/









































































































































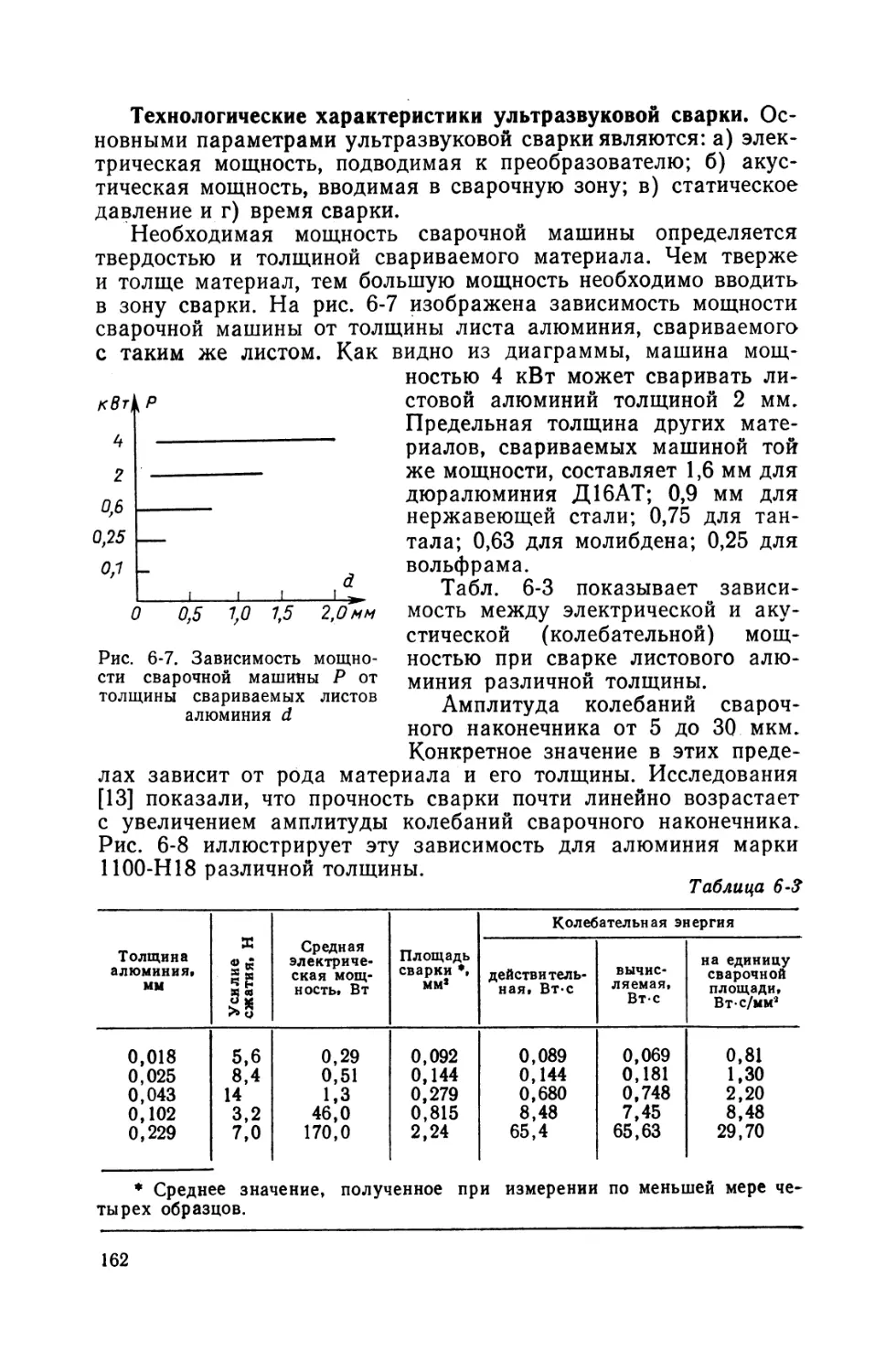
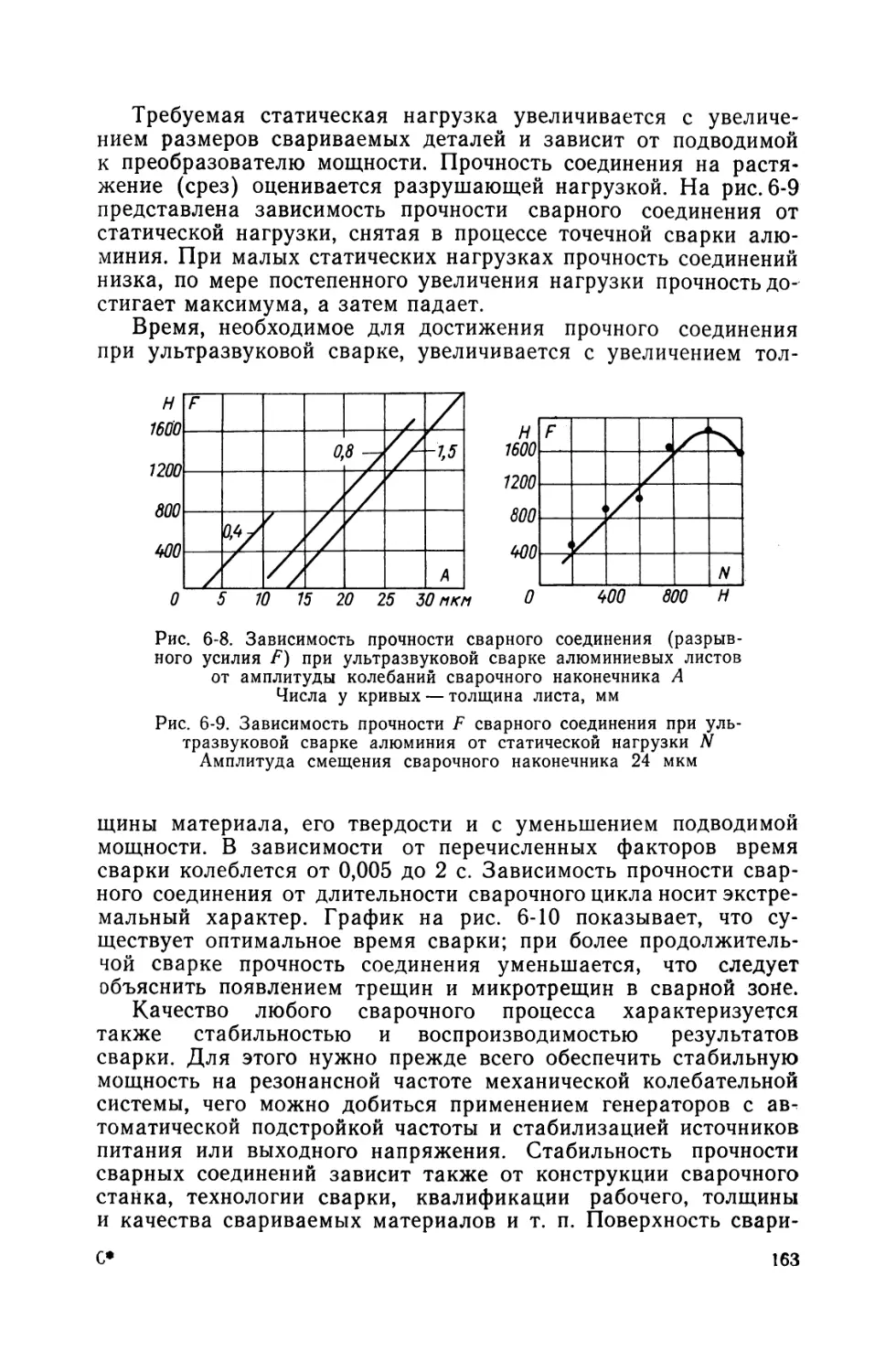









































Text
А.В. Донской • O.K. Келлер
Г.С. Кратыш
УЛЬТРАЗВУКОВЫЕ
ЭЛЕКТРОТЕХНО
ЛОГИЧЕСКИЕ
УСТАНОВКИ
Второе издание, переработанное и дополненное
ЕЭ
Ленинград
ЭНЕРГОИЗДАТ
Ленинградское отделение
1982
ББК 32.87.3
Д67
УДК 534.232—8
Рецензент В. В. Башенко
Донской А. В. и др.
Д 67 Ультразвуковые электротехнологические установки
/А. В. Донской, О. К. Келлер, Г. С. Кратыш.— 2-е изд., пе-
рераб. и доп.— Л.: Энергоиздат. Ленингр. отд-ние, 1982.—
208 с, ил.
В пер.: 95 к.
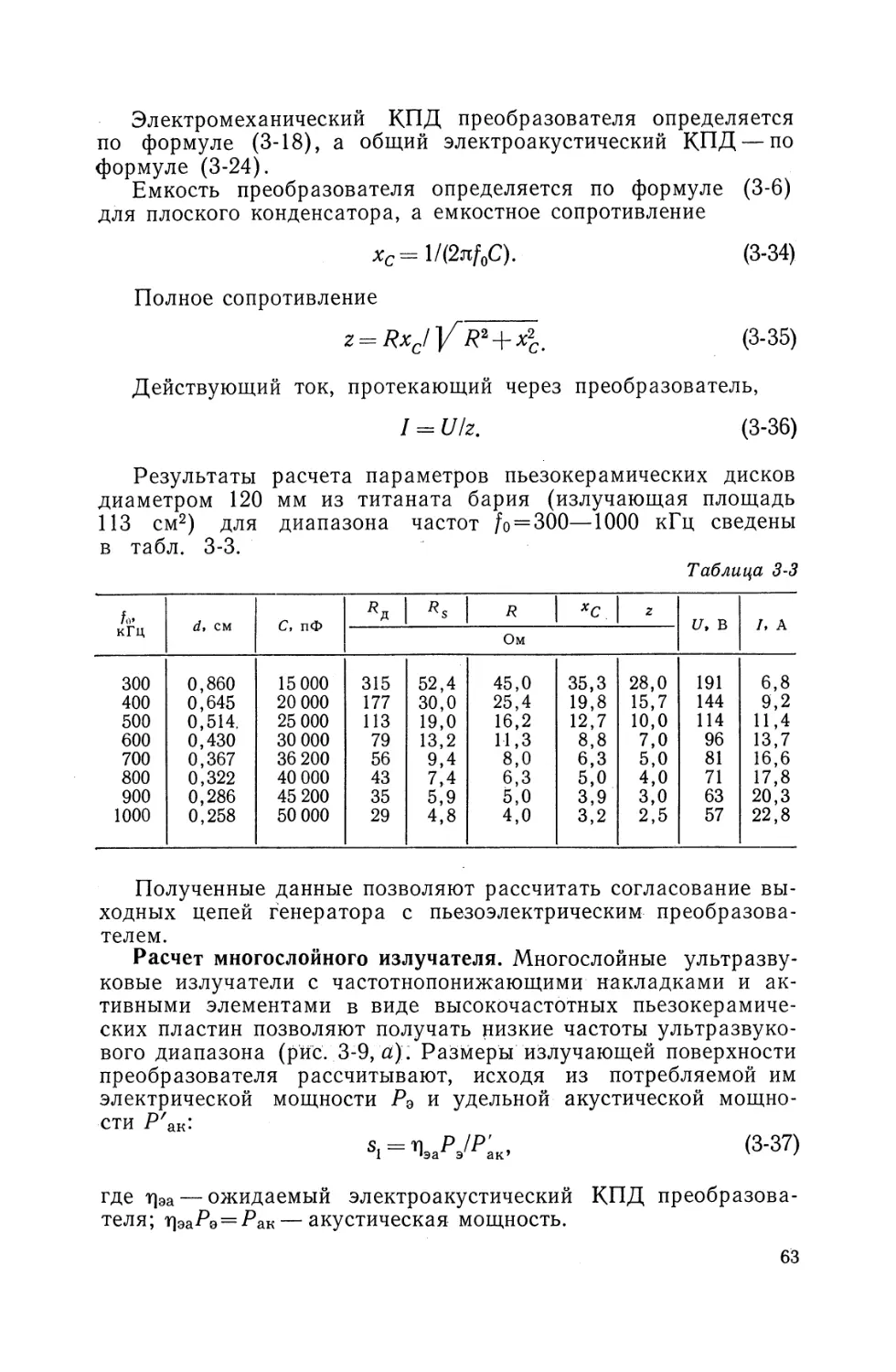
В книге на современном уровне изложены вопросы расчета,
конструирования и эксплуатации ультразвуковых установок. Уделено внимание их
энергетическим характеристикам, выбору оптимальных режимов работы генераторов и
акустических преобразователей. Первое издание книги вышло в 1968 г. Второе
издание дополнено материалами о тиристорных и машинных генераторах, о
согласовании системы генератор — нагрузка и об автоматической подстройке
частоты.
Книга предназначена для инженеров-электриков и технологов, занятых
разработкой и эксплуатацией ультразвуковых установок, а также для студентов,
специализирующихся в области ультразвуковой техники.
2704050000—078 ББК 32.87.3
Д 192—82
051@1)—82 6Ф2.7
©Энергоиздат, 1982
ПРЕДИСЛОВИЕ
Годы, прошедшие со времени первого издания книги
«Ультразвуковые электротехнологические установки» A968 г.),
характеризуются значительными достижениями во всех
отраслях электротехники и электротехнологии. Появление в
промышленности новых электрометаллургических,
электротермических и других технологических процессов требует постоянного
внимания к созданию новых и модернизации существующих
электротехнологических установок.
Сказанное в еще большей степени относится к
ультразвуковым технологическим установкам, в состав которых входит
аппаратура, относящаяся к силовой электроэнергетике, технической
электронике, радиотехнике, электроавтоматике и акустике.
При исследовании, проектировании, производстве и
эксплуатации ультразвуковых технологических установок от
специалистов требуется одновременно и достаточно полное
представление о сущности электротехнологических процессов, для которых
они предназначены.
Создание универсальных ультразвуковых установок почти
не представляется возможным, поскольку каждый
технологический процесс с использованием ультразвуковых колебаний
непосредственно в каких-либо средах имеет ряд специфических
особенностей. Эти особенности в основном определяются
различными конструктивными формами технологических
устройств, преобразующих электромагнитные колебания
ультразвуковой частоты в механические непосредственно в твердых
или жидких средах. Разнообразие конструктивных форм
ультразвуковых технологических устройств приводит к
существенному различию их электрических параметров и
энергетических характеристик. Конструкции же ультразвуковых
технологических устройств в основном определяются тем процессом,
для осуществления которого они предназначаются.
Наиболее массовыми и хорошо себя зарекомендовавшими
во многих отраслях промышленности являются устройства
в виде ванн с жидкими моющими средами с введенными в них
ультразвуковыми колебаниями, создаваемыми магнитострик-
ционными и пьезокерамическими преобразователями пакетного
3
типа. Из-за недостаточной амплитуды колебаний от
преобразователей пакетного вида для сварки различных материалов,
размерной обработки и других технологических процессов,
требующих большей концентрации энергии, приходится применять
специальные концентраторы энергии с различными типами
волноводов.
Все виды электроакустических преобразователей,
применяемых при частотах от 18 до 28 кГц и работающих в
различных системах колебательных контуров, требуют
специальных источников питания. Среди них заслуживают внимания
электромашинные генераторы непосредственного
использования или в комплекте со статическими электромагнитными
умножителями. Их применение при мощностях более 10—
20 кВт может возродиться только при условии создания новых
агрегатов, имеющих КПД более 60—70 % и допускающих
некоторую подстройку частоты генератора к резонансной частоте
магнитострикционных преобразователей.
Ламповые генераторы на электронных лампах с
автоподстройкой частоты при частотах тока более 18 кГц и мощности
более 5—10 кВт находят применение в промышленности.
При мощности ультразвуковых установок до 2,5 кВт
весьма перспективны источники питания на транзисторах,
а при мощности 4 и более кВт—на тиристорах. По мере
улучшения качества полупроводниковых управляемых
приборов развитие ультразвуковых технологических установок с их
применением становится все более вероятным.
В данной книге рассматриваются в основном
электроэнергетические вопросы, связанные с проектированием,
производством, эксплуатацией и исследованием ультразвуковых
электротехнических установок.
Сведения, касающиеся сфер применения ультразвуковых
колебаний, являются результатом обобщения практического
опыта, накопленного во всех отраслях промышленности.
Сведения же, касающиеся непосредственно проектирования,
производства и эксплуатации ультразвуковых колебаний, в
основном базируются на разработках ВНИИТВЧ имени В. П. Во-
логдина, творческому коллективу которого авторы выражают
большую благодарность.
Главы 1 и 4 написаны О. К. Келлером, главы 2 и 3
Г. С. Кратышем, глава 5 О. К. Келлером и Г. С. Кратышем,
главы 6 и 7 всеми авторами совместно.
Авторы выражают глубокую признательность кандидату
технических наук, старшему научному сотруднику П. П. Чер-
винскому за большую помощь в работе над рукописью.
Авторы с благодарностью примут критические замечания,
касающиеся содержания книги; направлять их следует по
адресу: 191041, Ленинград, Д-41, Марсово поле, 1,
Ленинградское отделение Энергоиздата.
4
ГЛАВА ПЕРВАЯ
ОБЩИЕ СВЕДЕНИЯ
ОБ УЛЬТРАЗВУКОВЫХ
ЭЛЕКТРОТЕХНОЛОГИЧЕСКИХ УСТАНОВКАХ
1-1. Назначение, область применения,
классификация и состав оборудования
Основные понятия. Ультразвуковые электротехнологические установки
предназначены для осуществления технологических процессов с
использованием ультразвука, т. е. упругих механических колебаний ультразвуковой
частоты, возбуждаемых и распространяющихся в среде и представляющих
собой периодически чередующиеся сжатие и разрежение частиц этой среды.
Диапазон ультразвуковых частот простирается от 16 кГц и выше.
Ультразвуковые или звуковые колебания характеризуются рядом
параметров. Один из них — длина волны Я, т. е. расстояние, которое проходит
волна за один период колебаний.
Скорость распространения волны — скорость звука с связана с длиной
волны, периодом колебаний Т и частотой f следующим соотношением:
K = cT = c/f. A-1)
Скорость звука зависит от свойств среды. Для газов она определяется
формулой
с = У vp/p = У <v# T/M, A-2)
где v — показатель адиабаты; р — плотность среды; р — давление; R —
универсальная газовая постоянная; Т — абсолютная температура; М —
молекулярная масса.
Для жидкости (имеется в виду вода и водные растворы при невысоких
концентрациях, давлениях и температурах)
с =У1/(ррад), A-3)
где рад — адиабатная сжимаемость.
Для органических жидкостей с учетом факторов, характеризующих
взаимодействие молекул,
V М-Ь$ад у М-рРад J V '
где Ъ — постоянная Ван-дер-Ваальса.
В жидкостях и газах ультразвуковые волны являются продольными, так
как направление колебаний частиц среды совпадает с направлением
распространения волны. В твердых телах наряду с продольными могут возникать
и поперечные волны, перпендикулярные направлению распространения волны.
Могут также в зависимости от источника ультразвука иметь место
крутильные и изгибные колебания.
5
Для твердых тел скорость распространения продольных воли
VE(\ — М)
" > A-5)
рA + ЛГ) A — 2|jl)
где Е — модуль упругости (модуль Юнга); \х — коэффициент поперечного
сжатия (коэффициент Пуассона).
Под действием ультразвуковых колебаний частицы среды, в которой они
распространяются, колеблются с периодически изменяющимся ускорением.
Между переменным звуковым давлением и смещением частиц среды
существует определенная связь. При гармонических колебаниях звуковое давление
р = ршА cos (cotf— kr), A-6)
где А — амплитуда колебаний частиц среды; со — угловая частота; /г = о)/с —
волновое число; / — время; г — расстояние от излучателя.
Амплитуда звукового давления
Р = ршА. A-7)
Связь между развиваемым в среде звуковым давлением и волновым
сопротивлением среды рс можно представить в виде отношения, носящего
название колебательной скорости,
v = Р/{рс) = 2я/Л. A-8)
Распространение ультразвуковых волн связано с переносом энергии.
Плотность энергии звуковой волны, приходящаяся на единицу объема среды,
может быть выражена как
?э = ру2/2 = 2я2р/М2. A-9)
Энергию ультразвуковых волн, проходящих сквозь единицу площади за
единицу времени, принято характеризовать интенсивностью ультразвуковых
колебаний. Когда волна падает перпендикулярно поверхности и волна
плоская, то интенсивность ультразвука
/ = 2я2рс/М 2 = Р2/Bрс). A-10)
Обычно интенсивность выражается в Вт/см2 или Вт/м2.
Рассмотренные соотношения относятся к распространению ультразвука
небольшой интенсивности, т. е. к случаю, когда среда обладает линейными
свойствами. При больших интенсивностях ультразвука, распространяющегося
в жидкостях, свойства среды активно изменяются и поведение звуковых волн
отличается от простого гармонического колебания частиц вокруг положения
равновесия. При этом в среде возникают специфические эффекты [21], к
которым относятся звуковое радиационное давление, звуковой ветер, искажение
формы волны, поглощение и поверхностное трение и, наконец, кавитация,
играющая особую роль в технике мощного ультразвука и интенсивно
влияющая на физико-химические процессы, протекающие в жидкости. В жидкости,
находящейся под динамическим воздействием, во время разрежения может
произойти ее разрыв, сопровождающийся образованием полостей, которые
захлопываются при сжатии с выделением значительной энергии, что и
используется в различных технологических процессах.
Эффект кавитации зависит от частоты колебаний, гидростатического
давления в жидкости и ее параметров. Так, например, для водопроводной воды
для возбуждения кавитации при нормальных условиях на частоте 20 кГц
требуется интенсивность около 1 Вт/см2, на 200 кГц— 10 Вт/см2, на 500 кГц—
200 Вт/см2 и на 3 МГц — 50 000 Вт/см2.
Область применения. Современное развитие ультразвуковой техники
открывает широкие возможности для применения ультразвука при
интенсификации различных технологических процессов.
6
Теоретические и экспериментальные исследования по вопросам
технологического применения ультразвука, выполненные в последние годы как в
нашей стране, так и за рубежом, создали необходимые условия для разработки
и производства ультразвукового оборудования различного назначения, а
серийный выпуск ультразвуковых генераторов и электроакустических
преобразователей обеспечил внедрение
ультразвука в различные отрасли
народного хозяйства.
Наиболее широкое
распространение получили процессы с
применением ультразвука,
протекающие в жидкостях. Находят
применение и процессы,
связанные с воздействием
ультразвуковых колебаний на твердое
тело.
Ультразвук широко
применяется для очистки изделий в
различных производствах. Это
наиболее значительная область
применения ультразвука, так как
помимо улучшения качества
очистки и повышения
производительности процесса ультразвук
позволяет удалять такие
загрязнения, которые прочими методами
не удаляются.
Достаточно широко
применяется ультразвук для обработки
твердых и хрупких материалов,
трудно обрабатываемых другими
способами. Распространены такие
процессы, как ультразвуковая
сварка металлов, пластмасс и
различных синтетических
материалов, ультразвуковая пайка и
лужение материалов с окисными
пленками и керамики.
Ультразвук эффективно используется
для диспергирования различных
веществ и эмульгирования труд-
носмешиваемых составов.
Значительная область
применения ультразвука —
металлургия. Здесь он используется для
дегазации расплавов, для
улучшения структуры при
непрерывной разливке сталей, для
интенсификации процессов прокатки и
волочения и т. п.
Перспективно применение ультразвука в строительной технике для
интенсификации процесса приготовления связующих веществ, компаундов,
красителей и т. п.
Этот перечень не ограничивает области применения ультразвука,
которая может быть значительно расширена за счет разработки новых
направлений развития ультразвуковой техники.
Классификация и состав оборудования. Любая ультразвуковая установка
представляет собой комплекс, состоящий из одного или нескольких
ультразвуковых генераторов, предназначенных для преобразования энергии тока
промышленной частоты в энергию тока высокой частоты, ультразвуковых пре-
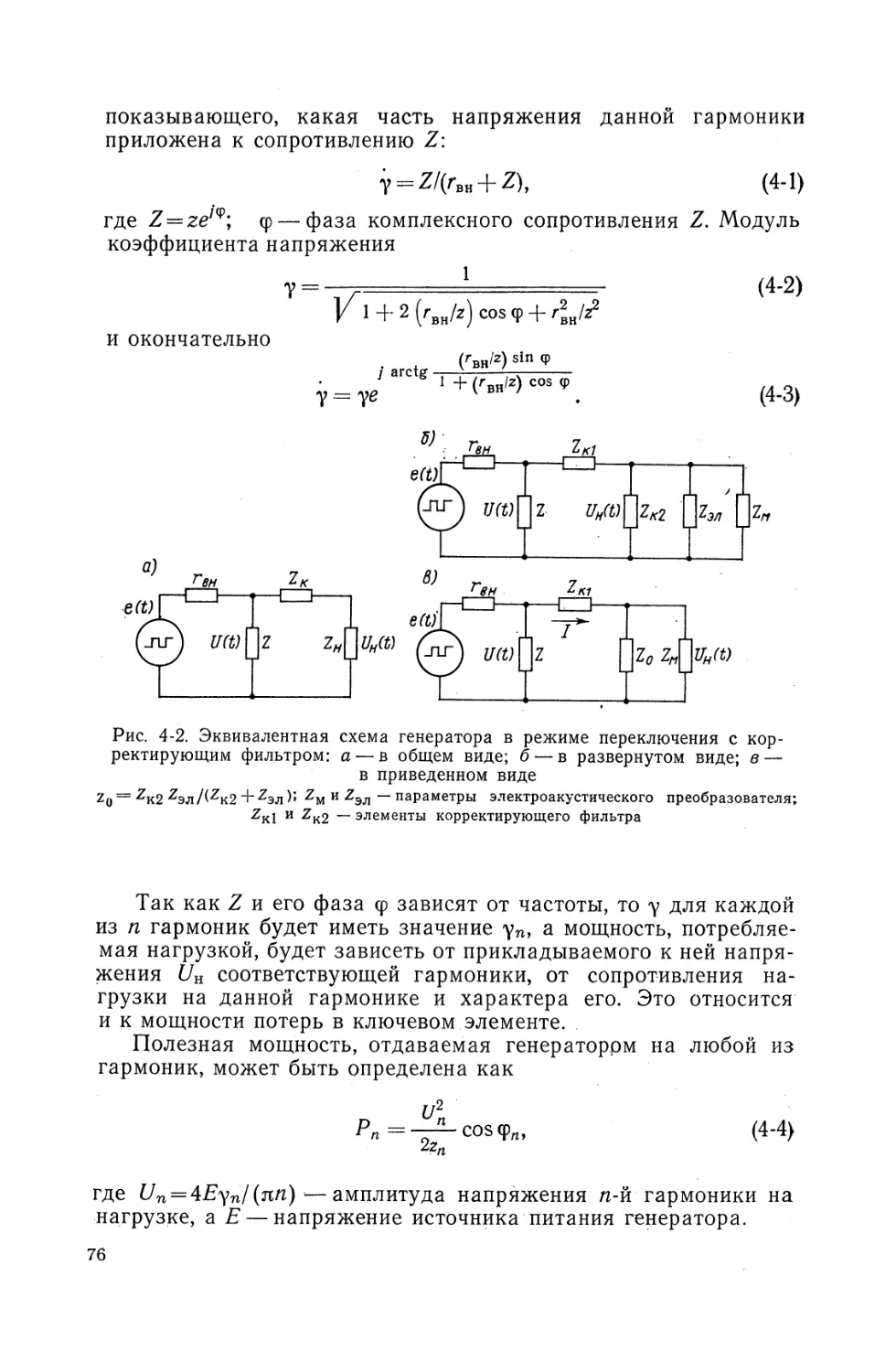
а)_
Воздействие
ультразвука,
физические,
химические
и прочие
воздействия]
{Технологическая
среда
—я»
Объект
технологи- \
ческого
Воздействия]
б)
Воздействие
ультразвука,
физические,
химические
и прочие
Воздействия
L 1
—
Объект 1
технологи^
ческого
воздействия
в)
1 Воздействие
{ультразвука
{Химическое
| Воздействие
'
'
Технологическая
среда
1
'
Объект 1
го Возд1
гйстви
я \
1 Физическое
воздействие
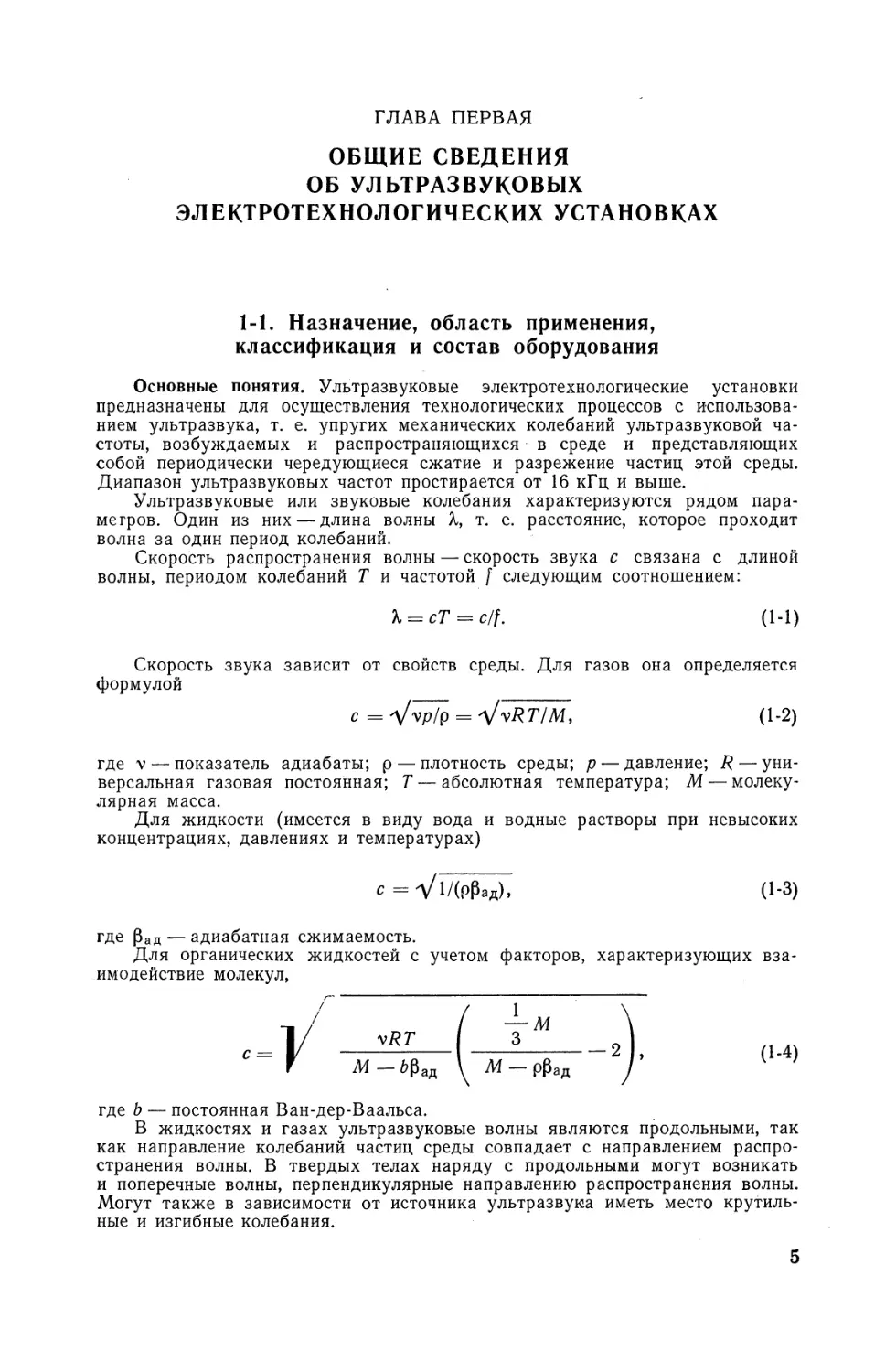
Рис. 1-1. Схема воздействия различных
факторов на объект технологического
воздействия при ультразвуковой
технологии: а — обработка объекта
ультразвуком через технологическую среду;
б — непосредственное воздействие
ультразвука на объект; в —
комбинированное воздействие
7
образователен, преобразующих энергию тока высокой частоты в энергию
механических колебаний, и технологического устройства, в котором
энергия механических колебаний активно воздействует на обрабатываемый
объект.
В общем случае можно представить три варианта ультразвуковых
установок, классифицируемых по виду воздействия ультразвука на
технологический объем.
На рис. 1-1, а рассмотрена схема обработки объекта технологического
воздействия через промежуточную технологическую среду, служащую
передаточным звеном между источниками воздействия и объектом воздействия.
Такая схема относится к технологическим процессам, осуществляемым в
жидкой фазе. В качестве примеров для данного случая могут служить процессы
ультразвуковой очистки, гальванические процессы с применением ультразвука,
диспергирование и т. п.
Во второй схеме (рис. 1-1,6) воздействие оказывается непосредственно
на объект, без использования промежуточной технологической среды. Такие
процессы происходят при воздействии на твердую фазу, а иногда и на
жидкую, например ультразвуковая сварка, снятие остаточных напряжений после
термической обработки металла, дегазация расплавов и т. д.
В практике применения ультразвука могут быть комбинированные схемы
воздействия, т. е. и на объект и на среду, как, в частности, показано на
рис. 1-1, в. Данную схему может проиллюстрировать очистка изделий при
их контактном возбуждении ультразвуком, механическая обработка
режущим инструментом, в котором возбуждаются ультразвуковые колебания,
и т. п.
Рассмотренная классификация представляет разделение ультразвуковых
установок по схеме воздействия ультразвука на объект технологической
обработки. Кроме того, ультразвуковые установки могут быть
классифицированы по областям применения (очистка, механическая обработка,
ультразвуковая сварка, диспергирование, эмульгирование и т. д.) и конструктивному
оформлению оборудования, связанному с характером обслуживания. В
последнем случае установки могут подразделяться на автоматизированные,
полуавтоматизированные, с ручным обслуживанием и с применением малой
механизации.
С точки зрения использования ультразвуковых установок в общем цикле
производства они могут подразделяться на установки с индивидуальным
исполнением и установки, встраиваемые в поточные линии, агрегаты и т. п.
По своим техническим возможностям ультразвуковые установки могут
быть универсальные и специализированные. Универсальные рассчитаны на
производство операций над значительной номенклатурой обрабатываемых
изделий, а специализированные предназначены для обработки определенного
вида изделия или группы однотипных изделий.
1-2. Основные технические характеристики
ультразвуковых электротехнологических установок
Общие требования. Ультразвуковые установки обладают электрическими
и неэлектрическими характеристиками. К электрическим относятся: рабочая
частота или диапазон частот, мощность ультразвуковой частоты,
потребляемая мощность, режим работы (непрерывный, импульсный), уровень
индустриальных радиопомех. Неэлектрические характеристики: производительность,
конструктивные особенности (определяемые заданными габаритами и массой
установки, удобством обслуживания и ремонта, требованием хорошего
естественного или принудительного теплоотвода, теплостойкостью и
влагостойкостью деталей и узлов, устойчивостью к внешним воздействиям), уровень
шумов и т. п.; кроме того, весьма важны для общей характеристики
ультразвуковых установок эксплуатационные, экономические и энергетические
показатели, позволяющие оценить пригодность установок к использованию
в производственных условиях и определяемые устройством и конструкцией
8
установок, числом органов управления, числом операций включения и
настройки, надежностью и сроком службы, стоимостью и т. п.
Электрические характеристики. Рабочая частота или диапазон частот
устанавливается в зависимости от назначения ультразвуковых установок. Для
установок с ламповым генератором в соответствии с ГОСТ 13952—68
выделены следующие полосы частот: 18±1,35 кГц; 22±1,65 кГц; 44±4,4 кГц;
66±6,6 кГц; 440±11 кГц; 880±8,8 кГц и 1760±44,0 кГц, а для установок
с транзисторными генераторами в соответствии с ГОСТ 16165—70 выделены
полосы частот 18±1,35 кГц; 22±1,65 кГц; 44±4,4 кГц и 66±6,6 кГц.
В принципе приведенные частоты могут быть использованы также для
ультразвуковых установок с генераторами на тиристорах и с машинными
генераторами.
Под мощностью ультразвуковых установок понимают электрическую
мощность ультразвуковой частоты, подводимую к электроакустическим
преобразователям. В соответствии с ГОСТ 9865—68 установлен следующий ряд
номинальных мощностей: 0,04; 0,10; 0,25; 0,40; 0,63; 1,0; 1,6; 2,5;
4,0; 6,3; 10,0; 16,0; 25,0; 40,0; 63,0; 100; 160; 250 кВт.
Мощность, потребляемая ультразвуковой установкой, представляет собой
суммарную мощность всех потребителей энергии установки с учетом потерь,
т. е. мощность, подводимую к установке. В общем случае это не только
электрическая мощность, но и мощность других источников энергии (пар,
горячая и холодная вода, сжатый воздух и т. п.).
Режим работы ультразвуковой установки определяется видом и
характером технологического процесса, а также формой и характером
ультразвуковых колебаний. Наиболее часто в ультразвуковых установках применяется
непрерывная генерация ультразвуковых колебаний с постоянной амплитудой;
реже применяется работа с радиочастотными импульсами, ударное
возбуждение электроакустических преобразователей видеоимпульсами, амплитудная
и частотная модуляции.
Уровень индустриальных радиопомех определяется для комплекса
ультразвуковой генератор, фидер, питающий электроакустические
преобразователи, и сами преобразователи. Уровень радиопомех должен соответствовать
действующим общесоюзным нормам допускаемых индустриальных
радиопомех.
Незлектрические характеристики. Производительность ультразвуковых
установок в зависимости от технологического процесса, вида обрабатываемого
изделия или материала выражается в различных величинах. Так, при
ультразвуковой очистке, гальванических процессах, интенсифицируемых с помощью
ультразвука, производительность может выражаться массой или числом
деталей, обрабатываемых в единицу времени (кг/с, шт/с), длиной или
площадью поверхности, обрабатываемой в единицу времени (м/с, м2/с),
и т. д.
При ультразвуковой механической обработке производительность
оценивается объемом или массой снимаемого материала в единицу времени (м3/с,
кг/с), а при ультразвуковой сварке — числом сварных точек или длиной
сварного шва, получаемого в единицу времени (шт/с, м/с). При эмульгировании
и диспергировании производительность определяется массой или объемом
вещества, обрабатываемого в единицу времени (м3/с, кг/с).
Следует иметь в виду, что для данного вида оборудования и
соответствующего технологического процесса производительность должна быть
представлена в сравнимых единицах.
Конструктивные требования определяются назначением установки и
условиями ее эксплуатации с точки зрения ее простоты, удобства
обслуживания и ремонтоспособности, а также удобства управления установкой и
сигнализации, защиты от аварийных ситуаций, безопасности работы
обслуживающего персонала.
В некоторых случаях могут быть предъявлены специальные
конструктивные требования, определяемые условиями работы установки в помещениях
с повышенной влажностью, парами щелочей и кислот, токопроводящей
пылью и т. п.
9
Уровень шумов в ультразвуковых установках должен соответствовать
действующим санитарным нормам для электрических установок
промышленных предприятий.
1-3. Энергетические характеристики
ультразвуковых электротехнологических установок
Энергетические затраты в ультразвуковых установках складываются из
энергетических затрат на систему получения, передачи и преобразования
энергии ультразвуковой частоты, систему охлаждения и нагрева технологи-
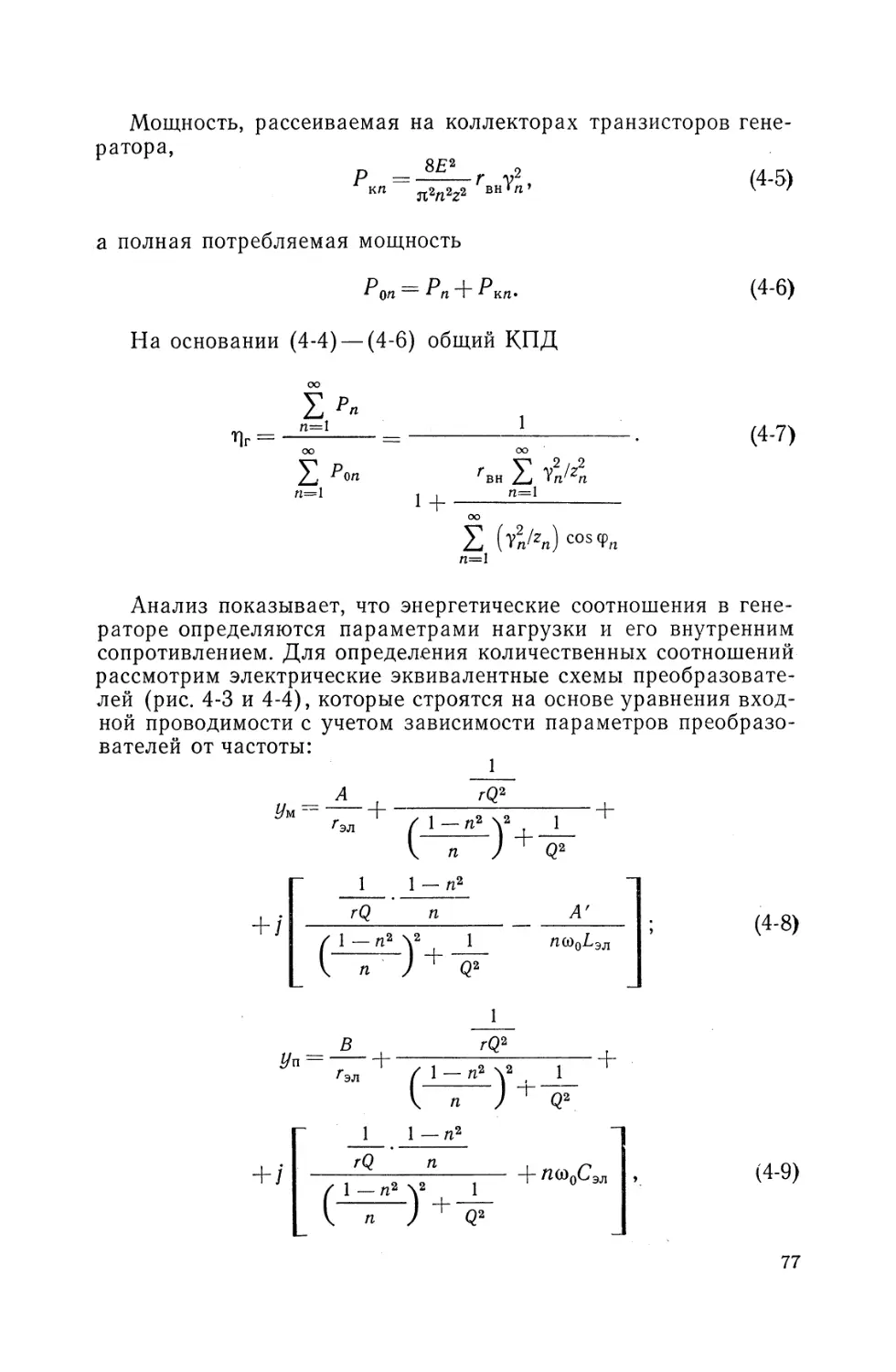
Вспопога
тельные
воздействия на про-
цесс
Механизмы
Прочие
затрать/
Сеть
Выпрямительное
устройство
-ШГ
Преобразователь энергии
постоянного тока в энергию тока иль -
\СП]Ш1§1К0^0^ чашоты
Устройство согласования УЗГс
{электромеханическим преобра-
зо Вате лен
электромеханический
преобразователь
система согласованияэлектро\
механического
преобразователя с технологической средой м
/\С
Л
щъект
технологического Воздействия —
технологическая
среда
у~— -
Система нагреА
°'~ и
охлаждения технологи-
[ческой среды
Система
'ентиляции
{Конструктив-
\Система
использования ультразвуковой
энергии
wo-технологи-]
мескиеприемы
обработки .
Рис. 1-2. Схема, характеризующая затраты
энергии в ультразвуковых установках УЗГ —
ультразвуковой генератор; АС — акустическая система
ческой среды или объекта технологического воздействия, систему обеспечения
действия механизмов и т. д.
На рис. 1-2 представлена структурная схема, содержащая элементы»
в которых происходят потери энергии при доведении ее до объекта
технологического воздействия.
В современных ультразвуковых установках в общей системе
энергоснабжения энергия, затрачиваемая на получение ультразвуковых колебаний и их
последующее преобразование, может колебаться в зависимости от типа
установки в пределах от 10 до 100 % всей потребляемой энергии. Такие широкие
пределы доли энергии ультразвука в общем балансе энергетических затрат
зависят от вида технологического процесса и конструктивно-технологических
10
особенностей ультразвуковых установок. Так, например, в процессах
ультразвуковой механической обработки, сварки и очистки, проводимых в
простейших ультразвуковых установках, основную долю энергии составляет энергия,
затрачиваемая на получение ультразвуковых колебаний, поскольку
вспомогательные операции и воздействия в данном случае сведены к минимуму.
В тех же процессах, в которых используется сложная технология, где
ультразвуковая обработка сопутствует другим технологическим воздействиям
(нагрев, барботирование, механические воздействия и т. п.), доля энергии,
затрачиваемая на получение ультразвуковых колебаний, уменьшается по
сравнению с прочими затратами и может снижаться до 10—20 % всей энергии,
потребляемой ультразвуковой установкой.
На практике доля энергетических затрат на получение ультразвуковых
колебаний составляет в среднем 40—60 %, поэтому с точки зрения
улучшения энергетических характеристик ультразвуковых установок целесообразно
усовершенствовать тракт передачи и преобразования ультразвуковой энергии,
а также технологический процесс путем улучшения как непосредственно
самой технологии, так и применения новых конструктивно-технологических
приемов, обеспечивающих эффективное течение процесса, вспомогательных
воздействий на процесс и т. п.
Очевидно, что энергетические затраты, связанные с системами
охлаждения и нагрева технологической среды или объекта воздействия, вентиляции
установки, приведения в действие механизмов и т. д., хотя и оказывают
влияние на энергетические характеристики установок, но оцениваются
известными способами и в данной книге не рассматриваются, поскольку оценки
эти основаны на хорошо разработанных инженерных методах расчета,
конструирования и проектирования.
Энергетические характеристики тракта получения, передачи и
преобразования энергии ультразвуковой частоты. Улучшение энергетических
характеристик этого тракта позволяет в значительной степени повысить
энергетические характеристики установки в целом. На рис. 1-2 представлена схема
передачи и преобразования ультразвуковой энергии в ультразвуковых
установках. На ней отмечены элементы, в той или иной степени влияющие на
энергетические характеристики устройства. В общем виде тракт состоит из
ультразвукового генератора, акустической системы, воздействующей на
технологическую среду, объекта технологического воздействия и промежуточной
системы, определяющей эффективность использования ультразвуковой
энергии для технологических целей. В свою очередь генератор содержит такие
элементы, как выпрямительные устройства, электронный или
электромашинный преобразователь (собственно генератор) энергии постоянного
(переменного) тока в энергию тока ультразвуковой частоты, системы его согласования
с электроакустическими преобразователями и системы автоматики.
Акустическая система помимо электроакустического преобразователя содержит
систему, предназначенную для согласования его с технологической средой или
объектом технологического воздействия.
В ряде работ, например [12, 28], значительное внимание уделено
вопросам создания мощных источников ультразвуковых колебаний с высокими
энергетическими характеристиками, в то время как вопросы, связанные с
согласованием системы ультразвуковой генератор — электроакустический
преобразователь— технологическая среда, в целом в литературе освещены
недостаточно. Решение вопроса согласования системы представляет значительный
резерв улучшения энергетических характеристик, и ему следует уделить
особое внимание.
Несомненный интерес представляет создание ультразвуковых генераторов
с повышенным КПД, что достигается применением энергетически выгодных
режимов и использованием в системе генератор — электроакустический
преобразователь автоматической подстройки частоты, обеспечивающей
оптимальные условия работы и согласования системы при уходе собственной частоты
акустической системы, вызываемом изменением ее нагрузки в
технологическом процессе, за счет таких факторов, как нагрев, изменение механического
давления и т. п.
11
Немаловажную роль может в этом случае играть автоматическое
управление амплитудой колебаний электромеханического преобразователя, а иначе
говоря, подводимой к нему мощностью в зависимости от хода
технологического процесса, а в некоторых случаях и стабилизация амплитуды
колебаний, когда нагрузка на электромеханический преобразователь меняется от
нагрузки холостого хода до номинальной.
И наконец, весьма существенную роль в энергетическом балансе играет
эффективность использования ультразвуковой энергии непосредственно в зоне
осуществления технологического процесса. Этот вопрос представляет
большую сложность из-за многообразия форм использования ультразвуковой
энергии в различных технологических процессах и трудности разработки
обобщенных критериев оценки этого вопроса. Наибольший интерес здесь
представляет использование ультразвуковой энергии при проведении
технологического процесса в жидкой фазе. В этой связи целесообразно обеспечить такой
характер ультразвукового поля, при котором оно равномерно воздействует
на объект обработки, создать определенную зону озвучивания, выбрать время
использования ультразвукового поля для технологического воздействия,
ввести операции, повышающие эффективность технологического процесса и
усиливающие действие ультразвукового кавитирующего поля.
Повышение эффективности ультразвукового оборудования. На
энергетическую эффективность ультразвукового оборудования помимо рационального
выбора системы получения, передачи и преобразования ультразвуковой
энергии в значительной степени влияет сам технологический процесс, скорость
его протекания, экономичность и т. д.
Уменьшение энергетических затрат может быть получено за счет
управления и оптимального выбора видов воздействия: физического, химического
и прочих (см. рис. 1-1). Если рассмотреть каждый из этих факторов в
отдельности, то можно показать, что, например, физические воздействия на
скорость процесса определяются температурой, барботированием газом,
острым паром и т. п., давлением на технологическую среду или объект
технологического воздействия.
Химические воздействия зависят от химической активности
технологической среды по отношению к объекту технологического воздействия, от
скорости растворения обрабатываемых веществ в технологической среде
(например, удаление загрязнения при ультразвуковой очистке) и т. п.
Следует отметить, что при комплексном действии ультразвука,
физических и химических методов обработки обеспечивается дополнительная
интенсификация процесса (за счет, например, ускорения химических реакций в
ультразвуковом поле, усиления кавитационных процессов при повышении или
понижении температуры технологической среды в определенных пределах),
зависящая от вида среды, ускорения растворения при повышении
температуры среды и т. п.
Наконец, прочие виды воздействия заключают в себе дополнительные
конструктивно-технологические приемы обработки (см. рис. 1-2), связанные
с определенной ориентацией объектов технологического воздействия в
ультразвуковом поле, их вращением и перемещением для более равномерного
озвучивания, встряхиванием и ворошением объектов, удалением
технологической среды из полостей, заполненных воздухом и т. п. Это позволяет
получить качественную обработку изделий, сократить время операций.
Выше рассматривались способы повышения энергетической
эффективности технологического процесса при комплексном воздействии ультразвука
в сочетании с другими методами технологического воздействия.
На практике иногда производят постадийную обработку объектов
технологического воздействия. В данном случае для повышения эффективности
процесса вводят предварительные технологические операции, которые
подготавливают объект к проведению непосредственно ультразвуковой обработки,
и последующие операции, позволяющие закрепить результат, полученный на
предварительных операциях. Видимое усложнение всего технологического
процесса вполне оправдано, так как в большинстве случаев усложнение
технологии обеспечивает высокую энергетическую и технологическую эффектив-
12
ность процесса. При предварительных и последующих (заключительных)
операциях могут иметь место химические, физические и прочие виды
воздействий, причем могут применяться как отдельные виды воздействия, так и их
комбинации.
Предварительные операции должны простыми методами при малых
энергетических затратах подготовить объект к эффективной обработке
ультразвуком. Например, при ультразвуковой очистке может быть применено
предварительное снятие основного количества загрязнений струйным методом,
замачиванием деталей в ванне с моющим раствором. При больших габаритах
и массе деталей эффективен их предварительный нагрев и т. п.
Последующие или заключительные операции, как уже отмечалось,
призваны обеспечить сохранение эффекта, достигнутого на двух первых стадиях
процесса. Для ультразвуковой очистки эти операции заключаются в удалении
с изделий остатков моющей жидкости, в сушке изделий, пассивации или
консервации и т. п.
Технологическая схема и соответствующая конструкция ультразвуковой
установки должна учитывать рассмотренные варианты, но следует помнить,
что усложнение технологического процесса и получение требуемого
результата должно находиться в определенном соответствии.
ГЛАВА ВТОРАЯ
МАГНИТОСТРИКЦИОННЫЕ
ПРЕОБРАЗОВАТЕЛИ
2-1. Электромеханические соотношения
в магнитострикционных преобразователях и их параметры
Явление магнистрикции. Магнитострикционный эффект
был открыт Джоулем в 1847 г. Джоуль обнаружил, что
ферромагнитное тело при намагничивании изменяет свои
геометрические размеры, т. е. деформируется. Существует также
обратный магнитострикционный эффект, заключающийся в
изменении намагниченности тела при его деформации.
В ферромагнетике возможны два вида магнитострикции:
линейная, при которой происходит изменение геометрических
размеров тела в направлении приложенного поля, и объемная,
при которой геометрические размеры тела изменяются во всех
направлениях [2]. В магнитострикционных преобразователях
используется линейная магнитострикция.
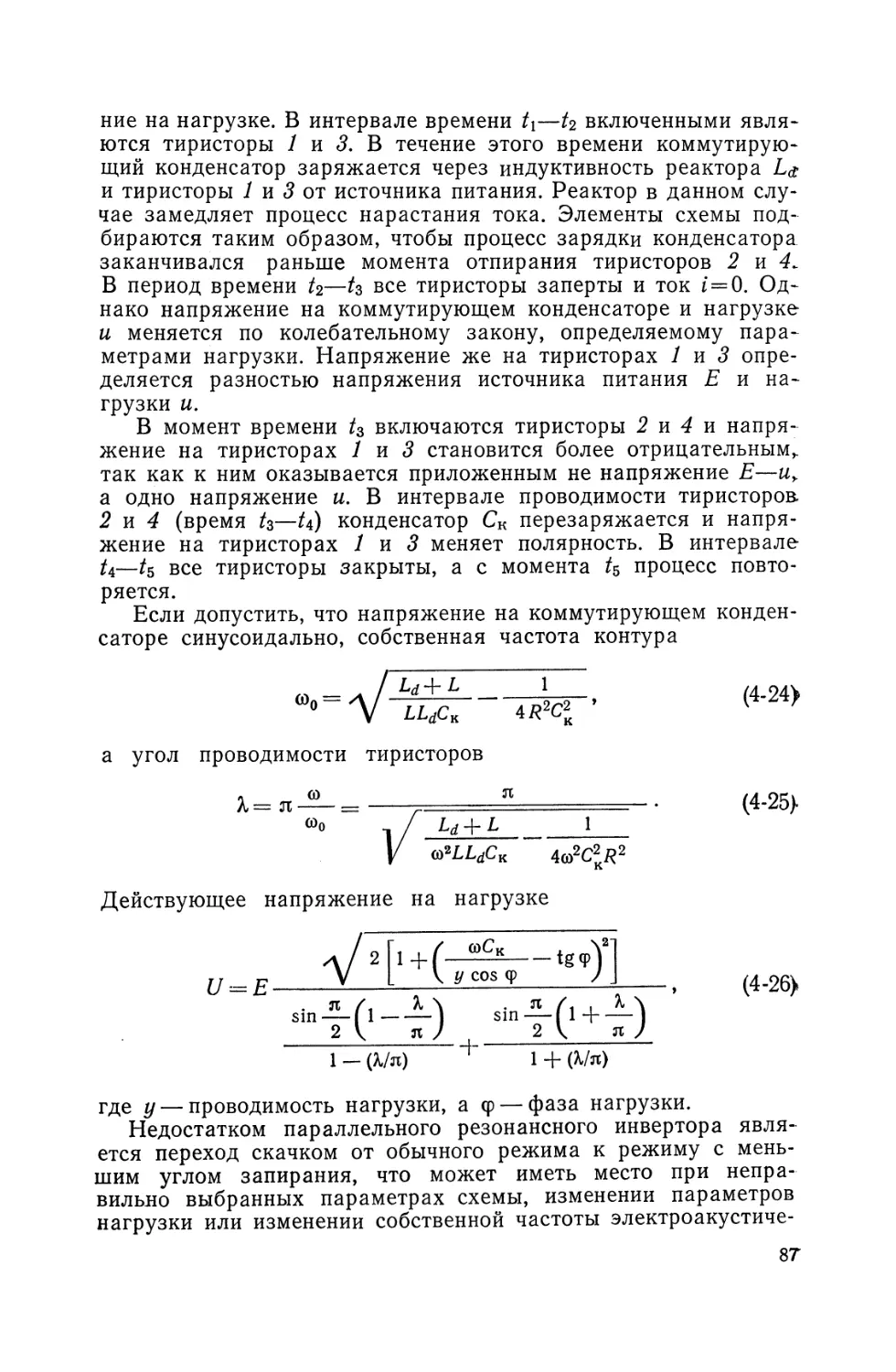
Магнитострикционный эффект у разных металлов и сплавов
различен (рис. 2-1). Высокой магнитострикцией обладают
никель и пермендюр, нашедшие широкое применение при
изготовлении магнитострикционных преобразователей.
Магнитострикция во многом определяется технологией изготовления и
режимом работы магнитострикционных преобразователей.
Пакет магнитострикционного преобразователя представляет
собой сердечник из тонких пластин, на котором размещена
обмотка для возбуждения в нем переменного высокочастотного
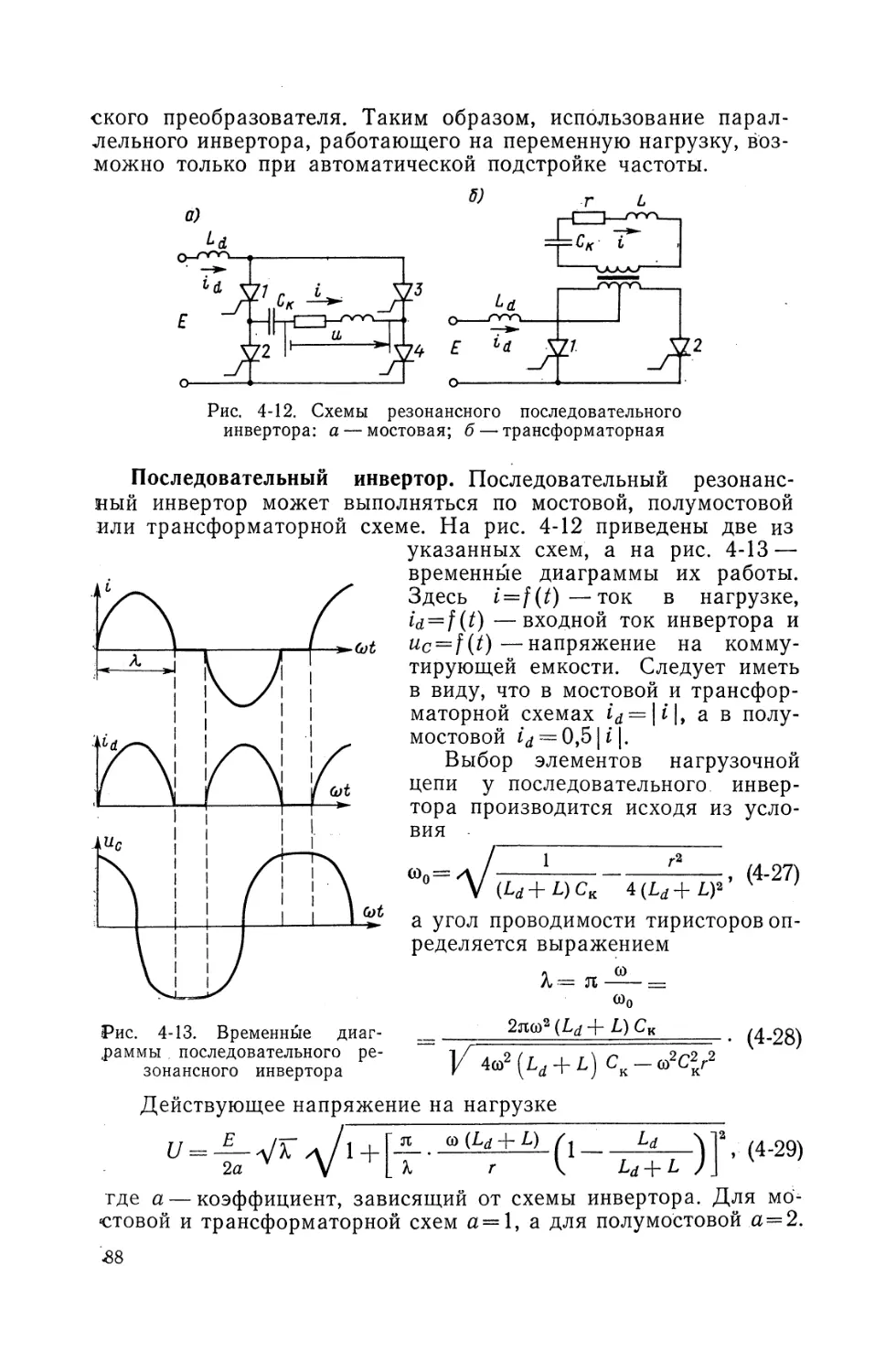
поля. Магнитострикционный эффект является четным
эффектом, поскольку знак деформации сердечника не изменяется
при перемене направления поля на обратное; частота
изменения деформации в два раза больше частоты переменного тока,
протекающего по обмотке преобразователя, так как в
положительный и отрицательный полупериоды происходит
деформация одного знака (рис. 2-2).
Обычно в ультразвуковой технике применяют
поляризованные преобразователи, по обмотке которых пропускают помимо
переменного еще и постоянный ток. Физически это можно
представить себе так, что внешнее поле ориентирует
элементарные магнитики примерно в одинаковом направлении и
вещество начинает вести себя подобно монокристаллу. При
наличии поляризации частота деформаций равна частоте
приложенного электрического напряжения, а амплитуда дефор-
14
мации Хп во много раз больше амплитуды деформации Х]т
неполяризованного преобразователя при той же амплитуде
переменной магнитной индукции Вт. Нетрудно показать, что
отношение амплитуд переменной деформации
поляризованного Хи и неполяризованного ЛШ
преобразователя определяется выражением
Хц/Хн1] = 4Во/Вт. Если Во/Вт = 5, то амплитуда
деформации увеличивается в 20 раз. Такая
линейная зависимость между переменной
индукцией и переменной деформацией
существует только в некоторых пределах. При
дальнейшем увеличении индукции Вт
наблюдается малое приращение деформации.
Основное уравнение преобразователя. Состояние
ферромагнетика определяется следующими
параметрами: напряженностью магнитного поля Я, меха-
Рис. 2-1. Зависимость относительного удлинения А///
различных ферромагнетиков от напряженности поля Я
1 — 54 % Pt, 46 % Fe; 2 — 75 % Со, 25 % Fe; 3 — 49 %. Со, 1,8 % V,
остальное Fe (пермендюр);; 4 — 6% Ni, 94% Fe; 5 — 29% Ni,
71 % Fe; 5 — 70% Ni, 30% Fe; 7 — Co (литой); 8 — Fe; 9 — Co
(отожженный); 10 — Ni
ническим напряжением а, деформацией X, магнитной индукцией В. Все эти
параметры взаимосвязаны: Х = Х (о, В)\ В = В(Н, X).
Деформация ферромагнетика X сопровождается возникновением в
нем упругих напряжений а. Связь между упругими напряжениями и
деформациями определяется законом
Гука:
ЕХ,
B-1)
где a — упругое напряжение в
поперечном сечении тела из
ферромагнетика; Е — модуль упругости
материала; X — деформация
ферромагнетика.
Если каким-либо способом
зажать работающий магнитострикцион-
ный преобразователь, то в нем под
воздействием индукции возникнут
усилия, стремящиеся вызвать
деформацию:
Рис. 2-2. Изменение деформации и
индукции ферромагнетика во
времени
a = — aMB,
B-2)
где aM —¦ магнитострикционная
постоянная ферромагнетика; В —
индукция в поперечном сечении
ферромагнетика.
Когда происходит деформация ферромагнетика, то усилие
/ — неполяризованный преобразователь;
2 — поляризованный преобразователь
ЕХ — аыВ.
B-3)
Это уравнение описывает прямой магнитострикционный эффект.
Обратный магиитострикционный эффект выражается в появлении /—дополнитель-
15
ной намагниченности, вызванной колебаниями магнитострикционного стержня,
и определяется следующим уравнением:
/ = амХ. B-4)
Для всякого ферромагнитного вещества справедливо выражение
Н = B/\l, B-5)
где {1 — магнитная проницаемость.
Для ферромагнетика, обладающего магнитострикционными свойствами,
напряженность поля определяется уравнением
Н = B/\i — J B-6)
или
H = B/\i-aMX. B-7)
В этом уравнении и магнитострикционная постоянная ам и магнитная
проницаемость ji являются характеристиками материала, из которого
изготовлен преобразователь. Эти величины зависят также от напряженности
поляризующего поля Н0. Выражение для приращения индукции в магнито-
стрикционном материале при воздействии внешнего поля имеет следующий
вид [16]:
/ ЯР \ Г / HW \ 1
B-8)
\дН )х L V дХ Jв
Второй член выражения в скобках обусловлен приращением магнитного поля
за счет деформации ферромагнетика.
Мы привели основные уравнения магнитострикционного эффекта. На
основе этих уравнений с использованием метода электромеханических аналогий
составляются схемы замещения магнитострикционных преобразователей.
Вывод основных уравнений основан на рассмотрении магнитострикционного
преобразователя как системы с распределенными параметрами, аналогичном
теории длинных линий в радиотехнике. Не останавливаясь на выводе уравнений
схем замещения магнитострикционного преобразователя, приведенном в
работах [8, 11], запишем эти уравнения в окончательном виде:
- 'iiSr( *¦ +У +&™«т +|А - jtu • B-10>
где gi и g2 — колебательные скорости концов стержней; W=pc — волновое
сопротивление материала пакета; s — площадь поперечного сечения пакета;
k = (x>/c — волновое число; со — угловая частота; с — скорость распространения
звука; р — плотность; Zt и Z2 — суммарные механические сопротивления на
концах стержней; ф = ам/(сол)—коэффициент электромеханической связи
пакета; п — число витков на стержне пакета; U — электрическое напряжение на
обмотке преобразователя.
Ws w/ , kl
Величины и Ws tg—представляют собой реактивные сопро-
sin kl 2
тивления активных стержней пакета. Разный знак их говорит о том, что одна
из них эквивалентна колеблющейся массе, а вторая — упругости.
Выражение для тока, протекающего по обмотке преобразователя, имеет
следующий вид [11]:
О ам , . . v
16
Первый член в правой части уравнения представляет собой
составляющую тока, вызванную индуктивным сопротивлением преобразователя, а
второй член — составляющую тока, вызванную реакцией механической системы
и приведенную к электрической стороне посредством коэффициента
электромеханической связи ср = ам/(о)я).
Входное сопротивление параллельной схемы замещения преобразователя,
определяемое как 2 = U/I будет иметь также две составляющие:
электрическую и механическую. Входное сопротивление преобразователя является
комплексной величиной с активной и реактивной составляющей
Z = R+jX.
B-12)
Рис. 2-3. Схема замещения магнитострикционного
преобразователя с распределенными параметрами
Активная составляющая входного сопротивления в последовательной
схеме замещения имеет следующий вид:
п
#вх = — • B-13)
1 +
V 2я/1э )
Реактивная составляющая входного сопротивления в последовательной
схеме определяется выражением
*вх = -т-Ь — » B-14)
1 +
(-г-)
где R — активное сопротивление параллельной схемы замещения.
Схемы замещения магнитострикционных преобразователей.
Уравнения B-9) и B-10) позволяют построить схему
замещения магнитострикционного преобразователя (рис. 2-3). При
этом механическая часть схемы должна иметь три
параллельные ветви: одну с колебательной скоростью ?ь вторую — с ?2
и третью — с gi + ^2. Механическая часть должна быть связана
с электрической частью схемы посредством
электромеханического трансформатора, на вторичной стороне которого сумма
колебательных скоростей ?i + g2 пропорциональна току в-
первичной обмотке.
Уравнения B-9) и B-10) и схема замещения на рис. 2-3
построены из условия двустороннего излучения преобразова-
17
теля. На схеме xL = (oLb— индуктивное сопротивление
преобразователя; г — сопротивление электрических потерь; Х\ и х2 —
реактивные сопротивления активных стержней пакета,
соответственно равные tg(kl/2) и— 1 /sin kl.
Схема замещения позволяет произвести расчет
механических параметров аналогично расчету электрических схем, но
с учетом коэффициента электромеханической связи ф.
Коэффициент ф характеризует связь колеблющейся механической
части системы с электрической цепью. Согласно первой
системе электромеханических аналогий коэффициент ф// служит
для пересчета электрических напряжений в механические
а)
Ю
с' i '
Рис. 2-4. Схемы замещения магнитострикцион-
ного преобразователя с сосредоточенными
параметрами: а — общий случай; б — преобразование
к электрическим величинам
силы, /ф является пересчетным коэффициентом колебательных
скоростей в токи, а ф2 — коэффициентом пересчета
электрических сопротивлений в механические. В зависимости от
конструкции и материала преобразователя изменяются параметры
схемы замещения.
Различные технологические режимы работы магнитострик-
ционных преобразователей (например, ультразвуковая сварка,
дегазация металла) создают различные нагрузки Zi и Z2 на
активные стержни преобразователя как по характеру
(соотношение между активной и реактивной составляющей
сопротивления), так и по модулю полного сопротивления.
Характер нагрузки и ее численное значение могут быть
определены методом круговых диаграмм проводимости.
В гл. 5 показано применение полной схемы замещения
(рис. 2-3) для решения практической задачи — определения
ухода резонансной частоты магнитострикционных
преобразователей с трансформаторами упругих колебаний при некоторых
технологических процессах.
Чтобы рассмотреть физическую картину явлений, во многих
случаях достаточно обратиться к схеме замещения с
сосредоточенными параметрами (рис. 2-4), принцип построения кото-
18
рой аналогичен изложенному выше. При построении схемы
допускается, что входящие в нее параметры не изменяются
вдоль длины преобразователя.
В приведенной схеме составляющие LM, См, Rm и Rn
эквивалентны соответственно массе, гибкости, сопротивлению
механических потерь на внутреннее трение и сопротивлению
нагрузки; L и Яэ — соответственно электрическая индуктивность
и сопротивление потерь на вихревые токи и гистерезис;
Ф2ДМ — индуктивность, вызванная магнитострикционным
эффектом. Величина ф2 представляет собой отношение магнитной
энергии, запасенной в системе, к запасенной в ней
механической (потенциальной) энергии, когда механическая энергия
переходит в магнитную.
При изготовлении преобразователя с малым рассеянием
магнитного потока электрическая индуктивность в схеме
замещения связана только с индуктивностью, вызванной
магнитострикционным эффектом.
Схема рис. 2-4, а легко преобразуется в схему рис. 2-4, б,
в которой
V = Ф21 ; С = С /ф2; R' = W2R ; ср = п*™Е ¦ B-15)
В схеме замещения рис. 2-4, б мы пренебрегаем как
сопротивлением потерь в меди обмотки ввиду его малости, так и
индуктивностью рассеяния магнитного потока, поскольку она
незначительна у преобразователей с замкнутым магнитопрово-
дом.
Следует иметь в виду, что дать точную схему замещения
магнитострикционного преобразователя затруднительно из-за
нелинейности его параметров, неопределенности потерь на
вихревые токи и гистерезис и зависимости элементов схемы
от рабочей мощности. В каждом конкретном случае параметры
схемы подлежат уточнению посредством измерений.
Резонансная характеристика и диаграммы сопротивлений
(проводимостей) схемы замещения. Магнитострикционный
преобразователь представляет собой резонансную систему. На
рис. 2-5 изображена зависимость активной R и реактивной х
составляющих сопротивления преобразователя от частоты.
Здесь хэ и Еэ — значения сопротивлений преобразователя при
отсутствии колебаний.
Вдали от резонансной частоты сопротивления изменяются
незначительно, но поблизости от нее наблюдается резкое
изменение реактивного и активного сопротивлений. Резонансная
частота совпадает с максимумом активного сопротивления R.
Следовательно, и активная мощность, потребляемая
преобразователем на резонансной частоте, максимальна. Линии,
соединяющие концы резонансных кривых, показывают изменение
19
сопротивлений преобразователя хэ и Яэ при отсутствии его
колебаний, когда преобразователь каким-либо способом зажат.
При зажатом преобразователе сопротивление его имеет
индуктивный характер и плавно нарастает с увеличением частоты.
Преобразователь в этом случае не обладает резонансными
свойствами. В зависимости от уровня и характера нагрузки
на преобразователь изменяются его резонансные свойства,
изменяется добротность.
На рис. 2-5, б построена на комплексной плоскости
круговая диаграмма сопротивлений магнитострикционного преобра-
Рис. 2-5. Резонансная характеристика
магнитострикционного преобразователя: а — сопротивления
преобразователя R и х в зависимости от частоты /;
б — круговая диаграмма сопротивлений
зователя. Диаграмма получена нанесением на график
измеренных значений реактивного и активного сопротивлений на
отдельных частотах. На низших частотах сопротивления
преобразователя малы и медленно растут с увеличением
частоты. На частоте 18 кГц начинают сказываться резонансные
свойства механической колебательной системы и кривая
описывает окружность, диаметр которой тем больше, чем выше
добротность преобразователя. Наклонное расположение
диаметра по отношению к оси абсцисс говорит о наличии потерь
на вихревые токи и на гистерезис в материале
преобразователя.
Круговая диаграмма в большом интервале частот
находится в положительной области значений сопротивлений, что
обусловливает индуктивный характер полного сопротивления
преобразователя. Заход круговой диаграммы в область
отрицательных значений реактивного сопротивления говорит о том,
что колебательная система на некоторых частотах имеет
упругий характер и сопротивление преобразователя на этих
частотах емкостное.
20
На рис. 2-6 показана зависимость электрической мощности,
потребляемой преобразователем, от частоты. Как видно из
рисунка, добротность колебательной системы резко падает под
нагрузкой; при этом под влиянием соколеблющейся массы
происходит сдвиг резонансной частоты
в сторону низких частот от /0 ДО /V-
Наиболее удобна для практического
использования круговая диаграмма про-
водимостей. Если векторы полной
проводимости схемы рис. 2-4, б для ряда
частот построить на комплексной
плоскости и соединить кривой концы этих
векторов в порядке изменения частоты, то
получится диаграмма проводимостей [10,
16].
В реальном преобразователе нередко
можно наблюдать помимо основного
продольного резонанса еще и поперечный
резонанс, резонанс фланцев крепления
и т. п. При этом в схеме замещения
вместо одной появляется несколько цепей
последовательного резонанса, а на
диаграмме— несколько петель разных
размеров (рис. 2-7).
Анализ круговых диаграмм
сопротивлений или проводимостей позволяет
получить численные значения параметров
схемы замещения, определить
механическую добротность, КПД и коэффициент
электромеханической связи, исследовать
влияние механической нагрузки на
работу магнитострикционного
преобразователя.
В ЛПИ имени М. И. Калинина
П. П. Червинским разработана
программа для ЭВМ, которая позволяет
производить расчет и вычерчивание диаграмм
проводимостей по точкам с определением
параметров эквивалентной схемы.
Активная, реактивная и полная
проводимость определяются по формулам:
Рис. 2-6. Зависимость
электрической
мощности Р, потребляемой
преобразователем, от
частоты f
1 — нагрузка в виде столба
воды; 2 — без нагрузки
G = I*/P; Y = I/U; B = ^/Y2 — G*. B-16)
о
Рис. 2-7. Диаграмма
тока (проводимости)
многорезонансного
преобразователя
Параметры эквивалентной схемы зависят от
электрического режима питания: мощности, напряжения, тока подмагни-
чивания. Зависимость этих параметров от тока подмагничива-
21
ния и напряжения питания определяется следующими
ниями:
1э = 0,51— 0,14/п, мГн;
Ям = 52—0,71/„ + 4?/, Ом;
LM = 43,6 —7,2/п, мГн;
См= 1340+216/п, пФ;
Р=Ш7 + 134/п+126?/, Вт.
выраже-
B-17)
B-18)
B-19)
B-20)
B-21)
В табл. 2-1 приведены значения этих величин для токов
подмагничивания 9 и 15 А и напряжения 220 В при
включенных параллельно Rs и Ьэ.
Таблица 2-1
/п. А
9
15
L3, мГн
0,67
0,36
*м'°м
63
49
V мГн
53
36
См' Пф
М
1070
1500
Р, Вт
1100
1400
Некоторым недостатком этого метода измерения
параметров преобразователя является искажение круговых диаграмм
из-за нелинейности преобразователя при больших мощностях.
Однако рабочий торец преобразователя, обладающего высокой
добротностью, продолжает колебаться синусоидально и при
высокой мощности, что позволяет использовать метод
круговых диаграмм до мощностей, соответствующих индукции
насыщения.
КПД магнитострикционного преобразователя. В магнито-
стрикционном преобразователе происходит двойное
преобразование энергии: электромагнитное и магнитомеханическое.
Каждое из этих преобразований сопровождается потерями
энергии, выделяющейся в виде тепла. Электромагнитное
преобразование энергии вызывает потери в обмотке и потери на
вихревые токи и гистерезис в материале преобразователя. При
деформации ферромагнетика изменяется индукция в нем, что
вызывает появление в магнитопроводе микровихревых токов.
Изменения магнитных потоков в" пределах доменов создают
в материале местные микровихревые токи.
Потери на гистерезис определяются выбранным
материалом пакета преобразователя. Малыми потерями на гистерезис
обладают железоникелевые сплавы. Потери на вихревые токи
22
можно уменьшить, используя материал с высоким
электрическим сопротивлением и набирая пакет преобразователя из
тонких пластин. Для частот около 20 кГц магнитострикцион-
ные преобразователи обычно изготовляют из пластин
толщиной 0,1—0,2 мм. Весьма малы потери на вихревые токи у маг-
нитострикционных ферритов. Последние обладают еще одним
важным преимуществом: для их подмагничивания можно
использовать ферритовые постоянные магниты, вклеенные в маг-
нитопровод.
Магнитострикционные материалы оцениваются удельными
электрическими потерями (в Вт/см3), пропорциональными
квадрату индукции В2т и
частоты Р для потерь на
вихревые токи и частоте / для
потерь на гистерезис. На рис.
2-8 представлены зависимости
удельных электрических
потерь от индукции для
некоторых магнитострикционных
материалов. В табл. 2-2
приведены основные
характеристики наиболее
распространенных магнитострикционных
материалов.
Магнитомеханическое
преобразование энергии
сопровождается потерями при
механических колебаниях в
каждом элементе колебательной
системы, складывающимся из потерь на внутреннее трение
в материале преобразователя и потерь в элементах крепления.
Рассчитать мощность механических потерь невозможно
ввиду нелинейной зависимости модуля упругости от
деформации, от материала, технологии изготовления и подводимой
электрической мощности. Экспериментальное определение этой
мощности производится методами, описанными ниже.
Электромагнитными потерями определяется
электромеханический КПД т]эм, а механическими потерями — механико-
акустический КПД т]ма. Электромеханический КПД т|Эм
определяется отношением мощности механических потерь Рм к
подводимой электрической мощности Рэ, которая складывается
из мощности электрических потерь Рэ. п, мощности в
акустической нагрузке Ра и мощности механических потерь Ры:
квт\
кг
6
5
4
J
2
1
О
'pL
/
/
Л
/
1К 65 (А-0,13м) I
/
/КНиЬЧ&тф*
/ \
^/к<№>2
i
/
Вщ
0,5
1,0
Тл
Рис. 2-8. Зависимость удельных
электрических потерь Р'&.п от
индукции Вт
Рэ^Рэ.п + Рм + Р*',
Рм Рм
Т|эм = -
B-22)
' э.п + Рм ~\~ Ра
23
Механикоакустический КПД определяется выражением
г)ма = /УРм. B-23)
Общий электроакустический КПД нагруженного
преобразователя определяется выражением
Г)эа-Ра/Рэ = 11эмЛма, B-24)
где Рэ — суммарная электрическая мощность, потребляемая
преобразователем. Анализ эквивалентной схемы рис. 2-4, б
[12, 14] показывает, что при определенном сопротивлении
акустической нагрузки электроакустический КПД также будет
максимальным, причем он будет полностью определяться
электромеханическим КПД:
гьа- l"^lJZ3^- B-25)
1 + VI — Лэм
Действительно, поскольку электромеханический КПД
связан с потерями в преобразователе, то увеличение последних
приводит к уменьшению г)эа. Максимальный КПД
преобразователя не всегда соответствует предельной акустической
мощности. Установлено, что предельная акустическая мощность
преобразователя получается за счет уменьшения КПД.
Ультразвуковые преобразователи, изготовленные из
ферритов, обладают высоким электромеханическим КПД ввиду
того, что потери на вихревые токи в них ничтожно малы.
Основные электрические потери в ферритах связаны с
потерями на перемагничивание (гистерезис) и определяются
коэрцитивной силой, т. е. шириной петли гистерезиса. Магнитные
потери ферритового преобразователя оценивают величиной
tg6 — тангенсом угла магнитных потерь.
Материал
Альфер Ю-14
Пермендюр
К49Ф2
Никель НО
Феррит Ф-38
» Ф-42
Сплав К-65
Скорость
звука
с-10-3,
м/с
4,75
5,2
4,78
5,75
5,94
5,0
Плотность
р-10-3,
кг/м3
6,65—6,75
8,1
8,85
5,21
5,27
8,25
Магнито-
стрикция
насыщения
V10'1
40
70
—C0—40)
—(9—26)
90
Индукция
насыщения
Bs, Тл
1,30
2,40
0,60
0,37
0,54
Магнитная
проницаемость |Х0
1000
700
400
73
330
24
Мощность электрических потерь определяется
формулой [12]
р
г Э. П "
50/L
tg8,
а электромеханический КПД
Чэ
1 +
tg6
B-26)
B-27)
где к — коэффициент магнитомеханической связи; QM —
механическая добротность.
Величины, входящие в выражения B-26), B-27), сильно
зависят от напряженности поляризующего поля Я0 и
амплитуды переменной индукции Вт.
Полный КПД промышленных преобразователей из никеля
и пермендюра составляет 40—50 % на частотах около 20 кГц,
а КПД ферритового магнитострикционного преобразователя
находится в пределах 60—70 %. Однако ввиду малой индукции
насыщения ферриты неприменимы для создания мощных маг-
нитострикционных преобразователей.
Методы опытного определения полного КПД рассмотрены
в гл. 7.
2-2. Расчет магнитострикционного преобразователя
Исходные данные. Магнитострикционные преобразователи,
используемые в ультразвуковых технологических установках,
представляют собой резонансные системы, длина которых
равна половине длины волны: l = X/2 = c/Bf0). Следовательно,
расчет преобразователя производится только для резонансной
частоты /о. Геометрические размеры, материал преобразова-
Таблица 2-2
Напряженность поля
подмагничи-
вания Н,
А/м
Коэффициент
электромеханической
связи k
Динамическая
прочность
О-10
— 7
Н/м2
Предельная
температура,
°С
Модуль
упругости
?-10"
Н/м2
Удельные
электрические потери
Р'э.п-
кВт/кг
480—2400
1600—2400
800—1600
400—1280
0,25—0,28
0,25—0,37
0,15—0,31
0,14
0,33
70—77
44
46
20
66
500
980
360
260
500
1,43—1,77
2,18
1,6—2,1
1,75
2,2
1,17
0,8
2,8
2,75
25
теля, его конструкция и технология изготовления определяют
резонансные и энергетические параметры магнитострикционных
преобразователей.
Расчет магнитострикционных преобразователей рассмотрен
в работах [8, 10, 11, 16, 26]. Исходными данными для расчета
являются следующие величины и зависимости: резонансная
частота /0; электрическая мощность Рэ, подводимая к
преобразователю; удельная электрическая мощность Руд; индукция
в материале B = f{H)\ коэффициент статической магнитострик-
ции 6 = /(#); удельные электрические потери Р/э.и = !(В) (без
подмагничивания).
Рис. 2-9. Магнитопроводы магнитострикционных преобразователей: а —
разомкнутый; б — двухстержневой; в — трехстержневой; г — четырехстержневой
В результате расчета необходимо найти геометрические
размеры пакета преобразователя, произвести электрический
расчет с определением числа витков и режима возбуждения
преобразователя, при необходимости сделать тепловой расчет
системы охлаждения магнитострикционного преобразователя.
Расчет геометрических размеров. Наибольшее применение
находят магнитострикционные преобразователи с замкнутым
магнитопроводом. Преобразователи с разомкнутым магнито-
проводом применяются значительно реже из-за большого
потока рассеяния и необходимости создать большую МДС, чтобы
получить нужную индукцию. На рис. 2-9 изображены
магнитопроводы двух-, трех- и четырехстержневых преобразователей.
В многостержневых преобразователях средний стержень в два
раза шире крайнего.
Пакеты сердечников набирают из штампованных пластин
никеля, пермендюра или альфера. Толщина пластин — от 0,1
до 0,2 мм. Принято, что удельная электрическая мощность Pf
альфера, никеля и пермендюра составляет соответственно 55;
80 и 100—110 Вт/см2.
Если известна электрическая мощность, подводимая к
преобразователю, и удельная электрическая мощность материала
26
преобразователя, то излучающую площадь определяют по
формуле
8Я = Р9/Р'. B-28)
Обычно применяют квадратное сечение сердечника, т. е.
ширина пакета равна толщине:
& = 4 = Vv B-29)
Этот размер не должен превышать половину длины волны, так
как иначе появляются паразитные колебания пакета,
снижающие его КПД. Следовательно, при выборе ширины пакета
необходимо, чтобы поперечный резонанс пакета находился
возможно дальше от основного продольного резонанса. Если за
счет изменения отношения а/b не удается сместить поперечный
резонанс, то необходимо увеличить число окон для обмотки, т. е.
применить многостержневой преобразователь [16]. При выборе
размеров следует стремиться к минимальной высоте ярма
(накладки) dn. Уменьшение dR позволит повысить КПД
преобразователя и отдаваемую им мощность. Однако значительное
снижение йя может привести к насыщению ярма. С этой точки
зрения высота ярма должна быть не меньше значения,
определяемого выражением
^ > a в« + в™ , B-30)
где Во — индукция подмагничивания; Вт—амплитуда
переменной составляющей индукции; Bs — индукция насыщения
материала магнитопровода. Значения индукции, входящие в выражение
B-30), определяют по характеристике намагничивания
материала сердечника.
Ширина окна Ь0 должна быть по возможности малой, но
достаточной для размещения необходимого числа витков
обмотки. Высота окна h0 определяется из условия резонанса [26]
sHtg(VH)=sbctg(*A/2) B-31)
tg(Mn)tg(W2HVv B-32)
Л0 = —= —Л,. B-33)
с с
где /о — резонансная частота; с — скорость распространения
звука в материале сердечника.
или
Величина
27
Уравнение B-32) может быть преобразовано, если ввести
следующие обозначения:
с1я = ау4; Л0/2 - РV4; q = Ф^ B-34)
Тогда получим
tg (ая/2) tg (Ря/2)—q = 0. B-35)
^Семейство кривых для <7=0,2-М,0 (рис. 2-10), построенное по уравнению
B-35), позволяет быстро определить резонансные размеры преобразователя,
например h0, при заданных значениях йя и /0.
Рис. 2-10. Номограмма для расчета резонансных размеров маг-
нитострикционного пакета
Следует, однако, отметить, что реальная резонансная частота
преобразователя, рассчитанная по уравнению B-31) или полученная из графика на
рис. 2-10, оказывается несколько меньшей. Объясняется это тем, что в
накладках возникают не только продольные, но и поперечные колебания, что
соответствует изменению скорости продольной волны. Поэтому при расчете
размеров преобразователей резонансные частоты следует несколько завышать,
а именно на 5 % для частот до 25 кГц и на 10 % для частот от 25 до
50 кГц.
При определении резонансных частот или геометрических размеров
пакетов преобразователей следует иметь в виду, что уравнение B-33)
справедливо, если собственное сопротивление пакета преобразователя z0 = pcs много
28
больше сопротивления акустической нагрузки 2а, что в большинстве случаев
справедливо.
Точное значение резонансной частоты со прямоугольного преобразователя,
работающего с механической нагрузкой, определяется из выражения для
колебательной скорости нагруженного преобразователя [16]:
| =.Zl. ch ea x
X — , B-36)
th (Y "T"+ 9a) + th {Y "T"+ arcth [? th (~Т~ +; Т") ]'
где V == /со —v —постоянная распространения; 0а =arcth (za/zo).
Резонансная частота соотвествует максимальной
колебательной скорости ga.
Находим отношение площади сечения стержней s0
многостержневого излучателя к площади излучающей поверхности
преобразователя
qu = sjs» = 2 (/i— 1) a/fe. B-37)
Высота пластины
ft = /i0 + 2dH. B-38)
Согласно методике, предложенной И. И. Теуминым, форму
пластин выбирают так, чтобы произведение конструктивных
постоянных преобразователя А\А2 было максимальным.
Конструктивные постоянные А{ и А2 зависят от геометрических
размеров преобразователя. Конструктивная постоянная А\
определяется по формуле:
A=^o = fc B-39)
где s0— суммарное сечение стержней.
Постоянная А2 связана с колебаниями накладки
преобразователя и определяется выражением [26]:
Аг = А^соь^йя. B-40)
Предельное значение удельной акустической мощности
можно приближенно определить по формуле
Р'а= 0fi63c2W'tfmQn- Ю-7, B-41)
где Qn=Q/k — добротность многостержневого преобразователя;
Q — добротность, определяемая по резонансной характеристике
стержня, изготовленного из данного материала; &=1 +
-\-dJ(qMh0)—величина, постоянная для данного
преобразователя; W—удельное волновое сопротивление материала пре-
29
образователя; бш — амплитуда магнитострикции, определяемая
графически.
Предельная акустическая мощность преобразователя
определяется выражением
Ра = Р;Л,Л2. B-42)
Численные значения величин, входящих в формулу B-41),
приведены в табл. 2-2 для наиболее распространенных магнито-
стрикционных материалов.
Исходя из предельной прочности материала и предельной
магнитострикции, максимальную отдаваемую в нагрузку
мощность на резонансной частоте можно
приближенно вычислить по формуле
Тл
2,0
15
W
0,5
в
7 vi
(\
I/
** ^^
к2
Н-10~3
Р**п=П№) Ojsh, B-43)
V 2 Jo=0
О
16 А/м
Рис. 2-11. Зависимость
индукции В от
напряженности поля Н
1 — пермендюр К49Ф2 (толщина
пластины 0,1 мм); 2 — альфер
Ю-14 (толщина пластины
0,2 мм)
где %s — магнитострикция насыщения;
h — длина преобразователя; s —
площадь поперечного сечения; ат —
максимальное напряжение,
соответствующее пределу усталости
магнитострикционного материала.
Максимальная мощность,
отдаваемая преобразователем в нагрузку,
зависит от механической нагрузки на
преобразователь. Сопротивление
механической нагрузки должно выбираться
таким, чтобы обеспечивалось
согласование по максимальной возможной
мощности. Последнее будет обеспечено, если амплитуда
переменного механического напряжения в магнитострикционном
материале близка к пределу усталостной прочности при
колебаниях индукции от 0 до индукции насыщения Bs относительно
выбранной рабочей точки на кривой намагничивания. Обычно
магнитострикционные преобразователи работают в
недогруженном режиме, при котором максимальная акустическая
мощность практически недостижима. Анализ схемы замещения
магнитострикционного преобразователя и определение
оптимального сопротивления нагрузки по мощности приведены в гл. 5.
Выбор режима работы магнитострикционного
преобразователя. Режим работы магнитострикционного преобразователя
может быть приближенно определен по статическим
характеристикам. Исходными данными для выбора режима работы
магнитострикционного преобразователя являются кривые
намагничивания, кривые статической магнитострикции и потерь на
гистерезис, а также на вихревые токи для выбранного материала.
Считая известной индукцию для данного материала, мы с
помощью характеристики намагничивания (рис. 2-11) определяем
30
напряженность поля в рабочей точке. По характеристикам
d = f(H) на рис. 2-12 находим коэффициент магнитострикции,
соответствующий напряженности поля Я0. Выбираем рабочий
участок этой характеристики. Точку бмиш #мин намечаем в
начале рабочего участка. Точку 6Макс, Нмакс, необходимую для
получения максимальной мощности от преобразователя,
располагаем на начальном участке области насыщения. Величины 6т,
Вт, Нт определяем по формулам:
^т ~ Гмакс OmhH)/z; ?>m— (?>макС ?)миН)/2; I
-Я )/2 B44)
Нт = (#ма
а)
50
25
Q
и)
АО
30
20
13
12 15 20 А/н 0 0,4 0,8 1,2 7,с 2,0 А/я
\S-w-6
Н-Ю'3\
„ . 1 _-....
$• 10
1
-6
Н-'Ю'3
Рис. 2-12. Зависимость коэффициента магнитострикции б от
напряженности поля Н: а — пермендюр К49Ф2 (толщина
пластины 0,1 мм); б—альфер Ю-14 (толщина пластины 0,2 мм)
По кривым удельных электрических потерь (см. рис. 2-8)
определяем Р'э.п полученной амплитуды переменной индукции
Вт. Тогда мощность электрических потерь определится выраже-
- - B-45)
p..n = P',.n<i>
где Р'э. п — удельная мощность электрических потерь на
гистерезис и вихревые токи; G — масса магнитострикционного
преобразователя.
Электрический расчет преобразователя. По известным
геометрическим размерам преобразователя и величинам Я0 и Нт,
определяемым графически, находим МДС возбуждения и под-
магничивания по известным фрмулам
апт = Нт1ср\ ап0 = Я0/ср, B-46)
где /ср — средняя длина пути магнитного потока; пт и п0 —
соответственно число витков обмотки возбуждения и подмагничи-
вания.
Электрическая мощность, подводимая к преобразователю,
определяется по формуле
Рэ = -^- + Рэ.п. B-47)
Обычно принимают rjMa = 0,7.
Лма
31
С целью стандартизации выходных параметров генераторов
установлена следующая шкала номинальных напряжений на
преобразователе в зависимости от мощности:
Мощность
преобразователя, кВт . . До 0,16 0,25—0,63 1,0—1,6 2,5 и выше
Номинальное
напряжение, В . . . 55 ПО 220 440
Приведенная шкала напряжений условна: выбор
оптимальной индукции в пакете преобразователя требует зачастую
отклонения напряжения от указанного.
Задавшись значением напряжения для данной мощности
можно приближенно без учета изменения напряжения за счет
нагрузки и внутренних потерь найти число витков, которое
нужно намотать на каждый стержень преобразователя:
л' = U'W , B-48)
4,44Sms7o
где Вт — индукция, Тл; V — действующее напряжение, В; f0 =
= сдо/Bя) —резонансная частота, Гц; s/— площадь поперечного
сечения одного стержня, см2.
Активное сопротивление, эквивалентное электрическим
потерям, находим из уравнения
R9=UVP9. B-49)
Переменная составляющая тока
I„=anJ(n'k), B-50)
где k — число стержней.
Ток подмагничивания преобразователя определяется
выражением
10 = ап01Bп'). B-51)
Чаще всего для подмагничивания используют витки обмотки
возбуждения п', но иногда применяют отдельную обмотку. Для
подмагничивания ферритовых преобразователей используют
ферритовые постоянные магниты.
Действующий ток
I = Vll + ll. B-52)
Диаметр провода следует выбирать исходя из рассчитанного
полного тока / с учетом глубины проникновения
высокочастотного тока на рабочей частоте. Для водоохлаждаемых проводов
плотность тока в обмотке преобразователя может составлять
32
Ю А/мм2. Расход воды для охлаждения преобразователя
(в л/мин) может быть определен по формуле
v ^i5_^, B-53)
где полные потери Рп~0,7 Рэ, если электроакустический КПД
т]эа^30%; Atu = t2 — t\, где t{ — начальная температура воды,
изменяющаяся обычно для магистралей в пределах от 10 до
30°С, a t2 — допустимая температура нагрева пакета
преобразователя, которая должна быть не более G0—80) °С.
Далее следует рассчитать размещение обмотки. Число
витков, которое можно разместить на одном стержне,
nf = hj(d'ky), B-54)
где d — диаметр провода с изоляцией; h0 — высота окна; ky —
коэффициент укладки (/^>1).
На каждом стержне укладывают одинаковое число витков.
Для получения согласованных магнитных потоков необходимо
на каждом последующем стержне менять направление намотки.
Активная мощность, подводимая к преобразователю,
определяется по формуле
P3 = UI coscp, B-55)
откуда
cos<p = iV([//). B-56)
Наиболее высок cos ф у преобразователей, изготовленных из
никеля: он составляет 0,8—0,9; у пермендюровых
преобразователей cos ф ниже — от 0,3 до 0,6.
Приведенные данные позволяют рассчитать необходимую
емкость для компенсации реактивной составляющей
сопротивления. Приведенный расчет не учитывает влияния нагрузки на
изменение режима работы преобразователя. Действительно,
нагрузка увеличивает входное сопротивление преобразователя,
уменьшается высокочастотный ток и потребляемая
преобразователем мощность при том же питающем напряжении. В тех
случаях, когда технологическая нагрузка на преобразователь
значительна, целесообразно при расчете режима использовать
экспериментально снятое для данного магнитострикционного
материала семейство зависимостей амплитуды смещения под
нагрузкой или амплитуды звукового давления в жидкости (при
отсутствии кавитации) от приложенного высокочастотного
напряжения при разных токах подмагничивания преобразователя.
2-3. Конструкция и технология изготовления
магнитострикционных преобразователей
Общие сведения. Ультразвуковые преобразователи,
используемые в ультразвуковых технологических установках, разно-
2 Заказ № 626 33
Исполнение1
b
чз
Исполнение Л
Ъ
а . Ьп
rh
<я
а/2
образны по своему конструктивному выполнению, технологии
изготовления, применяемым активным материалам и типу
колебательных систем. Магнитострикционные материалы используют
в тех случаях, когда требуются большие мощности
преобразователей и значительные площади излучающих систем. Основные
константы магнитострикционных материалов представлены
в табл. 2-2.
Магнитострикционный преобразователь состоит из пакета
магнитострикционных пластин, обмотки, трансформатора
упругих колебаний и излучателя. Функции последних двух
элементов могут быть объединены. Вид технологического процесса:
очистка, сварка, размерная обработка — полностью определяет
конструкцию пакета и излучающей системы. Технологический
процесс определяет также
амплитуду и характер
колебаний излучающей
поверхности, что влечет за
собой применение
различной конструкции
трансформаторов упругих
колебаний, излучателей,
преобразующих
продольные колебания пакета
в изгибные, крутильные и
т. п. или в продольные
же, но меньшей или
большей амплитуды.
Магнитострикционный пакет. Конструкция
магнитострикционных пакетов весьма разнообразна, что определяется
разнообразием их технологического применения. Распространенные
конструкции в виде никелевых стержней и трубок вышли из
употребления из-за больших потерь на вихревые токи. В настоящее
время широко применяют преобразователи, собранные из
пластин никеля и пермендюра толщиной 0,1—0,2 мм (рис. 2-13).
Соединяют пластины в пакет по-разному: склеивают клеем,
стягивают более толстыми пластинами или припаивают к
концентратору. Склеивание пластин в пакеты повышает продольную
устойчивость преобразователя, позволяет создавать
сравнительно тонкие пакеты с набором 5—7 мм, что необходимо для
конструкций многопакетных преобразователей с равномерным
полем излучения. Этой же цели служит применение
профилированных магнитострикционных пластин. Профиль пластины
может быть выполнен как под углом, так и с закруглением
непосредственно при штамповке пластин. Поверхность пластин
покрывают изоляционным лаком или оксидируют. Никель и пер-
мендюр оксидируют при определенном термическом режиме.
Однако оксидная пленка на пермендюре недостаточно прочна.
Преобразователи бывают одно- и многостержневыми. Наи-
Рис. 2-13. Пластины магнитострикционных
пакетов
34
большее применение находят многостержневые преобразователи,
в которых магнитный поток замыкается через накладки. И хотя
магнитные потоки в соседних стержнях направлены
противоположно, колебания стержней происходят синфазно, так как маг-
нитострикционный эффект не зависит от знака поля.
Нормализованные типоразмеры никелевых пластин приведены на рис. 2-13.
Особое внимание следует обращать на качество обработки
рабочей (излучающей) поверхности пластины. Хорошая
шлифовка повышает КПД преобразователя примерно на 10%,
видимо, потому, что гладкая поверхность не захватывает
пузырьков воздуха. Повышение числа пузырьков приводит к падению
сопротивления излучения и понижению КПД преобразователя.
Если пакет магнитострикционного преобразователя должен быть
изолирован от рабочей среды, то его помещают в герметический
корпус со штуцерами для входа и выхода охлаждающей воды.
Питающие провода пропускают через сальник. Чтобы
предотвратить излучение пластины внутрь корпуса, к нерабочей
поверхности пакета приклеивают экран из акустической резины.
Преобразователи для ввода ультразвуковых колебаний
в жидкие среды. Преобразователи для жидких сред по
геометрической форме излучающей поверхности разделяются на
плоские, цилиндрические и сферические. Преобразователи с плоской
излучающей поверхностью наиболее широко распространены.
Комбинацией этих преобразователей можно получить большие
площади излучения. Цилиндрические преобразователи
используются реже, главным образом, для очистки тел вращения и
ультразвуковой обработки жидкости в потоке. Сферические
магнитострикционные преобразователи практического
применения не нашли.
По типу колебаний излучающей поверхности перобразова-
тели бывают трех видов: поршневые, изгибные и комплексные.
У поршневых преобразователей наибольший поперечный размер
излучателя должен быть меньше полуволны изгибных
колебаний. Под комплексным перобразователем понимают
преобразователь, у которого излучающая поверхность имеет как
продольную, так и изгибную составляющую колебаний. Поршневые
излучатели создают более равномерное по высоте ванны поле
излучения в жидкости, чем изгибные излучатели.
С точки зрения характеристик излучаемого поля различают
преобразователи с равномерным и неравномерным полем
излучения. Под преобразователем с равномерным полем понимают
преобразователь, создающий на всей площади излучающей
поверхности звуковое давление постоянной амплитуды.
По конструктивному выполнению преобразователи
разделяются также на встроенные и погружные. Встроенными называют
преобразователи, которые монтируются в дно и стенки ванн
таким образом, что в рабочем объеме ванны находится только
излучающая поверхность преобразователя. Погружные преоб-
2*
35
разователи полностью находятся в рабочем объеме ванны и
должны быть защищены от попадания моющего раствора
в корпус преобразователя. Питающие провода и шланги
охлаждения преобразователя должны быть герметичными и
химически стойкими к моющему раствору. Преимуществом этих
преобразователей явля-
22^^з ется возможность
получения больших излучающих
поверхностей.
Ультразвуковые
колебания вводят в жидкую
среду часто через
ненастроенную пластину
переменного сечения из
нержавеющей стали
марки Х18Н9Т, припаянную
к излучающей
поверхности пакета (рис. 2-14).
Преобразователь имеет
как поршневую, так и
изгибную составляющую
колебаний. Размеры
излучающей пластины
должны быть выбраны так,
чтобы внутреннее
сопротивление
преобразователя было наилучшим образом согласовано с акустическим
сопротивлением. Это условие удовлетворяется, если площадь
излучающей поверхности пластины значительно превышает
площадь излучающей поверхности магнитострикционного пакета.
12 11
Рис. 2-14. Конструкция преобразователя
с излучающей пластиной переменного
сечения
/ — магнитострикционный пакет; 2 — бачок для
охлаждения; 3 — обмотка; 4 — текстолитовая
накладка; 5 — излучающая пластина; 6 — резиновое
уплотнение; 7 — выход воды; 8 — вход воды; 9 —
вывод проводов; 10 — клемма «земля»;' 11 —
резиновый отражатель; 12 — бандаж
Рис. 2-15. Конструкция и
основные размеры пластин
переменного сечения ПМП-1,6-22/2
(№ 1) и ПМП-2,5-22/2 (№ 2)
№
1
2
Размеры, мм
а
220
300
Ь
210
300
h
2,0
3,5
И
8,0
10,5
D
58
85
?>i
90
150
D,
190
280
Именно такова конструкция преобразователей типов ПМС-6 и
ПМ-1,5Д. Первый из них изготовлен из пермендюра и обладает
электрической мощностью 2,5 кВт, второй — из никеля и
мощность имеет 1,5 кВт. Конструкция и размеры излучающих
пластин преобразователей E на рис. 2-14) приведены на рис. 2-15.
36
Размеры пластин подбирают экспериментально. Методика
определения эффективности работы жидкостных
преобразователей изложена ниже. Большие размеры излучающей поверхности
пластины приводят к тому, что последняя претерпевает изгиб-
ные колебания, чем обуславливается неравномерность
ультразвукового поля. Это обстоятельство является основным
недостатком таких преобразователей.
Рис. 2-16. Эпюры поля преобразователя с
излучающей пластиной переменного сечения
размером 260X260 мм
Резонансная частота /0=21,5 кГц; параметр //=19,6 В2-см2
На рис. 2-16 показаны эпюры поля, снятые индикатором
с пьезокерамическим датчиком для преобразователя с
пластиной 260X260 мм.
Для сравнительной оценки эффективности излучения
преобразователя необходимо просуммировать по всей излучающей
площади произведения квадрата напряжения, измеренного
индикатором, и площади участка, т. е. охарактеризовать
преобразователь величиной п
JV = |>?s., B-57)
где N — параметр, характеризующий эффективность
излучения преобразователя, В2 • см2; Ь% — электрическое напряжение,
37
снятое индикатором на отдельном участке: St — площадь этого
участка.
Неравномерность ультразвукового поля затрудняет
рациональное использование преобразователей в автоматизированных
технологических установках особенно при очистке деталей.
Рис 2-17. Магнитострикционный
преобразователь ПМ2-4/16
В связи с этим в настоящее время начинают находить
применение преобразователи, магнитострикционные пакеты которых
расположены в определенном порядке, на определенном
расстоянии друг от друга и припаяны к общей пластине постоянного
сечения (рис. 2-17).
а) б)
0 0 70 20 30 40мм 0 10 20 30 мм
Рис. 2-18. Зависимость отношения площади разрушенной фольги
5Р к исходной площади So (/) и напряжения датчика U B)
от расстояния / до поверхности измерения при поршневых (а)
и изгибных (б) колебаниях в течение 30 с
В зависимости от способа возбуждения пакетов, соотношения
между резонансными частотами пакетов и излучающей
пластины и от размещения пакетов на ней создаются изгибные,
поршневые или комплексные колебания излучающей пластины.
Эти колебания излучающей поверхности определяют и характер
акустического поля в жидкости. Поршневые колебания возбуж-
38
па
40
20
дают акустическое поле большей протяженности, чем изгибные
колебания (рис. 2-18). Неравномерность поля изгибного
излучателя может быть уменьшена рациональным выбором
геометрических размеров излучающей пластины, например толщины.
Размещение пакетов на излучающей пластине на расстоянии
/<Я/2, синфазное возбуждение их создают колебания
излучающей пластины, близкие к поршневым, хотя при этом ввиду
больших размеров пластины также имеет место некоторая
составляющая изгибных колебаний, которая может быть сведена
к минимуму рациональным размещением пакетов. В настоящее
время во ВНИИТВЧ разрабтаны преобразователи с
распределенными пакетами и
равномерным полем излучения на мощно-
Рис. 2-19. Магнитострикционный преобразователь фирмы «Шоллершаль»
(ФРГ): а — фланцевый; б — погружной
товлены из пермендюра, а излучающая пластина — из стали
1Х18Н9Т.
Для предотвращения излучения пластины внутрь корпуса
к нерабочей поверхности излучающей пластины приклеивают
экран из отражающей колебания резины. Иногда для
подавления шумов кавитации внутреннюю поверхность корпуса
охлаждения также оклеивают резиной.
В табл. 2-3 приведены основные характеристики этих
преобразователей. Наиболее широкое применение в промышленности
нашел преобразователь типа ПМ2-4/16 мощностью 4 кВт,
резонансной частотой 16 кГц (см. рис. 2-17). Преобразователь
обладает широкой частотной полосой до 400 Гц, что позволяет
использовать для его питания мощный машинный генератор
8 кГц с удвоителем частоты, к которому можно подключить
одновременно 6 или 9 таких преобразователей.
У преобразователей с распределенными пакетами КПД,
площадь излучателей и равномерность поля излучения больше, чем
у других преобразователей. Это позволяет при необходимости
использовать не водяное, а воздушное принудительное охлажде-
39
ние. Так, преобразователю типа ПМ1-1,6/18 мощностью L6 кВ
достаточно 200—300 м3 воздуха в час. Воздушное охлаждение
не вызывает ни дополнительных потерь энергии, ни кавитацион-
ного разрушения магнитострикционных пакетов. В зарубежных
конструкциях подобных преобразователей используют
многостержневые пакеты разделенные на несколько групп и
присоединенные к общей излучающей пластине (рис. 2-19).
Принцип распределения пакетов на большей площади
использован в цилиндрических преобразователях [19, 30]. Вдоль
образующей полой цилиндрической трубы припаяны или при-
Рис. 2-20. Цилиндрический распределенный
преобразователь
варены магнитострикционные пакеты (рис. 2-20).
Преобразователь создает концентрацию поля по осевой линии трубы. В
отличие от резонансных кольцевых преобразователей,
рассмотренных далее, цилиндрические преобразователи могут иметь
внутренний диаметр цилиндра, значительно превышающий
резонансные размеры, что дает возможность озвучивать большие
объемы жидкости или производить очистку крупных деталей
в виде тел вращения.
Ти п
преобразователя
ПМ1-2.5/18
ПМ2-4/16
ПМ2-2,5/15
ПМЗ-4/18
ПМ1-1.6/18
Мощность,
кВт
2,5
4,0
2,5
4,0
1,6
Рабочая
частота, кГц
17—18
15,8—16
15,8—16
17—18
18
Рабочее
напряжение,
в
440
220
Ток
подмагничива-
ния, А
20
25
20
25
15—20
40
Высокими энергетическими показателями обладают
резонансные преобразователи с изгибно-колеблющейся излучающей
пластиной. Частота пакетов в этих преобразователях равна
собственной частоте изгибных колебаний пластины.
Для прямоугольной излучающей пластины, для которой
узловые линии расположены параллельно одной из сторон,
резонансная частота определяется выражением [30]
/ =
/1(гс--0,5J
4b*
V:
ЗрA
B-58)
где v — коэффициент Пуассона; Ь — ширина пластины; п —
число узловых линий.
По этому принципу сконструирован преобразователь ПМС-38,
в котором пакеты расположены в два ряда в пучностях
смещения параллельно большой стороне излучающей
пластины. Недостатком таких преобразователей
является трудность получения идентичных
характеристик при серийном производстве, что
резко проявляется при питании двух и более
преобразователей от одного генератора.
В ряде технологических процессов нашли
себе применение кольцевые магнитострикционные
преобразователи (рис. 2-21) с сердечниками,
набранными из колец, штампованных из
листового материала. В отверстия, расположенные по
окружности колец, продевают провода, в
результате чего образуется тороидальная обмотка. Деформация
сердечника вызывает изменение длины средней окружности I,
а следовательно, и изменение внешнего и внутреннего
диаметров. Резонансная частота такого преобразователя
Рис.2-2.1.
Кольцевой
преобразователь
f0 = c/Bnr) = c/l,
B-59)
где г — средний радиус окружности; / — длина окружности
радиуса г.
Таблица 2-3
Полное внутреннее
сопротивление, Ом
Электроакустический кпд,
Размер излучающей
поверхности, мм
Масса ,кг
25
30
30
25
18
25—30
20—25
230X360
230x534
230x360
230x534
120X310
16,0
25,5
16,4
24,8
5,3
41
В ряде конструкций, например ЦМС-8 и ЦМС-16,
внутренняя поверхность кольца соединяется с трубой методом горячей
посадки. Недостатком кольцевых преобразователей является
малый рабочий объем. Увеличение внутреннего объема (диаметра
кольца) требует снижения рабочей частоты до 5—8 кГц, что
недопустимо, так как уровень шумов в звуковом диапазоне
частот резко возрастает.
Для возбуждения колебаний в жидких средах, например,
в целях очистки иногда используют также стержневые
концентраторы, конструкции которых рассмотрены ниже.
Преобразователи с трансформаторами упругих колебаний.
Наряду с конструкциями колебательных систем, трансформиру-
Рис. 2-22. Системы крепления ультразвуковых
преобразователей
ющих один вид колебаний в другой, например продольные в из-
гибные, в ультразвуковой технике широкое применение находят
резонансные трансформаторы — концентраторы, усиливающие
колебания одного вида.
Если амплитуда колебаний магнитострикционного пакета
недостаточна для технологического процесса, применяют
концентраторы, усиливающие амплитуду колебаний до необходимого
значения. Расчет концентраторов рассмотрен в гл. 5.
В ультразвуковых головках, предназначенных для
механической обработки и сварки, магнитострикционный пакет
припаивают или приваривают к полуволновому или волновому
переходному стрежню. Конструкция акустической головки должна
обеспечивать минимальные потери в системе крепления
преобразователя, строгую соосность и плоскопараллельность
прилегающих поверхностей концентраторов и инструментов.
Сочленение разъемных элементов колебательной системы
чаще всего производят при помощи центральной шпильки, а
сопрягаемые поверхности тщательно притирают. На рис. 2-22
изображены конструкции крепления некоторых ультразвуковых
головок [3]. При невысоких требованиях к точности применяют
42
крепление в узле смещения концентратора (рис. 2-22, а). Эта
система имеет тот недостаток, что при большой технологической
нагрузке на торец концентратора положение узла смещения
может измениться и тем самым вызвать дополнительные потери
механической энергии. На рис. 2-22, б изображена полуволновая
система с креплением при помощи резонансного
четвертьволнового стакана, присоединенного к вибрирующей системе в
пучности колебаний. Подобные конструкции встречаются главным
образом на маломощных станках. Для придания конструкции
большей жесткости применяют трехполуволновую систему
Рис. 2-23. Конструкция крепления с фасонными
мембранами: а — с кольцевыми пазами; б — с
переменным профилем сечения
с креплением в двух узлах прижимными винтами (рис. 2-22, в).
Крепление волновода в узловой плоскости производится как
с помощью фланца (рис. 2-22, а), так и четвертьволновым
опорным стаканом (рис. 2-22, д). В любой из приведенных
конструкций площадь контакта крепящего фланца с колебательной
системой должна быть минимальной.
В станках мощностью от 1 до 4 кВт широко применяют
трехполуволновую систему с креплением в узле переходного
стержня при помощи фланца, приваренного к стержню или
выточенного вместе с ним. Разработана конструкция крепления,
снижающая потери *; в ней фланец заменен фасонной
мембраной (рис. 2-23).
Конструкции преобразователей с трансформаторами упругих
колебаний для ультразвуковой сварки рассмотрены в гл. 6.
Ввод ультразвука в расплав требует магнитострикционных
преобразователей мощностью 25 кВт, что намного превышает
* Ультразвуковое резание/Л. Д. Розенберг, В. Ф. Казанцев, Л. О.
Макаров, Д. Ф. Яхимович. М.: Изд-во АН СССР, 1962.
43
максимальную мощность преобразователей для сварки и
механической обработки D кВт). Волноводы (переходные стержни)
для введения ультразвука в расплавы металлов отличаются от
волноводов, применяемых в ультразвуковых станках, большей
длиной и меньшим коэффициентом усиления. Чаще всего для
этой цели используют цилиндрические стержни постоянного
сечения. Материалом для волновода служат жароупорные
сплавы или специальные виды керамики.
Для работы преобразователя в системе с автоматической
подстройкой частоты генератора используются конструкции
с акустическими датчиками обратной связи. В качестве последних
используют магнитострикционные, пьезоэлектрические,
электродинамические, электромагнитные, электростатические датчики.
Рис. 2-24. Преобразователи с датчиками акустической обратной связи:
а — магнитострикционным; б — Г-образным; в — волноводным; г —
электродинамическим
Ю. И. Китайгородский предложил магнитострикционный
преобразователь с акустической обратной связью (рис. 2-24, а),
в котором два излучающих пакета 2 припаяны к торцу
концентратора /, а к его средней свободной части припаян приемный
пакет 3. Последний собран из таких же пластин, как и
излучающие пакеты, но толщина приемного пакета приблизительно
в семь раз меньше суммарной толщины двух излучающих
пакетов. Напряжение обратной связи, наводимое в приемном пакете,
используется как сигнал для автоматической подстройки
частоты генератора. Во ВНИИТВЧ разработан ряд конструкций
преобразователей с датчиками обратной связи, приведенных на
рис. 2-24, б, в, г. Пьезокерамический датчик с Г-образным
волноводом (рис. 22-4, б) может быть присоединен к любой точке
продольно колеблющегося волновода или пакета. Продольные
колебания волновода преобразуются в изгибные, а затем вновь
в продольные и регистрируются пьезоэлементом диаметром
5—8 мм и толщиной 1—2 мм. В конструкции на рис. 2-24, в
пьезоэлемент жестко связан через волновод с малыми
механическими потерями со свободным (нерабочим) торцом пакета.
Изменяя длину волновода, можно подобрать сдвиг фаз я/г,
необходимый для устойчивого возбуждения замкнутой цепи
обратной связи. Электродинамический датчик обратной связи на
рис. 2-24,2 представляет собой тонкую катушку,
расположенную в пучности смещений колебательной системы и прикреп-
44
ленную к неподвижной части устройства, например к корпусу
или фланцу. Через катушку пропускают постоянный ток под-
магничивания.
Если концентратор изготовлен из немагнитного материала,
то поверхность его, охватываемую катушкой, покрывают
магнитным материалом. Различные схемы генераторов с датчиками
обратной связи рассмотрены в гл. 4.
Технология изготовления магнитострикционных преобразователей. Среди
разнообразных магнитострикционных материалов наиболее широкое
практическое применение в ультразвуковых установках находят сплавы пермендюр
50КФ (ЭП-207), К65, никель HI, альфер Ю-14 и феррит.
Основные константы этих материалов были приведены в табл. 2-2.
Наибольшим магнитострикционным эффектом обладают сплавы К-65 и
пермендюр, состоящий из 49 % кобальта, 49 % железа и 2 % ванадия. Пермендюр
имеет также более высокую точку Кюри (980 °С), что позволяет использовать
его при повышенных температурах. К недостаткам его относят
необходимость мощного источника подмагничивания и сравнительно плохую
коррозионную стойкость. Наконец, определенные трудности связаны и с созданием
изоляционного покрытия на пермендюре.
В ультразвуковых установках находит применение также никель. Правда,
по своим магнитострикционным свойствам он существенно уступает пермен-
дюру, но зато сравнительно дешев и обладает высокой коррозионной
стойкостью. При отжиге пластин из никеля на них создается прочная окисная
пленка.
Большой интерес представляет также сплав альфер, состоящий из 13 %
алюминия и 87 % железа. Он превосходит никель по магнитострикционным
свойствам, его точка Кюри E00 °С) выше, чем у никеля C58 °С). Дешевизна
и недефицитность компонентов, входящих в альфер, его высокие (по
сравнению с никелем) магнитострикционные свойства и большое удельное
сопротивление, позволяющее значительно снизить потери на вихревые токи — все
это привлекает к нему внимание разработчиков ультразвуковой аппаратуры.
Но трудности, связанные с прокатом альфера, и его хрупкость затрудняют
его практическое использование.
Перспективен в качестве магнитострикционного материала феррит. Из
феррита изготовляют преобразователи различной формы; их накладки часто
делают из материала, обладающего малыми потерями. Встречаются также
преобразователи с тонкими прокладками из бариевого феррита, обладающего
высокими магнитными свойствами. Такие преобразователи не требуют
подмагничивания. Удельное сопротивление ферритов велико (их электрическая
проводимость в 10 раз меньше проводимости металлов), поэтому потери на
вихревые токи в них ничтожно малы. Температура Кюри составляет у
ферритов Ф-21 и Ф-42 примерно 600 °С, у Ф-38 она около 300 °С. Свойства
ферритов мало изменяются в широком температурном интервале от 30 до 120 °С.
Основным недостатком магнитострикционных ферритов является
опасность их перегрузки по мощности. Термические напряжения, возникающие
в материале, приводят к трещинам, а затем и к разрушению
преобразователя. Некоторого увеличения удельной мощности ферритовых
преобразователей можно достичь путем армирования их металлом.
Следует заметить, что свойства магнитострикционных материалов в
сильной степени зависят от технологии их изготовления. Отсутствие ударной
нагрузки на материал, последовательность операций, отжиг после механической
и термической обработки, соблюдение рекомендованного для данного
материала режима отжига — все это повышает качество изготовляемых
преобразователей. При этом первостепенное значение имеет механическая и
термическая обработка. Выбор оптимального режима отжига и поддержание его
постоянным позволяет получать материалы с высокими магнитными и магнито-
стрикционными свойствами. Ниже рассмотрены основные технологические
режимы обработки материалов для магнитострикционных преобразователей.
45
Пластины преобразователя штампуют из стандартной ленты толщиной
0,1—0,2 мм в направлении вдоль проката. Ширину ленты выбирают такой,
чтобы отходы материала были минимальны. Имеются данные, что магнито-
стрикция пермендюра несколько выше при штамповке под углом 30°. Однако
отходы материала при этом возрастают. После штамповки необходимо снять
заусенцы, если таковые имеются. Для этого обычно пластины прокатывают
между валками.
Перед отжигом надо тщательно обезжирить пластины. Лучше всего
поместить их в ультразвуковую ванну, наполненную бензином или другим
растворителем. Обезжиренные пластины просушивают, пересыпают сухим
тальком, собирают в пакет, стягивают стальными пластинами. В таком виде пакет
подготовлен к отжигу.
В настоящее время в СССР для серийных преобразователей
используются пермендюровые пластины из сплава 50КФ (ЭП-207) по ТУ-14-1-713—73,
штампуемые из холоднокатаной ленты шириной 30, 40, 60, 70 мм и толщиной
0,2 мм. Завод гарантирует магнитострикцию насыщения Xs не меньше 60 • Ю-6
при напряженности внешнего магнитного поля не менее 240 А/см,
коэрцитивную силу #с не более 1,6 А/см, индукцию насыщения Z?s>2,25 Тл.
Пермендюр отжигается в вакуумных печах (вакуум 10~3 мм рт. столба
или 0,1 Па) в следующем режиме: температура в печи поднимается до
820±10°С со скоростью 150°С/ч и выдерживается 8—10 часов в зависимости
от массы и габаритов загрузки. Далее печь охлаждается до температуры
400 °С со скоростью 50°С/ч. Дальнейшее охлаждение ведется со скоростью
100 °С/ч.
После отжига подвергать пластины деформации воспрещается. Пайка
магнитострикционных пакетов к излучающей пластине производится припоем
ПСР-40 в виде ленты толщиной 0,3 мм с флюсом 209 в камерных печах.
Пайку производят в следующей последовательности: торцы пакетов шлифуют
(направление шлифовки — вдоль пластин), зачищают и обезжиривают.
Зачистке и обезжириванию подлежат также места припайки пластины припоя.
На место пайки наносят тонкий слой флюса 209, предварительно
размешанного в бензине, затем устанавливают пластину серебряного припоя ПСР-40,
площадь которой равна площади сечений пакета. Пакет с припаиваемым
объектом загружают в печь, предварительно разогретую до 300 °С.
Пайку пакетов из пермендюра и никеля производят при температуре
680—720 °С в течение получаса. Далее происходит медленное охлаждение до
температуры 300 °С со скоростью 50°С/ч. Иногда на спаиваемых частях
пакета и концентратора делают треугольные зубья, которые заходят друг за
друга. Площадь пайки увеличивается, и шов становится прочнее.
Заключительные операции — это рихтовка, шлифовка и полировка излучающих
пластин.
Перспективным направлением в технологии изготовления
магнитострикционных преобразователей является высокочастотная пайка [5]. Ее
преимущество — малый и локальный нагрев пакетов в процессе пайки. При
высокочастотной пайке, так же как и при пайке в печи, отожженные и
пересыпанные тальком листы пермендюра стягиваются в пакеты стальными
накладками. Листы со стороны пайки выступают на 3—4 мм. Собранные
пакеты шлифуются с торцов, подлежащих пайке, и обезжириваются.
В излучающей пластине для установки пакетов фрезеруются пазы
глубиной 1 мм. Места пайки тщательно обезжириваются. Пайка производится
на столе с плоскими индукторами размерами 480X295 мм и 650X295 мм,
что обеспечивает пайку преобразователей типа ПМ2-4/16. При пайке
излучающая пластина укладывается на магнитопровод индуктора через листовой
асбест толщиной 4—5 мм. Питание индуктора производится от генератора
мощностью 30 кВт частотой 8 кГц.
Время пайки составляет 15—18 мин. Некоторым недостатком этого
метода является больший расход серебряного припоя ПСР-40 по сравнению
с пайкой в печах сопротивления. Метод высокочастотной пайки используется
также для соединения концентраторов с пакетами. При этом применяется
кольцевой индуктор.
46
Для преобразователей ПМ1-1,6/18 и ПМ4-4/16 используется аргонодуго-
вая сварка неотожженных пермендюровых пакетов с излучающей пластиной.
При сварке предварительно обезжиренные пластины пермендюра стягиваются
с помощью специальных накладок в пакеты требуемой толщины. При
стягивании пластины с обеих сторон пересыпаются тальком, так чтобы он не
доходил до торца, подлежащего приварке, на 4—5 мм, а пакет пластин
выступал за пределы стягивающих накладек на 2,0—2,5 мм. В излучающей
пластине перед сваркой пробиваются или фрезеруются сквозные щелевые
отверстия. Пакеты устанавливают в приспособление, погружая в отверстия на
2 мм при толщине излучающей пластины 8—10 мм. Первоначально торцы
пакетов сплавляются с материалом излучающей пластины на глубину 1,0—
1,5 мм, затем производится окончательная заварка щелевых отверстий в
пластине. Излучающая поверхность шлифуется, полируется. Отжиг в этом
случае производится всего преобразователя в целом. Этот метод требует при
серийном производстве больших по объему вакуумных печей для отжига.
Для серийных магнитострикционных преобразователей типа ПМС-6
принята следующая технология отжига. Пакеты загружают в контейнер, плотно
закрывают его крышкой и приступают к продувке водородом. Когда в
контейнере установится температура 60—70 °С, его загружают в печь,
предварительно разогретую до 300 °С. Затем температуру в печи поднимают до 860 °С
и держат на этом уровне в течение 3 ч. После этого пакеты охлаждают
в контейнере до 300 °С со скоростью 50 °С/ч. Охлаждение с большей
скоростью ухудшает магнитострикционные свойства пермендюра. В результате
отжига на пермендюровых пластинах не создается, особенно при отжиге
в вакууме, прочной окисной пленки, обеспечивающей изоляцию пластин.
Иногда применяют оксидирование пермендюровых пластин в атмосфере
воздуха в следующем режиме. Пластины загружают в печь, предварительно
разогретую до 300 °С. Температуру печи повышают до 450 °С и выдерживают
в течение 2,5 ч, а затем печь охлаждают до 300 °С со скоростью 60—80 °С/ч.
Серийные магнитострикционные преобразователи после операции пайки
подвергаются пропитке эпоксидными смолами. Это повышает коррозионную
и кавитационную стойкость преобразователей, их продольную устойчивость,
а также при качественной пропитке создает изоляцию между пластинами.
При этом механические потери несколько возрастают, но в допустимых
пределах.
Для изготовления магнитострикционных преобразователей из никеля
используют листовой никель с минимальным содержанием примесей. Обычно
применяют никель марки НО или HI. После штамповки и снятия заусенцев
пластины из никеля отжигают при 700—800 °С, обеспечивая хороший доступ
воздуха. Это снимает внутренние напряжения в материале, возникающие при
изготовлении пластин, и пластины покрываются прочной окисной пленкой
зеленого цвета с большим электросопротивлением. На крайние пластины идет
листовой никель толщиной 1—2 мм.
Альфер марки Ю-13 или Ю-14 отжигают при 750 °С с выдержкой в
течение 1 ч и последующим охлаждением от 750 до 600 °С с произвольной
скоростью, а от 600 °С и ниже — со скоростью 25 °С/ч. Для альфера применяют
технологию сварки для соединения его с концентраторами и
излучателями.
Для создания одностороннего излучения надо, чтобы противоположный
(нерабочий) торец преобразователя находился в воздухе или чтобы к нему
был прикреплен экран. Экраном может служить герметическая коробка с
воздухом либо специальная акустическая резина, приклеиваемая
непосредственно к торцу излучателя. Хорошие результаты дает также губчатая
водонепроницаемая резина.
Обмотку наматывают не непосредственно на стержни пакета, а на
изоляционные прокладки, устанавливаемые на стержнях. Надежность
преобразователя в значительной степени опредляется качеством намоточного
провода, так как последний находится, как правило, в жидкости, охлаждающей
пакет, в которой возбуждается кавитационное поле, разрушающее изоляцию
проводов. Обмотка разрушается особенно быстро и пробивается, если она
47
непосредственно касается колеблющегося магнитострикционного пакета. В
качестве обмоточных проводов используются ОРП, БПВЛ, ГПТ-660, ПРГЛ.
Если пакету предстоит работать при высоких температурах, то
используют специальные термостойкие провода с фторопластовой или стекловолок-
нистой изоляцией, например марки ПТЛ. У преобразователя, находящегося
в воде, сопротивление изоляции обмотки относительно корпуса должно быть
не менее 1 МОм.
2-4. Методы улучшения энергетических характеристик
магнитострикционных преобразователей
На энергетические характеристики магнитострикционных
преобразователей влияют следующие факторы: 1) выбор
активного материала магнитострикционного пакета и
трансформатора упругих колебаний; 2) технология механической и
термической обработки магнитострикционного материала; 3)
конструкция магнитострикционного пакета и трансформирующего
устройства, способ соединения разъемных узлов; 4)
согласование электрических и механических сопротивлений нагруженного
преобразователя, способ электрического питания
преобразователя.
На предельную акустическую мощность, излучаемую
преобразователем, как видно из формулы B-43), влияют
параметры магнитострикционных материалов. Характеристики
наиболее распространенных магнитострикционных материалов
приведены в табл. 2-2.
Как показано в работах [8, 9, 16], КПД преобразователя
растет при увеличении произведения волнового сопротивления
материала преобразователя и коэффициента
электромеханической связи охр. Однако этот рост ограничен определенной
величиной ф, превышение которой не дает заметного увеличения
КПД при работе преобразователя в резонансном режиме.
Коэффициент электромеханической связи также не играет
решающей роли при работе преобразователя в резонансном режиме.
Электромеханический коэфифциент для пермендюра ф = 0,3
является достаточным.
При выборе новых материалов с точки зрения уменьшения
потерь более важными параметрами являются удельная
мощность электрических потерь Р'уд и механическая
добротность QM.
Увеличение мощности, отдаваемой преобразователем в
нагрузку, может быть достигнуто в материалах, обладающих
высокой магнитной индукцией насыщения, большим
коэффициентом магнитострикции и большой динамической прочностью.
Магнитное насыщение материала ограничивает
намагничивающую силу, а малая динамическая прочность приводит
к усталостным разрушениям в материале, которые
ограничивают допустимое переменное механическое напряжение а.
Механическая обработка и отжиг активного материала
непосредственно влияют на его магнитные и магнитострикцион-
48
ные свойства. Неоднократно наблюдалось, что несоответствие
режима отжига пермендюра указанному в сертификате завода-
изготовителя приводит к значительному увеличению
электрических потерь. Отжиг должен проводиться после всех видов
механической обработки, чтобы снять возникшие после обработки
механические напряжения.
На излучаемую преобразователем акустическую мощность
в сильной степени влияет способ и качество присоединения
магнитострикционных пакетов к трансформатору упругих
колебаний или излучателю. Некачественная пайка пакетов к
излучающей пластине приводит к значительному снижению
эффективности работы преобразователей.
Дальнейшее совершенствование процесса сварки пакетов
с излучателем позволит повысить надежность и качество
изготавливаемых преобразователей. Перспективны также
индукционные методы пайки пакетов к излучающим пластинам и
концентраторам.
К технологическим вопросам, влияющим на электрические
потери, полностью не решенным в настоящее время, относится
нанесение изоляционной пленки на пермендюровые пластины.
Покрытия, полученные в результате оксидирования,
недостаточно стойки, полимерные покрытия обладают большими
механическими потерями, а прокладки из слюды нетехнологичны
при серийном производстве.
Согласно работе [28], геометрические размеры
магнитострикционных пластин существенно влияют на амплитуду
механических колебаний и излучаемую мощность. Имеются
оптимальные соотношения между размерами пластины — шириной окна
и шириной активного стержня. На условия согласования с
внешней нагрузкой (влияние на уход резонансной частоты
преобразователя) большое влияние оказывает высота ярма пакета.
Уменьшая высоту ярма dRy можно уменьшить влияние нагрузки
на уход резонансной частоты, однако при этом возрастают
магнитные потери за счет насыщения ярма. Необходимо выбирать
оптимальную высоту д?я, удовлетворяющую обоим этим
условиям.
Рациональное конструктивное выполнение
магнитострикционных пакетов, трансформаторов упругих колебаний и
излучающих систем является первостепенным условием обеспечения
высоких энергетических показателей.
Наряду с созданием с помощью конструктивных приемов
оптимальной нагрузки на активные стержни пакета
немаловажное значение имеет уменьшение потерь энергии на различного
рода паразитные излучения, например подавление кавитации
в бачках охлаждения преобразователей и в системах крепления,
устранение паразитных колебаний пакета и излучателя,
создание одностороннего излучения и др. На КПД
преобразователя влияет также качество обработки излучающей поверх-
49
ности при работе в режиме кавитации на жидкие среды.
Наличие пор, углублений приводит к захватыванию ими
пузырьков, препятствующих излучению звука. В связи с этим
требуется шлифование поверхности излучателя.
Вопросы согласования системы
генератор—преобразователь—технологическая среда, определяющие выбор
оптимальной механической и электрической нагрузки на систему,
подробно рассмотрены в гл. 5.
ГЛАВА ТРЕТЬЯ
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ
ПРЕОБРАЗОВАТЕЛИ
3-1. Электромеханические соотношения
в пьезоэлектрическом преобразователе и его параметры
Пьезоэффект. Основные пьезоматериалы. Взаимодействие
внешнего поля с дипольными моментами пьезоэлектрического
материала приводит к перемещению ионов в кристалле, т. е.
к его деформации. Явление деформации кристаллов под
действием электрического поля называется обратным
пьезоэлектрическим эффектом. При деформации кристалла изменяется
расположение ионов, что приводит к изменению величины и
направления дипольного момента. При этом на поверхности
кристалла появляются заряды. Возникновение зарядов на
поверхности кристалла при давлении на него называется прямым
пьезоэлектрическим эффектом.
Характерными свойствами пьезоэлектрического кристалла
являются наличие ионной проводимости, отсутствие центра
симметрии и малая электропроводность. Количественно
пьезоэффект характеризуется относительным изменением линейных
размеров при наложении электрического поля. Математически
он выражается частным от деления относительного изменения
геометрических размеров А/// на приложенное напряжение V.
Эта величина называется пьезоэлектрической постоянной.
Из большого числа пьезоэлектрических веществ лишь
немногие нашли практическое применение. Слабый пьезоэффект,
малая механическая прочность, нестабильность
пьезоэлектрических характеристик — все это препятствовало их использованию.
В настоящее время кварц не находит широкого
применения в ультразвуковых установках из-за его дефицитности,
высокой стоимости и сравнительно низкого пьезомодуля. Его
вытесняют в этой области техники такие пьезокерамические
материалы, как титанат бария ВаТЮ3 и цирконат-титанат свинца
(ЦТС). Пьезокерамика обладает высоким пьезомодулем, зна-
50
чительной диэлектрической проницаемостью, малой
гигроскопичностью, сравнительно большой механической и
электрической прочностью. Исходное сырье для получения пьезокерамики
дешево и недефицитно, технология изготовления
поликристаллической пьезокерамики сравнительно проста. Достоинством
пьезокерамики является также возможность изготовлять из
нее ультразвуковые преобразователи различной геометрической
Таблица 3-1
Марка
материала
ЦТС-19
ЦТС-21
ЦТС-23
ЦТС-24
ЦТБС-3
ЦТСС-1
Марка
материала
ЦТС-19
ЦТС-21
ЦТС-23
ЦТС-24
ЦТБС-3
ЦТСС-1
Марка
материала
ЦТС-19
ЦТС-21
ЦТС-23
ЦТС-24
ЦТБС-3
ЦТСС-1
Диэлектрическая
проницаемость
^33
1525 ±325
550 ±150
1075 ±225
1075±225
2400 ±400
1150±150
Тангенс угла
диэлектрических потерь tg6
(не более)
в слабых
полях
0,0350
0,0250
0,0075
0,0075
0,0150
0,0050
Пьезоэлектрические
модули dik-Wl* Кл/Н,
(не менее)
100,0
26,6
100,0
100,0
160,0
75,0
200,0
66,6
200,0
200,0
400,0
180,0
Механическая
добротность
QM (не менее)
50
100
200
200
200
500
при
?7=3-Ю- В/м
—
0,04
0,04
0,035
0,010
Относительно"
частоты в
температур
от 263
до 323 К
0,9
1,2
—
—
—
Скорость звука
с-Ю-3,
м/с
3,00—3,60
3,50—3,80
3,00—3,35
3,00—3,35
3,45
3,50
"с
ПрИ С1
(не
Температура
Кюри, К.
563
683±10
558±10
553±10
453
548 ±15
>е отклонение
интервале
(не более)
от 213
до 358 К
2,175
2,900
—
—
—
—
Коэффициент
электромеханической
связи
(не менее)
0,40
0,20
0,43
0,45
0,45
0,43
Модуль
упругости
Е-Ю~~п, Па
0,55—0,85
0,85—0,95
0,65—0,85
0,65—0,85
0,70—0,90
0,70—0,90
Предел механической
прочности, Н/м2
ж'10
'атическом
катии
менее)
29,4
29,4
34,3
34,0
34,3
35,0
<W-10
при статическом
растяжении
(не менее)
—
18,6
18,6
18,6
19,0
51
формы (цилиндры, пластины, части сферы и т. д.), что
позволяет непосредственно получать сфокусированный ультразвук.
Преобразователь из пьезокерамики обладает невысоким
входным сопротивлением, поэтому для его возбуждения требуются
небольшие электрические напряжения.
Основными параметрами и характеристиками
пьезокерамики, определяющими ее использование в качестве
ультразвуковых преобразователей, являются пьезомодуль d33;
диэлектрическая проницаемость г; модуль Юнга Е; тангенс угла
диэлектрических потерь tg6; зависимость йъъ, е и tg6 от температуры;
зависимость ^зз, е и tgS от
напряженности электрического поля;
стабильность физических параметров во
времени.
Эффективность работы
преобразователей в режиме излучения, как
будет показано уравнением C-26),
зависит от величины (d^EJ.
Электроакустический КПД пьезоизлучателя
определяется пьезомодулем и
потерями на электрический нагрев
материала пьезокерамики и на внутренее
трение частиц.
Сравнительно высокими
качественными показателями обладают
твердые растворы цирконата-титаната
свинца. Керамика ЦТС обладает
высокой точкой Кюри C30 °С), большим
пьезомодулем, в несколько раз
превышающим таковой у титаната бария,
малыми диэлектрическими потерями
в сильных полях. Этому материалу присущи довольно высокие
прочностные характеристики, что позволяет увеличить
удельную мощность преобразователя. В табл. 3-1 приведены
основные физико-механические характеристики пьезокерамических
материалов.
На рис. 3-1 показана температурная зависимость
поперечного пьезомодуля d3i, а на рис. 3-2 — зависимость тангенса
угла диэлектрических потерь tgS от температуры и
напряженности электрического поля для различных пьезокерамических
материалов. Как видно из приведенных графиков, керамика
ЦТС имеет более стабильные характеристики при изменении
напряженности поля и температуры, чем титанат бария [10].
Высокая точка Кюри и сравнительно большая температурная
стабильность материала ЦТС-19 позволяет увеличить интервал
рабочих температур преобразователя до 100 °С, тогда как
у керамики титаната бария рабочая температура равна 65—
70 °С. Скорость звука, модуль Юнга и резонансная частота
40 30 20 10 0 10 20 30 40 °С
Рис. 3-1. Зависимость
пьезомодуля dz\ от температуры Т
1 — ВаТЮз; 2 — BaTi03+CaTi03;
3 — ВаТЮз+СаТЮз+СоСОз;
4 — BaNb206+PbHb202; 5 —
PbTiOs+PbZrOs
52
при изменении температуры меняются незначительно. Пьезо-
модуль керамики ЦТС с увеличением температуры линейно
возрастает. Все это объясняет, почему в настоящее время для
изготовления ультразвуковых преобразователей используют
главным образом керамику ЦТС.
В последнее время в СССР разработаны новые пьезокера-
мические материалы, например ЦТБС-3, обладающие высоким
пьезомодулем и малыми потерями в сильных полях.
Основные уравнения пьезоэлектрического преобразователя.
Приведем некоторые положения теории пьезоэлектрических
преобразователей, подробно рассмотренные в работах [6, 9,
Рис. 3-2. Зависимость тангенса угла диэлектрических потерь:
а — от температуры Т\ б — от напряженности электрического
поля Е
Обозначение кривых — см. рис. 3-1
16]. Под воздействием механической деформации на пьезоэле-
менте возникает электрическая поляризация (прямой пьезоэф-
фект). Составляющие электрической поляризации связаны
с деформацией пьезоэлектрика линейной зависимостью
Pi = ltkXk, C-1)
где pi — составляющие вектора поляризации (?=1, 2, 3),
соответственно рху Py, Pz\ Uk — пьезоэлектрические постоянные;
Xk — составляющие деформации по основным осям
пьезоэлектрика (&=1, ..., 6), соответственно Хх, YV, Zz, Yz, Zx, XY.
Пьезоэлектрик, к обкладкам которого прикладывают
электрическое поле, претерпевает деформацию (обратный пьезоэф-
фект). Если каким-либо способом зажать пьезоэлемент,
приложив к нему внешнюю силу, то возникающие в пьезокристалле
деформации описываются следующим уравнением:
Xk=-likEt, C-2)
где Ег — напряженность электрического поля вдоль
рассматриваемой геометрической оси.
53
Уравнения C-2) и C-3) являются основными уравнениями
пьезоэлектрического эффекта. В общем случае при наличии
электрического поля и деформации пьезоэлемента уравнение,
связывающее механические и электрические величины, имеет
следующий вид [9]:
%k = cksXs— UkPu
C-3)
относительно
ции
где Cks — упругие постоянные пьезокристалла.
При свободной деформации пьезоэлемента мы можем
пренебречь силами инерции, приравнять правую часть уравнения
C-3) нулю и решить ее
деформа-
Xk=-dikEu C-4)
где dik —
пьезоэлектрический модуль.
Пьезоэлектрич е с к и й
модуль показывает,
насколько изменяется
деформация кристалла при
изменении
электрического поля; он же
определяет плотность
зарядов, вызываемую
механическим напряжением.
Схемы замещения
пьезоэлектрических
преобразователей. На
основе приведенных
уравнений составляются уравнения схем замещения
пьезоэлектрических излучателей. Не останавливаясь на выводе этих
уравнений, рассмотренных в работах Л. Я. Гутина [8, 9], приведем их
в окончательном виде:
Рис. 3-3. Схема замещения
пьезоэлектрического преобразователя при двустороннем
излучении
— 1
— 1
sin kd
;ii+i2)+/ii^isitg-
'+/l2^lSltg
kd
2
kd
+ |222 + /72 = ф?/.
C-5)
sin kd
Величина W\S\=Zq представляет собой механическое
сопротивление пьезопластины. Принцип построения схемы
замещения по общим уравнениям преобразователя приведен в § 2-1.
На рис. 3-3 изображена схема замещения пьезоэлектрического
преобразователя, построенная по уравнениям C-5). Величины
F\, F2 и Zb Z2 относятся непосредственно к среде; Z\ и Z2
представляют собой механические сопротивления среды, г\ —
сопротивление потерь на внутреннее трение.
При излучении в безграничную среду F{ и F2 надо
исключить. В реальных условиях работы ультразвуковых излучате-
54
лей величины Zb Z2, F{ и F2 имеют значения, определяемые
конкретным технологическим процессом.
Как видно из схемы, электрические и механические элементы
схемы связаны друг с другом через электромеханический
трансформатор, позволяющий производить перерасчет механических
параметров в электрические и наоборот.
Емкость С представляет собой электрическую емкость,
определяемую по обычной формуле для плоского конденсатора:
C = eds/d, C-6)
где га — диэлектрическая проницаемость пьезоматериала; s —
площадь пластины; d — ее толщина.
Сопротивление, обусловленное диэлектрическими потерями,
определяется выражением
/?A=l/Bn/Ctg6)f C-7)
где tg6 — тангенс угла диэлектрических потерь материала.
Мощность электрических потерь находят по формуле:
Ps.u = U4BRA). C-8)
Схема замещения позволяет определить входное
сопротивление и амплитуду колебаний торцов преобразователя. Если
размеры преобразователя намного превышают длину волны
в среде и (рс)ср/(рс) <1, то входное сопротивление и амплитуды
рабочих торцов преобразователя определяются по формулам:
Z^jpcstgkd + Щ^-; C-9)
cos2 kd
h = -\-, C-Ю)
cos kd
где |i и ^2 — колебательные скорости торцов преобразователя.
Второй член уравнения C-9) учитывает реакцию среды на
изменение входного сопротивления преобразователя.
Как видно из схемы замещения, резонансная частота
пьезоэлектрического преобразователя при постоянном напряжении
на обкладках определяется реактивным сопротивлением
механической части схемы.
Условие резонанса пьезоэлектрического преобразователя,
как показано в работе [9], выражается уравнением
tgkd = -?-, C-11)
где D\ — приведенная к площади обкладок толщина пластины.
Ультразвуковые преобразователи чаще всего излучают
в одну сторону, и нерабочий торец обычно находится в воздухе.
Схема замещения при этом принимает вид, показанный на рис.
3-4. Здесь rs — сопротивление излучения. Следует отметить, что
55
при одностороннем излучении акустическая мощность
возрастает не в два раза по сравнению с двусторонним излучением,
а всего на 40%. Объясняется это тем, что
механико-акустический КПД преобразователя при одностороннем излучении
(т)ма = 0,67) меньше, чем при двустороннем (г]ма = 0,8). По этой
:С{]
-***- гщ^
ы
1:Bp) sinkd * 2 2гп
-tii*ii)
2Z0tg
Ш
2
2гп\
0г-
Рис. 3-4. Схема замещения
пьезоэлектрического преобразователя при одностороннем
излучении
же причине удельная акустическая мощность возрастает не
в 4 раза, как следовало бы ожидать, а только в 2,8 раза.
Преобразование механических параметров в электрические
через электромеханический трансформатор дает схему
замещения пьезоэлектрического преобразователя, изображенную на
рис. 3-5. Здесь индуктивность
LM эквивалентна
колеблющейся ся массе преобразователя, ем-
Рис. 3-5. Схема замещения, преобразованная к электрическим
величинам
Рис. 3-6. Схема замещения пьезоэлектрического преобразователя на
резонансной частоте
кость См — гибкости, активное сопротивление Rn —
сопротивлению механических потерь, Rs — сопротивлению излучения,
С — электрической емкости, /?д — диэлектрическим потерям.
Сопротивление механических потерь Ru обусловлено
внутренним трением частиц материала при колебаниях. Кроме того,
в местах закрепления преобразователя также имеются потери
механической энергии. Силы трения пропорциональны
колебательным скоростям, коэффициент пропорциональности между
56
ними и есть активное механическое сопротивление, в котором
выделяется мощность потерь.
Сопротивление излучения Rs определяется параметрами
излучателя и пропорционально волновому сопротивлению
окружающей среды. Сопротивление излучения у пьезокерамических
преобразователей значительно меньше, чем у кварцевых. Это
значит, что для возбуждения пьезокерамических
преобразователей требуется подводить относительно небольшое напряжение.
Электрическая емкость С обусловлена геометрическими
размерами и диэлектрической проницаемостью е материала
преобразователя.
Рис. 3-7. Характеристики пьезоэлектрического преобразователя:
а — зависимость модуля полного сопротивления от частоты; б —
круговая диаграмма проводимостей
При резонансе последовательного механического контура
(LMCM на рис. 3-5) полное сопротивление контура равно нулю
и схему замещения удобно представить в виде рис. 3-6, где R's
и R'n — сопротивления, приведенные к параллельной схеме.
Реактивность нагрузки на резонансной частоте определяется
емкостью С. Для кварцевого преобразователя эта емкость мала
(десятки пикофарадов), а для керамического преобразователя
она составляет десятки тысяч пикофарадов. Однако, несмотря
на большую емкость, cos ф пьезокерамического преобразователя
достаточно высок (примерно 0,7), поскольку эта емкость
шунтирована сравнительно малым активным сопротивлением.
Резонансная характеристика. Зависимость модуля полного
сопротивления z от частоты показана на рис. 3-7, а.
Характеристика имеет минимум и максимум. На низких частотах
сопротивление уменьшается, что обусловлено последовательным
резонансом цепи LMCM. С повышением частоты появляется
максимум сопротивления, получаемый в результате параллельного
резонанса емкости С с контуром LMCMf носящим на высоких
частотах индуктивный характер. Из-за наличия электрической
57
емкости С резонансная частота в общем случае не совпадает
с минимумом сопротивления. Для кварца, имеющего малую
собственную емкость, резонансная частота практически
совпадает с минимумом z, что позволяет настраивать генератор по
максимальному току через преобразователь.
Зависимость составляющих входного сопротивления
пьезоэлектрического преобразователя от частоты можно проследить
по круговой диаграмме проводимостей. Комплексная полная
входная проводимость определяется выражением
У=-1- + /а>С + -^, C-12)
Ад ZM
где ф — коэффициент трансформации электромеханического
трансформатора; ZM — комплексное полное механическое
сопротивление преобразователя.
На рис. 3-7, б представлена диаграмма проводимостей
пьезоэлектрического преобразователя, снятая при постоянном
напряжении на нем. Диаграмма 1 снята при работе
преобразователя без нагрузки, диаграмма 2 — при наличии сопротивления
нагрузки. Из диаграммы следует, что G9— электрическая
проводимость, GH — проводимость нагруженного преобразователя,
GM— проводимость преобразователя без нагрузки, /0 — частота
механического резонанса, fa — частота антирезонанса.
Коэффициент электромеханической связи определяется
равенством
«к v О
C-13)
Коэффициент ак определяется видом возбуждаемых
колебаний; для продольных колебаний ак~0,8.
Механическая добротность
Qu = hKh-h). C-й)
Электрическая добротность
Q3 = 2k/0C3/G3. C-15)
Коэффициент электромеханической связи по мощности
кР=Щ<Ц2э- C-16)
Коэффициент нагрузки
p = GM/GH-l. C-17)
Проводимость пьезокерамического преобразователя в
широком диапазоне частот носит емкостный характер; резонансная
частота соответствует точке /0. По круговым диаграммам можно
определить основные параметры преобразователя и проследить
58
за характером изменения составляющих сопротивления
преобразователя в широком диапазоне частот. Последнее имеет
большое значение при разработке схем автогенераторов.
Коэффициент полезного действия. Электроакустический
КПД пьезоэлектрического преобразователя г)Эа, как и магнито-
стрикционного, определяется уравнением B-24).
Электромеханический КПД определяется выбранным типом излучателя
(полуволновым, четвертьволновым, многослойным) и мощностью
потерь на нагрев диэлектрика. У кварцевых преобразователей
мощность диэлектрических потерь очень мала, и ее можно не
учитывать в расчете. У пьезокерамических преобразователей
она значительна из-за явления диэлектрического гистерезиса.
Электромеханический КПД
определяется по формуле Таблица 3-2
Лэм =
*д
Яд + ^s
C-18)
Излучатель
0,85
0,84
0,80
0,68
0,59
0,64
где 7?д — сопротивление диэлек- Полуволновый
трических потерь, определяемое Четвертьволновый
/о 4\ п Многослойный
выражением C-7); Hs — сопро-
тивление излучения.
Механико-акустический КПД г)Ма зависит от потерь на
внутреннее трение в материале и в элементах крепления, а также
от согласования волновых сопротивлений излучателя и
окружающей среды. Потери на внутреннее трение больше всего
у преобразователей из титаната бария.
Расчетные значения КПД пьезокерамического
преобразователя с удельной мощностью 5 Вт/см2 на частоте 440 кГц
приведены в табл. 3-2.
Значительность потерь в керамике титаната бария делает
необходимым интенсивное охлаждение преобразователя. Более
высокими энергетическими показателями обладают
преобразователи, изготовленные из керамики ЦТС-19, ЦТС-23 и ЦТБС-3.
Коэффициент полезного действия преобразователей
определяется активной нагрузкой в технологическом режиме:
нагрузочным коэффициентом р и коэффициентом электромеханической
связи по мощности kP.
Электромеханический КПД
*KM = kp/(kp+p+l).
Механико-акустический КПД
*1ма = р/(Р+1).
Электроакустический КПД
kp р
•Пэа = '
kP + р + 1 р + 1
C-19)
C-20)
C-21)
59
3-2. Расчет пьезоэлектрического преобразователя
Типы пьезоэлектрических излучателей. Пьезоэлектрические
преобразователи, используемые в ультразвуковых установках,
являются, как правило, резонансными системами, работающими
на частотах основного резонанса или нечетных гармоник.
Полуволновый излучатель (рис. 3-8, а) состоит из пластины
(круглой или прямоугольной), толщина которой на частоте
основного резонанса /о определяется выражением
d = V2 = c/B/0), C-22)
где Я — длина волны в материале преобразователя; с —
скорость звука.
Рис. 3-8. Наиболее распространенные типы пьезоизлучателей:
а — полуволновый; б — четвертьволновый; в — многослойный
Четвертьволновый излучатель (рис. 3-8, б) представляет
собой систему, состоящую из двух жестко соединенных пластин,
одна из которых изготовлена из пьезокерамики и имеет тол-
ЩИНУ d = № = clDf0), C-23)
а вторая — из металла и имеет толщину
^ = Л,/4 = С1/D/0),
где Х\ и с\ — соответственно длина волны и скорость звука
в металле.
Металлическую пластину (ее называют накладкой) обычно
изготовляют из стали или алюминия. Многослойный
преобразователь (рис. 3-8, в) состоит из трех пластин. Среднюю пластину
изготовляют из пьезоматериала, а крайние (накладки) —из
металла. Присоединение к плоскому пьезоэлементу
дополнительной массы накладок увеличивает общую высоту полуволнового
излучателя и снижает его частоту. Материалом излучающей
накладки чаще всего служит дюралюминий или титановые сплавы,
у которых коэффициент затухания значительно меньше, чем
у стали, а материалом отражающей накладки — сталь 45. Такой
выбор материала обусловлен также тем, что для
повышения КПД преобразователя желательно уменьшать отношение
60
волновых сопротивлении излучающей и отражающей накладок.
Основные акустические параметры этих материалов приведены
в табл. 3-1, где W — волновое сопротивление. Изулучающую и
отражающую накладки часто делают различными по толщине.
Многослойные излучатели с успехом используются в
ультразвуковых преобразователях, предназначенных для низких
частот (десятки килогерц).
Размеры отдельных элементов многослойного излучателя
с накладками одинаковой толщины, изготовленными из
одинакового материала, связаны с частотой собственных колебаний
преобразователя следующим соотношением:
ctg Шъ . ±Л = .Mi?L tg (*!k- йЛ, C-24)
V с 2/ pes V q )
где параметры пластины из пьезоматериала не имеют индекса,
а параметры накладок отмечены индексом 1, причем р —
плотность материала, s — площадь пластины, а с — скорость звука.
Удельная акустическая мощность ультразвуковых
колебаний четвертьволнового и полуволнового преобразователя с
односторонним излучением определяется выражением
р'ак = 1^=1,2 *^2d33?V. . ю-20, C-25)
где Р'ак— удельная интенсивность акустического излучения,
Вт/м2; Рак — полная акустическая мощность, Вт; k\ —
коэффициент, равный 4 для полуволнового и 1 для четвертьволнового
преобразователя; U — действующее электрическое напряжение
на преобразователе, В; d33 — пьезомодуль по толщине
преобразователя, Кл/Н; Е — модуль упругости, Па; т}Ма —
механико-акустический КПД преобразователя, обычно равный 0,75—0,8;
(Рс)ср — волновое сопротивление среды, кг/(м2-с).
Интенсивность колебаний многослойного преобразователя
при одностороннем излучении определяется по формуле:
Рак = 33 { 1 1) — , C-26)
(рс)ср 1 , / я/odpiCxSx
1 +
(-
ч2
pes J
где Е — действующая напряженность электрического поля.
Следует отметить, что у четвертьволнового и многослойного
излучателей входное сопротивление и электроакустический КПД
меньше, чем у полуволнового.
Расчет полуволного преобразователя. Рассчитаем
параметры наиболее распространенного на практике полуволнового
преобразователя с односторонним излучением. Исходными
данными для расчета преобразователя являются геометрические
размеры и физические параметры применяемого
пьезоматериала и удельная акустическая мощность. Примем следующие
61
основные параметры керамики титаната бария: диэлектрическая
проницаемость 8=1200-^1400; пьезомодуль по толщине ^зз =
= F7ч-115) • 10~12 Кл/Н; коэффициент электрических потерь
Л0 = @,6^-1,0) -Ю-10; скорость распространения звука c=D,l-s-
-т-5,3) • 103 м/с; модуль упругости ?=1,05-1011 Па; плотность
р= E,3-^5,7) « 103 кг/м3; тангенс угла диэлектрических потерь
tg 6 = 0,01-7-0,25. Удельную акустическую мощность для пьезо-
керамики, используемой в диапазоне 300—1000 кГц, обычна
принимают равной 5 Вт/см2.
Определяем общую акустическую мощность (в ваттах)
^ак = 0- C-27)
где 5 — площадь излучающей поверхности преобразователя.
Необходимая напряженность электрического поля
(амплитуда в В/м) определяется по формуле
?т= 1/ О,42 Рак (рС)ср • Ю24, C-28)
V 2d2 ?2п2
где т]ма — механико-акустический КПД, равный обычно
0,75—0,8.
Напряжение возбуждения (действующее значение в вольтах)
(j = gd = -^-d. C-29)
л/2
Сопротивление потерь (в омах)
«•-Й5Г-Т- ,мо)
Сопротивление излучения при работе на резонансной
частоте определяется выражением
Rs = U2/{P'aKs). C-31)
Подставив в это выражение удельную акустическую
мощность из уравнения C-25), после преобразований получим
Rs = 0j2 (pc)cPd* 91Q24> C32)
Активное сопротивление преобразователя для
параллельного включения сопротивления электрических потерь /?д и
сопротивления излучения Rs определяем по формуле
R = RzRs/(R* + Rs). C-33)
Сопротивление потерь на внутреннее трение в расчете не
учитывается, так как значение его при параллельном
включении намного больше сопротивления излучения.
62 '
Электромеханический КПД преобразователя определяется
по формуле C-18), а общий электроакустический КПД — по
формуле C-24).
Емкость преобразователя определяется по формуле C-6)
для плоского конденсатора, а емкостное сопротивление
*с=1/Bя/0С). C-34)
Полное сопротивление
Действующий ток, протекающий через преобразователь,
/ - Ulz. C-36)
Результаты расчета параметров пьезокерамических дисков
диаметром 120 мм из титаната бария (излучающая площадь
113 см2) для диапазона частот /о = 300—1000 кГц сведены
в табл. 3-3.
Таблица 3-3
Л..
кГц
300
400
500
600
700
800
900
1000
d, см
0,860
0,645
0,514.
0,430
0,367
0,322
0,286
0,258
С, пФ
15 000
20 000
25 000
30 000
36 200
40 000
45 200
50 000
*д
*s
R
ХС
Z
Ом
315
177
113
79
56
43
35
29
52,4
30,0
19,0
13,2
9,4
7,4
5,9
4,8
45,0
25,4
16,2
11,3
8,0
6,3
5,0
4,0
35,3
19,8
12,7
8,8
6,3
5,0
3,9
3,2
28,0
15,7
10,0
7,0
5,0
4,0
3,0
2,5
и, в
191
144
114
96
81
71
63
57
J Д
6,8
9,2
11,4
13,7
16,6
17,8
20,3
22,8
Полученные данные позволяют рассчитать согласование
выходных цепей генератора с пьезоэлектрическим
преобразователем.
Расчет многослойного излучателя. Многослойные
ультразвуковые излучатели с частотнопонижающими накладками и
активными элементами в виде высокочастотных
пьезокерамических пластин позволяют получать низкие частоты
ультразвукового диапазона (рис. 3-9, а). Размеры излучающей поверхности
преобразователя рассчитывают, исходя из потребляемой им
электрической мощности Рэ и удельной акустической
мощности Р\к:
*1 = ч../уя;к, (з-з7)
где г)эа — ожидаемый электроакустический КПД
преобразователя; г\э^Рэ = Рцк — акустическая мощность.
63
Продольные размеры элементов многослойного
преобразователя (см. рис. 3-8, в) приближенно определяются из
уравнения
С1 С2
C-38)
где q= Wi/W2 = piCiSi/(p4C?2)\ Pi^i^i и p2c2W2—произведения
плотности, скорости звука и волнового сопротивления в
накладках.
От толщины пьезокерамики и соотношения волновых
сопротивлений зависит выбор материала накладок, а также КПД
преобразователя.
а)
02 «' о 1
W-
Ти
yi
И'
F U
~*~ 9
m
Уг\
ЛУА
гЛщ
Рис. 3-9. Многослойный (пакетный)
преобразователь: а — общий вид; б — схема замещения
На рис. 3-9, б приведена схема замещения пакетного пьезо-
керамического преобразователя, одна из накладок которого
нагружена активным сопротивлением среды /?а. Параметры схемы
определяются выражениями
1
Ся = -
4хс/
Ws
sin kl
X =
coC3tg6
ф2
@СЭ
y=Wstg
kl
yi--
^iVtgMi
\ + (Wcp/W1)Hgnlll
y2 = W2s2igk2l2\
R»
wx
срч.
cos2 Vi + (^cp/^iJ sin2 Mi
C-39)
C-40)
C-41)
коэффициент электромеханической трансформации для
продольного пьезоэффекта q) = dzzEs/l; Wcv — волновое сопротивление
среды; Rn — сопротивление нагрузки (излучения).
В работе [6] на основе эквивалентной схемы рис. 3-9, б
приведен анализ оптимальных условий построения пакетных
преобразователей и получено уравнение для определения резонанс-
64
ной частоты, соответствующей максимальной мощности в
нагрузке.
Уравнения для механико-акустического и
электромеханического КПД на резонансной частоте имеют следующий вид:
Лма = -Р , *н, Т-> C-42)
Лэм =
1 +
Rr + г1 + т2г2
11маA+тJф2/-э
C-43)
где m = zi/z2 — коэффициент, характеризующий положение пье-
зоэлемента в системе.
Из уравнения C-43) следует, что чем больше сопротивление
механических потерь, тем сильнее КПД у]эм зависит от толщины
пьезокерамики, а также от материала и толщины накладок 1{ и
12. При конструировании составных пьезокерамических
преобразователей следует стремиться к малой толщине пьезокерамиче-
ской пластины и к малому отношению волновых сопротивлений
накладок W1/W2.
Минимальная толщина пьезокерамического элемента
определяется условием прочности керамики:
_fc/_-|/ 2Рак 1Гу-5^ ?Р_
G^Wctg^-U ^1-.10-5<—^ , C-44)
& 2 У w 1,5-2 v '
где а — напряжение, возникающее в пьезокерамической
пластине; ар — напряжение, соответствующее временному
сопротивлению на разрыв.
Выбор элементов преобразователя, входящих в уравнение-
C-38), затруднен вследствие их зависимости от соотношения
между сопротивлением механических потерь в пьезокерамике,.
накладках и креплении. Но на основании предварительных
расчетов и литературных данных принимают
1Х = Я/4 = ci/D/x); s^s.^ s. C-45)
Толщину отражающей накладки /2 определяют из уравнения
резонанса преобразователя.
Проведем электрический расчет преобразователя.
Переменное напряжение на резонансной частоте
(действующее значение) определяется уравнением
ц= Vr-.P„-9-iq?_t C_46>
ССф
где Rh=R'hSh — акустическое сопротивление.
Следует иметь в виду, что контактирующие поверхности
пьезоэлементов должны иметь один и тот же знак поляризации,
3 Заказ № 626
6S
например « + ». При этом обе накладки заземляются, а
переменное напряжение относительно земли подается на прокладку
между пьезоэлементами.
Данные конструктивного и электрического расчета
пьезокерамических преобразователей из керамики ЦТС-19 мощностью
Л00, 250 и 630 Вт сведены в табл. 3-4. Преобразователи
рассчитывались на резонансную частоту /о = 22 кГц. Удельная
акустическая мощность преобразователей принимается равной 1 —
2 Вт/см2.
Таблица 3-4
Показатель
Мощность преобразователя» Вт
100
slt см*5
52, СМ2
Число
пьезокерамических пластин
Рак, ВТ
Ян-Ю-11, кг/с
и, в
Rmoj Ом
С, мкФ
хс> Ом
R3. п, кОм
R, Ом
г, Ом
/, А
COS ф
25
20
2
35
2,6
450
3000
0,012
600
20
2600
680
0,7
0,4
250
630
63
50
4
90
5
400
1000
0,03
240
8
900
180
2,2
0,3
190
150
12
200
15
350
330
0,09
80
2,7
290
75
4,7
0,4
Примечание. У всех преобразователей размеры одной
кольцевой пъезокерамической пластины составляют 50x20x4 мм;
/х = 5,7 мм; /2 = 4 мм; о* = 24 МПа.
На основании опытных данных механико-акустический КПД
преобразователей считают равным 0,6. Коэффициент запаса
прочности обычно принимают равным 4. Коэффициент а
ориентировочно принимается равным 2г]Ма. Механическое
сопротивление пьезокерамического преобразователя на резонансной
частоте можно считать чисто активным и равным
^о^^н-Э-Ю^ЛмаФ2). C-47)
Активное сопротивление преобразователя R, приведенное
к параллельной схеме
R = ^мо^э. гЛ^мО + ^э. п), C-48)
где /?э.n=l/(coCtg6)—сопротивление электрических потерь;
С — емкость пьезопластины.
Чтобы уменьшить питающее напряжение и осуществить
заземление верхней и нижней накладок, пьезоэлемент часто
набирают из двух пьезокерамических пластин толщиной 1/2. При
€6
этом все сопротивление преобразователя на резонансной
частоте составляет четвертую часть сопротивления
преобразователя с одним пьезоэлементом толщиной /, а напряжение
возбуждения уменьшается в два раза.
На эффективность работы пакетного преобразователя, как"
следует из уравнений C-42) и C-43), влияют положение пьезо-
элемента в системе (узел, пучность, промежуточное между
узлом и пучностью положение), толщина пьезоэлемента,
соотношения волновых сопротивлений пьезоэлемента и накладок.
Указанные конструктивные факторы влияют на КПД, предед
прочности, входное сопротивление и условия стабильной работы:
преобразователя. Наиболее тяжелые условия по прочностным
характеристикам создаются при помещении пьезоэлемента
в узел колебаний, в плоскость максимальных механических
напряжений. Удельная мощность в этом случае ограничивается
прочностью керамики. Допустимая удельная акустическая
мощность должна удовлетворять условию
К*, доп < ОД/<«ГО), C-49)
где Од — допустимое напряжение в пьезоэлементе,
В ж sin2fe/ + (l +cos2&/J ГЗ-50^
sin2 ^/+A^/^JA +cos2?/) * ^ "
В этом варианте размещения пьезоэлемента, снижая
волновое сопротивление излучающей накладки W\, можно добиться
существенного увеличения механико-акустического КПД rjMa~
Так, при &/^я/6-т-я/4 снижение отношения Wi/W в 1,7 раза
повышает т)ма на 15—25 % [6]. Некоторого увеличения КПД
преобразователя, примерно на 5—7%, можно добиться, уменьшая
отношение площади излучающей накладки к площади
пьезоэлемента s\/s. Однако для целей очистки это не всегда
применимо. Размещение пьезоэлемента на конце преобразователя
дает возможность получить высокий КПД. Уменьшается
напряжение в рабочем сечении, что позволяет увеличить
подводимую мощность. Однако высокое входное сопротивление-
преобразователя в этом варианте требует значительных
возбуждающих напряжений, что при эксплуатации ультразвуковых,
установок нежелательно.
Большое значение при эксплуатации пьезокерамических
преобразователей имеет стабильность работы. Собственный нагрев
преобразователя за счет потерь в пьезокерамике, накладках,
системе крепления, нагрев моющей жидкости, влияние внешней
нагрузки на преобразователь приводит к изменению его
резонансной частоты, входного сопротивления и излучаемой
мощности. Влияние дестабилизирующих факторов будет особенно
заметным при размещении пьезоэлемента в узле колебаний и
выполнении излучающей накладки из материала с большим
3*
67
волновым сопротивлением. Последнее иногда применяют из
конструктивных соображений.
Оптимальной будет работа составного преобразователя при
размещнии пьезоэлемента между узловой плоскостью и торцом
пакета. При этом прочность, КПД и стабильность будут
достаточно высокими. Для уменьшения нестабильности работы
преобразователя как на резонансной частоте, так и при расстройке
рабочую накладку, как следует из работы [6], следует выполнять
кз материала с малым волновым сопротивлением, например
сплава алюминия.
3-3. Конструкции пьезоэлектрических преобразователей
Высокочастотные пьезокерамические преобразователи. Передача
ультразвуковой энергии от излучателя в среду без потерь может осуществляться
при помощи полунолновых накладок, толщину которых определяют по
формуле
d==a//2 = c7B/0),
где с' и V — скорость звука и длина волны в накладке; f0 — рабочая
частота.
Приводим толщину полуволновых накладок из различных материалов,
выбираемую в соответствии с рабочей частотой:
Рабочая частота, кГц 300 510 820 1000
Толщина прокладки, мм:
из нержавеющей стали* 9,75 5,75 3,58 2,93
из алюминия** 10,35 6,07 3,78 3,10
* с = 5,9-103 м/с; ** с-6,2-103 м/с.
Для создания одностороннего излучения можно использовать не только
воздух, но и слой масла или металла толщиной, равной нечетному числу
четвертей длины волны излучаемого колебания. Толщину слоя рассчитывают по
формуле
Г = Bл-1L- = Bл-1) * D-51)
где с' — скорость звука в масле или в металле; надо заметить, что
необходима экспериментальная подгонка отражающих слоев и полуволновых
накладок.
Конструкции с использованием отражателей слоя масла или
металлических накладок позволяют осуществить интенсивное охлаждение
преобразователей, что особенно важно при работе с пьезокерамическими
преобразователями. В качестве охлаждающей жидкости в пьезокерамических
преобразователях часто используют воду, так как при этом необходимое для их
возбуждения напряжение в диапазоне частот 300—1000 кГц находится в
пределах 50—250 В и можно не опасаться электрического пробоя.
Приводим толщины отражающих слоев, равные Х/4:
Рабочая частота, кГц 300 510 820 1000
Толщина отражающего слоя, мм:
трансформаторное масло* 1,16 0,65 0,42 0,35
нержавеющая сталь** 4,90 2,88 1,78 1,46
* с -1,4-103 м/с; ** с = 5,9¦ 103 м/с.
S8
Для упрощения конструкции и настройки системы число отражающих
четвертьволновых слоев увеличивают в нечетное число раз.
Простая конструкция держателя для пьезокерамического диска
диаметром 120 мм изображена на рис. 3-10.
Получение большой излучающей поверхности пьезокерамического
преобразователя связано с ухудшением условий охлаждения. Применение
многоэлементных (мозаичных) преобразователей решает эту задачу. Входное
сопротивление преобразователя увеличивается при последовательном
включении п пьезоэлементов в п2 раз. Некоторые конструкции высокочастотных
пьезопреобразователей рассмотрены в работе [10].
Низкочастотные пьезокерамические преобразователи. Рассмотренные
конструкции пьезоэлектрических излучателей предназначены для возбуждения
высокочастотных ультразвуковых колебаний A50—2000 кГц).
Преобразователь из пьезокерамики,
работающий как полуволновая система
на низких частотах (десятки
килогерц), должен иметь толщину
около 100 мм. Большой объем и
плохая теплопроводность
керамики приводит к быстрому
разогреву ее и деполяризации. Кроме
того, толстая керамика требует
высоких рабочих напряжений для
возбуждения, что значительно
усложняет конструкцию
преобразователя.
Снижение рабочей частоты
преобразователей без увеличения
их толщины достигается
применением частотнопонижающих
накладок. Преобразователь (рис.
3-11) состоит из двух
керамических пластин 1, верхней
накладки 2 из дюралюминия Д16Т,
нижней накладки 3 из стали 45 и
прокладок 4 толщиной 0,2—0,3 мм из мягкой фольги. Фланцевое
крепление преобразователя по периметру (рис. 3-11, а) вызывает поперечные
колебания, снижает КПД преобразователя и в настоящее время не
применяется.
Существует несколько методов крепления элементов пакетного
преобразователя между собой и к излучающей пластине. За рубежом наибольшее
распространение нашел метод приклеивания пакетного преобразователя его
верхним торцом к дну ванны снизу (рис. 3-11,6). Однако при интенсивности
излучения, превышающей 1,5 Вт/см2, надежность клееных соединений резко
падает.
В современных конструкциях применяют составные преобразователи с
центральным болтовым соединением [6]. В этих конструкциях болт E на
рис. 3-11, в и г) проходит в отверстия в пьезокерамических пластинах и
накладках. В разработках ВНИИТВЧ применяется конструкция,
представленная на рис. 3-11,6. Здесь центральный болт является одновременно
элементом крепления к дну ванны, а отражающая накладка выполнена в виде
гайки, с помощью которой конструкция преобразователя притягивается к дну
ванны. Преимуществом данной конструкции является прочное соединение
элементов при хорошем акустическом контакте и легкое встраивание
преобразователя в дно, стенки и крышки ванны.
Разработаны четыре преобразователя этого типа на 16, 18, 22 и 44 кГц.
В качестве пьезоэлементов использованы кольца из массы ЦТС-19 со
следующими размерами: наружный диаметр 50 мм, внутренний 20 мм, толщина 8 мм
для преобразователей с частотами 16, 18 и 22 кГц и 4,5 мм — для
преобразователей на 44 кГц.
Рис. 3-10. Пьезокерамический
преобразователь с диском диаметром 120 мм
69
Некоторого увеличения излучающей площади можно добиться, применяя
в качестве излучающей накладки обратный конус. Однако полный КПД
преобразователя в кавитационном режиме при этом падает.
Увеличение излучающей площади за счет увеличения диаметра пьезоэле-
мента также нецелесообразно ввиду появления радиальных и поперечных
колебаний в пьезоэлементе и накладках. Для увеличения излучающей площади
отдельные пакетные преобразователи малой мощности присоединяют к
тонкой пластине.
Ориентировочно КПД преобразователей с цилиндрической накладкой
диаметром 50 мм и конусной накладкой с максимальным диаметром 74 мм
соответственно равны 50 и 62 % при ?/=200 В (до кавитации) и 36 и 20 %
при U=400 В (при кавитации).
Рис. 3-11. Конструкции пакетных преобразовате-
_4 лей: а — с фланцевым креплением; б — с
центральным винтом; виг — с центральным болтом
на частоту 18 и 44 кГц соответственно
Основные параметры преобразователей двух типов имеют следующие
значения:
ПП1-01/18 ПШ-006/44
Электрическая мощность, кВт 0,1 0,06
Резонансная частота, кГц 18±7,5% 44±10%
Напряжение, В 350—400 200—250
Полное сопротивление, Ом 800—1000 300—400
Электроакустический КПД, % 50 35
Диаметр излучателя, мм 50 50
Для увеличения срока службы электрическую мощность преобразователей
снижают примерно на 40 %.
В зарубежных конструкциях, работающих с малой амплитудой
смещения, пакетные преобразователи приклеивают к излучающей пластине или
к дну ванны. Широко распространены и погружные преобразователи
подобной конструкции. В отечественных конструкциях отдельные излучатели при
помощи центрального болта присоединяются к дну или стенкам ванны либо
70
выполняются в виде отдельного конструктивного узла. Так выполнены пьезо-
керамические преобразователи мощностью от 0,25 до 2,5 кВт, состоящие из
набора пакетных излучателей ПП1-0,1/18 (рис. 3-12).
Ввиду того что точно настроить все излучатели преобразователя на
резонансную частоту системы не представляется возможным, резонансная
полоса (по мощности) всего преобразователя получается широкой и может
достигать 0,8 кГц.
Рис. 3-12. Пьезокерамический преобразователь мощностью
2,5 кВт
На рис. 3-13, а приведена конструкция составного кольцевого пьезопре-
образователя, работающего на радиальных колебаниях. Преобразователи
этого типа могут быть выполнены с излучением как внутрь, так и наружу
кольца. Пьезокерамические кольца размерами 50x20X8 и 50X20x4,5
используются для создания колебательной системы с преобразованием
радиальных колебаний в продольные (рис. 3-13,6).
Рис. 3-13. Кольцевые составные преобразователи:
а — радиальный; б — радиально-продольный
Конструируя пьезокерамические преобразователи, необходимо особое
внимание уделить их температурному режиму. При использовании нескольких
пакетных преобразователей, укрепленных на одной пластине, и подведении
к одному преобразователю диаметром 50 мм мощности более 60 Вт
(частота 18 кГц) необходимо воздушное принудительное охлаждение.
Охлаждение значительно усложняется при использовании большого числа близко
расположенных преобразователей частотой более 40 кГц.
71
ГЛАВА ЧЕТВЕРТАЯ
источники питания
ЭЛЕКТРОАКУСТИЧЕСКИХ
ПРЕОБРАЗОВАТЕЛЕЙ
4-1. Общие сведения об ультразвуковых генераторах
Виды ультразвуковых генераторов. Ультразвуковые генераторы
предназначены для преобразования тока промышленной частоты в ток высокой
частоты и применяются для питания электроакустических преобразователей. По
типу преобразовательного устройства они делятся на ламповые,
полупроводниковые (транзисторные и тиристорные) и машинные.
В настоящее время новые ультразвуковые генераторы выполняются в
основном на полупроводниковых приборах — транзисторах и тиристорах. В
промышленности имеется ряд генераторов старых моделей на электронных
лампах. Расчет ламповых генераторов для ультразвуковых частот почти не
отличается от расчета генераторов для радиопередающих устройств и подробно
описан в соответствующей литературе *, а также в первом издании
настоящей книги [10]. Применение тиристорных инверторов в качестве источников
питания электроакустических преобразователей пока ограничено из-за низких
частотных свойств тиристоров и сложности схемы управления, вследствие
чего их преимущества перед транзисторными генераторами проявляются
только при большой выходной мощности (выше 4 кВт). Наиболее широко
в настоящее время применяются ультразвуковые генераторы на транзисторах,
к описанию которых мы и переходим. Так как параметры транзисторов
непрерывно улучшаются, они являются наиболее перспективными приборами
и для новых разработок ультразвуковых генераторов.
По схемному решению ламповые, транзисторные и тиристорные
генераторы могут быть с независимым возбуждением, с самовозбуждением, с
электрической или акустической автоподстройкой частоты. Машинные генераторы
(машинные преобразователи, вырабатывающие нужную рабочую частоту)
подключаются к нагрузке или непосредственно, или с умножителями частоты,
позволяющими повысить рабочую частоту преобразователя в целое число раз.
По своим техническим возможностям ультразвуковые генераторы могут
быть универсального применения и специализированные. Универсальные
рассчитаны на работу с различными технологическими устройствами, допускают,
широкую вариацию выходных параметров (мощности, частоты, напряжения
и т. п.) и условий согласования с нагрузкой. Специализированные
рассчитаны на питание одной или нескольких определенных нагрузок. Эти
генераторы имеют неизменяемые выходные параметры (фиксированную рабочую
частоту, постоянную выходную мощность и т. д.).
Универсальные генераторы предназначены для использования в
лабораториях, на опытных производствах и при питании устройств, где нужна
широкая регулировка параметров технологического воздействия (например, при
механической обработке, ультразвуковой сварке и т. п.). При применении
ультразвука в массовом производстве, где выходные параметры генератора
остаются неизменными, предпочтительны специализированные ультразвуковые
генераторы, например при ультразвуковой очистке, диспергировании, в
гальванических процессах и др.
Характеристики ультразвуковых генераторов — как электрические, так и
неэлектрические — обусловлены характеристиками ультразвуковой
электротехнологической установки, в состав которой он входит (см. § 1-2).
См., например, книгу А. В. Донского, Г. С. Рамма и Ю. Б. Вигдоровича
«Высокочастотные электротермические установки с ламповыми
генераторами».— Л., Энергия, 1967.
72
Электрические характеристики ультразвуковых генераторов. Рабочую
частоту (диапазон частот) ультразвукового генератора устанавливают в
зависимости от его назначения. Для ультразвуковых генераторов промышленного
применения выделены те же частоты, что и для ультразвуковых установок
(см. § 1-2). Обычно ультразвуковые генераторы выполняются с одной рабочей
частотой или с полосой частот. Однако ультразвуковые генераторы
универсального применения могут иметь две и более рабочие частоты или полосы
частот.
Под выходной мощностью генератора понимают электрическую мощность,
подводимую к нагрузке — ультразвуковой установке. Номинальная мощность
устанавливается в соответствии с ГОСТ 9865—76. В генераторе может быть
предусмотрена регулировка выходной мощности от 10 до 100 % или от 50
до 100 % номинальной.
КПД генератора характеризуется отношением его выходной мощности
Рвы* ко всей потребляемой мощности Рвх. КПД зависит от мощности
генератора и от типа используемого в нем преобразовательного элемента, его
режима, от качества узлов и деталей. КПД генератора должен
удовлетворять следующим данным:
Выходная мощность, кВт . . 0,04—0,4 0,63—1,6 2,5—10 Свыше 10
КПД генератора, %, не менее
лампового 30 40 50 60
полупроводникового ... 50 60 65 —
машинного — 50 50 55
КПД характеризует экономичность ультразвукового генератора, что
следует учитывать при его проектировании или выборе. Для увеличения КПД
стремятся использовать там, где это можно, экономичные режимы работы
генераторов, полупроводниковые выпрямители, трансформаторы с малыми
потерями и т. п. Весьма целесообразно применение полупроводниковых
приборов, не только повышающих КПД, но и позволяющих снизить габариты
генератора и его массу.
Стабильность и точность установки частоты важны только для генеря
торов с независимым возбуждением. Под стабильностью частоты понимают
отношение ее отклонения Л/ от номинального значения /0, т. е. Af/fo. Она
определяется характером нагрузки, являющейся резонансной системой, и должна
соответствовать требованиям по стабильности, предъявляемым к генераторам.
Так, при работе с магнитострикционными преобразователями,
озвучивающими жидкие среды, стабильность частоты должна быть не ниже ±5 «Ю-3,
а при работе с колебательными системами с концентраторами не ниже
±5-Ю-4.
Точность установки частоты аналогична стабильности частоты и
определяется качеством органов настройки генератора. Для генераторов с
автоматической подстройкой частоты система должна обеспечивать максимальное
сближение частоты генератора /г с резонансной частотой преобразователя /о
и разность частот А/ = |/г — Д>| должна находиться в допустимых пределах
А/д. С точки зрения технологического воздействия нас интересует отношение
допустимой амплитуды колебаний преобразователя Лд к амплитуде колебаний
•его на резонансной частоте А0. Таким образом,
AR 1
*д
Л° Vl + [2(Ay/0)Q]a
где Q—добротность механической цепи электроакустического
преобразователя. Для устройств очистки следует выполнять условия, при которых &д =
— 0,6-f-0,8. Для работы ультразвуковых генераторов на установках,
электроакустические преобразователи которых имеют высокую добротность (напри-
73
п
г
1
'
¦у
н
Рис. 4-1. Структурная схема
ультразвукового генератора
мер, системы с концентраторами) коэффициент kK должен быть увеличен до
0,80—0,98.
Стабильность амплитуды механических колебаний электроакустического
преобразователя обеспечивается электрическими методами. Когда внешние
воздействия приводят к изменению параметров электроакустического
преобразователя, наблюдается изменение амплитуды его колебаний, особенно в
высокодобротных системах с концентраторами. В этих случаях генераторы
должны обеспечивать не стабильность частоты, а стабильность амплитуды
колебаний торца концентратора в пределах ±A—5) %. Стабилизация амплитуды
механических колебаний достигается введением в генератор устройства,
автоматически регулирующего мощность, подводимую к преобразователю.
Режим работы ультразвукового генератора определяется характером
технологического процесса (см. § 1-2).
Наиболее часто используется режим непрерывной генерации. Однако для
интенсификации некоторых процессов целесообразна работа с
радиочастотными импульсами различной скважности.
Амплитудная модуляция с глубиной да
100 % также интенсифицирует процесс
очистки и получается за счет применения
однофазных одно- и двухполупериодных
схем выпрямления без сглаживающих
фильтров. При этом тип выпрямителя
определяет среднюю мощность на выходе
генератора. Частотная модуляция
используется для усреднения работы
преобразователей мозаичного типа, у которых
существует разброс резонансных частот
отдельных элементов мозаики.
Уровень индустриальных радиопомех
определяется для комплекса
ультразвуковой генератор, фидер, питающий нагрузку, и сама нагрузка и должен
соответствовать общесоюзным нормам на индустриальные радиопомехи.
Неэлектрические характеристики ультразвуковых генераторов.
Конструкция ультразвукового генератора должна отвечать таким требованиям, как
простота изготовления, небольшие габариты и масса, удобство ухода и
ремонта, хороший естественный или принудительный теплоотвод,
теплостойкость и влагостойкость наиболее ответственных деталей и узлов,
устойчивость к внешним воздействиям и т. д.
В интересах эксплуатации требуется, чтобы ультразвуковой генератор
был прост в обслуживании и неприхотлив, обладал большим сроком службы.
Это значит, что эксплуатационные свойства генератора определяются: а)
системой управления, т. е. условиями и временем пуска генератора, защитой от
перегрузок, регулировкой мощности, временем настройки на рабочую частоту;
б) системой блокировки и сигнализации, которая должна обеспечить полную
безопасность работы обслуживающего персонала; в) числом измерительных
приборов; г) наличием подходов для ремонта, смены ламп и деталей и т. п.
Кроме того, к ультразвуковым генераторам могут быть предъявлены
и специальные требования, определяемые особыми условиями работы.
Например, при работе генератора в помещениях, содержащих повышенное
количество влаги, его узлы и детали должны обладать повышенной электрической
прочностью и влагостойкостью.
Структурная схема ультразвукового лампового генератора. Как уже
говорилось, ультразвуковой генератор предназначен для преобразования тока
промышленной частоты в ток высокой частоты. На рис. 4-1 приведена
структурная схема ультразвукового генератора. Основными элементами его
являются: непосредственно сам генератор Г, который преобразует энергию
постоянного тока в энергию токов высокой частоты, источник питания Я,
питающий генератор постоянным током, элементы управления генератором У
и, наконец, нагрузка Н — электроакустический преобразователь, являющийся
потребителем энергии тока высокой частоты.
74
4-2. Генераторы на транзисторах
Особенности режима переключения. Высокими
энергетическими показателями характеризуется режим переключения,
в котором рабочая точка транзисторов большую часть периода
находится в области насыщения или отсечки, что
обусловливает наименьшую мощность рассеяния в цепи коллектора [1,
18]. В режиме переключения КПД увеличивается до 85—98%,
что дает возможность лучше использовать транзисторы.
Имеется ряд особенностей, связанных с использованием режима
переключения.
Во-первых, это инертность переключения, причем время
переключения может колебаться от долей микросекунды до
нескольких микросекунд. Оно в сильной степени зависит от
частоты. Рост частоты ведет к ухудшению переключения,
уменьшению полезной мощности и КПД. Заметное ухудшение
переключения наступает в области высоких частот. Во-вторых,
в связи с тем, что транзисторы имеют сравнительно низкое
питающее напряжение, использование их в обычных однотактных
и двухтактных схемах генератора связано с питанием этих схем
от источников с низким напряжением при больших токах, в
результате чего выпрямитель с фильтром работает с пониженным
КПД. И, наконец, в-третьих, при использовании режима
переключения напряжение на выходе генератора получается
прямоугольной формы. При этом нечетные высшие гармоники
имеют значительный удельный вес, что приводит к
дополнительным потерям в электроакустических преобразователях и
транзисторах [13].
Эквивалентная схема генератора в режиме переключения.
Генератор в режиме переключения может быть представлен
(рис. 4-2) источником ЭДС прямоугольной формы
e(t)=-^\) cos (пЫ ± Фя) -L-^
Я J^ П
п=\
[где n = 2k—1 (k=l, 2, 3, ...)—номер гармоники]; его
внутренним сопротивлением гвн и комплексным сопротивлением
ZK.H, подключенным к выходу генератора Z, где ZK. H
образуется соответственно сопротивлением фильтра ZK и
сопротивлением нагрузки ZH. Если ZK = 0, то Z = ZH. В общем случае ветвь
ZH может быть представлена в виде параллельно соединенных
сопротивлений механической ветви преобразователя ZM, его
электрической ветви ZQJI и элемента ZK2, представляющего часть
фильтра.
Для оценки влияния ЭДС гармоник на систему введем
понятие коэффициента напряжения на выходе генератора,
75
показывающего, какая часть напряжения данной гармоники
приложена к сопротивлению Z:
Y = Z/(rBH + Z),
D-1)
где Z = ze14>; q>— фаза комплексного сопротивления Z. Модуль
коэффициента напряжения
1
7:
|Л + 2(гвн/г)со8ф + г*н/22
и окончательно
/ arctg -
у = уе
(гвн/з) sin Ф
+ (гвн>2) cos Ч>
еШ
еШ
D-2)
D-3)
zJ \инт
Рис. 4-2. Эквивалентная схема генератора в режиме переключения с
корректирующим фильтром: а — в общем виде; б — в развернутом виде; в —
в приведенном виде
Z0 = ZK2 ^эл/(^к2 -j-^эл )» ^м и ^эл — параметры электроакустического преобразователя;
ZK\ и ZK2 —элементы корректирующего фильтра
Так как Z и его фаза ф зависят от частоты, то у для каждой
из п гармоник будет иметь значение уп, а мощность,
потребляемая нагрузкой, будет зависеть от прикладываемого к ней
напряжения UH соответствующей гармоники, от сопротивления
нагрузки на данной гармонике и характера его. Это относится
и к мощности потерь в ключевом элементе.
Полезная мощность, отдаваемая генератором на любой из
гармоник, может быть определена как
Рп=-
ui
2zn
•cos(p„,
D-4)
где Un = 4Eyn/ (лп)—амплитуда напряжения я-й гармоники на
нагрузке, а Е — напряжение источника питания генератора.
76
Мощность, рассеиваемая на коллекторах транзисторов
генератора,
8?2
-Г V ,
вн • п>
D-5)
а полная потребляемая мощность
На основании D-4) — D-6) общий КПД
D-6)
1*«
оо
ZPon
tt=l
1
1
1
ОО
'¦вн Е vVzl
11=1
ОО
Е (V2„/2„)C0S?U
п=1
D-7)
Анализ показывает, что энергетические соотношения в
генераторе определяются параметрами нагрузки и его внутренним
сопротивлением. Для определения количественных соотношений
рассмотрим электрические эквивалентные схемы
преобразователей (рис. 4-3 и 4-4), которые строятся на основе уравнения
входной проводимости с учетом зависимости параметров
преобразователей от частоты:
1
+ /
A rQ2
Гэл + ( 1 - V f
1 п ) '
1 1-я2
rQ n
( 1 — я2 у 1
1 "!
Q2
Аг
п(д0Ьэл
D-8)
Уп =
rQ2
+i
Гэл ( 1 - П* V , 1
+ ПОHСЭЛ
1 1 —/г2
rQ ' /г
1 — я2 V 1
(^)
D-9)
77
где уМу Уи — полные входные проводимости магнитострикцион-
ного и пьезокерамического преобразователей; Q — добротность;
г—активное сопротивление механической колебательной
системы; гэл — сопротивле-
8)
Ч)
б)
Уг
У
0-
ние электрических
потерь; соо — круговая
частота преобразователя
на резонансе; Ьэл —
электрическая индуктивность
магнитострикцион но г о
преобразователя; Сэл —
электрическая емкость
пьезокерамического
преобразователя; А —
коэффициент, который
учитывает зависимость потерь
магнитострикцио иного
преобразователя от
частоты; Аг — коэффициент,
учитывающий
размагничивающее действие
вихревых токов у магнито-
стрикционного
преобразователя; В — коэффициент,
учитывающий
зависимость потерь
пьезокерамического
преобразователя от частоты.
Выражения D-8) и
D-9) не учитывают
нелинейных свойств
преобразователей, резонансов
на нечетных высших
гармониках, паразитных
резонансов.
Так как в режиме
переключения напряжение
на выходе содержит
только нечетные
гармоники, целесообразно
рассмотреть, какое
воздействие на генератор
оказывает нагрузка на частотах при п=1, 3, 5, ... Для этого
характеризуем электромеханическую систему комплексным
сопротивлением на основной частоте и на высших гармониках.
Для магнитострикционного преобразователя при п=\
R
Рис. 4-3. Эквивалентная схема
магнитострикционного преобразователя: а — общая
эквивалентная схема; б—на частоте
механического резонанса; в — на значительно
больших частотах
L и С — параметры механической колебательной
системы, эквивалентные соответственно
колеблющейся массе преобразователя и гибкости; г=гн+
4-гм— активное сопротивление механической ко*
лебательной системы, состоящее из
сопротивлений излучения гн и механических потерь Гм; Ьэл —
электрическая индуктивность; /"эл*— электрические
потери преобразователя
В)
0-
Сэл
т~эл
О
Рис. 4-4. Эквивалентная схема
пьезокерамического преобразователя: а — общая
эквивалентная схема; б — на частоте
механического резонанса; в — на значительно
больших частотах
^эл- электрическая емкость; прочие обозначения
элементов аналогичны обозначениям на рис. 4-3
78
2мЧ^эл/1/> + ^эл)
j arctj
е
D-10)
А'гл
при п^З
ZM = [псо0гэл1эл/ У (А'гэлу + (Ллсо^элJ] * "'^ "^
для пьезоэлектрического при п=\
при п>3
п V эл г > 0 эл эл /
D-11)
D-12)
D-13)
Рис. 4-5. Зависимость входных сопротивлений маг-
нитострикционного (а) и пьезокерамического (б)
преобразователя от частоты
Штрихами услозно обозначена околорезонансная область
В приведенных формулах/? = ггэл/(г-Кэл). В формуле D-9)
можно принять 5=1, так как диэлектрические потери малы.
Характер изменения входных сопротивлений преобразователей
в зависимости от номера гармоники показан на рис. 4-5.
Сопоставляя выражение D-7) с выражениями D-10) —
D-13), видим, что при заданных гвш тп и cos фп не может быть-
получен максимальный КПД, под которым следует понимать
КПД при cos(pn=i = l и при отсутствии потерь на высших
гармониках, т. е.
X
М (cos ф,=1) ' (/ 1 (cos ф!=1) +^
KI
D-14)
При использовании магнитострикционных преобразователей
КПД получается достаточно высоким за счет малых потерь на
высших гармониках. Однако ввиду того, что нагрузка на
основной частоте имеет coscpi<l, КПД получается на 5—10 %
меньше максимального возможного. Параллельная компенсация
преобразователя, заключающаяся в подключении параллельно
преобразователю емкости (coscpi=l), не дает выигрыша, так
как при этом возрастают потери в сопротивлении гвн на высших
79
гармониках за счет того, что нагрузка при я^З становится
емкостной с малым г. Это приводит к уменьшению КПД на 15—
20%.
Хуже обстоит дело с использованием пьезоэлектрических
преобразователей, у которых с ростом частоты гп>3 падает. Для
пьезоэлектрических преобразователей максимальный возможный
КПД составляет 90—95%- Из-за больших потерь на основной
частоте вследствие комплексности нагрузки (coscpi<l) и
потерь на высших гармониках он фактически снижается до 40—
75 %. Параллельная компенсация преобразователя
индуктивностью (coscpi = l) позволяет уменьшить потери на основной
частоте, и КПД повышается до 50—85 %. Однако потери на
высших гармониках сохраняются.
Очевидно, что эквивалентная схема на рис. 4-2, а при гк = 0
не обеспечивает оптимального режима работы генератора. Для
создания работоспособной системы ее следует дополнить
элементами, которые бы на основной частоте приводили входное
сопротивление нагрузки к активному (coscpi=l), а на высших
гармониках значительно повышали г. При этом КПД системы
будет близок к максимальному возможному.
На рис. 4-2, а в качестве такого элемента (фильтра)
использовано сопротивление ZK, включенное последовательно с
сопротивлением нагрузки ZH, дающее на выходе генератора Z=ZK +
+ ZH. Для обеспечения высокого КПД корректирующий фильтр
не должен иметь потерь. На рис. 4-2,6 эта схема приведена
в развернутом виде. В ней ZIT образуется сопротивлениями ZK2,
Z3„t и ZM, a ZK = ZKi. Более удобна для анализа схема на рис.
4-2, в с выделенным сопротивлением механической
колебательной системы Z\r. Можно показать, что входное сопротивление
цепи, учитывающее сопротивление гвн,
^ = -* = ^-А D-15)
[где Z/n = rBH+ZKi + Zo; Z22 = ZM + Z0], а общее сопротивление на-
нагрузки генератора
Z = -^- = R9 + }x3 = Z11--^-, D-16)
где Zn=ZKi+Z0.
Когда при я=1, Z = Rq, а при п^З #3 = °°, получаем условия
оптимального согласования. При выполнении рассмотренных
условий на основной частоте Р\ = Ряи где Рц\— мощность в
нагрузке, а при я>3 мощность Р = 0 и Рк^О. С учетом этого
у]г = — = 1- . D-17)
Pl + Рк 1+'вн/Яэ
Если сравнить D-17) и D-7), видно, что КПД для системы
с корректирующим фильтром выше.
80
Схемы ультразвуковых генераторов на транзисторах.
Ультразвуковые генераторы на транзисторах строятся по схеме
с независимым возбуждением, с самовозбуждением, с
автоматической подстройкой частоты. Каждый каскад усиления таких
Рис. 4-6. Полумостовая схема генератора
Us-si
генераторов работает в режиме переключения. Как правило,
применяется включение транзистора с общим эмиттером, что
обеспечивает наилучшие условия работы.
Часто в генераторах на транзисторах используется
двухтактная схема, применяемая при мощностях 50—150 Вт. В ней
напряжение питания выбирается из
условия ?^?/к.доп/2, где ?/к. доп —
допустимое напряжение на коллекторе.
При мощностях 100—250 Вт более
приемлема полумостовая схема (рис.
4-6). Здесь [6] источник питания Е
подключается к мосту, в котором
транзисторы включаются между точками
вг, а выходной трансформатор —
между точками аб. Возбуждение на
транзисторы 77 и Т2 подается с
трансформатора Tpl в противофазе. В данной
схеме на закрытом транзисторе падает
все напряжение Е, которое
выбирается из условия Е^.ик.лои.
Мостовая схема генератора (рис.
4-7) представляет собой мост,
состоящий из четырех транзисторов.
Источник питания включен в диагональ аб, а нагрузка — в
диагональ вг. Плечи моста составлены из транзисторов 77—77.
Напряжение базы ?/б-э подается на них так, что когда
транзисторы 77 и ТЗ открыты, то транзисторы Т2 и 77 закрыты, и
Мостовая
генератора
81
наоборот. Такое переключение транзисторов приводит к тому,,
что к нагрузке прикладывается напряжение прямоугольной
формы. Мощность, выделяемая в нагрузке, в четыре раза
превышает мощность, отдаваемую одним транзистором, и вдвое —
мощность, отдаваемую двухтактной или полумостовой схемой..
Напряжение питания, так же как и в предыдущей схеме,
определяется условием ?^?/к.доп.
ke
u(t)
2*е
h
о
'¦f№
Рис. 4-8. Схема сложения мощности полумостовых ячеек
Рис. 4-9. Форма токов и напряжений в полумостовой схеме
Для получения больших мощностей применяют схемы
сложения мощностей. Одной из таких схем является генератор са
сложением мощности полумостовых ячеек (рис. 4-8). Здесь
в цепь источника питания последовательно включено п ячеек.
Каждая из них представляет собой генератор, работающий па
полумостовой схеме. Возбуждаются ячейки от общего
возбудителя В, причем четные и нечетные транзисторы возбуждаются
в противофазе. Выходы всех ячеек подключены к общему
выходному трансформатору Тр2, где и происходит сложение
мощности. В данной схеме Е выбирается из условия E<nUK.R(m.
Подобную схему целесообразно использовать в генераторах
мощностью до 1 кВт.
82
Сложение мощностей по схеме 4-8 возможно и с
применением мостовых ячеек.
Чтобы улучшить симметрию в работе противофазных плеч
генераторов, целесообразно в цепь базы последовательно
включать сопротивления Яб от единиц до нескольких десятков ом.
Это существенно облегчает условия работы транзисторов при
разбросе их параметров. Шунтирование упомянутых
сопротивлений емкостями значительно улучшает условия переключения.
Основные соотношения в полумостовой схеме генератора и
методы ее расчета. Поскольку полумостовая схема генератора
наиболее широко применяется в ультразвуковых генераторах,
рассмотрим основные соотношения в ней. Очевидно, что
переход от полумостовой схемы к мостовой (с точки зрения ее
расчета) труда не составляет, равно как и переход к обычной
двухтактной схеме.
В полумостовой схеме (см. рис. 4-6) нагрузка подключена
к генератору через трансформатор Тр2 и корректирующий
фильтр ФК. Согласованная нагрузка приводится для удобства
анализа к первичной обмотке трансформатора R'Q. Форма
напряжений и токов в каскаде при настроенном фильтре
приведена на рис. 4-9. Полезная мощность
_*/? 2_ _?¦
2/?: ~~ п2 ' R' Г1
^i = -^-=4-'4-Tf. D-18)
Так как Zi = R'9 и coscpi = l, то в соответствии с D-2)
1
vi = г;
1 + rBH/R9
следовательно,
Px = -\-Lr~l —77Г' D-19)
П *э A + '»н/*»J
откуда по заданному питающему напряжению Е и полезной
мощности Pi можно определить эквивалентное сопротивление
нагрузки
«•-^гО+л/.1-'-^)-
D-20)
Амплитуда тока в цепи первичной обмотки трансформатора
U, ЕУг Е [^ д; )
D-21)
83
Потребляемая каскадом мощность
Р0 = /0?---,Р1А + -—"|= —• D2>
V О 1
Здесь /о — постоянная составляющая тока питания. Можно
показать, что I\ = nIo<IK. доп, где/к. доп — допустимый ток
коллектора, а КПД можно представить выражением
T|r = Ti = г- D-23)
Приведенная формула не учитывает потерь в
трансформаторе и фильтре, поэтому КПД генератора с учетом КПД транс-
торматора т]т и фильтра щ можно записать как т] = т]гТ)тГ)ф.
Введение корректирующих фильтров сказывается
положительно не только на энергетических характеристиках
генератора. Токи через транзисторы ц (рис. 4-9), /2, через первичную
обмотку выходного трансформатора i и в нагрузке iH
синусоидальны, что создает благоприятные условия для переключения
транзисторов и позволяет расширить частотный диапазон
рассматриваемых схем.
Порядок расчета полумостовой ячейки следующий:
1. По заданному Рх и типу транзистора, который выбирается
из условий ?= @,8-f-0,6)f/K. доп, /к.доп>я/огвн, находят по
формуле D-20) значение R'B, по формуле D-21) амплитуду 1\ тока
цепи первичной обмотки трансформатора и делают проверку
условия /i</K. доп- Подсчитывают подводимую мощность по
D-22), постоянную составляющую тока 10 = Р0/Е и КПД по
D-23).
2. Определяют по заданной нагрузке и выбранному типу
фильтра (см. § 5-6) его элементы и значение /?э.
Рассчитывают коэффициент трансформации выходного трансформатора
п = У /?э^э1]т)и общий КПД генератора, задаваясь значениями
т]т = 0,9-^-0,85 и <пф = 0,95-0,85.
Расчет базовых цепей производится [4] с целью определить
ток, необходимый для насыщения транзисторов.
3. Определяют входной ток транзистора /б= A,3-М,5)/0/р,
где р— коэффициент усиления транзистора по току.
Напряжение цепи базы U6.3 =/0/S + 0,2, где 5 —крутизна
характеристики, А/В. Рассчитывается сопротивление в цепи базы
Яб=B-^-3)Об-э11б и напряжение на вторичных обмотках
трансформатора Tpl ?/б= (З-т-4) ?/б-э.
Генератор по схеме сложения мощности последовательно
включенных двухтактных ячеек рассчитывают для одной ячейки,
исходя из ее мощности Р' = Р/п, где Р — суммарная мощность
84
всех ячеек, а п — число ячеек. Напряжение питания ячеек
Е = пЕ', где Е' — напряжение питания одной ячейки.
Результирующий ток питания генератора / = /о, а полный КПД равен
КПД одной ячейки.
4-3. Ультразвуковые генераторы на тиристорах
Общие соображения. Тиристор, или, как его иногда
называют, управляемый вентиль, представляет собой многослойную
структуру типа р — п — р — я, которая состоит из трех
переходов: анодного (эмиттерного), коллекторного и катодного (эмит-
терного). Таким образом, крайние элементы структуры
представляют собой р- и я-эмиттеры, а средние элементы
структуры— п- и р-базы.
Тиристор может находиться в двух состояниях: закрытом и
открытом. Переключение тиристора из закрытого состояния:
в открытое производится подачей импульса управления на
р-базу. Перевод тиристора в закрытое состояние достигается
разрывом цепи анодного тока тиристора или изменением
направления тока через тиристор при приложении к нему
напряжения обратной полярности.
Тиристор в отличие от электронной лампы обладает
инерционным характером включения и выключения, причем
инерционность этих процессов значительно выше, чем у транзистора.
Время включения тиристора — это время от момента
подачи импульса тока управления до момента снижения анодного
напряжения на тиристоре до 10 % начального значения при
работе тиристора на активную нагрузку, а время выключения —
это время от момента, в который прямой ток через тиристор
достигает нулевого значения, до момента, начиная с которого^
тиристор способен выдерживать прикладываемое в прямом
направлении напряжение определенной амплитуды и скорости
нарастания. У современных тиристоров время включения
находится в пределах 5—20 мкс, а время выключения — в
пределах 20—250 мкс. Отсюда становится ясно, что использовать,
тиристоры в ультразвуковых генераторах на частотах 18 кГц
и более достаточно сложно из-за большой длительности
процессов в них.
Теория тиристорных преобразователей частоты разработана
достаточно полно [27] и сводится к анализу различных схем
автономных инверторов. По своему схемному построению
автономные инверторы делятся на параллельные и последовательные.
У параллельного инвертора коммутирующий конденсатор
подключается параллельно нагрузке, а у последовательного —
последовательно с ней. Может иметь место также последова-
8S
Рис. 4-10. Схема резонансного
параллельного инвертора
ь
Ьу1 в ЬуЧ
hL
i(/J-^2
Ъу1шЪуЧ
tot
jt^Z
тельно-параллельный вариант. По принципу действия
инверторы делятся на инверторы
тока, резонансные инверторы
и инверторы напряжения.
Наиболее перспективны
для применения на
повышенных частотах резонансные
инверторы. У них элементы
схемы выбираются таким
образом, чтобы собственная
частота резонансной цепи
превышала частоту управления,
вследствие чего выключение
проводящего тиристора
происходит до момента
включения отпираемого тиристора.
При таком режиме работы
скорость нарастания анодного тока сравнительно невелика, что
весьма благоприятно для работы на повышенных частотах.
Следует иметь в виду, что резонансный инвертор удачно
реализуется в ультразвуковых
генераторах, нагрузка которых
является колебательной
системой.
Параллельный инвертор.
Параллельный резонансный
инвертор (а в дальнейшем мы будем
рассматривать только
резонансные инверторы) может быть
выполнен по мостовой или
полумостовой схеме. На рис. 4-10
лриведена мостовая схема
параллельного инвертора. Здесь
нагрузка представлена в виде
параллельного соединения
элементов Ск, L и R, где Ск—
коммутирующий конденсатор, L —
индуктивность контура и R —
активная нагрузка. Если
обратиться к рис. 4-3, б и 4-4, б,
нетрудно заметить, что нагрузка может быть составлена из маг-
нитострикционного или пьезоэлектрического преобразователя
с добавлением параллельно включенного конденсатора или
индуктивности.
На рис. 4-11 приведены временные диаграммы работы
инвертора, где iy = f(t) показывает распределение импульсов тока
управления во времени, i=f(t)—ток в цепи нагрузки, i0 =
= f@ —токи через соответствующие тиристоры и и — напряже-
.86
Рис. 4-11. Временные диаграммы
параллельного резонансного
инвертора
ние на нагрузке. В интервале времени t\—t2 включенными
являются тиристоры / и «3. В течение этого времени
коммутирующий конденсатор заряжается через индуктивность реактора Ld
и тиристоры 1 и 3 от источника питания. Реактор в данном
случае замедляет процесс нарастания тока. Элементы схемы
подбираются таким образом, чтобы процесс зарядки конденсатора
заканчивался раньше момента отпирания тиристоров 2 и 4..
В период времени /2—U все тиристоры заперты и ток i = 0.
Однако напряжение на коммутирующем конденсаторе и нагрузке
и меняется по колебательному закону, определяемому
параметрами нагрузки. Напряжение же на тиристорах 1 и 3
определяется разностью напряжения источника питания Е и
нагрузки и.
В момент времени ts включаются тиристоры 2 и 4 и
напряжение на тиристорах 1 и 3 становится более отрицательным,,
так как к ним оказывается приложенным не напряжение Е—иу
а одно напряжение и. В интервале проводимости тиристоров.
2 и 4 (время tz—1±) конденсатор Ск перезаряжается и
напряжение на тиристорах 1 и 3 меняет полярность. В интервале
*4—h все тиристоры закрыты, а с момента U процесс
повторяется.
Если допустить, что напряжение на коммутирующем
конденсаторе синусоидально, собственная частота контура
VLd+L 1
а угол проводимости тиристоров
wo / Ld + L l
V <**LLdCK 4co2C2fl2
Действующее напряжение на нагрузке
jj __ ? V L V у cos ф ) \
~ -fO-т) "°f('+D '
1 — (Ш) "* 1 + (Ш)
где у — проводимость нагрузки, а ер — фаза нагрузки
Недостатком параллельного резонансного инвертора
является переход скачком от обычного режима к режиму с
меньшим углом запирания, что может иметь место при
неправильно выбранных параметрах схемы, изменении параметров
нагрузки или изменении собственной частоты электроакустиче-
D-24)
D-25>
D-26)
87
«ского преобразователя. Таким образом, использование
параллельного инвертора, работающего на переменную нагрузку,
возможно только при автоматической подстройке частоты.
б)
а)
0-nrv\
rtjf\c,j^ i
н
Л.
З2'
Рис. 4-12. Схемы резонансного последовательного
инвертора: а — мостовая; б — трансформаторная
Последовательный инвертор. Последовательный
резонансный инвертор может выполняться по мостовой, полумостовой
или трансформаторной схеме. На рис. 4-12 приведены две из
указанных схем, а на рис. 4-13—¦
временные диаграммы их работы.
Здесь i=f(t)—ток в нагрузке,
U = f(t) —входной ток инвертора и
Uc = f(t)—напряжение на
коммутирующей емкости. Следует иметь
в виду, что в мостовой и
трансформаторной схемах id = \i\y а в
полумостовой id = 0,5\ i |.
Выбор элементов нагрузочной
цепи у последовательного
инвертора производится исходя из
условия
ш°=л/(
1
;, D-27)
(Ld+L)CK 4(Ld+L)*'
а угол проводимости тиристоров
определяется выражением
Рис. 4-13. Временные
диаграммы последовательного
резонансного инвертора
я СО
А— Я —
2ясо2(^+ L)CK
У 4tf(Ld + L)CK-tfC?
D-28)
Действующее напряжение на нагрузке
U:
2а
1+-
я со (Ld -\- L)
О-^тг)]^4-29»
где а — коэффициент, зависящий от схемы инвертора. Для
мостовой и трансформаторной схем а=1, а для полумостовой а = 2.
Последовательный инвертор, так же как и параллельный,
может работать только в определенном диапазоне нагрузки.
В последовательном инверторе можно осуществить удвоение
выходной частоты, при этом нагрузку включают через
трансформатор во входную цепь мостовой или трансформаторной
схемы (в цепь тока id, где на нагрузке выделяется его первая
гармоника).
Комбинация последовательного инвертора с параллельным
дает последовательно-параллельный инвертор. В нем
коммутирующие конденсаторы включаются параллельно и
последовательно нагрузке.
Многоячейковые схемы инверторов. Для получения
ультразвуковых частот с помощью инверторов приходится прибегать
о) 5)
\Я1 I \Я2 I
г
яз
п*
-о?*о-
Я1
Я2
ЯЗ
иг тг тг
S
Рис. 4-14. Схемы многоячейковых инверторов: а —
параллельное включение по цепи питания; б — последовательное
к усложнению их схем с целью повышения рабочей частоты,
которая у рассмотренных инверторов ограничена их временем
включения и выключения тиристоров. Чтобы увеличить
частоту, применяют многоячейковые схемы инверторов, где
каждая из ячеек представляет собой последовательный или
параллельный инвертор.
На рис. 4-14 приведены параллельный и последовательный
варианты соединения ячеек. В обоих вариантах ячейки
работают на общую нагрузку, но их коммутация осуществляется
в определенном порядке, таким образом, чтобы обеспечить
необходимый интервал времени для включения и выключения
отдельных тиристоров.
На рис. 4-15 приведена в качестве примера схема двухячей-
кового инвертора. В ней каждая ячейка выполнена по мостовой
схеме на тиристорах 7, 2, 3, 4 и 5, 6, 7, 8. В диагонали мостов
включены соответственно последовательные контуры L\CX и
L2C2. Обе ячейки, нагрузка zu и емкости фильтра Сф\ и Сф2
образуют полумостовую схему. Работает двухячейковый инвертор
следующим образом: сначала отпирается пара тиристоров
первой ячейки A и 4), затем пара тиристоров второй ячейки E и
8), потом опять первой B и 3) и т. д. Это обеспечивает полу-
89
Мочение на выходе инвертора частоты, в два раза большей, чем
частота одной ячейки.
В общем случае n-ячейкового инвертора при включении
нагрузки без удвоения частоты выходная частота связана с
частотой ячейки следующим выражением: со=(п/^)о)я, где q —
число одновременно отпираемых ячеек, а соя — частота одной
ячейки. Таким образом, применение многоячейковых инверторов
позволяет значительно увеличить
рабочую частоту.
Следует отметить, что хотя
увеличение числа ячеек и приводит к
значительному улучшению частотных
свойств инвертора за счет увеличения
времени, отводимого на
восстановление управляемости тиристоров,
однако с увеличением частоты
длительность импульса тока через инвертор
уменьшается, что в свою очередь
приводит к снижению допустимого тока
через тиристор. Это обстоятельство
приводит к необходимости
увеличивать число тиристоров при заданной
мощности инвертора.
4-4. Автоматическая
подстройка частоты
в ультразвуковых генераторах
Рис. 4-15. Принципиальная
схема инвертора,
состоящего из двух мостовых
ячеек, соединенных по
полумостовой схеме
Общие положения. Известно, что
электроакустические преобразователи
изменяют свою резонансную частоту
при изменении нагрузки, нагреве
преобразователя и других внешних
воздействиях. Особенно чувствительны к изменению нагрузки пье-
зокерамические преобразователи и преобразователи из магни-
тострикционных ферритов. Эти обстоятельства требуют для
повышения эффективности работы системы применять
автоматическую подстройку частоты (АПЧ). Для генераторов,
работающих в ключевом режиме, применение АПЧ дает, помимо
эффективной работы преобразователя, сохранение энергетически
выгодного режима работы генератора.
Системы с АПЧ по способу получения сигнала обратной
связи делятся на системы с электрической обратной связью
(ЭОС), при которой используется входной электрический
сигнал электромеханического преобразователя, пропорциональный
колебательной скорости рабочей части преобразователя или
амплитуде его смещения, и системы с акустической обратной
связью (АОС), при которой используется сигнал датчика ме-
90
ханических колебаний преобразователя или трансформатора
скорости.
Применяемые в настоящее время системы автоматической
подстройки частоты условно можно разбить на две группы:
внутреннюю и внешнюю. Внутренняя АПЧ заключается в том,,
что система «генератор—преобразователь—устройство
выделения сигнала обратной связи» охвачены цепью положительной
обратной связи так, что в замкнутой системе возникают
автоколебания на резонансной частоте преобразователя. При внешней
АПЧ система управляет работой задающего генератора уста-
Электрический ток
Высокой частоты
Механические
колебания
Акустические колебания
В технологической среде
[Генератор
A A
Система
рыделениМ
Сигнала
ЭОС
Электро-
\механичес-
\кий преоЬ-
разова-
щель
J система]
рыделения[
сигнала
АОС
ЭОС
АОС
Система со-]
гласования
электромеханически го\
преодразоВа
жтстех-
Шлогичес-;
\кой средой
щсистема
Выделения]
сигнала
АОС
технологическая
среда
Щ система]
Выделения
сигнала
АОС .
Рис. 4-16. Возможные варианты обратной связи в
ультразвуковых установках
новки, частота которого автоматически изменяется при
изменении резонансной частоты преобразователя. Системы с внешней
АПЧ имеют ограниченное применение в ультразвуковых
электротехнических установках в связи со сложностью регулировки
и эксплуатации.
На рис. 4-16 приведены варианты получения и передачи
сигналов управления системой автоматической подстройки частоты.
Как видно из приведенной схемы, сигнал ЭОС выделяется на
участке генератор —электромеханический преобразователь,
а сигнал АОС получается путем преобразования механических
колебаний преобразователя, колебаний технологической среды
или колебаний нагрузки посредством механико-электрического
или акустико-электрического преобразователя.
Для анализа систем с положительной обратной связью
наиболее приемлем метод амплитудно-фазовых характеристик.
Коэффициент передачи системы
& = -
¦ = kef
,/ф.
Ввх
91
-здесь Ввх и Ввых — сигналы на входе и выходе системы в
комплексной форме (ток или напряжение).
Известно, что если на частоте со0 для разомкнутой системы
выполняется условие ф = 0, а ?>1, то при замыкании этой
системы в ней могут возникнуть устойчивые автоколебания на
данной частоте, если
iSL| <0.
Можно сформулировать основное требование к системе
внутренней АПЧ: коэффициент передачи разомкнутой системы
должен удовлетворять условиям возникновения автоколебаний
только на той частоте, при которой амплитуда колебаний
преобразователя максимальна.
Существенной является зависимость технологической
эффективности ультразвукового оборудования от изменения
амплитуды рабочего инструмента, что может иметь место при
расстройке колебательной системы. Важны критерии оценки этого
явления и нормы допустимых отклонений частоты или
амплитуды колебаний от номинальной.
Уход резонансной частоты преобразователя при
фиксированном значении частоты источника питания приводит к
уменьшению амплитуды колебаний преобразователя и полезной
мощности, передаваемой в нагрузку, а следовательно, к изменению
технологического воздействия. Уменьшение амплитуды
определяется уходом собственной частоты преобразователя и
добротностью его механической ветви.
Стабильная работа ультразвуковых технологических
устройств, с точки зрения ухода собственной частоты
преобразователя при фиксированной частоте источника питания, зависит от
максимального ухода собственной частоты преобразователя
А/о в процессе работы по отношению к ее исходному значению
/о (т. е. А/0 = /омакс—/о, где /омакс — максимальный возможный
уход частоты) и от полосы эффективного действия
преобразователя 2А/. В пределах этой полосы амплитуда колебаний
рабочего элемента преобразователя не падает ниже допустимого
значения Лд = &дЛ0 (А0 — амплитуда при резонансной частоте), при
котором еще не происходит заметного снижения эффективности
технологического процесса. Очевидно, что если выполняется
условие A/0<Af, то подстройки частоты не требуется.
Величина 2А/ определяется добротностью преобразователя,
а также видом технологического процесса, характеризуемого
коэффициентом &д (см. § 4-1). Условие А/0<А/ наиболее легко
выполняется при применении преобразователей с низкой
добротностью, работающих в установках ультразвуковой очистки,
например магнитострикционных преобразователей типов ПМС-6,
ПМ2-4/16, ПМ2-4/18 и др. При работе акустических систем
92
с волноводами, например при механической обработке, и пьезо-
керамических преобразователей пакетного типа с естественным
охлаждением чаще всего Д/0>Д/.
Поскольку желательно иметь максимальную эффективность
работы ультразвуковых установок, применение для их питания
ультразвуковых генераторов с фиксированным значением
рабочей частоты не всегда целесообразно, так как уход резонансной
частоты преобразователей ведет к нарушению оптимального
частотного режима. В связи с этим вопросы, связанные с
автоподстройкой частоты, в ультразвуковых генераторах приобретают
весьма важное значение.
АПЧ должна обеспечивать поддержание максимальной
амплитуды колебаний рабочего элемента преобразователя или,
точнее, колебательной скорости за счет автоматического
сближения частоты генератора fr с резонансной частотой
преобразователя fo- Идеальна автоподстройка, когда во всех случаях /г =
= /о> но практически изменение добротности системы, наличие
в системе флуктуации и фазовых сдвигов приводит к
остаточной расстройке частоты Af\=f0—/>. Очевидно, что оптимальный
режим работы системы будет при выполнении условия A/i<A/.
Полоса эффективности действия преобразователя в
зависимости от добротности механической ветви преобразователя Q и
заданного значения k = kA определится как
2Af = A A /J 1.
Q V *я
Задача автоматической подстройки частоты заключается
в выделении сигнала, пропорционального механическим
колебаниям преобразователя, и настройке генератора на частоту,
соответствующую максимальным колебаниям.
Весьма важным здесь является способ выделения сигнала,
пропорционального амплитуде колебаний преобразователя.
Предпочтительные в этом смысле электрические методы
выделения сигнала, пропорционального колебательному току
механической ветви преобразователя, осуществляются за счет
компенсации реактивной и активной составляющих электрической
ветви преобразователя, причем желательна компенсация не на
одной частоте, а во всем диапазоне частот.
Методы выделения сигнала с помощью электроакустических
преобразователей хотя и дают непосредственную информацию
о колебаниях преобразователя, но конструктивно достаточно
сложны, так как требуют во избежание частотной погрешности
закрепления датчика механических колебаний на рабочей части
преобразователя, что не всегда выполнимо. Кроме того, сигнал
на выходе таких датчиков, за исключением резонансных,
маломощен и требует дополнительного усилия. На практике
находят применение оба метода, но в последнее время предпочтение
отдается косвенному как более удобному.
93
Акустическая обратная связь с резонансным датчиком. Одна
из возможных систем акустической обратной связи с
резонансным датчиком заключается в том, что к торцу концентратора
припаивают не один, а три магнитострикционных
преобразователя. Два из них служат для преобразования электрической,
энергии в ультразвуковые колебания торца концентратора,,
а третий, меньшего сечения, но той же резонансной частоты, что
первые два, преобразует ультразвуковые колебания в ЭДС
обратной связи. Этот преобразователь играет роль приемника
акустической энергии и основан на принципе обратного магнито-
стрикционного эффекта.
Если предположить, что между
преобразователями-излучателями и преобразователем-приемником нет электрической и
магнитной связи, то амплитуда напряжения,
снимаемого с обмотки преобразователя-
приемника, будет пропорциональна
амплитуде механических колебаний торца
концентратора. Для выполнения условий
самовозбуждения генератора надо, чтобы
фаза напряжения на выходе генератора
совпадала с фазой напряжения на приемной
обмотке. В действительности же нулевой
сдвиг фазы между этими напряжениями
получается не на частоте механического
резонанса, а на более высокой. Разность
этих частот, а следовательно, и сдвиг фаз.
окажется тем меньше, чем меньшее
электрическое сопротивление будет включено в:
обмотку приемника. Это ясно из
эквивалентной электрической схемы приемника,
изображенной на рис. 4-17, где Е — ЭДС, пропорциональная
колебаниям торца концентратора, получаемая за счет обратного-
магнитострикционного эффекта;/,, С, R — параметры
колебательной системы пакета обратной связи; Ьэл — электрическая
индуктивность, а /?Эл — электрические потери в пакете обратной;
связи; 7?н — нагрузка цепи обратной связи; U0.c — напряжение
обратной связи. Видно, что при резонансе, когда coL—1/(ооС) =
= 0, сдвиг фазы между [/0.с и? будет равен нулю лишь при
коротком замыкании обмотки и будет близок к нулю, если
эл-
Анализ и эксплуатация подобной системы автоподстройки
показывает, что устойчивое самовозбуждение генератора
возможно на двух частотах, так как баланс амплитуд и баланс фаз-
выполнен для двух точек амплитудно-фазовой характеристики'
системы. Включение автогенератора обычно приводит к тому,
что система самовозбуждается на более высокой частоте. При
нагреве концентратора частота генератора снижается и
возможен перескок на более низкую частоту. Включением контура
Рис. 4-17.
Эквивалентная схема
магнитострикционного
преобразователя с
акустической обратной
связью
94
в анодную или сеточную цепь можно исключить перескоки
частоты. При этом следует иметь в виду, что добротность контура
должна быть ниже механической добротности преобразователя,
чтобы исключить влияние этого контура на автоматическую
подстройку частоты. Указанный контур можно использовать также
для коррекции сдвига фаз, вносимого магнитострикционным
преобразователем и другими реактивными элементами схемы.
Акустическую обратную связь с использованием
резонансного датчика можно осуществить и при работе с
пьезоэлектрическими преобразователями.
Компенсационные схемы выделения сигнала электрической
обратной связи. Наибольший интерес в этой группе схем
представляют мостовые схемы
и приводимые к ним
схемы с дифференциальным
трансформатором, а
также с балансной
индуктивностью или емкостью.
Достоинство этих схем
заключается в том, что
компенсация
электрических параметров
преобразователя в этих схемах
осуществляется не на
одной частоте, а в
диапазоне частот.
На рис. 4-18
приведена мостовая схема
выделения сигнала обратной
ттлексные сопротивления,
Рис. 4-18. Мостовая эквивалентная схема
выделения сигнала обратной связи
связи. Здесь Zi, Z2, Z3, Z4 — ком-
являющиеся плечами моста, причем
в данном случае Z2 представляет собой сопротивление
электроакустического преобразователя, состоящее из сопротивлений
механической ZM и электрической Z3JI ветвей. Сопротивления
Z5 и Z6 компенсируют реактивность моста. Напряжение 0ВХ —
это напряжение, подводимое к схеме, а {/вых — напряжение
обратной связи моста. Если положить Z6 = 0, a Zs = oo, то
Z1Z4 — Z2Z3
^вых — ^вх ;
D-30)
(Z1+Z2)(Z3+Z4)
где Z2 = ZMZ3jl/(ZM-\-Z3Jl).
Если принять, что Zu^Z3Jl, то Z^Z3R. Выполнение условия
Z1Z4 = ZэлZз или (учитывая, что zei4> =Z) условий ZiZA = Z3JlZ3
и фэл—Ф4 = ф1—Фз обеспечивает баланс моста и UBUX = 0. За счет
этого выполняется компенсация реактивной составляющей
электрического сопротивления преобразователя. Компенсация может
быть в зависимости от характера сопротивлений Zb Z3, Z4
выполнена частотно-независимой, что обеспечивает работу схемы
в широком диапазоне частот.
95
В общем случае ивыхфО, так как разбаланс моста
определяется током /м через сопротивление механической ветви
преобразователя и
^вых-'м (Zi + Z2)(Z3+Z4) • < "^
Видно, что UBblx = f(iM). При условии ZiZA = Z3J1Z3 амплитуда
и фаза сигнала будет определяться параметрами цепи, по
которой протекает ток /м, т. е. сопротивлениями ZM и Z4 и
значением тока /м.
Можно показать, что при балансе моста
U*
-UB
<-'М
IUZ^.
Если учесть, что /м = /м^/ф/, a Z4 = z4e/(;4 то
i/в
: •* М^Д^
(Ф/4- ф2)
1 М^4У •
D-32)
In
При частоте входного
сигнала, равной частоте
механического резонанса преобразова-
]ZJ/7[|Z„ теля, и отсутствии акустической
Рис. 4-19. Схема автоматической
подстройки частоты генератора
(Г) с трансформатором обратной
связи
\\Ц\? \\Ll\in нагрузки ZM = rM (см. рис.
—^^72? а)' Ф/==^ и
*ДП у.„х = /аЛ D-зз)
Выражение D-33)
показывает, что при ЦJф0 будет иметь
место расстройка по частоте.
Очевидно, что наилучшие
условия работы схемы АПЧ будут
при ф2=0, поэтому желательно
иметь z4 = R.
К мостовой может быть приведена схема выделения сигнала
обратной связи с дифференциальным трансформатором (рис.
4-19). Если для схемы выполнить условие хю21эл = ^\1к, где ^i и
w2 — числа витков частей первичной обмотки, то во вторичной
обмотке 3 будет индуцироваться ЭДС, пропорциональная току
в механической ветви.
Механическая ветвь преобразователя представлена
последовательным соединением xM = coL—1/(соС) и г (г равно сумме
сопротивлений потерь и излучений). Если генератор заменить
источником ЭДС Ё с внутренним сопротивлением RBH, то
равновесие фаз определится только фазой нагрузки (pH = arctg (xM/r).
Предположим, что с выхода трансформатора на вход
генератора подается напряжение [/'вх, частота которого ниже
резонансной частоты преобразователя. При этом сопротивление на-
96
грузки носит емкостный характер и ток /м опережает ЭДС Ё
на угол
cp^arctg *M .
АВН -Г Г
Таким образом, напряжение [/'вх, совпадающее по фазе с /м,
опережает первоначальное напряжение ?/вх, и частота
генератора увеличивается. При />/о, где /о — резонансная частота
преобразователя, характер нагрузки становится индуктивным, /м
и О'их отстают от Е на угол ф и частота генератора
уменьшается.
В общем случае ф<<рм, что определяет остаточную
расстройку частот генератора /г и /0> но при условии REH<^r можно
считать, что фм~<р и /г=/о- Полный ток преобразователя на
частоте механического резонанса /п = /эл + /м, а на частотах,
расположенных вдали от резонанса, где гм->оо, ток /м~0 и /П~/Эл.
Выходная цепь трансформатора тока подключена ко входу
генератора и нагружена на сопротивление входа RBX, поэтому
последнее трансформируется на первичную сторону 1 и 2
соответственно как 7?'bx и jR"bx. С учетом сопротивления RBX и
активной и реактивной составляющих сопротивлений ZK и Z3JI
схема может быть представлена в виде моста, условия
равновесия которого
***:,=*-««; D-34>
Ч + Чх^зл+Чх- D5>
Таким образом, схема выделения сигнала обратной связи
с помощью дифференциального трансформатора действительно
приводится к мостовой. Надо отметить, что рассматриваемая
схема более удобна, чем просто мостовая, так как обеспечивает
гибкие условия согласования как по цепи нагрузки, так и по
цепи обратной связи.
Условие компенсации тока электрической ветви
преобразователя может быть выражено так:
*вх *к *к -К D-36>
^вх ^эл Х:
где k — коэффициент, равный отношению составляющих
сопротивлений электрической и компенсирующей ветвей. Равенство
D-36) показывает, что частотная независимость работы схемы
будет обеспечена, если реактивные сопротивления хк и хэл
одного знака.
Можно показать, что R/BX/R//Bx = n22/n2u где ni = w3jfwi и п2=
= ъ»г/гю2 — коэффициенты трансформации, a n2/n\ = '\/k. Обычно
4 Заказ № 626
97
принимают k= 10-f-30, так как уменьшение k приводит к росту
тока через компенсирующий элемент и росту потерь в нем.
При выполнении условия D-36) мост сбалансирован и
напряжение U'sx = 0. При появлении тока /м на сопротивлении
R"BX возникает падение напряжения, которое, не
скомпенсированное левой ветвью, выделяется во вторичной обмотке
трансформатора,
U'B,=n2IMR'BX. D-37)
Расчет цепи обратной связи при заданных параметрах
электроакустического преобразователя и известных входных
параметрах генератора сводится к определению параметров
компенсации 7?к и хк и данных трансформатора тока.
У пьезокерамических преобразователей потери в диэлектрике,
характеризуемые сопротивлением #Эл, обычно малы. Поэтому
активная составляющая электрических потерь пьезокерамиче-
ского преобразователя, как правило, не компенсируется.
Схемы с балансной индуктивностью распространения не
полупили ввиду сложности в настройке.
Особенности АПЧ в генераторах, работающих в режиме
переключения. Автоматическая подстройка частоты в
генераторах, работающих в режиме переключения, требует несколько
другого подхода, чем в генераторах, работающих в
усилительном режиме. Здесь возникает два вопроса. Один из них связан
с условиями автогенерации генератора, работающего в режиме
переключения, другой — с условиями согласования генератора
vC нагрузкой при наличии системы автоподстройки частоты.
Как уже отмечалось, автоколебания в нелинейном
четырехполюснике, у которого вход и выход представляют собой точки
разрыва цепи обратной связи, характеризуются комплексным
коэффициентом передачи, причем для существования в системе
'Колебаний требуется баланс амплитуд и баланс фаз.
При работе генератора в режиме переключения, когда
переключающий элемент — транзистор, тиристор и т. п. — находится
в открытом или закрытом состоянии, функциональная связь
между сигналами на входе и выходе отсутствует, т. е. в
определенных пределах сигнал на входе генератора перестает
управлять сигналом на его выходе. Выходной сигнал
определяется в основном напряжением источника питания и мало
зависит от внутреннего сопротивления генератора, которое
значительно меньше сопротивления нагрузки. Поэтому условие
баланса амплитуд в автогенераторах, работающих в режиме
переключения, не выполняется и непосредственная
автогенерация в этих генераторах не всегда может быть применена.
Режим переключения приводит к жесткому
самовозбуждению автогенератора и к необходимости специальных мер,
обеспечивающих автогенерацию в системе при первоначальном
включении генератора.
98
При резких колебаниях нагрузки может иметь место переход
ключевого элемента из области насыщения в активную область,
что является недопустимым для ключевого генератора. В этом
случае наблюдается рост потерь, уменьшение КПД генератора
и возможен выход из строя ключевых элементов за счет
превышения предельных данных по мощности рассеяния.
В генераторах, работающих в режиме переключения,
целесообразно отказаться от обычных методов автоматической
подстройки частоты. В таких системах осуществляется
синхронизация работы задающего генератора с помощью сигнала,
получаемого от схемы выделения сигнала обратной связи. Задающий
Рис. 4-20. Схемы согласования и выделения сигнала автоподстройки
частоты в ультразвуковом генераторе Г, работающем на пьезоэлектрический П
(а) и магнитострикционный М (б) преобразователь
генератор выполняется в виде генератора релаксационных
колебаний. В этом случае энергетический режим работы
генератора не зависит от сигнала синхронизации, а автоподстройка
в системе обеспечивается условием баланса фаз.
Основное требование к системе согласования генератора,
работающего в режиме переключения, с электромеханическим
преобразователем, включаемым через схему выделения сигнала
обратной связи, заключается в том, чтобы схема согласования
не вносила заметных фазовых искажений. Если вернуться к
схемам выделения сигнала обратной связи мостового типа или
с дифференциальным трансформатором, то согласование не
должно нарушать условия ZiZ4 = Z3^3 (см. рис. 4-18) в
заданном диапазоне частот. На рис. 4-20 приведены наиболее
приемлемые с этой точки зрения схемы согласования с нагрузкой
и выделения сигнала обратной связи для пьезоэлектрического
и магнитострикционного преобразователей. Примем [32], что
сопротивление, вносимое в схему согласования со вторичной
обмотки трансформатора Тр, равно нулю. Кроме того, учтем, что
для схемы на рис. 4-20, а Сэл-\-Ск = С/Эт1, а для схемы на
рис. 4-20, б ЬэлЬк/(Ьэл-\-Ьк) =//эл. Для простоты анализа будем
считать, что rBH, RM и /?и = 0, а /?эл = 00> и рассмотрим зависи-
99
мость тока /м от ЭДС первой гармоники на выходе генератора
Ё\ при условии ЬШСШ = Ь'ЭЛС'Эл = ЬфСф. Отношение
J_M —/(°1ЭЛСМСф м_ 3g4
х{1-*%лС'эл)-с»%лСм]
Анализ D-38) показывает, что функция 1М/Ё\ имеет три
полюса. Частоты, соответствующие этим полюсам, будут
@1 = @0
V^m^m
/^эл ^эл
^м ?ф
2
/ / ^эл , ^эл
«>«.» = ю»1/ ~ Ф +1±|/ ?м__Ц
>
2, з = Щ I/ ; : г a =t ¦/ I __±^ ^ ill 1
В случае coi = со0 со1^ф+ 1/(сохСф) =0; coiLM+ l/(coiCM) =0, а
L 1С
— = оо. Ток при этом будет максимальным.
-«iC + i/hO
При частотах со2 и со3 со2,з^м + 1/(а>2, зСм) ?=0 и со2, з^ф +
+ 1/(со2, з Сф) ф0, и условия согласования системы с точки
зрения максимальной эффективности нарушаются.
Таким образом, сдвиг фаз тп между током /м и ЭДС Е\ мы
получаем на частоте соо и система согласуется на этой частоте.
Рассмотрение схем 4-20 показывает, что введение цепей
согласования генератора с преобразователем Ьф, Сф, Lгэл или С'ъл
практически не нарушает равновесия моста в широком
диапазоне частот. Следует отметить, что рассматриваемые схемы
могут быть упрощены за счет исключения элементов Ь'эл или
С'эл. При этом условия согласования изменяются.
4-5. Стабилизация механических колебаний
в ультразвуковых генераторах
Общие положения. Выше были рассмотрены вопросы
автоматической подстройки частоты и показана роль АПЧ в
обеспечении стабильной работы электротехнических
преобразователей. Однако практически применение АПЧ полностью не
решает вопрос обеспечения стабильной работы ультразвуковых
устройств в условиях изменения технологической нагрузки, так
как даже идеальная система АПЧ не устраняет колебаний
амплитуды на рабочем торце электроакустического
преобразователя за счет изменения нагрузки. Для стабилизации во времени
100
амплитуды механических колебаний целесообразно в схему
генератора ввести устройство, позволяющее регулировать
мощность, подводимую к преобразователю, в зависимости от
амплитуды.
К сожалению, вопрос стабилизации амплитуды механических
колебаний разработан слабо и в настоящее время практически
не выпускается ультразвуковых установок, в которых
использовались бы устройства, обеспечивающие автоматическую
регулировку амплитуды механических колебаний в зависимости от
нагрузки.
Выбор регулируемой величины в системе стабилизации
механических колебаний. В качестве регулируемой величины
можно выбрать один из трех параметров, характеризующих
механическую мощность, передаваемую преобразователем в
нагрузку. К ним относятся сила, скорость и мощность
механических колебаний рабочей поверхности преобразователя.
Поскольку эти величины зависят от режима электрического
питания преобразователя, следует рассмотреть возможность
регулирования электрических величин на входе преобразователя:
напряжения, тока и мощности, которые в свою очередь зависят
от параметров постоянного или переменного тока, питающего
генератор.
Рассмотрим два возможных случая работы установки: 1) при
наличии АПЧ, когда рабочая частота генератора совпадает с
резонансной частотой механической ветви; 2) без АПЧ.
Допустим, что при изменении сопротивления механической
нагрузки гн (см. рис. 4-3, а) регулируемая величина
стабилизирована, т. е. схема автоматического регулирования
поддерживает регулируемую величину на заданном уровне.
При озвучивании жидких сред изменение сопротивления
механической нагрузки происходит обычно в сравнительно узких
пределах в зависимости от уровня жидкости, числа очищаемых
деталей, загрязненности их и т. д. При некоторых же
технологических процессах, например ультразвуковой сварке или
механической обработке, сопротивление нагрузки гн изменяется
в более широких пределах от какого-то номинального уровня до
нуля (при работе преобразователя в воздухе — перед началом
и после окончания обработки),
Рассмотрим, как будет изменяться выходная механическая
мощность преобразователя при изменении гн. Это можно
выяснить, пользуясь эквивалентными схемами на рис. 4-3 и 4-4.
В такой схеме ток /м через механическую ветвь соответствует
колебательной скорости торца преобразователя, а падения
напряжений на сопротивлениях гм и гн аналогичны механическим
колебательным силам в самом преобразователе и на переходе
от преобразователя к механической нагрузке. Следовательно,
для стабилизации колебательной силы необходимо
поддерживать постоянное напряжение ?/„ на сопротивлении гп. Выходная
101
механическая мощность преобразователя (или мощность в
механической нагрузке) Рн определяется по формуле:
Р =U2/r , D-39^
н н н> ч
т. е. с увеличением механической нагрузки выходная мощность
преобразователя падает. Очевидно, что такой случай
нежелателен для ультразвуковой технологии. Увеличение
сопротивления механической нагрузки гн может быть связано с
увеличением объема технологической среды или поверхности. При этом
падение удельной мощности, приходящейся на единицу
площади или объема, окажется еще более резким.
Стабилизация механической колебательной силы затруднена,
ибо практически отсутствуют удовлетворительные методы
(прямые или косвенные) ее измерения. Приближенно можно
стабилизировать UH, если при наличии АПЧ стабилизировать входное
напряжение преобразователя и обеспечить выполнение условия
гм<^гн. Однако это условие трудновыполнимо по
конструктивным соображениям. Заметим, что механико-акустический КПД
преобразователя в этом случае окажется весьма высоким,
поскольку он определяется отношением
Лма=Гн/(Г„ + Гм).
При тех процессах, когда преобразователь разгружается до
гн = 0, стабилизация UH, очевидно, невозможна, так как при
Гн-^0 мощность Рн-^оо.
При стабилизации колебательной скорости торца
преобразователя ток /м поддерживают неизменным. При этом выходная
мощность преобразователя определяется как
Р =12г D-40)
н м н * '
и.изменяется прямо пропорционально сопротивлению
механической нагрузки. Удельная механическая мощность при этом если
и будет изменяться, то значительно меньше, чем в предыдущем
случае.
Мощность механических потерь в преобразователе (на
внутреннее трение)
Л, = '*-'« D1>
при стабилизации 1М окажется постоянной даже в том случае,,
если сопротивление механических потерь гм связано нелинейной
зависимостью с колебательной механической скоростью (т. е..
током /м). Такой способ позволяет значительно эффективнее
использовать преобразователь, имеющий ограниченную
допустимую амплитуду колебаний и мощность рассеяния (при
отсутствии ограничения на допускаемое напряжение питания).
102
Стабилизация механической мощности требует
одновременной информации о двух величинах — механической силе и
механической скорости вблизи рабочего торца — и перемножения
результатов измерений с учетом сдвига фаз между этими
величинами посредством перемножающего устройства, например
акустического ваттметра. Кроме того что эта задача достаточно
сложна, можно показать, что стабилизация мощности Рн
данным способом не дает никаких преимуществ перед
стабилизацией колебательной скорости. При сохранении постоянной
мощности Рн и увеличении объема или поверхности обрабатываемой
среды удельная мощность снижается. При увеличении
сопротивления нагрузки гн и стабилизации мощности Pn = UJu
изменяются обе ее составляющие, и напряжение и ток, а иначе говоря,
механическая сила и скорость.
Таким образом, наилучшие результаты обеспечивает
стабилизация скорости механических колебаний преобразователя;
при этом менее всего изменяется удельная механическая
мощность, облегчаются условия работы преобразователя,
появляется возможность контроля и измерения передаваемой в
нагрузку механической мощности и механико-акустического КПД
преобразователя.
Регулирование электрических параметров установки
определяется тем, как при этом будут изменяться механические
параметры. Рассмотрим, как влияют на их изменение напряжение
на входе преобразователя, ток и мощность, подводимая к
преобразователю, при условии их стабилизации.
Напряжение на входе преобразователя. При настройке
генератора на частоту механического резонанса ток 1М} напряжение
UH и мощность Рн связаны с напряжением на входе
преобразователя U следующим образом:
/ы = ~ ; D-42)
Ги + ги
UH=U Гн ; D-43)
'м + 'н
PH = U* ^ . D-44)
Из выражений D-42) — D-44) видно, что стабилизация
входного напряжения преобразователя U имеет смысл в случаях,
когда гм и гн резко отличаются друг от друга. Так, при гн>гм
напряжение UH~U, что соответствует рассмотренной выше
стабилизации колебательной механической силы. При гм^> Гц ТОК
IM~U/rMy что соответствует стабилизации скорости колебаний
преобразователя при условии, что сопротивление механических
потерь не меняется в процессе работы. Рассмотренные выраже-
103
ния неприменимы при работе генератора на расстроенную
механическую цепь, когда в цепи, помимо активного, имеются
реактивные элементы. При работе системы без автоподстройки
частоты стабилизация напряжения питания преобразователя не
способствует стабилизации его механических параметров.
Входной ток преобразователя I, как это следует из
эквивалентных схем (см. рис. 4-3 и 4-4), имеет три составляющие:
/эл — ток электрических потерь, 1Х — ток через электрическое
реактивное сопротивление и уже известный нам ток через
механическую ветвь /м. Стабилизация тока /м была рассмотрена
ранее. Стабилизация же полного тока / даст некоторый эффект
в двух случаях: 1) /м>/эл + /х или гм+гн<2Эл, где гэл — полное
сопротивление электрической ветви; при этом 1~1М, что
соответствует стабилизации амплитуды колебаний; 2) /м<С/эл + /\-;
при этом U~Iz3Jl) что соответствует стабилизации входного
напряжения преобразователя.
Входная мощность преобразователя складывается из двух
составляющих: механической (в сопротивлениях гм и гн) и
электрических потерь (в сопротивлении гэл). Если гэл^гм-\-гн, то
входная мощность преобразователя Рвх примерно равна
механической Рм. Соотношение гэл<СrM-f-гн рассматривать не имеет
смысла, так как оно соответствует очень малому
электромеханическому КПД преобразователя.
Проведенный анализ показывает, что стабилизация
напряжения на входе преобразователя тока или стабилизация
мощности на входе генератора в некоторых случаях может
обеспечить стабильность соответствующих величин на входе
преобразователя, например, если генератор является идеальным
инвертором напряжения, а согласующие цепи между
генератором и преобразователем не вносят заметного
сопротивления на резонансной частоте.
Итак, можно сделать следующий вывод: из всех
рассмотренных параметров ультразвуковой установки наиболее
целесообразно стабилизировать скорость механических колебаний
электроакустического преобразователя. Эту величину сравнительно
легко измерить и преобразовать в электрический сигнал
прямым или косвенным методом.
Структурная схема со стабилизацией скорости механических
колебаний преобразователя. Для стабилизации скорости
механических колебаний преобразователя по типовой схеме
автоматического регулирования необходимы следующие
функциональные узлы: 1) система выделения сигнала ЭОС или АОС,
обеспечивающая информацией (в виде электрического сигнала)
о колебательной скорости механических колебаний
электроакустического преобразователя; 2) схема обработки сигнала
обратной связи; 3) схема опорного сигнала; 4) схема сравнения
опорного сигнала с сигналом цепи обратной связи; 5)
исполнительный элемент.
104
Кроме того, в систему входят генератор и
электроакустический преобразователь как непосредственные источники
механических колебаний и механическая нагрузка — потребитель их.
Структурная схема установки со стабилизацией скорости
механических колебаний приведена на рис. 4-21. На данной схеме
показаны все возможные пути получения информации о
колебательной скорости преобразователя, а также варианты
исполнительного воздействия на различные элементы, входящие в
установку. Стабилизацию, осуществляемую по такой схеме, можно
перевести в режим автоматического регулирования, если вместо
постоянного опорного сигнала ввести сигнал, связанный опре-
ПС
h|Ii
Система
выделения
{сигнала
ЭОС
Электро-
метничес\
\\ кий пре-
одразо-
Ватель
-> ir
Исполнительный
элемент
Схема
сравнения
Схема
опорного
сигнала
I
системах
Выделе -М
ния [
сигнала]
АОС
И
Система
согласования элект-
ромехани-
ческого пре-\ I
образоВатс-
ля с
технологической
средой
II
система
Выделения^
{сигнала
АОС
Схема обработки
сигнала О С
i
(V) Qr
.?>е
Внешний сигнал
технологического Воздействия
Рис. 4-21. Структурная схема установки со стабилизацией скорости
механических колебаний
деленной зависимостью с параметрами технологического
процесса (например, с уровнем жидкости при очистке, весом
загруженных деталей или положением ультразвукового инструмента
по отношению к обрабатываемой детали при ультразвуковой
механической обработке или сварке).
Для регулирования механических колебаний
преобразователя можно применить два метода: 1) изменение частоты
питающего тока; 2) изменение напряжения питания преобразо?-
вателя.
При первом методе генератор должен работать на
расстроенную нагрузку, что нежелательно из-за резкого изменения
реакций на генератор, рассогласования системы, снижения КПД
и т. п. Другая трудность этого метода состоит в том, что
резонансная кривая преобразователя более или менее симметрична
и обратная связь, отрицательная на одной ее ветви, станет
положительной на другой, что требует введения специальных
устройств коррекции.
Изменение напряжения на входе преобразователя может
осуществляться самыми различными методами. В ламповых
генераторах можно изменять напряжение возбуждения или
105
смещения. В этом случае генератор работает в режиме
модуляции напряжением возбужения или напряжением смещения,
что приводит к уменьению КПД устройства. Управление по
цепи анодного питания нецелесообразно, так как требует
усложнения генератора за счет введения анодного модулятора.
Сказаное относится также к транзисторным генераторам,
работающим в усилительных режимах.
В транзисторных генераторах, работающих в режиме
переключения, для регулирования выходной мощности возможна
широтно-импульсная модуляция выходного напряжения или
изменение напряжения питания коллекторных цепей генератора.
Регулирование напряжения питания по постоянному току
предпочтительно и для тиристорных инверторов.
Рассматривая схему преобразования энергии в
ультразвуковой установке, можно выделить в ней цепи, по которым
целесообразно производить регулировку выходного напряжения
генератора. К ним относятся цепи переменного тока
промышленной частоты до и после силового трансформатора выпрямителя,
цепь постоянного тока (от выпрямителя до генератора) и цепь
тока высокой (ультразвуковой) частоты (от генератора до
электромеханического преобразователя). В цепях переменного тока
можно применить для регулирования катушку переменной
индуктивности или управляемый трансформатор.
Следует иметь в виду, что управляемую индуктивность
целесообразно применять в цепях тока промышленной частоты.
Применение ее в цепях тока высокой частоты оправдано только
в случае, когда регулирование производится в малых пределах.
В остальном применение этой схемы нежелательно, так как
изменение индуктивности приводит к расстройке цепи
компенсации и, следовательно, к снижению КПД системы.
Для того чтобы сохранить энергетический баланс в системе
генератор — электромеханический преобразователь — нагрузка
при стабилизации амплитуды смещения, необходимо обеспечить
подведение к нагрузке дополнительной мощности,
компенсирующей потери в нагрузке при ее увеличении. Эта мощность
будет увеличиваться не только с ростом нагрузки, но и с
уходом собственной частоты преобразователя в зависимости от
изменения нагрузки. Естественно, что такие условия работы
крайне невыгодны, так как при значительных расстройках по
частоте энергетическая эффективность работы системы
снижается за счет роста потерь в генераторе и преобразователе.
Совершенно очевидно, что система автоматической
подстройки амплитуды должна использоваться совместно с
автоматической подстройкой частоты, так как в противном случае
генератор должен иметь большой запас по мощности, особенно
в случае высокодобротных нагрузок.
При использовании электроакустических преобразователей
с малыми потерями, например пьезокерамических или феррито-
106
вых, автоматическая стабилизация амплитуды является
единственно возможным способом обеспечения стабильности таких
процессов, как ультразвуковая сварка, механическая обработка
и т. п.
4-6. Модуляция в ультразвуковых генераторах
Общие сведения. Некоторые процессы с применением
ультразвука идут более эффективно при использовании
модулированных колебаний. Наиболее применимы в этой связи
амплитудная модуляция выходного напряжения, импульсная работа,
частотная модуляция.
Импульсные генераторы. Под импульсными генераторами
в технике ультразвука обычно понимают генераторы,
создающие колебания, огибающая которых по форме близка к
прямоугольнику, или колебания, носящие характер затухающего
процесса с определенной длительностью и частотой повторения
импульсов.
Прямоугольные импульсы с высокочастотным заполнением
характеризуются длительностью т, периодом следования Т или
частотой следования F=l/T и высотой А. Часто для определе-
ления соотношения между периодом следования и
длительностью пользуются понятием скважности q = T/x= l/(xF).
Если мощность в импульсе Р пропорциональна квадрату
амплитуды тока или напряжения, то средняя мощность за
период будет значительно меньше Р, а именно Pcl) = P/q.
Для получения импульсов прямоугольной формы обычно
применяют схемы импульсной модуляции. Импульсный
модулятор вырабатывает последовательность импульсов определенной
длительности и скважности, которые подаются либо в цепь
сетки, либо в цепь анода мощного усилителя. Под
воздействием этих импульсов усилитель периодически запирается, что
обеспечивает на его выходе нужную форму колебаний.
Генераторы с импульсной модуляцией довольно сложны и поэтому
находят весьма ограниченное применение.
Значительно большее распространение получили так
называемые генераторы ударного действия. Принцип их работы
заключается в том, что через электроакустический
преобразователь протекает бросок тока. При этом в преобразователе
возникают затухающие колебания. Работа генератора управляется
электронным ключом, в качестве которого обычно
используют транзисторы, тиристоры или газоразрядные приборы.
Амплитудная модуляция в ультразвуковых генераторах
полезна в двух отношениях: во-первых, она улучшает процессы
технологического воздействия и, во-вторых, позволяет обойтись
без фильтра, что упрощает генератор. В некоторых случаях
модуляция выходного напряжения генератора получается из-за
пульсаций в выпрямленном напряжении питания анодных
цепей генераторных ламп или цепей коллекторов транзисторов
107
(тиристоров). Наиболее характерно это проявляется при одно-
и двухполупериодном выпрямлении в выпрямителе питания-
При однополупериодном выпрямлении получается эффект,
аналогичный работе с импульсами, имеющими скважность
9 = 2.
Очевидно, что мощность ультразвуковых колебаний при
амплитудной модуляции не остается постоянной во времени: при
одно- и двухполупериодном выпрямлении она меняется от
максимального значения РМакс до нуля. Можно показать, что
средняя мощность генератора РСр составит 0,25Рмакс Для однопо-
лупериодного и 0,5 Рмакс — двухполупериодного выпрямления.
Следовательно, средняя мощность при модуляции будет
меньше, чем мощность в режиме непрерывного излучения. Для
того чтобы при амплитудной модуляции поднять среднюю
мощность лампового генератора, целесообразно увеличить
анодное напряжение. Если номинальное анодное напряжение
генераторной лампы Еа.1Ь то в точке, где напряжение
источника питания имеет максимум, его можно выбрать из условия
¦?а. макс— ( 1-0-7-2)ha, H.
Повышение напряжения питания сверх номинального
недопустимо для транзисторов и тиристоров, так как неизбежно
приводит к их пробою и выходу из строя. В равной степени и
ток коллектора не должен превышать допустимого.
Частотная модуляция в ультразвуковых генераторах. В
некоторых технологических устройствах используются
электроакустические преобразователи мозаичного типа, состоящие из
двух и более элементарных преобразователей, питаемых от
общего генератора. Так как изготовить элементарные
преобразователи с одинаковыми параметрами и, что особенно важно,
с одинаковыми резонансными частотами невозможно, то,
естественно, возникает разброс резонансных частот, который при
фиксированной частоте генератора делает работу мозаичного
преобразователя неэффективной. При этом одни элементы
мозаики работают с максимальной эффективностью, а другие
подчас вообще не работают.
Разброс резонансных частот у элементов мозаичного
преобразователя зависит от их конструкции, качества
изготовления и допусков на геометрические размеры и практически
может составлять величину от десятков герц до единиц
килогерц. Чем больше этот разброс, тем, естественно, более
неравномерно работают элементы мозаики и тем меньше
акустическая мощность, отдаваемая преобразователем. С другой
стороны, если добротность элементарных преобразователей, из
которых составлена мозаика, низка, то разброс резонансных
частот (конечно, не выходящий за известные пределы) не
ухудшает заметно работу преобразователя в целом. Но
получить преобразователь мозаичного типа с малым разбросом
резонансных частот его элементов не всегда удается.
-108
Применение частотной модуляции, т. е. изменение частоты
во времени по определенному закону, позволяет в
значительной мере устранить неравномерную работу отдельных
преобразователей, составляющих преобразователь мозаичного типа,
при питании их от одного генератора.
Под частотной модуляцией понимают процесс, при котором
частота колебаний генератора в простейшем случае меняется
по закону (o = (oo + A(ocosQ/, где соо — номинальная частота
генератора; Асо—амплитуда отклонения частоты; Q — частота
модуляции.
Частоту модуляции обычно берут равной 50 или 100 Гц, а
амплитуду отклонения частоты выбирают такой, чтобы 2A(o^coi —
— С02, где о)! и 0J — наибольшая и наименьшая резонансные
частоты составляющих мозаичного преобразователя.
Осуществляют частотную модуляцию изменением индуктивности или
емкости контура автогенератора.
4-7. Источники питания
ультразвуковых технологических устройств
Общие соображения. В данном параграфе рассматриваются
выпускаемые промышленностью ультразвуковые генераторы на
транзисторах, тиристорах и электронных лампах, а также
машинные генераторы с удвоителями частоты. Основное
внимание уделяется техническим характеристикам генераторов,
особенностям построения их схем и принципу работы,
конструктивным собенностям.
Ультразвуковые генераторы на транзисторах. Опыт
применения ультразвуковых установок в промышленности
показывает, что ультразвуковые генераторы на транзисторах
являются наиболее эффективными с точки зрения энергетических
характеристик, срока службы, надежности. Они не требуют для
своего питания высоких напряжений и просты в обслуживании.
Все рассматриваемые генераторы работают в режиме
переключения. В табл. 4-1 приведены данные некоторых
ультразвуковых генераторов на транзисторах.
Генераторы предназначены для работы с пьезокерамиче-
скими преобразователями.
Ультразвуковой генератор УЗГ4-0,1 с независимым
возбуждением состоит из трех каскадов: задающего генератора,
предварительного усилителя и усилителя мощности.
Задающий генератор выполнен по схеме с индуктивной обратной
связью. Предварительный усилитель, так же как и выходной
каскад, работает в режиме переключения и собран по
полумостовой двухтактной схеме. В цепи вторичной обмотки
выходного трансформатора стоит катушка корректирующего фильтра
и нагрузка — пьезокерамический преобразователь.
109
Конструктивно генератор выполнен в виде шасси с
передней панелью, закрываемого легкосъемным кожухом-
Предназначен для питания ультразвуковых установок для очистки
типа УЗУ-0,1 с пьезокерамическими преобразователями.
Ультразвуковой генератор с автоматической подстройкой
частоты УЗГ8-0,1/22 (рис. 4-22) предназначен для питания
станков размерной обработки. Нагрузкой генератора служит
магнитострикционный преобразователь М. Генератор состоит
из двух каскадов. Первый — возбудитель в виде блокинг-гене-
Рис. 4-22. Упрощенная схема ультразвукового генератора
УЗГ8-0,1/22
ратора на транзисторах Гь Гг, питаемый от выпрямителя с
выходным напряжением Е\. Второй — выходной каскад по
полумостовой схеме на транзисторах 7Y ТА. Нагрузка М
подключена к выходу генератора через согласующий трансформатор
Тр2, цепь согласования CI, L1 и С2, L2, дифференциальный
Характеристика
Мощность, потребляемая от сети,
В-А
Напряжение питающей сети, В . .
Выходная мощность, Вт
Рабочая частота, кГц
Габариты, мм
Тип
УЗГ4-0.1
150
220
100
18±1,35
320x170x170
УЗГ8-0Л 22 |
180
220
100
22±1,65
380x370x230
ПО
трансформатор обратной связи ТрЗ. Напряжение обратной
связи с трансформатора ТрЗ подается в базовые цепи
транзисторов Т\ и Т2 и осуществляет синхронизацию работы
возбудителя. В генераторе предусмотрена ступенчатая регулировка
мощности от 10 до 100 % номинальной.
Генератор УЗП-0,25 состоит из четырех каскадов. Первые
три каскада — те же, что и у генератора УЗГ4-0,1. Четвертый
каскад, усилитель мощности, состоит из трех последовательно
включенных ячеек на транзисторах П210. Конструктивно
генератор аналогичен генератору УЗГ4-0,1. Предназначен для
питания ультразвуковых установок для очистки УЗУ-0,25 с пье-
зокерамическими преобразователями.
Ультразвуковой генератор УЗГЗ-0,4/22 является
специализированным и предназначен для питания ультразвуковой
безниточной швейной машины (БШМ). Нагрузкой генератора
является магнитострикционный преобразователь с концентратором.
Генератор имеет три каскада. Первый — задающий генератор
по схеме симметричного мультивибратора, второй —
промежуточный усилитель по полумостовой схеме и третий — усилитель
мощности со сложением мощности полумостовых ячеек,
соединенных последовательно по цепи питания. Генератор снабжен
системой автоподстройки частоты, обеспечивающей
синхронизацию симметричного мультивибратора сигналом обратной связи,
получаемым от дифференциального трансформатора,
включенного в цепь нагрузки. В генераторе предусмотрена работа в
импульсном режиме. Управление импульсами производится
сигналами синхронизации, получаемыми от БШМ. В схеме
предусмотрена регулировка мощности в пределах от 50 до 100 %
номинальной и длительность импульсов 10, 20, 30 40 мс.
Ультразвуковой генератор УЗГ5-0,63/22 предназначен для
питания станков размерной обработки и сварочных машин.
Генератор состоит из трех каскадов. Задающий генератор
выполнен по схеме блокинг-генератора. Промежуточный каскад,
играющий роль буферного, выполнен двухтактным по схеме
составного транзистора. Усилитель мощности состоит из шести
последовательно включенных по цепи питания полумостовых
Таблица 4-1
генератора
| УЗП-0,25
400
220
250
18±1,35
400X310X190
УЗГЗ-0,4/22
800
220
400
22±1,65
234x525x565
УЗГ5-0.63
1200
380
630
22±1,65
18±1,35
462x610x423
УЗПО-1,6
2000
380
1600
18±1,35
520X680X427
111
ячеек. В генераторе имеется система автоматической
подстройки частоты, аналогичная системе АПЧ УЗГ8-0,1/22.
Предусмотрена регулировка мощности в пределах 10—100 %.
Ультразвукой генератор УЗГЮ-1,6 с независимым
возбуждением служит для питания ультразвуковых установок
очисттки с пьезокерамическими преобразователями. Он состоит
из возбудителя, аналогичного возбудителям генераторов
1
3-я ячейка
3
3
±г
Рис. 4-23. Схема генератора УЗП-4
УЗГ4-0,1 и УЗП-0,25, и двух мощных усилителей, выполненных
по схеме сложения мощности полумостовых ячеек. Каждый
блок усилителя мощности имеет мощность 800 Вт и работает
на свою нагрузку.
Ультразвуковые генераторы на тиристорах. Эта группа
генераторов представлена на рис. 4-23 генератором УЗП-4.
Выходная мощность генератора 4,5 кВт, потребляемая от сети 7,5 кВт,
рабочие частоты 17,5—19,3 кГц и 20,5—23,5 кГц, напряжение
питающей сети 380 В.
Инверторный блок генератора состоит из трех идентичных
ячеек, соединенных последовательно по цепи питания и рабо-
112
тающих на общую нагрузку — магнитострикционные
преобразователи ПМС-6-22 B шт.) или ПМС-15А-18 A шт.). Каждая
ячейка представляет собой последовательный инвертор на двух
тиристорах с разделенными коммутирующими конденсаторами.
Ячейка состоит из тиристоров 77 и Т2 типа ТБ2-160,
коммутирующих конденсаторов С1—С4 и дросселей Др1, Др2. Ячейка
шунтируется диодом Д1, позволяющим стабилизировать режим
при изменении нагрузки.
Работа схемы основана на поочередном включении
тиристоров, колебательном перезаряде соответствующих им
коммутирующих
конденсаторов с одновременным под- *?g 7^Ар+Еп
зарядом их от источника
питания Е. Дроссели Др1
и Др2 задерживают
нарастание тока при
включении. Каждый из
тиристоров зашунтирован
демпфирующей цепью
с диодами Д2, ДЗ.
Согласование инвертора
с нагрузкой
осуществляется с помощью
трансформатора Тр. Блок
управления БУ
вырабатывает импульсы
управления тиристорами. Он
состоит из блокинг-гене-
ратора,
вырабатывающего импульсы с частотой
повторения, в два раза большей, чем частота генератора.
Импульсы блокинг-генератора поступают на формирователь
импульсов, где происходит их формирование, усиление и
распределение по управляющим электродам соответствующих
тиристоров.
Источник тока подмагничивания Еп включен в цепь
преобразователя через дроссель ДрЗ, препятствующий
прохождению тока высокой частоты через выпрямитель.
Ламповые генераторы. Рассмотрим некоторые схемы
ламповых ультразвуковых генераторов. Генератор УЗГ2-0,4 (рис.
4-24) является универсальным источником питания и служит
для питания ванн очистки УМ1-0,4ВМ, ванн лужения
УП1-0,4ВЛ, сварочных пистолетов и паяльников. Мощность
генератора 0,4 кВт. Рабочие частоты 22 и 44 кГц.
Генератор собран на лампе ГУ-39Б по схеме с
самовозбуждением. Его габариты 630X387X328 мм, масса 50 кг. Анодный
контур генератора образуется нагрузкой — магнитострикцион-
ным преобразователем, включенным в анодную цепь лампы
Рис. 4-24.
Ультразвуковой
УЗГ2-0,4
генератор
113
через трансформатор Tpl, и емкостью С. Напряжение
положительной обратной связи снимается с трансформатора Тр2,
первичная обмотка которого включена в катодную цепь лампы.
Мощность генератора регулируется посредством потенциометра
R2 и изменения витков вторичной обмотки Tpl. Питание
генератора осуществляется от выпрямителей, собранных на
кремниевых диодах (?а — напряжение анодного питания,
Ес2—напряжение питания цепи экранной сетки и Еп — питание цепи
подмагничивания).
Генератор УЗГ6-1,6 предназначен для питания
ультразвуковых установок очистки. Его мощность 1,6 кВт, а рабочая ча-
ТрЗ
/и
гк^)Л2
И
±'СЗ I С2
4=С4
t *^^— т
:еч
a L2
<=^\
+?п
Рис. 4-25. Схема ультразвукового генератора УЗГ6-1,6
стота 22 кГц. Выполнен он по двухтактной схеме (рис. 4-25)
с самовозбуждением на триодах ГУ-56 (Л1 и JJ2) и с обратной
связью по току. Элементами связи являются катушка
индуктивности Ыу корректирующий контур CI, L2 и трансформатор
обратной связи Тр2. Фазовая коррекция и регулирование
напряжения обратной связи осуществляется с помощью катушек
L1 и L2. Выход генератора трансформаторный. Магнитострик-
ционный преобразователь М подключается ко вторичной
обмотке выходного трансформатора Tpl. Ток подмагничивания
может регулироваться путем переключения числа витков
первичной обмотки трансформатора подмагничивания. Генератор
является составной частью ультразвуковой установки для
очистки фильтроэлементов УЗУ4-1,6-0.
Широкое распространение в промышленности получил
ультразвуковой генератор УЗГ-10, являющийся универсальным
источником питания. Генератор рассчитан на питание магнито-
стрикционных преобразователей типов ПМС-6, ПМС-7, ПМС-15,
ПМС-38 и т. п. Предусмотрена плавная регулировка частоты.
Для работ, связанных с механической обработкой и сваркой,
114
в генераторе может быть использована автоматическая
подстройка частоты с акустической обратной связью.
Технические характеристики генератора УЗ Г-10
следующие: мощность потребляемая 15 кВт; мощность выходная 10
кВт; пределы регулирования частоты 18—25 кГц; напряжение
питающей сети 220/380 В; габаритные размеры 866Х780Х
Х1850 мм; масса 630 кг. Генератор УЗГ-10 собран на триоде
ГУ-10А в виде автогенератора с индуктивной обратной связью.
В анодную цепь генератора включен контур, обладающий
достаточно высокой добротностью и настраиваемый с помощью
индуктивности. Благодаря высокой добротности контура резкое
изменение нагрузки мало влияет на режим генератора.
Генератор согласуется с магкитострикционными преобразователями
с помощью трансформатора. Ток подмагничивания подается
через дроссель последовательно на все преобразователи. По
высокой частоте преобразователи включены параллельно.
В настоящее время удельный вес ламповых ультразвуковых
генераторов постепенно падает и они заменяются генераторами
на полупроводниковых приборах.
Машинные генераторы. Важным показателем
эффективности работы машинных генераторов является КПД. Наиболее
трудна борьба с электрическими потерями. Известно, что
потери в магнитном сердечнике W определяются следующим
образом:
где Wr — потери на гистерезис; WB — потери на вихревые токи;
k\ и k2 — потоянные, характеризующие материал; / — частота
и Вт — максимальная индукция в сердечнике.
Основные способы снижения потерь: уменьшение толщины
пластин статора и ротора, качественное изоляционное покрытие
(для уменьшения потерь на вихревые токи) и использование
небольших магнитных потоков в статоре и роторе. Последнее
приводит к некоторому увеличению размеров, массы и
стоимости генератора, так как современные материалы не дают
возможности повысить плотность магнитного потока без
значительного повышения рабочих температур. Видно, что при
уменьшении магнитного потока потери в железе понизятся при
заданных k{ и k2.
Внутреннее сопротивление генератора имеет индуктивный
характер, поэтому желательно применять емкостную
компенсацию. В результате компенсации реактивной составляющей
генератора и нагрузки получается эквивалентная
последовательная резонансная цепь с низкой добротностью. Регулировку
выходного напряжения осуществляют изменением тока
возбуждения.
115
-oUa, о
Нестабильность частоты машинных генераторов в
зависимости от типа машины и условий ее работы составляет ±2 %.
Изменение нагрузки, напряжения питающей сети, ее частоты и
т. п. приводит к изменению скорости двигателя, вращающего
генератор, за счет изменения скольжения или скорости
вращающегося магнитного поля. Так как нагрузка —
электромеханические преобразователи — имеют ограниченную рабочую
полосу частот, определяемую добротностью механической
колебательной системы, то нестабильность приводит к снижению
эффективности работы ультразвуковой установки. Для
увеличения стабильности частоты применяют устройства для
регулирования скорости двигателя с
помощью регуляторов,
воздействующих на отдаваемую им мощность.
Недостатком указанных устройств
является сложность и громоздкость.
Разработка в СССР магнито-
стрикционных преобразователей
с распределенными пакетами (см.
рис. 2-17), имеющими рабочую
полосу частот 15,6—16,1 кГц,
позволила вместо регулируемых
машинных генераторов использовать
машины с рабочей частотой 8 кГц
в сочетании с удвоителями частоты
без регулирующей аппаратуры.
Принцип умножения частоты
заключается в умышленном
искажении формы тока или напряжения
для получения нужных гармоник высшего порядка.
Практической схемой умножителя в четное число раз является схема
Жоли (рис. 4-26), имеющая обмотку поляризации W0y в
которой создается ток умноженной частоты, и первичные обмотки
W'i, W"x. Первичные обмотки включены так, что они создают
МДС, в одном сердечнике складывающиеся с МДС
поляризации, а в другом — вычитающиеся из нее. Таким образом, в
любой момент времени один из сердечников насыщен, а другой
работает при малых индукциях. Результирующий магнитный
поток по отношению ко вторичной обмотке содержит
постоянную составляющую и изменяется с удвоенной частотой.
Наиболее выгодное соотношение между переменной МДС
первичных обмоток Fx и МДС поляризации F0 для выделения второй
гармоники F\IFo= 1 —1,2.
На схеме L6 — блокировочные дроссели, a L, С —
нагрузочный контур, настроенный на частоту /ко.
На рис. 4-27 приведена схема ультразвукового генератора
УЗГ1-25/16, состоящего из машинного высокочастотного
преобразователя частоты (ВПЧ) и удвоителя частоты Его выход-
Рис. 4-26. Схема Жоли
116
ная мощность 25 кВт, рабочая частота 16 кГц, а общий КПД
с учетом КПД ВПЧ составляет 62 %. Питается удвоитель от
машинного генератора ВПЧ-30/8000. Генератор ВПЧ питает
удвоитель частоты, состоящий из двух тороидальных
сердечников с обмотками G7 и 72). Конденсатор СЗ —
компенсирующий, а С2 — разделительный. Трансформатор поляризации ТЗ
включен в контур 8 кГц (С7, L1). При этом с ростом
возбуждения машины растет ток поляризации удвоителя и магнито-
Рис. 4-27. Схема ультразвукового генератора УЗГ1-25/16
стрикционных преобразователей М. Дроссель
L2—блокировочный.
Эксплуатация машинных генераторов с удвоителями
частоты показала их преимущество перед ламповыми в
отношении КПД, надежности, удобства в эксплуатации.
ГЛАВА ПЯТАЯ
СОГЛАСОВАНИЕ СИСТЕМЫ
УЛЬТРАЗВУКОВОЙ ГЕНЕРАТОР —
ЭЛЕКТРОАКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ —
ТЕХНОЛОГИЧЕСКАЯ НАГРУЗКА
5-1. Общие соображения
Наряду с выбором рациональных схем генераторов,
использованием транзисторов и тиристоров, применением
экономичных материалов для преобразователей и волноводов,
немаловажное значение имеет оптимальное согласование системы,
117
состоящей из генератора, преобразователя и технологической
нагрузки.
Под оптимальным согласованием системы следует понимать
такой режим ее работы, при котором в нагрузку поступает
колебательная мощность, близкая к максимальной, при
допустимых потерях как в самом преобразователе, так и в отдельных
звеньях колебательной системы. Режим максимальной
мощности в нагрузке используется для введения колебаний в
расплавы металлов и в среды с большим поглощением звука,
например полимеры, а также в некоторых сварочных процессах.
Одним из требований, необходимых для реализации этого
режима, является создание в колебательной системе режима
с высоким коэффициентом бегущей волны, т. е. с малым
отражением как на отдельных звеньях, так и в системе в целом.
Эта задача решается согласованием волновых сопротивлений
отдельных звеньев с волновым сопротивлением нагрузки,
рациональным конструктивным сочленением звеньев, являющихся
источниками отражений, и хорошим акустическим контактом
с технологической нагрузкой. При этом для передачи
максимальной мощности через колебательную систему сама система
и промежуточные звенья должны обладать минимальными
потерями, что определяется выбором материала волновода.
Применяемые в промышленности материалы, такие как
дюралюминий Д16Т, латунь ЛС-59, титановые сплавы ВТ-3-1, ВТ-9,
высокоуглеродистые стали, как правило, удовлетворяют этим
требованиям.
Другим важнейшим требованием передачи максимальной
мощности в нагрузку является согласование сопротивления
технологической нагрузки с механическим сопротивлением
преобразователя, т. е. приведение сопротивления нагрузки к
оптимальному значению, определяемому режимом работы
преобразователя и питающего генератора и полным механическим
сопротивлением преобразователя. При малых потерях в
колебательной системе выполнение последнего требования является
достаточным условием оптимального согласования
колебательной системы.
Ряд технологических процессов с применением ультразвука
использует максимальную колебательную скорость рабочего
торца инструмента или концентратора, т. е. режим стоячей
волны обусловлен в данном случае самим процессом.
Амплитуда колебательной скорости на торце инструмента будет тем
больше, чем больше коэффициент отражения. Процесс в
данном случае характеризуют не мощностью в нагрузке, а
значением КПД или близкого к нему по смыслу коэффициента
эффективности [12] k0(\> = i2s/P0y где I — колебательная скорость
рабочего торца; 5 — площадь излучающей поверхности; Рэ —
электрическая мощность, потребляемая преобразователем.
Приведение сопротивления нагрузки к оптимальному в данном
118
случае осложнено и может быть лишь частично реализовано
изменением коэффициента усиления концентратора и
преобразованием вида колебаний.
В качестве трансформирующих звеньев в ультразвуковой
технике используются волноводы и пластины постоянного и
переменного сечения и различной длины, работающие на
продольных изгибных, крутильных и других колебаниях.
Радикальным методом, позволяющим значительно
повысить КПД преобразователя и отдаваемую в нагрузку мощность
в режиме стоячей волны, является применение схем питания
преобразователей со стабилизацией амплитуды механических
колебаний, рассмотренных в гл. 4.
5-2. Сопротивление нагрузки
и полное механическое сопротивление
Характер воздействия, которое оказывает среда на магни-
тострикционный преобразователь, определяется конкретным
технологическим процессом. В общем случае среда обладает
активным и реактивным сопротивлением. Активное
сопротивление среды обусловлено преимущественно внутренним
трением частичек среды. Нагрузка на преобразователь
складывается из сопротивления волноводной системы (трансформатора
скорости) и сопротивления нагрузки среды.
Активная составляющая нагрузки среды возникает в
технологических процессах ультразвуковой обработки, а также в
некоторых жидкостных процессах. Настроенный в резонанс
переходный стержень или концентратор, присоединенный к маг-
нитострикционному преобразователю, также является активной
нагрузкой, обусловленной внутренними потерями.
Характеризуя нагрузку на преобразователь, озвучивающий
ванну с расплавом, можно предположить, что реактивное
сопротивление значительно превышает активное. Действительно,
реактивное сопротивление обуславливается, во-первых,
реактивным сопротивлением столба жидкого металла (причем
характер этого сопротивления — упругий или инерционный —
зависит от высоты столба, которая может быть сравнима с
длиной волны в расплаве) и, во-вторых, инерционным
сопротивлением соколеблющейся массы. Активное же сопротивление при
работе преобразователя в расплаве определяется поглощением
звука в расплаве, которое при высокой температуре расплава
может быть значительным, и активным сопритивлением
излучения. Для процессов ультразвуковой сварки можно считать,
что сопротивление нагрузки имеет в основном характер
активного сопротивления местного внутреннего трения.
Рассмотрим систему магнитострикционный
преобразователь— экспоненциальный концентратор, изображенную на рис.
5-1. Входное сопротивление накладки магнитострикционного
119
преобразователя, приведенное к активному стержню,
определяется уравнением [11]
7 _ Z/ cos Ыя + jWSi sin kdn
cos&k + / —— sin Ыя
Vv Si
E-1)
где Z{ — сопротивление нагрузки на накладку пакета; dn и
5! — высота и площадь поперечного сечения накладки (ярма).
При одностороннем излучении преобразователя
(противоположный торец пакета экранирован акустической резиной)
2/2 = 0; ZBx = jxx = jWSi tg kda - ZBX 0, E-2)
где ZBX0—входное инерционное сопротивление накладки.
Внешняя нагрузка на
излучающий торец пакета
Zn равна входному
сопротивлению
экспоненциального концентратора ZBX. к.
Суммируя сопротивление
накладки E-2) и
сопротивление нагрузки,
приведенное к активным стержням
Рис. 5-1. Мапштострикционный преоб- преобразователя, получаем
разователь с экспоненциальным волно- 7 • , 7> /г о\
водом ^вх s —lx\-r^v \°~*>
где сопротивление нагрузки на накладку пакета, приведенное
к его активным стержням,
Z//(cos2 Ыя)
Z/ =
E-4)
1+у
*-1
tgkd„
После преобразований, аналогичных тем, которые
приводятся в работе [И] для одностороннего излучения, получаем
схемы замещения магнитострикционного преобразователя,
изображенные на рис. 5-2, где х2 = Ws ctg(kl/2).
Входное сопротивление экспоненциального концентратора
определяется уравнением
zH *'ctgfe'//K-p +jSiWK
/2 kx
= N2
k'ctgk'HK + $ | ZH
E-5)
s2WK
где N = DJD2— коэффициент усиления экспоненциального
концентратора; D{ и D2— диаметры концов концентратора; Як —
длина его; s2— площадь узкого торца; WK — волновое
сопротивление концентратора; k' = V kK — р — фазовая скорость;
Р = In (DJD2)/HK — коэффициент изменения сечения экспонен-
120
циального концентратора; Z„ — сопротивление нагрузки; kK =
= (о/ск— волновое число материала концентратора.
Собственное сопротивление концентратора получится из
уравнения E-5), если принять, что Z„ = 0:
2ВХ ко = 1Хк = JN* ^ . E-6)
Подставив E-6) и E-4), получим сопротивление,
приведенное к активным стержням пакета через концентратор:
Z/k
cos2 kda I 1
.(.
Wsl
tgkd:
¦)
E-7)
Рис. 5-2. Преобразованная схема замещения маг-
нитострикционного преобразователя: а — в общем
случае; б — в случае пренебрежения цепью аб
Сопротивление нагрузки, приведенное к входному торцу
конденсатора,
Z' -=Z —jx =
н вх. к J к
k'2 (Ctg2 k'HK 4- 1)
= N*ZH
W ctg k'HK + P) (V ctg k'HK + P + jkK —?-)
V S2WK /
E-8)
Когда k'H к^^л, т. е. на частоте, близкой к собственной
частоте концентратора, ctg&'//b. достаточно велик и,
следовательно,
N2ZH.
E-9)
Предположим, что сопротивление нагрузки является
комплексным сопротивлением с активной и реактивной
составляющими:
'/н
°/н + JX[H.
E-10>
12!
Тогда общее сопротивление, приведенное к накладке
пакета [см. уравнения E-6), E-9) и E-10)], будет
ZlH = N*RtH + j(xK + N%H).
E-11)
Подставляя E-11) в уравнение E-4) и вычитая из
последнего уравнение E-7), получаем сопротивление нагрузки,
приведенное к активным стержням пакета,
Z/н =
N2(RiH+ixiH)
1 + /—^—l—tukd*
E-12)
Выделяя активную и реактивную составляющие уравнения
E-12), получаем:
Rih-
cos2kdn
1 — 2N2
Uh
WSi
tg kdn + N*
Hn
(WsJ
tg2Ar^
E-13)
( N*A» \
\ Wsl J
cos2 Ыя
1 _ 27V2 —— tg Ыя + #4 —ljL- tg2 Ыя
E-14)
Учитывая выражения E-13) и E-14) и пренебрегая
шунтирующим действием цепочки аб в схеме на рис. 5-2, а,
изображаем схему замещения преобразователя так, как показано на
рис. 5-2, б. Таким образом, полное механическое
сопротивление преобразователя
z-2rn + /?;H + /[2(x1-^2)+x;K+x;H].
E-15)
В этом выражении не учтено сопротивление механических
потерь волновода, которое обычно значительно меньше
сопротивления нагрузки. Как видно из выражения E-15),
присоединение технологической нагрузки приводит к повышению
входного сопротивления преобразователя, а при неизменном
питающем напряжении — к уменьшению потребляемой им мощности.
Движущая сила пакета преобразователя
F = j.2<pU, E-16)
где U — напряжение возбуждения на преобразователе.
Колебательная скорость активных стержней пакета с
учетом коэффициента ср равна
1
Z п (о Z
E-17)
122
Полезная мощность преобразователя, выделяемая на
активном сопротивлении нагрузки, составляет
Постоянство акустической мощности в нагрузке при
постоянстве сопротивления нагрузки обеспечивается при отношении
U/co = const. Для пьезоэлектрического преобразователя
достаточным является поддержание постоянным напряжения
(?/ = const).
5-3. Влияние нагрузки
на изменение резонансной частоты преобразователя
Из уравнения E-18) следует, что максимум мощности в
нагрузке выделяется на частоте, соответствующей
максимальному отношению.
Оценим влияние изменения нагрузки на резонансную
частоту некоторых преобразователей, предназначенных для
конкретных технологических процессов, в которых наблюдался
значительный уход резонансной частоты, например сварочной
головки или преобразователя, предназначенного для
озвучивания ванны с расплавами. Для анализа рассмотрим такую схему
ультразвуковой сварки металлов, при которой необходимые
сдвиговые напряжения создаются торможением конца
концентратора благодаря приложению к нему нормальной нагрузки
Gx= 1000-^3000 Н. Это так называемая продольная схема
сварки, при которой практически и наблюдался уход частоты.
При этом можно считать, что сопротивление нагрузки имеет
в основном характер активного сопротивления местного
внутреннего трения, т. е. Rin^>xlH и zin~RiH. Учитывая это,
перепишем выражения E-13) и E-14) в виде
R'm — ; E-19)
cos2 Ыя + I —— 1 sin2 Ыя
? = LZ?._J . E-20)
cos2 kdn -f- ) sin2 Ыя
Таким образом, чисто активная нагрузка, приведенная
к активным стержням пакета, вносит в обычную схему
преобразователя помимо активной составляющей еще и
отрицательную реактивную составляющую, вносящую как бы
дополнительную упругость, что повышает резонансную частоту
преобразователя.
123
Испытания сварочной головки типа ПМС-15А,
проведенные для оценки ухода частоты, подтвердили полученный
вывод. Испытания заключались в снятии частотных
характеристик смещения торца преобразователя в режиме холостого хода
и в режиме сварки при двух значениях нормальных усилий
(GN) 750 и 1500 Н. Все характеристики снимались при двух
значениях переменной индукции в пакете, соответствующих
постоянным значениям ?///=15 и 20 В/кГц. Данные испытаний
сведены в табл. 5-1, где f — резонансная частота, U —
напряжение, Рэ—мощность,
потребляемая преобразователем, %ш —
амплитуда колебаний.
На рис. 5-3 приведены кривые
зависимости % = F(f) на
резонансных участках для ?///=15 В/кГц.
Результаты испытаний показывают,
что хотя повышение частоты
преобразователя в нормальном режиме
сварки (GA=1500H) незначительно
D0 Гц по сравнению с режимом
холостого хода), амплитуда
колебаний торца преобразователя
уменьшается почти в 1,5 раза, что,
естественно, ухудшает качество
сварки.
Рассмотрим уход резонансной
частоты преобразователя при
введении ультразвука в расплавы металлов. Известно, что если
D2 — размер излучающего торца преобразователя — настолько
мал, что kD2<2 (где k — волновое число), то реактивное
сопротивление превышает активное сопротивление излучения [9].
Обычно размеры излучающего торца трансформатора упругих
колебаний преобразователя, предназначенного для работы
с расплавами, значительно меньше длины волны в расплаве, т.е.
&D2<C2. Это позволяет предположить, что в данном случае-
*/„>#/... E-21)
Таблица 5-1
20,06 20,10 20,14 20,18 кГц
Рис. 5-3. Зависимость
амплитуды колебаний gm торца
концентратора от частоты / при
U/f=\5 В/кГц
/ — холостой ход; 2 — G^=750 Ы;
'Л'
=1500 Н
Режим работы
Холостой ход . .
GN = 750 Н . . .
GN - 1500 Н . .
Холостой ход . .
GN = 750 Н . . .
GN = 1500 Н . .
В; К ГЦ
15
20
f, кГц
20,11
20,11
20,15
20,14
20,16
20,22
и, в
300
400
Рэ, Вт
2130
1040
1390
2350
2140
1390
1т, мкм
22,5
14,0
15,5
19,0
16,0
16,0
124
Обычно преобразователи, предназначенные для работы
с расплавами, имеют цилиндрические трансформаторы
скорости, входное сопротивление которых определяется
уравнением E-5) при N=1 и C = 0. При этом из уравнений E-13) и
E-14) с учетом условия E-21) получаем
Я/н
RlH = —Z« — ; E-22)
*яП
52Ыя( 1 — tg*dH
Wsx
х, - -^ , E-23)
cos2 kda 1
я ( 1 tg Ыя I
откуда следует, что если реактивная составляющая нагрузки
имеет инерционный характер, то частота преобразователя во
время процесса озвучивания ванны должна резко понижаться
по сравнению с режимом холостого хода. Однако следует
отметить, что приведенные выводы сделаны в предположении,
что волноводы преобразователей точно рассчитаны на частоту,
близкую к резонансной частоте системы под нагрузкой. В
действительности же волноводы рассчитываются на собственную
частоту пакетов без учета нагрузки.
Но даже и в этом случае, когда можно оценить нагрузку и
учесть ее в расчете волноводов, нет гарантии, что собственная
частота изготовленного волновода будет соответствовать
расчетной. Практика показывает, что справочные данные о
скоростях распространения звука в разных материалах часто не
соответствуют действительности, в результате чего собственная
частота изготовленных волноводов может отличаться от
резонансных частот механических систем в целом. В таких
условиях нельзя пренебрегать влиянием, которое собственное
сопротивление волновода оказывает на сопротивление нагрузки,
приведенное к пакету через волновод. Поэтому в общем случае
сопротивления Z'/д, х'(Н и /?'/н отличны от определяемых
уравнениями E-12)—E-14) и зависят не только от параметров
накладки, но и от параметров волновода. Следовательно, свести
к минимуму влияние нагрузки на уход частоты, прибегнув
к точному предварительному расчету геометрии
преобразователя, в достаточной степени сложно. К тому же в настоящее
время для многих технологических процессов еще не известны
характер и значения составляющих сопротивлений нагрузки.
При известных Rin и х{и выражения E-13) и E-14) дают
возможность оценить значение и характер сопротивлений
нагрузки, приведенных к активным стержням пакета, и тем
самым приближенно определить резонансную частоту всей
механической системы, приравняв нулю мнимую часть уравнения
E-15). Для более точного определения резонансной частоты
системы необходимо найти максимум уравнения E-18). Опытным
125
путем значение и характер сопротивления нагрузки
преобразователя можно определить по изменению его входного
сопротивления мостовым методом или методом круговых диаграмм
(см. § 7-4).
5-4. Нагрузочные характеристики системы
генератор — преобразователь — нагрузка
Для определения оптимального сопротивления нагрузки
системы необходимо знать нагрузочные характеристки, т. е.
зависимости КПД и колебательной мощности от сопротивления
нагрузки. Рассмотрим
См Сн
,J/.
Ч
Рис. 5-4. Эквивалентная схема магнитострик-
ционного преобразователя
/0—общий ток преобразователя: /м— ток, проходя-
эквивалентную схему
преобразователя с
сосредоточенными
постоянными (рис. 5-4), на
входе которой
включен источник питания
е с внутренним
сопротивлением Ri [14].
Возьмем два
крайних случая: 1)
питание производится от
источника постоянного
стабилизированного на-
щий через механическую ветвь преобразователя; Ьэ— гШЯЖеНИЯ (R >-СИ НЗ-
электрическая индуктивность; R э — сопротивление " 1
электрических потерь; L
- механическая индуктив
лость (масса) преобразователя с системой
крепления; См— механическая емкость (гибкость, податли-
вость);
- сопротивление механических потерь
в преобразователе и системе крепления; LR, Сн, #н —
индуктивность (инерционность), емкость (упругость)
и активное сопротивление нагрузки; Rno> L„„, Cn_ —
дв дв дь
активное и реактивные сопротивления движения
механической системы; R ?-— внутреннее сопротивление
генератора
пример от лампового
генератора в
перенапряженном режиме,
транзисторного или
тиристорного
генератора в ключевом
режиме; 2) питание
производится от источ-'
ника постоянного
стабилизированного тока (/?г-*°°), например от лампового
генератора в недонапряженном и критическом режимах работы.
Для выбора оптимального режима работы преобразователя
проанализируем зависимости колебательной мощности в
нагрузке, КПД преобразователя от сопротивления нагрузки и
других параметров эквивалентной схемы. По этим
зависимостям выберем оптимальное сопротивление нагрузки.
При Ri—Я) мощность в нагрузке
Рн =
i/2
Дн =
и2
(*м+ *„)*+(со Z-д*-^J
Ян. E-24)
126
Оптимальное сопротивление нагрузки
Ан. опт
= yVM + (coLflB--i-J. E-25)
Характерно, что оптимальное сопротивление при питании
от источника с малым внутренним сопротивлением не зависит
от электрической ветви преобразователя /?э, ?э-
Сделаем аналогичный анализ для Ri—м». Ток,
протекающий через механическую ветвь преобразователя,
' м — 'о '
Y0
E-26)
где
у _.
1 ДВ —
^Дв #м + Ян + /С01дв + 1/(/0)Сдв)
Yo=Yq-\-Yab, YH=l/RH— проводимости ветвей; /0, Y0 — общий
ток и общая проводимость преобразователя.
Определим мощность, передаваемую в нагрузку,
,2 Ян Ян
* с
Ко
Введем обозн аченияг /I — дм +Ян+#э;
— 1/(соСДв). Тогда после преобразований
п F0„ /?3+(o2L23
р = /2# _1Л L.
E-27)
В = со(?дВ + ?э) —
E-28)
Формулы E-24) и E-28) представляют собой уравнения
нагрузочной характеристики преобразователя. Оптимальное
сопротивление нагрузки магнитострикционного преобразователя,
соответствующее максимуму мощности Рн,
Ян.опт = У(#м + ЯэJ + В2.
E-29)
Аналогично предыдущему для пьезоэлектрического
преобразователя оптимальное сопротивление нагрузки будет
д/(?*
+ Яэ)я + [ю1,
-ДВ"
(¦
соСэ
0)С;
ДВ
)Г
E-30)
где С;
емкость электрическая.
Обозначив D = (oLRB—|—:—-{
-дв~
получим
V соСэ соСдв /
Rh. опт = ^(RM + RsY + D\
Из выражений E-25) и E-29) следует, что оптимальные
сопротивления нагрузки по мощности различны в зависимости
от схемы питания преобразователя.
127
Известны уравнения, связывающие полный
(электроакустический) КПД преобразователя с другими параметрами
эквивалентной схемы [10, 16].
При Ri-+0
1 1 . °М . Аэ^дв
I
•Пэа
Янгэ
E-31)
где гэ — полное электрическое сопротивление зажатого
преобразователя; 2дВ—полное механическое сопротивление
движения системы с учетом механической нагрузки.
При Ri-^oo
1
Лэа
1 + -*»L_1_ Л±- .
х2
/?н
E-32)
1.0
0,8
0,6
0А
0,2\
7jBt\
-80\
-60\
-40\
-20\
Рн
уЪ
"^Ч
^/
^<2^
Rh I
Оптимальные
сопротивления нагрузки,
соответствующие максимальному
КПД, будут: при Ri-+0
Ан. опт —
при Ri->оо
; E-33)
"н. опт —
100
200
300 Ом
[щ+4 +«з«;+<.)
Рис. 5-5. Нагрузочные характеристики
магнитострикционного преобразователя
У — мощность при R^O; 2 — мощность при
Я--* ~;3 — КПД при #Г*0;4 — КПД при /?,.->«>
E-34)
Из выражений E-25) и
E-29), E-33) и E-34)
видно, что оптимальные
сопротивления нагрузки по
мощности и КПД системы зависят от схемы питания
преобразователя. На рис. 5-5 приведены нагрузочные характеристики
описываемой системы по мощности и КПД, рассчитанные по
формулам E-24), E-28), E-31), E-32) для
магнитострикционного преобразователя мощностью 100 Вт и рабочей частотой
20 кГц при #г->0, Ri-^oo для конкретных значений Rd и /?м
в зависимости от сопротивления механической нагрузки Rfl.
По нагрузочным характеристикам можно выбрать
оптимальное сопротивление нагрузки для данного типа
преобразователя. Оптимальные сопротивления нагрузки по КПД и
мощности не совпадают. Так, при малых сопротивлениях в режиме,
близком к холостому ходу, КПД и мощность в нагрузке малы;
при увеличении сопротивления механической нагрузки
мощность и КПД резко возрастают, а затем падают, причем более
128
значительно — при питании преобразователя от источника
постоянного напряжения.
Все выводы сделаны при условии, что сопротивление
механических потерь не зависит от нагрузки, так как оно влияет
только на начальный участок характеристики, где реальные
КПД и мощность ниже расчетных из-за того, что внутреннее
трение зависит от механических колебаний. Однако характер
кривых мало изменится. Очевидно, для эффективной работы
системы внешняя нагрузка на преобразователь должна быть
близка к оптимальной. Поскольку одновременно обеспечить
максимальные значения КПД и мощности в системе
невозможно, под согласованием преобразователя с механической
нагрузкой следует понимать компромиссное решение, при котором
в нагрузку поступает мощность, близкая к максимальной, при
достаточно высоком КПД системы.
5-5. Оптимальная частота
ультразвукового преобразователя под нагрузкой
Известно, что ультразвуковые преобразователи, работающие без
нагрузки, имеют два типа резонансов.
Первая резонансная частота сор соответствует неизменному питающему
току (/о на рис. 5-4) или неизменной напряженности переменного магнитного
поля; вторая резонансная частота соа (частота антирезонанса) соответствует
неизменному питающему напряжению на преобразователе U или неизменной
индукции переменного магнитного поля (для магнитострикциоиного
преобразователя). Как показано ранее, КПД преобразователя несколько выше при
работе на частоте соа (см. рис. 5-5). Из круговых диаграмм проводимостей
следует, что максимальная активная проводимость свободного
преобразователя достигается на частоте о>а. Таким образом можно считать, что частоте
антирезонанса о>а свободного преобразователя, полученной при неизменной
индукции переменного магнитного поля, соответствует максимальная
электрическая мощность, потребляемая преобразователем.
Определим, какой частоте соответствует максимальная электрическая
мощность, потребляемая преобразователем, работающим с внешней
нагрузкой Ru, для двух режимов работы: при неизменном 1а и неизменном U.
С этой целью приравняем нулю первую производную выражения E-28) для
первого режима питания преобразователя:
E-35)
Опуская промежуточные операции и вводя обозначение
получим биквадратное уравнение относительно со:
C^Nco4 — 2L*cd2 — R\ = О. E-36)
О Заказ № 626
129
Корни уравнения E-36) имеют вид
Jl, 2, 3, 4— =
У Lt+RlC\N
С2 N
э дв E-37)
В результате анализа выражения E-37) можно сказать, что со>0 имеет
физический смысл при Л/">0 и оптимальная частота преобразователя
определяется формулой
1
Ll+VLi+RlC*N
о)опт= | -; • E-38)
С1»
Найдем оптимальную частоту для двух режимов работы, определяемых
различными параметрами схемы:
при
Ll » *эСдв V"
L\ « «эСдв VF
л 1 R*
"«"-У Сд.УГ
при
Сопротивление внешней нагрузки, соответствующее максимальной
акустической мощности, отдаваемой преобразователем в среду, определяется
уравнением E-29).
Формулы E-38) и E-29) дают выражение оптимальных значений
частоты (Оопт и сопротивления нагрузки Ru. опт через параметры эквивалентной
схемы магнитострикционного преобразователя (см. рис. 5-4). Аналогичные
математические операции можно проделать для пьезоэлектрического
преобразователя.
Таким образом, для магнитострикционного преобразователя имеем
систему двух уравнений E-38) и E-29), которые желательно решить
относительно двух искомых величин RH. опт и (Оопт, выразив их через параметры
эквивалентных схем.
В общем случае получается уравнение двенадцатой степени относительно
•со. Сделанные ранее приближения ненамного ее понизят. Решение этого
уравнения представляет определенные трудности. Тем не менее полученные
выражения позволяют при известном сопротивлении технологической нагрузки
определить оптимальную рабочую частоту ультразвукового преобразователя.
Рассмотренные выше выводы касались общего режима питания
ультразвуковых преобразователей. При этом к входным зажимам эквивалентной
схемы на рис. 5-4 подключен источник со значительным внутренним
сопротивлением.
Определим оптимальное значение частоты и сопротивления механической
нагрузки при питании преобразователя от источника постоянного напряжения,
когда на входе эквивалентной схемы включен источник с внутренним
сопротивлением, близким к нулю (режим неизменной индукции преобразователя).
В этом случае выражение для мощности имеет вид E-24), а оптимальные
значения частоты и сопротивления нагрузки в соответствии с E-25) будут
i/лЛ,
Сдв» Rh. опт — Ям- E-39)
'ДВ^ДВ
Характерно, что Ru. опт и со0пт при питании от источника с малым
внутренним сопротивлением не зависят от электрической ветви эквивалентной
схемы.
130
Таким образом, в результате анализа эквивалентных схем получены
выражения для оптимальной частоты преобразователей, работающих с
механической нагрузкой, с учетом внутреннего сопротивления источника питания.
Итак, оптимальная частота преобразователя так же, как и оптимальное
сопротивление механической нагрузки, зависит от внутреннего сопротивления
источника питания.
5-6. Ультразвуковые трансформаторы упругих колебаний
Многообразные технологические применения
ультразвуковых колебаний (очистка, механическая обработка, сварка,
обработка расплавов и т. д.) основаны на воздействии упругих
колебаний ультразвуковой частоты на какую-либо среду.
Непосредственное воздействие пакета преобразователя на среду
применяется в редких случаях. Малая амплитуда колебаний
пакета, эрозия его поверхности при введении в жидкие среды,
в ряде случаев несогласованность его механического
сопротивления с сопротивлением нагрузки, сложность конструктивного
выполнения узлов крепления и принудительного охлаждения
затрудняет практическое использование пакета.
Обычно передача ультразвуковых колебаний среде
осуществляется через механические трансформаторы, обладающие
малыми механическими потерями по сравнению с потерями в
активных материалах. Так, при ультразвуковой очистке эта
передача осуществляется через пластины постоянного или
переменного сечения; при ультразвуковой обработке и сварке —
через концентраторы, площадь поперечного сечения которых
изменяется по определенному закону. Трансформаторы упругих
колебаний служат для усиления колебаний магнитострикцион-
ного пакета (трансформаторы скорости), для
трансформирования сопротивления механической нагрузки (среды) до
значения, близкого к оптимальному сопротивлению пакета zu'=k2zK
(трансформаторы сопротивлений), а также для преобразования
одного вида колебаний в другой, например продольных
колебаний в изгибные или крутильные, радиальных колебаний в
продольные и т. д. Некоторые виды трансформаторов упругих
колебаний схематично изображены на рис. 5-6. Наиболее широко
используется продольная (стержневая) колебательная система
(рис. 5-6, а). В технологических процессах (очистка,
диспергирование, сварка пластмасс, размерная обработка) используются
различные конструктивные варианты ее (рис. 5-6, а).
Разработки на базе колебательных систем вида 5-6, б находят
применение в изгибных преобразователях для очистки и в
продольно-поперечной системе сварки металлов. Для сварки
металлов применима также крутильная колебательная система
(рис. 5-6, г). Для ультразвукового волочения проволоки
используют колебательные системы вида 5-6, в и е. Последняя
позволяет создать большую колебательную скорость
одновременно в нескольких направлениях. К системам с трансформа-
5*
131
цисй направления колебаний относится также радиально-про-
дольная колебательная система (рис. 5-6, д), которая дает
возможность получить большие скорости колебаний на свободных
торцах полуволнового стержня без дополнительного усиления
за счет изменения площади сечения по длине стержня.
Рис. 5-6. Трансформаторы упругих колебаний: а — продольная
колебательная система; б — трансформатор продольных колебаний в изгибные; в —
радиальная колебательная система; г — трансформатор продольных
колебаний в крутильные; д — радиально-продольная система; е —
трансформатор с многосторонним излучением
На рисунке Яизг и ХПр — длина волны соответственно изгибных и
продольных колебаний
Однако чаще всего усиление колебательной скорости
получают, используя резонансные трансформаторы скорости —
концентраторы (рис. 5-7). Теория и расчет концентраторов
рассмотрены в работах [3, 22, 24, 26].
При техническом расчете концентраторов вводят следующие
допущения: а) вдоль концентратора распространяется плоская
волна; б) колебания концентратора носят гармонический
характер; в) концентратор колеблется только вдоль осевой линии,
т. е. поперечные колебания отсутствуют.
132
Обычно концентратор рассчитывают на резонансную
частоту магнитострикционного пакета, измеренную опытным
путем. Но ввиду того, что механические потери в пакете
преобразователя больше, чем в концентраторе, частоту концентратора
выбирают ниже, а частоту пакета выше резонансной частоты
всей колебательной системы пакет — концентратор [10, 12].
Для определения резонансной частоты колебательной
системы, работающей в нагруженном режиме, надо приравнять
нулю реактивную составляющую уравнения E-15). Если
известны параметры эквивалентной схемы и нагрузки, то
оптимальная частота системы может быть получена из уравнений
E-39).
а) б) в) г) д)
Рис. 5-7. Ультразвуковые концентраторы: а — конусный; б —
экспоненциальный; в — катеноидальный; г — ступенчатый; д — ампульно-ступенчатый
Концентраторы разделяются по форме их образующей на
конусные, экспоненциальные, катеноидальные, ступенчатые и
ампульные (рис. 5-7). Применяют также сложные составные
концентраторы. На том же рисунке показаны кривые
распределения смещения и механического напряжения а по длине
полуволновых концентраторов.
На рис. 5-8 изображена зависимость коэффициента
усиления колебаний fe = ?2/ii от отношения диаметров входного и
выходного торцов концентратора N = D\/D2 для различных типов
концентраторов. Как видно из рисунка, наибольший
коэффициент усиления имеет при том же отношении диаметров N
ступенчатый концентратор. Наибольшие механические напряжения
в узловом сечении у ступенчатого концентратора (см. рис. 5-7, г),
что может привести к его разрушению вследствие
возникновения больших усталостных напряжений. Равномерное
механическое напряжение по длине имеет ампульный концентратор (см.
рис. 5-7, д). Расчет ампульно-ступенчатого концентратора
приведен в работе [33].
При выборе материала для концентратора, работающего со
знакопеременными нагрузками, необходимо учитывать
усталостную прочность материала и механические потери в нем.
В работе [20] получены максимальные допустимые
амплитуды смещения на торце концентраторов исходя из усталостной
133
прочности материала. Они не должны превышать (в
миллиметрах): у ступенчатых концентраторов ?<0,8- 10_3a_ip, у ка-
теноидальных |<1,5-10-3G_iP, У конусного g<l,8-10~3a_iP>
где a_ip — усталостная прочность материала, кгс/мм2.
В табл. 5-2 приведены значения a_ip для различных
материалов.
Расчеты показывают, что большими возможностями для
работы при больших амплитудах смещения (до 80 мкм)
обладают концентраторы, изготовленные из титановых сплавов.
Однако их трудно припаять к пермендюровому пакету при исполь-
12
10
8
6
4
1
- к
1 1
/ 7
4
--
)
— 3
1
.-
N
1
3
70 77
Рис. 5-8. Зависимость коэффициента
трансформации концентраторов k от отношения диаметров
входного и выходного торца
1 — конусный концентратор; 2 — экспоненциальный: 3 —
катеноидальный; 4 — ступенчатый; 5 — ампульный
зовании концентратора в первой ступени усиления. Поэтому
в качестве первой ступени усиления часто используют широко
распространенные материалы сталь 45, ЗОХГСА, 50Г, У8,
обладающие также сравнительно небольшими механическими
потерями.
Усталостная прочность стали может быть повышена
созданием наклепа поверхностного слоя при обработке его дробью,
Таблица 5-2
Сталь 10
» 45
» 50Г
» 45Г2
» 20Х
» 40Х
» 40ХНМА
a-iP
МПа
160—220
250—340
290—360
310—400
310—380
320—380
500—700
кгс/мм-'
16—22
25—34
29—36
31—40
31—38
32—38
50—70
Материал
Сталь 18ХНВА
» ЗОХГСА
Сплав
алюминиевый Д16
магниевый МА5
титановый ВТЗ-1
о_
МПа
540—620
480—700
115
130
480
1Р
кгс/мм-'
54—62
48—70
11,5
13,0
48
134
обкатке роликами, химико-термической обработке поверхности
(азотирование, цементация), поверхностной закалке токами
высокой частоты. Использование этих приемов позволяет
в ряде случаев повысить усталостную прочность на 50%.
Уменьшение концентрации механических напряжений в узле
колебаний ступенчатых и составных концентраторов
достигается применением плавных переходов (галтелей).
Проектирование концентраторов сводится к выбору
материалов и конструкции в соответствии с особенностями
технологического процесса и к расчету геометрических размеров.
Рис. 5-9. Номограммы для расчета длины (а) и диаметров поперечных
сечений (б) экспоненциальных концентраторов
Формулы, приведенные в табл. 5-3, и номограммы на рис. 5-9
позволяют определить длину полуволновых концентраторов и
диаметры их поперечных сечений. Чаще всего применяют
концентраторы круглого сечения, реже — квадратного,
прямоугольного, треугольного.
Длина экспоненциального полуволнового концентратора
определяется резонансной частотой, материалом и отношением
N = DX/D2:
I = 10^у
где /0 = с/B /о); с — скорость звука в материале; ф —
коэффициент, определяемый по номограмме для данного типа
концентратора.
135
Концентратор
Закон изменения диаметра
концентратора по длине его
Теоретический коэффициент
усиления колебаний
Ступенчатый
^
[
•*. •
1к
- ^4
)».
Dx ¦-. DY при
0<сл:<с/к/2;
Dx — D2 при
D0
= N2
Экспоненциальный
Dx - Die-Vx;
a) \n N
с V^2-f AпЛ02 '
D9
:N
N -
Конусный
J
i.
¦
^
Ik
—»-
r!
Г
Dx^Di A —ал);
D,-D2
а =
Di/k
-л/Ч^
fc</V
Катеноидальный
1
1
Ik
^
,
f
¦
Dx = D2chy(lK-x);
у — — arch N
Ik
Л'
cos k'l
k' ---- У Bя/,сJ — v2
f
jl
1
A
ЦИЛИ
1—
u,>
мпульно- 1
ндрический
^Ч.
•5
'
. ь -
Ir
=$1
h
I*1
,
г 1
^It
Dx —- Dx при
при li^x^.i1 + /2;
D* = D2 при
X
КЗ'
136
Таблица 3-5
Длина
концентратора
Координата
узла смещения
Координата пучности
напряжения
X С
2
с
с
Нк
2/
V'+^f)"
/к . In Л/
— arcctg
я я
/к
*m = JJ1-arcctg( — J
я \ я /
К ~~ 2 я
где Ф—наименьший
положительный корень
уравнения
tgO =¦
f>2yv
A - Л/J
+ 1
*о = — arctg
а а/к
л:т есть решение
уравнения
yv-i \ ,
NlK J
, N — 1 , я .
4- tg — л: = О
NU /к
/к V
/к=ТХ
X
V
О2 + (arch NJ
где f>—наименьший
положительный корень
уравнения
¦V
• + tgd =
1 arch iV
N2
X
X arctg
(fcthY/K)
с
4/ '
^ /i ^з
^ = — a /l n —- ;
я Л/ D2
l-л = arcctg ( — /2 )
2я V с )
*o= h
На участке /2
механическое напряжение
максимально и
постоянно
137
Диаметр поперечного сечения концентратора на расстоянии
х от широкого конца находится по формуле Dx = D\/v, где D\ —
альных концентраторов брать равным 3—5. Увеличение
коэффициента N приводит к недопустимым напряжениям в
материале, а стало быть, к нагреву и разрушению концентратора.
В работе [20] рекомендуется коэффициент N
экспоненциальных концентраторов брать равным 3—5. Увеличение
коэффициента N приводит к недопустимым напряжениям в материале,
а стало быть, к нагреву и разрушению концентратора.
Упругая деформация материала концентратора
сопровождается потерями энергии, рассеиваемой в виде тепла и
вызывающей нагрев концентратора. Поэтому важно выбрать для
концентратора такой материал, который обладал бы
наименьшим коэффициентом потерь ап, под которым понимают
отношение мощности потерь к колебательной мощности. Коэффициент
потерь для некоторых материалов имеет следующие значения:
Материал .... Алюминий Магний Железо Сталь Медь
Значение ап-103 0,015 0,067 0,180 0,2—0,6 1,1
Из приведенных данных следует, что алюминий и магний
обладают весьма малым коэффициентом потерь. Но поскольку их
прочность при статических и динамических нагрузках низка,
концентраторы практически изготовляются не из них, а из
стали. Установлено, что потери акустической энергии в
высокоуглеродистых и легированных сталях ниже, чем в
малоуглеродистых.
Выше рассмотрены свойства различных типов
концентраторов при работе их на холостом ходу. В ультразвуковых
технологических установках концентраторы работают, как правило,
с нагрузкой. Характер нагрузки (активный, инерционный,
упругий) зависит от конструктивных и технологических
особенностей процесса. Реакция на технологическую нагрузку и полоса
частот его эффективной работы зависят от типа применяемого
концентратора и определяются скоростью изменения входного
сопротивления при изменении частоты. Как видно из рис. 5-10
[22], вблизи резонанса скорость изменения входного
сопротивления от частоты для всех типов концентраторов примерно
одинакова за исключением ступенчатого, у которого отношение
^в.х/^о резко зависит от частоты, что является его существенным
недостатком. Это затрудняет также надежное закрепление
ступенчатого концентратора в узловой плоскости, так как
узел колебаний под влиянием нагрузки резко смещается по оси
концентратора.
По уменьшению отношения zBX/z0 с частотой концентраторы
располагаются в следующем порядке: ступенчатый,
экспоненциальный, конический, катеноидальный, стержень постоянного
сечения. Установлено также, что с увеличением коэффициента
138
10
I Z6X
lz0
^7
45
fp'fo
fp
усиления концентраторов растет скорость изменения входного
сопротивления. Нагрузка оказывает существенное влияние на
работу концентратора как с точки зрения расстройки его по
частоте, так и изменения его коэффициента усиления в
резонансном режиме работы колебательной системы. Активная
составляющая нагрузки уменьшает коэффициент усиления и
амплитуду колебаний, особенно при использовании ступенчатого
концентратора. В работе [20] приведены
зависимости оптимального
коэффициента усиления от сопротивления нагрузки
для ступенчатого и экспоненциального
концентраторов. Анализ проводился на
минимальное полное механическое
сопротивление концентратора z = F/% с
учетом активной и реактивной
составляющих сопротивления внешней нагрузки
Rn и хк. Полученные данные показывают,
что в области малых нагрузок RH/W^.
^0,005-г-0,007 предпочтительны
ступенчатые концентраторы, так как они имеют
меньшее собственное сопротивление и
позволяют получить большие амплитуды
смещения. В области больших
механических нагрузок большие амплитуды
смещения дают возможность получить
экспоненциальный концентратор.
Увеличение реактивной составляющей нагрузки
также сужает область эффективной
работы ступенчатых концентраторов.
Из рассмотрения концентраторов различных типов можно
сделать следующие выводы:
1. Конические концентраторы дают наименьший коэффциент
трансформации, но они просты в изготовлении и расчете и
надежны в эксплуатации.
2. Экспоненциальные и катеноидальные концентраторы
обеспечивают больший коэффициент трансформации при работе
под нагрузкой, являются хорошими трансформаторами
механических сопротивлений; к тому же они могут выдержать
значительные механические напряжения в течение длительного
времени. Недостаток их заключается в некоторой сложности
изготовления.
3. Ступенчатые концентраторы дают наибольший
коэффициент трансформации на холостом ходу и при малых нагрузках,
просты в расчете и изготовлении. Однако большие амплитуды
колебаний вызывают и максимальные механические
напряжения. Чтобы эти напряжения не привели к разрушению
концентратора, приходится ограничивать максимальную амплитуду
колебаний на его выходном торце.
2%
Рис. 5-10. Частотная
зависимость входного
сопротивления
различных концентраторов
/ — ступенчатый; 2 —
экспоненциальный; 3 — конусный;
4 — катеноидальный; 5 —
стержень постоянного се-
139
4. Ампульные концентраторы имеют почти постоянное по
длине механическое напряжение и могут быть использованы
при работе с наибольшими амплитудами смещения.
а)
о—
'-1к
иа \Vk \Уэл\\гп иа zM z„\\
'al
Ia1
5-7. Согласование ультразвукового генератора
с электроакустическим преобразователем
Общие соображения. Согласование генератора с нагрузкой
сводится к обеспечению того, чтобы при заданном комплексном
сопротивлении нагрузки режим работы генератора был
оптимальным, т. е. чтобы эквивалентное сопротивление нагрузочного
контура равнялось опти-
5) мальному. Практически
согласование генератора
с нагрузкой
обеспечивается определенной связью
между выходом
генератора и
электроакустическим преобразователем.
Связь с нагрузкой чаще
всего бывает
трансформаторной, но возможна
и автотрансформаторная
или емкостная связь.
Нагрузка обычно активно-
емкостная (для
пьезоэлектрического
преобразователя) либо активно-
индуктивная (для магни-
тострикционного преобразователя). Поэтому вопросы
согласования генератора с этими нагрузками следует рассматривать
по отдельности.
Рассмотрим согласование лампового и транзисторного
генераторов с электроакустическими преобразователями, имея
в виду, что согласование тиристорного генератора с нагрузкой
рассмотрено в § 4-8.
Согласование лампового генератора с нагрузкой достигается
определенным уровнем связи лампы с нагрузочной целью. Все
нагрузки ультразвуковых генераторов можно представить
в обобщенном виде (рис. 5-11).
Для параллельной схемы компенсации
•^эл^м^к
Рис. 5-11. Эквивалентные схемы цепи
нагрузки при параллельной (а) и
последовательной (б) компенсации
2М—сопротивление механической колебательной
цепи преобразователя; Zэл—сопротивление
электрической цепи; ZK—сопротивление
компенсирующего элемента
z =
^эл^м "т~ ^эл^к ~т~ ^м^к
а для последовательной
Z = ZK
^эл ~Г ^м
E-40)
E-41)
140
Очевидно, что Z = R + jx; ZM = /?M + jxM\ Z3Jl = R3Jl + jx3Jl и ZK =
= RK + jxK. Если пренебречь электрическими потерями в
преобразователе (/?эл = 0) и в компенсирующем элементе (RK = 0) и
учесть, что на рабочей частоте хм = 0, то для параллельной
схемы выражение E-40) преобразуется к виду
ZxzR., . Пт %v х*п ) xuR..
__ к м • \ к' эл; к м (^.ЛО\
а для последовательной схемы из E-41) получаем
7_ *эл^м , . хкхэл + "м \*эл ~Г хк) /г- Ло\
~ ~Ы2 2~~ *" ' ^2 2 ' [р-Ь6)
Для того чтобы генератор работал на активную нагрузку,
следует выполнить условие х = 0, для чего реактивные
сопротивления хк и *эл должны быть разных знаков. Расчет
корректирующего элемента производят на рабочей частоте
преобразователя при параллельной компенсации, исходя из условия хк+
-+-Яэл = 0, а при последовательной — из условия *кл:2эл +
-Ь/?2м(#эл + *к) =0. Эквивалентные сопротивления нагрузки при
этом определяются для параллельной компенсации как
R = ^ , E-44)
4+A+*к/*элJЯ2м
а для последовательной
R = *IRJ{K+Xl)- E-45)
Зная из расчета генератора эквивалентное сопротивление
нагрузки R3, можно определить условия согласования нагрузки R
с анодной цепью генератора. При применении трансформатора
в качестве согласующего устройства определяется его
коэффициент трансформации n = «\/RJ(Rv}T)y где цт — КПД
трансформатора @,8—0,95).
Для расчета цепей согласования следует знать z и cos cp
преобразователя. Согласование в большинстве генераторов
осуществляется изменением числа витков выходного
трансформатора. Существует оптимальное число витков п = п0т,
обеспечивающее наилучшие условия согласования. Так как R3 = n2Rr\Ti
то при изменении п будет при заданном R меняться нагрузка
в анодной цепи генератора и, следовательно, его режим.
Поэтому следует осторожно изменять эту величину во избежание
ухудшения энергетических характеристик генератора и его
надежности.
Согласование ультразвуковых генераторов на транзисторах.
В § 4-2 было показано, что ультразвуковой генератор на
транзисторах, работающий в режиме переключения, должен согла-
141
совываться с нагрузкой посредством корректирующего фильтра.
В качестве корректирующих фильтров применяют цепи из
реактивных элементов. На рис. 5-12, a R и Ьэл—параметры маг-
нитострикционного преобразователя, a L и С — элементы
корректирующего фильтра. На основной частоте сопротивление
параллельного соединения /?, С и 1Эл имеет емкостной характер
и обеспечивает с катушкой L резонанс на основной частоте.
Модуль полного входного сопротивления цепи для основной
частоты при ф1 = 0
*1 = /?э = -
*^2эл
R2 1
¦uiUCY + alL2
°11эя-
'О^эл
E-46)
Li
О—nnrv.
Lzp 4=^[V
Рис. 5-12. Схемы согласования для магнитострикционных
преобразователей (а) и пьезоэлектрических (б)
Рис. 5-13. Схема согласования для пьезоэлектрического
преобразователя с последовательным (LiC) и параллельным (L2C3a) контурами
согласования
1 Корректирующие элементы выбираются из условия
R*%L3Jl A - <^лС) + %L [/? A - ^элСу + со*/»,] = 0, E-47)
причем необходимо, чтобы 1/(сооС)<соо?эл.
На рис. 5-12, б приведена схема включения
пьезоэлектрических преобразователей. Здесь корректирующий фильтр
образуется электрической емкостью преобразователя Сэл и катушкой
индуктивности L. Входное сопротивление системы на основной
частоте при ф1=0 будет
Zl = RB = ^-г-. E-48)
1
*Ч<4
а индуктивность корректирующего фильтра определится
условием
co0L(l+/?4CL)
-*Чсм =
0.
E-49)
Рассмотренные схемы согласования являются наиболее
простыми и обеспечивают хорошие результаты при работе на
нагрузки со сравнительно невысокой добротностью.
Некоторое усложнение схем позволяет получить лучшие
результаты (рис. 5-13). В данной схеме контура Lb С и L2, Сэл
настраиваются на рабочую частоту генератора.
142
ГЛАВА ШЕСТАЯ
ПРОМЫШЛЕННЫЕ УЛЬТРАЗВУКОВЫЕ
УСТАНОВКИ
6-1. Технологические установки ультразвуковой очистки
Классификация установок. Ультразвуковая очистка
производится в ультразвуковых установках, представляющих собой
комплекс, содержащий генератор и источники ультразвука —
электроакустические преобразователи. Основной частью
ультразвуковой установки является технологическое устройство, в
котором и осуществляется весь технологический процесс,
включающий в себя операции, проводимые как с ультразвуком, так
и без него [15].
По своему назначению, характеру использования и
конструктивным особенностям ультразвуковые установки могут быть
подразделены на четыре основные группы: универсальные
малогабаритные установки, однопозиционные промышленные ванны
и установки, многопозиционные промышленные установки,
промышленные автоматизированные агрегаты.
Для универсальных малогабаритных установок характерно
то, что с генератором применяются ванны или комплекты ванн
различной емкости и различной удельной интенсивности
ультразвука, что дает возможность использовать данные устройства
для очистки изделий разной конфигурации и габаритов от
различных загрязнений. Преобразователи могут быть погружными
и встроенными. Диапазон мощности генераторов от 0,015 до
1,6 кВт, емкость ванн от 0,5 до 100 дм3. Применение
малогабаритных установок дает возможность посредством компоновки
ванн и дополнительных технологических приспособлений
осуществлять практически любой технологический процесс, а их
малые габариты позволяют устанавливать это оборудование
непосредственно на рабочих местах для межоперационной
очистки.
Однопозиционные промышленные ванны и установки, как
правило, имеют большую мощность (до 10 кВт) и служат
оборудованием для выполнения наиболее простых технологических
процессов, состоящих из одной операции. Ванны могут быть
механизированы и снабжены приспособлениями,
увеличивающими эффективность технологического процесса. Для более
сложного процесса необходимо использовать дополнительное
оборудование.
Многопозиционные промышленные установки применяются
для очистки изделий различной конфигурации при небольшой
программе и значительной номенклатуре. Мощность таких
установок может быть различной, от 0,1 до 10 кВт. Эти установки
содержат несколько технологических позиций и имеют ручное
143
обслуживание. В них кроме ультразвуковых ванн'
предусмотрены технологические позиции для осуществления
вспомогательных операций, сопутствующих ультразвуковой очистке. По
степени механизации установки этой группы делятся на
механизированные и немеханизированные, а по назначению — на
специализированные и универсальные (специализированные
предназначаются для очистки определенного вида деталей,
универсальные — для очистки широкой номенклатуры их.
Промышленные автоматизированные агрегаты имеют
автоматический перенос деталей из позиции в позицию и ручную
или автоматическую загрузку их и выгрузку. Мощность таких
агрегатов может достигать 100 кВт. По своему назначению они
делятся на специализированные и универсальные.
Специализированные ультразвуковые установки предназначены для
обработки однотипных штучных изделий на подвесках, в захватах,
в корзинах и т. п., для очистки проволоки, ленты, для очистки
листов и полос, труб, прутков и т. п. Универсальные установки
служат для очистки разнотипных штучных изделий насыпью
или в корзинах и для очистки более крупных штучных изделий
на универсальных или сменных подвесках.
По характеру движения деталей или контейнеров с
деталями из одной технологической позиции в другую
ультразвуковые установки можно разделить на прямолинейные (с
прямолинейным расположением ванны), овальные (с
расположением ванн по овалу) и карусельные (с кольцевым расположением
ванн). Прямолинейные, в свою очередь, делятся на установки
с выдачей деталей с очистки в том же направлении, что и подача
их на очистку, и в противоположном направлении.
На установках непрерывного действия после их пуска не
требуется управления рабочим движением, а на установках
прерывного действия автоматическое управление рабочим
движением необходимо.
Так как места загрузки и выгрузки в прямолинейных
установках с выдачей деталей в прямом направлении расположены
в противоположных концах установки, то они удобны для
встраивания в побочные линии производства изделий и обычно
полностью автоматизированы (использовать ручную загрузку и
выгрузку изделий в них нецелесообразно, так как это требует
дополнительной рабочей силы). Второй тип прямолинейных
установок и овальные установки имеют загрузку и выгрузку
в одном месте и могут быть автоматизированы как полностью,
так и частично.
В карусельных установках места загрузки и выгрузки
обычно совмещены и в большинстве случаев эти установки являются
полуавтоматами. Установки карусельного типа могут иметь до
10 позиций. С увеличением числа позиции возрастает
неиспользуемая площадь в центре установки, поэтому целесообразны
карусельные установки с пятью или шестью позициями. По той
144
же причине они обычно не используются при очистке
крупногабаритных деталей.
Выбор той или иной конструкции определяется многими
факторами: технологическим процессом очистки,
обусловливающим число ванн, направлением потока деталей в цехе,
объемом продукции с единицы площади, занимаемой установкой,
и т. п.
Все выпускаемое ультразвуковое оборудование для очистки
работает в основном в диапазоне низких ультразвуковых
частот A6—60 кГц), что обеспечивает высокую эффективность
ультразвуковой очистки. Значительно реже встречаются
установки с рабочей частотой 400 кГц и выше, причем в настоящее
время намечается полный отказ от использования этих частот,
не обеспечивающих требуемого качества и скорости процесса
очистки. К тому же выполнение электроакустических
преобразователей на этих частотах достаточно сложно.
В практике применения ультразвука используются все виды
ультразвукового оборудования для очистки. Ниже
рассматриваются наиболее характерные его типы, представляющие интерес
для практического применения.
Универсальные малогабаритные установки и однопозицион-
ные промышленные ванны и установки. В ведущих отраслях
промышленности (электроника, приборостроение, радиотехника,
оптика, точное машиностроение и др.) большой удельный вес
имеет производство мелких деталей, в технологию
изготовления и обработки которых включены или могут быть включены
процессы очистки с использованием ультразвука. То же самое
можно сказать о мелкосерийном производстве, о лабораториях,
медицинских учреждениях, часовых мастерских, где
необходимо очищать небольшие партии мелких и средних деталей,
лабораторного инструмента, посуды и т. п.
В большинстве вышеперечисленных случаев использование
ультразвуковых установок большой мощности не может
обеспечить необходимого экономического эффекта и полной загрузки
оборудования. В этих случаях целесообразно применять
универсальные малогабаритные ультразвуковые установки.
Основные требования, предъявляемые к этой группе установок,
следующие: минимальные габариты и масса, простота устройства,
высокие энергетические показатели, удобство обслуживания,
дешевизна и т. п. Все это выполняется при использовании в
ультразвуковых генераторах и в технологических устройствах
новых материалов, малогабаритных экономичных деталей,
полупроводниковых приборов, пьезокерамических преобразователей
и т. п.
В состав малогабаритных ультразвуковых установок обычно
входят ультразвуковые генераторы, ультразвуковые ванны
очистки, снабженные электроакустическими преобразователями,
промывочные ванны, погружные преобразователи, погружные
145
нагреватели или термостаты, обеспечивающие регулирование
температуры, устройства для фильтрации или регенерации
моющих сред, загрузочные приспособления и элементы малой
механизации.
Обычно генераторы этих установок имеют универсальное
назначение и могут быть использованы для питания различных
технологических устройств, обеспечивая в зависимости от
применяемой электроакустической системы различную
интенсивность ультразвуковых колебаний в ваннах в пределах от 0,25 до
1,2 Вт/см2. Как правило, они выполнены на транзисторах, что
обеспечивает высокие энергетические характеристики и
надежность.
Из электроакустических преобразователей, применяемых
в малогабаритных ультразвуковых установках, наиболее
распространены пьезокерамические преобразователи пакетного
типа мощностью 50—200 Вт. Для получения больших
мощностей составляют систему из нескольких таких преобразователей,
установленных с наружной стороны ванны и акустически
связанных с нею, например, с помощью специальных клеев или
болтового соединения. В данном случае дно ванны или ее
стенка играет роль излучателя ультразвука. Иногда вместо
ультразвуковых ванн применяются ванны с погружными
преобразователями, которые монтируются внутри ванн.
Пьезокерамические преобразователи с их высокой
эффективностью (КПД 50—70 %)¦ позволяют получить большие
излучающие поверхности и создать достаточно равномерно
озвучиваемые объемы.
Возможность работы одного и того же генератора с
технологическими устройствами различного типа весьма выгодно
с точки зрения технологического использования, оборудования
и его промышленного производства.
В СССР разработано несколько типов малогабаритных
ультразвуковых установок. Наиболее характерны для этой
группы серийно выпускаемые ультразвуковые установки типов
УЗУ-0,1, УЗУ-0,25 и УЗУ-0,4, работающие соответственно на
мощностях 100, 250 и 400 Вт. Эти установки имеют настольное
исполнение, представляют собой комбинации генераторов
соответствующей мощности с ваннами различного рабочего объема.
Эти ультразвуковые установки имеют следующие технические
характеристики:
УЗУ-0,1 УЗУ-0,25 УЗУ-0,4
Выходная мощность генератора, кВт 0,1 0,25 0,4
Рабочая частота, кГц 18 18 18
Потребляемая мощность, кВт 0,15 0,4 1,0
Рабочий объем ванн, дм3 1 5 5
Установка УЗУ-0,1 состоит из генератора на транзисторах
и двух ванн, ультразвуковой и промывочной, смонтированных
в общем корпусе. В дно первой ванны встроен один пакетный
146
пьезокерамическиц преобразователь ПП1-0,1. Сверху вся
конструкция закрывается съемной крышкой. В нижней части
корпуса имеются краны для слива моющего раствора. Детали,
подвергающиеся очистке, загружаются в корзину (или
устанавливаются в кассету), которая помещается непосредственно над
пьезокерамическим преобразователем. После ультразвуковой
очистки детали ополаскиваются в промывочной ванне и
поступают на дальнейшие технологические операции. Установка
УЗУ-0,25 по своей конструкции аналогична установке УЗУ-0,1.
Отличие только в большей мощности, емкости ванн и в числе
встроенных преобразователей C шт.). Рассмотренные
установки могут использоваться самостоятельно или входить в виде
отдельных элементов в автоматические установки и агрегаты,
осуществляющие комплекс технологических операций очистки
деталей.
Ультразвуковая установка УЗУ-0,4 состоит из лампового
генератора УЗП-0,4 и ванн для очистки, аналогичных ванне
установки УЗУ-0,25. Установка может комплектоваться и ручным
приспособлением УОГ-3 для очистки глухих каналов и
отверстий.
Вместо ванн ультразвуковые генераторы очень часто
комплектуются погружными преобразователями, которые в
зависимости от технологической необходимости могут монтироваться
потребителем в емкостях практически любого объема и в
любом количестве, определяемом требованиями технологии и
числом примененных комплектов.
Представляют интерес погружные нагреватели,
используемые для подогрева моющих средств в ваннах и содержащие
кроме нагревающего элемента термопреобразователи и
устройства для стабилизации и регулирования температуры. Иногда
установки комплектуются охладителями (применяемыми при
работе с летучими органическими растворителями),
устройствами для фильтрации или регенерации моющих сред. В
последнем случае в ваннах обеспечивается непрерывная смена
моющего раствора, осуществляемая с помощью приставки,
состоящей из небольшого насоса для перекачки моющей среды,
фильтра или устройства регенерации. Удобны в практическом
применении приспособления для механического перемешивания
деталей в процессе ультразвуковой очистки. Детали
загружаются в барабан, который приводится во вращение специальным
приводом, благодаря чему обеспечивается перемешивание
деталей.
Однопозиционные промышленные ванны и установки
представляют собой сочетание ультразвуковых генераторов
мощностью от 1,6 до 10 кВт, выполненных на транзисторах,
тиристорах или электронных лампах, питающих ультразвуковую ванну
большой емкости (от 15 дм3 и выше), со встроенными магнито-
стрикционными или пьезокерамическими преобразователями.
147
Ванны работают в частотном диапазоне 18—40 кГц с удельной
интенсивностью излучения от 0,5 до 1,5 Вт/см2. В ванны могут
встраиваться нагреватели, приспособления для перемешивания
деталей, устройства для фильтрации или смены моющих
растворов и прочие приспособления. Основное назначение ванн —
очистка крупногабаритных деталей или деталей массового
производства, не требующих особо тщательной обработки.
В СССР однопозиционные ультразвуковые установки
представлены ультразвуковыми ваннами УЗВ-15М, УЗВ-16М,
УЗВ-17М, УЗВ-18М объемом от 15 до 150 дм3,
предназначенными для ультразвуковой очистки от жировых и механических
загрязнений деталей и узлов из стали, сплавов и
неметаллических материалов размером 150—200 мм. В этих ваннах может
производиться очистка в органических растворителях или
водных растворах щелочей и синтетических поверхностно-активных
веществ. Возбуждение ультразвуковых колебаний в рабочей
среде обеспечивается магнитострикционными
преобразователями ПМС-6М, питающимися от ультразвуковых генераторов
УЗГ-10. Рабочая частота 22 кГц.
Ванны заключены в звукоизоляционные кожухи с крышками
и имеют встроенные бортовые отсосы, которые присоединяются
к цеховым вентиляционным системам. Предусмотрен нагрев или
охлаждение жидкости в ваннах.
К этой же группе относится установка УЗАЮ-1,6 для
очистки фильтроэлементов и фильтропакетов топливных,
масляных, гидравлических, пневматических систем летательных
аппаратов от механических частиц, смолистых веществ и продуктов
коксования. Установка обеспечивает очистку фильтроэлементов
из пористой нержавеющей ленты ФНС-5 с тонкостью
фильтрации 5—7 мкм; из никелевой сетки саржевого плетения с
тонкостью фильтрации 12—16 мкм и 30—40 мкм.
Технические данные установки УЗА 10-1,6
Напряжение питающей сети, В 380
Мощность, потребляемая от сети, кВ-А 10
Мощность ультразвукового генератора, кВт ....... 1,6
Рабочая частота, кГц 18
Избыточное давление в технологической камере, мПа . . 0,1—0,3
Моющий раствор Масло АМГ-10
Максимальное время очистки одного фильтроэлемен-
та, мин 15
Масса установки, кг 750
Максимальные габариты фильтров, подлежащих очистке,
мм, диаметрX высота 151X280
Габаритные размеры технологического устройства, мм . . 1830x840x1550
Установка состоит из ультразвукового агрегата и
генератора. В стенки технологической камеры встроен кольцевой маг-
нитострикционный преобразователь. Очищаемый фильтр
крепится к поршню и совершает относительно преобразователя воз-
148
вратно-поступательное движение. Одновременно происходит
прямая прокачка моющей жидкости, прошедшей через блок
очистительных фильтров грубой и тонкой очистки. Технологическая
камера во время работы герметично закрыта. Подача моющей
жидкости из бака в технологическую камеру осуществляется
насосом. Агрегат полуавтоматический, установка и снятие
очищаемого фильтра производится вручную, остальной процесс
очистки автоматический. С помощью регулировочных вентилей
гидросхемы установки создается определенное избыточное
давление внутри технологической камеры.
Для удаления заусенцев с деталей используются
ультразвуковые установки, работающие при повышенном статическом
давлении, УЗВД-6 и УЗВД-8. Установки питаются от
ультразвукового генератора УЗГ-10. Эти установки применяются,
кроме того, для очистки поверхности электроконтактов на
деталях из хромированной термореактивной пластмассы и для
очистки деталей сложной конфигурации. Установки имеют корпус
с крышкой и рабочую емкость с магнитострикционным
преобразователем (ПМС-15А-18 в установке УЗВД-6 и ЦМС-8 в
установке УЗВД-8). Избыточное давление в установке УЗВД-6
создается с помощью сжатого азота, подаваемого в рабочую
камеру, а в установке УЗВД-8 — с помощью эластичной
диафрагмы, вмонтированной в крышку рабочей емкости,
приводимой в действие сжатым воздухом. Рабочая камера установки
УЗВД-8 снабжена «ворошителем», способствующим
перемешиванию деталей по всему объему.
Для травления деталей предназначена ультразвуковая
ванна УЗВТ. Объем ванны 15 дм3. В ней используется магнито-
стрикционный преобразователь погружного типа, который
опускается в ванну при закрывании крышки. С помощью механизма
перемешивания преобразователь передвигается по вертикали,
благодаря чему регулируется расстояние между
преобразователем и деталями.
Многопозиционные промышленные установки и
автоматизированные агрегаты. Многопозиционные установки, как и
малогабаритные, получили широкое распространение. Это
устройства, содержащие несколько различных технологических
позиций (до 5), объединенных общей конструкцией. Мощность их от
0,1 до 4,0 кВт, а рабочие частоты 18—60 кГц. В этих
установках используются ультразвуковые генераторы на транзисторах,
тиристорах или электронных лампах, а преобразователи в них
большей частью пьезокерамические с интенсивностью
ультразвука 0,5—1,5 Вт/см2.
Для очистки фильтроэлементов с тонкостью фильтрования
10—12 мкм предназначена ультразвуковая установка УЗУ-4-
1,6-0. Она состоит из двух ультразвуковых ванн и встроенного
генератора с выходной мощностью 1,6 кВт. В каждой ванне
имеется по одному магнитострикционному преобразователю мощ-
149
ностью 1,6 кВт с распределенными пакетами. Установка проста
в эксплуатации и транспортабельна. Температура моющих сред
поддерживается автоматически. Очищаемый фильтр
устанавливается в специальном приспособлении, вращается вокруг своей
оси, при этом его загрязненные поверхности последовательно
подвергаются воздействию ультразвука. После очистки в первой
ванне фильтр перебрасывается во вторую, где осуществляется
его промывка. Установка может быть рекомендована также для
очистки различных деталей, и в особенности тел вращения.
Промышленные автоматизированные агрегаты
ультразвуковой очистки выпускаются в виде отдельных экземпляров или
небольшими сериями. Эти установки имеют мощность от 0,1 кВт
до нескольких десятков киловатт и работают на частотах от 16
до 25 кГц. Наибольшее распространение в этой группе
получили ультразвуковые установки карусельного и прямолинейного
типа с цепным конвейером. Данные некоторых установок
карусельного типа приведены в табл. 6-1.
Таблица 6-1
Тип
установки
УЗУ7-1.6/18-0
УЗУЗ-0,6/18-0
УЗУЗ-0,5/18-0
Технологические позиции
Отделение стружки,
ультразвуковая очистка, промывка,
пассивирование, сушка
Ультразвуковая очистка,
промывка проточной водой, промывка
дистиллированной водой,
обезвоживание, сушка
Предварительное замачивание,
ультразвуковая очистка,
обезжиривание, сушка
Число пьезокерами-
ческих
преобразователей ПШ-0,1
18 шт. (в дне ванны)
7 шт. (в дне ванны)
4 шт. (в дне и в двух
боковых
противоположных стенках
ванны)
Тип
ультразвукового
генератора
УЗГЮ-1,6/18
УЗГ2-0.6/18
УЗП-0,25 18
Для очистки деталей автоматного производства от масла,
витой, колотой, сыпучей и иной стружки применяется установка
УЗУ7-1,6/18-0. Мощность установки 1,6 кВт, рабочая частота
18 кГц. В установке подвески с деталями проходят
последовательно указанные в табл. 6-1 технологические позиции. Во всех
позициях, кроме первой (отделение стружки), осуществляется
встряхивание подвесок с деталями. Привод механизмов
подъема, поворота, опускания карусели и встряхивающих
устройств — пневматический. Время рабочего цикла регулируется
в зависимости от вида стружки и типа деталей в пределах от
30 до 120 с.
Для очистки большой номенклатуры мелких деталей
применяется установка УЗУЗ-0,6/18-О мощностью 0,6 кВт и рабочей
частотой 18 кГц. В установке используется пневматический
привод механизма подъема, поворота, опускания карусели.
Предусмотрено вращение подвесок с деталями.
150
Для очистки деталей и узлов приборов во время их ремонта
разработана установка УЗУЗ-0,25/18. Подвески с деталями
крепятся на карусельном механизме, с помощью которого
автоматически перемещаются по технологическим позициям. В
некоторых позициях осуществляется вращение подвесок струями
моющей жидкости. Центрифугирование подвесок над
поверхностью моющих растворов осуществляется от электродвигателей
через магнитные муфты. Механизм подъема, поворота и
опускания карусели — электромеханический.
Рассмотренные установки универсальны: при простой
переналадке они обеспечивают оптимальный технологический режим
очистки от загрязнений.
Ультразвуковая установка типа УЗУ9-1,6/18 предназначена
для очистки вольфрамовых моноспиралей и биспиралей
диаметром 0,1 — 1 мм от волочильной смазки (аквадага) в
электроламповой промышленности. Основные параметры установки
следующие:
Мощность, потребляемая от сети, кВ-А . . 16,5
Мощность ультразвукового генератора, кВт 1,6
Рабочая частота, кГц 18
Скорость перемотки, м/мин 2 — 20
Габариты технологического устройства, мм 3500x700x1580
Установка имеет семь технологических позиций,
расположенных в одну линию в следующей последовательности:
ультразвуковая очистка в щелочном растворе непосредственно на
кассете при сматывании спирали; ультразвуковая очистка в
щелочном растворе; промывка горячей проточной водой;
ультразвуковая промывка горячей проточной водой; промывка
дистиллированной водой; сушка спирали в потоке горячего воздуха;
намотка спирали на приемные кассеты. Очистка производится при
непрерывной перемотке спирали в 4 независимых ручья
одновременно.
Все ванны переливного типа, что позволяет протягивать
спирали без перегибов. Непрерывная подача растворов в ванны
осуществляется насосами. Нагрев растворов осуществляется
электронагревателями с автоматическим поддержанием
заданной рабочей температуры. Установка питается от
ультразвукового генератора УЗГ10-1,6/18. Очищенная спираль
наматывается на кассеты, закрепленные на валу намоточно-распредели-
тельного механизма. Каждая нить имеет индивидуальный
привод, позволяющий плавно изменять скорость намотки от 2
до 20 м/мин.
6-2. Ультразвуковые установки
для обработки твердых и хрупких материалов
Общие сведения. Принцип ультразвуковой обработки
твердых хрупких материалов заключается в скалывании
мельчайших частиц обрабатываемого материала зернами абразива.
151
Большая частота колебаний абразивной суспензии B0 кГц)
и частая смена этой суспензии обеспечивают интенсивную
обработку материала. Абразивную суспензию подают под торец
концентратора, колеблющегося с ультразвуковой частотой.
Исследования показали, что съем материала происходит главным
образом в результате непосредственного вбивания в него зерен
абразива. Кавитация, возникающая в жидкости, ускоряет
перемешивание абразивной суспензии и способствует непрерывному
обновлению зерен абразива. Однако кавитация может вызвать
эрозию обрабатываемого материала и тем ухудшить чистоту
поверхности. Поэтому в работе [3] рекомендуется ультразвуковую
обработку проводить по возможности быстрее, чтобы эрозия не
успела возникнуть.
Ультразвуковые станки. Ультразвуковая установка для
обработки твердых хрупких материалов содержит в своем
комплекте ультразвуковой генератор, служащий для питания маг-
нитострикционного или пьезокерамического преобразователя,
акустическую головку, преобразующую электрические
колебания в механические, каретку рабочего стола, станину и систему
подачи абразивной суспензии. Вопросы конструирования
генераторов, преобразователей и концентраторов были рассмотрены
в предыдущих главах.
Ультразвуковые станки классифицируются по мощности и назначению.
По мощности станки разделяются на три основные группы: а) малой
мощности (от 40 до 200 Вт); б) средней мощности (от 250 до 1200 Вт); в)
большой мощности (от 1,6 до 4 кВт). Ультразвуковые установки, потребляющие
мощность свыше 4 кВт, в настоящее время не применяются. По назначению
станки разделяются на универсальные и специализированные.
В табл. 6-2 приведены основные типоразмеры универсальных
ультразвуковых станков [20].
Типо-
размер
0
1
2
3
4
Примерное назначение станка
Обработка отверстий малого диаметра
в стекле, керамике, ферритах и рубинах
Обработка различных мелких деталей,
разделка полупроводниковых материалов
Обработка отверстий в керамике,
изготовление небольших фильер
Разделка кварца, изготовление фильер
и небольших матриц
Изготовление матриц, фильер и пресс-
форм из твердых сплавов
Наибольший
диаметр
обработки,
мм
5-7
10—12
20—22
40—45
80—85
Мощность
генератора,
кВт
0,05—0,1
0,25—0,3
-0,5—0,7
1,0—1,4
2,0—2,5
Примечание. Возможно применение как длинных столов (типа
ванн (для черновой и чистовой обработки), так и квадратных или круглых
152
В Советском Союзе
серийно выпускаются три типа
универсальных
ультразвуковых станков: МЭ-22, 4770 и
4772. В настоящее время
осваивается серийный выпуск
новой модели универсального
ультразвукового копироваль-
но-прошивочного станка 4А772.
Станок модели 4770
питается от ультразвукового
генератора типа УЗГ5-0,63
мощностью 0,4 кВт. Резонансная
частота акустической головки
18 кГц. Тип станка —
настольный. На литой станине
размещены координатный
стол и каретка. Внутри
вертикальной части станины
находится противовес для
акустической головки. Абразивная
Рис. 6-1. Конструкция акустической
головки станка модели 4770
суспензия подается центробежным насосом через шланг,
расположенный в правой части станка. Сливается абразивная
суспензия через наклонные пазы на рабочем столе станка.
Таблица 6-2
Размеры стола, мм
100x125
125X160
160x200
200x250
250x315
Ход инструмента,
мм
15
25
35
50
70
Сила подачи, Н
2
8—10
20—25
30—35
40—50
Чувствительность
механизма подачи,
Н
0,1—0,2
0,5—0,7
1,0—1,2
1,5-1,8
1,8-2,5
фрезерных) для одновременной установки нескольких изделий или двух
столов с приспособлением для защиты от разбрызгивания абразива.
153
Акустическая головка укреплена на каретке и в
вертикальном направлении перемещается по призматическим шариковым
направляющим. Ее конструкция показана на рис. 6-1. Магнито-
стрикционный сердечник 2 с помощью фигурной переходной
гайки 5 соединен со стаканом 1. Стакан верхним фланцем
прикреплен к гильзе 3, которая может поворачиваться вокруг своей
оси при помощи червячной пары 4, что бывает необходимо, если
надо повернуть инструмент относительно детали. Подача и
отвод охлаждающей воды осуществляется через верхнюю крышку;
туда же выведены концы обмотки возбуждения. Станок имеет
автоматический регулятор подачи. Точность обработки,
обеспечиваемая станком модели 4770, равна 0,01—0,02 мм; чистота
обработки поверхности находится в пределах Ra= 1,25-^0,32 мкм.
Техническая характеристика станка модели 4770: мощность 0,4 кВт;
рабочая частота 18 кГц: диаметры обрабатываемых отверстий — от 0,5 до 10 мм;
наибольшая глубина обработки 10 мм; производительность (при
использовании инструмента диаметром 8 мм и карбида бора в качестве абразива)
составляет по стеклу 250—300 мм3/мин, а по твердому сплаву — 6—8 мм3/мин;
габариты станка 498x377x548 мм, а мас.а 15 кг.
Универсальный ультразвуковой копировально-прошивочный станок
модели 4А772 предназначен для обработки стекла, германия, кварца, и других
хрупких материалов. Станок может быть использован для изготовления и
доводки твердосплавных матриц штампов. На станке можно выполнять
следующие операции: прошивку отверстий любой формы в хрупких материалах,
а также в твердом сплаве; вырезку заготовок линз из оптического стекла;
вырезку шлифовальных камней малого диаметра; изготовление углеграфити-
рованных электродов для электроэрозионной обработки; вырезку заготовок
всевозможной конфигурации и прорезку пазов любой формы. Основные
характеристики станка следующие:
Диаметр рабочей поверхности планшайбы, мм ... . 320
Диаметры отверстий, обрабатываемых сплошным
инструментом, мм 1—40
Наибольший диаметр отверстий, обрабатываемых
полым инструментом, мм 80
Наибольшая производительность, мм3/мин:
при обработке стекла 5000
при обработке твердого сплава 50—60
Наибольшая глубина обрабатываемого отверстия, мм 40
Широкое применение в промышленности находит серийный
станок-полуавтомат модели МЭ-22, предназначенный для
обработки отверстий в алмазных и твердосплавных фильтрах и
волоках и для восстановления их при износе в процессе
эксплуатации. На станке обрабатывается конус входной распушки,
смазочный и рабочий конусы и калибрующая часть алмазной
волоки с погрешностью формы отверстий до 0,005—0,010 мм.
Обработка производится вращающимся инструментом,
колеблющимся с ультразвуковой частотой. В качестве инструмента
используется сменная игла с фланцем; игла при помощи
накидной гайки присоединяется к концентратору.
Заточка инструмента производится непосредственно на
станке абразивным кругом. Здесь же смонтирован микроскоп,
154
позволяющий контролировать качество заточки и амплитуду
колебаний инструмента. В качестве обрабатывающей среды
используется водная суспензия алмазной пудры, которая
заливается в ванночку. Питание станка МЭ-22 производится от
генератора УЗГ2-6,1/22. Производительность труда при
изготовлении алмазных волок на ультразвуковом станке в 7—10 раз
выше, чем при механическом способе обработки. Станок можно
использовать также для сверления точных отверстий в
малогабаритных изделиях из рубина, керамики и твердых сплавов.
Техническая характеристика станка модели МЭ-22
Диаметры обрабатываемых отверстий, мм 0,3—1,2
Максимальная глубина обработки, мм 4
Частота рращения инструмента, об/мин 800 и 1500
Усилие подачи, Н 0,20—2,0
Наибольшие перемещения головки, мм 35
Мощность ультразвукового генератора, кВт ... 0,1
Габариты станка (в плане), мм 500x450
Масса станка (с принадлежностями), кг 80
Ультразвуковой станок с абразивонесущим электролитом
модели 4Б772 предназначен для совмещенной ультразвуковой
и. электрохимической обработки сквозных и глухих отверстий,
полостей сложной конфигурации. Обработка производится
в среде электролита NaCl или NaN03.
На станке обрабатываются детали из токопроводящих
материалов и сплавов: штампы, волоки, фильеры, пресс-формы.
Обработка производится двумя способами:
1) совмещенным ультразвуковым и электрохимическим
способом (черновая обработка); выполняется при одновременном
воздействии на обрабатываемый материал ультразвукового
и электрохимического процесса; 2) ультразвуковым (чистовая
обработка).
На станке обрабатываются и не проводящие тока
материалы — лишь ультразвуковым методом.
Над непроводящими материалами выполняются следующие
операции: прошивание отверстий любой формы в хрупких
материалах (стекло, кварц, рубин, пьезокерамика и др.);
вырезание шлифовальных камней малого диаметра; вырезание
заготовок линз из оптического стекла; изготовление всевозможных
плат из графита, стекла, керамики; изготовление углеграфити-
рованных электродов из материала ЭЭГ для электроэрозионной
обработки; вырезание всевозможных заготовок, прорезание
пазов любой формы.
Из ультразвуковых станков для шлифования наибольший
интерес представляет оригинальная конструкция ультразвукового
координатно-шлифовального станка ОФ-90 (рис. 6-2). Станок
предназначен для шлифования отверстий в деталях,
изготовленных из особо твердого и хрупкого материала, к расположе-
155
нию и форме которых предъявляется требование высокой
точности. Станок может быть использован в станкоинструменталь-
ной, радиоэлектронной, приборостроительной промышленности
для точных работ единичного и мелкосерийного производства.
Рис. 6-2. Ультразвуковой координатно-шлифо-
вальный станок ОФ-90
Применение ультразвуковой шлифовальной головки на
аэростатических опорах-изоляторах позволило реализовать новый
способ прецизионного шлифования, основанный на соблюдении
оптимальных соотношений между колебательной и линейной
скоростью инструмента. При этом повышается
производительность чернового и чистового шлифования твердых и хрупких
прецизионных деталей, повышается коэффициент резания и ка-
156
чество обработанной поверхности, значительно снижаются
линейные скорости шлифования.
Конструкция и комплектация станка позволяют производить
разнообразные фрезерные работы; такая универсальность
достигнута тем, что в качестве базы для ультразвукового станка
используется инструментальный широкоуниверсальный
фрезерный станок модели 6А75В с сохранением всех
эксплуатационных возможностей и норм точности последнего.
Промышленное применение размерной ультразвуковой
обработки. Ультразвуковая обработка твердых хрупких материалов
выгодно отличается от электроэрозионной тем, что пригодна для
обработки как проводящих, так и диэлектрических материалов;
не мудрено, что она нашла себе широкое применение в самых
различных отраслях промышленности. Особенно эффективна
ультразвуковая обработка при изготовлении деталей и
отверстий сложной конфигурации.
В настоящее время определились следующие основные
области промышленного применения ультразвуковой обработки:
а) прошивка отверстий в деталях из стекла, кварца, фарфора,
керамики; б) изготовление твердосплавных матриц, пуансонов
и сложных фильер; в) обработка полупроводниковых
материалов (германий, кремний) и вырезка из них деталей требуемой
формы; г) обработка деталей из ферритов и металлокерамики;
д) обработка технических алмазов; е) обработка драгоценных
и полудрагоценных камней; ж) шлифование стекла, феррита
и керамики; з) изготовление отверстий сложной формы в
стальных деталях; и) нарезание резьбы в деталях из стекла,
керамики и твердых сплавов; к) гравирование и клеймение деталей;
л) шлифование отверстий в очень твердых материалах.
6-3. Ультразвуковые сварочные установки
Общие сведения. Ультразвуковая сварка позволяет
соединять однородные и разнородные металлы, сплавы и пластмассы
в результате введения механической колебательной энергии
в зону сварки. Соединяемые материалы должны быть сжаты
статической силой, зависящей от толщины и вида свариваемого
материала. Механизм процесса сварки еще недостаточно
изучен, однако уже проделанные исследования показали, что
соединение происходит благодаря образованию узлов схватывания,
в которых стираются поверхностные пленки и под действием
температуры и больших давлений образуются металлические
связи, т. е. происходит соединение электронных оболочек
атомов в поверхностном слое металлов [25].
Схемы ультразвуковой сварки. Существует несколько типов
волноводных систем для ввода ультразвуковых колебаний в зону
сварки. На рис. 6-3 показана схема ультразвуковой сварки при
помощи продольных колебаний, тангенциально вводимых в зону
157
сварки. На торце концентраторов в пучности колебаний
находится наконечник, расположенный перпендикулярно осевой
линии волновода. Статическое давление может быть направлено
как снизу, так и сверху. Для того чтобы уменьшить изгибные
Рис. 6-3. Схема ультразвуковой сварки с тангенциальным вводом
колебаний
Рис. 6-4. Схема шовной ультразвуковой сварки
t
колебания волновода, его закрепляют в первой от магнито-
стрикционного преобразователя узловой плоскости. Зона
доступа к сварочному наконечнику в этой системе ограничена.
г. Технологические возможности этой схе-
\ мы расширяются при использовании на-
I 1 конечника резонансной длины.
II Для шовной сварки наконечнику
придают форму ролика, а акустическую
головку заставляют вращаться (рис. 6-4).
Нижнюю опору (стол) часто делают под-
] вижной, так как это уменьшает трение.
Хорошие практические результаты
получаются при использовании клиново-
стержневых колебательных систем (рис.
6-5), в которых продольные колебания
горизонтального волновода 4
преобразуются в изгибные колебания
вертикального волновода 3. На нижний торец
волновода 3 наплавляют наконечник 2У
вводимый в зону сварки. Волновод
продольных колебаний 4 соединяют с
вертикальным волноводом 3 в пучности изгибных колебаний.
Отражение колебательной энергии в зону сварки осуществляется
волноводом 1. Давление на свариваемые образцы оказывается
снизу и сверху. Для увеличения мощности колебательной
системы в пучность колебаний вертикального волновода
включают две или три акустические головки.
Рис. 6-5. Схема
ультразвуковой сварки с
поперечным волноводом
158
На рис. 6-6 показана система сварки с использованием из-
гибных колебаний. Особенностью конструкции является
непосредственное преобразование продольных колебаний пьезоак-
тивных пакетов 1, расположенных на расстоянии длины изгиб-
ной волны друг от друга, в изгибные колебания пластины 2,
торец 3 которой вводится в зону сварки.
Существуют крутильные колебательные системы,
применяемые для сварки замкнутых кольцевых соединений. Получению
крутильных колебаний помогает использование трубчатых
цилиндрических пьезокерамических или ферритовых
преобразователей. Мощные крутильные колебания могут быть созданы при
помощи обычных волноводов продольных колебаний,
воздействующих на вертикальный Л
волновод. Возникающие в ^ '¦ v 3\
вертикальном волноводе р
крутильные колебания
передаются на нижний торец
волновода и на
свариваемые детали.
Практически наилучшие
показатели дает схема
сварки, изображенная на рис.
6-5. Расстройка
колебательной системы в режиме
сварки невелика, так как
нагрузка на преобразователь
носит в основном активный характер. Это упрощает
технические требования к ультразвуковым генераторам. Для
ультразвуковых сварочных станков применяют те же генераторы, что
и для ультразвуковых станков механической обработки. Но
чтобы результаты сварки сделать стабильными (уменьшить
разброс прочности сварных точек), необходимо обеспечить
постоянство мощности, подводимой к преобразователю на
резонансной частоте. Последнее достигается применением схем
генератора с автоматической подстройкой частоты и стабилизацией
выходного напряжения генераторов.
Приведенные колебательные системы используются главным
образом для сварки металлов и полупроводников. Для сварки
пластмасс используют обычные продольные колебательные
системы, аналогичные применяемым в ультразвуковых станках
размерной обработки.
Ультразвуковые сварочные машины разнообразны по своему
конструктивному выполнению. Все они должны удовлетворять
общим техническим требованиям, обусловленным особенностям
технологического процесса. Основное требование к технологии
сварки — прочность сварных соединений — во многом
определяется конструкцией и способом крепления акустического узла,
электрической схемой источника питания, наличием системы
Рис. 6-6. Схема ультразвуковой
сварки с изгибной пластиной
/ — пьезоактивные пакеты; 2 — изгибный
волновод; 3 — сварочный наконечник; 4 — опора
159
автоматического регулирования выходных парамертов
генератора в условиях переменной механической нагрузки на
колебательную систему.
Из других факторов, влияющих на качество сварных
соединений, следует прежде всего назвать материал и конструкцию
сварочного наконечника, который должен обладать большой
износоустойчивостью и не сцепляться со свариваемыми
материалами. Технологические возможности сварочной машины
определяются также вылетом сварочного наконечника,
обеспечивающим хороший доступ к нему и определяющим размер
свариваемых материалов и деталей.
В настоящее время разработаны и используются в
промышленности следующие виды ультразвукового оборудования:
1) ультразвуковые машины для сварки листовых металлов;
2) ультразвуковые машины для сварки изделий из пластмасс
и термопластичных пленок; 3) ультразвуковые машины для
соединения искусственных термопластичных материалов и
нанесения на них рисунка тиснения; 4) безниточные швейные машины;
5) ультразвуковые микросварочные машины для приваривания
выводов транзисторов и интегральных схем; 6) ультразвуковые
сварочные пистолеты; 7) ультразвуковые клещи.
При всем многообразии конструктивного выполнения этого
оборудования его объединяет наличие следующих элементов
и блоков: акустического узла с системой крепления и
охлаждения его, ультразвукового генератора (лампового,
транзисторного или тиристорного), системы, обеспечивающей статическое
сжатие свариваемых образцов (пневматической,
гидравлической, электромеханической), электрического блока управления
сварочной машиной.
В настоящее время разработано несколько типов
ультразвуковых машин для сварки листовых металлов. Все они в
основном построены по акустическим схемам рис. 6-3 и 6-5. В
зависимости от толщины и рода свариваемых материалов мощность
ультразвуковых сварочных машин находится в пределах от
25 Вт до 4 кВт. Во ВНИИ электросварочного оборудования
разработаны ультразвуковые сварочные машины типа МТУ
мощностью 0,4; 1,5 и 4 кВт [31]. Машины выполнены по единой
кинематической схеме. Ультразвуковые генераторы той же
мощности (типа УЗГ) для питания сварочных машин разработаны
ВНИИТВЧ имени В. П. Вологдина.
Сварочная машина МТУ-0,4 предназначена для сварки
листовых материалов и деталей из меди и алюминия толщиной от
0,01 до 0,2 мм. Акустический узел с приводом перемещения
и давления конструктивно выполнен в виде отдельной головки,
укрепленной на станине. Сжатие свариваемых деталей
осуществляется пневматической системой. Сварочный наконечник,
выполненный из специальной стали, исключает налипание
свариваемых материалов и обеспечивает 5—20 тыс. сварных точек
160
без зачистки. Для питания сварочной машины разработан
генератор на транзисторах типа УЗГ с автоматической
подстройкой частоты.
Техническая характеристика сварочной машины МТУ-0,4 такова:
мощность генератора 0,4 кВт; напряжение питающей сети 220 Вт; резонансная
частота акустической головки 22 кГц; усилие сжатия свариваемых деталей
от 60 до 100 Н; толщина свариваемых металлов (медь) 0,01—0,2 мм;
производительность 60 точек в минуту; полезный вылет рабочего наконечника
120 мм; масса машины (без генератора) 76 кг.
Сварочная машина типа МТУ-1,5 предназначена для точечной сварки
двух листов меди толщиной до 0,4 мм, алюминия толщиной до 0,8 мм,
других материалов и сплавов толщиной от 0,01 до 0,3—0,5 мм. Установка
позволяет также сваривать пакеты алюминиевой и медной фольги суммарной
толщиной до 2,5 мм. Состоит станок из акустической головки, системы
управления и системы давления. Питание станка осуществляется от генератора
УЗГ5-1,6 выходной мощностью 1,6 кВт. Необходимое статическое давление
осуществляется пневматической системой, что позволяет плавно регулировать
усилие сжатия свариваемых деталей [29]. Рабочий торец волновода имеет
специальную наплавку, обеспечивающую длительную работу станка в
автоматическом режиме. Акустическая система машины выполнена по схеме рис. 6-5.
Техническая характеристика станка МТУ-1,5: мощность генератора
1,6 кВт; напряжение питающей сети 220/380 В; резонансная частота
акустической головки 22 кГц; усилие сжатия свариваемых деталей — от 150 до
1500 Н; толщина свариваемых материалов от 0,1 до 0,5 мм;
производительность (при сварке двух листов алюминиевой фольги толщиной 0,2 мм) —
свыше 100 точек в минуту; длина станка 650 мм, ширина 390 мм, высота
1400 мм; полезный вылет рабочего наконечника 250 мм; масса машины (без
генератора) 82 кг.
Ультразвуковые сварочные клещи типа КТУ-1,5 являются модификацией
сварочной машины МТУ-1,5 и имеют сходный с нею принцип построения
колебательной системы.
Техническая характеристика сварочных клещей КТУ-1,5: мощность
1,6 кВт; резонансная частота 22 кГц; усилие сжатия свариваемых деталей
от 150 до 1200 Н; толщина свариваемых металлов (медь) от 0,1 до 0,5 мм;
производительность до 60 точек в минуту; полезный вылет рабочего
наконечника 50 мм; масса машины 80 кг.
Сварочная машина этой серии типа МТУ-4 мощностью 4 кВт, частотой
18 кГц обеспечивает толщину свариваемых металлов (медь) от 0,3 до 1,2 мм
при усилии сжатия от 500 до 5500 Н.
В последние годы разработано несколько ультразвуковых установок для
микросварочных процессов. Они предназначены для приварки выводов
полупроводниковых приборов из золота, алюминия и меди диаметром от 0,012 до
0,1 мм к полупроводниковой подложке и к металлу. Эти машины
используются также для монтажа микросхем. В некоторых конструкциях машин
наряду с воздействием ультразвуковых колебаний осуществляют
дополнительный подогрев образцов. Микросварку обычно производят в поле микроскопа.
Подача проволоки и обруб ее автоматизирован. Электроды для микросварки
выполняются из специального износостойкого материала. На стабильность
и качество микросварочных соединений большое влияние оказывает способ
закрепления сварочного электрода на концентраторе. Для повышения
стабильности работы акустической системы под нагрузкой активный пакет берут
с запасом по мощности. В СССР разработано несколько установок для
микросварки. Это ЭМ-417, МС-41П2-1, УЗСКН-1 и «Контакт-4». Последняя
является универсальной и применяется для соединения проволоки с
напыленными полупроводниковыми материалами и тонкими пленками. Особенностью
установки является то, что сварка производится в среде защитных газов.
Техническая характеристика сварочной установки «Контакт-4А»: мощность до
0,03 кВт; частота 60 кГц; усилие сжатия от 0,02 до 2,5 Н;
производительность 5 точек в минуту; масса 180 кг.
6 Заказ № 626
161
Технологические характеристики ультразвуковой сварки.
Основными параметрами ультразвуковой сварки являются: а)
электрическая мощность, подводимая к преобразователю; б)
акустическая мощность, вводимая в сварочную зону; в) статическое
давление и г) время сварки.
Необходимая мощность сварочной машины определяется
твердостью и толщиной свариваемого материала. Чем тверже
и толще материал, тем большую мощность необходимо вводить
в зону сварки. На рис. 6-7 изображена зависимость мощности
сварочной машины от толщины листа алюминия, свариваемого
с таким же листом. Как видно из диаграммы, машина
мощностью 4 кВт может сваривать
листовой алюминий толщиной 2 мм.
Предельная толщина других
материалов, свариваемых машиной той
же мощности, составляет 1,6 мм для
дюралюминия Д16АТ; 0,9 мм для
нержавеющей стали; 0,75 для
тантала; 0,63 для молибдена; 0,25 для
вольфрама.
Табл. 6-3 показывает
зависимость между электрической и
акустической (колебательной)
мощностью при сварке листового
алюминия различной толщины.
Амплитуда колебаний
сварочного наконечника от 5 до 30 мкм.
Конкретное значение в этих
пределах зависит от рода материала и его толщины. Исследования
[13] показали, что прочность сварки почти линейно возрастает
с увеличением амплитуды колебаний сварочного наконечника.
Рис. 6-8 иллюстрирует эту зависимость для алюминия марки
4
2
Ofi
0,25
0,1
О
0,5 1,0 1,5 2,0 мм
Рис. 6-7. Зависимость
мощности сварочной машины Р от
толщины свариваемых листов
алюминия d
1100-Н18 различной толщины.
Таблица 6-3
Толщина
алюминия,
мм
0,018
0,025
0,043
0,102
0,229
Усилие
сжатия» Н
5,6
8,4
14
3,2
7,0
Средиая
электрическая
мощность» Вт
0,29
0,51
1,3
46,0
170,0
Площадь
сварки *,
мм2
0,092
0,144
0,279
0,815
2,24
Колебательная энергия
действительная» Вт-с
0,089
0,144
0,680
8,48
65,4
вычисляемая,
Вт-с
0,069
0,181
0,748
7,45
65,63
на единицу
сварочной
площади,
Вт-с/мм2
0,81
1,30
2,20
8,48
29,70
* Среднее значение, полученное при измерении по меньшей мере
четырех образцов.
162
Требуемая статическая нагрузка увеличивается с
увеличением размеров свариваемых деталей и зависит от подводимой
к преобразователю мощности. Прочность соединения на
растяжение (срез) оценивается разрушающей нагрузкой. На рис. 6-9
представлена зависимость прочности сварного соединения от
статической нагрузки, снятая в процессе точечной сварки
алюминия. При малых статических нагрузках прочность соединений
низка, по мере постепенного увеличения нагрузки прочность
достигает максимума, а затем падает.
Время, необходимое для достижения прочного соединения
при ультразвуковой сварке, увеличивается с увеличением тол-
н
16001
1200\
800
400
О
\F
0,4/
о,
8 -у
-1,5
А
И
1600
1200
800
4€0
F
(
а
/
I У%
а/
/
s
sJ
/V
10 15 20 25 30 м км
О
400 800 Н
Рис. 6-8. Зависимость прочности сварного соединения
(разрывного усилия F) при ультразвуковой сварке алюминиевых листов
от амплитуды колебаний сварочного наконечника А
Числа у кривых — толщина листа, мм
Рис. 6-9. Зависимость прочности F сварного соединения при
ультразвуковой сварке алюминия от статической нагрузки N
Амплитуда смещения сварочного наконечника 24 мкм
щины материала, его твердости и с уменьшением подводимой
мощности. В зависимости от перечисленных факторов время
сварки колеблется от 0,005 до 2 с. Зависимость прочности
сварного соединения от длительности сварочного цикла носит
экстремальный характер. График на рис. 6-10 показывает, что
существует оптимальное время сварки; при более продолжитель-
чой сварке прочность соединения уменьшается, что следует
объяснить появлением трещин и микротрещин в сварной зоне.
Качество любого сварочного процесса характеризуется
также стабильностью и воспроизводимостью результатов
сварки. Для этого нужно прежде всего обеспечить стабильную
мощность на резонансной частоте механической колебательной
системы, чего можно добиться применением генераторов с
автоматической подстройкой частоты и стабилизацией источников
питания или выходного напряжения. Стабильность прочности
сварных соединений зависит также от конструкции сварочного
станка, технологии сварки, квалификации рабочего, толщины
и качества свариваемых материалов и т. п. Поверхность
сварись
163
ваемых деталей должна быть гладкой, без рисок и царапин, так
как они могут в процессе сварки развиться в трещины. Одной
из причин низкой прочности сварных соединений и даже
трещин на сваренных деталях служат паразитные колебания
образцов. Для устранения этого явления необходимо изменить
момент инерции свариваемой детали путем прижима ее к более
массивной опоре, пластине или отражателю. Чтобы подавить
вынужденные колебания крупногабаритных тонкостенных
конструкций, рекомендуется при сварке применять различные
демпфирующие устройства (резиновые
опоры, полихлорвиниловые ленты,
зажимы и т. п.).
Промышленное применение
ультразвуковой сварки. Преимущества
ультразвуковой сварки обеспечивают
ей самое широкое применение в
электротехнической, радиоэлектронной,
приборостроительной, авиационной и
других отраслях промышленности.
Ультразвуковой сваркой соединяют
провода из одинаковых и разных
металлов, причем необязательно
освобождать провода от изоляционного
покрытия. В электротехнической
промышленности ультразвуковую сварку
применяют для соединения выводов
с катушками трансформаторов,
алюминиевой фольги с медными
проводами и деталями больших размеров
и различной формы и т. д.; при этом обеспечивается хорошая
электропроводность соединения. Получены положительные
результаты по приварке серебряных контактов толщиной 1 мм
к пружинам реле из бериллиевой бронзы. Сварочная машина
МТУ-1,5 внедрена для сращивания концов рулонов
алюминиевой фольги толщиной 0,2 мм. Ультразвук находит применение
также для сварки многослойных пакетов фольги без
предварительного обезжиривания их.
Ультразвук успешно применяют для приварки медных,
хромовых, серебряных выводов к металлокерамическим
поверхностям термоустойчивых печатных плат. Опубликованы данные
о хорошей свариваемости сеток радиоламп, деталей
измерительных мостов, контактов из тонколистовых материалов и т. д.
Большие возможности открываются перед ультразвуковой
сваркой в электровакуумном и полупроводниковом производстве
радиотехнической промышленности, в частности в процессе
приварки алюминиевых и золоченых выводов к пластинам
полупроводникового материала при изготовлении транзисторов.
Прочность соединений превышает прочность самих выводов,
И
то
800
ООО
Г
К
L
Г
L
^
к 23
У^'
36
7^
к •
\
,18
»
t
Рис. 6-10. Зависимость
прочности F соединения
ультразвуковой сваркой
меди с никелем от
длительности сварочного цикла при
усилии сжатия 400 Н
Числа у кривых —
амплитуда смещения сварочного
наконечника, мкм
164
а активное сопротивление полученного контакта меньше, чем
при других видах сварки. Герметизация полупроводниковых
приборов вполне осуществима при помощи кольцевой сварки путем
создания герметичных швов по замкнутому контуру. Сварка по
замкнутому контуру без дополнительного нагрева деталей
позволила применять ее для герметизации алюминиевых
контейнеров для взрывчатых веществ.
Ультразвуковая сварка пластмасс в отличие от такой же
сварки металлов осуществляется с использованием продольных
колебаний. Их ввод производится с помощью конструкций,
аналогичных конструкциям акустических головок ультразвуковых
станков для механической обработки. Необходимым условием
ультразвуковой сварки пластмасс является переход материалов
в вязкотекучее состояние, обусловленное внутренним трением
частиц материала, находящихся, кроме того, под значительным
статическим давлением. Преимуществом ультразвуковой сварки
по сравнению со сваркой током высокой частоты является
независимость свариваемости материалов от диэлектрических
потерь в них, что позволяет сваривать почти все
термопластичные материалы. Ультразвуковая сварка не требует
предварительной очистки свариваемых деталей. С помощью
ультразвуковых колебаний можно сваривать разнородные по
химическому составу и различные по толщине термопластичные
материалы.
Наилучшие практические результаты дает расположение
свариваемых образцов в пучности колебаний акустической
системы. Прочность получаемых соединений высока, 90 %
прочности самого материала. Прочность соединения и стабильность
процесса сварки повышаются при использовании
четвертьволнового отражателя. Основные параметры процесса сварки таковы:
амплитуда колебаний торца концентратора 30—70 мкм,
статическая нагрузка от 1000 до 1500 Н, продолжительность сварки
от 1,5 до 5 с. С понижением мощности время сварки
увеличивается. Температура в зоне сварки, например, винипласта через
4—5 с после ее начала увеличивается до 500—560 °С. Прочность
соединения значительно повышается, если поверхность
свариваемых деталей зачистить наждачной бумагой.
Ультразвуковыми колебаниями хорошо свариваются полиэтилен, винипласт,
органическое стекло, полистирол, капрон, полиамиды и другие
материалы [31].
Ультразвуковым методом можно получить самые различные
соединения: внахлестку, встык, тавровые и шпунтовые. Можно
сваривать несколько слоев листового материала, а также
производить сварку по контуру. Для шовной сварки иногда
используют концентратор с наконечником в виде ножа; листовой
материал перемещают прерывисто, причем на время перемещения
давление снимают. По данным работы [31] скорость
ультразвуковой шовной сварки пластмасс достигает 30 м/мин.
165
Перспективным направлением ультразвуковой сварки
является применение ее в текстильной и швейной промышленности.
ВНИИТВЧ совместно с ВНИИТЕКМАШ разработали и
внедрили в серийное производство безниточную швейную машину
(БШМ). БШМ предназначена для соединения деталей швейных
изделий из тканей или трикотажного полотна, содержащих
синтетические волокна (капрон, нейлон, лавсан и Др.), а также
для выполнения отделочных строчек. Она состоит из
генератора с максимальной мощностью 0,4 кВт, работающего в им-
Рис. 6-И. Безниточная швейная машина
пульсном и непрерывном режиме с АПЧ, магнитострикционного
преобразователя с двумя полуволновыми концентраторами и
швейной головки с транспортирующим устройством и системой
создания статического давления.
Безниточная швейная машина (рис. 6-11) по сравнению
с обычной швейной машиной имеет более высокую
производительность, так как здесь отпадает ряд операций по
обслуживанию (заправка ниток, устранение обрывов, обрезка ниток
в конце строчки, заправка шпуль). Ликвидируется нагрев иглы
при увеличении скорости машины и заплавление ее ушка.
Исключается применение различных специальных машин для
выполнения отделочных строчек за счет установки на БШМ
наконечника нужной декоративной формы. Для питания БШМ
используется генератор типа УЗГЗ-0,4.
Новым направлением в этой области является соединение
с помощью ультразвука элементов из искусственной и
натуральной кожи, применяемых для верха обуви. Исследования,
166
проведенные во ВНИИТВЧ на различных материалах (СК-2,
СК-6, СК-8, кларино, ивановский лак и др.), показали
целесообразность внедрения этого метода в обувную промышленность.
Производилось соединение внахлестку синтетических
материалов как между собой, так и с подкладкой. Натуральные кожи
соединялись с прокладкой между ними из синтетического
термопластичного материала. Прочность полученных соединений
превышает прочность стандартных ниточных швов.
Основные характеристики БШМ
Амплитуда механических колебаний на рабочем торце
преобразователя при максимальной нагрузке, мкм . . Не менее 45
Число сварных точек в минуту До 3000
Длина сварных точек, мм До 4
Шаг строчки, мм До 4
Скорость протяжки материала, м/мин 10
Габаритные размеры машины, мм 1100x700x1000
Масса кг 95
Ультразвуковой инструмент позволяет получить рельефное
художественное тиснение на искусственных материалах,
применяемых в обувной и кожгалантерейной промышленности.
ВИИТВЧ разработало ультразвуковую машину для
тиснения обувных заготовок. Установка состоит из генератора
мощностью 4 кВт, частотой 18 кГц и специального пресса со
встроенным преобразователем ПМС-15А, к которому присоединялись
волноводы с большой площадью излучения. Максимальная
площадь тиснения составляет 200X100 мм2. Характерной
особенностью установки является то, что рабочий инструмент не
жестко связан с излучающим торцем волновода, а прижимается
к нему подвижным столом. Максимальное усилие сжатия при
тиснении 5000—7000 Н в зависимости от вида обрабатываемого
материала.
6-4. Ультразвуковое диспергирование
Механизм процесса. Степень измельчения различных
материалов, их дисперсность, имеет большое значение для многих
отраслей производства. В порошковой металлургии,
машиностроении, керамической, электровакуумной и других отраслях
промышленности получение тонкодисперсных порошков
позволяет повысить качество материалов, получить материалы с
новыми свойствами, увеличить срок службы изделий.
Существующие методы диспергирования — механические, химические,
термические—не всегда обеспечивают необходимое качество.
Применение мощного ультразвукового поля, особенно в
сочетании его с повышенным статическим давлением в рабочем
объеме, показало целесообразность использования
ультразвукового метода диспергирования в промышленности,
подтвердило его право на существование наряду с другими методами
диспергирования.
167
Механизм ультразвукового диспергирования достаточно
сложен, и только работы последних лет [28] с применением
скоростной киносъемки выявили физическую картину явлений,
сопутствующих процессу диспергирования. Результаты
исследований показали, что основная роль в диспергировании
материалов отводится кавитации. Большие давления, вызывающие
разрушение материалов, согласно работе [28], определяются
воздействием кумулятивных струй, образующихся при
несимметричном смыкании кавитационных пузырьков. Степень
разрушения материалов характеризуют кавитационной эрозией,
которую в свою очередь определяют по потере массы образцов*
за определенное время. На рис. 6-12 представлены в общем
виде зависимость скорости
диспергирования v от времени. Здесь зона А
существует только для трудноразрушаемых
материалов, каким является, например,
нержавеющая сталь. Съема материала в этом
случае не происходит, пока не вскроются
дефекты материала. Зона Б соответствует
быстрому разрушению (диспергированию)
А ~~ материала из-за наличия в нем
микротрещин и других дефектов. Зона В соответст-
Рис. 6-12. Кинетика Вует постоянной скорости диспергирова-
диспергирования ния^ когда количество продиспергировав-
шего материала медленно растет за счет
появления новых микротрещин и кавитационных разрушений
под действием ультразвука. Скорость диспергирования в этой
зоне растет с увеличением интенсивности ультразвука.
Дальнейшая ультразвуковая обработка материалов приводит к
значительному падению скорости диспергирования. На скорость
диспергирования влияют механические свойства и структура
обрабатываемого материала, состояние его поверхности,
геометрическая форма. Обычно чем выше твердость, тем труднее
диспергирует материал. Большое влияние на скорость
диспергирования оказывает жидкость, в которой происходит процесс,
ее физико-механические и химические свойства. Резко
увеличивается скорость и качество диспергирования при
определенном соотношении между статическим и звуковым давлением
в обрабатываемом объеме [28]. Скорость диспергирования
зависит от температуры. Так, для воды наибольшее кавитацион-
ное воздействие получается при 60 °С.
На скорость диспергирования оказывает влияние вязкость,
плотность, газосодержание, посторонние включения и другие
факторы. Установлено, что кавитационная эрозия значительно
усиливается с ростом скорости жидкости. Все это говорит о
целесообразности совмещения ультразвукового диспергирования
с другими методами воздействия: механическими, химическими
и т. д.
168
Ультразвуковые диспергаторы. В настоящее время
разработано и применяется в промышленности несколько типов
разнообразных по конструкции и принципу действия ультразвуковых
\Вода
Рис. 6-13. Ультразвуковой диспергатор типа УЗВД-б
диспергйторов. В ультразвуковых диспергаторах используются
следующие акустические преобразователи: а)
гидродинамический, б) магнитострикционный, в) пьезокерамический.
169
Диспергатор типа УЗВД-6 (рис. 6-13) является наиболее
мощной по акустическому полю установкой для
диспергирования. Установка предназначена для измельчения труднодиспер-
гируемых материалов. Диспергатор собран на магнитострик-
ционном преобразователе 18 типа ПМС-15А-18 мощностью
4 кВт, частотой 18 кГц. Питание диспергатора осуществляется
от генераторов УЗГ2-4 или УЗГ2-10. Использование АПЧ с
акустической обратной связью обеспечивает стабильность
технологического процесса. Ванны диспергатора 10 объемов 700 и
1100 мл изготовлены из нержавеющей стали и снабжены
звукоизоляционным корпусом 12. Корпус ванны имеет рубашку
водяного охлаждения 12, соединенную по воде последовательно
с бачком охлаждения 19 пакета преобразователя 18. К
выходному торцу преобразователя 17 присоединен деконцентратор 16,
рабочий торец которого является дном ванны. Крепление и
герметизация деконцентратора осуществляются с помощью уплот-
нительных колец 7—9. Ванна имеет герметичную крышку 11.
Для усиления кавитационного воздействия с целью
улучшения качества диспергирования в конструкции диспергатора
УЗВД-6 предусмотрено повышенное статическое давление (до
1 МПа). Диспергатор снабжен системой трубопроводов,
связанных с внутренним объемом ванны, и баллоном со сжатым
воздухом 1. Система имеет предохранительный клапан 3 и
манометр 5. Установка снабжена пультом управления.
Техническая характеристика УЗВД-6
Мощность, кВт 4,0
Частота, кГц 18
Амплитуда колебаний рабочего торца с декон-
центратором, мкм 15
Статическое давление, МПа До 1,0
Объем ванн, дм3 0,7 и 1,1
Габаритные размеры, мм 430x660x1275
Масса, кг 150
Ультразвуковой диспергатор типа УЗДМ-1 предназначен для
диспергирования различных препаратов, эмульгирования и
экстрагирования веществ. Диспергатор может быть использован
в рентгенологических кабинетах, на фармакологических
предприятиях и в других производствах, где требуется ускорение
процессов диспергирования и экстрагирования. Диспергатор
выполнен на базе составного пьезокерамического преобразователя,
собранного на стандартных кольцах из пьезокерамики ЦТС-19.
Ввод колебаний в озвучиваемый объем производится
концентратом, изготовленным из титанового сплава. Диспергатор
обеспечивает озвучивание емкости объемом 0,500 дм3. Хорошее
озвучивание всего объема обеспечивается
возвратно-поступательным перемещением емкости по вертикали.
Диспергатор выполнен в виде двух отдельных блоков
(рис. 6-14): генераторного и технологического. На передней па-
170
ноли находится тумблер включения и ручка регулирования
мощности, на задней — вывод сетевого кабеля и разъем для
подключения технологического блока. Для снижения уровня
шумов установки имеется внешний кожух, покрытый
звукопоглощающим материалом. Собственно технологическое
устройство вдвигается во внешний кожух и имеет камеру
диспергирования, систему воздуховодов для охлаждения "
преобразователя и механизм перемещения озвучиваемой емкости
в вертикальной плоскости. На передней панели технологического
устройства расположен тумблер для включения механизма пе-
i3 i
Рис. 6-14. Ультразвуковой медицинский диспергатор типа УЗДМ-1
ремещения, тумблер выключения генератора и реле времени
для установки режима обработки (в пределах от 1 до 30 мин).
На передней панели также находится дверь, обеспечивающая
доступ в камеру диспергирования. Внешний кожух имеет два
вентиляционных отверстия и распределительную плату, на
которой размещен сетевой вывод, разъем для питания
преобразователя от генераторного блока, сетевая розетка и болт
заземления. Внешний кожух имеет дверь для улучшения
звукоизоляции диспергатора. Рабочая часть диспергатора выполнена из
коррозионно- и эрозионностойкого титанового сплава.
Технические данные УЗДМ-1
Номинальная мощность, Вт 150
Рабочая частота, кГц 22±1,65
Выходное напряжение, В 440
Объем озвучиваемого вещества, дм3 0,05—0,5
Время озвучивания одной порции, мин ...... До 15
Амплитуда колебаний рабочего торца инструмента
на холостом ходу при номинальной мощности, не
менее, мкм 20
171
^_~IT"
;
:
^-7
Л
j|>l
ж
5
Габаритные размеры блоков, мм:
генераторного 380x380x225
технологического 440x443x500
В генераторе предусмотрена автоматическая подстройка
частоты по механическому резонансу акустической системы.
Питание— от сети переменного тока, однофазное, 50 Гц, 220 В.
Для диспергирования часто используют кольцевые и
цилиндрические магнитострикционные преобразователи, например
типа ЦМС-8 или ЦМС-18. Кольцевые преобразователи
обеспечивают достаточно высокую плотность ультразвуковой энергии
в малом объеме, легко встраиваются в трубопроводы,
цилиндрические баки. Они
обладают высокой
производительностью, так как
обеспечивают обработку
рабочей среды в протоке.
Простейший диспергатор
с кольцевым
преобразователем изображен на
рис. 6-15. Для повышения
производительности и
качества обработки среды
включают
последовательно несколько кольцевых
преобразователей.
Для диспергирования
больших объемов
суспензий различных материалов используют ультразвуковые
проходные аппараты типа УПХА-Р. Они могут работать при
непрерывных процессах в химической, нефтеперерабатывающей,
коксохимической, легкой, пищевой, фармацевтической и
других отраслях промышленности. В них можно обрабатывать
материалы при повышенном давлении, вакууме и различных
температурах. В зависимости от технологического
назначения аппараты снабжаются кольцевыми магнитострикционными
излучателями с частотой 8 и 18 кГц. Детали,
соприкасающиеся с обрабатываемым продуктом, изготовляются из корро-
зионностойкого материала. Аппарат имеет две модификации
промышленного назначения, служащие для обработки
жидкостей и суспензий, работают они соответственно на частотах
18 и 8 кГц. Питание аппаратов УПХА-Р 18 осуществляется
от лампового генератора, УПХА-Р8— от электромашинного
преобразователя. Основной частью аппарата является магни-
тострикционная колонка, которая состоит из кольцевых маг-
нитострикционных преобразователей и рубашки охлаждения.
Обрабатываемые продукты предварительно перемешиваются
и подаются в магнитострикционную колонку, где подвергаются
воздействию ультразвука. Из колонки жидкость поступает
Рис. 6-15. Простейший ультразвуковой
диспергатор с кольцевым
преобразователем
1 — питающий бак; ,2 — кольцевой излучатель;
3 — бачок; 4 — приемник; 5 — насос
172
в емкость и может быть использована по технологическому
назначению. Аппарат может работать по замкнутому циклу, но
главным образом предназначен для работы на проток.
Аппарат УПХА-Р8 выпускается в виде отдельной колонки.
Технические данные описываемых аппаратов таковы:
УПХА-Р18 1УПХА-Р8
Резонансная частота излучателей, кГц 18 8
Внутренний диаметр колонки, мм 82 147
Мощность, потребляемая аппаратом, кВт 9 15
Производительность аппарата при работе на
проток, м3/ч 1 2
Озвучивание малых объемов жидкости в протоке производят
с использованием в диспергаторах пьезокерамических
цилиндров и колец. Основные трудности при их использовании
связаны с защитой внутренней поверхности цилиндров от кавита-
ционного разрушения и с вопросами надежного присоединения
пьезокерамических колец к металлической трубке дисперга-
тора.
ГЛАВА СЕДЬМАЯ
ЭКСПЛУАТАЦИЯ УЛЬТРАЗВУКОВЫХ
УСТАНОВОК
7-1. Энергоснабжение ультразвуковых установок,
системы управления, блокировки и сигнализации
Энергоснабжение ультразвуковых установок. Основными
видами энергоснабжения ультразвуковых установок являются
электрическая энергия, пар, сжатый воздух, вода. На рис. 7-1
приведена примерная схема энергоснабжения возможных
потребителей энергии в ультразвуковой установке. Как видно из этой
схемы, энергия, подводимая к установке, расходуется на
питание ультразвукового генератора (который в свою очередь
питает электроакустические преобразователи), на нагрев
технологических сред, на поддержание процессов рециркуляции, на
нагрев воздуха в калориферах, на приведение в действие
механизмов, вентиляторов, насосов и т. д. Охлаждение
преобразователей, генератора и системы рециркуляции осуществляется
водой, получаемой от водопроводной сети.
Как видно из схемы, ультразвуковые установки могут иметь
комбинированное энергоснабжение, когда в установку для
нагрева технологических жидкостей кроме электроэнергии
поступает пар или горячая вода. Нагрев воздуха для сушки деталей
может также осуществляться паром, а горячую воду для их
промывки можно брать от магистрали горячей воды. Нередко
для привода механизмов и сушки деталей в установках исполь-
173
зуется сжатый воздух. Его пропускают через калорифер, где он
нагревается.
Применение пара, горячей воды и сжатого воздуха в
ультразвуковых установках в какой-то степени уменьшает их
автономность и зачастую сокращает применимость, так как не всегда
на всех предприятиях есть горячая вода, пар и т. п. Однако
с точки зрения повышения энергетических характеристик
установок в целом это вполне оправдано.
Рассмотренная схема энергоснабжения ультразвуковых
установок является общей. Следует отметить, что значительное чи-
Ультра-
зByко Вой
генератор
Т
Уль/пра-
зВукоВые
преобразователи
Системы
охлаждения
Ультразвуковая
технологичен]
кая устаноВ-\
Системы
рециркуляции и филь-\\
\траци77
технологических
сред
Электроэнергия
(сеть)
Механизмы
[перемещения,
Вентиляторы, насосы
Пар
(горячая
Вода)
Сжатый
Воздух
ЛГ
Системы
Вентиляции
ZJ
Холодная
Вода.
Источники энергии
Рис. 7-1. Схема энергоснабжения ультразвуковой установки
ело ультразвуковых установок, особенно маломощных и
установок с ручным обслуживанием, имеет меньшее число
потребителей энергии. Так, в установках для очистки, состоящих,
например, из генератора и ультразвуковой ванны, электроэнергия
расходуется только на питание генератора. Таким образом,
очевидно, что энергоемкость ультразвуковых установок
определяется технологическим процессом, заложенным в установку,
который в свою очередь зависит от требований, предъявляемых
к качеству изделий и к производительности.
Электрическая мощность, потребляемая ультразвуковой
установкой, складывается из мощностей, идущих на питание
отдельных потребителей установки. Здесь следует различать
максимальную мощность, получаемую как сумма номинальных
мощностей всех потребителей, и среднюю мощность установки,
определяемую как сумма средних мощностей всех
потребителей. Так, например, работа нагревателей ванн регулируется
термореле, которое при понижении температуры рабочей среды
174
в ванне включает нагреватели, а при достижении номинальной
температуры их выключает. Очевидно, что максимальная
мощность будет потребляться такой ультразвуковой установкой
только в начале ее работы. В дальнейшем же при разогреве
моющей среды потребляемая мощность понизится и будет равна
средней мощности. В простейших ультразвуковых установках
работа потребителей в ходе технологического процесса
регулируется и потребляемая мощность постоянна. При
комбинированном энергоснабжении установок паром, горячей водой и
сжатым воздухом должна быть определена суммарная
энергоемкость установки.
Увеличение энергоемкости ультразвуковых установок
позволяет повысить их производительность, улучшить ход
технологического процесса и обеспечить хорошее качество продукции.
Однако следует учитывать, что каждая ультразвуковая
установка предназначена для использования в каком-то конкретном
случае и поэтому из всех возможных вариантов должен быть
выбран экономически наиболее оправданный вариант и нет
нужды стремиться повысить энергоемкость установки там, где
этого не требуется.
Электропитание ультразвуковых установок производится от
электрических сетей промышленной частоты. Установки с
суммарной потребляемой мощностью до 1 кВт, как правило,
питаются от однофазной сети напряжением 220 В. Установки
с большей потребляемой мощностью питаются от трехфазной
сети с напряжением 380 В. При питании установок от
трехфазной сети следует равномерно распределять нагрузку между
фазами.
Электропитание ультразвуковых генераторов, так же как и
ультразвуковых установок, производится от сети переменного
тока. В генераторах потребителями электроэнергии являются
преобразовательные элементы (генераторные лампы,
транзисторы, тиристоры или электромашинные преобразователи),
цепи автоматики и сигнализации, вентиляторы воздушного
охлаждения, блоки подмагничивания магнитострикционных
преобразователей.
Анодные и сеточные цепи ламповых генераторов,
коллекторные цепи транзисторных генераторов и анодные цепи тиристор-
ных генераторов, а также цепи подмагничивания должны
питаться постоянным током, от выпрямителей. Все остальные
цепи, в том числе и электромашинные преобразователи,
питаются переменным током, и может только преобразовываться
напряжение с помощью понижающих или повышающих
трансформаторов.
Однофазная однополупериодная схема наиболее проста из
всех схем выпрямления. Она выгодна в импульсных
генераторах, работающих со скважностью, равной двум. Однако эта
схема дает низкий коэффициент использования трансформатора,
175
так как он загружается только полпериода. Двухфазная
однополупериодная схема обеспечивает более высокий коэффициент
использования трансформатора; форма выпрямленного
напряжения содержит две пульсации за период. Обе рассмотренные
схемы целесообразно использовать лишь при мощности
выпрямленного тока, не превышающей 0,6—1 кВт.
Трехфазная однополупериодная схема выпрямления,
используемая при мощностях до 2 кВт, обеспечивает значительно
меньшую пульсацию выпрямленного напряжения. Двухполупе-
риодные схемы выпрямления наиболее часто используются на
практике, так как обеспечивают хорошее использование
трансформатора и в ряде случаев могут быть применены в схемах без
силового трансформатора, когда фазы сети подключены
непосредственно к выпрямительному мосту. Однофазная мостовая
двухполупериодная схема выпрямления имеет такую же
пульсацию выходного напряжения, как и двухфазная
однополупериодная, но здесь трансформатор конструктивно проще и
обратное напряжение на диодах в два раза меньше. Эту схему
используют при мощности до 0,6—1 кВт. Трехфазная мостовая
двухполупериодная схема выпрямления имеет шестифазную
пульсацию и обеспечивает наиболее высокое использование
трансформатора. Эту схему применяют в основном в
выпрямителях большой мощности — от единиц до десятков и сотен
киловатт.
Расчет всех рассмотренных выше схем для идеального
выпрямителя, т. е. для выпрямителя без потерь, можно произвести
Соотношения между токами и
Схема
Однополупериодная
Однофазная
Двухфазная
Трехфазная
Двухполупериодная
мостовая
Однофазная
Трехфазная
Характеры
UJUQ
2,22
1,11
0,85
1,П
0,43
/2//о
1,57
0,78
0,58
1,11
0,82
^обр/^о 1
3,14
3,14
2,10
1,57
1,05
/в//о | /т//о |
1,57
1,78
0,58
0,78
0,58
3,14
1,57
1,21
0,57
1,05
Примечание. В таблице приняты следующие обозначения:
щее напряжение на вторичной обмотке; U0 — постоянная составляющая
вентиле; /2 — действующий ток вторичной обмотки; /0—постоянная состав
амплитуда тока через вентиль; /г — действующий ток первичной обмотки;
обмотки; Р0—мощность постоянного тока; Рг — расчетная мощность пер-
пульсации; [ — частота пульсации.
176
с помощью табл. 7-1, показывающей соотношение между
токами и напряжениями в выпрямительных схемах. Так как в
реальном выпрямителе имеются потери, то их лучше всего
представить как падение напряжения на каком-то сопротивлении,
равном действительному сопротивлению потерь. Это
напряжение Д?/=Д?/т + Д?/в + Д[/ф складывается из отдельных
составляющих, которые характеризуют падение напряжения в
трансформаторе, вентиле и фильтре. Таким образом, при расчете
выпрямителя исходное выпрямленное напряжение U следует
заменить напряжением Uo+AU. Падение напряжения в
трансформаторе AUt = AUtR+AUtL суммирует падение напряжения
на активном сопротивлении фазы обмоток трансформатора
AUTR = Io(R2 + n2Ri)i гДе #i и %2 — соответственно активные
сопротивления одной фазы первичной и вторичной обмоток
трансформатора, и падение напряжения, обусловленное
индуктивностью рассеяния обмоток, AUTL = IomxT/Bn), где хт —
индуктивное сопротивление рассеяния фазы трансформатора, а т —
число фаз выпрямителя.
Падение напряжения на вентиле одной фазы в
выпрямителях малой мощности можно ориентировочно определить как:
AUB = I0RBi где RB—сопротивление вентиля. Для выпрямителей
большой мощности падение напряжения на вентиле
определяется равенством PB = IoAUB, где Рв—мощность потерь в
вентиле. Если в фильтре выпрямителя имеется дроссель, то на
активное сопротивление его обмотки R<$ также приходится
падение напряжения, которое определяется как AU<b = I0R<b.
Таблица 7-1
напряжениями в выпрямительных схемах
стика схемы
Л//о
1,21/п
1,11/л
0,47/л
1,11/л
0,82/л
/л1//о
1,21/л
1,И/л
0,82/п
1,11М
0,41/я
Р,1Р0
3,50
1,74
1,48
1,21
1,05
PJPo
2,70
1,21
1 1,21
1,21
1,05
РТ/Ро
3,10
1,48
1,35
1,21
1,05
5 | U Гц
1,57
0,67
0,25
0,67
0,057
5а
100'
150
100
300
n = Ui/U0 — коэффициент трансформации трансформатора; U2 — действую-
выпрямленного напряжения; (/0бр — амплитуда обратного напряжения на
ляющая выпрямленного тока; /в — действующий ток через вентиль; 1т —
/л1 — линейный ток первичной обмотки; Р2 — расчетная мощность вторичной
вичной обмотки; Рт— расчетная мощность трансформатора; 5 — коэффициент
7 Заказ № 626
177
КПД выпрямителя определяется по формуле
у\ = ^ = ^ ,
Ро+2Рп Ро+Рт + Рв + Рф+Рп
где 2РП— суммарная мощность потерь в выпрямителе, которая
складывается из потерь в трансформаторе Рт= @,04ч-0,1)Р0,
потерь в вентилях PB = mI0MJB) потерь в фильтре Рф = 102Яф и
потерь мощности, расходуемой на накал катодов вентилей, Ри.
Большинство выпрямителей, питающих ультразвуковые
генераторы, не имеет фильтров для сглаживания пульсаций,
поскольку коэффициент пульсаций, например, в наиболее часто
применяемой трехфазной мостовой двухполупериодной схеме
выпрямления находится в допустимых пределах. Обычно на
выходе выпрямителя ставят емкость, которая в основном
служит для блокирования выпрямителя от высокочастотного тока.
Питание цепи подмагничивания магнитострикционных
преобразователей осуществляют от отдельного выпрямителя,
который, как правило, собирают по однофазной однополупериод-
ной схеме. Питание магнитострикционного преобразователя М
током подмагничивания (см. рис. 4-24) осуществляется через
дроссель подмагничивания Др, который препятствует
проникновению высокочастотного тока генератора в цепь
подмагничивания. Индуктивность этого дросселя выбирают такой, чтобы
его сопротивление на рабочей частоте в 20—30 раз превышало
полное сопротивление магнитострикционного преобразователя.
Конденсатор Ср, являясь разделительным, препятствует
закорачиванию выпрямителя подмагничивания через выходной
трансформатор генератора.
Управление, блокировка и сигнализация в ультразвуковых
генераторах и установках. Системы управления, блокировки и
сигнализации (сокращенно системы УБС) позволяют
осуществлять определенный порядок включения генераторов и
установок, блокировку, обеспечивающую безопасную работу
обслуживающего персонала, и сигнализацию, показывающую, какие
элементы оборудования включены, а какие нет. В схеме УБС
предусмотрена защита обслуживающего персонала от
попадания под действие высокого напряжения. Для этого введена
механическая и электрическая блокировка. Контакты
механической блокировки устанавливаются на дверях генератора, и при
их открывании цепь его питания разрывается. Это
предотвращает включение генератора при открытых дверях. Контакты
электрической блокировки также связаны с дверями генератора,
но включены не в общую цепь питания, а в цепь питания
магнитного пускателя для включения высокого напряжения. При
открытых дверях эти контакты разомкнуты, а следовательно,
разомкнута и цепь питания магнитного пускателя.
В системе управления установки предусматривается подача
напряжения для питания генератора, нагревателей и калорифе-
178
ров, электродвигателей вентиляторов, приводов механизмов и
т. п. Система управления имеет сигнализацию, указывающую-
на то, какие ее элементы включены, а какие нет. В системе
УБС могут быть также предусмотрены устройства для
стабилизации температуры в ваннах и для регулирования уровня
жидкости в них, для обеспечения работы установки по
определенной программе и т. д.
7-2. Эксплуатация ультразвуковых установок
Общие соображения. Современная ультразвуковая
аппаратура представляет собой комплекс блоков, узлов и конструкций,
связанных между собой электрически, а зачастую и
механически. Для нормальной работы ультразвуковой установки
необходимо, чтобы параметры всех ее узлов и блоков
соответствовали техническим условиям, а параметры каждого отдельного
узла или блока были согласованы с соответствующими
параметрами последующего или предыдущего блока или узла. Так,
например, выходные параметры генератора должны
соответствовать входным параметрам преобразователя или системы
преобразователей, на которую он работает, и т. д. Таким
образом, регулировка всего устройства в целом заключается в том,
чтобы согласовать работу отдельных узлов и блоков установки
и выполнить требования технических условий.
Наладка ультразвуковых генераторов. Целью наладки
является обеспечение их нормальной работы при обеспечении
заданных технических характеристик. Перед наладкой генератора
в целом производится проверка работоспособности его
отдельных узлов и блоков, их регулировка, проверяется
работоспособность выпрямителей, трансформаторов отдельных каскадов
генератора (в случае схемы с независимым возбуждением) и
производится настройка задающего генератора.
Регулировка генератора производится в следующем
порядке: 1) проверяется система блокировки, управления и
сигнализации; 2) производится проверка напряжений питания;
3) проверяется в многокаскадной схеме генератора
согласование каскадов и их режимы, согласуется выход генератора с
нагрузкой; 4) измеряются параметры генератора и при
отклонении их от заданных производится окончательная регулировка
генератора для обеспечения номинальной выходной мощности,
частоты и т. д.; 5) осуществляется, при необходимости, прогон
генератора для проверки надежной работы отдельных его
узлов и устройства в целом.
Конструкция генератора, как уже отмечалось, должна
предусматривать систему управления, блокировки и сигнализации,
которая проверяется в следующем порядке: 1) последовательно
включают питающую сеть, цепи накала (в ламповых генерато-
7*
179
pax) и высокое напряжение; 2) поочередно открывают двери
генератора, выдвигают его блоки и проверяют выключение его
питания; 3) поочередно снимают предохранители и проверяют
выключение соответствующих цепей генератора; 4) при
использовании в генераторе водяного охлаждения путем перекрытия
воды в системе водоохлаждения проверяют работу гидрореле,
при срабатывании которого питание генератора должно
выключаться; 5) проверяют защиту генератора от коротких
замыканий или перегрузок, для чего при выключенном генераторе
проверяемую цепь соединяют с каркасом генератора; при
включении высокого напряжения реле защиты должно
срабатывать и обесточивать соответствующие реле.
При всех перечисленных выше проверках должна
срабатывать сигнализация. После этого при номинальном напряжении
питающей сети производят проверку и регулировку питающих
напряжений. Регулировка режима производится при работе
генератора на номинальной частоте и на пониженной мощности
выходного каскада; при этом во избежание аварийных
ситуаций снижают его напряжение питания.
Согласование выходного каскада с нагрузкой или ее
эквивалентом проверяется по показаниям ваттметра, включаемого
в цепь нагрузки. Оно осуществляется путем изменения связи
между выходным каскадом и нагрузкой и изменения
компенсации электроакустического преобразователя. Если
ультразвуковой генератор выполнен по схеме автогенератора, то порядок
отладки режима и согласования в основном сохраняется,
только в процесс регулировки режима включается регулировка
обратной связи, необходимой для устойчивого
самовозбуждения. После окончания регулировки режима и согласования на
пониженной мощности производят проверку работы генератора
при номинальном ее значении.
Эксплуатация ультразвуковых генераторов производится
в соответствии с инструкциями по эксплуатации, с правилами
по технике безопасности, пожаробезопасное™, санитарными
нормами и т. п.
Наладка ультразвуковой установки сводится к обеспечению
согласованной работы всех ее узлов и блоков. В первую
очередь отрабатывается электрическая схема ультразвуковой
установки. Проверяется включение отдельных цепей, надежность
защиты их от перегрузок и коротких замыканий. Производится
предварительная регулировка термореле, реле времени и т. п.
Проверяется работа системы сигнализации.
После этого проверяются системы водоснабжения и паро-
снабжения на герметичность и на управляемость, т. е.
нормальную работу вентилей, кранов, заслонок и т. д. Проверяется
работа привода дистанционного управления вентилями, если
таковой предусмотрен в установке. Следует обращать
внимание на то, чтобы в системе не возникло избыточных давлений,
180
могущих привести к нарушению ее герметичности.
Отлаживается работа механизмов установки, для чего
сначала проверяется работа отдельных ее узлов, а потом
механизма в целом. Особое внимание обращается на плавность
хода, отсутствие толчков и рывков, отсутствие заклинивания.
После этого производится совместное включение
электрической и механической частей установки и производится
согласование их работы в соответствии с заданной программой, т. е.
отрабатываются выдержки времени, длительность
технологического цикла, очередность операций и т. д.
Последним этапом испытаний является полное включение
всех элементов установки, т. е. их совместная работа. На этом
этапе в соответствии с заданными техническими условиями
производится полная отработка всех режимов технологического
цикла, уточняются температуры в ваннах, регулируется
длительность отдельных технологических операций, проверяется
работа фильтрующих и регенерационных устройств, работа
электроакустических преобразователей и т. д. В заключение
производятся технологические испытания установки, целью
которых является определить качество ее работы и способность
к выполнению тех или иных технологических операций.
Включение ультразвуковой установки в работу
производится в соответствии с инструкциями по эксплуатации
установок данного типа.
7-3. Техника безопасности
при работе с ультразвуковыми установками
Общие соображения. Внедрение ультразвука в процессы
ультразвуковой технологии налагает на ультразвуковые
установки требования, связанные с устранением вредного влияния
этих установок на обслуживающий персонал и с обеспечением
безопасной работы.
Как отмечалось, любая ультразвуковая установка состоит
из генератора электрической энергии ультразвуковых частот,
технологического устройства и вспомогательного оборудования,
к которому могут быть отнесены устройства для регенерации
моющих растворов, устройства для предварительной обработки
деталей, нагреватели, калориферы, механизмы и т. п. Так как
в любой ультразвуковой установке всегда имеют дело с элек-
рической энергией высокого и низкого напряжения, то на них
целиком распространяются «Правила технической
эксплуатации электроустановок потребителей» и «Правила техники
безопасности при эксплуатации электроустановок потребителей».
При работе с ультразвуковыми установками
обслуживающий персонал подвергается действию слышимых и
неслышимых шумов, распространяющихся в воздухе, а также действию
ультразвуковых колебаний при непосредственном контакте рук
181
с технологическими средами, обрабатываемыми деталями при
их загрузке и выгрузке, работающими преобразователями и
т. п. В ряде случаев работа установок для очистки
сопровождается выделением вредных газов, образующихся в результате
испарения рабочих жидкостей.
Наличие в автоматизированных установках вращающихся
агрегатов, узлов и деталей, перемещающихся во время работы,
также налагает определенные требования на ультразвуковые
установки с точки зрения защиты обслуживающего персонала
от воздействия подвижных частей механизмов.
Воздействие шума работающих ультразвуковых установок
на организм человека. Шумы в ультразвуковой установке
наиболее неблагоприятно воздействуют на обслуживающий
персонал [7, 23]. Проведенные исследования показывают, что шумы
создаваемые работающими ультразвуковыми установками,
занимают широкий спектр частот. Однако наиболее высокий
уровень шума наблюдается у ультразвуковых установок,
работающих на частотах 18 и 22 кГц. Шум таких установок имеет
наибольшие составляющие на рабочей частоте и частоте, равной
половине рабочей частоты (субгармоника). Именно эти
составляющие и создают превышение предельного допустимого
звукового давления на рабочих местах, установленного
«Гигиеническими требованиями к устройству и эксплуатации
ультразвуковых установок». Наибольшее превышение происходит на
частоте субгармоники, в диапазоне 8—И кГц. Звуковое
давление на этой частоте не является неизменным для одной и той
же установки и зависит от интенсивности кавитационных
процессов определяемых свойствами рабочей жидкости и
акустическими колебаниями.
Воздействие шумов на человека определяется характером
распределения звуковой энергии в слышимой части спектра.
Чувствительность уха человека неодинакова к воздействию
различных частот. Максимального значения она достигает на
частоте 3—5 кГц. На частотах 15—20 кГц слуховое ощущение
почти полностью отсутствует. Слышимые звуки оказывают
наибольшее воздействие на человека в диапазоне 4—8 кГц, причем
максимальное утомляющее действие на человека проявляется
на частоте 7 кГц, уже при звуковом давлении 50 дБ.
Эффективным способом борьбы с шумом ультразвуковых
установок является переход на рабочие частоты выше 40 кГц,
так как в этом случае субгармоника будет находиться в
ультразвуковом диапазоне частот, где допустимое звуковое давление
составляет ПО дБ вместо 75 дБ на частотах 10—11 кГц.
На рис. 7-2 приведены спектры шума ультразвуковых ванн
мощностью 100 Вт с рабочими частотами 18 и 44 кГц. В
спектре шума ультразвуковой ванны с рабочей частотой 18 кГц
превышение предельного допустимого звукового давления в 7з-
октавной полосе со среднегеометрической частотой 9 кГц со-
182
ставляет 28 дБ. В то же время шум ультразвуковой ванны
€ рабочей частотой 44 кГц не превышает предельных
допустимых уровней во всем нормируемом диапазоне частот.
Если по технологическим соображениям рабочие частоты не
могут быть выбраны выше 40 кГц, то их следует выбирать по
возможности более высокими: рабочую частоту 22 кГц
предпочитают частоте 18 кГц, эту последнюю предпочитают частоте
16 кГц и т. д.
Для снижения шума ультразвуковых установок с помощью
звукоизоляции и звуко- и вибропоглощения необходимо знать
источники шума в
ультразвуковых установках, т. е. знать, где
происходит образование и
излучение наиболее интенсивных
составляющих шума. Следует
учитывать, что у магнитострикцион-
ных преобразователей с водяным
охлаждением источником шума,
помимо кавитационных
процессов в технологической ванне,
является кавитация в бачке водо-
охлаждения. Иногда сам
преобразователь помимо основной
может излучать
субгармоническую составляющую,
обусловленную параметрическим
резонансом, возникающим в магнито-
стрикционных преобразователях
при совпадении частоты
возбуждения с удвоенной частотой
одной из мод изгибных колебаний.
Для исключения этого следует
повышать динамическую
устойчивость системы.
Борьба с шумом в
ультразвуковых установках ведется в
направлении улучшения звукоизоляции самих установок и
индивидуальной защиты обслуживающего персонала. Наиболее
простым методом звукоизоляции является склеивание
наружных поверхностей ванн и закрывающих их крышек с помощью
звукопоглощающего материала. Если ванна заключена в кожух
или соединяется с металлическим каркасом, то должна быть
обеспечена акустическая развязка между ванной и кожухом
или каркасом во избежание передачи им колебаний от ванны.
В качестве развязок обычно используются прокладки из резины.
При работе ванн ультразвуковой очистки они должны быть
закрыты крышками, что позволяет значительно уменьшить
шум.
дВ
100
90
80
70
60
50
р
2 —
Кл
/
/
к
hi
f V
у/^1
тп
г
i |
шо
8000
16000 Гц
Рис. 7-2. Спектры шума макетов
ультразвуковых ванн
электрической мощностью 100 Вт (с
открытой крышкой) с различной
рабочей частотой
/ — 44 кГц; 2—18 кГц; 3 —
нормативная кривая
183
На производстве для подавления шума ультразвуковых
установок часто применяют специальные кожуха из стали или
алюминия с соблюдением следующих условий: 1) кожух
оклеивается технической резиной, рубероидом, вибропоглощающими
пластмассами, что повышает коэффициент потерь в стенках
кожуха и улучшает звукоизоляцию; 2) второй слой технической
резины, рубероид и т. д. зажимается по периметру внутренних
стенок кожуха металлическими уголками; 3) ультразвуковые
ванны помещают внутрь
кожухов; 4) для большей
эффективности работы кожуха его
внутреннюю поверхность облицовывают
звукопоглощающими
материалами типа поролона, пористой
резины, стекловаты толщиной
15—20 мм; это необходимо
потому, что при заключении
ультразвуковой установки в кожух
уровень шума внутри кожуха
из-за многократных отражений
звука от стенок значительно
увеличивается; 5) тщательно
заделывают все щели и отверстия
в кожухе; окна и крышки
должны иметь по краям резиновые
уплотнения, крышки должны
плотно закрываться с помощью
затяжных замков; наличие
щелей и отверстий ухудшает
звукоизоляцию, при этом чем выше
звукоизолирующие свойства,
которыми обладает кожух, тем
больше ухудшение.
В производственных условиях иногда невозможно обеспечить
герметичность кожухов. Снижение шума в этом случае следует
обеспечить с помощью полукожуха, внутренняя поверхность
которого оклеена звукопоглощающим материалом.
Для ультразвуковой установки УЗУ 1-0,25 был изготовлен
полукожух из стали Ст.З толщиной 1 мм, оклеенный изнутри
поролоном толщиной 20 мм, покрывающим площадь 1,36 м2
с технологическом проемом 0,0915 м2. На рис. 7-3 построены
спектры шума этой ультразвуковой установки с открытой
крышкой до и после установки на нее полукожуха, измеренные в
одной и той же точке на той стороне полукожуха, где проем
отсутствует. После установки полукожуха шум снизился на
24 дБ.
Характерной особенностью всех мер по уменьшению шума
ультразвуковых установок является то, что если они обеспечи-
Рис. 7-3. Спектры шума
ультразвуковой ванны УЗУ 1-0,25
1 — до установки полукожуха; 2 —
после установки полукожуха; 3 — нор
мативная кривая
184
вают снижение шума до предельных допустимых уровней в
диапазоне звуковых частот, то одновременно понижают
составляющие ультразвукового диапазона до уровней, значительно
меньших, чем предельные допустимые для этого диапазона частот.
Если невозможно уменьшить уровень шумов за счет
звукоизоляции аппаратуры, прибегают к индивидуальным средствам
защиты от шума. Хорошим средством являются пробочки из
ультратонкой стекловаты, которые вставляются в оба уха. При
этом может быть достигнуто ослабление шума на 20—25 дБ.
Практика такого использования стекловаты показала, что она
является совершенно безвредной для слуховых органов. Другим
эффективным средством индивидуальной защиты от шума
являются противошумные наушники.
Контактное воздействие ультразвуковых колебаний на руки
обслуживающего персонала наблюдается при непосредственном
прикосновении к моющей жидкости, к очищаемым деталям во
время загрузки их в ванну очистки и выгрузки. Это
воздействие, как правило, кратковременно, однако при значительных
интенсивностях ультразвука может привести к понижению
чувствительности кожного покрова рук.
Разработка механизированных ультразвуковых установок
с автоматически управляемой последовательностью
технологических операций, в частности загрузки и выгрузки деталей,
полностью исключает контакт рук работающего со средой или
деталями, находящимися под воздействием ультразвуковых
колебаний. Встраивание таких автоматизированных установок
в автоматизированные поточные линии цехов практически
обеспечивает безопасность работы.
При работе с немеханизированными установками и
станками во избежание непосредственного контакта рук со средой
или деталями, находящимися под воздействием ультразвука,
целесообразно загрузку и выгрузку деталей производить при
выключенном генераторе. Для этого применяется блокировка,
отключающая генератор при открывании крышки ванны.
Концентраторы и инструменты должны быть закрыты защитными
кожухами.
Практически не все действующие в настоящее время
ультразвуковые установки снабжены этой блокировкой. При работе на
таких установках необходимо выполнять следующие правила:
1. Загрузка и выгрузка деталей производится в
специальных корзинках, сетках или на подвесках, приспособленных для
данного типа деталей.
2. Все приспособления, предназначенные для загрузки и
выгрузки деталей, должны быть снабжены рукоятками, длина
которых должна исключать погружение рук в моющую среду.
Концы рукояток должны быть покрыты резиной или другим
материалом, устраняющим контакт с металлом, через который
могут передаваться ультразвуковые колебания.
185
3. Загрузка деталей в корзинки и сетки и выгрузка должна
производиться только тогда, когда они полностью вынуты из
ванны.
4. Персонал, работающий на установке, должен иметь
индивидуальные средства защиты: резиновые перчатки с
внутренним хлопчато-бумажным слоем и противошумную защиту.
Воздействие вредных газов, паров кислот, щелочей и т. п.
Пожаробезопасность. При работе ультразвуковых установок,
предназначенных для очистки, зачастую приходится иметь дело
с выделением вредных газов из рабочей среды. Во избежание
превышения предельных допустимых концентраций вредных
газов и паров, помещения, в которых эксплуатируются данные
установки, должны быть снабжены вентиляцией, а сами
установки должны иметь отсос вредных паров и газов. Чаще всего
ванны установок снабжаются бортовыми отсосами, которые
удаляют значительную часть паров и газов, выделяющихся с
поверхности рабочих сред.
Если установка работает с рабочими средами, пары
которых приводят к коррозии, металлические части установки
должны выполняться из материалов, стойких к воздействию
указанных паров, либо должны быть защищены
антикоррозионными покрытиями.
Установки, работающие со взрыво- и огнеопасными
рабочими средами, должны выполняться в соответствии с
правилами пожарной безопасности и иметь приточно-вытяжную
вентиляцию. Во всех случаях, когда помещения, в которых
работают установки, содержат пыль или пары кислот и щелочей
хотя бы в небольшой концентрации, генераторы целесообразно
устанавливать в отдельных изолированных помещениях. Это
обеспечит их надежную работу и увеличит срок службы.
Электробезопасность при работе с ультразвуковыми
установками. Защита обслуживающего персонала от воздействия
движущихся механизмов. Все ультразвуковые установки
должны удовлетворять «Правилам технической эксплуатации
электроустановок потребителей» и «Правилам техники
безопасности и эксплуатации электроустановок потребителей». Их
конструкция должна предотвращать случайное прикосновение
работающих на них к элементам схем и деталям, находящимся
под опасным напряжением. Для этого отдельные элементы
оборудования, например ультразвуковые генераторы, которые
имеют опасное для обслуживающего персонала напряжение,
должны быть снабжены электрической и механической
блокировкой, а сами установки должны быть снабжены рабочим и
защитным заземлением.
Все детали и узлы, перемещающиеся во время работы
установки, вращающиеся агрегаты, механические передачи,
вращающиеся валы и т. п. должны быть снабжены во избежание
прикосновения к ним людей ограждениями, кожухами, обшив-
186
ками. Работа установки с отключенной блокировкой, снятым
кожухом и обшивками не допускается.
7-4. Измерения в ультразвуковых установках
Измерения параметров ультразвуковых генераторов. При
настройке и испытании ультразвукового генератора следует
определять его основные электрические параметры. К ним
относятся: мощность, потребляемая генератором; мощность,
напряжение и ток на выходе генератора; рабочая частота или
диапазон частот; полный КПД генератора, вычисляемый по
результатам измерений.
Сеть
AT
их;
С
Ff^l
1 г •
Hz
Н
Рис. 7-4. Структурная схема измерений параметров
генератора
На рис. 7-4 приведена схема, по которой рационально
производить измерения параметров ультразвукового генератора Г.
На входе генератора устанавливается автотрансформатор Л Г,
с помощью которого осуществляют регулировку напряжения
питания, устанавливая его номинальное или предельное
значение в соответствии с допусками на колебания напряжения
в сети. После автотрансформатора идет измерительная схема
#С, включающая в себя ваттметр для измерения мощности,
потребляемой генератором, и амперметры и вольтметры,
устанавливаемые в каждой фазе сети. На выходе генератора с
помощью высокочастотного ваттметра W, амперметра и
вольтметра измеряется выходная мощность, ток и напряжение. Для
измерения рабочей частоты или частотного диапазона
используется частотомер Hz. В качестве нагрузки Н используется
эталонный электроакустический преобразователь или эквивалент
нагрузки.
Измерение параметров ультразвуковых преобразователей.
Основными параметрами, подлежащими контролю при
проектировании, изготовлении и эксплуатации ультразвуковых
преобразователей, являются резонансная частота, электрическая
мощность, потребляемая преобразователем, полное внутреннее
сопротивление, электроакустический КПД. Для
преобразователей с концентраторами измеряют также амплитуду
механических колебаний излучателя.
187
В заводских и лабораторных условиях измерения производят
на стенде, структурная схема которого приведена на рис. 7-4.
В качестве стендового генератора используют генератор с
независимым возбуждением и диапазоном частот от 10 до 80 кГц
с плавной регулировкой мощности и частоты. Генератор может
быть согласован с различными ультразвуковыми
преобразователями. Между генератором и преобразователем включается
высокочастотный термоваттметр, предназначенный для
измерения активной мощности, подаваемой к преобразователю.
Наряду с амперметром и вольтметром, имеющимися в
термоваттметре, в схему включают статический вольтметр и
термоамперметр более высокого
класса точности, чем в
ваттметре, например 1,0.
Измерение
электрической мощности,
потребляемой преобразователями.
Наиболее простым является
измерение электрической
мощности высокочастотным
термоваттметром,
работающим в ультразвуковом
диапазоне частот.
Высокочастотный ваттметр
позволяет измерять мощность от
нескольких ватт до
десятков киловатт.
В основу высокочастотного ваттметра (рис. 7-5),
включаемого между выходными зажимами генератора и входными
зажимами преобразователя с сопротивлением ZH, положен
принцип вычисления квадратов суммы и разности двух векторных
величин, одна из которых (ii) пропорциональна току нагрузки,
а вторая (iv)—напряжению [10]. В качестве преобразователей
используются элементы с идентичными квадратичными
характеристиками (диоды, вакуумные бесконтактные
термопреобразователи ТВБ и т. д.). Ток нагрузки iH, протекая по шунту $Шу
создает падение напряжения на шунте, пропорциональное току
нагрузки. На больших мощностях вместо сопротивления шунта
обычно используют трансформаторы тока, выполненные без
рассеяния магнитного потока. Ток iU3 проходящий через
сопротивление Ядоб, пропорционален напряжению на нагрузке Uu.
Нетрудно показать, что отклонение указателя
микроамперметра а пропорционально активной мощности:
a = kUIcosy = kP. G-1)
Погрешность высокочастотного термоваттметра обусловлена
следующими причинами: а) неравенством чувствительностеи
термопреобразователей, их нестабильностью во времени и за-
Рис. 7-5. Принципиальная схема
высокочастотного термоваттметра
188
висимостью от нагрузки; б) реактивной составляющей входного
сопротивления ваттметра Zw> При этом чувствительность
ваттметра k становится частотнозависимой и появляется некоторый
дополнительный сдвиг фазы г|) между током и напряжением.
В результате показания прибора будут определяться
выражением
а - -^— = VI cos (q> +г|>). G-2)
zw
\Ur
Un
Ur
Погрешность ваттметра Т-141 при тщательной градуировке
составляет 5—10 % в зависимости от диапазона измерений.
При отсутствии ваттметра
потребляемая мощность может быть
определена калориметрическим методом.
Этот метод измерения потребляемой
мощности применим как для
преобразователей, работающих на
жидкостную нагрузку, так и для
преобразователей с концентраторами. Существуют
два способа калориметрирования
преобразователей: «на удар» и «на
проток». Оба они заключаются в
сравнении тепловой мощности, выделяемой
излучателем, с мощностью, создаваемой эквивалентными
нагревательными элементами, питаемыми через
автотрансформатор от сети переменного тока [10].
При синусоидальной форме напряжения и тока
преобразователя потребляемую мощность можно измерить методом трех
вольтметров (рис. 7-6). Последовательно с преобразователем
включают безындуктивное сопротивление R, примерно равное
полному сопротивлению преобразователя П. Далее измеряют
три напряжения: UTi Un и UR. Мощность вычисляют по
формуле
Рис. 7-6. Схема измерения
мощности методом трех
вольтметров
ui
u%-ui
2R
G-3)
Этот метод применим в основном к преобразователям
мощностью до 100 Вт.
Определение электроакустического КПД преобразователей.
Для определения электроакустического КПД часто применяют
ваттметровый метод. Он заключается в снятии резонансных
характеристик (см. рис. 2-6) преобразователя, излучающая
поверхность которого находится в жидкости (кривая У) и в
воздухе (без нагрузки, кривая 2). В номинальном режиме работы
преобразователя снимают зависимость потребляемой мощности
Рэ, измеренной высокочастотным ваттметром, от частоты.
Отношение напряжения на преобразователе к частоте U/f,
пропорциональное движущей силе, при измерении поддерживают по-
189
стоянным [см. формулу E-17)]. Если измерения производятся
в жидкости, то столб ее должен иметь высоту около 1 м.
Частоту определяют по фигурам Лиссажу с помощью
измерительного генератора и осциллографа или измеряют
электронно-счетным частотомером.
По данным измерений строят резонансные характеристики
{см. рис. 2-6). Резонансная частота преобразователя при работе
в жидкости несколько смещена в сторону низких частот из-за
влияния соколеблющейся массы воды. Линия FCDG,
проведенная как касательная к спадам характеристик, представляет
собой зависимость мощности потерь в сердечнике от частоты.
Отрезок ВС показывает мощность электрических потерь Рэ. п,
а отрезок АС — механическую мощность; полная электрическая
мощность, потребляемая преобразователем
РЭ = \АС\ + \ВС\ = \АВ\. G-4)
Электромеханический КПД (в процентах)
*"^wio°- <?-5)
Для определения механико-акустического КПД
воспользуемся кривой 2, снятой в воздухе. Пренебрегая акустическим
излучением в воздухе, считаем разность отрезков DE и АС
равной мощности, расходуемой на внутреннее трение в
преобразователе. Механико-акустический КПД будет
Т1ма= 'D?,l~l,i4C| ЮО- G-6)
\JJt I
Общий (электроакустический) КПД
Лэа^ЛэмЛма- G-7)
Определив по резонансным характеристикам ширину
полосы пропускания Д/ на уровне 0,5, мы сможем найти
добротность нагруженного и ненагруженного преобразователя по фор-
МуЛаМ Qi = /oi/A/i; G-8)
Q*=fJbh> G-9)
гДе /ni, /п2, А/ь ДЬ — соответственно резонансные частоты и
полосы пропускания нагруженного и ненагруженного
преобразователей. Погрешность при ваттметровом методе не превышает
±10 % в докавитационном режиме. Метод применим для
преобразователей малой и большой мощности.
Калориметрический метод определения КПД заключается
в одновременном калориметрировании жидкости, залитой в
рабочую ванну, в дно которой вмонтирован ультразвуковой
преобразователь, и жидкости, охлаждающей пакет
преобразователя. Первое измерение дает акустическую мощность, второе —
190
потребляемую преобразователем электрическую мощность.
КПД г)оа (в процентах) вычисляется по формуле
Т,эа = -?М00. G-10)
* э
Принципиальная схема установки изображена на рис. 7-7.
Как видно из рисунка, имеются две совершенно независимые
системы протока воды, регулировки и измерения температуры
для верхней и нижней ванн. Во время измерений необходимо
следить за тем, чтобы разность температуры на выходе ванны
и в системе охлаждения
преобразователя была минимальной.
Этого добиваются независимой
регулировкой скорости потока
жидкости в каждой системе.
Мощность, выделяемая в
ультразвуковой ванне, определяется по
формуле
зпт
*nl — Ра — Р\\1
A/hi
G-П)
АТ1
П
Мощность, выделяемую в
системе охлаждения
преобразователя, определяют по формуле
:№
ш
J2
ЭПП2\
*п2
Н2"
At
Н2
Рис. 7-7. Принципиальная схема
установки для калориметрирова-
ния с двумя проточными
системами
Г — ультразвуковой генератор; П —
преобразователь; 77, Т2 —
термопреобразователи; ATI и AT 2—
автотрансформаторы, ЭПП1, ЭПП2 —
автоматические потенциометры
В этих формулах Рщ и Ри2 —
соответственно мощность,
расходуемая нагревателями в
ультразвуковой ванне и в системе
охлаждения преобразователя; A^ni и Д^П2— разности температуры
на входе и выходе ванны и на входе и выходе системы
охлаждения при работе преобразователя; A/Hi и Д/Н2 — те же
разности температуры, но при включении нагревателей.
Полную электрическую мощность, потребляемую
преобразователем, определяют по формуле
*э — *п1Т~ * п2 * =»
G-12)
где Р= — мощность потерь в цепи подмагничивания.
Если установка нагревателей в корпус преобразователя
вызывает затруднения, то мощность Ри2 в киловаттах вычисляют
по формуле:
гп2 —
ЛШп
0,24
10
—з
G-13)
где М — количество воды, протекающей через систему
охлаждения за 1 с, см3; Atn2 — разность температур на входе и
выходе системы охлаждения, °С.
191
Погрешность и недостатки калориметрического метода
определяются следующими причинами: а) трудностью отделения
тепловых потерь магнитострикционного пакета от потерь
в ультразвуковой ванне, поскольку температура пакета выше
температуры нагрева воды в ванне; это приводит к завышению
акустической мощности; б) метод не отделяет электрических
потерь от механических и, следовательно, не дает полной
энергетической оценки преобразователя; в) метод требует для
каждого типа преобразователя своей ультразвуковой ванны;
г) продолжительность
установления теплового
режима не позволяет
достаточно быстро снять
частотную
характеристику преобразователя.
При мостовом методе
предполагается
определение
электроакустического КПД
преобразователя посредством
круговых диаграмм
электрического сопротивления,
снимаемых при работе
преобразователя под
нагрузкой и на холостом
ходу. Находят
зависимость активного R и
реактивного х
сопротивлений преобразователя от
частоты. По данным
измерений строят круговую диаграмму (рис. 7-8). Круг большого
диаметра (D) соответствует работе преобразователя без
нагрузки (холостой ход), круг малого диаметра (d) —под
нагрузкой. КПД (в процентах) определяются по формулам:
2?0 0м
Рис. 7-8. Круговая диаграмма
сопротивлений
Числа в поле чертежа соответствуют значениям
частоты в килогерцах
Лэм =
Лма —
D—d
D(\-Rd/x20)
100;
100;
G-14)
G-15)
G-16)
Лэа — ^эмЛма»
где R0 и Хо — активное и реактивное сопротивления в точке
диаграммы, ближайшей к оси ординат.
Измерения желательно проводить при номинальной
мощности. Отношение U/f необходимо поддерживать постоянным. Этот
метод дает наименьшую погрешность при питании
преобразователя чисто синусоидальным напряжением. К тому же он по-
192
зволяет определять активную и реактивную составляющие
входного сопротивления преобразователя в различных режимах
работы. Изменение механической нагрузки на преобразователь
изменяет входное сопротивление, а это делает возможным
определение составляющих сопротивления нагрузки.
Акустическую мощность ультразвуковых преобразователей
с концентраторами можно определить, присоединяя к
испытываемой акустической системе полуволновый стержень из
материала с большим внутренним трением. Стержень
рекомендуется делать из стали 1X13, подвергая ее закалке при 1000 °С
на воздухе или в трансформаторном масле и отпуску при 700—
720 °С. Время озвучивания составляет 10—30 с. Тепло,
выделяемое в образце, калориметрируют. Погрешность измерений
постоянна и поддается учету. Построив однажды зависимость
мощности, выделяемой в стержне, от амплитуды колебаний
торца концентратора, можно в дальнейшем измерять только
амплитуду колебаний.
Измерение амплитуды механических колебаний на торце
концентратора основано на применении оптики. В качестве
инструмента необходим измерительный микроскоп с увеличением
от 100- до 500-кратного. На боковой поверхности
концентратора намечают точку, которая при колебаниях вдоль оси
превращается в линию. Длина линии равна удвоенной амплитуде
колебаний. Недостаток метода заключается в трудности
измерения малых амплитуд (до 5 мкм) и в невозможности
непрерывного контроля. Кроме того, при высоком коэффициенте
паразитной амплитудной модуляции выходного напряжения
генератора оптический метод дает большую погрешность.
Широко используются для измерения амплитуды
механических колебаний емкостные и индуктивные преобразователи.
Принцип работы схем с такими измерительными
преобразователями заключается в изменении емкости или индуктивности
контура высокочастотного автогенератора с частотой колебаний
торца концентратора. Полученные частотно-модулированные
колебания подаются на частотный детектор, выделяющий
низкочастотное напряжение, амплитуда которого пропорциональна
амплитуде механических колебаний. Низкочастотное
напряжение измеряется стрелочным прибором или осциллографом.
Чувствительность подобных схем очень высока — составляет
доли микрометра. Измерительный преобразователь,
выполненный в герметичном исполнении, можно использовать для
измерения колебаний в жидкости.
Бесконтактный виброметр типа УБВ-2 с индуктивным
преобразователем предназначен для контроля амплитуды колебаний
ультразвуковых преобразователей и трансформаторов упругих
колебаний при наличии внешних (постоянных и переменных)
электромагнитных полей. С помощью этого прибора можно
измерять колебания с амплитудой смещения от единиц микрон до
193
ста микрон в диапазоне частот 8—40 кГц. Виброметр
обеспечивает стабильность измерений, помехоустойчивость, широкопо-
лосность рабочих характеристик при исследовании режимов
работы магнитострикционных и пьезокерамических
преобразователей, предназначенных для ультразвуковых технологических
процессов.
Техническая характеристика виброметра: диапазоны измеряемых
смещений 0—3; 0—10; 0—30 мкм или 0—10; 0—30; 0—100 мкм; диапазон частот
8—40 кГц; диаметр чувствительного элемента 6 мм; наименьший диаметр
измеряемой площадки 12 мм; напряжение питающей сети 127 и 220 В.
Ультразвуковое поле в жидкости измеряют с помощью
различных ультразвуковых зондов. Однако большинство этих
конструкций работает лишь в докавитационном режиме. Чтобы
измерить поле в режиме кавитации, используют датчики с
металлическими волоноводами. Активный элемент таких датчиков
обычно бывает пьезокерамическим. Измерить поле в режиме
кавитации можно также с помощью точечных
термопреобразователей. Разработаны интегрирующие датчики с большим числом
термоэлементов, позволяющие получать интенсивность
ультразвука, усредненную в большом объеме. Следует, однако,
отметить, что измерение ультразвукового поля в жидкости в режиме
кавитации является сложной и неполностью решенной задачей.
Измерение резонансной частоты преобразователя.
Резонансную частоту преобразователя определяют при постоянном
значении напряжения на преобразователе по максимуму активной
мощности. Для измерений можно воспользоваться частотомером.
Резонансную частоту измеряют также по фигурам Лиссажу при
помощи осциллографа и измерительного генератора.
Резонансную частоту преобразователей с механическими
трансформаторами определяют по наибольшей амплитуде колебаний на торце
такого трансформатора. Для точного измерения резонансной
частоты используют электронно-счетные частотомеры.
Частотную характеристику преобразователя, работающего
в жидкости, определяют, сняв зависимость активной мощности
от частоты. Измерения производят при неизменном отношении
напряжений на преобразователе, находящемся под нагрузкой
(слой жидкости), к частоте.
Что касается частотной характеристики преобразователей
с механическими трансформаторами, то ее определяют как
зависимость амплитуды механических колебаний торца от
частоты. Измеряют амплитуду с помощью микроскопа,
виброметра или датчика амплитуды.
Определение полного, активного и реактивного
сопротивлений преобразователя. Полное, активное и реактивное
сопротивления преобразователя П определяют, подключив ко входу
преобразователя ваттметр W, вольтметр V и амперметр Л
(рис. 7-4). После того как измерили активную мощность пре-
194
образователя Рэ, его напряжение Un и ток /п, сопротивления
можно вычислить по следующим формулам:
полное электрическое сопротивление
z=t/„//„; G-17)
коэффициент мощности
со5ф = Рэ/(?/п/п); G-18)
активное сопротивление (в последовательной
эквивалентной схеме)
R = z coscp; G-19)
реактивное сопротивление
x=Rtgq> или x = ^/z2—R2. G-20)
Если ваттметр отсутствует, то сопротивления можно
определить с помощью вольтметра, амперметра и электронного
фазометра, дающего прямой отсчет сдвига фаз между током и
напряжением ф, либо мостовым методом по круговым
диаграммам (см. рис. 7-8).
Определить сопротивления преобразователя можно также
методом трех вольтметров. Величину z находят по формуле:
z=UnR/UR; G-21)
при этом
I]2 — I]2 — П2
C0S<P= 2иПи ¦ G'22)
При измерении сопротивлений преобразователя следует
стремиться к тому, чтобы форма выходного напряжения и тока
была чисто синусодиальной.
Измерение параметров ультразвуковых полей. Для
эффективной эксплуатации ультразвуковых установок необходимо
контролировать акустический режим работы ультразвуковых
ванн. Малая интенсивность колебаний приводит к тому, что не
обеспечивается, например, качественная очистка изделий или
занижается производительность процесса, а при высоких интен-
сивностях звука возможны дефекты на поверхности изделий,
приводящие к браку.
Режим работы ультразвуковых ванн характеризуется
развитой кавитацией. Сложная картина кавитационного поля в
жидкости, неоднородность и нерегулярность его создают большие
трудности в проведении измерений акустической мощности,
интенсивности и звукового давления. Жидкость при наличии
кавитации в ней изменяет свои акустические свойства;
наблюдаются значительные отражения и поглощения ультразвуковых
195
волн в широком спектре частот, изменяется скорость звука
в жидкости, уменьшается ее волновое сопортивление и
изменяется закон распределения интенсивности звука по высоте ванны.
В связи с неопределенностью параметра рс для кавитирую-
щей жидкости традиционное определение интенсивности звука
по формуле 1 = р21(рс), где р — звуковое давление, измеренное
датчиком, может привести к значительным ошибкам.
Источником ошибки измерений могут являться пузырьки, налипающие
на приемную поверхность датчика и экранирующие поле
излучения преобразователя. В кавитационных режимах нельзя
использовать широко описанные в литературе радиометры, так
как вследствие нелинейности среды нет пропорциональности
между радиационным давлением и плотностью акустической
энергии. Размеры датчиков, вносимых в ультразвуковые ванны,
должны быть настолько малыми, чтобы не искажалась картина
ультразвукового поля в испытываемом объеме.
Оценка эффективности кавитационных процессов по
характерным химическим реакциям, например по количеству хлора,
выделяющегося при воздействии ультразвука из растворенного
в воде четыреххлористого углерода, или по интенсивности
люминесцентного свечения жидкости, также не нашла
практического применения при эксплуатации ультразвуковых установок.
В процессах ультразвуковой очистки, диспергирования и др.
наряду с акустическими течениями, радиационным давлением и
химически активными растворами, воздействующими на
загрязнения, значительная роль отводится кавитационной эрозии. При
удалении твердых нерастворимых частиц и при работе в
химически нейтральных средах роль кавитационной эрозии —
основная. В работе [30] введен критерий эрозионной активности
жидкости. На эрозионную активность влияют как параметры
ультразвукового поля (частота, звуковое давление), так и
физические свойства жидкости (плотность, вязкость,
поверхностное натяжение, газосодержание, температура). Используя
постоянную по своему составу и свойствам жидкость, можно по
кавитационной эрозии образцов, определяемой убылью массы,
судить об интенсивности кавитационного поля и размерах
кавитационной области.
Широко используется в лабораторной практике метод
определения убыли массы эталонных образцов, помещенных в
ультразвуковое поле на определенное время. В качестве образцов
используются цилиндры или пластины из материала, легко
диспергирующего в ультразвуковом поле, например из алюминия,
сплава Вуда. Недостатком этого метода является его
трудоемкость.
Интенсивность и геометрические размеры кавитационной
области оценивают по разрушению полированной поверхности
стеклянной пластинки или светочувствительного
фотографического слоя [17].
196
Широкое распространение в отечественной и зарубежной практике
получил метод оценки эффективности кавитационного поля по площади
разрушенной фольги. Так, Крауфорд использовал для этой цели тонкую
алюминиевую фольгу толщиной 0,01 мм при выдержке 15—20 с. Суммарная площадь
образовавшихся отверстий определялась автоматически прибором с
источником света и фотоэлементами.
Эффективность кавитационного поля может быть определена по
формуле:
9 = kS/t, G-23)
где S — разрушенная кавитацией площадь; t — время озвучивания; ?
—коэффициент, постоянный для данной толщины и марки фольги.
Для испытаний мощных ультразвуковых установок рекомендуют
рулонную мягкую отожженную алюминиевую фольгу марки А7, А6 и А5 (ГОСТ
618—62) толщиной от 0,02 до 0,2 мм в зависимости от мощности установки
[28J. Поверхность фольги должна быть чистой, гладкой, без дефектов. Время
озвучивания от 15 до 60 с. Эффективность работы определяется емкостным
методом. Озвученный образец фольги, установленный в специальное
приспособление, является одной из обкладок плоского конденсатора. С помощью
типового измерительного моста определяется емкость конденсатора, по
изменению которой определяется эффективность кавитационного поля.
Коэффициент эрозионной активности вычисляется по формуле
x = ¦^Z=^3-, G-24)
где Ср — емкость плоского конденсатора при использовании разрушенной
фольги в качестве одной из обкладок; С0 — емкость плоского конденсатора,
при использовании в качестве обкладок неразрушенной фольги.
Естественно, что этот метод фиксирует расход энергии только в тех
местах образцов, в которых образовались сквозные отверстия. Существуют и
другие методы оценки кавитационного разрушения. В работе [28] разработан
метод эталонной «грязи», в качестве которой рекомендуют шеллачную тушь
(ТУ 6-15-458—70). Образцы из нержавеющей стали в виде колец перед
нанесением слоя туши тщательно обезжириваются. Степень очистки образцов
определяется по формуле
п п
I с* - Z <*«
8=J=i <=«_, G.25>
Z AG,
П П
где 2 @oi—масса всех образцов без пленки туши; ^0{ — масса всех об-
т = 1 t = l
п
разцов после ультразвуковой очистки; ^AGt-— суммарная масса пленки
t=l
туши на всех образцах после ультразвуковой очистки;
? AG, = ? Gtl - ? Goi, G-26)
r=l t=l i=\
n
где 2_j Gti — масса образцов, покрытых тушью до ультразвуковой очистки.
Приведенные методы, однако, сложны и трудоемки. Поэтому создание
стрелочного прибора, позволяющего регистрировать состояние рабочей среды
и эффективность кавитационного воздействия ультразвуковых колебаний
в жидкости, представляет значительный интерес.
197
20
ДБ
-20
L
20
ДБ
Ш?
I
кГц
200
Спектр частот в ультразвуковой ванне изменяется в
зависимости от подводимой к преобразователю электрической
мощности. При увеличении мощности спектр звукового давления
становится сплошным, появляется так называемый белый шум.
Дальнейшее увеличение мощности одновременно с увеличением
белого шума приводит к
появлению субгармонических
составляющих основного
сигнала, кратных половине
частоты, т. е. У2, 3/2, 5/г и т. д.
Энергия белого шума при этом
также равномерно возрастает
в широком диапазоне частот
(рис. 7-9).
Показано, что существует
связь между кавитационной
эрозией, интенсивностью и
средней мощностью кавитаци-
онных шумов. Приборы,
измеряющие интенсивность шумов,
могут быть использованы для
оценки эффективности кавита-
ционных процессов. Возможно
создание нескольких
вариантов приборов, работающих на
этом принципе измерений.
В каждом из вариантов
прибор измеряет один из
следующих параметров: а) отношение
кавитационных шумов к
сигналу основной частоты
Рш/Росн'у б) отношение
кавитационных шумов к полному
(суммарному) сигналу Рш/Р;
в) квадрат сигнала
кавитационных шумов Рш,
представляющего собой сумму
квадратов отдельных составляющих
спектра кавитационных
шумов.
На этих принципах разработано несколько приборов,
применяемых как в лабораториях для исследовательских целей, так
и в промышленности при эксплуатации ультразвуковых ванн
:[17]. Устройство для измерения кавитационных шумов состоит
из пьезокерамического преобразователя с равномерной
частотной характеристикой до 2 МГц и электронного блока с
регистрирующим прибором. При оценке кавитационных шумов
преобразователь может быть расположен в ванне вне зоны кавита-
198
-20,
20\
У?\
1
w
3/J
72
I
1
2
1
I
3
1
1
1
А
кГц 200
-20
h\
\1
щ\
2[
ИР,
J
E^^l
imm
mm
кГц 200
Рис. 7-9. Спектр составляющих кави-
тационного поля
ции, что повышает стабильность измерений, и должен
обеспечивать пропускание сигнала в полосе частот от 300 да
1000 кГц. Чаще всего для этой цели используют волноводные
пьезощупы конструкции, приведенной в работе [12], и
миниатюрные пьезощупы с
тонким слоем пьезокера-
мики, нанесенным на
металлическую подложку.
Во ВНИИТВЧ
разработан индикатор
интенсивности кавитационного
поля, который
встраивается в ультразвуковые
ванны (рис. 7-10).
Прибор работает по
принципу измерения
квадрата давления кавитаци-
онных шумов.
Индикатор позволяет при
постоянных условиях
измерений (температура жидкости, газосодержание и т. д.) судить об
относительном изменении режима работы ультразвуковых ванн
очистки.
Схемой прибора отфильтровывается основная частота 16—
18 кГц при помощи фильтра-пробки, а с помощью активного-
Рис. 7-10. Структурная схема индикатора
кавитации
/ — пьезопреобразователь; 2 — эмиттерный
повторитель; 3 — аттенюатор; 4 — активный фильтр
верхних частот; 5 — усилитель; 6 — детектор; 7 —
микроамперметр
Рис. 7-11. Конструкция пьезощупа
1 — пьезопластина; 2 — корпус; 3— фторопластовое кольцо; 4 —
токосъем; 5 —пружина; 6 — разъем
фильтра верхних частот 4 срезается полоса частот до 300 кГц.
Шумы от 300 кГц и выше усиливаются, детектируются и
регистрируются. Для надежности измерений эмиттерный
повторитель 2 конструктивно совмещен с пьезопреобразователем 1.
199>
Индикатор кавитации комплектуется пьезощупом обычного
типа, собранным на базе пьезокерамического диска диаметром
8 мм и толщиной 1 мм с собственной частотой 2,1 МГц
(рис. 7-11). Для магнитострикционного преобразователя мощ-
0,5 7 7,5 2 2,5 3,03,5 кВт
74- 75 76 77 18 кГц
Рис. 7-12. Характеристики пьезощупа: зависимость уровня
кавитационных шумов от подводимой электрической
мощности и от частоты
ностью 2,5 кВт зависимость показаний прибора от подводимой
электрической мощности и частоты приведена на рис. 7-12.
Результаты измерений показали возможность практического
использования индикатора кавитации в ультразвуковых ваннах
для контроля режима их работы.
СПИСОК ЛИТЕРАТУРЫ
1. Артым А. Д. Ключевые генераторы гармонических колебаний. — Л.г
Энергия, 1972.
2. Белов К. П. Упругие, тепловые и электрические явления в
ферромагнетиках.— М.: Гостехиздат, 1957.
3. Вероман В. Ю. Размерная ультразвуковая обработка материалов. —
М.: Машгиз, 1961.
4. Волосатое В. А. Ультразвуковая обработка. — Л.: Лениздат, 1973.
5. Высокочастотная пайка магнитострикционных преобразователей/В. В.
Вологдин и др. — Труды ВНИИТВЧ. Промышленное применение токов
высокой частоты, 1969, вып. 10.
6. Гальперина А. Н. К конструктивному расчету пакетных пьезокерами-
ческих преобразователей. — Труды ВНИИТВЧ. Промышленное применение
токов высокой частоты, 1966, вып. 7.
7. Григорьева В. М. Ультразвук и вопросы гигиены труда. —
Машиностроитель, 1966, № 8.
8. Гутин Л. Я. К теории магнитострикционного преобразователя.—ЖТФ,
1945, 15, вып. 4—5.
9. Гутин Л. Я. Пьезокерамические излучатели и приемники. — ЖТФ, 1946,.
16, вып. 1.
10. Донской А. В., Келлер О. К., Кратыш Г. С. Ультразвуковые
электротехнологические установки.— Л.: Энергия, 1968.
11. Евдокимов Н. А. Гидроакустическая аппаратура. — Л.: ЛЭТИ
им. В. И. Ульянова (Ленина), 1957.
12. Источники мощного ультразвука/Под ред. Л. Д. Розенберга. — М.:
Наука, 1967.
13. Келлер О. К. Ультразвуковые генераторы для электротехнологических
установок. —Л.: ЛДНТП, 1969.
14. Келлер О. К., Кратыш Г. С. Исследование энергетических
характеристик системы ультразвуковой генератор — электроакустический
преобразователь — технологическая среда. — Труды ВНИИТВЧ. Промышленное
применение токов высокой частоты. 1970, вып. И.
15. Келлер О. К., Кратыш Г. С, Лубяницкий Г. Д. Ультразвуковая
очистка.— Л.: Машиностроение, 1977.
16. Кикучи Е. Ультразвуковые преобразователи. — М.: Мир, 1972.
17. Колесников А. Е. Ультразвуковые измерения. — М.: Издательства
стандартов, 1970.
18. Коссов О. А. Усилители мощности на транзисторах в режиме
переключения.— М.: Энергия, 1971.
19. Кратыш Г. С, Панов Ю. А., Фирсова Н. С. Ультразвуковые
преобразователи промышленного назначения. — В кн.: Ультразвук в
машиностроении.—М.: ЦНИИПИ, 1969.
20. Марков А. И. Ультразвуковое резание труднообрабатываемых
материалов.— М.: Машиностроение, 1968.
21. Матаушек И. Ультразвуковая техника. — М.: Металлургиздат, 1962.
22. Меркулов Л. Г. Теория ультразвуковых концентраторов. —
Акустический журнал, 1957, № 3.
201
23. Петухова С. В., Григорьева В. М. Оценка эффективности некоторых
мероприятий по уменьшению шума ультразвуковых установок. — Научные
работы ин-та охраны труда ВЦСПС, 1966, вып. 41.
24. Писаревский М. М. Расчет переходных стержней для
магнитострикционных преобразователей. — В кн.: Расчет магнитострикционных
преобразователей.—Л.: ЛДНТП, 1957.
25. Силин Л. Л., Баландин Г. Ф., Коган М. Г. Ультразвуковая сварка.—
М.: Машгиз, 1962.
26. Теумин И. И. Ультразвуковые колебательные системы. — М.: Машгиз,
1959.
27. Тиристорные преобразователи высокой частоты/Е. И. Беркович,
Г. И. Ивенский, Ю. Е. Иоффе, В. В. Моргун. — Л.: Энергия, 1973.
28. Ультразвуковая технология/Б. А. Агранат, В. И. Башкиров, Ю. И.
Китайгородский, Н. Н. Хавский. — М.: Металлургия, 1974.
29. Ультразвук в гидрометаллургии/Б. А. Агранат, О. Д. Кириллов,
Н. А. Преображенский, Н. Н. Хавский, Н. А. Якубович. — М.: Металлургия,
1974.
30. Физические основы ультразвуковой технологии/Под ред. Л. Д. Розен-
берга. — М.: Наука, 1970.
31. Холопов Ю. В. Ультразвуковая сварка. — Л.: Машиностроение, 1972.
32. Червинский П. П. Ультразвуковые генераторы на транзисторах с
динамической обратной связью. — Труды ЛПИ, 1972, № 320.
33. Червинский П. П., Донской А. В. Ампульно-ступенчатые
концентраторы.— Вестник машиностроения, 1979, № 9.
ОГЛАВЛЕНИЕ
Предисловие • -.¦ . 3
Глава первая. Общие сведения об ультразвуковых
электротехнологических установках 5
1-1. Назначение, область применения, классификация и состав
оборудования . . —
1-2. Основные технические характеристики ультразвуковых
электротехнологических установок 8
1-3. Энергетические характеристики ультразвуковых
электротехнологических установок . . . : 10
Глава вторая. Магнитострикционные преобразователи 14
2-1. Электромеханические соотношения в магнитострикционных
преобразователях и их параметры —
2-2. Расчет магнитострикционного преобразователя 25
2-3. Конструкция и технология изготовления магнитострикционных
преобразователей .-33
2-4. Методы улучшения энергетических характеристик
магнитострикционных преобразователей 48
Глава третья. Пьезоэлектрические преобразователи .50
3-1. Электромеханические соотношения в пьезоэлектрическом
преобразователе и его параметры —
3-2. Расчет пьезоэлектрического преобразователя 60
3-3. Конструкции пьезоэлектрических преобразователей 68
Глава четвертая. Источники питания электроакустических
преобразователей ...... 7 72
4-1. Общие сведения об ультразвуковых генераторах —
4-2. Генераторы на транзисторах -75
4-3. Ультразвуковые генераторы на тиристорах 85
4-4. Автоматическая подстройка частоты в ультразвуковых
генераторах :.-... 90
4-5. Стабилизация механических колебаний в ультразвуковых
генераторах ;•.. = .. ЮО
4-6. Модуляция в ультразвуковых генераторах 107
4-7. Источники питания ультразвуковых технологических устройств . 109
203
Глава пятая. Согласование системы ультразвуковой генератор —
электроакустический преобразователь — технологическая нагрузка 117
5-1. Общие соображения ¦.- —
5-2. Сопротивление нагрузки и полное механическое сопротивление 119
5-3. Влияние нагрузки на изменение резонансной частоты
преобразователя 123
5-4. Нагрузочные характеристики системы генератор —
преобразователь— нагрузка 126
5-5. Оптимальная частота ультразвукового преобразователя под
нагрузкой 129
5-6. Ультразвуковые трансформаторы упругих колебаний 131
5-7. Согласование ультразвукового генератора с электроакустическим
преобразователем : . НО
Глава шестая. Промышленные ультразвуковые установки 143
6-1. Технологические установки ультразвуковой очистки —
6-2. Ультразвуковые установки для обработки твердых и хрупких
материалов : . . 151
6-3. Ультразвуковые сварочные установки 157
6-4. Ультразвуковое диспергирование 167
Глава седьмая. Эксплуатация ультразвуковых установок 173
7-1. Энергоснабжение ультразвуковых установок, системы
управления, блокировки и сигнализации —
7-2. Эксплуатация ультразвуковых установок 179
7-3. Техника безопасности при работе с ультразвуковыми
установками 181
7-4. Измерения в ультразвуковых установках 187
Список литературы . . . " 201
Александр Васильевич Донской
I Олег Константинович Келлер I
Георгий Сергеевич Кратыш
УЛЬТРАЗВУКОВЫЕ
ЭЛЕКТРОТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ
Редактор Ю. В. Долгополова
Художественный редактор Д. Р. Стеванович
Технический редактор Н. А. Минеева
Корректор Е. А. Блох
Переплет художника В. Т. Левченко
ИБ № 640
Сдано в набор 25.03.82. Подписано в печать 16.06.82.
М-22126.. Формат 60X90'/i6. Бумага типографская № 1.
Гарнитура литературная. Печать высокая. Усл. печ. л. 13.
Уч.-изд. л. 14,85. Тираж 4000 экз. Заказ 626. Цена 95 к.
Ленинградское отделение Энергоиздата. 191041, Ленинград,
Марсово поле, 1.
Ленинградская типография № 4 ордена Трудового Красного
Знамени Ленинградского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома при
Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли. 191126, Ленинград.
Социалистическая ул., 14.