/


Author: Becksvoort Ch.
Tags: construction furniture



Text
Exposing
Your Back Side
THE BACK PANEL of a lot of case
goods is an afterthought, quickly
screwed into place before pushing
the carcase against a wall where the back is
never seen again. But for freestanding
pieces or glass-fi’ont display cabinets, the
back can become the center of attention.
When a cabinet back has to play an up-
front role, there are a variety of traditional
techniques for installing backs that work
well. I’ll discuss how these techniques have
been adapted to contemporary pieces and
present an overview of my method of in-
stalling a frame-and-panel back.
On display or hidden away, a back serves
some important functions. It adds strength
and racking resistance, which is most impor-
tant for open cases and those with adjustable
shelves. On closed carcases, the back keeps
the contents in and dust, dirt and foreign
objects out. When the back is exposed, it
should be visually appealing. And, finally, a
back that is square, will automatically square
the carcase when it’s installed.
Board Backs
Traditionally, narrow cabinets often had sin-
gle board backs. Most often, they were set
into rabbets in the sides and top, as shown in
Figure 1. Nailed into place, the back provided
strength and racking resistance while still
BY CHRISTIAN BECKSVOORT
A RAISED PANEL CAPTURED in grooves in
the carcase effectively seals the cabinet
against dust and light. Although attrac-
tive, this type of back doesn’t strengthen
the carcase as much as a frame glued into
a rabbet.
91
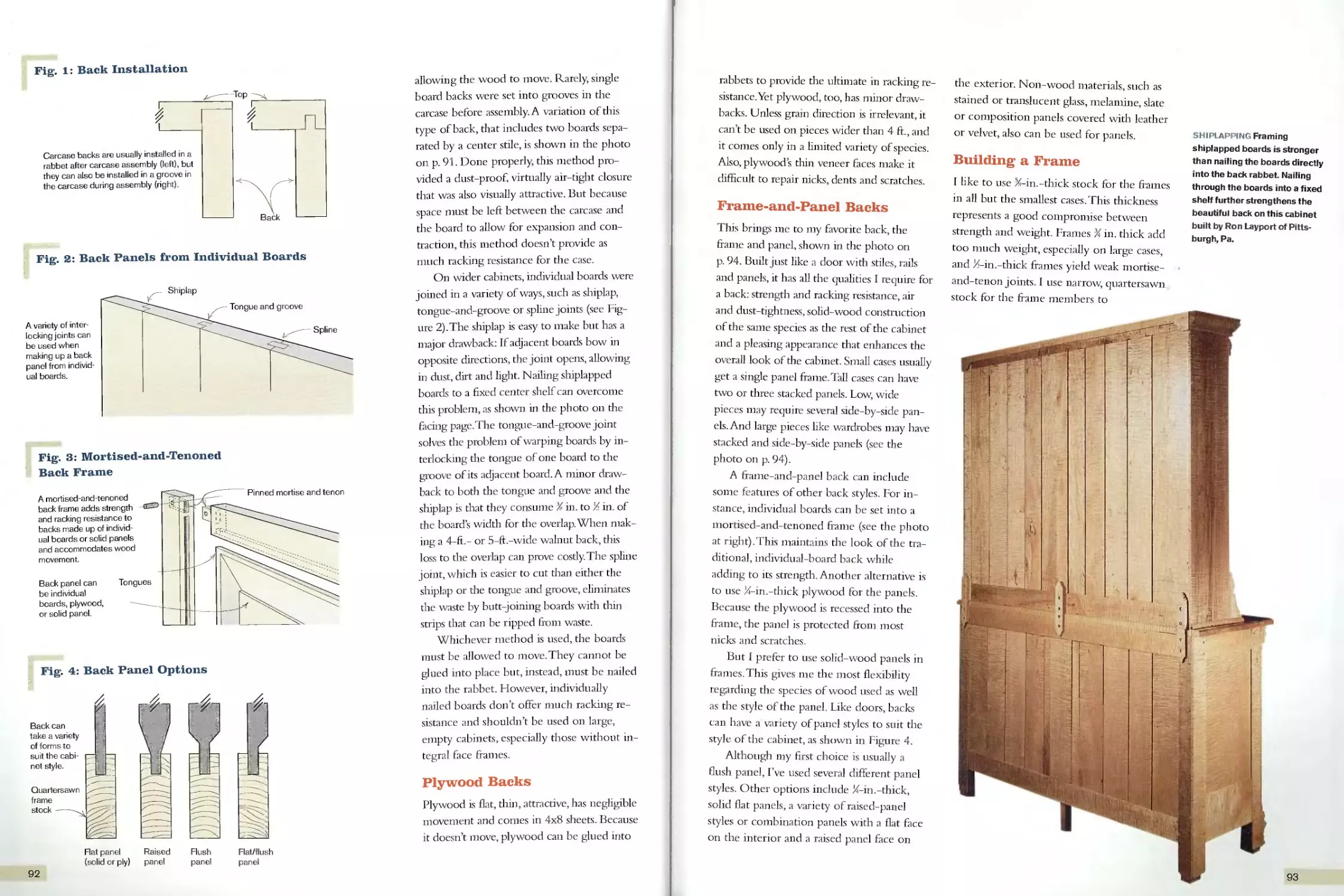
Fig. 1: Back Installation
Carcase backs are usually installed in a
rabbet after carcase assembly (left), but
they can also be installed in a groove in
the carcase during assembly (right).
Fig. 2: Back Panels from Individual Boards
Fig. 3: Mortised-and-Tenoned
Back Frame
Fig. 4: Back Panel Options
allowing the wood to move. Rarely, single
board backs were set into grooves in the
carcase before assembly. A variation of this
type of back, that includes two boards sepa-
rated by a center stile, is shown in the photo
on p. 91. Done properly, this method pro-
vided a dust-proof, virtually air-tight closure
that was also visually attractive. But because
space must be left between the carcase and
the board to allow for expansion and con-
traction, this method doesn’t provide as
much tacking resistance for the case.
On wider cabinets, individual boards were
joined in a variety of ways, such as shiplap,
tongue-and-groove or spline joints (see Fig-
ure 2).The shiplap is easy to make but has a
major drawback: If adjacent boards bow in
opposite directions, the joint opens, allowing
in dust, dirt and light. Nailing shiplapped
boards to a fixed center shelf can overcome
this problem, as shown in the photo on the
facing page.The tongue-and-groove joint
solves the problem of warping boards by in-
terlocking the tongue of one board to the
groove of its adjacent board. A minor draw-
back to both the tongue and groove and the
shiplap is that they consume X in. to A in of
die boards width for the overlap.When mak-
ing a 4-ft.- or 5-ft.-wide walnut back, this
loss to the overlap can prove costly. The spline
joint, which is easier to cut than either the
shiplap or the tongue and groove, eliminates
the waste by butt-joining boards with thin
strips that can be ripped from waste.
Whichever method is used, the boards
must be allowed to move. They cannot be
glued into place but, instead, must be nailed
into the rabbet. However, individually
nailed boards don’t offer much racking re-
sistance and shouldn’t be used on large,
empty cabinets, especially those without in-
tegral face frames.
Plywood Backs
Plywood is flat, thin, attractive, has negligible
movement and comes in 4x8 sheets. Because
it doesn’t move, plywood can be glued into
92
rabbets to provide the ultimate in racking re-
sistance. Yet plywood, too, has minor draw-
backs. Unless grain direction is irrelevant, it
can’t be used on pieces wider than 4 ft., and
it conies only in a limited variety of species.
Also, plywood s thin veneer faces make it
difficult to repair nicks, dents and scratches.
Frame-and-Panel Backs
This brings me to my favorite back, the
frame and panel, shown in the photo on
p. 94. Built just like a door with stiles, rails
and panels, it has all the qualities I require for
a back: strength and racking resistance, air
and dust-tightness, solid-wood construction
of the same species as the rest of the cabinet
and a pleasing appearance that enhances the
overall look of the cabinet. Small cases usually
get a single panel frame. Tall cases can have
two or three stacked panels. Low, wide
pieces may require several side-by-side pan-
els. And large pieces like wardrobes may have
stacked and side-by-side panels (see the
photo on p. 94).
A frame-and-panel back can include
some features of other back styles. For in-
stance, individual boards can be set into a
mortised-and-tenoned frame (see the photo
at right).This maintains the look of the tra-
ditional, individual-board back while
adding to its strength. Another alternative is
to use X-in.-thick plywood for the panels.
Because the plywood is recessed into the
frame, the panel is protected from most
nicks and scratches.
But I prefer to use solid-wood panels in
frames.This gives me the most flexibility
regarding the species of wood used as well
as the style of the panel. Like doors, backs
can have a variety of panel styles to suit the
style of the cabinet, as shown in Figure 4.
Although my first choice is usually a
flush panel, I’ve used several different panel
styles. Other options include X-in.-thick,
solid flat panels, a variety of raised-panel
styles or combination panels with a flat face
on the interior and a raised panel face on
the exterior. Non-wood materials, such as
stained or translucent glass, melamine, slate
or composition panels covered with leather
or velvet, also can be used for panels.
Building a Frame
I like to use %-in.-thick stock for the frames
in all but the smallest cases.This thickness
represents a good compromise between
strength and weight. Frames X in. thick add
too much weight, especially on large cases,
and X-in.-thick frames yield weak mortise-
and-tenon joints. I use narrow, quartersawn
stock for the frame members to
SHIPLAPPING Framing
shiplapped boards is stronger
than nailing the boards directly
into the back rabbet. Nailing
through the boards into a fixed
shelf further strengthens the
beautiful back on this cabinet
built by Ron Layport of Pitts-
burgh, Pa.
93
A FRAME-AND-PANEL back
with flush panels is built like a
door with stiles, rails and pan-
els and is glued into a rabbet
in the carcase. It provides
racking resistance and keeps
dust and air out.
reduce wood movement. Quartersawn
stock moves roughly half as much as plain-
sawn stock. By keeping the frame members
IX in. to IX in. wide, the overall movement
is limited to under %.i in. (for quartersawn
cherry) no matter how wide the back. This
amount of movement is easily handled by
the compression of the wood fibers and
will not push apart the carcase or break the
rabbet joint.
If the bottom rail of the frame is not cap-
tured in a rabbet, as shown in the photo
above, like all other secondary stiles and rails,
can be made as wide as desired. A wider bot-
tom rail allows larger mortise-and-tenon
joints and makes a stronger back frame. The
mortises and tenons are glued and pinned,
but the panels are free to float in the frame
grooves. A loose wood panel can be an-
chored to prevent it from rattling in the
groove. Center the panel in its frame, and
then drive a 20-gauge brad through the
frame and the panel tongue, centered at both
the top and bottom of the panel.
Installing the Back Panel
Before installing the assembled back frame
and panel into its rabbet in the completed
carcase, I trim the panel assembly square to
fit snugly into the rabbet, using the tablesaw,
jointer and a block plane.The carcase rabbet
should be X> in. deeper than the thickness of
the back. To make it easier to slide the back
frame into the rabbet, ] chamfer the edge
along the inside face of the frame with the
block plane. I also mark the locations of all
the carcase s fixed dividers and shelves and
the bottom, so I can nail through the back
frame into these components to further
strengthen the carcase. Just prior to installa-
tion, I sand the back panel to 320-grit on
the inside face and ease all the sharp edges.
Finally, I glue the back into place, spread-
ing glue thinly on both faces of the rabbet as
well as the edge of the back. After forcing
the back into the rabbet, I clamp top to bot-
tom first and then side to side. Th ere should
be no gaps between the back frame and the
rabbet. Because the back has been squared, it
will automatically correct a minor out-of-
square carcase as the back is clamped into
place. When the glue is dry, 1 remove the
clamps, drill holes at the previously marked
dividers, shelves and bottom and nail the
back with 4d finishing nails. I countersink
the nails about X in. and then plug the hole
with small, X-in.-sq. pegs of the same species
wood as the carcase. I trim the end-gram
plugs flush, plane the carcase flush to the
back, sand the entire back to 320-grit and,
again, ease all frame and panel edges.
CHRISTIAN BECKSVOORT is a contributing editor
to Fine Woodworking magazine.
94 CONSTRUCTION BY DESIGN