-Cu Mg, Mn, Ni Ti, Zr, Be Fe, Zn, Pb, Sn
Al-Cu Mn Ti, Zr, Cd, Ce, Ni Fe, Si, Mg, Pb, Sn
Al-Zn-Mg Cu, Mn Cr, Ti, Zr, Be Fe, Si, Pb, Sn
технологичные, герметичные на основе
системы Al-Si (силумины) - АК12, АК9, АК9ч,
АК8, АК7ч, АК7пч и тл;
коррозионно-стойкие на основе системы
Al-Mg (магналии) - АМг5Мц, АМгбл, АМгЮ,
свариваемый сплав ВАЛ 16;
средней прочности и повышенной жаро-
прочности на основе системы Al-Si-Cv -
АК5М, АК8МЗч, АК12ММгН и др.;
жаропрочные, высокопрочные на основе
системы Al-Cu - АМ5, АМ45Кд и тл.;
на основе системы Al-Zn-Mg - высоко-
прочный ВАЛ 12, самозакаливающиеся АК7Ц9,
АЦ4Мг;
с повышенным содержанием металличе-
ских и неметаллических примесей (вторичные
с использованием лома и отходов) на основе
различных систем - АК5М2, АК5Мч, АК9М2
и др.
Приведенная классификация не означает,
что среди герметичных сплавов не может быть
высокопрочных, а коррозионно-стойкие спла-
вы не могут обладать высокими литейными
свойствами. Более того, повышение недоста-
точного уровня показателей сплавов на основе
тех или иных систем - естественное стремле-
ние материаловедов. Поэтому наиболее эффек-
тивно (при синтезе сплавов с заданными свой-
ствами) - многофункциональное комплексное
легирование, обеспечивающее в результате
одновременного воздействия на основные эле-
менты структуры (твердый раствор, дендрит-
ные ячейки, первичные фазы и фазы - продук-
ты распада твердого раствора, границы зерен и
т.п.), регламентированное формирование
структурно-фазового состояния кристалли-
зующихся сплавов.
Твердый раствор - базовая структурная
составляющая практически всех сплавов - яв-
ляется фазой переменного состава и в принци-
пе может быть образован любым числом рас-
творимых в алюминии легирующих компонен-
тов.
При макролегировании одним или не-
сколькими элементами с повышенной раство-
римостью в алюминии (Mg, Си, Zn и др.) ато-
мы находятся в решетке матрицы в достаточно
большом количестве и относительно равно-
мерно распределены по ее объему, и, таким
образом, их влияние на свойства осуществля-
ется в основном через усредненные свойства
твердого раствора и дисперсных частиц
(продуктов распада).
При микролегировании одним или не-
сколькими элементами с малой (менее 1 %)
растворимостью в матрице (Ti, Zr, Cr, Be, Cd и
т.п.) могут меняться растворимость основных
элементов, морфология кристаллизующихся
фаз, кинетика дисперсионного твердения, со-
стояние границ раздела.
Многокомпонентное легирование ком-
плексами элементов обеспечивает повышение
относительной стабильности твердого матрич-
ного раствора и упрочняющих фаз в результате
замедления диффузионных процессов; поэтому
чем сложнее по составу и строению твердый
раствор, тем разнообразнее свойства и дли-
тельнее процессы образования дисперсных
частиц, особенно в тех случаях, когда в этих
процессах участвуют элементы с низким коэф-
фициентом диффузии (Мп, Сг, Ti, Zr) или с
высокой поверхностной активностью (Cd, Be).
Важнейшими факторами, оказывающими
влияние на формирование структурно-
фазового состояния отливок, являются также
содержание металлических примесей, техно-
логические параметры литья и режимы терми-
ческой обработки.
В литейных сплавах ограничивается со-
держание неизбежных примесей, особенно
железа, так как оно помимо естественного
присутствия в исходных шихтовых материалах
может накапливаться в процессе приготовле-
ния расплава (растворение плавильного инст-
румента, стенок тигля и пр.) и использования
206
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
переплава. В технической документации верх-
ний предел содержания примеси железа огова-
ривается в зависимости от метода литья. Желе-
зо образует в сплавах нерастворимые хрупкие и
грубые интерметаллидные фазы. Размер и
морфология этих фаз, а также характер их рас-
пределения в структуре зависят от скорости
охлаждения при кристаллизации. С повышени-
ем скорости кристаллизации отрицательное
влияние этих частиц на структуру и свойства
отливок уменьшается, поэтому при литье в
металлические формы (кокиль, жидкая штам-
повка, литье под давлением) допускается более
высокое содержание примеси железа, чем при
литье в песчаные формы.
Другое отрицательное действие железа
состоит в том, что оно образует с рядом леги-
рующих элементов (кремнием, медью, марган-
цем, никелем и др.) нерастворимые частицы
первичных фаз, обедняя ими твердый раствор.
В ряд сплавов (АК.9, АК8, АК.8МЗ и др.)
введены специальные элементы (марганец,
бериллий), оказывающие модифицирующее
влияние на примесь железа, что снижает его
вредное влияние на свойства отливок.
В зависимости от назначения, метода ли-
тья, условий применения отливок в сплавах
может оговариваться требуемое содержание
(качественное и количественное) примесей,
поэтому в ГОСТ 1583-93 предусмотрена соот-
ветствующая индексация марок сплавов
(ч - чистый, пч - повышенной чистоты,
оч - особой чистоты). Содержание особо вред-
ных примесей в сплавах, например, используе-
мых для пищевой посуды, строго регламенти-
руется. Большинство силуминов без этих ин-
дексов являются вторичными, т.е. выплавляют-
ся из вторичного сырья - лома и отходов алю-
миниевых сплавов.
Для литейных сплавов особенно велико
значение технологических свойств. Главные из
них - литейные свойства: жидкотекучесть, ли-
нейная и объемная усадка, герметичность,
склонность к образованию горячих трещин,
ликвация легирующих элементов. Литейные
свойства сплавов определяют не только воз-
можность получения фасонных отливок, но и
их качество.
Большое влияние на технологические
свойства литейных алюминиевых сплавов ока-
зывает интервал их кристаллизации. Затверде-
вание сплавов с узким интервалом кристалли-
зации происходит послойно с образованием
однородной плотной структуры. Сплавы с ши-
роким температурным интервалом кристалли-
зуется таким образом, что во внешней зоне
отливки сначала образуются первичные раз-
розненные кристаллы, окруженные еще не
застывшей частью жидкой фазы, количество
которой недостаточно для равномерного пита-
ния сплошного фронта кристаллизации. По-
этому между первичными кристаллами
(зернами) возникают вначале ультрамикроско-
пические, а затем и макроскопические усадоч-
ные пустоты.
Литейные алюминиевые сплавы, содер-
жащие большое количество эвтектики и
имеющие малый интервал кристаллизации,
переходят из жидкого в твердое состояние по-
следовательно, образуя при затвердевании один
за другим тонкие слои тела отливки, и объем-
ная усадка в них проявляется в виде концен-
трационных усадочных раковин, расположен-
ных обычно в массивных частях отливки, за-
твердевающих в последнюю очередь.
При затвердевании отливок из алюми-
ниевых сплавов типа твердых растворов с ши-
роким интервалом кристаллизации объемная
усадка в разобщенных участках жидкого метал-
ла, кристаллизующихся обособленно один от
другого, приводит к образованию рассеянных
пор усадочного характера. Это объясняется
тем, что при температуре кристаллизации обра-
зовавшийся каркас дендритов не позволяет
жидкой фазе по тонким капиллярам произво-
дить питание пустот между первичными кри-
сталлами, образующими сетчатое строение тела
отливки.
Сплавы с наилучшими литейными свой-
ствами - силумины (доэвтектические, эвтекти-
ческие, заэвтектические) - обладают:
высокой жидкотекучестью, обеспечи-
вающей хорошую заполняемость литейной
формы;
небольшой усадкой при затвердевании и
охлаждении, что позволяет уменьшить образо-
вание дефектов усадочного характера, снизить
внутренние напряжения и повысить точность
отливок;
пониженной чувствительностью механи-
ческих свойств к толщине сечения отливки;
минимальной склонностью к возникно-
вению горячих трещин, обеспечивающей воз-
можность получать отливки как в разовые, так
и в постоянные (с затрудненной усадкой) формы.
Все эти свойства сплавов зависят от хи-
мического и фазового состава (типа диаграммы
состояния основы сплава) и определяются
также рядом параметров технологического
процесса изготовления отливок.
К важнейшим технологическим свойст-
вам сплавов, помимо литейных, относятся
свариваемость, обрабатываемость резанием,
возможность нанесения защитных и декора-
тивных покрытий.
Свариваемость алюминиевых сплавов
имеет ряд особенностей, связанных с их спе-
207
ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ, НАЗНАЧЕНИЕ
цифическими свойствами: склонностью к по-
рообразованию, высокой теплопроводностью,
повышенной активностью при взаимодействии
с кислородом и образованием стойкой оксид-
ной пленки, склонностью к образованию горя-
чих трещин при сварке и снижением свойств
сварного соединения по сравнению с основ-
ным металлом, повышенной газонасыщаемо-
стью.
Склонность сплавов к образованию тре-
щин повышается с увеличением в них количе-
ства легирующих элементов, ростом прочности
и интервала кристаллизации. Важным вопро-
сом свариваемости является сварка литейных и
деформируемых алюминиевых сплавов
(литодеформированные сварные соединения),
который можно решить при применении для
этой цели сплавов (литейных и деформируе-
мых) на основе системы Al-Mg (магналиев).
Сварные соединения таких сплавов не только
обеспечивают стабильный уровень свойств
сварных соединений (320 - 380 МПа), равный
свойствам основного материала, но и высокую
коррозионную стойкость (общую и под напря-
жением), отсутствие горячих трещин и мини-
мальную газонасыщенность.
Обработка резанием алюминиевых спла-
вов имеет следующие преимущества: почти
неограниченную скорость резания, небольшое
усилие резания, малую шероховатость поверх-
ности и высокую точность размеров, высокую
стойкость режущего инструмента.
По обрабатываемости резанием сплавы
условно делят на несколько групп, различаю-
щихся длиной образующейся стружки „и каче-
ством поверхности. В основном на обрабаты-
ваемость резанием оказывают влияние химиче-
ской состав сплава и его состояние (литое или
термически обработанное). Термически упроч-
няемые, высоколегированные сплавы с гомо-
генной структурой (АМ4,5Кд, АМ5, AMrlO,
АЦ4Мг и т.п.) обрабатываются лучше, чем
малолегированные сплавы или сплавы в литом
состоянии (АК7ч, АК12 и др.). Кремний в от-
сутствии магния в сплаве (АК12) увеличивает
износ режущего инструмента.
Тепло, возникающее при резании, отво-
дится быстро ввиду высокой теплопроводно-
сти, поэтому алюминиевые сплавы могут обра-
батываться с высокой скоростью, так как
стружка слабо нагревает режущий инструмент.
Модуль упругости алюминиевых сплавов
(примерно 72000 МПа) меньше, чем у других
сплавов, поэтому усилие зажима деталей следу-
ет свести к минимуму, чтобы избежать их де-
формации.
Коэффициент линейного расширения
алюминиевых сплавов (18 - 23)10"6 1/К боль-
ше, чем у других сплавов, поэтому при повы-
шении температуры на 30 °C каждые 100 мм
детали расширяются на 90 - 120 мкм. В целях
предотвращения нагрева деталей используют
охлаждающие жидкости.
Для обработки алюминиевых сплавов
применяют инструмент из углеродистых и бы-
строрежущих сталей, твердых сплавов, а для
получения поверхности особой точности и
малой шероховатости (например - поверхность
поршней) - алмазный инструмент.
Защита от коррозии и декоративные по-
крытия в связи с расширением области приме-
нения алюминиевых сплавов в различных от-
раслях народного хозяйства становятся разно-
образнее.
Алюминий обладает сильным сродством к
кислороду и образующаяся на его поверхности
естественная оксидная пленка заметно повы-
шает коррозионную стойкость сплавов в обыч-
ной атмосфере и некоторых агрессивных сре-
дах, однако пленка чрезвычайно тонка (около
10'5 мм) и плохо сопротивляется механическо-
му воздействию.
Для более надежной защиты сплавов от
коррозии, повышения сопротивления механи-
ческому износу и электроизоляционных
свойств естественную оксидную пленку искус-
ственно утолщают и уплотняют чаще всего с
помощью электрохимического оксидирования
(анодирования) в растворах серной, фосфор-
ной или щавелевой кислот.
Эффективность образования анодной
пленки зависит от легирующих компонентов
сплава: у сплавов с высоким содержанием меди
(АМ5, АМ4,5 Кд) она ниже, чем у силуминов
(АК9ч, АК7ч). Проблема анодирования литей-
ных сплавов, обусловленная пористостью, ре-
шается погружением отливок в нейтрализую-
щую (аммиачную или бикарбонатную) среду
или раствор азотной кислоты для удаления
кислых сульфатов из пор перед окраской.
Наряду с анодированием детали из алю-
миниевых сплавов часто подвергают гальвани-
ческим покрытиям для различных целей: за-
щитно-декоративной отделки, защиты трущих-
ся деталей от механического износа, придания
поверхности антифрикционных свойств и об-
легчения пайки, снижения переходного элек-
трического сопротивления алюминиевых кон-
тактов и т.д.
Наиболее надежными способами защиты
алюминиевых сплавов от коррозии являются
анодирование или химическое оксидирование
в сочетании с окраской. Кроме защиты от кор-
розии окраска часто служит и декоративным
средством. Выбор лакокрасочного покрытия
обусловливается многими факторами: степе-
нью коррозионной стойкости сплава, методом
подготовки поверхности, назначением деталей,
но главным образом условиями эксплуатации.
208
Глава 1.2. АЛЮМИНИЕВЬ1ЕГ1МГЕЙ1ШЕ СГ1ЛАВЬ1
Питейные атбукшитамавше (сггпяны .нпигпапмст
ГОСТ !1583-^3 симают букденшю-дшифроа^®® мар-
кировку (АК12, АМ5, АМгТО, АЦ4Мг и тд.), в
которой первая (буква означает металлическую
оснежу оошва (длюммний), тюследующие (бук-
вы - .осмпяшме допщрджйшшие компоненты
(кремний, медь, магнии, щиж и .др.), а цифры
- среднее содержание компонентов.. Одновре-
менно в ГОСТе приведена в скобках и старая,
много дет действовавшая марииргалиса сплавов,
которая включает две первые буквы АЛ
(алюминиевый литейный) и далее порядковый
номер.
Высокопрочные алюминиевые литейные
(ВАЛ 12, ВАЛИ, ВАЛ 16 и др.) сплавы (пифры
означают порядковый номер), выпускаемые по
отраслевому стандарту обладают комплексом
специальных свойств (жаропрочность, устало-
стная прочность, свариваемость, коррозионная
стойкость и тл4, освоены в производстве и
рекомендуются в качестве перспективных ма-
териалов для производства отливок.
Способы литья. Несмотря на большое ко-
личество способов литья (в песчаные, гипсо-
вые, оболочковые, корковые формы, в кокиль,
под давлением и др.) все они принципиально
могут быть разделены по скорости кристалли-
зации на два вида: литье в разовые и достоян-
ные-металлические формы.
Каждый способ литья может иметь опре-
деленный диапазон скорости кристаллизации,
а также отличаться точностью, шероховатостью
поверхности, гидродинамическими, тепловыми
и физическими условиями заполнения формы,
производительностью, плотностью и состояни-
ем литой структуры отливок.
Литье в песчаные (земляные) формы
(условное обозначение 3) - наиболее универ-
сальный и оперативный способ производства
практически любых отливок (по массе, кон-
фигурации, габаритам), особенно при единич-
ном производстве и изготовлении небольших
партий, отличается пониженной скоростью
кристаллизации, большой шероховатостью
поверхности, невысокой точностью размеров и
пористостью отливок.
Литье по выплавляемым моделям (В)
обеспечивает высокую точность деталей и ма-
лую шероховатость поверхности в серийном
производстве, характеризуется низкой скоро-
стью кристаллизации, пониженной плотностью
отливок, ограниченностью (по массе, габари-
там, конфигурации) их номенклатуры.
Литье в кокиль (К) характеризуется по-
вышенной скоростью кристаллизации отливок
и обеспечивает высокую плотность и мелко-
зернистую структуру деталей с точными разме-
ривши, малыми щрищусжами на механическую
обработку.
Литье под давлением (Д) обеспечивает
возможность наибольшей механизации и авто-
матизации процесса получения самых разнооб-
разных отливок в крупносерийном и массовом
производстве, очень точных и стабильных по
размерам с малой шерэхивагостью поверхно-
сти, оно характеризуется высокой стоимостью
оборудований и оснастки, значительной турбу-
лентностью заполнения формы, низкой плот-
ностью отливок, что (практически затрудняет
проведение вькхжотеашерахурной упрочняю-
щей термической обработки.
Литье с кристаллизацией под давлением
(жидкая штамповка, обозначение ПД) обеспе-
чивает получение практически без литниковой
системы наиболее плотных и мелкозернистых
отливок повышенной точности с малой шеро-
ховатостью поверхности и максимальными
механическим свойствами за счет одновремен-
ного воздействия на расплав давления
(пуансонного или поршневого) и высокой ско-
рости кристаллизации (в 2 - 3 раза выше, чем
при литье в кокиль). Оно характеризуется вы-
сокой производительностью, низкой трудоем-
костью процесса изготовления и механической
обработки отливок.
Термическая обработка проводится не
только с целью повышения характеристик
прочности, надежности, долговечности, но и в
ряде случаев для улучшения обрабатываемости
резанием, повышения коррозионной стойко-
сти, уменьшения литейных напряжений и т.д.
Эффективность термической обработки
отливок определяется главным образом сле-
дующими факторами:
точным соответствием выбранного режи-
ма составу сплава, ожидаемым свойствам и
условиям эксплуатации деталей;
размером и морфологией регламентируе-
мых составляющих литой структуры (зерно,
дендритная ячейка, эвтектика и т.д.);
температурно-временными параметрами
и точностью их соблюдения;
скоростью закалки (на воздухе, в воде,
масле, специальных средах).
Для последовательного растворения уп-
рочняющих фаз при нагреве и исключения
пережога отливки из многокомпонентных
сплавов подвергают закалке по ступенчатым
режимам. Вследствие этого термическая обра-
ботка деталей должна осуществляться с боль-
шой точностью, в хорошо отрегулированных
печах, с применением надежных пирометриче-
ских приборов. Согласно ГОСТ 1583-93 клас-
сифицируемые режимы термической обработ-
ки (табл. 1.2.2) алюминиевых отливок включа-
ют следующие процессы.
ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ, НАЗНАЧЕНИЕ
209
Искусственное старение без предвари-
тельной закалки ,(Т1) обусловливает некоторое
дисперсное твердение в результате частичного
распада твердого раствора, сформировавшегося
в процессе кристаллизации, особенно с повы-
шенной скоростью (литье под давлением, ли-
тье с кристаллизацией под давлением).
Отжиг (Т2) в значительной степени
уменьшает степень искажения кристалличе-
ской решетки, способствует коагуляции вторых
фаз, снижению внутренних напряжений и по-
вышению пластичности отливок.
Закалка (Т4) включает процессы макси-
мального растворения легирующих элементов
при температуре выше температуры фазовых
превращений и быстрое охлаждение (фикса-
ция пересыщенного твердого раствора) с целью
получения повышенной прочности и макси-
мальной пластичности отливок.
Закалка с неполным (Т5) и полным (Тб)
искусственным старением обусловливает про-
цесс распада твердого раствора, получение
максимальной прочности при снижении пла-
стичности.
Закалка со стабилизирующим (Т7) и
смягчающим (Т8) отпуском протекает при
температурах выше температуры искусствен-
ного старения, что обусловливает не только
распад твердого раствора, но и коагуляцию
частиц вторых фаз, некоторое снижение проч-
ности и повышение пластичности.
1.2.2. Обозначения и виды термической обработки литейных сплавов*
Обозначение Вид Назначение
Т1 Старение (без предва- рительной закалки) Улучшение обрабатываемости резанием литых деталей
Т2 Отжиг Резкое уменьшение литейных остаточных . напряжений
Т4 Закалка Повышение прочностных характеристик
Т5 Закалка и неполное старение Получение достаточно высокой прочности и сохране- ния повышенной пластичности.
Тб Закалка и полное ста- рение до получения максимальной прочности Получение максимальной прочности при некотором снижении пластичности
Т7 Закалка и стабилизи- рующий отпуск Получение достаточной прочности и сравнительно вы- сокой стабильности структуры и геометрических раз- меров
Т8 Закалка и смягчающий отпуск Получение повышенной пластичности и стабильности геометрических размеров вследствие снижения прочно- стных характеристик по сравнению с полученными при обработке по режимам Т5-Т7
*Без термической обработки обозначается "без т.о.".
210
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.2. ТЕХНОЛОГИЧНЫЕ СПЛАВЫ
СИСТЕМЫ Al-Si (СИЛУМИНЫ)
Силумины находят наибольшее примене-
ние в фасонном литье из алюминиевых спла-
вов, что объясняется сочетанием высоких ли-
тейных свойств с удовлетворительными проч-
ностными характеристиками. Высокие литей-
ные свойства вызваны близостью таких спла-
вов к эвтектическим, а необходимые механиче-
ские свойства достигаются путем введения
упрочняющих и модифицирующих элементов
применением термической обработки.
Для изготовления литых деталей и узлов
конструкций в тех случаях, когда требуются
высокие механические свойства, наибольшее
применение нашли сплавы АК7ч (АЛ 9),
АК7пч (АЛ 9-1), АК9ч(АЛ 4), АК9пч(АЛ 4-1),
АК8 (АЛ34), АК5М(АЛ5), АК5Мч(АЛ5-1),
АК8Мч(АЛ32), АК8МЗч(ВАЛ8), для особо
сложных конфигураций - сплав АК12 (АЛ2)
(табл. 1.2.4).
Кремний в этих сплавах образует эвтек-
тику a+Si, где a - твердый раствор кремния в
алюминии, содержащую 11,7 % кремния. Алю-
миний и кремний не образуют химических
соединений. В жидком состоянии они полно-
стью растворены друг в друге, а в твердом об-
разуют эвтектическую смесь двух ограничен-
ных твердых растворов. Растворимость крем-
ния в алюминии в твердом состоянии резко
уменьшается с понижением температуры и при
20 °C не превышает сотых долей процента.
Резкое падение растворимости кремния в
твердом алюминии с понижением температуры
и коагуляция выделяющейся дисперсной фазы
при температуре распада твердого раствора
(200 - 300 °C) исключают возможность повы-
шения механических свойств двойных сплавов
Al-Si путем термической обработки. Микро-
структура таких сплавов состоит лишь из двух
фаз: а -твердого раствора и эвтектики a + Si.
Поскольку растворимость алюминия в
кремнии ничтожно мала, зерна твердого рас-
твора алюминия в кремнии рассматривают как
зерна кремния.
В результате введения небольших коли-
честв марганца, магния, меди, бериллия и
других элементов на основе двойных сплавов
Al-Si создан ряд сложных многокомпонентных
сплавов, каждый из которых обладает ком-
плексом заранее заданных свойств в зависимо-
сти от природы и направленности действия
легирующих элементов.
Наибольшее влияние на эффект термиче-
ской обработки оказывают магний и медь.
Д. Хансен и М. Гейлер (Великобритания),
впервые изучившие алюминиевый угол диа-
граммы состояния системы Al-Si-Mg, доказали
присутствие в системе квазибинарного разреза
Al-Mg2Si и области тройных твердых растворов
магния и кремния в алюминии, уменьшаю-
щейся с понижением температуры, а также
установили способность алюминиевого твер-
дого раствора упрочняться в результате вы-
держки при температурах 100 - 200 °C.
Квазибинарным разрезом Al-Mg2Si диа-
грамма делится на две области: 1) область
Al-A13Mg2-Mg2Si, включающую тройную эвтек-
тику a + AhMg2 + Mg2Si (температура плавле-
ния 448 °C); 2) область Al-Mg2Si-Si, имеющую
тройную эвтектику a+Mg2Si+Si (температура
плавления 550 °C).
С увеличением содержания кремния до
9 % и магния до 0,5 % возрастает эффект тер-
мической обработки (повышаются прочност-
ные характеристики), однако относительное
удлинение при меньшем содержании кремния
выше.
При рассмотрении фазового состава си-
луминов необходимо учитывать отрицательную
роль железа. В зависимости от содержания
железа и кремния, а также от скорости кри-
сталлизации железо может присутствовать в
виде химических соединений А1зРе или
AlsSiFe, кристаллизующихся в форме пластин
и в виде зерен сильно разветвленной эвтектики
a+AlsSiFe+Si.
Для нейтрализации вредного влияния же-
леза в Al-Si - сплавы обычно вводят марганец.
Модифицирующее действие на железо оказы-
вает также бериллий. При введении, например,
марганца образуется химическое соединение
типа AlFeMnSi в виде компактных кристаллов,
способствующих сохранению пластических
свойств сплавов. Следует учитывать положи-
тельную роль малых добавок некоторых метал-
лов - натрия, титана, стронция, - способ-
ствующих образованию при кристаллизации
отливок мелкозернистой структуры.
На свойства алюминиевых литейных
сплавов оказывают отрицательное влияние
неметаллические включения. К ним относятся
прежде всего водород и оксид алюминия, а
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
211
также оксиды легирующих элементов и ком-
плексные оксиды. Водород адсорбируется ок-
сидом алюминия и оксидами других металлов с
образованием комплекса fy-MeO. Неметалли-
ческие включения попадают в сплавы вследст-
вие взаимодействия шихтовых материалов и
сплавов с газами (Н2О, СО2 и т.д.) главным
образом в процессе плавки. Для обеспечения
минимального контакта газов со сплавами не-
обходимо учитывать чистоту исходных шихто-
вых материалов, условия хранения, типы пе-
чей, метод литья и пр. Расплав может быть
защищен от взаимодействия с газами плотной
оксидной пленкой на его поверхности. Напри-
мер, при введении до 0,05 - 0,07 % бериллия в
сплавы, содержащие магний, который образует
рыхлую оксидную пленку на поверхности рас-
плава, образуется плотная пленка, состоящая
из оксида магния и оксида бериллия, защи-
щающая расплав от диффузии кислорода.
1.2.3. Составы универсальных рафинирующих и модифицирующих флюсов
Соль Содержание соли, % Температура плавления флюса (приблизительно, °C) Температура модифицирования (минимальная, °C)
Натрий фтористый 60 850 800
Натрий хлористый 25
Криолит 15
Натрий фтористый 40 750 750
Натрий хлористый 45
Криолит 15
Натрий фтористый 30
Натрий хлористый 50 710 720
Калий 10
Хлористый криолит 10
212
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Более распространен метод создания пас-
сивной поверхности на расплаве путем нанесе-
ния слоя солей (флюсов). В качестве таких
флюсов для алюминиевых сплавов применяют-
ся смеси галоидных солей щелочных и щелоч-
но-земельных металлов - хлоридов и фторидов.
Подобные смеси обладают не только защит-
ными, но и рафинирующими свойствами
(табл. 1.2.3).
Весьма важную роль в технологии приго-
товления и в повышении свойств сплавов на
основе систем Al-Si, Al-Si-Cu-Mg играет про-
цесс модифицирования алюминиево-крем-
ниевой эвтектики натрием, вызывающим по-
вышение характеристик прочности и, особенно
пластичности сплавов.
Большое влияние на свойства отливок
оказывает термическая обработка. Максималь-
но допустимая температура нагрева под закал-
ку, оптимальные температура старения и вы-
держки при ней обеспечивают высокую проч-
ность изделий. Большое значение имеет темпе-
ратура охлаждающей среды, так как при закал-
ке в холодной воде возможны коробление,
поводка и даже растрескивание деталей. Закал-
ка в водных растворах полимеров, в горячей
воде или в масле в значительной мере устраня-
ет возможность появления таких дефектов.
Качество литейного сплава определяется
не только механическими свойствами; большое
значение имеют также технологические харак-
теристики: жидкотекучесть, степень изменения
механических свойств в зависимости от сече-
ния отливки, герметичность, склонность к
образованию горячих трещин и др.
Сплавы на основе системы Al-Si характе-
ризуются наибольшей жидкотекучестью. По-
добные сплавы обладают также меньшей горя-
челомкостью и менее других систем чувстви-
тельны к изменению сечения отливки. Срав-
нение герметичности показало преимущества
высокопрочных сплавов с малым интервалом
кристаллизации на основе системы Al-Si перед
сплавами, затвердевающими в широком диапа-
зоне температур. Например отливки из сплавов
АМг6л(АЛ23) и АМ5(АЛ19) выдерживают
меньшее давление воды, чем отливки из силу-
минов. Силумины обладают в целом удовле-
творительной’ коррозионной стойкостью, а
сплав АК7пч (АЛ9-1) - повышенной коррози-
онной стойкостью.
Сплавы с кремнием плохо поддаются
анодному оксидированию: получить на них
анодную пленку удовлетворительного качества
тем труднее, чем больше содержание кремния.
Обладая наилучшими литейными свойст-
вами, высокой герметичностью, достаточным
уровнем механических и коррозионных свой-
ств, силумины на основе двойной системы
Al-Si широко используются для литья сложных
по конфигурации и крупногабаритных деталей
всеми методами. Они применяются в планере
самолетов (каркасы дверей, детали кабины,
фитинги, соединительные фланцы, кранштей-
ны и др.), в турбореактивных двигателях (кор-
пуса насосов, крышки, арматура и пр.). Нахо-
дят широкое применение в автомобилестрое-
нии, в том числе в автомобильных двигателях
(блоки цилиндров, картеры рулевого управле-
ния, картеры сцепления, колеса и т.д.). Сплавы
на основе, системы Al-Si-Cu-Mg: АЛЗ,
АК5М(АЛ5), АК5Мч(АЛ5-1), АЛ9М,
АК8М(АЛ32), АЛ4М, В124 имеют хорошие
литейные свойства в сочетании с высокими
значениями пределов прочности и текучести
при 20 °C и повышенных температурах, хоро-
шую обрабатываемость резанием и повышен-
ную жаропрочность по сравнению со сплавами
на основе двойной системы Al-Si. Однако их
коррозионная стойкость понижается с увели-
чением содержания меди. Общим отличитель-
ным признаком этих сплавов, определяющих
их термическую обработку, является наличие
двух основных упрочняющих фаз Mg2Si и
СиА12- В неравновесных условиях кристаллиза-
ции в состав этих сплавов наряду с а-твердым
раствором входят фазы Si, W(AlxMg5SiyCu4),
Al3Ti, Al(SiFe), Al(SiFeMn). В связи с широким
применением сплавов этой группы для изго-
товления деталей, эксплуатирующихся в раз-
личных условиях, рекомендуется несколько
режимов термической обработки: Т1, Т2, Т5,
Тб, Т7, Т8.
Медьсодержащие силумины, имея хоро-
шие литейные свойства, высокую прочность и
герметичность, повышенную жаропрочность,
предназначены для силовых и герметичных
деталей с рабочей температурой до 200 - 250 °C.
Это корпуса насосов, головки цилиндров дви-
гателей, детали коробки передач, турбин и
вентиляторов и т.д.
В табл. 1.2.4 - 1.2.13 приведены механи-
ческие и технологические свойства сплавов
типа силумин и медесодержащих силуминов.
1.2.4. Химический состав (%, остальное - AI) литейных сплавов системы Al-Si и Al-Si-Си-Mg
Марка сплава Основные компоненты Примеси, не более Сумма учитыва- емых примесей
Mg Si Mn Си Ti Про- чие Мп Си Zn Zr Pb Sn Про- чие Fe
3,B к Д з,в к Д
АК12 (АЛ2) - 10- 13 - - - - 0,5 0,6 0,3 0,1 0,lTi - 0,1 Mg 0,7 1,0 1,5 2,1 2,2 2,7
АК9ч (АЛ4) 0,17-0,30 8 - 10,5 0,2 - 0,5 - - - - 0,3 0,3 0,15 (Zr+Ti) 0,05 0,01 0,1 Be 0,6 0,9 1,0 1,1 1,4 1,5
АК9пч (АЛ4-1) 0,23-0,30 9 - 10,5 0,2-0,35 - 0,08-0,15 - - 0,1 0,3 0,15 0,03 0,005 0,lBe; 0,1В 0,3 0,3 0,3 0,6 0,6 0,6
АК8 (АЛ 34) 0,35-0,55 6,5 - 8,5 - - 0,1 - 0,3 0,15- 0,4Ве 0,1 0,3 0,3 0,1В, 0,15Zr - - 0,1В 0,6 0,6 - 1,0 1,0 -
АК7ч (АЛ9) 0,2 - 0,4 6,0 - 8,0 - - - - 0,5 0,2 0,3 0,15 (Zr+Ti) 0,05 0,01 0,1 Be 0,6 1,0 1,5 1,1 1,5 2,0
АК7пч (АЛ9-1) 0,25-0,40 7,0 - 8,0 - 0,08 - 0,15 - 0,1 0,1 0,2 0,15 0,03 0,005 0,1 Be; 0,1В 0,3 0,4 0,5 0,6 0,7 0,8
АК5М (АЛ5) 0,35-0,6 4,5 - 5,5 - 1,0-1,5 - - 0,5 - 0,3 0,15 Zr+Ti) - 0,01 0,1 Be 0,6 1,0 1,5 1,0 1,3 1,7
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
Марка сплава Основные компоненты
Mg Si Mn Cu Ti Прочие Mn
АК5Мч (АЛ5-1) 0,40-0,55 4,5-5,5 - 1,0-1,5 0,08-0,15 - 0,1
АК8МЗч (ВАЛ8) 0,2-0,45 7,0-8,5 0,5- l,0Zn 2,5-3,5 0,1-0,25 0,005-0,IB 0,05-0,25Be 0,15Cd
АЛЗ 0,35-0,6 4,5-5,5 0,6 - 0,9 1,5-3,0 0,05 0,05-0Д5Ве -
АЛ9М 0,4-0,7 7,2-8,8 0,5-0,8 0,1 -0,20 0,01 - - 0,03B -
АК8М (АЛ32) 0,3-0,5 7,5-9,0 0,3 - 0,5 1,0-1,5 0,1 - 0,3 - -
АЛ4М 0,30-0,6 8,5-10,5 - 1,3-2,5 0,1-0,3 0,01-0,IB 0,1
В124 0,15-0,35 8,0-11,0 0,1-0,3 3,0-4,0 0,1-0,3 0,01-0,10B -
Продолжение табл. 1.2.4
Примеси, не более
Сумма учитыва-
емых примесей
Си Zn Zr Pb Sn Про- чие Fe
3,B К Д 3,B К Д
0,3 0,15 0,1 0,01 0,1В 0,3 0,4 0,5 0,6 0,7 0,8
- 0,15 - - - 0,4 0,4 0,4 0,6 0,6 0,6
- 0,3 0,5 Zr+Ce 0,05 0,01 0,005 0,6 1,2 1,6 1,1 1,7 1,9
- 0,3 - - - 0,3V 0,25 0,35 - 0,55 0,65 -
- 0,1 - - - 0,7 0,8 0,9 0,9 1,0 1,1
- - 0,3Zr - - 0,12 0,25 - 0,6 0,6 -
- - - - - - 0,3 0,3 0,6 0,6 0,6 0,6
лава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.5. Типичные механические свойства силуминов при 20 °C
Сплав Способ литья Термическая обработка £, ГПа «0,2 «в 8, % НВ /геи, Дж/см2 а_1»*2 МПа ТЧ” МПа
МПа /;= 1 К, = 2,2
АК12 (АЛ2) зм Без термичес- кой обработки 70 80 170 6 55 - 42 - 130
д»1 - 120 190 1,8 - - - - -
зм - 90 160 5 55 - 45 25 -
АК9 (АЛ4) д Т2 70 160 290 2 - - - - -
зм Тб 70 200 260 4 70 75 75 55 -
ВМ при температуре формы, °C: 20 100 200 300 - - 260 260 260 250 4 3,7 3,5 3,2 - - - - -
АК7пч (АЛ9) 3; 0; В Т2 - 120 170 2 60 - - - -
3; О; В Т4 70 ПО 200 4 55 - 45 - 150
ЗМ; ОМ; ВМ Т5 - 120 220 4 65 - - - -
К; КМ - 140 230 4 70 - - - -
ЗМ; ОМ; ВМ Тб - 200 230 2 75 - - - -
К; КМ * 210 240 2 75 - - - -
ЗМ; ОМ; ВМ Т7 - 160 210 3 65 - - -
АК7пч (АЛ9-1) 3 Т5 71 200 270 6 60 9,6 70 60 190
К Тб 72 240 320 8 70 5,4 (для состояний Т5 и Тб) -
АК8 (АЛ34) 3 Т4 - - 280 5 75 - 80 - -
К - - 300 7 85 - - - -
3 Т5 76 280 330 3 90 2,5 75 - -
К - - 360 5 95 - - - -
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
Сплав Способ литья Термическая обработка £, ГПа «0,2 °в з, %
МПа
АЛЗ з, о, в Без термической обработки - - 140 0,5
к - - 170 0,5
д - - 160 0,5
3, О, В, К Т1 - - 170 -
Т2 - * 150 1,0
з, о, В Т5 70 170 250 1,о
К 70 200 270 1,5
В, при температуре формы,°C: 20 250 0,8
100 - - 220 0,6
200 - - 210 0,5
300 - - 210 0,5
350 - - 200 0,5
АЛ9М 3 Тб - - 300 1,5
К - - 340 2,0
К Т7 - - 280 3,0
Продолжение табл. 1.2.5
OS .
НВ KCV, Дж/см2 о.|,*2 МПа Тер, МПа
1 Kt = 2,2
65 - - - -
65 - - - -
65 - - - -
70 - - - -
65 - - - -
80 - - - -
85 - - - -
- - - - -
- - - - -
- - - - -
- - - - -
90 - - - -
90 - - - -
80 - - - -
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 1.2.5
Сплав Способ литья Термическая обработка Е, ГПа ст0,2 СО НВ леи, Дж/см2 ст.!,*2 МПа тср, МПа
МПа *,= 1 К, = 2,2
АК.8М (АЛ32) 3 Без термической обработки 71 120 170 1,4 60 2,0 - - -
к 71 130 200 3,0 70 3,0 - - -
д - 160 270 3,0 74 - - - -
3 Т1 71 180 200 1,0 70 1,5 - - -
к 71 200 220 2,0 80 2,0 - - -
д 200 290 - 310 1,0 - 1,5 90- ПО - - - -
д Т2 - 190 260 - 280 1,7 - 2,0 70-90 - - - -
3 71 130 170 1,5 60 2,0 - - -
3 Т5 73 190 260 2,5 90 - - - -
К 72 240 280 3,0 ПО -
3 Тб 73 220 280 2,0 100 - - - -
К 71 260 300 2,5 НО - - - -
3 Т7 71 190 240 3,0 75 - - - -
к 73 240 260 2,5 100 - - - -
АЛ4М 3 Т5 70 260 320 3,0 100 - 90 70 260
к 70 280 370 3,5 ПО - 90 70 270
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ) ________217
Сплав Способ литья Термическая обработка Е, ГПа <*0,2 <*в 8, %
МПа
В124 д Без термической обработки - 170 270 2,0
д Т1 - 220 280 2,0
Т2 - 160 270 2,0
Т4 - 240 350 5,0
Т5 - 360 400 2,5
3 Тб 73 360 380 0,5
к 75 370 430 2,5
3 Т7 70 250 300 1,0
к 70 300 340 1,5
АК5М (AJIS) 3 ТЗ 70 180 250 1,0
В, при температуре формы,°C: 20 - - 310 1,9
100 - - 360 2,2
200 - - 320 2,7
300 - - 300 1,5
АК5Мч (АЛ5-1) К Т5 72 290 390 6,0
Продолжение табл. 1.2.5
00
НВ ATCU, Дж/см2 <т.|,*2 МПа Тср. МПа
*,= 1 К, = 2,2
90 - - - -
100 - - - -
90 - - - -
НО - - - -
115 - - - -
ПО - 80 - 340
120 - 80 - -
100 - - - -
НО - - - -
75 2,0 60 50 -
- - - - -
- - - - -
- - - - -
- - - - -
70 5,1 100 50 240
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 1.2.5
Сплав Способ литья Термическая обработка Е, ГПа <*0,2 <*в 3, % НВ кси, Дж/см2 о.!,*2 МПа тср, МПа
МПа Kt = 1 К, = 2,2
АК8МЗ (ВАЛ8) д Без термической обработки - 220 320 2,5 - - - - -
Т2 - 180 220 1,5 60 3,0 - - -
к Т4 72 250 370 6 100 6,0 ПО - -
3 Т5 72 300 360 1,5 100 - - - -
К 72 350 430 5 115 4,0 по - -
пд - 350 420 5 115 - - - -
В - 300 370 2,5 105 - - - -
д - 280 380 3,5 95 - - - -
3 Т7 (закалка в воде 20 °C) - 220 260 1,5 80 2,0 - - -
к - 260 310 6,0 85 4,0 - - -
3 Т7 (закалка в воде 100 °C) - - 280 1,0 - - - - -
к - - 320 4,5 - - - - -
**Образцы плоские толщиной 3 мм.
♦2На базе N= 2107 (консольный изгиб с вращением); Ан = 0,75 мм для К, = 2,2.
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
1.2.6. Режимы термической обработки силуминов
Сплав Термическая обработка Закалка Старение
Температура нагрева, °C Время выдержки, ч Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
АК12 (АЛ2) Т2 - - - 300 2-4
АК9ч Т1 - - - 175 5 - 17
(АЛ4) Тб 535 2-6 20 - 100 175 10- 15
АК9пч (АЛ 4-1) Т1 - - - 175 5 - 17
Тб 535 2-6 20 - 100 175 10- 15
АК7ч (АЛ9) Т2 - - - 300 2-4
Т4 535 2-6 20 - 100 - -
Т5 535 2-6 20 - 100 150 1 - 3
Т5 535 2-6 20 - 100 Двухступенчатое: 190 150 0,5 2
Тб 535 2 - 6 20 -100 200 2-5
Т7 535 2-6 80 - 100 225 3-5
Т8 535 2-6 80 - 100 250 3-5
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Сплав Термическая обработка Закалка
Температура нагрева, °C Время выдержки, ч
АК7ПЧ (АЛ9-1) Т2 - -
Т4 535 2 - 12
Т5 535 2 - 12
Тб 535 2 - 12
Т7 535 2 - 12
Т8 535 2 - 12
АК8 (АЛ34) Т1 - -
Т2 - -
Т4 535 10 - 16
Т5 535 10- 16
АК5М (АЛ5) Т1 - -
Т5 525 3 - 5
Т5 Двухступенчатый нагрев: 515 525 3 - 5 1 -3
Тб 525 3-5
Т7 525 3 -5
Т7 Двухступенчатый нагрев: 515 525 3-5 1 - 3
Продолжение табл. 1.2.6
Старение
Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
- 250 2-4
20-50 - -
20-50 150 3 - 10
20-50 175 3 - 10
80 - 100 225 3-5
80 - 100 250 3 - 5
190 3-4
- 300 2-4
20 - 100 - -
20 - 100 175 6
- 180 5- 10
20 - 100 175 5- 10
20 - 100 175 5 - 10
20 - 100 • 200 3-5
20 - 100 230 3 -5
20 - 100 230 3-5
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
Сплав Термическая обработка Закалка
Температура нагрева, °C Время выдержки, ч
АК5Мч (АЛ5-1) Т1 - -
Т5 525 3- 10
Тб Двухступенчатый нагрев: 515 525 3-7 2-5
Т7 525 3-10
Двухступенчатый нагрев: 515 525 3-7 2-5
Продолжение табл. 1.2.6
Старение
Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
- 180 5 - 10
20 175 5 - 10
20 175 5- 10
20 - 100 230 3-5
20- 100 230 3-5
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Сплав Термическая обработка Закалка
Температура нагрева, °C Время выдержки, ч
АЛЗ Т1 - -
Т2 - -
Т5 515 3-6
Т5 Двухступенчатый нагрев: 515 525 2-4 2-4
Т7 515 3-6
Т7 Двухступенчатый нагрев: 515 525 2-4 2-4
Т8 515 3-6
Т8 Двухступенчатый нагрев: 515 525 2-4 2-4
АЛ9М Тб 530 8- 16
Т7 530 8 - 16
Продолжение табл. 1.2.6
Старение
Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
- 175 3-5
- 300 2-4
20 - 100 175 3-5
20 - 100 175 3-5
20 - 100 230 3-5
20 - 100 230 3-5
20 - 100 330 3-5
20 - 100 330 3-5
20-80 160 7-9
80 - 100 220 8 - 10
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
Сплав Термическая обработка Закалка
Температура нагрева, °C Время выдержки, ч
АК8М (АЛ32) Т1(3,К) - -
Т1(Д) - -
Т2(Д) - -
Т5 Двухступенчатый нагрев: 505 515 2-8
Тб 515 2-8
Тб 515 2-8
Тб Двухступенчатый нагрев: 505 515 4-6 4-8
Тб Двухступенчатый нагрев: 505 515 4-6 4-8
Т7 Двухступенчатый нагрев: 505 515 4-6 4 - 8
Продолжение табл. 1.2.6
Старение
Температура Температура нагрева, Время выдержки, ч
охлаждающей воды. °C °C
- 200 5 - 8
- 180 5 - 8
- 280 5-8
20 - 100 150 8 - 16
Двухступенчатое: 130 2-3
20 - 50 160 4-6
20 - 50 170 8 -16
20 - 50 Двухступенчатое: 130 2-3
160 4-6
130 2 - 3
20 - 100 160 4-6
20 - 100 230 3 - 5
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
8 Зак. 225
Сплав Термическая обработка Закалка
Температура нагрева? °C Время выдержки, ч
Т5(К) Двухступенчатый нагрев: 515 525 4 8
АЛ4М Т5(3, К) Трехступенчатый нагрев: 490 500 510 4 4 6
Т1(Д) - -
Т4(Д) 490 2-3
Т5(Д) 490 2-3
В124 Тб Двухступенчатый нагрев: 490 510 4-6 6 - 10
Тб Двухступенчатый нагрев: 490 510 4-6 6- 10
Тб Трехступенчатый нагрев: 490 500 510 6-8 4-6 4-6
Продолжение табл. 1.2.6
Старение
Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
20- 100 160 8-15
20 - 100 160 8-15
- 165 8- 10
40-60 - -
40-60 165 8 - 10
20 - 100 160 20-24
20 - 100 Двухступенчатое: 200 160 1 10- 15
20 - 1QQ Двухступенчатое: да 160 I 10-15
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
<Л
Продолжение табл. 1.2.6
Сплав Термическая обработка Закалка Старение (отжиг)
Температура нагрева, °C Время выдержки, ч Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
В124 Т7 Трехступенчатый нагрев: 490 500 510 6-8 4-6 4-6 100 230 5-8
АК8МЗч (ВАЛ8) Т2(Д) - - - 290 3-6
Т4(Д) 500 2-3 40-60 - -
Т4(3,К) Трехступенчатый нагрев: 490 500 510 4-6 4-6 4-6 20 - 100 - -
Т5(Д) 500 2-3 40-60 160 8-10
Т5(3,К) Трехступенчатый нагрев: 490 500 510 4-6 4-6 4-6 20 - 100 160 6-12
Т7(3,К) Трехступенчатый нагрев: 490 500 510 4-6 4-6 4-6 20-100 245 3-6
Примечания: 1. Двухступенчатый и трехступенчатый нагревы под закалку рекомендуется применять при наличии массивных
(толщиной свыше 40 мм) участков в деталях во избежание пережога.
2. При необходимости получения более высокой (на 10 - 15 %) прочности деталей из сплавов АК9ч(АЛ4), АК7пч(АЛ9-1), допускается по-
вышение температуры нагрева под закалку до 545 °C при обязательном снижении содержания железа до 0,1 - 0,2 % и марганца в сплаве
АК9ч(АЛ4) до 0,25 - 0,35 %.
3. При двухступенчатом нагреве под закалку литья в кокиль из сплава АЛ4М рекомендуется загрузку в печь производить при температуре
на выше 200 °C.
4. С целью уменьшения внутренних напряжений крупногабаритных, сложных по конфигурации деталей рекомендуется закаливать их в во-
дс с температурой 80 - 100 *С.
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
227
1.2.7. Типичные механические свойства силуминов при низких температурах
Сплав Термическая Способ Т, °0,2 1 8, газ,
обработка литья °C МПа % Дж/см2
АК12 (АЛ2) Без т.о. ЗМ; ОМ -70 -40 - 220 200 4,0 5,0 5,0 5,0
АК7ч (АЛ9) Т5 ЗМ -196 -70 150 130 230 220 2,5 3,5 -
Тб ЗМ -196 -70 230 210 250 230 1,0 1,5 -
Т5 3 -196 -70 230 210 360 320 4,0 5,0 9,2 11,0
АК7пч (АЛ9-1) Тб 3 -196 -70 - 340 300 1,8 2,0 -
К -196 -70 320 270 410 350 6,0 7,0 5,3 5,7
АК8 (АЛ 34) Т5 3 -196 -70 330 290 390 340 2,0 2,0 1,7
АКМ5 (АЛ5) Т1 К -196 -70 - 300 270 0,8 0,5 -
АК5Мч (АЛ5-1) Т5 К -196 -70 370 320 450 410 2,0 4,0 3,7 5,3
3 -70 240 300 2,0 6,0
АЛ4М Т5 К -196 - - - 5,0
В124 Тб К -70 400 420 0,7 -
АК8МЗч к -196 -70 400 320 480 430 3,5 4,5 -
(ВАЛ8) Т5 в -196 -70 360 300 420 360 1,2 1,5 -
8*
228
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.8. Механические свойства силуминов при яокяоегаш температурах
Сплав Способ Термическая Т, °C £, ГПа °пц ^0,2 85
литья ( обработка МПа %
АК7ч З»1 : Т4 100 Г80 9
(АЛ9) 150 - - - 160 18
200 . - - - 160 19 -
250 - - - 150 15 -
ЗМ Т4 100 180 8
150 - - - 170 17
200 - - - 150 25
250 - - - 130 36 -
АК7пч з»2 Т5 150 120 160 220 6 21
(АЛ9-1) 200 - 130 170 210 4 23
250 - НО 140 140 3 33
3 Тб 100 250 6
175 - - - 210 8 -
к Тб 150 66 1*60 200 240 10 32
200 63 150 180 200 7 36
250 57 100 120 130 6 47
АК5М з»3 Т5 100 250 1
(АЛ5) 150 - - - 250 1
200 - - - 220 1,5
250 - - - 180 1,5
300 - - - 130 4 -
к Т7 100 180 240 2
200 - - 140 180 2,5
250 - - 120 140 4
300 - - 80 100 6 -
АК5Мч к»2 Т5 200 63 200 230 260 5 30
(АЛ5-1) 250 57 130 150 200 4 42
300 - - 110 135 6 53
АК8 3 Т5 100 280 4
(АЛ34) 150 - - 260 4,5
200 - - - 230 5
250 - - - 180 5
300 - - - НО 5,5 -
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
229
Продолжение табл. 1.2.8
Сплав Способ Термическая Т, °C Е, ГПа °пц «0,2 «в 85
литья обработка МПа %
АК8М з*2 Без 150 50 НО 160 1,5 70
(АЛ32) т.о. 200 - 30 100 150 2 70
К»2 Без 150 70 140 230 4 80
т.о. 200 - 70 140 220 4 80
3 150 70 150 180 0,5 80
200 - 40 140 170 1 80
Т1
к 150 100 190 250 2 90
200 - 80 150 210 5 85
3 Т2-1 150 40 100 150 2 60
200 - - 90 130 3 60
3 150 66 120 170 220 2 80
200 64 120 160 210 4 80
Т5 250 63 90 130 150 4 70
к 150 66 160 220 240 4 НО
200 62 150 210 230 4 НО
250 61 120 190 200 3 100
3 150 66 140 180 230 3 90
200 64 120 180 210 4 90
Тб 250 63 80 120 140 4 70
к 150 64 140 220 240 4 100
200 64 120 190 220 3 100
250 62 100 160 190 2 100
д*3 Без 150 250 4
т.о. 200 - - - 230 4 -
250 - - - 210 3,5 -
300 - - - 170 3 -
Т1 150 270 1,7
ДМ 200 - - - 250 2,5 -
Т2-1 150 - 250 2,5
200 - - - 230 3,5 -
230
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 1.2.8
Сплав Способ Термическая Т, °C Е, ГПа °пц °0,2 1 85
литья обработка МПа | %
АК8М д.4 Т2 150 - - - 230 2,5 •
(АЛ32) 200 - - - 210 3,5 -
АЛ4М З»3 Т5 100 - - 300 2,0
150 - - - 280 2,5 -
200 - - - 260 3,0 15
250 - - - 180 3,5 30
300 - - - 145 6,0 -
К Т5 200 - - - 240 3,0 -
250 - - - 180 4,0 -
В124 з*4 200 - 300 1,0
250 - - - 220 1,5 -
Тб 300 - - - 130 2,5 -
к 200 • 310 3,5 -
250 - - - 210 4,0 -
300 - - - 140 6,0 -
3 150 220 270 1,5 -
200 - - 200 230 3,0 -
250 - - 160 180 4,0 -
Т7 300 - - 100 НО 5,0 -
к 150 - - - 280 1,5
200 - - 240 270 2,0 -
250 - - 190 210 2,5 -
300 - - 110 120 4,0 -
в»5 Тб 200 - 300 4,0
250 - - - 250 4,0 -
300 - - - 140 5,0 -
АК8МЗч к-1 Т4 100 - - 320 8,0
(ВАЛ8) 200 - - - 280 9,0 -
250 - - - 220 9,0 -
к 100 - - 380 8,0
150 - - 280 340 8,0 -
200 - - - 300 9,0 -
Т5 250 - - 210 220 9,0 -
300 - - - 130 11,0 -
В»5 100 - - 350 2,5
200 - - - 280 3,0 -
250 - - - 210 4,0 -
*• Отдельно отлитые образцы диаметром 10 мм.
*2 Точеные образцы диаметром 10 мм.
*3 Отдельно отлитые образцы диаметром 12 мм.
*4 Отдельно отлитые плоские образцы толщиной 3 мм.
*5 Точеные образцы диаметром 5 мм.
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
231
1.2.9. Секундная прочность силуминов
Сплав Способ литья Температура ств СТЮ" <*100~ СТ200" <*300" ст400"
(состояние) испытания, °C МПа
АК7ч 3 20 220 •
(АЛ9) (Т5) 200 - 185 - 180 175 170
300 - 100 - 95 90 85
АК7пч 3 200 215 220 205 200 200
(АЛ9-1) (Т5) 300 - 160 - 145 140 140
400 - 70 - 65 60 60
АК5Мч К 300 135 205 - 200 195 190
(АЛ5-1) (Т5) 400 - 100 - 90 85 80
АК8 3 20 330 -
(АЛ34) (Т5) 100 295 325 325 - 320 -
200 230 300 285 - 265 -
300 100 180 170 - 160 -
400 35 85 60 - 50 -
АЛ4М К 20 390 - -
(Т5) 100 350 380 375 - 370 -
200 275 320 300 - 295 -
300 120 190 180 - 160 -
400 35 90 65 - 55 -
В124 К 20 420 •
(Тб) 100 365 410 400 - 390 -
200 310 345 325 - 310 -
300 130 250 210 - 180 -
400 40 90 70 - 60
1.2.10. Характеристика длительной прочности и ползучести силуминов
Сплав Способ литья Термическая обработка Т, °C <*100 ст0,2/100
№ 1Па
АК9ч ЗМ Тб 300 25 10
(АЛ4)
АК7пч 3 Т5 200 85 40
(АЛ9-1) 250 45 30
К Тб 200 85 -
250 45 -
АК5М 3 Т5 200 90 80
(АЛ5) 250 55 46
300 35 24
3 То же (с предвари- 200 55
тельной стабилизаци- 250 - 25
ей при температуре 300 30 15
испытания)
232
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 1.2.10
Сплав Способ Термическая Т, °C «ТОО «0,2/100
литья обработка МПа
АК5Мч К Т5 200 150
(АЛ5-1) 250 55 45
300 - 20
3 Т5 200 150 -
Тб 200 150
250 70 -
АК8М 3 Т5, Тб, Т7 150 170
(АЛ32) 200 130 -
250 55 -
300 25 -
АЛ4М 3 200 130
250 55 -
Т5 300 32,5 -
К 200 130
250 55 -
300 32,5 -
В124 3 200 150
250 70 -
Тб 300 40 -
К 150 200
200 140 -
250 60 -
300 35 -
3 150 195
200 155 -
250 85 -
Т7 300 40 -
К 150 195
200 155 -
250 85 -
300 40 -
АК8МЗч (ВАЛ8) К Т5 250 55 -
ТЕХНОЛОГИЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Si (СИЛУМИНЫ)
233
1.2.11. Механические свойства после длительных нагревов
Режимы нагрева ав, МПа 5, %
Сплав Способ литья Термическая обработка Темпера- тура, °C Продолжи- тельность, ч При 20 °C При темпера- туре нагрева При 20 °C При темпера- туре нагрева
АК7пч (АЛ9-1) 3 Т5 150 1 100 500 1000 2000 300 330 305 290 250 - 7,0 3,0 5,0 3,5 2,5 -
200 1 100 500 1000 2000 340 190 160 150 140 - 4,5 7,0 11,0 9,0 14,0 -
150 1 100 500 1000 370 380 380 380 320 330 330 320 4,5 2,0 1,5 0,8 7,0 4,5 3,0 3,5
АК5Мч (АЛ5-1) к Т5 200 1 100 500 1000 375 315 215 200 285 235 145 135 2,5 4,0 7,5 11,0 8,0 8,5 20,0 16,5
250 1 100 500 1000 285 190 175 160 205 105 85 80 4,5 14,0 15,0 21,0 6,5 22,0 34,0
300 100 175 60 - -
1.2.12. Физические свойства сплавов системы Al-Si и Al-Si-Cu-Mg
Сплав у> кг/м3 а 106, 1/К, при Т, °C X, Вт/м • °C при Т, “С р-106, Ом-см, при 20 °C ср кДж/(кг • К), при Т, °C
20-100 20-200 20-300 20-400 20-500 100-200 200-300 300-400 25 100 200 300 400 20 100 200 300 400 500
АК12 (АЛ2) 2650 21,1 22,1 23,3 - - 21,1 25,7. - - 168 168 168 168 5,48 - 0,838 0,880 0,922 1,00 -
АК9ч (АЛ4) 2650 21,7 22,5 23,5 - - 23,3 25,5 - 147 155 159 159 155 4,68 - 0,755 0,797 0,838 0,922 -
АК7ч (АЛ9) 2660 21,8 22,7 23,8 - - 23,6 26,0 - 151 155 163 168 168 4,57 - 0,880 0,922 1,000 1,050 -
АК7пч (АЛ9-1) 2690 22,9 23,6 24,3 - - - - - 151 155 163 168 168 4,46 - 0,889 0,945 0,984 - -
АК5М (АЛ5) 2680 23,1 23,5 23,9 - - 23,9 24,7 - 159 163 168 176 - 4,62 - 0,838 0,964 1,050 1,130 -
АК5Мч (АЛ5-1) 2680 23,6 24,3 - - - 25,1 - - 159 163 168 176 - 4,68 При 50 °С- 0,897 0,934 0,995 1,033 - -
АК8 (АЛ34) 2630 20,7 21,5 23,3 24,4 24,3 22,3 26,9 27,3 150 155 159 163 163 4,62 - 0,866 0,937 1,126 1,151 1,251
АК8МЗЧ (ВАЛ8) 2730 22,9 23,7 - - - 24,4 - - 132 140 151 157 - 5,52 0,862 0,909 0,969 1,026 1,083 -
АЛЗ 2700 22,0 23,2 24,0 - - 24,4 25,6 - 163 163 163 159 159 4,49 - 0,922 1,000 1,090 1,170 -
АК8М (АЛ32) 2650 20,4 23,2 26,4 30,1 -
АЛ4М 2720 22,2 22,8 23,7 - - 23,5 25,5 - - 150 159 167 - 5,09 - 0,837 0,920 1,000 - -
В124 2730 22,5 23,2 24,5 - - 23,9 27,0 - 138 142 146 151 - 5,74 - 0,981 1,050 1,090 - -
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
КОРРОЗИОННО-СТОЙКИЕ И СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Mg
235
1.2.13. Литейные свойства сплавов систем Al-Si и AI-Si-Cu-Mg
Сплав Интервал кристаллизации, °C Жидкотекучесть (длина прутка) при 700 °C, мм Горячел омкость, (ширина кольца), мм Линейная усадка, % Герметичность, МПа
АК12* (АЛ2) 600 - 577 420 - 0,9 16
АК9* (АЛ4) 600 - 577 359 - 1 26
АК7ч* (АЛ9) 610 - 577 350 - 1,о 19
АК7пч* (АЛ9-1) 610 - 577 370 - 1,0 35
АК5М (АЛ5) 627 - 577 344 7,5 1,1 23
АК5Мч (АЛ5-1) 627 - 577 344 7,5 1,1 23
АК8* (АЛ34) 609 - 572 350 - 1,1 > 35
АЛЗ 627 - 577 340 12,5 1,1 -
АК8М* (АЛ32) 603 - 505 370 - 1,0 -
АЛ4М 602 - 503 375 5,0 1,0 35
В124 603 - 500 380 7,5 1,1 29
АК8МЗч (ВАЛ8) 603 - 505 (3, К) 603 - 540 (Д) 370 5,0 1,15 > 30
* Сплав не склонен к образованию горячих трещин.
1.2.3. КОРРОЗИОННО-СТОЙКИЕ
И СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ
Al-Mg (литейные магналии)
Сплавы данной группы (табл. 1.2.14) от-
личаются сочетанием достаточно высокой
прочности, высокой пластичности и, что наи-
более важно, - высокой коррозионной стой-
костью в жестких климатических условиях и
свариваемостью. Эти свойства, а также хоро-
шая обрабатываемость резанием и достаточ-
ная технологичность, позволяющая получать
относительно сложные детали всеми извест-
ными способами литья, делают эти сплавы
весьма перспективными для применения в
деталях, к коррозионной стойкости и декора-
тивной отделке которых предъявляются по-
вышенные требования.
Уровень механических свойств отечест-
венных сплавов (табл. 1.2.15) сопоставим с
уровнем свойств зарубежных сплавов соответ-
ствующего состава.
Двойная диаграмма состояния (см.
рис. 1.1.3) показывает, что во всех промыш-
ленных сплавах этой системы (с концентра-
цией магния до 13 %) помимо кристаллов а-
твердого раствора магния в алюминии при-
сутствует р (A13Mg2) - фаза бертоллидного
типа, содержащая 35 - 38 % магния. Концен-
трация магния в a-твердом растворе увеличи-
вается с повышением температуры, что дает
возможность упрочнения сплавов алюминия с
магнием термической обработкой.
Количество p-фазы, образующейся в
процессе выделения из a-твердого раствора,
зависит от содержания магния в сплаве и
скорости охлаждения. Так, например, при
литье в песчаные формы в твердом растворе
может удерживаться до 7 % магния. Это зна-
чит, что несмотря на переменную раствори-
мость p-фазы в алюминии, Al-Mg сплавы,
содержащие до 7 - 8 %, практически не уп-
рочняются при термообработке. При большем
236
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.14. Химический состав (%) литейных сплавов системы Al-Mg (остальное - А!)
Сплав Mg Si Be Zr Ti Mn Примеси, не более
Fe* Si
3, В К д
АМг5К (АЛ 13) 4,5 - 5,5 0,8 - 1,3 - - - 0,1 - 0,4 0,5 0,5 1,5 -
АМг5Мц (АЛ28) 4,8 - 6,3 - - - 0,05 - 0,15 0,4- 1,0 0,3 0,4 0,5 0,3
АМгбл (АЛ23) 6,0 - 7,0 - 0,02-0,1 0,05 - 0,2 0,05-0,15 - 0,2 0,2 - 0,2
АМгблч (АЛ23-1) 6,0 - 7,0 - 0,02-0,1 0,05 - 0,2 0,05-0,15 - 0,05 0,05 - 0,05
АМг7 (АЛ29) 6,0 - 8,0 0,5 - 1,0 - - - 0,25 - 0,6 - - 0,9 -
(ВАЛ 16) 7,5 - 8,5 (0,15-0,25) Cr 0,1-0,15 0,1-0,15 0,1 -0,2 0,15-0,2 0,25 - - 0,2
(АЛ8) 9,3 - 10,0 - <0,07 <0,2 <0,07 - 0,3 0,3 - 0,3
АМгЮ (АЛ27) 9,5 - 10,5 - 0,05-0,15 0,05 - 0,2 0,05-0,15 - 0,2 0,2 0,2 0,2
АМгН (АЛ22) 10,5- 13,0 0,8 - 1,2 0,03 - 0,07 - 0,05-0,15 - 0,5 1,0 1,2 -
* Для различных способов литья.
1.2.15. Гарантируемые (не менее) и типичные механические свойства сплавов системы Al-Mg
Сплав Способ литья Термическая обработка*1 <*в, МПа ст0,2> МПа 85» % Е, ГПа KCV, Дж/см2 тср» МПа НВ О.1*2, МПа
Не менее
АМг5к 3, В, К Без т.о. 150 100 1,0 69 9,8 150 55 •
(АЛ 13) д 170 НО 0,5 - - - 55 -
АМг5Мц з, в Без т.о. 200 4,0 - 14,7 55 •
(АЛ28) к д Без т.о. 210 210 - 5,0 3,5 • - - 55 55 -
АМгбл з,в Без т.о. 190 4,0 74 - - 60 -
(АЛ23) к,д Без т.о. 220 - 6,0 - - - 60 -
3, к, в Т4 230 135 6,0 - 14,7 186 60 60
АМгблч 3, в Без т.о. 200 5,0 - 60 -
(АЛ 23-1) к,д Без т.о. 240 - 10,0 - - - 60 -
3, к, в Т4 250 135 10,0 - 19,6 196 60 60
АМг7 (АЛ29) д Без т.о. 210 - 3,0 - 14,7 - 60 -
ВАЛ16 3 Т4 260 160 6,0 75 19,6 230 80 -
к Т4 300 170 8,0 - 24,5 250 80 70
(АЛ8) з, о, в, к Т4 285 165 9,0 68,8 9,8 230 60 70
АМгЮ (АЛ27) 3, к,д Т4 320 180 12,0 69,6 14,7 240 75 60
АМгН 3, в, к Без т.о. 180 - 1,0 90
(АЛ22) 3, в, к Т4 230 170 1,5 68,6 19,6 196 90 -
д Без т.о. 200 - 1,0 - - - 90 -
Т4 - гомогенизирующий отжиг и закалка.
*2 Гладкие образцы (Kt = 1) на базе W = 20 • 106.
КОРРОЗИОННО-СТОЙКИЕ И СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ AL-Mg
237
содержании магния образующаяся [3-фаза слу-
жит причиной охрупчивания и снижения пла-
стичности отливок. В сплавах с содержанием
магния до 13 % 0-фазу можно перевести в твер-
дый раствор с помощью термической обработки,
включающей гомогенизирующий отжиг и закал-
ку. При этом происходит существенное повы-
шение прочности и пластичности. В сплавах с
большим содержанием магния не удается в про-
цессе термической обработки полностью пере-
вести в твердый раствор избыточную 0г-фазу,
обусловливающую хрупкость сплава. Поэтому в
литейных алюминиевых сплавах, содержание маг-
ния ограничивается 13 % (табл 1.2.16).
1.2.16. Механические свойства двойных
сплавов в зависимости от содержания магния
Содержание магния, % Состояние* ств, МПа «5» % НВ
5 Л 150 - 170 5-8 50 - 55
5 3 170 - 180 6- 10 55 - 60
7 Л 160 - 180 3-6 60 - 65
7 3 200 - 220 6-8 65 - 68
9 Л 170 - 190 1 -3 65 - 70
9 3 200 - 220 6- 10 70 - 80
11 Л 160 - 170 0,0 - 0,5 75 - -80
11 3 300 - 400 9-25 85 - 95
13 Л 150 - 170 0,0 - 0,3 80-85
13 3 270 - 300 2-9 90- 100
14 л 150- 170 0,0 - 0,3 80-85
14 3 230 - 270 1,5 - 3 95 - 105
* Л - литое, 3 - закаленное.
С повышением содержания магния бо-
лее 10 % увеличивается степень пересыщен-
ности твердого раствора при закалке, что
приводит к повышению термодинамической
неустойчивости структуры закаленных Al-Mg
сплавов. Это, в свою очередь, обусловливает
протекание релаксационных процессов уже
при 20 °C, проявляющееся в длительном есте-
ственном старении и соответственно в изме-
нении свойств (рис. 1.2.1). Повышение тем-
пературы выше 60 - 80 °C значительно увели-
чивает скорость этих процессов, приводящих
в итоге к распаду твердого раствора и выделе-
нию 0 -фазы преимущественно по границам
зерен, что вызывает резкое падение пластич-
ности (табл. 1.2.17) и интенсивное развитие
коррозионных процессов по границам зерен.
1.2.17. Механические свойства закаленного
сплава Al-10 %Mg после старения
при различных температурах
ов, МПа 5, % НВ Температура, °C, время старения
326 20,4 90 20, 5 сут.
328 19,5 96 100, 5 ч.
348 14,4 90 125, 5 ч.
301 7,6 108 150, 5 ч.
236 1,4 - 175, 5 ч.
212 0,0 123 200, 5 ч.
196 0,0 116 225, 5 ч.
6 в,МПа.
250
t, год
Рис. 1.2.1. Изменение механических свойств
в процессе естественного старения сплавов:
7 - А1 + 9,5 %Mg; 2 - Al + 10 %Mg;
3 - Al + 10.5 %Mg;
4 - Al + 10,5 %Mg + 0,15 %Ti‘+ 0,15 %Zr + 0,1 %Be
238
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Установлено влияние эксплуатационных
нагревов на комплекс свойств основного ме-
талла и сварных соединений сплавов с раз-
личным содержанием магния (табл. 1.2.18);
разработаны технологические приемы, сни-
жающие отрицательное воздействие нагревов.
Для сплава ВАЛ 16 предложен режим
термостабилизирующего отжига (ТСО), по-
зволивший повысить стойкость к коррозион-
ному растрескиванию под напряжением без
изменения механических свойств (табл. 1.2.19) и
рекомендовать этот сплав для работы при
температурах до 120 °C (100 ч) и 140 °C (10 ч).
1.2.18. Механические и коррозионные свойства сплавов системы Al-Mg после 100-часовых нагревов
Содержание магния, % Температура нагрева, °C Основной металл Сварное соединение
ов, МПа 8, % КР, сут. ов, МПа 8, % КР, сут.
6 50 156 5,0 >90 150 4,8 >90
6 100 160 5,5 >90 150 4,7 >90
6 150 147 4,6 >90 138 4,0 >90
7 100 197 7,3 >90 134 5,0 79-87
7 125 184 6,1 74-81 130 4,2 59-86
8 50 261 13,6 >90 255 12,0 >90
8 75 268 13,5 >90 240 11,4 >90
8 100 250 10,1 6-25 201 7,2 4-20
8 125 249 11,4 43-62 216 8,1 34-51
8 150 242 7,3 5-24 193 5,6 4-19
9 75 305 13,2 >90 251 8,6 80-86
9 100 291 12,8 16-29 232 9,0 13-27
10 50 335 16,7 >90 311 15,9 >90
10 100 320 5,5 4-20 266 4,0 3-14
10 150 303 3,4 3-18 215 2,7 2-15
1.2.19. Механические и коррозионные свойства сплава ВАЛЮ после ТСО
Термическая обработка ов, МПа оо,2, МПа 8, % КР, сут.
Т4 300 169 13,1 > 90
Т4 + ТСО 296 158 16,2 > 90
Т4 + 100 °C, 100 ч 298 162 15,3 10 - 16
Т4 + ТСО + 100 °C, 100 ч 308 160 15,0 > 90
Т4 + ТСО + 125 °C, 100 ч 310 154 13,7 > 90
Т4 + ТСО + 140 °C, 20 ч 306 165 14,5 > 90
Особенность сплавов системы Al-Mg за-
ключается в том, что структура однофазного
твердого раствора обеспечивает повышенную
пластичность при большой разнице между
временным сопротивлением разрыву и преде-
лом текучести, так как эти сплавы упрочня-
ются в результате растворения магния в алю-
минии, а не последующего дисперсионного
твердения. Алюминиево-магниевые сплавы
подвергаются только закалке, которую прово-
дят с температуры 430 °C (выдержка 12 - 20 ч).
При этом большое влияние на структуру и
свойства сплавов оказывает скорость ох-
лаждения (табл. 1.2.20). Снижение скоро-
сти охлаждения приводит к повышению
коррозионной стойкости: уменьшаются
потери механических свойств в результате
коррозии и повышается сопротивление
коррозионному растрескиванию. Опти-
мальное соотношение механических и
коррозионных свойств обеспечивается при
закалке в масло.
КОРРОЗИОННО-СТОЙКИЕ И СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Mg
239
1.2.20. Механические свойства и деформация отливок сплава ВАЛЮ,
закаленных в различные среды
Характеристика Охлаждающие среды
Вода при Г, °C Масло Воздух
20 60 100
ств, МПа 310 318 326 323 315
сто 2> МПа 168 154 160 162 152
5, ’% 15,4 15,8 17,6 16,1 13,8
Остаточная деформация*, мм -0,61 -0,45 -0,09 -0,072 -0,018
* Определена на кольцах переменного сечения толщиной 5 мм.
Скорость закалки мало влияет на меха-
нические свойства. Однако, чем ’’мягче” зака-
лочная среда, тем ниже уровень остаточных
напряжений в отливках, а значит, уменьшает-
ся вероятность образования трещин при ме-
ханической обработке и в процессе эксплуа-
тации.
Дополнительное легирование элемента-
ми переходных групп (Ti, Zr, Сг, Мп) (табл.
1.2.21) позволяет повысить исходную пла-
стичность сплавов с магнием, стабилизиро-
вать твердый раствор, замедлить диффузион-
ные процессы и, в конечном счете, - умень-
шить интенсивность естественного старения
(см. рис. 1.2.1); цирконий и титан модифици-
руют зеренную структуру и улучшают корро-
зионную стойкость.
Железо и кремний являются нежела-
тельными примесями в алюминиево-
магниевых сплавах (рис. 1.2.2), поэтому для
их приготовления лучше использовать алю-
миний повышенной чистоты. В то же время
введение кремния в сплавы типа магналий
способствует уменьшению чувствительности к
образованию горячих трещин при литье, уве-
личению жидкотекучести (табл. 1.2.22) и:
плотности отливок, а также повышению жа-
ропрочности (табл. 1.2.23).
Рис. 1.2.2. Влияние железа и кремния иа механические
свойства алюмнниево-магниевого сплава
240
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1JL2L. Меквшнеские «свойства я структура сплава AI - 8%Mg
(литые о песши^ю в зависимости от мшфолегарования
Содержание легирующего элемента, % ’ Ств СО Размер зерна, мкм
Ti Zr Mn о ; МПа
0,12 - - - 289 143 ' 15,5 140
0,25 - - 288 148 14,4 105
- 0,1 - - 250 . 138 14,0 205
— ‘0,25 - 285 : 148 1 14,5 145
— - 0,1 251 142 13,2 280
- 1 - 0,3 - 253 146 13,9 280
- - - ОД 246 137 i 12,9 395
- 1 - - ( 0,3 249 136 13,0 355
0,15 0,1 - - 297 152 15,4 90
— - 0,2 0,2 265 151 12,7 330
0,15 0,1 0,2 ©Л 318 182 14,9 53
1 i - - 240 1зо : 12,2 665
1X22- Жидкотекучесть эдоюинкао-мапиевых сплавов (темиерагура заливки 708 °C)
при разлгамм содержании кремния
Содержание, % Сред няя длина | прутка, мм | Содержание, % Средняя длина прутка, мм
Mg Si 1 Mg i Si
4,8 0,15 168 9,0 1,73 276
4,8 1,15 183 | Н,0 0,15 260
4,8 1,62 216 1 10,6 0,67 306
5,4 5,4 1,60 2,18 250 I 140 1 и,2 11,8 13,0 1,21 1,68 0,15 375 307 321
9,0 0,15 195 И 13,4 0,71 • 369
8,8 0,73 288 | 13,0 1,25 393
8,7 1,21 329 1 13,3 1,70 315
Максимальная жидкотекучесть всех спла-
вов с содержанием 9, 11 и 13 % магния наблю-
дается при 1,2 % кремния. Для сплавов с 5 %
магния максимум жидкотекучести смещается к
1,6 % кремния.
Временное сопротивление в литом состоя-
нии алюминиево-магниевых сплавов с различным
содержанием кремния практически не зависит от
содержания магния, а относительное удлинение
по мере повышения содержания магния, особен-
но начиная с 9 %, резко снижается (табл. 1.2.24).
Поэтому сплавы, содержащие более 9 % магния и
0,3 % кремния, наиболее рационально применять
в термообрабстанном состоянии.
1.2.23. Механические свойства Al-Mg-Si сплавов в литом состоянии при различных температурах
(литье в песчаную форму)
Температура испытания, °C
%
20 250 300 350
Mg Si ов, МПа 5, % <ув, МПа 5, % ав, МПа 5, % ств, МПа 5, %
5 0,2 147 6 118 8 98 11 59 17
5 1,2 128 4 108 10 78 10 59 16
9 0,2 157 3 118 12 88 13 59 19
9 1,2 157 2 128 10 98 12 59 18
10 0,2 196 0,8 118 11 69 21 39 46
11 0,2 176 1 118 5 78 - 49 44
11 1,2 157 2 137 3 98 8 59 15
12 0,2 186 0,7 108 12 59 23 29 48
13 0,2 147 0,5 118 2 69 - 49 50
13 1,3 157 1,5 137 4 118 8 69 21
КОРРОЗИОННО-СТОЙКИЕ И СВАРИВАЕМЫЕ СПЛАВЫ СИСТЕМЫ Al-Mg
241
1.2.24. Механические свойства* Al-Mg-Si
сплавав в различных состояниях
<лише в песчаную форму)
Содержание, % ств, МПа 3, %
Mg Si
4,8 0,15 180/200 4,0/4,0
5,4 0,7 190/210 3,8/4,5
8,7 1,2 190/220 1,0/4,5
10,6 0,6 190/280 1,0/5,0
11,0 0,15 170/340 0,5/12,0
11,0 1,25 200/220 1,0/2,0
11,8 1,25 200/230 0,5/3,0
13,4 1 0,7 180/250 0/5,0
13,0 1,25 160/230 0/3,0
13,3 1,7 170/220 0/1,5
* В числителе - после литья, в знамена-
теле - после закалки.
В зависимости от предназначения литых
деталей и выбранного способа литья можно
обеспечить оптимальное соотношение проч-
ностных и технологических характеристик
сплавов, варьируя их химический состав по
основным легирующим элементам и приме-
сям в установленных пределах. Так например,
применительно к сплаву АМг11(АЛ22) для
получения максимально высокой прочности
магний следует шихтовать по верхнему преде-
лу, а кремний по нижнему. Для отливки
сложных по конфигурации деталей, где требу-
ется повышенная технологичность, и обеспе-
чения средней прочности содержание магния
должно быть ближе к нижнему пределу, а
кремния - к верхнему.
Используя принцип микролегирования,
можно улучшить и технологические свойства
сплавов, а также повысить их жаропрочность
(табл. 1.2.25).
1.2.25. Технологические свойства и жфопрочность сплава AI-8 %Mg
цш различном юкролепфованим
Содержание, % Линейная усадка, % d 1! Ч ГоряЧеломкоСгь (ширина кольца), мм ааад), МПа, при температуре, °C Время разрушения, ч
Ti Zr Мп 125 150 125 °C, 160 МПа 150 °C, 140 МПа
- - - 0,19 260 20,0 140 120 15 23
0,15 0,1 - 0,076 315 12,5 140 120 35 43
- 0,2 0,2 ОДО 295 15,0 140 120 85 79
0,15 ОД 0,2 0,089 320 12,5 160 140 430 150
Технологические и физические свойства
промышленных магналиев приведены в
табл. 1.2.26 и 1.2.27.
Литейные алюминиево-магниевые спла-
вы рекомендуются для изготовления деталей
различного назначения, от которых требуется
высокая коррозионная стойкость. Рабочие
температуры этих деталей не должны превы-
шать 80 °C. Защита от коррозии осуществля-
ется анодированием в серной кислоте с на-
полнением пленки хромпиком и соответст-
вующей системой лакокрасочных покрытий.
При пористости отливок выше третьего
балла и для литья под давлением применяют
анодирование в хромовой кислоте или хими-
ческое оксидирование или грунтование грун-
том горячей сушки также с последующей сис-
темой лакокрасочных покрытий.
Сплавы хорошо свариваются аргоно-
дуговой сваркой. В качестве присадочного
материала обычно используют пруток основ-
ного материала.
1.2.26. Технологические свойства литейных сплавов системы Al-Mg
Сплав Интервал кристаллизации, °C Жидкотекучесть (длина прутка при 700 °C), мм Горячеломкость (ширина кольца), мм Линейная усадка, %
АМг5К(АЛ13) 650 - 550 320 12,0 0,97
АМг5Мц (АЛ28) 634 - 559 310 17,5 1,65
АМгбл (АЛ23) 628 - 450 264 15,0 1,2
АМгблч (АЛ23-1) 628 - 450 264 15,0 1,2
АМг7 (АЛ29) 622 - 455 300 15,0 1,2
ВАЛЮ 614 - 446 360 12,5 1Д
АЛ8 630 - 449 300 22,0 1,3
АМгЮ (АЛ27) 610-450 270 12,5 1,2
АМгН (АЛ22) - 340 10,0 1,2
1.2.27. Физические свойства Al-Mg сплавов
Сплав у, кг/м3 а • 106, К*1, при температуре, °C А, Вт/(м * К), при температуре, °C р • 108, Ом • м, при температуре, °C ср, кДж/(кг • К), при температуре, °C
20 - 100 20 - 200 20-300 20 100 200 300 20 100 200 300 20 100 200 300
АМг5к (АЛ13). 2600 20 24 27 125 130 134 138 6,43 - - - - 0,962 1,004 1,046
АМгбл (АЛ23) 2550 24,5 25,6 - 103 126 141 155 6,95 7,2 8,1 9,0 0,908 0,921 - -
АМгблч (АЛ23-1) 2550 24,5 25,6 - 103 126 141 155 6,95 7,2 8,1 9,0 0,908 0,921 - -
ВАЛ 16 2577 24,4 25,6 27,0 100 103,5 109,5 115,6 9,0 - - - 0,932 0,960 0,968 1,011
АЛ 8 2550 24,5 25,6 27,3 92,2 96,4 100,6 109 9,12 - - - - 1,046 1,046 1,087
АМгЮ (АЛ27) 2500 24,5 25,6 - 81 93 105 114 8,72 9,8 11 12,2 0,912 0,921
AMrll (АЛ22) 2500 24,5 25,6 27,3 83,8 88,1 96,5 100,6 10,3 - - - - 0,920 9,962 1,046
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu
243
1.2.4. ВЫСОКОПРОЧНЫЕ И
ЖАРОПРОЧНЫЕ СПЛАВЫ
СИСТЕМЫ Al-Cu
Для современного машиностроения осо-
бый интерес представляют литейные высоко-
прочные алюминиевые сплавы со свойствами,
идентичными свойствам деформируемых
сплавов, а также жаропрочные сплавы, суще-
ственно превосходящие деформируемые по
эксплуатационным температурно-временным
параметрам. Преимущества литейных сплавов
заключаются в возможности получения точ-
ных, сложных по конфигурации деталей с
высокой степенью изотропности свойств ма-
териала, высокой удельной прочностью при
малых затратах труда и высокой производи-
тельности.
Основным легирующим компонентом
этих сплавов является медь, которая образует
с алюминием фазу СиАДО) (рис. 1.2.3,
табл. 1.2.28). Фаза C11AI2 имеет тетрагональ-
ную решетку. При растворении меди в алю-
минии параметр его решетки уменьшается
линейно с а = 0,47 нм до а = 0,4038 нм, что
соответствует предельной растворимости меди
5,7%. -
В упрочняемых старением сплавах сис-
темы Al-Cu различают пять структур: пере-
сыщенный твердый раствор; зоны Гинье-
Престона ГП1; ГП2 (0" - фаза); О’-фаза; 0 -
фаза (C11AI2).
Рис. 1.2.3. Диаграмма состояния системы А!-Си
Содержание меди в сплавах системы Al-
Cu не должно превышать 5,5 %, так как из-
быточные фазы C11AI2 охрупчивают сплавы
при 20 °C, а при повышенных температурах,
способствуют развитию диффузионной пла-
стичности, резко снижая их жаропрочность.
При содержании меди в сплаве ниже 4 %
прочность сплава при 20 °C недостаточна.
Значительное превышение прочности,
жаропрочности и технологичности сплавов
системы Al-Cu достигается усложнением хи-
мического состава (твердого раствора) при
введении переходных металлов с низким ко-
эффициентом диффузии.
Марганец ускоряет упрочнение при ста-
рении сплавов с медью, повышая скорость
образования зон ГП и стабилизируя промежу-
точную фазу 0’.
При содержании меди, превышающем
предел растворимости в твердом состоянии,
марганец взаимодействует с избытком меди,
образуя тройное соединение TMn(Alj2Mn2Cu).
При этом происходит упрочнение сплава и
ускоряется процесс старения. В сплавах с
пониженным содержанием меди вероятность
образования тройного соединения уменьшается.
Никель способствует повышению жаро-
прочности (длительной прочности) сплавов
системы Al-Cu-Mn, оказывая положительное
влияние на свойства сплавов при 400 - 450 °C,
при понижении прочности при 20 °C.
Кадмий приводит к дополнительному
упрочнению сплавов системы Al-Cu в присут-
ствии марганца и без него, поскольку и в том
и в другом случаях основной упрочняющей
фазой является фаза 0'.
В сплавах типа твердого раствора, к ко-
торым относятся сплавы системы Al-Cu-Mn,
переходные металлы способствуют уменьше-
нию эффективного интервала кристаллиза-
ции, что снижает склонность сплавов к обра-
зованию горячих трещин, а, следовательно,
улучшает технологические (литейные) свойст-
ва сплава.
Титан применяют в литейных сплавах
для модифицирования структуры.
Цирконий, так же, как и титан, измель-
чает зерно алюминиевых сплавов. При нали-
чии меди и циркония одновременно в спла-
244
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
вах, богатых алюминием, могут находиться
только фазы C11AI2 и Al3Zr. Добавка циркония
существенно повышает предел ползучести и
температуру рекристаллизации сплавов. Судя
по характеру упрочнения, цирконий замедля-
ет старение на стадии образования зон ГП и
ускоряет формирование G’-фазы.
Основными вредными примесями для
сплавов системы Al-Cu являются железо,
кремний и магний. Высокая чистота сплавов
позволяет избежать хрупкости литой структу-
ры и оплавления ее при термической обра-
ботке. Небольшие добавки кремния в сплавы
системы Al-Cu (сплав ВАЛ 15) не ухудшают
механические свойства, благодаря образова-
нию по границам зерен прослоек неравновес-
ной эвтектики, растворяющейся при нагреве
под закалку, и способствуют повышению ли-
тейных свойств сплавов. При введении крем-
ния улучшается жидкотекучесть и снижается
горячеломкость.
В соответствии с диаграммами состоя-
ния сплавов системы Al-Cu-Mn-Ti с добавка-
ми никеля, кремния, кадмия, циркония при
кристаллизации образуются следующие фазы:
a-твердый раствор, СиА12, Тмп(А112Мп2Си),
Al3Ti, CuNiAl3, Ali5Mn3Si2 (Ti, Zr)Al3.
При нагреве под закалку фаза СиА12
полностью должна быть растворена и переве-
дена в твердый раствор. Фазовый состав спла-
ва в закаленном состоянии: a-твердый рас-
твор (легированный медью и марганцем за
счет растворения фазы СиА12 и частичного
растворения марганца в процессе кристалли-
зации, фазы Ali2Mn2Cu, CuNiAl3, Al]5Mn3Si2,
Al3Ti(Ti, Zr)Al3 (рис. 1.2.4). Режимы упроч-
няющей термообработки даны в табл. 1.2.29.
Промышленные литейные сплавы на
основе системы Al-Cu-Mn имеют большие
преимущества по сравнению со сплавами на
основе других систем по характеристикам
прочности и надежности при применении их
в высоконагруженных силовых конструкциях.
Рис. 1.2.4. Типичная микроструктура сплава системы
Al-Cu в литом (о), закаленном и состаренном
состояниях Т5, Тб (б).
Травление в 0,5 %-ном растворе HF; х500
Эти сплавы имеют высокие значения
прочности, жаропрочности, пластичности,
твердости, ударной вязкости, предела выносливо-
сти, хорошо сопротивляются действию статиче-
ских, повторно-статических, динамических и виб-
рационных нагрузок (табл. 1.2.30 - 1.2.37).
Сплавы имеют удовлетворительную кор-
розионную стойкость, которая повышается
после высокотемпературного старения зака-
ленного сплава (режим Т7), хорошую обраба-
тываемость резанием и свариваемость. Они
могут применяться в клепаных конструкциях
и конструкциях, работающих при повышен-
ных температурах.
1.2.28. Химический состав (%) высокопрочных и жаропрочных литейных сплавов системы Al-Cu (остальное - А1)
Марка сплава Си Мп Si Cd Ti Zr Примеси, не более
Fe* Si Mg Zn Zr Сумма
3, В К
AM 5 (АЛ 19) 4,5 - 5,3 0,60 - 1,0 - - 0,15 - 0,35 - 0,2 0,3 0,3 0,05 - - 0,90
АМ4,5Кд (ВАЛЮ) 4,5 - 5,1 0,35 - 0,80 0,07 - 0,25 0,15 - 0,35 - 0,15 0,15 0,20 0,05 0,10 0,15 0,60
ВАЛ 14 4,5 - 5,0 0,50 - 0,90 - 0,04-0,12 0,15 - 0,35 0,05 - 0,25 0,15 0,15 0,20 0,05 - - 0,60
ВАЛЮ 4,5 - 5,0 0,50 - 0,90 0,30 - 0,90 0,04 - 0,12 0,15-0,35 0,05 - 0,25 0,15 0,15 - 0,05 0,10 - 0,60
ВАЛЮ 4,9 - 5,5 0,60 - 1,0 0,6 - l,0Ni - 0,20 - 0,35 0,05 - 0,35 0,50 0,15 0,30 0,05 - - 0,60
* Для различных способов литья.
1.2.29. Режимы термической обработки сплавов системы Al-Cu
Сплав Термическая обработка Закалка Старение*
Температура нагрева, °C Время выдержки, ч Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
АЛ 19 Т4 545 10- 12 20 - 100 - -
Двухступенчатый нагрев: 530 545 5-9 5 - 9 20 - 100 - -
Т5 545 10 - 12 20 - 100 175 3 - 6
Двухступенчатый нагрев: 530 545 5 - 9 5-9 20 - 100 175 3-6
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu 245
Сплав Термическая обработка Закалка
Температура нагрева, °C Время выдержки, ч
АЛ19 Т7 545 10 - 12
Двухступенчатый нагрев: 530 545 5-9 5-9
ВАЛЮ Т4 545 10- 14
Двухступенчатый нагрев: 530 545 5-9 5 - 9
Т5 545 10- 14
Двухступенчатый нагрев: 530 545 5-9 5-9
Тб 545 10- 14
Двухступенчатый нагрев: 530 545 5-9 5-9
Т7 545 10 - 14
Двухступенчатый нагрев: 530 545 5-9 5-9
Продолжение табл. 1.2.29
Старение*
Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
80 - 100 250 3 - 10
80 - 100 250 3 - 10
20 - 100 - -
20 - 100 - -
20 - 100 155 3-8
20 - 100 155 3 - 8
20 - 100 170 6- 10
20 - 100 170 6- 10
80 - 100 250 3 - 10
80 - 100 250 3 - 10
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Сплав Термическая обработка Закалка
Температура нагрева, °C Время выдержки, ч
ВАЛ 14 Т4 545 10 - 14
Двухступенчатый нагрев: 530 545 5-9 5-9
Т5 545 10- 14
Двухступенчатый нагрев: 530 545 5-9 5-9
Тб 545 10 - 14
Двухступенчатый нагрев: 530 545 5-9 5-9
Т7 545 10- 14
Двухступенчатый нагрев: 530 545 5-8 5-9
Продолжение табл. 1.2.29
Старение*
Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
20 - 100 - -
20 - 100 - -
20 - 100 165 5 - 8
20- 100 165 5 - 8
20 - 100 170 8 - 12
20 - 100 170 8 - 12
80 - 100 250 3 - 10
80 - 100 250 3 - 10
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu
2
Продолжение табл. 1.2.29
Сплав Термическая обработка Закалка Старение*
Температура нагрева, ЙС Время выдержки, ч Температура охлаждающей воды, °C Температура нагрева, °C Время выдержки, ч
ВАЛ15 Т5 Двухступенчатый нагрев: 510 525 1 - 9 9- 12 80 - 100 165 ±5 4-6
Т7 Двухступенчатый нагрев: 510 525 7-9 9 - 12 80 - 100 250 ±5 3-6
ВАЛ18 Т5 Двухступенчатый нагрев: 530 545 1 к SO 20 - 100 170 ±5 5 - 8
* Охлаждение на воздухе.
1.2.30. Типичные механические свойства сплавов системы Al-Cu при 20 °C
Сплав Способ Термическая Е 0 °пц ст0,2 5, % НВ /геи, МПа тср.»
литья обработка ГПа МПа Дж/см2 */ = 1 К, = 2,2 МПа
АЛ 19 3, О, в Т4 70 25 90-105 150-170 300-350 8-12 70-90 9-10 70
3, О, В Т5 70 26 170-195 230-320 340-430 4-6 90-110 7,5-8,5 70 - -
3 Т7 72 * 70-100 180-210 320-340 2-4 80-90 -
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ А1-Си
249
Продолжение табл. 1.2.30
тср.» МПа 300 О О V) । । оо । । о । гч ГЧ • со гч 1 1 1 1
ст*.|, МПа гч гч II 1 1 1 1 1 1 II 1 1 1 1 1 1 1 1 09 09 »
II 90 80 120 70 . . g , . §о . 100 80 i 120
‘ПЗУ 12 10 20 15 . . гч . , о тг . * ' гч —< ' 00 xt А
НВ 70 80 90 100 ПО 120 90 100 70 80 90 100 ПО 120 90 100 100 100 1 ® 2 Al AI
8, % <П ОО £ ° 21 40 4D «П ® 1П СП 2,0-6,5 5-10
ео О I МПа ОООООО ОО ГЧ Xt ГЧ чо чр ГЧ СП г- <*> Tf xf- xf in сп ел ОООООООО ГЧ4ОГЧ4ОШГЧХТ4О тспчй'ч^тТшслсп ° 2 Tt СП 300-360 360-420
сч о о о о о о о • • О 4D ГЧ 04 04 40 m m m m —♦ гч ОООООООО 40 ОО тС —1 QO in ГЧ СО — »-мсПСПСПМ-ГЧГЧ О О О ш со ГЧ 250-280 240-270
я о । । । । । it 1 1 » F Г 1 1 I 180 170 । ।
1 ш* i Lt • Г » t < 1 1 1 1 1. । ।
4J , , о о о о о о ГЧ-мГЧг-мгЧГЧОО 70 70
Термическая обработка 2 Н £ £ ИНН Н S £ £ Г: Н Н Н Н Т5 Т7 Т5 1
Способ литья М 03 03 CQ .3Z со со со со 05 03 03 05 СО СО СО СО СП
Сплав ВАЛЮ ВАЛ 14 ВАЛЮ ВАЛЮ
107 циклов.
гч
II
Z
*
250
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.31. Типичные механические свойства сплавов системы Al-Cu при низких температурах
Сплав Термическая Способ Температура, Е, °0,2 | а. 65, % хси,
обработка литья °C ГПа МПа Дж/см2
Т4 -40 - - 270-290 6-7,5 10-12
АЛЮ 3 -70 - - 280-290 7-8,0 7-12,5
Т5 -40 - 310-330 5-7,0 7
-70 - - 300-320 5-7,0 6,5-8
ВАЛЮ Тб к -70 - - 530 7 -
Т5 3 -196 350 520 6 11
-70 - 300 455 10 -
В АЛК Тб К -196 77 480 600 6
-70 76 430 530 7 -
Т7 3 -70 71 220 350 5 14
ВАЛ15 Т5 К -70 72 - 420 5
Т7 -70 71 260 350 2 4
ВАЛЮ Т5 К -70 72 240 380 7 7
1.2.32. Механические свойства жаропрочных сплавов системы Al-Cu при повышенных температурах
Сплав Способ литья Термическая обработка Температура, •С Е, ГПа °0,2 | 1 °- 85, % а*.ь МПа К/ = 1)
Ml Па
Т4 175 52 190-200 250-270 4-5 70
200 52 220-230 260-270 2-3 70
250 50 100-110 170-185 4-5 -
300 40 70-85 120-140 4-5
350 - 55-60 70-90 6-7 -
АЛЮ 3 Т5 175 50 200-210 260-280 5-4 55
200 51 220-230 260-280 2-3 70
250 46 110-120 170-190 4-5 -
300 46 75-80 140-160 4,5-6
350 - 60 80-100 6-7 -
3 175 300 10
К - - 320 7 -
3 Т4 200 - 320 8
К - - 320 8 -
3 250 - 280 8
К - - 280 4 -
3 300 - 170 7
К - - 170 7 -
ВАЛЮ 3 150 - 330 370 5 -
3 175 360 4 —
К 380 9 -
3 Т5 200 340 6
К - 310 360 8 -
3 250 250 6
К - 210 300 8 -
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu
251
Продолжение табл. 1.2.32
Сплав Способ литья Термическая обработка Температура, °C Е, ГПа °0,2 | 1 ’• S5, % МПа (*,= 1)
Ml Па
3 К Т5 300 - - 170 170 7 10 -
3 К 175 - - 370 420 4 7 -
ВАЛЮ 3 К 200 - 300 310 340 350 4 7 -
3 К Тб 250 - 250 250 300 300 4 4 -
3 К 300 •- - 170 180 6 10 -
3 К 200 160 200 200 230 12 18
3 К 250 - 130 170 160 180 12 15 -
3 К Т7 300 НО 100 140 130 13 22 -
3 Т5 150 200 250 300 400 64 61 60 56 290 270 240 140 70 350 320 270 160 80 7 6 5 6 10 -
ВАЛ 14 К Тб 200 250 300 64 62 310 260 140 360 280 170 6 6 8
3 к 250 60 63 150 160 170 190 10 22 -
3 к Т7 300 58 110 130 130 170 11 23 -
3 к 350 - 80 100 100 НО 5 21 -
Т5 200 250 300 350 62 61 55 270 210 120 80 300 230 180 90 6 8 8 7 80 60
ВАЛИ к Т7 . 200 250 300 350 68 66,4 63,7 60,8 120 80 140 90 8 10 -
3 к 350 - 80-85 80-85 120 - -
ВАЛИ 3 к Т5 400 - 60-65 60-65 90 - -
* N = 2 • 107 циклов.
252
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.33. Секундная прочность (МПа)* сплавов системы Al-Cu (состояние Т5)
Сплав Способ литья Температура испытания, °C <*в СТЮ" ИЗО" W ст100" V200" ст300“
АЛ 19 3 20 420
100 390 420 420 415 415 410 410
200 305 370 360 350 330 315 300
300 150 205 200 200 195 190 180
400 55 100 100 95 85 90 75
ВАЛЮ 3 20 470
100 400 445 445 445 440 440 435
200 340 375 365 355 350 340 340
300 170 220 210 210 195 190 190
ВАЛ 14 3 20 460
100 400 440 440 435 430 425 420
200 320 375 365 350 340 320 315
300 170 215 205 200 195 180 175
400 70 100 100 - 85 80
ВАЛЮ К 20 470
400 - - - - - - -
450 • - - -
* Образцы диаметром 4 мм, выточенные из отдельно отлитых образцов диаметром 8 мм.
1.2.34. Характеристики длительной прочности*1 и ползучести*2 (МПА) жаропрочных сплавов системы Al-Cu
Сплав Способ ЛЙТЬЯ Термическая обработка Температура, °C <*1 <15 <110 ст20 <*50 <*100 <*500 <*1000 <*2000 <*0,2/100 <*0,2/500 <*0,2/1000 <*0,2/2000
150 240 200 190 190 а.
175 - - - - - 180 - - - 130 - - -
200 - 190 180 170 165 150 125 НО 100 95 - 50 45
Т4 250 - 140 130 120 115 110 75 60 55 65 - 30 25
300 - 90 80 75 65 60 45 35 30 45 - 25 20
350 - 60 55 50 45 35 - - - - - - -
400 25 - - - - - - - - - - - -
АЛ 19 3 150 ж 240 200 190 190 -
175 А - - - - 185 - - 130 - - -
Т5 200 245 200 190 180 175 155 125 НО 100 95 - 50 45
250 - 150 135 130 125 115 75 60 55 65 - 30 25
300 но 90 80 75 70 65 45 35 30 45 - 25 20
350 - 60 55 50 45 35 - - - - - - -
400 25 * - - - - - - - - - - -
175 170 - -
200 - - - - - 150 - - - - - - -
Т7 250 - - - НО - - - - - - -
300 - - - 60 - - - - - - -
350 - - - - - 35 - - - - - - -
150 230 190 185 180 150 120 100 9О*3
200 - • • • 100 100 90 80 70 50 40 35*3
ВАЛЮ 3 Т5 250 - - - - - 75 70 50 40 50 35 30 25‘3
300 - - - - - 40 30 20 - 25 - - -
3 Тб 200 100 70 - -
к - - - - - 100 - - - 70 - - -
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu 253
Продолжение табл. 1.2.34
Сплав Способ литья Термическая обработка Температура, °C <*i <*5 <*10 <*20 <*50 <*100 <*500 <*1000 <*2000 <*0,2/100 <*0,2/500 <*0,2/1000 <*0,2/2000
3 250 100 50
К Тб • • 75 50 - -
ВАЛЮ
3 200 100 90 __
Т7 250 - - - - - 75 70 - 64 40 - -
3 150 240 210 200 200 200 140 но 100
Т5 200 - - - - - 160 140 130 120 90 65 50 45
250 - - - - - 110 90 75 60 60 50 40 30
ВАЛ14 300 - - - - - 60 40 35 30 35 20 15 -
200 150 85
Т7 250 - - - - - 110 - - - 70 - -
300 - - - - - 60 40 - - 35 20 - -
250 90 70
Т5 300 - - - - - 50 30 -
350 - - - - - 18 - - - 13 - - -
ВАЛЮ к 250 80 60
Т7 300 - - - 40 - - 25
350 - - - - - 15 - - - - - - -
ВАЛ 18 3 350 - 35
Т5 400 - - - - - 25 - - - 12 - - -
#1 Образцы отдельно отлитые диаметром 10 мм.
♦2 Образцы диаметром 8 мм, выточенные из отдельно отлитых образцов диаметром 12 мм.
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
*?-?8.2aiW-
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ А1-Си
255
1.2.35. Механические свойства* сплавов системы Al-Си после длительных нагревов
Сплав Способ литья Термическая обработка Режим нагрева ств, МПа 8, %
Температура, °C Продолжи- тельность, ч при 20 °C при темпе- ратуре нагрева при 20 °C при темпе- ратуре нагрева
Без нагрева 320 - 10 -
200 0,5 100 1000 2000 2500 330 325 325 325 280 285 285 280 280 2,5 2,7 3 3,5 3,5 4 5 6 6
Т4 250 0,5 100 1000 2000 2500 300 300 295 200 220 205 200 190 3,5 3,5 3,7 5 7,5 8 9 9
300 0,5 100 1000 2000 230 165 160 140 150 85 70 4 14 15 6 10 13 15
АЛ19 3 Без нагрева 360 - 5 -
200 0,5 100 1000 2000 2500 330 325 330 330 285 285 285 285 285 2,5 3 3,5 3,5 3,5 4 5 5 5
Т5 250 0,5 100 1000 2000 2500 320 320 320 200 210 220 220 205 3,5 3,5 4 5 7 7 7 8,5
300 0,5 100 1000 2000 290 170 170 150 160 90 70 4 16 16,5 5 10 15 16
Без нагрева 420 - 9 -
150 0,5 100 500 1000 2000 460 450 430 400 370 400 380 360 340 2,5 3 3 3 5 4 5,5 6,5 7
ВАЛЮ 3 Т5 200 0,5 100 500 1000 2000 380 360 350 340 340 250 230 230 230 5,5 5 5 5 6 6 7 7 8
250 0,5 100 500 1000 2000 340 320 315 310 250 200 190 180 180 5,5 6 6 6 6 7 8 8 8
256
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 1.2.35
Сплав Способ литья Термическая обработка Режим нагрева ств, МПа 5, %
Температура, °C Продолжи- тельность, ч при 20 °C при темпе- ратуре нагрева при 20 °C при темпе- ратуре нагрева
Т5 300 0,5 170 7
100 300 140 7 8
Без нагрева 330 - 5 -
ВАЛЮ 3 Т7 50 310 5
100 310 - 5 -
250 150 310 - 6 -
200 310 - 6 -
300 310 - 6
400 310 - 6
500 310 - 6 -
Без нагрева 440 - 9 -
0,5 350 7
100 460 - 3 -
100 - 420 - 5
150 500 450 - 2,5 -
500 - 400 5
1000 440 - 2,5 -
1000 - 390 - 4,5
2000 430 - 3 -
2000 - 380 4,5
ВАЛ14 3 Т5
0,5 320 7
100 390 - 4 -
100 - 250 - 6
200 500 365 - 4,5 -
500 - 240 - 6
1000 355 - 4,5
1000 - 220 - 6
2000 340 - 4,5 -
2000 - 220 - 6
ВЫСОКОПРОЧНЫЕ И ЖАРОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Cu
257
Продолжение табл. 1.2.35
Сплав Способ литья Термическая обработка Режим нагрева ов, МПа 5, %
Температура, °C Продолжи- тельность, ч при 20 °C при темпе- ратуре нагрева при 20 °C при темпе- ратуре нагрева
0,5 260 6
100 340 - 5
100 - 190 - 6
250 500 500 340 190 5 6
1000 340 - 5 -
1000 - 190 - 6
2000 340 - 5,5 -
2000 - 190 - 6
ВАЛ14 3 Т
0,5 170 7
300 100 300 - 6 -
100 - 140 - 6
Без нагрева 340 - 5 -
Т7 50 330 6
250 100 150 330 330 6 6
200 330 - 6
300 330 - 6 -
400 330 - 6 -
500 330 - 6 -
200 100 350 7
200 500 310 8
Т5 250 100 300 - 10 -
250 500 270 - 7 -
300 100 220 - 5 -
ВАЛ15 К 200 100 360 6,5
200 500 340 - 7,5 •
Т7 250 100 280 - 8,5 -
250 500 270 - 12 •
300 100 240 - 20 -
ВАЛ18 3, К Без нагрева 300 - 5 -
Т5 400 100 230 - 12 -
* Образцы отдельно отлитые диаметром 12 мм.
9 Зак. 225
258
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.36. Физические свойства сплавов системы Al-Cu
Физические свойства сплавов Сплав
АЛ 19 ВАЛЮ ВАЛ 14 ВАЛЮ ВАЛ18
у, кг/м3 2780 2810 2800 2816 2820
а • 106, 1/К, при температуре, °C: 20 - 100 19,5 25,1 25,2 22,8 23,0
20 - 200 21,2 25,8 26,0 23,6 25,4
20 - 300 22,9 - 29,6 26,5 26,5
20 - 400 - - 28,2 - 26,3
20 - 500 - - - - 25,3
100 - 200 22,8 26,6 26,8 - 27,8
200 - 300 26,5 - 35,7 - 28,7
300 - 400 - - 24,02 - 25,5
400 - 500 - - - - 21,6
X, Вт/(м • К), при температуре, °C: 20 113 122 126 160,8 129
100 121 130 130 162,3 139
200 134 142 134 164,4 166
300 147 151 146 164,5 165
400 159 163 159 - 193
500 - - - - 205
р 106, Ом • см, при 20 °C 5,95 5,80 5,95 6,17 5,9
ср, к&к/(кт • К), при температуре, °C: 20 0,868 0,846 0,867
100 0,838 0,879 0,890 0,890 0,891
200 0,964 0,942 0,935 0,935 1,01
300 1,05 1,02 1,072 1,072 0,959
400 1,13 1,09 - - 1,10
500 - - - - 1,17
САМОЗАКАЛИВАЮЩИЕСЯ И ВЫСОКОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn
259
1.2.37. Литейные технологические свойства сплавов системы А1-Си
Сплав Интервал кри- сталлизации, °C Жидкотекучесть (длина прутка) при 700 °C, мм Г орячел омкость (ширина кольца), мм Линейная усадка, % Герметичность, МПа
АЛ19 650 - 548 205 32,5 1,25 9
ВАЛЮ 650 - 548 245 27,5 1,25 10
ВАЛ14 650 - 548 250 25 1,25 10
ВАЛ15 - 320 15 1,25 30
ВАЛ18 - 250 27,5 1,25 20
При литье необходимо обеспечивать
усиленное питание массивных частей отли-
вок, условия их направленной кристаллиза-
ции (применение холодильников), рассредо-
точенный подвод металла в форму, примене-
ние податливых форм и стержней; при конст-
руировании отливок - равномерную толщину
стенок и плавные переходы в местах их со-
единений.
Сплавы на основе системы Al-Cu-Mn по
сравнению с алюминиевыми литейными
сплавами других систем имеют самую широ-
кую перспективу применения для изготовле-
ния литых деталей, используемых в ответст-
венных узлах различных конструкций взамен
деталей из деформируемых сплавов.
Высокие механические свойства литей-
ных сплавов системы Al-Си обеспечивают
возможность замены деформируемых ковочных
сплавов систем Al-Cu-Mg-Fe-Ni и Al-Mg-Si-Cu
(АК4, АК4-1, АК6, АК8) при изготовлении вы-
соконагруженных элементов конструкций.
В авиации из сплавов системы А1-Си
можно отливать детали управления, внутрен-
него набора фюзеляжа, силовые кронштейны
(детали типа ’’улитка", "рама" и т.д.), топливные
емкости. Они могут длительно эксплуатировать-
ся в интервале температур 300 - 400 °C.
Эти сплавы могут использоваться в ав-
томобильной промышленности (головки бло-
ков цилиндров и др.)
1.2.5. САМОЗАКАЛИВАЮЩИЕСЯ
И ВЫСОКОПРОЧНЫЕ СПЛАВЫ
СИСТЕМЫ Al-Zn
Эти сплавы могут упрочняться при тер-
мической обработке (закалка и старение),
однако эффект ее невелик и обнаруживается лишь
при большом содержании цинка (15 - 20 %).
Прочность Al-Zn сплавов с ростом тем-
пературы старения до 100-160 °C понижается,
9*
так как твердый раствор цинка в алюминии
обладает малой устойчивостью при повышен-
ных температурах, а выделяющиеся фазы с
цинком имеют низкую жаропрочность и бы-
стро коагулируют. Кроме того, широкий ин-
тервал кристаллизации двойных сплавов обу-
словливает повышенную склонность к обра-
зованию горячих трещин и пониженную гер-
метичность.
Сплавы на основе систем Al-Zn-Mg, А1-
Zn-Si-Mg (табл. 1.2.38) имеют сравнительно
высокие механические свойства и без терми-
ческой обработки благодаря высокой раство-
римости цинка и его соединений с магнием в
алюминии (при 450 °C совместная раствори-
мость цинка и магния составляет 16,47 %).
Сплавы АК7Ц9 (АЛ 11) и АЦ4Мг (АЛ24) отно-
сятся к группе самозакаливающихся и упроч-
няются в процессе охлаждения при заливке в
формы (особенно металлические) и после-
дующего естественного старения.
Режимы термической обработки сплавов
даны в табл. 1.2.39. Механические свойства
сплавов представлены в табл. 1.2.40 - 1.2.43.
Сплав АК7Ц9 называется цинковистым
силумином и по своим литейным свойствам
не уступает обычным силуминам.
Присутствие в цинковистом силумине
кремния (6,0 - 8,0 %) требует модифицирова-
ния структуры для улучшения механических
свойств, так как структура цинковистого си-
лумина не отличается от обычного доэвтекти-
ческого силумина. Основным упрочнителем в
сплаве является цинк, по мере увеличения
концентрации которого возрастает прочность
сплава, но снижается удлинение. Кремний
почти не влияет на прочность, но несколько
снижает удлинение.
260
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.38. Химический состав (%) самозакаливающихся и высокопрочных сплавов
системы Al-Zn-Mg (остальное - А1)
Сплав Основные компоненты Примеси, не более
Zn Mg Cu Mn Si Zr Ti Be Si Fe, при способе литья
3, В К д
АК7Ц9 (АЛИ) 7-12 0,1-0,3 - - 6-8 - - - - 0,7 1,2 1,5
АЦ4Мг (АЛ24) 3,5-4,5 1,5-2,0 - 0,2-0,5 - - 0,1-0,2 - 0,3 0,5 - -
ВАЛ 12 6,5-7,5 2-2,8 1-1,5 - - 0,1-0,2 0,1-0,2 0,07-0,15 0,2 - 0,3 -
1.2.39. Режимы термической обработки сплавов системы Al-Zn-Mg
Сплав Терми- ческая обработка Закалка Старение (отжиг)
Температура, °C Время выдержки, ч Охлаждающая среда, температура, °C Температура нагрева, °C Время выдержки, ч
АК7Ц9 Т2 - - - 300 2 - 4
АЦ4Мг Т1 - - - 200 8 - 10
Т5 580 4 - 6 Вода, 100 120 8 - 10
ВАЛ12 Т5 I ступень - 450 II ступень - 460 III ступень - 470 6 - 10 6 - 10 6 - 10 Вода, 20 - 100 I ступень - НО II ступень - 160 4 - 8 10 - 12
1.2.40. Гарантируемые механические свойства
сплавов системы Al-Zn-Mg
Сплав Способ литья Термическая обработка ств, МПа 1 5, %
Не м [енее
АК7Ц9 3, В - 200 2,0
(АЛ 11) К - 210 1,0
д - 180 1,0
з, в, к Т2 220 2,0
АЦ4Мг 3, в - 220 2,0
(АЛ24) Т5 270 2,0
ВАЛ12 к Т5 550 3,0
Железо в цинковистом силумине кри-
сталлизуется так же, как и в обычных силу-
минах, снижая механические свойства сплава.
Сплавы, имеющие в составе цинк, спо-
собны к естественному старению. Старение
цинковистого силумина протекает очень мед-
ленно. Существенное изменение свойств на-
блюдается в первые три недели. Интенсив-
ность старения зависит от содержания в спла-
ве цинка и магния. Медь оказывает меньшее
влияние. При повышенных температурах ско-
рость старения цинковистого силумина воз-
растает.
Цинковистый силумин в литом состоя-
нии обладает большей (по сравнению с рав-
новесной диаграммой состояния) растворимо-
стью легирующих элементов. Со временем и
от воздействия повышенных температур про-
исходит старение этих сплавов.
Коррозионная стойкость цинковистого
силумина ниже, чем обычных силуминов, а
обрабатываемость резанием лучше. Он хоро-
шо сваривается без потери прочности подва-
ренных мест.
Хорошие технологические свойства и
способность сохранять прочность, твердость и
сопротивление воздействию знакопеременных
нагрузок после кратковременных и длитель-
ных нагревов до температур 300 - 350 °C по-
зволяет применять цинковистый силумин в
моторостроении, автомобильной, а также
других отраслях промышленности.
Из цинковистого силумина отливают
картеры, блоки, крышки, редукторы и другие
детали. Детали из цинковистого силумина
можно отливать в песчаные формы, кокиль,
под давлением, с кристаллизацией под давле-
нием, однако из-за пониженной коррозион-
ной стойкости и сравнительно высокой плот-
ности сплавы не получили широкого распро-
странения.
САМОЗАКАЛИВАЮЩИЕСЯ И ВЫСОКОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ Al-Zn
261
1.2.41. Типичные механические свойства сплава АЦ4Мг (литье в песчаные формы)
Термическая обработка °0,2 1 1 ъ 1 £, ГПа НВ S, % леи, Дж/см2
МПа
Естественное старение, 10 сут. 240 150 170 65 69 75 4 2
Т5 310 250 220 75 72 90 3 -
*^=1Л=2. 107.
1.2.42. Типичные механические свойства сплава АЦ4Мг при высоких температурах (литье в песчаные формы)
Термическая обработка Температура, °C Ов, МПа 8, % ст100, МПа
Естествен- 100 200 6 -
ное старе- 150 170 6 -
ние, 10 сут. 200 150 7 70
250 120 7 50
300 70 9 35
Сплав АЦ4Мг способен достигать доста-
точно высоких свойств (<тв = 220 ... 240 МПа)
после естественного старения без предшест-
вующей закалки.
Способность приобретать высокие свой-
ства без термической обработки является
ценной особенностью, так как резкое охлаж-
дение в процессе закалки может вызывать
коробление и образование трещин в отливках.
Кроме, того, способность самозакаливаться
дает возможность изготовлять крупные отлив-
ки без термической обработки, которые в
иных случаях потребовали бы применения
крупногабаритных печей и другого термиче-
ского оборудования.
1.2.43. Механические свойства сплава ВАЛ 12 при высоких температурах
Вид испытания Характеристики Температура, °C
100 150 200 250
Длительное (100 ч) ств, МПа сто,2, МПа - 230 200 120 100 50 40
Кратковременное (30 мин) <тв, МПа - 430 390 210
То же при 20 °C после на- гревов при указанных тем- пературах <тв, МПа 8, % 340 2,8 480 4,0 310 6,5 -
Для ускорения процесса упрочнения
сплава в литом состоянии может быть реко-
мендован режим Т1 (искусственное старение).
Максимальные свойства сплав АЦ4Мг приоб-
ретает после закалки и старения (Т5). К осо-
бенностям сплава АЦ4Мг следует также отне-
сти хорошую свариваемость и возможность
пайки.
Коррозионная стойкость сплава хорошая
и превосходит стойкость стандартных литей-
ных сплавов, содержащих медь. Сваривае-
мость сплава АЦ4Мг удовлетворительная.
При сварке литых деталей направлен-
ным электродом из однородных прутков
прочность сварного шва в результате естест-
венного старения повышается до прочности
основного материала. Обрабатываемость реза-
нием хорошая, сплав хорошо полируется.
Сплав АЦ4Мг рекомендуется применять
для литья в песчаные, оболочковые формы и
по выплавляемым моделям свариваемых дета-
лей приборов и агрегатов, электро- и радио-
аппаратуры, требующих сохранения стабиль-
ности размеров и работающих при температу-
ре до 150 °C.
Сплав ВАЛ 12 относится к системе
Al-Zn-Mg-Cu и является наиболее прочным
литейным алюминиевым сплавом, не имею-
щим аналогов в отечественной и зарубежной
практике.
Высокопрочное структурно-фазовое со-
стояние сплава ВАЛ 12 достигнуто в результате
оптимизации содержания компонентов мак-
ролегирующего комплекса (цинк, магний,
медь), которые образуют в процессе гомоге-
низации и закалки предельно легированный
262
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
твердый раствор, а в процессе искусственного
старения субдисперсные сферические выделе-
ния зон ГП и метастабильных фаз (т|' -
MgZn2) Г - Al2MgZn3, S - Al2CuMg) высокой
плотности.
Увеличенное содержание цинка повы-
шает предел прочности и снижает пластич-
ность. Влияние меди на механические свойст-
ва Аналогично влиянию цинка. Однако в
сплавах с повышенным содержанием цинка
(7,2 %) и магния (3,4 %) медь снижает не
только пластичность, но и прочность. Объяс-
няется это тем, что введение более 1,8% меди
вызывает образование большого количества
фазы S, включения которой располагаются по
границам дендритных ячеек. В процессе тер-
мической обработки данная фаза лишь час-
тично растворяется, что приводит к охрупчи-
ванию не только литых, но и термически об-
работанных сплавов. Для литейных сплавов
количество и характер распределения избы-
точных фаз имеет особое значение, так как
они в значительной степени определяют со-
держание объемных дефектов, служат концен-
траторами напряжений и охрупчивают сплавы.
Наиболее вредными примесями являют-
ся железо и кремний, повышенная концен-
трация которых (соответственно более 0,3 % и
0,2 %) приводит не только к увеличению объем-
ного содержания интерметаллидов, являющихся
локальными концентраторами напряжений и
источником зарождения трещин, но и к умень-
шению доли элементов макролегирующего ком-
плекса, участвующей в упрочнении.
Дифференциальный термический анализ
показал, что цинк и магний понижают темпе-
ратуру плавления эвтектики, а медь - повы-
шает; максимальная температура гомогенизи-
рующего отжига не должна превышать 470 °C.
Структура сплава ВАЛ 12, термически
обработанного по режимам Т4 и Т5, практи-
чески одинакова. Основные структурные из-
менения в сплаве происходят при высокотем-
пературном гомогенизирующем отжиге
(растворение эвтектик и выравнивание лик-
вационной неоднородности по зерну). Наибо-
лее полно гомогенизация протекает при трех-
ступенчатом режиме (450 °C 4- 460 °C 4- 470 °C),
а оптимальное сочетание прочности и пла-
стичности достигается после закалки в про-
цессе старения по двухступенчатому режиму
(НО °C +160°С) (табл. 1.2.44). Для сплава,
состаренного по этому режиму, характерна
максимальная микротвердость.
Ниже приведены некоторые конструк-
ционные характеристики сплава ВАЛ 12:
Е, ГПа....................................... 69
(7, ГПа...................................... 26
сгпц, МПа................................... 470
V, %......................................... 34
сгв, МПа, при температуре, °C:
-70 ................................ 600
-196 ............................... 450
НВ.......................................... 120
tfCU, Дж/см2.................................. 5
о.ь МПа, (на базе N = 20 • 106) для
образцов:
гладких (^=1,0)...................... 90
с надрезом (Kt = 2,2)................ 70
N • 10-3 (МЦУ) при отах = 180 МПа
для образцов с надрезом:
tf,= 2,6.......................... 41-85
Kt = 4,0.......................... 29-41
оЪ-сж.» МПа................................. 105
сто,2.сж.> МПа............................... 55
тср, МПа..................................... 35
1.2.44. Механические свойства сплава ВАЛ 12 оптимального состава
после различной термообработки
Режим термической обработки ств, МПа 5, % НВ
Т4: 450 °C, 4 ч + 470°С, 4 ч, закалка в воде 20 °C 467 14 188
Т5: 450 °C, 4 ч 4- 470°С, 4 ч, закалка в воде 20 °C; старение НО °C, 8 ч + 145 °C, 10 ч 587 2 208
Т4: 450 °C, 12 ч 4- 470°С, 12 ч, закалка в воде 20 °C 505 24 177
Т5: 450 °C, 12 ч 4- 470°С, 12 ч, закалка в воде 20 °C; старе- ние НО °C, 8 ч + 145 °C, 10 ч 612 8 198
Т4: 450 °C, 4 ч 4- 460°С, 4 ч 4- 470 °C, 4 ч, закалка в воде 20 °C 500 23 185
Т5: 450 °C, 4 ч 4- 460 °C, 4 ч 4- 470 °C, 4 ч, закалка в воде 20 °C; старение 110 °C, 8 ч 4- 145 °C, 10 ч 610 8 182
САМОЗАКАЛИВАЮЩИЕСЯ И ВЫСОКОПРОЧНЫЕ СПЛАВЫ СИСТЕМЫ' Al-Zn
263
Продолжение табл. Г.2.44
Режим термической обработки ств, МПа 8, % НВ
Т4: 450 °C, 8 ч + 460 °C, 8 ч 4- 470 °C, 8 ч, закалка в воде 20 °C 468 24 176
Т5: 450 °C, 8 ч 4- 460 °C, 8 ч 4-470 °C, 8 ч, закалка в воде 20 °C; старение НО °C, 8 ч 4- 160 °C, 10 ч 618 10 219
Т4: 450 °C, 8 ч 4- 460 °C, 8 ч 4- 470 °C, 8 ч, закалка в воде 100 °C 474 16 176
Т5: 450 °C, 8 ч 4- 460 °C, 8 ч 4-470 °C, 8 ч, закалка в воде 100 °C; старение 110 °C, 8 ч 4- 145 °C, 10 ч 512 4 201
Важнейшим условием формирования
структуры отливок из сплава ВАЛ 12 явля-
ется технология литья, особенно скорость
кристаллизации, высокий уровень кото-
рой, например, при литье с кристаллиза-
цией под давлением (жидкая штамповка)
позволяет получить отливки с максималь-
ными свойствами, включая характеристи-
ки надежности и долговечности
(табл. 1.2.45).
1.2.45. Свойства сплава ВАЛ 12 Т5 в зависимости от способа литья
Способ литья «в ст0,2 НВ 8, % Длительная проч- ность аюо> МПа, при температуре, °C КР, суг., при о = 300 МПа
МПа
Не менее 200 250
В кокиль 550 500 90 120 3 120 50 245
С кристаллиза- цией под дав- лением 580 520 140 140 6 140 60 1744
*! Kt= 1; N = 2 • 107.
Благодаря высоким механическим свой-
ствам сплав ВАЛ 12 может успешно конкури-
ровать не только с деформируемыми алюми-
ниевыми сплавами, но и с малолегированны-
ми сталями, бронзами, латунями, что откры-
вает новые возможности в производстве кон-
струкционно-надежных отливок. В отливках
практически отсутствуют анизотропия
свойств, склонность к межкристаллитной,
расслаивающей коррозии, характерная для
поковок и штамповок из деформируемых
алюминиевых сплавов (типа АК4, АКб, Амгб
и др.), а стойкость к коррозии под напряже-
нием сплава ВАЛ 12 значительно выше, чем
ряда деформируемых сплавов.
Сплав ВАЛ 12 обладает удовлетворитель-
ными литейными свойствами и рекомендует-
ся для литья в металлические формы (кокиль,
кристаллизация под давлением) деталей, тем-
пература эксплуатации которых может достигать
до 200 °C длительно и до 250 °C кратковременно.
Сплав ВАЛ 12 обладает удовлетворитель-
ной общей коррозионной стойкостью, он
хорошо обрабатывается резанием и сваривает-
ся аргонодуговой сваркой с использованием в
качестве присадки основного материала из
сплава АМгб.
Литейные и физические свойства спла-
вов на основе системы Al-Zn-Mg представле-
ны в табл. 1.2.46.
264
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
1.2.46. Литейные и физические свойства самозакаливающихся и
высокопрочных сплавов системы Al-Zn-Mg
Сплав Жидкотекучесть при 700 °C (прутковая проба), мм Склонность к трещинообра- зованию (ширина кольца), мм Интервал кристаллиза- ции, °C Линей- ная усадка, % Y, кг/м3 X, Вт/(мК) р, Ом-м а-106, 1/К (20-100°С)
АК7Ц9 350 Не склонен 575-545 1,0 2940 - - -
АЦ4Мг 230 22,5 640-456 1,2 2740 117 6,94 28,2
ВАЛ 12 330 22,5 630-490 1,25 2800 126 6,46 24,3
1.2.6. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
АЛЮМИНИЕВЫХ ОТЛИВОК
Литейное производство алюминиевых
деталей - основная заготовительная база
многих отраслей машиностроения. Поэтому
необходимо систематическое обновление
производства, которое должно сопровождать-
ся внедрением передовой технологии, обеспе-
чивающей наивысший экономический и со-
циальный эффекты. Уровень многих эксплуа-
тационных свойств отливок определяется не
только составом сплава. Рационализация тех-
нологических параметров литья во многих
случаях позволяет достигнуть более высокого
уровня свойств. Использование экономноле-
гированных сплавов (при отсутствии специ-
альных требований по составу и свойствам)
часто целесообразнее, чем высоколегирован-
ных сплавов, которые дороже и имеют слож-
ный химический и фазовый составы.
При сопоставлении свойств и выборе
сплава для производства отливок необходимо
учитывать комплекс характеристик прочно-
сти, надежности, долговечности, технологич-
ности, но при этом определяющим фактором
должна быть технико-экономическая целесо-
образность применения данной марки мате-
риала и метода литья, которые бы отвечали
возможностям данного производства, а также
требованиям снижения себестоимости и по-
вышения качества продукции.
Такой подход способствует унификации
применяемых сплавов, централизации уста-
навливаемого оборудования, повышению
культуры производства и технологической
дисциплины и стимулирует стремление к по-
стоянному совершенствованию и развитию
фасонного литья.
Прогрессивным необходимо считать та-
кой процесс производства отливок, который
не только "окупает" себя и является экономи-
чески выгодным, но и отвечает постоянно
увеличивающейся необходимости механиза-
ции, автоматизации, роботизации, совершен-
ствования культуры производства и повыше-
ния технологической дисциплины.
Задача производства отливок с необхо-
димым сочетанием эксплуатационных свойств
заключается в анализе зависимости "состав
сплава - параметры технологии - структура
отливки - свойства отливки", регламентирую-
щей формирование структурно-фазового со-
стояния литых деталей.
Одним из основных вопросов литейного
производства является правильный выбор,
интерпретация и статистический анализ тех
характеристик отливок, которые позволяют
правильно оценить оптимальный состав и
параметры производства.
Методы приготовления и обработки рас-
плава. Основные закономерности образования
структурно-фазового состояния отливок мож-
но получить в результате систематического
анализа и обобщения всех этапов их произ-
водства.
Ввиду высокой химической активности
алюминия и некоторых легирующих элемен-
тов, используемых при приготовлении сплава,
происходит загрязнение сплавов твердыми
(AI2O3) и газообразными (Н2) неметалличе-
скими включениями на всех этапах техноло-
гического процесса плавки. Это, в первую
очередь, касается операций подготовки и за-
грузки шихтовых материалов.
Подготовка шихтовых материалов
весьма ответственный этап получения качест-
венных отливок, так как загрязненность ших-
ты остатками масла, стружкой, влагой, про-
дуктами коррозии и др. не только
"наследуется" отливками, но часто вообще не
может быть устранена в результате примене-
ния даже весьма эффективных методов рафи-
нирования.
При использовании, например, очищен-
ной и просушенной шихты, уровень сниже-
ния содержания неметаллических включений
в результате рафинирования расплава гекса-
хлорэтаном обычно составляет 30 - 40 %, а
при продувке осушенным аргоном через по-
ристую керамику -50 - 60 %.
Согласно имеющимся данным эффек-
тивность этих методов рафинирования снижа-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА АЛЮМИНИЕВЫХ ОТЛИВОК
265
ется в несколько раз в случае использования
неподготовленной шихты.
Неметаллические включения не только
сами образуют дефекты в отливках, но и ока-
зывают сопротивление при фильтрационном
питании отливок на фронте кристаллизации,
увеличивая количество дефектов газоусадоч-
ного характера.
При подготовке шихты следует иметь в
виду, что многократная переплавка возврата
без освежения шихты первичными металлами
может привести к загрязнению сплавов вред-
ными металлическими примесями и повы-
шенному угару (табл. 1.2.47, 1.2.48) легко-
плавких составляющих (магний, цинк и т.п.).
Поэтому при многократном переплаве требу-
ется введение определенной доли чистых
шихтовых материалов для компенсации угара
и уменьшения концентрации вредных метал-
лических примесей.
Особого внимания заслуживает повыше-
ние качества отливок, полученных с исполь-
зованием предварительного чушкового сплава
необходимого состава, что объясняется не
только более равномерным распределением
компонентов, но и "наследственностью”, так
как структура исходной шихты может оказы-
вать наследственное влияние на конечные
физико-механические свойства отливок, и
сплав, затвердевший в изложнице в виде
слитка с мелкозернистым строением, после
вторичного расплавления и затвердевания в
аналогичных условиях получает такое же или
почти такое же строение.
Наглядной иллюстрацией связи структу-
ры "шихта - расплав - отливка" служат данные
табл. 1.2.49. Максимальные механические
свойства сплава АК8МЗч получены при нали-
чии в шихте 50 % возврата (термооб-
работанного кокильного переплава) с равно-
мерным составом и сформировавшейся мел-
козернистой структурой.
1.2.47. Химический состав и механические свойства* сплава АК8МЗчТ5
Число переплавов Содержание, % Ств, МПа cO $
Si Си Zn Mg Ti Be Fe
Исходный состав 7,8 3,1 0,8 0,35 0,17 0,12 0,15 435 6,5
1 8,0 3,0 0,8 0,32 0,19 0,15 0,18 450 7,0
2 8,0 2,9 0,7 0,29 0,15 0,1 0,25 430 5,5
3 7,5 2,75 0,7 0,25 0,17 0,1 0,30 420 4,5
4 8,2 2,2 0,6 0,23 0,15 0,1 0,36 415 4,5
* Образцы диаметром 12 мм.
1.2.48. Химический состав и механические свойства* сплава ВАЛ16Т4
Число переплавов Содержание, % aB, МПа 8, %
Mg Ti Zr Mn Сг Be Fe Si
Исход ный состав 8,12 0,19 0,15 0,19 0,19 0,12 0,012 0,065 306 10,3
1 8,1 0,19 0,14 0,19 0,19 0,15 0,014 0,05 312 11,4
2 8,06 0,18 0,15 0,19 0,19 0,1 0,015 0,07 280 9,8
3 8,0 0,17 0,15 0,2 0,19 0,1 0,018 0,07 262 7,9
4 7,9 0,19 0,14 0,2 0,2 0,1 0,02 0,08 246 6,8
* Образцы диаметром 12 мм.
1.2.49. Свойства и плотность сплава АК8МЗчТ5 в зависимости от состава шихты
Исходная шихта Количество, % Y, кг/м3 ств, МПа 8, %
Чистые металлы и лигатуры 100 2705,2 380 5,5
Кокильные отливки (возврат) 100 2713,5 360 7,9
То же после двукратного переплава 100 2717,8 370 9,2
Чистые металлы, лигатуры + кокиль- ные отливки после трехкратного пе- реплава 50 + 50 2721,7 370 10,4
Закаленные кокильные отливки + чистые металлы и лигатуры 50 + 50 2718,8 375 10,4
266
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Морфология интерметаллидов Al3Ti и
AlpMr^Cu двойных (Al-Ti) и четверных (А1-
Gu-Mn-Ti) лигатур существенно влияет на
структуру и свойства сплавов на основе
системы сплавов Al-Cu (табл. 1.2.50).
Предложенный способ изготовления лига-
тур с разливкой в центробежные формы
(ЦФ) обеспечивает по сравнению с залив-
кой в стационарные изложницы (СИ) вы-
сокий уровень диспергирования интерме-
таллидов, эффективное модифицирование
структуры и значительное повышение ме-
ханических свойств.
1.2.50. Размер интерметаллидов в зависимости от способа изготовления и состава
лигатур (Al-Cu-Mn-Ti и Al-Ti)
Способ разливки Температура перегрева перед разливкой, °C Четверная лигатура Двойная лигатура
Ali2Mn2Cu Al3Ti Al3Ti
Средний размер интерметаллидов, мкм
СИ 1300 69 94 НО
ЦФ 1100 1300 40 25 66 81 42
1.2.51. Механические свойства сплавов АМ5 и АМ4,5Кд
в зависимости от способа гфиготовления лигатур Al-Cu-Mn-Ti и Al-Ti
Способ разливки лигатуры Сплав АМ4,5КдТ5 АМ5Т5
Размер зерна, мкм ов, МПа 5, % МПа Размер зерна, мкм ав, МПа 8, % МПа
СИ 12,0-160 360-423 5,1-8,5 108 110-150 326-362 4,5-8,3 62
ЦФ 80-100 419-453 9,5-11,0 121 75-90 351-384 7,7-12,1 76
Рациональная подготовка шихты с ис-
пользованием чушкового сплава, кондицион-
ных отходов собственного производства, вы-
сококачественных лигатур позволяет не толь-
ко стабилизировать условия формирования
регламентированной структуры отливок, но и
значительно повысить уровень их эксплуата-
ционной надежности (табл. 1.2.51).
Чем тщательнее проводится подготовка
шихтовых материалов, тем выше качество
отливок, поскольку каждый последующий
технологический этап наследует погрешности
структуры, образовавшиеся на предыдущем
этапе. В процессе плавки на степень насыще-
ния сплава газами и оксидами наиболее суще-
ственное влияние оказывают следующие ос-
новные факторы.
химический состав газовой атмосферы
печи;
площадь поверхности зеркала ванны,
приходящаяся на единицу массы сплава;
конвекционные потоки, возникающие в
ванне за счет электромагнитного или тепло-
вого воздействия на расплав;
интенсивность перемешивания сплава
плавильным инструментом;
температура расплава;
метод рафинирования и модифицирования.
Бессердечниковые индукционные печи
промышленной частоты являются одними из
самых прогрессивных и экономичных по ско-
рости нагрева, универсальности использова-
ния и возможности ведения прерывистого
процесса.
Характерная особенность работы этих
печей заключается в интенсивном движении
жидкого металла в тигле, которое увеличива-
ется по мере уменьшения частоты тока,
удельного электрического сопротивления,
плотности металла. При перемешивании
улучшается теплопередача и плавление проте-
кает быстро, но вследствие возникновения
аксиальных и радиальных сил в слое металла,
в котором плотность тока достигает желаемой
величины, происходит замешивание в металл
оксидной плены, увеличивается угар и износ
тигля.
Наиболее рациональным способом ис-
пользования индукционных печей и устране-
ния основного недостатка плавки - загрязне-
ния сплава неметаллическими включениями -
является организация плавки алюминиевых
сплавов по схеме дуплекс-процесса: плавка в
индукционной печи, перелив с фильтрацией в
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА АЛЮМИНИЕВЫХ ОТЛИВОК
267
раздаточную печь и последующее рафиниро-
вание и модифицирование. Такая схема не
только обеспечивает высокое качество рас-
плава, но и позволяет максимально использо-
вать высокую производительность индукци-
онных печей.
Основные способы очистки сплава от не-
металлических включений (водорода, оксида
алюминия) можно подразделить на три груп-
пы: профилактические, рафинирующие, по-
давляющие газовыделение и образование вто-
ричных оксидов.
К профилактическим способам относятся:
очистка, травление, сушка, переплав ис-
ходных шихтовых материалов, так как непро-
сушенная шихта может содержать в 2 раза
больше водорода, чем сухая;
применение чистых исходных материа-
лов, так как в зависимости от сорта чушко-
вого алюминия в нем может содержаться во-
дорода от 0,01 до 0,5 см3 на 100 г и оксида
алюминия от 0,01 до 0,2 %;
соблюдение температурно-временных
параметров плавки, так как, например, пере-
грев расплава до 800 °C увеличивает содержа-
ние в нем водорода более, чем в 2 раза;
использование современных плавильных
печей с инертной футеровкой, защитного
легирования с применением инертных сред и
флюсов.
Методы рафинирования делятся на ад-
сорбционные и неадсорбционные. Первые
нарушают равновесие в системе расплав -
комплекс (H2-AI2O3) только в тех зонах рас-
плава, через которые проходит адсорбент, а
вторые - во всем объеме. К адсорбционным
методам относится обработка расплава газами
(Аг, N, С1), солями (МпС12, ZnCl2, CCle),
флюсами (смеси хлористых и фтористых со-
лей щелочных и щелочноземельных металлов)
и фильтрация активными (переплавленные
эвтектические смеси фтористых солей магния,
натрия, кальция и др.) и инертными
(стеклоткань, металлические сетки и др.)
фильтрами.
К неадсорбционным методам рафиниро-
вания относится обработка ультразвуком и в
вакууме.
При обработке расплава ультразвуком
наблюдается явление кавитации, приводящее
к образованию несплошностей (пустот) в
жидкой фазе, в которые устремляется раство-
ренный в расплаве газ. Вследствие этого уп-
ругие колебания ультразвуковой частоты спо-
собствуют формированию зародышей газовых
пузырьков и стимулируют их рост и коалес-
ценцию до размеров, обеспечивающих актив-
ное выделение газа из расплава.
Обработка расплава в вакууме может
осуществляться в специальных камерах с по-
догревом (ВДК-1) или в оборудованной для
вакуумирования раздаточной печи (ВРП-1).
При понижении давления над расплавом во-
дород энергично выделяется из него во всем
объеме. Поскольку водород адсорбирован на
твердых неметаллических включениях и обра-
зует с ним комплекс (H2-AI2O3), он или увле-
кает их за собой на поверхность расплава, или
эти частицы (если они обладают большой
плотностью) попадают на дно ванны.
Обработка в вакууме позволяет удалять
из расплава водород и оксидные включения
более эффективно, чем адсорбционные мето-
ды. Если на поверхность расплава нанести
флюс, адсорбирующий оксид алюминия (т.е.
провести двойное рафинирование), то про-
цесс протекает быстрее.
К числу подавляющих методов относит-
ся кристаллизация отливок под давлением
(0,4 - 0,5 МПа) в специальном автоклаве, что
препятствует газовыделению из расплава, а
процесс кристаллизации идет быстрее. Вооб-
ще последовательное увеличение скорости
кристаллизации (песчаная форма - кокиль -
литье с кристаллизацией под давлением) яв-
ляется радикальным средством повышения
плотности отливок.
Несмотря на многочисленные исследо-
вания различных методов рафинирования,
включая их сравнительный анализ, практически
невозможно выделить самый эффективный.
Лучшие результаты по чистоте расплава
и плотности отливок получаются в случае
применения комбинированного (адсорбци-
онного и неадсорбционного), ступенчатого
(на разных стадиях процесса приготовления,
перелива, разливки в формы), двойного
(разными методами) рафинирования и т.д.
Однако более важным аспектом проблемы
повышения чистоты расплава и плотности
отливок по сравнению с выбором метода ра-
финирования является технология его прове-
дения, т.е. подготовка (сушка, прокалка, пе-
реплавка и т.д.) рафинирующих средств, вы-
бор метода введения адсорбента (колоколь-
чик, трубка, змеевик, пористая керамика,
диффузор и др.), разработка температурно-
временных и физических параметров
(давление, частота колебаний, скорость кри-
сталлизации) неадсорбционного процесса
обработки.
Модификаторы, применяемые при обра-
ботке сплавов для фасонного литья алюми-
ниевых деталей, в зависимости от характера
воздействия на размер и морфологию тех или
иных элементов структуры, делят на несколь-
ко групп.
К первой группе модификаторов отно-
сятся соединения (флюсы), содержащие на-
трий и наиболее эффективно измельчающие
268
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
структуру эвтектик в сплавах типа доэвтекти-
ческих и эвтектических силуминов (АК12,
АК9, АК8, АК7 и др.). Действие этих моди-
фикаторов (различное сочетание хлористых и
фтористых солей натрия и калия, иногда с
криолитом) сводится к тому, что в результате
разложения при взаимодействии с расплавом
солей поверхностно-активный натрий адсор-
бируется на гранях зародившегося кристалла
и понижает скорость его роста. Уменьшение
скорости роста приводит к увеличению про-
межутка времени от начала появления заро-
дышей до окончательного затвердевания рас-
плава, к повышению числа центров кристал-
лизации и формированию более мелкозерни-
стой структуры.
Технология модифицирования преду-
сматривает нанесение на поверхность распла-
ва 2 - 3 % солей от массы шихты с целью
обеспечения содержания натрия в расплаве в
пределах 0,08 - 0,1 %. При большем содержа-
нии натрия может наблюдаться эффект пере-
модифицирования, а свойства сплавов замет-
но снижаются.
Эффект модифицирования при обра-
ботке солями натрия сохраняется в течение не
более чем 30 мин в результате интенсивного
выгорания натрия.
Технологические трудности модифици-
рования солями натрия (кратковременность
эффекта, повышенный угар, взаимодействие с
влагой формы и др.) могут быть преодолены в
результате использования для модифицирова-
ния стронция. Стронций вводится с помощью
лигатуры (А1 - 5 %Sr из расчета получения
0,05 - 0,1 % его в расплаве).
Замена натрия и его соединений строн-
цием дает стабильный эффект модифициро-
вания в течение 4-5 ч; введение его в расплав
значительно проще и технологичнее.
Ко второй группе модификаторов отно-
сятся фосфорсодержащие соединения и смеси
(флюсы), образующие частицы фосфида алю-
миния (А1Р), которые являются центрами
кристаллизации первичных кристаллов крем-
ния и эффективно уменьшают их размеры в
заэвтектических силуминах.
Для заэвтектических силуминов (с более
13 % кремния) в качестве модификаторов
часто применяют фосфор, который вводят из
лигатуры Си - 10 %Р, фосфорсодержащие
флюсы (20 % красного фосфора, 70% хлори-
стого калия, 10 % фтористого калия и др.),
фосфорорганические вещества (хлорофос,
трифен ил фосфат и др.).
СПИСОК ЛИТЕРАТУРЫ
1. Авиационные материалы на рубеже
XX - XXI веков / Под ред. Р. Е. Шалина. М:
ВИАМ, 1994. С. 602.
2. Алексеев А. А., Бер Л. Б. Диаграммы
фазовых превращений при старении алюминие-
вых сплавов системы Al-Си и Al-Mg-Si-Cu //
ТЛС. 1991. № 3. С. 21 - 24.
3. Альтман М. Б., Стромская Н. IL По-
вышение свойств стандартных литейных алюми-
ниевых сплавов. М.: Металлургия, 1984. 127 с.
4. Алюминий. Металловедение, обработка
и применение. Пер. с англ. Под ред. А. Т.
Туманова, И. Н. Фридляндера. М.: Метал-
лургия, 1972. 662 с.
5. Алюминиевые сплавы. Вып. 5. Дефор-
мируемые сплавы. М.: Металлургия. 1968. 406 с.
6. Ананьин С. Н., Гольдбухт Г. Е. Вто-
ричные алюминиевые деформируемые сплавы,
их свойства и применение // Металловедение
легких сплавов. М.: ВИЛС. 1985. С. 58 - 68.
7. Ананьин С. Н., Гольдбухт Г. Е. Свой-
ства и применение вторичных алюминиевых
деформируемых сплавов // Цветные металлы.
1985. № 2. С. 87 - 89.
8. Басюк С. Т., Грушко О. Е., Шевеле-
ва Л. М., Шнейдер Г. Л. Об опыте изготовле-
ния массивных штамповок из сплава 1420 для
сварных конструкций. // МиТОМ. 1994.
№ 2. С. 13 - 15.
9. Братухин А. Г. Лукин В. Н., Лебе-
дев В. М. Получение лито-сварных конструк-
ций ответственного назначения из алюминие-
вых сплавов / Литейное производство, 1997,
№ 5. С. 34.
10. Воронов С. М. Избранные труды по
легким сплавам. М.: Оборонгиз, 1958. 546 с.
11. Давыдов В. Г., Захаров В. В., Заха-
ров Е. Д., Новиков И. И. Диаграммы изотер-
мического распада раствора в алюминиевых
сплавах. М.: Металлургия, 1973. 152 с.
12. Данилов С. Ф., Киркина Н. Н., Кур-
тасова Л. А. и др. Структура, механические и
коррозионные свойства промышленных хо-
лоднокатаных листов из сплава 1421 // ТЛС.
1992. № 1. С. 29 - 32.
13. Диаграммы состояния двойных ме-
таллических систем. Справочник Т.1 / Под
общ. ред. Лякишева Н. П. М.: Машинострое-
ние, 1996. 991 с.
14. Дриц А. М., Вовнянко А. Г. Высоко-
ресурсные деформируемые сплавы, легиро-
ванные цирконием И Новые цветные сплавы.
М.: Знание, 1990. С. 31 - 37.
15. Дриц М. Е., Торопова Л. С., Гущи-
на Ф. Л. О характере физико-химического
взаимодействия в богатой алюминием части
системы Al-Sc-Mg. Изв. АН СССР. Металлы,
1984, № 4. С. 221 - 225.
СПИСОК ЛИТЕРАТУРЫ
269
16. Елагин В. И., Захаров В. В., Дриц А. М.
Структура и свойства сплавов системы Al-Zn-
Mg. М.: Металлургия. 1982. 222 с.
17. Захаров А. М. Промышленные спла-
вы цветных металлов. Фазовый состав и
структурные составляющие. М.: Металлургия,
1980. 259 с.
18. Ивлева О. В., Сенаторова О. Г., Ни-
кифоров А. О. Сверхпластичность алюминие-
вого сплава 1973. Доклады Ш-й Всесоюзной
конференции "Сверхпластичность металлов".
Тула, 1986. Ч. 1. С. 94 - 95.
19. История металлургии легких сплавов
в СССР. 1945-1987 гг. М.: Наука, 1988.
С. 24 - 60.
20. Каримова С. А. Коррозионная стой-
кость алюминиевых сплавов для изделий
авиационной техники // Защита металлов,
1993. Т. 29. № 5. С. 729 - 734.
21. Квасов Ф. И. Фридляндер И. Н.
Алюминиевые сплавы типа дуралюмин.
М.: Металлургия, 1984. 239с.
22. Кишкина С. И. Сопротивление раз-
рушению алюминиевых сплавов. М.: Метал-
лургия, 1981. 280 с.
23. Колачев Б. А., Габвдулин Р. М., Пи-
гузов Ю. В. Технология термической обработ-
ки цветных металлов и сплавов. М.: Метал-
лургия, 1980. С. 3 - 129.
24. Колачев В. А., Ливанов В. А., Ела-
гин В. И. Металловедение и термическая об-
работка цветных металлов и сплавов. М.: Ме-
таллургия. 1998. 480 с.
25. Колобнев И. Ф., Крымов В. В., Мель-
ников А. В. Справочник литейщика. Цветное
литье из легких сплавов. М.: Машинострое-
ние, 1974. 416 с.
26. Колобнев Н. И., Хохлатова Л. Б.
Свойства и структура листов из сплава 1430 //
ТЛС. 1992. № 1. С. 47 - 50.
27. Колобнев Н. И., Хохлатова Л. Б., Са-
мохвалов С. В. Особенности термической
обработки алюминиево-литиевых сплавов.
Труды 7-й Междунар. конф, по термической
обработке материалов. М.; 1990, T.III.
С. 115 - 132.
28. Курдюмов А. В., Инкин С. В., Чул-
ков В. С. и др. Металлические примеси в
алюминиевых сплавах. М.: Металлургия, 1988.
141 с.
29. Лещинер Л. Н. Алюминиевый де-
формируемый сплав 1163 // МиТОМ. 1983.
№ 8. С. 43 - 44.
30. Лещинер Л. Н-, Латушкина Л. В., Фе-
доренко Т. П. Ресурсный высоко-
технологичный сплав 1441 пониженной плот-
ности системы Al-Cu-Li II, ТЛС. 1994. № 3, 4.
С. 38 - 42.
31. Лужиков Л. П. Деформируемые
алюминиевые сплавы для работы при повы-
шенных температурах. М.: Металлургия. 1965.
290 с.
32. Лукин В. И. Некоторые проблемы
свариваемости Al-Li сплавов // Сб. Метал-
лургия и технология современных процессов
сварочного производства. М.: МДНТП. 1994.
С. 122 - 130.
33. Макаров В. Д^ Хохлатова Л. Б., Ко-
лобнев Н. И. Порообразование в процессе
сверхпластической деформации сплавов 1420
и 1423 // ТЛС. 1992. № I. С. 50 - 52.
34. Международный транслятор совре-
менных сталей и сплавов. Т. III / Под ред.
В. Я. Кершенбаума. Изд. фирмы ИНТАК.
35. Металловедение алюминиевых спла-
вов: Справочник / Под ред. И. Н. Фридлян-
дера. М.: Металлургия, 1983. 278 с.
36. Металловедение алюминиевых спла-
вов / Под ред. С. Т. Кишкина. Наука, 1985.
237 с.
37. Михайлова И. Ф., Коппог В. А., Се-
наторова О. Г. и др. Закалочная среда, умень-
шающая коробление деталей из алюминиевых
сплавов при термической обработке / Сб.
“Наука производству”. Новосибирск. СО АН
СССР. 1981. С. 41 - 45.
38. Мондольфо Л. Ф. Структура и свой-
ства алюминиевых сплавов: Пер. с англ. М.:
Металлургия, 1979. 639 с.
39. Никифоров А. О., Полькин В. И., Но-
виков И. И. Сверхпластичный, сплав АМг4 //
Цветные металлы. 1995. № 3. С. 54.
40. Николаев Г. А., Фридляндер И. Н.,
Арбузов Ю. П. Свариваемые алюминиевые
сплавы. М.: Металлургия. 1990. 296 с.
41. Новиков И. И., Портной В. К. Сверх-
пластичность сплавов с ультрамелким зерном.
М.: Металлургия. 1981. 167 с.
42. Новиков И. И. Теория термической
обработки металлов. М.: Металлургия, 1984.
479 с.
43. Обработка легких и специальных
сплавов / Под ред. Б. И. Бондарева. М.:
ВИЛС, 1996. С. 90 - 105, 124 - 133, 155 - 169.
44. Побежимов П. П., Нефедова Л. П.,
Белов Е. В. Металлургия коррозионностойких
алюминиевых сплавов и отливок. М.: Метал-
лургия. 1989. 134 с.
45. Постников Н. С. Упрочнение алюми-
ниевых сплавов и отливок. М.: Металлургия.
1983. 122 с.
270
Глава 1.2. АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
46. Постников Н. С. Коррозионно-
стойкие алюминиевые сплавы. М.: Метал-
лургия. 1976. 302 с.
47. Постников Н. С., Черкасов В. В.
Прогрессивные методы плавки и литья алю-
миниевых сплавов. М.: Металлургия. 1974.
224 с.
48. Применение алюминиевых сплавов.
Справочник / Под ред. Р. Е. Шалина М.: Ме-
таллургия. 1985. 342 с.
49. Промышленные алюминиевые спла-
вы. Справочник / Под ред. И. Н. Фрипдянде-
ра, Ф. И. Квасова М.: Металлургия, 1984. 526 с.
50. Романова О. А., Бобовников В. Н.
Жаропрочный деформируемый алюминиевый
сплав АК4-2 (1143) для сверхзвуковых пасса-
жирских самолетов //Цветные металлы. 1994.
№ 11. С. 56 - 58.
51. Романова Р. Р., Сенаторова О. Г.,
Уксусников А. Н. и др. Влияние ступенчатого
старения на структуру, механические и корро-
зионные свойства сплава В95пч // ФММ.
1995. Т. 80, вып. 4. С. 110 - 117.
52. Сенаторова О. Г. Высокопрочные
алюминиевые сплавы для обшивочных дета-
лей конструкций И Новые цветные сплавы.
М.г Знание. 1990. С. 37 - 42.
53. Сенаторова О. Г., Никифоров А. О.,
Рязанова Н. А. Сверхпластичность сплавов
типа В95. Доклады III Всесоюзной конферен-
ции ’’Сверхпластичность металлов”. Тула.
1985. 4.1. С. 95 - 96.
54. Сенаторова О. Г., Сандлер В. С.,
Марковцев В. А. Особенности структуры гну-
тых профилей из сплава В95пчАТ2 // Ми-
ТОМ. 1992. № 7 С. 33 - 35.
55. Сепоков О. А., Ручьева Н. В., Кари-
мова С. А. и др. Влияние технологических и
эксплуатационных нагревов на структуру,
механические и коррозионные свойства про-
филей из сплава 1420 // ТЛС. 1994. №3-4.
С. 13 - 18.
56. Синявский В. В., Вальков В. Д., Бу-
дов Г. М. Коррозия и защита алюминиевых
сплавов. М.: Металлургия. 1979. 224 с.
57. Строганов Г. Б. Высокопрочные ли-
тейные алюминиевые сплавы. М.: Металлур-
гия, 1985. 216 с.
58. Строганов Г. Б., Новиков И. И., Бой-
цов В. В., Пшерков В. Ф. Использование
сверхпластичности в обработке металлов дав-
лением. М.: Машиностроение 1989. 108 с.
59. Структура и свойства полуфабрика-
тов из алюминиевых сплавов / Под ред. Ела-
гина В. И., Ливанова В. А. М.: Металлургия,
1984. 435 с.
60. Ткаченко Е. А., Филиппова 3. Г.,
Хольнова В. И. Высокопрочные деформируе-
мые алюминиевые сплавы // МиТОМ. 1983.
№ 7. С. 13 - 16.
61. Филатов Ю. А. Сплавы Al-Mg, леги-
рованные Sc И ТЛС. 1996. № 3. С. 30 - 35.
62. Фридлявдер И. Н. Алюминиевые де-
формируемые конструкционные сплавы. М.:
Металлургия. 1979. 208 с.
63. Фридлявдер И. Н. Высокопрочные
деформируемые алюминиевые сплавы. М.:
Оборонгиз, 1960. 290 с.
64. Фридляндер И. Н., Сенаторова О. Г.,
Новиков И. И. и др. Сверхпластичность высо-
копрочных сплавов системы Al-Zn-Mg-Cu //
ТЛС. 1993. № 7 - 8. С. 43 - 47.
65. Фридлявдер И. Н.. Ткаченко Е. А.,
Балахонцев Г. А. и др. Структура и свойства
штамповок из высокопрочных алюминиевых
сплавов типа В93 и В95 / Металловедение
алюминиевых сплавов. М.: Наука. 1985.
С. 96 - 102.
66. Фридлявдер И. Н., Чуистов К. В.,
Колобнев Н. И. Алюминий-литиевые сплавы.
Структура и свойства. Киев: Наукова думка.
1992. 192 с.
67. Фридлявдер И. Н., Шамрай В. Ф.,
Ширяева Н. В. Фазовый состав и механиче-
ские свойства сплавов алюминия с магнием и
литием // Изв. АН СССР. Металлы. 1965.
С. 153 - 158.
68. Чирков Е. Ф. Закономерности изме-
нения горячеломкости сплавов системы Al-
Cu-Mg И Изв. АН СССР. Металлы. 1983.
№ 3. С. 175 - 183.
69. Чирков Е. Ф. Новый конструкцион-
ный деформируемый свариваемый алюминиевый
сплав 1151 повышенной жаропрочности // Чело-
век - Земля - Космос. Труды Первой Междуна-
родной Авиакосмической конференции 1992. М.:
РКА и Футурум. 1995. Т. 5. С. 27 - 35.
70. Шнейдер Г. Л., Шевелева Л. М. и др.
Регламентированное охлаждение штамповок
из сплава 1420 Ц ТЛС, 1992. № 4. С. 29 - 30.
71. Aluminum. Properties and Physical Met-
allurgy. N. Y.: ASM Metals Park, 1984. 450 p.
72. Aluminum Standards and Data. The
Aluminum Association. USA. 1998. 175 p.
73. Aluminum-Lithium Alloys. Proc. 6-th
Int. Conf., DGM, Oberursel, Germany, 1992,
1394 p.
СПИСОК ЛИТЕРАТУРЫ
271
74. Fridlyander J. N., Kolobnev N. I, Khok-
hiatova L. B. Peculiarites of Structural Formation
in 1420 Alloy Sheets // Aluminium, 1990. Bd. 5,
№ 11. P. 21 - 30
75. Fridlyander J. N., Senatorova O. G.
Effect of Iron and Silicon on the Properties and
Microstructure of Al-Zn-Mg-Cu System Alumi-
num Alloys I I Keys Engineering Materials. Swit-
zerland: 1990. № 44 - 45. P. 321 - 332.
76. International Alloy Designations and
Chemical Compositions Limits. Aluminum and
Wrought Aluminum Alloys. The Aluminum Asso-
ciation. USA, 1998. 21 p.
77. Leschiner L. H., Fedorenko T. P., Bul-
gakova E. N. The Sheets of Al-Cu-Mg-Li 1441
Alloy: the Properties and Structure I I Proc. Int.
Symp. On Advanced Materials for Liqhtweight
Structures, ESTEC. Noordwijk. 1994.
P. 435 - 439.
78. Novikov I. L, Grushko О. E. Hot
cracking suseptibility of Al-Cu-Li and Al-Cu-Li-Mn
alloys // Materials Sciense and Technology, 1995,
V. 11, September. P. 926 - 933.
79. Proc. 4-th Int. Conf, on Aluminum Al-
loys. Atlanta. USA. 1994. V. 1 - 2. 782 p.
80. Proc. 5-th Int. Conf, on Aluminum Al-
loys. Crenoble. France. 1996. V. 1 - 4. 1919 p.
81. Proc. 6-th Int. Conf, on Aluminum Al-
loys. Toyohashi. Japan. 1998. V. 1 - 4. 2070 p.
82. Superplasticity in Advanced Materials
ICSAM-94 I Proc, of the 1994 Int. Conf. Mos-
cow. Mater. Sci. For. Switzerland, 1994. V. 170 -
172. 803 p.
83. Talia J. E. Superplasticity Study of 1420
and 1421 Al-Li Alloys. Wichita State University.
1991. April. 18 p.
Раздел 2
ТИТАН И ТИТАНОВЫЕ СПЛАВЫ
Глава 2.1
ОБЩАЯ ХАРАКТЕРИСТИКА,
КЛАССИФИКАЦИЯ
Важнейшими преимуществами титановых
сплавов перед другими конструкционными
материалами являются их высокие удельная
прочность и жаропрочность в сочетании с вы-
сокой коррозионной стойкостью. Кроме того,
титан и его сплавы хорошо свариваются, пара-
магнитны и обладают некоторыми другими
свойствами, имеющими важное значение в
ряде отраслей техники. Перечисленные качест-
ва титановых сплавов открывают большие пер-
спективы их применения в тех областях ма-
шиностроения, где требуются высокая удель-
ная прочность и жаропрочность в сочетании с
высокой коррозионной стойкостью. Это отно-
сится, в первую очередь, к таким отраслям
техники как авиастроение, ракетостроение,
судостроение, химическое, пищевое и транс-
портное машиностроение.
Касаясь некоторых специфических свой-
ств титана, можно отметить, что он представ-
ляет большой интерес как конструкционный
материал для космических кораблей.
Низкая упругость паров и практическое
отсутствие хладноломкости, наряду с высокой
удельной прочностью, позволяют считать, что
титан будет успешно применяться в условиях
глубокого вакуума и низких температур.
Решающую роль в расширении областей
применения титана и увеличении его произ-
водства играет широкое распространение тита-
новых руд в земной коре. По распространению
в природе титан занимает четвертое место сре-
ди конструкционных металлов, уступая железу,
алюминию и магнию.
Основными направлениями исследований
являются высокопрочные и жаропрочные ти-
тановые сплавы, предназначенные для различ-
ных отраслей современного машиностроения и
главным образом для авиакосмической техни-
ки, судостроения, химического машинострое-
ния и др.
Разработаны и нашли применение высоко-
прочные титановые сплавы с ов = 1150 - 1200 МПа, и
жаропрочные титановые сплавы, работающие
при температурах до 550 - 600 °C.
Широкое применение в промышленности
получили конструкционные титановые сплавы,
обеспечивающие сгв = 600 - 950 МПа и рабо-
тающие при температурах до 400 - 450 °C.
Подавляющее количество промышленных
титановых сплавов представляют собой а-, а + 0-
и р - твердые растворы или твердые растворы с
весьма небольшим количеством химического
соединения. Ведутся работы по созданию тита-
новых сплавов на основе химических соедине-
ний, главным образом алюминидов и никели-
дов титана, которые дают основание рассчиты-
вать на получение привлекательного комплекса
механических свойств.
Титановые сплавы целесообразно разде-
лить на три большие и пока неравные группы:
твердорастворные (представляющие а-,
а + р- и р - твердые растворы);
на основе твердых растворов с фазами в
виде химических соединений;
на основе химического соединения.
Конструкционные и высокопрочные ти-
тановые сплавы представляют собой а-, а + р-
и р - твердые растворы, что позволяет им
обеспечивать оптимальное соотношение харак-
теристик прочности и пластичности.
Жаропрочные титановые сплавы пред-
ставляют собой а-, а + р - твердые растворы с
большим или меньшим количеством химиче-
ского соединения (или начальной стадии его
образования), что обеспечивает им повышен-
ную жаропрочность при минимальном сниже-
нии пластичности.
Титановые сплавы на основе химического
соединения, в частности на основе алюмини-
дов титана (Ti3Al и TiAl), представляют интерес
как жаропрочный материал с низкой плотно-
стью, способный конкурировать с жаропроч-
ными никелиевыми сплавами в определенном
температурном интервале. Сплавы на основе
никелидов титана (TiNi) обладают хорошей
пластичностью, уникальной способностью
сохранения памяти формы и высокими демп-
фирующими свойствами. Группа сплавов, со-
держащих около 50 % эвтектики TiCu, TiCr
явилась основой для разработки так называе-
мых пожаробезопасных титановых сплавов.
273
СТРУКТУРА И СОСТАВ
Маркировка. Современная отечественная
промышленность располагает большой но-
менклатурой титановых сплавов различного
типа и назначения.
Исторически сложилась система марки-
ровки титановых сплавов, отражающая наиме-
нование организации-разработчика и порядко-
вый номер разработки сплава.
Марка ВТ означает "ВИАМ титан", затем
следует порядковый номер сплава.
Марка ОТ означает "Опытный титан" -
сплавы, разработанные совместно ВИАМом и
заводом ВСМПО (г. Верхняя Салда, Свердлов-
ской области).
Марка ПТ означает "Прометей титан" -
разработчик ЦНИИ КМ ("Прометей", г. Сан-
кт-Петербург).
Иногда в марку сплава добавляют буквы
"У" - улучшенный, "М" - модифицированный,
"И" - специального назначения.
Буква "Л" означает литейный сплав, "В" -
сплав, где марганец заменен эквивалентным
количеством ванадия. Встречаются и другие
обозначения.
Глава 2.2
КОНСТРУКЦИОННЫЕ
ТИТАНОВЫЕ СПЛАВЫ
2.2.1. СТРУКТУРА И СОСТАВ
Эту группу сплавов представляют твердо-
растворные а-, а + р- и ₽ - сплавы, нашедшие
широкое промышленное применение. Сплавы
имеют хорошее соотношение характеристик
прочности и пластичности, обладают достаточ-
но высокой технологической пластичностью,
свариваются всеми видами сварки, применяе-
мыми при использовании конструкционных
металлических материалов. Двухфазные а + р -
титановые сплавы склонны к упрочняющей
термической обработке за счет распада мета-
стабильной р - фазы, сохраняющейся при за-
калке, и выделения дисперсных частиц
а - фазы при старении. В качестве легирующих
элементов твердорастворных титановых спла-
вов используются различные элементы в пре-
делах их растворимости в а- и р- титане с уче-
том свойств твердых растворов, образуемых
этими элементами с титаном. Существует
весьма ограниченный выбор элементов, при-
годных для создания промышленных сплавов
твердорастворного типа. К ним следует отнести
цирконий, дающий непрерывный ряд твердых
растворов с титаном.
Молибден, ванадий, ниобий и тантал об-
разуют ср- титаном непрерывный ряд твер-
дых растворов и ограниченно растворяются в
а - титане. Значительной растворимостью в
а - титане отличаются алюминий и олово, что
позволяет рассматривать их как важные леги-
рующие элементы для промышленных сплавов,
повышающие их температуру рекристаллизации
и характеристики жаропрочности.
Такие легирующие элементы как хром,
марганец, железо, кобальт, никель, медь и
вольфрам мало растворимы в а - титане и счи-
таются ограниченно используемыми элемента-
ми в связи с возможностью эвтектоидного
превращения. Использование этих элементов в
промышленных титановых сплавах определяет-
ся скоростью эвтектоидного превращения и
влиянием образовавшегося эвтектоида на физико-
механические свойства сплава.
Неизбежными примесями в титане и ти-
тановых сплавах являются кислород, азот, во-
дород, углерод, кремний и некоторые другие
элементы, оказывающие существенное влияние
на свойства металла. В то же время некоторые
из них иногда используются как легирующие
элементы.
Большое влияние на свойства титанового
сплава оказывает характер образующихся твер-
дых растворов. Элементы с атомами малых
размеров (Н, О, N и С) образуют растворы
внедрения, подавляющее количество других
элементов - растворы замещения.
Элемент, % (аг. 0аля)
Рис. 2.2.1. Влияние легирующих элементов на
температуру полиморфного превращения в титане
274
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Рис. 2.2.2. Схема диаграмм состояний титан-р - ста-
билизирующий элемент, иллюстрирующая влияние
а-стабилизнрующего элемента на границы фазовых
областей в двойных (/) и тройных (2) сплавах
Легирующие элементы оказывают раз-
личное влияние на температуру аллотропиче-
ского превращения (а + 0 0) титана
(рис. 2.2.1). Элементы, повышающие эту тем-
пературу (А1, О, N и др.) относятся к а - ста-
билизирующим элементам, а понижающие ее
(большинство металлов), например, Mo, V, Fe,
Сг, к 0 - стабилизаторам. Элементы, мало
влияющие на температуру а + 0 0 - перехо-
да, часто выделяют в отдельную группу и отно-
сят к нейтральным упрочнителям - Sn, Hf, Zr и др.
Диаграммы состояния Ti - 0 - стабилизи-
рующий элемент, иллюстрирующие влияние а
- стабилизирующего элемента на границы фа-
зовых полей (рис. 2.2.2) справедливы для двой-
ных сплавов титана с 0 - стабилизирующими
элементами и для сплавов с несколькими эле-
ментами, стабилизирующими 0 - фазу в тита-
не. Этими диаграммами можно пользоваться и
при рассмотрении сплавов титана с эвтектико-
образующими элементами, если 0 - твердый
раствор не претерпевает эвтектоидного пре-
вращения.
При постоянной температуре 7\ незави-
симо от содержания 0 - стабилизирующего
элемента в сплаве его содержание в а- и 0-
фазах постоянно: соответственно С\а и С|Р;
изменяется только соотношение а - и 0 - фаз.
При наличии в сплаве а - стабилизи-
рующего элемента, например, А1, О, характер
взаимодействия а - и 0 - стабилизирующих
элементов определяется границей 2.
Сплав, не содержащий а - стабилизи-
рующий элемент состава Q, при температуре
Т\ имеет 0 - фазу с концентрацией 0 - стаби-
лизирующего элемента С1Р, а у сплава, содер-
жащего дополнительно а - стабилизирующий
элемент, концентрация 0 - стабилизирующего
элемента в 0 - фазе будет более высокой (С2р),
хотя количество 0 - фазы в сплаве уменьшает-
ся, с учетом того, что растворимость 0 - стаби-
лизирующего элемента в а - титане остается
неизменной.
Твердорастворные титановые сплавы ха-
рактеризуются большим разнообразием и
сложностью фазовых превращений. Это отно-
сится, в первую очередь, к а + 0 - титановым
сплавам (рис. 2.2.3).
В сплавах с а - стабилизирующими эле-
ментами, а также с небольшим количеством 0 -
стабилизаторов при закалке происходит мар-
тенситное превращение 0 -> в а' - фазу.
С увеличением 0 - стабилизирующего элемента
в ряде сплавов при закалке возможно образо-
вание мартенситной а" - фазы, структурно
отличающейся от а' - фазы. Сплавы, по соста-
ву близкие к критическому (закаливающи-еся
целиком на 0 - фазу), могут в закаленном со-
стоянии содержать в своей структуре метаста-
бильную со - фазу, вызывающую снижение
характеристик пластичности. Образование
со - фазы может наблюдаться и после старения
при низких температурах (400 - 450 °C) зака-
ленного сплава, по составу близкого к крити-
ческому.
Поскольку образование метастабильных
фаз существенно отражается на физико-
механических свойствах, это следует учитывать
при работе с твердорастворными сплавами
различного химического состава.
С учетом обобщенных равновесной и ме-
тастабильной диаграмм состояний для твердо-
растворных титановых сплавов введен условный
коэффициент стабилизации 0 - фазы в титане
Рис. 2.2.3. Схема изменения фазового состава
сплавов титан - 0-стабилизирующий элемент
в зависимости от температуры закалки
СТРУКТУРА И СОСТАВ
275
и принята структурная классификация
сплавов такого типа (рис. 2.2.4, табл. 2.2.1).
Коэффициент стабилизации р - фазы в титано-
вом сплаве показывает отношение содержания
р - стабилизирующего элемента в двойном
сплаве к его содержанию в сплаве критиче-
ского состава: Хр = С/С*?.
Рис. 2.2.4. Схема расположения титановых сплавов различного структурного класса на
диаграмме титан - p-стабилизирующий элемент в зависимости от коэффициента стабилизации К$:
1 - а-сплавы; 2 - псевдо а-сплавы; 3 - а+р-сплавы мартенситного класса;
4 - сплавы переходного класса; 5 - псевдо р-сплавы; 6 - р-сплавы
2.2.1. Классификация конструкционных (твердорастворных)
титановых сплавов по типу структуры
Группа сплавов Сплав Средний химический состав*, %
ВТ1-00 Нелегированный титан
ВТ1-0 То же
а - сплавы 0 ВТ5 5Al-2,5Sn
ВТ5-1 5Al-2,5Sn ~
ПТ-7М 2,2Al-2,0Zr
ОТ4-0 0,8Al-0,8Mn
ОТ4-1 l,5Al-l,0Mn
Псевдо- а - сплавы 0,25 ОТ4-1В 3,0Al-2,0V
ОТ4 3,5Al-l,5Mn
ОТ4-В 4,5A1-2,5V
ВТ20 6,0Al-2,0Zr-l,0Mo-I,0V
276
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.2.1
Группа сплавов Сплав Средний химический состав*, %
а + р - сплавы мартенситного класса 0,3 - 0,9 ВТ6С ВТ6 ВТ14 ВТ16 ВТ23 5,0Al-4,0V 6,OA1-4,5V 4,5Al-3,0Mo-l,0V 2,5Al-5,0Mo-5,0V 5,5Al-2,0Mo-4,5V-1,0Cr-0,7Fe
а + р - сплавы переходного класса 1,0 - 1,4 ВТ22 ВТЗО ВТ22И 5,0Al-5,0Mo-5,0V-1,0Cr-1,0Fe HMo-6,0Sn-4,0Zr 2,5Al-5Mo-5,0V-1,0Cr-1,0Fe
Псевдо- р - сплавы 1,5-2,4 ВТ35 ВТ32 ВТ15 3,0Al-l,5Mo-15V-3,0Sn-3,0Cr 2,5Al-8,5Mo-8,5V-1,2Cr-1,2Fe 3,0Al-7,0Mo-llCr
р - сплавы 2,5 - 3,0 4201 33Mo
♦Основа- Ti.
2.2.2. Химический состав (%) конструкционных титановых сплавов (остальное - Ti)
Титан или титановый сплав Основные компоненты
Al Mn Mo V Zr
ВТ1-00 - - - - -
ВТ1-0 - - - - -
OT4-0 0,2 - 1,4 0,2 - 1,3 - - -
OT4-1 1,0-2,5 0,7 - 2,0 - - -
ПТ-7М 1,8 -2,5 - - - 2,0 - 3,0
OT4-1B 2,5 - 3,5 - - 2,0 - 3,0 -
ПТ-ЗВ 3,5 - 5,0 - - 1,2-2,5 -
OT4 3,5 - 5,0 0,8 - 2,0 - - -
BT5-1 4,3 - 6,0 - - - -
BT6C 5,3 - 6,8 - - 3,5 - 5,0 -
BT6 5,3 - 6,8 - - 3,5 - 5,3 -
BT20 5,5 - 7,5 - 0,5 - 2,0 0,8 - 1,8 1,5 -2,5
BT14 3,5 - 6,3 - 2,5 - 3,8 0,9 - 1,9 -
BT16 1,8 -3,8 - 4,5 - 5,5 4,0 - 5,5 -
BT23 4,0 - 6,3* - 1,5 - 2,5 4,0 - 5,0 -
BT22 4,4 - 5,9* - 4,0 - 5,5 4,0 - 5,5 -
В122И 2,5 - 4,0 - 4,0 - 5,5 4,0 - 5,5 -
BT15 2,3 - 3,6 - 6,8 - 8,0 - -
TC6 2,5 - 3,5 - 4,5 - 5,5 5,5 - 6,5 -
BT32 2,0 - 4,0 - 7,0 - 9,0 7,0 - 9,0 -
BT35 2,0 - 4,0 - 0,5 - 2,0 14,0 - 16,0 0,5 - 2,0
* В листах содержание алюминия 4,0 - 5,0 %, в прутках - 5,0 - 6,3 %.
277
СТРУКТУРА И СОСТАВ
Продолжение табл. 2.2.2
Титан или титановый сплав Основные компоненты
Сг Nb Sn Fe
ВТ1-00 - - - -
ВТ1-0 - - - -
ОТ4-0 - - - -
ОТ4-1 - - - -
ПТ-7М - - - -
ОТ4-1В - - - -
ПТ-ЗВ - - - -
ОТ4 - - - -
ВТ5-1 - - 2,0 - 3,0 -
ВТ6С - - - -
ВТ6 - - - -
ВТ20 - - - -
ВТ14 - - - -
ВТ16 - - - -
ВТ23 0,8 - 1,4 - - 0,4 - 0,8
ВТ22 0,5 - 2,0 - - 0,5 - 1,5
Вт22И 0,5 - 2,0 - - 0,5 - 1,5
ВТ15 9,5 - 11,5 - - -
ТС6 10,5- 11,5 - - -
ВТ32 0,5 - 2,0 - < 0,7 0,5 - 2,0
ВТ35 2,5 - 3,5 0,01 - 0,4 2,0 - 4,0 -
278
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.2.2
Титан или титановый сплав Примеси, не более
С Fe Si Zr о N Н
ВТ1-00 0,05 0,20 0,08 - 0,10 0,04 0,008
ВТ1-0 0,07 0,20 0,10 - 0,12 0,04 0,010
ОТ4-0 0,10 0,30 0,15 0,30 0,15 0,05 0,012
ОТ4-1 0,10 0,30 0,15 0,30 0,15 0,05 0,012
ПТ-7М 0,10 0,25 0,12 - 0,15 0,04 0,006
ОТ4-1В 0,10 0,25 0,12 - 0,15 0,04 0,006
ПТ-ЗВ 0,10 0,25 0,12 0,30 0,15 0,04 0,008
ОТ4 0,10 0,30 0,15 0,30 0,15 0,05 0,012
ВТ5-1 0,10 0,30 0,15 0,30 0,15 0,05 0,015
ВТ6С 0,10 0,30 0,15 0,30 0,20 0,05 0,015
ВТ6 0,10 0,30 0,10 0,30 0,20 0,05 0,015
ВТ20 0,10 0,30 0,15 - 0,15 0,05 0,015
ВТ14 0,10 0,30 0,15 0,30 0,15 0,05 0,015
ВТ16 0,10 0,25 0,15 0,30 0,15 0,05 0,015
ВТ23 0,10 - 0,15 0,30 0,15 0,05 0,015
ВТ22 0,10 - 0,15 0,30 0,20 0,05 0,015
ВТ22И 0,10 - 0,15 0,30 0,20 0,05 0,015
ВТ15 0,10 0,30 0,15 - 0,12 0,05 0,012
ТС6 0,10 0,30 0,15 - 0,12 0,05 0,012
ВТ32 0,10 - - 0,70 0,15 0,05 0,015
ВТ35 0,10 0,30 0,15 - 0,15 0,05 0,015
279
СТРУКТУРА И СОСТАВ
Если для двойных титановых сплавов с
молибденом за критическую концентрацию
принять 10 % Мо, то сплав Ti-Mo, содержащий
4 % Мо, будет иметь Ар = 4/10 = 0,4; для спла-
ва, содержащего 16 % Мо, Ар = 16/10 = 1,6 и
т.д. Таким образом, для титановых сплавов
критического состава, Ар = 1, докритического
состава - Ар < 1 - закритического состава -
Ар> 1.
Условный коэффициент стабильности
Р - фазы у сплавов, содержащих несколько
легирующих элементов, стабилизирующих
0 - фазу в титане, подсчитывается как сумма Ар
каждого отдельного элемента:
кр = _й_ + _^+...+_£а_.
Скр! Скр2 Скрл
Например, для титанового сплава ВТ22,
содержащего 5 % А1, 5 % Мо, 5 % V, 1 % Fe,
1 % Cr
к =_£мо_+_£у_+_^е_+_£&_
р с с г с
''крМо ''крУ ^KpFe '-'крСг
=а+а+1+1=1,20.
10 16 4 7
Содержание алюминия, являющегося
а - стабилизирующим элементом, не оказывает
влияния на коэффициент стабильности
Р - фазы. Содержание таких легирующих эле-
ментов, как олово и цирконий, не оказываю-
щих заметного влияния на температуру поли-
морфного превращения, а также содержание
примесей можно не учитывать при подсчете Ар
ввиду их малого количества.
Следует иметь в виду условный характер
величины Ар, так как значения критических
концентраций для отдельных 0 - стабилизи-
рующих элементов по различным источникам
различны и колеблются в пределах ± 10 %. При
подсчете Ар не учитывается растворимость
0 -стабилизирующего элемента в а - титане,
которая для большинства элементов колеблется
в пределах 0,2 - 0,8 % (исключение составляют
ванадий, ниобий, тантал, у которых раствори-
мость в а - титане достигает нескольких про-
центов). Допускается предположение, что ста-
бильность 0 - фазы по мере увеличения содер-
жания 0 - стабилизирующего элемента изменя-
ется линейно и что действие нескольких леги-
рующих элементов на стабильность 0 - фазы
равно простой сумме действия каждого эле-
мента, стабилизирующего 0 - фазу в титане.
Тем не менее классификация промыш-
ленных сплавов (шесть типов) с учетом мета-
стабильного структурного состояния, опреде-
ляемая коэффициентом стабилизации 0 - фазы,
является полезной и дает достаточно много
информации о их поведении при различных
видах обработки, связанных с нагревом метал-
ла: горячем деформировании, термической
обработке, сварке и др.
В свою очередь, каждая из таких групп
сплавов имеет свои технологические особенно-
сти и области применения в машиностроении.
Например, а - и псевдо- а - сплавы хорошо
свариваются всеми видами сварки. Эти сплавы
не упрочняются путем закалки и старения, и
единственным видом их термической обработ-
ки является отжиг. Сплавы этого класса обла-
дают высокой термической стабильностью, т.е.
сохраняют свойства неизменными после дли-
тельного нагрева при рабочих температурах и
напряжениях.
Различие между а - и псевдо- а - сплава-
ми заключается в том, что структура последних
имеет небольшое количество 0 - фазы, что
существенно повышает их пластичность как
при холодной, так и горячей деформации.
Титановые а + 0 - сплавы мартенситного
класса представлены большим количеством
промышленных сплавов. Они используются
как в отожженом, так и термически упрочнен-
ном состоянии (закаленном и состаренном).
Эти сплавы после сварки следует подвергать
термической обработке для стабилизации
структуры сварного шва. Сплавы отличаются
хорошим соотношением прочности и пластич-
ности, имеют высокие эксплуатационные ха-
рактеристики (усталость,трещиностойкость и др.).
Рис. 2.2.5. Схема изменения структуры и
механических свойств титановых сплавов в
зависимости от содержания 0-стабилизирующего
элемента (количества 0-фазы):
7 - отожженное состояние; 2 - закаленное и
состаренное состояние
280
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Сплавы переходного класса отличаются
высокой гетерогенностью структуры, макси-
мальным эффектом упрочнения при закалке и
старении, прокаливаемостью в больших сече-
ниях. Этот класс сплавов интенсивно развива-
ется как у нас, так и за рубежом. Схема изме-
нения структуры и механических свойств тита-
новых сплавов в зависимости от содержания р
- стабилизирующего элемента представлена на
рис. 2.2.5.
Псевдо- р - сплавы - это, как правило,
высоколегированные молибденом и ванадием
сплавы, закаливающиеся на р - фазу даже при
невысоких скоростях охлаждения. Они отли-
чаются повышенной пластичностью в ото-
жженном или закаленном состоянии, а после
упрочняющей термической обработки имеют
высокую прочность. Сплавы пригодны для
интенсивной деформации в холодном состоя-
нии при производстве тонкостенных труб,
фольги и т.п.
2.2.3. Гарантируемые механические свойства конструкционных
титановых сплавов
Типы Марка Полуфаб- Состояние О’ в > суо,2> МПа, 5* ц/*
сплавов сплава рикат МПа не менее %, не менее
ВТ1-00 300 - 450 200 25’ 55
ВТ1-0 400 - 550 350 20 50
Низкопрочные ПТ-7М Лист Отоженное 500 - 650 450 20 -
высокопластичные ОТ4-0 500 - 650 450 20 45
ОТ4-1 600 - 750 550 15 35
ОТ4-1В 600 - 750 550 15 30
ОТ4 700 - 900 850 11 30
Среднепрочные ВТ5-1 Лист Отоженное 800 - 1000 750 10 25
ВТ6С 850 - 1000 800 10 25
ВТ20 950 - 1100 900 10 25
ВТ6 920 - 1070 850 10 10
1050 6 20
ВТ14 900 - 1070 850 JLQ 15
1120 6 12
Высокопрочные ВТ16 Пруток Отожженное 830 - 950 750 16 60
ВТ23 Закаленное 1050 - 1200 1050_- 1200 1250 950 12 10 6 50 30 18
ВТ22 ПОР - 1250 1300 1000 9 6 16
ВТ22И Пруток 89.0 - 950 1150 850 12 8 40 20
Высокопрочные ВТ15 Отожженное 85О_-.1ООО 800 12 40
высокопластичные Закаленное 1250 4 14
Р - сплавы ВТ32 Лист 800 - 950 1200 750 15 6 50 20
ВТ35 8QQ...-..9QQ 1250 750 14 6 -
*В числителе свойства соответствуют отожженному состоянию полуфабриката, в знамена-
теле - закаленному.
НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
281
Титановые сплавы со стабильной
Р - структурой не нашли широкого примене-
ния. Известны случаи использования их как
коррозионно-стойких сплавов в некоторых
агрессивных средах.
Для практической работы более удобна
классификация конструкционных титановых
сплавов по их функциональным качествам:
конструкционные высокопластичные ниэ-
копрочные;
средней прочности;
высокопрочные.
Имеется ряд областей применения, где
требуется особый комплекс свойств титановых
сплавов: при криогенных температурах, в осо-
бых коррозионных средах и др. Для такого
применения не используются специальные
сплавы, а рекомендуются существующие про-
мышленные конструкционные титановые
сплавы, наиболее полно отвечающие предъяв-
ляемым к ним требованиям.
Химические состав конструкционных тита-
новых сплавов приведен в табл. 2.2.2.
Типичные механические свойства конст-
рукционных титановых сплавов в зависимости
от уровня прочности приведены в табл. 2.2.3.
2.2.2. НИЗКОПРОЧНЫЕ
ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
К этой группе относятся титановые спла-
вы с гарантированным пределом прочности до
650 МПа, включая все марки технического
тигана. Это сплавы на основе а - структуры
или а - структуры с небольшим количеством
р - фазы (псевдо - а - сплавы). Сплавы этого
типа предназначены главным образом для про-
изводства листовых полуфабрикатов, но могут
быть изготовлены и в виде поковок, штампо-
вок, профилей, прутков, труб и т.п.
Отличительной особенностью сплавов
этой группы является возможность интенсив-
ного деформирования в холодном состоянии
при производстве полуфабрикатов и изготов-
лении изделий.
Единственным видом термической обра-
ботки сплавов этого типа является отжиг (табл. 2.2.4).
Гарантируемые механические свойства
различных полуфабрикатов представлены в
табл. 2.2.5 - 2.2.8.
2.2.4. Режимы отжига низкопрочных титановых сплавов
Сплав Вид отжига Температура, °C
ВТ 1-00, Отжиг листов и изделий из них 520 - 570
ВТ1-0 Отжиг прутков, поковок, штамповок 670 - 730
Неполный отжиг 475 - 485
Отжиг листов 590 - 640
ОТ4-0 Отжиг прутков, поковок, штамповок 690 - 740
Неполный отжиг 480 - 520
ОТ4-1, Отжиг листов 640 - 690
ОТ4-1В, ПТ-ЗВ Отжиг прутков, поковок, штамповок 740 - 790
Неполный отжиг 520 - 560
Отжиг листов 600 - 650
ПТ-7М Отжиг прутков, поковок, штамповок 600 - 650
Неполный отжиг 500 - 540
Примечания: 1. Условия нагрева и охлаждения - на воздухе, в защитной атмосфере.
2. Неполный отжиг рекомендуется проводить для снятия внутренних напряжений, возни-
кающих в процессе механической обработки, листовой штамповки, сварки и некоторых других
операций.
282
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Механические свойства низкопрочных Максимальное Время
титановых сплавов при различных температу- сечение, мм выдержки, мин
рах приведены в табл. 2.1.9, 2.1.10. Па 1 <
В табл. 2.2.11 - 2.2.15 даны основные фи- ДО 1,3 13
зические свойства низкопрочных титановых 1,5 - 2,0 20
сплавов. Технологические характеристики низ- 2,0 - 6,0 25
копрочных титановых сплавов даны в 6,0 - 50,0 60
табл. 2.2.16 - 2.2.18. 50,0 - 100,0 120
Продолжительность полного и неполного 1АА Л 1 СП Л юл
отжигов определяется максимальным сечением iuu,u -1эи»и IoU
детали или полуфабриката: 150,0 - 250,0 240
]2.2.5. Гарантируемые механические свойства поковок и штамповок из
низкопрочных титановых сплавов в отожженном состоянии
Сплав Направление вырезки образцов Толщина, мм <тв, МПа 6, % не менее V, % не менее KCV, МДж/м2, не менее 4зтп» мм (НВ)
д* До 100 294 - 441 25 55 1,2 4,9 - 5,5
ВТ1-00 п 101 - 150 265 - 441 21 36 0,6 4,9 - 5,5
151 - 250 265 - 441 19 34 0,6 4,9 - 5,5
д* До 100 392 - 539 20 50 1,0 4,7 - 5,2
ВТ1-0 п 101 - 150 353 - 539 17 32,5 0,5 4,7 - 5,2
151 - 250 353 - 539 15 30 0,5 4,7 - 5,2
ОТ4-0 д* До 100 490 - 637 20 45 0,7 4,2 - 4,8
п 101 - 150 441 - 637 17 30 0,5 4,2 - 4,8
ОТ4-1 д* До 100 588 - 735 15 35 0,45 3,8 - 4,3
ОТ4-1В п 101 - 150 539 - 735 12 23 0,4 3,8 - 4,3
151 - 250 539 - 735 10 23 0,4 3,8 - 4,3
* Механические свойства, которые определяются на образцах, вырезанных в поперечном
направлении волокна, по относительному удлинению и сужению могут быть снижены на 20 %
по сравнению со значениями, установленными для образцов, вырезанных в долевом направле-
нии волокна. Механические свойства штамповок и поковок всех сплавов, определяемые в вы-
сотном направлении волокна, устанавливаются по соглашению сторон.
НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
283
2.2.6. Гарантируемые механические и технологические свойства листов, плит, фольги
и полос из низкопрочных титановых сплавов в состоянии поставки
Полуфабри- кат Сплав Толщина, мм Механические свойства Угол загиба а°, не менее
<тв, МПа 5, % не менее V, % не менее
Лист ВТ1-00 0,3 - 0,4 294 - 441 25 - 140
0,5 - 1,8 294 - 441 30 - 130 - 80
2,0 - 6,0 294 - 441 25 - 80
6,5 - 10,0 294 - 441 20 - 80
ВТ1-0 0,3 - 0,4 392 - 539 25 - 140
0,5 - 1,8 392 - 539 30 - 130 - 80
2,0 - 6,0 392 - 539 25 - 80
6,5 - 10,0 392 - 539 20 - 80
ОТ4-0 0,3 - 0,4 490 -637 25 - 140
0,5 - 1,8 490 - 637 30 - 130 - 80
2,0 - 6,0 490 - 637 25 - 80
6,5 - 10,0 490 - 637 20 - 80
ОТ4-1 ОТ4-1В 0,3 - 0,4 588 - 735 25 - 140
0,5 - 1,8 588 - 735 30 - 130 - 80
2,0 - 6,0 588 - 735 25 - 80
6,5 - 10,0 588 - 735 20 - 80
Плита ВТ1-00 12-60 294 - 441 14 30»'
ВТ1-0 12 - 35 392 - 539 13 27.1 40
36-60 392 - 539 13 27.1 -
ОТ4-0 12-20 490 - 637 12 24*1 -
21 - 60 490 - 637 11 24»1 -
ОТ4-1 ОТ4-1В 12-20 588 - 735 10 21*1 -
21 -60 588 - 735 9 21*1 -
Лента ВТ1-00 0,10 - 0,25 - - - -
0,30 - 0,50 294 - 441 45 - -
0,55 - 1,50 294 - 441 35 - -
ВТ1-0 0,10 - 0,25 - - - -
0,30 - 0,50. 343 - 490 45 - -
0,55 - 1,50 343 - 490 35 - -
ОТ4-0 0,10-0,25 - - - -
0,3 - 1,5 441 - 637 25 - -
Фольга ВТ1-00*2 ВТ1-0*2 0,05 - 0,07 - - - -
0,08 - - - -
Полосы ВТ1-00 0,6 - 1,5 >490 45 - -
ВТ1-0 0,6 - 1,0 >490 >490 45 40 - -
1,2- 1,5 - -
Листы ПТ-7М'2 1,0 - 2,0 490 - 640 20 - -
^Свойства факультативные.
♦2Отожженное состояние.
284
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.7. Гарантируемые механические свойства прутков из низкопрочных
титановых сплавов в отожженном состоянии
Сплав Направление вырезки образцов Толщина, мм Механические свойства *4угп» мм (НВ)
<тв, МПа 8, % V, % KC\J, МДж/м2
не менее
ВТ1-00 д 10-60 294 - 441 25 55 1,2 4,9 - 5,5
П 140 - 250 151 - 250 265 - 441 265 - 441 21 19 36 34 0,6 0,6 4,9 - 5,5 4,9 - 5,5
Т 140 - 250 265 - 441 22 45 0,9 4,9 - 5,5
Д*' 65 - 100 294 - 441 25 55 1,2 4,9 - 5,5
п 101 - 150 265 - 441 21 36 0,6 4,9 - 5,5
д*2 65 - 100 >294 20 50 1,0 4,9 - 5,5
п 101 - 150 £265 18 35 0,6 4,9 - 5,5
ВТ1-0 д 10-60 392 - 539 20 50 1,0 4,7 - 5,2
п 140 - 250 151 - 250 353 - 539 353 -539 17 15 32,5 30 0,5 0,5 4,7 - 5,2 4,7 - 5,2
т 140 - 250 373 - 539 17 40 0,7 4,7 - 5,2
д*1 65 - 100 392 - 539 20 50 1,0 4,7 - 5,2
п 101 - 150 392 - 539 17 32,5 0,5 4,7 - 5,2
Д“ 65 - 100 >343 15 40 0,7 -
п 101 - 150 >343 15 30 0,5 -
ОТ4-0 д 10 - 60 490 - 637 20 45 0,7 4,2 - 4,8
п 140 - 250 441 - 637 17 30 0,5 4,2 - 4,8
т 140 - 250 441 - 637 17 35 0,6 4,2 - 4,8
д»1 65 - 100 490 - 637 20 45 0,7 4,2 - 4,8
п 101 - 150 441 - 637 17 30 0,5 4,2 - 4,8
д»2 65 - 100 >441 15 35 0,5 -
п 101 - 150 >441 10 25 0,4 -
ОТ4-1 ОТ4-1В д 10 - 60 588 - 735 15 35 0,45 3,8 - 4,3
п 140 - 150 539 - 735 12 23 0,4 3,8 - 4,3
151 - 250 539 - 735 10 23 0,4 3,8 - 4,3 3,8 - 4,3
т 140 - 250 559 - 735 12 28 0,45
д*1 65 - 100 588 - 735 15 35 0,45 3,8 - 4,3
п 100 - 150 539 - 735 12 23 0,4 3,8 - 4,3
д*2 65 - 100 >539 12 30 0,45 -
п 101 - 150 >539 8 17 0,4 -
*! Механические свойства, которые определяются на образцах, вырезанных в поперечном
направлении волокна, по относительному удлинению и сужению могут быть снижены на 20 %
по сравнению со значениями, установленными для образцов, вырезанных в долевом направлении.
*2Механические свойства, которые определяются на образцах, вырезанных в поперечном
направлении волокна по относительному удлинению, сужению и ударной вязкости могут быть
снижены на 20 % по сравнению со значениями, установленными для образцов, вырезанных в
долевом направлении.
НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
285
2.2.8. Гарантируемые механические свойства труб и проволоки из низкопрочных титановых сплавов
Сплав Полуфабрикаты Состояние образцов Толщина стенки, мм МПа 5, %, не менее
Трубы бесшовные Отожженное 1,0 - 4,0 294 - 441 20,0
ВТ1-00 Трубы сварные Трубы бесшовные 1,5 - 2,0 0,5 - 2,0 294 - 441 294 - 441 20,0 25,0
Трубы прессованные Г орячепрессованное 5,0 - 20,0 226 - 441 18,0
Проволока* Отожженное 1,0 - 7,0 <471 15,0
Трубы бесшовные Отожженное 1,0 -4,0 392 - 539 15,0
ВТ1-0 Трубы сварные 1,5-2,0 392 - 539 15,0
Трубы бесшовные 0,5 - 2,0 392 - 539 20,0
Трубы прессованные Г орячепрессованное 5,0 - 20,0 324 - 539 13,0
Трубы бесшовные Отожженное 1,0 - 4,0 490 - 637 15,0
ОТ4-0 Трубы сварные 1,5 - 2,0 490 - 637 15,0
Трубы бесшовные 0,5 - 2,0 490 - 637 18,0
Трубы прессованные Г орячепрессованное 5,0 - 20,0 421 - 637 12,0
ОТ4-1, ОТ4-1В Трубы бесшовные Трубы прессованные Отожженное Г орячепрессованное 1,0 - 4,0 5,0 - 20,0 588 - 735 520 - 735 12,0 10,0
Проволока* Отожженное 1,0 - 1,4 <785 7,5
1,5 - 3,0 <785 9,0
3,5 - 7,0 <785 12,0
ПТ-7М Трубы холоднодефор- мированные диаметром, мм:
5 - 89 Отожженное 1,0 - 9,0 470 - 680 15,0
НО - 273 1,5 - 10,0 470 - 680 15,0
‘Для проволоки указан диаметр.
286
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.9. Механические свойства низкопрочных титановых сплавов
при различных температурах
Температура, <*в J 1 стп.ц Е, 8 1 /геи,
°C МПа ГПа % МДж/м2
Сплав ВТ 1-00
-196 650 500 - - 15 50 1,0
-70 470 380 290 120 20 55 1,2
20 400 270 210 110 20 60 1,2
100 310 200 150 104 20 60 -
150 260 150 130 95 20 60 -
200 210 НО НО 90 20 60 -
Сплав ВТ 1-0
-196 920 750 - - 15 48 0,8
-70 510 450 350 122 20 50 1,0
20 500 380 260 НО 30 55 1,0
100 420 300 190 104 30 55 -
200 350 250 150 95 30 55 -
300 300 210 130 90 30 55 -
Сплав ПТ-7М
-70 550 450 360 113 22 38 0,7
20 500 380 240 112 22 40 0,8
150 440 353 205 106 23 43 -
250 340 245 180 89 24 45 -
Сплав ОТ4-0
-196 1150 1050 - - 10 16 0,5
-70 570 510 320 116 20 42 0,9
20 550 500 30 115 25 45 1,0
250 330 280 200 90 30 47 -
300 320 260 180 87 30 50 -
400 290 250 150 84 30 55 -
Сплав ОТ4-1
-196 1280 1150 - 120 16 22 0,5
-70 715 590 - 117 27 38 0,7
20 700 570 400 НО 30 40 0,7
250 450 380 270 88 30 43 -
300 430 370 260 84 28 45 -
400 380 330 260 80 22 50 -
Сплав ОТ4-1В
-196 1280 1150 - 120 16 22 0,5
-70 715 590 - 117 27 38 0,7
20 700 600 400 НО 28 40 0,7
20 580 520 300 90 30 38 -
300 430 370 260 84 28 45 -
400 380 330 260 80 24 50 -
НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
287
2.2.10. Характеристики трещиностойкости, усталости, жаропрочности листов
(5 =1,0 мм) из низкопрочных титановых сплавов
Температура, °C _н /_ Ств /СТВ (*,= 2,6) МДж/м2 ст-1, МПа (№ 103) АИ03(МЦУ), сттах = 0,7св, К, = 2,6 Предел длительной прочности, ginn. МПа Предел ползучести, ст0,2/100» МПа
Сплав ВТ1-00
20 1,5 1,0 160 22,8 - -
200 - - 130 - 220 140
300 - - ПО - 190 -
Сплав ВТ 1-0
20 1,45 1,о 230 16,0 - -
200 - - 200 - 240 170
300 - - 180 - 160 120
400 - - 150 - - -
Сплав ПТ-7М
20 1,25 0,7 255 16,0 - -
250 - - - - 314 275
350 - - - - 284 235
400 - - - - 226 177
Сплав ОТ4-0
20 1,4 0,7 300 9,6 - -
250 - - 280 - 350 за 500 ч 300
350 - - 250 - 320 за 500 ч 260
400 - - 22 - 280 за 500 ч 150
Сплав ОТ4-1, ОТ4-1В
20 1,35 0,65 360 9,5 - -
250 - - - - - -
300 - - 260 - 440 290
400 - - 200 - 290 190
2.2.11. Температурный коэффициент линейного расширения a lO6, 1/К
низкоирочных титановых сплавов
Сплав Температура, °C
20 - 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700
ВТ1-00 8,2 8,6 8,8 9,1 9,3 9,5 9,6
ВТ1-0 8,2 8,6 8,8 9,1 9,3 9,5 9,6
ОТ4-0 8,0 8,2 8,5 8,7 8,9 9,1 9,3
ОТ4-1 8,0 8,3 8,5 8,8 - - -
ПТ-7М 8,2 8,5 8,5 - - - -
ПТ-ЗВ 8,0 8,3 8,5 - - - -
288
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.2.11
Сплав Температура, °C
100 - 200 200 - 300 300 - 400 400 - 500 500 - 600 600 - 700
ВТ1-00 8,9 9,3 9,8 10,2 10,4 10,5
ВТ1-0 8,9 9,3 9,8 10,2 10,4 10,5
ОТ4-0 8,5 9,0 9,5 9,9 10,1 10,2
ОТ4-1 8,6 9,1 9,6 - - -
ПТ-7М 8,8 9,2 9,7 - - -
ПТ-ЗВ 8,6 9,1 9,6 - - -
2.2.12. Теплопроводность X, Вт/(мК), низкопрочных титановых сплавов
Сплав Температура, °C
20 100 200 300 400 500 600 700 800 900
ВТ1-00 19,3 18,9 18,4 18,0 18,0 18,0 18,0 - - -
ВТ1-0 19,3 18,9 18,4 18,0 18,0 18,0 18,0 - - -
ОТ4-0 - 13,0 13,8 14,2 15,1 16,3 17,6 18,0 18,8 20,1
ОТ4-1 - 10,5 и,з 12,2 13,4 14,7 16,3 - - -
ПТ-7М 19,2 18,0 - - - - - - - -
ПТ-ЗВ - 10,5 11,3 12,2 13,4 14,7 16,3 - - -
2.2.13. Удельная теплоемкость Ср, кДж/(кг К), низкопрочных титановых сплавов
Сплав Температура, °C
100 200 300 1 400 500 600 700 800 900
ВТ1-00 0,503 0,545 0,566 0,587 0,628 0,670 - - -
ВТ1-0 0,503 0,545 0,566 0,587 0,628 0,670 - - -
ОТ4-0 0,544 0,586 0,628 0,670 0,712 0,755 0,838 0,879 0,921
ОТ4-1 0,503 0,566 0,628 0,670 0,755 0,838 - - -
ОТ4-1В 0,503 0,566 0,628 0,670 0,755 0,838 - - -
2.2.14. Степень черноты полного нормального излучения низкопрочного титанового сплава ОТ4-0
Температура, °C 100 200 300 400 590 600 700 800 900
Степень черноты 0,15 - 0,20 - 0,25 0,30 0,49 0,54 0,50
2.2.15. Физические свойства низкоирочных титановых сплавов
Сплав у, кг/м3 £, ГПа G, ГПа Н р-106, Ом см
ВТ1-00 4500 103,0 39,2 0,35 - 0,38 48,7
ВТ1-0 4500 103,0 39,2 0,35 - 0,38 48,7
ОТ4-0 4510 112,8 44,1 0,33 46,7
ОТ4-1 4550 107,9 44,1 0,33 101,0
ОТ4-1В 4550 107,9 44,1 0,33 101,0
НИЗКОПРОЧНЫЕ ВЫСОКОПЛАСТИЧНЫЕ СПЛАВЫ
289
2.2.16. Режимы горячей обработки давлением, рекомендуемые
для низкопрочных титановых сплавов
Сплав Вид обработки Температура деформации, •С Степень деформации за один нагрев, %
начала окончания
ВТ1-00 Ковка слитков 1050 750 20 - 30
Ковка предварительно деформированной 950 700 40
ВТ1-0 заготовки толщиной до 100 мм Штамповка на прессе 890 650 40-50
Штамповка на молоте 920 700 40-50
ОТ4-0 Ковка слитка 950 - 1050 750 30 - 50
Ковка предварительно деформированной 950 700 40 - 70
ПТ-7М заготовки Штамповка на прессе 860 - 890 650 40 - 70
Штамповка на молоте 870 - 950 700 40 - 70
Ковка слитков 950 - 1050 750 30 - 50
ОТ4-1, Ковка предварительно деформированной 880 - 950 750 40 - 70
ОТ4-1В заготовки Штамповка на прессе 880 - 910 700 40-70
Штамповка на молоте 890 - 950 750 40 - 70
Примечание. Охлаждение после деформации на воздухе.
2.2.17. Характеристики штампуемости листов из низкопрочных титановых сплавов при 20 °C
Сплав 5, ММ ^выт ^отб ^выд> % R *2 ЛП»1П
ВТ1-00 1,2 - 1,5 1,5 - 2,0 1,4 - 1,8 12 - 20 (1,0 - 3,0)5
ВТ1-0*1 1,2 - 1,5 1,8 - 2,0 - 15-25 (0,5 - 1,5)л
До 1 1,55 - 1,85 - - (1,5 -2,0)5
1 - 3 1,85 - 2,0 - - (1,8 - 2,2)5
ОТ4-0 Св.З 1,5 - 1,65 - - (2,5 - 3,5 )5
0,3 - 0,7 - 1,40 - 1,65 12 - 15 -
0,8 - 1,5 - 1,70- 1,75 18 - 20 -
1,6 - 3,0 - 1,50 - 1,60 15 - 18 -
До 1 1,55 - 1,8 - - (1,8 - 2,5)5
1 - 3 1,80 - 1,85 - - (2,0 - 2,5)5
ОТ4-1, Св. 3 1,45 - 1,6 - - (2,5 - 3,5)5
ОТ4-1В 0,3 - 0,7 - 1,35 - 1,5 12 - 15 -
0,8 - 1,5 - 1,60 - 1,7 18-20 -
1,6 - 3,0 - 1,45 - 1,55 15 - 18 -
4 При 7= 550 - 600 °C.
*2Минимальный радиус гибки.
10 Зак. 225
290
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.18. Характеристики сварных соединений из низкопрочных титановых сплавов
после автоматической аргонодуговой электросварки (ААрДС)
Свари- ваемые сплавы Толщина, мм Приса- дочный материал Термо- обработка Темпе- ратура испытания, °C Свойства
«г. МПа хси, МДж/м2 <*-ь МПа (N = 107) Угол загиба а, °
ВТ1-00 + ВТ1-00 1,5 - 3,0 ВТ1-00 Неполный отжиг 20 0,9ств 0,69 - 110- 135
ВТ1-0 + ВТ1-0 1,5 - 3,0 ВТ1-00 Неполный отжиг 20 0,9ств 0,69 - НО - 135
20 490 - 635 215 100 - 130
ОТ4-0 + ОТ4-0 1,5 - 3,0 Без присадки Без т.о. 300 295 - 365 185 -
400 245 - 295 - - -
ОТ4-1 + ОТ4-1 2,0 Без присадки Без т.о. 20 725 0,57 - 70
2.2.3. СРЕДНЕПРОЧНЫЕ СПЛАВЫ
Эта группа титановых сплавов имеет га-
рантированный предел прочности 700 -
950 МПа. Сплавы основаны как на а-, так и на
р- структурах. Предназначены для производст-
ва всех видов полуфабрикатов: листов, поко-
вок, штамповок, прутков, профилей, труб и пр.
Сплавы используют в конструкциях главным
образом в отожженном состоянии.
Сплав ВТ6 может упрочняться путем за-
калки и старения, однако эффект такой упроч-
няющей термической обработки невелик и
используется сравнительно редко. Поэтому
свойства сплава ВТ6 в отожженном состоянии
представлены в настоящем подразделе, а свой-
ства в термически упрочненном состоянии - в
следующем подразделе.
Гарантируемые механические и техноло-
гические свойства полуфабрикатов представле-
ны в табл. 2.2.19 - 2.2.22.
Рекомендуемые виды термической обра-
ботки титановых сплавов средней прочности
даны в табл. 2.1.23; механические свойства при
различных температурах - в табл. 2.2.24, 2.2.25;
физические свойства - в табл. 2.2.26 - 2.2.30;
технологические свойства, в табл. 2.2.31 -
2.2.33.
СРЕДНЕПРОЧНЫЕ СПЛАВЫ
291
2.2.19. Гарантируемые механические и технологические свойства листов, плит
из титановых сплавов средней прочности
Полуфаб- рикаты Сплав Состояние Толщина, мм Св, МПа 5, % Угол загиба °, при R=s
не менее
0,5 - 1,0 686 - 834 20 80 - 70
ОТ4, Поставки 1,2 - 1,8 686 - 883 15 60
ОТ4-В 2,0 - 10,0 686 - 883 12 50
0,8 - 1,2 735 - 932 15 60
ВТ5-1 Отожженные 1,5 - 1,8 735 - 932 12 50
2,0 - 6,0 735 - 932 10 40
6,5 - 10,0 735 - 932 8 40
Поставки 2,0 - 4,0 834 - 981 12 30
ВТ6С 4,5 - 6,0 834 - 981 12 40 - 50
Отожженные 6,5 - 8,0 834 - 981 10 40 - 50
6,5 - 10,0 834 - 981 10 50
Листы Закаленные
и искусственно состаренные 2,0 - 10,0 > 1030 8 -
ВТ6 Отожженные 2,0 - 10,0 883-1079 8 40 - 30
ВТ20 Поставки 1,0-4,0 981 - 1180 8 30
4,5 - 10,0 981 - 1180 6 30
1,0 - 1,8 932 - 1128 12 30
Отожженные 2,0 - 4,0 932 - 1128 10 30
4,5 - 10,0 932 - 1128 8 30
ОТ4, 12 - 20 686 - 883 8 -
ОТ4-В 21 - 60 686 - 883 7 -
Плиты ВТ5-1 Поставки 12 - 20 735 - 932 6 -
21 -60 735 - 932 5 -
ВТ6С Отожженные 12 - 20 834 - 981 7 30
21 -60 834 - 981 7 -
10*
2.2.20. Гарантируемые механические свойства прутков из титановых сплавов средней прочности
Сплав Состояние Диаметр, мм Направление вырезки образцов МПа з, % V, % леи, МДж/м2 ^отп» мм (НВ)
ОТ4, ОТ4В Отожженное 10-60 д 686 - 883 11 30 0,4 3,6 - 4,2
140 - 250 п 637 - 883 8,5 20 0,35 3,6 - 4,2
140 - 250 т 657 - 883 10 25 0,4 3,6 - 4,2
65 - 100 Д'1 686 - 883 10 30 0,4 3,6 - 4,2
101 - 150 п 637 - 883 8,5 20 0,35 3,6 - 4,2
ВТ5-1 Отожженное 10-60 д 785 - 981 10 25 0,4 3,4 - 3,9
140 - 250 п 745 - 981 6 16 0,45 3,4 - 3,9
140 - 250 т 765 - 981 8 20 0,45 3,4 - 3,9
65 - 100 д'1 785 - 981 10 25 0,4 3,4 - 3,9
101 - 150 п 745 - 981 6 16 0,45 3,4 - 3,9
ВТ6С Отожженное 10-60 д 834 - 981 10 30 0,4 3,4 - 3,9
Закаленное и состаренное*2 10-60 д 1030 6 25 0,3 3,2 - 3,4
Отожженное 140 - 250 п 755 - 981 6 20 0,4 3,4 - 3,9
140 - 250 т 834 - 981 8 25 0,4 3,4 - 3,9
Отожженное 65 - 100 д*1 834 - 981 10 25 0,4 3,4 - 3,9
Закаленное и состаренное*2 65 - 100 д 1030 6 20 0,3 3,4 - 3,9
Отожженное 101 - 130 п 755 - 981 6 20 0,4 3,4 - 3,9
ВТ6 Отожженное 10-60 д 902 - 1049 10 30 0,4 3,3 - 3,8
Закаленное и состаренное*2 10-60 д 10-79 6 20 0,25 3,1 - 3.4
Отожженное 140 - 250 п 834 - 1049 6 20 0,3 3,3 - 3,8
140 - 250 т 883 - 1049 7 25 0,3 3,3 - 3,8
65 - 100 Д“ 902 - 1049 10 30 0,3 3,3 - 3,8
Закаленное и состаренное*2 65 - 100 д 1079 6 20 0,25 3,1 - 3,4
Отожженное 101 - 130 п 834 - 1049 6 20 о,з 3,3 - 3,8
ВТ20 Отожженное 25-60 д 932 - 1079 10 25 0,4 3,3 - 3,8
110-250 п 883 - 1128 8 20 о,з 3,3 - 3,8
140 - 250 т 932 - 1128 9 25 0,4 3,3 - 3,8
65 - 100 д‘> 932 - 1128 10 25 0,4 3,3 - 3,8
101 - 130 д*1 883 - 1128 8 20 0,3 3,3 - 3,8
*1 Относительные удлинение и сужение, которые определяются на образцах, вырезанных в поперечном направлении волокна, могут быть
снижены на 20 % по сравнению со значениями, установленными для образцов, вырезанных в продольном направлении.
*2Показатели свойств браковочным признаком не являются.
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.21. Гарантируемые механические свойства поковок и штамповок из титановых сплавов средней прочности в отожженном состоянии
Сплав Направление вырезки образцов Толщина, мм ав, МПа 8, %, не менее Ф, %, не менее ATCU, МДж/м2, не менее ^опгп’ ММ (НВ)
д До 100 686 - 883 10 30 0,35 3,6 - 4,2
ОТ4 п 101 - 250 637 - 883 8,5 20 0,35 3,6 - 4,2
д До 100 785 - 981 10 25 0,4 3,4 - 3,9
ВТ5-1 п 101 - 250 745 - 981 6,0 16 0,45 3,4 - 3,9
д До 100 735 - 932 10 25 0,3 3,4 - 4,0
ВТ5 п 101 - 250 716 - 932 5,0 15 0,45 3,4 - 4,0
д До 100 834 - 981 10 30 0,4 3,4 - 3,9
ВТ6С п 101 - 250 755 - 981 6,0 20 0,4 3,4 - 3,9
д До 100 902 - 1049 10 30 0,3 3,3 - 3,8
ВТ6 п 101 - 250 834 - 1049 6,0 20 0,3 3,3 - 3,8
д До 100 932 - 1128 10 25 0,4 3,3 - 3,8
ВТ20 п 101 - 250 883 - 1128 8,0 20 0,3 3,3 - 3,8
СРЕДНЕПРОЧНЫЕ СПЛАВЫ 293
294
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.22. Гарантируемые механические свойства труб и проволоки из титанового сплава ОТ4
средней прочности
Полуфабрикат Состояние Толщина стенки*, мм ав, МПа 5, %, не менее
Трубы бесшовные Отожженное 1,0 - 4,0 686 - 834 10
Трубы прессованные Горячепрессованное 5,0 - 20,0 618 - 834 8
1,0 - 1,4 < 834 7
Проволока Отожженное 1,5 - 3,0 <834 9
3,5 - 7,0 <834 10
*Для проволоки - диаметр.
2.2.23. Виды и режимы термической обработки титановых сплавов средней прочности
Сплав Термическая обработка Температура, °C Выдержка, ч Условия охлаждения
Отжиг листов и деталей из них 660 - 680 0,25 - 1,0
ОТ4, Отжиг прутков, поковок,
ОТ4-В штамповок, труб, профилей и деталей из них 740 - 760 0,25 - 1,0 На воздухе
Неполный отжиг 545 - 585 0,25 - 1,0
Отжиг листов 700 - 750 0,25 - 1,0
ВТ5-1 Отжиг прутков, поковок, штамповок и профилей 800 - 850 0,25 - 1,0 На воздухе
Неполный отжиг 500 - 600 0,5 - 4,0
Неполный отжиг (листы, плиты) 600 - 650 0,5 - 4,0 На воздухе
Отжиг 750 - 800 0,4 - 1,0 То же
ВТ6С Изотермической отжиг 850 0,5 В печи до 750 °C
750 0,5 На воздухе
800 0,5 В печи до 500 °C, далее на воздухе
Закалка 880 - 930 5-60 мин В воде, в масле
Старение 450 - 500 2 - 4,0 На воздухе
Индукционный отжиг 800 7-12 мин В защитной атмо-
сварных соединений сфере, на воздухе
Неполный отжиг (плиты, поковки) 600 - 650 0,5 - 4,0 На воздухе
Отжиг 750 - 800 0,4 - 1,0 То же
ВТ6 Изотермический отжиг 850 0,5 В печи до 750 °C
+750 0,5 На воздухе
+800 0,5 В печи до 500 °C, далее на воздухе
Закалка 900 - 950 5-60 мин В воде, в масле
Старение 450 - 550 2,0 - 4,0 На воздухе
Отжиг листов 700 - 800 1,0
ВТ20 Отжиг прутков 700 - 850 1,0 На воздухе
Неполный отжиг листов 600 - 650 1,0
и прутков
СРЕДНЕПРОЧНЫЕ СПЛАВЫ
295
2.2.24. Механические свойства прутков из титановых сплавов средней
прочности в отожженном состоянии при различных температурах
Темпера- тура, °C Ов ст0.2 стпи £, ГПа 5 V /геи, МДж/м2
МПа %
Сплав ОТ4, ОТ4-В
20 870 820 710 120 15 47 0,35 - 0,4
300 580 530 440 ПО 8 62 -
500 450 340 170 70 15 76 -
Сплав ВТ5-1
-196 1200 - 1350 1180 - 1260 - - 15 25 0,4
20 850 750 - 128 8 33 0,6
400 - - - 112 - - -
500 - - - 107 - - -
600 460 310 - 101 7 49 -
700 330 170 - 95 25 68 -
800 200 80 - 90 40 92 -
Сплав ВТ6С
-196 1310 1270 - - 7 - 10 20 - 40 0.4
20 900 820 700 120 13 40 0,6
200 750 670 580 ПО 12,5 50 -
300 680 600 500 100 12 60 -
400 630 540 420 - 12 65 -
500 600 500 340 85 14 70 -
600 480 - - - 20 70 -
Сплав ВТ6
20 1000 900 780 125 10 30 0,3 - 0,5
250 750 600 520 - 10 36 -
350 650 450 350 102 11 39 -
450 550 420 300 97 9 38 -
Сплав ВТ20
-190 1400 1350 - - 6 20 - 30 0,2 - 0,5
20 950 - 1100 850 - 1000 750 - 900 125 10 - 15 25-45 0,5 - 0,7
350 700 - 820 600 - 650 400 100 10 40 - 50 -
500 650 - 750 500 - 600 350 95 10 - 15 40 - 55 -
550 600 - 680 450 - 530 300 - - 50 - 60 -
296
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.25. Характеристики трещиностойкости, усталости, жаропрочности титановых
сплавов средней прочности
Темпера- тура, °C _Н /гг Ств /СТВ (*,= 2,6) *СГ, МДж/м2 КсУ. МПам1 Л <т_1, МПа (А= 107) N (МЦУ), при 5шах = 0,7ав *, = 2,6 Предел длитель- ной прочности Ошо, МПа Предел ползучести во,2/1 оо, МПа
Сплав ОТ4 (лист толщиной 1,0 - 2,0 мм)
20 1,3 0,6 124 420 6500 - -
250 - - - 400 - 540 470
300 - - - 380 - 500 450
350 - - - 340 - 490 330
400 - - - 260 - 470 -
Сплав ОТ4-В (лист толщиной 1,0 - 2,0 мм)
20 1,3 0,6 124 420 6500 - -
200 - - - 400 - 530 480
300 - - - 380 - 500 450
350 - - - 340 - 490 330
400 - - - 260 - 470 -
Сплав ВТ5-1 (лист толщиной 1,8 мм)
20 1,3 0,35 100 400 - - -
250 - - - - - 590 (1000 ч) 500 (1000 ч)
300 - - - 370 - 560 (1000 ч) 450 (1000 ч)
350 - - - 350 - 540 (1000 ч) 380 (1000 ч)
400 - - - - - 390 (1000 ч) -
500 - - - 260 - 170 (1000 ч) 50 (1000 ч)
Сплав ВТ6С (лист толщиной 3,0 мм)
20 1,3 0,40 112 400 - - -
200 - - - - - 580 -
350 - - - 290 - 500 320
Сплав ВТ6 (лист толщиной 2,0 - 3,0 мм)
20 1,35 0,35 100 420 - - -
350 - - - 370 - 630 520
400 - - - 340 - 600 350
450 - - - - - 520 -
Сплав ВТ20 (лист толщиной 2,0 мм)
20 1,2 0,35 - 420 - - -
350 - - - 380 - 750 550
500 - - - 360 - 490 170
550 - - - - - 200 -
СРЕДНЕПРОЧНЫЕ СПЛАВЫ
297
2.2.26. Температурный коэффициент линейного расширения а-106, 1/К,
титановых сплавов средней прочности
Сплав Температура, °C
20 - 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900
ОТ4 8,0 8,3 8,5 8,8 8,9 9,1 - - -
ВТ5-1 8,5 8,9 9,1 9,3 9,5 9,6 9,7 10,1 10,5
ВТ6-С 8,4 8,7 9,0 9,3 9,6 9,9 10,1 - -
ВТ6 8,4 8,9 9,1 9,4 - - - - -
ВТ20 8,4 8,9 9,0 9,2 9,3 9,5 9,7 9,7 -
Продолжение табл. 2.2.26
Сплав Температура, °C
100 - 200 200 - 300 300 - 400 400 - 500 500 - 600 600 - 700 700 - 800
ОТ4 8,6 9,1 9.6 9,4 9,8 - -
ВТ5-1 9,3 9,7 10,0 10,3 10,5 11,0 -
ВТ6-С 9,0 9,6 10,2 10,8 И,4 11,3 -
ВТ6 9,3 9,8 10,1 - - - -
ВТ20 9,0 9,2 9,7 10,0 10,4 10,9 9,9
2.2.27. Теплопроводность X, Вт/(мК), титановых сплавов средней прочности
Сплав Температура, °C
25 100 200 300 400 500 600 700 800 900
ОТ4 8,2 10,4 н,з 12,1 13,4 14,6 16,3 - - -
ВТ5-1 8,8 9,6 10,9 12,2 13,4 14,7 15,9 17,2 18,4 -
ВТ6-С 8,4 9,2 10,5 11,7 13,0 14,7 15,9 17,2 18,9 20,1
ВТ6 8,4 9,2 10,9 11,3 12,6 13,8 15,5 16,8 - -
ВТ20 8,3 8,8 10,2 10,9 12,2 13,8 15,1 16,8 18,0 19,7
2.2.28. Удельная теплоемкость ср, кДж/(кгК), титановых сплавов средней прочности
Сплав Температура, °C
100 200 300 400 500 600 700 800 900
ОТ4 - 0,566 0,628 0,670 0,755 - - - -
ВТ5-1 0,503 0,545 0,566 0,587 0,628 0,670 0,712 0,796 -
ВТ6-С 0,545 0,587 0,628 0,670 0,712 0,755 0,796 0,880 0,922
ВТ6 0,545 0,587 0,670 0,712 0,796 0,880 - - -
ВТ20 0,545 0,587 0,628 0,670 0,712 0,755 0,838 0,880 0,722
2.2.29. Плотность, упругие свойства, удельное электрическое сопротивление
титановых сплавов средней прочности
Сплав у, кг/м3 Е, ГПа <7, ГПа ц р-106, Ом см
ОТ4 4550 107,9 41,2 0,31 138
ВТ5-1 4420 115,7 44,1 0,33 138
ВТ6-С 4451 112,8 44,1 0,33 142
ВТ6 4430 112,8 44,1 0,33 160
ВТ20 4450 118,0 43,1 0,34 163
2.2.30. Степень черноты полного нормального излучения титановых сплавов средней прочности
Сплав Состояние поверхности Температура, °C
100 200 300 400 500 600 700 800 850 900
ОТ4 Травленая 0,15 - - - 0,25 0,30 0,49 0,52 0,50 -
Химически полированная 0,15 - - - 0,25 - 0,30 0,52 - 0,56
Механически обработанная 0,15 - - - 0,25 - 0,38 0,52 - 0,56
Механически полированная 0,13 - - - 0,24 0,34 0,50 0,56 0,59 -
После гидропескоструйной обработки и травления 0,24 - - - 0,33 - 0,41 0,50 - 0,56
ВТ5-1 Лист после отжига и теплой прогладки - - 0,315 0,335 0,350 0,46 0,64 0,66 - -
ВТ6-С После пескоструйной обра- ботки и травления 0,22 0,22 0,22 0,23 0,255 0,30 0,45 0,53 - 0,59
ВТ6 0,22 0,22 0,22 0,23 0,255 0,30 0,45 0,53 - 0,59
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
СРЕДНЕПРОЧНЫЕ СПЛАВЫ
299
2.2.31. Режимы горячей обработки давлением титановых сплавов средней прочности
Сплав Вид обработки Температура деформации, °C Степень деформации за один нагрев, %
начала окончания
Ковка слитка 1080 850 30 - 50
ОТ4 Ковка предварительно 980 800 40 - 70
деформированной заготовки Ковка на прессе 900 - 930 750 40 - 70
Штамповка на молоте 910 - 950 750 40 - 70
Ковка слитка 1180 900 30-50
ВТ5-1 Ковка предварительно дефор- 1100 850 40 - 70
мированной заготовки Штамповка на прессе 1020 850 40 - 70
Штамповка на молоте 1100 900 40-70
Ковка слитка 1100 850 30 - 70
ВТ6С Ковка предварительно дефор- мированной заготовки тол- щиной, мм: до 100 1000 800 40-70
св. 100 1020 800 40 - 70
Штамповка на прессе 940 750 40-70
Штамповка на молоте 960 800 40-70
Ковка слитка 1100 850 30- 70
ВТ6 Ковка предварительно дефор- мированной заготовки тол- щиной, мм: до 100 1000 800 40-70
св. 100 1020 800 40 - 70
Штамповка на прессе 950 750 40 - 70
Штамповка на молоте 970 800 40-70
Ковка слитка 1180 900 20 - 30
ВТ20 Ковка предварительно дефор- мированной заготовки Штамповка на прессе 1080 970 - 1000 900 900 40 40 - 50
Штамповка на прессе круп- 970 - 1000 850 50-70
ногабаритных изделий Штамповка на молоте 990 - 1020 850 - 900 40 - 50
Примечание. Охлаждение после деформации на воздухе.
2.2.32. Характеристики штампуемости листов из титановых сплавов средней прочности
Сплав Толщина s, мм Температура, °C ^выт Авыд, % ^min
До 1,0 20 1,5 - 1,6 - - (2,0 - 2,5).v
1,0 - 3,0 20 1,6 - 1,7 - - (2,5 - 3,0)5
ОТ4 Св. 3,0 20 1,4 - 1,5 - - (3,0 - 4,0)5
0,3 - 0,7 20 - 1,3 - 1,4 6 - 10 -
0,8 - 1,5 20 - 1,5 - 1,6 12 -14 -
1,6- 3,0 20 - 1,35 - 1,5 10 - 12 -
ВТ5-1 1,2 - 2,0 20 600 - 750 •1,2 - 1,5 1,4 - 1,7 1,2 - 1,5 1,4 - 1,75 5 - 8 12 - 16 (3,5 - 5,0)5 (2,3 - 4,0)5
ВТ6С 1,2 - 2,0 20 1,2- 1,5 1,3 - 1,5 5 - 7 (3,5 - 5,0)5
650 - 800 1,4 - 1,7 1,45 - 1,75 10- 14 (2,3 - 4,0)5
ВТ20 1,2 - 2,0 20 1,2 - 1,35 - - (4,0 - 7,0)5
700 - 900 1,3 - 1,6 1,5 - 1,7 6- 10 (2,0 - 3,5)5
2.2.33. Характеристики сварных листовых соединений титановых сплавов средней прочности полученных автоматической
аргонодуговой электросваркой
Свариваемые сплавы Толщина, мм Присадочный материал Отжиг* при Т, °C Свариваемые сплавы Толщина, мм Присадочный материал Отжиг* при Г, °C
ОТ4+ОТ4 2,5 Без присадки Без термооб- работки ВТ20+ВТ20 3,0 Без присадки 650 °C
ВТ5-1+ВТ5-1 3,0 То же 550 °C, ВТ20+ВТ20 (поковка) 15,0 - 20,0 То же 650 °C
ВТ6С+ВТ6С 3,0 То же 750 °C ВТ20+ВТ20 4,0 - 8,0 ВТ20-1 650 °C
ВТ6+ВТ6С 8,0 - 10 ВТ1-00 750 °C ВТ20+ВТ6 3,0 Без присадки 800 °C
ВТ6С+ВТ6С 8,0 - 10 ВТ6С 750 °C ВТ20+ВТ14 3,0 То же 800 °C
ВТ6+ВТ6 8,0 - 10 Без присадки 750 - 800 °C
Продолжение табл. 2.2.33
Свариваемые сплавы Температура испытания, °C ств, МПа /TCU, МДж/м2 а.ь МПа (N= 107) Угол загиба а, °
ОТ4+ОТ4 20 804 0,58 - 60
20 375 - 804 60
ВТ5-1+ВТ5-1 350 490 50-60
500 441 - - -
20 834 - 902 - 255 42
ВТ6С+ВТ6С 200 350 588 - 637 530 - 569 - -
500 491 - 490 - - -
ВТ6+ВТ6С 20 834 - 883 - - 45
ВТ6С+ВТ6С 20 834 0,5 - -
ВТ6+ВТ6 20 932 - 981 - - -
ВТ20+ВТ20 20 932 294 40
350 686
500 686 - 451 -
ВТ20+ВТ20 (поковка) 20 902 0,59 275 -
20 932 0,4 - -
ВТ20+ВТ20 350 716 - - -
500 686 - - -
20 902 0,35 - 44
ВТ20+ВТ6 350 500 598 510 - -
20 863 0,4 50
ВТ20+ВТ14 350 588 - -
500 510 - - -
♦После сварки.
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
301
2.2.4. ВЫСОКОПРОЧНЫЕ СПЛАВЫ
К этим группам сплавов относятся тита-
новые сплавы, используемые в машинострое-
нии с гарантированным временным сопротив-
лением более 1050 - 1100 МПа. Такая проч-
ность достигается путем упрочняющей терми-
ческой обработки: закалки и старения.
Высокопрочные термически упрочняемые
титановые сплавы целесообразно разделить на
две группы: высокопрочные среднелегирован-
ные сплавы мартенситного типа и псевдо-0-
сплавы. Последние являются высоколегиро-
ванными р-стабилизирующими элементами
сплавами, обладающими хорошей пластично-
стью в отожженном и закаленном состояниях.
Высокопрочные титановые сплавы пер-
вой группы ВТ 14, ВТ16, ВТ23, ВТ22, предна-
значены для производства высоконагруженных
деталей и конструкций. Они поставляются в
виде поковок, штамповок, плит, прутков, про-
филей и других полуфабрикатов.
К первой группе сплавов можно отнести
и низколегированный р-стабилизирующими
элементами сплав ВТ6, если он используется в
термически упрочненном (закаленном и соста-
ренном) состоянии. Особенностью сплава яв-
ляется слабая способность воспринимать уп-
рочняющую термическую обработку и низкая
прокаливаемость (толщина сечения не более
50 мм).
Вторая группа, включающая сплавы
ВТ22И, ВТ35, ВТ32, ВТ15, ТС6 предназначена
главным образом для листовых полуфабрика-
тов, изготовляемых методом холодного пласти-
ческого деформирования.
Гарантируемые механические и техноло-
гические свойства полуфабрикатов из высоко-
прочных титановых сплавов представлены в
табл. 2.2.34 - 2.2.36, механические свойства при
различных температурах в табл. 2.2.37, 2.2.38.
В табл. 2.2.39 - 2.2.46 приведены физиче-
ские свойства сплавов, в табл. 2.2.47 - реко-
мендуемые режимы термической обработки
высокопрочных титановых сплавов, в табл.
2.2.48, 2.2.49 - режимы горячей обработки дав-
лением и показатели штампуемости.
2.2.34. Гарантируемые механические свойства прутков из высокопрочных титановых сплавов
Сплав Состояние Направление вырезки образцов Диаметр, мм ав, МПа 8, % К|/, % АГСЫ, МДж/м2 ^отп> мм (НВ)
не менее
ВТ6 Закаленное и состаренное д 10-60 > 1080 6 20 0,25 3,1 - 3,4
65 - 100 > 1080 6 20 0,25 3,1 - 3,4
ВТ14 Отожженное д 10 - 60 885 - 1030 10 35 0,5 3,3 - 3,8
Закаленное и состаренное 10 - 60 > 1100 6 12 0,25 3,1 - 3,4
Отожженное п 140 - 150 865 - 1080 8 23 0,45 3,3 - 3,8
151 - 250 835 - 1080 8 20 0,4 3,3 - 3,8
Т 140 - 250 885 - 1080 8 25 0,45 3,3 - 3,8
д 65 - 100 885 - 1080 9 30 0,5 3,3 - 3,8
Закаленное и состаренное д 65 - 100 > 1080 4 8 0,2 3,1 - 3,4
Отожженное п 101 - 130 865 - 1080 8 23 0,45 ' 3,3 - 3,8
302
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.2.34
Сплав Состояние Направление вырезки образцов Диаметр, мм ств, МПа 5, % Ф, % KCU, МДж/м2 4отп> мм (НВ)
не менее
ВТ16 Термически упрочненное д 8 - 20 1030 - 1226 12 50 0,3 -
4 - 16,5 1030 - 1226 12 50 - -
ВТ22 Отожженное д 25 - 60 1070 - 1226 10 35 0,3 3,1 - 3,6
п 140 - 150 1100 - 1300 6 14 0,3 3,1 - 3,6
т 140 - 250 1100 - 1300 8 20 0,3 3,1 - 3,6
д 65 - 100 1100 - 1300 8 20 0,3 3,1 - 3,6
п 101 - 130 1100 - 1300 8 20 0,3 3,1 - 3,6
ВТ22И Горячекатаное п 100 1080 - 1230 8 18 0,3 -
140 - 240 1080 - 1230 8 18 0,3 -
2.2.35. Гарантируемые механические и технологические свойства листов, фольги
из высокопрочных титановых сплавов
Полуфабрикаты Сплав Состояние Толщина, мм ов, МПа 5, % | Угол загиба, а,° Не менее
Листы ВТ6 Закаленное и состаренное 1,0- 10,0 > 1100 6 -
ВТ14 1100 - 1200 6 -
ВТ23 > 1100 7 -
ВТ35 Отожженное 2,0 - 3,0 740 - 880 12 50
Закаленное и состаренное ИЗО - 1275 6 20
Поставки 0,8 - 1,5 740 - 880 12 50
ВТ32 Закаленное и состаренное 1,0- 10,0 > 1200 6 -
Фольга ВТ15 Поставки 0,08 600 - Число заги- бов 40
2.2.36. Гарантируемые механические свойства поковок и штамповок из высокопрочных титановых сплавов
Сплав Полуфабрикаты Состояние Толщина, мм Масса, кг <ув, МПа 5, % V, % /геи, МДж/м2 4отп, мм (НВ)
не менее
До 100 ММ 900 - 1100 10 35 0,5 3,3 - 3,8
Поковки и Отожженное 101 - 150 мм 880 - 1100 7 20 0,45 3,3 - 3,8
ВТ14 штамповки 151 - 250 мм 850 - 1100 7 20 0,4 3,3 - 3,8
Закаленное и состаренное До 10 кг > 1120 6 14 0,25 3,0 - 3,4
До 10 кг > 1100 8 20 0,3 3,1 - 3,6
Св. 10 кг > 1100 6 18 0,3 3,1 -3,6
До 100 мм 1100 - 1300 7 16 2,5 3,1 - 3,6
101 - 150 мм 1050 - 1300 6 16 2,5 3,1 - 3,6
ВТ22 То же Отожженное До 100 мм 1100 - 1300 8 16 2,5 3,1 - 3,6
101 - 150 мм 1050 - 1300 7 15 2,5 3,1 - 3,6
Св. 150 мм 1050 - 1300 5 14 2,5 3,1 - 3,6
Поковки, До 100 мм 1180 - 1330 6 16 2,2 3,1 - 3,6
штамповки Св. 100 мм 1180 - 1330 7 18 2,2 3,1 - 3,6
дисков
Штамповки лопаток До 150 мм 1180 - 1330 7 18 2,5 3,1 - 3,6
Штамповки для сварных конструкций До 150 мм 1100 - 1250 6 16 2,5 3,1 - 3,6
Примечание. Контрольные образцы для испытаний у полуфабрикатов толщиной до 100 мм и массой до 10 кг вырезают в про-
дольном направлении волокна, св. 100 мм и 10 кг - в поперечном.
ВЫСОКОПРОЧНЫЕ СПЛАВЫ 303
304
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.37. Механические свойства высокопрочных титановых сплавов
дри различных температурах в отожженном состоянии
Температура, “С; ст0,2 1 стпц Е, 8, | у KCU,
МПа ГПа % МДж/м2
Сплав ВТ6
-70 1170 1090 790 120 18 18 -
20 ' 1070 990 700 115 12 28 0,35
зш ! 860 820 610 100 11 30 -
400 ! 820 650 470 95 11 31 -
Сплав ВТ14
-70 1230 1150 1050 125 10 1 20 -
20 1150 1070 960 117 12 27 0,40
300 1000 800 590 102 И 30 -
400 880 700 510 96 10 30 -
Сплав ВТ16
-70 1160 1070 930 127 14 42 -
20 1080 1000 840 118 18 50 0,45
200 940 780 620 110 19 49 -
300 850 670 540 90 16 43 -
Сплав ВТ23
-70 1250 1160 1070 127 10 22 -
20 1180 1090 950 118 13 25 0,40
300 1020 830 600 105 12 30 -
400 920 720 530 97 12 32 -
Сплав ВТ22
-70 1260 1180 1090 125 9 20 -
20 1200 1110 970 118 12 25 0,45
300 1040 1060 630 105 13 30 -
400 950 760 570 98 12 30 -
Сплав ВТ35
-70 1430 1380 1100 117 4 - -
20 1260 1180 1120 112 6 - -
300 1120 960 - 99 7 - -
400 1040 880 - 82 6 - -
Сплав ВТ32
-70 1390 1270 1050 116 6 - -
20 1250 1190 1000 115 8 - -
300 1090 950 750 97 8 - -
400 990 860 730 82 7 - -
Сплав ВТ15
-70 1250 1200 910 118 5 - -
20 1200 1150 890 115 6 - 0,20
300 1000 900 800 112 6 - -
400 950 850 650 91 7 -
Сплав ВТ22И
-70 1250 1175 1085 120 10 - -
20 1180 1105 965 115 13 - 0,45
300 1030 1050 625 99,5 15 - -
400 940 755 560 89,7 15 - -
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
305
2.2.38. Характеристики трещиностойкости, усталости, жаропрочности
высокопрочных титановых сплавов в закаленном и состаренном состоянии
Темпера- тура, °C Ов /ств (АГ/=2) КСТ, МДж/м2 К^- МПам1/2 ст_1, МПа (А- 107) N (МЦУ), при стшах = 0,7сув К, = 2.6 CF100, МПа <*0,2/100, МПа
Сплав ВТ6 (пруток диаметром 25 мм)
20 1,25 0,25 74 550 - - -
350 - - - 450 - 830 630
400 - - - 440 - 750 360
500 - - - - - 550 -
Сплав ВТ 14 (лист толщиной 2 мм)
20 1,35 0,30 - 420 - - -
350 - - - 400 - - 530
400 - - - 380 - 680 350
450 - - - - - 540 -
Сплав ВТ16 (пруток диаметром 6-20 мм)
20 1,40 0,40 82 500 - - -
300 - - - 450 - 900 700
350 - - - - - 800 600
400 - - - 390 - 670 270
Сплав ВТ23 (лист толщиной 2 мм)
20 1,35 0,25 - 420 - - -
350 - - - 400 - 800 540
400 - - - 385 - 690 380
450 - - - - - 550 -
306
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.2.38
Темпера- тура, °C _Н //т ств /ств (*/ = 2) кст, МДж/м2 КсУЛ МПам1/2 <у.|, МПа (tf= 10’) N (МЦУ), при сттах = 0,7ств К, = 2,6 CF100» МПа ст0,2/100> МПа
Сплав ВТ22 (пруток диаметром 80 мм)
20 1,35 0,20 75 580 8000 - -
200 560 - -
250 - - - 550 - 980 890
300 - - - 530 - 950 880
350 - - - 480 - 850 630
Сплав ВТ22И (лист толщиной 1,5 - 3,0 мм)
20 1,40 . 0,35 80 430 7000 - -
200 - - - 410 - 960 860
300 - - - 415 - 930 810
350 - - - 400 - 830 580
Сплав ВТ35 (лист толщиной 1 - 2 мм)
20 - 0,17 104 370 5270 - -
350 - - - - - 1000 800
400 - - - - - 800 340
Сплав ВТ32 (лист толщиной 1 - 2 мм)
20 - 0,15 109 400 - - -
350 - - - - - 960 720
400 - - - - - 700 350
Сплав ВТ 15 (лист толщиной 2 мм)
20 1,05 0,15 93 300 - - -
350 - - - - - 950 53
400 - - - 280 - 740 -
500 - - - - - 350 -
*Для прутков К\с.
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
307
2.2.39. Температурный коэффициент линейного расширения а-106, 1/К,
высокопрочных титановых сплавов
Сплав Температура, °C
20 - 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900
ВТ14 8,0 8,2 8,5 8,8 8,9 8,7 8,8 9,1 8,6
ВТ16 9,1 9,4 9,7 9,9 10,0 - - - -
ВТ23 8,5 8,6 8,7 8,8 8,9 9,0 9,3 9,4 -
ВТ22И 8,0 8,2 8,4 8,6 8,8 - - - -
ВТ22 8,0 8,2 8,4 8,6 8,8 - - - -
ВТ15 8,9 9,1 9,3 9,3 9,7 - - - -
ВТ32 8,1 8,3 8,4 8,5 - - - - -
ВТ35 8,6 9,0 9,3 9,7 9,9 - - - -
Продолжение табл. 2.2.39
Сплав Температура, °C
100 - 200 200 - 300 300 - 400 400 - 500 500 - 600 600 - 700 700 - 800
ВТ14 8,4 9,1 9,7 9,3 - - -
ВТ16 9,8 10,4 10,5 10,3 - - -
ВТ23 8,6 8,9 9,3 9,2 9,3 11,5 10,3
ВТ22И 8,4 8,8 9,3 9,8 - - -
ВТ22 8,4 8,8 9,3 9,9 - - -
ВТ15 9,4 9,5 10,0 10,5 - - -
ВТ32 8,4 8,5 8,7 8,8 - - -
ВТ35 9,0 10,1 10,8 10,8 - - -
2.2.40. Удельное электрическое сопротивление р-106, Ом см, высокопрочных
титановых сплавов
Сплав Температура, °C
-150 -60 0 20 100 200 300 350 400 450
ВТ14 150 153 157 159 163 168 172 173 175 .176
ВТ16 - - - 111 - - - - - -
ВТ23 - - - 127 - - - - - -
ВТ22И 147 148 151 153 156 159 162 163 164 -
ВТ22 147 148 151 153 156 159 162 163 164 -
ВТ32 - - - 152 150 149 149 148 147 148
ВТ35 - - - 149 - - - - - -
308
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.41. Удельная теплоемкость ср лЦж/(кг К), высокопрочных
титановых сплавов
Сплав Температура, °C
100 200 300 400 500 600 700 800 900
ВТ14 0,503 0,545 0,587 0,628 0,670 0,712 0,838 1,00 -
ВТ16 0,461 0,503 0,545 0,587 0,670 0,712 0,796 0,838 0,880
ВТ23 0,544 0,586 0,628 0,668 0,754 0,816 0,921 0,981 1,05
ВТ22И 0,523 0,565 0,649 0,712 0,795 0,879 0,879 0,863 -
ВТ22 0,523 0,565 0,586 0,649 0,712 0,795 0,879 0,863 -
ВТ15 0,503 0,545 0,587 0,628 0,670 0,712 0,755 0,776 0,838
ВТ32 0,552 0,577 0,610 0,649 0,700 0,780 - - -
ВТ35 0,563 0,412 0,547 0,537 0,785 1,030 1,11 1,24 -
2.2.42. Теплопроводность X, Вт/(м К).высокопрочных титановых сплавов
Сплав Температура, °C
20 100 200 300 400 500 600 700 800 900
ВТ14 - 9,2 10,5 11,7 13,0 15,5 16 16,8 18,4 20,1
ВТ16 - 10,9 12,1 13,4 14,6 15,9 16,7 18,0 19,6 21,3
ВТ23 8,37 9,63 11,3 12,1 13,4 15,1 16,3 17,6 18,8 20,1
ВТ22И - 9,21 10,5 11,7 13,4 14,6 15,9 11,72 18,4 19,7
ВТ22 - 9,21 10,5 11,7 13,4 14,6 15,9 11,2 18,4 19,7
ВТ15 - 8,0 9,63 11,3 13,0 14,7 16,3 18,0 20,1 21,8
ВТ32 6,7 7,95 9,63 11,7 13,4 15,5 17,6 - - -
ВТ35 5,7 6,8 6,5 8,7 9,8 16,2 23,6 27,7 33,2 -
2.2.43. Плотность, упругие свойства, электрическое сопротивление
высокопрочных титановых сплавов
Сплав у, кг/м3 Е, МПа G, МПа й р-106, Ом см (20 °C)
ВТ14 4500 118000 43100 0,30 159
ВТ16 4680 103000 39200 0,33 111
ВТ23 4570 105000 127
ВТ22И 4600 112800 40800 0,35 153
ВТ22 4600 112800 40800 0,35 153
ВТ15 4890 107900 42100 0,33 159
ВТ32 4830 112000 - - 152
ВТ35 4880 112000 - - 149
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
309
2.2.44. Степень черноты полного нормального излучения сплава ВТ16
Состояние поверхности Температура, °C
100 200 300 400 500 600 700 800 900
После холодной про- катки 0,20 0,225 0,25 0,275 0,31 0,37 0,46 0,63 0,69
После пескоструйной обработки 0,45 0,470 0,49 0,520 0,54 0,55 0,56 0,65 0,70
После травления 0,49 0,550 0,61 0,660 0,67 0,67 0,68 0,68 0,68
2.2.45. Степень черноты полного нормального излучения сплава ВТ23
Состояние поверхности Температура, °C
100 200 300 400 500 550 600 650 700
Механически полированная 0,19 0,20 0,22 0,26 0,28 0,29 0,32 0,52 0,54
Травленая 0,15 0,16 0,17 0,21 0,23 0,25 0,41 0,51 0,55
Примечание. Испытания на воздухе при ступенчатом нагреве через каждые 50 °C,
выдержка на каждой ступени 2 ч.
2.2.46. Степень черноты полного нормального излучения сплава ВТ23
Состояние поверхности Температура, °C
800 850 900 1000 1100 1200 1300
Механически*1 полированная 0,74 0,79 0,81 - - - -
Травленая*1 0,74 0,78 0,79 - - - -
Механически*2 полированная 0,26 0,255 0,255 0,26 0,265 0,27 0,265
Механически*3 полированная 0,23 0,235 0,24 0,25 0,26 0,27 0,265
* ’Испытания на воздухе при ступенчатом нагреве через каждые 50 °C, выдержка на каж-
дой ступени 2 ч.
* 2Испытания в вакууме при давлении ЫО4 Па при ступенчатом нагреве; выдержка на ка-
ждой ступени 15 мин.
* 3Испытания в вакууме при давлении 1104 Па при ступенчатом охлаждении с 1300 °C;
выдержка на каждой ступени 15 мин.
Степень черноты полного нормального
излучения сплава ВТ15 после холодной про-
катки при различных температурах следующая:
Температура, °C ... 200 300 400
Степень черноты ... 0,29 0,30 0,34
310
Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.2.47. Режимы термической обработки высокопрочных титановых сплавов
Сплав Термическая обработка Температура, °C Выдержка, ч Условия охлаждения
Неполный отжиг 550 - 650 2 - 8 На воздухе
Отжиг 740 - 760 0,4 - 1,0 То же
ВТ14 Изотермический отжиг 790 - 810 0,4 - 1,0 В печи до 640 - 660 °C
Закалка 640 - 660 870 - 910 0,5 5-60 мин На воздухе В воде
Старение 480 - 560 8 - 16 На воздухе
Отжиг 770 - 790 2 В печи со скоростью 1 - 5 °С/мин до 560 °C
ВТ16 Закалка 800 - 820 2 затем на воздухе В воде
Старение 540 - 570 6 - 10 На воздухе
Отжиг 740 - 760 0,4 - 1,0 На воздухе
ВТ23 Закалка 780 - 800 5-60 мин В воде
Старение 450 - 520 10 На воздухе
Отжиг 720 - 780 1 - 2 В печи до 400 °C, далее
ВТ22 Закалка 700 - 760 1 на воздухе В воде
Старение 500 - 560 8 - 16 На воздухе
Закалка 700 - 800 0,4 - 1,0 В воде
ВТ15 Старение 450 - 500 15 - 25 На воздухе
Отжиг 700 - 780 2 В вакуумной печи
ВТ32 Упрочняющая термиче- ская обработка: первый нагрев 780 2 В вакуумной печи
второй нагрев 480 - 520 4-8 В вакуумной печи
Отжиг 800 2 В вакуумной печи
ВТ35 Закалка 740 - 760 1 - 2 В печи со скоростью
Старение 490 - 520 8 - 16 6-12 °С/мин В вакуумной печи
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
311
2.2.48. Режимы горячей обработки давлением высокопрочных титановых сплавов
Сплав Вид обработки Температура деформации, “С Степень деформации Условия охлаждения
начала окончания за один нагрев, %
ВТ14 Ковка: слитка предварительно- деформированной заготовки на прессе на молоте 1100 980 - 1070 920 - 940 930 - 960 850 800 750 800 30-50 40 - 70 40-70 40-70 На воздухе То же _99 _99_
ВТ16 Ковка: слитка предварительно- деформированной заготовки Горячая прокатка: предварительная окончательная Штамповка: на прессе на молоте 1150 1000 1060 - 1100 860 840 880 850 750 800 700 700 700 30-60 40-70 40-70 40-70 40-60 40-60 На воздухе То же _991_ J99 _99 ~
ВТ23 Ковка: слитка предварительно- деформированной заготовки Штамповка: на прессе на молоте 1180 1020 870 880 850 800 750 750 30 - 70 40-50 40-50 40-50 На воздухе То же J99 _
ВТ22 Ковка: слитка предварительно- деформированной заготовки Штамповка: на прессе на молоте Прокатка, прессование 1180 1020 840 950 1050 - 950 850 800 750 800 800 - 750 30-50 40-70 20-50 40-70 20-60 На воздухе То же На воздухе, с печью То же
ВТ15 Ковка: слитков предварительно деформированной заготовки толщи- ной, мм: До 100 Св. 100 Штамповка: на прессе на молоте 1180 1100 1050 920 - 900 930 - 900 850 850 800 700 800 30-50 40-70 40-50 40-70 30-60 На возду- хе То же
ВТ32 Ковка и горячая про- катка 1150 850 Не менее 50 при 950 - 850 °C
ВТ35 Ковка и горячая про- катка 1150 850 Не менее 50 при 950 - 850 °C _99 _
2.2.49. Характеристики штампуемости листов из высокопрочных титановых сплавов
Сплав Состояние Температура, °C Вытяжка Отбортовка Выдавка Радиус гибки
^Пр ^раб ^пр ^раб ^пр ^раб ^min 7^>аб
Отожженное 20 1,5 - 1,6 1,5 - 1; 5 1,5 - 1,65 1,35 - 1,4 0,12 - 0,15 0,25 - 0,3 (3,3 - 3,5)5 (4,5 - 5,5)5
ВТ14 То же 650 - 750 2,0 - 1,6- 1,7 1,4 - 1,6 - - (2,0 - 2,5)5 (3,0 - 3,5)5
Закаленное 20 20 1,5 - 1,55 1,6- 1,7 1,4 - 1,55 0,15 - 0,2 0,3 - 0,4 (3,0 - 3,5)5 (3,5 - 4,0)5
Отожженное
ВТ16 или закаленное 20 1,6- 1,8 1,5 - 1,7 1,5 - 1,65 1,45 - 1,6 - • (1,5 - 2,05)5 (2,5 - 3,5)5
ВТ23 Отожженное в вакууме 20 - 1,92 - 1,73 - - - 45
Закаленное - 1,73 - 1,62 - - - 45
Отожженное - 1,2 - 1,4 - 1,3 - 1,5 - - - (3,0 - 5,5)5
ВТ15 Закаленное 20 - 1,45 - 1,7 - 1,4 - 1,6 - 10- 14 - (2,8 - 4,0)5
- 1,3 - 1,5 - 1,4- 1,6 - 4-7 - (2,5 - 5,0)5
ВТ32 Отожженное 20 - 1,9 - l,5/?min = 3 - - - -
ВТ35 Отожженное 20 - 1,9 - l,5^min ~ 3 - - - -
312 Глава 2.2. КОНСТРУКЦИОННЫЕ ТИТАНОВЫЕ СПЛАВЫ
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
313
Глава 2.3
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ
СПЛАВЫ
Этот класс титановых сплавов основан на
а-, а+р- и р- твердых растворах с некоторым
количеством дисперсных образований химиче-
ского соединения, обеспечивающего сущест-
венное повышение характеристик прочности и
жаропрочности. Современные деформируемые
жаропрочные титановые сплавы, как правило,
содержат весьма небольшое количество хими-
ческого соединения а- или а + р - твердом
растворе. Иногда для повышения жаропрочно-
сти достаточна начальная стадия образования
химического соединения. В качестве легирую-
щих элементов, образующих химическое со-
единение в титане, используют алюминий
(TiAl), кремний (Ti5Si3), углерод (TiC), бор
(TiB) и др. (рис. 2.3.1 - 2.3.3). В многокомпо-
нентных сплавах возможно образование и
других химических соединений.
Г, %
Рис. 2.3.1. Диаграмма состояния титан - углерод
Рис. 2.3.2. Предельная растворимость бора в
Р- и а-титане
Рис. 2.3.3. Диаграмма состояния титан-кремиий
Кинетика образования химических со-
единений даже в промышленных жаропрочных
сплавах изучена недостаточно. Химические
соединения, образующиеся при плавке слитка,
весьма устойчивы и не поддаются разрушению
в результате последующей термической или
термомеханической обработки. Исключение
составляет соединение TiAl (а2 - фаза), которое
легко растворяется при нагреве. В жаропроч-
ных титановых сплавах наряду с интерметал-
лидным упрочнением присутствует и твердора-
створное повышение жаропрочности, особенно
заметное от введения легирующих элементов,
повышающих температуру рекристаллизации:
алюминия, олова, кремния, углерода и др.
У жаропрочных титановых сплавов на
основе а- и а + р - твердых растворов с ин-
терметаллидным упрочнением возможно дос-
тичь достаточно высокий уровень длительной
жаропрочности и ползучести при температурах
до 600 °C.
Важным требованием, предъявляемым к
жаропрочным титановым сплавам, является их
термическая стабильность, т.е. способность
сохранять физико-механические свойства не-
изменными или изменяющимися незначитель-
но в процессе длительного нагрева при рабочих
температурах и напряжениях. В этом случае
основным фактором стабильности является
степень равновесности структуры и фазового
состава при данной температуре. Происходя-
щие фазовые превращения при рабочих темпе-
ратурах и напряжениях могут существенно
ухудшать механические свойства жаропрочных
сплавов, используемых в недостаточно ста-
бильном состоянии.
Промышленные жаропрочные титановые
сплавы классифицируют по их твердораствор-
ной основе, как и конструкционные титановые
сплавы (табл. 2.3.1).
314
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.3.1. Классификация промышленных жаропрочных титановых сплавов
(с упрочнением химическими соединениями)
Группа Сплав Типичный состав, % (основа Ti)
Псевдо - а - сплавы >0,25 ВТ18У 6,7А1 - 4,0Zr - 2,5Sn - 0,7Мо - l,0Nb - 0,15Si
ВТ36 6,2А1 - 3,6Zr - 2,0Sn - 0,7Mo - 5,0W - 0,15Si
Сплавы а + р мартенситного класса 0,3 - 0,9 ВТ8 6,3A1 - l,2Zr - l,2Sn - 3,2Mo - 0,15Si
ВТ9 6,4A1 - l,5Zr - 3,0Mo - 0,25Si
ВТ8М 5,4A1 - l,2Zr - l,2Sn - 4,0Mo - 0,15Si
ВТЗ-1 6,5A1 - 2,5Mo - l,5Cr - 0,5Fe - 0,3Si
ВТ25У 6,5A1 - 3,7Zr - l,7Sn - 4,0Mo - l,0Fe - 0,2Si
Основой жаропрочных титановых сплавов
является насыщенный алюминием а - твердый
раствор с небольшим количеством £ - фазы.
Поэтому все промышленные сплавы относятся
к псевдо- а - сплавам или низколегированным
(3 - стабилизирующими элементами мартенсит-
ным сплавам. Все они используются, как пра-
вило, в отожженном состоянии. Сплавы ВТ8М,
ВТЗ-1 и ВТ25У могут термически упрочняться
путем закалки и старения за счет дисперсион-
ного твердения при распаде метастабильной р
- фазы и образования дисперсных частиц а -
фазы. Однако эффект повышения жаропрочно-
сти от такой обработки титановых сплавов
весьма незначителен и ощущается при темпе-
ратурах не выше 400 ... 450 °C и непродолжи-
тельном действии напряжения.
Дальнейшая разработка жаропрочных ти-
тановых сплавов такого типа тесно связана с
проблемой целенаправленного регулирования
интерметаллидным упрочнением.
Химический состав жаропрочных титано-
вых сплавов представлен в табл. 2.3.2, реко-
мендуемые режимы термической обработки - в
табл. 2.3.3, гарантируемые механические свой-
ства полуфабрикатов даны в табл. 2.3.4, меха-
нические свойства полуфабрикатов при раз-
личных температурах - в табл. 2.3.5, 2.3.6. Ха-
рактеристики жаропрочности и усталости при-
ведены в табл. 2.3.7 - 2.3.9, физические свойст-
ва в табл. 2.3.10 - 2.3.12, технологические свой-
ства в табл. 2.3.13, 2.3.14.
2.3.2. Химический состав (%) жаропрочных титановых сплавов (остальное Ti)
№ Сплав Легирующие элементы
Al Mo Сг Si Fe Zr
1 ВТЗ-1 5,5 - 7,0 2,0 - 3,0 0,8 - 2,3 0,15 - 0,40 0,2 - 0,7 -
2 BT8 6,0 - 7,3 2,8 - 3,8 - 0,20 - 0,40 - -
3 BT8M 5,8 - 6,8 2,8 - 3,8 - 0,10 - 0,25 - 0,5 - 1,5
4 BT9 5,8 - 7,0 2,8 - 3,8 - 0,20 - 0,35 - 0,8 - 2,5
5 ВТ18У 7,2 - 8,2 0,2 - 1,0 - 0,50 - 0,18 - 3,5 - 4,5
6 ВТ25У 6,2 - 7,2 1,5 - 2,5 0,5 0,15 - 0,40 - 0,8 - 2,5
7 BT36 5,8 - 6,7 0,4 - 1,0 - 0,09 - 0,20 - 3,2 - 4,0
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
315
Продолжение табл. 2.3.2.
№ Легирующие элементы Примеси, не более
Nb Sn V С О N Fe Сумма прочих примесей
1 - - - 0,10 0,18 0,5 0,15 - 0,30
2 - - - 0,10 0,15 0,5 0,15 0,30 0,30
3 - 0,4- 1,5 - 0,10 0,15 0,5 0,15 0,30 0,30
4 - - - 0,10 0,15 0,5 0,15 0,25 0,30
5 0,5 - 1,5 - - 0,10 0,15 0,5 0,15 0,15 0,30
6 - 0,8 - 2,5 0,5 - 1,5 0,06 0,15 0,5 0,15 0,15 0,30
7 - 1,8 - 2,5 4,6 - 5,4 - - - 0,15 - -
Примечания: 1. Для сплава ВТЗ-1 допускается частичная замена молибдена вольфра-
мом (0,3 %).
2. Для сплава ВТ18У суммарное содержание молибдена и ниобия должно находиться в
пределах 0,9 - 2,1 %.
2.3.3. Режимы термической обработки жаропрочных титановых сплавов
Сплав Вид термической обработки Температура, °C Выдержка, ч Условия охлаждения
ВТЗ-1 Неполный отжиг 530 - 620 0,5 -4 На воздухе, в аргоне
Изотермический отжиг 870 - 920 600 - 650 1 - 4 2 В печи (или перенос в другую печь) до 650 °C На воздухе
Двойной отжиг 870 - 920 550 - 600 1 - 4 2 - 5 На воздухе То же
Закалка 840 - 900 1 -4 На воздухе
Старение 500 - 620 1 - 6 В воде
ВТ8, ВТ8М Неполный отжиг 530 - 620 0,5-4 На воздухе, в аргоне
Двойной отжиг 920 - 950 570 - 600 1 - 4 1 На воздухе То же
Изотермический отжиг 920 - 950 570 - 600 1 -4 1 В печи (или перенос в другую печь) до 570 - 600 °C На воздухе
Закалка 920 - 940 1 -4 В воде
Старение 500 - 600 1 -6 На воздухе
ВТ9 Неполный отжиг 530 - 620 0,5-4 На воздухе, в аргоне
Двойной отжиг 950 - 980 530 - 580 1 - 4 6 На воздухе То же
Изотермический отжиг 950 - 980 530 - 580 1 - 4 6 В печи (или перенос в другую печь) до 530 - 580 °C На воздухе
Закалка 920 - 940 1 - 4 В воде
Старение 570 6 На воздухе
ВТ18У Отжиг 900 - 980 1 -4 На воздухе
Двойной отжиг 900 - 980 600 1 - 4 6 То же
ВТ25У Двойной отжиг 950 - 970 530 - 570 1 -4 6 На воздухе То же
316
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.3.4. Гарантируемые механические свойства полуфабрикатов из жаропрочных
титановых сплавов
Полуфа- Темпе- ®в. Ss V /геи. °100» *4тп»
брикат Сплав Состояние ратура МПа ( % МДж/ м2 МПа мм
испыта- ния, “С Не менее (НВ)
Пруток катаный диаметром мм: 10-60 ВТЗ-1 Отожжен- ное 20 400 450 1000 - 1200 2> 750 650 10 30 0,3 68 55 3,2 - 3,7
Закаленное и состарен- ное 20 > 1200 6 20 0,3 - 3,0 - 3,3
10-60 Отожжен- ное 20 400 450 1000 - 1200 2i 750 £ 650 9 30 0,3 65 50 3,2 - 3,7
ВТ8 Закаленное и состарен- ное 20 > 1200 6 20 о,2 - 3,0- 3,3
ВТ9 Отожжен- ное 20 500 1050 - 1250 £700 9 30 0,3 60 3,2 - 3,7
10-60 Закаленное и состарен- ное 20 > 1200 6 20 0,2 - 3,0 - 3,4
65 - 100 102 - 130 ВТЗ-1 Отожжен- 20 1000 - 1200 950 - 1200 10 8 25 20 о,з 0,3 - 3,2 - 3,7 3,2 - 3,7
65 - 100 102 - 130 ВТ8 ное 20 1000 - 1200 950 - 1200 29 7 25 16 0,3 0,3 - 3,2 - 3,7 3,2 - 3,7
65 - 100 102 - 130 ВТ9 20 1050 - 1250 1050 - 1250 9 16 25 14 0,3 0,3 - 3,2 - 3,7 3,2 - 3,7
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
317
Продолжение табл. 2.3.4
Полуфа- брикат Сплав Состояние Темпе- ратура, °C ов, МПа 8s 1 ф ATCU, МДж/м2 ®100» МПа 4этп» ММ (НВ)
%
Не менее
Пруток кованый ди- аметром мм: 65 - 100 ВТЗ-1 Отожжен- ное 20 1000 - 1200 10 25 0,3 - 3,2 - 3,7
• 101 - 250 20 400 450 950 - 1200 £750 >650 8 20 0,3 68 55 3,2 - 3,7
65 - 100 ВТ8 Отожжен- ное 20 450 500 1050 - 1250 >750 £600 9 25 0,3 65 50 3,2 - 3,7
101 - 150 20 950 - 1200 7 16 0,3 - 3,2 - 3,7
151 - 250 20 950 - 1200 6 16 0,3 - 3,2 - 3,7
65 - 100 ВТ9 Отожжен- ное 20 1050 - 1250 9 25 0,3 - 3,2 - 3,7
500 700 - - - 60 -
101 - 150 20 1000 - 1250 6 14 0,3 - 3,2 - 3,7
151 - 250 20 950 - 1250 6 14 0,3 - 3,2 - 3,7
Пруток и заготовки лопаток ди- аметром, мм: до 25 ВТЗ-1 Отожжен- ное 20 1000 - 1250 12 35 0,3 - 3,2 - 3,7
25-60 20 1000 - 1200 12 35 0,3 - 3,2 - 3,7
400 £700 - - - 68 -
450 £650 - - - 55 -
до 40 Закаленное и состарен- ное 20 £ 1200 6 20 0,2 - 3,0 - 3,3
св. 40 20 £ 1200 6 16 0,2 - 3,0 - 3,3
Пруток катаный диаметром до 60 мм ВТ8 Отожжен- ное 20 1050 - 1250 11 30 0,3 - 3,2 - 3,7
450 £750 - - - 65 -
500 £600 - - - 50 -
Пруток ка- таный диа- метром, мм: до 60 ВТ9 Отожжен- ное 20 1050 - 1250 11 33 0,3 - 3,2 - 3,7
св. 60 20 1050 - 1250 11 28 0,3 - 3,2 - 3,7
500 £ 700 - - - 57 -
318
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.3.4
Полуфа- брикат Сплав Состояние Темпе- ратура, °C ов, МПа §5 /геи, МДж/ м2 °100, МПа ^отп» ММ (НВ)
%
Не менее
Штампо- ванная лопатка: малога- баритная ВТЗ-1 Отожженное 20 £ 1000 10 30 0,3 - 3,2 - 3,7
После ВТМО и состарен- ное 20 £ 1200 6 20 0,2 - 3,0 - 3,4
крупнога- баритная Отожженное 20 £ 1000 10 25 0,3 - 3,2 - 3,7
крупно и малогаба- ритная ВТ8 Отожженное 20 > 1000 10 30 0,3 - 3,2 - 3,7
малога- баритная После ВТМО и состаренное 20 £ 1200 6 20 0,2 - 3,0 - 3,4
малога- баритная ВТ9 Отожженное 20 £ 1050 10 30 0,3 - 3,2 - 3,7
После ВТМО и состаренное 20 £ 1200 6 20 0,2 - 3,0 - 3,4
крупнога- баритная Отожженное 20 £ 1050 9 22 0,3 - 3,2 - 3,7
После ВТМО и состаренное 20 £ 1200 6 20 0,2 - 3,0 - 3,4
Штампован- ный диск массой, кг: до 25 ВТЗ-1 Отожженное 20 >980 9 22 0,3 - 3,2 - 3,7
26 - 100 20 >960 9 20 0,3 - 3,2 - 3,7
101 - 200 20 400 450 >950 >750 £ 650 9 20 0,3 68 55 3,2 - 3,7
До 25 ВТ8 Отожженное 20 > 1000 8 22 0,3 - 3,2 - 3,7
26-50 20 £980 8 20 0,3 - 3,2 - 3,7
51 - 100 20 £950 8 18 0,3 - 3,2 - 3,7
101 - 200 20 450 500 £950 £680 £550 6 16 0,3 58 45 3,2 - 3,7
До 25 ВТ-9 Отожженное 20 £ 1050 8 22 0,3 - 3,2 - 3,7
26 - 50 20 £ 1050 8 20 0,3 - 3,2 - 3,7
51 - 100 20 £ 1030 8 18 0,25 - 3,2 - 3,7
101 - 200 20 500 £ 1000 £ 700 6 16 0,25 60 3,2 - 2,7
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
319
Продолжение табл. 2.3.4
Полуфа- брикат Сплав Состояние Темпе- ратура, °C «в» МПа 8» 1 1 /геи, МДж/ м2 ®100» МПа ^отп» мм (НВ)
%
Не менее
Штамповки и поковки толщиной, мм: до 100 ВТЗ-1 Отожженное 20 1000 - 1200 10 25 0,3 - 3,2 - 3,7
101 - 250 20 400 450 950 - 1200 720 2*650 8 20 0,3 68 55 3,2 - 3,7
До 100 ВТ8 Отожженное 20 1000 - 1250 9 25 о,з - 3,2 - 3,7
101 - 150 20 950 - 1200 7 16 0,3 - 3,2 - 3,7
150 - 250 20 450 500 950 - 1200 2*680 ;> 550 6 16 0,3 68 55 3,2 - 3,7
До 100 ВТ9 Отожженное 20 1050 - 1250 9 25 0,3 - 3,2 - 3,7
101 - 150 20 1000 - 1250 6 14 0,3 - 3,2 - 3,7
151 - 250 20 500 950 - 1250 £ 700 6 14 0,3 60 3,2 - 3,7
Кольцо цельно- раскатное ВТЗ Отожженное 20 2*950 8 20 0,3 - 3,2 - 3,7
ВТ8 20 £950 8 20 0,3 - 3,2 - 3,7
ВТ9 20 2* 1000 8 20 0,25 - 3,2 - 3,7
Кольцо сварное с шириной полки, мм: до 80 ВТЗ-1 Отожженное 20 1000 - 1200 10 25 0,3 - 3,2 - 3,7
Св. 80 20 1000 - 1200 8 20 0,25 - 3,2 - 3,7
сварной шов 20 900 - 1200 6 15 0,2 - 3,2 - 3,7
До 80 ВТ8 Отожженное 20 1050 - 1250 9 30 0,3 - 3,2-3,7
Св. 80 20 1050 - 1250 8 20 0,25 - 3,2 - 3,7
Сварной шов 20 950 - 1250 5 15 0,2 - 3,2 - 3,7
Труба с наружным диаметром, мм: 89 ВТ9 Отожженное 20 1050 10 18 0,3 - -
95 20 950 9 20 0,3 - -
Примечание. В полуфабрикатах диаметром или толщиной до 100 мм образцы для ис-
пытаний вырезают вдоль направления волокна, свыше 100 мм - поперек.
2.3.5. Механические свойства жаропрочных титановых сплавов при различных температурах
Сплав Полуфабри- Состояние Темпера- Е G °ПЦ °0,2 «в 8ю KCU,
кат тура испы- тания, °C ГПа МПа % МДж/м2
-196 - - 1630 1650 6* 25 0,25 - 0,4
-70 - - - 1160 1200 10* 30 -
-40 - - - 1070 1120 12* 35 -
20 115 127 850 - 1100 930 - 1150 1000 - 1200 9- 13 30-50 0,3 - 0,6
100 113 123 750 820 950 10 45 -
200 111 119 650 730 900 10 52 -
300 108 114 550 660 830 9 52 -
Пруток диаметром Отожжен- ное 400 450 100 98 103 102 520 440 630 600 800 750 8 11 55 63 -
ВТЗ-1 до 60 мм 500 89 100 370 550 670 13 69 -
600 80 98 - - 540 18 80 -
-196 - - - 1900 2000 4 20 0,18
Закален- ное -70 - - - 1500 1550 5 26 0,2
и соста- ренное 20 115 127 1050 1150 1300 - 1600 4- 10 20-35 0,25 - 0,4
100 109 124 900 1050 1200 6 35 -
200 104 119 800 950 1100 6 40 -
300 103 113 650 850 1050 6 40 -
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Зак. 225
Сплав Полуфабри- кат Состояние Темпера- тура, °C Е G
П 1а
400 103 108
ВТЗ-1 Пруток Закален- 450 95 105
диаметром ное и сое- 500 87 102
до 60 мм таренное 600 73 97
-196 - -
-70 - -
20 120 129
300 100 -
Отожжен- 400 100 112
ВТ8 ное 450 95 109
500 90 108
Пруток 550 85 107
диаметром 600 80 -
до 60 мм 650 - -
700 - -
800 - -
20 - -
Закален- 300
ное и сос- 400
таренное
450 - -
500 - -
Пруток 20 120 126
диаметром Отожжен- 400 108 117
ВТ9 до 60 мм ное 450 106 114
500 100 111
Продолжение табл. 2.3.5
<*пц <*0,2 <*в 5|0 /геи,
МПа % МДж/м2
630 800 950 6 40 -
580 730 900 6 40 -
500 650 850 8 50 -
50 180 530 17 85 -
- 1550 1650 6 25 0,29
- 1200 1300 9 30 0,44
780 950 1100 12 40 0,36
550 - 880 12 52 -
450 650 820 12 54 -
410 - 800 12 55 -
380 570 750 12 60 -
300 530 720 16 68 -
150 400 680 18 76 -
- - 600 22 80 -
- - 400 40 85 -
- - 200 80 92 -
- 1100 - 1300 1200 - 1400 6 20 -
- 900 1000 10 40 -
- 850 950 12 50 -
- 800 900 12 50 -
- 780 870 12 50 -
750 950 - 1150 1050 - 1250 10-14 30 0,8 - 1,2
520 670 820 - 850 14 50 0,8
450 660 800 - 820 14 55 0,8
420 600 750 - 870 14 60 0,8
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ 321
Продолжение табл. 2.3.5
Сплав Полуфабри- Состояние Темпера- Е с спц I | а0,2 <*в 510 1 * /геи,
кат тура, °C ГПа МПа % МДж/м2
550 96 108 400 570 700 - 730 15 62 0,9
Пруток Отожженное 600 90 105 300 530 670 - 700 16 66 1,0
ВТ9 диаметром 700 - - - - 400 - 480 15 - 30 70-85 -
до 60 мм 800 - - - - 150 - 200 60-80 95 - 100 -
Закаленное
20 - - - 1100 - 1300 1200 - 1400 6-10 20-30 -
и состарен-
ное
20 120 132 - 950 - 1150 1000 - 1200 10-6 25-45 0,2 - 0,4
Пруток 400 98 113 - 710 900 10 25 -
ВТ8У диаметром Отожженное 500 95 108 - 690 880 13 25 -
14 - 22 мм 600 85 103 - 500 770 13 25 0,2 - 0,5
700 65 98,6 - 380 650 20 50 -
800 57 93 - 140 380 40 80 -
20 120 - - 950 - 1150 1050 - 1250 10- 15 20-30 0,3 - 0,6
Пруток 400 100 - - 700 - 800 900 - 950 10- 15 25 - 35 -
ВТ25У диаметром Отожженное 500 90 - - 650 - 750 850 - 900 10- 15 40-50 -
18 - 20 мм 550 87 - - 620 - 720 800 - 850 10- 15 43-55 -
600 85 - - 600 - 700 650 - 800 10 - 15 45-60 . -
700 - - - 250 - 300 400 - 500 13 - 17 80-90 -
800 - - - 100 - 150 160 - 200 - - -
20 115 - - - 1050 - 1170 5 - 11 8 - 12 0,15-0,25
Пруток 500 - - - 610 750 5- 11 -
ВТ36 диаметром Отожженное 550 - - - 570 700 - -
18 - 20 мм 600 - - - 560 650 - -
650 - - - - 600 - -
* Диаметром рабочей части 5 мм.
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
323
2.3.6. Механические свойства жаропрочных титановых сплавов
при 20 °C после длительных нагревов
Сплав Состояние Режим нагрева <ув, МПа 8, % у, % /геи, МДж/м2
Температура, °C Время, ч
20 - 1100 16 45 0,4
10000 1150 15 35 0,3
Отожжен- 400 15000 1200 12 20 0,2
ное 20000 1200 8 10 0,2
30000 1200 5 8 0,2
450 2000 1180 8 15 0,3
ВТЗ-1 20 - 1230 12 43 0,4
Закален- 6000 1300 12 30 0,2
ное и состарен- 400 10000 1300 10 20 0,2
ное 15000 1350 4 7 0,12
30000 1350 2 5 0,07
20 - 1100 15 40 0,45
Отожжен- 100 1100 15 36 0,42
ВТ8 ное 500 500 1100 15 34 0,38
2000 1120 12 31 0,30
6000 1150 10 24 0,26
20 - 1120 10 40 0,4
ВТ9 Отожжен- ное 500 100 1150 9 35 0,38 .
500 1200 8 25 0,25
20 - 950 - 1150 10 - 16 25-45 0,2 - 0,4
ВТ18У Отожжен- ное 600 100 500 950 - 1150 950 - 1150 9 - 13 7 - 13 21 - 28 14 - 28 0,15 - 0,25
20 - 1050 10 25 0,4
100 1050 9 25 0,3
500 1080 8 25 0,3
500 2000 1080 8 25 0,3
ВТ25У Отожжен- 3000 1100 7 15 0,27
ное 6000 1150 5 10 0,25
100 1050 9 25 0,3
500 1080 8 25 0,3
550 2000 1080 8 20 0,3
3000 1100 7 15 0,27
11*
2.3.7. Пределы длительной прочности жаропрочных титановЫх сплавов
Сплав Полуфабрикат Состояние Температура, °C <*100 <*500 <*1000 <*2000 <*5000
МПа
20 - - 950 - -
100 - - 920 - -
150 - - - - -
Пруток Отожженное 200 - - 840 - -
кованый 300 820 810 - 780 -
диаметром 400 780 760 - 720 -
ВТЗ-1 до 60 мм 450 610 590 - 530 -
(микрострук- 500 400 - - - 230
тура II типа) 300 1040 1030 - 1020 -
Закаленное 400 950 920 - 680 -
и состарен- 450 670 630 520
ное 500 360 - - - -
20 - - - - -
Пруток кованый Отожженное 450 700 - 750 630 - 700 - 610 -
ВТ8 500 500 - 550 400 - 450 - 320 -
диаметром до 60 мм Закаленное и 550 380 - - - -
состаренное 500 580 430 - 360 -
Пруток кованый и 350 790 - 820 790 - 820 790 - 820 790 - 820 790 - 820
ВТ9 катаный Отожженное 400 780 - 800 - - - -
(микрострук- 450 740 - 800 690 - 740 670 - 720 650 - 700 630 - 680
тура II типа) 500 600 - 680 460 - 550 420 - 500 390 - 460 340 - 400
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Сплав Полуфабрикат Состояние Температура, °C <*100
ВТ9 Пруток катаный диаметром 60 мм (микроструктура типа) Отожженное 500 570
Штамповка После ВТМО 450 900
ВТ18У Пруток диаметром 14 - 35 мм с микроструктурой корзиночного плетения Отожженное 20 500 550 600 650 650 - 700 500 300 - 330 190
То же с равно- осной микро- стуктурой Отожженное 550 600 430 - 450 280 - 300
ВТ25У Пруток диа- метром 14 - 22 мм (микрострук- тура II типа) Отожженное 20 450 500 550 600 850 700 - 750 440 240
ВТ36 Штамповка Отожженное 500 550 600 650 680 500 - 540 320 - 350 260 - 230
Продолжение табл. 2.3.7
<*500 СТ|000 <72000 <75000
МПа
- - - -
760 720 700 -
- - - -
600 - - -
350 - 410 - - -
180-210 - - -
100 - 200 - - -
330 - 350 - - -
170 - 190 - - -
- - - -
- - - -
600 - - -
- - - -
- - - -
- - - - .
- - - -
- - - -
- - - -
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
326
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.3.8. Пределы ползучести и выносливости жаропрочных титановых сплавов
Сплав Полуфаб- рикат Состояние Темпе- ратура, °C <*0,2/25 <*0,2/50 <*0,2/100 <*0,2/500 <*0,2/2000 <*-! МП _Н* ст-1 [а
МПа на базе А 2107 , циклы 1-Ю7
ВТЗ-1 Пруток кованый диаметром 60 мм (микро- структура II типа) Отожжен- ное 20 300 400 450 500 520 295 100 510 290 90 650 500 280 80 620 450 230 600 370 200 500-530 450-480 390-430 380
Закален- ное и состарен- ное 20 300 400 450 400 800 600 780 520 250 750 440 200 620 490
ВТ8 То же Отожжен- ное 450 500 550 20 300 400 - - 480 250 80-100 380 200 300 100 280 450 290 270 400 530 440 430
ВТ9 Прутки кованые и катаные (микро- структура II типа) Отожжен- ное 20 350 450 500 - - 590-620 500 350-400 590-620 450 - 480 280-300 590-620 380 180 540 - 420-450 350-400 25-300
Закаленное и состарен- ное 450 - - 260 - 280 - - -
Пруток кованый диаметром 60 мм (микрострук- тура I типа) Отожжен- ное 500 - 260 - 280 - - - -
Штамповка После ВТМО 450 - - 470 410 - - -
ВТ18У Пруток диаметром 14-35 мм с микро- структурой корзиноч- ного типа Отожжен- ное 20 500 550 600 650 200-220 370 110-130 100-120 70 500 300 480-520 400-430 360 - 380 300-330
Равноосной структуры Отожжен- ное 550 600 - - 170-190 80-90 700-800 300 - 400 - -
ВТ25У Пруток диаметром 14 - 22 мм (микрструк- тураП типа) Отожжен- ное 20 450 500 550 600 - - - 560 360 170 70 280 - 500-520 400-420 240-280 220
ВТ36 Штам- повка Отожжен- ное 500 550 600 650 - 440 260 150 70 300 100 60 - -
*Радиус надреза гн = 0,75 мм
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
327
2.3.9. Секундная прочность жаропрочных титановых сплавов
в отожженном состоянии
Сплав Полу- Темпера- аю' О 30’ а60* ° 120' а180' СТ200' g300'
фабрикат тура, °C МПа
600 600 600 590 570 550
ВТЗ-1 Пруток диаметром 700 420 390 380 310 260
до 60 мм 800 210 180 150 120 - - 90
600 650 610 600 590
ВТ8 Пруток
диаметром 700 - - 380 340 320 - 310
до 60 мм 800 - - 200 160 150 - 130
600 860 - 840 820 - 800 780
ВТ9 Пруток диаметром 700 580 - 530 490 - 460 440
14 мм 750 420 - 360 330 - 300 280
800 300 - 250 220 - 200 180
700 - 740 710 670 665 - 625
Пруток 800 - 485 440 380 345 315
ВТ18У диаметром
14 мм 900 - 265 215 180 160 - 145
1000 - 65 55 45 40 - 30
2.3.10. Теплопроводность X, Вт/(м К)
Сплав Температура, °C
25 100 200 300 400 500 600 700 800 900
ВТЗ-1 8,8 8,8 10,1 н,з 12,6 14,2 15,5 16,8 - -
ВТ8, ВТ8М 7,1 8,4 9,6 н,з 12,6 14,2 15,5 16,8 - -
ВТ9 7,5 8,4 9,6 10,9 12,2 13,8 15,1 16,3 18,0 19,7
ВТ18У 7,1 7,9 9,6 10,9 12,2 13,8 15,1 16,7 18,4 20,1
ВТ25У 6,27 7,54 8,79 10,0 11,7 13,4 14,6 16,3 - -
328
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.3.11. Удельная теплоемкость с,, кДжДкг К)
Сплав Температура, °C
100 200 300 400 500 600 700 800 900
ВТЗ-1 0,461 0,503 0,545 0,608 0,670 0,712 - - -
ВТ8, ВТ8М 0,503 0,545 0,587 0,608 0,628 - - - -
ВТ9 0,505 0,545 0,587 0,608 0,628 - - - -
ВТ18У 0,503 0,545 0,608 0,670 0,712 0,755 0,795 0,838 -
ВТ25У 0,544 0,586 0,668 0,754 0,837 0,921 - - -
2.3.12. Коэффициент линейного расширения а !06, 1/К
Сплав Температура, *С
20 - 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900
ВТЗ-1 9,2 9,3 9,5 9,7 9,9 10,1 10,2 10,3 -
ВТ8, ВТ8М 8,3 8,6 8,7 8,8 9,1 9,5 - - -
ВТ9 8,3 8,8 9,0 9,2 9,5 9,6 - - -
ВТ18У 9,0 9,3 9,5 9,8 10,0 10,2 10,4 10,7 10,9
В25У 8,1 8,4 8,6 8,8 9,0 9,3 9,5 - -
Продолжение табл. 2.3.12
Сплав Температура, °C
100 - 200 200 - 300 300 - 400 400 - 500 500 - 600 600 - 700 700 - 800 800 - 900
ВТЗ-1 9,5 9,9 10,2 10,7 И,2 11,1 10,5 -
ВТ8, ВТ8М 8,8 8,9 9,4 10,4 10,9 - - -
ВТ9 9,3 9,4 9,9 10,3 10,3 - - -
ВТ18У 9,6 9,9 10,1 11,0 11,0 И,7 13,1 12,6
В25У 8,6 9,0 9,5 10,0 10,4 10,9 - -
ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
329
23.13. Режимы горячей обработки давлением жаропрочных титановых сплавов
Сплав Вид обработки Температура деформации, °C Степень деформации
* начала окончания за один нагрев, %
ВТЗ-1 Ковка: слитка предварительно деформи- рованной заготовки диа- метром, мм: до 100 1180 1000 - 980 850 820 40 40 - 50*1 70*2 40 - 50*1 70*2 40 - 60 40-60
св. 100 Штамповка: на прессе на молоте 1100 - 1020 930 - 950 940 - 980 850 800 850
ВТ8 Ковка: слитка предварительно деформи- рованной заготовки диа- метром, мм: до 100 1180 1020 - 1000 900 850 40 40 - 50*1 70*2 40 - 50*1 70*2 40-60 40 - 60
св. 100 Штамповка: на прессе на молоте 1100- 1020 1000 - 960 980 - 950 900 850 800
ВТ9 Ковка: слитка предварительно деформи- рованной заготовки диа- метром, мм: до 100 св. 100 Штамповка на прессе 1180 1020 - 1000 1100 - 1020 980 - 950 900 850 900 - 850 800 40 40 - 50*1 70*2 40 - 50*1 70*2 40 - 60
ВТ18У Ковка: слитка предварительно деформи- рованной заготовки Штамповка: на молоте на прессе 1180 1100 - 1040 1010 - 1030 980 - 1020 950 900 900 900 40 30 - 50’1 40-60 40-60
ВТ25 Ковка: слитка предварительно деформи- рованной заготовки диа- метром, мм: до 100 1180 1040 - 1020 900 850 40 40 - 50*1 70*2
св. 100 Штамповка: на прессе на молоте 1100 - 1020 990 - 960 1020 - 970 900 850 850 40 - 50*1 70*2 40-60 40-60
^Деформация в а + 0 - области.
*2Деформация в 0 области.
Примечание. Охлаждение после деформации - на воздухе.
330
Глава 2.3. ЖАРОПРОЧНЫЕ ТИТАНОВЫЕ СПЛАВЫ
2.3.14. Свойства сварных соединений из жаропрочных титановых сплавов
Сварива- емые мате- риалы Метод сварки*1 Толщина, мм Присадочный материал Термическая обработка после сварки KCU, МДж/м2 Сварочный фактор
о«/ов ЗООсв /500 <*100 ,ст100
ВТЗ-1 + ВТЗ-1 элс 5 - 10 Без при- садки Отжиг при 800 - 850 °C, 1 - 2ч, охлаждение на воздухе 2*2,5 0,9 0,9
ААрДЭС 5 - 10 СПТ-2 ВТ22-2 ВТ2 2* 4 >6 0,8 0,75 0,75
ВТ8+ ВТ8 ЭЛС 4- 10 Без присадки Отжиг при 920 - 950 °C, 1 ч, охлаждение на воздухе; отжиг при 590 - 620 °C, 1 ч, охлаждение на воздухе 3,0 - 4,5 0,9 0,9
ВТ9+ ВТ9 ЭЛС 10 То же Отжиг при 950 °C, 1 ч, охлаждение на воздухе до 530 °C; выдержка 6 ч, охлаждение на воздухе 2,5 0,9 0,9
ВТ18+ ВТ18 ЭЛС 10 То же Отжиг при 900 °C, 1 ч, охлаждение на воздухе 1,7 0,9 0,8
ВТ25+ ВТ25 ЭЛС 5 - 10 То же Отжиг при 750 - 850 °C, 1 -4 ч, охлаждение на воздухе - 0,9 0,8
ААрДЭС 5 - 10 То же 2,1 - 2,9 0,9 0,8
** ЭЛ С - электронно-лучевая сварка.
ТИТАНОВЫЕ СПЛАВЫ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ
331
Глава 2.4
ТИТАНОВЫЕ СПЛАВЫ НА
ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ
Сравнительно недавно химические со-
единения считали непригодными для исполь-
зования в качестве жаропрочных, и тем более
конструкционных материалов ввиду неблаго-
приятного сочетания свойств, в частности,
высокой твердости и хрупкости. Однако в ряде
случаев эти соединения могут обладать вполне
приемлемым, а иногда и уникальным комплек-
сом физико-механических свойств.
У титановых сплавов можно отметить по
крайней мере три такие группы: жаропрочные
сплавы на основе алюминидов титана, сплавы
с эффектом памяти формы на основе никелида
титана, сплавы на основе эвтектоида. Путем
дополнительного легирования химических со-
единений Ti^Al, TiAl, TiNi были созданы спла-
вы, близкие по комплексу свойств к промыш-
ленным конструкционным и жаропрочным
титановым сплавам, что позволило создавать
эффективные комбинированные конструкции
с использованием интерметаллидных сплавов
наиболее эффективным образом. Для промыш-
ленного освоения сплавов на основе интерме-
таллидов кроме дополнительного легирования
разработан ряд новых технологических прие-
мов: микрогранулирование из жидкого состоя-
ния с высокими скоростями охлаждения, ком-
пактирование порошков, гранул или литых
заготовок в газостатах при различных темпера-
турах и давлениях, и изотермическое деформи-
рование с малыми скоростями и другие совре-
менные технологии.
Алюминиды титана. На диаграмме со-
стояния титан - алюминий (рис. 2.4.1) показа-
ны три химических соединения, соответст-
вующих стехиометрическим формулам Ti3Al
(фаза аг), Ti-Al (фаза у) и TiAl3. Наибольший
интерес для использования в качестве основы
для создания легких жаропрочных сплавов
представляют первые два.
Алюминиды титана имеют, как правило,
низкую пластичность, что существенно ослож-
няет их обработку и эксплуатацию. Сплавы на
основе аг - фазы обладают несколько большей
пластичностью, чем сплавы на основе у - фазы
и могут подвергаться деформированию в горя-
чем состоянии. Сплавы на основе у - фазы
более жаропрочны и используются главным
образом в литом состоянии или компактиро-
ванными из порошков или гранул.
Практическое применение сплавов этого
типа весьма ограничено, тем не менее к ним
проявляется большой интерес благодаря высо-
кой жаропрочности, сопоставимой с жаро-
прочностью никелевых сплавов.
В настоящее время в отечественной прак-
тике и за рубежом существует более десятка
сплавов на основе алюминидов титана. Наибо-
лее распространенными отечественными спла-
вами являются сплав ВТИ-1 Ti - 15 %
Al-22%Nb-l,5%Zr-l,5%Mo, основанный на аг -
фазе и сплав Ti - 48 % Al-2%Nb-2%Cr, осно-
ванный на у - фазе. Свойства сплавов на осно-
ве алюминидов титана в деформированном
состоянии приведены в табл. 2.4.1 - 2.4.3.
Рис. 2.4.1. Диаграмма состояния титан-алюминий
332
Глава 2.4. ТИТАНОВЫЕ СПЛАВЫ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ
2.4.1. Физические свойства сплавов на основе алюминидов титана
Характеристика Сплав
ВТИ-1 Ti-48 % Al-2%Nb-2%Cr
Т °C * пл» 1650 1450
у, кг/м3 4780 3800
X, Вт/(м К) 15 (при 20 °C) 22 (при 20 °C)
а-106, 1/К 9,5 (при 20 - 700 °C) 14,0 (при 20 - 800 °C)
2.4.2. Механические свойства сплавов на основе алюминидов титана
при температуре 20 °C
Характеристика Сплав
ВТИ-1 Ti-48 % Al-2%Nb-2%Cr
св, МПа 950 650
сто,2» МПа 860 550
Е, ГПа 128 165
5, % 3 - 5 1,5 - 3,0
KC\J, кДж/м2 0,8 - 0,9 0,5 - 0,8
о.|, МПа, на базе 2107 циклов 550 420
Кс, МПа м‘/2 20 - 25 20 - 30
2.4.3. Характеристики жаропрочности сплавов на основе алюминидов титана
Сплав Температура испытания, °C Е, ГПа ств, МПа стюо, МПа
ВТИ-1 650 123 650 380
700 (с защитой) 105 580 350
Ti-48 % Al-2%Nb-2%Cr 700 155 480 350
800 125 480 180
ТИТАНОВЫЕ СПЛАВЫ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ
333
Рис. 2.4.2. Диаграмма состояния титан-никель
Сплавы на основе алюминидов титана
можно деформировать в горячем состоянии,
предпочтительно с малыми скоростями.
Прессование рекомендуется осуществлять
при температурах 1150 - 1350 °C. Штамповку и
ковку следует проводить в изотермических
условиях на прессах при температурах 950 -
1100 °C с малыми скоростями деформирова-
ния. Для защиты от окисления и уменьшения
усилий деформирования рекомендуется ис-
пользовать эмаль ЭВТ-100 и смазку ЭВТ-24.
Сплавы можно подвергать механической
обработке резанием, используя инструмент с
пластинами из сплава ВК8. Следует ограничи-
вать скорость резания (5-8 м/мин) и подачу
(0,1 мм/об). Шлифование можно проводить по
режимам, принятым для жаропрочных никеле-
вых сплавов. Алюминид титана на основе аг -
фазы можно сваривать методом АрДЭС. Для
соединения сплавов на основе алюминидов
титана можно использовать пайку по аналогии
с другими титановыми сплавами. Сплав на
основе аг - фазы может работать до 650 °C, а
сплав на основе у - фазы - до 750 °C без за-
щитных покрытий. Использование сплавов при
более высоких температурах требует примене-
ния защитных покрытий.
Никелиды титана. Кроме алюминидов ти-
тана, другое химическое соединение - эквиа-
томный никелид титана TiNi - получило про-
мышленное применение в некоторых областях
техники. Оно обладает удовлетворительными
механическими свойствами как конструкцион-
ный материал, но главной особенностью его
является "эффект памяти формы", т.е. способ-
ность после значительного формоизменения
восстанавливать первоначальную конфигура-
цию при нагреве до определенной температу-
ры. Температура восстановления должна быть
выше температуры мартенситного превраще-
ния данного сплава.
Дополнительное легирование никелида
титана железом, медью и некоторыми другими
элементами позволяет регулировать в широких
пределах температуру восстановления формы.
Химическое соединение TiNi относится к
классу бертоллидов, и его интервал гомогенно-
сти колеблется от 2 до 5 % (рис. 2.4.2). Кри-
сталлическая структура - упорядоченная по
типу СзСЦВг) со степенью 0,8 - 0,9, параметр
решетки (30,05 - 30,40) нм в зависимости от
термической обработки и химического состава.
В настоящее время отечественная про-
мышленность располагает несколькими спла-
вами на основе никелида титана, химический
состав и основные физические свойства кото-
рых приведены в табл. 2.4.4, 2.4.5.
Физические свойства никелида титана
и сплавов на его основе приведены в
табл. 2.4.5.
Механические свойства промышленных
сплавов на основе никелидов титана приведе-
ны в табл. 2.4.6.
334
Глава 2.4. ТИТАНОВЫЕ СПЛАВЫ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ
2.4.4. Химический состав и технологические характеристики
промышленных сплавов на основе никелида титана
Сплав Состав Температура восстановления формы, °C Напряжение возврата, МПа
ТН1 Ti-53,5r56,5%Ni -10 ... 90 300
ТН1К. Ti-50,5-53,5%Ni-2, (Ы, 5%Fe -160 ... -80 400
ТНМЗ Ti-48,0-52,5%Ni-3,0-6,0%Cu +80 200
2.4.5. Физические свойства никелида титана
Характеристики Значение
Т °C * пл, 1250 - 1310
у, кг/м3 6443
Температура начала рекристаллизации, °C 500 - 550
X, Вт/(м К) 0,01
а, 1/К 14,0-10-6*1 6,0 ю-6*2
ср, Дж/(кг К) 33,6“ 25,2*2
р, мкОм см 76*1 65*2
£, МПа 74000*1 68000*2
G, МПа 25000*1 23000*2
Н 0,33»' 0,48‘2
Высокотемпературная фаза.
*2Низкотемпературная фаза.
2.4.6. Механические свойства сплавов на основе никелида титана
Сплав ов, МПа °0,2, МПа 5, % \р, % £CU, МДж/м2 НВ
ТН1 600 - 900 150 - 200 15 - 20 15 - 20 0,3 - 0,4 150 - 200
ТН1К 500 - 900 100 - 250 15 - 20 15 - 20 0,3 - 0,5 200 - 250
ТНМЗ 600 - 700 150 - 250 15 - 20 15 - 20 0,4 - 0,6 150 - 250
Сплавы изготовляются промышленностью в виде слитков, прессованных и катанных прут- ков, проволоки, листов, прессованных труб. Горячую пластическую деформацию сплавов следует проводить при температурах 700 - 950 °C, не допуская перегрева металла, с пониженными скоростями деформирования. Например, оптимальным режимом деформиро- вания путем экструзии является температура 900 - 950 °C с коэффициентом вытяжки не более 8 и скорости деформирования не выше 50 мм/с.
ТИТАНОВЫЕ СПЛАВЫ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ
335
Сплавы на основе никелидов титана ис-
пользуют главным образом как материал с
"памятью формы", однако они могут быть ис-
пользованы и для других целей, например, как
демпфирующий материал. Так, сплав ТН1К
используют для термомеханических соедине-
ний трубопроводов, работающих в интервале
температур - 60 до +200 °C. Соединение осу-
ществляется за счет уменьшения диаметра
предварительно деформированной муфты во
время ее нагрева и развиваемых при этом на-
пряжений термомеханического возврата.
Сплавы TH М3 и ТН1 используются в са-
моразворачивающихся конструкциях (раз-
вертка антен в космосе), а также в термодатчи-
ках, терморегуляторах, приводах, исполнитель-
ных механизмах и т.п., в медицине.
Сплавы на основе эвтектоида. Эти сплавы
рекомендуются как пожаробезопасные для
изготовления деталей самолетных двигателей:
корпусов, лопаток и др.
Структура таких сплавов представляет со-
бой примерно 50 %-ный эвтектоид, который
плавится или теряет прочность при сравни-
тельно низких температурах и, тем самым пре-
дотвращает загорание деталей и конструкций в
экстремальных условиях.
Это, как правило, сплавы, содержащие
около 17 % Си, а также другие элементы, по-
вышающие прочность и жапрочность - А1, Мо,
V, Nb, Sn и Zr.
Механические свойства сплавов такого
типа приведены в табл. 2.4.7
2.4.7. Механические свойства сплавов на основе эвтектоида
Сплав Полуфабрикат <*в. МПа <*0,2. МПа 5, % V, % <«, МПа ой!. МПа _5(Х) <*100 » МПа о.|, МПа (2 Ю7 циклов)
ВТТ-1 Пруток диамет- ром 20 мм 950 - 1150 900 - 1100 4 - 8 10-20 720 550 - 600 300 450 - 480
втт-з Лист толщи- ной 2 мм 600 - 750 420- 460 10 - 320 - - 380
К этой же категории можно отнести и
сплав Ti-35 %V-15%Cr, который в литом со-
стоянии используется в зарубежной практике
как пожаробезопасный взамен никелиевых
сплавов.
Глава 2.5
ПОРОШКОВЫЕ ТИТАНОВЫЕ
СПЛАВЫ
Порошковая металлургия титановых
сплавов пока не нашла широкого промышлен-
ного применения, тем не менее она попрежне-
му актуальна благодаря некоторым своим осо-
бенностям, позволяющим повысить качество
полуфабрикатов и изделий.
Наибольшее распространение получила
гранульная металлургия титановых сплавов.
Применение быстрозакаленных порош-
ков - гранул позволяет получить пересыщен-
ные твердые растворы, свести до минимума
ликвационные явления, обеспечить мелкозер-
нистую структуру и равномерный химический
состав независимо от размеров детали или по-
луфабриката.
Гранульная металлургия открывает воз-
можности получения точных заготовок при
высоком коэффициенте использования металла
по сравнению с традиционной технологией
получения заготовок или деталей методом пла-
стического деформирования.
Современная технология производства
заготовок или деталей методом гранульной
металлургии состоит из следующих основных
операций: получения гранул методом распыле-
ния из жидкого состояния; компактирования
гранул в газостате; последующая пластическая
деформация в случае необходимости.
Для производства деталей или заготовок
из гранул используют обычно промышленные
титановые сплавы. Гранульная металлургия
наиболее эффективна для сложнолегированных
сплавов. Кроме того, благодаря ей в последние
годы удалось создать новый класс титановых
сплавов - сплавов с интерметаллидным упроч-
нением.
В табл. 2.5.1 приведены механические
свойства компактов диаметром 100 мм из спла-
ва ВТ5-1, полученных газостатированием при
температуре 960 °C в течение 3 ч. и давлении
180 - 200 МПа и отожженные по режиму: на-
грев до 800 °C, 1 ч, охлаждение на воздухе.
336
Глава 2.5. ПОРОШКОВЫЕ ТИТАНОВЫЕ СПЛАВЫ
Механические свойства деформирован-
ных компактов из сплава ВТ5-1 представлены в
табл. 252. Деформацию компактов осуществ-
ляли по следующей схеме: нагрев при темпера-
туре SSO °C в течение 2 - 3 ч; осадка на 50 % на
гидравлическом прессе со скоростью деформи-
рования 80 мм/с.
Последующая деформация компактов по-
зволяет несколько улучшить их механические
свойства. Еще более заметно проявляется по-
ложительное влияние деформации на характе-
ристики усталости. Так, если у компакта из
гранулированного сплава ВТ5-1 о_1 = 360 МПа
на базе 107 циклов, то такая заготовка, под-
вергнутая последующей горячей пластической
деформации, имеет o_i = 400 МПа.
2-5.1. Механические свойства компактов из сплава ВТ5-1,
полученных методом гранульной металлурги
Л Характеристика Температура испытания, °C
20 -253
ав, МПа 760 - 800 1290 - 1350
00,2, МПа 710 - 830 1260 - 1300
5, % 12 - 14 5 - 13
ч/, % 28 - 40 14-29
КСИ, МДж/м2 0,7 - 0,85 -
КСТ, МДж/м2 0,5 - 0,7 -
Статическая чувствительность к концентратору ов /ов (гн = 0,1 мм) 0,16-0,17 0,12-0,13
2.5.2. Механические свойства деформированных компактов из сплава ВТ5-1
Характеристика Температура испытания, °C
20 -253
ов, МПа 780 - 820 1390 - 1440
сто,2, МПа 720 - 760 1310 - 1380
8, % И - 16 12 - 15
ц/, % 33 - 43 20 - 31
KCU, МДж/м2 0,7 - 1,1 0,18 - 0,22
КСТ, МДж/м2 0,6 - 0,9 -
Статическая чувствительность к надрезу ст^/ств (гк = 0,1 мм) 0,15 - 0,16 0,12 - 0,13
Наиболее перспективно использование гра-
нульной металлургии для производства полуфаб-
рикатов из высоколегированных титановых спла-
вов, например сплава переходного класса ВТ22.
В табл. 2.5.3 приведены механические свой-
ства сплава ВТ22 (ВТ22П) в виде заготовок диа-
метром 100 мм, полученных методом газостатиче-
ского прессования (ГИП), при различных темпера-
турах в течение 3 ч и рабочем д авлении газа 180 МПа.
Сплав ВТ22П, подвергнутый ГИП, терми-
чески упрочняли по режимам: нагрев при 840 °C
1 ч, охлаждение с печью до 750 °C, выдержка 3 ч,
охлаждение на воздухе; старение при 570 °C, 4 ч
(для ГИП 860 °C) или 590 °C, 4 ч (для ГИП 910 °C).
Последующая горячая пластическая дефор-
мация позволяет существенно повысить механи-
ческие свойства компактов.
В таблице 2.5.4. представлены механические
свойства сплава ВТ22П после компактирования
при температуре 910 °C с последующим двукрат-
ной горячей деформацией при температуре 850 °C
со степенями деформации 40 - 60 % и термически
упрочненных по разным режимам.
ПОРОШКОВЫЕ ТИТАНОВЫЕ СПЛАВЫ
337
2.5.3. Механические свойства сплава ВТ22П, полученного методом гранульной металлургии
Характеристика Температура газостатического прессования, °C
860 910
ов, МПа 1200 - 1250 1170 - 1210
5, % 10 - 14 9- 13
\р, % 38-43 23 - 35
КСМ, 0,31 - 0,35 0,32 - 0,37
КСТ, МДж/м2 0,58 - 0,62 0,11 - 0,13
К1с, МПа-м’/2 48 - 52 64-67
а’00, МПа 995 - 1000 950 - 970
ЛГ(МЦУ) при °тах = 600 МПа, Kt = 2,2 8500 - 15000 14000 - 25000
2.5.4. Механические свойства сплава ВТ22П после компактирования и горячей
деформации при температуре 850 °C
Характеристика Режим термической обработки
840 °C - 1 ч, охлаждение с печью до 750 °C - 3 ч, воздух; 570 °C - 4 ч 860 °C - 3 ч, охлаждение с печью до 750 °C - 3 ч, воздух; 570 °C - 8 ч
ов, МПа 1213 1215
5, % 15,9 15,0
ц/, % 52,0 47,0
KCU, МДж/м2 0,44 0,33
КСТ, МДж/м2 0,8 0,13
а|°°, МПа 991 994
’1ОТ-МПа 970 980
ЛЦМЦУ) при Kt= 2,2: ст|пах ~ 720 МПа ст,пах = 750 МПа 17080 25250 15070
К1е, МПа-м1/2 51,2 64,0
dl/dN, мкм/цикл, Д/Г - 31 МПа-м’/2 - 0,68
338
Глава 2.5. ПОРОШКОВЫЕ ТИТАНОВЫЕ СПЛАВЫ
Технология гранульной металлургии позво-
ляет осуществить регулируемый процесс образо-
вания химических дисперсных выделений в твер-
дорастворных титановых сплавах, что существен-
но повышает физико-механические свойства
сплавов.
При производстве гранул осуществляется
сверхбыстрая кристаллизация из жидкого состоя-
ния и удается получить пересыщенные твердые
растворы титана с некоторыми элементами.
При дальнейшем компактировании, горя-
чем деформировании и термической обработке
создаются условия для выделения из пересыщен-
ных растворов химических дисперсных образова-
ний заданных размеров и формы.
Примером титанового сплава с интерметал-
лидным типом упрочнения, изготовленного по
технологии гранульной металлургии, является
сплав ВТ22ПТ, полученный путем дополнитель-
ного легирования 0,25 % С и 0,20 % сплава ВТ22.
Технология производства этого сплава сле-
дующая: гранулирование электродов, полученных
обычным способом плавки титана; компактиро-
вание по режиму - нагрев 600 °C, выдержка 10 ч,
повышение температуры до 920 °C и давления до
200 МПа; выдержка 3 ч, ковка компактов по схе-
ме - осадка - вытяжка при температурах 950 - 920
°C; термическая обработка по режиму 840 °C, 1 ч,
охлаждение с печью до 790 °C, 3 ч, далее охлаж-
дение на воздухе; старение при 580 °C, 8 ч.
Механические свойства прутков диаметром
24 мм из титанового сплава ВТ22ПТ приведены в
табл. 2.5.5.
Механические свойства сплава ВТ22ПТ при
повышенных температурах в сравнении со спла-
вом ВТ22 приведены в табл. 2.5.6.
2.5.5. Механические свойства сплава ВТ22ПТ при 20 °C
Характеристика Значения
ств, МПа 1300 - 1350
сто 2» МПа 1280 - 1300
5, % 8,0 - 9,5
ц/, % 27-31
KCU, МДж/м2 0,17 - 0,21
£, МПа 128000 - 130000
N (МЦУ) при = 3,2, стшах = 450 МПа 11630 - 14200
2.5.6. Механические свойства (МПа) сплавов ВТ22ПТ и ВТ22 при повышенных температурах
Сплав „300 „450 „500 450 °100 „450 ст0,2/100
ВТ22ПТ 1145 1070 960 650 230
ВТ22 980 880 760 520 120
Сплав ВТ22ПТ отличается повышенным
модулем упругости по сравнению с традицион-
ными титановыми сплавами. Жаропрочность
сплава ВТ22ПТ существенно выше, чем у сплава
ВТ22.
Титановые сплавы с интерметаллидным уп-
рочнением еще не получили широкого примене-
ния, но представляют большой интерес как кон-
струкционный и жаропрочный материал. Осуще-
ствление сверхбыстрой кристаллизации при при-
менении металлургии гранул позволяет сделать
процесс интерметаллидного упрочнения управ-
ляемым.
В качестве жаропрочного порошкового ма-
териала наиболее часто используют сплав ВТ8П.
Механические свойства компактов дисков
из сплава, полученных газостатическим пресова-
нием приведены в табл. 2.5.7.
ПОРОШКОВЫЕ ТИТАНОВЫЕ СПЛАВЫ
339
2.5.7. Механические свойства при 20 °C дисков из сплава ВТ8П, полученного методом
гранульной металлургии
Характеристика Значения
ств, МПа 1050 - 1170
сто,2, МПа 1000 - 1030
8, % 10- 13
у, % 26-28
KCU, МДж/м2 0,35 - 0,45
КСТ, МДж/м2 0,12-0,15
К,с, МПам1/2 67-81
ст.1 МПа, # = 2107 циклов, образец: гладкий с надрезом 300 - 320 160- 180
Заготовки из сплава ВТ8П изготовляли пу-
тем ГИП при 960 °C и давлении 12,5 - 13,5 ГПа.
Затем их термически обрабатывали по режиму:
920 °C - 1 ч охлаждение на воздухе; затем нагрев
при 590 °C - 2 ч, охлаждение на воздухе.
Механические свойства сплава ВТ8П, полу-
ченного методом гранульной металлургии и по-
следующего ГИП при повышенных температурах
представлены в табл. 2.5.8.
2.5.8. Механические свойства при повышенных температурах сплава ВТ8П,
полученного методом гранульной металлургии
Характеристика Температура, °C
200 300 400 450 500
ств, МПа 860 - 900 810 - 830 760 - 800 740 - 770 650 - 730
со,2» МПа 760 - 780 640 - 690 600 - 640 560 - 620 520 - 620
стюо, МПа - - 700 - 800 550 - 600 500 - 600
сто,2/100» МПа - - 540 - 560 480 - 500 350 - 400
340
Глава 2.6. ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Глава 2.6
ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
В качестве литейных титановых сплавов ис-
пользуют, как правило, промышленные деформи-
руемые титановые сплавы.
Особенностью литейных титановых сплавов
является их химическая активность в жидком
состоянии с газами, а также со многими извест-
ными формовочными огнеупорными материала-
ми. Поэтому требуется специальное литейное
оборудование, позволяющее осуществлять плавку
и разливку металла в защитной атмосфере или в
вакууме.
Технологические литейные свойства титана
в основном определяются теми же факторами, что
и свойства других металлов и сплавов. Литейные
свойства титановых сплавов в значительной сте-
пени зависят от температурного интервала кри-
сталлизации (расстояния между линиями или
поверхностями ликвидуса и солидуса), который у
большинства низколегированных сплавов неве-
лик.
Наилучшими литейными свойствами, в ча-
стности наименьшей усадкой при затвердевании,
обладают титановые сплавы с алюминием, вана-
дием, ниобием, танталом, молибденом, кристал-
лизующиеся по схеме образования непрерывных
твердых растворов ср- модификацией титана
если рассматривать только тот интервал концен-
траций, в котором находятся сплавы, имеющие
промышленное применение). Во всех случаях
интервал кристаллизации промышленных титано-
вых сплавов не превышает 50 - 70 °C.
Считается, что по жидкотекучести титан на-
ходится примерно на уровне жидкотекучести
углеродистой стали, однако получать крупногаба-
ритные тонкостенные отливки из титана значи-
тельно труднее вследствие очень быстрого осты-
вания и затвердения металла. Это объясняется
сравнительно невысоким теплосодержанием жид-
кого титана и трудностью получения высокого
перегрева в условиях дуговой плавки с расходуе-
мым электродом.
Литейная усадка титана близка к усадке уг-
леродистой стали (составляет около 1,5 % при
заливке в керамическую форму); при литье в ме-
таллическую форму эта величина больше - поряд-
ка 2 %. Объемная усадка составляет около 3 %. В
реальных отливках усадка может быть иногда
несколько меньше. Применение вакуума при
плавке и литье титановых сплавов исключает
возможность образования газовой пористости,
оксидов и тугоплавких включений, а жидкотеку-
честь повышается в результате отсутствия поверх-
ностной оксидной пленки на струе жидкого ме-
талла.
Считается, что наиболее оптимальными для
литья являются однофазные титановые а- спла-
вы, а также а- сплавы с небольшим количеством
р- фазы, т.е. псевдо - а - сплавы и низколегиро-
ванные а + р - сплавы мартенситного типа. Ко-
личество р- фазы у таких сплавов в стабильном
состоянии не должно превышать 8 - 10 %.
В последнее время появился повышенный
интерес к р- титановым сплавам, предназначен-
ным для фасонного литья. Это связано с возмож-
ностью получения у отливок высокой прочности
и повышенной циклической выносливости по
сравнению с отливками из а и а+р - сплавов.
Особенностью литых титановых сплавов яв-
ляются сравнительно высокие характеристики
прочности (практически на уровне деформиро-
ванного материала), но пониженные характери-
стики пластичности - относительное удлинение,
относительное сужение. Наиболее слабой сторо-
ной литых титановых сплавов являются характе-
ристики циклической прочности.
Для улучшения механических свойств литых
титановых сплавов широко применяется газоста-
тирование отливок, что позволяет "залечивать"
дефекты отливок (поры, раковины и др.) и, глав-
ным образом, - существенно повысить характери-
стики циклической прочности литого металла.
Термическая обработка литейных титановых
сплавов в основном аналогична термической об-
работке деформированных сплавов.
Отливки из однофазных а - сплавов ВТ1Л и
ВТ5Л не требуют термической обработки. Другие
литейные сплавы требуют отжига для стабилиза-
ции структуры и снятия остаточных напряжений.
В этом случае отжиг ведут по режимам, приме-
няемым для деформированных сплавов.
Специальная термическая обработка при-
меняется для сплава ВТ35Л. Непосредственно
после литья он находится в закаленном состоя-
нии, поскольку р- фаза в этом сплаве фиксирует-
ся при весьма малых скоростях охлаждения. Для
получения ств > 1100 МПа его следует состарить
при температурах 500 - 560 °C в течение 4 ч.
Другие титановые сплавы не используются в
термически упрочненном состоянии, поскольку
после закалки и старения имеют недостаточно
хорошие характеристики пластичности.
Химический состав литейных титановых
сплавов представлен в табл. 2.6.1., физические
свойства - в табл. 2.6.2 - 2.6.5, механические свой-
ства - в табл. 2.6.6, 2.6.7.
Литейные титановые сплавы обладают вы-
сокой коррозионной стойкостью в атмосферных
условиях и морской воде.
ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
341
2.6.1. Химический состав (%) литейных тигановых сплавов (остальное - Ti)
Сплав А1 Мо V Сг Zr
ВТ5Л 4,1 -6,2 - - - 0,80
ВТЗ-1 Л 5,3 - 7,0 2,0 - 3,0 - 0,8 - 2,3 0,50
ВТ6Л 5,0 - 6,5 - 3,5 - 4,5 - 0,30
ВТ8Л 5,8 - 7,0 2,8 - 3,8 - - 0,50
ВТ9Л 5,6 - 7,0 2,8 - 3,8 - - 0,8 - 2,0
ВТ14Л 4,3 - 6,3 2,8 - 3,8 0,9- 1,9 - 0,30
ВТ20Л 5,5 - 7,5 0,5 - 2,0 0,8 - 1,8 - 1,5 - 2,5
ВТ21Л 5,8 - 7,2 0,4- 1,0 0,8 - 1,5 0,2 - 0,5 4,0 - 6,0
Продолжение табл. 2.6.1
Сплав Si Fe С о2 n2 н2 Сумма прочих примесей
не более
ВТ5Л 0,20 0,35 0,20 0,20 0,05 0,015 0,30
ВТЗ-1 Л 0,15-0,40 0,2 - 0,7 0,15 0,18 0,05 0,015 0,30
ВТ6Л 0,15 0,30 0,10 0,15 0,05 0,015 0,30
ВТ8Л 0,20 - 0,40 0,30 0,10 0,15 0,05 0,15 0,30
ВТ9Л 0,2 - 0,35 0,30 0,15 0,15 0,05 0,015 0,30
ВТ14Л 0,15 0,60 0,12 0,15 0,05 0,015 0,30
ВТ20Л 0,15 0,30 0,15 0,15 0,05 0,015 0,30
ВТ21Л 0,20 0,50 0,12 0,15 0,05 0,015 0,30
2.6.2. Коэффициент линейного расширения литейных тигановых сплавов а-106, 1/К
Сплав Температура, ° С
20 - 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900
ВТ5Л 8,6 8,8 8,9 9,1 9,2 9,3 9,5 9,6 9,8
ВТЗ-1 Л 9,5 9,7 9,9 10,1 10,3 - - - -
ВТ6Л 8,3 8,7 8,9 9,2 9,5 9,8 10,0 - -
ВТ9Л 7,61 7,61 8,23 9,05 9,57 9,8 10,13 10,49 -
ВТ14Л 7,82 8,14 8,41 8,68 8,73 8,79 8,84 - -
ВТ20Л 8,7 8,8 8,9 9,0 9,1 9,2 9,4 9,6 9,7
ВТ21Л 8,5 8,7 9,0 9,2 9,5 9,7 9,9 10,2 10,5
342
Глава 2.6. ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Продолжение табл. 2.6.2
Сплав Температура, °C
20 - 100 100 - 200 200 - 300 300 - 400 400 - 500 500 - 600 600 - 700 700 - 800 800 - 900
ВТ5Л 8,6 9,1 9,2 9,7 9,8 9,9 10,3 10,7 11,3
ВТЗ-1 Л 9,5 9,9 10,2 10,7 11,1 - - - -
ВТ6Л 8,3 8,9 9,4 10,0 10,6 11,2 11,8 - -
ВТ9Л 7,6 7,6 10,0 10,75 10,50 10,90 12,05 12,9 12,75
ВТ14Л 7,82 8,25 8,91 9,57 10,82 11,45 12,94 13,72 -
•ВТ20Л 8,7 9,0 9,0 9,2 9,6 9,7 Н,1 10,7 10,8
ВТ21Л 8,5 9,0 9,5 10,0 10,5 11,6 11,7 12,2 12,4
2.6.3. Теплопроводность литейных титановых сплавов X, Вт/(м К)
Сплав Температура, °C
25 100 200 300 400 500 600 700 800 900
ВТ5Л 8,79 9,63 10,9 11,7 13,0 14,2 15,5 - - -
ВТЗ-1 Л 6,69 7,54 9,21 10,4 12,1 13,4 15,1 - - -
ВТ14Л - 9,1 10,6 И,4 13,1 13,7 15,3 16,9 18,2 -
ВТ20Л - 8,37 9,63 10,4 12,1 13,8 15,1 16,9 18,0 19,3
ВТ21Л - 7,9 9,6 10,8 12,1 13,4 15,0 16,7 18,4 -
2.6.4. Удельная теплоемкость литейных титановых сплавов ср, кДж/(кгК)
Сплав Температура, °C
100 200 300 400 500 600 700 800
ВТ5Л 0,544 0,586 0,628 0,670 0,712 0,754 - -
ВТЗ-1 Л 0,565 0,607 0,649 0,691 0,754 0,795 - -
ВТ6Л 0,543 0,585 0,623 0,668 0,710 0,752 0,794 -
ВТ14Л 0,501 0,542 0,581 0,623 0,667 0,710 0,833 0,993
ВТ20Л 0,586 0,628 0,668 0,712 0,754 0,795 0,858 0,921
ВТ21Л 0,515 0,570 0,625 0,675 0,730 0,780 0,845 0,900
ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
343
2.6.5. Плотность и удельное электрическое сопротивление
литейных титановых сплавов
Сплав Y, кг/м3 рЮ6, Ом см (20 °C)
ВТ5Л 4410 132,0
ВТЗ-1 Л 4430 168,0
ВТ6Л 4430 162,0
ВТ9Л 4490 169,0
ВТ14Л 4500 161,0
ВТ20Л 4470 168,0
ВТ21Л 4470 170,0
2.6.6. Гарантируемые механические свойства литейных титановых сплавов
<*0,2 <*в §5 КО),
Сплав Состояние МПа % МДж/м2
не менее
ВТ5Л Без терми- ческой обработки 630 700 6 14 0,3
ВТЗ-1 Л То же 830 950 4 8 0,25
ВТ6Л н 750 850 5 10 0,25
ВТ9Л н 830 950 4 8 0,2
ВТ14Л Отожженное 800 900 5 12 0,2
ВТ20Л Без терми- ческой обработки - 900 5 12 0,3
ВТ21Л То же 860 1000 4 8 0,2
£
2.6.7. Механические свойства отливок из титановых сплавов при различных температурах
Сплав Состояние Температура Е стпц <*0,2 5в AXU, ую-3,
испытания, °C МПа % МДж/м2 (стшах ~ 0,65ав)
-70 - - - 790 850 6 12 0,15 -
20 118000 - 550 680 780 6 14 0,30 20
ВТ5Л Без т.о. 300 105000 - 250 320 400 8 25 - -
400 93000 - 200 250 350 10 30 - -
500 - - - - 300 13 - - -
20 114000 120000 630 830 1000 5 10 0,30 -
ВТЗ-1Л Без т.о. 400 - 103000 - 580 730 9 18 - -
450 92000 - 350 520 680 10 20 - -
500 88000 98000 300 500 630 10 20 - -
20 115000 - 650 830 950 8 15 0,45 -
200 500 550 600 8 15
ВТ6Л Без т.о.
300 95000 - 400 500 550 10 16 - -
400 91000 - 300 450 500 10 16 - -
20 103000 - 690 850 1000 8 22 0,35 54-88
150 91000 - 360 630 820 10 32 - -
300 90000 - 360 550 710 9 31 - -
ВТ9Л Без т.о. 400 88000 - 340 500 660 7 29 - -
450 88000 - 310 500 650 6 25 - -
500 82000 - 310 490 640 8 34 - -
550 80000 - 280 460 600 6 27 - -
600 78000 - 260 450 570 10 40 - -
700 - - - - 460 14 29 - -
800 - - - - 250 5 8 - -
900 - - - - 160 6 12 - -
Глава 2.6. ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ
Сплав Состояние Температура испытания, °C Е ^д стпц
МПа
20 113000 - 650
ВТ14Л Отож- 300 97000 - 390
женное 400 95000 - 330
-196 - - -
-70 - - -
20 108000 - 650
200 - - -
ВТ20Л Без т.о. 300 - - -
350 93000 - 320
400 - - -
450 - - -
500 81000 - 290
20 112000 123000 650
ВТ21Л Без т.о. 300 - - -
400 93000 103000 400
500 88000 - 330
Продолжение табл. 2.6.7
ст0,2 5в V /геи, ую-3,
9 МДж/м2 (вшах “ 0.65<тв)
850 950 7 15 0,35 -
520 630 8 25 - -
460 550 8 20 - -
- 1500 5 6 0,20 -
- 1100 5 13 - -
850 950 8 20 0,40 -
- 770 - - - -
- 670 - - - -
490 630 10 34 - -
- 610 10 35 - -
- 590 13 35 - -
440 560 12 35 - -
880 1050 6 12 0,20 13-22
- 700 10 19 - -
560 670 11 20 - -
510 630 12 22 - -
ЛИТЕЙНЫЕ ТИТАНОВЫЕ СПЛАВЫ 345
346
Глава 2.7. ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
Глава 2.7
ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ
СПЛАВОВ
Благоприятное сочетание высокой удель-
ной прочности, жаропрочности и коррозион-
ной стойкости способствует тому, что титан и
его сплавы широко применяют в различных
отраслях промышленности.
Наиболее крупными потребителями тита-
новых сплавов являются двигателестроение,
самолетостроение и ракетостроение (табл. 2.7.1). В
последнее десятилетие титан стали широко
использовать и в других областях машино-
строения: химическом, судостроении, на
транспорте, в нефтегазовом, пищевом и др.
оборудовании.
Структура потребления титана в про-
мышленности меняется. Такая структура в
США за последнее время приведена на
рис. 2.7.1.
Близкая структура потребления титана
характерна и для нашей страны. Если в авиа-
ции титан используется главным образом бла-
годаря высокой удельной прочности и жа-
ропрочности, то в других отраслях промыш-
ленности - благодаря его высокой коррозион-
ной стойкости.
Самолетостроение. Основными требова-
ниями, предъявляемыми к материалам для
самолетостроения, являются их высокие удель-
ная прочность и жаропрочность, сопротивле-
ния усталостным нагрузкам, трещиностойкость
и достаточная коррозионная стойкость.
В табл. 2.7.2 приведены для сравнения
характеристики наиболее применяемых в само-
летостроении сталей, алюминиевых и титано-
вых сплавов при 20 °C. По удельным характе-
ристикам, особенно по усталостной прочности,
титановые сплавы заметно превосходят другие
конструкционные материалы. Поэтому замена
алюминиевых сплавов и сталей титановыми
сплавами позволяет уменьшить массу самолет-
ных конструкций и получить более высокую
весовую эффективность.
Рис. 2.7.1. Структура применения титановых сплавов
в США
2.7.1. Структура потребления титана в
самолетостроении США
Область применения Потребление, %
Реактивные двигате- ли авиации: гражданской военной 31 20
Планеры самолетов: гражданских военных 15 10
Ракетно- космичес - кая техника 7
Вертолеты и воору- жение 1
Другие отрасли про- мышленности 16
Титановые сплавы широко применяются
в сверхзвуковой авиации, где алюминиевые
сплавы не могут быть использованы из-за низ-
кой жаропрочности, а стали из-за большой
плотности. На рис. 2.7.2 приведено для приме-
ра стационарное распределение температур по
контуру самолета, летящего на высоте 20 км
при скорости, равной трем скоростям звука.
Температура обшивки в этом случае достигает
240 - 315 °C. В этих условиях наиболее пред-
почтительным материалом явились титановые
сплавы.
На рис. 2.7.3 показано изменение массы
летательных аппаратов, изготовленных из раз-
личных материалов, в зависимости от темпера-
туры эксплуатации по сравнению с массой
конструкции из алюминиевого сплава типа
В95, предназначенный для работы до 20 °C.
До температуры примерно 430 °C наименьшей
Рис. 2.7.2. Установившиеся температуры
поверхности самолета при скорости полета,
равной трем скоростям звука, на высоте 20 км
ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
347
2.7.2. Характеристики наиболее применяемых алюминиевых, титановых сплавов н сталей
Материалы у, г/см3 ов, МПа Удельная прочность, км ст.1, МПа, tf=2107, циклов Удельный предел вынос- ливости, км
Алюминиевые сплавы:
АК4-1 2,8 420 15 135 48
Д16Т 2,78 450 16,2 150 54
В95 2,82 550 19,5 165 58
Титановые сплавы:
ОТ4 4,55 800 17,5 420 92
ВТ6 4,45 900 20 520 116
ВТ22 4,55 1100 24,2 620 134
Стали:
30ХГСА 7,85 1100 14 600 77
ВНС-2 7,76 1250 16 620 80
ВНС-5 7,82 1450 18,5 720 92
массой обладает конструкция из титановых
сплавов. По возможному масштабу примене-
ния титана самолеты целесообразно разделить
на две группы: дозвуковых и сверхзвуковых
скоростей. Основной конструкционный мате-
риал планера в самолетах дозвуковых скоро-
стей - алюминий, на долю которого приходит-
ся 65 % (по массе) от всей конструкции плане-
ра. Сталь и титан занимает около 20 %, а ос-
тальное - преимущественно неметаллические
материалы. В ближайшие годы ожидается дове-
сти применение титана в дозвуковой пасса-
жирской и транспортной авиации до 15 % от
массы планера самолета.
Для самолетов сверхзвуковых скоростей,
особенно при скоростях более 2М, алюминий
как основной материал теряет свое значение и
применение титана становится весьма обшир-
ным (до 95 % от массы планера).
В таких пассажирских отечественных са-
молетах как ИЛ-76, ИЛ-86, ИЛ-96, ТУ-204,
ЯК-42, АН-124, АН-74 и др. применение тита-
на колеблется в пределах 4 - 8 % от массы
планера, а в сверхзвуковом самолете ТУ-144
было использовано около 12 % от массы пла-
нера.
Титановые сплавы используются в плане-
ре самолета для таких деталей и конструкций
как обшивка, силовой набор, детали крепле-
ния, шасси, механизация крыла, пилоны, гид-
роцилиндры, различные агрегаты и др.
Титановые сплавы эффективно исполь-
зуются в вертолетах главным образом для
2093 204 316 427 S38 Г, °C
Рис. 2.7.3. Изменение массы авиационных
конструкций из различных материалов в зависимости
от температуры эксплуатации по сравнению с
массой конструкции из алюминиевого сплава
типа В95, предназначенного для работы при 20 °C:
1 - высоколегированные стали (ов = 1230 МПа);
2 - коррозионно-стойкие стали (ов = 1550 МПа);
3 - сталь 30ХГСНА (ов = 1610 МПа);
4 - стали для горячих штампов (ов = 1970 МПа);
5 - сплавы на основе титана (ав = 1260 МПа)
348 Глава 2.7. ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
Рис. 2.7.4. Сварная самолетная конструкция, изготовленная из титанового сплава
ОТ4 с о. = 700 ... 900 МПа
деталей системы несущего винта и привода, а
также системы управления. Из титановых
сплавов изготовляют втулки несущего винта,
втулки хвостового винта, цапфы, скобы, кор-
пуса осевых шарниров, наконечники лопастей.
Применение титана в вертолетостроении по-
зволяет снизить массу деталей на 35 - 40 % по
сравнению со стальными. Для высоконагру-
женных вертолетных деталей используют тита-
новые сплавы ВТ6, ВТ5-1 и опробуют высоко-
прочный сплав ВТ22.
В самолете практически все стальные де-
тали могут быть заменены титановыми с выиг-
рышем в массе на 30 - 35 %. Единственным
недостатком титана по сравнению со сталью
является его более низкие модуль нормальной
упругости, а также фрикционные свойства.
Примеры применения титановых сплавов в
самолетостроении представлены на рис. 2.7.4 - 2.7.6.
Зарубежное самолетостроение до последнего
времени ориентируется на титановый сплав
Ti - 6 %, Al - 4 % с ств = 900 МПа, в тоже вре-
мя в отечественном самолетостроении с 1974 г.
широко используется для высоконагруженных
деталей и конструкций титановый сплав с
ов = 1100 МПа.
Двигателестроение. Применение титана в
двигателестроении явилось одной из первых и
наиболее перспективных областей. К семиде-
сятым годам доля титана, используемого в
авиационном двигателестроении достигала
50 % производимого титана. В последние годы
наблюдается тенденция к уменьшению потреб-
ления титана для двигателей военной авиации
и увеличению - для двигателей гражданской
авиации. Последнее можно объяснить, во-
первых, возросшим применением газотур-
бинных двигателей для пассажирских машин и,
во-вторых, накопленным опытом производства
и применения титана, повышением уровня
свойств и надежности титановых сплавов.
Рис. 2.7.5. Деталь механизации крыла самолета,
изготовленная из титанового сплава ВТ22
с о. = 1000 ... 1250 МПа
ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
349
Рис. 2.7.6. Конструкция шасси транспортного
пассажирского самолета, изготовленная методом
сварки из семи штамповок сплава ВТ22 с
ав = 1100 МПа размером 1200 х 1400 мм
Особенно выгодно с точки зрения выиг-
рыша в массе применение титана в новой раз-
новидности газотурбинных двигателей, а
именно в турбовентиляторных двигателях, по-
скольку они наиболее прогрессивны для пас-
сажирских лайнеров и крупных транспортных
самолетов. Производство таких двигателей за
последние годы значительно возросло и имеет-
ся тенденция к дальнейшему его увеличению.
Рис. 2.7.7. Ротор авиационного двигателя с дисками
и лопатками из титановых сплавов
Рис. 2.7.8. Статор самолетного двигателя,
изготовленный сваркой из титанового сплава
ОТ4 с о, = 700 ... 900 МПа
Снижение потребления титана для двига-
телей военных самолетов можно объяснить не
только уменьшением их производства, но и
тем, что для военных самолетов требуются
двигатели, развивающие сверхзвуковые скоро-
сти, т.е. турбореактивные, где возможности
применения титана меньше, чем в турбовенти-
ляторных из-за особенностей самой конструк-
ции. Кроме того, наблюдается постоянная тен-
денция к повышению скоростей военных са-
молетов, повышению рабочих температур ком-
прессора - основного узла, где целесообразно
применять титан.
Последние ступени компрессора наибо-
лее форсированных турбореактивных двигате-
лей работают при температурах, превышающих
600 °C, что привело к применению на этих
ступенях жаропрочных сплавов на никелевой и
железной основах.
Тйтановые сплавы применяются в двига-
телях в основном для изготовления узлов вен-
тилятора и компрессора, т.е. дисков, лопаток,
направляющих аппаратов, промежуточных
колец, корпуса двигателя, различных корпус-
ных деталей, воздухозаборника и некоторых
других деталей (рис. 2.7.7 - 2.7.8). Наряду с
жаропрочными титановыми сплавами, рабо-
тающими при температурах до 560 - 600 °C, в
двигателе используют конструкционные тита-
новые сплавы, которые могут успешно рабо-
тать при температурах до 300 - 350 °C.
По данным различных источников, при-
менение титановых сплавов в самолетном
двигателе взамен стали уменьшает массу дета-
лей на 35 - 40 %. При этом экономия в массе
всего двигателя зависит от его назначения и
конструкции (рис. 2.7.9).
350
Глава 2.7. ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
Рис. 2.7.9. Экономия массы, достигаемая в
случае применения титана для двигателей:
1 - крупных; 2 - средних; 3 - малых
Ракетостроение. Титановые сплавы ши-
роко использовались в пилотируемых ракетных
комплексах "Восток" и "Союз", беспилотных
"Луна", "Марс", "Венера", а также в более
поздних космических системах - "Энергия" и
орбитальном корабле "Буран". Применение
титана в этих конструкциях было весьма эф-
фективно вследствие уменьшения массы кон-
струкций, особенно в многоступенчатых ра-
кетных конструкциях.
Основными объектами применения тита-
на являются твердотопливные и жидкостные
ракетные двигатели, обшивки, корпуса порохо-
вых двигателей, трубчатые конструкции сты-
ковки отсеков, агрегаты различного назначе-
ния, в частности газовые баллоны высокого
давления, детали крепления и др.
Рис. 2.7.10. Корректировочный
твердотопливный двигатель из титанового
сплава ВТ22 с = 1300 МПа
Рис. 2.7.11. Сборный торсион "Лунохода"
из титанового сплава ВТ22 с = 1300 МПа
Основными требованиями, предъявляе-
мыми к титановым сплавам в этих конструк-
циях, являются высокая удельная прочность, а
в некоторых случаях - низкая хладноломкость,
высокая упругость паров в глубоком вакууме и
некоторые другие. В ракетостроении использу-
ется практически вся номенклатура конструк-
ционных титановых сплавов.
Некоторые примеры применения титано-
вых сплавов в ракетостроении приведены на
рис. 2.7.10 - 2.7.11.
На рис. 2.7.10 представлен небольшой
пороховой рулевой двигатель, изготовленный
из титанового сплава ВТ22 с ов = 1300 МПа, а
на рис. 2.7.11 торсион "Лунохода" из того же
материала. Сплав ВТ23 широко используется
для лонжеронов и шпангоутов в орбитальном
корабле "Буран".
Судостроение. В судостроении титановые
сплавы используются главным образом как
коррозионно-стойкий материал в морской
среде. Из титановых сплавов изготовляют об-
шивку судов, гребные винты, теплообменники
и другую судовую аппаратуру. Как правило,
используют низкопрочные и среднепрочные
сплавы хорошо сваривающиеся всеми видами
сварки и обладающие удовлетворительной тех-
нологической пластичностью. Существует спе-
циальная номенклатура титановых сплавов для
судостроения, включающая сплавы ПТ-7М,
ПТ-ЗВ и др.
Машиностроение. В отечественной про-
мышленности титановые сплавы применяются
главным образом в химическом, тяжелом,
энергетическом и транспортном машинострое-
нии, машиностроении для легкой, пищевой
промышленности и в бытовых приборах.
Стандартное оборудование в основном
изготовляется заводами химического машино-
строения. Номенклатура этих заводов доста-
точно широка и включает в себя запорную
(вентили, шаровые и обратные краны), перека-
чивающую (насосы), емкостную, и специаль-
ную аппаратуру (рис. 2.7.12).
Емкостная аппаратура широко применя-
ется во многих отраслях промышленности для
смешения, кристаллизации, термообработки
и т.д.
ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
351
Рис. 2.7.12. Емкости из технического титана
для хранения и перевозки агрессивных жидкостей -
азотной, серной, соляной и других кислот
Наиболее широко применяются титано-
вые сплавы для конструкций башен, адсорбе-
ров, в виде насадочных, барботажных, тарель-
чатых, ректификационных распылительных
колонн, работающих в контакте с кислой
(pH = 3,5) средой, парами кислот, уксусной и
соляной кислотами.
Теплообменная аппаратура широко при-
меняется в промышленности для подогрева,
кипячения, испарения, конденсации и охлаж-
дения различных агрессивных сред. Рабочие
агрессивные среды могут быть жидкие, пасто-
образные, твердые, газо - и парообразные.
В промышленности эксплуатируются раз-
личные виды теплообменников - змеевиковые,
спиральные, кожухотрубные (с двойными тру-
бами) и др. (рис. 2.7.13).
Титановые сплавы являются наиболее
приемлемым материалом, позволяющим повы-
сить коррозионную стойкость, сохранив стенки
достаточно тонкими с целью эффективности
теплообмена. Кроме того, титановые сплавы
подвержены меньшему испарению и образова-
нию осадков на их поверхности, что позволяет
получать высокий коэффициент теплоотдачи за
все время эксплуатации теплообменной аппа-
ратуры.
Рис. 2.7.13. Теплообменник из технического титана
Промышленностью освоен выпуск авто-
матических титановых фильтр-прессов типа
ФПАКМ. Они предназначены для фильтрации
агрессивных суспензий с температурой
278 - 353 °C, содержанием 5 - 600 г/м3 взве-
шенных частиц, образующих осадок с большим
гидравлическим сопротивлением. Детали
фильтр-прессов, соприкасающихся с агрессив-
ной средой, изготовляют из титановых сплавов.
Многие предприятия химической про-
мышленности, цветной металлургии и других
отраслей хозяйства освоили выпуск титанового
оборудования для своих нужд. Широкое рас-
пространение получил титан в изделиях, где
применяются вращающиеся детали - детали
центробежных машин (центрофуги, сепарато-
ры, сушилки, компрессоры и т.д.).
Целесообразность применения титановых
сплавов определяется техническими и эконо-
мическими соображениями.
В некоторых случаях применение титано-
вых сплавов с высокой удельной прочностью
необходимо, например, для изготовления
длинных (1000 - 1200 мм) рабочих лопаток
паровых турбин. Использование титановых
сплавов для рабочих лопаток длиной менее
1000 мм, изготовляемых обычно из стали, при-
водит в разгрузке напряженного ротора цилин-
дра низкого давления турбин и повышает на-
дежность конструкции в целом. Серийный
выпуск турбин с лопатками последних ступе-
ней из титановых сплавов организован на
многих турбиностроительных заводах нашей
страны.
Для повышения мощности автомобиль-
ных двигателей необходимо уменьшить массу
деталей возвратно-поступательных систем без
потери прочности, что достигается применени-
ем высокопрочных жаропрочных титановых
сплавов. Титановые сплавы, в первую очередь,
должны применяться для изготовления таких
деталей, как шатуны, впускные и выпускные
клапаны, коромысла клапанов и глушителей.
Применение их для шатунов позволяет на 30 %
снизить нагрузки на шатунные подшипники,
что значительно повышает их надежность и
долговечность.
Наиболее целесообразно использовать ти-
тановые сплавы для деталей высоконагружен-
ных деталей; для несущей конструкции авто-
мобилей рекомендованы сплавы средней проч-
ности, для ходовой части - сплавы средней
прочности и высокопрочные, для деталей дви-
гателя - сплавы средней прочности и жаро-
прочные.
Титановые сплавы обладают высокой
хладостойкостью (их механические свойства
при низких температурах существенно не ме-
352
Глава 2.7. ПРИМЕНЕНИЕ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
Рис. 2.7.14. Обелиск» облицованный листами
из титанового сплава
няются), что позволяет рекомендовать их заво-
дам горного оборудования для использования в
бурильных перфораторах, работающих на руд-
никах Крайнего Севера и Заполярья.
В последние годы заводы легкого пище-
вого машиностроения интенсивно осваивают
изготовление из титана различных машин и
аппаратов: красильно-отделочное оборудова-
ние, упаковочно-расфасовочные автоматиче-
ские линии, центрифуги с титановыми сепара-
торами, кухонные приборы.
По объему применения титана в народ-
ном хозяйстве ведущее место принадлежит
металлургической промышленности, зани-
мающейся производством никеля и кобальта.
Титановое оборудование, включающее в себя
различное фильтровальное оборудование, авто-
клавы, теплообменники, выпарные аппараты,
вентиляторы, матрицы, хлорные эжекторы,
реакторы, баки, насосы и др. На основе разра-
ботки и освоения эксплуатации комплекса
современных технологических аппаратов из
титана, а также узлов и деталей схем автомати-
зации с применением титана на комбинатах
"Североникель" и Норильский горно-метал-
лургический, осуществлена комплексная авто-
матизация гидрометаллургических процессов.
Применение оборудования из титана при про-
изводстве меди определяется высокой коррози-
онной стойкостью титановых сплавов в боль-
шинстве сред медеэлектролитного и сернокис-
лотного производства. Например, на Медно-
горском медносерном комбинате титан широко
применяется для изготовления оборудования
взамен свинца, ранее применявшегося для
фасонных частей кислотопроводов, деталей
насосов и электрофильтров. Срок службы ти-
тановых электродов в мокрых электрофильтрах
8-12 лет, а свинцовых -3-4 года.
Также широко применяются титановые
сплавы для оборудования при производстве
свинца, цинка, вольфрама и молибдена, сурь-
мы, драгоценных металлов, алюминия, при
обработке цветных материалов, в черной ме-
таллургии.
Медицина. Одним из ценных свойств ти-
тана является его биологическая совместимость
с живой тканью. Титан и его сплавы
(например, ВТ6 и ВТ 14) являются идеальным
материалом для протезирования. Сочетание
высокой удельной прочности и практически
идеальной совместимости титана и его сплавов
с тканями человеческого организма делает их
наиболее перспективным материалом для изго-
товления протезов (замена костей), имплантан-
тов, зубных металлокерамических коронок и
каркасов мостовидных протезов, базисов съем-
ных зубных протезов.
Протезы из титана и его сплавов изготов-
ляют трудоемкими методами - металлообра-
боткой и литьем. Последний метод является
достаточно сложным, дорогим и часто не обес-
печивающим требуемого качества. В России
для изготовления зубных протезов (коронок и
базисов) в последние годы впервые в мировой
практике начал использоваться метод сверх-
пластичной формовки сплавов ВТ6 и ВТ14.
Этот метод сверхпластиной формовки, разви-
тый профессором И. И. Новиковым и
Е. И. Рытвиным, предусматривает перевод
титанового сплава в мелкозернистое состояние,
обеспечивающее при определенных режимах и
небольшом давлении газа деформацию листа в
изделие точно заданной формы. Особо эффек-
тивно получение этим методом базисов для
съемных зубных протезов.
Еще более интересными материалами для
имплантантов являются химические соедине-
ния - алкоминиды и никелиды титана.
Другие отрасли. Все более расширяется
применение титана в спортивном инвентаре
(спортивные велосипеды, альпинистское сна-
ряжение).
В 1996 г. в США было израсходовано
2000 т титана для головок клюшек для гольфа.
Еще одним потребителем титана может
стать монументальная архитектура. В Москве,
СПИСОК ЛИТЕРАТУРЫ
353
например, установлено два крупных монумента
в честь запуска первого искусственного спут-
ника Земли (рис. 2.7.14) и первого космонавта
Ю. А. Гагарина.
Титан успешно используется и как бро-
невой материал. Масса конструкций из тита-
нового сплава Ti-6% - A1-4%V на 30 - 45 %
меньше массы конструкций из катанной бро-
невой стали и алюминия. Препятствует широ-
кому использованию титановых сплавов в не-
которых областях их высокая стоимость.
СПИСОК ЛИТЕРАТУРЫ
1. Авиационные материалы на рубеже XX-
XX в.в. М.: ВИАМ, 1994. С. 132-158.
2. Александров Н.Ф., Аношкин Н.Ф., Бе-
лозеров А.П. и др. Полуфабрикаты из титано-
вых сплавов. М.: ОНТИ ВИЛС, 1996. 580 с.
3. Братухин А.Г., Иванов Ю.Л., Марь-
ин Б.Н. и др. Современные технологии авиа-
строения. М.: Машиностроение, 1999. 842 с.
4. Братухин А.Г., Колачев Б.А., Сад-
ков В.В. и др. Технология производства тита-
новых самолетных конструкций. М.: Машино-
строение, 1995. 443 с.
5. Колачев Б.А., Елагин В.И., Лива-
нов В.А. Металловедение и термическая обра-
ботка цветных металлов и сплавов. М.: МИ-
СиС. 1999. С. 176 - 263.
6. Металловедение титана и его сплавов.
Под ред. Глазунова С.Г. и Колачева Б.А. М.:
Металлургия, 1992. 351 с.
7. Металлография титановых сплавов / Под
ред. Глазунова С.Г. и Колачева Б.А. М.: Ме-
таллургия, 1980. 463 с.
8. Моисеев В.Н. Высокопрочные титано-
вые сплавы. Новые цветные сплавы. М.:
МДНТП, 1990. С. 93 - 100.
9. Моисеев В.Н. Высокопрочные титано-
вые сплавы для крупногабаритных деталей
авиационных двигателей // МиТОМ, 2000,
№ 2. С. 34 - 36.
10. Моисеев В.Н., Глазунов С.Г. Конст-
рукционные титановые сплавы. М.: Метал-
лургия, 1974. 366 с.
11. Моисеев В.Н. Основное направление
развития промышленных титановых сплавов
для современного машиностроения // Ми-
ТОМ, 1997, № 7. С. 16 - 20.
12. Солонина О.П., Глазунов С.Г. Жаро-
прочные титановые сплавы. Металлургия, 1976.
446 с.
13. Титановые сплавы'в машиностроении
/ Под ред. Капырина Г.И. М.: Машинострое-
ние, 1974. 247 с.
12 Зак. 225
Раздел 3
МАГНИЙ И МАГНИЕВЫЕ СПЛАВЫ
Глава 3.1
ОБЩАЯ ХАРАКТЕРИСТИКА,
КЛАССИФИКАЦИЯ
Магний является основой для наиболее
легких конструкционных сплавов. Широкому
применению магния и его сплавов способст-
вует значительное наличие магния в природе.
Магния содержится (по массе) в земной коре
2,35 % и морской воде 0,14 %. Магний обла-
дает следующими основными свойствами:
Атомная масса................. 24,305
Параметры решетки
при 20 °C, нм................. а = 32,02
с = 51,99
с/а = 1,623
Плотность, г/см3
при температуре:
20 °C......................... 1,738
650 °C................ 1,572
Температура, °C:
плавления............... 650
кипения............... 1107
Временное сопротивление, МПа 100
Предел текучести, МПа ,....... 24,5
Модуль упругости, МПа......... 44100
Относительное удлинение, % . . 8
Анализ характера взаимодействия маг-
ния с другими элементами Периодической
системы показывает, что магний практически
не взаимодействует с такими тугоплавкими
переходными металлами, как молибден и
вольфрам. Другие тугоплавкие переходные
металлы (марганец, цирконий, кобальт, ни-
кель) растворяются в жидком магнии и в ма-
лых количествах входят в твердый раствор на
его основе. Элементы с полностью застроен-
ной ^-оболочкой (цинк, свинец, олово, кад-
мий, висмут, таллий, индий), как правило,
хорошо растворимы в жидком магнии и в
больших количествах входят в твердый рас-
твор. Элементы III группы Периодической
системы с недостроенными ^-оболочками
(скандий, иттрий, редкоземельные металлы,
торий) образуют с магнием ряд промежуточ-
ных фаз и хорошо растворяются в нем в жид-
ком и твердом состояниях.
Щелочные и щелочноземельные элемен-
ты не образуют значительной области раство-
римости в магниевом твердом растворе.
Пониженная коррозионная стойкость
магниевых сплавов определяется слабыми
защитными свойствами оксидной пленки.
Коррозионную стойкость магния повышают
следующие элементы: цирконий, титан, бе-
риллий, марганец, олово, кадмий, неодим.
Снижают коррозионную стойкость железо,
никель, кобальт, медь, серебро, висмут, сурь-
ма, литий.
Интерес к магнию и его сплавам и раз-
нообразие областей их применения обуслов-
лены следующими факторами:
1. Плотность магния (1,74 г/см3) являет-
ся самой низкой среди конструкционных
металлов. Магний в 4,5 раза легче железа, в
2,6 раза легче титана и в 1,6 раза легче алю-
миния.
2. Высокая удельная прочность, превы-
шает удельную прочность большинства алю-
миниевых сплавов.
3. Высокая способность к поглощению
ударных и вибрационных нагрузок.
4. Высокая удельная жесткость при изги-
бе и при кручении, превышающая таковую у
алюминиевых сплавов на 20 и у сталей на 50 %.
5. Высокий предел выносливости; высо-
кая надежность деталей, работающих на про-
дольный и поперечный изгиб.
6. Отличная обрабатываемость резанием,
значительно превышающая таковую у алюми-
ниевых сплавов, хорошая шлифуемость и
полируемость.
Основные области применения магния и
его сплавов делятся на три группы.
1. Области применения магниевых спла-
вов как конструкционных материалов:
авиакосмическая промышленность;
ядерная энергетика;
наземный транспорт;
станко- и приборостроение;
полиграфическая промышленность;
текстильная и легкая промышленность.
2. Области применения магниевых спла-
вов, как материалов со специальными физи-
ческими и химическими свойствами:
ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
355
радиотехническая промышленность;
электротехническая промышленность.
3. Области применения магния и его
сплавов для неконструкционных целей:
легирование других металлов, в основ-
ном, алюминия;
получение новых сплавов;
модифицирование чугуна;
десульфуризация стали;
пиротехника.
Классификация конструкционных маг-
ниевых сплавов проводится либо по назначе-
нию, либо по химическому составу.
По назначению магниевые сплавы де-
лятся на три группы:
сплавы средней прочности МА1, МЛ2;
высокопрочные сплавы МА2, МА2-1,
МАЗ, МА5, МА8, МА14, МА15, МА19, МЛ4,
МЛ5, МЛ6, МЛ7-1, МЛ8, МЛ12, МЛ15,
МЛ20-1, МЛ22;
жаропрочные сплавы MAH, МА12,
МЛ9, МЛ 10, МЛН, МЛ19.
По химическому составу магниевые
сплавы делятся на следующие группы:
сплавы на основе системы магний-
марганец МА1, МЛ2;
сплавы на основе системы магний-
алюминий-цинк МА2, МА2-1, МАЗ, МА5,
МЛ4, МЛ5, МЛ6, МЛ20-1, МЛ7-1;
сплавы на основе системы магний-цинк-
цирконий МА14, МАИ, МЛ8, МЛ12, МЛ15,
МЛ22;
сплавы на основе системы магний-РЗМ-
цирконий МА12, МЛ9, МЛ10, МЛ11, МЛ19;
сплавы на основе системы магний-
марганец-РЗМ МА8, МАП;
сплавы на основе системы магний-литий
МА18, МА21.
Обозначение марок магниевых сплавов
состоит из букв МА - для деформируемых
сплавов, МЛ - для литейных сплавов и цифр
их порядкового номера в государственном
стандарте. Наличие после марки сплава бук-
венного обозначения пч показывает, что дан-
ный сплав повышенный чистоты по приме-
сям, например, МЛ5пч, МА2-1пч.
Для производства конструкционных
магниевых сплавов в качестве шихтовых ма-
териалов используют магниевые сплавы в
чушках, которые имеют иную систему обо-
значения марок. Первая буква М обозначает,
что сплав на основе магния. Буква А указыва-
ет на наличие алюминия, Ц - цинка, М -
марганца, Б - бериллия, Цр - циркония, Н -
неодима. Цифры после этих букв указывают
на процентное содержание легирующего эле-
мента. Например, МА6ЦЗ - шихтовой чушко-
вый магниевый сплав, содержащий в среднем
6 % алюминия и 3 % цинка.
12*
Термическая обработка. Конструкцион-
ные магниевые сплавы подвергаются различ-
ным видам термической обработки, которые
имеют следующее обозначение:
М - отжиг;
Т1 - старение с охлаждением на воздухе;
Т2 - отжиг;
Т4 - закалка с охлаждением на воздухе;
Тб - закалка с охлаждением на воздухе и
старение;
Т61 - закалка с охлаждением в горячей
воде и старение;
Т7 - закалка и стабилизирующее старе-
ние.
В связи с повышенной окисляемостью
магниевых сплавов нагрев их под закалку
проводится в атмосфере нейтрального газа
(углекислого или аргона) или в воздушной
атмосфере с добавкой 0,5 - 1 % сернистого
газа. Сернистый газ вводят в атмосферу печи
по трубе или получают в самой печи в резуль-
тате разложения железного или медного кол-
чедана, загруженного в специальных ящиках
из расчета 0,5 - 1 кг на 1 м3 пространства
печи. Относительно малая скорость диффузи-
онных процессов в твердом состоянии опре-
деляет продолжительность термической обра-
ботки магниевых сплавов.
Магний и его сплавы при определенных
условиях являются огнеопасными, поэтому
необходимо обеспечивать пожарную безопас-
ность на всех стадиях технологического про-
цесса получения и обработки заготовок из
магниевых сплавов. Опасность загорания
компактных изделий из магниевых сплавов
наступает при температуре выше 400 °C. Го-
рение пыли магния и его сплавов носит ха-
рактер взрыва вследствие большой скорости
протекания реакции. Минимальная взрыво-
опасная концентрация магниевой пыли в
воздухе равна 10 г/м3. Плавка магниевых
сплавов ведется с использованием защитных
флюсов или в защитной газовой атмосфере
элегаза SFg.
Не допускается попадание влаги в маг-
ниевый расплав. Аргонодуговая сварка прово-
дится без флюса. Обработка резанием магние-
вых сплавов проводится в отдельном помеще-
нии на оборудовании во взрывозащитном
исполнении и с режимами резания, исклю-
чающими нагрев и возгорание стружки. Дета-
ли из конструкционных магниевых сплавов
применяют с защитой поверхности химиче-
скими (хроматными, фосфатными и анодно-
оксидно-фторидными) покрытиями в сочета-
нии со специальными системами лакокрасоч-
ных покрытий. Для предотвращения контакт-
ной коррозии при сочленении деталей допол-
нительно применяют изолирующие материа-
лы - грунты, герметики, пасты.
356
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Глава 3.2
МАГНИЕВЫЕ
ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.1. СПЛАВЫ СРЕДНЕЙ ПРОЧНОСТИ
К сплавам средней прочности относятся
низколегированные сплавы на основе систе-
мы Mg - Mn (MAI, МА8), а также сплавы на
основе систем Mg - Al - Zn (типа МА2) и
Mg - Zn (МА20) (табл. 3.2.1.).
Сплавы MAI, МА8 отличаются повы-
шенной коррозионной стойкостью, не склон-
ны к коррозионному растрескиванию под
напряжением. Введение церия несколько
повышает прочностные характеристики спла-
ва МА8 как при 20 °C, так и при температу-
рах до + 250 °C.
Наличие церия усложняет фазовый со-
став. В сплаве МА1 наряду с a-твердым рас-
твором присутствуют частицы металлического
Мп, а в фазовом составе сплава МА8 появля-
ются частицы интерметаллида MggCe. Причем
растворимость церия в твердом магнии в при-
сутствии марганца несколько уменьшается, а
растворимость марганца в присутствии церия
почти не изменяется.
Точка предельного насыщения тройного
твердого раствора приблизительно соответст-
вует 0,7 % Се и 1,3 % Мп. В системе имеется
нонвариантное эвтектическое превращение
при 585 °C по реакции
Ж+ Mg9Ce + Мп .
Сплав МА8 рекомендуется к длительной
эксплуатации при 200 °C, кратковременной -
при 250 °C, а сплав МА1 соответственно при
150 °C и 200 °C.
Общий уровень механических свойств
этих сплавов при 20 °C несколько ниже, чем
у сплавов системы Mg - Al - Zn.
Сплавы MAI, МА8 обладают хорошей
пластичностью: из них можно изготовлять
полуфабрикаты всех видов. Термической об-
работкой они не упрочняются. Сплавы удов-
летворительно свариваются аргоно-дуговой
сваркой; при этом сплав МА1 превосходит
сплав МА8 по свариваемости.
Сплавы МА2, МА2-1, МА2-1пч близки
по уровню механических свойств. Более леги-
рованные и усовершенствованные сплавы
МА2-1 и МА2-1пч имеют несколько более
высокие показатели прочности и пластичности.
Основными упрочняющими фазами в
сплавах системы Mg - Al - Zn - Мп являются
двойные фазы MgpAl^, MgZn. Кроме .того,
возможно образование тройных фаз
A^MgjZnj И Mg32(Al, Zn)49.
Избыток марганца, не растворившийся в
a-твердом растворе, выделяется в объеме зе-
рен в форме кристаллов марганца правильной
геометрической формы. Однако объемная
доля указанных фаз невелика ввиду достаточ-
но высокой растворимости алюминия и цинка
в магнии. Совместная растворимость алюми-
ния и цинка в магнии несколько ниже, чем
каждого элемента в двойных системах
Mg - Al, Mg - Zn. Однако по мере понижения
температуры не происходит ее резкого сни-
жения, вследствие этого сплавы данной под-
группы не подвергаются упрочняющим ви-
дам термической обработки. Для них реко-
мендован рекристаллизационный отжиг.
Общая коррозионная стойкость этих
сплавов удовлетворительная, но они имеют
некоторую склонность к коррозионному рас-
трескиванию под напряжением, возрастаю-
щую с повышением содержания алюминия.
Сплав МА2-1пч благодаря повышенной чистоте
по примесям превосходит сплав МА2-1 по об-
щей коррозионной стойкости. После отжига
250 - 350 °C, 1 ч склонность сплавов типа
МА2 к коррозионному растрескиванию за-
метно снижается.
Эти сплавы удовлетворительно сварива-
ются аргонодуговой сваркой.
Сплав МА20 (ВМД8) системы Mg - Zn -
Zr - Се ввиду малой степени легированности
отличается от остальных деформируемых маг-
ниевых сплавов повышенной пластичностью
и весьма технологичен (возможна даже ру-
лонная листовая прокатка). По технологично-
сти сплав значительно превосходит рассмот-
ренные выше марки сплавов и, кроме того,
отличается весьма низкой анизотропией
свойств (не более 5 %).
Фазовый состав этого сплава: а-твердый
раствор с незначительными включениями
интерметаллидов MggCe, MgZn. Практически,
это - гомогенный сплав, не подвергающийся
упрочняющим видам термической обработки;
рекомендуется рекристаллизационный отжиг.
Сплав не склонен к коррозионному рас-
трескиванию, обладает удовлетворительной
коррозионной стойкостью.
Сплав хорошо сваривается АрДЭС и
контактной электросваркой, причем возмож-
на сварка деталей сложной конфигурации,
предназначенных для длительной эксплуата-
ции при температуре 150 °C и кратковре-
менной - до 200 °C.
Сплавы средней прочности предназна-
чены для получения всех видов деформируе-
мых полуфабрикатов, в первую очередь ката-
ных плит и листов.
3.2.1. Химический состав (%, остальное Mg) магниевых сплавов средней прочности
Сплав Зарубежный аналог А1 Zn Мп Се Zr Примеси, не более Прочие примеси
А1 Си Ni Zn Si Be Fe Mn
МА1 М1А*1 - - 1,3 - 2,5 - - о,1 0,05 0,007 0,3 0,10 0,002 0,05 - 0,2
АМ503
МА2 AZ31 AZ31B 3,0 - 4,0 0,2 - 0,8 ♦ 0,15 - 0,5 - - - 0,05 0,005 - 0,10 0,002 0,05 - 0,3
МА2-1 - 3,8 - 5,0 0,8 - 1,5 0,3 - 0,7 - - - 0,05 0,004 - 0,10 0,002 0,04 - 0,3
МА2-1 пч - 3,8 - 5,0 0,8 - 1,5 0,2 - 0,6 - - - 0,01 0,001 - 0,01 0,002 0,005 - од
МА8 АМ537*2 - - 1,3 - 2,2 0,15 - 0,35 - 0,1 0,05 0,007 0,3 0,10 0,002 0,05 - 0,3
МА8 пч - - - 1,0 - 1,5 0,15 - 0,35 - 0,01 0,01 0,002 0,06 0,01 - 0,01 - 0,1
МА20 ZE10A - 1,0 - 1,5 - 0,12 - 0,25 0,05 - 0,12 0,02 0,03 0,005 - 0,05 0,002 0,04 0,04 0,3
-
СПЛАВЫ СРЕДНЕЙ ПРОЧНОСТИ
В числителе - сплав производства США, в знаменателе - аналогичный сплав, изготовляемый в Великобритании.
*2 Сплав производства Германии.
358
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Листы из сплавов МА1 и МА8 приме-
няют для деталей внутреннего набора самоле-
тов, профили и трубы - для деталей арматуры
бензо-, маслосистем внутреннего набора, де-
талей трубопроводов и сварных конструкций,
подвергающихся умеренным нагрузкам.
Сплавы типа МА2 используют для изго-
товления деталей вертолетов: оперения, ство-
рок, люков, дверец. Они могут быть приме-
нены для изделий широкого потребления
(бензопил, колясок, деталей велосипедов).
Сплав МА20 благодаря высокой техно-
логичности и хорошей свариваемости может
использоваться для сварных тонкостенных
деталей сложной геометрии (приборные отсе-
ки, контейнеры и др.).
Комплекс механических и физических
свойств магниевых деформируемых сплавов сред-
ней прочности представлен в табл. 3.2.2 - 3.2.8.
3.2.2. Гарантируемые механические свойства полуфабрикатов (не менее)
Сплав Полуфабрикат Состояние О. 1 ст0,2 | °0,2сж 5, % НВ
МПа
МА1 Лист толщиной, мм:
0,8 - 2,5 м 190 ПО - 5 45
2,6 - 10,0 170 90 - 3 45
Пруток диаметром, мм:
8 - ТОО 200 НО - 2 40
101 - 160 Без т/о 180 95 - 2 -
161 - 200 170 90 - 2 -
Профиль То же 220 - - 2 40
Полоса сечением до 130 см2 II 220 100 60 2 40
МА8 Лист толщиной, мм:
0,6 - 2,5 м 230 120 - 12 49
2,6 - 10,0 220 120 - 49
1,0 - 1,5 н 230 150 - 8 -
1,6 - 3,0 220 140 80 6 -
Плита толщиной, мм:
12 - 20 Без т/о 210 110 60 10 -
21 - 32 200 100 60 8 -
Пруток диаметром, мм:
8 - 50 220 135 - 4 40
51 - 100 М 210 - - 3 40
101 - 160 200 115 - 2 -
161 - 200 180 НО - 1 -
Профиль Без т/о 220 130 - 10 40
Труба 230 - - 8 40
Полоса сечением, см2:
до 10,0 То же 220 НО 70 10 40
10,1 - 15,0 210 100 60 10 -
15,1 - 130 200 100 60 3 -
СПЛАВЫ СРЕДНЕЙ ПРОЧНОСТИ
359
Продолжение табл. 3.2.2
Сплав Полуфабрикат Состояние <*в q0>2- |1 ст0,2сж. 5, % НВ
МПа.
МА2 Пруток диаметром, мм:
8 - 100 250 130 - 6 43,0
101 - 160 Без т/о 250 130 - 5 -
161 - 200 220 115 - 5
Профиль То же 240 120 - 6 42,0
Штамповка массой, кг: — /Г
до 30 250 - - 5 49,0
30 - 100 240 - - 5 45,0
Поковка массой, кг: —. " —
до 50 240 - - 5 49,0
ев. 50 230 - - 4 46,0
МА2-1 Лист толщиной, мм:
МА2-1пч 0,8 - 2,5 м 260 160 - 10 -
2,6 - 10 260 150 - 8 -
Плита толщиной, мм:
12 - 20 Без т/о 250 140 80 7 -
21' - 32 250 140 80 6 -
Пруток диаметром, мм:
8 - 160 То же 260 150 - 8 42,0
161 - 200 250 - - 5 42,0
Профиль сечением, см2:
до 5 — н — 270 160 - 8 45,0
5,1 - 12 260 160 - 8 45,0
Штамповка массой, кг:
до 30 — " 260 - - 7 49,0
30 - 100 250 - - 7 49,0
св. 100 240 - - 6 49,0
МА20 Лист толщиной, мм: М
0,6 - 10,0 230 160 120 18 49,0
Плита толщиной 20 - 30 мм Без т/о 200 120 - 20 -
Пруток диаметром до 160 мм, полоса сечени- ем до 130 см2, профиль сечением до 12 см2 То же 250 180 80 20 40,0
3.2.3. Типичные механические свойства сплавов средней прочности при температуре 20 °C
Сплав Полуфабрикат Е G стпц ст0,2 ств 3 £сж стпц.сж ст0,2сж то,з тср кси, кДж/м2 ст-1 „ н»3 СТ-1
ГПа МПа % ГПа МПа МПа
МА1 Лист 41 14,5 - 140 220 8 - 41 - 85 - - 125 50 75*1 -
МА8 Лист 37 13,5 100 140 150 15 - - - 100 - - - - 70 -
Полоса сечением до 10 см2 40,5 16 но 120 230 12 35 41 - 70 60 180 145 100 - -
МА2 Пруток 43 16 80 180 280 10 30 45 60 100 60 190 160 120 ПО*1 80
Полоса сечением до 130 см2 43 16 70 160 260 8 26 42 - 100 65 170 160 100 - -
Профиль 43 16 70 170 270 12 30 - - - 60 170 150 120 - -
Штамповка 43 - 80 170 270 8 24 - - - - - 16 90 80*1 -
МА2-1 МА2-1ПЧ Лист 40 - 80 120 270 12 - 42 60 - - - - - 100*1 -
Плита толщи- ной 12 - 32 мм 42 16 - 160 270 12 20 41 50 85 60 170 150 70 100»! 70
Пруток диа- метром, мм: 8 - 100 43 - 180 280 1.2 24 - - 65 180 165 80 - -
101 - 160 43 - - 170 270 10 22 - - - 60 - - - - -
МА2-1пч Полоса сечени- ем до 130 см2 42,5 16 90 180 270 10 21 - 60 100 60 170 160 60 ио*1 80
Труба - - - 180 280 10 22 - - 90 - - - - - -
Профиль 43 - - 180 290 10 24 - - - - - - - - -
МА20 Лист 41 - 100 160 240 90 - 41 90 140 - - - 100 100*2 60
Плита толщи- ной до 30 мм 41 15,5 60 110 210 20 40 42 40 85 - - - 100 80 60
Пределы выносливости определены на базе N- 2 • 107 циклов: * ! при консольном изгибе вращающегося образца; * 2 при пульсирующем растяжении; * 3 Kt = 2,2. Примечания: 1. Листы в отожженном состоянии; остальные полуфабрикаты - без термообработки. 2. Коэффициент Пуассона для
магниевых деформируемых сплавов составляет 0,30 - 0,34.
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.4. Типичные механические свойства сплавов средней прочности при различных температурах
Сплав Полуфабрикаты ств <*0.2 5 % ав <*0.2 5 % 1 <*0.2 5 % I <*0.2 8 % I 1 <*0.2 8 %
МПа МПа МПа МПа МПа
100 °C 125 °C 150 °C 200 °C 250 °C
МА1 Листы 157 88 15 - - - 127 78,4 25 78,4 49 30 59 39,2 65
Прутки 176,4 147 15 - - - 137 108 18 127 78,4 25 88 49 60
МА8 Листы 176,4 98 26 157 73,5 28 147 69 30 127 58 32 108 49 34
Прутки 176,4 108 26 - - - 137 98 36 118 98 34 98 69 32
МА2 Прутки 206 108 25 176 88 33 - - - - - - - - -
МА2-1 Листы 206 147 30 - - - 137 98 32 127 98 37 69 49 60
Плиты 216 118 19 - - - 186 98 25 137 69 25 88 49 30
МА2-1пч Прутки 235 147 20 206 118 29 176 98 30 108 - 35 69 - 65
МА20 Листы 147 118 65 - - - 118 98 65 88 78,4 70 - - -
Плиты 157 88 37 - - - 118 78 48 88 69 51 69 49 65
Примечание. Листы в отожженном состоянии; прутки и плиты - без термообработки.
3.2.5. Типичные механические свойства сплавов средней прочности при 20 °C и отрицательных температурах
Сплав Полуфабрикаты ов, МПа 8, % кем, кДж/м2 ов, МПа 8, % кем, кДж/м2 ов, МПа 8, % КСМ, кДж/м 2 ов, МПа 8, % КСМ, кДж/м2
20 °C -40 °C -70 °C -196 °C
МА1 Листы 196 5 - - - - - - - - - -
Прутки 235 5 - - - - - - - - - -
МА8 Листы 225 12 49 304 12 - 302 11 - - - -
Плиты 206 10 78 - - - 216 12 98 - - 84,3
МА2 Прутки 265 16 118 294 14 88,7 304 13 68,6 392 2,5 39,2
МА2-1 МА2-1пч Листы 225 10 59 284 12 - 265 5 - 382 5,0 39,2
Плиты 225 14 68,6 - - - 284 9 59 372 26 29,4
МА20 Листы 235 27 107,8 - - - 304 19 - - - -
Плиты 216 20 117,6 - - - 274 12 98 - - 84,3
Примечание. Листы в отожженном состоянии; прутки и плиты - без термообработки.
СПЛАВЫ СРЕДНЕЙ ПРОЧНОСТИ
Э62
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.6. Чувствительность силавав средней нроадюсти к надрезу црн статическом растяжении
'Сплав Полуфабрикат <УвАв’пРиТ*с ’ G ва » МПа, мри угле перекоса, °
-70 20 0 4 6
МА8 Пруток диамет- ром 25 мм 4,0 1,08 1,19 350 185 90
МА2-1, МА2-1пч Плита толщиной : 27 мм 4,0 1,0 1,07 290 ; 250 -
МАЗО i Плита толщиной 30 мм 4,0 1,0 1,15 - - -
Лист толщиной ; 2.0 мм 4,0 0,8 ; 1,00 - - -
Примечание. Листы в отожженном состоянии, пруток и плита - без термообработки.
3.2.7. Малоцикловая усталость сплавов средней прочности
Сплав Полуфабрикаты к. amax> МПа (2лш_=о;7) <*в N, циклы &max > МПа <*в N, циклы
МА2-1 ЛИСТЫ 2,6 176 1300 127 6500
МА2-1пч Плиты 2,2 186 750 - -
МА20 Листы 2,6 157 1200 113 4200
Плиты 2,2 157 1000 113 3800
Примечание. Листы - в отожженном состоянии; плиты - без термообработки.
3.2.8. Предел длительной прочности и ползучести (в МПа) при различных температурах
Сплав Полуфабрикаты <*100 1 | <*0,2/100 <*100 1 | <*0,2/100 <*100 | | <*0,2/100 <*100 | <*0,2/100
100 °C 150 °C 200 °C 250 °C
МА1 Прутки - - - 24,5 - 14,7 - -
МА8 Листы 127,4 49 108 - 49 7,8 19,6 -
Прутки 137 59 118 59 73,5 30,4 34,3 -
МА2-1 Листы 108 34,3 49 27,5 - - - -
МА2-1, МА2-1пч Пруток - 78,4 34,3 - - - - -
МА20 Листы 118 78,4 59 19,6 - - - -
Плиты - 63,7 68,5 39 - - - -
Примечание. Листы в отожженном состоянии; остальные полуфабрикаты - без термооб-
работки.
Физические свойства сплавов средней прочности приведены в табл. 3.2.9 - 3.2.12.
СПЛАВЫ СРЕДНЕЙ ПРОЧНОСТИ
363
3.2.9. Плотность и удельное электрическое сопротивление сплавов при 20 °C
Свойства МА1 МА8 МА2 МА2-1, МА2-1пч МА20
у, кг/м3 1760 1780 1780 1790. 1760
р • 108, Ом • м 6,12 5,1 12 - 4,98
3.2.10. Теплопроводность X, Вт/(м • К)
Сплав Температура, °C
20 too 200 300 400’
МА1 126 130 138,0 134 134
МА8 126 130 134,0 136 138
МА2 96,4 101 105 109 113
МА2-1 83,8 88 92,2 101 105
МА20 136 138 140 142 142
3.2.11. Удельная теплоемкость кДж/(кг * К)
Сплав Температура, °C
100 200 300 350 400
МА1 1,00 1,05 1,13 - 1,17
МА8 1,05 1,13 1,21 - 1,26
МА2 1,13 1Д7 1,21 1,26 -
МА2-1 1,09 1,13 1,21 1,26 -
МА20 0,963 1,П 1,21 - -
3.2.12. Температурный коэффициент линейного расширения а • 106, 1/К
Сплав Температурный интервал, °C
20 - 100 100 - 200 200 - 300 20 - 300
МА1 26,0 27,0 - -
МА8 23,7 26,1 - 27,3
МА2 26,0 - - -
МА2-1 26,0 - - -
МА20 29,1 29,4 31,0 29,8
‘ Технологические свойства. Сплавы сред-
ней прочности отличаются достаточно высо-
ким запасом пластичности, поскольку менее
гетерофазны, чем высокопрочные сплавы.
Поэтому они не столь чувствительны к скоро-
сти и температуре деформирования и допус-
кают более высокую степень деформации за
одну технологическую операцию.
Однако при работе с любыми магние-
выми сплавами необходимым условием явля-
364
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ется предварительный нагрев не только самих
заготовок сплавов, но и соответствующего
инструмента (штампов, байков, контейнеров,
матриц и т.д.).
Кроме того, в большинстве случаев ли-
тые заготовки магниевых сплавов, предназна-
ченные для последующей деформации, долж-
ны быть подвергнуты гомогенизирующему
отжигу с целью получения однородной струк-
туры и повышения пластичности.
Режимы гомогенизирующего отжига: для
сплава МА2 - 400 °C, 18 ч; сплавов МА2-1,
МА2-1пч - 390 °C, 10 ч, 1 ступень; 420 °C, 8 ч -
II ступень.
Из всех видов обработки давлением
прессование является одним из наиболее
благоприятных деформационных процессов.
Прессование магниевых сплавов осуществля-
ется, как правило, на вертикальных и гори-
зонтальных гидравлических прессах при тем-
пературах 300 - 420 °C.
При проведении операции штамповки и
ковки необходимо применять высокие темпе-
ратуры окончания деформирования с тем,
чтобы использовать большой запас пластич-
ности и повысить степень деформации за
одну операцию. Небольшие детали из техно-
логичных сплавов средней прочности можно
штамповать на кривошипных прессах, а ковку
осуществлять на молотах. В качестве исход-
ного материала обычно используют предвари-
тельно деформированные заготовки
(прессованные прутки, полосы и профили,
кованые или катаные полуфабрикаты) в не-
термообработанном состоянии.
Штамповка или ковка крупных деталей
часто осуществляется из литой заготовки на
гидравлических прессах и молотах при темпе-
ратурах 300 - 400 °C. При высоких температу-
рах нагрева под деформацию (в частности,
под штамповку) и в процессе штамповки мо-
жет происходить рекристаллизация, что вы-
зывает разупрочнение сплавов.
Однако в процессе деформации магние-
вых сплавов МА8, МА2, МА2-1 происходит
дополнительное упрочнение. Это весьма су-
щественный фактор, поскольку, эти сплавы не
подвергаются упрочняющей термообработке.
При горячей и теплой прокатке сплавов
средней прочности валки прокатных станов
предварительно подогревают. Производство
магниевого листа осуществляется карточным
и рулонным методами.
При проведении любого вида деформа-
ции используется смазка соответствующей
марки, облегчающая процесс течения металла
и предотвращающая налипание металла и
оксидов на поверхность инструмента.
При прокатке применяют охлаждающую
жидкость для валков.
Листовая штамповка магниевых сплавов
(табл. 3.2.13, 3.2.14) в нагретом состоянии прово-
дится с использованием всех видов оборудова-
ния заготовительно-штамповочных цехов.
Степени вытяжки, отбортовки, выдавки
деталей из магниевых сплавов представлены в
табл. 3.2.15 - 3.2.17.
3.2.13. Технологические режимы листовой штамповки
Сплав Состояние Режим отжига Температурный интервал штам- повки, °C Суммарное время нагрева, мин
Температура, °C Время, мин
МА1 м 340 - 350 30 320 - 350 250 - 320 30 60
МА8 м 340 - 350 30 320 - 350 250 - 320 30 60
н 240 - 250 30 230 - 280 30
МА2-1, МА2-1пч м 240 - 260 30 300 - 320 250 - 300 30 60
3.2.14. Минимальные радиусы 7?mjn гиба при листовой штамповке в отожженном состоянии в долевом (Д) и поперечном (П) направлениях
Температура деформации, °C
Сплав 20 100 150 200 250 300 350
Д п Д П д П Д П д П д П Д П
МА1 (6 + 7)5 (7 8)5 - - (4 + 5)5 (5 + 6)5 (3 + 4)5 (4 * 5)5 (2 + 3)5 (3 -н 4)5 (1,5 + 2)5 (2 + 3)5 (1+ 1,5)5 (2+ 2,5)5
МА8 (5 * 6)5 (4,5 + 5)5 - - (4 + 5)5 (3 + 3,5)5 (3 4)5 (2,5 * 3)5 (2,5 + 3)5 (2 + 2,5)5 (2+ 2,5)5 (1,5 + 2)5 (1,5 + 2)5 (1,5 + 2)5
МА2-1, МА2-1пч (5 -ь 6)5 (6 + 7)5 - - (4 + 5)5 (5 + 6)5 (3 + 4)5 (4 + 5)5 (2 + 3)5 (3 + 4)5 (1,5 -и 2)5 (2 + 3)5 - -
МА20 35 45 25 35 1,55 25 - - - - - - - -
Условное обозначение: s - толщина листа, мм.
ВЫСОКОПРОЧНЫЕ СПЛАВЫ 365
366
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.15. Коэффициент вытяжки Хвыт
Сплав Состояние Температура, °C
20 100 150 200 250 300 350
МА1 М - - 1,3 - 1,4 1,5 - 1,6 1,8 - 2,0 2,1 - 2,2 2,25 - 2,4
МА8 М - - 1,35 - 1,50 1,6 - 1,8 1,9 - 2,0 2,1 - 2,2 2,3 - 2,6
н - - - 1,4 - 1,5 1,7 - 1,8 - -
МА2-1 МА2-1пч м - - 1,3 - 1,4 1,6- 1,75 1,8 - 1,9 2,0 - 2,1 -
МА20 м 1,25 1,75 2,2 2,4 - - -
3.2.16. Коэффициент отбортовки
Сплав Состояние Температура, °C
20 100 150 200 250 300 350
МА1 М - - 1,2 - 1,3 1,6 - 1,7 1,8- 1,85 1,9 - 2,0 2,1 - 2,2
МА8 М - - 1,3 - 1,4 1,7 - 1,8 1,85 - 1,95 2,0 - 2,1 2,15 - 2,2
Н - - - 1,5 - 1,6 1,8- 1,85 - -
МА2-1 МА2-1пч М - - 1,2 - 1,3 1,5 - 1,6 1,8 - 1,85 1,9 - 2,0 -
МА20 М 1,2 1,75 1,75 2,0 - - -
3.2.17. Коэффициент выдавки Хвыд, %
Сплав Состояние Температура, °C
100 150 200 250 300 350
МА1 МА8 М - 13 - 15 23 - 25 33 - 34 40 - 41 45-47
МА2-1 МА2-1пч Без т/о - 15 - 17 23-25 31 - 33 40 - 42 -
МА20 Без т/о 5 17 - 25 19 - 28 - - -
3.2.2. ВЫСОКОПРОЧНЫЕ СПЛАВЫ
К высокопрочным деформируемым маг-
ниевым сплавам относят сплавы с временным
сопротивлением ов > 300 МПа.
Повышенная прочность сплавав дости-
гается за счет легирования такими элемента-
ми, как алюминий, цинк, цирконий, редко-
земельными металлами (РЗМ) - иттрием, не-
одимом, лантаном.
По химическому составу (табл. 3.2.18) вы-
сокопрочные деформируемые сплавы на основе
магния можно разделить на три группы:
1) сплавы системы Mg - Zn - Zr;
2) сплавы системы Mg - Al - Zn;
3) сплавы системы Mg - Zn - РЗМ, не
имеющие зарубежных аналогов.
Наиболее высокими прочностными
свойствами обладает сплав МА19 (ов до 380 МПа).
Однако сплаву МА19, как и сплавам МА5,
МА14, свойственна значительная анизотропия
механических свойств, в связи с чем уровень
прочности в направлении поперек волокна на
30 - 35 % ниже (ив = 240 + 260 МПа).
Повышенная анизотропия механических
свойств высокопрочных деформируемых спла-
вов - явление закономерное. Различают как
кристаллическую (гомогенную), так и волок-
нистую (гетерогенную) анизотропии. По-
скольку высокопрочные сплавы имеют гек-
сагональную плотно упакованную (ГПУ) ре-
шетку, как и магний, они склонны к гомо-
генной анизотропии (анизотропия I рода).
Эти сплавы имеют также сложные фазовые
составы ввиду высокой степени легирования,
причем в процессе деформации, как правило,
проявляется преимущественная ориентация
упрочняющих фаз, что приводит к возникно-
вению гетерофазной анизотропии (анизотро-
пия II рода).
3.2.18. Химический состав (%, остальное Mg) высокопрочных деформируемых магниевых сплавов
Сплав Зарубежный аналог А1 Мп Zn Zr Nd Cd La Примеси, не более
Al Си Ni Zn Si Be Fe Mn прочие
МА5 AZ80A* AZ855 7,8 - 9,2 0,15 - 0,50 0,2 - 0,8 - - - - - 0,05 0,005 - 0,10 0,002 0,05 - 0,3
МАИ ZK60A - - 5,0 - 6,0 0,3 - 0,9 - - - 0,05 0,05 0,005 - 0,05 0,002 0,03 o,l 0,3
ZW3
МА15 - - - 2,5 - 3,5 0,45 - 0,9 - 1,2 - 2,0 0,7 - 1,1 0,05 0,03 0,005 - 0,05 0,002 0,03 0,1 0,3
МА19 - - - 5,5 - 7,0 0,5 - 0,9 1,4 - 2,0 0,2- 1,0 - 0,05 0,05 0,005 - 0,05 0,002 0,05 0,1 0,3
* В числителе - сплав производства США, в знаменателе - аналогичный сплав, изготовляемый в Великобритании.
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
£
368
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Для сплавов МА5, МА14, МА 19 характер-
но наложение обоих видов анизотропии. Струк-
тура этих сплавов в продольном направлении
характеризуется ярко выраженной геометриче-
ской направленностью, строчечным распределе-
нием упрочняющих фаз (рис. 3.2.1 а, в).
а)
0
в)
д)
Рис. 3.2.1. Микроструктура прессованных полос сплавов МА14 (л, б); МА19 (в, г); МА22 (д9 е)
в направлении вдоль волокна (а9 в, д) и поперек волокна (б9 г9 е) при х 150
е)
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
369
Сплав МА22 выгодно отличается суще-
ственно меньшей анизотропией II рода
(рис. 3.2.1 д, е). Однако анизотропия I рода
сохраняется, и в силу этого в поперечном
направлении прочностные свойства полуфаб-
рикатов на 10 - 15 % ниже. Абсолютные зна-
чения свойств сплава МА22 в направлении
поперек волокна для прессованных полуфаб-
рикатов (ств = 315 МПа, сто,2 ~ 215 МПа) по
сравнению со сплавом МА14 (ств = 215 МПа,
о0,2 = 165 МПа) и МА19 (ов = 255 МПа,
сто,2 = 185 МПа) значительно выше.
Сплав МА22 отличается уникальным со-
четанием свойств: высокой прочностью при
20 °C и отрицательных температурах, жаро-
прочностью до 250 °C, повышенными значе-
ниями предела текучести при сжатии, практи-
чески равными пределу текучести при растя-
жении, высокими значениями характеристик
вязкости и усталости.
Фазовый состав сплава МА5: а-твердый
раствор, упрочняющие интерметаллидные
двойные фазы MgZn, Mg^Aln и тройные
фазы.
Фазовый состав сплава МА 14: а-твердый
раствор, интерметаллические фазы MgZn,
ZnZr, характерные для соответствующих би-
нарных систем Mg - Zn, Zn - Zr. Могут
встречаться микровключения металлического
а - Zr.
Фазовый состав умеренно легированного
сплава МА15: а-твердый раствор и дисперс-
ные интерметаллические фазы MgZn, Mg^La.
Кадмий имеет неограниченную раство-
римость в магнии и интерметаллических фаз с
легирующими элементами не образует.
Фазовый состав сплава МА 19 значитель-
но сложнее: а-твердый раствор, упрочняющие
фазы Mg9Nd, MgZn, а - Zr и тройные фазы
Mg6Nd2Zn7, Mg2Nd2Zn9.
Фазовый состав сплава МА22 определя-
ется базовой системой Mg - Y - Zn. В качест-
ве основных упрочняющих фаз можно рас-
сматривать фазы Mg24Y и (MgZn)5Y. Специ-
фической чертой этого сплава является то,
что упрочняющие иттрий содержащие фазы
способны распределяться в значительной сте-
пени хаотически равномерно, не усложняя
текстуры деформации.
Из этой группы сплавов к термоупроч-
няемым относятся только сплавы МА5 и
МА14 (табл. 3.2.19).
Термическая обработка, состоящая из
закалки и последующего старения, значитель-
но улучшает механические свойства сплавов
магния с алюминием и цинком (МА5).
Поскольку в магниевых сплавах ско-
рость диффузионных процессов невысока,
возможно применение закалки на воздухе.
При этом повышаются не только прочност-
ные, но и пластические свойства.
Для сплавов системы Mg - Zn - Zr, со-
держащих свыше 4 % цинка (МА14), доста-
точно эффективно старение непосредственно
после деформации.
Процесс распада начинается у границ
зерен твердого раствора в зонах, обогащенных
цинком, на дислокациях, в ликвационных
зонах, содержащих цирконий. Гетерогениза-
ция структуры из-за выделения большого
количества дисперсных частиц приводит к
заклиниванию, торможению передвижения
дислокаций и способствует значительному
повышению прочности сплавов.
Для сплавов МА15, МА22 рекомендуется
отжиг; сплав МА19 термически не обрабаты-
вается. Общая коррозионная стойкость спла-
вов этой группы удовлетворительная.
Для высокопрочных сплавов в целом ха-
рактерна склонность к коррозионному рас-
трескиванию. Особенно чувствителен к кор-
розии под напряжением сплав МА5, в связи с
чем его применение в ряде случаев ограниче-
но. Для сплава МА22 в отожженном состоя-
нии критическое напряжение окр (опре-
деленное в условиях искусственного тропиче-
ского лкимата на базе 180 суток) составляет
145 МПа.
Сплавы MAIS, МА14, МА 19 в меньшей
степени склонны к коррозионному растрес-
киванию.
Свариваемость аргонодуговой сваркой
сплава МА5 - пониженная; характерна склон-
ность к образованию трещин. Сплавы МА 14,
МА19 аргонодуговой сваркой не свариваются;
возможна только контактная сварка. Сплав
МА22 хорошо сваривается аргонодуговой
сваркой; механические и технологические
характеристики сварных соединений высокие.
Детали из сплавов МА5, МА 15, МА 19
предназначаются для длительной эксплуата-
ции при 150 °C, кратковременной - до 200 °C,
из сплава МА22 - для длительной эксплуата-
ции при 200 °C, кратковременной - до 250 °C.
Детали из сплава МА14 могут длительно
эксплуатироваться при температурах до 125 °C.
Сплав МА14 получил наиболее широкое
применение для деталей и узлов управления,
панелей, штампованных барабанов, колес и
других нагруженных деталей летательных ап-
паратов. Сплав МА19 рекомендуется для тех
же целей, что и сплав МА14, но имеет более
высокие прочностные свойства при 20 °C и
повышенных температурах.
3.2.19. Режимы термической обработки высокопрочных магниевых сплавов
Сплав Полуфабрикаты Состояние Закалка* Старение* Отжиг*
Температура нагрева, "С Время выдержки, ч Температура Нагрева, °C Время выдержки, ч Температура нагрева, °C Время выдержки, ч
МА5 Прессованные, поковки, штамповки 1 Т1 - - 175 - 200 8 - 16 - -
Т4 410 - 425 2-6 - - - -
Тб 410 - 425 чо сч 175 - 200 8 - 16 - -
МА14 То же Т1 - - 165 - 175 10-24 - -
МА 15 Листы М - - - - 260 - 270 0,5
МА22 Прессованные, поковки, штамповки М - - - - 400 1
Охлаждение на воздухе.
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
371
Сплав МА22 ввиду малой анизотропии,
высокому уровню предела текучести при сжа-
тии, хорошей свариваемости и жаропрочности
может заменить оба этих сплава при произ-
водстве ответственных деталей в летательных
аппаратах. Однако более высокая стоимость
сплава МА22 сдерживает его широкое внедрение.
Механические (ГОСТ 18351-73, ГОСТ
19657-74, ГОСТ 20727-75), физические и тех-
нологические свойства высокопрочных де-
формируемых сплавов на основе магния
представлены в табл. 3.2.20 - 3.2.31.
3.2.20. Гарантируемые механические свойства полуфабрикатов
сплавов высокой прочности (не менее)
Сплав Полуфабрикат Состояние <*В 1 ст0,2 ст0,2сж 5, % НВ
МПа
МА5 Пруток диаметром, мм: Без т/о,
5 - 100 Т4 294 186 - 6 -
101 - 160 274 176 - - -
161 - 200 265 - - 4 -
МА14 Пруток диаметром, мм: Т1
8 - 100 314 245 - 6 -
101 - 160 304 235 - 6 -
161 - 200 265 176 - 4 -
Профиль прессован- ный (все размеры) Т1 314 245 - 6 59
Полоса прессованная с Т1 314 235 147 6 -
площадью сечения до
130 см2
Штамповка массой, кг: до 30 Т1 295 - - 7 64
св. 30 до 100 275 - - 7 59
св. 100 265 - - 6 59
Поковка массой, кг: до 50 Т1 275 - - 6 54
св. 50 до 100 265 - - 6 54
св. 100 255 - - 5 54
Штамповка массой, кг:
до 30 Без т/о 275 - - 8 59
Св. 30 до 100 265 - - 8 59
св. 100 255 - - 7 59
372
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Продолжение табл. 3.2.20
Сплав Полуфабрикат Состояние <*в <*0,2 | ст0,2сж 5, % НВ
МПа
МАИ Лист толщиной, мм: 0,8 - 2,5 М 255 186 6
2,6 - 3,5 255 186 157 4 -
3,6 - 10,0 245 176 - 4 -
Пруток диаметром, мм:
8 - 50 Без т/о 274 216 - 6 -
51 - 100 294 235 - 6 -
101 - 160 284 216 - 5 -
161 - 200 274 - - 5 -
Полоса прессованная до 130 см2 Без т/о 284 216 137 6 -
МА19 Пруток диаметром, мм: до 30 Без т/о 370 320 196 5
31 - 100 323 265 - 4 -
Полоса прессованная с Без т/о
площадью сечения:
до 130 см2 333 284 - 4 -
235* 167* 3*
св. 130 см2 333 274 - 4 -
МА22 Пруток диаметром, мм: до 30 Без т/о 340 255 260 8 74
31 - 100 325 245 250 8 -
101 - 160 315 245 245 8 -
Штамповка массой до Без т/о 333 245 245 6
35 кг 314* 235* 235* 6*
* В направлении поперек волокна.
3.2.21. Типичные механические свойства высокопрочных магниевых сплавов при 20 °C
Сплав Полуфабрикат Состоя- ние Е G м стпи <*0,2 <*в 5 <*0,2сж <*в.сж то,з тв тср леи, кДж/м-2 <*-i _н а-1
ГПа МПа % МПа МПа
МА5 Пруток Т4 42,1 15,7 0,34 127 216 304 8 20 137 - 64 206 176 59 127 98
МА14 Пруток Т1 42,1 15,7 0,34 142 294 343 9 24 176 470 122 230 176 88 122 74
Профиль Т1 - - - 147 284 333 10 26 186 480 127 240 186 88 118 74
Полоса Т1 - - - 127 284 333 10 25 157 450 122 225 157 - 108 74
Поковка Т1 - - - - 245 294 12 26 - - 118 216 137 59 - -
Штамповка Т1 - - - - 255 314 14 27 - - 122 225 157 69 - -
МА15 Плита толщиной 30 мм Без т/о 42,1 15,7 0,31 - 196 265 5 9 118 363 69 147 137 - 98 64
Лист М 40,2 - - - 196 265 6 - 157 - - - - 39 108 69
Пруток Без т/о 41,2 15,7 0,30 196 333 382 8 12 196 - 118 225 176 49 88 69
МА19 Пруток Без т/о 41,2 15,7 0,31 196 255 314 6 20 176 430 108 235 167 98 118 69
МА22 Пруток М 45,1 17,2 0,34 225 255 343 9 8 274 - - - 186 69 137 118
Штамповка Без т/о 47,5 - - 210 245 333 6 9 245 - - - 180 59 124 60
М 45,4 17,1 - 200 230 320 8 12 198 - - - 176 55 - -
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
3.2.22. Типичные механические свойства высокопрочных деформируемых сплавов при различных температурах
СТВ <*0,2 5, <*в 1 <*0,2 8, Ев <*0.2 8, Ев I 1 <*0.2 5,
Сплав Полуфабрикаты Состояние МПа % МПа % МПа % МПа %
100 °C 150 °C 200 °C 250 °C
МА14 Прутки Т1 255 167 20 206 137 28 147 98 55 98 - 59
Штамповки Т1 245 157 22 206 137 33 147 98 37 118 - 68
Листы м 206 147 16 157 98 12 118 49 35 - - -
МА15 Плиты Без т/о - - - 157 118 15 127 78 18 98 49 22
Прутки и - - - 186 137 25 157 88 294 108 49 45
МА19 Прутки Без т/о - - - 274 216 15 216 147 35 127 88 50
МА22 Прутки М - - - 284 196 14 274 196 14 245 220 176 152 16
Штамповки ✓ 274 176 23 265 167 28 - - - 28
3.2.23. Типичные механические свойства высокопрочных сплавов при 20 °C и отрицательных температурах
Сплав Полуфабрикаты Состояние <*в> МПа * /геи, кДж/м2 <*в, МПа 8, % /геи, кДж/м2 <*в» МПа & О’ КСМ, кДж/м2 <*в> МПа 8, % /геи, кДж/м2
20 °C -40 °C -70 °C -196 °C
МА14 Полосы Т1 324 10 58,8 382 9 49 402 8 39,2 461 8 19,2
Прутки 333 10 58,8 431 4 - 402 8 39,2 461 2,5 19,6
Листы 265 6 58,8 - - - 343 5 39,2 372 4 49
МАИ Плиты М 255 5 39,2 - - - 294 2 34,3 - - -
Прутки 304 6 98,0 - - - 392 5 68,6 - - 19,6
МА19 Прутки Без т/о 372 5 49,0 - - - 392 4 49 - - -
МА22 Прутки М 343 9 68,6 - - - 353 7 49 392 4 29,4
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
375
3.2.24. Чувствительность высокопрочных сплавов к надрезу
Сплав Полуфабрикаты Состояние Коэффициент концентрации напряжений, Кг /°в
При статической нагрузке При повторных нагрузках
20 °C -70 °C 20 °C -70 °C
МА5 Пруток Т4 4,0 2,2 1,0 - 1,85 •
МА14 Полоса Т1 4,0 2,2 1,2 1,Н 1,5
МА15 Лист М 4,0 1,05 0,97 1,6* -
Плита Без т/о 4,0 2,2 1,15 1,05 1,5 -
Пруток Без т/о 4,0 2,2 1,2 1,15 1,5 -
МА19 Пруток Без т/о 4,0 2,2 1,10 1,0 1,28 -
МА22 Пруток М 1 4,0 1,0 1,0 1,05 1,0 2,0 2,4
* Образец шириной 15 мм с отверстием диаметром 3 мм.
3.2.25. Малоцикловая усталость высокопрочных сплавов
Сплав Полуфабрикаты Состоя- ние Коэффициент концентрации напряжений, Kt amax ’ МПа АГ, циклы, при —>- = 0,7 ° max CTmax ’ МПа N, циклы, при -^- = 0,5 ° max
МА15 Листы Плиты Прутки М 2,6 2,2 2,2 196 216 216 1000 1000 1300 137 154 154 4000 2500 16000
МА19 Прутки Без т/о 2,2 265 1000 186 4500
МА22 Прутки М 2,2 4,0 224 168 87000 - 120000 75000 - 165000 - -
3.2.26. Пределы длительной прочности н ползучести (в МПа) высокопрочных сплавов
Сплав Полуфабрикаты Состояние 100 °C 150 °C 200 °C 250 °C
<*100 <*0,2/100 <*100 <*0,2/100 <*100 <*0,2/100 <*100 <*0,2/100
МА14 Прутки Т1 118 49 35,3 17,2 - -
Штамповки - 34 - - - 3,4 - -
МА15 Листы М 127 68,6 68,6 24,5
Плиты - - 68,6 29,4 - - -
Прутки - - 98,0 29,4 - - - -
МА19 Прутки Без т/о - - 95,0 49,0 58,8 - 34,3 -
МА22 Прутки М - - 274,4 186,2 225,4 88,2 88,2 19,6
Штамповки - - 274,4 196 225,4 88,2 88,2 19,6
376
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.27. Плотность и удельное 3.2.29. Удельная теплоемкость ср, кДж/(кг • К),
электрическое сопротивление высокопрочных высокопрочных сплавов
сплавов при 20 °C при различных температурах
Свойство МА5 МА14 МАИ МА19 МА22
у, кг/м3 1800 1800 1830 1880 1890 Температура, °C
Р 10s, Ом м - 5,65 6,56 6,16 17,3 100 200 300 350 400
3.2.28. Теплопроводность X, Вт/(м 1 высокопрочных сплавов К), МА5 1,13 1,21 1,26 1,30 -
АА А 1 Л 1,03* - - - -
Сплав Температура, °C
20 100 200 300 400 МАИ 1,00 1,07 1,13 - 1,19
МА5 58,7 - - -
— 1,00 1,09 1,15 - 1,21
МА14 117,0 121,0 126,0 126,0 126,0 МА 19
МАИ 113,0 117,0 121,0 125,0 129,0 мд„ 0,985 1,012 1,049 - -
МА19 119,0 121,0 123,0 - 126,0 МА22
МА22 54,4 58,6 62,8 67,0 - ♦ При температуре 20 °C.
3.2.30. Температурный коэффициент линейного расширения высокопрочных сплавов а 106, 1/К
Сплав Температурный интервал, °C
20 - 100 100 - 200 200 - 300 300 - 400 20 - 200 20 - 300 20 - 400
МА5 26,0 - - - - - -
МА14 20,9 22,6 - - 21,8 - -
МАИ 25,9 27,8 30,6 30,1 26,8 28,1 28,6
МА19 26,2 27,8 31,4 31,9 - - -
МА22 25,9 27,6 28,0 30,3 26,7 27,1 27,9
Технологические свойства. Высоколеги-
рованные магниевые сплавы ввиду особен-
ностей структурно-фазового состояния обла-
дают меньшим запасом технологической пла-
стичности, чем сплавы средней прочности.
Для получения качественных полуфаб-
рикатов необходимо установление оптималь-
ного температурного интервала деформации,
оптимальной скорости и степени деформации
для каждого сплава. Превышение установлен-
ных пределов для любого из названных тех-
нологических параметров резко снижает пла-
стичность сплавов и приводит к появлению
деформационного брака.
Желательно применение гидравлических
прессов при штамповке крупных деталей. В
качестве исходной заготовки для ковки и
штамповки чаще всего используют прессо-
ванные полуфабрикаты.
Однако в некоторых случаях, если масса
штамповок не превышает 30 - 35 кг, возмож-
но применение литых заготовок.
Для сплавов МА 14, МА22 такая техно-
логия была отработана.
Уровень прочностных характеристик в
случае штамповки из литой заготовки может
снижаться на 8 - 15 %.
Из сплавов этой группы только сплав
МА15 пригоден для производства всех видов
полуфабрикатов. Основное применение на-
шли катаные плиты и листы из сплава МАИ.
Остальные сплавы могут подвергаться
обработке давлением по схеме всестороннего
сжатия (прессование, объемная штамповка),
либо ковке и штамповке по определенной
схеме с небольшими степенями деформации
за каждую операцию.
Технологические режимы деформации вы-
сокопрочных сплавов приведены в табл. 3.2.31.
ЖАРОПРОЧНЫЕ СПЛАВЫ
377
3.2.31. Технологические параметры листовой штамповки сплава МА15
Вид обработки, степень деформации Состояние сплава Температура, °C
20 150 200 250 300
Гибка, Япйп Без т/о (5 -Н 6)5 (4 4- 5)5 (3 * 4)5 (2 * 3)5 (1,5 -2)5
Вытяжка, Квыт М - 1,35 - 1,50 1,8 - 2,0 2,05 - 2,15 2,2 - 2,4
Отбортовка, М - 1,3 - 1,4 1,7 - 1,8 1,9- 2,0 2,2 - 2,3
Выдавка, А^ВЬ1а, % Без т/о - 10 - 12 12 - 15 16 - 24 38-42
Условные обозначения', s - толщина листа, мм.
3.2.3. ЖАРОПРОЧНЫЕ СПЛАВЫ
Создание жаропрочных сплавов на ос-
нове магния затруднено тем, что металлы с
гексагональной решеткой менее жаропрочны,
чем металлы с кубической решеткой с той же
температурой плавления. Это связано с влия-
нием неравенства коэффициента расширения
по разным направлениям.
Для повышения жаропрочности в маг-
ниевые сплавы вводят элементы, способст-
вующие созданию требуемой структуры и
отличающиеся значительной прочностью
межатомных связей с атомами магния: марга-
нец, цирконий, РЗМ (неодим, иттрий), а так-
же торий. Последний является наиболее эф-
фективным элементом. Следствием высокой
прочности межатомных связей этих элементов
с атомами магния является снижение скорости
диффузионных процессов в сплавах и повыше-
ние их температуры рекристаллизации.
Деформируемые жаропрочные магние-
вые сплавы могут длительно эксплуатировать-
ся в достаточно узком температурном интер-
вале при температурах не выше 200 - 300 °C.
Жаропрочные деформируемые магние-
вые сплавы имеют гетерофазную структуру,
состоящую из основного твердого раствора
легирующих элементов в магнии и избыточ-
ных вторичных фаз (типа Mg9Nd, *Mg24Y5,
Mg4Th, MgZr и др.).
Разработаны и применяются за рубежом
жаропрочные деформируемые сплавы, содер-
жащие торий: HZ31 (Mg - 2,7 %Th - 1 %Zn -
0,6 %Zr), HK31 (Mg - 3%Th - 0,6%Zr), HM21
(Mg - 2 %Th - 1 %Mn), HZ11 (Mg - 0,75 %Th
- 0,5 %Zn - 0,6 %Zr) - в США; серия ZTY - в
Великобритании. Сплавы HZ11, НК31, НМ21
применяются, в основном, в виде катаных
полуфабрикатов, сплавы HZ31, НК31 предна-
значены для производства прессованных изделий.
Магниево-ториевых сплавы пригодны для дли-
тельной эксплуатации при 250 °C и кратковре-
менной до 350 °C.
В США используется также жаропроч-
ный сплав ЕК31 (Mg - 3 %Nd - 0,6 %Zr), ус-
тупающий по пределу ползучести и длитель-
ной прочности магниево-ториевым сплавам и
предназначенный для производства поковок и
штамповок.
Ввиду высокой радиоактивности тория
сплавы, содержащие этот элемент, в России
не применяются.
В группу отечественных жаропрочных
деформируемых сплавов на основе магния
входят сплавы МАИ и МА12 (табл. 3.2.32).
Сплав MAI 1 рекомендуется для изготов-
ления прессованных полуфабрикатов и штам-
повок, из сплава МА12 получают все виды
деформированных полуфабрикатов, в том
числе - листы и плиты. Технологическая пла-
стичность сплава МА12 более высокая, чем у
сплава МАИ.
По уровню механических характеристик
эти сплавы мало отличаются друг от друга;
при 20 °C они близки к сплавам средней
прочности.
378
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.32. Химический состав (%, остальное Mg) жаропрочных сплавов
Сплав Зарубе- жный аналог Мп Zr Nd Ni Примеси, не более Про- чие при- меси
А1 Си Ni Zn Si Be Fe Mn
МАИ - 1,5 - 2,5 - 2,5 - 3,5 0,1 - 0,22 0,1 0,03 - 0,2 0,10 0,002 0,03 - 0,3
МА12 ЕК31 - 0,3 - 0,8 2,5 - 3,5 - 0,05 0,05 0,005 0,1 0,05 0,002 0,05 0,1 0,3
Сплав МА 12 хорошо сваривается арго-
нодуговой сваркой; сплав МАИ может свари-
ваться только при толщине полосы не менее
5,0 мм. Контактной сваркой оба сплава сва-
риваются удовлетворительно.
Сплавы упрочняются термической обра-
боткой - закалкой с последующим искусст-
венным старением. При нагреве под закалку
избыточные вторичные фазы частично пере-
ходят в a-твердый раствор. Строчечная струк-
тура, характерная для деформированного со-
стояния, после термообработки остается слабо
выраженной.
В процессе старения выделяются мелко-
дисперсные субмикроскопические тугоплав-
кие вторые фазы, что улучшает механические
свойства (в том числе, пределы длительной
прочности и ползучести) как при 20 °C, так и
при повышенных температурах.
Коррозионная стойкость сплава МАИ
пониженная (из-за наличия никеля в составе
сплава), сплава МА12 - удовлетворительная.
Оба сплава не склонны к коррозионному
растрескиванию под напряжением.
Сплав МАИ имеет достаточно высокое
сопротивление ползучести до 250 °C и высо-
кую прочность при кратковременном разрыве
в условиях нагрева до 300 - 350 °C. Поэтому
сплав может применяться для деталей самоле-
тов, работающих при температурах до 250 °C
и деталей летательных аппаратов, нагреваю-
щихся в полете до температур 300 - 350 °C.
Сплав МА12 рекомендуется для дли-
тельной работы при температурах до 200 °C и
кратковременной - до 300 - 350 °C.
Механические, физические свойства и
режимы технологической обработки жаро-
прочных деформируемых магниевых сплавов
представлены в табл. 3.2.33 - 3.2.44.
3.2.33. Режимы термической обработки (состояние Тб) жаропрочных сплавов
Сплав Полуфабрикаты Закалка Старение
Температу- ра нагрева, °C Выдержка, ч Охлаждаю- щая среда Температу- ра нагрева, °C Выдержка, ч Охлаждаю- щая среда
MAH Прессованные, поковки, штамповки 480 - 500 4 Струя воздуха или хо- лодная вода 170 - 180 24 Воздух
MA12 То же и листы 530 - 540 1 - 4 Горячая вода (60 - 80 °C) или струя воздуха 195 - 205 16 Воздух
3.2.34 Гарантируемые механические свойства (не менее>
полуфабрикатов жаропрочных сплавов в состоянии Тб
Сплав Полуфабрикат а. | 1 <42 | <4,2сж 6 %
МПа
МАИ Полоса площадью сечения до 130 см2 Штамповка 255 255 125 128 Г28 5,0 5,0
МА12 Лист толщиной 1 - 3 мм Пруток диаметром 20 - 150 мм 137 118 275 255 127 4,0 4,0
3.2.35. Типичные механические свойства жаропрочных сплавов в состоянии Тб при 20 °C
Сплав Полуфабрикат Е G м СТПЦ <*0,2 <*в 5 Дгж» ГПа <*пи..сж <*0,2сж *о,з *в *ср /геи <*-i „Н °-1
ГПа МПа % МПа кДж/м2 МПа
МАИ Пруток 42,1 15,7 0,31 78 147 274 12 15 42,1 69 127 88 216 176 39 78 49
Полоса, штам- повка - - - - 147 274 12 14 - - 127 - - - 49 - -
Поковка 42,1 - ' - - 127 265 12 - - - - - - - 49 - -
МА12 Лист 41,2 - - - 196 294 7 - 41,2 78 118 - - - 59 69 49
Пруток 41,2. 15,2 0,30 88 147 274 8 18 - - 127 108 225 157 127 88 59
Поковка 41,2 - - - 147 274 8 10 - - - - - - - - -
3.2.36. Типичные механические свойства жаропрочных сплавов в состоянии Тб при различных температурах
Сплав Полуфабрикаты <*в 1 1 а0,2 Е, ГПа _ ств 1 <*0,2 Е, ГПа <*в 1 ст0.2 Е, ГПа <*в | 1 <*0,2 <*в | 1 <*0.2
МПа МПа МПа МПа МПа
150 °C 200 °C 250 °C 300 °C 350 °C
МАИ Пруток 227 125 37,9 211 121 35,8 186 ПО 33,0 148 88 99 59
Полоса 219 121 - 197 106 - 170 90 - 134 74 93 53
Штамповка 214 140 - 195 110 - 181 96 - 134 79 96 54
Поковка - - - - - - 172 102 - 140 84 90 58
МА12 Лист 215 145 - 200 137 - 171 125 - 132 98 94 63
Пруток 197 126 38,0 192 123 35,4 148 109 33,0 101 81 74 53
Поковка 206 125 37,9 197 121 35,4 156 103 32,6 101 75 69 52
ЖАРОПРОЧНЫЕ СПЛАВЫ 379
380
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.37. Типичные механические свойства жаропрочных сплавов в состоянии Тб при 20 °C
и отрицательных температурах
Сплав Полуфабрикат 20 °C -70 °C/-196 °C
<*В <*0,2 8, % кси, кДж/м2 <*в <*0,2 со /геи, кДж/м2
МПа МПа
МАИ Пруток 274 147 12 39,2 283 - - 29,4
МА12 Лист 294 196 7 - 294/333 196/206 5/4 -
Пруток 274 147 8 127 304 167 7 78,4/58,8
3.2.38. Чувствительность жаропрочных сплавов в состоянии Тб к надрезу
Сплав Полуфабрикат Коэффициент концентрации напряжений, Kt nJ / св
при статической нагрузке при повторных нагрузках
20 °C -70 °C -196 °C 20 °C -70 °C
МА5 Пруток 2,2 0,95 - - 1,6 -
МА12 Лист 4,0 0,83 0,73 0,63 - -
Пруток 2,2 1,17 1,07 - 1,6 1,5
3.2.39. Малоцикловая усталость прутков из жаропрочных сплавов в состоянии Тб
Сплав Коэффициент концентрации напряжений, Kt ^max » МПа N, циклы, при ^- = 0,7 ° max ^max » МПа N, циклы, при -2“- = 0,5 <*тах
МАИ 2,2 190 800 - 900 - -
МА12 2,2 190 7000 - 8500 137 26500 - 65500
3.2.40. Пределы длительной прочности и ползучести жаропрочных сплавов в состоянии Тб
Сплав Полуфабрикат Температура испытания, °C Пределы длительной прочности, МПа Пределы ползучести, МПа
<*5 <*30 <*100 <*300 <*2000 <*0,2/5 <*0,2/30 <*0,2/100
МАИ Пруток 150 - - 206 - - - - 123
200 186 176 142 93 - 93 88 78
250 108 98 88 - - 69 39 29
300 69 59 - - - 34 17 -
350 34 20 - 7 - - - -
Полоса 150 206 - - - - 123
200 - - 142 - - - - 78
250 - - 88 - - - - 29
Штамповка 150 206 - - - -
200 - - 142 - - - - 88
250 - - 98 - - - - 29
Поковка 150 - - - - - 123
200 - - - - - - - 78
250 - - - - - - - 24
ЖАРОПРОЧНЫЕ СПЛАВЫ
381
Продолжение табл. 3.2.40
Сплав Полуфабрикат Температура испытания, °C Пределы длительной прочности, МПа Пределы ползучести, МПа
<*5 <*30 <*100 <*300 <*2000 <*0,2/5 <*0,2/30 <*0,2/100
МА12 Лист* 100 225 225 216 147
150 - - 196 176 147 - - -
200 - - 118 - - - - 74
Пруток 150 - 167 - - 127
200 - - 108 - - - - 69
Поковка 150 186 123
200 - - 108 - - - - 69
* сто,2/2000 — ^37 МПа.
3.2.41. Плотность и удельное электрическое
сопротивление жаропрочных сплавов при 20 °C
Свойство МАИ МА12
у, кг/м3 1800 1780
р 108, Ом • м 6,21 8,14
3.2.43. Удельная теплоемкость кДж/(кг К),
жаропрочных сплавов
при повышенных температурах
3.2.42. Теплопроводность X, Вт/(м • К),
жаропрочных сплавов
Сплав Температура, °C
25 100 200 300 400
МАИ 109 113 117 117 117
МА12 - 105 109 ИЗ 117
Сплав Температура, °C
100 200 300 400
МАИ 0,963 1,03 1,11 -
МА12 1,11 1,17 1,25 1,34
3.2.44. Температурный коэффициент линейного расширения высокопрочных сплавов а 106, 1/К
Сплав Температурный интервал, °C
20 - 100 20 - 200 20 - 300 100 - 200 200 - 300 300 - 400
МАИ 25,7 28,7 30,4 29,3 30,1 -
МА12 25,7 26,0 26,5 26,3 27,5 28,6
Технологические свойства. Технологич-
ность сплавов зависит от особенностей струк-
турно-фазового состояния сплавов. Гетеро-
фазная структура жаропрочных магниевых
сплавов характеризуется тем, что по границам
зерен из a-твердого раствора располагается
жесткий каркас из тугоплавких соединений
магния с легирующими компонентами. Эта
сетка из тугоплавких интерметаллидов затруд-
няет пластическую деформацию. Требуется
значительно более высокая, чем для других
групп магниевых сплавов, температура де-
формации. В табл. 3.2.45, 3.2.46 приведены
основные технологические параметры обра-
ботки давлением жаропрочных магниевых
сплавов.
382
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.45. Технологические параметры деформации жаропрочных магниевых сплавов
Сплав Вид обработки Температурный интервал деформации, °C Допустимая степень деформации, % Скорость деформации, м/мин
МАИ Прессование 410 - 430 - 0,3 - 0,6
МА12 420 - 450 - 1,0 - 2,0
МАИ Ковка и штам- 380 - 480 50-60 -
МА12 повка на гид- равлических прессах 350 - 480 60 - 70 •
МА12 Прокатка 380 - 480 10 - 25 за проход -
3.2.46. Технологические параметры листовой штамповки сплава МА12
Вид обработки Показатель Температура деформации, °C
200 - 250 300 - 350
Гибка 4,5s 2,5s
Вытяжка Авыт. 2,2 2,5
Отбортовка ^отб. 1,6 2,0
Выдавка ^выд, % 22 - 25 35 - 40
Условное обозначение', s - толщина листа, мм.
3.2.4. СПЛАВЫ
ПОНИЖЕННОЙ ПЛОТНОСТИ
Общие сведения. Магниево-литиевые
сплавы являются самым легким металличе-
ским конструкционным материалом; плот-
ность их (1,30 - 1,65 г/см3) на 10 - 30 %
меньше плотности стандартных магниевых
сплавов. Магниевые сплавы, содержащие ли-
тий, обладают и другими преимуществами и
особенностями:
высоким удельным модулем упругости;
повышенным (в 1,5 - 2 раза) пределом
текучести при сжатии;
малой чувствительностью к надрезу;
высокой ударной вязкостью;
высоким сопротивлением изгибу;
незначительной анизотропией механиче-
ских свойств;
повышенной пластичностью и деформи-
руемостью;
хорошей свариваемостью;
высокой удельной теплоемкостью и низ-
кой теплопроводностью.
В зависимости от содержания лития в
сплаве двойные и многокомпонентные маг-
ниево-литиевые сплавы характеризуются раз-
личной кристаллической структурой, что в
первую очередь сказывается на их физико-
механических и технологических свойствах.
Магниево-литиевые сплавы можно разделить
на три группы в зависимости от содержания в
них лития (рис. 3.2.2, а):
I. Сплавы (до 5,7 % лития) на основе а-
твердого раствора лития в магнии с гексаго-
нальной плотноупакованной (ГПУ) структу-
рой. Промышленных сплавов в этой группе в
настоящее время нет.
II. Сплавы, содержащие 5,7 % - 10,3 %
лития. Основа этой группы сплавов - двух-
фазная (а + Р) структура.
III. Сверхлегкие сплавы, содержащие
более 10,3 % лития, основа которых - р-
твердый раствор магния в литии с объемно-
центрированной кубической (ОЦК) структу-
рой. Промышленные сплавы этой группы
содержат обычно до 15 % лития. Представи-
тели этой группы сплавов - сплавы МА 18
(Россия) и LA141A (США).
На рис. 3.2.2, б, в, г показаны изотерми-
ческие сечения тройных систем, на основе
которых созданы промышленные магниево-
литиевые сплавы. Основными легирующими
добавками магниево-злитиевых сплавов явля-
ются алюминий, цинк и марганец. Для рос-
сийских сплавов характерно присутствие не-
больших добавок церия, а в сплаве МА21 и
значительного (4 - 5 %) количества кадмия.
Примесями для магниево-литиевых сплавов,
так же, как и для обычных магниевых спла-
вов, являются железо, кремний, никель, медь,
а также натрий и калий.
СПЛАВЫ ПОНИЖЕННОЙ плотности
383
Рис. 3.2.2. Диаграмма состояния системы Mg - Li (я); изотермические сечения при 300 °C систем: Mg - Li - Al (б);
Mg - Li - Zn (e); Mg - Li - Cd (г)
Присутствие алюминия и цинка в спла-
вах системы магний-литий несколько снижает
их совместную растворимость в твердом маг-
нии. Растворимость лития в магнии мало из-
меняется в присутствии кадмия.
На рис. 3.2.3 показано влияние лития на
механические свойства магниево-литиевых
сплавов при 20 °C. Присутствие лития в
двойных сплавах снижает предел прочности и
повышает пластичность; зависимость предела
текучести при растяжении и сжатии имеет
более сложный характер. Появление в струк-
туре сплавов p-фазы с ОЦК решеткой лития
обусловливает большую склонность к их ра-
зупрочнению под нагрузкой даже при таких
сравнительно невысоких температурах, как 60
и 100 °C (рис. 3.2.4).
Рис. 3.2.3. Механические свойства горячепрессованных •
Mg - Li сплавов в зависимости
от содержания в них лития
Рис. 3.2.4. Разупрочение горячепрессованных (а) и отожженных (б) сплавов магния и лития при различных темпера-
турах в зависимости от содержания в них лития: / - изменение твердости при выдержке под нагрузкой 30 с;
2 - то же, 60 мин; 3 - предел длительной прочности за 100 ч
384
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
3.2.47. Химический состав (%, остальное Mg) магниево-литиевых сплавов
Сплав (страна) Li Al Zn M’n Ce Cd Г римеси, не более
Fe Si Ni Си Na Сумма приме- сей
МА18 (Россия) 10-11,5 0,5-1,0 2,0 - 2/ 0,1 - 0/ 0,15-0,35 - 0,05 0,15 0,005 - - 0,3
LA141A* (США) 13,0-15,0 1,0-1,5 - 0,15 - - 0,005 0,10 0,005 0,04 0,005 0,30
* ASTM В90 (AMS 43836).
Рис. 3.2.5. Микроструктура двойных сплавов магния
с различным состоянием лития в литом и
горячепрессованном состояниях (х200):
а, в, д - литое состояние;
б, г, е - горячепрессованное состояние, (а, б - сплав
на основе a+0-фаз, д, е - сплав на основе (3-фазы)
Присутствие второй фазы р можно об-
наружить в микроструктуре двойных сплавов
магния с литием в литом и горячепрессован-
ном состояниях, начиная с 3 - 4 % лития
(рис. 3.2.5). Сплавы, содержащие 6 - 9 % ли-
тия, состоят из светлых кристаллов богатого
магнием твердого раствора a-фазы и более
темных кристаллов (3-фазы. При содержании
лития в сплавах более 10 % структура вновь
становится однофазной, состоящей целиком из
зерен твердого раствора (3-фазы, богатого литием.
В горячепрессованном состоянии добав-
ки лития до 1 % насколько измельчают рек-
ристаллизованные зерна, увеличение же кон-
центрации лития приводит к росту зерен. Для
сплавов с двухфазной структурой рекристал-
лизация успевает пройти в значительной сте-
пени в процессе горячей деформации. При
содержании лития более 10 % сплавы имеют
полностью рекристаллизованную структуру с
довольно крупным зерном.
Основной стабильный упрочняющий
эффект от легирования двойных магниево-
литиевых сплавов добавками алюминия, цин-
ка и кадмия определяется твердорастворным
механизмом упрочнения а и 0-фаз при рас-
творении в них указанных легирующих эле-
ментов. Упрочнение от дисперсионного твер-
дения при выделении когерентных метаста-
бильных фаз MgLiiAI или MgLiiZn в магние-
во-литиевых сплавах практически не реализу-
ется из-за низкой стабильности этих фаз даже
при 20 °C. Для стабильного состояния харак-
терно превращение этих фаз в соединения
AlLi или ZnLi и твердые растворы на их ос-
нове: эффект упрочнения сплава при этом
незначителен.
Сплав МА 18 на основе 0-фазы содержит
небольшое количество a-фазы, которая выде-
ляется в основном по границам зерен. При
больших увеличениях различимы мелкодис-
персные выделения стабильной фазы (А1,
Zn)Li.
Для сплава МА21, обладающего двух-
фазной (а + 0) структурой, характерны два
типа выделений: пластинчатые ("перлитные”)
выделения соединения (Al, Zn, Cd)Li, наблю-
даемые в a-фазе, и округлые мелкие частицы
этого же соединения, сравнительно равно-
мерно распределяемые в 0-фазе. В твердых
растворах а и 0-фаз имеется некоторое коли-
чество алюминия, цинка и кадмия, причем в
0-фазе кадмия растворено в 2 раза больше,
чем в a-фазе, алюминия несколько больше в
a-фазе, чем и 0-фазе.
Кроме фаз указанных выше, в структуре
сплавов МА 18 и МА21 присутствуют частицы
интерметаллидов на основе марганца, церия,
железа и алюминия, характерные для тради-
ционных магниевых сплавов.
Наибольшее применение магниево-
литиевые сплавы находят в виде листов, плит,
СПЛАВЫ ПОНИЖЕННОЙ плотности
385
прессованных профилей' (МА18, LA141A),
штамповок (МА21) и меньшей степени в виде
труб, прутков, поковок.
Термическая обработка. Магниево-
литиевые сплавы, легированные алюминием и
цинком, могут упрочняться при закалке и
старении, однако эффект упрочнения неста-
билен: они перестаиваются уже при 20 °C. В
связи с этим промышленные сплавы МА18,
МА21 и LA141A являются нетермоупрочняе-
мыми и используются обычно в горячедефор-
мированном состоянии, либо после стабили-
зирующего старения (отжига).
Для сплавов МА18 и МА21 применяется
стабилизирующее искусственное старение
(стабилизирующий отжиг) после горячей де-
формации (т.е. фактически частично закален-
ного состояния) по режиму 150 °C в течение
6 - 16 ч (состояние Т1).
Стабилизирующее старение (отжиг) за-
метно влияет на механические свойства по-
луфабрикатов малого сечения (листы, тонко-
стенные профили), прочность которых пони-
жается на 5 - 20 %, а пластичность, повышает-
ся в 1,1 - 1,3 раза. На механические свойства
штамповок, поковок, плит, прессованных
полуфабрикатов среднего; и: болышяд® сечений
влияние стабилизирующие напрввоы менее
существенно.
Для деформированных полуфабрикатов
из сплава LA141A известны; три режима; тер-
мической обработки (состояние.* Т7))
По стандарту AMS 4386 (США) листы и
плиты стабилизируются по режиму 177 °C в
течение 3 - 6 ч без предварительной закалки.
По стандарту ASTM В 661 (США) листы
и плиты стабилизируются по режиму 149 °C в
течение 16-24 ч. По стандарту фирмы
"Локхид" (США) деформируемые полуфабри-
каты поставляются заказчику» после: закалки с
температуры 288 °C на воздухе ш стабилизи-
рующего старения при 177 °C в течение
2 - 6 ч.
Гарантируемые механические свойства де-
формируемых полуфабрикатов^ из сплавов МА18,
МА21 и LA141A приведены в табл. 3,2248.
3.2.48. Гарантируемые механические свойства деформированных полуфабрикатов из Mfe-Li сплавов
Сплав Полуфабрикаты Состояние поставки; толщина полуфабриката s, мм СТ0,2 СТ0,2о» 5, %*
МПа
МА18 Плиты Горячекатаные или Т1 (стабилизированные) 147 108 108 10
Прессованные по- луфабрикаты (прутки, полосы, профили) Горячепрессованные или Т1 (стабилизированные) 137 108 12
Листы Т1 (стабилизированные); 0,8 - 4,5 147 98 - 9
Теплокатаные; 4,6 - 10 147 98 - 9
МА21 Штамповки Горячедеформированные 196 127 157 6
Плиты Горячекатаные или Т1 (стабилизированные ) 206 137 137 6
Прессованные по- луфабрикаты (прутки, полосы, профили) Горячепрессованные или Т1 (стабилизированные) 196 127 6
Листы Т1 (стабилизированные); 0,8 - 4,5 205 147 - 4
Теплокатаные; 4,6 - 10 205 147 - 4'
LA141A Листы Т7 (стабилизированные); 0,25 - 2,3 131 103 131 10
Т7 (стабилизированные); 2,4 - 9,5 131 97 127 10
Плиты Т7 (стабилизированные); 9,6 - 50,8 124 90 123 10
13 Зак. 225
386
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Типичные механические свойства. Для
деформируемых полуфабрикатов из сплавов
МА 18 и МА21 характерно либо практически
полное отсутствие анизотропии механических
свойств (штамповки, поковки, плиты, прессо-
ванные полуфабрикаты большего и среднего
сечений), либо незначительная анизотропия
(листы), которая обычно не превышает 5 - 10 %.
У полуфабрикатов из сплава МА21 прочностные
характеристики в продольном направлении
выше, чем в поперечном; для сплавов МА 18 и
LA141A, наоборот, прочность в поперечном
направлении выше, чем в продольном. Для
анизотропии пластичности более характерна
обратная картина.
Разброс прочностных свойств в пределах
одного полуфабриката для сплавов МА 18 и
МА21 невелик, однако значения относитель-
ного удлинения существенно различаются.
Исследование зависимости механиче-
ских свойств сплавов МА18 и МА21 от темпе-
ратуры испытания показало, что они интен-
сивно разупрочняются с повышением темпера-
туры. Причем сплав МА18 на основе 0-фазы с
более высоким содержанием лития (10 - 11,5 %)
разупрочняется в большей степени, чем сплав
МА21, содержащий 7 - 9 % лития.
Прочность сплава МА21 при 100 °C
близка к прочности сплава МА18 при 20 °C.
На рис. 3.2.6 - 3.2.7 приведены механи-
ческие свойства и значения модуля упругости
(£, (7) различных видов полуфабрикатов в
зависимости от температуры испытания спла-
вов МА18, МА21.
-250-200-150 -100 -50 О 50100*0
Рис. 3.2.6. Изменение механических свойств сплава
МА18 (лист толщиной 2 мм)
в зависимости от температуры:
а - временное сопротивление; б - предел текучести
Рис. 3.2.7. Зависимость механических свойств
горячепрессованных прутков диаметром 15 мм
из сплавов МА18 и МА 21 от температуры испытания:
1 - ов, 5, JICU; 2 - оо,2> V
Сопротивление ползучести магниево-
литиевых сплавов в связи с присутствием в их
структуре 0-фазы на основе легкоплавкого
лития существенно ниже, чем у обычных маг-
ниевых сплавов. Так предел ползучести
°o°2/ioo штамповок из сплава МА21 равен
80 МПа, предел ползучести сплава МА18 в 1,3
раза ниже.
При небольших напряжениях (5 - 10 МПа)
при 20 °C ползучесть сплава МА21 практиче-
ски отсутствует.
Дополнительные сведения по сопротив-
лению ползучести и длительной прочности
сплавов указаны в табл. 3.2.49.
3.2.49. Предел ползучести и длительная
прочность сплавов МА18, МА21 и LA141A
Сплав _20 а 0,2/100 ’ МПа _60 ° 100 ’ МПа -60 СТ75О ’ МПа „100 ° 750 ’ МПа
МА18 60 65 25 10
МА21 80 100 70 35
LA141A 50 35 15 10
Увеличение содержания лития в сплаве
резко снижает сопротивление ползучести и
длительную прочность при сравнительно не-
высоких температурах. Так сплав LA141A при
120 °C и нагрузке 10 МПа достигает относи-
тельной деформации 0,2 % через 10 ч.
Характеристики трещиностойкости прессо-
ванных, катаных и штампованых полуфабрика-
тов из сплавов МА21 и МА18 представлены в
табл. 3.2.50.
СПЛАВЫ ПОНИЖЕННОЙ плотности
387
3.2.50. Характеристики трещиностойкости сплавов МА21 и МА18 (направление ДП)
Сплав Полуфабрикат Ku, МПа • мм’/2 A3CU, кДж/м2 ATCV, кДж/м2
МА21 Прессованная полоса (65 х 200 мм) 18.7 - 23,4 - 60 - 80 40 - 60
Прессованная полоса (20 х 300 мм) 14,7 - 18,7 0,8 - 1,2 50 - 70 30 - 50
Плита (толщина 25 мм) 15,6 -18,7 - 50 - 70 -
Штамповка (крупногабаритная) 15,0 - 18,7 - 70 - 90 -
МА18 Плита (толщина 40 мм) 28 - 34 1,2 - 1.3 150 - 300 -
Для сплава МА21 вязкость разрушения
К\с в направлении ДП выше, чем в направле-
нии ПД, а у сплава МА 18 наоборот.
Примеси железа, кремния, натрия
уменьшают сопротивление разрушению спла-
вов. Например, увеличение в сплаве примеси
натрия с 0,0025 % до 0,006 % снижает ^1с на
4,7 - 6,3 МПа м1/2. Сплав МА21 чувствите-
лен к углу перекоса при испытаниях образцов
с надрезом: так о” при увеличении угла пе-
рекоса с 2 до 6 0 уменьшается с 205 до
56 МПа. Сплав МА18 не чувствителен к над-
резу и перекосу.
Предел выносливости гладких образцов
сплава МА21 находится на уровне большин-
ства обычных магниевых сплавов, а сплавов
МА18 и LA141A в 1,5-2 раза ниже
(табл. 3.2.51). Развитие усталостной трещины
в сплаве МА21 протекает медленно, а вязкий
характер разрушения свидетельствует о рабо-
тоспособности материала при наличии тре-
щины.
3.2.51. Сопротивление усталости сплавов МА21, МА18 и LA141A (N = 2 • 107 циклов)
Сплав Полуфабрикат а_1, МПа Вид испытания
Гладкий образец, К = 1 Образец с надрезом Kt = 2,2
МА21 Пруток диаметром 20 мм 125 55 Изгиб с вращени- ем .
Лист толщиной 2 мм 100 60 Изгиб
Прессованная полоса 20 х 300 мм 95 60 Изгиб с вращени- ем
Пруток диаметром 30 мм 200 60(Я,= 1,89) Растяжение (пульсирующий цикл)
То же 200 45(^ = 2,47) То же
То же 200 40(^=3,37) То же
МА18 Прессованная полоса 20 х 300 мм .55 - Изгиб с вращени- ем
Лист толщиной 2 мм 70 50 Изгиб
LA141A Лист толщиной 1,6 мм 56 - Изгиб
Коррозионные свойства. Магниево-
литиевые сплавы так же, как и большинство
обычных магниевых сплавов, требуют специ-
альных мер защиты от коррозии. В зависимо-
сти от химического состава, и в первую оче-
редь от содержания в сплаве лития, эти спла-
вы можно расположить по убыванию корро-
зионной стойкости в следующем порядке:
МА21 > МА18 > LA141A.
Коррозионное поведение сплавов МА21
и МА18 при испытаниях методом полного
погружения в 3 %-ный раствор NaCl приве-
дено в табл. 3.2.52.
3.2.52. Общая коррозионная стойкость
магниево-литиевых сплавов
Сплав Выделившийся водород, см3/см2 в сутки Вид коррозионных поражений
Лист Прессованные
полосы прутки
МА21 1,5 1,0 1,2 Незначитель- ные коррози- онные язвы
МА18 3,5 2,7 Неглубокие коррозионные язвы
13*
388
Глава 32. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Сплавы МА21 и МА 18 практически не
склонны к коррозионному растрескиванию в
атмосферных условиях и при переменном
погружении в 0,001 %~ный раствор NaCI при
уровне напряжений 0,^00 2 .
Повышение содержания алюминия и
цинка в сплавах к верхнему пределу снижает
общую коррозионную стойкость и увеличива-
ет склонность к коррозионному растрескива-
нию, аналогичным образом действуют и при-
меси железа, натрия и калия. Например, у
сплава МА'18 с 0,03 % К почти в два раза ни-
же коррозионная стойкость по сравнению со
сплавом, содержащим Л,0015 % К.
(Существенно повышает коррозионную
стойкость магниево-литиевых сплавов присут-
ствие в сплавах добавок марганца и примене-
ние стабилизирующего отжига.
Для защиты магниево-литиевых сплавов
от коррозии применяют неметаллические
неорганические ;покрытия в сочетании с лако-
красочными .покрытиями. Особенность маг-
ниево-литиевых сплавов - образование на
поверхности оксида и гидроксида лития,
имеющих сильно щелочной характер и высо-
кую химическую активность, из-за чего сни-
жается адгезия и защитные свойства лакокра-
сочных покрытий, наносимых на поверхность
этих сплавов. С целью повышения адгезии и
защитных свойств лакокрасочных покрытий
рекомендуется химическое фосфатирование,
пассивирование в азотно-плавиковых раство-
рах или анодное окисление во фторидно-
хроматно-фосфатном электролите.
В качестве грунтовых покрытий исполь-
зуют грунты, содержащие хроматы, а в каче-
стве лакокрасочных материалов используют
покрытия на основе эпоксидных, эпокси-
меламиновых и полиуретановых смол.
Магниево-литиевые сплавы хорошо об-
рабатываются методом химического фрезеро-
вания - ;раствор фосфорной кислоты рекомен-
дуется в качестве реагента.
Физические свойства. Добавка лития в
магний и его сплавы существенно изменяет
их физические свойства н кристаллическое
строение (табл. 3.2.53).
3.2.53. Физические свойства магниево-литиевых
сплавов
Сплав
Свойства МА18 МА21 LA141A
Кристаллическая структура ОЦК ГПУ+ОЦК ОЦК
у, кг/м3 1480 1600 1360
а • 106, К’1, в интервале темпе- ратур, °C: 20 - 100 100 - 200 35,9 33,1 30,9 27,9 37,3 37,9
Продолжение табл. 3.2.53
Сплав
Свойства МА18 МА21 LA141A
X, Вт/(м К), при температу- рах, °C:
20 59,5 49,0 -
100 61,5 52,0 -
200 61,0 55,5 -
ср, кДж/(кг • К), при температу- рах, °C:
100 1,38 1,21 1,51
200 1,51 1,38 1,55
300 1,63 1,55 1,59
р • 106, Ом см, при 20 °C 13,1 17,9 15,2
Температура, °C:
солидуса 559 525 574
ликвидуса 586 588 586
Е, ГПа, при 20 °C: при растяжении 45 45 43
при сжатии 46 48
при кручении 15 17,5 17
Технологические свойства. Литий в маг-
ниевых сплавах значительно повышает их
технологическую пластичность, снижает тем-
пературу деформации на 150 - 300 °C и по-
зволяет интенсифицировать процесс дефор-
мации. т.о. обработку давлением можно про-
водить с более высокими скоростями и степе-
нями деформации. Наиболее заметно повы-
шение технологической пластичности при
обработке давлением, если в структуре сплава
присутствует p-фаза с ОЦК решеткой лития.
Например, скорость истечения металла при
прессовании сплавов МА21 и МА18 может
достигать 100 м/мин. Сплавы МА18 и LA141A
на основе p-фазы по технологической пла-
стичности не уступают большинству низко-
легированных алюминиевых сплавов и значи-
тельно превосходят обычные магниевые спла-
вы. Сплавы МА18 и LA141A можно катать,
прессовать и осаживать вхолодную с предель-
но-допустимой степенью деформации 50 % и
более.
Технологическая пластичность магние-
во-литиевых сплавов а значительной мере
зависит от содержания в них основной упроч-
няющей добавки - алюминия и примесей
натрия и калия. Присутствие в сплавах натрия
и калия более 0,005 % каждого приводит к
снижению механических свойств и техноло-
гичности при обработке давлением.
В отличии от обычных магниевых сплавов,
для которых листовая штамповка при 20 °C
практически не осуществима, магниево-
ГРАНУЛИРОВАННЫЕ СПЛАВЫ
389
литиевые сплавы на основе p-фазы (МА18 и
LA141A) могут обрабатываться методом лис-
товой штамповки вхолодную в случае изго-
товления деталей несложной формы. Однако,
детали сложной формы и глубокой вытяжки
требуют нагрева (в ряде случаев только инст-
румента) до оптимальных температур. Опти-
мальная температура листовой штамповки
сплавов МА 18 и LA141A- 100 - 200 °C; для менее
пластичного сплава МА21 температура листовой
штамповки должна быть 150 - 280 °C.
Характеристики технологической пла-
стичности при листовой штамповке магниево-
литиевых сплавов приведены в табл. 3.2.54.
3.2.54. Технологическая пластичность сплавов
МА18, LA141A и МА21
при листовой штамповке
Характеристика Температура о деформации, С Сплав
МА18 LA141A МА21
Rinin 20 (l,54-2,5)j (Ь3)5 -
100 (0,54-2,5)5 (0,54-1)5 -
150 15 - 3,55
200 15 - 35
К-выт 20 1,6 - 1,8 - -
100 2,0 - 2,1 - -
150 2,2 - 2,4 - 2,2
200 > 2,4 - 2,4
Обработка резанием магниево-литиевых
сплавов несколько затруднена по сравнению с
обычными магниевыми сплавами, причем,
чем больше в сплаве лития, тем хуже обраба-
тываемость резанием.
Сплавы МА18, МА21 и LA141A хорошо
свариваются аргонодуговой и электронно-
лучевой сваркой, плотность сварных соедине-
ний высокая - примерно 90 % от прочности
основного металла. Сварные соединения из сплава
МА 18 имеют высокое значения пластичности
(угол загиба до 180 °) и ударной вязкости (до 200
кДж/м2). Формирование шва в процессе сварки -
хорошее. Крестовая проба не выявила склонности
сплавов к трещинообразованию при сварке. Пока-
затель технологической прочности сплавов МА18и
МА21 в 4-5 раз выше, чем у сплава МА21 и в 2
раза выше, чем у сплава АМгб. Магниево-
литиевые сплавы по сравнению обычными маг-
ниевыми сплавами в значительно меньшей степе-
ни склонны при сварке к водородной пористости.
В связи с высокой реакционной способ-
ностью магниево-литиевых сплавов требуется
при сварке всесторонняя зашита сварного шва
от окисления.
Техника безопасности. Присутствие в
магниевых сплавах достаточно большого ко-
личества химически активного и токсичного
щелочного металла лития требует особых мер
по технике безопасности, пожарной безопас-
ности и санитарно-гигиеническим условиям
труда. Предельно-допустимая концентрация
(ПДК) аэрозолей лития в атмосфере производ-
ственных помещений не должна превышать 0,02
мг/м3. Для обеспечения этих требований в необ-
ходимых случаях следует применять вентиляци-
онные системы, герметичное оборудование, ав-
тономные защитные системы и т.п.
Температура воспламенения на воздухе
магниево-литиевых сплавов в виде полуфаб-
рикатов и. изделии равна 330 - 350 °C. Таким
образом предельно допустимая температура
при нагреве и обработке сплавов МА18, МА21
и LA141A не должна быть выше 320 °C. При
нагреве до более низких температур магниево-
литиевые сплавы в компактном виде не вос-
пламеняемы и практически не опасны.
Области применения. Сплавы МА 18 и
LA141A являются сверхлегким, конструкци-
онным металлическим материалом и их реко-
мендуется применять для малонагруженных
сварных конструкций, работающих при ком-
натной и отрицательной температурах. Эти
сплавы могут быть использованы в качестве
материалов с особыми физическими свойст-
вами - высокая теплоемкость, низкая тепло-
проводность и т.п., а также в качестве мате-
риалов с высокой ударной вязкостью для бро-
ни, метеоритной защиты и т.п.
Сплавы МА18 и LA141A могут быть ре-
комендованы для изготовления частей прибо-
ров. работающих на сжатие или срез при тем-
пературах не выше 60 °C. Сплавы МА 18 и
LA141A нашли применение для изготовления
приборов и бортового оборудования в аэро-
космической промышленности.
Сплав МА21 имеет достаточную удель-
ную прочность и жесткость при растяжении и
сжатии в сочетании с удовлетворительной
коррозионной стойкостью и хорошей свари-
ваемостью. . Он предназначен для среднена-
груженных сварных конструкций ответствен-
ного назначения, работающих при комнатной
и низких температурах
3.2.5. ГРАНУЛИРОВАННЫЕ СПЛАВЫ
Порошковая и гранульная технология
находят все большее распространение как
метол производства высокопрочных и жаро-
прочных материалов. Активное воздействие
процесса ускоренной кристаллизации гранул
390
Глава 3.2. МАГНИЕВЫЕ ДЕФОРМИРУЕМЫЕ СПЛАВЫ
на структурно-фазовое состояние позволяет
получать новые материалы с новыми свойст-
вами даже при стандартном составе сплава.
высокая химическая активность магния
и его сплавав, а также, особенности физико-
химических свойств поверхностных пленок
предопределяют трудности в процессах грану-
лирования, компактирования и эффективной
обработки давлением. На первых этапах дис-
пергирования изучались порошки магния,
полученные фрезерованием. Анализ процес-
сов производства магниевых деформирован-
ных полуфабрикатов из спеченных фрезеро-
ванных порошков показали сложность такой
технологии и ее малую эффективность с точ-
ки зрения повышения уровня механических
свойств полуфабрикатов. Более действенным
способом увеличения прочности является
производство полуфабрикатов из распылен-
ных порошков .или из гранул, полученных
центробежным методом литья.
‘Одним из важнейших факторов при из-
готовлении гранул из магниевых сплавов яв-
ляется выбор охлаждающей среды. В качестве
среды для кристаллизации гранул применя-
лись фреон, аргон, гелий, углекислый газ,
сернистый газ, а также вода, бензин, жидкий
азот. Исследовалось влияние среды на струк-
туру, состояние поверхности гранул и способ-
ность к схватыванию при горячем прессова-
нии. Кристаллизация в газовой среде не обес-
печивает достаточного измельчения структуры
гранул и, следовательно, получения требуе-
мого уровня механических стойкости полу-
фабрикатов.
Кристаллизация гранул в воде и бензине
не гарантирует стабильного кичестви полу-
фабрикатов из-за недостаточной схваты-
ваемости гранул в процессе горячей пластиче-
ской деформации.
:Наилучшие результаты получаются при
использовании в качестве среды охлаждения
жидкого азота; гранулы хорошо схватываются
в процессе деформации, имеют наиболее
благоприятнее структурно-фазовое состояние
для получения максимальных механических
свойств. Полуфабрикаты из этих гранул мож-
но получать прессованием из горячего кон-
тейнера без применения капсул, дегазации и
предварительного нагрева гранул. При ис-
пользовании жидкого азота создан ряд уста-
новок для производства гранул из магния и
его сплавов. Современные установки состоят
из двух основных частей: камеры распыления
и распылительного механизма.
Распылительный механизм представляет
собой вращающийся с большой скоростью,
погруженный в азот металлический диск, на
который направляется струя расплавленного
металла. Желательна дополнительная подача
жидкого азота на диске целью предотвраще-
ния налипания на него металла. Подобные
установки простой конструкции обладают
высокой производительностью, позволяют
получать гранулы в широком диапазоне форм
и размеров в зависимости от выбранных ре-
жимов работы.
Высокие скорости охлаждения гранул
при кристаллизации обеспечивают получение
и них мелкозернистой структуры, а взаимо-
действие жидкого азота с кристаллизующимся
металлом способствует образованию на по-
верхности гранул защитных пленок, которые
не препятствуют схватываемости частиц при
горячей деформации. Поверхностная оксид-
но-нитридная пленка имеет переменный со-
став и толщину в зависимости от параметров
кристаллизации гранул и условий их даль-
нейшего хранения. Полученные на установках
такого типа гранулы легко подвергаются горя-
чему деформированию в широком диапазоне
температур при засыпке их без предваритель-
ного нагрева в контейнер с определенной
температурой.
Отличная схватываемость гранул обеспе-
чивает хороший комплекс характеристик
прочности и пластичности деформированных
пол уфабри катов.
Разработанная гранульная технология
для магниевых сплавов позволяет исключить
процессы дегазации, спекания, значительно
снизить температуру деформирования без
использования процесса брикетирования.
Это обеспечивает весьма экономичное
производство изделий по сравнению с произ-
водством полуфабрикатов из алюминиевых
порошков II гранул, титановых гранул и др.
В промышленных условиях освоено
производство гранул и деформированных по-
луфабрикатов из стандартных магниевых
сплавов МА2-1гр и МА14гр. Сплав МА2-1гр
системы Mg-AI-Zn-Mn средней прочности
предназначен для производства всех видов
полуфабрикатов; он хорошо сваривается арго-
но-дуговой сваркой. Сплав МА14гр системы
Mg-Zn-Zr - высокопрочный, из него изготов-
ляют прессованные и кованые полуфабрика-
ты; удовлетворительно сваривается.
В табл. 3.2.55, 3.2.56 приведены механи-
ческие свойства прессованных полуфабрика-
тов из этих сплавов (прутки диаметром 22 и
40 мм, полосы сечениям 6 х 60 мм, трубы
диаметром 20 х 17; 32 х 29; 60 х 55; 105 х 95;
120 х 109 мм). Гранулы размером 0,2 - 3,0 мм
получали центробежным методом в среде
жидкого азота.
Высокая скорость кристаллизации час-
тиц расплава при литье гранул обеспечивает
получение мелкозернистой структуры и более
тонких выделений интерметаллических со-
единений в ячейке полуфабрикатов, чем в
полуфабрикатах из слитков.
ГРАНУЛИРОВАННЫЕ СПЛАВЫ
39*1
Линейный размер ячеек дендритной сет-
ки в гранулах находится в пределах 0,005 -
0,015 мм.
Электронно-микроскопические исследо-
вания изломов прессованных прутков сплавов
МА2-1гр и МА14гр показали, что разрушение
имеет в основном вязкий характер, что свиде-
тельствует о высоком уровне сварки гранул
Прессованные полуфабрикаты гранули-
рованных сплавов по механическим свойствам
значительно превосходят полуфабрикаты,
полученные по слитковой технологии. Осо-
бенно заметно это превосходство для предела
текучести при сжатии, ударной вязкости, зна-
чительно уменьшается анизотропия свойств.
При производстве полуфабрикатов из гранул
достигается высокий КИМ, что объясняется
сокращением технологических операций и
значительным уменьшением отходов.
3.2.55. Сравшр*ельшле механические свойства
прессованных полуфябржато»
из слитка и гранул
Свойства Сплавы МА2-1ГР*1 Сплавы МА14гр*’
МА2-1*2 МА14*2
сгв, МПа > 310/260) ' 340/310
<30 2, МПа 230/150 270/240
сто,2сж» МПа 230/80 27D/1W
§5, МПа 14/10 13/7
/ТСС, Дж/см2 50/7 30/7
Коэффициент ис- пользования мате- риала (КИМ), % 70^80/20^30) } 70*^0/20-30
*1 Горячепрессованнов состояние.
*2Состояние Т1.
3.2.56. Типичные механические свойства прессованных прутков в продольном* направлении*
Сплав Полуфабрикат Ов О0.2 О0,2сж %
МПа
МА2-1 Пруток: из гранул 305 220 220 1Ф
из слитка 275 175 88 12
МАИ Пруток: из гранул 335 265 265 13
из слитка 305 235 145 7
Технологическая пластичность сплавов
МА2-1гр и МА14гр удовлетворительная. Они
хорошо обрабатываются давлением
(прессованием, штамповкой). Допустимая
степень деформации 80 - 95 %. Температура
прессования 300 - 400 °C, температура нагрева
контейнера 220 - 350 °C, скорость истечения
металла 0,2 - 1,5 м/мин.
Гранулированные материалы имеют
очень мелкое зерно, что способствует прояв-
лению эффекта сверхпластичности.
Общая коррозионная стойкость сплавов
МА2-1гр, МА14гр удовлетворительная (для
сплава МА2-1гр в 1,5 - 2 раза выше серийного
сплава МА2-1). Показатели коррозии:
Среда 3 %-ный раствор NaCl Скорость коррозии, г/м2сутки
МА2-1гр 5 - 6 МА14гр 38 - 39
КТВ (тропическая влажность) 0,05 0,135
КСТ (5 % NaCl) 4,6 - 5,0 6,0
Сплавы МА2-1гр (как и: МА2Ч1);
МА14гр имеют некоторую склонность к кор-
розии под напряжением: окр = ЕГО) - 12(1 МПй!
и 170 МПа соответственно. Сплавы’ не
склонны к межкристаллитной и. рассла-
ивающей коррозии. Для противокорро-
зионной защиты сплава МА2-1гр следует
применять химические хроматные: покрытия в
сочетании с лакокрасочными покрытиями
(ЛКП).
Сплав МА2-1гр хорошо сваривается, ар-
гонодуговой сваркой с присадкой основного
материала. Временное сопротивление сварного
соединения а” = 250 МПа; а”/ав = 0,76.
Угол загиба сварного соединения* ал — Ж °;
основного металла - 50 °.
Сплав МА2-1гр является свариваемым,
так же, как и серийный сплав МА2-1; сплав
МА14гр становится свариваемым при гра-
нульной технологии производства полуфабри-
катов в отличие от серийного сплава МА 14.
Сплав МА2-1гр по характеристикам сваривае-
мости имеет несомненное преимущество пе-
ред сплавом МА14гр.
392
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Сплав МА14гр сваривается аргоно-
дуговой сваркой с присадкой основного ма-
териала. Временное сопротивление сварного со-
единения овв - 270 МПа; овв /а в =0,8.
Угол загиба сварного соединения
а = 33 °, основного металла - 30 °.
Коррозионная стойкость сварных со-
единений сплавов МА2-1гр, МА14гр в тро-
пической камере такая же, как у основного
материала.
Обрабатываемость резанием гранули-
рованных материалов аналогична другим
магниевым сплавам.
Полуфабрикаты из сплавов МА2-1гр и
МА14гр поставляются без термической об-
работки в горячедеформированном состоя-
нии.
Глава 3.3
МАГНИЕВЫЕ
ЛИТЕЙНЫЕ СПЛАВЫ
3.3.1. СПЛАВЫ СРЕДНЕЙ ПРОЧНОСТИ
Сплавы средней прочности разработаны на
базе систем Mg-Мп и Mg-Al-Zn-Ca (табл. 3.3.1).
Они имеют ограниченное применение, в ос-
новном для малонагруженных деталей.
Сплавом системы Mg-Mn, получившим оп-
ределенное промышленное применение, является
сплав МЛ2. Он не подвергается термической об-
работке, мало разупрочняется при повышенных
температурах (табл. 3.3.2), обладает высокой ли-
нейной усадкой (1,6 - 1,9 %) и высокой горяче-
ломкостью (табл. 3.3.3). Сплав пригоден для полу-
чения отливок простой конфигурации в песчаные
формы. Его достоинством является высокая кор-
розионная стойкость.
3.3.1. Химический состав (%, остальное Mg) литейных сплавов средней прочности
Марка сплава А1 Мп Zn Са Примеси, не более
Si Fe Ni Си Be Са Сумма
МЛ2 - 1,0 - 2,0 - - 0,1 0,08 0,01 о,1 0,002 0,1 0,5
МЛЗ 2,5 - 3,5 0,15-0,5 0,5 -1,5 0,25 0,08 0,01 0,1 0,002 о,1 0,5
МЛ 7-1 5,0 - 6,5 0,3 - 0,7 0,3 - 0,6 0,2 - 0.5 0,25 0,1 - 0,1 0,002 - 0,45
3.3.2. Типичные механические и жаропрочные свойства литейных сплавов
средней прочности в литом состоянии
Сплав Температура 20 °C Повышенные температуры
Е, ГПа ов 00,2 8 О вс ж Т, °C Ов о 100 оо, 2/100
МПа % МПа МПа
МЛ2 41,16 98,0 29,0 4,0 6,0 156, 8 - 100 150 200 93,1 78,4 68,6 - 17,6 15,7 12,7
МЛЗ 41,16 176,4 53,9 8,0 12,0 245,0 49,0 100 150 200 156,8 142,1 102,9 - 38,2 34,3 24,5
МЛ 7-1 41,16 176,4 68,6 6,0 7,0 - 53,9 100 150 200 156,8 151,9 123,4 88,2 53,9 53,9 24,5
* К( = 1; N = 2 • 107 циклов.
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
393
3.3.3. Технологические свойства литейных сплавов средней прочности
Сплав Линейная усадка, % Жидкотекучесть (длина прутка), мм Горячеломкостъ, (ширина кольца), мм Склонность к образованию микрорыхлот Свариваемостг Коррозион- ная стойкость
МЛ2 1,6 -1,9 270 50 Малая Хорошая Повышенная
МЛЗ 1,4 -1,6 215 42,5 Малая Хорошая Удовлетво- рительная
МЛ 7-1 1,2 -1,5 250 32,5 - 37,5 Средняя Удовлетвори- тельная Удовлетво- рительная
3.3.4. Физические свойства лиТейных сплавов средней прочности
Сплав у, кг/м3 а 106, 1/К, в интервале температур, °C X, Вт/(м • К), при25 °C
20 - 100 20 - 200 20 - 300
МЛ2 1800 26,6 27,3 27,7 134,0
МЛЗ 1780 26,0 27,0 - 110,7
МЛ7-1 1760 27,4 27,7 27,8 79,7
На базе системы Mg-AI-Zn-Ca разрабо-
тан сплав МЛ7-1. Наличие кальция позволяет
повысить характеристики жаропрочности и
снизить окисляемость сплавов в жидком со-
стоянии. Сплав МЛ7-1 отличается повышен-
ным сопротивлением ползучести при 150 -
200 °C по сравнению со сплавом МЛ5 (в 2 -
2,5 раза). Он обладает удовлетворительными
литейными свойствами. Плотность и герме-
тичность отливок из этого сплава несколько
выше плотности и герметичности отливок из
сплава МЛ5. Сплав MJI7-1 имеет удовлетвори-
тельную коррозионную стойкость, сваривается
аргонодуговой сваркой. Структурными со-
ставляющими сплава являются твердый рас-
твор алюминия и цинка в машин, соединения
Mg^Alj и ОДСа и частицы марганца.
К сплавам средней прочности относится
также и низколегированный сплав МЛЗ сис-
темы Mg-Al-Zn-Mn. Сплав термически не
упрочняется, основными его преимуществами
являются повышенная герметичность и малая
склонность к образованию микрорыхлот.
Физические свойства сплавов данной
группы представлены в табл. 3.3.4.
3.3.2. ВЫСОКОПРОЧНЫЕ СПЛАВЫ
Химический состав, виды термообрабо-
ток и комплекс свойств промышленных высо-
копрочных литейных магниевых сплавов,
разработанных на базе двух систем легирова-
ния, приведены в табл. 3.3.5 - 3.3.9.
Сплавы системы Mg-Al-Zn. Имеется
шесть высокопрочных сплавов этой системы с
добавкой Мп.
Сплавы МЛ4, МЛ4пч применяют для
изготовления корпусных деталей, подвергаю-
щихся статическим и динамическим нагруз-
кам (табл. 3.3.10 - 3.3.13). Рабочая температура
до 150 °C. Сплавы рекомендуются для литья в
песчаные и оболочковые формы; из-за повы-
шенной склонности к образованию трещин
они не используются при литье в кокиль и
под давлением.
Сплавы МЛ5, МЛ5пч - наиболее широко
применяемые сплавы универсального назна-
чения. Рабочая температура 150 °C, кратко-
временно до 250 °C. Сплавы предназначены
для литья всеми методами. Сплав МЛ5пч,
вследствие пониженного содержания приме-
сей и следовательно эвтектических состав-
ляющих. требует более высокой культуры
технологической подготовки при литье в ме-
таллические формы.
Сплав МЛ6 применяют для нагруженных
деталей, требующих повышенных значений
предела текучести. Рабочая температура до
150 °C. Сплав предназначен для литья деталей
всеми методами. Он обладает повышенной
чувствительностью к влиянию микрорыхлот
на механические свойства.
Сплав МЛ20-1 наиболее коррозионно-
стойкий литейный магниевый сплав
(коррозионная стойкость выше, чем у сплава
МЛ5пч в 2,5 раза): применяется для получе-
ния деталей литьем в песчаные формы и ко-
киль и работающих но всеклиматических ус-
ловиях при температуре до 150 °C длительно
и кратковременно до 250 °C.
Отрицательное влияние микрорыхлот на
механические свойства сплавов этой группы
показано в табл. 3.3.14, 3.3.15.
3.3.5. Химический состав (%, остальное Mg) высокопрочных литейных сплавов
Сплав А1 Мп Zn Zr Cd La Примеси, ие более _
Si Fe Ni Си Zr Al Прочие Сумма
МЛ4 5,0 - 7,0 0,15 - 0,5 2,0 - 3,5 - - - 0,25 0,06 0,01 0,1 0,002 0,1 0,5
МЛ4пч 5,0 - 7,0 0,15 - 0,5 2,0 - 3,5 - - - 0,08 0,007 0,002 0,04 0,002 - - 0,13
МЛ5 7,5 - 9,0 0,15 - 0,5 0,2 - 0,8 - - - 0,25 0,06 0,01 0,1 0,002 - о,1 0,5
МЛ5пч 7,5 - 9,0 0,15 - 0,5 0,2 - 0,8 - - - 0,08 0,007 0,001 0,04 0,002 - - 0,13
МЛ6 9,0 - 10,2 0,1 -0,5 0,6 - 1,2 - - - 0,25 0,06 0,01 0,1 0,002 - 0,1 0,5
МЛ8 - - 5,5 - 6,6 0,7 - 1,1 0,2 - 0,8 - 0,03 0,01 0,005 0,03 0,02 0,12 0,2
МЛ12 - - 4,0 - 5,0 0,6 - 1,1 - - 0,03 0,01 0,005 0,03 0,02 0,12 0,2
МЛ15 - - 4,0 - 5,0 0,7 - 1,1 - 0,6 - 1,2 0,03 0,01 0,005 0,03 0,02 0,12 0,2
МЛ22 - - 8,0 - 9,0 0,7 - 1,0 2,6 - 3,2 - 0,03 0,01 0,005 0,03 0,1 0,02 - 0,12
394 Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
Ж
3.3.6. Режимы термической обработки высокопрочных литейных сплавов
Сплав Термическая обработка Температура нагрет, "С Вадержка, ч
МЛ4, МЛ4пч Т4 - закалка Тб - закалка и старение 380 380 175 О© QO 1 1 СТ' OS
МЛ 5, МЛ5пч Отливки (в К, 3) со стенкой не более 10 мм, с отдельными частями тол- щиной до 20 мм: Т4 - закалка Тб - закалка и старение 415 415 175 или 200 8 - 16 8-16 16 или 8
Отливки (в 3) с толщиной стенок от 10 до 20 мм и от- дельными массивными час- тями толщиной до 40 мм: Т4 - закалка + 360 420 3 13 - 21
Тб - закалка и старение + 360 420 175 или 200 3 13 - 21 16 или 8
Отливки (в 3) с толщиной стенок более 20 мм и мас- сивными частями толщиной более 40 мм: Т4 - закалка + 360 420 3 21 - 29
Тб - закалка и старение + 360 420 175 или 200 3 21 - 29 16 или 8
МЛ6 Т4 - закалка + 360 410 3 21 - 29
Тб - закалка и старение + 360 410 190 3 21 - 29 4 - 8
Т61 - закалка и старение . 360 410 190 3 21 - 29* 4-8
МЛ8 Тб - закалка и старение + 420 490 165 или150 1 - 2 5 24 или 50
Т61 - закалка и старение 4- 420 490 165 или 150 1 - 2 5* 24 или 50
396
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 3.3.6
Сплав Термическая обработка Температура нагрева, °C Выдержка, ч
МЛ 12 Т1 - старение 300 4 - 6
МЛ 15 Т1 - старение 300 2 - 6
МЛ 20-1 Т4 - закалка + 395 12 - 24
450 3 - 12
или 395 18
Тб - закалка 395 18
и старение 200 10
МЛ22 Тб - закалка + 400 43
450 10 - 16
и старение 130 48
Т61 - закалка 400 3
450 10 - 16*
и старение 130 48
* Охлаждение в воде при 90 °C, в остальных случаях охлаждение на воздухе.
3.3.7. Гарантируемые механические свойства высокопрочных
литейных сплавов (отдельно отлитые образцы диаметром 12 мм)
Сплав Способ Состоя- Ств <*0,2 8, Е G м , МПа хси,
литья ние МПа % ГПа {К, = 1) Х,= 1 К, = 4 Дж/см2
МЛ4 3,0 - 160 - 3 - 15,7 44 - 2
3,0 Т4 220 80 5 41,2 15,7 0,33 - - 4
3,0 Тб 225 100 2 41,2 15,7 78 69 2
МЛ4пч 3,0 Т4 220 80 5 41,2 15,7 0,33 - « 4
3,0 Тб 225 100 2 41,2 15,7 78 69 2
МЛ5 3, К, О 160 90 2 41,2 15,7 44 - -
3, К, О Т2 160 85 2 41,2 15,7 0,34 - 2
з, к, О Т4 235 90,3 5 41,2 15,7 83 69 5
з, к, О Тб 235 110 2 41,2 15,7 83 69 3
д - 175 НО 1
МЛ5пч з, о, в, г 160 90 2 41,2 15,7 44
з, о, в, г Т2 160 85 2 41,2 15,7 0,34 - - 2
3, О, в, г Т4 235 90 5 41,2 15,7 83 69 5
3, О, в, г Тб 235 ПО 2 41,2 15,7 83 69 5
МЛ6 3, к - 150 - 1 41,2 59 44
3, к Т4 225 по 4 41,2 - 0,33 93 74
3, к Тб 225 140 1 41,2 - 88 69 -
3, к Т61 230 140 1 41,2 - - - -
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
397
Продолжение табл. 3.3.7
Сплав Способ Состоя- Ств ^0,2 8, Е 1 ° м О*_! , МПа KCV,
литья ние МПа % ГПа (Kf = I) i К,= 1 ^ = 4 Дж/см2
МЛ8 3,0,К,в,г Тб 265 170 4 41,2 15,7 0,33 74 - 3
3,0,К,В,Г Т61 275 175 4 41,2 15,7 i 74 - 3
МЛ12 3,0,К,В,Г - 200 90 6 43,2 16,2 0,33 —•- —•- 5
Т1 230 130 5 43,2 16,2 74 - 4
МЛ15 3,0,К,В,Г Т1 210 130 3 42,2 15,7 0,34 88 69 2
МЛ 20-1 3, К Т4 220 80 5 - - 88 7
Тб 220 120 2 - - - 88 - 2,5
МЛ22 3, к Тб 305 215 5 41,7 15,7 - 108 78 4
Т61 325 235 5 43,1 15,7 98 69 3
* Симметричный изгиб круглого образца.
3.3.8. Физические свойства литейных высокопрочных сплавов при различных температурах
Сплав у, кг/м3 a I06, I/К, при температуре,°C X, Вт/(м • К), при температуре,°C ср, кДжДкг-К), при 20-100 °C
20 - 100 20 - 200 20 - 300 25 100 200 300
МЛ4, МЛ4пч 1830 26,4 27,6 28,3 65 71,2 81,8 83,8 1,05
МЛ5, МЛ5пч 1810 26,8 28,1 28,7 65 71,2 77,6 79,7 1,05
МЛ6 1810 26,1 27,3 27,7 60,8 67,1 - - 1,05
МЛ8 1820 26,6 27,2 27,8 123 125 127 130 -
МЛ12 1810 26,2 27,8 28,9 134 130 130 - -
МЛ 15 1830 25,9 26,9 27,9 138 134 130 125 0,92
МЛ 20-1 1850 26,8 27,6 28,5 50,2 58,6 71,2 83,7 1,14
МЛ22 1940 25,9 26,7 27,6 105 109 ИЗ 115 0,95
3.3.9. Технологические свойства литейных высокопрочных сплавов
Сплав Линейная усадка, % Жидкотекучесть (длина прутка), мм Горячелом- кость (ширина кольца), мм Склонность к образованию микрорыхлот Коррозион- ная стойкость Температур- ный интервал кристаллиза- ции, °C
МЛ4 1,2 - 1,4 245 37,5 Повышенная Удовлетво- рительная 610 - 400
МЛ4пч 1,2 - 1,4 245 37,5 Повышенная Повышенная 610 - 400
МЛ5 1,0 - 1,2 290 - 300 30,0 Средняя Удовлетво- рительная 600 - 430
МЛ5пч 1,0 - 1,2 290 - 300 30,0 Средняя Повышенная 600 - 430
МЛ6 1,1 - 1,2 330 27,5 Средняя Удовлетво- рительная 600 - 420
МЛ8 1,3 - 1,4 290 30,0 - 32,5 Средняя Удовлетво- рительная 636 - 525
МЛ12 1,3 - 1,4 290 30,0 - 32,5 Средняя Удовлетво- рительная 644 - 550
МЛ 15 1,2 - 1,5 320 27,5 - 30,0 Малая Удовлетво- рительная 630 - 539
МЛ 20-1 1,0 - 1,2 320 27,5 Средняя Повышенная -
МЛ22 1,2 - 1,4 290 - 300 22,5 - 25,0 Средняя Удовлетво- рительная -
Примечание. Свариваемость - удовлетворительная.
398
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
3.3.10. Механические свойства образцов, вырезанных из отливок сплавов системы Mg-Al-Zn
Способ Место Толщина ов, МПа 8, %
Сплав литья вырезки образца отливки, мм Состояние Среднее Мини- Среднее Мини-
мальное мальное
МЛ4, з, о Нагруженное Не регла- - 120 85 1,5 0,5
МЛ4пч ментируется Т4 160 120 2,5 1,5
Тб 160 120 1,0 0,5
Прочее То же - 100 80 1,0 0,5
Т4 140 100 2,0 0,5
Тб 140 100 0,5 0,5
В. Г Любое — п — - НО 80 1,0 0,5
Т4 160 120 2,5 1,5
Тб 160 120 1,0 0,5
3, О Нагруженное < 20 - 120 85 1,0 0,5
Т2 120 85 1,0 0,5
Т4 170 130 2,5 1,5
Тб 170 130 1,0 0,5
МЛ 5, Нагруженное > 20 - НО 80 1,0 0,5
МЛ5пч Т2 НО 80 1,0 0,5
Т4 160 120 2,5 1,5
Тб 160 120 1,0 0,5
К Нагруженное Не регла- - 120 85 1,0 0,5
ментируется Т2 120 85 1,0 0,5
Т4 170 130 2,5 1,5
Тб 170 130 1,0 0,5
3, О, К Прочее То же - 100 80 1,0 0,5
Т2 100 80 1,0 0,5
Т4 140 100 2,0 0,5
Тб 140 100 0,5 0,5
в, Г Любое — а — - ПО 80 1,0 0,5
Т2 НО 80 1,0 0,5
Т4 160 120 2,5 1,5
Тб 160 120 1,0 0,5
д Нагруженное, < 3,0 - 175 130 2,0 0,5
оговоренное в Т2 175 130 2,0 0,5
чертежах дета- лей
д Прочее, не < 3,0 - 150 100 1,0 0,5
оговоренное в чертежах деталей Т2 150 100 1,0 0,5
д Любое > 3,0 - 15,0 - 150 90 1,0 0,5
Т2 150 90 1,0 0,5
3.3.11. Пределы ползучести сплавов системы Mg-Al-Zn
(отдельно отлитые образцы диаметром 12 мм)
Сплав Способ литья Состояние Температура испытания, °C сто,2/100, МПа
МЛ4, МЛ4пч 3 Без термообработки 100 150 200 59 27 16
Т4 100 150 200 65 28 12
ВЫСОКОПРОЧНЫЕ СПЛАВЫ
399
Продолжение табл. 3.3.11
Сплав Способ литья Состояние Температура испытания, °C сто,2/100» МПа
МЛ4, Тб 100 62
МЛ4пч 3 150 27
200 14
Т4 100 69
МЛ5, 3 125 59
МЛ5пч 150 25
200 8
Тб 100 73
150 27
200 11
Т4 100 71
МЛ6 3 150 24
200 7
Тб 100 74
150 26
..... ... 200 10
3.3.12. Механические свойства сплавов МЛ5 и МЛ5пч в состоянии Т4
при 20 °C и отрицательных температурах
Температура испытания, °C ао,2, МПа 8, % («, - 4) Чувствительность к надрезу сг“/сгв
МПа
20 98 13 245 225 0,90
-70 118 11 284 235 0,85
-196 127 6 284 235 0,85
3.3.13. Секундная прочность и ползучесть отдельно отлитых
образцов из сплавов МЛ5 и МЛ5пч в состоянии Т4
Свойство Температура испытания, °C Время, с
10 60 120 180 300
ов, МПа 100 245 245 240 240 235
200 186 147 152 147 142
300 108 93 88 78 78
350 96 69 59 59 54
CTQ5 , МПа 200 - 88 78 78 74
300 64 54 54 54 49
350 54 39 34 29 20
С| , МПа 200 98 88 88 83
300 69 59 59 59 54
350 - 49 39 39 29
400
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
3JL14. Мекамнвскяе свойства «зделыи» опиых образцов из гтппм снстемн Mg-Al-Ze
в «жстювиви Т4 с ражличноя степенью микрвдмклмы
Сплав Микрорыхлота 1 ст0,2 8,
МПа %
МЛ4 Отсутствует 265 $8 12,0
Слабая 255 93 । 6,5
Средняя 181 78 2,0
Сильная ! 142 78 2,0
МЛ5 Отсутствует 265 88 10,0
Слабая 225 83 5,0
Средняя 176 78 3,5
Сильная 132 ! 71 2,0
МЛ6 । Отсутствует 270 108 10,0
Слабая 201 98 3,5
Средняя 172 98 2,0
Сильная 127 93 1,5
3.3.15. Механические свойства образцов, вырезанных из отливок сплава системы
Mg-Al-Zn с различной степенью микрорыхлоты
Толщина стенок, мм Микрорыхлота
Отсутствует Слабая Средняя Сильная
<гв, МПа 8, % ов, МПа 8, % ов, МПа 3, % <ув, МПа 8, %
4 - 10 211 7,5 181 5,5 176 4,0 162 2,0
10-20 196 6,6 172 5,0 157 3,8 142 3,1
20 - 30 186 5,2 162 3,5 157 3,2 124 2,2
Св. 30 147 3,5 123 1,7 113 2,0 103 1,7
Сплавы системы Mg-Zn-Zr. Цирконий
является наиболее эффективным модификато-
ром магниевых сплавов. Введение циркония,
кроме повышения уровня прочностных
свойств сплавов, обеспечивает высокую одно-
родность структуры и свойств отливок в раз-
личных по толщине сечениях и малую чувст-
вительность к влиянию микрорыхлоты на
механические свойства.
Сплав МЛ8 (табл. 3.3.16) применяют для
изготовления высоконагруженных деталей,
требующих повышенной усталостной прочно-
сти взамен среднепрочных литейных алюми-
ниевых сплавов. Рабочая температура до 150
°C, при кратковременной эксплуатации до
200 °C. Отливки изготовляют, как правило,
литьем в песчаные формы.
Сплав МЛ 12 используют для изготовле-
ния литьем в песчаные формы и кокиль вы-
соконагруженных деталей, испытывающих
усталостные и ударные нагрузки. Рабочая темпе-
ратура до 200 °C, кратковременно до 250 °C.
Сплав МЛ 15 предназначен для получе-
ния литьем в песчаные формы и кокиль на-
груженных деталей, работающих при темпера-
туре до 200 °C. Это наиболее жаропрочный и
поддающийся сварке материал из группы
высокопрочных сплавов. Рабочая температура
до 200 °C, кратковременно до 300 °C.
Сплав МЛ22 наиболее высокопрочный
литейный магниевый сплав, предназначен для
получения литьем в песчаные формы и ко-
киль высоконагруженных деталей мелкого и
среднего размера.
ЖАРОПРОЧНЫЕ СПЛАВЫ
401
3.3.16. Механические свойства образцов, вырезанных из отливок сплавов системы Mg-Zn-Zr
Сплав Способ литья Состояние ств, МПа сто,2» МПа 8, %
Среднее Минималь- ное Среднее Минималь- ное Среднее Минималь- ное
МЛ8 з, о, к, в, г Тб Т61 235 255 206 215 167 176 147 157 2,5 2,5 1,5 1,5
МЛ12 з, о, К, в, г Т1 167 186 137 157 88 128 69 108 3,5 3,0 2,0 1,5
МЛ15 3, О, К, в, Г Т1 176 147 127 108 2,0 1,5
Примечание: Место вырезки образца - любое.
3.3.3. ЖАРОПРОЧНЫЕ СПЛАВЫ
Сплавы системы Mg-Nd-Zr. На основе
этой системы разработаны отечественные
жаропрочные магниевые сплавы марок МЛ9,
МЛ 10, МЛ21 (табл. 3.3.17). Для легирования
сплавов применяют также индий, цинк.
Редкоземельный металл-неодим значи-
тельно повышает прочностные свойства маг-
ниевых сплавов как при кратковременном
растяжении, так и при длительно действую-
щих нагрузках. Основное назначение цирко-
ния - измельчение зерна и повышение техно-
логических и механических свойств сплавов.
Добавки цинка, индия повышают характери-
стики жаропрочности.
Зарубежные сплавы (табл. 3.3.18) допол-
нительно легированы серебром, торием, ме-
дью, т.е. используются драгоценные и даже
радиоактивные металлы.
Литейные сплавы данной группы разра-
ботаны на основе системы эвтектического
типа с ограниченной растворимостью элемен-
тов в твердом состоянии и упрочняются с
помощью термической обработки (табл. 3.3.19,
3.3.20).
В качестве охлаждающей среды при за-
калке используют обдувку сжатым воздухом
(МЛ9, МЛ 10) и горячую воду (Т > 80 - 90 °C)
для сплавов МЛ 10, МЛ21. Сплавы очень чувст-
вительны к скорости закалки и поэтому большое
значение имеет обеспечение быстрого переноса
садки из печи в закалочную ванну.
Нагрев под закалку ведется в атмосфере
нейтрального газа (аргона и др.) или в воз-
душной атмосфере с добавкой сернистого
газа(8О2), элегаза (SFg), углекислого газа
(СО2). Сернистый газ также можно получить
разложением сернистого колчедана (SF2).
Микроскопический, химический и
рентгеноспектральный анализы показали, что
основная упрочняющая фаза в сплаве МЛ9
соответствует формуле (MgIn)i2Nd, в сплаве
МЛ 10 - (MgZrOuNd структурного типа
Mgi2Th.
В литом состоянии структура сплавов
МЛ9, МЛ 10 состоит из зерен твердого раство-
ра циркония, индия или цинка и незначи-
тельного количества неодима в магнии, псев-
доэвтектики по границам зерен в виде обо-
собленных, однородных выделений упроч-
няющих фаз (MgJn)j2Nd или (MgZn^Nd.
После термической обработки (закалки
и старения) фазы (Mgln^Nd, (MgZn^Nd,
располагающиеся по границам зерен, почти
полностью растворяются, а неодим, индий,
цинк переходят в твердый раствор, дополни-
тельно упрочняя его. Остаются лишь отдель-
ные выделения избыточной фазы в виде ок-
руглых частиц.
Сплавы этой системы отличаются удач-
ным сочетанием высоких механических
свойств при 20 °C и высокой жаропрочнос-
тью (табл. 3.3.21 - 3.3.30). В табл. 3.3.31 при-
ведены данные о физических свойствах.
Сплавы обладают удовлетворительной
коррозионной стойкостью. Длительные нагре-
вы не изменяют коррозионной стойкости
сплавов.
Сплавы обладают хорошими литейными
свойствами и свариваемостью (табл. 3.3.32,
3.3.33). Отливки имеют высокие и однород-
ные по сечению механические свойства.
Магниевые сплавы МЛ9, МЛ 10, МЛ21
так же, как и остальные магниевые сплавы,
отлично обрабатываются резанием, вдвое бы-
стрее, чем алюминий и в десять раз быстрее,
чем углеродистые стали. Однако, при работе с
магниевыми сплавами следует соблюдать пра-
вила пожарной безопасности.
Сплав МЛ9 применяется для деталей,
работающих длительно при температурах до
250 - 300 °C и кратковременно - до 350 - 400 °C.
Сплавы МЛ 10, МЛ21 применяют для
нагруженных деталей, работающих длительно
при температуре 250 °C и кратковременно -
при температуре до 350 °C. Из сплавов произ-
водятся сложные крупногабаритные отливки,
получаемые методами литья в кокиль, песча-
ные формы и последовательно-направленной
кристаллизации.
Максимальная черновая масса отливок
достигает 100 кг.
3.3.17. Химический состав (%, остальное Mg) сплавов системы Mg-Nd-Zr (ГОСТ2856-79)
Сплав Nd Zn Zr In Примеси, не более
Al Si Fe Ni Cu Zn Be Прочие Сумма
МЛ9 1,9-2,6 - 0,4 - 1,0 0,2 - 0,8 0,02 0,03 0,01 0,005 0,03 0,15 0,001 0,10 0,35
МЛ10 2,2 - 2,8 0,1 - 0,7 0,4 - 1,0 - 0,02 0,03 0,01 0,005 0,03 - 0,001 0,12 0,20
3.3.18. Химический состав (%, остальное Mg) зарубежных литейных магниевых сплавов системы Mg-Nd-Zr по спецификации США
Сплав Nd Ag Th Cu Zr Примеси
Ni Cu Сумма
QE22 1,75 - 2,5 2,0 - 3,0 - - 0,4- 1,0 0,01 o,l 0,3
QH21 0,6 - 1,5 2,0 - 3,0 0,6 - 1,6 - 0,4 - 1,0 0,01 0,1 0,3
EQ21 1,5 - 3,0 1,3 - 1,7 - 0,05 - 0,10 0,4 - 1,0 0,01 - 0,3
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ЖАРОПРОЧНЫЕ СПЛАВЫ
403
3.3.19. Классификация режимов термической обработки
Условное обозначение Вид Назначение
Тб Закалка на воздухе и старение Повышение прочностных характеристик, главным обра- зом предела текучести спла- вов МЛ9, МЛ 10
Т61 Закалка в горячую воду и старение Повышение прочностных характеристик, главным обра- зом предела текучести спла- вов МЛ 10, МЛ21
Т7 Закалка и стабилизирующее старение Получение достаточной проч- ности, стабильности структу- ры и геометрических разме- ров сплава МЛ 10
3.3.20. Режимы термической обработки отливок из сплавов системы Mg-Nd-Zr
Сплав Способ литья Обозначе- ние термо- обработки Закалка Старение*
Температура, °C Время выдержки, ч Охлаждающая среда Температура, °C Время выдержки, ч
МЛ9 3, о, К, В, Г Тб 540 8 - 12 Обдув воздухом 205 6 - 12
МЛ 10 3, О, К, В, Г Тб 540 8 - 12 Обдув воздухом 205 12 - 18
Т61 545 4 - 8 Вода, 80 - 90 °C 205 8 - 12
Т7 540 8 - 12 Обдув воздухом 250 3 - 5
МЛ 21 3, О, К, В, Г Т61 530 8 - 12 Вода, 80 - 90 °C 200 8 - 12
* Охлаждение на воздухе.
3.3.21. Гарантируемые механические свойства* литейных жаропрочных сплавов (не менее)
Сплав Состояние ЕОД I 1 ств 5,
МПа %
МЛ9 Тб 110 230 4
МЛ10 Тб 140 230 3
Т61 140 240 3
МЛ 21 Тб 150 265 4
Отдельно отлитые образцы (в песчаные формы) диаметром 12 мм.
3.3.22. Типичные механические свойства сплавов при 20 °C
Сплав Полуфабрикат Способ литья Состояние Е £д G м °ПЦ <*0,2 <*в 5ю, % ц/, % Д:ж> ГПа <*пц.сж °0,2сж Тср «Л /геи, Дж/см2
ГПа МПа МПа
МЛ9 Образцы*1, отдельно отлитые 3 Тб 42,1 44,6 15,7 0,34 59 112 245 6 8 43,1 59 112 167 59 6,5
Образцы*2, вырезанные из деталей 3 Тб - - - - - 108 225 5 7 - - - - - -
МЛ10 Образцы*1, отдельно отлитые 3 Тб Т61 41 41 44,1 44,1 16,2 16,2 0,33 0,33 98 98 147 167 245 264 5 5 7 7 41,2 41,2 98 98 137 157 176 176 79 5,0 5,0
Образцы*2, вырезанные из деталей 3 К Тб Т61 Тб Т61 - - 137 152 147 157 225 235 245 255 5 4 8 6 7 - 127 147 - -
*! Диаметром 12 мм; *2 диаметром 6 мм; *3 Kt = 1, N = 2 • 107 циклов.
3.3.23. Механические свойства образцов, вырезанных из отливок *
Сплав Способ литья Состояние ств, МПа 5, %
Среднее Минимальное Среднее Минимальное
МЛ9 3, О, К, В, Г Тб 176 147 2,5 2,0
МЛ 10 3, О, К, В, Г Тб Т61 176 186 147 157 2,5 2,5 1,5 1,5
МЛ21 3, О, К Т61 235 206 2,5 1,5
* Толщина стенки отливки не регламентируется.
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
3.3.24. Типичные механические и жаропрочные свойства литейных сплавов системы Mg-Nd-Zr (отдельно отлитые образцы диаметром 12 ММ)
Сплав Состояние Температура Ов О0.2 5, 1 <4о <5Т00 ст0,2/100 <чооо <50,2/1000 , МПа
испытания, °C МПа % МПа Гладкие
образцы
МЛ9 Тб 20 245 112 6,0 - - - - - -
200 176 108 15,0 - 132 93 113 - 59
250 176 108 15,0 127 79 44 49 - -
300 147 98 20,0 - 34 18 - - 49
350 98 69 30,0 - - - - - -
МЛ10 Тб 20 245 147 5,0 - - - - 78
200 186 132 8,0 167 127 108 98 74 -
250 167 123 13,0 108 69 37 - 15 49
300 132 108 17,0 59 25 - - - -
350 98 74 25,0 - - - - - -
Т61 20 265 167 5,0 - - 78
250 196 123 13,0 - 74 44 - - 49
МЛ21 Т61 20 294 157 5,0 - - - - - 78
200 245 137 10,0 216 176 108 - - -
250 225 127 10,0 127 98 44 - - 69
300 157 118 15,0 69 - - - - -
350 118 78 20,0 - - - - - -
* Консольный изгиб вращающегося круглого образца на базе 2 • 107 циклов; Kt = 1.
ЖАРОПРОЧНЫЕ СПЛАВЫ
3.3.25. Модуль упругости литейных сплавов системы Mg-Nd-Zr при различных температурах, ГПа
Сплав Состояние Температура, °C
20 200 250 300 20 200 250 300 350
Статический Динамический
МЛ 9 Тб 42,1 35,8 32,8 44,6 - 40,2 39,1 38,0
МЛ10 Тб 41 38,2 36,3 34,3 44,1 40,2 - 37,7 37,1
МЛ 21 Т61 41,2 39,2 37,2 35,3 - - - - -
3.3.26. Механические свойства литейных магниевых сплавов системы Mg-Nd-Zr
при 20 °C и отрицательных температурах (отдельно отлитые образцы диаметром 10 мм)
Сплав Состояние Температура, °C
20 -70 -183 -196
ств, МПа 5, % /геи, Дж/см2 сгв, МПа 8, % /геи, Дж/см2 ов, МПа 8, % ACU, Дж/см2 ов, МПа 8, % KCU, Дж/см2
МЛ 9 Тб 245 7,0 7,0 - - - 314 4,5 7,0 314 4,5 7,0
МЛ 10 Тб, Т61 265 6,0 5,0 274 4,5 4,0 294 4,0 4,0 313 4,0 4,0
МЛ 21 Т61 294 8,0 4,5 333 7,0 4,0 - - - 353 4,0 -
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
ЖАРОПРОЧНЫЕ СПЛАВЫ
407
3.3.27. Чувствительность к надрезу при статическом нагружении и различных температурах
ь Сплав (состояние) ст”/ств , при К( = 4,0 и температуре, °C
-196 -70 20 200 250 300
МЛ9(Т6) - - 1,0 - - 1,0
MIO (Тб) 0,89 0,96 1,00 1,2 1,2 -
МЛ21 (Т61) 0,94 0,91 0,92 - - -
3.3.28. Секундная прочность сплава МЛ10 при высоких температурах
Полуфабрикат Способ литья Состояние Температура испытания, °C <ЧЬ | <Н'оо азоо
МПа
Образцы, отдельно 200 186 186 186
отлитые, диамет- з Тб 250 181 181 181
ром 10 мм 300 176 166 147
400 93 59 44
450 59 34 24
3.3.29. Механические свойства сплавов системы Mg-Nd-Zr при 20 °C после длительных нагревов
Сплав Температура Время ^0,2 5, ст0,2/ст0,2исх ’ СТв/СТВИСХ ’
(состояние) нагрева, °C нагрева, ч МПа % % %
МЛ9 (Тб) 20 - 123 240 6,8 100 100
200 200 122 243 7,8 99 100
1000 117 243 7,6 95 100
250 200 123 234 6,8 100 97
1000 118 232 7,5 95 97
300 200 - 191 7,0 - 80
1000 191 7,0 - 80
МЛ 10 (Тб) 20 - 147 245 5,0 100 100
100 1000 147 245 5,0 100 100
125 1000 147 245 5,0 100 100
3000 147 245 5,0 100 100
150 100 147 245 5,0 100 100
1000 147 245 5,0 100 100
2500 142 235 5,5 97 97
3000 142 235 5,5 97 97
200 10 147 245 5,0 100 100
100 147 245 5,0 100 100
200 147 225 5,0 100 92
1000 132 221 5,0 90 90
250 10 147 245 5,0 100 100
50 127 225 5,5 90 92
100 127 225 5,0 90 92
200 108 206 5,0 74 85
1000 98 201 5,0 66 83
300 50 98 196 7,0 66 80
100 98 191 7,0 66 78
200 98 186 7,0 66 76
500 83 167 7,5 56 68
1000 78 162 7,5 53 66
2500 68,5 147 6,5 46 60
408
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
Продолжение табл. 3.3.29
Сплав Температура Время <*0,2 <*в 8, ° 0,2 /’<* 0,2 исх ’ ав/ависх ’
(состояние) нагрева, °C нагрева, ч МПа % % %
МЛ21 (Т61) 20 - 167 294 5,5 100 100
200 100 167 294 6,0 100 100
500 165 284 7,0 99 97
1000 157 270 7,0 94 92
2500 152 265 7,5 91 90
5000 142 260 7,0 85 88
10000 132 250 7,0 79 85
250 100 142 255 7,0 85 87
500 137 245 8,0 82 83
1000 132 235 8,0 79 80
5000 108 205 6,5 61 71
10000 88 176 5,5 53 60
300 10 108 245 7,0 65 83
100 98 205 7,5 59 70
1000 98 172 5,5 59 58
2500 88 142 5,5 53 48
5000 78 137 5,0 47 47
3.3.30. Механические свойства сплавов системы Mg-Nd-Zr
после длительных нагревов при температурах испытания
Сплав Температура Выдержка, <*0,2 <*в 8, ст 0,2 /° 0,2исх ’ ств/ствисх ’
(состояние) нагрева и ч МПа % % %
испытания, °C
МЛ9 (Тб) 200 0,5 - 191 15 100
200 - 176 15 - 92
1000 - 162 15 - 85
250 0,5 186 17 100
200 - 132 17 - 71
1000 - 113 20 - 60
300 0,5 - 142 30 - 100
10 - 103 35 - 72
200 - 93 50 - 65
1000 - 88 55 - 62
МЛ 10 (Тб) 100 0,5 142 216 5,5 100 100
1000 142 216 8,0 100 100
2500 142 216 8,0 100 100
125 0,5 132 206 8,0 100 100
2500 132 206 8,0 100 100
10000 132 206 8,0 100 100
М10 (Тб) 125 20000 132 206 8,0 100 100
30000 132 206 8,0 100 100
ЖАРОПРОЧНЫЕ СПЛАВЫ
409
Продолжение табл. 3.3.30
Сплав Температура Выдержка, <*0,2 <*в 8, ст0,2/ст0,2исх ’ а в /а В ИСХ ’
(состояние) нагрева и ч МПа % % %
испытания, °C
MIO (Тб) 150 0,5 132 196 9,0 100 100
1000 132 186 9,0 100 95
2500 132 176 9,0 100 90
10000 132 176 9,0 100 90
20000 132 176 9,0 100 90
30000 132 176 9,0 100 90
200 0,5 132 186 15,0 100 100
100 122,5 162 15,0 92 87
500 117,5 162 16,0 89 87
1000 107,5 157 16,0 81 84
2500 103 152 16,0 78 81
10000 103 147 20,0 78 79
250 0,5 122,5 181 18,0 100 100
10 - 132 23,0 - 73
100 73,5 123 25,0 60 67
500 73,5 ИЗ 25,0 60 62
1000 63,5 108 25,0 52 59
2500 59 103 25,0 48 57
300 0,5 132 24,0 100
100 - 98 45,0 - 74
500 - 83 50,0 - 63
1000 - 78 55,0 - 59
2500 - 78 55,0 - 59
МЛ21 (Т61) 200 0,5 142 255 10,0 100 100
500 132 191 15,0 93 75
1000 132 167 15,0 93 65
2500 127 162 , 17,0 89 63
5000 127 157 17,0 89 61
10000 118 152 18,0 82 59
250 0,5 127 240 15,0 100 100
500 103 152 20,0 80 63
1000 93 137 20,0 73 57
2500 83 132 20,0 65 57
5000 78 132 20,0 61 55
10000 73 123 20,0 57 51
300 0,5 127 161 20,0 100 100
500 63,5 113 30,0 54 69
1000 59 108 40,0 50 66
5000 54 98 40,0 45 60
410
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
3.3.31. Физические свойства литейных сплавов системы Mg-Nd-Zr
Сплав Состояние у, кг/м3 а • 106, 1/К X, Вт/(м • К) ср, кДж/(кг • К) Р • ю8, Ом • м, при 20 °C
20 - 200 °C 20 - 300 °C 20 °C 100 °C 300 °C
МЛ9 Тб 1760 28,0 28,3 117 - - 7,26
МЛ10 Тб 1780 28,0 28,3 113 0,96 1,13 8,44
МЛ21 Т61 1820 26,7 28,3 67 1,03 1,15 9,50
3.3.32. Литейные свойства сплавов системы Mg-Nd-Zr
Сплав Метод литья Температурный интервал кристаллизации Температура литья Линейная усадка, % Жидкоте- кучесть (длина прутка) Горячелом- кость (ширина кольца) Герметичность
°C мм
МЛ9 3, К 650 - 558 720 - 800 680 - 780 1,2 - 1,4 250 25 Повышенная: крупнога- баритные детали с толщиной стенки 6 мм выдерживают пневмо- давление 15 МПа
МЛ 10 3, к 640 - 550 720 - 800 680 - 780 1,2 - 1,5 250 15-20 Повышенная: при толщине стенки 5 мм выдерживают пневматичес- кое давление 25 - 80 МПа
МЛ 21 3, к - 720 - 800 1,2 - 1,5 300 - 350 17,5-22,5 Повышенная
3.3.33. Свариваемость сплавов системы Mg-Nd-Zr при аргонодуговой сварке
Сплав Присадочный материал* Температура нагрева в печи, °C ств> МПа Коэффициент — СВ Лт ств /ств Свариваемость (относительная характеристика)
основного материала сварного соединения
МЛ9 Сплав МЛ9 400 - 440 225 - 245 196 - 235 0,85 Удовлетво- рительная
МЛ10 Сплав МЛ 10 400 - 440 225 - 245 196 - 235 0,85 Хорошая
МЛ21 Сплав МЛ21 380 - 430 274 - 303,5 264,5 - 294 0,96 Хорошая
* Прессованная проволока.
ЖАРОПРОЧНЫЕ СПЛАВЫ
411
Сплавы системы Mg-Nd-Y-Zr. Значи-
тельный прогресс в повышении жаропрочно-
сти сплавов системы Mg-Nd-Zr достигнут за
счет легирования иттрием - сплавы МЛ 19,
ВМЛ14 (табл. 3.3.34). Введение иттрия позво-
лило поднять рабочую температуру в условиях
длительной эксплуатации с 250 до 325 °C. За
рубежом на базе этой системы разработаны
близкие сплавы (WE54, WE43) (табл.3.3.35).
Отливки из сплава МЛ 19 поставляются в
термически обработанном состоянии по ре-
жиму Тб, а из сплава ВМЛ14 - по режиму Т61
(табл. 3.3.36).
В табл. 3.3.37 - 3.3.44 приведены данные
о механических и физических свойствах ли-
тейных сплавов этой системы при различных
температурах. Сплавы обладают удовлетвори-
тельной коррозионной стойкостью.
Литые детали из этих сплавов отличают-
ся высокой стабильностью размеров, темпера-
тура заливки деталей находится в пределах
760 - 800 °C (табл. 3.3.45).
Сплавы хорошо свариваются аргоноду-
говой сваркой (табл. 3.3.46). В качестве при-
садочного материала используют прессован-
ную проволоку основного сплава.
Сплавы МЛ 19, ВМЛ14 применяются,
как правило, для отливки деталей двигателей,
агрегатов и других конструкций, в том числе
крупногабаритных, получаемых литьем в пес-
чаные формы. Сплав МЛ 19 применяют для
деталей, работающих длительно при темпера-
туре до 300 °C и кратковременно при темпе-
ратуре до 400 °C; сплав ВМЛ14 более жаро-
прочный, работающий длительно при темпе-
ратуре до 325 °C и кратковременно при тем-
пературе 400 - 450 °C.
3.3.34. Химический состав (%, остальное Mg) литейного сплава МЛ19
системы' Mg-Nd-Y-Zr по ГОСТ 2856-79
Nd Y Zn Zr Примеси, не более
Al Si Fe Ni Cu Be Прочие Сумма
1,6-2,3 1,4-2,2 0,1-0,6 0,4-1,0 0,03 0,03 0,01 0,005 0,03 0,001 0,14 0,25
3.3.35. Химический состав (%, остальное Mg) литейных сплавов
системы Mg-Nd-Y-Zr по спецификации США
Марка сплава Nd Y Zr Примеси, не более
Si Fe Ni Cu Сумма
WE54 2,0 - 4,0 4,75 - 5,50 0,4 - 1,0 0,01 0,01 0,005 0,03 0,30
WE43 2,0 - 4,0 3,75 - 4,25 0,4 - 1,0 0,01 0,01 0,005 0,03 0,30
3.3.36. Режимы термической обработки отливок из сплавов Mg-Nd-Y-Zr
Сплав Способ литья Термооб- работка Закалка Старение
I ступень нагрева II ступень нагрева Темпера- тура, °C Время выдер- жки, ч Охлаж- дающая среда
Темпера- тура, °C Время выдер- жки, ч Темпера- тура, °C Время выдер- жки, ч Охлаж- дающая среда
МЛ19 з, к Тб 535 4-8 - - Обдув воздухом 205 8- 16 Воздух
ВМЛ14 3, К Т61 480 4 515 4-8 Вода. 80 - 90 °C 200 12 - 16 Воздух
412
Глава 3.3. МАГНИЕВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ
3.3.37. Гарантируемые механические свойства
сплавов (отдельно отлитые образцы
диаметром 12 мм). Литье в песчаные формы
3.3.38. Механические свойства
зарубежных сплавов по спецификации США
(отдельно отлитые образцы).
Литье в песчаные формы, состояние Т61
Сплав Состояние °о,2 | Ов 8, %, Марка °о,2 I ов 5, %
образцов МПа, не менее не менее сплава МПа
МЛ19 Тб 118 216 3,0 WE54 185 255 2,0
ВМЛ14 Т61 162 265 3,0 WE43 185 265 7,0
3.3.39. Типичные механические свойства /Сплавов системы Mg-Nd-Y-Zr при 20 °C
(литье в песчаные формы)
Сплав Вид полуфабриката Е ° | ОПц 00,2 Ов 510 ^сж Опц.сж 1 | О0,2.сж
ГПа МПа % ГПа МПа
МЛ19 Образцы, от- дельно отли- тые, диамет- ром 12 мм. 41,2 - 15,7 78 127 245 5 7 41,2 54 108
Образцы диа- метром 6 мм, вырезанные из средних и крупных дета- лей сложной конфигурации - - - - 118 225 5* 7 - - -
ВМЛ14 Образцы, от- дельно отли- тые, диамет- ром 12 мм. 43,2 44,6 16,7 103 171,5 294 4 8 - - 162
3.3.40. Типичные механические и жаропрочные свойства литейных сплавов системы Mg-Nd-Y-Zr
при повышенных температурах (отдельно отлитые образцы)
Сплав Состояние Температура Ов °0,2 5, ою О100 OQ, 2/100
испытания, °C м: Па % Ml Па
МЛ19 Тб 20 245 127 5,0 - 69
250 196 108 10,0 157 113 74
300 157 98 10,0 93 59 34 54
350 108 78 15,0 49 24,5 7 -
ВМЛ14 Т61 20 284 167 4,0 - 89
250 255 157 15,0 - 127 69 -
300 186 152 15,0 - 69 29
325 167 137 15,0 - 44 15 -
350 147 127 20,0 34 -
400 98 78 20,0 - - - -
* Kt = 1; W = 2 • 107 циклов.
ЖАРОПРОЧНЫЕ СПЛАВЫ
413
3.3.41. Механические свойства литейных сплавов системы Mg-Nd-Y-Zr при отрицательных темпе-
ратурах (отдельно отлитые образцы диаметром 10 мм). Литье в песчаные формы
Сплав Состояние Температура, °C
-196 -70 20
ов> МПа 6, % _н / ств/ /<УВ кси, Дж/см2 ов, МПа /а. KCV, Дж/см2 МПа 8, % _н / ств/ Ав KCU, Дж/см2
МЛ19 Тб 274 8 0,89 5,0 314 7 0,96 4,0 353 5,5 0,96 4,0
ВМЛ14 Т61 294 8 - 3,0 343 7 0,91 2,5 - - 0,93 -
3.3.42. Модуль упругости литейных сплавов системы Mg-Nd-Y-Zr при различных температурах
Сплав Состояние Е, ГПа | £д, ГПа
Температура, °C
20 200 250 300 20 250 300 350
МЛ19 Тб 41,2 35,8 35,3 34,3 - - - -
ВМЛ14 Т61 43,2 - - 37,2 44,7 39,8 38,6 37,6
3.3.43. Механические свойства сплавов системы Mg-Nd-Y-Zr при 20 °C после длительных нагревов
Сплав (состояние) Нагрев °0,2 Ов 5, % О0,2исх Ов исх
Температура, °C Время, ч МПа
МЛ19(Т6) 20 - 167 255 7,0 100 100
200 100 500 186 186 265 274 5,0 6,0 100 100 100. 100
250 100 500 157 157 255 245 12,0 10,0 93 93 100 100
300 100 200 137 137 225 215 8,0 7,0 82 82 ' 88 85
ВМЛ14(Т61) 20 - 186 289 3,0 100 100
250 100 225 294 3,5 100 100
300 100 196 265 3,0 100 91
325 100 176 235 2,5 94 81
350 100 147 196 2,5 79 68
3.3.44. Физические свойства литейных сплавов системы Mg-Nd-Y-Zr
Сплав Состояние у, кг/м3 а 106, 1/К X, Вт/(м • К), при 20°С ср, кДж/(кг К) Р • 108, Омм, при 20 °C
20 - 200°С 20 - 300°С 100°С 300°С
МЛ19 Тб 1790 27,7 28,6 83,7 1,13 1,21 9,6
ВМЛ14 Т61 1845 25,05 25,5 60,2 1,03 0,99 15,5
414 Глава 3.4. ОСОБЕННОСТИ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ
3.3.45. Литейные свойства* сплавов системы Mg-Nd-Y-Zr
Сплав Метод литья Температурный интервал кристаллизации Температура литья Линейная усадка, % Жидкотекучесть (длина прутка) Горячеломкость (ширина кольца)
°C мм
МЛ19 з, к 650 - 558 720 - 810 680 - 780 1,2 - 1,5 250 27,5
ВМЛ14 3, к - 750 - 800 1,2 - 1,5 270 - 300 17,5 - 20
* Герметичность - повышенная.
3.3.46. Свариваемость сплавов системы
Mg-Nd-Y-Zr
Сплав Темпера- тура нагрева в печи, °C ов, МПа, при 20 °C Коэффи- циент св / ав /ав
основного материала сварного соединения
МЛ 19 400 - 440 265 230 0,85
ВМЛ14 380 - 430 274 - 294 255 - 270 0,85 - 0,9
Глава 3.4
ОСОБЕННОСТИ ПРОИЗВОДСТВА
ДЕТАЛЕЙ И УЗЛОВ ИЗДЕЛИЙ
ИЗ МАГНИЕВЫХ СПЛАВОВ
Конструкции из магниевых сплавов сле-
дует проектировать и изготовлять с учетом
специфических особенностей этих сплавов.
По сравнению с алюминиевыми сплава-
ми магниевые сплавы более чувствительны к
повторным нагрузкам, концентрации напря-
жений, действию острых надрезов и эксцен-
триситетов, к перепаду жёсткости. Поэтому
при изготовлении деталей и изделий из этих
сплавов необходима тщательная отработка
конструктивных форм (выбор форм с мини-
мальной концентрацией напряжений, боль-
шая плавность переходов при изменении се-
чения детали, уменьшение эксцентриситетов).
При конструировании деталей и разра-
ботке технологии необходимо учитывать рас-
положение волокна относительно силового
потока: волокно в штамповках должно следо-
вать конфигурации детали.
Сварные конструкции выполняют таким
образом, чтобы имелась возможность после
сварки подвергнуть её отжигу, нанести анти-
коррозионные лакокрасочные покрытия.
При конструировании деталей необхо-
димо избегать образования карманов, пазов и
различных полостей, в которых может скап-
ливаться влага. В узлах конструкций, где на-
ряду с магниевыми сплавами применяются
другие материалы, необходимо учитывать
возможность контактной коррозии и прини-
мать соответствующие меры по защите от неё.
Термическую обработку деталей следует
проводить в случае необходимости на оправ-
ках и приспособлениях для сохранения фор-
мы и заданных чертежом размеров.
Напряжения в конструкциях из магние-
вых сплавов в процессе испытаний и работы
не должны превышать предела текучести ма-
териала при растяжении и сжатии. В чертежах
оговаривают детали крепежа (болты, шпиль-
ки), затяжка которых производится тариро-
ванными ключами с ограничителем.
Для оценки всей совокупности конст-
руктивных и технологических особенностей
работы конструкции осуществляются испыта-
ния модельных образцов, отдельных ответст-
венных узлов и деталей, а также всей конст-
рукции на статические и усталостные нагруз-
ки в соответствии с условиями ее работы.
Обработка резанием. Магниевые сплавы
отлично обрабатываются всеми видами обра-
ботки резанием. Скорость резания при обра-
ботке этих сплавов больше, чем при обработ-
ке алюминиевых сплавов, и ограничивается
техническими возможностями станка. При
высоких скоростях резания следует применять
резцы из быстрорежущей стали или с пла-
стинками из твердых сплавов. При токарных
работах с резцами из углеродистой или быст-
рорежущей стали скорость резания может
достигать 1000 - 1500 м/мин. Применение
пластинок из твердых сплавов позволяет до-
вести скорость резания до 3000 м/мин и бо-
лее. При этом необходимо тщательно следить
за надлежащей остротой резца. При фрезеро-
вании скорость резания 500 - 1500 м/мин. В
некоторых случаях конструкция фрез для
обработки магниевых сплавов отличается от
применяемых для обработки стали и алюми-
ниевых сплавов уменьшенным числом зубьев
и более широкими канавками для удаления
стружки.
ОСОБЕННОСТИ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ
415
При сверлении следует работать на
больших подачах. Малые подачи способству-
ют образованию витой стружки.
При глубоком сверлении рекомендуется
применять сверла с большим углом спирали.
Высокая теплопроводность магниевых
сплавов в случаях небольших давлений на
резец позволят вести обработку всухую, без
применения охладителя; при необходимости
рекомендуется охлаждение сжатым воздухом;
следует избегать использования водомаслен-
ных смесей (эмульсий и др.); в случае их
применения детали после обработки необхо-
димо вытирать насухо во избежание образо-
вания коррозионных поражений.
Механическую обработку ультралегких
магниево-литиевых сплавов МА18, МА21 и
др. следует проводить на станках, оборудо-
ванных вытяжной вентиляцией. Эти сплавы
обладают высокой вязкостью и химической
активностью, в 3 раза меньшей теплопроводно-
стью, чем стандартные магниевые сплавы, и
требуют подбора режимов обработки.
Листовая штамповка. Штамповку деталей
из листов магниевых сплавов осуществляют
на листоштамповочных механических и гид-
равлических прессах, на падающих молотах,
обтяжных прессах и других видах оборудова-
ния заготовительно-штамповочных цехов.
Магниевые листы обладают недостаточ-
ной пластичностью при 20 °C, поэтому штам-
повку деталей из них необходимо проводить с
нагревом заготовки и инструмента.
В зависимости от вида штамповочных
операций заготовки могут нагреваться: в элек-
трических печах, радиационным методом, на
горячих плитах (с электрическими спиралями
или трубчатыми нагревателями), от горячей
оснастки, в масляных ваннах.
При нагреве заготовок под штамповку в
электрических печах нагревательные элемен-
ты печи должны быть экранированы. Экраны
и внутренний кожух печи изготовляются из
нержавеющей стали.
Заготовки перед нагревом тщательно
очищают от магниевой пыли, опилок, струж-
ки и масла. Нельзя загружать в печь влажные
заготовки.
Показатели штампуемости листов маг-
ниевых сплавов см. в табл. 3.4.1.- 3.4.3.
3.4.1. Коэффициент п для определения минимальных радиусов гибки листов из магниевых сплавов
(^min = п • s, где s - толщина, мм) при различных температурах и направлениях гибки
Сплав Температура, °C
20 100 150 200 250 300 350
Вдоль Попе- рек Вдоль Попе- рек Вдоль Попе- рек Вдоль Попе- рек Вдоль Попе- рек Вдоль Попе- рек Вдоль Попе- рек
МА1 6-7 7-8 - - 4-5 5-6 3-4 4-5 2-3 3-4 1,5-2 2-3 1-1,5 2-2,5
МА8 5-6 4,5-5 - - 4-5 3-3,5 3-4 2,5-3 2,5-3 2-2,5 2-2,5 1,5-2 1,5-2 1,5-2
МА2-1, МА2-1пч 5-6 6-7 - - 4-5 5-6 3-4 4-5 2-3 3-4 1,5-2 2-3 -
МА15 4-5 5-6 - - 2-3 4-5 1,5-2 3-4 1-1,5 2-3 1-0,8 1,5-2 - -
МА18 3-1,5 4-1,5 2-1,2 3-1,2 1,5-1,2 2-1,2 - - - - - - - -
МА20 2,5 3 1 1 0,25 0,25
МА21 - - - - 3 4,5 3-2 2,5 2,5-1,5 1,5 - - - -
3.4.2. Коэффициент отбортовки (K^) листов из магниевых сплавов
Сплав Температура, °C
20 100 150 200 250 300 350
МА2-1, МА2-1ПЧ - - 1,2 - 1,3 1,5 - 1,6 1,8 - 1,85 1,9 - 2,0 -
МА8 - - 1,3 - 1,4 1,7 - 1,8 1,85 - 1,95 2,0 - 2,1 2,15 - 2,2
МА15 - - 1,3 - 1,4 1,7 - 1,8 1,9 - 2,0 2,2 - 2,3 -
МА20 1,25 1,75 2,15 3,25 - - -
МА18 1,2 - 2,0 1,75 - 2,6 1,75 - 2,6 - - - -
МА21 - - - - 1,73 1,73 -
416 Глава 3.4. ОСОБЕННОСТИ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ
3.4.3. Коэффициент вытяжки (К^) листов из магниевых сплавов
Сплав Температура, °C
20 100 150 200 250 300 350
МА2-1, МА2-1пч - - 1,3 - 1,4 1,6 - 1,75 1,8 - 1,9 2,0 - 2,1 -
МА8 - - 1,35 - 1,5 1,6 - 1,8 1,9 - 2,0 2,1 - 2,2 2,3 - 2,6
МА15 - - 1,35 - 1,5 1,8 - 2,0 2,05 - 2,15 2,2 - 2,4 -
МА20 1,2 1,75 2,2 2,4 - - -
МА21 - - - 1,92 - 2,4 1,92 - 2,5 2,0 - 2,5 -
МА18 1,6 - 1,8 1,8 - 2,2 1,8 - 2,4 - - - -
Отверстия под отбортовку, полученные
пробивкой как в холодном состоянии, так и
при нагреве заготовки, должны быть тщатель-
но зачищены.
Ковка и штамповка. В качестве исход-
ного материала для заготовок при ковке и
штамповке применяются прессованные прут-
ки, полосы и профили, кованые и катаные
плиты. В отдельных случаях для изготовления
поковок могут использоваться литые заготов-
ки (слитки).
Ковку рекомендуется проводить на
прессах. Схему и режимы (температуру, сте-
пень деформации) ковки выбирают в зависи-
мости от формы поковки и штамповки, тре-
буемых структуры и механических свойств.
Нагрев штампов осуществляется стацио-
нарными электронагревателями или газовыми
горелками, переносными индукторами про-
мышленной частоты и т.д.
При штамповке деталей из магниевых
сплавов могут использоваться те же смазки,
которые применяются при штамповке алю-
миниевых сплавов: веретенное масло, смесь
минерального масла с графитом или техниче-
ский воск.
Литье. Способ изготовления отливок оп-
ределяется размерами деталей, их формой,
условиями работы конструкции и объёмом
производства. При штучном получении отли-
вок предпочтительнее литьё в разовые формы,
при значительном выпуске (300-1500 шт.) - в
кокиль, при массовом производстве - литьё
под давлением.
Литье в песчаные формы (3) позволяет
получать отливки очень сложной формы,
практически любых размеров и массы, с наи-
меньшими затратами времени на освоение и
труда на изготовление модельной оснастки.
Недостатками этого способа литья являются
трудность механизации процессов производ-
ства отливок, меньшая стабильность техно-
логического процесса, низкая точность полу-
чаемых размеров, более грубая поверхность
отливок и необходимость больших припусков
на механическую обработку.
Литье в оболочковые формы (О) позволя-
ет получать отливки с меньшими припусками
на обработку, более высокими точностью
размеров и малой шероховатостью поверхно-
сти по сравнению с литьем в песчаные фор-
мы. Процесс изготовления форм может быть
легко механизирован. Недостатки этого мето-
да: ограниченность сложности отливок вслед-
ствие трудности сборки форм, большая стои-
мость модельной оснастки. Свойства отливок
те же, что и при литье в песчаные формы; те
же требования при конструировании отливок.
Литьё в гипсовые (/) и керамические фор-
мы (В) обеспечивает получение отливок
сложной конфигурации с меньшими толщи-
нами стенок, высокими точностью размеров и
малой шероховатостью поверхности. Недос-
татками этих методов являются большая тру-
доемкость и длительный цикл процесса.
Литье в гипсовые и керамические фор-
мы, изготовленные по выплавляемым моде-
лям, следует применять для отливок очень
сложной формы, например цельнолитых дис-
ков роторов, корпусов, турбин с лопатками и
др. Свойства отливок несколько ниже, чем
при литье другими методами (предел прочно-
сти ниже, чем при литье в песчаные формы,
на 10-20 МПа).
Литье методом последовательно направ-
ленной кристаллизации (НК) позволяет полу-
чать отливки цилиндрической и коробчатой
формы, панели значительных габаритов с
высотой до 3 м и более при относительно
тонких стенках. Свойства отливок при литье
этим методом примерно те же, что и при ли-
тье в песчаные форды, а плотность выше.
Литьем в кокиль (К) можно получать от-
ливки сложной конфигурации больших раз-
меров с повышенными по сравнению с лить-
ем в песчаные формы механическими свойст-
вами. При тщательной отработке процесса
свойства отливок отвечают техническим тре-
бованиям для высокопрочных отливок.
Литье под давлением (Д) позволяет полу-
чать тонкостенные отливки сложной конфи-
ОСОБЕННОСТИ ПРОИЗВОДСТВА ДЕТАЛЕЙ ИЗДЕЛИЙ ИЗ МАГНИЕВЫХ СПЛАВОВ
417
гурации с надписями, накаткой, резьбами и
т.д. При этом отливки отличаются высокими
точностью и малой шероховатостью поверх-
ности, что позволяет исключить или свести к
минимуму их механическую обработку. Не-
достатки этого метода: детали отличаются
значительной пористостью и вследствие этого
не могут нагреваться до высоких температур,
так как на поверхности отливок появляются
пузыри.
Сварка. При изготовлении сварных кон-
струкций или исправлении дефектов отливок
используются два метода сварки плавлением:
газовая и аргонодуговая неплавяшимся элек-
тродом.
Изделия, при получении которых невоз-
можно избежать соединений внахлестку, сва-
ривают контактным методом, преимущест-
венно точечной сваркой по грунту. Наиболее
распространен метод аргонодуговой сварки.
Высокие теплопроводность и коэффици-
ент линейного расширения магниевых спла-
вов в ряде случаев являются причиной повод-
ки деталей, возникающей в результате оста-
точных сварочных напряжений. Для снятия
этих напряжений, особенно сплавов, не уп-
рочняемых термической обработкой или
склонных к коррозии под напряжением,
сварные соединения необходимо подвергать
отжигу. Для сплавов, упрочняемых термиче-
ской обработкой, применение отжига необя-
зательно, так как при последующей термиче-
ской обработке сварочные напряжения пол-
ностью снимаются. Крупногабаритные изде-
лия, которые после сварки невозможно под-
вергнуть термической обработке, рекоменду-
ется сваривать в закаленном состоянии, а
затем подвергать старению.
Для литейных сплавов заварку дефект-
ных мест рекомендуется выполнять на отлив-
ках в литом состоянии. Большинство дефор-
мируемых и литейных сплавов допускают
использование в качестве присадки прессо-
ванной проволоки из "основного материала".
Удовлетворительная свариваемость сплавов
системы Mg-Zn-Zr достигается при использо-
вании прессованной проволоки специальных
марок.
Клепка является распространенным ме-
тодом соединения элементов конструкций из
магниевых сплавов. Для обеспечения требуе-
мого качества заклепочного соединения необ-
ходимо тщательно выполнять все операции
технологического процесса клепки. Приме-
няются заклепки из алюминиевого сплава
АМг5П.
Образование отверстий под заклепки
осуществляется сверлением (пробивка запре-
14 Зак. 225
щается). Заусенцы, образующиеся на кромках
отверстий со стороны выхода сверла, удаля-
ются зенковкой.
Образование замыкающих головок за-
клепок проводится прессовым способом
клепки.
Зашита от коррозии. Для эффективного
применения магниевых сплавов необходимо
строгое соблюдение принципов конструиро-
вания и ограничений вследствие пониженной
коррозионной стойкостью магния, а также
знание особенностей его физических и меха-
нических свойств По сравнению со свойства-
ми других конструкционных материалов.
При соответствующей защите детали и
изделия из магниевых сплавов могут надежно
работать в атмосферных условиях, в контакте
с неагрессивными минеральными маслами,
керосином, бензином, в щелочных средах,
жидком и газообразном кислороде и других
неагрессивных по отношению к магниевым
сплавам средах.
Магниевые сплавы не рекомендуется
использовать:
а) без специальной обработки поверхно-
сти, определяемой условиями эксплуатации;
б) в морской воде, среде кислот, их рас-
творов и паров, и в других агрессивных средах;
в) в местах скопления конденсатов, не
имеющих дренажных отверстий;
г) для силовых деталей, расположенных
в местах, недоступных периодическому ос-
мотру;
д) для деталей, подвергающихся в про-
цессе эксплуатации эрозии, нарушающей
слой коррозионной защиты.
Защита магниевых сплавов, эксплуати-
рующихся в различных климатических усло-
виях, осуществляется неорганическими плен-
ками в сочетании с лакокрасочными покры-
тиями. Неорганические пленки образуются на
деталях химическим и электрохимическим
способами. Высокие защитные свойства лако-
красочного покрытия обеспечиваются приме-
нением пассивирующих грунтов и эмалей,
пленки которых имеют низкую влагопрони-
цаемость.
Применяются системы покрытий с тер-
мостойкостью до 100, 200 и 300 °C.
Техника безопасности при работе с маг-
ниевыми сплавами. Магниевые сплавы отли-
чаются высокой химической активностью по
отношению к кислороду. В связи с этим осу-
ществление различных технологических про-
цессов связано с применением специальных
мер по технике безопасности и пожарной
безопасности. При этом следует руководство-
ваться соответствующей технологической до-
кументацией.
418
СПИСОК ЛИТЕРАТУРЫ
СПИСОК ЛИТЕРАТУРЫ
1. Антипова А. П., Бляблин А. А. Завар-
зин И. А. Прогресс магниевых сплавов. Авиа-
ционные материалы на рубеже XX-XXI веков.
М.: ВИАМ. 1995. С. 156 - 166.
2. Волкова Е. Ф., Лебедев В. М., Гуре-
вич Ф. Л. Основное направление развития
деформируемых магниевых сплавов // Метал-
ловедение, литье и обработка сплавов. М.:
ВИЛС. 1993. С. 106 - 112.
3. Волкова Е. Ф. Повышение свойств
деформируемых полуфабрикатов из магние-
вых сплавов методом нетрадиционной техно-
логии. М.: ВИЛС. 1993. С. 5 - 9.
4. Диаграммы состояния систем на осно-
ве алюминия и магния: Справочник. М.: Нау-
ка, 1977. 227 с.
5. Дриц М. Е., Рохлин Л. Л., Падеж-
нова Е. М. Магниевые сплавы с иттрием. М.:
Наука. 1979. 163 с.
6. Дриц М. Е., Елкин Ф. М., Гурь-
ев И. И. Магниево-литиевые сплавы. М.: Ме-
таллургия. 1980. 140 с.
7. Дриц М. Е., Падежнова Е. М., Рох-
лин Л. Л. Легкие сплавы, содержащие литий.
М.: Наука, 1982. 143 с.
8. Заварзин И. А. Методы легирования
магниевых сплавов и производство отливок.
Новые цветные сплавы. М.: МДНТП, 1990.
С. 86 - 92.
9. Магниевые сплавы. Металловедение
магния и его сплавов. Области применения:
Справочник / Под ред. Альтмана М. Б., Дри-
ца М. Е., Тимоновой М. А., и др. Т. I, М.:
Металлургия, 1978. 231 с.
10. Магниевые сплавы. Технология про-
изводства и свойства отливок и деформиро-
ванных полуфабрикатов: Справочник / Под
ред. Гурьева И. И. и Чухрова М. В. Т. 2, М.:
Металлургия. 1978. 294 с.
И. Магниевые сплавы для современной
техники. М.: Наука. 1992. 191 с.
12. Рохлин Л. Л. Магниевые сплавы, со-
держащие редкоземельные металлы. М.: Нау-
ка. 1980 г. 188 с.
13. Черкасов В. В., Лебедев В. М., Вол-
кова Е. Ф. Прогрессивные магниевые сплавы
и технологии их производства / Проблемы
современного материаловедения // Труды III
Сессии Научного совета по новым материа-
лам Международной Ассоциации Академии
Наук. Киев. 1998. С. 60 - 65.
14. Эмли Е. Ф. Основы технологии про-
изводства и обработки магниевых сплавов /
Пер. с англ, под ред. Дрица М. Е. М.: Метал-
лургия. 1972. 488 с.
Раздел 4
МЕДЬ И МЕДНЫЕ СПЛАВЫ
Среди технических металлов медь зани-
мает особое место, благодаря высокой элек-
тро- и теплопроводности. По электропрово-
димости медь уступает только серебру и по-
этому является важнейшим проводниковым
материалом. Она обладает высокой коррози-
онной стойкостью, хорошо обрабатывается
давлением как в горячем, так и в холодном
состоянии, что обусловливает ее широкое
применение в промышленности в чистом
виде и для изготовления сплавов.
Свойства сплавов на основе меди весьма
разнообразны. Среди медных сплавов имеют-
ся материалы с высокой электро- и теплопро-
водностью и есть материалы с высоким элек-
тросопротивлением, имеются сплавы повы-
шенной жаропрочности с рабочими темпера-
турами 600 - 800 °C и есть сплавы, температура
солидуса которых не превышает 400 - 500 °C.
Многие медные сплавы обладают высокими
механическими свойствами, они коррозион-
ностойки, хорошо сопротивляются износу,
имеют низкий коэффициент трения и хоро-
шую притираемость в паре с другими более
твердыми материалами, хорошо работают при
отрицательных температурах вплоть до темпе-
ратуры жидкого гелия. Благодаря этим и
другим ценным свойствам медные сплавы
нашли широкое применение в технике.
Медные сплавы имеют высокую плот-
ность, что рассматривается как недостаток
особенно для материалов, которые использу-
ются в конструкциях летательных аппаратов.
В соответствии с принятой в России
классификацией медные сплавы разделены по
составу на три основные группы: латуни,
бронзы и медно-никелевые сплавы, а в пре-
делах каждой группы по технологии произ-
водства - на деформируемые и литейные.
Глава 4.1
МЕДЬ
Промышленность России выпускает че-
тырнадцать марок меди, которые приведены в
табл. 4.1.1 в сопоставлении с близкими
по химическому составу зарубежными марка-
ми меди. В российских марках меди ставится
буква «М», остальные обозначения показы-
вают степень чистоты и метод очистки
(табл. 4.1.2).
4.1.1. Марки меди по национальным стандартам
Россия США Германия Япония
ГОСТ 859-78 ASTM 58А-77, В 133, В 152, В 359 DIN 1787-73 JIS Н3510-86, Н3100-86, НЗЗОО
М00 к - - -
МО к - - -
Ml к - - -
М00 б С10100 - -
МО б сюзоо - -
МОО С10200 - С1020
МО - - -
Ml снооо Е Cu57, Е Си58 сноо
Ml р С12000, С12900 SW - Си С1201
Ml ф С12200 SF - Си С1220
М2 р С12900 - -
М3 р - - -
М2 С12500 - -
М3 - - С1221
14*
4.1.2. Химический состав (%) и применение технической меди (ГОСТ 859-78)
Мар- Способ Си, не Примеси’1, не более Области
ка получения менее Bi Sb As Fe | Ni Pb Sn S °1 1 Zn P | Ag применения
Катоды
M00 к Электро- 99,98 0,0002’2 0,0004 0,0005 0,0005 О,ОО2‘3 0,0005 - 0,0015 0,01 - 0,0015‘4 0,002
МО к литическое 99,97 0,005 0,001 0,001 0,001 0,002 0,002 0,001 0,002 0,015 0,001 0,001 0,002 Для получения
Ml к рафиниро- 99,95 0,001 0,002 0,002 0,003 0,002 0,003 0,002 0,04 0,02 0,003 0,002 0,003 слитков и катанки
вание
Слитки и полуфабрикаты
МООб МО 6 Огневое рафиниро- вание 99,9 (Си+ + Ag)99,7 0,0005 0,001 0,001 0,002 0,001 ' 0,002 0,001 0,004 0,001 0,002 0,001 0,001 0,001 0,002 0,001 0,003 0,001 0,001 0,0001 0,0003 0,0003 0,002 0,002 Для проводников тока и сплавов высокой чистоты, полуфабри-
МОО Переплавка 99,96 0,0005 0,001 0,001 0,001 0,001 0,001 0,001 0,002 0,03 0,001 0,0005 0,002 катов, используемых
МО катодов 99,93 0,0005 0,002 0,001 0,004 0,002 0,003 0,001 0,003 0,04 0,003 - 0,002 в электронной промышленности
Ml 99,90 0,001 0,002 0,002 0,005 0,002 0,005 0,002 0,004 0,05 0,004 - 0,003 Для проводников то-
Ml р Переплавка с раскислением 99,90 0,001 0,002 0,002 0,005 0,002 0,005 0,002 0,005 0,01 0,005 0,002- -0,012 - ка, проката и высоко- качественных бронз,
Ml ф 99,90 0,001 0,002 0,002 0,005 0,002 0,005 0,002 0,005 - 0,005 0,012- -0,04 - не содержащих олова
М2 р 99,70 0,002 0,005 0,01 0,05 0,2 0,01 0,05 0,01 0,01 - 0,005- -0,06 - Для высококачествен- ных полуфабрикатов
М3 р 99,50 0,003 0,05 0,05 0,05 0,2 0,03 0,05 0,01 0,01 - 0,005- -0,06 - и сплавов на медной основе, обрабатывав-
М2 Огневое 99,70 0,002 0,005 0,01 0,05 0,2 0,01 0,05 0,01 0,07 - - - мых давлением
М3 рафиниро- вание отхо- дов меди 99,50 0,003 0,05 0,01 0,05 0,2 0,05 0,05 0,01 0,08 Для проката, сплавов на медной основе обычного качества и прочих литейных сплавов
* 1 Сумма нормированных примесей, исключая О2, не должна превышать 0,0065 %.
* 2 Для суммы висмута, селена и теллура. Максимальное содержание каждого не должно превышать 0,0002 %.
* 3 Для суммы никеля, цинка, кремния, олова, железа, кобальта.
* 4 Для суммы фосфора, хрома, марганца, мышьяка, кадмия, сурьмы.
Примечание. Содержание отдельных примесей может корректироваться по соглашению изготовителя с потребителем.
АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА
421
4.1.1. АТОМНАЯ СТУКТУРА
И ФИЗИЧЕСКИЕ СВОЙСТВА
Медь является первым элементом груп-
пы IB Периодической системы, атомный но-
мер 29; атомная масса 63,546. Электронная
конфигурация свободного атома в нормаль-
ном состоянии (OK) ls22s22p63s23p63d104s1.
Медь изоморфна и кристаллизуется с
образованием гранецентрированной кубиче-
ской решетки типа А1. Период решетки меди
при 18 °C равен 0,36074 нм; с повышением
температуры он возрастает (табл. 4.1.3).
Атомный радиус по Гольдшмидту (для
координационального числа 12) составляет
0,12773 нм, межатомное расстояние - 0,25546 нм.
Большинство физических свойств зави-
сит от чистоты и состояния меди. Значения
основных физических свойств меди высокой
чистоты приведены в табл. 4.1.4.
В качестве международного стандарта
(IACS) принята плотность меди при темпера-
туре 20 °C, равная 8890 кг/м3.
4.1.3. Период решетки меди при различных температурах
т, к 0 291 573 773 944 1044 1144
Период решетки, нм 0,35957 0,36074 0,36260 0,36308 0,36526 0,36603 0,36683
4.1.4. Теплофизические свойства меди
Свойство Значение
у при 20 °C, кг/м3 8890
у при 1083 °C, кг/м3:
состояние:
твердое 8320
жидкое 7930
Гпл,°С 1083
^КИП, °C 2560
Д Япл, кДж/кг 208
Д Яисп, кДж/кг 4,818
ср при 20 °C, Дж/(кг К) 375
ср при 1083 °C (жидкое состояние), Дж/(кг К) 545
а 106 при 20 - 100 °C, К1 16,8
р-108 при 20 °C, Омм 1,724
X при 20 °C, Вт/(м К) 390
о при 20 °C, МСм/м 58*
а'103, при 0 - 100 °C, К1 4,3
Постоянная Холла 7?1О10, м3/Кл -0,52
х-ю9 -0,086
* Номинальное значение удельного электрического сопротивления при температуре 20 °C
принято в качестве международного стандартного значения (Intemations Annealed Copper Stan-
dard - IACS). Оно соответствует удельной электрической проводимости 58 МСм/м, которое
принимают за 100 % по IACS.
422
Глава 4.1. МЕДЬ
О 20 40 60 80 °Л>
Рис. 4.1.1. Влияние степени деформации (%)
на плотность (у) электротехнической меди Ml
(содержание кислорода 0,04 %)
в различных исходных состояниях:
1 - литье + отжиг (вакуум, 880 °C, 12 ч);
2 - то же, что в п. 1 + прокатка;
3 - то же, что в п. 1 + волочение; 4 - литье +
+ горячая прокатка + отжиг (600 °C, 4 ч) + волочение
Плотность меди различных марок при
температуре 20 °C, кг/м3:
Медь бескислородная М00 б....... 8963±3
Медь бескислородная МО б........ 8950
Медь, раскисленная фосфором
М2 р (0,04 % Р)................. 8930
Медь катодная переплавленная Ml
(< 0,04 % Р) ................... 8890
Литая медь имеет плотность 8920 кг/м3
(рис. 4.1.1). Холодная деформация отожженной
меди уменьшает ее плотность (кривые 2-4).
Возврат и рекристаллизация при нагреве на-
клепанного металла повышают плотность
меди до исходного значения.
При нагреве плотность меди уменьшает-
ся вследствие расширения решетки (табл.
4.1.5); при плавлении она снижается на 5 %
(см. табл. 4.1.4).
Температурный коэффициент линейного
расширения меди а в диапазоне температур
6 - 1250 К приведен в табл. 4.1.6, а его сред-
нее значение в разных интервалах температур
составляет:
Интервал температур, °C a l О6, К-1
20 - 100 .................................... 16,8
20 - 300 .................................... 17,7
20 - 500 .................................... 18,6
Медь немагнитна, но на ее магнитные
свойства существенное влияние оказывает
примесь железа и вид обработки (табл. 4.1.7).
4.1.5. Плотность меди Ml при различных температурах
Т, °C 20 600 700 800 900 1000 1100 1200 1300 1400
у, кг/м3 8890 8680 8610 8550 8470 8400 7960 7860 7770 7700
4.1.6. Температурный коэффициент линейного расширения меди при различных температурах
Т, К a-Ю6, К-* Г, К a l О6, К-1 т, К а-106, К-1 Г, К а 106, К-1
6 0,0075 70 6,97 200 15,2 700 19,4
7 0,0105 80 8,36 220 15,6 750 19,7
8 0,0155 90 9,57 240 15,9 800 20,1
9 0,022 100 10,5 260 16,2 850 20,5
10 0,03 НО 11,3 280 16,5 900 20,9
15 0,10 120 12,0 300 16,7 950 21,4
20 0,32 1 130 12,6 350 17,0 1000 21,8
25 0,62 140 13,2 400 17,3 1050 22,3
30 1,04 150 13,6 450 17,6 1100 22,8
40 2,29 160 14,0 500 17,9 1150 23,3
50 3,80 170 14,4 ; 550 18,3 1200 23,8
60 5,43 180 14,7 I 600 18,7 1 1250 24,4
АТОМНАЯ СТРУКТУРА И ФИЗИЧЕСКИЕ СВОЙСТВА
423
4.1.7. Магнитная восприимчивость
кислородсодержащей меди
при температуре 20 °C в зависимости
от примеси железа и вида обработки
Fe, % X-lO*
Отжиг Отжиг и холодная прокатка
0,01 -0,1 "0,1
0,15 0,1 6,1
0,30 0,3 17,0
0,85 2,1 520
4.1.8. Электрические свойства меди раз-
личных марок при температуре 20 °C
Марка Наименование Р, мкОмм п, МСм/м
М00 6 Бескислородная 0,0170 59,0
МО б Бескислородная 0,01706 58,6
МО Катодная, переплавленная 0,01708 58,5
Ml Катодная, переплавленная 0,01724 58,0
Ml р Раскисленная фосфором 0,01754 57,0
М2 р Раскисленная фосфором 0,0208 48,0
Высокая электро- и теплопроводность
меди - основные свойства, обусловливающие
ее широкое применение в технике. Наимень-
шее удельное электросопротивление при тем-
пературе 20 °C имеет медь, очищенная зон-
ной плавкой, с минимальным количеством
примесей (99,994 % Си) - 0,0166 мкОмм.
Максимальная электропроводность меди про-
мышленной чистоты (М00 б) состав-
ляет 59 МСм/м (табл. 4.1.8).
Упругие напряжения практически не
оказывают влияния на удельное электриче-
ское сопротивление меди, тогда как пластиче-
ская деформация при температуре 20 °C при-
водит к повышению удельного электросопро-
тивления меди (рис. 4.1.2). Но это повышение
незначительно - 4-5 %, в зависимости от чис-
тоты металла и степени деформации.
Рис. 4.1.2. Влияние степени деформации (%)
на удельное электросопротивление (р)
кислородсодержащей меди Ml
При понижении температуры влияние
наклепа на электросопротивление меди уси-
ливается. Отжиг деформированного металла
приводит к восстановлению электросопротив-
ления до исходного значения уже на стадии
отдыха, когда снижаются напряжения второго
рода, т.е. еще до начала рекристаллизации
меди. С повышением температуры удельное
электросопротивление меди увеличивается
(табл. 4.1.9).
Удельное электросопротивление меди
Ml при температуре плавления составляет в
твердом состоянии 0,113 мкОмм; в жидком
состоянии 0,213 мкОм м.
Примеси уменьшают электропровод-
ность меди (рис. 4.1.3), повышают ее удельное
электросопротивление (рис. 4.1.4). Остаточное
содержание примесей особенно сильное
влияние оказывает на электросопротивление
меди при отрицательных температурах (табл.
4.1.10): отношение Р27з/р4,2 резко возраста-
ет с повышением чистоты меди.
Степень снижения электропроводности
определяется характером взаимодействия
примесей с медью. Если элементы не образу-
ют с медью твердых растворов, то их влияние
определяется характером распределения час-
тиц примесей, концентрацией и электропро-
водностью примеси. Если примеси растворе-
ны в твердой меди, то электропроводность
определяется только концентрацией примеси
в твердом медном растворе (см. рис. 4.1.3,
4.1.4).
4.1.9. Удельное электросопротивление меди (99,999 %) при повышенных температурах
Т, °C 0 100 200 400 600 800 1000
р, мкОм м 0,0155 0,0222 0,0238 0,0426 0,0572 0,0738 0,0924
424
Глава 4.1. МЕДЬ
Рис. 4.1.3. Влияние примесей
на электропроводность
бескислородной меди
Мас. доля, 7о
Мас. доля, 7°
р, мкОм • м
О 0.05 0,1 0,15 0,20 0,25 0.30
Мас доля, 7°
Рис. 4.1.4. Влияние примесей и малых концентраций
легирующих элементов на электросопротивление меди
высокой чистоты
Влияние примесей на электропровод-
ность кислородсодержащей меди отличается
от той же закономерности бескислородной
меди, так как многие элементы - примеси
образуют с кислородом оксиды. Оксиды ока-
зывают меньшее влияние, чем соответст-
вующие элементы, находящиеся в твердом
растворе. Если в кислородсодержащей меди
находится избыточное количество примеси,
которая полностью не окисляется, то ее
влияние следует рассматривать как влияние
двух составляющих: оксида и чистого эле-
мента.
4.1.10. Удельное электрическое сопротивление меди различной чистоты
при отрицательных температурах
Си, % Способ получения р, нОм м, при температуре, К Р27з/Р4,2
4,2 20,4 77 195 273
99,9836 Индукционная плавка 0,0801 0,0919 2,06 10,30 16,97 212
99,9943 Двойное электролитическое рафинирование, переплав 0,0088 0,0193 1,94 10,10 15,90 1801
99,9988 Двойное электролитическое рафинирование и электрон- но-лучевая плавка 0,0111 0,0242 1,95 10,00 15,90 1432
99,9994 Двойное электролитическое рафинирование и зонная очистка (плавка) 0,0034 0,0111 1,92 9,96 15,80 4702
МЕХАНИЧЕСКИЕ СВОЙСТВА
425
Мас. доля, 7о
Рис. 4.1.5. Влияние содержания элементов
на теплопроводность меди
Элементы Ag, As, Bi, Si, S и Те при со-
держании менее 0,05 % не образуют стабиль-
ных оксидов в меди, поэтому при наличии
этих элементов в указанных количествах
влияние кислорода на их поведение невелико.
Фосфор, который вводят в медь как раскис-
литель, заметно снижает ее электропровод-
ность (см. табл. 4.1.8).
Существенно снижают примеси и леги-
рующие элементы и теплопроводность меди
(рис. 4.1.5, табл. 4.1.11).
Примеси особенно сильно снижают теп-
лопроводность меди при низких температурах:
Марка меди:
М00 б (99,99 % Си)................ 570
Ml (99,9 % Си).................... 415
4.1.11. Теплопроводность меди
при температуре 20 °C
Марка Наименование X, Вт/(м-К)
М00 6 Бескислородная 395
МО б Бескислородная 390
Ml Катодная переплавленная 385
М2 р Раскисленная фосфором 335
4.1.12. Теплопроводность меди технической
чистоты при различных температурах
Т, К X, Вт/(м К) т, К X, Вт/(м К)
100 500 700 376
150 435 750 372
200 414 800 370
250 403 850 376
300 398 900 364
350 393 950 360
400 391 1000 356
450 383 1050 353
500 387 1100 349
550 385 1150 345
600 382 1200 342
650 379 1250 338
1300 334
При отрицательных температурах тепло-
проводность зависит от состояния кристалли-
ческой решетки: теплопроводность монокри-
сталла меди в отоженном состоянии при 21 К
составляет 880 Вт/(м К), тогда как деформа-
ция монокристалла понижает значение теп-
лопроводности до 240 Вт/(м-К).
Нагрев меди приводит к понижению те-
плопроводности (табл. 4.1.12).
4.1.2. МЕХАНИЧЕСКИЕ СВОЙСТВА
Константы упругости монокристаллов
меди зависят от кристаллографических на-
правлений. У поликристаллической квазиизо-
тропной меди вследствие произвольной ори-
ентации зерен эти константы усредняются
(табл. 4.1.13).
4.1.13. Значения модулей упругости и коэффициента Пуассона меди при температуре 20 °C
Состояние Направление кристаллической решетки Е, ГПа G, ГПа Дгж» ГПа И
<111> 159 33,8 - -
Монокристаллическое <100> 77,5 61,0 - -
<110> 126 38,0 - -
Поликристаллическое - 115-125 42-46 139 0,32-0,34
436
Глава 4.1. МЕДЬ
4.1.14. Мекиннеояе свойства кислородсодержащей меди Ml
Свойство Состояние
деформированное отожженное
ств, МПа 340 - 450 220 - 245
<1о,2? МПа 280 - 420 60 - 75
Супу, МПа 180 - 280 25
6, % 4 - 10,0 40 - 55
<|/, % 40-60 65 - 80
НВ 90 - ПО 35 - 55
HRB 40-65 35 - 55
4.1.15. Гарантируемые механические свойства полуфабрикатов из меди
Полуфабрикаты Состояние ств, МПа 5, % Стандарт
не менее
Листы горячекатаные Мягкое 200 30 ГОСТ 495-92
Листы и ленты холоднокатаные Мягкое Твердое 200 300 30 3
Ленты Мягкое Твердое 210 300 30 3 ГОСТ 1173-93
Прутки горячекатаные диаметром 32 - 100 мм Мягкое 200 8 ГОСТ 1535-91
Прутки прессованные диаметром 20 - 150 мм Мягкое 190 30
Прутки тянутые диаметром 3 - 50 мм Мягкое Полутвердое Твердое 200 240 280 35 10 5
Проволока электротехническая Мягкое Твердое 200 - 290 360 - 450 6-35 0-0,2 ТУ
Трубы прессованные Мягкое 190 30 ГОСТ 617-90
Трубы тянутые Мягкое Твердое 200 280 35 3
Трубы тонкостенные Мягкое Твердое 210 340 35 2 ГОСТ 11383-75
4.1.16. Типичные механические свойства полуфабрикатов меди в различных состояниях
Полуфабрикаты Состояние ств, МПа сго,2> МПа 5, % ст.1, МПа (7V= 108 циклов; Kt= 1)
Листы Мягкое 220 65 50 77
(толщина 1 мм) Твердое 350 300 6 95
Полосы Мягкое 220 60 35 77
Полутвердое 310 - 8 91
Твердое 365 310 2 98
Прутки Мягкое 215 65 60 70
Твердое 360 320 14 120
МЕХАНИЧЕСКИЕ СВОЙСТВА
427
Механические свойства меди различных
марок при статических испытаниях на растя-
жение при температуре 20 °C мало отличают-
ся друг от друга (табл. 4.1.14) и зависят от
вида обработки.
Полуфабрикаты из технической меди
поставляются в мягком (отожженном), полу-
нагартованном (обжатие 10 - 30 %) и твердом
(обжатие более 35 %) состоянии (табл. 4.1.15).
Предел выносливости и типичные меха-
нические свойства полуфабрикатов в ото-
жженном и деформированном состоянии
приведены в табл. 4.1.16.
Рис. 4.1.6. Кривые выносливости
бескислородной меди в холодиодеформированном (7)
и литом (2) состоянии (Kt - 1)
бд, МПа.
tf, V,
0 20 4/7 SO /7о
Рис. 4.1.7. Влияние степени холодной деформации (%)
на механические свойства меди
кислородсодержащей (7) и раскисленной фосфором,
с высоким остаточным содержанием фосфора (2)
Од, MU a
Рис. 4.1.8. Влияние температуры часового отжига на
механические свойства кислородсодержащей меди Ml
Холодная пластическая деформация су-
щественно повышает сопротивление устало-
стному разрушению (рис. 4.1.6).
Изменение механических свойств меди в
зависимости от степени холодной деформа-
ции (рис. 4.1.7) и температуры отжига
(рис. 4.1.8).
С увеличением размера зерна прочност-
ные характеристики изменяются незначитель-
но; характеристики пластичности уменьшают-
ся (табл. 4.1.17).
Кислород отрицательно влияет на удар-
ную вязкость (табл. 4.1.18, 4.1.19) и техноло-
гическую пластичность (табл. 4.1.20).
Для меди и многих ее сплавов пробле-
мой является наличие зоны пониженной
пластичности в интервале температур 300 -
600 °C. У кислородсодержащей меди наблю-
дается ярко выраженная область пониженной
пластичности при температурах 300 - 500 °C
(рис. 4.1.9); у меди, раскисленной фосфором с
большим остаточным его содержанием
(0,04 %), также наблюдается пониженная пла-
стичность в этом интервале температур.
4.1.17. Механические свойства
кислородсодержащей меди Ml
(отожженные листы толщиной 8 мм)
с различным размером зерна
Размер зерна, мм Свойство
ств, МПа 8, % \р, %
0,04 224 62,7
0,06 220 48,0 62,0
0,08 215 43,5 55
0,11 212 39,8 54
0,3 214 37,5 51,5
0,8 212 36,2 55,5
428
Глава 4.1. МЕДЬ
4.1.18. Ударная вязкость меди при температуре 20 °C
Способ получения Си, % 7CCU, кДж/м2
Литое состояние Горячедеформированное состояние
Бескислородная медь (МО б) 99,95 490 629
Медь, раскисленная фосфором (Ml р) 99,9 494 629
Медь катодная переплавленная (содержание кислорода - 0,035 %) 99,9 120 471
4.1.19. Ударная вязкость 4.1.20. Характеристики технологической
горячекатаных полос меди (99,9 % Си) пластичности твердой медной проволоки
с различным содержанием кислорода диаметром 2,6 мм
О2, % KCU, кДж/м2 Способ Си, % Число гибов при радиусе 5 мм Число скру- чиваний на длине 152 мм
0,026 860 меди
0,030 560 Бескисло- 99,9 12 92
0,034 0,042 510 270 родная Кислород- содержащая 99,9 7 45
Область пониженной пластичности с
повышением чистоты меди уменьшается:
у бескислородной меди высокой чистоты
(99,99 %) эта область почти отсутствует
(рис 4.1.10). Отсутствует зона понижен-
ной пластичности в интервале температур
300 - 500 °C и у меди, раскисленной бором
(рис. 4.1.11).
При отрицательных температурах медь
имеет более высокие прочностные свойства и
более высокую пластичность чем при темпе-
ратуре 20 °C (табл. 4.1.21, 4.1.22, рис. 4.1.12 -
4.1.14). Признаков хладноломкости техниче-
ская медь не имеет, даже медь М2 (см. табл.
4.1.21).
Рис. 4.1.10. Влияние температуры на механические
свойства бескислородной меди высокой чистоты
(полоса, деформированная на 6 %)
Рис. 4.1.9. Влияние температуры на механические
свойства меди Ml, содержащей 0,02 % О2
(отожженная полоса)
Рис. 4.1.11. Изменение относительного сужения
при повышенных температурах меди,
раскисленной 0,05 % Р (7); 0,01 % В (2)
МЕХАНИЧЕСКИЕ СВОЙСТВА
429
4.1.21. Механические свойства проволоки при отрицательных температурах
Марка меди Состояние Г, °C ств, МПа ст0,2, МПа 8, % \р, %
20 220 60 48 76
-40 236 64 47 77
МО б Мягкое -80 270 70 47 74
-120 288 75 45 70
-180 408 80 58 77
20 411 - 2,0 57
0 409 - 2,1 57
МО б Твердое -20 429 - 2,0 57
-30 435 - 3,0 57
-60 449 - 4,0 57
18 230 51 52 70
М2 Мягкое 0 236 51 52 69
-30 237 54 48 69
-80 263 61 47 67
4.1.22. Механические свойства листов
бескислородной меди МО б
при отрицательных температурах
Свойства Температура, °C
+20 -250 -270
(Ув, МПа 340 520 510
Со,2> МПа 320 480 460
8, % 19 41 40
Рис. 4.1.12. Механические свойства
кислородсодержащей меди огневого рафинирования
в интервале температур -180 - +500 °C
Рис. 4.1.13. Механические свойства
кислородсодержащей меди
при отрицательных температурах
Рис. 4.1.14. Кривые выносливости отожженной медн
при 20 °C и отрицательных температурах (Kf = 1)
430
Глава 4.1. МЕДЬ
Механические свойства различных ма-
рок меди при длительных и кратковременных
испытаниях при повышенных температурах
приведены на рис. 4.1.10 - 4.1.12 и 4.1.15 и в
табл. 4.1.23 и 4.1.24.
Рис. 4.1.15. Кривые ползучести меди, раскисленной
фосфором (проволока диаметром 3,2 мм):
• - деформированная на 84 %;
о - отожженная, размер зерна 0,013 мм
4.1.24. Предел длительной прочности меди
огневого рафинирования типа М2
при различной деформации
Степень холодной деформации, % Обозначение Значение, МПа
10 „130 <*1730 141,0
„175 СТ1100 98,4
25 „130 a4680 141,0
„175 ’ а365 98,4
50 „130 ° 1050 141,0
„175 ст335 98,4
4.1.23. Предел ползучести меди МО б
при различных температурах
(полосы отожженные, размер зерна 0,025 мм,
продолжительность испытания 1000 ч)
7?С о, при относительной деформации (%), МПа
0,1 0,01 0,001
150. 57 25 11,5
200 33,6 10,5 3,5
260 11,9 2,8 0,7
4.1.3. ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
Из меди различной чистоты (см. табл.
4.1.2) изготовляют листы, ленту, фольгу, по-
лосы, проволоку, прутки, трубы, профили
разных размеров и слитки. В табл. 4.1.25 дана
характеристика литых заготовок, которые
используются для получения различных де-
формированных полуфабрикатов из меди, а в
табл. 4.1.26 приведены примеры сортамента
плоского и сортового проката.
В табл. 4.1.27 приведены важнейшие
технологические свойства меди Ml, различ-
ной степени очистки.
4.1.25. Характеристика медных слитков (литых заготовок)
Марка Способ литья Размеры слитка, мм Масса слитка, кг Назначение (вид полуфабриката)
Ml Полунепрерывный 120x320x2000-3000 680 - 1000 Ленты
М2 р То же 120x1045x5420 5420 Листы
В горизонтальную изложницу 180-240x950x950 1400 - 1900 Листы
МО б Полунепрерывный 100x200^3000 530 Ленты
М2 То же 0 200x350 95 Трубы
В вертикальные водоохлаждае- мые изложницы 0 300x600 370 Прутки
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
431
4.1.26. Характеристики проката из меди
Размеры, мм
Полуфабрикат Состояние ГОСТ Диаметр наружный Длина Ширина Толщина
Плоский прокат
Листы Горячека- 495-92 - 1000-6000 600-3000 3-25
таное
Листы Холодно- 495-92 - 600-2000 400-2000 0,4-12
катаное
Полосы То же 495-92 - 500-2000 40-600 0,4-2,2
Ленты ~ 99 _ 1173-93 - 7000-30000 10-600 0,05-2,0
Фольга*1 _ 99 _ 5638-75 - - 20-150 0,015-0,05
Сортовой прокат
Тянутое 3-50 1000-5000 - -
Прутки Горячека- 1535-91 32-100 1000-5000 - -
таное
Прессо- 20-150 1000-5000 - -
ванное
Тянутое 16130-90 6-8 1000-5000 - -
Тянутое 3-360 1500-6000 - -
Трубы Холодно- 617-90 3-360 1500-6000 - -
катаное
Прессо- 30-280 1000-6000 - -
ванное
Трубки: капиллярные Тянутое 2624-77 2,1-2,5 - - -
тонкостенные по- То же 11383-75 1,5-28 1000-6000
вышенной прочно- < 10 > 10000
сти
радиаторные _ 99 _ 529-78 - 4,0-10,0 - -
круглые и профильные _ 99 _ 2936-75 - 17,0-21,5*2 - -
Проволока: прямоугольного Тянутое 433-73 - - 2,0-35,0 0,15-12,5
сечения
круглая То же ТУ 0,09-10,0 - - -
*’ Диаметр рулона > 100 мм.
*2 Размеры большой полуоси плоскоовальных трубок.
432
Глава 4.1. МЕДЬ
4.1.27. Технологические свойства меди*1
Свойство Медь Ml кислородсодер- жащая электро- литическая (99,9 % Си) Медь Ml р, рас- кисленная фосфо- ром с высоким содержанием фос- фора (99,9 % Си) Медь Ml б, бескис- лородная (99,95 % Си)
Жидкотекучесть, мм 350 350 350
Линеимая усадка, % 2,0 2,1 2,1
Температура литья, °C 1150 1150 1150
Температура горячей обработки давлением, °C 700-950 (850-900)*2 750-875 735-875 (850-900)*2
Максимальное суммарное обжатие при холод- ной деформации (прокатка, волочение), % До 90,0 До 95,0 До 95,0
Температура отжига - рекристаллизации, °C 375-650 375-650 375-650
Обрабатываемость резанием (по отношению к латуни ЛС63-3, %) 20 20 20
Качественная оценка технологических свойств*3
Гибкость в холодном состоянии отожженного 5 5 5
материала
Мягкая пайка 4 4 4
Твердая пайка 3 5 5
Газовая сварка плавлением 2 5 5
Газовая сварка в среде инертного газа 5 5 5
Механическое полирование 4 4 4
Электролитическое полирование 5 5 5
Способность к гальваническим покрытиям 5 5 5
Пригодность к плакированию другими метал- 3 3 5
лами и сплавами
Пригодность к горячему цинкованию 5 5 5
*1 Медь, кислородсодержащая огневого рафинирования, по технологическим свойствам
аналогична кислородсодержащей электролитической; медь, раскисленная фосфором с низким
остаточным содержанием, и медь, раскисленная бором, - бескислородной меди.
*2 Температура прессования.
*3 Показатели: 5 - отличный; 4 - хороший; 3 - удовлетворительный; 2 - неудовлетвори-
тельный.
Обработка давлением. Медь пластична и
хорошо деформируется всеми способами об-
работки металлов давлением. Бескислородная
медь и медь, раскисленная фосфором с ма-
лым остатком раскислителя, по деформируе-
мости в горячем и холодном состоянии пре-
восходит кислородсодержащую медь (Ml, М2,
М3), особенно огневого рафинирования. Ки-
слородсодержащую медь (слитки, заготовки)
нагревают до 875 - 900 °C, продолжительность
нагрева зависит от толщины слитка и состав-
ляет 15-20 мин на каждые 25 мм толщины.
Минимальная температура окончания горячей
прокатки - 700 °C. Ниже этой температуры
кислородсодержащую медь обрабатывать не
рекомендуется во избежание растрескивания
заготовок.
Прокатку проволочной заготовки из ки-
слородсодержащей меди на высокоскоростных
станах проводят, начиная с 920 °C; темпера-
тура окончания прокатки 750 - 780 °C. Слит-
ки (заготовки) из бескислородной меди на-
гревают в нейтральной или восстановитель-
ной атмосфере до температур порядка 800 -
850 °C. Нагрев слитков кислородсодержащей
меди до 850 - 900 °C следует проводить в ней-
тральной или окислительной атмосфере, так
как медь, содержащая кислород, подвержена
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
433
водородной болезни. При нагреве меди в вос-
становительной атмосфере (в средах, содер-
жащих Н2, СН4 и другие газы) соединения
диссоциируют и образуется атомарный
водород, который обладает высокой диффузи-
онной подвижностью в твердой меди. Водо-
род быстро диффундирует в глубь металла и
взаимодействует с закисью меди. Образую-
щиеся пары воды не растворяются в твердой
меди и создают высокое давление в микро-
объемах металла, достаточное для образова-
ния несплошностей, надрывов, трещин,
вследствие чего резко снижается пластичность
и прочность.
Склонность к водородной болезни
(ГОСТ 15471-77) оценивают путем отжига
образцов в виде пластин в атмосфере водоро-
да при 825 - 875 °C (40 мин) с последующим
их визуальным осмотром и испытанием на
перегиб.
Кислород - наиболее вредная примесь
меди и ее сплавов. Она понижает технологи-
ческую пластичность меди, ухудшает ее кор-
розионную стойкость, затрудняет процессы
пайки и сварки.
Горячую деформацию слитков из кисло-
родсодержащей меди проводят с небольшими
обжатиями за проход. Бескислородную медь
обрабатывают с максимальными обжатиями
при прокатке или ударными средствами при
максимальной силе при ковке.
Кроме кислорода к вредным примесям,
ухудшающим деформируемость меди, отно-
сятся Bi, Pb и S. Висмут и свинец практиче-
ски нерастворимы в твердой меди и образуют
легкоплавкие эвтектики с температурами
плавления 270 и 326 °C соответственно.
Склонность висмута выпадать по границам
зерен усугубляет отрицательное влияние этого
элемента. Содержание Bi > 0,005 % приводит
к горячеломкости меди при горячей прокатке.
С увеличением содержания висмута медь ста-
новится хрупкой и при 20 °C.
Свинец влияет на деформируемость ме-
ди в горячем состоянии несколько слабее
висмута; поэтому его содержание в меди
допускается в больших количествах (см. табл.
4.1.2).
Сера в небольших количествах (< 0,005 %)
оказывает незначительное влияние на дефор-
мируемость в горячем и холодном состоянии;
при увеличении содержания серы технологи-
ческая пластичность меди ухудшается. Во всех
марках технической меди остаточное содер-
жание Bi, Pb и S снижено до безопасного
уровня <табл. 4.1.2) и, согласно стандартам
России (ГОСТ 859-78), обязательно контро-
лируется: все полуфабрикаты технической
меди поставляются с гарантированным оста-
точным содержанием этих элементов.
Рис. 4.1.16. Анизотропия модуля нормальной упругости
в деформированном (а) и
рекристаллизованном (б) состояниях
(штриховые линии - экспериментальные данные;
сплошные - расчетные):
ВП - вдоль прокатки; ПП - поперек прокатки
Ag, As, Cd, Fe, Ni, Sn и Zn, которые
присутствуют в небольших количествах в ме-
ди огневого рафинирования, не оказывают
влияния на деформируемость меди в горячем
и холодном состоянии.
Медь хорошо штампуется, но при этом
необходимо иметь в виду, что в отожженном
состоянии она отличается значительной ани-
зотропией механических свойств (рис. 4.1.16),
вызывающей образование фестонов при глу-
бокой вытяжке.
Кроме анизотропии свойств на штам-
пуемость меди влияет размер зерна в ото-
жженных полуфабрикатах (табл. 4.1.28).
Для определения способности материала
к холодной штамповке применяется испыта-
ние на глубокую вытяжку по Эриксену (рис.
4.1.17).
4.1.28. Размер зерна и способность
листовой меди к глубокой вытяжке
Размер зерна, мм Холодная штамповка
0,015 С малой деформацией
0,025 Со значительной деформацией
0,035 Наилучшая в сочетании с высоким качеством поверхности
0,050 С появлением шероховатой поверхности
0,070 Плохая (поверхность типа «апельсиновой корки»)
434
Глава 4.1. МЕДЬ
Рис. 4.1.17. Зависимость минимальной
глубины вытяжки (Н) при испытании по Эриксену
от толщины листа ($) или ленты из отожженной меди
Термическая обработка. Полуфабрикаты
из меди подвергают двум видам термической
обработки: отжигу для уменьшения остаточ-
ных напряжений и рекристаллизационному
отжигу. Во избежание водородной болезни
полуфабрикаты из меди и медно-никелевых
сплавов, содержащих кислород, рекомендует-
ся отжигать в слабоокислительной или ней-
тральной атмосфере; полуфабрикаты из бес-
кислородной меди и меди, раскисленной
фосфором, - в нейтральной или слабовосста-
новительной, чтобы уменьшить потери метал-
ла из-за окисления.
Температура рекристаллизационного от-
жига и время выдержки зависят от вида и
размеров деформированного полуфабриката и
назначения отжига (промежуточный между
операциями пластической деформации или
окончательный) (табл. 4.1.29).
Режимы окончательного отжига выби-
рают, основываясь на требуемом уровне фи-
зических и механических свойств. Общие
закономерности изменения свойств от темпе-
ратуры отжига показаны ранее на примере
меди Ml (см. рис. 4.1.8).
Качество отожженного металла опреде-
ляется не только механическими свойствами,
но и размером зерна. Размер зерна в полно-
стью рекристаллизованной структуре доволь-
но однороден. При неправильно установлен-
ных режимах рекристаллизационного отжига
в структуре металла могут присутствовать две
группы зерен разного размера. Это так назы-
ваемая двойная структура особенно нежела-
тельна при операциях глубокой вытяжки,
гибки или полировки и травления изделий.
С увеличением размера зерен ухудшает-
ся качество поверхности штампованных изде-
лий. При размере зерна > 40 мкм на поверх-
ности изделия наблюдается характерная ше-
роховатость - "апельсиновая корка". Приме-
няя оптимальные режимы отжига, можно
получить частично или полностью рекристал-
лизованную структуру с очень мелким зер-
ном. Полуфабрикаты с такой структурой
штампуются без образования "апельсиновой
корки".
Рис. 4.1.18. Диаграмма рекристаллизации меда
4.1.29. Режимы отжига деформированных полуфабрикатов из технической меди
Полуфабрикат Толщина, мм Вид отжига Т, °C
5,0 Промежуточный 600 - 650
Листы, полосы, ленты 1,0-5,0 То же 580 - 650
0,5-1,0 ~ ff _ 520 - 620
0,5-1,0 Окончательный 480 - 550
Заготовка трубная 5,1 Промежуточный 590 - 610
диаметром более 80 мм 2,0-5,0 То же 550 - 580
Трубы Окончательный 590 - 610
Прутки Все размеры То же 590 - 610
Профили _ н _ 600 - 650
Все виды полуфабрикатов Все размеры Окончательный (для уменьше- ния остаточных напряжений) 100 - 230
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
435
Для выбора режима отжига с целью
формирования необходимого размера зерна в
различных полуфабрикатах большое распро-
странение получили пространственные диа-
граммы рекристаллизации (рис. 4.1.18).
Травление полуфабрикатов. После горя-
чей прокатки, прессования, ковки и отжига в
окислительной атмосфере обрабатываемый
полуфабрикат из меди или ее сплавов имеет
тусклую окисленную поверхность.
Полуфабрикаты из меди’ и ее сплавов
травят в растворе серной кислоты. В произ-
водственной практике травление проводят
при температурах раствора 50 - 60 °C. Интен-
сификации травления можно достичь, повы-
шая температуру до 70 - 80 °C. Многие спе-
циальные латуни, бронзы и медно-никелевые
сплавы в составе окалины содержат соедине-
ния, плохо растворимые в кислотах: оксиды
свинца, алюминия, никеля. Такие медные
сплавы обычно травят в растворе серной ки-
слоты с различными окислительными добав-
ками: азотной кислоты, бихроматами калия
(К2СГ2О7) или натрия (Na2Cr2O7), хромового
ангидрида (СгОз).
При травлении в смеси серной и азот-
ной кислот выделяются токсичные оксиды
азота. Для хромовых соединений в стоках
появляются ионы шести- и трехвалентного
хрома, которые также токсичны. Поэтому
требуются дополнительные меры по обеспе-
чению хорошей вытяжки и очистки от стоков.
После травления необходима много-
кратная промывка в проточной воде и сушка.
Сварка. Высокая теплопроводность меди
оказывает отрицательное влияние на сваривае-
мость, так как выделяющееся при сварке тепло
очень быстро отводится от места сварки.
Наилучшей свариваемостью обладает
медь, раскисленная фосфором с высоким
остаточным его содержанием, которая имеет
самую низкую теплопроводность по сравне-
нию с другими марками меди (табл. 4.1.30).
При сварке меди, раскисленной фосфо-
ром, любым способом получаются швы высо-
кого качества. Для кислородсодержащей меди
наилучшие результаты дает дуговая сварка в
среде инертного газа. При газовой сварке
меди применяется только кислород-ацетиле-
новое пламя. Подготовка кромок соединяе-
мого такой сваркой листового материала поч-
ти не отличается от подготовки стального
листа. При сварке меди следует учитывать ее
расширение под воздействием высоких тем-
ператур, поэтому следует строго следить за
фиксацией кромок свариваемого материала.
Перед сваркой материал следует прогреть
(до 500 - 600 °C).
В качестве расходуемых электродов при
газовой сварке применяют проволоку из
сплавов на основе меди с низкой температу-
рой плавления и с малым поверхностным
натяжением. В качестве легирующих компо-
нентов применяют элементы, которые повы-
шают жидкотекучесть меди и имеют малую
склонность к образованию оксидов и погло-
щению газов. Чаще всего в качестве леги-
рующей добавки применяют Р, кроме того,
вводят Si, Mn, Ni, Sn и Ag.
Дуговая сварка меди в среде инертного
газа получила широкое применение благодаря
ее большим технологическим преимуществам.
Непрерывная подача инертного газа (аргона)
в зону сварки предотвращает поглощение
материалом шва кислорода и водорода и спо-
собствует получению качественного сварного
соединения.
4.1.30. Способы сварки меди
Способ сварки Медь
Давлением Диффузионная Газовая (кислородно-ацетиленовая) Дуговая с расходуемым электродом в среде инертного газа Дуговая с нерасходуемым вольфрамовым электродом в среде инертного газа с при- садочным материалом Стыковая электросопротивлением Электросопротивлением (точечная и шовная) Все марки То же Медь, раскиленная фосфором и другими элемента- ми (бором, литием), бескислородная медь. Все марки То же _ н _ Кислородсодержащая медь; медь, раскисленная фосфором с высоким остаточным его содержанием
436
Глава 4.1. МЕДЬ
Пайка. Медь отлично соединяется пай-
кой мягкими и твердыми припоями. При
пайке мягкими припоями (содержащими оло-
во или олово и свинец) практически не про-
исходит уменьшения прочностных характери-
стик меди. При пайке твердыми припоями в
результате повышения температуры происхо-
дит разупрочнение меди. В связи с незначи-
тельной прочностью меди в горячем состоя-
нии температура пайки твердыми припоями
должна быть минимальной. В качестве твер-
дых припоев для пайки меди и низколегиро-
ванных сплавов на ее основе применяют
сплавы на основе меди с добавками Ag, Р, а
также Cd и Мп.
Предпочтительно применять эвтектиче-
ские сплавы систем Cu-Р и Cu-Ag-P с низкой
температурой плавления. Для автоматической
пайки меди рекомендуются припои состава
Си + (6 - 7) % Р или Си + 15 % Ag + (6 - 7) % Р.
Для бесфлюсовой пайки низколегированных
медных сплавов используются припои на ос-
нове серебра, преимущественно эвтектиче-
ской системы Ag-Cu.
Обработка резанием. Медь обладает
сравнительно низкой обрабатываемостью ре-
занием. Как правило, при обработке деталей
из чистой меди получается длинная стружка.
Медь также склонна к налипанию на резец
(образование наростов), причем мелкие час-
тицы привариваются к режущей кромке инст-
румента, а при отрыве наростов повреждается
поверхность инструмента. Полуфабрикаты в
отожженном состоянии обрабатываются хуже,
чем в нагартованном.
Износ инструмента повышается с увели-
чением содержания закиси меди в исходной
заготовке. Кислород, содержащийся в меди в
количестве больше 0,05 %, оказывает разру-
шающее действие, особенно на карбид
вольфрама. Поэтому при обработке кислород-
содержащей меди рекомендуется применять
инструмент из быстрорежущей стали с мини-
мальным содержанием карбида вольфрама.
Бескислородная медь обрабатывается твердо-
сплавным инструментом.
Для улучшения режущих свойств медь
легируют теллуром. Электро- и теплопровод-
ность этого легко обрабатываемого резанием
сплава близка к соответствующим характери-
стикам меди (табл. 4.1.31).
Положительное влияние теллура на об-
рабатываемость резанием меди связана с об-
разованием в структуре сплава нераствори-
мого и твердого соединения - теллурида меди
(Си2Те). Выделение этой фазы способствует
образованию ломкой и хрупкой стружки, что
позволяет увеличить скорость обработки ре-
занием по сравнению с чистой медью и
уменьшить шероховатость обрабатываемой
поверхности.
Обрабатываемость резанием теллуровой
бронзы составляет 90 % от обрабатываемости
свинцовой латуни ЛС63-3 (эталонный сплав)
в то время, как обрабатываемость резанием
нелегированной меди оценивается в 20 %.
Механические свойства теллуровой
бронзы близки к свойствам нелегированной
меди (табл. 4.1.32); она хорошо обрабатывает-
ся давлением в горячем и холодном состоя-
нии; твердая и мягкая пайка не вызывает
затруднений; температура разупрочнения де-
формированного материала составляет при-
мерно 350 °C.
4.1.31. Физические свойства теллуровой бронзы (0,4 - 0,7 % Те) и меди
Сплав Метод очистки ст Р, ' мкОм м X, Вт/(мК)
МСм/м % от Си
Теллуровая Раскисление фосфором (0,072-0,07 % Р) 52 90 0,0192 350
бронза Бескислородный (< 0,001 % О2 ) 55 95 0,0182 370
Медь МО б Бескислородный (< 0,001 %О2) 58 100 0,0172 390
4.1.32. Гарантируемые механические свойства теллуровой бронзы
Полуфабрикат Состояние Толщина, мм ств, МПа сто,2, МПа §5, % НВ
не менее или в пределах
Лист, полоса Полутвердое Твердое 3 - 60 3 - 30 380 435 260 380 10 8 75 - 85 80 - 100
КОРРОЗИОННЫЕ СВОЙСТВА
437
В теллуровой бронзе недопустимо по-
вышенное содержание кислорода, так как он
связывает теллур в малорастворимый оксид,
что приводит к охрупчиванию сплава. Ис-
пользуют два способа раскисления (см. табл.
4.1.31). Теллуровая бронза, раскисленная
фосфором, обладает хорошей обрабатываемо-
стью давлением и резанием, но электро- и
теплопроводность этого сплава из-за остаточ-
ного содержания фосфора значительно усту-
пает меди. Когда требуется высокая электро-
и теплопроводность, бронзу получают на ос-
нове бескислородной меди.
Теллуровая бронза широко применяется
в США (С 14500), Германии (2.1546 СиТеР) и
Великобритании (С 109) для изготовления
сопел (патрубков) газопламенной резки. Вы-
сокая электропроводимость теллуровой брон-
зы делает ее перспективным материалом для
применения в электротехнике: многие детали
электрических выключателей, элементы
полупроводниковых устройств и т.п., требую-
щих проведения обширной обработки резани-
ем, экономично изготовлять из теллуровой
бронзы.
4.1.4. КОРРОЗИОННЫЕ СВОЙСТВА
Медь различных марок обладает доволь-
но высокой коррозионной стойкостью в раз-
личных средах. В электрохимическом ряду
активности элементов медь стоит ближе к
благородным металлам и обычно не вытесня-
ет водород даже из кислых растворов. Благо-
даря своей природе медь не является химиче-
ски активным элементом, поэтому скорость
ее коррозии обычно невелика, даже если раз-
рушению препятствует пленка нерастворимых
продуктов коррозии.
В атмосфере сухого воздуха медь с поли-
рованной поверхностью не корродирует. Ок-
сидные слои при температуре 20 °C тонкие
(50 нм), бесцветные и не дают цветов побежа-
лости. С увеличением степени шероховатости
поверхности степень воздействия сухого воз-
духа возрастает. Медь устойчива против кор-
розии в насыщенном водяными парами чис-
том воздухе. Присутствие во влажном воздухе
примеси сероводорода понижает коррозион-
ную стойкость меди. В промышленных рай-
онах на поверхности меди образуются основ-
ные сульфаты (C11SO4 ЗСи(ОН)2) изумрудно-
зеленого цвета.
При нагреве медь окисляется, образуя в
зависимости от температуры два оксида: СиО
и С112О. При низких температурах (100 °C) на
поверхности меди образуется пленка оксида
меди (СиО) черного цвета. При высоких тем-
пературах (> 600 °C) скорость окисления воз-
растает и при этих температурах образуется
плотная пленка закиси меди красного цвета.
Пресная вода действует на медь очень
слабо: скорость коррозии 0,005 - 0,025 мм/год.
Скорость коррозии заметно повышается в
присутствии примесей аммиака, сероводоро-
да, хлоридов и кислот, препятствующих обра-
зованию прочных защитных пленок на по-
верхности.
Скорость коррозии меди в морской воде
в естественных условиях (при небольших
скоростях движения воды) незначительна
(~ 0,05 мм/год) вследствие образования на
поверхности меди защитной пленки, возни-
кающей в результате взаимодействия металла
и воды. Скорость коррозии возрастает с по-
вышением содержания кислорода и при воз-
растании скорости движения воды.
Усталостная прочность меди в пресной и
морской воде мало отличается от аналогич-
ного показателя на воздухе и при 107 - 108
циклах нагружения составляет 70 МПа
(К, = 1).
В неокислительных кислотах (соляная,
уксусная, разбавленная серная и др.) ско-
рость коррозии относительно невелика
(табл. 4.1.33).
4.1.33. Коррозионная стойкость меди в различных средах
Среда Коррозионная стойкость*1
Наименование Концентра- ция, % Т, °C Скорость кор- розии, мм/год Оценка, балл
Неорганические среды (водные растворы) Кислоты
Азотная Различная 20 10 5
Борная До 5,0 20 - 100 0,Г2 1
Серная До 5,0 20 0,1 - 1,0*3 2
То же До 5,0 50 10 5
_ " _ 10 - 60 20 0,01 - 0,12*3 1
438
Глава 4.1. МЕДЬ
Продолжение табл. 4.1.33
Среда Коррозионная стойкость*1
Наименование Концентра- ция, % Г, °C Скорость кор- розии, мм/год Оценка, балл
То же 10 - 60 40 - 60 1,3 - 3,7 4
_ ГГ _ 90 - 98 20 0,07 - 1,0 2
_ ff _ 90 - 98 50 2,1 3
_ rr _ Дымящая 20 10 5
Сернистая До 8,6 20 0,1 1
Соляная До 5,0 20 0,04 1
То же 10 - 35 20 0,25 - 4, Г3 4
Хлорная До 72 20 10 5
Хромовая 10 20 10 5
Фтористоводородная Любая 20 0,08 - 0,89 2
Фосфорная 10 - 90 20 - 75 0,5 2
Основания
Аммония гидроокись До 30 20 10 5
Калия гидроокись (едкий калий) До 53 20 0,1 1
То же До 53 35 0,1 1
Кальция гидроокись 0,16 20 - 100 0,1 - 0,5 2
Натрия гидроокись (едкий калий) До 52 20 0,1 1
То же До 52 35 0,1 1
_ tf _ Расплав - 10,0 5
Оксвды, соли, перекиси, газы и прочие неорганические среды
Азота оксиды (NO, NO2, N2O3, N2O5, N2O) - 20 10 5
Аммиак (газ) - 16 - 20 0,002 - 0,004 1
То же - 50 0,11 1
- " - - 400 - 500 0,01 1
Аммоний азотнокислый (нитрат) До 64 20 10 5
Аммоний сернистый (сульфид) Любая 25 1,3 3
Аммоний хлористый (хлорид) До 10 20 - 70 0,5 1
То же 10-27 25 - 100 10 5
Вода пресная - 20 0,006 - 0,014 1
То же - 250 (пары) 0,1 1
Вода морская - 20 - 80 0,02 - 0,04 1
Водород - 20 0,1 1
То же 1 - 40 1,32 2
Перекись водорода (Н2О2) Любая 20 - 100 10 5
Кислород - 20 0,1 1
Озон (в смеси с воздухом) - 20 10 5
Сера - 130 - 140 35 5
КОРРОЗИОННЫЕ СВОЙСТВА
439
Продолжение табл. 4.1.33
Среда Коррозионная стойкость*1
Наименование Концентра- ция, % т, °с Скорость кор- розии, мм/год Оценка, балл
Сероводород (сухой) - 20 0,1 1
Сероводород (влажный) - 20 - 100 10 5
Углерода двуокись (сухой газ) - 20 - 100 0,1 1
Углерода окись (газ) - - 10 5
Хлор (сухой и жидкий) - 20 - 100 0,1 1
Хлор (влажный газ) 20 10 5
Органические среды
Кислота винная, водный раствор До 58 20 0,2*3 2
Кислоты жирные (Гпл = 28 °C) - 230 - 250 0,03 1
Кислота лимонная, водный раствор До 59 20 0,1 - 0,57*3 2
Кислота муравьиная, водный раствор До 10 Кипящая 0,138 2
Кислота уксусная, водный раствор До 80 20 - 40 0,1 - 0,5 2
То же До 80 Кипящая 1,2 - 6,2 3-4
Кислота щавелевая, водный раствор До 10 20 0,5 - 1,0 2
Масла минеральные - 20 0,1 1
Скипидар - 20 - Ткли 0,1 1
Спирт этиловый - 20 - 7киП 0,1 1
Фенол - 20 0,008 1
*1 Оценивается по пятибальной шкале: 1 - очень высокая при скорости коррозии
< 0,1 мм/год; 2 - высокая при скорости - > 0,1, но < 1,0 мм/год; 3 - средняя при скорости -
> 1,0, но < 3,0 мм/год; 4 - низкая при скорости > 3,0, но < 10, мм/год; 5 - очень низкая при
скорости > 10,0 мм/год.
*2 В отсутствии воздуха стойка в растворах любой концентрации до 150 °C.
*3 В отсутствии воздуха.
Медь сильно корродирует в окислитель-
ных минеральных кислотах (HNO3, HCIO4
и др.), в кислых растворах хромистых солей,
под действием серы и ее соединений. Медь
также быстро разрушается в концентрирован-
ной серной кислоте, особенно при нагреве.
Медь плохо сопротивляется действию аммиа-
ка, хлористого аммония, щелочных циани-
стых соединений, но более устойчива в отно-
шении других щелочных растворов.
Медь хорошо сопротивляется действию
многих агрессивных органических сред: фе-
нольные смолы, органические кислоты (уксус-
ная, лимонная, молочная, щавелевая и др.);
спирты оказывают незначительное действие
на медь. Поэтому ее широко применяют в
химической промышленности.
Глава 4.2
МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
(ЛАТУНИ)
Латуни - это двойные и многокомпо-
нентные медные сплавы, в которых основной
легирующий компонент - цинк (содержание
не превышает 50 %). Среди медных сплавов
латуни получили наибольшее распростране-
ние в промышленности благодаря сочетанию
высоких механических и технологических
свойств. По сравнению с медью латуни обла-
дают более высокой прочностью, коррозион-
ной стойкостью, лучшими литейными качест-
вами, имеют более высокую температуру рек-
ристаллизации. Латуни наиболее дешевые
медные сплавы.
440
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
Рис. 4.2.1. Диаграмма состояния системы Cu-Zn.
По фазовому составу двойных латуней
системы Cu-Zn (рис. 4.2.1) выделяют а-лату-
ни, а+0-латуни и 0-латуни.
В системе Cu-Zn наблюдается необыч-
ная температурная зависимость растворимо-
сти: при температуре 902 °C она составляет
32,5 % и, в отличие от многих других систем,
с понижением температуры растворимость
увеличивается, достигая максимальных значе-
ний 39 % при 454 °C. Дальнейшее понижение
температуры приводит к уменьшению раство-
римости цинка в меди (до 34 - 35 % при тем-
пературе 20 °C). Однако при режимах обра-
ботки, которые используются в промышлен-
ности, равновесная концентрация цинка в
твердом растворе обычно не достигается. По-
этому для оценки фазового состава латуней
используют значения предельной растворимо-
сти цинка в твердой меди (39 %).
Медь с цинком образует кроме а-твер-
дого раствора на основе меди с ГЦК решет-
кой ряд промежуточных фаз 0, у и другие.
Ближайшая к меди промежуточная фаза 0 -
это твердый раствор на основе электронного
соединения CuZn с решеткой ОЦК. При вы-
соких температурах 0-фаза имеет широкую
концентрационную область гомогенности.
Высокотемпературная 0-фаза достаточно пла-
стична. Поэтому многие марки латуней при
горячей деформации нагревают в однофазную
область 0. При температурах ниже 454 - 468 °C
0-фаза переходит в упорядоченное состояние:
Си Zn,°/o (мае доля)
Рис. 4.2.2. Влияние цинка
на механические свойства латуней
0->0'. Фаза 0' в отличие от 0-фазы является
более твердой и хрупкой; у-фаза представляет
собой твердый раствор на основе электрон-
ного соединения CusZng; отличается очень
высокой хрупкостью и ее присутствие в про-
мышленных конструкционных сплавах ис-
ключается.
Механические свойства латуней опреде-
ляются свойствами фаз. По мере увеличения
содержания цинка в латунях их прочность
возрастает (рис. 4.2.2). Максимум прочности
достигается в двухфазной области а+0 при
содержании цинка 45-47 %; как только
0'-фаза полностью заменит a-фазу прочность
резко уменьшается из-за высокой хрупкости
сплавов. Пластичность 0-латуней с 0'-струк-
турой при 20 °C очень низка, и при содержа-
нии около 50 % Zn и более они не поддаются
холодной обработке давлением. Поэтому в
промышленности применяют преимущест-
венно а- и а+0-латуни. Представляют инте-
рес как основа сплавов с эффектом запоми-
нания формы 0-латуни.
Латунь обычно характеризуется более вы-
сокой коррозионной стойкостью, чем медь, осо-
бенно в растворах, содержащих хлористые со-
единения. Латуни с содержанием свыше 20 %
Zn в деформированном состоянии или с вы-
сокими остаточными напряжениями склонны
к самопроизвольному коррозионному рас-
трескиванию во влажной атмосфере. Это яв-
ление называется сезонной болезнью латуней,
которой способствует присутствие в атмосфе-
ре аммиака и сернистого газа. Причиной се-
зонной болезни латуней являются остаточные
напряжения и особенно их неравномерное
распределение в металле. Для предотвраще-
ния растрескивания полуфабрикаты и изделия
из латуней указанных составов подвергают от-
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
441
жигу. Другой формой коррозии латуни явля-
ется обесцинкование. Быстрее обесцинковы-
ваются латуни с повышенным содержанием
цинка (ЛС59-1, Л68 и др.). Латуни с пони-
женным содержанием цинка (Л90, Л85 и др.)
являются более стойкими. Высокомедистая
латунь Л96 практически не подвергается
обесцинкованию. Обесцинкование резко воз-
растает с повышением температуры среды и
увеличением скорости ее движения (напри-
мер, морской воды). Для уменьшения обес-
цинкования в латуни вводят небольшое коли-
чество мышьяка (0,02 - 0,06 %).
По технологии производства латуни де-
лят на деформируемые и литейные.
В России принята буквенно-цифровая
маркировка латуней, в которой буквы обозна-
чают основные компоненты сплава, числа -
их примерное содержание в процентах. Марка
латуни начинается с буквы "Л" - латунь.
В двойных (простых) латунях число после
буквы Л определяет среднее содержание меди.
Многокомпонентные латуни кроме меди и
цинка содержат еще один или несколько ле-
гирующих элементов, которым даны следую-
щие обозначения: А - алюминий; О - олово;
Н - никель; Ж - железо; К - кремний; С -
свинец; Мц -марганец; Мш - мышьяк. Поря-
док букв и чисел в деформируемых и литей-
ных латунях различен. Первое число после
букв в деформируемой латуни указывает
среднее содержание меди, последующие чис-
ла, отделенные друг от друга через тире, ука-
зывают среднее содержание легирующих эле-
ментов. Например, латунь ЛЖМц59-1-1 имеет
следующий состав: 59 % Си, 1 % Fe, 1 % Мп,
остальное Zn. В литейных латунях среднее
содержание компонентов сплава указывается
сразу после буквы, обозначающей его наз-
вание; цинк обозначается буквой "Ц".
Например, литейная латунь ЛЦЗОАЗ содержит
30 % Zn, 3 % Al, Cu - основа.
4.2.1. ЛАТУНИ,
ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Из деформируемых латуней (табл. 4.2.1)
изготовляют листы, ленты, полосы, прутки,
трубы, проволоку и поковки. Плоский прокат
выпускают в мягком (отожженном), полутвер-
дом (обжатие 10 - 30 %), твердом (обжатие
30 - 50 %) и особо твердом (обжатие более
60 %) состоянии.
4.2.1. Марки деформируемых латуней по национальным стандартам
Россия США Германия Япония
ГОСТ 15527-70 ASTM В36, В475, В171, В121, В591, В289, В135, В694, В453, В283, Bill, В587, В359, В124, В592 DIN 17660, 17673 JIS Н3100, Н3250, НЗЗОО
Двойные латуни
Л96 С21000 CuZn5 (2.0220) C2100
Л90 С22000 CuZnlO (2.0230) C2200
Л85 С23000 CuZnl5 (2.0240) C2300
Л80 С24000 CuZn20 (2.0250) C2400
Л70 С26000 CuZn30 (2.0265) C2600
Л68 С26800 CuZn33 (2.0280) C2680
ЛМш68 - 0,05 - - -
Л63 С27200 CuZn37 (2.0321) C2720
Л60 С28000 CuZn40 (2.0360) C2800
442
Глава 4.2. МВДНО-ЦИНКОВЫЕ СПЛАВЫ
Продолжение табл. 4.2.1
Россия США Германия Япония
Оловянные латуни
ЛО90 - 1 С41000 - -
ЛО70 - 1 - - -
ЛОМш - 70 - 1 - 0,05 С44300 CuZn28Snl (2.0470) С4430
ЛО62 - 1 С46400 CuZn38Snl (2.0530) С4621 С4622 С4640 С4641
ЛО60 - 1 С46400 CuZn38Snl (2.0530) С4640 С4641
Свинцовая латунь
ЛС74 - 3 - - -
ЛС64 - 2 С33200 - -
С34500 - -
С34200 - -
ЛС63 - 3 С35600 - C3560
ЛС60 - 1 С36500 CuZn39Pb0,5 (2.0372) C3710 C3712
ЛС59 - 1 С3800 CuZn40Pb2 (2.0402) -
ЛС59- IB - - C3603 C3604
Алюминиевая латунь
ЛА77 - 2 - - -
ЛАМ11177 - 2 - 0,05 C68700 CuZn20A12 (2.0460) 6870
Марганцовая латунь
ЛМц58 - 2 - CuZn40Mn2 (2.0572) -
Кремнистая латунь
ЛК80 - 3 - - -
Никелевая латунь
ЛН65 - 5 - - -
Смешанные латуни
ЛАН59 - 3 - 2 - - -
ЛМцА57 - 3 - 1 - - -
ЛЖС58 - 1 - 1 - - -
ЛАЖ60 - 1 - 1 - - C6782
ЛЖМц59 - 1 - 1 - - -
ЛАНКМц75 - 2 - 2,5 - 0,5 - 0,5 - - -
Двойные латуни. Основные сведения о
составе, свойствах, режимах литья и обработ-
ки двойных латуней приведены в табл. 4.2.2-
4.2.5, в табл. 4.2.6 указаны свойства полуфаб-
рикатов и их область применения.
4.2.2. Химический (%, остальное Zn), фазовый составы и назначение деформируемых двойных латуней (ГОСТ 15527-70)
Марка Си Примеси, не более Фазовый состав*1 Полуфабрикаты и области применения
РЬ Fe Sb Bi Р Всего
Л96 95,0-97,0 0,03 0,10 0,005 0,002 0,01 0,2 а Листы, ленты, полосы, трубы, прутки, проволока для деталей в электротехнике, радиаторные и ка- пиллярные трубки, медали, значки
Л90 88,0-91,0 0,03 0,10 0,005 0,002 0,01 0,2 а Листы, ленты, полосы, трубы, специальные про- фили, проволока для деталей в электротехнике, детали змеевиков, сильфонов, теплотехнической и
Л85 84,0-86,0 0,03 0,10 0,005 0,002 0,01 0,3 химической аппаратуры, значки и медали, детали машин и приборов
Л80 79,0-81,0 0,03 0,10 0,005 0,002 0,01 0,3 а Листы, ленты, полосы, тонкостенные трубы, про- волока, тонкостенные сетки целлюлозно- бумажной промышленности, сильфоны, маномет- рические трубки, гибкие шланги, художественные изделия, музыкальные инструменты
Л70 69,0-72,0 0,03 0,07 0,002 0,002 0,005 0,2 а Листы, полосы, проволока, радиаторные ленты, трубы теплообменников, детали, получаемые глу- бокой вытяжкой
Л68 67,0-70,0 0,03 0,10 0,005 0,002 0,01 0,3 а Листы, ленты, полосы, прутки, трубы, проволока, фольга, профили, проволочные сети, радиаторные ленты, трубы для теплообменников, детали, полу- чаемые глубокой вытяжкой
ЛМш68 - 0,05'2 67,0-70,0 0,03 0,10 0,005 0,002 0,01 0,3 а Трубы, радиаторные трубки автомобилей
Л63 62,0-65,0 0,07 0,20 0,005 0,002 0,01 0,5 а ± р Листы, ленты, полосы, прутки, трубы, прутки, проволока; для изготовления винтов, гаек, болтов, шайб, прокладок, заклепок, деталей автомобилей, конденсаторных трубок, застежек-молний, дета- лей, получаемых глубокой вытяжкой
Л60 59,0-62,0 0,30 0,20 0,01 0,003 0,01 1,0 а ± р Штампованные детали, трубные доски в холо- дильных установках, фурнитура, шайбы, толсто- стенные патрубки
4 При 460 °C; при более низких температурах вместо р присутствует р'-фаза.
*2 Остальное Zn + (0,025 - 0,06) % As.
Примечание. Содержание отдельных примесей может корректироваться по соглашению изготовителя с потребителем.
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ 443
444
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
4.2.3. Типичные механические свойства двойных латуней
Марка Состояние ств, МПа сто,2, МПа 8, % НВ Е, ГПа tfCU, МДж/м2
Л96 Мягкое 240 63 52 50 - 2,2
Твердое 400 390 2 130 114 -
Л90 Мягкое 260 130 45 53 - 1,8
Твердое 500 - 4 140 105 -
Л85 Мягкое 280 120 43 54 - -
Твердое 560 520 4 130 110 -
Л80 Мягкое 310 130 52 60 - 1,6
Твердое 640 540 5 145 112 -
Л70 Мягкое 330 130 55 65 - 1,7
Твердое 680 550 3 150 ПО -
Л68 Мягкое 330 135 55 65 - -
Твердое 700 550 3 150 101 -
Л63 Мягкое 380 120 45 68 - 1,4
Твердое 690 540 4 155 116 -
Л60 Мягкое 400 - 42 65 - -
Твердое 700 - 3 160 118 -
Двойные латуни - это преимущественно
сплавы с однофазной a-структурой (Л96, Л90,
Л85, Л68 и др.,см. табл. 4.2.2). Они очень
пластичны, легко деформируются в горячем и
холодном состоянии. В интервале температур
300 - 700 °C а-латуни, как и медь, имеют
область пониженной пластичности. Поэтому
горячую деформацию их осуществляют при
более высоких температурах (750 - 900 °C;
см. табл. 4.2.4).
В области составов a-фазы в системе
Cu-Zn с увеличением содержания цинка на-
блюдается повышение пластичности (см. рис.
4.2.2). Латунь Л68 наиболее пластична и осо-
бенно широко применяется для деталей, изго-
товляемых из полуфабрикатов холодной глу-
бокой вытяжкой.
Особенностью латуни Л96 является ее
высокая коррозионная стойкость и отсутствие
склонности к коррозионному растрескиванию.
Одна из самых распространенных марок
двойных латуней - Л63. В этом сплаве всегда
имеется некоторое количество неравновесной
(3-фазы. Поэтому Л63, по-существу, является
двухфазным сплавом.
Однофазные латуни после отжига (мяг-
кое состояние) имеют ств =250 350 МПа и
5 = 45 + 60 %, а двухфазные - ств = 400 4-
4- 450 МПа; 8 = 30 4- 45 %, (табл. 4.2.3); проч-
ность латуней может быть существенно по-
вышена холодной пластической деформацией
(ств =450 ч- 700 МПа), однако пластичность
резко снижается (8 = 34-5%).
4.2.4. Технологические свойства и режимы обработки двойных латуней
Марка * Темпера- тура литья, °C Температура горячей деформации, °C Температу- ра начала рекристал- лизации, °C Температура отжига, °C Обрабаты- ваемость реза- нием*1, % Жидко- теку- честь, см Линей- ная усадка, % Коэффициент трения
полного для уменьшения оста- точных напряжений со смазкой без смазки
Л 96 1160 - 1200 750 - 850 300 450 - 600 300 20 - - - -
Л90 1160 - 1200 750 - 900 335 - 370 650 - 720 200 20 65 2,0 0,074 0,440
Л85 1150 - 1180 830 - 900 335 - 370 650 - 720 200 30 - - - -
Л80 1160 - 1180 820 - 870 320 - 360 650 - 720 200 30 48 2,0. 0,015 0,710
Л70 1100- 1160 750 - 830 320 - 360 650 - 720 200 30 63 1,92 - -
Л68 1100 - 1160 750 - 830 300 - 370 520 - 650 260 - 270 30 63 1,92 - -
ЛМш68 - 0,5 1100 - 1160 750 - 830 300 - 370 520 - 650 260 - 270 - - - - -
Л63 1060 - 11,00 650 - 850 350 - 370*2 660 - 670*2 300*2 40 65 1,77 0,012 0,390
Л60 1030 - 1080 730 - 820 350 - 370 660 - 670 - 45 60 1,97 0,012 0,450
’! В % по отношению к обрабатываемости латуни ЛС63 - 3.
*2 Кроме тонких лент.
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ 445
4.2.5. Физические свойства деформируемых двойных латуней
Марка Тпл, °C У, кг/м3 X, Вт/(мК) Ср, Дж/(кгК) а 106, к-| р, мкОм м а' при 20-100 °C, К1
ликвидус солидус при 20 °C в жидком состоянии при 1100 °C
Л96 1070 1055 8850 245 389 17,0 0,038 0,24 0,00231
Л90 1045 1025 8800 188 398 17,1 0,042 0,27 0,00186
Л85 1025 990 8750 152 398 18,7 0,047 0,29 0,0016
Л80 1000 965 8660 142 389 18,8 0,054 0,33 0,0015
Л70 950 915 8630 121 377 18,9 0,062 0,39 0,00148
Л68 938 909 8600 113 377 19,0 0,065 - 0,0015
ЛМш68 - 0,5 937 - 8600 113 - 19,1 0,068 - -
Л63 910 900 8430 НО 385 20,5 0,070 - 0,0017
Л60 895 885 8400 105 381 20,7 0,073 - 0,0025
4.2.6. Гарантируемые механические свойства полуфабрикатов из двойных латуней
Марка ГОСТ Полуфабрикат Состояние Толщина (диаметр), мм Механические свойства
ств, МПа 8, % НВ
в пределах или не менее
Л96 15527-70, 2624-77, 2936-75, 529-78 Листы, полосы Мягкое Твердое 0,10 - 0,12 216 - 255 392 - 470 45 - 55 1 - 3
Трубки капиллярные Мягкое Твердое (1,2 - 2,5) 210 35 4 -
Трубки радиаторные Твердое (17 - 21) 360 - 600 - -
Л90 931-90, 15527-70, 2208-91, 2205-71 Листы, полосы Мягкое Полутвердое Твердое 0,10 - 12 230 - 340 290 - 400 350 36 10 3 60 85 110
Ленты общего назначения Мягкое Полутвердое Твердое 0,7 - 2,0 240 300 360 35 10 6 -
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
Марка ГОСТ Полуфабрикат Состояние
Л85 15527-70, 931-90, 2208-91 Листы, ПОЛОСЫ Мягкое Полутвердое Твердое
Л80 7205-89, 15527-70, 931-90, 2208-91 Ленты, листы, полосы Мягкое Полутвердое Твердое
Л70 15527-70 Листы, ленты, полосы Мягкое Твердое
Л68 15527-70, 2208-91, 931-90, 494-90, 11383-75, 1018-77, 5362-78 Ленты, листы, полосы Мягкое Полутвердое Твердое Особо твердое
Трубы тянутые и холоднокатаные Мягкое Полутвердое Твердое
Проволока Мягкое Полутвердое Твердое
ЛМш68 - 0,05 15527-70 Листы, полосы Мягкое Твердое
Продолжение табл. 4.2.6
Толщина (диаметр), мм Механические свойства
сгв, МПа 5, % НВ
в пределах или не менее
0,10 - 12 250 - 360 38 65
0,10 - 12 320 - 430 12 95
0,10- 10 390 3 НО
0,10 - 12 260 - 370 40 65
0,10 - 12 330 - 430 15 95
0,10 - 10 390 3 120
0,10 - 12 290 - 340 615 - 690 50 - 60 3 - 6 54-64 140 - 150
0,10 - 12 290 - 390 42 70
0,10- 12 340 - 470 20 105
0,10 - 12 430 - 540 10 125
0,10 - 2,0 520 - 155
290 40 -
(3 - 195) 350 30 -
440 10 -
300 40 -
(1,5 - 12) 350 15 -
550 - 750 - -
0,4 - 12 310 - 375 660 - 735 50 - 60 3 - 5 49-59 142 - 152
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Продолжение табл. 4.2.6
Марка ГОСТ Полуфабрикат Состояние Толщина (диаметр), мм Механические свойства
ов, МПа 8, % НВ
в пределах или не менее
Л63 15527-70, Листы, Мягкое 0,4- 12 290 - 400 38 70
931-90, ленты, Полутвердое 0,4 - 12 340 - 470 20 105
2208-91, полосы Твердое 0,4 - 12 410 - 570 8 135
2060-90, Особо твердое 0,05 - 2 510 - 040 4 160
494-90, Пружинно твердое 0,1 - 12 610 - 180
1066-90, Прутки Прессованное (10 - 160) 290 30 65 - 120
2205-71, Прутки тянутые Мягкое (3 - 50) 290 40 65 - 120
494-90 и холоднокатаные Полутвердое (3 - 40) 370 15 121 - 165
Твердое (3 - 12) 440 10 161
Проволока Мягкое (1,10-4,8) 350 30 -
Полутвердое (1,10 - 4,8) 400 10 -
Твердое (1,10-4,8) 600 - 800 - -
Проволока Мягкое (5 - 12) 320 34 -
Полутвердое (5 - 12) 360 12 -
Твердое (12) 550 - 750 - -
Трубы тянутые и холоднокатаные Мягкое Полутвердое (3 - 195) 300 340 38 30 -
Трубы Прессованное (42 - 250) 280 38 -
Л60 15527-70 Трубные доски, Мягкое (40 - 190) 360 - 410 40-50 -
штампованные заготовки Твердое 635 - 735 24 152 - 162
448 Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
449
Многокомпонентные (специальные) латуни.
В многокомпонентные латуни, кроме цинка,
для улучшения свойств вводят Al, Mn, Fe, Ni,
Si, Sn, Pb, As. Содержание каждого элемента
обычно не превышает 1 - 3 % (табл. 4.2.7).
Основные сведения о свойствах и видах по-
луфабрикатов даны в табл. 4.2.8. - 4.2.12.
Комплексное легирование латуней пре-
следует следующие цели: 1) повышение проч-
ностных свойств; 2) улучшение коррозионной
стойкости; 3) повышение кавитационной
стойкости; антифрикционных свойств, обра-
батываемости резанием и т.д.
Легирующие элементы (Al, Sn, Si, Mn,
Ni), растворяясь в основных фазах латуней
(а- и p-твердых растворах, см. табл. 4.2.7),
увеличивают прочность (твердость), но умень-
шают пластичность и вязкость (табл. 4.2.8).
Наиболее эффективно упрочняют латуни
алюминий и олово, в меньшей степени -
кремний и марганец. Многие легирующие
элементы (Al, Mn, Si, Ni) повышают коррози-
онную стойкость латуней, а никель, кроме
того, повышает устойчивость против коррози-
онного растрескивания.
Оловянные латуни (ЛО90 - 1, ЛО70 - 1,
ЛО62 - 1 и др.) отличаются высокой коррози-
онной стойкостью в морской воде; их приме-
няют в судостроении и поэтому называют
"морскими латунями".
Алюминиевые латуни характеризуются
высокими механическими свойствами, что
обусловлено сильным упрочняющим действи-
ем алюминия. Высокая коррозионная стой-
кость этих латуней связана с образованием на
поверхности изделий плотной защитной ок-
сидной пленки. Наибольшее распространение
получила богатая медью а-латунь ЛА77 - 2,
которая вследствие однофазной структуры
хорошо обрабатывается давлением в горячем
и холодном состояниях.
Никелевая а-латунь ЛН65 - 5 отличается
повышенными механическими и технологиче-
скими свойствами, она коррозионностойка,
отлично обрабатывается давлением.
Железо практически не растворяется в
латунях в твердом состоянии и образует само-
стоятельную фазу уре-твердый раствор на ос-
нове железа. Фаза уре кристаллизуется в лату-
нях, содержащих железо (ЛАЖ60 -1-1,
ЛЖМц59 - 1 - 1), в виде первичных кристал-
лов и увеличивает число центров кристалли-
зации. Кроме того, частицы уие-фазы тормо-
зят рост рекристаллизованных зерен при го-
рячей пластической деформации и отжиге и
способствуют получению мелкозернистой
структуры. Железо-марганцовая латунь
15 Зак. 225
ЛЖМц59 - 1 - 1 характеризуется повышенной
прочностью и повышенной вязкостью вслед-
ствие мелкозернистой структуры, обусловлен-
ной легированием сплава железом.
Латуни ЛАЖ60 - 1 - 1 и ЛЖМц59 - 1 - 1
благодаря присутствию добавки железа хоро-
шо деформируются вгорячую, обладают высо-
кими коррозионными свойствами в атмо-
сферных условиях, в пресной и морской воде
и применяются в судостроении.
Свинец практически не растворяется в
медной основе латуней и располагается в виде
дисперсных частиц в объеме зерен и по их гра-
ницам. Свинцовые латуни (ЛС74 - 3, ЛС63 - 3,
ЛС59 - 1 и др.) из-за присутствия в структуре
изолированных включений свинца отлично
обрабатываются резанием с образованием
сыпучей стружки, детали из них можно изго-
товлять на станках-автоматах при высоких
скоростях резания.
Свинец также улучшает антифрикцион-
ные свойства, поэтому свинцовые латуни
применяются для деталей, работающих на
трение. Включения нерастворимого свинца в
а-латунях не позволяют проводить их горя-
чую прокатку. Двухфазные латуни, наоборот,
хорошо прокатываются в горячем состоянии.
За счет перекристаллизации (а —> р ) вклю-
чения свинца находятся внутри P-зерен, а не
на границах, как в а-латунях, и их оплавле-
ние при горячей деформации уже не так
опасно. Двухфазная латунь ЛС59 - 1 является
наиболее распространенным сплавом; она
отлично переносит горячую обработку давле-
нием, удовлетворительно - холодную, отлично
обрабатывается резанием.
Мышьяк вводят в латуни в количестве
0,02 - 0,06 % (ЛМш68 - 0,05 и ЛОМш70 - 1 - 0,05)
для предохранения от обесцинкования, так
как образующаяся на поверхности изделий
прочная защитная пленка в значительной
мере защищает латунь от коррозионного
действия морской воды и агрессивных прес-
ных вод.
Все латуни хорошо паяются мягкими и
твердыми припоями и легче свариваются, чем
медь. Многокомпонентные латуни, содержа-
щие более 15 % Zn, в холоднодеформирован-
ном состоянии, как и двойные латуни с вы-
соким содержанием цинка, склонны к само-
произвольному коррозионному растрескива-
нию, особенно во влажной атмосфере. Для
предотвращения растрескивания латунные
полуфабрикаты и изделия подвергают низко-
температурному отжигу (250 - 300 °C), при
котором уменьшаются остаточные напряже-
ния, но не снижается их прочность.
4.2.7. Химический (%, остальное Zn), фазовый составы и назначение деформируемых специальных латуней (ГОСТ 15527-70)
Марка Си РЬ Fe Мп А1 Sn Si Ni As Примеси, не более Фазовый состав Полуфабрикаты и области применения
ЛО90- 1 88,0-91,0 0,2-0,7 О.ОЗРЬ; 0,10Fe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,2 a Листы, ленты, проволока, дета- ли конденсаторный труб, детали теплотехнической аппаратуры
ЛО70 - 1 69,0-71,0 1,0-1,5 0,07Pb; 0,10Fe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,3 a Листы, ленты, прутки для приборостроения, трубы для конденсаторов и теплообмени- ков в морском судостроении, трубы для коррозионноактив- ных жидкостей
ЛОМш70 - 1 - -0,05 69,0-71,0 - - - - 1,0-1,5 - - 0,025-0,06 To же a Трубы, морское судостроение, детали теплотехнической аппа- ратуры
ЛО62- 1 61,0-63,0 0,7-1,1 0,10Pb; 0,1 OFe; 0,005Sb; 0,002Bi; 0.01P; сумма 0,3 a Прутки, листы, полосы для приборостроения, трубы для конденсаторов и теплообмен- ников и др. деталей в морском судостроении, детали, контак- тирующие с бензином
ЛО60- 1 59,0-60,0 1,0-1,5 0,3Pb; 0,1 OFe; 0,005Sb; 0,002Bi; 0,01P; сумма 1,0 a+P Прутки, проволока для сварки, судостроительная промышлен- ность
ЛС74 - 3 72,0-75,0 2,4-3,0 - - - 0,1 OFe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,25 a+Pb Ленты, полосы, прутки, детали часового производства, втулки, детали автотракторной про- мышленности
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
Марка Cu Pb Fe Mn Al Sn Si
ЛС64 - 2 63,0-66,0 1,5-2,0 - - - - -
ЛС63 - 3 62,0-65,0 2,4-3,0 -
ЛС60 - 1 59,0-61,0 0,6-1,0 -
ЛС59 - 1 57,0-60,0 0,8-1,4
ЛС59 - IB 57,0-60,0 0,8-1,9
ЛА77 - 2 76,0-71,0 1,70-2,50
ЛАМш77 - 2 - -0,05 76,0-77,0 - - - 1,70-2,50 - -
Продолжение табл. 4.2.7
Ni As Примеси, не более Фазовый состав Полуфабрикаты и области применения
- - То же a+Pb Полосы, ленты, прутки для часового производства, поли- графические матрицы
- 0,10Fe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,25 a+Pb Ленты, полосы, прутки для часового производства
- 0,15Fe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,5 a+p+Pb Ленты, полосы, ленты, прутки, трубы, проволока, поковки, гайки, болты, шестеренки, зуб- чатые колеса, втулки
0,5Fe; 0,01Sb; 0,003Bi; 0,02P; сумма 0,75 a+p+Pb Листы, проволока, ленты, тру- бы, полосы, гайки, кольца, прокладки, штопоры, ниппеля, тяги, втулки и т.п.
- 0,5Fe; 0,01 Sb; 0,003 Bi; 0,02P; сумма 1,5 a+p+Pb То же, но для изделий менее ответственного назначения
0,07Pb; 0,01 Fe; 0,005Sb; 0,003Bi; 0,0 IP; сумма 0,3 a Трубные доски для конденсато- ров и теплообменников, стой- кие в морской воде и др. детали морских судов
- 0,025-0,06 To же a То же
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Марка Си РЬ Fe Мп А1 Sn Si Ni
ЛМц58 - 2 57,0-60,0 1,0-2,0
ЛК80 - 3 79,0-81,0 2,5-4,0
ЛН65 - 5 64,0-67,0 5,0-6,5
ЛАН59 - 3 - 2 57,0-60,0 2,50-3,50 2,0-3,0
ЛМцА57 - 3 - 1 55,0-58,5 2,5-3,5 0,5-1,5
Продолжение табл. 4.2.7
As Прймесй, не более ФазоЬЫй состав Полуфабрикаты и области применения
0,1 РЬ; l,0Fe; 0,005Sb; 0,002Bi; 0,01Р; сумма 1,2 a+P Листы, полосы, прутки, прово- лока, гайки, бол1ы, арматура, другие деталй маШин
0,1 РЬ; 0,6Fe; 0,05Sb; 0,003Bi; 0,02Р; 0,5Mn; 0,2Sn; 0,1А1; сумма 1,5 a Прутки, поковки, штампован- ные заготовки, коррозионно- стойкие детали машин
0,03Pb; 0,15Fe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,3 a Полосы, прутки, проволока, трубы, поковки, листы, ленты, манометрические трубки и кон- денсаторные трубы морских судов, сетки бумагоделательных машин
0,1 OPb; 0,50Fe; 0,005Sb; 0,003Bi; 0,0 IP; сумма 0,9 a+p*1 Трубы, прутки, коррозионно- стойкие детали высокой проч- ности морских судов и электро- машин, в химическом машино- строении
0,2Pb; l,0Fe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 1,3 a+P Поковки, поршневые штанги, специальная арматура, детали морских и речных судов
452 Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
Продолжение табл. 4.2.7
Марка Си РЪ Fe Мп А1 Sn Si Ni As Примеси, не более Фазовый состав Полуфабрикаты и области применения
ЛЖС58 - 1 - 1 56,0-58,0 0,7-1,3 0,7-1,3 - - - - - - 0,01 Sb; 0,003Bi; 0,02Р; сумма 0,5 a+p+Pb+ +YFe Прутки, детали, изготовляемые механической обработкой
ЛАЖ60 - 1 - 1 58,0-61,0 0,70-1,50 0,1-0,6 0,75-1,50 0,40РЬ; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,7 a+P+YFe Трубы, прутки, подшипники скольжения, детали морских судов, приборостроения, шес- терни, втулки и др. высоко- прочные детали
ЛЖМц59 - 1 - 1 57,0-60,0 0,6-1,2 0,5-0,8 0,1-0,4 0,3-0,7 - 0,20Pb; 0,01Sb; 0,003Bi; 0,0 IP; сумма 0,25 a+p+YFe Листы, поковки, полосы, прут- ки, детали трения (кольца, втулки), вкладыши подшипни- ков, детали морских судов и самолетов
ЛАНКМц75 - -2 - 2,5 -0,5 - -0,5 73,0-76,0 0,3-0,7 1,6-2,2 0,3-0,7 2,0-3,0 0,05Pb; 0,1 OFe; 0,005Sb; 0,002Bi; 0,0 IP; сумма 0,5 a*2 Полосы, трубы, пружины, ма- нометрические трубки
** Никель и алюминий растворяются в а- и 0-фазах и идут на образование алюминиево-никелевой составляющей (возможно NiAl).
*2 Легирующие элементы растворяются в a-фазе и идут на образование избыточных фаз (NiAl, Ni2Si) и возможны фазы Т (NinMneSiy),
которые имеют переменную растворимость в медно-цинковом растворе.
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. Содержание примеси никеля допуска-
ется до 0,5 % за счет содержания меди. 2. Содержание отдельных примесей может корректироваться по соглашению изготовителя с потреби-
телем.
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ 453
454
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
4.2.8. Типичные механические свойства деформируемых специальных латуней
Марка Состояние МПа ст0,2. МПа S, % НВ Е, ГПа к си, МДж/м2
ЛО90 - 1 Мягкое 280 85 45 55 - 0,75
Твердое 520 450 5 148 105 -
ЛО70 - 1 Мягкое 350 100 60 60 105 0,62
Твердое 680 580 4 150 - -
ЛОМш70 - 1 - 0,05 Мягкое 300 95 55 57 102 -
Твердое 550 - 3 145 -
ЛО62 - 1 Мягкое 400 150 40 80 105 0,77
Твердое 700 600 5 145 - -
ЛО60 - 1 Мягкое 380 180 40 80 105 0,77
Твердое 560 420 10 - - -
ЛС74 - 3 Мягкое 350 100 50 55 105
Твердое 650 540 3 130 -
ЛС64 - 2 Мягкое 350 120 60 55 105 -
Твердое 600 500 5 145 -
ЛС63 - 2 Мягкое 300 40 - • - -
Твердое 520 - 5 - - -
ЛС63 - 3 Мягкое 350 100 42 55 98 -
Твердое 580 450 5 - -
ЛС60 - 1 Мягкое 350 130 50 65 105
Твердое 650 560 5 150 - -
ЛС59 - 1 Мягкое 400 140 45 85 105 0,5
Твердое 650 420 5 150 - -
ЛС59 - 1В Мягкое 350 120 45 75 105 -
Твердое 650 - 5 155 - -
ЛА77 - 2 Мягкое 380 140 50 55 - 2,0
Твердое 580 - 8 160 105 -
ЛАМш77 - 2 - 0,05 Мягкое 320 50 65 102
Твердое 550 - 4 165 - -
ЛМц58 - 2 Мягкое 440 156 38 85 100 1,2
Твердое 700 - 8 175 - -
ЛК80 - 3 Мягкое 300 200 58 100 98
Твердое 600 - 4 180 - -
ЛН65 - 5 Мягкое 400 170 65 60 112
Твердое 700 600 4 165 - -
ЛАН59 - 3 - 2 Мягкое 500 300 45 75 100 0,41
Твердое 700 - 10 170 - -
ЛМцА57 - 3 - 1 Мягкое 550 200 35 115 104 1,35
Твердое 700 5 175 - -
ЛЖС58 - 1 - 1 Мягкое 400 160 40 80 106 -
Твердое 650 г 3 165 - -
ЛАЖ60 - 1 - 1 Мягкое 420 200 50 80 -
Твердое 720 - 9 170 НО -
ЛЖМц59 - 1 - 1 Мягкое 450 170 50 88 1,2
Твердое 700 450 8 160 106 -
ЛАНКМц75 - 2 - Закалка с 780 °C 540 224 48,4 - -
- 2,5 - 0,5 - 0,5 Закалка с 780 °C и старение - 500 °C, 2 ч 700 466 25,5 - 115 -
Закалка с 780 °C, де- формация на 50 % и старение - 350 °C, 2 ч 1010 - 3,5 - - -
4.2.9. Технологические свойства и режимы обработки деформируемых специальных латуней
Марка Температура, °C Обрабаты- ваемость резанием*1 Жидкоте- кучесть, см Линейная усадка, % Коэффициент трения
литья горячей деформации полного отжига отжига для уменьшения остаточных напряжений со смазкой без смазки
ЛО90 - 1 1170-1210 850-900 650-720 - 30 85 2,05 0,013 0,45
ЛО70 - 1 1150-1180 650-850 560-720 400-500 35 49 1,71 0,0082 о,з
ЛОМш70 - 1 - 0,05 1150-1180 650-850 560-720 400-500 - - - - -
ЛО62 - 1 1060-1110 700-750 550-650 400-500 40 52 1,78 - -
ЛО60 - 1 1060-1110 760-800 550-650 - 40 52 1,78 - -
ЛС74 - 3 1120-1160 Не обраба- тывается 600-650 - 80 - 2,2 - -
ЛС64 - 2 1060-1110 То же 620-670 - 90 - 2,2 - -
ЛС63 - 2 1060-1100 760-820'2 620-650 - 100 - 2,0 - -
ЛС60 - 1 1040-1080 780-820 600-650 - 75 - 2,0 - -
ЛС59 - 1 1030-1080 640-780 600-650 285 80 51 2,23 0,0135 0,17
ЛС59 - 1В 1030-1080 640-780 600-650 - 80 - - - -
ЛА77 - 2 1100-1150 720-770 600-650 300 30 - 2,0 - -
ЛАМш77 - 2 - 0,05 1100-1050 600-650 300 - - - - -
ЛМц58 - 2 1040-1080 680-730 600-650 - 22 83 1,45 0,012 0,32
ЛК80 - 3 950-1000 750-850 500-600 - 30 80 1,7 - -
ЛН65 - 5 1100-1150 820-878’3 600-650 300-400 30 - 1,6 0,008 0,2
ЛАН59 - 3 - 2 1080-1120 700-750 600-650 350 15 47 1,55 0,01 0,32
ЛМцА57 - 3 - 1 650-750 600-650 - 25 - 1,7 - -
ЛЖС58 - 1 - 1 - 600-650 - 70 - - - -
ЛАЖ60 - 1 - 1 600-800 600-650 - 30 - 1,7 - -
ЛЖМц59 - 1 - 1 1040-1080 680-730 600-650 - 25 83 2,14 0,012 0,39
ЛАНКМц75 - 2 - 2,5 - 0,5 - 0,5 1140-1200 800-850 800-850’4 - 20 52 1,68 - -
4 В % по отношению к обрабатываемости латуни ЛС63 - 3.
’2 Температура прессования; другим видам горячей обработки латунь ЛС63 - 3 не подвергается.
’3 Температура прокатки, температура прессования составляет 750 - 800 °C.
’4 Термическая обработка: закалка с 780 °C и старение при 500 °C; закалка, деформация на 10 % и старение при 450 °C; закалка, де-
формация на 50 % и старение при 350 °C.
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ 455
456
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
4.2.10. Физические свойства деформируемых специальных латуней
Марка гпл, °C У. кг/м3 Р. мкОм м X, Вт/(м К) ср» Дж/(кгК) a l О6, К*1
Ликвидус Солидус
ЛО90 - 1 1015 995 8800 0,054 126 387 18,4
ЛО70 - 1 935 890 8580 0,0722 117 377 19,7
ЛОМш70 - 1 - 0,05 935 - 8580 0,071 117 - 19,0
ЛО62 - 1 906 885 8540 0,076 109 377 19,3
ЛО60 - 1 900 885 8450 0,078 100 377 21,4
ЛС74 - 3 965 - 8700 0,068 121 - 17,5
ЛС64 - 2 910 885 8500 0,070 117 - 20,3
ЛС63 - 3 905 885 8500 0,069 117 377 20,5
ЛС60 - 1 900 885 8500 0,064 105 - 20,8
ЛС59 - 1 900 885 8500 0,065 105 - 20,5
ЛС59 - 1В 900 - 8500 0,065 105 20,6
ЛА77 - 2 970 930 8600 0,075 105 377 18,3
ЛАМш77 - 2 - 0,05 970 - 8600 0,068 126 - 19,2
ЛМц58 - 2 880 865 8500 0,108 70 - 21,2
ЛК80 - 3 900 - 8600 0,20 42 377 17,0
ЛН65 - 5 960 - 8650 0,146 59 - 18,6
ЛАН59 - 3 - 2 956 892 8400 0,0785 84 - 19,0
ЛМцА57 - 3 - 1 870 - 8100 0,121 67 - 21,0
ЛЖС58 - 1 - 1 895 8400 0,07 109 - 20,4
ЛАЖ60 - 1 - 1 904 - 8200 0,090 96 - 21,6
ЛЖМц59 - 1 - 1 900 885 8500 0,093 84 - 22,0
ЛАНКМц75 - 2 - - 2,5 - 0,5 - 0,5 1000 940 8600 0,105* 126* - 18,3
* После закалки и старения по режиму 450 °C, 2 ч.
Латуни, за исключением марки
ЛАНКМ1175 - 2 - 2,5 - 0,5 - 0,5, являются тер-
мически неупрочняемыми сплавами. Единст-
венным способом повышения их прочностных
свойств является деформационный наклеп.
Самая распространенная операция термиче-
ской обработки латуней - это отжиг. Наиболее
часто к латуням применяют рекристаллизаци-
онный отжиг как промежуточную операцию
при обработке давлением и как окончательную,
когда при умеренной прочности необходимо
получить в изделии высокую пластичность.
Температура рекристаллизационного отжига
большинства марок многокомпонентных лату-
ней находится в пределах 550 - 700 °C (см. табл.
4.2.9). Латунь ЛАНКМц75 - 2 - 2,5 - 0,5 - 0,5 -
это единственный дисперсионно-твердеюший
сплав на медно-цинковой основе. Высоко-
прочное состояние этой латуни получают путем
закалки и старения или применением различ-
ных режимов низкотемпературной термомеха-
нической обработки (НТМО).
4.2.11. Гарантируемые механические свойства полуфабрикатов из деформируемых специальных латуней
Марка ГОСТ Полу- фабрикат Состояние Толщина (диаметр), мм Механические свойства
ств, МПа 5, % НВ
в пределах или не менее
ЛО90 - 1 15527-70 Ленты, полосы Мягкое Полутвердое Твердое 0,10-80 245-304 340 470-550 42-50 7 3-6 49-59 137-147
ЛО70 - 1 15527-70, 494-90 Трубы Мягкое Твердое (3-195) 314-370 568-735 55-65 3-10 47-64 137-152
ЛОМш70 - 1 - 0,05 Трубы Мягкое Твердое (3-195) 310-375 670-690 50-60 2-4 49-59 137-147
ЛО62 - 1 15527-70, 2060-90, 931-90, 2205-71 Листы, полосы Твердое 1,00-10,00 400 5 -
Прутки Прессованное . (10-160) 350 20 -
Прутки, проволока Тянутое (3-50) 400 15 100
ЛО60 - I 15527-70, 2060-90 Прутки, проволока Мягкое Твердое (3-50) 353-390 550-610 38-44 3-10 71-81 142-152
ЛС74 - 3 15527-70 Полосы, ленты Мягкое Твердое 0,10-10,0 295-390 590-685 40-55 2-5 39-49 127-137
ЛС64 - 2 15527-70, 2060-90 Полосы, прутки Тянутое Мягкое Твердое 1,0-10,0 600 310-375 570-660 0,5 55-65 4-6 40-59 137-147
ЛС63 - 2 15527-70, 4442-72 Листы Мягкое Полутвердое Твердое Особо твердое 0,1-8,0 295 340-440 440-550 630 40 5 -
ЛАТУНИ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ 457
Марка ГОСТ Полу- фабрикат Состояние
ЛС63 - 3 15527-70, 2060-90, 4442-72, 19703-79 Прутки тянутые Твердое Полутвердое
Ленты, полосы Мягкое Полутвердое Твердое Особо твердое
ЛС60 - 1 15527-70 Прутки тянутые Мягкое Твердое
ЛС59 - 1 15527-70, 931-90, 2208-91 2060-90, 494-90 6688-91, 1016-90 Листы, полосы, ленты Мягкое Твердое Особо твердое
Прутки Тянутое твердое
Прутки, трубы, полосы Прессованное То же
ЛА77-2 15527-70, 494-90 Трубы Мягкое Твердое
ЛАМш77 - 2 - 0,05 15527-70 Трубы Мягкое Твердое
Продолжение табл. 4.2.11
Толщина (диаметр), мм Механические свойства
<ув, МПа 6, % НВ
в пределах или Не менее
(3-9,5) 600 1 155
(10-14) 550 1 143
(15-20) 500 1 130
(10-20) 360 12 95
• 300 40
- 350-450 м. -
• 450-560 5 -
- 640 5 -
(3-50) 340-390 45-55 59-68
570-640 3-6 147-157
0,14-12,0 340-490 25 -
0,10-10,0 460-640 5 -
0,35-1,20 590 3 -
(5-12) 420 8 -
(10-100) 370 18 70-140
(3-195) 400 20 -
1,0-10 380 21 -
(3-195) 300 550-665 23 7-1 147-157
(3-195) 245-340 40-55 59-68
490-590 3-5 157-167
458 Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
Продолжение табл. 4-2.11
Марка ГОСТ Полу- фабрикат Состояние Толщина (диаметр), мм Механические свойства
ав, МПа 5, % НВ
в пределах или не менее
ЛМц58 - 2 15527-70, 931-90, 2060-90, Листы, ПОЛОСЫ, ленты Мягкое Полутвердое Твердое 0,14-12,0 0,14-12,0 0,10-10,0 380-390 420-520 570 30 15 3 -
2208-91 Прутки Тянутое (5-12) (13-50) 450 420 20 20 130 125
Прутки Прессованное (10-160) 400 25 -
ЛК80 - 3 15527-70 Прутки Мягкое Твердое (3-50) 275-335 570-640 53-60 3-5 93-103 167-186
ЛН65 - 5 15527-70 Листы, лента Мягкое 0,10-10 275-335 53-60 93-103
Проволока, трубы Твердое (3-195) 570-640 3-5 167-186
ЛАН59 - 3 - 2 15527-70 Прутки, трубы Мягкое Твердое (3-195) 440-540 540-635 40’50 7-11 108-Ц8 172-182
ЛМцА57 - 3 - 1 15527-70 Листы, полосы Мягкое Твердое 1,0-10 390-490 685-735 40-50 4-8 83-93 171-181
ЛЖС58 - 1 - 1 15527-70, 2060-90 Прутки Прессованное Тянутое (10-160) (3-50) 290 440 20 10 130
ЛАЖ60 - 1 - 1 15527-70, 2060-90 Прутки Прессованное Мягкое Твердое (10-160) 450 390-440 690-745 18 45-55 7-10 54-79 162-172
ЛЖМц59 -1-1 15527-70 Трубы Прессованное (50-195) 440 28
2060-90, 494-90, 6688-91 Прутки Тянутое полутвердое Прессованное (5-12) 10-160 500 450 15 17 130 130
Полосы Прессованное (10-160) 440 18 -
ЛАНКМц75 - 2 - - 2,5 - 0,5 - 0,5 15527-70 Трубы, полосы Закаленное Состаренное (3-100) 1-8 530 690 48 20 -
ЛАТУНИ,. ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ 459
460
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
4.2.12. Виды полуфабрикатов из деформируемых латуней
(ГОСТ 15527-70, ГОСТ931-90, ГОСТ 2624-77, ГОСТ11383-75, ГОСТ 20707-80,
ГОСТ 2060-90, ГОСТЮ16-90, ГОСТ 2205-71, ГОСТ 8036-79, ГОСТ 2208-91,
ГОСТ 1018-77, ГОСТ 2622-75, ГОСТ 12920-67, ГОСТ 5529-75, ГОСТ 4442-72,
ГОСТ 19703-79, ГОСТ 494-90, ГОСТ 931-90, ГОСТ 6688-91, ГОСТ 2208-91)
Марка Лис- ты По- лосы Лен- ты Прут- ки Про- фили Тру- бы Про- волока Поковка, штамповка
Л96, Л90, Л85, Л63, ЛС59 - 1 X X X X X X
Л80, Л70 X X X X X
Л68, ЛО90 - 1, ЛН65 - 5 X X X X X X
ЛО70 - 1, ЛО62 - 1 X X X X X
Л60 ЛО60 - 1 X X X X
ЛС74 - 3, ЛС64 - 2 X X X
ЛС63 - 3 X X X X
ЛС60 - 1 X X X X X X х
ЛС59 - 1В X
ЛМц58 - 2 X X X X X
ЛК80 - 3 X X
ЛАН59 - 3 - 2, ЛАЖ60 - 1 - 1 X X
ЛЖМц59 - 1 - 1 X X X X X
ЛМАц57 - 3 - 1 X X
ЛАНКМц75 - 2 - 2,5 - 0,5 - 0,5 X X
ЛА77 - 2, ЛАМш77 - 2 - 0,05, ЛМш68 - 0,05, ЛОМш70 - 1 - 0,05 X
Примечание. Знак "х" означает применение латуни для изготовления указанных
полуфабрикатов.
4.2.2. ЛИТЕЙНЫЕ ЛАТУНИ
Литейные латуни (табл. 4.2.13-4.2.18)
широко применяются в технике для изготов-
ления фасонных отливок. Латуни дешевле
большинства литейных бронз. Они обладают
хорошими литейными свойствами, а также
небольшой склонностью к газонасыщению
благодаря самозащитному действию паров
цинка, что способствует получению плотных
отливок. Из-за малого интервала кристалли-
зации латуни обладают хорошей жидкотекуче-
стью и небольшой усадочной рассеянной по-
ристостью. Они мало склонны к ликвацион-
ным явлениям; отливки из литейных латуней
получаются с более однородными свойствами
в различных сечениях по сравнению с отлив-
ками из оловянных бронз.
Литейные латуни - это, как правило,
многокомпонентные сплавы (табл. 4.2.14).
Комплексное легирование латуней позволяет
улучшить не только их механические свойства
и коррозионную стойкость, но и специальные
литейные свойства.
Кремний повышает механические и ли-
тейные свойства латуни. Алюминий повышает
прочностные свойства, коррозионную стой-
кость и жидкотекучесть. Железо замедляет
рост зерен при кристаллизации, и поэтому
способствует улучшению механических
свойств.
Специальные литейные латуни отлича-
ются хорошими механическими, технологиче-
скими и коррозионными свойствами. Отлив-
ки из них могут быть получены литьем в пес-
чаные формы, в кокиль, центробежным лить-
ем (детали, имеющие ось вращения), под
давлением. Многие литейные латуни облада-
ют высокими антифрикционными свойства-
ми, многокомпонентные литейные латуни
(типа ЛЦ23А6ЖЗМц2 и др.) отличаются вы-
сокой стойкостью против износа при работе
на трение и применяются для изготовле-
ния изделий (подшипников, втулок, вклады-
шей и т.п.), для которых характерны высокие
давления и сравнительно большие скорости
вращения.
ЛИТЕЙНЫЕ ЛАТУНИ
461
4.2.13. Марки литейных латуней по национальным стандартам
Россия США Германия Япония
ГОСТ 17711-93 ASTM DIN JIS
ВЗО, В176, В584, В806 17656 Н5101, Н5102, Н5112
ЛЦ40МцЗЖ - - -
ЛЦ40МцЗА - - -
ЛЦ38Мц2С2 - - -
Свинцовая латунь
ЛЦ40С - Ms60A (2.0341) -
ЛЦ40Сд - - -
Марганцовая латунь
ЛЦ40Мц1,5 - - -
Алюминиевая латунь
ЛЦЗОАЗ - - -
Кремнистая латунь
ЛЦ16К4 С87400 , С87500, С87800 - H5112/class2, H5112/class3
Оловянно-свинцовая латунь
ЛЦ25С2 С85200 - -
Алюминиево-железо-марганцовая латунь
ЛЦ23А6ЖЗМц2 С86200 С86300 л - H5102/class3, H5102/class4
Кремнисто-свинцовая латунь
ЛЦ14КЗСЗ - - -
Марганцово-свинцово-кремнистая латунь
ЛЦ37Мц2С2К - - -
Наилучшей жидкотекучестью среди ла-
туней обладает латунь ЛЦ16К4, что позволяет
получать методом литья тонкостенные детали
сложной формы. Из латуней ЛЦ40С, ЛЦ16К4
и некоторых других получают фасонные дета-
ли сложной формы с хорошими поверхностя-
ми, которые не требуют обработки резанием.
Из литейных латуней легче получить герметич-
ные отливки, чем из оловянных бронз, которые
могут выдерживать высокие давления.
Основным недостатком большинства ла-
туней по сравнению с бронзами является их
пониженная коррозионная стойкость в неко-
торых средах (морская вода и др.), связанная
с обесцинкованием латуни и коррозионным
разрушением изделий. Однако имеются марки
литейных латуней, (кремнистая ЛЦ16К4 и др.),
которые не уступают по коррозионным свой-
ствам бронзам и являются полноправными
заменителями дефицитных оловянных бронз.
Многокомпонентные литейные латуни с
большим количеством p-фазы склонны к се-
зонному растрескиванию при наличии оста-
точных напряжений. Для устранения этого
недостатка отливки необходимо отжигать при
низких температурах.
4.2.14. Химический (%, остальное Zn), фазовый составы и назначение литейных латуней (ГОСТ 17711-93)
Марка Си РЬ Fe Мп А1 Sn Si Примеси, не более Фазовый состав Полуфабрикаты и области применения
ЛЦ40МцЗЖ 53,0-58,0 - 0,5-1,5 3,0-4,0 - 0,5Pb; 0,5Sn; 0,1 Sb; 0,8А1; 0,2Si; 0,05Р; 0,5Ni; сумма 1,7 o.+0+YFe Арматура в судостроении, работающая до 300 °C; простые по конфигурации детали ответственного назначения; гребные винты и лопасти для судов с металлическим корпусом (кроме судов, предна- значенных для службы в тропиках)
ЛЦ40МцЗА 55,0-58,5 2,5-3,5 0,5-1,5 1,0 Fe; 0,2Pb; 0,5Sn; 0,2Si; 0,05Sb; l,0Ni; 0,03P; сумма 1,5 a+P Детали несложной конфигурации
ЛЦ38Мц2С2 57,0-60,0 1,5-2,5 1,5-2,5 0,8Fe; 0,8Al; 0,5Sn; 0,4Si; O,lSb; l,0Ni; 0,05P; сумма 2,2 а+p+Pb Конструкционные детали и арматура судов; ан- тифрикционные детали несложной конфигурации (втулки, вкладыши, ползуны, арматура вагонных подшипников)
ЛЦ40С 57,0-61,0 0,8-2,0 - - - 0,8Fe; 0,5Mn; 0,5Sn; 0,3Si; 0,05Sb; l,0Ni; сумма 2,0 а+p+Pb фасонные отливки арматуры, втулок и сепарато- ров шариковых и роликовых подшипников, детали приборов, электроаппаратов корпуса кра- нов, тройники и др.
ЛЦ40Сд (для литья под давлением) 58,0-61,0 0,8-2,0 0,5Fe; 0,2Mn; O,2A1; 0,3Sn; 0,2Si; 0,05Sb; l,0Ni; сумма 1,5 а+P+Pb Для литья под давлением деталей арматуры (втулки, тройники, переходники, сепараторы подшипников), работающих в среде воздуха и пресной воде
ЛЦ40Мц1,5 57,0-60,0 - - 1,0-2,0 0,7Pb; l,5Fe; 0,5Sn; 0,lSi; O,lSb; l,0Ni; 0,03P; сумма 2,0 а+Р Детали простой формы, работающие при ударных нагрузках; детали узлов трения, работающие в условиях спокойной нагрузки при температурах не выше 60 °C
ЛЦЗОАЗ 66,0-68,0 - 2,0-3,0 0,7Pb; 0,8Fe; 0,5Mn; 0,7Sn; 0,3Si; O,lSb; 0,05P; 0,3Ni; сумма 2,6 а Коррозионностойкие детали, применяемые в судостроении и машиностроении
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
Продолжение табл. 4.2.14
Марка Си РЬ Fe Мп А1 Sn Si Примеси, не более Фазовый состав Полуфабрикаты и области применения
ЛЦ16К4 78,0-81,0 3,0-4,5 0,5Pb; 0,6Fe; 0,04А1; 0,3Sn; O,lSb; ОДР; 0,2Ni; 0,8Мп; сумма 2,5 a+p Детали приборов и арматуры сложной конфигу- рации, работающие при температуре до 250 °C и подвергающиеся гидровоздушным испытаниям; детали, работающие в среде морской воды при условии обеспечения протекторной защиты (шестерни, детали узлов трения и др.)
ЛЦ14КЗСЗ 77,0-81,0 2,0-4,0 2,5-4,5 0,3Sn; O,lSb; 1,0Мп; 0,6Fe; 0,ЗА1; 0,2Ni; сумма 2,3 a+Pb Детали подшипников, втулки
ЛЦ25С2 70,0-75,0 1,0-3,0 0,5-1,5 0,7Fe; 0,5Мп; 0,ЗА1; 0,5Si; 0,2Sb; l,0Ni; сумма 1,5 a+Pb Штуцеры гидросистем автомобилей
ЛЦ23А6ЖЗМц2 64,0-68,0 - 2,0-4,0 1,5-3,0 4,0-7,0 - 0,7Fe; 0,7Sn; 0,3Si; O,lSb; l,0Ni; 0,7Pb; сумма 1,8 P+YFe Детали ответственного назначения, работающие при высоких удельных нагрузках, при изгибе, а также антифрикционные детали (нажимные вин- ты, гайки нажимных винтов, венцы червячных колес, втулки и др.)
ЛЦ37Мц2С2К 57,0-60,0 1,5-3,0 1,5-2,5 0,5-1,3 0,05As; 0,01Bi; 0,6Sn; 0,1 Sb; 0,7Fe; O,7A1; O,1P; l,0Ni; сумма 1,7 a+p+Pb Антифрикционные детали, арматура
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. 2. Содержание отдельных примесей может корректировать-
ся по соглашению изготовителя с потребителем.
ЛИТЕЙНЫЕ ЛАТУНИ 463
464
Глава 4.2. МЕДНО-ЦИНКОВЫЕ СПЛАВЫ
4.2.15. Еарянзцдомые механические свойства литейных латуней (ГОСТ 17711-93)
Марка Способ литья ств, МПа 8, % НВ
не менее
ЛЦ40МцЗЖ п 441 18 90
к 490 10 100
д 392 10 90
ЛЦ40ШЗА к,ц : 441 15 115
ЛЦ38Мц2С2 п 245 15 80
к 343 10 85
ЛЦ40С п 215 12 70
к,ц 215 20 80
ЛЦ40Сд ! к 264 18 100
Д i 196 6 70
ЛЦ40Мц 1,5 п 372 20 100
к,ц 392 20 НО
ЛЦЗОАЗ п 294 12 80
к 392 15 90
ЛЦ16К4 п 294 15 100
к 343 15 НО
ЛЦ14КЗСЗ п 245 7 90
к 294 15 100
ЛЦ25С2 п 146 8 60
ЛЦ23АбЖЗМц2 п 686 7 160
К, ц 705 7 165
ЛЦ37Мц2С2К к 343 2 НО
4.2.16. Физические свойства литейных сплавов
Свойство ЛЦ40МцЗЖ ЛЦ40МцЗА ЛЦ38Мц2С2 ЛЦ40С ЛЦ40Сд ЛЦ40Мц1,5 ЛЦЗОАЗ ЛЦ16К4 ЛЦ14КЗСЗ ЛЦ25С2 ЛЦ23А6ЖЗМЦ2
Т °C (ликвидус) 880 920 880 885 885 880 995 900 909 890 900
у, кг/м3 8500 8400 8600 8500 8500 8500 8500 8500 8600 8500 8500
а-106, К-1 22,0 - 21,0 20,1 20,1 21,0 - 17,0 17,0 - 19,8
X, Вт/(м К) 100 100 46,1 111 111 109 111 83,8 83,7 109 50,2
ср, Дж/(кг-К) - 480 480 500 500 480 - - - 4,80 -
р, мкОм м 0,122 - 0,118 0,068 0,068 0,118 0,08 0,2 0,2 0,118 -
4.2.17. Типичные механические свойства литейных латуней
Свойство ЛЦ40МцЗЖ ЛЦ38Мц2С2 ЛЦ40С ЛЦ40Мц1,5 1 ЛЦ16К4 ЛЩ4КЗСЗ ЛЦ25С2 ЛЦ23А6ЖЗМц2
ав, МПа, литье: в песчаные формы в кокиль центробежное 450-550 550-650 300-400 350-450 250-350 200 380 395 300-340 400-450 300-350 350-500 300-500 250-300 300-400 350-400 250-300 690 710 710-750
сто,2, МПа (литье в пес- чаные формы) 170-240 220-280 150-180 - 150-180 120-200 140 - 300-350
6, % 10 10 12 20 12-18 15-20 12-18 10 7-10
НВ 100-110 80-95 80-90 100-110 85-95 100-110 90-100 60-80 100-170
AXU, МДж/м2, не менее 0,35 - 0,26 - 0,8 1,2 0,4 - 0,14
4.2.18. Технологические и коррозионные свойства литейных латуней
Свойство ЛЦ40МцЗЖ ЛЦ40МцЗА ЛЦ38Мц2С2 ЛЦ40С ЛЦ40Сд «л i о & ч ЛЦЗОАЗ ЛЦ16К4 ЛЦ14КЗСЗ ЛЦ23А6ЖЗМц2
Жидкотекучесть, мм 600 350 400 300 270 360 570 800 600 470
Линейная усадка, % 1.6 1,8 1,8 2,2 2,2 1,6 1,55 1,7 1,7 1,7
Коэффициент трения в паре со сталью:
со смазкой - - 0,016 0,013 0,013 - - 0,01 0,009 -
без смазки - - 0,24 0,17 0,17 - - 0,19 0,15 -
Обрабатываемость резанием, % (от обраба- тываемости резанием латуни ЛС63 - 3) 25 20 60 80 - 30 30 30 50 25
Коррозионная стойкость (потеря массы), г/(м2ч):
в морской воде 0,047 0,047 0,05 0,059 0,059 0,05 - 0,068 - -
в водяном паре - - - 0,02 - - - 0,312 - -
ЛИТЕЙНЫЕ ЛАТУНИ 465
466
Глава 4.3. БРОНЗЫ
Глава 4.3
БРОНЗЫ
Бронзами называют двойные и много-
компонентные медные сплавы, в которых
основными легирующими элементами явля-
ются различные металлы, кроме цинка.
В особую группу выделяют медно-никелевые
сплавы.
Различают две группы бронз по химиче-
скому составу: оловянные, в которых преоб-
ладающим легирующим элементом является
олово, и безоловянные: алюминиевые, мар-
ганцевые, кремнистые и др. Кроме перечис-
ленных легирующих элементов в бронзы мо-
гут вводиться бериллий (Б), фосфор (Ф),
никель (Н), хром (X), цирконий (Цр), сереб-
ро (Ср), кадмий (Кд), сурьма (Су), железо
(Ж), цинк (Ц), свинец (С), титан (Т), маг-
ний (Мг). Особую группу образуют низколе-
гированные бронзы высокой тепло- и элек-
тропроводности. Безоловянные бронзы по
своим свойствам не уступают, а по некоторым
превосходят оловянные бронзы, и поэтому
широко применяются в машиностроении и
других отраслях промышленности.
По технологии производства бронзы де-
лят на деформируемые и литейные. Сплавы
обозначают буквами ”Бр" - бронза. В марках
деформируемых бронз числа после букв ука-
зывают среднее содержание легирующих эле-
ментов: БрАЖ9 - 4. В литейных бронзах, как
и в латунях, содержание компонентов указы-
вается после каждой буквы, отвечающей это-
му элементу: БрОбЦбСЗ. Если одна и та же
бронза используется в деформируемом и ли-
тейном варианте, то в конце марки литейной
бронзы ставится буква "Л": БрА10Ж4Н4Л.
Бронзы используют для изготовления
арматуры, различных шестерен, втулок, баков,
теплообменников, пружинящих деталей при-
боров, электродов сварочных машин и других
деталей машин и механизмов.
Бронзы по сравнению с латунью обла-
дают более высокой прочностью, коррозион-
ной стойкостью и антифрикционными свой-
ствами. Они достаточно коррозионностойки в
морской воде, в растворах большинства орга-
нических кислот, углекислых растворах.
Свойства бронз определяются содержа-
нием в них легирующих элементов. Бронзы, в
которых легирующие элементы в основном
входят в твердый раствор, упрочняются путем
пластической деформации: полутвердое, твер-
дое, особо твердое состояние. Бронзы, содер-
жащие бериллий, хром, цирконий и некото-
рые другие элементы с переменной раствори-
мостью в a-твердом растворе упрочняются
путем закалки и последующего дисперсион-
ного твердения. К классу термически упроч-
няемых сплавов относится также алюминие-
вая бронза БрАЖНЮ - 4 - 4. Однако возмож-
ность упрочнения этого сплава при термиче-
ской обработке связана с мартенситным пре-
вращением.
По технологическому признаку бронзы
делят на деформируемые и литейные.
4.3.1. ДЕФОРМИРУЕМЫЕ БРОНЗЫ
Деформируемые бронзы весьма разнооб-
разны по химическому составу. При изготов-
лении из них полуфабрикатов и изделий ис-
пользуются различные виды обработки давле-
нием (прокатка, прессование, ковка, штам-
повка). Различают обрабатываемые давлением
оловянные, алюминиевые, кремнистые, мар-
ганцовые и низколегированные бронзы высо-
кой электро- и теплопроводности.
Оловянные бронзы (табл. 4.3.1 и 4.3.2)
содержат 2 - 8 % олова и добавки фосфора,
цинка и свинца. Они выпускаются в виде
прутков, труб, лент и проволоки в твердом,
полутвердом и мягком (отожженном) состоя-
нии. Основные сведения о свойствах этих
бронз даны в табл. 4.3.3. - 4.3.6.
Богатая медью a-фаза имеет решетку
меди (ГЦК) и является твердым раствором
олова в меди (рис. 4.3.1). Фаза а пластична,
поэтому оловянные бронзы с а-структурой
хорошо деформируются как в горячем, так и в
холодном состоянии. Растворимость олова в
меди существенно изменяется с понижением
температуры: предельная растворимость при
температуре эвтектоидного равновесия 520 °C
равна 15,8 % Sn; затем она резко уменьшается
и при 200 °C составляет около 1 %.
В равновесии с a-твердым раствором в
зависимости от температуры находятся про-
межуточные фазы - Р, у, 5 и е. Это электрон-
ные соединения с различной электронной
концентрацией. Фазы Р и у являются высоко-
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
467
температурными и в структуре оловянных
бронз при 20 °C не встречаются.
Ввиду затрудненных условий диффузии
при низких температурах эвтектоидный рас-
пад 5-фазы при 350 °C обычно не реализует-
ся, и в сплавах, богатых оловом, в равновесии
с а-раствором находится 5(Си315п8)-фаза.
В производственных условиях при литье в
металлические и песчаные формы вследствие
крайне медленных диффузионных процессов,
происходящих в сплавах меди с оловом, об-
ласть а-твердого раствора значительно сужает-
ся. Среднее положение границы a-области при
литье в металлическую форму указано на диа-
грамме состояния штриховой линией (рис.
4.3.1). Для литых и неотожженных сплавов для
определения фазового состава следует руково-
дствоваться штриховой линией.
Во многие марки деформируемых оло-
вянных бронз вводят в небольших количест-
вах фосфор: он повышает временное сопро-
тивление разрыву, пределы упругости и вы-
носливости, модуль упругости. Фосфор в
бронзах с небольшим количеством олова
(БрОФ2 - 0,25; БрОФ4 - 0,25) повышает со-
противление износу из-за появления в струк-
туре частичек фосфида меди Си3Р. Однако
фосфор ухудшает технологическую пластич-
ность бронз. Поэтому в деформируемые оло-
вянные бронзы вводят не более 0,5 %.
Для повышения прочностных свойств
оловянные бронзы легируют цинком в боль-
ших количествах, но в пределах растворимо-
сти в a-фазе. Применение цинка также целе-
сообразно потому, что он дешевле не только
олова, но и меди. Свинец улучшает анти-
фрикционные свойства оловянных бронз.
Высокие механические, физические и
антифрикционные свойства в сочетании с
удовлетворительной электропроводимостью, а
также высокая коррозионная стойкость дела-
ют в ряде случаев оловянные бронзы незаме-
нимым материалом для изготовления пружин и
пружинящих деталей в машиностроении, точ-
ной механике, авиационной промышленности,
химическом машиностроении, целлюлозно-
бумажной промышленности. Наиболее высокие
упругие свойства имеют оловянные бронзы,
дополнительно легированные фосфором.
4.3.1. Марки деформируемых оловянных бронз по национальным стандартам
Россия США Германия Япония
ГОСТ 5017-74 ASTM DIN JIS
В103, В122, 17662 H3110
В139, В740 17664 H3130
Оловянно-фосфористые бронзы
БрОФ2 - 0,25 - - -
БрОФ4 - 0,25 С51100 CuSn4 (2.1016) C51I00
БрОФ6,5 - 0,15 - CuSn6 (2.1020) C5191
БрОФ6,5 - 0,4 - - -
БрОФ7 - 0,2 С52100 CuSn8 (2.1030) C5210
БрОФ8,0 - 0,3 - CuSn8 (2.1030) C5212
Оловянно-цинковые бронзы
БрОЦ4 - 3 - - -
Оловянно-цинково-свинцовые бронзы
БрОЦС4 - 4 - 2,5 - - -
БрОЦС4 - 4 - 4 - - -
4.3.2. Химический состав (%, остальное Си) и назначение деформируемых оловянных бронз (ГОСТ 5017-74, ГОСТ 10025-78)
Марка Sn Р Zn Pb Примеси, не более Полуфабрикаты и области применения
БрОФ2 - 0,25 1,0 - 2,5 0,02 - 0,3 - - 0,3Zn; 0,03РЬ; сумма - 0,3 Листы, ленты, проволока, ленты для гибких шлангов, токопроводящие дета- ли, винты, присадочный материал для сварки
БрОФ4 - 0,25 3,5 - 4,0 0,20 - 0,3 - - 0,02Pb; 0,02Fe; 0,002Sb; 0,002Bi; 0,002А1; 0,002Si; сумма - 0,1 Полосы, листы, трубки в аппарате- строении и для контрольно- измерительных приборов, трубки ма- нометров
БрОФ6,5 - 0,15 6,0 - 7,0 0,10-0,25 - - 0,02Pb; 0,05Fe; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; сумма - 0,1 Листы, полосы, прутки, мембраны, пружинные контакты, подшипниковые детали, трубы, заготовки для биметал- лических сталебронзовых втулок
БрОФ7 - 0,2 7,0 - 8,0 0,10 - 0,25 - - 0,02Pb; 0,05Fe; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; сумма - 0,1 Прутки для различного назначения, детали, работающие на трение при средних нагрузках и скоростях сколь- жения, шайбы антифрикционного на- значения, зубчатые колеса
БрОФ8 - 0,3 7,5 - 8,5 0,26 - 0,35 0,10 - 0,20Ni - 0,02Pb; 0,02Fe; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; сумма - 0,1 Проволока для сеток в целлюлозно- бумажной промышленности, пояски поршневых колец
468 Глава 4.3. БРОНЗЫ
Продолжение табл. 4.3.2
Марка Sn Р Zn Pb Примеси, не более Полуфабрикаты и области применения
БрОФ6,5 - 0,4 6,0 - 7,0 0,26 - 0,40 0,10 - 0,20Ni 0,02Fe; 0,02РЬ; 0,002Sb; 0,002Bi; 0,002А1; 0,03Zn; 0,002Si; сумма - 0,1 Проволока для сеток целлюлозно- бумажной промышленности, а также для пружин, применяемых в машино- строении
БрОЦ4 - 3 3,5 - 4,0 2,7 - 3,3 0,02Pb; 0,05Fe; 0,002Sb; 0,002Bi; 0,002Al; 0,002Si; 0,03P; сумма - 0,2 Ленты, полосы, прутки, проволока для пружин и аппаратуры химической про- мышленности, контакты штепсельных разъемов
БрОЦС4 - 4 - 2,5 3,0 - 5,0 3,0 - 5,0 1,5 - 3,5 0,05Fe; 0,03P; 0,002Sb; 0,002Bi; 0,002Al; сумма - 0,2 Ленты и полосы для прокладок во втулках и подшипниках
БрОЦС4 - 4 - 4 3,0-5,0 3,0 - 5,0 3,5 - 4,5 0,05Fe; 0,03P; 0,002Sb; 0,002Bi; 0,002AJ; сумма - 0,2 Ленты и полосы для прокладок во втулках и подшипниках, диски, про- кладки для автомобилей и тракторов
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. 2. Содержание отдельных примесей
может корректироваться по соглашению изготовителя с потребителем.
ДЕФОРМИРУЕМЫЕ БРОНЗЫ 469
4.3.3. Технологические свойства и режимы обработки оловянных бронз
Марка Температура, °C Обрабаты- ваемость резанием*2, % Жидко- текучесть, м Линейная усадка, % Коэффициент трения
литья горячей деформа- ции начала рекри- сталлизации полного отжига отжига для уменьшения остаточных напряжений со смазкой без смазки
БрОФ4 - 0,25 1250-1300 700-800 350-360 600-650 250-260 20 - 1,4 - -
БрОФ6,5 - 0,15 1150-1200 750-800 - 600-650 250-280 - - - - -
БрОФ6,5 - 0,4 1250-1200 750-770 350-360 600-650 250-260 20 1,17 1,45 0,01 0,12
БрОФ7 - 0,2 1170-1200 750-800 - 600-650 250-280 16 - - - -
БрОФ8 - 0,3 - - - 600-650 - - - - - -
БрОЦ4 - 3 1250-1200 750 400 600 250 - 0,20 1,45 - -
БрОЦС4 - 4 - 2,5#1 1150-1200 - 400 500-600 250 90 0,20 1,49 0,016 0,26
БрОЦС4 - 4 - 4 1150-1200 - - 600 90 0,25 - 0,016 0,26
Обрабатывается давлением только в холодном состоянии с деформацией до 30 %.
*2 В % по отношению к обрабатываемости латуни ЛС63 - 3.
470 Глава 4.3. БРОНЗЫ
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
471
4.3.4. Физические свойства оловянных бронз, обрабатываемых давлением
Марка 7пл> °C у, кг/м3 р, мкОм-м X, Вт/(м К) ср, Дж/(м К) a l О6, К1
БрОФ4 - 0,25 1060 8900 0,091 83,6 17,6
БрОФ6,5 - 0,15 995 8850 0,095 71,0 377 17,8
БрОФ6,5 - 0,4 955 8800 0,176 75,0 - 17,1
БрОФ7 - 0,2 990 8700 0,17 62,8 377 17,0
БрОФ8 - 0,3 880 8600 0,175 - - 17,0
БрОЦ4 - 3 1045 8800 0,087 83,5 - 18,0
БрОЦС4 - 4 - 2,5 1018 8900 0,09 83,7 377 18,2
БрОЦС4 - 4 - 4 1015 9100 0,09 - - 18,1
Рис. 4.3.1. Диаграмма состояния системы Си - Sn
Наиболее существенным показателем
деформируемых оловянных бронз является
высокая усталостная прочность в коррозион-
ных средах. Сопротивление усталости растет
при увеличении содержания олова до 4 %, а
далее увеличивается в меньшей степени. Де-
формируемые оловянные бронзы уступают по
усталостным характеристикам только берил-
лиевой бронзе.
Из всех бронз наилучшая обрабатывае-
мость давлением у бронзы БрОЦ4 - 3. Бронзы
БрОЦС4 -. 4 - 2,5 и БрОЦС4 - 4 - 4, содер-
жащие свинец, не обрабатываются давлением
в горячем состоянии из-за присутствия в них
легкоплавких эвтектик.
Основные виды термической обработки
бронз: гомогенизационный, промежуточный и
окончательный отжиг (см. табл. 4.3.3). Основ-
ная цель этих операций - облегчение обра-
ботки давлением и повышение пластичности
бронз.
4.3.5. Типичные механические свойства оловянных бронз, обрабатываемых давлением
Марка Состояние ов, МПа Сто,2, МПа S, % НВ Е, ГПа KCU, МДж/м2 Ст-ь (N = 1108 циклов; А/=1), МПа
БрОФ4 - 0,25 Мягкое 300 - 380 - 40 - 58 55 - 70 100 0,7 - 0,8*2
Твердое 500 - 700 540 6 - 10 160 - 170 - - -
БрОФ6,5 - 0,15 Мягкое 350 150 65 70"1 110 160
Твердое 630 540 12 170*1 - - 200
Особо твердое 750 680 3 220*' - - 220
БрОФ6,5 - 0,4 Мягкое 300 - 450 160 60 - 70 70 - 90 120 0,6
Твердое 700 - 800 - 7 - 10 170 - 220 - - -
БрОФ7 - 0,2 Мягкое 420 150 65 95’1 112 170
Твердое 650 560 11 196*' - - 200
Особо твердое 800 760 8,5 225'1 - - 210
БрОФ8 - 0,3 Мягкое 400 - 500 55 - 65 90 - 100 118
Твердое 1000 - 1200 - 1 - 2 180 - 240 - - -
БрОЦ4 - 3 Мягкое Твердое 300 - 400 500 - 600 65*2 35-45 3 - 6 50 - 70 150 - 170 124 0,40'2 -
БрОЦС4 - 4 - 2,5 Мягкое 320 135 35 - 45 60 75 0,2 - 0,4
Полутвердое 400 - 500 280 20 120 - - -
Твердое 550 - 650 - 2 - 5 170 - - -
БрОЦС4- 4 - 4 Мягкое 340 35 - 72
Полутвердое 400 - 10 75 - - -
Твердое 550 - 1 - 2 - - - -
472 Глава 4.3. БРОНЗЫ
** HV.
*2 Литая.
4.3.6. Гарантируемые механические свойства важнейших полуфабрикатов из оловянных бронз, обрабатываемых давлением
Марка ГОСТ Полуфабрикат Состояние Толщина, мм (диаметр) ств, МПа 5, % НВ
в пределах или не менее
БрОФ4 - 0,25 5017-74, 2622-75 Трубки Мягкое Твердое (8 - 30) 295 - 375 590 - 685 40 - 58 6 - 10 54-69 157 - 167
БрОФ6,5 - 0,15 5017-74, 10025-78, 1761-92 Полосы, ленты Мягкое Полутвердое Твердое Особо твердое 0,1 - 3,0 290 440 - 570 580 - 740 770 35 - 38 8 - 10 3 - 5 -
Прутки Тянутое Тянутое Мягкое Полутвердое Твердое Особо твердое (6 - 20) (10 - 40) (5 - 20) (5 - 20) (5 - 20) (5 - 20) 420 450 353 392 470 549 15 15 40 18 12 6 130 - 200 70 120 140 150
БрОФ6,5 - 0,4 5017-74, 1761-92 Проволока Мягкое Твердое Твердое Твердое (0,5 - 2,0) (1,5 - 2,0) (0,2 - 1,2) (0,115-0,49) 300 850 900 1000 40 0,5 0,5 1,0 -
Полосы, ленты Мягкое Твердое 0,10 - 10 295 - 440 685 - 785 60-70 7 - 12 69-82 157 - 216
БрОФ7 - 0,2 5017-74, 10025-78 Прутки Прессованное (40 - 95) (100 - НО) 363 350 55 55 70
ДЕФОРМИРУЕМЫЕ БРОНЗЫ 473
Марка ГОСТ Полуфабрикат Состояние
БрОФ7 - 0,2 5017-74, 10025-78 Прутки Тянутое Мягкое Полутвердое Твердое Особо твердое
БрОф8-0,3 5017-74 Проволока Мягкое Твердое
БрОЦ4 - 3 5017-74, 1761-92, 6511-60, 5221-77 Полосы, ленты Мягкое Полутвердое Твердое Особо твердое
Прутки Прессованное Тянутое
БрОЦС4 - 4 - 2,5 5017-74, 15885-77 Полосы, ленты Мягкое Полутвердое Твердое
БрОЦС4 - 4 - 4 5017-74 Полосы, ленты Мягкое Полутвердое Твердое
Продолжение табл. 4.3.6
Толщина, мм (диаметр) ав, МПа 5, % НВ
в пределах или не мен ее
(6 - 20) 420 15
(16 - 40) 392 40 80
(16 - 40) 441 15 130
(16 - 40) 519 10 150
(16 - 40) 568 6 180
(0,10 - 10) 390 - 490 55 - 65 90 - 100
980 - 1180 1 -2 180 - 235
290 35
0,10 - 3,0 350 - 540 540 - 690 4-8 2-4
690 -
(42 - 120) 270 25
(5 - 12) 430 10 -
(30 - 40) 310 16 -
294 35
0,5 - 3,0 392 - 490 10 -
539 5 -
315 - 335 30-40 60
0,10 - 10 394 10 65 - 85
490 - 590 1 - 2
Глава 4.3. БРОНЗЫ
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
475
Алюминиевые бронзы. Эти сплавы (табл.
4.3.7, 4.3.8) отличаются высокими механиче-
скими свойствами, коррозионной стойкостью
и антифрикционными свойствами (табл. 4.3.9
- 4.3.12). Во многих случаях они являются
полноправными заменителями дефицитных
оловянных бронз. В машиностроении исполь-
зуются для изготовления деформируемых
полуфабрикатов (табл. 4.3.13) и фасонных
отливок.
Промышленные бронзы содержат до
11 - 12 % А1. Согласно диаграмме состояния
Си-Al (рис. 4.3.2) сплавы, содержащие до
9,4 % А1, являются однофазными а-раство-
рами. При содержании алюминия более 9,4 %
в структуре бронз появляется эвтектоид
(а + Y1), где У2~твердый раствор на основе
соединения C119AI4 электронного типа. Эвтек-
тоид образуется из высокотемпературной
p-фазы при температуре 565 °C. Фаза р- это
твердый раствор на основе соединения C113AI,
имеет ОЦК решетку; 0-фаза пластична, по-
этому алюминиевые бронзы при горячей де-
формации нагревают в однофазную область р.
С увеличением содержания алюминия
прочностные свойства бронз повышаются, дос-
тигая максимальных значений (ов = 600 МПа)
при 10 - 11 % А1, затем - заметно снижаются
при 12 % А1 (рис. 4.3.3). Однофазные
а-бронзы пластичны, хорошо обрабатываются
давлением при высоких и низких температу-
рах, но прочность их невысока. Бронза
БрА7 имеет в отожженном состоянии
ов = 400 ч- 450 МПа, S = 50 -е- 70 %.
Рис. 4.3.2. Диаграмма состояния Cu-AI
О 2 Ч 6 в 10 12
Си AL, % (пас. доля)
Рис. 4.3.3. Влияние алюминия на механические
свойства отожженных алюминиевых бронз
Фаза у2 имеет высокую твердость и ни-
чтожно малую пластичность. Поэтому двух-
фазные бронзы, содержащие эвтектоид (а + 72),
отличаются более высокой твердостью и
прочностью, но имеют пониженную пластич-
ность. Двухфазные алюминиевые бронзы лег-
ко обрабатываются давлением в горячем со-
стоянии с нагревом в однофазную область 0.
Из-за ликвационных явлений у2-фаза появля-
ется в структуре сплавов раньше (начиная с
7,5 - 8 % А1), чем это следует из равновесной
диаграммы состояния. Поэтому бронза БрА7 -
наиболее высоколегированный однофазный
сплав.
Для улучшения механических, техноло-
гических свойств, коррозионной стойкости
алюминиевые бронзы дополнительно легиру-
ют железом, никелем, марганцем и свинцом.
Железо повышает прочностные свойства
алюминиевых бронз при температуре 20 °C и
повышенных температурах при некотором
снижении их пластичности. При содержании
железа более 2 - 3 % в структуре бронз появ-
ляется железистая составляющая; уре-фаза -
это твердый раствор на основе железа. Кри-
сталлы этой фазы измельчают литую структу-
ру и тормозят рост зерен а-фазы при горячей
деформации и рекристаллизации, что поло-
жительно сказывается на прочностных свой-
ствах бронз.
Алюминиевые бронзы, содержащие же-
лезо (БрАЖ9 - 4, БрАЖМцЮ - 3 - 1,5 и
БрАЖНЮ - 4 - 4), применяются для изготов-
ления деталей, работающих в атмосферных
условиях и других средах, где требуется высо-
кая прочность и хорошая коррозионная стой-
кость. Эти сплавы отличаются высокими ме-
ханическими свойствами при низких и высо-
ких температурах и мало окисляются при
нагреве.
476
Глава 4.3. БРОНЗЫ
4.3.7. Марки деформируемых бронз по национальным стандартам
Россия США Германия Япония
ГОСТ 4748-92, ASTM DIN JIS
ГОСТ 18175-78 В96, В465, В171, В124, 17665, H3100,
В534, В283, В169, В608, В412, В315, Bill, В469, В422, В150, В570, В747 17660 H3130
Алюминиевые бронзы
БрА5 С60600 CuA15As -
С60800 (2.0918)
БрА7 - CuA18 (2.0920) -
БрАЖ9 - 4 С62300 С61900 - -
БрАМц9 - 2 - CuA19Mn2 (2.0960) -
БрАМцЮ - 2 - - -
БрАЖМцЮ - 3 - 1,5 - CuA110Fe3Mn2 -
(2.0936)
БрАЖНЮ - 4 - 4 С63000 CuA110Ni5Fe4 -
(2.0966)
БрАЖНМц9 - 4 - 4 - 1 С63200 - C6301
Бериллиевые бронзы
БрБ2 С17200 CuBe2 (2.1447) Cl 720
БрБ2,5*' - - -
БрБНТ1,7 - - -
БрБНТ1,9 - - -
БрБНП^Мг*1 - - -
Кремниевые бронзы
БрКН1 - 3 - CuNi2Si (2.0855) -
БрКМцЗ - 1 С65800 С65500 - -
Марганцевая бронза
БрМц5
Низколегированные б ронзы
БрСрО, 1 - CuAq0,l (2.1203) -
Теллуровая бронза*2 С14500 CuTeP (2.1546) -
БрМгО,3 - - -
БрКд1 - - -
БрХ1 - - -
БрХ0,8*! - - -
БрХЦр*1 - CuZr (2.1293) -
БрЦрОХ1 - -
БрНБТ*1 С17510 CuNiBe (2.0850) -
БрНХК2,5 - 0,7 - 0,6 - - -
*! Нормативно-техническим документом на химический состав и поставку полуфабрика-
тов являются ТУ.
*2 В ГОСТ 18175-78 не имеет специального обозначения.
4.3.8. Химический состав (%, остальное Си) и назначение деформируемых алюминиевых бронз (ГОСТ 18175-78)
Марка А1 Fe Ni Mn Примеси, не более Полуфабрикаты и области применения
БрА5 4,0 - 6,0 0,01As; 0,002Sb; 0,2Sn; 0,lSi; 0,5Mn; 0,03Pb; 0,01P; 0,5Fe; сумма - 1,6 Ленты, листы, полосы. Детали, рабо- тающие в морской воде; монеты, детали химического машиностроения
БрА7 6,0 - 8,0 0,01As; 0,Q02Sb; 0,lSn; 0,5Ni; 0,03Pb; 0,01 P; 0,5Fe; 0,5Mn; 0,5Zn; сумма - 1,6 Ленты, полосы, прутки, листы. Пружи- ны, пружинящие детали, детали хими- ческого машиностроения, скользящие контакты, втулки
БрАЖ9 - 4 8,0 - 10,0 2,0 - 4,0 0,01As; 0,002Sb; 0,lSn; 0,lSi; 0,5Ni; 0,01Pb; l,0Zn; 0,5Mn; 0,01P; сумма - 1,7 Прутки, трубы прессованные. Шестер- ни, втулки, гайки нажимных винтов, седла клапанов в авиапромышленности
БрАМц9 - 2 8,0 - 10,0 1,5 - 2,5 0,01As; 0,002Sb; 0,lSn; 0,lSi; 0,5Ni; 0,03Pb; 0,01 P; 0,5Fe; l,0Zn; сумма - 1,7 Прутки, полосы, ленты. Трубные доски конденсаторов, износостойкие детали, винты, валы в морском судостроении для различных деталей, арматуры, рабо- тающей до 250 °C, шестерни, втулки
БрАМцЮ - 2 9,0 - 11,0 1,5 - 2,5 0,lSn; 0,03Pb; 0,0 IP; l,0Zn; 0,5Fe; 0,1 Si; сумма - 1,7 Прутки, трубы. Детали в судостроении, для червячных винтов, шестерен, втулок
БрАЖНЮ - 4 - 4 9,5 - 11,0 3,5 - 4,5 3,5 - 5,5 0,01As; 0,002Sb; 0,lSn; 0,lSi; 0,02Pb; 0,01P; 0,3Zn; 0,3Mn; сумма - 0,8 Трубы, прутки, поковки. Детали ответ- ственного назначения в авиапромыш- ленности (седла клапанов, направляю- щие втулки выпускных клапанов, шес- терни), трубные доски конденсаторов, детали химической аппаратуры
ДЕФОРМИРУЕМЫЕ БРОНЗЫ 477
Продолжение табл. 4.3.8
Марка А1 Fe Ni Mn Примеси, не более Полуфабрикаты и области применения
БрАЖМцЮ - 3 - 1,5 9,0 - 11,0 2,0 - 4,0 1,0 - 2,0 0,01As; 0,002Sb; 0,lSn; 0,03 Pb; 0,5Ni; 0,01P; 0,5Zn; сумма - 0,75 Прутки, трубы. Детали ответственного назначения (шестерни, втулки, под- шипники), трубные доски конденсато- ров, детали химической аппаратуры
БрАЖНМц9 - 4 - 4 - 1 8,8 - 10,0 4,0 - 5,0 4,0 - 5,0 0,5 - 1,2 0,lSi; 0,lSn; 0,02Pb; 0,01P; 0,5Zn; сумма - 0,7 Трубы, прутки. Детали конденсаторов, детали химической промышленности
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. 2. Содержание отдельных примесей
может корректироваться по соглашению изготовителя с потребителем.
4.3.9. Технологические свойства и режимы обработки деформируемых алюминиевых бронз
Марка Температура, °C Обрабатыва- емость реза- нием,*2 % Жидко- теку- честь, м Линей- ная усад- ка, % Коэффициент трения
литья горячей обработки полного отжига отжига для уменьшения остаточных напряжений со смазкой без смазки
БрА5 1150-1190 750-850 600-700 - 20 1,01 2,49 0,007 0,3
БрА7 1140-1160 750-850 600-700 275 20 0,8 2,2 0,012 0,3
БрАЖ9 - 4 1120-1140 750-850 700-750 - 20 0,85 2,49 0,004*3 0,18
БрАМц9 - 2 1120-1150 750-850 650-750 - 20 0,48 1,7 0,006 0,18
БрАЖМцЮ - 3 - 1,5 1120-1150 750-850 650-750 3OO-35O*1 20 0,7 2,4 0,012 0,21*3
БрАЖНЮ - 4 - 4 1120-1200 800-900 700-750 400*1 20 0,66-0,85 1,8 0,011 0,23
Температура отпуска; закалка бронзы БрАЖМцЮ - 3 - 1,5 проводится с температур 850 - 880 °C, а бронзы БрАЖНЮ - 4 - 4 с 900 °C.
*2 В % по отношению к обрабатываемости латуни ЛС63-3.
*3 Мягкая.
4.3.10. Физические свойства деформируемых алюминиевых бронз
Марка Тпл, °C (ликвидус) у, кг/м3 р, мкОм-м X, Вт/(м-К) ср, Дж/(м-К) a-JO6, К1
БрА5 1075 8200 0,10 83,0 410 15,6
БрА7 1040 7800 0,11 79,7 - 17,8
БрАЖ9 - 4 1040 7500 0,123 75,0 - 16,2
БрАМц9 - 2 1060 7600 0,11 71,3 437 17,0
БрАЖМцЮ - 3 - 1,5 1045 7550 0,189 58,7 - 16,0
БрАЖНЮ - 4 - 4 1040 7500 0,193 42,0 - 17,1
4.3.11. Типичные механические свойства деформируемируемых алюминиевых бронз
Марка Состояние ав, МПа 00,2, МПа S, % НВ Е, ГПа KCU, МДж/м2 (5.1 (Kt= 1), МПа
БрА5 Мягкое 360 - 440 160 60 - 70 55-65 120 1,1 132*1
Твердое 700 - 800 500 4-6 190 - 210 - - -
БрА7 Мягкое 440 - 500 250 65 - 75 65 - 75 120 - 150*2
Твердое 950 - 1000 - 2 - 4 200 - 220 120 - -
БрАЖ9 - 4 Мягкое 400 - 500 220 35 -45 100 - 120 - -
Твердое 500 - 700 350 4-6 100 - 200 116 0,8 2Ю*3
Прессованное 600 300 20 140 - - -
БрАМц9 - 2 Мягкое 400 - 500 - 20 - 40 НО - 130 - - -
Твердое 600 - 800 500 4 - 5 160 - 180 92 - 210*2
БрАЖМцЮ - 3 - 1,5 Мягкое 400 - 500 190 20 - 30 125 - 140 - 0,6 -
Твердое 600 - 700 - 9 - 12 160 - 200 100 - 280*4
БрАЖНЮ - 4 - 4 Мягкое 450 - 550 35-45 130 - 140 - 0,42 -
Твердое 750 - 830 - 9 - 15 180 - 220 115 - 15O*3
Прессованное 700 350 10 280 - - 250*3
*1, *2} *з, *4 На базе Ю0106, 1 • 106, (40-5-50)-106, 15-Ю6 циклов соответственно.
ДЕФОРМИРУЕМЫЕ БРОНЗЫ 479
4.3.12. Гарантируемые механические свойства полуфабрикатов из деформируемых алюминиевых бронз
Марка ГОСТ Полуфабрикат Состояние Толщина, мм ав, МПа S, % НВ
(диаметр)
в пределах или не менее
БрА5 18175-78 Ленты, Мягкое 0,1 - 10 274 33 -
листы Твердое - 586 2,5 -
БрА7 18175-78 Ленты, Твердое < 0,5 590 - 780 3 -
листы Особо твердое >0,5 570 - 770 5 -
То же < 0,5 780 - -
•• >0,5 770 - -
БрАЖ9 - 4 18175-78, Прутки - (16 - 120) 540 15 НО - 180
1628-78 прессованные (130 - 160) 490 12 НО - 180
БрАМц9 - 2 18175-78, Полосы, Мягкое 0,40 - 3,55 440 18
1595-90, ленты Твердое 0,40 - 3,55 590 5 -
1628-78 Горячекатаное 6 - 10 440 15 -
Прутки Полутвердое (5 - 12) 540 12 120
тянутые (13 - 40) 540 15 120
Прутки Прессованное (25 - 45) 490 20 120
(48 - 120) 470 20 120
БрАЖМцЮ - 3 - 1,5 18175-78, 1628-78, Прутки Прессованное (16 - 160) 590 12 130 - 200
Трубы Прессованное (42 - 80) 590 12 130 - 180
1208-90
(85 - 300) 540 12 130 - 180
БрАЖНЮ - 4 - 4 18175-78, 1628-78, 1208-90 Прутки Прессованное (20 - 160) 640 5 170 - 220
Трубы Прессованное (42 - 280) 640 5 170 - 220
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
481
4.3.13. Виды полуфабрикатов из безоловянных бронз, обрабатываемых давлением
(ГОСТ 1628-78, ГОСТ 495-92, ГОСТ 4748-92, ГОСТ 1048-79, ГОСТ 1208-90,
ГОСТ 5222-72, ГОСТ 4134-75, ГОСТ 1789-70, ГОСТ 15835-70, ГОСТ 16834-77,
ГОСТ 21482-76, ГОСТ 18175-78, ГОСТ 1595-90)
Марка сплава Листы Полосы Ленты Прутки Профили Трубы Проволока Поковки
БрА5 X X X X X X
БрА7 X X X X X X X
БрАМц9 - 2 X X X X X
БрАМцЮ - 2 X
БрАЖ9 - 4 X X X
БрАЖМцЮ - 3 - 1,5 X X X X
БрАЖНЮ - 4 - 4 X X X
БрБ2 X X X X X
БрБНТ1,7 X X X X X
БрБНТ1,9 X X X X X
БрБНТ1,9Мг X
БрКМцЗ - 1 X X X X X
БрКН1- 3 X X X
БрМц5 X
БрАЖНМц9 - 4 - 4 - 1 X X
БрКд1 X
БрМгО,3 X
БрХ1 X X X X X X X
БрХЦр X X X X
БрНХК2,5 - 0,7 - 0,6 X X X X X
Примечание. Знак "х" означает применение бронзы для изготовления указанных
полуфабрикатов.
Никель, марганец, как и железо, повы-
шают прочностные свойства и коррозионную
стойкость бронз. Марганец повышает не
только прочность, но и пластичность и обра-
батываемость давлением. Бронза БрАМц9 - 2,
легированная марганцем, хорошо обрабатыва-
ется давлением и в горячем, и в холодном
состоянии в то время, как бронзы БрАЖ9 - 4,
БрАЖМцЮ - 3 - 1,5 и БрАЖНЮ - 4 - 4 де-
формируются в горячем состоянии, так как в
их структуре довольно много эвтектоида
(а + Yi)- Однако благодаря эвтектоиду и желе-
зистой составляющей антифрикционные
свойства и прочность у этих бронз выше.
Комплексно легированная бронза
БрАЖМцЮ - 3 - 1,5 отличается высокой проч-
ностью, хорошей коррозионной стойкостью и
антифрикционными свойствами. Она хорошо
обрабатывается давлением в горячем состоя-
нии. Бронза БрАЖМцЮ - 3 - 1,5 применяется
в авиа-, самолетостроении (втулки, шестерни,
подшипники), поставляется в виде прутков и
труб.
Высоколегированная бронза БрАЖНЮ - 4 - 4
является наиболее высокопрочным сплавом
среди алюминиевых бронз. Она обладает хо-
рошими коррозионными свойствами и отли-
чается повышенной жаропрочностью; хорошо
обрабатывается давлением в горячем состоя-
16 Зак. 225
482
Глава 4.3. БРОНЗЫ
нии и применяется в авиастроении и в общем
машиностроении для изготовления деталей
ответственного назначения. Важная особен-
ность этой бронзы - способность упрочняться
при термической обработке. При закалке с
980 °C 0-фаза претерпевает мартенситное
превращение (р -» 0') . Последующий отпуск
приводит к повышению прочностных и ряда
эксплуатационных свойств.
Эти две комплекснолегированные брон-
зы применяются также для изготовления ли-
тых деталей высокой прочности (см. табл.
4.3.2).
Пайка алюминиевых бронз вызывает
значительные трудности.
Бериллиевые бронзы - это сплавы меди
с бериллием (см. табл. 4.3.7 и 4.3.14). Они
нашли применение в промышленности для
изготовления упругих элементов ответствен-
ного назначения. Их отличают высокие проч-
ностные свойства, высокий предел упругости
и релаксационная стойкость, высокие
электро- и теплопроводность, высокое сопро-
тивление коррозии и коррозионной устало-
сти. Они не магнитны, не дают искру при
ударе, технологичны - хорошо штампуются,
свариваются и т.д.
Бериллиевые бронзы мало склонны к
хладноломкости и могут работать в интервале
температур от -200 °C до +250 °C. Они ис-
пользуются для изготовления плоских и ви-
тых пружин, упругих элементов в виде гофри-
рованных мембран, токоподводящих упругих
деталей электрооборудования, пружинящих
деталей электронных приборов и устройств и
т.д. К недостаткам этих сплавов относят вы-
сокую стоимость и дефицитность бериллия, а
также его токсичность.
Оптимальными свойствами обладают
сплавы, содержащие около 2 - 2,5 % Be (рис.
4.3.4). При дальнейшем увеличении содержа-
ния бериллия прочностные свойства повы-
шаются незначительно, а пластичность сни-
жается значительно.
Согласно диаграмме состояния Си-Ве
(рис. 4.3.5), в равновесии с a-твердым раство-
ром бериллия в меди, в твердом состоянии
могут находиться фазы 0 и у. Равновесная у
(СиВе)-фаза - твердый раствор на основе со-
единения СиВе, имеет упорядоченную ОЦК
решетку. Такую же решетку, но неупорядо-
ченную, имеет 0-фаза. Фаза 0 устойчива
только до температуры 578 °C, при которой
она претерпевает эвтектоидный распад.
Предельная растворимость бериллия в
меди в двойной системе Cu-Ве при 870 °C
составляет 2,7 %, и она резко уменьшается с
понижением температуры. Это указывает на
возможность применения упрочняющей тер-
мической обработки к меднобериллиевым
сплавам. Бериллиевые бронзы являются дис-
персионно твердеющими сплавами, причем
эффект упрочнения при термической обра-
ботке у них максимальный среди всех сплавов
на медной основе. Они подвергаются закалке
и последующему старению.
Си Ве,7о(масдоля)
Рис. 4.3.4. Влияние бериллия на
механические свойства медных сплавов
после закалки с 780 °C (Z) и старения при 300 °C (2)
Си
Be, °/о (нас. доля)
Рис. 4.3.5. Диаграмма состояния Си-Ве
4.3.14. Химический состав (%, остальное Си) и назначение деформируемых безоловянных бронз (ГОСТ 18175-78)
СУч *
Марка Be Ni Ti Si Mn Примеси, не более Полуфабрикаты и области применения
Бериллиевые бронзы
БрБ2 1,8-2,1 0,2-0,5 - - - 0,15А1; 0,15Fe; 0,15Si; 0,005Pb; сумма - 0,5 Прутки, проволока, листы, лента, по- лосы. Пружины и пружинящие детали ответственного назначения, мембраны, износостойкие детали всех видов, де- тали часовых механизмов, неискрящий инструмент
БрБ2,5* 2,3-2,6 0,2-0,5 - - - 0Д5А1; 0,15Fe; 0,15Si; 0,005Pb; сумма - 0,5
БрБНТ1,7 1,60-1,85 0,2-0,4 0,10-0,25 - - 0,15Al; 0,15Fe; 0,15Si; 0,005Pb; сумма - 0,5
БрБНТ1,9 1,85-2,10 0,2-0,4 0,10-0,25 - - 0,15A1; 0,15Fe; 0,15Si; 0,005Pb; сумма - 0,5
БрБНТ1, 9Мг* 1,85-2,10 0,2-0,4 0,10-0,25 - 0,07-0,13 0,15A1; 0,15Fe; 0,15Si; 0,005Pb; сумма - 0,5
БрНБГ 0,4-0,7 1,4-1,6 0,05-0,15 - - 0,005Pb; 0,0 ISn; 0,2Zn; 0,15 Al; сумма - 0,7 Листы, полосы, прутки. Детали машин стыковой сварки, электроды для свар- ки коррозионностойких сталей и жа- ропрочных сплавов
Марганцовая бронза
БрМц5 4,5-5,5 0,lSn; 0,03Pb; 0,01P; 0,002Sb; 0,4Zn; 0,1 Si; 0,01As; 0,35Fe; сумма - 0,9 Листы, полосы, прутки, трубы. Детали и изделия, работающей при повышен- ной температуре
ДЕФОРМИРУЕМЫЕ БРОНЗЫ 483
Продолжение табл. 4.3.14
Марка Be Ni Ti Si Mn Примеси, rie более Полуфабрикаты и области прйменеИия
Кремниевые бронзы
БрКН1 - 3 - 2,4-3,4 - 0,6-U 0,1-0,4 0,15РЬ; 0,01Р; 0,02А1; 0,i Sn; 0,1 Fe; 0,1 Zn; сумма - 0,4 Прессованные прутки, профиЛй. От- ветственные детали й моторостроении, направляющие втулки дЛй антифрик- ционных деталей, баков, резервуаров
БрКМцЗ - 1 2,75-3,5 1,0-1,5 0,2Ni; 0,3Fe; 0,25Sn; 0,03Pb; 0,5Zn; сумма - 1,0 Прутки, проволока, полосы, листы, лента. Детали всех видов для химиче- ских аппаратов, пружины И пружиня- щие детали в приборостроении, детали для судостроения, детали сварных кон- струкций и детали в моторостроении
Нормативно-техническим документом на химический состав является ТУ.
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
2. Содержание отдельных примесей может корректироваться по соглашению изготовителя с потребителем.
Глава 4.3. БРОНЗЫ
4.3.15. Технологические свойства и режимы обработки бериллиевых, кремниевых и марганцовой бронз
Марка Температура, °C Обрабатываемость резанием,*2 % Линейная усадка, % Коэффициент трения
литья горячей деформации отжига закалки старения со смазкой без смазки
БрБ2,5 1030 - 1060 780 - 800 - 770 - 790 300 - - - -
БрБ2 1030 - 1060 780 - 800 - 760 - 780 320 20 1,8 0,016 0,35
БрБНТ1,9 1030 - 1060 780 - 800 - 760 - 780 320 - - - -
БрБНТ1,7 1030 - 1060 780 - 800 - 755 - 775 300 - - - -
БрКН1 - 3 1170 - 1200 890 - 910 - 850 450 30 1,8 0,017 0,45
БрКМцЗ - 1 1080 - 1100 800 - 850 275*1 - - 20 1,6 0,013 0,4
БрМц5 1110 - ИЗО 800 - 850 700 - 750 - - 20 1,96 0,013 0,7
Низкотемпературный отжиг для повышения упругих характеристик, рекристаллизационный отжиг проводят при температурах 600 - 700 °C.
*2 В % по отношению к обрабатываемости латуни ЛС63-3.
4.3.16. Типичные механические свойства бериллиевых, кремниевых и марганцевой бронз
Марка Состояние ов, МПа п0,2, МПа 8, % HV или НВ а0,005, МПа Е, ГПа KCU, МДж/м2 Ст-1 (N = МО8 циклов; Kt= 1), МПа
БрБ2,5 Закаленное 550 300 30 115 160 120 - -
Состаренное 1300 1100 2 380 790 133 - -
Состаренное после закалки и деформации на 40 % 1400 1300 1,5 410 970 138 294
БрБ2 Закаленное 500 250 40 90 130 117 0,7
Состаренное 1250 1000 3 370 770 131 0,125 245
Состаренное после закалки и деформации на 40 % 1350 1200 2 400 960 135 - 294
БрБНТ1,9 Закаленное 480 250 50 90 130 110 - -
Состаренное 1250 1000 6 360 770 130 - 245
Состаренное после закалки и деформации на 40 % 1350 1180 2 400 960 134 - 294
БрБНТ1,7 Закаленное 420 220 50 85 120 107 -
Состаренное 1150 930 7 320 700 128 - 245
Состаренное после закалки и деформации на 40 % 1250 1150 3 360 890 131 - 275
БрКМцЗ - 1 Мягкое 400 160 60 105 115 105 1,5 122
Твердое 750 420 5 200 280 112 160
БрКН1 - 3 Закаленное 350 150 30 75 НВ
Состаренное 700 550 8 180 НВ - - - -
Состаренное после закалки и деформации 850 800 10 220 НВ - - 0,4-1,0 290*
БрМц5 Мягкое 300 150 40 74 105 - -
Твердое 600 500 2,0 175 - - - -
* # = 20-106 циклов.
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
486
Глава 4.3. БРОНЗЫ
4.3.17. Физические свойства бериллиевых, кремниевых и марганцовой бронз
Марка 7^л, °C (ликвидус) у, кг/м3 р, мкОм м X, Вт/(м-К) ср, Дж/(мК) а-106, К1
БрБ2 955 8250 0,75*! 0,10*2 104,5*» 83,2*2 75,З*3 419 16,6
БрБНТ1,9 960 8310 0,09 100 - 16,5
БрБНТ1,7 965 8320 0,09 97 - 17,0
БрКН1 - 3 1050 8600 0,046 104 - 16,0
БрКМцЗ - 1 1025 8400 0,15 42 402 15,8-20
БрМц5 1047 8600 0,143 79,3 - 20,4
’* После закалки и старения.
После закадпси.
*3 После деформации.
Общепринятый диапазон температур
нагрева под закалку бериллиевых бронз со-
ставляет 760 - 800 °C ‘(табл. 4.3.15). Выше этих
температур бронзы нагревать не следует из-за
опасности роста зерен и ухудшения служеб-
ных характеристик сплава. Температурный
.режим старения зависит от необходимого
сочетания свойств изделия и находится в ин-
тервале температур 300 - 350 °C.
Исключительно важным достоинством
бериллиевых бронз является их высокая пла-
стичность при умеренной прочности в зака-
ленном состоянии: ав = 400 * 500 МПа, 5 =
= 30 40 % (табл. 4.3.16). В этом состоянии
возможна навивка пружин из бронзы, холод-
ная прокатка ленты, а также изготовление
глубокой вытяжкой и прессованием тонко-
стенных пружинящих деталей любой сложно-
сти. После дисперсионного твердения при
старении готовые детали приобретают высо-
кие упругие свойства: Сущ, = 750 + 770 МПа,
и.! = 250 - 290 МПа (на базе 1108 циклов),
твердость 350 - 400 HV. Температуроустойчи-
вость упругих элементов из бериллиевых
бронз значительно выше по сравнению с
другими сплавами на медной основе.
Электропроводность бериллиевых бронз
составляет 25 - 30 % от электропроводности
меди (табл. 4.3.17). Бериллиевые бронзы хо-
рошо свариваются и паяются. Обработка ре-
занием даже после дисперсионного твердения
затруднений не вызывает (см. табл. 4.3.15).
Легирование бериллиевых бронз направ-
лено на улучшение их свойств. В качестве
легирующих элементов используют никель,
кобальт, титан и магний. Легирование не-
большими добавками титана (БрБНТ1,9,
БрБНТ1,7) позволяет уменьшить содержание
бериллия и получить более однородную струк-
туру без существенного ухудшения свойств.
Бериллиевые бронзы часто подвергают
низкотемпературной термомеханической об-
работке (НТМО), которая состоит в примене-
нии пластической деформации между опера-
циями закалки и старения. В этом случае
деформация закаленного сплава обеспечивает
равномерный распад по всему объему твер-
дого раствора при старении и получение вы-
соких упругих характеристик (табл. 4.3.16).
В табл. 4.3.18 даны сведения о механи-
ческих свойствах полуфабрикатов из этих
сплавов.
Кремнистые бронзы. Среди кремнистых
бронз наибольшее распространение получили
бронзы, дополнительно легированные нике-
лем и марганцем (табл. 4.3.7 и 4.3.14). Добав-
ки этих элементов улучшают механические и
коррозионные свойства бронз.
В кремнемарганцевой бронзе БрКМцЗ - Г1
добавка (1 - 1,5) % Мп практически полностью
находится в a-твердом растворе, поэтому по-
луфабрикаты из этого сплава упрочняющей
термической обработке не подвергают.
*! Имеется небольшое количество промежуточной фазы Mn3Si, которая обладает перемен-
ной растворимостью в медном а-растворе, поэтому в принципе сплав можно подвергать закалке
и старению, но эффект от такой обработки невелик и на практике не применяется.
4.3.18. Гарантируемые механические свойства полуфабрикатов из бериллиевых, кремниевых и марганцевой бронз
Марка ГОСТ Полуфабрикат Состояние Толщина, мм (диаметр) огв, МПа 6, % НВ или HV
БрБ2 15835-70, 1789-70, Мягкое (после закалки и отжига) (5,0 - 40,0) 392 - 590 25 100-150
18175-78, 21482-76, Прутки тянутые Твердое (деформация после закалки) (5,0 - 15,0) (15,0 - 40,0) 735 - 980 640 - 880 1,0 1,0 150 150
15834-77 Состаренное после закалки (5,0 - 40,0) 1080 2,0 320
Состаренное после закалки и деформации (5,0 - 15,0) 1170 2,0 340
Прутки Прессованное (42 - 100) 442 20 -
Мягкое (после закалки) (0,Ю) (0,10 - 1,00) (1,10-5,00) 390 - 637 390 - 590 20 25 -
Проволока Твердое (0,06 - 0,50) (0,55 - 5,00) (5,50 - 12,0) 920 - 1370 735 - 980 640 - 980 - -
Состаренное (0,06 - 0,90) (1,00 - 12,0) 1080 1080 1,0 -
БрБ2, БрБНТ1,9 1789-70 Полосы, ленты Мягкое (после закалки) 0,15 0,15 - Q,25 390 - 590 20 130
БрБ2, БрБНТ1,9, БрБНТ1,7 1789-70 Полосы, ленты Твердое (деформированные после закалки на 30 - 40 %) 0,02 - 0Д4 0,15-0,25 590 - 880 - 170 HV 160 HV
БрБ2, БрБНТ1,9 1789-70 Полосы, ленты СРСТдаННРе (после закалки) 0,02 - 0,14 0,15-0,25 |080 - 1470 = 350 HV 330 HV
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
Марка ГОСТ Полуфабрикат Состояние
БрБ2, БрБНТ1,9, БрБНТ1,7 1789-70 Полосы, ленты Состаренное (после закалки и деформации на 30 - 40 %)
БрКН1 - 3 18175-78, 1628-78 Прутки Прессованное и состаренное
БрКМцЗ - I 18175-78, 1628-78, 4748-92 Полосы, ленты Мягкое Полутвердое Твердое Особо твердое
Прутки Прутки тянутые Прессованное Катаное Твердое
Твердое
Проволока Твердое
БрМц5 18175-78 Трубы Мягкое Твердое
Продолжение табл. 4.3.18
Толщина, мм (диаметр) ств, МПа 5, % НВ или HV
0,02 - 0,14 360 HV
0,15 - 0,25 ИЗО - 1570 - 360 HV
(> 0,25) 1180 - 1570 1,5 360 HV
(20 - 80) 490 10 -
(1,02 - 19) 620 5 515 сто,2
>0,50 350 35 -
>0,50 470 - 590 10 270 - 500 сто 2
> 0,50 590 - 760 5 500 - 740 ст0*2
>0,10 760 - -
(30 - 100) 340 20 120
(30 - 100) 390 15 -
(5 - 12) 490 10 160
(13-41) 490 15
(0,1 - 1,0) 880 -
(1,1 -2,6) 880 0,5 -
(2,8 - 4,2) 835 1,0 -
(4,5 - 8,0) 810 1,5 -
(4 - 200) 295 - 350 35-45 76
490 - 560 2 160
Глава 4.3. БРОНЗЫ
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
489
Никель с кремнием образуют соедине-
ние Ni2$i, растворимость которого резко
уменьшается с понижением температуры.
Бронза БрКН1 - 3 относится к числу терми-
чески упрочняемых сплавов. Упрочнение при
старении (450 °C, 1 ч) после закалки с 850 °C
обеспечивает силицид Ni2Si.
Кремнистые бронзы БрКМцЗ - 1 и
БрКН1 - 3 отличаются высокими пружиня-
щими и антифрикционными свойствами,
хорошей коррозионной стойкостью. Они тех-
нологичны (см. табл. 4.3.15): отлично обраба-
тываются давлением в горячем и в холодном
состоянии, хорошо свариваются с бронзой и
сталью, легко паяются мягкими и твердыми
припоями.
Полуфабрикаты из бронзы БрКМцЗ - 1
в виде прутков, проволоки, полос, листов и
лент различных размеров применяют в при-
боростроении, в химическом и общем маши-
ностроении, в морском судостроении для
изготовления пружин и пружинящих деталей,
металлических сеток, антифрикционных дета-
лей и т.п. (см. табл. 4.3.13 и 4.3.14). Из брон-
зы БрКН1 - 3 изготовляют прутки для раз-
личных деталей машиностроения.
Физические, механические свойства
кремнистых бронз приведены в табл. 4.3.16. -
4.3.18.
Марганцевые бронзы содержащие до 20 %
марганца, при всех температурах в твердом
состоянии являются однофазными (рис.
4.3.6). Марганец сильно повышает температу-
ру рекристаллизации меди (на 150 - 200 °C) и
улучшает характеристики жаропрочности.
Наибольшее промышленное распростра-
нение получила бронза БрМц5 (см. табл.
4.3.14 - 4.3.18). Она хорошо обрабатывается
давлением в горячем и холодном состоянии,
имеет высокую коррозионную стойкость и
сохраняет свои свойства при повышенных
температурах.
Низколегированные бронзы высокой элек-
тро- и теплопроводности. Наиболее ценными
свойствами меди, определяющими области ее
применения, являются высокая электро- и
теплопроводность. Медь имеет самую высо-
кую электропроводимость среди неблагород-
ных металлов и является отличной основой
для сплавов высокой электропроводности.
Главный недостаток меди как конструкцион-
ного материала заключается в том, что упроч-
нение, сообщенное холодной пластической
деформацией, утрачивается при нагреве до
температур 150 - 200 °C (рис. 4.3.7) вследствие
рекристаллизации. Температура начала рекри-
сталлизации меди зависит от чистоты по при-
месям и исходной степени деформации и
находится в пределах 100 - 250 °C.
Си Мп, °/о (нас. доля)
Рис. 4.3.6. Диаграмма состояния Cu-Mn
Рис. 4.3.7. Влияние температуры отжига
(в течение 1 ч) на временное сопротивление
холоднодеформированных сплавов на основе меди:
1 - медь; 2 - БрСр0,1; 3 - БрЦрО,4; 4 - БрХ1;
5- БрХЦр; 6- БрНБТ; 7- БрНХК
Проводниковые бронзы по способу уп-
рочнения делят на две группы (табл. 4.3.19,
4.3.20): сплавы, упрочняемые наклепом при
пластической деформации, и термически уп-
рочняемые сплавы.
К сплавам первой группы относят про-
водниковые бронзы БрСрОД, БрКд1 и
БрМг0,3 с твердорастворным упрочнением.
Наиболее широко применяются первые два
сплава. Они прочнее меди и обладают наибо-
лее высокой электропроводностью среди про-
водниковых медных сплавов. Единственным
способом упрочнения этих сплавов, как и
меди, является холодная пластическая дефор-
мация. Электропроводность при этом умень-
шается незначительно. Однако эти сплавы бы-
стро разупрочняются при нагревании (см. рис.
4.3.7), так как температура начала рекристалли-
зации их невысока (табл. 4.3.20).
Ко второй группе относятся хромовые,
циркониевые бронзы и некоторые другие
сплавы.
4.3.19. Химический состав (%, остальное Си) и назначение деформируемых низколегированных проводниковых бронз (ГОСТ 18175-78 И ТУ)
Марка Ag Mg Cr Zr Cd Те Примеси, He более Полуфабрикаты И области Применений
БрСрО, 1 0,08 - 0,12 - - - - - 0,001Bi; 0,002Sb; 0,004Fe; 0,02Ni; 0,004Pb; 0,002Si; 0,005S; 0,01Zn; сумма - 0,1 Прутки, полосы, про- фили, проволока, ком- мутаторы, коллекторные кольца, обмотки рото- ров турбогенераторов
Теллуровая бронза 0,3 - 0,8 0,004 - 0.012P; сумма - 0,2 Прутки, полосы, детали, обрабатываемые на ав- томатах, элементы теле- технических, радиотех- нических, электриче- ских и электронных устройств
БрМгО,3 * 0,2 - 0,5 - - - - 0,05Fe; сумма - 0,2 Прутки, проволока, полосы, коллекторы электродвигателей, дета- ли машин контактной сварки и др.
БрКд1 0,9 - 1,2 Сумма - 0,3 Листы, полосы, прутки, проволока, коллектор- ные пластины электро- двигателей, контактные провода электрофици- рованного транспорта, детали машин контакт- ной сварки и др.
БрХ1 0,4 - 1,2 Сумма - 0,3 Листы, плиты, полосы, проволока, прутки, электроды контактной сварки, оборудование сварочных машин, кол- лекторные пластины и др.
490 Глава 4.3. БРОНЗЫ
Продолжение табл. 4.3.19
Марка Ag Mg Сг Zr Cd Те Примеси, не более Полуфабрикаты и области применения
БрХ0,8* - - 0,4 - 0,7 - - - 0,001Bi; 0,01Р; 0,06Fe; 0,05Pb; 0,05Si; 0,015Zn; сумма - 0,2 Плиты, листы, полосы, прутки, детали машин контактной сварки, теп- лообменники специаль- ного назначения
БрХЦр* - - 0,4 - 1,0 0,03 - 0,08 - - 0,002Bi; 0,003Pb; 0,01Zn; 0,01Sn; сумма - 0,1 Прутки, полосы, для электродов контактной точечной и шовной сварки
БрЦрО,4* 0,3 - 0,5 Сумма - 0,1 Прутки, проволока, полосы, ленты; для кол- лекторов высоконагру- женных и высокоскоро- стных электродвигателей и различных деталей радиотехники
БрНБТ* 0,4 - 0,7Ве 1,4 - l,6Ni 0,05 - 0,15Ti 0,005Pb; 0,01 Sn; 0,2Zn; O,15A1; сумма - 0,7 Листы, полосы, прутки, детали машин стыковой сварки, электроды для сварки коррозионно- стойких сталей и жаро- прочных сплавов
БрНХК2,5 - 0,7 - 0,6* 2,2 - 2,8Ni 0,4 - 1,0 0,5 - 0,9Si 0,004Bi; 0,06Fe; 0,005Pb; 0,05Zn; 0,03As; сумма ’ 0,4 Листы, лента, прутки, проволока; для приме- нения в различных об- ластях техники как кон- струкционный, провод- никовый, пружинный и электродный материал
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
* Нормативно-техническим документом на химический состав являются ТУ.
Примечание. Примеси, не указанные в таблице, учитываются в общей сумме примесей.
$
492
Глава 4.3. БРОНЗЫ
4.3.20. Технологические свойства и режимы обработки низколегированных бронз
высокой электро- и теплопроводности
Марка Температура, °C Суммарная степень де- формации*4 перед ста- рением, % Обрабаты- ваемость резани- ем,*5 %
литья горячей дефор- мации*1 промежу- точного отжига*2 закалки старе- ния*3 начала разуп- рочне- ния
БрСрОД 1150-1180 700-950 500-600 - - 280 20-70 -
БрМд0,3 1200 850-900 600 - - - - -
БрКд1 1150-1180 750-800 500-600 - - 300 20-70 20
БрХ1, БрХ0,8 1250-1300 700-950 650-700 980-1000 440-470 450 0-50 20
БрЦрО,4 1150-1250 800-900 700 950-980 400-450 550 40-70 20
БрХЦр 1250-1300 700-930 650-700 980-1000 450-470 500 0-50 -
БрНБТ 1220-1250 750-950 700-750 960-980 480-500 500 - -
БрНХК2,5-0,7-0,6 1250-1300 700-900 700-750 700-950 460-480 500 - -
* * Прокатка, прессование.
* 2 Продолжительность 1 - 2 ч.
* 3 Продолжительность 4 - 6 ч в зависимости от условий работы изделия.
* 4 Прокатка, волочение, штамповка.
* 5 В % по отношению к обрабатываемости латуни ЛС63 - 3.
Для ряда применений, в частности, для
электродов контактной сварки, для теплооб-
менников и т.п. требуются материалы, кото-
рые наряду с высокой тепло- и электропро-
водностью должны обладать жаропрочностью.
Среди жаропрочных медных сплавов вы-
сокой тепло- и электропроводности наиболь-
шее распространение получили хромосодер-
жащие сплавы - хромовые бронзы. Наиболь-
шее применение нашли двойные сплавы сис-
темы Cu-Cr (БрХ1, БрХ0,8) и тройные сплавы
системы Cu-Cr-Zr (БрХЦр).
Хромовые бронзы являются дисперси-
онно твердеющими сплавами и имеют опти-
мальное сочетание физических, механических
и эксплуатационных свойств после термиче-
ской или термомеханической обработки
(ТМО) (табл. 4.3.21, 4.3.22). Абсолютный уро-
вень прочностных свойств у сплавов, про-
шедших ТМО, выше, чем у сплавов, подверг-
нутых старению без предварительной дефор-
мации. Однако применение ТМО к изделиям
из хромовых бронз, работающих при темпера-
турах выше температуры рекристаллизации
(> 550 - 600 °C), неэффективно. В закаленном
состоянии хромовая бронза БрХ0,8 имеет
невысокую прочность и сравнительно высо-
кую пластичность: ов = 200 + 250 МПа, оо,2 =
= 75 Ч 95 МПа, 60 - 75 НВ, 8 = 35 - 45 %.
Максимальную прочность хромовая бронза
приобретает после одно-двухчасового старе-
ния при 470 °C. Еще более высокий уровень
прочностных свойств и жаропрочности имеет
бронза БрХЦр.
Высокую электро- и теплопроводность
имеет циркониевая бронза БрЦрО,4. По этим
характеристикам она уступает только медно-
серебряному сплаву (БрСр0,1). По прочност-
ным свойствам и по жаропрочности цирко-
ниевая бронза несколько уступает хромовым
бронзам.
Одним из наиболее прочных и жаро-
прочных дисперсионно твердеющих провод-
никовых сплавов является сплав системы
Cu-Ni-Be-Ti БрНБТ (см. рис. 4.3.7). Однако
по электро- и теплопроводности он сущест-
венно уступает хромовым бронзам и дру-
гим дисперсионно твердеющим проводнико-
вым сплавам, а также имеет пониженную
пластичность, особенно в интервале темпера-
тур 400 - 600 °C.
ДЕФОРМИРУЕМЫЕ БРОНЗЫ
493
4.3.21. Типичные механические свойства низколегированных бронз высокой электро- и теплопроводности
Свойство Температура, °C
20 | 300 1 400 | 500 | 600 I, 700
БрСрОД
ав, МПа 440 310 130 100 60 40
сто ?. МПа 420 300 80 70 40 30
S, % 14 9 53 50 48 76
У, % 40 37 72 75 91 98
/геи, МДж/м2 1,7 1,8 1,7 1,1 1,0 0,8
Е, ГПа 127 119 ПО 101 93 1 8,2
HV 115 90 72 22 ' 14 : 9
Длительная (1ч) твердость HV - - 57 13 7 5
БрКд1
ав, МПа 420 310 220 140 80 50
сто 2 МПа 400 280 190 ПО 60 40
5, % 17 17 30 64 86 66
у/, % 81 74 82 95 . 95 83
ECU, МДж/м2 1,6 1,7 1,7 1,5 ! 1Д 0,8
Е, ГПа 124 113 108 98 90 81
HV 125 100 95 31 18 91
Длительная (1ч) твердость HV - - 57 17 9 6
БрХ0,8
ав, МПа 450 370 330 280 180 90
00.2 МПа 420 350 320 270 170 8
8. % 19 15 7 7 П 25
<|/, % 67 40 27 20 32 67
ECU, МДж/м2 2,2 2,1 2,0 1,4 1,5 1,1
Е, ГПа 131 121 115 109 98 91
HV 135 108 95 61 42 29
Длительная (1ч) твердость HV - - 69 35 22 12
БрЦрО,4
oR, МПа 400 320 300 250 200 -
сто 2 МПа 370 310 290 240 190 -
8, % 17 - - - - -
69 68 68 70 72 -
лее, мдж/м2 2,0 2,1 2,2 1,8 1,6 -
Е, ГПа 137 123 117 - - -
БрХЦр
оп, МПа 500 390 350 300 250 100
со 2 МПа 450 370 340 290 240 90
8, % 24 20 18 18 18 29
у/, % 84 81 82 82 81 95
XCU, МДж/м2 2,4 2,1 2,1 1,8 1,6 1,2
Е, ГПа 130 118 109 100 93 88
HV 148 122 106 80 70 38
Длительная (1ч) твердость НУ - - 86 60 33 19
494
Глава 4.3. БРОНЗЫ
Продолжение табл. 4.3.21
Свойство Температура, °C
20 300 | | 400 | 500 I | 600 | 700
БрНБТ
ав, МПа 820 870 600 480 250 120
сто ? МПа 810 660 600 480 240 110
8, % 5 5 3 1 5 6
мл % 7 6 5 3 7 9
КСИ, МДж/м2 0,3 0,3 0,2 0,1 0,2 0,5
£, ГПа 140 131 129 но 102 95
HV 240 - 190 125 80 43
Длительная (1ч) твердость HV - - 130 95 50 18
БрНХК2,5 - 0,7 - 0,6
aR, МПа 800 650 580 470 270 130
сто ?. МПа 780 630 570 470 260 130
8, % 17 13 11 7 13 35
у/, % 52 45 34 14 33 81
КСИ, МДж/м2 0,9 0,9 0,9 0,8 1,2 1,4
Е, ГПа 145 130 124 111 98 93
HV 240 200 180 120 87 50
Длительная (1ч) твердость HV - - 125 95 54 21
4.3.22. Физические свойства низколегированных бронз высокой электро- и теплопроводности
Свойство Температура, °C
20 | 300 | 400 | 500 I 600 I 700
БрСрОД
Y, КГ/м3 8930 - - - - -
р, мкОм • м 0,0185 0,0377 0,0446 0,0524 0,0605 0,0688
МСм/м 54 27 22 19 16 15
% (к меди) 93 96 95 97 97 96
X, Вт/(м • К) 382 377 376 369 361 358
а 10б, К-1 - 17,5 17,9 18,3 18,7 19,0
БрКд1
Y, КГ/М3 8920 - - - - -
р, мкОм м 0,0228 0,0417 0,0487 0,0560 0,0636 0,0718
МСм/м 44 24 21 18 16 14
<7, % (к меди) 76 86 87 90 91 93
X, Вт/(м • К) 326 348 345 343 340 335
а 10е, К'1 - 17,6 18,0 18,0 18,9 19,2
БрХ0,8
Y, КГ/М3 8920 - - - - -
р, мкОм • м 0,0203 0,0368 0,0448 0,0527 0,0607 0,0686
МСм/м 49 27 22 19 16 14
а, % (к меди) 85 96 95 95 94 94
X, Вт/(м • К) 367 386 375 365 358 351
а • 106, К’1 - 17,3 17,7 18,2 18,5 18,9
• Ср , Дж/(кг • К) 388 419 427 435 448 460
а-105” , м2/К 11,6 9,85 9,60 9,35 9,1 8,8
ЛИТЕЙНЫЕ БРОНЗЫ
495
Продолжение табл. 4.3.22
Свойство Температура, °C
20 ! 300 1 400 | 500 | 600 | 700
БрЦрО,4
у, кг/м3 8930 - - - - -
р, мкОм м 0,0193 0,0387 0,0454 0,0534 0,0612 -
МСм/м 52 26 22 18 16 -
ст’ % (к меди) 90 93 93 95 96 -
X, Вт/(м ♦ К) 343 - - - - -
а • 106, К’1 - 17,8 - - 19,5 -
БрХЦр
у, кг/м3 8920 - - - - -
р, мкОм м 0,0205 0,0380 0,0441 0,0524 0,0603 0,0686
МСм/м 49 26 23 19 16 14
ст’ % (к меди) 84 93 95 95 94 94
X, Вт/(м • К) 366 380 382 367 361 350
а 10е, К'1 - 17,5 17,9 18,3 18,6 19,0
БрНБТ
у, кг/м3 8930 - - - - -
р, мкОм • м 0,0397 0,0607 0,0652 0,0765 0,0872 0,1058
МСм/м 25 16 15 13 11 9
ст, % (к меди) 43 57 63 65 65 56
X, Вт/(м • К) 186 234 258 249 248 240
а • 10е, К’1 - 18,0 18,2 18,5 18,9 19,2
БрНХК2,5 - 0,7 - 0,6
у, кг/м3 8850
р, мкОм • м 0,0372 0,0546 0,0618 0,0722 0,0864 0,1088
МСм/м 27 18 16 14 12 9
ст’ % (к меди) 46 68 69 70 68 56
X, Вт/(м • К) 196 262 271 268 252 245
а 10е, К.'1 - 17,9 18,1 18,4 18,7 19,0
*• Свойства, характерные для всех хромовых бронз (БрХ1, БрХЦр).
4.3.2. ЛИТЕЙНЫЕ БРОНЗЫ
Литейные бронзы условно делят на две
группы: оловянные и безоловянные. Оловян-
ные бронзы применяют в тех случаях, когда
требуется высокая коррозионная стойкость в
сочетании с достаточной прочностью. Эти
бронзы отличаются также высокими анти-
фрикционными свойствами, т.е. небольшим
износом, малыми значениями коэффициентов
трения.
Безоловянные бронзы используют как
заменители оловянных. По механическим,
коррозионным и антифрикционным свойст-
вам безоловянные бронзы не уступают, а час-
то и превосходят оловянные. Среди сплавов
этой группы широко применяют алюминие-
вые бронзы. Они имеют хорошую коррозион-
ную стойкость в пресной и морской воде,
хорошо противостоят разрушению в условиях
кавитации, обладают меньшим, чем оловян-
ные бронзы, антифрикционным износом.
Литейные оловянные бронзы. Марки ли-
тейных оловянных бронз и их зарубежные ана-
логи приведены в табл. 4.3.23. Основой литейных
оловянных бронз являются системы Си - Sn (см.
рис. 4.3.1) и Си - Sn - Zn - (Pb) (табл. 4.3.24).
Оловянные бронзы применяют для па-
роводяной арматуры, работающей под давле-
нием, и для литья антифрикционных деталей
(табл. 4.3.24). Характерная особенность этой
группы сплавов - большой интервал между тем-
пературами ликвидуса и солидуса (150 - 200 °C)
(рис. 4.3.1), что обусловливает образование в
отливках рассеяной усадочной пористости
(поэтому герметичность отливок из оловян-
ных бронз невелика) и невысокой жидкотеку-
чести: она значительно ниже, чем у алюми-
ниевых бронз. Оловянные бронзы имеют не-
значительную линейную усадку - самую низ-
496
Глава 4.3. БРОНЗЫ
кую из всех известных сплавов: 0,8 % при
литье в песчаную форму и 1,4 % при литье в
кокиль. Это позволяет получать сложные по
коифитзфаыии отливки с резкими переходами
от толстых цечеиий к тонким.
Структура литых бронз, содержащих ме-
нее Ж % Sn, представлена a-твердым раствором с
переменной (концентрацией по содержанию
олова из-за ашнжо развитой дендритной ликва-
ции. При удержании более 8 % Sn в структуре
сшивав появляется эвтектоид ( а + 5 ), где б -
кристаллы пжлинения Ci^Sne, что обусловли-
вает невысокую пластичность бронз (рис. 4.3.8).
Однако включения твердого эвтектоида
(а + 5 ) обеспечивают высокую стойкость
бронз против истирания и высокие анти-
фрикционные свойства.
В литейных бронзах стремятся умень-
шить содержание дефицитного олова, заменяя
его более дешевыми и менее дефицитными
элементами. В группе стандартных литейных
оловянных бронз (см. табл. 4.3.24) двойные
Си - Sn сплавы отсутствуют: бронзы дополни-
тельно легируют цинком, фосфором, свинцом
и никелем.
Многие литейные оловянные бронзы
легируют цинком в больших концентрациях.
Цинк улучшает технологические свойства
бронз и прежде всего повышает жидкотеку-
честь, так как он уменьшает интервал кри-
сталлизации бронз. При затвердевании отли-
вок цинк входит в твердый раствор и улучша-
ет механические свойства сплавов. Кроме
того, цинк способствует более равномерному
распределению включений свинца в структуре
отливок. При содержании более 8 % Sn и в
присутствии цинка снижается пластичность
бронз из-за увеличения в их структуре коли-
чества твердой и хрупкой фазы 5 (Cu3i Sn8) из
эвтектоида (а + 5 ).
Фосфор улучшает литейные и анти-
фрикционные свойства бронз. Являясь хоро-
шим раскислителем, фосфор также повышает
жидкотекучесть оловянных бронз. Кроме того
в бронзах образуются фосфиды меди, которые
наряду с 5-фазой, обладают высокой твердо-
стью и износостойкостью и создают необхо-
димые условия для хорошей работы подшип-
ников. В литейные оловянные бронзы вводят
фосфор в значительно большем количестве
(до 1,2 %), чем в деформируемые.
Рис. 4.3.8. Влияние олова на механические свойства
литых сплавов системы Ce-Sa
4.3.23. Марки оловянных бронз по национальным стандартам
Россия США Германия Япония
ГОСТ 613-79 ASTM DIN JIS
ВЗО, В427, В5О5, В584 17656 Н5Ш, H5113, H115
Оловянно-фосфористые бронзы
БрОЮФ! |
Оловянно-цинковые бронзы
БрО8Ц4 С90300 - -
БрОЮЦ2 С90500 RglO (2.1087) -
Оловянно-свинцовые бронзы
БрОЮСЮ С93700 SnPbBzlO (2.1177) H5115/class 3,3C
БрО5С25 С94300 - -
Оловянно-свинцово-цинковые бронзы
БрОбЦбСЗ - - -
БрО5Ц5С5 С83800 Rg5 (2.1097) H5111/class6,6C
БрО4Ц7С5 С83800 - -
БрОЗЦ12С5 С84800 - H5111/class 1,1C
БрО4Ц4С17 - - -
_•_____________________Оловянно-цинково-свинцово-никелевые бронзы
БрОЗЦ7С5Н1 I - I -
4.3.24. Химический состав (%, остальное Си) и назначение литейных оловянных бронз (ГОСТ 613-79)
Марка бронзы Sn Р Zn Pb Ni Примеси, не более Области применения
БрОЮФ1 9,0 - 11,0 0,4- 1,1 - - - 0,3Zn; 0,ЗРЬ; 0,2Fe; 0,02А1; 0,02Si; 0,3Sb; 0,02Bi; сумма - 1,0 Втулки для подшипников электромоторов, гай- ки ходовых винтов автоматов, узлы трения ар- матуры, высоконагруженные детали шнековых приводов, нажимные и шпиндельные гайки, венцы червячных шестерен, шестерни
БрО8Ц4 7,0 - 9,0 - 4,0 - 6,0 - - 0,05Р; 0,5РЬ; 0,3Fe; 0,02Si; 0,5Sb; 0,02Bi; сумма - 1,0 Арматура, отливки частей насосов, фасонные части трубопроводов, насосы, работающие в морской воде
БрОЮЦ2 9,0 - 11,0 - 1,0 - 3,0 - - 0,05P; 0,2Pb; 0,3Fe; 0,02Al; 0,02Si; 0,02Bi; сумма - 1,0 Отливки ответственной арматуры, антифрикци- онные детали, сложные фасонные отливки, вкладыши подшипников, детали трения и обли- цовки гребных винтов, шестерни, втулки, под- шипники, краны, клапаны, корпуса насосов, шестерни, червячные колеса
БрОЮСЮ 9,0- 11,0 - - 8,0- 11,0 - 0,05P; 0,5Zn; 0,2Fe; 0,02Al; 0,3Sb; 0,02Bi; сумма - 0,9 Подшипники скольжения, работающие при высоких давлениях
БрО5С25 4,0 - 6,0 - - 23,0 - 26,0 - 0,05Pb; 0,5Zn; 0,2Fe; 0,02Al; 0,5Sb; 0,02Si; 0,02Bi; сумма - 1,2 Подшипники и втулки, работающие при малых давлениях, и очень больших скоростях, масло- уплотнительные кольца, биметаллические под- шипники скольжения
БрОбЦбСЗ 5,0 - 7,0 - 5,0 - 7,0 2,0 - 4,0 - 0,05P; 0,4Fe; O,O5A1; 0,5Sb; 0,02Bi; сумма - 1,3 Паровая и водяная арматура, антифрикционные детали, втулки, вкладыши подшипников, саль- ники
ЛИТЕЙНЫЕ БРОНЗЫ
Продолжение табл. 4.3.24
Марка бронзы Sn Р Zn Pb Ni Примеси, не более Области применения
БрО5Ц5С5 4,0 - 6,0 - 4,0 - 6,0 4,0 - 6,0 - ОДР; 0,4Fe; 0,05А1; 0,5Sb; 0,05Si; сумма - 1,3 Антифрикционные детали, арматура, вкладыши подшипников
БрО4Ц7С5 3,0 - 5,0 - 6,0 - 9,0 4,0 - 7,0 - ОДР; 0,4Fe; 0,05А1; 0,5Sb; 0,05Si; сумма - 1,3 Антифрикционные детали; детали, работающие в масле, паре и в пресной воде, арматура
БрОЗЦ12С5 2,0 - 3,5 - 8,0 - 15,0 3,0 - 6,0 - 0,05Р; 0,4Fe; 0,02А1; 0,02Si; 0,5Sb; сумма - 1,3 Арматура, работающая в пресной воде и парах, антифрикционные детали
БрО4Ц4С17 3,5 - 5,5 - 2,0 - 6,0 14,0 - 20,0 - ОДР; 0,4Fe; 0,05А1; 0,5Sb; 0,05Si; сумма - 1,3 Антифрикционные детали
БрОЗЦ7С5Н1 2,5 - 4,0 - 6,0 - 9,5 3,0 - 6,0 0,5 - 2,0 0,05Р; 0,4Fe; 0,02А1; 0,5Sb; 0,02Si; сумма - 1,3 Арматура, работающая в морской и пресной воде, в маслах и других слабокоррозионных средах, антифрикционные детали
Примечания: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. 2. Содержание отдельных примесей может
корректироваться по соглашению с потребителем.
лава 4.3. БРОНЗЫ
ЛИТЕЙНЫЕ БРОНЗЫ
499
Добавки свинца повышают плотность и
улучшают герметичность отливок, а также
антифрикционные свойства, но снижают
прочность и пластичность. Свинец практиче-
ски не растворим в бронзе в твердом состоя-
нии. При кристаллизации сплава он выделя-
ется как самостоятельная фаза, располагаясь
между дендритами и заполняя поры усадоч-
ного происхождения. При этом повышается
плотность и способность к обработке резани-
ем. Свинец образует мягкую составляющую,
которая играет роль смазки в трущихся по-
верхностях деталей, работающих в условиях
трения. Поэтому свинец - непременный леги-
рующий элемент оловянных бронз, которые
применяются для изготовления подшипников
скольжения.
Небольшие добавки никеля (до 1 %) по-
вышают механические свойства, т.е. ослабля-
ют отрицательное влияние свинца, улучшают
коррозионную стойкость и измельчают зерно
в отливках.
Оловянные бронзы обладают высокой
коррозионной стойкостью в атмосферных
условиях, в морской и пресной воде и проти-
востоят большому количеству химических
растворов (органические кислоты, разбавлен-
ная серная и фосфорная кислоты, растворы
едкого кали, хлористый аммоний, сложные
эфиры, спирты, нефтяные растворители и
т.д ). Они не подвержены, как латуни, обес-
цинкованию при работе в морской воде и в
этом отношении являются уникальным кор-
розионностойким материалом. Сопротивление
коррозии улучшается с увеличением содержа-
ния олова в бронзах, в то время как цинк
уменьшает сопротивление коррозии при рабо-
те в морской воде.
Основные сведения о режимах литья и
свойствах бронз даны в табл. 4.3.25 - 4.3.28.
4.2.25. Гарантируемые механические свойства литейных оловянных бронз (ГОСТ 613-79)
Марка Способ литья ов, МПа 8, % НВ
не менее
БрОЮФ! П 215 3 80
К 245 3 90
БрО8Ц4 П 196 10 75
К 196 10 75
БрО1(Щ2 П 215,5 10 65
К 225,5 10 75
БрОЮСЮ П 176 7 65
К 196 6 78
БрО5С25 П 137 5 45
К 147 6 60
БрОбЦбСЗ п 147 6 60
к 176 4 60
БрО5Ц5С5 П 147 6 60
к 176 4 60
БрО4Ц7С5 П 147 6 60
к 176 4 60
БрОЗЦ12С5 п 176 8 60
к 206 5 60
БрО4Ц4С17 п 147 5 60
к 147 12 60
БрОЗЦ7С5Н1 п 176 8 60
к 206 5 60
4.3.26. Физические свойства литейных оловянных бронз
Свойство е о О из о Q. из БрОЮЦ2 БрО10СЮ БрО5С25 БрОбЦбСЗ БрО5Ц5С5 БрО4Ц7С5 БрОЗЦ12С5 БрО4Ц4С17 БрОЗЦ7С5Н1
Тт, (ликвидус), °C 934 1000 1000 930 940 967 975 980 980 960 1030
у, кг/м3 8580 (8760) 8780 8600 (8800) 9000 9400 (8820) 8820 (8840) 8900 (8690) 8930 (9100) (8700)
а • 106, К’1 17 (19,5) 16,6 18,3 - 17,6 17,1 (17,7) - 17,1 - (17,1)
X, Вт/(м • К) 50,3 68,4 55,2 - 75,3 75,6 88,5 58,6 55,4 60,7 -
ср, Д^/(кг К) 400 360 370 - - - 380 380 - - -
р, мкОм - м 0,17 0,135 0,155 - - (0,09 - 0,11) (0,09 - 0,11) - 0,076 - 0,085
Примечание. Без скобок даны свойства при литье в песчаные формы, в скобках - при литье в кокиль
4.3.27. Типичные механические свойства литейных оловянных бронз
Свойство БрОЮФ! БрО8Ц4 БрОЮЦ2 о О о О Lfi БрО5С25 БрОбЦбСЗ БрО5Ц5С5 БрО4Ц7С5 БрОЗЦ12С5 БрО4Ц4С17 БрОЗЦ7С5Н1
ав, МПа 215 - 300 (250 - 350) 200 - 250 250 - 350 (300 - 350) 176 137 (150 - 180) 150 - 200 (180 - 220) 150 (180) 147 (176) (200 - 230) 150 (150) 180 (210)
сто,2, МПа 140 (200) 120 160 - 180 (250) - 80 - 100 100 (80- НО) (80 - 100) - - - 70-80
S, % 3 (3 - Ю) 10- 12 (10 - 15) 10-35 6 (7) 5-6 (6-8) 6 - 12 (4-8) 6 (4) 6 (4) 8 (5) 5 (6) 8 (5)
НВ 80 - 100 (90 - 120) 75 (75 - 85) 75-90 (90 - 105) 65 (78) 45 - 55 (60 - 70) 60 (65 - 75) 60 (60) 60 (60) 60 60 (60) 60 (60)
Е, ГПа 75,4 (103) (100) 100 (100) - 70 90 90 - 84 - (90)
KCU, МДж/м2 0,06 (0,09) 0,2 - 0,25 0,1 -0,15 - 0,08 (0,1 - 0,2) (0,2 - 0,3) (0,2 - 0,3) - - - (0,2 - 0,3)
Примечание. Без скобок даны свойства при литье в песчаные формы, в скобках - при литье в кокиль
Глава 4.3. БРОНЗЫ
4.3.28. Технологические свойства литейных оловянных бронз
Свойство БрОЮФ! БрО8Ц4 БрОЮЦ2 БрОЮСЮ БрО5С25 БрОбЦбСЗ БрО5Ц5С5 БрО4Ц7С5 БрОЗЦ12С5 БрО4Ц4С17 БрОЗЦ7С5Н1
Температура литья, °C 1050 - 1150 1140 - 1220 1140 - 1220 - 1150 1120 - 1200 1120 - 1200 - 1100- 1170 - 1100 - 1200
Жидкотекучесть, мм 450 540 400 260 200 400 400 400 550 250 400
Усадка, %:
линейная 1,44 1,54 1,5 1,5 1,5 1,6 1,6 1,43 1,6 - 1,5
объемная 6,0 - 5,5 - 7,5 - - 5,5 - 6,5 5,5 - 6,5 - - - 2,5 - 4,5
Коэффициент трения:
со смазкой 0,008 0,006 0,007 - 0,004 0,009 0,009 0,014 - 0,005 0,005
без смазки 0,10 0,3 0,18 - 0,14 0,16 0,15 0,16 - 0,13 0,16
Обрабатываемость резани- ем, % (от обрабатываемо- сти латуни ЛС63 - 3) 40 60 55 - 65 80 90 80 80 90 90
502
Глава 4.3. БРОНЗЫ
Литейные безоловянные бронзы. Среди
литейных безоловянных бронз наибольшее
распространение получили алюминиевые
бронзы (табл. 4.3.29, 4.3.30). Они отличаются
высокой прочностью и хорошими антифрик-
ционными и коррозионными свойствами
(табл. 4.3.31 - 4.3.33). Алюминиевые бронзы
применяют для изготовления деталей, рабо-
тающих в особо тяжелых условиях: гребные
винты крупных судов, тяжелонагруженные
шестерни и зубчатые колеса, корпусы насо-
сов, червяки, работающие в паре с деталями из
азотированных и цементированных сталей, под-
шипники, работающие при высоких нагрузках.
Многие марки алюминиевых бронз ис-
пользуются как деформируемые и как литей-
ные сплавы.
В литейных сплавах допускается боль-
шее содержание примесей.
Алюминиевые бронзы имеют ряд пре-
имуществ перед оловянными. Из-за малого
интервала кристаллизации (см. рис. 4.3.2) они
имеют меньшую склонность к дендритной
ликвации, большую плотность отливок, луч-
шую жидкотекучесть. Кроме того, они имеют
более высокую прочность и жаропрочность,
меньшую склонность к хладноломкости.
Однако алюминиевые бронзы имеют ряд
недостатков: по сравнению с оловянными, их
характеризует значительная усадка при кри-
сталлизации, сильное окисление в расплав-
ленном состоянии и склонность' к поглоще-
нию газов. Из-за повышенной усадки эти
бронзы более склонны к трещинообразова-
нию при затрудненной усадке, что требует
особых предосторожностей при получении
качественных отливок. Их применяют глав-
ным образом для отливок относительно про-
стых форм.
Для улучшения механических, техноло-
гических, коррозионных свойств литейные
алюминиевые бронзы дополнительно легиру-
ют марганцем, никелем, железом, свинцом
(табл. 4.3.30). Малый интервал их кристалли-
зации (рис. 4.3.2) способствует образованию в
отливках столбчатой структуры, в результате
чего ухудшается пластичность. Поэтому для
измельчения зерна во многие марки бронз
вводят железо (1 - 4 %).
Марганец растворяется в основных фа-
зах алюминиевых бронз, повышая их проч-
ность, пластичность и коррозионную стой-
кость.
Свинцовая бронза БрСЗО характеризует-
ся хорошими антифрикционными свойствами
и высоким сопротивлением заеданию и по-
этому применяется для высоконагруженных
ответственных подшипников (опорные и ша-
тунные подшипники мощных турбин, авиа-
ционных моторов, дизелей и других быстро-
ходных машин). Прочность и твердость свин-
цовой бронзы невысока (см. табл. 4.3.31),
поэтому она применяется в виде биметалла,
получаемого путем заливки слоя бронзы на
стальной корпус подшипника. Благодаря би-
металлической конструкции подшипники
могут работать при высоких скоростях сколь-
жения при больших удельных и циклических
нагрузках ударного характера.
4.3.29. Марки литейных безоловянных бронз по национальным стандартам
Россия США Германия Япония
ГОСТ 493-79 ASTM DIN JIS
В369, В505, 17656 Н5114
В584, В763,
В770, В806
Алюминиевые бронзы
БрА9Мц2Л - - -
БрА10Мц2Л - - -
БрА9ЖЗЛ С95200 FeAlBz H5114/class 1
С95400 (2.0941)
БрА10ЖЗМц2 - - -
БрА10Ж4Н4Л - NiAlBz (2.0971) H5114/class 3
БрАПЖбНб - - -
БрА9Ж4Н4Мц1 С95800 - -
БрА7Мц15ЖЗН2Ц2 - - -
Свинцовые бронзы
БрСЗО - - -
БрСуЗНЗЦЗС20Ф - - -
4.3.30. Химический состав (%, остальное Си) и назначение безоловянных литейных бронз (ГОСТ 493-79)
Марка А1 Fe Ni Mn Pb Zn Примеси, не более Области применения
БрА9Мц2Л 8,0 - 9,5 - - 1,5 - 2,5 - - 0,05As; 0,05Sb; 0,2Sn; 0,2Si; l,0Pb; 0, IP; l,0Fe; l,5Zn; сумма - 2,8 Антифрикционные детали, детали арматуры, работающей в пресной воде, жидком топливе и паре при
БрА10Мц2А 9,6 - 10,0 - 1,5 - 2,0 - 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 1,0Ni; 0,lPb; 0,lP; l,0Fe; l,5Zn сумма - 2,8 температуре до 250 С
БрА9ЖЗА 8,0 - 10,5 2,0 - 4,0 - - 0,05As; 0,05Sb; 0,2Sn; 0,2Si; l,0Ni; 0,1 Pb; O,1P; l,0Zn; 0,5Mn сумма - 2,7 Арматура, антифрикционные детали
БрА10ЖЗМц2 9,0- 11,0 2,0 - 4,0 - 1,0 - 3,0 - - 0,01As; 0,lSn; 0,05Sb; 0,3Pb; 0,01Bi; 0,5Zn; 0, ISi; 0,5Ni; сумма - 1,0
БрА10Ж4Н4Л 9,5 - 11,0 3,5 - 5,5 3,5 - 5,5 - - - 0,05As; 0,2Sn; 0,05Sb; 0,05Pb; 0,01P; 0,2Si; 0,5Mn; 0,5Ni; сумма - 1,5 Детали химической и пищевой про- мышленности, а также детали, рабо- тающие при повышенной темпера- туре
ЛИТЕЙНЫЕ БРОНЗЫ 503
Продолжение табл. 4.3.30
Марка А1 Fe Ni Mn Pb Zn Примеси, не более Области применения
БрАНЖбНб 10,5-11,5 5,0 - 6,5 5,0 - 6,5 - - - 0,05As; 0,05Sb; 0,2Sn; 0,2Si; 0,05Pb; 0,lP; 0,6Zn; 0,5Mn; сумма - 1,5 Арматура, антифрикционные детали
БрА9Ж4Н4Мц1 8,8 - 10,0 4,0 - 5,0 4,0 - 5,0 0,5 - 1,2 - - 0,05As; 0,2Sn; 0,05Sb; 0,05Pb; 0,03P; l,0Zn; 0,2Si; сумма - 1,2 Арматура для морской воды
БрА7Мц15ЖЗН2Ц2 6,6 - 7,5 2,5 - 3,5 1,5 - 2,5 14,0 - 15,5 - 1,5 - 2,5 0,05Pb; 0,05As; 0,05Sb; 0,02P; 0,05C; сумма - 0,5 Антифрикционные детали
Свинцовые бронзы
БрСЗО - - - - 27,0 - 31,0 - 0,25Fe; 0,1 As; 0,3Sb; ОДР; 0,lSn; 0,lZn; сумма - 0,9 Антифрикционные детали
БрСуЗНЗЦЗС20Ф 3,0 - 4,0Sb - 3,0 - 4,0 0,15-0,ЗОР 18,0 - 22,0 3,0 - 4,0 0,3Fe; 0,02А1; 0,lAs; 0,5Sn; 0,025Bi; сумма - 0,9
504 Глава 4.3. БРОНЗЫ
ЛИТЕЙНЫЕ БРОНЗЫ
505
4.3.31.Гарантируемые механические свойства литейных безоловянных бронз (ГОСТ 493 - 79)
Марка Способ ов, МПа 5, % НВ, МПа
ГОСТ 493-79 ГОСТ 493-54 и ГОСТ18175-78 литья не менее
БрА9Мц2Л БрАМц9-2Л п 392 20 80
к 392 20 80
БрА10Мц2Л БрАМцЮ-2 п 490 12 110
к 490 12 ПО
БрА9ЖЗЛ БрАЖ9-4Л п 392 10 100
к 490 12 100
БрА10ЖЗМц2 БрАЖМц 10-3-1,5 П 392 10 100
К 490 12 120
БрА10Ж4Н4Л БрАЖН10-4-4Л п 587 5 160
к 587 6 170
БрАНЖбНб БрАЖН! 1-6-6 п 587 2 250
к 587 2 250
БрА9Ж4Н4Мц1 - п 587 12 160
к 587 12 160
БрА7Мц15ЖЗН2Ц2 - п 607 18 -
БрСЗО БрСЗО к 58,7 4 25
БрСуЗНЗЦЗС20Ф - к 157 2 65
Такие биметаллические подшипники
имеют небольшую массу, просты в изготовле-
нии и при износе легко заменяются.
Свинцовые бронзы склонны к гравита-
ционной ликвации в процессе кристаллиза-
ции: более тяжелый свинец располагается в
донной части отливки. Поэтому требуется
применение специальных мер литья, умень-
шающих ликвацию: диспергирование, быст-
рая кристаллизация и т.п. Свинцовые бронзы
значительно превосходят оловянные и другие
подшипниковые сплавы по теплопроводности
(табл. 4.3.34), что позволяет их использовать
при более высоких рабочих температурах.
Сурьмянистая бронза БрСуЗНЗЦЗС20Ф
применяется как заменитель оловянных и
других антифрикционных бронз. Бронза об-
ладает отличными антифрикционными свой-
ствами, легко прирабатывается и хорошо про-
тивостоит износу. Применяется для изготов-
ления деталей трения топливной аппаратуры,
а также для изготовления подшипников.
Основой бронзы является твердый рас-
твор сурьмы в меди, в котором равномерно
распределены частицы твердой е-фазы, иг-
рающие роль твердой составляющей при тре-
нии в подшипниках. Для упрочнения основы
сплава и повышения коррозионной стойкости
в состав сурьмянистой бронзы введен никель,
цинк, фосфор, а для повышения анитифрик-
ционных свойств - свинец.
4.3.32. Типичные механические свойства литейных бронз (литье в кокиль)
Свойства БрА9Мц2Л БрА10Мц2Л БрАЗЖЗЛ БрА10ЖЗМц2 БрА10Ж4Н4Л БрАИЖбНб БрА9Ж4Н4Мц1 БрСЗО БрСуЗНЗЦЗС20Ф
ов, МПа 395 - 450 490 490 490 - 550 590 - 650 590 - 650 587 60 - 80 160 - 170
оо.2, МПа 200 - 200 220 280 - - 30 - 60 110
5, % 20 - 22 12 12 12- 14 6 - 8 2- 3 12 4-6 2-4
НВ 80 - 90 НО 100 - ПО 120 - 135 170 - 180 250 - 260 160 25-40 65 - 70
Е, ГПа 92 - 112 105 115 - - - 75
ACU, МДж/м2 0,7 - 0,6 0,7 0,2 - 0,4 - - 0,05 - 0,1 0,03
4.3.33. Технологические и коррозионные свойства безолозянных литейных бронз
Свойства БрА9Мц2Л БрА9ЖЗЛ БрА10ЖЗМц2 БрА10Ж4Н4Л БрАИЖбНб БрА9Ж4Н4Мц1 БрСЗО е о о 3 £ S а мэ
Температура литья, °C 1110 - 1200 1120 - 1220 1110 - 1240 1120 - 1240 1150 - 1180 1150 - 1180 1120 1000 - 1040
Жидкотекучесть, мм 500 850 700 660 - 850 700 700 350 300
Линейная усадка, % 2,0 2,49 2,5 2,4 1,8 1,8 1,5 1,2 - 1,3
Коэффициент трения: со смазкой без смазки 0,082 0,18 0,054 0,18 0,063 0,19 0,12 0,23 0,12 0,23 - 0,01 0,17 -
Обрабатываемость резанием, % (от обрабатываемости резаньем латуни ЛС63 - 3) 25 20 25 20 20 20 50 -
Коррозионная стойкость (поте- ря массы, г/м2 • сутки): в морской воде в 10 %-ном растворе H2SO4 0,25 0,42 0,25 0,40 0,2 0,7 0,18 0,58 0,18 0,5 - - -
Глава 4.3. БРОНЗЫ
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
507
4.3.34. Физические свойства литейных безоловянных бронз (литье в кокиль)
Свойство БрА9Мц2Л БрА9ЖЗЛ В j БрА10Ж4Н4Л БрАНЖбНб БрА7Мц15ЖЗН2Ц2 БрСЗО БрСуЗНЗЦЗС20Ф
Гпл, (ликвидус), °C 1060 1040 1045 1082 1035 990 975 -
у, кг/м3 7600 7500 7550 7700 8100 9400 9500 9150
а • 106, К"1 18,5 18,0 16,0 - 14,9* - 18,4 17,4
X, Вт/(м • К) 72 78,0 58,6 75,4 58,6 - 142,4 54,0
ср, Дж/(кг • К) 437* 418 437* 418 418 - 418 482
р, мкОм • м 0,11* 0,123 0,190 0,193 - - - -
* Литье в песчаные формы
Глава 4.4
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Сплавы меди с никелем широко приме-
няются в технике, так как они отличаются
хорошими механическими свойствами, корро-
зионной стойкостью и особыми электриче-
скими свойствами, хорошо обрабатываются
давлением в горячем и холодном состоянии.
Подавляющее большинство их относится к
числу деформируемых сплавов.
Медь образует с никелем непрерывные
твердые растворы (рис. 4.4.1). Никель сущест-
венно упрочняет медь, причем максимальную
прочность и твердость имеют сплавы пример-
но эквиатомного состава (рис. 4.4.2). Сплавы
этого же состава имеют примерно в 30 раз
большее электрическое сопротивление, самые
высокие значения термо-ЭДС, в десятки раз
меньшую теплопроводность и практически
нулевой температурный коэффициент элек-
тросопротивления (рис. 4.4.3). Для практиче-
ского использования медно-никелевых спла-
вов важно, что никель, существенно упрочняя
медь, мало изменяет ее характеристики пла-
стичности и ударную вязкость. Никель повы-
шает характеристики жаропрочности, модуль
упругости и понижает температурный коэф-
фициент электросопротивления меди
(рис. 4.4.3).
По назначению медно-никелевые спла-
вы можно разделить на две группы: конструк-
ционные ц электротехнические. К первой
группе относятся высокопрочные и коррози-
онностойкие сплавы типа мельхиор, нейзиль-
бер и куниаль (табл. 4.4.1, 4.4.2). В группу
электротехнических сплавов входят констан-
тан, манганин и копель, обладающие высо-
ким электрическим сопротивлением и опре-
деленными термоэлектрическими свойствами.
Рис. 4.4.1. Диаграмма состояния системы Cu-Ni
Рис. 4.4.2. Влияние никеля на механические свойства
медно-никелевых сплавов
508
Глава 4.4. МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Термо ЗДС, мВ
Си го ы во во too
Hi,0/, (нас дом)
Рис. 4.4.3. Физические свойства сплавов системы Cu-Ni
4.4.1. Марки деформируемых медно-никелевых сплавов по национальным стандартам
Россия США Германия Япония
ГОСТ ASTM DIN JIS
492-73, 5063-73, BUI, В422, В171, 17663, 17664 H3100, H33OO,
5187-70, 5220-78, В151, В492, В283, H311.0, H3320,
10155-75 В200, В122, В466 H313O
Двойные медно-никелевые сплавы
МН95-5 - - -
МН 19 (мельхиор) - - -
МН25 - CuNi25 (2.0830) -
Сплавы системы Cu-Ni-Al (куниали)
МНА6-1,5 (куниаль Б) - - -
МНА13-3 (куниаль А) С72400 - -
Сплавы систем Cu-Ni-Zn и Cu-Ni-Zn-Pb (нейзильберы)
МНЦ15-20 - - -
МНЩ2-24 С75700 CuNil2Zn24 C7451
(2.0730) C7441
МНЦ18-27 С77000 CuNil8Zn27
(2.0742) C7701
МНЦ18-20 - CuNil8Zn20 (2.0740) C7521
МНЦС16-29-1,8 - - -
Сплавы системы Cu-Ni-Fe-Mn (мельхиоры)
МНЖ5-1 С70400 - -
МНЖМцЮ-1-1 С70600 CuNilOFelMn C7060
(2.0872)
МНЖМц30-1-1 С71500 CuNi30MnlFe C7150
(2.0882)
Сплавы системы Cu-Ni-Mn (сплавы сопротивления)
МНМц40-1,5 (константан) - - -
МНМц43-0,5 (копель) - - -
МНМцЗ-12 (манганин) - - -
МНМцАЖЗ-12-0,3-0,3 - - -
4.4.2. Химический состав (%) и назначение деформируемых медно-никелевых сплавов
(ГОСТ 17217-79, ГОСТ492-73, ГОСТ5063-73, ГОСТ5187-70, ГОСТ5220-78, ГОСТЮ155-75)
Марка Ni + Со А1 Fe Мп Zn Pb Cu Примеси, не более Полуфабрикаты и области применения
Двойные медно-никелевые сплавы
МН95 - 5 4,4 - 5,0 - - - - - Ост. 0,01As; 0,005Sb; 0,01S; 0,002Bi; 0,0IPb; 0,02P; 0,03Si; 0,2Fe; сумма - 0,5 Прутки, трубы различного диаметра, листы. Детали для электротехники и приборо- строения
МН19 (мельхиор) 18,0 - 20,0 Ост. 0,5Fe; 0,3Mn; 0,05Mg; 0,15Si; 0,005Pb; 0,01S; 0,05C; 0,01P; 0,002Bi; 0,01As; 0,005Sb; сумма - 1,5 Листы, ленты, прутки, про- волока, применяют для изго- товления монет; плакиро- ванный материал для меди- цинского инструмента, сет- ки, детали точной механики и химической промышлен- ности, ширпотреб
МН25 24,0 - 26,0 - - - - - Ост. 0,5Fe; 0,5Mn; 0,3Zn; 0,005Pb; 0,01S; 0,05C; сумма - 1,3 Листы, полосы, ленты, прут- ки, трубы, для изготовления монет, декоративные изделия и др.
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Сплавы системы Cu-Ni-Al (куниали)
МНА6 - 1,5 (куниаль Б) 5,50 - 6,50 1,2 - 1,8 Ост. 0,5Fe; 0,2Мп; 0,002РЬ; сумма - 1,1 Полосы для пружин и других изделий в электротехниче- ской промышленности
МНА13 - 3 (куниаль А) 12,0 -15,0 2,3 - 3,0 Ост. 1,00 Fe; 0,5Мп; 0,002РЬ; сумма - 1,1 Прутки для изделий повы- шенной прочности в маши- ностроении сл
Продолжение табл. 4.4.2
Марка Ni + Со А1 Fe Мп Zn РЬ Си Примеси, не более Полуфабрикаты и области применения
Сплавы систем Cu-Ni-Zn и Cu-Ni-Zn-Pb (нейзильберы)
МНЦ15 - 20 13,5 - 15,0 18,0 - 22,0 0,5Fe; 0,15Si; 0,05 Mg; 0,30Мп; 0,020Р; 0,005S; 0,03С; 0,005Р; 0,002Bi; 0,01 As; 0,002Sb сумма - 0,9 Полосы, ленты, трубы, прут- ки, проволока; для приборов точной механики, медицин- ский инструмент, детали телефонной промышленно- сти, сантехники, столовые приборы, детали, получае- мые глубокой вытяжкой, для электротехнических целей
МНЦ12 - 24 11,0-13,0 - - - Ост. - 62,0 66,0 0,3Fe; 0,05Pb; сумма - 0,6 Листы, полосы, лента, прутки, профили, трубы; корпусы для часов, горячеспрессованные детали
МНЦ18 - 27 17,0 - 19,0 - - - Ост. - 53,0 56,0 0,3Fe; 0,05Pb; сумма - 0,6
МНЦ18 - 20 17,0 - 19,0 Ост. 60,0 64,0 0,3Fe; 0,5Mn; 0,03Pb; сумма - 0,6 Ленты, полосы, листы, прут- ки, проволока. Пружины реле, детали, получаемые глубокой вытяжкой, столо- вые приборы, художествен- ные изделия
МНЦС16 - 29 - 1,8 15,0 - 16,5 - - - Ост. 1,6 - 2,0 51,0 55,0 Сумма - 1,0 Полосы, для деталей часовой промышленности
Сплавы системы Cu-Ni-Fe-Mn (мельхиоры)
МНЖ5 - 1 5,0 - 6,5 1,0 - 1,4 0,3 - 0,8 Ост. 0,01As; 0,005Sb; 0,01S; 0,002Bi; 0,005Pb; 0,04P; 0,15Si; 0,03C; 0,5Zn; 0,lSn сумма - 0,7 Листы, трубы, прутки. Тру- бопроводы, детали для элек- тротехники и приборострое- ния
МНЖМцЮ - 1 - 1 9,0 - 11,0 - 1,0 - 2,0 0,3 - 1,0 - - Ост. 0,3Zn; 0,03Pb; 0,03S; 0,03C сумма - 0,5 Конденсаторные трубы, трубные доски кондиционе- ров в приборостроении
510 Глава 4.4. МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
Продолжение табл. 4.4.2
Марка Ni + Со А1 Fe Мп Zn Pb Cu Примеси, не более Полуфабрикаты и области применения
МНЖМцЗО - 1 - 1 (мельхиор) 29,0 - 33,0 0,5 - 1,0 0,5 - 1,0 Ост. 0,15Si; 0,05РЬ; 0,01S; 0,05С; 0,006Р; сумма - 0,6 Трубы конденсаторов для морских судов, плиты и пла- стины для теплообменников с масляным охлаждением, опреснители для получения питьевой воды из морской; аппаратостроение, конди- ционеры, трубы термостатов
Сплавы системы Cu-Ni-Mn
МНМц43 - 0,5 (копель) 42,5 - 44,0 0,10-1,0 Ост. 0,5Fe; 0,1 Si; 0,05Mg; 0,002Pb; 0,01S; 0,1С; 0,002P; 0,002Bi; сумма - 0,6 Проволока для термопар и компенсационных проводов; применяется в радиотехни- ческих и других приборах, где рабочая температура не превышает 600 °C
МНМц40 - 1,5 (константан) 39,0 - 41,0 1,00 - 2,00 Ост. 0,5Fe; 0,1 Si; 0,05Mg; 0,005Pb; 0,02S; 0,lC; 0,05P; 0,002Bi; 0,01As; 0,002Sb; сумма - 0,9 Проволока, прутки, лента, для изготовления реостатов, термопар, нагревательных приборов с рабочей темпера- турой до 500 °C
МНМцЗ - 12 (манганин) 2,50 - 3,50 11,50- 13,5( Ост. 0,5Fe; 0,1 Si; 0,03Mg; 0,02Pb; 0,02S; 0,05C; 0,005P; 0,002Bi; 0,005As; 0,002Sb; сумма - 0,9 Проволока, резисторный материал с малым темпера- турным коэффициентом электросопротивления; при- меняется для приборов элек- тросопротивления с рабочей температурой до 100 °C, а также для точных измери- тельных приборов
МНМнАЖЗ-12- -03-03 (манганин) 2,5 - 3,5 0,20 - 0,40 0,2-0,5 11,50 - 13,50 - - Ост. Сумма - 0,4
Примечание: 1. Примеси, не указанные в таблице, учитываются в общей сумме примесей. 2. Содержание отдельных примесей может
корректироваться по соглашению с потребителем.
МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
512
Глава 4.4. МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
4.4.1. КОНСТРУКЦИОННЫЕ СПЛАВЫ
Конструкционные медно-никелевые
сплавы дополнительно содержат алюминий,
марганец, цинк и железо (см. табл. 4.4.2).
Свойства и режимы обработки этих сплавов
приведены в табл. 4.4.3 - 4.4.6.
4.4.3. Типичные свойства медно-никелевых конструкционных сплавов
Марка Состояние ав, МПа <*о,2»МПа 8, % НВ Е, ГПа XCU, МДж/м2
МН95 - 5 Мягкое 220 - 270 - 50 38 - -
Твердое 470 - 4 88 - -
МН19 Мягкое 300 - 400 - 35 - 40 70 - -
Твердое 500 - 600 450 - 550 3 - 5 128 140 -
МНА13 - 3 Мягкое 380 - 470 - 28 75 - 85 - -
(куниаль А) Твердое 900 - 950 - 7 - - 0,5
Состаренное 900- 1000 - 4 260 - -
МНА6 - 1,5 Мягкое 300 - 450 80 13 60 - 70 - 1,2
(куниаль Б) Твердое 650 - 750 - 5 - - -
Состаренное 650 - 24 210 - -
Деформация на 25 % и старение (НТМО) 800 - 900 5 - 10
МНЦ15 - 20 Мягкое 400 - 450 - 35 - 45 70 - -
Твердое 600 - 720 500 - 600 2 - 5 160 - 175 130 -
МНЦС16 - 29 - 1,8 Мягкое 350 - 450 - 40 - 45 - - -
Твердое 600 - 700 - 2 - 4 - 127 -
МНЖ5 - 1 Мягкое 220 - 260 - 50 - 60 40 - 50 - -
Твердое 400 - 500 - 5 - 10 110 - 120 - -
МНЖМцЗО - 1 - 1 Мягкое 350 - 450 - 40 - 50 70 - 0,9
Твердое 550 - 650 - 3 - 5 150 145 -
Мельхиорами называют двойные (МН 19)
и более сложные сплавы на основе меди, ос-
новным легирующим элементом которых яв-
ляется никель. Мельхиоры имеют однофаз-
ную структуру и поэтому хорошо обрабаты-
ваются давлением в горячем и холодном со-
стоянии. Для повышения коррозионной стой-
кости в морской воде, а также в среде паро-
вого конденсата их дополнительно легируют
железом и марганцем. Эти элементы в тех
количествах, в которых их вводят в состав
мельхиоров, растворены в медно-никелевом
твердом растворе и не ухудшают деформаци-
онные возможности сплавов. Мельхиоры от-
личаются хорошими прочностными свойства-
ми, которые можно существенно повысить
нагартовкой. Мельхиор с повышенными содер-
жанием никеля МНЖМцЗО-1-1 отличается
высокой коррозионной стойкостью в пресной
и морской воде, паре. Из него изготовляют
конденсаторные трубки, работающие в тяже-
лых условиях (при повышенных давлениях и
температурах), где латунные и медные трубы
неприменимы.
Нейзильберы - это сплавы тройной сис-
темы Cu-Ni-Zn, содержащие 5 - 35 % Ni и 12-
40 % Zn. В системе Cu-Ni-Zn имеется об-
ширная область твердых растворов
(рис. 4.4.4). Нейзильберы, составы которых
приведены в табл. 4.4.2 (кроме МНЦС16-28-
1.8), находятся в области а-раствора и имеют
однофазную структуру. Цинк сообщает мед-
но-никелевым сплавам серебристый цвет и
снижает их стоимость. Нейзильберы легко обра-
батываются давлением в горячем и холодном
состоянии. Нейзильберы типа МНЦ15 - 20 от-
личаются красивым серебристым цветом, не
окисляются на воздухе и обладают достаточно
высокими механическими свойствами.
Рис. 4.4.4. Изотермический разрез диаграммы
состояния системы Cu-Ni-Zn при 20 °C
17 Зак. 225
4.4.4. Гарантируемые механические свойства важнейших полуфабрикатов из медно-никелевых деформируемых сплавов
Сплав ГОСТ Полуфабрикат Состояние Толшина, мм (или диаметр) Механические свойства
<тв, МПа В П] 8, % ределах или не ме НВ нее
МН95 - 5 17217-79 Прутки Мягкое Твердое (3 - 50) 245 - 294 441 - 490 30 - 50 2 - 6 196 343 - 392
Трубы Мягкое Твердое (6 - 260) 216 284 33 -
МН19 492 - 73, 5063 - 73 5187 - 70 Полосы Мягкое Твердое 0,5 - 10 300 400 30 3 -
Ленты Мягкое Твердое 0,1 - 2,0 300 400 25 2,5 -
Прутки Мягкое Твердое (3 - 50) 300 400 - -
МНА13 - 3 492 - 73, 17217 - 79 Прутки Мягкое Твердое Прессованное (3 - 50) (60 - 120) 372 - 461 882 - 931 700 10 - 15 2-5 7 255
МНА6 - 1,5 492 - 73 Прутки, полосы Мягкое Твердое Состаренное (3 - 50) 1 - 3 343 - 441 637 - 735 539 28-40 4-7 3 78 205
МНЦ15 - 20 492 - 73, 5187 - 70, 17217 - 79, 5220 - 78, 5063 - 73 Полосы, ленты Мягкое 0,1 - 2,0 350 35 -
Полутвердое 0,1 - 0,5 0,5 - 2,0 440 - 540 440 - 540 6 12 -
Твердое 0,1 - 2,0 540 - 690 2 -
Особо твердое 0,1 - 2,0 690 - -
Прутки тянутые и катаные Мягкое (6 - 50) 300 30 -
После деформации (6 - 22) (23 - 30) (32 - 50) 441 392 343 5 7 8 -
КОНСТРУКЦИОННЫЕ СПЛАВЫ 513
Сплав ГОСТ Полуфабрикат
МНЦ15 - 20 17217 - 79 Проволока
МНЦС16 - 29 - 1,8 492 - 73 Полосы
МНЖ5 - 1 492 - 73, 17217 - 79 Листы холоднокатаные
Листы
Прутки
Трубы
Трубы тянутые
Листы, полосы
МНЖМцЗО - 1 - 1 492 - 73, 5063 - 73, 10092 - 75 Трубы тянутые
Продолжение табл. 4.4.4
Толщина, мм Механические свойства
Состояние (или диаметр) ств, МПа 8, % НВ
в пределах или не менее
Мягкое (0,1 - 0,2) 350 1,5 -
Полутвердое (1,10 - 5,0) 350 30 -
Твердое (0,60 - 1,0) 445 3 -
(1,10 - 5,0) 445 5 -
(0,10 - 2,0) 686 - 1078 - -
(2,20 - 5,0) 539 - -
Мягкое 1,5 - 8,0 343 - 441 40-45 -
Твердое 588 - 686 2-4 -
Мягкое 0,5 - 20,0 216 - 255 50-60 -
Горячекатаное 4,5 - 22 390 - 490 5 - 10 -
Прессованное (60) 250 30 -
Прессованное (6 - 260) 200 30 -
Мягкое (1 - 60) 260 30 -
Мягкое 0,5 - 20 294 30 -
Твердое 392 3 -
Мягкое (10 - 60) 363 30 90 - 130
Полутвердое 490 10 140 - 190
Глава 4.4. МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
КОНСТРУКЦИОННЫЕ СПЛАВЫ
515
4.4.5. Физические свойства медно-никелевых сплавов
Марка Гпл, °C (ликвидус) у, кг/м3 р, мкОм • м X, Вт/(м • К) ср* Дж/м • К а’, К-1 а • 106, к-1
МН95 - 5 1120 8700 0,08 394 377 0,0015 16,4
МНА6 - 1,5 1183 8700 - - - - -
МНА13 - 3 1140 8500 - - - -
МНЦ15 - 20 1080 8700 0,26 27,2 396 0,0002 16,6
МНЦС16 - 29 - 1,8 1120 8820 - - - - -
МН19 1190 8900 0,287 38,4 - 0,0003 16
МНЖ5 - 1 1120 8700 0,08 129,5 - 0,0015 16,4
МНЖЗО - 1 - 1 1230 8900 0,42 37,2 - 0,0012 16
МНМц40 - 1,5 1260 8900 0,48 20,8 410 +0,00002 14,4
МНМц43 - 0,5 1290 8900 0,49 24,3 - -0,00014 14,0
МНМцЗ - 12 1010 8400 0,435 21,8 407 0,00003 16,0
4.4.6. Технологические свойства и режимы обработки медно-никелевых сплавов
Марка Температура, °C Обрабаты - ваемосгь резанием*3
литья горячей обработки деформиро- ванием начала рекристал- лизации полного отжига отжига для уменьше- ния остаточных напря- жений максима- льная рабочая
МН95 - 5 1200 950 - 1000 350 650 - - -
МНЖ5 - 1 1200 950 - 1000 350 650 - - -
МНА13 - 3 1250 - 1300 900 - 1000 900*1 500*2 - - -
МНА6 - 1,5 1200 - 1250 850 - 900 900*1 500*2 - - -
МНЦ15 - 20 1150 - 1170 950 - 970 700 - 750 250 - 300 - 20
МНЦС16 - 29 - 1,8 1250 - 1260 - 750 250 - 50
МН19 1280 - 1300 980 - 1030 420 690 - 780 - - -
МНЖЗО - 1 - 1 1330 - 1350 900 - 960 450 780 - 810 250 - 300 - 20
МНМц40 - 1,5 1280 - 1300 1080 - 1130 800 - 850 - - -
МНМц43 - 0,1 1280 - 1300 1100-1150 800 - 850 - 500*4 900*5 -
МНМцЗ - 12 1160 - 1175 800 - 850 700 - 750 250 - 375 100 -
* ’ Температура закалки.
* 2 Температура отпуска.
* 3 В % по отношению к обрабатываемости латуни ЛС63 - 3.
* 4 Для элементов сопротивления.
* 5 Для термопар.
Рис. 4.4.5. Изотермические разрезы диаграммы состояния системы Cu-Ni-Al при 1000 °C (а) и 400 °C (б):
1 - МНА6 - 1,5 (куниаль Б); 2 - МНА13 - 3 (куниаль А)
17*
4.4.7. Электрические и термоэлектрические свойства константана (МНМц40 - 1,5), копеля (МНМц43 - 0,5) и манганина (МНМцЗ - 12)
при различных температурах
Т, °C р, мкОм • м а' 106, К'1 ТемроЭДС в паре с платиной при температуре холодного спая, 0 °C, мкВ
Константан Копель Манганин Константан Копель Манганин Константан Копель Манганин
0 0,483 0,504 0,4337 - -140 - 0 0 0
100 0,482 0,497 0,4331 20,6 -120 80 -3,4 -4,0 +0,89
200 0,483 0,491 0,4282 20,7 -100 67,2 -7,2 -8,5 + 1,89
300 0,485 0,486 0,4281 41,4 -60 2,8 -11,3 -13,5 +3,29
400 0,488 0,483 0,4281 72 9 0 -15,5 -18,5 +5,06
500 0,497 0,483 - 112,5 40 - -19,9 -23,7 -
600 0,503 0,485 - 182 60 - -24,5 -27,4 -
700 0,509 0,488 - 129 80 - -29,1 -34,6 -
800 0,515 0,492 - 137,5 - - -40,2 -
4.4.8. Гарантируемые механические и физические свойства проволоки из медно-никелевых электротехнических сплавов
Марка ГОСТ Диаметр проволоки, мм Состояние ств, МПа 5, % р, мкОм • м ТермоЭДС в паре с медью при температуре свободного конца 0 °C и рабочего конца 100 °C, мкВ
не менее
МНМ1143 - 0,5 (копель) 1791 - 67, 1790 - 77 0,2; 0,3 0,4 - 2,5 0,5; 0,7; 1,2; 3,2; 5 Мягкое 322 322 322 15 20 20 0,47 + 0,05 0,47 ± О3О5 -4,81 ±0,10
МНМц40 - 1,5 (константан) 1791 - 67, ’5307 - 77, 5189 - 75 0,2; 0,3 0,4 - 2,5 0,02 - 5 Мягкое 322 10 15 0,465 ±0,015 -4,10 ±0,15
Твердое 637 - 0,49 ±0,03 -
МНМцЗ - 12 (манганин) 10155 - 75 0,02 - 0,04 0,05 - 6,0 0,05 - 0,09 0,1 - 6 Твердое 882 834 9 0,48 ± 0,05 -
Мягкое 322 540 10 15 0,47 ± 0,05 -
МНМцАЖЗ - 12-0,3-0,3 10155 - 75 0,05 - 0,09 0,1 - 6 Мягкое - 10 15 0,47 ±0,05 -
Глава 4.4. МЕДНО-НИКЕЛЕВЫЕ СПЛАВЫ
ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
517
Применяют для изготовления деталей
приборов и арматуры, работающей во влаж-
ной и коррозионно-активной среде.
Для улучшения обрабатываемости реза-
ным некоторые нейзильберы (МНЦС16 - 2,9
- 1,8) легируют свинцом. Такие сплавы обра-
батываются давлением лишь в холодном со-
стоянии, так как свинец вызывает горячелом-
кость. Наиболее широко применяется ней-
зильбер МНЦ15 - 20. Свинцовый нейзильбер
МНЦС16 - 2,9 - 1,8 используется лишь для
изготовления деталей часовых механизмов .
Куниалями называют медно-никелевые
сплавы с добавками алюминия. Никель и
алюминий при высоких температурах раство-
ряются в меди в больших количествах, но с
понижением температуры растворимость рез-
ко уменьшается (см. рис. 4.4.5). По этой при-
чине сплавы системы Cu-Ni-Al эффективно
упрочняются закалкой и старением. Упрочне-
ние при старении достигается за счет выделе-
ния дисперсных фаз Ni3Al и NiAl.
В промышленности применяют куниаль
А (МНА13 - 3) и куниаль Б (МНАб - 1,5).
Они отличаются высокими механическими и
упругими свойствами, коррозионной стойко-
стью, удовлетворительно обрабатываются дав-
лением. Режимы закалки и старения этих
сплавов приведены в табл. 4.4.4. Еще более
высокую прочность куниаль МНАб - 1,5 мо-
жет получить, если между закалкой и старе-
нием применить холодную пластическую де-
формацию (НТМО). Куниали не склонны к
хладноломкости. При понижении температу-
ры растет не только прочность, но и пластич-
ность этих сплавов.
Медно-никелевые сплавы хорошо сва-
риваются и паяются (кроме сплавов, в кото-
рых содержится алюминий) твердыми и мяг-
кими припоями. В машиностроении приме-
няют плоский и круглый прокат из медно-
никелевых сплавов, а также прессованные
полуфабрикаты и проволоку (см. табл. 4.4.4).
4.4.2. ЭЛЕКТРОТЕХНИЧЕСКИЕ СПЛАВЫ
Медно-никелевые сплавы этой группы
обладают особыми термоэлектрическими
свойствами (табл. 4.4.7, 4.4.8) и широко ис-
пользуются для электротехнических целей.
Сплавы высокого электросопротивления де-
лят на презиционные, реостатные и сплавы
для компенсационных проводов и электродов
термопар.
Копель МНМц43 - 0,5 отличается высо-
ким удельным электрическим сопротивлени-
ем. В паре с медью, хромелем и железом он
дает большую термоэлектродвижущую силу
при ничтожно малом (практически равным
нулю) температурном коэффициенте электро-
сопротивления. Копель широко применяется
в пирометрии в качестве компенсационного
провода и отрицательного электрода термо-
пар. Проволока поставляется комплектно с
хромелем или железом, образующих вместе
стандартную термопару. Копель также приме-
няется в радиотехнических и других прибо-
рах, где рабочая температура не превышает
600 °C.
Прецизионные сплавы для точных рези-
сторов образцовых мер, измерительных при-
боров и вычислительных машин должны от-
личаться исключительно высокой временной
и температурной стабильностью своих элек-
трических параметров и обладать малой термо
ЭДС в паре с медью (или другими соедини-
тельными проводами) во избежание погреш-
ностей от дополнительного источника, оши-
бок.
Одним из наиболее стабильных сплавов
является манганин МНМцЗ - 12, выпускае-
мый в виде проволоки диаметром от 0,05 мм
и более, а также в микропроводах диаметром
3-10 мкм в стеклянной оболочке. После
стабилизирующей термической обработки
(отжиг при постепенно снижающихся темпера-
турах, начиная с 400 °C и кончая 20 °C) он при-
обретает уже не изменяющиеся при эксплуа-
тации электрические свойства и весьма малую
термо ЭДС в паре с медью: * 1 мкВ/°С; отли-
чается также достаточно высокой прочностью
(ств = 500 -i- 550 МПа), но невысокой пластич-
ностью (см. табл. 4.4.8). Манганин применяют
в образцовых сопротивлениях, в магазинах,
уравновешенных мостах, для добавочных со-
противлений и шунтов измерительных прибо-
ров высокого класса точности 0,1; 0,2; 0,5.
Основным недостатком манганина является
узкий интервал температур стабильной работы
(± 60 °C) и относительно малые значения
удельного электросопротивления и пластич-
ности. В манганине МНМцЗ - 12 при дли-
тельной работе происходит процесс старения
(в твердом растворе протекает процесс типа
К-состояния), сопровождающийся изменени-
ем электрических свойств. Для стабилизации
свойств в состав вводят небольшие добавки
алюминия и железа (манганин марки
МНМцАЖЗ - 12 - 0,3 - 0,3, см. табл. 4.4.2).
Как и манганин, высокое и стабильное в
диапазоне температур ± 100 °C удельное электро-
сопротивление имеет константан МНМц40 - 1,5.
Константан имеет также очень малый темпе-
ратурный коэффициент электросопротивле-
ния. Он достаточно устойчив в отношении
коррозии, жаростоек, имеет высокие механи-
ческие свойства (в отожженном состоянии
ов = 400 * 500 МПа; S — 40 + 50 %) и хорошо
обрабатываются давлением: из него получают
проволоку диаметром до 0,004 мм. Однако
применение его в качестве точных сопротивле-
ний ограничено из-за высокого значения термо-
518
СПИСОК ЛИТЕРАТУРЫ
ЭДС в паре с медью - 40 мкВ/ °C (последнее,
однако, позволяет его использовать в термо-
парах для измерения температур до 700 °C).
Константан применяют для изготовле-
ния реостатов, потенциометров, термопар и
нагревательных приборов с рабочей темпера-
турой до 500 °C.
СПИСОК ЛИТЕРАТУРЫ
1. Баженов М. Ф., Карпачев Д. Г., Мил-
лер С. М. и др. Прокат из тяжелых цветных
металлов: Справочник. М.: Металлургия. 1973.
424 с.
2. Бобылев А. В. Механические и техно-
логические свойства металлов: Справочник.
М.: Металлургия, 1980. 296 с.
3. Двойные и многокомпонентные сис-
темы на основе меди: Справочник / Под ред.
Н. X. Абрикосова. М.: Наука. 1979. 248 с.
4. Захаров А. М. Промышленные сплавы
цветных металлов. Фазовый состав и структур-
ные составляющие. М.: Металлургия. 1980. 256 с.
5. Колачев Б. А., Габидуллин Р. М., Пи-
гузов Ю. В. Технология термической обработ-
ки цветных металлов и сплавов. М.: Метал-
лургия. 1992. 272 с.
6. Колачев Б. А., Елагин В. И. Лива-
нов В. А. Металловедение и термическая об-
работка цветных металлов и сплавов. М.:
МИСИС. 1999, 416 с.
7. Конструкционные материалы: Спра-
вочник /Б. Н. Арзамасов, В. А. Брострем,
Н. А. Буше и др. / Под общ. ред. Б. И. Арза-
масова. М.: Машиностроение. 1990. 688 с.
8. Производство отливок из сплавов цвет-
ных металлов / А. В. Курдюмов, М. В. Пикунов,
В. М. Чурсин, Е. Л. Бибиков, 2-е изд. М.:
МИСИС. 1996, 504 с.
9. Мальцев М. Б. Металлография про-
мышленных цветных металлов и сплавов. М.:
Металлургия, 1970. 368 с.
10. Материалы в машиностроении.
Цветные металлы и сплавы: Справочник /
Под ред. Л. П. Лужникова. М.: Машино-
строение. Т. 1, 1967, 304 с.
11. Машиностроительные материалы:
Справочник / Под ред. В. М. Раскатова. М.:
Машиностроение, 1980, 512 с.
12. Международный транслятор совре-
менных сталей и сплавов: Международная ин-
женерная энциклопедия / Под ред. В. Л. Кер-
шенбаума. М.: Наука и техника. Т. 3. 1993.
640 с.
13. Николаев А. К., Новиков А. И., Ро-
зенберг В. М. Хромовые бронзы. М.: Метал-
лургия, 1983, 176 с.
14. Николаев А. К., Розенберг В. М.
Сплавы для электродов контактной сварки.
М.: Металлургия, 1978, 96 с.
15. Пастухова Ж. П., Рахштадт А. Г.
Пружинные сплавы цветных металлов. М.:
Металлургия. 1983, 176 с.
16. Розенберг В. М., Дзуцев В. Т. Диа-
граммы изотермического распада в сплавах на
основе меди: Справочник. М.: Металлургия.
1989. 328 с.
17. Рубин М. Б., Бахарева В. Е. Под-
шипники в судовой технике. Л.: Судострое-
ние. 1987, 344 с.
18. Свойства элементов: Справочник /
Под ред. Г. В. Самсонова. М.: Металлургия.
Ч. 1, 1976, 600 с.
19. Смирягин А. П., Смирягина Н. А., Бе-
лова А. В. Промышленные цветные металлы и
сплавы. М.: Металлургия. 1974, 488 с.
20. Смитлз К. Д. Металлы: Справочник.
М.: Металлургия, 1980. 445 с.
21. Справочник машиностроителя / Под
ред. М. Л. Бернштейна и А. Г. Рахштадта. М.:
Машиностроение. Т. 6, 1964, 540 с.
22. Справочник металлиста / Под ред.
А. Г. Рахштадта и В. А. Брострема. М.: Ма-
шиностроение. Т. 2. 1976. 618 с.
23. Цветное литье: Справочник / Н. М. Гал-
дин, Д. Ф. Чернега, Д. Ф. Иванчук и др. / Под
общ. ред. Н. М. Гаддина. М.: Машиностроение.
1989, 528 с.
24. Dies Р. Kupfer und Kupferlegierungen
in Technik, Berlin, 1967. 858 s.
Раздел 5
НИКЕЛЬ И НИКЕЛЕВЫЕ СПЛАВЫ*
Глава 5.1
ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ
СПЛАВЫ
5.1.1. ОБЛАСТИ ПРИМЕНЕНИЯ
Среди трех основных групп жаропроч-
ных материалов на никелевой, железо-
кобальтовой и кобальтовой основах, как по
объему производства, так и по широте ис-
пользования, основное место занимают нике-
левые сплавы. В сравнении с другими жаро-
прочными сплавами никелевые сплавы ис-
пользуются в качестве материала для изготов-
ления наиболее ответственных и тяжелона-
груженных деталей горячего тракта газотур-
бинных двигателей и установок (диски, рабо-
чие и сопловые лопатки турбины, камера
сгорания, крепеж и т.д.) авиационного, мор-
ского и наземного назначения, когда одно-
временно требуется высокая жаростойкость и
сопротивление коррозии, ползучести и уста-
лости. Жаропрочные никелевые сплавы
(ЖНС) используются также при изготовлении
матриц и прессового инструмента для горячей
обработки металлов давлением.
Высокотемпературные механические
свойства жаропрочных сплавов предопреде-
ляются относительно высокими коррозион-
ными свойствами никеля, ГЦК структурой
его кристаллической решетки, способностью
образовывать широкие области твердых рас-
творов замещения со многими элементами
Периодической системы элементов Д. И.
Менделеева и упорядоченную фазу на основе
интерметаллического соединения NiaAl (у1-
фаза), которая сохраняет стабильность до
высоких температур.
Общей тенденцией в развитии жаро-
прочных сплавов было непрерывное увеличе-
ние количества у'-фазы, снижение содержа-
ния Сг, дополнительное легирование туго-
плавкими переходными металлами, бором,
редкоземельными металлами (РЗМ) и получе-
ние деталей литьем по выплавляемым моде-
лям в вакууме.
Развитие технологии литья методом на-
правленной кристаллизации привело к полу-
чению отливок лопаток турбин со столбчаты-
ми зернами, вытянутыми параллельно оси
наибольших напряжений, и лопаток с моно-
кристаллической структурой с повышенными
характеристиками сопротивления термиче-
ской усталости и ползучести. Достижения в
разработке новых жаропрочных сплавов, по-
лучаемых направленной кристаллизацией
никелевых эвтектических сплавов с карбид-
интерметаллидным упрочнением, открывают
перспективы дальнейшего повышения рабо-
чей температуры лопаток (рис. 5.1.1).
В табл. 5.1.1. приведены основные и
перспективные литейные жаропрочные нике-
левые сплавы.
Рис. 5.1.1. Температурный уровень работоспособности (при а = 140 МПа и t «= 100 ч)
литейных жаропрочных никелевых сплавов
В ГОСТе 5632-72 в ред. 1991 г. приведенные в разделе марки сплавов указаны в скобках.
5.1.1. Типичный химический состав (%, остальное Ni) основных и перспективных литейных жаропрочных никелевых сплавов*
Сплав С Сг Со Мо W Та Nb Al Ti Hf Re V Zr В Y, Г/СМ3
Сплавы для равноосного литья
ВЖЛ12У 0,17 9,5 14,0 3,1 1,4 - 0,8 5,3 4,5 - - 0,7 0,02 0,035 7,93
ЖС6К 0,16 п.з 4,5 4,0 5,0 - - 5,5 2,85 - - - 0,04 0,02 8,16
ЖС6У 0,17 8,8 9,8 1,8 10,3 - 1,0 5,6 2,4 - - - 0,04 0,035 8,40
IN-100 0,18 10,0 15,0 3,0 - - - 5,5 4,7 - - 1,0 0,06 0,014 7,75
IN-713LC 0,11 12,0 - 4,5 - - 2,0 5,9 0,6 - - - 0,1 0,01 8,0
IN-738LC 0,11 16,0 8,5 1,75 2,6 1,75 0,9 3,4 3,4 - - - 0,04 0,01 8,10
IN-792 0,12 12,7 9,0 2,0 3,9 3,9 - 3,2 4,2 - - - 0,1 0,02 8,30
MAR-M200 0,15 9,0 10,0 - 12,5 - 1,8 5,0 2,0 - - - 0,05 0,015 8,53
MAR-M246 0,15 9,0 10,0 2,5 10,0 1,5 - 5,5 1,5 - - - 0,05 0,015 8,44
Сплавы для направленной кристаллизации
ЖС6Ф 0,15 5,5 9,5 1,0 12,0 - 1,6 5,5 1,1 1,2 - l,o 0,08 0,015 8,64
ЖС26 0,13 4,4 8,5 1,1 11,9 - 1,7 5,9 0,9 - - 0,9 0,05 0,015 8,57
ЖСЗО 0,16 7,0 8,5 0,7 11,8 - 0,9 5,3 1,9 0,8 - - - 0,015 8,40
ЖС32 0,15 4,9 9,0 1,0 8,5 4,0 1,6 5,9 - - 4,0 - - 0,015 8,75
MAR-M247 0,16 8,5 10,0 0,65 10,0 3,0 - 5,6 1,0 1,4 - - 0,04 0,015 8,50
MAR-M2000 +2%Hf 0,14 9,0 10,0 - 10,0 2,5 - 5,5 1,5 1,5 - - 0,05 0,015 -
CM247LC 0,07 8,1 9,3 0,5 9,5 3,0 - 5,6 0,7 1,4 - - 0,01 0,015 8,53
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Продолжение табл. 5.1.1
Сплав С Сг Со Мо W Та Nb Al Ti Hf Re V Zr в у, г/см3
PWA-1426 0,10 6,5 10,0 1,7 6,5 4,0 - 6,0 - 1,5 3,0 - - - -
CM186LC 0,07 6,0 9,0 0,5 8,0 3,0 - 5,7 0,7 1,4 3,0 - - - 8,70
Renel42 0,12 6,6 12,0 1,5 4,9 6,4 - 6,2 - 1,5 2,8 - 0,03 0,015 8,68
Сплавы для монокристального литья
ЖСЗОМ - 7,0 7,5 0,6 11,7 - 1,1 5,1 1,8 0,1 - - - - 8,64
ЖС36 - 4,0 7,0 1,6 11,7 - 1,1 5,8 1,1 - 2,0 - - - 8,72
ЖС40 - 6,3 0,5 4,2 7,0 7,0 0,2 5,3 - - - - - - 8,84
ЖС32М 0,05 4,5 8,5 1,3 5,0 4,5 - 5,5 - - 5,5 - - - 8,85
CMSX-2 - 8,0 5,0 0,8 8,0 6,0 - 5,6 1,0 - - - - - 8,56
PWA-1480 - 10,0 5,0 - 4,0 12,0 - 5,0 1,5 - - - - - 8,70
SC-83 - 6,5 - 4,3 7,3 7,3 - 5,1 - - - - - -
МС-2 - 8,0 5,0 2,0 5,0 3,5 - 6,0 1,5 - - - - - 8,63
АМ-3 - 8,0 5,5 2,25 5,0 3,5 - 6,0 2,0 - - - - - 8,25
SRR-99 - 8,0 .5,0 - 10,0 3,0 - 5,5 2,2 - - - - - 8,56
RR-2000 - 10,0 15,0 - - - - 5,5 4,0 - - l,o - - 7,87
CMSX-4 - 6,0 9,0 0,6 6,0 7,0 - 5,6 1,0 0,1 3,0 - - - 8,70
PWA-1484 - 5,0 10,0 2,0 6,0 9,0 - 5,6 - 0,1 3,0 - - - 8,95
ReneN5 0,05 7,0 8,0 2,0 5,0 7,0 - 6,2 - 0,15 3,0 - - 0,004 8,63
ReneN6 0,05 4,2 12,5 1,4 6,0 7,2 - 5,7 - 0,03 5,4 - - 0,004 8,97
CMSX-10 - 2,0 3,0 0,4 5,0 8,0 0,1 5,7 0,2 0,15 6,0 - - - 9,05
TMS-75 - 3,0 12,0 2,0 6,0 6,0 - 6,0 - 0,1 5,0 - - - -
ОБЛАСТИ ПРИМЕНЕНИЯ
♦ Сплавы под торговыми марками IN, PWA, MAR, CM, Rene разработаны фирмами США; SRR; RR - Великобритании; AM, МС - Франции; SC, TMS - Япо-
нии; ВЖЛ, ЖС - России.
522
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.2. ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
Основой ЖНС является система Ni-Al
(рис. 5.1.2), которая со стороны никеля харак-
теризуется ограниченными ГЦК твердыми
растворами алюминия в никеле (у-фаза) и
образованием интерметаллическоого соедине-
ния NiaAl (у'-фаза) с упорядоченной кристал-
лической решеткой гранецентрированного
куба структурного типа L12-
По способу получения, структуре и ме-
ханизмам упрочнения ЖНС можно разделить
на четыре группы: поликристаллические
сплавы с равноосной и столбчатой структурой
зерен, монокристальные и эвтектические
сплавы. Общим для этих сплавов является то,
что все они имеют гетерофазное строение,
основными элементами которого являются
сложнолегированный никелевый ГЦК твер-
дый раствор (матричная у-фаза) и дисперсные
частицы выделений у'-фазы.
В сплавах с поликристаллической струк-
турой имеются карбидные и боридные фазы
различного типа: на основе монокарбидов
титана, ниобия, тантала и гафния (МС-
карбиды); сложные карбиды (MgC) на основе
тугоплавких металлов VIA группы Периодической
системы элементов Д. И. Менделеева и никеля
[Ni3(W, Мо)зС]; на основе карбидов хрома
типа М23С6, М7С3; бориды в виде зерногра-
ничных выделений по типу М3В2 (где М: Мо,
W, Ti, Сг, Ni, Со).
В зависимости от легирования, условий
кристаллизации и термической обработки в
структуре ЖНС наблюдаются и другие фазы,
оказывающие сложное влияние на характери-
стики жаропрочности: фазы на основе ОЦК
твердых растворов легирующих элементов в
хроме, вольфраме и молибдене (a-фаза); ин-
терметаллические фазы типа Ni3X (где X: Nb,
Та, Ti) и NisX (где X: Hf, Zr); топологически
плотноупакованные (ТПУ) интерметалличе-
ские фазы типа ст и ц.
Рис. 5.1.2. Фрагмент диаграммы состояния
системы Ni-Al
Формирование литой структуры ЖНС
начинается при кристализации с образования
в относительно небольшом интервале темпе-
ратур кристаллов у-твердого раствора в форме
дендритных ветвей. Далее, одновременно с
затвердеванием жидкости междендритных
областей, образуются монокарбиды МС по
эвтектической реакции: Ж => у + МС. Закан-
чивается формирование литой структуры
ЖНС кристаллизацией фаз эвтектического
происхождения, которые выделяются в глобу-
лярной или дендритообразной форме: у’эет,
MgC, а. Затем в процессе охлаждения с тем-
пературы ниже у'-сольвус (температурная рас-
творимость у'-фазы в у-растворе ) первичный
у-твердый раствор распадается с выделением
дисперсных частиц у'-фазы. Этот процесс,
протекая с небольшим температурным пере-
охлаждением (10 - 20 °C) относительно у'-
сольвус, носит в ЖНС спонтанный характер,
связанный с гомогенным зарождением и
дальнейшим ростом выделений у'-фазы при
малых путях диффузии атомов.
Морфология и геометрические размеры
фаз, их распределение по дендритным ячей-
кам ЖНС могут изменяться в процессе кри-
сталлизации и последующего охлаждения из-
за изменения технологических параметров
процесса, взаимосвязь которых выражается
соотношениями:
F -G/R- ЛТ/D;
X = qW~n .
Здесь F - параметр, численная величина
которого определяет форму твердо-жидкой
поверхности раздела при кристаллизации: при
больших отрицательных значениях F форми-
руется дендритная либо дендритно-ячеистая
структура сплава, при малых отрицательных -
ячеистая, а при F > 0 поверхность раздела
становится плоской; G - градиент температу-
ры на фронте кристаллизации; R - скорость
перемещения фронта кристаллизации;
А Г = Тл - Тс - температурный интервал
кристаллизации сплава; Тл , Тс - температуры
ликвидуса и солидуса; D - эффективный ко-
эффициент диффузии атомов в расплаве; X -
расстояние между дендритными осями; q -
коэффициент, пропорциональный ДГ;
W = GR - скорость охлаждения; п - показа-
тель степени, п = 0,3 + 0,5 .
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
523
5.1.2. Типичные значения температур фазовых превращений
в литейных жаропрочных никелевых сплавах
Сплав Температура, °C
начала растворения у'-фазы полного растворения у'-фазы локального плавления солидус ликвидус начала выделения карбидов при кри- сталлизации
жсздк 830 1186 - 1262 1366 1300
ВЖЛ12У 880 1229 1256 1273 1333 1320
ВЖЛ12Э 880 1250 1275 1282 1353 1300
ЖС6К 865 1230 - 1257 1364 1322
ЖС6У 867 1234 1249 1276 1360 1324
ЖС16 870 1275 1285 1320 1400 1346
IN-713LC - 1180 - 1240 - 1255 1355 - 1360 -
IN-738LC - 1160 - 1175 1240 - 1250 1270 - 1280 1340 - 1375 -
IN-100 - 1205 - 1225 - 1235 - 1260 1335 - 1350 -
MAR-M200 - 1200 - 1295 - 1315 1380 - 1395 -
MAR-M247 - 1240 - 1245 - 1265 - 1305 1380 - 1385 -
MAR-M200 + + 2 % Hf - 1210 - 1260 - 1295 1375 - 1405 -
ВЖЛ20 880 1244 1265 1265 1348 1308
ЖС6Ф 850 1248 1270 1292 1392 1346
ЖС26 840 1275 1280 1294 1382 1350
ЖС28 - 1273 1305 1325 1420 1352
ЖСЗО - 1245 1272 1295 1404 1318
ЖС32 850 1276 1310 1310 1408 1350
PWA-1422 - 1240 1214 1269 1372 -
PWA-1426 - 1283 1268 1352 1407 -
CM247LC - 1274 1262 1313 1387 -
ЖСЗОМ - 1278 1284 1322 1398 -
ЖС36 855 1296 1306 1340 1430 -
ЖС40 870 1304 1310 1350 1404 -
CMSX-2 - 1290 1320 1315 - 1340 1380 - 1400 -
Rene N4 - 1227 1269 1271 1341 -
Rene N5 - 1304 1317 1336 1387 -
CMSX-4 - 1286 1325 1354 1391 -
PWA-1480 - 1290 1323 1320 1370 -
PWA-1484 - 1293 1329 1350 1402 -
CMSX-10 - 1359 1348 1394 1441 -
Rene N6 - 1291 1315 1365 1439 -
SRR-99 - 1272 - 1305 1370 -
Важнейшими характеристическими тем- температуры ликвидуса, солидуса, кото-
пературами ЖНС являются температуры фа- рые определяют литейные и технологические
зовых превращений (табл. 5.1.2): свойства жаропрочных сплавов, в частности
524
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
такие, как микропористость и склонность к
формированию в отливках в процессе направ-
ленной кристаллизации ориентированных
столбчатых зерен, монокристаллической
структуры, а из эвтектических сплавов естест-
венной композиционной структуры;
температура начала выделения карбидов
МС при кристаллизации Тк - определяет
морфологию и распределение карбидных час-
тиц по дендритной ячейке;
температура локального плавления 7"лп
неравновесных фаз или неравновесный соли-
дус сплава;
температуры начала Тнр и полного Тпр
растворения у'-фазы в у-твердом растворе -
характеризуют термодинамическую стабиль-
ность у'-фазы и гетерофазной у/у' - структуры
сплава (Гпр определяет максимальный темпе-
ратурный уровень работоспособности жаро-
прочных никелевых сплавов);
разность температур (Тпп - Тп^) опре-
деляет возможность применения высокотем-
пературной термической обработки сплавов
без риска оплавления межосных участков
дендритной ячейки.
У жаропрочных сплавов, составам кото-
рых отвечает система Ni-Al-Cr-Co-Ti-W-Mo-
Та- ... -С, многокомпонентная диаграмма
состояния отсутствует. Поэтому наглядное
представление о влиянии легирования на
температуры основных фазовых превращений
дает схема фрагмента диаграммы состояния
у - у' (рис. 5.1.3, а). Этот фрагмент фазовой
диаграммы отвечает следующим эксперимен-
тально установленным фактам.
1. Максимальная суммарная раствори-
мость легирующих элементов (Ti, W, Мо, Та,
Nb,) в у'-фазе многокомпонентных ЖНС со-
ставляет - 10 ат. доля, % и не изменяется при
нагреве сплава вплоть до 1200 °C;
2. При подсолидусных температурах рас-
творимость у'-фазы в у-растворе носит ретро-
градный характер, т.е. с увеличением темпера-
туры ее объемная доля практически не изме-
няется вплоть до Тс.
3. Предельная растворимость углерода в
жаропрочных никелевых сплавах при темпе-
ратуре солидуса составляет 0,015 - 0,020 мае.
доля, % и остается практически неизменной
при более низких температурах.
4. Карбиды МС в жаропрочных никеле-
вых сплавах являются карбидами эвтектиче-
ского происхождения.
Рис. 5.1.3. Политермическое сечение фрагмента
диаграммы состояния системы
(Ni, Сг, Со) - (Al, Ti, Nb ...) (а) и зависимость
количества у'-фазы от температуры (б) в сплавах:
1 - ЖС6У; 2 - ЖС6Ф; 3 - ЖС16
5. Изменение объемной доли у'-фазы в
сплаве в зависимости от температуры см. на
рис. 5.1.3, б.
Легирующие элементы по-разному влия-
ют на температуры фазовых превращений в
ЖНС. Среди легирующих элементов только
вольфрам и рений повышают температуру
солидуса никелевых сплавов. Температура Тпр
у'-фазы определяется общим уровнем легиро-
вания ЖНС, но в большей степени она зави-
сит от суммарного содержания в сплаве у'-
образующих элементов (Al, Ti, Та, Hf, Nb)
(рис. 5.1.4). Легирующие элементы: алюми-
ний, титан, тантал, гафний, цирконий,
вольфрам и молибден оказывают положи-
тельное влияние на Гпр у'-фазы, т.е. повыша-
ют стабильность гетерофазной у/у'-структуры;
напротив, хром, кобальт, ванадий и углерод
понижают, а ниобий и рений практически не
изменяют величину Тпр ЖНС (рис. 5.1.5).
Рис. 5.1.4. Зависимость температуры полного
растворения у'-фазы 7^ - в у-твердом растворе
жаропрочных никелевых сплавов от суммарного
содержания в них легирующих элементов
Al, Ti, Nb, Та, Hf
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
525
Мас. доля элементов ff многокомпонентном сллад^ %
Рис. 5.1.5. Зависимость температуры полного
растворения у'-фазы TnpY> в у-твердом растворе
жаропрочных никелевых сплавов от содержания
легирующих элементов (базовый состав: 0,15 % С;
4,5 % Сг, 9 % Со; 5 % А1; 10 % W; 0,5 % Ti;
0,5 % Мо; 0,5 % Nb; 0,5 % V):
------ элементы, повышающие ТпрГ;
---------- снижающие Тпру;
------- не влияющие на нее
Для каждого сплава данной системы
легирования формируются фазы с присущим
только этому сплаву химическим составом,
определяемым объемной долей фаз и коэф-
фициентами распределения Kt легирующих
элементов между фазами у' и у:
Ki =c,.{y'}/c,{y}.
где С, - концентрация /-го элемента в фазе,
ат. доля, %.
Коэффициент Ki (табл. 5.1.3) меньше
единицы для у-стабилизирующих элементов
(Сг, Со, Mo, Re, V) и больше единицы для у'-
стабилизирующих элементов (Ti, Та, Nb, Hf);
значение Л, для вольфрама может изменяться
в пределах 0,5 - 1,5.
Все легирующие элементы ЖНС в зави-
симости от их функционального назначения
(табл. 5.1.4) можно условно разделить на не-
сколько следующих групп.
Элементы, растворяющиеся главным об-
разом в у-твердом растворе. Твердорастворное
упрочнение у-матрицы легирующими элемен-
тами обусловлено разницей в атомных диа-
метрах и валентностях легирующего элемента
замещения и никеля. Увеличение разности
валентностей никеля и добавки снижает
энергию дефектов упаковки Ni, что затрудня-
ет движение дислокаций в никелевом твердом
растворе. К дополнительному упрочнению
матричной у-фазы приводит легирование ме-
таллом с большим, чем у никеля, модулем
упругости. Таким образом, упрочнение нике-
левого твердого раствора при легировании
будет возрастать в ряду элементов Со, Fe, Сг,
V, Al, Ti, Mo, W, Nb, Та, Re.
При температурах выше 0,6 Твл, кроме
перечисленных факторов, на упрочнение у-
твердого раствора оказывает существенное
влияние диффузионная подвижность ато-
мов легирующих элементов. Между коэф-
фициентом диффузии D и температурой
Тпл существует тесная корреляция.
5.1.3. Типичные значения коэффициентов распределения элементов Kj между у'- и у-фазами
жаропрочных никелевых сплавов
i А1 Сг Со W Мо Ti Nb Та V Re Hf
К 3,5 0,2 0,5 1,0 0,4 4,7 2,5 2,3 0,6 0,1 5,5
5.1.4. Легирующие элементы в литейных жаропрочных никелевых сплавах
Элементы Эффект влияния
Со, Сг, Мо, W, Та, Re Al, Ti, Nb, Ta, Hf Упрочнение твердого раствора Дисперсионное упрочнение интерметаллическими фазами у' на основе NiaAl Дисперсионное упрочнение при высоких температурах, уменьшение проскальзывания по межзеренным границам, формирование карбидов типа:
Ta, Ti, Nb, Hf, W, V Cr Cr, Mo, W Mo, W С, B, Zr, Hf, La, Ce МС М7С3 М23с6 м6с Снижение зернограничной диффузии, упрочнение границ зе- рен, увеличение вязкости разрушения
Al, Cr, Hf, La, Y Cr, Ti Al, Ti, Hf, Ta, W, Mo Re, W Сопротивление газовой коррозии Сопротивление сульфидной коррозии Повышение температуры полного растворения у'-фазы Повышение температуры солидуса
526
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Поскольку D = Dq exp[-jE'/(A:7’)] , где
Dq - предэкспоненциальный множитель; Е -
энергия активации диффузии; к - постоянная
Больцмана, а
Е = lSkTm,
то D= Dq ехр(-18Тгом), где Тгом = Т/Тт -
гомологическая температура. Следовательно,
если легирование повышает Тпл , то гомоло-
гическая температура, а также диффузионная
подвижность атомов в таком сплаве будут
ниже. В результате, при высокотемпературной
ползучести наибольший вклад в сопротивле-
ние разрушению вносят легирующие металлы
(рений и вольфрам), повышающие температу-
ру солидус ЖНС.
Элементы, растворяющиеся преимущест-
венно в у'-фазе. Основной упрочняющей фа-
зой в ЖНС является интерметаллическая фаза
у', дисперсные выделения которой образуют с
матричным у-твердым раствором когерентную
межфазную границу. Фаза у' представляет
собой твердый раствор на основе упорядочен-
ного соединения NijAl, в кристаллической
решетке которого позиции атомов Ni и А1
замещены легирующими элементами по опре-
деленному правилу. Атомы элементов Ti, Та,
Nb, Hf, V, Zr замещают позиции в подрешет-
ке алюминия соединения NijAl; эти же пози-
ции замещают и атомы тугоплавких металлов
Мо, W, Re; атомы элементов Сг и Fe могут
располагаться как в подрешетке алюминия,
так и в подрешетке никеля.
В ЖНС у'-фаза представлена множест-
вом составов, что свидетельствует о ее спо-
собности растворять практически все пере-
ходные элементы в их различном сочетании.
Суммарная предельная растворимость леги-
рующих элементов возрастает от 5 - 6 ат. до-
ля, % в у'-фазе никелевых сплавов трехком-
понентных систем Ni - Al - W(Mo) до - 10 ат.
доля, % в многокомпонентной у'-фазе слож-
нолегированных никелевых сплавов. Объем-
ная доля частиц у'-фазы в ЖНС определяется
в первую очередь концентрацией алюминия и
таких у'-образующих элементов, как Ti, Nb,
Та, Hf: в наиболее жаропрочных сплавах она
достигает 60 - 70 %. При повышенных кон-
центрациях этих элементов в структуре сплава
появляются выделения у'эет-фазы в виде
включений глобулярной формы, располагаю-
щихся в междендритных областях. Фаза у'эвт
не вносит вклада в упрочнение сплава, а на-
против отрицательно влияет на сопротивле-
ние высокотемпературной ползучести.
Дисперсионное упрочнение у'-фазой
обеспечивает сохранение температурной рабо-
тоспособности ЖНС в широком интервале
температур, вплоть до 1100 °C. Оно достигает-
ся торможением скользящих дислокаций в у'-
матрице дисперсными частицами упорядо-
ченной фазы у' и в зависимости от объемной
доли, размеров и характера распределения
частиц у'-фазы, ее термодинамических харак-
теристик и условий деформации осуществля-
ется по механизмам перерезания, огибания
или переползания. Отсюда следует, что важ-
ную роль в сопротивлении ползучести играют
и другие параметры у'-фазы и гетерофазной
у/у'-структуры никелевых сплавов, такие как
температура полного растворения у'-фазы в
у-матрице Тпр, величины периодов кристал-
лических решеток у- и у'-фаз и их размерное
несоответствие
Длу_у' = (ау - ау,^/ау ,
где а - период решетки фазы.
Для достижения повышенной высоко-
температурной жаропрочности никелевых
сплавов необходимо, чтобы растворимость
у'-фазы слабо зависела от температуры. Сле-
довательно, необходимо повышать Гпр у'-фазы
(рис. 5.1.6.).
Величины ау, ау> определяют степень
твердорастворного упрочнения фаз, а от знака
несоответствия периодов решеток фаз у и у'
зависит форма частиц у'-фазы. При отрица-
тельном несоответствии (ау < ау>^ частицы
фазы у' имеют дендритообразную форму. С
увеличением Длу_у, до нуля наблюдается
сферическая, а при Длу_у< * 0,2 % (наиболее
типичные значения в ЖНС) кубоидальная
форма у'-выделений с поверхностями раздела
{100}у.
гис. з.1.о. зависимость долговечности т80
(при 1100 °C и ст = 80 МПа, вакуум) литейных
жаропрочных никелевых сплавов типа ЖСУ6
с равноосной структурой зерен от температуры полного
растворения у'-фазы Тпрт«
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
527
Повышенные значения размерного не-
соответствия решеток фаз оказывают упроч-
няющее влияние при низких температурах
(0,6 Гпл) вследствие увеличения амплитуды
внутренних напряжений на межфазной гра-
нице. При более высокой температуре, когда
интенсифицируются процессы коагуляции
«частиц у'-фазы из-за увеличения энергии
межфазных границ у/у', казалось бы, более
благоприятным для длительного сохранения
структурной стабильности будет нулевое не-
соответствие периодов решеток у и у'-фаз.
Однако наиболее жаропрочными являются
сплавы с небольшим положительным размер-
ным несоответствием (Длу_у, «0,3 %) (рис.
5.1.7, 5.1.8).
Рис. 5.1.7. Зависимость долговечности т1^00
(при 1100 °C и ст = 80 МПа, вакуум) литейных
жаропрочных никелевых сплавов типа ЖСУ6
с равноосной структурой зерен от размерного несоот-
ветствия периодов решеток (а, - а^У/оу у- и у'-фаз:
7, 2 - при 20 °C; 3 - при 900 °C;
(7 - сплавы с содержанием у'-фазы ~ 50 %;
2, 3, - сплавы с содержанием у'-фазы ~ 60 %)
Рис. 5.1.8. Зависимость долговечности т^0
(при 1000 °C и ст — 250 МПа, воздух) монокристаллов
ориентации <001> жаропрочных никелевых сплавов
типа ЖС40 от размерного несоответствия периодов
решеток (а, - ауУ/а, у- и у'-фаз при 20 °C
Упрочняющее влияние карбвдов. Карбиды
в жаропрочных сплавах на никелевой основе
распределяются преимущественно по перифе-
рии ветвей дендритов и границам зерен. Их
роль в ЖНС неоднозначна. Карбиды, распо-
ложенные по границам зерен, оказывают по-
ложительное влияние на характеристики
кратковременной и длительной прочности,
затрудняя зернограничное проскальзывание.
Роль карбидного упрочнения возрастает при
повышенных температурах. Карбиды препят-
ствуют рекристаллизации и диффузии по по-
верхностям раздела, способствуя увеличению
температурной работоспособности сплавов.
В ЖНС эвтектического типа у/у' МС-
карбидное упрочнение является определяю-
щим: сформированные в процессе направлен-
ной кристаллизации карбиды NbC (ТаС) в
виде нитевидных кристаллов реализуют ком-
позиционный механизм упрочнения, обеспечи-
вая весьма высокий уровень жаропрочности -
вплоть до температуры, близкой к 0,9 Тпл
сплава. Положительная роль карбидов прояв-
ляется и в рафинирующем действии на рас-
плавы ЖНС, связывая такие вредные приме-
си, как сера, фосфор и сурьма. В то же время
пластинчатые карбиды снижают пластичность
и сопротивление разрушению при средних
температурах.
Для улучшения морфологии карбидов в
структуре ЖНС их легируют гафнием. Под
его влиянием температура образования МС-
карбидов повышается и форма выделений
карбидных частиц становится более благопри-
ятной - полиэдрической. В результате этого
межзеренные границы приобретают повы-
шенную способность к пластической дефор-
мации. Выделения карбидов оказывают и
косвенное влияние на упрочнение никелевых
сплавов. Связывая значительное количество
основных легирующих элементов (Ti, Та, W и
др.) карбиды обедняют ими у- и у'-фазы,
снижая, тем самым, эффективность твердора-
створного и дисперсионного (у'-фаза) меха-
низмов упрочнения.
В жаропрочных сплавах наблюдаются
четыре типа карбидов (см. табл. 5.1.4). Их
образование определяется составом сплава,
температурой и временем. Карбиды МС,
сформировавшиеся в процессе кристаллиза-
ции сплава, при длительном воздействии вы-
сокой температуры и напряжения могут пре-
терпевать превращения в карбиды других
типов в соответствии со следующими твердо-
фазными реакциями:
МС + у => М2зС6 + у';
МС + у => М6С + у'.
528
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Карбида М23С6 стабильны до темпера-
тур 900 - 1000 °C; при более высоких темпе-
ратурах устойчивыми являются двойные кар-
биды типа М^С. Последние образуются в
жаропрочных сплавах с высоким содержанием
тугоплавких металлов и характеризуются ши-
роким интервалом составов от М3С до Mj3C.
Типичными составами двойных карбидов
являются (Ni, Со)3Мо3С и (Ni, Co)2W4C. Об-
разовавшиеся в твердой фазе карбидные вы-
деления имеют пластинчатую морфологию и
служат концентраторами напряжений, отри-
цательно влияя на вязкость разрушения.
Топологически плотноупакованные фазы
(ТПУ фазы). Это твердые интерметаллические
соединения, кристаллическая решетка кото-
рых в структурном отношении составлена из
плотноупакованных слоев атомов, ориентиро-
ванных в направлении октаэдрических плос-
костей ГЦК у-твердого раствора. К ним отно-
сятся тетрагональная о-фаза и ромбоэдрическая
ц-фаза. Формула ст-фазы (Сг, Mo)^(Ni,Co)p где х
и у могут изменяться от I до 7. ТПУ фазы
образуются из у-твердого раствора сплава в
виде тонких пластин в интервале температур
750 - 1000 °C, часто зарождаются на карбидах
М23С6 и М^С по границам зерен. В ренийсо-
держащих ЖНС выпадение ст-фазы наблюда-
ется в области более высоких температур
(1000 - 1150 °C) и дополнительно может обра-
зовываться орторомбическая Р-фаза.
Вредное влияние ТПУ фаз на механиче-
ские свойства ЖНС проявляется в том, что
пластинчатая морфология фаз служит источ-
ником зарождения и распространения тре-
щин, ведущих к хрупкому разрушению.
Склонность ЖНС к выделению ТПУ
фаз определяется содержанием в у-твердом
растворе Сг, Мо, W и Re. Установлено, что в
сплавах, образующих карбиды М23С6 при
длительном воздействии температуры и на-
пряжения, также будет образовываться ст-
фаза, в то время как в сплавах, склонных к
образованию М^С-карбидов, может выде-
ляться ц-фаза.
В монокристальных ЖНС с высоким со-
держанием рения (ReneN6, CMSX-10)
табл. 5.1.1) обнаружен новый тип фазовой
нестабильности - вторичная реакционная эона
(secondary reaction zone - SRZ) в диффузион-
ном слое под алюминидным покрытием, а
также образование колоний ячеек вдоль мало-
угловых границ и в дендритных осях первого
порядка. SRZ представляет собой трехфазную
область из у'-матрицы и пластинчатых выде-
лений у- и P-фаз, причем P-фаза содержит до
50 % Re и до 20 % W.
Мшфолспфукмиие элементы. ЖНС ха-
рактеризуются наличием развитых поверхно-
стей раздела (границы зерен, фаз, ветвей ден-
дритов). Для стабилизации их структуры в
сплавы вводят малые добавки (< 0,01 %) В,
Zr, La, Се, Y. Эти элементы, сегрегируя на
поверхностях раздела, снижают их диффузи-
онную проницаемость и тормозят образова-
ние у границ зерен стоков вакансий, переро-
ждающихся в поры.
Вредные примеси (табл. 5.1.5). К вредным
примесям в ЖНС относятся элементы с низ-
кой температурой плавления и практически
полным отсутствием растворимости в у-
твердом растворе, которые выделяются в сво-
бодном состоянии либо образуют легкоплав-
кие химические соединения и эвтектики,
такие как Pb, Cd, Bi, Ag, Sb, S, P, Те, и др.
Они сегрегируют по поверхностям раздела,
снижая механические и служебные свойства
сплавов.
К вредным также относятся газовые
примеси (кислород и азот), которые образуют
в структуре сплавов неметаллические включе-
ния, являющиеся потенциальными очагами
зарождения микротрещин.
Требования к содержанию вредных
примесей в монокристальных сплавах явля-
ются более жесткими. Это вызвано, в основ-
ном, тремя причинами:
1) даже малое содержание примесей
(например, углерода) снижает температуру
солидуса ЖНС (рис. 5.1.9) и тем самым за-
трудняет проведение высокотемпературной
гомогенизации отливок;
5.1.5. Предельное содержание некоторых вредных примесей
в литейных жаропрочных никелевых сплавах
Сплав Примеси, х 10А %
Ag Bi Pb Se Sn Те n2 O2
IN-962 5 0,5 2 3 - - - -
CM247LC 5 о,з 2 1 15 0,3 40 20
CMSX-4 2 0,2 2 0,5 10 0,2 10 10
ОСНОВЫ МЕТАЛЛОВЕДЕНИЯ
529
Рис. 5.1.9. Влияние углерода на температуры фазовых
превращении (Тя - ликвидуса; Тщс - образования
карбидов; Тс - солидуса; Г,а, - локального плавления;
Тф - полного растворения у'-фазы) монокрястального
жаропрочного сплава ЖС40
2) присутствие азота и кислорода в рас-
плаве способствует образованию тугоплавких
включений, затрудняющих получение моно-
кристаллической структуры в отливке, так как
включения являются центрами гетерогенного
зарождения паразитных зерен;
3) примеси углерода могут вызвать кар-
бидные реакции и уменьшить потенциальный
ресурс работы изделия из монокристального
сплава.
Особенности легирования жаропрочных
никелевых сплавов направленной кристаллиза-
ции. Новым направлением, обеспечившим
значительное повышение эксплуатационных
характеристик ЖНС, является получение в
отливках лопаток однонаправленных росто-
вых структур, ориентированных параллельно
оси главных действующих напряжений. Спла-
вы с такой структурой получают направлен-
ной кристаллизацией по методу Бриджмена.
Их можно разделить на два типа: сплавы с
дендритными столбчатыми зернами, ориенти-
рованными вдоль кристаллографического
направления роста <001> и сплавы с моно-
кристальной структурой.
Общие подходы к легированию жаро-
прочных сплавов направленной кристаллиза-
ции со столбчатой структурой зерен и моно-
кристальных не отличаются от применяемых
при создании ЖНС обычной (равноосной)
кристаллизации. Дополнительным является
требование значительного снижения (или
полного исключения в монокристальных
сплавах) содержания элементов, традиционно
вводимых в ЖНС для упрочнения межзерен-
ных границ: С, В и Zr. Однако при этом
сплавы со столбчатой структурой зерен леги-
руют, как правило, гафнием и РЗМ для улуч-
шения прочности и пластичности межзерен-
ных границ.
Другой особенностью легирования спла-
вов для направленной кристаллизации явля-
ется выбор такого соотношения между кон-
центрациями легирующих элементов, сегре-
гирующих преимущественно в осях дендритов
(W, Re) и в междендритных участках (Al, Ti,
Та, Hf), которое позволило бы исключить
образование в отливках (в объеме и на по-
верхности) в процессе направленной кристал-
лизации ростового дефекта "струйчатая лик-
вация" или "пятнистость", состоящего из по-
лос равноосных зерен, обогащенных фазами
Эвтектического происхождения. Одной из
причин образования дефекта структуры явля-
ется наличие перепада плотности Acf по вы-
соте твердо-жидкой зоны растущей отливки.
Если &d = (dBepx - ^низ) <0, то вероят-
ность образования дефекта мала. При Д<7 > 0
возникают конвективные потоки расплава,
поднимающиеся из нижней части твердо-
жидкой зоны в ее верхнюю часть. Всплываю-
щий расплав, обогащенный элементами с
прямой ликвацией (Ti, Hf, Nb) обламывает
вершинки ветвей у-дендритов, которые, затем,
и становятся зародышами кристаллизации
полосравноосных зерен. Возникновению де-
фекта пятнистости при направленной кри-
сталлизации ЖНС способствуют низкие зна-
чения температурного градиента на фронте
роста и скорости кристаллизации, а также
повышенный температурный интервал кри-
сталлизации сплава.
В составе монокристальных жаропроч-
ных никелевых сплавов отсутствуют в качест-
ве легирующих элементы-упрочнители границ
зерен - углерод, бор, цирконий (см.
табл. 5.1.1). Это привело к существенному
изменению их структуры и многих свойств.
Сплавы состоят только из двух фаз: сложно-
легированного у-твердого раствора и упроч-
няющих частиц многокомпонентной /-фазы.
Поэтому ойи имеют, в частности, повышен-
ные температуры фазовых превращений (см.
табл. 5.1.2), что позволяет обеспечить при
термообработке условия для формирования
однородной микроструктуры частиц у'-фазы
кубоидной формы и упорядоченного их рас-
пределения в матрице гомогенного у-твердого
раствора. В результате ЖНС с монокристал-
лической структурой обладают высокими ха-
рактеристиками жаропрочности (табл. 5.1.6).
530
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.6. Типичные значения длительной прочности (МПа) зарубежных литейных
жаропрочных никелевых сплавов
Температура, °C
815 | 870 980
Сплав Время до разрушения, ч
- 100 1000 100 1000 100 1000
IN-100 455 365 360 260 160 90
IN-713LC 425 325 295 240 140 105
IN-738LC 430 315 295 215 140 90
IN-792 515 380 365 260 165 105
MAR-M200 495 415 385 295 170 125
MAR-M246 525 435 440 290 195 125
MAR-M200 + Hf - - - 305 - 125
MAR-M247 585 415 455 290 185 125
PWA-1480 - - - 335 - 145
CMSX-2 680 520 500 345 240 170
CMSX-4 730 620 600 455 305 200
При металлургическом производстве
ЖНС для литья турбинных лопаток с моно-
кристаллической структурой предъявляются
очень высокие требования к чистоте шихто-
вых материалов, особенно в отношении неме-
таллических включений. Содержание углерода
в монокристальных ЖНС ограничивается
0,005 %*, серы - 0,0007 %, газообразных примесей
кислорода и азота - 0,0001 %.
Поиск оптимальных составов для разра-
ботки монокристальных ЖНС осуществляется
с применением компьютерных методов расче-
та, в основу которых положены определенные
критерии фазовой стабильности и система
уравнений регрессии, описывающих концен-
трационные зависимости длительной прочно-
сти, сопротивления окислению, объемной доли
у'-фазы, коэффициентов распределения элемен-
тов между фазами, температур растворения
у'-фазы, солидуса, ликвидуса, периодов решеток
у и у'-фаз, плотности и т.д.
Исследуются, в основном, два направле-
ния легирования. Первое базируется на изу-
чении ренийсодержащих сплавов системы Ni-
Al-Cr-W-Ta-Re. Их упрочнение достигается
легированием рением и оптимальным отно-
шением вольфрама к танталу, близкому к
единице, которые обеспечивают предельное
легирование у и у'-фаз. Рений в сплавах, (типа
CMSX-4, ЖС36 и др. см. табл. 5.1.1) этой
системы концентрируется в основном в
у-твердом растворе вследствие весьма низкого
коэффициента распределения, тантал в у'-
фазе, а вольфрам распределяется и в у-
твердом растворе и в у'-фазе. Поэтому диффу-
зионная подвижность компонентов, контро-
лирующих коагуляцию частиц у'-фазы, в та-
ком твердом растворе низка, что обусловлива-
ет повышенную длительную прочность ре-
нийсодержащих ЖНС.
Основой второго направления легирова-
ния монокристальных ЖНС является система
Ni-Al-Cr-W-Ta-Mo. Его представляют сплавы
(SC-83, ЖС40, см. табл. 5.1.1) с относительно
высоким содержанием молибдена, в которых
отношение W/Ta также близко к единице, а
Мо является некоторым аналогом Re и рас-
пределяется в основном в у-твердом растворе,
a W и Та ведут себя также как и в ренийсо-
держащих ЖНС. Сплавы этой системы леги-
рования обладают высокой термической ста-
бильностью структуры и, соответственно,
повышенными характеристиками жаропроч-
ности, особенно на больших базах испытаний.
* В монокристальных ЖНС типа Rene (см. табл. 5.1.1) углерод присутствует в небольшом
количестве (0,05 %) для упрочнения малоугловых границ субзерен, существующих в монокри-
сталлических отливках сложной геометрии, получаемых в промышленных печах для направлен-
ной кристаллизации.
ТЕРМИЧЕСКАЯ ОБРАБОТКА
531
Общие принципы легирования. Совре-
менные ЖНС представляют собой сложные и
сбалансированные по химическом^ и фазово-
му составу системы, в которые целенаправ-
ленно вводится до 10 - 15 легирующих и мик-
ролегирующих элементов. Положительное
влияние какого либо элемента на определен-
ный механизм упрочнения может нивелиро-
ваться отрицательным воздействием на другие
характеристики жаропрочности. Эти обстоя-
тельства привели к значительному усложне-
нию теории легирования ЖНС, основные
положения которой могут быть сведены к
следующему.
1. Легирование должно обеспечивать фор-
мирование тонкодисперсной гетерофазной у/у*-
структуры с большой объемной долей частиц
у'-фазы (~ 60 %) кубоидной формы и ее высокую
термодинамическую стабильность. В этой связи
важно, чтобы растворимость у'-фазы слабо зави-
села от температуры. Следовательно, необходимо
повышать температуру полного растворения у'-
фазы в у-твердом растворе ЖНС.
2. Микролегирование слабых звеньев в
структуре сплавов (границы зерен, субзерен и
фаз).
3. Увеличение энергии связи атомов ин-
терметаллидной фазы у', максимальное уп-
рочнение у-твердого раствора и замедление
диффузионных процессов введением элемен-
тов, которые имеют более высокую валент-
ность, чем алюминий, более высокий модуль
упругости, чем никель и повышают темпера-
туры плавления сплавов на основе у и у'-фаз.
4. Обеспечение положительного размер-
ного несоответствия периодов кристалличе-
ских решеток у и у'-фаз (0,25 - 0,35 %), слабо
зависящего от температуры.
5. Уменьшение скорости укрупнения вы-
делений у'-фазы при рабочих температурах).
6. Предотвращение появления зон, сво-
бодных от выделений упрочняющих фаз.
7. Сведение к минимуму образования
ТПУ-, а-, у'эвт-фаз.
8. Сохранение на возможно более высо-
ком уровне температуры солидуса сплавов.
9. Обеспечение определенного соотно-
шения между легирующими элементами с
прямой и обратной ликвацией с учетом тех-
нологического процесса, применяемого для
литья турбинных лопаток: равноосные отлив-
ки обычного литья, направленная кристалли-
зация, монокристальное литье.
5.1.3. ТЕРМИЧЕСКАЯ ОБРАБОТКА
Термическая обработка является конеч-
ной стадией, посредством которой формиру-
ется окончательная микроструктура ЖНС,
обеспечивая требуемый уровень механических
и эксплуатационных свойств. Термообработка
проводится также для снятия остаточных на-
пряжений литейного происхождения и полу-
ченных при механической обработке.
При назначении режимов термообработ-
ки (табл. 5.1.7) учитывается характерная осо-
бенность, присущая ЖНС с повышенным
содержанием упрочняющей у'-фазы, а именно
невозможность или закалки на твердый рас-
твор даже при очень больших скоростях ох-
лаждения. В процессе охлаждения сплава
после затвердевания их гомогенизации при
температурах ниже у'-сольвус происходит
полный распад пересыщенного у-твердого
раствора с выделением практически равно-
весного количества у'-фазы. Поэтому боль-
шинство ЖНС подвергается только гомогени-
зирующему отжигу или гомогенизации с по-
следующим низкотемпературным старением.
При этом температуру гомогенизации выби-
рают таким образом, чтобы она находилась в
пределах "окна" термообработки
ДГТО = (^лп _ Гпр) •
Время гомогенизации выбирается в за-
висимости от химического состава сплава,
контролирующего диффузионные потоки
атомов компонентов в у-растворе дендритов и
междендритных областей, расстояния между
осями дендритов первого порядка и других
структурных составляющих литого сплава.
Для сплавов направленной кристаллиза-
ции, получаемых в литейных установках с
высоким температурным градиентом в печи
(G > 80 °С/см), требуется небольшое время
(~2 ч) гомогенизации. В случае использования
для направленной кристаллизации низкогра-
диентных печей (G < 20 °С/см) структура
получаемых отливок характеризуется меньшей
дисперсностью. Поэтому время выдержки при
гомогенизирующем отжиге должно быть уве-
личено (до 4 - 6 ч). Однако увеличение про-
должительности гомогенизирующего отжига
может вызвать карбидные реакции и другие
необратимые изменения в структуре, особен-
но приповерхностных областей бесприпуско-
вых деталей.
532
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.7. Типичные режимы термической обработки литейных жаропрочных никелевых сплавов
Сплав Температура/время, ч/охлаждение*
С равноосной структурой зерен
IN-100 1080 °С/4/ВО + 870 °С/12/ВО
IN-792 1120 °С/4/ЗВ + 1080 °С/4/ВО + 845 °С/24/ВО
MAR-M 247 1080 °С/4/ВО + 870 °С/20/ВО
Со столбчатой структурой
DS MAR-M 247 1230 °С/2/ОИГП + 980 °С/5/ВО + 870 °С/20/ВО
DS MAR-M200 + Hf 1230 °С/4/ОИГП + 1080 °С/4/ВО + 870 °С/32/ВО
С монокристальной структурой
CMSX-2 1315 °С/3/ОИГП + 980 °С/5/ВО + 870 °С/32/ВО
PWA-I480 1290 °С/4/ОИГП + 1080 °С/4/ВО + 870 °С/32/ВО
CMSX-10 1365 °С/6/ОИГП + 1150 °С/16/ВО + 870 °С/24/ВО + 760 °С/ВО
* ВО - воздушное охлаждение; ЗВ - закалка на воздухе; ОИГП - охлаждение инетрным га-
зом в печи.
Наиболее трудно поддается выравнива-
нию ликвационное распределение рения и
вольфрама. Если для снижения коэффициента
ликвации вольфрама в отливках сплава
ЖС6Ф с 1,3 до 1,1 при температуре 1240 °C
необходимое время выдержки составляет 4 ч
(при междендритном расстоянии 350 мкм), то
микросегрегации рения практически не под-
даются гомогенизации, так как рений имеет
низкий коэффициент диффузии и, кроме
того,он существенно замедляет диффузион-
ную подвижность атомов всех других сегреги-
рующих элементов в у-твердом растворе. В
частности, в монокристаллах сплава CMSX-10
(табл. 5.1.1) не удается полностью устранить
сегрегации рения и вольфрама даже при го-
могенизации в течение 30 ... 40 ч при темпе-
ратуре 1366 °C. Более того, при больших вы-
держках ренийсодержащего сплава может
произойти его гетерогенизация с образовани-
ем ТПУ фаз.
ЖНС с монокристаллической структу-
рой подвергаются довольно сложной термиче-
ской обработке с целью формирования одно-
родных по размеру и морфологии кубоидных
частиц у'-фазы и упорядоченного их располо-
жения в гомогенном матричном у-твердом
растворе. Их термообработка состоит из не-
скольких стадий, включающих гомогенизацию
в течение 4 ... 6 ч в интервале температур
ДТто = (Тс ” Гпр) и двухступенчатое низ-
котемпературное старение (табл. 5.1.7). После
гомогенизации монокристальные ЖНС под-
вергают охлаждению со скоростью не ниже
100 °С/мин для предотвращения коагуляции
выделяющихся частиц у'-фазы. В отличие от
ЖНС традиционной системы легирования для
ренийсодержащих сплавов при проведении
охлаждения после гомогенизации не возникает
серьезных проблем, связанных с укрупнением
частиц у'-фазы. Это обусловлено пониженной
диффузионной подвижностью атомов в сильно-
легрованном рением у-твердом растворе.
В зависимости от состава монокристаль-
ного сплава первое старение проводится при
температурах 980 - 1080 °C в течение 4 - 10 ч,
при этом частицы у'-фазы от первоначального
размера —0,2 мкм укрупняются до -0,5 мкм и
образуют псевдорегулярное пространственное
расположение в у-матрице в виде кубической
макрорешетки. Второе низкотемпературное
старение в интервале 850 - 900 °C в течение
20 - 48 ч обеспечивает формирование более
совершенной (кубоидной) формы частиц у'-
фазы.
Если в литой структуре сплавов имеются
выделения неравновесных фаз, например
у'эвт -фазы, то с целью избежать опасности их
оплавления при термообработке применяют
предварительную ступенчатую гомогенизацию
при температурах ниже температуры локаль-
ного плавления Тпл. При этом, растворение
неравновесных выделений у'эвт-фазы приводит
к увеличению размера и объемной доли мик-
ропор, причиной образования которых является
разница малярных объемов жидкой и твердой
фаз при затвердевании. Использование высоко-
СПЛАВЫ С РАВНООСНОЙ СТРУКТУРОЙ
533
градиентных печей для направленной кристал-
лизации ЖНС позволяет уменьшить объемную
долю микропор с 0,3 до 0,1 %.
В процессе гомогенизации ЖНС с мо-
нокристаллической структурой подвергнутых
предварительному механическому воздейст-
вию (например при пескоструйной обработке
поверхности турбинных лопаток), существует
вероятность протекания рекристаллизации в
при поверхностных слоях отливок. Причиной
рекристаллизационных процессов могут быть
также деформации или напряжения, вызван-
ные условиями направленной кристаллиза-
ции, например, повышенные градиент темпе-
ратуры в расплаве перед фронтом роста или
скорость вытягивания при получении моно-
кристаллической отливки.
Склонность монокристаллов ЖНС к
рекристаллизации зависит от химического
состава и совершенства монокристаллической
структуры отливки. Ренийсодержащие ЖНС
менее склонны к поверхностной рекристалли-
зации, а отливки с сильно развитой блочной
структурой наоборот, легко рекристаллизуют-
ся. Для предотвращения появления рекри-
сталлизованного слоя на поверхности отливок
следует исключить механическое воздействие
на них до проведения термической обработки.
В этих же целях применяют различные режи-
мы предварительного отжига при температу-
рах ниже, чем температура полного растворе-
ния у'-фазы Гпр, а также вводят в монокри-
стальное ЖНС микродобавки углерода и бора
для упрочнения малоугловых границ субзерен.
5.1.4. СПЛАВЫ С РАВНООСНОЙ СТРУКТУРОЙ
Сплав ВЖЛ12У
5.1.8. Химический состав (%, остальное Ni)
С Сг Со Мо W At Ti Nb V В | Се | Zr не более У, кг/м3
0,17 9,5 14 3,1 1,4 5,3 4,5 0,75 0,7 0,035 | 0,02 | 0,04 7930
5.1.9. Типичные механические свойства
Свойства Температура испытания, °C
20 800 850 900 1000 1050
£ IO"3, МПа 190 146 138 139 133 116
ств, МПа 883 883 824 711 471 299
сто.2, МПа 765 716 589 476 270 177
S, % 10,0 8,0 6,5 6,5 13,0 19,0
V, % 13,0 12,0 8,0 10,0 15,0 20,0
crjoo, МПа - 530 432 324 147 88
его,2/юо, МПа - 412 - 216 98 -
а-1, (*/ = 0, МПа, на базе циклов: 1 • 107 275 226
2 107 - 245 - 216 - -
о.ь (К, = 2,33), МПа, на базе циклов: 1 • 107 314 275
2 • 107 - - - 216 - -
5.1.10. Жаростойкость
Т, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1000 14,3 26,3
1050 14,9 32,4
534
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.11. Термостойкость при циклическом нагреве и охлаждении клиновидных образцов (/ц = 1 мин)
Train» °C Ттаах» °C Среднее число теплосмен до появления трещины, L ~ 3 мм
200 900 580
450 900 2000
Технологические данные. Сплав выплавляют
в индукционных вакуумных печах; детали отли-
вают методом точного литья по выплавляемым
моделям. Линейная усадка 2,1 - 2,5 %.
Термическая обработка. Сплав применя-
ют в литом и термообработанном состоянии.
Режим термообработки: гомогенизация при тем-
пературе 1210 ± 10 °C в течение 4 ч, охлаждение
от температуры гомогенизации до 900 °C со
скоростью 30 - 60 ° С/мин. Для снятия напряже-
ний после механической обработки детали от-
жигают при температуре 950 °C в течение 2 ч.
Применение. Цельнолитые роторы,
створки сопел, охлаждаемые и неохлаждаемые
сопловые и рабочие лопатки турбин авиаци-
онных газотурбинных двигателей (ГТД), дли-
тельно работающие до 1000 °C.
Сплав ВЖЛ12Э
5.1.12. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti Nb V В 1 1 Се | 1 Zr Y, кг/м3
не более
0,17 9,5 9,5 3,1 1,4 5,3 4,4 0,8 0,7 0,035 0,02 0,04 7850
5.1.13. Типичные механические свойства
Свойства Температура испытания, °C
20 700 800 900 1000 1050
Е- 10-’, МПа 193 - 150 128 118 -
сгв, МПа 950 1020 980 745 505 385
оо,2, МПа 755 825 805 685 455 325
8, % 12,5 11,0 9,0 8,5 11,0 9,5
ц/, % 13,5 11,5 9,5 9,5 13,5 9,5
KCV, кДж/м2 196 - 491 245 - 441 - 294 147 - 392 196 - 441
ст/ , МПа, на базе испытаний, ч: 10 575 420 215
100 - - 420 300 140 -
500 - - 445 225 100 -
1000 - - 410 200 85 -
5000 - - 325 145 60 -
ао,2/юо» МПа - - - 185 90 70
Q-1, {К, = 1), МПа, на базе циклов: 1 • 107 • 275
2 Ю7 185 - - 260 175 -
1 • 108 - - - 230 - -
ст.ь (К, = 2,33), МПа, на базе циклов: 2 • 107 160 130
1 • 108 - - - 155 - -
СПЛАВЫ С РАВНООСНОЙ СТРУКТУРОЙ
535
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах; детали
отливают методом точного литья по выплавляе-
мым моделям. Линейная усадка 2,1 - 2,5 %.
Термическая обработка. Сплав применя-
ют в литом и термообработанном состоянии.
Режим термообработки: гомогенизация при
температуре 1210 ± 10 °C в течение 4 ч, охлажде-
ние от температуры гомогенизации до 900 °C со
скоростью 30 - 60 °С/мин. Для снятия напря-
жений после механической обработки детали
отжигают при температуре 950 °C в течение 2 ч.
Применение. Цельнолитые роторы, створки
сопел, охлаждаемые и неохлаждаемые сопловые
и рабочие лопатки турбин авиационных ГТД,
длительно работающие до 1000 °C.
Сплав ЖС6К
5.1.14. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti в 1 1 Се 1 1 Zr Y, кг/м3
не более
0,16 11,3 4,5 4,0 5,0 5,5 2,85 0,02 0,02 0,04 8160
5.1.15. Типичные механические свойства
Свойства Температура испытания, °C
20 800 900 1000 1050 1100
£• IO’3, МПа 195 150 125 115 112 98
ав, МПа 1000 920 785 560 400 255
оо,2, МПа 895 805 590 390 295 195
5, % 8,0 1,0 3,0 6,0 12,0 10,0
ц/, % 15,0 5,0 3,0 6,5 12,0 20,0
К(У, кДж/м2 193 - 343 - - - - -
ст,7 , МПа, на базе
испытаний, ч:
50 - 540 350 175 - -
100 - 520 315 155 90 -
500 - 410 205 88 - -
1000 - 370 175 68 - -
2000 - 335 145 54 - -
4000 - 305 125 44 - -
о0,2/ь МПа, на базе
испытаний, ч:
100 - 370 195 60 - -
500 - 315 125 - - -
5.1.16. Жаростойкость
Т, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
900 1,2 -
1000 3,7 -
1100 5,8 -
536
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.17. Термостойкость при циклическом нагреве и охлаждении клиновидных образцов = 1 мин)
^iniin °C Tmax’ °C Среднее число теплосмен до появления трещины, L ~ 3 мм
200 900 675
450 900 3235
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах; дета-
ли отливают методом точного литья по вы-
плавляемым моделям. Линейная и объемная
усадка -2 %.
Термическая обработка. Сплав применя-
ют в литом и термообработанном состоянии.
Режим термообработки: гомогенизация при
температуре 1190 ± 10 °C в течение 4 ч, охлажде-
ние от температуры гомогенизации до 900 °C со
скоростью 30 - 60 °С/мин. Для снятия напряже-
ний после механической обработки детали от-
жигают при температуре 950 °C в течение 2 ч.
Применение. Цельнолитые роторы, со-
пловые и рабочие охлаждаемые и неохлаж-
даемые лопатки авиационных и стационарных
турбин, длительно работающие до 1030 °C.
Лопатки применяются с защитными покры-
тиями. Для повышения характеристик вынос-
ливости возможно применение поверхност-
ного модифицирования.
Сплав ЖС6У
5.1.18. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti Nb В 1 1 Се | 1 Zr У, кг/м3
не более
0,17 8,8 9,8 1,8 10,3 5,6 2,4 1,0 0,035 0,02 0,04 8400
5.1.19. Типичные механические свойства
Свойства Температура испытания, °C
20 800 900 .1000 1050 1100
£• 10 3, МПа 196 143 135 128 122 -
ов, МПа 1030 961 ' 853 608 392 338
оо,2, МПа 932 873 746 510 - 298
5, % 5,0 2,0 1,5 2,0 2,5 4,5
V, % 3,0 4,0 2,5 4,0 4,0 5,5
о/ , МПа, на базе
испытаний, ч:
100 - 549 343 167 103 -
500 - 481 275 118 69 -
1000 - 441 245 98 59 -
5000 - 373 186 64 37 -
10000 - 343 167 54 29 -
15000 - 319 157 49 29 -
Go,5/r, МПа, на базе
испытаний, ч:
100 - 530 294 132 - -
500 - 461 231 98 - -
1000 - 432 206 83 - -
5000 - 363 157 59 - -
10000 - 334 137 49 - -
15000 - 309 128 44 - -
СПЛАВЫ С РАВНООСНОЙ СТРУКТУРОЙ
537
Продолжение табл. 5.1.19
Свойства Температура испытания, °C
20 800 900 1000 1050 1100
G.h (К( = 1), МПа, на базе циклов: 2 • 107 2 • 108 137 314 275 284 216 137 186 95
о.ь (*;= 2,33), МПа, на базе циклов: 2 • 107 118 - 206 189 - -
5.1.20. Пределы выносливости точнолитых бесприпусковых
цилиндрических образцов 05 мм, (о.], МПа, N = 2 107)
Поверхности образцов Температура испытания, °C
20 900
Без модифицирования 216 314
С поверхностным модифицированием 235 353
5.1.21. Жаростойкость
Т, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1000 20 20
1100 58 40
5.1.22. Термостойкость при циклическом нагреве и охлаждении клиновидных образцов (*ц = 1 мии)
7inin> °C 7inax> °C Среднее число теплосмен до появления трещины, L - 3 мм
200 900 > 2000
200 1000 930
200 1100 90
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах; детали
отливают методом точного литья по выплавляе-
мым моделям. Линейная и объемная усадка ~2 %.
Термическая обработка. Сплав применя-
ют в литом и термообработанном состоянии.
Режим термообработки: гомогенизация при
температуре 1210 °C в течение 4 ч, охлажде-
ние от температуры гомогенизации до 900 °C
со скоростью 30 - 60 °С/мин. Для снятия на-
пряжений после механической обработки
детали отжигают при температуре 950 °C в
течение 2 ч.
Применение. Сопловые и рабочие охлаж-
даемые и неохлаждаемые лопатки авиацион-
ных и стационарных турбин, длительно рабо-
тающие до 1050 °C. Защита наружных и внут-
ренних поверхностей лопаток осуществляется
методами диффузионного и шликерного али-
тирования. Для повышения характеристик
выносливости возможно применение поверх-
ностного модифицирования.
538
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.23. Физические свойства литейных жаропрочных никелевых сплавов с равноосной структурой
Т, °C X, Вт • m-JK-1 ср, кДж • кг’1 К’1 Т, °C а • 106, к-1
ВЖЛ12 ЖС6К ЖС6У ЖС6У ВЖЛ12 ЖС6К ЖС6У
25 10,9 8,4 - - 20 - 100 12,0 11,0 11,4
100 12,1 9,6 9,6 0,368 100 - 200 12,7 11,8 12,1
200 13,0 . 11,7 11,3 0,406 200 - 300 13,4 13,8 12,7
300 14,2 13,4 12,6 0,441 300 - 400 13,6 15,1 13,0
400 15,5 15,5 14,2 0,460 400 - 500 14,3 15,5 13,6
500 16,7 18,0 15,9 0,502 500 - 600 14,8 16,1 13,6
600 18,0 19,7 18,0 0,544 600 - 700 16,6 16,6 14,2
700 19,7 21,3 19,7 0,586 700 - 800 17,8 18,1 15,2
800 21,3 23,0 21,3 0,628 800 - 900 20,1 19,3 17,2
900 23,0 25,1 23,0 0,668 900 - 1000 25,1 22,1 21,5
5.1.5. СПЛАВЫ С НАПРАВЛЕННОЙ СТРУКТУРОЙ
Сплав ЖС26У
5.1.24. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti + Nb + Hf В у, кг/м3
0,16 5,0 9,0 1,1 11,7 5,8 2,5 0,015 8567
5.1.25. Типичные механические свойства
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
Е- 10-3, МПа 133 - 140 107 - 114 102 - 107 96 - 102 88 - 94 85 - 91
ов, МПа 912 1010 863 677 422 334
по,2, МПа 775 873 824 500 412 265
5, % 8,0 18,0 21,0 20,0 21,0 35,0
ц/, % 18,0 22,0 22,0 35,5 44,0 50,0
KCV, кДж/м2 250 - 300 - 250 - 280 210 - 220 130 - 280 170 - 300
of, МПа, на базе испытаний, ч: 10 701 589 299 152
50 - - 456 226 103 -
100 - 608 392 191 88 -
500 - 540 299 132 54 -
сто,2/6 МПа, на базе испытаний, ч: 100 260 142
500 - - 181 - - -
СПЛАВЫ С НАПРАВЛЕННОЙ СТРУКТУРОЙ
539
Продолжение табл. 5.1.25
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
ст_1, (Kf= 1), МПа, на базе циклов: 2 • 107 216 294 314 155 177
о.|, (Kt = 2,33), МПа, на базе циклов: 2 • 107 98 - 235 - - -
5.1.26. Жаростойкость
Т, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1100 20 54
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах. Ло-
патки отливают методом высокоградиентной
направленной кристаллизации в установках с
жидкометаллическим охлаждением. Отливки
не склонны к образованию горячих кристал-
лизационных трещин при погружении формы
со скоростью 10 - 20 мм/мин. Линейная и
объемная усадка составляют —2,1 и 4,9 % со-
ответственно.
Термическая обработка. Сплав применя-
ют в литом и термообработанном состоянии.
Высокотемпературную гомогенизацию прово-
дят в вакуумных печах при температуре пол-
ного растворения у'-фазы в течение 1 - 4 ч с
последующим охлаждением до 1000 °C со
скоростью 60 - 80 °С/мин. Для релаксации
литейных и механических напряжении, а
также диффузионного отжига защитных по-
крытий применяют нагрев при 1030 - 1050 °C
в течение 24 ч.
Применение. Сопловые и рабочие лопат-
ки турбины авиационных ГТД, преимущест-
венно охлаждаемые, с направленной структу-
рой (или монокристаллические с кристалло-
графической ориентацией <001 >), с защит-
ным покрытием, длительно работающие до
1100 °C.
Сплав ЖСЗО
5.1.27. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti + Nb + Hf В у, кг/м3
0,16 7,0 8,5 0,7 11,8 5,3 3,5 <0,02 8400
5.1.28. Типичные механические свойства
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
Е • 10-3, МПа 133 - 147 104 - 109 96 - 102 88-93 - -
ав, МПа 961 1050 1040 750 427 363
о0>2, МПа 814 907 981 706 417 338
5, % 10,5 6,7 12,5 20,0 22,0 21,0
V, % 11,5 7,0 13,5 22,0 34,0 37,0
540
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Продолжение табл. 5.1.28
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
ст7 , МПа, на базе испытаний, ч: 10 770 525 294 142
100 - 647 392 196 83 -
500 - 579 309 142 54 -
1000 - 544 275 123 44 -
сто,2/г, МПа, на базе испытаний, ч: 100 260 118
500 - - 196 74 - -
ст.ь (Kt- 1), МПа, на базе циклов: 2 • 107 196 - 314 65 - -
5.1.29. Жаростойкость
Т, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1000 16,6 8,0
1050 18,2 8,6
1100 55,0 23,0
Технологические данные. Сплав выплавляют
в индукционных вакуумных печах. Лопатки от-
ливают методом направленной кристаллизации в
установках с радиационным охлаждением. Ли-
нейная и объемная усадка составляют 2,0 - 2,5 %
и 6,0 - 7,5 % соответственно.
Термическая обработка. Высокотемпера-
турная гомогенизация проводится в вакуумных
печах при температуре полного растворения у'-
фазы в течение 3 ч с последующим
охлаждением от температуры гомогенизации до
1000 °C со скоростью 100 - 120 °С/мин. Техноло-
гический отжиг при температуре 1050 °C в тече-
ние 10 ч.
Применение. Рабочие лопатки турбины
авиационных ГТД, преимущественно охлаж-
даемые, с направленной структурой (или мо-
нокристаллические с кристаллографической
ориентацией <001>), с защитным покрытием,
длительно работающие до 1100 °C.
Сплав ЖС32
5.1.30. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Nb Та Re В У, кг/м3
0,15 4,9 9,0 1,0 8,5 5,9 1,6 4,0 4,0 <0,02 8750
СПЛАВЫ С НАПРАВЛЕННОЙ СТРУКТУРОЙ
541
5.1.31. Типичные механические свойства сплава
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
Е- 10-3, МПа 202 165 156 146 131 -
ов, МПа 1045 1030 942 687 471 324
оо,2, МПа 809 853 795 594 417 284
8, % 20,0 11,0 18,5 22,0 18,0 22,5
% 26,0 13,5 23,0 29,0 29,5 37,0
KCV, кДж/м2 186 - 255 206 - 216 206 - 255 167 - 186 137 - 186 167
of, МПа, на базе испытаний, ч: 10 849 613 343 186 118
100 - 711 466 245 123 74
500 - 626 383 186 83 48
1000 - 584 353 162 74 39
оо,2//> МПа, на базе испытаний, ч: 100 Эг 392 172 - -
500 - - 353 98 - -
о.ь (Kt = 1), МПа, на базе циклов: 2 • 107 245 - 343 - 186 -
о.ь (К( = 2,33), МПа, на базе циклов: 2 • 107 147 - 275 - - -
5.1.32. Жаростойкость
Т, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1100 10 - 15 4 - 5
5.1.33. Термостойкость при циклических нагреве и охлаждении клиновидных образцов (Гц = 1 мин)
7niin> °C 7>пах> °C Среднее число теплосмен до появления трещины, L ~ 3 мм
200 1100 13000
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах. Ло-
патки отливают методом направленной кри-
сталлизации в установках с жидкометалпиче-
ским и радиационным охлаждением.
Термическая обработка. Сплав применя-
ют в литом и термообработанном состоянии.
Высокотемпературную гомогенизацию прово-
дят в вакуумных печах при температуре полного
растворения у'-фазы в течение 1 - 4 ч с после-
дующим охлаждением от температуры гомогени-
зации до 1000 °C со скоростью 60 - 80 °С/мин.
Для релаксации литейных и механических на-
пряжений и диффузионного отжига защитных
покрытий применяют нагрев при температуре
1050 - 1100 °C в течение 2 - 3 ч.
Применение. Особо ответственные рабо-
чие и сопловые лопатки турбины авиацион-
ных ГТД, преимущественно охлаждаемые, с
направленной структурой (или монокристал-
лические с кристаллографической ориентаци-
ей <001 >), с защитным покрытием, длительно
работающие - до 1050 °C.
542
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.34. Физические свойства литейных жаропрочных никелевых сплавов с направленной структурой
т; °с Л, Вт м-ЧС1 ср, кДж • кг’1 К'1 Т, °C а • 106, К'1
ЖС26У ЖСЗО ЖС32 ЖС26У ЖСЗО ЖС32 ЖС26У ЖСЗО ЖС32
25 7,9 9,0 8,2 - 0,380 0,392 20- 100 11,9 11,6 12,4
100 - 10,3 9,1 - 0,400 0,418 100 - 200 12,4 12,3 13,0
200 10,7 11,3 10,5 0,43 0,423 0,438 200 - 300 12,7 13,0 13,5
300 12,1 13,0 12,1 0,46 0,450 0,442 300-400 13,8 13,6 14,2
400 13,6 14,3 13,6 0,48 0,478 0,456 400- 500 13,9 13,8 14,4
500 14,6 15,9 15,1 0,50 0,542 0,470 500-600 14,0 14,0 14,8
600 16,3 17,5 16,6 0,52 0,569 0,486 600 - 700 14,6 14,6 16,3
700 18,0 18,9 18,1 0,54 0,588 0,508 700 - 800 15,5 15,8 17,5
800 20,0 20,2 20,1 0,58 0,652 0,600 800 - 900 16,8 16,3 18,9
900 22,6 22,0 22,2 0,61 0,730 0,672 900 - 1000 19,4 21,2 22,2
1000 24,7 23,8 24,0 0,65 0,745 0,807 1000- ПОС - 25,3
1100 26,8 - 26,3 0,71 - 0,990 - - - -
5.1.6. СПЛАВЫ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ
Сплав ЖСЗОМ
5.1.35. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti Nb Hf Y, кг/м3
0,005 7,0 7,5 0,6 П,7 5,1 1,8 1,1 <0,1 8635
5.1.36. Типичные механические свойства
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
Е- 10-’, МПа 136 - 137 104 - 105 97 - 99 86 - 88 - -
ств, МПа 1062 1264 994 710 416 246
ctq^, МПа 998 1201 931 671 380 202
6, % 23,0 12,8 21,5 17,0 18,9 19,0
Y, % 23,0 16,8 30,5 27,8 49,5 38,0
К(У, кДж/м2 566 409 380 510 576 -
erf, МПа, на базе испытаний, ч:
10 - - 574 304 177 -
100 - - 412 216 118 -
500 - - 319 162 88 -
1000 - - 284 142 78 -
СПЛАВЫ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ
543
Продолжение табл. 5.1.36
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
о0,5/г, МПа, на базе испытаний, ч: 100 280 142
500 - - 211 103 - -
1000 - - 181 88 - -
ст.ь (Х,= 1), МПа, на базе циклов: 2 • 107 324 - 314 - 137
о.ь (£,= 2,33), МПа, на базе циклов: 2- 107 137 - 304 - 137 -
5.1.37. Жаростойкость
Г, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1100 - 36,6
5.1.38. Термостойкость при циклических нагреве и охлаждении клиновидных образцов (Гц = 1 мин)
Tniin» °C Tinax, °C Среднее число теплосмен до появления трещины, L ~ 3 мм
200 1100 > 2000
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах. Ло-
патки отливают методом направленной кри-
сталлизации в установках с традиционным охла-
ждением. Отливки не склонны к образованию
горячих кристаллизационных трещин. Линейная
и объемная усадки составляют 2,0 - 2,5 и 6,0 -
7,5 % соответственно. Не допускается механиче-
ских воздействий на монокристаллические от-
ливки до их термической обработки.
Термическая обработка. Высокотемпера-
турную гомогенизацию проводят в вакуумных
печах при температуре полного растворения
у'-фазы в течение 3 ч с последующим охлаж-
дением от температуры гомогенизации до
1000 °C со скоростью 100 - 180 °C мин. Ре-
жим старения: 1050 °C в течение 10 ч, охлаж-
дение со скоростью 100 - 180 °С/мин; 870 °C
в течение 16 ч.
Применение. Рабочие лопатки турбины
авиационных ГТД, преимущественно охлаж-
даемые, с монокристаллической структурой
кристаллографической ориентации <001 >, с
отклонением от продольной оси отливки до
10 °, с защитным покрытием, длительно рабо-
тающие до 1100 °C.
Сплав ЖС36
5.1.39. Химический состав (%, остальное Ni)
С Сг Со Мо W А1 Ti Nb Re Y, кг/м3
0,005 4,0 7,0 1,6 11,7 5,8 1,1 1,1 2,0 8724
544
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.40. Типичные механические свойства
Свойства Температура испытания, °C
20 700 900 1000 1100 1150
£• 10-3, МПа 136 НО 100 95 90 87
ств, МПа 1064 1177 991 844 589 432
сто,2, МПа 927 942 922 667 486 373
S, % 19,5 10,5 27,0 19,0 22,0 21,5
ц/, % - 13,0 29,0 29,0 35,0 45,0
KCV, кДж/м2 903 589 - 579 - -
, МПа, на базе испытаний, ч: 10 623 373 221
100 - - 476 250 137 -
500 - - 383 181 98 -
1000 - - 343 157 83 -
сто,2/г, МПа, на базе испытаний, ч: 100 437 309
500 - - 334 196 - -
1000 - - 260 118 - -
Ст-i, (Kt = 1), МПа, на базе циклов: 2- 107 294 - 343 - 167 -
су.ь (Kt- 2,33), МПа, на базе циклов: 2 • 107 186 - - - 157 -
5.1.41. Жаростойкость
Г, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1100 - 4,7
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах. Ло-
патки отливают методом направленной кри-
сталлизации в установках с жидко-
металлическим охлаждением. Отливки не
склонны к образованию горячих кристаллиза-
ционных трещин. Не допускается механиче-
ских воздействий на монокристаллические
отливки до их термической обработки.
Термическая обработка. Высокотемпера-
турную гомогенизацию проводят в вакуумных
печах при температуре полного растворения
у'-фазы в течение 6 ч с последующим охлаж-
дением от температуры гомогенизации до
1000 °C со скоростью > 100 °С/мин. Режимы
старения: 1030 - 1050 °C в течение 10 ч, охла-
ждение со скоростью > 100 °С/мин ; 870 °C в
течение 24 - 32 ч.
Применение. Рабочие и сопловые лопат-
ки турбины авиационных ГТД, преимущест-
венно охлаждаемые, с монокристаллической
структурой кристаллографической ориентации
<001>, с отклонением от продольной оси от-
ливки до 10 °C, с защитным покрытием, дли-
тельно работающие до 1100 °C, с забросами
температуры - до 1150 °C.
СПЛАВЫ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ
545
СплавЖС40
5 Л.42.. Химический состав (%, остальное Ni)
С Сг Мо W А1 Nb Со Та у;. кг/м3
0,005 6,3 4,2 7,0 5?,3 < 0,2 <ол 7,а ! 8840)
5.1.43. Типичные механические свойства
Свойства Температура испытания, °C
20 800 900 1000 1100 1150
£ 10-3, МПа 128 99 90 84 75 -
ов, МПа 1152 1304 1010 765 467 334
сто,2» МПа 990 1240 956 722 407 288
5, % 8,9 13,2 19,6 23,6 28,5 26,8
ц/, % 12,0 15,0 32,5 45,5 69,0 75,0
KCV, кДж/м2 530 216 304 402 - -
of, МПа, на базе испытаний, ч: 10 589 314 206
100 - 809 432 235 137 -
500 - 681 343 186 93 -
1000 - 628 309 162 78 -
5000 - 515 - 123 - -
сто,2/6 МПа, на базе испытаний, ч: 10 417 231
100 - - 265 137 - -
500 - - 191 93 - -
о.ь (К( = 1), МПа, на базе циклов: 2 • 107 314 - 373 - 137
о.ь (Kf= 2,33), МПа, на базе циклов: 2 • 107 206 - 275 - - -
5.1.44. Жаростойкость
Г, °C Потеря массы, г/м2, за 100 ч Увеличение массы, г/м2, за 100 ч
1100 9,3 4,3
Технологические данные. Сплав выплав-
ляют в индукционных вакуумных печах. Ло-
патки отливают методом направленной кри-
сталлизации в установках с жидко-
четаллическим и радиационным охлаждени-
18 Зак. 225
ем. Отливки не склонны к образованию горя-
чих кристаллизационных трещин. Не допус-
кается механических воздействий на моно-
кристаллические отливки до их термической
обработки.
546
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Термическая обработка. Высокотемпера-
турную гомогенизацию проводят в вакуумных
печах при температуре полного растворения
у'-фазы в течение 6 ч с последующим охлаж-
дением от температуры гомогенизации до
1000 °C со скоростью >100 °С/мин. Режимы
старения: 1030 - 1050 °C в течение 10 ч, охла-
ждение со скоростью > 100 °С/мин; 870 °C в
течение 20 ч. Термическая обработка может
совмещаться с технологическими отжигами.
Применение. Рабочие и сопловые лопат-
ки турбины авиационных ГТД, преимущест-
венно охлаждаемые, с монокристаллической
структурой кристаллографической ориентации
<001 >, с отклонением от продольной оси
отливки до 10 °C, с защитным покрытием,
длительно работающие до 1100 °C, с заброса-
ми температуры до 1150 °C.
5.1.45. Физические свойства литейных жаропрочных никелевых сплавов
с монокристаллической структурой
Т, °C Л, Вт - м-ЧС1 ср, кДж кгЧС1 Т, °C а • 106, К'1
ЖСЗОМ ЖС36 ЖС40 ЖСЗОМ ЖС36 ЖС40 ЖСЗОМ ЖС36 ЖС40
25 9,0 8,2 - 0,386 0,437 - 20- 100 11,8 11,9 12,1
100 10,3 8,5 8,9 0,405 0,442 0,426 100 - 200 12,4 12,4 12,5
200 н,з 9,2 9,7 0,426 0,448 0,434 200 - 300 12,8 13,1 13,0
300 13,0 10,3 10,9 0,454 0,454 0,443 300 - 400 13,4 13,4 13,5
400 14,3 11,5 12,5 0,481 0,459 0,454 400-500 13,5 13,9 13,9
500 15,9 12,9 14,4 0,512 0,465 0,467 500 -600 14,0 14,5 14,3
600 17,5 14,6 16,4 0,545 0,471 0,481 600- 700 15,2 15,7 17,4
700 18,9 16,6 18,3 0,592 0,504 0,496 700- 800 16,1 16,7 16,2
800 20,2 19,4 22,0 0,656 0,555 0,562 800 - 900 17,5 18,3 16,5
900 22,0 21,5 23,4 0,732 0,591 0,577 900- 1000 20,0 19,5 19,6
1000 23,8 24,7 27,0 - 0,668 0,640 1000- 110€ 23,7 23,9
1100 26,8 30,3 35,6 0,710 0,831 0,815 - - 30,0 -
1200 - - 42,8 - 1,014 0,956 - - - -
1300 - - 33,7 - 0,565 0,741 - - - -
5.1.7. ЭВТЕКТИЧЕСКИЕ СПЛАВЫ
Жаропрочные сплавы с ориентирован-
ной структурой, получаемые направленной
кристаллизацией сложных, эвтектического
строения сплавов на основе тугоплавких ме-
таллов, относятся к классу естественных ком-
позитов.
В отличие от обычных композиционных
материалов, которые изготовляют многоста-
дийными методами, композиционная ориен-
тированная структура в изделиях из эвтекти-
ческих сплавов формируется непосредственно
при направленной кристаллизации в условиях
квазитермодинамического равновесия в про-
цессе одновременного роста из расплава мат-
рицы и армирующей фазы. Эти условия
(плоский фронт кристаллизации, перпендику-
лярный направлению роста) обеспечиваются
при соблюдении определенного соотношения
между градиентом температуры G в расплаве
перед фронтом и скоростью его (фронта)
движения R:
G/A^G/A^-AT/Z).
Это условие накладывает жесткие огра-
ничения на скорость кристаллизации R
(АТ-температурный интервал кристаллиза-
ции сплава, D - коэффициент диффузии).
Так численные оценки показывают, что для
жаропрочных никелевых эвтектических спла-
вов (ЖНЭС) со структурой у/у'-МС (здесь
у/у' - матрица никелевого у-твердого рас-
твора, упрочненного у'-фазой на основе
Ni3Al; МС-армирующие нитевидные кристал-
лы монокарбида на основе ниобия или танта-
ла) максимальная скорость роста, обеспечи-
вающая получение ориентированной компо-
зиционной структуры сплавов, не может пре-
вышать 20 мм/ч даже при использовании са-
мых высокоградиентных (G « 20 °С/мм) печей
в установках для направленной кристаллиза-
ции.
ЭВТЕКТИЧЕСКИЕ СПЛАВЫ
547
Содержание элементов, мае. долл, %
Рис. 5.1.10. Зависимости температуры ликвидуса Тп и
солидуса Тс жаропрочных
никелевых эвтектических сплавов y/y'-NbC (базовый
состав: 0,4 % С; 3,8 % Nb; 5.5 % AI; 4 % Сг; 7 % Со;
10 % W; 1,5 % Мо; 10 % V) от содержания
легирующих элементов
Таким образом, величина (^/^)крит>
являющаяся характеристическим параметром
сплава, определяет его технологичность с
точки зрения достижимости условий получе-
ния ориентированной композиционной
структуры в отливке. Поэтому при производ-
стве отливок с композиционной структурой
из многокомпонентных эвтектических спла-
вов необходимо учитывать, что усложнение
легирования, приводящее к возрастанию тем-
пературного интервала кристаллизации сплава
ДТ, коэффициентов диффузии D компонен-
тов в расплаве и, следовательно, (^/^)крит
(рис. 5.1.10), требует более совершенного ли-
тейного оборудования.
5.1.46. Максимальная скорость направленной
кристаллизации жаропрочных эвтектических
сплавов
Сплав (С/Я)кр«т IO’5, °C с/см2 Я,пах, мм/ч
N1TAC-13 3,6 7,2/19,8*’
СОТАС-74 2,5 10,2/30
у/у' -а (Мо) 1,8 13,8/40
у/у' -Ni3Nb 5,4 4,8/13,2
*’ - Максимальная скорость кристалли-
зации, при которой существует плоский
фронт роста: в числителе при G = 70 °С/см, в
знаменателе - при G = 200 ° С/см.
ЖНЭС со структурой у/у'-МС
(естественные композиты) марок ВКЛС-10,
ВКЛС-20, ВКЛС-20Р (Россия), СОТАС-744,
СОТАС-748 (Франция), NITAC-3-116А,
NITAC-C (США) (табл. 5.1.46 ) являются
наиболее перспективными для литья рабочих
лопаток турбин высокотемпературных ГТД.
Их основное (композиционное) упрочнение
осуществляется высокопрочными карбидными
волокнами (нитевидными кристаллами (НК));
оно наиболее эффективно при температурах
выше 1000 °C, так как эвтектические карбиды
обладают высокой термической стабильно-
стью формы и механических свойств.
Вклад волокон в упрочнение эвтектиче-
ского композита возрастает при уменьшении
среднего диаметра волокон и межволоконного
расстояния. С увеличением скорости направ-
ленной кристаллизации R волокна армирую-
щей фазы становятся тоньше, а расстояние X
между ними меньше в соответствии с извест-
ным соотношением: к2 R = А . Для ЖНЭС
у /у' -NbC А =0,7 • 10-12 см3/с.
Дисперсионное упрочнение в рассмат-
риваемых эвтектических композитах осущест-
вляется частицами у'-фазы, образовавшими-
ся при распаде пересыщенного у -твердого
раствора в процессе охлаждения с температу-
ры ниже у' -сольвус. Поскольку при высоких
температурах частицы у' -фазы растворяются
и коагулируют, то способы повышения эф-
фективности дисперсионного механизма уп-
рочнения ЖНЭС такие же, как и для ЖНС:
легирование тугоплавкими металлами (W, Re,
Мо, Та), увеличение температуры полного
растворения у' -фазы в у -матрице и дости-
жение оптимального несоответствия периодов
решеток у и у'-фаз. Например, величина
Дау_у/ в эвтектическом композите ВКЛС-20
достигает ~0,2 %. Вместе с тем, дополнитель-
ным требованием к легированию к ЖНЭС
является обеспечение максимальных значений
температуры солидуса Тс и минимального
интервала кристаллизации ДТ.
Ориентированная композитная структу-
ра отливки из эвтектических сплавов у/у'-
МС состоит из столбчатых монокристал-
лических зерен матрицы у/у', которые ори-
ентированы вдоль ее продольной оси в кри-
сталлографическом направлении роста <001 >,
взаимная ориентация их в азимутальном на-
правлении произвольна. Каждое матричное
зерно армировано непрерывными волокнами
18*
548
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
монокарбида МС. Между кристаллическими
решетками матрицы и волокна существует
кристаллоориентационное соответствие:
„ (001),/Y.||(001)Nbc
< 001 >f/f' || < 001 >ni>c
Волокна МС в композитах у/у' -МС со
средним диаметром ~1 мкм (табл. 5.1.47)
имеют правильную кристаллографическую
огранку, в сечении чаще всего квадрат
(рис. 5.1.11).
Рис. 5.1.11. Микроструктура (поперечное сечение)
эвтектического сплава направленной кристаллизации
y/y'-NbC, х 5000
5.1.47. Типичный химический состав ЖНЭС у/у'-МС (%, остальное Ni)
Сплав Со Ст А1 W Nb С Мо Та Другие элементы у, г/см3
ВКЛС-10 10 7 5,6 11 3,8 0,45 1,0 - 1,0% V 0,5 % Hf 8,53
СОТАС-74 20 10 4 10 4,9 0,55 - - - 8,6
СОТАС-741 10 8 5 10 4,5 0,50 - - - 8,45
СОТАС-744 10 4 6 10 3,8 0,45 2 - - 8,51
СОТАС-784 10 4 6,5 4 4 0,45 4 - 4 % Re -
NITAC-13 3,3 4,4 53 3,1 - 0,54 - 8,1 6,2 % Re 5,6 % V 8,69
NITAC-C 3,9 4 5,5 4,5 - 0,45 3 Н,7 6,6 % Re 0,01 % В -
NITAC-3-116A 3,7 4 5,5 4,5 - 0,25 - 8,2 6,3 % Re 4% V 8,6
5.1.48. Типичные значения параметров структуры и фазового состава ЖНЭС у/у '-МС
Сплав, скорость кристаллизации R /-фаза, мае. доля, % Волокна, об. доля, % Средний диаметр волокон, мкм тпр, °C Тс, °C ДТ, °C
ВКЛС-10, 6 мм/ч 57 4 - 5 1,2 - 1,5 1198 1321 22
ВКЛС-20, 10 мм/ч 63 3 - 5 0,8 - 1,1 1248 1348 18
ВКЛС-20Р, 8 мм/ч 60 3 - 5 0,8 - 1,1 1260 1358 16
СОТАС-74, 12 мм/ч - - - - 1335 10
СОТАС-741, 12 мм/ч 53 - - 1134 1334 11
СОТАС-744, 12 мм/ч 58 6 - 1200 1340 10
NITAC-13, 6 мм/ч 60 2-4 - 1204 1346 14
Частные значения прочности НК дос-
тигают 12000 МПа. Несмотря на малую объ-
емную долю МС-волокон в ЖНЭС
(табл. 5.1.48), они значительно упрочняют
матрицу у/у', служат эффективным препят-
ствием на пути распространения трещины и
постоянно оказывают тормозящее действие,
снижая ее среднюю скорость распростране-
ЭВТЕКТИЧЕСКИЕ СПЛАВЫ
549
ния. Поэтому ЖНЭС имеют более высокие
характеристики усталости (рис. 5.1.12), дли-
тельной прочности (рис. 5.1.13, табл. 5.1.49) и
термостойкости по сравнению с ЖНС, что
позволяет повысить рабочую температуру
отлитых из эвтектических сплавов лопаток на
50 - 75 °C по сравнению с лопатками из луч-
ших жаропрочных никелевых сплавов (см.
рис. 5.1.1).
Рис. 5.1.12. Пределы выносливости o.i
(на базе 2 х 107 циклов) литейных жаропрочных
никелевых сплавов при различной температуре:
7 - ВКЛС-10; 2 - ВКЛС-20; 3 - ЖС6У; 4 - ЖС26
Рис. 5.1.13. Температурная зависимость предела
длительной прочности аюоо литейных жаропрочных
никелевых сплавов с эвтектической композиционной
(1, 2), монокристаллической <001> (3)
и столбчатой (4) структурами:
1 - ВКЛС - 20Р; 2 - NITAC-3-116А; 3 - ЖС40;
4 - MAR-M002
Следует отметить особенность поведения
эвтектических композитов при ползучести,
связанную с наличием остаточных термиче-
ских напряжений, вызванных различием ко-
эффициентов линейного расширения матри-
цы у/у' и карбидных МС-волокон. Остаточ-
ные напряжения значительно увеличивают
скорость ползучести композита на переходной
стадии, вследствие чего при 900 °C 100-
часовой предел ползучести композита у/у'-
МС по допуску на остаточную деформацию
0,5 % Qo.5/100 ниже предела ползучести литей-
ных ЖНС с равноосной структурой. Однако с
повышением температуры остаточные напря-
жения уменьшаются и выше 1000 °C значения
00,5/100 эвтектического композита становятся
преобладающими.
Механические характеристики ЖНЭС
анизотропны: в поперечном направлении они
ниже, чем в продольном и приближаются к
значениям, характерным для литейных ЖНС
равноосной кристаллизации (табл. 5.1.50).
Снижение механических свойств (особенно
пластичности) направленных эвтектик в по-
перечном направлении связано с низкой
прочностью продольных межзеренных границ.
Так же как и в литейных ЖНС поперечная
пластичность ЖНЭС может быть повышена
микролегированием бором, цирконием, гаф-
нием и РЗМ.
Наряду с высокими механическими
свойствами направленные эвтектики у/у'-
МС обладают удовлетворительным сопротив-
лением коррозии и высокотемпературному
окислению аналогично наблюдаемому у ли-
тейных ЖНС. Испытания отдельных образцов
из ЖНЭС (ВКЛС-20Р без покрытия и с за-
щитным покрытием при 1100 °C) показали,
что стойкость эвтектического композита не
хуже, чем у образцов из сплава ЖС32.
5.1.49. Типичные значения длительной
прочности зарубежных ЖНЭС у/у'-МС
Сплав Т, °C <Поо, МПа <*500, МПа
900 390 310
СОТАС-744 1000 250 190
1100 160 130
900 460 370
NITAC-13 1000 290 240
1100 95 55
800 670 600
NITAC-C 900 480 400
1000 290 240
1100 170 130
800 690 590
СОТАС-784 900 450 390
1000 310 260
1100 210 145
550
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Созданные высокожаропрочные эвтек-
тические сплавы на основе системы у/у' -МС
по уровню жаропрочности превосходят ли-
тейные ЖНС как с однонаправленной столб-
чатой, так и с монокристаллической структу-
рой (рис. 5.1.13), что позволяет рассматривать
этот класс материалов как один из самых
перспективных для литья турбинных лопаток
высокотемпературных ГТД. Однако из-за ма-
лой скорости роста композиционной структуры и,
вследствие этого, большой продолжительности
процесса кристаллизации (10 - 15 ч) турбинные
лопатки из эвтектических сплавов весьма дороги.
Успешному решению проблемы промышлен
ного освоения эвтектических композитов
будет способствовать создание кристаллизато-
ров нового типа и промышленных высоко-
градиентных печей для направленной кри-
сталлизации лопаток, разработка стабильных
керамик для форм и стержней, а также конст-
руирование специальных лопаток, в которых
учитывались бы особенности формирования в
них ориентированной композиционной мик-
роструктуры.
В табл. 5.1.51 - 5.1.57 приведены хими-
ческий состав, физико-механические и техно-
логические свойства отечественных жаро-
прочных никелевых эвтектических сплавов
ВКЛС-20, ВКЛС-20Р.
5.1.50. Механические свойства отдельно отлитых образцов из ЖНЭС у/у'-МС
при кратковременном растяжении*
Т, °C СОТАС-74 NITAC-C СОТАС-744
огв, МПа 5, % огв, МПа 5, % сгв, МПа 5, %
20 1550 12.4 __ 1505 18
1080 0,16 1090 13
700 1240 7.5 - - - -
1040 2,2
800 960 г, .1100. 798 7 1120 - 1220 12
2,5 990 0,8
900 680 7,7 - 910 10
- - 900 0,3 -
1000 415 6.6 570 10
700 0,5
1070 - - - - 406 11
- -
1100 287 5 - - 440 16
81 23 - -
* В числителе в продольном направлении, в знаменателе - в поперечном.
5.1.51. Химический состав жаропрочных никелевых эвтектических сплавов (%, остальное Ni)
Сплав С Сг Со Мо W А1 Nb V Re Y, кг/м3
ВКЛС-20 0,44 4,3 9,0 0,8 12,2 6,2 4,3 0,8 - 8670
ВКЛС-20Р 0,38 3,8 9,0 - 12,0 6,1 3,7 - 4,0 8840
ЭВТЕКТИЧЕСКИЕ СПЛАВЫ
551
5.1.52. Типичные механические свойства сплава ВКЛС-20
(продольное направление, скорость кристаллизации 6 мм/ч)
Свойства Температура испытания, °C
20 700 800 900 1000 1100 1150
Е 10-’, МПа 153 123 116 108 100 90 -
ав, МПа 1500 1230 1230 980 800 480 350
сто,2, МПа 740 890 1100 760 690 410 300
5, % 18,0 9,0 7,5 16,5 10,0 8,0 5,5
ц/, % 18,0 11,0 9,0 17,0 13,0 14,0 11,5
, МПа, на базе испытаний, ч: 10 1050 800 495 320* 220* 152*
100 - 895 645 395 250* 160* 115*
500 - 805 540 325 205* 130* 85*
1000 - - 500 300 185* 115* -
oj , %, на базе испытаний, ч: 100 12,5 9,0* 8,0*
500 - - - 9,0 7,0* 7,0* -
°о,5/юо, МПа, - - - 205 120* - -
о.ь (К, = 1), МПа, на базе циклов: 2 • Ю7 360 320 160*
1 Ю8 - - - - - 120* -
o.j, (Kt = 2,33), МПа, на базе цик- лов: 2 • 107 180 270*
ЕСУ, кДж/м2 383 - 441 510 - 530 - 304 - 353 - - -
* С защитным покрытием.
5.1.53. Типичные значения длительной прочности сплава ВКЛС-20
(продольное направление, скорость кристаллизации 10 мм/ч)
Свойства Температура испытания, °C
900 1000 1100
а], МПа, на базе испытаний, ч: 100 500 400 340 260* 210* 180* 130*
* С защитным покрытием.
5.1.54. Жаростойкость сплавов ВКЛС-20 и ВКЛС-20Р при температуре 1100 °C,
время выдержки 100 ч
Характеристика ВКЛС-20 ВКЛС-20Р
Уменьшение массы, г/м2 20,8 - 22,3 13,9 - 18,0
Увеличение массы, г/м2 8,7 - 9,0 8,2 - 10,6
Глубина поврежденного слоя, мкм 2,4 - 2,6 1,6 - 2,0
552
Глава 5.1. ЛИТЕЙНЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.1.55. Типичные механические свойства сплава ВКЛС-20Р
(продольное направление, скорость кристаллизации 7,5 мм/ч)
Свойства Температура испытания, °C
20 700 800 900 1000 1100 1150
ов, МПа 1543 356 1328 1000 744 438 -
сто,2, МПа 938 1113 1206 856 603 395 -
5, % 17,0 16,4 13,6 14,0 13,2 12,0 -
<|/, % 17,0 17,0 14,0 15,0 19,0 21,0 -
о, , МПа, на базе испытаний, ч: 10 1084 848 603 391* 239* 168*
100 - 937 744 496 301* 199* 127*
500 - 840 672 423 250* 171* 98*
1000 - 799 641 392 230* 159* 85*
* С защитным покрытием.
5.1.56. Характеристики ползучести при 1000 °C отдельно отлитых образцов из сплава ВКЛС-20Р
(скорость кристаллизации 7,5 мм/ч)
ст, МПа Продолжительность испытания, ч 8, % Время накопления 0,5 % деформации, ч
180 335 0,6 53
180 91 0,6 20
140 211 0,2 ПО
140 140 0,2 100
5.1.57. Физические свойства сплава ВКЛС-20
Т, °C X, Вт • м-1 • К-1 ср, кДж • кг*1 • К*1 Т, °C а • 106, К"1
100 7,1 0,422 20 - 100 П,4
200 9,6 0,456 100 - 200 11,6
300 12,1 0,484 200 - 300 12,2
400 14,2 0,508 300 - 400 12,6
500 15,5 0,528 400 - 500 12,7
600 17,2 0,556 500 - 600 13,5
700 18,8 0,582 600 - 700 14,4
800 20,9 0,600 700 - 800 15,0
900 22,6 0,617 800 - 900 16,1
1000 23,9 0,634 900 - 1000 19,4
1100 25,5 0,650 1000 - 1100 21,5
Технологические данные. Сплавы ВКЛС-
20 и ВКЛС-20Р выплавляют в вакуумных ин-
дукционных печах. Детали изготовляют мето-
дом направленной кристаллизации (темпе-
ратурный градиент в расплаве перед фронтом
кристаллизации не менее 100 °С/см) в атмо-
сфере инертного газа (аргон). Скорость кри-
сталлизации 6-10 мм/ч.
Термическая обработка. Высокотемпера-
турную гомогенизацию проводят в вакуумных
печах при температуре полного растворения
у'-фазы в течение 0,5 ч с последующим охла-
ждением от температуры гомогенизации до
1000 °C со скоростью 60 - 80 °С/мин.
Применение. Рабочие лопатки газотур-
бинных двигателей, работающих длительно
при температурах до 1100 °C, с защитным
покрытием. Допускаются кратковременные
забросы температуры до 1150 °C.
СПЛАВЫ ДЛЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
553
Глава 5.2
ДЕФОРМИРУЕМЫЕ
ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.1. СПЛАВЫ ДЛЯ ДИСКОВ
ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ (ГГД)
Общие требования. Жаропрочные нике-
левые сплавы являются наиболее перспектив-
ным материалом для дисков турбин и послед-
них ступеней компрессоров ГТД, которые
подвергаются в эксплуатации неравномерно-
му, часто нестандартному нагреву: ободная
часть до 550-800 °C, ступичная до 300-550 °C.
Поэтому для зоны обода наиболее важное
значение имеет сопротивление материала
ползучести.
Кроме того, в ободе диска имеются пазы
для крепления лопаток, что делает необходи-
мым обеспечение достаточно высокой стати-
стической прочности при наличии надрезов.
Ввиду имеющихся в диске отверстий для ох-
лаждения и крепежа (болтами) требуется по-
вышенное сопротивление малоцикловой уста-
лости (МЦУ).
Для обеспечения работоспособности
дисков к никелевым сплавам предъявляются
следующие основные требования:
высокий уровень длительной и кратко-
временной прочности во всем диапазоне ра-
бочих температур;
низкая чувствительность к концентра-
ции напряжений при статическом нагруже-
нии;
высокая пластичность при длительном и
кратковременном нагружении;
достаточно высокое сопротивление
МЦУ;
стабильность структуры и фазового со-
става;
хорошая технологичность.
Основными условиями для получения
необходимого комплекса свойств материалов
дисков являются:
упрочнение твердого раствора у' -фазы;
увеличение объемного содержания у' -
фазы;
исключение топологически плотноупа-
кованных (ТПУ) фаз;
контроль выделения карбидов и у' -фазы
по границам зерен;
микролегирование поверхностей раздела
(границы зерен и фаз).
Разработанные ВИАМ с участием заво-
дов "Электросталь", "Ступинский металлурги-
ческий комбинат" высокожаропрочные моно-
литные сплавы и совместно с ВИ Л С порош-
ковый сплав ЭП741Н-П (табл. 5.2.1) нашли
широкое применение в ГТД авиационной и
космической техники, а также в транспорт-
ном машиностроении и в стационарных газо-
турбинных установках (ГТУ) энергетического
машиностроения.
Российские жаропрочные сплавы для
дисков ГТД не уступают по основным слу-
жебным характеристикам современным зару-
бежным аналогам (Incoloy 901, Inconel 718,
Waspaloy, Astroloy), а по некоторым показате-
лям, в частности по жаропрочности, превос-
ходят их.
Фазовый состав и особенности легирова-
ния. Жаропрочные сплавы для изготовления
дисков включают твердый раствор на основе
никеля, интерметаллидную фазу у' -типа (Ni,
Со, Сг3А1, Ti, Nb), карбидную (в основном
МеС) и боридную (М3В2) фазы.
Уровень служебных характеристик спла-
вов определяется степенью упрочнения твер-
дого раствора, количеством, дисперсностью и
стабильностью у' -фазы, характером карбид-
ной фазы, а также состоянием поверхностей
раздела, в первую очередь границ зерен.
Твердорастворное упрочнение у' - матри-
цы. В первых, менее легированных сплавах
(ЭИ437БУ, ЭИ698), основным элементом,
упрочняющим твердый раствор, является
хром. В более легированные и более жаро-
прочные сплавы (ЭП742, ЭК79) введены ко-
бальт, молибден и вольфрам; при этом содер-
жание хрома снижено, так как при высоком
содержании хрома вольфрам может способст-
вовать появлению в сплавах ТПУ охруп-
чивающих фаз типа ст и ц .
Введение кобальта, замедляющего рас-
пад твердого раствора, позволяет улучшить
технологическую пластичность сплавов и по-
высить содержание основных элементов:
алюминия и титана, образующих у' -фазу.
Из-за опасности образования двойных карби-
дов (МбС) и у. -фазы очень важно оптималь-
ное соотношение между содержанием вольф-
рама и молибдена (суммарное содержание
вольфрама и молибдена в сплавах ограничи-
вается 7 - 12 %).
5.2.1. Химический состав (%, остальное Ni) жаропрочных сплавов для дисков ГТД
Сплав С Сг Мо W А1 Ti Со Nb Si Мп S Р Се Zr В Fe Другие элементы
не более
ЭИ437БУ 0,04- 0,08 19,0- 22,0 - - 0,7- 1,0 2,65- 2,90 - - 0,6 0,4 0,007 0,015 0,02 - 0,01 1,0 -
ЭИ698 0,03- 0,07 13,0- 16,0 2,8- 3,2 - 1,45- 1,80 2,35- 2,75 - 1,9- 2,2 0,5 0,4 0,007 0,015 0,005 - 0,005 2,0 -
ЭП742 0,04- 0,08 13,0- 15,0 4,5- 5,5 - 2,4- 2,8 2,4- 2,8 9,0- 11,0 2,4- 2,8 0,3 0,4 0,010 0,015 0,01 - 0.010 1,о V < 0,2 La <0,1
ЭК79 0,04- 0,08 10,0- 12,0 4,0- 5,0 2,0- 3,0 2,8- 3,3 2,4- 3,0 12,5- 16,0 2,5- 3,0 0,4 0,4 0,010 0,015 0,01 - 0,01 1,0 0,4-0,8V La < 0,01
ЭК100 0,02- 0,06 15,5- 17,5 3,8- 4,2 0,8- 1,5 2,0- 2,4 0,8- 1,2 - 2,2- 2,6 0,4 0,3 0,007 0,010 0,01 0,005 0,005 1,5 0,8-H,5V La < 0,01
ЭП741НП 0,02- 0,06 8,0- 10,0 3,5- 4,2 4,8- 5,9 4,85- 5,25 1,6- 2,0 15,0- 16,5 2,4- 2,8 0,5 0,5 0,009 0,015 0,01 0,015 0,015 0,5 0,l-h0,4Hf
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
СПЛАВЫ ДЛЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
555
Дисперсионное упрочнение при выделении
у' -фазы. Добавки алюминия, титана, а также
ниобия в сплавы на никелевой основе способ-
ствуют образованию фазы у' -Ni3(Al, Ti, Nb),
которая обычно когерентно связана с у -
матрицей. При температуре < 0,6 Тпл (практи-
чески рабочих температурах жаропрочных
сплавов для дисков) упрочнение достигается
за счет деформации на межфазной границе
фаза-матрица, упорядоченной структуры час-
тиц и их высокой объемной доли, затруд-
няющих прохождение дислокаций через гра-
ницы фаз.
Увеличение объемной доли и стабильно-
сти у' -фазы в основном достигается повы-
шением содержания алюминия и титана.
Особое значение имеет легирование
сплавов ниобием, который входит в состав
у' -фазы, твердого раствора и первичной кар-
бидной фазы типа МС. Более половины его
общего содержания входит в состав у' -фазы,
способствуя замедлению коагуляции этой
фазы, повышению термической стабильности
у' -фазы, а также твердого раствора. Кроме
того, ниобий связывает при кристаллизации
почти весь углерод в сплавах, препятствуя
образованию избыточной карбидной фазы
Сг2зС6, которая способствует тепловому ох-
рупчиванию сплавов с интерметаллидным
упрочнением. Наличие в сплавах трудно-
растворимых карбидов NbC тормозит рост
зерна при нагревах в процессе деформации и
термической обработки и способствует получе-
нию в дисках однородной структуры. С увели-
чением содержания ниобия заметно возрастают
пределы прочности и текучести сплавов. Оп-
тимальный комплекс свойств достигается при
содержании ниобия «3,5 %.
Упрочняющее влияние карбидов в жа-
ропрочных никелевых сплавах имеет сложный
характер, так как в процессе эксплуатации
сплавов карбиды могут претерпевать измене-
ния. Карбиды выделяются в основном по
границам зерен, оказывая положительное
влияние на сопротивление разрушению. Кар-
бидные частицы также могут зарождаться на
дислокациях в процессе ползучести, снижая
их подвижность, что приводит к увеличению
сопротивления ползучести.
Неблагоприятная морфология и распре-
деление первичных и вторичных карбидов в
никелевых сплавах для дисков оказывают
отрицательное влияние на большинство экс-
плуатационных характеристик. С учетом того,
что углерод активно ликвирует и распределе-
ние его зависит от многих факторов, в боль-
шинстве разработанных сплавов содержание
углерода мало и колеблется в пределах 0,03 -
0,08 %.
Микролегирвваняе поверхностей раздела -
границ зерен и фаз. Бор обычно содержится в
жаропрочных сплавах в пределах 0,005 - 0,020 %,
находясь и в твердом растворе, и в ваде зер-
нограничных сегрегаций типа М3В2.
Повышение структурной стабильности
и жаропрочности сплавов благодаря малым
добавкам бора связано, главным образом, с
его способностью локального легирования
поверхностей раздела - границ зерен и фаз.
В результате замедляется диффузия и интен-
сивность движения дислокаций, т.е. процес-
сов, контролирующих коагуляцию фаз и
ползучесть.
Упрочнение границ зерен достигается
также введением малых добавок циркония,
редкоземельных элементов (Се, La) и щелоч-
ноземельных металлов (Mg, Ва). Являясь по-
верхностно активными, эти элементы выде-
ляются преимущественно по границам зерен,
тормозя развитие диффузионных процессов
при рабочих температурах, и, кроме того,
рафинируя границы зерен вследствие образо-
вания с вредными примесями различных ту-
гоплавких соединений. Магний дополнитель-
но позволяет получить более однородное рас-
пределение карбидов и улучшить их морфо-
логию.
Таким образом, за счет рационального
соотношения легирующих элементов и мик-
родобавок в сплавах обеспечивается структур-
ная стабильность, стабильный фазовый состав
и, соответственно высокая жаропрочность и
хорошее сочетание характеристик прочности
и пластичности.
Термическая обработка. Сплавы для дис-
ков ГТД на никелевой основе относятся к
классу дисперсионно-твердеющих материалов
и упрочняются при термической обработке,
включающей. операции закалки и старения
(табл. 5.2.2).
Выбор температуры закалки является
одним из ключевых вопросов при решении
основных задач термической обработки: мак-
симального упрочнения материала за счет
выделения у-фазы, карбидной и боридной
фаз, а также создания структуры, способной
перераспределять возникающие напряжения и
обеспечивающей высокие служебные характе-
ристики (особенно отсутствие чувствительно-
сти к надрезу).
556
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.2. Режимы термической обработки жаропрочных сплавов для дисков
(охлаждающая среда - воздух)
Сплав Вариант термо- обработки Закалка Старение
Т, °C Выдержка, ч Т, °C Выдержка, ч
1 1080 8 750-790 16
2 1020 6 750 16
ЭИ437БУ-ВД или
775 + 700 16+16
ЭИ698-ВД 1 1110 8 775 16
2 1000 4 700 - 750 16-24
1 1100 8 850 + 780 (4-8)+ (10-16)
ЭП742-ИД 2 1080 8 780 16
Отжиг
ЭК100-ВД 1 940 Закалка 6 850 6
1010 4 750 16
Закалка из однофазной области (с тем-
пературы на 10 - 40 °C выше температуры
рекристаллизации Тп р у<) проводится для
получения гомогенного твердого раствора и
завершения процессов рекристаллизации во
всех зонах штамповок дисков. Закалка из
двухфазной области (с температуры на
20 - 50 °C ниже Тп р у-) обеспечивает выде-
ление крупных скоагулированных частиц
у' -фазы и карбоборидных фаз определенной
формы и дисперсности. Для дисков с рабочей
температурой до 650 °C, особенно при необхо-
димости обеспечения высоких прочностных
свойств, закалка может проводится только из
двухфазной области.
Оптимальной температурой закалки,
обеспечивающей однородную микроструктуру
и наилучший комплекс свойств, является
температура, совпадающая с Тп р конкрет-
ной плавки.
Большое влияние на структуру и свой-
ства штамповок дисков оказывает скорость
охлаждения. Обычное охлаждение на возду-
хе, принятое в практике термообработки
жаропрочных сплавов, не всегда обеспечива-
ет оптимальную дисперсность и морфологию
фаз при распаде твердого раствора, а, следо-
вательно, и необходимый уровень свойств.
В связи с этим средне- и крупногабаритные
штамповки высокопрочных материалов следу-
ет охлаждать сжатым воздухом или в масле.
Для снижения уровня закалочных напряже-
ний целесообразно применение расплавов
различных солей с температурой
300 - 500 °C.
При старении основное внимание уде-
ляется созданию условий для максимального
выделения у' -фазы разной степени дисперс-
ности из твердого раствора с целью обеспече-
ния требуемых свойств. Эта задача решается с
помощью двух-, трехступенчатого старения.
Для получения стабильной структуры
температура первой ступени, как правило,
выбирается в области начала растворения
у' -фазы, а последующих - при температурах,
близких к максимальной рабочей температуре
диска.
Гарантируемые механические свойства
полуфабрикатов из жаропрочных сплавов для
дисков представлены в табл. 5.2.3. Жаропроч-
ные сплавы для дисков поставляются в виде
кованых или прессованных прутков диаметром
до 350 мм, а также в виде шайб и пресс-
изделий. Гарантируемые механические свойст-
ва штампованных дисков, как правило, не от-
личаются от свойств исходных полуфабрикатов.
Технические требования к штампован-
ным заготовкам из жаропрочных сплавов
(размеры и предельные отклонения, состояние
поверхности и макроструктура, правила прием-
ки и методы контроля, маркировка и упаковка)
регламентируются стандартами.
СПЛАВЫ ДЛЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
557
5.2.3. Гарантируемые механические свойства полуфабрикатов из жаропрочных сплавов для дисков
Сплав Вариант термо- обработки Механические свойства при 20 °C, не менее Длительная прочность
св> МПа ст0,2> МПа % KCU, Дж/см2 ^ОТП ’ мм Т, °C сг, МПа Время до разрушения, ч, не менее
ЭИ437 БУ-ВД 1 1000 680 13 16 30 3,40-3,75 650 650 750 635 620 350 или 300 30 50 50 100
2 1000 680 13 16 30 3,30-3,70 650 650 550 650 610 850 30 50 50
ЭИ698-ВД 1 1180 740 14 16 40 3,20-3,50 750 650 420 720 50 50
2 1150 720 17 19 50 3,30-3,55 750 650 420 720 50 50
3 1180 740 17 19 50 3,20-3,50 750 650 420 720 50 50
ЭП742-ИД 1 1230 770 13 14 30 3,15-3,50 650 650 750 750 820 850 520 550 100 50 100 50
2 1230 770 13 14 30 3,15-3,50 650 650 830 850 100 50
ЭК79-ИД 1 1300 900 13 14 35 3,10-3,35 650 750 650 900 600 920 100 100 50
ЭК100-ИД 1 1150 720 14 16 40 3,3-3,6 650 750 700 400 50 50
ЭП741Н-П 1 1300 950 13 15 40 3,1-3,5 650 950 100
* Диаметр отпечатка при испытании на твердость по Бринеллю.
5.2.4. Типичный уровень механических свойств штамповок диска при 20 °C и высоких температурах
ЭИ437БУ-ВД ЭИ698-ВД ЭП742-ИД
Свойства Температура испытания, °C
20 550 650 750 20 650 750 20 650 750 800
Е, ГПа 210 172 155 - 200 160 150 205 200 183 165 175 -
ств, МПа 1050-1200 1090-1200 940-1050 990-1010 900-1000 990-1010 660-740 1180-1280 1150-1220 10404150 1000-1110 880-910 840-900 1230-1320 1230-1340 1150-1200 1180-1280 950-1020 800-860
оо,2> МПа 700-800 700-850 580-620 690-730 560-610 690-730 540-590 740-880 720-760 650-720 630-690 640-720 620-690 770-830 830-900 700-750 790-900 700-750 690-750
5, % 16-30 13-24 24-31 20-21 23-28 21-24 15-20 14-22 17-23 13-23 13-23 10-20 11-20 1347 13-21 11-13 18-21 13-20 1245
% 16-30 16-30 25-35 33 25-30 26-30 23-30 16-25 19-28 14-23 16-25 10-26 13-29 14-19 14-25 12-14 21-23 13-20 12-19
кси, Дж/см2 30-70 30-90 - - - 40 50 - - 30-100 55-65 - - -
Продолжение табл. 5.2.4
ЭК79-ИД* экюо-вд* ЭП741Н-П
Свойства Температура испытания, °C
20 650 750 20 550 650 750 20 650 700 750
Е, ГПа 200 170 - 200 178 160 150 193 - - -
ств, МПа 1400-1460 1220 1090 1200-1300 1050-1100 1050-1080 840-900 1300-1550 1270-1410 1210-1260 1120-1160
сто,2> МПа 915-975 800 800 750-850 720-750 680-700 630-650 820-1020 840-970 840-950 940
5, % 15-18 15 14 25-30 20-30 20-30 16-28 13-28 17-27 16-26 10-23
у, % 17-19 16 14 28-40 20-30 20-30 17-36 15-26 19-28 17-26 17-26
кси, Дж/см2 58-75 - - 70-120 70-120 70-120 60-110 44-49 38-39 - 29-35
* В числителе приведены значения свойств после термообработки по режиму 1, в знаменателе - после термообработки по режиму 2.
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
В табл. 5.2.4 приведены типичные механические свойства жаропрочных сплавов для дисков при кратковременном статическом растяже-
нии при 20 °C и рабочих температурах. В табл. 5.2.5 приведены средние значения характеристик жаропрочности сплавов для области рабочих
температур.
Разработанные сплавы не чувствительны к концентраторам напряжения при испытании на длительную прочность в указанном диапазо-
не температур: для сплавов ЭИ698-ВД, ЭП742-ИД, ЭК79-ИД и ЭКЮО-ВД ^2- > 1,1 (гн =0,15 мм, Kt = 3,8), а для сплавов ЭИ437БУ-ВД и
стюо
ЭП741Н-П это отношение > 1,0.
Пределы МЦУ жаропрочных сплавов для дисков приведены в табл. 5.2.6.
Все сплавы обладают удовлетворительной коррозионной стойкостью во всеклиматических условиях; не склонны к коррозии под напря-
жением.
Физические свойства сплавов представлены в табл. 5.2.7, 5.2.8.
5.2.5. Типичные значения пределов длительной прочности (МПа) штамповок диска
Вариант Температура ЭИ437БУ-ВД ЭИ698-ВД ЭП742-ИД
термообработки испытания, °C ст100 <*500 <*1000 <*2000 <*4000 ст100 <*500 <*1000 <*5000 <*100 <*500 <*1000 <*5000
550 800 760 720 700 670 - - - - - - - -
1 650 600 500 460 420 380 - - - - 830 810 780 700
1 750 340 270 230 200 170 - - - - 520 460 425 345
800 - - - - - - - - - 380 295 - -
2 550 860 760 - - - 940 880 850 790 1110 1040 1005 935
(с одинарным 650 610 530 - - 705 630 595 520 830 765 735 660
старением) 750 - - - - - 410 325 290 205 - - - -
Продолжение табл. 5.2.5
Вариант термообработки Температура испытания, °C ЭК79-ИД ЭКЮО-ВД ЭП741Н-П
<*100 <*500 <*1000 <*100 <*500 <*100 <*500 <*1000 <*5000
550 - - - 930 860 - - - -
1 650 940 860 820 705 650 1035 940 895 800
1 750 610 520 490 400 335 705 595 550 450
800 460 370 - - - 505 410 370 290
2 550 - - - - - - - - -
(с одинарным 650 - - - - - - -
старением) 750 - - - - - - - - -
СПЛАВЫ ДЛЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ 559
5.2.6. Пределы малоцикловой усталости гладких (о, МПа) образцов и образцов с надрезом (ст11,* МПа)
Вариант термо- обработки Температура ЭИ437БУ-ВД ЭИ698-ВД . . ЭП742-ИД
о 5й ст 1 а" ст 1 .. . стн 1 .6 1 СТ». 1 ст».. 1 ст 1 ст» ....
°C N, циклы
5 • 103 ю4 5 • 103 104 5- 103 104 5 103 104_ 5 • 1Р3 1(0 5 103 _ Ж.
1 20 - - - - 1170 1100 830 720 1150 1050 - -
400 960 880 670 570 - - - - - - - -
550 870 840 660 550 - - - - - - - -
650 770 730 520 450 850 800 540 480 930 875 550 475
750 - - - - - - - - 800 750 410 350
2 20 - - - - ИЗО 1070 780 670 1150 1100 - -
550 910 900 660 550 - - - - - - -
650 - - - - 910 850 600 520 800 740 420 360
750 - - - - 750 730 530 480 - - - -
Продолжение табл. 5.2.6
Вариант термо- обработки Температура испытания ЭК79-ИД ЭК100-ВД. ЭП741Й-П
о 1 °н L с 1 стн ст | ст» 1 ст 1 ст» . ст 1 ?н 1 ст 1 ст»
°C ЦИКЛЫ _ . _
5 • 103 Ю4 5 • Ю3 Ю4 5 • 103 104 5 • Ю3.. ю4 _ .5 103 104. .3 _103 1о4
1 20 1320 1210 930 760 1170 1150 820 650 1240 1120 1000 830
400 1045 985 765 605 - - - - - - - -
550 - - - - - - - - - - -
650 1030 970 580 480 810 780 430 360 1070 1040 550 540
750 - - 450 400 - - - - 990 920 580 560
2 20 - - - - - - - - - - - -
550 - - - - - - - - - - -
650 - - - - - - - - - - -
750 - - - - - - - - - - - -
♦ гн = 0,25 мм; Kt = 3,35 (ГОСТ 25.502-79).
Примечание. Условия нагружения: R = 0,/" 50 Гц.
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.7. Температурный коэффициент линейного расширения и плотность
Сплав у, кг/м3 а 106, 1/К при температуре, °C
20-100 20-200 20-300 20-400 20-500 20-600 20-700 100-200 200-300 300-400 400-500 500-600 600-700
ЭИ437БУ-ВД 8200 12,4 12,9 13,3 13,8 14,2 14,6 15,1 13,4 14,2 15,0 15,8 16,9 17,7
ЭИ698-ВД 8320 12,1 12,7 13,2 13,6 13,9 14,3 14,8 13,3 14,2 14,7 15,4 16,3 17,8
ЭП742-ИД 8320 12,5 12,9 13,3 13,7 14,0 14,4 14,8 13,3 14,0 14,8 15,3 16,4 17,0
ЭК79-ИД 8365 12,0 12,5 12,8 13,1 13,4 13,6 14,1 12,5 13,6 14,2 14,4 14,7 17,0
ЭКЮО-ВД 8305 12,3 12,7 12,9 13,3 13,6 13,8 14,3 13,1 13,5 14,2 14,8 15,2 17,0
ЭП741Н-П 8350 11,5 И,9 12,2 12,6 12,9 13,2 13,7 12,2 13,0 13,7 14,1 14,7 16,9
5.2.8. Физические свойства
Сплав X, Вт/(м • К) при температуре, °C ср, кДж/(кг • К) при температуре, °C
20 100 200 300 400 500 600 700 800 20 100 200 300 400 500 600 700 800
ЭИ437БУ-ВД - 13,8 15,5 17,2 18,8 20,9 23,4 25,1 - - - - - - - - - -
ЭИ698-ВД - Н,7 13,4 14,6 15,9 17,6 19,7 21,3 23,0 - 0,419 0,460 0,460 0,502 0,545 0,587 0,629 0,712
ЭП742-ИД 10,5 11,3 12,6 13,8 15,1 16,7 18,0 19,3 20,5 - 0,45 0,475 0,500 0,525 0,550 0,575 0,59 0,66
ЭК79-ИД 7,9 8,9 10,2 11,5 13,1 14,6 15,9 17,2 18,4 0,435 0,45 0,472 0,495 0,522 0,545 0,572 0,63 0,654
ЭКЮО-ВД 9,2 10,7 12,8 14,2 16,2 17,7 19,5 21,5 23,3 0,410 0,442 0,470 0,494 0,511 0,530 0,573 0,614 0,653
ЭП741Н-П 7,12 8,79 10,9 12,6 14,2 15,9 17,2 18,4 20,1 0,36 0,41 0,446 0,471 0,491 0,503 0,518 0,572 0,612
СПЛАВЫ ДЛЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
562
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.9. Температурные пределы применения жаропрочных никелевых сплавов для дисков ГТД
Сплав ЭИ437БУ-ВД ЭИ698-ВД ЭКЮО-ВД ЭП742-ИД ЭК79-ИД ЭП741Н-П
Рабочая температура, °C До 550, кратковре- менно до 600 До 700, кратковре- менно до 750 До 650 До 800 До 800 До 700
Технологические свойства. Сплавы
ЭИ437БУ-ВД, ЭИ698-ВД и ЭКЮО-ВД вы-
плавляют в открытых дуговых электропечах с
последующим вакуумным дуговым перепла-
вом. Сплавы ЭП742-ИД и ЭК79-ИД выплав-
ляют методом двойной вакуумной плавки
(вакуумная индукционная печь + вакуумная
дуговая печь). Заготовки дисков из сплава
ЭП741Н-П изготовляют методом металлургии
гранул, включающем следующие основные
операции:
отливка электродов в вакуумной индук-
ционной печи;
распыление электродов на гранулы;
очистка гранул;
изостатическое компактирование гранул
в газостате (ГИП).
Сложные по составу жаропрочные нике-
левые сплавы для дисков в состоянии после
литья имеют многофазную гетерогенную
структуру, в большинстве случаев низкую
пластичность и малую способность к дефор-
мированию.
Обработка давлением сплавов связана с
рядом проблем, решение которых в значи-
тельной степени определяет качество, свойст-
ва и выход годного полуфабриката. Для пер-
вичной горячей деформации слитков сплавов
используются ковка и горячее прессование
(экструзия) на гидравлических прессах.
Для повышения технологической пла-
стичности полученных заготовок перед объ-
емной штамповкой проводится гомогенизи-
рующий отжиг.
Объемная штамповка заготовок дисков из
сплавов ЭИ437БУ-ВД, ЭИ698-ВД, ЭП742-ИД,
ЭКЮО-ВД проводится на молотах, а из сплава
ЭК79-ИД на гидравлических прессах. Штам-
повка крупногабаритных заготовок дисков из
сплавов ЭИ698-ВД и ЭП742-ИД также прово-
дится на гидравлических прессах.
Сплав ЭК 100 удовлетворительно свари-
вается электронно-лучевой сваркой.
Области применения. Сплавы ЭИ437БУ-ВД,
ЭИ698-ВД, ЭК79-ИД, ЭП741Н-П применя-
ются для дисков турбин и компрессоров, де-
флекторов, силовых несварных колец газотур-
бинных двигателей (ГТД) авиационной и
космической техники, транспортного и энер-
гетического машиностроения, а также для
газоперекачки. Рекомендуемые температуры
применения данных сплавов представлены в
табл. 5.2.9.
5.2.2. СПЛАВЫ ДЛЯ ЛОПАТОК
КОМПРЕССОРОВ ВЫСОКОГО
ДАВЛЕНИЯ (КВД) И ТУРБИН ГТД
Разработка этих сплавов осуществляется
в соответствии с требованиями, предъявляе-
мыми к материалам, работающим в условиях
одновременного воздействия повышенных
температур, высоких статических и знакопе-
ременных нагрузок.
В результате систематических работ в
области исследования влияния легирования
на эксплуатационные свойства сплавов с
применением новейших методик (фазового
анализа, радиографии, определения внутрен-
него трения и др.) были разработаны основ-
ные принципы легирования и микролегиро-
вания, позволившие создать композиции
сплавов с заданными параметрами.
Высокий уровень жаропрочности нике-
левых сплавов для лопаток достигают, с одной
стороны, легированием элементами, способ-
ствующими выделению упрочняющей интер-
металлидной у -фазы типа Г41з(А1, Ti), с дру-
гой, раздельным или комплексным легирова-
нием тугоплавкими элементами-у проч -
нителями у -твердого раствора (вольфрамом,
молибденом, кобальтом), замедляющими диффу-
зию и растворение выделившейся у' -фазы.
Поскольку существенную роль в повы-
шении работоспособности жаропрочных
сплавов играет состояние границ зерен, в
сплавы обычно вводят малые добавки бора,
церия, магния и других элементов, повы-
шающих жаропрочность и длительную пла-
стичность материала.
Углерод в сплавы специально не вводит-
ся; обычно он неизбежно присутствует в про-
мышленном металле в пределах 0,02 - 0,05 %.
Наиболее эффективное упрочнение ни-
келевых сплавов обусловлено выделением
интерметаллидной фазы N13 (Al, Ti), в кото-
рой растворяются практически все элементы,
присутствующие в сплаве.
СПЛАВЫ ДЛЯ ЛОПАТОК КОМПРЕССОРОВ ВЫСОКОГО ДАВЛЕНИЯ
563
5.2.10. Номинальный химический состав (%, остальное Ni) деформируемых промышленных
жаропрочных сплавов, применяемых для рабочих лопаток ГТД и КВД
Сплавы С (не более) Сг Со Мо W А1 Ti В (не более) Другие элементы
Россия
ЭИ617 0,08 15 - 3,0 6,0 2,0 2,0 0,002 0,3V
ЭИ598 0,12 17,5 - 5,0 3,0 1,5 2,3 0,01 l,0Nb 0,02Се
ЭИ826 0,08 14,5 - 3,2 6,0 2,8 2,0 0,015 0,3V 0,02Се
ЭИ867 0,08 9,5 5,0 10,0 5,0 4,5 - 0,02 0,02Се
ЭП109 0,08 10 12,0 7,0 7,0 6,0 - 0,02 0,02Се
ЭИ929 0,08 10,5 14,0 5,0 5,5 4,0 1,7 0,02 0,02Се 0,5V
ЭП220 0,08 10,5 15,0 7,0 6,0 4,5 2,5 0,02 0,5V
ЖС6КП 0,12 11,0 7,0 6,0 4,0 4,8 3,0 0,02 0,015Се
США
Waspaloy 0,07 19,5 13,5 4,3 - 1,4 3,0 0,006 0,09Zr
Inconel 700 0,12 15,0 28,5 3,7 - 3,0 2,2 - -
Udimet 500 0,08 19,0 19,5 4,0 - 2,9 2,9 0,01 -
Udimet 700 0,15 15,0 18,5 5,2 - 4,2 3,5 0,05 -
Великобритания
Нимоник 90 0,13 20,0 18,0 - - 1,5 2,5 - -
Нимоник 105 0,20 15,0 20,0 5,0 - 4,5 1,5 - -
Нимоник 115 0,20 15,0 15,0 3,5 - 5,0 4,0 - -
Нимоник 120 0,04 12,5 10,0 5,7 - 4,5 3,5 - -
Разработанные принципы легирования и
исследования физической природы присутст-
вующих фаз позволили создать оригинальные
по легированию деформируемые никелевые
сплавы, широко применяемые в отечествен-
ном газотурбостроении (табл. 5.2.10).
В отличие от зарубежных сплавов
аналогичного назначения (см. табл. 5.2.10)
отечественные жаропрочные сплавы или во-
обще не содержат дефицитный кобальт
(сплавы ЭИ617, ЭИ598, ЭИ826), или содер-
жат его в незначительном количестве (сплав
ЭИ867). Содержание кобальта выше 15 % в
сплавах с интерметаллидным упрочнением не
целесообразно, так как не приводит к даль-
нейшему повышению уровня жаропрочности.
Кроме , того отечественные сплавы
ЭИ867 и ЭП109 не содержат титан в качестве
легирующей добавки (он присутствует только
как примесь), а в высокожаропрочных спла-
вах ЭИ929, ЭП220, ЖС6КП, легированных
титаном, отношение содержания титана к
алюминию больше единицы, в отличие от
большинства зарубежных материалов.
С целью повышения жаропрочности при
легировании сплавов наряду с молибденом
используется вольфрам.
564
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Рис. 5.2.1. Зависимость длительной прочности
отечественных (7) и зарубежных (2) деформируемых
жаропрочных сплавов от содержания AI и Ti
(для сплавов ЭИ867 и ЭИ109 от содержания А1)
С увеличением содержания у'-обра-
зующих элементов (алюминия и титана), а
также содержания тугоплавких элементов,
входящих в состав у'-фазы, жаропрочные
свойства повышаются (рис. 5.2.1). При дли-
тельной работе в области высоких температур
зависимость уровня жаропрочности от содер-
жания элементов-упрочнителей сохраняется.
При этом наиболее жаростойкие сплавы - с
суммарным содержанием алюминия и титана
8,0 4- 8,5 % (отечественные сплавы ЭП220 и
ЖС6-КП; американский сплав Удимет 700)
или несколько выше (около 9,0 % - англий-
ский сплав Нимоник 115).
Существенную роль в получении тре-
буемых свойств играют режимы термической
обработки. Оптимальный режим термообра-
ботки обеспечивает комплексное сочетание
высокого уровня длительной прочности, со-
противления знакопеременным нагрузкам и
структурную стабильность.
Для сплавов, легированных алюминием
и не содержащих титан как специальную до-
бавку (сплавы ЭИ867, ЭП109), высокий уро-
вень рабочих характеристик достигается после
двухступенчатой термической обработки, со-
стоящей из нагрева в однофазной области при
температурах 1200 - 1220 °C и последующего
одинарного старения при температуре дис-
персионного твердения 850 - 950 °C.
Для сплавов с комплексным легирова-
нием алюминием и титаном применяется,
как правило, трехступенчатая термообработ-
ка: первый нагрев в однофазной области
(1200 - 1220 °C), второй - в области темпера-
тур карбидных превращений (1050 - 1100 °C) и
третий - при температурах старения (850 - 950 °C).
Промышленные жаропрочные сплавы на
никелевой основе в основном четырехфазные.
Они состоят из у-твердого раствора на основе
никеля, у'-фазы типа Nia(Al, Ti), двойного
карбида МлМтС, где (я + т) = 6 или 12, с
параметрами кристаллической решетки
11,03 - 11,08 мм и борида (Мо, W, Cr, Ni)nBOT.
С изменением температуры нагрева под
закалку состав борида М3В2 и параметр его
кристаллической решетки изменяются.
В сплавах, легированных алюминием со-
вместно с титаном (или ниобием), присутст-
вуют также первичные карбиды МС (TiC;
NbC). Они выделяются при кристаллизации
жидкого расплава и устойчивы до температур
плавления. Эти карбиды обычно имеют фор-
му кубических или округлых частиц и не ори-
ентированы относительно матрицы.
Состав у'-фазы в сложнолегированных
жаропрочных сплавах на никелевой основе
(отечественных и зарубежных) можно пред-
ставить в виде (Ni, Со, Сг)з (Al, Ti, W, Мо), а
при наличии достаточной концентрации нио-
бия - (Ni, Со, Сг)з (Al, Ti, Nb, W, Мо). Фаза у'
имеет гранецентрированную кубическую ре-
шетку, близкую к решетке у-твердого раство-
ра, но с несколько большим периодом.
Высоколегированные жаропрочные спла-
вы (ЭИ867, ЭП109, ЭИ929, ЭП220) выплав-
ляются в открытых печах и методом вакуум-
но-дугового (ВД) переплава; менее легиро-
ванные сплавы (ЭИ617, ЭИ598) - в открытых
(ОИ) или вакуумных индукционных (ВИ)
печах; сплав ЭИ826 выплавляется как в от-
крытых и вакуумно-индукционных печах, так
и методом вакуумно-дугового переплава.
Из слитков ОИ и ВИ выплавки и ВД
переплава методом горячей деформации по-
лучают сортовые прутки диаметром 20 - 45 мм.
Гарантируемые и другие эксплуатацион-
ные характеристики горячекатаных прутков из
серийных деформируемых сплавов на основе
никеля, представлены в табл. 5.2.11 - 5.2.16.
Физические свойства деформируемых
никелевых жаропрочных сплавов для лопа-
ток (сплавы немагнитны) приведены в
табл. 5.2.17, 5.2.18.
СПЛАВЫ ДЛЯ ЛОПАТОК КОМПРЕССОРОВ ВЫСОКОГО ДАВЛЕНИЯ
565
5.2.11. Гарантируемые механические свойства прутков из жаропрочных никелевых сплавов для лопаток
Сплав Режим термической у *6 °C <*в, МПа 5, % ЧЛ % <*50, МПа <4>тп 5,
(метод плавки) обработки не менее мм
1-я закалка с 1190 °C (2 ч) 20 - - - - 3,3-3,7
ЭИ617 (ВИ) на воздухе; 2-я закалка с 1050 °C (4 ч) на воздухе; 800 700 7 10
старение при 800 °C, 16 ч 850 - - - 200*1 -
1-я закалка с 1200 °C (5 ч) 20 3,3-3,7
ЭИ598 на воздухе; 2-я закалка с - - - -
(ВД) 1070 °C (8 ч) на воздухе; старение при 800 °C, 16 ч 800 700 10 14 280*2 -
1-я закалка с 1210 °C (2 ч) 20 3,3-3,7
ЭИ826 на воздухе; 2-я закалка с
✓ПГП 1050 °C (4 ч) на воздухе;
старение при 800 °C, 16 ч 850 600 8 12 270 -
ЭИ867 Закалка с 1220 °C (4-6 ч) 20 - - - - 3,25-3,6
(ВД) на воздухе; старение при 950 °C, 8 ч 900 580 8 12 220 -
ЭП109 Закалка с 1220 °C (4 - 6 ч) 20 - - - - 3,2 - 3,5
(ВД) на воздухе; старение при 950 °C, 8 ч 900 650 4 8 270 -
1-я закалка с 1220 °C (2 ч) 20 - - - - 3,3-3,6
ЭИ929 на воздухе; 2-я закалка с
(ВД) 1050 °C (4 ч) на воздухе; старение при 850 °C, 8 ч 900 580 8 12 250*3 -
ЭП22О 1-я закалка с 1220 °C (4 ч) 20 - - - - 3,3-3,6
(ВД) на воздухе; 2-я закалка с 900 - - - 280 -
1050 °C (4 ч) на воздухе; 940 220*3
старение при 950 °C, 2 ч 950 500 6 9 - -
ЖС6-КП 900 - - - 270*4 -
♦I *7 *3 . *4
'СУбО* <*55, <*40, <*100-
*5 Диаметр отпечатка при испытании на твердость по Бринеллю.
*6 Температура испытания.
5.2.12. Типичные механические свойства сортовых прутков из жаропрочных никелевых сплавов для лопаток
Сплав Т, °C Е °пн <*0,2 Ов 810 KCU, d *2 “ОТП ’
ГПа МПа % Дж/см2 ММ
ЭИ617 200 212 650 750 1140 14 15 15 - 30 3,45
ЭИ598 200 210 550-620 650-720 1000 - 1100 12 - 25 15 - 25 - 3,3 - 3,7
ЭИ826 200 213 600 - 650 700 - 750 1100 - 1150 8 - 10 8 - 20 20-40 3,3 - 3,7
ЭИ867 20 200 233 600 - 700 750 - 850 1100 - 1250 12 - 25 15 - 25 30 - 50 3,25 - 3,6
ЭП109 205 211 680 - 760 850 - 950 1100 - 1300 11 15 - 20 - 3,2 - 3,5
ЭИ929 210 222 670 - 700 750 - 800 1000 - 1200 6 - 12 8 - 12 - 3,3
ЭП220 226 - - 730 - 760 1020 - 1060 8 - 10 9 - 15 - 3,3
ЖС6КП - - - 870 - 920 1250 - 1400 15 - 20*1 18 - 23 25 -
ЭИ617 150 177 560 650 900 6 - 10 12 - 3,6
ЭИ598 150 170 500 - 550 570 - 620 900 - 950 10-20 12-22 60 - 120 -
ЭИ826 155 178 500 - 580 600 - 700 900 - 1000 10 - 17 12-20 30 - 50 -
ЭИ867 700 165 195 550 - 600 650 - 750 950 - 1000 8 - 12 12 - 18 60 - 80 -
ЭП109 169 176 600 - 700 750 - 850 1080 - 1150 12 18 - 22 - -
ЭИ929 165 185 600 - 650 700-750 900 - 1000 8 - 12 10 - 15 - -
ЭП220 191 - - - 930 - 950 - 15 - 16 - -
ЭИ617 145 165 460 580 750 5,5 - 8 12 96 3,8
ЭИ598 135 158 450-500 500 - 580 700 - 780 4- 12 14- 18 40 - 80 -
ЭИ826 145 170 400 - 480 550 - 620 750 - 900 6 - 15 10 - 20 30 - 50 -
ЭИ867 О АЛ 158 183 550 - 600 650 - 750 900 - 950 3 - 10 7 - 15 50 - 70 -
ЭП109 OUU - 169 - - 1000 - 1100 7 8 - 20 - -
ЭИ929 158 176 550-600 600 - 700 800 - 900 9- 12 10 - 15 - -
ЭП220 183 - - - 910 - 950 - 8 - 12 - 3,6
ЖС6КП - - - 820 - 900 1000 -1100 14 - 20*1 18 - 23 - -
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
СПЛАВЫ ДЛЯ ЛОПАТОК КОМПРЕССОРОВ ВЫСОКОГО ДАВЛЕНИЯ
567
Продолжение табл. 5.2.12
d *2 “ото > мм 4,6 4,1 - 4,3 4,0 1 1 1 1 1 1 1 1 1 1 1
‘flOJ 50 - 100 50 - 70 134 150 - 160 50 - 70 55-85 60-80 о о Os Os sS
э- Ж 14 10 - 25 12 - 25 7 - 12 7 - 16 О О ГЧ ОО •’Т о тГ СП ГЧ —И гч —* гч OS , О ЧП Os 00 25 - 30 18 - 25 15 - 22 13 - 15 12 - 18 50 - 70 20 - 30 15 - 23 20 - 30 14- 15 12 - 17
01g 5 - 8 6 - 15 6 - 15 3 - 10 4 Tj- О о оо о О * —и ГЧ гч —1 ГЧ — Гч OS О os Гч 00 СП о о гч и гч гч —< — sr> о о о < —< ’—< ( « ID О О О ST) ГЧ ГЧ —* up ГЧ Гч оо
CQ 0 МПа 590 550 - 620 650 - 700 750 - 850 750 - 850 490 350 - 400 500 - 600 580-700 650 - 800 600 - 700 680 - 720 750 - 800 420 - 450 400 - 500 550 - 600 520 - 590 600 - 650 о о о о о о О un U-) гч О гч ГЧ CH Tj- СП ТГ ST) о о о о о о IT о Z1 ОО (ч —> ГЧ ТГ ГЧ СП тг
470 420 - 480 500 - 550 550 - 650 650 - 750 380 250 - 300 400 - 450 400 - 500 500 - 600 400 - 500 390 - 430 550 - 600 300 - 350 280 - 350 400 - 500 320 - 340 450 - 520 100 - 120 180 - 230 250 - 350 190 - 250 350 - 400
я ь 370 350 - 400 350 - 400 400 - 500 450 - 520 280 200 - 250 280 - 350 250 - 350 320 - 400 350 - 400 200 - 250 150 - 200 200 - 300 250 О О О О О СП о 00 —. — гч —< О О о о ОО ОО U-) СП «Ч
u? ГПа ГЧ СП 1 1 1 SO —и —1 О Гч 1 1 so 1 1 so 1 I 1 1 1 1 1 1 1 1 1 1 1
140 123 140 151 151 130 115 130 143 141 144 165 Гч О so Os —и СП СП 1 гч — оо о — & 2! ~ '
о 850 006 950 0001
Сплав Гч ОО SO Гч Os — os гч so о SO ST) 00 оо S S S S Е CD CD CD CD CD r^oosor^osOsot? — Osr4\OOr4r4* so sr> оо оо —< Os гч SSSSESE^ СП(Т>(Т><Т>СТ)СТ)(Т>^ fN SD С N 00 00 —« гч S S Е Е У CD (7) CD (7) Е SO Гч Os CS О s> ГЧ so о гч гч * ОО 00 —« OS ГЧ ЕЕЕЕЕУ CD CD CD CD CD
Диаметр отпечатка при испытании на твердость по Бринеллю.
5.2.13. Пределы длительной прочности (МПа) прутков из жаропрочных никелевых сплавов для лопаток
Сплав Т, °C <*1 <*5 <У1о <*25 <*50 <*100 <*200 <*300 <*500 <*юоо*2 <*2000*2 <*4000*2 <*5000*2 гтн *3 ° 100
а100 (не менее)
ЭИ617 700 610 570 530 - 480 450 420 340 320*4 290*1 - - 0,8
ЭИ598 - - - - 55O-59O*1 480-520 400-420 - - - - - - -
ЭИ826 700 - - - - 680 580-670 550-630 - 500 460 - - 380 1,0
ЭИ867 - 850 820 800 770 750 - - - - - - - 1,о
ЭИ929 840 810 790 780 - 740 690 - - - - - - 1,0
ЭИ617 480 400 340 ЗЮ*3 - 280 270 210 190 170*4 140 - - 1,0
ЭИ598 - - - - 310 - 330 250-300 230-250 - - - - - - -
ЭИ826 - - - - 420 350-400 310-370 - 260 255 - - 200 0,9
ЭИ867 800 - 600 560 510 480 450 - - 340*2 310 280 260 - 1,0
ЭП109 - - 620 - 690 - - 450-490 - - 360-390 320-350 290-320 250-290 - -
ЭИ929 - 590 550 510 - 450 410 - 340*2 310 290 260 - 1,о
ЭП220 - - - - - 480 - - 410 370 340 - - 1,0
ЭИ617 390 280 250 210 - 190 170 120 100 85 - - -
ЭИ598 850 - - - - 210 180-200 170-180 - - - - - - -
ЭИ826 - - - - - 240-260 - - 170 150 - - ПО -
ЭП220 - - - - - 370 - - 290 260 - - - 1,0
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Продолжение табл. 5.2.13
Сплав Г, °C <И <*5 <^10 <У25 <*50 <*100 <*200 <*300 <*500 <*юоо*2 <*2000*2 <*4000*2 <*5ООО*2 а100 *3 а100 (не менее)
ЭИ617 - - - - 170 - 190 130 100 - - - - - - -
ЭИ826 - - - - - 150 - 180 130-150 - - - - - - -
ЭИ867 900 420 330 300 270 230 210 - - 130 НО 90 75 - 1,0
ЭП109 - - 400 - 450 - - 240 - 270 - - 150 - 180 130-150 100-130 90-115 - -
ЭИ929 390 310 280 260 - 220 210 - 140 120 100 80 - 1,о
ЭП220 - - - - - 270 - - 200 170 150 - - 1,0
ЭИ867 280 210 200 160 140 120 - - 75 60 50 40 - 1,0
ЭП109 950 - - 250 - 300 - - 160 - 170 - - 90 - 110 80 - 90 65-75 55-65 - -
ЭИ929 250 220 200 170 - 130 - - 85 65 55 45 - -
ЭП220 - - - - - 200 - - - 110 - - - 1,0
ЭИ867 170 120 100 - - - - - - - - - - -
ЭП109 1000 - - 150 - 100 80 - 90 - - - - - - - -
ЭИ929 190 150 120 100 - 70 - - - - - - - -
ЭП220 - - - - - 90 - - - - - - - -
♦* Режим термообработки см. табл. 5.2.11.
*2 Получены экстраполяцией.
*3 гн= 0’5 мм; Kt = 2,1.
*4 Получены экспериментально.
СПЛАВЫ ДЛЯ ЛОПАТОК КОМПРЕССОРОВ ВЫСОКОГО ДАВЛЕНИЯ
570
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.14. Пределы ползучести и выносливости прутков из жаропрочных
никелевых сплавов для лопаток
Сплав*1 Т, °C СТО,2/100 СТО,2/500 ст-1 н *2 ст-1
МПа на базе N ЦИКЛОВ
Ю7 2 • 107 107 2 • 107
ЭИ617 - - - 340 - - -
ЭИ598 20 - - - 320 300 - 240
ЭИ867 - - - 220 - - -
ЭП109 - - - 290 260 220*3 180*3
ЭИ617 600 - - - 330 300 - -
ЭИ598 - - - 320 280 - 230
ЭИ617 300 400 290 370 350 - -
ЭИ598 300 - - 330 320 - 260
ЭИ826 700 - 500 - - - - -
ЭИ867 - 620 510 290 - - -
ЭИ929 - - - 330 320 260 -
ЭИ617 170 220 130 330 310 160*3 -
ЭИ598 180 210 - 330 310 240 -
ЭИ826 210 250 - 300 - 240 -
ЭИ867 800 250 - 160 250 240 - 180
ЭП109 - 380 300 350 340 - -
ЭИ929 - 350 240 350 340 -
ЭП220 - 360 310 340 - 390 -
ЭИ617 850 140 160 100 260 250 - -
ЭИ598 100 110 - - - - -
ЭИ826 105 115 - - - - -
ЭИ867 110 - 160 250 240 - 180
ЭП109 900 - 180 90 320 300 250 240
ЭИ929 - - - - - 200*3 170*3
ЭП220*4 - 140 105 360 340 260
200 150 300 - - -
ЭИ929 950 - 80 65 - - - -
ЭП220 - 120 70 220 - - -
*• Режим термообработки см. табл. 5.2.11.
*2 гн = 0,75 мм; Кх = 1,98 (ГОСТ 25.502).
*3 гн = 0,5 мм; А; = 2,33 (ГОСТ 25.502).
*4 сто,2/юо= № МПа.
5.2.15. Секундная прочность прутков (МПа) из жаропрочных никелевых сплавов
Сплав Состояние поставки Т, °C ст Ю" ст 60" ст 120" ст180" СТ 300"
700 1010 960 955 950 935
ЭИ617 ов= 1190 МПа 800 830 775 735 700 675
900 675 600 550 510 480
1000 450 360 315 305 300
800 1050 980 920 880 840
ЭИ929 ов= 1250 МПа 900 700 570 530 520 510
1000 460 350 310 300 295
800 1140 1080 1040 1000 950
ЭП220 сгв= 1400 МПа 900 910 820 760 720 680
1000 600 500 440 400 360
СПЛАВЫ ДЛЯ ЛОПАТОК КОМПРЕССОРОВ ВЫСОКОГО ДАВЛЕНИЯ
571
5.2.16. Жаростойкость сплавов при окислении в воздушной среде
Сплав Т, °C Потеря массы, (г/м2 • ч) Т, °C Потеря массы, (г/м2 • ч)
ЭИ617 900 0,085 1000 0,58
ЭИ867 900 0,048 1000 0,082
ЭП109 950 0,042 1000 0,068
ЭИ929 950 0,02 1000 0,09
ЭП220 950 0,02 - -
5.2.17. Температурный коэффициент линейного расширения а • 106, 1/К,
жаропрочных никелевых сплавов для лопаток
Температура, °C Сплавы
ЭИ617 ЭИ598 ЭИ826 | ЭИ867 | I ЭП109 I I ЭИ929 | | ЭП220
у, кг/м3
8400 8500 8470 8570 8450 8400 8380
20-100 12,0 - 12,0 - - 10,8 12,0
20-200 12,3 12,9 12,5 11,6 12,2 11,7 12,5
20-300 12,6 13,5 12,9 11,9 12,7 12,4 12,9
20-400 12,9 14,1 13,3 12,2 13,1 12,8 13,3
20-500 13,1 14,6 13,7 12,6 13,4 13,4 13,6
20-600 13,3 15,1 14,0 12,8 13,6 13,8 13,9
20-700 13,6 15,7 14,4 13,1 14,2 14,1 14,3
20-800 14,0 16,4 14,8 13,5 14,8 14,5 14,9
20-900 14,8 17,5 15,6 14,3 15,7 15,5 15,6
20-1000 15,8 18,0 16,4 15,6 17,0 - 16,6
100-200 12,6 13,4 12,9 11,9 12,7 12,6 13,0
200-300 13,2 14,8 13,8 12,5 13,5 13,5 13,7
300-400 13,6 15,7 14,6 13,2 14,3 14,5 14,5
400-500 14,0 16,5 15,3 13,9 14,8 15,8 14,8
500-600 14,1 18,0 15,7 13,9 15,4 15,8 15,4
600-700 16,0 18,8 16,6 14,8 17,1 15,8 16,7
700-800 16,6 21,8 17,3 16,1 19,7 15,8 19,1
800-900 21,3 26,3 22,0 20,8 23,4 17,3 21,2
900-1000 24,4 22,7 23,4 26,5 28,3 23,5 -
5.2.18. Теплопроводность X , Вт/(м • К), жаропрочных никелевых сплавов для лопаток
Сплав Температура, °C
100 200 300 400 500 600 700 800 900
ЭИ617 9,64 11,3 13,0 15,1 17,2 19,3 21,8 24,3 27,2
ЭИ598 11,3 13,0 14,7 15,9 18,9 20,6 21,8 24,3 26,4
ЭИ826 10,5 12,6 14,2 16,3 18,4 20,5 22,6 25,1 28,1
ЭИ867 10,1 13,0 15,1 17,2 18,9 20,1 21,8 23,0 24,3
ЭП109 8,8 10,5 11,7 13,8 15,9 18,4 20,9 23,5 26,0
ЭИ929 10,1 12,2 14,2 16,3 18,4 20,5 22,6 24,3 26,8
ЭП220 9,64 11,3 12,5 14,6 15,9 18,0 19,6 21,4 23,5
Удельная теплоемкость сплава ЭИ617:
Т,°С 100 200 300 400 500 600 700 800 900
ср, кДж/(кг-К) 0,377 0,403 0,440 0,482 0,503 0,545 0,587 0,608 0,629
572
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.3. СВАРИВАЕМЫЕ СПЛАВЫ ДЛЯ
ЖАРОВЫХ ТРУБ И КАМЕР СГОРАНИЯ
Жаровые трубы авиационных ГТД рабо-
тают в условиях максимальных температур и
невысокого уровня напряжений. В процессе
эксплуатации возможно их растрескивание и
деформирование из-за воздействия теплосмен.
Реже имеют место прогары, образующиеся, в
основном, вследствие нарушения режима
работы форсунок.
Качество материала жаровых труб ха-
рактеризуется такими механическими свой-
ствами, как предел длительной прочности,
термостойкость, относительное удлинение и
сужение. Работоспособность материала жаро-
вых труб во многом зависит от жаростойкости.
Конструктивная сложность жаровых
труб определяет и обширный комплекс техно-
логических требований:
1. Хорошая свариваемость, предпочти-
тельно всеми видами сварки; при этом проч-
ность сварного соединения должна составлять
не менее 90 % от прочности основного метал-
ла (^св— 0>9<Уосн) •
2. Уровень штампуемости, позволяющий
получать элементы сложной конфигурации с
глубокой вытяжкой.
3. Технологическая пластичность, обес-
печивающая возможность качественного изго-
товления широкой номенклатуры полуфабри-
катов (листы, прутки, кольца и т.д.).
4. Высокие литейные свойства, в ряде
случаев, так как некоторые детали камеры
сгорания (фланцы, стойки и т.д.) целесооб-
разно изготовлять методом литья.
Материал жаровых труб должен обладать
высокой жаростойкостью, т.е. сопротивлени-
ем высоко- и низкотемпературной коррозии.
Поскольку комплекс требований, предъ-
являемых к материалам жаровых труб, пред-
полагает сочетание высокой пластичности и
технологичности со способностью к работе
при высоких температурах в области интен-
сивной коагуляции и растворения у'-фазы, то,
за исключением случаев использования в ка-
честве материала головки жаровой трубы дис-
персионно-твердеющих материалов, они яв-
ляются, в основном, гомогенными или слабо-
стареющими сплавами.
Отсюда основным параметром структуры
является величина зерна.
С ростом зерна при температурах выше
эквикогезивных, при которых и работают
жаровые трубы, повышаются показатели дли-
тельной прочности и ползучести, но снижает-
ся выносливость и, в меньшей мере, термиче-
ская усталость.
Свариваемость существенно улучшается
с уменьшением размера зерна (увеличением
балла). По отечественной и зарубежной
технической документации зерно в свари-
ваемых деталях не должно быть меньше
3-го балла. Аналогично влияние размера
зерна на штампуемость.
Химические элементы, входящие в со-
став сплавов для жаровых труб, дороги и де-
фицитны. Поэтому основным направлением
при разработке таких сплавов является повы-
шение их жаропрочности при сохранении
стоимости легирующих элементов на опти-
мальном уровне.
Традиционный путь повышения жаро-
прочности сплавов для жаровых труб заклю-
чается в изменении их основы Fe - Ni и
Ni - Со.
За рубежом применяются сплавы и на
кобальтовой основе, но в отечественной авиа-
ционной промышленности они, из-за дефи-
цитности кобальта, а также повышения леги-
рованности тугоплавкими элементами, в пер-
вую очередь молибденом и вольфрамом, не
используются. В табл. 5.2.19 приведены хими-
ческие составы отечественных сплавов наибо-
лее употребляемых в качестве материалов
камер сгорания авиационных ГТД. Все они
относятся к материалам аустенитного класса.
Сплав ЭП126 (Х21Н28В5МЗБА, ВЖ100).
Химическую основу сплава ЭП126 составляет
железо. Дополнительно он легирован нике-
лем, вольфрамом, молибденом и ниобием.
Наличие в сплаве ниобия, с учетом остаточ-
ных примесных и технологических содержа-
ний алюминия и титана, дает незначительный
эффект дисперсионного твердения.
Термическая обработка состоит из закал-
ки на воздухе при температурах 1060 - 1150 °C.
Для снятия наклепа применяется отжиг
при температурах 1040 - 1080 °C. Максималь-
ная температура нагрева при горячей обра-
ботке давлением 1150 °C. Температура конца
обработки 950 °C. Допустимая степень де-
формации за один нагрев 40 %.
В табл. 5.2.20 представлен комплекс ме-
ханических свойств холоднокатаного листа из
сплава ЭП126 (выплавка в открытых печах
после закалки с 1080 - 1120 °C на воздухе).
Плотность сплава ЭП126 составляет
8330 кг/м3.
5.2.19. Химические составы (%) жаропрочных никелевых сплавов для камер сгорания
Сплав С Ni Со Fe W Мо А1 Ti Nb Cr Mn Si В S р Прочие элементы
не более
ЭП126 £ 0,1 25-30 - Осн. 4,8-6,0 2,8-3,5 - - 0,7-1,3 19-22 1,5 0,60 0,005 0,015 0,020 0,3N
ЭИ703 0,06-0,12 35-39 Осн. 2,8-3,5 - £0,5 0,7-1,2 1,2-1,7 20-23 0,7 0,8 - 0,020 0,030 0,05Се*
ЭИ435 <0,12 Осн. - £ 1,0 - - <0,15 0,15-1,35 19-22 - 0,8 - 0,01 0,015 -
ЭИ868 <0,10 Осн. - £4,0 13-16 - £ 0,50 0,3-0,7 - 23,5-26,5 - 0,5 - 0,013 0,013 -
Э К.109 <0,10 Осн. - £4,0 - 9-10,5 - - - 16,0-18,0 0,5 0,8 - 0,013 0,013 0,1 La*
ЭК102 0,01-0,10 Осн. 26-30 £ 3,0 13-16 - 0,3-0,7 - - 20,0-23,0 0,5 0,8 0,005 0,013 0,013 0,1 La*
ВЖ155 £0,03 Осн. 14,5-15,5 < 1,0 9,5-10,5 - < 0,1 1,8-2,2 - 24-25 0,05 0,05 - 0,01 0,01 0,06Mg
ЭП648 £0,1 Осн. - £4,0 4,3-5,3 2,3-3,3 0,50-1,10 0,50-1,10 0,50-1,10 32,0-35,0 0,5 0,4 0,008 0,01 0,01 0,03Се*
ЭК171 0,04-0,08 Осн. - £ 3,0 - 7,0-7,8 1,25-1,55 - 2,7-3,4 25-28 0,53 0,8 0,005 0,013 0,013 0,03Mg 0,03Y*
* Редкоземельный металл.
5.2.20. Типичные механические свойства сплава ЭП126
T, °C E стпц <*0,2 <*в 5, % <*25 <*50 <400 <*500 <4000 <*0,2/100 <*1/100 <*5/100 о_1 на базе 107 циклов
ГПа МПа МПа
20 180 201 220 - 240 370 - 400 750 - 850 40 - 50 - - - - - - - - -
500 139 166 150 - 170 230 - 250 660 - 680 40 - 50 - - - - - - - - -
600 - 159 - - 630 - 660 40 - 50 - - - - - - - - -
650 - - - - - - 400 380 350 300 270 - 195 255 -
700 120 156 140 - 150 220 - 240 500 - 600 35 - 45 - - - - - - 130 - -
750 - - - - - - 220 200 180 140 130 - - - -
800 Ill 152 120 - 140 220 - 240 350 - 400 30 - 35 160 140 130 90 - 45 70 - 210
900 100 - 70 - 80 120 - 140 170 - 250 60 - 70 75 70 60 40 35 25 40 - 150
1000 62 - 30 - 40 60-70 120 - 140 75 - 85 - - - - - - 22 22 80
1100 - - - - .50-70 50 - 60 - - - - - - - - -
СВАРИВАЕМЫЕ СПЛАВЫ ДЛЯ ЖАРОВЫХ ТРУБ 573
574
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.21. Температурный коэффициент линейного расширения сплава ЭП126
Т, °C 20-100 20-200 20 -300 20-400 20-500 20-600 20-700 20-800 20-900
а 106, К1 15,0 15,5 15,9 16,3 16,6 16,9 17,3 17,7 18,0
Жаростойкость: после испытания на воз-
духе в течение 100 ч при температуре 1100 °C
происходит увеличение массы сплава ЭП126
на 0,44 - 0,48 г/(м2 • ч).
Значения температурного коэффициента
линейного расширения сплава ЭП126 приве-
дены в табл. 5.2.21.
Сплав ЭП126 обладает хорошей штам-
пуемостью (вытяжка, КЪЫт ~ 2,00 4- 2,05 ;
отбортовка, = 1,6 ; выдавка, =
= 0,25 4-0,26; гибка, 7?min = (1 4-1,2)5 и
сваривается всеми видами сварки.
Сплав ЭП126 применяется для деталей,
работающих кратковременно при температуре
до 1000 °C и длительно - до 800 °C.
Сплав ЭИ703 (ХН38ВТ, ХН38ВБ), как и
сплав ЭП126, является материалом на
Fe-основе, однако, содержание никеля в нем
увеличено до 35 - 39 %, что позволяет ис-
пользовать этот сплав при более высоких
температурах. В качестве материала для жаро-
вых труб и корпусов камер сгорания, колец
сопловых аппаратов, выхлопных устройств и
других высокотемпературных сварных узлов
сплав ЭИ703 может быть использован для
длительной работы при температурах до 900 °C.
Сплав применяется в двух модификациях -
с ниобием и титаном.
Окончательная термическая обработка
сплава ЭИ703 состоит из закалки при
1080 - 1120 °C; температура промежуточных
нагревов для снятия нагартовки при много-
операционной холодной деформации и свар-
ных напряжений - 1060-1080 °C.
Максимальная температура нагрева при
горячей обработке давлением 1160 °C. Темпе-
ратура обработки не менее 800 °C. Допусти-
мая степень деформации за один нагрев 60 %.
В табл. 5.2.22 представлены механиче-
ские свойства листа сплава ЭИ703 открытой
выплавки, подвергнутого закалке с 1120 °C
на воздухе.
Плотность сплава ЭИ703, ввиду мень-
шего, чем у сплава ЭП126, содержания туго-
плавких элементов, ниже и составляет
8170 кг/м3.
Значения температурного коэффициента
линейного расширения сплава ЭИ7ОЗ приве-
дены в табл. 5.2.23, а показатели жаростойко-
сти - в табл. 5.2.24.
5.2.22. Механические свойства* сплава ЭИ703
Г, °C Ад» ГПа <*0,2 <*в 8, % <*1 <*10 <*50 <*100 <*5/100 ° 1/100" 1/300" <* 1/900"
МПа МПа
20 203 200 - 250 650 - 740 40-50 - - - - - - - -
700 162 120- 140 400 - 450 40-45 - - - - - 330 300 240
800 152 НО - 120 200 - 270 50-60 150 120 80 70 60 200 160 140
900 145 50-70 130- 150 60-65 80 50 35 30 20 90 70 60
1000 - 35-45 70- 100 70-75 - - - 8 - - -
1100 - - 45-55 60-65 - - - - 3 - - -
* ст200 = 60 МПа при Т - 800 °C; сг] = 130 МПа при N = 10? циклов и Т = 900 °C.
5.2.23. Температурный коэффициент линейного расширения сплава ЭИ703
Г, 20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
а 106, Кл 13,7 14,3 14,7 15,2 15,7 16,1 16,5 17,0 17,4 17,5
СВАРИВАЕМЫЕ СПЛАВЫ ДЛЯ ЖАРОВЫХ ТРУБ
575
5.2.24. Жаростойкость сплава ЭИ703
Т, °C Продолжительность испытания, ч Увеличение массы. г/(м2ч)
900 100 0,0820-0,1170
1100 100 0,4238
5.2.25. Термостойкость жаропрочных сплавов
Сплав Температурный режим испытания, °C Число теплосмен (циклов)
ЭИ703 800 20 900 2 20 1000 Z 20 110-120 45-50 20-25
ЭИ435 800 2 20 900 20 1000 г 20 130-150 65-80 40-50
Сплав ЭИ703 обладает хорошей штам-
пуемостью (вытяжка, ^выт = 2,00 "= 2,05 ;
выдавка, ^Выд = 0,35 ч- 0,40 ; отбортовка,
= 1,50 ч-1,55; гибка, Amin = (1 ч-1,2) 5 )
и сваривается всеми видами сварки.
Сплав ЭИ435 (ХН78Т) является наибо-
лее простым по химическому составу сплавом
для камер сгорания авиационных ГТД. Он
относится к нихромам с небольшой присад-
кой титана, формирующим карбидную фазу.
Однако, использование такого слаболегиро-
ванного сплава на никелевой основе позволя-
ет повысить рабочую температуру жаровых
труб камер сгорания до 1000 °C.
Работоспособность материалов жаровых
труб определяется комплексом характеристик,
среди которых основной считается термо-
стойкость (табл. 5.2.25).
Отсутствие тугоплавких элементов в химиче-
ском составе сплава ЭИ435 позволяет обеспечить
гомогенность и оптимальный размер зерна
при температурах окончательной закалки
980 - 1020 °C с охлаждением на воздухе.
Предельная температура нагрева при горя-
чей обработке давлением - 1200 °C. Температура
окончания обработки не менее 900 °C. Допусти-
мая степень деформации за один нагрев 60 %.
5.2.26. Механические свойства сплава ЭИ435
Пара- метры Г, °C
20 600 700 800 900 1000 1200
£, ГПа 195 140 120 95 - - -
стпц> МПа 200 160 150 60 - - -
*70,2, МЙа 270 210 190 100 - - -
СТВ, МПа 730 600 400 180 100 60 20
8, % 40 40 38 65 95 105 125
ст10» МПа - - 160 75 - - -
а25» МПа - - 140 60 - - -
ст50> МПа - - 120 55 - - -
ст100» МПа - - 105 45 15 - -
ст02/100» МПа - - 40 10 - - -
ст0,5/100> МПа - - - - 7 4 -
<75/100, МПа - - - 15 6 5 -
СТ. 1, МПа, на базе 107 цик- лов 220 - 150 140 100 - -
ПЮ" ’ МПа - - 465 310 210 - -
а 60" > МПа - - 420 260 160 - -
<7120" , МПа - - 390 230 135 - -
° 180" , МПа - - 370 210 120 - -
<7 300" » МПа - - 350 195 НО - -
5.2.27. Температурный коэффициент линейного расширения сплава ЭИ435
г оС 20-100 20-200 20 - 300 20-400 20-500 20-600 20-700 20-800 20-900
а-106, 12,8 13,2 13,7 14,1 14,1 15,1 15,7 16,2 16,7
576
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.28. Жаростойкость сплава ЭИ435
Г, °C Продолжительность испытания, ч Скорость увеличе- ния массы, г/(м2 ч)
900 100 0,048-0,059
900 1000 0,015
1000 100 0,142-0,156
1100 100 0,315-0,466
1200 100 0,507-0,655
Механические свойства сплава ЭИ435
для листа после закалки с температуры
1000 °C приведены в табл. 5.2.26. Плотность
сплава ЭИ435 составляет 8350 кг/м3.
Значения температурного коэффициента
линейного расширения сплава ЭИ435 приве-
дены в табл. 5.2.27, а показатели жаростойко-
сти - в табл. 5.2.28.
Сплав ЭИ435 обладает хорошей штам-
пуемостью (вытяжка, АГВЫТ = 2,00 ч-2,10;
отбортовка, КО7ъ = 1,55 ч-1,65 ; выдавка,
Л'выд = 0,40 ч- 0,45 ; гибка, /?min = 5) и сва-
ривается всеми видами сварки.
Сплав ЭИ868 (ХН60ВТ, ВЖ98) обладает
большей по сравнению со сплавом ЭИ435
жаропрочностью за счет легирования ~15 %
вольфрама, который увеличивает силы меж-
атомной связи у-твердого раствора. При этом
технологические и пластические свойства
сплава ЭИ868 сохраняются на достаточно
высоком уровне.
Сплав ЭИ868 наиболее широко приме-
няется для жаровых труб, форсажных камер и
других деталей, работающих длительно до
температур 1000 - 1050 °C. Термическая обра-
ботка сплава ЭИ868 состоит из закалки, тем-
пература нагрева (ввиду присутствия в составе
вольфрама) выше, чем у большинства гомо-
генных жаропрочных сплавов, и составляет
1170 - 1200 °C. Температура промежуточных
технологических нагревов ИЗО - 1150 °C.
Максимальная температура при горячей
обработке давлением 1160 °C, температура
окончания обработки не менее 1050 °C, допус-
тимая степень деформации за один нагрев 55 %.
Механические свойства холоднокатаного
листа сплава ЭИ868 открытой выплавки после
закалки на воздухе с температуры 1200 °C
представлены в табл. 5.2.29.
Значения температурного коэффициента
линейного расширения сплава приведены в
табл. 5.2.30, а показатели жаростойкости - в
табл. 5.2.31.
Легирование вольфрамом (плотность
19100 кг/м3) повышает плотность сплава
ЭИ868 до 8880 кг/м3.
5.2.29. Механические свойства сплава ЭИ868
Параметры Т, °C
20 700 800 900 1000 1100 1200
Е, ГПа 200 139 112 90 70 - -
Ел, ГПа 218 184 176 166 153 142 -
/т МПя 200 180 130 60 30
Unu> 250 200 180 90 50 - -
<У0,2» МПа 300 250 220 100 60
350 280 260 140 70 - -
СТВ, МПа 750 510 380 180 130 80 40
900 560 430 250 160 90 50
85, % 45 45 40 50 50 55 55
65 55 55 60 60 68 70
<7100, МПа - - 110 52 25 - -
<7200» МПа - - 95 43 - - -
<7300, МПа - - 87 40 - - -
<70,2/100» МПа - - 33 42 - - -
<70,5/10» МПа - - - 40 23 - -
<70,5/100» МПа - - - 30 12 - -
<75/1000» МПа - - 8,5 4,0 2,0 6 4
(У_|, МПа, на базе 107 циклов 300 - 160 120 - - -
(У |Q>< , МПа - 650 510 310 200 - -
(У 60>< , МПа - 635 400 220 120 - -
а120"» МПа - 620 350 195 100 - -
<7180' » МПа - 605 340 190 95 - -
<*0,5/10' » МПа - - 300 170 90 - -
ст 0,5/60'» МПа - - 220 115 60 - -
ст 0,5/180"» МПа - - 195 95 50 - -
<7 0,5/300" » МПа - - 170 75 40 - -
СВАРИВАЕМЫЕ СПЛАВЫ ДЛЯ ЖАРОВЫХ ТРУБ
577
5.2.30. Температурный коэффициент линейного расширения сплава ЭИ868
Г, °C 20-100 20-200 20 -300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
а•106, АГ-‘ 12,7 13,2 13,7 14,1 14,5 15,1 15,6 16,0 16,2 16,8
5.2.31. Жаростойкость сплава ЭИ868
Т, °C Продолжительность испытания, ч Скорость увеличения массы, г/(м2 ч)
1100 100 0,365
1200 100 0,607
Сплав ЭИ868 обладает хорошей штам-
пуемостью (вытяжка, ^выт = 1,8 -s-1,9 ;
отбортовка, ~ 1,50 4-1,55 ; выдавка,
*выд = 0,35 4 0,40 ; гибка, /?min (1 ч-1,2) 5 ) и
сваривается всеми видами сварки
(асв - 0,9стосн ).
Сплав ЭК109 (ВЖ135, ХН70М). Жаро-
прочность гомогенных материалов увеличива-
ется при легировании тугоплавкими метал-
лами, способными к растворению в боль-
шом количестве в y-Ni-Cr-твердом растворе -
вольфрамом (Тпл =3510 °C) и молибденом
(Гпл = 2625 °C).
Сплавы, легированные вольфрамом
(сплав ЭИ868), обладают несколько большей
жаропрочностью в верхнем интервале рабочих
температур 900 - 1050 °C (см. табл. 5.2.29).
Однако, сплавы, легированные молибденом
(сплав ЭК 109), обладают рядом преиму-
ществ, в том числе более низкой плотно-
стью (8700 кг/м3) и, соответственно, большей
удельной прочностью (табл. 5.2.32).
Легирование молибденом ведет и к бо-
лее низким показателям коэффициента ли-
нейного расширения (табл. 5.2.33).
Термическая обработка сплава ЭК 109,
как и других гомогенных материалов, состоит
из закалки на воздухе с температуры 1160 -
1190 °C. Максимальная температура при го-
рячей обработке давлением 1150 °C; темпера-
тура окончания обработки 1000 °C.
Сплав ЭК 109 выплавляется в вакуумных
индукционных печах.
Механические свойства холоднокатаного
листа сплава ЭК109ВИ после закалки на воз-
духе с температуры 1170 °C представлены в
табл. 5.2.32. Предел выносливости ст_| со-
ставляет в среднем 250 МПа на базе
W = 2 • 107 циклов.
Значения температурного коэффици-
ента линейного расширения сплава ЭК 109
приведен в табл. 5.2.33.
Сплав ЭК109 сваривается всеми вида-
ми сварки, при этом стсв > 0,9оосн . В ка-
честве присадки рекомендуется использо-
вать сплав ЭП367.
Сплав ЭК 109 обладает хорошей штам-
пуемостью (вытяжка, Къыт = 2,15 ; отбортов-
ка, ^отб = 1,^5 + 1,80 ; гибка Amin = 0,5 5 ).
5.2.32. Механические свойства сплава ЭК109
Т. °C Е, ГПа °гщ <*0,2 Ов 8, % оюо <*500
МПа МПа
20 175 150 - 170 260 - 350 750 - 850 55 - 75 - -
800 - - 150 - 230 350 - 400 60 - 80 НО - 120 -
900 100 50 - 90 140 - 160 170 - 210 60 - 80 55 35
1000 - - 80 - 100 100 - 120 60 - 80 20 - 25 -
1050 - - - 80 - 90 60 - 80 - -
5.2.33. Температурный коэффициент линейного расширения сплава ЭК109
Г, °C 20-100 20-200 20-300 20-400 20 - 500 20-600 20-700 20-800 20-900 20-1000 20-1100
а I06, АГ’1 11,8 12,1 12,5 12,9 13,2 13,4 14,0 14,5 14,9 15,3 15,7
19 Зак. 225
578
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.34. Механические свойства сплава ЭК102
Т, °C Е, ГПа <*пц <*0,2 <*в §5, % СТ-1, на базе 2 107 циклов <*100
МПа МПа
20 190 200-250 300-380 800-900 60-75 350-370 -
800 - - 240-250 500-550 60-75 - 140-160
900 95 90-120 160-230 250-300 50-70 140-170 70-80
1000 70 60-80 100-120 150-170 50-60 - 30-40
1100 - - 50-60 70-80 30-50 - 15-18
1200 - - - 35 - - 6
Жаростойкость сплава ЭК109 при 1100 °C
за 100 ч характеризуется скоростью увеличе-
ния массы на 0,116-0,164 г/(м2ч).
Для защиты жаровых труб от коррозии
рекомендуется использовать эмаль ЭВК103.
Сплав ЭК102 (ХНЗЗКВ, ВЖ145). Введе-
ние кобальта в сплав ЭК 102 позволяет улуч-
шить комплекс важнейших для материалов
камер сгорания показателей: длительной
прочности, предельной температуры эксплуа-
тации, кратковременной прочности, и пла-
стичности, ударной вязкости (в том числе
образца с трещиной). Улучшаются показатели
свариваемости и штампуемости. За рубежом
сплавы на Ni - Со и Со основах применяются
достаточно давно и широко (сплав HS-188 с
45 % Со, L-605 с 65 % Со).
Из-за дефицитности кобальта одной из
основных задач является создание сплавов с
максимально возможным ограничением его
содержания.
Сплав ЭК 102, весьма близкий по ком-
плексу свойств к сплаву HS-188, содержит в
1,5 раза меньше кобальта. Введение в сплав
ЭК 102 кобальта (в остальном его состав бли-
зок к составу сплава ЭИ868) позволило повы-
сить рабочую температуру стенки жаровой
трубы до 1050 - 1100 °C и одновременно су-
щественно улучшить технологические свойст-
ва, в первую очередь свариваемость.
По показателям термостойкости сплав
ЭК 109 на 15-25 % превосходит сплавы ЭИ435,
ЭИ868, ЭП648 и др.
Термическая обработка сплава ЭК 102
состоит из закалки с температур 1180 - 1200 °C
и охлаждения на воздухе. Предельная темпера-
тура нагрева сплава ЭК 102 при деформации -
1150 °C; температура конца деформации - не
ниже 990 °C.
Механические свойства холоднокатаного
термообработанного листа сплава ЭК 102
представлены в табл. 5.2.34.
Значения температурного коэффициента
линейного расширения сплава ЭК 102 приве-
дены в табл. 5.2.35.
Сплав ЭК 102 сваривается всеми видами
сварки, при этом стсв > 0,9стосн . В качестве
присадки рекомендуются сплавы ЭК 102 и
ЭИ868; возможна сварка без присадки.
Сплав ЭК 102 обладает хорошей штам-
пуемостью (вытяжка, Къыт = 2,1 ; отбортовка,
-^отб = 1»? , гибка, = 0,1 5 ).
В качестве защиты от газовой коррозии
рекомендуются эмали ЭВК103 и ЭВК115.
При температуре 1100 °C скорость увели-
чения массы за 100 ч составляет 0,370 г/(м2 ч), а
при 1000 °C за 100 ч - 0,147 г/(м2 ч) и 0,06
г/(м2 ч) с покрытием эмалью ЭВК103.
Легирование кобальтом повышает плот-
ность, которая для сплава ЭК 102 составляет
9037 кг/м3.
5.2.35. Температурный коэффициент линейного расширения сплава ЭК102
Г, °C 20-100 20-200 20-300 20-400 20 - 500 20-600 20-700 20-800 20-900 20-1000 20-1100
а -106, Кл 12,6 13,0 13,3 13,6 13,9 14,1 14,6 15,1 15,4 15,7 16,0
СВАРИВАЕМЫЕ СПЛАВЫ ДЛЯ ЖАРОВЫХ ТРУБ
579
5.2.36. Механические свойства сплава ВЖ155
Г, °C Е, ГПа СТО,2 ств §5, % СТ100 СТ500
МПа МПа
20 195 280-320 550-630 12-21 - -
1000 205 120-140 170 30-41 50-55 40-45
1100 - 60-75 НО 47-48 30-35 15-20
1200 - 30-45 65-70 50-60 13-17 -
1300 - - - - - -
5.2.37. Жаростойкость сплава ВЖ155
г. °с Продолжи- тельность испытания, ч Скорость увеличения массы, г/(м2ч) Скорость уменьшения массы, г/(м2ч)
1100 100 0,150 0,553
1200 100 0,450 -
Плотность сплава ВЖ155 составляет 8721 кг/м3.
Сплав ВЖ155 (ХН50КВТ, ЭК167). Даль-
нейшее значительное повышение жаропроч-
ности сплавов для жаровых труб возможно
путем разработки материалов с гетерогенной
структурой при условии, что упрочняющая
фаза обладает высокой стабильностью при
рабочих температурах свыше 1000 °C, когда
у'-фаза уже нестабильна.
Сплав ВЖ155 упрочняется нитридными
частицами посредством химико-термической
обработки. По технологическим свойствам и,
в частности, свариваемости сплав ВЖ155 не
уступает гомогенным жаропрочным сплавам.
Сплав ВЖ155 может применяться до
температур 1200 °C при длительной работе, и
до 1300 °C кратковременно. Растворение нит-
ридов не наблюдается вплоть до плавления
матрицы.
Предельная температура нагрева под де-
формацию сплава ВЖ155 составляет 1140 °C;
температура окончания деформации не ниже
950 °C.
Сплав ВЖ155 выплавляется в вакуумных
индукционных печах.
В табл. 5.2.36 приведены механические
свойства холоднокатаного листа толщиной
1,5 мм из сплава ВЖ155.
По термостойкости сплав ВЖ155 на
50-100 % превосходит сплавы ЭИ435, ЭИ868,
ЭИ648 и др.
Сплав ВЖ155 сваривается всеми видами
сварки; стсв > 0,9оосн . Аргонодуговой свар-
кой может свариваться как с присадкой из
сплава ВЖ155, так и без присадки. Свойства
сварных соединений с присадкой и без нее
аналогичны.
Сплав ВЖ155 обладает хорошей штам-
пуемостью (вытяжка, Къьгг = 2,3 ; отбортов-
ка, А'дтб = 1,85 ч-1,78 ; выдавка, АвЬЩ= 0,2 ;
гибка, 7?min = 0,15 ).
Для повышения жаростойкости сплава
ВЖ155 (табл. 5.2.37) при температуре свыше
1000 °C при длительной работе применяются
защитные покрытия типа стеклокристалличе-
ской эмали ЭВК-103 или реакционноспекае-
мого покрытия ЭВМ-ЗУ.
Значения температурного коэффициента
линейного расширения сплава ВЖ155 приве-
дены в табл. 5.2.38, а его механические свой-
ства в табл. 5.2.36.
Сплав ЭП648 (ВХ4А, ХН50ВМТЮБ) со-
держит важный легирующий элемент - алю-
миний, который наряду с участием в образо-
вании упрочняющей фазы, эффективно по-
вышает стойкость против окисления.
Слабостареющий сплав ЭП648 широко
применяется в качестве материала сварных
узлов горячего тракта ГТД, в первую оче-
редь как материал камер сгорания. При
высоких уровнях пластичности и техноло-
гичности, соответствующих сплаву ЭП648, в
структуре сплава имеются избыточные фазы,
позволяющие получить большую прочность
по сравнению с гомогенными сплавами
(табл. 5.2.39). Вместе с тем, наличие в составе
сплава высокого содержания хрома, а также
присутствие алюминия, титана и ниобия
уменьшают его плотность до 8300 кг/м3.
5.2.38. Температурный коэффициент линейного расширения сплава ВЖ155
Т, °C 20-100 20 - 200 20-300 20-400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900 20- 1000 20-1100 20- 1200
a I06, К-} 13,2 13,4 13,6 14,0 14,4 15,0 15,6 16,2 16,4 17,1 17,4 17,7
19*
580
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
5.2.39. Механические свойства сплава ЭП648
Г, °C £ ГПа <*пц <*0,2 <*100 <*в 8, %
МПа
20 196 430 - 560 600 - 750 - 850 - 1000 20 - 30
500 166 - 550 - 680 - 750 - 850 33 - 46
800 141 - 290 - 420 100 - 160 550 - 650 20 - 30
900 - - - 40 - 60 - -
1000 121 13 - 17 70 - 80 10 - 20 130 - 150 60 - 70
1100 111 - - 7 - 9 70 - 90 60 - 70
Предельная температура нагрева сплава
ЭП648 под деформацию 1120 °C. Температура
окончания обработки не менее 950 °C. Допус-
тимая степень деформации за один нагрев 50 %.
Термическая обработка сплава ЭП648
состоит из закалки с температуры 1140 ± 10 °C
(охлаждение на воздухе), старения при 900 °C
(выдержка 16 ч, охлаждение на воздухе).
Сплав ЭП648 выплавляется в вакуумных ин-
дукционных печах.
Механические свойства холоднокатаного
листа сплава ЭП648 представлены в табл. 5.2.39.
Механические свойства сплава во многом
зависят от присутствующего числа и природы
избыточных фаз, поэтому значения показате-
лей имеют больший разброс, чем это харак-
терно для гомогенных материалов, так как по
термостойкости сплав ЭП648 аналогичен та-
ким гомогенным сплавом, как ЭИ868 и
ЭК 109. После нагрева на воздухе в течение 100
ч увеличение массы составляет 0,6 г/(м2 ч).
Сплав ЭП648 сваривается всеми видами
сварки; стсв > 0,9посн . В качестве присадки
при аргонодуговой сварке рекомендуется
сплав ЭП648.
Сплав ЭП648 обладает хорошей штам-
пуемостью (вытяжка, = 2,10 - 2,15 ; от-
бортовка, Аотб = 1,7 -г 1,8 ).
Сплав ЭК171 (ХН58МБЮ, ВЖ159) яв-
ляется, как и сплав ЭП648, слабостареющим.
Он обладает пластичностью и технологиче-
скими характеристиками на уровне серийных
гомогенных материалов.
При низкой для материалов камеры сго-
рания плотности (8250 кг/м3), сплав ЭК171
имеет высокие прочностные характеристики
(табл. 5.2.40), и по удельной прочности не
уступает интенсивно стареющим никелевым
сплавам для силовых конструкций (сплавы
ЭП693, ЭП708, ЭП914).
Вместе с тем, в отличие от гомогенных
материалов, сплав ЭК171 обладает высокими
прочностными характеристиками во всем
диапазоне температур работы горячего тракта
авиационных ГТД и может быть применен
для широкого круга сварных узлов.
Важным достоинством сплава ЭК171 яв-
ляется высокая термостойкость (число циклов
до образования трещины), в несколько раз
превосходящая все остальные материалы ка-
мер сгорания.
5.2.40. Механические свойства сплава ЭК171
Т, °C стпи <*0,2 °в 8, % KGJ КСТ ст100 а500 °0,2/100 ст.1, на базе 107 циклов
МПа Дж/см2 МПа
20 500 490-520 1000-1020 35-45 80-110 130-160 - - - 460
650 400 380-420 800-860 35-50 - - 550-580 480 -515 400 540
800 - 370-400 470-590 40-60 - - 150-180 100-130 60 -
900 - - - - - - 50-60 35-40 - -
1000 60 80-90 100-120 70-80 - - 24-27 15 - -
1100 - 50-60 60-90 70-80 - - 9-11 4-6 - -
СТАЛИ И СПЛАВЫ для КОРПУСОВ
581
5.2.41. Температурный коэффициент линейного расширения сплава ЭК171
Г, °C 20-100 20-200 20 - 300 20-400 20-600 20 - 700 20-800 20-900
а-106, К~1 12,0 12,7 13,5 14,2 14,7 17,05 16,05 18,2
Предельная температура нагрева сплава
ЭК171 под деформацию составляет 1140 °C.
Температура окончания обработки не менее
900 °C.
Температура промежуточного нагрева
для снятия наклепа и остаточных напряжений
1050-1100 °C.
Сплав ЭК171 предназначен для работы
практически во всем температурном диапазо-
не жаропрочных никелевых сплавов (500 -
1050 °C); для него разработаны два режима
термической обработки. Первый предназна-
чен для малонагруженных элементов (камер
сгорания): закалка с 1180 °C, охлаждение на
воздухе, старение при 800 °C, выдержка 5 ч,
охлаждение на воздухе.
Второй режим с двухступенчатым старе-
нием позволяет повысить временное сопро-
тивление на 100 - 150 МПа и предназначен
для силовых сварных узлов корпусов: закалка
1100 °C, охлаждение на воздухе, первая сту-
пень старения при 800 °C, 5 ч, охлаждение на
воздухе ; вторая - 700 °C, 10 ч, воздух.
Сплав ЭК171 выплавляется в вакуумных
индукционных печах с последующим дуговым
переплавом.
Значения температурного коэффициента
линейного расширения горячекатаного листа
из сплава ЭК 171, обработанного по первому
режиму, приведены в табл. 5.2.41.
Жаростойкость: скорость увеличения
массы за 100 ч при 800 °C - 0,00085 г/(м2ч),
при 1000 °C - 0,0473 г/(м2ч), при 1100 °C -
0,628 г/(м2ч).
Сплав ЭК171 хорошо сваривается всеми
видами сварки; оСв - 0’9аосн . В качестве
присадки рекомендуется сплав ЭП367.
Сплав ЭК171 обладает хорошей штам-
пуемостью (вытяжка, A"BbIT = 2,1 ; отбортовка,
КОтб = 1,67 ; гибка, Amin = 0,55 ) .
5.2.4. СТАЛИ И СПЛАВЫ ДЛЯ КОРПУСОВ
И ВЫСОКОТЕМПЕРАТУРНОГО
КРЕПЕЖА ГТД
Корпусные детали и узлы современных
и перспективных авиационных ГТД состав-
ляют более 40 % от массы двигателя и рабо-
тают при высоком уровне напряжений и тем-
пературах 550 - 900 °C. К материалам для их
изготовления предъявляются высокие требо-
вания по прочности при 20 °C и рабочих тем-
пературах, жаропрочности, пластичности,
термоусталости, многоцикловой усталости и
технологичности.
Подавляющее количество жаропрочных
сплавов, используемых для корпусов, отно-
сится к гетерогенным материалам, так как
только они обеспечивают при проектирова-
нии и эксплуатации двигателей современные
значения по весовой отдаче (отношение тяги
двигателей к их массе).
В основу сплавов входят Ni-Сг, Fe-Ni-
Cr, Ni-Cr-Co и такие элементы как вольфрам,
молибден, упрочняющие твердый раствор, а
также алюминий, титан, ниобий (табл. 5.2.42).
Последние обеспечивают упрочнение сплавов
за счет дисперсионного твердения. В некото-
рых сплавах присутствуют ванадий, азот, бор,
цирконий и церий, влияющие на состояние
границ зерен и оказывающие рафинирующее
воздействие.
Основной структурной составляющей
всех указанных сталей и сплавов является
твердый раствор с гранецентрированной ку-
бической решеткой, что необходимо для по-
лучения высокой жаропрочности. Легирова-
ние даже в пределах твердого раствора явля-
ется эффективным средством повышения
жаропрочности. Однако, наиболее высокую
жаропрочность можно получить лишь с по-
мощью дисперсионного твердения; что в
сплавах на Ni-Cr и Ni-Cr-Fe основе достига-
ется путем введения таких элементов, как
титан, алюминий, ниобий. Эти элементы об-
разуют с никелем интерметаллиды типа
NijCTi, Al, Nb), обладающие переменной рас-
творимостью в основе, что обеспечивает воз-
можность проведения термической обработ-
ки. Эти интерметаллиды имеют высокую
температурную стабильность при рабочих
температурах.
Термическая обработка открывает ши-
рокие возможности для регулирования ме-
ханических свойств жаропрочных сплавов
путем изменения количества, формы, дис-
персности и характера распределения уп-
рочняющей фазы.
5.2.42. Химические составы (%) сталей и сплавов для корпусов ГТД
Сплав С Si Мп Сг Ni Fe Ti V W Мо А1 S Р В Другие элементы
ЭИ696А <0,1 1,0 < 1,0 10,0-12,5 18-21 Осн. 2,3-2,8 - - 0,5 0,020 0,030 0,008 -
ЭИ696 <0,1 <0,1 < 1,0 10,0-12,5 18-21 Осн. 2,6-3,2 - - - 0,8 0,020 0,030 0,08-0,020 -
ЭПЗЗ <0,1 0,6 0,6 10,0-12,5 21-25 Осн. 2,6-3,2 - - 1,0-1,6 0,8 0,010 0,020 0,020 -
ЭИ787 <0,08 <0,6 <0,6 14-16 33-37 Осн. 2,4-3,2 - 2,8-3,5 - 0,7-1,4 0,010 0,020 до 0,020 -
ЭП718 <0,10 0,30 0,60 14-16 43-47 1,0 1,9-2,4 2,5-3,5 4,0-5,2 0,9-1,4 0,010 0,015 0,008 Nb 0,8-1,5, Zr 0,02, Се 0,10
ЭП700 <0,10 0,60 0,60 14-16 25-28 Осн. 2,6-3,2 - - 1,0-1,6 0,5 0,010 0,020 0,03 Са0,1
ЭИ437А <0,06 0,60 0,40 19,0-22,0 Осн. 1,0 2,3 - 2,7 - - - 0,55-0,95 0,007 0,015 0,003 Се 0,02, Си < 0,07, РЬ < 0,001
ЭИ437Б <0,07 0,60 0,40 19,0-22,0 Осн. 1,о 2,4-2,8 - - - 0,6-1,0 0,007 0,015 0,01 Се 0,02 Си < 0,07, РЬ < 0,001
ЭП199 <0,1 0,6 - 19,0-22,0 Осн. 4,0 1,1-1,6 - 9-11 4-6 2,1-2,6 0,015 0,015 0,008 Mg0,05
ЭП99 <0,1 0,30 0,30 17,5-19,5 Осн. 3,0 1,0-1,50 5,5-7,0 3,5-5,0 2,50-3,0 0,005 0,015 0,005 Nb 1,5, Се 0,02, Со 5 - 8, Си 0,07
ЭП708 0,05-0,10 0,6 0,5 17,5-20,0 Осн. 4,0 1,0-1,4 - 5,5-7,5 4,0-6,0 1,9-2,3 0,015 0,015 0,008 Се 0,03
ЭП693 0,10 0,50 0,40 17,0-20,0 Осн. 5,0 1,1-1,6 5,0-7,0 3,0-5,0 1,6-2,3 0,015 0,015 0,005 Со 5 - 8, Nb 0,10, Се 0,005
ЭП914 0,06 0,50 0,50 17,0-18,5 Осн. 1,5 • - 5,5-7,5 3-5 1,5-1,9 0,015 0,015 0,006 Nb 4 - 4,7, Nd 0,1-0,2
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
СТАЛИ И СПЛАВЫ ДЛЯ КОРПУСОВ
583
Стареющие сплавы (наряду с большими
достоинствами) обладают тем недостатком,
что их первоначальная структура может при
высоких температурах меняться во времени
(особенно под напряжением), что сопровож-
дается соответствующими изменениями
свойств. Это необходимо учитывать при на-
значении материала для работы в тех или
иных условиях. Из отечественной и зарубеж-
ной практики двигателестроения известно,
что жаропрочные материалы, прошедшие
длительную наработку на двигателях в усло-
виях высоких температур и напряжений в
течение несколько тысяч часов, несмотря на
частичное изменение фазового состава в
сравнении с исходным материалом, обеспечи-
вают надежную работу изделий в пределах
заданного ресурса.
Термическая обработка стареющих мате-
риалов предусматривает закалку, которая по-
зволяет получить твердый раствор и опти-
мальный размер зерна аустенита (что во
многом определяет жаропрочность материала
при рабочих температурах) и растворить
крупные избыточные фазы, выделившиеся в
процессе предшествующей выплавки и горя-
чей обработки давлением. При последующем
старении из пересыщенного твердого раствора
выделяется упрочняющая у'-фаза требуемой
дисперсности. С повышением температуры
закалки увеличивается размер зерен аустенита
и, как следствие, повышается жаропрочность
материала. При этом одновременно несколько
снижаются пластические свойства.
В практике довольно часто используется
двойное старение, которое позволяет полу-
чить оптимальное соотношение прочности,
жаропрочности и длительной пластичности,
что определяет во многом надежность и ре-
сурс силовых корпусных узлов.
Для изготовления сварных корпусов в
современных ГТД все чаще используются
стареющие жаропрочные материалы с повы-
шенной прочностью (ов = 1100ч- 1200 МПа).
Для перспективных изделий ов увеличивает-
ся до 1300 - 1400 МПа.
Экономнолегированные жаропрочные ста-
ли ЭИ696А, ЭИ696, ЭПЗЗ (ЭИ696М). Стали
ЭИ696А и ЭИ696 на Cr-Ni-Fe основе отлича-
ются содержанием титана и бора.
Они широко используются при изготов-
лении высокопрочных силовых деталей, рабо-
тающих при высоких температурах до 750 °C.
Повышенная прочность и твердость указан-
ных материалов обеспечивается эффективным
упрочнением титаном, который при старении
взаимодействует с никелем, образуя у'-фазу.
Интерметаллидная у'-фаза по химическому
составу отвечает соединению никеля с тита-
ном, но отличается от фазы Ni3Ti (т|) с гек-
согональной плотноупакованной решеткой
тем, что имеет ту же кубическую решетку, что
и у-твердый раствор, но с несколько отлич-
ными параметрами.
Сталь ЭИ696А рекомендуется термиче-
ски обрабатывать по режимам:
лист - закалка 1000 °C, охлаждение на
воздухе; старение 700 - 750 °C, 8 - 12 ч, охлаж-
дение на воздухе;
пруток - закалка 1100 °C, 1,5-3 ч, охла-
ждение в масле или на воздухе;
поковки - старение 700 - 750 °C, 12-16
ч, охлаждение на воздухе или в печи до
400 °C, далее на воздухе.
Листы и поковки из стали ЭИ696 тер-
мически обрабатываются по двум вариантам:
I вариант - закалка 1100 °C, 1,5-3 ч, ох-
лаждение в масле или на воздухе; старение
750 °C, 16 ч, охлаждение на воздухе или в
печи до 400 °C, далее на воздухе.
II вариант - закалка 1100 °C, 1,5-3 ч,
охлаждение в масле или на воздухе; первое
старение 750 °C, 12- 16 ч, охлаждение в печи
до 620 - 650 °C, далее на воздухе; второе ста-
рение 750 - 650 °C, 10 - 16 ч, охлаждение на
воздухе.
Сталь ЭИ696А удовлетворительно свари-
вается аргонодуговой и контактной сваркой.
Сварку рекомендуется проводить в закален-
ном состоянии.
Основными видами полуфабрикатов яв-
ляются холоднокатаный лист и прутки. Сталь
применяется для высоконагруженных сварных
конструкций, работающих при температурах
до 700 °C (детали корпуса камеры сгорания,
корпусы и опоры турбины и др.).
Сталь ЭИ696 применяется для несвар-
ных деталей корпуса, кольцевых деталей
статора, дисков, направляющих и рабочих
лопаток компрессора с рабочей температу-
рой до 700 °C.
Сталь ЭПЗЗ (ЭИ696М) по сравнению со
сталями ЭИ696А и ЭИ696 обладает более
высокой прочностью и жаропрочностью
вследствие усложнения химического состава
(введения молибдена, увеличения содержания
никеля). Она не рекомендуется к примене-
нию для сварных конструкций.
Сталь ЭПЗЗ используется для крепеж-
ных деталей, дисков и рабочих лопаток тур-
бины и компрессора, корпуса турбины, коль-
цевых деталей, работающих до 750 °C
(длительно до 650 °C), а также цилиндриче-
ских винтовых пружин с рабочей температу-
рой 400-650 °C.
584
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Для деталей, работающих при темпера-
турах до 750 °C включительно, проводится
закалка с 1100 - 1130 °C (выдержка 3 - 5 ч) в
масле, старение при 720 - 780 °C в течение
16 ч, охлаждение с печью до 600 - 650 °C (вы-
держка 10-20 ч), охлаждение на воздухе. Для
деталей с рабочей температурой от -196 °C до
+600 °C используется следующий режим
термообработки: закалка с 900 - 1000 °C (вы-
держка 2 - 5 ч) с охлаждением в масле, старе-
ние при 720 - 780 °C в течение 16 ч с охлажде-
нием на воздухе и старение при 600 - 650 °C в
течение 16 ч.
Сталь ЭПЗЗ обладает повышенной кор-
розионной стойкостью во всеклиматических
условиях и обладает удовлетворительным со-
противлением газовой коррозии до 850 °C.
Экономнолегированные жаропрочные
стали ЭИ696А, ЭИ696 и ЭПЗЗ (ЭИ696М)
могут в ряде случаев успешно заменить жаро-
прочные сплавы на никелевой основе -
ЭИ437А, ЭИ437Б и находятся на уровне свойств
зарубежных сплавов А-286, V-57, W545.
К экономнолегированным жаропрочным
сталям можно также отнести сталь ЭИ787, в
состав которой входит 12 - 16 % Сг, 33 -37 %
Ni, 2 - 4 % W, 0,7 - 1,7 Al, 2,4 - 3,2 % Ti, до
0,015 % В (по расчету) и железо - остальное.
Высокое содержание никеля - для стабилиза-
ции устойчивой аустенитной структуры при
таких ферритообразующих элементах, как
титан, алюминий, вольфрам и хром. Алюми-
ний и титан, ограниченно растворяющиеся в
железоникельхромовом у-твердом растворе,
образуют с никелем интерметаллидную фазу
типа №3 (Ti, Al), которая упрочняет сплав в
результате дисперсионного твердения в ин-
тервале температур 600 - 850 °C. Бор, распре-
деляясь не только по границам зерен, но и
внутри зерен у-твердого раствора, увеличивает
межатомную связь, что обеспечивает повыше-
ние жаропрочности. Материал может дли-
тельно работать при температурах 650 - 750 °C.
По комплексу свойств сталь ЭИ787 име-
ет практически одинаковые показатели со
сталью ЭПЗЗ (ЭИ696М), но не применяется
для сварных конструкций.
Все вышеуказанные стали удовлетвори-
тельно деформируются в горячем состоянии.
Температура нагрева под деформацию 1080 -
1100 °C. Температура окончания деформации
900 °C. Материалы склонны к деформацион-
ному перегреву. Охлаждение после деформа-
ции на воздухе.
Механические и физические свойства
сталей приведены в табл. 5.2.43 - 5.2.47.
5.2.43. Механические свойства* стали ЭИ696А (пруток, поковки)
Г, °C <*0,2 Ов 85, % \|/,% ого 050 О]00 (J_|, на базе 10' циклов
МПа МПа
20 550-700 900-1000 21-30 25-40 - - - -
500 550-650 850-900 21-30 25-40 - - - -
600 500-600 700-800 15-25 15-25 700 600 540 450
700 430-500 500-650 15-25 18-25 450 360 320 370
* Л'СЫ = 70ч-150 Дж/см2 при 20 °C; у = 7900 кг/м3.
5.2.44. Механические свойства* стали ЭИ696 (пруток)
Т, °C £, ГПа Опц ^0,2 <*в 8 ст100 (J.i, на базе 10' циклов
МПа % МПа
20 185 480-550 600-700 980-1100 20-30 25-40 - -
400 143 480 550-650 950-970 18-28 25-40 - -
500 135 480 550-600 800-870 15-28 25-35 780 370
550 - - - 800-850 18-25 25-35 650 -
600 132 450 530-550 750-850 15-25 25-35 590 340
650 - - - 680-800 12-20 18-30 480 -
700 115 410 470 630-700 12-20 16-26 400 280
750 113 350 450 500-650 12-20 20-40 290 -
800 95 170 250 340-380 20-30 45-70 - -
’Л'Си = 80+120 Дж/см2 при 20 °C.
СТАЛИ И СПЛАВЫ ДЛЯ КОРПУСОВ
585
5.2.45. Механические свойства* стали ЭПЗЗ (ЭИ696М)
Г, °C Е, ГПа СПОО °200 Ств 85, %
МПа
20 196 - - 1100-1250 13-30
500 164 750-830 680-720 950-1050 15-30
600 158 600-630 - 850-1050 10-22
700 152 400-420 280-300 650-850 8-18
750 149 280-320 - 580-700 8-14
* а0,2 = 600 - 800 МПа; п_] = 260 МПа ( N = 107 циклов при 750 °C);
ATCU = 30 - 100 МПа при 20 °C; у = 7950 кг/м3.
5.2.46. Температурный коэффициент линейного расширения сталей ЭИ696А, ЭИ696
Т, °C 20-100 20 - 200 20 -300 20-400 20-500 20-600 20-700 20-800
а-106, КА 15,4 16,0 16,6 17,0 17,5 17,9 18,2 18,9
Продолжение табл. 5.2.46
Т, °C 100-200 200-300 300 -400 400-500 500-600 600-700 700-800
а-106, Кл 16,6 17,7 18,4 19,4 19,6 20,5 23,4
5.2.47. Температурный коэффициент линейного расширения стали ЭПЗЗ
Т, °C 20-100 20 - 200 20 - 300 20-400 20 - 500 20-600 20 - 700 20 - 800
а I06, К-' 15,3 15,9 16,5 16,9 17,3 17,7 18,2 19,9
Продолжение табл. 5.2.47
Т, °C 100-200 200-300 300-400 400-500 500-600 600-700 700-800
а-106, К' 16,5 17,6 18,1 19,0 19,6 21,8 31,6
Жаропрочный железохромоникелевый
сплав ЭП718 (ВЖ105) используется для
изготовления высокопрочных элементов
сварных конструкций статорных узлов
современных ГТД, работающих длительно
при температурах до 600 - 700 °C и кратко-
временно (до 100 ч) при 800 °C. Плотность
сплава 8290 кг/м2.
Основой сплава ЭП718 является ау-
стенитный твердый раствор системы Cr-Ni-Fe,
легированный молибденом, вольфрамом,
титаном, алюминием, ниобием, бором до
0,008 %, цирконием до 0,020 %, церием 0,1 %
(по расчету).
По жаропрочным свойствам материал
превосходит все серийные хромоникелевые
стали типа ЭИ696, ЭПЗЗ и др. аналогич-
ного назначения и широко используется в
промышленности для сварных корпусов и
рабочих высоконагруженных лопаток КВД.
Сплав обладает удовлетворительной
коррозионной стойкостью во всеклимати-
ческих условиях и достаточно высокой
жаростойкостью до 800 °C. В термически
обработанном состоянии (закалка и двой-
ное старение) после выдержки 100 ч на
воздухе при 800 °C для сплава характерно
увеличение массы на 0,025 г/м2-ч.
Сплав удовлетворительно сваривается
аргонодуговой и другими видами сварки
без присадки или с помощью присадочного
материала ЭП533.
586
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Для сварных деталей изготовляемых
из листа применяется режим термической
обработки, состоящей из закалки при
температуре 1070 °C (20 - 60 мин) с охла-
ждением на воздухе или под водяным
душем и двойного старения при 780 °C
(5 ч) с охлаждением на воздухе и при 650 °C
(16 ч) с охлаждением на воздухе.
Для сварных деталей, изготовляемых
из прутков и поковок, после выдержки
при закалочной температуре применяется
охлаждение в масле или под водяным
душем.
Для сложных сварных узлов допуска-
ется одинарное старение при 780 °C (5 ч) с
охлаждением в печи до 400 - 600 °C, далее
на воздухе. Основная упрочняющая фаза
сплава ЭП718 - у'-фаза - ЬНз (Ti, Al). Сплав
ЭП718 хорошо деформируется в горячем
состоянии в интервале температур 1120 -
900 °C. Охлаждение после деформации на
воздухе.
Высокие технологические свойства
подтверждаются исследованием штам-
пуемости: /Гвыт ~ 2,2 ; ^отб = М;
А^вид = 0,56; минимальный радиус гибки
^min = 0,5 5 .
Сплав ЭП718 используется для сило-
вых сварных конструкций корпуса турби-
ны, деталей компрессора, работающих во
всеклиматических условиях при температу-
ре до 750 °C длительно (кратковременно -
до 800 °C).
Механические и физические свой-
ства сплава ЭП718 представлены в табл.
5.2.48 - 5.2.49.
5.2.48. Механические свойства* стали ЭП718 (пруток, поковка)
Т, °C £, ГПа <*0,2 85, % <*100 (j_j, на базе 107 циклов
МПа МПа
20 200 700-770 1150-1230 12-28 - 370
500 161 . 700-760 1100-1140 12-24 1000-1050 -
600 156 700-760 1100-1140 13-20 780-810 400
700 149 650-740 900-990 10-13 470-500 -
800 - 580 650 12 210-240 -
’A'CU = 35 Дж/см2 при 20 °C; оптимальное сочетание прочностных и пластических харак-
теристик получают при выплавке методом ИД.
5.2.49. Температурный коэффициент линейного расширения сплава ЭП718
Т, °C 20-100 20 - 200 20 - 300 20-400 20-500 20-600 20 - 700 20-800 20-900
а•106, К-} 12,8 13,2 13,6 14,0 14,3 14,5 14,9 15,7 16,9
Продолжение табл. 5.2.49
Т, °C 100-200 200-300 300 -400 400-500 500-600 600-700 700-800 800-900
а-106, ft' 13,6 14,6 15,2 15,6 15,6 17,1 20,9 26,8
Хромоникелевая жаропрочная сталь
ЭП700. Для дисков компрессора, рабочих
лопаток, крепежа, поковок и штамповок,
уплотнительных колец трубопровода и раз-
личных корпусных силовых узлов может
использоваться хромоникелевая жаропроч-
ная сталь ЭП700, которая способна обеспе-
чить длительную работу узлов до 600 °C.
Основой стали является аустенитный
твердый раствор системы Cr-Ni-Fe, леги-
рованный молибденом, титаном, алюмини-
ем и бором (0,03 % по расчету).
Сталь обладает достаточно высокой
коррозионной стойкостью во всеклимати-
ческих условиях.
СТАЛИ И СПЛАВЫ для КОРПУСОВ
587
5.2.50. Длительная прочность стали ЭП700
Г, °C Ст/, МПа, при времени воздействия, ч
25 50 100
650 35 35 35
700 25 24 24
Основными видами полуфабрикатов
являются прутки и поковки.
Термическая обработка проводится по
режиму: закалка с 1000 °C (3 ч) в масле;
старение при 750 °C, 16 ч, охлаждение в
масле до 650 °C, 10 ч, далее охлаждение на
воздухе.
Используется также закалка с 1100 °C
и с 1080 °C в масле при проведении режи-
мов двойного старения. Сплав обладает высо-
кой длительной прочностью (табл. 5.2.50).
Сталь в термически обработанном со-
стоянии (закалка в масле с 1100 °C, 2 ч)
обладает жаростойкостью в воздушной среде
(при температуре 700 °C и выдержке 100 ч
скорость увеличения массы 0,03 г/(м2 • ч).
Сталь ЭП700 хорошо деформируется
при горячей обработке давлением в темпе-
ратурном режиме 900 - 1100 °C.
Механические свойства и длительная
прочность представлены в табл. 5.2.51.
Никелевые сплавы ЭИ437А и ЭИ437Б
типа Нимоник 80 довольно широко ис-
пользуются в промышленности. В хромо-
никелевую основу материала вводятся эле-
менты с ограниченной растворимостью -
алюминий и титан, обеспечивающие при
проведении термической обработки выде-
ление из твердого раствора интерметаллид-
ной мелкодисперсной упрочняющей фазы
Ni3 (Ti, Al).-
В сплаве ЭИ437Б по сравнению со
сплавом ЭИ437А повышено содержание
бора до 0,005 - 0,008 %, что позволило
существенно улучшить показатели длитель-
ной прочности. Указанные сплавы могут
работать длительно до температур 700 - 750 °C.
Сплав ЭИ437А иногда применяют в свар-
ных конструкциях. Высокая пластичность
материала обеспечивает гибку и глубокую
штамповку.
Основные механические свойства ука-
занных сплавов приведены в табл. 5.2.52.
Режимы термической обработки спла-
вов состоят из закалки и одинарного ста-
рения: закалка с 1080 °C, 8 ч, охлаждение
на воздухе; старение при 700 °C, 16 ч, ох-
лаждение на воздухе.
Жаростойкость после испытания в
воздушной среде при 800 - 900 °C характе-
ризуется увеличением массы - для сплава
ЭИ437А на 0,037 г/(м2ч), для сплава
ЭИ437Б на 0,038 г/(м2 ч).
Сплавы удовлетворительно деформи-
руются в интервале температур 1140-990 °C
при максимальной степени деформации за
один нагрев не более 40 - 50 %. Охлажде-
ние после деформации на воздухе.
Сплавы используются для рабочих
лопаток компрессора, крепежа и силовых
деталей корпусов, работающих до 790 °C.
Физические свойства сплавов ЭИ437А и
ЭИ437Б представлены в табл. 5.2.53, 5.2.54.
5.2.51. Механические свойства* стали ЭП700
7 °C £ ГПа ст0,2> <=400 81о, %
МПа
20 195 850-900 - 1200-1250 13-19
400 151 700-750 - 950-1050 10-15
500 140 700-750 - 950-1050 10-15
600 129 670-700 650 940-1000 10-15
700 - 640-690 430 840-890 6-9
* KCVJ = 30-70 Дж/см2 при 20 °C.
5.2.52. Механические свойства сплавов ЭИ437А* и ЭИ437Б*
Т, °C Е, Еа СТПЦ ст0,2 <*в Зю, % ст100, МПа о.|, МПа, на базе 2 • 107 циклов /геи, Дж/см2
ГПа МПа
Сплав ЭИ437А
20 190 210 540 600 1000 25 - - -
500 170 185 460 550 930 35 730 - -
600 160 176 420 530 880 20 580 - -
700 145 169 400 500 680 8 360 330 120
800 130 160 330 420 550 12 150 - -
Сплав ЭИ437Б
20 210 215 520 - 570 620 - 700 950 - 1100 15 - 30 700 340 40 - 100
600 162 181 480 - 520 580 - 650 850 - 950 20 - 30 600 340 -
700 153 172 470 - 520 550 - 620 800 - 900 15 - 30 450 340 60 - 120
750 - 167 - - 650 - 750 10 - 20 300 - -
800 130 161 350 - 400 420 - 480 500 - 600 12 - 20 250 - -
850 115 157 220 - 280 300 - 350 370 - 450 12 - 25 - - -
* у = 8200 кг/м3.
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
СТАЛИ И СПЛАВЫ ДЛЯ КОРПУСОВ
589
5.2.53. Температурный коэффициент линейного расширения сплава ЭИ437А
Г, °C 20-200 20 - 300 20-400 20-500 20-600 20-700 20-800 20-900 20-1000
а-106, КА 12,9 13,3 13,8 14,2 14,6 15,1 15,5 16,2 16,8
Продолжение 5.2.53
Г, °C 20-100 100-200 200 - 300 300-400 400-500 500-600 600-700 700-800 800-900 900-1000
аЮ6Д-' 12,4 13,4 14,2 15,0 15,8 16,9 17,7 18,7 21,3 22,6
5.2.54. Температурный коэффициент линейного расширения сплава ЭИ437Б
Г, °C 20-200 20-300 20-400 20 - 500 20-600 20 - 700 20-800 20-900 20-1000
а-106, КА . 13,1 13,4 13,8 14,2 14,5 15,0 15,6 16,3 16,8
Продолжение 5.2.54
Г, °C 100-200 200 - 300 300-400 400-500 500-600 600-700 700-800 800-900 900- 1000
а Ю6, К1 13,4 14,2 14,9 15,5 16,3 18,1 19,9 22,0 22,6
Никелевые свариваемые жаропрочные
сплавы ЭП199 и ЭП99. Жаропрочный сва-
риваемый сплав ЭП199, без кобальта,
предназначен для длительной работы при
температурах до 950 °C.
Сплав имеет хорошее сочетание жа-
ропрочности и технологических свойств
(свариваемости, способности к деформа-
ции) за счет сложного легирования твер-
дого раствора тугоплавкими элементами
(суммарное содержание W и Мо - 15 %).
Это позволило получить высокую проч-
ность при минимальном содержании эле-
ментов, образующих интерметаллидную
фазу (суммарное содержание А1 и Ti -
3.4 - 4,2 %).
Сплав старится в процессе охлажде-
ния на воздухе с температуры закалки
(1180 - 1200 °C). Это дает возможность
исключить (особенно в случае изготовле-
ния крупногабаритных деталей) специаль-
ный нагрев (старение).
Сварные соединения из сплава ЭП199
практически равноценны основному ме-
таллу. Промежуточная термическая обра-
ботка материала (закалка перед деформа-
цией) осуществляется при температуре 1100
- 1150 °C с охлаждением в воде. Оконча-
тельная термообработка (а также перед
сваркой) состоит из закалки 1150 - 1180 °C,
охлаждение на воздухе; старения при
950 °C, 5 ч, охлаждение на воздухе. После
сварки проводится нагрев узлов до темпе-
ратуры 950 °C, 3 ч, с последующим охлаж-
дением на воздухе. Старение при 950 °C в
случае окончательной термообработки
сплава ЭП199 используется с целью час-
тичной коагуляции выпадающей интерме-
таллидной фазы. Это позволяет стабилизи-
ровать и повысить пластические характери-
стики материала при рабочих температурах.
В зависимости от состояния в сплаве
может содержаться до шести структурных
составляющих: 1) твердый раствор; 2) кар-
бид (Ме6С); 3) фаза W (чистый вольфрам);
4) фаза у' (Al, Ti); 5) фаза ц (около 50 %
W, остальное Cr, Мо, Ni); 6) фаза о
(около 50 % Сг, остальное Ni, W, Мо).
Свойства сплава зависят главным об-
разом от количества и состояния фаз у' ,
ц , и о . Фаза у' имеет переменную рас-
творимость и упрочняет сплав за счет вы-
деления у' в дисперсной форме. Фаза ц
выделяется при температурах 650 - 1125 °C.
Фаза о выделяется при температурах 800 -
900 °C. Фазы ц и о влияют главным об-
разом на пластичность (при 20 °C пластич-
ность понижается, при высоких температу-
рах - повышается).
590
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Сплав ЭП199 удовлетворительно де-
формируется в интервале температур 1140 -
1000 °C. Максимальная степень деформа-
ции за один нагрев не более 40 %. Он так-
же удовлетворительно сваривается аргоно-
дуговой сваркой с защитой нейтральным
газом. В качестве присадочных материалов
могут быть использованы сплавы ЭП533 и
ЭП367.
Близкий по химическому составу и
назначению к сплаву ЭП199 - свариваемый
кобальтсодержащий сплав ЭП99. Он имеет
несколько пониженные содержания Сг на
3 %, W на 4 %, В на 0,003 % и повышен-
ное содержание А1 на 0,4 %.
Рабочая температура указанных мате-
риалов при длительном ресурсе - 950 - 1000 °C.
По жаропрочности при температуре 1000 °C
сплав ЭП99 имеет некоторое преимущество
(ЭП99 - а|о™ист=40 МПа; ЭП199 -
«ист =30 МПа).
Из-за дефицита кобальта сплав ЭП99
имеет ограниченное применение.
Для сплава ЭП99 рекомендуется ре-
жим термической обработки:
закалка для снятия нагартовки: с 1080
- 1100 °C, выдержка 2 - 4 ч для прутка, 5 мин -
1 ч для листа, охлаждение в воде, на возду-
хе или под водяным душем;
закалка для снятия сварочных напря-
жений: с 1080 - 1100 °C или 900 - 950 °C
(нагрев в интервале температур 600 - 900 °C
со скоростью 12-20 °С/мин), охлаждение
на воздухе;
упрочняющая термическая обработка:
760 °C (8 - 16 ч) или 900 °C (8 ч), охлажде-
ние на воздухе;
старение при 760 °C позволяет полу-
чить максимальные значения предела теку-
чести, а при 900 °C - максимальной пла-
стичности.
Свойства сплавов ЭП199 и ЭП99
приведены в табл. 5.2.55 - 5.2.56.
5.2.55. Температурный коэффициент линейного расширения сплава ЭП199
Г, °C 20-100 20-200 20-300 20-400 20 - 500 20-600 20-700 20 - 800 20-900
а I06, КА П,7 12,0 12,4 12,7 13,0 13,5 13,8 14,5 15,2
Продолжение табл. 5.2.55
100-200 200-300 300 -400 400-500 500-600 600-700 700-800 800-900
а-106, Л'-1 12,6 13,4 14,1 14,8 15,4 16,9 16,9 22,4
5.2.56. Механические свойства сплавов ЭП199*1 и ЭП99 (лист)
Г, °C £д, ГПа сто,2 СТВ 85, % кси, Дж/см2 СТ100, МПа a.j, на базе 107 циклов
МПа
Сплав ЭП199 (термообработка: закалка с 1200 °C, воздух)
20 219 650-720 1000- 1150 25-40 80 - -
700 183 600 - 700 750-1000 5-20 - - -
800 175 600 - 700 700-850 5-10 53 280 -
900 - 400-450 520-650 6-20 60 НО 170
950 - 240-280 320-400 12-25 - 60 -
1000 - - 120-160 30-40 5,9 30 -
Сплав ЭП99 (термообработка: закалка с 1100 °C, 20 мин, возд ух; старение при 760 °C, 12 ч, воздух)
20 194 750-800 1180-1250 23-30 25 - -
600 155 700 - 750 950 -1000 20-25 - - -
700 148 700-750 930 -1000 12-16 - 560 -
800 140 600-650 750 - 800 6-10 - 320 ЗЗО*2
900 120 500-550 500-600 9-15 - 120 200*2
1000 95 130-150 160-200 20-35 - 40 -
♦’ у = 8640 кг/м3.
‘2 Режим термообработки: закалка с 1100 °C, 20 мин, воздух; старение при 900 °C, 8 ч.
СТАЛИ И СПЛАВЫ ДЛЯ КОРПУСОВ
591
5.2.57. Температурный коэффициент линейного расширения сплава ЭП99
Г, °C 20- 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900 20- 1000
а106. Кл 11,5 11,9 12,2 12,6 12,9 13,1 13,6 14,3 15,3 16,7
Продолжение 5.2.57
Г, °C 100-200 200-300 300-400 400-500 500-600 600-700 700-800 800 - 900 900-1000
а Ю6, Кл 12,2 12,9 13,6 14,2 14,3 16,7 18,9 23,9 28,9
Сплавы ЭП199 и ЭП99 используются
для силовых сварных конструкций статора
ГТД с рабочей температурой до 950- 1000 °C
(длительная работа).
Никелевые жаропрочные свариваемые
сплавы ЭП708 и ЭП693. Опыт работы со
сплавами ЭП199 и ЭП99 показал, что для
серийного изготовления сложных крупно-
габаритных сварных узлов из этих сплавов
необходимо повысить их технологические
свойства (свариваемость, деформируемость
в горячем состоянии).
Поэтому были созданы менее легиро-
ванные по Сг, W, А1 сплавы: ЭП708 и
ЭИ693. При снижении содержания указан-
ных элементов значительно повысились
требуемые технологические свойства, но сни-
зился уровень длительной прочности при
температурах 700 - 1000 °C (у сплава ЭП99 -
ст100° ~40 МПа; у сплава ЭП693 -
= 20 МПа; у сплава ЭП199 -
а?оо ~ । *0 МПа; у сплава ЭП708
аЖ = 6,5 + 8,5 МПа).
Оптимальными режимами термиче-
ской обработки являются:
для сплава ЭП708: закалка с 1100 -
1140 °C, охлаждение на воздухе; старение
при 800 °C, 10 ч, охлаждение на воздухе;
для сплава ЭП693: закалка с 1080 -
1100 °C, охлаждение на воздухе; старение при
900 или 800 °C, 8 ч, охлаждение на воздухе.
Температурная область применения
этих сплавов 700 - 900 °C. Температурный
интервал горячей деформации 1150 - 1000 °C
при максимальной степени деформации за
один нагрев 30 - 40 %.
Сплавы ЭП693 и ЭП708 используются
для сварных силовых конструкций с рабочей
температурой 700 - 900 °C (длительная работа).
5.2.58. Температурный коэффициент линейного расширения сплава ЭП708*
Г, °C 20- 100 20 - 200 20 - 300 20 - 400 20 - 500 20 - 600 20 - 700 20 - 800 20 - 900 20- 1000
а-106, Кх и.з 11,55 11,9 12,2 12,5 12,7 13,1 13,5 14,4 15,5
Продолжение 5.2.58
Г, °C 100-200 200-300 300-400 400-500 500-600 600-700 700-800 800-900 900-1000
а 106, К~х 11,8 12,5 13,1 13,75 14,0 15,25 16,6 21,3 25,3
* у = 8550 кг/м3.
5.2.59. Температурный коэффициент линейного расширения сплава ЭП693*
Г, °C 20-100 20-200 20-300 20-400 20-500 20-600 20-700 20-800 20-900
а-106, К'х 11,8 12,1 12,4 12,7 13,0 13,3 13,9 14,4 15,3
Продолжение 5.2.59
/; °с 100-200 200-300 300-400 400-500 1 500-600 ' 600-700 ! : 700-800 ! ! 800-900
а-106, Кх 12,5 13,0 13,6 14,3 i __j : 14,5 i |7-5 18,3 1 | 22,7
* у = 8540 кг/м3.
592
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
Никелевый свариваемый жаропрочный
сплав ЭП914 (ВЖ131). Для изготовления
конструктивно сложных сварных статорных
узлов, работающих длительно до темпера-
туры 800 °C, разработан и внедрен в про-
мышленность жаропрочный сплав ЭП914
с улучшенными характеристиками свари-
ваемости.
В состав указанного материала входят
5,5 - 7,5 % W; 1,5 - 1,9 % Мо; 4,0 - 4,7 % Nb;
0,1 % Nd и другие элементы.
Сплав ЭП914 не чувствителен к воз-
никновению термических трещин, что под-
тверждено промышленной практикой.
Оптимальные механические свойства
и жаропрочность сварных узлов из сплава
ЭП914 можно получить после следующего
режима термической обработки: закалка с
1100 °C, охлаждение на воздухе; старение
при 800 °C, выдержка 10-15 ч, охлаждение
на воздухе. При этом максимальное коли-
чество упрочняющей интерметаллидной
у'-фазы может достигать -17 !%. Продолжи-
тельность выдержки при закалке определя-
ется из расчета 2 мин на 1 мм сечения.
Жаростойкость сплава при испытании
на воздухе в течение 100 ч при 900 °C ха-
рактеризуется увеличением массы на
0,024 г/(м2 ч).
Показатели штампуемости высокие:
^выт = '> ^-отб = U7 ; ^выд = 0,18 и
минимальный радиус гибки /?min = 0,3 s .
Сплав ЭП914 удовлетворительно де-
формируется в интервале температур
ИЗО - 900 °C и сваривается аргонодуговой
и электронно-лучевой сваркой. В качестве
присадочного материала при аргонодуговой
сварке может применяться сварочная про-
волока из сплава ЭП914 или ЭК22.
Механические свойства сплава ЭП914
приведены в табл. 5.2.60.
С целью повышения прочности (ов)
при 20 °C и высоких температурах исполь-
зуется дополнительно второе старение при
700 °C, 10 ч, охлаждение на воздухе. Сплав
ЭП914 по жаропрочности не уступает спла-
вам ЭП693 и ЭП708 при температурах
до 900 °C.
5.2.60. Механические свойства*1 сплава ЭП914
(закалка с 1100 °C, воздух; старение при 800 °C, 10 - 15 ч, воздух)
Т, °C Е, ГПа ст0,2 85, % <*100 0-1, на базе 2107 циклов
МПа МПа
20 195 650-690 1000-1120 35-45 - 320
600 - 620-650 880-940 25-33 - -
700 146 580-620 900-930 20-26 520-560
800 136 540-560 700-760 12-14 230-250 -
900 - 320-380 380-430 25-38 - 400
*’ KCU = 100 Дж/см2 при 20 °C; у = 8670 кг/м3.
5.2.61. Температурный коэффициент линейного расширения сплава ЭП914
Г, °C 20-100 20-200 20-300 20-400 20-500 20 - 600 20-700 20-800 20-900
а-106, П,4 11,8 12,1 12,5 12,8 13,0 13,5 14,0 17,2
Продолжение 5.2.61
100-200 200-300 300-400 400-500 500-600 600-700 700-800 800-900
а-106, Кл 12,1 12,8 13,5 14,1 13,9 16,6 17,5 23,1
СПИСОК ЛИТЕРАТУРЫ
593
СПИСОК ЛИТЕРАТУРЫ
1. Аврадиография поверхностей раз-
дела и структурная стабильность сплавов /
Бокштейн С. 3. Гинзбург С. С., Кишкин С. Т.
и др. М.: Металлургия. 1987. 272 с.
2. Бокштейн С. 3., Кишкин С. Т.,
Светлов И. Л. Структура и механические
свойства кобальтовой эвтектической ком-
позиции, упрочненной усами монокарбида
тантала //Физика металлов и металловеде-
ние. 1975. Т. 39. Вып. 3. С. 628 - 637.
3. Патон Б. Е., Строганов Г. Б.,
Кишкин С. Т. и др. Жаропрочность литей-
ных никелевых сплавов и защита их от
окисления / Киев: Наук. Думка. 1987. 256 с.
4. Жаропрочные материалы для аэро-
космических и промышленных энергоустано-
вок. В 2 т. Пер. с англ. /Под ред. Шалина
Р. Е., М.: Металлургия. 1995, 812 с.
5. Изменение структуры и свойств
жаропрочных сплавов в процессе работы
двигателей и пути повышения эксплуата-
ционных свойств / Бокштейн С. 3., Гордее-
ва Т. А., Кишкин С. Т., Подвойская О. Н.
Материалы и ресурс двигателей, ч. I. М:
ВИАМ, 1963. С. 10 - 21.
6. Каблов Е. Н., Светлов И. Л., Пет-
рушин Н. В. Никелевые жаропрочные
сплавы для литья лопаток с направленной
и монокристаллической структурой (часть I)
// Материаловедение. 1997. № 4. С. 32 - 39.
7. Качанов Е. Б., Петрушин Н. В.,
Светлов И. Л. Жаропрочные эвтектические
сплавы с карбид=интерметаллидным уп-
рочнением // Металловедение и термиче-
ская обработка металлов. 1995. № 6 С. 25 - 30.
8. Корнилов И. И. Физико-химичес-
кие основы жаропрочности сплавов. М.:
Изд. АН СССР. 1961.516 с.
9. Курц В. Зам П. Р. Направленная
кристаллизация эвтектических материалов.
М.: Металлургия. 1980. 256 с.
10. Латышев В. Б. Жаропрочные де-
формируемые свариваемые сплавы. Авиа-
ционные материалы на рубеже XX - XXI
веков: Научно-технический сборник. М.:
1994, С. 273 - 277.
Н.Ломберг Б. С. Жаропрочные ни-
келевые сплавы для дисков газотурбинных
двигателей // Новые цветные сплавы
МДНТП. М.: ВИАМ, 1990. С. 112 - 118.
12. Ломберг Б. С. Жаропрочные спла-
вы и материалы для дисков ГТД. Авиаци-
онные материалы на рубеже XX - XXI ве-
ков: Научно-технический сборник. М.:
1994. С. 258 - 263.
13. Мак-Лин М., Шуберт Ф. Механи-
ческие свойства жаропрочных сплавов и
эвтектик направленной кристаллизации //
Жаропрочные сплавы для газовых турбин.
М.: Металлургия. 1981. С. 212 - 236.
14. Масленков С. Б. Жаропрочные
стали и сплавы. Справочник. М.: Метал-
лургия. 1983. С. 82, 102, 154.
15. Микроструктурные особенности
торможения трещин усталости в направленной
эвтектике у/у' = МеС / Светлов И. Л., Жу-
ков Н. Д., Кац Э. Л. и др.) // Проблемы
прочности. 1983. № II. С. 89 - 93.
16. Петрушин Н. В.. Бронфин М. Б.,
Чабина Е. Б., Дьячкова Л. А. Фазовые пре-
вращения и структура направленно закри-
сталлизованных интерметаллидных сплавов
Ni-AI-Re //Металлы. 1994. № 3. С. 85-93.
17. Петрушин Н. В., Сорокина Л. П.,
Жуков С. Н. Структурные особенности де-
формирования и разрушения монокристал-
лов жаропрочных никелевых сплавов при
циклическом нагружении // Металловеде-
ние и термическая обработка металлов.
1995. №4. С. 18 - 28.
18. Портной К. И., Бабич Б. Н., Свет-
лов И. Л. Композиционные материалы на
никелевой основе. М.: Металлургия. 1979.
264 с.
19. Применение направленно кристал-
лизованных композитов в авиационных
газовых турбинах / Рабинович М., Хан Т.,
Стор Й. Ф. и др. // Достижения в области
композиционных материалов. М.: Метал-
лургия. 1982. С. 220 - 242.
20. Распределение атомов легирующего
элемента в у'-фазе никелевых сплавов /
Кишкин С. Т., Логунов А. В., Богданов В. И.
и др. Ц Докл. АН СССР. 1984. Т. 277. № 2.
С. 408 - 411.
21. Ртищев В. В. Применение компь-
ютерной программы PSCPCSP для оптими-
зации состава серийных и разработки но-
вых жаропрочных сплавов на никелевой
основе // Металловедение и термическая
обработка металлов. 1995. № 11. С. 28 - 34.
22. Светлов И. Л., Олдаковский И. В.,
Петрушин Н. В., Игнатова И. А. Концен-
трационная зависимость периодов решеток
у'- и у'-фаз никелевых жаропрочных спла-
вов // Металлы. 1991. № 6. С. 150 - 157.
23. Симс Ч., Хавель В. Жаропрочные
сплавы. М.: Металлургия. 1976. С. 39, 107, 186.
24. Суперсплавы II: Жаропрочные ма-
териалы для аэрокосмических и промыш-
ленных энергоустановок /Под ред. Ч. Т. Сим-
са, Н. С. Столоффа, У. К. Хагеля: Пер. с
594
Глава 5.2. ДЕФОРМИРУЕМЫЕ ЖАРОПРОЧНЫЕ СПЛАВЫ
англ. В 2 кн. / Под. ред. Р. Е. Шалина. М.:
Металлургия. 1995. Кн. 1. 384 с. Кн. 2. 384 с.
25. Теория ползучести и длительной
прочности металлов / Одинг И. А. и др.
М.: Металлургиздат. 1959, С. 145 -158.
26. Физическое металловедение: В 3-х
т., 3-е изд. перераб. и доп. / Под ред. Кана
Р. У., Хаазена П. Т. Т. 3: Физико-
механические свойства металлов и сплавов.
М.: Металлургия. 1987. 663 с.
27. Физико-химический фазовый ана-
лиз сталей и сплавов / Лашко Н. Ф., За-
славская А. В., Козлова М. Н. и др. М.:
Металлургия. 1978. 335 с.
28. Химушин Ф. Ф. Жаропрочные ста-
ли и сплавы. М.: Металлургия. 1969, 262 с.
29. Электронно-микроскопические ис-
следования структуры жаропрочных сплавов
и сталей. Герчикова Н. С., Кишкин С. Т.,
Кораблева Г. Н., Поляк Э. В. / М.: Метал-
лургия. 1969. С. 5 - 20.
30. Aerospace structural metals hand-
book. V. 5. GINDAS/USAF CRDA Hand-
books Operation. Pardue University, 1993.
31. Bouse G. K., Mihalisin J. R. Metal-
lurgy of investment cast superalloy components
// Superalloys, Superoomposites and Supero-
eramios. Academic Press. 1989. P. 99 - 148.
32. De Antonio D. A., Duhl D., Howson
T., Rothaman M. F. Heat treating of superal-
loys //ASM Handbook. V. 4. Heat Treating.
1993.
33. Dorolia R., Lahrman D. F., Field R. D.
Formation of topologically closed packed
phasees in niokel-base singlecrystal superalloys
//Superalloys 1988. Ed. S. Reichman, D. N. Duhl,
G. Mauerer et al. A Publication of The Met-
allurgical Society. Seven Springs Mountain
Resort. 1988. P. 255 - 265.
34. Duhl D. N. Single crystal superalloys
//Superalloys, Supercomposites and Superce-
ramics. Academic Press. 1989. P. 149 - 181.
35. Erickson G. L. A new third genera-
tion single crystal, casting superalloy // J. of
Metals. 1995. V. 47. April. N4. P. 36 - 39.
36. Frasier D. J., Whetstone J.R., Harris K.
et al. Process and alloy optimization for
CMSX-4 superalloy single crystal airfoils //
High Temperature Materials for Power Engi-
neering 1990. Proc, of a Conf. held, in Liege,
Belgium, 24 - 27 Sept. 1990. Parx II. Dor-
drecht, Bocton, London: Kluwer Academic
Publishers. P. 1281 - 1300.
37. Gigliotty M. F. X., Jackson M. R.,
Henry M. F. at al. Transverse ductile fiber
reinforsed eutectic nickel-base superalloys //
U. S. Patent. Int. Cl.2 C22C 19/05. №4292076.
Sep. 29. 1981.
38. Harada H., Yamagata T., Nakasa-
wa S. et al. Design of high specific-strength
nickel-base single crystal superalloys // High
Temperature Materials for Power Engineering
1990. Proc. Conf, held in Liege, Belgium,
24 - 27 Sept. 1990. P. II. Dordrecht, Boston,
London: Kluwer Acad. Publ. P. 1319 - 1328.
39. Harris K., Erickson G. L., Stusrud S. L.
et al. Development of the rhenium containing
superalloys CMSX-4, CMI86LC for single
crystale blade and directionally solidified vane
applications in advanced turbine engines //
Superalloys 1992. Ed. by S. D. Antolovich, R.
W. Stusrud, R. A. MacKay et al. Pennsylvania:
A Publication of the Minerals, Metals, Materi-
als Society. 1992. P. 297 - 306.
40. Harris K., Erickson G. L. Single
crystal alloy technology // U. S. Patent. Int.
Cl.4 C22C 19/05. № 4643782. Feb. 17. 1987.
41. Khan T. Further assesment and im-
provement of high strength y/y'-NbC compos-
ites for advanced turbine blades // Proc, of a
Conf, on In-Situ Composites III. Ginn Cus-
tom Publishings, Lexington. 1978. P. 378 - 389.
42. Ohno T., Watanabe R., Tanaka T.
Development of a nickel-base single crystal
superalloy containing molybdenum by an alloy
designing method. // J. Iron and Steel Inst.
Jap. 1988. V. 74. № 11. P. 133 - 140.
43. Veys J. M., Mevrel R. Influence of
prodective coatings on the mechanical proper-
ties of CMSX-2 and COTAC-784 // Materials
Science and Engineering. 1987. V. 88. P. 253-260.
44. WalstonW. S., Schaeffer J. G., Mur-
phy W. H. A new type of microstructural in-
stability in superalloys - SRZ. // Superalloys
1996. Ed. R. D. Kissinger, D. J. Deye, D. L. An-
ton et al. A Publication of The Minerals, Met-
als, Materials Society. Seven Springs Mountain
Resort. Champion, Pennsylvania. 1996. P. 9-17.
45. Woodford D. A. Creep and rupture of
an advanced fiber strengthened eutectic com-
posite superalloy // Met. Trans. 1977. V. 8A.
№ 4. P. 639-650.
46. Yang S. W. Ni - base MC-carbide
reinforced eutectic alloys for jet engine appli-
cation I/ Proceedings of NCKU/AAS Interna-
tional Simposium on Engineering Sciencesand
Mechanics. 1981. P. 1525 - 1537.
Раздел 6
БЕРИЛЛИЙ И БЕРИЛЛИЕВЫЕ СПЛАВЫ
Глава 6.1
БЕРИЛЛИЙ
По совокупности физических, химиче-
ских и механических свойств бериллий пред-
ставляет собой один из наиболее ценных кон-
струкционных материалов. Его использование
позволяет достичь качественно новых техниче-
ских преимуществ в различных областях тех-
ники по сравнению с традиционными мате-
риалами, а в некоторых случаях ему нет аль-
тернативы. Можно выделить следующие ос-
новные области техники, где используется
бериллий.
В атомной технике применению берил-
лия благоприятствуют следующие свойства:
самое низкое среди металлов поперечное сече-
ние захвата нейтронов и самое высокое попе-
речное сечение их рассеяния (табл. 6. 1.1),
высокая стойкость к +нейтронному облучению
в диапазоне температур 193 - 927 °C при флю-
енсе Ф до 1022 см-2. Бериллий используется
для изготовления деталей отражателей и замед-
лителей нейтронов атомных реакторов, как
составная часть дисперсионных ядерных горю-
чих, конструкционных элементов вакуумной
камеры термоядерных реакторов и источников
нейтронов в зоне воспроизводства трития.
В гироскопических приборах систем
инерциальной навигации бериллию отдается
предпочтение в первую очередь из-за его спо-
собности сохранять высокую точность и ста-
бильность размеров деталей, высокой удель-
ной прочности, высокого модуля Юнга и со-
6.1.1. Основные физические свойства бериллия
Свойство Значение
Атомный номер 4
Атомная масса 9,0122
у при 25 °C, г/см3 1,847
Кристаллическая структура - гексагональная плотноупакованная Параметры решетки, нм:
а 0,2 2855
с 0,3 5840
с/а 0,1 5677
Температура плавления, °C 1284
с при 100 °C, кДж/(кг-К) 2,02
X, Вт/(м-К), при температуре, °C:
0 151
600 96,6
а-106, 1/К, при температуре 25 - 1000 °C: 19,0
р, Ом м, при температуре, °C:
-196 0,6
0 4,0
100 6,5
500 18,0
800 31,0
Сечение захвата тепловых нейтронов, м2 9 10 31
Поперечное сечение рассеяния нейтронов, м2 7,54-10-28
Е, МПа 300000
596
Глава 6.1. БЕРИЛЛИЙ
вместимости со сталью по термическому рас-
ширению. Сверхточные детали из бериллия
работают более надежно, чем дета ли из лю-
бого другого известного в настоящее время
материала.
В области авиационной и космической
техники бериллий обладает большими потен-
циальными возможностями из-за таких его
свойств, как максимальные среди других ме-
таллов удельные характеристики жесткости,
прочности, тепло- и электропроводности, вы-
сокой температуры плавления. Поэтому он
находит применение в качестве силовых эле-
ментов конструкций, листов обшивки, тепло-
вых экранов и в тормозных системах самоле-
тов.
Из других характеристик бериллия, важ-
ных для практического применения, следует
отметить высокое сопротивление износу и
ползучести, демпфирующую способность,
близкую к нулю магнитную восприимчивость,
высокую коррозионную стойкость.
Бериллий применяется для изготовления
металлических зеркал различного назначения,
используемых в космосе, а также для изготов-
ления выходных окон рентгеновских трубок,
так как у него самый низкий коэффициент
поглощения рентгеновских лучей.
Одним из основных недостатков берил-
лия, до некоторого времени сдерживающих его
применение как конструкционного материала,
является его ограниченная пластичность. Од-
нако, современная методология конструирова-
ния, базирующаяся на современных физиче-
ских представлениях о природе структурных
факторов, определяющих механические свой-
ства бериллия, перевела этот металл в катего-
рию обычных, хотя и специфических конст-
рукционных материалов.
Промышленное производство изделий из
металлического бериллия базируется на мето-
дах порошковой металлургии.
Черновой бериллий получают восстанов-
лением фторида бериллия магнием по реакции:
BeF2 + Mg —> Be + MgF2.
Продукт реакции - черновой бериллий,
содержащий большое количество шлаков, из-
мельчают на куски и подвергают водному вы-
щелачиванию, в результате которого чистота
металла становится равной около 97 %.
Рафинированный бериллий получают по-
следующей индукционной, реже - дуговой пе-
реплавкой или вакуумной дистилляцией.
В зависимости от принятого способа рафини-
рования получают металл чистотой от 98,5 до
99,8 %. Метод электролиза солей хлорида бе-
риллия обеспечивает получение металла более
высокой чистоты, но промышленного приме-
нения он не нашел вследствие высокой эко-
логической опасности данного процесса.
Литой бериллий характеризуется крупно-
зернистой пористой структурой и низким
уровнем механических свойств. Эффективных
способов измельчения зерна в бериллиевых
слитках разработать не удалось. По этим при-
чинам литой бериллий не нашел практического
применения.
Порошки бериллия получают преимуще-
ственно методами механического измельчения,
реже - газоструйным распылением расплава.
Крупность порошков, или точнее средний раз-
мер частиц, может преднамеренно изменяться
в пределах 20 - 400 мкм. Помол порошков, как
правило, производят в среде инертного газа.
Однако даже при этих условиях и в процессе
технологических транспортных операций по
мере измельчения порошка происходит его
прогрессирующее загрязнение примесями, в
первую очередь кислородом. Структура берил-
лия - двухфазная, состоящая из зерен металли-
ческого бериллия и зернограничных включе-
ний оксида. Эти включения являются эффек-
тивными упрочнителями и, кроме того, пре-
пятствуют росту зерна при высокотемператур-
ных обработках.
Компактные бериллиевые заготовки полу-
чают из порошков методом вакуумного горя-
чего прессования (ГП) в графитовых пресс-
формах или горячего изостатического прессо-
вания (ГИП) в газостатах при температуре
Рис. 6.1.1. Температурная зависимость механических
свойств горячепрессованного бериллия:
а - технического; б - дистиллированного
БЕРИЛЛИЙ
597
1100 - 1200 °C. Заготовки, полученные указан-
ными методами могут иметь диаметр до
600 мм. Они используются для изготовления
крупногабаритных деталей космических аппа-
ратов, зеркал, отражателей атомных реакторов
и др. механической обработкой или в качестве
исходной заготовки для обработки давлением.
Механические свойства полученных заго-
товок практически изотропны и определяются
крупностью исходных порошков, содержанием
кислорода, тепературно-временными и сило-
выми параметрами процесса компактирования
(рис. 6.1.1). Объемная доля включений оксида
может достигать в специальных сортах порош-
кового бериллия 5 % и поэтому порошковый
бериллий следует рассматривать как дисперс-
ноупрочненный материал.
Из-за малости элементарной ячейки бе-
риллия большинство металлов не растворяются
в нем при температурах компактирования в
сколь-нибудь значительных количествах, а
образуют интерметаллические соединения
(бериллиды), присутствующие в структуре в
виде включений вторых фаз. По этой причине
бериллий можно считать сложнолегированным
сплавом (табл. 6.1.2), подверженном старению,
которое происходит при температурах
450 - 650 °C. Оно не оказывает существенного
влияния на механические свойства при 20 °C,
однако способствует некоторому увеличению
высокотемпературной (500 - 800 °C) пластич-
ности.
6.1.2. Содержание основных примесей в различных порошковых сортах бериллия
Примеси, %, не более
бериллия О С Fe Si Al Ti Сг Mn + Mg + Cu + Ni
Технический 1,6 0,12 0,25 0,04 0,03 0,05 0,08 0,08
Технический реакторного назначения 1,4 0,12 0,2 0,04 0,03 - - -
Дистиллированный 1,0 0,12 0,1 0,02 0,07 - - -
Деформированный бериллий. При темпе-
ратурах 600-1000 °C порошковый бериллий
обрабатывается давлением: выдавливанием,
ковкой, штамповкой, прокаткой, волочением,
изотермической штамповкой. Для защиты от
окисления и для предотвращения загрязнения
окружающей среды обработка, как правило,
проводится в стальных чехлах, которые затем
удаляются механической обработкой или трав-
лением в азотной кислоте. Возможно также
совмещение процессов компактирования и
деформации горячим деформированием в ва-
куумированных стальных чехлах.
Деформированные бериллиевые полуфаб-
рикаты обладают сильной анизотропией меха-
нических свойств из-за склонности бериллия к
образованию текстуры деформации. Например,
временное сопротивление при растяжении для
выдавленного прутка в продольном направле-
нии в 1,5 - 2 раза выше, чем в поперечном
(рис. 6.1.2).
Из-за отсутствия фазовых превращений в
бериллии текстуру не удается разрушить или
видоизменить путем рекристаллизационных
отжигов. Однако применением специальных
приемов разнонаправленной деформации, на-
пример, сочетанием выдавливания с после-
дующей ковкой или осадкой, удается получить
т.н. квазиизотропные заготовки, в которых
анизотропия свойств выражена слабее.
В зависимости от технологии получения
и назначения, отечественной промышленностью
выпускается бериллий следующих марок:
наир, для а,
с»' max -a, min
Аст.=-------------юо%
а. max
Рис. 6.1.2. Влияние степени деформации при ковке
на анизотропию механических свойств
порошкового бериллия
598
Глава 6.1. БЕРИЛЛИЙ
ТГП, ТГПР, ТВ, ТШП, ТШГР, тип, дгп, дв
и др. Первая буква обозначает химический
состав (Т - технический или Д - дистиллиро-
ванный, в соответствии с табл. 6.1.2), буква Р в
конце указывает, что это бериллий для реак-
торного применения, ГП - горячепрессован-
ный, ИП - изостатически прессованный,
ШП - штамповка порошка, ШГ -штамповка
горячепрессованной заготовки, В - выдавлен-
ный. Цифра, стоящая после буквенного индек-
са, обозначает крупность исходного порошка в
мкм. Например, ТГП-56 обозначает бериллий,
полученный методом горячего прессования из
порошка технической чистоты крупностью
56 мкм.
Механические свойства при растяжении
основных промышленных сортов бериллия
представлены в табл. 6.1.3.
Статистика показывает, что механические
свойства ГП и ГИП заготовок фактически мо-
гут изменяться в довольно широком интервале
значений ов и 5 - от минимальных, гаранти-
руемых стандартами, до значений в 1,5 раза
превышающих минимальный уровень. При
этом увеличение значения ов сопровождается
снижением 5 и ростом остаточных термических
напряжений в материале.
Бериллий, имеющий ов = 300 - 400 МПа,
относится к категории хорошо релаксирующих
материалов и наиболее пригоден для изготов-
ления деталей, работающих в условиях неста-
ционарных температурных полей (например, в
термоядерных реакторах).
Бериллий с ов = 400 - 500 МПа относит-
ся ограниченно релаксирующим материалам.
Он обладает максимальным сопротивлением
разрушению и его целесообразно применять в
сложнонагруженных конструкциях.
Высокопрочный (ств > 500 МПа) и мало-
пластичный (S < 1,5 %) бериллий является
практически нерелаксирующим материалом.
Он наиболее пригоден для изготовления дета-
лей отражателей атомных реакторов и малога-
баритных деталей гидроприборов.
6.1.3. Механические свойства при растяжении (не менее) основных
промышленных сортов бериллия
Бериллий ов, МПа 5, % Направление образца по отношению к направлению приложения давления
ТГП-56 ТГП Р-56 350 1,3 П
ТШГ-56 ТШ ГР-56 300 0,8 д
ТИП-56 400 1,3 п
ТИП Р-56 400 1,3 д
ТВ-56 Фактическая величина п
ТВР-56 500 3,0 д
ДГП-56 300 1,3 п
Фактическая величина д
ДВ-56 Фактическая величина п
450 3,0 д
ДШГ-56 250 0,8 п
Фактическая величина д
ДИП-56 400 1,3 п*
400 1,3 д*
♦Образец получен методом ГИП.
ЛИТЕЙНЫЕ СПЛАВЫ
599
Механическая обработка. Различными
методами обработки резанием из бериллия
можно изготовлять сложные детали с малыми
допусками и высоким качеством поверхности.
Бериллий по обрабатываемости резанием по-
добен серому чугуну, и для его обработки при-
меняется обычный твердосплавный инстру-
мент. Однако, обработка резанием сопровож-
дается образованием поверхностного дефект-
ного слоя глубиной около 10 % глубины реза-
ния. При этом остаточные напряжения на об-
работанной поверхности могут достигать пре-
дела текучести и являться причиной прежде-
временного разрушения бериллиевых деталей
под нагрузкой. Для устранения поверхностных
остаточных напряжений необходимы химиче-
ская полировка со снятием соответствующего
слоя металла (обычно 0,15 - 0,2 мм) и после-
дующий отжиг.
Термическая обработка практически мало
влияет на механические свойства бериллия и
не изменяет характера текстуры деформации.
Температура рекристаллизации бериллия про-
мышленной чистоты находится в интервале
800 - 850 °C. Обычный для практики режим
отжига 800 °C в течение 1 - 1,5 ч позволяет
снять остаточные напряжения, возникшие на
предшествующих этапах обработки, без замет-
ного роста зерна.
Пайка и сварка. Выбор способа соедине-
ния бериллиевых деталей между собой или с
другими конструкционными материалами про-
изводится с большой степенью учета особен-
ностей свойств бериллия и, прежде всего, его
анизотропии и величины температурного ко-
эффициента линейного расширения.
Для пайки применяют серебро и его
сплав с 90 % индия, цинковые и алюминиевые
сплавы с температурой плавления до 430 °C.
Пайка успешно применяется при изготовлении
узлов масс-спектрометров, оптических зеркал
сотовой конструкции. Прочность паяного со-
единения на отрыв может достигать прочности
бериллия.
Диффузионная сварка бериллиевых, как
правило, крупногабаритных деталей произво-
дится через промежуточные прокладки из се-
ребра, меди, никеля, медно-никелевых сплавов
или через слой бериллиевого порошка при
температурах 850 - 1000 °C и при приложении
внешней нагрузки с напряжениями, близкими
к пределу текучести. Особое внимание уделяет-
ся подготовке свариваемых поверхностей, для
очистки которых используют ионное или хи-
мическое травление, чистовую механическую
обработку. Прочность диффузионного сварного
шва может достигать 90 % от прочности бериллия.
Дуговая сварка в струе аргона применяет-
ся весьма ограниченно для тонкостенных дета-
лей из бериллия с малым содержанием кисло-
рода.
По химическим свойствам бериллий по-
добен алюминию. В атмосфере сухого воздуха
на нем образуется оксидная пленка, обладаю-
щая защитными свойствами до 600 °C. При
более высоких температурах окисление стано-
вится заметным, а при 1000 °C протекает с
очень большой скоростью. Во влажном воздухе
может происходить коррозия из-за реакции
между парами воды и включениями карбида
бериллия, находящимися на поверхности, либо
в результате конденсации паров воды при их
последующем взаимодействии с солями
(питтинговая коррозия). Бериллий, не содер-
жащий карбидных включений и свободный от
поверхностных солевых загрязнений, не корро-
дирует в чистой влажной атмосфере.
Бериллий легко взаимодействует с серной
и соляной кислотами и весьма слабо с азотной.
Растворы щелочей реагируют с бериллием с
выделением водорода.
Для обеспечения защиты бериллия от
воздействия потенциально опасных сред разра-
ботано большое количество покрытий, напри-
мер, хроматные, фторидные, анодные, гальва-
нические и органические. Почти весь бериллий
используется в тщательно контролируемых
средах, поэтому покрытия необходимы прежде
всего для защиты поверхности от случайных
воздействий в процессе транспортирования и
хранения, а также для предупреждения воз-
можного загрязнения окружающей среды.
Бериллий относится к классу токсичных
материалов. Он сам и его соединения в виде
аэрозолей весьма опасны при попадании в
органы дыхания, вызывая специфическое забо-
левание - бериллиоз. Предельно допустимая
концентрация бериллия в воздухе рабочих по-
мещений составляет 0,001 млг/м3, являясь в
массовом выражении одной из самых низких
для металлических ядов.
Глава 6.2
БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.2.1. ЛИТЕЙНЫЕ СПЛАВЫ
Литейные бериллиевые сплавы (ЛБС)
(табл. 6.2.1) используются для деталей кардано-
вых подвесов, корпусов, оснований, рам,
кронштейнов и др.
В табл. 6.2.2 - 6.2.5. приведены результа-
ты комплексного исследования технологиче-
ских, механических, физических свойств и
характеристик размерной стабильности сплавов
промышленных и экспериментальных плавок.
600
Глава 6.2. БЕРИЛЛИЕВЫЕ СПЛАВЫ
Рис. 6.2.1. Микроструктура ЛБС-1, хЮО
Микроструктуры сплавов ЛБС-1 (система
Be-Al-Ni) и ЛБС-2 (система Be-Al-Ni-Mg)
практически аналогичны (табл. 6.2.2 и
рис. 6.2.1). Микроструктура ЛБС-1 состоит из
0-фазы в виде дендритов первичного твердого
раствора никеля и ряда элементов-примесей (в
небольшом количестве) в бериллии и а-фазы -
вырожденной эвтектической матрицы в виде
твердого раствора никеля и небольшой доли
бериллия, а в сплаве ЛБС-2 - магния и ряда
других элементов - примесей в алюминии. В
сплаве ЛБС-3, помимо отмеченных, в струк-
туре имеется значительное количество интер-
металлида Ве-Cu в виде пилообразной бахромы
вокруг 0-фазы. Во всех сплавах присутствуют
сложные интерметаллиды типа Bes(AlMe), где
Me - тяжелые элементы - примеси (Fe, Сг, Мп
и др.), объемное содержание которых не пре-
вышает 1 %.
Сплав ЛБС-2 по прочности, пластично-
сти и значениям характеристик размерной
стабильности предпочтительнее, чем сплав
ЛБС-1. Временное сопротивление этого сплава
достигает 300 МПа при 6 до 5 % в случае абсо-
лютно бездефектных (по плотности и пористо-
сти) образцов.
Теплофизические свойства сплавов пред-
ставлены в табл. 6.2.6. Сплавы характеризуются
высокими значениями теплоемкости, которые
в 1,6 раза выше, чем у сплавов алюминия.
Теплопроводность и температуропровод-
ность сплавов лишь незначительно уступает
литейным алюминиевым сплавам.
Совокупность теплофизических характе-
ристик бериллиевых сплавов в целом выгодно
отличает их от других материалов (например,
силуминов) и определяет высокую размерную
6.2.1. Химические составы (%, остальное Be) литейных бериллиевых сплавов
Сплав А1 Ni Mg Cu Zr, Sc, Y, Gd, P3M Примеси, не более
Si Fe Mn Ti o2
ЛБС-1 24-34 3 -6 - - 0.06-0,21'1 0,1 0,15 0,1 0,05 o,l
ЛБС-2 36 -24 3,5 - 4,5 0,6 - 0,8 - 0.03-0.12’2 0,1 0,15 0,1 0,05 0,1
ЛБС-3 30 -34 - 0,1 - 0,6 6 - 8 0,05 - 0,1 0,1 0,15 - - 0,1
’’Допускается введение только Zr, Sc.
*2Допускается введение одного или нескольких элементов Sc, Zr, La, Pr, Nd при содержа-
нии: минимальном - 0,01 %, максимальном - 0,08 % любого.
6.2.2. Характеристики микроструктуры литейных бериллиевых сплавов
(отдельно отлитые образцы)
Сплав Размер, мкм/количество фазы, % (об. доля) Количество интерметаллидов, % (об. доля) Микротвердость Нц
0-фаза а-фаза ВеСи Ве5(Д1Ме) 0-фаза а-фаза Ве5(А1Ме)
ЛБС-1 50-150/75 10-50/20 - 1 220 300 - 550 2000 - 8000
ЛБС-2 40-100/72 10-50/22 - 0,7- 1 220 - 250 570 - 610 2000 - 8000
ЛБС-3 50-145/65 10-50/29 8 0,7 -1 220 - 260 650 -750 6000
ЛИТЕЙНЫЕ СПЛАВЫ
601
6.2.3. Механические свойства литейных бериллиевых сплавов
(отдельно отлитые образцы)
Свойство ЛБС-1 ЛБС-2 ЛБС-3
ств, МПа 220 - 250 250 - 320 270 - 280
сто,2, МПа 180 - 220 220 - 270 250 - 270
8, % 2 - 3 2 -3 1Д - 1,3
% 2 -3 2 - 3,5 -
тср, МПа 140 - 180 - -
KCV, МДж/м2 0,025 - 0,035 0,033 - 0,040 0,025 - 0,045
Е, ГПа 200 200 200
6.2.4. Механические свойства литейных бериллиевых сплавов
при различных температурах
Свойство Сплав Температура испытаний, °C
-100 0 100 200 300 400
сгв, МПа ЛБС-1 255 225 186 147 112 -
ЛБС-2 274 255 235 176 118 70
со.2, МПа ЛБС-1 235 196 145 120 103 -
ЛБС-2 245 216 170 140 108 60
8, % ЛБС-1 2,8 2,4 2,5 2,5 1 -2,4 -
ЛБС-2 2,0 2,1 2,1 2,2 3,0 4,0
6.2.5. Характеристики размерной стабильности литейных бериллиевых сплавов
Свойство ЛБС-1 ЛБС-2 ЛБС-3
Прецизионный предел упругости *’ сто.005, МПа 60 80 120
Условные пределы релаксации*2: а0Д05 > МПа 50 60 90
500-3000 УПп о0,001 > МПа 40 50 100
** Образец диаметром 5 мм; температура испытания 20 °C.
*2 Для колец с одинаковым сопротивлением.
602
Глава 6.2. БЕРИЛЛИЕВЫЕ СПЛАВЫ
стабильность в условиях возникновения темпе-
ратурных градиентов при эксплуатации изде-
лий.
В технологическом отношении наиболее
предпочтителен сплав ЛБС-1 (табл. 6.2.7).
Коррозионные свойства. Результаты широ-
ких коррозионных испытаний представлены в
табл. 6.2.8 - 6.2.11. Сплавы ЛБС-1, ЛБС-2 обла-
дают удовлетворительной стойкостью против
коррозии и относятся к категории совершенно
стойких материалов в атмосфере с 98 %-ной
относительной влажностью и к весьма стойким
материалам по поверхностной коррозии в ат-
мосфере солевого тумана (3 % NaCl). Скорость
коррозии сплава ЛБС-3 на порядок превышает
скорость коррозии сплавов ЛБС-1 и ЛБС-2.
Коррозия возрастает после механической
обработки поверхности (табл. 6.2.9). Выявлена
склонность литейных бериллиевых сплавов к
питтингообразованию на поверхности, что в
ряде случаев недопустимо и ставит задачу по-
верхностной защиты деталей из них. Данные
свидетельствуют о высокой защитной эффек-
тивности анодной оксидированной пленки на
поверхности и лакокрасочных покрытий
(ЛКП). Возможна пассивирующая обработка
поверхности, обеспечивающая надежную защи-
ту сплавов ЛБС от коррозии (табл. 6.2.10).
6.2.6. Физические свойства литейных бериллиевых сплавов
Свойство ЛБС-1 ЛБС-2 ЛБС-3
у, кг/м3 2180 2170 2200
Интервал кристаллизации, °C 640 - 1170 640 - 1170 540 - 1180
а-106, 1/К, при температуре, °C: 20 - 100 14,5 15,9 13,0
20 - 200 16,0 16,5 15,6
20 - 300 17,4 16,8 17,0
20 - 400 18,1 18,4 17,6
20 - 500 18,6 18,7 18,0
ср, кДж/(кг К), при температуре, °C: 20 1,45 1,45 1,50
100 1,55 1,55 1,60
200 1,65 1,69 1,70
300 1,75 1,74 1,80
400 1,85 1,83 1,85
500 1,95 1,92 2,00
а-104, м2/с, при температуре, °C: 20 0,25 0,27 0,28
100 0,23 0,24 0,26
200 0,22 0,22 0,24
300 0,21 0,21 0,23
400 0,20 0,20 0,23
500 0,19 0,19 0,21
X, Вт/(м-К), при температуре, °C: 20 75 ' 77 90
100 77 77 90
200 79 77 90
300 80 79 91
400 81 80 91
500 81 80 92
р-108, Ом-м, при температуре, °C: 20 4,6 - 5,4 8,0 - 8,5 -
500 1,3 - 1,6 - -
ЛИТЕЙНЫЕ СПЛАВЫ
603
6.2.7. Литейные технологические свойства
Свойство ЛБС-1 ЛБС-2 ЛБС-3
Температура литья, °C 1250 - 1300 1250 - 1300 1250 - 1300
Температура нагрева форм, °C 600 600 600
Склонность к образованию горячих трещин (максимальное сечение образца при образовании трещи- ны), мм 5x5 5 х 5 7,5 х 7,5
Линейная усадка, % 1,25 1,2 1,25
Объемная усадка, %, общая 8,3 9,2 9,0
в том числе;
концентрированная раковина 4,6 4,9 4,0
усадочная пористость 3,7 4,3 5,0
6.2.8. Коррозионная стойкость литейных бериллиевых
сплавов (колесо переменного погружения; камера 98 %-ной влажности, 90 сут.)
Характеристика ЛБС-1 ЛБС-2 ЛБС-3
Скорость коррозии, мм/год 0,0043 0,0017 0,0504
Характеристика по- верхности образца после коррозионных испытаний Отдельные питтинги Незначительное питтинговое образование Питтинговая коррозия по всей поверхности
6.2.9. Коррозионная стойкость сплава ЛБС-1 в зависимости
от состояния поверхности (колесо переменного погружения;
камера 98 %-ной влажности, 90 сут.)
Поверхность Внешний вид образца после испытаний
Литая Без изменений (отдельные питтинги)
Травленная Белый равномерный налет (у дефектов - значи- тельный, рыхлый)
Фрезерованная Значительная коррозия: скорость коррозии 0,187 мм/г. После травления коррозия увеличива- ется до 0,191 мм/г.
Анодированная в хромовокислом электро- лите после фрезерования Без изменения и наличия следов коррозии
С двухслойным Л КП: первый слой - АК-070 второй слой - ЭП-525 Без изменения и наличия следов коррозии
604
Глава 6.2. БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.2.10. Коррозионная стойкость сплава ЛБС-1 после пассивации
Состав раствора и режим пассивации Внешний вид поверхности после пассивации Изменение массы образцов после пассивации, г Скорость коррозии, мм/год Внешний вид поверхности после коррозионных испытаний
Н3РО4 - 40 мл/л; KF, HF - 5 г/л; СгО3 - 9 г/л; Т = 50 °C; t = 5 мин Зеленовато- розовые цвета побежалости +0,0001 0,0000 Без изменений
КМпО4 - 50 - 60 г/л; KF - 5 - 6 г/л; NO3 - 30 - 40 г/л; Т = 50 °C; t = 5 мин Черная +0,0066 0,0000 Без изменений
К2Сг2О7 - 50 - 60 г/л; HF - 5 - 6 г/л; НзРО4 - 50 - 60 г/л; Т= 50 °C; t = 5 мин Белая матовая подтравленная -0,0592 0,0000 Без изменений
К2Сг2О7 - 200 г/л; Н3РО4 - 70 г/л; Т = 50 °C; t = 5 мин Практически без изменений 0,0000 0,0000 Без изменений
КМпО4 - 50 - 60 г/л; KF, F - 5 г/л; СгОз - 9 г/л; 7 = 50 °C; t = 5 мин Темно- коричневая 0,0000 0,0000 Без изменений
К2Сг2О7 - 45 г/л; HF - 10 г/л; жидкое стекло 10 мл/л; Т= 162 4- 168 °C; t = 5 4- 7 мин Золотисто- зеленая 0,0000 0,0000 Без изменений
6.2.11. Коррозионная стойкость сплавов ЛБС-1 и ЛБС-2 в натурных условиях
окружающей среды
Сплав Условия проведения испытаний Состояние исходной поверхности образца Скорость коррозии, мм/год Внешний вид образцов после коррозионных испытаний
ЛБС-1 Североморская станция без воздействия солнеч- ной радиации Литое 0,0000 Без изменения
ЛБС-2 Травленое 0,0000 Отдельные питтинги
ЛБС-1 Черноморская станция без воздействия солнеч- ной радиации Литое 0,0010 То же
Травленое 0,0008
ЛБС-1 Североморская станция Пассивированное * в растворе: К2Сг2О7 - 45 г/л; F - 10 мл/л; жидкое стекло 10 мл/л; Т = 162 - 168 °C; t- 5 + 7 мин 0,0000 Без изменения
Черноморская станция 0,0000
г. Москва 0,0000
’Пассивацию образцов проводили на литых и фрезерованных поверхностях.
ЛИТЕЙНЫЕ СПЛАВЫ
605
6.2.12. Коррозионная стойкость сплава ЛБС-1 под растягивающим напряжением
Состояние поверхности Условия испытаний (среда, время выдержки) Растягива- ющее напря- жение, МПа Внешний вид образцов после испы- таний Механические свойства до испытаний/после испытаний
ов, МПа Оо.2> МПа 5, %
После токарной обработки + трав- ление в растворе: HNO3 - 100 мл/л; NaF - 20 г/л 3 %-ный раствор NaCl, 90 сут. 184 Коррозия по всей поверхности. После удале- ния продуктов коррозии - мелкие питтинги 237 - 269 120 - 203 201 - 209 1,4 - 3,5
143 237 - 269 201 - 209 1,4 - 3,5
220 - 257 207 - 209 0,9 - 2,3
Методы пассивации поверхности отливок
нашли применение при серийном изготовле-
нии и эксплуатации деталей, а также при на-
турных контрольных испытаниях (табл. 6.2.11).
Химическое пассивирование поверхности
надежно защищает от коррозии литые детали
после пескоструйной и механической обработ-
ки.
Установлено (табл. 6.2.12), что литейные
сплавы беррилия практически не проявляют
склонности к коррозионному растрескиванию
под напряжением до О,7сто%2. Структура сплавов
после испытаний не изменяется. Механические
свойства до и после коррозионных испытаний
при этом отличаются незначительно. При уве-
личении напряжений до О,9сто,2 (184 МПа)
происходит существенное уменьшение механи-
ческих свойств. Отмеченные особенности по-
ведения сплавов под напряжением следует
учитывать при сборочных операциях, которые
должны исключать монтажные напряжения в
сборочных узлах более О,9сто,2-
Обрабатываемость резанием литейных бе-
риллиевых сплавов. Точение. В качестве режу-
щего инструмента целесообразно использовать
токарные проходные резцы с механическим
креплением пластинок из твердых сплавов
ВК6М, ВК6-ОМ, ВК-8, ВКЗМ. На основании
большого опыта обработки металлокерамиче-
ского бериллия рекомендуются следующие
геометрические параметры режущей части пла-
стинок: у = 5°; а = 8°; ф = 45°; ф' = 15°; X = 0;
г= 0,2 мм.
Режим резания: скорость v = 80 м/мин;
подача на оборот 5 = 0,05 мм; глубина резания
t - 0,5 мм.
Начальный наибольший износ инстру-
мента отмечается на протяжении первых 500 м
пути резания (табл. 6.2.13). Целесообразно
использование для резцов пластинок из спла-
вов ВКЗМ, ВК6М и ВК6-ОМ, причем их отно-
сительный износ находится примерно на уров-
не износа инструмента при токарной обработ-
ке металлокерамического бериллия. Пластинки
из быстрорежущей стали Р18 интенсивно из-
нашиваются уже на первых 100 м резания,
после чего к дальнейшей работе не пригодны.
Их применение нецелесообразно.
Шероховатость обработанной поверхно-
сти резцами с пластинками из твердых сплавов
соответствует в среднем Ra - 0,8 + 0,85 мкм.
Увеличение радиуса заточки резца с 0,2 до 0,4 - 0,5 мм
и уменьшение подачи до минимальной позво-
ляет достичь параметра шероховатости Ra до
0,4 мкм.
Практически одинаковой обрабатываемо-
стью при токарной обработке обладают сплавы
ЛБС-1 и ЛБС-2. Обрабатываемость сплава
ЛБС-3, легированного медью, значительно
хуже; однако шероховатость поверхности, дос-
тигаемая на этом сплаве ниже, и составляет
Ra = 0,6 мкм при г = 0,2 мм и
Ra = 0,2 + 0,3 мкм при г = 0,4 мм.
606
Глава 6.2. БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.2.13. Износ инструмента при токарной обработке
литейных бериллиевых сплавов
Сплав режущего инструмента Износ, мкм, после пути резания L*
500 м 1000 м 1500 м
ЛБС-1 ЛБС-2 ЛБС-3 ЛБС-1 ЛБС-2 ЛБС-3 ЛБС-1 ЛБС-2 ЛБС-3
ВК6М 0,011 0,010 0,020 0,016 0,017 0,026 0,024 0,024 0,034
ВК8 0,021 0,022 0,028 0,025 0,027 0,031 0,028 0,029 0,041
ВК6-ОМ 0,014 0,015 0,023 0,021 0,023 0,030 0,025 0,027 0,040
вкзм 0,005 0,005 0,010 0,009 0,010 0,021 0,023 0,012 0,080
Р18 0,038 0,041 0,101 - - - - - -
’Путь резания L соответствовал длине 210-240 шт. обточенных образцов диаметром 35 - 40 мм.
Фрезерование и расточка отверстий. Ли-
тейные бериллиевые сплавы удовлетворительно
обрабатываются при выполнении операций
фрезерования плоскостей торцовыми фрезами,
пазов концевыми и грибковыми фрезами, при
разрезке дисковыми фрезами.
Оптимальные режимы расточки позволя-
ют получать отверстия с высоким качеством
обработки.
Размерный износ инструмента при фре-
зеровании и расточке аналогичен износу при
точении.
Для режущей части инструмента во всех
случаях следует использовать твердые сплавы.
Оценка свариваемости литейных берил-
лиевых сплавов ручной аргонодуговой сваркой
включает формирование сварного шва, выбор
рода сварочного тока, материала присадки,
формы разделки свариваемых мест, исследова-
ние склонности сплавов к образованию тре-
щин при сварке.
На рис. 6.2.2 приведены микроструктуры
зоны сплавления сплава ЛБС-1 с использова-
нием различных присадочных материалов. На-
плавка при переменном токе позволяет полу-
чать сварные валики относительно небольшой
величины с плавным переходом к основному
материалу. Проплавление основного материала
в этом случае практически отсутствует. При
увеличении силы сварочного тока с 140 до
180 А проплавление достигает 0,5 - 1,5 мм.
Использование постоянного тока способ-
ствует улучшению формирования наплавляе-
мого металла и увеличению глубины проплав-
ления основного металла (до 1,5 - 1,8 мм при
силе тока НО А). Наблюдение за процессом
наплавки и последующей кристаллизацией
показало, что металл наплавки остается в рас-
плавленном состоянии значительное время
после обрыва дуги, что сопровождается разви-
тием усадочных процессов.
Применение в качестве присадочного ма-
териала двойного сплава А1 - (18 ч- 30 %)Ве
способствует лучшему формированию наплав-
ленного металла. Имеет место существенно
меньшее различие в свойствах основного ме-
талла и металла наплавки. Использование по-
стоянного тока, приводя к расплавлению ос-
новного металла, также способствует насыще-
нию металла наплавки бериллием.
Разработан рациональный технологиче-
ский процесс заварки дефектов отливок, кото-
рый включает следующие основные операции:
1) разделку дефектов: сверление, фрезе-
рование и обработку шарошкой до полного их
удаления;
2) зачистку мест разделки до металличе-
ского блеска (участок разделки определяется
по рентгенограмме);
3) нагрев до температур 455 - 555 °C;
4) заварку дефектов, принимая во внима-
ние, что поверхностные дефекты глубиной до
1,0 мм при отношении глубины к площади
разделки 1:2,5, необходимо заваривать при
переменном токе; дефекты в виде цепочек пор,
рыхлот на глубине 1,0 мм - подваривают при
постоянном токе; сквозные дефекты в виде
трещин, свищей, незаливов и др. разделывают
с притуплением; концы трещин засверливают с
обеих сторон; заварку проводят с применением
постоянного тока;
5) раскрытие кромок разделанных участ-
ков должно быть под углом не более 45° к по-
верхности со стороны подварки;
6) при подварке сквозных дефектов со
стороны корня шва рекомендуется установка мед-
ной прокладки, нагреваемой вместе с деталью перед
подваркой;
ДЕФОРМИРУЕМЫЕ СПЛАВЫ
607
Рис. 6.2.2. Микроструктуры зон сплавления наплавок на сплаве ЛБС-1,
выполненных с различными присадками, х70:
а - присадка А1 - 30 % Be; б - присадка из основного сплава; в - присадка А1 - 1,5 % Мп;
г - присадка А1 - 6 % Si
7) в качестве присадки использовать
двойной сплав А1 - (18 + 30 %)Ве.
Использование процессов заварки дефек-
тов существенно повышает выход годных отли-
вок без заметного снижения их качества.
К отдельным деталям (колпачки, диски),
изготовляемым из литейных бериллиевых
сплавов, предъявляются требования по вакуум-
плотности. Например, в приборах с воздушны-
ми подвесами материал должен удовлетворять
требованию негерметичности не хуже
1 10 Змм рт.ст./с.
Общая негерметичность характеризуется
объемом газа, который пропускает образец в
единицу времени из атмосферы в камеру, в
которой давление пренебрежимо мало по срав-
нению с атмосферным.
При принятых температурах литья
(температура нагрева формы 250 - 600 °C), при
правильном конструировании отливок возмож-
но достижение и сохранение при температурах
60 - 80 °C степени негереметичности выше
1 10 4 мм рт.ст./с.
С целью повышения вакуумплотности
применяется пропитка лаком и компаундом.
Полная герметичность достигается после 9-10
кратной пропитки, когда вся поверхность об-
разца оказывается покрытой слоем лака тол-
щиной 100 - 150 мкм.
6.2.2. ДЕФОРМИРУЕМЫЕ СПЛАВЫ
Деформированные бериллиевые сплавы
обладают высокой жесткостью и низкой плот-
ностью. Эти сплавы являются перспективными
для использования в некоторых элементах са-
молетных двигателей. Для повышения жаро-
прочных свойств бериллия используется слож-
ное легирование в результате которого требуется:
1) получить бериллиевый твердый рас-
твор, выбрав из двойных систем ту, которая
обеспечивает получение наиболее высоких
механических свойств при температурах до
500 °C;
2) дополнительно упрочнить полученный
твердый раствор легким тугоплавким и струк-
турно отличным от него интерметаллидом,
608
Глава 6.2. БЕРИЛЛИЕВЫЕ СПЛАВЫ
высокодисперсные частицы которого создавали
бы микрогетерогенизацию структуры и, явля-
ясь диффузионно-стойкими дислокационными
барьерами, вызывали бы существенные повы-
шения высокотемпературных свойств материа-
ла.
В связи с тем, что области твердых рас-
творов с бериллием образуют только Cu, Ag,
Ni, Со, Fe, в табл. 6.2.14 приведены свойства
сплавов этих систем, имеющих приблизитель-
но одинаковую степень насыщенности твер-
дого раствора.
6.2.14. Механические свойства двойных сплавов (остальное - Be)
Содержание легирующих элементов, % Средний размер зерна, мкм сгв, МПа Нц при 20 °C
20 °C 500 °C
6.7 Си 124 256 146 198
2,4 Ag 186 282 209 215
5,8 Ni 160 346 275 247
1,7 Со 96 301 218 247
0,2 Fe 347 307 125 180
Из рассмотренных бинарных систем
сплавы системы Be-Ni характеризуются
наиболее высокими механическими свойст-
вами как при 20 °C, так и при 500 °C.
Рис. 6.2.3. Влияние Ti на прочность сплавов
системы Be-Ni-Ti при 20 °C и в зависимости
от содержания Ni:
/-4%; 2- 6 %; 3- 8 %
Дальнейшее упрочнение материала может
быть получено его микрогетерогенизацией, дос-
тигаемой при введении в сплавы Be-Ni легирую-
щих компонентов, образующих интерметаллиды с
бериллием, например, титана, который в системе
Be-Ni-Ti может образовывать химические соеди-
нения как с никелем, так и с бериллием. Однако в
сплавах богатых бериллием более вероятно образо-
вание соединения с бериллием.
Результаты рентгенофазового анализа и оп-
ределения параметров интерметаллидов подтвер-
дили, что вторая фаза в сплавах Be-Ni-Ti является
соединением TiBe|2. Его микротвердость 1350 -
1985. Влияние Ti на прочность сплавов сис-
темы Be-Ni показано на рис. 6.2.3
На основе системы Be-Ni разработан сплав,
имеющий марку ВБД-1 при изготовлении из ли-
той заготовки, и ВБД-1 П при изготовлении из
порошков со следующим химическим составом:
(7,5 + 8,5 %)Ni; (0,8 + 1,2 %)Ti; остальное - Be.
Механические свойства сплава ВБД-1 П при-
ведены в табл. 6.2.15 - 6.2.17.
Предел выносливости сплава ВБД-1 П при
500 °C в два раза выше, чем у бериллия; удельная
жесткость (Е/у) при 20 °C ниже, а при 500 °C - на
10 % выше, чем у бериллия. Модуль упругости со-
ставляет 250 ГПа. Высокая жесткость сохраняется
при температурах до 700 °C. Предел ползучести и
длительная жаропрочность сплава ВБД-1 П при
400 °C такие же, как у деформированного берил-
лия при 300 °C (рис. 6.2.4).
ДЕФОРМИРУЕМЫЕ СПЛАВЫ
609
Рис. 6.2.4. Длительная жаропрочность (а) и предел ползучести (б) сплава ВБД-Ш (7) и Be (2)
6.2.15. Механические свойства прутков из сплава ВБД-1П
диаметром 15*60 мм при различных температурах*
7исп> °C Состояние СТВ’ МПа <*0,2, МПа 8, % /геи, МДж/м2
20 Деформированное 500 - 550 450 - 490 0,8 - 1,5 0,01
500 Отожженное 350 -370 290 - 310 2,5 - 6,0 0,03
700 То же 150 - 170 100 - 120 14- 18 -
♦По данным И. Н. Фридляндера, К. П. Яценко, В. М. Меженного
6.2.16. Пределы выносливости прутков из сплава ВБД-1П
диаметром 15 - 60 мм в отожженном состоянии на базе 2107 циклов
J у ст.}, МПа
*/=1 А; =2,2
20 320 190
300 - 80
500 180 50
6.2.17. Пределы ползучести и длительной прочности прутков из
сплава ВБД-1П диаметром 15 * 60 мм в отожженном состоянии*
Тисп, °C <*0,2/100, МПа <*100, МПа
300 230 360
400 160 240
500 70 150
600 20 60
♦По данным В. М. Меженного, И. Н. Фридляндера, К. П. Яценко
20 Зак. 225
610
Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
Упругие свойства прутков диаметром
15 - 60 мм в отожженном состоянии при повы-
шенных температурах приведены ниже:
Тысп, °C ... 20 500 700
£ ГПа ... 250 180 120
Сплав типа ВБД, как и бериллий, имеют
очень низкую ударную вязкость при 20 °C
(0,01 МДж/м2) и весьма высокую чувствитель-
ность к концентраторам напряжений. Последняя
существенно понижается с повышением темпера-
туры.
Сплавы ВБД не склонны к межкристаллит-
ной коррозии и коррозии под напряжением. За-
щита от коррозии осуществляется гальваниче-
ским, анодно-оксидным, химическим и лакокра-
сочными покрытиями. Защита от окисления при
высоких температурах обеспечивается силикат-
ными эмалями, оксидными покрытиями.
Глава 6.3
ВЫСОКОМОДУЛЬНЫЕ
АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ
ДЕФОРМИРУЕМЫЕ СПЛАВЫ
6.3.1. СПЛАВЫ СИСТЕМЫ Al-Be-Mg
(типа АБМ)
Широко применяемые промышленные
сплавы на алюминиевой, магниевой, титановой,
железной основе, имеют удельные модули упруго-
сти Е/у, близкие к значениям удельных модулей
металлов - основ сплавов, которые составляют в
первом приближении величины одного порядка
(табл. 6.3.1). Для радикального повышения удель-
ного модуля упругости Е/у сплавы должны содер-
жать элементы, обладающие высоким значением
Е/у и образующие в структуре . сплавов
самостоятельные фазы. Применительно к алюми-
ниевым сплавам этим требованиям наиболее пол-
но отвечают сплавы на основе системы А1-Ве
эвтектического (или перитектического) типа,
представляющие собой механическую смесь очень
жесткой и хрупкой бериллиевой фазы с пластич-
ной алюминиевой матрицей, в которых удачно
сочетаются уникальный модуль упругости берил-
лия с высокой пластичностью алюминия.
Для сплавов системы Ве-Al характерно на-
личие обширной области первичной кристаллиза-
ции фазы Be. Наиболее вероятно, что она распро-
страняется от чистого бериллия примерно до
состава, близкого к 99 % Al, 1 % Be. Фаза Be
представляет собой твердый раствор алюминия в
бериллии и по своим свойствам мало отличается
от чистого бериллия, так как содержание алюми-
ния в нем невелико.
Результаты определения растворимости
алюминия в бериллии сильно различаются, и
значения растворимости колеблются в пределах
0,1 - 8 %. Наиболее вероятной следует считать
величину, близкую к 1 % при 650 °C.
6.3.1. Абсолютные и удельные модули упругости бериллия и других металлов
Металл Тпл» °C Y, r/CM3 £ ГПа (£7y) IO 7, m
Os 2700 22,5 570 2,53
Jr 2454 22,4 525 2,34
Re 3340 21,0 470 2,25
W 3377 19,1 360 1,88
В* 1700 3,3 400 12,16
Be 1284 1,85 300 16,60
Al 657 2,7 71 2,63
Mg 651 1,76 43,6 2,50
Ti 1750 4,5 105 2,44
Fe 1535 7,8 210 2,65
Cu 1083 8,9 125 1,40
Zn 420 7,1 100 1,55
♦Неметалл.
Однако, несмотря на удачное сочетание из-за низкой прочности алюминиевой матрицы,
свойств бериллия и алюминия, очень высокая разрушающейся под действием растягивающих
жесткость и прочность бериллиевой фазы в двой- напряжений при сравнительно низких нагрузках
ных сплавах системы Al-Ве реализуются частично (табл. 6.3.2).
СПЛАВЫ СИСТЕМЫ Al-Be-Mg
611
Порошковые сплавы системы Al-Ве с высо-
ким содержанием бериллия в деформированном
состоянии после выдавливания мало пластичны.
Механические свойства прутков сплавов
Ве-Al типа Локаллой, испытанных на растяжение
в продольном направлении после выдавливания
(В) и отжига (О), приведены в табл. 6.3.3.
Эффективное легирование алюминиево-
бериллиевой основы может быть осуществлено
компонентами, взаимодействующими только с
алюминиевой фазой аА| при отсутствии какого-
либо взаимодействия их с фазой Be и содержа-
щимися в сплавах в количествах, не превышаю-
щих их предельной растворимости в твердом со-
стоянии в алюминии. В структуре легированных
сплавов недопустимо появление значительного
количества новых хрупких фаз. Она должна оста-
ваться двухфазной и состоять из практически
неизменной бериллиевой фазы и упрочненной,
но по-прежнему пластичной, алюминиевой мат-
рицы. Легирующими элементами, отвечающими
этим условиям, т.е. не взаимодействующими с
бериллием и растворяющимися в твердом состоя-
нии в алюминии, являются магний и цинк.
Компоненты, взаимодействующие с образо-
вание твердых растворов с обоими компонентами,
т.е. с алюминием и бериллием, не пригодны для
легирования сплавов Al-Ве и ухудшают их меха-
нические свойства, особенно пластичность. Ти-
пична в этом отношении медь - одна из основных
легирующих добавок промышленных алюминие-
вых сплавов.
6.3.2. Механические свойства выдавленных из лигой заготовки
прутков из сплавов Al-Ве в прессованном состоянии (степень деформации 84,5 - 90 %)
Содержание Be, % ов, МПа 5, %
10 100 23
20 150 20
30 220 18
40 250 14
50 280 12
60 350 9
70 450 7
80 490 6
90 520 5
6.3.3. Механические свойства прутков из сплавов Ве-Al типа Локаллой
AI, % Состояние ств, МПа оо,2» МПа 5, %
24 В 619 506 3
31 В 584 548 2
33 В 576 534 4
33 О 429 302 9
36 В 534 527 1,2
36 О 374 302 9
43 В 485 443 1,5
43 О 302 253 9
20*
612
Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
Рис. 6.3.1. Влияние магния на механические свойства
сплавов системы Al- Be-Mg, содержащие бериллий:
1 - 70 % Be; 2-60 % Be; 3-50 % Be;
4-40 % Be; 5-20 % Be; 6- 10 % Be
Влияние магния на прочность сплавов сис-
темы Al-Be-Mg при содержании бериллия от 10
до 70 % приведено на рис. 6.3.1. С повышением
концентрации магния в сплавах при всех содер-
жаниях бериллия имеет место значительный рост
прочности. При этом максимумы на кривых из-
менения прочности приблизительно соответству-
ют предельной растворимости магния в алюми-
нии. Переход кривых через максимум и снижение
прочности наряду со снижением пластичности
имеет место при превышении предельной раство-
римости магния и появлении в структуре третьей
хрупкой фазы pAi-Mg-Be> т.е. в сплавах, лежащих в
трехфазной области диаграммы состояния системы
Al-Be-Mg (рис. 6.3.2).
Так как бериллий с магнием не взаимодей-
ствует в тройных сплавах Al-Be-Mg, указанная
выше третья хрупкая фаза по существу пред-
ставляет собой фазу р(А13 Mg2) из системы
Al-Mg.
Таким образом, с увеличением содержания
бериллия в сплавах системы Al-Be-Mg уменьша-
ется предельная растворимость магния и соответ-
ственно уменьшается максимально допустимая
концентрация магния, необходимая для получе-
ния наиболее высоких механических свойств.
Сплавы системы Al-Be-Mg при одинако-
вых содержаниях бериллия значительно превосхо-
дят по прочности сплавы Al-Ве (рис. 6.3.3). При
содержании бериллия от 30 до 70 % они по
удельному модулю упругости превосходят алюми-
ниевые, титановые сплавы и стали в 2 - 3 раза и
более.
Существенный рост модуля упругости при
легировании сплавов Al-Ве магнием является
аномальным, так как при описанном характере
взаимодействия жесткость двухфазных сплавов
системы Al-Be-Mg, вследствие сохранения или
некоторого (незначительного) уменьшения жест-
кости алюминиевой фазовой составляющей при
неизменной жесткости бериллиевой фазы, по
правилу аддитивности должна понижаться или
практически оставаться неизменной.
На рис. 6.3.4 приведены микроструктуры
листов и прессованных полуфабрикатов из спла-
вов Al-Ве с магнием и без магния, свидетельст-
вующие о более тонкой структуре легированных
сплавов вследствие более интенсивной пластиче-
ской деформации зерен бериллиевой фазы как
при выдавливании, так и при прокатке (при оди-
наковой геометрической деформации).
Несмотря на то, что растворимость магния в
алюминии снижается с 17 % при 451 °C до 3 %
при 150 °C, распад пересыщенного твердого рас-
твора с выделением фазы P(Mg2Al3) и метаста-
бильной фазы р'(в системе Al-Mg) не сопровож-
дается заметным ростом прочности. Поэтому
сплавы системы Al-Be-Mg (так же, как и сплавы
системы Al-Mg) не упрочняются после закалки и
старения и являются нетермообрабатываемыми.
Рис. 6.3.2. Диаграмма состояния системы Al-Be-Mg (а) и полигермические
сечения при постоянном содержании бериллия 20 % (б) и 50 % (в)
СПЛАВЫ СИСТЕМЫ Al-Be-Mg
613
Рис. 6.3.3. Механические свойства высокомодульных
сплавов систем Al-Be-Mg (/) и А1-Ве (2)
В табл. 6.3.4 и 6.3.5 приведены химический
состав и типичные свойства сплавов ДБМ.
Термическая обработка сплавов АБМ со-
стоит из отжига при 380 - .420 °C, выдержки в
течение 2 ч (охлаждение на воздухе) и применяет-
ся преимущественно для нагартованных при про-
катке листов.
Сплавы типа АБМ мало чувствительны к
нагревам и даже после длительных нагревов до
400 - 450 °C практически не теряют своей проч-
ности при 20 °C.
На рис. 6.3.5 показано влияние степени де-
формации при прокатке (толщины листа) на
прочность. В табл. 6.3.5 - 6.3.18 и на рис. 6.3.6
приведены механические и физические свойства
полуфабрикатов из высокомодульных сплавов
типа АБМ и показано влияние на них содержания
магния и чистоты исходного бериллия.
Ударная вязкость сплава АБМ-1 такая же,
как и у сплава АБМ-4, но при содержании магния
менее 4 % несколько выше.
Рис. 6.3.5. Зависимость прочности листов
из сплава АБМ-1 от их толщины в нагартованном
состоянии
Рис. 6.3.4. Микроструктура сплавов Al-Ве и Al-Be-Mg: а, б - прессованные сплавы, х 300; в, г - листовой
материал, х 200; а - А1 - 40 % Be; б-А1 - 40 % Be - 2,5 % Mg; в-Al - 30 % Be; г-Al - 30 % Be - 4 % Mg
614
Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.3.4. Химический состав (%) Al-Be-Mg сплавов АБМ
(остальное А1)
Сплав Be Mg Ti Примеси
Fe Si Ni Сумма
АБМ-1 АБМ-1-1 28-32 4,2 - 5,5 (2,8 -4,1)* - 0,2 0,1 0,1 0,5
АБМ-2 18 - 22 7,0 - 8,0 - 0,2 0,2 - 0,5
АБМ-3 67-72 1,5-2,5 - 0,2 0,2 0,1 0,5
АБМ-4 43-47 2,8 - 4,0 0,01 - 0,04 0,07 0,05 0,03 0,5
♦Для листов толщиной менее 1 мм.
6.3.5. Типичные механические свойства и плотность сплавов АБМ
(деформированные полуфабрикаты)
Сплав Y, кг/см3 Е, ГПа G, ГПа ов, МПа ст0,2» МПа 8, % ECU, МДж/м2
АБМ-1-1 2,35 135 47 420 - 460 230 - 280 15-20 0,15 - 0,35
АБМ-1 2,35 135 47 430 - 500 250 - 300 11 -20 0,15-0,30
АБМ-2 2,40 115 41,5 420 - 520 200 - 240 15-29 0,2 - 0,3
АБМ-3 2,05 210 97,8 550 - 620 380 - 480 7- 12 0,09-0,16
АБМ-4 2,18 170 80 520 - 590 370 - 450 9- 15 0,15 - 0,25
6.3.6. Механические свойства листа толщиной 0,7 мм
из сплава АБМ-1 при 20 °C после нагревов
Режим нагрева ств, МПа 8, %
Без нагрева 475 21
150 °C, 100 ч 476 24
200 °C, 100 ч 474 18
250 °C, 100 ч 470 14,6
6.3.7. Механические свойства прессованных полуфабрикатов
из сплава АБМ-1 при различных температурах
7исп> °C Е, ГПа ств, МПа его,2» МПа 8, % % %
-70 - 420 270 - 290 14- 18 12-21
20 135 400 - 550 250 - 370 П-48 15-25
200 125,6 300 - 340 210 - 240 12-19 30-40
250 124,5 260 - 310 180-210 13-23 30-41
300 118 190 - 220 130 - 160 16-24 32-42
6.3.8 Механические свойства прессованных полуфабрикатов
из сплавов АБМ при 20 °C
Сплав Е G ц Ов 00,2 Опц *^ср 5ю _н /_ ав /ав кем.
ГПа МПа % МДж/м2
АБМ-2 115 41,5 0,33 420 - 480 220 - 240 100 - 150 260 15-25 40-50 0,9 - 1,2 0,12-0,22
АБМ-1 135 47,0 0,33 400 - 550 250 - 370 120 - 170 280 11-20 15-25 0,9 - 1,2 0,1 - 0,2
АБМ-3 220 97,8 - 520 - 620 360 - 480 190 - 270 390 7- 12 8-20 0,9- 1,0 0,09 - 0,16
АБМ-4 180 81,0 0,33 520 - 550 370 - 390 230 - 290 320 13 - 15 16- 19 - 0,20 - 0,25
СПЛАВЫ СИСТЕМЫ Al-Be-Mg 615
616
Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.3.9. Механические свойства прессованных полуфабрикатов
из сплава АБМ-3 при различных температурах
Л1СП’ °C Еа, ГПа ств, МПа сто 2> МПа 8, % V, % KCU, МДж/м2
-196 244,6 540 470 - - 0,03
-70 241,2 610 450 3-4 - 0,095
20 238,2 520 - 620 360 - 480 7-12 8-20 0,09 - 0,16
200 232,2 370 - 420 310 - 350 10- 12 25-30 0,26
300 227 300 - 320 270 - 290 10- 17 18-25 0,43
400 - 170 - 220 140 - 190 8- 11 9-11 0,48
500 - 140 - 150 120 - 130 2-3 5-6 -
6.3.10. Механические свойства катаных (числитель) и прессованных
(знаменатель) полуфабрикатов из сплава АБМ-4 при различных температурах
Гисп» °C ств, МПа оод» МПа 8, % XCU, МДж/м2
-130 560 - 590 560 - 600 410..- 550 380 - 420 6- 14 10- 16 0,08-0,11
-70 550 -570 510 - 550 450 - 460 380 -390 2_z_L5 10- 15 0,11 -0,22
20 520-590 520 - 550 420 - 450 370 - 390 9-20 13- 15 0,20 - 0,25
100 470 - 490 460 - 480 360..--430 340 - 360 23_z_2Z 20-26 0,24-0,31
200 370 - 410 310-380 350-370 290 - 340 11-17 13-25 -
300 280 - 320 140 - 210 250 -290 130 - 220 0^8 6-19 -
400 60_z_150 100 - 140 50 - 130 90-120 8 - 13 9-12 -
СПЛАВЫ СИСТЕМЫ Al-Be-Mg
617
6.3.11. Механические свойства катаных (числитель) и прессованных
(знаменатель) полуфабрикатов из сплава АБМ-4 после отжига
в течение 100 ч при различных температурах (7^ = 20 °C)
?ОТЖ’ °C ов, МПа сто,2» МПа 8, %
Без отжига 520 470 2
520 370 13
100 520 - 560 420.- 460 U.zJ-7
520 - 540 370 - 380 13 - 22
200 520 - 560 430.г 46Q 9 - 12
520 - 550 370 - 380 13 - 16
350 560 - 580 420. - 430 9- 10
540 - 570 370 - 390 13 -14
6.3.12. Пределы ползучести и длительной прочности сплава АБМ-1
Тисп» °C Полуфабрикат Состояние Направление вырезки образца 25 220 OQ-2/5
МПа
200 Лист*1 толщиной 1,5 мм Отожженное Поперечное - 156 -
150 Пруток*2 диаметром 30 мм Без термообработки Продольное - - 186
250 То же То же То же - 68 34
300 68 - -
350 44 29 -
*'°0,2/20 — 88 МПа; *2с?о,2/100 — 107 МПа; сто,2/300 = 78 МПа.
6.3.13. Пределы ползучести и длительной прочности прессованных
прутков диаметром 20 мм из сплава АБМ-3
7исп> °C <=400 ст0,2/100
МПа
200 300 - 350 220 170
300 - 120 40
6.3.14. Длительная прочность и предел ползучести катаных (числитель)
и прессованных (знаменатель) полуфабрикатов из сплава АБМ-4
^ИСП’ °C °100 <*(),2/100 °0,2/3
МПа
200 250 160 - 150 100 -
250 150 120 - 100 80 -
350 - ТО 90 - 6Q 50
618
Глава 6.3. ВЫСОКО МОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.3.15. Теплофизические свойства отожженных полуфабрикатов из
сплава АБМ-1
^ИСП» °C к, Вт/(мК) ср, кДжДкг-К) а-106, 1/К
20 138 1,13 19,2
100 134 1,15 19,2(20 - 100 °C)
200 130 1,19 19,7(20 - 200 °C)
300 126 1,21 20,0(20 - 300 °C)
6.3.16. Теплофизические свойства сплава АБМ-4
(у = 2,18 г/см3)
^ИСП» °C к, Вт/(мК) ср, кДж/(кг-К) а-10^, 1/к (ГисП1 .С)
20 148 1,45 18,8
100 143 1,47 18,8(20 - 100)
200 137 1,55 19,8(20 - 200) 19,3(100 - 200)
300 131 1,64 21,5(20 - 300) 20,1(200 - 300)
400 125 1,72 24,0(20 - 400) 21,1(300 - 400)
6.3.17. Удельное электрическое сопротивление сплавов АБМ при
различных температурах
Сплав р, мкОм см при температуре, °C
20 100 200 300 400
АБМ-1 6,6 - - - -
АБМ-4 5,3 7,0 9,0 11,0 13,0
АБМ-3 4,2 - - - -
6.3.18. Теплофизические свойства прессованного сплава АБМ-3
Тисп» °C к, Вт/(мК) ср, кДжДкг-К) а-106, 1/К (Тисп, -С)
100 167 1,76 15 (20 - 100)
200 151 1,92 16(20 - 200)
300 142 2,01 16,7(20 - 300)
400 130 2,18 17,2(20 - 400)
500 125 2,30 -
Для сплавов типа АБМ в табл. 6.3.19 -
6.3.22 и на рис. 6.3.7 - 6.3.9 в сравнении с
широко применяемым алюминиевым сплавом
Д16 приведены данные о чувствительности к
концентраторам напряжений, усталостной
прочности, акустической выносливости, скоро-
сти роста усталостных трещин.
СПЛАВЫ СИСТЕМЫ Al-Be-Mg
619
6.3.19. Чувствительность сплавов АБМ-1 и Д16 к концентраторам напряжений
Сплав Направление вырезки образцов ов, МПа 8, % ОТВ ав _отв /~ /ств
4*(tf, = 2,5) 6*(Я, = 2,7) 4*(А> = 2,5) = 2,7)
АБМ-1 Продольное 537 17,7 522 523 0,972 0,973
Поперечное 535 17,7 532 551 0,994 1,03
Д16Т Продольное 463 19,2 418 428 0,902 0,924
Поперечное 449 22,0 418 414 0,931 0,922
♦Диаметр отверстия, мм.
а)
Рис. 6.3.6. Зависимость механических свойств сплава АБМ-3, приготовленного из технического бериллия
[> 98 % Be (/)] и дистиллированного бериллия [> 99 % Be (2)], от содержания магния
620
Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
а)
Рис. 6.3.7. Усталостная прочность сплавов АБМ-1 (7, 2) и Д16Т (5, 4) при 20 °C
и R = 0 (д), R - 0,25 (б), (по данным И. Н. Шканова, Д. Я. Брагина): 7, 3 - К, = 2,8; 2, 4- Kt= 4,0
Рис. 6.3.9. Рост усталостных трещин
при 20 °C (в) и 250 °C (б):
7, 4 - сплав Д16; 2, 3 - сплав АБМ-1;
7, 2 - о = 180 МПа; 3, 4 - о = 120 МПа
(по данным И. Н. Шканова, Д. Я. Брагина)
Рис. 6.3.8. Усталостная прочность сплавов АБМ-1
(7, 2) и Д16Т (5, 4) при 20 °C (7, 3) и 250 °C (2, 4)
(R = 0,25, Kt = 4,0 по данным И. Н. Шканова,
Д. Я. Брагина)
СПЛАВЫ СИСТЕМЫ Al-Be-Mg
621
6.3.20. Акустическая выносливость листовых образцов из сплавов
АБМ-1 и Д16 при различных концентраторах напряжений*
Сплав Число циклов до разрушения при напряжении, МПа
69 44 34
АБМ-1М 3,0 106 6,7 107 4,4 Ю8
Д16Т 0,35-106 0,25 107 0,8 107
* По данным Е. А. Шахатуни
Согласно табл. 6.3.20 сравнительную аку-
стическую выносливость материалов АБМ-1 и
Д16Т можно выразить как отношение числа
циклов при испытании образцов из сплава
АБМ-1 к числу циклов при испытании образ-
цов из сплава Д16Т при одинаковых напряже-
ниях о = 30 ч- 35 МПа. Это отношение состав-
ляет 10 - 50.
При одинаковом акустическом нагруже-
нии напряженность конструктивных элементов
из сплава АБМ-1 в 2,5 раза ниже напряженно-
сти элементов из промышленного сплава
АК4-1Т1 (табл. 6.3.21).
6.3.21. Сравнительные напряжения в панелях хвостовой
части крыла из сплавов АБМ-1 и АК4-1Т1
Сплав ст, МПа
в обшивке в нервюре
АБМ-1 0,28 - 1,1 0,7 - 2,0
АК4-1Т1 2,65 - 3,1 2,65 - 4,5
*' По данным Е. А. 'Шахатуни
6.З/22.СРТУ в листовом материале из сплавов АБМ-1 и Д16Т
ДА", МПа м1/2 d(2l)/dN, мм/цикл
АБМ-1(обрутГ0 = 100 МПа) Д16Т(стбрутго = 80 МПа)
12,4 0,62 - 0,4 0,35 - 0,5
15,5 0,3 - 0,6 0,6-.0,75
18,6 0,6 - 0,9 ‘ 1,0-1,2
21,7 0,8 - 1,5 1,7 -2,0
24,8 1,5-2,0 2,8 - 3,0
6.2.23. Чувствительность к надрезам сплава АБМ-4
в отожженном состоянии
7Исп> °C Ств/ ст £ при коэффициентах концентрации напряжений
*/ = 2,6 . - • . .Л=4
- 130 1,01 Г,°
- 70 1,03 .1,01
20 1,10 1,19
100 1,17 1,14
622 Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.3.24. Предел выносливости при многоцикловой (сц) и малоцикловой (оо,1) усталости
(TV = 2-107 циклов) сплава АБМ-4 в отожженном состоянии
Полуфабрикат Вид образца а.ь МПа (/= 40 Гц) о0,1, МПа (/= 0.2 Гц)
Лист Гладкий С надрезом 190 130 210(Х, = 2,6)
Пруток прессованный Гладкий 170 -
С надрезом 50 190(А, = 2,2)
6.3.25. Пределы выносливости* (N= 2-107 циклов)
при многоцикловой усталости сплава АБМ-3
Т °C J исп» 0.1, МПа при значениях Kt
1 2,2
20 270 100
250 130 - 150 40
* Испытания проведены на прессованном круглом образце (с гладкой - Kt = 1 и кольце-
вой выточкой - Kt — 2,2); вид испытаний - чистый изгиб с вращением. Данные И. Н. Шканова,
Д. Я. Брагина.
Сплавы типа АБМ не только лишены ос-
новного недостатка бериллия - хрупкости
(табл. 6.3.23), но и выгодно отличаются от
промышленных легких сплавов более высокой
усталостной прочностью (табл. 6.3.24; 6.3.25),
уникальной акустической выносливостью,
меньшей скоростью роста усталостных трещин
(СРТУ) и повышенной вязкостью разрушения
(Хс), что связано с наличием обширных по-
верхностей раздела разнородных зон, являю-
щихся барьерами для движения дислокаций и
развития трещин.
Коррозионная стойкость полуфабрикатов
из сплавов АБМ существенно зависит от тех-
нологии их изготовления (вида обработки,
степени деформации и т.д.). Полуфабрикаты из
сплавов АБМ не склонны к коррозионному
растрескиванию и межкристаллитной корро-
зии. Общая коррозионная стойкость прессо-
ванных полуфабрикатов из сплавов АБМ нахо-
дится на уровне коррозионной стойкости алю-
миниевых сплавов системы Al-Mg.
Выбор способа защиты от коррозии оп-
ределяется условиями хранения и эксплуата-
ции изделий. Лакокрасочные покрытия нано-
сятся на предварительно подготовленную по-
верхность. Подготовка поверхности осуществ-
ляется анодным или химическим оксидирова-
нием.
Анодное оксидирование сплавов прово-
дится в сернокислом и хромовокислотном
электролитах. Анодное окисление и химиче-
ское оксидирование не приводят к изменению
предела прочности и удлинения, практически
не ухудшают качества поверхности.
Химическое оксидирование сплавов АБМ
может применяться в качестве подготовки по-
верхности Я€ред нанесением лакокрасочного
покрытия.
Легкие высокомодУ;?ьные сплавы АБМ
благодаря удачному сочетанию сь?^ств и высо~
кой надежности позволяют создавать жсТткие и
легкие конструкции. Использование этих мате'
риалов наиболее целесообразно и экономиче-
ски оправдано в таких областях техники, как
авиационная, космическая, ракетная, лазерная
техника, телескопы наземного и космического
базирования, оптические системы.
Одним из важнейших показателей
свойств материалов, применяемых в летатель-
ных аппаратах, является удельная жест-
кость Е/у.
Значение модуля упругости АБМ (13-Г О4 -
22-104 МПа) позволяет полностью использовать
высокую прочность материала, так как крити-
ческое напряжение сжатия прямо пропорцио-
нально жесткости.
Большой модуль упругости дает возмож-
ность уменьшить амплитуду вибрации, вызы-
вающей усталостные напряжения. Это имеет
важное значение для внешних обшивок лета-
тельных аппаратов, подверженных флаттеру и
значительным акустическим давлениям, вызы-
ваемым двигателями.
Высокие значения Е сплавов типа АБМ
позволяют значительно снизить массу подкре-
пляющих элементов силовой оболочки агре-
гатов. В качестве примера можно привести
элероны конструкции П. В. Цыбина и
СПЛАВЫ СИСТЕМЫ Al-Be-Mg
623
Рис. 6.3.10. Микроструктура сварного соединения из сплава АБМ-1:
а - основной материал; б - сварной шов
Ю. И. Белько, применение сплава АБМ-1 в
обшивке которых дало возможность снизить
массу на 40 % по сравнению с массой элерона
из сплава Д16Т. Даже при ограниченном при-
менении сплава АБМ-1, например, в обшивках
горизонтального оперения, элеронов, рулей
поворота, отклоняемых носков крыла, можно
уменьшить массу конструкции всего планера
на 4 - 5 % и тем самым увеличить полезную
(коммерческую) нагрузку на 10 - 15 %. Пре-
вышение стоимости полуфабрикатов из сплава
АБМ над стоимостью промышленных сплавов
намного перекрывается выигрышем в результа-
те увеличения полезной нагрузки.
Максимальное снижение массы (на 40 %
и более) может быть получено на специфиче-
ских конструктивных схемах, разработанных с
учетом особенностей сплавов даже при их час-
тичном применении. Из условий экономично-
сти высокомодульные сплавы рационально
использовать в комбинации с другими тради-
ционными промышленными материалами.
Например, при применении сплавов АБМ для
тонкостенных обшивок, элементы подкрепле-
ния целесообразно изготовлять из промыш-
ленных алюминиевых сплавов.
При наличии в современных самолетах
огромного количества заклепок, исчисляемых
миллионами штук, большой выигрыш может
быть получен от применения сплавов АБМ в
заклепочных соединениях.
По данным КБ им. А. С. Яковлева, за-
клепочные соединения из сплава АБМ-1, ис-
пытанные при циклических нагрузках с часто-
той нагружения 10 Гц и напряжении
ст = 80 МПа, выдерживают без разрушения
2 млн. циклов, а из сплава Д16Т - 0,371 млн.
циклов и, таким образом, превосходят по вы-
носливости промышленные сплавы более, чем
в 5 раз.
Сплавы типа АБМ могут также успешно
применяться в сварных конструкциях. Сварные
соединения сплавов АБМ обладают тонкой
структурой (рис. 6.3.10) и очень высокой пла-
стичностью на уровне не ниже или даже выше
пластичности основного материала. Прочность
сварных соединений составляет 0,7 - 0,9 от
прочности основного материала.
В табл. 6.3.26 приведены квоты преиму-
ществ высокомодульных сплавов типа АБМ по
отношению к широко применяемому алюми-
ниевому сплаву Д16Т.
Для изготовления конструкций из высо-
комодульных сплавов могут использоваться
листы, прессованные изделия, штамповки,
сварочная проволока и другие полуфабрикаты.
Наибольший эффект обычно дает использова-
ние тонколистового материала, позволяющего
получать очень легкие и жесткие конструкции,
особенно в виде различных самолетных плос-
костей. Примерами оптимальных конструкций
с применением сплавов АБМ могут служить
элероны, горизонтальное и вертикальное опе-
рение, интерцепторы, подкосы крыла, отсеки
фюзеляжа, стрингеры, силовые корпусы, фер-
мы крепления солнечных батарей, кронштей-
ны, переходные отсеки, раскосы, балансиро-
вочные щитки, оболочковые конструкции типа
цельносварных емкостей, детали крепежа и др.
624
Глава 6.3. ВЫСОКОМОДУЛЬНЫЕ АЛЮМИНИЕВО-БЕРИЛЛИЕВЫЕ СПЛАВЫ
6.3.26. Квоты преимуществ сплавов АБМ по отношению к сплаву Д16Т
Основной параметр высокомодульных сплавов АБМ Квота*
Плотность у = 2,35 4- 2,05 г/см3 0,85 - 0,75
Удельный модуль упругости Е/у = (5,7 4- 10,5)-10‘7 м 2,3 - 4,2
Удельная прочность ов/у = 20 4- 30 км 1,2 - 1,9
Удельная усталостная прочность о.|/у = 7,6 4- 13,1 км 1,4 - 2,4
Акустическая выносливость N = 4,4-108 циклов при о = 34 МПа 50
Удельная теплоемкость ср = 1,13 4- 1,75 кДж/(кг К) 1,25 - 1,9
* Величина, характеризующая отношение параметра сплава типа АБМ к аналогичному па-
раметру сплава Д16Т.
6.3.2. СПЛАВЫ СИСТЕМЫ Al-Be-Mg-Zn
(ТИПА АБМЦ)
Так как магний, как и цинк, с бериллием
не взаимодействуют, положительный эффект
от действия этих легирующих компонентов в
четверных сплавах Al-Be-Mg-Zn (как и в спла-
вах Al-Be-Mg) будет достигаться при наличии в
этих сплавах магния и цинка в количествах, не
превышающих их предельной растворимости в
алюминии. В противном случае следует ожи-
дать кристаллизации новых хрупких фаз. В
четверных сплавах это фаза 0 (A^Mg2) из сис-
темы Al-Mg и фаза Т (A^MgjZnj) из системы
Al-Mg-Zn.
Рис. 6.3.11. Зависимость механических свойств сплавов
системы Al-Be-Mg-Zn в термообработанном состоянии от
содержания магния и цинка, %:
/ - А1 - 50 % Be - 2 % Mg; 2-Al - 20 % Be - 5 % Mg;
5-Al - 20 % Be - 2 % Mg
Появление в структуре сплавов указанных
выше фаз приводит к резкому снижению прочно-
сти и пластичности сплавов Al-Be-Mg-Zn. Лучшее
сочетание прочности и пластичности достигается
в сплавах с 20 % Be при суммарном содержании
магния и цинка не более 9 - 10 % (рис. 6.3.11).
Легирование магнием и цинком сплавов, содер-
жащих более 30 % Be, не дает положительного
эффекта.
Предложена композиция высокомодулъного
высокопрочного деформируемого сплава АБМЦ,
отличающаяся очень высоким пределом текуче-
сти. Химический состав, %, сплава АБМЦ:
(18 - 22)Ве, (4,8 - 5,2)Mg, (1,8 - 2,2)Zn, примеси -
0,15Fe, 0,15Si, 0,lNi (суммарное количество 0,5),
остальное алюминий.
Типичные свойства сплава АБМЦ в термо-
обработанном состоянии: у = 2,47 г/см3,
£=115 ГПа, ов = 570 + 670 МПа, о0.2 = 520 + 550
МПа, 5 = 74-10%, КО) = 0,07 МДж/м2.
Режим термообработки: закалка с темпера-
туры 460 °C, искусственное старение при 140 °C в
течение 16 ч.
Максимальная прочность сплавов системы
Al-Be-Mg-Zn и Al-Be-Mg при высоком относи-
тельном удлинении достигается при содержа-
нии бериллия соответственно 20 и 70 % и со-
ставляет в первом случае около 700 МПа, во
втором - около 600 МПа, что объясняется бо-
лее высокой пластичностью и более сильным
пластифицирующим действием на сплавы
алюминиевого твердого раствора с Mg по срав-
нению с твердым раствором алюминия с Mg и
Zn (рис. 6.3.12). Поэтому и при одинаковых
содержаниях бериллия пластичность сплавов
Al-Be-Mg значительно выше, чем пластичность
сплавов Al-Be-Mg-Zn. Физические и механиче-
ские свойства сплава АБМЦ (Be 20 %, Mg 5 %, Zn
4 %, остальное - Al) без добавок и с добавками
(Cu, Zn, Mg) приведены в табл. 6.3.27 - 6.3.28.
СПЛАВЫ СИСТЕМЫ Al-Be-Mg-Zn (ТИПА АБМЦ)
625
Рис. 6.3.12. Зависимость механических свойств
прессованных сплавов системы Al-Be-Mg-Zn без термооб-
работки (7) и системы Al-Be-Mg-Zn в термообработанном
состоянии (2) от содержания бериллия
Дополнительное легирование сплава
АБМЦ небольшими добавками Zr и Мп позво-
ляет довести сто.2 Д° 570 - 600 МПа. Медь, как и
следовало ожидать, оказывает отрицательное
влияние на свойства АБМЦ, особенно на пла-
стичность. Кроме очень высокого ст0.2 высоко-
модульные сплавы типа АБМЦ при одинаковых
содержаниях бериллия (пределах до 30 - 40 %)
обладают по сравнению со сплавами АБМ зна-
чительно более высоким ств, но заметно уступа-
ют им по пластичности (см. рис. 6.3.12).
Следовательно, наиболее высокий эффект
упрочнения, наблюдаемый при искусственном
старении алюминиевых сплавов, легированных
магнием и цинком (система Al-Mg-Zn) и сопро-
вождающийся значительным снижением пла-
стичности, имеет место и в сплавах системы
Al-Be-Mg-Zn. В последних наблюдается также
аномальный рост модуля упругости в результате
легирования алюминиевобериллиевой основы
Mg и Zn.
Сплавы типа АБМЦ в отличие от нетер-
мообрабатываемых сплавов АБМ разупрочняют-
ся после нагревов до температуры выше 140 °C,
что соответственно ограничивает возможности
их использования (рис 6.3.13).
6.3.27. Физико-механические свойства сплава АБМЦ
Добавки, % ов, МПа 00,2» МПа 5, % у, г/см3
Без добавки* 570 - 670 520 - 550 9- 16 2,47
2,0 Си 570 - 610 510 - 540 2-5 2,51
0,1 - 0,27 Zr, 0,4 - 0,6 Мп 630 - 670 570 - 600 4- 10 2,49
= 147 Вт/(м К); ср = 1,17 кДж/(кг-К)
Рис. 6.3.13. Зависимость механических свойств прессованного
сплава АБМЦ от температуры нагрева
626
Глава 6.4. ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ ИЗ БЕРИЛЛИЯ И ЕГО СПЛАВОВ
6.3.28. Механические свойства листов из сплава АБМЦ
в термообработанном состоянии
Толщина листа, мм Направление ств, МПа б, %
3,0 д 620 - 630 12- 15
1,0 д 620 - 630 8- 13
1,0 п 590 - 600 7- 10
Глава 6.4
ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ
ИЗ БЕРИЛЛИЯ И ЕГО СПЛАВОВ
6.4.1. ИЗГОТОВЛЕНИЕ СИЛОВЫХ
КАРКАСОВ ТОРМОЗНЫХ ДИСКОВ, РАМОК
ОСТЕКЛЕНИЯ И ГИРОСКОПОВ
Сочетание высокой теплоемкости, малой
плотности, высокой жесткости, размерной ста-
бильности, достаточной износостойкости, высо-
кого сопротивления усталости и специфических
свойств делают очень эффективным применение
бериллия в ракетно-космической, и авиацион-
ной технике (для теплозащитных экранов кос-
мических аппаратов при вхождении их в плот-
ные слои атмосферы, тормозных дисков, в пре-
цизионных системах управления и наведения), а
так же в атомной технике.
Сравнительные свойства теплопоглащаю-
щих материалов - бериллия и стали ЗОХГСА
приведены на рис. 6.4.1.
Так, изготовленные тормозные диски из
бериллия (в качестве силового каркаса) с угле-
родными накладками для космического корабля
"Буран", позволили снизить массу тормозной
системы по сравнению со стальными в 2,5 раза,
увеличить срок службы гидравлических систем и
благодаря лучшему охлаждению (табл. 6.4.1)
обеспечить более плавную работу тормозов.
6.4.1. Температурная эффективность применения бериллия в тормозных дисках
Материал Т, °C, под бортом шин через 5 мин после начала торможения Средняя объемная Т, ’С, поглотителей Объемная Г, вС, диска
Be 190/260 700/900 550/730
Сталь ЗОХГСА 280/400 1000/1300 700/900
Примечание: В числителе приведены значения в эксплуатационном режиме, в знаме-
нателе - в аварийном.
ИЗГОТОВЛЕНИЕ СИЛОВЫХ КАРКАСОВ ТОРМОЗНЫХ ДИСКОВ
627
Заготовки силовых каркасов тормозных
дисков получают холодным и горячим компак-
тированием (Т = 1000 + 1200 °C) с последующей
осадкой на прессах.
Химический состав бериллиевых заготовок
следующий, %: не менее 97,8 Be; 0,01 - 0,02 Si;
0,1 - 0,19 Fe; 0,006 - 0,03 Al; 0,06 - 0,1 С; 0,50 -
0,80 O2; 0,01 - 0,2 Ti.
Зависимость механических свойств берил-
лиевых заготовок от содержания фракции 0 -
5 мкм в исходных порошках представлена на
рис. 6.4.2.
Высокотемпературная хрупкость бериллия
может быть преодолена, если алюминий не бу-
дет присутствовать в структуре бериллия в сво-
бодном состоянии.
Установлено, что количественное соотно-
шение суммарного содержания примесей Fe, Сг
и Мп к содержанию примеси А1 должно быть не
менее 2,35.
Механические свойства таких каркасов
при 20 и 700 °C имеют следующие значения,
соответственно: ств° - 450* 540 МПа,
62О=5-г 10 %; о,00 = 50-г 75 МПа,
§700 = 15 25 %.
Применение бериллиевых дисков стало
возможным после разработки уникальной сис-
темы защиты, позволившей исключить вредные
выбросы аэрозолей бериллия (760 °C) и высоко-
температурные газовую и контактную коррозии.
Внешний вид тормозного диска из бериллия
представлен на рис. 6.4.3.
Рис. 6.4.2. Зависимость механических свойств
бериллиевых заготовок при 20 °C от содержания
фракции в исходных порошках
Рис. 6.4.3. Внешний вид тормозного диска из бериллия
Изготовленные бериллиевые рамки остекле-
нения для «Бурана» имеют временное сопротив-
ление при комнатной температуре не менее
320 - 340 МПа и удлинение не менее 4 - 5 %.
Заготовки для рамок остекленения получают
методами порошковой металлургии из берил-
лиевых порошков технической чистоты дис-
персностью ~56 мкм с последующей двухкрат-
ной штамповкой и вакуумным отжигом.
Микроструктура заготовок в отожженом
состоянии изотропна и не содержит конгломе-
ратов оксида бериллия, интерметаллидных и
неметаллических включений.
Комплект рамок остекленения иллюмина-
тара из бериллия представлен на рис. 6.4.4.
Благодаря уникальному комплексу свойств
бериллий эффективно используется в конструк-
циях гироскопов, отличающихся высокой жестко-
стью и размерной стабильностью. Совпадение
коэффициентов термического расширения бе-
риллия и стали, используемой для изготовления
подшипников, а также нанесение газотермиче-
ских покрытий на детали из бериллия обеспечи-
вают высокую точность системы гироскопа.
Изготовленные гироузлы из бериллия по
сравнению с гироузлами из стали равного кине-
тического момента позволяют повысить на по-
рядок точность системы, значительно сократить
время готовности и повысить ресурс системы.
Бериллий более прозрачен для у - излуче-
ния, чем алюминий, поэтому его используют
также для изготовления выводных окон рентего-
новских трубок, применяя разнообразные полу-
фабрикаты (в том числе фольгу толщиной
0,145 * 0,2 мм) со следующими механическими
свойствами: ов = 229 * 500 МПа, 8 = 1,7 * 4,2 %.
Бериллий является перспективным конст-
ркционным материалом для изготовления ме-
таллооптических элементов - крупногабариных
корпусов зеркал и несущих конструкций теле-
скопа для фотографических систем, в том числе,
работающих при отрицательных температурах на
борту летательных аппаратов или в сканирую-
щих устройствах. При этом была разработана
технология изготовления отверстий в корпусе
металлооптического элемента с их защитой от
коррозии (рис. 6.4.5).
628
Глава 6.4. ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ ИЗ БЕРИЛЛИЯ И ЕГО СПЛАВОВ
Рис. 6.4.4. Комплект бериллиевых рамок остекленения
Все названные выше примеры применения
бериллия выдвигают его в ряд важнейших кон-
струкционных материалов XX века. Более ши-
рокое применение бериллия в аэрокосмической,
приборной, вычислительной технике сдержива-
ется его высокой чувствительностью к концен-
траторам напряжений, в результате которой
образуется поврежденный (дефектный) слой,
ухудшающий эксплуатационные характеристики
металла. При механической обработке на по-
верхности могут возникать трещины, остаточные
напряжения и сетка деформационных двойников.
Определение оптимальных технологий об-
работки (снятие дефектного слоя, термообработ-
ка) бериллиевых деталей является важнейшей
задачей для улучшения свойств изделий из бе-
риллия.
Рис. 6.4.5. Металлооптические корпусы с пазами
В результате анализа научных и экспери-
ментальных данных предложена следующая
технология изготовления изделий из бериллия:
вакуумная термообработка заготовок, снятие
дефектного слоя травлением, неразрушающий
контроль, обезжиривание, электрополирование,
и, если необходимо, применение системы защи-
ты (неорганическое покрытие + лакокрасочное
покрытие).
6.4.2. МЕТОДЫ СОЕДИНЕНИЯ
КОНСТРУКЦИЙ
Бериллии из-за малой пластичности, по-
вышенной склонности к образованию хрупких
интерметаллидов с Fe, Ti, Ni, Си характеризу-
ется ограниченной свариваемостью.
Процессы сварки бериллия требуют специ-
альных технологических приемов.
Для улучшения свариваемости бериллий
специально легируют 0,15 - 0,20 % титана при
одновременном ограничении содержания желе-
за (не более 0,2 %) и сохранении остальных
элементов - примесей в пределах, характерных
для обычных промышленных сортов металла.
Повышению пластичности металла шва
способствует применение в качестве присадоч-
ного металла алюминиевых сплавов, например,
АД1,Д20, ВАД1.
Соединения бериллия со сталями, титано-
выми сплавами, медью, могут быть получены
посредством диффузионной сварки, сварки
трением и пайки.
Прочноплотные сварные соединения бе-
МЕТОДЫ СОЕДИНЕНИЯ КОНСТРУКЦИЙ
629
Рис. 6.4.6. Зависимость прочности диффузионного
сварного соединения Ве-Ве от давления
риллия (с содержанием (0,15 4- 0,20)% Ti; 0,2 %
Fe) могут быть получены механизированной
дуговой сваркой кольцевых швов встык или по
отбортовке при толщине свариваемых кромок
0,5 -е- 3,0, мм неплавящимся вольфрамовым
электродом в среде аргона, или при струйной
защите сварочной ванны и корня шва аргоном
при постоянном токе прямой полярности.
Сварку следует вести на малых скоростях
vCB = 5 v 10 м/ч. Положительные результаты
дает предварительный нагрев металла одно-
кратным проходом при малых токах ~ 0,7 но-
минального сварочного тока.
При стыковой сварке без присадки проч-
ность сварного соединения составляет
(0,5 - 0,7)ов основного металла. Устранению
продольных трещин при дуговой сварке спо-
собствует сварка стыковых соединений с при-
менением прокладок или присадок из алюми-
ниевых сплавов АД1, Д20, ВАД1. Размеры про-
кладок или диаметр проволоки следует выби-
рать таким образом, чтобы содержание берил-
лия в сварном шве составляло 50 - 60 %, об.
доля. Сварку следует вести на постоянном токе
прямой полярности; W - электрод должен быть
притуплен с радиусом притупления 0,5 -
1,0 мм.
Процесс сварки бериллия с присадками
позволяет повысить скорость сварки до 15 -
20 м/ч. При использовании в качестве присад-
ки сплава АД1 прочность сварного соединения
> 100 МПа, ударная вязкость > 0,04 мДж/м2.
Присадочный металл из сплавов Д20, ВАД1
обеспечивает прочность соединения
> 200 МПа. Электронно-лучевая сварка берил-
лия без присадки сопровождается образовани-
ем продольных трещин. Аргонодуговая сварка
бериллия по отбортовке успешно используется
для герметизации приборов точной механики.
Сварка с присадками из алюминиевых сплавов
применяется в конструкциях повышенной
жесткости и размерной стабильности для под-
вески астронавигационных приборов.
Диффузионная сварка бериллия с берил-
лием, проводится непосредственно без проме-
жуточных слоев. Температура сварки
950 + 10 °C время выдержки 20 мин. Экспери-
ментально установлена зависимость прочности
сварного соединения от давления (рис. 6.4.6).
Прочность сварного соединения прямопропор-
циональна времени сварки.
Диффузионная сварка бериллия с медью
осуществляется в вакууме при давлении
50 - 60 МПа, температуре 800 - 850 °C и вы-
держке 5-10 мин. По данным микроструктур-
ного анализа в металле соединения наблюда-
ются три диффузионные зоны различной тол-
щины - первая (I) из них, прилегающая к бе-
риллию, в отдельных участках не превышает
8 мкм, вторая (II) - 13 мкм и третья (III) -
50 мкм. Содержание меди в зоне составляет
89 %, что соответствует чистому бериллиду
СиВе, в зоне - 92 %, что представляет собой
отдельные выделения дисперсных интерметал-
лидных фаз типа ВеСи; структура зоны со-
стоит из твердого раствора бериллия в меди с
содержанием Be 96 %. Микротвердость зоны
соединения представлена на рис. 6.4.7.
Соединение бериллия с титановыми
сплавами ОТ4, ВТ 14 осуществляется в вакууме
не ниже 666,5-10-4 Па через прокладку из спла-
ва АД1 толщиной 0,8 мм при давлении
50 - 60 МПа и температуре 500 - 520 °C. Про-
цесс соединения сопровождается значительной
деформацией прокладки по толщине на
40 - 50 %.
Расстояние от места соединения,.мкм
Рис. 6.4.7. Микротвердость зоны диффузионного
соединения Ве-Си
630
Глава 6.4. ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ ИЗ БЕРИЛЛИЯ И ЕГО СПЛАВОВ
Соединения бериллия с Си и Ti обладают
высокой герметичностью. Этот процесс ус-
пешно использован для крупногабаритных
рентгеновских окон диаметром 400 мм для
астрорентгеновских телескопов.
Сварка трением обеспечивает надежное
соединение Be со сталью 12Х18Н10Т, титано-
выми сплавами, алюминиевыми сплавами
АМгб и другими через промежуточный слой из
сплава АД1.
Соединения обладают высокой герметич-
ностью; прочность при растяжении £ 100 МПа.
Результаты температурных испытаний пред-
ставлены в табл. 6.4.2.
6.4.2. Механические свойства при растяжении соединения Be - сталь 12Х18Н10Т
(через слой сплава АД1 толщиной 2,0 - 2,5 мм) после сварки трением
Свойства Температура испытания, °C
-70 -196 +20 + 100
ств, МПа 123 - 134 174 - 203 125 - 140 91 - 96
Пайка бериллия позволяет изготовлять
сложные конструкции, повышая технологич-
ность узлов и коэффициентов использования
материала.
Из-за окисления бериллия наиболее эф-
фективным является процесс высокотемпера-
турной пайки в вакууме при остаточном давле-
нии не ниже 666,5-10'4 Па. В качестве припоев
для соединения Ве+Ве, Be+Ti следует при-
менять сплав АД1. Редко используются сплавы
на основе серебра. Для соединения Ве+сталь
12Х18Н10Т применяется припой на основе
серебра ПСр72, ПСрМИНбЗВ.
Пайку бериллия следует осуществлять по
технологическому гальваническому медному
покрытию толщиной 7-10 мкм. Подготовка
под покрытие деталей из бериллия и стали
12Х18Н10Т - электрохимическое, химическое
полирование, а из титана - травление.
Основные технологические параметры
процесса пайки бериллия и механические свой-
ства паяных соединений приведены в табл. 6.4.3.
6.4.3. Параметры процесса пайки бериллия. Механические свойства соединений
Соединяемые материалы Максимальный зазор, мм Тпайки, °C Припой Время выдержки, мин тср | не мене» 1 °в МПа
Ве+Ве 0,05 - 0,1 680 ± 10 АД1 5 40 100
Ве+12Х18Н10Т 0,1 - 0,15 0,1 - 0,15 850 + 10 750 + 10 ПСр72 ПСрМИН 10 - 100 100
Be+Ti 0,1 - 0,15 750 + 10 АД1 3-5 20 100
Сварка бериллиево-алюминиевых сплавов
имеет ряд особенностей. Высокая температура
плавления бериллия при содержании его
> 30 % в Ве-А1 - сплавах, практическое отсут-
ствие взаимного растворения Be и А1, широкий
(600 °C) интервал кристаллизации, высокая
теплоемкость Be - играют решающую роль в
поведении сплава при сварке плавлением. Эта
группа сплавов требует в сравнении с алюми-
ниевыми сплавами значительно большей кон-
центрации подводимого тепла.
Ве-Al сплавы толщиной 0,8 - 4,0 мм
имеют удовлетворительную свариваемость при
механизированной аргонодуговой сварке не-
плавящимся вольфрамовым электродом при
постоянном токе прямой полярности, а тол-
щиной 5 - 10 мм - при электронно-лучевой
сварке.
При аргонодуговой сварке без присадки
сварное соединение формируется с характер-
ным занижением. Наряду с этим в результате
перегрева имеет место испарение магния из
сварочной ванны. Уменьшение толщины ме-
талла в сочетании с потерей магния на 1,5 -
2,0 % определяет прочность сварного соедине-
ния на уровне - 0,6ов основного металла.
С целью повышения прочности сварного
соединения сварку AL-Be-Mg сплавов (АБМ)
ведут с присадкой. В качестве присадки наи-
лучшие результаты обеспечивает применение
проволоки из сплава АБМ1. Из стандартных
сварочных проволок, используемых для сварки
МЕТОДЫ СОЕДИНЕНИЯ КОНСТРУКЦИЙ
631
алюминиевых сплавов, наиболее технологич-
ной является проволока ВАД1. Сварка с при-
садкой обеспечивает прочность соединения
> 0,8 ов основного металла.
Процесс сварки рекомендуется вести на
медных теплоотводящих подкладках на скоро-
стях 15-24 м/ч. При сварке труб применяют
внешние медные теплоотводы. Гашение дуги
осуществляют плавным снижением сварочного
тока до "0" в течение не менее 15 с.
Из-за образования характерных дефектов
в околошовной зоне на участке гашения дуги
ручная аргонодуговая сварка при изготовлении
ответственных конструкций не применяется.
В табл. 6.4.4, 6.4.5 приведены ориентиро-
вочные режимы и механические свойства
сварных соединений сплавов АБМ при аргоно-
дуговой сварке.
6.4.4. Ориентировочные режимы аргонодуговой сварки* стыковых соединений
сплавов АБМ плавящимся W - электродом при постоянном токе прямой полярности
Толщина соединяемых сплавов, мм Присадка Скорость сварки, м/ч Напряжение, В Сила тока сварки, А Радиус притупления электрода, мм
0,8 - 24 10 - 11 70 - 80 0,5
1,5 - 24 10 - 11 ПО - 120 1,0
- 24 11 - 12 180 - 190 1,0
2,0 АБМ1 18 11 - 12 240 - 260 2,0
ВАД1 18 12 - 13 220 - 230 2,0
3,0 АБМ1 18 15 12 - 13 12 - 13 240 - 250 350 - 360 2,0 2,0
♦Расход аргона 8-10 л/мин.
6.4.5. Механические свойства при 20 °C стыковых соединений сплавов АБМ.
Сварка аргонодуговая при постоянном токе прямой полярности неплавящимся W - электродом
Толщина соединяемых сплавов, мм Присадка Основной металл Сварное соединение
ов, МПа KCU, МДж/м2 а, ° ав, МПа KCU, МДж/м2 а, °
0,8 - 500 - 80 280 - 300 - 90 - 120
1,5 - 470 - 50 280 - 300 - 90 - 120
- 450 0,08 45 280 - 300 0,13 - 0,17 50 - 60
2,0 АБМ1 450 0,08 45 360 - 400 0,14 - 0,20 50-80
420 0,05 30 280 - 300 0,13 - 0,17 40 - 45
3,0 АБМ1 420 0,05 30 360 - 400 0,13 - 0,17 35 - 50
632
Глава 6.4 ИЗГОТОВЛЕНИЕ КОНСТРУКЦИЙ ИЗ БЕРИЛЛИЯ И ЕГО СПЛАВОВ
Сварку сплавов АБМ толщиной 5 мм и
более проводят электронным лучом через про-
кладку из алюминиевых сплавов. В условиях
электронно-лучевой сварки значительный пе-
регрев алюминиевой составляющей этих спла-
вов сопровождается интенсивным испарением
магния. Повышение давления паров металла в
образующемся при сварке канале вызывает
выброс жидкого металла с образованием "реза".
В случаях "захлопывания" канала жидким ме-
таллом образуются внутренние полости. Этим
обстоятельством объясняется расположение
пористости в стыке из алюминиевых сплавов,
не содержащих магний совсем или же имею-
щих магний не более 3 %.
Электронно-лучевую сварку сплавов АБМ
ведут с продольными и поперечными колеба-
ниями луча, причем при использовании в ка-
честве прокладки сплава АМгЗ доля участия
основного металла в формировании сварного
шва должна быть не более 53 %. При приме-
нении прокладок из сплавов^ не содержащих
Mg, например, АД1 или Д20, доля участия
основного металла в формировании металла
шва роли не играет.
Ориентировочные режимы электронно-
лучевой сварки сплавов АБМ и механические
свойства сварных соединений представлены в
табл. 6.4.6, 6.4.7.
6.4.6. Ориентировочные режимы электронно-лучевой сварки
стыковых соединений сплавов АБМ (толщина прокладки 1 мм)
Толщина соединенных сплавов, мм Сокрость VCB’ м/ч Ускоряющее напряжение, кВ Сила тока луча, А Сила тока фокусировки, А Колебания
Частота, Гц Амплитуда
продол ьн., мм поперечн., мм
5,0 15 60 35 16 50 3 1,5
10,0 15 60 50 18 50 3 1,5
6.4.7. Механические свойства стыковых сварных соединений сплава АБМ,
выполненных электронно-лучевой сваркой
Толщина соединяемых сплавов, мм Материал присадки Механические свойства
Основной металл Сварное соединение
ав, МПа KCV, МДж/м2 а, 0 ав, МПа KCU, МДж/м2 а, 0
5,0 АД1 420 0,05 30 200 - 240 0,08 - 0,12 40 - 45
10 АД1 Д20 А1 - 30 % Be 400 0,05 35 180 - 220 280 - 330 180 - 240 0,05 - 0,08 0,10 - 0,12 0,05 - 0,08 18 - 20 18 -20 18 - 20
Предел выносливости o_i на базе
W = 1106 циклов при симметричном нагруже-
нии сварных соединений, выполненных арго-
нодуговой сваркой листов толщиной 2 мм со-
ставляет 60 МПа, а соединений, выполненных
электронно-лучевой сваркой листов толщиной
10 мм с прокладкой из сплава Д20, составляет
120 МПа. Предел статической выносливости
о0.| на базе N= 2 103 циклов при пульсирую-
щем цикле нагружения (растяжения) составля-
ет, соответственно, 220 МПа и 260 МПа.
Склеивание бериллия и его сплавов меж-
ду собой и с другими металлами и сплавами
проводится с использованием клеев холодного
и горячего отверждения на эпоксидной, эпок-
сикаучуковой и других основах.
Прочность клеевых соединений на отрыв
составляет 30 МПа и незначительно зависит от
материала склеиваемой пары. Более высокие
значения прочности клеевого соединения по-
лучают при использовании клеев горячего от-
верждения, однако стабильность результатов
невысока.
Наибольшее распространение получили
клеи холодного отверждения на эпоксикаучу-
ковой основе (типа УП 5-246). Технология
склеивания бериллия и его сплавов подобна
той, что применяется для других металлов и
БЕЗОПАСНОСТЬ ТРУДА ПРИ РАБОТЕ С БЕРИЛЛИЕМ
633
* Место маркироЬки
Рис. 6.4.8. Образец для испытания на отрыв клеевого соединения
включает: подготовку поверхности; подготовку
оснастки; приготовление клеевых композиций;
склеивание материалов.
На рис. 6.4.8 показан образец для испы-
таний клеевых соединений.
Клеевые соединения могут без снижения
прочности работать длительное время при тем-
пературах от -60 °C до + 100 °C. Работоспо-
собность соединений в различных агрессивных
и других средах, в условиях облучения и т.п.
определяется, в основном, стойкостью берил-
лия или сплава и примененного клея.
6.4.3. БЕЗОПАСНОСТЬ ТРУДА
ПРИ РАБОТЕ С БЕРИЛЛИЕМ И
ЕГО СПЛАВАМИ
Бериллий, бериллиевосодержащие мате-
риалы и изделия из них в компактном виде
токсичности не представляют. Не обладает
бериллий, как иногда ошибочно считают, и
радиоактивностью. Но мелкодисперсная пыль
и пары бериллия имеют высокую токсичность,
что требует создания специальных условий
техники безопасности, промсанитарии и мер
защиты при проведении технологических опе-
раций получения и обработки бериллия и бе-
рилл иевосодержащих сплавов. Однако при
рассмотрении вопроса о токсичности бериллия
и вызываемых его действием на организм забо-
леваниях необходимо учитывать, что разрабо-
танные к настоящему времени меры промыш-
ленной санитарии и индивидуальной защиты
достаточно совершенны для того, чтобы при их
строгом соблюдении гарантировать безопас-
ность труда и сохранение здоровья рабочих и
инженерно-технических работников. Наиболее
токсичными являются растворимые химиче-
ские соединения бериллия - фтористый, хло-
ристый, уксусно-кислый, сернокислый берил-
лий и др.
Бериллий, окись бериллия и его соедине-
ния могут оказывать крайне отрицательное
влияние на здоровье работающих при выделе-
ниях в воздух производственных помещений в
виде мелкодисперсных частиц величиною ме-
нее 5 мкм дыма, газов, паров и аэрозолей, так
как они могут проникать через дыхательные
пути в легкие человека. Пыль бериллия и его
соединений могут вызывать поражения кож-
ного покрова (появление дерматитов и экзем).
Острое отравление бериллием и его соедине-
ниями сопровождается повышением темпера-
туры, приступами кашля, одышкой, хрипами в
легких, загрудными болями. При своевременно
оказанной медицинской помощи выздоровле-
ние наступает через 10-20 дней. На производ-
стве при недостаточно строгом соблюдении
правил техники безопасности и сангигиены
чаще всего наблюдается развитие хронического
легочного заболевания от воздействия сравни-
тельно невысоких концентраций бериллия в
течение длительного времени известное под
названием бериллиоз.
К особо неблагоприятным с санитарно-
гигиенической точки зрения технологическим
процессам относятся процессы получения бе-
риллия из руд и химсоединений порошковой
металлургии, плавки, литья и сварки бериллия
и его сплавов. Выделение тонкодисперсной
пыли возможно также при механической обра-
ботке бериллия и его сплавов резанием, шли-
фовании, полировании, абразивной обработке.
Все агрегаты таких производств размещаются в
специально оборудованных изолированных
помещениях, оснащенных эффективными вен-
тиляционными системами с фильтрами для
улавливания токсичных выделений и приспо-
собленных для регулярной влажной уборки.
Производственные участки обязательно долж-
ны быть оборудованы санитарно-бытовыми
помещениями по типу санитарных пропускни-
ков. Все работающие должны обеспечиваться
полным комплектом спецодежды, включая
нательное белье и обувь, а также средствами
индивидуальной защиты. Вынос спецодежды за
пределы производства не допускается. К сред-
ствам индивидуальной защиты обычно отно-
сятся респираторы типа "Лепесток".
Технологические процессы обработки бе-
риллия и бериллиевых сплавов, не связанные с
выделением тонкодисперсной пыли и других
634
СПИСОК ЛИТЕРАТУРЫ
токсичных веществ, могут проводиться в об-
щецеховых помещениях с соблюдением ряда
элементарных мер предосторожностей, вклю-
чая влажную уборку оборудования и тщатель-
ный сбор и удаление отходов. К числу таких
технологических процессов относятся все виды
высокотемпературной обработки (давлением и
термической обработки) бериллия в герметич-
ных металлических оболочках (выдавливание,
ковка, штамповка, прокатка, волочение, нагре-
вы). Процессы обработки давлением и терми-
ческой обработки алюминиевобериллиевых
сплавов, выполняемые при температурах ниже
500 °C (выдавливание, ковка, штамповка, про-
катка, волочение, листовая штамповка, гибоч-
ные операции, отжиг и нагревы) могут прово-
диться без технологических оболочек в обще-
цеховых помещениях, как при работах с обыч-
ными материалами, но с обязательной после-
дующей влажной уборкой, сбором и удалением
отходов.
При организации и выполнении работ с
бериллием, его сплавами и соединениями сле-
дует руководствоваться специальными сани-
тарными правилами и инструкциями по техни-
ке безопасности и промсанитарии при работах
с бериллием, утвержденными государственным
и местными санитарными органами.
Предельно допустимая концентрация
(ПДК) бериллия в воздухе специализирован-
ных производственных помещений 0,001 мг/м3.
ПДК бериллия в воздушной атмосфере уста-
новлена 0,00001 мг/м3.
Свыше 90 % выбросов бериллия в атмо-
сферу имеют место при сжигании топлива -
каменного угля, мазута (тепловые электростан-
ции, металлургические заводы и др.). Среднее
содержание бериллия в каменном угле состав-
ляет 1,4 г на 1 т угля. Безопасное содержание
бериллия в питьевой воде у нас и за рубежом
установлено 0,0002 мг/л. В соответствующих
дозах бериллий может обнаруживаться и в про-
дуктах питания, в том числе в морской рыбе,
молоке, капусте, картофеле, что отмечено,
например, даже в таких высокоразвитых стра-
нах, как Германия и Австралия.
Сведения о канцерогенном действии бе-
риллия на организм человека однозначных
подтверждений не находят.
Однако в ГОСТ 12.1.005-88 предельно
допустимая концентрация бериллия имеет
отметку "канцероген".
СПИСОК ЛИТЕРАТУРЫ
1. Бериллий - материал современной тех-
ники. Справочник, М.; Металлургия, 1992.
342 с.
2. Бериллий: наука и технология. / Под
ред. Вебстера Д., Лондона Т. Дж. И др., пер. с
англ., М.: Металлургия, 1984. 642 с.
3. Взаимодействие Be с Al, Mg и др. эле-
ментами в тройных и четверных системах и
свойства высокомодульных сплавов. Металло-
ведение алюминиевых сплавов. / Новосело-
ва А. В., Фридляндер И. Н., Нагорская Н. Д. и
др. М.: Наука, 1985. С. 146 - 152.
4. Высокомодульные алюминиевоберил-
лиевые сплавы. Промышленные алюминиевые
сплавы / Фридляндер И. Н., Новоселова А. В.,
Яценко К. П. и др. М.: Металлургия. 1984.
С. 234 - 244.
5. Диаграммы состояния двойных метал-
лических система / Справочник под ред. Ля-
кишева Н. П. М.: Машиностроение, 1996. т. 1.
561 с.
6. Закономерности изменения структуры и
свойств бериллиевоалюминиевых сплавов /
Фридляндер И. Н., Яценко К. П., Некрасо-
ва Г. А. и др. // МИТОМ. 1970. № 7. С. 50 - 55.
7. Исследование диаграммы плавкости час-
ти системы Al-Be-Mg / Нагорская Н. Д., Голь-
денберг А. Э., Новоселова А. В. и др. // Извес-
тия АН СССР. Металлы. № 1966. № 5. С. 137 - 146.
8. Каськов В. С. Бериллий еще не раз зая-
вит о себе // Инженерная газета, 1999. № 25.
9. Каськов В. С., Жирнов А. Д., Павлов-
ская Т. Г. Антикоррозионная защита бериллие-
вых тормозов //АП., 1991. № 1. С. 17, 18.
10. Каськов В. С., Сигачева Л. Р., Трускова
Т. А. Изучение окисления бериллия // Защита
металлов. 1986. № 5 С. 805.
11. Фридляндер И. Н., Яценко К. П., Се-
менова 3. Г. и др. Новые легкие высокомодуль-
ные бериллиевоалюминиевые сплавы типа
"Локаллой" для космических аппаратов. Ми-
ТОМ. 1965, № 6. С. 55 - 57.
12. Папиров И. И. Бериллий-конструк-
ционный материал. М.: Машиностроение.
1977. 461 с.
13. Повышение термодинамических свой-
ств бериллия в окислительной среде / Кась-
ков В. С., Яценко К. П. и др. // Киев: Наукова
думка, 1987. С. 141 - 144.
14. Савицкий Е. М. Металловедение туго-
плавких металлов. М.: Наука. 1971. 265 с.
15. Сплавы на алюминиевобериллиевой
основе / Фридлявдер И. Н., Яценко К. П., Се-
менова 3. Г. и др. // МиТОМ. Г965. № 3.
С. 2 - 5.
16. Фазовый состав сплавов части системы
Al-Be-Fe / Молчанова Л. В., Нагорская Н. Д.,
Фридлявдер И. Н. И др. // Вестник МГУ. Се-
рия 2. Химия. Т. 23., 1982. № 2. С. 128 - 133.
17. Яценко К. П., Некрасова Г. А. Алю-
миниевобериллиевые сплавы. Ковка и штам-
повка цветных металлов. Справочник. М.:
Машиностроение. 1972. С. 206 - 214.
18. Khomutov А. М., Davydov D. A. et all.
Status of beryllium materials for fusion application.
// J. of nucl mat. 1996. P. 233 - 237.
19. The metallurgy of Beryllium. London:
Chapman and all. 1963.
Раздел 7
ТУГОПЛАВКИЕ МЕТАЛЛЫ И СПЛАВЫ
Глава 7.1
ВОЛЬФРАМ И ЕГО СПЛАВЫ
Общая характеристика. Принципы леги-
рования и упрочнения. Вольфрам самый туго-
плавкий металл с максимальной прочностью
межатомной связи является основой металли-
ческих жаропрочных материалов для работы в
экстремальных условиях. Вольфрам обладает
высокой электропроводностью и теплопро-
водностью, низким давлением пара при высо-
ких температурах, низким температурным
коэффициентом линейного расширения, вы-
сокой коррозионной стойкостью в ряде сред.
Эти свойства обусловили применение вольф-
рама и его сплавов в электротехнике, элек-
тронике, ракетной, космической и ряде дру-
гих отраслей техники.
Присутствие в вольфраме и его сплавах
элементов внедрения (особенно кислорода,
углерода) и некоторых примесей (К, As, S, Р,
Si), мало растворимых или практически не
растворимых в вольфраме, образующих круп-
ные непрочные легкоплавкие включения по
границам зерен, или сегрегации, охрупчивает
границы зерен, приводит к межкристаллит-
ному разрушению вольфрама при низких
температурах, повышает температуру перехода
из пластичного в хрупкое состояние (Тх).
Для повышения низкотемпературной
пластичности, высокотемпературной прочно-
сти и сопротивления ползучести вольфрама и
его сплавов используется легирование и соз-
дание специальных структур методами по-
рошковой металлургии, выплавки, газофаз-
ного осаждения и др., а также деформацией и
термической обработкой.
Участки двойных диаграмм состояния,
примыкающие к вольфраму и являющиеся
основой разработки сплавов, приведены на
рис. 7.1.1. - 7.1.3. Все легирующие элементы
(ЛЭ) понижают температуру плавления
вольфрама.
Рис. 7.1.1. Вольфрамовые углы диаграммы
состояния W-ЛЭ
Рис. 7.1.2. Двойные диаграммы состояния
вольфрам-металл, в которых образуются
непрерывные ряды твердых растворов
636
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Hf, ат. 7о
Рис. 7.1.3. Изотермический разрез вольфрамового угла
системы W-Hf-C (литое состояние, отжиг 2000 °C
и 1500 °C)
Растворимость кислорода в вольфраме не
превышает 0,001 % при 1100 °C и 0,004 % при
1700 °C. Растворимость азота в вольфраме не
превышает 0,010 и 0,001 % ат. соответственно
при 2800 и 2000 °C и давлении азота 101 кПа,
максимальная растворимость при 1500 °C и
р = 133,3 Па составляет 1,2-10"6 % ат. Раство-
римость водорода не превышает (% ат.) 10*3 и
10'5 при 1700 и 1000 °C соответственно.
Растворимость углерода в вольфраме со-
ставляет (% ат.): 0,7 при температуре эвтекти-
ки Ж S W + W2C 2710 °C; 0,625; 0,33; 0,160 и
0,101 при 2640, 2320, 2005 и 1795 °C соответст-
венно; при 20 °C она составляет 10-22 - 10’23.
Растворимость бора (% ат.) ~ 0,025 и
0,0001 при 2000 и 1000 °C соответственно. Рас-
творимость кремния в вольфраме не превыша-
ет (% ат.): 2,25 и 0,97 при 2000 и 1750 °C соот-
ветственно.
Растворимость оксидов (ThO2, У20з,
А120з, SiO2, К2О и др.) практически отсутст-
вует. Тугоплавкие карбиды (ZrC, HfC) и бо-
риды (HfB2) стабилизируются в равновесии с
твердым раствором на основе вольфрама при
Zr(Hf)/C(B) > 1 (составы в % ат.); раствори-
мость максимальна при температурах эвтек-
тических превращений Ж W + ZrC (HfC,
HfB2): 0,6 % HfC при 2840 °C; 0,4 % ZrC при
2710 °C. С понижением температуры раство-
римость резко снижается.
Упрочнение вольфрама при твердорас-
творном легировании (рис. 7.1.4) и повыше-
ние температуры начала и конца рекристал-
лизации тем сильнее, чем больше различают-
ся атомные радиусы вольфрама и ЛЭ в ряду
Mo, Re, Та, Nb, Hf, Zr. Твердорастворное
упрочнение всеми элементами, кроме Re (и, в
определенной мере, Мо), сопровождается по-
вышением Гх (рис. 7.1.5). Поэтому на практи-
ке используется преимущественно твердорас-
творное упрочнение (< 4 и 20 - 27 %) Re от-
дельно или совместно с (0,3 - 30 %) Мо, хотя
существуют сплавы для специальных целей с
особыми физико-химическими свойствами,
легированные благородными металлами (Os,
Ru, Iг). Упрочнение при введении 20 - 27 %
рения сопровождается снижением Гх и повы-
шением низкотемпературной пластичности не-
легированного вольфрама и его сплавов с дис-
персным упрочнением выделениями Th О, ZrC,
HfC (рениевый эффект). Введение небольших
количеств термодинамически и поверхностно
активных элементов обеспечивает "рафинирова-
ние" вольфрама путем связывания кислорода в
тугоплавкие или легколетучие оксиды и удале-
ния их через "шлак" (например У20з) или через
газовую фазу (0,005 - 0,01 % В, 0,001 - 0,005 %
Ti). Возможно также рафинирование границ
(субграниц) зерен вольфрама путем вытеснения
с них примесей в тело зерна (0,05 - 0,1 % Ni, Fe;
0,05 - 0,5 % Re).
Рис. 7.1.4. Влияние легирования на
временное сопротивление разрушению
вольфрамового прутка диаметром 14 мм
с рекристаллизованным зерном диаметром 20 - 22 мкм
Рис. 7.1.5. Влияние легирования на температуру
перехода Тх из пластичного в хрупкое состояние
рекристаллизованных сплавов вольфрама
(диаметр зерна 20 - 22 мкм)
ВОЛЬФРАМ И ЕГО СПЛАВЫ
637
Введение дисперсных (0,05 - 0,5 мкм)
равномерно распределенных частиц термоди-
намически стабильных оксидов (ThO2, Y2O3,
RO2, R2O3) в порошковые сплавы увеличивает
высокотемпературную прочность, сопротивле-
ние ползучести и температуру рекристаллиза-
ции вольфрама, значительно понижает работу
выхода электронов. В сварочных электродах
предпочтительно использование экологически
безопасных оксидов Y2O3, Се20з и ZrO2 вме-
сто ThO2.
Формирование в порошковом вольфра-
ме, содержащем присадки оксидов AI2O3, К2О
и SiO2, рядов дисперсных пузырьков (< 0,05 -
0,2 мкм) при термомеханической обработке
обеспечивает создание в сильнотянутой про-
волоке "бамбуковой” направленной структуры
(больших рекристаллизованных вытянутых
вдоль оси проволоки зерен) с малой долей
поперечных границ. Это повышает сопротив-
ление ползучести (непровисающий вольфрам,
используемый в нитях накаливания освети-
тельных ламп).
Формирование в вакуумплавленном или
порошковом вольфраме в процессе деформа-
ционно-термической обработки дисперсных
(0,005 - 0,15 мкм) частиц тугоплавких термо-
динамически стабильных карбидов (карбобо-
ридов, карбооксидов в порошковом вольфра-
ме) обеспечивает высокую прочность при
температурах до 1650 - 1800 °C (деформи-
руемые сплавы) или до 2400 - 2500 °C (литей-
ные сплавы для авиакосмической и других
областей новой техники).
Тведорастворное легирование приводит
к неаддитивному изменению ряда физических
свойств вольфрама (рис. 7.1.6) и твердости
(рис. 7.1.7).
Возможны различные комбинации твер-
дорастворного (Re, Мо, Та), дисперсного
(оксиды) и дисперсионного (карбиды, бори-
ды) упрочнения.
Химический состав основных марок
вольфрама и его сплавов, содержание в них
регламентируемых (контролируемых) и не-
контролируемых примесей приведены в табл.
7.1.1 - 7.1.4.
В монокристаллах вольфрама плазмен-
но-дуговой плавки (ПДП) и зонной элек-
тронно-лучевой вакуумной плавки (ЗЭЛП)
гарантировано содержание примесей: < 0,003%
Al, С, Fe, Ni, Si; < 0,002 % Mg, N и O2 (каждого).
Возможно получение ПДП монокристал-
лов с 0,00001 % С, 0,0003 % О2. 0,0001 % N2.
//
Рис. 7.1.6. Влияние легирования на ТКЛР вольфрама
при 500 - 1200 К (а), удельное электрическое
сопротивление при 77 К и 300 К сплавов W-Re
отожженных при 2200 °C сплавов W-Os, W-Nb (б)
Рис. 7.1.7. Влияние легирования
на твердость вольфрама
Обращает на себя внимание более жест-
кая регламентация примесей в зарубежных
марках вольфрама и большие допуски по
примесям в отечественных марках. В реаль-
ных материалах заводского производства уро-
вень примесей не только никогда не выходит
за рамки, определенные в техдокументации,
но, обычно, ниже на полпорядка и даже на
порядок.
638
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
7.1.1. Химический соств основных российских марок вольфрама и его сплавов
Марка Легирующие элементы, % Примеси, %, не более
ВЧ*‘,В-МП*2 99,9146-99,931 W (основа) 0,002-0,003 Al; 0,009-0,10 Fe; 0,004-0,005 Si; 0,004-0,005 Ni; 0,lCa; 0,04 Mo; 0,008 C; 0,003-0,004 Co; 0,0004 H; 0,01 N
ВА 0,001-0,004 А1; 0,001-0,006 Si; 0,006 К 0,005 Fe; 0,005 Ca; 0,03 Mo
ВРН 0,001-0,01 А1; 0,01-0,01 Si; 0,006 К 0,01 Fe; 0,0 Ca; 0,03 Mo
ВМ 0,17-0,25 ThO2 0,05 (A12O3 + Fe2O3 + Mo + SiO2 + CaO)
ВТ-7 0,70-0,99 ThO2
ВТ-10 1,00-1,49 ThO2
ВТ-15 1,50-2,00 ThO2
ВТ-30 2,50-3,50 ThO2 0,01 (A12O3 + Fe2O3 + Mo + SiO2 + CaO)
ВТ-50 4,50-5,50 ThO2
ВИ 1,3-4,5 Y2O3 0,01 CaO; 0,035 Si; 0,01 Ni
СВИ-1 1,5-2,3 Y2O3 0,005 Al; 0,007 Fe; 0,04 Mo; 0,01 Si; 0,005 Ni; 0,025 0
ВЛ 0,9-1,1 La2O3 0,009 (A12O3 + Fe2O3 + SiO2 + CaO)
ВНБ-3 2,0-2,5 BaO; 4,5-5,5 Ni 0,3 (A12O3 + Fe2O3 + SiO2 + CaO)
ВР-5/ВР-3 4,25-5,75 Re/2,25-3,75 Re 0,05 (A12O3 + Fe2O3 + Mo + SiO2 + CaO)
ВР-10 9,25-10,75 Re
ВР-20 19,25-20,75 Re
ВР-27ВП*3 24-30 Re 0,01 C; 0,001 H; 0,009 0
ВР-27ЭВП*4 24-30 Re 0,05 (Mo; Fe, Cu, Al, Ti, Si, Sn) (каждого); 0,002 (Mg, As, Mn, S, P) (каждого); 0,01 (Nb, Ca) (каждого)
ВР-273ВП*5 24-30 Re 0,05 (Fe + Al, Ca, Mg, Cu, Zn, As, P, S); 0,002 O2; 0,002 N2, 0,003 C, 0,0001 H2
ВАР-5 4,25-5,75 Re 0,008 Al; 0,007 Si 0,006 К 0,05 (A12O3 + Fe2O3+ Mo + SiO2 + CaO)
ВАР-10 9,25-10,75 Re
ВАМ-5 4,25-5,75 Mo; 0,008 Al; 0,007 Si; 0,006 К 0,05 (A12O3 + Fe2O3 + Mo + SiO2 + CaO)
ВР-10Т2 9,25-10,75 Re; l,5-2,0ThO2 0,05 (A12O3 + Fe2O3 + Mo + SiO2 + CaO)
ВР-20Т2 19,25-20,75 Re; 1,5-2,0 ThO2
МВ-50 50 Mo 0,05 (суммарное содержимое примесей)
В-13И 0,3-0,9 Mo, 0,001-0,05 Y 0,001-0,005 С
ВМРИ 2-4 Re; 1-5 Mo; 0,003-0,005 Y (Ce, La, B) 0,001-0,005 С
ВМРК 2-4 Re; 0,3-1,0 Mo; 0,05-0,4 Zr (Hf) 0,015-0,02 С
ВМРГ 18-25 Re; 18-25 Mo; 0,005-0,2 Hf 0,005-0,2 С, 0,004 Та, 0,003-0,005 (Y, В)
В-ЗМП 0,1-0,5 (Y2O3 + HfO^ 0,05 (А12О3 + Fe2O3 + SiO2 + CaO)
В-5МП 15 Mo; 0,1-0,5 (Y2O3 + HfO^
*!Ч - чистый, порошковый; *2МП (или ПМ) - металлургия порошковая; *3ВП - вакуумного плавления;
Ф4ЭВП - электронно-вакуумного плавления; 5ЗВП - зонно-вакуумного плавления.
ВОЛЬФРАМ И ЕГО СПЛАВЫ
639
7.1.2. Химический состав некоторых зарубежных марок вольфрама и его сплавов
Отечественная марка Марка или встречаю- щиеся обозначения зарубежного аналога Легирующие элементы, % Примеси1, %, по массе, не более Страна, стандарт
VWW1 (проволока) VWB1 (пруток) - 0,005 Япония, JISH 4461-1983,
вч, в-мп VWW2 (проволока) VWB2 (пруток) - 0,1 JIS Н 4462-1983
W - 0,05 при 0,01 каждого США, ASTM F 288-81
ВА WVM CSW, 218W, NS-W AKS-W 0,001 -^0,002 Al 0,005-<0,007 К 0,001-<0,003 Si 0,02 - 0,05 США, ASTM F 288-81 Европейские страны, ISO 6848:84
вм*2 \¥Р(срсдний между ВМ и ВТ7) 0,35-<0,55 ThO2 0,2
ВТ-7 ~(WVM-Th)WT10 0,8 - l,2ThO2
ВТ-10 -WT15 1,3 - 1,7 ThO2
ВТ-15 -WT20 1,7 - 2,2 ThO2
ВТ-30 ВТ-50 -WT30 -WT40 2,8 - 3,2 ThO2 3,8 - 4,2 ThO2 0,05 при 0,01 каждого Германия, DIN 2.6848.84
- WZ3 0,15 - 0,57 ZrO2 США, ASTM F 288-81
WZ8 0,7 - 0,9 ZrO2
ВЛ WL10 0,8 - 1,2 La2O3
WC10 0,9 - 0,12 CeO2
WC20 1,7 - 2,2 CeO2
ВТ-7 VT WW1 0,8 - l,2ThO2
ВТ-10 ВТ-15 VT WW2 VT WW3 1,2 - l,6ThO2 1,6 - 2,1 ThO2 0,05 Япония, JIS Н 4463-1984
МВ-50 VWMW 49-51 Mo 0,05 Япония, JIS Н 4471-1989
ВР-3 ВР-5 ВР-20, ВР-27ВП W3Re W5Re W26Re 2,5 - 3,5 Re 4,5 - 5,5 Re 25,5 - 26,5 Re • 0,05 при 0,01 каждого США, ASTM F 73-81, Е696-90
ВР(10-20)Т2 W-Re-ThO2 3,6 - 26 Re, 1 - 2 ThO2 0,1 США, промышленные сплавы
ВМРК, ВМРГ W-Re-HfC 3,6 - 26 Re, 0,27 - 0,34 HfC
*| Суммарное содержание.
*2Точный состав сплавов W-ThO2cM. в табл. 7.1.1.
640
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
7.1.3. Содержание основных примесей (%) в вольфраме и его сплавах
Элемент ПВЧ*‘, ШВЧ’2 W, WVM, W-Re, WVM-Th, компакт*3 Элемент ПВЧ’1, ШВЧ’2 W, WVM, W-Re, WVM-Th, компакт’3
максимально допустимое сред- нее максимально допустимое максимально допустимое сред- нее максимально допустимое
А1 0,001 0,001 Мо 0,032 0,004 0,030
As 0,001 0,001 0,005 | 1 N 0,003 0,0005
Bi 0,0001 1 Ni 0,005 0,0005 0,002
С 0,007 0,001 0,003 1 1 0 0,003 0,0005 0,003
Са 0,002 0,001 0,003 Р 0,035 0,002 0,005
Cd 0,0001 0,001 0,005 РЬ 0,0001 0,001
Си 0,001 0,001 0,005 s 0,035 0,0002 0,0005
Fe 0,005 0,001 0,005 Si 0,002 0,001 0,003
Н 0,0005 0,001 0,005 Sn 0,0001
Mg 0,001 0,005 Zn 0,0001 0,0005 0,001
* ’ Порошок высокочистый.
* 2 Штабик высокочистый.
* 3 Австрия, Европейский стандарт; среднее значение дано для вольфрама чистотой
99,98 %, максимально допустимое - для вольфрама чистотой 99,95 %.
7.1.4. Дополнительно регламентируемое содержание примесей (%) в W, WVM, W-Re, WVM-Th
(Plansee Werke, AG, Австрия, Европейский стандарт)
Элемент Среднее Максимально 1 допустимое I Элемент Среднее Максимально допустимое
Ag 0,0005 Мп 0,0005
Ba 0,0002 0,0010 Nb 0,0005
Со 0,0005 0,0030 Та 0,0005 0,0020
Сг 0,0010 Ti 0,0005 0,0020
К 0,0005 0,0010 Zr 0,0005 0,0020
Получение и обработка вольфрама и его
сплавов. Основные вольфрамовые руды -
вольфраматы (FeWO4, MnW04> и шеелит
CaWO4. Исходные продукты для получения
металлического вольфрама - паравольфрамат
аммония, вольфрамовая кислота, триоксид
вольфрама и синеокись вольфрама, которые
могут быть восстановлены до вольфрама во-
дородом при температурах 650 - 1000 °C.
Порошки просеиваются, гомогенизиру-
ются, прессуются в прутки, пластины и другие
заготовки различной геометрии и размеров.
Спекание осуществляется в водороде по
ступенчатому режиму при температурах 1000 -
1300 °C (первое спекание) и < 2500 °C
(крупные заготовки) или £ 3000 °C (’’сварка"
штабиков). Спеченные порошковые заготовки
или штабики сечением от 7x7 до 95x95 мм
длиной до 300 мм служат исходным материа-
лом для дальнейшей деформации или элек-
тродами для дуговой, электронно-лучевой или
гарниссажной вакуумной плавки в различных
комбинациях. Масса слитков 10 - 300 кг.
Получают слитки круглого и прямоугольного
сечения под деформацию или, при центро-
бежной разливке, заготовки с формой, близ-
кой к окончательной, в том числе тонкостен-
ные и сложной формы.
ВОЛЬФРАМ И ЕГО СПЛАВЫ
641
Изделия сложной конфигурации, в том
числе перфорированные и тонкостенные,
можно получать методами осаждения из газо-
вой фазы электрохимическим и плазменным
осаждением. Для выращивания монокристал-
лов или направленно-закристаллизованных
сплавов (прутки диаметром 7-40 мм) могут
быть использованы электронно-лучевая зонная
или плазменная плавки.
Литой, спеченный, порошковый и газо-
фазный материалы при обычной температуре
являются хрупкими из-за высокой удельной
концентрации примесей, в том числе легко-
плавких, разного рода дефектов и пор по гра-
ницам зерен.
Температура вязкохрупкого периода
(7\) зависит от содержания примесей, харак-
тера их распределения, типа легирования и
структуры, формирующейся в сплавах при
предшествующей деформационно-термической
обработке. Снижение общего уровня примесей,
особенно кислорода, достигается за счет рафи-
нирования при плавлении и введения раскис-
лителей. Снижение удельной концентрации
примесей на границах зерен достигается увели-
чением площади границ за счет измельчения
зерна при деформации и/или термообработке.
Температура деформации должна превышать
верхнюю температуру вязкохрупкого перехода.
Деформация вукуумплавленного и по-
рошкового вольфрама осуществляется путем
многократного повторения циклов нагрев-
деформация-рекристаллизация и далее нагрев-
деформация. При деформации зерно измельча-
ется, появляется ячеистая структура, зерна вы-
тягиваются в волокна, состоящие из ячеек,
увеличивается плотность подвижных дислока-
ций, уменьшается удельная концентрация
примесей на границах зерен. Все вместе приво-
дит к снижению Тх.
Прессование слитков и спеченных загото-
вок проводится в контейнерах-оболочках с
нагревом до 1600 - 2000 °C. Ковка, штамповка,
ротационно-давильная обработка, прокатка
осуществляются на быстроходных машинах с
минимальным числом проходов с одного на-
грева до 1450 - 1600 °C, так как материал быст-
ро охлаждается из-за высокой теплопроводно-
сти. С увеличением степени деформации при
получении тонкой ленты, фольги, проволоки
Тх снижается от 450 - 600 °C для литого мате-
риала до 200 - 400 °C для прутков диаметром
10 - 18 мм и 100 - 250 °C для прутков диамет-
ром - 7 мм, и далее до 120 - 150 °C для прутков
и проволоки диаметром 1 - 2,5 мм и менее.
Температура обработки постепенно снижается,
вплоть до 20 °C. В процессе деформации обла-
дающей запасом пластичности материал при
21 Зак. 225
Рис. 7.1.8. Влияние степени деформации е (диаметра
прутка, проволоки) на прочность (а), пластичность (б)
сплавов вольфрама с разным легированием при 20 °C
температурах ниже температуры рекристалли-
зации сильно наклепывается, повышается его
прочность, снижается пластичность. Степень
упрочнения (рис. 7.1.8) зависит от степени
деформации (диаметра прутка, проволоки или
толщины сутунки, листа) и состава сплава.
Для дальнейшей деформации необходимо
проведение промежуточных отжигов: рекри-
сталлизационных (после первой и второй де-
формаций для полной перерекристаллизации и
устранения наследственной структуры или по-
рошкового материала) и для снятия напряже-
ний при необходимости последующей дефор-
мации на тонкие сечения. Отжиги проводятся в
вакууме, инертной (аргон) или восстановитель-
ной (водород) среде; нагрев под деформацию -
в защитной среде.
При нагреве деформированного вольфра-
ма выше температуры рекристаллизации его
структура изменяется: уменьшается плот-
ность дислокаций, появляются и растут
рекристаллизованные зерна, перераспреде-
ляются примеси, что приводит к снижению
прочности и твердости и вызывает охрупчива-
ние большинства марок сплавов вольфрама.
642
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Рис. 7.1.9. Влияние степени деформации на температуру
начала и конца рекристаллизации (степень рекристалли-
зации) сплавов вольфрама разного типа:
а - пруток диаметром 7 - 14 мм (е - 80 %),
б - лист толщиной I - 2 мм (е = 92 - 94 %)
Температура первичной рекристаллиза-
ции (появляются мелкие разноосные рекри-
сталлизованные зерна) и вторичной рекристал-
лизации (вырастают крупные равноосные или
вытянутые в направлении предшествующей
деформации зерна) зависит от чистоты металла
по примесям, содержания легирующих элемен-
тов, степени предшествовавшей деформации
(или диаметра прутка и проволоки, толщины
сутунки, листа) (рис. 7.1.9, табл. 7.1.5).
Для ряда видов продукции регламенти-
руемые режимы первичной и вторичной
(собирательной) рекристаллизаций оговарива-
ются в соответствующих ТУ или других норма-
тивных документах.
Гарантированные механические свойства
полуфабрикатов приведены в табл. 7.1.6-7.1.11.
Сортамент вольфрамовой проволоки рег-
ламентируется ГОСТ 18903, ГОСТ 19671-91 и
дополнительно ТУ на отдельные виды продук-
ции. Для обозначения состояния проволоки
(деформация, отжиг) или состояния ее поверх-
ности используются буквенные обозначения или
их комбинации: А - ’’черная" тянутая с графито-
вой смазкой на поверхности; АП - "черная" тя-
нутая прямленая, не завивается в витки;
Б - очищенная; Г - очищенная и отожженная;
Т - травленая (получение проволоки меньшего
диаметра путем стравливания большего); П -
повышенной точности изготовления; АД - "чер-
ная" повышенной технологичности; АЕ-"чер-
ная" повышенной жаропрочности; ТО - трав-
леная и отожженная. Вид обработки и состоя-
ние поверхности согласуются с потребителем.
7.1.5. Характеристики процесса рекристаллизации проволоки из вольфрама и его сплавов
Сплав Диаметр проволоки, мм Первичная рекристаллизация при Т, °C (Г = 0,5-1 ч) Вторичная рекристаллизация
Т, °C (Г = 1 - 15 мин) Тип структуры
ВЧ, W 0,04 - 0,30 1000 - 1300 2800 - 2900
BP-5, BP-10, ВР-20 0,04 - 0,30 1300 - 1600 2200
МВ-50 0,04 - 0,30 1200 - 1300 2200 Равноосная
ВТ-10, ВТ-20 0,15 - 0,6 1200 - 1500 2500 - 2800
WT10, WT20 0,04 - 0,1 1700 - 1900 2500 - 2800
ВМРК 0,3 1450 - 1700 2300
BA, 218W 0,4 - 10 1400 - 1600 2500 - 2700
CSW, 0,1 - 0,3 1600 - 1750 2500 - 2700 "Бамбуковая"
AKS-W 0,03 - 0,1 1700 - 1900 2500 - 2700 (вытянутые зерна)
WVM + (1 - 2) ThO2 0,1 - 0,6 1900 - 2200 2500 - 2700
ВОЛЬФРАМ И ЕГО СПЛАВЫ
643
7.1.6. Механические свойства при 20 °C проволоки из порошковых сплавов вольфрама
для источников света (ИС) и композиционных материалов (КМ)
Сплав Диаметр проволоки, мкм ав, Н/мм2 3 Удельная мас- са, мг/200 мм Условный предел про- чности, гс/мг/200 мм
ВА для ИС 400-1500 - - -
128-250 1871-3430 51,2-189,4 50-90
77-128 1871-3577 18,4-49,6 50-95
50-77 2058-3773 7,9-18 55-100
25,5-50 2156-4018 2,0-7,6 60-105
17,5-25,5 2671-4160 0,93-1,97 70-110
BA-ПК для ИС 26-40 2900-4100 - -
13-25,5 3050-4300 - -
ВА-ПНС для ИС 13-40 3500 - . -
ВА для КМ 51-60 2451-3774 - -
26,5-50 2843-4020
20-25 2990-4161
ВМ, ВТ-7, ВТ-10, ВТ-15 для ИС 18-1500 - -
Примечания: 1. Проволока марки ВА для ИС на стадии первичной рекристаллизации после отжига
должна иметь структуру, изображенную на рис. 7.1.10, а, в, д\ диаметр проволоки 20-79 мкм - отжиг
1800-1850 °C; 79-178 мкм - 1750-1800 °C; 178-285 мкм - 1700-1750 °C; 285-495 мкм - 1600-1650 °C;
700 мкм - 1550-1600 °C (нагрев - 3 мин, выдержка - 5 мин, охлаждение - 5 мин, точка росы
водорода -30 °C).
соотЬетстЬует не ummbemcntyem
техническим тре&Ланиям
Рис. 7.1.10. Схематическое изображение микрострук-
тур проволоки после первичной рекристаллизации (а,
в, д) и в начальной стадии рекристаллизации (б, г, е).
Проволока диаметром:
а, 6-500-700 мкм, х200; в, г-свыше 110 до 180 мкм,
хЗОО; д, е- 20-110 мкм, хЗОО
соотбетстбует не соотбетстбует
техническим тре&обаниям
Рис. 7.1.11. Схематическое изображение микрос-
труктур проволоки диаметром 400-700 мкм
(а, б), х 170-200; 200-390 мкм (в, г), х200 и
20-195 мкм (д), х200, (е) х360, соответствующих (а,
в, д) и не соответствующих (б, г, е) техническим
требованиям
2. Структура проволоки после собирательной рекристаллизации (после отжига в водороде с точкой
росы не выше - 30 °C) при 2550-2600 °C (нагрев - 3 мин, выдержка - 5 мин, охлаждение - 5 мин) должна
соответствовать схематически изображенной на рис. 7.1.11, а, в, д.
3. В состоянии поставки технологичность проволоки, пригодность ее для последующей обработки
определяются тем, чтобы свободно свисающий с катушки конец проволоки длиной 500-700 мм не завивался
в кольцо диаметром менее 3 мм для проволоки диаметром 10-17,5 мкм и менее 5 мм; для проволоки
диаметром до 17,5 - 30 мкм, кольцо г: 10 см; для проволоки диаметром 30-60 мкм и кольцо диаметром
20 мм для проволоки диаметром 60-200 мкм.
21*
644
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
7.1.7. Механические свойства при 20 °C проволоки ВА для деталей электровакуумных приборов (ЭВП)
для работы при температурах > 2900 °C в зависимости от условий обработки
Диаметр проволоки, мкм Подогреватели катодов прямонакальные, катоды разных конструкций Сетки групп
неспиральных групп спиральных групп
А, АП, Т Г’.Т А, АД, АЕ, Б, Т АП, Т
<ув, МПа Фактор / «з , мин-1 керна / ов, МПа
900 - 1500 - - - 3/60 -
500 - 900 - - - 3/240 -
300 - 500 - - 2100 - 2700 3/1000 -
200 - 355 2120 - 3090 1930 - 2700 2120 - 3090 3/1000 -
140 - 200 2320 - 3280 2120 - 2700 2120 - 3470 3/2000 2320 - 3470
ПО - 140 2510 - 3470 2320 - 2900
60-110 2620 - 3860 2320 - 2900 2320 - 3670 3/2000 2620 - 3860
40 - 60 2900 - 4050 2320 - 3090 2470 - 3860 3/4000 2900 - 4050
25 - 40 ЗОЮ - 4630 2510 - 3280 2900 - 4050 3280 - 4250
10 - 25 3670 - 5020 2780 - 3860 3090 - 4250 2,5/3000 3670 - 4630
(8 - 12)'2 3070 - 4630 (Т) 3090 - 4250 (Т) 2700 - 4250 (Т) - 3470 - 4630 (Т)
(5 - 8)*2 2090 - 4250 (Т) 2300 - 3860 (Т) 3090 - 4250 (Т)
** Рекомендуемые температуры отжига проволоки диаметром: 20 - 79 мкм — 1800 -
1850 °C; 79 - 178 мкм - 1750 - 1800 °C; 178 - 285 мкм - 1700 - 1750 °C; 285 - 495 мкм - 1600 -
1650 °C; 495 - 700 мкм - 1550 - 1600 °C.
*2 Проволока, полученная травлением (Т) поверхности.
‘3 Скорость спирализации.
Примечание: Кроме того, выпускаются прутки из сплава ВА диаметром 1,0 - 12,0 мм
длиной 1000 - 300 мм, для спиральных и специальных ламп, биспиралей и спиралей ламп нака-
ливания, катодов, подогревателей мощных ЭВП и других деталей, работающих при температу-
рах выше 2900 °C.
ВОЛЬФРАМ И ЕГО СПЛАВЫ
645
7.1.8. Механические свойства при 20 °C прутков и проволоки из сплавов, содержащих рений
Сплав Диаметр прутка, ов, МПа Примечание
(назначение) проволоки, мм
21,0 - 50 - -
2,0 - 20 - -
ВР-27ВП (контакты и 0,50 - 0,75 2254 - 2744 8 > 1,3 %
др. детали) 0,80 - 1,40 2054 - 2450 8 > 2,0 %
1,50 - 2,00 1568 - 1764 8 > 30 %
ВР-27ЭВП 0,025 - 0,355 - Фактор керна 1,5 - 2,0
ВР-10Т2, ВР-20Т2 (катоды сетчатого 0,150 - 0,200 0,205 - 0,355 3500. -
типа, промышленные 2900 -
катоды, высокотемпе- 0,360 - 0,595
ратурные термопары) - -
0,600 - 1,590
ВМРК, ВМРГ 2500 - 3000 -
(армирующие 0,1 - 0,3 (деформированные)
волокна для КМ) 900 - 1500
(рекристаллизованные)
7.1.9. Механические свойства при 20 °C проволоки из вольфрама с молибденом для деталей ЭВП
Диаметр проволоки, мкм Подогреватели катодов ВАМ-5 групп А, АП, Б Сетки
ВАМ-5, групп МВ-50, групп
А Г* А, Б Г*
оВ) МПа ов, МПа ов, МПа 5, % ов, МПа ов, МПа 5, %
350 - 600 - 1500 1150 18 1800 1150 12
200 - 350 1900 - 2950 2090 1180 18 2220 1200 12
100 - 200 2000 - 2700 2220 1230 12 2350 1250 10
60 - 100 2200 - 3500 2350 1250 12 2450 1350 8
35 - 60 2600 - 3900 2610 1310 8 2740 1400 6
20 - 35 - 2880 1960 - 3000 1950 -
* Рекомендуемые температуры отжига проволоки диаметром: 30 - 110 мкм — 1900 -
1950 °C; ПО - 178 мкм - 1850 - 1900 °C; 178 - 295 мкм - 1800 - 1850 °C; 295 - 500 мкм - 1700 -
1750 °C.
7.1.10. Влияние отжига на прочность и пластичность проволоки диаметром 0,1 - 0,3 мм из порошковых сплавов вольфрама
Температура отжига, °C сгв, МПа 8, %
ВЧ ВА ВР-20 ВТ-10 W-HfC ВА ВР-20 W-HfC ВЧ
Деформированное состояние 2500 - 3000 2500 - 3000 2700 - 3700 2500 - 3000 2700 - 3000 1,5 1,5 2 - 4 1 - 1,5
800 2250 - 2700 2450 - 2900 - 2500 - 3000 2700 - 2900 1 - 1,5 1 - 1,5 1 - 2 1 - 1,5
1000 2000 - 2350 2250 - 2650 - 2350 - 2850 2800 - 3000 1 - 1,5 1 - 1,5 1 - 1,5 1 - 1,5
1200 1650 - 2000 2050 - 2250 2080 - 2800 2200 - 2700 2400 - 2600 1 - 1,5 1 - 1,5 1 - 1,5 1 - 2
1400 1350 - 1650 1900 - 2200 1920 - 2500 2150 - 2400 2000 - 2200 1 - 1,5 20 - 24 1 - 2 1 - 2
1600 - 1700 - 2300 1600 - 1800 - - 1 - 1,5 22 - 24 - -
7.1.11. Механические свойства некоторых полуфабрикатов из низколегированных порошковых сплавов вольфрама
Сплав Темпера- тура начала и конца рекристал- лизации, °C Полуфабрикат (вид обработки) Свойства при температуре, °C
20 500 1000 1200 1600 2000 2500 3000
Ор, МПа (ТХ-’«С) СТв, МПа 6, % *в, МПа <ув, МПа <*в, МПа СТв, МПа 6, % <*в, МПа Ств, МПа
Нелегиро- ванный вольфрам В-МП*1 1200-1300 1250-1450 Пластина (30-35)х350х350 мм (прокатка, отжиг 1200. °C, 1 ч) (200-400) 350-460 5-20 300-390 270-290 120-180 60-80 - 40-45'4 -
в-змп'1 1250-1350 Пруток 0 4 мм (экструдирование) (300-400) 460-580 >10-12 410-490 - - 64-83 10 - -
В-5МП'1 1300-1400 Пруток 0 30-80 мм (экструдирование) 1200-1300 (150-200) 600-700 10-35 400-560 350-530 120-180 40-95 20 30-43 20-30
ВМ-1МП'2 1450-1500 Пруток 0 40-75 мм (экструдирование) 730 (150-200) 600-700 15-20 520-570 450-500 170-220 65-90 - 20-30 8-15
Условное обозначение'. стр - напряжение разрушения
Для этих сплавов Тпл = 3400 °C; у = 19,0 ± 0,1 г/см3.
•2 Тпд = 3300 °C; у = 17,0 ± 0,3 г/см3.
*3 Измерение Гх и ор проведены на листе толщиной 5 мм (5 >2 мм).
*4 Предел прочности определен при 2400 °C, а не при 2500 °C, как для остальных сплавов.
646 Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
ВОЛЬФРАМ И ЕГО СПЛАВЫ
647
Полуфабрикаты и изделия. Промышлен-
ность выпускает широкий сортамент элек-
тродных материалов большого диаметра из
вольфрамовых сплавов:
ВТ-15, ВТ-50 - прутки шлифованные и
проволока диаметром 12,0 - 1,0 мм для элек-
тронной промышленности, спиралей спец-
ламп накаливания и других деталей для рабо-
ты при температурах £ 2100 °C в условиях
повышенных механических нагрузок, ударов,
вибраций (ГОСТ 19671-91);
ВТ-50К, ВТ-15К - прутки диаметром
10,25 - 15 мм (получены газофазным осажде-
нием вольфрама на прутки диаметром 6 мм
сплава ВТ с крупнокристаллической структу-
рой) для электродов ксеноновых ламп;
ВА, ВТ, ВРМ, ВНБ-3 - прутки диамет-
ром 1,0 - 12,0 мм и длиной 1000 - 200 мм для
электродов (Э) газоразрядных ламп;
Электроды из сплавов типа ВИ, СВИ-1, и
ВЛ диаметром 1,0 -10,0 мм длиной 120 - 600 мм
для сварки и резки металлов в защитной ат-
мосфере, электроды импульсных приборов.
Прутки диаметром 5 - 11 мм длиной
200 - 100 мм с монокристальной структурой
марок ОЧВ, СВ-4 и прутки и проволока из
них, выпускаемые для деталей ЭВП, должны
при диаметре 5 мм выдерживать изгиб на
90° при 20 °C.
Из порошкового вольфрама В-МП и его
сплавов В-ЗМП, В-5МП и сплава ВМ-1МП с
15 % Мо, раскисленных и с микроприсадками
тугоплавких оксидов изготовляются экструди-
рованные прутки диаметром 35 - 75 мм дли-
ной 200 - 600 мм и кованные прутки диамет-
ром 20 - 18,0 мм, а также трубчатые заготовки
тех же наружных диаметров.
Кроме того из вольфрама изготовляются
мишени, зеркала и заготовки зеркал рентгенов-
ских трубок с вращающимся анодом и рентге-
новских ксенотронов, в том числе с дорожкой из
сплава с рением, термокомпенсаторы. Вольфра-
мовые контакты различных диаметров изготов-
ляют вырубкой из полосы или резкой прутка.
Из порошкового вольфрама и некоторых
его вакуумплавленых и порошковых сплавов
могут быть изготовлены трубы тонкостенные,
цельнотянутые, бесшовные, отожженные и
неотожженные.
Из вольфрама и его сплавов производят
полуфабрикаты плоского сечения широкого
сортамента. Из вольфрама ВЧ производятся
полосы (0,1 - 0,3) х (20 - ПО) х (> 250) мм, по-
лосы для вырубки зеркал и термокомпенсаторов
(1,2 - 2,0) х (30 - 190) х (170 - 104) мм, ленты
плющеные из штабиков или кованых прутков
(0,95 - 4,0) х (5,5 - 10,0) х (200 - 2000) мм.
Из вольфрама марки В А и ВАР-5 может
быть изготовлена фольга (0,02 - 0,05) х (£ 20) х
(> 80) мм, из тарированного вольфрама ВТ-15
может быть изготовлена лента плющеная из
проволоки (плющенка) (0,6) х (2,0) х (> 500) мм.
Из вольфрама В-МП, В-З-МП, В-5-МП и ВМ-
1-МП (с 15 % Мо) могут быть изготовле-
ны пластины, листы и полосы горячекатаные
следующих размеров: (толщина) х (ширина) х
х (длина), мм: (7 - 40) х (100 - 400) х (100 - 500);
(1,0 - 6,0) х (30 - 500) х (50 - 600); (0,2 - 0,9) х
х (20 - 250) х (50 - 800); 0,1 х (20 - 250) х (50 - 500).
Из сплава ВР-27 ЭВП могут быть изго-
товлены фольга и полосы (0,02 - 3,0) х (20 -
150) х (100 - 50) мм для деталей спецприборов.
а)
бв.мпа
Рис. 7.1.12. Влияние температуры на удлинение (а),
временное сопротивление разрушению (б) и предел
текучести (в) вакуумплавленых (ВП) полуфабрикатов
из порошковых (ПМ) сплавов вольфрама в крупных
сечениях (£ 7 мм диаметром или толщиной):
1 - 7 - степень деформации е = 95 %,
отжиг 2127 - 2227 °C, 30 мин; 8 - литое состояние
1 - W - 1 ThO2 (ПМ); 2 - W - 26 Re (ВП);
5-W-3,6 Re - 1 ThO2 (ПМ);
4-W- 11 Re - 1 ThO2 (ПМ);
5-W- 26 Re - 1 ThO2 (ПМ);
6- W - 3,6 Re - 0,26 HfC (ВП);
7- W - 3,6 Re - 0,3 Mo - 0,24 HfC (ВП);
8 - W - (0,1 - 0,4) ZrC, HfC (ВП)
QO
7.1.12. Влияние температуры на прочность проволоки из сплавов вольфрама
Сплав (марка или состав) Диаметр проволоки, мкм у, г/см3 ств, МПа, при Т, °C ст к», МПа, при Г, °C
1000 1100 1200 1300 1500 1100 1200
вч, в-мп 200 - 400*2 19,1 690 - 540 300 180 430 315
ВА, ВМ, AKS, 100 - зоо*1 19,1 1100 - 1400 850 - 1200 800 - 1200 700 - 1000 250 - 600 400 - 500 310 - 480
218W, CSW 500 - 700'1 950 - 1000 800 - 950 700 - 820 600 - 800 400 - 550 - -
ВТ-10, ВТ-15, WP, 200 - 300*1 - 970 - 1280 860 - 1150 840 - 1000 500 - 770 530 370
ВТ-20, W-2Th, ST 300W 380*1 18,9 - 19,1 - 1180 - 1280 - 850 - 1100 500 - 770 655 480
W-(3,6)Re-0,2HfC (ВП) 380'1 19,4 - 2165 1937 - - 1410 910
ВМРК (ВП) 380*1 19,4 2500 - 2700 2350 - 3550 - 1750 - 1900 600 - 850 950 - 1100 750 - 800
ВМРГ (ВП) 300*1 17,6 - 17,8 3000 2600 - 1600 400 1100 - 1200 350
W-0,25HfC (ПМ) ЗОО'1 19,4 - 1200 - 1400 - 950 - 1480 550 - 800 900 - 1000 -
ЗОО’3 - 840 - 680 - 1350 600 - 910 - -
W-(3,6 и 26)Re-2ThO2 200"1 19,1 - 1200 - 1450 - 1000 - 1200 - 480 и 340 300 и 190
W-3Re (ПМ) 200 19,4 - 1475 1082 - - 476 317
Деформированное состояние.
*2 Отжиг 1450 °C.
*3 Отжиг 1800 °C, 10 ч.
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
ВОЛЬФРАМ И ЕГО СПЛАВЫ
649
На промышленных, полупромышленных
и экспериментальных сплавах вольфрама дос-
тигнуты высокие характеристики жаропроч-
ности (кратковременная и длительная проч-
ность, сопротивление ползучести), как на
полуфабрикатах крупных сечений (деформи-
рованные прутки, литые изделия) (рис. 7.1.12,
7.1.13), так и на полуфабрикатах тонких сече-
ний (табл. 7.1.12). Эти свойства документаци-
ей обычно не регламентируются.
Свойства холоднокатаной полосы из
сплавов общего назначения фирмы "Планзее"
(Австрия) приведены на рис. 7.1.14, свойства
листа толщиной 0,5 мм из сплава ВМРИ (2 %
Re, 1 % Мо) приведены в табл. 7.1.13.
Механические свойства листов толщиной
7 и 12 мм из вольфрама и его сплавов с рением в
направлении прокатки приведены в табл. 7.1.14.
6,мпа
во
60
40
20
О
1800 2000 2200 2400 Т,К
Рис. 7.1.13. Влияние температуры на
сопротивление ползучести сплавов вольфрама при
скорости установившейся ползучести е = Ю”6 с'1
бд,МПа
Рис. 7.1.14. Влияние температуры на
временное сопротивление разрушению ленты сечением
2 х 0,05 мм из сплавов порошкового вольфрама
7.1.13. Свойства листа толщиной 0,5 мм из
сплава ВМРИ при повышенных температурах
т, °с ств, МПа 5, %
200 1070 0,30
250 1080 2,20
350 1060 1,65
400 1050 1,20
500 990 2,10
700 820 1,20
7.1.14. Свойства пластин и листов толщиной
7 - 12 мм из сплавов W при 20 °C
Свойство
СТВ, МПа °0,2» МПа S, % МЛ %
W кованый:
7 мм 780 - < 0,2 0
12 мм 675 - < 0,2 0
W-5Re:
7 мм 900 - < 0,2 0
12 мм 1100 - < 0,2 0
W-26Re:
7 мм 1720 1575 18 25
12 мм 1720 1615 13 20
Коррозионные и химические свойства.
Химическая стойкость вольфрама в ряде ки-
слот, щелочей, газов, оксидных керамик и
расплавов металлов достаточно высока (табл.
7.1.15).
Коррозионная стойкость сплава ВР-27ВП
в ряде сред превосходит коррозионную стой-
кость вольфрама или не ниже ее.
650
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
7.1.15. Химическая стойкость вольфрама в жидких и газообразных веществах и расплавах
Реагент, состояние реагента (условия) Характер взаимодействия
Вода, кислоты, щелочи, галогенид! Н2О; HF; NH4OH; КОН; NaOH (горячая, холодная); 12 (до 800 °C); С12; Вг2 (до 250 °C); НС1; HNO3; H2SO4 (холодная, все концентрации); ХСООН (органические кислоты); НС1 (сухая, свободная от О2, до 600 °C) ы He взаимодействует
НС1; HNO3; H2SO4; Н3РО4 (горячая, все концентрации); НС1 + HNO3 (холодная); NH4OH; КОН; NaOH (в присутствии окислителей типа Н2О2); S (расплав); SO3 (расплав) Слабое взаимодействие
HF + HNO3 (холодная и горячая); NaOH (в присутствии Na2O2 или на воздухе); F2 (холодная или горячая); Na2NO2 (взрывоопасно при > 300 °C) Сильно взаимодействует
Газы N2 + О2 (< 400 °C); Н2, N2 (< 2000 °C); воздух (< 500 °C) Не взаимодействует
H2S (красное каление) Слабое взаимодействие
N2 + О2 (> 400 °C); СО2 (> 1200 °C); SO2 (> 700 °C); NjfOj, (при повышенных температурах) Окисление
Н2О (> 700 °C "водяной цикл"); Н2О (красное каление) Окисление / восстановление Быстрое окисление
СйН2и (> 900 °C); СО (> 800 °C); С (> 1400 °C) Науглероживание, карбиды
N2 (> 2300 °C); NH3 (> 300 °C) Азотирование, нитриды; охрупчивание NH3
N2 + О2 (> 850 °C) Испарение
Оксидная керамика А12О3 (< 1900 °C); ВеО (< 2000 °C); ThO2 (< 2200 °C) MgO (< 1500 °С)‘; ZrO2 (< 1600 °C) Не взаимодействует в вакууме, в защитной атмосфере, темпе- ратура на 100 - 200 °C ниже
С-графит (> 1400 °C) Науглероживание
Расплавы металлов и оксидов А1 (< 680 °C); Ga (< 800 °C); К, Li (< 1620 °C); Mg (< 600 °C); Na (< 900 °C); К (< 900 °C); Hg (< 600 °C); Bi (< 980 °C); Zn (< 750 °C) Не взаимодействует
UO2 (< 3000 °C) Не взаимодействует
При более высоких температурах в вакууме сильное испарение MgO; в восстановитель-
ной и защитной атмосфере может работать до 1600 °C.
ВОЛЬФРАМ И ЕГО СПЛАВЫ
651
Физические свойства. Вольфрам - пере-
ходный металл VI группы. Атомный номер 74,
атомная масса 183,92 а.е.м. (г/моль'1), атом-
ный радиус 0,140 нм, атомный объем при
20 °C 9,53-10’6 м3моль’1, ионные радиусы
W4+ 0,068 нм, W6+ 0,065 нм.
Вольфрам - мономорфный металл с
ОЦК кристаллической структурой; энергия
кристаллической решетки 905 мкДж кмоль-1
координационное число 8. Период кристал-
лической решетки зависит от частоты вольф-
рама по примесям: а = 0,31648 -4- 0,31651 нм
при 20 °C и 0,3161 нм при - 269 °C. Метаста-
бильная фаза 0-W представляет собой оксид
W14.20O; необратимо разлагается при нагреве
до 520 °C.
Вольфрам имеет изотопы с массовыми
числами от 173 до 189 с периодами полурас-
пада от 660 с до 145 суток; эффективное сече-
ние захвата тепловых нейтронов вольфрама
19,2 10-28 м2.
Температура плавления Тпл = 3400 °C,
температура кипения Ткт = 5367 °C (< 5900 °C).
Удельная теплота плавления
АЯПЛ = 192,34 кДжкг1, удельная теплота
испарения АЯИСП =4007 кДжкг1, удельная
теплота сублимации АЯсубл = 5000 кДжкг1.
Некоторые физические свойства вольф-
рама приведены ниже.
Удельное электрическое сопротивление
деформированного вольфрама приведено в
табл. 7.1.16.
Давление пара вольфрама в зависимости от температуры:
Т, К 1700 2100 2500 2600 2700 2800 2900 3000 3100 7^
р, Па МО-10 1 10-6 8,06-10’6 3,97Ю-5 1,73-10“4 6,89-10-4 2,48-10-3 8,18Ю~3 2,50 -Ю’2 4,28
Поверхностное натяжение жидкого вольфрама о = 2300 мН м'1 при Гпл. Молярная энтро-
пия 5о (Дж моль^ К'1): возрастает от 33,64 при 298 К до 64,78 при 1000 К, при 2000 и 3000 К
соответственно равна 84,69 и 97,79.
Удельная теплоемкость вольфрама ср (Дж-кН-К"1) равна 136 при 20 °C и 200 при 2000 °C.
Теплопроводность вольфрама технической чистоты в зависимости от температуры:
Т, К........... 5 16 30 80 100 200 375 1000 1500
X, Вт-м-’-К-1.. 418,7 1222,0 904,5 200,1 189,5 165,0 154,0 124 112
Теплопроводность монокристаллического вольфрама высокой чистоты равна 8-Ю'4 Вт-м^-К'1
при -196 °C.
Теплопроводность вольфрама, содержащего 0,0001 % Мо, 0,0001 % Н2, 0,0001 % N2,
0,001 % О2, 0,02 % С в зависимости от температуры:
Г, К.................. Н00 1300 1500 1700 2000 2200 2400
а-106, м2/с...... 46,3 42,4 39,1 36,3 33,2 31,5 29,8
Для материала технической чистоты температуропроводность < 27,7-10‘6 м2/с при 2000 °C.
Температурный коэффициент линейного расширения вольфрама чистотой 99,9 %:
Г, К................. 40 80 100 180 373 873 1273 1873 2573 3273
а-106, К’1 ......... 0,4 1,8 2,3 3,7 4,3 5,29 6,07 7,23 7,7 8,92
Температурный коэффициент линейного расширения вольфрама технической чистоты в
интервале температур:
Г, °C.............. 20 - 100 20 - 1000 20 - 2000 150 - 2130 20 - 3000
а-106, К’1 ...... 4,32 - 4,36 4,67 5,33 5,5 6,37
652
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Плотность вольфрама технической чистоты при 20 °C составляет 19230 кг/м3; монокри-
сталла вольфрама - 19246 кг/м3; плотность прутка диаметром 5,6 мм из порошкового вольфрама -
17000 кг/м3, после деформации до диаметра $2 мм плотность достигает 19220 ± 0,01 кг/м3.
Удельное электрическое сопротивление вольфрама зависит от чистоты и составляет
0,049 мкОм м при 20 °C для особочистых и совершенных монокристаллов и 0,058 мкОм м для
металла технической чистоты.
Влияние температуры на удельное электрическое сопротивление вольфрама технической
чистоты:
Г, К........ 43 100 300 800 1100 1400 1500 1800 2600 3200 3655
р, мкОмм.... 0,005 0,016 0,056 0,15 0,27 0,472 0,40 0,51 0,85 0,995 1,171
Температурный коэффициент электрического сопротивления вольфрама 3,11 10‘3 К-1 при
273 К, в интервале 273 - 473 К - 4,82 Ю'3 К*1.
7.1.16. Удельное электрическое сопротивление деформированного вольфрама
Удельное электрическое сопротивление Свар- ной штабик Диаметр прутка или проволоки, мм
5 4 3-2 0,5 0,3 0,1 0,05 0,012
р, мкОм м 0,0613 0,0558 0,548 0,0546 0,0582 0,0602 0,0655 0,0696 0,075
Влияние температуры отжига на удельное электрическое сопротивление вольфрамовой тя
нутой проволоки диаметром 0,2 мм (рдеф = 0,0617 мкОм м):
7отЖ5 °с....... 400 600 800 1000 1200 1400
р, мкОм м...... 0,0591 0,0543 0,0523 0,0518 0,0500 0,0484
Работа выхода электронов в вакууме
при 20 °C для вольфрама ВЧ, ВА составляет
4,5 - 4,55 эВ, эмиссия £ = 0,16; 0,24; 0,29 при
1000, 1500 и 2000 °C, соответственно.
Введение 1,5 % ZrO2, 1,0 % HfCh, 5 % Мо,
2 % Та, 3 % Zr или ThC>2 снижает работу вы-
хода электронов до 3,97; 3,84; 3,81; 3,75; 3,54
и 3,0 эВ соответственно.
Анизотропия работы выхода электронов
монокристаллов вольфрама:
(hkl)... (но) (112) (ЮО) (in) (116)
ф, эВ... 5,35 4,80 4,69 4,40 4,32
Магнитная восприимчивость вольфрама
X = 0,32 10-9 при 298 К.
Излучательные характеристики вольф-
рама растут с увеличением температуры от
1000 °C до температуры плавления. Инте-
гральная и спектральная (при длине волны
X = 0,65 нм ) степень черноты вольфрама
гладкой поверхности составляет при 1500,
2000 и 3000 °C соответственно:
-0,23, 0,28 и 0,38 (интегральная);
~ 0,45, 0,42 и 0,4 (спектральная).
Модуль упругости вольфрама Е = 410 ГПа,
модуль сдвига (7= 177 ГПа, модуль кручения
Т = 90 - 92 ГПа.
Некоторые физические свойства порош-
кового вольфрама технической чистоты и
низколегированных сплавов типа В-З-МП
приведены в табл. 7.1.17 - 7.1.18, вакуумплав-
ленного сплава В13И - в табл. 7.1.9.
ВОЛЬФРАМ И ЕГО СПЛАВЫ
653
7.1.17. Температурная зависимость модулей упругости порошкового вольфрама технической чистоты
и низколегированных сплавов типа В-З-МП
Г, °C 20 400 800 1000 1200 1400 1600 1800 2000
Е, ГПа 384-395 372-382 360-368 348-355 338-345 331-340 321-330 313-320 298-305
G, ГПа 150 145 139 135 130 128 127 123 115
7.1.18. Некоторые физические свойства порошкового вольфрама технической чистоты и
сплавов типа В-З-МП в зависимости от температуры
Т, °C 0 200 600 1000 1400 1800 2200 2600 3000
а*106, К-1 - 4,4-4,7 4,7-4,8 5,0-5,1 5,3 5,5 5,8 6,3 6,9
с/, Дж кг’ К"1 - 136 140-141 145-146 149-150 155-156 161-162 167-168 173-174
X, Втм-' К-1 154 147 131 118 109 104 98 93 -
р, мкОмм 0,0562 0,1020 0,2160 0,3400 0,4720 0,6200 - 0,85 -
Даны в интервале температур 20 - Т, °C.
7.1.19. Некоторые физические свойства сплава В13И*1
т,°с а-106, К-1 X, Вт-м-tK-i ср, Дж кН -К-1 Е, ГПа е*2
20 - 130 135 400 -
200 4,85 125 136 393 -
600 5,00 115 141 380 -
1000 5,20 НО 146 362 0,57
1400 5,30 108 153 345 -
1500 - - - - 0,238
1800 5,50 104 159 325 -
2000 - - - - 0,285
2200 5,80 98 165 310 -
2500 - - - - 0,309
2600 - - 171 - -
3000 - - 176 - 0,314
ч Тпл = 3400 °C; у = 19,2 г/см3; ц = 0,28 при 20 °C.
*2 Интегральный коэффициент черноты.
654
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Физические свойства сплава W-3Re. Тем-
пературный коэффициент линейного расшире-
ния а = 4,84-10"6 К'1 в интервале температур
20 - 500 °C, а при 20 - 1000 °C а = 5,1410‘6 К’1;
удельное электрическое сопротивление при
20 °C р = 0,092 мкОм м.
Физические свойства сплава W-26Re (типа
ВР-27-ВП). Модуль упругости Е = 430 ГПа при
20 °C; температурный коэффициент линей-
ного расширения а = 7,05 10'6 К-1 в интерва-
ле температур 20 - 500 °C и а = 7,96-10'6 К’1
при 20 - 1000 °C.
Удельная теплоемкость сплава W-26Re в зависимости от температуры:
Г, °C................. 27 227 727 1227 1727 2727
СрДж-кг1 К'1 ........ 138 151 160 171 188 202
Теплопроводность X (Вт-м4 К-1) сплава W-26Re: 66,72 при 1000 °C; 64,05 при 1500 °C;
62,82 при 2000 °C.
Удельное электрическое сопротивление сплава W-26Re в зависимости от температуры:
Т, °C.......... 0 500 1000 1500 2000
р, мкОмм....... 0,29 0,35 0,55 0,70 0,85
Диффузия в вольфраме. Основные параметры уравнения диффузии D =
= Dq ехр[- 0/(7?Г)] - частотный фактор Dq и энергия активации Q для самодиффузии и
диффузии элементов в вольфраме и его сплавах приведены в табл. 7.1.20 и 7.1.21.
7.1.20. Диффузионная подвижность элементов в сплавах вольфрама
Элемент Сплав T, К Q, кДж/моль Dq, CM2/C
185W W-6Re 2208 - 2773 470,1 4.610-2
W-llRe 2208 - 2773 344,4 2.8 10’4
W-22Re 2208 - 2773 373,3 7,1 IO'3
186\у W-27Re 2173 - 2673 393,9 9,2 IO'3
"Мо W-44Mo 2173 - 2673 448,3 1,7-10-’
W-55Mo 2173 - 2673 431,6 1,7 10-1
W-25Mo 2173 - 2873 486,0 2,6 10-’
W W-Ta 2173 - 2773 498,6 1,78
Та W-Ta 2173 - 2773 419,0 4,16 IO 2
14С W-3,9Re 1973 - 2073 155,0 3,10 10-3
W-6,8Re 1773 - 2073 151,3 2,2410-3
7.1.21. Характеристики диффузионной подвижности элементов в вольфраме в интервале температур
Элемент 7, К Q, кДж/моль Dq, cm2/c Элемент Т, К Q, кДж/моль Dq, см3/с
W 2073 - 2473 487,7 0,75 2351J '-’поли 1973 - 1673 433,7 2 IO’3
IS5W 2208 - 2773 505,7 8,210-2 и 2000 419,0 1,14
188уу 1573 - 1673 587,9 1,88 Th 2050 - 2500 339,9 (377) 1,13
W 2373 - 2573 641,5 42,4 Ce 2000 347,8 1,15
W*1 - 552,2 0,58 Y 2000 259,8 (284,9) 0,11
W*1 - 504,9 0,54 91y 1473 - 1873 285,3 6,7-10-3
W*1 - 610,5 10,8 Fe 2200 - 2800 566,6 Н,5
l86Re IXCMOHO 2915 - 3501 681,7 275 59Fe 1203 - 1513 279,0 11,5
186RenojlH 2173 - 2673 590,8 19,5 Ni 1600 - 1913 360,3 0,5
182Ta 1573 - 2673 586,2 3,05 Pd*1 - 366,8 6-Ю-з
95Nb 1573 - 2673 586,9 3,01 S 2173 - 2473 292,5 2,17 10-5
MoMOHO 1806 - 2533 337,3 6,3 IO"4 7Li 1365 - 1550 173,9 5,0
Мополи 1806 - 2533 337,3 5,3-10'3 14C 1473 - 1873 224,2 8,91-Ю-2
Mo 2281 - 2528 527,9 0,14 14C 2073 - 3073 169,3 9,22 IO’3
"MoMoho 2173 - 2673 507 510-2 c 1323 - 1723 207,4 3,0-Ю-1
"Мополи 2173 - 2673 460,8 3,710-3 ’4C 1773 - 2073 158,4 3,45-Ю-3
Hf (HfC)*1 - 600,8 N 1873 - 3273 119,0 2,4-Ю-з
Hfpacq 1 - 496,1 - N 1373 - 2073 150,0 2,3-IO’3
Zr (ZrC) 2300 - 3100. 565,6 - 670,4 (586,6) - N*1 - 259,8 5,4
Zr 2000 326,8 1,1 N*1 - 139,1 1,2 IO'2
Zr *> Zjlpac4 - 482,4 - N’1 - 210,3 7,0 io-3
234, 235т Г UMOHO 1973 - 2273 377,1 1,8 IO-2 N*1 - 136,6 1 1 1 л-з
234, 235 т I '-’моно 1323 - 1423 163,4 10 N*1 - 97,6 1,1- IV
TJ *2 '-’поли 1973 - 2273 357,8 2,7-10-3 О 1973 100,6 1,Э л Л1
IJ *2 '-’поли 1323 - 1473 216,6 i-io-6 О*1 - 261,5 v,Ui 4 1.10"3
и *3 и *3 '-’поли 1973 - 2273 1323 - 1473 283,7 192,7 2Д-10-4 l,3-10-6 н н*1 1100 - 1400 37,7 83,0 Ч, 1•1V 8,1 IO-2
4 Приведены данные разных авторов, которые не указывают температурные интервалы измерений.
*2 Крупнозернистый материал.
*3 Мелкозернистый материал.
ВОЛЬФРАМ И ЕГО СПЛАВЫ 655
656
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Рис. 7.1.15. Температурная зависимость коэффициента
объемной примесной диффузии и самодиффузии
элементов в вольфраме и молибдене:
1 - W, Та, Nb, Мо в W;
2, 7-U в WMOHO; 2 - U в WnoJIII;
3 - Re, Мо в W и W в W - (6 + 11) % Re;
4 - Мо, Re в Мо; 5 - Th в W; 6 - S в W;
8-Re, W в W - (22 * 27) % Re, Мо в W - (44 ч- 55) % Мо;
9 - W, Re в Мо; 10 - Мо в Мо;
11 - Th (зернограничная диффузия) в W;
12 - У в W; 13 - Th (поверхностная диффузия) в W;
14 - Pdrp в W; /5 - С в W; 16 - С в W-Re;
/7-0bW; W-NbW; /9-HbW
Температурная зависимость коэффици-
ента диффузии элементов в вольфраме приве-
дена на рис. 7.1.15.
Легирование любыми элементами уве-
личивает диффузионную подвижность эле-
ментов и примесей в вольфраме.
Технологические свойства. Гибка, формов-
ка, штамповка, вырубка, резка. Рекомендуе-
мый температурный интервал для всех опера-
ций на листе вольфрама разной толщины
выше температуры хрупко-вязкого перехода и
ниже температуры начала рекристаллизации
(рис. 7.1.16).
Тонкий сильно деформированный лист
и фольга имеют ярко выраженную волокни-
стую структуру (текстура деформации).
Их свойства в параллельном направлении и
поперек направления прокатки резко отлича-
ются. Рекомендуется изгибать лист из вольф-
рама и его сплавов только в поперечном на-
О 12 3 4 5 6 з,мм
Рис. 7.1.16. Влияние толщины листа вольфрама
на температуры технологических операций
правлении. Если необходимо изогнуть лист в
продольном направлении, необходимо сильно
повысить температуру. Минимальный радиус
изгиба обычно равен толщине листа.
При подогреве как вольфрама, так и
рабочего инструмента могут быть осуществле-
ны штамповка, обработка давлением при
вращении (ротационное выдавливание, рас-
катка при 300 - 400 °C), прессование и воло-
чение вольфрама. Из вольфрама могут
быть изготовлены трубы, в том числе тонко-
стенные.
Механическая обработка вольфрама. Для
обработки резанием деталей из вольфрама
сложной формы используют резцы с твердо-
сплавной режущей частью. Перфорация и
резка могут быть также выполнены электро-
искровой эрозионной обработкой, при кото-
рой вольфрам является анодом, а рабочий
электрод - катодом.
Механическое соединение. Конструкцион-
ные детали из вольфрама могут быть соеди-
нены друг с другом и деталями из других ме-
таллов клепкой, могут быть использованы
вольфрамовые и молибденовые заклепки.
Пайка. Поверхности детали, подвергаю-
щиеся пайке, должны быть очищены от мас-
ла, оксидов, абразива и других загрязнений и
протравлены непосредственно перед пайкой.
Чтобы избежать окисления рекомендуется
ВОЛЬФРАМ И ЕГО СПЛАВЫ
657
проводить пайку в атмосфере инертного газа,
в водороде или в вакууме. Некоторые воз-
можные химические составы припоев (%) и
температуры пайки (°C) для пайки вольфрама
с вольфрамом: Rh (1970); Pt-20Pd-5Au (1640 ±
± 25); Pd (1550); Ni (1430); Au-25Pd (1400 ±
± 10); Au-13Pd (1280 ± 20); Cu-45Ni (1300);
PdNi (1240); Cu-30Ni (1230); Ag-33Pd-3Mn
(1190 ± 10); Ni-31Mn-21Pd (1120); Ag-20Pd-5Mn
(1110 ± 10); Cu-18Pd (1180); Ag-5Pd (990 ± 20);
Ag-20Cu-15Pd (870 ± 20).
Припой температуры (°C) для пайки
вольфрама с графитом: Zr (1520 - 1865),
Zr-30Mo (1520), Ti (1668), Zr-10Ti (1600 - 1800);
Ni-10Ti (1330 - 1400); Cu-10Ti (950 - 1020);
Ag-27Cu-3Ti (800 - 850).
Сварка. Вольфрам - трудносвариваемый
металл, так как материал сварного шва и око-
лошовной зоны имеют соответственно круп-
ное литое и рекристаллизованное зерно, след-
ствием чего является охрупчивание этих зон.
Следует избегать сварки по краям и кромкам
конструкций, проводить ее в зонах с низким
напряжением. Предпочтительна электронно-
лучевая сварка; перед сваркой необходим
нагрев сварных частей до 700 - 800 °C с по-
мощью расфокусированного луча; охлаждение
после сварки - медленное. Возможна сварка W
с W-Re, Mo-Re сплавами, Cu, Ni и нержавею-
щей сталью. Вольфрам-рениевые сплавы реко-
мендуются как присадка в шов при сварке W.
Возможна диффузионная сварка вольф-
рама при температурах 1300 - 2000 °C давле-
нии до 20 МПа в вакууме или чистом водо-
роде с использованием тонких прокладок,
ускоряющих диффузию металлов (Ni, Pt, Rh,
Ru, Pd) или засыпки из порошка вольфрама.
Вольфрамовая проволока и тонкостенные
детали могут быть сварены точечной сваркой
под флюсом или в защитной атмосфере.
Для снятия оксидной пленки с поверх-
ности может быть использовано травление в
щелочах и кисЛотах.
Щелочное травление. При сильном окис-
лении поверхности вольфрама может быть
использовано травление в расплавленной
(400 - 450 °C) каустической соде с 10 %
NaNC^; перед погружением детали должны
быть высушены во избежание разбрызгивания
расплава. После охлаждения протравленные
детали необходимо промыть в горячей и теп-
лой воде, окунуть в разбавленную соляную
кислоту и снова промыть в теплой воде. Тон-
кие оксидные пленки могут быть удалены при
погружении на 1 - 2 мин в раствор 100 г
NaOH и 100 г Кз (Fe(CN)6] на 1 л воды с по-
следующей промывкой в теплой воде, нейтра-
лизацией в растворе 1:1 НС1 и окончательной
промывкой в теплой воде. Вольфрам может
быть очищен в 10 %-ном водном растворе
NaCl (2 мин) с нагревом до 80 °C, а также
в водном растворе NH4OH плотностью
0,91 г/см3, содержащем 5 об. % Н2О2.
Кислотное травление вольфрама может
быть проведено в смеси 37,5 об. % HNO3
(концентрированная) с 37,5 об. % HF (кон-
центрированная) и 25 об. % Н2О; или в смеси
45 об. % HNO3 концентрированная + 27,5 об. %
HF концентрированная + 27,5 об. % СН3СООН
концентрированная; или в смеси 25 об. %
HCIO4 (плотностью 1,53 г/см3) + 25 об. %
Н3РО4 (концентрированная) + 50 об. % Н2О.
Анодная электрополировка вольфрама
может быть осуществлена в электролите, со-
держащем 40 г К2СО3, 40 г КС1О3 и 10 г КОН
на 1 л воды при плотности тока 1 - 2 А/дм2
при температуре не выше 60 °C. Возможно
использование электролита состава 93,75 об. %
метанола, 5 об. % серной кислоты и 1,25 об. %
плавиковой кислотк; плотность тока 440 А/см2,
температура выше 24 °C.
Области применения. В светотехнике
вольфрам ВА используется для спиралей и
других типов нитей ламп накаливания, эле-
ментов галогеновых ламп, электродов ртутных
ламп высокого давления и флюоресцентных
трубчатых ламп. В ряде специальных ламп
используются проволочные элементы из спла-
ва W-5Re. Вольфрам ВА и тарированный
вольфрам используются для электродов в ко-
роткодуговых ксеноновых лампах для кино-
съемок и в прожекторах.
Температурное расширение вольфрама
близко по значениям со многими твердыми и
боросиликатными стеклами, поэтому вольф-
рам ВА может использоваться для токовводов
для вакуумплотных стеклянных спаев в высо-
ковакуумных электронных трубках.
Высокая температура плавления, низкое
давление пара, большая теплоемкость, низкий
ТКЛР определили использование вольфрама
для анодов и катодов в электронных трубках,
пружин, сеток электронных приборов. Пря-
монакальные катоды для передатчиков, вы-
прямителей и аноды ксеноновых ламп делают
из тарированного вольфрама, катоды сетча-
того типа изготовляют из W-Re-ThO2 сплавов.
658
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Высокая формоустойчивость определила
применение сплавов типа В А для пружин, се-
ток электронных приборов. Вольфрам-
рениевые сплавы используются для прямона-
кальных катодов и контрольных модуляторов
электронных трубок.
Для рентгеновских трубок с вращающим-
ся анодом используются зеркала из вольфрама,
иногда с дорожками из W-Re сплавов.
Благодаря высокому сопротивлению ме-
ханическому изнашиванию и искровой эро-
зии вольфрам является хорошим материалом
для контактов выключателей, работающих с
высокой частотой операций, например для
контактов звуковых сигналов автомобилей,
прерывателей зажигания, регуляторов напря-
жения в автомобильных генераторах и т.д.
В установках для электроискровой эро-
зионной резки используются вольфрамовые
контакты и проволока как рабочее тело.
Из листового вольфрама изготовляют
коллиматоры для детекторных систем в ком-
пьютерной томографии.
Высокая температура плавления и кор-
розионная стойкость делают вольфрам хоро-
шим электродным материалом для расплавле-
ния каолина; расплав каолина вытекает через
вольфрамовое сопло с иридиевой вставкой.
Тигли из вольфрама обладают высокой стой-
костью в контакте с расплавами тугоплавких
оксидов.
Вольфрам используется в качестве на-
гревателей и экранов. Нагревательные эле-
менты могут быть сделаны из проволоки,
прутков, сетки, листа, полосы и труб. Высо-
кая электрическая проводимость вольфрама
обуславливает необходимость использования
больших токов и низкого напряжения, что
требует использования трансформаторов.
Кроме того, из вольфрама делают заклепки,
штифты, шайбы, прокладки и лодочки для
отжига.
Из вольфрама и его сплавов (слитки,
поковки, порошковые заготовки, изделия,
полученные газофазным осаждением) изго-
товляют детали сложной формы для наиболее
горячих зон космических двигателей и других
типов энергетических установок.
Термопары из вольфрам-рениевых сплавов
ВР-5/ВР-20, W-3Re/W-25Re, W-5Re/W-26Re,
позволяют измерять температуры до 2300 °C
во всех защитных атмосферах и высоком ва-
кууме.
Вольфрам является наиболее устойчи-
вым из все материалов к нагреву электриче-
ской дугой и плазмой. Он используется как
электродный материал для сварки в инертном
газе, плазменной сварки, плазменной резки и
плазменного напыления. Для сварки в инерт-
ном газе используются электроды из вольф-
рама и его сплавов с присадками оксидов
ТЬО2, La2O3, ZrO2, СеО2. Плазмотроны для
напыления покрытий оборудованы электро-
дами и соплами из вольфрама с 2 % ThO2.
Сплавы вольфрама характеризует хорошее
зажигание, стабильность дуги, низкое выгора-
ние (износ электрода 1 мм/ч). Сплавы с СеО2
экологически более безопасны, чем с ThO2.
Ручную и автоматизированную сварку
вольфрамовыми электродами алюминия, маг-
ния и их сплавов и алюминиевых бронз ре-
комендуется вести на переменном токе, свар-
ку углеродистых, низкоуглеродистых и нержа-
веющих сталей, сплавов меди, бронз и крем-
ниевых бронз, а также сплавов на основе ти-
тана и никеля, тугоплавких металлов (Та, W,
Мо, Nb, Zr, Hf) рекомендуется вести на по-
стоянном токе при отрицательной полярности
электрода.
Высокая стойкость против распыления в
потоках ионов (Аг+, Хе+, Cr+, Не+, D+, Н+ и
собственных ионов W с энергией 101 - 104 эВ,
высокий атомный номер, высокие теплопровод-
ность и температура плавления вольфрама, отно-
сительно низкий ТКЛР делают вольфрам прием-
лемым конкурентным материалом для пластин
диверторов установок типа ТОКОМАК.
Высокая температура плавления и со-
противление коррозии в расплавах металлов и
химических соединений делают вольфрам
хорошим материалом для испарителей, кото-
рые изготовляются в виде спиралей и лодочек
различных размеров и форм; он также ис-
пользуется как элемент для нагрева керамиче-
ских тиглей-испарителей. В вольфрамовых
испарителях можно испарять: Ag, Al, А1-(0,1 -
- 4) % Si, Cu, Au, BaF2, BaTiO3, BeO, Bi,
Bi2O3, CaF2, Cd, CdS, CeO2, Co, Cr, Cr-SiO2,
Cr2C3, Cr2O3, CsF, Cu, Er2O3, Eu2O3, Fe,
Fe2O3, Ga, GaAs, GaP, Gd2O3, Ge, GeO2, In,
In/Sn, In2O3, La2O3, Lu2O3, LuF3, Mg, MgO,
Mn, MnS, NaF, Nb, Nb2Os, Na2O3, Ni, Ni/Cr,
Pb, PbF2, PbO, PbS, PbSe, Pd, Pr2O3, Pt, Sb,
Sb2O3, Sc2O3, Se, Si, Sm2O3, Sn, Та2Оз, Tb2O3,
Те, Ti, TiO, TiO2, V, WO3, Y, Yb2O3, Zn,
Zn/Se, Zr, ZrO, ZrO2.
ВОЛЬФРАМ И ЕГО СПЛАВЫ
659
Покрытия из вольфрама. Получение по-
крытий методом электрохимического осажде-
ния компактного вольфрама при электролизе
расплавленных солей не получило широкого
распространения из-за низкой производи-
тельности и технологических трудностей.
Возможно использование электролитического
рафинирования вольфрама. Получение
вольфрамовых покрытий с помощью вакуум-
ного напыления может быть использовано
для решения некоторых конкретных задач,
например для нанесения тонких ориентиро-
ванных покрытий. Полученные плазменным
напылением покрытия из вольфрама имеют
плотность не более 95 % от теоретической.
При получении вольфрамовых покрытий
осаждением из газовой фазы возможны: регу-
лирование толщины покрытий в широких
пределах, управление структурой, получение
достаточно чистого (табл. 7.1.22) и плотного
металла, реализация высокой скорости осаж-
дения, получение изделий сложного профиля.
Получение вольфрама путем восстанов-
лении гексафторида вольфрама WF^ водоро-
дом является наиболее перспективным, так
как обеспечивает малое содержание примесей
в вольфраме; высокую плотность, прибли-
жающуюся к теоретической. Большие скоро-
сти осаждения и отсутствие устойчивых низ-
ших фторидов вольфрама определяют слабую
пассивацию ростовой поверхности промежу-
точными продуктами реакции. Сравнительно
низкие температуры осаждения и высокое
давление паров WF6 при комнатной темпера-
туре существенно упрощают аппаратурное
оформление процесса осаждения.
Структура осажденного вольфрама зави-
сит от параметров процесса, чистоты мате-
риала по примесям, наличия легирующих
элементов, материала подложки и характера
ее поверхности.
В осадках фторидного вольфрама, как и
в других газофазных материалах, часто на-
блюдается преимущественное расположение
одной из кристаллографических осей отдель-
ных растущих кристаллитов в определенном
направлении, которое называют осью тексту-
ры. Текстура определяет анизотропию ряда
физических свойств осадков.
При кристаллизации фторидного вольф-
рама чаще всего реализуется текстура роста
(101) и (111) и практически не наблюдается
сильно выраженной текстуры (но); только
при восстановлении гексахлорида вольфрама
водородом удается получить осадки с пре-
имущественной ориентацией зерен (но),
причем при довольно жестких условиях про-
ведения процесса.
Из всего многообразия микроструктур
фторидного вольфрама наибольший интерес
представляет квазиравновесная столбчатая
структура, напоминающая структуру литого
металла, с твердостью 4100 - 4200 МПа. Она
не рекристаллизуется вплоть до температур
плавления и является наиболее чистой по
примесям. При осаждении газофазного
вольфрама возникают внутренние напряже-
ния, связанные с наличием в материале при-
месей и измельчением зерна вследствие на-
рушения когерентного роста осадка, т.е. с
увеличением разориентации структуры.
7.1.22. Содержание примесей %, в покрытиях из вольфрама, полученных различными методами
Примесь Способ получения материала
Фторидный Карбонильный Хлоридный Электрохими- ческий Плазменное распыление
А1 0,0001 - 0,0010 0,0030 0,0002 0,0004 0,0010 - 0,0030
Си 0,0005 - 0,001 0,0005 0,0001 0,0600 -
Fe 0,0001 - 0,0010 0,0030 0,0100 0,0002 -
Si 0,0001 - 0,0050 0,0005 0,0030 0,0002 0,0020 - 0,0070
Мо 0,0005 - 0,0010 0,0300 0,0100 0,0800 -
С 0,0008 - 0,0050 - 0,0002 - 0,0004 - 0,0060 - 0,0100
О 0,0003 - 0,0060 - 0,0001 - 0,0005 0,0110 0,0005 - 0,0009
Н 0,0001 - 0,0011 - - 0,0006 -
N 0,0004 - 0,0013 - 0,0005 - 0,0016 0,0007 0,0003 - 0,0007
F 0,0010 - 0,0074 - - 0,0013 -
Примечание: Прочерк в графе означает, что содержание данного элемента не определяли.
660
Глава 7.1. ВОЛЬФРАМ И ЕГО СПЛАВЫ
Качество сцепления фторидного вольфрама
с металлическими подложками достаточно
удовлетворительно коррелирует с состоянием
их поверхности (наличием или отсутствием на
их поверхности оксидных пленок в процессе
осаждения). С Со, Ni и Си, оксиды которых
восстанавливаются водородом при температу-
рах до 600 °C, а также с Мо (молибденовый
ангидрид начинает заметно испаряться при
600 °C), Ag и Pd, оксиды которых разлагаются
еще при более низких температурах, наблюда-
ется удовлетворительное и хорошее сцепление.
И, напротив, металлы IV группы Периодичес-
кой системы элементов - Ti и Zr, оксиды
которых водородом не восстанавливаются,
имеют плохое сцепление с фторидным воль-
фрамом.
Прочное сцепление фторидного вольфра-
ма установлено с графитом. При этом за счет
проникновения вольфрама в поры графита
сцепление становится столь прочным, что при
отрыве разрушается графит без нарушения
макроскопической границы раздела воль-
фрам - графит.
Однако при получении толстых покрытий
возникают значительные трудности, связан-
ные с их растрескиванием при охлаждении из-
за несоответствия коэффициентов температур-
ного расширения графита и вольфрама.
Из анализа приведенных в литературе
сведений следует, что наиболее хорошее
сцепление фторидного вольфрама наблюда-
ется с W, Мо, Ni, Со.
Коррозионная стойкость фторидного во-
льфрама FW. Изучена коррозионная стойкость
фторидного вольфрама в средах, используемых
в ядерной энергетике (расплавы легкоплавких
металлов).
Тепловая труба из FW при 1660 °C, тепло-
вом потоке 70 Вт/см2 в течение 1000 ч не
корродирует в Li-теплоносителе. То же при
1800 °C в течение 2500 ч. FW выдерживает
термические напряжения, обусловленные
аксиальными температурными градиентами
до 400 К/см, возникающими в начале пуска
трубы.
В расплаве серебра при 1900 °C в течение
1000 ч массоперенос W мал, растворимость W
в Ag - 5-Ю"6 %; при 2000 °C массоперенос
вольфрама значителен.
В расплаве индия при 2000 °C, 1000 ч массо-
перенос вольфрама значителен.
Покрытия из FW на графите (сопла ракет-
ных двигателей) имеют высокую стойкость
против эрозии в Al-содержащих продуктах
сгорания топлив, но не пригодны при исполь-
зовании горючего, содержащего Н2О, СО2 и
НС1.
Проницаемость водорода и азота через
фторидный вольфрам возрастает с повышени-
ем давления и температуры.
Минимальная скорость переноса v г/см2,
компонентов (U, Zr, С) ядерного горючего
(90 % UC-10 % ZrC) характеризует наиболее
плотные вольфрамовые оболочки WC16 и
двухслойную WC16 + \УДВП; при 1923 К за
103ч v составляет (1-1,5)-10-11 (U), l-10“12(Zr)
и (2-10)-10-11 (С).
Скорость проникновения водорода v-106,
см3/(см-с), через стенки трубки толщиной
0,4 мм при давлении водорода до 1,5 мм рт. ст.
не превышает 7,5; 3,5 и 0,7 при 1000, 900 и
735 °C соответственно.
В смеси Н + Аг при температурах ~ 1000 °C
скорость проникновения водорода возрастает
с увеличением парциального давления Аг.
Энергия активации проникновения водо-
рода Q = 26,5-31,5 ккал/моль.
Использование барьерных слоев типа ZrN
толщиной 0,03 мм позволяет уменьшить
проницаемость примерно в 3,5-5 раз в зависи-
мости от температуры и давления при 735-
1200 °C.
Эмиссионные свойства FW зависят от
чистоты вольфрама, наличия легирующих
элементов, вида механической и/или химичес-
кой обработки поверхности и последующей
термической обработки. Работа выхода элек-
тронов может колебаться в пределах 4,50-
4,72 эВ.
Наличие у FW характерной столбчатой
структуры благоприятствует диффузионным
процессам, способствующим диффузии приме-
сей из глубины на поверхность.
Адсорбция кислорода на поверхности
приводит к повышению работы выхода элек-
тронов при температурах 1850-2000 К.
Физико-механические свойства фторидно-
го вольфрама. Твердость самых чистых нео-
тожженных осадков FW со столбчатой струк-
турой не ниже 3800 МПа и сравнима с твердос-
тью монокристаллов (3000-3200 МПа), но
может достигать 5500 МПа.
Плотность FW зависит от параметров
кристаллизации и составляет 19,09— 19,26 г/см3.
Термическая стабильность структуры
наиболее высокая для квазиравновесной
столбчатой структуры, сохраняется вплоть до
высоких температур отжига 2000-2500 °C.
Объем и количество проявляющихся пор
при высокотемпературном отжиге в FW
зависят от температуры: при 2000 °C образова-
ние и рост пор происходят медленно, при
2200 °C процесс ускоряется, при 2500 °C
процесс наиболее интенсивен.
Механические свойства FW приведены в
таблице 7.1.23.
СПИСОК ЛИТЕРАТУРЫ
661
7.1.23. Механические свойства фтористого вольфрама FW при растяжении
Состояние FW Температура испытания, °C
20* 500
^Ьазо, МПа оо.2> МПа ов, МПа 5, %
После осаждения 200 300 410 1,8
После отжига, 2 ч при Т, °C 2000 175 150 300 9,0
2400 175 150 230 11,0
3000 150 115 260 14,5
*5 = 0
Легирование углеродом (до 0,0025 %)
сопровождается повышением предела прочно-
сти на 30 - 50 % при том же уровне пластиче-
ских свойств. Температура перехода из пла-
стичного в хрупкое состояние Тх = 300 °C.
Увеличение содержания углерода до 0,005 %
приводит к повышению Тх на - 200 °C.
При 1370 °C прочность FW составляет
~ 70 % от прочности порошкового W, 5 = 20 %
(~50 % для монокристаллического).
СПИСОК ЛИТЕРАТУРЫ
1. Амосов В. Н., Карелин Б. А., Кубыш-
кин В. В. Электродные материалы на основе
тугоплавких металлов. М.: Металлургия. 1976.
224 С.
2. Девятых Г. Г., Бурханов Г. С. Высоко-
чистые тугоплавкие материалы. М.: Наука.
1993. 223 С.
3. Диаграммы состояния двойных метал-
лических систем /Под ред. Н. П. Лякишева.
М.: Машиностроение. Т. 1. 1996. 991 С., Т. 2.
1997. 1023 С., Т.З, кн. 1. 1999. 872 с., Т. 3,
кн. 2. 448 с.
4. Зеликман А. Н., Никитин Л. С. Вольф-
рам. М.: Металлургия. 1991. 272 С.
5. Косачев Л. С., Фастовский В. С., Со-
рокин В. А., Александрович Л. А. Прокат из
низколегированного сплава ВМРИ. // Произ-
водство и применение тугоплавких металлов.
ВНИИТС. Научные труды, М.: ВНИИТС,
1990. С. 33 - 38.
6. Королев Ю. М., Столяров В. И. Вос-
становление фторидов тугоплавких металлов
водородом. М.: Металлургия. 1981. 184 С.
7. Красовский А. И., Чужко Р. К., Трегу-
лов В. Р., Балаховский О. А. Фторидный про-
цесс получения вольфрама. Физико-
химические основы. Свойства металла. М.:
Наука. 1981.260 с.
8. Меерсон Е. А., Кормилицина Д. В. и
др. ЖНХ. 1966. Т. 2. С. 592.
9. Поварова К. Б. Физико-химические
принципы создания жаропрочных сплавов
тугоплавких металлов. Свойства сплавов туго-
плавких металлов. // Тугоплавкие металлы и
сплавы. М.: Металлургия. 1986. С. 152-194.
С. 243 - 256.
10. Поварова К. Б., Заварзина Б. К.
Принципы выбора и способы формирования
специальных структурных состояний в ваку-
умплавленных сплавах вольфрама. // Метал-
лы. 1997. № 5. С. 52 - 63.
11. Поварова К. Б., Заварзина Е. К., Тол-
стоборов Ю. О. Порошковые сплавы вольф-
рама с карбидным упрочнением как материал
для армирующих волокон жаропрочных ком-
позиционных материалов. Ч. 2. Структура и
свойства проволоки из порошковых сплавов
вольфрама с карбидным упрочнением // Ме-
таллы. 1993. № 5. С. 178 - 188.
12. Поварова К. Б., Казанская Н. К. Уп-
рочнение при деформации сплавов из области
твердых растворов рения в W-Mo // ФХОМ.
1988. № 2. С. 112-117.
13. Савицкий Е. М., Поварова К. Б., Ма-
каров П. В. Металловедение вольфрама. М.:
Металлургия. 1978.223 С.
14. Свойства элементов. Справочник под
ред. М. Е. Дрица. М.: Металлургия. 1985. 671 с.
15. Соркин В. А., Королев Ю. М., Мо-
розова О. В., Корнетов О. П. Получение тиг-
лей из газофазного вольфрама // Получение и
свойства материалов на основе молибдена и
вольфрама. Научи, труды ВНИИТС. М.: Ме-
таллургия. 1987.
16. Bildstein М., Eck R. Eigenschaften
hochverformer Wolframlegierungen fur die
Vakuumtechnologie. // High-Temperatures-High
Pressures. 1978. V. 10. P. 215 - 230.
662
Глава 7.2. МОЛИБДЕН И ЕГО СПЛАВЫ
17. Falbriard Р., Rochette Р., Nicolas G.
Refractory materials likely to be used in the net
divertor armor. // Refractory metals and, hard
materials. 1991. V. 10. P. 37 - 43.
18. Fromm E, Gebhardt E. Gase und
Kohlenstof in Metallen Springer-Verlag, Berlin-
Heidelberg-New Uork, 1976 (E. Фромм, E. Геб-
хардт. Газы и углерод в металлах. М.: Метал-
лургия. 1990. 711 С.)
19. Klopp W. D., Witzke W. R. Mechanical
properties of tungsten-23,4 percent rhenium-0,27
percent hafnium-carbon alloy 11 J. Less-Common
Metals. 1971. V. 24. P. 427 - 443.
20. Lassner E., Schubert W.-D. Tungsten,
Properties, Chemistry, Technology of the
Element, Alloys, and chemical compounds.
Kluwer Academic I Plenum Publishers, N.-Y.,
Boston, Dordrecht, London, Moscow. 1999. 422 p.
21. Luo A., Jacobson D. L. Solution and
dispersion hardening of tungsten at high
temperatures. // 13 International Plansee Seminar
1993. May 24 - 28, 1993, Reutte, Tirol, Austria.
Plansee Proceeding, Eds. H. Bildstein, R. Eck.
V.L P. 263 - 277.
22. Massalski T. B. Binary alloy phase
diagrams. // Editor in Chief. Metals Pare, Ohio
44073. 1986. V. 1, 2.
23 Millner T., Varga L., Vero В. Ц Z
Metallkunde. 1972. V. 63. S. 754 - 756.
Глава 7.2
МОЛИБДЕН И ЕГО СПЛАВЫ
Общая характеристика. Молибден отно-
сится к элементам группы VI Периодической
системы и является переходным металлом.
Атомный номер молибдена - 42, атомная
масса - 95, 94. Природный молибден содер-
жит семь изотопов. Он имеет объемно - цен-
трированную кубическую решетку типа А2.
Аллотропических превращений в молибдене
не обнаружено.
Молибден обладает высокой температу-
рой плавления (2625 °C), высоким модулем
упругости (330 ГПа), малым температурным
коэффициентом линейного расширения, хо-
рошей теплостойкостью, высокими электри-
ческой проводимостью и теплопроводностью,
сравнительно малым сечением захвата тепло-
вых нейтронов, почти вдвое меньшей плотно-
стью (10,2 г/см3) по сравнению с вольфрамом.
Он является прекрасной основой для созда-
ния жаропрочных сплавов с рабочей темпера-
турой выше 1200 °C. По характеристикам
24. Park J. J., Jacobson D. L. Steady State
creep rates of W-4Re-0,32C. // Proceedings of
International Symposium on rhenium and
rhenium alloys. 9 - 13 fob. 1997. Orlando,
Florida USA. Ed. B. D. Briskin. P. 327 - 340.
25. Sell H. G., Stein D. F., Stickler R.,
Joshi A., Berkey E. The identification of buble
forming impurities doped tungstsn // Jorn of the
Inst of Metals. 1972. V. 100, P. 275 - 288.
26. Stickler R., Frier K., Fembock J.,
Bidstien H. Creep behaviour of thin ribbons of
pure, doped, and thoriated tungsten // High
Temperatures-High Pressures. 1990. V. 22.
P. 1 - 8.
27. Tungsten company brochure Plansee,
AG, Austria, 1995.
28. Tungsten and Refractory Metals (3).
Proceedings of the third nt Conf, on Tungsten
and Refract Metals // Ed. Bose A., Dowding RJ.
Metal Powder Industries Federation, Princeton.
1995. 259 P.; Tungsten, Refractory Metals and
Alloys. (4). I/ Ed. Bose A., Dowding R. J. Metal
Powder Industries Federation, Princeton. 1998.
416 P.
29. Yun H. M. Tensile behaviour of
tungsten and tungsten alloy wires from 1300 -
1600 K. // Refractory Metals. State of the Art
1988. Ed. by P. Kummar and R.L. Ammon. The
Minerals. Metals Materials Soc. 1989. P. 49 - 63.
ползучести и длительной прочности молибден
заметно превосходит другие металлы, исполь-
зуемые в качестве основы жаропрочных спла-
вов. Кроме того, преимуществом молибдена
является значительно более высокая, чем у
вольфрама и хрома, технологичность, воз-
можность получения сварных соединений с
удовлетворительным сочетанием прочности
и пластичности, что пока недостижимо для
вольфрамовых сплавов.
Высокая температура хрупко-вязкого
перехода (Тхп) молибдена обусловлена присут-
ствием в нем примесей элементов внедрения,
образующих различные соединения. Высокая
температура хрупко-вязкого перехода и ухуд-
шение технологической пластичности молиб-
дена при легировании ограничивают его при-
менение и затрудняют разработку сплавов на
его основе. Другими недостатками молибдена
являются плохая свариваемость и сильная
окисляемость при повышенных температурах.
Физико-химические основы создания
сплавов. Прочность молибдена может быть
существенно повышена за счет легирования.
При легировании твердого раствора отмечает-
ся резкое снижение технологичности мате-
МОЛИБДЕН И ЕГО СПЛАВЫ
663
риала, что накладывает ряд ограничений:
легирование твердого раствора молибде-
на допустимо лишь малыми добавками (до 1 %)
элементов, образующих твердые растворы
замещения;
возможно легирование молибдена неко-
торыми металлическими элементами совмест-
но с углеродом, что наряду с раскислением
приводит к образованию упрочняющей кар-
бидной фазы;
легирование твердого раствора молибде-
на в значительных количествах допускается
такими элементами, как вольфрам (до 30 %)
или рений (до 47 %).
Для увеличения жаропрочных характе-
ристик молибденовых сплавов используется
принцип создания гетерофазной структуры
металла. В качестве второй фазы в молибде-
новых сплавах обычно используют карбиды
(или карбонитриды) и различные интерметал-
лиды. Во всех случаях важно, чтобы вторая
фаза была не менее жаропрочна, чем основ-
ной металл.
Особенностью молибдена, как основы жа-
ропрочных сплавов является то, что темпера-
тура его плавления выше температуры плав-
ления почти всех легирующих металлов.
Таким образом, интерметаллидное уп-
рочнение в молибденовых сплавах с точки
зрения существенного повышения жаропроч-
ности мало эффективно. Гораздо перспектив-
нее упрочнение молибдена тугоплавкими
нитридами и карбидами. Наиболее эффектив-
но для молибденовых сплавов карбидное уп-
рочнение, менее эффективно - нитридное.
Особенностью сплавов с карбидным уп-
рочнением (например, сплав с 0,5 % цирко-
ния и 0,05 % углерода) является сохранение
пластичности в рекристаллизованном состоя-
нии после многократных нагревов до темпе-
ратуры порядка 1600 °C.
Если за критерий сил связи решетки
взять температуру плавления, то лишь в сис-
темах молибден-тантал и молибден-вольфрам
наблюдается рост температуры плавления с
введением второго элемента. Однако тантал
резко ухудшает технологические свойства
молибдена и является дорогим и дефицитным
элементом, поэтому его применение является
малоперспективным.
Разработан ряд сплавов системы молиб-
ден-вольфрам с содержанием вольфрама 20,
30 и 50 %, получивших условные обозначения
ЦМВ20, ЦМВ30 и ЦМВ50. При температурах
500 - 1500 °C наибольшей жаропрочностью
обладают сплавы с более высоким содержани-
ем вольфрама. Температура хрупко-вязкого
перехода этих сплавов по сравнению с низко-
легированными сплавами типа ЦМ2А в рек-
ристаллизованном состоянии повышается на
300 - 350 °C.
Рений является единственным легирую-
щим элементом, существенно снижающим
порог хладноломкости молибдена. Оптималь-
ные свойства получаются в сплаве с макси-
мальным количеством рения, растворенным в
твердом растворе молибдена. Технический
сплав МР-47 содержит 47 - 48 % рения. От-
личительной особенностью этого сплава явля-
ется сочетание высокой пластичности с высо-
кой жаропрочностью.
Значительное упрочнение молибдена
наблюдается при легировании его хромом,
однако образующиеся при этом сплавы очень
хрупки и непригодны к обработке.
Хотя легирующие элементы повышают
твердость и прочность молибдена при 20 °C и
повышенных температурах, предельное коли-
чество их, которое может быть введено в мо-
либден с сохранением технологической пла-
стичности, не превышает 1 %, поэтому ос-
новными способами изменения механических
свойств таких сплавов являются наклеп и
рекристаллизация. Однако это справедливо
для сплавов при использовании молибдена
технической чистоты.
Получение высокочистого по примесям
внедрения молибдена и создание на его осно-
ве пластичных сплавов с большим содержани-
ем легирующих элементов исключает возник-
новение хрупкости при температурах, выше
температуры рекристаллизации. Таким обра-
зом, решение проблемы создания высоколе-
гированных сплавов на основе молибдена
связано с разработкой промышленных спосо-
бов получения высокопластичного чистого
(по примесям внедрения) молибдена и защи-
той его от загрязнения примесями, вызываю-
щими охрупчивание в процессе получения и
обработки сплава.
В таблицах 7.2.1, 7.2.2 приведены хими-
ческие составы некоторых отечественных и
зарубежных промышленных сплавов на осно-
ве молибдена.
664
Глава 7.2. МОЛИБДЕН И ЕГО СПЛАВЫ
7.2.1. Химический состав (%) отечественных молибденовых сплавов (остальное - Мо)
Сплав Zr Ti С Прочие элементы
мчвп - - 0,02 - 0,06 -
тсмз - - 0,06 - 0,10 0,03 - 0,10 Ni
ТСМ4 0,15 - 0,25 - 0,02 - 0,04 0,01 - 0,10 Ni
ЦМ1 - - 0,01 - 0,03 -
ЦМ2А 0,07 - 0,15 0,07 - 0,3 < 0,004 -
ЦМЗ 0,25 - 0,35 - 0,025 - 0,04 -
ЦМ5 0,40 - 0,60 - 0,04 - 0,07 -
ЦМ6 0,1 - 0,2 - < 0,004 0,001 - 0,003В
ВМ1 0,08 - 0,25 < 0,4 < 0,01 -
ВМ2 0,25 - 0,40 0,2 0,02 -
ВМЗ 0,30 - 0,60 0,80 - 1,30 0,25 - 0,50 1,0 - 1,8 Nb
ВМ6 0,35 - 0,50 <0,2 0,035 - 0,05 0,01 - 0,02 Та
ВМВ36 - 0,05 - 0,2 0,03 - 0,2 32 - 36 W
млт - 0,5 0,01 - 0,02 0,05 La
цмвзо - - 0,01 30
МР47ВП - - - 47 Re
7.2.2. Химический состав (%) молибденовых сплавов производства США (остальное - Мо)
Сплав Zr Ti С Прочие элементы
тм - 0,5 0,02 - 0,05 -
TZM 0,08 - 0,15 0,4 - 0,55 0,01 - 0,04 -
TZC 0,15 0,25 0,15 -
WM 0,1 - 0,03 25W
Mo-50Re - - - 50Re
Молибденовые сплавы, имеющие про-
мышленное значение, в основном низколеги-
рованные. Легирующими элементами, как
правило, являются цирконий, титан, ниобий,
тантал, образующие с молибденом в вводи-
мых количествах твердые растворы.
Механические свойства сплавов молиб-
дена приведены в табл. 7.2.3 и 7.2.4.
7.2.3. Механические свойства* отечественных сплавов при кратковременных и
длительных испытаниях
Сплав Полуфабрикат, состояние Температура испытаний, °C Ств СТО,2 5 СТ 100,
МПа % МПа
20 669 617 12,0 17,3 -
ТСМЗ Пруток ото- 1000 580 382 18,0 61,2 -
жженный 1200 312 243 12,3 80,6 -
1600 112 62 21,4 92,6 -
20 746 627 28,2 49,3 -
800 587 550 15,8 80,0
ТСМ4 Пруток ото- 1000 456 415 9,5 84,5
жженный 1200 387 357 10,5 87,4 -
1500 240 148 14,9 74,6 -
1700 119 74 5,6 74,6 -
2000 20 7 52,5 100,0 -
МОЛИБДЕН И ЕГО СПЛАВЫ
665
Продолжение табл. 7.2.3
Сплав Полуфабрикат, состояние Температура испытаний, °C <*0,2 5 <*100, МПа
МПа %
ЦМ1 Лист рекристал- лизованный 1200 - - - - 40
20 720 670 23,0 52,0 -
Пруток дефор- 1000 350 - 18,0 90,0 280
ЦМ2А мированный 1200 220 - 18,0 90,0 100
1500 ПО - 28,0 90,0 25
2000 20 - 40,0 90,0 -
Пруток рекри- 1000 120 - 60,0 90,0
сталлизованный 1400 70 - 40,0 60,0
ЦМЗ Пруток рекри- сталлизованный 1200 - - - - 190
1000 300 - 22,0 12,0 -
ЦМ5 Пруток рекри- 1200 320 - 20,0 12,0 280
сталлизованный 1400 450 - 12,0 9,0 НО
1800 80 - 12,0 12,0 -
20 770 - 830 - 40 - 50 48 - 60 -
ЦМ6 Пруток дефор- мированный 1000 1200 420 350 - 18,0 12,0 88,0 90,0 260 130
1500 120 - 6,0 более 90 40
1800 50 - 12,0 - -
-70 1000 - 7,0 - -
20 800 680 10,0 - -
ВМ1 Лист деформи- 800 500 - - - -
рованный 1000 420 - 14,0 - 330
1200 340 - 14,0 - 90
1500 140 - 25,0 - -
1800 100 - 45,0 - -
20 750 - 10,0 30,0 -
800 580 - 13,0 60,0 -
ВМ2 Пруток дефор- 1000 520 - 10,0 60,0 380
мированный 1200 450 - 13,0 80,0 160
1500 160 - 15,0 70,0 -
1800 90 - 18,0 - -
2000 30 - 20,0 - -
20 430 - 600 - 2 - 8 0,7 - 40 -
ВМЗ Пруток рекри- 1400 300 - 330 - 15 - 33 50,0 160
сталлизованный 1600 260 - 290 - 30 - 40 50,0 -
1800 120 - 130 - 48 - 50 6,5 -
20 970 920 21,0 46,0 -
1000 600 560 16 - 20 75,0 -
Пруток дефор- 1200 420 390 20 - 24 80,0 200
мированный 1500 200 170 32,0 92,0 50
ВМ6 1800 60 50 76,0 100,0 -
2000 30 28 108,0 94,0 -
20 750 - 800 - 15,0 - -
Лист отожжен- 1000 400 - 8,0 - -
ный 1200 380 - 5,0 - -
1500 180 - 8,0 - -
1700 80 22,0 - -
666
Глава 7.2. МОЛИБДЕН И ЕГО СПЛАВЫ
Продолжение табл. 7.2.3
Сплав Полуфабрикат, Температура ст0,2 5 Ф <7100,
состояние испытани!, °C МПа % МПа
1500 160 - 230 - - -
Пруток ото- 1800 59 - 123 - -
жженный 2000 38 - 47
ВМВ36 2100 31 - 45 - - - -
Лист отожжен- 1500 145 - 150 -
1800 45 - 47
ный 2000 39 - - - -
400 420 - 20,0 60,0 -
ЦМВЗО Пруток ото- 1000 320 - 20,0 90,0 -
жженный 1500 160 - 35,0 90,0 -
1800 63 - 60,0 90,0 50
МР47ВП Лист отожжен- ный 20 1000 1350 560 1290 400 4,0 10,0 250
1200 340 - 18,0 - -
* При 20 °C Ед (ГПа) составляет: для ВМ1 - 330; для ВМ2 - 333; для ВМЗ - 325; для
ЦМВ30 - 337,
7.2.4. Механические свойства сплавов производства США при кратковременных и
длительных испытаниях
Сплав Полуфабрикат, состояние Температура испытании, °C ов, МПа 5 Ф <7100, МПа
%
20 790 - - -
Лист отожжен- 980 470 - - 370
ТМ ный 1315 130 - - 70
20 550 - - -
Лист рекристал- 980 - - 200
лизованный 1095 - - - 140 - 150
1315 140 - - -
20 840 - 910 29,0 63,0 -
Пруток ото- 980 530 - 600 18,0 73,0 490
жженный 1095 - - - 370
TZM 1315 380 31,0 96,0 70
20 560 - - -
Пруток рекри- 980 290 - - 270 - 280
сталлизованный 1095 - 210 - 245
1315 170 - - 70
20 950 - 960 22,0 -
Лист деформи- 980 480 20,0 430
TZC рованный 1205 430 11,0 -
1315 - - - 240
Лист отожжен- 1205 430 - - 240
ный 1300 420 - - 180
WM Пруток ото- жженный 1300 500 - - -
Mo-50Re Пруток ото- жженный 1100 1200 450 350 - - -
1300 245 - - -
МОЛИБДЕН И ЕГО СПЛАВЫ
667
Температура рекристаллизации сплавов
колеблется в широких пределах. Например,
для сплава ЦМ1 она составляет 1000 °C, а для
сплава с карбидным упрочнением ЦМ5 - 1500 °C.
Сплавы с карбидным упрочнением как в де-
формированном, так и в рекристаллизован-
ном состояниях, имеют преимущества перед
другими сплавами при температурах до
1400 °C. Однако, ввиду более интенсивного
разупрочнения двухфазных сплавов с повы-
шением температур их преимущество стано-
вится менее заметным, и при высоких темпе-
ратурах более жаропрочными оказываются
сплавы молибдена с вольфрамом, т.е. упроч-
ненные за счет легирования твердого раствора.
Сопротивление газовой коррозии и методы
защиты. Молибден обладает очень низким
сопротивлением окислению при повышенных
температурах. Окисление начинается при
температурах около 300 °C, при этом поверх-
ность молибдена окрашивается в голубой
цвет. При нагреве до 600 °C образуется плот-
но прилегающая пленка темно-голубого цве-
та. При 600 - 700 °C оксиды начинают испа-
ряться, а при более высоких температурах
молибден окисляется исключительно быстро с
образованием летучего оксида МоОз в виде
белого дыма.
Промышленные сплавы молибдена
имеют практически столь же низкое сопро-
тивление газовой коррозии, как и нелегиро-
ванный молибден.
Например, при нагревании на воздухе
при температурах 1150 и 1350 °C относитель-
ная потеря массы за 10 мин сплава ВМ2 со-
ставляет соответственно 2320 и 7600 г/м2, а
для сплава ВМЗ - 1200 и 1680 г/м2. Таким
образом, применение молибденовых сплавов
для изделий, работающих в окислительной
среде, зависит от покрытий, разработанных
для их зашиты. Лучшими для молибденовых
сплавов в большинстве случаев являются по-
крытия дисилицидного типа. Они обеспечи-
вают защиту детали от окисления до темпера-
тур 1700 - 2000 °C при времени нагрева от
нескольких секунд до 100 ч в зависимости от
условий работы изделия.
Основные виды покрытий следующие: со-
стоящие из дисилицида молибдена, легиро-
ванные с целью повышения термостойкости и
пластичности ниобием, хромом, алюминием,
титаном и другими элементами;
дисилицидного типа с барьерными под-
слоями, создаваемыми в целях снижения
диффузии кремния в глубь металла, и верх-
ними слоями из дисилицидов молибдена и
дисилицидов соответствующих металлов;
комплексные, состоящие из дисилицид-
ных подслоев и верхних оксидных слоев, на-
носимых газопламенным или плазменным
напылением;
безобжиговые, наносимые напылением,
окунанием, обмазкой и т.п.; они предназна-
чены для защиты изделий больших габаритов
(обшивка и т.д.); могут наноситься на термо-
диффузионные покрытия в целях повышения
их надежности;
металлические (хромовые, хромоникеле-
вые и др.); применяют для защиты изделий,
работающих при температурах 900 - 1350 °C.
Все перечисленные покрытия практиче-
ски не влияют на механические свойства мо-
либденовых сплавов. Большая часть перечис-
ленных покрытий обладает высоким коэффи-
циентом излучения (0,7 - 0,8) до температур
1700 - 2000 °C. Некоторые из покрытий мо-
гут, кроме того, выполнять роль теплозащиты.
Физические свойства сплавов. В табл.
7.2.5 - 7.2.9 приведены наиболее важные теп-
лофизические характеристики некоторых мо-
либденовых сплавов.
7.2.5. Коэффициент линейного расширения
а 106, К'1
Сплав Температура, °C
20 - 100 20 - 400 20 - 800 20 - 1000
ВМ1, М2 5,74 - - 6,06
ВМЗ 5,1 5,6 - -
ВМ6 - 4,7 4,9 -
цмвзо - 4,39 5,33 5,55
7.2.6. Удельная теплоемкость ср, кДж/(кг К)
Сплав Температура, °C
20 800 1200 1600 2000 2200 2400
BMI, ВМ2 0,280 0,306 0,340 0,373 0,403 0,419 0,436
ВМЗ - - 0,353 0,387 0,422 - -
ВМ6 - 0,306 0,338 0,369 - - -
668
Глава 7.2. МОЛИБДЕН И ЕГО СПЛАВЫ
7.2.7. Теплопроводность А. , Вт/(м К)
Сплав Температура, °C
100 500 600 700 1200 1600 1800 2000
ВМ1, ВМ2 129,8 Н7,2 115,1 113,0 95,3 87,7 85,8 84,5
ВМЗ 120,6 104,8 96,5 - - - - -
ВМ6 - 117,0 - 112,0 - - - 100,0
цмвзо 129,0 117,2 95,3 87,7 - - - -
7.2.8. Удельное электрическое сопротивление р 106, Ом см
Сплав Температура, °C
20 1100 1325 1450 1600 1700
ВМ1, ВМ2 5,48 35,9 41,8 47,7 52,5 55,4
ВМ6 - 34,8 40,8 44,5 50,0 53,3
7.2.9. Степень черноты полного излучения сплава ВМ1 при испытании на воздухе
Состояние поверхности Температура, °C
100 400 600 900
Без покрытия, окисленная при 650 °C, 1 ч 0,93 0,90 0,86 -
С термодиффузионным покрытием MoSi2 толщиной 75 мкм 0,60 0,62 0,69 0,73
Плотность большинства молибденовых
сплавов изменяется весьма несущественно и
составляет около 10200 кг/м3. Исключение
составляют сплавы, легированные вольфра-
мом и рением: ЦМВ30 и МР47ВП; их плот-
ность составляет соответственно 11900 и
13100 кг/м3.
Физические свойства низколегирован-
ных молибденовых сплавов и нелегирован-
ного молибдена мало различаются. В интер-
вале 0 - 2500 °C, коэффициенты линейного
расширения молибдена и сплава TZM (см.
табл. 7.2.2) одинаковы, удельное электриче-
ское сопротивление сплава выше на 10 %,
теплопроводность сплава при температуре
выше 100 °C ниже, чем у молибдена, а при
более высоких температурах - выше.
Введение в твердый раствор на основе
молибдена вольфрама и ниобия повышают
удельное электрическое сопротивление мо-
либдена соответственно на 0,55 и 0,5 мкОм • см
на 1 % ат. доли вольфрама и ниобия.
Технологические свойства. Молибден и
сплавы на его основе производятся как мето-
дом вакуумного переплава в дуговых или
электронно-лучевых печах, так и методами
порошковой металлургии. Используя метод
порошковой металлургии, можно получить
мелкозернистый технологический и сравни-
тельно дешевый металл. Метод вакуумного
переплава обеспечивает получение более чис-
того металла и экономически целесообразен
при больших масштабах производства.
Молибденовые сплавы в литом состоя-
нии обладают малым запасом пластических
свойств, поэтому их первичная обработка
является ответственной операцией. Для полу-
чения промежуточных или конечных метал-
лургических полуфабрикатов применяют ков-
ку или прессование слитков. Как правило,
ковку используют применительно к слиткам
небольшого диаметра с удовлетворительной
технологической пластичностью. Метод прес-
сования используется для крупных слитков и
малопластичных сплавов. Ковка молибдено-
вых сплавов может проводиться при темпера-
турах нагрева 1600 - 2000 °C, а горячее прес-
сование - при 1500 - 1700 °C и выше. Нагрев
под деформацию молибденовых сплавов осу-
ществляется в индукционных печах с защитной
средой или камерных печах сопротивления.
Например, из низколегированного спла-
ва ВМ1 различные полуфабрикаты (прутки,
листы, трубки, штамповки) получают при
температурах 1450 - 1500 °C любыми метода-
ми деформации. Листы из сплава прокатыва-
ют при 1250 °C с последующим снижением
температуры до 1050 - 1100 °C при уменьшении
толщины листа с 4 до 1 мм. После прокатки лис-
тов на воздухе слой металла, насыщенный газами,
удаляют травлением. Для предохранения метал-
СПИСОК ЛИТЕРАТУРЫ
669
ла от окисления прокатку листов следует про-
водить в металлической оболочке.
Молибденовые сплавы могут подвергать-
ся термической обработке: рекристаллизаци-
онному отжигу, температура которого в зави-
симости от состава сплава может измениться
от 1400 до 1600 °C, и отжигу для снятия внут-
ренних напряжений при температурах 1100 -
1200 °C.
В табл. 7.2.10 приведены характеристики
штампуемости листов из молибденового спла-
ва ВМ1. Штампуемость этого сплава при тем-
пературе 450 °C находится на уровне штам-
пуемости алюминиевого сплава Д16М.
7.2.10. Характеристики штампуемости листов толщиной 1 мм из сплава ВМ1
Вытяжка, Япр Отбортовка, Япр Выдавка плоская, Япр Гибка, /?раб
20 °C 450 °C 20 °C 450 °C 20 °C 450 °C 20 °C 450 °C
1,38 - 1,5 1,87 - 2,0 1,05 - 1,1 1,25 - 1,40 0,1 0,2 (3 - 4) 5 (2 - 3) 5
Молибденовые сплавы сваривают элек-
тронно-лучевой и аргонодуговой сваркой.
При сварке сплавов из-за хрупкости сварных
соединений необходимо применять специаль-
ные методы и аппаратуру.
Сплавы удовлетворительно обрабатыва-
ются резанием с использованием инструмента
с твердосплавными пластинами (ВК6 или
ВК8) без охлаждения или с охлаждением.
Операция шлифования для сплавов не реко-
мендуется.
Области применения. Из молибдена и его
сплавов изготовляют электроконтакты, пере-
ключатели и выключатели телефонных реле,
элементы ламп накаливания. Благодаря высо-
кой коррозионной стойкости молибдена в
ртути он находит применение в качества кон-
тактов и тоководов в ртутных выключателях.
Благоприятное сочетание механических и
теплофизических характеристик молибдена и
его сплавов обусловливает их применение для
пресс-форм для горячего прессования профи-
лей из стали (до 1250 °C), насадок для
литья под давлением и непрерывного литья
алюминия, латуни (до 900 - 1000*°C), серого
чугуна и стали (до 1400 - 1600 °C).
Молибденовые лодочки и тигли исполь-
зуют для электровакуумного, катодного и
электронно-лучевого напыления различных
материалов на металлические изделия, стекла,
синтетические и другие материалы в различ-
ных отраслях промышленности.
Молибденовые сплавы находят приме-
нение для различных деталей космических
аппаратов, работающих при температурах до
1500 - 1600 °C.
Пористый молибден, пропитанный ме-
дью или серебром, используется, как матери-
ал для вставок в твердотопливных ракетных
двигателях.
Молибден и его сплавы являются основ-
ным конструкционным материалом для ядер-
ных тепловых реакторов. Из него изготовляют
коллекторы излучателя и электроды больших
ядерных термоэмиссионных преобразователей
(ТЭП), эмиттеры и другие детали ТЭП.
Высокая коррозионная стойкость в па-
рах и расплавах щелочных металлов и относи-
тельно низкое сечение захвата тепловых ней-
тронов позволяет использовать молибденовые
сплавы для повышения рабочих температур
ядерных реакторов на быстрых нейтронах с
натриевым теплоносителем.
Молибден благодаря высокой износо-
стойкости является хорошим материалом для
металлизации поверхностей пламенным или
плазменным напылением.
С большой экономической выгодой мо-
либден используется в химической промыш-
ленности.
Однако основными потребителями кон-
струкционных молибденовых сплавов в бли-
жайшие годы будут, по-видимому, авиацион-
ная и ракетно-космическая техника.
СПИСОК ЛИТЕРАТУРЫ
1. Молибден. Пер. с анг. Под ред. А. К. На-
тансона. М: Ил. 1959. С. 214 - 230.
2. Райан Н. Е., Мартин Дж. Новые туго-
плавкие металлические материалы: Пер. с
англ. М.: Мир, 1971. С. 77 - 105.
3. Савицкий Е. М., Бурханов Г. С. Ме-
талловедение сплавов тугоплавких и редких
металлов. М.: Наука, 1971. 352 с.
4. Сплавы молибдена / Н. Н. Моргунова,
Б. А. Клыпин, В. А. Бояршинов и др. М.:
Металлургия, 1975. 392 с.
5. Строев А. С. Сплавы на основе туго-
плавких металлов. Конструкционные и жаро-
прочные материалы для новой техники. М.:
Наука, 1978.53 с.
6. Тугоплавкие металлы в машинострое-
нии / Под ред. А. Т. Туманова, К. И. Порт-
ного. М. Машиностроение, 1967. 392 с.
7. Тугоплавкие сплавы в изделиях авиа-
ционной и космической техники. Авиационные
материалы на рубеже XX - XXI веков / В. Н. Подъ-
ячев и др. М.: ВИАМ, 1994. С. 264 - 273.
670
Глава 7.3. НИОБИЙ И ЕГО СПЛАВЫ
Глава 7.3
НИОБИЙ И ЕГО СПЛАВЫ
Общая характеристика. Ниобий, по
сравнению с другими тугоплавкими металла-
ми, имеет низкую плотность (8,6 г/см3) и
высокую температуру плавления - 2465 °C.
Это дает возможность получать ниобиевые
сплавы с довольно высокой удельной прочно-
стью при температурах до 1500 °C, в то время
как рабочая температура известных наиболее
жаропрочных никелевых сплавов не превы-
шает, 1000 °C. Наряду со значительной проч-
ностью при 20 °C и высоких температурах
большинство сплавов ниобия являются техно-
логичными и обладают специальными физи-
ко-химическими свойствами: малым попереч-
ным сечением захвата быстрых и тепловых
нейтронов, хорошей стойкостью во многих
химических реактивах (HNO3, НС1 и др.),
удовлетворительной стойкостью в жидкоме-
таллических теплоносителях (К, Na, Li и др.),
устойчивостью в контакте с ураном и его ок-
сидами.
Температура хладноломкости низколеги-
рованных чистых по примесям внедрения
ниобиевых сплавов ниже -253 °C. Ряд сплавов
имеет высокую сверхпроводимость, электри-
ческую проводимость, хорошие эмиссионные
свойства.
К недостаткам ниобиевых сплавов сле-
дует отнести их окисляемость при нагреве на
воздухе выше 300 - 400 °C, хотя скорость
окисления их значительно меньше, чем ско-
рость окисления других тугоплавких металлов,
например молибдена и вольфрама.
Благодаря малой летучести оксидов нио-
бия и возможности его легирования в широ-
ких пределах, можно получить ниобиевые
сплавы со скоростью окисления при 1100 °C
15-30 г/(м2 • ч) по сравнению с 400 - 500 г/(м2 • ч)
нелегированного ниобия при условии сохра-
нения их высокой прочности и технологично-
сти. Имеются композиции ниобиевых спла-
вов, содержащих большое количество хрома,
титана, алюминия, кремния с более высокой
жаростойкостью при 1100 °C [0,2 - 1,0 г/(м2 • ч)]
однако эти сплавы нетехнологичны и облада-
ют низкими механическими свойствами, в
связи с чем малоперспективны.
Запасы ниобия достаточно велики, и
при налаживании его производства может
быть полностью удовлетворена широкая по-
требность промышленности в этих сплавах в
ближайшие 80 - 100 лет.
Физико-химические основы создания
сплавов. Создание сплавов на основе ниобия
базируется на общепризнанных механизмах
упрочнения: твердорастворного (замещения и
внедрения), дисперсионного и деформацион-
ного. Однако деформационное упрочнение не
получило широкого развития, так как действует
лишь до температур начала рекристаллизации.
Анализ существующих ниобиевых спла-
вов показывает, что в их создании реализуется
в основном первый (твердорастворный) меха-
низм. За счет легирования твердого раствора в
сплавах на основе ниобия возможно упрочне-
ние на 500 %.
Ниобий благодаря своей высокой пла-
стичности допускает весьма широкое приме-
нение легирования различными компонента-
ми. С металлами подгрупп IVa, Va, Via Пе-
риодической системы ниобий образует при
высоких температурах непрерывные твердые
растворы.
При легировании ниобия основной
вклад в упрочнение вносит упругое взаимо-
действие за счет несоответствия атомных
размеров ниобия и легирующих элементов.
Степень твердорастворного упрочнения
возрастает с увеличением различая в атом-
ных размерах.
Типичными добавками, упрочняющими
твердый раствор как при 20 °C, так и при
высоких температурах, в условиях кратковре-
менной и длительной работы сплавов, явля-
ются Мо, W, Hf, Zr, V, Ti. Однако такие эле-
менты как Ti и V упрочняют ниобий только
при 20 °C (особенно V) и при высоких темпе-
ратурах в условиях кратковременной работы.
Это объясняется тем, что Ti и V имеют более
низкую, чем ниобий, температуру плавления,
и упрочнение, достигнутое за счет искажения
кристаллической решетки ниобия и вызван-
ное различием ионных радиусов этих элемен-
тов, ослабляется вследствие снижения уровня
прочности межатомных связей ниобиевого
твердого раствора.
На рис. 7.3.1, 7.3.2 показано влияние
содержания различных добавок на механи-
ческие свойства ниобия при 20 °C и при
1100 °C.
При равной концентрации добавок V
оказался наилучшим упрочнителем твердого
растворы, Hf - наименее эффективной добав-
кой, W, Мо, Zr занимают промежуточное
положение, а добавка Та почти не вызывает
искажения решетки ниобия и поэтому упроч-
нение при 20 °C незначительное.
НИОБИЙ И ЕГО СПЛАВЫ
671
Рис. 7.3.1. Влияние легирующих элементов
на кратковременную прочность (а) и пластичность (б)
ниобия при 20 °C
Жаропрочность сплавов связана с фазо-
выми равновесиями и, прежде всего, в области
Элемент, °/о(алт.)
Рис. 7.3.2. Влияние элементов на кратковременную
прочность ниобия при 1100 °C
температуры плавления. Чем сильнее леги-
рующий элемент повышает температуру плав-
ления, тем эффективнее он упрочняет основу
при высоких температурах. При температурах
выше 0,5 Тпд жаропрочность твердых раство-
ров на основе ниобия зависит не только от
соотношения атомных радиусов растворителя
и вводимых добавок, но в еще большей сте-
пени от диффузионной подвижности атомов
легирующего элемента в твердом растворе,
находящейся в соответствии с гомологиче-
ским законом диффузии.
В табл. 7.3.1, 7.3.2 приведен химический
состав отечественных и зарубежных сплавов
на основе ниобия, используемых в качестве
конструкционного материала.
7.3.1. Химический состав (%) отечественных сплавов (остальное - Nb)
Сплав Мо W Zr Ti С Al Оз n2 н2
ВН-2А 3,5 - 4,7 - 0,5 - 0,9 - 0,08 - 0,03 0,04 0,005
ВН-2АЭ* 3.5 - 4,7 - 0,5 - 0,9 - 0,05 - 0,02 0,03 0,005
ВН- 2АЭМ* 6,0 - 8,0 - 0,5 - 0,9 - 0,05 - 0,09 - 0,02 0,03 0,005
ВН-3 4,0 - 5,2 - 0,8 - 2,0 - 0,08-0,16 - 0,03 0,04 0,005
ВН-4 8,5 - 10,5 - 1,0-2,0 - 0,25 - 0,4 - 0,04 0,06 0,005
ВН-5А 5,0 - 7,0 - 0,5 - 0,95 - 0,08-0,15 - 0,03 0,05 0,005
ВН-6 8,5 - 10,5 - 2,5 - 3,5 - 0,10-0,20 - 0,06 0,2 - 0,4 -
ВН-7 - - - 40-42 0,05 3,0 - 7,0 0,05 0,05 0,005
ВН-8 5,0 - 7,0 - 0,7 - 1,4 20-23 0,02 - 0,06 - 0,05 0,05 0,005
ВН-9 2,5 - 5.0 10- 15 0,8- 1,0 - 0,04 - 0,03 0,05 -
672
Глава 7.3. НИОБИЙ И ЕГО СПЛАВЫ
Продолжение табл. 7.3.1
Сплав Мо W Zr Ti С Al о2 n2 Н2
ВН-10 - 3-5V 0,5 - 2,5 29,5 - 32,5 0,08 6,6 - 7,6 0,1 0,05 -
РН-2 - 7- 10 - - 0,04 - 0,03 0,03 -
РН-3 - 4,5 - 6,0 1,0- 1,5 - 0,02 - 0,03 0,012 -
РН-5 - 9- 11 1,0- 1,5 - 0,03 - 0,03 - -
РН-6 4,5 - 6,0 4,5 - 6,0 1,0- 1,5 - 0,025 - 0,03 - -
РН-66 4,5 - 6,0 4,5 - 6,0 - 1,0- 1,5 - - - - -
РН-111 9-11 - - 1,0- 1,5 - - - - -
ЛН-1 3-5 8- 10 1,0- 1,5 - 0,25 - 0,40 - - - -
5ВНЦ 1,7-2,3 4,9 - 5,5 0,7- 1,2 - - - - - -
10ВНЦ 1,7-2,5 9,8 - 10,5 0,8 - 1,2 - - - - - -
* Буква "Э" означает, что сплав выплавляют электронно-лучевым методом.
7.3.2. Химический состав (%) некоторых ниобиевых сплавов производства США (остальное - Nb)
Сплав Фирма W Mo Zr Hf Ti V Ta C Y
С-129 Wah Chaing 10 - - 10 - - - - 0,1
СЬ-752 Union Carbide 10 - 2,5 - - - - - -
В-77 Westinghouse Electric 10 - 1 - - 5 - - -
F-85 Fahsteel 12 - - - 10 3 - - -
D-43 Du Pont 10 - 1 - - - - 0,10 -
D-31 To же 10 - - - 10 - - - -
Х-110 10 - 1 - - - 0,10 -
WC3015 Wah Chang 15 - 1 30 - - - 0,30 -
СЬ-132М Union Carbide 15 5 1,5 - - - 20 0,10 -
F-48 General Electric 15 5 1 - - - - 0,10 -
F-50 General Electric 15 5 1 - 5 - - 0,10 -
As-30 To же 20 - 1 - - - - 0,10 -
D-41 Du Pont 20 6 - - .10 - - - -
Su-31 To же 17 - - 3,5 - - - 0,12 0,03Si
С-16 Union Carbide 20 - - - 10 3 - - -
В-99 Westinghouse Electric 22 - - 2 - - - 0,07 -
В-88 To же 28 - - 2 - - - 0,07
СЬ-1 Union Carbide 30 - 1 - - - - 0,06 0,04
С-103 Wah Chang - - 0,7 10 1 - - - -
В-66 Westinghouse Electric - 5 1 - - 5 - - -
НИОБИЙ И ЕГО СПЛАВЫ
673
Механические свойства некоторых отечественных и зарубежных ниобиевых сплавов приве-
дены в табл. 7.3.3 и 7.3.4.
73.3. Механические свойства отечественных ниобиевых сплавов при кратковременных испытаниях
Сплав Полуфабрикат, т, Ов <*0,2 8 XCU 104,
состояние °C МПа % Дж/м2
Лист нагарто- 20 800 - 900 620 4 - 5 - -
ванный 1100 450 - 10 - -
ВН-2А (деформация 80 - 90 %) 1200 1500 300 100 - 12 17 - -
Пруток*1 рек- 1100 260 - 300 - 22 - 26 250
ристаллизованный 1200 240 - 260 - 26 - -
-196 1140 1060 10 - -
Лист нагарто- -70 880 860 8 - -
ВН-2АЭ ванный 20 750 700 6 - -
(деформация 80 - 700 620 - 4 -
90 %) 1100 430 - 10 -
1500 70 - 30 - -
Лист нагарто- 20 700 - 900 620 4 - 5 - -
ВН-2АЭМ ванный 1100 450 - 10 - -
(деформация 80 - 1200 300 - 12 -
90 %) 1500 100 - 17 - -
Пруток*2 прессо- 20 750 - 800 - 16 - 20 40 - 70 -
ванный 1100 450 - 21 - 24 70 - 75 -
ВН-3 (деформация 80 - 1200 250 - 290 26 79 - 83 -
90 %) 1500 125 - 40 - 43 - -
Пруток рекри- 20 530 - 20 75 300
сталлизованный 1100 260 - 22 80 -
1200 240 - 26 85 -
20 810 730 16 33 50 - 70
ВН-4 Пруток отожжен- 1100 700 - - - -
ный 1200 550 450 - 500 15 47 -
1500 170 - 24 30 -
ВН-5А Лист рекри- сталлизованный 20 1100 580 - 610 330 - 350 460 - 470 200 - 210 25 - 29 12 - 14 - -
1500 100 - 105 80 - 100 30 - 35 - -
20 900 580 14 17 -
ВН-6 Пруток отожжен- 800 820 660. 17 28 -
ный 1200 650 650 ' 9 40 -
1500 280 260 23 80 -
Лист рекри- сталлизованный 20 620 25.’ ’
ВН-7 700 350 - 2Ь : - -
1100 50 - 100 -
20 600 - 640 550 - 570 19 - 22’ 170 - 190
ВН-8 Лист рекри- 700 360 - 380 260 - 280 10 - 17 -
1100 ПО - 120 100 - ПО 45 - 47 -
сталлизованный 1300 50 - 63 34 - - -
1500 25 - 30 20 - 25 - - -
22 Зак. 225
674
Глава 7.3. НИОБИЙ И ЕГО СПЛАВЫ
Продолжение табл. 7.3.3
Сплав Полуфабрикат, т, <*0,2 8 леи 10«,
состояние °C МПа % Дж/м2
20 630 410 27 38 40
Пруток рекри- сталлизованный 800 420 • 15 27
ВН-9 1200 310 220 18 31 -
1600 150 120 25 34 -
1800 80 60 25 36 -
2000 60 - 45 51 -
20 1175 1075 14,5 27 20
ВН-10 Пруток ото- 700 940 825 20 - 80 - 120
жженный 800 590 460 - - 100 - 120
1100 80 60 100 - -
ИРМН-1 Пруток рекри- сталлизованный 20 1300 500 - 540 200 390 - 410 28 - 30 25 60 - 70 -
20 520 - 580 480 - 500 20-25 60-65 -
ИРМН-2 Пруток рекри- 1300 240 - 30 - -
сталлизованный 1500 100 - 52 - -
1700 54 - 53 - -
20 560 - 570 470 - 480 25 - 28 50 - 60 -
ИРМН-3 Пруток рекри- 1300 230 - 27 - -
сталлизованный 1500 170 - 30 - -
1700 70 - 35 - -
Пруток прессо- 20 850 - • - -
РН-2 ванный (деформация 80 - 90 %) 1500 100*3 - - - -
Пруток прессо- 20 84 - - - -
РН-3 ванный 1200 191 - - - -
(деформация 1500 137*з - __
80 - 90 %) 1800 81*3 - - - -
Пруток прессо- 20 920 - - - -
РН-5 ванный 1500 140*3 - - - -
(деформация 80 - 90 %) 1800 83*3 - - - -
Пруток прессо- 20 890 - - - -
РН-6 ванный 1200 290 - - - -
(деформация 1500 170*3 __
80 - 90 %) 1800 93*3 - - - -
Пруток прессо- 20 930 - - - -
РН-66 ванный . ' 1200 234 - - - -
(деформация 1500 13О*3 - __ __
80 - 90 %) 1800 57*з - - - -
Пруток прессо- 20 887 - - - -
РН-111 ванный 1200 180 - - - -
(деформация 1500 100*3 - - - -
80 - 90 %) 1800 53*3 - - - -
НИОБИЙ И ЕГО СПЛАВЫ
675
Продолжение табл. 7.3.3
Сплав Полуфабрикат, состояние К У ^0,2 8 КСИ • 104, Дж/м2
Ml Па %
20 820 710 28 55 50
Пруток рекри- 700 630 540 15 33 __
ЛН-1 1100 460 380 18 41
сталлизованный 1200 420 320 25 52 -
1500 280 260 30 60 -
5ВНЦ Лист рекри- 20 440 - 470 350 - 400 25 - 28 - -
сталлизованный 1250 120 - 140 80 - ПО 40 - 45 - -
*1 Е= 126 ГПа при 20 °C;
*2 Е — 116 ГПа при 20 °C;
*3 Лист.
7.3.4. Механические свойства ниобиевых сплавов производства США
при кратковременных испытаниях
Сплав Полуфабрикат, т, <*0,2 8 Ч'
состояние °C МПа %
С-129 Лист рекристалли- зованный 1315 183 - - -
24 585 490 24 -
СЬ-752 Лист рекристалли- 1095 300 160 25 -
зованный 1205 250 160 33 -
1315 190 130 32 -
В-77 Лист рекристалли- 1315 210 190 34
зованный
24 600 420 25 -
F-85 Лист рекристалли- зованный 1095 1315 270 161 210 19 -
- - -
1700 60 30 28 -
24 700 647 22 44
1095 246 232 12 9
D-31 Пруток отожженный 1205 190 183 22 -
1315 140 - 8 11
1410 77 - - 40
24 670 560 18 -
1205 250 190 14
Х-110 Лист отожженный 1315 180 160 27 -
1427 100 90 32 -
СЬ-132М Пруток отожженный 1315 407 - - -
24 880 600 5 -
F-48 Лист нагартованный 1095 450 295 18
(деформация 80-90 %) 1208 350 210 22 -
1315 218 105 - -
22*
676
Глава 7.3. НИОБИЙ И ЕГО СПЛАВЫ
Продолжение табл. 7.3.4
Полуфабрикат, т, Ов 00,2 8
состояние °C МПа %
24 857 562 24 -
F-50 Лист нагартованный 1095 350 162 28 -
-(деформация 80 - 90 %) 1205 246 190 35 -
1315 148 126 46 -
As-30 Пруток прессованный 24 1093 980 630 - - -
(деформация 80 - 90 %) 1315 420 - - -
Пруток прессованный 24 880 - 10 -
D-41 (деформация 80 - 90 %) 1095 370 - 25 570
1260 253 225 30 -
Su-3.1 Пруток рекристал- лизованный 1315 281 - - -
С-16 Пруток отожженный 1000 541 478 15 540
1205 239 190 40 820
MS Пруток отожженный 1315 372 - - -
С-1-03 Лист рекристалли- зованный 1095 199 - - -
В-66 Лист рекристалли- зованный 1095 372 - - -
Из всех отечественных сплавов наиболее
высокий уровень кратковременной прочности
в интервале температур 800 - 1500 °C имеет
сплав ВН-6, наиболее низкую прочность -
сплавы ВН-7 и ВН-10; температура их экс-
плуатации ограничена 700 - 800 °C.
Длительная прочность отечественных и за-
рубежных сплавов приведена в табл. 7.3.5 и 7.3.6.
7.3.5. Жаропрочные свойства отечественных сплавов
Сплав Полуфабрикат, т, <По <*100
состояние °C МПа
ВН-2А Лист холоднокатаный 1100 - 130
ВН-2АЭ Лист рекристаллизованный 1100 - 100
ВН-3 Пруток прессованный 1100 - 160
1100 - 280
ВН-4 Пруток отожженный 1150 - 220
1300 - 100
ВН-5А Лист рекристаллизованный 1100 - 160
1100 - 340
ВН-6 Пруток отожженный 1200 - 210
1300 - 120
700 • 250
ВН-8 Пруток отожженный 1100 30 15
ВН-9 Пруток рекристаллизованный 1200 - 140
500 - 700
ВН-10 Пруток отожженный 600 - 550
700 - 280
НИОБИЙ И ЕГО СПЛАВЫ
677
Продолжение табл.7.3.5
Сплав Полуфабрикат, г, <ио О'ЮО
состояние °C МПа
РН-2 Пруток прессованный (деформация 80 - 90 %) 1200 120 -
РН-3 Пруток прессованный 1000 - 260
(деформация 80 - 90 %) 1200 150 -
РН-5 Пруток прессованный 1000 - 270
(деформация 80 - 90 %) 1500 60 (20 мин) -
РН-6 Пруток прессованный 1200 - НО
(деформация 80 - 90 %) 1500 60 (15 мин) -
1100 250
ЛН-1 Пруток рекристаллизованный 1200 - 190
1300 - 130
5ВНЦ Лист рекристаллизованный 1100 - 70
7.3.6. Жаропрочные свойства ниобиевых сплавов производства США
Сплав Полуфабрикат, состояние т, °C <Ло <*100
МП [а
С-129 Лист рекристаллизованный 1095 100 -
СЬ-752 То же 1205 112 -
F-85 1315 84 -
D-31 Пруток отожженный 1095 - НО
В-88 То же 1205 225 -
С-132М 1205 316 -
Х-110 Лист отожженный 1095 - 125
F-48 Лист нагартованный 1095 - 245
(деформация 80 - 90 %) 1205 - 120
F-50 То же 1095 - 140
1205 - 77
As-30 Пруток прессованный 1095 - 300
(деформация 80 - 90 %) 1205 - 210
D-41 То же 1095 - 140
Su-31 Пруток рекристаллизованный 1315 154 -
С-16 То же 1205 70 -
В-66 _ •• _ 1095 105 -
Коррозионные свойства, сопротивление
газовой коррозии и методы защиты от нее. Не-
достатком ниобиевых сплавов является их
низкое сопротивление газовой коррозии при
температурах выше 400 °C. Скорость окисле-
ния жаропрочных ниобиевых сплавов типа
ВН составляет 80 - 120 г/(м2 • ч) при 1100 °C,
а у чистого ниобия - 448 г/(м2 • ч). Жаростой-
кость некоторых ниобиевых сплавов приведе-
на в табл. 7.3.7.
Защита сплавов на основе ниобия от вы-
сокотемпературной газовой коррозии является
одним из наиболее актуальных вопросов, ре-
шение которого значительно расширит при-
менение ниобиевых сплавов.
Разработка жаростойких покрытий для
ниобиевых сплавов является сложной задачей,
что связано с особенностями физико-хими-
чеСких свойств самого ниобия и его оксидов.
Однако уже достигнуты значительные успехи
в разработке жаростойких покрытий.
678
Глава 7.3. НИОБИЙ И ЕГО СПЛАВЫ
7.3.7. Жаростойкость (окисляемость)
шекоз’фыж зарубежных и отечественных
ниобиевых сплавов при нагреве на воздухе
Сплав J Г,*С Скорость окисления, г/(м2-ч)
F-48 (США) 1200 120 (3 ч)
F-50 (США) 1200 99 (3 ч)
СЬ-22 (США) 1050 15 (50 ч)
СЬ-67 (США) 1050 12 (50 ч)
D-41 (США) 1050 6 (50 ч)
ВН-3 (Россия) 1050 44 (20 ч)
ВН-7 (Россия) 700 1 800 0,6 (100 ч) 4,0 (100 ч)
В’Н-'В ^Россия) 700 800 0,6 (100 ч) 8,0 (100 ч)
ВН-!10 »(1Росоия) 700 800 0,4 (100 ч) 1,5 (100 ч)
Имеются покрытия для ниобиевых спла-
вов, сопротивляющиеся окислению при тем-
пературах 1100 - 1600 °C в течение длитель-
ного периода времени. Но окончательно зада-
ча не решена. Необходимо еще решить про-
блему хрупкости защитного слоя, а также
прочности его сцепления с металлом-
основой и др.
Физические свойства. Благодаря много-
образию существующих сплавов на основе
ниобия их физические свойства могут сущест-
венно различаться. Так, плотность сплава
ВН-10 составляет 5,8 г/см3, а температура его
плавления 1910 °C, в то время как сплав ВН-9
имеет плотность 10,1 г/см3 и температуру
плавления 2480 °C. В табл. 7.3.8 - 7.3.10 при-
ведены основные физические свойства четы-
рех наиболее типичных ниобиевых сплавов.
7.3J8. Удельная теплоемкость ср, Дж/(кгК) ниобиевых сплавов
Сплав Температура, еС
100 300 500 1000 1200 1400 1600 2000
1ВН-2А 0,28 0,30 0,31 0,32 0,34 0,35 0,36 0,39
ВН-8 0,3.5 0,37 0,38 0,42 0,44 0,47 - -
ВН-9 0,20 0,22 0,22 0,23 0,27 0,31 - -
ВН-10 0,38 0,41 0,44 - - - - -
7.3.9. Теплопроводность X, Вт/(м К) ниобиевых сплавов
Сплав Температура, °C
100 200 700 1000 1300 1500 1800 2000
ВН-2А 50,1 52,2 58,5 58,5 61,7 61,7 61,7 66,9
ВН-8 18,8 22,5 34,6 45,0 - - - -
ВН-9 47,7 51,6 58,6 - - - - -
ВН-1.0 10,1 12,0 20,1 - - - - -
7.3.10. Коэффициент линейного расширения a l0б, К'1 ниобиевых сплавов
Сплав Температура, °C
20-100 20-300 20-600 20-900 20-1000 20-1300 20-1500 20-1700 20-2000
ВН-2А 6,25 7,15 7,94 8,25 8,42 8,55 8,62 8,75 8,84
ВН-8 7,00 7,15 7,30 7,35 - - - - -
ВН-9 7,00 7,60 8,00 8,30 8,40 8,60 - - -
вы-;ю 9,00 9,30 9,90 10,5 - - - - -
Технологические свойства. Ниобиевые
сплавы выплавляют в вакуумных (давление -
133,3 Па) дуговых электропечах с расходуе-
мым электродом и электронно-лучевым мето-
дом.
Деформацию слитков и полуфабрикатов
проводят на воздухе, в нейтральной среде или
вакууме. Нагрев под деформацию осуществ-
ляют в вакуумной камере, в печи с нейтраль-
ной атмосферой или в обычной печи с при-
менением оболочек или специальных покры-
тий, защищающих металл от окисления.
Такие сплавы как ВН-2А, ВН-2АЭ,
5ВНЦ и др., обладают высокими технологиче-
скими свойствами; из них можно получать
прокаткой при 20 °C листы, фольгу и трубки.
В табл. 7.3.11 приведены характеристики
штампуемости рекристаллизованных листов
толщиной 1 мм из сплава ВН-2А.
Сплавы могут подвергаться термиче-
ской обработке: отжигу с целью гомогени-
зации и дегазации слитков при температуре
1800 - 2000 °C (5 - 10 ч), отжигу для снятия
напряжений при температурах 900 - 1250 °C
СПИСОК ЛИТЕРАТУРЫ
6>7Ф
(30 - 60 мин) и для рекристаллизации при
температурах 1150 -1500 °C (1 - 2 ч). Термо-
обработка во всех случаях проводится в ва-
кууме при давлении 133,3 Па, а ее температу-
ра зависит от состава сплава.
Сплавы с содержанием углерода до
0,2 % удовлетворительно свариваются аргоно-
дуговой и контактной сваркой, хорошо -
электронно-лучевой. Сплавы паяют между
собой и с другими металлами с применением
специальных припоев. Сплавы удовлетвори-
тельно обрабатываются резанием.
Области применения. Благодаря хорошим
прочностным характеристикам при высоких
температурах ниобий и его сплавы широко
используют в наиболее термически напря-
женных узлах скоростных самолетов, ракет и
космических аппаратов.
Из ниобиевых сплавов изготовляют сле-
дующие детали авиакосмических летательных
аппаратов: юбку сопла, реактивное сопло,
внутреннюю облицовку форсажной камеры,
теплозащитные экраны, переднюю кромку
крыла, детали реактивного двигателя и др. По
заявлению фирмы Fansfeel (США) при давле-
нии в двигателе истребителя ATF в конструк-
ции форсажной камеры будут применены
ниобиевые сплавы; в настоящее время они
находят применение в двигателях серийных
истребителей F-15 и F-16.
Применение ниобиевых сплавов для га-
зотурбинных деталей позволит повысить их
рабочую температуру на 160 - 330 °C по срав-
нению с расчетной температурой деталей,
изготовленных из наиболее перспективных
никелевых , сплавов. Благодаря применению
ниобиевых сплавов) рабочая! температура) БТД,
может достигать 137Т °C..
Хорошая коррозионная стойкость нисг-
бия в расплавленных щелочных металлах, и
малое сечение захвата, тепловых нейтронов
(1,1 • 1028 м2) позволяют использовать его в
атомной энергетике.
Соединение ниобия Nb3Sn применяют
качестве сверхпроводящего материала', кото>-
рый может с успехом использоваться при’
создании М ГД-генераторов.
Ниобиевые сплавы находят применение
в электронной технике (например, в конден-
саторах) как заменитель дефицитного^ тантала,
а также молибдена, обладающего' повышен-
ной хрупкостью.
Химическое аппаратостроение является
одним из основных потребителей ниобия.
Высокая химическая стойкость ниобия^ делает
его незаменимым материалом при’ изготовле-
нии реакторов, нагревателей, теплообменник
ков, трубопроводов и многих других деталей^
аппаратов химической промышленности.
Ниобий является одним из важнейших
легирующих компонентов в сплавах; ©й ши-
роко применяется при легировании' никеле^
вых, медных, алюминиевых и других цветных
сплавов с целью повышения их прочности и
жаропрочности.
7.3.11. Характеристика штампуемости листов из сплава ВН-2А
Вытяжка Отбортовка Гибка
^ПР ^Чэаб ^раб ^min Лраб'
1,85 -1,90 1,58 -1,60 1,65 -1,67 1,35 -1,40 1 5* 25
*s - толщина листа.
СПИСОК ЛИТЕРАТУРЫ
1. Борисенко А. И., Хашковский С. В.
Защита от высокотемпературной газовой кор-
розии. М.: Наука, 1986. 41 с.
2. Захарова Г. В., Попов И. А., Жорова
А. П., Федин Б. В. Ниобий и его сплавы. М.:
Металлургия, 1961. 296 с.
3. Конструкционные материалы. /Под ред.
А. Т. Туманова Т. 1 - 3. М.: Советская энцик-
лопедия, 1963 - 1965 г.
4. Корнилов И. И. Физико-химические
основы жаропрочности сплавов. М.: АН
СССР, 1961. 514 с.
5. Мальцев М. В., Байков А. И., Соловь-
ев В. Я. Технология производства ниобия и
его сплавов. М.: Металлургия, 1966. 291 с.
б. Мальцев М. В. Применение редких
металлов в цветной металлургии: Ml: ЦНЖ
Цветмет, 1961.144 с.
7. Ниобий и его сплавы. / Под ред. А. Т. Ту-
манова: Пер. с англ. М.: Металлургия^ 1966г
331 с.
8. Тугоплавкие материалы в машинострое-
нии / Под ред. А. Т. Туманова и К. HI Порт-
ного: Справочник. М.: Машиностроение.
1967. С. 136 -142.
9. Тугоплавкие сплавы в изделиях авиа-
ционной и космической техники. Авиацион-
ные материалы на рубеже XX - XXI веков. М.:
ВИАМ, 1994. С. 264 - 273.
680
Глава 7.4. ХРОМ И ЕГО СПЛАВЫ
Глава 7.4
ХРОМ И ЕГО СПЛАВЫ
Общая характеристика. Механические,
физические, химические и технологические
свойства сплавов хрома в первую очередь зави-
сят от содержания примесей. Металл, имею-
щий в своем составе повышенное количество
газов и неметаллических включений, склонен к
хладноломкости при 20 °C и обладает низкой
технологичностью. Температура перехода из
пластичного в хрупкое состояние у чистого
металла значительно выше 20 °C.
Поэтому для производства конструкци-
онных сплавов хрома, используемых для изго-
товления ответственных деталей в машино-
строении, необходимо решить две основные
задачи. Во-первых, в процессе производства
следует использовать максимально чистый
первичный продукт (шихта). Во-вторых, необ-
ходимо обеспечить переработку этого продукта
(плавка, деформация, термообработка) в усло-
виях, исключающих насыщение его различного
рода примесями. Решение второй задачи явля-
ется непростой проблемой, так как хром обла-
дает высокой химической активностью при
температурах выше 700 °C и особенно в жид-
ком состоянии.
При выплавке отечественных сплавов в
качестве шихты используется электролитиче-
ский рафинированный хром ЭРХ (табл. 7.4.1).
Это наиболее чистый продукт, промышленное
производство которого налажено в стране в
необходимых объемах. Хром ЭРХ получают в
виде "чешуек" из шестивалентных солей мето-
дом электролиза. Затем "чешуйки" подвергают
рафинированию, пропуская через них осушен-
ный, очищенный от примесей водород.
В опытно-промышленном производстве
рафинирование хрома производится при тем-
пературе металла около 1600 °C, что обеспечи-
вает более высокую его чистоту по примесям.
В силу ряда технических и экономических
причин при серийном производстве рафиниро-
вание осуществляется при температуре около
1300 °C.
Для теоретических исследований и в
приборостроении, где требуется металл чисто-
той 99,9 - 99,99 %, используется более чистый
по примесям "иодидный" хром (ИХ).
7.4.1. Марки и химический состав первичного хрома
Хром Примеси, %, не более
02 С 5 Fe Si Ni Al Си
ЭРХ 0,008 0,007 0,010 0,003 0,050 0,040 0,010 0,010 0,010
их 0,0044 0,0013 0,002 0,001 0,003 - - - 0,001
Физические свойства. Хром относится к
переходным металлам, т.е. к металлам, имею-
щим недостроенную внутреннюю подгруппу
при наличии электронов на внешней оболочке.
Перераспределение валентных электронов на
орбитах 3d и 4s вызывает аномальное измене-
ние некоторых физических свойств хрома
(модуль нормальной упругости, внутреннее
трение, удельное электрическое сопротивление
и др.) при температуре около 310 К. Аналогич-
ное, но менее резко выраженное явление на-
блюдается при температуре 121 К. Именно в
этом интервале температур наступает антифер-
ромагнитное упорядочение. Температура исчез-
новения антиферромагнетизма (точки Нееля)
изменяется в области температур от 310 до
470 К в зависимости от степени чистоты хрома.
Выше точки Нееля наблюдается переход в па-
рамагнитное состояние. При понижении тем-
пературы до 1 К не отмечается переход в
сверхпроводящее состояние, следовательно, не
происходит изменение состояния валентных
электронов и прекращение их взаимодействия с
кристаллической решеткой металла.
Плотность хрома составляет 7,15 г/см3,
что делает его перспективным для разработки
сплавов с высокими удельными прочностными
характеристиками.
Хром имеет относительно низкий коэф-
фициент линейного расширения а-106, К-1:
7,5(20 - 100 °C); 8,8(20 - 600 °C);
10,0(20 - 1000 °C). При высоких температурах
значение а приближаются к значениям коэф-
фициентов для керамики, что дает возможность
получать соединения металла с керамикой.
Температура плавления хрома марки ЭРХ
(см. табл. 7.4.1) при давлении чистого по при-
месям инертного газа около 13300 Па равна
1903 ± 10 °C. При плавлении в атмосфере водо-
рода температура плавления ниже 1900 °C, а в
ХРОМ И ЕГО СПЛАВЫ
681
атмосфере азота понижается до 1650 °C. Темпе-
ратуру плавления понижают металлические и
неметаллические примеси. Так она снижается
примерно до 1800 °C при содержании в металле
около 2 % кислорода в виде оксида. При тем-
пературах примерно до 1560 °C в металле при-
сутствует оксид Сг2О3, при более высоких тем-
пературах - СГ3О4.
Данные о параметре решетки хрома про-
тиворечивы, что в основном отражает влияние
примесей. Для хрома ЭРХ наиболее достовер-
ный параметр решетки 0,28787 нм. Параметр
решетки монотонно повышается до 0,2935 нм
при температуре 1700 °C. Каких-либо аномалий
в изменении параметра решетки не было отме-
чено до температур, близких к плавлению ме-
талла.
Вследствие большого спинмомента раз-
личного знака атомов и упорядочения их рас-
положения в решетке, устойчивой кристалли-
ческой решеткой хрома может быть только
ОЦК. Сообщается, что при нарушениях про-
цесса электролиза, иодидного процесса произ-
водства хрома, воздействия ультразвука плотно-
стью около ! Вт/см2, частотой 20 кГц, темпера-
туре электролита ниже 35 °C, может быть полу-
чен металлический хром с гексагональной ре-
шеткой. Однако, при нагреве примерно до
150 °C происходит превращение ГЦК -> ОЦК.
При нагреве в вакууме и давлении
1,33(Ю*2 - !0'3) Па хром окисляется, начиная с
550 - 600 °C. Степень черноты полного нор-
мального излучения в вакууме изменяется в
зависимости от температуры следующим обра-
зом: 0,43 - 800 °C; 0,50 - 900 °C; 0,51 - 1000 °C;
0,45 - 1100 °C; 0,42 - 1200 °C. Понижение сте-
пени черноты при температурах выше 1000 °C
объясняется началом процесса испарения ок-
сида. Для окисленного на воздухе хрома сте-
пень черноты следующая: 0,78(150), 0,80(700),
0,85(900 °C).
При оценке по критическому сопротив-
лению сдвигу теоретическая прочность хрома
составляет 15000 МПа. Предел прочности
"усов" хрома зависит от их диаметра: 9000 МПа
- 0,33 мкм; ^200 МПа - 5 мкм; 600 МПа -
10 мкм; 300 МПа - 60 мкм.
Химические свойства. Одной из особенно-
стей хрома, играющего важную роль в окисле-
нии при температуре выше 900 °C, является
возрастающая упругость его паров. В этих усло-
виях атомы или ионы хрома переносятся к
оксидам через газовую фазу. Скорость испаре-
ния атомов с чистой поверхности и скорость
диффузии атомов через окисную пленку Сг2О3
примерно равны при 950 °C. Начиная с 1000 °C
скорость сублимации выше скорости диффузии
атомов хрома. В этом случае оксидная пленка
теряет защитные свойства. В определенных
условиях давление паров хрома может разру-
шать оксидную пленку, что ускоряет окисле-
ние. Второй существенный фактор окисления
хрома - образование дефектной оксидной
пленки, через которую кислород диффундирует
к поверхности металла. Легирование изменяет
не только химический состав, но и свойства
оксидной пленки (в том числе уменьшает или
увеличивает в ней дефекты). Скорость и харак-
тер окисления поликристаллического хрома и
сплава ВХ-2И при нагреве на воздухе приведе-
ны в табл. 7.4.2.
В процессе длительного (до 5 лет) хране-
ния хрома ЭРХ на воздухе (в помещении) со-
держание кислорода повысилось примерно до
0,04 - 0,05, водорода до 0,003 %, содержание
азота практически не изменилось. При хране-
нии ЭРХ в герметичном сосуде содержание
газовых примесей не изменилось. При хране-
нии ЭРХ на воздухе повышение газовых при-
месей происходит за счет их адсорбции, и, как
следствие, окисления при нагреве металла.
В вакууме (1,33 10-4 Па) хром окисляется
начиная с 800 °C. При повышении температу-
ры отмечается испарение хрома. Оксидная
пленка понижает скорость сублимации и уп-
ругость паров хрома.
Кислород практически не диффундирует в
твердый хром. Твердый хром не горит в кисло-
роде вне зависимости от температуры, скорости
и давления газового потока. При нагреве в ки-
слороде скорость окисления хрома, г/(м2 ч):
0,4 - 980 °C; 0,5 - 1092 °C; 1,7 - 1240 °C. Пред-
варительная пассивация поверхности, например
электрополирование, затем травление в кислоте
существенно снижают скорость окисления
хрома и его сплавов при температурах до
1100 °C.
Хром образует с водородом два гидрида:
СгН2 и СгН. Гибрид СгН2 диссоциирует при
250 °C; процесс вяло протекает и при 20 °C.
Водород удаляется из металла при нагреве в
вакууме, особенно интенсивно при 400 -
500 °C. В жидком хроме растворимость водоро-
да высокая, но резко понижается при кристал-
лизации металла.
Кислород поверхностно активен при
взаимодействии с жидким хромом. Поэтому в
окислительной атмосфере поверхностное натя-
жение жидкого хрома понижается. В атмосфере
очищенного инертного газа и водорода среднее
значение поверхностного натяжения хрома при
температуре 1950 °C равно 1,59 ± 0,05 Дж/м2.
При нагреве хрома в атмосфере, содер-
жащей азот, отмечают рентгеновские отраже-
ния от нитридов хрома; при этом параметр
решетки окислов хрома увеличивается.
682
Глава 7.4. ХРОМ И ЕГО СПЛАВЫ
7АХ Y^wrynif тдапг шаток паликристзшпнеского хрома я сплава
П-2И ддомго переплава
г,ч: * Привес, г/(м2ч) Толщина, нм Цвет Характеристика
400 - 1 (Нм Светло-соломенный Устойчивая
600 0,007 300 Соломенный То же
700 0,014 800 То же W
800 0,027 2000 Зеленый н
900 0,06 5100 гг гг
1000 1,10 6100 Серо-зеленый м
1100 0,4 - Темно-зеленый Во времени неустойчивая
1200 1,1 - Темно-серый Неустойчивая
1300 2,7 - Тоже Тоже
1400 5,5 - Л 99
1500 10 - W 99
800 0,01 Сила 100 в ВХ-2И Светло-зеленый Устойчивая
1000 0,05 2000 Зеленый То же
. 1200 0,1 - Темно-зеленый 99
1300 0,3 - Черный 99
1400 1,0 - То же 99
1500 3,5 - 99
ХРОМ И ЕГО СПЛАВЫ
Атомы азота через нитридный слой в за-
метной степени не диффундируют, а диффун-
дируют через оксид. Реакция хром-азот идет на
поверхности раздела. Поэтому фронт реакции
хром-азот опережает фронт реакции хром-
кислород. Диффузия азота по границам зерен
(особенно загрязненным примесями) опережа-
ет фронтальную. В процессе нагрева при
700 °C в атмосфере, содержащей азот, на по-
верхности хрома образуется нитрид CrN, а под
ним - Cr2N. При 1000 °C и более высоких тем-
пературах образуется только "блестящий" нит-
рид Cr2N. Примерно при 1500 °C этот нитрид
диссоциирует при давлении окружающей сре-
ды. При понижении давления газовой среды
температура диссоциации нитрида несколько
понижается.
Взаимодействие хрома и его сплавов с га-
зовой средой оказывает значительное влияние
на механические свойства (табл. 7.4.3).
7.4.3. Свойства сплава Сг+2 % Та + 0,1 % Ti + 0,5 % Si при испытании
на длительную прочность в различных газовых средах
Условия испытания Среда Время до разрушения, ч Относительное удлинение, %
1038 °C, Воздух 359 12,2
ст = 80 МПа Аргон 77,2 25,3
В процессе испытания в атмосфере воз-
духа образуются нитриды тантала и хрома,
которые вызывают существенное упрочнение
металла и понижение его пластичности при
температурах ниже 400 °C.
Известны легирующие элементы, повы-
шающие защитные свойства оксидной пленки,
что приводит к понижению скорости образо-
вания нитридов хрома. К таким элементам
относятся иттрий, церий, лантан, празеодим,
ниодим, гадолиний, эрбий, лютеций. При ле-
гировании хрома 0,5 - 1,0 % иттрия на металле
образуется плотная бездефектная оксидная
пленка типа (СгУ^Од, снижающая скорость
диффузии азота к поверхности металла. Ит-
трий ограниченно растворим в хроме и при
избытке распределяется по границам зерен.
Указанное легирование иттрием практически
не влияет на механические свойства в исход-
ном состоянии, но содействует сохранению
пластичности, так как снижает скорость обра-
зования нитридов, особенно по границам зе-
рен.
Хладноломкость хрома. Металл считают
хрупким, если при динамической нагрузке он
разрушается без остаточной деформации.
С позиции конструктора металл не хрупок,
если ударная вязкость не ниже (5 - 10)104
Дж/м2. Поэтому пластичные хром и его низко-
легированные сплавы все еще не являются
полноценным конструкционным материалом
для узлов, работающих при Т < 200 °C.
Всякий нехрупкий хром и его сплавы
пластичны. Однако не всякий пластичный
металл нехрупок. Например, при 20 °C хром,
имеющий относительное удлинение около
30 %, хладноломок при ударных испытаниях.
Механические свойства пластичного, но хруп-
кого металла зависят от скорости и схемы на-
гружения, состояния поверхности, дефектов
строения. Деформация такого металла равно-
мерна по рабочей части образца (не образуется
"шейка"). Характерная особенность хрупкого
хрома - большая скорость зарождения и разви-
тия трещин. Переход металла из непластичного
в пластичное состояние происходит пропор-
ционально повышению температуры. Переход
из хрупкого в нехрупкое состояние происходит
скачкообразно в узком интервале температур.
Ударная вязкость хрома достигает максимума
около 700 °C. При дальнейшем повышении
температуры пластичность и ударная вязкость
понижаются, но металл не переходит в хрупкое
состояние.
Есть основания для допущения, что пере-
ход хрома и его сплавов из непластичного в
пластичное состояние вызывается изменением
подвижности дислокаций и взаимодействием
валентных электронов с кристаллической ре-
шеткой металла.
В деформированном хроме и его некото-
рых сплавах отмечается низкий уровень на-
пряжений второго рода.
684
Глава 7.4. ХРОМ И ЕГО СПЛАВЫ
Плотность дислокаций, вычисленная по
напряжениям второго рода прокатанного в
вакууме при 700 °C хрома, составляет около
10'2 см'2. Можно предположить, что одной из
причин хрупкого разрушения хрома является
его склонность к значительному накоплению
несовершенств типа дислокаций уже при не-
большой деформации. Примеси, особенно
элементы внедрения, тормозят движение дис-
локаций и уменьшают сопротивление распро-
странению трещин.
Установлено, что электрический ток
(постоянный) в 3 - 5 раз повышает пластич-
ность и стабильность всех механических харак-
теристик хрома и низколегированных сплавов.
При этом ток не вызывает изменения темпера-
туры образца в пределах ±1 °C (рабочая часть
образца диаметром 5 мм). Прохождение тока
через образец тфи его термической обработке
также повышает его механические свойства.
Аналогичный эффект наблюдается, если через
образец циклически пропускать ток большой
силы (выше 100 А), но непродолжительное
время, когда не фиксируется изменение темпе-
ратуры металла в пределах ± 1 °C.
В то же время не отмечается изменение
пределов упругости, текучести, температуры
хладноломкости. Обработка током оказывает
влияние на свойства, если испытание прово-
дятся при температуре выше порога пластич-
ности.
Сплавы хрома и их свойства. В табл. 7.4.4.
и 7.4.5 приведены составы и механические
свойства отечественных сплавов, из которых
производят полуфабрикаты: прутки, полосы,
трубы, фасонные отливки; представлены дан-
ные о типичных зарубежных сплавах.
7.4.4. Химический состав (%) сплавов хрома (остальное Сг)
Сплав*1 Ti V Y W В Ni Неметаллические примеси, не более
С °2 1 n2
Низколегированные сплавы
ВХ1 - - - - - - 0,05 0,09 0,04
BXIH*2 - - - 0,6Fe 0,3Si 0,1А1 0,05 0,2 0,04
ВХ1И - - 0,3 - 1,0 - - - 0,05 0,09 0,04
ВХ2 0,1 - 0,2 0,1 - 0,35 - - - - 0,02 0,04 0,04
ВХ2И 0,1 - 0,2 0,1 - 0,35 0,3 - 0,6 - - - 0,02 0,04 0,04
ВХ2У - 1,0-2,0 0,2 - 1,0 - 0,02-0,088 - 0,03 0,05 0,04
ВХ2М 0,15 0,3 0,3 0,3La 0,3 0,4Hf 0,07 - -
ВХ2К 0,1 -0,5 0,3 - 1,0 0,2 - 1,0 - - - 0,03 0,05 0,04
Е*3(США) ВХ4 0,1 0,08 - 0,25 2Та Высоко. 0,1 -0,4 0,3 «егированньк ; пластич! 1,0 - 3,0 аые сплав >ы 31 - 35 0,08 0,06 0,04
ВХ411Г2 0,05 - 0,3 0,1 -0,4 - 1 - 3 0,5 31 - 35 0,08 0,08 0,04
ВХ4Н*2 0,05 - 0,4 0,1 -0,5 0,2Се 1 - 3 0,05 31 - 35 0,1 0,06 0,1
ВХ4НШ»2 ВХ7 0,05 - 0,4 0,7 0,1 - 0,5 Henj 0,5 0,2Се аастичные сп 0,3 1 - 3 лавы (npi 0,4 0,05 а 20 °C) 0,05 31 -35 1,6 0,1 0,3La 0,08 2,8Hf 0,1 1,7*4
вхн 1,5 1,5 0,6 0,3 0,05 4 0,5La ЗА1 1,5*4
С207*3 (США) 0,2 0,8 0,7 7,5 - - 0,1 - -
*1 Сплавы ВХ1, ВХ1И, ВХ2, ВХ2И, ВХ2У, ВХ2М, ВХ2К, ВХ4, ВХ7, ВХ11 выплавляют при
использовании в качестве шихты хрома ЭРХ.
*2 Модификации сплавов выплавляются при использовании других марок хрома.
*3 Зарубежные сплавы.
*4 Легирующий элемент.
ХРОМ И ЕГО СПЛАВЫ
685
7.4.5. Механические свойства сплавов хрома
Сплав Т, °C £Д1(Р <*в <*0,2 8, тио4, НВ °100 <*500 <* 0,2/100 р-1
МПа % Дж/м2 МПа
20 280 300 190 3 10 по - - - -
ВХ1, 800 220 180 100 65 40 - - - - -
ВХ1И 1000 190 80 40 70 25 - 15 - - -
1150 - 60 30 80 25 - 13 - 4 18
1200 130 40 - 30 - - - - - -
1500 - 25 - 25 - - - - - -
ВХ2 20 286 350 240 3 10 120 - - - 240
ВХ2И 800 245 270 190 35 45 - 90 - - -
ВХ2У 1000 229 180 ПО 35 25 - 60 45 30 60
1150 - 135 - 35 25 - 40 25 - -
ВХ2К 1300 - 50 - 25 20 - 20 3 - -
20 244 1000 850 9 5 230 - - - 360
500 210 890 680 11 35 - 750 600 - -
ВХ4 800 182 530 290 14 35 - 60 30 35 95 900 °C)
1000 146 240 90 19 30 - 10 3 4 -
1150 - 45 - 35 30 - 5 - - -
20 - 370 250 2 2 350 - - - -
ВХ7 800 - 270 210 10 25 - НО - - -
1150 - 170 130 27 20 - 80 - - -
20 - 470 - - - 326 - - - -
ВХП 1100 - 360 310 22 - - 130 - - -
1200 - - - - - - 100 - - -
200 - 210 190 1 - Г - - - -
800 - 190 140 5,5 - - - - - -
Е 1000 - 135 125 3 - - - - - -
1100 - 80 70 5,5 - - - - - -
20 - 580 - 0 - - - - - -
С207 1050 - 350 320 17 - - - - - -
1100 - 320 270 21 - - по - - -
686
Глава 7.4. ХРОМ И ЕГО СПЛАВЫ
Свойства отечественных низколегирован-
ных сплавов приведены для деформированных,
термически обработанных прутков. Режим
термической обработки сплавов: отжиг в тече-
ние 10 мин при температуре деформации, ох-
лаждение на воздухе. Затем повторный нагрев в
вакууме в течение 5 ч для ВХ1, ВХ1И - при
700 °C, для ВХ2, ВХ2И - при 800 °C. Ударная
вязкость сплавов типа ВХ1 и ВХ2 повышается
до (15 - 20)104 Дж/м2, при температуре 100 -
200 °C.
Свойства сплава ВХ4 приведены для ли-
того термически обработанного металла. Ре-
жим термической обработки: выдержка при
1200 °C в течение 3 ч, охлаждение на воздухе,
затем нагрев при 900 °C в течение 16 часов,
охлаждение на воздухе. Сплав имеет практиче-
ски одинаковые свойства после деформации и
термической обработки.
Сплавы хрома имеют специфические фи-
зико-химические свойства (табл. 7.4.6).
Технологические процессы производства.
Плавка. Основной задачей плавки хрома и его
низколегированных сплавов является получе-
ние компактных полуфабрикатов (слиток, от-
ливка) без дефектов строения с содержанием
примесей на уровне исходной шихты
(хром ЭРХ).
Главная причина загрязнения металла
при индукционной плавке связана с высокой
химической активностью расплава. Это предъ-
являет очень жесткие требования к плавильно-
му тиглю. В связи с этим исключается приме-
нение серийных тиглей, используемых при
выплавке жаропрочных никелевых сплавов.
Такие тигли активно взаимодействуют с жид-
ким хромом, интенсивно насыщая его кисло-
родом, азотом и неметаллическими включе-
ниями.
Наиболее оптимальные результаты полу-
чены при использовании в качестве материала
тигля оксида иттрия. Удовлетворительные ре-
зультаты дает применение плавленого (стаби-
лизированной окисью кальция) диоксида цир-
кония с добавкой 10 - 20 % оксида иттрия.
При соблюдении специфических технологиче-
ских требований при плавке хрома содержание
кислорода и азота в первом случае составляет
соответственно 0,006 и 0,007 % по каждому
элементу, во втором - не превышает 0,01 % по
каждому элементу.
Получение фасонных отливок из низко-
легированных сплавов хрома определяется
использованием керамических литейных форм,
обеспечивающих отсутствие пригара на по-
верхности отливки. Так же как и в случае пла-
вильного тигля, наилучшие результаты достиг-
нуты при использовании форм на основе окси-
да иттрия. Неплохие результаты получены при
применении бескремнеземистых электрокорун-
довых форм. В связи с высокой упругостью
пара хрома в жидком состояния выплавка его
низколегированных сплавов осуществляется в
атмосфере (13300 - 19950 Па) инертного газа
(гелий, аргон или их смесь). Так как всякий
инертный газ содержит примеси (кислород,
азот, влага), активно взаимодействующие с
расплавом, его необходимо перед заполнением
печи осушить и очистить от примесей, пропус-
кая через геттер.
В последнее время разрабатывается тех-
нология вакуумной плавки хрома. Суть заклю-
чается в применении особого вида тигля или
кристаллизатора (при дуговом переплаве), маг-
нитные поля которых подавляют процессы
испарения ионов хрома с зеркала металла.
Металл, выплавленный дуговым методом
по этой схеме, содержал 0,006 % и 0,008 %
соответственно азота и кислорода и после де-
формации и термической обработки показал
стабильные и высокие механические свойства,
в частности, его ударная вязкость при 20 °C на
отдельных образцах превысили значения
104 Дж/м2. Таких показателей не удалось полу-
чить при использовании других технологиче-
ских процессов.
Представляет интерес выплавка сплавов в
индукционной печи с холодным тиглем (XT),
а также различные дублекс-процессы.
Температура плавления высоколегиро-
ванных сплавов хрома незначительно пре-
восходит температуру плавления серийных
жаропрочных сплавов на основе никеля. По-
ХРОМ И ЕГО СПЛАВЫ
687
7.4.6. Физико-химические свойства сплавов хрома
Свойства Температура, °C
20 800 1000 1200 1300
Низколегированные сплавы (ВХ1И)
Y, г/см3 7,2 - - - -
а-106, К-’ 7,5 9,3 (20 - 800 °C) 10,0 (20-1000 °C) 11,0 (20-1200 °C) 12,0 (20-1300 °C)
X, Вт/(м-К) 92,4(100 °C) 67,2 63,0 54,6 -
ср, Дж/(кгК) 462 756 798 840 -
рЮ6, Ом м 0,13 0,62 0,73 0,86 0,90
X 170 176(500 °C) - - -
Давление паров, Па 10 ’(500 °C) IO"5 IO’2 103 510*
Степень черноты полного нормального излучения: неокисленный металл окисленный металл 0,055(100 °C) 0,78(150 °C) 0,30 0,79 0,35 0,85 0,37 0,83 -
Жаростойкость (привес на воздухе за 100 ч), г/(м2-ч) - 0,02 0,1 0,76 1,0
Высоколегированные сплавы (ВХ4)
Y, г/см3 7,9 - - - -
а-106, К'1 9,8(100 °C) 12,7 (20 - 800 °C) 13,7 (20-1000 °C) 15 (20-1000 °C) (20 - 1300°С)
X, Вт/(м-К) 23,9 35,3 37,0 38,6 -
Ср, Дж/(кг К) 420 630 714 798 840
р-106, Ом м 0,41 - - - -
Жаростойкость (привес на воздухе за 100 ч), г/(м2 ч) - 0,1 0,5 0,7 0,9
688
Глава 7.4. ХРОМ И ЕГО СПЛАВЫ
этому выплавка высоколегированных сплавов
осуществляется с небольшой корректировкой
технологии по сравнению с технологией вы-
плавки оерийняык сплавов.
ДедЦйяищш. Оборудование и технология
деформации не подверглись существенному
усовершенствованию. С успехом используют
прокатные станы с нагретыми примерно до
100 °C валками. На этих станах удается прока-
тать фолмгу талщиыой около 0,1 мм.
Отмечено существенное повышение тех-
нологичности при деформации хрома и его
низколегированных сплавов, выплавленных в
вакуумных дуговых установках с использовани-
ем очищенных инертных газов.
Прессование слитков с дефектами (тре-
щины, "паук” по центру слитка, газовые пузы-
ри) не вызывает их заварку даже при повтор-
ном обжатии выше 90 %. Однако если контей-
нер заполнить прутками, вакуумировать, зава-
рить, то при указанной деформации можно
получить монолитную заготовку.
На основе указанного эффекта разрабо-
тана технология изготовления заготовок с
"объемной* защитой от газовой коррозии
(композиционный материал). В этом случае на
проволоку из сплавов молибдена, ниобия,
вольфрама в электронною установке наносится
покрытие из сплава хрома (ВХ2И). Такие заго-
товки прессуют на прутки или полосы за два
перехода при температуре 1300 - 1500 °C. Дета-
ли, изготовленные из таких заготовок, способ-
ны длительно работать в окислительной атмо-
сфере при высоких температурах.
Обработка резанием. Стойкость от инст-
румента выше при обработке металла без ох-
лаждения. При скорости резани^ выше
200 м/мин наблюдается обратная зависимость.
При чистовой обработке деталей наи-
больший эффект достигается использованием
алмазного инструмента.
Резцы, оснащенные пластинками сплавов
ВК6М и других более совершенных марок,
обеспечивают: а) удовлетворительную обработ-
ку точением заготовок из хрома и его сплавов;
б) минимальные усилия резания; в) высокую
стойкость инструмента. Зависимость стойкости
резцов от скорости резания примерно следую-
щая: 500 мин при 20 м/мин; 70 мин при
140 м/мин. Чем выше скорость резания и
меньше подача, тем ниже шероховатость обра-
ботанной поверхности.
Сверление может проводиться сверлами
из твердых сплавов и быстрорежущих сталей
(Р18, Р6М5 и др.). Сверла со стандартной и
двойной заточкой имеют удовлетворительную
стойкость. Задний угол заточки желательно
иметь около 11°. Режимы резания при сверле-
нии отверстий 15 - 20 мм (сверло из стали
Р18): подача 0,4 мм/об, скорость резания около
15 м/мин. Для отверстий диаметром 8 - 10 мм
подача понижается до 0,05 мм/об.
Нарезание резьбы, особенно мелкой и с
шагом меньше 1,5 мм - трудная операция из-за
выкрашивания и задиров обрабатываемого
материала. Эта и другие операции резанием
облегчаются, а обработанная поверхность дета-
ли значительно чище, если металл подогреть до
100 - 300 °C (например, пропуская ток низкого
напряжения через деталь). Для предотвраще-
ния выкрашивания кромок деталей необходи-
мо принимать специальные меры. Например,
фреза должна "набегать" на кромку, при стро-
гании - делать фаску, при сверлении - приме-
нять прокладки и др.
Нарушение оптимальных режимов реза-
ния вызывает появление остаточных напряже-
ний, близких к пределу текучести металла. Это
может привести к растрескиванию тонких де-
талей (толщиной 0,15 - 0,25 мм) или появление
поверхностных трещин.
Резку листов, ленты, фольги на ножницах
можно проводить при нагреве металла до
300 - 500 °C. Резка абразивным инструментом
больших сечений вызывает растрескивание
металла. Рекомендуется такую резку проводить
механической пилой или другими способами.
Сварка и пайка. Хром и его сплавы хоро-
шо свариваются диффузионным методом не
только между собой, но и с другими металлами
и сплавами (молибден, титан, хромоникелевые
сплавы, стали). К свариваемым поверхностям
не предъявляются специфические требования.
Сварка проводится в вакууме, температура
около 1200 °C, давление около 100 - 150 МПа.
Сварка плавлением сплавов хрома между
собой - трудная технологическая задача, осо-
бенно при разнородных сочетаниях сплавов.
Институтом электросварки им. Е. О. Патона
(Украина) разработана технология дуговой
сварки листов в гелии неплавящимся электро-
дом. Разработана технология электронно-
лучевой сварки листов, трубчатых деталей,
заглушек из прутка из сплава ВХ2К.
Эти методы обеспечивают примерно рав-
нопрочные швы. Однако сварки плавлением
сплавов хрома между собой и в различных
сочетаниях с другими металлами следует избе-
гать.
СПИСОК ЛИТЕРАТУРЫ
689
Пайка сплавов хрома не вызывает ос-
ложнений. Сложности вызывает выбор при-
поев, чтобы избежать охрупчивания металла.
Лучшие результаты дает пайка палладиевым
припоем.
Области применения. Хром и его низко-
легированные сплавы недостаточно широко
используются в серийном производстве в ка-
честве конструкционного материала. В ряде
случаев сплавы хрома отвечали существую-
щим эксплуатационным требованиям, однако
по комплексу характеристик прочности и
пластичности конструкторы искали решения,
базирующиеся на других конструкционных
материалах.
На серийном авиационном двигателе
длительное время использовали сплав ВХ2И
для диффузора форсажной камеры. Через
несколько лет конструкция узла была измене-
на с целью использования двухфазного сплава
хрома ВХ4.
В серийном производстве хром и его
сплавы используются в качестве покрытий с
целью повышения износостойкости фрикци-
онных пар деталей и узлов, стойкости удар-
ного инструмента. Электролитическое, плаз-
менное и газовое хромирование применяют
для повышения коррозионной стойкости и
улучшения декоративного вида-
Хром и его специальные сплавы широко
используются в серийном производстве со-
временных приборов, например, сплав ВХ2И
применятся в гамма- спектроскопии.
В России и за рубежом чистый по при-
месям хром (до 99,99 %) и его специальные
сплавы используют при производстве узлов
памяти современных ЭВМ, печатных элек-
тронных схем.
Сплав ВХ4 длительное время применя-
ется в качестве конструкционного материала
для изготовления: опорного диска насосов
водяного охлаждения изделий специального
назначения (диск длительно беспрерывно
работает в условиях сухого трения); различ-
ного типа форсунок, завихрителей горючей
смеси, устройств, обеспечивающих ламинар-
ный поток продуктов горения в двигателях др.
Сплав обладает высокой коррозионной стой-
костью в продуктах горения высокосерни-
стого и дизельного топлива.
Техника безопасности. У большинства
людей не возникает каких-либо отклонений в
состоянии здоровья при контакте с тверды
хромом и его сплавами. Однако у отдельных
индивидуумов при этом возникает аллергия,
растрескивание кожи рук, особенно сильно на
сгибах фаланг пальцев. Болезнь проходит
после прекращения контакта с металлом.
Определенное отрицательное влияние на
человека оказывают пары, пыль хрома и его
химических соединений (наиболее токсичны
шестивалентные соединения).
Органические и неорганические соеди-
нений хрома являются "почечным " ядом
вступая в химическое взаимодействие с бел-
ками почечных клеток, вызывают их гибель.
Эти соединения концентрируются также в
печени и эндокринных железах, поражают
желудочно-кишечный тракт. У всех людей в
очень малых дозах хром содержится в органах
и тканях человека (волосы, ногти, желудоч-
ный сок, желчь, моча, зубы, легкие). Орга-
низм способен выделять соединения хрома.
Законодательными документами огова-
ривается обязательный периодический меди-
цинский осмотр рабочих, связанных с произ-
водством и применением хромовой кислоты и
ее солей (не реже одного раза в год). Им пре-
дусматривается выдача нейтрализующих про-
дуктов (молока и др.).
СПИСОК ЛИТЕРАТУРЫ
1. Асанин Д. Д. Исследование микротвер-
дости хрома И Металлы. 1976, № 2. С 191.
2. Задерий В. А. Конструкционные сплавы
хрома. Киев. Наукова думка. 1988. С 70, 77.
3. Конструкционные сплавы хрома / В. И.
Трефилов и др. Киев, Наукова думка. 1988. С. 57.
4. Корнеев Н. И., Певзнер С. Б., Разува-
ев Е. И., Скугарев И. Г. Обработка давлением
тугоплавких металлов и сплавов. М.: Метал-
лургия. 1975. 272 с.
5. Проблемы специальной электрометал-
лургии. Сборник. Киев, Наукова думка, 1958.
№ 1. С. 83.
6. Салли А., Бренда Э. Хром: Пер. с англ. /
Под ред. В. А. Боголюбова. М.: Металлургия,
1971. 386 с.
7. Салли. А. Хром: Пер. с англ. М.: Ме-
таллургиздат, 1958 345 с.
8. Тугоплавкие сплавы в изделиях авиацион-
ной и космической техники. Авиационные мате-
риалы на рубеже XX - XXI веков / Г. М. Воронин
и др. М.: ВИАМ. 1994. С. 264.
Глава 7.5
ТАНТАЛ И ЕГО СПЛАВЫ
Общая характеристика. Тантал относится
к переходным металлам V-группы Периоди-
ческой системы. Атомный номер - 73; атомная
масса 180, 95. Металл серебристо-стального цве-
та со слегка синеватым оттенком.
Содержание тантала в земной коре
2 • 10-4 %. Тантал в чистом виде впервые был
получен в 1903 г.; в промышленных масштабах
тантал начали выпускать в 1922 г.
690
Глава 7.5. ТАНТАЛ И ЕГО СПЛАВЫ
В природе тантал встречается почти всегда
совместно с ниобием. Наиболее распространен-
ными являются танталониобаты, представляющие
собой соли танталовой и ниобиевой кислот. Ос-
новные минералы этой группы - танталит и ко-
лумбит.
Основные физические свойства тантала
представлены в табл. 7.5.1.
7.5.1. Физические свойства тантала
Характеристика Значение
Температура °C:
плавления 2296
кипения 5300
Кристаллическая решетка:
тип ОЦК
параметр, нм 0,33
Плотность, г/см3 16,6
Удельная теплоемкость при 20 °C, Дж/(кг • К) 142
Теплопроводность при 0 - 100 °C, Вт/(м-К) 57,55
Удельное электрическое сопротив- ление при 20 °C, мкОм см 13,5
Температурный коэффициент ли- нейного расширения при 0-100 °C, а 10^ 1/К 6,5
Температура перехода в сверхпрово- дящее состояние, °C -268,62
Модуль упругости, ГПа 190
При 20 °C тантал устойчив на воздухе.
Начало окисления (плёнка побежалости) на-
блюдается при нагреве до 250 - 300 °C. Выше
500 °C происходит окисление с образованием
оксида Та2О5.
Характерное свойство тантала - способ-
ность поглощать водород, азот и кислород.
При температуре 500 °C идёт интенсив-
ное поглощение водорода с образованием
гидридов (ТаН). При нагреве в вакууме выше
600 °C происходит разложение гидридов.
Поглощение азота начинается при
600 °C. При более высоких температурах об-
разуется нитрид тантала TaN с температурой
плавления 3087 °C. Углерод и углеродосодер-
жащие газы (СН4, СО и др.) при температуре
1200 - 1400 °C взаимодействуют с танталом с
образованием карбида ТаС температурой
плавления 3880 °C.
Тантал устойчив против действия соля-
ной, серной, азотной, фосфорной и органиче-
ских кислот любой концентрации на холоде и
при 100 - 150 °C; растворяется в плавиковой
кислоте, особенно интенсивно - в смеси пла-
виковой и азотной кислот.
Первым промышленным способом по-
лучения танталового порошка и наиболее
широко применяемым в настоящее время
является натрийтермическое восстановление
фтористых комплексных солей (K2TaF7). Из-
вестны также карботермический, алюмино-
термические методы получения металличе-
ских порошков тантала из пяти оксидов, вос-
становлением из хлоридов натрием, магнием
или водородом, а также электролизом в рас-
плаве солей. Для производства компактного
тантала ранее применяли порошковую метал-
лургию.
Механические свойства. Свойства тантала
в значительной степени определяются степе-
нью чистоты и особенно зависят от содержа-
ния примесей внедрения: кислорода, азота,
водорода и углерода. В зависимости от содер-
жания этих примесей изменяются техноло-
гичность, механические свойства, жаропроч-
ность, коррозиойная стойкость в различных
агрессивных средах и многие другие свойства.
Растворимость элементов внедрения в
тантале сравнительно высокая. Выпускаемые
в промышленном масштабе танталовые мате-
риалы представляют ненасыщенные твёрдые
растворы и в связи с этим пластичны при
20 °C. Для нелегированного тантала пределы
растворимости кислорода, азота, углерода и
водорода при комнатной температуре оцени-
ваются равными соответственно 0,02; 0,1;
0,007 и 0,4 %.
Обычно содержание примесей в метал-
лах находится в тех или иных количествах и
комплексное влияние их на свойства тантала
сложное.
Высокочистый тантал в рекристаллизован-
ном состоянии имеет ов = 190 ... 250 МПа; <тв
менее чистого тантала может достигать 500 МПа.
На механические свойства оказывает
существенное влияние способ выплавки и
количество переплавов (табл. 7.5.2 - 7.5.5).
ТАНТАЛ И ЕГО СПЛАВЫ
691
7.5.2. Механические свойства листов*1 тантала разных плавок в рекристаллизованном (Р) и
нагартованном (Н) состояниях
Характеристика ВДП*2 ЭЛП*3 после переплава
Р Н однократного двухкратного трехкратного
Р Н Р Н Р Н
ств, МПа 450 - 550 950 - 980 370 730 260 500 250 475
оо,2, МПа - - 310 700 180 440 150 400
8, % 20 - 30 2 - 5 35 10 56 12 50 15
ц/, % 75 - 80 5 - 7 - - - - - -
Твердость 140НВ 230НВ 142HV 237HV 97HV 171HV 90HV 160HV
♦! Степень холодной деформации 80 %, скорость деформирования образца 1 мм/мин.
*2
*3
ВДП - вакуумно-дуговая плавка (0,003 % О2; 0,002 %N2; 0.008 %Н2).
ЭЛП - электронно-лучевая плавка.
7.5.3. Механические свойства листов тантала (5=1 мм)
в зависимости от степени деформации и числа переплавов при ЭЛП
Степень Переплав
однократный двухкратный трехкратный
деформации, % HV <*в <*0,2 8, % HV °в <*0,2 8, % HV <*в <*0,2 8, %
МПа МПа МПа
0 142 370 310 35 97 260 180 50 90 250 160 50
30 202 575 530 15 155 350 330 22,5 152 300 280 25
40 212 550 525 14 158 385 350 20 148 320 290 24
50 207 600 480 15 157 400 325 20 154 350 310 23,5
60 214 650 530 14 164 430 350 19,5 156 390 335 23
70 221 650 630 12 167 450 400 15 160 425 330 20
80 237 725 700 10 171 500 440 12 160 475 400 15
90 240 850 800 5 179 600 485 7 176 550 450 8
95 254 900 800 2,5 184 675 550 3 176 615 450 5,3
7.5.4. Содержание (% • 103) примесей в тантале в зависимости от числа переплавов при ЭЛП
Переплав С о2 n2 н2 Fe Си Si Сг Ni Nb
Однократный 8 19 10 0,5 15 0,8 15 2 0,5 43
Двухкратный 5 7 х 7 0,6 2 0,2 3 0,4 0,5 • 31
Трехкратный 6 7 4 0,6 1,2 0,3 <1 0,6 0,5 34
7.5.5. Механические свойства при нагреве проволоки (диаметр 0,8 мм),
из тантала двухкратного ЭЛП (скорость деформации 0,0011 мм «с'1)
Характеристики Температура испытания, °C
20 500 600 700 800 900 1000 1100 1200 1300 1400 1500
ств, МПа 416 380 298 211 143 119 105 91 81 72 55 38
со,2, МПа 320 175 156 114 87 69 56 46 39 28 28 17
8, % 30 20 13 14 33 37 40 41 42 44 46 47
ц/, % 87 80 78 83 85 87 88 88 89 90 89 -
692
Глава 7.5. ТАНТАЛ И ЕГО СПЛАВЫ
Танталовая проволока, используемая для
конденсаторов подвергается в процессе изго-
товления высокотемпературным нагревам до
2050 °C; при этом наблюдается некоторое
изменение механических свойств (табл. 7.5.6),
связанное с ростом зерна. Разброс свойств
связан с различным содержанием примесей
внедрения.
7.5.6. Свойства конденсаторной проволоки из тантала* после высокотемпературных нагревов
Диаметр Температура 1 °0,2 8, % Число
проволоки, мм нагрева, °C; выдержка, мин МПа гибов
0,8 1200; 120 240 - 330 14 - 23 18 - 25
1630; 30 260 - 290 210 - 240 5 - 9 8 - 16
1930; 30 195 - 280 170 - 225 4 - 8,5 8 - 13
2050; 30 215 - 250 175 - 230 4 - 8,5 9 - 13
0,3 1200; 60 270 - 400 250 - 330 6- 16 2 - 6
1630; 30 200 - 295 165 - 245 4 - 7 2 - 5
1930; 30 185 - 255 165 - 245 1 - 7 1 - 3
2050; 30 170 - 230 170 - 215 1 - 5 1 - 2
*Химический состав, %: Ог - 0,01 - 0,015; N2 - 0,005 - 0,009; С - 0,006 - 0,010; Н2 - 0,0006 - 0,001;
Nb - 0,02 - 0,04; Fe - 0,0004 - 0,0026; Zr - 0,00058; Мо - 0,0002 - 0,0004;W - 0,001 - 0,0026; ос-
тальное - Та.
Легирование тантала небольшими добав-
ками редкоземельных элементов, например
иттрием или диоксидом тория, способствует
замедлению роста зерна при высоких темпе-
ратурах и повышению его пластических
свойств.
Чистый тантал как конструкционный
материал имеет невысокую прочность. Для
повышения прочности при высоких темпера-
турах и сопротивления ползучести использу-
ется его легирование. Для кратковременной
службы (до 10 ч) при температурах
1370 - 1930 °C в космической технике и дли-
тельной работе (более 10000 ч) при темпера-
турах 1100 - 1650 °C в радиоизотопных источ-
никах энергии испытывают сплавы двух
групп: дисперсионно упрочненные (оксидами,
карбидами и нитридами гафния или цирко-
ния) сплавы тантала и сплавы, упрочнённые
по твёрдорастворному механизму. Сплавы
первой группы в рекристаллизованном со-
стоянии наиболее жаропрочны при темпера-
турах до 1480 °C; при больших температурах
их свойства сравнимы со сплавами второй
группы. В качестве второго компонента в
сплавах второй-группы используются ванадий,
вольфрам, гафний, молибден, титан, цирко-
ний и рений.
Многие двойные и тройные сплавы тан-
тала имеют отличную пластичность при 20 °C
и низких температурах, например сплавы с
5 - 50 %Nb, 1 - 20 %Hf, 5 %Re, 1 - 40 %Ti,
5 - 15 %V, 5 - 10 %W, 1 - 10%Zr.
Двойные сплавы с 5 и 7,5 %Мо, 15%W и
5,20 и 40 % Nb пластичны при 25 °C, но
хрупки при -196 °C.
При 20 °C прочность всех двойных и
тройных сплавов тантала больше прочности
нелегированного сплава.
Разработаны и выпускаются промыш-
ленностью, а также подробно изучаются ряд
сплавов на основе тантала. В порядке повы-
шения прочности при температуре 1200 °C
танталовые сплавы располагаются следующим
образом: Та - 7,5 %W, Та - 10 %W, Та - 15
%W, Та - 20 %W, Та - 30 %Nb - 7,5 %V,
Та - 10 %Hf- 5%W.
Сплавы Та - 15 %W, Та - 20%W и Та -
10 %Hf - 5%W имеют хорошую, остальные -
отличную обрабатываемость.
Свойства некоторых сплавов на основе
тантала представлены в табл. 7.5.7, 7.5.8.
Окисление всех танталовых сплавов подобно
окислению нелегированного тантала.
7.5.7. Механические свойства промышленного сплава Та - 10%W
в зависимости от температуры испытаний
Характеристики Температура испытания, °C
20 500 600 800 900 1000 1100 1300 1400 1500 1700 1800
oD, МПа 558 420 380-400 350-330 310-330 230 230 180 140 130-150 103 83
<У0 2, МПа 453 280 210-230 180-180 170-180 170 130 НО 100 94-100 70 47
8, % 38 28 25-27 30-29 33-33 37 45 50 54 48 51 5,5
V]/, % 95 92 90 87-88 85-88 83 87 97 94 97 - -
7.5.8. Типичные составы и свойства сплавов на основе тантала (США)
Сплав Химический состав, % Физические свойства Механические свойства
Легирующие элементы Примеси, не более у, г/см3 a l О’6, 1/К Температура, °C Температура испытания, °C Е, ГПа <*в ст0,2 8, % (4) = 51 мм)
плавления рекристал- лизации для снятия напряже- ний перехода из хрупкого в пла- стичное состояние МПа
Ta-10W 10W 0,0070г 0,003N2 0,0006H2 0,005В 0,007Fe 0,007Nb 16,9 2,08 (1650 °C) 3035 1315-1540 1095-1230 -196 20 1315 1925 204 120 562 281 70 471 246 63 25
Т-111 8W 2Hf Q02Mo 0,1 Nb qizr о,оюо2 0,007N2 0,001H 0,003C 0,005Fe 0,002Ni 16,8 2,33 (1650 °C) 2980 1425-1650 1095-1315 -196 20 1315 1925 204 630 260 91 576 169 91 29
Т-222 low 25Hf 002Mo OlNb qizr o,oio2 0,01N2 0,001H 0,01 C Q,005Fe 0,002Ni 16,8 3025 1425-1650 1095-1315 -196 20 1315 1925 204 774 373 105 703 267 105 30
ASTAR- 811С 8W IRe IHf Q25C - - - - -196 20 738 598 25
Ta-3Nb- 7,5V 3Nb 7,5V - 11,8 - - 1260-1370 - - 1200 1430 1650 - 425 251 71 334 156 43 -
Ta-15W 15W - - - - 1430-1590 - - 1200 - 332 227 -
Ta-20W 20W - - - - 1540-1760 - - 1200 - 347 316 -
Ta-10Hf-5W lOHf 5W - - - - 1370-1590 - - 1200 1430 1650 - 445 259 122 175 84 -
ТАНТАЛ И ЕГО СПЛАВЫ
694
Глава 7.5. ТАНТАЛ И ЕГО СПЛАВЫ
Основное достоинство сплавов на осно-
ве тантала-сочетание высокой прочности (при
Т < 2000 °C), высокой температуры плавления
(« 3000 °C), высокой пластичности, хорошей
обрабатываемости и свариваемости. Сплавы
на основе тантала значительно превосходят
другие материалы на основе тугоплавких ме-
таллов по низкотемпературной пластичности.
Практически все элементы за исключе-
нием вольфрама в той или иной мере снижа-
ют температуру плавления тантала. В тантал
можно вводить значительные количества ле-
гирующих элементов, образующих твердый
раствор замещения без ухудшения деформи-
руемости. Наиболее пластичны двойные спла-
вы, содержащие, %: 5 - 50Nb, 1 - 20Hf, 5Re,
1 - 40Ti, 5 - 15V, 1 - 10W. Они выдерживают
испытания на изгиб при -196 °C и могут быть
прокатаны вхолодную. Несколько хуже пла-
стичность сплавов с 5 - 10 % Мо, или с Zr и
W при их содержании более 10 %; они хрупки
при -196 °C, но пластичны при 20 °C и тоже
могут быть прокатаны вхолодную. Возмож-
ность холодной деформации является крите-
рием обрабатываемости сплавов тантала. Ле-
гирование указанных двойных сплавов треть-
им компонентом (в особенности Al, Be, Cr,
Мо, Si) снижает обрабатываемость сплавов
тантала. Оптимальное сочетание высокой
жаропрочности с удовлетворительной техно-
логичностью достигается, если содержание
(% ат.) легирующих элементов в сплаве огра-
ничивается: *10W, 2 - 2,5Hf, и «3Re. Введение
элементов замещения, использование дис-
персного упрочнения (особенно N) требует
дополнительного снижения пределов легиро-
вания элементами замещения.
Механические свойства большой группы
двойных и тройных танталовых сплавов при
20 °C и повышенных температурах представ-
лены на рис. 7.5.1 и 7.5.2. Цирконий в не-
больших количествах наиболее эффективен
Оодавка, в/о
а)
Рис. 7.5.1. Влияние различных добавок на прочность
тантала в рекристаллизованном состоянии при 20 °C
при содержании около 5 %. Дальнейшее уве-
личение прочности наблюдается при повы-
шении содержания гафния и ванадия особен-
но в рекристаллизованном состоянии.
Температура рекристаллизации у двой-
ных и тройных сплавов с Nb, Hf, Мо и W,
выше, чем у нелегированного тантала на
500 °C. Присутствие Ti, V и Zr практически
не сказывается на температуре рекристалли-
зации. С увеличением степени деформации
от 50 до 90 % температура рекристаллизации
нелегированного тантала снижается с 1400 до
1200 - 1300 °C.
Обработка давлением. Слитки тантала и
его сплавов высокой чистоты получают диа-
метром 100 - 300 мм и длиной до 3 м методом
электроннолучевой плавки. Дня повышения
гомогенности слитки ЭЛП нередко переплав-
ляют в электродуговых печах в вакууме или в
атмосфере защитных газов.
Рис. 7.5.2. Влияние различных добавок на прочность тантала при температуре 1200 ’С:
а - рекристаллизованное состояние; б - деформированное состояние
ТАНТАЛ И ЕГО СПЛАВЫ
695
Тантал не имеет аллотропического пре-
вращения решетки. Обладая высокой пла-
стичностью при низких, 20 °C и высоких
температурах, он может быть подвергнут де-
формированию как при 20 °C, так и с нагре-
вом в широком интервале температур.
Ввиду сравнительно высокого сопротив-
ления деформации при 20 °C, холодная обра-
ботка тантала требует более мощного обору-
дования, по сравнению с обработкой с нагре-
вом. Однако при нагреве выше 300 °C тантал
начинает активно взаимодействовать с приме-
сями внедрения, которые затем диффундиру-
ют вглубь металла. Так, например, выдержка
на воздухе листового тантала толщиной
0,05 мм при 400 °C в течение 3 ч и 450 °C в
течение 4 ч с последующей выдержкой в ва-
кууме при температуре 1150 °C в течение
2,5 ч повысила ав с 570 до 690 и 1400 МПа
соответственно. Глубина диффузии в тантал
увеличивается с повышением температуры и
времени выдержки. Так, после 16 ч выдержки на
воздухе глубина проникновения кислорода в
тантал следующая:
Температура, °C... 540, 650, 760, 870, 980 и 11090.
Глубина, мм ... 0,1, 0,1, 0,3, 0,8, 1,5 и 2,54.
В связи с этим нагрев и обработку тан-
тала и его сплавов проводят в защитной атмо-
сфере, вакууме или с использованием герме-
тичных металлических оболочек (медных,
стальных и др.). Первичная обработка сплавов
тантала проводится при более высоких темпе-
ратурах, чем нелегированного тантала.
В табл. 7.5.9 приведены типичные режи-
мы обработки тантала и некоторых промыш-
ленных сплавов на его основе, разработанных
в США. Слитки тантала ЭЛП диаметром 125
мм успешно куются на сутунки на молоте,
прессуются на гидравлических прессах и про-
катываются на прокатном стане до толщины
20 - 50 мм.
7.5.9. Режимы производства полуфабрикатов из тантала и сплавов на его основе (США)
Материал Ковка Прессование Прокатка
Температура начала и конца обра- ботки, °C Суммарная степень деформации между промежуточными отжигами, % Темпера- тура, °C Коэффи- циент вы- тяжки Темпера- тура, °C Суммарная степень дефор- мации между отжигами, %
Та 1095-925 425-20 50, окончательная обработка 1095 10 370-260 21 80, промежу- точная 90, оконча- тельная
Та-10 W 1260-980 1095-815 50, окончательная обработка 1650-425 10 370-260 21 80, промежу- точная 90, оконча- тельная
Т-222(Та-10 W-2,5Hf) 1260-1205 50 2040-1650 10 370 - 260 2 75, предвари- тельная 50-75, оконча- тельная
Та-10 Hf-5 W 1320-1200 - 1650 4 - -
Ta-3 Nb-7,5 V 1320-1200 - 1600-1760 4 - -
В процессе обработки тантал и его спла-
вы имеют большую склонность к налипанию
на инструмент. Для исключения схватывания
с инструментом при операциях прессования,
штамповки, прокатки труб и волочения раз-
работаны соответствующие смазки, которые
используют как в сочетании с предваритель-
ным покрытием поверхности тантала тонкой
окисной пленкой (анодирование, окисление),
так и без него.
В США из тантала и промышленных
сплавов ( Та-10 W, Т-111, Т-222) выпускается
стандартная продукция в виде прутков диа-
метром 3 - 63 мм, бесшовные трубы диамет-
ром 3 - 50 мм , плиты толщиной 6-25 мм,
листы толщиной 0,1-3 мм, фольга толщиной
0,008 - 0,1 мм, проволока диаметром 0,05 -
3,0 мм, сварные трубы диаметром 9,5 - 7,5 мм,
круглые заготовки и прессованные профили.
Из нелегированного тантала и его сила-
696
Глава 7.5. ТАНТАЛ И ЕГО СПЛАВЫ
вов рулонным способом получают листы ши-
риной 1090 мм, толщиной 0,12 - 1,0 мм и
длиной 90 м и более с жесткими допусками
на толщину.
Применение тантала и его сплавов. Тан-
тал используется в электронике, химическом
машиностроении, производстве жаропрочных
и твердых сплавов, для легирования сталей,
а также в медицине и некоторых других
отраслях.
В электронике тантал в основном при-
меняется при изготовлении электролитиче-
ских конденсаторов и трубок электронных
приборов.
Имеется три различных промышленных
типа конденсаторов, в основе которых лежит
процесс образования на тантале оксидной
пленки.
К первому относятся конденсаторы, ко-
торые изготовляют из танталовой фольги.
Конденсаторы второго типа делают из танта-
лового порошка, спрессованного в пористые
таблетки, третьего типа - это твердые танта-
ловые конденсаторы, в которых электролит
заменен твердым материалом. Во всех случаях
используется способность тантала к образова-
нию устойчивой оксидной пленки при анод-
ном окислении. Оксидная пленка устойчива в
кислых электролитах и пропускает ток только
в направлении от электролита к металлу.
Удельное электрическое сопротивление плен-
ки Та2О5 направлении, не проводящем ток,
7,5 - 10п Ом • см, диэлектрическая постоянная
пленки 11,6.
Танталовые конденсаторы с твердым
электролитом (наиболее известны с МпО2)
отличаются высокой емкостью при малых
размерах, высоким сопротивлением изоляции
(в 2 - 3 раза выше, чем у алюминиевых кон-
денсаторов) стойкостью пленки. Их можно
применять в широком интервале температур:
от -80 до + 2000 °C. Миниатюрные тантало-
вые конденсаторы широко используются в
передаточных радиостанциях, радарных уста-
новках, электронно-счетных машинах и дру-
гих устройствах. По сравнению со всеми
другими конденсаторами танталовые конден-
саторы имеют максимальную емкость на еди-
ницу объема и очень жесткие допуски по
емкости.
Важное значение имеет применение тан-
тала для изготовления выпрямителей тока, в
частности в телефонных коммутаторах, же-
лезнодорожных, противопожарных и других
сигнальных системах.
Тантал является наилучшим материалом
для деталей высокомощных электронных
ламп, поскольку он сочетает в себе хорошую
обрабатываемость и конструкционную жест-
кость с высокой температурой плавления и
низкой упругостью паров.
Из тантала и танталниобиевых сплавов
изготовляют ’'горячую” арматуру (нагрева-
тельные детали) - аноды, сетки, катоды кос-
венного накала и другие детали электронных
ламп, особенно мощных генераторных ламп.
В электротехнике танталовые листы ис-
пользуют для изготовления нагревателей, теп-
ловых экранов и поддерживающей арматуры
высокотемпературных вакуумных печей.
Благодаря своим свойствам тантал явля-
ется идеальным конструкционным материа-
лом для оборудования химической промыш-
ленности. Тантал инертен по отношению ко
всем кислотам, за исключением фтористово-
дородной, дымящего серного ангидрида и
концентрированной серной и фосфорной
кислот при высоких температурах. Исключи-
тельная коррозионная стойкость в сочетании
с хорошей прочностью, ударной вязкостью,
пластичностью и теплопроводностью делают
тантал ценным материалом для изготовления
химической аппаратуры, нагревателей тепло-
обменников, конденсаторов, подогревателей,
трубопроводов, в том числе змеевиков высо-
кого давления облицовки аппаратов, мешалок
и других устройств, а также контрольного
инструмента, диафрагм и сложных механиз-
мов, где особенно важна коррозионная стой-
кость. Хорошим заменителем чистого тантала
в химической аппаратуре являются его сплавы
с 1 - 40 % молибдена, вольфрама, марганца,
ниобия, ванадия, никеля, кремния и других
элементов. Так, сплавы тантала с 40 - 50 %
молибдена стойки в соляной, азотной и сер-
ной кислотах, тантала с 60 - 75 % хрома - к
окислению и т.д.
Тигли из тантала применяют при плавке
редкоземельных и радиоактивных элементов.
Тантал с вольфрамом и молибденом ис-
пользуют в качестве одного из элементов тер-
мопар для измерения температур выше 2000 °C.
Благодаря способности принимать лю-
бую форму, коррозионной стойкости и проч-
ности тантал используют для изготовления
фильер в производстве искусственного шелка.
Тонкостенные фильеры диаметром до 6 см
имеют несколько тысяч отверстий диаметром
до 4 мкм.
Тантал применяется в производстве жа-
ропрочных и твердых сплавов. Он входит в
состав различных жаропрочных сплавов для
газовых турбин реактивных двигателей. Леги-
рование танталом молибдена, циркония,
алюминия и меди резко улучшает свойства
этих металлов, а также их сплавов.
ТАНТАЛ И ЕГО СПЛАВЫ
697
Карбиды тантала входят в состав неко-
торых марок металлокерамических твердых
сплавов на основе карбида вольфрама, ис-
пользуемых для резания сталей.
Танталаты различных металлов приме-
няют в качестве пьезоматериалов, сегнетоди-
электриков, преобразователей света. В орга-
ническим синтезе применяют некоторые со-
единения тантала (фтористые комплексные
соли, оксиды) как катализаторы. Тантал в
виде проволоки и листов применяют в меди-
цине - в костной и пластической хирургии.
В настоящее время тантал наряду с не-
ржавеющей сталью и виталлиумом считается
одним из наиболее подходящих материалов
для изготовления имплантантов, так как он
обладает сращиваемостью с тканью тела. Хи-
мическая инертность тантала не мешает обра-
зованию волокнистой ткани и защищает рану
от послеоперационной инфекции. Все это
обеспечивает широкое применение тантала в
протезировании (долговечные имплантанты в
челюстной хирургии), зубопротезной технике
и остеосинтезе ( внутрикостные гвозди, про-
волока для шовного материала, зажимы, дер-
жатели, скрепки, створки клапанов сердца,
держатели биоэлектрических стимуляторов
сердечного ритма, черепные пластины). Тан-
тал является прекрасным шовным материа-
лом. Тонкая танталовая проволока применя-
ется для сшивания нервов, мышц и других
тканей.
Порошки тантала, их получение и приме-
нение в конденсаторах. Металлический тантал
находит наиболее широкое применение в
электронной технике, где он используется
главным образом в виде спеченных из по-
рошка пористых анодов для изготовления
электрических конденсаторов. Это обусловле-
но уникальными свойствами образующейся
на поверхности анода тончайшей танталовой
оксидной пленки, высокими диэлектрически-
ми характеристиками, стабильностью физиче-
ских и химических свойств. Малогабаритные
танталовые конденсаторы характеризуются
большой электрической емкостью, малым
током утечки, высокой химической стойко-
стью анодной оксидной плёнки, надежностью
при работе в условиях больших диапазонов
рабочих напряжений и температур.
Для изготовления танталовых конденса-
торов выпускают десятки классов конденса-
торных танталовых порошков, которые по
способу получения объединяют в две группы:
1) порошки, получаемые путем гидрирования
компактного металла с последующим измель-
чением гидрида и его дегидрированием
(дегидридные порошки); 2) порошки, полу-
чаемые восстановлением фтортанталата калия
металлическим натрием (натриетермические
порошки).
Исходным материалом для получения
дегидридных порошков тантала являются
обычно слитки электронно-лучевой плавки
первичных танталовых порошков. Слитки
тантала гидрируют в атмосфере водорода при
повышенной температуре, образующийся
гидрид тантала дробят, измельчают в поро-
шок, дегидрируют при нагревании в вакууме
и подвергают классификации по грануломет-
рическому составу.
Дегидридные порошки характеризуются
осколочной формой частиц, низкой удельной
площадью поверхности и большой насыпной
плотностью, что обусловливает их использо-
вание в конденсаторах сравнительно невысо-
кой емкости с удельным электрическим заря-
дом от нескольких сотен до 5000 - 6000 мкКл/г
в зависимости от класса, крупности и грану-
лометрического состава порошка.
В большинстве классов порошков преоб-
ладают фракции крупностью менее 40 - 50 мкм,
лишь у низкоемких порошков значительную
долю составляют частицы крупностью выше
60 - 70 мкм. Некоторые классы дегидридных
танталовых порошков подвергают агломера-
ции путем вакуумно-термической обработки.
Полученные из высокочистого тантала дегид-
ридные порошки отличаются низким содер-
жанием примесей, которое для большинства
примесей не превышает тысячных долей про-
цента. Это обусловливает высокую стабиль-
ность электрических параметров конденсато-
ров, изготовленных из порошков данного
типа, и преимущественное их использование
в электронной аппаратуре, требующей повы-
шенной надежности. Дегидридные порошки
применяются, в основном в конденсаторах,
работающих при высоком и среднем напря-
жении.
Натриетермические танталовые порошки
характеризуются губчатой формой частиц,
высокой удельной площадью поверхности и
малой насыпной плотностью. Изготовленные
из них конденсаторы имеют высокий удель-
ный электрический заряд (6000 - 22000 мкКл/г).
Поскольку натриетермические порошки не
подвергаются дополнительному рафинирова-
нию перед изготовлением анодов, при их
получении должны соблюдаться высокие тре-
бования к чистоте исходных материалов
(фтортанталата калия и металлического на-
698
Глава 7.5. ТАНТАЛ И ЕГО СПЛАВЫ
трия) и стерильности процесса. Обычно вос-
становление фтортанталата калия для полу-
чения конденсаторных порошков ведут в
закрытых обогреваемых реакционных аппа-
ратах в защитной атмосфере аргона. Для
улучшения электрических параметров и тех-
нологических свойств натриетермические
порошки агломерируются в вакууме при
температуре 1300 - 1500 °C. Содержание при-
месей в натриетермических конденсаторных
порошках, как правило, несколько выше, чем
в дегидридных, что обусловливает их ис-
пользование преимущественно для конден-
саторов работающих при низком и среднем
напряжении. Благодаря электрической емко-
сти натриетермических конденсаторных по-
рошков, облегчающей миниатюризацию
конденсаторов и позволяющей сократить
расход тантала на их изготовление, в по-
следние годы повысилась их доля в общем
объеме производства танталовых порошков
для электрических конденсаторов.
СПИСОК ЛИТЕРАТУРЫ
1. Бескоровайный Н. М., Калинин Б. А.,
Платонов П. А., Чернов И. И. Конструкцион-
ные материалы ядерных реакторов. М.:
Энергоатомиздат, 1995. 426 с.
2. Бурханов Г. С., Савицкий Е. М. Туго-
плавкие металлы и сплавы. М.: Металлургия,
1986. С. 293 - 340. -
3. Кипарисов С. С., Либеисон Г. А. По-
рошковая металлургия. М.: Металлургия,
1980. 306 с.
4. Смитлз К. Дж. Металлы: Справочник:
Пер. с англ. М.: Металлургия, 1980. - 561 с.
5. Технология и оборудование обработки
тугоплавких, порошковых и композиционных
материалов / А. П. Коликов, А. В. Крупин, П.
И. Полухин и др. Учеб. пос. М.: Металлургия,
1989. 421 с.
Раздел 8
БЛАГОРОДНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ
Глава 8.1
ОБЩАЯ ХАРАКТЕРИСТИКА И
ОСОБЕННОСТИ ПРИМЕНЕНИЯ
К благородным металлам относят восемь
элементов Периодической системы: рутений
(Ru), родий (Rh), палладий (Pd), осмий (Os),
иридий (1г), платину (Pt) (платиновая группа),
а также золото (Au) и серебро (Ag).
В табл. 8.1.1 - 8.1.14 представлены основ-
ные физические, механические и коррозион-
ные свойства указанных металлов.
Небольшое содержание в земной коре*1,
сравнительно малые годовые объемы мирового
производства*2 и уникальные физико-хими-
ческие свойства благородных металлов ставят
их в отдельный ряд и определяют возможность
использования в конструкциях в тех случаях,
когда условия эксплуатации или технологиче-
ские требования не позволяют применять
другие конструкционные материалы.
*чо-5 - 10-» %.
*2От десятков и сотен килограмм по осмию и
рутению до десятков тонн по платине и до сотен ты-
сяч тонн по золоту и серебру.
К особенностям применения благород-
ных металлов в различных конструкциях сле-
дует отнести: относительную инертность при
воздействии различных газовых и жидких хи-
мических сред, в том числе биологических;
способность в большой степени сохранять
геометрические размеры и свойства поверхно-
сти (при нагреве, в ряде случаев вплоть до
предплавильных температур); высокое сопро-
тивление деформации и разрушению при тем-
пературах до -0,9 Гпд (при твердорастворном,
дисперсионном и субструктурном упрочнени-
ях); широкие технологические возможности к
формоизменению при изготовлении конструк-
ций путем пластической деформации (платина,
палладий, золото, серебро и сплавы на их ос-
нове) или литья (золото, серебро и их сплавы).
Поэтому, наряду с широким использо-
ванием в химическом производстве, в кино-
фотоматериалах, в катализаторах на носи-
телях, в электротехнике и электронике, благо-
родные металлы незаменимы в стоматологий, в
ювелирной промышленности и в машино-
строении.
8.1.1. Температура плавления и кипения, теплота сублимации благородных металлов
Металл Гпл. ’C Гкип. °C С?субл, кДж/моль
Ag 1233 2400 284,6
Au 1336 3150 368,4
Ru 2523 4350 647,4
Os 3300 5300 783,3
Rh 2233 3900 560,9
1г 2716 4850 662,1
Pd 1825 3150 371,9
Pt 2042 4100 563,4
Примечание. Ссубл - молярная энергия энтальпии.
8.1.2. Общая характеристика благородных металлов
Параметр Ru Rh Pd Os Ir Pt Au Ag
Атомный номер 44 45 46 76 77 78 79 47
Атомная масса 101,07 102,90 106,40 190,20 192,20 195,09 196,96 107,87
Атомный объем 10’6, м3/моль 8,17 8,28 8,85 8,41 8,51 9,08 10,20 10,27
Атомный радиус, нм 0,134 0,134 0,137 0,135 0,163 0,138 0,144 0,144
Кристаллическая структура ГП гцк ГЦК ГП ГЦК ГЦК ГЦК ГЦК
Параметры решетки, нм:
а 0,27054 0,38038 0,38895 0,27342 0,38387 0,39224 0,40786 0,40362
с 0,42825 - - 0,43194 - - - -
с/а 0,15820 - - 0,15799 - - - -
Межатомное расстояние, нм 0,26518 0,27073 0,26916 - 0,26769 0,37395 0,27160 0,27762 0,2884 0,2889
Электронная конфигурация 4d75s! 4d85s1 4dio 5d66s2 5d76s2 5d96s! 5dI06s’ 4dI05s1
у-10’3 при 20 °C, кг/м3 12,45 12,41 12,02 22,61 22,65 21,45 19,32 10,49
Глава 8.1. ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
701
8.1.3. Полярная теплоемкость ср, Дж/(мольК), благородных металлов
7, °C Ag Au Ru Os Rh Ir Pd Pt
20 1,7 3,2 0,2 - 0,3 0,4 0,9 1,5
40 8,3 11,2 1,9 - 2,7 4,3 5,4 7,4
80 17,9 19,6 10,0 - 11,8 14,4 15,0 17,1
150 23,0 23,4 18,9 - 20,2 21,5 22,1 23,1
400 25,8 25,7 24,5 25,1 26,4 25,8 26,5 26,3
1000 30,1 28,8 28,2 27,4 31,6 28,9 29,5 29,3
1400 - - 32,0 28,9 35,1 31,7 32,6 31,9
1800 - - 37,5 30,5 38,5 35,4 36,5 35,6
2000 - - 41,0 31,2 40,2 37,6 - 39,3
2400 - - 48,5 - - 42,7 - -
8.1.4. Температуропроводность л104, м2/с, благородных металлов
T, °C Ag Au Ru Rh Pd Os Ir Pt
20 309 48,30 1010 1080 52,6 23,5 406 29,8
40 12,70 4,63 44,0 32,7 2,78 9,38 14,8 1,65
80 2,68 1,73 1,80 1,69 0,476 1,54 1,27 0,437
100 2,27 1,55 1,01 1,01 0,377 0,93 0,842 0,359
200 1,81 1,35 0,450 0,562 0,261 0,353 0,558 0,268
400 1,70 1,23 0,389 0,465 0,246 0,294 0,482 0,247
800 1,49 1,07 0,319 0,345 0,251 0,277 0,420 0,244
1200 1,24 0,91 0,260 0,283 0,255 0,261 0,349 0,260
1600 - - 0,233 0,244 0,242 0,245 0,300 0,257
2200 - - 0,176 0,156 - - 0,251 -
8.1.5. Теплопроводность X, Вт/(м К), благородных металлов
Г, °C Ag Au Pd Pt Ru Os Rh Ir
40 1050 420 - - - - - -
100 475 360 76,0 85,6 150 - 185 -
200 441 326 75,0 79,0 125 93 156 151
400 - 299 75,5 73,2 115 86 145 141
600 411 296 79,0 73,0 105 85 135 136
1000 383 271 87,0 76,9 89 - 121 125
1600 - - 86,0 89,5 77 - 109 110
2000 - - - 86,0 70 - 104 103
702
Глава 8.1. ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
8.1.6. Температурный коэффициент линейного расширения (а106, К’1)
благородных металлов
Т, °C Ag Au Ru Os Rh Ir Pd Pt
_L с He _L c II c
40 4,78 5,98 - - - - - - 7,95 -
100 14,7 11,5 - - - - 4,99 4,11 9,85 6,77
200 17,8 13,3 4,80 7,00 - - 7,57 6,09 11,6 8,55
400 19,5 14,5 5,94 9,09 4,76 7,01 8,93 6,55 13,9 9,24
800 23,1 16,5 7,15 10,83 - - 10,80 7,50 16,7 10,2
1200 28,1 19,1 8,80 12,87 - - - 8,60 - 11,4
1600 - - 10,73 15,24 - - - 9,6 - 13,3
2000 - - 13,02 18,15 - - - H,2 - 15,1
2200 - - 14,29 19,95 - - - 12,0 - -
Примечание, с - параметр решетки
8.1.7. Удельное электрическое сопротивление р-108, Ом м, благородных металлов
T, °C Ag Au Pd Pt Rh Ir Ru Os
50 0,11 - 0,25 0,73 - - 0,23 -
100 0,41 - 2,63 2,79 0,91 1,16 1,36 1,95
150 0,72 - 4,81 4,86 - - 2,80 -
200 1,04 - 6,88 6,86 2,95 3,25 4,30 5,49
250 1,32 1,95 8,88 8,88 3,95 - 5,95 -
300 1,62 2,45 10,80 10,8 5,01 5,33 7,55 10,6
400 2,31 3,10 14,46 14,6 7,10 7,39 10,3 15,3
600 3,58 4,85 21,09 21,8 11,50 H,2 16,2 22,6
800 4,87 6,75 26,89 28,7 16,0 15,2 22,1 30,2
1000 6,27 8,85 31,92 35,1 20,8 20,1 28,3 37,5
1200 - 11,35 36,21 40,8 26,0 25,1 37,6 45,1
1600 - - 45,0 51,8 36,9 37,0 47,6 58,5
1800 - - - 56,5 42,0 42,7 - -
ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
703
8.1.8. Удельная электрическая проводимость а-108, См/м, благородных металлов
Т, °C Ag Au Ru Os Rh Ir Pd Pt
50 8,695 1,538 4,34 - - - 1,053 1,358
100 2,392 0,689 0,735 0,512 1,11 0,862 0,380 0,358
200 0,91 0,444 0,236 0,182 0,339 0,308 0,145 0,145
300 0,616 0,322 0,132 0,094 0,199 0,188 0,0926 0,0925
400 0,432 0,206 0,097 0,065 0,141 0,135 0,0692 0,0685
600 0,279 0,148 0,062 0,044 0,086 0,089 0,0474 0,0458
800 0,205 0,113 0,045 0,033 0,062 0,065 0,0372 0,0348
1000 0,159 0,088 0,035 0,027 0,048 0,049 0,0313 0,0285
1200 0,142 0,077 0,027 0,022 0,038 0,040 0,0276 0,0245
1400 - - 0,024 0,019 0,032 0,032 0,0248 0,0214
1600 - - 0,021 0,017 0,027 0,027 0,022 0,0193
1800 - - - - 0,024 0,023 - 0,0177
2000 - - - - 0,021 0,022 - 0,0169
8.1.9. Упругие свойства благородных металлов при температуре 20 °C
Металл E, ГПа G, ГПа
Ru 485 172 0,31
Rh 386 153 0,36
Pd 123 51 0,52
Ag 80 27 0,36
Os 570 220 0,28
Ir 538 214 0,28
Pt 173 67 0,36
Au 81 28 0,42
8.1.10. Влияние температуры на модуль упругости Г, ГПа, благородных металлов*
T, °C Ru Rh Pd Ag Os Ir Pt Au
-278 - - - 89,7 - - - 84
- 187 - 400 - 89 - 549 170 82
20 430 380 116 81 570 538 152 77
100 - 370 115 - - - 149 -
300 - 348 111 - - - 141 -
500 - 327 108 61 - - 134 66
700 - 305 105 52 - - 127 -
800 - 293 103 46 - - 123 54
♦Отличие модуля упругости при 20 °C от данных, указанных в табл. 8.1.9, связано с исполь-
зованием различных литературных источников.
704
Глава 8.1. ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
8.1.11. Механические свойства благородных металлов технической чистоты
в отожженном состоянии
Металл HB ав, МПа ao,2» МПа 5, % V» %
Ru 200 -300 500 - 600 350 - 400 3 - 10 2-3
Rh 100 -130 400 - 560 70 - 100 8 - 15 20 - 25
Pd 38 -46 180 - 200 50 - 70 25-35 80 - 85
Ag 24,5-25,0 140 - 160 20-25 40 - 50 80-95
Os 300 -400 - - 0 0
Ir 170 -220 400 - 500 90 - 120 6- 10 10 - 15
Pt 39-42 120 - 160 60 - 80 40 - 50 95 - 100
Au 22 - 25 120 - 130 10 - 25 45 - 50 90-95
8.1.12. Влияние температуры на механические свойства
отожженного серебра и золота
T, °C ов, МПа 00,2, МПа HB
Ag Au Ag Au Ag Au
- 196 220 - - - - -
20 150 130 30 30 26 25
200 - - - - 21 19
250 120 110 25 20 - -
400 - - - - 18 16
500 80 70 20 15 14 12
600 - - - - 10 8
750 45 40 17 - 6 5
8.1.13. Влияние температуры на механические свойства платины различной чистоты
T, °C ов, МПа co,2» МПа 5, %
1 2 3 1 2 3 1 2 3
20 168 142 136 105 91 75 40 43 40
300 157 142 90 103 90 62 35 40 35
400 142 109 94 92 70 54 34 40 35
500 138 117 96 87 59 50 32 35 35
600 109 84 90 66 51 60 30 33 30
700 93 77 80 54 49 40 30 38 30
800 91 73 76 47 39 39 28 35 28
900 78 60 63 46 31 28 28 33 28
Примечание. 1 - чистота 99,5 %; 2 - чистота 99,9 %; 3 - чистота 99,99 %.
ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
705
8.1.14. Качественная оценка коррозионной стойкости благородных металлов
Среда г, °с Ag Au Ru Rh Pd Os 1г Pt
Серная кислота концентрированная 18 В А А А А А А А
100 Г А А А Б А А А
250 г А А А В Б А Б
Надсерная кислота 18 - А А А - - А -
Селеновая кислота (у = 1,4 г/см3) 18 - А - - В - - А
100 - А - - Г - - В
Азотная кислота 0,1н. 18 Б А А А А - А А
Азотная кислота 1н. 18 Б А А А Б - А А
Азотная кислота 2н. 18 Г А А А В Б А А
Азотная кислота 70 %-ная 18 Г А А А Г В А А
100 Г А А А Г Г А А
Азотная кислота дымящая 18 г Б А А Г Г А А
Соляная кислота 36 %-ная 18 в А А А А,Б А А А
100 г А А А Б В А Б
Царская водка 18 в Г А А Г Г А Г
Кип. г Г А,Б А,Б Г Г А Г
Фосфорная кислота 100 - А А А Б г А А
Плавиковая кислота 40 %-ная 18 в А А А А А А А
Хлорная кислота 18 100 - - - - А В - - А В
Бромистоводородная кислота (у = 1,7 г/см3) 18 - А А Б Г А А Б
100 - - А В Г Г,В А Г
Йодистоводородная кислота (у = 1,75 г/см3) 18 - А А А Г Б А А
100 - А А А г В А Г
Органические кислоты 18 А А А А А А А А
100 - - - - - - - -
Раствор HCN в присутствии кислорода - - В - - - - - -
Фтор 18 - А - - - - - В
100 - - - - - - - -
Хлор сухой 18 - Б А А В А А Б
Хлор влажный, хлорная вода 18 - Г А А г В А Б
Йод 18 - Б А Б в Б А А
23 Зак. 225
706
Глава 8.1. ОБЩАЯ ХАРАКТЕРИСТИКА И ОСОБЕННОСТИ ПРИМЕНЕНИЯ
Продолжение табл. 8.1.14
Среда т; °C Ag Au Ru Rh Pd Os 1г Pt
Йод (раствор в иодистом калии) 18 - Г А,Б Б,В В - А -
Йод (раствор в спирте) 18 - В Б Б Б - А А
Бром жидкий сухой 18 - г А А Г Г А В
Бром жидкий влажный 18 - г А А Г Б А В
Бромная вода 18 - г Б - Б Б - А
Раствор NaClO 18 - - Г Б В Г А А
100 - - Г Б Г Г Б А
Раствор FeCl3 18 - Б А А в в А -
100 - - А А г г А -
Раствор gC12 100 - - В А А А А А
Раствор C11SO4 100 - А А А А А А А
Раствор A12(SO4)3 100 - А А А А - А А
Раствор СиС12 100 - А А А Б - А А
Раствор KCN 18 - Г - - В - - А
100 - Г - - Г - - В
Сера 100 - А А А А А А А
Сероводород влажный 18 - А А А А А А А
Сернистый натрий в присутствии кислорода 18 - Г - - - - - -
Ртуть 18 - Г - - - - - -
Аммиак в растворе 18 А А А А А А А А
Едкий натр в растворе 18 А А А А А А А А
Едкий натр расплавленный - А А В Б Б В Б Б
Перекись натрия расплавленная - А Г В Б Г В В Г
Углекислый натрий расплавленный - А А Б Б Б Г А А
Азотнокислый натрий расплавлен- ный - Г А А А В Г А А
Сернокислый натрий расплавленный - Б А Б В В Б А Б
Уксусная кислота ледяная 100 - А А А - А А А
Условные обозначения'. А - коррозия не наблюдается; Б - слабо подвержен коррозии;
В - подвержен коррозии; Г - быстро корродирует.
ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
707
Глава 8.2
ПЛАТИНОВЫЕ МЕТАЛЛЫ,
СПЛАВЫ И МАТЕРИАЛЫ НА ИХ
ОСНОВЕ
Общей особенностью рассматриваемой
группы материалов является способность к
длительной эксплуатации при высоких темпе-
ратурах в условиях воздействия теплосмен,
нагрузок, агрессивных жидких и газовых сред.
Поэтому платиновые металлы часто бывают
незаменимы в оборудовании для производства
высококачественных стекол, оптических моно-
кристаллов, риталлов и многочисленных видов
силикатных И искусственных волокон.
Указанное оборудование включает раз-
ногабаритные и многообразные по форме тиг-
ли, мешалки, экраны, чехлы и большое коли-
чество фильерных конструкций. В жестких
условиях протекает эксплуатация изготовлен-
ных из платиновых металлов и сплавов хими-
ческой посуды, нагревателей электропечей
сопротивления, термоэлектродов и катализа -
торных сеток.
В зависимости от конкретных условий
эксплуатации той или иной конструкции для
ее изготовления с учетом экономической целе-
сообразности используются нелегированные
металлы (платина, палладий, родий, иридий),
сплавы на их основе и с их участием или мате-
риалы, состоящие из нескольких слоев из чис-
ла указанных металлов и их сплавов.
8^.1 Допустимые температуры эксплуатации (101 - 104 ч) платиновых металлов,
сплавов и материалов при напряжениях 0,1 - 10 МПа
Материал Температура, °C
Нелегированные металлы Pd(99,90 - 99,98) 1300 - 1450
Pt(99,90 - 99,98) 1300 - 1600
Rh(99,90 - 99,97) 1700 - 1900
Ir(99,90 - 99,97) 2000 - 2200
Сплавы и материалы на основе платины для работы при умеренных и повышенных температурах ПлЗл4; ПлРдЗл5-4; ПлПд 25 1100 - 1350
ПлРдПд15-5; ПлПдРдРу25-10-1,5; ПлРдПдИЗл20-10-0,1-0,1 1250-1450
ПлРд7; ПлРдЮ; ПлРд15; ПлРд20 1300 - 1600
Дисперсноупрочненные 1,0-1,5 об. доля, %, диоксидом циркония: Пл; ПлРд5; ПлРд7; ПлРдЮ; ПлПд25; ПлЗл4; ПлЗл7,5; 1300 - 1600
ПлРдЗл-5-4; ПлРдЗл-4-1 Слоеные: Пл-ПлРд(7 - 10); Пд-(ПлРд7 - 10); Пл-(ПлПдРдИ35-13-1,0)-Пл; (ПлРдРу 13-0,1 )- -(ПлПдРдИ35-13-1,0)-(ПлПдРу13-0,1); ПлРдРуЗл 13-0,1-0,1; ПлРд10-ПлЦр-ПлРд10; Пл-ПлЦр-Пл; Пл-ПлРдЮЦр-Пл; Пл-ПлПдЦр-Пл и другие варианты сочетаний с дисперсноупрочненными диоксидом циркония спла- вами. Сплавы на основе платины и родия для работы при повышенных и высоких температурах ПлРдЗО; ПлРд40; ПлРд50; ПлРдИЗО-З; 1300 - 1600 1600 - 1750
ПлРдРу35-0,1 Слоеные (ПлРдИ30-3) - (ПлРдРу35-0,1) 1700 - 1800
ПлРдИ90-10; ПлРдРу95-5 1800 -1850
Металлы, сплавы и материалы на основе платины и родия С покрытием из диоксида циркония толщиной 0,3 - 2,0 мм 1400 - 1850
23*
708
Глава 8.2. ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
В табл. 8.2.1 даны допустимые температу-
ры эксплуатации конструкций из обычно ис-
пользуемых платиновых металлов, сплавов и
материалов.
Представленные в табл. 8.2.2 данные ха-
рактеризуют далеко не полный перечень воз-
можных составов сплавов и материалов на
основе платиновых металлов, используемых в
различных конструкциях, испытывающих вли-
яние высоких температур.
При выборе металла, сплава или мате-
риала, указанных в табл. 8.2.3, необходимо
максимально учитывать особенности конст-
рукций, в которых они используются и реаль-
ные условия эксплуатации. Даже незначитель-
ная недооценка этих факторов неизбежно при-
водит к ухудшению эксплуатационных харак-
теристик конструкций.
При конкретных температуре, напряже-
нии и рабочей среде к важнейшим техниче-
ским параметрам рассматриваемых материалов
следует отнести: долговечность, сопротивление
ползучести и теплосменам. Необходимо также
учитывать зависимость этих характеристик от
возможных изменений (колебаний) температу-
ры, напряжения и среды.
Производство продукции из представлен-
ных в табл. 8.2.1 материалов относится к так
называемой малой металлургии, где особенно
заметно проявляется влияние технологических
факторов (режимов плавки, кристаллизации,
термообработки, обработки давлением и свар-
ки) на структуру и свойства металла. Пренеб-
режение технологическими факторами, как
правило, не позволяет реализовать преимуще-
ство того или иного материала на основе пла-
тиновых металлов.
Свойства платиновых металлов и сплавов
и материалов на их основе очень чувствитель-
ны к присутствию в объеме или на поверхно-
сти примесных элементов и инородных вклю-
чений, которые при нагреве могут взаимодей-
ствовать с матрицей с образованием легко-
плавких составляющих и приводить к хрупко-
му разрушению.
Металлы (см. табл. 8.1.1; 8.1.2; 8.1.7-
8.1.11; 8.2.1). Платина - наиболее часто исполь-
зуемый металл благодаря сочетанию высоко-
температурной стойкости, инертности к боль-
шинству химических сред и хорошей техноло-
гичности. Нелегированная платина - металл,
относительно дорогой, с большой плотностью,
мягкий и при высоких температурах разруша-
ется при контакте с "платиновыми ядами" -
мышьяком, сурьмой, свинцом, висмутом и др.
Палладий, при хорошей технологичности
и малой плотности, по температуре плавления
и химической стойкости уступает платине, но
значительно дешевле её.
Родий и иридий выдерживают более вы-
сокие температуры по сравнению с платиной,
но существенно менее технологичны и дороги;
иридий при нагреве на воздухе обладает высо-
кой летучестью.
Рутений и осмий имеют высокие темпе-
ратуры плавления, но сильно летучи на возду-
хе, не технологичны и производятся только в
виде порошков.
Сплавы (см. табл. 8.2.2 - 8.2.8). При леги-
ровании платины стремятся сохранить её дос-
тоинства и ограничить недостатки. Легирова-
ние платины родием (до 30 - 50 %) снижает
плотность и повышает жаропрочность.
Легирование платины относительно де-
шевым палладием (до 25 - 35 %)снижает тем-
пературу плавления и сопротивление коррозии
сплавов, незначительно повышает жаропроч-
ность и уменьшает плотность.
Легирование платины иридием (до
10 - 30 %) и рутением (до 10 %) увеличивает
летучесть сплавов; что ограничивает возмож-
ность их широкого использования.
Золото (до 5 - 10 %) понижает температу-
ру плавления платины, уменьшает её смачива-
ние силикатным расплавом, повышает сопро-
тивление высокотемпературной ползучести и
разрушению, но сильно ускоряет возгонку
сплава на воздухе выше 1100 °C.
С увеличением степени легирования, как
правило, понижается термостойкость сплавов -
твердых растворов.
Указанные выше концентрации леги-
рующих элементов отражают реальные составы
сплавов. Дальнейшее увеличение концентра-
ций, как правило, приводит к отрицательным
изменениям их характеристик.
В целях оптимизации свойств платино-
вых сплавов и сведения к минимуму отрица-
тельного влияния какого-либо легирующего
элемента используют принцип многокомпо-
нентного легирования. Например, одновре-
менное легирование платины палладием
(до 25 %) и родием (до 20 %) снижает стои-
мость сплава, повышает его жаропрочность,
сохраняет высокую температуру плавления.
Микролегирование (до 0,1 %) такого сплава
добавками иридия, рутения и золота еще более
улучшают его потребительские свойства.
Легирование платины какими-либо не-
благородными элементами, не дает положи-
тельных результатов. Однако, возможно
сильное высокотемпературное упрочнение
ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
709
8.2.2. Скорости силикатной (Кс) и атмосферной (Хв) коррозии платиновых сплавов
Сплав Кс Ю9, г/(см2 с), при ст, МПа Къ Ю9, г/(см3 с), при ст, МПа
0 5 0 5
ПлРдЮ 0,08 0,32 0,40 2,5
ПлПд25 1,0 5.4 - 1,7
ПлПдРд25-10 0,80 7,8 0,40 4,2
ПлПдРдРу25-10-1,5 1,6 5,4 4,4 7,2
ПлПд35 1,8 7,9 - 2,8
ПлПдРд35-13 1,8 13.6 0,9 5.6
ПлПдРдИ35-13-1,0 2,0 11,0 1,9 6,2
ПлПдРдРу35-13-1,0 2,0 7,8 2,8 10,0
ПлЗл5 0,002 - 0,1 -
ПлРдЗл5-5 0,003 - - -
Примечания: 1. Сплавы ПлЗл5 и ПлРдЗл5-5 испытаны при 1200 °C, а остальные при
1400 °C. 2. Сплавы ПлПд25 и ПлПд35 испытаны при о = 2,5 МПа
8.2.3. Характеристики ползучести платины, палладия и их сплавов при 1400 °C
Металл, сплав 8, 9 6/ч /, ч 5, %
в стекло- массе на воздухе в стекло- массе на воздухе в стекло- массе на воздухе
При ст = 25 МПа
Pt 1,50 0,83 10 18 23 23
Pd 0,72 0,57 16 31 19 27
ПлПд25 0,23 0,17 62 82 20 21
ПлПд35 0,80 0,39 44 45 33 36
При ст = = 5 МПа
ПлРдЮ 0,28 0,19 98 143 52 56
ПлПдРд35-1О 0,81 0,74 24 28 25 38
ПлПдРдРу25-10-1,5 0,22 0,21 74 79 35 29
ПлПдРдЗл25-10-3,0 0,32 0,30 33 41 20 23
ПлПдРд35-13 0,43 0,40 39 55 19 30
ПлПдРдИ35-13-1,0 0,30 0,33 68 75 25 44
ПлПдРдРу35-13-1,5 0,30 0,40 50 62 22 21
Условные обозначения-. £ - скорость ползучести; t - время до разрушения; 5 - относительное
удлинение.
710
Глава 8.2. ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
8.2.4. Длительная прочность платины и ее сплавов
Металл, сплав оюо(°2о), МПа, при Т, °C
20 300 500 700 900 1100 1250
Pt 124(126) 81(87) 47(60) 23(35) 12(15) 5 4(6)
ПлПд4 205(216) 160(166) 100(116) 52(80) 19(24) 5 3(4)
ПлРд5 202(210) 151(155) 109(117) 50(67) 17(33) 8 6(7)
ПлРдЮ 265 205 147 74 27 12 -
ПлИ5 218(227) 167(173) 90(123) 44(59) 13(25) 7 5(6)
ПлИЮ 335 255 146 59 20 10 5
ПлРу4 400 - 226 105 33 10 -
ПлЗл5 320 - 128 57 22 6 4
8.2.5. Время до разрушения (г) и относительное удлинение (8)
сплава ПлРдЮ при различных напряжениях (о)
Т, °C о, МПа /, ч 8, % | 1 °с а, МПа /, ч 5, %
7,0 4 43 8,7 36 58
1500 3,5 52 42 1300 7,0 88 31
2,6 80 52 5,2 205 40
3,5 667 29
7,0 27 80 10,5 75 26
1400 3,5 166 68 1200 7,0 239 24
2,6 336 32 5,2 660 34
Примечание. При 1200 °C и 1300 °C, (ст = 3,5 и 5,2 МПа) имело место межкристаллитное
разрушение, а во всех остальных случаях - транскристаллитное пластичное.
8.2.6. Характеристики ползучести платиновых сплавов
а, МПа Т, °C 8 , %/ч /, ч
ПлРдПдИЗл20-10-0,1-0,1 ПлРдЮ . ПлРдПдИЗл20-10-0,1-0,1 ПлРдЮ
15 1200 0,44 0,81 64 33
10 1200 0,17 0,21 167 140
7 1200 0,10 0,06 433 419
5 1200 0,04 0,02 764 1284
5 1300 0,12 0,08 363 330
5 1400 0,10 0,25 274 94
ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
711
8.2.7. Скорость возгонки (XB) и характеристики ползучести
платиновых сплавов при ст « 5 МПа
Сплав Кв 105, г/(см2с), при Т, °C ё , ч, при Т, °C
1500 1600 1700 1500 1600 1700
ПлРд20 - 3,1 5,8 0,22/124 0,86/36 9,76/5,8
ПлРдЗО - 2,8 4,9 0,09/227 0,21/41 1,05/20
ПлРд50 - - 1,3 - - 0,64/-
ПлРдИ20-3 3,6 3,6 18,5 0,37/- 0,40/- 3,58/-
ПлПдИЗО-З 2,7 3,0 14,2 - 0,20/115 1,70/35
8.2.8. Термостойкость (А), исходный размер зерен (ц)
и относительное удлинение (8) платиновых сплавов, при ст = 5,0 МПа
Сплав N, циклы, при 1375 ± 25 °C ц, мм, при 1400 °C 8, %, при 1400 °C
ПлРд7 3350 0,30 45
ПлРдЮ 3250 0,19 44
ПлПдРд25-10 940 0,12 42
ПлПдРд35-13 670 0,08 27
ПлПдРдРу25-10-1,5 380 0,10 16
8.2.9. Характеристики ползучести трехслойных материалов с высоким содержанием
палладия в центральном слое и плакирующими слоями из платины при 1400 °C и
ст = 5 МПа на основной слой
Материал Толщина образца (слоев), мм Среда испытания ё , %/ч t, ч
ПлПдРдРу25-10-1,5 0,5 Воздух 0,21 79 29
Пл+Пл ПдРдРу25-10-1,5+Пл (0,1+0,8+0,1) То же 0,30 195 50
Пл ПдРдИ35-13-1,0 0,5 0,33 75 44
Стекло 0,30 68 25
Пл+Пл ПдРдИ35-13-1,0+Пл (0,1+0,8+0,1) Воздух 0,25 147 47
Стекло 0,12 179 52
ПлПдРдРу40-14-1,5 0,5 Воздух 0,55 55 20
Пл+Пл ПдРдРу40-14-1,5+Пл (0,1+0,8+0,1) То же 0,25 129 45
8.2.10. Характеристики ползучести сплава ПлРдЮ с плазменно-керамическим покрытием
при 1400 °C и ст = 5 МПа (по сечению металлической части образца)
Состав покрытия Толщина покрытия, мм ё , %/ч t, ч 8, %
Без покрытия - 0,30 100 50
ZrO2 + У2О3 0,8 0,05 225 30
ZrO2 + CaO 1,2 0,02 400 15
0,9 0,05 330 27
712
Глава 8.2. ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
8.2.11. Характеристики ползучести сплава ПлРдЗО с плазменно-керамическим покрытием
толщиной 1 мм при 1700 °C и о = 5 МПа (по сечению металлической части образца)
Состав покрытия %/ч ч з, % Состав покрытия Ё , %/ч Т, ч «О &
Без покрытия 4,0 13 45 ZrO2 + CaO 2,4 25 41
ZrO2 + Y2O3 1,0 26 36 ZrO2 + Y2O3 1,9 17 39
8.2.12. Химическая микронеоднородность (Д0 и характеристики
жаропрочности листов (5 = 0,5 мм) из платиновых сплавов при 1400 °C и о = 5 МПа
Сплав Масса слитка, кг Скорость охлажде- ния, °С/мин дс, % Скорость ползучести, Ё , %/ч Время до разру- шения, т, ч
Rh Rd Ru
ПлРдЮ 25 200 3,5(0,4) - - 0,32(0,25) 106(135)
ПлПдРд15-5 25 200 2,0(0,25) 5,5(0,75) - 1,5(0,5) 23(0,32)
ПлПдРдРу12-25-Ю-1,5 12 12... 3,8(0,8) 8,0(1,3) 1,2(0,1) 0,30(0,23) 50(60)
ПлПдРдИ35-13-1,0 0,5 300 - 7,0(0,2) - 0,40(0,25) 83(82)
* Скорость вытягивания слитка в миллиметрах в минуту.
Примечание. В скобках указаны значения после отжига-гомогенизации по режиму
1700 °C, 24 ч для ПлРд-10 и 1650 °C, 24 ч для всех остальных сплавов.
платины и её сплавов с другими благородными
металлами, частицами оксидов (например,
ZrO2, Y2O3) размером в десятые- сотые доли
микрон, удаленных друг от друга в пределах
одного микрона.
Созданные дисперсноупрочненные пла-
тиновые сплавы (ДУПС), содержащие упроч-
няющие мелкодисперсные оксиды, резко по-
высили эффективность использования платины
и её сплавов (долговечность при высоких тем-
пературах дисперсноупрочненных материалов
на 2 - 3 порядка выше, чем неупрочненных).
Например, о]ооо У сплава ПлРдЮ - 5 МПа, а
у ДУПС - 20 МПа. Время до рарушения при
1200 °C и 20 МПа у сплава ПлРдНЮ - 20 ч, у
ДУПС- 1000 ч.
Слоеные материалы (см. табл. 8.2.9 -
8.2.11). В тех случаях, когда надо обеспечить
высокие потребительские свойства поверхно-
стных слоев в сочетании с высокой жаропроч-
ностью и(или) экономичностью конструкци-
онного материала находят применение мате-
риалы из нескольких слоев в самых различных
вариантах. Среди этих вариантов встречаются
слоеные материалы с использованием ДУПС и
плазменнокерамических покрытий.
Состав в микрообъемах (см. табл. 8.2.12).
Химическая микронеоднородность платиновых
сплавов, возникающая в процессе кристалли-
зации, является важнейшим фактором, оказы-
вающим сильное влияние на сопротивление
материала высокотемпературной ползучести к
разрушению. Чем выше химическая микроне-
однородность платинового сплава, тем ниже
жаропрочность.
Примеси (см. табл. 8.2.13 - 8.2.15). Каче-
ственный состав и количественная концентра-
ция каждого примесного элемента и всего на-
бора примесей могут изменять характеристики
жаропрочности платинового сплава в десятки
раз. Однако, степень контроля и управления
примесным составом пока незначительная. Как
правило, уменьшение влияния той или иной
вредной примеси достигают путем очистки
сплава.
Субсгруктурное упрочнение (см. табл. 8.2.16).
Деформация при прокатке и последующий
отжиг при определенных режимах создают
субструктуру, при которой показатели жаро-
прочности платиновых сплавов возрастают на
20 - 50 %. Субструктурное упрочнение плати-
новых сплавов требует высокой культуры про-
изводства и используется в тех случаях, когда
это необходимо по требованию заказчика.
ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
713
8.2.13. Влияние примесей (%) на характеристики ползучести сплавов ПлРдЮ и ПлПдРд15-5
при 1400 °C и ст = 5 МПа
Номер плавки Fe Al Si Mg Z Fe, Al, Ca, Si, Mg ё , %/ч T , Ч 5 , %
Сплав ПлРдЮ*1
1 0,004 <0,002 0,001 0,010 0,015 0,122 217 44,0
2 0,005 0,039 0,004 0,033 0,076 0,440 83 44,5
3 9,070 0,025 <0,001 0,010 0,095 0,350 79 34,0
4 0,060 0,012 0,001 0,024 0,097 0,350 88 34,0
5 0,004 0,028 <0,001 0,010 0,032 0,350 85 36,0
6 0,040 0,035 <0,001 0,030 0,105 0,470 71 42,0
7 0,060 0,031 0,001 0,010 0,092 0,290 70 27,0
8 0,070 0,040 <0,001 0,022 0,132 0,182 69 30,0
9 0,038 0,022 <0,001 0,016 0,076 0,222 97 43,0
Сплав ПлПдРд15 - 5*2
1 <0,004 0,009 0,018 <0,010 0,026 1,3 20,0 32,0
2 <0,004 0,014 0,001 0,036 0,036 1,3 17,0 29,0
3 0,040 0,009 0,002 <0,010 0,051 2,4 13,0 39,0
*' Сплавы всех плавок содержат также 0,001 % Ag и 0,005 % Cu, Ni, Pb и Zn (суммарно).
‘2 Сплавы содержат также <0,005 % Cu, Pb, Ni и Zn (все плавки), 0,001 % Ag (плавки
№ 1, 2) и 0,01 % Ag (плавка № 3).
8.2.14. Влияние примесей на характеристики ползучести сплава ПлРдПдИЗл20-10-0,1-0,1
при 1400 °C и о = 5 МПа
Содержание, С • 103, % L ё, %/ч Г ч 8, %
Ag Fe Mg Al Si Pb Sb Sn Zn Cu Ni
0,5 2,6 0,03 5,0 0,02 5,0 0,03 0,07 0,8 0,8 0,7 10 0,07 340 48
19 6,0 3,0 з,о 4,0 8,0 8 10 10 8,0 4,0 11 0,14 76 12
8.2.15. Влияние примесей на характеристики ползучести сплава ПлРдПдИЗл20-Ю-0,1-0,1
при 1400 °C и о = 5 МПа
Элемент Номер плавки Содержание, % ё , %/ч t, ч 5 , %
1 - 0,07 252 23,4
2 - 0,08 293 29,0
Al 2 0,0007 0,06 279 21,9
2 0,0015 0,08 210 19,8
1 0,0015 о,и 203 29,6
2 0,0110 0,09 175 20,8
1 0,0110 0,08 152 15,8
2 0,0008 0,11 214 29,0
Si 1 0,0020 0,10 209 27,4
2 0,0030 0,12 190 25,3
2 0,0075 0,03 189 22,8
714
Глава 8.2. ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Продолжение табл. 8.2.15
Элемент Номер плавки Содержание, % ё , %/ч t, ч 5 , %
1 0,0120 0,14 119 18,0
2 0,0030 0,08 247 22,6
РЬ 1 0,0070 0,10 166 17,0
2 0,0100 0,09 118 14,8
1 0,0120 0,11 100 13,4
Mg 1 0,0050 0,08 164 14,7
1 0,0120 0,07 168 14,6
Sb 1 0,0020 0,07 255 25,8
1 0,0050 0,07 209 20,6
Bi 1 0,0015 0,08 130 14,4
1 0,0030 0,12 60 7,6
Ti 1 0,0005 0,09 227 25,6
1 0,0030 0,11 180 20,1
Те 1 0,0010 0,13 180 16,8
1 0,0100 0,22 82 9,8
Ge 1 0,0005 0,13 186 24,3
1 0,0060 0,10 215 25,0
Ag 1 0,0040 0,06 291 25,5
1 0,0100 0,09 197 24,7
As 1 0,0040 0,09 213 26,5
1 0,0080 0,28 145 36,9
Zn 1 0,0050 0,07 256 23,4
1 0,0100 0,07 276 25,3
Cr 1 0,0005 0,05 312 22,4
1 0,0100 0,05 230 15,2
Sn 1 0,0050 0,07 249 21,1
1 0,0100 0,06 303 25,6
Группа 1 0,0210 0,14 84 14,6
примесей 1 0,0286 0,12 70 11,7
Примечание. Исходное содержание контролируемых примесей (% мае. доля)
Плавка № 1: Al, Pb, Zn, Sn < 0,0002 (каждого); Si, Sb, Bi, Ge, As, Cr, Cu, Ni < 0,0005
(каждого); Mn 0,0020; Fe 0,0060.
Плавка № 2: Al0,0005; Si и Fe0,0010 (каждого); Mg0,0120; Ag< 0,0002; Cu0,0003.
8.2.16. Влияние степени деформации (e) при прокатке и отжига на характеристики ползучести
сплава ПлРдЮ при 1400 °C и ст = 5 МПа
е, % Температура отжига,*1 °C ё , %/ч t, ч
- 0,43 78
10 1000 0,32 94
1450 0,39 ИЗ
- 0,40 92
40 1000 0,37 96
1450 0,34 94
- 0,25 11b
80 1100 0,31 107
1450 0,38 91
1 Продолжительность рекристаллизационного отжига 2 ч.
ПЛАТИНОВЫЕ МЕТАЛЛЫ, СПЛАВЫ И МАТЕРИАЛЫ НА ИХ ОСНОВЕ
715
7. Температура, напряжение, среда (см.
табл. 8.2.4 - 8.2.7). Условия испытаний или
эксплуатации являются определяющими фак-
торами при оценке свойств сплавов. Относи-
тельно небольшие их изменения могут сильно
повлиять на характеристики жаропрочности
рассматриваемых материалов.
8. Многообразие факторов, влияющих на
свойства рассматриваемых материалов при
нагреве, сужает информативность справочных
материалов и указывает на необходимость
использования специальной литературы и
консультации специалистов.
Поэтому представленные в табл. 8.2.2 -
8.2.16 справочные сведения следует рассмат-
ривать лишь как примеры из многочисленной
информации о свойствах платиновых метал-
лов, сплавов и материалов на их основе. Дан-
ные сведения наиболее полно могут быть
использованы при выборе конструкционных
материалов для изделий, работающих при
температурах выше 1000 °C.
Значительная часть приведенных спла-
вов может быть эффективно использована и
при более низких температурах. Так в филье-
рах для производства химических волокон
при 100 - 400 °C в растворах NaOH и H2SO4
могут быть использованы сплавы ПлЗл7,5;
ПлПд25; ПлРдЮ; ПлЗл70, а также многоком-
понентные сплавы с участием платины, золо-
та, палладия, родия и рутения.
Использование ряда рассматриваемых в
табл. 8.2.2 - 8.2.16 сплавов целесообразно в
некоторых видах катализаторов, прежде
всего, сеточных и мембранных. Наиболее
часто, наряду с нелегированными платиной
и палладием, используют сплавы ПлРд8-10 и
ПлПдРд-3,5.
В химической посуде наиболее часто
применяют нелегированную и дисперсно-
упрочненную платину, сплавы платины с
родием, золотом и иридием. Возможно при-
менение слоеных материалов на основе этих
металлов и сплавов. Недопустимо применение
химической посуды из указанных сплавов для
нагрева соединений, содержащих As, Sb, Р, S,
Se, Те, Sn, Pb, Zn, Si, С. Использование такой
посуды для других химических веществ требу-
ет предварительного уточнения.
Важной областью использования плати-
новых металлов как конструкционных мате-
риалов является техника измерения высоких
температур. Наиболее часто используются
термопары указанные в табл. 8.2.17.
Известно также использование плати-
новых металлов в ювелирной продукции
(главных образом в Японии и в меньшей
степени в других странах). В отечественной
ювелирной промышленности применяется
сплав платины 950-й пробы, содержащий 5 %
иридия (ов = 200 -ь 290 МПа, 5 = 20 ч- 30 %,
78 - 88 НВ , /„л = 2060 К), а также сплавы
палладия 850-й пробы (13 % серебра и 2 %
никеля) и 500-й пробы (45 % серебра и 5 %
никеля). Могут быть также использованы и
другие составы (например, ПлПдМ5-5 или
ПлПдМ8-7).
Сплавы с высоким содержанием плати-
ны и палладия также находят применение в
стоматологической практике.
Например российский сплав ’’Суперпал”,
содержащий 60 % палладия и 10 % золота
успешно используется в стоматологической
практике для изготовления современных ме-
таллокерамических протезов. Свойства этого
сплава представлены в главе 8.3.
8.2.17. Наиболее распространенные термопары
(термоэлектрические преобразователи (ТП)) и их свойства
Условное обозначение ТП и его НСХП*1 Состав материалов электродов (полож.)/(отриц.) Рабочий диапазон тем- ператур, °C Допустимое отклонение от НСХП, °C Компенсацион- ные провода: специальные (+), медные (-)
ПР10/0(Ю (Pt+10 % Rh)/(Pt) -50 - +1400 + 1,5 для 0-600 °C; ±0,0025 • Т для 7= 600-И 400 °C (+)
ПР13/0(8) (Pt+13 % Rh)/(Pt) 0 - 1400 То же (+)
ПР30/6(В) (Pt+30 % Rh)/(Pt+6 % Rh) 300 - 1700 ±0,0025 • Т для 7= 600 -5-1700 °C (-)
ПР40/20(-) (Pt+40 % Rh)/(Pt+20 % Rh) 1000 - 1850 По техническим условиям (-)
‘’Номинальные статические характеристики преобразования приведены в ГОСТ Р 50431-92.
716
Глава 8.3. ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
Глава 8.3
ЗОЛОТО, СЕРЕБРО И СПЛАВЫ
НА ИХ ОСНОВЕ
Золото и серебро в качестве конструк-
ционных материалов наиболее широко
применяются в стоматологических и юве-
лирных конструкциях и в значительно
меньшей степени (по номенклатуре) в обо-
рудовании химических и других специаль-
ных производств, (главным образом - се-
ребро в трубопроводах, змеевиках, котлах и
т.д.).
Использование золота и серебра в сто-
матологии, ювелирных, культовых и других
изделиях бытового назначения требует уста-
новления их пробности, характеризующей в
метрической системе содержание основного
благородного металла в одной тысяче граммов
рассматриваемого материала. Например 925-я
проба для серебряного сплава означает, что в
одном килограмме этого материала содержит-
ся 925 граммов серебра. Нелегированные
благородные металлы характеризуются пробой
в пределах от 999 до 999,99 .
На практике наиболее распространены
три системы проб: метрическая, каратная
(США, Великобритания), золотниковая (исто-
рическая). Значения проб в разных системах
приведены ниже.
Метрическая Каратная Золотниковая
1000 24 96
958 23 92
875 21 84
750 18 72
583 14 56
375 9 36
В Российской Федерации с 1992 г. для
ювелирных изделий из драгоценных металлов
установлены следующие метрические пробы:
платиновая - 950-я, 900-я, 850-я,
золотая - 999-я 958-я, 750-я, 585-я,
500-я, 375-я,
серебряная - 999-я, 960-я, 925-я, 875-я,
830-я, 800-я,
палладиевая - 850-я, 500-я.
На основе определения пробности рас-
сматриваемых изделий или полуфабрикатов
из благородных металлов осуществляется их
клеймение уполномоченными Инспекциями
пробирного надзора.
Сплавы на основе золота и серебра для
медицины и ювелирных производств должны
удовлетворять медико-биологическим, эстети-
ческим, технологическим и эксплуатацион-
ным требованиям. К последним относят кор-
розионную стойкость (инертность к внешней
среде), твердость и износостойкость, а также
прочностные свойства, определяющие ста-
бильность формы и размеров изделий из
благородных металлов.
Хорошее сопротивление коррозии и вы-
сокие механические свойства позволяют со-
хранить требуемые эстетические параметры
(цвет, блеск и т.д.) сплавов благородных ме-
таллов.
Определяющее влияние на потребитель-
ские свойства изделий из сплавов благород-
ных металлов оказывает их технологичность.
Для достижения высоких потребительских
свойств в таких изделиях необходимо получе-
ние плотных (без пор) и химически однород-
ных (в макро- и микрообъемах) мелкозерни-
стых литых заготовок или слитков, способных
деформироваться в высококачественные лис-
товые или профильные полуфабрикаты с за-
данной структурой и высоким сопротивлени-
ем трещинообразованию при последующих
операциях обработки давлением и пайки.
Сплавы для ювелирных изделий. В табл.
8.3.1 и 8.3.2 представлены сведения об отече-
ственных сплавах на основе золота, приме-
няемых в производстве ювелирных изделий.
Фактическое количество составов юве-
лирных золотых сплавов значительно больше,
особенно в зарубежной практике. Информа-
ция о некоторых зарубежных сплавах на ос-
нове золота представлена в табл. 8.3.3.
Наиболее распространенные сплавы на
основе серебра указаны в табл. 8.3.4.
Технология производства ювелирных из-
делий из золота и серебра относится к специ-
фической области техники, но эта техника,
особенно в части производства высокохудоже-
ственных и дорогостоящих изделий с драго-
ценными камнями и эмалями, содержит
много индивидуальных "секретов” и часто
относится к области искусства.
8.3.1. Ювелирные сплавы на основе золота
Сплав Содержание, % у • 10'3, кг/м3
Аи Ag Pd Со Zn Cu In прочие
ЗлСрМ958-20 95,9 2,0 - - - 2,2 - - 18,5
ЗлКб958 95,8 - - 2,0 - Ост. 0,4 0,05 18,5
ЗлСр750-250 75,0 25,0 - - - - - Be 15,9
ЗлСрМ750-150 75,0 15,0 - - - 10,0 - - 15,2
ЗлСр750-150 75,0 15,0 - 0,6 - Ост. 0,4 - 15,2
ЗлСрМ583-80 58,3 8,0 - - - То же - - 13,2
ЗлСр583-300 58,3 30,0 - - - 1* - - 13,9
ЗлСрПдМ375 37,5 10,0 3,8 - - м - - 11,5
ЗлСрПд375-30-20 37,5 3,0 2,0 - 3,0 и 3,0 - 11,2
Продолжение табл. 8.3.1
Сплав г, к ов, МПа оо,ь МПа 5, % HV
ликвидус солидус
ЗлСрМ958-20 1303 1278 -/157 - -/22 -/49
ЗлКб958 1285 1253 -/245 - -/15 -/735
ЗлСр750-250 1311 1301 -/186 - -/36 -/HRB 32
ЗлСрМ750-150 1193 1173 -/390 - -/45 -/HRC 10
ЗлСр750-150 1200 1167 -/540 - -/35 175/158-164
ЗлСрМ583-80 1178 1151 290-390/440-510 -/320 32-44/38-51 -/128-158
ЗлСрМ583-300 1173 1123 -/490 -/294 -/32 -/133
ЗлСрПдМ375 1223 1053 354/440 234/440 235/265 130/142
ЗлСрПд375-30-20 1218 1138 254/390 138/166 38/50 93/93
Примечание. В числителе приведены значения в литом состоянии, а в знаменателе - после деформации и отжига.
ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
8.3.2. Литейные золотые сплавы
Сплав Содержание, % у ИГ3, кг/м3 Т, К Механические свойства в литом состоянии
Au Си Ni Zn прочих ликвидус солидус ов, МПа оо,ь МПа 8, % HV
ЗлМНЦ750 75,0 15,0 7,5 2,5 - 14,8 1218 1188 450 - 500 390 - 440 20-30 147 - 196
ЗлМНЦ750 75,0 12,5 10,0 Ост. 0,03Re 14,8 1223 1183 460 - 510 390 - 440 20-30 176 - 206
ЗлМНЦ583 58,3 25,0 12,5 4,2 - 12,8 1258 1208 450 - 500 265 - 295 37-48 142 - 157
ЗлМНЦ583 58,3 16,2 17,0 8,5 - 12,6 1298 1178 550 - 615 390 - 420 25 - 35 147 - 196
ЗлМНЦ583 58,3 22,0 14,7 4,8 0,2Мп 12,8 1263 1173 490 - 530 300 - 340 40 - 50 142 - 157
8.3.3. Характеристики сплавов золота, производимых зарубежными фирмами
Содержание, % Цвет у103, кг/м3 Т, К НВ ©в» МПа <*0,1> МПа 3, %
Au Ag Cu прочих солидус ликвидус
75,0 21,4 3,6 - Светлый желто-зеленый 15,8 1263 1298 65 275 127 39
75,0 16,7 8,3 - Зеленовато-желтый 15,6 1212 1241 97 362 206 42
75,0 16,7 - 8,3 Средний зеленый 15,5 1213 1298 58 410 - 45
75,0 12,5 12,5 - Светло-желтый 15,4 1265 1178 120 570 277 45
75,0 8,3 16,7 - Красновато-желтый 15,2 1155 1166 125 480 352 47
75,0 3,6 21,4 - Оранжево-красный 15,0 1153 1175 140 480 324 51
75,0 - 25,0 - Интенсивно-красный 14,8 1163 1171 135 520 314 52
58,5 41,5 - - Бледно-зеленый 14,4 1288 1303 45 245 264 37
58,5 35,6 5,9 - Светло-зеленый 14,0 1213 1253 95 392 304 35
58,5 31,0 10,5 - Светло-зеленый 13,8 ИЗО 1178 105 510 294 36
58,5 27,7 13,8 - Светлый желто-зеленый 13,7 1106 1147 115 530 353 33
58,5 24,9 16,6 - Светло-желтый 13,7 1106 ИЗО 125 530 355 34
Глава 8.3. ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
Продолжение табл. 8.3.3
Содержание, % Цвет у 10-3, кг/м3 Т, К НВ Ств, МПа МПа 8, %
Au Ag Cu прочих солидус ликвидус
58,5 20,8 20,7 - Желтый 13,6 1100 1118 136 550 355 34
58,5 16,6 24,9 - Темно-желтый 13,4 1119 1126 140 540 347 37
58,5 13,8 27,7 - Оранжево-желтый 13,3 1126 1140 125 510 392 39
58,5 10,4 31,1 - Красновато-желтый 13,2 1145 1158 121 480 372 40
58,5 6,0 35,5 - Оранжево-желтый 13,1 1162 1180 109 440 277 45
58,5 - 41,5 - Ярко-красный 13,1 1198 1218 63 420 216 52
33,3 53,3 13,4 - Бледно-зеленый 12,0 1053 1139 96 392 330 27
33,3 33,4 33,3 - Светло-желтый 11,5 1052 1096 116 470 - 23
33,3 26,7 40,0 - Соломенно-желтый 11,3 1052 1129 108 480 370 24
33,3 16,7 50,0 - Красновато-желтый 11,1 1052 1177 105 510 343 33
33,3 12,0 47,0 6,2 Оранжево-красный 10,9 1050 1063 84 - - 52
8.3.4. Характеристики ювелирных сплавов серебра в отожженном состоянии
Сплав Содержание, % у10-3, кг/м3 Т, К ©в, МПа <*0,2» МПа со HV
Ag Си ликвидус солидус
СрМ925 92,5 7,5 10,36 1169 1052 250 - 280 - 35 - 29 78
СрМ916 91,6 ‘8,4 10,34 1161 1052 260 - 350 - 32-27 79
СрМ875 87,5 12,5 10,28 1128 1052 260 - 350 180 - 200 30-24 74- 116
ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ 719
720
Глава 8.3. ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
8.3.5. Основные свойства стоматологических сплавов
Тип Состояние ств , МПа 5 , % НВ
1 Неупрочненное 200-310 20-35 45-70
2 Неупрочненное 310-380 20-35 80-90
3 Неупрочненное Упрочненное 330-395 410-565 20-25 6-20 95-115 115-165
4 Неупрочненное Упрочненное 410-520 690 - 830 5-25 1-6 130-160 210-235
Сплавы для стоматологических конструк-
ций. К стоматологическим конструкциям от-
носят зубные коронки, протезы, мостовидные
замковые крепления, вкладки, штифты и
другие элементы, используемые в ортопедиче-
ской стоматологии.
Наряду с изложенными общими требо-
ваниями к золотым и серебряным сплавам,
для использования последних в стоматологи-
ческих конструкциях необходимо учитывать
их биологическую совместимость с тканями в
полости рта и создаваемую ими разницу элек-
тропотенциалов с другими металлическими
частями зубного протеза, которая должна
быть минимальной.
Международным стандартом многочис-
ленные составы золотых стоматологических
сплавов по потребительским свойствам разде-
лены на четыре группы (табл. 8.3.5). Это
сплавы на основе системы Au - (2 -17 %) Ag -
(2 - 15 %) Си без добавок или с добавками
других элементов, например, (до 10 %) Pd,
(до 8 %) Pt, (до 2,5 %) Zn.
Первый тип объединяет однофазные
термически неупрочняемые сплавы, содержа-
щие 80 - 95 % золота. Второй тип включает
более твердые сплавы с 73 - 83 % золота. Тре-
тий тип предусматривает термически упроч-
няемые составы с 71 - 80 % золота. Четвертый
тип распространяется на составы с 62 - 72 %
золота и с высокими значениями твердости и
прочности, достигаемыми в результате леги-
рования, а также термической обработки.
Стоматологические конструкции из ука-
занных сплавов всех типов могут быть полу-
чены методом литья. Конструкции из сплавов
первого, второго и частично третьего типа
(при умеренной твердости и достаточно высо-
кой пластичности) могут быть также изготов-
лены методом штамповки.
Кроме золотых сплавов с характерным
желтым цветом, применяются литейные спла-
вы белого цвета, содержащие 30 - 70 % золо-
та, 7 - 30 % серебра, 6 - 25 % меди, а также
до 20 % палладия и до 8 % платины.
Для изготовления металлокерамических
конструкций обычно используют сплавы с
51 - 85 % золота, 1 - 16 % серебра, 1 - 30 %
палладия, 6 - 12 % платины с небольшими
добавками одного или нескольких элементов
из числа: иридий, индий, олово, цинк.
Также широко представлены амальгам^
ные сплавы на основе серебра и олова (Ag3$n)
с добавками меди (до 6 %) и цинка (до 0,2 %).
В отечественной практике находят при-
менение, главным образом сплавы на основе
благородных металлов, представленные в
табл. 8.3.6.
8.3.6. Российские стоматологические сплавы на основе благородных металлов
Сплав у • Ю"3, кг/м3 Г ’ °С пл ств , МПа HV 5 , %
Пд190 (Ag - 19 % Pd - 0,7 % Cd - 1,2 % Zn) 10,6 1040 - 1100 - 78 -
Пд250 (Ag - 25 % Pd - 1,4 % Zn) 10,7 1100 - 1160 30 75 15
ЗлПлСрМ750-90-80 - - - - -
ЗлСрМ900-40 17,5 963 - 995 300 86 27
ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
721
8.3.7. Основные физико-механические свойства стоматологических сплавов
Свойство "Супер-ТЗ" "Суперпал" "Супер-КМ"
Гпп’°С пл 880-950 1100-1125 1117
HV: в литом состоянии после термообработки 130-145 200-220 350-360 165
стт, МПа 230-250 740-750 250
5,% 20-25 2 15
а • 106 , К’1 при 20-600 °C 19,7-20,3 13,5-14,5 14,0
у , г/см3 15,2-15,5 10,2-10,7 -
Современные российские стоматологи-
ческие сплавы из драгоценных металлов име-
ют хорошие медико-технические и техноло-
гические показатели, не содержат дефицит-
ных и токсичных элементов. Эти сплавы по-
ставляются в виде дисков, пластин, проволо-
ки и гранул.
Износостойкий и высокотехнологичный
стоматологический золотой сплав "Супер-ТЗ'
("твердое золото") - это классический золотой
сплав, который содержит 75 % золота и имеет
красивый желтый цвет.
"Супер-ТЗ" термически упрочняемый
износостойкий сплав, свойства которого со-
ответствуют третьему типу по международ-
ному стандарту ИСО 1562 - 1993. Он уни-
версален и технологичен, может использо-
ваться для штампованных и литых стомато-
логических конструкций: коронок и мосто-
видных протезов. Протезы из сплава
"Супер-ТЗ" с полимерным покрытием име-
ют цвет естественных зубов.
Основные физико-механические свой-
ства сплава приведены в табл. 8.3.7.
Палладиевый сплав "Суперпал" для ме-
таллокерамических и металлополимерных
зубных протезов содержит 70% драгоценных
металлов (60 % палладия и 10 % золота) и
соответствует стандарту ИСО 9693 - 1991. Оп-
тимальный коэффициент термического
расширения и адгезионные свойства по-
верхности обеспечивают надежное соеди-
нение "Суперпала" с керамическим и по-
лимерным покрытиями.
Основные физико-механические свойст-
ва сплава приведены в табл. 8.3.7.
Высокопробный стоматологичекий золо-
той сплав "Супер-КМ" отличается особо высо-
кой биосовместимостью и коррозионной
стойкостью благодаря содержанию в нем
благородных металлов более 90 %.
Предназначен для изготовления цельно-
литых коронок и мостовидных зубных проте-
зов, преимущественно с керамическим по-
крытием.
Сплав "Супер-КМ" отвечает требованиям
международных стандартов ИСО 9693-1991,
ИСО 1562-1993 и относится к сплавам
третьего типа, его физико-механические
свойства приведены в табл. 8.3.7.
Бескадмиевый золотой припой для зубных
протезов золотисто-желтого цвета, имеет тем-
пературу плавления <800 °C, по прочности,
жидкотекучести и смачиваемости близок к
припою ЗлСрКдМ750 - 30.
Материал "КЭМЗ" на основе золота для
покрытий зубных протезов. Этот композици-
онный материал на основе золота предназна-
чен для электрохимического покрытия зубных
протезов из неблагородных (например, ко-
бальтохромовых) сплавов с целью обеспе-
чения биологической инертности и хими-
ческой стойкости поверхности протезов в
полости рта.
"КЭМЗ" обеспечивает повышенную из-
носостойкость протезов, в результате чего
срок их службы повышается в 1,5 - 2 раза по
сравнению с обычным золотым покрытием.
Основные характеристики покрытия:
Содержание золота, %........98,5 + 0,5
Толщина покрытия, мкм .... >10
Цвет......................... От оранжево-
желтого до желтого
Состояние поверхности.....Зеркальный
блеск
Припои, содержащие благородные метал-
лы. В табл. 8.3.8 - 8.3.13 представлены при-
пои, в состав которых входят благородные
металлы и которые широко используются в
производстве стоматологических, ювелирных
и общемашиностроительных конструкций.
722
Глава 8.3. ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
8.3.8. Ювелирные припои на основе золота
Припои Содержание, % ГПл,°С Назначение
Au Ag Cu Zn Cd Ni
ПЗлСрМ75Кд5,0 75,0 5,0 14,2 0,8 5,0 - 840 Твердый Припои для желтого золо- та 750 пробы
ПЗлСрМ75Кд6,9 75,0 6,2 10,4 1,5 6,9 - 800 Средний
ПЗлСрМ75Кд12 75,0 3,0 10,0 - 12,0 - 785 Мягкий
ПЗлСрМН75ЦВ 75,0 7,0 6,0 8,0 - 4,0 830 Твердый Припои для белого золота
ПЗлСрМ75Ц10 75,0 9,0 6,0 10,0 - - 780 Мягкий
ПЗлСрМ58,ЗЦ1,8 58,3 14,5 25,4 1,8 - - 860 Твердый припой для пайки обручальных ко- лец 583 пробы
ПЗл583-1 58,3 12,5 Ост. 3,0 - - 856 Стандартные припои 583 пробы для пайки ювелирных изделий
ПЗл583-2 58,3 12,5 If 8,5 - - 820
П3л583-3 58,3 16,5 If 4,5 - - 822
ПЗл583-4 58,3 16,0 fl 3,0 2,0 - 795
ПЗлСрМ58-ЗКд10 58,3 13,2 18,5 - 10,0 - 859 Мягкий припой для желтого золота 583 пробы
8.3.9. Свойства припоев на основе золота*
Содержание, % 7пл>°С ТП,°С у • 10 3, кг/м3
Au Си Ni прочие
95 5 - - 965-970 1030 18,8
90 10 - - 935-940 990 18,65
80 20 - - 910 910 17,74
75 25 - - 910-914 920 17,21
50 50 - - 955 - 970 1000 15,1
82,5 - 17,5 - 950 950 16,0
75 - 25 - 950-990 1020 14,6
65 35 - - 965- 1075 1090 13,5
95 - - 51п 645-830 830 18,7
80 - - 201п 550-630 630 -
80 19 - IFe 905-910 925 -
75 20 - 5Ag 885 - 896 930 15,5
70 25 - 5Pd 940-967 980 -
72 - 27 6Сг 975- 1038 1050 -
68 22 8,9 1,0Сг; 0,1В 960-980 - -
60 35 - 5In 860 - 900 955 14,9
60 20 - 20Ag 835 - 845 850 15,4
35 64 - - 990- 1010 - 12,5
35 62 3 - 973-1029 1040 -
20 78 - 2In 975-1025 - 10,9
* Припои Au - Си или Au - Ni применяются в авиационной и космической технике для
пайки деталей из меди, никеля и их сплавов, углеродистой и жаропрочной стали, молиб-
дена, вольфрама и тантала. Паяные соединения отличаются высокой прочностью и стойко-
стью к окислению.
ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
723
8.3.10. Золотосодержащие легкоплавкие припои*1
Состав, % 7nn,°C Состав, %
15Аи - 85РЬ 215 84Au - 16Ga 341
10Au - 90Sn 217 75Au - 25Sn 360
18Au - 82Bi 241 94Au - 6Si 370
80Au - 20Sn 280 17Au - 83Te 416
32Au - 68Sn 283 88Au - 12Ge 356
13Au - 87Cd 309 73Au - 27Sn 451
4 Обладают высокой коррозионной стойкостью.
8.3.11. Тугоплавкие припои благородных металлов
Содержание, % rKp,°c гпл,°с rn,°c
Ag Pd Cu Au прочих
68,4 26,6 5 - - 807 810 815
65 15 20 - - 805 900 905
64 33 - - 3Mn 1180 1200 1220
70 30 - - - 1150 1200 1200
- 36 - 30 34Ni 1100 1120 1120
- 15 34 51 - 998 1031 1040
- 60 - - 40Ni 1237 1237 1250
- 21 - - 31Mn, 48Ni 1120 1120 1125
- 18 82 - - 1080 1080 1095
- 20 - 5 75Pt 1645 1695 1710
- - 60 - 40Pt 1200 1250 1260
Примечания. 1. Припои на основе серебра, палладия и золота применяют для пайки жа-
ропрочных сталей, никелевых сплавов, бериллия, молибдена, циркония,
вольфрама.
2. Эксплуатационные характеристики паяных соединений при повышенных
температурах зависят не только от состава припоя и паяемого материала,
но определяются также диффузионными процессами в зоне пайки, спо-
собными усилить или ослабить паяное соединение.
8.3.12. Температуры кристаллизации 7^р, плавления и пайки Тп серебряных припоев
Припой VC ГП,°С
ПСр 92 779 890 899-982
ПСр 72 779 779 780
ПСр 71 750 795 -
ПСрМо 68 - 27,5 655 765 -
ПСр 67 779 805 805-900
ПСр 65 695 722 -
ПСр 62 650 723 730-770
ПСр 50 779 860 870
ПСрКМ 50-34- 16 630 685 -
ПСрМЦК 45-15 615 615 -
ПСр 40 590 610 -
ПСр 37,5 725 810 810-860
ПСр 25 740 775 780-830
ПСр 25 645 725 -
ПСр 15 640 810 705-815
ПСр 10 822 850 850-900
Примечание. Припои предназначены для пайки меди, медноникелевых сплавов, никеля, ковара,
нейзильбера, латуней и бронз, а также ковара со сталью, стали с медью и ее сплава-
ми, меди с никелированным вольфрамом, нержавеющей и жаропрочной сталью.
724
Глава 8.3. ЗОЛОТО, СЕРЕБРО И СПЛАВЫ НА ИХ ОСНОВЕ
8.3.13. Серебросодержащие припои
Состав Тил > °C Состав ГПл,°С
96Sn - 4Ag 221 90In - lOAg 230
97Sn - 3Ag 225 80In - 15Pb - 5Ag 157
94,5Pb - 5,5Ag 309 50In - 30Sn - 19Pb -lAg 215
lOSn - 88Pb - 2Ag 265 5In - 90Pb - 5Ag 292
ISn - 97,5Pb - l,5Ag 309 60Sn - 36Pb - 4Ag 178
5Sn - 90Pb - 5Ag 292 50Sn - 46Pb - 4Ag 178
Примечание. Припои Sn - Ag применяют для пайки меди, никеля, медноникелевых спла-
вов, а припой Pb - Ag - при ремонте автомобильных кузовов.
СПИСОК ЛИТЕРАТУРЫ
1. Благородные металлы: Справочник. 2. Рытвин Е. И. Жаропрочность плати-
М.: Металлургия. 1984. С. 320. новых сплавов. М.: Металлургия. 1987. 300 с.
Раздел 9
ДРУГИЕ МЕТАЛЛЫ И СПЛАВЫ
Глава 9.1
ЦИРКОНИЙ И ЕГО СПЛАВЫ
Цирконий - химический элемент IV
группы Периодической системы элементов,
порядковый номер 40, атомная масса 91,22.
Природный цирконий состоит из изотопов:
90Zr (51,5 %); 917.г (П,2 %); 92Zr (17,1 %); 94Zr
(17,4 %); 96Zr (2,8 %). Известны радиоактив-
ные изотопы с массовыми числами 87, 89,
93 и 95 и периодами полураспада соответст-
венно - 1,6 ч, 78 ч, 4х104 лет и 65 суток.
Запасы циркония в земной коре доста-
точно велики -0,28 %. По распространенно-
сти в природе в виде различных минералов он
занимает одиннадцатое место среди элементов
Периодической системы. Наиболее распро-
страненными минералами циркония являются
баделеит (природная форма двуокиси цирко-
ния, содержащая 80 - 90 % ZrO2), циркон
(ZrSiO4 до 67 % ZrO2) и сложные цирконси-
ликаты. Редким цирконий считался долгое
время лишь потому, что не удавалось выде-
лить достаточно чистый и пластичный металл.
В природе цирконий содержит 1 - 3 % гаф-
ния, для отделения которого используются
специальные процессы.
Цирконий существует в двух аллотро-
пических модификациях: до температуры
862 °C — а-цирконий с гексагональной
плотно упакованной решеткой и периодами
а = 3,2317 А , с = 5,1476 А ; выше темпера-
туры 862 °C - р-цирконий с объемно-
центрированной кубической решеткой и пе-
риодом а = 3,59 А .
Фазовый переход имеет чрезвычайно
большое значение в технологии обработки
циркония и его сплавов, так как все основные
свойства изделий существенно зависят от
структуры металла.
Легирование циркония ниобием, железом,
хромом и большинством других элементов пони-
жает температуру аллотропического превращения.
Алюминий, олово, кислород повышают ее.
Теплофизические свойства циркония
даны в табл. 9.1.1.
9.1.1. Теплофизические свойства циркония
Свойство Значения
у, г/см3 6,51
7пл> °C 1855
Т’кип, °C 3577 - 3700
а-106 при 20 - 700 °C, К-1 4,9 - 6,0
X при 20 - 50 °C, Вт/м К 21
ср при 25 - 100 °C, Дж/кг-К 289
р-106, Ом см 39 - 45
а'Ю4 при 0 - 100 °C, К’1 44
jE' IO 5 при 20 °C, МПа 1
<?Ю"4, МПа 3,55
Температурный коэффициент линейного
расширения циркония сильно зависит от тек-
стуры образца, что объясняется резко выра-
женной анизотропией температурного коэф-
фициента линейного расширения по осям
монокристалла циркония.
Электрическое сопротивление в значи-
тельной степени определяется чистотой цир-
кония по примесям внедрения (кислороду,
азоту, углероду), возрастая практически ли-
нейно при увеличении их содержания.
Цирконий относится к парамагнетикам.
Значение атомной парамагнитной восприим-
чивости циркония равно 152,0-10-8
Цирконий и его сплавы обладают высо-
кими рентгенозащитными свойствами в ин-
тервале энергий у-квантов до 80 кэВ и могут
применяться в качестве защиты от рентгенов-
ского и у-излучений в медицине и других
областях техники.
Механические свойства циркония, как и
электрические характеристики, в значитель-
ной степени определяются чистотой, а также
видом технологической обработки. Чистый
726
Глава 9.1. ЦИРКОНИЙ И ЕГО СПЛАВЫ
Рис. 9.1.1. Кратковременные механические свойства
иодидного Zr
цирконий принадлежит к числу высокопла-
стичных и относительно малопрочных метал-
лов. При температуре 20 °C предел прочности
отожженного циркония 180 - 270 МПа, пре-
дел текучести 50 - 130 МПа при относитель-
ном удлинении 35 - 50 %. Разброс значений
объясняется различием в термической обра-
ботке и содержании примесей, главным обра-
зом кислорода, азота и углерода. Цирконий
способен к быстрому упрочнению под влияни-
ем малых пластических деформаций и незначи-
тельного содержания примесей. С повышением
температуры, близкой к аллотропическому
переходу, прочностные характеристики моно-
тонно снижаются, а пластичность повышается,
и при температуре выше перехода прочность
циркония совсем низкая (рис. 9.1.1).
Коррозионные свойства. Цирконий стоек
в большинстве минеральных и органических
кислот, сильных щелочах, некоторых рас-
плавленных солях, в воде и паре при высоких
температурах и давлениях. Цирконий не кор-
родирует в серной кислоте даже при темпера-
туре кипения, если ее концентрация не пре-
вышает 75 %. Технически чистый цирконий и
его сплавы имеют очень высокое сопротивле-
ние коррозионному растрескиванию под на-
пряжением в HNO3 при концентрациях до 70
% вплоть до температуры кипения. Его кор-
розионная стойкость намного лучше, чем
коррозионная стойкость нержавеющих сталей
особенно в окислительных средах. В отличие
от титана, цирконий не подвержен коррозии
в условиях постоянной конденсации паровой
фазы. Особо чистый цирконий обладает вы-
сокой коррозионной стойкостью в воде высо-
кой температуры, и любой легирующий эле-
мент или примесь только ухудшают его стой-
кость. Так, наличие весьма малого количества
примесей азота, углерода, титана, алюминия и
некоторых других элементов увеличивает ско-
рость коррозии циркония в воде, и в этом
случае необходимо легирование циркония
элементами, нейтрализующими вредное дей-
ствие указанных примесей. К таким элемен-
там относятся олово, ниобий, железо.
Поглощение цирконием водорода начи-
нается при нагреве выше 300 °C и сопровож-
дается потерей ковкости. Выдержка насы-
щенного водородом циркония в вакууме при
температуре выше 700 °C способствует удале-
нию растворенного в нем газа и восстанавли-
вает ковкость металла. Растворимость водоро-
да в a-модификации циркония значительно
меньше, чем в p-модификации и ограничива-
ется лишь 5 % (ат. доля) водорода. При пере-
ходе от а- к р-модификации происходит рез-
кое увеличение растворимости водорода.
Присутствие в цирконии кислорода,
входящего в твердый раствор, уменьшает объ-
ем поглощаемого водорода на величину при-
сутствующего объема кислорода.
Особенности работы с цирконием. Цир-
коний способен вступать в экзотермические
реакции с рядом элементов и соединений, что
вызывает определенную опасность работы с
ним. При 20 °C цирконий устойчив на возду-
хе. Компактный цирконий значительно более
устойчив, чем порошок, его можно нагревать
до высоких температур, он не воспламеняет-
ся. Сухой порошок циркония в зависимости
от размера частиц воспламеняется в интервале
температур 180 - 285 °C и самовозгорается со
взрывом при повышенной температуре в при-
сутствии влаги. Стружка и опилки циркония
легко загораются, и при их горении выделяет-
ся исключительно большое количество тепла.
При резании циркония и обработке на
токарных станках необходимо использовать
водоохлаждаемые эмульсии. При оценке воз-
можной опасности работы с цирконием ис-
ключительно важно учитывать физическое
состояние металла. Опасность воспламенения
или взрыва при работе с цирконием тем
больше, чем больше отношение поверхности
металла к его массе. При соприкосновении
циркония с большим объемом воды при вы-
сокой температуре имеется опасность взрыва
в результате выделения водорода. При 20 °C
выделение водорода незначительно и опас-
ность взрыва мала, если обеспечивается не-
прерывное удаление газа.
Цирконий обладает небольшой токсич-
ностью только в виде пыли или порошка.
Необходима личная защита при разработке
новых процессов с сильно пирофорным цир-
конием, особенно при обработке циркония и
его сплавов в азотной кислоте.
ЦИРКОНИЙ И ЕГО СПЛАВЫ
727
Цирконий в компактном состоянии при
температуре ниже 200 °C обладает высоким
сопротивлением коррозии на воздухе вследст-
вие образования на нем защитной пленки
оксидов. При более высоких температурах
цирконий способен адсорбировать оксиды, в
результате чего его активность резко возраста-
ет. Цирконий способен поглощать значитель-
ные количества кислорода и удерживать его в
твердом растворе свыше 40 % (ат. доля). Наи-
более благоприятным интервалом температур
для поглощения кислорода цирконием явля-
ется 1000 - 1600 °C. Плотность циркония при
содержании кислорода до 30 % (ат. доля) уве-
личивается с 6,541 для чистого циркония до
6,906 г/см3. Как и водород, кислород, раство-
ренный в цирконии, придает ему хрупкость, и
никакой обработкой не удается вернуть тако-
му цирконию ковкость.
Цирконий активно поглощает азот, осо-
бенно в интервале температур 1000 - 1600 °C,
а при содержании азота выше 20 % (ат. доля)
образует с ним нитриды.
Металлический цирконий получают
главным образом: магниетермическим спосо-
бом из тетрахлорида циркония (процесс
Кролля), электролизом расплавленных солей,
восстановлением тетрафторида циркония
кальцием. Однако для получения циркония
высокой чистоты его рафинируют иодидным
способом по реакции:
200 °C
Zr (тв. неоч.) + 212 -> Zrl^nap) ->
1300 °C
-> Zr (тв. чист.) + 21г(пар).
Химический состав и степень компакт-
ности металла зависят от способа его произ-
водства.
Цирконий и его сплавы применяют, в ос-
новном, для изготовления конструкционных
элементов активной зоны ядерных реакторов
на тепловых нейтронах, в которых в полной
мере используются специфические свойства
циркония и его сплавов: нейтронная прозрач-
ность, прочность, коррозионная и радиаци-
онная стойкость. Сечение поглощения тепло-
вых нейтронов циркония 1,810-29 м2, у стали,
для сравнения, (2,7 4- 2,9)-10-28 м2. Наиболее
ответственными деталями из циркониевых
сплавов активных зон реакторов являются
тонкостенные трубчатые оболочки тепловыде-
ляющих элементов и трубы технологических
каналов, работающие в очень сложных усло-
виях одновременного действия нейтронного
облучения теплоносителя, внутритвэльной
среды, температуры, напряжения и цикличе-
ского изменения этих условий.
В химическом машиностроении из цир-
кония изготовляют теплообменники, клапа-
ны, корпусы насосов, мешалки, трубы и дру-
гие детали, работающие в агрессивных ки-
слотных и щелочных средах.
В металлургии цирконий применяют для
легирования специальных сталей и сплавов
цветных металлов. Небольшое количество
циркония (0,35 %) повышает прочность и
свариваемость сталей. Присадка —0,1 % цир-
кония увеличивает сопротивление сжатию,
ударную вязкость и пластичность конструк-
ционных сталей, а присадка 1 - 10 % цирко-
ния - износоустойчивость быстрорежущей
стали, содержащей хром и вольфрам. Сплавы
никеля с кобальтом, содержащие до 20 %
циркония, являются кислотоупорными спла-
вами и заменителями быстрорежущей инст-
рументальной стали. Рассматривается исполь-
зование сплавов циркония в качестве плаки-
рующего материала на изделиях, работающих
в глубоких скважинах по добыче нефтяного
газа с высоким содержанием H2S. Сплавы
циркония имеют прекрасное сопротивление
общей коррозии в сульфидных растворах при
20 °C и температуре кипения.
Порошок циркония в смеси с окислите-
лями применяют в производстве боеприпасов
для изготовления бездымного пороха и в пи-
ротехнике для изготовления пирофорных
сплавов.
В электровакуумной технике цирконий
используют в качестве геттера, поглощающего
кислород, азот и водород. В фотографии цир-
кониевую фольгу применяют в качестве ис-
точника света в фотолампах-вспышках.
Изделия из циркония имеют высокие
декоративные качества, особенно по цвету,
включая любые тона и полутона спектра. На
поверхности изделий может быть сформиро-
вана оксидная пленка с высокой химической
стойкостью и антифрикционными свойствами
(HRC > 80). Благодаря этим качествам, цир-
коний применяется для изготовления товаров
народного потребления.
Однако основное потребление цирко-
ния - ядерная энергетика (до 90 %), и единст-
венным фактором, сдерживающим широкое
применение циркония в других областях,
является его относительно высокая стоимость,
обусловленная сложностью промышленной
технологии получения металла.
Промышленное производство циркония и
его сплавов начало развиваться сравнительно
недавно (~40 лет) в связи с появлением ядер-
ного реакторостроения. Ядерная энергетика
предъявляет жесткие требования к характери-
стикам циркониевых изделий, особенно обо-
лочечных и канальных труб, которые при
728
Глава 9.1. ЦИРКОНИЙ И ЕГО СПЛАВЫ
большой длине (до 4 - 8 м), различных диа-
метрах и толщине стенки, включая самые ма-
лые, должны обладать высокой точностью раз-
меров, гомогенностью структуры и другими
свойствами. К настоящему времени технология
производства циркониевых изделий, достаточ-
но устоявшаяся, практически одинакова для
разных изготовителей. Технологический про-
цесс производства изделий из сплавов цирко-
ния состоит из получения металлического цир-
кония, вакуумно-дуговой плавки и отливки
слитков, изготовления заготовок методами
горячей деформации (ковки), механической
обработки, горячего выдавливания (прессова-
ния), холодной деформации (прокатки, воло-
чения) в сочетании с промежуточной термооб-
работкой, травления или других отделочных
операций по обработке поверхности.
Цирконий весьма реакционноспособный
материал, поэтому плавка и термообработка
ведутся преимущественно в вакууме или в
атмосфере инертного газа. Дуговая плавка
ведется в медном водоохлаждаемом тигле в
печи с расходуемым электродом, который
должен быть достаточно плотным для умень-
шения потерь при прохождении электриче-
ского тока. В целях более полного удаления
примесей и получения однородного и плот-
ного слитка осуществляется двойной переплав
металла. Промышленностью освоена выплав-
ка слитков массой до 5 т и диаметром до
0,5 м. Основная проблема при этом способе
плавки - приготовление расходуемого элек-
трода, который получают прессованием с по-
следующим соединением брикетов спеканием
или сваркой. Для достижения большей степе-
ни очистки материалов от летучих примесей в
последнее время начали применять электрон-
но-лучевую плавку в сочетании с дуговой.
При горячей обработке сплавов цирко-
ния очень важно предотвратить газонасыще-
ние металла из атмосферы. Нагрев циркония
на воздухе приводит к насыщению поверхно-
сти кислородом и азотом, диффундирующих
затем в металл и снижающих вязкость метал-
ла. Горячая обработка (ковка) слитков обычно
ведется на прессах или молотах. Обработка
сплавов циркония не вызывает затруднений,
но начальные деформации должны быть не-
большими до разрушения литой структуры.
После ковки применяют закалку поковок в
воду с температуры —1050 °C для предотвра-
щения неоднородного выделения частиц вто-
рой фазы. В практике изготовления трубных
заготовок рядом изготовителей применяется
прошивка с получением полой заготовки.
Перед холодной обработкой общеприня-
то горячее выдавливание заготовок при изго-
товлении труб. К проблеме газонасыщения в
процессе выдавливания добавляется проблема
схватывания (налипания) металла на инстру-
мент. Обе проблемы решаются выдавливани-
ем циркониевых заготовок в оболочке из ме-
ди, латуни или мягкой стали. Известно ис-
пользование для этой цели расплавленного
стекла, действующего как мягкая смазка при
горячем выдавливании. Цирконий и его ма-
лолегированные сплавы достаточно пластич-
ны, чтобы без трещин выдерживать пластиче-
скую деформацию на холоде с уменьшением
сечения до 80 %.
Из циркония и его сплавов промышлен-
ностью изготовляют особо тонкостенные
трубки для оболочек твэлов длиной до 4,5 м,
диаметром 8-20 мм, с толщиной стенки
0,3 - 1,0 мм; тонкостенные трубы для техно-
логических каналов реакторов длиной до 8 м,
диаметром 80 - 130 мм с толщиной стенки
3-6 мм; прутки диаметром 8-20 мм и прут-
ки больших диаметров для массивных изде-
лий; листы толщиной 0,5 - 4 мм, листы и
ленты толщиной 0,3 - 1,5 мм, проволоку и
другие изделия. В зависимости от требований
к свойствам изделий подбираются соответст-
вующие параметры и режимы деформацион-
ной и термической обработки.
При термической обработке сплавов
циркония наиболее широко используются
такие виды обработки, как отжиг, закалка и
старение. Окончательная термообработка из-
делий проводится с учетом предшествующей
холодной деформации и предопределяет ме-
ханические свойства, ползучесть и коррози-
онные свойства. Изделия могут поставляться
в холоднодеформированном, отпущенном
(снятие напряжений), частично и полностью
рекристаллизованных состояниях. Для изде-
лий с высоким сопротивлением ползучести и
растрескиванию, длительно работающих под
напряжением, предпочтительно рекристалли-
зованное состояние. Отжиг изделий проводят
в высоком вакууме (остаточное давление не
выше 0,0133 Па), чтобы исключить газонасы-
щение поверхностных слоев и не ухудшить
свойства изделий, прежде всего, коррозион-
ные. В зависимости от сплава, содержания
примесей, степени предшествующей дефор-
мации и требований к изделиям режимы тер-
мообработки для каждого конкретного вари-
анта корректируются.
Отделка поверхности изделий, основная
цель которой - обеспечение необходимой
коррозионной стойкости и доводка размеров,
включает травление в кислотном растворе,
содержащем плавиковую и азотную кислоты,
и различного вида механическую обработку.
Цирконий и его сплавы обладают до-
вольно хорошей технологической свариваемо-
стью благодаря небольшому модулю упруго-
сти, малой теплопроводности и незначитель-
ЦИРКОНИЙ И ЕГО СПЛАВЫ
729
ной жидкотекучести при сравнительно невы-
соких температурах, узкому температурному
интервалу кристаллизации и хорошей раствори-
мости оксидов в металле. В то же время при
сварке циркония и его сплавов имеются трудно-
сти, связанные с подверженностью зон сварного
шва и термического влияния действию кислоро-
да, азота, водорода и других газов, значительно
ухудшающих качество сварных швов.
Применяются следующие методы сварки
и пайки сплавов циркония: дуговая неплавя-
шимся электродом, электронно-лучевая,
диффузионная, контактно-стыковая, сопро-
тивлением, сварка трением. Дуговая сварка
циркония осуществляется в закрытых камерах
со строгим регулированием состава газа после
создания вакуума и заполнения камеры очи-
щенным аргоном или гелием. Большое вни-
мание при сварке деталей из сплавов цирко-
ния уделяется предотвращению ускоренной
коррозии сварных швов и зон термовлияния.
На коррозионную стойкость сварных
зон оказывают воздействие химический состав
материала шва и его структура, а также за-
грязнения. Степень влияния этих факторов
зависит от состава сплава и термообработки.
Коррозионная стойкость сплавов типа цирка-
лой, легированных оловом, мало зависит от
термообработки. У сплавов с 1,0 и 2,5 % нио-
бия, коррозия которых существенно зависит
от термообработки, наилучшая коррозионная
стойкость сварных соединений обеспечивает-
ся ускоренным охлаждением с температуры
сварки и последующим длительным отжигом
при температуре существования a-фазы. Од-
ним из наиболее важных факторов, снижаю-
щих коррозионную стойкость сварных швов,
является их загрязнение из-за наличия возду-
ха в защитной атмосфере.
Коррозионная стойкость сварных швов в
большой степени определяется и качеством
очистки свариваемых поверхностей перед свар-
кой. Одним из перспективных методов сварки
сплавов циркония является электронно-лучевая
сварка, при которой электронный луч может
быть сфокусирован до диаметра 0,1 - 0,2 мм,
что позволяет получать узкие сварные швы
большой глубины без существенной усадки или
коробления деталей, уменьшить структурные
изменения, избежать появления трещин, уса-
дочных раковин и уменьшить загрязнение
сварного шва. Современный уровень развития
вакуумной техники позволяет в значительной
степени реализовать преимущества этой свар-
ки. Одним из недостатков электронно-лучевой
сварки сплавов циркония является повышен-
ная пористость сварного шва, особенно в тех
случаях, когда отношение высоты шва к его
ширине является большим.
В ряде конструкций используются со-
единения циркония с нержавеющей сталью.
Различие физических, механических и техно-
логических свойств сплавов циркония и стали
вызывают определенные трудности при их
соединении, поэтому иногда соединения осу-
ществляются механическими способами. Та-
кие соединения удовлетворительно работают
при температуре 200 - 250 °C, однако даль-
нейшее повышение температуры и давления
иногда приводит к разгерметизации и разру-
шению соединений. Наиболее перспективны-
ми способами соединения циркония со ста-
лью являются совместное прессование и
диффузионная сварка.
Современная технология производства
циркониевых изделий достаточно стабильна.
Международным эталоном требований на
циркониевую продукцию для ядерной энерге-
тики являются условия, разработанные Аме-
риканским обществом по испытанию мате-
риалов (ASTM). Опыт эксплуатации изделий
из сплавов циркония в ядерной энергетике
показал достаточно высокую их надежность, о
чем свидетельствует практическое отсутствие
аварийных повреждений циркониевых ком-
понентов реакторов.
Легирование циркония осуществляется с
целью получения требуемых свойств изделий
для конкретных конструкций и условий экс-
плуатации. Основными требованиями, предъ-
являемыми к циркониевым изделиям, явля-
ются требования по механическим и коррози-
онным свойствам. Для изделий активных зон
реакторов, работающих на тепловых нейтро-
нах, имеются ограничения по сечению захвата
нейтронов, что существенно ограничивает
число легирующих элементов для создания
сплавов на основе циркония.
Имеются двух- и многокомпонентные
сплавы циркония. Построено около 60 би-
нарных диаграмм состояния и более 100 углов
многокомпонентных систем циркония с раз-
личными элементами Периодической табли-
цы. Легирование циркония с образованием
твердорастворных композиций, гетерогенных
смесей, упорядоченных твердых растворов, в
том числе легирование элементами, стабили-
зирующими твердые растворы и способст-
вующими дисперсному упрочнению, позволя-
ет получать циркониевые сплавы, по жаро-
прочности не уступающие нержавеющим ста-
лям.
Вследствие электроположительной при-
роды циркония его сплавы с более высоким
содержанием ряда компонентов почти всегда
характеризуются хрупкими, коррозионно-
нестойкими промежуточными фазами. В
сплавах с электроотрицательными компонен-
тами (Si, N, С, О, В) или элементами VIII
730
Глава 9.1. ЦИРКОНИЙ И ЕГО СПЛАВЫ
Рис. 9.1.2. Двойные фазовые диаграммы циркониевых сплавов,
содержащие 100 - 90 % (ат. доля) циркония при температурах 775 - 975 °C:
(цифры (в %) на диаграммах показывают различия атомных размеров.
Значения под диаграммами соответствуют увеличению поперечного сечения
поглощения тепловых нейтронов (Ес,см-1) на 1 % легирующего элемента)
группы Периодической системы (Со, Ni, Pt)
эти фазы особенно устойчивы. Гораздо менее
устойчивы они в сплавах с Cu, Ag или Au и
отсутствуют в сплавах с элементами IVA
группы. Фазовые взаимоотношения циркония
с элементами иллюстрируются частичными
фазовыми диаграммами, размещенными в
соответствии с положением компонентов
сплава в периодической системе (рис. 9.1.2).
Большинство элементов характеризуются ог-
раниченной, изменяющейся с температурой
растворимостью в цирконии (за исключением
Ti и Hf) и образуют с ним химические соеди-
нения.
Легирование циркония проводилось, в
основном, при разработке сплавов для атом-
ной энергетики, в первую очередь для оболо-
чек тепловыделяющих элементов и труб тех-
нологических каналов, наиболее ответствен-
ных деталей активных зон реакторов. Разра-
ботана большая группа коррозионностойких и
жаропрочных сплавов циркония, однако про-
мышленное использование нашли только
некоторые из них. Это бинарные сплавы цир-
кония с ниобием и многокомпонентные спла-
вы с оловом и небольшими добавками Fe, Сг
и Ni, коррозионностойкие в воде и пароводя-
ной смеси при температуре до 360 °C, успеш-
но эксплуатирующиеся в реакторах типа
ВВЭР (водоводяной энергетический реактор)
и РБМК (реактор большой мощности кипя-
щий). Основные рабочие характеристики этих
сплавов практически одинаковы, однако в
специфических условиях эксплуатации от-
дельных реакторных установок коррозия
сплавов несколько различается, что обуслов-
лено природой сплавов и особенностями
структуры изделий. На базе этих сплавов соз-
дана группа перспективных сплавов с более
высокими сопротивлением коррозии и де-
формированию в условиях нейтронного поля
(табл. 9.1.2, рис. 9.1.3).
Рис. 9.1.3. Деформация ползучести (е, %) при 330 °C и
о = 130 МПа сплавов циркония, в нейтронном поле:
1 - сплав Э110 ( О2 < 0,1 %);
2-сплав ЭНО (О2~ 0,13 %);
3 - сплав циркалой-4; 4 - сплав Э635
ЦИРКОНИЙ И ЕГО СПЛАВЫ
731
9.1.2. Промышленные сплавы циркония и их механические свойства
Сплав (страна) Легирующие элементы, % Механические свойства в холоднодеформирован- ном и отожженном состояниях при температуре
20 °C 300 °C
Nb Sn Fe Cr Ni ов, МПа ст0,2, МПа 8, % о'в, МПа °0,2, МПа 8, %
ЭНО (Россия) 0,9-1,1 - - 310 180 41 220 140 42
Э125 (Россия) 2,3-2,7 - - 550 340 32 340 220 30
Э635 (Россия) 0,9-1,1 1,0-1,5 0,3-0,5 - 520 353 20,5 320 210 22
Циркалой-2 (США) - 1,2-1,7 0,12-0,18 0,05-0,15 0,05 500 310 23 250 140 42
Циркалой-4 (США) - 1,2-1,7 0,18-0,24 0,07-0,13 0,007 510 300 15 250 130 38
Зирло (США) 1,0 1,0 0,1-0,2 - - - - - - - -
9.1.3. Механические свойства жаропрочных сплавов циркония
Состав сплава, % Свойства при растяжении Ползучесть
Г, °C ств, МПа 6, % Г, °C ст, МПа е, ч’1
Zr + 1,5А1 20 680 18 565 173 1,810"2
Zr + 3,0 Al 20 850 14 500 312 7,5 10"4
Zr + 1,5 Al + l,5Mo 20 845 8 565 173 1,3 ю-2
Zr + 1,5 Al + 1,5 Sn + 1,5 Mo 20 880 10 565 173 1,5-10-2
Zr + 3,0 Al + 1,5 Sn + 0,5 Mo 565 485 30 565 173 7,0-10-3
Zr + 2,0 Sn + 2,0 Mo 500 685 - 500 97 < 1,81О-3
Наилучшими антикоррозионными свой-
ствами в большинстве коррозионных сред
обладают сплавы циркония с равновесными
гетерогенными высокодисперсными структу-
рами. Высокая коррозионная стойкость цир-
кония в перегретом до температуры 500 °C
водяном паре обеспечивается легированием
железом, хромом, медью, как правило в
многокомпонентных системах.
Антикоррозионные сплавы относятся к
сплавам умеренной прочности. Наибольшее
упрочнение достигается в дисперсионно-
твердеющих сплавах, легированных AI, Sn,
Nb, Мо (рис. 9.1.4, табл. 9.1.3)
Высокая прочность сплавов с Nb и Мо,
имеющих относительно высокую раствори-
мость в p-цирконии, может быть достигнута
за счет мартенситного превращения. Этот
метод упрочнения реализован в сплавах с
2,5 % Nb и в сплаве Ц2М (Zr + 0,6 % Си +
+ 0,8 % Мо), коррозионностойком в углеки-
слом газе при температуре до 500 °C. Легиро-
вание указанными выше элементами позволя-
ет получать жаропрочные сплавы циркония,
не уступающие в ряде случаев жаропрочным
сталям.
732
Глава 9.1. ЦИРКОНИЙ И ЕГО СПЛАВЫ
Рис. 9.1.4. Влияние легирующих элементов на механические свойства двойных сплавов циркония при 20 и 500 °C
Упрочнение сплавов за счет дисперси-
онного твердения более эффективно, чем
упрочнение при легировании твердого рас-
твора, и меньше зависит от температуры.
Наибольший эффект упрочнения обеспечива-
ется сочетанием всех указанных механизмов.
Жаропрочность сплавов циркония может
быть достигнута также легированием оксида-
ми редкоземельных элементов, обладающими
высокой термической устойчивостью.
Учеными Канады создана композиция
циркония с алюминием, основанная на упоря-
доченном твердом растворе Zr^Al (с 8,97 % А1)
и обладающая достаточно удовлетворитель-
ными коррозионными свойствами в воде при
высокой температуре. Сплавы с массовым
содержанием алюминия 7 - 9,5 % имеют вы-
сокое сопротивление ползучести. При 400 °C
и напряжении о = 200 МПа скорость ползу-
чести этого сплава, по крайней мере, в 100
раз ниже, чем у бинарного сплава с 2,5 %
ниобия, подвергнутого холодной обработке.
Предел прочности сплава при 300 °C состав-
ляет 870 - 1150 МПа, и высокая прочность
сохраняется до 600 °C. Получение этого спла-
ва требует специальных технологических
приемов, и отклонение от заданного состава
приводит либо к охрупчиванию, когда содер-
жание алюминия превышает 9 %, либо к сни-
жению коррозионной стойкости в воде, когда
алюминия менее 7 %.
Упрочнение сплавов циркония достига-
ется также холодным деформированием. Од-
нако, как и для нелегированного циркония,
прочность холоднодеформированных сплавов
снижается в результате последующих нагре-
вов. Интенсивное снижение предела текуче-
сти деформированных материалов начинается
после отжига при температуре 400 - 450 °C.
Рекристаллизация структуры сплавов, как
правило, происходит после отжига при темпе-
ратуре 550 - 580 °C. Закалка с температуры
существования p-фазы сплавов типа циркалой
не оказывает заметного влияния на проч-
ность, поэтому такой вид обработки для спла-
вов типа циркалой до сих пор не нашел прак-
тического применения. Однако закалка полу-
фабрикатов сплавов типа циркалой из р-
области перед холодной деформацией повы-
шает коррозионную стойкость изделий вслед-
ствие диспергирования и более равномерного
распределения интерметаллических частиц.
Сплавы, содержащие ниобий, в том
числе бинарные, имеют иной характер зави-
симости механических свойств от термообра-
ботки. Прочность этих сплавов может быть
существенно повышена закалкой с после-
дующим старением. Степень упрочнения при
этом определяется режимами закалки и по-
следующего старения (температура, скорость
охлаждения). Максимальное упрочнение
сплавов достигается после закалки от темпе-
ратуры 760 - 780 °C, что связано с появлением
в структуре сплавов со-фазы, резко снижающей
пластичность. Эффект закалки от температуры
выше 800 °C тем выше, чем больше скорость
ЦИРКОНИЙ И ЕГО СПЛАВЫ
733
охлаждения, и обусловлен особенностями
протекания мартенситного превращения.
Эффект старения, в частности, сплава с
2,5 % Nb, в процессе которого происходит
распад пересыщенного твердого раствора,
тесно связан с температурой предшествующей
закалки. Проведение холодной деформации
после закалки перед старением обеспечивает
получение более высокой прочности по срав-
нению с достигнутым только после закалки и
старения. Закалка из p-фазы существенно
повышает сопротивление ползучести сплава с
2,5 % Nb (табл. 9.1.4)
Для изделий сплава циркония с 2,5 %
Nb, работающих в активных зонах атомных
реакторов, закалку с температуры выше
900 °C не используют из-за резкого увеличе-
ния размера зерна в структуре металла и вы-
званного этим охрупчивания под облучением.
Разработанные композиции жаропроч-
ных сплавов имеют пониженную коррозион-
ную стойкость в воде и водяном паре при
температуре выше 270 °C. Применение их для
сред, содержащих воду, возможно с плакиро-
ванием поверхности слоем из жаростойкого
циркониевого сплава.
Антикоррозионное легирование циркония
проводится на основе определенных теорети-
ческих представлений о механизме коррозии
циркония, согласно которым коррозия осу-
ществляется путем диффузии ионов кислоро-
да из окружающей среды по анионным вакан-
сиям сквозь толщу оксидной пленки на гра-
ницу раздела металл - оксид, где идет процесс
нарастания пленки. Легирующие элементы,
входящие в оксидную пленку и повышающие
в ней концентрацию электронов, уменьшают
содержание в пленке анионных вакансий, т.е.
замедляют коррозию (рис. 9.1.5). Основными
легирующими элементами, обеспечивающими
коррозионную стойкость сплавам в высоко-
температурной воде, являются Sn, Nb и Fe.
Различное комбинирование этих элементов с
суммарным содержанием в сплаве не более
3,0 % (мае. доля) обеспечивает сплаву высо-
кую коррозионную стойкость. Для коррози-
онностойких сплавов, используемых в паре
или газовых смесях, перегретых до температу-
ры 500 °C, основными легирующими элемен-
тами являются Fe, Сг и Си в количествах по
0,5 - 1,5 %.
9.1.4. Механические свойства сплава Э125
Состояние Свойства при растяжении Ползучесть
20°С 300 °C т, °C ст, МПа е, ч-1
ов, МПа Сто,2» МПа 8, % стВ| МПа Сто,2^4 Па 8, %
Отжиг 750 °C 450 280 22 270 150 37' 400 200 42,2 IO 4
Закалка с 860 °C 550 380 12,5 435 330 14 400 200 5,2-10"5
Закалка с 860 °C + + старение 500 °C, 24 ч 600 510 13 430 360 14,5 400 200 5,1 10’5
о)
Рис. 9.1.5. Влияние легирующих элементов на коррозию циркония:
а - в воде; б - в паре
О 0.5 1.0 1.5 2.0 2.5
Мас. Золя. %
S)
734
Глава 9.1. ЦИРКОНИЙ И ЕГО СПЛАВЫ
Сплавы циркония, помимо равномерной
коррозии с образованием плотной или рых-
лой оксидной пленки, подвержены очаговой
коррозии, преимущественно в кипящих сре-
дах, а также в среде теплоносителя с высоким
содержанием кислорода при достаточно высо-
ких нейтронных потоках.
Важной коррозионной характеристикой
сплавов циркония, наряду с окислением, яв-
ляется гидрирование в результате поглощения
водорода в процессе взаимодействия с окру-
жающей средой. Растворимость водорода в
цирконии и его сплавах при 20 °C весьма
ничтожна (< 0,0011 %). При повышении тем-
пературы растворимость водорода увеличива-
ется и при температуре 300 - 350 °C в разных
сплавах она достигает 0,02 - 0,045 %.
Количество накапливающегося в цирко-
ниевых изделиях водорода зависит от условий
работы изделий. Наиболее опасно наводоро-
живание для изделий, работающих в условиях
градиентов температуры и напряжения и
имеющих тонкое сечение. Избыток нераство-
ренного водорода присутствует в структуре
изделий в виде гидрида, охрупчивающего
материал и действующего как трещины, осо-
бенно при низкой температуре. Пластичность
гидридов увеличивается при нагреве до тем-
пературы выше 60 °C. Чем пластичнее матри-
ца сплава, тем меньше вероятность распро-
странения трещин от гидридов.
Легирование циркония оказывает суще-
ственное влияние на поглощение водорода
(рис. 9.1.6). Особенностью гидрированных
изделий из сплавов циркония является на-
правленное залегание гидридов в структуре
изделий, оказывающее существенное влияние
на вязкость разрушения.
Рис. 9.1.6. Влияние легирующих элементов
на поглощение водорода цирконием при коррозии
в воде 60 °C в течение 575 дней
Рис. 9.1.7. Изменение пластичности труб
из сплава Н-1 (при испытании
внутренним давлением) от
ориентации гидридов Fn
СПИСОК ЛИТЕРАТУРЫ
735
Опасным является совпадение ориента-
ции гидридов с направлением действия на-
пряжений при эксплуатации. В трубах, рабо-
тающих под внутренним давлением, недопус-
тима радиальная или близкая к ней ориента-
ция гидридов (рис. 9.1.7). Для предотвраще-
ния неблагоприятной ориентации гидридов,
связанной с кристаллографической текстурой
изделий, разработаны специальные техноло-
гические приемы при холодной обработке
давлением. Наличие текстуры оказывает су-
щественное влияние на многие физико-
механические свойства изделий из циркония
и сплавов. Как следствие текстурирован ности
в изделиях могут наблюдаться значительные
различия механических свойств, сопротивле-
ния ползучести и разрушению в различных
направлениях.
Изделия из сплавов циркония, рабо-
тающие в условиях нейтронного поля, испы-
тывают сильное воздействие облучения. Дей-
ствие облучения на механические свойства
циркония и его сплавов в известной степени
аналогично эффекту холодной деформации.
Наиболее чувствителен к облучению предел
текучести сплавов, но при потоке тепловых
нейтронов -5-1019 нейтрон/см2 происходит на-
сыщение. Наибольшим изменениям при не-
больших дозах облучения подвержены ото-
жженные материалы; изменение предела те-
кучести уменьшается при увеличении степени
холодной деформации. Одновременно с уве-
личением прочности под действием облуче-
ния происходит снижение пластичности, для
которой также наступает насыщение с увели-
чением нейтронной дозы. Однако облученные
сплавы циркония, как правило, остаются дос-
таточно вязкими.
Послерадиационный отжиг при темпера-
туре 300 - 400 °C почти полностью восстанав-
ливает исходные свойства сплавов. Нейтрон-
ное облучение заметно изменяет свойства
сплавов циркония только при температуре
облучения до 350 - 380 °C. При более высо-
кой температуре, наряду с действием облуче-
ния, происходит термическое снятие радиа-
ционного наклепа, что и приводит к сохране-
нию исходных свойств материалов.
Другим наиболее заметным проявлением
действия нейтронного облучения является ра-
диационный рост циркониевых изделий, вы-
званный анизотропностью их состояния. Наи-
более заметный радиационный рост (РР) изде-
лий происходит при облучении флюенсом вы-
ше 1•1022 нейтронов на 1см2 Наиболее дейст-
венным методом для уменьшения радиацион-
ного роста является легирование (рис. 9.1.8).
Рис. 9.1.8. Зависимость деформации радиационного
роста отожженных циркониевых сплавов от флюенса
нейтронов. Облучение при температуре 330 - 350 °C:
1 - сплав Zr-lNb; 2 - сплав Zr-lNb-lSn-0,5Fe;
3, 4- сплав Zr-lFe-lCr-0,4W, размер
интерметаллидов соответственно < Змкм и < 1 мкм
Ресурс работы циркониевых изделий
может ограничиваться преждевременным из-
носом и повреждением в результате трения
при относительно небольшом колебательном
движении контактирующих деталей. Относи-
тельное перемещение поверхностей может
быть очень малым, однако достаточным для
возникновения так называемой фреттинг-
коррозии. В реакторах с водяным охлаждением
этот вид коррозии является одной из причин
преждевременного разрушения твэлов с цир-
кониевыми оболочками. Наиболее подверже-
ны фретгинг-коррозии места контакта цирко-
ниевых изделий с коррозионностойкой ста-
лью под влиянием турбулентности потока и
пульсации давления жидкой коррозионной
среды. Истирание может вызвать появление
сквозного дефекта. Борьба с этим видом по-
вреждений осуществляется разработкой более
совершенных конструкций и изменением
режимов эксплуатации изделий.
СПИСОК ЛИТЕРАТУРЫ
1. Дуглас Д. Металловедение циркония:
Пер. с англ. М.: Атомиздат, 1975. 360 с.
2. Займовский А. С., Никулина А. В., Ре-
шетников Н. Г., Циркониевые сплавы в атомной
энергетике. М.: Энергоатомиздат. 1994. 253 с.
3. Ластман Б., Керзе Ф. Металлургия
циркония: Пер. с англ. М.: Изд-во иностр,
лит., 1959. 415 с.
4. Миллер Г. Цирконий: Пер. с англ. М.:
Изд-во иностр, лит., 1955. 255 с.
5. Парфенов Б. Г., Герасимов В. В., Ве-
недиктова Г. И. Коррозия циркония и его
сплавов. М.: Атомиздат, 1967. 246 с.
6. Ривкин Е. Ю., Родченков Б. С., Фила-
тов В. М. Прочность сплавов циркония. М.:
Атомиздат, 1974. 232 с.
7. Решетников Н. Г. и др. Разработка
производства ядерного топлива, конструкци-
онных материалов и тепловыделяющихся
элементов для атомных и энергетических ус-
тановок. М., 1955, кн. I, 315 с.
736
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
Глава 9.2
ПОЛУПРОВОДНИКОВЫЕ
МАТЕРИАЛЫ
Общая характеристика, свойства, марки-
ровка. К полупроводниковым материалам
(ППМ) или полупроводникам (ПП) относятся
материалы, обладающие так называемыми по-
лупроводниковыми свойствами, т.е. способно-
стью сильно изменять свои характеристики под
влиянием незначительных внешних воздейст-
вий (температуры, давления, освещения, элек-
трических и магнитных полей и др.). ПП ис-
пользуются в качестве активных элементов
различных твердотельных электронных прибо-
ров, микросхем и других устройств.
По характеру структуры ПП разделяются
на кристаллические (ПК) и некристалличе-
ские (аморфные), а по составу на простые
(элементарные) и сложные (неорганические и
органические химические соединения и твер-
дые растворы простых и сложных ПП).
Органические ПП, например, антрацен, по-
лиакрилнитрил, индиго и другие, обладают ря-
дом ценных ПП свойств, например высокой
стойкостью к радиации. Однако, они не способ-
ны работать при повышенных температурах и не
пригодны для многих электронных приборов,
что сильно ограничивает их применение.
Некристаллические неорганические ПП, в
первую очередь, стеклообразные (например, Se),
халькогенидные соединения (например, GeSe),
твердые растворы халькогенидных соединений
(например, St^Sj-HgO-St^Oj), многокомпонент-
ные соединения (например, CdGeAs2) и другие,
находят пока ограниченное применение.
Аморфные ПП (a-Si и a-Ge), особенно
гидрогенизированные (a-Si:H и другие), ши-
роко применяют для изготовления солнечных
батарей. Полупроводниковыми свойствами
обладают также ферриты (смеси РегОз с окси-
дами других металлов, например, PbFenO^),
сегнетоэлектрики (например, КЫЬОз) и пьезо-
электрики (например, BaTiOj).
Основными ПП электронной техники яв-
ляются кристаллические неорганические веще
ства. К ним относятся, как элементы, так и хи-
мические соединения. Они могут иметь различ-
ную кристаллическую структуру (алмаза, сфале-
рита, вюрцита и др.) но, в большинстве случаев,
удовлетворяют правилу: четыре свободных элек-
трона валентности на один атом ПП. Удовлетво-
ряющие этому правилу первые ПП - Si и Ge
имеют структуру алмаза. Поэтому и другие ана-
логичные ПП стали называть алмазоподобными.
Из числа простых в электронной техни-
ке нашли широкое применение Si и Ge, и
старейший ПП - Se.
Сложные алмазоподобные ПП получили
название соединений типа А1!^1, AHIBV, AnBVI
и др. К ним относятся также подчиняющиеся
"четырехэлетронному правилу" многокомпо-
нентные соединения, например, AUB1VC2V
(CdSnAs2). Строчными латинскими буквами в
них обозначаются химические элементы,
верхние индексы (римские цифры) обознача-
ют номера групп Периодической системы
элементов, а нижние (арабские цифры) - сте-
хиометрические коэффициенты.
Бинарные соединения обычно называют
по наименованию того компонента соедине-
ния, у которого металлические свойства вы-
ражены слабее (например, InP называют
фосфидом индия, ZnS - сульфидом цинка и
т.д.). Расширение свойств ПП достигается
образованием твердых растворов замещения
между различными ПП. Например, твердый
раствор между Si и Ge выражают формулой
SixGej_x, а между InP и GaAs - In^Gai.^ASyPi.^,
в которой нижними индексами, прописными
буквами латинского алфавита обозначают
атомную долю элемента в твердом растворе.
В науке и технике в той или иной фор-
ме применяют практически все известные
ПП, число которых перевалило за 10 000.
Однако, массовое применение в современной
электронике нашли только Si и Ge и некото-
рые соединения типа An,Bv. Свойства важ-
нейших ПП приведены в табл. 9.2.1.
Будучи чувствительными к слабым
внешним воздействиям ПП значительно из-
меняют свои свойства под действием мель-
чайших количеств примесей (которые также
9.2.1. Основные свойства неорганических кристаллических полупроводников
Полупро- водники Гпл, °C (давление пара компо- нентов) Тип крис- талли- ческой • структуры Постоян- ная решет- ки, нм Y, г/см3 Ширина запрещенной зоны, эВ Подвижность носителей заряда, см2/(Вс)
электронов дырок
Элементы: Si Ge Те Se 1417 937 452 221 Алмаза То же Тригона- льная Гексаго- нальная 0,543072 0,565754 а = 0,446 с = 0,593 а = Ь = 0,436 2,33 5,33 6,00^ 4,81 1,15 0,74 0,33 - 0,37 1,79 1450 3800 1800 480 1800 700 1
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
737
Продолжение табл. 9.2.1
Полупро- водники Тпл> °C (давление пара компо- нентов) Тип крис- талли- ческой структуры Постоян- ная решет- ки, нм г, г/см3 Ширина запрещенной зоны, эВ Подвижность носителей заряда, см2/(Вс)
электронов дырок
Соединения типа AIVBIV:
SiC 3100 (при 3,0 МПа Si) - Сфале- рита 0,4359 3,16 2,8 100 200
Гексаго- нальная а = 0,3080 Ь = 1,1511 3,16 2,8 100 200
типа AinBv:
GaP 1470 (при 3,5 МПа Р) Сфале- рита 0,5447 4,13 2,26 300 100
GaAs 1238 (при 0,1 МПа As) То же 0,56354 5,31 1,43 8500 450
GaSb 706 II 0,609593 5,61 0,81 5000 1000
InP 1062 (при 2,8 МПа Р) 1» 0,5873 4,78 1,35 4800 650
InAs 943 (при 0,03 МПа As) Сфале- рита 0,605838 5,66 0,35 35 000 200
InSb 525 То же 0,647962 5,78 0,18 8000 1,2 Ю6 *2 750 9,ПО3 *2
типа AnBVI:
InS 1830 н 0,541 4,09 3,68 140 —
CdS 1740 II 0,582 4,82 2,42 300 —
CdSe 1347 II 0,605 5,81 1,85 500 —
CdTe 1092 II 0,6482 5,85 1,50 4 104 *2 3,8-104 *2
HgTe 670 (при 1,5 МПа Hg) II 0,6463 8,07 0,15 — —
ZnSe 1427 II 0,5668 5,26 2,80 250 15
ZnTe 1239 II 0,6103 5,63 2,25 100 100
типа A1VBVI:
PbS 1114 Куби- ческая 0,5935 7,60 0,60 600 800
PbSe 1081 То же 0,6125 8,27 0,55 ЗЮ4 *2 З Ю4 *2
SnSe 880 Ортором- бическая а = 4,46 £ = 4,14 с= 11,47 6,18 0,90 — 7 103 *2
PbTe 924 Куби- ческая 0,6403 8,24 0,60 300 300
SnTe *1 * 805 То же 0,6327 6,44 0,18 — 1 103 *2
** Аморфная модификация.
*2 При 77 °К.
!4 Зак. 225
738
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
вводят и намеренно для легирования с целью
создания требуемых свойств). Поэтому ПП
относят к классу особо чистых (ОСЧ) ве-
ществ, содержание лимитируемых примесей в
которых не более 10-6 - 10-7 %, а сумма ос-
тальных примесей не более 10-3 - 10-4 %. По-
лучение таких веществ осуществляют в сте-
рильных условиях, в специально оборудован-
ных помещениях, с использованием высоко-
чистых основных (металлы, неметаллы и ПП)
и вспомогательных (реактивы, газы и др.)
материалов. Персонал такого производства
должен быть одет в специальную технологи-
ческую одежду и подчиняться особым прави-
лам поведения, например, исключается при-
менение косметики.
Несмотря на высокую степень чистоты,
поступившие в ПП производство материалы и
изделия подвергают дополнительной обработ-
ке. Основные материалы подвергают раскалы-
ванию или расплавлению с разливкой на
порции нужной массы и очищают от поверх-
ностных оксидов и загрязнений фильтрацией,
травлением и термовакуумной обработкой. На
операциях промывки ПП сырья и подготовки
реагентов используют деионизованную воду,
приготовляемую непосредственно перед упот-
реблением. Тщательной диффузионной и ка-
талитической очистке подвергают основной
технологический газ ПП производства - Н2.
Дополнительной очистке подвергают также и
другие газы - N2, Аг.
Кварцевые изделия (тигли, лодочки, ре-
акторы) травят и прокаливают в вакууме.
Изготовленные из блоков высокочистого гра-
фита контейнеры, тигли, лодочки и нагрева-
тели прокаливают в вакууме отдельно или
непосредственно перед процессом в установ-
ке. Для повышения плотности графита,
уменьшения его пористости, способствующей
адсорбции газов из атмосферы, графит уплот-
няют пироуглеродом. Уплотнение достигают
отжигом графитовых изделий в атмосфере
углеродсодержащих газов, например СН4.
Используемый в технологии ПП соединений
флюс В2О3 прокаливают в вакууме и до упот-
ребления хранят в вакуумированной упаковке.
Аналогичной обработке подвергают и другие
материалы и изделия, используемые в ПП
производстве.
Из-за специфики параметров ПП их
маркировка отличается от маркировки ОСЧ
веществ. Единая система маркировки ПП в
настоящее время отсутствует. Марки наиболее
распространенных ПП, как правило, содержат
буквенные индексы русским алфавитом, обо-
значающие название ПП, тип электропроводи-
мости, легирующую смесь, метод получения и
т.п. (табл. 9.2.2). Цифрами в маркировке обо-
значают удельное электрическое сопротивле-
ние, концентрацию носителей заряда и т.п.
Производство ПП. Конечным продуктом
металлургического производства ПП является
подложка - пластина толщиной до 1 мм, одна
или обе стороны которой шлифованы и поли-
рованы. Поэтому технологическая цепочка
получения ПП подложек состоит из переделов:
1) получение высокочистого ПК;
2) выращивание монокристаллов (МК) и
резка его на пластины;
3) шлифование и полирование пластин.
9.2.2. Примеры обозначений в маркировке полупроводников
Марка Описание
ГПЗ-1 Г - Ge; П - полупроводник кристаллический; 3 - зонноочищенный; 1 - первая марка
КЭФ-20-6-бк2 К - Si; Э - электронного типа электропроводимости; Ф - Р; 20 - номинал электросопротивления, Ом см; 6 - группа марок; остальные буквы - дополнительные параметры качества: б - номинальный диа- метр 78,5 мм; к2 - отклонение диаметра калиброванного слитка ± 0,1 мм
БКЭ2А Б - бестигельная зонная плавка (БЗП); К - Si; Э - электронного типа электропроводимости; 2А - группа марок
КМД-5 К - Si, производимый из моносилана (М), Д - дырочного типа элек- тропроводимости; 5 - пятая марка
АГчТ-30-l 21018 АГ - AsGa; Т - Те; 30 - номинальный диаметр, мм; 1 - первая марка; 21018 - концентрация носителей заряда, атом/см3
АГН-2 АГ - AsGa; Н - направленная кристаллизация; 2 -вторая марка
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
739
Получение высокочистого ПК. Первый
передел для Si состоит в размоле исходного
металлургического Si в порошок, хлорирова-
ние его в псевдоожиженном слое газообраз-
ным НО с образованием трихлорсилана:
Si + ЗНО SiHCl3 + Н2. (9.2.1)
Полученный SiHCl3 подвергают глубо-
кой очистке методом ректификации и подают
в реактор водородного восстановления (рис.
9.2.1), в котором на нагретых кремниевых
стержнях-основах реакция (9.2.1) протекает в
обратном направлении. Выделяющийся Si оса-
ждается на стержнях-основах, диаметр которых
увеличивается в ходе процесса от начальных
6 мм до 100 - 150 мм. Полученный таким
образом ПК Si имеет удельное электросопро-
тивление свыше 5000 Омсм, определяемое
одной из главных остаточных примесей - В.
Наиболее чистый ПК Si с электросопро-
тивлением свыше 8000 Ом см получают мето-
дом термического разложения моносилана:
SiH4 Si + 2Н2. (9.2.2)
Рис. 9.2.1. Схема реактора водородного
восстановления SiHCI3 и термического разложения
Sil^ для получения ПК Si:
1 - металлический водоохлаждаемый колпак;
2 - кремниевый стержень-основа;
3 и 4 - патрубки для ввода в реактор и вывода из него
парогазовой смеси; 5 - водоохлаждаемый поддон;
6 - водоохлаждаемый токоподвод; 7 - смотровое окно
Его проводят в тех же реакторах, какие
используют для водородного восстановления
SiHCl3. В другом варианте, SiH4 подают в
реактор псевдоожиженного слоя, содержащего
заправочные частицы Si. Это дает возмож-
ность получать конечный продукт в виде гра-
нул диаметром —1,5 мм. Такой материал удо-
бен для подпитки тигля с расплавом на опе-
рации выращивания МК Si методом Чохраль-
ского.
Синтез SiH4 проводят различными мето-
дами, например, разложением силицида маг-
ния (II) MgSi2 хлоридом аммония NH4C1:
MgSi2 + 4 NH4C1 = SiH4 + 2 MgCl2 + 4NH3.
(9.2.3)
Существуют и другие методы синтеза
SiH4.
Получение ПК Ge осуществляют по
схеме, отличной от применяемой при получе-
нии ПК Si, что объясняется иным характером
исходного сырья. Германий принадлежит к
числу рассеянных элементов, присутствующих
в малых количествах во многих веществах.
При их переработке Ge концентрируется в
отходах. Поэтому основным источником Ge
служат отходы крупнотоннажных произ-
водств: металлургического, коксохимического,
газового, энергетического и электронного. В
данных производствах Ge накапливается в
пыле, кеках, золе,. надсмольных водах и др.
В электронном производстве источником Ge
являются отходы в виде брака пластин из гер-
мания, травильных растворов и шламов,
шлифпорошков от резки и абразивной обра-
ботки пластин, а также бракованные приборы.
Сырье, содержащее Ge в окисленной
форме в виде GeO2, сначала хлорируют в
водном растворе посредством НС1, переводя
его в хлорид германия (IV) GeCl4:
GeO2 + 4НС1 GeCl4 + 2Н2О. (9.2.4)
Отходы элементарного Ge хлорируют
сухим С12:
Ge + 2С12 = GeCl4. (9.2.5)
Полученный GeCl4 подвергают экстрак-
ционной и ректификационной очистке. Затем
высокочистый GeCl4 гидролизуют, вливая
тонкой струей в деионизованную воду при
непрерывном перемешивании:
GeCl4 (ж) + 2Н2О(ж) GeO2 (т) +4НС1(ж).
(9.2.6)
Образующуюся в результате этой опера-
ции пульпу фильтруют и сушат. Сухой GeO2
насыпают в графитовые лодочки, которые
пропускают в потоке Н2 через трубчатую
24*
740
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
электропечь. При прохождении через нее
GeO2 восстанавливается:
GeO2 + Н2 = Ge + 2Н2О. (9.2.7)
При выходе из печи водородного вос-
становления лодочки с элементарным Ge
подвергают направленной кристаллизации
или зонной плавке с целью повышения его
чистоты. Нагрев расплава осуществляют тока-
ми высокой частоты ВЧ, обеспечивающими
хорошее перемешивание расплава и высокую
эффективность кристаллизационной очистки.
Товарный ПК Ge имеет при температуре 77 К
электросопротивление свыше 30 Омсм и
концентрацию носителей заряда не выше
11012 атом/см3, что свидетельствует об общем
содержании примесей не более 10-8 %.
ПК ПП соединения получают синтезом
исходных компонентов, взятых в элементар-
ной форме:
хАп + уВт + zC* +... = А" В™ С * ...,
(9.2.8)
где п, т, к - номера групп Периодической
системы элементов, х, у, z - стехиометриче-
ские коэффициенты.
Входящие в состав соединения компо-
ненты могут обладать различным давлением
пара в точке плавления соединения (см. табл.
9.2.1). Если у летучего компонента оно неве-
лико, менее 10"2 МПа, то соединение слабо
разлагается при плавлении, как это имеет
место, например, у InSb или GfiSb. Если оно
велико и составляет более 10-2 МПа, то со-
единение сильно разлагается при плавлении,
как это имеет место у GaAs, у которого дав-
ление пара As ~10-1 МПа.
Неразлагающиеся ПП соединения могут
быть синтезированы сплавлением исходных
компонентов, взятых в стехиометрическом
отношении. Разлагающиеся ПП соединения с
относительно невысоким давлением пара в
точке плавления соединения также могут
быть синтезированы сплавлением исходных
компонентов, проводимом в квазигерметич-
ном сосуде или тигле под слоем инертного
флюса. Таким в технологии ПП соединений
является оксид бора (III) В20з> Такими же
способами синтезируют и ПП соединения,
обладающие высоким давлением пара лету-
чего компонента в точке плавления, напри-
мер, GaAs, у которого давление пара As в
точке плавления соединения составляет около
0,1 МПа. В этом случае реактор или тигель с
флюсом для синтеза GaAs помещают в авто-
клав, в котором создают давление инертного
газа, например, Ах — 5 МПа.
ПП соединения, у которых летучий
компонент в точке плавления соединения
имеет очень высокое давление пара, напри-
мер, Р у InP или GaP (см. табл. 9.2.1) синте-
зируют взаимодействием пара летучего ком-
понента с расплавом нелетучего. Такой синтез
проводят в герметичных или квазигерметич-
ных реакторах (рис. 9.2.2), помещаемых в
электропечи с несколькими зонами темпера-
туры. В зоне с высокой температурой, не-
сколько превышающей точку плавления син-
тезируемого соединения, находится лодочка с
нелетучим металлическим компонентом (In
или Ga) соединения. В зоне с низкой темпе-
ратурой помещают конденсат летучего ком-
понента (As или Р), нагревом которого до
требуемой температуры создают в реакторе
необходимое давление пара летучего компо-
нента. Например, для создания равновесного
для стехиометрического состава расплава
GaAs давления пара As, равного 0,1 МПа,
необходимо поддерживать конденсат As при
610 - 625 °C.
Рис. 9.2.2. Схемы герметичных (а) и квазигерметичных
(б) реакторов, применяемых для синтеза разлагающих-
ся ПП соединений AniBv и их направленной кристал-
лизации, и распределение температуры по длине реак-
торов (в); стрелкой показано направление движения в
процессе направленной кристаллизации расплава:
1 - нагреватель зоны конденсата 7 (As или Р);
2 - нагреватель лодочки 3 с расплавом (Gs или In);
4 - монокристаллическая затравка;
5 - кварцевый реактор; 6 - экран из пористого
огнеупорного материала, например, кварцевой ваты;
8 и 10 - притертые пробки из графита или кварца;
9 - гидравлический затвор, заполненный легкоплав-
ким металлом или флюсом
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
741
При синтезе разлагающихся ПП соеди-
нений с умеренным давлением пара летучего
компонента до 10-1 МПа, помещенный в
электропечь реактор может находиться на
воздухе. При более высоких давлениях пара
летучего компонента реактор вместе с элек-
тропечью помещают в автоклав, в котором
создают давление инертного газа порядка 5 -
7 МПа.
После выдержки расплава под требуе-
мым давлением пара летучего компонента в
течение требуемого времени, расплав синте-
зированного соединения кристаллизуют.
Лучшие результаты дает направленная кри-
сталлизация, осуществляемая, например, для
горизонтальных реакторов путем перемеще-
ния лодочки с расплавом с заданной скоро-
стью из горячей в холодную зону печи (см.
рис. 9.2.2, б). Направленная кристаллизация
синтезированного расплава ПП соединения
повышает его чистоту и стехиометричность
(соответствие состава формульному) вследст-
вие оттеснения избытка легкоплавкого метал-
лического компонента соединения в конеч-
ную часть слитка.
Получение монокристаллов. Второй пере-
дел ПП производства - выращивание совер-
шенных, с минимальным количеством струк-
турных дефектов МК, имеющих заданные
электронные свойства.
ПК ПП находят в электронной технике
ограниченное применение: для термоэлемен-
тов, солнечных батарей со средним значением
КПД, некоторых датчиков, например, датчи-
ков Холла и др. Однако, подавляющее число
ПП приборов требует ПП с МК структурой.
МК ПП могут быть выращены из твер-
дой фазы процессом рекристаллизации, паро-
вой или газовой фаз, и из жидкой фазы -
расплава. Последний вариант, благодаря вы-
сокой производительности и возможности
получения крупных МК (сейчас в промыш-
ленных масштабах выращивают МК Si диа-
метром 250 мм и массой свыше 150 кг), стал
основным в технологии ППМ.
В процессе роста кристалла, при отводе
тепла от фронта кристаллизации (рис. 9.2.3)
кристалл перемещается по градиенту темпера-
туры, слева направо. Для этого необходимо,
чтобы примыкающий к фронту кристаллиза-
ции расплав был переохлажден относительно
точки плавления кристалла. У чистых металлов
и ПП переохлаждение может достигать значи-
тельных величин например, у Ge до 70 °C.
Кроме того, необходимо, чтобы количество
тепла, отводимого от фронта кристаллизации,
было равно сумме количества тепла, посту-
пающего к нему из расплава и выделяющего-
ся на фронте кристаллизации в результате
образования твердой фазы (скрытая теплота
плавления). При движении фронта кристал-
лизации на его поверхности образуется обо-
гащенный примесью содержащейся в распла-
ве диффузионный слой. Из него примесь
диффузии поступает в основной объем кри-
сталлизуемого расплава.
Выращивание кристаллов из расплава
используется не только для получения круп-
ных объемных МК. Оно применяется также и
для очистки кристаллических веществ от
примесей и для равномерного легирования
МК по длине требуемыми легирующими
примесями, имеющими заданную концентра-
цию. В этих случаях используют наблюдае-
мый эффект перераспределения примесей по
длине выращенного кристалла. Примеси, по-
нижающие точку плавления кристалла, т.е.
имеющие коэффициент распределения мень-
ше единицы (к < 1):
к = N/C , (9.2.9)
где N - концентрация примеси в кристалле;
С - то же в расплаве, атом/см3, скапливаются в
конечной части кристалла. Наоборот, примеси
с к > 1, повышающие точку плавления кри-
сталла, скапливаются в начальной его части.
Большинство примесей в ПП имеют к < 1.
Выращивание монокристаллов ППМ
проводят методами направленной кристалли-
зации расплава (рис. 9.2.4). Наибольшее при-
менение в технологии ПП нашел метод Чох-
ральского (рис. 9.2.4, в, г), горзонтальной
направленной кристаллизации (рис. 9.2.4, б,
автор - русский ученый И. Ф. Пономарев) и
вертикальной бестигельной зонной плавки
(БЗП) (рис. 9.2.4, д), разработанной амери-
канскими учеными Кеком и Голэем.
Рис. 9.2.3. Схема направленной
кристаллизации расплава при неподвижном 1 и
подвижном 2 фронте кристаллизации (ФК):
Q - отвод тепла от кристалла и расплава;
Тпл - температура плавления кристалла; 7ф к - темпе-
ратура на фронте кристаллизации; ДТ - переохлажде-
ние расплава; Дх - толщина диффузионного слоя
742
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
Рис. 9.2.4. Методы направленной кристаллизации, применяемые для очистки ПП и выращивания МК
(стрелками показано направление тепла Q от фронта кристаллизации по кристаллу и возрастание температуры 7):
а, б - соответственно вертикальный (по Бриджмену) и горизонтальный методы;
в, г - соответственно варианты метода Чохральского: ординарный и жидкостной герметизации расплава;
д,е- соответственно вертикальный бестигельный (БЗП) и горизонтальный контейнерный методы зонной плавки;
1 - нагреватель резистивный или ВЧ; 2 - контейнер (а), тигель (в, г), лодочка (б, е); 3 - кристаллизуемый рас-
плав; 4 - выросший, перекристаллизованный и подпитывающий кристаллы; Ид - начальный объем расплава;
V - объем закристаллизованной части расплава выросшего кристалла; х - координата положения фронта кри-
сталлизации от начала кристалла; I - длина расплавленной зоны; L - общая длина кристалла-слитка
Самым распространенным методом вы-
ращивания МК ПП является метод Чохраль-
ского. Этим методом в ординарном варианте
получают 80 % МК Si и 100 % GaSb. В вари-
анте метода жидкостной герметизации рас-
плава, в котром МК выращивают из под слоя
флюса В2О3, покрывающего расплав разла-
гающегося ПП соединения (см. рис. 9.2.4, г),
выращивают 100 % InP, InAs и GaP. Исклю-
чение составляет GaAs, у которого значитель-
ную часть МК выращивают методом горизон-
тальной направленной кристаллизации (рис.
9.2.4, б) и InSb, часть МК которого выращи-
вают методом горизонтальной многопроход-
ной зонной плавки (рис. 9.2.4, е) в ходе очи-
стки исходного соединения.
Так же, как и операцию синтеза, выра-
щивание МК разлагающихся ПП соединений,
имеющих высокое давление пара летучего
компонента (InP, GaP), проводят в автокла-
вах. Поэтому все установки для выращивания
МК ПП подразделяют на установки обычного
давления (до 0,1 МПа) и высокого давления
(> 0,1 - 10 МПа).
Современные промышленные установки
для выращивания МК ПП представляют
крупногабаритные агрегаты (высотой до 6 м и
более).
Как правило, все современные установ-
ки для выращивания МК ПП снабжены теле-
визионными системами, позволяющими на-
блюдать за ростом МК по установленному на
пульте управления монитору. Это дает воз-
можность своевременно обнаруживать на его
поверхности дефекты, позволяющие судить о
нарушениях структуры МК, что требует
сплавления выращенной части МК и повто-
рения его роста заново.
Получение МК ПП с заданными элек-
тронными параметрами осуществляют легиро-
ванием первоначально чистого исходного
материала, содержащего минимальное коли-
чество неконтролируемых примесей. Такими
примесями являются, например, О и С в Si,
О и Si в GaAs. Концентрация их в подлежа-
щем легированию материале должна быть, по
крайней мере, на порядок меньше концен-
трации вводимой легирующей примеси. В
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
743
противном случае, результат легирования
может быть неопределенным.
Введение в процессе легирования в МК
элементарного ПП (Si, Ge) атома примеси
П1-й группы Периодической системы элемен-
тов (В, Al, Ga и др.) приводит к захвату элек-
трона из одной из четырех ковалентных тет-
раэдрических связей полупроводника. В ре-
зультате в разорванной связи образуется дыр-
ка, становящаяся носителем положительного
заряда, и ПП приобретает дырочную электро-
проводимость. Примеси, создающие такую
электропроводимость, называют акцепторны-
ми. В ПП соединениях AinBv такими приме-
сями будут элементы П-й группы Периодиче-
ской системы элементов (Zn, Cd, Mg и др.).
Атом примеси V-й группы Периодической
системы элементов (Р, As, Sb и др.) в элемен-
тарных ПП, наоборот, будет отдавать лишний
электрон, оставшийся после образования четы-
рехвалентных связей. В результате ПП приоб-
ретает электронный тип электропроводимости,
а создавшую ее примесь называют донорной.
В ПП соединениях AinBv таким примесями
будут элементы VI-й группы Периодической
системы элементов, (S, Se, Те и др.).
Концентрацию носителей заряда, возни-
кающую при введении в ПП простых леги-
рующих примесей, определяющих его элек-
тронные параметры, в первую очередь удель-
ное электросопротивление (рис. 9.2.5) рассчи-
тывают по уравнению
л,р = 1/(ецр), (9.2.10)
где е = 1,6-10”19 Кл - заряд электрона; ц -
подвижный носитель заряда, см2/(В с); р -
удельное электросопротивление, Ом см. Для
простых доноров и акцепторов концентрация
носителей заряда п, р приравнивается кон-
центрации донорных или акцепторных при-
месей N(n, еу атом/см3.
njj'Ctr3
Рис. 9.2.5. Зависимость удельного электросопротивления наиболее распространенных ППМ при 27 °C
от концентрации носителей заряда:
1 - р - GaAs; 2 - п - GaP; 3 - р - Si; 4 - п - Si; 5 - р - Ge; 6 - п - Ge; 7 - п - GaAs
744
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
Легирование ПП обычно осуществляют
введением в расплав ПП легирующих приме-
си в элементарной форме. Однако введение
малых количеств легирующей примеси, ино-
гда выражаемых миллиграммами, в большой
объем расплава ПП, часто имеющего высокую
температуру, сопряжено со значительными
потерями примеси за счет испарения и окисле-
ния. Поэтому легирование расплавов ПП чаще
проводят с помощью лигатур, содержащих из-
вестное количество легирующей примеси.
Лигатуры - сильно легированные приме-
сью ПП в форме ПК или МК. Иногда в каче-
стве лигатур применяют химические соедине-
ния легирующей примеси с элементарными
ПП (например, фосфид кремния SiP в случае
легирования Si примесью Р) или нелетучим
компонентом ПП соединения (например,
сульфид галлия GaS в случае легирования
GaP примесью S).
Расчет массы легирующей примеси
Мпр, г, вводимой в расплав ПП для созда-
ния в выращенном из него МК требуемой
концентрации доноров или акцепторов, про-
водят по уравнению
Мпр - ....., (9.2.11)
6,022 IO23 Ay р (1 - г|)
в котором Лпр - атомная масса примеси, а&м;
Л/р - масса расплава (шихты), г; ур - плот-
ность расплава ПП, г/см3; к - коэффициент
распределения; л - доля потерь легирующей
примеси от первоначальной ее массы из-за
окисления и испарения, включая неучтенные
потери.
Помимо расчета концентрации носите-
лей заряда в см3 (см. уравнение 9.2.8) или, что
то же самое, концентрации атомов легирую-
щей примеси в атом/см3, возникает необхо-
димость проведения других расчетов, связан-
ных со взаимным пересчетом концентраций,
выраженных различным образом. Так, связь
между концентрацией компонента А в ком-
поненте В уд выраженная в % или хд в
атом/моль, и N% в атом/см3 представляется
уравнением
У а или 4 = , (9.2.12)
где ^(с) - концентрация собственных ато-
мов в компоненте В, атом/см3. В свою оче-
редь
NB(C) = 6,022 АО23 у В/АВ , (9.2.13)
где у g - плотность компонента или соедине-
ния В, г/см3; А - атомная или мольная масса
компонента В, аем. Связь между концентра-
цией компонента А в компоненте В - тд,
выраженная в % и N%, выраженная в
атом/см3, описывается уравнением
= 6,022 1021 ув/Ал). (9.2.14)
Наиболее важные электронные свойства
ПП определяются концентрацией содержа-
щихся в них легирующих примесей. Различие
концентрации примеси в отдельных участках
МК приводит к различию свойств, а следова-
тельно и параметров изготовленной из этого
МК ПП партии приборов и микросхем. По-
этому полученные МК ПП с однородным
распределением в их объеме легирующих
примесей представляет одну из важнейших
задач технологии ППМ.
В кристаллах, выращенных методами
направленной кристаллизации, примеси на-
капливаются в одном из его концов. Так как
большинство применяемых легирующих при-
месей имеет к < 1, то накопление примеси
обычно происходит в конечной части кри-
сталла. Этому способствует также уменьшение
объема кристаллизуемого расплава по мере
выращивания из него кристалла, имеющее
место в большинстве методов направленной
кристаллизации (см. рис. 9.2.4, а - г), за ис-
ключением методов зонной плавки (см. рис.
9.2.4, д, е), где объем кристаллизуемого распла-
ва в ходе процесса сохраняется постоянным.
Поэтому основным методом выращива-
ния однородно легированных по длине МК
ПП является подпитка кристаллизуемого рас-
плава твердым (рис. 9.2.6, а, б, е) или жидким
(рис. 9.2.6, в, г) материалом. Это позволяет
сохранить постоянной концентрацию приме-
си в расплаве С = const, что в соответствии с
уравнением (9.2.9) обеспечивает постоянство
концентрации легирующей примеси в выра-
щиваемом кристалле N = const.
В случае использования летучей леги-
рующей примеси, например, As в Si, возмож-
но сохранение постоянства концентрации
легирующей примеси в расплаве и без под-
питки за счет испарения примеси расплава,
компенсирующего ее накопление (рис. 9.2.6,
д, е). В этом случае подбирают такие условия
проведения кристаллизационного процесса,
чтобы количество оттесняемой в расплаве
примеси с к < 1 равнялось ее количеству,
испаряющемуся с поверхности расплава (рис.
9.2.6, д).
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
745
Рис. 9.2.6. Основные варианты подпитки кристаллизуемого расплава твердой (а, б),
жидкой (в, г) и газообразной (д, е) фазами:
1 - подпитывающий кристалл; 2 - дополнительный нагреватель подпитывающего кристалла;
3 - тигель; 4 - выращиваемый кристалл; 5 - кристаллизуемый рабочий расплав; 6 - основной нагреватель;
7 - плавающий тигель; 8 - капиллярный канал; 9 - рабочий тигель двойного тигля 10
Большинство методов, в которых ис-
пользуется подпитка кристаллизуемого рас-
плава, по своему аппаратному оформлению
представляют различные варианты метода
Чохральского (рис. 9.2.6, а, в, г) и зонной
плавки (рис. 9.2.6, д, ё). При выращивании
этими методами однородно легированных по
длине МК ПП кристаллизационный процесс
проводят в стационарных условиях, т.е. при
постоянных скоростях кристаллизации и вра-
щения МК (в методе Чохральского) и посто-
янном объеме кристаллизуемого расплава.
В результате тепловые условия роста МК в
течение всего кристаллизационного процесса
сохраняются постоянными, что способствует
получению МК с совершенной структурой.
Основная технологическая причина, вы-
зывающая неоднородное распределение при-
меси по поперечному сечению МК, состоит в
неоднородном характере гидродинамических
потоков расплава, омывающем плоскость
фронта кристаллизации.
Периодические автоколебания темпера-
туры в объеме кристаллизуемого расплава,
находящегося, в среднем, при постоянной
температуре (рис. 9.2.7, а - I), вызывают коле-
бания положения фронта кристаллизации.
При внезапном понижении температуры рас-
плава фронт кристаллизации скачком про-
двигается в область расплава, захватывая
обогащенной примесью диффузионный слой.
В результате возникает периодическая неод-
нородность распределения примеси, следстви-
ем которой является неоднородность физиче-
ских свойств МК ПП (рис. 9.2.8). Существуют
и другие причины периодической неоднород-
ности распределения примеси, крайне неже-
лательной для ППМ, предназначенных для
изготовления микросхем.
Подавление периодической неоднород-
ности осуществляют различными способами.
Один из них - уменьшение объема кристалли-
зуемого расплава.
746
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
Рис. 9.2.7. Колебания температуры в расплаве (а),
из которого методом Чохральского выращивают МК
GaAs, и микроструктура (б) его продольного сечения
до (участок I) и после (участок II) наложения
на расплав магнитного поля с индукцией 0,125 Тл
р, иной
0,006
0,005
I I
0,004
23,6 23,8 24,0 L,mm
Рис. 9.2.8. Изменение электросопротивления
по длине легированного Sb монокристалла Ge
В последние годы все возрастающее
применение для получения однородно леги-
рованных МК Si находит трансмутационное
легирование, чаще называемое радиацион-
ным. Оно заключается в облучении чистого
нелегированного МК Si, полученного мето-
дом БЗП, потоком медленных тепловых ней-
тронов. Это приводит к превращению атомов
Si ПП в атомы легирующего Р.
Содержащиеся в МК структурные дефек-
ты ухудшают параметры изготовленных из него
приборов. Поэтому, помимо получения МК с
равномерным распределением по объему леги-
рующих примесей, другой важной задачей тех-
нологии ППМ является выращивание их в
виде совершенных МК, с определенной кри-
сталлографической ориентацией и минималь-
ным количеством структурных дефектов.
При выращивании МК в заранее опре-
деленных условиях такой грубый дефект
структуры, как границы зерен, возникает при
значительных нарушениях технологического
режима. К ним относятся: большое (> 1°)
отклонение кристаллографической ориента-
ции затравки от заданной; рост МК по плос-
кости, отличной от заданной (для соединений
AmBv, обладающих полярной структурой); пре-
вышение концентрации легирующей примеси в
расплаве сверх допустимой [> 1 ат. доля, %];
наличие в расплаве посторонних частиц и
включений (кусочки кварца, графита и т.п.)
или тугоплавких соединений, образовавшихся
при приготовлении расплава ПП (оксиды,
карбида и другие тугоплавкие соединения), а
также грубые нарушения скоростных и тем-
пературных режимов процесса.
МК рост часто нарушается появлением
двойниковой границы (двойника). Основны-
ми причинами двойникования МК ПП явля-
ются локальные напряжения, вызываемые
попаданием постороннего включения на бо-
ковые грани и поверхность растущего МК,
резким изменением его диаметра или скачко-
образным изменением температуры. Повы-
шенной склонностью к двойникованию обла-
дают ПП соединения AH1BV, особенно индие-
вые (InAs и InP).
Другой распространенный в ПП струк-
турный дефект - дислокации, образующиеся в
МК ПП под действием термоупругих напря-
жений (касательных напряжений в плоскости
скольжения). Они возникают из-за различия
размеров отдельных слоев МК, находящихся
при разных температурах (рис. 9.2.9, а). В
слое, расположенном перпендикулярно оси
•роста МК, находящегося под действием осе-
вого градиента температуры (Т2 - 7i)/7]’, для
полного снятия термоупругих напряжений е,
необходимо устранить разность диаметров
ДЛ = - D2 нижней и верхней D2 частей
слоя. Для этого в нем должно возникнуть
определенное количество дислокаций (рис.
9.2.9, б). Оно будет определяться не только
диаметром МК, но и градиентом температу-
ры, а также физическими свойствами мате-
риала МК: температурным коэффициентом
линейного расширения, модулем сдвига и др.
Интенсивная генерация дислокаций
происходит в том момент, когда термоупругие
напряжения в МК, находящемся в той облас-
ти температур, где протекает его пластическая
деформация (в общем случае от 0,75 до
1,0 Тпл), превзойдут характерное для ПП кри-
тическое напряжение образования дислока-
ций ткр . Этот параметр для ПП различен.
Самое высокое значение он имеет для Si
[(90 4- 150) 10-4 Па], что позволяет выращивать
бездислокационные МК с плотностью дисло-
каций менее 10 см"2 диаметром свыше 250 мм.
ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
747
Рис. 9.2.9. Схема искажения кристаллической решетки
МК, выращиваемого методом Чохральского,
под действием осевого градиента температуры
(Ti - Т\)/Т\ (а) и снятие термоупругих напряжений т
путем возникновения краевых дислокаций (б):
1 - фронт кристаллизации; 2 - вертикальный
ряд атомов; 3 - направление вытягивания МК;
4- краевая дислокация; - соответственно
температура нижней и верхней частей слоя МК;
D\, D}- соответственно диаметр нижней и
верхней частей слоя МК
Таким образом, основной способ умень-
шения плотности дислокаций состоит в пони-
жении уровня термоупругих напряжений.
В некоторых случаях дислокации обра-
зуют в растущем МК ПП устойчивые дисло-
кационные стенки - так называемые малоуг-
ловые границы.
Другим дефектом структуры, также об-
разованным скоплением дислокаций, являет-
ся мозаичная структура, возникающая в ре-
зультате перестройки тонкой ячеистой суб-
структуры в более грубую. Обычно мозаичная
структура возникает в МК ПП, имеющих
высокую плотность дислокаций (~ 105 см'2).
Как правило, мозаичная структура представ-
ляет скопление микро- и макроблоков, вытя-
нутых вдоль оси роста МК. Причиной образо-
вания мозаичной структуры является высокая,
близкая к предплавильным, температура не
только вблизи фронта кристаллизации, но и
на некотором удалении от него.
В МК ПП помимо плоскостных (грани-
цы зерен), линейных (дислокации) и объемных
(мозаичная структура) всегда присутствует
большое количество различных точечных де-
фектов. Это примесные и собственные межу-
зельные атомы, вакансии и т.д. Объединяясь с
другими дефектами, в том числе примесями,
они образуют сложные и крупные по размеру
дефекты, называемые кластерами.
Особенно ярко проявляются микроде-
фекты в бездислокационных МК Si. Они
представляют скопления собственных межу-
зельнных атомов или дислокационных петель.
Наблюдаемые в бездислокационных МК Si
кластеры представляют ассоциаты примесей
или их соединений (например, SiC или SiO2),
образующиеся в результате выделения приме-
сей из пересыщенных твердых растворов в
МК ПП в момент его охлаждения.
Для исключения образования микроде-
фектов в бездислокационных МК Si умень-
шают содержание в расплаве примесей О2 и
С. С целью понижения концентрации приме-
си О2 процесс выращивания МК ведут в ат-
мосфере чистого Н2, а иногда вводят приме-
си, имеющие большое сродство к О2, напри-
мер Hf. Важным условием предотвращения
возникновения микродефектов является вы-
бор оптимальной скорости охлаждения МК с
момента образования его из расплава.
Изготовление подложек является третьим
переделом ПП производства. Сначала МК
подвергают калибровке. Она необходима для
придания им строго цилиндрической формы
и стандартного диаметра (76, 100, 125, 150 мм
и т.д.). Калибровку проводят наружным шли-
фованием алмазными кругами на металличе-
ской связке в несколько проходов.
Затем на МК шлифованием делают ба-
зовый и дополнительный срезы. Первый не-
обходим для ориентации подложек на опера-
циях фотолитографии. Дополнительные мар-
кировочные срезы делают на МК для иденти-
фикации пластин ПП различных марок и
имеющих различную кристаллографическую
ориентацию. Срезы делают на плоскодово-
дочных станках с использованием абразивных
суспензий на основе порошков SiCn ВС круп-
ностью 20 - 40 мкм. После шлифования базо-
вых и дополнительных срезов МК ПП под-
вергают химическому травлению.
Более прогрессивными методами марки-
ровки пластин является нанесение на край
пластины в области базового среза штрихо-
вого или цифрового кодов с помощью лазера.
Операцию резки слитков ППМ на пла-
стины проводят алмазными кругами с наруж-
ной или внутренней режущей кромками,
стальными полотнами с добавлением абразива
или штрипсами - стальными лентами, на одну
из кромок которых нанесен порошок абрази-
ва,’ или бесконечными алмазными ленточны-
ми пилами. Однако основным методом резки
МК ПП на пластины является резка алмаз-
ным кругом с внутренней режущей кромкой.
Он обладает большой производительностью и
обеспечивает йысокое качество поверхности
пластин.
Полученные после резки МК пластины
ПП направляют на операцию снятия фаски
или скругление краев. Фаска на пластине
уменьшает опасность появления сколов и
трещин на ее кромке при транспортировке в
потоке приборного производства. Особенно
велика опасность возникновения сколов и
трещин у пластин большого диаметра. Фаску
снимают шлифованием алмазным кругом на
специализированных станках.
748
Глава 9.2. ПОЛУПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
Пластина ПП после резки не обладает
требуемой толщиной, формой и глубиной
нарушенного поверхностного слоя. Для ис-
правления имеющихся на пластине дефектов
ее подвергают абразивной обработке, являю-
щейся в технологии подложек промежуточной
операцией.
В зависимости от характера используе-
мого абразива, шлифование подразделяется на
операции, проводимые связанным (абразив-
ным инструментом) и свободным (абразивны-
ми суспензиями) абразивом. Шлифование
связанным абразивом (рис. 9.2.10) является
высокоточным и производительным процес-
сом. Оно состоит в обработке поверхности
пластины ПП алмазными шлифовальными
кругами.
Шлифование пластин свободным абрази-
вом обеспечивает однородную матовую струк-
туру поверхности. Эту обработку проводят в
вариантах одностороннего (рис. 9.2.11, а) и
двухстороннего (рис. 9.2.11, б) шлифования.
Последнее более производительно и обеспе-
чивает лучшее качество пластин.
Заключительной операцией технологии
изготовления пластин является полирование.
Оно обеспечивает получение поверхности с
минимальной глубиной нарушенного слоя. В
зависимости от характера воздействия поли-
рующих веществ на поверхность ПП разли-
чают полирование механическое, химико-
механическое и химическое. Предварительное
(механическое) полирование выполняют на
станках, аналогичных используемым для
шлифования, но с кругами, обтянутыми зам-
шей, войлоком, фетром. В качестве поли-
рующих веществ используют алмазные пасты
и суспензии.
Химико-механическое полирование про-
водят с использованием, как абразивных, так
и безабразивных составов. В первом случае,
это суспензии, содержащие оксиды (IV) Si, Zr
и Ti, оксид (III) Al, алмазные пасты и т.п.
Химически активной средой в суспензиях
служат щелочные и кислотные растворы. Без-
абразивные суспензии представляют раствор
гипохлорита натрия NaOCl в воде, Вг в мен-
толе СН3ОН и других спиртах.
Рис. 9.2.10. Схема шлифования пластин ПП:
а - врезное шлифование с принудительной подачей
инструмента; б - торцевое шлифование с
гравитационной подачей инструмента;
1 - алмазный шлифовальный круг;
2 - обрабатываемая пластина;
h - фиксированная глубина резания; Н\ - толщина
материала, удаляемого на первой стадии шлифования
Рис. 9.2.11. Поперечный разрез полирующих узлов станков для одностороннего (а) и
двухстороннего (б) шлифования пластин ПП свободным образом:
7 - дозатор абразивной суспензии; 2 - груз; 3 - шлифовальная головка; 4 - обрабатываемая пластина;
5 - шлифовальное устройство; 6 - периферийное зубчатое колесо;
7 - отверстие для подачи абразивной суспензии;
8 - центральный вал с закрепленной на нем шестерней;
9; 10 - зубчатый сепаратор с отверстием для помещения обрабатываемой пластины
СПИСОК ЛИТЕРАТУРЫ
749
Химическое полирование проводят по-
гружением пластин ПП в полирующий трави-
тель. Для травления Si и Ge используют ши-
рокую гамму травителей состава HNO3 : HF:
: СН3СООН с различным соотношением ком-
понентов. Травители для ПП соединений
AH1BV отличаются разнообразием компонен-
тов. Так, зеркальную поверхность GaAs полу-
чают, применяя травители состава H2SO4:
: Н2О2 : Н2О =(3 + 18) : 1: 1. Для многих ПП
соединений AinBv хорошие результаты дает
травление растворами Вг в СН3ОН, в ацетоне
и других растворителях.
Параметры изготовленных подложек
должны удовлетворять следующим требовани-
ям (табл. 9.2.3).
9.2.3. Параметры подложек ППМ
Параметр Диаметр, мм
76 100 125 150
Допуск на диаметр, мм ±0,5
Толщина, мкм 380 525 1 625 1 675
Допуск на толщину, мкм ±25
Длина базового среза, мм 22 32,5 42,5 50
Допуск на длину базового среза, мм ± 3 ±2,5 ±2,5 ± 3
Длина дополнительного среза, мм 11 18 17,5 20
Допуск на длину дополнительного среза, мм ± 1,5 ± 2,0 ± 2,5 ±2,5
Отклонение от плоскости, мкм 7 7 5 5
Отклонение от параллельности сторон, мкм 10 13 15 18
Прогиб, мкм 30 38 51 60
Число рисок, шт 3
Суммарная длина рисок, мм 19 1 25 1 31 38
Число частиц загрязнений на пластине, шт 10
Отклонение ориентации, ° ± 1
СПИСОК ЛИТЕРАТУРЫ
1. Девятых Г. Г., Еллиев Ю. А. Глубокая
очистка веществ. 2-е изд. М.: Высшая школа.
1990. 192 с.
2. Запорожский В. П., Лашшшов Б. А.
Обработка полупроводниковых материалов.
М.: Высшая школа. 1988. 184 с.
3. Легирование полупроводников мето-
дом ядерных реакций // Под ред. Л. С. Смир-
нова. Новосибирск: Наука. 1981. 180 с.
4. Мильвидский М. Г. Полупроводнико-
вые материалы в современной электронике.
М.: Наука. 1986. 144 с.
* 5. Мильвидский М. Г., Освеиский В. Б.
Структурные дефекты в монокристаллах по-
лупроводников. М.: Металлургия. 1986. 256 с.
6. Нашельский А. Я. Технология спецма-
териалов электронной техники. М.: Метал-
лургия. 1993. 366 с.
7. Романенко В. Н. Управление составом
полупроводниковых монокристаллов. М.:
Металлурги^. 1976. 368 с.
750
Глава 9.3. УРАН
Глава 9.3
УРАН
Уран (U) - радиоактивный элемент
III группы Периодической системы, принад-
лежит к семейству актиноидов, ат. номер 92,
ат. масса 238,0289, серебристо-белый блестя-
щий металл.
Уран широко распространен в природе;
его содержание в земной коре составляет
2 10-4 % (больше, чем Cd, Ag, Hg, Bi).
В заметных концентрациях уран, содержится
в ряде горных пород (ураноносные фосфаты,
сланцы, граниты), а также в морской воде;
обнаружен в лунных породах и метеоритах.
Его радиоактивный распад является одним из
источников внутреннего тепла, получаемого
нашей планетой. По добыче урановых руд за
рубежом ведущее место занимают США, Ка-
нада, ЮАР, Австралия, Франция и Заир.
Ядерные свойства. Природный уран со-
стоит из трех изотопов: 238U(99, 275 %), 235U
(0,720 %) и 234U (0,005 %). Основной тип
распада - а. Периоды полураспада, соответст-
венно: 4,468 • 109, 7,037 • 108 и 2,450 • 105 лет.
Ядра изотопа 235U под действием медлен-
ных (тепловых) нейтронов испытывают деление
с эффективным сечением 508 барн по реакции
235U + п -> продукты деления + энергия +
+ 2-^3 нейтрона (в среднем 2,5).
При этом выделяется энергия 2 • 107 кВ • ч/кг,
что примерно в 2 - 2,5 млн. раз больше по
сравнению с обычными видами топлива. Вы-
деление избыточных нейтронов обеспечивает
возможность прохождения цепной ядерной
реакции, которая может происходить или
мгновенно (в ядерной бомбе), или замедленно
(в ядерных реакторах).
Критическая масса 235U в водных рас-
творах сравнительно невелика ~1 кг, что обу-
словлено возрастанием вероятности захвата
ядрами урана нейтронов, замедленных на
ядрах водорода. Критическая масса 235U для
открытого металлического шара ~50 кг, а для
шара с отражающей оболочкой ~15 кг. Ядра
238U делятся только при захвате быстрых ней-
тронов (> 1 МэВ); при захвате медленных
нейтронов происходит цепь ядерных превра-
щений с образованием 239Ри, ядерные свойст-
ва которого эффективнее, чем у 235U.
Помимо природных изотопов получено
большое количество искусственных изотопов
урана. Среди них наиболее важное практиче-
ское применение имеет изотоп 233U, который
получается в результате облучения нейтрона-
ми 232Th по реакции
232Th (п, у) ->233Ра ->233U.
Этот изотоп, аналогично 235U, способен
делиться на тепловых нейтронах, что обес-
печивает возможность использования при-
родного тория для производства ядерной
энергии.
В ядерной технологии важным процес-
сом является разделение изотопов урана с
целью получения 235U в чистом виде или
обогащенного этим изотопом природного
урана для использования в качестве ядерного
топлива. Разработан целый ряд методов раз-
деления изотопов урана; среди них наиболее
важное промышленное использование полу-
чили газодиффузионный и газоцентрифуж-
ный методы. Для разделения используется
газообразное соединение UFe. В основе этих
методов лежит небольшая разница в массах
235JJ и 238ц
Получение и очистка. Одна из распро-
страненных технологических схем получения
металлического урана включает следующие
стадии: предварительное концентрирование
руды, обжиг и кальцинирование с целью по-
вышения степени извлечения; перевод соеди-
нений урана в жидкую фазу (выщелачивание)
обработкой концентрата раствором азотной
кислоты; экстракция урансодержащей фазы
UO2(NO3)2 раствором трибутилфосфата (ТБФ)
в керосине; термическое разложение уранил-
нитрата до UO3; восстановление UO3 до UO2
водородом при температуре 600 - 800 °C, пере-
вод диоксида U в UF4 в результате взаимодей-
ствия с HF при температуре около 500 °C
Существуют и другие схемы извлечения
урана, например, с использованием серной
кислоты. Металлический уран получают ме-
таллотермическим восстановлением UF4 магни-
ем или кальцием в закрытых реакторах, изготов-
ленных из стальных труб диаметром до 400 мм.
Черновой уран подвергают рафинирую-
щей плавке при 1450 - 1600 °C в высокочас-
тотных вакуумных печах с графитовыми тиг-
лями с разливкой в графитовые изложницы.
В США разработана технология получения
слитков методом металлотермического вос-
становления UF4 магнием массой до 1650 кг,
позволяющая получать достаточно чистый
уран без последующей вакуумной переплавки.
Наибольшие успехи в технологии произ-
водства металлического урана, его сплавов и
соединений достигнуты в США и России.
Межатомная связь. Конфигурация
внешней электронной оболочки изолирован-
ного атома 7s2 6dl 5/3. Межатомная связь в
металлическом уране осуществляется посред-
ством образования гибридных cspdf - орбита-
лей, в которых /’Составляющие соседних ато-
мов не перекрывают друг друга. Это приво-
дит, в отличие от обычных металлов, к раз-
двоению максимума электронной плотности и
смещению его составляющих из середины
межатомного расстояния в направлениях к
каждому из атомных остовов. В середине
УРАН
751
межатомного расстояния образуется минимум
электронной плотности, что ведет к ослабле-
нию межатомной связи при одновременном
уменьшении межатомного расстояния. При
общем координационном числе 12, характер-
ном для структуры a-U, в результате взаимо-
действия f и ^-составляющих гибридных орби-
талей образуются четыре ярко выраженные ко-
роткие слабые связи. Другие восемь связей яв-
ляются белее длинными и более сильными. На-
личие четырех коротких связей характерно также
для модификаций а- и р-Np и для а, 0-и у-Ри.
Существование коротких и длинных
связей в ряде модификаций U, Np и Ри при-
водит к значительному искажению их кри-
сталлических структур по отношению к ГЦК,
ОЦК и ГПУ структурам. Отклонения от иде-
альных металлических структур наблюдаются
также и в высокотемпературных модификаци-
ях этих металлов, хотя с увеличением меж-
атомных расстояний, которое вызвано повы-
шением температуры, роль /-составляющей
уменьшается из-за постепенной ее локализа-
ции. Участие составляющей в межатомной
связи модификаций U, Np и Ри приводит к
возникновению сильной анизотропии их фи-
зических свойств, снижению прочностных и
особенно пластических характеристик, значи-
тельному снижению температур плавления по
сравнению с обычными ^-элементами III груп-
пы (Sc, Y). Характер межатомной связи U, Np
и Ри оказывает влияние также на структуру и
свойства сплавов и соединений этих элементов.
9.3.1. Химические реакции урана
Реагент Температура реакции, °C Продукты реакции
Н2 250 а- и P-UH3
с 1800 - 2400 UC, и2с3, ис2
N2 700 UN, UN2
р 1000 и3 Р4
О2 150 - 350 ио2, U3O8
S 500 us2
250 UF6
С12 500 UCU, UC15, UC16
Вг2 650 UBr4
h 350 ui3, UI4
Н2О 100 ио2
HF*1 350 uf4
НС1*1 300 UC13
NH3 700 UN,.75
H2S 500 US, U2S3, us2
NO 400 U3O8
n204 25 UO2(NO3)2 • 2NO2
сн4 635 - 900 UC
co 750 UO2 + UC
co2 750 UO2 + UC
Газообразное состояние.
Химические свойства. Металлический
уран может взаимодействовать практически со
всеми элементами Периодической системы,
за исключением благородных газов. Некото-
рые наиболее важные химические реакции
урана с другими элементами приведены в
табл. 9.3.1.
В соединениях уран проявляет степени
окисления от +3 до +6. Наиболее устойчивые
соединения U(IV) и U(VI). На воздухе метал-
лический уран окисляется уже при 20 °C с
образованием сначала золотисто-желтой, а
через 3-4 суток черной пленки оксинитрида
U(O, N). Порошок U - пирофорен.
С кислородом уран образует ряд соеди-
нений - UO2+x, U4O9, U3O7, U3O8, UO3. Есть
сведения о существовании ряда оксидов про-
межуточных составов. Диоксид UO2 со струк-
турой типа флюорита {а = 0,54704 нм) имеет
широкое практическое использование в каче-
стве ядерного топлива. Минимальное содер-
жание кислорода в решетке UO2_X отвечает
составу UO 1,66 и достигается при 2500 °C
(твердый раствор вычитания). С понижением
температуры дефектность структуры уменьша-
ется и при Т < 1000 °C соединение с дефици-
том кислорода не образуется. При температу-
ре выше 300 °C существует фаза UO2+x, в
которой избыточные атомы кислорода вне-
дряются в решетку UO2. В результате проис-
ходит смещение всех атомов кислорода из
идеальных положений флюоритной структу-
ры. При температуре 1660 °C максимальное
содержание кислорода соответствует UO2>28.
Внедрение атомов кислорода в решетку
сопровождается не увеличением ее периода,
как это обычно происходит в металлических
фазах внедрения, а уменьшением, которое вы-
звано переходом части атомов урана из состоя-
ния U+4 в более высоковалентное состояние.
Рис. 9.3.1. Проекция трех элементарных ячеек a-U
на плоскость (001). Высота в долях периода с:
• - 1/4; о - 3/4
752
Глава 9.3. УРАН
Кристаллическая структура. Уран имеет
три аллотропические модификации: а (устой-
чива до 667,8 °C), р (до 774,9 °C) и у (плавится
при 1132,8 °C). Структура a-U имеет ромби-
ческую структуру с периодами решетки
а = 0,28541 нм, b = 0,58692нм ис = 0,49563 нм,
пространственная группа Cmcm. Ячейка со-
держит четыре атома урана в положени-
13 11
ях Оу—-, 0J— + (О О О; — — 0), где у = 0,105.
Структуру a-U (рис. 9.3.1) можно представить
как сильно искаженную двухслойную гекса-
гональную упаковку атомов, перпендикуляр-
ную оси с (слои ABCDEF и AiB\C\D\E\F\}.
Значение у = 1/6 соответствовало бы обычной
гексагональной структуре, которая характерна
для a-модификаций Sc, Y и других металлов.
Из 12-и связей четыре являются более корот-
кими (2/71 ~ 0,2754 нм и 2//2 ~ 0,2854 нм), а
остальные восемь - более длинными (4/?з =
= 0,3263 нм и 4/74 = 0,3343 нм). Короткие
связи более слабые, а длинные - более силь-
ные. p-U имеет тетрагональную структуру с
периодами решетки (при 720 °C) а = 1,0759 нм
и с = 0,5656 нм, пространственная группа
P42/innm. В элементарной ячейке содержится
30 атомов. Структуру можно представить как
сильно искаженную четырехслойную гексаго-
нальную упаковку атомов перпендикулярно
оси с (искаженную упаковку имеют а-
модификации ряда /-элементов - La, Рг, Nd,
Am, Cm), у-U имеет ОЦК решетку с периодом
а = 0,3524 нм (при 805 °C). Однако структура
и этой модификации характеризуется не-
большими смещениями атомов из идеальных
положений (см. ниже сплавы урана). Физиче-
ские свойства аллотропических модификаций
урана представлены в табл. 9.3.2. a-U облада-
ет ярко выраженной анизотропией термиче-
ского расширения, обусловленной уменьше-
нием роли /-составляющей межатомной связи
с ростом температуры и соответственно, из-
менением относительных положений атомов в
сторону структуры ГПУ (при 650 °C у = 0,112).
Уран относительно плохо проводит электри-
ческий ток: при 20 °C удельное сопротивле-
ние составляет 28 мкОм см.
Механические свойства a-урана сильно
зависят от содержания примесей, наличия
текстуры и величины зерна. Значения типич-
ных механических свойств поликристалличе-
ского урана:
Е, МПа.......................2 • 105
ц............................0,20
G, МПа........................0,8 Ю5
ств, МПа..................... 400 - 500
сто 2, МПа................... 150 - 200
8, %.........................10
Модули упругости вдоль основных на-
правлений решетки составляют (Е- 105 МПа):
[100] - 2,079; [010] - 1,513; [001] - 2,126. Мак-
симальное значение 2,82 наблюдается в на-
правлении, расположенном под углом 38° к
направлению [001] в плоскости (100), т.е. в
направлении равнодействующей четырех
длинных связей. Пластическая деформация до
температуры 400 °C в основном происходит
по механизму двойникования, при более вы-
сокой температуре - по механизму скольже-
ния. Основной плоскостью двойникования
является (130); дополнительно двойникование
может происходить по плоскостям, близким к
(172), (112) и (176). Плоскостями скольжения
являются (010), (001) с направлением [100],
(ПО) с направлением [ПО] и (011) с направ-
лением [100].
Текстура урана сильно зависит от темпе-
ратуры деформации, что вызвано изменением
схемы деформации от двойникования к
скольжению. В поперечном сечении прут-
ков, выдавленных при 300 °C, наблюдается
ярко выраженная плотность полюсов плос-
кости (010) или полюсов плоскостей, близ-
ких к (010). Для деформации при 500- 600 °C
9.3.3. Физические свойства аллотропических
модификаций урана
Свойства Значе- ния
р, г/см3:
a-U (при 20 °C) 19,04
p-U (при 720 °C) 18,11
y-U (при 805 °C) 18,06
Теплота фазовых превращений, кДж/моль:
a -> р 2,791
Р -► Y 4,757
а жидкость 9,142
сублимации 487,9
Энтальпия, кДж/моль 6365,5
ср при 20 °C, Дж/(моль • К) 27,664
Энтропия, ДжДмоль • К) 50,17
Температура Дебая, К 248,2
a-Ю'6 при 25 - 650 °C структуры a-U по направлениям осей решетки, К-1:
[ЮО] 36,7
[ОЮ] -9,3
[001] 34,2
a • IO-6 при 20 - 720 °C структуры p-U (сплав с 1,4 (ат. доля, %) Сг) по на-
правлениям осей решетки, К-1: 23
[ЮО] 4,6
[001]
а • 10'6 при 20 - 720 °C структуры y-U, К'1 22,5
УРАН
753
наиболее ярко выражены полюсы плоскости
(НО). Рекристаллизационный отжиг дефор-
мированного урана не приводит к исчезнове-
нию текстуры, однако характер ее существен-
но меняется. Нагрев до температуры 0- или у-
областей и последующее охлаждение приво-
дит к устранению текстуры. Однако при этом
может возникать небольшая преимуществен-
ная ориентировка кристаллов, вызванная воз-
действием термических напряжений на про-
цесс фазовой перекристаллизации.
Действие облучения. В ядерном реакторе
на тепловых нейтронах изделия из урана под-
вергаются воздействию мощных нейтронных
потоков с энергией частиц 0,1 - 15 МэВ
(среднее значение ~2 МэВ) и воздействию
осколков деления ядер со средней энергией
50 - 100 МэВ. При этом наблюдается измене-
ние формы и размеров изделий, что обуслов-
лено двумя процессами - радиационным рос-
том урана и накоплением продуктов деления.
Установлено, что под действием облуче-
ния монокристаллы урана удлиняются в
направлении [010] и сокращаются в направ-
лении [100]. В направлении [001] размерные
изменения отсутствуют. Величину изменений
принято описывать коэффициентом радиаци-
онного роста
„ 1 dL \nL/Lq
(j; — ~~ ..— — ,
' LdL &N
тде LqK L- длина монокристалла в соот-
ветствующем направлении до и после облуче-
ния, AjV - доля атомов, испытавших деление.
Согласно данным С. Пейна и Д. Кипе-
ла, коэффициент роста существенно зависит
от совершенства структуры.
Для совершенных монокристаллов, об-
лученных при 20 °C, значения G, составляют:
(71оо = -420, Goю = 420, Gqoi = 0. С повыше-
нием температуры облучения выше 300 °C
скорость роста уменьшается.
Для поликристаллического урана радиа-
ционный рост образцов происходит при на-
личии текстуры, и тем сильнее, чем более
выражена текстура типа [010]. Для тексту-
рированного прутка коэффициент роста G/np
можно рассчитать, если известна величина G,
для монокристалла, значения коэффициентов
линейного расширения по осям решетки ао,
а/>, ас для данной температуры облучения
ао - ас аа + ас
гае а, = аь - и а2 = а» - ? .
Согласно представлениям Д. А. Брин-
кмена, в результате столкновения осколков
деления с атомами решетки образуется до
5104 пар дефектов - смещенных атомов и
вакансий. Когда осколок замедляется и его
энергия становится сопоставимой с энергией
межатомной связи в решётке, то она быстро
распределяется между атомами в ограничен-
ной области, включающей в себя около 107
атомов. Хаотичное движение атомов в этой
области эквивалентно повышению температу-
ры до 2000 °C и более, что позволяет рассмат-
ривать фазовое состояние вещества как жид-
кость или как "атомную плазму". Поперечный
размер области составляет около 20 нм, время
существования -10'11 с. В отечественной ли-
тературе эта область получила название
"термического пика", в зарубежной - thermal
spike (буквально "термический колос" - по
форме области).
С понижением температуры термиче-
ского пика вещество в нем переходит в кри-
сталлическое состояние, причем структура
окружающего пик материала оказывает эф-
фективное эпитаксиальное воздействие на
процесс кристаллизации. В результате в мате-
риалах с изотропной структурой - например,
в сплавах на основе y-U, последовательность
атомных плоскостей монокристалла или зерна
в поликристаллической структуре сохраняет-
ся. Однако в a-U воздействие нейтронного
облучения приводит к росту кристаллов.
Ранее был предложен целый ряд меха-
низмов объяснения этого эффекта - анизо-
тропной пластической деформации, термиче-
ского храповика, анизотропной диффузии
вакансий и смещенных атомов. По современ-
ным представлениям, явление роста урана
можно объяснить следующим образом. Атомы
с высокой энергией из области термического
пика интенсивно проникают в кристалличе-
скую решетку окружающей матрицы, что со-
провождается потерей их энергии. Движение
каждого такого атома прекратится, когда его
энергия сравняется с энергией межатомной
связи в кристалле. При наличии как более
сильных, так и более слабых связей атом ос-
тановится в положении, обеспечивающем
образование более сильных связей.
Рис. 9.3.2. Проекция элементарной ячейки a-U на
плоскость (100). Высота в долях периода а:
О - о; • - 1/2; -----------экстраслой
754
Глава 93. УРАН
Структуру a-U можно представить в ви-
де гофрированных атомных слоев, чередую-
щихся в направлении [010] (рис. 93.2). Меж-
атомные связи в этих слоях более слабые
(короткие), а между слоями - более сильные
(длинные). Поэтому выбитые из области тер-
мического пика атомы внедряются в позиции
между гофрированными слоями, что приводит
к образованию дополнительных атомных сло-
ев (экстраслоев), перпендикулярных направ-
лению [010]. Появление экстраслоев сопро-
вождается образованием на границе области
термического пика вакансий в цепочках
атомов, расположенных в плоскости (100) -
межатомная связь здесь наиболее слабая
(d\ = 0,2754 нм), поэтому атомы частично
переходят в область термического пика.
В результате процесс кристаллизации в облас-
ти термического пика происходит на подлож-
ке с последовательно возрастающим в на-
правлении [010] числом экстраслоев и увели-
чением числа вакансий в плоскостях (100),
что и вызывает описанные выше размерные
изменения.
С изложенной теорией в определенной
степени согласуются представления С. Н. Бак-
ли, которые также основаны на образовании
дополнительных атомных слоев. Однако их
появление связывается с возникновением в
области термического пика растягивающих
напряжений в направлении [100] и сжимаю-
щих - в направлении [ 100], поскольку значе-
ния КТР в этих направлениях существенно
отличаются.
При отсутствии текстуры изменение
размеров изделий из урана под действием
облучения не происходит, однако в случае
крупнозернистой (сотни мкм) структуры на
поверхности образуются выступы и впадины -
возникает так называемая поверхностная
"жеваность". Для борьбы с ней уран легируют
небольшими (сотые доли процента) добавками
Fe, Si и Al, что обеспечивает получение мелко-
зернистой структуры после закалки из р- или у-
области. Такой уран применяется как ядерное
топливо в реакторах для производства 239Ри.
При больших степенях выгорания ато-
мов урана происходит накопление продуктов
деления, что вызывает увеличение объема
изделий (осколочное "распухание" или свел-
линг). Продукты деления урана состоят из
химически активных атомов - "твердых" ос-
колков (Rb, Si, Y, Zr, Nb, Mo, Tc, Ru, Rh, Pd,
Cs, Ba, группа La и др.) и инертных атомов -
"газовых" осколков (Кг, Хе). "Твердое распу-
хание" не зависит от температуры облучения,
"газовое распухание" особенно сильно прояв-
ляется при температурах 600 °C и выше, ко-
гда, сильно падает сопротивление материала
внутреннему давлению растущих газовых пу-
зырьков. Твердоосколочное распухание мож-
но определить исходя из того, что на один
объём разделившихся атомов урана образуется
в среднем 2,4 объема твердых осколков.
Концентрацию Кг и Хе можно опреде-
лить из соотношения, что на каждые четыре
атома урана образуется один атом газовых
осколков. Величина газового распухания мо-
жет быть весьма большой - до 20 - 30 % и
более на 1 % выгорания.
Под действием нейтронного облучения
поликристаллический a -U сильно охрупчи-
вается. Отмечается уменьшение предела
прочности в 2 раза; относительное удлинение
снижается практически до нуля.
Влияние термических циклов. Аналогично
действию нейтронного облучения цикличе-
ская термообработка (ЦТО) при наличии в
изделиях из урана текстуры приводит к на-
правленному формоизменению (росту). Наи-
более эффективно рост происходит в образцах
с текстурой типа [010] после нагрева до 550 °C
и быстрого охлаждения до 50 - 20 °C. Коэф-
фициент роста Gt при ЦТО определяется из
уравнения
. 1 dLN
' Ln dN ’
и находится как первая производная зави-
симости
/фсдлг),
А)
где N - число циклов. Изменение длины об-
разцов достигает сотен процентов.
Для объяснения роста урана при ЦТО
предложен ряд механизмов, однако оконча-
тельно причина этого явления пока не уста-
новлена. Большинство предложенных меха-
низмов объясняет рост урана при ЦТО тем,
что сильная анизотропия термического рас-
ширения a-U приводит к возникновению
между зернами касательных напряжений.
Сплавы урана. С целью повышения фи-
зико-механических характеристик и химиче-
ской стойкости изделий ядерной техники в
них применяют сплавы урана. В качестве ле-
гирующих добавок обычно используют эле-
менты с малым поперечным сечением захвата
нейтронов - С, Al, Si, Zr, Мо, Nb, Ti, Сг, V и
др. Растворимость легирующих элементов в а-
U, за исключением Np и Ри, как правило,
менее 0,1 ат. доля, %, в р-U порядка 1 ат.
доля, %, у-U в области высоких температур
образует непрерывный ряд твердых растворов
с Ti, Zr, Hf и Nb. Значительную раствори-
мость в у-U - до 40 ат. доля, % имеет Мо.
Легирование урана этими элементами оказы-
вает стабилизирующее влияние на у-фазу,
УРАН
755
поскольку оно усиливает ^-составляющую
связи и одновременно ослабляет отрицатель-
ное воздействие на межатомную связь 57-
составляющей. Наиболее сильно стабилизиру-
ет у-фазу Мо, так как он вносит в межатом-
ную связь сплава наибольшее количество не-
спаренных d-электронов. Менее сильное воз-
действие как стабилизатор у-фазы оказывает
Nb, еще менее -Zr и Ti, однако эти элементы
сильно упрочняют межатомную связь сплавов.
На рис. 9.3.3 приведена, как наиболее
характерная, диаграмма состояния системы
U-Mo. Сплавы, содержащие до 33,3 ат. доля,
% Мо, в равновесном состоянии при нор-
мальных условиях имеют структуру а +
U?Mo. Фаза U2M0 имеет тетрагональную
структуру типа MoSi2, а =0,3427 нм, с=0,9834 нм,
пространственная группа 14/тлтт; ячейка
содержит две формульные единицы. Структу-
ра U2M0 представляет собой упорядоченный
твердый раствор на основе утроенной вдоль
оси с ОЦК ячейки, в которой каждые два
слоя атомов урана чередуются с одним слоем
атомов Мо.
На практике наибольшее значение име-
ют состояния, которые образуются в результа-
те закалки сплавов из области у-фазы и по-
следующего отпуска.
Но, ат. доля, °/о
Рис. 9.3.3. Диаграмма состояния системы U-Mo
Рис. 9.3.4. Зависимость длины межатомных связей в
местабильных фазах сплавов U-Mo от содержания
молибдена (а) и изменение твердости сплавов
в закаленном (7) и после отпуска при 450 °C (2)
состояниях (б)
В определенных областях концентраций
(рис. 9.3.4) в результате закалки возникает ряд
метастабильных кристаллических структур,
получивших название а', а", у° и /-фазы. Они
образуются в результате последовательного
ряда превращений у -> / -> у° -> а" -> а',
происходящих в процессе охлаждения спла-
вов. Превращения: у -> у® и у® -» у° являются
предмартенситными, превращение у° -> а" -
мартенситное.
Фаза а' (до 4,5 ат. доля, % Мо) пред-
ставляет собой пересыщенный твердый рас-
твор на основе a-U, в котором с возрастанием
степени легирования параметр b элементар-
ной ячейки (см. рис. 9.3.1) последовательно
уменьшается.
Фаза а" (4,5 — 10 ат. доля, % Мо) отли-
чается от фазы а' небольшим моноклинным
искажением .ромбической ячейки, что обу-
словлено небольшим смещением атомов в двух
противоположных направлениях по оси а (на
рис. 9.3.1 черных атомов вниз, белых - вверх).
Элементарная ячейка фазы у® (> 12,5 ат.
доля, % Мо) основана на удвоенной по всем
направлениям ОЦК ячейке y-U {а = 0,6884 нм
для сплава с 12,5 ат. доля, % Мо, пространст-
венная группа 143m) и содержит 16 атомов
урана и Мо в неупорядоченном состоянии,
восемь из которых слегка смещены (на -0,001 нм)
в направлениях осей третьего порядка.
756
Глава 9.3. УРАН
Структура фазы у0 (10 - 12,5 ат. доля, %
Мо, а = 0,6960 нм, с = 0,6782 нм для сплава с
10,5 ат. доля, % Мо, пространственная группа
142 m) отличается от у8 небольшим тетраго-
нальным искажением ячейки, обусловленным
дополнительным смещением атомов в на-
правлении осей четвёртого порядка. Общая
величина смещения составляет ~0,002 нм.
На рис. 9.3.4 приведено изменение меж-
атомных расстояний в структурах метаста-
бильных фаз в зависимости от содержания
Мо и соответствующее изменение твердости
закаленных и отпущенных сплавов. Физико-
химическая сущность легирования состоит в
последовательном уменьшении разницы меж-
ду четырьмя короткими и восьми длинными
связями в структуре a-U. Кроме того, в об-
ласти моноклинной а"-фазы происходит из-
менение координационного числа с 12 до 8,
т.е. постепенный переход от сильноискажен-
ной структуры типа ГПУ (a-U) к слабоиска-
женной структуре на основе ОЦК (фазы у0 и
у8). Эти изменения приводят к снижению
твердости закаленных сплавов в области а"-
фазы несмотря на то, что легирование молиб-
деном в принципе увеличивает прочность
сплава.
Высокие механические свойства полу-
чаются после отпуска закаленных сплавов при
температуре 400 - 500 °C в результате превра-
щений а а + у8 или а + у8 (длительная вы-
держка приводит к образованию структуры
a + U2M0). Наиболее высокими свойства
получаются в тройных сплавах урана при ле-
гировании Мо и Nb, Мо и Zr, Мо и Ti, Nb и
Zr и др. Механические характеристики таких
сплавов сопоставимы со свойствами высоко-
прочных легированных сталей (ств > 1600 МПа,
сто,2 - 1400 МПа, 8 > 6 %).
Сплав U-9 (9 мае. доля, % Мо, это - около
20 ат. доля, %) использовался в качестве ядер-
ного топлива в реакторе первой АЭС. Со-
стояние у8 фазы этого сплава в условиях ней-
тронного облучения сохранялось в области
температур до 450 — 500 °C, что обусловлено
воздействием облучения, расширяющего об-
ласть существования у-фазы.
Соединение UO2, которое обладает вы-
сокой термической и радиационной стойко-
стью и хорошей совместимостью с материа-
лами оболочки твэлов широко используется в
качестве ядерного топлива для энергетических
реакторов. Вместе с тем, оно имеет сущест-
венные недостатки - в частности, низкую
теплопроводность и относительно невысокую
объемную долю урана. Поэтому проводятся
исследования по использованию в качестве
делящихся материалов более ураноемких со-
единений, в частности, U3Si, UeFe, UeMn,
UeCo, UeNi. По сравнению c UO2 эти мате-
риалы имеют более низкую радиационную
стойкость и худшую совместимость с конст-
рукционными материалами. Соединения UC
и UN обладают высокой радиационной стой-
костью, однако их совместимость с конструк-
ционными материалами недостаточно хоро-
шая. Тем не менее, в принципе эти недостат-
ки преодолимы.
Высокими радиационными свойствами,
хорошей совместимостью с материалами обо-
лочки и хорошей теплопроводностью обладает
соединение UA13 (структура типа Cu3Au, а =
= 0,4265 нм), которое обычно дополнительно
легируют кремнием, чтобы предотвратить
образование фазы UAI4 при взаимодействии с
алюминиевой матрицей (в твэлах дисперси-
онного типа). Недостаток этого соединения -
низкая ураноемкость, что вызывает необхо-
димость в большей степени обогащать уран
изотопом 235U по сравнению с диоксидным
топливом.
Обогащение ядерного топлива различ-
ного состава может осуществляться и заменой
части урана на 239Ри ("смешанное” топливо).
Известно смешанное диоксидное топливо (U,
Ри)О2, ведутся работы по получению легиро-
ванных Ри интерметаллидов урана или фаз
внедрения. Использование смешанного ядер-
ного топлива (по сравнению обогащением
235U) весьма эффективно экономически, од-
нако его изготовление ввиду высокой радио-
активности и токсичности Ри технологически
более сложно.
Помимо ядерного топлива из сплавов
урана методом литья и обработки давлением
изготовляют детали защиты от излучения для
ядерных реакторов, детали контейнеров для
хранения радиоактивных источников, детали
самолетов (гироскопы, лопатки турбин, ба-
лансиры), наконечники бронебойных снаря-
дов и др.
СПИСОК ЛИТЕРАТУРЫ
1. Вопросы атомной науки и техники
/Под ред. Чеботарева Н. Т. Материаловедение
и новые материалы, 1990, вып. 3 (37), 300 с.
2. Диаграммы состояния и фазовые пре-
вращения сплавов урана. М.: Наука, 1972, 252 с.
3. Кац Дж., Сиборг Г., Морсе Л. Химия
актиноидов. T.I, М.: Мир, 1991, 385 с.
4. Конобеевский С. Т. Действие облуче-
ния на материалы. М.: Атомиздат, 1967, 180 с.
5. Томпсон М. Дефекты и радиационные
повреждения в металлах. М.: Мир, 1971, 315 с.
6. Орлов В. К., Теплинская В. М. Осо-
бенности мартенситных a-фаз в урановых
сплавах с переходными металлами. Атомная
энергия, 1999, т. 86, февраль, 23 - 30 с.
7. Орлов В. К., Теплинская В. М., Чебо-
тарев Н. Т. Распад метастабильного твердого
раствора в сплавах уран - молибден. Атомная
энергия, 2000, т. 88, январь, 15 - 18 с.
АНТИФРИКЦИОННЫЕ СПЛАВЫ
757
Глава 9.4
АНТИФРИКЦИОННЫЕ СПЛАВЫ
Классификация сплавов и области приме-
нения. Антифрикционные сплавы предназна-
чены для использования в различных под-
шипниках скольжения. Они должны обеспе-
чивать работу трибосистем с достаточной на-
дежностью при невысокой скорости изнаши-
вания элементов трибосистем и без разруше-
ния поверхностей. В связи с этим в анти-
фрикционных сплавах учитываются анти-
фрикционные свойства, прочностные харак-
теристики, преимущественно сопротивление
усталости, характеристики совместимости
трибосистемы, под которой понимаются спо-
собность ее реализовывать оптимальное со-
стояние по выбранным критериям и в задан-
ных условиях работы и другие специальные
требования.
К антифрикционным металлическим
сплавам относятся баббиты (сплавы на оло-
вянной и свинцовой основах), медные, цин-
ковые и алюминиевые.
Изменение типа и марок сплавов прохо-
дило под влиянием ужесточающихся условий
работы подшипниковых узлов. Снижение
массы металла на единицу мощности двигате-
лей и других агрегатов, увеличение скорости
вращения цапф и увеличение степени нагрева
поверхностей трения определяли переход от
мягких баббитов к твердым сплавам на мед-
ной, алюминиевой и цинковой основах. По-
вреждаемость подшипников, определяемая
усталостным выкрашиванием баббитового
слоя при использовании твердых сплавов,
стала проявляться в виде повышенного изно-
са, затрудненной прирабатываемости и боль-
шей вероятности образования задиров. Воз-
никла необходимость внести ряд ограничений
по твердости цапф, шероховатости обрабо-
танных поверхностей, точности сопряженных
деталей, виду смазки и т.д. с обязательным
учетом режима смазывания и условиями ра-
боты (Р - нагрузка, v - скорость, Т - рабочая
температура).
Области рационального использования
различных антифрикционных сплавов были
разработаны с учетом аспектов совместимости
трибосистем, прежде всего, характеристик
усталости (табл. 9.4.1).
В указанную таблицу не вошли реко-
мендации по использованию серии бронз,
применяемых в подшипниках без заливки
баббитами. Они предназначены для работы в
специфических условиях, как правило, во
втулочных подшипниках.
Сплавы на основе меди. Медные анти-
фрикционные сплавы разделяются на бронзы
(оловянные и безоловянные), у которых цинк
или никель не являются основными леги-
рующими элементами, и латуни, представ-
ляющие двойные или многокомпонентные
медные сплавы, в которых цинк является
основным легирующим компонентом. Под-
шипники изготовляют из бронзы и латуней в
монометаллическом и биметаллическом ис-
полнении. Монометаллические подшипники
(вкладыши, втулки и др.) изготовляют из
сплавов, обладающих достаточной прочно-
стью и твердостью. Бронзы для таких под-
шипников подразделяют на сплавы с высоким
(до 10 %) и низким (до 3 %) содержанием
олова. В состав легирующих добавок входят
Zn, Pb, Ni, Р и др.
В равновесном состоянии часть диа-
граммы Си - Sn представляет собой а-твердый
раствор олова в меди, имеющий гра-
нецентрированную кристаллическую решетку.
Растворимость олова в меди, изменяется от
15,8 % при 586 °C до 1 % при 200 °C. В усло-
виях затвердевания расплава в песчаных и
кокильных формах область твердого раствора
значительно сокращается.
Бронзы имеют сложную многофазную
структуру. В равновесии с a-твердым раство-
ром по мере понижения температуры нахо-
дятся р, у, е-твердые растворы; р-твердый
раствор образован на основе соединения
Cu6Sn, у образованы на основе электронного
соединения CusiSng, е - на основе СизБп с
гексагональной плотноупакованной решеткой.
К однофазным сплавам относятся брон-
зы с содержанием до 5 - 6 % Sn. При содер-
жании олова более 6 % наряду с неодно-
родным a-твердым раствором присутствует
эвтектоид (а + 8).
С увеличением содержания олова повы-
шаются прочность, твердость, одновременно
снижается пластичность. Оловянные бронзы
мало чувствительны к перегревам и воздейст-
вию газовой атмосферы, не магнитны, моро-
зостойки и обладают удовлетворительными
антифрикционными свойствами.
Наряду с традиционными компонентами -
оловом, цинком, свинцом, никелем , нередко
в качестве легирующих добавок используют Р,
Zr, Nb, В, Fe и др. Предназначение таких
добавок определяется необходимостью повы-
шения коррозионной стойкости, прочности
(добавка Ni), улучшения, наряду с механиче-
скими свойствами обрабатываемости давлени-
ем (добавки Zr, Ti, Nb, В, Fe и др.).
Оловянные бронзы разделяются на об-
рабатываемые давлением — деформируемые,
и литейные бронзы.
Механические свойства и технологиче-
ские характеристики оловянных бронз, обраба-
тываемых давлением, представлены в табл. 9.4.2
(ГОСТ 5017-74).
9.4.1. Рекомендуемые области применения различных антифрикционных сплавов для подшипников
Материал Условия работы Рекомендуемые технологические и конструктивные факторы
Давление, МПа Окружная ско- рость, м/с Температура, масла, °C Толщина слоя сплава, мм Точность пригон- ки подшипника, мм Твердость шейки НВ Способ крепления сплава с корпусом Оценка условий работы по балльной системе
Баббиты всех типов 1 - 5 1 - 5 2 - 5 5 - 10 <50 < 60 > 3,0 > 3,0 Десятые доли То же - Механический (в пазах) Металлургический (прилуживание) I II
Баббиты: Б83, Б16, БН, БТ, Б6, БС1, БК2, Б92, БС2, БК2, Б92 5 - 10 5 - 12 8 - 15 5 - 10 < 10 < 15 < 75 < 80 < 100 > 3,0 < 1,0 0,1 -0,3 Сотые доли То же Тысячные доли - То же и и III IV V
Цинковые сплавы, нане- сенные на сталь 15 - 25 < 15 < 100 < 1,0 То же > 300 М еталл ургический (прокатка или заливка) VI
Алюминиевые сплавы первой труппы, нане- сенные на сталь 15 - 25 < 15 < 100 < 0,5 >• > 300 То же VI
Цельнолитые алюминиевые подшипники (сплавы второй группы) 15 - 25 < 15 < 100 - •1 >200 - VII
Свинцовистая бронза, нане- сенная на сталь 15 - 25 < 15 < 110 < 0,5 99 >400 Металлургический VII
Алюминиевые сплавы второй группы, нане- сенные на сталь 20 - 30 < 20 < 120 < 0,5 >200 Металлургический (прокатка или заливка) VIII
Глава 9.4. АНТИФРИКЦИОННЫЕ СПЛАВЫ
9.4.2. Механические свойства и технологические характеристики оловянных бронз, обрабатываемых давлением
Бронза ов, МПа стт, МПа 5, % о_1, МПа (на базе 7V циклов) лгси, кДж/м2 Ф, % НВ Коэффициент трения Температура, °C Обраба- тываемость резанием, %
со смазкой без смазки горячей обработ- ки отжига начала рекристал- лизации низкотем- пературно- го отжига
БрОФб, 5-0Д5, БрОФб,5-0,4: литая мягкая твердая 245-345 295-440 685-785 140-195 195-245 580-640 15-30 60-70 7-12 265-335 (W=107) 490-590 80 61 68-82 157-216 0,01 0,12 700-800 600-650 350-370 260 20
Бр0Ф7-0,2: мягкая твердая 370-440 880-1080 520 540 55-65 1-2 165 (Л=107) 1745 - 83-93 172-225 0,011 0,33 - 600-650 - - 16
БрОФ8-О,3: мягкая твердая 390-490 980-1180 55-65 1-2 - - - 88-98 176-235 - - - - - - -
Бр0Ф4-0,25: мягкая твердая 295-375 590-685 530 40-58 6-10 151 (Af=5106) 245 (Л^=5Ю6) - 85 60 54-68 157-167 - - 700-800 600-650 350-370 250 20
БрОЦ4-3: литая мягкая твердая 195-295 295-390 490-590 65 15 35-45 3-6 - 390 59-68 59-68 157-167 - - 700-800 600-650 400 250 -
БрОЦС4-4-2,5: литая мягкая твердая 185 295-345 540-640 100 130 275 11 35-45 2-4 - 390 13 34 60-66 48-68 147-176 0,016 0,26 - 550-650 400 - 90
Бр0Ц4-4-4: мягкая твердая 315-335 490-590 130 30-40 1-2 - 360 34 61-65 0,016 0,26 - - - - 90
АНТИФРИКЦИОННЫЕ СПЛАВЫ
760
Глава 9.4. АНТИФРИКЦИОННЫЕ СПЛАВЫ
Бронзы, обрабатываемые давлением, ис-
пользуются для изготовления сверти ых вту-
лок, торцовых дисков и других деталей.
В качестве антифрикционных они использу-
ются в меньшей степени, чем литейные оло-
вянные бронзы, различаемые на сплавы с
высоким (до 10 %) и низким (до 6 %) содер-
жанием олова.
Механические, физические свойства и
технологические характеристики литейных
оловянных бронз представлены в табл. 9.4.3,
9.4.4.
Литейные оловянные бронзы использу-
ются как антифрикционные достаточно ши-
роко. Изделия в монометаллическом испол-
нении требуют более прочных бронз, а в би-
металлическом - менее прочных, но обла-
дающих повышенными антифрикционными
свойствами и хорошей совместимостью.
В число литейных бронз входят свинцо-
вые бронзы БрСЗО и БрОС1-22.
Составы оловянных бронз, применяемых
за рубежом, мало отличаются от российских.
Помимо оловянных бронз находят срав-
нительно широкое использование безоловян-
ные бронзы, содержащие алюминий, никель,
железо и другие компоненты. Так в тяжело-
нагруженных трущихся деталях (дорожные
машины, тяжелое станочное оборудование,
скользящие соединения теплопередаточного
оборудования и др.) используют высокопроч-
ные алюминиевые бронзы.
В меньшей степени используются в ка-
честве антифрикционных материалов латуни
(сплавы меда с цинком и другие компонен-
ты). Наиболее распространенными среди них
являются кремнистые и марганцовистые ла-
туни, находят использование также и алюми-
ниевожелезные латуни.
Баббиты являются наиболее давними
антифрикционными сплавами на основе
олова и свинца. Баббиты от других анти-
фрикционных сплавов отличаются низкой
твердостью (13 - 32 НВ), невысокой темпера-
турой плавления (240 - 320 °C), повышенной
размягчаемостью (9 - 24 НВ при 100 °C) и
сравнительно низкой прочностью.
Комплекс указанных свойств определил
отличную способность баббитов прирабаты-
ваться. В то же время они обладают низким
сопротивлением усталости, что ограничивает
долговечность подшипников.
В России стандартизованы (ГОСТ 1320-74)
две группы баббитов - сплавы на основе оло-
ва и свинца, не содержащие щелочных и ще-
лочноземельных металлов (табл. 9.4.5).
Литейные сплавы (ГОСТ 1209-90) для
многослойных подшипников (табл. 9.4.6),
регламентированы и международным стандар-
том ИСО 4381-91.
Использование баббитов осуществляется
с учетом толщины слоя сплава для подшип-
ников. Гетерогенное микростроение баббитов,
подчиняющееся правилу Шарли, по которому
твердые кристаллы, находящиеся в мягкой
матрице, воспринимают трение, способствует
накапливанию пластических деформаций и
остаточных напряжений при затрудненном их
внедрении в мягкую фазу. Так, крупные ку-
бические кристаллы SnSb (p-фаза) в баббите
типа Б83 достигают размеров нескольких де-
сятых миллиметров, соизмеримых с толщиной
слоя баббита (до 1 мм). В этом случае слой
мягкой пластичной основы под кристаллами
твердой составляющей приобретает большую
сопротивляемость деформации. Твердые хруп-
кие кристаллы p-фазы, особенно при их скоп-
лении, на отдельных участках поверхности тре-
ния по существу будут воспринимать полностью
давление непосредственно от шейки вала на
корпус подшипника. Концентрации напряжений
в кристаллах p-фазы приводят к появлению
трещин в этой фазе и последующему развитию
выкрашивания баббитового слоя по мере увели-
чения количества циклических нагружений.
Цикл проведенных исследований и ис-
пытаний позволил установить требования,
предъявляемые к тонкослойным подшипни-
кам (толщина слоя до 1 мм) и толстослойным
(толщина баббитового слоя свыше 3 мм).
Для тонкослойных вкладышей баббит дол-
жен удовлетворять следующим требованиям:
не иметь резко выраженной неоднород-
ной структуры, поэтому возможно использо-
вание однофазных сплавов при достаточном
сопротивлении металла смятию;
поскольку работа тонкослойных преци-
зионных вкладышей должна протекать в ос-
новном в условиях жидкостного трения,
меньшее значение имеют антифрикционные
свойства материала, более важно повышенное
сопротивление усталости;
баббитовый антифрикционный слой же-
лательно применять с пониженной твердостью
до 15-20 НВ, при этом улучшается прирабаты-
ваемость; сопротивляемость смятию в тонком
слое повышается под влиянием подложки;
для обеспечения надлежащей долговеч-
ности подшипников существенное значение
имеет прочность соединения баббита с корпу-
сом, определяемая способностью слоя полуды
сопротивляться разрушению.
Подшипники с толщиной баббитового
слоя ~3 мм используют при сравнительно
легких условиях работы. Баббитовый слой
таких подшипников (Б83, Б16, БН, БКА)
обладает хорошей способностью прирабаты-
ваться и является своеобразным компенсато-
ром всякого рода неточностей, образованных
при обработке и монтаже деталей трения и
возникающих в процессе эксплуатации. К
такому типу относятся подшипники скольже-
ния вагонов, вкладыши тихоходных мощных
судовых двигателей, компрессоров и др.
9.4.3. Механические свойства литейных оловянных бронз
Бронза Способ литья ств, МПа 6 От о_| (на базе N= 2407) KCU, кДж/м2 НВ Коэффициент трения
% МПа со смазкой без смазки
БрОЗЦ7С5Н п К 175 205 8 5 - 176 115 - 59 59 0,028 0,24
БрОЗЦ12С5 П К 175 205 8 5 - - - 59 59 -
БрО17Ц4С4 П К 145 145 5 6 - - - - 59 59 - -
БрО5Ц5С5 П К 145 175 6 4 205 59 59 0,016 0,26
БрОЗ,5Ц7С5 П К 145 175 6 4 - - - - 59 59 - -
БрОЮ п 215 10 14 175 - 90 68 - 78 0,0056 0,17
к 295 10 10 - 185 295 108 - -
Бр019 к 295 0,5 - 175 - 41 157 0,005 0,4
БрО16С5 к 245 0,5 - - - - 118 - -
Бр010Ф1 п 195 3 3 135 - 59 78-98 0,008 0,15
к 295 10 10 195 - 88 88 - 118 - -
Бр010Ц2 п к . 245 245 8 5 14 175 НО 98 147 68 88 0,008 - 0,06 0,16 - 0,20
9.4.4. Физические свойства и технологические характеристики литейных оловянных бронз
Бронза Температура плавления, °C у, г/см3 а-106, К*1 при 20 °C Вт/(мК) с, ДжДкг-К) Е, ГПа Р| Ю6, Омм Температура, °C Линейная усадка, % Жидкоте- кучесть, см Обраба- тываемость резанием %
литья низкотем- пературного отжига
Бр03Ц7С5Н 1022 8,7 17,61 62,8 364,3 83,3 - - - - 50 -
БрО9Ц12С5 998 8,7 - - - 82,3 - - - - 60 -
БрО4Ц4С17 970 8,9 - - - - - - - - 40 -
Бр05Ц5С5 - 8,8 19,1 - 393,6 92,6 - 1250-1300 - 1,4-1,6 30 90
АНТИФРИКЦИОННЫЕ СПЛАВЫ
Продолжение табл. 9.4.4
Бронза Темпе- ратура плавле- ния, °C Y, г/см3 а-106, К1 при 20 °C М, Вт/(м-К) с, Дж/(кг • К) Е, ГПа PI 106, Ом - м Температура, °C Линейная усадка, % Жидко- текучесть, см Обраба- тываемость резани- ем, %
литья низкотем- пературно- го отжига
БрО35Ц7С5 - 8,7 - - - - - - - - 30 90
БрОЮ 1020 8,8 18,5 48,1 368,4 103,9 - 1150 200 1,44 20 20
Бр019 880 8,6 18,8 - - 96 - - - - - -
БрОЮФ 934 8,7 17,3 49 427 100,9 0,16 1150 200 1,44 - -
Бр010Ц2 1015 8,5 17,3 55,3 381 98 0,155 1120-1150 - 1,45-1,51 7 -
БрО8Ц4 1000 8,8 16,6 68,2 355,9 98 0,135 110-1150 - 1,40-1,54 54 -
БрО8С12 940 9,1 17,1 - - 73,5 - 1150 - 1,4 45 -
БрО5С25 940 - 17,6 58,6 - 68,6 - 1150 - 1,5 40 -
БрОбЦбСЗ 967 8,82 17,1 . 75,4 . - 88,2 0,09 1150 - 1,6 40 -
БрО8Н4Ц2 810 8,86 17,61 - - - - - - - -
9.4.5. Химический состав (%) баббитов не содержащих щелочные металлы
Баббит Sn Sb Си Cd Ni As Pb
Б88 Основа . 7,3 - 7,8 2,5 - 3,5 0,8 - 1,2 0,15 - 0,25 - -
Б83 10,0 - 12,0 5,5 - 6,5 - - - -
Б83С 9,0 - 11,0 5,0 - 6,0 - - - 1,0 - 1,5
Б16 15,0 - 17,0 15,0 - 17,0 1,5 - 2,0 - - - -
БН 9,0 - 11,0 13,0 - 15,0 1,5 - 2,0 0,1 - 0,7 0,1 - 0,5 0,5 - 0,9 Основа
БС6 5,5 - 6,5 5,5 - 6,5 0,1 - 0,3 - - -
9.4.6. Химический состав (%) литейных баббитов для многослойных подшипников
Сплав Sn Са Na Mg Al Pb
Б КА - 0,95 - 1,15 0,7 - 0,9 - 0,05 - 0,20 Основа
БК2 1,5 - 2,1 0,30 - 0,55 0,2 - 0,4 0,01 - 0,05 -
БК2Ш 1,5 - 2,1 0,65 - 0,90 0,7 - 0,9 0,03 - 0,09 -
Глава 9.4. АНТИФРИКЦИОННЫЕ СПЛАВЫ
АНТИФРИКЦИОННЫЕ СПЛАВЫ
763
Рис. 9.4.1. Диаграмма состояния тройного сплава
цинка, алюминия и меди
Сплавы на основе цинка. В качестве ан-
тифрикционных цинковые сплавы получили
меньшее распространение чем медные, но в
ряде случаев они с успехом заменяют бронзы
в ответственных условиях работы деталей.
Большой положительный опыт их использо-
вания накопился в подвижном составе желез-
нодорожного транспорта. Невысокая темпера-
тура плавления (400 °C) и повышенная раз-
мягчаемость в связи с этим облегчает их при-
рабатываемость.
Из серии цинковых сплавов удовлетво-
рительными свойствами обладают сплавы,
содержащие алюминий, медь и добавки маг-
ния. В связи с этим тройные цинковоалюми-
ниевомедные сплавы наиболее обстоятельно
исследованы. Диаграмма состояния тройного
сплава представлена на рис. 9.4.1.
Тройные цинковые сплавы имеют
строение эвтектического типа. Тройная эвтек-
тика содержит около 4 % меди и 7 % алюми-
ния и состоит из смеси (т] + р + е) - фаз. При
эвтектической температуре (378 °C) твердые
растворы содержат:
Фаза и - 95,8 % Zn, 1,3 % Al, 2,9 % Си;
Фаза р - 78,7 % Zn, 19,5 % Al, 1,8 Си %;
Фаза е - 83,4% Zn, 1,4% Al, 15,2 Си %.
Рис. 9.4.2. Зависимость механических свойств сплава
ЦАМ9-1,5 от температуры нагрева
При снижении температуры раствори-
мость алюминия и меди в цинке уменьшает-
ся. При 20 °C в цинке растворяется всего
0,2 % алюминия и 0,6 % меди. Из большого
количества цинковых сплавов, содержащих
алюминий и медь, нашли распространение и
стандартизированы два сплава: ЦАМ 9-1,5,
разработанный ВНИИЖТом и ЦАМ 10-5,
разработанный институтом "Гипроцветмет-
обработка". Составы стандартных сплавов
(ГОСТ 21437-95) и их механические свойства
в литом состоянии и после обработки давле-
нием приведены в табл. 9.4.7.
Механические свойства цинковых спла-
вов существенно изменяются после обработки
давлением. Прокатка или прессование, особен-
но в интервале 250 - 300 °C, увеличивают
прочность, пластичность и ударную вязкость
(рис. 9.4.2) сплава ЦАМ9-1,5. Аналогично ведут
себя и другие цинковые сплавы. Особенно
возрастают значения ударной вязкости и отно-
сительного сужения при нагреве до 300 °C. Для
цинковых сплавов не проявляется анизотропия
свойств вдоль и поперек прокатки. Благопри-
ятно сказывается отжиг, хотя и снижающий
предел текучести и прочности, но существен-
но улучшающий характеристики пластичности.
9.4.7. Химический состав (%) и гарантируемые механические свойства отечественных стандартных
сплавов на цинковой основе
Сплав А1 Си Mg Свойства
литых обработанных давлением
сгв, МПа 5, % НВ ств, МПа 5,% НВ
ЦАМ9-1,5 9,0 - 11,0 1,0 - 2,0 0,03 - 0,06 250 1,0 95 300 10,0 85
ЦАМ 10-5 9,0 - 12,0 4,0 - 3,5 0,03 - 0,06 250 0,4 10 350 4,0 90
764
Глава 9.4. АНТИФРИКЦИОННЫЕ СПЛАВЫ
Рис. 9.4.3. Зависимость твердости цинковых сплавов
от температуры нагрева:
7. 2 и 3- сплав ЦАМ9-1,5, соответственно отлигый в
кокиль, прокатанный и прессованный;
4 - бронза БрОЦС4-4-17, отлитая в кокиль
Для оценки способности прирабатывать-
ся имеет значение степень размягчаемости
при нагреве. Потеря твердости цинкового
сплава при повышенной температуре по срав-
нению с бронзой (рис. 9.4.3) облегчает прира-
ботку трибосистем, которая протекает, как
правило, при местном или объемном нагреве
антифрикционного сплава.
В отличии от бронз цинковые сплавы
обладают высокими технологическими свой-
ствами при производстве монометаллических
изделий. Низкая температура плавления и
высокая жидкотекучесть обеспечивают полу-
чение отливок сложной формы.
В биметаллическом исполнении изделия
изготовляют сравнительно просто соединени-
ем с помощью слоя жидкого цинка, наноси-
мого на сталь методом горячего цинкования.
При этом стальные корпусы могут быть ис-
пользованы многократно, так как перезаливка
подшипников со слоем цинкового сплава
легко осуществима. В этом заключается их
отличие от биметаллических деталей со слоем
бронзы (высокая температура нагрева корпусов
делает практически невозможной перезаливку).
Опыт использования биметаллических
деталей накоплен на предприятиях железно-
дорожного транспорта.
Служебные характеристики деталей из-
готовленных из цинкового сплава ЦАМ9-1,5
как в биметаллическом, так и в монометалли-
ческом исполнении, высокие. По долговечно-
сти, наработке на отказ, износостойкости,
ремонтнопригодности и др. они выше, чем
при использовании традиционных бронзовых
деталей.
Способность цинковых сплавов обраба-
тываться давлением позволяет получать биме-
таллические подшипники из прокатанной
полосы.
Технология соединения слоя цинкового
сплава со сталью разработана применительно
к сплаву ЦАМ9-1,5. Надежное соединение
двух металлов при прокатке достигается через
промежуточный алюминиевый подслой. Цин-
ковый сплав хорошо схватывается при горячей
прокатке в интервале температуры 250 -300 °C.
Из прокатанной биметаллической полосы
Челябинским тракторным и Харьковским
тепловозостроительными заводами освоена
технология изготовления вкладышей двигате-
лей тракторов и тепловозов методом штам-
повки. Эксплуатационные испытания таких
вкладышей выявили их положительные каче-
ства, но к сожалению они не нашли даль-
нейшего использования, так как получили
большое распространение биметаллические
подшипники со слоем алюминиевых сплавов.
Сплавы на основе алюминия. Алюминие-
вые сплавы имеют малую плотность, обладают
сравнительно высокой статической и устало-
стной прочностью, отличной сопротивляемо-
стью коррозии. В сочетании с высокими три-
ботехническими характеристиками эти сплавы
широко используются в качестве антифрика-
ционных. Из алюминиевых сплавов изготов-
ляются детали трения в монометаллическом и
биметаллическом исполнении. В монометалле
изготовляются различные втулки, подшипни-
ки, шарниры и др. Из биметалла штампуют
подшипники коленчатых валов различных
двигателей, изготовляют свертные втулки и
другие детали трения.
Заготовки для штамповки подшипников
получают либо с помощью совместной про-
катки, либо соединением слоев посредством
направленного взрыва.
Монометаллические подшипники изго-
товляют из сравнительно твердых и прочных
сплавов, а биметаллические - из пластичных
и менее твердых.
Алюминиевые сплавы классифицируют
преимущественно по микроструктурному при-
знаку. Эта классификация отражает анти-
фрикционные свойства сплавов, так как об-
щепризнанной является роль мягких струк-
турных составляющих в уменьшении износа и
увеличения сопротивляемости задиру пары
трения. К I группе относятся сплавы, имею-
щие включения твердых структурных состав-
ляющих (FeAh, AhNi, CuAh, MgiSi, AlSb,
кремний и др.) в пластичной основе металла.
В сплавах группы II наряду с твердыми со-
ставляющими имеются мягкие включения.
АНТИФРИКЦИОННЫЕ СПЛАВЫ
765
9.4.8. Химический состав (%) российских алюминиевых антифрикционных сплавов
(остальное алюминий) ГОСТ 14113-78
Группа Сплав Ni Mg Sb Cu Si Sn Ti
I АН-2,5 2,7 - 3,3 - 3,5 - - - -
АСМ - 0,3 - 0,7 3,5 - 6,5 - - - -
А09-1 - - - 1,0 - 9,0 -
АОЗ-1 0,4 - - l,o 1,85 3,0 -
II А09-2 1,0 - - 2,25 0,5 9,0 -
А09-2Б - - - 1,75 - 9,0 0,02 - 0,10
А020-1 - - - 1,0 - 20,0 0,02 - 0,10
9.4.9. Химический состав сплавов (%) на основе алюминия по ИСО 4383
Химические элементы Марка сплава
AlSn20Cu AlSn6Cu AlSi4Cd AlCd3CuNi AlSillCu
Cu 0,7 - 1,3 0,7 - 1,3 0,05 - 0,15 0,7 - 1,3 0,7 -1,3
Sn 17,5 - 22,5 5,5 - 7,0 - - 0,2
Ni 0,1 1,3 - 0,7 - 1,3 0,1
Cd - - 0,8 - 1,4 2,7 - 3,5 -
Si 0,7* 0,7* 3,5 - 4,5 0,7* 10,0 - 12,0
Fe 0,7* 0,7* 0,35 0,7* 0,3
Mn 0,7* 0,7* 0,2 0,7* 0,1
Ti 0,2 0,2 0,2 0,1 0,1
Другие 0,5 0,5 0,25 0,15 0,3
* Общее содержание Si + Fe + Мп не должно превышать 1 %.
Применяемые в России антифрикцион-
ные сплавы на алюминиевой основе пред-
ставлены в табл. 9.4.8.
С появлением тяжелонагруженных дви-
гателей в автомобилестроении, тракторо-
строении, транспортном машиностроении
возникла острая необходимость в материалах
подшипников, обладающих повышенной за-
диростойкостью. В связи с этим в Японии,
России, Англии и Америке разработаны алю-
миниево-оловянные сплавы, содержащие до
30 или даже 40 % Sn и отработана технология
изготовления сплавов, содержащих свинец.
Такие сплавы обладают способностью хорошо
сопротивляться задиру при ультратонких сма-
зочных слоях, однако эта особенность дости-
гается наиболее полно при содержании не
более 14 % РЬ. В России разработан метод
получения алюминиево-свинцовых (до 30 % РЬ)
сплавов из гранул. Гранулы отливаются во
вращающийся стакан с круглыми отверстиями
при частоте вращения 1500 мин-1.
Струя расплава разбивается на капли,
которые через отверстия попадают в воду и
кристаллизуются со скоростью 102 - 104 °С/с.
Последующее прессование гранул осуществ-
ляется различными способами.
Антифрикционные свойства создаются в
сплавах, содержащих мягкие фазы благодаря
определенному количеству этих металлов
(олова, свинца, кадмия и др.). Применительно
к наиболее распространенным алю-
миниевооловянным сплавам при содержании
олова свыше 9 % возможно использование
подшипников без покрытия вкладышей мяг-
ким металлом. Все остальные сплавы (AlSn6Cu,
AlSi4Cd, AlCd3CuNi, AlSillCu, ACM, AH2,5,
A03-1) используются с покрытиями на основе
сплава олова со свинцом. Наибольшее рас-
пространение получил сплав PbSnl0Cu2.
Возможность использования сплавов без
покрытий определяется выжимаемостью оло-
ва или оловянносвинцовой фазы при возник-
новении металлического контактирования.
При этом как на вкладышах, так и на поверх-
ностях цапф образуется защитная пленка
мягкой фазы, которая и обеспечивает нужный
комплекс трибологических свойств, включая
и совместимость трибосистем.
766
Глава 9.4. АНТИФРИКЦИОННЫЕ СПЛАВЫ
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов П. Г., Буше Н. А., Двоски-
на В. А., Кручинин М. С. Применение цинко-
вого сплава взамен бронз и баббитов. Транс-
желдориздат. 1961. 233 с.
2. Буше Н. А. Исследование совместимо-
сти материалов при трении. Вестник машино-
строения. 1984. № II. С. 13 - 16.
3. Буше Н. А. Подшипниковые сплавы для
подвижного состава. М.: Транспорт. 1967. 224 с.
4. Буше Н. А., Гуляев А. С., Двоски-
на В. А., Раков К. М. Подшипники из алю-
миниевых сплавов. Транспорт, 1974. 256 с.
5. Буше Н. А., Злобин Б. С., Миро-
нов А. Е. Новая технология производства би-
металла для подшипников скольжения с ис-
пользованием энергии взрыва. Тезисы докла-
да II Всесоюзного симпозиума по перспек-
тивным металлическим материалам. М.: АН
СССР. 1991. С. 34 - 35.
6. Буше Н. А., Копытько В. В. Совмес-
тимость трущихся поверхностей. М.: Наука.
1981. 127 с.
7. Конструкционные материалы: Спра-
вочник / Под общей ред. Арзамасова Б. Н.
М.: Машиностроение. 1990. 688 с.
8. Король В. К., Буше Н. А. Изготовле-
ние трущихся деталей из цинкового сплава
обработкой давлением. Сообщение № 17
ЦНИИ МПС, 1959.
9. Пратт Д. Подшипниковые сплавы для
двигателей внутреннего сгорания. Трибо-
логия исследования и приложения. Опьп
США и стран СНГ. М.: Машиностроение.
1993. С. 312 - 329.
10. Трение, изнашивание и смазка:
Справочник в 2-х кн. / Под ред. Крагельско-
го И. В., Алисина В. В. М.: Машиностроение.
1978, 400 с.
11. Хрущев М. М. Усталость баббитов.
М.: Из-во АН СССР. 1943. 150 с.
12. Шпагин А. И. Антифрикционные
сплавы. М.: Металлургиздат. 1956. 326 с.
Раздел 10
МЕТАЛЛИЧЕСКИЕ
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ (МКМ)
Глава 10.1
ОБЩАЯ ХАРАКТЕРИСТИКА,
КЛАССИФИКАЦИЯ
10.1.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
И ТЕРМИНЫ
Композиционным, или композитом (КМ),
называют материал, обладающий следующей
совокупностью признаков:
1) не встречается в природе, а создан че-
ловеком;
2) состоит из двух компонентов или более,
разделенных выраженной границей раздела;
3) компоненты могут существовать от-
дельно друг от друга, при их совмещении
(при изготовлении КМ) форма, состав, струк-
тура и свойства компонентов существенно не
изменяются;
4) обладает новыми свойствами, отли-
чающимися от свойств компонентов;
5) является неоднородным в микромас-
штабе, но однородным в макромасштабе.
Четвертый признак исключает из класса
композиционных те материалы, которые яв-
ляются простой механической смесью компо-
нентов и имеют все свойства, определяемые
правилом аддитивности.
Оптимальное сочетание компонентов
позволяет создать материал с новыми свойст-
вами: например, в конструкционных компо-
зиционных материалах, армированных высо-
копрочными высокомодульными волокнами,
реализуется принципиально новый механизм
торможения трещины - остановка трещины
на границах раздела компонентов, и поэтому
ряд свойств таких материалов (например,
длительная статическая или циклическая
прочность) существенно выше, чем рассчи-
танны[ по правилу аддитивности.
Пятый признак предполагает, что любые
произвольно выбранные элементарные объе-
мы КМ, размеры которых существенно пре-
восходят минимальные размеры компонентов
КМ, должны иметь в среднем один и тот же
компонентный состав. Этот признак позволяет
исключить из класса КМ биметаллы, детали с
покрытиями, сотовые изделия и т.п., являю-
щиеся конструкциями, а не материалами.
Элементарный объем (образец) КМ - мини-
мальное количество материала, которое характе-
ризуется всем комплексом определяющих КМ
признаков. С этих позиций такие объекты, как
моноволокно, окруженное достаточным количе-
ством второго компонента, или монослой из во-
локон, объединенных вторым компонентом, не
являются элементарными образцами КМ, а пред-
ставляют собой элементарную ячейку или про-
стую совокупность элементарных ячеек КМ. Ре-
альное поведение таких объектов (например, при
изгибе) заметно отличается от механического по-
ведения элементарных или макрообразцов КМ,
характерной чертой которых является равномер-
ное распределение нагрузки на более прочном и
жестком компоненте и торможение разрушающих
трещин на внутренних поверхностях раздела.
Компонент, непрерывный во всем объеме
КМ или в объемах, превышающих элементарный,
называется матричным (матрицей или связующим
КМ). Компонент, разъединенный в объеме КМ,
называется армирующим (наполнителем); смысл
термина "армирующий" расширяется до "введен-
ный в КМ с целью создания новых свойств", а не
просто "упрочняющий". Деление компонентов на
матричный и армирующий не имеет смысла, если
оба компонента равнозначны по геометрическому
признаку (например, многослойные материалы из
чередующихся слоев или псевдосплавы, представ-
ляющие собой два взаимно проникающих непре-
рывных каркаса).
Если КМ содержит более двух компо-
нентов, то такие материалы называют гибрид-
ными. Полиматричные гибридные КМ образу-
ются сочетанием в одной детали двух КМ или
более с матрицами различного состава (рис.
10.1.1, а). Полиармированные КМ содержат
более одного армирующего компонента. Они
могут быть простыми, если содержат арми-
рующие элементы различной природы, но
одной геометрии, например, только частицы,
или только волокна разного состава (рис.
10.1.1, б), и комбинированными, если арми-
рованы сочетанием компонентов различной
геометрии (рис. 10.1.1, в). Примером простого
полиармированного КМ может служить стек-
лоуглепластик, примером комбинирован-
ного - боралюминий, дополнительно армиро-
ванный прослойками титановой фольги.
168
Глава 10.1. ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
Рис. 10.1.1. Полиматричные (а), простые (6) и комбинированные (в) полиармированные гибридные КМ
Супергибридными КМ (супергибридами)
называют конструкции, представляющие со-
бой неразъемные соединения элементов из
КМ и традиционных материалов или из раз-
личных КМ, например, труба из боралюми-
ния с алюминиевыми или титановыми закон-
цовками или намоточная конструкция из
угле- или стеклопластика с заформованными
в нее фланцами или шпангоутом из традици-
онного материала.
10.1.2. КЛАССИФИКАЦИЯ
В качестве классификационных призна-
ков для КМ приняты следующие: геометрия
компонентов КМ; взаимное расположение
компонентов (схема армирования); природа
компонентов КМ.
По геометрии компонентов КМ разде-
ляются на три основные группы, для обозна-
чения которых используются следующие ин-
дексы:
О - КМ с нульмерными компонентами, в
которых армирующие элементы имеют все
три размера, существенно меньшие, чем раз-
мер элементарного объема КМ, примером
материалов этой группы служат КМ, армиро-
ванные частицами различной конфигурации,
короткими нитевидными кристаллами и т.п.;
1 - КМ с одномерными компонентами,
в которых армирующие элементы имеют один
из размеров, значительно превосходящий
другие и соизмеримый с размерами элемен-
тарного объема КМ; пример - КМ на основе
металлов, полимеров или керамики, армиро-
ванные непрерывными волокнами;
2 - КМ с двумерными компонентами, в
которых армирующие элементы имеют два
размера, существенно превосходящие третий
и соизмеримые с размерами элементарного
объема КМ; пример - многослойные материа-
лы из чередующихся слоев компонентов.
Для обозначения композиционных и
простых гибридных материалов используют
эти же индексы; для обозначения размерно-
сти комбинированных гибридных КМ ис-
пользуют соответствующие сочетания индек-
сов: 0+1, 0 + 2, 1 + 2и0 + 1 + 2; например,
материалом типа 1 + 2 является композит с
полимерной матрицей и углеродными волок-
нами, дополнительно армированный слоями
фольги из алюминиевого сплава.
По взаимному расположению компонен-
тов (схеме армирования) КМ также разделяют
на три группы (табл. 10.1.1):
1) КМ с одноосным (линейным) арми-
рованием, в которых армирующие элементы в
виде волокон, проволок или ориентирован-
ных цепочек нитевидных кристаллов распо-
лагаются в объеме матрицы в одном направ-
лении; такая схема армирования реализуется
одномерными либо двумерными элементами;
2) КМ с плоскостным (двухосным) арми-
рованием, в которых армирующие элементы в
виде волокон, фолы и др. расположены в
плоскостях, параллельных друг другу; эта схема
может быть реализована при использовании
одномерных, двумерных или цепочек нульмер-
ных армирующих элементов; для определения
конкретных плоскостных схем армирования
используют следующие обозначения: напри-
мер, J 0°/(±45°)^/90^ ] 5 , где индексы п,
т, р, к обозначают количество слоев или
пакетов слоев, расположенных под определен-
ным углом (0, 45, 90° и т.д.) к оси конструк-
ции, символ S обозначает, что выкладка ука-
занного пакета производится симметрично
относительно нейтральной поверхности;
3) КМ с объемным (трехосным) армиро-
ванием частицами или волокнами, в которых
невозможно выделить одно или два преиму-
щественных направления; в этом случае рас-
положение компонентов может быть хаотиче-
ским или упорядоченным («-мерным).
КЛАССИФИКАЦИЯ
76&
10.1.1. Взаимное расположение (схема армирования) компонентов в КМ
Геометрия компонента
Расположение компонентов
Наполнитель 1
Наполнитель 1
Наполнитель 1
Наполнитель 2
а) б)
Рис. 10.1.2. Классификация простых гибридных полиармированных КМ
по типу перемешивания армирующих компонентов
Простые полиармированные гибридные
КМ, армированные смесью частиц или воло-
кон типа 0] + О2 или 1] + I2 классифициру-
ются по типу "перемешивания" армирующих
компонентов различной природы (рис. 10.1.2):
с однородным перемешиванием арми-
рующих элементов во всем объеме КМ (в
английской терминологии - intraply hybrid
composite) (рис. 10.1.2, а);
с линейной неоднородностью, когда час-
тицы или волокна каждого типа объединены в
группы (например, жгуты волокон), равно-
мерно распределенные по материалу (рис.
10.1.2, б);
с плоскостной неоднородностью, когда
волокна или частицы каждого типа образуют
чередующиеся слои (interply hybrid composite)
(рис. 10.1.2, в);
25 Зак. 225
770
Глава 10.1. ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
макронеоднородые (супергибридные) КМ,
в которых волокна или частицы каждого типа
образуют зоны, соизмеримые с размерами из-
делия; в этих КМ могут быть реализованы не-
симметричная или симметричная схема арми-
рования (структура "сердцевина-оболочка’’)
(рис. 10.1.2, г).
По природе компонентов КМ разделя-
ются на группы по числу компонентов (два,
три или более), а затем сами компоненты на
четыре подгруппы: из металла или сплава; из
неметаллических элементов (например, из
бора или углерода); из неорганических соеди-
нений (оксидов, карбидов, боридов и т.д.); из
органических (полимерных) соединений.
Тип КМ определяют обычно по природе
матрицы; стеклопластик, например, относят к
полимерным КМ с армирующим компонен-
том из неорганических соединений; углеалю-
миний - к металлическим КМ с армирующим
компонентом из неметаллического химиче-
ского элемента.
Не является корректной часто предла-
гаемая классификация КМ по назначению,
поскольку КМ обычно многофункциональны,
что обусловливает возможность их разнооб-
разного применения; к тому же вопрос об
области применения КМ определяется, как
правило, конъюнктурной ситуацией и вообще
часто может быть решен нерационально. Ана-
логичный вывод можно сделать по поводу
предложений о классификации КМ по типу
взаимодействия на межкомпонентной грани-
це: КМ не является равновесной системой, и
в процессе его эксплуатации или при откло-
нениях от оптимального режима изготовления
характер взаимодействия может изменяться.
Отсюда следует, что руководствуясь этим при-
знаком, придется относить один и тот же КМ
к разным классам в зависимости от реализо-
ванной степени взаимодействия; естественно,
это несовместимо с логическими принципами
классификации объектов.
10.1.3. СТРУКТУРА
Макроструктура. Дефекты структуры.
Макроструктура КМ определяется геометрией
и взаимным расположением компонентов,
микроструктура - наличием новых фаз
(продуктов взаимодействия) или изменением
состава на границах раздела компонентов, а
также микроструктурой объемов матрицы и
наполнителя.
Макроструктура КМ характеризуется па-
раметрами: объемное содержание компонен-
тов, схема армирования и распределение-
компонентов. К дефектам КМ, связанным с
макроструктурой, относят: нарушение целост-
ности (монолитности) КМ, отклонение от
заданного (оптимального) содержания компо-
нентов, нарушение схемы армирования или
заданной равномерности распределения ар-
мирующего компонента.
Нарушение монолитности КМ проявля-
ется в следующих формах:
неполный контакт компонентов по гра-
ницам раздела, что обусловлено недостаточ-
ными значениями технологических парамет-
ров - давления, температуры или времени
выдержки при изготовлении КМ пропиткой
или прессованием, а также недостатком мат-
ричного компонента в заготовке;
расслоение КМ, что обусловлено обра-
зованием недостаточно прочной связи на
границе матрица/матрица (при твердофазной
технологии) или образованием трещин на
границе слоев матрица/наполнитель из-за
внутренних напряжений, грубых технологиче-
ских воздействий и т.п.;
поры и пустоты в объеме КМ, обуслов-
ленные газовыми включениями или усадкой
при охлаждении КМ от технологической тем-
пературы.
Дефектное отклонение от заданного
(оптимального) содержания компонентов за-
кладывается на стадии подготовки заготовки
(матричного и армирующего компонентов в
исходном состоянии). Дефект может быть обу-
словлен несоответствующим наносом матрич-
ного материала на элементы наполнителя
(например, при плазменном напылении мат-
рицы на волокна), несоответствием требуемой
толщины матричных фольг (при твердофазном
прессовании пакета из чередующихся слоев
волокон и матричной фольги), недостаточным
количеством армирующих частиц, уложенных в
литейную форму, нарушениями в процессе
выкладки или намотки армирующего каркаса.
Нарушения схемы армирования возни-
кают из-за ошибок при формировании арми-
рующего каркаса - при неверном выборе по-
следовательности укладки слоев, при случай-
ных отклонениях от требуемого направления
укладки и т.п.
Часто дефектная схема армирования за-
кладывается на стадии проектирования: на-
пример, в деталях переменного сечения, рабо-
тающих на выносливость при изгибе (лопатки
компрессоров, турбин и т.п.), необходимо
использовать слои наполнителя переменной
ширины, чтобы обеспечить требуемую кон-
фигурацию изделия; при этом более широкие
слои должны располагаться на периферии.
В противном случае границы слоев на по-
верхности изделия становятся очагами воз-
никновения усталостных трещин, и цикличе-
ская прочность детали уменьшается в 2 -
10 раз. (рис. 10.1.3.).
СТРУКТУРА
771
Очаги формирования
усталостных трещин
а)
б)
Рис. 10.1.3. Неправильная (а) и правильная (б) схемы
армирования деталей переменного сечения,
работающих на знакопеременный изгиб
а) б)
Рис. 10.1.4. Неправильная (а) и правильная (б)
схемы плоскостного армирования волокнами.
Вверху - форма соответствующих деталей
после охлаждения от температуры изготовления КМ
Если при плоскостном армировании за-
ложена несимметричная укладка слоев, то
вследствие анизотропии температурного коэф-
фициента линейного расширения материала
деталь начинает работать как биметалл, и при
охлаждении от температуры изготовления или
при эксплуатационных нагревах ее конфигура-
ция искажается (рис. 10.1.4). Дефектом схемы
армирования является отсутствие уравновеши-
вающих слоев внутри пакетов, например:
(0°/+45°/90°) - неверно спроектированный пакет;
(0°/±45°/90°) - верно спроектированный пакет,
а также несимметричное расположение слоев
с одинаковой ориентацией относительно по-
верхности симметрии детали, например:
(0°/+45°/-45°/90°/+45°/-45°/0°) - неправильная
схема;
(0°/+45° /-45°/90°/-45° /+45°/0°) - правильная
схема.
Дефекты равномерности распределения
армирующих элементов сильно сказываются на
прочностных свойствах КМ и обусловлены либо
нарушением правильности выкладки армирую-
щего каркаса, либо смещением армирующих
элементов в процессе изготовления КМ.
Распространенной разновидностью по-
следнего дефекта являются так называемые
"прослойки", наблюдающиеся обычно в КМ,
получаемых пропиткой, и образующиеся при
оттеснении волокон или частиц потоком рас-
плава. Наличие таких прослоек может снизить
статическую и особенно циклическую проч-
ность на 20 - 60 %.
Границы раздела. Совместимость и взаи-
модействие компонентов. Механизмы разруше-
ния КМ. Композиционные материалы пред-
ставляют собой системы, находящиеся в не-
равновесном состоянии; для них характерно
наличие градиентов химических потенциалов
элементов в матрице и наполнителе, и, следо-
вательно, в них возможно протекание процес-
сов взаимодействия компонентов.
Взаимодействием компонентов в КМ на-
зывают комплекс физико-химических процес-
сов на границе раздела компонентов, приво-
дящих к изменению прочности связи компо-
нентов и свойств самих компонентов. Собст-
венно процесс взаимодействия компонентов
может быть различным по типу: механиче-
ским, адгезионным, с однонаправленной или
взаимной диффузией элементов, с образова-
нием химических соединений, с диффузион-
ным или реакционным взаимодействием по-
верхностных пленок и т.п., однако все эти
явления должны рассматриваться исключи-
тельно с позиции их влияния на механиче-
ские (или специальные) свойства компонен-
тов и их границы. Следствиями взаимодейст-
вия являются монолитизация КМ и деградация
компонентов.
Чрезмерное взаимодействие, естествен-
но, приводит как к катастрофической дегра-
дации компонентов, так и к нарушению мо-
нолитности.
Термодинамической совместимостью на-
зывают свойство компонентов находиться в
контакте друг с другом достаточно долго без
изменения состояния системы (в термодина-
мическом равновесии); однако такой подход
является физической абстракцией, поскольку
при отсутствии взаимодействия материал бу-
дет представлять собой механически соеди-
ненную систему, свойства которой не могут
отличаться от суммы свойств, компонентов,
и, следовательно, такой материал не является
композиционным.
Кинетической совместимостью обычно
называют способность компонентов достаточно
долго находиться в состоянии метастабильного
равновесия; в сущности это понятие определя-
ет эксплуатационную стабильность КМ.
Под механической совместимостью
обычно понимают соответствие температур-
ных коэффициентов линейного расширения,
упругих констант и показателей пластичности
компонентов, обеспечивающих минимизацию
внутренних напряжений и дефектов КМ при
охлаждении от температуры изготовления,
при термоциклировании или при эксплуата-
ционных воздействиях.
25*
772
Глава 10.1. ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
В самом общем смысле совместимостью
компонентов КМ называют их способность
образовывать достаточно прочную границу
раздела при минимальной деградации компо-
нентов.
Существует два подхода к проблеме ис-
следования и оценки взаимодействия: струк-
турный, при котором основное внимание
уделяется влиянию взаимодействия на струк-
туру КМ, и структурно-механический, при
котором качество КМ определяется механиче-
скими свойствами границы раздела компо-
нентов и их сохраненными свойствами.
Структурный подход к оценке взаимодей-
ствия и совместимости компонентов КМ -
теория Меткалфа. Кинетика взаимодействия
компонентов описывается с использованием
известных кинематических закономерностей:
х = kt0,5, k = Аехр[-Ql(RT)\,
где х - толщина диффузионной зоны или слоя
продукта взаимодействия; t и Т - соответст-
венно время и температура процесса изготов-
ления КМ (пропитки, прессования и т.д.); к -
константа скорости реакции, определяемая
уравнением Аррениуса; А - эмпирический
коэффициент; Q - энергия активации; R -
универсальная газовая постоянная.
Считается, что главным следствием воз-
никновения зоны взаимодействия является ее
влияние на прочность волокон. При
х < хкр J дефекты этой зоны не являются
существенными; прочность волокон равна
исходной, а прочность КМ определяется по
правилу аддитивности. При хкрл < х < хкр2
разрушение волокон определяется дефектами
зоны взаимодействия, прочность которых
обратно пропорциональна величине х = /°’5 ,
т.е. прочность волокон монотонно снижается
при интенсификации взаимодействия. При
х > хкр 2 предельная деформация системы
{волокно/слой продуктов взаимодействия}
снижается до уровня предельной деформации
продукта реакции (обычно хрупкого вещест-
ва) и при соответствующем напряжении про-
исходит разрушение волокон.
Таким образом, из теории Меткалфа
следует, что увеличение степени взаимодейст-
вия влечет за собой снижение свойств КМ;
отсюда для технологов следует рекомендация
осуществлять технологический процесс при
как 'можно более мягких режимах, чтобы
толщина слоя взаимодействия не превышала
*кр.1 •
Структурно-механический подход к оценке
взаимодействия и совместимости компонентов
КМ. Экспериментальный материал свидетельст-
вует о том, что все исследованные КМ проявля-
ют общую закономерность изменения прочност-
ных свойств в зависимости от параметров техно-
логии: при повышении температуры и времени
изготовления прочность КМ сначала возрастает,
а затем резко снижается (рис. 10.1.5). В связи с
этим композиты следует рассматривать не как
термодинамически стабильную систему, а как
кинетически развивающуюся систему, состояние
которой определяется степенью физико-
химического взаимодействия, зафиксированной
при изготовлении КМ и способной изменяться
при эксплуатации материала.
Рис. 10.1.5. Влияние технологического режима
(температуры Т и времени 0 на прочность КМ (окм)
и величину характеристических параметров -
сохраненную прочность волокон в КМ (оу) и
созданную прочность КМ при сдвиге (г км),
определяющую монолитность КМ
Схемы разрушения КМ: А - область недостаточного
взаимодействия: разрушение по механизму слабо
связанного пучка волокон; Б - область оптимального
взаимодействия: локализация первичных
повреждений без снижения его несущей способности;
В - область чрезмерного взаимодействия:
хрупкое разрушение поперечной трещиной
СТРУКТУРА
773
Поскольку взаимодействие имеет след-
ствием согласованное изменение монолитно-
сти КМ и свойств его компонентов, состоя-
ние КМ определяется совокупностью харак-
теристических параметров - сохраненной
прочностью волокон и созданной прочностью
связи компонентов, определяемой, например,
прочностью КМ при межслоевом сдвиге.
Процессы изменения характеристиче-
ских параметров являются термоактивируе-
мыми, а соответствующие зависимости выгля-
дят следующим образом:
az/a/() =1-Л|/лехр[-е1/(Л7’)];
ткм/тм = ^2 exp^/CKT)],
где оу() и о у - исходная и сохраненная в
КМ прочность волокон; т^м и тм - проч-
ность КМ и матричного материала при сдви-
ге; Tut- температура и время в технологиче-
ском процессе; Лип - эмпирические коэф-
фициенты.
Совокупное влияние характеристических
параметров М является функцией
М = f (Т, t). При увеличении Т и t проч-
ность волокон снижается, а прочность связи
компонентов возрастает; таким образом, зна-
чение М сначала увеличивается, а потом
уменьшается. При мягких технологических
режимах получают КМ с низкой монолитно-
стью и малым разупрочнением волокон, а при
жестких режимах - с высокой монолитностью
и сильной деградацией компонентов. Опти-
мальное состояние конкретного КМ характе-
ризуется максимальной монолитностью при
минимальном разупрочнении волокон т.е.
максимальным произведением характеристи-
ческих параметров, величину которого Мо
принимают за количественную оценку совмес-
тимости компонентов КМ. Идеальными
компонентами считают такие, для который
Мо = 1; реальные значения Мо составляют:
для боралюминия - 0,7 - 0,8; для углеалюми-
ния с волокнами без специальной обработки -
0,3; для углеалюминия с обработанными во-
локнами и специально легированной матри-
цей - 0,7 - 0,8.
Механизмы разрушения металлических
КМ. Микроразрушением КМ является разру-
шение элементарной ячейки - единичного
волокна и окружающего его слоя матрицы.
Макроразрушение КМ является совокупно-
стью микроразрушений. Поскольку металли-
ческие КМ представляют собой комплекс из
пластичной матрицы и хрупких высокомо-
дульных волокон, первичными очагами раз-
рушения являются разрывы наименее проч-
ных волокон. У концов волокон в зоне раз-
рыва возникает местная перегрузка, распреде-
ляющаяся на прилегающую область матрицы
и соседние волокна. В зависимости от проч-
ности связи компонентов и сохраненных в
КМ свойств матрицы и волокон может быть
реализован один из трех последующих эле-
ментарных актов разрушения:
1) разрушенное волокно отслаивается от
матрицы и разгружается, а соответствующая
нагрузка перераспределяется между соседни-
ми волокнами;
2) одно из соседних волокон разрушает-
ся от перегрузки;
3) прилежащий к разрушенному волокну
слой матрицы разрушается трещиной, яв-
ляющейся продолжением трещины в волокне.
Особым случаем является локализация
разрушения: волокно продолжает восприни-
мать нагрузку за исключением двух зон кри-
тической длины у разрыва, а несущая способ-
ность КМ в целом сохраняется. Совокупность
первичных и последующих актов разрушения
определяет макромеханизм разрушения.
В зависимости от реализованной степени
взаимодействия один и тот же КМ может
проявлять один из трех макромеханизмов.
1. КМ с недостаточным взаимодействи-
ем компонентов (1-й тип состояния КМ).
После разрыва наименее прочных волокон
касательные напряжения в зоне разрыва пре-
вышают прочность границы раздела, в резуль-
тате чего имеет место постоянно развивающее-
ся отслоение волокон от матрицы и перегрузка
соседних волокон по всей длине образца. При
дальнейшем повышении нагрузки начинают
разрушаться и более прочные волокна, исчер-
павшие свою несущую способность.
Таким образом в КМ происходит объ-
емная лавина накопления повреждений по
всей длине образца, и при достижении неко-
торой критической нагрузки происходит ди-
намический долом материала. Зона долома
(10 - 20 % от сечения образца) разрушается
хрупкой поперечной трещиной; в этой зоне
практически не наблюдаются следы пластиче-
ской деформации.
Поверхность излома волокон, исчер-
павших свою несущую способность, негладкая
и содержит выступы, являющиеся следами
разрушения фибрилл (углеродные волокна)
или сферолитов (борные или карбидокрем-
ниевые волокна); поверхность волокон, раз-
рушившихся при доломе, гладкая. КМ в пер-
вом состоянии работает как пучок слабо свя-
занных волокон, постепенно теряющий свою
связанность. В этом случае способность КМ к
торможению поперечных трещин довольно
высока, но реализуется лишь при низких на-
пряжениях.
П4
Глава 10.1. ОБЩАЯ ХАРАКТЕРИСТИКА, КЛАССИФИКАЦИЯ
2. КМ с оптимальным взаимодействием
компонентов (2-й тип состояния КМ). После
разрушения слабых волокон в КМ создается
такое напряженно-деформированное состоя-
ние, при котором без дальнейшего повыше-
ния нагрузки не реализуется ни один из вто-
ричных элементарных актов (разрывы локали-
зуются); волокна продолжают воспринимать
достигнутое напряжение по всей длине за
исключением участков критического размера,
примыкающих к разрыву. Очаги первичного
разрушения распределены по всему рабочему
объему образца. Последовательное накопле-
ние таких повреждений при дальнейшем по-
вышении нагрузки приводит к формированию
слабой поверхности, разрушающейся динами-
ческим доломом. Характер поверхностей из-
лома элементарных волокон в этом случае
такой же, как и для КМ в первом состоянии;
макроизлом КМ - щеповидный.
КМ в оптимальном состоянии ведет себя
как система, автоматически подстраивающая-
ся под все возрастающую нагрузку блокиров-
кой очагов первичного разрушения без сни-
жения общей несущей способности. Высокие
сохраненные в КМ значения упруго-
прочностных свойств компонентов обуслов-
ливают высокую способность КМ к торможе-
нию продольных и поперечных трещин.
3. Материал с излишним взаимодействи-
ем (3-й тип состояния КМ). Излишнее взаи-
модействие выражается обычно в образовании
небольших частиц новых фаз (А1В2 или A1Bj2
для боралюминия, AI4C3 для углеалюминия),
что приводит к совпадению по месту двух
микродефектов - локального разупрочнения
волокна и локального охрупчивания матрицы.
Поэтому трещина, образовавшаяся при раз-
рыве волокна, перерезает примыкающие к
нему прослойки матрицы и развивается в маги-
стральную трещину, разрушающую КМ при
довольно низких нагрузках. Макроразрушение
в этом случае характеризуется плоскими лави-
нами накопления повреждений; КМ разруша-
ется хрупко, полностью утрачивая свое основ-
ное свойство - способность к торможению
трещины на внутренних поверхностях раздела.
Для разрушения такого КМ достаточно, чтобы
среднее напряжение на волокнах превышало
прочность наиболее дефектных волокон
(разрушение по слабейшему звену).
Особенности поверхностей разрушения
КМ и механизма разрушения показаны на рис.
10.1.6 и в табл. 10.1.2. Сходное поведение при
разрушении наблюдается и у полимерных КМ.
Оптимизация металлических КМ. Разли-
чают технологическую и физико-химическую
оптимизацию металлических КМ. Идея тех-
нологической оптимизации состоит в том,
чтобы изменением технологических параметров
(температуры и времени при изготовлении
КМ) обеспечить оптимальное взаимодействие
компонентов, т.е. 2-й тип состояния, при кото-
ром произведение характеристических пара-
метров максимально: М = f (Т, f) = Мо .
Исследование этой функции на экстремум
дает следующий результат:
при соотношении эмпирических коэф-
фициентов «1/«2 = Ql/Ql = & оптимальное
состояние КМ достигается при любых Т nt,
удовлетворяющих соотношению
tni ехр[-0!/(ЛГ)] = о/о/Al (1 - к);
при соотношении «1/^2 <01/02 опти-
мальное состояние КМ достигается при мак-
симально допустимой технологической тем-
пературе Tmax и времени t, определяемом из
выражения
f«! = a/o ехр[ Qi/(RTmsa)]и2/[Л| Он + л2)];
при соотношении Пу/п2 >Qy/Q2 опти-
мальное состояние КМ достигается при мак-
симально допустимом технологическом вре-
мени t = Zmax в точке, где
r = ei//?in[r
max 4 (в1^в2)МЛв2)]-
Первый вариант КМ является наиболее
технологичным, т.к. предоставляет большой
набор технологических режимов, обеспечи-
вающих получение материала в оптимальном
состоянии; наименее технологичным является
второй вариант.
При экспериментальном поиске опти-
мального режима целесообразно: получив КМ
в состоянии, соответствующем разрушению
по механизму слабо связанного пучка, увели-
чить в последующих технологических экспе-
риментах интенсивность технологического
воздействия (температуру и время выдержки);
получив КМ в состоянии хрупкого разруше-
ния, уменьшить интенсивность воздействия.
Улучшение совместимости компонентов
КМ может быть достигнуто либо за счет сни-
жения энергии активации процесса нараста-
ния прочности связи компонентов (Q2 -> 0),
либо увеличением энергии активации процес-
са разупрочнения волокон -> со) . Если
свойства КМ, полученного на стадии техно-
логической оптимизации, не удовлетворят
разработчика, то необходим второй этап -
физико-химическая оптимизация, заключаю-
щаяся в таком изменении структуры, состава
и свойств компонентов, которое обеспечило
бы наиболее рациональное сочетание эмпи-
рических коэффициентов Qj, Q2, Щ и и2 •
10.1.2. Особенности поверхностей разрушения металлических КМ
с различной степенью физико-химического взаимодействия компонентов
Режим изготовления и прочность КМ Особенности микроразрушения Особенности макроразрушения Механизм разрушения КМ
поверхность разрушения волокон поверхность разрушения матрицы поверхность разруше- ния границы раздела расположение очагов разрушения по длине образца наличие поперечных и продольных разрушений
Мягкий режим (низкие температура и время), низкая прочность КМ Шероховатая (прочность воло- кон реализована полностью) Коническая вокруг волокон (пластичное разрушение) Отслоение матри- цы от волокон (адгезионное разрушение) Волокон - по всей длине образца, матрицы - в слу- чайной поперечной плоскости Поперечное у во- локон, продоль- ное - на границах раздела, попереч- ное у матрицы Разрушение слабо связанного пучка волокон
Оптимальный режим, высокая прочность > Шероховатая у ряда волокон, гладкая на части сечения некото- рых волокон (долом) Признаки пластической деформации Частично - отслоение, частично - по матрице или волокнам Значительный разброс вдоль оси образца Большое количест- во продольных и поперечных сколов (щеповидный излом) Длительное накоп- ление повреждений при сохранении несущей способно- сти
Жесткий режим, очень низкая прочность Гладкая на пол- ном сечении всех волокон Гладкая (хрупкое разрушение) Адгезионно- когезионное разрушение Разрушение в уз- кой зоне, нор- мальной к оси образца Одна или несколь- ко поперечных трещин Хрупкое разруше- ние поперечными трещинами
СТРУКТУРА 775
776
Глава 10.2. АРМИРУЮЩИЕ КОМПОНЕНТЫ МКМ
Например, легирование матрицы по-
верхностно-активными элементами приводит
к уменьшению скорости разупрочнения воло-
кон; аналогичный эффект наблюдается при
использовании барьерных покрытий на во-
локнах или их поверхностном модифициро-
вании, а также при использовании волокон
той же природы, но большего диаметра; леги-
рование матрицы КМ элементами с повы-
шенным сродством к материалу волокна
улучшает кинетику образования связи компо-
нентов и т.д. После выбора пары компонен-
тов необходимо провести новый этап техно-
логической оптимизации.
Глава 10.2
АРМИРУЮЩИЕ КОМПОНЕНТЫ МКМ
Армирующие материалы являются ос-
новным компонентом, обеспечивающим дос-
тижение тех или иных характеристик, сущест-
венно превышающих аналогичные характери-
стики матрицы. Упрочнители могут отличать-
ся друг от друга по механическим, физиче-
ским и химическим свойствам, однако, их
важнейшим признаком, определяющим спо-
собы введения в матрицу, механизмы взаимо-
действие является их геометрия. По этому
признаку армирующие компоненты можно
разделить на три основные группы: непре-
рывные волокна; нитевидные кристаллы и
короткие волокна; частицы произвольной
конфигурации.
10.2.1. НЕПРЕРЫВНЫЕ ВОЛОКНА
Непрерывные волокна разделяются на
неметаллические, полученные осаждением на
токопроводящей керн, бескерновые и метал-
лические волокна.
Борные волокна. Основным технологиче-
ским процессом получения борных волокон
является газофазное осаждение бора из смеси
водорода и трихлорида бора на нагретую
вольфрамовую или углеродную подложку.
В производственных условиях это осуществля-
ют по непрерывной схеме с рециклом исход-
ных реагентов (рис 10.2.1). Трихлорид бора в
испаренном виде смешивается с водородом в
строго определенном соотношении и попадает
в реактор горизонтального или вертикального
типа с электронагревом. Газовая смесь, выхо-
дящая из реактора, состоит из водорода, три-
хлорида бора, хлористого водорода (6-7 об.
доля, %) и дихлорборана (2,6 - 3,5 об. доля, %).
Смесь поступает на регенерацию. Методом
конденсации из нее выделяют трихлорид
бора, в случае необходимости очищают его от
Рис. 10.2.1. Схема получения борных волокон:
/, 2 - исходные трихлорид бора и водород; 3 - система приготовления смеси; 4 - реактор;
5 - датчик измерения диаметра волокна; 6 - датчик автоматического регулирования; 7 - конденсация трихлорида;
8 - ректификация конденсата; 9 - испарение трихлорида бора; 10 - абсорбция хлористого водорода;
11 - сборник соляной кислоты; 12 - сушка водорода; 13 - компримирование водорода
НЕПРЕРЫВНЫЕ ВОЛОКНА
777
примесей (например, ректификацией) и воз-
вращают в цикл через испаритель. Методом
абсорбции извлекают хлористый водород и
направляют на утилизацию в виде соляной
кислоты. Водород сушат, компримируют и
возвращают в цикл. Борное волокно после
выхода из реактора проходит через измери-
тель диаметра и наматывается на шпули, ко-
торые поступают на дальнейшую переработку.
К недостаткам борных волокон, полу-
чаемых осаждением на вольфрамовую под-
ложку, относится их высокая стоимость,
включающая стоимость вольфрамовой нити.
Это обстоятельство послужило основной при-
чиной замены вольфрамовой токопроводящей
нити на подложку из углеродного волокна.
Такое волокно диаметром -30 мкм получают
из пека формованием расплава с последую-
щим окислением и карбонизацией.
Реактор для получения борных волокон
осаждением на углеродистую подложку отли-
чается от реактора для осаждения бора на
вольфрамовую подложку введением операции
нанесения пиролитического графита непо-
средственно перед осаждением бора на под-
ложку.
Для предотвращения взаимодействия
борных волокон с металлами (расплавы алю-
миниевых сплавов, титановые сплавы) в про-
цессе получения композиционных материалов
на их основе, или при их эксплуатации, раз-
работаны процессы нанесения на борные
волокна различных барьерных покрытий.
В промышленных масштабах выпуска-
ются борные волокна с покрытиями из кар-
бида кремния (борсик) и карбида бора.
Основные свойства борных волокон на
вольфрамовой и углеродной подложке без
покрытий и с покрытиями из карбида бора и
карбида кремния приведены в табл. 10.2.1.
10.2.1. Свойства борных волокон
Подложка Покрытие Диаметр волокна, мкм у, г/см3 ов, МПа Е, ГПа
Вольфрам - 100* 2,6 - 2,62 2800 - 3500 400
Тоже - 140* 2,46 - 2,55 3500 - 200 400 - 420
_ м _ - 200* 2,40 3300 - 3500 400
Углерод - 100 - 200 2,22 - 2,27 3320 370 - 390
Вольфрам SiC 140 2,70 2900 - 3100 400
То же В4С 140 2,46 3780 - 4200 400 - 410
* Температурный коэффициент линейного расширения (4,5 - 5,0) • 10-6 1/К; коэффициент
Пуассона 0,2
Волокна карбида кремния на подложке.
Технология изготовления волокон карбида
кремния, полученных осаждением из газовой
фазы на токопроводящую подложку, во мно-
гом похожа на процесс получения борных
волокон. В качестве подложки применяют
вольфрамовую или углеродную нить. Уста-
новка для получения волокна, аналогична
реактору, применяемому для изготовления
борного волокна (см. 10.2.1). Основное отли-
чие процесса, заключается в составе газовой
среды, где осуществляется осаждение карбида
кремния. В состав газовой фазы для получе-
ния волокна карбида кремния входят: хлор-
силан (СНзБЮз; (СНз)2§1С12 или СНз81НС12),
водород, углеводород (СН4, С3Н8 или С4Н10)
и аргон. Процесс осаждения идет при нагреве
подложки до 1200 - 1400 °C.
В зависимости от использования волок-
на в той или иной матрице (титан, алюми-
ний) поверхность волокна может быть обога-
щена углеродом. Так, кроме обычного волок-
на SiC в промышленных масштабах произво-
дится волокно карбида кремния SCS-2 с раз-
личной поверхностной обработкой: например,
волокно SCS-2 имеет обогащенный углеродом
слой толщиной 1 мкм.
Волокна карбида кремния на вольфра-
мовой и углеродной подложке диаметром 100
- 140 мкм выпускается в промышленных
масштабах; их основные свойства приведены
в табл. 10.2.2.
Бескерновые волокна карбида кремния.
Получают бескерновые волокна в три стадии:
приготовление исходной массы, формование
волокон, окисление и карбидизация волокна.
Исходным продуктом для получения волокон
служит дихлорди метил силан (СНз)231С12, ко-
торый в присутствии расплавленного натрия
переходит в диметилполисилан и при даль-
нейшей полимеризации в автоклаве при тем-
пературе 450 - 470 °C и давлении 100 кПа в
атмосфере аргона в течение 8 -14 ч превраща-
ется в поликарбосилан. Подвергнутый ваку-
умной дистилляционной термообработке при
280 °C последний переходит в полимер со
средней молекулярной массой 1500 и цепепо-
добной молекулярной структурой.
778
Глава 10.2. АРМИРУЮЩИЕ КОМПОНЕНТЫ МКМ
10.2.2. Свойства* волокон карбида кремния
Материал подложки Диаметр волокна, мкм у, г/см3 ов, МПа Е, ГПа
Вольфрам 100 3,05 - 3,2 3400 - 4000 406 - 428
Вольфрам 140 3,15 - 3,45 3100 - 4000 407 - 428
Вольфрам, SCS-2 140 3,05 3450 407
Углерод 140 2,89 - 3,05 4000 - 4300 420 - 440
* Коэффициент Пуассона волокон 0,2; температурный коэффициент линейного расширения
(4 * 5,2) • 10-6 1/К.
10.2.3. Свойства волокна SiC марки Nicalon
Свойство Значение
Диаметр волокна, мкм 10- 15
Число волокон в пряди, шт 500
Плотность у, г/см3 2,55 - 2,8
сгв, МПа 2500 - 3300
Е, ГПа 180 - 250
а • 10-6, 1/К 3,1
Формование волокон осуществляется из
расплава при 350 °C в атмосфере азота, в ре-
зультате которой получают нити из 500 эле-
ментарных волокон с прочностью -10 МПа.
Полученный материал окисляют на воздухе
при 190 °C или в озоне при 20 °C и переводят
в карбид кремния термообработкой в вакууме
или азоте при температуре 1200-1300 °C. При
температуре обработки до 1000 °C структура
волокон остается аморфной; при более высо-
ких температурах образуется кристаллический
р-SiC. Это волокно - Nicalon, содержит в
своем составе 67%SiC, 28%8Юг, 10%С, ос-
тальное - примеси.
Основные свойства волокна приведены в
табл. 10.2.3.
Волокна оксида алюминия. Разработаны
два вида волокон оксида алюминия: волокна
марки FP (США) на основе 0C-AI2O3, изготов-
ляемые фирмой "Du Pont", и волокна на ос-
нове у-А120з, разработанные японской фир-
мой "Sumitomo Chemical Company". Процесс
получения волокон осуществляется в три ста-
дии: приготовление раствора, формование и
термообработка.
Исходными материалами для получения
волокон FP являются порошок а- или у-А120з
с размерами частиц 0,02 - 2,0 мкм, водный рас-
твор хлоргидроокиси алюминия А12(ОН)5С1 2,2Н2О,
а также добавки оксидов кремния, магния,
полиэтиленоксида (ПЭО) и др. Эти материа-
лы тщательно перемешивают, сгущают выпа-
риванием, фильтруют и дегазируют. Формо-
вание волокон осуществляют через фильеры с
отверстиями диаметром 100 мкм в количестве
около 50 шт., после чего проводят сушку в
сухом азоте при 125 °C.
Термообработка волокон заключается в
предварительном обжиге намотанного на бо-
бину волокна при 1000 - 1300 °C в течение
нескольких часов и окончательном обжиге,
осуществляемом непрерывным способом -
пропусканием волокна через пламя пропано-
кислородной горелки с температурой 1400 -
1600 °C. Продолжительность обжига 5 - 30 с.
Процесс получения волокна у-А120з
("Sumitomo") в общем аналогичен процессу
изготовления волокна а-А120з (FP). Основное
отличие этого способа заключается в исполь-
зовании для получения формовочного раство-
ра особого класса алюминийсодержащих со-
единений - полиалюмооксанов (ПАО) с до-
бавкой соединений кремния (полисилокса-
нов). Свойства волокон оксида алюминия
приведены в табл. 10.2.4.
Высокопрочные, высокомодульные во-
локна а-АЬОз разработаны фирмой "Suphi-
kon" (США). Волокна диаметром 75 мкм по-
лучают по методу выращивания монокристал-
ла. Это волокно имеет предел прочности
3160 МПа и модуль упругости 368 ГПа. При
температуре 1000 °C его прочность равна
2460 МПа.
10.2.4. Свойства* волокон оксида алюминия FP
Состав, % Диаметр, мкм Число нитей в пряди, шт. Плотность у, г/см3 ств, МПа Е, ГПа
> 99 а-А12О3 85 А12О3 + 15SiO2 20 17 200 1000 3,9 3,25 1400 - 2100 1800 - 2600 385 210 - 250
* Температурный коэффициент линейного расширения 8,5-10'6, 1/К, коэффициент Пуассона 0,26.
НЕПРЕРЫВНЫЕ ВОЛОКНА
779
10.2.5. Свойства углеродных волокон» полученных из ПАН волокна
Волокно Фирма, страна Y, г/см3 ов, МПа Е, ГПа
ВМН-4 РОССИЯ 1,75 2000 - 2500 250 - 300
ВМН-5 То же 1,75 2000 - 3000 330 - 500
Thornell 60 "Union Carbide", США 1,69 2200 400
Thomell 70 То же 1,86 2600 520
AS1 "Herculec Inc"., США 1,76 - 1,86 3150 221
AS4 I» 1,76 - 1,86 3640 228
AS6 it 1,76 - 1,86 4200 252
Т300 "Toray Industries Inc”., 1,75 - 1,77 3430 - 3530 235
Т800 Япония 1,8 5100 294
МЗО It 1,72 3920 294
М40 и 1,81 2650 - 2740 392
М50 II 1,88 - 1,91 2350 - 2450 451 - 490
10.2.6. Свойства углеродных волокон, полученных из пека
Волокно Фирма, страна у, г/см3 ов, МПа £, ГПа
Р55 "Union Carbide", США 2,02 2100 390
Р75 То же 2,06 2100 530
Р100 It 2,10 2100 700
PRD172 "Du Pont", США - 4100 960
Углеродные волокна по объему примене-
ния в композиционных материалах занимают
второе место после стекловолокна, главным
образом в материалах с полимерной матри-
цей. Однако, благодаря низкой плотности
(1,3 - 2,0 г/см3), высоким значениям прочно-
сти и модуля упругости, достигающим соот-
ветственно 4000 МПа и 700 ГПа, эти волокна
являются перспективными и находят все
большее применение в металлических компо-
зиционных материалах.
Технология производства углеродного
волокна основана на термической обработке
различных органических волокон, наиболее
пригодными из которых по технологическим,
экономическим и эксплуатационным характе-
ристикам оказались полиакрилонитрильные
(ПАН) и пековые волокна.
Процесс переработки ПАН волокна
в углеродные волокна включает три стадии: ста-
билизацию, карбонизацию и графитизацию.
Процесс стабилизации проводится с це-
лью сохранения преимущественной ориента-
ции макромолекул полимера при дальней-
шей переработке волокна. Стабилизация
проводится на воздухе при 220 °C под на-
пряжением.
Карбонизация - процесс пиролиза стаби-
лизированного ПАН волокна, при котором
происходит его превращение в углеродное
волокно. На этой стадии достигаются необхо-
димые физико-химические и эксплуатацион-
ные свойства углеродного волокна. Карбониза-
ция проводится при температуре 1000 - 1500 °C
в атмосфере инертного газа. При этих услови-
ях из волокна удаляются почти все элементы
за исключением углерода.
Графитизация проводится с целью по-
вышения модуля упругости волокон. Процесс
осуществляют при температурах 1800 - 3000 °C в
атмосфере инертного газа. В результате кар-
бонизации и графитизации диаметр исходного
ПАН волокна уменьшается ~ в 2 раза и ста-
новится равным 7-10 мкм, а плотность воз-
растает с 1,2 до 1,7 - 2,7 г/см3.
Получение углеродных волокон из пеков
осуществляется в четыре стадии: формование
из жидкокристаллических пеков, отвержде-
ние, карбонизация и графитизация. Процесс
формования волокон заключается в продав-
ливании расплава жидкокристаллического
пека через фильеру в атмосферу инертного
газа. Конечный диаметр волокна, как прави-
ло, равен 10-15 мкм.
Следующая операция - отверждение -
проводится при температуре ~ 300 °C в кисло-
родсодержащей атмосфере. Карбонизация и
графитизация волокна проводится при темпе-
ратуре - 3000 °C. В результате этих процессов
пек коксуется, затем преобразуется в углерод-
ный и окончательно в графитовый материал.
780
Глава 10.2. АРМИРУЮЩИЕ КОМПОНЕНТЫ МКМ
Основные механические свойства угле-
родных волокон приведены в табл. 10.2.5,
10.2.6. Углеродные волокна имеют в продоль-
ном направлении очень низкий, причем от-
рицательный температурный коэффициент
расширения, равный - 1 • 10‘6 1/К.
Волокна системы Ti-C-Si-O (Tyranno).
Одной из последних разработок волокон,
представляющих интерес для армирования
металлов, является волокно, построенное на
основе соединения, содержащего титан, угле-
род, кремний и кислород. Исходным сырьем
для этого волокна, которому присвоена марка
Tyranno, служит титансодержащий полимер
полититанкарбосилан, получаемый в резуль-
тате реакции присоединения титансодержа-
щего компонента и полибордифенилсилокса-
на к пол идимети л силану. Неорганическое
волокно формируется из расплава полимера с
последующей термообработкой. Основные
свойства волокна приведены в табл. 10.2.7.
Металлические волокна (проволока). В ком-
позиционных материалах с металлической
матрицей в качестве упрочнителя находят
применение волокна (проволока) на основе
бериллия, стали, молибдена и вольфрама.
При этом стальная и бериллиевая проволоки
используются для армирования композици-
онных материалов, температура эксплуатации
которых не превышает 400 - 500 °C, т.е. для
материалов с матрицей из алюминия, магния,
10.2.7. Свойства волокна Tyranno
Свойство Значение
Диаметр волокна, мкм 10 - 13
У, г/см3 2,3 - 2,5
ов, МПа 2000 - 2900
Е, ГПа 120 - 210
8, % 2 - 2,3
Максимальная рабочая температура, °C 1200
10.2.8. Механические свойства
стальных проводок
Сталь Страна ов, МПа 8, %
ВНС-9 Россия 3600 - 4200 -
2Х15Н5АМЗ То же 2750 - 3700 -
ЭП322 •1 2700 - 3700 -
12Х18Н9Т и 1750 - 2600 1 - 2
12Х18Н10Т и 1700 - 2750 1 -2
АМ355 США 1860 - 3650 1 - 8
АМ357 •• 2175 - 3700 1 - 6
Стали типа II 2300 - 2700 -
18-8
титана. Молибденовую и вольфрамовую про-
волоки применяют для армирования жаро-
прочных сплавов, работающих при темпера-
турах выше 1000 °C.
Механические свойства отечественных и
зарубежных стальных проволок, изготовлен-
ных из высокопрочных нержавеющих сталей,
приведены в табл. 10.2.8.
Плотность и модуль упругости проволок,
независимо от состава, близки и равны соот-
ветственно ~7,8 г/см3 и 200 ГПа, а темпера-
турный коэффициент равен 11 • 10-6, 1/К.
Особенностью бериллиевой проволоки
является низкая плотность и высокий модуль
упругости, равные соответственно 1,85 г/см3 и
300 ГПа. ов проволоки в зависимости от диа-
метра может изменяться от 1100 до 1455 МПа.
Температурный коэффициент линейного
расширения ее равен 10 • 10‘6, 1/К. Недостат-
ком этого упрочнителя является токсичность,
ограничивающая его применение.
Вольфрамовая и молибденовая проволо-
ки имеют высокую прочность, но главным их
преимуществом является медленное разу-
прочнение при повышенных температурах,
позволяющее существенно повысить жаро-
прочность армируемых композиционный ма-
териалов. Основным недостатком этих упроч-
нителей является высокая плотность, равная
19,3 г/см3 для вольфрамовой и 10,2 г/см3 для
молибденовой проволоки.
Временное сопротивление ов проволоки
при 20 °C в значительной степени зависит от
их диаметра, о чем свидетельствуют приве-
денные ниже данные для проволоки из
вольфрама ВА:
Диаметр, мм . . 0,01-0,05 0,05-0,1 0,10-0,30 0,30-0,50
ств, МПа .... 3500-4500 3000-3500 2500-3000 2200-2500
Свойства вольфрамовых и молибденовых
проволок приведены в табл. 10.2.9.
10.2.2. НИТЕВИДНЫЕ КРИСТАЛЛЫ И
КОРОТКИЕ ВОЛОКНА
Нитевидные кристаллы (НК) или "усы"
очень тонкие дискретные волокна с монокри-
сталлической структурой. Диаметр нитевидных
кристаллов обычно не превышает 10 мкм,
а отношение длины к диаметру составляет
20 - 100, но может превышать и 1000. Ните-
видные кристаллы обладают уникальной
прочностью, связанной с высоким совер-
шенством их структуры и поверхности. Ин-
терес к ним, как к перспективному упрочни-
телю композиционных материалов, стал ак-
тивно проявляться уже в 50-х годах XX века.
НИТЕВИДНЫЕ КРИСТАЛЛЫ И КОРОТКИЕ ВОЛОКНА
781
10.2.9. Свойства вольфрамовых и молибденовых проволок при высоких температурах
Сплав, состав, страна-изготовитель Диаметр, мм г,°с ' ств, МПа сг, МПа
ВА (99,9 % W), Россия 0,3 900 1000 1100 1200 1320 ИЗО 740 630 480' 350 330
ВТ-15 (W +1,5%ТЬО2), Россия 0,5 ! 1000 1100 1200 i 1200 1090 850 660 ’ 440 410
ВР-20 (W + 20 % Re), Россия 0,4 900 1000 1100 1200 2570 2140 1990 1390 1770 1060 420 240
W + 4,1% Re + 0,38% Hf + 0,021 % С, США - 1100 1200 2200 1970 1435 924
TZM (Мо + 0,5% Ti + 0,06 % Zr), США 1,0 1,о 0,2 0,2 1000 1100 1100 1200 930 600 610 430 280 140
TZC (Мо + 1,25 Ti + 0,15 %Zr), США 1,0 1,0 1000 1100 1070 900 450
Однако, практически применение нитевид-
ных кристаллов долгое время сдерживалось
из-за малой производительности технологи-
ческих процессов их производства и высокой
стоимости.
С начала 80-х гг. началось производство
нитевидных кристаллов карбида кремния
пиролизом рисовой шелухи, содержащей 59 %
целлюлозы, 19 % свободного углерода и 22 %
минерального остатка (в основном SiO2).
Процесс изготовления нитевидных кристал-
лов включает три стадии: пиролиз, реакцион-
ную стадию и сепарацию. Получаемый прор-
дукт содержит 80 - 90 % нитевидных кристал-
лов, 10 - 20 % частиц SiC и 0,05 - 2,0 % при-
месей (С, SiC>2, Si2N4).
Другим способом получения нитевидных
кристаллов карбида кремния является метод
осаждения из газовой фазы. Этот метод за-
ключается в том, что кристалл нужного со-
единения конденсируют из парогазовой сре-
ды, включавшей парообразные элементы об-
разующего кристалл соединения, или их газо-
образные при температуре роста кристаллов
соединения, которые способны в результате
химического взаимодействия друг с другом,
или другими компонентами парогазовой сме-
си, выделить это соединение в твердую фазу.
Нитевидные кристаллы р-карбида крем-
ния получают из газовой смеси, содержащей
монооксид кремния (SiO) и метан. В качестве
газа-носителя используют водород. Генерато-
ром SiO являлся пористый огнеупорный кир-
пич, представляющий собой смесь порошков
диоксида кремния и углерода. Выделение SiO
происходит при 1400 °C, а рост кристаллов
осуществляется на подложке из графита. Ка-
тализатором образования твердой фазы слу-
жат расплавленные частицы стали или железа.
Наряду с нитевидными кристаллами
карбида кремния разработаны технологиче-
ские процессы изготовления нитевидных кри-
сталлов ряда других тугоплавких соединений,
таких как нитрид алюминия, нитрид кремния,
борид титана и др. Свойства нитевидных кри-
сталлов приведены в табл. 10.2.10.
10.2.10. Свойства нитевидных кристаллов
Свойство SiC Si3N4 AIN ZnO
короткие длинные
у, г/см3 3,21 3,21 3,19 3,30 5,66
Длина, мм 0,01 - 0,02 > 5,0 3,0 - 10,0 1,0 - 5,0 0,01 - 0,02
Диаметр, мкм 0,1 - 0,2 0,5 - 2,0 0,1 - 10,0 1,0 - 3,0 0,1 - 0,2
Отношение длины к диаметру 50 - 100 > 1000 > 300 > 500 50 - 100
£, ГПа 550 550 380 - 510 350 150
ств, МПа > 10000 > 8000 3000 - 5000 6000 - 8000 > 10000
Рабочая температура, °C 1800 1800 1500 • 1700 600
782
Глава 10.2. АРМИРУЮЩИЕ КОМПОНЕНТЫ МКМ
Короткие волокна. Фирмой "Imperical
Chemical Industries" (Англия) разработана тех-
нология получения дискретных волокон ок-
сида алюминия SafTil. Изготовление волокон
проводится по схеме: приготовление формо-
вочного раствора, формование волокон, обжиг.
Формовочный раствор содержит основ-
ной хлорид А12(ОН)5С1 или основной ацетат
алюминия, поливиниловый спирт или поли-
этилен-оксид, а также водорастворимое орга-
ническое соединение кремния, обычно сопо-
лимер полисилоксана.
Формование волокон ведут аэродинами-
ческим методом. Раствор продавливают через
ряд отверстий. Выходящие из отверстий жид-
кие струи попадают в два встречных высоко-
скоростных потока воздуха, что приводит к
образованию коротких волокон.
Обжиг проводят при температуре 1200 °C.
На начальной стадии обжига волокна под-
вергаются гидротермальной обработке в парах
воды с целью измельчения зерна и создания у
волокон большей удельной поверхности.
Полученное волокно содержит 95 - 97 %
S-A12O3, остальное SiO2.
Ниже приведены основные свойства во-
локна Saffil.
Диаметр................................3 мкм
Длина............................... 500 мкм
ств.......................... 2000 МПа
Е.............................. 800 ГПа
S.............................. 0,67 %
10.2.3. ПОРОШКОВЫЕ НАПОЛНИТЕЛИ
В последние годы в области создания
металлических композиционных материалов
появилось новое направление - материалы,
армированные частицами порошков тугоплав-
ких соединений. При этом, наряду с материа-
лами конструкционного назначения разраба-
тываются материалы, имеющие специальные
свойства: заданный коэффициент трения,
износостойкость, электротехнические, демп-
фирующие и др. В качестве наполнителей
применяют порошки карбида кремния, гра-
фита, оксида титана, сульфида молибдена и др.
Свойства некоторых порошков приведе-
ны в табл. 10.2.11.
10.2.11. Свойства частиц керамических порошков
Материал Размер частиц, мкм у, г/см3 £, ГПа
Графит 40 - 250 1,6 - 2,2 910
SiC 15 - 340 3,2 480
SiO2 53 2,3 70
MgO 40 2,7 - 3,6 -
Si3N4 46 3,2 360
TiC 46 4,9 320
BN 46 2,25 100 - 500
Слюда 180 - 170
ZrO2 75 - 180 5,65 - 6,15 210
B4C 40 - 340 2,5 480
TiO2 20 3,9 - 4,3 -
A12O3 40 - 340 3,97 460
Стекло 30 - 120 2,55 110
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ ВОЛОКНАМИ
783
Глава 10.3
СВОЙСТВА, СТРУКТУРА
И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
10.3.1. КМ С АЛЮМИНИЕВОЙ
МАТРИЦЕЙ, УПРОЧНЕННОЙ
ВОЛОКНАМИ
10.3.1.1. АЛЮМИНИЙ-БОР
Композиционные материалы системы
алюминий-бор являются одними из первых
КМ с металлической матрицей, нашедших
практическое применение в современной
технике. Это связано с их высокой прочно-
стью и жесткостью, обеспечиваемых борными
волокнами, и сравнительно небольшой плот-
ностью, что позволяет существенно снижать
массу изготовляемых из них конструкций.
В качестве упрочнителей в этих мате-
риалах используются борные волокна диамет-
ром 100-200 мкм без покрытий, а также во-
локна с покрытиями из карбида кремния
(имеющие название "борсик"), карбида и нит-
рида бора.
Наиболее часто применяемыми матричны-
ми сплавами являются нелегированный алюми-
ний (сплав АД 1 и его американский аналог сплав
1100) и сплавы систем Al-Mg-Si (сплав АДЗЗ и -
6061) и Al-Cu-Mg (Д16 и 2024). Составы этих ма-
териалов приведены в табл. 10.3.1.
Технология изготовления. Основным ме-
тодом получения КМ системы алюминий-бор
является диффузионная сварка под давлением
заготовок, состоящих из чередующихся слоев
борного волокна, уложенного в определенном
направлении, и алюминиевой матрицы. Чаще
всего диффузионную сварку осуществляют
методом горячего прессования, реже - про-
каткой. В случае применения борных волокон
с защитными покрытиями из карбида крем-
ния, карбида бора и др. КМ можно получать
методами пропитки расплавом матрицы.
Процесс изготовления КМ методом
диффузионной сварки под давлением осуще-
ствляется в три стадии: 1) намотка на цилин-
дрическую оправку борного волокна с после-
дующим нанесением на его поверхность
плазменным напылением материала алюми-
ниевой матрицы, монослоев бороалюминия;
2) сборка пакетов из монослоев; 3) диффузионная
сварка пакета под давлением 30 - 50 МПа при
температуре 480 - 540 °C в течение 20 - 60 мин.
Диффузионная сварка проводится в
пресс-форме или между обогреваемыми пли-
тами пресса, в газостатах или автоклавах, в
вакууме, контролируемой атмосфере или на
воздухе. Этот метод позволяет легко управлять
процессом взаимодействия матрицы с волок-
нами и достигать оптимального состояния
материала, обеспечивающего максимальные
свойства.
10.3.1. Химический состав алюминиевых матричных отечественных и зарубежных сплавов
Сплав
Содержание легирующих и примесных элементов, %
Si Fe Cu Zn Mn Mg Ti Cr
АД1 0,35 0,3 0,05 - - - - -
АДЗЗ 0,4 - 0,8 - 0,15-0,4 - - 0,8 - 1,2 - 0,15 - 0,35
Д16 - - 3,8 - 4,9 - 0,3 - 0,9 1,2 - 1,8 - -
1100 - 1,0 0,2 0,1 0,05 - - -
6061 2024 0,4 - 0,8 0,7 0,15 - 0,4 0,25 0,15 0,8 - 1,2 0,15 0,15 - 0,35
0,5 0,5 3,8 - 4,9 0,25 0,3 - 0,9 1,2 - 1,8 - 0,1
Взаимодействие компонентов и структура
КМ. Важнейшими характеристиками мате-
риала данного состава и определенной уклад-
ки армирующих средств, оказывающих влия-
ние на механические свойства, являются
прочность связи волокна с матрицей, состоя-
ние границы раздела волокно - матрица и
степень поврежденности волокон при взаимо-
действии с матрицей.
Интенсивность взаимодействия при
диффузионной сварке невелика, а сам про-
цесс делится как бы на два этапа: так назы-
ваемый "инкубационный период", в течение
которого не происходит снижения прочности
волокон и материала, и этап, связанный с
образованием на поверхности раздела матрица
- волокно химического соединения - дибори-
да алюминия, и снижением прочности воло-
кон и материала.
Оптимальные параметры изготовления
обеспечивают высокую прочность связи на
границе раздела волокно - матрица и не при-
водят к образованию диборида алюминия..
При этом борные волокна сохраняют свою
прочность, а высокая прочность композици-
онного материала в направлении укладки
волокон сочетается с его высокой прочностью
в поперечном относительно укладки волокон
направлении.
Для уменьшения взаимодействия при-
меняют волокна бора, покрытые карбидом
784
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
кремния (бореи к), карбидом или нитридом
бора, ‘что позволяет повысить температуру
прессования и сократить время процесса.
Типичная структура материала Al-В по-
казана на рис. 10.3.1. В алюминиевой матрице
равномерно распределены борные волокна
(круглого сечения). В середине волокна виден
керн, состоящий из боридов вольфрама, обра-
зовавшихся при получении борного волокна
осаждением бора из тазовой фазы на вольф-
рамовую подложку.
На рис. 10.3.2 показана поверхность
борного волокна, выделенного из образцов
материала, полученного при различных ре-
жимах.
ftrc. 19.3.1. Структура кмшмзнцвмнюго материала
алюминий-бор
л)
6)
Рис. 10.3.2. Поверхность борного волокна в композиционном материале, полученном:
а - при высокой температуре и большой выдержке; б - по оптимальному режиму
На поверхности волокна в КМ, полу-
ченном при высокой температуре и большой
выдержке, видны сферические углубления -
места образования диборида алюминия (рис.
10.3.2, а). Прочность такого волокна на 20 - 25 %
ниже исходной прочности.
На поверхности волокна в КМ, полу-
ченного по оптимальному режиму, отсутству-
ют следы образования диборида алюминия
(рис. 10.3.2, 5), а само волокно практически
сохранило свою прочность.
Механические свойства. Основной вклад
в прочностные характеристики КМ алюми-
ний-бор вносят борные волокна, превосходя-
щие в 5 - 6 раз по уровню прочности и жест-
кости лучшие алюминиевые сплавы. Поэтому
механические свойства КМ в первую очередь
зависят от количества волокна в материале,
схемы укладки волокна и направления при-
ложенной нагрузки по отношению к волокну.
Уже при 10 об. доле, % волокон проч-
ность материала по сравнению с прочностью
матрицы возрастает в 2,5 - 4 раза и в 1,5 раза
увеличивается модуль упругости (табл. 10.3.2).
Максимальные значения прочности и жестко-
сти имеют КМ, содержащие 50 - 70 об. доли
%, волокон. Характерным для этих КМ явля-
ется очень малая величина деформации до
разрушения, связанная практически с отсут-
ствием пластичности борных волокон.
10.3.2. Механические свойства КМ
алюминий - борное волокно при растяжении
в продольном направлении
Содержание волокна, об. доля, % ов, МПа Е, ГПа б, %
0 70-140 70 -
10 300-380 105 -
20 500-650 130-140 -
30 700-900 180 0,7
40 900-1140 190-220 0,7
50 1100-1400 200-257 0,6
50*1 1100-1200 220-240 -
50*2 1100-1200 220-240 -
50*3 1100-1200 220-240 -
60*2 1400-1600 260-277 0,5
70*з 1600-1800 280 0,7
* 1 Матрица - сплав 1100;
* 2 Матрица - сплав 6061;
* 3 Матрица - сплав 2024.
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ ВОЛОКНАМИ
785
КМ системы алюминий - бор с однона-
правленной укладкой волокон отличаются
высокой степенью анизотропии свойств. Поэто-
му прочность материалов в поперечном направ-
лении на порядок, а модуль упругости на 50 - 60
% меньше, чем в продольном. Основными фак-
торами, влияющими на поперечную прочность,
являются прочность матрицы, термообработка
КМ и диаметр борных волокон.
В табл. 10.3.3 приведены значения вре-
менного сопротивления и модуля упругости
однонаправленных КМ с различными матри-
цами при испытаниях, когда нагрузка была
приложена под разными углами по отноше-
нию к направлению укладки волокон.
10.3.3. Свойства однонаправленных КМ* при разных углах приложения нагрузки
Угол, 0 ств, МПа Е, ГПа
АД1 АДЗЗ Д16 АД! АДЗЗ Д16
0 ' 1150 1100 1250 236 220 220
7 620 830 1200 210 170 209
10 420 650 1050 200 160 190
15 300 380 900 183 120 186
25 - 300 400 - - 144
45 120 280 360 130 120 96
90 120 200 240 100 ПО 100
* Содержание волокна 50 об. доля, %.
При приложении нагрузки под углом 10°
временное сопротивление снижается в 2 раза
при незначительном уменьшения модуля уп-
ругости. Наиболее резко с увеличением угла
прочность падает у материала АД1 с наименее
прочной матрицей, для которого при угле 45“
прочность снижается в 10 раз по сравнению с
характеристикой, полученной при 0°.
Свойства КМ с различными матрицами
и с перекрестным армированием приведены в
табл. 10.3.4.
Благодаря малому разупрочнению при
температурах до 600 °C бороалюминиевые КМ
с однонаправленной укладкой волокон сохра-
няют высокие значения прочности, жаро-
прочности и модуля упругости вплоть до тем-
пературы 500 °C. Значения предела прочности
и модуля упругости при различных температу-
рах приведены в табл. 10.3.5, а длительная проч-
ность при 300 и 500 °C показана на рис. 10.3.3.
10.3.4. Механические свойства КМ
алюминий - 50 об. доля, % борного волокна с
различной укладкой (количество волокон
в каждом направлении одинаково)
Угол, ° ств, МПа Е, ГПа
АДЗЗ 6061 АДЗЗ 6061
±15 960 204 -
±30 690 310 165 140-219
±45 80* - - 106
±60 - 105 - 124
0/90 610* - - 132-176
* Матрица АД1.
10.3.5. Механические свойства композиционных материалов: алюминиевый сплав
(АД1, АДЗЗ) - 50 об. доля, % борного волокна (или борсика) при различных температурах
Т, °C ов, МПа Е, ГПа
Продольное направление Поперечное направление Продольное направление Поперечное направление
20 1100-1300 83-155 210-257 141
100 1000-1200 85-130 190-253 135
200 900-1150 83-112 248 131
300 850-1050 40-74 189-240 126
400 700 - 1000 - 176-232 -
500 500-950 - 225 -
786
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Рис. 10.3.3. Предел длительной прочности КМ
алюминий - 50 об. доля, % борсика
Изменение предела выносливости КМ
сплава 6061 + 50 об. доля, % борного волокна
в различных направлениях в зависимости от
числа циклов показано на рис. 10.3.4. Устало-
стная характеристика композиционного мате-
риала вдоль волокна примерно в 6 раз выше,
чем у матрицы (сплава 6061), однако, в попереч-
ном направлении она ниже, чем у матрицы.
Рис. 10.3.4. Предел выносливости КМ
(сплав 6061 + 50 об. доля, % бора)
вдоль (7) и поперек (J) волокна и сплава 6061 (2)
Типичные механические свойства отече-
ственных КМ систем алюминий - бор приве-
дены в табл. 10.3.6.
Температурный коэффициент линейного
расширения КМ алюминий - бор меньше,
чем у матрицы (табл. 10.3.7).
Теплопроводность КМ АДЗЗ + 50 об.
доля, % В (ВКА-2) равна 81 Вт/(м • К).
10.3.6. Типичные свойства композиционных материалов алюминий - бор (об. доля бора ~ 50, %)
вдоль направления волокна
Матрица (марка КМ) у, кг/м3 ов, МПа ов*1, МПа £, ГПа ав. сж> МПа ст.1, МПа тв, МПа £CU, Дж/см2
АД1 (ВКА-1) 2650 1150 100 220 - 600*2 60 10-20
АДЗЗ (ВКА-2) 2650 1250 180 220 2000 650*2 ПО 30
поперек направления волокна;
*2 /V - 2 • 107 циклов.
10.3.7. Температурный коэффициент линейного расширения КМ алюминий - бор
Материал а • 10*6, К'1, при температуре, °C
20 - 100 100 - 200 200 - 300 300 - 400 400 - 500
А1 + 30 об. доля, %В 10,2 5,4 3,1 4,0 5,7
А1 + 45 об. доля, %В АДЗЗ + 50 об. %, В (ВКА-2) 4,7 5,0 5,3 6,1 6,6
5,1 5,4 6,1 7,1 7,4
10.3.1.2. АЛЮМИНИЙ-УГЛЕРОД
Общая характеристика. Углеалюминие-
вые композиционные материалы в качестве
армирующего компонента содержат непре-
рывные углеродные волокна различных марок
(40 - 60 об. доля, %) и в качестве матричного
компонента - различные алюминиевые спла-
вы (60 - 40 об. доля, %). Обычно используют
углеродные волокна в виде крученых или
некрученых нитей (жгутов), содержащих от
нескольких сотен до нескольких тысяч моно-
филаментов диаметром 6-10 мкм, а также в
виде лент, представляющих собой текстиль-
ную структуру, в которой около 98 % нитей
расположены по основе и около 2% нитей
расположены по утку.
Технология изготовления углеродных
лент такова, что только основные нити явля-
ются высокопрочными, а уточные нити вы-
полняют лишь технологическую функцию
соединения основных нитей и не могут рас-
сматриваться как упрочняющий компонент.
Упруго-прочностные свойства КМ в ос-
новном определяются свойствами и типом
армирующего компонента (свойства волокон,
нить или лента, структура ленты и др.). По-
скольку свойства углеродных волокон в зави-
симости от технологии их получения изменя-
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ ВОЛОКНАМИ
787
ются в широких пределах, можно получать
заданные свойства углеалюминиевых компо-
зитов подбором соответствующих армирую-
щих волокон.
Технология изготовления. Углеалюминие-
вые композиты изготовляют с использовани-
ем твердофазной или жидкофазной техноло-
гии; к первой относится, например, нанесе-
ние матричного сплава на волокна химиче-
скими или плазменными методами и после-
дующее горячее прессование напыленных
полуфабрикатов в компактное изделие.
Недостатки твердофазной технологии
(травмирование волокон, трудности при фор-
мировании поверхности раздела компонентов
требуемого качества и др.) обусловили пре-
имущественное развитие жидкофазных методов,
которые можно разделить на две группы - само-
произвольной и принудительной пропитки
каркаса из волокон матричным расплавом.
Поскольку углеродные волокна не смачива-
ются алюминием, для самопроизвольной про-
питки проводят поверхностную обработку
волокон, обеспечивающую смачивание: нане-
сение на волокна смачивающегося покрытия,
например, из диборида титана, или обработку
волокон расплавами щелочных металлов -
натрия, калия (нанесение металлических по-
крытий Ni, Си оказалось неэффективным).
Технологический процесс в этом случае
включает операции пропускания волокон
через газовый реактор для нанесения покры-
тия или через ванну с расплавом щелочного
металла для модифицирования их поверхно-
сти и последующего пропускания обработан-
ных волокон через ванну с расплавом мат-
ричного алюминиевого сплава, в результате
чего получают жгут-полуфабрикат углеалю-
миниевого композита сечением около 1 мм.
Компактное изделие получают горячим прес-
сованием пакета из жгутов-полуфабрикатов,
уложенных требуемым образом в пресс-
форме.
Недостатки процесса (нестабильность
технологии, малая производительность, труд-
ность получения изделий сложной формы и
больших размеров, сложность обеспечения
смачивания) привели к тому, что методы са-
мопроизвольной пропитки остались лишь в
лабораторной практике.
Наибольшее распространение получили
методы изготовления углеалюминия принуди-
тельной пропиткой, включающие операции
укладки армирующего каркаса из углеродных
волокон в литейную пресс-форму (наиболее
просто эта операция реализуется при исполь-
зовании углеродных лент в качестве арми-
рующего компонента), нагрева и вакуумиро-
вания формы с каркасом, пропитки каркаса
матричным расплавом под давлением
(например, под давлением инертного газа) и
регулируемого охлаждения.
Взаимодействие компонентов. Взаимодей-
ствие компонентов при формировании ком-
позитов определяет качество получаемых ма-
териалов и, в свою очередь, определяется
свойствами поверхности армирующих воло-
кон и составом матричного сплава. Поверх-
ность углеродных волокон представляет собой
своеобразную несплошную оболочку из
функциональных групп (карбоксильных, кар-
бонильных и др.), связанных со свободными
валентностями углерода, в просветах которой
на поверхности присутствуют углеродные
плотноупакованные слои. Количество функ-
циональных групп уменьшается с увеличени-
ем температуры карбонизации; при этом воз-
растает модуль упругости волокон.
При взаимодействии волокон с алюми-
нием при пропитке основной реакцией явля-
ется образование карбида алюминия АЦСз,
содержание которого в композите возрастает с
повышением температуры и времени пропит-
ки (повышением интенсивности процесса),
однако взаимодействие алюминия с функ-
циональными группами также приводит к
образованию многочисленных и разнообраз-
ных неметаллических включений, обусловли-
вающих охрупчивание матрицы композита.
Роль фазы AI4C3 - двоякая: с одной сто-
роны эта фаза ответственна за формирование
связи компонентов по границе их раздела, с
другой она оказывает отрицательное воздей-
ствие (разупрочнение волокон, резкое умень-
шение коррозионной стойкости композита).
При малом содержании карбида алюминия
композит является недостаточно монолитным
и разрушается по механизму слабо связанного
пучка волокон, при излишнем - нарушаются
условия локализации разрывов волокон и
композит разрушается хрупкой трещиной при
очень низких напряжениях. По этой причине
необходимо оптимизировать структуру кар-
бидной фазы, т.е. добиться ее измельчения и
равномерного распределения на границе раз-
дела. Это достигается следующими приемами:
применением волокон с высокой температу-
рой карбонизации и, соответственно, с мень-
шей плотностью функциональных групп; на-
несением на волокна покрытий, совместимых
с матричным сплавом, например, карбида
титана или кремния; модифицированием по-
верхности волокон с целью снижения плотно-
сти функциональных групп и выравнивания
химической активности по поверхности воло-
кон; легированием матрицы поверхностно-
активными (Zn, Mg) или карбидообразующи-
ми элементами (Si).
Изменение прочности углеалюминиевых
композитов в зависимости от содержания
карбида алюминия (интенсивности техноло-
гического процесса), типа используемых во-
локон и легирования матричного сплава по-
казано на рис. 10.3.5.
788
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Содержание карбида алюминия, % к волокну
Рис. 10.3.5. Изменение прочности углеалюминия
в зависимости от содержания карбида алюминия и типа
компонентов:
/ - волокно без специальной обработки/технический
алюминий/;
2 - волокно без специальной обработки/сплав Al-Si;
3 - волокно с покрытием TiC/сплав Al-Si;
4 - модифицированное волокно/сплав Al-Zn-Mg
Упруго-прочностные свойства. В России
разработаны две марки углеалюминия: ВКУ-1
на основе волокон "Кулон" с покрытием карби-
дом титана и матричного сплава системы Al-Si и
ВКУ-1М на основе модифицированных волокон
"Кулон" и матричного сплава системы Al-Zn-Mg.
Первый материал несколько дороже, но
характеризуется более высокой прочностью
связи компонентов и, соответственно, облада-
ет более высокими свойствами при сжатии и
сдвиге (табл. 10.3.8). Материал характеризуется
сильной анизотропией свойств: прочность и
модуль упругости в продольном и поперечном
направлениях для однонаправленного угле-
алюминия различаются почти на порядок;
диаграммы растяжения при различных темпе-
ратурах для углеалюминия с различными схе-
мами армирования приведены на рис. 10.3.6.
Рис. 10.3.6 Диаграммы растяжения образцов
углеалюминия с различными схемами армирования
при различных температурах
10.3.8. Упруго-прочностные свойства углеалюминиевых композитов
Свойства Однонаправленный ВКУ-1 (направление) Однонаправленный ВКУ-1 М (направление) ВКУ-1М со схемой армирования [0°/90°]
Растяжение
Е, ГПа > 260 (0°) > 260 (0°) 150
40 (90°) 40 (90°) -
ав, МПа 1000 (0°) 900 (0°) 600
20-40 (90°) 40-70 (90°) -
8, % 0,45 (0°) 0,35 (0°) 0,4
^пц» МПа 950 (0°) 850 (0°) 500
ств при 400 °C, МПа 950 750 450
, МПа 650 600 -
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ ВОЛОКНАМИ
789
Продолжение табл. 10.3.8
Свойства Однонаправленный ВКУ-1 (направление) Однонаправленный ВКУ-1 М (направление) ВКУ-1М со схемой армирования [0°/90°]
Сдвиг 40 60-80 70-100
тв, МПа G, ГПа 22 22 40
Сжатие
Предел прочности, ов сж_, МПа 800 (0°) 800 (0°) -
140 (90°) 160 (90°) -
, ГПа 260 260 -
Выносливость
о.! при изгибе (N = 107), МПа 450 400 -
Предел малоцикловой усталости (/= 0,16 Гц; /V = 104 циклов), МПа 750-850 650-750 -
KCU, кДж/м2 1,6 (0°) 1,6 (0°) 1,5
0,4 (90°) 0,5 (90°) -
Y, КГ/М3 2400 2350 2400
В целом углеалюминий характеризуется
очень высоким удельным модулем упругости
и достаточно высокими значениями кратко-
временной, длительной и циклической проч-
ности в направлении армирования.
Физические свойства. Значения электро-
и теплопроводности углеалюминиевых компо-
зитов составляет около 50 % от соответст-
вующих значений для матричных сплавов.
Удельное электросопротивление углеалюминия
при 20 °C составляет (8,3 + 8,9) х 10-8 Ом • м. Теп-
лопроводность однонаправленного углеалюминия
при 20 °C составляет в продольном направле-
нии 107 ВтДм-К), а при 400 °C снижается до
104 ВтДм-К); в поперечном направлении теп-
лопроводность составляет 29-32 ВтДм-К). При
схеме армирования [0°/90°] эта величина со-
ставляет 65, а при схеме [0°/±45°/90°] около
77 ВтДм-К). Удельная теплоемкость углеалю-
миния составляет около 1 кДжДкг • К) при
100 °C и около 1,2 кДж/(кг • К) при 400 °C.
Наиболее интересным является темпера-
турное расширение углеалюминия, состоя-
щего из компонентов с резко отличающимися
теплофизическими свойствами: в то время как
температурный коэффициент линейного рас-
ширения ТКЛР алюминиевых сплавов состав-
ляет (21 -5- 25) х 10-6 К-1, его величина для
углеродных волокон близка к нулю. В связи с
этим однонаправленный композит имеет вы-
сокую анизотропию ТКЛР: в продольном направ-
лении ТКЛР равен (2,0 -5- 2,5) х 10-6 К"1, в попе-
речном - равен ТКЛР матричного сплава.
Углеалюминиевые композиты характери-
зуются двумя областями температурного рас-
ширения - линейной областью, в которой оба
компонента деформируются упруго, и обла-
стью, в которой матрица композита пластич-
на. Дилатометрические кривые углеалюминия
линейны до 80 - 150 °C, а затем величина
ТКЛР снижается до отрицательных значений
и при 350 - 480 °C (в зависимости от свойств
компонентов) кривые пересекают ось орди-
нат, т.е. полное расширение композита в этом
интервале равно нулю (рис. 10.3.7.).
Изменение схемы армирования приво-
дит к выравниванию величины ТКЛР в плос-
кости: при схеме армирования [0°/±60°] и
более высокого порядка композит квазиодно-
роден в плоскости листа. Величину ТКЛР
углеалюминия можно изменять, используя
для армирования волокна с различным моду-
лем упругости - при использовании волокон с
Е = 650 ГПа ТКЛР композита в упругой об-
ласти приближается к нулю (рис. 10.3.8.).
Рис. 10.3.7. Дилатометрические кривые образцов
углеалюминия с различными схемами армирования
(Д/Д - относительное удлинение)
790
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Рис. 10.3.8. Зависимость ТКЛР (20 - 100 °C)
углеалюминия от модуля упругости
армирующих волокон
Коррозионная стойкость. Низкая корро-
зионная стойкость - основной недостаток
углеалюминия. В коррозионных средах в нем
реализуются три механизма - электрохимиче-
ская коррозия матрицы, гальваническая кор-
розия в паре Al-С и разложение влагой кар-
бида алюминия. Определяющим является
гальваническая коррозия, обусловленная воз-
можностью прохождения анодных токов через
границу раздела компонентов (анодный по-
тенциал в системе Al-С превышает 0,25 В).
Так как на границе раздела присутствуют
многочисленные несплошности, в углеалю-
минии облегчено попадание на нее влаги и
других компонентов коррозионных сред. Раз-
ложение влагой карбида алюминия, проте-
кающее с увеличением объема, способствует
образованию в композите многочисленных
микротрещин и резкому увеличению поверх-
ности реакции. Наряду с применением корро-
зионностойких покрытий предлагаются раз-
личные методы улучшения коррозионной
стойкости углеалюминия:
уменьшение пористости композита тех-
нологическими методами (кристаллизация
под давлением, оптимизация условий пропит-
ки и т.п.);
уменьшение пористости композита
"материаловедческими" методами (модифици-
рование поверхности волокон, нанесение
покрытий на волокна, оптимизация состава
матрицы и т.п.);
закрытие пор в композите влагостойки-
ми веществам;
создание гибридных композитов, внеш-
ние слои которых армированы компонентами,
обеспечивающими их высокую коррозионную
стойкость (например, титановой фольгой).
Задача обеспечения коррозионной защи-
ты легче решается для конкретной конструк-
ции, чем абстрактно для материала в целом.
Применение углеалюминия и принципы
проектирования конструкций. Рассмотренные
выше свойства углеалюминия (высокие удель-
ные значения прочности и жесткости, малый
ТКЛР при высокой теплопроводности, низкая
коррозионная стойкость) обусловливают при-
менение этого композита преимущественно в
размерно стабильных конструкциях, хотя воз-
можно эффективное применение углеалюми-
ния и в тяжело нагруженных конструкциях
при условии решения проблемы коррозион-
ной защиты и технологических проблем. В
размерно стабильных конструкциях углеалю-
миний обеспечивает минимальные деформа-
ции при термоциклическом нагружении или
пребывании конструкции. в неоднородном
температурном поле: в таких же условиях конст-
рукции из традиционных материалов могут
иметь в десятки раз большие деформации и по-
ниженный ресурс из-за термоусталости.
Углеалюминий эффективен при исполь-
зовании в основаниях теплонагруженных ин-
тегральных схем, поскольку его высокая теп-
лопроводность позволяет отводить выделяю-
щееся при работе тепло, а близость ТКЛР
основания и подложки из оксида алюминия
обеспечивает минимальные внутренние на-
пряжения. В опорах антенн, зеркал и других
объектах радиотехники и оптического прибо-
ростроения углеалюминий позволяет резко
снизить деформации оптических поверхно-
стей и соответственно повысить функцио-
нальную надежность и точность приборов.
Используя углеалюминий как промежуточный
элемент между зеркалом и базовой конструк-
цией, проектировщик имеет возможность
разгрузить зеркало от напряжений, возни-
кающих вследствие разности ТКЛР основных
элементов, без применения дополнительных
узлов терморазгрузки и согласования.
Целесообразно использовать углеалюми-
ний в крупных конструкциях космических
платформ и систем ориентации, причем в
этом случае реализуется не только возмож-
ность повысить надежность конструкции, но
и ресурс вследствие лучшей стабильности
углеалюминия в космических условиях, чем
армированных пластиков, и меньших устало-
стных повреждений, накапливаемых при по-
переменном пребывании конструкции то в
тени Земли, то на свете Солнца. На
рис. 10.3.9 представлены некоторые примеры
конструкций из углеалюминия - опорные
элементы зеркал диаметром 450 мм, простав-
ки для снижения уровня передаваемых на-
пряжений, опорная конструкция радиотеле-
скопа и др.
Проектирование конструкций из компо-
зитов отличается от традиционного проекти-
рования, т.к. необходимо проектировать не
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ ВОЛОКНАМИ
791
только наружную геометрию детали, но и
"внутреннюю" - количество слоев армирую-
щего элемента, схему их укладки и т.п.
(например, при несбалансированной схеме
армирования возможно коробление конструк-
ции). Так как в деталь невозможно уложить
нецелое число слоев, ее толщина не может
быть произвольной. При оценке циклической
прочности углеалюминия и при конструиро-
вании деталей, работающих на выносливость,
необходимо помнить, что материал может
разрушаться не от нормальных напряжений, а
постепенно расслаиваться сдвиговыми трещи-
нами, зарождающимися не в рабочей зоне, а у
концов образца. Это обстоятельство приводит
либо к занижению способности материала
сопротивляться усталости, либо к неполной
реализации свойств материала в конструкции.
Рис. 10.3.9. Детали различного назначения из углеалюминия:
/ - корпус зеркала оптической системы; 2 - компенсаторные опоры зеркала; 3 - опорная конструкция радиоте-
лескопа; 4 - элементы фермерных конструкций
Изделия из углеалюминия можно под-
вергать механической обработке всеми видами
лезвийного инструмента и шлифованием, при
этом высокого качества поверхности и точно-
сти добиться не удается, так как высота шеро-
ховатостей на обрабатываемой поверхности
определяется размерами углеродных волокон,
вышедших на поверхность и способных вы-
крашиваться из материала. При механической
обработке из-под резца выходит не стружка, а
углеродно- алюминиевая пыль, опасная для
людей и оборудования, поэтому необходимы
меры по безопасности, например, индивиду-
альный отсос пыли на каждом рабочем месте.
Изделия из углеалюминия нельзя подвергать
деформационной обработке: гибка даже под
очень малыми углами приводит к разрушению
материала. Возможна сварка элементов из
углеалюминия между собой и с элементами из
алюминиевых сплавов, например, контактная
точечная электросварка, причем прочность
сварной точки составляет около 80 % от
прочности матричного сплава. Если сварная
точка расположена слишком близко к краю
образца, то при сварке возможно расщепле-
ние свариваемого элемента, к тому же в этом
случае прочность сварного соединения не
будет реализована, т.к. при его нагружении
произойдет сдвиговое разрушение композита.
Зону сварной точки или болтового соедине-
ния необходимо армировать дополнительны-
ми слоями, волокна в которых перпендику-
лярны направлению нагрузки. Во избежание
расщепления композита необходимо произво-
дить клепку прессовым, а не ударным мето-
дом. Полезным является использование ком-
бинированных методов соединения - клеес-
варки, клееклепки и др.
Так как углеалюминий содержит твер-
дую смазку в виде углеродных волокон, его
можно применять в узлах трения; при срав-
нительно невысоких контактных нагрузках
схватывания в системе не наблюдали даже в
условиях высокого вакуума. Огромная внут-
ренняя поверхность в углеалюминий опреде-
ляет его высокие демпфирующие свойства и
возможность его использования в конструк-
циях, работающих при вибрациях, акустиче-
ских нагрузках и пр.
10.3.1.3. АЛЮМИНИЙ-ОКСИД АЛЮМИНИЯ
В КМ этой системы могут быть исполь-
зованы все выпускаемые промышленностью
волокна на основе оксида алюминия различ-
ных структурных состояний (произ-
водственные марки FP, Sumitomo, Saffil,
792
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Nextel и др. Используемый технологический
процесс для производства КМ - компресси-
онная пропитка. В качестве матричных спла-
вов используют сплавы систем Al-Cu-Mg,
Al-Si-Cu (например, силумины А1-10 %Si, А1-
2,5 %Li).
Такие легирующие элементы как Mg, Si, Cu
вводятся в состав матричного сплава для при-
дания ему прочностных характеристик, в то
время как Li вводится для улучшения связи
между матрицей и поверхностью волокон.
Преимущество КМ этой системы в
сравнении с углеалюминиевыми - более вы-
сокая коррозионная стойкость, определяемая
в основном коррозионной стойкостью мат-
ричного сплава. •
В табл. 10.3.9 приведены некоторые
свойства КМ, которые могут быть достигнуты
при армировании алюминиевых сплавов во-
локнами оксида алюминия различных марок.
10.3.9. Прочностные свойства КМ, армирован-
ных
непрерывными волокнами оксида алюминия
Волокно Матрица ®B> МПа E, ГПа
FP Al-1,2 %Mg-0,6 %Si-0,4%Cu 1100 -
Saffil Al-9 %Si-3 %Cu 600 107
Армирование волокнами AI2O3 сущест-
венно повышает прочность алюминиевых
сплавов на растяжение, модуль упругости и
сопротивление износу.
На рис. 10.3.10 приведена температурная
зависимость временного сопротивления неко-
торых КМ с алюминиевой и магниевой мат-
рицами в сравнении со стандартным титано-
вым сплавом. Очевиден меньший темп сни-
жения временного сопротивления КМ до
температуры ~ 300 °C.
При использовании дискретных волокон
типа Saffil, произвольно ориентированных в
матрице, хотя и достигается упрочнение мат-
ричного сплава (Al-12 %Si); получить высоко-
прочных КМ не удается. Такие КМ представ-
ляют интерес в силу их более высокой изно-
состойкости, твердости, малого температур-
ного коэффициента линейного расширения и
высокой жесткости.
Технологический процесс изготовления
КМ заключается в приготовлении матов
(осаждением из водной суспензии) и пропит-
ке просушенных и прокаленных при 500 °C
матов расплавом. Температура расплава перед
пропиткой составляет 750-850 °C, давление
пропитки 40-60 МПа, время пропитки 30-50 с.
Полученные слитки могут подвергаться до-
полнительному уплотнению или формообра-
зованию обработкой давлением.
Рис. 10.3.10. Температурная зависимость прочности
КМ с А1 и Mg - матрицами в сравнении
с титановым сплавом
Области применения: судостроение
(гребные винты, корпуса торпед и других
подводных объектов), авиакосмическая тех-
ника (антенны, платформы и другие конст-
рукции, требующие материалов с высокой
удельной прочностью и жесткостью, и малым
температурным коэффициентом линейного
расширения), военная техника (корпусы дви-
гателей, лопатки и стабилизаторы ракет), авто-
мобилестроение (шатуны, головки поршней,
детали тормозов, требующие износостойкости и
жесткости при повышенных температурах).
10.3.1.4. АЛЮМИНИЙ-КАРБИД КРЕМНИЯ
Производятся два типа КМ этой систе-
мы: армированные волокнами карбида крем-
ния диаметром 140 мкм на вольфрамовом или
углеродном керне (керновые волокна) и ар-
мированные волокнами диаметром 10 - 15 мкм
(бескерновые волокна типа Nikalon).
Материалы первого типа получают в ос-
новном по технологии диффузионной сварки
аналогичной технологии производства бор-
алюминия.
Преимущества керновых волокон карби-
да кремния в сравнении с борными волокнами:
более низкая стоимость, так как для их
производства не требуется дефицитного и
дорогостоящего сырья;
технология производства КМ це требует
такого же тщательного контролирования тем-
пературно-временных параметров прессования;
вероятность деградации волокон в ре-
зультате взаимодействия с матрицей при вы-
соких температурах существенно ниже;
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ НИТЕВИДНЫМИ КРИСТАЛЛАМИ 793
ресурс работы КМ при повышенных
температурах может быть существенно более
длительным.
К их недостаткам следует отнести более
высокую плотность.
Типичные механические свойства КМ со-
става Al-SiC, содержащего 45 - 50 об. долей, %
волокон диаметром 140 мкм, матрица - сплав
АДЗЗ:
у, г/см3..........................2,80-2,85
поперек волокон:
ств, МПа.........................85-120
F, ГПа......................... 115-120
огв сж, МПа.................... 280 - 300
а, К-’.........21 10-6 (при 20 - 100 °C)
вдоль волокон:
ов, МПа....................... 1300 - 1400
Е, ГПа..............................200
Ств. сж, МПа..................... 3000
а, К'1.........................6,6 • 10-6
Области применения в основном те же,
что и боралюминия: элементы силовых кон-
струкций, например, летательных аппаратов
(профили, панели, балки, трубы), лопатки
компрессора авиадвигателя и т.д.
Бескерновые волокна карбида кремния
вводятся в алюминиевые сплавы в основном
по технологии компрессионной пропитки.
Используются в основном волокна диаметром
10-15 мкм типа Nicalon, имеющие сгв от 200
до 300 МПа, Е = 180-200 ГПа. Матричными
сплавами могут быть алюминий-кремниевые,
алюминий-медные, либо другие, в зависимо-
сти от специальных требований, например,
коррозионной стойкости. Температура нагре-
ва расплава перед пропиткой как правило,
должна на 50 - 60 °C превышать верхнюю
точку интервала плавления сплава; время
выдержки под давлением 40 - 60 с; температура
нагрева формы под пропитку 350 - 500 °C.
Непосредственно перед пропиткой во-
локна рекомендуется подвергнуть отжигу при
700 - 800 °C в течение 1 - 2 ч для дегазации.
При содержании волокон 40 - 45 об. до-
ля, % прочность при растяжении в направле-
нии волокон составляет 700 - 800 МПа. Мате-
риал обладает высокой термостойкостью,
максимальная рабочая температура составляет
~ 400 °C.
Области применения КМ этой системы
те же, что и материалов системы алюминий-
оксид алюминия.
10.3.2. КМ С АЛЮМИНИЕВОЙ
МАТРИЦЕЙ, УПРОЧНЕННОЙ
НИТЕВИДНЫМИ КРИСТАЛЛАМИ
И ЧАСТИЦАМИ
Отличительной особенностью компози-
ционных материалов, упрочненных дис-
кретными частицами или короткими волок-
нами (по сравнению с волокнистыми ма-
териалами), является их способность к де-
формационной обработке, изотропность фи-
зико-механических характеристик, хорошая
обрабатываемость стандартными способами
резания. Возможность выбора типа и доли
армирующего наполнителя в сочетании с воз-
можностью выбора матричного алюминиевого
сплава при наличии отработанной технологии
их объединения позволяет говорить о чрезвы-
чайно широком спектре достижимых механи-
ческих, теплофизических, химических и тех-
нологических свойств конечного КМ и его
экономической эффективности.
Для упрочнения алюминиевых сплавов с
целью получения деформируемых ме-
таллических композиционных материалов
(МКМ) широко применяются дисперсные
частицы (порошки) и нитевидные кристаллы
тугоплавких соединений, в частности карбида
кремния (SiC).
Химическое соединение SiC обладает
рядом привлекательных свойств, таких как
высокая температура плавления (> 2650 °C),
высокий модуль упругости (~ 450 ГПа), малая
плотность (3,2 г/см3), высокое сопротивление
окислению и др. При этом карбид кремния
освоен в промышленном производстве в виде
абразивных порошков различной дисперсно-
сти, а на уровне опытного производства - в
виде нитевидных кристаллов (НК). Имея
практически одинаковый химический состав,
порошки и нитевидные кристаллы значитель-
но различаются по своим физико-химическим
свойствам и структуре.
Особенностью нитевидных кристаллов
является их монокристаллическая, безде-
фектная и бездислокационная структура,
обеспечивающая уникальную прочность,
близкую к теоретической прочности твердого
тела (> 10000 МПа). Однако стоимость кри-
сталлов на данный момент еще слишком ве-
лика для их широкого использования.
Прочность порошков SiC не столь вели-
ка (до 1500 - 2000 МПа), но достаточна для
эффективного армирования алюминиевой
матрицы. При этом их стоимость позволяет
говорить о возможности разработки материала
широкого спектра применения.
Таким образом, в зависимости от ком-
плекса технико-экономических требований,
предъявляемых к конечному материалу, воз-
можно использовать в качестве армирующего
наполнителя для алюминиевой матрицы и
нитевидные кристаллы и порошки SiC.
Известно два способа получения дефор-
мируемых металлических композиционных
материалов системы Al-SiC - с использовани-
ем приемов порошковой металлургии и при
помощи принудительной пропитки жидким
расплавом.
794
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Преимущества метода порошковой ме-
таллургии - возможность получения КМ с
широким спектром соотношения компонен-
тов, возможность использования практически
любых алюминиевых сплавов, а также воз-
можность более гибкого управления парамет-
рами технологического процесса (темпера-
тура, давление, время). Недостатки - необхо-
димость достижения значительной степени
деформации (не менее 16) для получения
компактной структуры материала, внесение в
конечный материал оксидных плен и раство-
рившихся за все этапы технологического пе-
редела газов.
Преимущества методов принудительной
пропитки расплавами состоят в меньшей сте-
пени разрушения компонентов при совмеще-
нии и возможности получения деталей и заго-
товок в форме, приближающейся к форме
готовой детали за один технологический этап.
10.3.2.1. КМ, ПОЛУЧАЕМЫЕ ПО ТЕХНОЛОГИИ
ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Первоначально материалы этой системы
разрабатывались с целью реализации в них
уникально высоких прочностных свойств НК
SiC. Однако, несмотря на большой объем
экспериментальных работ, получить КМ с
очень высокой прочностью, оправдывающей
не менее высокую стоимость нитевидных
кристаллов, не удалось. В дальнейшем усилия
разработчиков КМ были направлены на полу-
чение достаточно дешевых КМ с изотропны-
ми свойствами, обеспечивающими возмож-
ность использования стандартных методов
деформирования и механической обработки,
превосходящих алюминиевые сплавы по же-
сткости в 1,5 -2,0 раза при более высокой
прочности и жаропрочности и имеющих вы-
сокую износостойкость, стойкость к термо-
циклированию и малый температурный ко-
эффициент линейного расширения.
По технологии порошковой металлургии
НК или порошок SiC смешивают с порошком
сплава зернистостью 40-50 мкм и подвергают
предварительному компакгированию при ком-
натной температуре под давлением - 100 МПа,
затем - горячему прессованию в вакууме при
температурах, превышающих температуру
солидуса матричного сплава, т.е. в твердом-
жидком состоянии. В отсутствии вакуумного
пресса горячего прессования, эта операция
может проводиться в стальных вакуумирован-
ных контейнерах. Полученную таким образом
заготовку далее подвергают вторичной горя-
чей деформационной обработке на воздухе
(экструзии, ковке или прокатке) с целью по-
лучения полуфабрикатов требуемого сечения:
труб, прутков, профилей, листов и др.
Очевидно, что при вторичной деформа-
ционной обработке происходит значительное
дробление НК, индекс вытянутости
(отношение l/d) уменьшается от 100 до 2-3,
т.е. дисперсные волокна практически превра-
щаются в равноосные частицы. Особое вни-
мание должно быть уделено достижению рав-
номерности распределения армирующих час-
тиц в КМ на этапе перемешивания компо-
нентов.
Необходимость вакуумного прессования
скомпактированной заготовки вызвана высокой
удельной поверхностью компонентов, содержащих
большое количество адсорбированной влаги и
газов, а также возможностью высокотемператур-
ного окисления алюминиевого порошка. Для
матричных сплавов типа Д16 и АДЗЗ можно ре-
комендовать следующие режимы вакуумного
прессования: температура 510 - 530 °C, давление
прессования 300 - 640 МПа, время 1,5 - 2,0 ч.
Коэффициент вытяжки при экструзии должен
составлять 7 - 10, а температура - 420 - 480 °C.
Разновидностью технологии порошковой
металлургии для получения КМ такого типа
является метод механического легирования.
Технологический процесс изготовления КМ с
применением механического легирования
включает в себя приготовление смеси компо-
нентов, обработку этой смеси в рабочей каме-
ре аттритора или шаровой мельницы и после-
дующую горячую экструзию предварительно
скомпактированного брикета. В процессе
механического легирования, т.е. при интен-
сивном высокоэнергетическом перемешива-
нии компонентов, происходит разрушение
оксидной пленки и образование прочной
связи по границе раздела.
При использовании порошков SiC зер-
нистостью 20 мкм и более в процессе ме-
ханического легирования происходит их
дробление до размеров порядка 2-3 мкм.
Время обработки в аттриторах зависит от со-
става матричного сплава и размера частиц
исходных компонентов.
Прочность КМ, упрочненных порошком
SiC примерно на 10 % ниже прочности материа-
лов, упрочненных нитевидными кристаллами при
довольно близких показателях пластичности и
модуля упругости (табл. 10.3.10; 10.3.11).
10.3.10. Свойства КМ иа основе алюминиевых
сплавов, упрочненных нитевидными
кристаллами и изготовленных методом
вакуумной порошковой металлургии
Матрич- ный сплав Объемная доля НК SiC, % <ув, МПа £, ГПа 5, %
Д16 20 630-700 105-115 2-3
АДЗЗ 20 530-580 100-110 3-4
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ НИТЕВИДНЫМИ КРИСТАЛЛАМИ 795
10.3.11. Механические свойства КМ,
полученного механическим легированием
Состав матрицы <*В, МПа <*0,2» МПа тср> МПа Е, ГПа 5, %
А1 - 3,2 %Си - 1,2 %Mg 640 530 320 108 3,5
Наличие армирующего наполнителя
оказывает существенное влияние на структу-
ру, размер зерна матрицы и свойства КМ.
Например, размер зерна матрицы из
сплава Д16 в присутствии 20 % НК SiC ока-
зался на порядок меньше, чем у неармиро-
ванного сплава при аналогичных условиях
деформационной и термической обработки.
Примерно на 50 °C повышается температура
начала рекристаллизации. Частицы карбида
кремния также препятствуют процессу роста
зерен матрицы при кристаллизации. Темпера-
турная зависимость прочности и модуля уп-
ругости КМ Д16 - 20 % НК SiC, полученного
методом механического легирования, пред-
ставлена на рис. 10.3.11.
10.3.12. Свойства КМ в зависимости от содержания порошка SiC
Свойство Объемная доля SiC, %
15 20 30 40
у, г/см3 2,84 2,86 2,90 2,94
ств, МПа 500-550 600-650 620-670 620-670
Е, ГПа 90-100 100-110 110-120 130-140
8, % 5-7 3-4 1 1
а • 10-6, 1/К 19 17 14 12
10.3.2.2. КМ, ПОЛУЧАЕМЫЕ ПО ТЕХНОЛОГИИ
ПРИНУДИТЕЛЬНОЙ ПРОПИТКИ
Изготовление КМ пропиткой под давле-
нием включает три основных этапа - получе-
ние полуфабриката (мата) из НК SiC, про-
питку мата расплавом матричного алюминие-
вого сплава и механическую или деформаци-
онную обработку слитка. Чрезвычайно важ-
ным с точки зрения свойств конечного мате-
риала является этап изготовления матов. Это
связано с тем, что любые дефекты мата
(неравноплотность, расслоение, наличие
конгломератов НК SiC и др.) наследуются
композиционным материалом в виде соответ-
ствующих дефектов слитка.
В основе технологии получения матов
лежит процесс принудительной фильтрации
водной пульпы из кристаллов. Под действием
избыточного давления, прикладываемого к
пульпе, пульпообразующая жидкость от-
Рис. 10.3.11. Температурная зависимость прочности
(..---------) и модуля упругости (----)
КМ А1(Д1б) - 20 % НК SiC
Технология порошковой металлургии
позволяет в довольно широких пределах регу-
лировать содержание упрочняющего компо-
нента, что дает возможность получения КМ
со специальными физико-механическими
свойствами (табл. 10.3.12)
фильтровывается, а остающиеся кристаллы
объединяются в объемный каркас - мат. При
этом для получения равномерной структуры
мата исходная пульпа проходит несколько
стадий обработки, направленной на удаление
конгломератов НК SiC и на достижение мак-
симальной однородности. Для облегчения
последующей деформационной обработки КМ
и снижения уровня разрушения НК, приме-
нение связующего не предусматривалось.
Основной характеристикой получаемого
мата является его плотность, выраженная как
в абсолютных единицах ум, г/см3, так и в от-
носительных - ф (объемная доля НК в мате),
Эти единицы связаны между собой соотно-
шением:
Ф = Гм/г&С >
где ysic - плотность карбида кремния
(3,2 г/см3).
796
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Объемная доля матов зависит от при-
кладываемого к пульпе давления. В ходе экс-
периментов был установлен эмпирический
вид этой зависимости:
гтЛ22
<р = Ср
где р - давление посадки, С - эмпирически
определяемый коэффициент уплотняемости
матов.
Коэффициент С зависит от геометриче-
ских характеристик НК, их поверхностных
свойств и морфологии; механическая и хими-
ческая обработка НК закономерно влияет на
его значение. Таким образом плотность матов
регулируют давлением их посадки и видом
обработки НК SiC.
Разработанная технология позволяет
изготавливать маты с объемной долей от 0,05
до 0,25 с коэффициентом вариации плотности
по объему не более 3 %. Полученные маты
имеют прочность при растяжении не менее
0,1 МПа, что позволяет подвергать их точе-
нию, фрезерованию и другим видам механи-
ческой обработки.
В интервале технологически оправдан-
ных температур самопроизвольное смачи-
вание и растекание Al по SiC отсутствует, что
обуславливает необходимость приложения
избыточного давления для пропитки матов
расплавом.
Для проведения расчетов, мат из НК SiC
со средним значением диаметра волокна d
представляют в виде равномерного пористого
тела, пронизанного капиллярами со средним
диаметром dK. Условием однозначности по-
добного представления является равенство
значений объемной доли и удельной поверх-
ности мата и его капиллярной модели. Расчет
давлений, необходимых для внедрения рас-
плава алюминия в пористое тело с подобны-
ми капиллярами, приводит к получению за-
висимости вида:
Р = -SyaySicQCOse<p/(l -<р),
где р -давление, требуемое для пропитки,
5уД - площадь удельной поверхности НК,
а - поверхностное натяжение расплавленного
А1, 6 - краевой угол смачивания Al-SiC.
Кривые, отвечающие уравнениям для ср
и р имеют пересечение, которое соответствует
состоянию равенства давлений посадки и
пропитки матов (ср = 0,08 - 0,10). Отсюда сле-
дует, что все маты меньшей плотности будут
при пропитке обжиматься до этой плотности
и лишь потом пропитываться. Таким образом,
методом пропитки под давлением нельзя по-
лучить слитки с объемной долей НК SiC ме-
нее 0,10. Эксперименты полностью подтвер-
дили данное теоретическое положение.
Существенное влияние на свойства ко-
нечного материала оказывает взаимодействие
компонентов на границе волокно-матрица,
особенно в условиях жидкого состояния по-
следней. На поверхности НК SiC практически
всегда присутствует пленка SiQ2, во многом
определяющая картину поведения НК в рас-
плаве.
Основной реакцией можно считать ре-
акцию взаимодействия SiO2 с алюминием:
3SiO2 + 4AI 2 А12О3 + 3Si.
Развитие этой реакции имеет сущест-
венное значение для обеспечения хорошей
связи на границе раздела алюминия с карби-
дом кремния.
Введение в алюминиевую матрицу ните-
видных кристаллов с чрезвычайно развитой
поверхностью (~103 м2/кг) изменяет условия
кристаллизации расплава, характер выпадения
и дисперсность упрочняющих фаз, иницииру-
ет химические реакции на границе раздела. В
частности, при пропитке матов алюминиевым
сплавом, содержащим в качестве легирующего
элемента магний, происходит обеднение этим
элементом той части слитка, которая пропи-
тывается в конечной стадии процесса.
Это объясняется взаимодействием маг-
ния с пленкой SiO2 на поверхности нитевид-
ных кристаллов по реакции:
SiO2 + 2 Mg -> 2 MgO + Si
Установлено, что образования карбидов
алюминия в результате прямого взаимо-
действия А1 и SiC не происходит.
Пропитка расплавом каркаса упроч-
няющего компонента (маты из нитевидных
кристаллов или порошок SiC) осуществляется
либо с использованием технологии вакуум-
компрессионной пропитки, либо по техно-
логии пропитки "на проход".
В первом случае мат из НК SiC поме-
щают над зеркалом расплава, затем рабочий
объем автоклава, в котором производится
пропитка, вакуумируют для удаления газов,
после чего мат погружают в расплав и на зер-
кало расплава подают избыточное давление
газа, достаточное для пропитки мата.
К недостаткам метода вакуум-
компрессионной пропитки следует отнести воз-
можное испарение некоторых легирующих эле-
ментов из расплава в процессе вакуумной дега-
зации, остаточную пористость слитков, обра-
зующуюся вследствие недостаточной дегазации
матов, технологические трудности в случае необ-
ходимости направленной кристаллизации или
кристаллизации слитка под давлением.
КМ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ, УПРОЧНЕННОЙ НИТЕВИДНЫМИ КРИСТАЛЛАМИ 797
В определенной мере этих недостатков
лишена технология пропитки "на проход". По
этой технологии в открытую металлическую
форму в виде цилиндра помещают мат из
нитевидных кристаллов или частиц. Форму
нагревают до температуры примерно 700 °C.
На поверхность кристаллов заливают матрич-
ный расплав и движением плунжера пресса,
входящего в форму, создают требуемое давле-
ние, обеспечивающее процесс пропитки.
Движущийся фронт расплава вытесняет газо-
вую фазу за пределы слитка. Кристаллизация
слитка обычно ведется под избыточным дав-
лением.
Разработаны технологические приемы,
обеспечивающие плоскопараллельное пе-
ремещение фронта расплава и позволяющие
получить слитки КМ с пористостью не более
1 % при давлениях пропитки 5-7 МПа.
Некоторые свойства КМ, полученных по
технологии пропитки под давлением, пред-
ставлены в табл. 10.3.13. По этой технологии
могут быть получены слитки, максимально
приближающиеся к форме готового изделия,
детали могут быть получены также дальней-
шей механической или деформационной об-
работкой слитка.
10.3.13. Механические свойства
КМ А1 + НК SiC, полученных методом
принудительной пропитки
Состав КМ ав, МПа Е, ГПа 5, %
Д16 + 20 %НК SiC 650-700 100-110 1-3
АДЗЗ + 20 % НК SiC 550-600 100-110 2-4
Разновидностью метода пропитки явля-
ется технология, получившая название
"композиционного литья". Этот способ за-
ключается в введении в расплав порошковых
или иных дисперсных частиц тугоплавких
соединений при энергичном перемешивании
расплава. Установка для осуществления этого
процесса представляет собой тигель с матрич-
ным расплавом и с донным отверстием и сто-
пором, помещенный в электропечь сопротив-
ления. В тигель погружен импеллер. Арми-
рующие дисперсные частицы засыпают в ти-
гель при одновременном перемешивании
получаемой суспензии с помощью импеллера
и при медленном понижении температуры.
По завершении процесса перемешивания,
подготовленную суспензию заливают через
донное отверстие в форму, помещаемую под
тиглем.
Суммарное количество твердой фазы в
суспензии, т.е. частиц и затвердевшей части
матрицы не должно превышать 20 - 30 %,
чтобы сохранялась достаточная жидкотеку-
честь суспензии. На качество полученного
КМ влияет скорость вращения импеллера,
отношение геометрических размеров тигля и
импеллера, температура расплава и порошка
перед засыпкой, состав матричного сплава,
размеры и форма частиц и др.
Материалы, получаемые по такой техно-
логии имеют более высокий в сравнении с
матричным сплавом предел текучести, модуль
упругости, коэффициент термического ли-
нейного расширения и износостойкость, со-
храняя эти свойства до более высоких темпе-
ратур. Однако пластичность и вязкость раз-
рушения таких материалов несколько ниже,
чем у алюминиевых сплавов.
Возможность регулирования физико-
механических свойств КМ в широких пре-
делах, использование стандартных методов и
оборудования для деформационной и механи-
ческой обработки, относительная дешевизна
исходных компонентов и технологии произ-
водства открывают большие перспективы
использования материалов этого класса в та-
ких отраслях техники как аэрокосмическая,
автомобильная, радиоэлектронная и др. Из
КМ системы Al-SiC могут быть изготовлены
профили, трубы, панели и другие полуфабри-
каты для силовых элементов конструкций,
например, летательных аппаратов.
Конкретная технология, вид армирую-
щего наполнителя, его объемная доля и мат-
ричный сплав определяются назначением КМ
и требуемым комплексом физико-
механических свойств, экономических и эко-
логических параметров изделия.
Для деталей, используемых в условиях
длительной эксплуатации, от которых тре-
буется высокая вязкость разрушения, необхо-
димо применение КМ с нитевидными кри-
сталлами, изготовленного по технологии про-
питки под давлением, либо порошковой ме-
таллургии при обязательном вакуумировании
технологических операций переработки. С
учетом довольно высокой прочности при по-
вышенных температурах, применение мате-
риалов Al-SiC перспективно для лопаток
компрессоров авиадвигателей, а значение
модуля упругости, сопоставимое с титаном,
позволяет говорить о возможности замены
титана в деталях типа валов.
Малые значения температурного коэф-
фициента линейного расширения в сочетании
с высоким модулем упругости обеспечивают
размерную стабильность при температурных
колебаниях в таких деталях как платы радио-
электронной аппаратуры, опоры оптических
зеркал космических антенн и др.
Наиболее широкое применение нахо-
дят эти материалы в конструкции двигателей
798
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
внутреннего сгорания (поршни, шатуны, го-
ловки блока цилиндров и др.). Применение
поршней из КМ обеспечивает повышение
ресурса работы двигателя, экономию топлива,
возможность повышения рабочих температур
в камере сгорания и тем самым увеличение
коэффициента полезного действия двигателя,
улучшения его экологических характеристик.
10.3.3. КМ СИСТЕМЫ МАГНИЙ-БОР
Магний и его сплавы обладают рядом
преимуществ при использовании их в качест-
ве матрицы КМ. Основные из них - низкая
плотность и отсутствие химического взаимо-
действия с большинством армирующих воло-
кон в широком температурно-временном ин-
тервале. Благодаря этому КМ на магниевой
основе обладают чрезвычайно высокими
удельными механическими характеристиками,
в частности, композиция Mg-В по значениям
удельной прочности превосходит современ-
ные конструкционные материалы, предназна-
ченные для работы при нагреве до 350 °C.
Композиты этой системы могут быть
получены по технологии твердофазного и
жидкофазного совмещения без существенного
разупрочнения волокон.
Получение КМ методом твердофазного
совмещения. Наиболее эффективной техно-
логией является диффузионная сварка.
Обычно используются борные волокна
прочностью 2500 - 2700 МПа и матрица из
деформируемого магниевого сплава системы
Mg-Al-Zn-Mn.
Главными технологическими факторами,
определяющими уровень свойств композита,
являются давление, температура и время вы-
держки (рис. 10.3.12).
Основные физико-механические свойст-
ва композита приведены в табл. 10.3.14. Ма-
териал обладает высокой статической прочно-
стью и сопротивлением усталости
(рис. 10.3.13).
Характер разрушения композиции зави-
сит от объемного содержания волокон и мат-
рицы, а также от соотношения степеней их
деформаций до разрушения. Технология диф-
фузионной сварки позволяет варьировать
степень и ориентацию армирования в относи-
тельно широких пределах, Верхний предел
армирования, определяемый геометрическими
факторами, составляет 55 % при изготовлении
композита диффузионной сваркой.
Рис. 10.3.12. Зависимость прочности КМ
от технологических параметров
Рис. 10.3.13. Кривые усталости:
7 - КМ; 2 - матричный сплав
Анализ диаграмм напряжение - деформа-
ция при растяжении образцов с различным со-
держанием волокон (рис. 10.3.14, табл. 10.3.15), а
также характера изломов образцов показал,
что процесс перехода материала в упруго-
пластическую область происходит при
стПц = (0,65 - 0,68)ств, где стпц - предел пропор-
циональности, соответствующий упругой де-
формации ~3 %, и началу пластической де-
формации.
10.3.14. Физико-механические свойства КМ Mg-B при различных температурах
Т, °C 0-1 ®100 Е, ГПа 8, % леи • 10*Дж/м2
МПа
20 1100 600 220 0,5 4,0
300 850 - 650 - - -
400 780 - - - -
500 680 - - - - -
Примечание, у = 2,15 г/см3.
КМ СИСТЕМЫ МАГНИЙ-БОР
799
Рис. 10.3.14. Графики растяжения композита Mg-B
при содержании (об. доля, %) волокон:
1- 15; 2- 30; 3- 50
10.3.15. Зависимость физико-механических
свойств КМ Mg-B от объемного содержания
волокон
Об. доля волокон, % Ов °пц £, ГПа 8, %
Ml Па
0 270 168 40 10,0
15 420 250 84 0,76
30 610 420 136 0,53
48 1100 660 220 0,50
Разрушению образцов предшествует пла-
стическая деформация, доля которой увели-
чивается с уменьшением объемного содержа-
ния волокон. На диаграмме растяжения об-
разца с 50 %-ным объемным содержанием
волокон зона пластической деформации прак-
тически не выражена. С увеличением угла
разориентации 0° уменьшается вклад воло-
кон в прочность композиции (табл. 10.3.16);
линия скола проходит вне волоконного про-
странства или захватывает его под большим
углом.
10.3.16. Прочность* КМ Mg-B
при внеосном растяжении
е; 10 15 30 45
МПа 745 513 293 250
оэкс} мПа 700 475 260 220
* ств’ ствКС соответственно расчетные и
экспериментальные значения временного
сопротивления.
Формирование деталей из боромагниевого
композита по технологии твердофазного совме-
щения. Возможно два варианта технологии
изготовления деталей сложной конфигурации
(профилей, труб и др.) - диффузионная свар-
ка непосредственно из монослойных загото-
вок (препрегов) с использованием пресс-форм
соответствующего профиля, либо деформаци-
онная обработка (гибка) уже отпрессованной
листовой заготовки. При этом надо иметь в
виду, что гибка композита возможна только в
случае, когда ось гиба параллельна волокнам.
Для прессования по технологии диффу-
зионной сварки листов и профилей открытого
сечения используются гидравлические пресса
с обогреваемыми прессующими плитами.
Прессование труб и профилей закрытого сече-
ния осуществляется, как правило, в газостатах.
Гибку листового композита с целью по-
лучения профилей рекомендуется проводить с
использованием технологических прокладок,
имеющих целью свести к минимуму уровень
напряжений в зоне растяжения. С целью по-
вышения пластичности матричного сплава и,
следовательно, достижения меньших радиусов
гиба рекомендуется нагрев деформируемого
листа до температуры 250 - 270 °C.
Получение КМ Mg-B методом жидкофаз-
ного совмещения. Методы жидкофазного со-
вмещения располагают гораздо большими
возможностями по сравнению с технологией
диффузионной сварки при формировании
изделий сложной конфигурации.
Представляет практический интерес
процесс получения композита пропиткой под
давлением, так как он обладает по сравнению
с другими технологическими вариантами
жидкофазного совмещения рядом преиму-
ществ:
возможностью в широком интервале
варьировать технологические параметры;
точностью контроля режимов пропитки;
минимальной возможностью контакта рас-
плавленного металла с кислородом воздуха.
Кроме того, относительно невысокая
смачиваемость волокон магнием, а также ма-
лый диаметр "капилляров" между волокнами
при их высоком объемном содержании за-
трудняют формообразование компактной
композиции без дополнительного внешнего
давления (или иных факторов). Указанный
технологический процесс позволяет прово-
дить кристаллизацию и охлаждение материала
также при избыточном давлении, что, види-
мо, делает минимальной возможность образо-
вания пор в матрице и расслоений по границе
раздела. Это подтверждается данными экспе-
риментальных исследований.
800
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
Рис. 10.3.15. Влияние технологических факторов
на степень разупрочнения 0 борного волокна
Экспериментально подтверждена высо-
кая химическая стабильность борных волокон
в магниевом расплаве. Бор не разупрочняется
в магнии в широком температурно-
временном интервале (рис. 10.3.15).
Однако, на г^актике в большинстве слу-
чаев в качестве матрицы композиции исполь-
зуют сложнолегированные сплавы, обладаю-
щие гораздо более высокими эксплуатацион-
ными и технологическими характеристиками,
чем чистый магний.
Легирование матричного сплава имеет
целью повышение эксплуатационных харак-
теристик композиции вследствие повышения
прочности матрицы.
Определение влияния основных леги-
рующих элементов, входящих в состав литей-
ных магниевых сплавов (Al, Zn, Zr, Мп), по-
казало, что все указанные добавки вызывают
разупрочнение борного волокна в процессе
изготовления композита Mg-В жидкофазной
пропиткой. Причем, интенсивность разу-
прочнения зависит от количества содержания
легирующего компонента в матрице и для
всех химических элементов различна
(рис. 10.3.16). Максимальное разупрочнение
борного волокна вызывает легирование маг-
ниевой матрицы алюминием и марганцем.
Рис. 10.3.16. Влияние легирующих добавок
в магниевой матрице на степень разупрочнения
0 борного волокна
Учитывая бесперспективность примене-
ния системы Mg-Al-(Mn ...) для матрицы в
композите Mg-B исследованы сплавы системы
Mg-Zn-Zr - редкоземельные металлы. Из ред-
коземельных металлов перспективен неодим,
так как он не взаимодействует с бором при
температурах до 1500 °C, имеет кристалличе-
скую решетку, идентичную магнию, и, кроме
того, сплав указанного состава обладает по-
вышенной прочностью. Концентрация цир-
кония, цинка и неодима подбиралась опыт-
ным путем.
Сопоставление результатов механиче-
ских испытаний (рис. 10.3.17) с данными
рентгеноспектрального анализа позволило
сделать следующие выводы. Максимальному
уровню прочности композита соответствует
содержание неодима в сплаве в пределах 2,8 -
3,0 %. Варьирование содержания цинка в
рассматриваемых пределах мало влияет на
прочность композита.
Цирконий, играя роль модификатора,
при содержании более 0,4 % реагирует с бор-
ным волокном (растворимость циркония в
магнии не превышает 0,6 %). Физико-
механические характеристики композиционного
материала Mg-B с матрицами различного химиче-
ского состава приведены в табл. 10.3.17.
Рис. 10.3.17. Изолинии прочности КМ при различном химическом составе матричного сплава
КМ С ТИТАНОВОЙ МАТРИЦЕЙ
801
10.3.17. Зависимость физико-механических характеристик композита от состава матрицы
Тип матрицы Ов Е о . /5 в.сж(90 )/ о350’ . А в.сж(90 )/
МПа МПа/%
Mg 1550 1320 2300 150/0,5 31/1,1
Mg-Al-Мп 1260 1050 1850 170/0,7 74/2,5 1 /о о
Mg-Zn-Zr-Nd 1700 1500 2600 300/1,1 120/3,8
Коррозионные свойства КМ Mg-B. Ос-
новным недостатком магниевых сплавов яв-
ляется низкая коррозионная стойкость. В
композитах проблема осложняется еще и тем,
что сочетание разнородных материалов увели-
чивает опасность протекания гальванической
коррозии. Данные коррозионных испытаний
в растворах 3 % NaCl и в условиях тропиче-
ской атмосферы композита Mg-B с разным
объемным содержанием волокон свидетельст-
вуют о том, что коррозионная стойкость ком-
позита практически не зависит от степени его
армирования (табл. 10.3.18).
10.3.18. Влияние объемного содержания волокон на коррозионную стойкость композита Mg-B
Об. доля волокон, % Скорость коррозии, (кг/м2)/сут
15 6,63 10-2
30 6,32-IO'2
48 6,28 IO'2
Применение неорганических и лакокра-
сочных защитных покрытий позволяет повы-
сить коррозионную стойкость материала в 2 -
4 раза.
10.3.4. КМ С ТИТАНОВОЙ МАТРИЦЕЙ
Титановые сплавы, обладающие прочно-
стью стали и по сравнению с ней существен-
но более низкой плотностью, являются наи-
более эффективными металлическими конст-
рукционными материалами. Тем не менее
армирование высокопрочными и высокомо-
дульными тугоплавкими волокнами позволяет
повысить прочность, жесткость и жаропроч-
ность этих сплавов. Преимуществом титано-
вых сплавов в качестве матричных материалов
по сравнению с другими металлами являются
невысокий температурный коэффициент ли-
нейного расширения, близкий к температур-
ным коэффициентам волокон, что улучшает
совмещение матрицы и упрочнителя. Кроме
того высокая прочность этих сплавов во
многих случаях исключает необходимость
перекрестного армирования. Недостатками
титановой матрицы являются высокие техно-
логические температуры, обязательное при-
менение защитной атмосферы или вакуума
при получении композиционных материалов,
высокая реакционная способность титана.
В качестве матрицы в композиционных
материалах наиболее часто применяют тита-
новые сплавы с алюминием и ванадием, сле-
дующих составов: 90%Ti-6%Al-4%V
(ВТ6 - в Росии, Ti - 6А1 - 4V - в США); 86 %
Ti - 6 % Al - 6 % V - 2% Sn (Ti - 6 - 6 - 2 - в
США) и др.
Перспективным для матрицы является
новый класс жаропрочных интерметаллидных
титановых сплавов на основе интерметал-
лидов TijAl (сплавы типа ВТИ-1) и TiAl.
Упрочнителями титановых сплавов слу-
жат волокна бора с покрытиями из карбида
кремния и карбида бора, волокна карбида
кремния, оксида алюминия, молибденовая и
бериллиевая проволоки.
Технология получения. Вследствие высо-
кой температуры плавления титана (1668 °C)
и его сплавов, а также их высокой реакцион-
ной способности по отношению к указанным
выше неметаллическим и металлическим во-
локнам получение композиционных материа-
лов с титановой матрицей осуществляется
твердофазными методами, преимущественно
методом диффузионной сварки под давлени-
ем. Основными операциями при этом явля-
ются: намотка волокна на материал матрицы,
закрепление волокна, сборка полученных
заготовок в пакет и диффузионная сварка
пакета под давлением.
Режимы получения композиционных
материалов с титановой матрицей приведены
в табл. 10.3.19.
26 Зак. 225
802
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
10.3.19 Режимы получения КМ с титановой матрицей методом диффузионной сварки
Матрица Волокно Температура, °C Давление, МПа Выдержка, мин
Сплав Ti-6A1-4V Бор 815 900 70 85 60 30
Титан Борсик 860-900 84 - 170 15-30
Сплав Ti-6A1-4V Карбид кремния 870 42 60
Оксид алюминия 815 98 15
Сплав TZM* 870 42 6
Титан Вольфрам 875 87 60
Бериллий 790 96,5 60
* Молибденовый сплав: Мо - 0,5 % Ti - 0,8 % Zr.
Взаимодействие компонентов. Титан -
бор. В системе титан-бор возможно образова-
ние трех боридов: Ti2B, TiB и TiB2. Соедине-
ние Т12В образуется по перитектической ре-
акции при температуре * 2200 °C и при тем-
пературе ~ 1800 °C распадается на TiB и жид-
кость. Борид TiB образуется приблизительно
при 2060 °C и стабилен при низких темпера-
турах. При взаимодействии титана с борным
волокном наиболее вероятным является обра-
зование диборида титана TiB2, наличие кото-
рого обнаружено в композиционном материа-
ле, полученном горячим прессованием при
900 °C. Являясь достаточно хрупким, диборид
титана разрушается при деформации 0,25 %.
Поэтому для обеспечения максимальной
прочности композиционного материала вели-
чину зоны взаимодействия, включающую
область твердого раствора бора в титане и
диборид титана, следует ограничивать
0,05 - 0,5 мкм.
Титан - карбид кремния, борсик. Соглас-
но термодинамическим расчетам в этой сис-
теме возможно образование силицидов TisSia
и TiSi2 и карбида TiC. Образование реакционной
зоны в интервале температур 800 - 840 °C на-
блюдается после ЗО-ч выдержки, выше 900 °C
- после 1 ч. Легирующие элементы могут вли-
ять на скорость роста толщины зоны взаимо-
действия, но не на ее состав.
Покрытие из карбида кремния толщи-
ной 2,5 - 5 мкм на борных волокнах предот-
вращает их взаимодействие с титановой мат-
рицей при всех режимах получения КМ титан
- борсик.
Титан-бериллий. Титан и бериллий прак-
тически не взаимодействуют при температуре
ниже 700 °C. Растворимость бериллия в а-
титане при 885 °C (температура перехода a-Ti
в p-Ti) составляет менее 1 %, а в р-титане при
955 °C - 1,5 %. При температурах выше
700 °C возможно образование хрупкого ин-
терметаллида TiBei 1.
Титан - оксид алюминия. Реакционная
зона, состоящая из двух продуктов взаимо-
действия, обнаружена в композиционном
материале после отжига при 870 °C. Со сто-
роны волокна эта зона состоит из оксида ти-
тана TiO, а со стороны титановой матрицы из
интерметаллида Ti3Al.
Титан - молибден. В системе титан - мо-
либден после отжига при 600 - 900 °C образу-
ется зона взаимодействия, представляющая
собой непрерывный ряд твердых растворов.
Рост ее происходит из-за взаимной диффузии
титана и молибдена. При температуре отжига
650 °C и выдержке в течение 60 ч толщина
зоны составляет 2-3 мкм, а после выдержки
50 ч при 850 °C - 17 мкм.
Механические свойства. Основные меха-
нические свойства КМ титан - борное волок-
но, содержащих различное количество воло-
кон, приведены в табл. 10.3.20.
10.3.20. Механические свойства КМ
титан - бор
Свойство Содержание волокон, об. доля, %
25 - 30 50
а/, МПа 985 1240 - 1480
а,1, МПа 420 455 - 550
0, ГПа 180 240
Е1, ГПа 155 180
<А сж> МПа 2110 -
% 0,6 - 0,7 -
Основное преимущество КМ на основе
титана с борными волокнами, по сравнению с
обычными титановыми сплавами, кроме вы-
сокого модуля упругости, заключается в дос-
таточно высоком уровне свойств при повы-
шенных температурах (табл. 10.3.21).
КМ СИСТЕМЫ МАГНИЙ-БОР
803
10.3.21. Временное сопротивление КМ титан - бор в зависимости от температуры
Свойство Температура, °C
20 100 200 300 400 500
аД МПа 1480 1480 1400 1340 1250 1140
а,1, МПа 550 550 530 470 400 350
Свойства КМ титан - бореи к при 20 °C
в зависимости от содержания волокон приве-
дены в табл. 10.3.22.
10.3.22. Свойства КМ T1-6A1-4V
с различным содержанием волокон борсик
Свойство Содержание волокон, об. доля, %
11 21 27 50
°в, МПа 970 990-1240 1270 1150-1365
Е, ГПа 131 145-165 180-195 265
6, % 0,7 0,6-0,7 0,6 0,5-0,6
С увеличением содержания волокна от
11 до 50 об. доля, % прочность увеличивается
на 15 - 30 %, а модуль упругости возрастает в
2 раза.
Волокна карбида кремния, слабо взаи-
модействующие с титаном и его сплавами при
температурах получения композиционного
материала и его эксплуатации, являются наибо-
лее перспективным упрочнителем титановой
матрицы. Особенностью КМ титан - волокно
карбида кремния являются высокие уровни
прочности и жесткости, при 20 °C достигающие
соответственно 1950 МПа и 215 ГПа, и малая
степень разупрочнения при температурах до
600 °C.
Свойства КМ с титановым сплавом, уп-
рочненных волокнами карбида кремния, в
состоянии после изготовления методом газостати-
ческого изотермического прессования (ГИП) и
после отжига приведены в табл. 10.3.23.
10.3.23. Свойства КМ титан-волокно SCS-6*
Титановый сплав Содержание волокна, об. доля, % Состояние материала ов, МПа £, ГПа 5, %
T1-6A1-4V 35 После ГИП Отжиг 905 °C, 7ч 1690 1430 186 190 0,95 0,85
* Волокно карбида кремния с поверхностным слоем, обогащенным углеродом, толщиной
3 мкм.
В табл. 10.3.24, 10.3.25 приведены свой-
ства материала "Ti-6A1-4V - волокна карбида
кремния".
10.3.24. Свойства КМ T1-6A1-4V/35 об. доля, %
SCS-6 при различных температурах
Свойство Температура, °C
20 200 400 600
ств, МПа 1310 1290 1280 1200
Е, ГПа 210 195 188 181
10.3.25. Свойства КМ Ti-6Al-4V/28 об. доля, %
карбида кремния при разных углах
приложения нагрузки
Угол приложения нагрузки, ° ов, МПа стпц> МПа Е, ГПа н
0 1000 820 253 0,275
15 950 820 246 0,277
30 790 730 225 0,346
45 750 530 218 0,346
90 670 370 197 0,250
Механические свойства при растяжении
КМ титан-оксид алюминия даны в табл. 10.3.26.
10.3.26. Свойства КМ титан - 22 об. доля, %
А12О3*
Свойство Вдоль волокна Поперек волокна
ов, МПа 700 - 880 400
Е, ГПа 148 - 190 120
* Волокно AI2O3 диаметром 0,25 - 0,27 мм и
ств = 2100 МПа.
10.3.27. Свойства КМ Ti-6A1-4V/ бериллий
Содержание волокна, об. доля, % Л, МПа °0,2> МПа <г\, МПа Е", ГПа Ех, ГПа
38-50 700-940 460-630 360-770 172-212 129-179
В табл. 10.3.27 суммированы свойства
КМ титан-бериллий, полученных различными
26*
804
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
методами; горячим вакуумным прессованием,
экструзией и прокаткой пакетов из титановой
фольги и бериллиевой проволоки диаметром
1,5 мм.
Композиционные материалы системы
титан-молибден обладают более высокой
прочностью и жесткостью по сравнению с
титаном (табл. 10.3.28), однако, вследствие
большой плотности молибдена, по значениям
удельной прочности и удельного модуля уп-
ругости примерно равны титану. Преимуще-
ством по сравнению с титаном, как по абсо-
лютным, так и по удельным значениям проч-
ности и жесткости, они обладают при темпе-
ратурах, превышающих 400 °C (табл. 10.3.29).
10.3.28. Свойства КМ титан-молибден
в зависимости от содержания
молибденовой проволоки
Свойство Содержание молибдена, об. доля, %
10 20 32 44
ств, МПа 280 680 830 1000
Е, ГПа 120 140 165 190
8, % 12 11 9 8
10.3.29. Свойства КМ титан-модибден при различных температурах
ов, МПа 8, %
Состав КМ
при Т, °C
20 200 400 800 20 200 400 800
Ti + 10 об. доля, % Мо 280 170 80 12 10 9
Ti + 20 об. доля, % Мо 680 350 250 160 11 9 9 8
Ti + 32 об. доля, % Мо 830 500 - 270 9 9 8 8
Ti + 44 об. доля, % Мо 1000 540 460 330 8 8 6 5
Физические свойства. В табл. 10.3.30
приведены значения плотности КМ с титано-
вой матрицей.
10.3.30. Плотность КМ с титановой матрицей
Материал у, г/см3, при содержании волокон, об. доля, %
25 30 50 60
Титан-бор (борсик) 3,9 3,5
Титан-карбид кремния - 4,15 3,85 -
Титан-бериллий 4,0 - 3,2 2,9
Титан-молибден - 5,81 -
10.3.5. КМ С МЕДНОЙ МАТРИЦЕЙ
КМ на основе меди применяют в элек-
тротехнике как заменитель меди, а также в
качестве модельных композиций для исследо-
вания свойств КМ. Поэтому в качестве матри-
цы чаще всего используют нелегированную
медь, а армирующей составляющей могут быть
волокна вольфрама, железа, карбида кремния,
углерода, тантала и порошковые материалы.
Технология получения. Основными техно-
логическими процессами изготовления КМ на
основе меди являются методы пропитки рас-
плавом (Cu-W Cu-Та, Cu-Fe) и горячее прессо-
вание. При горячем прессовании в качестве
исходных материалов могут быть непрерывные
или дискретные волокна и медная матрица
(Cu-W, Cu-Fe). Кроме того, исходным мате-
риалом в этом случае могут быть волокна, на
которые методами химического и электро-
химического осаждения нанесен слой меди
(Cu-W, Cu-C). Типичные режимы получения
КМ на основе меди приведены в табл. 10.3.31.
КМ С МЕДНОЙ МАТРИЦЕЙ
805
10.3.31. Методы и режимы получения КМ на основе меди
Волокно Метод изготовления Температура, °C Давление, МПа Выдержка, мин
Вольфрам Пропитка в вакууме 1160 - 1427 - -
Тантал 1150 - 5
Железо (сталь) Горячее прессование 850 - 45
Углерод 900 - 960 1 - 5 20
Взаимодействие компонентов. В системе Си-
W и Cu-Та химическое взаимодействие отсут-
ствует, а прочная связь волокон с матрицей
обеспечивается хорошим смачиванием вольф-
рама и тантала жидкой медью. В системе Си-
Fe в результате взаимной диффузии компонен-
тов образуются твердые растворы. В процессе
изготовления КМ при температуре 850 °C и
выдержке 45 мин в вольфрамовом волокне
наблюдается реакционная зона толщиной
15 мкм, а в матрице - 2,5 мкм. По отношению
к углероду медь химически инертна и для
улучшения смачиваемости в системе Си-С
медь легируют добавками хрома.
Механические свойства. КМ, армированные
волокнами вольфрама и тантала, обладают
высокими значениями прочности и жесткости,
возрастающими с увеличением содержания
вольфрама (табл. 10.3.32 и 10.3.33).
10.3.32. Свойства КМ медь-вольфрам, полученных горячим прессованием
Свойство Содержание волокон вольфрама, об. доля, %
8 14 25 33 75 - 78*1
ав МПа 280 360 410 400 1310 - 1750
Е, ГПа 107 122 151 - -
5, % 15,4 - 12,3 12,9 0 - 30,4*2
** Материал получен методом пропитки.
*23начения относительной упругой деформации е, %.
806
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
10.3.33. Свойства КМ медь-тантал, полученных методом пропитки
Свойство Содержание волокон тантала, об. доля, %
3 6 12 24 38
ств, МПа 165 180 210 290 345
сто,2, МПа 60 80 100 180 235
£, ГПа - 97 103 114 124
8, % 32 23,5 29,0 13,8 19,7
Механические свойства КМ медь-железо жимов их получения и последующей обработки
при одном и том же содержании волокна могут давлением (табл. 10.3.34).
существенно изменяться в зависимость от ре-
10.1.34. Свойства КМ медь - 20 об. доля, % железа
Свойство Способ получения*
I II III
ств, МПа 274 405 500
стпц, МПа 156 219 485
£, ГПа 150 194 196
8, % 40,7 28,0 8,2
*1 - горячее прессование; II - горячее прессование + отжиг при 1000 °C, 500 мин, закалка в
воду; III - горячее прессование, отжиг при 1000 °C, 500 мин + холодное деформирование со
степенью обжатия 68 %.
Наиболее высокий уровень прочности и марки SCS, имеющими ств « 3000 МПа и
жесткости получен на меди, армированной Е« 400 ГПа. Свойства этих материалов приве-
непрерывными волокнами карбида кремния дены в табл. 10.3.35.
10.3.35. Свойства КМ медь - карбид кремния
Свойство Содержание карбида кремния, об. доля, %
23 33 50
ов, МПа 690 900 - 965 1380
£, МПа 172 187 - 202 240
ЖАРОПРОЧНЫЕ КМ
807
Максимальные механические свойства
КМ системы медь-углерод (ств = 300 МПа
ствизг = 1000 МПа и Е = 90 ПО ГП) получены
при содержании 25 - 30 об. доля % углеродных
волокон. С дальнейшим увеличением содержа-
ния волокон свойства снижаются из-за накоп-
ления макродефектов - пор, трещин, раслое-
ний и т.д. В табл. 10.3.36 приведены усталост-
ные свойства КМ на основе меди, армирован-
ной вольфрамовыми, углеродными и стальны-
ми волокнами.
Физические свойства. В табл. 10.3.37
приведены значения плотности КМ на основе
меди.
10.3.36. Предел выносливости КМ на основе меди (N = 105 циклов)
Состав КМ Си+17 об. доля, % W Си + 24 об. доля, % стали Си + 25 - 30 об. доля, % С
ст.1, МПа 309 140 250
10.3.37. Плотность КМ Си - 30 об. доля, % волокон
Волокно W Та Fe SiC С
у, г/см3 12,1 11,3 8,7 7,3 6,4
Для КМ Си - 25 - 30 об. доля % С иссле-
дованы некоторые теплофизические и электри-
ческие свойства, приведенные ниже: а =
= 2- 10-6, К-1, р = (26 -ь34)10-3 мкОм м, \ =
= 256 Вт/(мК).
10.3.6. ЖАРОПРОЧНЫЕ КМ
10.3.6.1. КМ, УПРОЧНЕННЫЕ ВОЛОКНАМИ
К жаропрочным КМ, упрочненным во-
локнами, в первую очередь следует отнести
материалы с никелевой матрицей, как наибо-
лее изученные и уже нашедшие применение в
технике. Отличительной особенностью никеле-
вых сплавов является высокая коррозионная
стойкость и стойкость против окисления при
высоких температурах, благодаря чему они
находят широкое применение в теплонагру-
женных деталях энергосиловых установок,
газотурбинных авиационных двигателях и т.д.
Матрицей в композиционных материалах яв-
ляются жаропрочные никелевые сплавы, а
упрочнителем - волокна вольфрама, молибде-
на, углерода, оксида алюминия.
Технология получения. Важнейшими ме-
тодами изготовления КМ с никелевой матри-
цей являются: обработка давлением, диффузи-
онная сварка, сварка взрывом, пропитка рас-
плавом, порошковая металлургия. В зависимо-
сти от типа упрочнителя и метода изготовле-
ния матрица в исходном состоянии может
быть в виде фольги, проволоки, порошка. Ар-
мирующие волокна применяют в виде отдель-
ных моноволокон, а также в виде сеток и лент.
В некоторых случаях исходным материалом
для получения композита могут служить во-
локна с нанесенным на их поверхность хими-
ческим или электрохимическим методами.
Взаимодействие компонентов. В системе
никель-вольфрам металлы обладают взаимной
растворимостью, причем растворимость вольф-
рама в никеле достигает 35 % (при 1000 -
1300 °C), а растворимость никеля в вольфраме
незначительна. На границе раздела вольфра-
мовое волокно-никель возможно образование
твердого раствора вольфрама в никеле, а также
интерметаллида N^W. Легирование никеля
хромом и вольфрамом замедляет образование
реакционной зоны, а при их содержании, отве-
чающем составам предельно насыщенных
твёрдых растворов на основе никеля, практи-
чески исключает взаимодействие на границе
раздела волокно-матрица.
Диффузия никеля, хрома и др. в волокно
активизирует рекристаллизацию вольфрамо-
вого волокна и снижает на 150 - 200 °C темпе-
ратуру его рекристаллизации.
В системе никель-молибден при взаимо-
действии компонентов образуются твердый
раствор молибдена в никеле и интерметаллид
NiMo. Легирование никеля практически не
снижает взаимодействия. Рекристаллизация
молибденового упрочнителя начинаются уже
при температуре f Idd °C.
Система N1-AI2O3 является термоди-
намически устойчивой вплоть до температуры
плавления никеля. Однако, образующийся в
процессе длительного нагрева оксид никеля
NiO взаимодействует с волокнами из оксида
алюминия с образованием шпинели N1AI2O4,
что приводит к разупрочнению волокон и на-
рушению связи между волокном и матрицей.
Для улучшения смачиваемости на волокна
оксида алюминия наносят покрытия из туго-
плавких металлов, например, вольфрама. Ре-
комендуется также нанесение на поверхность
волокна подслоя из оксида иттрия и после-
дующего нанесения вольфрама.
В системе Ni - С углерод в значительных
808
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
количествах растворяется в жидком никеле, а в
твердом растворе его количество достигает
2,8 ат. доля, %. В этой системе также возмож-
но образование метастабильного карбида NijC,
устойчивого при температурах выше 1400 и
ниже 450 °C. При растворении никеля в угле-
родном волокне существенно снижается тем-
пература рекристаллизации волокна и его
прочность. Для предотвращения взаимодейст-
вия эффективным является нанесение на угле-
родные волокна барьерных покрытий из кар-
бида титана и циркония, а также из нитрида
циркония.
Механические свойства. Благодаря высо-
кой прочности проволоки из вольфрамовых
сплавов практически любых марок, слабо разу-
прочняющейся при температурах до 1100 °C,
КМ системы никель-вольфрам отличаются
высокой жаропрочностью, существенно пре-
восходящей аналогичную характеристику тра-
диционных жаропрочных никелевых сплавов.
При этом наиболее высокие значения жаро-
прочности имеют КМ, армированные проволо-
кой из вольфрамовых сплавов с высокой тем-
пературой рекристаллизации, т.е. сплавов сис-
тем вольфрам-двуокись тория и вольфрам-
гафний-углерод (табл. 10.3.38)
В табл. 10.3.39 приведены значения вре-
менного сопротивления КМ никель-вольфрама
при 20 °C и повышенных температурах. Доста-
точно высокий уровень прочности армирован-
ные материалы сохраняют до температуры
1100 - 1300 °C.
Ударная вязкость КМ никелевый сплав-
вольфрам с пластичной матрицей, полученных
твердофазными методами, выше по сравнению
с КМ, полученных пропиткой волокон распла-
вом матрицы. С повышением температуры до
500 °C ударная вязкость увеличивается, а при
дальнейшем увеличении температуры снижает-
ся (табл. 10.3.40).
10.3.38. Длительная прочность КМ никель-вольфрам при 1100 °C
Матрица Марка волокна Содержание волокна, об. доля, % стюо> МПа у, г/см3
ЖС6К ВА 45 150 12,6
ХН78Т ВТ-7 50 150 - 160 13,8
ХН60ВТ ВТ-7 50 150 14,1
EPD-16 Вольфрам 40 131 12,7
Нимока-258 То же 40 108 12,5
10.3.39. Временное сопротивление КМ никель-вольфрам при 20 °C и повышенных температурах
Сплав ств, МПа, при температуре, °C
20 500 900 1000 1100 1200 1300
ЖС6К+45 об. доля, % W 580 - - - 538 385 290
Нимокаст 258+50 об. доля, % W 847 832 - 492 343 - -
EPD 16+50 об. доля, % W 670 637 588 512 - - -
X 60+50 об. доля, % W - - 685 568 490 352 -
X 70Ю+40 об. доля, % W - - 320 230 190 140 -
ЖАРОПРОЧНЫЕ КМ
809
10.3.40. Ударная вязкость КМ никель-вольфрам
Матрица Содержание волокна, об. доля, % KCU, Дж/м2, при температуре, °C
20 500 1000 1100
ХН78Т1 24 5,4 - 6,9 - 8,25 - 11,3 -
EPD-16»2 40 0,4 - 0,6 10,7 - 1,2 - 1,9
Нимокаст-258 40 0,6 - 1,9 Н,7 - 4,43
** Материал получен диффузионной сваркой в вакууме.
*2Материал получен вакуумным всасыванием.
КМ никелевый сплав - вольфрам имеют
высоки материал й предел выносливости как
при 20 °C, так и при повышенных температу-
рах. Прочность и предел выносливости КМ
никель-молибден существенно превышают
прочность матричных сплавов. Так временное
сопротивление КМ Хастеллой - X + 36 об.
доля, % молибденовой проволоки марки TZM
равно 834 МПа, а предел выносливости на базе
106 циклов составляет 600 МПа. Достаточно
высокой является и кратковременная проч-
ность этих КМ при высоких температурах
(табл. 10.3.41). По длительной прочности
вследствие структурной нестабильности мо-
либденовых волокон КМ никель-молибден
уступают ам системы никель-вольфрам.
10.3.41. Механические свойства КМ никель-молибден при 1000 °C
Матрица Волокно Содержание волокна, об. доля, % ов, МПа
ХН67МВТЮ ЦМ-2А* 19 380
♦Состав сплава: 99,95 - 99,55 % Мо; 0,07 - 0,15 % Zr; 0,07 - 0,3 % Ti; 0,004 % С.
Эффект упрочнения никеля непрерыв-
ными волокнами оксида алюминия наиболее
заметен при высоких температурах. Однако,
необходимо отметить большой разброс зна-
чений прочности, связанный с поврежде
ниями поверхности волокон, их слабой свя
зью с матрицей и с несовершенством техно
логии (табл. 10.3.42).
10.3.42. Временное сопротивление КМ никель-оксид алюминия*
Т, °C 1000 1100 1200 1300 1400
ств, МПа 290 - 911 180-419 163 - 391 249 137
♦Содержание волокна 27 - 50 об. доля, %.
КМ с никелевой матрицей, упрочненной
50 об. доля, % углеродного волокна марок
Thornell-50 и Thornell-75, имеют временное
сопротивление соответственно 800 и 830 МПа
и модуль упругости 240 и 310 ГПа. При темпе-
ратуре 500 °C временное сопротивление КМ
никель - Thornell равно 520 МПа, а длительная
100-часовая прочность - 280 МПа. В
табл. 10.3.43 приведен уровень прочности этого
материала при температурах до 1205 °C.
810
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
10.3.43. Временное сопротивление КМ никель - углерод*
Т. °C 20 540 660 980 1095 1205
ов, МПа 670 536 397 397 265 106
♦Содержание углеродного волокна марки Thomell-50 равно 50 об. доля, %.
W.3.6.2. ЖАРОПРОЧНЫЕ ЭВТЕКТЕТИЧЕСКИЕ
СПЛАВЫ
Среди жаропрочных сплавов, предназна-
ченных для лопаток турбины перспективных
высокотемпературных ГТД, особенно много-
обещающими являются никелевые эвтектиче-
ские сплавы направленной кристаллизации со
структурой у/у' - МеС (где у - многокомпо-
нентный никелевый твердый раствор; у' - дис-
персные выделения фазы на основе NijAl;
МеС - нитевидные кристаллы монокарбидов
на основе ниобия или тантала). Характеристи-
ки длительной прочности на базе 1000 ч этих
сплавов выше на 20 - 40 % соответствующих
характеристик промышленных жаропрочных
никелевых сплавов со столбчатой и монокрис-
таллической структурами, что позволяет повы-
сить рабочую температуру лопаток на 50 -
75 °C.
Основой сплавов служат простые псевдо-
бинарные эвтектики Ni - NbC или Ni - ТаС, ко-
торые для получения заданного комплекса
механических свойств легируют в соответствии
с принципами многокомпонентного легирова-
ния, хорошо разработанными для литейных
жаропрочных никелевых сплавов.
При многокомпонентном легировании
направленных эвтектик (табл. 10.3.44) достига-
ется значительное упрочнение матрицы нике-
левого твердого раствора когерентными части-
цами у' - фазы при некотором снижении объ-
емной доли карбидных волокон, например, с
11 % в системе Ni - NbC до 3 - 5 % в сплавах
у/у' - МеС (табл. 10.3.45). Наибольшее влияние
на объемное содержание волокон оказывает в
этом случае алюминий.
Ориентированная композитная микро-
структура эвтектических сплавов формируется
при кристаллизации в одноосном тепловом
потоке в условиях плоского фронта роста фаз,
которые обеспечиваются определенным соот-
ношением между температурным градиентом G
в расплаве на фронте роста и скоростью его
движения R.
G (G\ ДТ
— > — «-------,
Я D'
где ДТ = Tt - Ts - температурный интервал
кристаллизации сплава; 7}, и Ts - температуры
ликвидуса и солидуса; D - эффективный ко-
эффициент диффузии атомов в расплаве.
Для каждой системы легирования суще-
ствует критическое отношение (G/R)^, кото-
рое необходимо превысить для получения на-
правленной композиционной структуры в от-
ливке. Многокомпонентные жаропрочные эв-
тектики имеют весьма высокие значения
(G/R)^, составляющие, например, для сплавов
у/у’ - МеС величину (3 + 4)105 К с/см2. Следо-
вательно, кристаллизация нужных размеров
отливок из данных эвтектик осуществляется с
Рис. 10.3.18. Микроструктура эвтектического
сплава направленной кристаллизации ВКЛС-20:
а - продольное сечение; х!600;
б - поперечное сечение, х7000
ЖАРОПРОЧНЫЕ КМ
811
небольшой скоростью (~ 51 О*4 см/с) даже при
использовании самых высокоградиентных
(-200 К/см) тепловых узлов плавильных уста-
новок.
Ориентированная структура отливок из
эвтектических сплавов состоит из столбчатых
кристаллов, объединенных в несколько зерен-
колоний (рис. 10.3.18). Взаимная разориенти-
ровка зерен-колоний в азимутальном направ-
лении произвольна, а вдоль оси отливки вы-
страиваются кристаллографические направле-
ния <001> зерен. В пределах отдельного зерна
существует упорядоченное расположение кри-
сталлов как в осевом, так и в поперечном на-
правлениях. Зерно-колония представляет собой
монокристаллическую <001> матрицу у/у' из
никелевого твердого раствора, упрочненного
-60 % у’ - фазы, армированную непрерывным
каркасом из нитевидных кристаллов карбидной
фазы МеС. Между кристаллическими решет-
ками матрицы и нитевидными кристаллами
существует кристаллоориентационное соответ-
ствие <001>у/у< II <001>МеС И <001>у/у« II
(001)меС Волокна МеС диаметром ~ 1 мкм
имеют правильную кристаллографическую
огранку. Они обладают двумя основными па-
раметрами, обеспечивающими эффективность
упрочнения матрицы у/у': во-первых, они не-
прерывны и, во-вторых, они ведут себя при
растяжении в продольном направлении как
упругие и хрупкие. Частные значения кратко-
временной прочности карбидных волокон мо-
гут достигать 12000 МПа.
Рис. 10.3.19. Диаграммы растяжения в продольном
направлении эвтектического сплава ВКЛС-10
при различных температурах
10.3.44. Номинальной химический состав (%) жаропрочных эвтектических сплавов
(основа Ni)
Сплав Со Cr Al Nb Ta C Mo w Другие элементы
вклею 10 7 5,6 3,8 - 0,45 1,0 11 1,0 V; 0,5 Hf
ВКЛС20 9 4,3 6,2 4,3 - 0,43 0,8 12,5 0,8 V
ВКЛС20Р 9 4 6,2 3,7 - 0,39 - 12 4 Re
СОТАС744 10 4 6 3,8 - 0,46 2 10
СОТАС784 10 4 6,5 4 - 0,40 4 4 4 Re
NiTAC-C 3,9 4 5,5 - 11,7 0,45 3 4,5 6,6 Re; 0,01 В
NiTAC13B 3,9 4,2 5,5 9 9 0,27 3 4,5 6,8 Re; 0,01 В
NiTAC13 3,3 4,4 5,4 - 8,1 0,54 - 3,1 6,2 Re; 5,6 V
Несмотря на малое содержание волокон в
направленных эвтектиках, они существенно
повышают кратковременную прочность матри-
цы у/у' при низких температурах и длительную
прочность - при высоких. Типичные значения
ов при 20 °C для монокристаллов <001> у/у'
равны 1000 МПа, а для эвтектик у/у' - МеС -
1500 МПа. При высоких температурах (> 1000 °C)
прочность эвтектических композитов прибли-
жается к прочности матрицы, которая по хи-
мическому составу близка к сплавам семейства
ЖС (табл. 10.3.46). Это связано с тем, что при
этих температурах матрица у/у' в процессе кратко-
временного растяжения деформационно не уп-
рочняется (рис. 10.3.19). Действующие на
матрицу напряжения в ней релаксируют, а
812
Глава 10.3. СВОЙСТВА, СТРУКТУРА И ОБЛАСТИ ПРИМЕНЕНИЯ МКМ
10.3.45. Параметры структуры эвтектических сплавов
Сплав Y, г/см3 Об. доля волокон МеС, % Средний диаметр волокон, мкм Количество у' - фазы, мае. доля, % Температура критических точек, °C
полного растворения фазы солидуса интервала кристаллизации
вклею 8,53 3 - 5 1,2 - 1,5 57 1200 1320 32
ВКЛС20 8,67 3 - 5 0,8 - 1,1 63 1248 1348 19
ВКЛС20Р 8,80 3 - 5 0,8 - 1,1 60 1260 1358 12
СОТАС744 8,51 6 - 58 1200 1340 8 - 12
СОТАС784 - - - 60 - - -
NiTAC13 8,69 2 - 4 - 60 1204 1346 14
упруго деформированные нитевидные кристал-
лы дополнительно нагружаются. После накоп-
ления деформации, большей или равной пре-
дельной упругой деформации карбидных воло-
кон, начинается их лавинное дробление на
фрагменты в локальном объеме сплава. Это
приводит к резкому возрастанию напряжения в
матрице и разрушению сплава.
Направленные эвтектики в силу особен-
ности кристаллизации относятся к термодина-
мически равновесным системам, т. е. свобод-
ные энергии фаз равны и отсутствуют градиен-
ты концентраций, а следовательно, и движу-
щая сила процесса диффузии. Кроме того, при
направленной кристаллизации с плоским
фронтом роста фаз обеспечивается такое кри-
сталлографическое соответствие между сопря-
гающимися фазами, что межфазная граница
у - МеС обладает минимальной удельной по-
верхностной энергией. Это определяет высо-
кую термостабильность формы и размеров
карбидных волокон и, соответственно, сохра-
нение жаропрочных свойств эвтектических
композитов вплоть до температуры 1150 °C.
Значения пределов пятисотчасовой дли-
тельной прочности О5оо направленных эвтектик
в сравнении с жаропрочными никелевыми
сплавами со столбчатой (ЖС26, ЖС32) и мо-
нокристаллической <001> (CMSX-4) структу-
рами приведены в табл. 10.3.47, из которой
видны преимущества эвтектических компози-
ций при температурах выше 1000 °C.
Направленно закристаллизованные эвтек-
тические сплавы у/у' - МеС характеризуются
весьма высокими усталостными свойствами,
поскольку нитевидные кристаллы карбидной
фазы служат эффективным препятствием на
пути распространения трещины и постоянно
оказывают тормозящее действие, снижая ее
среднюю скорость распространения. Так, пре-
дел выносливости сплава ВКЛС20 на базе 2107
циклов (изгиб с вращением) составляет
400 МПа при 20 °C, 420 МПа - при 900 °C и
320 МПа - при 1000 °C.
ЖАРОПРОЧНЫЕ КМ
813
10.3.46. Механические свойства жаропрочных эвтектических сплавов
при кратковременном растяжении
Сплав Свойства Температура, °C
20 700 800 900 1000 1100
ВКЛС20Р, о*1, МПа 1540 1180 1350 870 1300 800 1000 700 750 550 450
R = 2,110’4 см/с сто,2, МПа 950 1100 1200 850 600 400
6*1, % 12 0,5 0,1 13 14 13,0 2,5 12
СОТАС744, ов, МПа 1505 - 1170 910 570 -
R = 3,3 IO-4 см/с 6, МПа 13 - 12 10 10 -
ЖС26*2 ств, МПа 950 - - 880 690 370
S, МПа 20 - - 14 24 21
*1В числителе указаны свойства в продольном направлении, в знаменателе - в поперечном.
*2Жаропрочный никелевый сплав направленной кристаллизации (R = 330-10-4 см/с).
10.3.47. Пределы длительной прочности жаропрочных сплавов
Сплав <7500, МПа, при температуре, °C
800 900 1000 1100 1150
ВКЛС20 540 340 210 130 85
ВКЛС20Р 670 420 250 170 95
СОТАС744 - 310 190 130 -
ЖС26 - 305 140 45 -
ЖС32 - 390 185 85 -
CMSX-4 - 420 190 115 -
Наличие жаропрочной матрицы у/у', ар-
мированной высокопрочными нитевидными
кристаллами карбидов МеС, делает эвтектиче-
ские композиты у/у' - МеС малочувствитель-
ными к термоциклированию.
Наряду с высокими механическими ха-
рактеристиками направленные эвтектики обла-
дают удовлетворительным сопротивлением
газовой коррозии, не ниже, чем литейные жа-
ропрочные никелевые сплавы. Так, например,
привес для образцов сплава ВКЛС20Р за 100 ч
окисления при 1100 °C составляет 10 г/м2, для
образцов сплава ЖС6У - 20 г/м2.
Благоприятное сочетание характеристик
жаропрочности позволяет рассматривать этот
класс материалов в качестве перспективного
для литья лопаток газовой турбины высоко-
температурных ГТД.
814
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Глава 10.4
КЛЕЕНЫЕ
МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ
МЕТАЛЛОПОЛИМЕРНЫЕ
КОМПОЗИТЫ
10.4.1. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ И КОНСТРУКЦИИ
Одним из направлений повышения кон-
струкционной прочности металлических мате-
риалов является создание слоистых клееных
материалов (СКМ) и конструкций. Важней-
шими характеристиками таких материалов
являются повышенная сопротивляемость уста-
лостным нагрузкам и трещиностойкость.
Наиболее широко СКМ используются в
самолетостроении, например, в конструкциях
планера широкофюзеляжных самолетов Ил-86,
Ил-96, Ан-124 и других.
Структура СКМ представляет собой лис-
товой клееный материал, состоящий из чере-
дующихся листов металла и слоев клея. В про-
цессе эксплуатации разнородные материалы,
составляющие СКМ, работают одновременно,
что позволяет при определенной структуре
СКМ обеспечить высокую прочность наряду с
малой чувствительностью к концентрации на-
пряжений, высоким сопротивлением усталост-
ным нагрузкам.
Клей в конструкции является таким же
конструкционным материалом как металлы и
пластики. Характеристики клеевого слоя, как
конструкционного материала являются показа-
телями работоспособности СКМ. Для них ха-
рактерны такие же диаграммы напряжение-
деформация, как у конструкционных материа-
лов (металл, пластик и т.д.).
Различные типы авиационных конструк-
ций испытывают в процессе эксплуатации
разные виды нагружения. Полная универсаль-
ность клеев для всех клееных конструкций не
может быть достигнута, в связи с чем необхо-
димо иметь клеи в ассортименте с широким
диапазоном прочностных и деформационных
свойств (табл. 10.4.1). Выбор клея осуществля-
ется в соответствии с техническими требова-
ниями к клеевому соединению, которые вклю-
чают сведения о природе склеиваемых мате-
риалов, требуемых прочностных и деформаци-
онных характеристиках клея, условиях и ресур-
се эксплуатации клеевых соединений. Требова-
ния к ресурсу работы СКМ определяются вре-
менем, в течение которого сохраняется его
работоспособность, и зависят от условий экс-
плуатации летательных аппаратов.
При проектировании клееной конструк-
ции необходимо учитывать, что оптимальные
результаты по прочности СКМ будут достигну-
ты только при правильном расчете напряжений
в клеевом шве и при условии тщательной про-
работки каждой стадии технологического про-
цесса склеивания, который включает в себя
взаимозависимые этапы:
1. Проектирование клееной конструкции,
которое осуществляется с учетом технических
требований к клеевому соединению.
2. Определение конструкции клеевого со-
единения, выбор формы и размеров склеивае-
мых поверхностей.
3. Выбор клея и способа подготовки по-
верхности склеиваемых материалов, а также
определение условий изготовления клееной
конструкции, которые включают операции от
нанесения клея на поверхности до его отвер-
ждения.
4. Осуществление пооперационного кон-
троля на всех стадиях технологического про-
цесса склеивания конструкции.
5. Контроль качества клеевого соедине-
ния с помощью образцов - свидетелей и с ис-
пользованием неразрушающих методов кон-
троля.
При рассмотрении клееной конструкции
и определении схемы приложения нагрузок к
клеевому шву можно выделить четыре основ-
ные типа нагружения клеевого соединения
(рис. 10.4.1).
а)
t
I
б) в) г)
Рис. 10.4.1. Основные типы нагружения
клеевых соединений:
а - сдвиг (тв); б - равномерный отрыв (одт);
в - расслаивание (5рас); г - отслаивание (5ОТ)
При нагружении СКМ в направлении
сдвига или равномерного отрыва напряжение
равномерно распределяется по всей площади
склеивания. Такое соединение внахлестку об-
ладает максимальной стойкостью к разруше-
нию. Поэтому везде, где это возможно, соеди-
нение должно быть сконструировано таким
образом, чтобы большая часть действующих на
клеевой шов напряжений распространялась в
направлении сдвига или равно мерного отрыва.
10.4.1. Характеристики клеев конструкционного назначения
Клей Вид поставки Интервал рабочих температур, °C Режим склеивания Прочностные характеристики клея
Температура, °C Давление, МПа Выдержка под давлением, ч *В, МПа Сот, МПа 8рас> кН/м е, % а, МПа (', ч) тшах> МПа (N = 107 циклов)
ВК-27 Паста -60 - +80, 180 - 250 кратковре- менно 20 0,01 - 0,1 24 25 38 2-2,5 50 - 125 15 (500) 14,5 (1000) 6,5
ВК-25 Пленка -60 - +200 165 или 125 1,0-2,0 1,0 - 2,0 1 4 27 22 5-6 140 - 200 18,5 (500) 9
ВК-36 Пленка -130 - +160 175 0,05 - 0,15 3 37 50 2 - 3 80 - 100 34 (500) 33 (1000) 8
ВК-41 Пленка -60 - +80 125 0,05 3 32,5 65,5 2,5 70 - 110 29 (500) 28 (1000) 9
ВК-50 Пленка -60-+150 150 0,2 - 0,3 1 25 25 10 135 - 150 17(500) 10
ВК-50 Пленка -60 - +80 125 0,17 3 40 - 3 70 - 120 32,5 (500) 9
ВК-51А Пленка -60 - +80 125 0,17 3 37,5 - 3 40 22,5 (500) 9
Условные обозначения-. тв - предел прочности при сдвиге; стот - предел прочности при равномерном отрыве; 5[,ас - прочность при расслаива-
нии; е - удлинение при сдвиге; ст - длительная прочность при сдвиге; ттах - вибростойкость.
КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ И КОНСТРУКЦИИ 815
816
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Соединения внахлестку сравнительно
просты по конструкции. Основной задачей
такого соединения является передача нормаль-
ной нагрузки с одного элемента на другой че-
рез тангенциальные напряжения в клеевом
слое. Характерной особенностью соединения
внахлестку является пропорциональное увели-
чение несущей способности соединения при
увеличении площади нахлестки. В то же время
увеличение площади нахлестки после достиже-
ния определенной ее длины практически не
оказывает влияния на несущую способность
соединения. Для обеспечения в клеевом соеди-
нении максимальной прочности и жесткости
важна толщина клеевого шва, которая должна
быть от 0,1 до 0,15 мм. Это условие может
быть выполнено тщательной подгонкой склеи-
ваемых поверхностей и контролем расхода клея
на единицу площади. Кроме того, уменьшение
жесткости кромки соединения ведет к более
равномерному распределению напряжений по
площади склеивания.
Действие отдирающих нагрузок в СКМ
приводит к возникновению концентрации на-
пряжений в клеевом шве; поэтому при проек-
тировании клееных конструкций следует избе-
гать нагружения соединения в направлении
отдирающих нагрузок.
В авиастроении разработаны технические
требования к клеям для изготовления клееных
слоистых панелей фюзеляжа и крыла. Как по-
казали исследования применительно к СКМ,
клей должен иметь модуль сдвига G = 400 -
600 МПа, сдерживать распространение уста-
лостной трещины, иметь предел прочности
при
Рис. 10.4.2. Клееные конструкции:
а, б - с усиливающей накладкой и приклеенным
стрингером; в, г - соединение элементов жесткости
с обшивкой без усиливающих отверстий;
д, е - с усиливающей накладкой и клепаным
стрингером; ж - с усиливающими накладками в зоне
отверстий
TL
Рис. 10.4.3. Эскиз образца для определения диаграммы
сдвига и скорости освобождения упругой энергии:
1-4 - листы Д16АТ; 5 - клей
сдвиге тв > 40 МПа. Наиболее полно этим тре-
бованиям отвечают специально разработанные
для этих целей отечественные клеи ВК-51А,
ВК-36, ВК-41, зарубежные эпоксидные клеи
AF-147, AF-163 (США, фирма "ЗМ"), FM-137
(США, фирма "Cyanamid International").
Наиболее типичным видом клееных
слоистых материалов являются обшивки; при
этом в местах уменьшения или увеличения
толщины обшивки исключается трудоемкая
операция химического фрезерования. Второй
вид соединений - склеивание продольных па-
нелей обшивок встык двумя накладками в пре-
делах одной панели. Третий вид клеевых со-
единений - соединение элементов жесткости
(стрингеров, шпангоутов) с обшивкой. Такие
соединения широко используются в авиацион-
ных конструкциях (рис. 10.4.2). В результате
повышается жесткость и прочность агрегата,
обеспечивается равномерное распределение
напряжений между соединяемыми элементами,
уменьшается скорость распространения устало-
стной трещины и, как следствие, увеличивает-
ся срок службы конструкции на 50 %. Одно-
временно происходит снижение массы конст-
рукции на 10. - 20 % и снижение трудоемкости
ее изготовления в 1,5 - 2 раза.
Характеристики диаграммы сдвига и ско-
рости освобождения упругой энергии
(табл. 10.4.2) показывают, что СКМ, получен-
ные с использованием высокомодульных клеев
(ВК-51А и ВК-27), имеют более высокую
стойкость к развитию усталостной трещины,
чем СКМ с использованием высокоэластичных
низкомодульных клеев (ВК-3, ВК-25, ВК-50).
Испытания проводились на образцах СКМ
(рис. 10.4.3), на основе алюминиевых листов из
КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ И КОНСТРУКЦИИ
817
сплава Д16АТ, анодированных в хромовой ки-
слоте и покрытых адгезионным грунтом
ЭП-0234.
СКМ, полученные с использованием вы-
сокомодульного клея типа ВК-51А, применя-
ются в качестве обшивочного материала фюзе-
ляжа планера самолета, где определяющей
характеристикой является трещиностойкость.
СКМ, полученные с использованием высоко-
эластичных клеев (ВК-3, ВК-2, ВК-50), применя-
ются в конструкциях, испытывающих высокие
акустические и усталостные нагрузки (лопасти
несущих и рулевых винтов вертолетов, конст-
рукции киля и стабилизатора в планере само-
лета и т.д.).
Свойства эластичности СКМ определя-
ются обычно при отслаивании на плавающих
роликах (табл. 10.4.3).
10.4.2. Характеристики диаграммы сдвига СКМ (ГОСТ 25717-83) и критическая скорость
освобождения упругой энергии (?ic (данные ЦАГИ, ВИАМ)
Клей тв, МПа G, МПа Удлинение при сдвиге е, % (71 с, /мм
ВК-51А 40 630 - 700 35 0,27
ВК-25 23 - 250 - 400 0,49
ВК-3 18 125 240 - 280 0,36
ВК-50 24-30 250 135 - 150 0,29
ВК-27 27 - 30 540 50 - 125 0,1
FM-137 35 240 - 400 100 - 130 0,6
После выдержки в камер! е тропического клим 1ата в течение 9 месяцев
ВК-51А 30 460 33 1 0,24
Gic определяется по формуле:
G М"
|с BEJX ’
где Мс - отдирающий момент во время роста трещины; Е - модуль упругости металла;
В - ширина образца; Jx - момент инерции склеенных элементов.
10.4.3. Предел прочности при отслаивании образцов Д16АТ на клее ВК-51А
Условия воздействия Показатели Исходное состояние Выдержка, сут
30 60 90
Камера искусствен- ного тропического климата*1 Sot, Н/СМ ПО 90 - 77
Характер разрушения*2 К-100 % К-90 % А-10 % - К-85 % А-15 %
Камера соляного тумана (3 % NaCl) рот, Н/см 103 98 90 -
Характер разрушения*2 К-100 % К-90 % Кор.-10 % К-90 % Кор. - 10 % -
*1 Режим испытания:
температура 50 °C; влажность 100 %, время 8 ч;
температура 18 °C; влажность 100 %, время 12 ч;
температура 18 °C; влажность 55 %, время 4 ч.
*2 К - когезионное разрушение; А - адгезионное разрушение; Кор. - коррозия металла.
818
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Изменение показателя отслаивания в те-
чение 60 суток после пребывания образцов
СКМ в камере искусственного тропического
климата (КТК) и соляном тумане составляет
10 %, причем, если в первом случае снижение
связано с изменением характера разрушения с
когезионного на адгезионный, то снижение во
втором случае связано с коррозией металла.
Эффективность применения СКМ вза-
мен монолитных листовых алюминиевых спла-
вов определяется прежде всего более высокой
трещиностойкостью таких материалов, а следо-
вательно, более длительным ресурсом эксплуа-
тации и повышенной надежностью. При по-
вреждении отдельных слоев алюминиевых лис-
тов клеевой слой в какой-то степени обеспечи-
вает совместимость деформации поврежден-
ного и неповрежденного металлических слоев в
зоне усталостной трещины. В этом случае с
увеличением жесткости клеевого слоя нагру-
женность поврежденного листа снижается.
Рис. 10.4.4. Зависимость скорости роста трещины
усталости от раскрытия трещины в листовых
алюминиевых образцах размером 100x300 мм трех
видов:
/ - монолит 2 мм; 2 - составной 2x2 мм;
3 - клееный 2 х 2 мм (клей типа ВК51А)
Применение жесткого клея (модуль
сдвига 700 МПа) в несколько раз снижает рас-
крытие трещины при растяжении образца, что
повышает длительность стадии распростране-
ния усталостной трещины (живучесть), причем
в различной степени в зависимости от механи-
ческих свойств склеиваемых листов
(рис. 10.4.4). Если живучесть составного и
клееного образцов из среднепрочного сплава
Д16АТ составила 105000 и 176000 циклов соот-
ветственно, то для высокопрочного сплава
В95пчТ2 степень повышения живучести вслед-
ствие влияния клеевого слоя значительно
больше; количество циклов до разрушения
составного и клееного образцов составило
60000 и более 600000 циклов соответственно.
Такое существенное различие в эффективности
влияния клеевого слоя на материалы Д16АТ и
В95пчТ2 объясняется различием их сопротив-
лений пластической деформации (оо,2 320 и
430 МПа, соответственно).
10.4.2. СЛОИСТЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ
КОМПОЗИТЫ
Появление металлополимерных компози-
тов МП КМ явилось логическим шагом в раз-
витии идеи, технологии и опыта широкого
применения клееных слоистых материалов и
конструкций, обладающих повышенной живу-
честью и надежностью (см. 10.4.1.).
Эти композиты являются новым семейст-
вом конструкционных гибридных листовых
материалов, предназначенных, прежде всего,
для использования в силовых элементах лета-
тельных аппаратов. Они включают тонкие ме-
таллические листы и промежуточные тонкие
слои полимерных композитов, состоящих из
термореактивных или термопластичных свя-
зующих с высокопрочными армирующими
волокнами (стеклянными, органическими,
угольными).
Наиболее исследованными на сегодня и
нашедшими определенное практическое при-
менение являются слоисто-волокнистые КМ
на основе листов из алюминиевых сплавов, т.к.
эти сплавы остаются основным конструкцион-
ным материалом (в том числе в виде листов)
планера самолетов и вертолетов ввиду благо-
приятных эксплуатационных, технологических
характеристик и легкости. По сравнению с
монолитными алюминиевыми листами главные
преимущества алюмополимерных композитов
состоят в чрезвычайно высоком сопротивлении
развитию усталостных трещин (более, чем в
5 раз), большем диапазоне и уровне статиче-
ской прочности (<тв до 1000 - 1300 МПа) и
пониженной плотности у ~ 2,3 - 2,5 г/см3. Со-
ответственно, повышаются живучесть, ресурс и
весовая эффективность конструкций.
Созданы два класса материалов, разли-
чающихся по составу и виду полимерной про-
слойки при практически одинаковых толщинах
листов из основных конструкционных алюми-
ниевых сплавов типа Д16 и В95 в разных со-
стояниях термической обработки (рис. 10.4.5,
табл. 10.4.4). Появившиеся в 80-х годах мате-
риалы АЛОР (АЛюминий ОРганопластик) в
СССР и ARALL (ARamid ALuminium Laminate)
в Нидерландах и США содержат прослойки
органопластика. Композиты второго, более
перспективного поколения содержат в качестве
полимерного слоя стеклопластик; СПАЛ
(Стеклопластик И АЛюминий) в России и
GLARE (GLass ALuminium REinforced) в За-
падной Европе и США.
10.4.4. Типичное строение алюмополимерных КМ
Марка < КМ Число слоев*1 (структура) Алюминиевый лист Пластик Общая толщина, мм
Толщина, мм Сплавы Армирование, об. доля %, в направлении 0/90° Толщина, мм
СИАЛ-1Н 2/1 3/2 0,4 - 0,5 0,25 - 0,3 Д16чТ, 1163Т, В95пчТ2, В95очТ2 Однонаправленное (Н), 100 : 1 0,3 1,4 1.6
СИАЛ-2 2/1 3/2 0,4 - 0,5 0,25 - 0,3 Д16чТ, 1163Т Перекрестное, 70:30 0,4 1,5 1,7
СИАЛ-3 2/1 3/2 0,4 - 0,5 0,25 - 0,3 Д16чТ, 1163Т Перекрестное, 50:50 0,3 1,4 1,6
СИАЛ-4 2/1 3/2 0,4 - 0,5 0,25 - 0,3 Д16чТ, 1163Т, В95пчТ2 Перекрестное, равнопрочная ткань Т10-80 0,25 1,2 0,9
АЛОРД16/41 2/1 3/2 0,4 - 0,45 Д16чТ, 1163Т Перекрестное, равнопрочная ткань СВМ 0,25 0,2 1,2 1,8
АЛОРД16/41 -Н, АЛОР В95/41-Н 2/1 3/2 0,4 - 0,45 Д16чТ, 1163Т, В95пчТ2 Однонаправленное (Н), 100 : 1 0,4 - 0,45 1,4 2,2
*’ В числителе/знаменателе - число алюминиевых листов / число полимерных слоев. *2 На клеевом и других термореактивных связующих.
10.4.5. Типичные свойства плакированных алюминиевых листов (s = 1,5 - 2,0 мм)
Сплав Ов 00,2 0-0,2 Е, ГПа 6, % d21/dN, мм/кцикл, при ДК = 31, МПа м’/2 кГ. МПам‘/2 МЦУ N, циклы (ощах = 158 МПа) Y, г/см3 РСК, балл
МПа
Д16чАТ (1163АТ) 450 315 315 72,0 19 (20) 4 (3,5) 74 (78) 100(110) 2,78 5 - 8
В95пчАТ2, (В95очАТ2) 500 440 440 71,5 12(13) 6(5) 78 (82) 80 2,82 2-4
В95пчАТ1 550 480 480 71,5 12 7 73 70 2,82 5 - 7
* Без устранения выпучивания.
КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ И КОНСТРУКЦИИ
820
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Алюминиевый лист 0,3-0,8 « К >
Пластик
Рис. 10.4.5. Структура алюмополимерного пятислойного композита (3/2):
3 алюминиевых листа + 2 прослойки армированного полимера
Компоненты КМ. Алюминиевые листы,
составляющие по объему более 60 %, влияют в
уровень механических свойств КМ (особенно в
поперечном направлении при однонаправлен-
ном армировании волокнами), определяют
модуль упругости, свойства при сжатии, смя-
тии, технологичность при переработке компо-
зита (формообразовании, обработке резанием и
т.д ), защиту от коррозии. Важное значение
имеет характерная для тонких листов изотроп-
ность свойств в различных направлениях, что
компенсирует в некоторой степени определен-
ную анизотропию полимерных слоев.
Выбор сплава и термообработки опреде-
ляется условиями эксплуатации и режимами
формования КМ. Среднепрочные сплавы Д16ч,
1163 системы Al-Cu-Mg в естественно соста-
ренном состоянии Т (см. 10.4.1) обладают наи-
более хорошим сочетанием характеристик ус-
талости, трещиностойкости, пластичности, в
том числе технологической (табл. 10.4.5). Ти-
пичное применение листов из них - обшивоч-
ные элементы самолета в зонах, критических
по усталости в условиях растягивающих нагру-
зок (обшивки фюзеляжа, низа крыла и т.д.).
Тонким листам из дуралюминов отдается пред-
почтение в составе слоистых алюмополимер-
ных КМ для аналогичного назначения (марки
СИАЛ-2, СИАЛ-3, СИАЛ-4, АЛОР Д16/41).
Допустимые технологические нагревы листов
из сплавов Д16чТ, 1163Т в процессе изготовле-
ния композитов ограничиваются температурой
120 - 125 °C и непродолжительной выдержкой,
что обусловлено прежде всего ухудшением
коррозионной стойкости сплавов.
Для создания более теплостойких в экс-
плуатации композитов и обеспечения возмож-
ности повышения температур формования
можно использовать листы из дуралюминов в
искусственно состаренном состоянии Т1
(190 °C, 11-13 ч). При этом существенно воз-
растает коррозионная стойкость, растет предел
текучести, но одновременно заметно ухудша-
ются (в 1,5 - 2 раза) показатели пластичности,
трещиностойкости, усталости.
Наивысшими прочностными свойствами
(особенно пределом текучести) обладают листы
из сплавов типа В95, 1973 системы Al-Zn-Mg-Cu,
которые применяются только в искусственно
состаренных состояниях (см. 1.1.5.1). Распро-
страненная область использования этих спла-
вов - конструктивные элементы, работающие
на сжатие и испытывающие вместе с тем воз-
действие повторных нагрузок (обшивки верха
крыла, сжатые зоны фюзеляжа и др.). В со-
стоянии Т1 достигается максимальная проч-
ность, но проявляется склонность к коррози-
онному растрескиванию под напряжением и
расслаивающей коррозии (РСК) (см.
табл. 10.4.5), В этом случае рекомендуется ис-
пользовать листы с плакировкой, которая за-
щищает от коррозии, но существенно снижает
усталостные характеристики.
СЛОИСТЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИТЫ
821
10.4.6. Свойства армирующих волокон
Волокна Ств 1 £ У, г/см3 а-10-6, 1//К
Тип Марка ГПа
Стеклянные высокопрочные, высокомодульные 4,5 - 5,0 93-95 5,0 2,58 3,49
АБС* 3,0 - 3,5 73-74 4,6 - 4,8 2,54 5,1
Органические СВМ 3,5 - 4,2 125 - 135 3-4 1,43 -2
АРМОС 4,5 - 5,0 140 - 160 2,5 - 3,5 1,44
* Типа Е - за рубежом.
В составе алюмополимерных КМ целесо-
образно применение высокопрочных листов
после двухступенчатого старения по режиму Т2
(115 °C, 3 - 10 ч + 165 °C, 13 - 18 ч), которое,
приводя к некоторому снижению прочности,
кардинально повышает сопротивление выше-
указанным видам коррозии, а также сопротив-
ление разрушению. В результате создается на-
дежность применения листов (в том числе
неплакированных) из высокочистых сплавов
В95пчТ2, В95очТ2, существенно превосходя-
щих по коррозионной стойкости листы из ес-
тественно состаренных дуралюминов и при-
ближающихся к ним по характеристикам тре-
щиностойкости (К^, dl/dN). Кроме того, эти
листы допускают более высокотемпературные
технологические и эксплуатационные нагревы.
Высокопрочные алюминиевые листы це-
лесообразно использовать, например, в составе
однонаправленных алюмополимеров (СИАЛ-1Н,
АЛОР В95/41-Н, см. табл. 10.4.4).
Армирующие материалы. Компоненты по-
лимерных слоев ответственны за кардинальное
улучшение трещиностойкости, определяют
уровень прочности (особенно в направлении
армирования) и пониженную плотность слои-
стых алюмополимерных КМ.
Основой армирующих материалов раз-
личной структуры в полимерных слоях служат
непрерывные тонкие волокна, обычно диамет-
ром 6-10 мкм. Свойства армирующих волокон
приведены в табл. 10.4.6.
Наибольшую прочность имеют стеклян-
ные волокна, которые и позволяют создать
наиболее прочные алюмополимерные компози-
ты СИАЛы. Эти волокна также отличаются
хорошей пластичностью и большей близостью
к алюминиевым сплавам по температурному
коэффициенту линейного расширения, хоро-
шим сопротивлением влагопоглащению. Важ-
ное значение имеет доступность сырья и наи-
меньшая стоимость среди всех видов арми-
рующих волокон. Самую низкую стоимость
имеют алюмоборосиликатные (АБС) волокна.
Волокна из российских высокомодульных
высокопрочных (ВМП) стекол не уступают по
своим характеристикам зарубежным волокнам
из стекол «S» (США), «R» (Франция), которые
используются в составах композитов GLARE.
Армирующие органические волокна
(CBM, АРМОС) более легкие и отличаются
более высоким модулем упругости.
Волокнистые армирующие материалы
могут быть в виде ровингов, нитей, тканей и
т.д., в зависимости от назначения слоистых
алюмополимеров. Объем наполнения обычно
составляет ~50 % для органопластика и может
достигать 65 % для стеклопластика. При этом
прочность монослоев пластиков может нахо-
дится в пределах 600 - 2500 МПа в зависимо-
сти от содержания и вида армирующего напол-
нителя, а также свойств матрицы (связу-
ющего).
Полимерная матрица (связующее). Свя-
зующее обеспечивает монолитность полимер-
ного слоя, прочность соединения волокон ар-
мирующего материала между собой и с по-
верхностью алюминиевых листов, придает по-
лимерному слою эластичность, что способству-
ет стойкости КМ к усталостным нагрузкам.
Химическая природа и состав связующего
играют важную роль при выборе структу-
ры КМ.
Термопластичные связующие (полисуль-
фон, полиэфирсульфон, полиарилат, полиэфи-
римид и др.) - это сухие жесткие материалы с
высокой температурой формования, выше
190 °C, что не всегда допустимо для алюми-
ниевых сплавов. Формование термопластич-
ного связующего не сопровождается химиче-
скими реакциями, а является результатом ох-
лаждения расплава связующего.
822
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
К положительным свойствам термопла-
стичных связующих следует отнести: 1) неог-
раниченный срок хранения препрега; 2) фор-
мование полимерного слоя в течение несколь-
ких минут при температуре плавления термо-
пласта; 3) отсутствие летучих веществ при
формовании, что обеспечивает монолитность
клеевого шва.
Однако, процесс формования термопла-
стичного связующего достаточно сложен и
качество полимерного слоя зависит от многих
факторов: молекулярной массы полимера, со-
держания пластификатора и других добавок,
температуры, давления и времени, в течение
которого ведется процесс.
Наиболее оптимальным вариантом при-
менения в алюмополимерном КМ являются
термореактивные связующие. В этом случае
удачно сочетаются адгезионные свойства свя-
зующего на границе раздела металл-полимер и
полимер-волокна армирующего материала, а
также высокая когезионная прочность поли-
мерной матрицы. Свойства полимерного слоя
можно регулировать в зависимости от назначе-
ния КМ (теплостойкость, эластичность).
При изготовлении алюмополимерных КМ
чаще всего используют препреги, представ-
ляющие собой армирующий материал, пропи-
танный связующим.
Технологический процесс изготовления
алюмополимерного КМ близок к процессу
склеивания металлических слоистых материа-
лов (конструкций), который освоен на пред-
приятиях авиационной промышленности.
Свойства алюмополимерных композитов.
Конкретные значения различных свойств зави-
сят от строения и состава КМ (толщины, объ-
емной доли, сплава, состояния алюминиевых
листов, структуры, состава, ориентации и сте-
пени наполнения армирующих материалов,
состава и свойств связующих), режимов и тех-
нологии изготовления (табл. 10.4.7 -10.4.9).
Прочностные свойства слоистых алюмо-
полимерных КМ пропорциональны степени
армирования и доли полимерного слоя
(рис. 10.4.6). Так же, как и ряд других свойств
(плотность, модуль упругости), они могут быть
рассчитаны, исходя из свойств компонентов
(рис. 10.4.7).
Наибольшую прочность имеют однона-
правленные композиты (обозначаемые допол-
нительно буквой "Н"), особенно СИАЛы, ар-
мированные стекломатериалами и прочность
которых более чем в 2 раза превышает прочность
Пластик, од. доля, °/о
Рис. 10.4.6. Зависимость прочностных свойств
однонаправленных трехслойных СИАЛов на базе
листов Д16чТ (1163Т) от объемной доли
стеклопластика
алюминиевых листов. Разрушение композитов
происходит при достижении предельной де-
формации разрушения волокон. Последние
определяют общее невысокое удлинение
(~ 3-5 %) композита в этом направлении.
Пластическая деформация алюминиевых лис-
тов равномерная: листы могут вытягиваться
(ввиду большей пластичности), либо изгибать-
ся (под действием высвобождающихся оста-
точных технологических напряжений), сохра-
няя целостность. В поперечном направлении
прочностные свойства и повышенное удлине-
ние однонаправленных СИАЛов и АЛОРов
определяются свойствами алюминиевых лис-
тов.
Рис. 10.4.7. Расчетные зависимости временного
сопротивления от структуры пакета из листов
Д16чАТ и однонаправленного органопластика;
s - толщина металла
10.4.7. Типичные свойства алюмостеклопластиков
Марка (лист) Направ- ление Ов ст0,2 | 1 Е S % °0,2сж> МПа г/см3
МПа
СИАЛИ *> (Д16чТ) д 1000 - 1200 300 - 350 (450 - 500)*3 60000 - 65000 4-5 340 - 370 2,5
п 250 - 300 200 - 250 45000 - 50000 11 - 13 -
СИАЛ-1Н*1 (В95пчТ2) д 1100 - 1300 480 - 520 60000 - 65000 3,5 - 4,5 490 - 540 2,5
п 330 - 370 280 - 330 45000 - 50000 6-7,5 -
СИАЛ-2*1 (Д16чТ) д 800 - 900 280 - 320 55000 - 58000 3,5-5 320 - 340 2,45
п 500 - 600 220 - 250 47000 - 50000 3,5-5 260 - 300
СИАЛ-3*1 (Д16чТ) д 600 - 700 250 - 300 55000 - 58000 4-5 280 - 310 2,5
п 570 - 680 230 - 280 55000 - 58000 4-5 280 - 310
СИАЛ-4*2 (Д16чТ) д,п 450 - 480 240 - 260 (340 - 360)*3 55000 - 58000 4-5 260 - 280 ’2,5
*1 Структура 3/2, наполнитель из стекла ВМП.
*2 Структура 2/1, наполнитель из стекла АБС.
*3 После растяжки на 0,4 - 0,8 %.
СЛОИСТЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИТЫ 823
10.4.8. Типичные свойства АЛОРов (направление Д)
Марка Компоненты S, Струк- Y, <*в <*0,2 <*0,2сж Е 6,
Сплав*1 Наполнитель мм тура г/см3 МПа %
Д16/41 Д16чАТ Ткань СВМ 1,9 3/2 2,4 450 350* 200 62000 3,5
равнопрочная 1,4 2/1 2,2 500 350* 200 60000 3,5
Д16/41-Н Д16чАТ Ткань СВМ однонаправленная 1,9 3/2 2,4 700 370 200 64000 3,6
В95/41-Н В95пчАТ2 Жгут АРМОС 1,3 2/1 2,3 750 500 250 70000 2,5
♦Шист 0,45 - 0,5 мм.
*2После растяжки с остаточной деформацией 1 - 1,5 %.
10.4.9. Типичные свойства трехслойных алюмотермопластов на основе листов В95пчАТ2 (s = 0,45 мм)
Слой термопластика <*в <*0,2 <*-0,2 Б, ХСТ d2l/dN, мм/кцикл, У,
наполнитель толщина, мм МПа % Дж/см2 при ДК = 31, МПа-м1/2 г/см3
Стеклоткань: равнопрочная Т 10-80 (стекло АБС) кордная (стекло ВМП) 0,45 0,65 560 780 360 380 340 3,0 3,2 10 - 14 10 - 14 10- 13 0,5 0,2 2,49 2,40
Органоткань равнопрочная СВМ 0,3 550 350 240 з,о 10 - 13. 10 - 13 0,47 2,45
Лист В95пчАТ2 1,5 520 460 460 10,0 12- 15 6 - 8 3 2,8
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
СЛОИСТЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИТЫ
825
Уменьшение или, наоборот, создание не-
обходимой степени анизотропии свойств в
соответствии с условиями работы конструкции
или детали регулируется перекрестным арми-
рованием слоев пластика. Так в СИАЛ-2
(см. табл. 10.4.4) слои пластика содержат 70 %
стекловолокон в одном направлении и 30 %
волокон в перпендикулярном направлении.
Такой материал отвечает условиям работы фю-
зеляжных обшивок самолета.
Предел прочности слоистых алюмополи-
меров с тканями равнопрочной структуры в
слоях пластика (Т10-80, СВМ) близок к проч-
ности алюминиевых листов. Но удлинение
таких композитов определяется низкой пре-
дельной деформацией армирующих тканей,
независимо от типа связующего - термореак-
тивного или термопластичного.
Экспериментальные и расчетные данные
показали, что прочностные и усталостные ха-
рактеристики слоистых КМ растут с уменьше-
нием толщины алюминиевых и полимерных
слоев, а также с увеличением их количества.
Соответственно значения этих характеристик
выше у КМ пятислойного (3/2), чем трехслой-
ного (2/1) строения.
Прочностные показатели, особенно пре-
дел текучести, алюмополимерных композитов
несколько возрастают при использовании лис-
тов из высокопрочных алюминиевых сплавов
типа В95.
Предел текучести при растяжении СИА-
Лов и АЛ О Ров в существенной степени зави-
сит от остаточных напряжений, образующихся
при охлаждении с температуры формования
композитов и обусловленных различием физи-
ко-механических свойств входящих в их состав
разнородных составляющих. Технологический
процесс создает в алюминиевых листах (в том
числе поверхностных) растягивающие остаточ-
ные напряжения, достигающие 25 - 30 % от
предела текучести сплава. Эти напряжения
снижают сопротивление малым пластическим
деформациям при статическом разрыве и со-
противление образованию усталостных тре-
щин. В связи с этим условный предел текуче-
сти сто,2 и упругие свойства (£, G) определяют,
произведя три-четыре нагружения до
ст ~ (0,3 4- 0,4)ств.
Для релаксации технологических напря-
жений и создания напряжений сжатия в алю-
миниевых листах применяют специальный
процесс растяжения (предварительная растяж-
ка) отформованных листов композита на не-
большую величину остаточной деформации
(0,5 - 0,7 % для СИАЛов и 1,0 - 1,5 % для
АЛОРов), при которой алюминиевая матрица
пластически деформируется при упругом пове-
дении армирующих наполнителей. После такой
операции предел текучести увеличивается, в
некоторой степени и за счет нагартовки алю-
миниевых листов. Растяжение широко исполь-
зуется в металлургической практике производ-
ства полуфабрикатов (катаных, прессованных)
из алюминиевых сплавов для снижения оста-
точных закалочных напряжений.
d2l/dNt мкм/цикл'
Рис. 10.4.8. Скорость роста трещины усталости (f- 5 Гц) в композиционных и монолитных
листах (1,5x500x1500 мм)
826
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Рис. 10.4.9. Зависимость СРТУ от длины трещины в
листах алюминиевого сплава Д16чАТ (7) и АЛОРов
равнопрочной (2) и однонаправленной (J) структур
Прочностные характеристики при сжатии
и растяжении слоистых композитов типа СИ-
АЛ практически одинаковы, так как стекло-
пластики обладают хорошим, а алюминиевые
сплавы - высоким сопротивлением сжатию.
Характеристики при сжатии АЛОРов ниже,
чем характеристики при растяжении, так как
органопластик отличается пониженным сопро-
тивлением сжатию по сравнению со стекло-
пластиком.
Важнейшим преимуществом алюмополи-
мерных слоистых композитов является их вы-
сокая трещиностойкость, особенно чрезвычай-
но высокое сопротивление росту трещины
усталости, определяющее живучесть конструк-
ций. Скорость роста трещины в композитах на
порядок ниже, чем в монолитных алюминие-
вых листах даже при высоком уровне напряже-
ний (рис. 10.4.8, 10.4.9, см. также табл. 10.4.9).
Сильное замедление или прекращение разви-
тия трещины в условиях усталостного нагру-
жения объясняется тем, что позади кончика
движущейся трещины в алюминиевых листах
волокна остаются целыми и сдерживают рас-
крытие трещины, а также снимают часть на-
грузки с листов. Определенным барьером для
продвижения трещин служат прослойки свя-
зующего. Растяжение листов композитов с
небольшой остаточной деформацией (0,5 -
1,5 %) способствует еще большему замедлению
развития трещин.
Вязкость разрушения при плоско-
напряженном состоянии ( ) однонаправ-
ленных СИАЛов и АЛОРов выше, чем моно-
литных алюминиевых листов (табл. 10.4.10).
При наличии трещины только в алюминиевых
слоях уровень выше, чем в случае трещи-
ны во всем сечении композита. Вязкость раз-
рушения композитов, армированных равно-
прочными тканями (СИАЛ-4, АЛОР Д 16/41), и
алюминиевых листов сопоставима.
Слоистые алюмополимерные композиты
практически не чувствительны к трещине при
ударном и статическом изгибе. Значения
удельной работы разрушения образцов с ост-
рым надрезом KCV (R = 0,1 мм, глубина
3,5 мм) и образцов с усталостными трещинами
(1,5 и 1,9 мм) из этого надреза КСТ практиче-
ски одинаковы. Причем даже для композитов с
равнопрочной тканью значения КСТ в 1,5 - 2,0
раза выше, чем у монолитных алюминиевых
листов (см. табл. 10.4.9). Прослойки пластиков
в продольных образцах однонаправленных
композитов практически не разрушаются при
изгибных ударных нагружениях.
При оценке сопротивления малоцикло-
вой усталости алюмополимеров по испытани-
ям, принятым для алюминиевых сплавов об-
разцов с центральным отверстием, обычно
рассматриваются три показателя долговечно-
сти: No - число циклов до образования трещи-
ны в металлических листах, где она всегда за-
рождается у отверстия; - число - циклов,
соответствующее полному разрушению алюми-
ниевых листов (трещина распространяется
перпендикулярно от отверстия к свободной
поверхности (рис. 10.4.10)); Np - число циклов
до окончательного разрушения композита. У
однонаправленных (или преимущественно
направленных) композитов и монолитных лис-
тов No может быть близким. Однако далее
трещина развивается очень медленно и может
остановиться при длине в несколько милли-
метров (1-5 мм) (рис. 10.4.11). Окончательное
разрушение композита может произойти при
числе циклов Np в 5 - 10 раз большем, чем N^.
Рис. 10.4.10. Микрофотография разрушения
алюминиевых листов в составе СИАЛ-1Н в процессе
усталостного нагружения (х50)
СЛОИСТЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИТЫ
827
Рис. 10.4.11. Зарождение и развитие трещин в поверхностных алюминиевых листах пятислойного СИАЛ-2 двух
типов (/, 2) и в монолитных листах Д16чАТ (J) при испытании на МЦУ полосы с отверстием
(отах ~ 158 МПа, /= 5 Гц, Kt - 2,6, направление Д)
10.4.10. Механические свойства СИАЛа и основных конструкционных алюминиевых листов
Характеристика СПАЛ 1163АТ В95очАТ2
Структура (число слоев) 2/1, 3/2 1 1
Толщина, мм:
общая 0,8 - 2,5 - -
1163 (Д16ч), В95оч (листы в СИАЛе) 0,3 - 0,5 1,5 1,5
у, г/см3 2,45 - 2,55 2,78 2,8
<тв, МПа 600 - 1200 450 520
Е, ГПа 55-65 71,5 72
СРТУ: dl/dN, мкм/цикл (ДК = 31 МПа-м’/2) <0,1 - 0,2 1,9 3,0
МПа-м’/2 (панель 500x1500 мм; 2/1) 124 - 170 93 - 102 90 - 100
МЦУ: N, кциклы (о|пах = 156 МПа, К/ = 2,6,/= 3 Гц) 100 - 1000 100 - 150 60-90
КСТ, Дж/см2 20 - 35 10 7
828
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Долговечность Np равнопрочных компо-
зитов (АЛОР Д16/41, СИ АЛ-4) после формов-
ки практически совпадает с Ад1 алюминиевых
слоев и сопоставима с долговечностью моно-
литных листов аналогичной общей толщины.
Предварительная растяжка исходного компози-
та, снимающая неблагоприятные остаточные
технологические напряжения растяжения в
металлических листах, заметно повышает со-
противление малоцикловой усталости, в том
числе за счет увеличения долговечности до
зарождения трещин.
В реальных конструкциях клепка являет-
ся основным процессом соединения листовых
конструкций. И именно в заклепочных соеди-
нениях проявляется существенное превосход-
ство СИАЛов и АЛОРов по усталостной долго-
вечности (как по периоду до появления тре-
щин, так и по периоду их распространения) по
сравнению с монолитными листами. Напри-
мер, в условиях усталостного нагружения
(<т111ах = 80 - 100 МПа,/ = 3 - 5 Гц) долговеч-
ность четырехрядного заклепочного соедине-
ния из трехслойного однонаправленного
СИАЛ-1Н (рис. 10.4.12) превышает в 3 раза
долговечность соединения из плакированного
листа 1163АТ.
Сочетание высоких демпфирующих свой-
ств и сопротивления усталостному разрушению
обусловливает также высокую акустическую
выносливость алюмополимерных композитов,
которая значительно выше, чем у алюминие-
вых сплавов.
Обладая высокой трещиностойкостью,
алюмополимерные слоистые композиты более
чувствительны, чем монолитные алюминиевые
сплавы к "тупым" надрезам типа отверстий при
статическом нагружении.
Учитывая наличие поверхностей раздела
на границах металл-пластик, волокно-связу-
ющее применительно к алюмополимерным
Рис. 10.4.12. Микроструктура заклепочного
соединения однонаправленного трехслойного
СИАЛ-1 (х50)
композитам используются методы испытаний,
разработанные ранее для клееных материалов и
оценивающие сопротивление межслойному
сдвигу, отрыву, расслаиванию, отслаиванию
(см. рис. 10.4.1).
Влияние температур на свойства СИАЛов
и АЛОРов зависит от свойств связующих и
алюминиевых сплавов. В случае формования
композитов до 120 °C их свойства мало изме-
няются в интервале температур -70 °C 80 °C.
При использовании более высокотемператур-
ных связующих (типа ВК36 и др.) и сплавов
типа Д16чТ1, 1163Т1, В95Т2 слоистые алюмо-
полимеры становятся более теплопрочными и
возможны их эксплуатационные и технологи-
ческие нагревы до температур 120 - 150 °C.
Определенный опыт эксплуатации (вклю-
чая большой опыт эксплуатации клееных мате-
риалов), прямые коррозионные испытания в
10.4.11. Физические свойства однонаправленных КМ
Материал у, г/см3 а-10'6, 1/К X, Вт/(м К) ср, кДжДкг-К)
СИАЛ-1 Н 2,47 18 0,72 0,87
АЛОРД16/41-Н 2,35 14 0,6 0,85
Д16чТ 2,78 23 11,7 0,88
атмосферах, имитирующих тропическое и мор-
ские условия, показали хорошую устойчивость
алюмополимерных КМ, особенно СИАЛов к
воздействию влаги и других сред. Наблюдается
хорошая прочность связи на межфазных гра-
ницах алюминий-пластик, волокно-связующее.
Этому способствуют также антикоррозионные
анодные пленки и покрытие грунтом алюми-
ниевых листов.
К основным особенностям физических
свойств алюмополимерных композитов отно-
сятся: пониженная плотность, теплопровод-
ность, температурный коэффициент линейного
расширения (табл. 10.4.11).
СЛОИСТЫЕ МЕТАЛЛОПОЛИМЕРНЫЕ КОМПОЗИТЫ
829
Процесс изготовления алюмополимерных
КМ. Одним из определяющих факторов полу-
чения качественного алюмополимерного КМ
является правильный выбор подготовки по-
верхности алюминиевых листов под склеива-
ние. В самом общем виде методы подготовки
поверхности металла под склеивание можно
разделить на химические и физические. К
химическим методам относится обработка по-
верхности в кислотных ваннах с последующим
образованием окисных пленок. Наиболее рас-
пространенными для алюминиевых сплавов
являются электрохимические процессы, такие
как анодирование. При изготовлении алюмо-
полимерного КМ алюминиевые листы под-
вергают предварительной обработке:
очистке водными моющими или органи-
ческими растворителями для удаления консер-
вирующей смазки, маркировочных знаков и
других загрязнений;
химическому обезжириванию в щелочных
растворах;
осветлению в азотной кислоте для удале-
ния оставшихся после обезжиривания пятен;
травлению в щелочных или кислотных
ваннах;
анодному окислению в хромовой или
фосфорной кислотах;
нанесению адгезионного грунта.
Все операции подготовки поверхности
алюминиевых листов под склеивание разрабо-
таны с учетом получения оптимальных свойств
клеевого соединения.
Подготовка препрега. Препрег поступает
на производство в виде рулонного материала
и хранится в холодильнике при температуре не
выше 5 °C. Перед применением препрег вы-
держивают при 20 °C пока он не примет тем-
пературу помещения, после чего рулон разво-
рачивают и приступают к раскрою по размерам
алюминиевого листа. Наиболее универсальным
методом раскроя считается лазерная резка.
Технология послойной укладки слоев. Под-
готовленный алюминиевый лист укладывают
на плиту требуемой формы.’Затем начинают
послойную укладку препрегов. Основные
принципы послойной укладки одни и те же,
независимо от того, проводится она вручную
или автоматически. Для создания требуемой
структуры проводят укладку каждого слоя пре-
прега с учетом ориентации волокон и направ-
ления прокатки листа.
Формование композита проводят авто-
клавным или прессовым методами.
При формовании изделий в автоклаве
тщательно следят за температурно-времен-
ными режимами формования и давления. Ка-
чество композитов контролируется неразру-
шющими методами на наличие дефектов и
испытанием образцов-свидетелей для оценки
свойств.
Технологические свойства. Благодаря при-
сутствию на наружных поверхностях большой
объемной доли алюминиевых листов, алюмо-
полимерные КМ сохраняют в основном близ-
кую к алюминиевым сплавам в состаренных
состояниях технологичность при переработке
их в детали и конструкции. При этом пред-
ставляется возможным использовать традици-
онные технологические процессы, режимы и
оборудование, разработанные применительно к
алюминиевым листам и другим полуфабрикатам.
Однако, имеются и определенные отли-
чия, связанные прежде всего с существенно
меньшей пластичностью слоев армированного
пластика и наличием границ раздела между
компонентами при слоисто-волокнистом
строении. Следует учитывать и различие других
свойств полимерных слоев (пониженную жест-
кость - особенно стеклопластика, и сопротив-
ление сжатию - особенно органопластика, вы-
сокую прочность волокон), а также заметную
анизотропию свойств листов композитов.
Все это приводит, как правило, к ограни-
чению диапазона режимов технологических
процессов, использованию специальных прие-
мов и оснастки, уточнению конструктивных
форм и размеров деталей из СИАЛов и АЛОРов.
По сравнению с алюминиевыми сплава-
ми допускаются меньшие предельные пласти-
ческие деформации при формообразовании.
При этом процесс обтяжки на прессах листо-
вых деталей плавных форм типа обшивок оди-
нарной и двойной кривизны может быть со-
вмещен с операцией растяжки, необходимой
для снятия неблагоприятных остаточных тех-
нологических напряжений с целью повышения
сопротивления усталости и предела текучести
композитов.
При свободной гибке допускаются боль-
шие минимальные радиусы гиба 7?min. В отли-
чие от свободной гибки, стесненный изгиб
позволяет получать гнутые композиционные
профили повышенной жесткости с минималь-
ным радиусом гиба R = (2 + 3)s (рис. 10.4.13).
Для изготовления сложных листовых де-
талей возможно раздельное формообразование
алюминиевых составляющих с последующей
выкладкой в них слоев препрега и одновре-
менным формованием композита и детали.
При процессах формообразования следует
учитывать большое пружинение СИАЛов и
АЛОРов, так как алюминиевые листы испыты-
вают пластическую деформацию, а слои пла-
стиков деформируются практически упруго.
830
Глава 10.4. КЛЕЕНЫЕ МЕТАЛЛИЧЕСКИЕ И СЛОИСТЫЕ КОМПОЗИТЫ
Рис. 10.4.13. Профили из слоистых КМ, полученные
методом стесненного изгиба
При процессах клепки композитов наи-
более опасная зона находится у замыкающей
головки заклепок. При оптимальных режимах
деформация происходит лишь в двух слоях
КМ, прилегающих к замыкающей головке:
алюминиевый лист слегка изгибается, а слой
пластика несколько утоняется (до ~ 20 %)
(см. рис. 10.4.12). При нарушении технологии
клепки признаком расслоений и других дефек-
тов в композите является образование кольце-
вого гофра вокруг замыкающей головки
(рис. 10.4.14).
Рис. 10.4.14. Схема возможных расслоений
алюмополимеров при клепке: 1 - слои пластика
При обработке резанием (фрезеровании,
сверлении, резке на ножницах и т.д.) особое
внимание следует уделять остроте режущей
кромки инструмента. При обработке СИАЛов
инструмент затупляется вследствие большой
твердости стеклянных волокон. Резание затуп-
ленным инструментом, увеличивая усилия
резания и нагрев, может привести к расслое-
ниям в композитах, а в случае АЛОРов - и к
вырыву мягких органических волокон из свя-
зующего. Для предотвращения отслоений на
границе металл-пластик на выходе сверла при
сверлении отверстий и при резке заготовок на
гильотинных ножницах желательно использо-
вание технологической прокладки под компо-
зит (например, монолитного алюминиевого
листа).
Применение. Слоистые алюмополимер-
ные композиты СИАЛы и АЛОРы по своим
характеристикам являются перспективными
материалами (особенно СИАЛы) для замены
алюминиевых конструкционных монолитных
листов с целью снижения массы (на 15-40 %),
повышения живучести (в несколько раз) и,
соответственно, безопасности, снижения стои-
мости эксплуатации конструкций нового поко-
ления.
Широкое разнообразие структур КМ дает
возможность конструктору выбирать соответст-
вующие материалы для своих целей. Компози-
ты рекомендуются к применению в авиацион-
ной технике для обшивок фюзеляжа, крыла
(особенно в зонах, подверженных акустической
усталости) обшивок люков, дверей. Они эф-
фективны в качестве стопров трещин при ре-
монтных работах обшивок и внутренних эле-
ментов самолетов. Развивается направление
создания ударопрочных СИАЛов для примене-
ния в качестве обшивок грузовых отсеков, на-
стилов полов самолетов. Алюмополимерные
КМ могут быть использованы в конструкциях
железнодорожного и автомобильного транс-
порта, при этом следует учитывать их повы-
шенное шумо- и звукопоглощение.
Алюмополимерные композиты требуют
новых подходов к конструированию, культуре в
технологии производства и применении дета-
лей.
СПИСОК ЛИТЕРАТУРЫ
831
СПИСОК ЛИТЕРАТУРЫ
1. Авиационные материалы на рубеже
ХХ-ХХ веков. Научно-технический сборник.
М.: ВИАМ. 1994. 598 с.
2. Аниховская Л. И., Батизат В. П., Пет-
рова А. П. Клеи и их применение. Авиацион-
ные материалы на рубеже ХХ-ХХ веков., М.:
ВИАМ, 1994. С. 396 - 409.
3. Батизат В. П., Петрова А. П., Анихов-
ская Л.И., Иванова Р. И. Клеи и их примене-
ние // Конверсия в машиностроении, 1995,
№ 1.С. 34 - 38.
4. Братухин А. Г., Шалин Р. Е., Машин-
ская Г. П., Железина Г. Ф. Слоистоволокни-
стые металлополимерные КМ // Металлы, 1995,
№1. С. 138- 143.
5. Вишнякова Л. Р., Грудина Т. В. и др. //
Композиционные материалы: Справочник.
Киев: Наукова Думка. 1985. 592 с.
6. Жаропрочность литейных никелевых
сплавов и защита их от окисления. /
Б. Е. Патон, Г. Б. Строганов, С. Т. Кишкин и
др. - Киев: Наукова Думка. 1987. 256 с.
7. Заболоцкий А. А. Количественная
оценка совместимости компонентов волокни-
стых композиционных материалов. // Порош-
ковая металлургия. 1982. N 5. С. 41 - 45.
8. Заболоцкий А. А., Игнатова Н. П. Ис-
следование механизма разрушения волокни-
стых композиционных материалов с учетом
физико-химического взаимодействия компо-
нентов // Проблемы прочности. 1985. N 3.
С. 64 - 69.
9. Загребалов А. А., Душин А. М. Оценка
эффективности клея в слоистом материале.
Металловедение алюминиевых сплавов. М.:
Наука, 1985. С. 221 - 223.
10. Иванова В. С., Копьев И. М. и др.
Алюминиевые и магниевые сплавы, армиро-
ванные волокнами. М.: Наука. 1974. 200 с.
11. Колпашников А. И., Павлов Е. А. и
др. Композиционные материалы. М.: Наука.
1981. 136 - 139 с.
12. Композиционные материалы. Справоч-
ник под ред. Карпиноса Д. М. Киев.: Наукова
Думка. 1985. 310 с.
13. Копьев И. М., Овчинский А. С. //
Разрушение металлов, армированных волокна-
ми. М.: Наука, 1977. 240 с.
14. Крысин В. Н. Слоистые клееные кон-
струкции в самолетостроении. М.: Машино-
строение, 1980. 354 с.
15. Меткалф А. Д. Введение в обзор //
Поверхности раздела в металлических компо-
зитах. Композиционные материалы. Т. 1.
М.: Мир.. 1978. С. 12 - 41, 77 - 136.
16. Михайлова О. Н., Сенаторова О. Г.,
Базенкова Е. Н., Ордин В. А. Листовые метал-
лотермопластичные материалы. Тезисы докла-
дов семинара "Термопластичные композиты.
Свойства, перспективы, применение". М.: Зна-
ние. 1991. С. 40-41.
17. Портной К. И., Заболоцкий А. А. и др.
Классификация композиционных материалов //
Порошковая металлургия. 1977. № 12. С. 70 - 75.
18. Портной К. И., Заболоцкий А. А.,
Турченков В. А. К оценке взаимодействия и
совместимости в волокнистых композицион-
ных материалах // Порошковая металлургия.
1978. № 10. С. 64 - 70.
19. Портной К. М., Салибеков С.Е.,
Светлов И. Л., Чубаров В. М. Структура и
свойства композиционных материалов. М.:
Машиностроение. 1979. 255 с.
20. Сенаторова О. Г., Батизат В. П.
Слоистые композиционные материалы на ос-
нове алюминиевых листов. Seventh ntemational
Symposium on Composite Metallic Materials,
CSSR, VYSOKE TATRY, 1990, p. 356 - 361.
21. Слоистые композиционные материалы - 98.
Труды Международной конференции. Волго-
град: 1998. С. 30 - 31, 86 - 87, 131 - 132,
170 - 171.
22. Степнов Е. В. Методика получения
диаграмм деформирования клеевых швов при
сдвиге Ц Вестник машиностроения, 1989. № 8.
С. 18 - 19.
23. Строганова В. Ф., Городецкая Л. А.,
Токарь Е. М. Композиционные материалы
системы магний-бор. Композиционные мате-
риалы. М.: Наука. 1981. С. 103 - 105.
24. Шами К. Механизм передачи нагруз-
ки через поверхность раздела // Поверхности
раздела в полимерных композитах. Компози-
ционные материалы. Т. 6. М.: Мир, 1978.
С. 42 - 87.
25. Фридляндер И. Н. Конструкционные
алюминиевые сплавы. / МиТОМ, 1990, № 4,
С. 2 - 8.
26. Хазанов В. Е. Современные много-
функциональные армирующие материалы и
дисперсные наполнители для композитов //
Химическая промышленность, серия. "Стек-
лянные волокна и стеклопластики", М. 1992.
№ 1. С. 1 - 8.
27. Цирлин А. М.. Непрерывные неорга-
нические волокна для композиционных мате-
риалов. М.: Металлургия. 1992. 239 с.
28. Чубаров В. М., Салибеков С. Е.,
Грибков А. Н. и др. Исследование экс-
плутационных характеристик боралюминиевого
композиционного материала. Композиционные
материалы. М.: Наука. 1981. С. 106 - 111.
29. Ясинский К. К., Иванов В. И. Эффек-
тивность использования интерметаллидных
832
СПИСОК ЛИТЕРАТУРЫ
титан-алюминиевых сплавов в двигателестрое-
нии. ТЛС. 1995. № 3. С. 61 - 65.
30. Advanced Fibers for Advanced Compos-
ites. Metal Progress. 1987. P. 61-65.
31. Composites Manufacturing Technology.
Ed. by A.G. Bratukhin and V. S. Bogolyubov. L.:
Chapman and all. 1995. 662 p.
32. Haubert R. C., Menzies R. G., Bruch.
Desingn and Manufacture of directionally solidified
eutectic high pressure turbine blades. J. Metals.
1983. v. 35. N 8. P. 37.
33. Metal Matrix Composites. Ed. by
LN. Fridlyander. L.: Chapman and Hall. 1995,
658 p.
34. Process and Alloy Optimization for
CMSX-4 Superalloy Single Crystal Airfoils //
D. J. Frasier, J. R. Whetstone, K. Harris,
G. L. Erickson, R. E. Schwer I I High Tempera-
ture Materials for Power Engineering, 1990. -
Proc, of Conf., Belgium, 24-27 Sept. 1990.- Part
Kluwer Academic Publishers. Dordrecht, Boston,
London. P. 1281-1300.
35. Veys J. M., Mevrel R. nfluence of
Protective Coatings on the Mechanical Properties
of CMSX-2 and CoTac-784 // Materials Science
and Engine. 1987. v. 88. P. 253-260.
36. Fridlyander I. N., Markovtsev V. A.,
Proskyryakov A. G., Senatorova O.G. Restrained
bend as production method of laminated alumin-
ium-polimer composite shapes. Proc, of Moscow
nt. Composite Conference (M CC-90), L., Elser-
ier Applied Science, 1991. P. 791-795.
37. Fridlyander I. N., Anihovskaya L. I.,
Senatorova O. G., Sidelnikov V. V. a. o. The
Structure and Properties of СИАЛ (Glass/Epoxy -
Aluminium) Laminates. Proc, of the CAA-6. a-
pan: 1998. P. 1957-1966.
38. Metal Matrix Composites. L.: Chapman
Hall. 1995. P. 487-510, 571-600.
39. Roebrocks G. H. Fibre-metal laminates
// Fatigue. 1994. V. 16. № 1. P. 33-42.
40. Senatorova O. G., Anihovskaya L. I.,
Sidelnikov V. V. a.o. Features of Al Laminate Be-
haviour at Fatigue Loading. Proc, of the CAA-5.
France. 1996. P. 1745-1751.
41. Sidelnikov V. V., Sandler V. S.. Ani-
hovskaya L. I. a. o. mpact Behaviour of СИАЛ
(Glass/Epoxy- Aluminium) Laminates/ Proc, of
the CAA-7. USA 2000. P. 1221-1224.
42. Technical nformation AKZO. The
Netherlands. Aerospace ARALL. 1990. P. 7.
43. Vlot A. mpact Properties of Fibre Metal
Laminates // Composite Engineering 1993. V. 3.
№ 10. P. 911-927.
44. Vogelesang I. B. and Gunnik J. W.
ARALL. A New Materials Challenge for Next
Generation of Aircraft // Materials and Design
1986. 7(6). P. 287.
45. Zabolotsky A. A. Physico-chemical fun-
damentals of metal matrix composites. Metal Ma-
trix Composites L.: Chapman and all, 1995.
P. 1 - 50.
46. Zabolotsky A. A. Structure and properties
formation of metal matrix composites // Compos-
ites Science and Technology. 1992. V. 45, № 3.
P. 233-240.
Раздел 11
ТВЕРДЫЕ СПЛАВЫ
Глава ИЛ
КЛАССИФИКАЦИЯ, СТРУКТУРА,
СВОЙСТВА, ТЕХНОЛОГИЯ
ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ
11.1.1. ОБЩИЕ СВЕДЕНИЯ
И КЛАССИФИКАЦИЯ
Твердые сплавы - многокомпонентные
материалы, состоящие из зерен твердых туго-
плавких соединений - карбидов, нитридов,
карбонитридов металлов IV - VI групп
(HV « 2 + 3 ГПа, Тпл = 2000 + 3000 °C), сце-
ментированных пластичной и более легко-
плавкой связующей фазой ("связкой"), как
правило на основе металлов группы железа
(HV « 0,2 ГПа, Тпл = 1500 °C).
Это позволяет сочетать в одном мате-
риале высокую твердость (82 - 92 HRA) и
износостойкость с достаточной прочностью
(ав изг = Ю0 + 220 МПа, ов сж =300 + 600 МПа),
которые сохраняются при повышенных тем-
пературах: так специальным легированием мож-
но добиться высоких уровней твердости
(HV =3-6 ГПа) и прочности при температу-
рах 800 - 1000 °C.
, Твердые сплавы малопластичны и имеют
высокий модуль упругости (Е = 400 -е- 700
ГПа). Они обладают высоким электриче-
ским сопротивлением (р ж 18 - 45 мкОм •
см) и теплопроводностью [до 80 Вт/(м • К)];
при использовании связки на основе никеля -
немагнитны, устойчивы к действию кислот и
щелочей; некоторые из них не окисляются на
воздухе даже при температурах 600 - 800 °C.
Все эти свойства обусловили широкое
применение твердых сплавов в различных
отраслях техники.
Современные спеченные твердые сплавы
подразделяются по областям применения на три
основные группы:
1. Инструментальные сплавы, приме-
няющиеся для оснащения инструментов при
обработке материалов резанием, бурении гор-
ных пород, при бесстружковой обработке
металлов (волочении, штамповке и т.д.).
27 Зак. 225
2. Конструкционные сплавы, исполь-
зующиеся для изготовления подверженных
износу деталей машин и механизмов
(подшипники, сопла, торцовые уплотнения в
насосах), а также деталей приборов с особыми
свойствами, например, с высокими значения-
ми предела прочности при сжатии и модуля
упругости.
3. Жаропрочные и жаростойкие сплавы.
Необходимая для каждой области: при-
менения комбинация твердости (износо-
стойкости) и прочности достигается измене-
нием содержания связующей фазы и размеров
зерен тугоплавкой фазы.
Например, высокую износостойкость
имеют инструментальные сплавы с размером
зерен < 1 мкм и содержанием связки 3 - 10 %,
а высокое сопротивление ударному и цикли-
ческому нагружению, необходимое сплавам
для горнодобывающего инструмента, и инст-
румента, применяемого для обработки метал-
лов давлением, достигается при содержании
связки 10 - 25 % и размере зерен 2-3 мкм.
Изделия из твердых сплавов получают
жидкофазным спеканием при температурах
ниже температуры плавления легкоплавкого
компонента, что обусловливает их низкую
пористость 0,2 - 0,4 % (об. доля), которая
может быть дополнительно уменьшена специ-
альными технологическими приемами
(горячее изостатическое прессование, вакуум-
но-компрессионное спекание).
Твердые сплавы выпускаются в виде из-
делий различной формы и размеров.
На изделия для оснащения режущего
инструмента, выпускаемые в виде сменных
неперетачиваемых пластин, наносят покрытия
из твердых материалов - карбидов, нитридов,
оксидов и других соединений (как правило
осаждением из газовой фазы) с целью прида-
ния им повышенного сопротивления химиче-
скому, адгезионному и абразивному взаимо-
действию.
Особую область применения представ-
ляют износостойкие покрытия из твердых
сплавов, наплавляемые на детали машин и
механизмов. Эти покрытия получают наплав-
кой порошка специального состава (напла-
вочные твердые сплавы) на поверхность бы-
834 Глава 11.1. КЛАССИФИКАЦИЯ, СТРУКТУРА, ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ
строизнашивающихся деталей с целью повы-
шения их срока службы (эксплуатационной
стойкости).
В зависимости от используемых веществ
тугоплавкой и связующей фазы твердые спла-
вы классифицируют по химическому составу.
Эта классификация лежит в основе обо-
значения марок твердых сплавов и приведена
в ГОСТ 3882-74.
Цифра после буквенного индекса в обо-
значении показывает ориентировочное со-
держание в процентах соответствующей фазы,
т.е. карбидов кобальта, вольфрама и т.д.
По химическому составу твердые сплавы
можно классифицировать на четыре основные
группы.
1. Сплавы на основе карбида вольфрама
и кобальта (некоторые марки содержат не-
большие добавки других карбидов - ванадия,
ниобия, тантала). Эти сплавы получили обо-
значение В К и имеют наиболее широкое
применение для оснащения различных инст-
рументов и конструкционных деталей.
2. Сплавы на основе сложного карбида
вольфрама - карбида титана и кобальта обо-
значены ТК; применяются главным образом,
для оснащения режущего инструмента.
3. Сплавы на основе сложного карбида
вольфрама, карбида титана и тантала и ко-
бальта обозначены ТТК; применяются также
для оснащения режущего инструмента.
4. Сплавы на основе карбида или карбо-
нитрида титана и никель-молибденовой свя-
зующей фазой - безвольфрамовые сплавы
обозначены БВТС.
По величине зерна карбида вольфрама
сплавы подразделяются на*.
субмикронные, величина зерна WC бо-
лее 0,5 мкм
ультратонкие, величина зерна WC 0,2 -
0,5 мкм
нанофазные, величина зерна WC менее
0,2 мкм.
По объему выпуска твердые сплавы под-
разделяются следующим образом:
сп лавы для оснащения режущего инст-
румента -60 - 65 %;
сп лавы для горно-бурового инструмента
- 20 - 25 %;
сплавы для инструмента для бесструж-
ковой обработки и конструкционных деталей
-10-15 %.
В настоящее время примерно 400 фирм
в мире производят твердые сплавы. Менее 30
из них мощные современные с объемом про-
изводства не менее 150 - 200 т/год производят
субмикронные твердые сплавы, различные по
составу, в частности, такие фирмы, как Кеп-
nametal Inc. (США), Krupp Widia GmbH,
Hertel Kennametal AG (Германия), Sandvik
Coromant (Швеция), Tizit AG (Австрия), Ex-
stramet (Швейцария), BOhlerit GmbH
(Австрия), Mitsubishi Metal Corp, и Sumitomo
Electric (Япония), Iscar Ltd. (Израиль), Boart
Int. (Германия) и др.
Современная номенклатура марок твер-
дых сплавов приведена в табл. 11.1.1.
11.1.1. Марки твердых сплавов
для режущих инструментов
Подгруппа ИСО Без покрытия С покры- тием по ВНИИТС*
по ВНИИТС* по ГОСТ, ТУ
Токарная обработка
Р01-Р05 ВТ100 Т30К4
Р10-Р20 ВТ110 ВТ113 Т15К6 Т15К6+ТаС ВТ2200 ВТ2220 ВТ2202 ВТ2222
Р15-Р25 ВТ120 Т14К8 ВТ1320 ВТ1322
Р25-Р35 ВТ130 Т5К10 ВТ1320 ВТ1322 ВТ1410 ВТ1412
Р40 ВТ141 ВТ142 МС146 ТТ7К12М ВТ1410 ВТ1412
М05- М15 ВТ210 ВК6ОМ
М20- МЗО ВТ141 ВТ142 ВТ220 ВТ231 ТТ7К12М ТТ10К8Б ВК8НСТ ВТ2220 ВТ2200 ВТ2202 ВТ2222 ВТ1410
М30- М40 ВТ231 ВТ332 ВТ142 ВК8НСТ ВК8 ТТ7К12М
К01-К05 ВТ301 ВКЗМ
К05-К15 ВТ310 ВТ210 ТТ8К6 ВК6ОМ
К15-К25 ВТ320 ВТ322 ВТ321 ВК6НСТ МС321 ВК6НС ВТ3200 ВТ3202 ВТ3205 ВТ3220 ВТ3222 ВТ3225
К25-К35 ВТ231 ВТ332 ВК8НСТ ВК8 ВТ2310 ВТ2312
Фрезерование
РЮ ВТ113 Т15К6+ТаС
Р20 ВТ120 Т14К8
СТРУКТУРА И ОСНОВНЫЕ СВОЙСТВА
835
Продолжение табл. 11.1.1
Подгруппа исо Без покрытия С покры- тием по ВНИИТС*
по ВНИИТС* по ГОСТ, ТУ
Р15-Р30 ВМ125 ВМ126 ТТ21К9 ТТ20К9 ВМ2206
Р25-Р35 ВТ130 Т5К10 ВМ1416 ВМ1417
Р30-Р40 ВТ141 ВТ142 МС146 ТТ7К12М ВМ1416 ВМ1417
М20-М30 ВТ141 ВТ142 ВТ220 ВТ231 ТТ7К12М ТТ10К8Б ВК8НСТ ВМ1416 ВМ2206 ВМ2316
М30-М40 ВТ142 ВТ231 ВТ332 ТТ7К12М ВК8НСТ ВК8
К05-К15 ВТ310 ТТ8К6
К15 ВМ315 ВТ320 Т8К7 ВМ3156 ВМ3206 ВМ3207
К15-К25 ВМ315 ВТ321 ВТ32О ВТ323 ВТ322 ВК6НСТ ВК6 МС321 ВМ3156 ВМ3157
К25-К35 ВТ231 ВТ332 ВК8НСТ ВК8 ВМ2316 ВМ2317
Обработка железнодорожных колесных пар
P20, M20 BT120 BT223 BT224 BM315 T14K8 TI T5 T8K7
* Всероссийский научно-исследовательский
институт твердых сплавов.
11.1.2. СТРУКТУРА И
ОСНОВНЫЕ СВОЙСТВА
Твердые сплавы включают в качестве
основных фаз тугоплавкие соединения
(карбиды, карбонитриды, нитриды, бориды и
др.) и твердые растворы на основе металлов
(как правило VIII группы периодической сис-
темы - кобальта, никеля, железа). Часто ис-
пользуется дополнительное легирование, на-
пример, введение ТаС, VC, СГ3С2 для измель-
чения зерен основной карбидной фазы; Мо
или М02С для улучшения смачивания TiC
или TiCN расплавом на основе Ni; Al и Сг -
для придания жаропрочности твердому рас-
твору на основе Ni и Мо.
27*
Вертикальные сечения диаграмм состоя-
ния наиболее распространенных твердосплав-
ных систем - квазибинарные диаграммы эвтек-
тического типа. Это позволяет получить твердые
СПЛйЬЫ с полностью практически беспористой
структурой путем жидкофазного спекания при
температурах от 1360 до 1520 °C в сформирован-
ной и результате действия процессов заполнения
пор расплавом металлической фазы и перекри-
сталлизации зерен тугоплавкой фазы, облегчае-
мой массопереносом через расплав.
На рис. 11.1.1 приведены изотермиче-
ское сечение и вертикальный разрез наиболее
изученной диаграммы W-C-Co.
Микроструктура спеченных твердых
сплавов - зерна одной или двух тугоплавких
фаз, сцементированные металлической связ-
кой. Характеристики некоторых тугоплавких
фаз представлены в табл. 11.1.2.
В промышленных твердых сплавах ис-
пользуют WC (в сплавах WC-Co, WC-Ni, WC-
Fe-Ni, WC-Fe-Ni-Co); TiC(TiC-Ni-Mo); твер-
дые растворы (Ti, W)C и (Ti, W, Ta/Nb)C (в
сплавах с Со-связкой), (Ti, Мо)С и (Ti, Мо)
(С, N) (в сплавах с Ni-Мо-связкой); нитрид
титана TiN.
Свойства кубических карбидов TiC, ТаС,
VC и других зависят от стехиометрии (МеСх), а
карбидных и карбонитридных твердых растворов -
от отношения концентраций Ti/W, Ti/Мо, C/N,
что отражается в изменение параметра решетки а.
Например, для тугоплавких фаз в твердых спла-
вах с Ni-Мо-связкой он равен:
Фаза а, нм
TiN 0,424
TiCo,3No,7 0,429
TiCo,5No>5 0,429
(Tio,5Moo,5)C 0,4315
TiCo.g 0,4325
В отличие от других фаз, обладающих
повышенной хрупкостью, карбид вольфрама
способен незначительно пластически дефор-
мироваться при 20 °C, что обусловливает его
более высокое сопротивление зарождению и
распространению трещин. Кроме того, сопро-
тивление тепловому удару (произведение ко-
эффициента К', приведенного в табл. 11.1.2,
на временное сопротивление) у WC выше,
чем у других тугоплавких фаз. Этим объясня-
ется широкое применение сплавов WC-Co в
различных условиях эксплуатации, в том чис-
ле при действии частых теплосмен. Однако
более высокая твердость TiC и меньшая сте-
пень его термического разупрочнения
(рис. 11.1.2) позволяют использовать этот
карбид в твердых сплавах, сохраняющих вы-
сокую износостойкость и достаточную проч-
ность при 800 - 1000 °C в качестве основы
тугоплавких фаз в сочетании со сложнолеги-
рованными связками.
836 Глава П.;1. КЛАССИФИКАЦИЯ, СТРУКТУРА, ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ
a)
Рис. 11.1.1. Диаграмма состояния твердосплавной системы W-C-Co:
а - изотермическое сечение при 1425 °C; б - вертикальный разрез по линии WC-Co
Содержаниеуглерода 6 WC> %
5,4 5.3 5,? & w is
Содержание углерода балладе
(64%WC, fCKCo), %
11.1.2. Кристаллическая структура и физико-механические свойства
некоторых тугоплавких фаз и кобальта
Фаза Структура Твердость HV (при Р = 50 гс) Е, МПа и а • 106, 1/К X, Вт/(м • К) Коэффициент сопротивления тепловому удару К1, м2 • с'1
TiC ГЦК 3000 450 0,19 7,4 34 0,011
ТаС гцк 1800 285 0,24 5,5 23 0,003
Сг3С2 Орторомбическая 1400 373 ~0,2 9,9 19 0,004
Мо2С Гексагональная 2500 533 ~0,2 6,7 22 0,005
WC Гексагональная 2200 696 0,18 5,2 35 0,008
TiB2 Гексагональная 3300 480 -0,2 8,0 25 0,005
Со ГЦК 170 215 - <9 14,2 979 -
Рис. 11.1.2. Температурные зависимости твердости фаз
WC, TiC и Со по данным различных авторов
Размер основной массы зерен тугоплав-
кой фазы или средний их размер d является
одной из характеристик микроструктуры
твердых Сплавов, определяющих эксплуатаци-
онное поведение изделий. Повышенная изно-
состойкость и твердость сплавов для режущего
инструмента достигаются при d = 1 2 мкм
(обычные и мелкозернистые) и d = 0,5 4- 1 мкм
(особомелкозернистые). Работоспособность
горного инструмента в условиях повторного
ударного нагружения обеспечивается приме-
нением более крупнозернистых сплавов - с
d = 2 4- 5 мкм (табл. 11.1.3 - 11.1.5). Размеры
зерен тугоплавкой фазы определяются метал-
лографическим методом и, при постоянном
содержании и составе связки, могут быть
оценены по коэрцитивной силе Нс.
СТРУКТУРА И ОСНОВНЫЕ СВОЙСТВА
837
11.1.3. Характеристики размеров карбидных зерен в твердых сплавах WC-Co
(группа ВК) для режущего инструмента
Сплав Основная масса сечений зерен Коэрцитивная сила Нс, кА/м
Размер, мкм Количество, % (не менее)
ВК6 1 - 2 50 10,3 - 15,1
ВК6-М < 1 50 15,5 - 19,9
ВК6-ОМ < 1 60 22,3 - 27,9
ВК8 1 - 2 50 8,0 - 14,3
вкю 1 - 2 50 6,4 - 11,1
вкю-м 1 - 2 70 11,9 - 15,9
вкю-ом < 1 50 15,9-21,5
11.1.4. Характеристики карбидных зерен в твердых сплавах WC-Co (группа ВК)
для горного инструмента
Сплав Основная масса сечений зерен Крупные сечения зерен Коэрцитивная сила Нс, кА/м
Размер, мкм Количество, % (не менее) Размер, мкм Количество, % (не более)
ВК4-В 2-5 60 6-20 30 4,8-8,0
ВК6 1-2 50 6-20 10 10,3-15,1
ВК6-В 2-5 60 6-20 30 6,0-8,0
ВК8 1-2 50 6-20 10 8,0-14,3
ВК8-ВК 2-5 70 6-15 15 6,4-9,5
ВК8-В 2-5 60 6-20 30 4,0-7,6
ВК10-КС </ср = 3 ,8 - 4,2 - - 4,8-7,2
ВК11-ВК 2-5 70 6-15 15 14,1-14,4
ВК11-В 2-5 60 6-20 30 14,1-14,4
ВК15 1-2 50 6-20 30 13,9-14,1 ,
ВК20 ^ср ~ = 4,5 - - 4,8-8,0
11.1.5. Характеристики микроструктуры твердых сплавов Ti-WC-Co (группа ТК) н TiC-WC-TaC-Co
(группа ТТК) для режущего инструмента (ос-зерна WC; у-зерна сложного карбида)
Сплав а-фаза у-фаза Коэрцитивная сила Нс, кА/м
Размер, мкм Количество, % (не менее) Размер, мкм Количество, % (не менее)
Т30К4 - 1-2 50 11,1-17,5
Т15К6 1-2 70 2-5 50 9,5-15,1
Т14К8 1-2 70 2-5 50 8,0-13,5
Т5К10 2-3 70 - - 7,2-11,1
ТТ20К9 1-2 75 1-2 75 10,3-15,1
Примечания: 1. Доля сечений зерен каждой из фаз дана по отношению к зернам этой
же фазы.
2. В отечественных безвольфрамовых твердых сплавах с Ni-Mo связкой на
основе TiC (ТН20), TiCN (К.НТ16), (Ti, Zr)CN (ЛЦК) и маловольфрамовых сплавах TiCN-
Ni(Mo, W, Ti) (TB4, ЦТУ) размер основной массы карбидных или карбонитридных зерен 0,5-
1,5 мкм, а их доля 50 - 60 %.
Связующая фаза (связка) также имеет
зеренное строение. Размеры зерен составляют
0,5 - 1 мм (данные для Со- и Ni-Мо-связок) в
случае медленного охлаждения после спека-
ния и уменьшаются на порядок при быстром
охлаждении.
838 Глава 11.1. КЛАСС^ИКАИЖ, СТРУКТУРА, ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ
При обычном металлографическом иссле-
довании зеренное строение связки не выявляет-
ся и она наблюдается в виде участки (прослоек)
различной толщины между зернами тугоплавкой
фазы. Типичные микроструктуры промышленных
твердых сплавов представлены на рис. 11.1.3.
б)
в)
Рис. П.1.3. Типичные микроструктуры промышленных твердых сплавов:
а - WC - 20 % Со; б - TiC-WC-Co (видны сечения зерен двух фаз: округлые (Ti, W)C, призматические WC);
в - TiC-WC-TaC-Co
(Прочность и другие свойства твердых
сплавов зависят от объемной доли связки, ее
состава, размера и взаимного размещения
зерен карбидных фаз.
Благодаря значительно большей способ-
ности к пластической деформации (см. табл.
11.1.2), связка обеспечивает возможность ре-
лаксации пиковых напряжений в хрупкой
тугоплавкой фазе и придает твердому сплаву
достаточное сопротивление зарождению и
распространению трещины.
Прочность связки зависит в значитель-
ной степени от ее состава (рис. 11.1.4), на-
пример, jot содержания в ней вольфрама и
углерода; виплавах WC-Co.
Сопротивление деформации и разруше-
нию 'Co-связки возрастает с увеличением
концентрации W и С, однако оказывается
недостаточным, особенно при повышенных
температурах, из-за быстрого разупрочнения
Со.. Легирование связующей и карбидной фаз
повышает механические характеристики спла-
вов с'Со-связкой (рис. 11.1.5).
Сопротивление деформации твердых
сплавов в значительной степени зависит от
взаимного размещения структурных состав-
ляющих в пространстве структуры, характери-
зуемого средней толщиной прослойки свя-
зующей фазы L и степенью контакта карбид-
ных зерен С.
Относительное сужение, °/о
Рис. 11.1.4. Кривые деформации при растяжении
сплавов на основе Со, содержащих
различное количество W и С
СТРУКТУРА И ОСНОВНЫЕ СВОЙСТВА
83ft
4 МПа
О ЧОО ООО 1200 °C
От взаимного размещения: структурных
составляющих в значительной степени зави-
сит и вязкость разрушения, которая уменыпа'-
ется с ростом степени контакта! и увеличива-
ется с повышением объемной деапс связки и
толщины ее прослоек (рие. В 1.11.6)? Найдена
следующая градация "слабых звеньев" струк-
туры (в порядке возрастания вязкости): меж-
зеренные границы. - крупные зерна и скопле-
ния зерен - межфазные границы - участки»
связки. Дефектами структуры - источниками
катастрофически распространяющейся тре-
щины, являются крупные поры, скопления
связки и особо крупные зерна, тугоплавкой
фазы. Например, расчетная прочность при по-
перечном изгибе сплава WC - ВО) % Сод, не со-
держащего этих, дефектов, составляет ~ 8 ГПа,
тогда как реально не превышает 3,5 ГПа.
Ввиду узких концентрационных. преде-
лов двухфазной области (см. рис. 11.1.1.); ко-
торой соответствуют составы: промышленных
сплавов, возможно появление' хрупких. избш«-
точных фаз - т| карбида [C03W3C или: (Сод
W)$C] и графита (рис. 11.1.7), которые; резко
снижают прочность и эксплуатационные ха-
рактеристики сплавов.
Рис. 11.1.5. Температурные зависимости механических
свойств твердых сплавов со связующей фазой
на основе Со
<0
Рис. 11.1.6. Зависимости вязкости разрушения К1с сплавов WC-Co с различным размером кярбидных.зерен
от характеристик их структуры:
а - объемной доли ИСо; б - среднего размера прослойки £Со; в - степени контакта Cwc/wc
а) в) в)
Рис. 11.1.7. Избыточные фазы - дефекты структуры твердых сплавов:
а - p-фаза C03W3C озерковой формы; б - та же, кружевной формы; в - графитные включения
840 Глава 11.1. КЛАССИФИКАЦИЯ, СТРУКТУРА, ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ
Металлографический анализ - один из
основных видов контроля твердосплавной
продукции; методики препарирования шли-
фов и оценки структурных характеристик
регламентированы для отечественных твердых
сплавов ГОСТ 9391-80, а для зарубежных -
стандартами И СО и др. Наряду с металлогра-
фией для исследования твердых сплавов ши-
роко применяется рентгенография и элек-
тронная микроскопия. Помимо оценки сред-
него размера и распределения размеров зерен
карбидных фаз, анализируется наличие пор и
избыточных фаз. Согласно ГОСТ4872-75 и
ГОСТ4411-79 в структуре допускается нали-
чие лишь мелких несосредоточенных пор в
количестве, как правило, не более 0,2 % (об.
доля), и таких же включений графита - не
более 0,1 - 0,3 % (об. доля). Крупные поры
(> 50 мкм), отдельные крупные зерна
(десятикратно превышающие допускаемый
размер), включения и-фазы, сосредоточенные
включения графита и неметаллические вклю-
чения не допускаются.
Объектом металлографического исследо-
вания и контроля являются также износостойкие
покрытия, наносимые на режущие твердо-
сплавные пластины осаждением из газовой фа-
зы. Получили распространение однослойные
покрытия TiC, двухслойные TiC + AI2O3, трех-
слойные TiC - TiCxNi-x + TiC - TiC + TiCN +
TiN и покрытия, представляющие собой чере-
дование множества слоев TiC и TiN (рис.
11.1.8). Между покрытием (первым слоем
покрытия) и основой имеется переходная
зона, содержащая и-фазу и Co-фазу. Глубина
залегания т|-фазы и пористость в переходной
зоне не должна превышать 3 мкм, а Со-фаза
не должна образовывать сплошной пленки.
Рис. 11.1.8. Микроструктуры износостойких покрытий на
твердых сплавах:
а - однослойного (TiC); б - двухслойного TiC + AI2O3;
в - многослойного TiC - TiCxNi.x + TiCN + TiN
Основные физико-механические свойства
промышленных твердых сплавов различных
систем представлены в табл. 11.1.6, а на рис. 11.1.9
соотношение между прочностью и твердостью
сплавов при 20 °C. Основные контрольные
параметры - плотность, твердость HRA, предел
прочности при поперечном изгибе и коэрцитив-
ная сила. Методика их определения регламенти-
рована ГОСТ20018-71, ГОСТ20170-74,
ГОСТ25172-82, ГОСГ20019-74 и стандартами
ИСО, а нормативные показатели - ГОСГ3882-74
и ГОСТ26530-85.
Предел прочности при поперечном изги-
бе характеризует сопротивление разрушению
твердых сплавов, но мало чувствителен к раз-
личиям, связанным с химическим и фазовым
составом. Поэтому в последние годы для
оценки вязкости разрушения отдается пред-
почтение таким характеристикам, как коэф-
фициент интенсивности напряжений Kj и
скорость выделения упругой энергии Gj ,
напряжение старта трещины и т.п., кото-
рые определяются при поперечном изгибе
образцов с надрезом и искусственно создан-
ной трещиной. Методом индентирования
определяют контактную трещиностойкость W,
между которой и характеристиками вязкости
разрушения найдены зависимости, например;
К1с = 0,087(HV • If)1/2,
что значительно упрощает оценку прочности
твердых сплавов. Стандартные испытания
физико-механических свойств образцов, как
правило, не учитывают всего комплекса усло-
вий эксплуатации твердосплавных изделий -
напряженно-деформированного состояния,
температуры, цикличности их приложения,
среды и др. Поэтому для выбора и разработки
твердого сплава для конкретных условий ра-
боты необходимы дополнительные испыта-
ния. К их числу относятся испытания кон-
тактной выносливости ("кромкостойкости"),
показавшей хорошую корреляцию со стойко-
стью твердосплавных вырубных штампов.
Сочетание испытаний абразивной изно-
состойкости и сопротивления усталости и
термоциклированию необходимы для оценки
работоспособности твердосплавной оснастки
горного инструмента. Для этих же примене-
ний, а также для твердых сплавов, предназна-
ченных для резания труднообрабатываемых
материалов, необходимо испытание на высо-
котемпературную ползучесть. Хорошую оцен-
ку этой характеристики дают испытания на
длительную горячую твердость (контактную
ползучесть), характеризующую сопротивление
деформации твердого сплава в условиях высо-
кого контактного давления, значительного
градиента напряжений и высоких температур.
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ
841
11.1.6. Физико-механические свойства отечественных твердых сплавов
Свойства WC-Co TiC-WC-Co, TiC-WC-TaC-Co Безвольфрамовые и низко вольфрамовые
у, г/см3 12,9 - 5,2 9,5 - 13,8 5,5 - 6,7
HRA, при 20 °C 80,0 - 90,5 87,0 - 92,0 86,0 - 90,0
HV, ГПа
при 20 °C 9,2 - 16,5 17 - 18 12 - 15
при 800 °C 4,2 3,2 - 6,2 4,6 - 5,6
Е, ГПа 424 - 672 422 - 549 404 - 423
°в.изг.’ МПа 120 - 220 100 - 170 100 - 140
°в.сж.> МПа 255 - 590 300 - 430 -
К1с , МПа/м3/2 10 - 14 8 - 12 8 - 10
а • 106, 1/К 4,7 - 7,0 5,5 - 6,6 8,5 - 9,0
X, Вт/(м • К) 38 - 80 15 - 25 5 - 14
р, мкОм • см 18,4 - 23,4 25,0 - 46,0 45 - ПО
Нс, кА/м 2,0 - 27,9 4,8 - 20,7 -
Рис. 11.1.9. Соотношение между твердостью и
прочностью при поперечном изгибе
твердых сплавов различного состава
Заметное, но еще не вполне изученное
влияние на эксплуатационные характеристики
твердых сплавов оказывают остаточные мак-
ронапряжения, возникающие при пайке, тер-
мической обработке, охлаждении после спе-
кания, шлифовании, галтовке и других опе-
рациях, а также ориентированные микрона-
пряжения, являющиеся следствием различия
температурного коэффициента линейного
расширения тугоплавкой и связующей фаз.
11.1.3. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ
Твердые сплавы изготовляются метода-
ми порошковой металлургии. Технология их
производства включает операции:
получение порошков металлов в основ-
ном восстановлением оксидов водородом при
температурах 800 - 1200 °C;
получение простых или сложных карби-
дов, карбонитридов или нитридов при темпе-
ратурах 1450 - 2500 °C в атмосфере водорода,
азота или в вакууме;
измельчение и смешение компонентов;
введение пластификатора и грануляция
смесей;
формирование заготовок в пресс-формах
на пресс-автоматах, гидравлических прессах
или гидростатах;
спекание изделий предварительное - в
твердой фазе и окончательное - в присутствии
жидкой фазы.
Основным сырьем для получения твер-
дых сплавов являются вольфрамовая кислота
(H2WO4), оксиды вольфрама и титана (WO3,
ТЮ2), тантала и ниобия (Та2О5, Nb2O5), хро-
ма (СГ2О3), ванадия (V2O5), а также кобальта
(С02О3) или никеля (Ni2O3).
Порошок вольфрама получают восста-
новлением водородом оксида вольфрама или
вольфрамовой кислоты. Затем порошок
вольфрама смешивают с сажей в определен-
ном соотношении и прокаливают для получе-
ния карбида вольфрама (WC).
Карбид титана получают прокаливанием
смеси диоксида титана с сажей в водородной сре-
де или вакууме. Широко используемый в произ-
водстве твердых сплавов сложный вольфрамо-
титановый карбид получают прокаливанием смеси
диоксида титана с карбидом вольфрама и сажей
при температурах 2200 - 2500 °C.
Простые карбиды хрома, ванадия также
получают восстановлением в водороде и про-
каливанием смеси соответствующего металла
с сажей.
Сложный вольфрамо-титано-танталовый
карбид изготовляется прокаливанием смеси,
содержащей диоксиды титана с сажей, а так-
же карбиды вольфрама и тантала.
842 Глава 11.1. КЛАССИФИКАЦИЯ, СТРУКТУРА, ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ТВЕРДЫХ СПЛАВОВ
Сложный тантало-ниобиевый карбид
получают восстановлением и карбидизацией
смесей соответствующих оксидов тантала и
ниобия.
Порошок металлического кобальта или
никеля получают восстановлением соответст-
вующих оксидов в водороде. Вместо оксида
никеля часто используется карбонильный
никель, а также карбонильное железо, харак-
теризующиеся меньшим содержанием приме-
сей.
Порошки металлов тугоплавких соеди-
нений и связки смешивают в жидкой среде
(спирте, ацетоне или воде) в шаровых или
вибромельницах, аттриторах или других аппа-
ратах, обеспечивающих равномерное смеше-
ние компонентов. В процессе смешения на-
блюдается измельчение частиц твердых туго-
плавких соединений.
Для облегчения процесса формования
изделий в смесь вводят пластификатор. В
отечественной промышленности пластифика-
тором является раствор синтетического каучу-
ка в бензине или раствор полиэтиленгликоля
(ПЭГ) в спирте. За рубежом чаще всего при-
меняются растворы парафина в ацетоне или
ПЭГ в спирте. В последнем случае ПЭГ мо-
жет вводиться в мельницу при размоле сме-
сей.
Большое значение имеет подготовка
смесей к прессованию. Широкая номенклату-
ра заготовок режущих пластин, зубков и пла-
стин для шарошечных и перфораторных до-
лот. формуется на прессах-автоматах. В этом
случае необходимо обеспечить хорошую теку-
честь смеси из бункера пресса в полость мат-
рицы. Для этого смеси, содержащие пласти-
фикатор, подвергаются гранулированию. В
отечественной промышленности грануляция
смесей осуществляется на виброситах.
За рубежом широкое распространение
получила операция сушки смесей струей ра-
зогретого инертного газа. В процессе сушки
смесей образуются гранулы, готовые к прес-
сованию.
Наряду с формованием заготовок в
пресс-формах на автоматах применяются раз-
борные ручные пресс-формы. Ряд изделий
формуется в гидростатах. С помощью этой
технологии могут быть получены крупногаба-
ритные заготовки.
Разработана технология безрасслойного
прессования заготовок в пресс-формах специ-
альной конструкции. В этом случае могут
применяться смеси без пластификатора.
Спрессованные изделия подвергают спе-
канию. Основная цель спекания - формиро-
вание структуры сплава. В процессе спекания
происходит уплотнение и упрочнение загото-
вок, наблюдается перекристаллизация зерен
тугоплавкой фазы в процессе растворения -
осаждения.
Традиционный процесс спекания изделий осу-
ществляется в две стадии: предварительное - твер-
досплавное спекание для удаления пластифи-
катора, сорбированных газов и оксидов и
окончательное - жидкофазное, в процессе
которого формируется структура сплава.
Спекание осуществляется в водородной
атмосфере в печах сопротивления толкатель-
ного типа и в вакуумных печах.
Широко используются вакуумные печи
периодического типа. Вакуумное спекание
обеспечивает получение повышенных физи-
ко-механических свойств твердых сплавов
благодаря улучшению смачиваемости зерен
тугоплавкой фазы, более глубокой дегазации
материала в процессе спекания и как следст-
вие этого уменьшение концентрации пор в
структуре изделия.
В последнее время за рубежом широкое
распространение получают вакуумно-
компрессионные печи (ВКП), которые позво-
ляют за один цикл без перегрузки осущест-
вить отгонку пластификатора в водородной
атмосфере, спекание изделий в вакууме и
завершить процесс спекания под давлением
инертного газа. В качестве инертного газа
применяется аргон; давление газа достигает
до 6 - 8 МПа. Спекание в ВКП позволяет
снизить концентрацию пор и повысить проч-
ность на 20 - 40 %. При этом не наблюдается
рост зерна и изменение твердости и износо-
стойкости твердого сплава. К аналогичным
результатам приводит применение после
окончательного спекания горячего изостатиче-
ского прессования, которое проводится при тем-
пературе 1350 - 1450 °C и давлении 0,2 ГПа. Од-
нако преимущества ВКП перед ГИП, заклю-
чающиеся в применении давления меньшей
величины и спекания, без перегрузки изде-
лий, очевидны.
Одним из путей повышения стойкости
режущего инструмента является нанесение на
поверхность пластин износостойких покрытий.
Разработан рад методов нанесения покрытий
на твердосплавные пластины, основанных как
на физическом, так и химическом взаимодей-
ствии тугоплавких соединений с твердосплав-
ной основой. Из физических методов нанесе-
ния покрытий наибольшее применение полу-
чил метод КИБ (конденсация вещества в
процессе ионной бомбардировки).
В твердосплавной промышленности
применяется в основном метод осаждения
покрытий из парогазовой фазы. Технология
нанесения покрытий методом осаждения из
парогазовой фазы основана на образовании
карбида, карбонитрида или нитрида титана на
поверхности пластин, помещенных в реактор,
РЕЖУЩИЙ ИНСТРУМЕНТ
843
при взаимодействии хлорида титана, водорода
или азота и метана при высокой температуре,
атмосферном давлении или слабом разряже-
нии. В результате обработки на поверхности
твердосплавной пластины образуется мелко-
зернистый слой соединений, обладающих
высокой твердостью г износостойкостью и
химической устойчивостью при высоких тем-
пературах.
Широко используется многослойное по-
крытие, состоящее из слоев карбида титана -
карбонитрида титана - нитрида титана, в ко-
торое добавляются слои оксида алюминия,
имеющие высокую твердость и износостой-
кость и применяемые для чистовой и полу-
чистовой обработки стали и чугуна. Исполь-
зуются также и комбинированные покрытия,
сочетающие преимущества химического и
физического способа нанесения покрытий.
На каждой стадии технологического пе-
редела полуфабрикаты, а также готовую про-
дукцию подвергают контролю.
Исходные порошки, а также порошки,
полученью в результате восстановления, кар-
бидизации и размола, подвергают химическо-
му анализу на содержание основных элемен-
тов и металла, контролю гранулометрического
состава. На спеченных изделиях и образцах
определяют: плотность, твердость, прочност-
ные и пластические свойства и проводят ме-
таллографический контроль структуры. Наря-
ду с этими методами широко применяют не-
разрушающие методы контроля (магнитная
проницаемость, коэрцитивная сила) спечен-
ных материалов. В лабораторных условиях
контролируют режущие свойства изделий,
предназначенных для резания металлов' Кон-
тролируют также состав и толщину покрытий
твердосплавных пластин с износостойкими
покрытиями.
Глава Ю
ОБЛАСТИ ПРИМЕНЕНИЯ
ТВЕРДЫХ СПЛАВОВ
П.2.1. РЕЖУЩИЙ ИНСТРУМЕНТ
Классификация твердых сппавов для обра-
ботки материалов резанием. Международный стан-
дарт ИСО Р 513 (табл. 11.2.1) классифицирует
сплавы, предназначенные для обработки ма-
териалов резанием, по областям применения
в зависимости от обрабатываемых материалов
и характера стружкообразования с учетом
уровня основных свойств каждой группы
применения сплавов.
В зависимости от обрабатываемого мате-
риала и типа снимаемой стружки сплавы под-
разделяют на три основные группы резания
(Р, М и К) которые в свою очередь делятся на
группы применения в зависимости от видов и
режимов обработки резанием. Чем выше чис-
ло индекса в обозначении группы примене-
ния, тем ниже твердость и износостойкость
сплава и соответственно допускаемая ско-
рость резания, но выше прочность
(сопротивление удару) и , следовательно, до-
пускаемая подача и глубина резания.
11.2.1. Классификация твердых сплавов для обработки резанием по стандарту ИСО Р 513
Группы резания Группы применения Направление изменения свойств
Обозна- чение Цвет марки- ровки Обозначение Обрабатываемый мате- риал и тип стружки Вид обработки и условия применения
Р Синий Р01 Сталь, стальные от- ливки, дающие слив- ную стружку Чистовое точение, растачива- ние, развертывание. Отсутст- вие вибрации во время работы Увеличение прочности и подачи Увеличение твердости и скорости резания
РЮ Точение, точение по копиру, нарезание резьбы, фрезерова- ние, рассверливание, растачи- вание
Р20 Сталь, стальные отливки, ковкий чугун и цветные металлы, дающие сливную стружку Точение, точение по копиру, фрезерование
Р25 РЗО Фрезерование, в том числе и фрезерование глубоких пазов
Черновое точение, фрезерова- ние, строгание. Для работ в неблагоприятных условиях*1
844
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
Продолжение табл. 11.2.1
Группы резания Группы применения Направление изменения свойств
Обозна- чение Цвет марки- ровки Обозначение Обрабатываемый мате- риал и тип стружки Вид обработки и условия применения
Р Синий Р40 Сталь, стальные отливки с включе- ниями песка и рако- винами Черновое точение, строгание. Для работ в особо неблагопри- ятных условиях*1 Увеличение прочности и подачи ◄ Увеличение твердости и скорости резания ►
Р50 Сталь, стальные отливки со средней или низкой прочно- стью, с включениями песка и раковинами Точение, строгание, долбление при особо высоких требовани- ях к прочности твердого спла- ва в связи с неблагоприятны- ми условиями резания*1
М Желтый М05 Сталь, стальные отливки, высоколе- гированные аусте- нитные, жаропроч- ные труднообрабаты- ваемые стали и спла- вы, серый, ковкий и легированный чугу- ны, дающие как сливную, так и стружку надлома Точение, развертывание
М10 Точение, фрезерование, раз- вертывание, сверление
М20 Стальные отливки, аустенитные, марган- цовистые, жаропроч- ные, труднообраба- тываемые стали и сплавы, серый и ковкий чугуны, дающие как сливную, так и стружку наддо- ма Точение и фрезерование
МЗО Стальные отливки, аустенитные стали, жаропрочные труд- нообрабатываемые стали и сплавы, серый и ковкий чугуны, дающие как сливную, так и стружку надлома Точение, фрезерование, стро- гание. Условия резания не- благоприятные* 1
М40 Низкоуглеродистая сталь с низкой проч- ностью, автоматная сталь и другие метал- лы, дающие как сливную, так и стружку надлома Точение, фасонное точение, отрезка, преимущественно на станках-автоматах
РЕЖУЩИЙ ИНСТРУМЕНТ
845
Продолжение табл. 11.2.1
Группы резания Группы применения Направление изменения ' свойств
Обозна- чение Цвет марки- ровки Обозначение Обрабатываемый мате- риал и тип стружки Вид обработки и условия применения
К Красный К01 Серый чугун высокой твердости, алюми- ниевые сплавы с большим содержани- ем кремния. Зака- ленная сталь, абра- зивные пластмассы, керамика, дающие стружку надлома Чистовое точение, растачива- ние, фрезерование, шабрение Увеличение прочности и подачи ◄ Увеличение твердости и скорости резания ►
К05 Легированные и отбеленные чугуны, закаленные стали, нержавеющие высо- копрочные и жаро- прочные стали и сплавы, дающие стружку надлома Чистовое и получистовое точение, растачивание, развер- тывание, нарезание резьбы
К10 Серый и ковкий чугуны преимущест- венно повышенной твердости, закален- ная сталь, алюминие- вые и медные спла- вы, пластмассы, стекло, керамика, дающие стружку надлома Точение, растачивание, фрезе- рование, сверление
К20 Серый чугун, цвет- ные металлы, прессо- ванная древесина, пластмассы Точение, фрезерование, стро- гание, сверление
КЗО Серый чугун низкой твердости и прочно- сти, сталь низкой прочности, древеси- на, цветные металлы, пластмасса Точение, фрезерование, стро- гание, сверление. Работа в неблагоприятных условиях*1.
К40 Цветные металлы, древесина, пластмас- сы, дающие стружку надлома Точение, фрезерование, стро- гание
*1 Неблагоприятными условиями работы считаются условия с переменной глубиной реза-
ния, прерывистой подачей, ударами, вибрациями, с наличием литейной корки и абразивных
включений в обрабатываемом материале.
Вольфрамокобальтовые твердые сплавы,
их свойства и области применения. Вольфра-
мокобальтовые сплавы (ВК) состоят из карби-
да вольфрама и кобальта; марки сплавов этой
группы различаются по содержанию в них
кобальта, размерами зерен карбида вольф-
рама (WC) и технологией изготовления.
Для оснащения режущего инструмента
применяют сплавы с содержанием кобальта
от 3 до 10 %.
846
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
11.2.2. Состав и основные физико-механические свойства вольфрамокобальтовых
твердых сплавов для резания по ГОСТ 3882-74
Сплав Группа применения по ИСО 513 Содержание основных компонентов в смеси порошков, % Свойства
WC Другие карбиды Со °В. ИЗГ.» МПа, не менее у, г/см3 HRA, не менее
ВКЗ К01 97 3 1176 15,0-15,3 89,5
ВКЗ-М К01 97 - 3 1176 15,0-15,3 91,0
ВК6 К20 94 - 6 1519 14,6-15,0 88,5
ВК6-М К10 94 - 6 1421 14,8-15,1 90,0
ВК6-ОМ К05-М10 92 ТаС-2 6 1274 14,7-15,0 90,5
ВК8 КЗО 92 - 8 1666 14,4-14,8 87,5
ВКЮ-ХОМ М20-М30 88 Сг2С2-2 10 1600 14,3-14,6 89,0
Примечания: 1. Предел прочности при поперечном изгибе определяют на шлифован-
ных образцах. 2. Содержание основных компонентов указано для приготовления смеси порошков.
В табл. 11.2.2 приведен состав и физико-
механические свойства сплавов.
При увеличении в сплавах содержания
кобальта в рассматриваемом диапазоне предел
прочности при поперечном изгибе и эксплуа-
тационная прочность при резании возрастают,
в то время как твердость и стойкость при
резании уменьшается. Так сплав марки ВКЗ с
минимальным содержанием кобальта, как
наиболее износостойкий, но наименее проч-
ный, рекомендуется для чистовой обработки с
максимально допустимой скоростью резания,
но с малыми подачей и глубиной резания, а
сплав ВК8 и ВКЮ-ХОМ для черновой обра-
ботки с пониженной скоростью резания и
увеличенным сечением среза в условиях удар-
ных нагрузок. Вольфрамокобальтовые сплавы
рекомендуются преимущественно для обра-
ботки материалов, дающих стружку надлома:
чугуны, цветные металлы, стеклопластики,
фарфор и труднообрабатываемые материалы
(нержавеющие, высокопрочные стали, жаро-
прочные сплавы на основе никеля и титана и
т.д.), т.е. группы резания К и М.
При одинаковом содержании кобальта
физико-механические и режущие свойства
сплавов в значительной мере определяются
зернистостью карбидной фазы.
Разработанные технологические приемы
позволяют получать твердые сплавы, в кото-
рых средний размер зерен карбида вольфрама
может изменяться от долей микрона до 10 -
15 мкм. С увеличением размера зерен карби-
довольфрамовой фазы твердость, модуль уп-
ругости, сопротивление абразивному износу и
стойкость при резании чугуна уменьшается, а
предел прочности при изгибе растет. Эта за-
кономерность широко используется для соз-
дания сплавов различного назначения с тре-
буемыми свойствами.
Первыми такими сплавами, выпущен-
ными нашей промышленностью для резания,
были мелкозернистые сплавы марок ВКЗ-М и
ВК6-М, показавшие хорошие результаты при
чистовой обработке твердых чугунов, зака-
ленных сталей, а также нержавеющих сталей
и некоторых других марок труднообрабаты-
ваемых материалов.
Затем была разработана гамма сплавов с
весьма мелкозернистой структурой (основная
масса зерен карбида вольфрама размером
менее микрона) и с содержанием кобальта 6 и
10 %. Сплавы содержат также небольшие до-
бавки карбида тантала (около 2 %) и ванадия
(0,1 %), которые главным образом, препятствуют
росту зерен карбида вольфрама при спекании.
Сплав ВК6-ОМ дает хорошие результаты
при тонком точении и растачивании деталей
из некоторых марок жаропрочных и нержа-
веющих сталей и сплавов, чугунов высокой
твердости, в том числе и ковких, закаленных
сталей и алюминиевых сплавов. Особенно
эффективен сплав ВК6-ОМ при обработке
вольфрамовых и молибденовых, а также при
развертывании и шабрении стальных и чугун-
ных деталей.
РЕЖУЩИЙ ИНСТРУМЕНТ
847
Дальнейшим развитием и совершенство-
ванием сплавов этого назначения являются
сплавы, в которых карбид тантала заменен
карбидом хрома. Карбид хрома тормозит рост
зерна карбида вольфрама при спекании и
способствует получению сплавов с весьма
мелкозернистой однородной структурой и
высокой износостойкостью, а также увеличе-
нию твердости и прочности сплавов при по-
вышенных температурах. Сплав ВК10-ХОМ
предназначен для черновой и получерновой
обработки некоторых марок нержавеющих
сталей, титановых и никелевых сплавов, и
особенно сплавов вольфрама и молибдена.
Благодаря особо мелкозернистой, плот-
ной структуре сплавов можно проводить за-
точку и доводку инструментов с наименьши-
ми радиусами округления режущих кромок.
Это обеспечивает получение обработанной
поверхности малой шероховатости и высокой
размерной точности.
Другое направление совершенствования
сплавов для обработки труднообрабатываемых
материалов привело к созданию сплава с жа-
ропрочной кобальт-рениевой связующей фа-
зой - марки ВРК15 для черновой и получер-
новой обработки в группах применения М20-
МЗО, а в отдельных случаях и М40. Сплав
отличается высокой прочностью при повы-
шенных температурах, низкой адгезией с об-
рабатываемым материалом и относительно
высокой износостойкостью; применение ин-
струментов, оснащенных сплавом ВРК15, по-
зволяет повысить производительность обра-
ботки резанием за счет увеличения скорости
резания или сечения среза.
Наряду с содержанием кобальта и зер-
нистостью фазы WC, большое влияние на
режущие свойства сплавов WC-Co оказывает
содержание углерода в сплаве.
Наличие в сплаве избытка углерода в
виде графита приводит к снижению износо-
стойкости сплава, а недостаток углерода, вы-
зывающий образований фазы и (двойной кар-
бид вольфрама и кобальта), существенно по-
вышает износостойкость, но снижает проч-
ность.
Существенное влияние отказывает и со-
держание углерода в пределах двухфазной
области системы WC-Co, не приводящее к
изменению фазового состава сплава, но отра-
жающееся на составе кобальтовой фазы в
связи с изменением растворимости вольфрама
в кобальте. Состав кобальтовой фазы в значи-
тельной степени определяет ее свойства и тем
самым свойства сплава в целом.
При одинаковом содержании кобальта
низкоуглеродистые сплавы более износостой-
ки, не менее прочны, чем высокоуглероди-
стые; чем больше в сплаве содержание ко-
бальта, тем сильнее сказывается влияние уг-
лерода.
Титано-вольфрамовые твердые сплавы, их
свойства и области применения. Сплавы второй
группы ТК (WC-TiC-Co) выпускаются, глав-
ным образом, для оснащения инструментов
при обработке резанием сталей, дающих
сливную стружку, т.е. для группы резания Р.
По сравнению со сплавами WC-Co они
обладают большей стойкостью против окис-
ления, твердостью и жаропрочностью, в то же
время снижается их теплопроводность и элек-
тропроводность, а также модуль упругости.
Способность сплавов WC-TiC-Co сопро-
тивляться износу передней поверхности инст-
румента под воздействием скользящей струж-
ки объясняется также и тем, что температура
схватывания со сталью у сплавов этого типа
существенно выше, чем у сплавов WC-Co.
Появление титановольфрамовых сплавов
позволило применять более высокие скорости
резания при обработке стали и существенно
повысить стойкость инструмента.
Сплавы группы ТК стандартных марок
имеют различный состав в зависимости от
условий их применения. В табл. 11.2.3 приве-
дены состав и основные физико-
механические свойства этих сплавов.
В соответствии с приведенными законо-
мерностями меняются и режущие свойства
сплавов: увеличение содержания кобальта
приводит к снижению износостойкости спла-
вов при резании, а с ростом содержания кар-
бида титана (при постоянном объемном со-
держании кобальта) повышается износостой-
кость, но одновременно снижается эксплуата-
ционная прочность.
С увеличением содержания углерода в
пределах трехфазной области предел прочно-
сти при изгибе растет, а твердость и износо-
стойкость при резании снижаются; наличие
структурно свободного углерода приводит
одновременно к снижению прочности, твер-
дости и износостойкости при резании.
Присутствие в сплаве фазы т| (двойной
карбид водьфрама и кобальта) снижает предел
прочности, при изгибе, но повышает твер-
дость и износостойкость при резании.
Сплавы Т30К4 и Т15К6 применяются в
условиях чистовой и получистовой обработки
стали с высокой скоростью резания и малыми
и умеренными нагрузками на инструмент.
Сплав Т5К10, с наибольшим содержанием
кобальта, предназначен для работы в тяжелых
условиях ударных нагрузок с пониженной
скоростью резания.
«48
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
11.23. Состав и характеристики физико-механических свойств титадо-дельфрамовых марок
твердых сплавов по ГОСТ 3882-74
Сплав Группа ; Применения по ИСО 513 Содержание основных компонентов •в смеси порошков, % Физико-механические свойства
WC TiC Со ^визг» МПа, не менее у, г/см3 HRA, не менее
Т30К4 Р01 66 30 4 980 9,5 - 9,8 92,0
Т15К6 РЮ 79 15 6 1176 11,1 - 11,6 90,0
Т14К8 . Р20 78 14 8 1274 11,2 - 11,6 89,0
Т5К-10 РЗО 85 6 9 1421 12,4 - 13,1 88,5
Титано -тантало -вольфрамокобальтовые
твердые сплавы, их свойства и области приме-
нения. Промышленные танталосодержащие
твердые сплавы системы TiC-WC-TaC-Co
(ТТК сплавы) состоят из трех основных фаз:
твердого раствора (TiC, W, ТаС), карбида-
вольфрама и твердого раствора на основе ко-
бальта и применяются в группах резания Р и М.
Введение в сплавы добавок карбида тан-
тала улучшают их физико-механические и экс-
плуатационные свойства, что выражается в
увеличении прочности при изгибе и твердости
при 20 °C и повышенных температурах, увели-
чении работы деформации при повышенных
температурах. Карбид тантала в сплавах снижа-
ет ползучесть, существенно повышает предел
усталости трехфазных сплавов при циклическом
нагружении, а также повышает термостойкость
и стойкость против окисления на воздухе.
В табл. 11.2.4 приведены состав и ос-
новные физико-механические свойства спла-
вов, которые содержат карбид тантала.
Увеличение в сплаве содержания карби-
да тантала повышает его стойкость при реза-
нии, особенно вследствие меньшей склонно-
сти к лункообразованию и разрушению под
действием термоциклических и усталостных
нагрузок. Учитывая перечисленные особенно-
сти свойств танталосодержащих сплавов, они
рекомендуются, главным образом, для тяже-
лых условий резания с большими сечениями
среза, когда на режущую кромку инструмента
действуют значительные силовые и темпера-
турные нагрузки, для обработки труднообра-
батываемых материалов, а также для преры-
вистого резания, особенно фрезерования,
отличающегося переменной глубиной резания
и циклической нагрузкой.
11.2.4. Состав и характеристики физико-механических свойств титано-танталовольфрамовых марок
твердых сплавов для резания по ГОСТ 3882-74
Сплав Группа при- менения по ИСО 513 Содержание основных компонентов в смеси порошков, % Физико-механические свойства
WC TiC ТаС Со °в изо МПа, не менее Y, г/см3 HRA, не менее
ТТ7К12 Р40 81 4 3 12 1666 13,0 - 13,8 87,0
ТТ8К6 К10, М05 84 8 2 6 1323 12,8 - 13,3 90,0
ТТ10К8-Б М20 82 3 7 8 1617 13,5 - 13,8 89,0
ТТ20К9 Р25 67 9,4 14,1 9,5 1470 12,0 - 13,0 91,0
Т8К7 К.15 85 7,5 0,5 7 519 12,8 - 13,1 90,5
Примечания: 1. Предел прочности при поперечном изгибе определяют на шлифованных
образцах.
2. Содержание основных компонентов указано для приготовления смеси по-
рошков.
РЕЖУЩИЙ ИНСТРУМЕНТ
849
Наиболее прочным сплавом для обра-
ботки стали в особо неблагоприятных услови-
ях (прерывистое точение, строгание, черновое
фрезерование) является сплав ТТ7К12. При-
менение сплава взамен быстрорежущей стали
позволяет повысить скорость резания в
1,5 - 2,0 раза.
В отечественном ассортименте твердых
сплавов для фрезерования предусмотрены
сплавы марки ТТ20К9 (для обработки стали)
и Т8К7 (для обработки чугуна).
Для чистового и получистового точения,
растачивания и фрезерования серого и ков-
кого чугуна, цветных металлов, непрерывного
точения высокопрочных, нержавеющих ста-
лей, в том числе и термообработанных, а так-
же титановых сплавов предназначен сплав
ТТ8К6.
Черновое, получерновое точение и фре-
зерование высоколегированных, нержавею-
щих и жаропрочных сталей и некоторых
сплавов успешно осуществляется твердым
сплавом ТГ10К8-Б.
К группе танталосодержащих сплавов
следует отнести и так называемые сплавы МС.
Освоена технология производства ряда
марок сплавов для различных условий приме-
нения и девять марок пластин с износостой-
ким покрытием из карбида титана. Сплавы
выпускаются в виде неперетачиваемых пла-
стин, а также с износостойким покрытием.
Сплавы МС101, MCI И, МС121, МС131
и MCI46 предназначены для обработки стали
и стальных отливок в различных условиях,
сплавы МС211, МС221 и МС241 - для обра-
ботки труднообрабатываемых материалов, а
сплавы МС301, МС306, МСЗ 12, МСЗ 13 и
МС321 - для обработки чугуна и цветных метал-
лов. Сплавы MCI37 и МСЗ 18 предназначены
для фрезерования стали и чугуна соответственно.
Группы применения, основные физико-
механические и режущие свойства сплавов
МС приведены в табл. 11.2.5.
Твердосплавные пластины с износостой-
кими покрытиями. Благодаря нанесению тон-
ких (5-15 мкм) слоев на поверхность смен-
ных многогранных пластин из прочных твер-
дых сплавов (в основном групп применения
РЗО, Р40, К20), стало возможно соединить
важнейшие качества режущих материалов -
износостойкость и прочность.
Пластины с покрытиями обладают стой-
костью при резании в 2 - 3 раза более высо-
кой, чем непокрытые, испытанные в тех же
условиях или при постоянной стойкости;
достигается повышение скорости резания на
25 - 30 %.
Твердосплавные пластины с покрытием
пригодны для большинства наиболее распро-
страненных видов обработки резанием конст-
рукционных и легированных сталей и серых
чугунов, особенно для точения и для чисто-
вого и получистового фрезерования с умерен-
ными подачами.
При тяжелых условиях резания, когда
наблюдаются выкрашивания и сколы, эффек-
тивность пластин с покрытиями снижается.
То же имеет место при резании материалов с
литейной коркой, твердыми включениями,
склонных к поверхностному упрочнению, а
также при тонком финишном точении и рас-
тачивании, когда предъявляются высокие
требования к шероховатости обработанной
поверхности.
В первом поколении пластин однослой-
ные покрытия наносили на стандартные твер-
дые сплавы, затем были созданы специальные
сплавы - основы и многослойные различного
состава и толщины покрытия.
Пластины с износостойкими покрытия-
ми, выпускаемые отечественной промышлен-
ностью, и рекомендуемые области примене-
ния приведены в табл. 11.2.6.
Сплавы на основе карбида и карбонитрида
титана, их свойства и области применения
(безвольфрамовые сплавы). Перспективным
направлением разработки безвольфрамовых
сплавов (БВТС) оказалось создание сплавов
на основе карбонитрида и карбида титана с
никель-молибденовой связкой.
Сплавы отличаются высокой твердостью,
окалиностойкостью, имеют низкий коэффи-
циент трения по стали и пониженную склон-
ность к адгезионному взаимодействию с обра-
батываемым материалом, что уменьшает из-
нос инструмента по передней поверхности
при обработке стали и позволяет получить
низкую шероховатость обработанной поверх-
ности и высокую размерную точность.
В то же время безвольфрамовые сплавы
имеют более низкий модуль упругости, а сле-
довательно и сопротивление упругим и пла-
стическим деформациям, чем вольфрамосо-
держащие, меньшую теплопроводность и
ударную вязкость, поэтому они хуже сопро-
тивляются ударным и тепловым нагрузкам,
также отличаются пониженной жаропрочно-
стью, т.е.. интенсивно разупрочняются при
более низких температурах, чем сплавы типа
ТК (титано-вольфрамовые сплавы).
Указанные свойства определили и об-
ласти рационального применения сплавов
при обработке материалов резанием: главным
образом, чистовая и получерновая обработка
при точении и фрезеровании углеродистых и
легированных сталей с высокой скоростью
резания и относительно небольшим сечением
среза взамен татано-вольфрамовых сплавов
подгрупп применения Р01 - Р20.
11.2.5. Основные свойства сплавов группы МС
Сплав Сплав-аналог по ГОСТ 3882-74 Подгруппы применения Физико-механические свойства
Основная Дополнительная ав.изг> МПа у, г/см3 HV Коэрцитивная сила, кА/м
МСШ Т15К6 РЮ Р01 1150 10,22 - 10,38 1525 - 1675 8,7 - 11,9
МС121 Т14К8 Р20 РЮ 1200 11,60- 11,79 1475 - 1625 7,2 - 9,5
МСШ Т5К10 РЗО Р20 1400 11,35 - 11,51 1430 - 1570 8,0 - 10,4
МС137 Т14К8 Р25 Р20 1400 11,68- 11,84 1485 - 1635 13,5 - 15,2
ТТ20К9 РЗО
МС146 ТГ7К12 Р40 МЗО 1800 13,04 - 13,20 1320 - 1460 10,2 - 15,2
М40
МС211 ВК6М М10 - 1500 14,70 - 14,86 1590 - 1680 15,9 - 23,6
МС221 ТП0К8-Б М20 мю 1400 13,81 - 13,97 1530 - 1630 10,3 - 13,3
МЗО
МС241 ВК8 М40 Р50 2000 14,15 - 14,25 1175 - 1295 9,4-11,2
МС301 ВКЗМ К01 - 1150 14,95 - 15,11 1760 - 1940 20,6 - 23,6
МС306 ВК60М К05 - 1250 14,74 - 14,94 1665 - 1835 19,8 - 23,2
МСЗ 12 ВК6М К10 KOI, К20 1300 12,79 - 12,95 1700 - 1940 15,9 - 23,2
МС318 ВК6 К15 КЮ 1500 12,80 - 12,96 1575 - 1725 15,2 - 20,6
Т8К7 К20
МС321 ВК6 К20 КЗО 1350 14,64 - 14,86 1450 - 1600 13,4 - 15,2
М20
МЗО а
МСЗ 13 ВК6М К10 К20 1300 14,74 - 14,94 1505 - 1655 13,4 - 17,3
850 Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
РЕЖУЩИЙ ИНСТРУМЕНТ
851
11.2.6. Марки сменных многогранных пластин (СМП) с износостойкими покрытиями
Группа применения Марка СМП с покрытием Сплав основы Состав покрытия
РЮ - РЗО МС2210 МС221 TiC
Т5К10 + TiC Т5К10
МС2215 МС221 TiC - TiCN - TiN
ВП1255 ТТ7К9
Р25 МС2216 МС221
Р20 - Р40 МС1460 МС146 TiC
МС1465 МС146 TiC - TiCN - TiN
ВП1255 ТТ7К9
Р35 МС1466 МС146
К10 - К20 МС3210 МС321 TiC
ВК6 + TiC ВК6
МС3215 МС321 TiC - TiCN - TiN
ВП3115 ВК6
К15 МС3216 МС321
К20 - КЗО ВК8 + TiC ВК8 TiC
ВП3325 ВК8 TiC - TiCN - TiK
Примечания: 1. Комбинированные покрытия (TiC - TiCN - TiN + КИБ): ВС3114 (К10 -
К20), ВС3324 (К20 - КЗО) и ВС1324 (Р20 - РЗО).
2. Покрытия со слоями оксида алюминия: ВП1258 и ВП1268 (TiC - А12Оз) -
ВП3117 (Р20 - Р25), ВП1257 (К20), ВП1267 (Р20 - Р25) - (TiC - А12Оз - TiN).
11.2.7. Состав и основные свойства сплавов
Сплав Группа применения по ИСО 513 Содержание основных компонентов, % Физико-механические свойства сплавов
TiC TiCN Ni Мо у, г/см3 °и изг> МПа, не менее HRA, не менее
TH20 Р01-Р10 (К10) 79 - 15,0 6,0 5,5 - 6,6 1050 90,0
KHT16 Р10-Р20 (К20) - 74 19,5 6,5 5,5 - 6,0 1200 89,0
Эффективно применение безвольфрамо-
вых сплавов (БВТС) в виде сменных много-
гранных пластин, так как при напайке и за-
точке из-за низкой теплопроводности воз-
можно появление внутренних напряжений и,
как следствие, трещин на пластинах, а также
снижение их эксплуатационной стойкости.
Промышленность выпускает две стан-
дартные марки безвольфрамовых сплавов по
ГОСТ 26530-85 (табл. 11.2.7).
С целью повышения теплостойкости и
эксплуатационной прочности сплавов были
проведены работы по легированию либо кар-
бонитридной фазы, например, цирконием
(сплав марки ЛЦК20), либо дисперсионным
упрочнением цементирующей никель-молиб-
деновой связки, например, незначительным
количеством карбида вольфрама (сплавы ТВ4
и ЦТУ).. Это повышает эксплуатационные
свойства сплавов и расширяет область их
применения до группы РЗО, т.е. до примене-
ния их для черновой обработки стали при
точении и фрезеровании.
Состав, области применения и основные
свойства сплавов БВТС приведены в табл.
11.2.8.
Эффективность применения БВТС зави-
сит от правильности подготовки инструмента,
выбора режимов резания и условий обработ-
ки, включая обрабатываемый материал. Не
852
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
11.2.8. Состав и основные свойства БВТС повышенной прочности
Сплав Мас. доля компонентов в смеси порошков, % не более Физико-механические свойства Группа приме- нения по стандарту ИСО 513
TiCN TiN NbC Ni Мо У> г/см3 HRA, не менее ств изг, МПа, не менее
нтнзо Карбид титана 52 8 10 19,5 10,5 6,0-6,5 89,5 1323 Р10-Р25
ЦТУ 56 - Вольфрам 9 23 Карбид молибдена 12 6,2-6,8 89,5 1274 Р10-Р25 К10-К20
ТВ4 56 - Карбид вольфрама 10 25 8,7 6,3-6,7 89,0 1323 Р20-Р30
рекомендуется применение БВТС при обра-
ботке труднообрабатываемых материалов,
твердых чугунов и закаленных сталей. Опыт
внедрения существующих безвольфрамовых
сплавов и прогнозируемое расширение их
применения в связи с появлением новых бо-
лее совершенных марок показывает, что при
выпуске требуемой номенклатуры изделий и
обеспечении стабильного уровня качествен-
ных показателей, около 25 - 30 % объема вы-
пуска вольфрамосодержащих сплавов для
обработки стали может быть заменено на без-
вольфрамовые.
В зависимости от метода крепления к
корпусу инструмента изделия из твердых
сплавов выпускаются либо в виде напайных
пластин (сборник стандартов "Пластины твер-
досплавные напаиваемые для режущего инст-
румента" - ГОСТ 2209-90 и др.), либо в виде
сменных механически закрепляемых пластин,
которые имеют требуемые заранее приданные
при изготовлении размеры, форму, геометри-
ческие параметры и состояние режущей
кромки.
Пластины выполняют в виде многогран-
ников, каждая сторона которых является ре-
жущей кромкой. После затупления режущей
кромки пластина поворачивается, вводя в
рабочее положение новую кромку вместо за-
тупленной.
Стандарты на данные пластины приведе-
ны в сборнике "Пластины сменные многогран-
ные твердосплавные" - ГОСТ 19042-80 и др.
11.2.2. ГОРНО-БУРОВОЙ ИНСТРУМЕНТ
Согласно международной классифика-
ции сплавы, предназначенные для оснащения
горного инструмента, обозначаются буквой В.
В зависимости от горно-технических условий
применения группа В разбита на подгруппы.
Порядковый номер подгруппы определяет,
что сплавы относятся к одной группе приме-
нения. Возрастание номера подгруппы указы-
вает на усложнение горно-технических усло-
вий горных работ и, как правило, применение
более прочных, но менее износостойких твер-
дых сплавов.
Исключение составляет применение
твердых сплавов в шарошечных долотах, где
более износостойкие и менее прочные сплавы
используются при бурении крепчайших гор-
ных пород. Это объясняется особенностями
конструкции шарошечного долота и схемой
взаимодействия твердого сплава с горной
породой.
В горной промышленности твердые
сплавы применяются в инструментах различ-
ного назначения (перфораторные и пневмо-
ударные коронки вращательно-ударного буре-
ния, шарошечные долота, коронки и долота
вращательного бурения, резцы выемочных и
проходческих машин, камнерезных пил и т.п.).
Горные инструменты по способу разру-
шения горной породы классифицируют на
три группы, исходя из чего определяют тре-
бования к твердым сплавам.
Режущей инструмент разрушает горную
породу в результате непрерывного статиче-
ского воздействия и перемещения породораз-
рушающего лезвия вдоль забоя. К режущему
инструменту относятся резцы выемочных,
проходческих машин вращательного бурения
и т.п. Для этого вида инструмента трение
является ведущим механизмом износа. Его
область применения ограничивается бурением
пород средней крепости (подгруппы приме-
нения 01, 10, 15). Твердый сплав должен об-
ладать высокой износостойкостью при отно-
сительно невысокой прочности.
ГОРНО-БУРОВОЙ ИНСТРУМЕНТ
853
Дробящий инструмент разрушает горную
породу под действием ударной нагрузки. По-
сле каждого удара инструмент перемещается в
новое положение. К ударному инструменту
относятся перфораторные и пневмоударные
коронки. Доля трения при разрушении гор-
ной породы ниже, чем у режущего, а сам
процесс затупления идет медленнее. Твердый
сплав испытывает высокие ударные нагрузки,
в связи с чем должен обладать высокой проч-
ностью. Требования к износостойкости также
высокие, так как при притуплении твердо-
сплавного лезвия резко возрастают динамиче-
ские нагрузки на инструмент. Область приме-
нения довольно широка (подгруппы приме-
нения 10, 15, 20, 30, 40).
Раздавливающий инструмент разрушает
горную породу вследствие статического вдав-
ливания и прерывистого перемещения поро-
доразрушающего лезвия по забою. После ка-
ждого перекатывания шарошки разрушается
новая зона забоя. К этому виду инструмента
относятся шарошечные долота различных
типов. Требования к твердым сплавам зани-
мают промежуточное положение между ре-
жущим и ударным инструментом (подгруппы
применения 15, 25). Учитывая широкое рас-
пространение инструмента этого вида, требо-
вания к сплавам должны конкретизироваться
для определенных условий.
Физико-механические свойства твердых
сплавов различного состава и структуры опи-
саны в 11.1.2, что дает возможность учитывать
при их применении комплекса определенных
свойств, которые характерны при эксплуата-
ции определенного вида инструмента, и тем
самым значительно повысить эффективность
использования твердых сплавов. Эксплуата-
ционные характеристики твердых сплавов в
горном инструменте изучены меньше. В табл.
11.2.9 приведено изменение коэффициента
износостойкости в зависимости состава и
структуры сплавов.
11.2.9. Изменение коэффициента
износостойкости от содержания кобальта в
сплаве и размера зерен WC-фазы
Со об. доля, % 8 10 12 15
Коэффициент L41 1.05 0J8 0.60
износо- стойкости 1,27 0,85 0,63 0,45
Примечание. В числителе для сплавов со
средним размером зерен WC-фазы 2,2 мкм, в
знаменателе - 4,0 мкм.
Разнообразность условий применения
требует использования твердых сплавов, раз-
личных по составу и структуре. По размеру
зерен карбидной составляющей твердые спла-
вы для горного инструмента можно разделить
на три группы:
1. Сравнительно мелкозернистые сплавы
ВК со средним размером зерен WC-фазы
около 2 мкм (ВК6, ВК8, ВК15).
2. Среднезернистые сплавы ВК-ВК со
средним размером зерен WC-фазы около
3 мкм (ВК8-ВК, ВК11-ВК).
3. Крупнозернистые сплавы со средним
размером зерен WC-фазы 4-5 мкм. Это спла-
вы типа ВК-В (ВК4-В, ВК6-В, ВК8-В, ВК11-В)
и сплавы типа ВК-КС (ВК6-КС, ВК8-КС,
ВК10-КС, ВК12-КС).
Области применения твердых сплавов в
горном деле характеризуются резко разли-
чающимися условиями эксплуатации и тре-
буют в каждом случае специального подхода к
выбору марок твердых сплавов и форм изде-
лий. В горном инструменте применение твер-
дых сплавов в основном следующее:
1) оснащение породоразрушающих по-
верхностей горного инструмента - перфора-
торные и пневмоударные коронки, резцы для
проходческих и угольных комбайнов, коронки
вращательного бурения, шарошечные долота
и др.;
2) оснащение калибрующих поверхно-
стей горного инструмента - шарошечные до-
лота, калибраторы, центраторы и стабилиза-
торы.
Для оснащения указанных горных инст-
рументов используется широкий ассортимент
твердосплавных изделий. Поставка изделий из
твердых сплавов проводится по ГОСТ 880-75
"Изделия твердосплавные для горного инст-
румента. Формы и размеры", а также по тех-
ническим условиям на специальные изделия.
В указанном ГОСТе приведен ассортимент
твердосплавных изделий для горного инстру-
мента, выпускаемых отечественной промыш-
ленностью.
Химический состав, физико-механичес-
кие свойства твердых сплавов для оснащения
горного инструмента приведены в табл. 11.2.10.
Оценка качественного уровня производ-
ственных партий сплавов проводится также и
по параметрам микроструктуры. В табл. 11.2.11
приведены требования к микроструктуре в
соответствии с действующей нормативно-
технической документацией.
Наличие группы сплавов ВК-КС, обла-
дающих высокими прочностными свойствами
с сохранением высокой износостойкости,
позволило решить вопрос унификации марок
твердых сплавов для горного инструмента на
базе оптимизации технологического процесса
их производства.
2
11.2.10. Состав, свойства и облаете применения отечественных сплавов для горного инструмента
Сплав Химический состав, % Ов.изр МПа, не менее у, г/см3 HRA, не менее Коэрцитивная сила, кА/м Группа В. Подгруппа
WC Со
ВК4-В 96 4 1,47 14,9 - 15,2 88,0 - 01
ВК6 94 6 1,52 14,6 - 15,0 88,5 - 01
ВК6-В 94 6 1,66 14,6 - 15,0 87,5 - 10
ВК8 92 8 1,66 14,4 - 14,8 87,5 - 10
ВК8-В 92 8 1,81 14,4 - 14,8 86,5 - 20
ВК8-КС 92 8 2,25 14,6 - 14,8 87,0 - 88,5 5,5 - 7,2 20
ВК11-В 89 11 1,96 14,1 - 14,4 86,0 - 25
ВК15 85 15 1,86 13,9 - 14,1 86,0 - 25
ВК10-КС 90 10 2,35 14,35 - 14,60 86,5 ~ 88,0 4,8 - 6,4 30
ВК8-ВК 92 8 1,76 14,5 - 14,8 87,5 - 15
ВК8-ВК 92 8 1,86 14,5 - 14,8 87,5 - 89,0 6,8 - 10,4 15
ВК11-ВК 89 11 1,86 14,1 - 14,4 87,0 - 25
вкп-вк 89 11 2,00 14,1 - 14,4 87,0 - 88,0 5,6 - 7,2 25
ВК12-КС 88 12 2,45 14,2 - 14,4 86,5 - 88,0 4,0 - 5,6 25; 30; 40
ВК6-КС 94 6 2,156 14,8 ~ 15,0 88,0 - 91,0 7,2 - 9,1 01; 10
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
11.2.11. Характеристика микроструктуры твердых сплавов для горного инструмента
Сплав Степень пористости, %, не более Мас. доля графита, %, с более Карбидная фаза Средний размер зерна WC-фазы, мкм Максимальный размер зерен WC-фазы, мкм
Основное количество зерен Крупные зерна
Величина, мкм Содержание, %, не менее Величина, мкм Содержание, %, не более
ВК6 0,2 0,2 1 - 2 50 6 - 20 10 Не регламентируется 20
ВК8 0,2 0,2 1 - 2 50 6 -20 10 II 20
ВК15 0,2 0,5 1 - 2 50 6 - 20 10 II 20
ВК4-В 0,4 0,4 2-5 60 6 - 20 30 II 50
ВК6-В 0,4 0,4 2-5 60 6 - 20 30 II 50
ВК8-В 0,2 0,4 2-5 60 6-20 30 II 50
ВК11-В 0,2 0,4 2-5 60 6-20 30 «1 50
ВК8-ВК 0,2 0,2 2-5 70 6- 15 15 «1 50
ВК8-ВК 0,2 0,1 2-5 75 6- 15 20 V* 30
ВК11-ВК 0,2 0,2 2 - 5 70 6 - 15 15 II 50
ВК11-ВК 0,2 0,1 2 - 5 70 6-15 20 II 30
ВК8-КС 0,1 0,2 2 - 5 60 Не регламентируется 3,5 - 4,5 50
вкю-кс 0,1 0,1 2 - 5 60 II 3,5 - 4,5 50
ВК12-КС 0,1 0,1 2-5 60 II 3,5 - 4,5 Не регламентируется
ВК6-КС 0,1 0,2 2 - 5 60 •• 3,5 - 4,5 II
Примечание. Наличие т|-фазы и пор размером более 100 мкм не допускается; для сплава ВК12-КС не допускаются поры более 50 мкм.
ГОРНО-БУРОВОЙ ИНСТРУМЕНТ
856
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
ВНИИТС разработал новую серию пер- ствами по сравнению со стандартными спла- спективных промышленных сплавов типа БС с вами. Свойства этих сплавов соответствуют более высокими физико-механическими свой- зарубежным аналогам (табл. 11.2.12). 11.2.12. Новые марки твердых сплавов типа БС для горно-бурового инструмента
Марка сплава Содержание Со, % RA °в.изг., Н/мм2 Области применения
БС011 6 88,5 - 90 2300 Вращательное бурение по углю и мягким породам, геологоразведоч- ное бурение, камнеобработка
БС 031 8 88,0 - 89,5 2500 Перфораторное бурение горных пород средней крепости
БС 051 10 87,5 - 88,5 2600 Перфораторное бурение крепких горных пород, угледобыча - для очистных и проходческих комбай- нов
БС 071 12 87,0 - 88,0 2800 Шарошечное бурение нефтяных и газовых скважин, перфораторное бурение - для погружных пневмо- ударников
11.2.3. ОБРАБОТКА МЕТАЛЛОВ
ДАВЛЕНИЕМ
Твердосплавный инструмент на различ-
ных операциях обработки металлов давлением
(ОМД - прокатке, объемный штамповке, воло-
чении, высадке, вырубке, вытяжке, выдавлива-
нии и т.п.) обеспечивает повышение произво-
дительности и качество выпускаемых деталей.
Наиболее широко для оснащения инст-
румента при обработке давлением применяют
вольфрамокобальтовые твердые сплавы. Эти
сплавы характеризуются сочетанием высокой
прочности и износостойкости с повышенным
сопротивлением разрушению, что достигается
применением особых технологических приемов
производства. В соответствии с характером и
интенсивностью нагрузок, воспринимаемых
при обработке металлов давлением твердые
сплавы подразделяются на три подгруппы: две
основных и третью - дополнительную для спе-
цифических условий (табл. 11.2.13).
Сплавы первой подгруппы предназначе-
ны для оснащения инструмента, при эксплуа-
тации которого преобладает износ. Сплавы
характеризуются более высоким сопротивлени-
ем изнашиванию и умеренным сопротивлени-
ем разрушению.
Сплавы второй подгруппы предназначены
для оснащения инструмента, воспринимаю-
щего в основном динамические нагрузки. Они
должны обладать более высоким сопротивле-
нием разрушению и достаточной износостой-
костью.
Третья подгруппа включает сплавы, обла-
дающие специальными свойствами, такими как
сочетанием повышенной износостойкости с
термостойкостью или высокой прочностью
при повышенной температуре и износостойко-
стью.
В табл. 11.2.13 дана классификация и ре-
комендуемые для различных условий обработ-
ки металлов давлением марки твердых сплавов.
В табл. 11.2.14 приведено относительное
изменение свойств, определяющих эксплуата-
ционную стойкость сплавов.
Современные технологические процессы
позволяют изготовлять следующие высокопро-
изводительные сплавы:
среднезернистые сплавы (группа С),
имеющие размер основной массы зерен WC -
фазы 2 - 2,5 мкм;
крупнозернистые сплавы (группа КС),
имеющие размер основной массы зерен WC
фазы 3,7 - 4,5 мкм.
особокрупнозернистый сплав ВК20-К,
имеющий размер основной массы зерен WC
фазы 6-8 мкм.
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
857
11.2.13. Классификация твердых сплавов для обработки металлов давлением
Условия эксплуа- тации (труппа) Подгруппа применения Интенсивность воспринимаемых нагрузок Рекомендуемый сплав Характеристика дисперсности WC - фазы, мкм
Преобладание износа (Д.1) 1.1 1.2 1.3 Интенсивное изнашива- ние при отсутствии удара Умеренное изнашивание в сочетании со слабым уда- ром Умеренное изнашивание в сочетании с умеренным ударом ВК6-М ВК6 ВК8 ВК10 Мелкая до 1 Средняя 1 - 2 Средняя 1 - 2 Средняя 2-3
2.1 Удар невысокой интен- сивности в сочетании с изнашиванием ВК15С ВК10КС Средняя 1 - 3 Крупная 3-5
Преобладание удара (Д.2) 2.2 Удар средней интенсивно- сти в сочетании с изнаши- ванием ВК20КС Крупная 3-5
2.3 От удара с умеренной ин- тенсивностью до тяжелых ударных нагрузок ВК20К Особо-крупная 6-8
Специфичес- кие условия эксплуатации (Д.3) 3.1 3.2 Высокоскоростная выруб- ка тонколистовой нержа- веющей стали Ковка металлов при по- вышенной температуре ВКЮ-ХОМ ВК25Хр Мелкозер- нистая до 1 Среднезер- нистая 1 - 3
11.2.14. Относительные значения эксплуатационных характеристик
твердых сплавов, предназначенных для обработки металлов давлением
Группа применения Рекомендуемые условия эксплуатации Сплав Относительное сопротивление, %
разрушению распространению трещины абразивному изнашиванию
ВК6-М - - 250
1 Преобладание ВК6-С 7 46 100
изнашивания ВК10-С 25 50 56
ВК15-С 50 59 49
ВК20-С 68 67 38
2 Преобладание ВК10-КС 43 65 51
удара ВК15-КС 66 72 46
ВК20-КС 84 78 38
ВК20-К 100 100 33
858
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
Для изготовления быстроизнашивающих-
ся деталей приборов, аппаратов и инструмента
ОМД, подверженного интенсивному износу,
применяются низкокобальтовые мелкозерни-
стые (группа М), особомелкозернистые (группа
ОМ) твердые сплавы, используемые широко
при обработке металлов резанием. В ряде слу-
чаев применяют износостойкие покрытия на
вольфрамокобальтовые твердые сплавы, повы-
шающие долговечность рабочих элементов
инструмента, подвергаемых интенсивному из-
нашиванию.
С увеличением интенсивности ударного
нагружения возрастает необходимость приме-
нения сплавов, обладающих более высоким
ресурсом пластичности. В этих условиях пре-
дусмотрено применение твердых сплавов со
средним содержанием кобальта 8 - 10 % и раз-
мером зерна карбида вольфрама 2-3 мкм.
При преобладании ударных нагрузок ин-
струмент следует армировать сплавами, харак-
теризующимися повышенным сопротивлением
разрушению при динамическом нагружении.
Для этих целей используются крупнозернистые
твердые сплавы (rfwc = 3,7 - 4,5 мкм) с высо-
ким содержанием кобальта (15 - 20 %).
Волочение и прокатка металла. Матрицы
для волочения проволоки и прутков изготов-
ляют из различных сплавов в зависимости от
диаметра, мм: до 3 - ВКЗ-М; до 10 - ВК6-М;
до 15 - ВК6; до 30 - ВК6-С; ВК8; до 50 -
ВК.10-С; ВК10.
Валки для листовой прокатки изготовля-
ют из сплавов ВК10-С, ВК10-ПВ, ВК11-ПВ.
Валки составные для профильной про-
катки производят из сплавов ВК6-С, ВК6-Ц,
ВК8-Ц.
Вытяжка, выдавливание и обрезка. Пуан-
соны и матрицы для вытяжки стальных дета-
лей простой и сложной конфигурации диамет-
ром до 100 мм изготовляют из сплавов ВК10-С,
ВК10, ВК.8, а пуансоны для выдавливания,
рабочие элементы гибочных штампов - из
сплавов ВК.10-С, ВК10.
Матрицы для вытяжки стальных деталей
простой и сложной формы диаметром более
100 мм, а также для вытяжки с утонением и
вытяжки деталей из труднодеформируемых
материалов, производят из сплавов ВК15-С,
ВК20.
Пуансоны для ударного выдавливания,
дорны для формирования отверстий в стальных
заготовках, обрезные ножи и отрезные матри-
цы для многопозиционных холодновысадочных
автоматов изготовляют из сплавов ВК15-С,
ВК20.
Вырубка и листовая штамповка. Пуансо-
ны и матрицы разделительных штампов для
вырубки на быстроходных прессах, ленты тол-
щиной 0,2 - 0,4 мм из нержавеющей стали
изготовляют из сплава ВКЮ-ХОМ.
Пуансоны и матрицы разделительных
штампов для вырубки электротехнической
стали толщиной 0,5 - 0,6 мм производят из
сплава ВК15-С, пуансоны и матрицы для вы-
рубки металлов толщиной 1 - 2 мм - из спла-
вов ВК20-С; рабочие элементы тяжелонагру-
женных разделительных штампов - из сплавов
ВК15-КС, ВК20-КС.
Объемная штамповка, высадка и ковка.
Пусансоны и матрицы для штамповки шаров
из стали ШХ15 диаметром до 6,4 мм, матрицы
для высадки деталей стержневой формы диа-
метром 6-8 мм, бойки для радиальной ковки
трубчатых заготовок изготовляют из сплава
ВК10-КС.
Пуансоны и матрицы для штамповки ша-
ров из стали ШХ15 диаметром до 15,9 мм, мат-
рицы для штамповки роликов конической
формы (для роликоподшипников), матрицы
для высадки гаек, матрицы для высадки дета-
лей стержневой формы диаметром 10 - 12 мм с
круглой головкой и 6 - 8 мм с шестигранной
головкой производят из сплава ВК20-КС.
Матрицы для высадки (без редуцирова-
ния) деталей стержневой формы диаметром
более 20 мм изготовляют из сплава ВК20-КС (с
редуцированием стержня - из сплавов ВК20-
КС, ВК15-С).
11.2.4. ИЗНОСОСТОЙКИЕ
НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
Износостойкие наплавочные материалы
предназначены для защиты и восстановления
быстроизнашивающихся деталей машин и ме-
ханизмов путем нанесения на их рабочие по-
верхности покрытий со специальными служеб-
ными характеристиками. Основными видами
нанесения износостойких покрытий являются
наплавка и напыление.
Нанесение покрытий осуществляется не-
сколькими способами, каждый из которых
определяется конфигурацией, размерами и
материалом упрочняемой детали, а также кон-
кретными условиями ее эксплуатации. Наи-
большее применение находят следующие виды
износостойких напыления и наплавки:
газотермическое напыление (плазмен-
ное, газопламенное, детонационное) без после-
дующего оплавления напыленного слоя (ГТН);
газотермическое напыление (плазменное,
газопламенное) с последующим оплавлением
напыленного слоя - (ГТН(о));
газотермическая (плазменная, газопла-
менная) наплавка порошкообразными мате-
риалами (ГПН);
ручная газопламенная наплавка прутко-
вым материалом - (РГН);
ИЗНОСОСТОЙКИЕ НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
859
ручная дуговая наплавка стержневыми
электродами - (РЭН);
механизированная наплавка с примене-
нием порошковых проволок и лент - (МЭН);
индукционная наплавка токами высокой
частоты - (ТВЧ).
Для каждого из указанных видов нанесе-
ния покрытий применяются специально разра-
ботанные для этих целей наплавочные мате-
риалы, которые составляют четыре основных
группы: порошковые материалы; прутковые
материалы; зерновые и трубчато-зерновые ма-
териалы; электроды, порошковые проволоки и
ленты.
Порошковые материалы, в зависимости от
использования их для тех или иных способов
нанесения покрытий, имеют определенные
размеры и форму. Для способов газотермиче-
ского напыления (ГТН, ГТН(о), ГПН) приме-
няют порошки, как правило, сферической
формы размером до 120 мкм, для получения
покрытия способом ТВЧ применяют порошки
произвольной формы размером до 1,25 мм.
В табл. 11.2.15 приведены наиболее рас-
пространенные отечественные марки порош-
ков, применяемых для нанесения износостой-
ких покрытий и даны некоторые эксплуатаци-
онные характеристики этих покрытий.
Прутковые износостойкие материалы
предназначены для ручной газопламенной на-
плавки с применением сварочных горелок лю-
бого типа, работающих на ацетилен-
кислородном пламени. Наиболее распростра-
нены износостойкие прутковые материалы на
железной и кобальтовой основах. Прутки из
сплавов на железной основе выпускаются диа-
метром 6, 7 и 8 мм, длиной 350 - 500 мм и
применяются для упрочнения деталей машин и
механизмов, работающих в условиях интенсив-
ного абразивного изнашивания с умеренными
ударными нагрузками.
Прутки из сплавов на кобальтовой основе
("Стеллит”) выпускаются диаметром 5, 6 и 7
мм, длиной 300 - 450 мм и применяются для
упрочнения и восстановления деталей, рабо-
тающих в условиях абразивного изнашивания
и ударных нагрузок при повышенных темпера-
турах.
В табл. 11.2.16 приведены наиболее рас-
пространенные отечественные прутковые мате-
риалы, применяемые для нанесения износо-
стойких покрытий и даны некоторые эксплуа-
тационные характеристики этих покрытий.
Зерновые и трубчато-зерновые материалы.
Наиболее распространенным представителем
зернового износостойкого материала является
дробленый литой карбид вольфрама (рэлит),
выпускаемый шести различных фракций с
размером зерен от 0,18 до 1,25 мм. Наплавка
зернового рэлита осуществляется на установках
ТВЧ.
С целью улучшения технологичности на-
несения карбида вольфрама на изнашиваю-
щиеся поверхности деталей применяют напла-
вочный материал под названием "трубчато-
зерновой рэлит", который представляет собой
трубку из железа, никеля или стали с завальцо-
ванными концами, куда засыпаны зерна дроб-
леного литого карбида вольфрама. Трубчато-
зерновой рэлит предназначен для ручной газо-
пламенной наплавки (РГН) с применением
сварочных горелок любого типа, работающих
на ацетилен-кислородном пламени.
Наплавочные материалы типа "рэлит"
предназначены для износостойкой наплавки
деталей, работающих в условиях интенсивного
абразивного изнашивания с умеренными удар-
ными нагрузками.
В табл. 11.2.17 приведен отечественный
наплавочный сплав рэлит и даны некоторые
эксплуатационные характеристики покрытий
из них.
Электроды, порошковые проволоки и лен-
ты. Этот тип наплавочных материалов исполь-
зуется для нанесения износостойких покрытий
дуговыми способами. При этом происходит
одновременное расплавление упрочняемой
поверхности детали и самого наплавочного
материала.
Наплавка электродами, содержащими в
обмазке твердосплавные легирующие компо-
ненты, является относительно простым и уни-
версальным способом упрочнения новых и
восстановления изношенных деталей. Процесс
ручной дуговой наплавки (РЭН) можно произ-
водить как постоянным, так и переменным
током на оборудовании, применяемом для
сварочных работ.
Порошковые проволока и лента, пред-
ставляющие собой стальную оболочку, соот-
ветствующей формы, в которую заключена
порошковая смесь (или гранулы) твердосплав-
ного износостойкого состава, используются в
качестве материала для механизированной ду-
говой наплавки (МЭН). При нанесении по-
крытия происходит одновременное расплавле-
ние поверхности упрочняемой детали и напла-
вочного материала, перемешивание расплавов
и образование износостойкого покрытия.
Аппаратура для механизированной на-
плавки порошковых проволок и лент представ-
лена достаточно широко и выбор ее зависит от
конфигурации и размеров детали, применяе-
мых наплавочных материалов и требуемой
производительности процесса наплавки.
В табл. 11.2.18 приведены отечественные
электроды, порошковые проволоки и ленты,
позволяющие получать износостойкие покры-
тия на основе карбида хрома.
11.2.15. Марки отечественных порошков и эксплуатационные характеристики покрытий из них
Порошок Основные химические элементы Способ нанесе- ния Характеристика нанесенного покрытия Область применения
Максималь- ная толщи- на, мм HRC Износо- стойкость*1 Максималь- ная рабочая температура, °C Обработ- ка реза- нием*2
ПГ-10Н-01 СНГН-60 ПГ-СРЧ (ГОСТ 21448-75) Ni-Cr-B-Si-C ГТН(о) гпн 2,0 4,0 55-62 4,0 700 РА Ш Детали двигателей внутреннего сго- рания; инструмент и оборудование стекольной промышленности; шне- ки, лопатки, мешалки смесителей; уплотнительные колец аппаратуры высокого давления
ПГ-ЮН-04 НПЧ-3 Ni-B-Si гпн 5,0 86-97 RB 1,0 600 Р Детали штампового и прессового оборудования стекольной промыш- ленности; для восстановления поса- дочных мест под подшипники каче- ния; для восстановления зубчатых колес
ПГ-10К-01 Co-Ni-Cr- •B-Si-C-W гпн ГТН(о) 3,0 2,0 45 - 50 3,5 800 РТ Ш Детали кузнечно-прессового обору- дования, работающего при темпера- турах до 700 °C; лопатки авиацион- ных двигателей; клапаны двигателей внутреннего сгорания
ПГ-12Н-01 СНГН-50 ПГ-СР-2 (ГОСТ 21448-75) Ni-Cr-B-Si-C ГТН(о) гпн 2,0 4,0 35-40 3,5 800 РТ Ш Восстановление поршней, валов и муфт насосов; пресс-формы и пуан- соны в стекольном производстве
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
Продолжение табл. 11.2.15
Порошок Основные химические эле- менты Способ нанесе- ния Характеристика нанесенного покрытия Область применения
Максималь- ная толщи- на, мм HRC Износо- стойкость*1 Максималь- ная рабочая температура, °C Обработ- ка реза- нием*2
ПГ-12Н-01 СНГН-55 ПГ-СРЗ (ГОСТ 21448-75) Ni-Cr-B-Si-C ГТН(о) гпн 2,0 4,0 45 - 50 3,5 800 РТ ш Для деталей запорной аппаратуры в гидро- и газопроводах; для вос- становления прокатных валов и направляющих роликов, поршней насосов
ПС-12НВК-01 ВСНГН-35 ПГ-10Н-01+ + 35 % W ГТН(о) ГПН 2,0 3,0 55-62 7,5 700 ш Для деталей, работающих в паре трения металл с металлом; смеси- телей для перемешивания абра- зивных сред; транспортировочных и прессовых шнеков кирпичного производства
ПГ-19М-01 Cu-Al гтн 2,0 65-72 RB - 300 р Для восстановления поршней компрессоров, цапф различных машин и агрегатов, посадочных мест валов и осей, шпинделей станков
ПГ-19Н-01 ПГ-12Н-01+А1 гтн 1,5 35-40 - 800 ш Для восстановления поршней гидравлических домкратов, шпин- делей станков, опорных поверхно- стей, коленвалов и распредвалов
ПТ-НА-01 Ni+Al гтн 1,5 - - 800 - В качестве подложки для напыле- ния других внешних слоев с необ- ходимыми свойствами
ВК-25 WC+Co(25 %) гтн*3 0,2 HV 1200 МПа - 600 ш Для упрочнения деталей газовых турбин, работающих до 600 °C
КХН-30 Cr3C2+Ni(30 %) ггн*3 0,2 HV 900 МПа - 900 ш Для упрочнения деталей газовых турбин, работающих до 900 °C
ИЗНОСОСТОЙКИЕ НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
Продолжение табл. 11.2.15
Порошок Основные химические эле- менты Способ нанесе- ния Характеристика нанесенного покрытия Область применения
Максималь- ная толщи- на, мм HRC Износо- стойкость*1 Максималь- ная рабочая температура, °C Обработ- ка реза- нием*2
БХМ CrB-Ni-Mo гтн 1,5 70-73 HRA - 400 РТ ш Для торцовых уплотнителей и тру- щихся деталей химического обору- дования
ПГ-Ж14 Fe-Ni-Cr-B- -Si-C гпн 7,0 33-40 2,5 500 р Для восстановления изношенных участков рельсового пути
ПГ-УС25 (ГОСТ 21448-75) Fe-Сг-С- - Si-Mn-Ni твч 3,0 55-60 4,5 500 ш Для деталей сельскохозяйственных машин (лемехи плугов, лапы куль- тиваторов, диски борон)
ПГ-С27 (ГОСТ 21448-75) Fe-Сг-С- - Si-Mn-Ni твч 3,0 53-57 4,0 500 ш Для деталей металлургического и энергетического оборудования; пресс-форм для изготовления кир- пича; лопаток дробеметов, деталей сельскохозяйственных машин
ПС-14-80 ПС-14-60 Fe-Cr-Si-C твч 3,0 3,0 58-64 61 -64 3,0 3,5 500 ш Для деталей сельскохозяйственных машин, работающих в условиях абразивного изнашивания (лемехи плугов, лапы культиваторов, диски борон, измельчители грубых кор- мов)
*! Износостойкость покрытий определена при трении по шкурке относительно стали 45.
*2Р - резцами из быстрорежущей стали; РТ - резцами из твердых сплавов; РА - алмазными резцами; Ш - шлифованием.
♦^Детонационный способ газотермического напыления.
862 Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
11.2.16. Отечественные прутковые материалы и эксплуатационные характеристики покрытий из них
Прутковый материал Основные химические элементы Характеристика нанесенного покрытия Область применения
Максимальная толщина, мм HRC Износо- стойкость*1 Максимальная рабочая темпе- ратура, °C Обработ- ка реза- нием*2
ПР-С27 (ГОСТ 21449-75) Fe-Cr-Ni- -Si-C 3,5 52-55 5,2 500 Ш Для ремонта и упрочнения быстроизна- шивающихся деталей центробежных на- сосов, арматуры для нефтепродуктов, деталей засыпных аппаратов доменных печей
ПР-ВЗК (ГОСТ 21449-75) Со-Сг-Ni- -Si-C-W 3,5 40-43 3,9 600 РТ, ш Для наплавки уплотнительных поверхно- стей деталей энергетической нефтяной и другой аппаратуры, работающей при высокой температуре и давлении до 80 МПа, клапанов и седел двигателей внутреннего сгорания
ПР-ВЗКР (ГОСТ 21449-75) Со-Сг-Ni- -Si-C-W 3,5 45-50 4,3 600 РТ, ш Для наплавки зубьев дереворежущих рамных пил, режущего инструмента и др.
ПР-ЗВ14КБ Co-Cr-Si-C-W 3,5 54-61 5,8 600 ш Для наплавки опор скольжения лап бу- ровых долот
Износостойкость покрытий определена при трении по шкурке относительно стали 45.
♦2Р - резцами из быстрорежущей стали; РТ - резцами из твердых сплавов; Ш - шлифованием.
ИЗНОСОСТОЙКИЕ НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
£
11.2.17. Отечественный наплавочный материал рэлит и эксплуатационные характеристики покрытий из него
Марка Размеры зерен, мм Наружный диаметр трубки, мм Способ нанесе- ния Характеристика нанесенного покрытия Область применения
Максималь- ная толщина, мм Твердость HRA Износо- стойкость*1 Максимальная рабочая темпе- ратура, °C Механическая обработка резанием*2
3-25 2,5 - 1,6 -
3-16 1,6 - 1,1 -
3-11 3-6 1,1 -0,63 0,63 - 0,45 - ТВЧ 3,0 88-92 9,8 500 ш Наплавка шарошек долот зубков буровых
3-4 0,45 - 0,28 -
3-3 0,28 - 0,18 -
ТЗ-25-7 2,5- 1,6 7,0
ТЗ-16-6 ТЗ-11-5 ТЗ- 6-5 ТЗ- 6-4 1,6- 1,1 1,1 - 0,63 . 0,63 - 0,45 0,45 - 0,28 6,0 5,0 5,0 4,0 РГН 3,0 88-92 9,1 500 ш Наплавка деталей засыпных аппаратов доменных печей, горного и почвооб- рабатывающего ин- струмента
ТЗ- 4-3 0,28 - 0,18 3,0
Ж1 Износостойкость покрытий определена при трении по шкурке относительно стали 45.
♦2Ш - механическая обработка покрытия шлифованием.
Глава 11.2. ОБЛАСТИ ПРИМЕНЕНИЯ ТВЕРДЫХ СПЛАВОВ
28 Зак. 225
11.2.18. Электроды, порошковые проволоки и ленты на основе карбида хрома
и эксплуатационные характеристики покрытий из них
Марка Основные химические элементы Способ нанесе- ния Характеристика нанесенного покрытия Область применения
Максималь- ная толщина, мм HRC Износо- стойкость*1 Максималь- ная рабочая температура, °C Механичес- кая обра- ботка реза- нием*2
ЭН-ИТС-02 Fe-Cr-C- -Si-B-Mo РЭН 5,0 55-58 5,7 400 ш Для восстановления деталей смесите- лей абразивных материалов, размоль- ного оборудования, прессового инст- румента кирпичного и керамического оборудования
АНВНп-2 Fe-Cr-C-B РЭН 5,0 56-60 6,2 400 ш Для восстановления деталей угольных конвейеров; лопаток дымососов; пресс-форм брикетировочных прес- сов; шнеков и лопастей смесителей
ПЛ-АН-101 Fe-Сг-С- -Ni-Si-Mn МЭН 4,5 50-56 4,7 400 ш Для упрочнения деталей металлурги- ческого, горнорудного, дорожно- строительного и сельскохозяйствен- ного оборудования
ПП-АН-170 Fe-Сг-С- -Si-B МЭН 4,5 58-61 5,8 400 ш Для упрочнения ковшей экскавато- ров, козырьков драг, колосников печей глинозема, перфолистов обога- тительного и сортировочного обору- дования
ПП-АН-161 Fe-Cr-C-Si-Mn МЭН 4,5 25-30 1,3 400 РТ Для упрочнения и восстановления крановых колес, колес электровозов и вагонеток, плунжеров гидропрес- сов, посадочных мест валов, деталей ходовой части гусеничных машин
*! Износостойкость покрытий определена при трении по шкурке относительно стали 45.
*2РТ - резцами из твердых сплавов; Ш - шлифованием.
ИЗНОСОСТОЙКИЕ НАПЛАВОЧНЫЕ МАТЕРИАЛЫ
866
СПИСОК ЛИТЕРАТУРЫ
Обработка износостойких покрытий. Об-
работку резанием рекомендуется проводить
металлокерамическими твердыми сплавами
Т15К6, Т15К10, ВКЗ, ВКЗМ.
Обработку покрытий шлифованием ре-
комендуется проводить абразивными кругами
из зеленого корунда (КЗ) зернистостью М25,
М40 и твердостью СМ1-СТ1. Шлифование
позволяет получить поверхность нанесенного
покрытия с низкими параметрами шероховатости.
СПИСОК ЛИТЕРАТУРЫ
1. Горбачева Т. Б. Рентгенография твер-
дых сплавов. М.: Металлургия, 1985. 103 с.
2. Клячко Л. И., Фальковский В. А., Хох-
лов А. М. Твердые сплавы на основе карбида
вольфрама с тонкодисперсной . структурой.
Обзор. М.: ГУП Издательский дом "Руда и
металлы", 1999. 45 с.
3. Креймер Г. С. Прочность твердых
сплавов. М.: Металлургия, 1971. 247 с.
4. Самойлов В. С., Эйхмане Э. Ф., Фаль-
ковский В. А. Металлообрабатывающий твер-
досплавный инструмент. Справочник. М.: Ма-
шиностроение, 1998. 367 с.
5. Напаиваемые твердосплавные пласти-
ны для режущего инструмента. М.: ВНИИТС,
1998. 14 с.
6. Обработка колесных пар. М.:
ВНИИТС, 1998. 7 с.
7. Режущая керамика. М.: ВНИИТС,
1998. 8 с.
8. Сменные многогранные пластины для
точения, фрезерования, сверления. М.:
ВНИИТС, 1998. 41 с.
9. Третьяков В. И. Основы металловеде-
ния и технологии производства спеченных
твердых сплавов. М.: Металлургия, 1976. 528 с.
10. Туманов В. И. Свойства сплавов сис-
темы карбид вольфрама - карбид титана - кар-
бид тантала - карбид ниобия - кобальт. М.:
Металлургия, 1973. 187 с.
11. Туманов В. И. Свойства сплавов сис-
темы карбид вольфрама - кобальт. М.: Метал-
лургия, 1971. 95 с.
12. Чапорова И. Н., Чернявский К. С.
Структура спеченных твердых сплавов. М.:
Металлургия, 1975. 248 с.
13. Чернявский К. С. Стереология в ме-
талловедении. М.: Металлургия, 1977. 280 с.
14. Чернявский К. С. Формирование
стуктуры твердых сплавов на различных стади-
ях их производства. М.: ЦНИИЦветмет ЭИ,
1982. 48 с.
15. Ехпег Н. Е. Physical and Chemical Na-
ture of cemented carbides. / Review 243. / Inter-
nal. Metals Reviews, 1979. № 4. P. 149 - 173.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Алюминий - для плакирующего покрытия
22
- Критические степени деформации
20
- Марки 20
- Нагартованный 20, 21
- Общая характеристика 13, 20
- Примеси 20, 21
- Свойства 21, 22
- Технический 19
Алюминиево-берилливые сплавы высоко-
модульные деформируемые
- Коррозионная стойкость 622
- Локаллой 611
- Марки 614
- Методы соединения 631 — 633
- Механические свойства 614, 617,
619 - 622
- Микроструктура 612, 613
- Особенности легирования 610-612
- Применение, квоты превосходства
622 - 626
- Системы Al-Be-Mg (АБМ) 610
- Системы Al-Be-Mg-Zn (АБМЦ)
624 - 626
- Химический состав 614
- Чувствительность к концентрато-
рам напряжений 619, 621, 622
Алюминиевые сплавы деформируемые
- Вторичные 196 - 203
- Высокомодульные см. Алюминие-
во-бериллиевые сплавы высокомо-
дульные деформируемые
- Высокопрочные 16, 94 — 128
- Декоративные 15, 16, 25, 35, 47
- Для сверхпластической формовки
(СПФ) 185 196
- Жаропрочные 15, 16, 78 — 85
- Жаропрочные свариваемые
85 - 196
- Заклепочные 58, 76
- Ковочные высокопрочные 16,
ПО - 113, 127
- Ковочные среднепрочные 16,
47-56
- Ковочные пониженной плотности
159, 165 170
- Коррозионно-стойкие 13, 20, 22,
25 35 128
- Криогенные 16, 30, 35, 144 — 156
- Маркировка 19
- Магналии 25-35
- Методы упрочнения 13, 15
- Перекристаллизованная структура
18, 27, 57, 98, 132, 165
- Низколегированные 15, 22 — 25
- Общая характеристика 13
- Особопрочные 95, 113, 114, 128
- Повышенной пластичности 16, 22,
25, 35 - 47, 128 - 131
- Пониженной плотности с литием
16, 17, 156 - 184
- "Природно" сверхпластичные 33,
194
- Свариваемые 13, 15, 16, 20, 22, 25,
85, 131 - 144, 155, 156, 166
- Скандийсодержащие 15, 27, 113,
157, 161
- С низким коэффициентом линей-
ного расширения 18
- Состояния (термообработки / об-
работки) 14
- Среднепрочные конструкционные
15, 57 - 76
- Термическая обработка 13-15
- Термически неупрочняемые 13, 20,
35, 81, 82
- Термически упрочняемые 13,
35 - 204
- Термомеханическая обработка 13,
ПО
- Ультрамелкозернистая структура
185
- Упрочнение нагартовкой 13, 20,
25, 147, 151
- Упрочнение субструктурное 18,
132
Алюминиевые сплавы - закалка
- в горячей, кипящей воде 49, 80,
100, 131, 211
- в масле 211, 238, 239
- в полимерные среды 100, 101, 125,
193, 211
- из жидкого состояния 13
- критическая скорость охлаждения
39, 46, 98, 128, 134, 162 - 165
- малодеформационная 100
- на воздухе 128, 135, 143, 162, 239
28*
868
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- на прессе 46, 143
- с многоступенчатым нагревом 208,
221, 222
Алюминиевые сплавы литейные
- Вторичные 205, 206
- Высокопрочные 205
- Жаропрочные 205, 243 - 259
- Коррозионно-стойкие сваривае-
мые (магналии) 205, 235 — 242
- Литейные свойства 206, 207, 235
- Маркировка 208
- Общая характеристика 204
- Самозакаливающиеся и высоко-
прочные 205, 259 - 264
- Силумины системы Al-Si 205, 210
- Силумины медистые 205, 212
- Силумины цинковистые 205, 259
- Способы литья 208
- Термическая обработка 209
- Технологичные, герметичные
210 - 235
- Требования к технологии произ-
водства отливок 264 — 268
Алюминиевые сплавы с жестким ограни-
чением содержания примесей
- Особой чистоты (оч) 15, 57, 76, 95,
100, 206
- Повышенной чистоты (пч) 15, 95,
100, 158, 206
- Чистые (ч) 15, 47, 57, 58, 78, 79,
206
Алюминиевые сплавы - старение
- без закалки 209
- диаграммы распада твердого рас-
твора 39, 162
- зонное 17, 18
- естественное 14, 18, 209
- искусственное 14, 18, 209
- коагуляционное 16
- смягчающее 103, 209
- стабилизирующее 209
- ступенчатое 16, 101 - 103, 135, 164,
262, 263
- упрочняющие фазы 17
- фазовое 17, 18
Антифрикционные сплавы
- Баббиты (сплавы на основе олова
и свинца) 760, 762
- Бронзы безоловянные 502, 505,
757, 760
- Бронзы оловянные деформируе-
мые 467 - 470, 757, 759
- Бронзы оловянные литейные 495,
499, 501, 757, 760, 761, 762
- Бронзы свинцовые 502, 760
- Классификация 757
- Латуни 757, 760
- Рациональные области использо-
вания 757, 758
- Сплавы на основе алюминия 764,
765
- Сплавы на основе цинка 763, 764
- Требования к комплексу свойств
757
Анодное окисление 35, 70
Б
Баббиты - см. Антифрикционные сплавы
Бериллиды 597
Бериллиевые сплавы
- Технология изготовления конст-
рукций 626, 631
Бериллиевые сплавы деформируемые
- Марки 608
- Механические свойства 609 - 610
- Модуль упругости 608, 610
- Особенности 607
- Принципы легирования 608
Бериллиевые сплавы литейные
- Коррозионная стойкость 602 — 605
- Литейные свойства 603
- Марки 600
- Механические свойства 601
- Микроструктура 600
- Обрабатываемость резанием 605,
606
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
869
- - Применение 599
» - Размерная стабильность 601
- Свариваемость 606, 607
- Физические свойства 602
- Химический состав 600
Бериллий
- Деформированный 597
- Изготовление конструкций
626 - 629
- Литой 596
- Марки 598
- Методы получения 597
- Механические свойства 598
- Модуль упругости 595, 596
- Особенности физических свойств
595
- Плотность 595, 610
- Порошки 596
- Применение 595, 596, 598,
626 - 628
- Рафинированный 596
- Текстура, анизотропия свойств 597
- Технологические свойства 599
- Токсичность, безопасность труда
599, 633, 634
- Химические свойства 599
- Черновой 596
Благородные металлы
- Коррозионная стойкость 705, 706
- Механические свойства 703, 704
- Общая характеристика 699, 700
- Применение 699
- Упругие свойства 703
- Физические свойства 701, 703
Бронзы
- Классификация 466
- Назначение 466
- Принципы упрочнения 466
Бронзы деформируемые безоловянные
- Алюминиевые 475
- Антифрикционные свойства 478,
481, 484
- Бериллиевые 482
- Кремнистые 484
- Марганцевые 489
- Марки 476
- Механические свойства 479, 480,
485, 487, 488
- Полуфабрикаты 481
- Применение 477, 478, 483, 484
- Физические свойства 479, 486
- Химический состав 477, 483
Бронзы деформируемые безоловянные низко-
легированные высокой электро- и теплопро-
водности
- Жаропрочность 492 - 494
- Механические свойства 493, 494
- Назначение и применение
489 - 492
- Физические свойства 494, 495
- Химический состав 490, 491
Бронзы деформируемые оловянные
- Антифрикционные свойства 470
- Марки 467
- Механические свойства 472 — 474
- Применение 467 — 470
- Структура 466, 467, 471
- Физические свойства 471
- Химический состав 468 — 470
Бронзы деформируемые теллуровые с по-
вышенной обрабатываемостью резанием
436, 437, 490
Бронзы литейные оловянные
- Антифрикционные свойства 495,
501
- Литейные свойства 495, 496, 501
- Марки 496
- Механические свойства 499, 500
- Области применения 497, 498
- Роль легирующих элементов 496,
499
- Физические свойства 500
- Химический состав 497, 498
Бронзы литейные безоловянные
- Антифрикционные свойства 506
- Алюминиевые 502
- Марки 502
- Механические свойства 505, 506
870
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- Области применения 502 — 504
- Свинцовые 502
- Сурьмянистая 505
- Физические свойства 507
- Химический состав 503, 504
В
Вольфрам
- Взаимодействие с элементами 635,
636
- Марки 637 - 639
- Общая характеристика 635
- Получение полуфабрикатов 640,
642
- Применение 657
- Роль и содержание примесей
637 - 640
- Технологические свойства при
изготовлении деталей 656, 657
- Физические свойства 651, 652
- Химический состав 637 — 639
Вольфрама сплавы
- Диффузионная подвижность эле-
ментов в сплавах 654 - 656
- Коррозионные и химические
свойства 649, 650
- Марки 637 - 639
- Получение полуфабрикатов 640,
642
- Применение 658
- Принципы легирования, способы
создания специальных структур
635 - 637
- Роль и содержание примесей
637 - 640
- Сортамент, механические свойст-
ва, применение проволоки и дру-
гих электродных материалов
642 - 648
- Физические свойства 651 — 654
- Химический состав 637 — 639
Вольфрамовые покрытия (фторидный
вольфрам) 659 - 661
Г
Газостатирование 331, 340, 596, 803
Газовое изостатическое прессование (ГИП)
331, 336, 596
д
Дуралюмины - см. Алюминиевые сплавы
деформируемые среднепрочные
Диаграммы состояния систем:
Al-Be-Mg 612
Al-Cu 243
Al-Li-Cu 171
Al-Li-Mg 156,165
Al-Mg 27
Al-Mg-Si 37
Al-Zn-Mg 132
Al-Zn-Mg-Cu 96
Cu-Al 475
Cu-Be 482
Cu-Mn 489
Cu-Ni 507
Cu-Ni-Al 515
Cu-Ni-Zn 512
Cu-Sn 471
Cu-Zn 440
Mg-Li 383
Mg-Li-AI 383
Mg-Li-Cd 383
Mg-Li-Zn 383
Ni-Al 522
(Ni, Cr, Co)-(A1, Ti, Al...) 524
Ti-Al 331
Ti-B 313
Ti-C 313
Ti-Ni 333
Ti-Si 313
U-Mo 755
W-C-Co 836
W-Hf-C 636
W-Me... 635
Zn-Al-Cu 763
Ж
Жаропрочные материалы 519
Жаропрочные сплавы на основе системы
Fe-Ni для жаровых труб и камер сгорания
ГТД
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
871
- Жаростойкость 574, 575
- Марки 573
- Термическая обработка 572, 574
- Термостойкость 575
- Химический состав 573
Жаропрочные сплавы на основе системы Fe-
Ni-Cr для узлов ГТД и высокотемператур-
ного крепежа
- Дисперсионное твердение 580
- Железохромоникелевый свари-
ваемый сплав 585
- Легирующие элементы 583
- Марки 582
- Свойства 584 - 586
- Структурные составляющие 581
- Термическая обработка 583 - 587
- Химический состав 582
- Экономнолегированные стали 583
3
Золото
- Применение 716, 721
- Пробы 716
- Припои 721 - 723
- Сплавы на основе золота для юве-
лирных изделий 716 — 719
- Сплавы на основе золота стомато-
логические 720, 721
- Сплав стоматологический высо-
' копробный "Супер-КМ" 721
И
Иридий - см. Платиновая группа благо-
родных металлов
К
Композиты - см. Композиционные мате-
риалы
Композиционные материалы (КМ) метал-
лические
- Армирующий компонент
(наполнитель) 767
- Взаимодействие компонентов
771 - 773
- Дефекты структуры 770, 771
- Классификация 767 - 770
- Макроструктура 770, 771
— Матрица (матричный компонент)
767
— Механизмы и поверхности разру-
шения 773 - 776
- Признаки 767
- Схема армирования (взаимное
расположение компонентов) 768
КМ — армирующие компоненты
— Волокна "борсик” 777, 783
- Волокна борные 776
- Волокна карбида кремния безкер-
новые 777, 778
- Волокна карбида кремния на под-
ложке 778
- Волокна короткие 776, 780
- Волокна металлические
(проволока) 780
- Волокна неметаллические 776
— Волокна непрерывные 778
— Волокна оксида алюминия 778
- Волокна углеродные 779
- Классификация 776
- Нитевидные кристаллы с моно-
кристаллической структурой
("усы") 780 - 782
— Порошковые наполнители 782
КМ с алюминиевой матрицей и непрерыв-
ными волокнами системы
- Алюминий-бор 783 - 786
- Алюминий-карбид кремния 792,
793
-Алюминий-оксид алюминия 791,
792
- Алюминий-углерод (углеалюми-
ниевые) 786 - 791
- Области применения 785, 790, 792
КМ с алюминиевой матрицей, упрочненные
нитевидными кристаллами и частицами
— Отличительные особенности 793
- Перспективы применения 797,
798
к 872
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- Получаемые методами порошко-
вой металлургии 794, 795
- Получаемые методом механиче-
ского легирования 794
- Получаемые принудительной про-
питкой жидким расплавом
795 - 797
КМ жаропрочные
- С никелевой матрицей, упроч-
ненной волокнами 807 - 809
- С титановой матрицей на основе
интерметаллидов TiAl 801
- Эвтектические сплавы направлен-
ной кристаллизации 546, 810 - 813
КМ с магниевой матрицей системы маг-
ний-бор 798 — 801
КМ с медной матрицей 804 — 807
КМ с титановой матрицей 801 — 804
КМ и конструкции клееные
— Виды и свойства клееных конст-
рукций 816 - 818
- Виды нагружения и испытаний
814, 816
- Характеристики конструкционных
клеев 815
- Эффективность применения 814,
818
КМ слоистые металлополимерные
— Алюмостеклопластики (СИАЛ)
818, 819
- Алюмоорганопластики (АЛОР)
818, 819
- Компоненты 820 - 822
— Механические свойства 822 — 825
- Особенности изготовления дета-
лей 829, 830
- Перспектива применения 818, 830
- Плотность и др. физические свой-
ства 828
- Преимущества перед алюминие-
выми сплавами 818, 827
- Процесс производства 829
- Структура 819, 820
- Трещиностойкость 825 - 828
Коррозионное растрескивание под напря-
жением (КР) 16, 75, 109, 369, 441
Л
Латуни (медно - цинковые сплавы)
— Маркировка 441
— Обесцинкование 441
— Общая характеристика 439
— "Сезонная" болезнь
(коррозионное растрескивание во
влажной атмосфере) 441
- Фазовый состав 440, 441
Латуни деформируемые двойные
- Антифрикционные свойства 445
— Марки 441
— Механические свойства 444, 446,
448
- Области применения 443
- Полуфабрикаты 441, 443
— Структура 443, 444
— Технологические свойства 445
- Физические свойства 446
- Химический состав 443
Латуни деформируемые многокомпонент-
ные (специальные)
— Алюминиевые 442, 449
- Антифрикционные свойства 455
- Железомарганцевые 442, 449
- Марки 442
- Механические свойства 454,
457 - 459
- Области применения 450 - 453
- Оловянные 442, 449
- Полуфабрикаты 450 - 453, 460
- Роль легирующих элементов 449
— Свинцовые с высокой обрабаты-
ваемостью резанием 442, 449
— Технологические свойства 455
- Химический состав 450, 451
— Физические свойства 456
- Цель комплексного легирования
449
Латуни литейные
- Коррозионная стойкость 461, 465
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
873
- Марки 461
— Методы литья 460, 462, 463
- Механические свойства 464, 465
- Области применения 462, 463
- Общая характеристика 460
- Роль легирующих элементов 460
- Физические свойства 464
— Химический состав 462, 463
М
Магний 354
Магниевые сплавы
- Защита от коррозии 355, 378, 387,
388, 393, 417
— Классификация, маркировка 355
- Коррозионная стойкость 354, 356,
369, 387, 388, 401
- Легирование редкими и редкозе-
мельными металлами 356, 366, 377,
382, 401, 411
- Области применения 354, 355, 414
- Обработка резанием 354, 414, 415
- Общая характеристика 354
- Огнеопасность 355
— Производство деталей и узлов —
особенности 354, 414
— Сварка 417
- Техника безопасности 355, 389,
417
Магниевые сплавы деформируемые
— Анизотропия свойств 365, 369
- Высокопрочные 355, 366 — 377
- Гранулированные 389 - 392
- Жаропрочные 355, 377-382
- Клепка 417
- Листовая штамповка 364 - 366,
377, 382, 389, 415, 416
- Механические свойства 358 - 362,
371 - 375, 378 - 381, 386, 387
- Пониженной плотности с литием
355, 382 - 389
- Применение 358, 371 377, 389
- Свариваемость 356, 369, 389
- Среднепрочные 355 - 366
- Термически неупрочняемые 356
- Термообработка упрочняющая,
режимы 370, 378, 385
- Фазовый состав 356, 369, 382, 384,
401
- Физические свойства 363, 376,
381, 388
- Химический состав 357, 367, 378,
384
Магниевые сплавы литейные
- Высокопрочные 355, 393 - 400
— Жаропрочные 355, 401 — 414
- Литейные свойства 392, 393, 397,
400, 410, 414
- Методы литья 416, 417
— Механические свойства 392,
396 - 399, 403 - 409, 412, 413
- Применение 392, 393
- Среднепрочные 355, 392, 393
- Термически неупрочняемые 392
— Термическая обработка, режимы
395,396,403,411
- Физические свойства 393, 397,
410, 413
- Химический состав 392, 394, 402,
411
Медноникелевые сплавы
- Конструкционные 512
— Куниалы 507 — 509
- Марки 508
— Мельхиоры 507 - 509, 512
- Назначение 507, 509 - 511
- Нейзильберы 507 - 510, 512, 517
- Общая характеристика 507
— Электротехнические (константан,
копель, манганин) 516 - 518
Медные сплавы
- Классификация 419
- Медно-цинковые - см. Латуни
- Общая характеристика 419
- См. Бронзы
Медь
- Бескислородная 422, 423, 425
- Влияние размера зерна на меха-
нические свойства, штампуемость
427, 433, 434
— Водородная болезнь 433
- Катодная 422, 423, 425
874
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- Коррозионная стойкость в раз-
личных средах 437 — 439
— Легирование теллуром для улуч-
шения обрабатываемости резанием
436
- Марки 419
— Механические свойства 426 — 430
- Области применения 420
— Обработка давлением 432, 433
- Обработка резанием 436
— Общая характеристика 419
— Отжиг для снятия остаточных на-
пряжений 434
- Отжиг рекристаллизационный
434, 435
- Пайка 436
- Плотность 421, 422
- Полуфабрикаты 420, 430, 431
- Раскисление фосфором 422, 423,
425
- Сварка 435
- Состояния (обработки) 427 — 429
- Способы получения 420
— Температурная область понижен-
ной пластичности
(хладноломкость) 427, 428
- Теплопроводность - влияние на-
клепа, примесей, температур 425
- Теплофизические свойства 421,
422, 425
- Удельная электропроводимость
медного эталона по международ-
ному стандарту (IACS) 421
- Упругие свойства 425
- Химический состав (степень чис-
тоты) 420
- Электропроводимость — влияние
деформации, примесей, темпера-
тур 423, 424
Молибден
- Газовая коррозия 667
- Жаростойкие покрытия 667
- Жаропрочность 662, 664 - 666
- Марки сплавов 664
- Механические свойства при высо-
ких температурах 664 - 666
- Общая характеристика 662
- Применение 669
— Принципы упрочнения и легиро-
вания 662, 663
- Сплавы 663
- Температура хрупко-вязкого пере-
хода Тхп 662, 663
— Технической чистоты 663
- Технологические свойства 668,
669
- Физические свойства 667, 668
- Химический состав сплавов 664
— Чистый высокопластичный 663
Монокристаллическая структура - см.
Никелевые сплавы литейные жаропрочные
Монокристаллы (МК) - см. Полупровод-
ники (ПП)
Н
Никель 519
Никелевые сплавы деформируемые жаро-
прочные для дисков газотурбинных двига-
телей (ГТД)
- Длительная прочность 557, 559
- Марки 554
- Механизмы упрочнения 553, 555
— Механические свойства при высо-
ких температурах 557 — 560
— Области и температурные пределы
применения 562
- Общие требования 553
- Термическая обработка 555, 556
- Технологические свойства 562
— Фазовый состав, особенности ле-
гирования 553, 555
— Физические свойства 561
- Химический состав 554
Никелевые сплавы деформируемые жаро-
прочные для корпусов ГТД и высокотемпе-
ратурного крепежа
- Марки 582
- Принципы легирования 581, 583
- Сплавы свариваемые 589 - 592
- Сплавы типа Нимоник 80
587 - 589
— Требования к свойствам 581
— Химический состав 582
Никелевые сплавы деформируемые жаро-
прочные для лопаток компрессора высо-
кого давления (КВД) и турбины ГТД
— Жаростойкость 571
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
875
- Марки 563
- Механические свойства при раз-
личных температурах 565 — 568
— Принципы легирования 562 — 564
— Термическая обработка 564, 565
- Фазовый состав 564
- Физические свойства 571
- Характеристики жаропрочности
568 - 570
- Химический состав 563
Никелевые сплавы деформируемые жаро-
прочные свариваемые для жаровых труб и
камер сгорания
- Газовая коррозия 578
- Жаростойкость 574 — 579, 581
- Марки 573
- Свойства, термообработка, рабочие
температуры 575 - 581
- Термостойкость 575, 578, 580
— Технологические требования 572
- Требования к размеру зерна 572
- Условия эксплуатации 572
- Химический состав 573
Никелевые сплавы литейные жаропрочные
— Жаростойкость 519, 533, 535,
539 - 545
- Карбидное упрочнение 527
- Композиционная ориентированная
структура 546
- Литье методом направленной
кристаллизации 519, 520, 529
— Литье монокристальное 519, 521,
529, 530
— Литье равноосное 519, 520
- Марки 520, 521
- Микролегирующие элементы 530
- Общие принципы легирования
531
- Особенности легирования сплавов
направленной кристаллизации 529
- Применение для деталей горячего
тракта газотурбинных двигателей
(лопаток, роторов и др.) 519, 534 —
537, 539 -541, 543
- Примеси 528, 529
- Сплавы с монокристаллической
структурой 542 - 546
- Сплавы с направленной столбчатой
структурой 538 - 542
- Сплавы с равноосной (обычной)
структурой 533 - 538
- Сплавы эвтектические (естественные
композиты) высокожаропрочные
546 - 552
— Температуры фазовых превраще-
ний 523, 524
- Температурный уровень работо-
способности 519
- Термическая обработка 531, 532
- Термостойкость 534, 536, 537, 541,
543
- Требуемый комплекс свойств 519
— Топологические плотноупакован-
ные фазы 528
- Формирование литой структуры
522
— Химический состав 520, 521, 548
Нимоники 563, 564, 587 — см. Никелевые
сплавы деформируемые жаропрочные
Ниобий
— Газовая коррозия, жаростойки
покрытия 677, 678
- Длительная прочность 676, 677
- Жаростойкость 678
- Механические свойства 673, 675
— Общая характеристика 670
— Применение 679
— Принципы упрочнения и легиро-
вания 670, 671
— Сплавы — марки, химический со-
став 671, 672
— Технологические свойства 678,
679
- Физические свойства 678
Нихром 575
П
Палладий и его сплавы - см. Платиновая
группа благородных металлов
Плакирование 22, 65
Платиновая группа благородных
металлов
- Влияние примесей 712-714
— Иридий 707, 708
876
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
- Жаропрочности характеристики
709 - 712
— Палладиевые стоматологические
сплавы 715, 720, 721
- Палладиевый сплав "Супер-зал"
715, 721
- Палладий 707, 708
- Палладийсодержащие припои 723
- Платина 707, 708
- Платиновые сплавы 707, 708
- Платиновые сплавы дисперсноу-
прочненные (ДУПС) 712
- Применение 699, 715
- Пробы 715, 716
— Родий 707, 708
- Скорость коррозии 709
- Слоеные материалы 711, 712
- Сплавы для термопар 715
- Субструктурное упрочнение 712,
714
- Температуры эксплуатации 707
Подшипники биметаллические 481, 757
Подшипники из многослойных материалов
502, 757, 760, 764
Подшипники монометаллические 757, 760,
764
Подшипниковые сплавы ~ см. Антифрик-
ционные сплавы
Полупроводники (ПП)
- Высокочистые проводники кри-
сталлические (ПК) - ПП первого
передела производства 739 — 741
- Маркировка 738
— Методы направленной кристалли-
зации при производстве ПП
740 - 742
— Метод Чохральского для выращи-
вания МК 741, 742, 745
- Монокристаллы (МК) - ПП вто-
рого передела производств
741 - 747
- Общая характеристика 736
- Основные свойства 736, 737
- Подложки (пластины) - ПП
третьего передела производства
747 - 749
- Применение 736, 741
- Примеси легирующие 742 - 746
- Примеси лимитируемые 738
- Структурные дефекты в МК и их
влияние на свойства 746, 747
— Структура, состав ПП 736
— Схема производства ПП 738
— Требования к параметрам подложек
749
Р
Родий — см. Платиновая группа благород-
ных металлов
С
Сверхпластическая деформация (СПД)
186
Сверхпластическая формовка (СПФ) 185,
352
Сверхпластичность (СП)
- Алюминиевых сплавов 185
- Магниевых сплавов 391
- Титановых сплавов 352
- Порообразование 189
- Регламентированная структура
(PC) 186
- Ультрамелкозернистая структура
(УМЗ) 185
Серебро
- Амальгамные сплавы на основе
серебра для стоматологии 720
- Применение 716
— Припои 723, 724
— Пробы 716
- Сплавы на основе серебра для
ювелирных изделий 716, 719
Спеченные алюминиевые порошки (САП)
18, 19
Спеченные алюминиевые сплавы (САС) 18,
19
Т
Тантал
- Высокочистый 690
— Механические свойства в зависи-
мости от содержания примесей 691
- Механические свойства в зависи-
мости от степени нагартовки 691
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
877
- Механические свойства конденса-
торной проволоки после высоко-
температурных нагревов 692
- Обработка давлением полуфабри-
катов 694, 695
- Общая характеристика 689, 690
— Поглощение газов 697, 698
— Полуфабрикаты 695, 696
— Порошковый для электронной
техники 697, 698
- Применение 696, 697
Танталовые сплавы
— Дисперсионное упрочнение 693
- Упрочнение по твердорастворно-
му механизму 692
- Легирующие элементы 692, 694
- Механические свойства при высо-
ких температурах 692, 693
- Обработка давлением полуфабри-
катов 695
- Применение 696
— Физические свойства 693
- Химический состав 693
Твердые износостойкие наплавочные мате-
риалы
— Виды напыления и наплавки 858,
859
- Зерновые (рэлит) 859, 864
- Методы нанесения покрытий 842,
843
— Назначение 858
- Обработка резанием 866
- Порошковые 859 — 862
- Прутковые износостойкие 859,
863
- Электроды, порошковые проволо-
ки и ленты 859, 865
Твердые сплавы
— Жаропрочные и жаростойкие 833
- Инструментальные 833
— Конструкционные 833
— Классификация по величине зерна,
объему выпуска, химическому со-
ставу 834
- Контролируемые физико-механи-
ческие свойства 840, 841
— Марки 834, 835
— Металлическая связка в структуре
833, 835, 838, 839
- Металлографический контроль
840
- Общие сведения 833
- Размер карбидных зерен 836, 837
- Спекание изделий твердосплавное
841, 842
— Спекание изделий жидкофазное
833, 835, 842
- Структурные составляющие 835
— Технология получения методами
порошковой металлургии 841 - 843
Твердые сплавы для горно-бурового инстру-
мента
— Марки 854
- Перспективные сплавы 856
- Требования к свойствам 852, 853
— Физико-механические свойства
853, 854, 856
— Характеристики микроструктуры
853, 855
— Химический состав 854
Твердые сплавы для инструмента при об-
работке давлением
— Классификация по условиям экс-
плуатации 857
— Классификация по размеру зерна
856
- Общие сведения 856
- Применение 858
- Эксплуатационная стойкость 857
— Рекомендуемые марки для раз-
личных видов деформаций 858
Твердые сплавы для режущего инструмента
- Безвольфрамовые (БВТС) 849,
851, 852
- Вольфрамокобальтовые (ВК)
845 - 847
— Классификация по ИСО
843 - 845
- С износостойкими покрытиями
849 - 851
- Титано-вольфрамовые (ТК) 847,
848
- Титано-тантало-вольфрамо-ко-
бальтовые (ТТК) 848, 849
878
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Т
Титан
— Общая характеристика 272
- Технический (нелегированный)
275, 276
Титановые сплавы
- Коррозионная стойкость 273, 340,
346, 351
- Маркировка 273
- Общая характеристика, специфи-
ческие свойства 272
- Структурная классификация 272,
273 -276, 313, 314, 340
— Термическая обработка 279-281,
290, 301, 314, 340
Титановые сплавы деформируемые жаро-
прочные
- Жаропрочности характеристики
316 -319, 324 - 326
— Интерметаллидное упрочнение
314
- Марки 314
- Механические свойства при 20 °C
316-319
— Механические свойства после
нагревов 323
- Механические свойства при раз-
личных температурах 320 - 322
- Свариваемость 330
- Секундная прочность 327
— Термическая обработка - режимы
315
- Термическая стабильность 313
- Физические свойства 327, 328
- Химический состав 314
Титановые сплавы деформируемые конст-
рукционные
— Высокопрочные 280, 301
- Высокопрочные высокопластич-
ные 280
- Жаропрочность 287, 296, 305, 306
- Закалка - режимы 294, 310
- Марки 276 — 278
- Мартенситные превращения 274,
279
— Механические свойства 280,
282 - 287, 291 - 293, 295,
301 - 304
- Низкопрочные высокопластичные
280, 281
- Отжиг - режимы 281, 282, 294,
310
- Полиморфные превращения 273,
274
- Свариваемость 273, 279, 290, 300
— Среднепрочные 290
— Старение - режимы 294, 310
- Степень черноты 298, 309
- Твердорастворные 273, 275
- Термически упрочняемые 301
— Трещиностойкость 287, 296,
305,306
- Угол загиба 283, 291
- Усталость 287, 296, 305, 306
- Физические свойства 287, 288,
297, 307, 308
- Химический состав 276 - 278
- Штампуемость листов 289, 299,
312
Титановые сплавы литейные
— Газостатирование отливок 340
— Литейные свойства 340
— Марки 341
— Механические свойства 343 — 345
— Термическая обработка 340
— Физические свойства 341 — 343
- Химический состав 341
Титановые сплавы на основе интерметал-
лидов
— Жаропрочные на основе алюми-
нидов титана 331 - 333
— Пожаробезопасные на основе эв-
тектоида 335
- С эффектом памяти формы на
основе никелидов титана 333 - 334
Титановые сплавы порошковые
— Газостатическое прессование
(ГИП) 336
- Гранульная металлургия 335
- Жаропрочность 338, 339
— Механические свойства 336 — 339
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
879
Титановые сплавы — применение
- Двигателестроение 348 — 349
- Машиностроение 350 - 352
- Медицина 352
- Ракетостроение 350
- Самолетостроение 346 — 348
- Структура потребления 346
- Судостроение 350
- Удельные характеристики 347
У
Удимет - см. Никелевые сплавы деформи-
руемые жаропрочные
Уран
— Аллотропические модификации
752
- Межатомная связь 750
- Механические свойства 752
— Общие сведения 750
- Получение 750
- Продукты деления 754
- Радиационный рост 753, 754
— Текстура 752
- Физические свойства 752
- Химические свойства 751
— Ядерные свойства 750
Урана сплавы
— Легирующие добавки с малым по-
перечным сечением нейтронов 754
- Применение 756
- Радиационные свойства 756
- Термическая обработка 755
- Требования к свойствам 754
— Фазовый состав 755
X
Хладноломкомкость 427, 662, 683
Хром
- Влияние примесей на свойства
680
- Иодидный хром (ИХ) 680
- Оксидные пленки 681, 682
- Особенности 680
— Физические свойства 680, 681
— Химические свойства 681 — 683
- Хладноломкость 683
— Электролитический рафиниро-
ванный (ЭРХ) 680
Хрома сплавы
- Марки 684
- Механические свойства 685
- Непластичные 684
— Низколегированные 684
- Пластичные высоколегированные
684
- Применение 689
- Техника безопасности 689
- Технологические процессы произ-
водства 686, 688
- Физико-химические свойства 687
- Химический состав 684
Хромоникелевые стали - см. Жаропрочные
сплавы на основе системы Fe-Ni-Cr
Ц
Цирконий
- Аллотропические модификации
725, 726
- Воздействие облучения на свойст-
ва 735
- Воспламеняемость 726
- Изотопы 725
- Коррозионная стойкость 726, 727,
729, 731, 733, 734
— Механические свойства 726
- Применение в ядерной энергетике
727, 735
— Радиационный рост 735
— Сечение поглощения тепловых
нейтронов 727, 730
— Технология производства 728, 729
Циркония сплавы
- Коррозионная стойкость 733
- Легирование 729, 730, 734
— Марки 731 - 733
- Методы упрочнения 731
- Механические свойства 731 - 733
- Применение 725, 735
- Химический состав 731 - 733
СПРАВОЧНОЕ ИЗДАНИЕ
Фридляндер Иосиф Наумович, Сенаторова Ольга Григорьевна,
Осинцев Олег Евгеньевич
МАШИНОСТРОЕНИЕ. ЭНЦИКЛОПЕДИЯ
Том П-З
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ.
КОМПОЗИЦИОННЫЕ МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Редакторы: И. С. Форстен, А. А. Куликова
Оформление художника Т. Н. Погореловой
Художественный редактор Т. Н. Галицына
Корректор Е. М. Нуждина
Инженеры по компьютерному макетированию: И. В. Евсеева, Г. В. Корабельникова,
М. Н. Рыжкова, М. А. Филатова
Лицензия ЛР № 080003 от 12.09.96 г.
Сдано в набор 30.03.2000. Подписано в печать 16.04.2001.
Формат 70x100/16. Бумага офсетная. Гарнитура Times ЕТ. Печать офсетная.
Усл. печ. л. 71,5. Усл. кр.-отт. 71,82. Уч.-изд. л. 81,83.
Тираж 1500 экз. Заказ 225
Издательство "Машиностроение",
107076, Москва, Б-76, Стромынский пер., 4
Отпечатано в АООТ "Политех-4", 129110, Москва, ул. Б. Переяславская, 46,