/





































































































































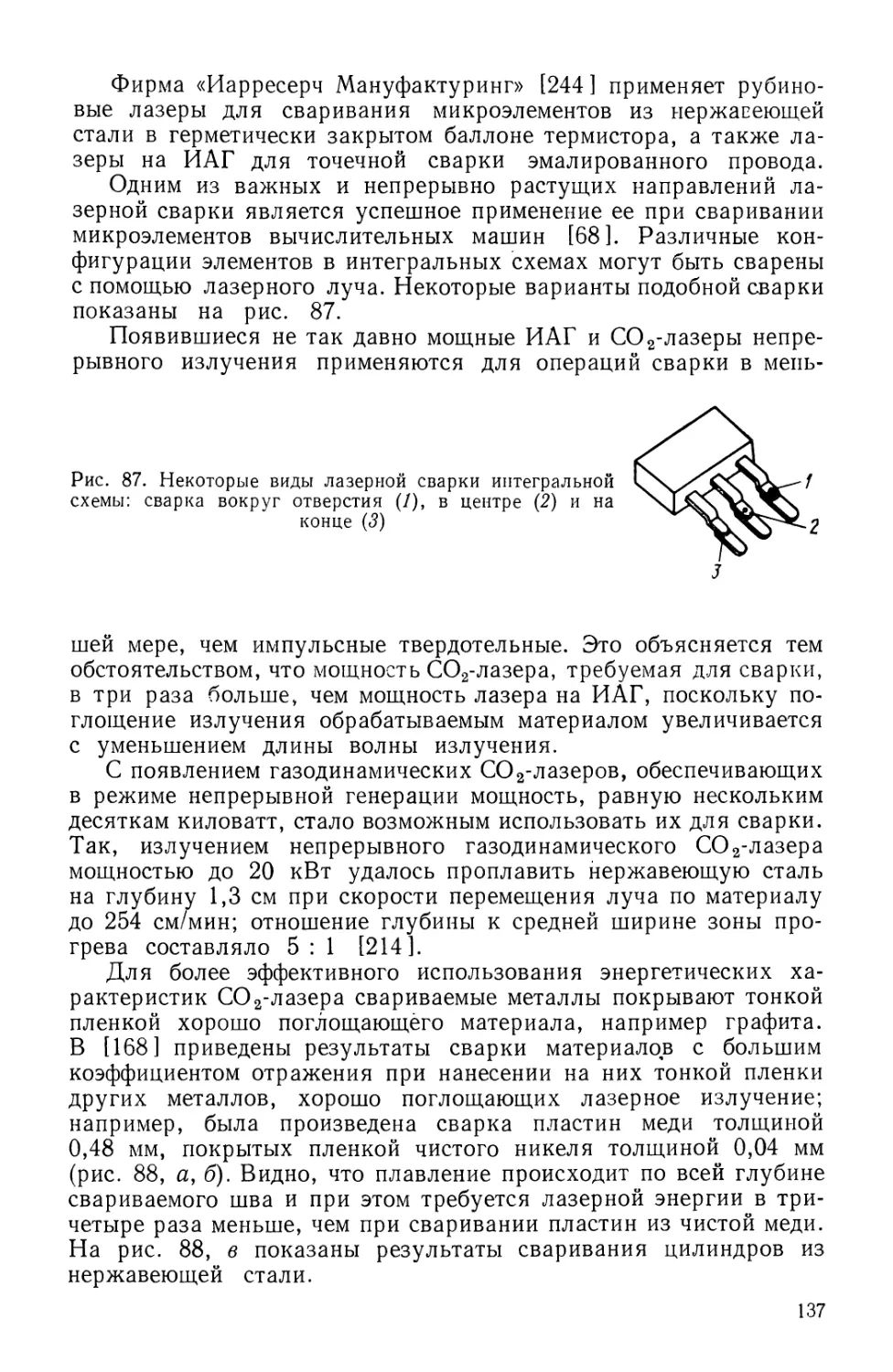




































































































































































































Text
К. И. КРЫЛОВ
В. Т. ПРОКОП Е нко
А. С. МИТРОФАНОВ
ПРИМЕНЕНИЕ
ЛАЗЕРОВ
В МАШИНОСТРОЕНИИ
И ПРИБОРОСТРОЕНИИ
ЛЕНИНГРАД
«МАШИНОСТРОЕНИЕ»
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
19 7 8
621 + 681.2
6Ф4
К85
УДК 621.37&&26
Рецензент д-р техн. паук Э. И. Головоневский
Крылов К. И., Прокопенко В. Т., Митрофанов А. С.
К85 Применение лазеров в машиностроении и приборострое¬
нии.—Л. Машиностроение. Ленингр. отд-ние, 1978.
336 с., ил.
В книге впервые в отечественной литературе обобщен опыт и даны рекомен¬
дации по практическому применению оптических квантовых генераторов в маши¬
ностроении и приборостроении. Описаны физические основы лазерной техники.
Рассмотрены основные типы лазеров и приведен сравнительный анализ их харак¬
теристик и режимов работы. Изложены методы контроля и управления лазерным
лучом. Показано применение лазеров для обработки металлических и неметалли¬
ческих материалов, неразрушающего контроля, измерения деформаций, а также
в технологических процессах изготовления элементов микроэлектронной аппа¬
ратуры.
Книга рассчитана на инженерно-технических работников, занимающихся
применением лазеров в различных отраслях приборостроения и машиностроения.
К
31305 — 110
038(01) —78
110 — 78
6Ф4
© Издательство «Машиностроение», 1978 г
Предисловие
Замечательные свойства лазеров — исключительно высокая
когерентность и направленность излучения, возможность генери¬
рования когерентных волн большой интенсивности в видимой,
инфракрасной и ультрафиолетовой областях спектра, получение
высоких плотностей энергии как в непрерывном, так и в импульс¬
ном режиме — уже на заре развития квантовой электроники ука¬
зывали на возможность широкого их применения для практичес¬
ких целей. С начала своего возникновения лазерная техника раз¬
вивается исключительно высокими темпами. Появляются новые
типы лазеров и одновременно усовершенствуются старые: со¬
здаются лазерные установки с необходимым для различных кон¬
кретных целей комплексом характеристик, а также различного
рода приборы управления лучом, все более и более совершен¬
ствуется измерительная техника. Это послужило причиной глу¬
бокого проникновения лазеров во многие отрасли народного хозяй¬
ства, и в частности в машино- и приборостроение.
В решениях XXV съезда КПСС весьма большое внимание уде¬
ляется развитию новых наук и неразрывной связи их с производ¬
ством. На одном из первых мест стоит задача внедрения лазерной
техники. Этим и продиктована настоятельная необходимость
написания книги, посвященной многочисленным применениям ла¬
зеров в машино- и приборостроении. Научная литература, посвя¬
щенная данному вопросу, чрезвычайно обширна. Это обстоятель¬
ство наряду с широким и непрерывно растущим кругом научных
работйиков и инженеров, занимающихся применением лазеров
в промышленности и народном хозяйстве, делает необходимым
систематический и достаточно полный обзор работ в данном на¬
правлении.
Применение различных типов лазеров во многих областях
машино- и приборостроения и правильная их эксплуатация невоз¬
можны без четкого представления о принципах работы оптических
квантовых генераторов и об основных физических явлениях,
в них происходящих. Преимущества и перспективность использо¬
вания лазеров в машино- и приборостроении определяются не
только прогрессом в области собственно лазерной техники, но
и умелым, научно обоснованным выбором оптимальных для ка¬
ждого конкретного применения режимов работы лазера и пара¬
метров его излучения.
Промышленная обработка материалов стала одной из областей
наиболее широкого использования лазеров, особенно после появ¬
ления лазеров высокойТмощности. Лазерный луч применяется
для резания и сваривания материалов, сверления отверстий и тер¬
мообработки, обработки тонких металлических и неметалличес¬
ких пленок, получения на них рисунков и микросхем. Доводка
номиналов пассивных элементов микросхем и методы получения
на них активных элементов с помощью лазерного луча получили
1
3
дальнейшее развитие и применяются в производственных усло¬
виях. Причем лазерная обработка материалов позволяет повысить
эффективность и конкурентоспособность по сравнению с другими
видами обработки.
Большую ценность представляет лазер для целей неразрушаю¬
щего контроля качества изготовления различных материалов и
изделий машино- и приборостроения. В настоящее время нашли
применение методы лазерного контроля по оптическому погло¬
щению, эллипсометрический, голографический, фотоэлектричес¬
кий и методы на основе магнито- и электрооптических эф¬
фектов.
Лазер является идеальным источником в системах измерений,
использующих интерференционные и дифракционные явления.
Применение лазеров для измерения размеров и перемещений со¬
ставляет в машиностроении и приборостроении значительную
долю всех измерений. Особенно широкое применение лазерные
методы нашли при измерении размеров малых объектов, скоростей
и расходов потоков оптически прозрачных сред.
При работе над рукописью книги были использованы советы
ряда ученых и специалистов, работающих в области применения
лазеров в промышленности. К подготовке рукописи были привле¬
чены Д. И. Стаселько и А. Л. Чураев, написавшие параграф 28,
и Ю. Н. Дубнищев, написавший параграф 34, Всем им авторы
приносят глубокую благодарность.
ГЛАВА I
ТИПЫ ЛАЗЕРОВ
И ИХ ПАРАМЕТРЫ
1. ФИЗИЧЕСКИЕ ОСНОВЫ РАБОТЫ ЛАЗЕРОВ
Все окружающие нас тела состоят из элементарных частиц —
атомов или из групп определенным образом объединенных атомов—
молекул. Любая молекула состоит из совокупности электронов и
атомных ядер, движение и взаимное расположение которых
определяет значение внутренней энергии молекулы. Каждый атом
или молекула могут обладать различными, но вполне определен¬
ными значениями энергии, т. е. находиться в том или другом
энергетическом состоянии. Таким образом, их внутренняя энер¬
гия квантована.
Если построить диаграмму, откладывая по вертикали значение
энергии атома1, то каждому значению будет соответствовать свой
уровень и диаграмма состояний атома будет представлена рядом
вполне определенных дискретных энергетических уровней.
В квантовой электронике обычно имеют дело не с одним ато¬
мом, а с весьма большим его числом, представляющим собой не¬
который ансамбль частиц. Так, в одном кубическом сантиметре
газа при нормальных условиях находится 2,7 -1019 см-3 атомов
(число Лошмидта).
Частицы, входящие в состав ансамбля, непрерывно взаимо¬
действует между собой, что приводит к вполне определенному
распределению их энергии. Такое распределение частиц при тер¬
модинамическом равновесии подчиняется закону Больцмана,
согласно которому вероятность пребывания атома в состоянии i
с энергией W , т. е. вероятность нахождения его на каком-либо
энергетическом уровне i,
Pt = с exp [— WJ(кТ)], (1)
где с— константа; Т — абсолютная температура; k = 1,38 X
X 10-23 Дж/К — постоянная Больцмана.
Таким образом, из общего числа частиц ансамбля N0 на уровне i
находится
Ni = А0сехр [— Wil{K,T)\. (2)
Отношение числа частиц, пребывающих в состоянии с энергией
Wtn, к числу частиц с энергией Wn равно
Nm!Nn = exp [- (Wm - Wn)l(KT)]. (3)
В случае, если одному энергетическому уровню атома соот¬
ветствует несколько различных его устойчивых состояний, то
1 Впредь для краткости будем говорить об атоме, имея в виду, что сказанное
(если не будет сделано специальных оговорок) относится также и к молекуле.
5
данный энергетический уровень называется вырожденным. Число
g различных независимых состояний с одинаковым значением
энергии определяет кратность вырождения, или статистический
вес, уровня. Вырождение, как правило, связано с наличием у
системы симметрии.
Отношение населенностей двух уровней тип при их статисти¬
ческих весах gm и gn определяется следующим образом:
(Nm/Nn) = (gm/gn) exp [— (Wm - Wn)/(KT)\. (4)
Из (3) и (4) следует, что при термодинамическом равновесии
число частиц, находящихся на верхнем энергетическом уровне,
оказывается значительно меньше, чем на
нижнем; при этом чем выше располагается
энергетический уровень, тем меньше нахо¬
дится на нем частиц.
На рис. 1 представлена диаграмма
энергетических уровней; длина горизон¬
тальной линии определяет здесь населен¬
ность того или другого уровня.
Свет представляет собой электромаг¬
нитные волны. Энергия электромагнитного
поля света также квантована. Каждый
квант энергии излучения — фотон — рав¬
няется /iv, где v — частота колебаний,
a h = 6,625 «Ю-34 Дж/с — постоянная
Планка. Таким образом, энергия фотона
прямо пропорциональна частоте и возра¬
стает с уменьшением длины волны.
Атом может взаимодействовать с электромагнитным излуче¬
нием, изменяя при этом свое энергетическое состояние и совершая
переход с одного уровня на другой.
При поглощении электромагнитной энергии происходит пе¬
реход атома в состояние с большим значением энергии, т. е. пе¬
реход его на более высокий энергетический уровень. При переходе
на нижний энергетический уровень происходит испускание энер¬
гии в виде кванта света.
Если атом находится в верхнем энергетическом состоянии
с энергией Wm, то имеется вероятность того, что через некоторое
время он перейдет в нижнее состояние, определяемое энергией
Wn, и при этом произойдет излучение кванта энергии, величина
которого будет равна
hvmn = Wm-Wn. (5)
Вероятность перехода атома с одного энергетического уровня
на другой имеет две составляющие. Первая зависит от свойств
атома и не зависит от внешних факторов; вторая линейно зависит
от плотности энергии поля, соответствующей частоте перехода,
Рис. 1. Диаграмма энер¬
гетических уровней мик¬
рочастицы
6
действующего на атом извне. Первая определяет так называемое
спонтанное излучение, вторая — вынужденное индуцированное
излучение.
Индуцированное и спонтанное излучения впервые были рас¬
смотрены Эйнштейном. Им были теоретически введены коэффи¬
циенты спонтанного и индуцированного излучений Л и В, получив¬
шие название коэффициентов Эйнштейна, а также установлено
соотношение между ними.
Коэффициент спонтанного перехода Атп определяет вероят¬
ность спонтанного перехода изолированного атома в единицу вре¬
мени с уровня т на уровень п. Коэффициенты вынужденного
излучения Втп и поглощения Впт определяют вероятность соот¬
ветствующих переходов в единицу времени при воздействии на
атом потока энергии со спектральной плотностью, равной единице.
Если энергетические уровни частицы не вырождены, то, как
это следует из теории Эйнштейна, В,пп = Впт, т. е. коэффициент
вынужденного излучения, соответствующий переходу с уровня т
на уровень /2, оказывается численно равным коэффициенту по¬
глощения, определяемому переходом частицы с уровня п на уро¬
вень т. В общем случае коэффициенты Втп и Впт связаны следую¬
щим соотношением:
Втп§т = ВПт§п1 (^)
где gm и gn — соответствующие статистические веса уровней т
и п.
Соотношение между коэффициентами спонтанного и вынужден¬
ного излучений имеет вид
Атп = 8 nv2hvBmn/c3. (7)
Так, при частоте v = 6-1014 с-1 (длина волны X равна 0,5 мкм)
и плотности возбуждающего потока 1 мкВт/см2 Атп ^
^ 10_6 Втп. Видно, что вынужденное излучение значительно пре¬
обладает над спонтанным.
Представим теперь ансамбль, состоящий из N0 атомов, на ко¬
торый действует электромагнитное излучение с частотой vmn
и спектральной плотностью потока uv. Пусть Nm и Nn — числа
атомов, находящихся соответственно на верхнем и нижнем энер¬
гетических уровнях. Тогда число поглощенных ансамблем фото¬
нов за время dt, равное числу переходов атомов с уровня п на
уровень яг, будет равно NnBnmuv dt\ при этом поглощенная энер¬
гия
^погл “ NпВninuvhvmn dt, (8)
Общее число переходов атомов, как спонтанных, так и вынужден¬
ных, с уровня /72 на уровень п за то же время будет NmBmnuv dt +
+ NmAnindt. Так как Атп < Втп, то излученная ансамблем
энергия
№,пл = NmBmnuvhvmn dt. (9)
7
Если Wn3Jl будет больше, чем Wnoгл, то можно ожидать уси¬
ления интенсивности падающей на систему электромагнитной
волны. Следовательно, условием усиления является NtnBtnn х
X uvhvrnn dt NnBmnuvhvmn dt.
Подставив значение Втп из (6), получим
Nm>NngJgn. (10)
Из (10) следует, что при невырожденных энергетических уровнях
(ёт = Я/г — 1) Nm должно быть больше Nn.
Таким образом, мы приходим к заключению, что условием
усиления электромагнитной волны ансамблем атомов является
распределение в нем населенностей по энергетическим уровням,
противоположное имеющему место обычно при термодинамическом
равновесии. Число молекул на верхнем энергетическом уровне
в отличие от распределения Больцмана должно быть больше,
чем на нижнем. Это является основным условием работы всех типов
квантовых усилителей и генераторов. В случае, когда Nm будет
меньше Nn, в ансамбле молекул в большей мере будут осущест¬
вляться переходы с нижнего уровня на верхний при поглощении
фотонов, чем с верхнего на нижний. При этом ансамбль молекул
будет являться поглощающей средой, ослабляющей проходящую
через него электромагнитную волну.
Мгновенная мощность излучения ансамблем атомов будет
равна
dW/dt = (Wm„ — Wnorjl)/dt = (NmBmn — NnBnm) uvhv, (11)
при gm = gn = 1
dW/dt -= (Nm-Nn) Blllnuvhv. (12)
Из (11) следует, что мощность излучения пропорциональна
разности населенностей энергетических уровней. Таким образом,
при создании квантового генератора необходимо прежде всего
выполнение таких условий, при которых в ансамбле частиц насе¬
ленность верхнего энергетического уровня будет по возможности
больше населенности нижнего. Для этого, очевидно, необходимо
предварительно подвергнуть ансамбль соответствующему воздей¬
ствию, которое привело бы к должному перераспределению частиц
по энергиям. Такого рода воздействие, называемое накачкой,
по существу сводится к возбуждению частиц ансамбля. Оно может
быть осуществлено различными способами, например облуче¬
нием ансамбля потоком фотонов или электронов, обладающих та¬
кой энергией, при которой происходит переход частиц на верхний
рабочий уровень т с одного из уровней /, расположенных ниже
уровня /г, а потому имеющих значительно большую населенность,
чем нижний рабочий уровень п.
Если после того как была произведена накачка и осуществлена
инверсия, т. е. соответствующая перенаселенность энергетических
уровней, ансамбль частиц подвергнуть в каком-либо направле¬
8
нии облучению потоком фотонов слабой интенсивности, но с ча¬
стотой, равной частоте перехода с уровня т на уровень /г, то в ре¬
зультате взаимодействия с частицами ансамбля произойдет их
лавинное размножение. Действительно, взаимодействие какого-
либо фотона частоты vmn с возбужденной частицей приведет к вы¬
нужденному излучению фотона той же частоты, распространяю¬
щегося в том же направлении. В результате акта взаимодействия
образуются уже два фотона, которые, распространяясь дальше
и встретив соответственно две возбужденные частицы, образуют
еще два фотона. Четыре фотона затем превратятся в восемь,
шестнадцать и т. д. В таком размножении будут участвовать все
фотоны, образующие поток электромагнитной волны, которой был
освещен ансамбль. В результате на выходе из области, где был рас¬
положен ансамбль рабочих молекул, интенсивность пучка света
будет значительно превосходить интенсивность на входе
[20, 119].
Однако все вышеизложенное относится лишь к идеальному
случаю, когда каждая частица обладает строго определенными
значениями энергии, т. е. каждый энергетический уровень беско¬
нечно тонок, и поэтому при переходе с верхнего уровня на ниж¬
ний излучается вполне определенная частота vmr На самом деле
в природе бесконечно тонких уровней не существует. Каждый
энергетический уровень имеет ту или иную степень размытости,
определяемую интервалами энергии AWm, AWn. Поэтому при
соответствующих переходах с одного уровня на другой по суще¬
ству происходит излучение в определенном интервале частот
Avmn. Интенсивность излучения в пределах этого интервала не
постоянна. Эти факторы определяют так называемую естественную
ширину и форму спектральной линии излучения [57, 60].
Ширина спектральной линии может быть определена из кван¬
товомеханического принципа неопределенности, заключающегося
в том, что одновременное точное измерение некоторых пар динами¬
ческих переменных в принципе невозможно. При этом произведе¬
ние величин двух неопределенностей не может быть меньше по¬
стоянной Планка. Например, если р — импульс частицы, a q —
ее координата, то
А/?-А<7>й. (13)
С точки зрения квантовой механики естественная ширина
спектральной линии вызвана неопределенностью в энергии ста¬
ционарных состояний атома. Из принципа неопределенности сле¬
дует, что энергия системы известна лишь с точностью AW у опре¬
деляемой соотношением
(14)
где At — время существования системы. В данном случае At
представляет собой среднее время жизни атома в состоянии с энер¬
гией W.)
9
Если вероятность перехода с уровня т на уровень п есть Amni
то среднее время жизни атома обратно пропорционально вероят¬
ности перехода, т. е. At = 1 1Атп. С другой стороны, W = hvrnni
a A W = ftAvm„; тогда из (14) следует
Av = i4mn/( 2л). (15)
Чем меньше вероятность перехода с одного уровня на другой,
т. е. чем больше время жизни атома по отношению к данному пере¬
ходу, тем уже интервал значений AW и тем меньше размыт дан¬
ный уровень (рис. 2), а следовательно,
соответствующая спектральная линия
будет уже.
Распределение интенсивности по ча¬
стотам, присущим данной спектральной
линии, определяет форму спектральной
линии. Последняя представляется неко¬
торой нормированной функцией S (v^q),
где v0 — резонансная частота. Нор¬
мировка осуществляется следующим
образом:
J S (vxv0) rfv = 1. (16)
Расчет, выполненный известным
в квантовой механике методом возмуще¬
ний, показывает, что при естественной
ширине спектральной линии
5(viv0)=^r—n_vA)I+Av2 • (17)
Рис. 2. Зависимость ширины
энергетических уровней от
вероятности переходов:
1 — нормальный уровень с вре¬
менем существования t = со и
А = 0; 2 — вероятность пере¬
хода A 2i велика, уровень зна¬
чительно размыт; 3 — вероят¬
ности переходов АЯ1 и Л32 малы
уровень размыт немного
Ширина спектральной линии может изменяться при процес¬
сах, ограничивающих время жизни возбужденного состояния и
моделирующих случайным образом энергетические состояния.
К таким процессам относятся различные виды соударений (напри¬
мер, соударение излучающего атома в газе с нейтральными ато¬
мами, ионами и электронами, со стенками сосуда), а также взаи¬
модействие излучающего атома с кристаллической решеткой в твер¬
дом теле. Все эти процессы сокращают время жизни атомарна дан¬
ном энергетическом уровне и, согласно (14), приводят к увеличе¬
нию AW, т. е. к расширению спектральной линии. Однако и в
этих случаях форма спектральной линии определяется уравне¬
нием (17), получившим название лоренцевой формы.
Частотная характеристика при соударениях определяется
в виде
S Kvo)
1 1/(2ятс)
я (V — vmn)2+ [1/(2ятс)]2 ’
(18)
где тс — среднее время пробега между соударениями.
10
Поскольку частота соударений зависит от давления газа, ши¬
рина линии излучения также зависит от давления.
Соударения являются разновидностью релаксационных про¬
цессов, т. е. процессов, стремящихся вернуть систему в состояние
равновесия. В твердых телах к таким релаксационным процессам
относится взаимодействие между рабочим атомом и кристалличе¬
ской решеткой, приЕодящеек уширению линии, которое опреде¬
ляется формулой, аналогичной (18). Только в ней тс должно быть
заменено величиной — постоянной времени соответствующей
релаксации.
С другой стороны, форма спектральной линии может быть
обусловлена распределением частиц по скоростям их поступа¬
тельного движения. В газе при достаточно низком давлении форма
линии будет определяться эффектом Доплера, возникающим
вследствие теплового движения атомов. В этом случае форма
спектральной линии является гауссовой:
S (v) =
1 (In 2)1/2
г.1/*
exp
(19)
Полная доплеровская ширина линии на уровне 0,5 от макси¬
мальной интенсивности равна
Avd •= (2vmn/c) Y^кТ In 2!m , (20)
где к — постоянная Больцмана; Т — абсолютная температура;
ш — масса излучающей частицы.
Доплеровский и лоренцев контуры спектральных линий зна¬
чительно различаются по своей форме. Если сопоставить допле¬
ровский и лоренцев контуры линий при одинаковых ширинах
оо
(Avd = Av) и одинаковых интегральных интенсивностях J /Vdv,
и
то спад интенсивности на крыльях у лоренцева контура происхо¬
дит гораздо медленнее, чем у доплеровского.
В реальных условиях одновременно действуют механизмы,
определяющие как лоренцеву, так и гауссову формы. Поскольку
эти механизмы действуют независимо, то результирующая форма
линии может быть вычислена путем анализа каждой весьма ма¬
лой полосы частот лоренцевой кривой, уширенной вследствие
эффекта Доплера [109, 134].
Следует иметь в виду, что в газе со средним атомным весом
порядка 20 при невысоких температурах (около 300 К) доплеров¬
ская ширина на два порядка больше естественной ширины.
Возвращаясь к формуле (И), определяющей мощность излу¬
чения в предположении, что частотная характеристика системы
имеет форму весьма тонкой линии с частотой перехода v0, необхо¬
димо ее уточнить, учитывая реально существующую частотную
11
характеристику, т. е. форму спектральной линии. Тогда (11) при*
мет следующий вид:
dW/dt =--= (N,nBmn - NnBlvn) uvS(v) hv. (21)
Изложенное выше приводит нас к заключению о возможности
усиления электромагнитных волн в случае индуцированного
излучения в некотором ансамбле атомов при условии, что боль¬
шинство атомов находится в верхнем из двух энергетических со¬
стояний, связанных соответствующим переходом. Однако оказы¬
вается, что во многих случаях для достижения значительного уси¬
ления требуется большая длина пути. Действительно, изменение
интенсивности электромагнитной волны при прохождении ее через
среду определяется формулой
I/0ехр(— aL), (22)
где L — длина пути; а = (Nn — Nm) отп — коэффициент поглоще¬
ния; атп — эффективное сечение взаимодействия фотона с атомом.
При наличии инверсии Nm > Nа коэффициент а имеет отри¬
цательное значение и среда работает как усиливающая. Степень
усиления определяется произведением aL; следовательно, полу¬
чение значительного усиления на небольшом пути возможно
только при очень больших значениях коэффициента а, т. е. при
достижении весьма высокой инверсии.
Однако, если ансамбль поместить в резонатор, то излучение,
прежде чем покинуть его, претерпит весьма большое число отра¬
жений. В резонаторе, настроенном на частоту колебаний атомов или
молекул, находящихся в нем, будет происходить интенсивное
индуцированное излучение. Если испускаемая энергия будет
больше потерь в резонаторе, то станет возможным усиление по¬
ступающего в резонатор излучения. В тех случаях, когда инду¬
цированное излучение окажется достаточным для преодоления
потерь не только в резонаторе, но и в различных его нагрузках,
станет возможным также и генерирование электромагнитных волн.
Всеми характеристиками резонатора оптического диапазона
обладает хорошо известный интерферометр Фабри—Перо.
Самым простым вариантом резонатора Фабри—Перо является
система, состоящая из двух параллельно расположенных плоских
зеркал. Если волны распространяются по оси такого резонатора,
то при выполнении условия L = qXI2, где q — целое число,
в нем возникают стоячие электромагнитные волны с расстоянием
между пучностями, равным XI2. При заданном расстоянии между
зеркалами L в резонаторе может возбудиться большое число
продольных типов собственных колебаний с частотами va, соответ¬
ствующими длинам волн Xqt где q = 1, 2, 3... Частотный интервал
между соседними типами колебаний
Av = c/(2Ln), (23)
где с — скорость света в вакууме; п — показатель преломления
среды, заполняющей резонатор. Для длин волн, соответствующих
12
видимой, а также коротковолновой и инфракрасной частям спе¬
ктра, при длине резонатора 5—100 см числа q оказываются очень
большими (порядка 105— 106) и соседние типы колебаний распола¬
гаются чрезвычайно близко друг к другу.
Помимо продольных колебаний в резонаторе могут существовать
также колебания, соответствующие плоским волнам, распростра¬
няющимся под некоторым углом 0 к оси резонатора (рис. 3). Соб¬
ственные частоты этих колебаний
определяются формулой
v -= q \c/(2nL cos 0)]. (24)
Рис. 3. Направления распростране¬
ния колебаний в резонаторе Фаб¬
ри—Перо, состоящем из двух пло¬
ских параллельно расположенных
зеркал
Легко видеть, что одной и той
же длине волны соответствует ряд
типов колебаний, различающихся
между собой углом 0. Однако
такое представление о возможных
типах колебаний в резонаторе
может иметь место только в том
случае, если размер зеркал резо¬
натора велик по сравнению с рас¬
стоянием между ними. В случае,
когда размер зеркал меньше L, электромагнитное поле в резо¬
наторе может быть определено в результате решения гранич¬
ной задачи, учитывающей дифракционные явления на краях
зеркал. Аналитическое решение проблемы связано с большими
трудностями, и основные результаты в этом направлении дал
численный расчет методом последовательных приближений.
В лазерах применяются резонаторы Фабри—Перо как с прямо¬
угольными, так и с круглыми плоскими зеркалами, а также дру¬
гие типы открытых резонаторов: конфокальные, в которых сфе¬
рические зеркала располагаются на расстоянии, равном их ра¬
диусу кривизны; резонаторы, в которых одно зеркало является
плоским, а другое сферическим, и т. д.
Весьма важным параметром резонатора является его доброт¬
ность, которая определяется потерями в резонаторе. Необходимо
учитывать три основных эффекта, приводящих к потерям: 1) волна,
движущаяся между зеркалами, теряет энергию в результате рас¬
сеяния на неоднородностях среды; 2) дифракционные потери вы¬
зывают искажение фронта волны на краях зеркала; 3) частично
энергия проходит сквозь зеркала.
Вследствие потерь в резонаторе амплитуда возникших в нем
колебаний при отсутствии источника энергии, компенсирующего
потери, будет убывать с течением времени. Добротность резона¬
тора Q определяется как
Q ■= соW/Wl7 (25)
где со — круговая частота колебаний; W — энергия, запасенная
в резонаторе; W1 — энергия, теряемая за 1 с.
13
Из (25) следует, что потеря мощности в резонаторе обратно про¬
порциональна его добротности.
Добротность оптического резонатора, если пренебречь погло¬
щением среды, заполняющей резонатор, определяется формулой
Q = [/?ifl2/(l ~ R1R2)] 2jiLA, (26)
где Rly R2 — коэффициенты отражения зеркал; X — длина волны.
При двух одинаковых зеркалах
Ri = Я2 - Я = /1 - bD - bR, (27)
где 6D и — относительные потери мощности вследствие ди¬
фракции и отражения соответственно.
В случае, когда потери малы (6D + 8^) 1, формула до¬
бротности принимает следующий вид:
Q = [l/(6z> + 6*)]2nLA. (28)
При малых расстояниях между ^зеркалами дифракционные по¬
тери малы и добротность резонатора пропорциональна расстоя¬
нию между отражателями. При больших L начинают проявляться
дифракционные потери, затем они превосходят потери на отра¬
жение и добротность начинает уменьшаться при увеличении рас¬
стояния. Ширина собственной линии резонатора равна
A/ = //Q, или АХ = (6D -f 6д) X2/(2nL). (29)
Изложенное выше относится к так называемым пассивным ре¬
зонаторам, т. е. считается, что внутри резонатора нет активной
среды. Наличие активной среды сильно изменяет добротность.
Согласно (28) при 8 = 6D + SR = 0,01 добротность резона¬
тора длиной в 1 м на длине волны X = 1,152 мкм оказывается
равной 5-108. Ширина собственной линии такого резонатора со¬
гласно (29) будет равна А/ = 1МГц, а частотный интервал между
соседними продольными модами согласно (23) составит Av =
- 150 МГц.
Если такой резонатор используется в Не—Ne-лазере, ширина
спектральной линии в котором определяется в основном эффектом
Доплера, то согласно (20) на переходе неона, соответствующем
X = 1,152 мкм, Avd 800 МГц, а естественная ширина линии
для этого перехода согласно (17) составит Ave 10 МГц. Сле¬
довательно, А/ < Ave < Av < Avd. Поскольку доплеровская
ширина оказывается значительно больше частотного интервала
между соседними модами, то, очевидно, в резонаторе одновре¬
менно может быть возбуждено несколько частот, соответствую¬
щих аксиальным модам колебаний.
И
Таким образом, если бы в резонаторе существовали только
аксиальные моды, то спектр излучения представлял бы собой
отдельные линии с частотным интервалом между ними, равным
150 МГц (рис. 4). Однако в резонаторе могут возникать в пределах
доплеровской ширины также и неаксиальные типы колебаний,
поэтому спектр излучения может быть и более сложным.
Изложенное выше относится не только к Не—Ne-лазеру:
как правило, ширина спектральной линии рабочего перехода
значительно больше расстояния
между соседними частотами резо¬
натора, поэтому спектр излучения
обычно состоит из нескольких ре¬
зонансных частот.
Следует иметь в виду, что ли¬
нии излучения будут распола¬
гаться по всей ширине спектраль¬
ной линии только в том случае,
если уровень накачки обеспечи¬
вает условие генерации по всему
контуру линии. Уровень накачки
для возникновения генерации должен быть достаточно боль¬
шим, чтобы перекрыть потери в резонаторе, что требует вполне
определенной минимальной (пороговой) инверсии и соответству¬
ющей ей мощности накачки, ниже которых генерация не воз¬
никает.
Мощность, излучаемая ансамблем, находящимся в резонаторе,
в котором плотность энергии является функцией координат,
согласно (21) равна
Л»л = (NmBmn — NnBnm) S (v) hv J uv (x, у, z) dV.
V
Рис. 4. Модовый состав резонатора
при доплеровском уширении атом¬
ной линии
Потери в резонаторе согласно (25)
РП0Т = wW/Q --= (co/Q) J uv (x, у, z) dV.
V
Условием порога генерации, таким образом, будет являться
•^изл ^ ^ПОТ» Т. е.
Nm - NnBnjBmn = [BmnnQS (v)]-1. (30)
Формула (30) является в некоторой степени приближенной:
она получена в предположении, что взаимодействие системы ато¬
мов с электромагнитным полем происходит так же, как и~в сво¬
бодном пространстве. В реальной ситуации поле возникает под
действием вынужденного излучения активной среды, в то же время
15
свойства самой среды изменяются. Однако формулы, выведенные
более строгим методом, отличаются только наибольшим числен¬
ным коэффициентом. Таким образом, если
постепенно увеличивать мощность на*
качки, то генерация возникает только
при достижении вполне определенной ее
величины, определяемой (30). После до¬
стижения порога генерации выходная мощ¬
ность возрастает с увеличением мощности
накачки приблизительно по линейному
закону. Далее вследствие того, что насе¬
ленность внешнего энергетического уровня
приближается к населенности нижнего,
увеличение мощности замедляется и затем
наступает насыщение (рис. 5).
2. КЛАССИФИКАЦИЯ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
ЛАЗЕРОВ
Любой оптический квантовый генератор включает в себя сле¬
дующие необходимые элементы.
1. Ансамбль молекул, представляющий собой рабочее вещество,
в котором может быть создана инверсия, т. е. распределение по
энергиям, удовлетворяющее условию Nт > Ni:gm/gn.
2. Устройство (система накачки), в котором используется
какое-либо физическое явление, позволяющее осуществить инвер¬
сию необходимой величины.
3. Оптический резонатор, в котором имеет место достаточное
взаимодействие излучения с веществом и осуществляется отбор
энергии от ансамбля молекул.
4. Элемент, при помощи которого производится вывод энергии
из резонатора. В большинстве случаев для этого одно из зеркал
подбирается с определенным коэффициентом прозрачности; однако
таким элементом в ОКГ может служить и специальное устройство.
5. Дополнительные элементы, зависящие от того, для какой
цели предназначен квантовый генератор.
Различные типы ОКГ отличаются друг от друга либо всеми
перечисленными элементами, либо их частью. В тех случаях, когда
работа лазеров базируется на различных физических явлениях,
эти различия имеют более принципиальный характер. Например,
в ОКГ на твердом теле накачка производится при помощи фотонов,
испускаемых специальными источниками света. В газовых же
ОКГ она осуществляется при прохождении электрического тока
через газ и возбуждении рабочих атомов при столкновении с элек¬
тронами и возбужденными атомами примесного газа. К числу менее
принципиальных различий относятся, например, разные способы
канализации выведенной энергии из ОКГ к месту потребления:
она может быть осуществлена либо по световоду, либо при помощи
линз и зеркал в свободном пространстве.
0,8 1,2 1,6 2,0
Рн,Вт
Рис. 5. Зависимость вы¬
ходной мощности лазера
от мощности накачки
16
Различие может заключаться и в конструктивных элементах
в зависимости от назначения и применения ОКУ и ОКГ.
В настоящее время создано весьма большое число оптиче¬
ских квантовых генераторов, которые могут быть подразделены
по тому или другому признаку на отдельные группы или
классы.
Основное общепринятое деление существующих ОКГ произво¬
дится по агрегатному состоянию рабочего вещества: ОКГ на твер¬
дом теле, газовые, жидкостные. В отдельную группу выделяются
полупроводниковые ОКГ, хотя используемые в квантовой электро¬
нике полупроводники являются твердыми телами. Объясняется
это тем, что характер генерации в полупроводниках существенно
отличается от генерации в обычных твердотельных ОКГ [17].
В свою очередь, каждая из групп может быть подразделена
на более мелкие подгруппы. Например, в газовых ОКГ могут быть
использованы энергетические уровни молекул, атомов или ионов.
В связи с этим газовые лазеры подразделяются на молекулярные,
атомарные и ионные.
Возможно подразделение лазеров на группы в зависимости от
способов накачки. Различают оптическую накачку — при облу¬
чении светом определенной частоты — и электрическую — при
прохождении тока через рабочее вещество. В последнее время
большое внимание уделяется химической накачке, когда инверсия
возникает при той или иной химической реакции. В некоторых
типах лазеров, например газовых, можно встретить ОКГ как с
оптической и электрической, так и с химической накачкой. Полу¬
проводниковые ОКГ могут иметь как электрическую, так и опти¬
ческую накачку. С другой стороны, в твердотельных лазерах
электрическая накачка не осуществляется, так как используемые
твердые тела для ОКГ являются диэлектриками.
По типу резонаторов принято подразделять ОКГ на две
группы — линейные и кольцевые. В кольцевых лазерах резона¬
тор состоит из нескольких зеркал, и луч света последовательно,
отражаясь от них, проходит по замкнутому контуру.
В зависимо:™ от режима работы различают ОКГ, работающие
в непрерывном режиме, в импульсном режиме с длительностью
импульса 10"3—10~6 с, режиме гигантских импульсов с длитель¬
ностью 10'7 — 10'9 с и так называемом режиме синхронизации мод,
при котором длительность импульса может быть 10“10 —1СГ12 с.
Подробнее режимы работы различных типов ОКГ будут рассмо¬
трены в п. 4—6.
Представляется целесообразным для более полного представ¬
ления о различных типах квантовых генераторов привести сле¬
дующую таблицу их классификации (табл. 1). Хотя эта таблица
и не претендует на полноту, тем не менее она дает общее пред¬
ставление о многообразии существующих, в настоящее время
ОКГ, которые могут быть использованы для той или иной цели
в машино- и приборостроении.
оо
Классификация оптических квантовых генераторов
Таблица 1
Метод
возбуждения
Рабочее тело
Твердое
Жидкость
Газ
Полупроводник
Кристаллы
Стек¬
ло
Растворы
неоргани¬
ческих
красите¬
лей
Растворы
органи¬
ческих
красите¬
лей
Молекулы
Смеси
газов
Ионы
Пары
металлов
Двухком-
понентнын
Трех-
компо-
нент-
ный
б
О
я „
я о
;>—
сх<
• +~
, со «
пй t!
S' Z
S 2^0
<1> 03<Гв
S
as7<
H Я f_ »
£ Я >н
£ s яС
s
0
s
s
S*
О
О
<L>
00
+ ~
5 С
Zoo
Родамин
Р-терфенил
Z
О
и
о
X
HCN
Не : Ne
<L>
X
z
б
о
б
X
Аргон (Аг)
Криптон (Сг)
Ксенон (Хе)
Медь (Си)
Кадмим (Cd)
Свинец (РЬ)
GaAs
JnP
РЬТе
и?
<
ч
1
оГ
с
н
CL
ч
1
СО
<
со
О
Оптический
+
+
+
+
+
+
+
+
+
+
Электрический
Постоян¬
ный ток
+
+
+
+
+
+
+
+
+
+
Перемен¬
ный ток
+
+
+
+
+
+
+
+
+
+
+
Импульс¬
ный ток
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
_L
Химический
+
Параметры лазеров подразделяются на внешние и внуфренниё.
Внешние параметры характеризуют излучение, вышедшее из
лазера; внутренние связаны с процессами, происходящими внутри
резонатора с рабочим веществом. К внешним основным параметрам
относятся: энергия и мощность излучения, длительность импульса,
угловая расходимость пучка света, когерентность излучения и
поляризации. Помимо этого в ряде случаев необходимо знать рас¬
пределение энергии и мощности внутри пучка, его спектральный
состав и изменение во времени, а также изменение угловой рас¬
ходимости в ближней и дальней зонах. К внутренним параметрам
относятся: спектр мод резонатора, усиление и шумы; в ряде слу¬
чаев требуется знать также порог генерации и насыщение. Раз¬
личные типы лазеров имеют различные параметры, определяющие
области их применения в науке и в технике, и в частности в машино-
и приборостроении.
3. ТВЕРДОТЕЛЬНЫЕ ЛАЗЕРЫ
В твердотельных ОКГ рабочим ансамблем атомов являются
примесные атомы, введенные в сравнительно небольших количест¬
вах в основную матрицу, которая может быть как кристалличес¬
кой, так и аморфной [90, 138]. Например, рубин представляет
собой кристалл корунда
(А1203) с примесью хрома, П
а стекло активируется ато-
мами неодима. Рабочими ато- 1 IT
мами в этом случае являются
соответственно атомы хрома ^ ^^ з2
или неодима. Инверсия
в твердотельных ОКГ дости- Рис. 6. Схема твердотельного лазера:
ГаеТСЯ оптической накачкой, / — рабочее тело; 2 — лампа накачки; Зг и
осуществляемой путем ИС- 32-зеркала резонатора
пользования специальных
газоразрядных ламп. Твердотельные ОКГ могут работать как
в импульсном, так и в непрерывном режиме. На рис. 6 приве¬
дена схема тведотельного лазера.
Выше уже отмечалось, что при взаимодействии света с вещест¬
вом возникают одновременно два процесса: поглощение света не¬
возбужденными атомами, сопровождающееся переходом атомов
с нижнего уровня на верхний, и вынужденное испускание света
атомами, находящимися в возбужденном состоянии, при переходе
их с верхнего уровня на нижний.
Представим себе систему, состоящую всего из двух уровней.
В обычном состоянии, до облучения этой системы светом, как уже
указывалось, населенности уровней подчиняются закону Больц¬
мана. Таким образом, населенность нижнего уровня N г превосхо¬
дит населенность верхнего уровня N 2. Если теперь в данной си¬
стеме произвести накачку светом частотой v21, то возникнут
два процесса — поглощение и вынужденное излучение.
19
Число поглощенных фотонов будет определяться вероятностью
перехода с уровня / на уровень 2 (B12uv)> помноженной на насе¬
ленность нижнего уровня, т. е. N 1Bl uv. Число излученных фото¬
нов аналогично определится как BnuvN 2, причем если уровни не
вырождены, то, как это было показано, BL2 = В2Х. При малой
плотности излучения накачки uv, вследствие того что АД > АД,
поглощение будет превосходить излучение, что приведет к неко¬
торому увеличению населенности верхнего уровня. При увеличе¬
нии интенсивности накачки количество атомов, переведенных на
верхний энергетический уровень, будет возрастать, в то время как
Рис. 7. Два возможных варианта рабочих переходов трехуров¬
невой схемы: а — рабочий переход между уровнями 3 и 2\ б —
рабочий переход между уровнями 2 и 1
населенность нижнего уровня будет уменьшаться. После дости¬
жения некоторого значения интенсивности накачки населенности
уровней сравняются; при этом количество атомов, переходящих
в единицу времени с уровня / на уровень 2, будет равняться коли¬
честву атомов, переходящих с уровня 2 на уровень 1. Поглощение
окажется равным испусканию.
Дальнейшее увеличение интенсивности накачки уже не смо¬
жет изменить создавшегося положения, так как в случае равен¬
ства N2 = АД произведение B1uvNх будет равно B2luvN2 при
любом значении uv. Отсюда следует, что в такого рода двухуров¬
невой системе под действием световой накачки получить инверсию
невозможно. Для осуществления инверсии необходимо иметь
по крайней мере три уровня. В твердотельных лазерах исполь¬
зуются вещества, работающие как по трех-, так и по четырехуров¬
невой схеме. К первым относятся лазеры на рубинах, ко вторым —
лазеры, в которых в качестве рабочего тела используются стекла
с примесью неодима.
Рассмотрим более подробно трехуровневую схему. Здесь в слу¬
чае теплового равновесия АД > АД > ЛД (рис. 7), при этом АД +
+ АД -}- АД = АД. Под действием достаточно интенсивного излу¬
чения с частотой v = v13 происходит возбуждение с перебросом
атомов с уровня 1 на уровень 3. В принципе возможно довести на¬
20
селенность верхнего уровня до значения А'3 ^ А,т j/2. Если ока¬
жется, что N J2 > Л/Т2, то система становится излучающей. Уси¬
ление или генерация осуществляется тогда на частоте va . Уро¬
вень 3 в этой схеме является верхним рабочим уровнем, а уровень
2 — нижним.
Следует иметь в виду, что на каждом энергетическом уровне
должно быть определенное время жизни атома. Действительно,
нижний рабочий уровень должен быстро освобождаться от атомов,
перешедших на него в процессе генерации с верхнего уровня.
Переход атомов с уровня 2 на уровень 1 будет осуществляться
релаксационными процессами; время жизни на уровне 2, таким
образом, должно быть мало. Очевидно, что время жизни на уровне 3
должно быть соответственно велико.
Помимо трехуровневой системы, работающей по рассмотрен¬
ной схеме, возможна также трехуровневая система, в которой
существует сильная и быстрая релаксация между уровнями 3
и 2, но слабая релаксация между уровнями 2 и У. В результате N2
становится больше АД. Генерация при этом осуществляется при
частоте v L. Переход с уровня 3 на уровень 2 безызлучательный,
освобожденная энергия передается кристаллической решетке ма¬
трицы.
Рассмотрим более подробно трехуровневую систему, работаю¬
щую по данной схеме. Распределение и изменение населенности
уровней можно описать следующими уравнениями, которые полу¬
чили название уравнений баланса:
N-lN2-\- N3 = N0', j
dN 3/dt = pl3(N1— N3) N3 (Л31 -J- A32); | (31)
dN2/dt = P21 {Ni N2) -j- N3A32 N 2А2\» '
где pi3 = p31 = Bu (v13) — вероятность перехода в единицу вре¬
мени с уровня 1 на уровень 3 под влиянием фотонов накачки с ча¬
стотой v1G; р21 = р12 Bu (v21 ) — вероятность перехода в еди¬
ницу времени с уровня 2 на уровень 1 под влиянием фотонов излу¬
чения с частотой v2J; А31 , Л32 , А2г — соответствующие коэффи¬
циенты Эйнштейна спонтанного излучения.
Действительно, на ■ уровень 3 в единицу времени поступает
с уровня 1 под влиянием накачки pV3N г атомов; одновременно
с данного уровня уходит на уровень 1 под действием фотонов
накачки p13Ns атомов; кроме того, за счет спонтанных пере¬
ходов на уровни / и 2 поступает соответственно N3A3l и N 3А32
атомов.
Аналогично на уровень 2 за счет фотонов с рабочей частотой v21
с уровня 1 поступает р21ЛД и с уровня 3 при спонтанных перехо¬
дах N3А32 атомов. С уровня 2 под влиянием фотонов с частотой v21
уходит p21N2 атомов и под влиянием спонтанных переходов —
N2А2\ атомов.
21
При стационарном режиме работы квантового генератора
dN3ldt = dN2/dt = 0 и уравнения баланса принимают следую¬
щий вид:
N-l-\-N2-\-N3 = N0\ \
Ргз (^i N2) — N3 (А31 -f- А32) = 0; 1 (32)
Ви (v12) (N, — N2) -|- N2А32 — N2A21 = 0. )
При решении системы уравнения (32) оказывается возможным
определить населенности каждого уровня и в стационарном режиме.
Выражая вероятность спонтанного перехода через соответ¬
ствующие времена жизни и полагая, что т2 т3, из (32) можно
определить также и относительную инверсию
М2 __ Pi3T2 — 1 /gg\
Wo Pl3T2 + 1 + Зр13р12 т2т3 + 2т2р12
Очевидно, что необходимое, но недостаточное (см. п. 1) условие
генерации N2 > N± может выполняться только при условии, что
правая часть уравнения (33) положительна, т. е.
Лз = °18Я/5> 1/т2, (34)
где п — число взаимодействующих в единицу времени фотонов;
<Ti3 — эффективное сечение для перехода атома с уровня 1 на
уровень 3 под действием кванта hv13.
Полагая, что кристалл тонкий и имеет плоскую форму с поверх¬
ностью 5, величину п можно принять равной Pl(hvls), где Р —
мощность накачки. Тогда выражение (34) может быть представ¬
лено в виде
P/5>/zvJ3/(ai3T2). (35)
Формула (35) позволяет легко определить минимальную интен¬
сивность возбуждения, необходимую для создания инверсной
населенности. Пороговая же мощность оказывается больше этой
величины из-за потерь в резонаторе [см. формулу (30)].
По рассмотренной трехуровневой схеме работает один из на¬
иболее распространенных твердотельных лазеров — ОКГ на ру¬
бине.
Как уже показывалось, рубин представляет собой кристалл
окиси алюминия, в кристаллической решетке которого часть ионов
алюминия замещена ионами хрома (А1203 : Сг203), окрашиваю¬
щими корунд в зависимости от процентного содержания примеси
в цвета от розового до темно-красного. Бледно-розовый рубин
содержит примерно 0,05% хрома, при этом N0 = 1,6-1019 см-3.
Структура уровней хрома в рубине приведена на рис. 8. В ру¬
бине при оптической накачке происходит поглощение зеленого и
голубого цветов в довольно широкой полосе частот (уровни 3 и 4)
и последующий переход возбужденных ионов в более низкое энер¬
22
гетическое состояние на уровень 2, соответствующий красновол¬
новому переходу в основное состояние, т. е. на уровень 1. Время
жизни уровня 3 относительно уровня 1 т31 = 10"5 с, относительно
уровня 2 — т32 = Ю-8 с. Уровень 2 имеет большое время релак¬
сации (метастабильное состояние) и т21 = 3 • 10-3 с. Такое соот¬
ношение времен жизни обеспечивает быстрый переход ионов после
возбуждения с уровня 3 на уровень 2, где ионы задерживаются
вследствие значительного времени т21 и тем самым обеспечивается
инверсия между уровнями 2 и 1.
Уровень 2 в действительности состоит из двух
близких подуровней, частотный интервал между
которыми составляет 870 Гц. Таким образом,
фактически могут излучаться две линии:
Ri (6943 к) и R2 (6929 А). Ширина каждой
линии порядка бА. Обычно лазер работает
только на излучении R1 (6943 А).
Для рубина эффективное сечение перехода
атома из состояния 1 в состояние 3 под дейст¬
вием кванта hvi3 равняется а13 = 10“19 см2, при¬
чем Av13 = 3,54 • КГ12 эрг = 3,54 • КГ19 Дж.
Принимая во внимание, что т2 = 3-10_3 с,
согласно (35) находим P/S>7-107 Вт-см"2.
Лазер на рубине обычно работает в импульс¬
ном режиме. Накачка производится импульс¬
ными ксеноновыми лампами. Электрический
разряд в лампах осуществляется от батареи
конденсаторов, которая предварительно заря¬
жается от источника постоянного тока.
При накачке необходимо стремиться к возможно более полному
использованию светового потока ламп и равномерному освеще¬
нию рабочего тела со всех сторон. Для этой цели рабочее тело и
лампы помещаются в специальные отражатели.
Существуют различные формы отражателей, в которых исполь¬
зуются одна, две и более ламп. Наиболее простыми являются ци¬
линдрические отражатели, в которых рабочее тело располагается
по оси цилиндра, а лампы накачки параллельно ему на неко¬
тором расстоянии. Широкое распространение получили эллипти¬
ческие отражатели. Известно, что лучи, исходящие из одного
фокуса эллипса, сходятся в другом. Поэтому при расположении
ламп в одном из фокусов эллипса, а рабочего тела в другом,
достигается достаточно хорошая равномерная освещенность.
Используются также отражатели в виде нескольких сопряженных
эллипсов, в которых один из фокусов является совмещенным.
В последнее время в маломощных лазерах нашли применение
отражатели, в которых рабочее тело и лампа располагаются по
одной оси, — так называемые аксиконы и сфероконы. Такие
отражатели обеспечивают эффективное прохождение света через
активную среду. На рис, 9 даны различные типы отражателей.
w-rofcn
28 г z
24
20
16
12
8
Ч
О
N
р*
«а
II
И
О?
Ос
Рис. 8. Диаграмма
энергетических
уровней хрома
в окиси алюминия
23
Одна из возможных электрических схем питания двух ламп на¬
качки JIU Л2 приведена на рис. 10.
При накачке далеко не вся энергия, поглощенная рабочим те¬
лом, превращается в излучение. Значительная часть ее (для ру¬
бина около 50%) теряется на нагревание стержня.
Рис. 9. Различные типы отражателей: а — гюлиэллиптиче-
ский; б — цилиндрический; в — эллиптический; г — сфе¬
роконический; д — аксиконный
Под действием тепла происходят изменение оптических харак¬
теристик рабочего тела и его деформация, поэтому в некоторых
конструкциях лазеров предусматривается охлаждение кристалла
потоком воздуха, водой, а иногда и жидким азотом. Нагревание
Рис. 10. Электрическая схема питания двух
ламп накачки
рабочих тел твердотельных лазеров ограничивает и частоту повто¬
рения импульсов генерации. При отсутствии принудительного
охлаждения приходится выжидать от импульса к импульсу, пока
непроизойдет естественное охлаждение рабочего тела благодаря
теплопроводности.
24
Рабочее тело помещается в резонатор, который,- как уже ука¬
зывалось, в большинстве случаев представляет собой интерферо¬
метр Фабри—Перо с плоскими или сферическими зеркалами.
Обычно одно из зеркал имеет коэффициент отражения Rly близ¬
кий к 100%, — это так называемое глухое зеркало; коэффициент
отражения R2 второго зеркала колеблется от 75 до 90%. Большой
коэффициент отражения второго зеркала дает низкий порог, но
при этом имеет место высокая плотность излучения внутри ру¬
бина, что приводит к увеличению потерь и уменьшению выходной
мощности. При слишком малых R2 чрезмерно поднимается порог
генерации. Обычно оптимальный коэффициент отражения под¬
бирается экспериментально.
Длительность светового импульса ламп накачки составляет
10'3 с. Импульс приблизительно той же длительности излучает
и рубиновый лазер. Такого рода режим получил название режима
свободной генерации. Излучаемая при этом энергия зависит от
размера рабочего тела и его качества, от качества зеркал, тща¬
тельности юстировки, эффективности системы накачки и т. д.
В настоящее время промышленностью выпускаются рубиновые
лазеры с различной энергией излучения. Следует иметь в виду,
что мощность излучения при малых длительностях импульса ока¬
зывается очень большой. Например, при 100 Дж энергии, излу¬
ченной в режиме свободной генерации, мощность импульса со¬
ставляет 100 кВт.
Импульс, излученный лазером в режиме свободной генерации,
не гладкий; он имеет сложную пульсирующую структуру и со¬
стоит из большого числа отдельных импульсов — пичков, длитель¬
ность каждого из которых примерно 10_6 с. Хаотичность этих
пульсаций и отсутствие их повторяемости от импульса к импульсу
указывают на то, что они вызываются различными факторами.
Одним из факторов, обусловливающих пульсацию, является взаи¬
модействие между типами колебаний, возникающих в резона¬
торе. Однако пульсации могут иметь место и при работе ОКГ в
одномодовом режиме; в этом случае они обычно носят регуляр¬
ный характер и представляют собой релаксационные колебания.
На рис. 11 представлены осциллограммы импульса накачки и
излучения рубинового генератора.
В зависимости от того, как ориентирована оптическая ось кри¬
сталла рубина по отношению к оси стержня, излучение лазера
может быть поляризованным и неполяризованным. Когда оси па¬
раллельны, поляризация отсутствует. Когда ось стержня образует
с оптической осью угол в 60 или 90°, излучение линейно поляри¬
зовано, причем вектор напряженности электрического поля в элек¬
тромагнитной волне имеет направление, перпендикулярное пло¬
скости, в которой лежит оптическая ось.
Перейдем к рассмотрению твердотельных лазеров, работающих
по четырехуровневой схеме. Типичным представителем этой группы
лазеров является лазер на стекле, активированном неодимом.
25
Возьмем четырехуровневую систему, в которой уровень 2
расположен достаточно далеко от основного уровня /, так что его
нормальная заселенность
УУ2 = Nx exp [— hv12/(kT)] (36)
значительно меньше Л/2. Пусть заселенности уровней соответ¬
ственно равны iVi, N2, N3 и W4 (рис. 12). Допустим, что верхний
уровень достаточно широк и, следовательно, оказывается возмож¬
ным осуществить оптическую
накачку с уровня 1 на уро¬
вень 4. Пусть скорость безыз¬
лучательных переходов с уро¬
вня 4 на верхний рабочий
уровень 3 достаточно велика
и, кроме того, существует
w
liflliH
lllll1 '
* lljllt
iiuliul
llllllll
lllllllll
МЩ1
ГПГ[ If If
ГГ?|1Г -
Wnff|
tttf
mrf Mil
♦wjm
iniiii"!
lllllllll
iiiiliiu
lllll 111r
-11I111I
iiiiiini
niiljlH
)||||||)|
niiliiii
iniliiJ
" III ml
lllllllll
iiiiiini
iiiiiini
until
tnilMtf
■tTTtttttt
TCttrH*
Mmlr
ч W/z/Ш.
N4
N*
Nz
Nt
Рис. 11. Осциллограммы импульса на- Рис. 12. Четырехуровневая си-
качки и излучения рубинового лазера стема (рабочим является переход
с уровня 3 на уровень 2)
большая скорость перехода с уровня 2 на уровень 1. В этом
случае нижний рабочий уровень 2 быстро опустошается, причем
оказывается возможным получить инверсию на уровне 3 по отно¬
шению к уровню 2.
Кинетические уравнения для четырех уровней будут иметь
следующий вид:
dNjdt = ри (N, - N,) - (Л41 + А42 + Л43) Л/4; (37)
dN3ldt = — (Л31 -|- А32 -f- В32и) А^3 -|— B23uN2 -|- A^3N4, (38)
dNjdt = — (А21 + В23и) N2 -f- (Л,2 -|- В32и) N3 -1- Л42/У4; (39)
dNjdt = рм (N, - Nx) + A2lN2 + A31N3 b AaiNa\ (40)
Л/! -f- Д^2 Н~ А/3 -f- А74 = N(41)
где р14—вероятность возбуждения атомов при возбуждении
излучением накачки; В — коэффициент вынужденного излуче¬
26
ния; и — плотность энергии на частоте рабочего перехода; А —
коэффициент спонтанного излучения.
Из уравнений баланса, как и в случае трехуровневой системы,
можно получить условие инверсии уровня 3 относительно уровня 2
(Nз > iV2); оказывается, что порог в четырехуровневой системе
значительно ниже, чем в трехуровневой. Это объясняется тем,
что в трехуровневой системе рабочим переходом является переход
с уровня 2 на уровень 1 и инверсия должна быть осуществлена
между этими уровнями, для чего необходимо 50% атомов перевести
с уровня 1 на уровень 2.
В четырехуровневой системе нижний
рабочий уровень 2 расположен доста¬
точно высоко над первым, с которого
происходит накачка на уровень 4. Та¬
ким образом, его населенность значи¬
тельно меньше населенности основного
уровня и инверсия между уровнями 3
и 2 может быть достигнута при значи¬
тельно меньшей энергии накачки. При
охлаждении рабочего тела, населен¬
ность нижнего рабочего уровня 2 мо¬
жет быть значительно уменьшена, что
снизит порог и облегчит условие гене¬
рации.
Как указывалось, наиболее распро¬
страненным твердотельным лазером,
работающим по четырехуровневой схе¬
ме, является лазер на стекле. В этом
лазере матрицей могут быть различные марки стекол, рабочими
же атомами — атомы введенной в него примеси — неодима, при¬
дающего стеклу сиреневую окраску. Активное вещество вво¬
дится при варке стекла с концентрацией ионов неодима около
1019 см-3.
Высокая технологичность обработки стеклянных лазерных
стержней, низкая их стоимость, а также возможность изготовле¬
ния стержней больших размеров являются дополнительными пре¬
имуществами лазеров на стеклах по сравнению с рубиновыми.
Однако стекло имеет значительно меньшую теплопровод¬
ность,, чем рубин. Это приводит к необходимости построения более
эффективных систем охлаждения и накладывает ограничения
при создании лазеров, работающих с повышенной частотой
импульсов.
Диаграмма энергетических уровней неодима приведена на
рис. 13. Длина волны излучения лазера составляет 1,06 мкм, т. е.
излучение происходит в ИК области спектра. Однако такая длина
волны относится к части спектра, примыкающей к видимой обла¬
сти, поэтому все оптические элементы в лазерах на стекле являются
обычными, используемыми в оптике.
w-fO?cMf
Рис. 13. Диаграмма энергети¬
ческих уровней неодима
в стекле
27
В режиме свободной генерации импульс неодимового лазера,
так же как и импульс рубинового, имеет пульсирующую струк¬
туру. Все остальные элементы лазеров на стекле (системы опти¬
ческой накачки, резонаторы и т. д.) аналогичны имеющимся в ла¬
зерах на рубине.
Успехи в создании стекол в последние годы привели к увели¬
чению удельной мощности генерации лазеров на стекле. Так, со
стержнями размером Зх 10x76 мм оказалось возможным получить
среднюю мощность 5,4 Вт. При стержнях размером 2x7x76 мм
частота повторений импульсов достигла 100 Гц. Коэффициент по¬
лезного действия был доведен до 4%, а в лабораторных усло¬
виях— до 7,8% при диаметре стержня 1,9 см и длине 100 см
[128]. Параметры установок с ОКГ на стекле, выпускаемых про¬
мышленностью, приведены в гл. VI.
В лазерах на стекле в качестве активаторов могут быть исполь¬
зованы и такие редкоземельные элементы, как итербий, гадоли¬
ний, гольмий, тербий и др. Однако удельная мощность их излуче¬
ния значительно меньше, чем у неодима, вследствие чего они не
получили такого широкого распространения, как стеклянные ла¬
зеры с примесью неодима. Заслуживают внимания лазеры, активи¬
рованные тербием и гадолинием, так как они излучают в видимой
и ультрафиолетовой частях спектра; первые имеют излучение,
относящееся к желто-зеленой части спектра (^=^5350-^5500 А),
вторые— к ультрафиолетовой (X = 3125 А).
В последние годы был создан твердотельный лазер, который
привлек к себе большое внимание. Это ОКГ на иттриево-алюмини-
евом гранате. Рабочим веществом здесь является также неодим,
но благодаря тому, что оказалось возможным концентрацию ионов
неодима довести до 1,4-1020 см“3, удельная мощность излучения
этого лазера значительно превосходит удельную мощность сте¬
клянных лазеров. Существенным преимуществом является то, что
лазер может работать как в импульсном, так и непрерывном ре¬
жиме. Лазер на иттриево-алюминиевом гранате при размере ци¬
линдрического рабочего стержня 6,3x101 мм имеет мощность
в непрерывном режиме порядка 300 Вт при коэффициенте полез¬
ного действия 3%. Накачка лазера обычно осуществляется лам¬
пами с криптоновым заполнением при давлении 4-105 Па [90,
128]. Применение соответствующего модулятора позволяет со¬
здать ОКГ с хорошей стабильностью мощности при высокой ча¬
стоте следования импульсов (5 -103—5 • 104 Гц).
С точки зрения практического применения большой интерес
представляют ОКГ, излучающие мощные короткие импульсы
длительностью 10“7—10-9 с. Задача создания таких лазеров мо¬
жет быть решена путем использования резонаторов с управляемой
добротностью; при этом величина пиковой мощности может быть
увеличена на несколько порядков по сравнению с мощностью,
имеющей место в режиме свободной генерации.
28
Обычно при работе лазера в импульсном режиме с того момента,
как излучение лампы накачки доведет инверсию до порогового
значения, начинается генерация. Поэтому величина инверсии
ограничивается конкуренцией двух процессов, интенсивностью
накачки и генерацией. Можно было бы получить значительно боль¬
шую разность населенностей, если бы генерация не возникла до
тех пор, пока не будет достигнута максимальная перенаселен¬
ность. Это условие может быть выполнено при уменьшении до¬
бротности резонатора в течение
действия импульса накачки до
таких значений, когда пороговые
условия возникновения колебаний
не будут выполняться. Тогда
в процессе накачки число возбу¬
жденных атомов возрастет до неко¬
торого значения /V, значительно
превышающего пороговое значе¬
ние. Если затем, по окончании
действия накачки, произвести
мгновенное уменьшение потерь ре¬
зонатора, то это приведет к воз¬
никновению колебаний при зна-
мости инверсной населенно¬
сти AN и интенсивности из¬
лучения I в режимах свобод¬
ной генерации (У), модулиро¬
ванной добротности (2) и при
отсутствии генерации (3).
AN* — пороговое значе¬
ние инверсной населенности
□
§>п
Рис. 15. Схема модуляции добротности
при помощи вращающейся призмы
чительно большей инверсии, причем будет излучен весьма мощный
короткий импульс. На рис. 14 приведены изменения инверсии
с течением времени в режиме свободной генерации и в режиме мо¬
дулированной добротности резонатора; предполагается, что
импульс накачки имеет прямоугольную форму и ширину (штри¬
ховая линия на рисунке).
Модуляция добротности (т. е. резкое ее увеличение) может быть
произведена различными методами. Наиболее распространен ме¬
тод, состоящий в замене одного из зеркал резонатора, имеющего
коэффициент отражения, близкий к единице («глухого» зеркала),
вращающейся призмой, чаще всего с полным внутренним отра¬
жением. Когда призма занимает положение / (рис. 15), она не
образует резонатора и при этом имеют место большие потери. При
положении призмы II свет, отраженный от неподвижного зеркала,
29
возвращается обратно и образуется высокодобротный резонатор.
Однако высокая добротность существует лишь в течение корот¬
кого интервала времени, когда призма проходит положение II.
При частоте вращения призмы порядка 20 000—30 000 об/мин
время переключения добротности составляет примерно 1СГ7 с.
При мгновенном включении добротности резонатора (т <
< 10-9 с) импульс развивается за 10"8— 1СГ9 с. Если же включе¬
ние происходит более медленно, то длительность импульса опре¬
деляется уже временем включения добротности. Метод вращаю¬
щейся призмы отличается большой простотой, но малая скорость
включения добротности является его существенным недостатком.
Более быстрое включение может быть осуществлено при помощи
электрооптических затворов, основанных на эффектах Керра
и Поккельса. Используемая для этой цели ячейка Керра представ¬
ляет собой кювету, заполненную нитробензолом и помещенную
между обкладками конденсатора. Иногда конденсатор помещается
внутрь кюветы. Если приложить к конденсатору постоянное напря¬
жение, то нитробензол становится двоякопреломляющим. В этом
случае показатели преломления вдоль электрического поля пц
и перпендикулярно полю п± становятся различными. При паде¬
нии на ячейку плоскополяризованного луча с плоскостью поля¬
ризации под углом 45° к направлению электрического поля в
ячейке вследствие двойного лучепреломления происходит разло¬
жение луча на два взаимно перпендикулярных, распространяю¬
щихся с различными скоростями. По выходе из ячейки лучи имеют
некоторую разность фаз ф и, складываясь, образуют эллиптически-
поляризованный луч. Эксцентриситет эллипса и его ориентация
зависят от ф, значение которой определяется приложенной раз¬
ностью напряжения V. При определенном напряжении V0 можно
достигнуть разности фаз 180°, при этом выходящий луч будет
иметь плоскость поляризации, повернутую на 90° по отношению
к плоскости поляризации входящего в ячейку луча.
Электрооптический затвор вместе с каким-либо поляроидом,
например призмой Николя или призмой Глана—Томпсона, поме¬
щается в резонатор между рабочим телом и одним из зеркал
(рис. 16). При этом напряжение подбирается таким, чтобы сдвиг
фаз составлял 180° при двукратном прохождении. Тогда затвор
будет открыт при отсутствии и закрыт при приложении напряже¬
ния к конденсатору. Накачка производится при закрытом затворе,
но в некоторый момент напряжение резко снимается, и затвор от¬
крывается. Время включения затвора с помощью ячейки Керра
примерно 10-8 с. Такой же оказывается и длительность светового
импульса лазера.
В ячейке Поккельса используется изменение оптической
анизотропии в кристаллах под влиянием внешнего электричес¬
кого поля. Луч, распространяющийся вдоль оптической оси кри¬
сталла, не испытывает двойного лучепреломления. При приложе¬
нии электрического поля вдоль оси излучения на выходе кри¬
30
сталла, как и в ячейке Керра, получается эллиптически-поляризо*
ванный луч. Разность фаз двух лучей прямо пропорциональна при¬
ложенному напряжению. При определенном напряжении она до¬
стигает значения 180°, и тогда можно получить поворот плоско¬
сти поляризации на 90°. Следовательно, ячейка Поккельса мо¬
жет быть использована в схеме лазера с модулированной доброт¬
ностью. Для ячейки Поккельса чаще всего используются кри¬
сталлы: дигидрофосфат калия (КДР) и дигидрофосфат аммония
(АДР).
Недостатками ячеек Керра и Поккельса являются большие
потери в самих ячейках и сравнительно высокое для их действия
напряжение.
Рис. 16. Схема модуляции добротности при помощи ячейки
Керра и поляризатора:
1 — рабочее тело; 2 — поляризатор; 3 — ячейка Керра; 4 — зеркала
резонатора
Большое распространение в качестве затворов получили также
насыщающие фильтры, прозрачность которых возрастает с уве¬
личением интенсивности света, проходящего через них. Такого
рода просветляющиеся фильтры получили название пассивных
затворов. Поглощение излучения в них связано с переводом мо¬
лекул из основного состояния в возбужденное. До импульса почти
все молекулы находятся в невозбужденном состоянии, и поглоще¬
ние на данной стадии велико. Следовательно, если такой фильтр
находится внутри резонатора, то это связано с увеличением порога
генерации, в результате чего к моменту начала генерации под дей¬
ствием накачки на верхнем рабочем уровне рабочего тела нака¬
пливается значительное число атомов. После возникновения ге¬
нерации под действием излучения число невозбужденных молекул
в фильтре быстро уменьшается за счет фотовозбуждения, что при¬
водит к резкому уменьшению поглощения: фильтр просветляется,
добротность резонатора возрастает, и запасенная энергия в рабо¬
чем теле излучается в виде мощного импульса. В качестве веществ
для пассивных затворов используются некоторые органические
красители — так называемые фталоцианины и полиметиновые
красители, а также некоторые специальные марки стекол. Осо¬
бенностью такого рода затворов является невозможность управле¬
ния моментом отпирания, поэтому они и получили название пас¬
сивных.
Лазеры с модуляцией добротности позволяют получить большие
мощности в импульсах наносекундной длительности. Действи-
31
тельно, если лазер генерирует энергию 100 Дж, то в режиме сво¬
бодной генерации при длительности импульса порядка миллисе¬
кунды мощность лазера будет равна 100 кВт. Если же длительность
импульса при той же генерируемой энергии будет равна, напри¬
мер, 10 нс, то мощность лазера окажется равной 10 гВт. Однако
в лазерной технике и эти мощности являются далеко не предель¬
ными.
Лазер может работать в так называемом режиме синхрониза¬
ции мод и генерировать при этом импульсы, длительность которых
10-11— 10-12с, т. е. пикосекундные импульсы. Сущность режима
синхронизации мод заключается в следующем.
Рис. 17. Оптическая схема ОКТ
для получения пикосекундных им¬
пульсов:
1 — глухое зеркало; 2 — фототропный
затвор; 3 — рабочее тело; 4 — выход¬
ное зеркало
Как уже указывалось ранее, контур спектральной линии зна¬
чительно шире частотного интервала между модами резонатора,
поэтому в полосу усиления попадает обычно большое количество
мод, которые генерируются одновременно. В результате интерфе¬
ренции мод появляются флюктуации интенсивности. Если создать
такие условия, когда в процессе генерации участвуют все моды,
но с определенным соотношением фаз присущих им колебаний, то
при этом происходит генерация весьма коротких импульсов ис¬
ключительно большой мощности.
Такой процесс синхронизации мод можно осуществить с по¬
мощью периодической модуляции добротности резонатора в про¬
цессе развития генерации. Частота внешней периодической моду¬
ляции должна быть при этом равной частотному интервалу между
модами [20]. Синхронизация мод приводит к циркуляции внутри
резонатора одного короткого импульса. На выходе из ОКГ полу¬
чается цуг пикосекундных импульсов, следующих друг за другом
с интервалом времени, равным времени прохождения света в резо¬
наторе от полупрозрачного зеркала до глухого и обратно, т. е.
т = 2 Lie.
Синхронизацию мод можно осуществить при использовании
фототропных затворов. Такой затвор, помещенный внутрь резо¬
натора между глухим зеркалом и рабочим телом (рис. 17), автома¬
тически вызывает синхронизацию, и лазер при этом также излу¬
чает последовательность пикосекундных импульсов. Действие
фототропного самопросветляющего затвора сводится к тому, что,
являясь нелинейным поглотителем, он сильнее подавляет малые
флюктуации интенсивности и слабее большие, что приводит к на¬
иболее быстрому усилению и сужению самого интенсивного флюк-
туационного пичка.
32
Если требуется получить всего один импульс, то это дости¬
гается использованием электрооптического отражателя. Сущность
его действия заключается в том, что импульс не выводится из резо¬
натора до тех пор, пока он не достигнет определенной величины.
Когда пикосекундный импульс разовьется, часть его излучения
автоматически включает отражатель, в результате чего он выво¬
дится наружу. Следует заметить, что необходимым условием при
этом является использование в фототропном затворе веществ
с весьма малым временем релаксации возбужденных состояний.
4. ГАЗОВЫЕ ЛАЗЕРЫ
В газовых лазерах инверсия, как правило, осуществляется при
прохождении электрического тока через газ [5, 32, 86].
В газе, заключенном в сосуд, стенки которого имеют вполне
определенную температуру, частицы находятся в непрерывном,
беспорядочном тепловом движении. Тепловая энергия газа пред¬
ставляет собой энергию движущихся частиц, температура опре¬
деляется интенсивностью их движения, давление газа является
результатом бомбардировки частицами стенок сосуда и т. д. При
стационарном состоянии между частицами газа устанавливается
вполне определенное распределение скоростей их поступательного
движения, которое не меняется с течением времени.
Число молекул, скорости которых больше, чем с, но меньше,
чем с + dcy определяется известным уравнением Максвелла
dNc = 4nN0c2 [т/(2пкТ)]3/* exp [— тс2/(2кТ)] dc = F (с) dcy (42)
где N0 — общее число частиц в объеме газа; m — масса одной ча¬
стицы.
Существует вполне определенная скорость, которой в данный
момент времени обладает наибольшее число молекул. Это так назы¬
ваемая наиболее вероятная скорость
св=1,41/ЩГ, (43)
где R — постоянная Клайперона; р — молекулярный вес газа.
Значение средней арифметической скорости с = 1,6 У RTI\i
несколько больше, а средняя квадратичная G еще больше: G =
= 1,73 VRTJyl.
Распределение частиц газа по энергиям определяется форму¬
лой
dNw = [2тсЫ/(лкТу/* ] [ехр (— W/кТ)] W1'* dW9 (44)
где dNw— число частиц, энергия которых в данный момент вре¬
мени лежит в пределах от W до W ф- dW.
При прохождении электрического тока через газ электроны и
ионы участвуют в тепловом движении и одновременно движутся
под действием электрического поля. Поскольку масса электронов
2 Крылов К. И. и др.
значительно меньше массы ионов, скорость их движения в направ¬
лении электрического поля во много раз больше скорости ионов.
Скорость тех и других зависит от напряженности электрического
поля. При движении происходят столкновения электронов и ионов
с нейтральными атомами. Если энергия электронов невелика, то
имеют место упругие столкновения; при этом электрон передает
часть энергии атому без его возбуждения, а сам изменяет скорость
как по величине, так и по направлению. Весь процесс описывается
законами сохранения энергии и импульса. Электрон при упругом
столкновении с атомом передает последнему немного энергии.
Происходит потеря энергии порядка те1та, где те — масса элек¬
трона; та — масса атома. Таким образом, эта потеря всегда меньше
КГ3.
Ионы при столкновении с нейтральными частицами теряют
значительно больше энергии. Нейтральные частицы непосред¬
ственно полем не ускоряются, поэтому средняя энергия частиц
газа ниже средней энергии ионов, а последняя значительно
ниже средней энергии электронов. Согласно (44), энергия харак¬
теризуется соответствующей температурой: Те > Т{ > Та
(Теу Tiy Та — температура электронов, ионов и газа соответ¬
ственно).
При столкновении электрона, движущегося с большей ско¬
ростью, с атомом электрон передает значительную энергию
атому, что приводит к возбуждению атома или даже его иониза¬
ции. Электрон может взаимодействовать с уже возбужденным
атомом, при этом может произойти дополнительное возбуждение
с переходом атома на еще более высокий энергетический уровень.
Этот процесс называют ступенчатым электронным возбуждением.
Допустим, что параллельный пучок электронов, имеющих одина¬
ковые скорости, проходит через газ и взаимодействует с атомами,
переводя их в возбужденное состояние. Если число атомов в еди¬
нице объема N, а пучок электронов при входе в газ имел интенсив¬
ность /0, то после того, как пучок пройдет путь х, его интенсив¬
ность благодаря передаче энергии атомам уменьшится до значения
I = I0 exp (— oBNx). (45)
Величина а]3 представляет собой эффективное сечение данного вза¬
имодействия. Аналогично образуется эффективное сечение по
отношению к ионизации gl.
При больших энергиях электронов могут иметь место возбу¬
ждения на различные уровни, а также ионизация атомов. Сумма
эффективных сечений всех процессов определяет в этом случае
полное сечение столкновений а0. Зависимость величин сгв и а* от
энергии электронов определяется соответственно функциями воз¬
буждения и ионизации. Функция возбуждения имеет ярко выра¬
женные максимумы (рис. 18), свидетельствующие о том, что про¬
цесс взаимодействия наиболее интенсивен при вполне определен¬
ных значениях энергии электронов.
34
При столкновении медленного электрона с возбужденным ато¬
мом возможны удары второго рода, причем атом отдает энергию
возбуждения электрону, а сам переходит в невозбужденное со¬
стояние. Электрон, получив энергию, увеличивает свою скорость.
Удары второго рода могут происходить также между возбу¬
жденными и невозбужденными атомами. При этом энергия от
возбужденного атома передается невозбужденному без излучения.
Невозбужденный атом возбуждается, а возбужденный переходит
в нормальное состояние. Столкновения такого рода могут быть
в смеси газов, где невозбужденный атом одного газа соударяется
Wj
Рис. 18. Функции возбуждения Рис. 19. Упрощенная диа¬
атомов гелия и неона грамма энергетических
уровней любого газового
лазера
с возбужденным атомом другого газа. Данный процесс резонанс¬
ный: его сечение взаимодействия максимально при совпадении
энергетических уровней взаимодействующих атомов и резко убы¬
вает при увеличении разности между ними. Передача интенсивна,
если разность между уровнями AW <С кТ.
Зная процессы, определяющие заселенности энергетических
уровней, можно составить уравнения баланса, позволяющие
рассчитать заселенности уровней, если известны их энергии и
вероятности заселения.
Энергетические уровни газов могут быть представлены харак¬
терной упрощенной диаграммой, приведенной на рис. 19. Боль¬
шая часть известных лазерных переходов сосредоточена в обла¬
сти, обозначенной на диаграмме буквой А, где существуют отно¬
сительно большие расстояния между соседними уровнями.
В верхней части диаграммы, выше области Л, уровни расположены
весьма близко друг к другу. Переход с одного уровня на другой
в этой области происходит весьма быстро, функции возбуждения
каждого отдельного уровня малы, и ни на одном из них не может
возникнуть инверсия населенности по отношению к другим. В об¬
ласти А верхние уровни обладают значительно большим временем
жизни, чем нижние, что и обеспечивает возможность инверсии
между ними.
2 “
35
Во многих газах ниже уровней области А расположен так назы¬
ваемый метастабильный уровень е, на котором атом может нахо¬
диться сравнительно долго. Наличие метастабильного уровня яв¬
ляется неблагоприятным фактором для получения инверсии между
уровнями области Л, так как с него атомы довольно свободно мо¬
гут перейти на нижний рабочий уровень. Расселение уровня в
происходит при столкновении атомов со стенками, поэтому во мно¬
гих лазерах для обеспечения расселения
уровня е необходимо брать диаметр раз¬
рядной трубки не больше вполне опре¬
деленной величины.
С другой стороны, для обеспечения
инверсии между уровнями области А
необходимо стремиться к возможно
большей населенности верхнего энерге¬
тического уровня. Это может быть обе¬
спечено, если возбуждения атомов будут
осуществляться не только под влиянием
неупругих ударов электронов, но и при
столкновениях второго рода с возбу¬
жденными атомами примесного газа.
На рис. 20 приведена идеальная
четырехуровневая схема, характерная
для большинства лазеров непрерывного
действия.
Согласно Н. Г. Басову и О. Н. Крохину, кинетика процессов,
происходящих в газовых лазерах при наличии смеси газов — ос¬
новного газа а с соответствующими рабочими переходами и при¬
меси Ь, обеспечивающей возбуждение ударами второго рода основ¬
ного газа, — описывается кинетическими уравнениями. Скорость
изменения числа атомов на верхнем энергетическом уровне опре-
i
1
1
1
1
1
1
1
1
1
1
1
Г
1
1
1
*
Рис. 20. Идеальная четырех¬
уровневая схема, характер¬
ная для большинства лазеров
непрерывного действия
деляется уравнением
dN4
dt
N
Kib + ~b) ~ Nt +b"+тЬ) ’
(46)
где 1/014—вероятность возбуждения вследствие электронных
соударений первого рода; 1 ttba — вероятность возбуждения атома
газа а, находящегося в основном состоянии при столкновении
с возбужденным атомом b\ \ltab — обратный процесс; 1/04— пол¬
ная вероятность перехода с уровня 4 вследствие электронных со¬
ударений второго рода; 1/т4—полная вероятность излучатель¬
ного перехода. В уравнении (46) вследствие малости опущен член,
соответствующий электронному возбуждению с уровня 3 на уро¬
вень 4, так как принято, что условие N% iVj всегда выполняется.
Скорость изменения населенности на уровне 3 определяется
уравнением
36
Здесь опущен член, соответствующий излучательному и без¬
ызлучательному переходам между уровнями 1 и 3.
Из уравнений (46) и (47), написанных для стационарного
режима (т. е. когда левые части равны нулю), приняв во внима¬
ние, что условием возникновения инверсии является N“ > Л/|,
можно получить основное неравенство, выполнение которого необ¬
ходимо для возникновения генерации. Анализ этого неравенства
приводит к следующему результату. В зависимости от соотноше¬
ний величин вероятностей переходов возможны четыре случая:
1) инверсия может возникнуть в газе а без примеси газа Ь;
2) инверсия возникает только в присутствии газа Ь; 3) примесь
газа Ъ затрудняет возникновение генерации; 4) получить инвер¬
сию в смеси газов невозможно.
Таким образом, подбирая соответствующие газы и обеспечивая
условия, необходимые для их возбуждения, можно создавать ла¬
зеры, работающие как на смеси, так и на чистых газах. Типичными
представителями лазеров, работающих на смеси газов, являются
получившие широкое распространение гелиево-неоновые ОКГ,
а также ОКГ на основе углекислого газа с примесью азота и гелия.
К лазерам, работающим на чистых газах, относятся ОКГ с инерт¬
ными газами Хе, Аг, Кг, Ne.
Газовые лазеры подразделяются на три большие группы:
лазеры на атомных, ионных и молекулярных переходах. Гелиево¬
неоновый лазер относится к первой группе.
Диаграмма энергетических уровней гелия и неона представ¬
лена на рис. 21. Газом а в данном случае является неон, газом
b (примесью) — гелий. Разность в энергии между уровнями 23S
гелия и 2S неона, а также 2*S гелия и 3S неона составляет примерно
0,4 эВ, следовательно, при столкновениях второго рода оказы¬
вается возможной передача энергии от возбужденного атома Не
к невозбужденному атому Ne, приводящая к возбуждению послед¬
него. Энергия 0,4 эВ переходит при этом в кинетическую энергию
атомов:
Не* (23S) + Ne -> Не + Ne* (2S) -|- Д W\
Не* (2XS) + Ne -> Не + Ne* (3S) -f ДW.
В газоразрядной трубке, наполненной гелием и неоном при
парциальных давлениях соответственно 1 и 0,1 мм рт. ст., элек¬
тронным ударом первого рода в основном возбуждаются атомы Не,
поскольку их число в 10 раз больше, чем атомов Ne. Затем атомы Не,
находясь на метастабильных уровнях 23S или 2XS, передают энер¬
гию возбуждения атомам Ne, заселяя тем самым верхний рабочий
уровень лазерного перехода. Заселение верхнего уровня Ne
происходит в некоторой мере также и под влиянием электронных
ударов первого рода.
Нижними рабочими уровнями являются 3Р и 2Р, на которых
время жизни значительно меньше, чем на уровнях 2S и 3S.
37
Таким образом, интенсивное заселение верхних рабочих уровней
как под влиянием ударов электронов, так и при столкновении
с возбужденными атомами Не создает все необходимые условия
для получения инверсии. Вынужденное излучение в Не—Ne-
лазере осуществляется на переходах 2S2—>2Р4 при излучении
длины волны X = 1,1525 мкм; 3S2 —> 2Р4 при X = 0,6328 мкм и
3S2 —> ЗР4 при X = 3,39 мкм (рис. 21).
Не+
Ne +
Рис. 21. Диаграмма энергетических уровней гелия и
неона
Расселение нижних рабочих уровней 3Р и 2Р производится при
спонтанных переходах на уровень 1S2. Это метастабильный уровень
с большим временем жизни; его расселение обеспечивается в ос¬
новном соударениями со стенками газоразрядной трубки при диф¬
фузии атомов к стенкам. Процесс тем интенсивнее, чем меньше
диаметр трубки; следовательно, мощность излучения Не—Ne-
лазера оказывается критичной по отношению к диаметру; макси¬
мальная мощность достигается при диаметре трубки около 7 мм
[128]. Уровни неона 2S и 2Р являются сложными и имеют под¬
уровни, поэтому спектр гелиево-неонового лазера может содер¬
жать значительное число близко расположенных спектральных
линий.
Существует много различных конструкций гелиево-неоно¬
вого лазера, выпускаемых промышленностью, однако все они
содержат одни и те же основные элементы (рис. 22).
38
Газоразрядная трубка имеет выходное окно в виде прозрачных
пластин, расположенных под углом Брюстера 0, удовлетворяю¬
щим условию tg 0 ^ п, где п — показатель преломления пла¬
стины. Луч света, поляризованный в плоскости, перпендикуляр¬
ной к плоскости падения, не отражается и проходит через окно
практически без потери интенсивности, в то время как луч, поля¬
ризованный в плоскости падения, отражается частично. Таким
образом, для первого луча создаются благоприятные условия рас¬
пространения между зеркалами, второй же луч испытывает по¬
тери, поэтому коэффициент усиления для первого луча оказы¬
вается значительно большим, чем для второго, и излучение выхо¬
дит из лазера линейно-поляризованным. Если окажется возмож¬
ным достигнуть коэффициента усиления для первого луча, пре¬
вышающего порог самовозбуждения, то в излучении лазера по¬
явится составляющая с другой поляризацией, но значительно
меньшей интенсивности.
Питание газоразрядной трубки осуществляется различными
способами. Чаще всего применяется разряд при постоянном напря¬
жении с накаленным катодом либо высокочастотный разряд.
Трубка в последнем случае имеет внешние электроды. Напряже¬
ние питания порядка нескольких киловольт.
Резонатор состоит либо из двух параллельных плоских зер¬
кал, либо из плоского и сферического зеркала. Для получения
большего коэффициента отражения (до 99,5%) используются мно¬
гослойные диэлектрические четвертьволновые покрытия, напри¬
мер из сульфида цинка -и фтористого магния, имеющие различные
показатели преломления. При этом могут быть созданы зеркала
с малыми потерями. Для вывода энергии одно из зеркал имеет не¬
который коэффициент прозрачности. Зеркала и трубки тщательно
юстируются.
Угловая расходимость лазерного излучения зависит от вида
резонатора. При параллельных зеркалах она порядка одной ми¬
нуты, при сферических — порядка 30 мин. Мощность излучения
зависит от длины газоразрядной трубки, в непрерывном режиме
для различных типов лазеров она находится в пределах от 1 до
Рис. 22. Схема гелиево-неонового лазера:
/ — зеркала резонатора; 2 — газоразрядная трубка; 3 — окна
Брюстера; 4 — электроды; 5 — блок питания
100 мВт.
39
Распределение интенсивности по поперечному сечению луча
зависит от тщательности юстировки. Равномерно освещенное пятно
в случае параллельных зеркал уступает место более сложной струк¬
туре при наличии даже небольшого угла между зеркалами. Это
объясняется возникновением нескольких типов колебаний (рис. 23).
Рис. 23. Распределение интенсивности по поперечному сечению луча
Р,мВт
В заключение заметим, что мощность генерации имеет макси¬
мальное значение при определенном токе разряде. Когда плот¬
ность тока превосходит данное значение, то в разряде создается
настолько большая плотность электронов, что наступает ступен¬
чатое возбуждение состояний 2Р и ЗР из состояния 1S; этот про¬
цесс приводит к заселенности ниж¬
него уровня и уменьшению инверсии,
а при еще больших токах и к срыву
генерации (рис. 24).
Гелиево-неоновый лазер, несмотря
на сравнительно малую мощность
излучения, получил широкое распро¬
странение благодаря простоте устрой¬
ства, надежности работы, достаточно
высоким параметрам излучения, а
также возможности иметь излучение
в видимой части спектра (К =
= 0,633 мкм) и инфракрасной области (Х= 1,15 и X = 3,39 мкм).
Другими ОКГ, работающими на атомных переходах, являются
лазеры на чистых инертных газах Хе, Ar, Кг, Ne, однако мощность
этих лазеров значительно меньше.
В ионных газовых лазерах используются переходы между
энергетическими уровнями ионов в основном благородных газов
Хе, Ar, Кг, Ne, а также фосфора (Р), серы (S) и хлора (С1). Ионные
ОКГ работают как в непрерывном, так и в импульсном режиме.
Рис. 24. Зависимость мощности
генерации Не—Ne-лазера от
тока разряда
40
Мощность их значительно больше мощноти ОКГ, работающих на
атомных переходах, благодаря тому, что вероятность ионных пере¬
ходов, как правило, больше вероятности атомных переходов. Ра¬
бочие уровни располагаются на энергетической диаграмме выше,
а расстояния между ними больше, что соответствует более
коротковолновому излучению лазеров.
В стационарном режиме населенность возбужденного состояния
ионов в первом приближении
N = NeN{оеот% ехр [— Ш1(кТе)\, (48)
где Ne и Ni — концентрация электронов и ионов в плазме; ve —
средняя скорость хаотического движения электронов; о,п—мак¬
симальная величина сечения электронного возбуждения; т —
время жизни возбужденного состояния иона; AW — разность
энергий между возбужденным и основным состояниями; Те —
электронная температура.
Концентрация электронов в плазме равняется концентрации
ионов {Ni = Ne), поэтому из (48) следует, что разность заселен¬
ности двух рабочих уровней — верхнего i и нижнего к — со¬
ставит
ANik = N]ve (ат1т, — <ymkrk) exp [— AW0/(icTe)], (49)
где AW0 — разность энергий между уровнями i и к.
Из (49) следует, что инверсия (ДЛ/^ > 0) возможна при
условии
GrniVi > ОщкЧ- (50)
Поскольку omi и Gmk по величине близки друг другу, то возмож¬
ность инверсии определяется значениями х{ и т. е. временами
жизни на рабочих уровнях. Время жизни на верхнем уровне т,-
должно быть больше времени жизни на нижнем уровне xk.
В ионных лазерах непрерывного действия это условие выпол¬
няется. Нижний рабочий уровень имеет очень короткое время
жизни и быстро расселяется. Верхний рабочий уровень обладает
значительно большим временем жизни. Заселяется он при соуда¬
рениях с электронами как за счет переходов из основного состоя¬
ния, так и за счет последовательных переходов с более высоко
расположенных уровней.
Однако использование ионных переходов связано с большими
практическими трудностями и возможно только в том случае,
когда ионы составляют заметную долю общего числа частиц
в трубке. Следовательно, плазма разряда должна быть высокоиони-
зированной. Это достигается применением дугового разряда,
и, кроме того, для увеличения плотности тока разрядная трубка
берется малого диаметра. Обычно это капилляр диаметром 1—5 мм.
Пороговый ток в ионных ОКГ составляет несколько ампер, рабо¬
чий ток — несколько десятков ампер, плотности тока при этом
41
достигают нескольких тысяч А/см2. При таких токах необходимо
мощное охлаждение электродов. Разрядный капилляр выпол¬
няется из кварца или керамики и требует также принудительного
охлаждения. Для увеличения концентрации электронов создается
продольное магнитное поле, которое, сжимая электрический раз¬
ряд, изолирует его от стенок капилляра. В большинстве случаев
поле создается соленоидом, охватывающим капилляр.
В ионных лазерах под действием потока электронов проис¬
ходит перекачка газа от катода к аноду, в результате чего газ
быстро скапливается в анодной части трубки, образуется большой
Рис. 25. Схема лазера на аргоне:
/ — катод; 2 — анод; 3 — рабочий капилляр; 4 — окна под углом Брю¬
стера; 5 — трубка; 6 — зеркала; 7 — система охлаждения; 8 — соленоид
перепад давления и разряд гаснет. Для выравнивания давления
анодные и катодные части разрядной трубки соединяют длинной
трубкой.
Типичным представителем этого типа ОКГ является аргоно¬
вый лазер (рис. 25). Давление аргона в трубке обычно составляет
десятые доли мм рт. ст. При увеличении давления газа концен¬
трация электронов возрастает, а электронная температура умень¬
шается. Это приводит к достижению некоторого оптимального
давления, при котором энергия и мощность генерации макси¬
мальны. Питание трубки осуществляется от источника постоян¬
ного напряжения, однако возможно использование и высокоча¬
стотного разряда. При возрастании тока разряда увеличивается
концентрация заряженных частиц, поэтому мощность генерации
сильно увеличивается. Вначале, после достижения порога гене¬
рации, имеет место очень быстрый рост выходной мощности. Затем,
по мере возрастания тока, увеличение мощности замедляется
и стремится к насыщению. Насыщение возникает вследствие все
возрастающего поглощения фотонов на переходе между нижним
рабочим и основным ионным состояниями, что приводит к воз¬
растанию заселенности нижнего рабочего уровня. Однако практи¬
чески величина тока, идущего через газоразрядную трубку,
ограничивается величиной нагрузки, которую может выдержать
капилляр (рис. 26).
При переходах 4Р -> 4S в аргоне т,- в несколько раз больше тк\
таким образом, на этих переходах оказываются возможными
42
15
25 LA
инверсия и генерация. Излучение аргонового ОКГ находится
в видимой сине-зеленой части спектра и соответствует диапазону
длин волн от 0,4545 до 0,5145 мкм. При этом генерация возможна
на нескольких линиях: 0,4545; 0,4579; 0,4658; 0,4727; 0,4765;
0,4880; 0,4965; 0,5017; 0,5145 мкм.
Наибольшая мощность (45 и 37%) приходится соответственно
на излучение длин волн 0,4880 (голубая линия) и 0,5017 мкм
(зеленая линия). Суммарная мощность излучения на трубках
длиной 50 см составляет несколько ватт. Ширина линий опреде¬
ляется доплеровским уширением, обуслов¬
ленным высокой ионной температурой (обы¬
чно свыше 2000 К). Доплеровская ширина
оказывается при этом порядка нескольких
тысяч мегагерц, в то время как частотный
интервал между модами резонатора равняется
нескольким сотням мегагерц, поэтому гене¬
рация, как правило, происходит на многих
модах.
Луч аргонового лазера во многом схож
с лучом красного Не—Ne-лазера. Угол рас¬
ходимости луча приблизительно тот же са¬
мый, проявляется такое же влияние попереч¬
ных мод. Коэффициент полезного действия
аргонового лазера, как и вообще ионных
лазеров, весьма мал — 0,01—0,1%.
В последнее время мощность аргоновых лазеров была значи¬
тельно повышена путем увеличения диаметра разрядной трубки
и использования накаленного катода. Оказалось возможным
получение удельной мощности излучения порядка 1 Вт/см на
длинах волн 0,4880 и 0,5145 мкм при к. п. д., равном 0,13%.
Мощность лазеров на аргоне, таким образом, была доведена
до 150—500 Вт в непрерывном режиме [128]. При таких мощно¬
стях открываются новые возможности применения аргоновых
ОКГ в науке и технике.
Если газовые лазеры, в которых используются атомные и ион¬
ные переходы, имеют малый коэффициент полезного действия,
то для лазера, работающего в непрерывном режиме,
т1 =/н (Av/rB), (51)
Рис. 26. Зависимость
мощности излучения
аргонового лазера от
тока разряда
где hv — энергия излучаемого кванта; WB — энергия верхнего
рабочего уровня; отношение hv/WB показывает, какая доля энер¬
гии верхнего уровня, т. е. энергии, затраченной на накачку,
используется в генерации; /н обозначает долю вводимой в актив¬
ную среду энергии накачки, которая требуется для возбуждения
верхнего уровня.
Поскольку в атомных и ионных лазерах верхний рабочий
уровень очень высоко расположен над уровнем, с которого идет
накачка, величина WB является большой и отношение hv/WB
43
редко превышает 0,1. Величина же /н при этом оказывается ма¬
лой, так как основная доля энергии электронов в типичных усло¬
виях газоразрядной плазмы тратится на возбуждение самых
низких уровней и на ионизацию. В процессе же возбуждения на
верхний рабочий уровень принимает участие лишь небольшое
количество электронов, обычно /н ^ 10-2. Таким образом, со¬
гласно (51) к. п. д. оказывается равным 10“3—10-4, т. е. 0,1—
0,01%.
Для повышения к. п. д. газовых лазеров желательно исполь¬
зовать низко расположенные энергетические уровни, например
уровни, соответствующие колебательным состояниям молекулы.
Известно, что колебательная энергия атомов в молекуле также
квантована. Структура колебательных уровней наиболее проста
у двухатомных молекул типа N2, 02 и т. д. В этом случае имеется
только один вид колебательного движения — симметричные коле¬
бания атомов вдоль оси молекулы. Уровни этих молекул располо¬
жены почти эквидистантно. Более сложным молекулам соответ¬
ствует более сложная структура их колебательных уровней.
Молекула, состоящая из N атомов, имеет г = 3N — 6 колебатель¬
ных степеней свободы. Если же она линейна, то г = 3N — 5.
Каждой степени свободы соответствуют колебательные уровни
энергии с частотой нормальных колебаний v,-.
Энергия колебательного движения определяется уравнением
^кол = hvi (Vi “Ь 1/2), (52)
/•=1
где Vj — колебательные квантовые числа.
Все колебательные уровни располагаются значительно ниже
энергетических уровней атомов и молекул и могут быть с успехом
использованы для повышения к. п. д. лазеров. Однако более
низко расположенным колебательным уровням соответствует и
значительно меньшая разность энергий между ними, что приводит
к излучению квантов с меньшей частотой, т. е. с длиной волны,
лежащей в И К области спектра.
Типичным представителем ОКГ, работающих на молекуляр¬
ных переходах, является лазер на основе С02. Молекула С02
линейно-симметрична: в центре между двумя атомами кислорода
располагается атом углерода (рис. 27). Число степеней свободы
для нее равняется четырем, но двум степеням свободы соответ¬
ствуют одни и те же частоты колебаний (вырождение): таким об¬
разом, возможны три вида колебательных движений: симметрич¬
ные, дважды вырожденные деформационные и антисимметричные.
Если vl2, v3— квантовые числа, связанные с соответству¬
ющими колебаниями (/ — квантовое число момента количества
движения деформационного типа колебаний), то переходы между
колебательными уровнями могут быть представлены как
v3 -> v[, vl2\ i>'. Нижний колебательный уровень обозначается
00°0, все другие также имеют соответствующие обозначения.
44
Верхним рабочим энергетическим уровнем в лазерах на основе
С02 служит уровень 00° 1 (рис. 28), нижними уровнями — 10°0
и 02°0. Таким образом, рабочими переходами являются 00°1 ->
-> 10°0 и 00°1 -> 02°0; первый переход сопровождается излуче¬
нием длины волны X = 10,6 мкм, второй — X = 9,6 мкм.
Вследствие того, что время жизни молекулы С02 на верхнем
уровне значительно больше времени жизни на нижнем уровне,
возможно достижение инверсии и генерации в чистом С02, когда
возбуждение осуществляется ударами электронов первого рода.
Однако мощность генерации такого лазера мала.
о с о
Рис. 27. Виды колебаний атомов Рис. 28. Диаграмма энергетических
в молекуле С02: уровней молекулы С02
I — симметричные; II — антисим¬
метричные; III — деформационные
Мощность лазера была резко увеличена при добавлении к С02
молекулярного азота N2. Возрастание выходной мощности объяс¬
няется резонансной передачей энергии от возбужденных молекул
N2 молекулам С02. Возбуждение молекул N2 в электрическом
разряде ударами электронов весьма интенсивно: почти 30%
от полного их числа переходит на долгоживущий уровень, энер¬
гия которого совпадает с верхним рабочим уровнем молекулы С02,
поэтому столкновения второго рода между возбужденными моле¬
кулами N2 и невозбужденными молекулами С02 оказываются
весьма эффективными при осуществлении инверсии. Соотношение
парциальных давлений С02 и N2 в лазере обычно берется в преде¬
лах от 1 : 1 до 1 : 5. Суммарное рабочее давление несколько мил¬
лиметров ртутного столба.
Мощность лазера еще более повышается при добавлении
к смеси гелия, поэтому в настоящее время в лазерах на основе
С02, как правило, используется смесь С02—N2—Не.
Возрастание мощности при прибавлении к смеси гелия объяс¬
няется следующими причинами. Во-первых, гелий вследствие его
высокой теплопроводности снижает температуру рабочего газа
45
и тем самым уменьшает заселенность нижних уровней 10°0 и 02°0.
Во-вторых, гелий оказывает влияние на скорость релаксации
лазерных уровней. Предполагается также передача энергии от
метастабильных атомов Не (23Si) к молекулам N2 при тройном
соударении по реакции
Не* (235х) + 2N2 — Не + 4N - AW,
где А№<0,1 эВ, что создает условия, приближающиеся к резо¬
нансным. Образующийся таким образом атомарный азот рекомби¬
нирует с образованием колебательно-возбужденных молекул азота,
находящихся на высоких колебательных уровнях. Последние
затем распадаются, последовательно спускаясь по лестнице ко¬
лебательных уровней путем резонансных столкновений с другими
молекулами N2 и с молекулами С02, которые возбуждаются на
верхний рабочий уровень 00°1.
Лазер на основе С02 имеет весьма высокий коэффициент по¬
лезного действия: теоретический предел его около 40%, а практи¬
чески в различных установках он колеблется в пределах 8—30%.
Следует иметь в виду, что в электрическом разряде молекулы
С02 диссоциируют на кислород и угарный газ: 2С02 -> 2СО + 02.
Таким образом, смесь с течением времени портится и мощность
генерации снижается. Поэтому лазеры на основе С02 достаточно
большой мощности работают в непрерывном потоке газа (с про¬
качкой). Лазеры малой мощности могут быть и с отпаянными
трубками, но они должны иметь дополнительный резервуар для
рабочей смеси газов.
Повышение температуры рабочего газа приводит к резкому
снижению выходной мощности ОКГ благодаря заселению нижнего
энергетического уровня. Как правило, лазер работает при охла¬
ждении проточной водой. Передача тепла к охлаждаемой стенке
трубки из внутренней области газа происходит за счет диффузии
газа, поэтому увеличение диаметра трубки свыше 80—100 мм
не приводит к увеличению мощности ОКГ с 1 м длины. Поскольку
вместе с увеличением диаметра (увеличением объема рабочего
газа) начинает убывать съем энергии излучения с единицы объема,
механизм охлаждения благодаря диффузии оказывается уже
недостаточным. Мощность лазера, работающего в непрерывном
режиме, ограничивается примерно 50 Вт с 1 м длины. Схема ла¬
зера на основе С02 приведена на рис. 29.
Все оптические элементы ОКГ изготовляются из материала,
прозрачного для диапазона генерируемых длин волн (9,6; 10,6 мкм).
К таким материалам относятся KBr, NaCl; они неустойчивы и
плохо поддаются обработке, поэтому лазеры на основе С02,
как правило, работают с внутренними зеркалами. Использование
германия осложняется его высокой стоимостью и еще большими
трудностями обработки. В качестве резонатора используются два
зеркала — либо оба плоские, либо одно сферическое, а другое
плоское, либо оба сферические.
46
Ограничение мощности лазера с 1 м длины приводит к необ¬
ходимости для получения больших мощностей брать газораз¬
рядные трубки большой длины. Например, лазер мощностью
800 Вт должен иметь длину 18 м. Уменьшение габаритов может
быть достигнуто путем создания многотрубчатых лазеров, в кото¬
рых луч при помощи поворотных зеркал последовательно проходит
5
1F1
C02-N2-He f
^г--==1Г
н2о
И насосу
Рис. 29. Схема лазера на основе С02:
1 — газоразрядная трубка; 2 — система охлаждения;
3 — зеркала; 4 — котировочные узлы; 5 — электроды
через все трубки (рис. 30). Однако в такой системе с увеличением
числа труб возрастают потери как за счет большого числа отра¬
жений от многих зеркал, так и за счет дифракции. Возрастание
потерь ограничивает возможности и в этом направлении. Пределом
можно считать лазер, состоящий из 15 труб с общей эффективной
длиной 200 метров и мощностью 8,8 кВт при к. п. д., равном
15% [128].
Рис. 30. Оптическая схема мпоготруб-
чатого лазера:
3! и 32 — зеркала резонатора; 1 — 6 — по¬
воротные зеркала
Рис. 31. Схема конвективного электро-
разрядного лазера на основе С02:
1 — линии электрического тока (направ¬
лены нормально к плоскости рисунка);
2 — холодильник; 3 — линии потока газа;
4 — зеркала резонатора
Дальнейшее усовершенствование лазеров на основе С02 за¬
ключалось в применении интенсивного продува рабочей смеси
поперек резонатора при поперечном направлении электрического
разряда (рис. 31). При скорости продува 30 м/с температура газа
не превышала 600 К- Существенным является и то, что давление
газа было увеличено до 20 мм рт. ст., при этом число рабочих
атомов значительно возросло. Охлаждение газовой смеси в таких
47
системах производится при ее циркуляции через теплообменник.
Устройство работает по замкнутому циклу. При этом оказалось
возможным получить мощность до 1 кВт с 1 м длины при к. п. д.,
равном 8%. Такого типа лазеры получили название конвективных
электроразрядных лазеров (КЭРЛ).
В другом типе лазеров, разрабатываемых в последние годы,
повышение температуры ограничивается процессом адиабатиче¬
ского расширения. В этом случае азот получает колебательное
возбуждение в электрическом разряде при прохождении через
тонкие капилляры. Затем возбужденный азот расширяется —
сначала в круглых соплах, которыми заканчиваются капилляры,
потом в общем двумерном сопле, непосредственно перед входом
в резонатор. При этом трансляционная температура снижается
с 500 до 300 К, колебательная же поддерживается на уровне
4000 К (в разряде— 6000 К). Углекислый газ инжектируется
через две щели, непосредственно перед входом в резонатор, при
температуре 300 К. Газовая смесь проходит через резонатор в по¬
перечном направлении.
В этом типе ОКГ можно получить съем мощности в 16 Вт
с 1 см3 газа, что соответствует удельному съему 6 кВт/м при к. п. д.,
равном 17%.
Импульсные газоразрядные лазеры составляют один из наи¬
более важных классов ОКГ. Генерацию в импульсном режиме
можно получить со значительно большей мощностью, на значи¬
тельно большем числе активных сред и переходов и в более ши¬
рокой области спектра, чем в непрерывном режиме. Это объяс¬
няется возможностью вкладывать большие мощности в накачку,
так как при кратковременной работе лазера трудности, возни¬
кающие с необходимостью отвода тепла, отпадают. При малых
длительностях импульса нижний рабочий уровень еще не успевает
заселиться, и можно получать инверсию на таких переходах,
на которых стационарная инверсия в принципе невозможна.
В настоящее время импульсная генерация осуществляется
на переходах атомов, ионов и молекул. В таких типах лазеров,
как гелиево-неоновый, при длительности импульсов 10 нс —
10 мкс инверсия настолько кратковременна, что при этом уже
отсутствует необходимость релаксации нижнего уровня. Диффу¬
зия на стенках не имеет значения, и мощность можно повысить
простым увеличением диаметра газоразрядной трубки. Таким
образом, оказалось возможным получение мощности в импульсе
свыше киловатта с несколько большим коэффициентом полезного
действия, чем при работе в непрерывном режиме.
Особого внимания в группе импульсных ОКГ заслуживают
лазеры с самоограниченными переходами. Как следует из фор¬
мулы (51), для повышения к. п. д. лазера желательно использо¬
вать в качестве верхнего рабочего уровня первый уровень, при
этом величина WR будет наименьшей. Очевидно, что при этом ниж¬
ним рабочим уровнем может быть только метастабильный уровень,
48
расположенный ниже первого резонансного. Но, поскольку
время жизни метастабильного уровня велико, населенность его
за время генерации будет быстро возрастать и генерация может
продолжаться только до момента выравнивания заселенности
рабочих уровней. При этом часть заселенности верхнего уровня,
зависящая от соотношения статистических весов верхнего gB
и нижнего gH уровней, остается неиспользованной. Коэффициент
полезного действия в этом случае в отличие от (51) оказывается
равным
Л = /п (hv/WB) lgnl(gH + gB)] = fHT)„P, (53)
где т|пр — предельный к. п. д. данного перехода.
Множитель gJ(gH + gn) в (53) обычно равен 2/3—1/3. Отноше¬
ние же hv/WB оказывается значительно больше, чем для уровней,
используемых в лазерах, работающих в стационарных режимах,
достигая значения 0,5—0,7. Значительно возрастает и значение /п,
поскольку в газовом разряде основная доля энергии электронов
тратится на возбуждение самых низких уровней; для первого
резонансного уровня /н может быть равной 0,5. Таким образом,
общий к. п. д. может составлять 0,25, т. е. 25%. Создание лазе¬
ров, имеющих излучение в видимой части спектра, с таким коэф¬
фициентом полезного действия представляет очень большой инте¬
рес, однако необходимо иметь в виду, что длительность импульса
возбуждения должна быть порядка длительности существования
инверсии.
В импульсном режиме значительная часть энергии тратится на
создание рабочей плазмы. Энергия, затрачиваемая на ионизацию
и разогрев плазмы, может быть сравнима с энергией, затрачивае¬
мой на возбуждение рабочего уровня. По-видимому, реальный
к. п. д. на переходах с резонансного на метастабильный уровень
может составлять примерно 10%.
При достаточном превышении порога мощность генерации
определяется скоростью накачки на верхний рабочий уровень:
Q = W0 (<п>е) пеу (54)
где N о — заселенность основного состояния; (ave) — усредненное
по скоростям электронов произведение эффективного сечения на
скорость электронов; пе — плотность электронов.
Если принять а = 10“16 см2, ve = 108 см/с, пе = 1015 см"3,
N0 = 1017 см"3, то Q = 1024 с"1-см"3, что соответствует плот¬
ности мощности излучения в видимой части спектра около
105 Вт-см"3; таким образом, с одного литра можно получить мощ¬
ность порядка 100 МВт.
Практически время генерации меньше времени жизни верх¬
него уровня и составляет примерно 10"8—10"9 с. Наибольшая
пиковая мощность — около 40 кВт — достигнута на зеленой
линии меди при длительности импульса 16 нс. При этом генери¬
руют обычно две линии: X = 0,5106 и X = 0,5782 мкм; первая
49
линия более интенсивна. Коэффициент полезного действия лазера
на парах меди равен 1,2%, что на порядок выше, чем в ионном
аргоновом лазере. Теоретически для меди г}пр = 38%. Генерация
на парах меди получается при температуре 1500° С, что соответ¬
ствует давлению паров этого металла 0,4 мм рт. ст. и плотности
атомов 2 • 1015 см-3. Разрядная трубка изготовляется из А1203,
возбуждение осуществляется от импульсных конденсаторов при
напряжении 15—20 кВ. В такого рода лазерах возможна работа
с большой частотой повторения импульсов—свыше 1000 Гц.
В настоящее время разрабатываются лазеры с самоограничен-
ными переходами на парах таллия (к = 0,5350 мкм), свинца
(к = 0,7229 мкм) и других металлов.
Одной из причин отставания экспериментальных результатов
от теоретических являются трудности формирования импульсов
возбуждения необходимой длительности с достаточно крутым
передним фронтом.
Генерация на самоограниченных переходах может быть по¬
лучена кроме нейтральных атомов также и на ионах некоторых
веществ, например кальция, стронция и др., но при этом для
образования ионов требуется дополнительная энергия и эффек¬
тивную генерацию на переходах ионов осуществить сложнее.
Импульсные ионные лазеры на несамоограниченных переходах
составляют довольно большую группу. В них инверсия населен¬
ности получается на короткое время при мощном импульсном
электрическом разряде. Она осуществляется между некоторыми
возбужденными уровнями образовавшихся в разряде ионов.
Импульсные ОКГ имеют в принципе такую же конструкцию, как
и лазеры, работающие в непрерывном режиме, но катод выпол¬
няется более мощным. Блок питания обеспечивает токи в импульсе
до нескольких килоампер при напряжениях до сотен киловольт.
При высоких напряжениях предусматривается повышение элек¬
трической прочности устройств. Мощности при этом достигают
нескольких мегаватт. В импульсном режиме возможна генерация
в ультрафиолетовом диапазоне, которая возникает в большинстве
случаев на переходах многозарядных ионов.
В молекулярных импульсных лазерах оказалось возможным
использовать в качестве верхнего рабочего уровня первый резо¬
нансный при метастабильном нижнем уровне. Генерация на элек¬
тронных переходах получена на двух атомных молекулах N2,
Н2, СО и др. Заселенность верхнего рабочего уровня происходит
в результате прямого возбуждения молекул электронами.
Эффективное сечение возбуждения верхнего рабочего уровня
молекулы азота приблизительно на порядок меньше, чем для
меди, предельный к. п. д. также ниже. Однако достигнутая пико¬
вая мощность намного превышает мощность, полученную на
переходах меди (для меди она составляет 40 кВт, а для азота
2,5* 10-3 кВт), что объясняется разницей в системах возбуждения.
Генерация в азоте получена при возбуждении газа поперечным
50
электрическим разрядом. В настоящее время созданы промышлен¬
ные ОКГ на азоте с пиковой мощностью 100 кВт при длительности
импульса 10 нс и частоте следования импульсов 100 Гц и с мощ¬
ностью 500 кВт при частоте до 25 Гц [128].
Схема лазера на азоте приведена на рис. 32. Поскольку гене¬
рация осуществляется на длине волны 0,337 мкм, относящейся
к ультрафиолетовой части спектра, все оптические элементы
в ОКГ выполняются из кварца. Особого внимания заслуживает
система возбуждения с поперечным разрядом и бегущим волно¬
вым фронтом. В лазерах
с самоограниченными пе¬
реходами время существо¬
вания инверсии всего не¬
сколько наносекунд. За это
время свет проходит путь
менее одного метра, и если
вся длина активной среды
больше такого пути, то при
одновременном ее возбу¬
ждении усиливаемый си¬
гнал к моменту окончания
инверсии проходит только
часть среды, остальной его
путь оказывается уже в по¬
глощающей среде. Устра¬
няется это тем, что в си¬
стеме возбуждение электрического разряда — пробой по длине
активной среды— производят в разное время. Для этого создается
волна пробоя, распространяющаяся вдоль активной среды со
скоростью, близкой к скорости света. В случае, когда за время
генерации свет проходит путь, меньший, чем расстояние между
зеркалами резонатора, резонатор практически становится уже
ненужным. Весь процесс генерации развивается за один проход,
при этом имеет место режим сверхсветимости.
Перейдем к рассмотрению работы лазеров на основе С02
в импульсном режиме. Лазер работает на тех же переходах,
что и в постоянном режиме генерации. Одним из основных пара¬
метров, определяющих- мощность излучения, является число
активных молекул в единице объема. Поэтому в настоящее время
основное внимание сосредоточено на разработке лазеров при
давлении, равном атмосферному и выше. Такого рода лазеры по¬
лучили название TEAL. Сжатые газы как активная среда пред¬
ставляют интерес потому, что кроме большой концентрации актив¬
ных частиц и высокой мощности они обладают однородностью,
дают возможность получать высокие к. п. д. и осуществлять плав¬
ную перестройку частоты. Самым большим затруднением в созда¬
нии газовых лазеров, работающих при столь высоких давлениях,
является получение однородного разряда с возможно большим
Рис. 32. Электрическая схема лазера на азоте:
С — емкость; Р — разрядник; L — переда¬
ющая линия; К — катоды; А — анод; R3,
Rm — зарядное и шунтирующее сопротив¬
ления
51
вкладом энергии. При обычных условиях разряд при большом
давлении неустойчив и сосредотачивается в одном канале, для
получения же инверсии в большом объеме он должен существо¬
вать во всем межэлектродном пространстве.
В первых типах лазеров для этой цели использовались секцио¬
нированные электроды с последовательно включенными сопро¬
тивлениями, однако потери энергии на сопротивлениях оказы¬
вались большими, разряд получался неоднородным, постоянная
времени была велика. Позднее было установлено, что можно по¬
лучить равномерный разряд, со¬
здав в межэлектродном простран¬
стве предварительную ионизацию
газа. Лазеры с предыонизацией
газа получили название электро-
ионизационных ОКГ.
Помимо создания равномерного
разряда для успешной работы
лазера необходимо также иметь
вполне определенные параметры
плазмы, возникающей при раз¬
ряде. Доля энергии, затрачивае¬
мой электронами плазмы на воз¬
буждение колебательных уровней
молекулы, по отношению к энер¬
гии, затрачиваемой на возбужде¬
ние электронных уровней и иони¬
зацию, должна быть велика.
Зависимость этих величин от отношения Е1р, где Е — напря¬
женность электрического поля, а р — давление газа, приведена
на рис. 33. Из рисунка видно, что основная доля потери энергии
электронами на возбуждение колебательных уровней молекулы
приходится^ на Е/р ж 10 В-см"1-мм рт. ст.-1. При Е!р >
>40 В-см-1-мм рт. ст.-1 начинают превалировать потери энер¬
гии на возбуждение электронных уровней и ионизацию. Поскольку
наличие ионизации связано с возникновением самостоятельного
разряда, то для лазеров на колебательно-вращательных переходах
с гакачкой электрическим током относительная область значе¬
ний Е1р находится ниже зажигания самостоятельного разряда.
С этой точки зрения разряд с интенсивной предварительной иони¬
зацией приобретает особое значение.
Предыопизация может быть осуществлена ультрафиолетовым
излучением или электронным пучком. В качестве источников
ультрафиолетового излучения для предыонизации используются
сравнительно маломощный искровой разряд и ксеноновые лампы
в кварцевой оболочке.
Для усиления фотоэффекта к рабочей смеси прибавляется
небольшое количество затравочного газа, например Зп-пропила-
мина, имеющего потенциал ионизации 7,23 эВ.
52
E/Pj B-CMfMMpT.C7~f
Рис. 33. Зависимость от Е/р доли
энергии W, передаваемой электро¬
нами на возбуждение колебатель¬
ных уровней молекулы (У), элек¬
тронных уровней (2) и на иониза¬
цию (3)
При использовании для предыонизации электронного пучка
возникает затруднение со вводом пучка в межэлектродное про¬
странство, где создаются затем основной разряд, приводящий
к инверсии. Это вызвано тем, что электронные пучки создаются
в камерах, где давление не превышает 10~5 мм рт. ст., а в меж¬
электродном пространстве лазера давление выше атмосферного.
Ввод пучка осуществляется через тонкую металлическую фольгу,
разделяющую камеры высокого и низкого давления. Электроны
предварительной ионизации должны при этом иметь энергию
свыше 100 кэВ.
В ОКГ такого типа в настоящее время осуществляется съем
энергии 50—60 Дж с одного литра. Общий съем энергии состав¬
ляет 1—2 кДж при к. п. д., равном 10—20%. Мощность лазера
определяется длительностью импульса; при наносекундных им¬
пульсах она исчисляется гиговаттами; такие лазеры могут рабо¬
тать при давлениях 10-106 Па [128].
В квазистационарном состоянии, если не учитывать возбужде¬
ние молекул С02 электронным ударом, скорость возбуждения
верхнего лазерного уровня углекислого газа совпадает со ско¬
ростью возбуждения молекул азота, так как каналом отвода
колебательной энергии от молекулы азота является -столкнове¬
ние с молекулами углекислого газа. Скорость возбуждения азота
cLNIcLt пропорциональна концентрации электронов пе, концентра¬
ции молекул N и сечению возбуждения колебательного уровня
молекулы азота о (ve), усредненному по скоростям электронов:
dN/dt = neNo (ve) ve. (55)
Мощность излучения единицы объема равна произведению
энергии кванта излучения на скорость возбуждения верхнего
лазерного уровня:
dW/dt = hvneNo (ve) ve. (56)
При отношении концентрации электронов к концентрации моле¬
кул, не зависящем от давления газа (neIN const), мощность
излучения оказывается пропорциональной М2, т. е. квадрату
давления. Приведенные оценки свидетельствуют о новых откры¬
вающихся возможностях в создании лазеров высокого давления.
В заключение остановимся еще на одном типе мощных газовых
ОКГ, разрабатываемых в последнее время, — это так называемые
газодинамические лазеры (ГДЛ). В них используется особый спо¬
соб получения инверсии, заключающийся в резком охлаждении
предварительно нагретой рабочей смеси путем адиабатического
расширения газа. При нагревании газа молекулы переходят на
верхние уровни, но при этом сохраняется обычное больцманов-
ское распределение по энергетическим уровням с большим заселе¬
нием нижних уровней по сравнению с верхними. При охлаждении
газа молекулы должны перейти на нижние уровни, скорость их
перехода зависит от времени жизни на том или другом уровне.
53
Так как время жизни верхнего лазерного уровня молекулы С02
значительно больше нижнего, расселение нижнего идет с большей
скоростью. При адиабатическом расширении газа в сопле и про¬
исходящем при этом резком охлаждении в газе, выходящем из
сопла, будет иметь место различное расселение молекул по энер¬
гетическим уровням в различных областях струи. В ближайшей
к соплу области еще будет преобладать населенность нижнего
уровня, но на некотором расстоянии от сопла, соответствующем
Рис. 34. Схема газодинамического лазера:
1 — камера сгорания; 2 — топливо; 3 — сверхзвуковое
сопло; 4 — поток газа; 5 — зеркала резонатора
времени распространения струи газа до этого сечения, нижние
уровни опустошатся быстрее верхних, и в этой области газа будет
существовать инверсия. Практически инверсия возникает на рас¬
стоянии 1 см от сопла и сохраняется на протяжении 1 м.
Для получения генерации используется резонатор в виде
двух зеркал. Резонатор располагается таким образом, что его
ось перпендикулярна потоку газа (рис. 34). Величина мощности
излучения определяется плотностью исходящего из сопла газового
потока, т. е. расходом вещества, и энергией, запасенной молеку¬
лами при нагревании, т. е. температурой предварительного на¬
грева. В настоящее время мощность такого типа ОКГ доведена
до 600 кВт непрерывного излучения, его к. п. д. составляет при¬
мерно 1%.
5. ПОЛУПРОВОДНИКОВЫЕ ЛАЗЕРЫ
В полупроводниках электроны имеют свой особый энергети¬
ческий спектр, на соответствующих переходах которого осуще¬
ствляется генерация. Прежде всего рассмотрим основные положе¬
ния теории полупроводников, основанной на так называемой
зонной теории твердого тела.
Представим себе два одинаковых атома, которые вначале
находились на значительном расстоянии друг от друга, а затем
54
начинают постепенно сближаться. Обратим внимание на какой-
либо энергетический уровень атомов, например соответствующий
низшему энергетическому состоянию, и проследим за тем, что с ним
происходит при сближении атомов. Вначале, когда атомы нахо¬
дились далеко друг от друга, данному энергетическому уровню
соответствовала одна и та же энергия в обоих атомах. При сближе¬
нии атомов начинается взаимодействие между ними, что приводит
к расщеплению уровня на два близко расположенных. Разность
энергий этих уровней экспоненциально увеличивается при умень¬
шении расстояния между атомами. Когда два атома образуют
молекулу с определенным расстоянием между атомами, оба их
внешних валентных электрона распределяются между двумя атом¬
ными остатками, при этом вместо одного энергетического уровня
образуются два с разностью энергий AW.
Аналогично обстоит дело при сближении N атомов, которые
образуют кристаллическую решетку твердого тела. Энергетиче¬
ские уровни единичного атома расщепляются на N уровней.
Таким образом, вместо одного уровня образуется зона из N
плотно размещенных уровней. На каждом энергетическом уровне
зоны согласно принципу Паули может находиться не более двух
электронов. Расщепление велико только для атомных уровней
внешних электронов, оно может привести даже к перекрытию
зон. Глубокие атомные уровни не подвергаются сильному расще¬
плению, так как для них возмущение незначительно по сравнению
с силами притяжения между электронами и ядром (рис. 35).
Зона, образованная уровнями валентных электронов невоз¬
бужденных атомов, получила название валентной зоны (ВЗ)
кристалла. Выше нее располагается запрещенная зона, имеющая
ширину АИР, в пределах которой электрон не может находиться,
а еще выше размещается разрешенная зона — зона проводимости
(.ЗП). Энергетические зоны в полупроводнике не локализованы
возле какого-либо отдельного атома — их следует отнести ко
всему кристаллу, так что кристалл с этой точки зрения можно
считать одной огромной молекулой. Зона проводимости называется
так потому, что при приложении разности потенциалов к полу¬
проводнику через проводник проходит электрический ток, в кото¬
ром могут участвовать только электроны, находящиеся при данных
условиях в зоне проводимости. Электроны, находящиеся в ва¬
лентной зоне, не могут перемещаться под действием электриче¬
ского поля, поскольку такое движение связано с увеличением
энергии электрона, причем он должен перейти на более высоко
расположенный энергетический уровень, однако в валентной зоне
все уровни заняты электронами.
Энергетические зоны полупроводника (без примеси) пред¬
ставлены на рис. 36. Величина AW, определяющая ширину запре¬
щенной зоны для различных полупроводников, различна и ко¬
леблется в пределах от 2-10~3 до 3 эВ. При температуре, близкой
к Т = О К, валентная зона полностью заполнена электронами,
55
а зона проводимости совершенно пуста, и в этом случае полу¬
проводник не проводит электрический ток.
При повышении температуры часть электронов валентной
зоны приобретает кинетическую энергию, достаточную для пере¬
хода из валентной зоны в зону проводимости (кТ > AW). Энерге¬
тические уровни зоны проводимости начинают заселяться элек¬
тронами, а на месте, освободившемся в валентной зоне после
перехода электронов в зону проводимости, образуется дырка,
которая по своему поведению в электрическом поле эквивалентна
положительному заряду. В случае приложения к полупроводнику
W,
W i
ЗП
■
^—
ВЗ
__р=
1
то
Рис. 35. Расщепление энергетиче¬
ских уровней атомов при их сбли¬
жении:
г о — постоянная кристаллической
решетки
Рис. 30. Энергетические зоны собствен¬
ного полупроводника: ВЗ — валентная
зона; ЗП — зона проводимости; 33 —
запрещенная зона
электрического поля при достаточно высоких температурах через
полупроводник протекает электрический ток, который опреде¬
ляется движением как электронов, так и дырок. В идеально чи¬
стом полупроводнике число электронов в зоне проводимости точно
равно числу дырок в валентной зоне. Переход электронов в полу¬
проводнике из валентной зоны в зону проводимости может проис¬
ходить и при поглощении электроном кванта света, энергия кото¬
рого hv > A W\ при этом также в валентной зоне образуется дырка.
Наряду с процессами образования пар электрон—дырка
в полупроводнике имеет место и обратный процесс — рекомбина¬
ция электрона и дырки с переходом электрона из зоны проводи¬
мости в валентную зону и испусканием при этом кванта энергии hv.
В результате действия двух процессов — образования электро¬
нов и дырок и их рекомбинации — в полупроводнике устанавли¬
вается равновесная концентрация электронов и дырок, завися¬
щая от температуры. Чистый полупроводник, не содержащий
никаких примесей, называется собственным полупроводником,
так как он обладает при некоторой температуре Т «собственной
проводимостью». Кроме собственных полупроводников суще¬
ствуют также «примесные полупроводники», в которых часть ато¬
мов замещена "атомами примеси.
56
Примесями могут быть различные вещества, например в кри¬
сталле германия могут содержаться мышьяк, сурьма, индий
и др. Примеси имеют свои энергетические уровни. Различают
примеси донорные и акцепторные. Донорные примеси имеют энер¬
гетические уровни, располагающиеся в запрещенной зоне вблизи
дна зоны проводимости. В связи с этим уже при сравнительно
низкой температуре энергия теплового возбуждения электронов
достаточна для перехода их с уровня примеси в зону проводимости,
что приводит к возрастанию в ней концентрации электронов и уве¬
личению электропроводности полупроводника. Акцепторные при¬
меси имеют уровни, располагающиеся в запрещенной зоне вблизи
потолка валентной зоны. Электроны валентной зоны легко пере¬
ходят на экцепторный уровень, оставляя в валентной зоне дырки,
которые также участвуют в электропроводности.
Полупроводники, в которых имеется избыток электронов про¬
водимости относительно дырок, называются полупроводниками
n-типа, так как их проводимость в основном создается отрицатель¬
ными носителями заряда. Полупроводники с избытком дырок
называются полупроводниками p-типа: в них носители зарядов
положительные.
Для понимания процессов, протекающих в полупроводнико¬
вых лазерах, необходимо представление о заполнении электро¬
нами энергетических состояний. Электроны внутри полупровод¬
ника, так же как и внутри металла, подчиняются закону распреде¬
ления не Максвелла—Больцмана, а Ферми—Дирака.
Согласно статистике Ферми—Дирака, вероятность того, что
состояние с энергией W будет занято электроном при темпера¬
туре Т, определяется функцией Ферми
/ (W) = [exp (W - WP)/(kT) + 1 Г\ (57)
где WF—параметр, называемый энергией (уровнем) Ферми:
WF=[ 1 /(2m)] [ЗА/Л3/(8лУ)]2/3. (58)
Таким образом, уровень Ферми зависит от числа электронов N
в единице объема V.
Число электронов, имеющих энергию в интервале значений
от W до W + dW, определяется, произведением f (W) на число
состояний в данном интервале, которое равняется
dQt = (2nV/И3) (2m)3/2 W^dW. (59)
Функция распределения Ферми зависит от температуры.
На рис. 37 представлена f (W) при Т — О К и Т>0К. При
температуре Т = О К она имеет вид ступеньки. При значениях
энергии, меньших энергии Ферми, f (W) = 1; при значениях же,
больших WF, f (W) = 0.
Таким образом, при Т = 0 К все электроны находятся в наи¬
более низких энергетических состояниях; при этом WF соответ¬
57
ствует энергии наиболее высокого состояния, занятого электро¬
нами. Все состояния выше WF свободны.
При более высоких температурах f (W) имеет закругление
вблизи уровня Ферми, переходя плавно от значения, равного
единице, к значению, равному нулю в интервале значений W,
примерно равном кТ. При любой температуре распределение
симметрично относительно WF\ при W = WF функция f (W) =
= 0,5, т. е. уровень Ферми в этом случае можно определить как
уровень энергии, вероятность заполнения которого равна 0,5.
Рис. 37. Вид функции Ферми
при Т = 0 К и Г > 0 К
Рис. 38. Уровень Ферми WF,
функция Ферми f (W) и распре¬
деление равновесных носителей
в чистом полупроводнике
В чистом полупроводнике, как уже указывалось, число элек¬
тронов в зоне проводимости равно числу дырок в валентной
зоне. Уровень Ферми при равенстве эффективных масс электронов
и дырок располагается точно посредине зоны запрещенных уров¬
ней (рис. 38). На рисунке представлены вид функции Ферми
полупроводника с собственной проводимостью, а также распреде¬
ление электронов и дырок соответственно в зоне проводимости
и валентной зоне.
Полное число электронов в зоне проводимости
пе = (2//i3) (2пткТ)3/2 ехр [— AW/(2kT)\. (60)
Положение уровня Ферми в примесных полупроводниках
зависит как от концентрации примеси, так и от того, является ли
примесь донорной или акцепторной. В случае донорной примеси
(/г-полупроводник) имеет место переход электронов донорных
атомов в зону проводимости; при этом концентрация электронов
возрастает, что приводит к возрастанию энергии Ферми WF и
смещению уровня Ферми вверх, к зоне проводимости. Чем больше
концентрация доноров, тем большее количество электронов пере¬
ходит в зону проводимости и тем на большую величину смещается
уровень Ферми. В случае введения в полупроводник акцептор¬
ных примесей (р-полупроводник) наблюдается обеднение электро¬
58
нами валентной зоны, при этом уровень Ферми смещается вниз
к этой зоне (рис. 39). Однако с увеличением температуры уровень
Ферми как в /г-, так и в р-пол у проводниках смещается к центру
запрещенной зоны, стремясь при очень высоких температурах
к положению уровня Ферми, имеющемуся в чистом полупровод¬
нике. Это объясняется тем, что при высоких температурах основное
поступление электронов в зону проводимости будет происходить
из валентной зоны, т. е. так же, как и у чистых полупроводников.
При больших концентрациях до¬
норной или акцепторной примеси
(1017—1019 см-3) смещение уровня
Ферми соответственно вверх или вниз
происходит на такую величину, что
он оказывается соответственно в зоне
Энергия
электро¬
нов
Рис. 40. Энергетическая схема при образо¬
вании р—/z-перехода
проводимости или в валентной зоне. Такие полупроводники
называются вырожденными, в первом случае по электронам,
во втором — по дыркам.
Допустим теперь, что в одном и том же монокристалле одна его
часть является вырожденным полупроводником п-типа, а другая —
p-типа. Тогда на границе образуется так называемый р—п-пере¬
ход. В материале п-типа имеются подвижные отрицательные за¬
ряды (электроны проводимости), а в материале р-типа — подвиж¬
ные положительные заряды (дырки). При соприкосновении вслед¬
ствие наличия градиентов'концентрации этих носителей электроны
через р—n-переход устремятся в р-полупроводник, а дырки —
в /г-полупроводник. Переход электрических зарядов будет проис¬
ходить до тех пор, пока возникший при этом процессе благодаря
заряду полупроводников потенциальный барьер не достигнет
такой величины, когда электроны и дырки уже не смогут его прео¬
долеть. При равновесии возникшее электрическое поле будет
точно компенсировать влияние градиентов концентрации. Усло¬
вием такого равновесия является совмещение уровней Ферми
в п- и p-областях, когда энергетические зоны в р—п-переходе
приобретают форму, показанную на рис. 40.
isil
z
r4 4 4 4
<+4+
+++++++
+t+V4
+ + +
Уровень
Ферми
Энергия
дырок
п - тип
р-тип
Рис. 39. Расположение уровня
Ферми Wp и функции Ферми
f (W) в вырожденных полупро¬
водниках п- и р-типа
59
Описанное равновесие нарушится, если в области р—д-пере-
хода создать электрическое поле, приложив к концам полупровод¬
ника напряжение. Если потенциал p-области будет более высоким
(прямое поле), то высота потенциального барьера в области
р—я-перехода уменьшится на величину приложенного напряже¬
ния; при приложении обратного поля высота потенциального
барьера соответственно возрастет.
Если приложить импульсное напряжение с достаточно крутым
передним фронтом, то произойдет резкое снижение высоты потен¬
циального барьера, в результате чего электроны
из д-полупроводника и дырки из p-полупровод¬
ника устремятся навстречу друг другу и в области
р—д-перехода появится большая концентрация
неравновесных носителей.
Время жизни относительно рекомбинации не¬
равновесных электронов проводимости и дырок
в зависимости от природы полупроводника колеб¬
лется в пределах 10_3—10'9 с. Время же взаимо¬
действия их с колебаниями кристаллической
решетки 10-10—10~12 с; таким образом, неравно¬
весные электроны и дырки быстро передают энер¬
гию кристаллической решетке и плотно заселяют
уровни: электроны — у дна зоны проводимости,
а дырки — у потолка валентной зоны.
Распределение неравновесных носителей по
энергиям описывается также функциями Ферми,
но уровни Ферми для электронов и дырок будут
различными — это так называемые квазиуровни
Ферми: Wf для электронов и Wf для дырок. На рис. 41 представ¬
лен вид функции распределения для данного случая. Как видно
из рисунка, расстояние между квазиуровнями Ферми оказывается
больше ширины запрещенной зоны: Wf — Wf > ^W. В области
р—д-перехода образуется инверсное состояние. Последующая
затем рекомбинация неравновесных электронов и дырок вызывает
излучение квантов, частота которых определяется разностью энер¬
гетических уровней соответствующих переходов. Через некоторое
время взаимодействие электронов и дырок приведет их в равно¬
весное состояние, при этом уровни Ферми совместятся. Приложе¬
ние следующего импульса напряжения вызывает повторение про¬
цесса и т. д. Чем выше будет приложено напряжение, тем большее
количество носителей инжектируется в область р—п-перехода
и тем выше осуществляется инверсия. При достижении инверсии
в р—д-переходах, как и во всех других типах лазеров, оказывается
возможным усиление излучения вследствие вынужденных пере¬
ходов, а при наличии обратной связи и генерация.
Обратная связь осуществляется также при помощи резонатора
типа Фабри—Перо. Зеркалами резонатора в полупроводниковом
60
Рис. 41. Ква-
зиуровпи Ферми
квантовом генераторе служат естественные сколотые грани кри¬
сталла. Вследствие разницы показателей преломления кристалла
и воздуха на гранях отражается порядка 30% энергии, что до¬
статочно для возникновения генерации.
При малых плотностях тока возбуждается, а затем рекомбини¬
рует только небольшая часть носителей, процесс хаотичен, излу¬
чение некогерентно и имеет малую интенсивность, при этом
р—д-переход является источником некогерентного излучения.
При увеличении плотности тока выше некоторого порогового зна¬
чения, когда число фотонов, возникающих при вынужденной реком¬
бинации, превышает потери, ширина спектральной линии сильно
Рис. 42. Схема инжекционного полупроводнико¬
вого лазера:
1 — электрод; 2 — омический контакт; 3 — р-область;
4 — /г — р-переход; 5 — /г-область; 6 — теплоотводящая
пластина
сужается, интенсивность резко возрастает, излучение становится
поляризованным, а луч узким, т. е. наступает лазерный режим.
Полупроводниковые лазеры, в которых возбуждение осуще¬
ствляется при инжекции носителей через р—д-переход, получили
название инжекционных ПКГ. Типичным представителем этой
группы полупроводниковых квантовых генераторов является
лазер на р—n-переходе в арсениде галлия. Акцепторными при¬
месями в кристалле арсенида галлия являются цинк, кадмий и др.,
донорными примесями — теллур, селен и др. Схема такого ла¬
зера приведена на рис. 42. Кристалл имеет размеры 0,5—1 мм2.
Верхняя его часть представляет собой полупроводник р-типа,
нижняя — д-типа, между ними имеется р—д-переход. Толщина
р—д-перехода 0,1 мкм, излучающий слой имеет несколько боль¬
шую величину, 1—2 мкм, вследствие проникновения электронов
и дырок через р—n-переход в глубь кристалла.
Передняя и задняя грани, являющиеся зеркалами, обычно
получаются путем скалывания кристалла относительно опреде¬
ленной кристаллографической оси. Боковые грани скошены,
чтобы препятствовать возникновению колебаний в перпендику¬
лярном направлении. Электрическое поле прикладывается в на¬
правлении, перпендикулярном к р—д-переходу, при помощи
специальных контактов, соединенных с массивными теплоотводя¬
щими пластинами. Пороговая плотность тока лазера в зависи¬
мости от технологии и рабочей температуры кристалла колеб¬
лется в широких пределах; обычно она составляет при 77 К при¬
мерно 10-103 А-см"2, снижаясь до 3-102 А-см-2 при температуре
жидкого гелия 4,2 К.
61
Длина волны излучения 0,8—0,9 мкм (ИК-область). Длитель¬
ность импульса — несколько микросекунд. Мощность такого
типа лазеров в импульсном режиме при температуре жидкого
азота достигает 100 Вт, при комнатной температуре мощность
значительно меньше. Лазеры на арсениде галлия могут работать
и в непрерывном режиме, но при температурах жидкого азота
и гелия и мощности порядка 10 Вт.
Вследствие малых размеров резонатора и неоднородности
р—п-перехода угловая расходимость излучения полупроводни¬
кового лазера значительно больше, чем твердотельных и газовых
лазеров, и достигает в горизонтальной плоскости 1—2°, а в вер¬
тикальной еще больше — 5—10°. Коэффициент полезного действия
полупроводникового лазера на основе арсенида галлия 1—4%.
Длина волны излучения полупроводниковых лазеров меняется
в широких пределах в зависимости от состава полупроводника,
перекрывая всю видимую часть спектра. Так, лазеры, в которых
рабочим телом является сульфид цинка (ZnS), излучают в ультра¬
фиолетовой части спектра (X = 0,33 мкм), селенид [Cd (S + Se) ] —
имеют зеленый цвет излучения (X = 0,50,69 мкм), арсенид—
фосфид галлия [Ga(As + Р)1 — красный (X = 0,75 -5-0,9 мкм)
и т. д.
Для увеличения мощности полупроводниковые ОКГ могут
быть собраны в линейку или решетку, состоящую из большого
числа многоэлементных лазеров. Такого рода решетки при Т =
= 300 К могут иметь мощность излучения от 10 Вт до 1 кВт
с частотой следования импульсов до 1 кГц и их длительностью
10—200 нс. При Т = 77 К количество диодов в решетке может
быть значительно увеличено. Например, в [128] сообщается
о создании решетки из 1000 лазеров с общей мощностью в непре¬
рывном режиме 30—40 Вт или пиковой мощностью 1,5—2 кВт
при к. п. д., равном примерно 20%; размер всей решетки 88,9 мм2,
излучение происходит на длине волны X = 8850 А, рабочее
напряжение 140 В, ток 4 А.
Полупроводниковые лазеры могут быть созданы весьма ми¬
ниатюрными; так, фирмой IBM (США) разработаны блоки из
20 лазеров на пластинке из арсенида галлия; каждый лазер имеет
длину 0,2 мм и ширину 0,0125 мм, расстояние между лазе¬
рами 0,1 мм.
Другим типом полупроводниковых ОКГ являются лазеры
с электронным возбуждением. Используются полупроводниковые
пластины толщиной 0,2 мм со сколотыми гранями, образующими
резонатор. Электронный пучок с энергией в десятки, а в неко¬
торых случаях и в сотни киловатт направляется на пластинку
перпендикулярно ее плоскости (рис. 43). Когерентное излучение
выходит из резонатора через грани в направлении, перпендику¬
лярном направлению скорости электронного пучка.
При взаимодействии электронного пучка с полупроводником
в последнем образуются электронно-дырочные пары. Электроны
62
основного пучка возбуждают электроны валентной зоны, переводя
их в зону проводимости. Возбужденные электроны приобретают
энергию, большую, чем ширина запрещенной зоны AW. При столк¬
новении с атомами кристаллической решетки они, в свою очередь,
переводят электроны из валентной зоны в зону проводимости
и т. д.; процесс развивается лавинообразно. Электроны прони¬
кают в кристалл на глубину, в сто раз большую, чем толщина
излучающего слоя в лазерах на р—д-переходе; таким образом,
при этом происходит возбуждение значительно большего объема
вещества и тем самым оказывается возможным получение соответ-
Рис. 43. Схема полупроводникового лазера с возбуж¬
дением электронным пучком:
1 — электронный пучок; 2 — полупроводниковый кристалл;
3 — теплоотводящее основание; 4 — излучение полупровод¬
никового лазера
ственно больших мощностей. Генерация возникает при стимули¬
ровании рекомбинации электронно-дырочных пар.
Недостатками этого типа полупроводниковых ОКГ являются
необходимость интенсивного охлаждения кристалла, поскольку
значительная часть энергии электронного пучка расходуется
на возбуждение тепловых колебаний решетки, а также работа
с высоким напряжением.
Инверсию в полупроводниках возможно получить и при воз¬
буждении потоком фотонов — оптическое возбуждение. При этом
применяются люминесцентные кристаллы. Под воздействием фо¬
тонов, энергия которых hv больше ширины запрещенной зоны,
в полупроводнике происходит переход электронов из валентной
зоны в зону проводимости с образованием электронно-дырочных
пар. Наиболее целесообразно производить накачку в узком
интервале частот, когда энергия кванта лишь немногим больше
AW. В этом случае инверсия электронов и дырок образуется в ос¬
новном между уровнями, залегающими у потолка валентной зоны
и дна зоны проводимости.
Обычные источники света излучают в широком интервале
частот, поэтому в качестве источников накачки применяются
лазеры, например твердотельный лазер на рубине. Проникновение
света в полупроводник происходит на глубину, значительно
большую, чем проникновение электронного пучка, что при¬
водит к излучению больших мощностей; одновременно до 50%
возрастает к. п. д. Однако общий к. п. д. всей системы из двух
лазеров оказывается низким вследствие малого к. п. д. твердо¬
тельного лазера, поэтому полупроводниковые квантовые генера¬
торы с оптической накачкой широкого применения не получили.
63
6. ЖИДКОСТНЫЕ И ХИМИЧЕСКИЕ ЛАЗЕРЫ
Жидкостные лазеры. Рабочим веществом в жидкостных лазе¬
рах являются растворы неорганических соединений редкоземель¬
ных элементов или органических красителей. Оказалось, что
в растворах можно обеспечить приблизительно такую же концен¬
трацию рабочих атомов, как и в твердых телах, но при этом жидкие
рабочие среды более однородны, отсутствуют технологические
трудности, связанные с изготовлением стержней, и поэтому
жидкостные лазеры могут быть изготовлены с большим объемом
рабочего вещества, а следовательно, и с большими энергией и мощ¬
ностью излучения.
Как указывалось, одним из недостатков твердотельных ОКГ
является необходимость интенсивного охлаждения рабочего тела.
В жидкостных лазерах этот вопрос разрешается значительно
проще благодаря возможности циркуляции жидкости через кювету,
помещенную в резонатор, и охлаждения ее во внешнем теплооб¬
меннике. Весьма существенным преимуществом жидкостных лазе¬
ров на основе органических красителей является возможность
перестройки частоты генерируемого ими излучения.
Химический состав используемых жидкостей остается неиз¬
менным в течение 1—2 мес, после чего требуется обновление
жидкостей. Это является одним из основных недостатков жидкост¬
ных лазеров. Кроме того, в жидкостях, особенно при больших
мощностях, из-за термооптического эффекта могут образовываться
термические линзы, приводящие к увеличению расходимости
излучения.
Наиболее широкое развитие среди лазеров на неорганических
соединениях получили лазеры на растворах солей неодима в не¬
органических жидкостях, например в окиси хлорида селена
с четыреххлористым оловом (SeOCl2 : SnCl4). Рабочими атомами
в этом случае являются атомы неодима, в которых используются
те же рабочие уровни, что и в твердотельных лазерах на стеклах
с примесью неодима.
Конструкция лазера отличается от твердотельных ОКГ тем,
что в резонатор вместо стеклянного стержня помещается кювета
с раствором. Инверсия, как и в твердотельном ОКГ, осуще¬
ствляется при помощи оптической накачки от импульсных ламп.
Жидкостные лазеры такого типа могут работать как в режиме
свободной генерации, так и в режимах модулированной доброт¬
ности и синхронизации мод.
В жидкостных лазерах на растворах органических красителей
используются родамины, пиронины и трипафлавины. Растворите¬
лями служат вода, спирты, глицерин и др. Коэффициент пре¬
образования энергии оптической накачки в энергию генерации
достигает 50%.
В лазерах на органических красителях инверсия осуще
ствляется между колебательно-вращательными уровням и молекул
красителя. Основное состояние невозбужденной молекулы со¬
стоит из совокупности колебательных уровней. Каждый колеба¬
тельный уровень содержит ряд вращательных подуровней, и та¬
ким образом получается достаточно широкая полоса энергети¬
ческих уровней. Возбужденное состояние имеет такую же струк¬
туру энергетических уровней. При возбуждении молекула пере¬
ходит с низшего уровня основного состояния на один из верхних
уровней первого возбужденного состояния; затем молекула со¬
вершает безызлучательный переход на дно первого возбужден¬
ного состояния — верхний рабочий уровень. Нижним рабочим
уровнем является один из уровней полосы невозбужденного
состояния. С нижнего рабочего уровня в основное невозбужденное
состояние молекула совершает безызлучательный переход.
Поскольку полоса энергетических уровней широкая, спек¬
тральная линия излучения лазера имеет большую ширину (около
0,4 мкм). Это позволяет при помощи частотно-селективного эле¬
мента осуществлять плавную перестройку частоты лазера в ши¬
роком диапазоне. Таким элементом может являться отражатель¬
ная дифракционная решетка, используемая вместо глухого зер¬
кала. Длина волны излучения такого типа лазера зависит от кон¬
центрации раствора, что позволяет осуществлять также пере¬
стройку генерации.
В настоящее время созданы жидкостные лазеры на органиче¬
ских красителях, в которых накачка осуществляется как при
помощи ламп, так и при помощи вспомогательного лазера; эти
ОКГ работают как в непрерывном, так и в импульсном режиме.
К жидкостным ОКГ относятся также лазеры, работающие на
вынужденном комбинационном рассеянии. По существу, это уст¬
ройства, преобразующие когерентное излучение одной частоты
в излучение другой частоты.
В отличие от обычного рассеяния, при котором рассеянный
свет имеет ту же частоту, что и первичный, при комбинационном
рассеянии частота рассеянного света равна разности или сумме
частот первичного света и внутримолекулярных колебаний.
В первом случае имеет место стоксовый, а во втором — антистоксо¬
вый компонент рассеяния. При малых интенсивностях падающей
волны происходит самопроизвольное — спонтанное комбинаци¬
онное рассеяние, когда тепловые молекулярные колебания хао¬
тичны, т. е. некогерентны. При больших интенсивностях лазер¬
ного луча, распространяющегося в нелинейных средах, под дей¬
ствием электромагнитного поля волны происходит когерентное
возбуждение молекулярных колебаний частоты Q; при этом,
если частота первичного рассеиваемого света v, то рассеянный
свет имеет частоту v' = v — Q. Это так называемое вынужденное
комбинационное рассеяние.
В общем случае при вынужденном комбинационном рассеянии,
когда интенсивность первичного пучка света достаточно велика,
рассеянный когерентный свет может содержать как стоксовые,
3 Крылов К- И. и др.
65
так и антистоксовые компоненты, частоты которых равны со пй,
где п = 1, 2, 3, ... В качестве первичного пучка света в такого
рода преобразователях используется излучение обычных кванто¬
вых генераторов.
Химические лазеры. Среди различных типов лазеров заслужи*
вают внимания химические ОКГ. Хотя эти лазеры еще не получили
широкого распространения, тем не менее они весьма перспективны
и в ближайшее время, по-видимому, будут находить все большее
применение.
В химических лазерах инверсия создается во время химиче¬
ской реакции, в результате которой образуются атомы или мо¬
лекулы в возбужденном состоянии.
Химическая реакция может быть осуществлена либо при фо¬
тодиссоциации молекул, либо при электрическом разряде в газе,
либо при взаимодействии соответствующих молекул и атомов и их
соединений. В соответствии с этим и химические лазеры могут
быть подразделены на три группы. Во всех случаях энергия,
высвобожденная при химических реакциях, в той или другой
мере превращается в энергию лазерного луча. Процесс, протека¬
ющий в лазерах первой группы, может быть представлен, напри¬
мер, следующим образом. Фотон, энергия которого hv больше
энергии межатомной связи, взаимодействует с двухатомной моле¬
кулой А±А2- Энергия фотона затрачивается на диссоциацию мо¬
лекулы на два атома Ал и А 2, причем один из атомов оказывается
в возбужденном состоянии:
hv —> А1А2 = А\ -|— .
Представителем первой группы ОКГ может являться лазер
на атомарном йоде, образованном при фотодиссоциации. Диссо¬
циации подвергаются молекулы CF3J. В качестве источника
света используются ксеноновые лампы. В одном из вариантов
такого лазера ксеноновая лампа диаметром 1,6 см располагается
на оси кварцевой трубки диаметром около 20 см; последняя,
в свою очередь, помещается в охлаждаемую алюминиевую трубку,
торцы которой вакуумно изолируются при помощи оптически
прозрачных плоскостей с соответствующими прокладками. Резо¬
натор состоит из наружного алюминиевого зеркала и стеклянной
пластины, имеющих необходимый коэффициент отражения. Излу¬
чение собирается и фокусируется параболическим зеркалом
диаметром 30 см. Давление рабочего газа в трубке 15—30 мм рт. ст.
При длине лазера 137 см энергия излучения в импульсном режиме
равна 65 Дж, мощность излучения при длительности импульса
1,5 мкс оказывается 105 Вт, к. п. д. составляет 0,145% [128].
В другом варианте лазера на основе CF3J, представляющего
собой двухкаскадный усилитель с усилениями в 200 и 6 раз,
при давлении рабочей смеси 100 мм рт. ст. пиковая мощность
излучения составляла 1,2 гВт и при длительности импульса
10 нс энергия равнялась 12 Дж.
66
Фотодиссоционные лазеры имеют ряд преимуществ перед газо¬
разрядными.
При электрическом разряде энергия электронов плазмы бес¬
полезно тратится на заселение всей совокупности состояний,
в том числе и нижнего рабочего уровня. При фотодиссоциации
доминирует основной процесс, ведущий к селективному заселе¬
нию верхнего уровня.
При отсутствии разряда появляется возможность влиять на
релаксационные расселения нижнего лазерного состояния, вводя
в газовую среду соответствующие буферные примеси. В газовом
разряде примеси в большинстве случаев снижают температуру
электронов и тем самым уменьшается заселенность верхнего
уровня.
Отсутствие плазмы повышает также стабильность генерации,
так как отсутствуют высокочастотные колебания плазмы, страты,
перекачка газа, нет жестчения и газовыделения.
Следует отметить, что в фотодиссоционных лазерах возбужде¬
ние происходит в сравнительно широкой области спектра, тогда
как ширина атомной линии излучения мала.
В лазерах второй группы диссоциация происходит при элек¬
трическом разряде в газе. Например, в смесях Ne—02 и Аг—02
основным процессом образования возбужденных молекул кисло¬
рода является квазирезонансная передача энергии от метаста-
бильных атомов благородных газов к молекулам 02. Возбужден¬
ная таким образом молекула кислорода 02, будучи энергетически
неустойчивой, диссоциирует на атомы кислорода. В случае смеси
Ne—О2 диссоциация непосредственно приводит к появлению
одного из атомов, находящегося в возбужденном состоянии.
В случае Аг—02 атом кислорода оказывается на мета стабильном
уровне, который имеет большое сечение столкновения с электро¬
нами, переводящими кислород на верхний уровень рабочего пере¬
хода. В этих смесях при давлениях Ne и 02 соответственно 0,35
и 0,014 мм рт. ст. и при давлениях Аг и 02 соответственно 1,3
и 0,036 мм рт. ст. генерируется длина волны % = 0,8446 мкм.
В другом типе этой группы химических лазеров осуществляется
продув газа через резонатор со скоростями, близкими к звуковым.
Представителем такого типа ОКГ является лазер на фтористом
водороде. Атомы фтора в этом лазере образуются при электри¬
ческом разряде в смеси N2—Не—SF6. Азот увеличивает напряже¬
ние на разрядной трубке, что необходимо для разложения моле¬
кулы SF6. Гелий уменьшает температуру смеси. Атомы фтора
поступают в прямоугольный канал со скоростью потока 40 м-с-1.
Ось лазерного резонатора ориентирована поперек потока. Атомы
фтора вступают в реакцию с водородом, который подается через
соответствующее отверстие в поток атомов фтора при входе в ре¬
зонатор: F + Н2 -*HF* + Н; HF* является активной лазер¬
ной молекулой, на переходах которой осуществляется генерация
в диапазоне длин волн 2*6—3*5 мкм,
3’
67
Излучение выводится через отверстие в одном из зеркал.
При длине канала 30 см и расстоянии между зеркалами резона¬
тора 45 см мощность лазера в непрерывном режиме достигает
5—6 Вт. При сверхзвуковых скоростях продува газа мощность
таких лазеров достигает 500 Вт [128].
В лазерах третьей группы происходит непосредственное пре¬
образование энергии химических реакций в энергию излучения.
Лазер такого типа обычно состоит из камеры предварительного
смешивания реагентов и камеры, где происходит химическая
реакция, которая является одновременно и зоной возникновения
вынужденного излучения, т. е. областью резонатора. Прокачка
газовой смеси осуществляется помпой или компрессором. В слу¬
чае необходимости применяется принудительное охлаждение.
Большинство созданных в настоящее время химических ОКГ
является еще лабораторными установками, однако в скором вре¬
мени можно ожидать появления промышленных образцов лазеров
такого типа, которые могут быть использованы в различных
областях приборо- и машиностроения.
ГЛАВА II
АППАРАТУРА УПРАВЛЕНИЯ
И ИЗМЕРЕНИЯ ПАРАМЕТРОВ
ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
7. НАЗНАЧЕНИЕ АППАРАТУРЫ УПРАВЛЕНИЯ
Успешное применение лазеров для решения конкретных задач
обеспечивается не только выбором типа лазера, соответствующего
в наибольшей мере решению поставленной задачи и обладающего
необходимыми параметрами излучения, но и в не меньшей мере
возможностью управления этими параметрами.
Управление параметрами лазерного излучения представляет
собой процесс, обеспечивающий изменение одного или нескольких
параметров, характеризующих луч. К ним относятся: мощность
излучения для лазеров, работающих в непрерывном режиме,
энергия излучения и длительность импульса, определяющие мощ¬
ность излучения лазеров в импульсном режиме, плотность лучи¬
стого потока, угловая расходимость и распределение интенсивно¬
сти по поперечному сечению пучка, частота или длина волны излу¬
чения, поляризация. В ряде случаев необходимо учитывать модо-
вый состав излучения и степень когерентности.
Управление параметрами лазерного излучения осуществляется
различными методами; реализация некоторых из них превращается
в сложную техническую задачу. Приборы управления могут уста¬
навливаться внутри резонатора лазера или вне его. В некоторых
случаях они связаны с лазером и вместе с ним составляют как бы
единый прибор, а иногда выполняются в виде отдельных блоков,
которые легко сопрягаются с лазером. Если прибор управления
находится внутри резонатора, то он участвует в процессе форми¬
рования лазерного луча, воздействуя на него таким образом, чтобы
на выходе из резонатора лазерный луч имел необходимые пара¬
метры излучения.
В данной главе дано описание физических основ и принци¬
пов работы приборов управления параметрами лазерного излуче¬
ния, а также устройств, позволяющих отклонять луч на некоторый
угол относительно первоначального направления распростра¬
нения.
Приведены технические данные этих приборов и устройств.
Во всех случаях практического использования лазеров необ¬
ходима количественная оценка параметров лазерного излучения.
Для этой цели предназначена большая группа приборов, позво¬
ляющих измерять как энергетические, так и пространственно-
временные характеристики лазерного луча. Некоторые вопросы
практического решения данной проблемы также изложены в на¬
стоящей главе.
69
8. УПРАВЛЕНИЕ МОЩНОСТЬЮ И ЭНЕРГИЕЙ
ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
Мощность и энергия излучения являются основными пара¬
метрами лазерного излучения. Выбранный для решения той или1
другой задачи лазер прежде всего должен обеспечивать верхний
предел необходимой мощности или энергии луча.
В случае решения задачи, требующей применения лазера, ра¬
ботающего в непрерывном режиме, например при резке листов
металла, измерении геометрических размеров и т. д., необходимо
выбрать лазер, обладающий необходимой мощностью. Для реше¬
ния задач, связанных с применением лазеров, работающих в им¬
пульсном режиме, необходим лазер с требуемой энергией луча
и длительностью импульса излучения, что определит мощность
излучения в импульсе. При длительности т = 10_3-МСГ4 с сле¬
дует использовать лазеры, работающие в режиме свободной
генерации, при т = 1СГ4-МСГ9 с— в режиме модуляции доброт¬
ности резонатора и при т = 10_9-МСГ12 с—в режиме синхро¬
низации мод.
Управляя мощностью и энергией лазерного излучения, сле¬
дует регулировать их по возможности плавно в пределах интерва¬
лов, необходимых для решения задачи. Для этого прежде всего
может быть использована модуляция интенсивности по накачке:
в газовых лазерах — за счет изменения тока разряда, в инжек-
ционных полупроводниках — за счет изменения тока накачки,
в твердотельных — за счет изменения тока разряда в лампах.
Таким образом, мощность и энергия излучения могут регулиро¬
ваться в широких пределах, начиная от порога генерации до
максимального значения. Однако при изменении интенсивности
накачки одновременно с изменением мощности луча изменяются
и другие его параметры — модовый состав излучения и распре¬
деление интенсивности по поперечному сечению луча. В твердо¬
тельных лазерах при изменении энергии накачки сильно изме¬
няется временная структура.
Более совершенные методы управления интенсивностью ла¬
зерного луча основаны на явлении двойного лучепреломления,
наблюдаемого в кристаллах. Среди различных кристаллов осо¬
бую группу занимают одноосные, к которым относятся кристаллы
квадратной и гексагональной систем в частности широко исполь¬
зуемый в оптике кристалл исландского шпата (СаС03), имеющий
гексагональную систему и кристаллизирующийся в виде ромбо¬
эдров.
Во всяком одноосном кристалле имеется определенная прямая
линия, называемая его главной кристаллографической осью,
положение которой определяется геометрическими свойствами
кристалла. Так, в кристалле исландского шпата эта прямая
исходит из вершины и образует равные углы со сходящимися
в этой точке плоскостями. Всякая прямая, параллельная главной
кристаллографической осщ называется оптической осью кри*
70
сталла. В одноосных кристаллах имеется только одна оптическая
ось. Всякая поверхность, параллельная кристаллографической
оси или содержащая оптическую ось, определяет главное сечение
кристалла. При рассмотрении оптических явлений принято, од¬
нако, несколько суживать понятие о главном сечении, имея в виду
плоскость, проходящую через нормаль к поверхности кристалла
в точке падения луча и оптическую ось.
При освещении кристалла узким пучком лучей в нем возни¬
кают два луча, соответствующие двум электромагнитным волнам,
распространяющимся в кристалле с различными скоростями
и и2, вследствие чего лучи имеют различные показатели прелом¬
ления (яо = clvx и пе = clv2) и распространяются внутри кри¬
сталла в различных направлениях. Для одного из лучей показа¬
тель преломления п0 не зависит от направления луча в кристалле
и таким образом остается постоянным при любом угле падения
световой волны на кристалл; этот так называемый обыкновенный
луч полностью подчиняется обычным законам преломления.
Другой луч — необыкновенный: он не следует обычным законам
преломления и, кроме частных случаев, не остается в плоскости
падения. Скорость распространения этого луча в зависимости от
направления распространения в кристалле может принимать раз¬
личные значения в определенном интервале, соответственно
с этим и показатель преломления его зависит от направления.
В одноосном кристалле имеется только одно направление опти¬
ческой оси, в котором оба луча имеют одну и ту же скорость рас¬
пространения. Во всех других направлениях скорости распростра¬
нения для обыкновенного и необыкновенного лучей различны.
Обыкновенный и необыкновенный лучи в кристалле оказы¬
ваются поляризованными во взаимно перпендикулярных пло¬
скостях. Обыкновенный луч поляризован в плоскости главного
сечения, т. е. колебания вектора Е в нем перпендикулярны к пло¬
скости главного сечения, а необыкновенный луч поляризован
в плоскости, перпендикулярной к этому сечению, т. е. в необыкно¬
венном луче вектор Е колеблется в плоскости главного сечения.
Используя явление двойного лучепреломления, можно полу¬
чить линейно-поляризованный луч света. Для этого нужно один
из двух лучей устранить. Обычно устраняется обыкновенный луч
в соответствующим образом изготовленных призмах. Например,
в призме Николя устранение обыкновенного луча достигается
тем, что она изготовляется из кристалла исландского шпата, на
котором отшлифовывают параллельные конечные плоскости PQ
и RS (рис. 44), перпендикулярные главному сечению так, чтобы
угол между PQ и PS был равен 68°. Затем кристалл разрезают
так, что плоскость разреза tu проходит перпендикулярно плоско¬
стям PQ и RS и плоскости главного сечения, после чего обе по¬
верхности после соответствующей обработки снова склеивают ка¬
надским бальзамом. Для обыкновенного луча ВС канадский баль¬
зам оптически менее плотен, чем исландский шпат, поэтому
71
При заданных геометрических размерах призмы он претерпевает
полное внутреннее отражение (CD). Для необыкновенного луча
ВС', напротив, исландский шпат оптически менее плотен, чем
канадский бальзам, поэтому луч C'D' проходит через него и вы¬
ходит (.D'E') из призмы через грань RS.
Такого рода поляризационные призмы могут быть использо¬
ваны для управления интенсивностью лазерного луча АВ. Если
лазерный луч не поляризован, то используются две призмы, кото¬
рые располагаются одна за другой на пути луча. Пройдя первую
поверхности в одно¬
осном кристалле
Рис. 45. Ход лучей в приз¬
ме Николя
призму, луч поляризуется. Вторая призма может вращаться
вокруг своей оси. При том же положении второй призмы, что и по¬
ложение первой, когда их плоскости главного сечения парал¬
лельны, линейно-поляризованный луч проходит свободно через
вторую призму; при повороте второй призмы на некоторый угол ф
через нее будет проходить только часть излучения, определяемая
составляющей колебания вектора Е, параллельной плоскости глав¬
ного сечения первой призмы. Изменяя угол ф, можно плавно изме¬
нять интенсивность луча лазера, прошедшего через обе призмы.
При угле ф = 90° (призмы скрещены) луч не проходит через
призмы.
Изменение интенсивности при повороте второй призмы на
угол ф определяется соотношением
Г = 0,5/cos2 ф, (61)
где I — интенсивность света, падающего на первую призму.
В случае, когда луч, выходящий из лазера, уже поляризован,
например в газовых лазерах, разрядная трубка которых имеет
окна Брюстера, первая призма не требуется. Изменение интен¬
сивности луча достигается вращением одной поляризационной
призмы, поставленной на его пути.
72
Применение этого метода ограничивается оптической проч¬
ностью призм. При больших плотностях энергии призмы разру¬
шаются.
В некоторых случаях, когда требуется быстрая модуляция
интенсивности излучения, используются ячейки Поккельса. Основ¬
ным элементом ячейки является одноосный кристалл (КДР, АДР
и др.). Луч света направляется по оптической оси кристалла;
при этом оба луча — обыкновенный и необыкновенный — рас¬
пространяются в кристалле с одной и той же скоростью. При при¬
ложении к кристаллу электрического поля вдоль оптической оси
кристалл становится двуосным с главными осями ох' и оу', состав¬
ляющими угол 45° с кристаллографическими осями ох и оу
(рис. 45). Скорость распространения в нем двух волн, поляризо¬
ванных во взаимно перпендикулярных плоскостях, проходящих
через ох' и оу\ оказывается различной. Когда на кристалл падает
линейно-поляризованный свет, плоскость поляризации которого
совпадает с ох, то в кристалле распространяются две взаимно
перпендикулярно поляризованные компоненты с различными
скоростями иг и v2. Пройдя некоторый путь, они приобретают раз¬
ность фаз, зависящую от приложенного к кристаллу напряжения,
вследствие чего на выходе из кристалла свет становится эллипти-
чески-поляризованным, причем эксцентриситет эллипса поляриза¬
ции зависит от разности фаз, т. е. от приложенного напряжения.
Пропуская затем модулированный таким образом свет через
поляризационную призму, получают лазерный луч, модулирован¬
ный по амплитуде, т. е. по интенсивности.
Возможно также использование поперечного электрооптиче-
ского эффекта, когда свет в кристалле распространяется пер¬
пендикулярно оптической оси; принцип работы модулятора
остается прежним. Электрооптические модуляторы имеют весьма
малую инерционность, что позволяет осуществлять модуляцию
с частотой до нескольких десятков гигагерц. В настоящее время
промышленность выпускает модуляторы такого типа, работающие
как в видимой, так и в ближней ПК областях спектра (табл. 2).
Таблица 2
Параметры электрооптических модуляторов света,
выпускаемых, промышленностью [128, 228]
Тип
Рабочий
диапазон
длин волн,
мкм
Полоса
частот
модуля¬
ции, МГц
Полуволновое
напряжение (длина
волны, мкм), В
Апертура,
мм
Материал
МЛ-1
0,35—1,2
0—10
2700 (0,63)
3,5
КДР
МЛ-3
0,35—1,2
0—100
730 (0,63)
3,0
КДР
МЛ-4
0,5—4,5
0—100
120 (0,51)
1,0
LiNb03
МЛ-5
0,5-4,5
0—200
180 (0,63)
2,0
LiNb03
МЛ-7
0,85—16
0—25
3000 (10,6)
3,0
GaAs
73
Изменение интенсивности света может быть осуществлено
и при помощи фильтров. Обычно используются так называемые
нейтральные фильтры, ослабляющие лучистый поток без изме¬
нения его спектрального состава.
Коэффициент пропускания фильтра определяется отношением
лучистого потока, прошедшего через фильтр, к потоку, пада¬
ющему на фильтр: т = Ф/Ф0. Ослабление лучистого потока рас¬
считывается по формуле Бугера—Ламберта, из которой следует,
что т = ехр (—рd), где р — коэффициент, характеризующий
оптическую плотность слоя вещества единичной толщины. Таким
образом, используя набор фильтров различной толщины, можно
в широких пределах ослабить лучистый поток.
Г
2v
9. УМНОЖЕНИЕ И ПЕРЕСТРОЙКА ЧАСТОТЫ ИЗЛУЧЕНИЯ ЛАЗЕРОВ
При больших плотностях излучения в элементарном акте
возбуждения атома могут участвовать одновременно два фотона,
производя переход атома на энергетический уровень, располо¬
женный в два раза выше от основного, чем уровень, соответ¬
ствующий обычному однофотонному возбуждению. При возвра-
щенин возбужденного таким образом атома в нор¬
мальное состояние происходит излучение кванта,
обладающего энергией, равной энергии двух воз-
бужденных фотонов, т. е. излучение света с ча¬
стотой, равной удвоенной частоте возбуждающего
света (рис. 46).
Возможны также процессы одновременного
поглощения трех, четырех и более фотонов, сопро¬
вождающиеся излучением с утроенной, четырех¬
кратной и более высокой частотой возбуждающего
света. Этот процесс получил название многофотон¬
ного поглощения. В настоящее время это явление
широко используется для получения генерации
на частоте выше частоты накачки, т. е. при двух¬
фотонном поглощении на удвоенной частоте,
трехфотонном поглощении на утроенной частоте и т. д.
Умножение частоты может быть рассмотрено как с точки зрения
квантовой теории, так и с позиции классической электродинамики.
При прохождении света через диэлектрическую среду под
действием электрического поля световой волны происходит поля¬
ризация атомов или молекул. В слабых полях величина диполь¬
ного момента отдельного атома или молекулы пропорциональна
напряженности электрического поля: Р = РЕ, где р — коэффи¬
циент поляризации атома. Дипольный момент единицы объема
среды определяет поляризацию среды. Очевидно, что
р = АфЕ = аЕ,
где N — число атомов в единице объема, а а
ляризации диэлектрика.
Рис. 46. Схема
двухфотонного
поглощения
(62)
коэффициент ПО'
74
Таким образом, в слабых электрических полях поляризация
диэлектрика пропорциональна напряженности электрического
поля. При воздействии на среду гармонической электромагнитной
волной Е = A cos (со^ — кг) поляризация диэлектрика изменяется
во времени по закону р = р0 cos соt с той же частотой, что и ча¬
стота падающей электромагнитной волны. Изменение поляриза¬
ции во времени определяется изменением электрического момента
диполей, поэтому в диэлектрике возникает переизлученное поле
той же частоты.
Фазовый сдвиг между первичной и переизлученной волной
определяет уменьшение фазовой скорости распространения света
в диэлектрике, т. е. его показатель преломления п = с/и.
При воздействии гармонической электромагнитной волны боль¬
шой интенсивности дипольный момент отдельного атома при
большом значении Е изменяется уже не по гармоническому
закону, вследствие чего формула (62) оказывается неверной.
В этом случае поляризуемость диэлектрика определяется нели¬
нейным соотношением
/? = а£ + х£2 + 0£3-] , (63)
где коэффициенты а, х, 0 последовательно быстро убывают.
При ограничении формулы (63) двумя слагаемыми поляриза¬
ция определится тремя членами: р = осЕо cos соt + 0,5£§ c°s 2со/ -f
+ 0,5х£о, т. е.
р = P® -|- /?2w -{- /7°, (64)
где р2(0 является второй гармоникой, а р° — постоянная состав¬
ляющая, возникающая в переменном поле.
При учете третьего члена формулы (63) получим р = р03 +
+ р3(0, т. е. поляризация содержит третью гармонику частоты
падающего света.
Таким образом, в диэлектрике переизлученная волна в первом
случае будет содержать помимо основной частоты вторую, а во
втором случае — третью гармонику. Скорости распространения
•гармонических составляющих будут соответственно равны их (со),
и2 (2со) и и3 (Зсо).
Для того чтобы интенсивность той или другой i-й гармоники
была по возможности больше, необходимо приближение скорости
<ее распространения к скорости распространения основной волны.
При равенстве и1 (со) = щ (fco) обе волны совпадают по фазе
на всем пути их распространения, что обеспечивает максималь¬
ную передачу энергии от основной волны волне гармоники.
Это так называемое условие синхронизма.
Однако это возможно только в среде, не обладающей диспер¬
сией [когда (со) = /г£- (tco) ], так как обычно необходимые
фазовые соотношения между волнами, когда Дф < л, сохраняются
лишь на небольшой длине. Таким образом, повышение интенсив¬
ности второй гармоники происходит только на этом участке.
75
Обеспечить условие синхронизма на большом пути распростра¬
нения волн оказалось возможным в кристаллах, обладающих
двойным лучепреломлением. Скорость распространения электро¬
магнитных волн в таких кристаллах зависит от поляризации
луча. При этом в направлении оптической оси обыкновенный
и необыкновенный лучи распространяются с одной и той же ско¬
ростью; наибольшая же разность скоростей имеет место в направ¬
лении, перпендикулярном оптической оси. На рис. 47 приведены
сечения волновых поверхностей одноосного кристалла. Оптиче-
Рис. 47. Волновые поверхности од¬
ноосного положительного (а) и от¬
рицательного (б) кристалла
Рис. 48. Сечение оптических
индикатрис одноосного кри¬
сталла плоскостью, параллель¬
ной оптической оси, для обыкно-
, венного луча первой (1) и второй
Ская ОСЬ КК Совпадает С направ- (2) гармоник и необыкновенного
лением оу. Окружность соответ- луча первой (5). и второй (4)
ствует сечению волновой поверхно- гармоник
сти обыкновенного луча, эллипс —
необыкновенного. В направлении оптической оси радиус окру¬
жности равняется большой полуоси эллипса. Наибольшая раз¬
ница имеет место в направлении оси х; она равна разности между
радиусом сферы и малой полуосью эллипса.
Поскольку показатели преломления обыкновенной и необык¬
новенной волн зависят от частоты, сечение волновых поверхностей
электромагнитных волн основной и второй гармоник представ¬
ляется окружностями и эллипсами, имеющими соответственно
различные радиусы и величины полуосей эллипсов (рис. 48).
Из рисунка видно, что в кристалле существует такое направление
под некоторым углом 0 к оптической оси, при котором обыкновен¬
ный луч первой гармоники распространяется с той же скоростью,
с какой распространяется необыкновенный луч второй гармоники.
Таким образом, в этом направлении осуществляется условие
синхронизма, причем происходит резкое возрастание мощности
второй гармоники.
В ряде кристаллов, таких как КДР и АДР, при поляризации
падающей волны, соответствующей обыкновенной волне в кри¬
сталле, возбуждается необыкновенная волна второй гармоники,
что позволяет получать преобразование значительной энергии
волны основной частоты в излучение удвоенной частоты.
76
Мощность второй гармоники пропорциональна квадрату Ко¬
эффициента нелинейности и плотности мощности основного излу¬
чения:
р2 ~ к2рЬ (65)
Существует ряд кристаллов, имеющих величину х на порядок
большую, чем в кристаллах КДР и АДР, например LiNb03,
LiI03, Ba2NaNb6015 и т. д., однако они менее стойки к лазерному
излучению. Поэтому при преобразовании частоты лазерного из¬
лучения большой мощности используются чаще^всего кристаллы
КДР и АДР, при преобразовании же меньших мощностей —
кристаллы с большим значением х.
Нелинейные кристаллы — удвоители частоты устанавлива¬
ются либо на пути излучения по выходе его из резонатора, либо
внутри резонатора. В настоящее время осуществлены также
устройства, основанные на нелинейных эффектах, позволяющие
получить третью и четвертую гармоники основного излучения.
Такого рода умножители получили широкое распространение.
При их помощи оказывается возможным преобразование инфра¬
красного лазерного излучения, например А, = 1,06 мкм, от ла¬
зеров на стекле с неодимом или иттриево-алюминиевом гранате
в излучение X = 0,53 мкм, соответствующее видимой части спектра.
Нелинейные оптические явления в кристаллах позволяют осу¬
ществлять преобразования излучения заданной частоты в излу¬
чение с частотой, которую можно перестраивать в определенном
диапазоне. Принцип действия такого рода преобразователей
частоты, получивших название параметрических генераторов
света, заключается в следующем.
Допустим, что на нелинейный кристалл падает электромагнит¬
ная волна большой мощности, имеющая частоту со:
Ек = cos (со/ — кг), (66)
и пусть поляризация кристалла
р = аЕ -f- х£2. (67)
В спектре собственных колебаний кристалла всегда присутствуют
две слабые волны:
Ег = Ет cos (оц/ — кхг) и Е2 = E(£t cos (со2/ — к2г) (68)
с частотами сох и со2, сумма которых равна частоте со.
Подставив в (68) значение Е, которое будет определяться как
сумма Е = ЕН + Е1 + Е2, можно получить выражение для не¬
линейной поляризации, которое будет включать в себя, в частно¬
сти, слагаемые:
pi, = 0,5хЯшЯИ2 cos Ы — (к — к2)z]\ (69)
р1г = О.бхад», cos [сc2t — (к — /ci) z\. (70)
77
При этом взаимодействие основной волны с частотой со с волной
сох приведет к переизлучению на частоте со2, а взаимодействие
основной волны с волной со2 — к переизлучению на частоте сох.
Эффективное взаимодействие и, следовательно, передача волнам
сох и со2 энергии от основной волны осуществляется при выпол¬
нении условия синхронизма к = кг + к2. Если нелинейный
кристалл, в котором выполняется это условие, поместить в резо¬
натор, то при достаточно большой мощности волны накачки в
такой системе возникнет генерация на частотах сох и со2.
Условие синхронизма выполняется в кристалле при опреде¬
ленном направлении распространения взаимодействующих волн;
таким образом, при повороте нелинейного кристалла в резона¬
торе условие синхронизма при постоянной частоте волны накачки
будет осуществляться для различных пар частот о)х и со2- Благо¬
даря этому путем вращения кристалла можно получать генера¬
цию на плавно перестраиваемых частотах и со2.
Другим методом перестройки частоты в параметрических
генераторах света является изменение температуры кристалла
при неизменном его положении. Такого рода перестройка воз¬
можна при использовании кристаллов, у которых волновые по¬
верхности для обыкновенного и необыкновенного лучей дефор¬
мируются при изменении их температуры.
В настоящее время созданы параметрические генераторы,
работающие как в импульсном, так и в непрерывном режиме.
В качестве источников накачки служат ОКГ на стекле, рубине,
аргоне; при этом используются их излучения как на первой,
так и на второй гармониках. В качестве кристаллов применяются
ниобат лития, титанат бария, натрий и др. На ниобате лития при
использовании в качестве источника ОКГ на алюмоиттриевом
гранате созданы параметрические генераторы с плавной пере¬
стройкой частоты в диапазоне 1,98—2,33 мкм. При накачке второй
гармоникой от ОКГ на гранате оказалось возможным осуществить
перестройку в пределах от 0,55 до 3,65 мкм. Коэффициент полез¬
ного действия этих генераторов г] = WJWB (WB— мощность
накачка, a WB — мощность возбужденных колебаний) достигает
нескольких процентов.
10. УПРАВЛЕНИЕ ПЕРЕМЕЩЕНИЕМ ЛАЗЕРНОГО ЛУЧА
В ПРОСТРАНСТВЕ
При решении некоторых задач появляется необходимость
перемещения лазерного луча в пространстве на некоторый угол
относительно первоначального направления его распространения.
Это достигается применением сканирующих лазерных систем, поз¬
воляющих производить строчную и кадровую развертку лазер¬
ного луча.
Лазерная сканирующая система характеризуется такими па¬
раметрами, как скорость перемещения луча и разрешающая спо¬
собность. Оба параметра определяются инерционностью скани¬
78
рующей системы, а второй зависит еще и от инерционности при¬
емника. Кроме того, высокая когерентность лазерного излучения
и его высокая спектральная плотность позволяют существенно
улучшать разрешающую способность и чувствительность лазер¬
ного сканирующего и приемно-регистрирующего устройств.
Разрешающая способность сканирующей системы зависит от
числа разложений линий сканирования на отдельные элементар¬
ные пятна. Если с помощью оптической системы удается сформи¬
ровать пятно диаметром D, перемещающееся вдоль линии ска¬
нирования длиной Z, то число разложений
составит N = IID. Чем выше это число,
тем лучшим разрешением обладает скани¬
рующая система в целом. Отсюда следует,
что для повышения разрешающей способ¬
ности в пределах заданного угла сканиро¬
вания необходимо формировать лазерное
излучение в пятно малого размера. При
наличии лазерного источника размер этого
пятна может быть соизмерим с длиной
волны излучения и составлять (6-^-8)^.
Известно, что существует дифракционный
предел, в результате которого луч всегда
будет иметь некоторую угловую расходи¬
мость 0д, обусловленную дифракцией
и определяемую
0Д = aX/Dy (71)
где а — коэффициент, учитывающий форму луча (1 < а < 3);
D — апертура луча в направлении сканирования.
Если угол сканирования обозначить через 0, то число элемен¬
тов разложения с учетом расхождения луча за счет дифракции
будет составлять
М = 0/0д=С0/(аЬ). (72)
Из формулы (72) видно, что для наибольшего разрешения необ¬
ходимо увеличивать D и 0, однако их увеличение носит противо¬
речивый характер: увеличение 0 приводит к увеличению времени
на сканирование, а увеличение D — к уменьшению плотности
лучистого потока. Выражение (72) является фундаментальным
при определении разрешающей способности сканирующей системы
и не зависит от особенностей оптики, сопряженной с дефлектором.
На рис. 49 изображена зависимость разрешающей способности
от диаметра апертуры сканирующего луча для наиболее простого
случая (а = 1).
В лазерных сканирующих системах используется большое
количество приемов, позволяющих развернуть луч в простран¬
стве. Среди них следует отметить такие, как механическое враще¬
ние зеркала и призмы, колебание зеркала с помощью вибрато¬
79
Рис. 49. Зависимость чис¬
ла элементов разложения
от диаметра апертуры лу¬
ча (а = \,%= 0,633 мкм)
ров и пьезоэлементов, электрооптические и магнитооптические
элементы и т. д. В целом лазерную сканирующую технику можно
разделить на инерционную и малоинерционную. К первой от¬
носятся техника вращения призм, зеркал и колебательная тех¬
ника. Здесь имеют место вращающиеся или поворачивающиеся
механические детали, в то время как малоинерционная техника
использует электро-, магнито- и акустооптические элементы.
Колебательно-механическая техника иногда позволяет получить
результаты, сравнимые с немеханической техникой.
Во всех случаях используется оптическая система, позволяю¬
щая подвести луч к дефлектору или сформировать его в пятно
малого диаметра. Если необходимо по некоторой плоскости пере-
ОбъентиВ
* Дефлек-Г I \ / Дефлектор Движущееся
Рис. 50. Размещение дефлектора относительно объектива
мещать фокальное пятно, сформированное объективом (рис. 50),
то дефлектор может быть расположен до или после него. От раз¬
мещения дефлектора зависит форма поверхности, по которой пере¬
мещается движущееся пятно.
Любая сканирующая система должна обеспечивать не только
хорошее разрешение, но и высокую точность, линейность разверт¬
ки, скорость перемещения светового пятна. Механическая скани¬
рующая система, имеющая вращающиеся детали, не может кон¬
курировать с другими видами развертки в обеспечении пере¬
численных выше требований. В силу определенной массы враща¬
ющихся деталей может иметь место искажение линии сканирова¬
ния и всего растра в целом, но это не всегда является помехой
в практическом использовании механической сканирующей си¬
стемы.
Применение механического сканирования резко ограничивает
параметры моторов, передач и контрольных систем, которые
должны обеспечить вращение дефлектора. В качестве дефлектора
могут быть применены преломляющая призма и зеркало. Первая
имеет худшее разрешение, поэтому она нашла ограниченное при¬
менение в лазерных сканирующих системах.
Частота сканирования при наличии механической развертки
определяется угловой частотой вращения и количеством отража¬
ющих граней зеркала. Наиболее простое решение механического
сканирования достигается при наличии вращающегося много¬
гранного зеркала, одна из граней которого освещается узким ла¬
зерным лучом.
Особенностью механической системы сканирования является
то, что лазерный луч необходимо прерывать на время прохожде¬
80
ния угла зеркала через лазерный поток, поскольку в это время
может произойти его расщепление. Для уменьшения этого эффекта
и увеличения разрешающей способности необходимо, чтобы диа¬
метр лазерного луча был меньше ширины зеркала. Однако увели¬
чение размера граней приводит к увеличению диаметра зеркала
и его массы, что существенно ограничивает угловую скорость
вращения.
В лазерных сканирующих системах могут применяться вибра¬
ционные дефлекторы, принцип работы которых основан на том,
что отражающее зеркало крепится к раме гальванометра, находя¬
щейся в постоянном магнитном поле. При прохождении тока
через рамку зеркало поворачивается. Отраженный от зеркала све¬
товой луч отклонится на угол, вдвое больший, чем угол поворота
зеркала.
Вибрационные дефлекторы должны иметь достаточно большой
размер отражающего зеркала, высокую частоту колебаний, боль¬
шой угол поворота и отсутствие деформаций зеркала. Размер
зеркала, его масса, жесткость растяжек, к которым крепится
рамка гальванометра, будут определять резонансную частоту
вибрационного дефлектора. При этом может быть три режима
работы: 1) на частотах до резонансной частоты; 2) на резонансной
частоте; 3) на частотах выше резонансной частоты. В первом слу¬
чае обеспечивается широкополосный режим работы вибрацион¬
ного дефлектора вплоть до резонансной частоты. При этом во
всей полосе частот угол поворота рамки гальванометра, а следо¬
вательно, и зеркала будет пропорционален величине проходящего
тока. Если гальванометр работает на резонансной частоте, то
в этом случае имеет место узкополосный режим работы дефлектора,
причем наблюдается нелинейная зависимость угла поворота зер¬
кала от величины тока, проходящего через рамку гальванометра.
При работе гальванометра на частотах выше резонансной имеет
место баллистический режим работы, при котором угол пово¬
рота зеркала (при одной и той же амплитуде тока) будет умень¬
шаться с увеличением частоты.
Величина вращающего момента рамки, помещенной в постоян¬
ное однородное магнитное поле, определяется
Т= IBS since, (73)
где i — ток, протекающий через рамку гальванометра; В — плот¬
ность магнитного потока, пересекающего рамку; S — площадь
поперечного сечения рамки; а — угол между осью рамки и маг¬
нитной силовой линией.
Для малых отклонений рамки угол а может быть выбран по¬
стоянным: а = 90°; тогда
Т = iBS. (74)
В табл. 3 приведены данные некоторых типов коммерческих
зеркальных гальванометров США, предназначенных для скани-
81
Таблица 3
Характеристики коммерческих зеркальных гальванометров США
для сканирования лазерного луча [228]
Модель
Резо¬
нанс¬
ная ча¬
стота,
кГц
Шири¬
на
поло¬
сы,
кГц
Размер зеркала,
мм
Тип зеркала
Угол
сканиро¬
вания, . . .°
М-10000
10
0—6
0,38X2,5X0,1
Плсское; стекло
или кремний
11
М-25 к
22
0-25
0,51X0,89X0,05
Плсское; стекло или
кремний
5,3
210-С66
8
—
0,51 X 3,16Х
X 0,125
Цилиндрическое;
алюминий
19,8
S-10000T
8—9
0—6
0,6Х 1,8
Плсское; стекло
9
рования лазерного луча. Как видно из таблицы, гальванометры
с рамкой имеют малый размер зеркала, что существенно огра¬
ничивает область их применения. Поэтому появиласть необхо¬
димость в создании гальванометров
с большим моментом вращения для
поворота более массивных зеркал де¬
флектора. Был создан другой тип
гальванометров — вибраторы с вра¬
щающимся металлическим ротором,
к которому крепится зеркало дефлек¬
тора. Конфигурация магнитной цепи
и ротора выполнена таким образом,
чтобы обеспечить высокое отношение
вращающегося момента к инерции
с хорошей линейностью. Схематично
вибратор изображен на рис. 51.
В табл. 4 приведены данные некоторых типов коммерческих
вибраторов США для сканирования лазерного луча.
Колебания зеркала в некотором угле может обеспечить также
пьезоэлектрический дефлектор, принцип действия которого ос-
Рис. 51. Схема магнитоэлектри¬
ческого вибратора для сканиро¬
вания лазерного луча
Характеристики коммерческих вибраторов США
для сканирования лазерного луча [228]
Таблица 4
Модель
Резонансная
частота, Гц
Размер
круглого
стеклянного
зеркала, мм
Угол
сканирова¬
ния, . . . 0
Разрешение
N
Без зеркала
С зеркалом
G-0606
3200
2900
5X0,5
10
520
G-0612
2100
1900
5X0,5
20
1 040
G-306
300
270
25X1,5
10
2 600
G-330
130
117
25Х 1,5
50
13 000
82
нован на том, что некоторые кристаллы и керамики, например
титанат бария, могут деформировать свою поверхность при при¬
ложении к ним напряжения в определенном направлении. Если
к двум пластинам из пьезоэлектрического материала прикрепить
зеркало дефлектора и определенным образом приложить к ним
напряжение, то одна пластина может сократиться, а другая
увеличиться, причем эти движения происходят синхронно, вызы¬
вая поворот зеркала на некоторый угол. Угол отклонения луча
лазера 0 пропорционален приложенному напряжению V и может
быть выражен отношением
0 - CV/d,
(75)
где С — константа, характеризующая пьезоэлектрический ма¬
териал; d — толщина материала.
Если пьезоэлектрический столбик набран из отдельных пла¬
стин количеством пу то d0 = nd и напряжение, приложенное к от¬
дельной пластине, уменьшится в п раз. Резонансная частота
пьезоэлектрического дефлектора определяется геометрией и ка¬
чеством пьезоэлектрического материала и лежит выше, чем у галь-
ванометрических дефлекторов; следовательно, пьезоэлектриче¬
ские дефлекторы являются более широкополосными.
Большое применение в лазерных сканирующих системах на¬
ходят акустические дефлекторы, принцип действия которых ос¬
нован на взаимодействии акустической и световой волн внутри
акустического дефлектора. Поскольку продольная акустическая
волна состоит из чередующихся через одинаковые интервалы об¬
ластей повышенной и пониженной плотности, то такая периоди¬
ческая структура действует как решетка с расстоянием между
плоскостями, равным /. Такая аналогия приводит к тому, что
будет иметь место полное брегговское отражение, когда световая
волна отражается от плоскости волнового фронта акустической
волны под углом ср. Это происходит при условии 21 sin ф = пХ,
где п — целое число, указывающее на порядок рассеяния; X —
длина волны падающего света.
Для первого порядка (п = 1), малых углов отражения
(sin ф ф) и 21 = А (длина волны акустического колебания)
Ф = XI А.
Поскольку скорость va и частота /а акустической волны
связаны соотношением va = faAy то ф = (X/va)fa. Следовательно,
при изменении частоты акустической волны на величину А/а
будет иметь место отклонение луча на угол, равный изменению
угла отражения, т. е. А0 = (XIva) А/а.
Разрешение акустического дефлектора может быть определено
как Д0/0д, где QA = aX/D [см. формулу (71)]; тогда
(76)
N = DAfJ(vaa).
83
Быстродействие акустических дефлекторов зависит от апер¬
туры отклоняемого луча D и скорости распространения акусти¬
ческой волны vai т. е. т = D/iy, тогда
/V - тAfja. (77)
Быстродействие некоторых твердых тел со скоростью акусти¬
ческой волны, приведенной в табл. 5, составляет 5—10 мкс, что
соответствует частоте сканирования лазерного луча 100—200 кГц.
Строчный Кадровый
десрлектор дефлектор
Рис. 52. Акустооптическая система для сканирования
лазерного луча
Однако при выборе материала следует учитывать его акусти¬
ческие потери, которые возрастают пропорционально квадрату
частоты возбуждающих ультразвуковых колебаний. Кроме того,
нужно учитывать стойкость к лазерному излучению и стойкость
к воздействию окружающей среды. Эти факторы ограничивают
возможности материала, выбираемого для акустооптического
дефлектора.
Акустооптические дефлекторы могут быть одномерными и
двумерными, позволяющими одновременно производить скани¬
рование по двум взаимно перпендикулярным направлениям
(рис. 52).
Таблица 5
Некоторые материалы, обладающие акустооптическим эффектом [228]
Материал
Показатель
преломления п
Акустическая
скорость иа*10б, см/с
Длина световой
волны, мкм
Плавленый кварц
1,46
5,95
0,63
РЬМо04
2,40
3,75
0,63
GaAs
3,37
5,15
1,15
GaP
3,31
6,32
0,63
LiNbOg
2,20
6,57
0,63
Te02
2,30
0,62
0,63
Н20
1,33
1,50
0,63
84
Среди различных способов отклонения лазерного луча веду¬
щее место принадлежит электрооптическому методу, позволяюще¬
му получать большие скорости отклонения и высокую разрешаю¬
щую способность. Суть электрооптического метода отклонения
лазерного луча состоит в следующем: приложенное к кристаллу
электрическое поле вызывает изменение показателя преломления
в направлении, перпендикулярном направлению распространения
пучка света, проходящего через кристалл, что вызывает искрив¬
ление траектории светового пучка. Угол отклонения может
быть вычислен по формуле
ДО - 2/A/z/d, (78)
где I — длина электрооптической ячейки; d — расстояние между
электродами.
Разрешающая способность электрооптического дефлектора оп¬
ределяется
N = Д0/0 = 2lAnD/(adl). (79)
Величина Дп пропорциональна электрическому полю Е =
= VId, где V — приложенное напряжение; d — толщина матери¬
ала в направлении поля. Для большинства материалов существует
зависимость Д п = n3crijEZt где щ — показатель преломления
материала для выбранной кристаллографической оси; rtj —
электрооптический коэффициент материала.
В табл. 6 приведены сравнительные характеристики двух
групп материалов, обладающих электрооптическим эффектом.
Отличительным свойством материалов первой группы является
то, что они растворяются в воде, механически непрочны, хорошо
Таблица 6
Сравнительные характеристики некоторых материалов,
обладающих электрооптическим эффектом [228]
Материал
Показатель
преломле¬
ния п
Диэлектри¬
ческая по¬
стоянная 8
Электроопти¬
ческий коэф¬
фициент
г,.-10-®, см/В
Ч
Чувствитель¬
ность к от¬
клонению
см/В
Полоса про¬
зрачности,
мкм
Обозна¬
чение
Символ
I групп;
а (Дп
— n\r&zEz)
KDP
КН2Р04
1,50
21
2,64
8,90
0,2—1,55
KD*P
kd2po4
1,50
49
2,41
8,10
0,2—2,15
ADP
nh4h2po4
1,51
16
0,85
2,92
0,2—1,40
LN
LT
SBN
BNN
II
LiNb03
LiTa03
^Г0.75^а0.25^^2^6
Ba2NaNb5015
группа (Д п = n3er33 Ez)
2,20
2,18
2,31
2,24
27
43
6500
51
3,1
3,0
134
5,6
32,80
31
140
62
0,4—5
0,4—5
0,4—5
0,4—5
85
режутся и полируются, имеют хорошее оптическое качество,
обладают пьезоэлектрическим эффектом, имеют максимальные
значения г()3 около температуры Кюри, где тангенс угла потерь
также крайне высок. Материалы второго класса также легко
режутся и полируются, но в отличие от первого класса имеют более
высокую устойчивость к внешним воздействиям и более низкую
однородность.
В реальных конструкциях дефлекторов на основе электрооп-
тического материала используются одинарные либо спаренные
призмы (рис. 53).
Рис. 53. Принцип работы призменных дефлекторов
В силу того что коэффициент отражения от поверхности призмы
минимален при нормальном падении лазерного луча, в одноприз¬
менных дефлекторах выбирается прямоугольная призма
(рис. 53, а). В этом случае при отсутствии электрического поля
на электродах прошедший через призму луч будет отклонен на
некоторый угол согласно закону прохождения луча через призму.
Для компенсации этого явления часто используют систему из
двух призм (рис. 53, б). Здесь направление вышедшего из системы
луча совпадает с направлением падающего.
Описанные выше способы отклонения лазерного луча нашли
достаточно широкое применение в лазерных сканирующих систе¬
мах. Но вместе с тем могут применяться и другие дефлекторы,
в основе действия которых лежат иные физические явления, при¬
водящие к отклонению луча. Так, существуют поляризационные,
интерференционные, термические, дисперсионные, внутрирезона-
торные дефлекторы, с принципами работы которых можно озна¬
комиться в [99, 128, 134].
11. УПРАВЛЕНИЕ ПЛОТНОСТЬЮ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
Существует известная связь между выходной мощностью ла¬
зера Р и энергией W, определяемой временем, в течение которого
происходит излучение: Р = Wit. Плотность мощности q (или
интенсивность) эквивалентна мощности (энергии за единицу вре¬
мени) на единицу облученной поверхности S, расположенной
нормально к направлению распространения лазерного луча:
q = P/S. (80)
86
Несмотря на то что лазерный луч высоко когерентен, он имеет
определенную угловую расходимость, которая определяется как
0 = 4V(JiDo), (81)
где к — длина волны излучения; D0 — диаметр луча в месте его
выхода из резонатора.
В инженерной практике возникает необходимость управления
плотностью лазерного излучения, которое можно осуществлять
различными приемами. При необходимости увеличения плотности
лучистого потока используются фокусирующие оптические систе-
Рис. 54. К пояснению зависимости глубины фокуса (а) и диаметра
фокального пятна (б) от параметров лазерного луча
мы, а уменьшение плотности потока достигается различными осла¬
бителями, позволяющими произвести деление лазерного потока
с необходимым соотношением.
Однако большинство технологических процессов требует, чтобы
относительно широкий лазерный луч был сфокусирован в пятно
меньшего размера с диаметром Df. Такая операция позволяет
существенно увеличить плотность лучистого потока в пятне,
диаметр которого определяется как
0/ = /tg0 = /e = 4V/№), (82)
где / — фокусное расстояние оптической системы.
Согласно геометрической оптике пятно фокусирующей системы
представляет собой точку, в которую сходятся все лучи лазера.
Однако волновая оптика показывает, что из-за волновой природы
света фокальное пятно занимает некоторый объем, имеющий конеч¬
ные размеры. Кроме того, вследствие присущих любой оптической
системе аберраций также происходит увеличение размера фокаль¬
ного пятна. По этим причинам фокальное пятно получается не
только увеличенным в диаметре, но и вытянутым вдоль оси оп¬
тической системы и характеризуется глубиной фокуса d (рис. 54).
Таким образом, выбирая оптическую систему для фокусирования
лазерного луча, необходимо учитывать зависимость между двумя
ее параметрами — размером сфокусированного пятна и глубиной
87
фокуса. Если диаметр пятна прямо пропорционален фокусному
расстоянию [см. формулу (82)], то глубина фокуса определяется
квадратом этой величины:
d — (8Х/п) (f/D0)2. (83)
Кроме того, модовый состав лазерного излучения существенно
влияет на диаметр сфокусированного пятна. Это видно из
рис. 54 и формулы
Df = M4Xf/(nD0), (84)
где М — множитель, учитывающий модовый состав излучения.
Рис. 55. Зависимости диаметра сфокусированного луча Df от отноше¬
ния f/Dо (а) и глубины фокуса d от диаметра сфокусированного луча
Df (б)
На рис. 55 показаны зависимости Df от f/D 0 и d от Dfy рассчи¬
танные по формулам (82) и (84) для основной моды и многомодо¬
вого излучения С02-лазера (X = 10,6 мкм) и лазера на ИАГ
(X = 1,06 мкм), обеспечивающих излучение около 1 кВт мощ¬
ности [177].
Как видно из формул (82) и (84), для уменьшения диаметра
лазерного пятна необходимо уменьшить фокусное расстояние,
что приводит к укорочению рабочего отрезка и является неже¬
лательным, поскольку при этом положение обрабатываемой по¬
верхности становится более чувствительным к положению фо¬
кальной плоскости линзы и, кроме того, продукты выброса, обра¬
зовавшиеся в результате обработки, могут вывести линзу из
строя.
В ряде случаев требуется уменьшать плотность потока при
помощи ослабителей света, которые являются составной частью
большого числа современных оптических приборов и установок.
Измерение лазерных параметров без ослабителей затруднительно,
88
й иногда даже невозможно. Это объясняется тем, что плотность
потока, приходящегося на измерительную поверхность прием¬
ника, может достигать величины, при которой приемник начинает
работать в нелинейной части своей световой характеристики.
Так, лазер на неодимовом стекле [98] в режиме синхронизации
мод генерирует импульсы света пикосекундной длительности
мощностью 1014 Вт с общей выходной энергией 1000 Дж, что
делает невозможным прямое использование большинства прием¬
ников без предварительного ослабления излучения. Сложность
состоит в том, что необходимо обеспечить приемлемую точность
и диапазон ослабления, сохранить фронт волны излучения, его
когерентность, длительность импульса, плоскость и степень
поляризации. Кроме того, ослабители должны эффективно ра¬
ботать в широком спектральном интервале.
Согласно работе [30], существует большое количество спосо¬
бов ослабления лазерного потока, часто используемых при коли¬
чественных измерениях.
Способ, использующий вращающиеся сектора, наиболее часто
применяется для ослабления лучистого потока. Прерывание све¬
тового пучка производится механически, путем вращения диска
с отверстиями, или с помощью электрооптических модуляторов.
Коэффициент ослабления К = Ф0/Ф (где Ф0, Ф — величины
потоков, падающих на приемник соответственно без ослабитель-
ного устройства при его наличии) при использовании вращаю¬
щихся секторов определяется из выражения К = 360/у, где
у — угол раскрытия сектора. Предельное значение коэффициента
ослабления в этом случае составляет К = Ю3. При наличии
электрооптических модуляторов К = (£3— t0) lt09 где t0, t3 —
времена соответственно открытого и закрытого состояний затвора
[30]. Здесь К > Ю3.
При ослаблении излучения ОКГ в видимой и ближней инфра¬
красной областях спектра используют поглощающие вещества—
стекла, жидкости, газы. Однако при работе с набором стеклянных
фильтров необходимо учитывать интерференционные эффекты.
В работе [189] описан ослабитель на основе поглощения в га¬
зах для инфракрасного излучения С02-лазера. В качестве по¬
глощающего вещества используется принудительно-циркулиру-
ющий в кювете по замкнутому контуру газ С3Н3, С3Н8 или SF6.
Испытания прибора проводились при мощности не более 100 Вт,
коэффициент ослабления менялся плавно от 1 до 100 в зависимости
от давления газа. Невысокая точность, сложность ослабления не
привели к широкому распространению этого ослабителя.
В работе [30] описан оптический ослабитель лучистой энергии
на основе поляризующего действия стопы пластин. Ослабитель
имеет плавную и нелинейную зависимость коэффициента ослабле¬
ния от угла падения. Неполная степень поляризации стопой пла¬
стин вносит ограничения на получение больших коэффицентов
ослабления.
89
Для ослабления лазерного луча можно использовать призмы
Франка—Риттера, расположенные на одной оси. Они применяются
в спектральном интервале 0,4—0,75 мкм и имеют значительную
зависимость коэффициента ослабления от оптических свойств
призм и их температуры. Пределы ^ослабления К = 2-МО3,
а погрешность ослабления составляет около 2%.
[ На рис. 56 показана схема ослабителя, использующего свой¬
ства четвертьволновой пластинки из CdS [145]. Поляризованный
луч лазера расщепляется пластиной 4, расположенной под углом
Брюстера к падающему излучению, и регистрируется приемни-
Рис. 56. Схема ослабителя на поляризующем^дей-
ствии четвертьволновой пластинки:
1 — СОг-лазер; 2 — модулятор; 3 — пластина; 4 — по¬
лупрозрачная пластина; 5,6 — приемники; 7 — уси¬
литель
ками 5 и 6. Ось пластины Х/4 ориентируется под углом ср относи¬
тельно поляризации лазерного луча. Интенсивность луча, отра¬
женного от пластины 4 и зарегистрированного приемником 6,
/ = 0,11/0 sin2 2сГ, (85)
где /0 — интенсивность падающего луча.
Коэффициент ослабления достигает 2 • 104. При больших зна¬
чениях ослабления замечаются отклонения от закона ослабления.
Ограничения по мощности накладывает стойкость пластины CdS
к лазерному излучению. Невысокая стойкость пластины CdS
и обычные погрешности, присущие поляризационному ослаби¬
телю, ограничивают его применение.
Широко применяется класс френелевских ослабителей, по¬
строенных на явлении отражения излучения ОКГ от поверх¬
ности материалов. На рис. 57 показан ослабитель для инфракрас¬
ной области спектра.
При малых уровнях мощности выходного сигнала излучение
лазера направляется непосредственно на приемную площадку
приемника. При значительных уровнях сигнала во избежание раз¬
рушения приемника излучение лазера может направляться на
приемник через ослабитель, составленный из одной, двух или трех
пластин NaCl, установленных под углом 45° к оси луча. Таким
образом, приемник измеряет поток, отраженный от поверхности
пластины. Интенсивность отраженного излучения при однократ-
90
ном отражении излучения от передней поверхности пластины мо¬
жет быть рассчитана по формуле Френеля
Ir = RI, Я = 4-[
sin2 (ф — 0)
sin2 (ф + 0)
tg2 (Ф — 0) 1
tg2 (ф + 0) J ’
(86)
где I, Iг — интенсивности падающего и отраженного излучений
лазера; R — коэффициент отражения; <р, 6 — углы падения
и преломления; sin 6 = (1 In) sin ф; п — показатель преломления
вещества пластины.
При Пх = 1,4947 (А, = 10,6 мкм) и ф = 45° коэффициент
отражения от одной поверхности R = 0,0488. С учетом много-
Рис. 57. Схема ослабителя
на френелевском отражении
от плоскопараллельных пла¬
стин:
/ — пластины TVaCl; 2 — погло¬
тители; 3 — приемник
Рис. 58. Отражение от пло¬
скопараллельной пласти¬
ны при наклонном паде¬
нии луча лазера
кратных отражений от обеих поверхностей пластины (рис. 58)
интенсивность излучения, отраженного в направлении приемника,
может быть представлена следующим образом:
lrz = I [R + (I - R)2 R + (I - R)2R3 + (\ — R)2 Rb Н ]. (87)
В этом выражении с достаточной степенью точности можно
ограничиться тремя первыми членами ряда; тогда для нашего слу¬
чая получаем R = 0,0939. Таким образом, одна плоскопарал-
лельная^пластина из NaCl, установленная под^углом 45° к оси
луча, ответвляет на^прцемник 9,4% падающего на нее излучения
лазера. В данном случае параметры измерительной схемы были
таковы, что с одной пластиной возможно было измерение выход¬
ной мощности до 6,5 Вт, с двумя пластинами — до 70 Вт, с тре¬
мя — до 750 Вт. При этом поглощением пластинами можно пре¬
небречь, так как коэффициент поглощения в области 9—11 мкм
а 0,01 см-1. В случае отражения луча лазера от нескольких
пластин нужно учитывать явления поляризации, которые имеют
место при отражении от диэлектриков.
В инфракрасной области спектра в качестве отражателей
для осдзфщния излучения ОКГ применяются также материалы
91
LiF, KPS-5, Ge, BaF2, и некоторые другие. Многие материалы
гигроскопичны, а защита их от влаги тонкой пленкой из органи¬
ческих материалов приводит к погрешности измерений. Кроме
того, оптические материалы имеют зависимость пропускания и от¬
ражения от их температуры. При больших плотностях излучения
ОКГ произойдет повышение температуры отражающих пластин,
что приведет к изменению их свойств [130]. Например, показа¬
тель преломления NaCl уменьшается от п = 1,5342 при Т1 =
= 18° С до 1,5113 при Т2 = 425° С (X = 1,15 мкм). Коэффициент
ослабления для нормального падения излучения на одну грань
пластины NaCl составляет соответственно Ктх = 22,2 и Кт2 = 23.
Относительная погрешность коэффициента ослабления для одного
отражения составляет АК/Кг = ±3,5%; АК/Къ = ±3,5% и для
двух отражений АК/К = ±7%. Столь большие погрешности
от нагрева отражающих пластин при отражении мощного потока
зачастую не учитываются при разработке ослабителей.
В работе [30] описан френелевский ослабитель для инфра¬
красной области спектра, выполненный из пластин CaF2, LiF.
Ослабитель имеет коэффициенты ослабления К = 101,5 и К =
= 102’5 для X = 10,6 мкм. Погрешность ослабления составляет
около 5%. Однако при больших плотностях мощности на френе¬
левском отражателе возможны разогрев и существенное изменение
отражательной способности отражателя. Чтобы избежать этого
недостатка, применяют охлаждение отражателя.
Известен поглотитель, построенный на эффекте частичного
проникновения излучения в менее плотную оптическую среду
при полном внутреннем отражении. Коэффициент отражения та¬
кого устройства может меняться в широких пределах, ослабитель
селективен, и погрешность измерения зависит от поляризации
падающего излучения.
В связи с появлением лазеров, излучающих большие уровни
мощности, появилась необходимость построения ослабителя с боль¬
шим коэффициентом ослабления (К = 103-М05), постоянным
в широком спектральном интервале. Данным требованиям удовле¬
творяют металлические диффузно отражающие поверхности, поз¬
воляющие получать относительно равномерное распределение
отраженного потока в большом телесном угле, приближающемся
к полусфере. Характер рассеивания определяется главным об¬
разом качеством изготовления диффузно отражающей поверхности.
Схема ослабителя лазерного потока при наличии диффузного
отражателя показана на рис. 59.
Для вычисления коэффициента ослабления можно пользо¬
ваться формулой
К = 2ji/2/(SP), (88)
где / — расстояние от отражателя до приемника; S — площадь
диафрагмы приемника; р — коэффициент диффузного отражения.
Коэффициент ослабления такой системы может достигать К =
92
= 108, он определяется расстоянием I и равномерностью рас¬
сеивания лазерного излучения.
В работе [30] приведены теоретические и экспериментальные
исследования ослабителей с коэффициентом ослабления до К =
= 105 в области 0,4—11 мкм. При этом исследовались ослабители
как френелевского, так и диффузного отражения. Сравнительные
Рис. 59. Использование диффузного отра¬
жателя для ослабления излучения лазера:
1 — лазер; 2 — диффузный отражатель; 3 —
нейтральные фильтры; 4 — приемник; 5 —
осциллограф
характеристики ослабителей приведены в табл. 7. К основным
преимуществам ослабителей 1—4 можно отнести большой коэф¬
фициент ослабления, возможность получения ослабленного луча
с неизменными пространственно-временными свойствами, стой¬
кость к мощному лазерному излучению, стабильность во времени.
Таблица 7
Характеристики некоторых ослабителей лазерного излучения
для 0,4ч-10,6 мкм [30]
Тип ослабителя
Область длин
волн, мкм
Коэффициент
ослабления
Сохранение
структуры луча
Применимость
к излучению
окг
Непрерывность
изменения ослаб¬
ления
Допустимая
плотность мощ¬
ности, Вт/см2
Одно отражение:
1. Стекло—вода
0,4—1
200
Да
Да
Нет
Ю8
2. Стекло—глице¬
0,4—1
103
»
»
»
108
рин
Два отражения:
3. Стекло—вода
0,4—1
• 10°
Нет
»
»
108
4. Стекло—глице¬
0,4—1
108
»
»
»
108
рин
5. Кварцевый
10,6
5- 101
Да
»
»
50
6. Кольцевой
10,6
103
»
»
»
102
7. Пескоструйные
10,6
102—107
Нет
Да
Да
102
экраны
8. Многоэлемент¬
0,4—10,6
102—105
»
»
»
ю2
ный сфериче¬
ский
9. Скрещенные
0,4
102—105
»
Нет
»
ю2
сферы
*
л
О,
н
О
О)
о
ж
си
ж
CD
Q-
е
к
93
12. ИЗМЕРЕНИЕ ПАРАМЕТРОВ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ
Измерение параметров лазерного излучения необходимо про¬
изводить при экспериментальных исследованиях, разработке тех¬
нологических процессов и эксплуатации лазерных установок.
Целесообразно рассмотреть методы измерения параметров лазер¬
ного излучения, которые в первую очередь учитываются при прак¬
тическом использовании лазерных установок. К ним относятся:
мощность, энергия, угловая расходимость, поперечное распреде¬
ление интенсивности излучения, поперечный размер луча, дли¬
тельность импульса [143].
Высокие плотности мощности и энергии, получаемые в совре¬
менных лазерных установках, могут приводить к нелинейным
оптическим эффектам, которые отсутствуют при^работе с обыч¬
ными световыми потоками. Поэтому необходимо сводить к мини¬
муму взаимодействие между излучением и системами контроля.
Общим требованием для всех методов измерения является по воз¬
можности максимальное удаление приемника излучения от ла¬
зера. Однако, если это требование выполнить не удается и излу¬
чение контролируется непосредственно около лазера, то необ¬
ходимо тщательно его отфильтровывать, чтобы исключить попа¬
дание на приемник спонтанного излучения света лампы накачки,
а при работе в инфракрасном диапазоне и осветительных прибо¬
ров.
Энергия в импульсе определяется по формуле
ти
W=\P{t)dt, (89)
О
где Р (t) — мощность излучения в момент t (мгновенная мощ¬
ность); ти — длительность импульса.
Средняя мощность
Pcp = {\lTn)\P(t)dt, (90)
0
где Тп — период повторения импульсов, а средняя мощность
в импульсе Римп. ср = WHa.
Поскольку лазерное излучение охватывает широкий интервал
длин волн (от ультрафиолетового до далекого инфракрасного
диапазона), для измерения его параметров требуются различные
методы.
Энергетические параметры излучения измеряются тепловыми
и фотоэлектрическими методами. К тепловым относятся калори¬
метрический, болометрический, термоэлектрический и пиро¬
электрический методы, позволяющие производить абсолютные
измерения мощности и энергии [110].Фотоэлектрические ме¬
тоды основаны ца применении приемников излучения, в которых
94
поглощаемой излучение вызывает электрически регистрируемый
процесс.
Наибольшее распространение получили тепловые методы,
основанные на измерении температуры нагрева поглотителя с по¬
мощью термопары, термостолбика, болометра или термосопро¬
тивления. При измерении выходных параметров лазерного излу¬
чения калориметрическим методом необходимо добиваться мак¬
симального поглощения оптической энергии в нагрузке. В ка¬
честве поглотителя применяются твердые тела, жидкости или
мерителей:
/ — коническая; 2 — сферическая; 3 — с двойным конусом; 4 — сферо¬
коническая; 5 — с тройным конусом: 6 — рифленая
газы. Большинство калориметрических приборов основано на
поверхностном поглощении. При этом устанавливается верхний
предел мощности, которую они могут выдержать без необратимых
изменений. Опасность необратимого изменения приемного эле¬
мента устраняется при использовании жидкостных калориметров.
Основной их недостаток — это большое время установления тепло¬
вого равновесия, что, правда, не всегда имеет значение.
В качестве сухих нагрузок применяются различные модели
абсолютно черного тела, представленные на рис. 60. Отражение
от стенок может быть' как зеркальным, так и диффузным [48].
Увеличение температуры нагрева калориметров может изме¬
ряться, например, с помощью трех термисторов, расположенных
около основания конуса и включенных в мостовую схему. В кало¬
риметре устанавливается второй точно такой же опорный датчик,
что позволяет уменьшить влияние окружающей среды. Выходную
энергию получают как произведение измеренного сигнала на ка¬
либровочный множитель.
Находит применение и трубчатый калориметр. Луч в него
вводится под некоторым углом к оси и при прохождении вдоль
95
трубки претерпевает многократные отражения. Возможность Пов¬
реждения поверхности и изменения отражательной способности
такого калориметра значительно меньше, чем у конусного [35].
Действие многих калориметров, предназначенных для изме¬
рения мощности и энергии, основано на поглощении излучения за¬
черненной поверхностью или частичном поглощении при много¬
кратном отражении пучка от отражающих поверхностей. Такие
калориметры дают существенную погрешность при измерении
импульсов малой длительности.
Калориметры с объемным поглощением позволяют измерять
короткие импульсы и даже исследовать излучение лазеров не-
Рис. 61. Схема калориметра с па¬
раллельными датчиками:
1 — внешняя оболочка; 2 — теплоизо¬
ляция; 3 — алюминиевый корпус; 4 —
термопары; 5 — датчики
Рис. 62. Схема калориметра
для измерения без калиб¬
ровки:
1 — анодированные алюминие¬
вые пластины; 2 — медные ди¬
ски; 3 — термопары; 4 — мик¬
ровольтметр; 5 — самописец
прерывного действия [34]. Пример такого калориметра пред¬
ставлен на рис. 61. Применение двух датчиков объясняется необ¬
ходимостью компенсации условий окружающей среды. Еще один
калориметр, позволяющий проводить измерения без калибровки,
изображен на рис. 62. Излучение почти полностью поглощается
поверхностным слоем А1203 на алюминиевой пластине. Энергия
излучения рассчитывается непосредственно по повышению тем¬
пературы алюминиевой пластины с известной теплоемкостью.
В данной конструкции калориметра потеря энергии на конвек¬
цию и излучение пренебрежимо мала. Благодаря тому что чув¬
ствительность на поверхности калориметра практически равно¬
мерная, с его помощью можно измерять энергию неоднородных
пучков [34]. Применение двух алюминиевых пластин необходимо
для компенсации колебаний температуры воздуха. Коэффициент
отражения поверхности калориметра для длины волны Х= 1,06 мкм
составляет 0,01—0,03. Прибор позволяет определять энергию
лазерного импульса длительностью 1 нс при средней плотности
энергии в импульсе 10 МДж/см2.
96
Для абсолютных измерений мгновенной выходной мощности
импульсного СО 2-лазера может использоваться тонкопленочный
ваттметр, представляющий собой световую ловушку в виде конуса,
изготовленного из пирекса. На внутреннюю поверхность конуса
нанесена узкая пленка платины в форме спирали [143], вклю¬
ченной в диагональ моста. Вход моста соединен с дифференциаль¬
ным усилителем с целью подавления шумов, возникающих в цепи
ваттметра. Выходной сигнал поступает на осциллограф и связан
линейной зависимостью с падающей мощностью при длительности
импульса излучения до 200 мкс и выходной энергией лазера до
100 Дж.
В многочисленных областях применения желательно иметь
измеритель проходного типа, который использует для измерения
лишь малую часть энергии лазерного луча. Такими измерителями
являются оптико-акустические детекторы [108]. Их преимущества
заключаются также и в том, что они дают достаточно высокий
уровень сигнала и сохраняют линейность в области малых энергий.
Лазерный луч проходит по оси измерительной ячейки, окна
которой изготовлены из NaCl. Ячейка заполнена смесью гелия
с парциальным давлением, соответствующим атмосферному, и
поглощающего газа типа пропилена с давлением в несколько
миллиметров ртутного столба. Газ, нагретый в области прохо¬
ждения луча, адиабатически расширяется до тех пор, пока во
всей ячейке давление не станет одинаковым. Распределение темпе¬
ратуры газа по всей ячейке тоже становится одинаковым. При
этом происходит дальнейшее повышение давления до уровня,
определяемого изотермой, а не адиабатой. Измерение давления
производится с помощью пьезоэлектрического датчика, сигнал
которого подается на осциллограф.
Выходная мощность лазеров с модулированной добротностью
может быть настолько велика, что многими калориметрами нельзя
пользоваться: они разрушаются под действием лазерного излу¬
чения. В этом случае удобен жидкостный калориметр. Рабочая
жидкость калориметра должна полностью поглощать лазерное
излучение. Этому условию удовлетворяют растворы одноатомных
ионов металлов.
В жидкостных калориметрах тепловая энергия, выделяющаяся
в приемном элементе, отводится потоком жидкости. Поглощенная
мощность определяется по изменению температуры жидкости на
выходе калориметра по отношению к ее температуре на входе.
При стационарном режиме теплообмена мощность измеряемого
непрерывного излучения рассчитывается по формуле
Р = с pGA7\ (91)
где су р и G — удельная теплоемкость, плотность и объемный
расход теплоносителя в единицу времени; АТ = Твых — Твх.
4 Крылов К. И. и др.
97
Жидкостные калориметры весьма удобные и при регистрации
изменений объема. Они аналогичны обыкновенным ртутным
и спиртовым термометрам.
В качестве калориметра, чувствительного к изменению давле¬
ния, служит герметичная кювета, наполненная газом, который
нагревается за счет поглощенной энергии. В результате его рас¬
ширения прогибается гибкая мембрана, являющаяся зеркалом
для оптической регистрации смещения [143].
Еще одним вариантом измерения энергии излучения ОКГ
является проволочный болометр, который изготовляется в виде
мотка тонкой изолированной
медной проволоки, калибро¬
ванной по диаметру и беспо¬
рядочно уложенной в посе¬
ребренной полости [48 ]. В ре¬
зультате поглощения излуче¬
ния сопротивление проволоки
возрастает пропорционально
энергии лазера:
W = [4,19МС/(сс/?0)] AR, (92)
ига
Рис. 63. Схема проходного болометра
где М — масса; С — теплоемкость; а — температурный коэффи¬
циент сопротивления; R0 — начальное сопротивление; AR —
изменение сопротивления медной проволоки.
Верхний рабочий предел такого измерителя ограничен при¬
мерно 10 Дж, так как при большей энергии разрушается изоля¬
ция проволоки. Не рекомендуется пользоваться им для измере¬
ния выходной энергии лазеров с модулированной добротностью.
Применяются также проходные болометры для измерения
энергии импульсных лазеров, имеющие приемный элемент в виде
редкой проволочной решетки (рис. 63). Он обладает большим
коэффициентом прохождения и малой постоянной времени [71].
Небольшая часть измеряемого излучения поглощается решеткой,
что приводит к ее нагреву и повышению сопротивления. Прира¬
щение сопротивления решетки пропорционально проходящей
энергии излучения лазера и регистрируется мостовой схемой.
Разрушение решетки наступает при средней плотности излуче¬
ния неодимового лазера более 40 Дж/см2.
Пироэлектрические приемники по сравнению с другими теп¬
ловыми приемниками обладают малой инерционностью; при малой
массе приемного элемента и увеличенной интенсивности теплоот¬
вода можно понизить их инерционность до 10'7 с. Принцип дейст¬
вия пироэлектрических измерителей основан на появлении элект¬
рического сигнала при изменении температуры сегнетоэлектри-
ческого материала. Пироэлектрический эффект проявляется в кри¬
сталлах титаната бария, сульфата лития, ниобата лития и др.
Пироэлектрические приемники излучения предназначены глав¬
ным образом для ИК области спектра, где использование фото¬
98
электрических приемников затруднено из-за необходимости их
охлаждения. Пироэлектрические приемники обладают высокой
обнаружительной способностью, широким спектральным интер¬
валом, от крайней ультрафиолетовой до дальней инфракрасной
области спектра, возможностью изготовления чувствительных
элементов сложной формы и больших размеров. Кроме того, в ра¬
боте они не требуют специальных источников питания и крио¬
генных систем [96]. Примерами такого прибора могут служить
отечественные неселективные тепловые пироэлектрические при¬
емники ЛПП-1 и ЛПП-2. От обычных тепловых приемников они
отличаются повышенным быстродействием, что позволяет рабо¬
тать при частотах модуляции "потока излучения до нескольких
десятков килогерц. Спектральная чувствительность 0,4—20 мкм.
Измерение фотоэлектрическими методами основано на исполь¬
зовании в качестве приемников излучения фотоэлементов и раз¬
ряде с их помощью конденсаторов в самоинтегрирующей схеме.
Источник питания заряжает конденсатор и на нем устанавлива¬
ется напряжение, которое поляризует фотоэлемент [143]. Излу¬
чение лазера, попадая на фотоэлемент, вызывает в нем импульс
тока и частично разряжает конденсатор. При линейной зависи¬
мости фототока от интенсивности излучения падение напряжения
AV пропорционально энергии импульса излучения:
W = (C/R) АК, (93)
где С — емкость конденсатора; R — чувствительность фото¬
элемента.
К фотоприемникам предъявляются жесткие требования в от¬
ношении постоянства чувствительности и линейности характери¬
стики в широком динамическом диапазоне; кроме того, в них
должны отсутствовать эффекты насыщения за счет пространствен¬
ного заряда. Для того'чтобы проводить измерения на линейном
участке характеристики приемника, применяются различного
рода ослабители, описанные в п. 11.
Фотоэлектрический метод с использованием фотоприемников
с внешним фотоэффектом применяется для измерения энергии
излучения в видимой и ближней инфракрасной областях спектра.
Такие приборы обладают высокой чувствительностью и малой
инерционностью, однако они не могут быть использованы для
измерения мощности непрерывного излучения или импульсного,
следующего с большой частотой, так как их чувствительность
изменяется при длительном облучении.
Для ИК области применяются приемники с внутренним фото¬
эффектом. Измерение мощности обычно производится методом
раздельного определения формы импульса осциллографированием
и энергии импульса с последующей обработкой осциллограмм
и показаний измерителя энергии. Такой метод удобен тем, что
не требует абсолютной калибровки фотопреобразователя и опти¬
ческого тракта.
4
99
С целью обеспечения минимально возможных погрешностей
измерения выбирать тип фотоприемника для измерения энергии
импульсного лазера необходимо на основе предварительного
анализа его работы, а также оценки параметров нагрузки. Для
преобразования падающего излучения в электрический сигнал
используются различные фотоприемники [48].
На практике часто используются качественные методы оценки
плотности энергии и интенсивности лазерного излучения. Для
твердотельных лазеров применяются обычная копировальная
бумага (рабочим слоем к лазерному лучу) и экспонированная
фотобумага. На копировальной бумаге остаются заметные следы
при плотностях входной энергии порядка 1 Дж/см2. Данный
метод позволяет определять форму сечения луча в ИК области
спектра. Для качественной оценки выходной энергии твердотель¬
ных лазеров можно сфокусировать луч на стопку бритвенных лез¬
вий. Число поврежденных лезвий при этом приблизительно соот¬
ветствует величине энергии в джоулях [143]. В табл. 8 приведены
характеристики измерителей, выпускаемых отечественной про¬
мышленностью.
Распространенным методом измерения длительности импуль¬
сов является предварительное преобразование их в электрические
импульсы с последующим измерением обычными радиотехниче-
ческими методами. Обычно в качестве фотопреобразователей
применяются широкополосные коаксиальные фотоэлементы
Таблица 8
Характеристики измерителей энергетических параметров О КГ [128]
Тип
прибора
Диапазон
длин волн,
мкм
Пределы
измерения
энергии
импульса, Дж
Пределы
измерения
мощности
непрерывного
излучения, Вт
Погрешность,
%
Приемник
излучения
ИМО-1
0,4—4,0
0,01 — 10
10'4—10-1
±15
Калориме¬
трический
ИМО-2
0,33—10,6
0,01 — 10
0
1
«
1
О
о
± (6,5-г-7)
То же
ИЭК-1
0,4—1,2
0,01 — 10
—
±8
»
ИКТ-1М
0,3—5,0
0,15—1000
—
±(0,1,ч-0,2)
»
КОД-6
0,4—4,0
1—100
1—100
±10
»
код-10
0,4—11,0
3—300
3—300
±10
»
МКЗ-18А
0,4—3,5
10"3—0,3
10-4—10-2
± (10-=- 20)
»
МЗ-24
0,4—3,5
10-3—10
10—103
± (124-25)
»
ИЖК-1
0,4-1,1
10“2—5
—
±7
Жидкостный
ОПК-1
0,4—1,1
—
0,1—100
± (5-Ю)
Охлаждае¬
мый конус
ФМЛ-М1
0,4—1,1
25-Ю-з—500
для X =
= 1,06 мкм
80—3- 106
±20
Фотоэлек¬
трический
ФМЛ-М1
0
V
1
25- 10"&—500
для X =
= 0,693 мкм
0,8—3- 105
±20
То же
СИФ-1
0,35—1,1
10“13—10
10"6—108
±20
*
100
Таблица 9
Характеристики отечественных коаксиальных фотоэлементов [132]
Тип
фотоэлемента
Рабочая
поверхность
катода,
см2
Область
спектральной
чувствитель¬
ности, мкм
Время
нарастания
фототока, с
Линейный ток
(максималь¬
ное значение),
А
Напряжение
источника,
кВ
ФЭК-08
17,6
0,38—0,65
5-10*®
11; 60
1; 5
ФЭК-09
12,6
0,38—1,3
3-10"10
7; 16
1; 2
ФЭК-и
12,6
0,38—0,65
з- ю-10
7; 16
1; 2
ФЭК-12
24,6
0,38—0,65
8-10~10
9; 19
1; 2
ФЭК-13
1,43
0,38—0,65
5-10-11
1,5; 4
1; 2
ФЭК-14
24,6
0,38—1,3
8-10-10
9; 19
1; 2
ФЭК-15
1,43
0,38—1,3
5- 10-11
1,5; 4
1; 2
ФЭК-16
0,196
0,38—0,65
з- ю-11
1,2; 2,2
1; 2
ФЭК-17
0,196
0,38—1,3
з- ю-11
1,2; 22
1; 2
ФЭК-22
12,6
0,22—0,65
5-10"10
7; 16
1; 2
(табл. 9). Методов измерения длительности электрического им¬
пульса, получающегося на выходе фотоприемника, достаточно
много, и они изложены в соответствующей литературе [10, 120].
Под энергетической расходимостью излучения лазера пони¬
мают плоский или телесный угол при вершине конуса, внутри
которого распространяется заданная доля энергии или мощности
пучка излучения [88]. Чаще всего расходимость определяют на
уровне половинной интенсивности или на уровне, где интенсив¬
ность падает в е раз от максимальной величины. Такое определе¬
ние расходимости справедливо для сравнительно однородного
по сечению луча, соответствующего основному типу колебаний
(ТЕМ 00д) резонатора. В случае многомодового излучения гово¬
рят о диаграмме направленности, понимая под этим угловое
распределение энергии или мощности излучения в дальней зоне
пространства, т. е. на таких расстояниях I > D2/X от излучателя,
когда погрешности в фазах колебаний, складывающихся в точке
наблюдения от всех элементарных участков апертуры луча D,
малы по сравнению с я. При меньших расстояниях обычно нельзя
говорить о диаграмме направленности, так как распределение
интенсивности по углам зависит в этих случаях от расстояния /.
Известны три основных метода измерения расходимости:
1) сечений; 2) регистрации диаграммы направленности; 3) фокаль¬
ного пятна. Методы подразделяются на большое число вариантов
в зависимости от способа регистрации.
Метод сечений состоит в том, что если на расстоянии I от лазера
(рис. 64) расположить экран, на котором изобразится сечение луча
лазера, то расходимость определится из простого соотношения
tg 6 = (D1 — D)/2l. Существует много вариантов измерения рас¬
ходимости этим методом.
Метод регистрации диаграммы направленности позволяет по¬
лучить наиболее полную информацию о пространственном рас¬
101
пределении излучения лазера. Для этого метода можно исполь¬
зовать фотоэлементы и фотоумножители, расположенные в даль¬
ней зоне, фотокатод которых закрыт диафрагмой малого диаметра.
Перемещая фотоэлемент по дуге радиусом /, регистрируют распре¬
деление интенсивности по углам. Размер диафрагмы фотоприемника
b должен определяться из условия необходимого разрешения по
углу А0 < bll. Информация о расходимости может быть получена
из диаграммы направленности после интегрирования при опре¬
делении энергетической расходимости и после нахождения пло¬
скости угла, соответствующего заданному уровню интенсивности.
Рис. 64. Определение угла расхо¬
димости лазерного луча по методу
сечений
Однако существенным неудобством, так же как и в методе сече¬
ний, является удаление индикатора на достаточное расстояние от
лазера. Но и здесь возможны модификации метода.
Метод фокального пятна состоит в том, что преобразование
поля ближней зоны идеальной положительной линзой приводит
к образованию в ее фокальной плоскости амплитудного распреде¬
ления интенсивности излучения, совпадающего с распределением
поля в дальней зоне. Плоский фронт волны преобразуется идеаль¬
ной линзой в. сферический, сходящийся в фокусе. Вблизи фокаль¬
ной плоскости образуется пятно радиусом а. Расходимость оп¬
ределится из соотношения 0 = 2а//, где / — фокусное расстояние
линзы. Пятно минимального радиуса находится не в фокальной
плоскости. В этом методе рекомендуется использовать длинно¬
фокусные линзы с большей апертурой. Таким образом, измерение
расходимости этим методом сводится к точному измерению ра¬
диуса а фокального пятна. Существует несколько способов его
определения.
По методу Фуко в фокусе линзы помещают диафрагму с плавно
изменяющимся отверстием, а за ней калориметр или калиброван¬
ный фотоэлемент. Изменяя диаметр диафрагмы и еще раз измеряя
энергию, можно определить диаметр луча, содержащего в фокусе
заданный процент энергии луча, т. е. определить энергетическую
расходимость излучения. Другим методом является фотографи¬
рование пятна в фокусе излучения.
Поперечные размеры луча лазера проще всего определить по
результату воздействия излучения на какой-либо хорошо погло¬
щающий материал. Другой метод [143], особенно удобный в слу¬
чае'видимого излучения газовых лазеров, работающих в непре¬
рывном режиме, состоит в том, что луч^расширяется посредством
объектива достаточной апертуры с фокусным расстоянием / =
102
— 20-^3(Гмм.^В нескольких метрах от объектива устанавливается
экран, расстояние I до которого точно измеряется. Кроме того,
измеряется диаметр расширенного луча Dv Поперечный размер
луча находится из простого соотношения
D-fDJV-f). (94)
Структуру поперечных мод, или распределение интенсивности
излучения по сечению луча, можно определить фотографирова¬
нием луча или его сканированием приемником, регистрирующим
в каждый момент времени интенсивность отдельной части сечения.
Для решения вопросов, связанных с практическим применением
лазеров, необходимо знать распределение интенсивности излуче¬
ния в фокальном пятне и размеры этого пятна.
Существует довольно простой метод, пригодный только для
лазеров непрерывного действия. Излучение лазера фокусируется
линзой на поверхности вращающегося диска с отверстием, размер
которого на порядок меньше диаметра фокального пятна. Во
время вращения диска часть излучения проходит через отверстие
и при помощи поворотного зеркала направляется на приемник
излучения, связанный с осциллографом, на экране которого воз¬
никают импульсы с длительностью, пропорциональной размерам
сканируемой части пятна, а их форма зависит от распределения
интенсивности излучения в сканируемом сечении [83].
Аналогичным методом можно измерять поперечное распреде¬
ление интенсивности излучения по сечению луча, а также угловую
расходимость. При этом основным узлом является диск с отверсти¬
ями, расположенными по спирали Архимеда. Расстояние между
крайними внутренними и внешними отверстиями, число отверстий
и их диаметр выбираются в зависимости от сечения луча [24].
Луч лазера направляется на диск так, чтобы отверстия при пово¬
роте диска пересекали луч по всему его диаметру. Установленную
за диском горизонтальную щель можно плавно перемещать по
вертикали, что позволяет исследовать распределение интенсив¬
ности в любом горизонтальном сечении луча.
Для определения распределения интенсивности по сечению
можно также использовать стеклянные волокна световода тол¬
щиной порядка 50 мкм, согнутого под углом 30° и укрепленного
на подвижном кронштейне. Очень быстро позволяет измерять
поперечное сечение луча, его расходимость, длительность и дру¬
гие параметры фотодиодная матрица, при этом по сравнению
с фотографическими или телевизионными методами значительно
сокращается время измерения.
ГЛАВА III
ПРОМЫШЛЕННАЯ ОБРАБОТКА
МАТЕРИАЛОВ
13. НЕОБХОДИМЫЕ УСЛОВИЯ ДЛЯ ЛАЗЕРНОЙ
ОБРАБОТКИ МАТЕРИАЛОВ
До появления лазеров основными тепловыми источниками
для технологической обработки материалов являлись газовая
горелка, электродуговой разряд, плазменная дуга и электронный
поток. С появлением лазеров, излучающих большую энергию, ока¬
залось возможным создавать на обрабатываемой поверхности
высокие плотности светового потока. Роль лазеров как световых
источников, работающих в непрерывном, импульсном режимах
или в режиме гигантских импульсов, состоит в обеспечении на
поверхности обрабатываемого материала плотности мощности,
достаточной для его нагревания, плавления или испарения,
которые лежат в основе лазерной технологии.
В настоящее время лазер успешно выполняет целый ряд тех¬
нологических операций и прежде всего таких, как резка, сварка,
сверление отверстий, термическая обработка поверхности, скрай-
бирование и т. п., а в ряде случаев обеспечивает преимущества
по сравнению с другими видами обработки. Так, сверление от¬
верстий в материале может быть выполнено быстрее, а скрайби-
рование разнородных материалов является более совершенным.
Кроме того, некоторые виды операций, которые раньше выпол¬
нить было невозможно из-за трудной доступности, выполняются
с большим успехом. Например, сварка материалов и сверление
отверстий могут выполняться через стекло в вакууме или атмос¬
фере различных газов.
Поскольку в процессе обработки материалов происходит
взаимодействие излучения лазера с веществом, очень важным воп¬
росом является выбор параметров как первого, так и второго.
При использовании лазера не только пространственная когерент¬
ность и мощность излучения играют определяющую роль, но и
генерируемая длина волны, которая должна рассматриваться
в сочетании с поглощательной способностью обрабатываемого
материала. Требуется определенный режим работы лазера для
того, чтобы получить эффекты нагревания, плавления или испа¬
рения при имеющемся сочетании лазер—материал. Существен¬
ное влияние на диаметр лазерного пятна, создаваемого оптиче¬
ской системой, оказывает модовый состав излучения лазера.
На рис. 65 представлены уровни плотности мощности, необ¬
ходимые для обработки различных материалов, а также показана
динамика развития по годам нескольких типов лазеров. Как видно,
из всех имеющихся типов только твердотельные и С02-лазеры
104
способны генерировать мощности, достаточные для выполнения
той или иной технологической операции. Лазеры на неодимовом
стекле и рубине, несмотря на высокую мощность излучения, имеют
низкую эффективность и ограниченную частоту следования им¬
пульсов, в то время как лазеры на ИАГ обеспечивают более вы¬
сокие средние мощности и частоты следования импульсов из-за
их низкого порога накачки и хорошей тепловой проводимости
рабочего вещества. С другой стороны, С02-лазеры работают с еще
Рис. 65. Развитие по годам квантовых генераторов и области
их применения:
1— импульсные на рубине и стекле с Nd; 2— импульсные С02-лазеры;
3 — импульсные на ИАГ; 4 — непрерывные СОг-лазеры; 5 — непре¬
рывные на ИАГ
большей эффективностью в непрерывном и импульсном режимах
(табл. 10). Недостатком С02-лазеров при использовании их в тех¬
нологических операциях является то, что их излучение на длине
волны X = 10,6 мкм хорошо отражается металлами, но этот
фактор перекрывается высоким уровнем генерируемой мощности.
Лазеры, имеющие длительность излучения больше 1,5 мс
и плотность потока в фокусе 107—108 Вт/см2, способны обеспечить
локальный разогрев поверхности материала выше точки плавле¬
ния и могут применяться для сварки. Если же длительность
локального импульса уменьшается и становится меньше 1,5 мс,
энергия поглощения увеличивается и температура достигает
10$
о
05
Типы и параметры существующих лазеров для технологических операций [177]
Таблица 10
Рабочее вещество
лазера
Длина
волны, мкм
Режим работы
Мощность излучения,
Вт
Частота
следования
импульсов,
Гц
Длительность
импульса
Область использования
Импульсный
1—20 (средняя)
1
0,3—6 мс
Сварка, сверление
Рубин
0,6943
С модуляцией
105 (пиковая)
1
0,3—2 мс
» »
добротности
Ю8 »
1
5—50 нс
Испарение
Импульсный
1—15 (средняя)
1
0,5—10 мс
Сварка, сверление
Стекло с Nd
1,06
С модуляцией
106 (пиковая)
30 мин-1
0,5—1 мс
Сверление, резка
добротности
ю9 »
5 мин-1
10—60 нс
Испарение
Непрерывный
1—1100
—
—
Испарение, сварка,
■ПРОТГЯ
ИАГ
1,06
Импульсный
1—100 (средняя)
1—100
0,01—5 мс
JJcoivci
Сварка, сверление
С модуляцией
500—5-106 (пиковая)
(1-7-10) 103
150—300 мс
Испарение
добротности
Непрерывный
50—10*103
Резка, сварка, термо¬
обработка
С02 —N2—Не
10,6
Импульсный
1—250 (средняя)
1—1 -10*
5—150 мкс
Сверление
С модуляцией
104 (пиковая)
200—500
30—300 мс
Испарение, сварка
добротности
Непрерывный
1—15
Аг
0,48; 0,51
Импульсный
1—25 (средняя)
1—1*103
5—100 мкс
Испарение
величины, при которой происходят кипение и испарение материала,
в результате чего образуется отверстие или имеет место процесс
так называемого лазерного сЕерления. При наличии мощного
непрерывного излучения или импульсов с высокой частотой
следования открываются возможности для резки различных ма¬
териалов- Лазеры с модуляцией добротности резонатора при
длительности импульса 5—300 нс с энергией в несколько джоу¬
лей позволяют получить плотность мощности порядка 109 Вт/см2,
при которой происходит испарение материала.
Указанные параметры являются приближенными, поскольку
на практике они зависят от вида обрабатываемого материала и
выходных характеристик используемого лазера. Требования при
операциях резки, фигурной и поверхностной обработки, скрайби-
рования и т. д. сводятся к компромиссному сочетанию этих пара¬
метров.
Значения удельной энергии, требуемой для нагревания, плав¬
ления и испарения наиболее часто употребляемых на практике
материалов, приводятся в табл. 11. Для испарения металлов тре-
Таблица 11
Уровни энергии, требуемые для нагревания,
плавления и испарения различных металлов от 25° С [177]
Металл
Темпера¬
тура
плавления,
К
Темпера¬
тура
испарения,
К
Удельная энергия, Дж/см3
Нагрева¬
ние
Плавле¬
ние
Испаре¬
ние
Золото
1 336
2 933
2 580
3 820
38 220
Серебро
1 234
2 485
2 330
3 490
30 300
Медь
1 356
2 868
3 650
5 480
53 600
Алюминий
932
2 600
1 540
2 610
35 060
Железо
. 1 808
3 008
5 310
8 040
62 030
Кобальт
1 766
3 370
5 950
8 350
73 570
Никель
1 728
3 ПО
5 640
8 370
71 150
Вольфрам
3 650
6 225
8 570
12 270
114 511
буется энергии в 10—20 раз, а для плавления — в два раза
больше, чем для аналогичных операций с неметаллами. Металлы,
имеющие высокий коэффициент отражения лазерного излучения
из-за высокой теплопроводности, обладают большими тепловыми
потерями.
Настоящая глава в основном посвящена использованию ла¬
зеров для выполнения различных операций. В ней рассмотрены
физические основы того или иного технологического процесса;
более полное представление о физической модели взаимодействия
излучения с веществом читатель может получить в работах [21,
43, 80, 91, 127].
107
14. ФИЗИЧЕСКИЕ ОСНОВЫ ЛАЗЕРНОЙ ОБРАБОТКИ
Исследования воздействия лазерного излучения на различные
материалы [37, 78, 177] определили необходимые плотности мощ¬
ности для отдельных видов технологических операций. При плот¬
ностях мощности приблизительно до 106 Вт/см2 происходит ин¬
тенсивный локальный разогрев материала, с которым связаны
технологические операции сварки и термообработки, и при этом
не происходит разрушения обрабатываемого материала. Интен¬
сивность нагрева зависит от соотношения глубины проникновения
излучения в материал б и толщины прогретого путем теплопро¬
водности слоя Ykt, где k — температуропроводность материала;
t — длительность воздействия лазерного излучения. Для метал¬
лов, где б < Уkty источник тепла всегда можно считать поверх¬
ностным. При обработке неметаллических материалов это условие
не выполняется.
Общее выражение температурного поля, создаваемого лазер¬
ным однородным лучом круглого сечения с радиусом а, падающим
вдоль оси г, перпендикулярной к плоскости полубесконечной
поверхности, имеет следующий вид [43, 80]:
T(z,t) = ^Vkt
1'ф*
Z
2Vkt
— ;ф*
/ j/z2 + а2
\ 2 Vkt
, (95)
где Т—осевая температура; q—лучистый поток, поглощенный
поверхностным слоем обрабатываемого материала; К — тепло¬
проводность; k = К/(рс) — температуропроводность; р — объ¬
емная плотность; с— удельная теплоемкость; Ф* — дополни¬
тельная функция интеграла вероятности и ее интеграл, табули¬
рованные в [61].
В пределе при t -> оо имеет место стационарный режим нагре¬
вания, определяемый выражением
T„(z) = (q/K)(V* + ¥-z). (96)
При этом стационарная температура центра светового пятна [80]
Т’ест = qa/K, (97)
а толщина стационарного прогретого слоя
2пр = 10а. (98)
Для определения температуры на поверхности (г = 0) выраже¬
ние (95) примет вид
Т(0, t)=-%-Vkt
Vz2-j- а2 \
2 Vkt )
(99)
108
Выражение (99) для малых величин t -> т может быть при¬
ближенно записано
где т—длительность лазерного импульса.
Глубина, на которой температура составляет только половину
от поверхностной, определяется [236]
Если лазерные импульсы периодически отключать и в течение
паузы tn тем самым производить охлаждение (tn > т), то может
быть показано, что на поверхности материала (г = 0) будет про¬
исходить его охлаждение по закону
Температура нагрева в месте воздействия лазерным лучом
существенно зависит от коэффициента отражения материала. Для
металлов в диапазоне длин волн лазеров, выпускаемых промы¬
шленностью, коэффициенты отражения приведены в табл. 12.
Таблица 12
Коэффициенты отражения металлов при нормальном падении луча лазера
(комнатная температура) [236]
%, MKM
Au
Cr
A g
Ni
0,4880
0,415
0,437
0,952
0,597
0,6943
0.930
0,831
0,961
0,676
1,06
0,981
0,901
0,964
0,741
10,6
0,975
0,984
0,989
0,941
Однако поверхностное поглощение значительно увеличивается
с ростом температуры материала, а также при наличии на поверх¬
ности различных пленок, в том числе и окисной. Исследования
показали [126], что обычная температура поверхности металла
растет со верменем не как 1/V, а быстрее, приближаясь в пределе
к экспоненте.
Для технологических применений лазеров особый интерес
представляет некоторая температурная граница Т09 определяю¬
щая нагревание материала без разрушения, и соответствующая ей
пороговая плотность мощности q0. При Т > Т0 и q > q0 начи¬
наются испарение и разрушение материала. Значения q0 для не¬
которых материалов при облучении их на воздухе равны:
Т (0, т) ^ (2q/K) Vkx/n,
(100)
Az = 0,68 Уkx .
(101)
( — )
\ dtn J
q_ 1 /_k_ T (0, t)
К V ЯТ 2т
(102)
Ag A1 Au Cr Cu Fe Mg
6,4-103 2,4-103 3,5-103 220 2,6-103 300 970
Mg Феррит
970 40
109
Таким образом, процесс взаимодействия лазерного излучения
с обрабатываемым материалом хорошо описывается тепловой мо¬
делью и разделяется на следующие стадии: поглощение света
с последующей передачей энергии тепловым колебаниям решетки
твердого тела; нагревание материала без разрушения, включая
и плавление; разрушение материала путем испарения и выброса
его расплавленной части; остывание после окончания воздействия.
Нагревание и плавление используются при термообработке и
сварке различных материалов, а на тепловом разрушении и вы¬
бросе расплавленной части основаны операции резки и сверления
отверстий.
15. ЛАЗЕРНАЯ РЕЗКА МЕТАЛЛОВ
Применение лазеров для резки металлов, так же как и неме¬
таллов, обусловлено следующими преимуществами по сравнению
с традиционными методами: обширным классом разрезаемых
материалов; возможностью получения тонких разрезов благодаря
острой фокусировке лазерного луча; малой зоной термического
влияния излучения; минимальным механическим воздействием,
оказываемым на материал; возможностью быстрого включения
и выключения устройства с высокой точностью; химической чи¬
стотой процесса резки; возможностью автоматизации процесса
и получения высокой производительности метода; возможностью
резки по сложному профилю в двух и даже трех измерениях.
Лазерная резка, как и другие виды лазерной обработки, осно¬
вана на тепловом действии излучения и происходит при движу¬
щемся источнике тепла, который может перемещаться в двух
взаимно перпендикулярных направлениях с помощью специальной
оптической системы, позволяющей сформировать пятно с большой
плотностью и подвести его в необходимую точку обрабатываемого
образца.
Если световой поток, сфокусированный в пятне радиусом а,
перемещается по поверхности материала с постоянной скоростью
иОУ то температурное поле вокруг движущегося источника тепла
через некоторое время стабилизируется и распределение темпера¬
туры будет зависеть от соотношения времени, необходимого для
теплонасыщения образца (для полубесконечного материала это
время a?Ik, где k — температуропроводность), и времени про¬
хождения световым пятном расстояния, равного радиусу пятна
а/и0. Если теплонасыщение успевает произойти раньше, чем све¬
товое пятно пройдет путь, равный своему радиусу, т. е. uQa/k <
< 1, то источник тепла можно считать медленно движущимся.
В этом случае температура материала максимальна в центре
движущегося пятна и задачу можно решать как с неподвижным
тепловым источником, т. е.
Т = (qa/K) [1 — и0а!{Щ\ -f Тн, (104)
где Тн — начальная температура.
ПО
По мере увеличения скорости перемещения источника нагрева
тепловой эффект воздействия излучения ослабевает, а максимум
температуры сдвигается к краю пятна, в сторону, противополож¬
ную направлению перемещения источника [12, 125]. В пределе
для быстродвижущегося источника, когда uQa/k 1, имеет место
формула
Т *** 2/2/я (q/K) 1ГШ/щ + Т„. (104)
Анализ показывает, что при перемещении лазерного пятна
со скоростью резания до 1 см/с имеет место медленно движущийся
источник, и в этом случае применима формула (103). Из-за высо¬
кой теплопроводности металлов изотермы будут представлены
в виде концентрических окружностей, в то время как при более
высоких скоростях температурное поле будет представлено се¬
мейством изотерм, сгущенных впереди и разряженных сзади.
На рис. 66 в качестве иллюстрации изображены изотермы для
источника мощностью 500 Вт, движущегося со скоростью 2 см/с
по пластине стали СтЗ толщиной 1 мм [12].
Поскольку металльСобладают большой теплопроводностью,
то температура на поверхности зависит от толщины d обрабаты¬
ваемого листа в том случае, если время 2а/и 0 будет больше времени
теплопроводного прогрева листа*d2/&, т. е. при< (2ak/u0)1/2.
Поэтому при решении практических задач представляет интерес
значение температуры в центре зоны облучения, где теплопровод¬
ность выравнивает температуру по толщине листа. Для этого
случая имеет место выражение [125]
Т =
да2
In
4k
2 Kd Сащ
(105)
где In С = 0,577 — постоянная Эйлера.
Из формулы (105) видно, что плотность лазерного потока,
необходимого для резки листового материала, линейно растет
с толщиной (и весьма слабо (логарифмически), в пределах вы¬
полнения условия u0alk < 1, зависит от скорости движения ис¬
точника.
Если излучением режутся диэлектрические материалы или
тонкие металлические пленки на диэлектрических подложках, то,
как^правило, из-за' малой температуропроводности среды (k <
< 0,01 см2/с) сравнительно легко удовлетворить условию u^a/k >
> 1. При увеличении скорости резки справедливы приближения
быстродвижущегося теплового источника и формула (104) для
расчета температуры в наиболее горячей точке.
Резка относительно толстых металлических листов произво¬
дится, как правило, с поддувом активного газа (кислорода) в зону
резания. Сущность этого процесса, получившего название газо¬
лазерной резки (ГЛР), состоит в том, что излучение лазера фоку¬
сируется оптической системой на поверхности обрабатываемого
материала и с помощью специального устройства (рис. 67) соосно
111
с лучом подается кислород. При лазерной резке металлов кисло¬
род выполняет следующие функции:
1) поддерживает горение металла в струе кислорода с выделе¬
нием соответствующего тепла реакции;
2) удаляет продукты разрушения и очищает зону резания
путем выдувания газообразных продуктов и капельной фракции;
3) интенсивно охлаждает прилегающие к зоне резания участки
материала.
Таким образом, наличие струи кислорода при резке металлов
позволяет существенно увеличить глубину, скорость резания и
получить качественные кромки.
Рис. 66. Температурное поле по¬
движного точечного источника для
случая uoalk » 1
для газолазернои рез¬
ки
Из рис. 66 видно, что внутри температурного поля существует
некоторая область, определяемая изотермой Т0, приводящей
к разрушению металла. Как отмечалось выше, при газолазерной
резке, с одной стороны, сгорание кислорода приводит к выделению
дополнительного тепла, участвующего в процессе резки, а с дру¬
гой стороны, струя кислорода производит некоторое охлаждение
обрабатываемой поверхности. Поэтому мощность эквивалентного
теплового источника, производящего разрушение материала,
можно представить [12] как
Р9 = РЯ + РХ-ЬР, (106)
где Рл = (1 — R) Р — часть мощности лазерного излучения Р,
поглощенной материалом, коэффициент отражения которого R
зависит от длины волны излучения, природы материала, состоя¬
ния поверхности, температуры и т. п.; Рх = Qm — дополнитель¬
ная мощность, выделяемая в результате сгорания струи кисло¬
рода; Q—удельное энерговыделение химических реакций и
фазовых переходов в зоне резания; m = 2y0ydu0—скорость
разрушения материала; 2у0—ширина реза, равная ширине изо¬
термы Т0; у—плотность материала; d — толщина обрабатывае¬
мого листа; АР — мощность, теряемая в результате охлаждаю¬
щего действия струи кислорода.
112
Задача определения температуры для ГЛР может быть решена
так же, как и для теплового источника, сосредоточенного на
поверхности материала, и в этом случае могут быть использованы
для упрощенного расчета формулы (103), (104) и (106). Ориен¬
тировочные численные оценки, произведенные для скорости реза¬
ния металлов по данной схеме, показывают [12], что она лежит
в пределах 0,1 < и0 < 1 см/с.
^ Однако из практики следует, что ГЛР может осуществляться
в диапазонах больших скоростей, чем допускает модель сосредо¬
точенного источника. Это говорит о том, что на скорость и качество
резки металлов существенно влияет энергия химической реакции
Г,°с ' "
Рис. 68. Зависимость температуры поверхности ме¬
талла от времени нагревания излучением С02-лазера
при минимальных (/), промежуточных (2—4) и макси¬
мальных (5) плотностях потока:
/ — время установления стационарного распределения тем¬
пературы; / — время активации реакции окисления Т~н
to tc tj t, С
горения металла в струе кислорода и задачу необходимо решать
как для распространенного источника. В решении подобной задачи
существуют определенные сложности, и она выходит за пределы
рассмотрения данной книги. Анализ процесса резки с учетом
распространенного теплового источника приведен в [11].
Резка тонких металлических пленок и слоев излучением С02-
лазера имеет свои специфические особенности. Во-первых, она
может производиться и без поддува кислорода; во-вторых, здесь
сильнее, чем при резке толстых листовых материалов, сказыва¬
ется охлаждающее действие струи.
Экспериментальные исследования зависимости температуры
поверхности тонких металлических слоев на массивном основании
от времени нагревания на воздухе сфокусированным излучением
С02-лазера (источник тепла неподвижный) показали (рис. 68),
что имеет место нетривиальный ход кривых, который может быть
объяснен только с учетом изменения поглощательной способности
металла при окислении. В работах [125, 126] на примере тонких
пленок показано, что при нагревании ряда металлов излучением
С02-лазера в присутствии кислорода их отражательная способ¬
ность R необратимо уменьшается (рис. 69), что ведет к резко
нелинейной зависимости времени прогорания тонкой пленки на
подложке от плотности светового потока (рис. 70). *
Ход экспериментальных кривых на рис. 68Ти 70 объясняется
тем, что процессы нагревания, окисления и изменения отража¬
тельной способности оказываются взаимосвязанными. Причиной
этого является молекулярное поглощение излучения на длине
113
волны 10,6 мкм окислами металлов вследствие возбуждения коле¬
бательных спектров, лежащих в диапазоне от 8 до 15 мкм.
Поглощенная таким образом энергия излучения достаточно
быстро переходит в тепло, т. е. молекулярное поглощение в
окисле служит дополнительным источником нагревания металла.
Экзотермичность реакции окисления на стадии, предшествующей
воспламенению, сколько-нибудь заметной роли в тепловом балансе
не играет. В результате картину нагревания металла излучением
СО 2-лазера в присутствии кислорода можно представить следую¬
щим образом (см. рис. 68).
а) 5)
Рис. 69. Осциллограммы изменения
отражательной способности метал¬
лических пленок во времени при
нагревании излучением С02-лазера
на воздухе (q = const): а — хром;
б — алюминий; в — молибден; г —
титан;
1,2 — падающий и отраженный потоки
соответственно (вертикальными штри¬
хами отмечены метки времени с интер¬
валом 2 с)
При минимальных плотностях излучения (кривая /), когда
повышение температуры невелико, металл практически не окисля¬
ется и через время tc = I0a2/k (а— радиус освещенной площади;
k — температуропроводность) его температура стабилизируется,
причем ее значение в центре облученной зоны [61 ]
Т = дА0а/К + Тю (107)
где А о — исходная поглощательная способность металла при
начальной температуре Тн.
По мере^роста q и соответственно Т, начиная с некоторого
момента ta активизируется реакция окисления (кривая 2). Ра¬
стущая окисная пленка толщиной л^поглощает^лазерное излуче¬
ние, что ведет к дальнейшему росту температуры, скорости окисле¬
ния и поглощательной способности А металла:
А = А0-\-2аху (108)
где а — линейный коэффициент поглощения излучения окислом.
Рис. 70. Зависимость
времени разрушения
пленки хрома толщи¬
ной 5000 А, нанесенной
на подложку из си¬
та лла, от плотности лу¬
чистого потока
114
Таким образом, при t > ta температура будет стремительно
нарастать, пока не произойдет переход либо к режиму воспламе¬
нения и горения металла, либо к его испарению. Этот переход
из-за лавинообразного характера роста температуры должен на¬
ступить быстро, так что за время прогорания пленки t* (рис. 70)
можно принять время ta — длительность индукционного пери¬
ода реакции. Времени ta соответствует точка перегиба на кривой
Т (t) (рис. 68). Очевидно, что по мере роста q время ta уменьша¬
ется, а соответствующая ему температура активации реакции
Та возрастает (3—5 на рис. 68).
Количественная оценка времени ta требует совместного реше¬
ния уравнений кинетики окисления, изменения поглощательной
способности металла [уравнение (108)] и теплопроводности.
Если при комнатной температуре окисная пленка имеет тол¬
щину, равную приблизительно 60—100 А, то с повышением тем¬
пературы толщина ее увеличивается. Как следует из [141 ], урав¬
нение кинетики окисления имеет следующий вид:
dz/dt = 2s0 (zjz) exp (— TD/T), (109)
где 5о— величина порядка скорости звука в твердом теле; TD —
энергия активации диффузии иона металла в окисле, выраженная
в градусах.
При окислении металла под действием излучения температуру
в большинстве случаев нельзя считать постоянной, т. е. в процессе
окисления меняется значение экспоненты в уравнении (109).
Для решения этой задачи в целом систему уравнений (108)
и (109) необходимо дополнить уравнением теплопроводности.
Сравнительно простые решения [125] для полупространства су¬
ществуют только в двух предельных случаях — при медленном
(ta > tc) и быстром (ta < tc) окислениях. В первом из них
сначала устанавливается почти стационарное температурное
поле [температура в центре зоны облучения определяется фор¬
мулой (107)4, а затем активируется реакция; время ta равно
~+ °’2 r^w. ехР {/,)■
(110)
Если же ta < tc, то,
ta = \тЦ{ V)] In2 (2 /2'vTiV2 )>
(111)
где
2qA0 Vk . ч &qa V~ksQXHTH
^ ~ VnK ’ г “ VnKTo
(112)
Приведенные формулы отражают основные зависимости вре¬
мени ia от параметров реакции и режима облучения. Так, при
ta > tc [см. формулу (ПО)] длительность индукционного периода
реакции очень резко (экспоненциально) зависит от энергии акти-
115
Ёации реакции TD и температуры поверхности Т01 т. е. от mrof-
ности потока, поглощательной способности металла и его тепло¬
проводности, а также от радиуса зоны облучения [см. формулы
(107) и (108)]. Поэтому даже при малых изменениях q время ta
подвержено очень значительным изменениям, что было экспери¬
ментально зафиксировано и подтверждается зависимостью вре¬
мени разрушения тонких пленок на массивных подложках (/*)
от плотности потока q (рис. 70 и табл. 13). В том же время при
Таблица 13
Время разрушения тонких металлических пленок (с)
в зависимости от плотности падающего светового потока [101]
Материал пленки
Плотность светового потока qt Вт/см2
500
550
600
700
750
800
850
900
Хром
70
40
30
11,0
8
6,0
5,0
3,0
Сплав МЛТ
—
—
11
5,5
3
1,6
0,8
0,5
Нихром
65
40
28
16,0
11
8,0
5,0
2,0
Молибден
1000
200
65
18,0
8
5,0
4,0
2,0
ta tс величина Га, хотя и зависит от тех же параметров [см.
формулу (111).], но гораздо слабее, так как температура сильно
растет и без влияния дополнительного источника тепла, обуслов¬
ленного поглощением в окисле. Процесс нагревания здесь можно
условно разбить на две стадии: нагревание без окисления в тече¬
ние времени ta до некоторой температуры
Ta = (Td/2) In (2 /2v7l/V2) (ИЗ)
и мгновенное «включение» реакции и дополнительного подогрева
излучением после достижения этой температуры. В итоге ta ~
— q~2, а температура Та, как видно из условия (113), увеличива¬
ется с ростом потока слабо (логарифмически).
Формулы (111) и (113) могут оказаться полезными при расчете
режима скоростной резки излучением С02-лазера тонких металли¬
ческих пленок, нанесенных на диэлектрические подложки и спо¬
собных окисляться и гореть (например, пленок хрома). При
больших скоростях резки, когда uQalk > 1, максимальная тем¬
пература развивается на краю движущегося пятна и равна согла¬
сно формуле (104) температуре поверхности полупространства,
нагреваемой в течение времени t = 2а/и0 прохождения световым
пятном своего диаметра. Если за это время температура подни¬
мется до величины 7\, то пленка «вспыхнет» и сгорит. Таким об¬
разом, приравнивая время t = 2а/и0 времени ta индукционного
периода реакции окисления в формуле (ПО), можно определить
116
Температуру Та, а затем с помощью уравнения (104) найти необ¬
ходимую плотность светового потока q и мощность излучения Р:
«~w?K(T‘-T-)V^' <114)
/>-п,оа = (-5-)3/!«(7',-Г„)» \/^f-. (115)
Численный расчет, проведенный для пленки хрома (TD =
= 2- 104К; s0 = Ю5 см/с; хи = 10-6 см; А0 = 0,1; а = 103 см-1),
нанесенной на ситтал (К = 10-2Вт/см-К, k = 6-10-3 см2/с при
и0 = 5 см/с и a = 10-2 см), показал, что fa = 4-10-3 с, Тй =
= 1400 К и мощность излучения на образце должна быть не
менее 7 Вт. Более строгий расчет необходимой мощности следует
произвести с учетом конвективной теплоотдачи нагреваемой по¬
верхности, особенно при больших и0.
Рассмотрим особенности действия излучения С02-лазера на
тонкие металлические листы толщиной менее 1 мм. В настоящее
время существуют две точки зрения на механизм их резки в при¬
сутствии струи кислорода. Согласно первой из них, основным
процессом разрушения металла, в том числе в тонких слоях,
является его горение в кислороде. Вторая точка зрения сводится
к тому, что металл под действием излучения лишь расплавляется
и в тонких слоях разрывается, а струя удаляет расплав из зоны
реза. По-видимому, нельзя утверждать, что для всех металлов
реализуется одинаковый механизм разрушения. В зависимости
от теплофизических и оптических характеристик металлических
слоев и их склонности к окислению и горению превалирует тот
или иной механизм разрушения. Например, если для стали и
титана вполне возможен механизм горения (из-за низкой темпера¬
туры воспламенения), то для алюминия и меди более вероятен
механизм проплавления листа [82].
Для выяснения механизма разрушения тонких листов неко¬
торых металлов была проведена серия экспериментов [125] по
определению времени предварительного нагревания металла до
начала разрушения, времени образования сквозного отверстия
(при неподвижном источнике) в слое металла, изменения отража¬
тельной способности в процессе воздействия лазерным излучением
и температуры в зоне облучения и на некотором расстоянии от
нее. Измерения проводились в широком диапазоне плотностей
потоков для фольги и тонких листов титана, тантала, ниобия,
нихрома, ковара и электротехнической стали. Облучение осуще¬
ствлялось либо на воздухе, либо при поддуве кислорода или гелия.
Схема установки для исследования представлена на рис. 71.
Излучение С02-лазера мощностью до 50 Вт фокусировалось на
образец объективом с фокусным расстоянием 70 мм. Минималь¬
ный диаметр светового пятна в фокусе составлял около 100 мкм.
Измерительная схема включала в себя малоинерционные пьезо¬
117
приемники для падающего, зеркально отраженного и прошед¬
шего через образец излучения и многоканальный шлейфный
осциллограф. При измерении отражательной способности металла
образец освещался под некоторым углом, при этом зеркально
отраженное излучение вводилось в приемник с помощью линзы.
Момент начала разрушения образца (/*) фиксировался по резкому
Рис. 71. Схема установки для иссле¬
дования действия излучения С02-
лазера на материалы:
/ — С02-лазер; 2,3 — светоделитель¬
ные пластины из NaCl; 4 — 6 — прием¬
ники излучения; 7 — фокусирующий
объектив; 8 — собирающая линза; 9 —
образец; 10 — подвижка; 11 — блок
управления подвижкой; 12 — осцил¬
лограф
уменьшению показаний приемника из-за потери зеркальности
отражения при разрушении. Время сквозного разрушения об¬
разца /р определялось по показаниям приемника в момент, когда
на него начинало падать излучение.
На рис. 72 приведены экспериментальные зависимости вре¬
мени начала разрушения t* тонких слоев некоторых металлов и
t*c
200
100
Рис. 72. Зависимость времени начала
разрушения t* тонких металлических
листов от плотности светового потока q\
?0
1 — тантал (d = 0,2 мм); 2 — нихром
(d = 0,2 мм); 3 — ковар (d = 0,14 мм);
4 — ниобий (d = 0,2 мм); 5 — сталь (d = 10
= 0,15 мм); 6 — титан (d — 0,21 мм)
5
2 3 4 5 6 <f-10* Вт/см2
сплавов, способных окисляться при повышении температуры,
от плотности потока излучения. Для всех исследованных мате¬
риалов эти зависимости носят резко линейный характер.
Зависимости времени разрушения tp слоя титана толщиной
0,21 мм от плотности светового потока представлены на рис. 73.
Время tp отсчитывается от момента начала разрушения титана.
Видно, что поддув струи кислорода ускоряет процесс разрушения
титана. Это является следствием дополнительного выделения
тепла при горении металла. Такая особенность процесса разруше¬
ния при поддуве кислородной струи оказалась более существен¬
ной, чем особенность, связанная с интенсификацией удаления
расплава из области разрушения.
118
Подтверждением важного вклада экзотермической реакции
горения титана в процессе его разрушения послужили опыты
с поддувом струи гелия вместо кислорода, результаты которых
отражены в табл. 14. Из таблицы видно, что при поддуве гелия
время разрушения титановой фольги возрастает, т. е. струя инерт¬
ного газа охлаждает зону облучения, обеспечивая заметный
конвективный теплообмен. Следует отметить, что на стадии, пред¬
шествующей разрушению металла, аналогичное действие произ¬
водит и кислородная струя, т.е. время разрушения металла
tp,C
at; с
200
100
О 20 00 60 801, с
Рис. 73. Зависимость вре¬
мени разрушения /р слоя
титана толщиной d =
= 0,21 мм от плотности
светового потока q:
1 — на воздухе; 2 — с под¬
дувом кислорода
Рис. 74. Изменение темпера¬
туры титановой фольги тол¬
щиной 0,21 мм во времени
на различных расстояниях г
от центра зоны облучения:
1 — г = 7 мм; 2 — г = 10 мм
(<7=5-10* Вт/см2); 3 — г= 5 мм;
4 — г= 11 мм (<7=1,8* 104 Вт/см2)
при поддуве любого газа увеличивается. Однако как только
начинается разрушение, картина изменяется. Если поддув кис¬
лорода стимулирует процесс разрушения, то поддув гелия его
замедляет. Аналогично происходит разрушение тонких слоев
стали, тантала, ниобия, нихрома.
Информацию о характере и кинетике процесса воздействия
излучения СО 2-лазера на металлические слои можно получить
на стадии нагревания металла (рис. 74) и в момент начала разру¬
шения (табл. 15), а такжё из данных по измерению отражательной
способности металла при нагревании в окислительной атмос¬
фере (рис. 69).
Из табл. 15 видно, что разрушение начинается при темпера¬
туре, близкой к температуре плавления окисла. Это является
типичным признаком воспламенения металла, когда при плавле¬
нии окисла и доступе газа-окислителя непосредственно к нагре¬
той металлической поверхности реакция окисления резко изме¬
няет свою скорость и тепло реакции становится важным источ¬
ником нагрева металла.
119
Таблица 14
Время разрушения титановой фольги (с) толщиной 0,21 мм
при различных условиях нагревания [101]
Условия нагревания
Плотность светового потока, Вт/см2
4,2-Ю4
4,4-Ю4
4.6104
4,8*Ю4
5-104
5,4- Ю4
5,6-Ю4
6-104
Поддув газа отсут¬
40
33
28,0
23,6
20,0
16,6
14,7
14,0
ствует
Поддув кислорода
22
18
14,0
10,5
7,6
5,0
4.0
3,0
Поддув гелия
58
50
43,6
39,4
35,2
29,6
27,6
24,8
Таблица 15
Температура воспламенения и плавления некоторых металлов
и сплавов и температура плавления их окислов (°С) [101]
Температура
Титан
Тантал
Ниобий
Нихром
Сталь
электро¬
техническая
Воспламенение
Плавление:
1650
1600
1400
1200
1500
металлов
1600
3000
2420
—
1540
окислов
1640
1470
1520
—
1420
Рассмотрим радиальное распределение температуры в тонком
слое металла при нагревании. Из рис. 74 следует, что заметное
повышение температуры начинается после того, как лист прогре¬
ется по толщине равномерно (соответствующее время составляет
около a2Ik) и фронт нагревания уйдет далеко за пределы осве¬
щенной области (т. е. t > a2lk). Можно показать, что в этих усло¬
виях
[>
-(
с?
V/
« И*
die)
Т (a, t)
qAa2
4 dK
-Мш)'
a>a0l
(117)
где А — поглощательная
оо
способность
i металла; En
(z) =
= zn~l J [exp (— n)] и~п du
— интегральная
показательная
функ-
2
ция, табулированная в работе [67 ]; при z « 1 Е1 (г) «
ln(l,78z); E2(z) ъ* 1.
На рис. 75 приведена построенная с помощью формулы (117)
зависимость от времени температур тонкого слоя титана в двух
точках, находящихся на разных расстояниях от центра зоны облу-
120
чения (кривая /). На том же рисунке (кривая 2) приведена ана¬
логичная экспериментальная зависимость. Кривые согласуются
между собой только при сравнительно малых временах. Последую¬
щее отличие объясняется в значительной степени тем, что при
расчете радиального распределения температуры поглощатель¬
ная способность металла А была принята постоянной, хотя из
сказанного выше и рис. 69 видно, что это заведомо грубое при¬
ближение. Строгое решение задачи о нагревании тонкого слоя
окисляющего металла, аналогично рассмотренной выше о нагреве
Рис. 75. Зависимость температур титановой фольги
в двух точках, расположенных на расстояниях^—
= 5 мм и г2 = 11 мм от центра зоны облучения,
от времени:
1 — расчетная зависимость при постоянном лучистом
потоке; 2 — экспериментальная зависимость; 3 — рас¬
четная зависимость при лучистом потоке, линейно ра¬
стущем во времени
полупространства, представляет определенную трудность. Для
оценочных расчетов можно ограничиться феноменологическим
подходом, положив, что плотность поглощенного потока линейно
растет со временем (см. рис. 69), т. е. q = q0 (1 -f- р/) А. Тогда,
как показывает соответствующий расчет, при а ^ а0
'>“■-w- {£- {4г) + V[£.(-Ш-) - £>(■Sr)]}■•
(118)
Предельный закон изменения температуры на разных расстоя¬
ниях от центра зоны облучения (при р/ > 1) иллюстрируется
кривой 3 на рис. 75. Для больших моментов времени аппрокси¬
мация поглощенного потока линейной функцией времени дает
близкие к опыту результаты.
Приведенные зависимости (117) и (118) могут оказаться по¬
лезными для расчета зоны термического влияния излучения при
лазерной резке тонких листов. Необходимо отметить, что, посколь¬
ку при выводе этих формул источник тепла считается неподвиж¬
ным, оценки размера зоны термического влияния дадут несколько
завышенный результат.
Процесс резки толстых металлических листов происходит,
как правило, с подачей кислорода в зону резания и несколько от¬
личается от резки тонких металлов. Небольшая доля падающего
излучения поглощается поверхностным слоем металла и приводит
к его нагреванию. Образующаяся пленка окислов увеличивает
долю поглощаемой энергии, и температура металлов возрастает
до точки плавления. Жидкий металл и окислы выдуваются струей
кислорода из зоны резки, облегчая тем самым окисление распо¬
121
ложенных ниже слоев. Это продолжается до тех пор, пока лист
металла не будет прорезан на полную глубину. Малое энерго¬
вложение и высокая концентрация энергии позволяют получить
параллельные кромки при малой ширине реза (0,1—0,5 мм) и
незначительной зоне термического влияния.
Скорость резания толстых листов растет с увеличением мощ¬
ности лазера и зависит от толщины листа и теплопроводности
металла. При мощности лазера около 400—600 Вт можно резать
черные металлы и титан со скоростью порядка нескольких метров
в минуту, в то время как резка металлов с высокой теплопровод¬
ностью (медь, алюминий) представляет определенную трудность.
В литературе имеется достаточное количество информации о суще¬
ственном влиянии энергии химической реакции на скорость резки
и чистоту кромок, однако сложность процесса не позволяет произ¬
вести какие-либо количественные оценки, тем более что неизвест¬
ны состав конечных продуктов окисления, доля капельной фрак¬
ции металла, выдуваемого струей газа, и скрытая теплота фазо¬
вых переходов (плавление, испарение).
Результаты экспериментальных исследований, приведенные
в табл. 16 и на рис. 76, показывают, что скорость резания тол¬
стых материалов существенно зависит от мощности излучения
ОКГ, толщины и природы металлов, а также от расхода кисло¬
рода.
Таблица 16
Скорость резания металлов при поддуве кислорода
[12, 76, 156, 198, 236]
Металл
Толщина,
мм
Мощность
излучения,
Вт
Скорость
резания,
м/мин
Малоуглеродистая сталь
1.0
0,5
1,2
2,2
100
250
400
850
1,6
0,635
4,6
1,8
Инструментальная сталь
3,0
400
1.7
1,0
100
0,94
0,5
250
2,6
1,3
400
4,6
Нержавеющая сталь
2,5
400
1,27
3,2
400
1,15
9,0
850
0,36
4,7
20 000
1,27
0,6
250
0,2
Титан
1,0
600
1,50
0,5
850
3,24
122
Теоретические исследования газолазерной резки носят пока
начальный характер, и можно считать [198], что для простой
модели процесса скорость резания зависит от теплоемкости ма¬
териала, причем имеет место квадратичная зависимость требу¬
емой плотности мощности от скорости.
Для газолазерной резки, как пра¬
вило, используются мощные СО 2-ла¬
зеры, хотя не вызывает сомнений воз¬
можность применения лазеров на ИАГ,
а также других лазеров высокой и сред¬
ней мощности. Современные С02-лазеры
с медленной прокачкой газа вдоль газо¬
разрядной трубы имеют сравнительно
большие длины, так как их удельная
мощность не превышает 50—100 Вт/м.
Широко распространены С02-лазеры,
выполненные в виде «свернутой» кон¬
струкции из двух, четырех или шести
труб с габаритной длиной примерно
3—6 м и к. п. д. около 10%.
В последнее время разработаны
С02-лазеры с быстрой поперечной про¬
качкой газа, циркулирующего в замкнутом объеме. Как следует
из зарубежной печати, при сравнительно небольших габаритах
на них удается получить уровни мощности 6—10 кВт в непре¬
рывном режиме генерации [125].
В табл. 17 приведены некоторые сведения о зарубежных СО2-ла¬
зерах, применяющихся для технологических целей.
Газолазерную резку часто сравнивают с микроплазменной,
которая позволяет производить разрез более толстых листов
металла и с большей скоростью. Однако следует отметить, что
ГЛР обеспечивает лучшую локальность и большую плотность
подводимой энергии, вследствие чего уменьшается зона термиче¬
ского влияния.
150л!мин
100
150
50
100
25
50
25
60
70 80Р,дт
Рис. 76. Зависимость скоро¬
сти резания малоуглеродис¬
той (—) и нержавеющей
( ) стали толщиной
1 мм от мощности лазера при
различном расходе кислорода
Таблица 17
Параметры зарубежных С02-лазеров, используемых в технологических установках
Модель
Фирма
МОЩНОСТЬ
излучения,
Вт
Г абаритная
длина, м
Продув
Mod-42
«Кохерент Радиа-
шин»
50
1,27
Продольный
Mod-41
То же
250
3,05
»
Mod-43
»
500
3,96
»
—
VARL
1000
11,0
»
АО-45
«Эллиот Оутомашин»
500
2,6
Циркуляцион¬
ный
АО-45
«Сильвания электро¬
систем»
1000
1,0
То же
123
Механическая резка титана вследствие высокой его вязкости
является затруднительной, а плазменная дает большую зону
термического влияния и газонасыщение кромок [241 ]. Приме¬
нение ГЛР в силу указанных выше преимуществ приводит к'со¬
кращению затрат на обработку на 75%. При ГЛР важным мо¬
ментом в определении скорости резания является правильно
выбранная скорость истечения из сопла газовой струи (см. рис. 67),
которая определяется давлением газа в резаке.
Результаты экспериментального исследования [12 ] зависимости
скорости резания от давления кислорода в резаке при диаметре
и!и0
Рис. 77. Зависимость
скорости резания ста¬
ли Х18Н10Т от давле¬
ния кислорода в ре¬
заке
Рис. 78. Зависимость
пороговой мощности от
скорости резания ста¬
ли Х18Н10Т
0,05 0,7 0,75
а, пм
Рис. 79. Зависимость
скорости резания от
радиуса луча для ста¬
ли Х18Н10Т (d =
= 1,5 мм) при мощно¬
сти лазера Р = 210 Вт
конического сопла 1,5 мм (рис. 77) показали, что только при
определенном расходе струя кислорода в состоянии очищать
зону реза от продуктов разрушения, участвовать в реакции
горения и процесс ГЛР идет более эффективно и качественно.
Замечено, что на процесс ГЛР влияет расстояние от сопла до
обрабатываемой поверхности; удовлетворительные результаты на¬
блюдались при расстоянии в 1 мм. В металлах со стороны выхода
луча наблюдается образование натеков шлака (граната), который
легко отделяется, но качество кромок реза на выходе луча полу¬
чается несколько хуже, чем на входе. В работе [12] приведены
удовлетворительные результаты резания с незначительным ко¬
личеством граната на следующих металлах: малоуглеродистых
сталях толщиной до 4 мм, нержавеющих сталях толщиной до 4 мм,
жаропрочных, высоколегированных сталях толщиной до 2 мм,
титановых сплавах толщиной до 1,5 мм. Применялся С02-лазер
мощностью до 500 Вт с оптической системой, обеспечивающей
пятно диаметром около 0,4 мм. При данных условиях получался
рез толщиной от 0,8 до 1 мм на входе и от 2 до 4 мм на выходе.
Эффективность процесса ГЛР алюминия сильно зависит от
состояния поверхности. Резка листов с необработанной гладкой
поверхностью существенно усложняется, в то время как песко¬
струйная обработка поверхности позволяет осуществлять ГЛР,
но качество реза при этом невысокое (он представляет собой ре¬
124
гулярную последовательность отверстий). Оксидирование, пас¬
сивирование, анодирование и азотирование поверхности гладкого
листа не обеспечивали достаточных условий для ГЛР.Г Имеются
трудности при резке и таких материалов, как медь, латунь. Дело
в том, что данные металлы имеют высокий коэффициент отражения
Рис. 80. Вид сверху (а) и под углом (б) па круг, вы¬
резанный одномодовым С02-лазером мощностью 400 Вт
в листе инструментальной стали толщиной 3 мм
лазерного излучения как в холодном, так и в нагретом состоянии
и высокую теплопроводность. Образующиеся на них окисные
пленки имеют малую толщину и неэффективно поглощают лазер¬
ное излучение.
Скорость резания металла зависит от тощины обрабатывае¬
мого материала. С увеличением толщины потребляемая мощность
увеличивается, а скорость резания уменьшается (рис. 78). Для
определения скорости резания необходимо знать также долю
125
поглощенной мощности излучения и охлаждающее действие
струи [см. формулу (107)]. При ГЛР нержавеющей стали (X =
= 10,6 мкм) доля поглощенной энергии 1 —R = 0,7 [208].
Остальпые^металлы имеют другие величины (см. табл. 12).
Количество тепла, уносимого с поверхности металла за счет
охлаждающего действия струи, определить сложно; упрощенный
количественный анализ, проведенный авторами в [12], показы¬
вает, что при условиях ГЛР, представленных на рис. 78, коли-
Рис. 81. Резка листа нержавеющей стали Х18Н10Т (d = 4 мм) излуче¬
нием С02-лазера (Р = 800 Вт, ио = 0,5 м/мии)
чество тепла, уносимого газовой струей, составляло АР = 20 +
-f 30 Вт. Размер пятна на поверхности образца влияет на скорость
резания, что можно видеть из рис. 79. Отдельные результаты ре¬
зания приведены на рис. 80 и 81.
С помощью СО.2-лазера можно резать большое количество
металлов и сплавов. Наилучшее качество реза обеспечивается при
резке с поддувом кислорода. Такой способ имеет большое зна¬
чение для авиационной и автомобильной промышленности, где
требуется резать относительно толстые листы. Вместе с тем ГЛР
металлов и сплавов может найти применение и в других отраслях
промышленности (например, в электронной, электротехниче¬
ской и радиотехнической). Преимуществом лазерного метода здесь
является отсутствие механического контакта при резании тонких
листов, которые трудно перемещать в процессе резания. Кроме
126
того, малая ширина зоны термического влияния позволяет умень¬
шать отходы при резании дорогостоящих материалов.
Отечественные лазерные установки, предназначенные для
газолазерной резки и обеспечивающие мощность 500—1000 Вт,
обеспечивают приемлемые для практических целей скорости ре¬
зания — несколько метров в минуту. Увеличение мощности ла¬
зеров до десятков киловатт и создание надежных, долговечных
оптических систем дадут возможность получать скорости реза¬
ния, превышающие скорости при других способах резания. Про¬
стота управления лучом в сочетании с используемыми современ¬
ными средствами программного управления позволяет получать
разрезы сложных конфигураций, что выдвигает лазерную резку
в число перспективных.
16. ЛАЗЕРНОЕ СВЕРЛЕНИЕ ОТВЕРСТИЙ В МЕТАЛЛАХ
Использование лазера в качестве сверлящего инструмента
дает преимущества.
1. Отсутствует механический контакт между сверлящим ин¬
струментом и материалом, а также поломка и износ сверл.
2. Увеличивается точность размещения отверстия, так как
оптика, используемая для фокусировки лазерного луча, исполь¬
зуется также и для наводки его в необходимую точку. Отверстия
могут быть ориентированы в любом направлении.
3. Достигается большее отношение глубины к диаметру свер¬
ления, чем это имеет место при других способах сверления.
При сверлении, так же]как и при резании, свойства обрабаты¬
ваемого материала существенно влияют на параметры лазера,
необходимые для выполнения операции. Сверление осуществляют
импульсными лазерами, работающими как в режиме свободной
генерации с длительностью импульсов порядка 1 мкс, так и в ре¬
жиме с модулированной добротностью'с длительностью в несколько
десятков наносекунд. В обоих случаях происходит тепловое воз¬
действие на материал, его плавление и испарение из зоны воздей¬
ствия по модели, аналогичной процессу лазерной резки с непод¬
вижным тепловым источником [см. формулу (103)].
В глубину отверстие растет в основном за счет испарения,
а по диаметру за счет плавления стенок и вытекания жидкости
при создаваемом избыточном давлении паров. В настоящее время
достаточно полно разработана модель кинетики образования от¬
верстия в непрозрачном материале, согласно которой глубина h
и диаметр отверстия D определяются по формулам [80]:
где D0 — начальный диаметр лунки; W — энергия излучения
импульсного ОКГ; у — половинный угол раствора светового
конуса; L0 — удельная энергия испарения материала при Т = 0К.
(119)
127
Из формул (119) видно, что значения величин h и D нелинейно
зависят от параметров, характеризующих применяемую опти¬
ческую систему (D0, у), лазер (W) и природу ^обрабатываемого
материала (L0). Однако в большей мере величины h и D зависят
от tg у, характеризующего угол светового конуса, создаваемого
оптической системой.
При выполнении операции сверления в качестве параметра,
характеризующего данный технологический процесс, исполь¬
зуют отношение hID, которое легко может быть определено
из формул (119):
/г
~D
1
2tgy
Vl + зW tg у/(nD0L0) _
(120)
Чем больше отношение /г/D, тем более эффективно использу¬
ются возможности технологической установки. Однако получе¬
ние глубоких узких отверстий является довольно трудоемкой
задачей, которая упрощенно решается в предельном случае,
когда tg у = 0 [80]. При этом
h ■■= W/(nD0L0)\ D = 2D0; h/D = W/(2nD20L0). (121)
Выражения (121) описывают глубину и диаметр лунки при
заданных исходных параметрах лазера, оптической системы и
исходного материала.
На геометрию лунки в исходном материале существенное вли¬
яние оказывают расфокусировка лазерного луча и положение
фокуса относительно обрабатываемой поверхности. Расфокуси¬
ровка, т. е. tgy =h 0, приводит к уменьшению плотности свето¬
вого потока в лазерном пятне. В этом случае существует неко¬
торый предел в диаметре обрабатываемого отверстия, выше ко¬
торого будет недостаточно плотности излучения для испарения
материала:
Дпрсд = 21/ЩяО); /1пред = [/г/кГ) - DoytgY. (122)
где Q — пороговая плотность энергии, соответствующая установ¬
лению процесса квазистационарного испарения. Например при
Q = Ю3 Дж/см2 W = 1 Дж; D0 = 2• 1(Г3 м; tg у = 0,2; Опред =
= 0,04 см; /111ред = 0,2 см.
Геометрия отверстия существенно зависит от положения пятна
относительно обрабатываемой поверхности. Как видно из рис. 82
[80], отверстия имеют максимальную глубину и цилиндрическую
форму при положении фокуса лазерного сфокусированного луча
на_; поверхности обрабатываемого изделия.
При увеличении в ту или иную сторону расстояния от обра¬
батываемой поверхности до фокальной плоскости оптической
системы наблюдается изменение формы продольного сечения от¬
верстий от конической до параболической.
128
Глубина отверстия зависит от энергии излучения и увеличь
вается с ее увеличением. При этом, как видно из рис. 83, эта за¬
висимость не является прямолинейной. Расчетные значения глу¬
бины отверстия для ряда материалов при температуре окружа¬
ющей среды даны в табл. 18 [ИЗ], из которой видно, что при
мощности лазера 103 Вт в мате¬
риалах с высокой теплопровод¬
ностью (Ag, Си) можно сверлить
отверстие глубиной до 1 мм,
а в некоторых других — глуби¬
ной до 16 см.
Рис. 82. Зависимость формы
продольного сечения отверстия
от положения фокуса лазерного
луча относительно обрабатывае¬
мой поверхности
Рис. 83. Зависимость глубины от¬
верстия от мощности ОКГ для алю¬
миния (/) и никеля (2)
Следует отметить, что в приведенных расчетных величинах
учитывались потери только на теплопроводность. Однако за¬
метная доля энергии может уноситься при испарении материала
из отверстия. Эти потери пропорциональны квадрату диаметра
и незначительны для узких глубоких отверстий. Если мощность
луча лазера меньше мощности потерь на испарение, то нельзя
просверлить глубокое отверстие. В этом случае луч постепенно
углубляется в материал, образуя относительно широкую лунку.
Таблица 18
Расчетная глубина отверстий в некоторых металлах
при заданной интенсивности потока
(в предположении большого отношения h/D) [113]
Металл
Теплопро¬
водность,
Вт/(см-К)
Температура
плавления,
К
Глубина от
Рх = 101 Вт
верстий, см
Р2 = 104 Вт
Алюминий
2,38
933
0,423
4,23
Хром
0,87
2176
0,391
3,91
Медь
4,00
1356
0,151
1,51
Золото
3,11
1336
0,198
1,98
Титан
0,20
1941
1,64
16,4
Серебро
4,18
1234
0,124
1,24
5 Крылов К. И. и др.
129
Процесс будет продолжаться до тех пор, пока h сравнимой D, при¬
чем глубина лунки определяется скоростью испарения материала.
При очень высоких плотностях мощности (более 107 Вт/см2)
потерями энергии, обусловленными теплопроводностью, можно
пренебречь. Падающее на поверхность излучение поглощается
в тонком слое материала и вызывает быстрое испарение вещества.
При лазерном излучении толщина поглощающего слоя прибли¬
зительно равна 1 мкм. Если пары удаляются с поверхности до¬
статочно быстро и эффект экранирования пренебрежимо мал,
скорость испарения связана с плотностью потока q простым со¬
отношением
q •■= (dx/dt) L, (123)
где L — удельная энергия испарения, значение которой для
большинства металлов составляет 104 — 105 Дж/см3.
Следовательно, для потока 3*10 Вт/см2 скорость перемещения
границы поверхности равна 103 см/с. Однако режим беспрепят¬
ственного испарения не может существовать длительное время,
и при испарении слоя толщиной d оно имеет порядок, определя¬
емый формулой
t0^d (dx/dt) = dL/q. (124)
При толщине скин-слоя (d ^ 1 мкм) для q = 3-107 Вт/см2 и
L = 3 • 103 Дж/см3 это время согласно (124) будет равно t0 = КГ8 с.
Как видно из примера, пары материала образуются за очень
малое время, и поэтому на последующих стадиях процесса нужно
учитывать эффект экранирования падающего излучения, который
состоит в том, что пары материала поглощают падающее излу¬
чение. Экранирование излучения парами приводит к уменьшению
количества испаренного материала. В [113] показано, что при
малых значениях q формула (123) верна, в то время как при боль¬
ших плотностях мощности
dx/dt ^ <71/3. (125)
Из рис. 83, изображающего зависимость глубины отверстия
в некоторых металлах от мощности ОКГ, видно, что экранирова¬
ние излучения приводит к нелинейному характеру зависимости.
Как правило, глубокие отверстия желаемого диаметра полу¬
чаются при использовании повторяющихся лазерных импульсов
малой энергии. В этом случае образуются отверстия с меньшей
конусностью и лучшего качества, нежели отверстия, полученные
с более высокой энергией одиночного импульса. Исключение со¬
ставляют материалы, содержащие элементы, способные создавать
высокое давление паров. Так, латунь сваривать очень трудно лазер¬
ным импульсным излучением из-за высокого содержания цинка,
однако при сверлении латунь имеет некоторые преимущества, так
как атомы цинка значительно улучшают механизм испарения.
Поскольку многоимпульсный режим позволяет получать от¬
верстия лучшего качества нужной геометрии и с небольшим от¬
130
клонением от заданных размеров, то на практике этот режим
получил распространение при сверлении отверстий тонких ме¬
таллов и неметаллических материалов. Однако при сверлении
отверстий в толстых материалах предпочтительными являются
одиночные импульсы большой энергии. Диафрагмирование ла¬
зерного потока позволяет получить фигурные отверстия, однако
этот способ чаще используется при обработке тонких пленок
и неметаллических материалов. В том случае, когда лазерное
сверление производится в тонких листах толщиной меньше 0,5 мм,
имеет место некоторая унификация процесса, состоящая в том,
что дырки диаметром от 0,001 до 0,2 мм могут быть изготовлены
во всех металлах при относительно низких мощностях. При
больших толщинах, согласно рис. 83, появляется нелинейность,
вызванная эффектом экранировки.
Высверливание отверстий в металлах может быть использо¬
вано в ряде случаев. Так, с помощью импульсных лазеров может
быть произведена динамическая балансировка деталей, вращаю¬
щихся с высокой скоростью. Дисбаланс выбирается путем ло¬
кального выплавления определенного объема материала.
Лазер может быть использован также для подгонки электрон¬
ных элементов либо локальным испарением материала, либо за
счет общего разогрева. Высокая плотность мощности, малый
размер пятна и малая длительность импульса делают лазер иде¬
альным инструментом для этих целей.
Характеристики лазеров для данных технологических операций
определяются такими параметрами обрабатываемого материала,
как отражательная способность и теплопроводность. Имеющиеся
в настоящее время экспериментальные результаты позволяют
приблизительно рассчитать, какой вид лазера может быть успеш¬
нее использован для высверливания отверстий. Так, если необ¬
ходимо испарить материал диаметром 10 мкм из золотой пленки
толщиной 0,5 мкм, то можно определить объем, который должен
быть испарен, по формуле
V = (jt/4) 102 • 0,5 = 39,25 мкм3,
или V = 39,25 -10"12 см3, а масса испаренного металла при этом
составит М = pV9 где р = 19,3 г/см3 — объемная плотность зо¬
лота. Таким образом, М = (39,25 • 10“12) 19,3 = 7,58 • 10“10 г.
Для того чтобы поднять температуру золота от комнатной до
температуры между 1336 К (точка плавления золота) и 3000 К,
потребуется энергия, равная
А Г - (0,03557 + 2,69) кал/г.
Известно,что температура кипения золота Т = 3264 К и теплота
испарения 446 кал/г; тогда энергию испарения грамма золота
можно определить как
AW = 0,0355 • 3264 + 2,69 + 446 - 565 кал/г - 2360 Дж/г.
5*
131
Общая энергия, необходимая для испарения малого объема зо¬
лота, составит:
W = AW-M = 2360-7,58.Ю~10 = 1,79- КГ6 Дж.
Лазеры, применяемые для сверления отверстий в металле,
должны обеспечить в фокусированном луче плотность мощности
порядка 107 — 108 Вт/см2.
Таблица 19 Сверление отверстий ме¬
таллическими сверлами диа¬
метром меньше 0,25 мм яв¬
ляется трудной практической
задачей, в то время как ла¬
зерное сверление позволяет
получать отверстия диаме¬
тром, соизмеримым с длиной
волны излучения, с доста¬
точно высокой точностью раз¬
мещения. Кроме того, специ¬
алистами фирмы «Дженерал
Электрик» (США) подсчитано
[76], что лазерное сверление
отверстий по сравнению с электроннолучевой обработкой имеет
высокую экономическую конкурентоспособность (табл. 19).
В настоящее время для сверления отверстий используются
в основном лазеры на ИАГ. Они обеспечивают частоту следо¬
вания импульсов до 1000 Гц и мощность в непрерывном режиме
от 1 до 103' Вт, в импульсном — до сотен киловатт, а в режиме
с модуляцией добротности — до нескольких мегаватт.
Сравнение затрат при получении
отверстий лазерным
и электроннолучевым методами [76]
Отношение
глубины
отверстия
к диаметру
Затраты на получение
одного отверстия, цент
прц лазерной
обработке
при электрон¬
нолучевой
обработке
10 : 1
4
9
25 : 1
5
30
50 : 1
10
60
Таблица 20
Результаты получения отверстий в металлах
с помощью С02-лазеров [11]
Металл
Толщина,
мм
Диаметр отверстия,
* мм
Продолжи¬
тельность
сверления,
мс
Энергия
лазера,
Дж
входного
выходного
Нержавеющая сталь
0,65
0,25
0,15
10 импульсов
1,0
То же
0,9
0,5
0,25
2,35
5,9
Никелевая сталь
1,78
0,3
0,22
0,8
16,0
Вольфрам
0,5
0,2
0,15
2,0
3,3
»
0,5
0,2
0,2
2,1
4,0
Магний
1,6
0,35
0,2
1,8
2,1
»
1,6
0,4
0,3
2,0
3,3
Молибден
0,5
0,25
0,2
2,0
3,3
»
0,5
0,25
0,25
2,35
5,9
Медь
0,8
0,2
0,2
2,25
4,9
Тантал
1,6
0,3
0,15
2,35
5,9
1,6
0,3
0,1
2,42
8,0
132
Другим широко применяемым лазером для рассматриваемого
технологического направления является С02-лазер. Некоторые
результаты обработки металлов такими лазерами приведены
в хаб л. 20.
17. ЛАЗЕРНАЯ СВАРКА МЕТАЛЛОВ
Лазерная сварка в своем развитии имела два этапа. Перво¬
начально получила развитие точечная сварка. Это объяснялось
наличием в то время мощных импульсных твердотельных лазеров.
В настоящее время при наличии мощных газовых С02-и твердо¬
тельных Nd : YAG-лазеров, обеспечивающих непрерывное и им¬
пульсно-непрерывное излучение, возможна шовная сварка с глу¬
биной проплавления до нескольких миллиметров. Таким образом,
Рис. 84. Лазерная сварка в труднодо¬
ступном месте (а) и в среде инертного
газа (б)
если первоначально была возможна операция сваривания микро¬
элементов, нашедшая довольно широкое применение в приборо¬
строении, то в настоящее время лазерная сварка внедряется в ма¬
шиностроение. При этом лазерная сварка имеет ряд преимуществ
по сравнению с другими видами сварки. При наличии высокой
плотности светового потока и оптической системы возможно
локальное проплавление в заданной точке с большой точностью.
Это обстоятельство позволяет производить сваривание материалов
в труднодоступных участках, в вакуумной или газонаполненной
камере при наличии в ней окон, прозрачных для лазерного из¬
лучения (рис. 84). Сваривание, например, элементов микро¬
электроники в камере с атмосферой инертного газа представляет
особый практический интерес, поскольку в этом случае отсут¬
ствуют реакции окисления.
Сваривание деталей происходит при значительно меньших
плотностях мощности, чем резка (см. рис. 65). Это объясняется
тем, что при сварке необходимы только разогрев и плавление
материала, т. е. необходимы плотности мощности, еще недоста¬
точные для интенсивного испарения (105—106 Вт/см2), при дли¬
тельности импульса около КГ3—КГ4 с. Поскольку излучение
лазера, сфокусированное на обрабатываемом материале, явля¬
ется поверхностным тепловым источником, то передача'тепла
в глубину свариваемых деталей осуществляется за счет тепло¬
проводности и зона проплавления с течением времени при пра¬
вильно подобранном режиме сварки изменяется. В случае недо¬
статочных плотностей мощности имеет место непроплавление
свариваемой зоны, а при наличии больших плотностей мощности
наблюдаются испарение металла и образование лунок.
133
Сварку можно производит на установке для газолазерной
резки при меньших мощностях и использовании слабого поддува
инертного газа в зону сварки. При мощности С02-лазера около
200 Вт удается сваривать сталь толщиной до 0,8 мм со скоростью
0,12 м/мин; качество шва получается не хуже, чем при электрон¬
нолучевой обработке. Электроннолучевая сварка имеет несколько
большие скорости сваривания, но зато проводится в вакуумной
камере, что создает большие неудобства и требует значительных
общих временных затрат.
В табл. 21 приведены данные по стыковой сварке С02-лазером,
мощностью 250 Вт различных материалов [12, 13, 76].
Таблица 21
Результаты стыковой сварки С02-лазером при Р — 250 Вт
Материал
Толщина,
мм
Скорость
сварки, м/мин
Ширина
шва, мм
Нержавеющая сталь
0,125
2,3
0,45
» >У
0,250
0,86
0,70
» »
0,410
0,27
0,75
Никопель
0,1
3,75
0,25
»
0,25
1,0
0,45
Никель
0,125
0,87
0,45
Монель
0,25
0,37
0,625
Технический титан
0,125
3,5
0,375
» »
0,25
1,25
0,55
При других мощностях излучения С02-лазера получены дан¬
ные шовной сварки, приведенные в табл. 22 [76, 236]. При сварке
внахлест, торцовой и угловой были получены скорости, близкие
к указанным в таблице, при полном проплавлении свариваемого
материала в зоне воздействия луча.
Таблица 22
Результаты стыковой сварки при различных мощностях
С02-лазера
Материал
Толщина,
мм
Скорость
сварки, м/мин
Ширина
шва, мм
Мощность
лазера, Вт
Малоуглеродистая сталь
2,0
0,20
1,5
700
Нержавеющая сталь
1,0
0,38
1,5
600
То же
8,9
0,76
2,3
8 000
*
20,0
1,27
3,3
20 000
134
Температурное поле, создаваемое однородным лазерным лу¬
чом, может быть определено из выражения (99). За точку ки¬
пения материала принимается максимальная температура, при
которой поверхность может быть нагрета без избыточного испа¬
рения или выброса металла, что является необходимым условием
сваривания однородных или разнородных материалов. Так,
величины плотности мощности, определяющие условия сварива¬
ния алюминия, даны на рис. 85 [177 J.
Рис. 85. Зависимость плотности лучистого
потока от длительности лазерных им¬
пульсов, требуемых для плавления и ис¬
парения в лазерном пятне различного диа¬
метра на поверхности полубесконечпой
алюминиевой пластины:
— = 0,25 мм; — — — — D^ = 1,3 мм
Максимальная глубина проплавления поверхности при об¬
лучении ее лазерным импульсом
^ = [0,16/(pL<7)] (<7?и — q2tn), (126)
где р — объемная плотность материала; q — плотность мощности;
L — скрытая теплота плавления; tnt tn — время начала испаре¬
ния и плавления поверхности соответственно.
Поскольку коэффициент теплопроводности является постоян¬
ной величиной для каждого материала, то выражение (126) может
быть переписано как
Лша * = Klq. (127)
Ниже приведены значения коэффициента теплопроводности К
для некоторых металлов [177].
Хром .
Медь
Золото
Железо
Молибден
4,49-102
60,9-102
65,4*102
10,7-102
52,2 -iO2
Никель
Платина
Серебро
Тантал
Вольфрам
11,8-102
21, ЫО2
55.3- 102
14,5-102
39.4- 102
Как отмечалось выше, технологическую операццю сварива¬
ния осуществляют лазеры непрерывного и импульсного излуче¬
ния. Первые, обеспечивая большую мощность, используются
для шовной сварки и нашли применение в машиностроении.
Так, в [148] сообщается, что днище автомобильного кузова на
поточной линии производства автомобилей в США сваривалось
излучением мощного (6 кВт) непрерывного С02-лазера. Однако
в отечественной и зарубежной промышленности в большей мере
используются импульсные лазерные системы, способные при на¬
135
личии соответствующей оптики производить безопасную и точную
сварку в заданной локальной точке с телевизионным контролем
и перемещением либо лазерного пятна по образцу, либо образца
относительно лазерного пятна; эти системы управляются элек¬
тронно-вычислительной машиной. Они используются для выпол¬
нения точных и тонких операций и нашли применение в приборо¬
строении; при этом длительность излучаемого импульса может
изменяться и лежать в интервале от 2 до 10 мс.
Сплошной шов при импульсной лазерной сварке можно по¬
лучить наложением сварных точек друг на друга с некоторым
смещением, характеризуемым коэффициентом перекрытия k =
6)
Рис. 86. Виды соединений тонких проволочек лазерным
лучом: а — встык; б — внахлест; в — пересечение; г —
под прямым углом
= l/D (/ — длина перекрытия сварных точек; D — диаметр свар¬
ной точки). Выбор коэффициента перекрытия определяется не¬
обходимой минимальной глубиной проплавления, от которой,
в свою очередь, зависят прочность и герметичность шва. При этом
скорость сварки мала и определяется v = fD( 1 — fe), где f —
частота повторения импульсов. В настоящее время освоен, на¬
пример, выпуск установки «Квант-12», обладающей повышенной
частотой следования импульсов и предназначенной для получе¬
ния сварных соединений.
Лазерные сварочные системы способны даже сваривать раз¬
нородные металлы, производить минимальное тепловое воздей¬
ствие за счет малого размера лазерного пятна, а также сваривать
тонкие проволочки диаметром менее 20 мкм по схеме провод—
провод или провод—лист (рис. 86).
На фирме «Вариан Ассошиэйтес» (Канада) [244] при про¬
изводстве клистронов выполнялась операция приваривания тан¬
таловых элементов толщиной 50 мкм к молибденовым втулочкам.
При использовании обычных методов только в одном случае из
пяти удавалось с допустимой точностью произвести микро¬
сварку, в остальных случаях шел брак. Лазерная же сварка
позволила свести брак к нулю и получать качественные соеди¬
нения микроэлементов. Эта фирма производит также ремонт
дефективных вакуумных электроннолучевых трубок, используя
возможность сваривания элементов внутри, направляя лазерный
луч в заданную точку сквозь стекло.
136
Фирма «Иарресерч Мануфактуринг» [244] применяет рубино¬
вые лазеры для сваривания микроэлементов из нержавеющей
стали в герметически закрытом баллоне термистора, а также ла¬
зеры на ИАГ для точечной сварки эмалированного провода.
Одним из важных и непрерывно растущих направлений ла¬
зерной сварки является успешное применение ее при сваривании
микроэлементов вычислительных машин [68]. Различные кон¬
фигурации элементов в интегральных схемах могут быть сварены
с помощью лазерного луча. Некоторые варианты подобной сварки
показаны на рис. 87.
Появившиеся не так давно мощные ИАГ и С02-лазеры непре¬
рывного излучения применяются для операций сварки в мепь-
Рис. 87. Некоторые виды лазерной сварки интегральной
схемы: сварка вокруг отверстия (/), в центре (2) и на
конце (3)
шей мере, чем импульсные твердотельные. Это объясняется тем
обстоятельством, что мощность С02-лазера, требуемая для сварки,
в три раза больше, чем мощность лазера на ИАГ, поскольку по¬
глощение излучения обрабатываемым материалом увеличивается
с уменьшением длины волны излучения.
С появлением газодинамических С02-лазеров, обеспечивающих
в режиме непрерывной генерации мощность, равную нескольким
десяткам киловатт, стало возможным использовать их для сварки.
Так, излучением непрерывного газодинамического С02-лазера
мощностью до 20 кВт удалось проплавить нержавеющую сталь
на глубину 1,3 см при скорости перемещения луча по материалу
до 254 см/мин; отношение глубины к средней ширине зоны про¬
грева составляло 5 : 1 [214].
Для более эффективного использования энергетических ха¬
рактеристик С02-лазера свариваемые металлы покрывают тонкой
пленкой хорошо поглощающего материала, например графита.
В [168] приведены результаты сварки материалов с большим
коэффициентом отражения при нанесении на них тонкой пленки
других металлов, хорошо поглощающих лазерное излучение;
например, была произведена сварка пластин меди толщиной
0,48 мм, покрытых пленкой чистого никеля толщиной 0,04 мм
(рис. 88, а, б). Видно, что плавление происходит по всей глубине
свариваемого шва и при этом требуется лазерной энергии в три-
четыре раза меньше, чем при сваривании пластин из чистой меди.
На рис. 88, в показаны результаты сваривания цилиндров из
нержавеющей стали.
137
138
Pile. 88. Лазерная сварка: пластин меди — вид сверху (а),
поперечное сечение шва, показывающее полное проплавле¬
ние (б), — и цилиндров из нержавеющей стали (в)
18. РЕЗКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Лазерный луч с большим успехом применяется для резки
неметаллических материалов, таких, как пластмасса, стеклопла¬
стики, композиционные материалы на основе бора и углерода,
керамика, резина, дерево, асбест, текстильные материалы и т. д.
Данный ассортимент материалов, как правило, обладает меньшей
температуропроводностью (k < 0,01 см2/с), чем металлы, и по¬
этому удельное энерговложение для процесса резки значительно
меньше. Для неметаллов легко выполняется условие u0d/k 1,
при котором справедливо приближение быстродвижущегося теп¬
лового источника и применима формула (105) для расчета тем¬
пературы в наиболее горячей точке. В то же время при скоростях
резки и0 > 1 см/с и ширине реза не более 0,5 мм слои толщиной
d > 0,5 мм можно считать в теплофизическом смысле полубез-
граничной средой. Поэтому пороговая плотность потока, необ¬
ходимая для начала резки неметаллов, слабо зависит от толщины
листа и с ростом скорости перемещения источника увеличивается
как и]'2.
Для резки неметаллических метериалов, так же как и метал¬
лов, используют преимущественно НАГ- и С02-лазеры непрерыв¬
ного излучения. Чтобы повысить эффективность резки, применяют
поддув в зону резания активного или нейтрального газа (см.
рис. 67), который выдувает испаренные капельные фракции и произ¬
водит охлаждение обрабатываемого локального участка, поз¬
воляя резать материалы с малым их обугливанием и оплавлением.
В процессе ГЛР диэлектриков решающую роль в их разруше¬
нии играет выдувание из зоны резания мелкодисперсной и ка¬
пельной фракции, образующихся при тепловом воздействии ла¬
зерного излучения. Исключение составляют материалы на ос¬
нове фенолформальдегидных смол: текстолит, стеклотекстолит и др.
Данный вид материалов под действием лазерного излучения пре¬
вращается в вязкую спекшуюся массу, которую трудно удалить
из реза с помощью газовой струи: требуются большие энергоза¬
траты на -испарение продуктов разрушения.
Газолазерная-резка позволяет получать чистый разрез ди¬
электриков с хорошими качествами кромки реза. Пр И ЭТОМ со
стороны входа луча, кромка имеет лучшее качество, а со стороны
выхода наблюдается некоторое оплавление.- Резка материала
органического происхождения большой толщины отличается ин¬
тересной особенностью; ширина реза на выходе значительно
меньше, чем можно было бы ожидать исходя из геометрической
расходимости луча, формируемого фокусирующей оптикой. В [12]
приводятся данные, показывающие, что при резке пластмассы,
дерева, керамики, стекла и других материалов удавалось резать
толщины до 20 мм, а в отдельных случаях до 50 мм. При этом
ширина реза на выходе в среднем была не более 1 мм, в то время
как на расстоянии 20 мм от фокуса линзы диаметр лазерного пятна
139
составлял 7 мм. Это явление объясняется тем 112 J, что лазерный
луч, сфокусированный на поверхности образца, частично разру¬
шает материал стенок, образуя экранирующий слой газов, по¬
глощающий излучение и защищающий стенки реза от дальнейшего
разрушения. Газ, продуваемый из сопла резака, смешивается
с продуктами разрушения и образует раскаленную газовую струю,
которая прорезает материал в глубину. При ГЛР диэлектриков
для поддува в зону резания используют различные газы — ак¬
тивные и нейтральные. Первые, однако, выделяя теплоту хими¬
ческой реакции горения, приводят к значительному обгоранию
материала и, естественно, к худшему качеству кромок резания
как со стороны входа луча, так и со стороны его выхода. Приме¬
нение для поддува нейтральных газов, а также воздуха, азота,
углекислого газа дает одинаково хорошее качество резания.
При наличии достаточной мощности излучения лазера можно
выполнить процесс ГЛР стекла и кварца. При этом качество резки
высокое, но со стороны выхода и входа луча кромки слегка оплав¬
лены.
Английская фирма «Роллс-Ройс» [208] применяет С02-лазеры
для раскроя диэлектриков, в том числе материалов на основе
стекла, углерода и бора. Сообщается, что успешно режется стекло
толщиной 8—10 мм со скоростью 1,5 м/мин, обрабатывается
магниевая керамика.
В настоящее время такие зарубежные фирмы, как «Бритиш
Оксиджен Со» (Англия), «Эллиотт Оутомэйшин», «Хайчес Иарк-
рафт», «Кохерент Радиашин» (США), а также фирмы ФРГ, Японии,
Франции и других стран выпускают лазерные установки, пред¬
назначенные для резки. Установка «Лазер Фалкон» (США) ис¬
пользует С02-лазер мощностью болёе”~200 Вт, расположенный
над движущимся координатным столом. Размер листа, обрабаты¬
ваемого на установке, 1,8 X 1,15 м2. Фотокопировальная следя¬
щая система обеспечивает точность воспроизведения 0,13 мм.
При резке доски толщиной 50 мм ширина реза составляет 0,75 мм.
Установка обеспечивает достаточно высокую скорость резания.
Большие перспективы открываются при использовании ГЛР
для раскроя текстиля. Так, например, фирма «Женеско» исполь¬
зует С02-лазер для раскроя тканей. Установка позволила на 25%
снизить стоимость изделия, она дает более высокое качество
кроя и экономию материала до 5—6% [209]. Имеющиеся резуль¬
таты экспериментального исследования резки как отдельных
слоев, так и многослойных настилов показывают, что в каждом
конкретном случае существуют режимы работы лазеров и ско¬
рости перемещения обрабатываемого материала, при которых
разрез получается высокого качества без обгорания. В [12] при¬
ведены некоторые результаты экспериментальных исследований
резки синтетических материалов типа болоньи, стеклоткани,
которые для предотвращения сваривания слоев прокладывались
тонкой бумагой или увлажнялись. На рис. 180 показан общий
140
ёид отечественной лазерной установки для раскроя текстиля.
Мощность излучения лазера около 850 Вт, и при ширине реза 1 мм
установка позволяет вести массовый раскрой тканей по автомати¬
чески управляемой программе при толщине набора текстиля
порядка 100 мм и размере обрабатываемого поля 2,5 X 3,5 м2.
К настоящему времени проведено ограниченное количество
теоретических исследований по определению соотношений между
мощностью излучения лазера, скоростью резания, диаметром
пятна и т. п. В значительно большем объеме имеются данные по
экспериментальному исследованию резки диэлектриков и опре¬
делению таких параметров, как удельная энергия резания объ¬
емных диэлектриков S0 (Дж/г) и погонная энергия резания тонких
слоев L (Дж-см). Ниже приведены величины S0 и L для некоторых
материалов [12, 76].
Материал S0, кДж/г
Текстолит . . . 50,0
Стеклотекстолит . . . 47,0
Облицовочный пластик 2,0
Дерево:
сосна 0,9
дуб ... 5,4
Фанера клееная 5,4
Картон . 0,8
Винипласт 1,8
Плексиглас 2,0
Резина:
маслобензостойкая 2,5
вакуумная 2,1
Асбоцемент . . 28,0
Асбест листовой . . . 20,0
Ситалл непрозрачный 25,0
Керамика . . 30,0
Стекло:
обыкновенное 31,0
кварцевое 45,0
Материал L, Дж-см
Шерсть . . 14,0
Полушерсть .... 15,0
Буклированная ткань . . . 15,0
Трехслойная курточная ткань . 21,0
Трикотаж с искусственным мехом . 17,0
Брезент . 28,0
Кирза 28,0
Кожа искусственная . 30,0
Полихлоридная пленка 12,0
Шелк натуральный . . 3,5
Стеклоткань стройная 25,0
Шотландка . . 7,0
Следует отметить, что резка диэлектриков без поддува газа
в зону воздействия является более энергоемким процессом. Так,
для резки обыкновенного стекла без поддува газа требуется
удельная энергия резания почти на порядок выше (S0 ^
^ 350 кДж/г), чем для ГЛР (S0 ^ 31 кДж/г), но качество реза
141
ё первом случае более высокое, кромки получаются чистыми,
слегка оплавленными. Некоторые экспериментальные резуль¬
таты резания диэлектриков с поддувом воздуха излучением С02-
лазера приведены в табл. 23.
На рис. 89 показан разрез слюдяного листа толщиной 3 мм.
Видно, что одномодовый луч позволяет получать узкий разрез,
а многомодовый луч производит более широкий разрез. Этот рису¬
нок экспериментально подтверждает достоверность формулы (84).
Рис. 89. Разрез слюдяного листа толщиной 3 мм.
Широкий разрез (справа) произведен обычным лазером,
узкий — с помощью одномодового лазера
При ГЛР диэлектриков имеет место процесс разрушения ма¬
териала, заключающийся в том, что под действием излучения,
плотность мощности которого составляет более чем 107 Вт/см2,
наружный слой материала разогревается до температуры раз¬
рушения и выдувается струей газового потока из зоны обработки.
Обнаженный таким образом нижний слой также подвергается
воздействию излучения, разрушается и выдувается и т. д. Имеет
место последовательное разрушение слоев. В работе [12] опреде¬
лены пороговые значения ГЛР диэлектриков, которые находятся
следующим образом.
Затраты лазерной энергии на разрушение М граммов вещества
за единицу времени могут быть представлены как
Рл — *Р = М (сТ0 — Q), (128)
где Рл = (1 — R)P — часть мощности лазерного излучения Р,
поглощенная материалом с коэффициентом отражения R\ ДР —
142
мощность, теряемая материалом в результате охлаждающего дей¬
ствия струи; с — удельная теплоемкость материала; Т0 — тем¬
пература начала интенсивного разрушения материала; Q — удель¬
ное энерговыделение химической реакции и фазового перехода
в зоне резания.
Если распределение интенсивности в сфокусированном лазер¬
ном луче в радиальном направлении описывается выражением
Р(а) = [Pl(na\)] exp [— (а/ал)2], (129)
где ал — радиус сфокусированного луча, то это будет так назы¬
ваемый распределенный источник с погонной мощностью Р!и
в направлении движения, а в направлении, перпендикулярном
движению, — с распределением по закону Гаусса. При этом
погонная энергия каждой элементарной полосы определяется
как
Р (у) = \Р/(а2л Vя)] ехр [— (уо/ал)2}, (130)
На основании (130) можно записать
S = S0 ехр [— (у0/ал)2\. (131)
где S = Р/М — удельная энергия ГЛР; S0 — минимальная энер¬
гия, затраченная на разрушение 1 г вещества; у0 — ширина реза.
Из (131) видно, что при у о =0 S = S0. Это есть пороговое ус¬
ловие ГЛР. Экспоненциальный множитель характеризует изме¬
нение ширины реза в условиях, отличных от пороговых. Мини¬
мальная удельная энергия резания, или просто удельная энергия
резания, является энергетической характеристикой материала
и не зависит от условий^резания [12].
Таблица 23
Результаты резания некоторых диэлектрических
материалов излучением С02-лазера [76, 236]
Материал
Толщина, мм
Скорость резания,
м/мин
Мощность
излучения, Вт
Асбоцемент
6,3
0,025,
200
Бумага
'Г азетпая
600
400
Картон
19,0
0,1
200
Мулар
0,025
300
300
Текстиль
0,45
50,0
400
Кварц
2,0
1,0
400
Стекло
9,53
1,52
20 000
Оргстекло
1,5
3,0
400
»
12,7
4,6
20 000
Стеклопластик
2,4
0,635
200
Фанера
17,0
0,5
500
»
25,4
1,5
8 000
Нейлон
0,8
5,0
200
Кожа
3,2
0,635
200
143
Представляет интерес применение лазера на ИАГ для распи¬
ливания кристаллов алмаза толщиной до 3,5 мм за счет получе¬
ния двух встречных резов на глубину до 1,8 мм с каждой стороны.
Причем это может осуществляться одновременно на лазере,
имеющем специальное приспособление, например на установке
типа «Квант-17» (см. гл. VI). Для того чтобы избежать микротре¬
щин и сколов со стороны входа луча и на боковых стенках кратера,
необходимо применять лазер с короткими импульсами и повышен¬
ной мощности. Распиливание алмазных кристаллов может быть
выполнено за 6—10 проходов со смещением кристалла от импульса
к импульсу на 25—35 мкм при энергии излучения не более 2 Дж
и частоте следования импульсов до 50 Гц. При этом затрачивается
время от 2 до 5 мин на распиливание одного кристалла (в зависи¬
мости от его размеров), а поверхность в месте воздействия лазер¬
ного излучения может достигать 6—7 класса шероховатости.
Полуфабрикаты, полученные в результате резки лазеров, под¬
вергаются в дальнейшем обточке и огранке.
19. СВЕРЛЕНИЕ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Сверление отверстий является, пожалуй, одним из первых
направлений лазерной технологии. Вначале, прожигая отвер¬
стия в различных материалах, экспериментаторы с их помощью
оценивали энергию излучения лазерных импульсов. В настоя¬
щее время процесс лазерного сверления становится самостоя¬
тельным направлением лазерной технологии и занимает в оте¬
чественной и зарубежной промышленности значительный удель¬
ный вес. К материалам, подлежащим сверлению при помощи
луча лазера, относятся такие неметаллы, как алмазы, рубиновые
камни, ферриты, керамика и др., сверление отверстий в которых
обычными методами представляет определенную трудность или
является малоэффективным. При помощи лазерного луча можно
сверлить отверстия разного диаметра. Для этой операции исполь¬
зуют следующие два метода. При первом методе лазерный луч
перемещается по заданному контуру и форма отверстия опреде¬
ляется траекторией его относительного перемещения. Здесь имеет
место процесс резки, при котором тепловой источник перемеща¬
ется с определенной скоростью в заданном направлении: при
этом, как правило, применяются лазеры непрерывного излуче¬
ния, а также импульсные, работающие с повышенной частотой
следования импульсов.
При втором методе, получившем название проекционного,
обрабатываемое отверстие повторяет форму лазерного луча, ко¬
торому с помощью оптической системы можно придать любое
сечение. Проекционный метод сверления отверстий имеет неко¬
торые преимущества по сравнению с первым. Так, если на пути
луча поставить диафрагму (маску), то таким образом можно сре¬
зать периферийную его часть и получить относительно равно¬
144
мерное распределение интенсивности по сечению луча. Благо¬
даря этому граница облучаемой зоны оказывается более резкой,
конусность отверстия при этом уменьшается, а качество улуч¬
шается.
Существует ряд приемов позволяющих дополнительно выбрать
из обрабатываемого отверстия часть расплавленного материала.
Один из них — создание избыточного давления сжатым воздухом
или другими газами, которые подаются в зону сверления с по¬
мощью сопла, соосного с лазерным излучением (см. рис. 67).
Этот способ использовался для сверления отверстий диаметром
0,05—0,5 мм в керамических пластинках толщиной до 2,5 мм при
использовании С02-лазера, работающего в непрерывном режиме
[250].
Сверление отверстий в твердой керамике является непростой
задачей: при обычном способе требуется наличие алмазного ин¬
струмента, а при других существующих методах трудности свя¬
заны с размером отверстия в диаметре, равным десятым долям
миллиметра. Эти трудности особенно ощутимы, когда толщина
обрабатываемой пластины больше, чем диаметр отверстия. От¬
ношение глубины отверстия (толщины материала) к его диаметру
является мерой качества получения тонких отверстий; оно состав¬
ляет 2 : 1 при обычном сверлении и около 4 : 1 при ультразву¬
ковом методе, используемом при сверлении керамики и других
тугоплавких материалов.
Лазерный метод сверления данного класса материалов позво¬
ляет получить лучшее отношение при очень высокой точности
размещения отверстий и относительно меньших временных за¬
тратах. Так, при лазерном сверлении высокоплотной поликри-
сталлической глиноземной керамике использовался рубиновый
лазер с энергией в импульсе 1,4 Дж, сфокусированной линзой
с фокусным расстоянием 25 мм на поверхности диска и обеспечи¬
вающей плотность мощности около 4-106 Вт/см2. В среднем 40
импульсов при частоте следования 1 Гц понадобилось, чтобы про¬
сверлить керамический диск толщиной в 3,2 мм. Длительность
лазерного импульса была 0,5 мс. Полученные отверстия имели
конусность с диаметром на входе около 0,5 мм, а на выходе 0,1 мм.
Видно, что отношение глубины к среднему диаметру отверстия
составляет около 11:1, что значительно больше аналогичного
отношения при других способах сверления отверстий. Для про¬
стых материалов это отношение при лазерном сверлении может
составлять 50 : 1 [76, 187].
Для удаления продуктов сгорания и жидкой фазы из зоны
сверления используется поддув воздухом или другими газами
по схеме, аналогичной изображенной на рис. 67. Более эффективное
выдувание продуктов происходит при сочетании поддува с перед¬
ней стороны и разряжения с обратной стороны образца. Аналогич¬
ная схема использовалась для сверления отверстий в керамике
толщиной до 5 мм (рис. 90). Однако эффективное удаление жидкой
145
фазы в этом случае происходит только лишь после образования
сквозного отверстия.
Основными процессами при лазерном сверлении неметалли¬
ческих материалов, так же как и при резке, являются разогрев,
плавление и испарение из зоны лазерного облучения. Для того
чтобы обеспечить данные процессы, необходимо иметь плотности
мощности 106—107 Вт/см2, создаваемые оптической системой в фо¬
кальном пятне. При этом отверстие растет в глубину за счет ис¬
парения материалов; имеет место также оплавление стенок и
выбрасывание жидкой фракции создаваемым избыточным дав¬
лением паров.
Кинетика образования отверстия в неметаллических матери¬
алах описывается моделью, аналогичной для металлов (см. п. 15).
Здесь целесообразно привести результаты практического исполь¬
зования лазеров для сверления неметаллических материалов,
используемых в машино-и приборостроении. Так, отечественная
приборостроительная промышленность в настоящее время пол¬
ностью перешла на лазерную обработку рубиновых часовых кам¬
ней [74, 78, 80]. Для этой цели используются установки типа «Ко¬
рунд» и специализированные установки типа АК-345 и АК-378.
Основные технические характеристики установок произведены
в гл. VI. Суммарный годовой экономический эффект от внедре¬
ния лазерной обработки камней составляет около 1 млн. руб.
При этом резко повышена культура производства и улучшены
условия труда, высвобождены производственные площади и боль¬
шое число рабочих.
Одной из самых трудоемких операций при подготовке руби¬
нового камня к его применению в качестве подшипника скольже¬
ния для часового механизма является сверление отверстия. Слож¬
ность выполнения данного механического процесса определяется
тем, что в твердом и в то же время хрупком материале — синте¬
тическом рубине необходимо сверлить отверстия диаметром 50—
60 мкм при допусках по наружному диаметру отверстия в не¬
сколько микрометров. Кроме того, отверстие должно быть цилин¬
дрическим, а реальные трещины и сколы на входе и выходе отвер¬
стия не допускаются.
Многие годы сверление отверстий в синтетическом рубине
и лейкосапфире осуществлялось механическим способом, который
излучение ^
Рис. 90. Сочетание воздушного поддува
и вакуумной камеры для лазерного
сверления отверстий
146
заключался в том, что сверло, изготовленное из отрезка рояль¬
ной проволоки диаметром 40—50 мкм, совершало около 100
возвратно-поступательных перемещений в минуту и за то же время
делало около 35 тыс. оборотов. Сверление одного камня механи¬
ческим способом продолжалось от 10 до 15 мин, что делало этот
процесс малопроизводительным. На смену пришла более совер¬
шенная лазерная технология, которая вот уже более 10 лет с мо¬
мента первых экспериментов (1964 г.) успешно применяется для
сверления отверстий в рубиновых камнях.
Если при механической обработке один рабочий, обслуживаю¬
щий шесть двадцатишпиндельных станков, за смену сверлил не
более 2500 заготовок рубина, то при лазерной технологии на
сверление одного отверстия требуется всего два лазерных им¬
пульса, а одна лазерная установка за одну смену имеет произ¬
водительность около 22 тыс. камней [74].
В процессе освоения лазерной технологии сверления отвер¬
стий в рубиновых камнях приходится в основном решать про¬
блему, связанную с растрескиванием заготовок, при воздействии
на них мощным лазерным излучением.
При сверлении отверстий в рубиновых камнях на 6окоеой по¬
верхности отверстия имеет место образование дефектного слоя
вследствие застывания расплавленной массы, а на поверхности
со стороны входа луча образуется кольцевой валик из застывшей
жидкой фазы. В связи с этим представляет интерес выбор режима
работы лазера, при котором дефектный слой имел бы минималь¬
ную толщину и не происходило бы образование валика.
Глубину дефектного слоя можно уменьшить, во-первых,
удалением из отверстия жидкой фазы поддувом воздуха или
отсосом (рис. 90); во-вторых, слой можно уменьшить повышением
плотности паров материала, чем обеспечивается более эффектив¬
ное выдувание жидкой фазы. Повышение плотности мощности
до 6 • 107 Вт/см2, а также применение отсоса привели к уменьшению
толщины дефектного слоя с 15 до 8 мкм [74].
Для того чтобы избежать образования кольцевого валика со
стороны входа луча, поверхность обрабатываемого материала
покрывают слоем хорошо поглощающего вещества, например
графита, который легко наносится на обрабатываемую деталь.
Наличие графитного слоя позволяет получать более высокую ло¬
кальную температуру и обрабатывать отверстия диаметром в 1,5
раза больше; одновременно такое покрытие обеспечивает полу¬
чение отверстий без кольцевого валика.
В некоторых случаях при обработке материала может про¬
исходить искажение продольной формы отверстия, вызванное
искривлением канала, как правило, в конечной его части. Имеет
место также неперпендикулярность канала обрабатываемой по¬
верхности. Дефекты первого и второго вида приводят к затрудне¬
ниям при последующей технологической обработке, а при вели¬
чинах больше допустимых — к браку.
147
Искривление канала наблюдается обычно при сверлении
относительно глубоких отверстий (более 1 мм) и происходит в его
конце. В работе [74] объясняются причины искривлений, обус¬
ловленных расклинивающим действием испаренного материала,
создающего определенное давление вследствие его затруднитель¬
ного выхода на поверхность с большой глубины. Отмечается,
что искривление происходит на той стадии, когда скорость обра¬
зования отверстия резко уменьшается. Из изложенного выше сле¬
дует, что предотвратить искривление канала возможно за счет
увеличения плотности лазерного излучения.
Экспериментально установлено [74], что применение для об¬
работки отверстий диаметром до 100 мкм в заготовках рубина
толщиной 0,5 мм двух импульсов излучения длительностью 1,5 мс
и энергией 0,2 Дж (q ^ 6-107 Вт/см2) исключает появление ис¬
кривления. С ростом диаметра и глубины отверстия следует
увеличивать как количество импульсов, идущих на обработку,
так и мощность излучения при неизменной длительности.
Неперпендикулярность канала к обрабатываемой поверх¬
ности может возникать по нескольким причинам, и прежде всего
из-за того, что нормаль к поверхности не совпадает с геометри¬
ческой осью фокусирующей системы, а также из-за наклонного
падения лазерного луча на фокусирующий объектив. В этих
случаях причины очевидны и легко устраняются настройкой опти¬
ческой системы и обрабатываемой заготовки.
Еще одна причина, приводящая к наклону канала, связана
с режимом работы лазера и определяется распределением интен¬
сивности по сечению луча. Если по сечению более интенсивной
является периферийная часть, то за фокальной плоскостью объ¬
ектива эта часть луча под некоторым углом к геометрической оси
будет производить более активное воздействие и скорость обра¬
зования канала в этом направлении будет больше, в результате
чего образуется канал под некоторым наклоном к поверхности.
Данный дефект может быть устранен подстройкой оптического
резонатора лазера, более равномерным освещением активного
вещества, его заменой и т. д.
Получаемые в заготовках рубина отверстия имеют некоторую
конусность. Оказывается, что если применять устройство, поз¬
воляющее перемещать кристалл в направлении излучения и тем
самым производить перефокусировку в глубь кристалла, то можно
получить форму отверстия, близкую к цилиндрической. Так, для
образования цилиндрического отверстия диаметром 0,18—0,2 мм и
глубиной 1,65—1,7 мм в рубине при его перефокусировке требуется
в 1,5 раза меньше импульсов, чем без перефокусировки. Это позво¬
ляет повысить производительность труда на данной операции.
Лазерные установки для сверления имеют в какой-то мере
аналогичные оптические системы, позволяющие подвести лазер¬
ное излучение в зону обработки и визуально контролировать
процесс сверления (рис. 91).
148
Ё отечественной и зарубежной практике лазерная обработка
алмазных камней нашла широкое применение. Известно, что в про¬
цессе изготовления проволочек малого диаметра применяются
волоки из алмазов, стойкость и твердость которых в сотни раз
выше, чем у волоков из других материалов. Механическое свер¬
ление микроотверстий в алмазах является трудоемким и дли¬
тельным процессом. Так, для механического сверления чернового
отверстия диаметром от 0,01 до 1,2 мм требуется от 2,5 до 7 ч,
или до 65% полной затраты времени на изготовление волоки.
Применение лазеров для сверления чернового отверстия тре-
Рис. 91. Оптическая схема лазерной
установки для сверления' отверстий:
1 — лазер; 2 — призма; 3 — выдвижное
зеркало; 4 — телескопическая труба; 5 —
объектив; 6 — обрабатываемая деталь
бует значительно меньших затрат времени; экспериментально
определены рациональные режимы, при которых на пробивание
одного отверстия требуется всего несколько лазерных импульсов
с длительностью каждого около 0,5 мс и плотностью энергии
около 2,4* 104 Дж/см2.
Лазеры выполняют и такую операцию, как черновое дове¬
дение отработанных фильер до следующего по стандрату боль¬
шего диаметра. Если при механическом сверлении данная опера¬
ция занимала около 20 ч, то при лазерном сверлении она требует
вего лишь несколько десятков импу.льсов. Полный временной
интервал составляет около 15 мин на черновую обработку одной
фильеры.
Первое сообщение , о применении лазеров для изготовления
отверстий в алмазах появилось в 1962 г. Несколько позже импульс¬
ные лазеры для изготовления отверстий в алмазных фильерах
стали применяться в заводских условиях на фирме «Вестерн
Электрик» (США) [180].
Отечественная промышленность в настоящее время широко
использует лазерное сверление отверстий в алмазах, обеспечивая
высокую точность и контроль за формированием отверстий в про¬
цессе сверления. Лазерное сверление позволяет получать черно¬
вые отверстия, которые затем ультразвуковой обработкой, а также
шлифованием и полированием доводятся до требуемых размеров,
149
профиля и качества. Ё процессе сверления можно оставлять мини*
мальный припуск на окончательную доработку отверстия.
Первой отечественной промышленной лазерной установкой
для сверления отверстий в алмазах (с учетом специфики данной
операции) была установка типа К-ЗМ, которая в настоящее время
заменена более совершенной установкой типа «Квант-9», выпол-
Рис. 92. Профиль капала в алмазной фильере:
1 — входное отверстие н смазочный конус; 2 — ра¬
бочий канал; 3 — выходное отверстие
няющей операцию сверления отверстий и в других материалах.
Основные технические характеристики данной установки даны
в гл. VI.
Отверстие алмазной фильеры имеет сложный профиль, изобра¬
женный на рис. 92. Обработку алмазной заготовки ведут последо¬
вательными операциями: сначала сверление производят с одной
стороны, а затем, перевернув заготовку на 180°, сочетают лазер¬
ную обработку с другими видами. Поскольку алмаз отличается
Рис. 93. Схема лазерной установки фирмы «Раутхеон»
(модель SS-136) для сверления алмазов:
1 — лазер; 2 — полупрозрачная пластина; 3 — объектив;
4 — алмазная заготовка; 5 — трехкоординатный стол; 6,
7 — линзы; 8 — фильтр; 9 — телевизионная камера; 10 —
телевизор; 11 — лампа накаливания
8 7
ГГ],
i
-Е? О 0 4 ‘Ь
#
Ю
6<
11
2
3
хрупкостью, то моноимпульсная обработка может привести к его
раскалыванию или образованию трещин, что недопустимо при
изготовлении фильеры. Поэтому алмазную заготовку обрабаты¬
вают многоимпульсным методом, в значительной мере предотвра¬
щающим указанные дефекты.
Из зарубежного опыта следует отметить успехи фирмы «Раут¬
хеон» (США), выпускающей лазерные установки, предназначен¬
ные для сверления микроотверстий в алмазах с контролем про¬
цесса обработки на телевизионном экране (рис. 93).
Сверление отверстий в ферритах также является важной техно¬
логической операцией, широко используемой в приборостроении.
Если применяемый ультразвуковой метод требует для обработки
одного отверстия несколько десятков секунд, то лазерное сверле¬
ние позволяет сократить это время и увеличить тем самым произ¬
150
водительность. Кроме того, при лазерном сверлении можно полу¬
чать отверстия диаметром в несколько микрометров, что недо¬
ступно другим существующим методам. Это имеет существенное
значение, например, при сверлении отверстий в ферритовых
пластинах памяти для ЭВМ. Уменьшение диаметра отверстия
в пластинах целесообразно для улучшения характеристик после¬
дующих технологических операций (нанесение печатного монтажа,
сборка и т. д.). Используя лазеры, можно непрерывно осуще¬
ствлять контроль операций при достаточно высокой повторяемо¬
сти результатов сверления. Некоторые из них приведены в табл. 24,
наглядно демонстрирующей прецизионность многоимпульсного
метода обработки.
Таблица 24
Параметры отверстий в некоторых неметаллических материалах
и режимы их обработки [80, 89]
Материал
Параметры отверстия
Режим обработки
Диа¬
метр,
-мм
Глу¬
бина,
мм
Отноше¬
ние
глубины к
диаметру
Энергия,
Дж
Длитель-
ность
импуль¬
сах 10-4, с
Плотность
потока,
Вт/см2
Количество
импульсов
на отвер¬
стие
Феррит
200
1,0
5
1,6
10
5-10°
1
»
200
1,0
5
0,3
1
2- 107
7
»
50
1,0
20
0,05
0,9
6- 107
10
Рубин
50
0,45
9
0,2
2
—
5
Ситалл
50
0,6
12
0,3
1
5- 107
3—5
Керамика
200
3,2
16
1,4
5
4- 106
40
Механизм разрушения феррита в общем хорошо описывается
моделью, разработанной для металлов. Однако при обработке
хрупких материалов, каким является феррит, необходимо учиты¬
вать возможность механического выбивания дна отверстия под
действием импульса отдачи истекающих паров. Профиль отвер¬
стия определяется условиями фокусировки и близок к цилиндри¬
ческому при расположении фокального пятна на передней поверх¬
ности образца.
20. СВАРКА НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Данный вид лазерной технологии к настоящему времени освоен
еще надостаточно полно, но по имеющимся экспериментальным
данным лазерная сварка неметаллических материалов оказалась
перспективной в силу тех обстоятельств, что сфокусированный
лазерный луч способен в малом объеме произвести разогрев мате¬
риала без его разрушения и обеспечить сваривание материала и
изделий с узкой зоной термического воздействия и высоким каче¬
ством соединения. При этом возможна механизация процесса.
Температурное поле, создаваемое лазерным тепловым источ¬
ником, движущимся по поверхности обрабатываемого материала,
151
может быть определено из выражения (99), а за точку кипения
принимается максимальная температура, при которой поверх¬
ность может быть нагретой без избыточного испарения или выб¬
роса материала, что является необходимым условием сваривания
однородных или разнородных материалов. Верхняя граница,
соответствующая испарению стекла, составляет около 1200° С,
нижняя, соответствующая размягчению стекла, — около 700° С.
Если производить предварительный подогрев стекла до 300—
400° С, то можно получать качественные швы с меньшими удель¬
ными энерговложениями и сваривать детали толщиной в несколько
миллиметров. При этом резко снижается выделение влаги, кон¬
денсирующейся из продуктов сгорания, и повышается точность
готового прибора благодаря отсутствию оплывания стекла. При¬
мером использования лазерной сварки деталей является приме¬
нение ее для изготовления трубок Не—Ne-лазеров. В этом случае
за счет изменения последовательности сборки прибора была обес¬
печена сохранность катода и оптических деталей при заданной
точности [73, 76].
Для сварки деталей из обычных стекол вполне достаточен
уровень мощности порядка 50—100 Вт, а для сварки кварца и
металлостеклянных спаев необходимы мощности порядка 300 Вт
и более. К настоящему времени проведено ограниченное коли¬
чество теоретических и экспериментальных исследований по
определению соотношений между мощностью излучения лазера,
скоростью сварки, диаметром светового пятна, толщиной свари¬
ваемых деталей и т. п. Однако для ориентировочной оценки можно
пользоваться удельной энергией СЕарки, приблизительно равной
для стекла 30 кДж/г, а для кварца 45 кДж/г.
Для сварки неметаллических материалов применяются, как
правило, С02-и ИАГ-лазеры непрерывного действия. Лазерные
установки, предназначенные для резки, могут успешно при¬
меняться и для сварки. В лабораторных условиях опробовано
сваривание таких материалов, как кварц, стекло, а также изделий
в виде стеклянных или кварцевых труб и прутков. При этом
могут быть выполнены соединения типа встык, внахлест и т. д.
Известно, что изделия из кварца подвергаются термической
обработке при помощи кислородно-водородной горелки. При
этом продукты сгорания попадают в материал и производят его
газонасыщение, образуя тем самым в зоне обработки дефекты в виде
пузырьков, ухудшающих механические свойства изделия. Для
устранения указанного недостатка на практике используется
иной тип нагревателя кварца, принцип работы которого состоит
в том, что излучение от мощного дугового источника тепла с по¬
мощью рефлектора фокусируется в точку, в которой произво¬
дится термическая обработка кварца, предназначенного для
прецизионных измерений. Однако данный вид обработки явля¬
ется несовершенным и малоэффективным. Лазерный луч, в силу
его высокой монохроматичности и когерентности позволяет по¬
152
лучать с помощью оптической системы пятно малого размера
и тем самым большие плотности мощности, что делает его более
согершенным инструментом для термической обработки кварца,
Рис. 94. Стеклянные трубы, сваренные С02-лазером
(Р= 100 Вт)
стекла и других неметаллических материалов и позволяет из¬
бежать их газонасыщения. На рис. 94 показаны результаты
лазерной сварки стеклянных труб диаметром 30 мм. 2121. ФИГУРНАЯ ОБРАБОТКА ПОВЕРХНОСТЕЙ
Фигурная обработка поверхности материалов состоит в том,
что лазерный луч, форма сечения которого определена с помощью
маски, проектируется на обрабатываемую поверхность в нужном
масштабе для получения фигурного изображения, повторяющего
форму маски.
Данный метод обработки поверхностей, получивший назва¬
ние проекционного, широко применяется в микроэлектронике
для фигурной обработки тонких пленок, а также в других обла¬
стях для обработки поверхностей объемных материалов. Одним
из направлений проекционного метода является нанесение (ла¬
зерное печатание) цифр на обрабатываемые детали. Часто детали
бывают чувствительными к механическим напряжениям и дав¬
лениям, и поэтому механические методы печатания не могут быть
использованы: напряжения в материале могут привести к струк¬
турным изменениям и разрушению.
В этом отношении является чувствительным производство
интегральных схем и магнитных головок, поскольку в обеих
случаях материал является хрупким. В интегральных схемах
в качестве основного материала используются тонкие пластины
153
монокристалла кремния, а в магнитных головках часть цифр
должна быть напечатана на поверхности ферритовых элементов.
Ни один из известных методов не может быть успешно исполь¬
зован для маркировки этих материалов в процессе изготовления.
В ФРГ на фирме IBM [202] разработан лазерный метод пе¬
чатания цифр на тонких пластинках кремния и феррита. При
этом используется лазер, излучение которого через маску и
оптическую систему проектируется на поверхность образца,
и производится испарение поверхностного слоя материала без
разрушения последнего.
Если сравнить феррит и пластины тонкого кремния, то послед¬
ний является менее стойким к лазерному воздействию, и поэтому
рассмотрим несколько подробнее процесс взаимодействия лазер¬
ного излучения с кремнием. Спектр поглощения кремния пока¬
зывает, что только длины волн меньше 1,1 мкм могут быть исполь¬
зованы с достаточно высокой эффективностью для печатания
цифр на этом материале, поскольку для более длинных волн
кремний становится прозрачным.
Видимый свет поглощается в кремнии на глубину около 0,1 мкм.
Механизм поглощения состоит в резонансном взаимодействии
с электронами. Квант оптической энергии поглощается электро¬
ном, который переходит на более высокий энергетический уровень.
Возбужденные электроны сталкиваются с фононами решетки и
другими электронами и обмениваются энергией. Посредством
этих процессов поглощенная энергии передается кристаллической
решетке в течение нескольких пикосекунд с последующим пре¬
вращением в тепловую. Поглощенный лазерный луч разогревает
часть образца, появляются тепловое расширение и механическое
напряжение. При этом утечка тепла от освещенной зоны к при¬
легающим частям должна быть максимально уменьшена, что
может быть достигнуто использованием лазеров, работающих
в импульсном режиме. Если длительность импульса равна 1 мс,
то только в течение этого времени имеет место утечка тепла.
Эффект воздействия лазерного импульса зависит от его энергии.
В случае использования кремния свет поглощается и не¬
медленно превращается в тепло. Если поглощенной энергии до¬
статочно, то начинается плавление, и поскольку лазерный им¬
пульс короткий, то плавление становится локальным. Если энер¬
гия импульса будет увеличиваться, то температура может до¬
стигнуть точки испарения материала. При плотности мощности
около 108 Вт/см2 температура в зоне воздействия увеличивается
до 1010 °С/с, а температурные градиенты до 10-6° С/см. Требуется
около 5 нс после начала лазерного импульса для того, чтобы об-
рагатываемая поверхность достигла температуры испарения;
после 50 нс материал начинает плавиться на глубину до 2 мкм.
Испаренный материал имеет более высокий коэффициент погло¬
щения, чем этот же материал в твердом состоянии. После того
как поверхностный слой испарен, с помощью лазерного луча мо¬
154
гут быть испарены новые слои. Таким образом испаряются все
новые и новые слои до тех пор, пока не прекратится лазерный
импульс.
Имеется несколько причин нестабильности процесса испарения.
Одна из них состоит в том, что лазерный луч в сечении имеет не¬
равномерное распределение интенсивности, которое приводит
к неоднородности воздействия на обрабатываемый материал,
и поскольку распределение интенсивности подчиняется закону
Гаусса, то глубина испаряемого материала уменьшается от центра
к периферии. Устранение данного недостатка представляет опре¬
деленную сложность.
3
Рис. 95. Оптическая схема проекционного метода:
/ — лазер; 2 — расширитель луча; 3 — маска; 4 — фокусирующий
объектив; 5 — поверхность образца
Оптическая схема проекционного метода обработки поверх¬
ности изображена на рис. 95 [202]. Лазерный луч освещает ме¬
таллическую маску, в которой выполнены фигурные отверстия,
проектируемые с помощью объектива на обрабатываемую поверх¬
ность. Маска выполнена в виде диска из молибдена диаметром
76 мм и толщиной 0,1 мм. В диске по периметру нанесены цифры
от 0 до 9, которые путем поворота диска могут в нужном порядке
устанавливаться на оси оптической системы и проектироваться
на поверхность кремниевой пластины. Применялись лазеры ру¬
биновый, неодимовый, стеклянньй и ИАГ. Первые два имеют
одни и те же характеристики, кроме' волны излучения, которая
составляет 0,6943 мкм для рубинового и 1,06 мкм для неодимо¬
вого лазера. Их выходная энергия может составлять несколько
сотен джоулей. При энергии 20 Дж они могут обеспечивать ча¬
стоту повторения импульсов 1 Гц, а ИАГ-лазер работает также
на длине волны 1,06 мкм, но при энергии около 2 Дж имеет ча¬
стоту следования импульсов 10 Гц и выше.
Цифры на элементах из феррита для уменьшения в них терми¬
ческих напряжений также наносятся с помощью импульсных
лазеров. В данном случае кет разницы в применении типа лазера.
Могут применяться рубиновые, стеклянные и другие лазеры.
Феррит одинаково хорошо поглощает их излучение.
На рис. 96 показано распределение интенсивности в несфо¬
кусированном луче рубинового лазера. Видно, что существуют
полосы неправильной формы, на отдельных участках которых
имеются зоны с повышенной интенсивностью, приводящей к
155
локальным трещинам, разломам и лункам на поверхности обраба¬
тываемой заготовки. Наличие участков с повышенной интенсив¬
ностью определяется неоднородностями рабочего вещества и
света накачки. Существует несколько способов для рассеивания
участков повышенной интенсивности. Один из них, описанный
в работе [202], состоит в том, что лазерный луч первоначально
расширяется и направляется на вторую линзу, передняя грань
которой технологически обработана специальным образом и ра¬
ботает как рассеиватель, позволяющий распределить излучение
наиболее интенсивных участков по многим углам и направить
его на обрабатываемую поверхность. Система, сочетающая рас-
Рис. 96. Распределение интенсивности в несфоку¬
сированном луче рубинового лазера:
1 — интенсивность принята за 1; 2 — больше в 1,6 раза;
3 — больше в 4,27 раза; 4 — больше в 6,67 раза
ширитель и рассеиватель луча, получила название диффузор
(см. рис. 95). Результаты фигурной обработки с диффузором и
без него при прочих равных условиях изображены на рис. 97.
В [202] приведены экспериментальные результаты маркировки
тонкой пластины монокристаллического кремния на двух ее
поверхностях. Лицевая сторона пластины имеет лучшее качество
поверхности, чем обратная. Следовательно, энергия, необходимая
для лазерного печатания цифр, будет различной для обеих сторон.
Результаты обработки пластины кремния зависят от наличия
окисной пленки; с увеличением толщины последней существенно
ухудшается качество, обработанная поверхность становится более
неоднородной.
Печатание цифр на магнитных головках с помощью лазерного
луча имеет некоторые особенности по сравнению с аналогичной
операцией на кремнии. Магнитная головка монтируется на ке¬
рамической пластине. Характеристики поглощения феррита и
керамики отличаются друг от друга; качество поверхности феррита
хуже, чем у кремния. Лучшее качество печатания цифр на феррите
было получено при использовании рубинового и неодимового ла¬
зеров.
Система печатания цифр на поверхности монокристалличе¬
ского кремния, феррита и других неметаллических материалов,
поглощающих лазерное излучение, может управляться автома¬
тически и производить печатание как одиночных цифр, так и
целого их набора с достаточно большой производительностью.
Так, для печатания одной цифры и автоматической ее смены,
т. е. на весь цикл, требуется одна секунда [202].
156
В [75] описана лазерная система для записи информации на
тонких пленках. В качестве носителя информации используются
тонкие пленки (толщиной 500—1500 А) металлов, полупровод¬
ников и диэлектриков, нанесенные на кварцевые подложки.
Эти пленки используются при воздействии на них излучения ла¬
зера типа ЛГИ-21 с длительностью импульса 2* 10-8 с и импульс¬
ной мощностью 1,5 кВт, позволяющими получать размеры знака
от 5 до 30 мкм.
Рис. 97. Фигурная обработка поверхности без диффузора (а) и с диффузором
(б). Высота цифр 1,2 мм
В настоящее время достаточно широкое развитие получила
еще одна область фигурной обработки поверхности — лазерная
литография в производстве фотошаблонов.
Прогресс современной микроэлектроники во многом зависит
от развития метода фотолитографии, являющегося одним из основ¬
ных в изготовлении больших и интегральных схем. Существующие
в настоящее время способы получения фотошаблонов приводят
к образованию значительного количества дефектов, возникающих
на различных стадиях фотолитографического процесса, а сам про¬
цесс отличается длительностью изготовления фотошаблонов и
многоступенчатостью.
157
Применение лазерных методов литографии, основанных на
процессе испарения материала тонкой пленки маскирующего
покрытия, позволяет исключить операции фотолитографии и
осуществлять контроль размеров рисунка фотошаблона в реаль¬
ном масштабе при значительном сокращении цикла его изготов¬
ления.
Процессу испарения (разрушения) материала предшествует
передача энергии кристаллической решетке с последующим на¬
гревом материала. Поглощение света свободными электронами
металлической пленки приводит к возрастанию энергии электрон¬
ного газа, которая передается кристаллической решетке при
электрон-фононных столкновениях за время около 1СГ10 с.
Для того чтобы создать микроизображение на пленке любого
материала, необходимо сформировать его оптическим путем и
затем осуществить требуемое воздействие лазерным излученим.
В настоящее время известно несколько методов формирования
оптического изображения, однако наибольший практический
интерес представляют для лазерной литографии проекционный,
контурно-лучевой и контурно-проекционный методы.
Проекционный метод заключается в том, что поверхность
пленки совмещается с плоскостью изображения маски. При кон¬
турно-лучевом методе рисунок воспроизводится в результате от¬
носительного перемещения сфокусированного на поверхность
пленки светового пучка. Контурно-проекционный метод представ¬
ляет собой комбинацию первых двух: проекционного для полу¬
чения изображения отдельного элемента и контурно-лучевого
для воспроизведения всего рисунка в целом.
При обработке тонких пленок применяется как одноимпульс-
ный, так и многоимпульсныт режим. Многоимпульсная обработка
тонких слоев и пленок применяется в тех случаях, когда энерге¬
тические параметры лазеров не позволяют полностью удалить
пленку из облученной зоны за один импульс или когда возникает
необходимость в удалении части пленки. Кроме того, многоим¬
пульсный режим обладает такими достоинствами по сравнению
с одноимпульсной обработкой, как возможности усреднения не¬
стабильности параметров светового импульса и уменьшение от¬
клонения размеров и формы отверстий в толстых пленках.
В настоящее время наметились дЕа направления работ по
созданию лазерных генераторов изображения (ЛГИ) для изго¬
товления фотошаблонов. Одно из них состоит в применении си¬
стем, позволяющих получить фотошаблон со скрытым изображе¬
нием на светочувствительных материалах, другое — в образова¬
нии рисунка фотошаблона за счет непосредственного испарения
маскирующего покрытия.
Основным преимуществом системы экспозиции светочувст¬
вительных слоев с помощью Не—Ne-лазера является высокое
быстродействие. Однако невозможность экспонирования фоторе¬
зисторов излучением Не—Ne-лазера и многоступенчатость тех¬
158
нологического процесса изготовления металлизированного фо¬
тошаблона в значительной степени снижает ценность этого способа.
Современные лазеры позволяют производить непосредственное
удаление локальных участков тонкослойного маскирующего по¬
крытия и открывают широкие возможности для создания авто¬
матизированных высокопроизводительных систем изготовления
фотошаблонов. Функциональная схема лазерного генератора изо¬
бражения (ЛГИ) показана на рис. 98. Необходимым дополнением
к лазеру непрерывного действия является модулятор, осущест-
Рис. 98. Схема макета лазерного генератора изображений
вляющий прерывание излучения, а к импульсному лазеру —
схема синхронизации для включения лазера по командам устрой¬
ства управления. Управление ЛГИ осуществляется при помощи
ЭВМ путем задания команд «Рабочее слово», выдаваемых на уст¬
ройства управления микрофотонаборной установки, и команды
«Такт», поступающей на устройство запуска, на которое посту¬
пают также счетные импульсы, соответствующие перемещению
координатного стола с обрабатываемым образцом. После этого
устройство запуска выдает команду на включение лазера и снова
начинается подсчет импульсов. Таким образом при непрерывном
движении стола формируется непрерывная линия.
В общем случае количество счетных импульсов, определяемое
командой «Такт», приводит к незавершению линии. Для устра¬
нения этого недостатка в момент включения точного привода ко¬
ординатного стола, когда до конечной точки заданного перемеще¬
ния остается небольшой отрезок, на устройство запуска поступает
159
команда «Включение третьей скорости» и блокирует его. По
окончании отработки координаты команда на включение лазера
поступает с микрофотонаборной установки. Таким образом
формируется непрерывная линия заданной длины.
Для обработки тонких покрытий толщиной 500—2000 А не¬
обходимо обеспечить плотность энергии излучения 1—60 Дж/см2,
а для уменьшения повреждения подложки и термического иска¬
жения рисунка длительность лазерного импульса должна нахо¬
диться в пределах от 10 до 500 нс. Этим требованиям удовлет¬
воряют твердотельные и газовые лазеры с модуляцией добротности
резонатора, химические лазеры на органических красителях
и полупроводниковые. Из табл. 25 видно, что выбор лазеров,
Таблица 25
Основные параметры лазеров,
пригодных для обработки тонких пленок [73, 126, 128]
Активная среда
Длина
волны
излучения,
мкм
Длительность
импульса,
нс
Энергия
в импульсе, Дж
Частота
повторения
импульсов
Рубин
0,69
5—30
1—10
1—60 Гц
Стекло с Nd
1,06
6—50
1—20
1—10 Гц
ИАГ
1,06
5—200
(10-ь 20) 10-3
До 5 МГц
С02—N2—Не
10,6
100—200
0,02—1
0,4—2 кГц
Аг
0,5
200—400
ю-4—ю-3
0,1 — 1 кГц
Хе
0,55
300—500
10-1
10—50 Гц
N2
0,34
5—20
10-5—0,1
10—400 Гц
Не—Ne (импульс¬
ный)
1,15
25—1000
10-4—2-10" 8
2 кГц]
применяемых для размерной обработки тонких пленок, достаточно
обширен, однако для их практического использования кроме
энергетических и временных параметров большую роль играют
длина волны излучения, надежность, долговечность, стабиль¬
ность выходных параметров, а также простота конструкции
и удобства в работе.
Основываясь на тепловой модели испарения обрабатываемого
материала [27, 80], можно произвести ориентировочный расчет
элементарной площади, испаряемой одним импульсом лазера.
Пороговое значение плотности лазерного потока, необходимой
для испарения пленки при облучении ее импульсами наносекунд-
ной длительности, может быть определено как
q*^Ld/(Ax)9 (132)
где L — энергия испарения единицы объема вещества пленки;
d — толщина; А — поглощательная способность; т — длитель¬
ность импульса.
160
При мощности импульса Р обработанная площадь 5 = plq*,
а характерный диаметр испаряемого круга
D = 2 УЩйГ) /ЛРт/(я^) = 2/AWftnLd), (133)
где W — энергия в импульсе.
Для пленки хрома толщиной 500 A L = 50 кДж/см3; А = 0,5.
Нетрудно подсчитать, что для изготовления фотошаблонов
размером 40x40 мм2 при условии удаления 50% площади маски¬
рующего покрытия требуется порядка 105 импульсов такого ла¬
зера, как лазер на ИАГ, у которого т = 8-г-15 нс; W = 7 • 10'3 Дж;
Я = 7-102 кВт; частота следования импульсов 100 Гц; долго¬
вечность— 2 -106 импульсов с заменой ламп накачки. С помощью
одного такого лазера можно изготовить не более 20 шаблонов,
чего совершенно недостаточно даже для проведения эксперимен¬
тальных работ.
Для осуществления поставленной задачи приемлем азотный
лазер, у которого гарантированная долговечность промышлен¬
ного образца составляет 500 ч.
Выходные параметры этого лазера дают возможность полу¬
чить непрерывную линию на пленке хрома толщиной 1000 А,
для которой экспериментально определенный порог разрушения
равен 8,7 • 107 Вт/см2. При импульсной мощности 3 кВт экспери¬
ментально определенная величина, обработанной площади состав¬
ляет 0,34-10“4 см2 при диаметре пятна 60 мкм. Считая перекрытие
соседних пятен в линии равным радиусу пятна, можно определить
скорость рисовки линии, которая составляет 12 мм/с, что намного
перекрывает скорость движения координатного стола микро-
фотонаборной установки.
Мощность лазера, используемого в ЛГИ, позволяет получать
рисунок контурно-лучевым или контурно-проекционным мето¬
дом. Принципиальное построение оптической схемы в обоих
случаях одинаково. Разница состоит в том, что в первом случае
обработка ведется в фокальной плоскости объектива, а во вто¬
ром — в плоскости изображения диафрагмы, ограничивающей
поперечное сечение пучка лазерного излучения.
Обработка в фокальной плоскости благодаря возможности
получить максимальную для данного лазера плотность энергии
в месте воздействия и простой оптической схеме является наи¬
более широко распространенным методом при выполнении лазер¬
ных технологических операций.
Если пучок имеет гауссово распределение интенсивности
по сечению, то, имея в распоряжении объектив с относительным
отверстием D, его можно сфокусировать в круг радиусом
а = 1,22 Ю= 1,22ДО0- (134)
При многомодовом режиме работы лазера площадь фокаль¬
ного пятна увеличивается; с применением дополнительного диаф¬
6 Крылов К. И. и др.
161
рагмирования можно получить фокальное пятно размером в не¬
сколько микрометров, но со значительным снижением эффектив¬
ности использования лазерного излучения. Нерегулярность модо-
вой структуры, которая имеет место при импульсной работе ла¬
зеров, затрудняет применение контурно-лучевого метода для
прецизионной размерной обработки тонких пленок.
Ограниченное использование контурно-проекционного метода
обработки тонкопленочных маскирующих слоев объясняется не¬
обходимостью применения высококачественных объективов для
формирования излучения и повышением требований к равномер-
8 9
А
igpi и
15 10
7
Рис. 99. Оптическая схема ЛГИ:
1 — N г-лазер; 2 — призма; 3, 9 — линзы; 4 — прямо¬
угольная диафрагма; 5 — объектив; 6 — прозрачная
подложка с тонкослойным маскирующим покрытием;
7 — объектив микроскопа; 8 — лампа накаливания;
10 — полупрозрачная пластина; 11 — окуляр микро¬
скопа
ности пространственного распределения энергии по поперечному
сечению пучка лазерного излучения. В качестве проекционного
объектива, применяемого в ЛГИ, работающем в ультрафиоле¬
товом диапазоне спектра, могут применяться объективы, выпу¬
скаемые отечественной промышленностью для ультрафиолетовой
микроскопии. Оптическая схема ЛГИ приведена на рис. 99.
На практике для получения рисунка чаще используется кон¬
турно-проекционный метод обработки, при котором элементы
синтезируются из необходимого числа линий заданной длины.
Технические характеристики установки приведены ниже.
Плотность мощности в зоне обработки, Вт/см2
Толщина маскирующего покрытия, А
Элементарный участок обработки .
Размер поля изображения, мм2 . .
Увеличение оптической системы, крат . .
Наибольшая скорость рисовки линии, мм/с
Скорость обработки пленки, мм/с
Погрешность положения и размеров элементов, мкм
КУ5—2-108
200—2000
Прямоугольник
со стороной
5—35 мкм,
круг диаме¬
тром 1—45 мкм
40X40
20—50
3
0,1
—1,5
На установке проводилась обработка тонких пленок различ¬
ных материалов (Cr, Mo, Bi, Al, Ni, Си, Fe203, Si), нанесенных
на подложки из оптического стекла К-8, кварцевого стекла,
лавсановой пленки. В результате выявлено, что при плотностях
162
мощности 108 Вт/см2 и длительности импульсов 10-8 с процесс
лазерной обработки сопровождался рядом технологических осо¬
бенностей, характерных в большей или меньшей степени для всех
исследованных материалов, а именно: образованием «мозаичной»
структуры обработанной поверхности, возникновением дефектов
при неправильном выборе режима облучения, незначительным
матированием подложки на обработанных участках. В процессе
исследований не обнаружено снижения адгезии пленки к под¬
ложке на краю обработанной зоны. «Мозаичность» структуры
Рис. 100. Фотографии фотошаблонов, изготовленных па ЛГИ. Мате¬
риал: а — пленка окиси железа толщиной 1000 А, размер изобра¬
жения 30X30 мм2; б — пленка хрома толщиной 800 А, размер изоб¬
ражения 30X28 мм2
поверхности и матирование подложки приводят к уменьшению
светопропускания обработанных участков на 5—10% по срав¬
нению с пропусканием чистой подложки. Однако указанные
особенности не вызывают существенного изменения качества ри¬
сунка, полученного методом лазерной литографии. Фотографии
образцов, изготовленных на технологической установке, приве¬
дены на рис. 100.
В табл. 26 приведены результаты обработки некоторых ма¬
териалов. Минимальный размер элемента, достигнутый при об¬
работке по проекционному методу на пленках Сг и А1 толщиной
до 500 А, составил 1,1—1,5 мкм.
Описанный выше ЛГИ обладает достаточно высокой про¬
изводительностью. Например, на изготовление лазерной лито¬
графией фотошаблона, показанного на рис. 100, а, было затрачено
около 5 ч. Однако использование лазеров с мощностью в им¬
пульсе 50—100 кВт при частоте следования 100—150 Гц и ско¬
ростных прецизионных координатных столов даст возможность
6* 163
Результаты обработки некоторых материалов
методом лазерной литографии
Таблица 26
Материал
о
Толщина, А
Неровность края,
мкм
Радиус скругления
угла, мкм
Хром
600
0,2—0,3
1,2
Алюминий
700
0,5—0,6
1,4
Окись железа
1000
0,8—0.9
1,6
Кремний
300
0,2
1,0
увеличить скорость рисования линии до 20 мм/с и скорость об¬
работки до 1 мм2/с, что поднимет производительность ЛГИ и поз¬
волит затрачивать на изготовление одного фотошаблона не более
3,5 ч.
22. ТЕРМООБРАБОТКА МАТЕРИАЛОВ
В течение последних трех—пяти лет появились мощные га¬
зовые лазеры, обеспечивающие в режиме непрерывной генерации
мощность порядка нескольких киловатт. Благодаря этому стало
возможным осуществлять новую технологическую операцию —
термическую обработку металлических поверхностей. Это особенно
важно для обработки таких поверхностей, где мощный лазерный
луч имеет преимущества или где геометрия обрабатываемых
изделий создает трудности для применения традиционного тепло¬
вого метода. Лазерная термообработка применяется для закалки
стальных поверхностей, высокоскоростного отжига фольги, уда¬
ления пленок и других поверхностных осаждений, а также впе¬
кания порошкового материала в металлическую поверхность.
Образование тонкого твердого поверхностного слоя у стали
путем ее подогрева и последующего быстрого охлаждения играет
важную роль во многих технологических операциях. Обрабаты¬
ваемыми деталями могут быть зубчатые колеса, шпоночные ка¬
навки, зубчатые муфты, распределительные валы, концы пальцев
толкателей, ножи различных машин и т. д. Поскольку допустимый
износ у стали является малой величиной, то увеличение срока
службы изделия достигается за счет создания поверхностного
твердого слоя. Одной из важных особенностей поверхностного
упрочнения является сохранение качества основной массы металла,
которая также разогревается вместе с поверхностным слоем.
Основным процессом при закалке является нагревание поверх¬
ности до температуры, при которой исчезает аустенитная струк¬
тура. При этом углерод начинает существовать как твердый рас¬
твор карбида железа в гамме железа. Затем производится охлаж¬
дение до температуры, при которой еще не успеет образоваться
устойчивое состояние перлита с ферритом или цементитом, а обра-
№
зуется очень прочный твердый раствор карбида в ос-железе, из¬
вестный как мартенсит. Необходимая скорость охлаждения за¬
висит от состава стали и имеет значение порядка 30—40° С/с
до тех пор, пока температура не достигнет порядка 250 °С. Из¬
вестно, что для получения указанной скорости охлаждения при¬
меняют охлаждающие жидкости.
При лазерной закалке количество энергии, вложенной в ме¬
талл, является достаточным для поверхностного нагрева, а масса
металла остается холодной. В этом случае нагретая поверхность
будет охлаждаться за счет теплопроводности с достаточно высокой
скоростью; в первый момент времени она будет равной прибли¬
зительно ТУ2т, где Т0 — поверхностная температура; т—про¬
должительность подогревающего лазерного импульса [199].
Временная зависимость распространения тепла для круглого
лазерного потока однородной интенсивности и радиуса а, пада¬
ющего вдоль оси г, перпендикулярной к плоскости поверхности
полубесконечной среды, определяется выражением (96).
Известно, что поглощение света металлами намного сильнее
в видимых лучах, а малая длина волны излучения позволяет
получить пятно в фокусе с высокой плотностью. Однако поверх¬
ностное поглощение увеличивается с ростом температуры металла
и образованием на поверхности окисных пленок [101].
В обычной стали поглощенное излучение с плотностью 8 кВт/см2
прогреет слой на глубину 0,5 мм до температуры выше критиче¬
ской, при которой имеют место переходы у-модификации в а-мо-
дификацию аустенита (Т 937° С) за время, приблизительно
равное 0,05 с. Если тепло от лазерного луча за счет теплопровод¬
ности быстро передается в другие части поверхности, то, как сле¬
дует из выражения (103), поверхностный слой будет охлаждаться
очень быстро, обра-зуя мартенситную поверхность.
При лазерном способе обработки поверхности необходимо,
повышая температуру на требуемой глубине до величины, при
которой обеспечивается закалка поверхности, избежать ее раз¬
рушения, которое происходит при температуре около 1200° С,
в то время как 900° С достаточно для поверхностной закалки.
Температура на глубине г может быть выражена через поверх¬
ностную Г0. Для лазеров большой мощности эффективный радиус
лазерного потока определяется как al2(kt)l/2 ^>1, и тогда
iQ)*zl2(kty12 ^0,42 [см. формулу (96)]. При t = 0,2 с глубина
закаленного поверхностного слоя будет составлять 0,4 мм.
В [199] приведены результаты закалки стали, в состав ко¬
торой входят 0,95% углерода, 1,7% марганца, 0,25% хрома и
0,25% ванадия. Обычная тепловая обработка состоит из закалки
при температуре 780—800° С с последующим охлаждением. Ла¬
зерный луч, диаметром 5 мм, перемещался по поверхности изде¬
лия со скоростью 1,4 м/мин. Был использован непрерывный СО 2-ла¬
зер мощностью 2,8 кВт. Измерения твердости закаленного слоя
проводились обычным методом. Результаты показали, что на ши¬
165
рине 8 мм твердость поверхностного слоя в результате двойного
прохода луча С02-лазера стала в три раза выше исходной (рис. 101).
Эффективность процесса закалки определяется отражательной
способностью поверхности. На длине волны X = 10,6 мкм по¬
глощение поверхности холодной стали меньше 10%, но оно резко
увеличивается (см. п. 14) с увеличением поверхностной темпера¬
туры. Это необходимо учитывать при закаливании поверхност¬
ного слоя. Если на обрабатываемую поверхность нанести тонкий
слой графита, то тем самым можно существенно уменьшить от¬
раженный поток и увеличить эф¬
фективность процесса закалки.
Температурную обработку ста¬
ли можно производить в различных
средах (вода, воздух, различные
газы). Оказывается, что более высо¬
кое упрочнение стали имеет место
при ее обработке в жидких средах.
Причем в малоуглеродистой стали
после облучения упрочнение выше,
чем в высокоуглеродистой, с доста¬
точно высокой устойчивостью.
Имеющиеся в настоящее время
экспериментальные результаты
использования мощных лазеров для поверхностной закалки дают
возможность сделать следующие выводы.
1. Данный процесс успешно выполняется с относительно
небольшими затратами поглощенной энергии, необходимой для
нагрева поверхностного слоя, при этом не происходит общего
нагрева детали.
2. Метод может быть использован для закалки внутренних
поверхностей так же успешно, как и наружных. Концентрацию
тепла в обрабатываемой зоне, как и в случае индукционного
метода нагрева, можно контролировать.
3. Возможно получать очень узкие закаленные полоски или
локальные участки путем сканирования лазерным лучом или при¬
менения специальных масок.
4. Во время закалки отсутствуют ядовитые химические про¬
цессы, а также шумы и высокая температура на рабочем месте.
5. Процесс закалки происходит очень быстро, поэтому окис¬
ление поверхности или другие химические изменения являются
минимальными.
Экспериментальные исследования показали, что мощный ла¬
зерный луч может быть использован для удаления с поверхности
тонких слоев приставших осаждений путем выжигания или тер¬
мохимического разложения. С помощью непрерывного С02-лазера
можно превратить слои ржавчины в плотный твердый слой маг¬
нетита Fe304 и тем самым выполнить операцию по восстановлению
слоя металла, уничтоженного атмосферой я
166
2 Ч 6 8 10
Ширина, мм
Рис. 101. Твердость поверхности,
обрабатываемой двумя проходами
луча С02-лазера
Известно, что высокотемпературное пламя и плазменная горелка
широко используются для получения тонких слоев на металли¬
ческих поверхностях путем впекания в них металлических по¬
рошков. Причем слои могут быть изготовлены из материала со
специальными свойствами и выполнены в случае необходимости
фигурными. Для этих целей могут применяться также лазеры.
23. ДРУГИЕ ВИДЫ ТЕХНОЛОГИЧЕСКОГО ПРИМЕНЕНИЯ
ЛАЗЕРОВ
Лазеры применяются не только для процессов резки, сварки,
сверления отверстий в объемных материалах, но также и для
выполнения операций в местах, где использование обычных ме¬
тодов обработки по каким-либо причинам затруднительно.
Резка тонкостенного трубчатого стекла. В технологии изго¬
товления ряда приборов, например электровакуумных, сущест¬
вует проблема бездефектной резки трубчатого стекла на заготовки
баллонов приборов. Отработка технологии резки трубчатого
стекла марки С87-1 диаметром 20 мм и толщиной стенки 0,75 мм
проводилась на лазерной установке в специальном исполнении.
Основной механизм резки — направленное разделение за счет
термоупругих напряжений [125], возникающих в стекле под
действием больших температурных градиентов.
При вращении трубки с частотой порядка 20 об/с на ее по¬
верхности создается кольцевой источник тепла, при котором бла¬
годаря термоупругим напряжениям, превышающим предел проч¬
ности стеклянной трубки, возникает разделяющая трещина.
Напряжение на внутренней поверхности цилиндра G, рассчитан¬
ное по формуле
G = P£77[2(1 — />)], (135)
где р — линейный коэффициент термического расширения; Е —
модуль упругости; Р — коэффициент Пуассона; Т — температура,
превышает допустимое для указанной марки стекла более чем
в пять раз [125].
Замечено, что в зависимости, от скорости роста напряжений
можно получить различную шероховатость поверхностей разде¬
ления от 4-го до 13-го классов.
С помощью лазерного излучения можно произвести также резку
листового стекла, керамики и нарезку кварцевых трубок. Из¬
вестно, что в некоторых случаях применение обычных методов
резки стекла затруднительно или приводит к большому браку.
В полной мере сказанное относится к размерной резке стекла
в процессе его непрерывной вытяжки, особенно при больших
скоростях. Применение традиционных методов резки стекла не
позволяет увеличить скорость вытяжки, а в некоторых случаях
непрерывная вытяжка вообще невозможна.
167
Лазерный метод резки [271 исключает появление в стекле и
инструменте дополнительных напряжений благодаря отсутствию
контакта режущего инструмента со стеклом. Положительными
моментами являются также отсутствие изнашивающихся эле¬
ментов, возможность контроля и регулировки степеней воздей¬
ствия на стекло, стабильность процесса резки стекла. Вследствие
малой теплопроводности стекла преобладающая часть мощности
излучения расходуется на нагрев ограниченного объема стекла,
имеющего вид полусферы, радиус которой примерно равен ра¬
диусу сфокусированного луча. В результате прочность стекла
в области воздействия излучения значительно ослабляется и
при приложении механического усиления стекло разламывается
по намеченному контуру.
С увеличением мощности светового потока или времени воздей¬
ствия механическое усилие, требуемое для разламывания, умень¬
шается. В работе [77] указывается, что при мощности излучения
25 Вт и диаметре луча в фокусе 0,2—0,3 мм скорость прочерчи¬
вания терморисок 3,5 м/мин является максимальной для обес¬
печения разлома стекла по намеченному контуру. При большей
скорости движения луча разламывание стекла затрудняется.
Процент качественной резки стеклопрофилита лазерным методом
колеблется от 60 до 90. Экономия составила примерно 100 тыс. руб.
в год на одну лазерную установку. Возможность проведения опе¬
рации без частой смены и переналадки режущего инструмента
создала предпосылки для полной автоматизации технологического
процесса изготовления стеклопрофилита.
Удаление тонких изоляционных пленок с проводников. Зачи¬
стка изоляции с тонких проводников является одной из проблем
технологии радиоприборостроения. Существующие способы уда¬
ления изоляции (механический, химический и др.) не обеспечи¬
вают надежной зачистки. Технология зачистки проводников от
изоляции с помощью С02-лазера основана на свойствах излуче¬
ния с длиной волны 10,6 мкм хорошо поглощаться диэлектриками
и отражаться от металлов.
Работа по удалению изоляции [125] проводилась на лазерной
установке, где в качестве излучателя применен отпаянный С02-
лазер ЛГ-22 мощностью 25 Вт в непрерывном режиме работы.
Зачищаемый проводник протягивался в фокальной плоскости
линзы из оптической керамики на основе ZnS. В результате воз¬
действия излучения лазера на проводник происходит выгорание
изоляции. Металлическая жила при этом не успевает разрушиться
благодаря ее высокой отражательной способности. Скорость
перемещения проводника выбирается в зависимости от его диа¬
метра, мощности излучения, толщины изоляции. В качестве ил¬
люстрации на рис. 102 приведены зависимости скорости удаления
лаковой изоляции с проводников типа ПЭВ от диаметра провода
при мощности излучения 16 и 19 Вт.
168
Проводились также экспериментальные работы по удалению
стеклянной изоляции с микропроводников диаметром порядка
100 мкм. При протягивании проводников в фокальной плоскости
со скоростью 100 мм/с при мощности излучения 10 Вт наблюдалось
испарение стеклянной изоляции.
Нарезка резисторов. С02-лазер сравнительно небольшой мощ¬
ности может быть успешно применен для нарезки резисторов пу¬
тем удаления в определенных местах резистивного тонкого слоя
с цилиндрической керамической подложки [125]. Для этого из¬
лучение лазера фокусируется на поверхность заготовки, которая
вращается вокруг своей продольной оси и одно¬
временно поступательно движется вдоль нее.
Нарезка резисторов с помощью С02-лазера
имеет следующие преимущества перед сущест¬
вующим способом нарезки шлифовальным кру¬
гом: спираль можно нарезать непосредственно
от контактного колпачка, что позволяет умень¬
шить габариты резисторов; отсутствует контакт
резистора с инструментом, что исключает меха¬
нические повреждения резисторов; можно бы¬
стро прервать процесс по достижении заданного
номинала, что позволяет повысить точность
изготовления резисторов; отсутствует пыль от
продуктов удаления резистивных слоев, которая
обычно оседает обратно и образует «мосты про¬
водимости» на резисторе; высокие скорости на¬
резки позволяют повысить производительность
труда до пяти раз [125].
Экспериментальные работы по удалению
резистивных слоев проводились с использова¬
нием одномодового С02-лазера непрерывного
действия. Диаметр пучка на выходе лазера
составлял 10 мм. Излучение фокусировалось линзой из оптической
керамики на основе ZnS. Фокусное расстояние линзы 50 мм. Диа¬
метр фокального пятна на полуширине гауссовского распределе¬
ния составлял около 120 мкм. Мощность излучения на выходе
оптической системы равнялась примерно 12 Вт. Стенд был оснащен
приспособлением, позволяющим менять в широких пределах ско¬
рость вращения и перемещения резисторов.
При нарезке хромистых резисторов использовались заготовки
стандартных резисторов типа С2-16 диаметром 7,5 мм и длиной
активной части 19,5 мм. Получались сопротивления трех исход¬
ных значений: 40, 10 и 1 Ом. Резистивный слой таких резисторов
формируется при диффузии хрома в поверхностные слои керамики.
Глубина диффузии составляет 10—20 мкм, при этом концентрация
частиц хрома меняется с глубиной и максимальна на ее поверх¬
ности. Удобной характеристикой электрических свойств резистора
в» этом случае является «погонное сопротивление резистивного
Ву мм
Рис. 102. Зависи¬
мость скорости ио
зачистки проводов
типа ПЭВ от их диа¬
метра D при мощ¬
ности излучения
19 Вт (/) и 16 Вт (2)
169
слоя», т. е. сопротивление на единицу длины Rn. Для указанных
значений сопротивлений оно составило соответственно 22,5; 5,1
и 0,51 Ом/см.
Экспериментальные данные о зависимости ширины нарезаемой
канавки у от скорости перемещения фокального пятна по поверх¬
ности резистора и0 представлены в табл. 27. В качестве сравнения
отметим, что для резистивных слоев МЛТ при скорости резания
13 см/с ширина канавки составляла 60—80 мкм независимо от
исходного значения резисторов, имевших разброс в пределах од¬
ного порядка.
В аналогичных условиях проводились эксперименты и по
нарезке углеродистых резисторов типа ВС. Ниже приведены зна¬
чения у и и0 для резисторов этого типа со следующими параме¬
трами: диаметр 0,4 см, длина активной части 1,5 см, исходное
сопротивление 1,5 кОм [125].
м0, см/с 2,2 3,4 6,7 10 13 16 18
//, мкм 150 135 120 105 90 75 75
Исследования по использованию С02-лазера для резки самых
различных металлических пленок позволяют выяснить некоторые
возможности и трудности при изготовлении резисторов. Так,
при резке пленок из алюминия и золота на различных подло¬
жках ширина реза может меняться от 200 до 600 мкм в зависи¬
мости от скорости перемещения
луча. Максимальная скорость
резания достигает 650 см/мин.
При малых скоростях вслед¬
ствие перегрева происходит по¬
вреждение подложки, наблюда¬
ются кратеры и микротрещины,
область термического влияния
в 1,5—2 раза превышает ширину
реза. Однако при правильно
выбранных скорости движения
светового пятна по поверхности
заготовки и мощности излуче¬
ния лазера можно добиться
отсутствия растрескивания и
уменьшения зоны термического
влияния излучения.
Скрайбирование и резка полупроводниковых пластин. С тех
пор как образовалось направление полупроводниковой техно¬
логии, появилась проблема разделения полупроводникового ма¬
териала на отдельные элементы. В случае плоской пластины полу¬
проводникового материала эта операция состояла в том, что с по¬
мощью алмазного инструмента производился предварительный
надрез пластины с последующим разламыванием ее на отдельные
части по линии надреза. В полупроводниковой промышленности
170
Таблица 27
Ширина реза у (мкм) в хромистом
резисторном слое в зависимости
от скорости резания и0 [125]
Wo,
см/с
Значения у, при Rn, Ом/см
22,5
5,1
0,51
13,9
10,0
6,7
3.4
2,2
1.5
Пор
90
120
150
195
195
юг разруи
85
115
145
195
195
юния
75
105
135
195
195
эта технология используется Для производства полупроводнико¬
вых приборов и интегральных схем—ИС [59].
Однако применение алмазного скрайбера осложняется тем, что
в процессе обработки появляется ряд микротрещин, сколов, осо¬
бенно в месте пересечения линий скрайбирования, а также имеет
место заметный износ алмазного инструмента. Эти недостатки при¬
водят к значительному браку. Они устраняются при использова-
нии^лазерной технологии, позволившей резать полупроводнико-
Сигнол окончания
испытаний
Рис. 103. Схема лазерной установки для подгонки
резисторов в монолитных ИС фирмы «Аналог Девайсес»
(США):
1 — лазер; 2 — координатное устройство; 3 — блок управ¬
ления прибором; 4 — устройство считывания; 5 — управ¬
ляющие логические схемы; 6 — блок выдачи контрольных
напряжений и приема сигналов с ИС; 7 — измерительный
мост; 8 — рабочий стол с ИС; 9 — прерыватель луча
вые пластины на более мелкие части и тем самым размещать эле¬
менты интегральных схем ближе друг к другу, а сам процесс
скрайбирования производить быстрее, глубже и лучше, чем при
механическом методе.
Процесс скрайбирования происходит в результате теплового
воздействия интенсивного лазерного луча на обрабатываемый
материал, при этом температурное поле рассчитывается по фор¬
мулам, приведенным в п. 14. Мощный лазерный поток скрайби-
рует пластину путем выпаривания материала, образуя при пере¬
мещении лазерного пятна по поверхности пластины глубокую
канавку без механических напряжений в прилегающих к ней об¬
ластях. Блок-схема установки для скрайбирования приведена
на рис. 103 [76].
Фирма «Электроглас» (США) выпустила лазерный прибор для
скрайбирования лазерных пластин (модель 1400 АХ). Прибор
использует лазер на ИАГ, работающий в режиме модуляции до¬
бротности и обеспечивающий мощность излучения, достаточную
171
для обработки материала, при частоте следования импульсов от 5
до 50 кГц. Длительность импульса, составляющая приблизительно
250 нс, достаточна для испарения материала, например кремния,
но недостаточна для передачи тепла в участки, прилегающие к зоне
обработки. Так, в месте воздействия лазерного пятна температура
достигает 1800° С; при такой температуре испаряется вещество
из зоны обработки, но отсутствует тепловое разрушение сосед¬
них участков.
По мере перемещения пластины относительно луча в ней об¬
разуется последовательный ряд углублений с большим коэффи¬
циентом перекрытия, в результате чего получается ровная непре¬
рывная канавка, имеющая в сечении V-образную форму, с шири¬
ной на поверхности пластины не более 25 мкм и глубиной около
50 мкм. При этом отсутствуют радиальные микротрещины и нагре¬
вание пластины, закрепленной к рабочему столу при помощи
вакуумной присоски. Недостаток лазерного скрайбирования со¬
стоит в том, что испаренный из зоны обработки материал оседает
на более холодную поверхность пластины. Однако этот тонкий
слой легко удаляется ультразвуком без повреждения полупровод¬
ника или интегральной схемы. Глубина нарезанной канавки очень
важна при раскалывании интегральной схемы или других тон¬
ких пластин на отдельные элементы. Экспериментально обнару¬
жено, что при глубине канавки в 25—35% от общей толщины
пластины получается раскалывание высокого качества. Более
глубокие разрезы, естественно, повышают качество раскалывания,
но, как правило, для их получения приходится уменьшать ско¬
рость скрайбирования.
Модель 1400 АХ лазерной установки обеспечивает скорость
скрайбирования от 120 до 240 мм/с. Производительность установки
зависит от диаметра пластины и расстояния между канавками
(рис. 104) и от толщины.
Наиболее перспективны для резки полупроводников ИАГ-
лазеры, обладающие большой мощностью излучения и малой
длительностью импульса и позволяющие осуществлять прецизи¬
онную сквозную резку кремниевых пластин толщиной 0,25 мкм
[76]. Так, ИАГ-лазеры положены в основу созданных в США
(фирма «Квантроникс») и СССР установок для разделения крем¬
ния [76, 178].
С помощью установки фирмы «Квантроникс» время разделения
пластин диаметром 50 мм на элементы размерами 1,27x 1,27 мм2
сокращается до 2 мин с учетом вспомогательных операций [178].
Данные сравнительного экономического анализа лазерного и ал¬
мазного скрайбирования, проведенного фирмой «Моторола» с ис¬
пользованием установки «Квантроникс-601», приведены в табл. 28
[76]. Таким образом, лазерное скрайбирование является экономи¬
чески выгодным прежде всего благодаря уменьшению потерь ма¬
териала. Кроме того, при лазерном скрайбировании сокращается
трудоемкость операции разделения пластин кремния в 10—15 раз.
172
Разделение кремниевых пластин можно осуществлять с по¬
мощью лазера на молекулярном азоте. Небольшая мощность ла¬
зера делает нецелесообразным его использование для сквозной
разделки кремния, но применение этого лазера для скрайбирова-
ния представляет определенный интерес. В работе [135] пока¬
зано, что при частоте следования импульсов 100 Гц, средней мощ¬
ности излучения 1,2 мВт, диаметре светового пятна 15 мкм и ско¬
рости перемещения образца 2 мм/с глубина реза составляет 5—
10 мкм за один проход. Скрайбирование всей пластины требует
Таблица 28
Данные сравнительного
экономического анализа
лазерного и алмазного скрайбирования
Статья расхода
Стоимость
скрайбирования, дол.
лазерного
алмазного
Обслуживание
5 500
8 000
Электроэнергия
500
150
Трудовые за¬
24 000
24 000
траты
Эксплуатация
30 000
32 150
Убытки из-за
15 000
150 000
брака
Итого
75 000
214 300
Расстояние между канадками, мм
Рис. 104. Зависимость производитель¬
ности лазерной установки для скрай¬
бирования от расстояния между канав¬
ками в полупроводниковых пластинках
при диаметре пластинок 35 мм (/),
50 мм (2) и 75 мм (3)
при этом 3—4 мин, что примерно равно времени скрайбирования
на установке «Квантроникс-601». Рез имеет малую ширину и
весьма ровный и чистый край, свободный от продуктов испарения.
Общий вид ИС с линией скрайбирования, полученной излучением
азотного лазера, представлен на рис. 105.
На фирмах «Вестерн Электрик» и «Моторола» в течение не¬
скольких лет используется лазерная система для скрайбирования,
включающая машинный контроль и позволяющая получать вы¬
сокое качество канавок и низкую стоимость конечного продукта
[177]. Следует отметить, что при обработке материалов с низкой
теплопроводностью не обязательно применять импульсные лазеры.
Для скрайбирования используются непрерывные С02-лазеры [77,
80]. Метод лазерного скрайбирования может быть применен в
микроэлектронике для разделения пластин из керамики, ситалла
[198], а также стеклопрофилита.
Образование контактов в интегральных схемах. Многие техно¬
логические процессы: лазерная подгонка сопротивлений [22,
177], пленочных конденсаторов, кварцевых резонаторов [80],
фигурная обработка поверхности различных материалов и др.
173
основаны на разогреве и испарении материала из зоны обработки.
При этом важным параметром является длительность лазерного
импульса, от которого зависит степень разогрева основной массы
обрабатываемого изделия. Чтобы уменьшить термическое влияние,
используют весьма короткие лазерные импульсы, примером тому
Рис. 105. Разделение ИС на отдельные элементы путем скрай-
бировапия па установках с ИАГ-лазером (а) и Ы2-лазером
(б). Ширина линии скрайбировапия в первом случае равна
80 мкм, во втором — 20 мкм при глубине скрайбирования
20 мкм
может служить процесс получения низкоомного контакта между
слоями в интегральных схемах. Для этих целей использовался
органический лазер, работающий в импульсном режиме с длитель¬
ностью импульса несколько наносекунд. Соединение создавалось
между алюминием и диффузионным слоем кремния. Использование
Рис. 106. Схема лазерной
шнс установки для образования
омического контакта между
слоями в интегральной схеме:
I — N 2-лазер; 2 — цилиндри-
ские линзы; 3 — органический
лазер (родамин 6G); 4 — атте¬
нюатор; 5 — затвор; 6 — линза;
7 — микроскоп; 8 — образец;
9 — фильтр; 10 — видикон;
II — телевизор; 12 — фотодиод
короткого лазерного импульса (2—6 нс) позволяет получить жела¬
емый контакт между слоями без теплового воздействия на чув¬
ствительную структуру окружающих участков интегральной
схемы.
Аппаратура, используемая для этих экспериментов, состоит
из органического лазера 3, работающего в импульсном режиме,
микроскопа 7 и набора оптических элементов (рис. 106). Примене¬
ние цилиндрических линз 2 позволяет создать распределенную
однородную подсветку от лазера на азоте 1 на жидком органиче¬
174
ском рабочем веществе и получить на выходе лазера пик мощно¬
сти около 3 кВт с длительностью порядка 2—6 нс (на уровне поло¬
винной мощности).
Амплитуда и количество лазерных импульсов контролируются
аттенюатором 4 и затвором 5, размещенными на линии лазерного
излучения. Положение лазерного фокуса относительно поверх¬
ности образца регулируется либо вертикальным перемещением
образца, либо горизонтальным перемещением линзы 6, которая
в нормальном положении выставляется таким образом, чтобы
лазерный поток точно фокусировался на поверхность образца,
Рис. 107. Образование контакта в ИС:
вскрытие А1 (а, б), удаление Si02 (в),
соединение за счет выброса расплав¬
ленного Si и осаждения его на А1 (г)
и в этом случае образец будет находиться в плоскости изображения
микроскопа. Пик мощности и временное изменение лазерного
импульса измеряется фотодиодом 12.
Образование соединения между слоями в интегральной схеме
происходит в несколько этапов в результате воздействия опреде¬
ленного количества лазерных импульсов (рис. 107). Первона¬
чально вскрывается отверстие в алюминии.
Поскольку слой Si02 прозрачен в видимом диапазоне длин
волн, то следующие импульсы поглощаются поверхностным слоем
Si, в результате чего происходит его испарение с последующим
повышением давления паров. Это приводит к микровзрыву с
разрушением слоя Si02 и выбросом расплавленного Si, который
оседает на А1 с образованием хорошего омического контакта. Ко¬
личество лазерных импульсов определяет качество соединения
слоя алюминия микронной толщины и сильно легированного
слоя п+-Si. Если количество импульсов меньше четырех, то нуж¬
ного соединения не получится, а если оно больше этой величины,
лазерное излучение проникает в p-Si слой, производя его разру¬
шение. Только четыре лазерных импульса позволили в данном
случае получить хорошую стабильность и повторяемость на не¬
скольких образцах. Так, в работе [205] сообщается, что все 100
выполненных соединений имели допустимое отклонение.
В данной главе изложены основные направления лазерной тех¬
нологии, получившие наиболее широкое развитие и основанные на
тепловом воздействии лазерного излучения на вещество. Глава
не претендует на полный охват возможных лазерных технологи¬
ческих операций, поскольку многие задачи, в которых могут быть
175
я) 4 Л 4
1
Alm оа
nf-Si
В) 4
p-Si )
г) 4
г-—-
использованы современные лазеры, еще не нашли своего оконча¬
тельного решения. Следует также учитывать, что прогресс и пер¬
спектива лазерной технологии основываются на достижениях кван¬
товой электроники, создающей новые типы лазеров и совершен¬
ствующей старые.
Зарубежный и отечественный опыт работы с лазерами для вы¬
полнения технологических операций во многих случаях показы¬
вает преимущества лазерной технологии. При этом увеличивается
производительность, улучшается качество изделий, высвобожда¬
ются площади и рабочая сила. Однако следует отметить, что лазер¬
ная технология сделала только первые шаги, и необходимы кол¬
лективные усилия ученых и инженеров для массового внедрения
лазерной техники в производство.
ГЛАВА IV
ЛАЗЕРЫ В СИСТЕМАХ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
КАЧЕСТВА МАТЕРИАЛОВ
И ИЗДЕЛИЙ
24. МЕТОДЫ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
Систематический контроль качества материалов и параметров
изделий весьма важен на всех этапах технологического процесса
их изготовления. Контроль должен быть неразрушающим и обес¬
печивать достаточную локальность измерений, высокие точность
и воспроизводимость, возможность получения количественных
значений измеряемой величины без дополнительной обработки
результатов и высокую производительность. Важной задачей
является создание автоматических систем контроля с машинной
обработкой результатов измерения.
Перечисленным выше требованиям в полной мере удовлетво¬
ряют оптические методы: другие методы не дают точных и досто¬
верных результатов, а образцы материала и изделий часто разру¬
шаются. Существующие электрические методы контроля [62,
70] являются трудоемкими и требуют сложной дополнительной
обработки.
Использование в оптических методах контроля лазеров в ка¬
честве монохроматического, когерентного, с большой спектраль¬
ной плотностью источника света позволило существенно повысить
чувствительность и точность этих методов, а в некоторых случаях
существенно расширить их возможности благодаря внедрению
совершенно новых принципов, например голографии, основанной
на интерференции света.
Оптические методы контроля весьма разнообразны и отлича¬
ются друг от друга по физическому явлению, лежащему в их ос¬
нове. Так, метод, основанный на анализе оптического поглощения
света, проходящего через вещество, широко используется в лазер¬
ных микроскопах. Если к исследуемому образцу, через который
проходит поляризованное лазерное излучение, прикладывать
магнитное или электрическое поле и тем самым поворачивать пло¬
скость поляризации вещества, то можно получить дополнитель¬
ную информацию о качестве исследуемого объекта.
Лазерный эллипсометрический метод основан на анализе
изменения поляризации света, прошедшего или отраженного
от исследуемого объекта. Метод является прецизионным и с вы¬
сокой точностью позволяет измерять физические и оптические
константы определенного класса материалов. Применение в эллип-
сометрии лазерного монохроматического излучения позволило
177
создать новый класс приборов, основанных на интерференции
и оптическом гетеродинировании и отличающихся рядом поло¬
жительных свойств.
Все большее значение приобретает голографический метод
неразрушающего контроля. Относительная простота, возможность
исследования поверхностей, имеющих неровный профиль, пред¬
метов неправильной формы обусловили широкое применение
голографии для контроля качества изделий и выявления скрытых
дефектов.
Применение лазеров в спектральном анализе существенно
расширило возможности данного метода: его чувствительность
повысилась на три-четыре порядка по сравнению с использованием
обычных источников света. Спектральные методы анализа, осно¬
ванные на взаимодействии лазерного излучения с исследуемыми
газообразными, жидкими или твердыми веществами с последую¬
щей обработкой спектров флуоресценции, позволяют производить
количественные измерения.
Фотоэлектрический метод основан на том, что лазерный све¬
товой зонд малого размера сканирует по исследуемому объекту,
вызывая в каждой его точке фототок, анализ которого дает воз¬
можность получать информацию об объекте.
Весьма разнообразен круг задач, решаемых оптическими ме¬
тодами контроля: ими можно определять толщины и диаметры,
показатели преломления и поглощения материала, концентра¬
цию свободных носителей заряда и их подвижность в полупровод¬
никах, плоскостность и плоскопараллельность пластин, наличие
анизотропии в элементах оптических систем, однородность отра¬
жения зеркал, величину и природу напряжений в материалах,
дефекты в структурах интегральных схем и т. д. Однако до насто¬
ящего времени сделано очень мало для разработки и внедрения
в производство лазерных методов контроля. Настоящая глава
ставит своей целью ознакомить читателя с существующими лазер¬
ными методами контроля качества материалов и макетами прибо¬
ров, созданных для решения конкретных задач.
25. МЕТОД КОНТРОЛЯ ПО ОПТИЧЕСКОМУ ПОГЛОЩЕНИЮ
Известно, что оптические свойства изотропных сред описы¬
ваются двумя постоянными: показателем преломления п и пока¬
зателем поглощения /с, однозначно определяющими амплитуду
и фазу плоской световой волны в такой среде. В случае нормаль¬
ного падения волны на среду с комплексным показателем прелом¬
ления п* = п — itc будет иметь место поглощение света, прохо¬
дящего вдоль оси х, по экспоненциальному закону ехр (—2ажх/с) =
= ехр (—ах). Величина
а = 4я/сА (136)
есть коэффициент поглощения, определяющий долю энергии, ко¬
торая теряется за счет поглощения при прохождении через слой
178
вещества единичной толщины. Материалы, прозрачные в изме¬
ряемом диапазоне длин волн, являются оптически неоднородными,
что приводит к неравномерному распределению интенсивности
по сечению луча, прошедшего через исследуемый материал. Это
объясняется неравномерностью поглощения луча отдельными
элементами материалов. Данное явление положено в основу ме¬
тода контроля, основанного на исследовании оптического погло¬
щения [36, 102, 237].
Применение лазеров в качестве источника света для структур¬
ного анализа материалов позволяет получить световое пятно (све¬
товой зонд) малого диаметра, соизмеримого с длиной волны из¬
лучения лазера, и тем самым исследовать весьма малые участки
и тонкие структуры. Кроме того, большая спектральная плотность
лазерного излучения дает возможность существенно увеличить
чувствительность приборов и работать на различных длинах волн,
в том числе и в средней части ИК диапазона, где обычные источ¬
ники света не могут быть применимы из-за слабой интенсивности.
Техническая реализация лазерных интроскопов, основанных
на измерении оптического поглощения материалов при пропу¬
скании через них света состоит в том, что исследуемый образец
можно просвечивать либо узким, либо широким лазерным лучом.
В первом случае лазерный луч с помощью оптической системы
формируется в пятно малого диаметра, которое построчно пере¬
мещается относительно образца, или образец перемещается отно¬
сительно луча лазера. Во втором случае оптическая система фор¬
мирует широкий луч, который просвечивает весь исследуемый
образец.
В обоих случаях определяется коэффициент пропускания,
который при помощи конкретных решений может быть найден
в каждой точке образца. Если последний представляет собой плос¬
копараллельную пластину толщиной d, то при коэффициенте
отражения R, показателе преломления п, коэффициенте погло¬
щения а, определяющем свойства материала, и наличии интерфе¬
ренции лучей между поверхностями образца коэффициент про¬
пускания Т для нормального падения'излучения может быть за¬
писан
т= (1 — R2) exp (—ad) /137ч
1 + R2 ехр (—2. ad) — 2R exp (—ad)cos 2 (ф + ф) , ' '
где
Ф = 4nnd/X\ ф = arctg 2к/(п2 -f- к2 + 1). (138)
Коэффициент отражения определяется следующим образом:
п _ (п- 1)»+*2
д (л+1)а+к2
(139)
Слагаемое в знаменателе формулы (137), содержащее cos 2 (ф +
+ ф), учитывает изменение пропускания за счет интерференции
света и является малой величиной, поскольку для слабопоглоща¬
179
ющих материалов (а < 103 см"1) показатель поглощения к [см.
формулу (136)] имеет пренебрежимо малое значение в диапазоне
длин волн, излучаемых лазером. Таким образом, если считать, что
cos (ф + ф) ^ 0, то коэффициент пропускания зависит от произ¬
ведения ad, которое при наименьших погрешностях измерения Т
принимает значения ad = \-r-2. В этих случаях при наличии сла-
бопоглощающих материалов интерференция ослаблена из-за боль¬
шой толщины пластины, а при сильнопоглощающих материалах
она ослаблена сильным поглощением света в исследуемой среде.
Ошибка в измерении Т при пренебрежении интерференцией света
в плоскопараллельных пластинах при ad = 1-г-2 составляет не
более 20%.
Как видно из приведенных выше рассуждений, физическая
модель метода основана на определении поглощения света и в боль¬
шей мере применима к поглощающим материалам, среди которых
наибольший интерес представляют полупроводники. Так как
параметры полупроводниковых приборов зависят от качества ис¬
ходного материала, то целесообразно более подробно остановиться
на описании лазерного метода его анализа.
Еще в начале 60-х годов использовался метод фотоэлектриче¬
ской инфракрасной полярископии и дефектоскопии для измере¬
ния и наблюдения картин прозрачности и двупреломления полу¬
проводниковых кристаллов, прозрачных в средней инфракрас¬
ной области спектра [40]. Метод заключался в последовательном
измерении в отдельных точках исследуемых образцов значений
пропускания и двупреломления, характеризующих структурные
несовершенства этих образцов. Подобные исследования, проведен¬
ные в последнее время на кристаллах д-GaAs [233, 234],
п-GaP [49, 102, 116], п-Si [69, 234], п-Ge [36], позволили каче¬
ственно оценить степень примесной неоднородности и связать
последнюю с условиями роста кристаллов. В этих исследованиях
контроль полупроводниковых материалов производился путем
измерения коэффициента пропускания. Аналогичную оценку сте¬
пени неоднородности можно сделать, используя коэффициент
отражения образца [65].
Аппаратура, используемая в этих исследованиях, работает по
принципу сканирования (автоматически или вручную) с приме¬
нением различных высокочувствительных приемников инфракрас¬
ного излучения. Зондирование осуществляется либо узким пуч¬
ком ИК излучения ПОЗ, 234], либо перемещением исследуемого
образца или приемника [36, 49, 102, 118]. В качестве светового
зонда используется сфокусированный на поверхности образца
луч лазера, обладающий рядом преимуществ по сравнению с при¬
менением некогерентного источника излучения [195].
Для получения количественных данных электрический сигнал,
возникающий в инфракрасном приемнике, усиливается и реги¬
стрируется на каком-либо измерительном приборе. Можно полу¬
чать картины распределения пропускания (топограммы) на экране
180
ЭЛТ [36, 106, 233] или с помощью регистрирующей лампы на
обычной фотопленке [102, 118].
Один из вариантов реализации метода ИК интроскопии за¬
ключается в просвечивании объектов исследования ИК излуче¬
нием и визуализации прошедшего через объект излучения с помо¬
щью электронно-оптического преобразователя или телевизион¬
ной системы [40, 226]. Примером подобного прибора является
микроскоп МИК-1, позволяющий осуществлять видение в таких
полупроводниковых материалах, как Si и GaAs, выявлением де¬
фектов в объеме полупроводника. Однако использование в каче¬
стве источника излучения широкополосных тепловых излуча¬
телей значительно ухудшает качество изображения и затрудняет
количественную интерпретацию получаемой информации.
Значительного улучшения характеристик ИК интроскопов
удалось добиться, используя в качестве зондирующего излучения
лазерный луч ИК диапазона, а в качестве приемника — ИК ви-
дикон. Лазерный луч, расширенный с помощью оптической си¬
стемы, проходит через исследуемый образец и создает на мишени
И К видикона изображение неоднородностей исследуемого объекта.
При этом возможно получение как качественной информации о
распределении неоднородностей в исследуемом материале благо¬
даря визуализации прошедшего потока, так и количественной ин¬
формации, которую можно получить, анализируя видеосигналы,
поступающие с видикона, с помощью соответствующих электрон¬
ных схем.
Однако такие системы не позволяют изучать локальные неод¬
нородности в объеме исследуемого образца из-за значительного
усреднения несовершенств (неоднородностей поверхности и тол¬
щины дефектов структуры и др.) по толщине исследуемого образца.
Разрешающая способность в плоскости, перпендикулярной лазер¬
ному лучу, ограничивается разрешающей способностью видикона.
Вместе с тем при исследовании полупроводниковых материалов,
интегральных схем, резко неоднородных слоистых структур, по¬
лупроводниковых пленок на подложке и т. д. возникает необхо¬
димость изучения характера распределения несовершенств именно
на определенной глубине объекта.
Для увеличения разрешающей способности такого способа ИК
интроскопии и возможности исследования неоднородностей в раз¬
личных сечениях по толщине исследуемого объекта между ним
и видиконом помещают увеличительную оптическую систему, фор¬
мирующую изображение исследуемого участка объекта на мишени
видикона.
Перемещение исследуемого образца относительно увеличитель¬
ной системы позволяет регистрировать неоднородности и дефекты
в различных сечениях по толщине образца. Использование опти¬
ческой увеличительной системы и системы электронного увеличе¬
ния изображения при передаче его с мишени видикона на теле¬
визионный экран позволяет добиться большого результирующего
181
увеличения ИК интроскопа, достигающего 5* 102, и значительно
повысить разрешающую способность системы по сравнению с пре¬
делом, установленным разрешением видикона. Предельная разре¬
шающая способность такого лазерного телевизионного ИК ин-
Рис. 108. Изображение объемных неоднородностей монокристалла,
сильно легированного Те
троскопа может составлять как в поперечном, так и в продольном
сечении образца несколько единиц микрометров при X = 1,15 мкм
и определяется в основном дифракцией и оптическими аберра¬
циями.
На рис. 108 приведены фотографии картин характерных объем¬
ных неоднородностей монокристалла GaAs, сильно легированного
182
теллуром, сфотографированных с экрана ИК интроскопа. Наблю¬
даемые дефекты связаны, очевидно, с выпадением примеси на ми¬
кроскопических скоплениях дислокаций. На рис. 109 показаны
изображения элементов электронной техники.
Рис. 109. Изображения элементов электронной техники:
а — пленка GaAs толщиной 75 мкм, выращенная на под¬
ложке из GaAs; б — участок интегральной схемы на под¬
ложке из кремния с ярко выраженными дефектами
Недостатком описанных устройств, использующих ИК види-
коны, является невозможность работы в спектральном диапазоне
более 1,2—1,7 мкм из-да наличия красноволновой границы фото¬
эффекта. Ограниченный спектральный диапазон таких систем не
183
позволяет исследовать узкозонные полупроводники (Ge, InSb
и т. д.). Указанные ограничения успешно преодолеваются в ска¬
нирующих лазерных микроскопах, принцип работы которых со¬
стоит в поэлементном зондировании исследуемого образца сфо¬
кусированным лазерным лучом, измерении оптического пропу¬
скания и визуализации последнего яркостной отметкой. Получа¬
емые при этом топограммы ИК пропускания позволяют сделать
как качественные выводы о степени однородности исследуемого
материала, так и количественное определение основных электро¬
физических параметров образца по величине коэффициентов про¬
пускания и отражения и обеспечивают возможность получения
топограммы распределения концентрации или подвижности сво¬
бодных носителей заряда [64, 65, 69, 117, 118, 154]. Количествен¬
ное определение данных параметров в сильнолегированных полу¬
проводниковых материалах и визуальное наблюдение их распре¬
деления по исследуемому образцу можно осуществить на ИК
интроскопе.
Для исследования возможностей метода оптической И К ин¬
троскопии и для испытания прибора, реализующего этот метод,
была проведена серия исследований на различных тест-объектах,
а также на образцах полупроводниковых материалов: германия
п- и p-типа электропроводности, электронного и дырочного крем¬
ния, фосфида галлия, как нелегированного так и легированного Те,
S, Mg, Be, и арсенида галлия, легированного Те до ND = 5 • 1016 -г-
”г-1019 см-3.
Основная часть исследований была проведена на кристаллах
GaP, полученных методом бестигельной зонной плавки, а также
на кристаллах л-GaAs, выращенных по методу Чохральского.
На этих кристаллах при комнатной температуре исследовались
эффект Холла и удельная электропроводность.
Все образцы представляли собой плоскопараллельные пластины
с оптическими поверхностями. Качество поверхностей образцов
контролировалось интерферометрически, а равнотолщинность —
интерференционным способом по методике, рассмотренной ниже.
Кристаллы давали явно неоднородную картину инфракрасного
пропускания. Полученные по предложенному методу топограммы
приведены на рис. 110 и 111, а.
Характер распределения засветки на приведенных фотосним¬
ках устойчиво воспроизводится при многократной записи на од¬
них и тех же образцах при переполировке их поверхностей. Та¬
ким образом, наблюдаемые на фотографиях ИК пропускания не¬
однородности связаны с объемными свойствами вещества. Хорошо
известно также, что электрические, фотоэлектрические и прочие
свойства полупроводников связаны с макрооднородностью струк¬
туры последних. Таким образом, неоднородное распределение
засветки на полученных фотоснимках уже само по себе свидетель¬
ствует о возможности осуществления контроля качества полупро¬
водниковых материалов рассмотренным методом.
184
При использовании когерентного излучателя на достоверность
результатов исследований полупроводниковых материалов по
предлагаемой методике заметное влияние оказывают интерферен¬
ционные эффекты. Особенно сильно это проявляется в слабопог-
лощающих образцах, для которых ad < 1,2 [см. формулу (137)1.
Для таких образцов значение коэффициента пропускания, изме¬
ренного с помощью интроскопа, обычно не соответствовало степени
Рис. ПО. Интерференционные полосы равной толщины в кри¬
сталле кремния (ad < 1,2)
легирования материала и значению коэффициента пропускания,
измеренному на спектрофотометре UR-10, тогда как две послед¬
ние величины хорошо согласовывались. При наличии неболь¬
шой клиновидности образцов на топограммах ИК пропускания
наблюдалась картина интерференционных полос равной толщины,
подобно представленной на рис. НО.
Погрешность измерений, вызванная интерференцией, стано¬
вится пренебрежимо малой в образцах, для которых ad > 1,7.
В этом случае эффективно интерферирующие пучки ослаблены
сильным поглощением излучения в исследуемой среде. Для арсе¬
нида галлия этот случай иллюстрируется топограммой (рис. 111, а)
и осциллограммой распределения свободных носителей заряда
185
(рис. Ill, б), полученными при использовании С02-лазера (к =
= 10,6 мкм).
Результаты электрических и оптических измерений концентра¬
ции свободных носителей заряда в л-GaAs приведены в табл. 29.
Как видно из приведенных в таблице данных значение концентра¬
ции свободных носителей заряда, полученное в результате опти-
6)Т
Рис. 111. Топограмма неодно¬
родности распределения свобод¬
ных носителей заряда в n-GaAs
(масштаб увеличения 10 : 1) (а)
и осциллограммы неоднородно¬
стей распределения пропускания
Т (б) и концентрации свободных
носителей заряда Ne (в) в сече¬
нии А—А
ческих измерений, превосходит на 35% соответствующее значение,
определенное измерениями оптического пропускания. Это свя¬
зано, по-видимому, с тем, что модель решения уравнения для опре¬
деления /\[е не учитывает концентрационной зависимости отража¬
тельной способности образцов.
Исследования локальных свойств кристаллов GaAs показали,
что во всех образцах имеют место периодические изменения коэффи¬
циента пропускания, которые достигают 50% при средней кон¬
центрации примесных атомов около 1017 см-3 и несколько умень-
186
Таблица 29
Результаты электрических и оптических измерений Ne в /г-GaAs
Значение W
измеренное по методу
Холла, см~3
Пропускание
образца, %
Значение N ,
е'
измеренное
предлагаемым
способом, см-3
Толщина образца,
мм
4- 101в
55
2-1016
1,17
5-1017
20—35
(1,44-3,0) Ю17
0,78
1 • 1018
8
5,9- 1017
0,40
2-1018
6
7,1-1017
0,32
шаются с ростом степени легирования. При переходе в более корот¬
коволновую область спектра (А = 3,39 мкм) характер этих изме¬
нений сохраняется, однако изменение коэффициента пропуска¬
ния уменьшается до 5%. Эти закономерности хорошо согласуются
с предположением о том, что вариации пропускания обусловлены
неравномерным распределением свободных носителей заряда в
кристалле. Такой же характер изменений ИК пропускания на¬
блюдался и в кристаллах GaP, выращенных методом бестигельной
зонной плавки.
Метод ИК интроскопии может быть применен для анализа сте¬
пени чистоты полупроводниковых материалов. Так, исследовались
топограммы ИК пропускания (А = 10,6 мкм) двух образцов кри¬
сталлов GaP, полученных различной технологией. Первый кри¬
сталл был синтезирован непосредственно при горизонтальной зон¬
ной плавке из расплава состава, близкого к стехиометрическому,
а второй был получен бестигельной зонной плавкой под давлением.
Известно, что для бестигельной зонной плавки исходными явля¬
ются материалы, синтезированные в графитовых лодочках. Выра¬
щенные в них кристаллы GaP оказываются в сильной степени за¬
грязненными рядом остаточных и неконтролируемых примесей,
в особенности графитом. Однако последующая бестигельная зон¬
ная плавка обеспечивает эффективную очистку исходного матери¬
ала от ряда примесей. Эффективная очистка кристаллов наглядно
наблюдалась на топограммах.
Использование когерентного излучателя в осветителе интро-
скопа позволило осуществить контроль равнотолщинности плоско¬
параллельных пластин из оптических материалов, непрозрачных
в видимой и ближней ИК области спектра. К такого рода мате¬
риалам относится обширный класс полупроводниковых соедине¬
ний с небольшой шириной запрещенной зоны, в частности гер¬
маний, широко применяемый для изготовления оптических эле¬
ментов мощных ИК лазеров. Так как плоскостность оптических
поверхностей выполняется и контролируется с высокой точностью,
то предлагаемый способ может быть использован для контроля
кдицовидности цдоскопараллельных пластин. Измерение клино-
167
видности производится по интерференционным картинам полос
равной толщины, которые получаются в случае плоскопараллель¬
ных образцов. Пример такой интерферограммы для кристалла
собственного кремния приведен на рис. 110.
Так как диаметр светового зонда значительно превышает длину
волны используемого излучения, а фронт световой волны в области
наименьшего сечения мало отличается от плоского, то и условия
интерференции в сходящемся пучке практически не отличаются
от случая плоской волны. Тогда расстоянию между двумя сосед¬
ними полосами соответствует изменение толщины
Ad = X/(2n). (140)
На основании этого соотношения может быть рассчитан угол
клина [117].
Полагая, что поглощение света в полупроводниках происходит
за счет внутризонных переходов, т, е. свободными носителями
заряда, что в самом деле имеет место для ИК диапазона, коэффи¬
циент поглощения полупроводника ц-типа можно представить
в виде:
a(Ne) = o(Ne)Ne, (141)
где а (Ne) — сечение фотонного захвата свободными электронами;
j\[e—концентрация свободных электронов.
Видно, что величина Ne может быть определена в том случае,
если известны две другие. Для решения уравнения (141) с двумя
переменными необходимо иметь дополнительные сведения либо
о а (Ne), либо о а (Ne). Получение дополнительной информации
можно осуществить двумя путями.
Первый путь — анализ только прошедшего потока и определе¬
ние величины а (Ne) по Т (см. рис. 111, б), в то время как на самом
деле ос = f (7\ R). Сечение поглощения а (Ne) можно выбрать
в результате усреднения экспериментальных данных, взятых
из различных литературных источников, но оно не будет достаточно
полно отражать истинной концентрационной зависимости а =
= f (Ne), и поэтому ошибка в определении концентрации свобод¬
ных носителей заряда по отношению к холловским измерениям
составляет 30—40% (см. табл. 29).
С целью увеличения точности определения электрофизических
параметров можно производить обработку оптических сигналов
поэтапно и дополнительную информацию получать вторым путем,
который заключается в том, что на первом этапе находят зависи¬
мость а = f (Ne) и степень компенсации для конкретного исследу¬
емого образца. Для этого по экспериментально измеренным в не¬
скольких точках образца коэффициентам отражения графически
определяют концентрацию свободных носителей заряда (рис. 112).
По измеренным в этих же точках коэффициентам пропускания Т
и отражения R по формуле (137) находят коэффициент поглощения
188
а, который для случая R2 ехр (—ad) <1 и cos (<р -{- ф) О
будет равен [102]
a = (l/d)\n[(l-R)2/T]. (142)
Зная а и Nе, по формуле (141) можно определить в каждой точке
исследуемого образца сечение поглощения и затем графически
(рис. 113) определить нужную кривую а = f (Ne) при известном
среднем значении степени компенсации, которая может быть опре¬
делена как [221]
C = Nup/Ne = (ND
Рис. 112. Зависимость коэффициента
отражения от концентрации свободных
носителей заряда для n-GaAs, рас¬
считанная по формулам (137) и (139)
+ Na)/(Nd-Na), (143)
где Nnp — концентрация при¬
меси; Nd, N а — соответст¬
венно концентрации доноров
и акцепторов.
6, см 2
Рис. ИЗ. Зависимость сечения пог¬
лощения от концентрации свобод¬
ных носителей заряда при комнат¬
ной температуре [221]
На втором этапе из уравнения (141) находят Nе, которая
с учетом выражения (142) может быть представлена в виде
Ne = [о (Nе) d]-1 In Ц1 - R (Nе)]2/Т (Ne)\. (144)
Это уравнение может быть решено с помощью аналогового вычис¬
лительного устройства по схеме, приведенной на рис. 114.
На третьем этапе по значению Nе находят подвижность свобод¬
ных носителей заряда р, которая согласно [221 ] для д-GaAs опре¬
деляется выражением
Р = °-89<1^2 (тХт-1), (145)
где X—длина волны излучения. Структурная схема решения
уравнения (145) приведена на рис. 114, а угловые скобки озна¬
чают усреднение по энергии и функции распределения.
189
Предполагая, что преобладающим механизмом поглощения
является поглощение свободными носителями заряда, величину
(т) (т"1) можно найти графически (рис. 115) [154].
Техническая реализация идеи нахождения концентрации и
подвижности носителей заряда по измеренным величинам Т
и R может быть осуществлена на двухканальном ИК интроскопе
(рис. 116). Интроскоп работает либо с С02-, либо с Не—Ne-лазе-
ром. Значения концентрации и подвижности свободных носителей
заряда определяются на основании уравнений (144) и (145).
Рис. 114. Структурная схема решения задачи пересчета R
и Т в Ne и (и: У— усилители; БН — блоки нелинейно¬
стей; БД У — блоки деления-умножения
Рис. 115. Величина (т)(т_1) как функ¬
ция концентрации свободных носите¬
лей заряда в п-GaAs при комнатной
температуре
Для визуальной оценки распределения неоднородности в пла¬
стинах снимается топограмма пропускания, аналогично предста¬
вленной на рис. 110 или осциллограммы R и 7\ по которым соглас¬
но изложенной выше методике определяются yVe и pi (рис. 117).
Интроскоп, схема которого приведена на рис. 116, позволяет
просматривать образцы размером 25x35 мм. Изображение объекта
на фоточувствительном материале может иметь масштаб увеличе¬
ния от 5 до 20. Диаметр светового зонда при использовании С02-
лазера (X = 10,6 мкм) составляет около 80 мкм, что предопреде¬
ляет разложение растра на 200 строк. Время просмотра кадра в
данном интроскопе с механической разверткой, составляющее
20 мин, для некоторых конкретных задач слишком продолжительно.
190
С целью уменьшения времени просмотра кадра создан макет те¬
левизионного микроинтроскопа (рис. 118 и 119), в котором визу¬
альная оценка неоднородностей полупроводникового материала
производится на экране осциллографа, а количественная — на
аналоговом вычислительном устройстве по методике, описанной
для интроскопа с механической разверткой. Функционально микро-
интроскоп состоит из осветителя, который формирует широкий
параллельный поток лазерного излучения, систем оптического
увеличения изображения образца и системы визуализации кар¬
тины распределения интенсивности.
Рис. 116. Схема лазерного двухканального ска¬
нирующего ИК интроскопа:
1 — С02-лазер; 2 — Не —Ne-лазер; 3 — дисковым
модулятор; 4 — призма; 5 — германиевый объектив;
6 — поворотное зеркало; 7 — исследуемый кристалл;
8, 9 — охлаждаемые резисторы; 10, II — усилители;
12 — аналоговое вычислительное устройство; 13 —
осциллограф; 14 — цифровой вольтметр; 15 — уси¬
литель фотозаписывающего устройства; 16 — фото¬
записывающая лампа; 17 — объектив; 18 — барабан
с фотобумагой; 19, 20 — поворотные зеркала; 21 —
программное устройство сканирующей системы; 22,
23 — приводы кадровой и строчной развертки со¬
ответственно
Рис. 117. Распределение Ne и
jll носителей заряда по стро¬
ке в образце n-GaAs
Телевизионный микроинтроскоп обладает существенными до¬
стоинствами. по сравнению с интроскопом, имеющим механическое
сканирующее устройство. К ним относятся более высокая разре¬
шающая способность, высокое быстродействие, которое обеспе¬
чивается менее инерционной сканирующей системой, позволяю¬
щей с помощью магнитоэлектрического вибратора (см. рис. 51)
и кулачкового механизма формировать растр в 80—250 строк с
полным временем не более 1,2 с. Однако телевизионный микро¬
интроскоп описанной выше схемы требует от лазерного источника
повышенной временной и пространственной стабильности. Под
этим требованием понимается равномерность засветки исследуе¬
мого образца по его поверхности, что возможно при использо¬
вании одномодового стабилизированного лазера.
191
Рис. 118. Схема телевизионного микроинтроскопа:
1 — С02-лазер; 2 — блок питания лазера; 3 — телескоп Галилея; 4 — исследуемый
образец; 5 — объектив; 6 — магнитоэлектрический вибратор строчной развертки; 7,
9 — зеркала; 8 — кулачковый механизм кадровой развертки; 10 — диафрагма; 11 —
объектив; 12 — фоторезистор; 13 — предусилитель; 14 — видеоусилитель; 15 — зада¬
ющий генератор; 16 — усилитель мощности; 17 — фазовращатель; 18, 19 — усилители;
20 — потенциометр; 21 — ЭЛТ
Рис. 119. Общий вид телевизионного микроинтроскопа
192
26. МЕТОД КОНТРОЛЯ С ИСПОЛЬЗОВАНИЕМ МАГНИТНОГО
И ЭЛЕКТРИЧЕСКОГО ПОЛЕЙ
Исследование внутренних неоднородностей и дефектов матери¬
алов и изделий во внешних полях всегда предполагает получение
дополнительной информации по сравнению с той, которая может
быть получена при регистрации прошедшего, отраженного или
рассеянного лазерного излучения, воздействующего на исследуе¬
мый объект.
В общем случае наложение направленных внешних воздей¬
ствий приводит к снижению симметрии в системе, что при наличии
вырожденных состояний всегда выражается в частном или полном
снятии вырождения. Это проявляется в таких хорошо известных
явлениях, как эффекты Штарка, Поккельса или Керра во внешнем
электрическом поле, эффекты Зеемана, Фарадея или Фойгхта
во внешнем магнитном поле, пьезоспектроскопический эффект
и др.
Особое положение среди других способов исследования мате¬
риалов под действием внешних воздействий занимает исследова¬
ние во внешних магнитных полях. Дело в том, что если силы на¬
правленных внешних механических или электрических воздей¬
ствий могут быть заданы полярными векторами, то силы, связан¬
ные с действием магнитного поля, задаются аксиальными векто¬
рами. Это приводит к тому, что в магнитных полях появляется
дополнительный вид анизотропии — циркулярная анизотропия.
Исследование материалов во внешних магнитных полях всегда
обеспечивает вследствие этого получение добавочной по сравне¬
нию с другими воздействиями информации. Этим и обусловлен
тот значительный интерес, который проявляется к разработке
методов исследования материалов во внешних магнитных по¬
лях [58, 131, 151].
Рассмотрим для простоты случай распространения через веще¬
ство плоской монохроматической линейно-поляризованной элек¬
тромагнитной волны с угловой частотой со. Любую линейно-по¬
ляризованную волну можно представить в виде суммы двух со¬
ставляющих — правой и левой круговых поляризаций. Если опти¬
ческие свойства вещества характеризовать комплексным показа¬
телем преломления п* = п — 1к, где п и к — вещественные пока¬
затели преломления и поглощения, то распространяющаяся в ве¬
ществе вдоль оси г плоская волна может быть описана следующим
выражением:
Е (со) = Е0 [(i + ij) exp ш (t — n+z/c) + (i — ij) exp ш (t — rt*jzlc)\.
(146)
Здесь E (со) — вектор напряженности электрического поля элек¬
тромагнитной (световой) волны; Е0 — ее амплитуда; i и j — еди¬
ничные векторы осей х и у соответственно; i — мнимая единица;
с — скорость распространения света в вакууме; п\ и п!_ — зна¬
7 Крылов К. И. и др.
193
чения комплексного показателя преломления волн правой и левой
круговых поляризаций.
В общем случае п\ и ^определяются компонентами электри¬
ческой восприимчивости вещества, т. е. теми же физическими
процессами, от которых зависит поляризация вещества. Для выб¬
ранного вещества и riL зависят от приложенных внешних по¬
стоянных электрического и магнитного полей и т. д. Если разность
п% и rCL становится отличной от нуля вследствие наложения элек¬
трического поля, в общем случае имеем дело с электрооптическими
эффектами. Если же разность п+ и riL определяется действием по¬
стоянного магнитного поля, то в общем случае имеем дело с маг¬
нитооптическими эффектами, которые принято разделять на про¬
дольные и поперечные в зависимости от того, совпадает ли напра¬
вление силовых линий магнитного поля с направлением распро¬
странения света или является перпендикулярным к нему. В слу¬
чае продольного наблюдения, если различие в показателях по¬
глощения к+ и к_ для двух циркулярных составляющих невелико,
наблюдается поворот плоскости поляризации линейно-поляризо¬
ванного света, называемый эффектом Фарадея или магнитоопти¬
ческим вращением (МОВ). Если различие в показателях поглоще¬
ния к+ и к_ существенно, то наблюдается магнитный циркуляр¬
ный дихроизм (МЦД). В общем случае, когда имеет место различие
и в п+ и п_, и в к+ и /с_, линейно-поляризованный свет становится
эллиптически-поляризованным; при этом МОВ соответствует угол
поворота эллипса поляризации, а МЦД—изменение эллиптич¬
ности, т. е. отношения составляющих по главным осям эллипса
поляризации.
Поскольку как МОВ, так и МЦД являются структурно-чув¬
ствительными эффектами, они могут быть использованы в неразру¬
шающих методах исследования структуры и однородности опти¬
ческих, электрических и магнитных свойств материалов.
Возможны два принципиально различных варианта построе¬
ния схем неразрушающего исследования материалов, основанных
на использовании магнитооптических явлений.
В первом варианте схем исследования предполагается приме¬
нение источников когерентного и в достаточной степени монохро¬
матического интенсивного излучения, частота которого может плав¬
но перестраиваться в широких пределах. В этом случае должна
измеряться спектральная зависимость МОВ и МЦД, отражающая
все структурные несовершенства материала. До создания пере¬
страиваемых по частоте лазеров, в частности жидкостных, реали¬
зация подобной схемы представляла серьезные технические труд¬
ности. В настоящее время разработка методики исследования
материалов по дисперсии МОВ или МЦД представляется особенно
перспективной.
Второй вариант схемы исследования может быть основан на
использовании монохроматических источников излучения фикси¬
рованной частоты. В этих схемах информация может быть полу¬
194
чена по величине МОВ или МЦД излучения, прошедшего через
исследуемую область материала.
Если применение эффектов Зеемана и Фарадея для излучения
энергетических спектров кристаллов, параметров зонной струк¬
туры и природы примесных центров и центров окраски давно уже
стало традиционным в практике лабораторных исследований,
то использование магнитооптических явлений для неразрушаю¬
щего контроля материалов было предложено сравнительно не¬
давно.
Одним из простейших использований эффекта Фарадея при
изучении однородности свойств материалов является измерение
с его помощью распределения свободных носителей в полупровод¬
никовых материалах [147]. В таких материалах процессы, влияю¬
щие на МОВ, могут быть разделены на внутризонные и межзон¬
ные. Внутризонные процессы определяются взаимодействием
электромагнитного излучения с электронами в зоне проводимости,
межзонные — переходами электронов из валентной зоны в зону
проводимости. Межзонные процессы происходят при условии X >
> hc/WG, где X — длина волны излучения; h = 2 я ft — постоян¬
ная Планка; с — скорость распространения света в вакууме;
WG—ширина запрещенной зоны. Если X < hdWG, то могут
наблюдаться только внутризонные явления или явления, связан¬
ные с центрами окраски, экситонами, примесями.
Величина внутризонного вращения может быть выражена сле¬
дующей формулой:
0 = 2ne3N еН d/(nac2m*(d2) — N ee3HX2/(2nnadm*2), (147)
где е — заряд электрона; Ne — концентрация электронов (или,
в общем случае, концентрация носителей заряда, т. е. электронов
или дырок) в зоне проводимости; т* — их эффективная масса;
па — показатель преломления исследуемого материала; d — тол¬
щина материала в просвечиваемой области (длина пути излучения
в веществе вдоль силовых линий магнитного поля); Н—напря¬
женность магнитного поля.
Если выразить 0 в градусах, Nе в см-3, X в мкм, то после под¬
становки численных значений формула (147) может быть записана
в виде
0 - 0,15-10-22NeHX4/[na(tn*/m)2]. (148)
Из формул (147) и (148) видно, что при фиксированной частоте
электромагнитного излучения величина МОВ прямо пропорци¬
ональна длине пути света в веществе, величине напряженности
приложенного магнитного поля, концентрации электронов в зоне
проводимости и обратно пропорциональна их эффективной массе.
Таким образом, если известна концентрация электронов, то фор¬
мулы (147) или (148) могут быть использованы для определения
их эффективной массы. Если же возникает задача определения
7*
195
концентрации носителей заряда, то необходимо знать их эффек¬
тивную массу. В общем случае эффективная масса носителей заряда
зависит от их концентрации, тогда использование формулы (147)
становится невозможным. Однако для ряда конкретных полупро¬
водниковых материалов может быть определен интервал значе¬
ний jvc, в котором эффективную массу можно считать не зависящей
от концентрации. Так, для электронов проводимости в GaAs
зависимостью эффективной массы от концентрации можно пре¬
небречь при yVe ^ Ю18 см-3.
В общем случае результат измерения МОВ является усреднен¬
ным по просвечиваемому объему исследуемого вещества и спектраль¬
ному диапазону используемого излучения. Для повышения точ¬
ности измерения необходимо просвечивать тонкие образцы узким
световым лучом, спектральная ширина излучения которого ми¬
нимальна. Поэтому возможность использования лазеров в подоб¬
ных схемах позволила существенно повысить чувствительность
определения концентрации носителя. Дальнейшее повышение
чувствительности возможно при увеличении напряженности маг¬
нитного поля. Поскольку возможности создания электромагнитов,
обеспечивающих большие напряженности магнитного поля, огра¬
ничены, перспективно применение импульсных электромагнитов.
Напряженности получаемых импульсных полей могут достигать
нескольких сотен эрстед при использовании электромагнитов
не слишком больших размеров.
Схема установки, использующей принцип последовательного
измерения локальных значений МОВ, включала следующие эле¬
менты: лазер ЛГ-126, позволяющий проводить исследования на
трех длинах волн: 0,63; 1,15 и 3,39 мкм; импульсный магнит в виде
двух спиралей, свитых из плоской металлической ленты и соеди¬
ненных по типу катушек Гельмгольца; фотоэлектронный умножи¬
тель, сигнал с которого подавался на осциллограф, работавший
в режиме ждущей развертки.
Определение неоднородностей на описанной выше схеме произ¬
водилось следующим образом: образец устанавливался в некото¬
рое начальное положение, отсчитывались координаты х и у,
соответствующие положению зондирующего луча на поверхности
образца, подавался импульс магнитного поля, и фотографирова¬
лась осциллограмма с экрана осциллографа, отражающая времен¬
ные зависимости импульсов МОВ и магнитного поля. Затем обра¬
зец последовательно перемещался на расстояния, соответствовав¬
шие поперечным размерам светового зонда (порядка 10—20 мкм),
вдоль осей х или у. Полное время исследования образца размером
3—4 см2 составляло около 3 ч.
Для ускорения процесса была разработана установка (рис. 120),
в которой исследования проводились одновременно на нескольких
образцах, причем процесс измерения был полуавтоматизирован.
Исследуемые образцы 5 закреплялись в круглом диске 6. В диске
диаметром 260 мм может устанавливаться одновременно 12 образ¬
196
цов-пластин толщиной 0,05—2 мм и площадью 25x25 мм, распо¬
лагающихся через каждые 30°. Вращение диска и смещение его
оси с помощью шагового двигателя синхронизировано со строч¬
ной и кадровой разверткой луча на экране электроннолучевой
трубки; яркость луча соответствует интенсивности света, про¬
шедшего в данной точке образца, т. е. величине фарадеевского
Рис. 120. Схема лазерной полуавтомати¬
ческой установки для определения не¬
однородностей полупроводников по фара-
деевскому вращению:
1 — лазер; 2 — поляризатор; 3,7 — оптиче-
ческие системы; 4 — импульсный магнит;
5 — исследуемый образец; 6 — вращающийся
диск; 8, II — фотоприемники; 9 — полу¬
прозрачное зеркало; 10 — анализатор;
12 — усилитель; 13 — блок фотографирова¬
ния; 14 — осциллограф; 15 — шаговый иска¬
тель; 16 — синхронный двигатель; 17 — блок
дискретной задержки и синхронизации; 18 —
датчик запускающих импульсов; 19 — лам¬
почка; 20 — редуктор
вращения, или концентрации носителей в данной точке. В резуль¬
тате на экране ЭЛТ создается картина, отражающая однородность
распределения свободных носителей (легирующих примесей) в ис¬
следуемом образце.
В цепи запуска развертки ЭЛТ имеется дискретно регулируе¬
мая задержка, величина которой может принимать значения 200,
9
Рис. 121. Схема установки, использующей расширенный лазерный луч:
/ — лазер; 2 — телескопическая система; 3 — поляризатор; 4 — импульсный элек¬
тромагнит; 5 — исследуемый образец; 6 — анализатор; 7 — светофильтр; 8 —
увеличительная оптическая система; 9 — экран передающей телевизионной трубки
400, . . ., 2400 мкс. Переключением величины задержки изменя¬
ется номер образца, изображение неоднородностей которого в дан¬
ный момент находится на экране. Установки подобного типа
могут быть использованы в промышленных условиях для экспрес¬
сного качественного и количественного исследования однородно¬
сти распределения в полупроводниковых пластинах.
Процесс получения информации об однородности распределе¬
ния примесей по площади пластины может быть существенно упро¬
щен при просвечивании исследуемых образцов широким однород¬
ным лучом. Схема подобной установки приведена на рис. 121.
197
После прохождения анализатора 6 излучение попадает на фото¬
пленку или экран передающей телевизионной трубки 9. В данном
случае информация об однородности распределения носителей
в исследуемом образце содержится в распределении яркости на
телевизионном экране или в распределении степеней почернения
на фотопленке.
Для ускорения процесса исследования большого количества
образцов, что особенно существенно при промышленном исполь¬
зовании подобных установок, можно применить блок дискретного
перемещения образцов, устанавливаемых в специальной кассете.
Увеличение разрешающей способности способа и настройка на
резкость на различные сечения по толщине (при исследовании
образцов большой толщины) могут быть достигнуты использова¬
нием увеличительной оптической системы 8. Перемещая исследу¬
емый образец относительно увеличительной системы, можно ис¬
следовать распределение носителей в различных слоях на глубине.
Описанные методика исследования и аппаратура могут быть
использованы для контроля полупроводниковых пластин. При¬
менимость этой методики для исследования образцов GaAs под¬
тверждена рядом исследований [1, 58, 105, 147, 151]. Была до¬
казана возможность исследования кристаллов GaAs на длине
волны 1,15 мкм, т. е. вблизи края поглощения. При этом реали¬
зуются некоторые преимущества по сравнению с использованием
более длинноволнового излучения: меньшее влияние дифракци¬
онных явлений и возможность использования оптических элемен¬
тов и фотоприемников для видимого диапазона.
С помощью описанной аппаратуры возможно также измерение
неоднородного фарадеевского вращения в кристаллах Si [55].
Аппаратура может быть использована и для изучения однород¬
ности межзонного фарадеевского вращения. В этом случае, однако,
усложняется интерпретация полученных результатов. В целом од¬
нородность межзонного МОВ будет определяться структурой ве¬
щества, но для каждого отдельного материала должны быть про¬
ведены предварительные исследования и отработана методика
анализа определенного вида структурных несовершенств (при
проведении исследований на одной или нескольких фиксирован¬
ных длинах волн излучения).
Весьма перспективным оказалось исследование с помощью
описанной методики интегральных схем и других элементов ин¬
тегральной оптоэлектроники. Использование описанной аппара¬
туры в производстве элементов интегральной оптоэлектроники
позволит осуществлять контроль в процессе всего технологического
цикла и определять несовершенства, возникающие на разных
стадиях процесса изготовления и в разных слоях создаваемых
структур.
Для расшифровки результатов исследования представляется
перспективным сопоставление топограмм, получаемых при про¬
свечивании исследуемых образцов, т. е. по методу однородности
198
поглощения, с результатами исследования по методу МОВ. Чтобы
получить картину однородности пропускания в описанных уста¬
новках, достаточно только спять поляризаторы. Как ^показали
проведенные исследования, приемы, определяющне^однородности
Рис. 122. Распределение излучения, прошедшего через обра¬
зец Si: а — неоднородность поглощения; б — неоднород¬
ность МОВ
поглощения и однородности МОВ, не всегда тождественны. Это,
в частности, может быть проиллюстрировано фотографиями, при¬
веденными на рис. 122.
Следует отметить, что исследование материалов и изделий
с помощью просвечивания лазерным излучением во внешних полях
следует считать одним из перспективных направлений неразруша¬
ющей дефектоскопии. Однако это направление является одним
199
из самых молодых, поэтому для его успешного развития
и внедрения необходимо проведение дальнейших детальных
исследований.
27. ЭЛЛИПСОМЕТРИЧЕСКИЙ МЕТОД КОНТРОЛЯ
Эллипсометрия как метод анализа изменения поляризации
света вследствие его взаимодействия с исследуемым объектом
известна давно [39, 136]. Однако за последнее десятилетие она
получила большое развитие из-за необходимости исследований
и измерений некоторых параметров полупроводниковых и ди¬
электрических материалов, пленочных схем и металлических
покрытий [102].
Применение эллипсометрии чрезвычайно разнообразно. С ее
помощью можно определять толщины тонких пленок и их показа¬
тели преломления, непараллельность фазовых пластин, изучать
оптические и физические свойства определенного класса материа¬
лов. Создание автоматического эллипсометра значительно рас¬
ширяет возможности метода, использующегося для изучения ки¬
нетики разнообразных явлений.
Применение в качестве источников света лазеров, работаю¬
щих в широком диапазоне длин волн и обеспечивающих высокую
спектральную плотность, как правило, поляризованного излуче¬
ния, значительно расширило возможности эллипсометрии и пре¬
жде всего улучшило чувствительность и быстроту эллипсометров.
Работать с поляризованным светом значительно удобнее, чем с есте¬
ственным, эксперимент при этом оказывается более совершенным,
а математическая обработка результатов проще.
Изменения, возникающие в состоянии поляризации света,
зависят как от объемных свойств среды, так и от свойств и струк¬
туры поверхностных слоев. Эти свойства можно определить по
результатам анализа изменения поляризации отраженного или
прошедшего через исследуемый объект света.
Если электрический вектор Е представить в виде двух взаимно
перпендикулярных компонент в трехмерной системе координат
(х, у у г), то при условии распространения света вдоль оси z можно
записать [39, 136]:
Ех = Ах cos (Ы 4~ 9*); Еу = Ау cos (соt 4- 0^), (149)
где Ах и А у—амплитуды колебаний компонент Ех и Еу\ 0*
и 0^— начальные фазы колебаний этих компонент; со — угловая
частота колебаний; t—время.
Известно, что в этом случае конец электрического вектора
описывает эллипс, главные оси которого (2а и 26) не совпадают
с осями X, у (рис. 123) и который называется эллипсом поляриза¬
ции. Для описания эллиптически-поляризованного света в основ¬
ном пользуются величинами А = 0*— Qy, определяющей раз¬
ность фаз колебаний двух взаимно перпендикулярных компонент
200
Ех и Еу, электрического вектора, и гр = arctg Ах/Ауу определя¬
ющей отношение амплитуд этих компонент.
Вследствие взаимодействия поляризованного света с исследу¬
емым веществом, обладающего конкретными параметрами (тол¬
щиной и показателем преломления), отраженный или прошедший
через вещество световой поток будет иметь определенные измене¬
ния А и if, методы определения которых изложены в [39, 136].
Известно также, что вектор электри¬
ческого поля можно разложить на две
компоненты, одна из которых лежит
в плоскости падения луча (s-компонента),
другая перпендикулярна плоскости
падения (/^-компонента). Так, вектор Е
имеет Ер-и Es-компоненты. При отра¬
жении или прохождении светом исследуе¬
мого вещества меняются не только зна¬
чения р- и s-компонент, но и возникает
дополнительный сдвиг по фазе, различный
для этих компонент.
В эллипсометрии, основанной на исследовании отраженного
света, сравниваются поляризации падающего и отраженного
света. Связь между экспериментально измеренными величинами А
и ф и оптическими параметрами отражающего материала в общем
случае определяется [39] как
tg ф exp (t A) = RPIRS> (150)
где Rp и Rs — коэффициенты Френеля для отражения р- и s-по¬
ляризаций.
В случае однородного слоя выражение (150) запишется
to- ih рyn (i\\ = RMP exP (~2t’6) 1 + R12SR23S exp (-2/6)
ф елр J + Ri2pR23p exp (_ 2/6) R12S + R23S exp (- 2/6) *
Рис. 123. Эллипс поляри¬
зации
(151)
Здесь R12i R 2з — коэффициенты Френеля для отражения на гра¬
нице сред 1 и 2 и сред 2 и 3; 6 — изменение фазы луча вследствие
его отражения, определяемое в общем случае как
6 = (2яА) tid cos ер, (152)
где п—показатель преломления исследуемого вещества; X —
длина волны излучения; ф—угол падения луча; d — толщина
слоя.
В эллипсометрии, основанной на исследовании проходящего
света, сравниваются поляризации падающего и проходящего
света. Введя соответствующие коэффициенты пропускания Тр
и Ts, можно определить амплитудные и фазовые изменения:
tg ч|)г exp (t'Aj-) = ТJT(153)
201
В случае прохождения однородного слоя выражение (153)
можно записать так:
tg exp(iAT) =
ТvipT23р [ 1 — ехР (— 2t6) (1 -|- 7112р) (1 — Т23s)]
[1 —exp (—2id) (1 + Т 12р) (1 — Т23Р)] Т12ST23s
(154)
Выражения (150), (151), (153) и (154) являются фундаменталь¬
ными уравнениями зллипсометрии, решение которых предста¬
вляет довольно трудоемкую задачу.
В настоящее время зллипсометрия в большей мере основана
на анализе отраженного света. Однако, если экспериментальная
техника позволяет одновременно измерить отраженный и прохо¬
дящий потоки, взаимно дополняющие друг друга, появляется воз¬
можность получать более достоверные результаты об измеряемых
параметрах.
Возросший интерес к поляризационным методам исследова¬
ния выдвигает повышенные требования к их точности, быстродей¬
ствию и наглядности отображения информации. В связи с этим
в последнее время отдается предпочтение разработке автоматиче¬
ских систем, обеспечивающих большую чувствительность измере¬
ний благодаря применению различной модуляционной техники,
например ячеек Фарадея [253] и Керра [240], позволяющих до¬
полнительно поворачивать плоскость поляризации на несколько
градусов. При этом параметры эллипса поляризации наблюдаются
непосредственно на экране ЭЛТ или записываются на ленту само¬
писца или магнитную пленку для дальнейшей обработки. Следует
отметить, что современные отечественные и зарубежные, ручные
и автоматические эллипсометры основаны на классических прин¬
ципах исследования поляризации света. Однако имеются сведе¬
ния о возможности построения лазерных эллипсометров, основан¬
ных на принципе интерференции света [45, 102, 197].
По классификации, предложенной в [39], все используемые
в эллипсометрах схемы могут быть разделены на две группы:
нулевые и ненулевые. К нулевым относятся такие, в которых ази¬
муты поляризующих элементов измеряются в момент прохожде¬
ния регистрируемой величины через нуль. В одних случаях это
интенсивность света, прошедшего через оптическую систему в по¬
ложении гашения, в других — интенсивность сигнала на основной
частоте в положении баланса. В ненулевых схемах параметры
проекционной картины поляризованного излучения определяются
не по азимутам поляризующих элементов, а по величине интен¬
сивности света при нескольких разных их ориентациях либо по
изменениям интенсивности и фазы. Наиболее типичные нулевая
и ненулевая схемы представлены на рис. 124.
Из анализа работы рассмотренных схем следует, что они об¬
ладают недостатками, выраженными в повышенных требованиях
к различным элементам схемы. Так, лазерный источник света
должен обладать высокой стабильностью интенсивности, модуля¬
202
тор — линейно реагировать на входной сигнал, причем период
модуляции должен быть много меньше отклика, а модулирующий
сигнал мал настолько, чтобы не сказывалось влияние емкости
ячейки Керра или индуктивности ячейки Фарадея; для одновре¬
менного считывания параметров А и ф необходима двойная моду¬
ляция; детектор должен быть линеен по фазе; необходимо особо
точное считывание, поэтому в приводе поляризатора требуется
линейность в 0,1%; велико время отработки сервопривода; си¬
стема в целом громоздка.
Наличие недостатков у рассмотренных выше схем эллипсоме-
тров обусловило разработку интерференционного метода анализа
Рис. 124. Схемы анализа поляризованного света: а — нулевая; б — ненулевая;
S — источник спета; Р — поляризатор; Nt и N2 — электрические модуляторы; К —
клиповой компенсатор; А — анализатор; D — детектор
поляризации света. Этот метод позволяет измерять разность фаз А
и отношение амплитудф ортогональных компонент световой волны,
которые полностью определяют состояние поляризации. Сущность
метода заключается в том, что с помощью интерферометра осуще¬
ствляется суперпозиция двух световых пучков, один из которых
формируется из исследуемого пучка посредством линейного по¬
ляроида, ориентированного под углом 45° к выбранной системе
координат, а другой является собственно исследуемым. Показано
[45, 102, 113, 197], что при суперпозиции и пространственном раз¬
делении ортогональных компонент (р и s) поляризации интен¬
сивности 1р и Is будут определяться выражениями вида:
1Р = Ар I 11 Ер Icos (фр + Фр + 2/сА/); ) (155)
/s = 4|£o||£s|cos(cps + 0s + 2/cA/), J
где APtS и Фр> s—постоянные, зависящие соответственно от
амплитуд и аргументов коэффициентов пропускания и отражения
для р-и s-компонент поляризации; А/ — разность хода интерфери¬
рующих лучей; к—волновое число.
Из выражения (155) видна принципиальная возможность опре¬
деления Ер, Est фр, ф5 и функциональных зависимостей Is (А/)
203
и Iр (А/) с последующим нахождением параметров А и ср. Следует
заметить, что если разность хода А/ линейно меняется со временем:
А/ = А/0 -|~ at, (156)
то выражения (155) переходят во временные гармонические за¬
висимости.
Ниже описывается макет автоматического эллипсометра на
основе интерферометра Майкельсона, предложенный в [45].
Схема прибора представлена на рис. 125. Отраженный от исследу¬
емой структуры луч лазера, падая на светоделительный кубик 5,
Рис. 125. Схема интерференционного эллипсометра:
1 — входная диафрагма; 2 — зеркало; 3 — зеркало на
пьезокерамической подложке; 4 — линейный поляроид;
5 — светоделительный кубик; 6 — призма Волластона;
7,8 — выходные диафрагмы; 9, 10 — фотоприемники;
11, 12 — фазовращатели; 13, 14 — усилители; 15 — ЭЛТ
делится на опорный и измерительный. Опорный луч дважды про¬
ходит через линейный поляроид 4, плоскость поляризации кото¬
рого составляет угол 45° с плоскостью чертежа. Измерительный
и опорный лучи, отраженные от зеркала 2 и подвижного зеркала 3,
совмещаются в светоделительном кубике 5. Интенсивности р- и
s-компонент поляризации луча после разделения призмой Вол¬
ластона 6 измеряются двумя фотоприемниками 9 и 10. Очевидно,
что при перемещении подвижного зеркала 3 по линейному закону
(156), обеспечении линейности амплитуд и фазовых характеристик
усилительных трактов параметры поляризации А и ф будут опре¬
деляться выражениями:
tg \J> = /л (AplAs) (| £р | /1 £s |); j ^157)
Д = (фр — ф5) -Г [(Фр — Ф.) Ц- ДФ]. I
где т — коэффициент, учитывающий амплитудную асимметрию
р- и s-компонент поляризации; ДФ—соответствующий фазовый
сдвиг.
Путем подбора т и АФ для светового пучка с известными А
и ф (например, с круговой поляризацией) можно добиться соот¬
ветствия амплитудно-фазовых соотношений гармонических сиг¬
налов с параметрами поляризации входящего излучения. В ка¬
честве источника излучения в установке использован Не—Ne-лазер
204
ЛГ-56, работающий на длине волны 0,63 мкм в одномодовом режиме.
Все элементы интерференционного эллипсометра закреплены на
массивном металлическом основании. Наиболее жесткие требо¬
вания предъявляются к узлу подвижного зеркала 3. Это устрой¬
ство должно обеспечить необходимое смещение зеркала по задан¬
ному закону, причем (что весьма существенно) с минимальным
перекосом, влияющим на юстировку прибора. В описанной выше
конструкции использовались магнитоэлектрические и пьезоэлек¬
трические вибраторы (см. п. 10). Лучи после призмы Волластона
направляются на фотоприемники 9, 10, сигнал с которых после
усиления подается на вертикальный 13 и горизонтальный 14
усилители осциллографа. Картина на экране последнего соответ¬
ствует состоянию входящего в эллипсометр излучения.
Значение эллипсометрических измерений неуклонно возра¬
стает в связи с увеличением удельного веса изделий микроэлектро¬
ники в общем объеме производства приборов. Так, в тонкопленочной
полупроводниковой электронике поляризационные оптические
методы используются для определения толщин и показателей
преломления тонких пленок на кремниевых и германиевых под¬
ложках. Относительная простота эллипсометрических методов
позволяет проводить поляризационно-оптические измерения на
любой стадии технологического процесса, а также исследовать ки¬
нетику процесса формирования тонких пленок.
Анализу пленочных покрытий посвящены работы [219, 232,
235], в которых предлагаются как расчетные, так и эксперимен¬
тальные методы определения их параметров. Эллипсометрия
наиболее успешно применяется при анализе пленочных покрытий
(включая окисные слои) металлов, полупроводников, поглощаю¬
щих пленок, нанесенных на подложки из поглощающих и диэлек¬
трических материалов при толщинах пленок порядка 30 нм и
более. Для пленок с толщинами меньше 30 нм интерпретация
эллипсометрических данных при помощи п и d представляет опре¬
деленную трудность, но тем не менее в сочетании со спектральными
методами анализа можно получить количественную информацию
о составе и структуре тонких слоев.
В последние годы в связи с широким использованием кольце¬
вых резонаторов возникла острая необходимость в контроле пара¬
метров их элементов, таких, как параллельность граней и толщина
четвертьволновых пластин, однородность фазовых невзаимных
элементов, однородность коэффициента отражения зеркал и т. д.
На рис. 126 приведена оптическая схема полуавтоматического
эллипсометра для измерения поляризационных свойств (эллип¬
тичности и поворота плоскости поляризации) фазовых невзаим¬
ных элементов, используемых в лазерных гироскопах. Свет от
лазера ЛГ-126, отразившись от зеркал 10 и пройдя через поляри¬
затор 2, линейно поляризуется. После прохождения через фазовый
невзаимный элемент (ФНЭ) 3 происходит поворот плоскости по¬
ляризации и возникает эллиптичность излучения. При соответ¬
205
ствующей установке четвертьволновой пластинки 4 эллиптиче-
ски-поляризованный свет преобразуется в линейно-поляризован¬
ный, повернутый на некоторый угол относительно первоначаль¬
ной плоскости поляризации. В модуляторе 5, который в данной
схеме представлен ячейкой Фарадея, плоскость поляризации
линейно-поляризованного света под действием переменного маг¬
нитного поля колеблется относительно своего первоначального
положения на некоторый угол, например <р ^ ±1°, с частотой
f = 500 Гц.
Плоскость поляризации призмы анализатора ортогональна
плоскости поляризации призмы поляризатора так, что на ФЭУ 9
падает поток модулиро¬
ванной интенсивности
с удвоенной частотой,
т. е. / = 1000 Гц. Если
электрический сигнал,
поступающий на вход
усилителя, будет иметь
частоту 1000 Гц, то это
значит, что обе поляри¬
зационные призмы стро¬
го скрещены между со¬
бой под углом 90°. Если
анализатор будет повер¬
нут вокруг своей оси
на малый угол ос, возникает рассогласование системы и в каждый
полупериод на ФЭУ будет поступать неодинаковое количество
импульсов излучения, которые преобразуются в ток с различной
амплитудой. После соответствующего усиления и преобразования
сигнал поступает на регистрирующий прибор в виде информаци¬
онного сигнала о рассогласовании системы. Этот сигнал усилива¬
ется узкополосным усилителем, настроенным на частоту модули¬
рующего сигнала (/ = 500 Гц). Напряжение полезного сигнала
воздействует на фазовый детектор, основная задача которого
состоит в том, чтобы по фазе сигнала, поступающего в него, опре¬
делить направление угла рассогласования относительно скрещен¬
ного положения. Фиксация скрещенного положения может осу¬
ществляться с помощью стрелочного прибора, который стоит
в цепи нагрузки фазового детектора.
Самый малый угол рассогласования ос, который еще может быть
обнаружен индикаторным прибором, равен
(158)
где Р — величина сигнала, которую можно выделить на фоне
шумов; А/—полоса пропускания усилителя; D±—коэффициент
пропускания призм в скрещенном положении; р — постоянная
10
Чг-ш- □ о- пт о-в
5 6 7
Рис. 126. Оптическая схема эллипсометра:
1 — зеркало; 2 — поляризатор (призма Глана —Том¬
псона); 3 — измеряемый фазовый невзаимный элемент;
4 — четвертьволновая пластинка; 5 — пластина мо¬
дулятора; 6,7 — зеркала; 8 — молочное стекло; 9 —
ФЭУ; 10 — поворотные зеркала
206
для ФЭУ; im — ток ФЭУ; а—амплитуда колебания плоскости
поляризации, вызванного модулятором; е — заряд электрона.
Из формулы (158) видно, что чувствительность эллипсометра а
зависит фактически от трех величин: амплитуды раскачки пло¬
скости поляризации а, значения тока im, причем последний прямо
пропорционален величине падающего на ФЭУ светового потока,
и коэффициента пропускания призм в скрещенном положении D _l.
При идеальных поляризационных призмах (D ± —>0) имеет место
предел чувствительности применяемого метода.
Лазерные эллипсометры, работающие по описанному выше ме¬
тоду, обладают достаточно высокой чувствительностью (ос ^0,001°)
и позволяют регистрировать эллиптичность излучения, прошед¬
шего через исследуемый образец, с точностью до 2,5-10~6 (по ин¬
тенсивности).
Важной задачей, простое решение которой стало возможным
с привлечением техники лазерной эллипсометрии, является опре¬
деление параметров окисных пленок на пластинах германия и
кремния. Исследования процесса окисления пластин кремния в
потоке сухого кислорода при температуре 1050° С в течение 3,5 ч
показали [136], что за это время формируется слой двуокиси
кремния, линейная толщина которого составляет 2400 А, а пока¬
затель преломления находится в пределах 1,44—1,45. Процесс
образования окисной пленки является нелинейным, т. е. скорость
увеличения толщины слоя при больших временах окисления за¬
медляется. Эллипсометрические исследования показали [70],
что в атмосфере воздуха на поверхности германия и кремния слой
окисла толщиной 20 А образуется в течение нескольких секунд.
Применение лазеров в эллипсометрах позволило получить ин¬
тенсивные пучки монохроматического излучения и создало пред¬
посылки для разработки техники эллипсометрической микроско¬
пии [70, 122]. В настоящее время отечественной промышленно¬
стью выпускаются лазерные эллипсометрические микроскопы
ЛЭМ-2 и ЛЭМ-3. Использование этих приборов дало возможность
провести исследование микроструктур, имеющих линейные раз¬
меры до нескольких микрометров, и проконтролировать неодно¬
родности как по толщине, так и по показателю преломления.
Применение лазерных эллипсометрических микроскопов позво¬
лило также проводить контроль качества вскрытия окон в плен¬
ках окислов, определять загрязнения на поверхности пластин
кремния и германия после физико-химической обработки, контро¬
лировать наличие и глубину нарушенного слоя после полировки
И т. д.
Эллипсометрия представляет собой мощный аппарат фундамен¬
тальных исследований в области физики твердого тела, интеграль¬
ной оптики и физики полупроводников. Поляризационно-опти¬
ческие измерения в сочетании с методами термоотражения, элек¬
троотражения и пьезоотражения позволили получить сведения
о структуре энергетических зон целого ряда важнейших полупро¬
207
водниковых материалов. В работе [39] подчеркивается, что лазер¬
ная эллипсометрия представляет собой единственный способ по¬
лучения достоверных данных об оптических свойствах сильно-
поглощающих материалов.
Одним из важных и перспективных направлений применения
методов эллипсометрии является разработка новых технологиче¬
ских процессов в полупроводниковом и оптическом приборо¬
строении. Высокая чувствительность поляризационно-оптических
методов, а также возможность проведения измерений в защитных
средах делают эллипсометрию совершенным средством исследова¬
ния кинетики кристаллизации пленок на различных подложках.
Особый интерес для технологии полупроводников эллипсоме¬
трия представляет в связи с возможностью исследования процесса
эпитаксиального выращивания. Методы эллипсометрии позволяют
проводить исследования влияния различных факторов (темпера¬
туры подложки, качества ее механической обработки и химической
чистоты и т. д.) на характер роста пленки, а также на ее толщину
и значение показателя преломления. В работах [15, 166] приве¬
дены результаты измерения толщины эпитаксиальных слоев с по¬
мощью эллипсометров на основе С02-лазера и лазера на парах воды.
При этом погрешность измерения составляла соответственно ±0,01
и ±0,1 мкм.
28. ГОЛОГРАФИЧЕСКИЕ МЕТОДЫ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ
В начале 60-х годов благодаря работам советских [42] и аме¬
риканских [249] ученых началось бурное развитие голографии.
Одним из решающих условий, обеспечивающих достижения в этой
области, было использование лазеров в качестве источников излу¬
чения для записи голограмм. Лазер явился источником света боль¬
шой мощности излучения при высокой когерентности — задача,
непреодолимая для тепловых источников излучения [186].
Существенным достижением лазерной голографии является
разработка методов голографической интерферометрии, в основе
которой лежит свойство голограмм точно воспроизводить записан¬
ные на них волновые поля. При освещении восстановленной голо¬
граммой объектной волны с волновым полем излучения, непосред¬
ственно рассеянного объектом, оказывается возможным наблю¬
дать картину интерференции этих волн. Если волновое поле пре¬
терпевает изменения по сравнению с записанным на голограмме,
то на трехмерном изображении объекта появляются интерферен¬
ционные полосы, соответствующие этим изменениям. Этот метод
получил название голографической интерферометрии в реальном
масштабе времени.
Возможность наблюдения на трехмерном изображении объекта
интерференционной картины, обусловленной малыми изменениями,
открывает широкие перспективы использования голограмм в за¬
208
дачах неразрушающего контроля. Наиболее распространенный из
применяемых для этих целей голографических методов основан на
том, что при нагружении объекта области, содержащие дефекты,
имеют деформации, отличные от деформаций остальных его ча¬
стей. Это отличие проявляется в виде характерных изгибов или
концентраций интерференционных полос, которые наблюдаются
на фоне регулярной интерференционной картины, обусловленной
общим изменением формы объекта. Данный метод в настоящее
Рис. 127. Интерферограмма автомобильной шины, полученная
при изменении давления в камере [201]. Обнаруженные де¬
фекты отмечены стрелками
время находит применение за рубежом и в пашей стране для ка¬
чественной оценки локальных дефектов разнообразных изделий,
поскольку позволяет путем визуального осмотра изображения
объекта достаточно легко и быстро обнаружить наличие дефектов
на поверхности и внутри объекта, а также определить их располо¬
жение (рис. 127) [97]. Количественный анализ регулярной интер¬
ференционной картины также представляет значительный интерес,
так как дает возможность при известном распределении нагружа¬
ющих усилий определить физико-механические параметры мате¬
риалов, из которых изготовлены объекты, а также характер вну¬
тренних напряжений [215]. При изучении колеблющихся объектов
распределение полос на поверхности объекта позволяет определить
его резонансные частоты и распределение амплитуд колебаний
[66, 107, 111, 2231.
Принципиальными достоинствами голографических методов
неразрушающего контроля по сравнению с другими методами
209
являются практически полное отсутствие требований к поверх¬
ности объекта и к физическим свойствам материала, из которого
он изготовлен, а также возможность одновременного контроля
значительных (более 1 м2) площадей поверхности контролируемого
объекта.
Рассмотрим более подробно процессы восстановления голо¬
граммой волнового поля объекта и образования интерференци¬
онных полос. Предположим, что в области пересечения референт¬
ной волны с волной, рассеянной объектом, помещена фотопластин¬
ка, регистрирующая распределение интенсивности интерфери¬
рующих волн:
1 (г) = I Фо (г) + фр (Г) I2 = I % (Г) I2 + | % (г) I2 +1|>; (г) т|з0 (г) +
где ф0 (г) и фр (г) — волновые функции объектного и референт¬
ного полей; г—радиус-вектор в плоскости фотопластинки.
Предположим, что амплитудное пропускание проявленной фото¬
пластинки т (г) пропорционально интенсивности воздействующего
на нее излучения; т (г) = а / (г), а при восстановлении она осве¬
щается референтной волной. Световое поле ф (г) за голограммой
в этом случае описывается выражением
Два первых слагаемых описывают излучение, рассеянное в
направлении падающей на голограмму волны; третье слагаемое
представляет восстановленное голограммой волновое поле, обра¬
зующее изображение объекта. Поскольку для задач неразрушаю¬
щего контроля наибольший интерес представляет анализ интер¬
ференционной картины, возникающей на изображении объекта,
в дальнейшем ограничимся рассмотрением третьего члена выра¬
жения (160). Предположим также для простоты, что изображение
объекта фокусируется в плоскость голограммы, а референтная
волна является плоской:
где к—волновой вектор; ар—амплитуда референтной волны.
Рассмотрим случай получения голографических интерферо¬
грамм, когда волны, соответствующие различным состояниям
объекта, последовательно регистрируются на одной голограмме
(метод двойной экспозиции). При малой величине деформаций
объекта волновые функции, описывающие рассеянное им поле,
отличаются только фазовыми набегами, обусловленными измене¬
нием формы объекта и могут быть записаны как
+ ФР (г) фо (г)»
(159)
Ф (Г) = а 11 Фо (г) I2 фр (Г) + I г[>р (г) |2 (г) + % (г) | % (г) |2 +
+ ф£ (г)Фр (г)}.
(160)
ФР (г) = арехр (in),
(161)
фо (г) = а0 (г) ехр [/фо (г)1
Фо(г) = а0 (г) ехр [/фо (г)]
(162)
210
Если считать, что амплитудное пропускание голограммы про¬
порционально сумме интенсивностей излучения, действовавшего
в каждой из экспозиций, то
Подставляя (163) в (160) с учетом (161) и (162) и опуская не¬
существенные постоянные множители, получаем выражение, опи¬
сывающее распределение интенсивности в восстановленном голо¬
граммой изображении объекта:
где /0 (г) = al (г) — распределение интенсивности поля, рассе¬
янного объектом.
Таким образом, распределение интенсивности восстановлен¬
ного голограммой изображения в общем случае оказывается про-
модулированным интерференционной картиной, описываемой чле¬
ном, заключенным в фигурные скобки выражения (164). Количе¬
ство полос, их вид и плоскость локализации интерференционной
картины определяются характером деформации объекта. Напри¬
мер, при строго поступательном перемещении поверхности объекта,
когда разность фаз сро (г) — фо (г) постоянна, полосы плоскости
объекта не возникают. Если же разные участки объекта деформи¬
руются по-разному, на нем появляются чередующиеся темные и
светлые полосы, положение которых определяется хорошо извест¬
ными интерференционными условиями:
где п = 0, ±1, ±2, . . . Первое условие справедливо для темных
полос, а второе — для светлых.
Данный метод получения голографических интерферограмм
в силу простоты экспериментальной реализации чаще всего исполь¬
зуется на практике. Однако в отличие от метода интерферометрии
в реальном времени он не позволяет непрерывно наблюдать изме¬
нения, происходящие ' с объектом.
При исследовании колеблющихся объектов широкое распро¬
странение получили, также метод голографической интерфероме¬
трии с усреднением во времени [223] и стробоголографический
метод [133, 215, 256 J. Согласно первому из этих методов голограмма
колеблющегося объекта записывается непрерывно в течение мно¬
гих периодов колебания. Вследствие того что при установившемся
колебательном движении объект значительную долю периода на¬
ходится в крайних и близких к ним положениях, на голограмме
регистрируются главным образом волновые фронты, соответству¬
ющие этим положениям. В результате при восстановлении голо¬
граммы на изображении поверхности объекта наблюдается си¬
стема полос, соответствующая распределению амплитуд колеба¬
т(г)~/'(г) + Г(г).
(163)
/в(г) = |'Ыг)Р=/0(г){1 + COS [фо (Г) — Фо (Г)]}, (164)
(165)
211
ний. Метод с усреднением во времени оказался необычайно эффек¬
тивным при исследовании малых (порядка нескольких микроме¬
тров) амплитуд колебаний, однако, с ростом амплитуд колебаний
начинает сказываться влияние записи на голограмме наряду с край¬
ними положениями также и промежуточных состояний объекта,
что приводит к падению контраста интерференционных полос.
Этот недостаток может быть устранен при использовании стро¬
боголографического метода, согласно которому голограмма реги¬
стрируется лишь в моменты времени, соответствующие ампли¬
тудным положениям колеблющегося объекта. При этом улучша¬
ется контраст интерференционных полос и соответственно увели¬
чивается предельная амплитуда колебаний, при которых возможно
применение метода. Не останавливаясь на деталях техники полу¬
чения и восстановления голограмм, подробно описанной в ли¬
тературе [31, 66, 107, 139], перейдем к рассмотрению требований
к источнику излучения, элементам голографической установки и
фотоматериалам для записи голограмм, а также условий получе¬
ния и наблюдения голографических интерферограмм.
Интерференционный характер записи голограммы требует вы¬
сокой когерентности излучения источника и стабильности уста¬
новки во время экспонирования: относительные перемещения от¬
дельных ее элементов не должны превосходить четверти длины
световой волны. Поэтому обычно голографические установки
располагаются на массивных амортизированных металлических
или гранитных плитах. В качестве источников излучения исполь¬
зуются преимущественно непрерывные гелиево-неоновые и ар¬
гоновые лазеры, обладающие достаточно высокой пространственной
и временной когерентностью. Из-за больших углов схождения
интерферирующих пучков для записи голограмм приходится ис-
использовать фотоматериалы, обладающие высокой (более
1000 лин/мм) разрешающей способностью и, следовательно, малой
чувствительностью [107]. Недостаточно высокая мощность при¬
меняемых лазеров и малая чувствительность фотоматериалов на¬
кладывают ограничения на размеры исследуемых объектов, ко¬
торые в настоящее время, как правило, не превосходят 1x1 м2.
Наряду с указанными требованиями существенными вопросами
голографической интерферометрии являются локализации полос,
а также чувствительность метода к изменениям состояния объекта.
Детальный анализ процесса образования голографических интер¬
ференционных полос показывает, что в общем случае плоскость
локализации полос может находиться на произвольном расстоянии
от поверхности объекта. В результате полосы на объекте оказы¬
ваются малоконтрастными, что затрудняет их наблюдение. Дан¬
ный недостаток может быть преодолен увеличением глубины рез¬
кости системы наблюдения путем ограничения ее апертуры [4].
Чувствительность методов голографической интерферометрии
к перемещениям поверхности объекта резко зависит от направле¬
ния перемещения. Наибольшая чувствительность (^0,1 мкм)
212
имеет место при перемещениях поверхности по нормали к ней.
При касательном перемещении регулярные интерференционные
полосы не образуются вовсе. Более того, при исследовании объек¬
тов с диффузно-отражающими поверхностями такие перемещения
приводят к исчезновению полос, вызванных перемещениями по
нормали к поверхности, если величина касательного перемещения
превосходит радиус корреляции случайной структуры рассеиваю¬
щей поверхности. Анализ корреляционных свойств световых по-
Рис. 128. Интерференционная картина, полу¬
ченная по методу двух экспозиций при ударном
нагружении исследуемого объекта. Дефекты,
находящиеся в толщине пластины, выявляются
па интерферограмме в местах концентрации ин¬
терференционных полос [164]
лей, возникающих при смещении диффузпо-отражающих поверх
постей, лежит в основе методов спекл-иптерферометрии [28,
29, 213 J, также применяемых в задачах перазрушающего контроля.
Наряду с выбором параметров голографической установки
для записи и наблюдения интерферограмм большое значение имеет
также способ нагрузки объекта, применяемый для выявления
дефектов. При голографическом неразрушающем контроле чаще
всего применяют внешние статические [161 или динамические 11641
нагрузки, нагрев объекта, а также вибрационные методы [193,
223]. В случае исследования шин с успехом используется измене¬
ние давления внутри объекта [193, 201]. Пример выявления де¬
фектов при ударной нагрузке образца приведен па рис. 128.
В ряде работ указывалось па наличие связи между типом де¬
фекта и способом нагрузки, при которой этот дефект выявляется
с помощью голографического неразрушающего контроля наилуч¬
шим образом, однако детально этот важный вопрос до настоящего
времени не исследован.
213
Переходя к рассмотрению областей применения голографиче¬
ских методов неразрушающего контроля, заметим, что вследствие
их сравнительной сложности и дороговизны основной областью
применения этих методов в настоящее время является контроль
наиболее ответственных узлов дорогостоящих устройств и аппа¬
ратов. Неслучайно наиболее интенсивные исследования в этой
области за рубежом ведутся применительно к задачам авиацион¬
ной и космической техники. Так, исследована возможность кон¬
троля лопаток турбин авиационных двигателей [227], шин само¬
летных колес и тормозных дисков [193] и т. д. В работе [231]
показана возможность исследования методом голографии дефор¬
маций корпусов ракетных двигателей, возникающих при нагреве
топлива в камере сгорания.
Все более широкое применение методы голографического
неразрушающего контроля находят в машиностроении для опре¬
деления качества лопаток паровых турбин [111, 231], баллонов
высокого давления [200], мембран .датчиков высокого давления
[97], для выявления дефектов сварки [3, 54, 149] и др. Характер¬
ная картина распределения амплитуд колебаний турбинной ло¬
патки на резонансной частоте приведена на рис. 129, где отчет¬
ливо видно увеличение контраста интерференционных полос в слу¬
чае стробоголографической записи интерферограммы.
В радиоэлектронной промышленности с помощью этих методов
определяют дефектные элементы полупроводниковых и интеграль¬
ных схем по увеличению нагрева таких элементов при работе схемы
и связанному с ним росту числа интерференционных полос. Ме¬
тоды голографической интерферометрии находят применение в
оптической промышленности на стадиях определения качества
оптических материалов, их обработки до заданной формы и за¬
крепления в оправах [47, 181 ]. Этими методами с успехом контро¬
лировались также искажения активных элементов лазеров на
твердом теле [31 ] и растворах органических красителей, возника¬
ющие в процессе их накачки [56]. Наконец, в строительной меха¬
нике голографические методы используются для контроля дефор¬
маций балок и исследования моделей строительных сооружений
[84]. Перечисленные примеры не исчерпывают многообразия при¬
менений голографических методов неразрушающего контроля и их
возможностей. Более подробную информацию по этим вопросам
можно найти в ряде обстоятельных обзоров [2, 16, 85, 97, 255].
В настоящее время отечественная промышленность не выпу¬
скает специализированной голографической аппаратуры для не¬
разрушающего контроля, и работы в этой области проводятся
на установках, собранных на базе разработанного интерфероме¬
трического стола СИН-1 [52], и установках ВНИИОФИ УИГ-2
[38].
За рубежом голографические установки для неразрушающего
контроля разработаны рядом фирм. Так, фирмой «Оптоникс»
создана установка для контроля качества шин, предназначенная
214
для работы на конвейере фирмы «Юнирогал». Фирмой «TRW-си-
стем» выпускается установка для контроля динамических дефор¬
маций, в которой в качестве источника излучения использован
лазер на рубине. Фирма «Голо-систем» разработала установку
LT-1000-H для контроля деталей в машиностроении с регистра¬
цией голограмм на термопластической пленке. Такой метод реги¬
страции в сочетании с использованием мощного аргонового лазера
Рис. 129. Интерферограммы турбинной лопатки, колеблю¬
щейся с частотой 8095 Гц [111 ]: а — метод Пауэлла—Стетсоиа;
б — стробоголографический метод
позволяет получать изображения исследуемых объектов с часто¬
той один раз в минуту при времени экспонирования голограммы
около 0,1 с (см. гл. VI). Рядом зарубежных фирм разработаны так¬
же установки, действующие на основе методов ультразвуковой
голографии. В этом случае голограмма исследуемого объекта ре¬
гистрируется с помощью когерентных ультразвуковых волн.
После необходимых масштабных преобразований такую голограмму
освещают излучением лазера и в результате получают восстано¬
вленное объемное оптическое изображение объекта. Подробное
изложение основ и приложений методов акустической голографии
приведено в [97, 104].
Перспективы развития методов голографического неразрушаю¬
щего контроля связаны главным образом с преодолением существу -
215
ющих ограничений этих методов, большая часть которых имеет тех¬
нический характер и не связана с принципиальными трудностями.
Так, увеличение мощности высококогерентных лазеров и чувстви¬
тельности фотоматериалов для голографии позволит расширить
размеры исследуемых объектов по крайней мере на порядок. Раз¬
работка высококогерентных импульсных лазеров с энергией гене¬
рации в видимой области спектра более 10 Дж, практически
снимет ограничения, связанные со стабильностью установок и
крупногабаритных объектов во время экспонирования, а также
сделает возможным контроль широкого класса объектов непосред¬
ственно в процессе эксплуатации. Ограничения, связанные со
сравнительной громоздкостью оптических схем освещения объекта,
будут, по-видимому, преодолены в недалеком будущем благодаря
развитию голографических методов, основанных на использова¬
нии элементов интегральной и волоконной оптики. В области
ультразвуковой голографии основные проблемы связаны со срав¬
нительно низким качеством восстановленных изображений, но
и здесь имеются значительные возможности для прогресса.
29. ЛАЗЕРЫ В СПЕКТРАЛЬНОМ АНАЛИЗЕ
С появлением лазеров существенно расширились возмож¬
ности оптики, использующей их не только в качестве источников
интенсивного света, но и в качестве генератора электромагнит¬
ных волн оптического диапазона, позволившего значительно
улучшить характеристики многих существующих спектральных
приборов и создать принципиально новые. Применение лазеров
в спектроскопии позволило существенно расширить ее возмож¬
ности, так же как и вычислительная техника расширила возмож¬
ности современного метода анализа. В спектроскопии исполь¬
зуются такие положительные характеристики лазеров, как их
большая выходная мощность, малая угловая расходимость и
высокая спектральная плотность потока, которая может быть
приблизительно на 15 порядков выше, чем для обычного источ¬
ника света.
Другими положительными характеристиками лазеров яв¬
ляются высокая степень когерентности и узость линии излу¬
чения, позволяющие улучшить разрешающую способность при¬
мерно на пять и более порядков по сравнению с приборами,
использующими обычные источники света. Эти замечательные
особенности уже нашли применение в ряде направлений спектро¬
скопии. Так, селективное возбуждение атомов и молекул открыло
новые возможности спектроскопии, исследующей спектры флуо¬
ресценции в ультрафиолетовой, видимой и инфракрасных частях
спектра. По спектрам флуоресценции можно определить малые
концентрации примесей в жидких растворах и газообразных сме¬
сях и исследовать процесс их образования в динамике, т. е.
в течение химической реакции.
216
В спектроскопии получила должное развитие техника двой¬
ного резонанса и комбинационного рассеяния. Явление насы¬
щенного поглощения позволило определить новое направление
и заняться вопросами исследования и создания оптических стан¬
дартов частоты. Использование когерентного светового источника
открывает возможности для широкого изучения магниторезо¬
нансных и нелинейных явлений, включая многофотонные про¬
цессы и взаимодействия с ядрами атомов, которые могут привести
к получению высокотемпературной плазмы и осуществлению
управляемого синтеза термоядерной реакции.
Высокая спектральная плотность лазерного излучения харак¬
теризуется не только большим количеством энергии, передаваемой
посредством пространственно узкого луча, но также очень узкой
полосой частот, в пределах которой концентрируется излучение.
В спектроскопии, основанной на анализе спектров флуоресцен¬
ции, интенсивность последней зависит от спектральной плотности
поглощенного излучения. В табл. 30 приведены характеристики
излучения некоторых типов лазеров и обычных источников света.
Маломощный Не—Ne-лазер имеет спектральную плотность излу¬
чения почти на четыре порядка выше, чем наиболее интенсивные
некогерентные источники света.
Таблица 30
Характеристики излучения лазерных
и обычных источников света [238]
Источник
Длина
волны
излучения,
Размер
пятна
в фокусе,
Ширина
полосы
излучения
Спек¬
тральная
плотность
излучения,
Фотонный
поток,
фотон
мкм
мм2
эрг
см2-с- Гц
см-^с-Гц
Непрерывный С02
лазер (Р = 1000
кВт)
10,6
1
100 кГц
МО9
6- ю21
Импульсный лазер
на стекле
(W = 10 кДж,
т = 10"10 с)
1,06
0,1
2 см’1
1,6- ю14
9,0-1025
Непрерывный
Не—Ne-лазер
' 0,63
1
100 Гц
МО2
3,5-1013
Дуговая лампа на
Хе (Р = 1 кВт)
0,2—1,0
102
—
2,6- 10"°
1,5- 10е
Черное тело
( / (V) =
2 /iv3
с2 [ехр (hv/кТ) —1] ’
Т == 10° к)
2,7-10-2
1,5- Ю1»
217
Из табл. 30 видно, что ширина полосы излучения лазера,
определяемая высокой монохроматичностью и когерентностью,
является малой величиной (особенно у Не—Ne-лазера) и в общем
случае может быть определена по формуле
Av = [2 (Avc)2 hvL/P] N2/(N2 - N±). (166)
Здесь vl — частота излучения лазера; Р — мощность непрерыв¬
ного излучения; NJ(N2 — — инверсия населенности рабо¬
чих уровней; Avc — ширина полосы резонатора, определяемая
формулой
Avc = c(l - R)j{AnL), (167)
где R — коэффициент отражения зеркала резонатора; L — длина
резонатора; с — скорость света.
В специальных конструкциях лазеров Av имеет значение
меньше 1 Гц, но эта величина существенно зависит от темпера¬
турного изменения L, устойчивости резонатора при работе ла¬
зера в режиме гигантских импульсов и т. д. Все это приводит
к тому, что Av имеет большие значения, приведенные в табл. 30.
В некоторых спектральных исследованиях наличие высокой
степени когерентности источника играет решающую роль, и такие
явления, как гетеродинное биение, вынужденное комбинационное
рассеяние, радиационное эхо и др., не могут быть наблюдены при
обычном некогерентном источнике света, даже если он имеет
высокую спектральную плотность, сравнимую с лазерным излу¬
чением.
Заслуживает внимания тот факт, что использование лазеров
в спектроскопии определяется относительной простотой регистра¬
ции сигнала, несущего информацию об исследуемом явлении.
Высокая спектральная плотность привела к появлению лазерной
спектроскопии, основанной на комбинационном рассеянии, и
методов инфракрасной флуоресценции с высоким временным раз¬
решением, а также измерений, основанных на поглощении излу¬
чения. Высокая степень когерентности и узость полосы излучае¬
мых частот позволяют использовать лазер для гетеродинной
спектроскопии и спектроскопии, основанной на рассеянии света.
Рамановская спектроскопия, использующая в качестве источ¬
ника света^ртутную дуговую лампу, известна давно. Однако
использование лазера в качестве источника света имеет следу¬
ющие преимущества.
1. Узкий спектральный интервал и высокая спектральная
плотность лазерного излучения позволяют намного улучшить
разрешение сдвинутых комбинационных частот.
2. Многие лазеры обеспечивают излучение на различных дли¬
нах волн, которое может как лежать вне полосы поглощения
излучаемых молекул, так и совпадать с ней для получения эф¬
фекта резонанса комбинационного рассеяния.
218
3. Лазерное излучение можно фокусировать в пятно, диаметр
которого соизмерим с длиной волны излучения. Это дает возмож¬
ность изучать малые объекты.
4. Многие лазеры имеют линейно-поляризованное излучение,
что позволяет строить измерения на исследовании изменения
поляризации света.
5. Высокая интенсивность коротких импульсов лазерного
излучения дает возможность производить измерения комбина¬
ционного рассеяния с большим временным разрешением. Это
выполняется особенно успешно при определении времени жизни
колебательно-возбужденных молекул.
6. При очень высоких интенсивностях лазерного излучения
может иметь место вынужденное комбинационное рассеяние, при
котором активное вещество выполняет роль усилителя бегущей
волны. В этом случае может быть получено рамановское преобра¬
зование с высокой эффективностью.
Если ансамбль молекул подвергать воздействию лазерным по¬
током и первым стоксовским излучением, стимулированным
рамановским эффектом, то в результате взаимодействия может
иметь место поглощение на промежуточной частоте (о = со0 — со^.
Это дает возможность получать прямое колебательное возбуж¬
дение двухатомных молекул вида Н2 и N2, которые не могут быть
возбуждены посредством обычного однофотонного поглощения.
Использование лазерного источника в спектроскопии позво¬
лило более качественно производить измерения рассеянного
света. Так, высокостабилизированный Не—Ne-лазер с шириной
полосы излучения меньше 100 Гц может использоваться как
источник света и как генератор электромагнитных колебаний.
Частотный сдвиг рассеянного света можно измерять либо при
помощи интерферометра Фабри—Перо, либо спектрометром по
методу биений. При этом могут быть измерены сдвиги от несколь¬
ких гГц до нескольких кГц и получена информация о времени
релаксации молекул в жидких и полимерных растворах в диапа¬
зоне от 10-10 до 10~4 с.
Сочетание таких характеристик лазеров, как узость линии
излучения, способность настраиваться на определенную волну
в некотором спектральном интервале (например, у органических
лазеров) позволило получить, разрешающую способность лазер¬
ных спектроскопов значительно выше, чем обычных [194]. В этом
случае работа спектроскопа основана на прямом поглощении
лазерного излучения исследуемым веществом, причем предельно
допустимое разрешение определяется неоднородностью допле¬
ровского контура излучения.
Другой способ получения сверхвысокого разрешения при
спектральном исследовании с помощью лазеров основан на ана¬
лизе резонансного контура, который в газовом лазере с постоян¬
ными потерями имеет вид провала (провал Лэмба), а его ширина
и глубина определяются рабочим веществом и резонаторной
219
системой лазера [225]. Данный способ позволяет улучшить разре¬
шение на несколько порядков и может быть применен для более
точных стандартов длины или времени.
Поскольку лазерный поток способен распространяться на
большие расстояния с малой угловой расходимостью, его можно
использовать для определения поглощения различными состав¬
ными частями атмосферы и тем самым получать информацию об
их количественном составе, о прозрачности атмосферы, а также
измерять толщины облаков и дымовых струй. Характеристика
поглощения определяется в этом случае по свету, попавшему
рз-о
kZ-f
Рассеянное иЗлу чение
лазера
Рассеянное изличение
лазеР° \3-г
5090 5НО 5т 5Г50 5Г70 5f90 52f0 5230 5250 Я, А
Рис. 130. Часть спектра флуоресценции молекулы J2 при лазерном
возбуждении на X — 0,5145 мкм
на приемник вследствие рассеяния в атмосфере или в результате
отражения от рефлектора, установленного на некотором расстоя¬
нии от передатчика.
Короткие, интенсивные, узкополосные лазерные импульсы
являются хорошим средством для возбуждения молекул на опре¬
деленные энергетические уровни. Энергия возбуждения может
расходоваться либо на излучение (флуоресцирующая эмиссия),
либо на поглощение возбужденными частицами (двойная резо¬
нансная спектроскопия). На рис. 130 показан спектр флуорес¬
ценции молекулы J2, возбужденной на длине волны X = 5145 А
от лазера на аргоне [238]. Полосы, обозначенные 43-0, 43-1 и
43-2, представляют собой резонансно флуоресцирующий контур.
Исследовались также спектры флуоресценции двухатомных
щелочных металлов (Li2, Na2, К2, Rb2, Cs2, NaLi), галогенов
(Cl2, Br2, J2), BaO, N02, CN, H2, СО и некоторых других.
До недавнего времени лазеры в основном использовались
в видимой флуоресцирующей спектроскопии, в то время как ин¬
фракрасная флуоресценция не была возможной без лазеров,
работающих в этой части спектра. Существовавшие обычные
инфракрасные источники были не в состоянии произвести воз¬
буждение молекул до уровня обнаруживаемой флуоресценции.
С появлением мощных газовых и химических инфракрасных
лазеров удалось осуществить экспериментальное исследование
инфракрасной флуоресценции на таких молекулах, как С02,
N20, СН4, НС1, НВг, HF, СН3, F, СН3С1, SF6 и др.
220
В спектроскопии, основанной на явлении двойного резонанса,
при исследовании временной зависимости концентрации молекул
в возбужденном состоянии, предпочтительнее строить работу на
определении поглощения лазерного света, чем на измерении его
излучения. Схема установки для проведения таких исследований
приведена на рис. 131 [238].
Лазерная спектроскопия на основе двойного резонанса и
флуоресценции обеспечивает очень высокое разрешение по энер¬
гии, например в процессах обмена колебательной энергией между
селективно возбужденными и не¬
возбужденными изотопными ком¬
понентами смеси в молекулярных
газах. В описанных выше экспе¬
риментах по исследованию флуо¬
ресценции и двойного резонанса
роль лазера как источника коге¬
рентного излучения состоит в со¬
здании селективного возбуждения
молекул до определенных энерге¬
тических состояний.
Имеющиеся в настоящее время
импульсные лазеры обеспечивают
длительность излучаемого им¬
пульса порядка 10-12 с, что дало
возможность приступить к кине¬
тическим спектральным исследо¬
ваниям и повысить разрешающую
способность на три-четыре порядка
по сравнению с существовавшими
ранее методами.
В случаях большой интенсив¬
ности лазерного излучения, осо¬
бенно при импульсном режиме работы лазера, имеют место
явления двухфотонного поглощения, состоящие в том, что моле¬
кула одновременно поглощает два фотона и переходит в энерге¬
тическое состояние, энергия которого равна сумме энергий двух
падающих фотонов. Исследование спектров флуоресценции и
поглощения подобных систем открывает новые возможности,
которые были исключены при использовании обычного источника
света. Так, если систему атомов или молекул освещать двумя
лазерами, обеспечивающими излучения на частотах и v2,
направленные навстречу друг другу, а частицы при этом
перемещаются со скоростью v вдоль линии распространения
лучей, то будут наблюдаться новые волны, одна с частотой
v2 (1 — vie) и другая с частотой v2 (1 + vie). При достаточно
высоких интенсивностях лазерных лучей двухфотонное погло¬
щение приведет систему в состояние с энергией h (vx + v2) -f-
+ h(v1 — v2) vie. Видно, что доплеровское уширение имеет
221
Рис. 131. Схема лазерной спектраль¬
ной установки для исследования
двойного резонанса:
/ — импульсный С02-лазер; 2, 9, 12 —
диафрагмы; 3 — зеркало; 4 — лам¬
почка; 5 — вращающееся зеркало; 6 —
диод запуска регистрирующего устрой¬
ства; 7 — дифракционная решетка; 8 —
непрерывный СОг-лазер; 10, 18 — зерка¬
ла резонаторов; 11, 17 — поворотные
зеркала; 13 — кювета с исследуемым
веществом; 14 — регистрирующее ус¬
тройство; 15 — монохроматор; 16 —
полупрозрачная пластина
место только при разности двух частот и'в случае = v2 оно
исчезает.
Лазеры широко используются в химической спектроскопии,
где их роль сводится не только к стимулированию химических
реакций, но и к определению характера их протекания. Импульс¬
ные лазеры применяются для фотолиза веществ, в котором уча¬
ствуют микросекундные и наносекундные импульсы. Однако
использование пикосекундных импульсов позволяет повысить
разрешение системы на три-четыре порядка и открывает новые
возможности для исследования фотофизических процессов. Боль¬
шая мощность излучения лазера может быть вложена в малый
объем твердого тела, жидкой или газовой среды, вызывая эффект
пиролиза. Это может быть использовано в области микроскопи¬
ческих исследований, а также для ускорения специфических
реакций и других целей. При определенных условиях лазеры
могут служить для возбуждения определенной степени свободы
в потенциально реактивных молекулах, приводя их таким обра¬
зом к селективно возбужденной химической реакции. Этот ме¬
тод может быть использован для исследований реакций при воз¬
действии на них тепловым источником. Новым применением
лазеров в химии является фотохимическое разделение изотопов,
при котором используются такие положительные моменты, как
высокая интенсивность, узкая полоса излучения и возможность
настройки лазера на определенную длину волны. Облучая систему
атомов или молекул, среди которых имеются изотопные элементы
с несколько смещенной линией поглощения, можно возбудить
их селективно и известным способом отделить от общей системы.
Таким образом удалось разделить изотопы водорода (дейтерия),
бора, азота, кальция, титана, брома, бария, урана и т. д.
[238].
В работах [115, 121] приведены описания оптико-акустиче¬
ского метода лазерной спектроскопии, основанного на измерении
изменения давления газовой смеси, находящейся в замкнутом
объеме камеры спектроскопа. С помощью этого метода можно
получать наиболее точную информацию о малых концентрациях
таких стабильных изотопов, как 12С 13С, 10В, nB 14N, 15N, вхо¬
дящих в состав сложных молекул. Метод позволяет осуществлять
не только измерение абсолютных концентраций, но и контроль
за их малыми вариациями, которые удается регистрировать на
основе компенсационного метода измерения с использованием
лазерного излучения на двух частотах, совпадающих с полосами
поглощения соответствующих изотопов. Измерение относитель¬
ного содержания изотопов в газовой смеси заключается в сравне¬
нии оптико-акустических сигналов двух каналов, в одном из
которых находится исследуемая смесь изотопов, а в другом —
эталонная. Подобный метод позволяет измерять относительные
вариации изотопных отношений до 10~2%. Предельная чувстви¬
тельность метода определяется степенью стабилизации лазера
222
по мощности и частоте. Применение С02-лазера позволило экспе¬
риментально измерить коэффициент обогащения изотопов 10В и 11В.
Лазерные оптико-акустические детекторы позволяют также
контролировать уровень загрязнения воздуха, совершенствовать
химический и изотопный анализ газа, проводить медико-биоло¬
гические исследования и т. д. Следует отметить, что при наличии
специальных решений детекторы могут обладать достаточно вы¬
сокой селективностью [81].
Малая угловая расходимость лазерного луча в сочетании
с другими положительными свойствами, отмеченными выше,
позволяет использовать его для анализа потоков молекул или
атомов. Наиболее интересные применения лазеров для этих целей
сводятся к следующему: если лазерный луч направить поперек
движения потока молекул, то это приведет к уменьшению объема
взаимодействия и неоднородности допплеровского контура. При
этом также произойдет уменьшение неоднородности ширины линии
за счет столкновений. Регистрация спонтанной флуоресценции
от возбужденных таким образом молекул позволяет определить
их поглощательные характеристики.
Лазер может быть использован для предварительного воз¬
буждения одного из потоков реактантов с целью исследовать
эффект селективного возбуждения или способность к химической
реакции. Метод фотофрагментной спектроскопии, использующий
испульсный лазер для фотодиссоциации молекул в потоке, дает
ценную информацию об энергии связи атомов или отдельных
молекул. Следовательно, в случае бесструктурной поглощающей
среды можно получить спектроскопическую информацию. Свето¬
вое давление луча достаточно интенсивного лазера способно от¬
клонять поток молекул от оси их движения, позволяя произво¬
дить таким образом отделение молекул по различным состояниям.
В работе [196] приведены результаты применения органиче¬
ского лазера для спектральных исследований плазмы, образуемой
высокочастотным дуговым разрядом. Проводились следующие
измерения: определялось пропускание излучения органического
лазера через плазму, исследовался контур линии поглощения и
находилось время жизни флуоресцирующего излучения, вызван¬
ного поглощением лазерного потока. Из данных измерений,
полученных после одного импульса органического лазера, опре¬
делялась концентрация нейтральных атомов, положительных
ионов и электронов.
Схема установки для проведения подобных исследований
приведена на рис. 132. Органический лазер 1 работает в спек¬
тральном интервале от 0,387 до 0,415 мкм и при настройке на
определенную длину волны обеспечивает мощность в импульсе
около 10 кВт при длительности 5 нс. Спектральная ширина им¬
пульса составляет 0,025 нм при угле расходимости излучения
около 3 мрад. Излучение, прошедшее через плазму, определяется
по отношению показаний фотодиодов Дг и Д2. Это излучение
223
попадает в интерферометр Фабри—Перо 4 и далее на приемник 3
для измерения спектрального распределения прошедшего излу¬
чения. Поскольку интерферометр имеет разрешение порядка
5*1(Г4 нм, а ширина полосы излучения органического лазера
2,5 • 10-2 нм, то описанный спектрометр может определять контур
полосы поглощения с очень высокой точностью. Временное раз¬
решение индуцированной флуоресценции регистрируется бло¬
ком 8, перед которым находится
ограничивающий фильтр Ф2, в то
время как блок 7 регистрирует
широкий спектр, излучаемый плаз¬
мой. Спектрограф 5 в данной
схеме служит для настройки орга¬
нического лазера на линию погло¬
щения составных частей плазмы,
при этом используется лампа
с полым катодом 6.
Способность органических ла¬
зеров изменять длину волны излу¬
чения в некотором спектральном
интервале в сочетании с возмож¬
ностью управлять этим измене¬
нием в течение малого промежутка
времени при помощи электроопти-
ческих кристаллов нашла новое
применение в сверхразрешающей
спектроскопии. Так, в работе
[242 ] показано, что в течение
1СГ5 с можно изменять длину волны
излучения органического лазера
на 18—20 нм.
С развитием голографических методов исследования появи¬
лась возможность применения их для записи спектров исследуе¬
мого источника на фотографические эмульсионные материалы
в виде Фурье-преобразований, а затем представления их в виде
набора отдельных линий [163].
Возможности применения лазеров в спектральном анализе
еще далеко не исчерпаны, и следует ожидать, что в ближайшее
время появятся новые использования этих замечательных гене¬
раторов света.
30. ФОТОЭЛЕКТРИЧЕСКИЙ МЕТОД КОНТРОЛЯ
Развитие микроэлектроники позволило использовать в при¬
боростроении большое количество полупроводниковых структур
и интегральных микросхем (ИС) с большой степенью интегра¬
ции. Размеры отдельных элементов ИС достигают 6—8 мкм,
а их количество на кристалле — нескольких тысяч. Поэтому
Рис. % 132. Схема спектрометра па
основе органического лазера:
/ — органический лазер; 2 — Не — Ne-
лазер для юстировки спектрометра; 3 —
приемник излучения; 4 — интерферо¬
метр Фабри —Перо; 5 — спектрограф;
6 — лампа с полым катодом; 7,8 —
блоки записи; Л^ — Л10 — линзы;
Ф2 — фильтры; П1 — П3 — полупро¬
зрачные пластины; Д1г Д2 — фотодио¬
ды
224
проверка микросхем высокой степени интеграции часто ока¬
зывается более сложной проблемой, чем их изготовление. Среди
существующих методов неразрушающего контроля полупровод¬
никовых структур и ИС выгодно отличается фотоэлектрический,
основанный на зондировании лазерным лучом по поверхности
исследуемой структуры с последующей обработкой выходных
сигналов. Суть метода состоит в исследовании внутреннего фото¬
эффекта в полупроводниковых элементах ИС, а применение ла¬
зера вызвано необходимостью использования монохроматического
источника, работающего на фиксированной длине волны.
Известно, что при облучении полупроводника светом имеет
место появление в нем неравновесных электронов Ап и дырок Ару
наличие которых приводит к изменению проводимости полупро¬
водника:
0 = е (|xnti3 -\- црр0 + рпАп + црАр), (168)
где е — заряд электрона; и \лр — подвижность электронов и
дырок; /го и р0 — концентрация равновесных электронов и дырок.
Видно, что избыточная проводимость
Да = е (р„Дп -f- ЦрД/?) (169)
зависит от концентрации неравновесных электронов и дырок,
которые, в свою очередь, зависят от таких факторов, как их гене¬
рация, рекомбинация и диффузия.
Число электронов я'и дырок р', генерирующихся в единице
объема в единицу времени вследствие поглощения квантов света /,
определяется как
п' = Р,га/; /?' = (Зра/, (170)
где и — электронный и дырочный квантовые выходы;
а — коэффициент поглощения.
Механизмы поглощения в полупроводнике могут быть раз¬
личными. В одних случаях оно связано с межзонными перехо¬
дами, когда электрон валентной зоны при поглощении кванта
энергии hv переходит в зону проводимости. Возможны прямые
и непрямые переходы. При прямых переходах (hv > AW, где
AW — ширина запрещенной зоны) электрон не изменяет своего
импульса, в то время как при непрямых переходах он меняет
импульс, поглощая или испуская фонон; в этом случае должно
быть выполнено условие hv > AW + №ф, где W$ — энергия
фонона. При межзонном поглощении Р,. = = 1.
К переходам, приводящим к образованию неравновесных
носителей, относятся также переходы электронов с примесного
уровня в зону проводимости и из валентной зоны на примесный
уровень. При каждом из этих переходов растет концентрация
носителей только одного знака. В этом случае |}Л = 1 и Рр = 0
или, наоборот, = 0 и [$р = 1.
8 Крылов К. И. и др.
225
Существуют и другие виды поглощения света, не приводящие
к возникновению неравновесных носителей заряда. К таким
поглощениям относятся решеточные, на плазменных колебаниях
(коллективных колебаниях электронов), с образованием свя¬
занных электронов и дырок (экситонов), на^свободных носителях
заряда. Для этих случаев р,г = = 0. Следовательно, эффек¬
тивное значение квантовых еыходов при малых световых потоках,
имеющих место в методах неразрушающего контроля полупро¬
водников, будет меньше 1.
Возможность контроля фотоэлектрическим методом полупро¬
водниковых структур исследовалась в работе [14]. Выяснена
возможность определения>аких дефектов,
как наличие инверсных слоев и каналов,
мест локального умножения на поверхно¬
сти, неоднородность в металлическом по¬
крытии, загрязненные поверхности.
В работе [87 ] этот метод был применен
для исследования биполярных кремние¬
вых ИС при облучении сфокусированным
и сканирующим лучом Не—Ne-лазера
(А, = 0,63 мкм). Изменение сигнала на вы¬
ходе ИС модулирует яркостное изображе¬
ние телевизионной трубки. Метод позво¬
ляет при разрешающей способности до
2 мкм получать мгновенное изображение
поверхности ИС, на которой можно обна¬
ружить различные дефекты, а также локально воздействовать
на отдельные элементы ИС.
Фотоэлектрический метод используется также для неразру¬
шающего контроля интегральных схем металл—окисел—полу¬
проводник (МОП), в которых контроль обработки л изменений
параметров различных МОП-элементов сводится к исследованию
внутреннего фотоэффекта в полупроводнике. Исследование влия¬
ния лазерного зонда на работу элементов МОП-схем проводилось
на установке, оптическая схема которой представлена^на рис. 133.
Размер и форма облученной зоны зависит от размера и формы
диафрагмы, фокусного расстояния объектива и длины волны излу¬
чения лазера. При использовании Не—Ne-лазера с длиной волны
излучения 0,63 мкм были получены размеры облученной зоны
менее 8 мкм. Для таких длин волн в МОП-схемах излучение погло¬
щается в Si за счет межзонных переходов с образованием нерав¬
новесных носителей обоих знаков, причем уровень легирования
мало влияет на коэффициент поглощения.
Известно, что глубина проникновения света в материал приб¬
лиженно равна 1/а, а диффузионная длина пробега неосновных
носителей ]/Dt, где D — коэффициент диффузии; т — время
жизни неосновных носителей. Если провести расчет для конкрет¬
ного полупроводникового материала, то можно показать, что
226
Рис. 133. Оптическая схе¬
ма установки для контро¬
ля МОП-схем:
1 — Не —Ne-лазер; 2 — диа¬
фрагма; 3 — окуляр; 4 —
поворотное зеркало; 5— объ¬
ектив; 6 — исследуемая ИС;
7 — рабочий столик
для кремния, применяемого в технологии МОП-схем, 1/а ^ 1-ь
-*-2 мкм, a YDx ^ 20-^30 мкм. Исследования кремниевой пла¬
стины показали, что в случае облучения ее плоской волной ла¬
зерного света при различных ширинах полосы и интенсивностях
ее проводимость изменяется линейно.
Изучалось также влияние лазерного зонда на МОП-конденса-
торы над р- и м-областями с толщинами окислов 1300 и 1700 А.
Вследствие того что Si02 не поглощает излучения % = 0,63 мкм,
влияние зонда на конденсаторы незначительно. Но оказалось
возможным изучить влияние лазерного зонда на конденсаторы
с поверхностным слоем окисла. В этом случае имеет место изме¬
нение тока утечки конденсатора с поврежденным слоем окисла
над /г-областью от напряжения, приложенного к металлической
обкладке. Таким образом, воздействие лазерного зонда оказывает
влияние только на поврежденные МОП-конденсаторы, что может
быть использовано для контроля ИС.
Воздействие лазерного луча на другие элементы МОП-схем
показало, что с помощью лазерного зонда можно определять
границы переходов и тем самым находить величину бокового
пробега диффузионных областей, изменять сопротивление тран¬
зисторов, обнаруживать такую неисправность транзистора, как
плохой контакт металлизации с p-областями, выявлять места
загрязнения поверхности.
Установка, предназначенная для неразрушающего контроля
МОП-схем с помощью лазерного зондирования, позволяет произ¬
водить проверку правильного функционирования отдельных эле¬
ментов БИС по изменению выходных параметров схемы в резуль¬
тате воздействия лазерного излучения на эти элементы, а также
осуществлять визуализацию измерений на телевизионном экране
и сравнивать“телевизионные изображения^ эталоном. Установка
включает оптическое устройство, схематически изображенное
на рис. 133, сканирующее устройство, предметный стол с устрой¬
ством совмещения, телевизионное устройство и контрольно¬
измерительный блок. Операции, выполняемые на установке,
сводятся к закреплению и совмещению ИС на предметном столе,
обеспечению контактов к выводам; сканированию сфокусиро¬
ванного лазерного луча или изображения маски по просматри¬
ваемой поверхности и передаче изображения ИС на телевизион¬
ный экран [103].
8*
ГЛАВА V
ЛАЗЕРЫ В СИСТЕМАХ
ИЗМЕРЕНИЯ И КОНТРОЛЯ
РАЗМЕРОВ И ЛИНЕЙНЫХ
ПЕРЕМЕЩЕНИЙ
31. ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ ЛАЗЕРОВ
В СИСТЕМАХ ИЗМЕРЕНИЯ И КОНТРОЛЯ РАЗМЕРОВ
И ПЕРЕМЕЩЕНИЙ
Уникальные свойства лазерного излучения — высокая моно-
хроматичность, пространственная и временная когерентность,
направленность и интенсивность — делают лазер идеальным ис¬
точником для широкого использования в метрологии, в сильной
степени определяющей состояние и развитие промышленности.
Повышение требований к точности изготовления деталей и
узлов приборов и машин изменило требования к процессу их
обработки, а также к станкам, приспособлениям и инструментам.
Возникла настоятельная необходимость замены последовательных
во времени операций обработки и контроля параллельными, так
как в первом случае системы измерений выполняют задачи реги¬
страции и оценки, а во втором они могут выполнять задачи регу¬
лирования и управления, т. е. являются активным средством
контроля, влияющим на процесс обработки. Особенно важно
обеспечить указанные требования при измерениях размеров и
перемещений, составляющих в машиностроении основную долю
всех измерений (85—95%) [167]. При этом измерительные си¬
стемы должны обладать высокой точностью, быстродействием,
использовать бесконтактные методы измерения, что успешно
выполняется при сочетании лазера с оптико-электронными ус¬
тройствами.
В одних случаях лазер служит более эффективным источником
и позволяет значительно расширить возможности измерений
известными методами (например, с использованием интерферен¬
ции, дифракции и рассеяния излучения), в других случаях бла¬
годаря лазеру появляются новые методы измерений и новая ап¬
паратура [187].
Свойства лазерного излучения значительно расширили воз¬
можности интерферометрии для измерения длин и перемещений.
Ограниченное использование интерферометров при таких измере¬
ниях было связано с качеством имеющихся источников света,
не обладающих достаточной яркостью и когерентностью, что не
позволяло получать четкую интерференционную картину при
длине измерительного плеча более полуметра. Так как время
когерентности лазерного излучения может составлять 10"3—
10“4 с, лазерные интерферометры дают устойчивую интерферен¬
228
ционную картину при длине измерительного плеча от нескольких
сот метров до нескольких километров, а следовательно, появ¬
ляется возможность измерения таких длин с точностью до долей
световой волны. Кроме того, с помощью лазерной интерфероме¬
трии можно с высокой точностью измерить все, что влияет на
оптическую длину измерительного плеча, например линейные
перемещения и производные от них — скорости и ускорения,
а также показатель преломления среды и параметры, влияющие
на него (температура, давление, содержание примесей различных
веществ и т. д.).
Указанные свойства лазеров открывают широкие возможности
их применения прежде всего в машиностроении, например, при
изготовлении с очень высокой точностью гигантских станков,
деталей астрономических приборов и радиотелескопов, контроле
перемещений рабочих органов компараторов, координатно-изме¬
рительных машин, прецизионных металлообрабатывающих стан¬
ков с числовым программным управлением и т. д. Большие пер¬
спективы использования лазерных интерферометров в станко¬
строении обусловлены тем, что их технические характеристики
отвечают требованиям, предъявляемым современным точным стан¬
костроением к измерительной аппаратуре: увеличение диапазона
и скорости контролируемых с высокой точностью перемещений,
возможность автоматизации процесса измерения и получение
результатов измерения в цифровой форме, удобной для оператора.
Современные лазерные интерферометры с одночастотным лазе¬
ром обеспечивают относительную погрешность измерения 1СГ6
в диапазоне перемещений до нескольких десятков метров и мак¬
симальной скорости перемещения до 10 м/мин. Большим преиму¬
ществом лазерной интерферометрии является и то обстоятельство,
что на результат измерений значительно меньше влияют внешнее
освещение, вибрации, запыленность воздуха, что особенно важно
в промышленных условиях.
При измерении линейных расстояний, исчисляющихся мил¬
лиметрами или сантиметрами, лазерный интерферометр дает
возможность осуществить высокую точность измерений непо¬
средственно в производственных условиях, чего не позволяли
интерферометры с обычными источниками света. Использование
лазерного интерферометра в микроэлектронике для точного пере¬
мещения подложки интегральных схем открывает новые возмож¬
ности на пути создания сверхминиатюрной радиоэлектронной
аппаратуры. В оптической промышленности применение лазер¬
ного интерферометра позволяет изготовлять прецизионные оп¬
тические шкалы и дифракционные решетки.
Лазерный интерферометр часто является единственным изме¬
рительным инструментом при измерении расстояний метрового
диапазона с точностью 0,1 мкм и выше. Если же требования
к точности измерения в этом диапазоне более низкие, лазерная
интерферометрия оказывается самым эффективным методом. Раз¬
229
работаны точные и удобные в эксплуатации лазерные интерфе¬
рометры для координатно-измерительных машин, настройки ме¬
таллорежущих станков и т. д. Созданы также лазерные интер¬
ферометры, работающие при длине измерительного плеча около
1 км с разрешением около 10-6.
Появление лазеров значительно расширило возможности из¬
мерений, использующих дифракционные явления. Высокая яр¬
кость и контрастность дифракционных распределений, полученных
с помощью лазерного излучения, дает возможность значительно
поднять точность и автоматизировать процесс измерений, произ¬
водить их в производственных условиях. К настоящему времени
разработаны и продолжают совершенствоваться прецизионные
лазерные дифракционные измерители геометрических параметров
в диапазоне от долей микрометра до нескольких миллиметров,
позволяющие измерять и контролировать размеры и форму изде¬
лий с точностью до десятых долей процента (например, диаметры
тонких проволок и волокон, отверстий, ширину щелей и полос,
диаметр нитей, величину зазоров и т. д.). На их основе разра¬
батываются измерители оптических, механических, теплофизи¬
ческих и других характеристик волоконных материалов и изделий.
Используя несколько измененный лазерный интерферометр,
можно производить измерения скорости перемещений объекта,
используя эффект Доплера, заключающийся в изменении частоты
излучения в зависимости от скорости перемещения излучателя
(или отражателя). Причем сигнал, отраженный непосредственно
от металлических поверхностей объектов, оказывается достаточ¬
ным для работы таких интерферометров. Это открывает большие
перспективы применения таких измерительных систем в промыш¬
ленности, например для бесконтактного контроля скорости горя¬
чей прокатки, непрерывного контроля внешних и внутренних
диаметров деталей непосредственно в процессе их обработки
с точностью до 0,1—0,2 мкм и т. д.
В настоящее время осуществлены лазерные приборы для изме¬
рения линейных скоростей и расходов потоков оптически прозрач¬
ных сред, например скорости течения воды, ветра и т. д., осно¬
ванные на эффекте Френеля. При этом возможно измерение
скорости от одного метра в час до десятков метров в секунду.
Такие приборы высокочувствительны, не имеют движущихся
частей, практически безынерционны, не вносят возмущений
в измеряемый поток.
Благодаря малой угловой расходимости и высокой интенсив¬
ности излучения лазер может быть с успехом использован в си¬
стемах центрирования и выставления объектов, например при
нивелировке направляющих крупногабаритных станков, выверке
вертикальной оси при строительстве башен, контроле прямоли¬
нейности, плоскостности [7 ] и т. д. Наряду со значительным повы¬
шением точности существенно сокращается время выполнения
указанных операций.
230
Уже в настоящее время Лазерные системы Контроля длим,
размеров и перемещений стали эффективными инструментами,
применение которых в ряде отраслей промышленности оправдано
экономическими соображениями. Они могут быть использованы
непосредственно как бесконтактные, точные, быстродействующие
измерители нужных параметров, а также как высокочувстви¬
тельные датчики в автоматических системах управления техно¬
логическими процессами.
Настоящая глава посвящена описанию лазерных систем,
предназначенных для измерения длин, размеров и линейных
перемещений: лазерных интерферометров, лазерных дифракцион¬
ных измерителей размеров и лазерных анемометров, причем основ¬
ное внимание уделено их промышленным применениям.
32. ЛАЗЕРНЫЕ ИНТЕРФЕРОМЕТРЫ
Как уже отмечалось, измерения длин и перемещений состав¬
ляют основной объем измерительных операций в машинострое¬
нии. Для указанных операций широкое применение получила
новая область оптической интерферометрии — лазерная, которая
развивается по двум направлениям: квантовая интерферометрия
и интерферометрия с лазерными источниками света.
Особенностью квантовых интерферометров является то, что
объект измерений помещается в резонатор лазера или является
его составной частью. В настоящее время широко используются
квантовые интерферометры, основанные на принципе гетероди¬
нирования частот и с трехзеркальным лазером. Наиболее под¬
робно вопросы лазерной интерферометрии рассмотрены в [8,
18, 113].
Квантовые интерферометры с гетеродинированием частот.
В этих интерферометрах резонатор лазера используется и как
измерительный интерферометр, формирующий сигнал измери¬
тельной информации. При этом для определения расстояний ис¬
пользуется то обстоятельство, что разностная частота между
соседними продольными модами резонатора является функцией
его длины:
Av = c/(2L), (171)
где Av — разностная частота; L — длина резонатора; с — ско¬
рость света в резонаторе.
Таким образом, при перемещении одного из зеркал на изме¬
ряемое расстояние величина разностной частоты изменится и
перемещение AL может быть определено как
AL = 2L2A/7c, (172)
где AF — изменение разностной частоты.
Основным достоинством таких квантовых интерферометров
является то, что измерение линейных размеров сводится к изме¬
рению частоты, которую можно измерять автоматически с высо¬
231
кой точностью. Для осуществления квантовых интерферометров
с гетеродинированием частот необходим одномодовый двухча¬
стотный режим генерации лазера.
На рис. 134 представлена схема квантового интерферометра
д я измерения длин. Одно из зеркал резонатора 10 является
частично прозрачным и закрепляется неподвижно, а другое —
непрозрачное зеркало 3 — имеет возможность перемещаться вдоль
[ИНИН ш
Рис. 134. Схема квантового интерферометра для
измерения длин: 1 * * * * * 71 — газоразрядная лазерная трубка; 2 — диафрагма;
3, 10 — зеркала оптического резонатора; 4 — источник
питания лазера; 5 — частотомер; 6 — усилитель; 7 —
фотодетектор; 8 — источник питания фотопрпемного
устройства; 9 — оптическая система
оптической оси резонатора. Зеркала могут быть как плоскими,
так и сферическими, а расстояние между ними ограничивается
потерями в резонаторе. Диафрагма 2 с регулируемым диаметром
отверстия используется для получения одномодового режима
генерации лазера. Через зеркало 10 и оптическую систему 9
излучение лазера попадает на фотодетектор 7, в котором возни¬
кает электрический сигнал с частотой, равной разности й ча-
Рис. 135. Схема квантового интерферо¬
метра для контроля размеров стандарт¬
ных деталей:
/ — газоразрядная лазерная трубка; 2 —
диафрагма; 3, 18 — зеркала оптического ре¬
зонатора; 4, 12 — подвижная и неподвижная
опоры; 5,11 — опорные блоки; 6 — пружина;
7 — паз; 8 — основание; 9 — источник пита¬
ния лазера; 10 — измеряемая деталь; 13 — ча¬
стотомер; 14 — усилитель; 15 — фотоприем-
ное устройство; 16 — источник питания фото-
приемного устройства; 17 — оптическая си¬
стема
стоте продольных мод лазера, соответствующей измеряемому
расстоянию. Этот сигнал поступает на усилитель 6 и оконечное
измерительное устройство — частотомер 5.
Схема квантового интерферометра для контроля размеров
стандартных деталей приведена на рис. 13\ В этом случае зер¬
кало 3 закрепляется на подвижной опоре 4, которая может со¬
вершать возвратно-поступательное движение в пазу 7 основа¬
ния 8 с помощью пружины 6, закрепленной на опорном блоке 5.
Зеркало 18 установлено жестко на неподвижной опоре 12, соеди¬
ненной с опорным блоком 11. Измеряемая деталь 10 вставляется
между подвижной 4 и неподвижной 12 опорами. Результат изме¬
рения отсчитывается по частотомеру 13.
Еще одна возможная схема квантового интерферометра для
измерения величины перемещения объекта 5 приведена на рис. 136.
232
Пучок излучения разделяется поляризатором 2 на два пучка со
взаимно-ортогональными плоскостями поляризации Ех и Е2,
каждый из которых направляется соответственно на зеркало 3
или 4. Со стороны зеркала 9 на выходе лазера установлен ана¬
лизатор 8, в результате чего выходной сигнал зависит от разности
оптических путей расщепленных плоскополяризованных лазер¬
ных лучей, проходящих между зеркалами 4, 9 и 3, 9. Если одно
из зеркал, например зеркало 3, оставить неподвижным, а другое
зеркало 4 связать с объектом 5, можно измерять величину пере¬
мещения объекта.
Как отмечается в [18], развитию квантовых интерферометров
с гетеродинированием частот уделяется большое внимание ввиду
Рис. 136. Схема квантового пптерфе- Рис. 137. Схема лазера с трех-
рометра для измерения перемещений зеркальным резонатором
объектов:
1 — активная среда; 2 — поляризатор; 3, 4,
9 — зеркала оптических резонаторов; 5 —
измеряемый объект; 6 — регистрирующая
система; 7 — фотодетектор; 8— анализатор
возможности использования в оптической интерферометрии ча¬
стотного метода измерений. Основной трудностью для достижения
высокой чувствительности таких интерферометров является устра¬
нение нестабильности частоты излучения, вызываемой возму¬
щениями внешней среды. Поэтому разрабатываются методы и
устройства,'обеспечивающие повышенную . стабильность частоты
излучения квантовых интерферометров либо устраняющие влия¬
ние нестабильности частоты на процесс измерения. Наиболее
совершенным считается квантовый интерферометр, в котором
принцип гетеродинирования частот осуществлен в трехзеркаль¬
ном резонаторе.
Квантовые интерферометры на основе лазера с трехзеркаль¬
ным резонатором. На рис. 137 приведена схема лазера с трехзер¬
кальным резонатором. Зеркала 1 и 3 вместе с активной средой 2
образуют лазер. Изменение длины оптического пути либо за счет
перемещения зеркала 4, либо за счет изменения характеристик
среды между зеркалами 3 и 4 приведет к модуляции интенсивности
лазерного излучения.
На основании рассмотрения трехзеркального резонатора [14,
90, 114] сделаны следующие выводы [14]: моды, реализуемые
в такой системе, не являются модами ни резонатора /, ни резо¬
натора //, а модами сложного трехзеркального резонатора /—II;
233
с большой степенью точности эти моды можно рассматривать как
смещенные моды резонаторов / и II (для случаев слабой связи
резонаторов I и 77); включение связи между резонаторами в об¬
щем случае приводит к смещению мод по шкале частот, причем
это смещение тем больше, чем ближе расположены друг к другу
моды резонаторов I и 77.
При малых значениях параметра связи (Qc < 1) смещение АКп
относительно величины Кп = nn/L мало и для случая Ьг = L2 =
= L АКп ^ — ]/rQc/2/L. Максимального значения интенсивно¬
сти в своем резонаторе при движении зеркала 4 мода будет до¬
стигать тогда, когда ее сдвиг по частоте относительно того зна¬
чения, которое она имела при Qc = 0, равен нулю. При пере¬
мещении зеркала 4 все реализуемые в трехзеркальном резонаторе
моды изменяют свою частоту по отношению к частотам, соответ¬
ствующим невозмущенному положению, что приводит к умень¬
шению интенсивности моды в своем резонаторе и, следовательно,
к уменьшению ее добротности. Причем добротность этой моды
в другом резонаторе возрастает.
Поскольку активная среда имеется только в резонаторе 7,
уменьшение добротности какой-либо моды в нем может вызвать
срыв ее генерации. В то же время добротность моды резонатора II,
которая как бы переходит в резонатор I, увеличивается, что
приводит к возникновению генерации на ней. После того как
вновь загенерировавшая мода займет положение невозмущенной
моды резонатора I, интенсивность лазера на этой же моде вновь
достигнет максимального значения.
Благодаря описанным эффектам интенсивность излучения
лазера будет циклически меняться, причем полный цикл модуля¬
ции интенсивности излучения будет происходить при смещении
внешнего зеркала 4 на Я/2 (в случае существования только про¬
дольных мод как в резонаторе /, так и в резонаторе II). Аналогич¬
ная периодичность модуляции излучения лазера наблюдается
и в случае, когда в резонаторах I и II существуют продольные
и поперечные моды, но каустические поверхности разноименных
мод этих резонаторов не соприкасаются (например, в зеркальном,
симметричном относительно внутреннего зеркала 3, резонаторе).
Отмеченные эффекты положены в основу трехзеркальных лазер¬
ных интерферометров, которые могут быть использованы для
измерения длин и перемещений объектов, скорости их переме¬
щений, а также измерения различных физических характеристик
среды — показателя преломления, плотности и т. д.
Глубина модуляции интенсивности излучения в трехзеркаль¬
ном резонаторе существенно зависит от параметра связи Qr и
соотношения длин активного и пассивного резонаторов L1/L2.
В случае = Ь2 при движении зеркала все генерируемые моды
одновременно ослабляются или усиливаются. Если при этом
скорость зеркала мала, a Qc достаточно велико и можно пренеб¬
речь инерционностью физических процессов установления моды
234
в резонаторе, то глубина модуляции интенсивности равна при¬
мерно 100%. В случае Ь±1Ь2 > 1 только часть мод одновременно
усиливается (или ослабляется) и поэтому глубина модуляции
меньше 100%. При LJL2 > 1 все моды лазера практически од¬
новременно отклоняются от невозмущенного положения и глу¬
бина модуляции вновь стремится к 100%.
Рис. 138. Схема квантового интер¬
ферометра с трехзеркальным резо¬
натором для измерения перемеще¬
ний объекта:
1 — Не — Ne-лазер; 2, 14 — зеркала
резонатора; 3, 13 — фильтры; 4, 12 —
оптические системы; 5 — исследуемая
среда; 6 — рефлектор; 7 — подвижная
опора; 8 — источник питания лазера;
9 — регистрирующее устройство; 10 —
усилитель; 11— фотодстектор
12 13 г „ -А \2 3 Ц Л-, 6
На рис. 138 показана схема устройства квантового интерфе¬
рометра для измерения перемещений объекта [18]. Резонатор
Не—Ne-лазера образован двумя неподвижными зеркалами 2
и 14, имеющими коэффициенты пропускания соответственно около
0,1 и 1%, а также подвижным зеркалом б, укрепленным на пере¬
мещающейся с помощью микрометра опоре 7. При перемещении
зеркала 6 приемная система, включающая в себя фотоприемник //,
усилитель 10 и регистрирующее
устройство 9, фиксирует количе¬
ство максимумов и минимумов
оптического сигнала, расстояние
между которыми соответствует по¬
ловине длины волны излучения.
Для уменьшения рассеяния лазер¬
ного излучения используются
оптические системы 4 и 12. Опи¬
санное устройство может быть
использовано также для измере¬
ния скорости перемещений и изме¬
нения характеристик помещенной
в резонатор среды 5.
Недостатками квантового интерферометра с трехзеркальным
резонатором являются неопределенность направления измене¬
ния оптической длины до внешнего отражателя, что затрудняет
расшифровку результатов измерения в случае, если это направ¬
ление заранее неизвестно, а также снижение точности вследствие
нестабильности мощности излучения лазера, связанной с пуль¬
сацией напряжения питания, разъюстировкой резонатора и т. д.
Для устранения последнего недостатка предложено устройство,
в котором перемещение зеркала вызывает периодическое пере¬
ключение плоскости поляризации лазерного излучения. Схема
этого устройства приведена на рис. 139. В устройстве исполь¬
7 8k 9 1 2 J ^—г?—, 6
Рис. 139. Схема квантового интер¬
ферометра для измерения длины пе¬
ремещения объектов, использующая
периодическое переключение пло¬
скости поляризации:
1 — лазер; 2,9— зеркала резонатора;
3 — анализатор; 4 — фотодетектор;
5 — усилитель; 6 — регистрирующее
устройство; 7 — измеряемый объект
(зеркало); 8 — поляризатор
235
зуется изотропный лазер 1. Одна из плоскополяризованных волн
проходит через поляризатор <9, попадает на подвижное зеркало 7,
отражается от него и возвращается в лазер усиливая или ослаб¬
ляя волну с той же самой плоскостью поляризации в зависимости
от оптического пути до зеркала 7. Волна с ортогональной пло¬
скостью поляризации поглощается поляризатором 8 и не попадает
на подвижное зеркало 7. В результате при перемещении зеркала
плоскость поляризации лазерного излучения, попадающего на
анализатор 3, будет периодически меняться, что вызовет периоди¬
ческое изменение интенсивности излучения, попадающего на
фотодетектор 4. Точность измерения такого устройства может быть
повышена, если вместо поляризатора 2 использовать четверть¬
волновую пластинку.
Значительно повысить чувствительность трехзеркальных ин¬
терферометров можно, применяя вместо плоского третьего зер¬
кала сферическое, несколько разъюстированное относительно
двух других зеркал резонатора [14]. В этом случае в пассивном
резонаторе возбуждаются поперечные моды более высоких по¬
рядков, чем основная, что приводит к более частому изменению
интенсивности излучения при изменении оптического пути, соот¬
ветствующего частотам поперечных мод.
Тогда период колебаний интенсивности лазера при постоянной
скорости v внешнего зеркала можно определить следующим
образом [14]:
/'= fy(2us), (173)
где s — количество возбужденных резонансов.
Осуществление принципа гетеродинирования частот излуче¬
ния в трехзеркальном интерферометре может обеспечить чув¬
ствительность, значительно превосходящую чувствительность дру¬
гих интерферометров. В работе [18] описан интерферометр, в ко¬
тором используется двухчастотный лазер с длиной активного
резонатора 80 см и пассивного резонатора 10 см. Такое соотно¬
шение длин активного и пассивного резонаторов обеспечивает
совпадение только двух их резонансных частот. Вблизи совпа¬
дения резонансов активного и пассивного резонаторов одна из
частот генерации возмущается, а другая остается невозмущенной.
Информация об изменении длины пассивного резонатора заклю¬
чается при этом в разностной частоте генерируемых колебаний,
скорость изменения которой при изменении длины пассивного
резонатора может составлять величину 5 кГц/А. Оцениваемая
чувствительность такого измерителя в случае использования
синхронного детектирования составляет 10_3 А. Однако описан¬
ные трехзеркальные интерферометры достаточного применения
для измерения длин и перемещений в настоящее время не нашли:
они еще не могут конкурировать с хорошо отработанными лазер¬
ными интерферометрами Майкельсона. Широкому их использо¬
236
ванию мешают также трудности в определении знака изменения
длины пассивного резонатора.
Интерферометры с лазерными источниками излучения. В отли¬
чие от рассмотренных квантовых интерферометров, где измерение
основано на использовании процессов, происходящих в резона¬
торе лазера, интерферометры с лазерными источниками обеспе¬
чивают измерение при использовании лазера только как источ¬
ника излучения.
Такие измерители [8, 18, 113] состоят из источника излуче¬
ния (лазера), оптического устройства-интерферометра, форми¬
рующего сигнал измерительной информации, а также, как и
другие измерители, включают в себя электронное устройство
обработки и индикации результатов измерения. Для устранения
влияния излучения, отраженного от интерферометра обратно
в лазер, на его характеристики в таких измерителях предусмо¬
трена оптическая развязка резонатора лазера и интерферометра,
которая обычно осуществляется поляризационными элементами
или путем разнесения мест деления и наложения интерферирую¬
щих пучков. Чувствительность к направлению изменения опти¬
ческой длины почти у всех приборов достигается построением
схем с двумя интерференционными картинами, сдвинутыми друг
относительно друга на четверть интерференционной полосы.
В настоящее время интерферометры с лазерными источниками
излучения достаточно хорошо разработаны и обладают большой
универсальностью, что является причиной их широкого приме¬
нения. Процесс измерения величины линейного перемещения
интерференционным методом заключается в определении числа
длин волн (или долей длины волны) излучения лазера, уклады¬
вающихся на измеряемом отрезке, и числа интерференционных
полос, проходящих через поле зрения регистрирующего прибора
при перемещении объекта, изменение положения которого кон¬
тролируется.
Перевод полученного результата в метрические единицы осу¬
ществляется умножением его на значение длины волны исполь¬
зуемого лазера. В качестве источников излучения наиболее широко
применяются одночастотные лазеры светового диапазона (в ос¬
новном гелиево-неоновые) благодаря хорошей воспроизводимости
длины волны излучения от образца к образцу, достаточно малому
значению длины волны, обеспечивающему высокую точность
измерителя, и большому сроку службы лазера. Важно и то,
что при работе с такими лазерами появляется возможность ви¬
зуальной настройки прибора, а также упрощается выбор реги¬
стрирующих фотоприемников.
Следует отметить, что вследствие чувствительности длины
волны излучения лазеров к тепловым, акустическим и атмосфер¬
ным возмущениям резонатора, а также к давлению и составу
рабочей газовой смеси для улучшения долговременной стабиль¬
ности длины волны используют термостабилизацию корпуса
237
резонатора и следящие системы, подстраивающие длину резо¬
натора на некоторую характерную точку на контуре линии излу¬
чения активной компоненты смеси либо на внешний эталонный
резонатор [33, 113]. Отклонение частоты излучения от номиналь¬
ного значения при этом может не превышать величины ±=1-1СГ7
для Не—Ne-лазеров с длиной волны излучения 0,63 мкм.
В качестве оптического устройства наиболее широко приме¬
няется интерферометр Майкельсона и его различные модифика¬
ции. На рис. 140 приведена упрощенная функциональная схема
интерференционного измерителя.
Формирование сигнала измерительной информации в интер¬
ферометре Майкельсона происходит следующим образом. Свет
от лазера 1 коллимируется и попадает на частично отражающий,
частично пропускающий расщепитель пучка 2, где он расщепляется
на два пучка — опорный и измерительный. Опорный пучок отра¬
жается от неподвижного отражателя 3 и возвращается на расще¬
питель 2, где частично отражается назад к лазеру и частично
проходит к плоскости регистрации интерференционной картины.
Измерительный пучок отражается от подвижного отражателя 4,
перемещающегося по измеряемому пути, и также возвращается
к расщепителю. Часть измерительного пучка после расщепления
также направляется к лазеру, а часть отражается к плоскости
регистрации, где совмещается с опорным пучком, образуя поле
интерференции. На экране, помещенном в эту часть оптической
схемы, наблюдается интерференционная картина — чередование
темных и светлых полос в пределах перекрываемых сечений све¬
товых пучков.
Если предположить, что излучение источника строго моно-
хроматично, можно определить результирующую интенсивность
в любой точке интерференционной картины [231:
где Аг и А 2 — амплитуды в точке наблюдения интерференции
измерительного и опорного пучка соответственно; Дер — разность
фаз интерферирующих колебаний.
Как видно из выражения (174), результат интерференции
будет существенно зависеть не только от соотношения интенсив¬
Рис. 140. Упрощенная функциональная
схема интерференционного измерителя:
1 — лазер; 2 — расщепитель пучка; 3,4 —
отражатели; 5 — точечная диафрагма; 6 —
фотоприемник; 7 — устройство обработки и
индикации результатов измерения
Р *=« А\ + А\ -f 2/1,4 cos (Аср),
(174)
238
ностей, но и от разности фаз складывающихся колебаний и из¬
менения этой разности во времени.
Зависимость разности фаз Дер от геометрической разности хода
интерферирующих лучей имеет вид
Дер = 2 nALnBv/cy (175)
где AL = LH — L0\ Ln, L0 — геометрические длины измеритель¬
ного и опорного плеч интерферометра; пв — показатель прелом¬
ления окружающей среды (воздуха).
Из выражений (174) и (175) нетрудно получить условие мак¬
симумов и минимумов, а также период изменения результирую¬
щей интенсивности Р. Максимумы имеют место, если
Д L=-kK, (176)
где k = 0, 1, 2, 3 — порядок интерференции. Условие миниму¬
мов имеет вид
ДР = (2£+ 1) Яв/2. (177)
Поскольку разность геометрических путей опорного и изме¬
рительного плеч интерферометра, создаваемая оптической схемой,
равна удвоенному значению перемещения подвижного отража¬
теля, период изменения результирующей интенсивности соот¬
ветствует смещению его на величину ЯБ/2. В случае, если интен¬
сивности опорного и измерительного пучков равны Ри = Р0
и их разность хода удовлетворяет условию (176), то 4РИ.
Если разность хода удовлетворяет условию (177), то Р = 0.
Таким образом, зависимость интенсивности излучения, прошед¬
шего через точечную диафрагму 5 на фотоприемник б, от пере¬
мещения подвижного отражателя имеет вид, показанный на
рис. 140. Фотоприемник преобразует оптический сигнал в элек¬
трический, который поступает затем в электронно-вычислитель¬
ное устройство обработки и индикации результатов измерения 7.
Качество интерференционной картины определяется ее вид-
ностью:
Г = ■ ршах -7 pmln . (178)
г шах ~г г min
В случае, если РП11П = 0, Г имеет максимально возможное
значение Г = 1. Реальное значение Г определяется степенью
пространственной и временной когерентности источника излу¬
чения и заключено в интервале 0 < Г <1. Чем выше значение Г,
тем точнее может быть определено смещение AL подвижного отра¬
жателя. Для лазерных источников условие хорошей видности
интерференционной картины ДL ^ /к (где 1К — длина когерент¬
ности) может быть соблюдено в диапазоне изменения AL до не¬
скольких десятков километров, а высокая яркость излучения
обеспечивает при этом достаточно большой уровень сигнала в ин¬
терференционных максимумах. На практике основным фактором,
239
ограничивающим диапазон измеряемых перемещений и опреде¬
ляющим достижимую точность измерения, является влияние
изменения окружающих условий на длину волны излучения и
контролируемый объект. Как известно, длина волны излучения
зависит от свойств среды, в которой оно распространяется, и
так как процесс измерения происходит обычно в воздухе, длина
волны излучения Хв может быть определена как Хв = Х1пв, где X —
длина волны в вакууме.
С достаточной для практики точностью показатель прелом¬
ления воздуха для длины волны Не—Ne-лазера, стабилизиро¬
ванного по провалу Лэмба (X = 0,63299140 мкм), можно вычис¬
лять по формуле [113]
Пв - 1 = (78,64Pt/Ta - 12Pw/Ta) юл (179)
где Pt — полное давление; Pw — парциальное давление водя¬
ных паров; Та — абсолютная температура.
Погрешность измерения, возникающая при отклонении дав¬
ления Pt, температуры Т и влажности Pw воздуха от нормаль¬
ных значений (Pt = 760 мм рт. ст.; Т = 20° С и Pw = 1 мм рт. ст.),
может быть определена как [8]
(бUL)Pb г, = (- 0,93ДТ + 0.36ЛЯ, - 0,06APJ Ю"6, (180)
где 6 L — абсолютная погрешность измерения; L — величина
измеряемого перемещения; At — отклонение температуры от нор¬
мальной, °С; A Pt — отклонение давления от нормального,
мм рт. ст.; APw — отклонение влажности от нормальной, мм рт. ст.
Значение длины волны Хи Не—Ne-лазера для нормальных
значений температуры, давления и влажности при настройке на
центральную частоту контура усиления активной среды равно
0,63281976 мкм [176].
Таким образом, влияние окружающей среды на результат
измерения либо может быть учтено с помощью выражения (180),
либо в устройство для обработки индикации вводится значение
длины волны, соответствующее конкретным параметрам окру¬
жающей среды. В последнем случае погрешность измерения будет
определяться погрешностью измерений параметров среды, а не
их отклонениями от нормальных значений.
При использовании интерферометров для измерения размеров
объектов необходимо обеспечить соответствие результатов изме¬
рений, выполненных в различных условиях. Для этого в резуль¬
тат измерений необходимо вводить поправку 6Lr, связанную
с изменением размеров объектов при изменении температуры:
6Lr/LH = — (ЗДТ, (181)
где (3 — температурный коэффициент линейного расширения ма¬
териала объекта; LH — размер объекта, приведенный к опреде¬
ленной (чаще всего нормальной) температуре; АТ — отклонение
температуры контролируемого объекта от нормальной.
240
Как следует из выражения (181), погрешность измерения при¬
веденного к определенной температуре линейного размера объекта
определяется погрешностью измерения его температуры и зна¬
чением температурного коэффициента линейного расширения
и в ряде случаев может значительно превышать погрешность
измерения, обусловленную влиянием окружающих условий на
длину волны лазера. Для таких материалов, как сталь и чугун
(Р ^ 1. К)-5 °С-1), при погрешности измерения средней темпе¬
ратуры объекта, например, ±0,1° С относительная погрешность
измерения бLTILA^ ±Ы0~6, что почти на порядок превышает
погрешность, обусловленную влиянием окружающей среды [8].
Рис. 141. Интерферометры с уголковыми отража¬
телями (а) и с удвоением пути (б):
1 — призмы; 2 — делительная пластина; 3,5 — зер¬
кала; 4 — делительный кубик; 6 — щель
Как правило, лазерные интерферометры выполняются в виде
трех конструктивных узлов [8]: оптической головки, включаю¬
щей в себя одночастотный лазер, оптический интерферометр и
фотоприемное устройство, располагающееся на неподвижной части
контролируемого устройства; отражателя, укрепленного на пере¬
мещающемся объекте; блока обработки и индикации результатов
измерения.
Обычный интерферометр Майкельсона имеет много степеней
свободы (линейных и угловых) и неудобен из-за высокой чувстви¬
тельности к разъюстировке [113]. Поэтому вместо плоских зер¬
кал часто используются уголковые отражатели (трехгранная
уголковая призма) или отражатели типа «кошачий глаз», устра¬
няющие две угловые степени свободы. Работа интерферометра
с такими отражателями не нарушается при их наклоне до тех пор,
пока хоть какая-либо часть пучка отражается в сторону расщеп¬
ления пучка, поскольку отраженный световой поток остается
параллельным падающему и сохраняется постоянство длины пути,
проходимого излучением в самой призме при ее угловых разво¬
ротах относительно оси падающего светового пучка. Указанные
обстоятельства особенно важны при технических измерениях,
всегда предполагающих некоторую непрямолинейность направ¬
ляющих, по которым перемещается подвижной отражатель. Сме¬
щение луча с помощью уголковых отражателей может обеспечить
еще одно преимущество — отсутствие обратного влияния излу¬
чения на лазер (рис. 141, а).
241
Двукратного увеличения чувствительности можно достигнуть,
используя интерферометр с удвоением пути, показанный на
рис. 141, б. В таком интерферометре имеет место четырехкрат¬
ное прохождение светового пучка в измерительном плече, что
обеспечивает период изменения сигналов фотодатчиков, соответ¬
ствующий перемещению на величину Х/4 ^ 0,158 мкм.
В применяемых лазерных измерителях перемещений обеспе¬
чивается реверсивный счет числа интерференционных полос,
необходимый для учета направления движения подвижного отра¬
жателя, а также для того, чтобы избежать ложного счета полос
при наличии вибраций.
Для определения направления перемещения на выходе интер¬
ферометра необходимо иметь два сигнала, сдвинутых по фазе на 90°.
Такие сигналы, меняющиеся по синусоидальному и косинусо¬
идальному законам, преобразуются в прямоугольные импульсы.
В одном из каналов импульсы подсчитываются счетчиком, а из
отношения фаз обоих сигналов определяют направления пере¬
мещения подвижного отражателя. Типичные примеры построения
схем обработки и индикации результатов измерения рассмо¬
трены в [8].
Сигналы, сдвинутые на 90°, получают несколькими способами.
Один из них заключается в том, что используют два фотодатчика,
размещенных в различных участках интерференционной полосы,
расстояние между которыми равно одной четвертой ее ширины.
Для удобства практической реализации указанного способа уве¬
личивают ширину интерференционных полос путем наклона опор¬
ного зеркала или введения в одно из плеч интерферометра опти¬
ческого клина, а перед фотодатчиками помещают отверстия диаф¬
рагм. Несмотря на простоту реализации этого способа получения
фазового сдвига, он обладает рядом недостатков, основными из
которых являются использование лишь незначительной части
суммарного светового потока, проходящего через небольшие
отверстия диафрагм, и сильная зависимость величины фазового
сдвига от пространственных искажений интерференционной кар¬
тины, возникающих в реальных условиях из-за разъюстировки
интерферометра, конвекционных воздушных потоков и т. д. и
приводящих к изменению пространственного положения полос
и их ширины.
Более совершенная схема использует ступеньку глубиной К/8
в неподвижном зеркале, которая делит волновой фронт на две
части, имеющие относительный сдвиг по фазе 90°. С той же целью
применяется ряд поляризационных методов, преимущества и
недостатки которых подробно рассмотрены в [113].
На рис. 142 приведена оптическая схема одного из промыш¬
ленных образцов лазерных интерферометров с четырехкратным
прохождением светового пучка в измерительном плече. Излуче¬
ние лазера 1 проходит через коллиматор 2, уменьшающий его
угловую расходимость, и попадает на полупрозрачную пластину 7,
242
делящую поток на два пучка, один из которых, приходящий на
зеркало 6, является опорным, а другой, приходящий на подвиж¬
ной отражатель 8, — измерительным. После отражения от отра¬
жателя 8 измерительный пучок попадает на зеркало 9 и отражается
назад, к отражателю 8, а затем к полупрозрачной пластине 7,
где он совмещается с опорным пучком. Четырехкратное про-
Рис. 142. Оптическая схема лазерного ин¬
терферометра фирмы «Катлер—Хаммер»:
1 — лазер; 2 — коллиматор; 3 — расщепитель;
4 — датчик подстройки частоты; 5 — вспомо¬
гательный окуляр; 6, 9 — зеркала; 7 —
полупрозрачная пластинка; 8 — подвижной
отражатель; 10, 11 — фотоприемники
хождение расстояния между интерферометром и подвижным отра¬
жателем приводит к двукратному увеличению чувствительности
по сравнению с обычной схемой интерферометра Майкельсона.
Расщепитель пучка 3 служит для ответвления части излучения
на датчик подстройки частоты 4 и вспомогательный окуляр 5,
предназначенный для совмещения линии перемещения отра-
4 Рис. 143. Схема устройства обработки и
^ индикации результатов измерения:
1,2 — фотоприемники; 3, 4 — формирователи;
5, 10 — логические устройства; 6 — ревер¬
сивный счетчик; 7 — множительное устрой¬
ство; 8,9— датчики давления и температуры
соответственно; 11 — визуальный индикатор;
12 — цифропечатающее устройство
жателя 8 с лазерным пучком. Фотоприемники 10 и 11, находя¬
щиеся в поле интерференции, позволяют получить два электри¬
ческих сигнала с фазовым сдвигом 90°, необходимым для осуще¬
ствления реверсивного отсчета.
Сигналы с фотоприемников поступают на формирователи 3, 4
(рис. 143), представляющие собой пороговые устройства с двумя уров¬
нями срабатывания, расположенными симметрично относительно
уровня постоянной составляющей сигналов с фотоприемников.
Логическое устройство 5 производит разделение импульсов с вы¬
хода формирователей по двум каналам, каждый из которых соот¬
ветствует определенному направлению смещения отражателей.
Реверсивный счетчик 6 производит алгебраическое суммирование
поступающих на §го вход импульсов. Множительное устройство 7
243
используется для приведения результатов измерения к -метри¬
ческой системе единиц. На это же устройство поступают сигналы
с датчиков давления 8 и температуры 9 окружающего воздуха
для автоматической корректировки коэффициента умножения
при отклонении окружающих условий от нормальных. Выход
устройства умножения через логическое устройство 10 связан
с визуальным девятиразрядным индикатором результатов изме¬
рения 11 и вспомогательным цифропечатающим устройством 12.
В работе [8] отмечается, что изложенный принцип обработки
сигналов измерительной информации, заключающийся в сумми¬
ровании поступивших импульсов с последующим перемножением
суммы на значение каждого импульса в принятой системе единиц,
обеспечивает минимальную погрешность, вносимую при цифро¬
вой обработке результатов измерения.
Однако в более поздних разработках лазерных интерфероме¬
тров широкое распространение при обработке результатов изме¬
рения получило совмещение функций суммирования и умноже¬
ния за счет введения итерационного алгоритма умножения [191],
что позволило значительно уменьшить габаритные размеры элек¬
тронно-вычислительной части интерферометра. Сущность ите¬
рационного метода заключается в том, что каждому импульсу
вместо его истинной цены (например, %J8 ^ 0,0791 мкм) формально
приписывается ближайшая к ней величина, кратная выбранной
единице измерения (в данном случае 0,1 мкм вместо 0,0791 мкм).
Нарастающая при перемещении подвижного отражателя погреш¬
ность вследствие различия истинной и приписанной цены каж¬
дого импульса компенсируется исключением из суммируемого
потока импульсов одного импульса в тот момент, когда погреш¬
ность приближается к предельно установленной величине. При
этом порядок исключения импульсов подчиняется определенному
алгоритму, описание одного из которых приведено в [191].
На рис. 144 приведена оптическая схема одного из наиболее
совершенных лазерных измерителей фирмы «Перкин—Элмер»
(США) модели 5900R [8, 211, 79]. Процесс формирования изме¬
рительной информации в этом интерферометре осуществляется
следующим образом. Излучение лазера 1 (линейно-поляризо¬
ванное) проходит через четвертьволновую пластинку 5, распо¬
ложенную между входной линзой 2 и коллимирующим объек¬
тивом 4, образующими коллиматор. В результате излучение
лазера представляет собой малорасходящийся пучок диаметром
10 мм с круговой поляризацией. Расщепитель луча 5 делит лазер¬
ный пучок на опорный и измерительный. При отражении опор¬
ного пучка от металлической светоделительной поверхности
направление вращения плоскости поляризации в нем изменяется
на обратное. Измерительный пучок без изменения поляризацион¬
ных свойств направляется к уголковому отражателю 6, в котором
претерпевает тройное отражение и изменяет направление враще¬
ния плоскости поляризации на обратное. В итоге измерительный
244
й опорный пучки, приходящие йа верхнюю светоделйтельную
поверхность расщепителя 5, имеют противоположные направле¬
ния вращения плоскости поляризации. Так как интенсивности
обоих пучков равны, суперпозиция их представляет собой ли¬
нейно-поляризованное излучение, положение плоскости поля¬
ризации которого зависит от разности хода опорного и измери¬
тельного пучков. Смещение подвижного отражателя на вели¬
чину XJ2 приводит к повороту плоскости поляризации на 180°.
С помощью собирающей линзы 14 суммарный световой поток,
расщепленный светоделительным кубиком //, фокусируется на
Рис. 144. Оптическая схема
лазерного интерферометра
фирмы «Перкин—Элмер»:
1 — лазер; 2 — входная линза
коллиматора светового пучка;
3 — четвертьволновая пластин¬
ка; 4 — коллимирующий объек¬
тив; 5 — расщепитель луча;
6 — подвижной уголковый от¬
ражатель; 7 — формирователи;
8 — предварительные усилители;
9, 13 — высокочастотные крем¬
ниевые фотодиоды; 10, 12 — по¬
ляризационные фильтры; 11 —
светоделительный кубик; 14 —
собирающая линза; 15 — поля¬
ризационный фильтр; 16 — экран
для визуального наблюдения
интерференционной картины
два высокочастотных кремниевых фотодиода 9, 13, перед которыми
установлены поляризационные фильтры 10 и 12, преобразующие
поворот плоскости поляризации суммарного излучения в изме¬
нение интенсивности световых потоков, поступающих на фото¬
приемники (закон Малюса). Взаимный разворот плоскости про¬
пускания поляризационных фильтров 10 и 12 на 45° обеспечивает
необходимый для реверсивного счета фазовый сдвиг между элек¬
трическими сигналами с фотоприемников, равный 90°. Период
изменения сигнала на выходе каждого фотоприемника соответ¬
ствует перемещению отражателя на величину XJ2.
Существенными преимуществами рассмотренной схемы яв¬
ляются следующие: возможность направить на фотоприемник
почти всю энергию лазерного пучка, так как все сечение пучка
может находиться в пределах одной интерференционной полосы;
значительно более высокая стабильность фазового сдвига сиг¬
налов с фотодатчиков при поперечных смещениях подвижного
отражателя относительно оси измерительного пучка; обеспечение
работоспособности интерферометра в большом диапазоне пере¬
мещений (до 45 м); простота настройки прибора и большие допу¬
стимые смещения подвижного отражателя от оси (на ±1,5 мм)
благодаря использованию большого диаметра лазерного пучка.
В проектируемых интерферометрах обычно предусматривают
автоматическую индикацию отказов, срабатывающую в случаях
245
перекрытия светового пучка в процессе перемещения подвижного
отражателя, превышения допустимого значения мгновенной ско¬
рости перемещения отражателя, отклонения частоты излучения
лазера от номинального значения выше предельного и условий
измерения на величины, превышающие диапазон коррекции
вычислительного устройства. Введение такой автоматической
индикации отказов сокращает непроизводительные затраты вре¬
мени на проведение заведомо ошибочных измерений. В интер¬
ферометре 5900R в случае возникновения любых из перечислен¬
ных причин отказа на цифровом табло визуальной индикации
2
№
- ■ ■ q
1
liliilu'lln
5
11
■■пи
I ■
L
4
ц_1_
Рис. 145. Схема устройства проверки штриховых
шкал:
1 — лазерный интерферометр; 2 — отражатель; 3 — ска¬
нирующая головка; 4 — штриховая шкала; 5 — цифровое
фазоизмерительное устройство; 6 — регистрирующее ус¬
тройство
показания исчезают и зажигается транспарант «ошибка», а также
выдается команда на срабатывание внешней сигнализации или
выключение контролируемого объекта.
Лазерные интерферометры позволяют эффективно решать за¬
дачи контрольно-измерительной техники на производстве, такие,
как обеспечение точного контроля и проверки средств, воспроиз¬
водящих меры длины, например штриховых шкал, контроля
перемещений в процессе позиционирования, оценки точности
подачи в металлообрабатывающих станках, коррекции темпера¬
турной погрешности в процессе работы станка, определения
толщины и овальности деталей и т. д. [167]. Указанные измере¬
ния могут осуществляться как в статическом, так и в динамиче¬
ском режиме.
На рис. 145 показана схема проверки штриховых шкал обра¬
батывающих станков с помощью лазерного интерферометра.
При перемещении сканирующей головки 3 относительно изме¬
ряемой шкалы 4 генерируется последовательность импульсов,
соответствующих действительным значениям измеряемых штри¬
ховых делений и их номинальным значениям, полученным с по¬
мощью интерферометра 1. Погрешность делений шкалы опреде¬
ляется по фазовому смещению импульсов, а последущий авто¬
матизированный процесс обработки данных позволяет оценить
систематическую и случайную составляющую погрешности.
246
Схема измерений при оценке точности подачи в металлообра¬
батывающих станках приведена на рис. 146. Угловое положение
подающего шпинделя прямо или косвенно определяется с помощью
сельсина-датчика 4, а линейное перемещение, соответствующее
угловому, измеряется лазерным интерферометром. В процессе
измерения регистрируется разность фаз между двумя последо¬
вательностями импульсов. Обе импульсные последовательности
таковы, что при полной согласованности углового и линейного
перемещений их разность фаз остается постоянной. Результаты
оценки погрешности подачи шпинделя могут быть представлены
как в угловых, так и в линейных вели¬
чинах, и на их основе может быть полу¬
чена кривая коррекции, характеризую¬
щая поведение усредненной суммарной
погрешности при заданной темпера¬
туре.
Значительный интерес представляет
совершенствование интерференционных
измерителей с двухчастотным лазером
[8, 113], позволяющим снизить чувстви¬
тельность лазерных интерферометров
к изменению уровней сигналов с фото¬
приемников, связанную с нестабильно¬
стью мощности излучения лазера, дрей¬
фом чувствительности фотоприемников,
изменением сечения лазерного пучка
в измерительном плече интерферометра
из-за угловой расходимости лазерного
излучения, поперечным смещением под¬
вижного отражателя и т. д. При этом необходимо, чтобы излу¬
чения с различными частотами можно было разделить в про¬
странстве.
Один из путей осуществления этого требования — наложение
продольного магнитного поля на активный элемент газового
лазера с внутренними зеркалами. Вследствие эффекта Зеемана
на выходе лазера будут наблюдаться две компоненты излучения,
сдвинутые по частоте й имеющие противоположные круговые
поляризации. Такие двухчастотные лазеры использованы в ин¬
терференционных измерителях линейных перемещений типа 5525В
фирмы «Хьюлет—Паккард». В них информация о контролируемом
перемещении содержится в разности частот (или фаз) переменных
сигналов, вырабатываемых двумя фотоприемниками, вследствие
чего изменение уровней этих сигналов не оказывает значительного
влияния на работу прибора. Недостатком двухчастотного лазера
является сложность его конструктивного выполнения и обеспе¬
чения длительного срока работы. Поэтому рассматриваются воз¬
можные пути преобразования излучения одночастотного лазера
в две пространственно-разнесенные частотные составляющие
Рис. 146. Схема измерений
при оценке точности подачи
в металлорежущих станках:
1 — лазер; 2 — отражатель; 3 —
делители; 4 — сельсин-датчик;
5 — фазометр; в — устройство
записи результатов измерения
247
при помощи внешних устройств, например акустооптической
ячейки.
Лазерные интерферометры могут применяться также для из¬
мерения углов, контроля прямолинейности, плоскостности, пер¬
пендикулярности. Двухчастотным интерферометром можно обес¬
печить измерение отклонения от прямолинейности и перпендику¬
лярности с погрешностью не хуже ±0,5 мкм/м, а измерение углов
наклона — не хуже 0,1" [167].
Основные технические характеристики некоторых отечествен¬
ных и зарубежных промышленных образцов лазерных измерителей
линейных перемещений приведены в работе [8]. В настоящее
время широко ведется разработка новых промышленных образ¬
цов лазерных интерферометров и значительно расширяется круг
их возможных применений.
33. ЛАЗЕРНЫЕ ДИФРАКЦИОННЫЕ ИЗМЕРИТЕЛИ РАЗМЕРОВ
Среди лазерных измерительных систем особое место занимают
лазерные дифракционные измерители размеров. Лазерное излу¬
чение позволяет получить высококонтрастную дифракционную
картину с большим числом дифракционных порядков, избавиться
от погрешностей, связанных с немонохроматичностью излучения,
и проводить измерения непосредственно в промышленных усло¬
виях.
Как известно, под дифракцией понимают любое отклонение от
прямолинейного распространения электромагнитных волн, если
только это отклонение не является причиной обычных законов
геометрической оптики — отражения или преломления [23].
Наиболее отчетливо дифракционные явления проявляются при
распространении электромагнитных волн вблизи непрозрачных
препятствий, хотя явление дифракции имеет место во всех слу¬
чаях, когда изменение амплитуды или фазы неодинаково на всей
поверхности волнового фронта, т. е. оно возникает при амплитуд¬
ном или фазовом локальном нарушении волнового фронта.
Задачи, возникающие при изучении дифракционных явлений,
достаточно трудны. Поэтому большое применение находят при¬
ближенные методы решения, и в частности теория Гюйгенса—
Френеля. На практике широко используют приближения, свя¬
занные с распространением волн, — приближения Френеля и
Фраунгофера. Соответственно различают дифракцию сферических
электромагнитных волн, называемую дифракцией Френеля (ближ¬
няя зона наблюдения), и дифракцию плоских волн, называемую
дифракцией Фраунгофера (дальняя зона наблюдения). Расстоя¬
ние Я, соответствующее дальней зоне, может быть оценено из
выражения Я > D2A,, где D — размер объекта, на котором
происходит дифракция. Для объектов, имеющих размеры в диапа¬
зоне от единиц до сотен микрометров, при использовании лазеров
видимого диапазона дифракция Фраунгофера наблюдается уже
248
на расстояниях от единиц до сотен миллиметров от объекта, на
котором происходит дифракция.
Наибольшее практическое применение в измерительных си¬
стемах находит дифракция Фраунгофера, обычно наблюдаемая
в фокальной плоскости объектива (рис. 147, а). Большим преиму¬
ществом в этом случае является инвариантность дифракционного
распределения относительно пространственного смещения изме¬
ряемого объекта.
Аналитическое выражение, описывающее распределение интен¬
сивности при дифракции Фраунгофера, зависит от формы и разме-
Рис. 147. Схема наблюдения дифрак¬
ции Фраунгофера (а), распределение
интенсивности при дифракции Фраун¬
гофера на щели (б) и фотография диф¬
ракционных картин Фраунгофера па
щелях, незначительно отличающихся
по ширине (в):
1 — щель; 2 — дифракционная картина;
3 — объектив
ров объекта, на котором происходит дифракция. Эти выражения
оказываются наиболее простыми для объектов правильной формы
(щелей, полосок, цилиндров, отверстий и т. д.). Например, в слу¬
чае дифракции Фраунгофера на узкой и бесконечно длинной щели
шириной D распределение интенсивности в дифракционной кар¬
тине описывается выражением
р (ф)=р0
sin2 l(nD/X) sin ф]
[(яD/X) sin ф]2 ’
(182)
где Р0 = P'D — интенсивность в центре дифракционной картины;
Р'—величина, пропорциональная мощности источника излучения;
ср — угловая координата точек дифракционного распределения.
Вид этого распределения показан на рис. 147, б. Относитель¬
ные величины максимумов интенсивности, начиная с центрального,
составляют ряд: 1; 0,045; 0,016 и т. д. При изменении размера D
величина дифракционных максимумов также изменяется. Таким
образом, анализируя дифракционное распределение, полученное
от измеряемого изделия, можно определить его геометрические
параметры. На рис. 147, в приведена фотография дифракционных
249
картин Фраунгофера на щелях, незначительно различающихся
по ширине.
Лазерные дифракционные измерители позволяют производить
измерения размеров в диапазоне от единиц до сотен микрометров
с точностью до десятых долей процента. При этом удовлетворяются
следующие требования: бесконтактность измерения, высокая
точность, малое время и высокая локальность измерения, отсут¬
ствие необходимости фиксации объекта измерения, широкий диапа¬
зон измеряемых размеров, автоматизация процесса измерения и
обеспечение сигнала обратной связи для активного влияния на
технологический процесс. Такие измерители позволяют, например,
производить измерение диаметра проволок и волокон непосред¬
ственно в процессе их изготовления и своевременно корректи¬
ровать параметры технологического процесса, причем эффек¬
тивность промышленного производства и использования про¬
волок и волокон значительно повышается.
Возможности дифракционных измерителей в сильной степени
зависят от выбора регистрируемых параметров дифракционного
распределения, по которым судят об измеряемом размере. В за¬
висимости от вида регистрируемых параметров дифракционные
способы измерения можно разделить на две большие группы:
1) способы, основанные на регистрации интенсивности дифрак¬
ционного распределения в фиксированных точках (например,
точках Л и В на рис. 147, б); 2) способы, основанные на реги¬
страции характеристических размеров (угловых или линейных)
дифракционного распределения (например, расстояния I между
экстремальными точками дифракционного распределения).
Для решения вопроса о создании наиболее совершенного
измерителя необходимо прежде всего провести исследование и
сравнительный анализ указанных способов по чувствительности
к изменению размера, динамическому диапазону измерения,
линейности, степени влияния возможного пространственного
перемещения измеряемого изделия и различных факторов
на результат измерения. Необходимо также учесть и свести
к минимуму погрешности, вносимые элементами конкретного
измерительного устройства [92, 95, 224].
Анализ возможностей дифракционных способов целесообразно
начать с рассмотрения зависимости регистрируемого параметра
дифракционного распределения от размера объекта. Если в ка¬
честве объекта измерения выбрать щель шириной D, то для спо¬
собов первой группы, использующих регистрацию интенсивности
дифракционного распределения в фиксированных точках, зависи¬
мость интенсивности дифракционной картины в точке регистрации
(ф = const) от размера D в соответствии с выражением (182)
будет иметь вид
р (D) !<p=const = {Р'т sin*(UD), (183)
где U = п sin ф/А,.
250
Наиболее важные выводы, характеризующие данный способ
измерения, можно получить, анализируя выражение для его
основной характеристики — чувствительности S (D):
S (D) = dP/dD = (P'lU) sin (2UD). (184)
Значения координаты ф, соответствующей точке дифракцион¬
ного распределения, в которой обеспечивается наибольшая чув¬
ствительность к изменению размера D, можно получить из урав¬
нения
dS/dq> = Р'[2D cos (2UD) - (1 /U) sin (2UD)\ = 0, (185)
которое приводится к виду
ig(2UD)^2UD. (186)
Решением уравнения (186) является ряд значений коорди¬
наты ф [23], соответствующий различным дифракционным мак¬
симумам и различным их склонам:
Ф/ = arcsin KiXI(2D), (187)
где Ki = 1,430; 2,459; 3,470; ...; i = 1, 2, 3, ...
С учетом (187) выражение для зависимости чувствительности
от D в точках максимальной чувствительности запишем так:
S (D) |ф=ф. = 2P'D sin (nKi)/(nKi). (188)
Анализ выражения (188) позволяет сделать следующие вы¬
воды: чувствительность уменьшается с уменьшением измеряемого
размера D, что является существенным недостатком способа,
затрудняющим точное измерение малых размеров; она умень¬
шается также по мере удаления точек регистрации интенсивности
от центрального максимума, и, следовательно, датчики интен¬
сивности надо располагать по возможности ближе к центральному
максимуму; чувствительность зависит от мощности источника
излучения, что приводит к нежелательной необходимости стаби¬
лизации излучения источника (лазера) и накладывает жесткие
ограничения на пространственные смещения измеряемого объекта,
а это связано с неравномерным распределением мощности в попе¬
речном сечении лазерного пучка. Полученные выводы согласуются
с результатами работы [224].
Из выражения (183) также следует, что интенсивность при
фиксированном ф является квадратичной синусоидальной функ¬
цией размера D, период которой
Т =- X/sin ф. (189)
Следовательно, диапазон возможных изменений размера отно¬
сительно номинального D0, в пределах которого сохраняется
однозначность измерения, т. е. динамический диапазон ДD,
равен половине периода Т:
AD = V(sin ф). (190)
251
Таким образом, динамический диапазон уменьшается с уве¬
личением угла ф (или номера дифракционного максимума, в ко¬
тором регистрируется интенсивность), а наибольший диапазон
соответствует максимумам, ближайшим к центральному.
Приближенную численную оценку динамического диапазона AD
при небольших значениях угла ф можно произвести так:
ADa/D^ ± 100/[4(т+ 1/4)]; (191)
ADB/D ^ ± 100/[4(т + 3/4)]. (192)
При т = 1 ADa/D ~ ±20% и ADB/D ~ ±14%.
Из выражения (183) видно, что зависимость интенсивности от
диаметра имеет нелинейный характер: sin2 (UD). Если необхо¬
дима линейная зависимость интенсивности от диаметра, на прак¬
тике используют небольшие участки функции, что приводит
к существенному ограничению диапазона контроля.
На рис. 147, б показаны вари¬
анты размещения датчиков при
реализации данного способа изме¬
рения. При использовании для из¬
мерения одного датчика его целе¬
сообразно поместить в место ди¬
фракционной картины, соответст¬
вующее точке Л. Однако в случае
использования одного датчика
сильное влияние на результат из¬
мерения оказывают нестабиль¬
ность мощности излучения лазера
и неравномерность распределения
интенсивности в поперечном сече¬
нии пучка, проявляющаяся при
поперечном смещении измеряемого
изделия.
Более совершенной можно счи¬
тать дифференциальную схему ре¬
гистрации, в которой используется
разностный сигнал от двух датчиков, размещенных в точках А и
В (рис. 147, б). Расчетные зависимости изменения сигнала в точ¬
ках А и В и разностного сигнала (кривая С) от изменения раз¬
мера приведены на рис. 148. Как видно, дифференциальная схема
измерения обеспечивает, большую чувствительность, однако не
устраняет основные недостатки способа измерения — влияние
нестабильности мощности излучения лазера и смещения измеря¬
емого изделия в пучке на результат измерения, так как при из¬
менении интенсивности дифрагирующего излучения будет меняться
наклон кривой С. Частичного устранения указанных недостат¬
ков можно добиться, используя стабилизацию мощности излу¬
чения лазера, нулевой метод измерения или нормирование вы¬
Р, птн. од.
6
Ч
2
О
у
-2
-ц
Рис. 148. Зависимости изменения
сигнала в точкахАи В и разност¬
ного сигнала (кривая С) при диф¬
ференциальной схеме регистрации
от изменения размера
252
ходного сигнала напряжением, пропорциональным мощности
излучения, однако при этом измерительное устройство услож¬
няется.
Рассмотрим также на примере щели дифракционные способы,
использующие для измерения характеристические размеры диф¬
ракционного распределения-расстояния (угловые или линейные)
между его экстремальными точками.
Угловой размер, соответствующий расстоянию между точ¬
ками минимальной интенсивности дифракционного распределения,
определяется так:
где т, п—номера минимумов дифракционного распределения;
гп, п = ± 1; ±2; + 3; ...
Выражение для чувствительности данного способа измерения
имеет следующий вид:
Для удобства оценки точностных возможностей этого способа
представим выражение (194) в виде степенного ряда, ограничи¬
ваясь тремя членами разложения:
5(d) = ^2 [(т~ п) ^-(т3 - п3) ^ + ^-{ть - nb)~j. (195)
Анализ выражения (195) позволяет сделать следующие вы¬
воды: чувствительность растет с уменьшением измеряемого раз¬
мера (в первом приближении обратно пропорционально его квад¬
рату) и с увеличением числа регистрируемых максимумов, так
что для увеличения чувствительности желательно получить и
использовать для измерений наибольшее число дифракционных
максимумов; чувствительность не зависит от интенсивности
излучения лазера, и, следовательно, не требуется ее жесткая
стабилизация. Кроме того, появляется возможность значитель¬
ных пространственных смещений измеряемых изделий в пределах
лазерного пучка, имеющего неравномерное распределение интен¬
сивности в поперечном сечении.
Проведенный анализ показывает, что описанный способ вы¬
годно отличается от предыдущего и что возможности дифракцион¬
ного измерителя в сильной степени определяются рациональным
выбором регистрируемых параметров дифракционного распре¬
деления, по величине которых судят о значении измеряемого
размера.
Фт, п 1=1 I arcsin inX/D — arcsin nX/D |,
(193)
(194)
253
Из выражения (193) видно, что зависимость регистрируемого
углового размера Ц)т,п от диаметра D является монотонной функ¬
цией и, следовательно, диапазон контроля принципиально не
ограничивается и определяется только конкретной схемой изме¬
рения. Регистрируемый параметр при этом способе также не
является линейной функцией измеряемого размера. Зависимость
размера дифракционных максимумов от диаметра D в первом
приближении имеет вид
Ф — (196)
На практике чаще всего используют для измерения зависи¬
мость линейного размера /т>Аг дифракционных максимумов в фо¬
кальной плоскости объектива от диаметра изделия [94]:
/ш> ,г = / (tg arcsin mX/D — tg arcsin nX/D). (197)
На рис. 149 приведены зависимости l от размера D при раз¬
личных значениях фокусного расстояния / и фиксированных зна¬
чениях т, п и X. Очевидно, что для обеспечения наибольшей
линейности измерения вблизи выбранного значения размера
необходимо правильно выбрать величину фокусного расстояния
или произведения / (т— /г).
1,мм
10
8
6
О
2
О 10 20 30 00 D,mkm
Рис. 149. Зависимость размера / от размера D
при различных значениях фокусного расстоя¬
ния /
Для увеличения быстродействия, точности и удобства измере¬
ния размера изделия при сохранении всех других отмеченных
достоинств способа измерения размеров по расстоянию между
экстремальными точками дифракционного распределения целе¬
сообразно преобразовывать дифракционное распределение в элек¬
трический сигнал, выделять его экстремальные точки и измерять
временной интервал между экстремальными точками электриче¬
ского сигнала, соответствующего дифракционному распределе¬
нию. Выходным параметром, подлежащим измерению, в этом
случае является временной интервал тт(П, соответствующий угло¬
вому (фт>„) или линейному (1т,п) расстоянию между выбранными
экстремальными точками дифракционного распределения.
При измерении углового размера соответствующий ему вре¬
менной интервал определяется так:
\»=Фт,Л (198)
где w — угловая скорость сканирования дифракционной кар¬
тины.
254
В случае измерения линейного размера
= (199)
где vc — линейная скорость сканирования дифракционной кар¬
тины в плоскости регистрации.
Так как
\drm,n/xm>n\^\dD/D\, (200)
то длительность временного интервала тт|/г (или электрического
импульса) необходимо измерять с такой же точностью, как и
измеряемый размер D.
Поскольку существующие измерители временных интервалов
обеспечивают измерение т в широком диапазоне значений с точ¬
ностью, превышающей сотые доли процента, то открывается
возможность измерений с такой же точностью размеров объектов
дифракционными способами. При этом обеспечиваются высокое
быстродействие и цифровой вывод результатов измерения.
Таким образом, наиболее предпочтительным и перспективным
с точки зрения создания быстродействующих автоматических
дифракционных измерителей является дифракционный способ,
использующий для измерения размера автоматическое измерение
характеристического размера соответствующего дифракционного
изображения, предварительно преобразованного в электрический
сигнал.
Поскольку с достаточной для практики точностью выраже¬
ние (182) описывает также дифракцию Фраунгофера от таких
объектов, как проволока, непрозрачные волокна, нити, полоски
и др., которые можно рассматривать как дополнительные экраны
к щели (и, следовательно, использовать принцип Бабине [23]),
проведенный анализ полностью распространяется и на эти объекты,
а полученные выводы являются общими и должны учитываться
при разработке дифракционных измерителей размеров объектов
произвольных форм.
Практическая реализация рассмотренных способов^измерения
в каждом случае требует проведения дополнительного анализа,
связанного с возникновением погрешностей, вносимых элемен¬
тами проектируемого измерительного устройства, с целью уста¬
новления практически реализуемой точности измерения, а также
других возможностей измерительного устройства, сведения к ми-
минимуму всех дополнительных источников погрешности и опти¬
мального выбора элементов дифракционного измерителя.
Ограничение диапазона измеряемых размеров связано в ос¬
новном со снижением интенсивности дифракционного распреде¬
ления при уменьшении измеряемого размера, с одной стороны,
и с уменьшением угловых размеров дифракционных максимумов
и трудностью их разрешения при увеличении размера объекта —
с другой.
255
Применение дифракционных методов наиболее эффективно
при измерении размеров от единиц до нескольких тысяч микро¬
метров. Однако возможность выбора лазеров с различными дли¬
нами волн, лежащими как в ультрафиолетовой, так и в инфра¬
красной частях спектра, а также оптическое увеличение размеров
дифракционного изображения позволяют расширить указанные
границы эффективного использования дифракционных методов
для точного измерения размеров изделий.
В общем случае дифракционный измеритель состоит из функ¬
циональных узлов, представленных на рис. 150. В качестве источ¬
ника излучения 1 наиболее часто применяют Не—Ne-лазеры
Рис. 150. Схема дифракционного измери¬
теля размеров:
1 — лазер; 2 — формирователь пучка; 3 —
объект измерения; 4 — объектив; 5 — пре¬
образователь оптического сигнала в электри¬
ческий; 6 — блок обработки электрического
сигнала; 7 — устройство индикации
(к = 0,63 мкм), имеющие высокую когерентность. Формирова¬
тель пучка 2 используется для получения заданной формы и раз¬
мера поперечного сечения пучка излучения лазера. Обычно он
представляет собой телескоп Галилея или Кеплера, но иногда
может иметь и более сложную оптическую схему [183]. Форми¬
рователь дифракционного изображения 4 представляет собой
объектив, служащий для получения дифракционного изображе-
жения, соответствующего дальней зоне. Объект измерения 3
обычно располагают перед объективом, так как тогда дифрак¬
ционное распределение интенсивности в фокальной плоскости
инвариантно относительно смещений изделия. При необходимости
осуществить измерения в широком диапазоне изменений размеров
нужно иметь набор сменных объективов с различным фокус¬
ным расстоянием, чтобы обеспечить необходимый размер ди¬
фракционной картины в плоскости регистрации.
Без набора объективов можно обойтись, помещая измеряемое
изделие в сходящемся лазерном пучке за объективом. При этом
размер дифракционной картины в фокальной плоскости зависит
от расстояния изделия до объекта и изменяется с его изменением
по линейному закону.
Таким образом, если перемещать объект измерения вдоль
оси лазерного луча и приводить размер дифракционной картины
к определенному (эталонному) размеру, можно по величине пере¬
мещения объекта судить о его размере. Однако при этом значи¬
тельно уменьшаются допустимые перемещения объекта в процессе
измерения и быстродействие измерителя.
Преобразователь оптического сигнала в электрический 5 для
измерителей, использующих измерение характеристических раз¬
меров дифракционного изображения, обычно включает в себя
256
систему сканирования дифракционного распределения и фото¬
электрические датчики. Система сканирования может быть меха¬
нической и электронной. В качестве механических средств при¬
меняются вращающееся зеркало или призма, фасонный диск
с прорезями, вращающийся цилиндр с прорезями и т. д. Электрон¬
ное сканирование может осуществляться видиконом и линейным
рядом последовательно опрашиваемых фотодатчиков [247]. Для
измерителей, использующих регистрацию интенсивности дифрак¬
ционного изображения в фиксированных точках, система скани¬
рования отсутствует и используются только фотоэлектрические
датчики.
Рис. 151. Схема дифракционного измерителя,
основанного на регистрации интенсивности:
/ — лазер; 2 — модулятор; 3 — измеряемая проволо¬
ка; 4 — мотор; 5 — дифракционный максимум; 6 —
лампа опорного канала; Дх, Д2, Д3, Д4 — фотодетек¬
торы
2
I J
6Q
Ьи
Дз
Д1
А
Блок обработки электрического сигнала 6 предназначен для
выделения полезной информации из электрического сигнала,
поступившего с блока 5, и преобразования ее в форму, удобную
для измерения. Блоки 5 и 6 в зависимости от исполнения опре¬
деляют основные характеристики и отличительные признаки
измерительных устройств.
Рассмотрим подробнее дифракционные измерители размеров,
реализующие тот или иной способ измерения. Наиболее харак¬
терные устройства, основанные на регистрации интенсивности
дифракционного распределения, описаны в [251, 254]. Схема
одного из таких устройств приведена на рис, 151.
Луч лазера проходит через модулятор интенсивности и пре¬
терпевает дифракцию на измеряемом изделии. Разностный сигнал,
поступающий с фотодетекторов и D2, которые расположены
в точках дифракционной картины, соответствующих половинному
уровню максимальной интенсивности излучения первого бокового
максимума, поступает на микроамперметр. Фотодетектор D3,
установленный на оптической оси установки, дает возможность
контролировать выходную мощность лазера и в случае необхо¬
димости стабилизировать ее. При увеличении диаметра изделия
электрический сигнал фотодетектора Dx увеличивается, а фото¬
детектора D2— уменьшается. Уменьшение диаметра изделия при¬
водит к обратному изменению электрических сигналов фотодетек¬
торов. Пределы контроля устройства равны —16,7 и +18,3%
от эталонного размера. Точность измерения составляет 0,5% от
контролируемого диаметра, но при этом необходимо фиксировать
измеряемый объект в луче лазера с большой точностью.
9 Крылов К. И. и др.
257
В промышленном варианте прибора [251] в качестве фото¬
электрического датчика используется позиционно-чувствитель¬
ный элемент (рис. 152), представляющий собой фотоэлемент,
разделенный на две части, включенные так, что при их симме¬
тричном положении относительно дифракционного максимума
выходной сигнал равен нулю. При изменении диаметра изделия
дифракционный максимум движется через стационарно установ¬
ленный фотоэлемент, вызывая появление электрического сиг¬
нала, соответствующего изменению диаметра. При этом контро¬
лируемая проволока может проходить горизонтально, верти-
Рис. 152. Схема измерения с использованием позицион¬
но-чувствительного элемента:
1 — лазер; 2 — модулятор; 3,5, 7 — объективы; 4 — диа¬
фрагма; 6 — объект измерения; 8 — регистрируемое распре¬
деление; 9 — позиционно-чувствительный элемент
кально и под любым углом. На центральной круговой шкале
устанавливается величина контролируемого диаметра. Если диа¬
метр проходящей проволоки не отличается от номинального,
стрелка регистрирующего прибора находится на нуле. Отклоне¬
ние диаметра от номинальной величины отсчитывается по шкале
с пределами ±5%. Диапазон измеряемых диаметров 5—160 мкм
при погрешности измерения 1%.
На рис. 153 приведена схема устройства *, принцип действия
которого также основан на измерении амплитуды оптического
сигнала, однако в нем происходит сравнение двух сигналов,
полученных от эталонного и измеряемого изделий. Параллельный
пучок лазера 1 проходит через поляризатор 2 и расщепляется
призмой 3 на два пучка одинаковой интенсивности — для осве¬
щения эталонного и измеряемого изделий. Призма 8 позволяет
сделать эти пучки параллельными. В качестве эталонного объекта
используется щель 10, После дифракции на эталонном 10 и изме¬
ряемом 5 изделиях часть продифрагировавших лучей И, 20,
распространяющихся под углом а к падающим пучкам 4 и 6,
попадает на линзу 19 и собирается в фокальной плоскости, где
расположен фотоэлемент 17, Если размер измеряемого изделия
отличается от эталонного, то интенсивность лучей, распростра-
1 Патент США № 3.806.251.
258
няющихся под углом а, будет различной. С фотоэлемента 17
получают переменный сигнал с амплитудой, пропорциональной
разности двух интенсивностей, и с фазой, зависящей от направ¬
ления изменения контролируемого диаметра относительно эта¬
лона. Получить такой сигнал можно при использовании поляри¬
зационной лучерасщепительной призмы 3 и вращающегося поля¬
ризатора 14. С фазочувствительного детектора 16 сигнал ошибки
Рис. 153. Схема лазерного дифракционного измери¬
теля, использующего сравнение сигналов от эта¬
лонного и контролируемого изделий:
1 — лазер; 2, 14 — поляризаторы; 3, 8 — лучерасще-
пительная и отклоняющая призма соответственно; 4,6 —
луч измерительного и эталонного канала соответственно;
5 — объект измерения; 7 — вращающаяся диафрагма;
9— механизм управления щелью; 10— эталонный объект;
11, 20 — продифрагировавшие лучи; 12 — измерительный
прибор; 13 — двигатель; 15 — сервоэлемент; 16 — фазо¬
чувствительный детектор; 17 — фотоэлемент; 18 — гене¬
ратор; 19 — объектив; ах — измеряемый размер; а2 —
эталонный размер; /, и /2 — интенсивности лучей
поступает на сервоэлемент и далее на механизм управления
щелью 9. Результат измерения отсчитывается по регистриру¬
ющему прибору 12.
Как уже отмечалось, рассмотренным измерителям присущ
ряд недостатков, связанных с выбранным способом анализа ди¬
фракционного изображения. Наиболее существенными из них
являются зависимость амплитуды сигнала фотодатчиков от флук¬
туаций излучения лазера, смещений измеряемого изделия и влия¬
ние изменения параметров фотоприемников на результат измере¬
ний. Если используется не нулевой метод, флуктуации излучения
лазера необходимо компенсировать. Это может быть достиг¬
нуто путем нормировки выходного сигнала устройства напря¬
жением, пропорциональным мощности излучения лазера. Дру¬
гими существенными недостатками рассмотренной группы изме¬
рителей, которые не удается устранить, являются сравнительно
небольшой диапазон измерения и снижение чувствительности
при уменьшении размера измеряемого изделия.
9*
259
Вторая группа измерителей использует однозначную зависи¬
мость размера дифракционных максимумов от размера изделия.
Определение размеров дифракционных максимумов можно про¬
водить, непосредственно измеряя их линейный или угловой
размер с помощью фото датчика. При этом фотодатчик переме¬
щается либо по линии, либо по дуге, центр которой совпадает
с местоположением измеряемого изделия. Измеряемый размер
может быть определен расчетным путем с помощью соответству¬
ющих формул, учитывающих форму изделия. Например, в слу¬
чае измерения диаметра тонких проволок, щелей, полосок и
непрозрачных волокон их размер D можно определить из выра¬
жения (193), если измеряется угловой размер дифракционных
максимумов, либо из выражения
D = rnkY 4Lp + /а//, (201)
если измеряется линейный размер I. Здесь Lp — расстояние
от объекта до плоскости регистрации дифракционной картины;
I — расстояние между двумя симметричными относительно центра
картины минимумами или максимумами.
Погрешность определения размера D определяется при этом
в основном погрешностью измерения углов ср или линейных
размеров I и Lp:
AD/D & ALp/Lp + А///, (202)
где ALp и А1 — погрешности измерения размеров Lp и I соот¬
ветственно.
На практике Lp выбирают достаточно большим, чтобы обеспе¬
чить размер дифракционных максимумов при заданном значе¬
нии D, позволяющем измерять его с необходимой точностью.
Обеспечение достаточно малого отношения ALJL не представляет
затруднений. Поэтому основная погрешность измерения размера D,
как правило, зависит от погрешности определения положения
экстремальных точек дифракционного распределения с помощью
фотодатчика и погрешности измерения расстояния между ними.
Следует отметить, что увеличение расстояния Lp облегчает изме¬
рение величины дифракционных максимумов благодаря увели¬
чению их размера, но затрудняет определение положения экстре¬
мальных точек из-за уменьшения освещенности в дифракционной
картине и приводит к увеличению составляющей погрешности,
обусловленной неточностью определение положения этих точек.
Для снижения погрешности определения положения экстремаль¬
ных точек дифракционного распределения и измерения расстоя¬
ния между ними используют высокочувствительные фотодатчики
с небольшим размером чувствительной поверхности (или узкой
входной щелью), модулируют интенсивность лазерного излуче¬
ния и применяют устройства, позволяющие производить отсчет
перемещений фотодатчика с точностью выше 0,05 мм. В ряде
случаев используют позиционно-чувствительные элементы.
260
Погрешность измерения величины I приводит к погрешности
определения измеряемого размера D в соответствии с выраже¬
нием
A D = 4-mUP Л/
l2 "\f 4Lp + /2
(203)
При измерении диаметров отверстий соответствующие выра¬
жения для определения их диаметра и погрешности его опре¬
деления, связанной с погрешностью измерения диаметра дифрак¬
ционных колец, имеют вид:
D = (2тктШт) V 4L2 + d2m \
A D =
8mkmXL2
dh V 4 L2 + d,h
Ad,
(204)
(205)
где m— целые числа; kn — числа, соответствующие максимумам
или минимумам дифракционных колец номера т\ dn — диаметр
темных или светлых колец номера т.
Как показано в [19, 204], с большой точностью можно поль¬
зоваться классической формулой связи расстояния между экстре¬
мальными точками дифракционной картины и размера отверстия
при глубине отверстий до 10 мм.
Наибольший практический интерес представляют устройства,
использующие предварительное преобразование дифракционного
распределения в электрический сигнал с последующим его авто¬
матическим анализом и выделением информации о расстоянии
между экстремальными точками дифракционного распределения.
Такие устройства позволяют повысить точность, быстродействие
и автоматизировать процесс измерения. Следует заметить, что
из-за многоступенчатого преобразования сигнала в таких устрой¬
ствах не всегда удается с достаточной точностью расчетным путем
связать абсолютное значение измеряемого размера с показаниями
оконечного регистрирующего прибора и такие измерители, как
правило, нуждаются в предварительной калибровке. В измери¬
телях этого типа чаще всего осуществляют измерение временного
интервала, соответствующего расстоянию между выбранными
экстремальными точками электрического сигнала, описывающего
дифракционное распределение. Ниже приводится описание
наиболее перспективных измерительных устройств. Эти устрой¬
ства в основном отличаются выполнением блоков 5 и 6 (рис. 150).
Рассмотрим работу устройства х, где в качестве блока 5
(рис. 150) используются вращающийся щелевой диск 7 (рис. 154)
и фотодатчик 11. Пучок лазера 1, предварительно расширенный
телескопической системой 2, направляют на изделие 3 и в фокаль¬
ной плоскости объектива 4 получают дифракционное изображе¬
ние 6. Оптический фильтр 5 служит для выравнивания интенсив-
1 Патент США № 3.851.180.
261
ности центра дифракционной картины с интенсивностью дифрак¬
ционного максимума определенного порядка. В фокальной
плоскости имеется вращающаяся маска в форме щелевого диска 7,
за которым расположена неподвижная маска 9, перекрывающая
часть дифракционных максимумов. Излучение, проходящее сквозь
эти щели, собирается линзой 10 на фотоэлектрическом датчике 11.
Рис. 154. Схема дифракционного из¬
мерителя, использующего для изме¬
рения характеристический размер
дифракционного изображения:
1 — лазер; 2 — телескопическая си¬
стема; 3 — проволока; 4, 10 — объ¬
ективы; 5 — оптический фильтр; 6 —
дифракционная картина; 7 — щелевой
диск; 8 — двигатель; 9 — неподвижная
маска; 11 — фотоэлемент; 12 — усили¬
тель; 13 — формирующая схема; 14 —
схема ограничения уровня; 15 — счет¬
чик
Усиленный сигнал с фотоэлектрического датчика поступает на
формирующую схему 13, срезающую полученные пички выше
определенного уровня. Счетчик 15 служит для измерения вре¬
менного интервала, соответствующего расстоянию между цен¬
трами выделенных пичков. Точность измерения этим способом
практически не зависит от изменения интенсивности излучения
лазера.
Рис. 155. Схема обработки
электрического сигнала:
1 — объектив; 2 — вращающе¬
еся зеркало; 3 — щель; 4 —
экран; 5 — фотодетектор; 6 —
триггер Шмитта; 7 — генератор
строб-импульсов; 8 — скани¬
рующий строб-импульс; 9 — ре¬
гистрирующий счетчик; 10 —
импульсный генератор; 11 —
генератор; 12 — двигатель
В одном из устройств для обработки электрического сигнала
используется следующая электрическая схема (рис. 155). Сигнал
с фотодетектора 5 поступает на триггер Шмитта 6 и далее на
генератор строб-импульсов 7. Ширина строб-импульса равна
временному интервалу между пиками дифракционной картины.
Далее строб-импульс поступает на импульсный генератор 10
и счетчик 9, подсчитывает импульсы импульсного генератора за
время действия строб-импульса, длительность которого пропор¬
циональна диаметру изделия. Сканирующий строб-импульс не¬
обходим для подсчета числа импульсов в определенном числе
разверток. Использование многократного количества разверток
увеличивает точность, измерения, но при этом увеличивается
и время измерения.,
262
- 7
8
W
9
Заслуживают внимания устройства измерения, основанные на
применении пространственного фильтра [183]. В них исполь¬
зуется однозначная зависимость координат точек минимальной
интенсивности дифракционного распределения от размера изде¬
лия. Положение всех этих точек может быть найдено с помощью
фильтра, состоящего из ряда прозрачных щелевых апертур, рас¬
положенных по отношению к дифракционному распределению
так, что прошедшая интенсивность равна нулю. Фильтр, который
сможет подойти к диапазону возможных дифракционных распре¬
делений, связанных с определенным изменением размера, будет
выглядеть как веер из щелевых апертур (рис. 156, а). В устрой-
Рис. 156. Схемы видов пространственного
фильтра из щелевых апертур (а) и муа¬
ровой картины, образующейся при про¬
пускании дифракционной картины через
фильтр (б)
ствах, использующих этот принцип, исследуемую дифракционную
картину располагают вдоль направления х. В одном из предло¬
женных устройств дифракционную картину накладывают на
фильтр и перемещают его до тех пор, пока на выходе не получится
минимальный сигнал. При его получении по отградуированной
шкале производят отсчет полученной величины диаметра.
В работе [183] описан другой вариант устройства, позволя¬
ющий избавиться от механических перемещений при измерении,
что делает его более перспективным. Исследуемое изделие облу¬
чают узким пучком, расширенным в направлении геометрической
оси изделия. Получаемое дифракционное распределение образует
со щелевым фильтром муаровую картину (рис. 156, б). В поло¬
жении уъ в котором образцовый фильтр подходит к дифракцион¬
ному распределению интенсивности, за фильтром будет наблю¬
даться прямая линия нулевой интенсивности. Ось у может быть
прокалибрована и таким образом получено однозначное соответ¬
ствие с измеряемым диаметром изделия. Процесс измерения в этом
устройстве может быть визуальным или с помощью электронных
средств. В последнем случае в одном из вариантов используется
телевизионная камера. Изображение плоскости фильтра распо¬
лагают так, что линии сканирования параллельны направлению х.
Число линий, отсчитываемых от верхней части фильтра, дает
величину, пропорциональную размеру щели. В другом варианте
устройства осуществляют более сложное преобразование функ¬
ции в плоскости объекта и получают яркую полосу, расположен¬
ную вдоль оси х и соответствующую положению темной муаровой
линии на уровне уг. Измерение в этом случае может быть осу¬
ществлено рядом фотоэлектрических датчиков. Преимуществом
263
данного метода является отсутствие механических перемещений.
К недостаткам следует отнести сравнительно невысокую точность
(около 3%) и невозможность локального измерения, что в ряде
случаев является существенным.
Среди устройств, использующих в качестве блока преобра¬
зования оптического сигнала в электрический электронные ска¬
нирующие системы, наибольшее распространение получили теле¬
визионные [247J. В устройствах такого типа дифракционная
картина проектируется на мишень видикона (рис. 157). Для на-
Рис. 157. Лазерный дифракционный
измеритель с использованием теле¬
визионной системы:
1 — лазер; 2 — объект измерения; 3 —
объектив; 4 — телевизионная камера;
5 — устройство выборки; 6 — логиче¬
ская схема; 7 — цифровой индикатор
диаметра проволоки
1 2 3
Рис. 158. Схема лазерного дифракцион¬
ного измерителя ДИД-2:
1 — лазер; 2 — телескопическая система;
3 — поворотное зеркало; 4 — объект изме¬
рения; 5 — объектив; 6 — ограничиваю¬
щий экран; 7 — вращающееся зеркало;
8 — входная щель ФЭУ; 9 — светофильтр;
10 — ФЭУ; 11— блок усиления и преоб¬
разования электрического сигнала; 12 —
логическая схема; 13 — частотомер; 14,
15 — блоки питания
хождения расстояния между минимальными точками дифракцион¬
ного распределения блок обработки электрического сигнала ана¬
лизирует электрический сигнал, соответствующий одной линии
развертки видикона. В наиболее совершенных устройствах ре¬
зультат измерения получают на шкале цифрового прибора в абсо¬
лютных единицах. Точность измерения D достигает 0,3%.
На рис. 158 представлена схема дифракционного лазерного
измерителя диаметра тонких проводов и волокон ДИД-2, разра¬
ботанного в ЛИТМО [93, 95]. Устройство работает следующим
образом. Пучок излучения лазера 7, расширенный до необходи¬
мых размеров при помощи телескопической системы 2, направ¬
ляется на изделие 4. Излучение, претерпевшее дифракцию, попа¬
дает на объектив 5, в фокальной плоскости которой наблю¬
дается дифракционное изображение изделия, соответствующее
дальней зоне. За объективом 5 установлено вращающееся зер¬
кало 7, с помощью которого осуществляется сканирование ди¬
фракционного изображения по узкой входной щели 8 фотоэлек¬
тронного умножителя (ФЭУ) 10. Сумма расстояний от входной
щели ФЭУ до оси вращения сканирующего зеркала и от его оси
до объектива равна /.
264
Для устранения влияния излучения лазера, не претерпевшего
дифракции, на работу прибора и обеспечения возможности «при¬
вязки» процесса измерения к одному и тому же дифракционному
порядку в широком диапазоне измерений размера в приборе
используется ограничивающий экран, установленный на скани¬
рующем зеркале. Такое конструктивное расположение экрана
позволяет также максимально приблизить его к входной щели
ФЭУ, устранить влияние паразитной дифракции на его краях
и уменьшить влияние фоновых засветок на работу ФЭУ. Умень¬
шению фоновой засЕетки способствует и светофильтр 9, располо¬
женный перед щелью ФЭУ. Телескопическая система служит для
увеличения поперечного сечения пучка лазера и этим способ¬
ствует увеличению допустимого поперечного смещения изделия.
fa Электрический сигнал, полученный с ФЭУ и соответствующий
распределению интенсивности в дифракционной картине, посту¬
пает в усиливающий и преобразующий блок 11, где происходит
формирование прямоугольного импульса, длительность которого
соответствует расстоянию между экстремальными точками дифрак¬
ционного распределения. Такой импульс может быть получен
при помощи дифференцирующей цепи, порогового устройства
(например, триггера Шмитта) и логической схемы 12. Может
быть использована и другая обработка сигнала: дифференцирова¬
ние, двустороннее усиление — ограничение и повторное диф¬
ференцирование [93]. Измерение длительности импульса или
временного интервала между импульсами осуществляется цифро¬
вым частотомером [13].
На рис. 159 дана функциональная схема электронной части
одного из вариантов устройства. Временные диаграммы, пояс¬
няющие работу схемы, приведены на рис. 160. Электрический
сигнал Увх, получаемый с фотодатчика, через повторитель посту¬
пает на вход усилителя, нагрузкой которого служит дифферен¬
цирующая цепь. Продифференцированный сигнал Удиф подается
на усилитель с автоматической регулировкой усиления, а затем
на вход триггера Шмитта. Полученная последовательность им¬
пульсов Vm поступает на вход логической схемы. Логическая
схема состоит из счетчика, схемы совпадения и схемы сброса
и построена так, что выделяет временной интервал т, соответству¬
ющий размеру двух дифракционных максимумов.
Размер изделия в первом приближении определяется через
параметры измерителя так:
/X (т — п)
4кЫттпВ
cos а,
(206)
где N — число оборотов зеркала в единицу времени; В —
расстояние от оси вращения сканирующего зеркала до входной
щели фотоприемника; а—угол поворота изделия относительно
исходного положения в плоскости, перпендикулярной излучению
лазера.
265
Анализ погрешностей такого измерителя можно провести на
основе выражения (206). Целесообразно рассмотреть отдельно
погрешности, связанные с преобразованием дифракционного рас¬
пределения в электрический сигнал, его обработкой и измерением
Рис. 159. Схема электронной части лазерного ди¬
фракционного измерителя ДИД-2:
/ — ФЭУ; 2 — эмнттсрный повторитель; 3 — усилитель;
4 — дифференцирующая цепц; 5 — усилитель с АРУ;
6 — триггер Шмитта; 7 — 9 — счетные триггеры; 10 —
ждущий мультивибратор; 11, 12 — схемы сброса и сов¬
падения соответственно
А/УУ\УЧухуху
j/\/\AM/wv^
ПППППППППП t
П П Г~1 Г~1 п t
1 |—1 Г~1 ГН |—1 I 1;
V,j;
V"3M
1
1
т
t
t
-t
-t
-t
Рис. 160. Временные диаграммы
работы элементов электронной
схемы:
VBX — сигнал с ФЭУ; ГдИф — продиф¬
ференцированный сигнал с ФЭУ; Vm —
сигнал с триггера Шмитта; Vlt V2,
Vz — сигналы с выхода счетных триг¬
геров; Гизм — сигнал, поступающий
на измерительный прибор
временного интервала, и погрешности, связанные с возможным
изменением положения изделия относительно объектива — сме¬
щением изделия и его разворотом.
Выражение для первой группы погрешностей можно пред¬
ставить следующим образом [считая X и (т—п) постоянными]:
A DID = А тт„/тт„ + А/// + A В/В + AN IN. (207)
266
Величина Sxmnhmn определяется погрешностью оконечного
измерительного прибора (частотомера) и в широком диапазоне
длительностей хтп может быть меньше 0,1%. Величины Д///
и ДBIB определяются вибрациями и тепловыми деформациями
узлов измерителя и могут быть также меньше 0,1%. Последнее
слагаемое в выражении (207) определяет нестабильность угловой
скорости вращения электродвигателя сканирующей системы и без
использования схем стабилизации имеет значение около 0,5%.
Таким образом, если измеряемый объект зафиксирован перед
объективом, основным фактором, ограничивающим точность изме¬
рения, является нестабильность скорости вращения сканиру¬
ющего зеркала. Аналогичным видом погрешности в случае исполь¬
зования в качестве фотоприемного устройства видикона является
нестабильность скорости его развертки.
Рассмотрим вторую группу погрешностей. Смещение изделия
поперек и вдоль лазерного пучка приводит к изменению длитель¬
ности временного интервала %1ПП, что связано с изменением опти¬
ческих аберраций, а также с влиянием неравномерности распре¬
деления интенсивности и когерентности в лазерном пучке на ди¬
фракционное распределение.
Исследование аберраций показало, что наиболее существен¬
ное влияние на результат измерения оказывает дисторсия [95],
действие которой проявляется через изменение размеров дифрак¬
ционной картины. Следовательно, объектив необходимо рассчиты¬
вать, исходя из условия постоянства дисторсии при изменении
положения изделия в заданных пределах. Влияние аберраций
особенно сильно сказывается при измерении изделий с малыми
размерами, т. е. при больших углах дифракции. В приборе ДИД-2
использовался объектив с изменением дисторсии не более ±2%
при смещении изделия в пределах ±5 мм вдоль оси пучка лазера
и ±1 мм поперек оси для диаметра изделия 10 мкм.
Так как интенсивность и когерентность в поперечном сечении
лазерного пучка непостоянны, при смещении изделия изменяются
характеристики облучающего поля, что влияет на дифракцион¬
ное распределение и результат измерения. Уменьшить это влия¬
ние можно соответствующим формированием луча и выбором ре¬
жима работы лазера, в результате чего неоднородность свойств
в поперечном сечении луча минимальна.
Существует и еще один вид погрешности, связанный со сме¬
щением изделия. Вследствие того что сканирующее зеркало рас¬
положено не в фокальной плоскости объектива, при смещении
изделия происходит смещение лучей, образующих дифракцион¬
ную картину, по поверхности зеркала, что приводит к изменению
временного интервала, соответствующего расстоянию между
экстремальными точками.
Таким образом, для уменьшения погрешности измерения при
пространственном перемещении изделия и, следовательно, для
увеличения допустимых пространственных перемещений изделий
267
при заданной точности измерения необходимо использовать объек¬
тив, рассчитанный на минимальное относительное изменение ди-
сторсии при смещении изделия, обеспечить наибольшую одно¬
родность свойств пучка в поперечном сечении и расположить ска¬
нирующее зеркало вблизи щели фотодатчика. Одним из путей
избавления от влияния перемещения дифракционной картины
по поверхности зеркала при смещении изделия является исполь¬
зование видикона в качестве сканирующей и преобразующей
системы. Однако в этом случае особое внимание надо уделять
линейности развертки и ее стабильности.
Полученные результаты анализа погрешности прибора необ¬
ходимо учитывать при выборе его элементов, узлов и конструк¬
тивных параметров для обеспечения высокой точности и возмож¬
ности пространственного перемещения изделия в процессе изме¬
рения. В гл. VI приведены основные характеристики прибора
ДИД-2 и его внешний^вид (см. рис. 182).
Выходной сигнал прибора после необходимого преобразования
может использоваться в качестве сигнала, управляющего пара¬
метрами технологического процесса, что позволит повысить эффек¬
тивность производства изделий с заданными геометрическими
размерами. В случае необходимости получения результата изме¬
рения в абсолютных единицах в устройство должен быть введен
электронный блок, осуществляющий соответствующие преобра¬
зования электрического сигнала. При этом удобнее иметь выходной
сигнал в аналоговом виде и использовать в качестве регистриру¬
ющего прибора цифровой вольтметр.
Вследствие значительного перепада интенсивностей различных
дифракционных порядков целесообразно использовать фото¬
приемники с логарифмической характеристикой усиления, име¬
ющие большой динамический диапазон.
Поскольку дифракционное распределение интенсивности от
отверстий имеет вид, аналогичный дифракционному распределению
от провода или щели, описанные приборы могут использоваться
для контроля их диаметра и формы. Однако освещенность ди¬
фракционных максимумов при этом будет значительно ниже.
Для увеличения их освещенности целесообразно увеличивать
с помощью оптики плотность лазерного излучения в области
отверстия, а также использовать более мощные лазеры. Кроме
того, возникает необходимость обеспечения линейного сканирова¬
ния дифракционных колец через их центр, для чего используют
вместо щелевой диафрагмы перед фотоприемником точечную
диафрагму либо видикон.
В настоящее время промышленность выпускает разнообразные
виды волокон, широко используемых в различных областях
науки и техники. К ним относятся оптические световоды, кван¬
товые волоконные элементы, техническое стекловолокно, хими¬
ческие, искусственные, синтетические волокна и т. д.
268
Важнейшими параметрами волокна являются его диаметр
и форма поперечного сечения, а также их постоянство по длине
волокна. Колебания диаметра и формы по длине волокна оказы¬
вают сильное влияние на энергетические и дисперсионные харак¬
теристики и ухудшают качество волоконно-оптических элементов,
а также в значительной степени определяют механические харак¬
теристики волокон и изделий из них.
Измерение указанных параметров возможно по анализу рас¬
пределения рассеянного волокном когерентного излучения [51,
203, 217, 248]. Однако, если волокно прозрачно для излучения
лазера, распределение рассеянного волокном лазерного излуче¬
ния зависит не только от размеров и формы волокна, но и от
других факторов, которые необходимо учитывать: структуры
поперечного сечения волокна (моноволокна, световоды, трубки,
многожильные волокна и т. д.), показателя преломления мате¬
риала, его однородности и изотропности, а также ориентации
плоскости поляризации излучения относительно геометрической
оси. Эта зависимость объясняется тем, что часть излучения про¬
ходит непосредственно через материал волокна и интерферирует
с излучением, рассеянным его поверхностью. Особенности вну¬
тренней структуры и свойства материала волокна определяют
деформацию волнового фронта излучения, проходящего через
волокно, и вид результирующего распределения интенсивности
рассеянного излучения, по которому судят о геометрических
параметрах волокна.
Указанное обстоятельство затрудняет измерение внешних
геометрических параметров волокна. Положительным фактором
является то, что в рассеянном поле содержится информация как
о внешних, так и о внутренних геометрических параметрах во¬
локна, если оно имеет сложную структуру. Однако следует учи¬
тывать, что изменение свойств материала (показателя преломле¬
ния, внутренних напряжений и т. д.) может восприниматься
как изменение его геометрических параметров. Поэтому если
необходим контроль только внешних геометрических параметров
волокна, целесообразно проводить измерения в области, где
волокна непрозрачны, для чего нужно исследовать спектральные
характеристики материала волокна и выбрать соответствующий
источник излучения. ,При этом дифракционное распределение
в дальней зоне с достаточной точностью соответствует случаю
дифракции Фраунгофера на щели и изменение свойств материала
волокна практически не сказывается на дифракционном распре¬
делении. В данном случае для измерений могут быть исполь¬
зованы методы и приборы, описанные выше.
Если материал волокна обладает анизотропией, поляризацион¬
ная фильтрация излучения за волокном может значительно упро¬
стить процесс измерения. В случае отфильтровывания излучения
с поляризацией, соответствующей падающему на волокно излу¬
чению, распределение интенсивности в передней зоне значительно
269
упрощается, так как дифракционная составляющая рассеянного
излучения не будет присутствовать в плоскости регистрации
рассеянного волокном излучения. Если же осуществлять поля¬
ризационную фильтрацию излучения, прошедшего через материал
волокна, то можно приблизить процесс измерения к процессу,
аналогичному измерению на непрозрачном объекте. Для некото¬
рых геометрий волокон (квадрат, прямоугольник и т. д.) достичь
этого можно, используя явления полного внутреннего отражения
при наклонном освещении волокна через оптический элемент
(например, призму), находящийся с волокном в оптическом кон¬
такте. Однако далеко не всегда удается подобрать соответству¬
ющий источник излучения или метод, позволяющий свести изме¬
рения к измерениям на непрозрачном объекте.
В случае прозрачности волокна распределение рассеянного
им когерентного излучения имеет достаточно сложный вид и
заключено в пределах 360° вокруг волокна.
Полное решение задачи рассеяния когерентного излучения
для цилиндров произвольного радиуса с произвольным показа¬
телем преломления в случае нормального падения излучения
впервые было дано Рэлеем и независимо от него Игнатовским,
а затем теория была расширена в работах [144, 165, 217].
Как показано в [144], строгое решение задачи рассеяния
для круговых цилиндров при нормальном падении излучения
имеет вид (R > г)
и= S Fm[Jm(KR) — bmHm(KR)\ (208)
для случая, когда вектор Е падающей волны параллелен геоме¬
трической оси цилиндра (£ц), и
у = S Fm [J,n (KR) — атнт {kR)] (209)
m=—oo
для случая, когда вектор Е перпендикулярен оси цилиндра (Е_J.
В выражениях (208) и (209) Нт (kR) — функция Ханкеля вто¬
рого рода; Jm (kR) — функция Бесселя первого рода; Fm =
= (—\)т exp li (mcp + со/) ]; т — целое число; ф — угловая
координата в цилиндрической системе координат, соответству¬
ющая углу рассеяния; к = 2п/Х.
Значения коэффициентов ап, Ьт определяются из решений
уравнений, полученных с учетом граничных условий, где пола¬
гается, что nil, ndUldRy n2Vy дV/dR непрерывны при R = г.
Для случая Е ц
£ = nJm (пкг) Jт (кг) — Jт (пкг) j'tn (кг) (210)
т nJm (пкг) Нщ (кг) —Jm (пкг) Нт (кг) ’
270
а для случая Е±
а _ j'm (пкг) Jт (кг) — nJm (пкг) Jm (кг) (211)
т j'm (пкг) Нт (кг) — nJm (пкг) Нт (кг)
где штрихи обозначают производные по аргументу.
С помощью асимптотического выражения
Нт (kR) ]/2/ (tckR) exp [— itcR -(- i (2m + 1) я/4] (212)
можно перейти к определению полей на больших расстояниях.
Если падающая волна и = ехр [—i (кх — со^)], то рассеян¬
ная волна в случае Е у при kR > 1 имеет вид
U = ]/ 2/(яkR) ехр (— itcR -f- i®t — /Зя/4) Т (ср), (213)
оо со
где Т (ср) = ^ b,n ехр (inup) = b0-(-2 S bm cos пир.
m=— оо m=1
Аналогично для случая Е_L
оо оо
Т (ср) = Yj а,п ехр (imp) -= atr\-2 а,п cos пир.
tn—oo m=1
Интенсивность рассеянного света в направлении ср на большом
расстоянии от цилиндра может быть определена так:
Р = 2Р0|Г(ср)|2/(я^), (214)
где Р0 — интенсивность падающего света.
В ряде случаев, широко встречающихся на практике, удается
использовать результаты, получаемые с помощью геометрической
оптики, так как часто размеры объекта значительно превышают
длину волны. Причем эти результаты достаточно точно описывают
поле рассеяния при условии, что сдвиг фазы б = 2лD (п — 1)М,
достаточно^болыной и угол рассеяния ср не слишком мал: ср
> (nD/X)~V3.
При рассмотрении поля рассеянного излучения вокруг во¬
локна следует принимать во внимание дифрагированные, отра¬
женные и преломленные лучи и их взаимную интерференцию.
Различные типы преломленных лучей показаны на рис. 161, а
(i0, 1,2,3 — номера £ лучей), а угловые зоны распределения раз¬
личных компонент рассеянного излучения — на рис. 161,6.
Вследствие цилиндрической симметрии поля рассеяния достаточно
рассмотреть угловую зону в пределах от 0 до 180°. При этом
можно установить " следующее.
1. Дифрагированное поле^занимает угловую зону ср4 от 0
до 90°.
2. Излучение, отраженное от боковой поверхности волокна
(£ = 0), занимает угловую зону 0° < ср0 с 180°, за исключением
области геометрической тени.
271
3. Излучение, претерпевшее двукратное преломление (£ = 1),
занимает угловую зону
О < <рА < 2 arccos (1 /дг). (215)
4. Излучение, претерпевшее двукратное преломление и одно¬
кратное отражение от внутренней поверхности волокна (£ = 2),
занимает угловую зону
180° — 4arcsin l/(4 — п2)!(3п2) + 2 arcsin У(4 — п2)/3 <
< Ф2 < — 4 arcsin (1/п) (216)
и вызывает появление главной радуги и ее дополнительных дуг.
Минимальный угол ф2 определяет угловое положение главной
радуги. Для п > 4я-1 максимальный
угол рассеяния больше 180°, что необхо¬
димо учитывать при рассмотрении интер¬
ференционных эффектов в этой зоне.
о
'о Тз
Рис. 1G1. Различные типы лучей, преломленных цилиндриче¬
ским волокном (а), и угловые зоны распределения различных
компонент рассеянного излучения (б)
5. Излучение, претерпевшее двукратное преломление и дву
кратное отражение от внутренней поверхности волокна (£ = 3)
занимает угловую зону
0 < Фз < 6 arcsin ]/(9 — п2)/(8п2) — 2 arcsin ]/(9 — п2)/8. (217)
Максимальный угол рассеяния определяет угловое положение
второй радуги, а зона ее дополнительных дуг начинается от угла
ср3 = 6 arcsin (1 /п) — 180°. (218)
Результирующее распределение рассеянного поля излучения
определяется интерференцией всех указанных типов рассеянного
волокном излучения. При учете интенсивностей различных ком¬
понент поля рассеянного излучения вокруг волокна можно вы¬
делить пять характерных зон, показанных на рис. 162. В зоне /
распределение интенсивности определяется’как дифрагированным
излучением, так и интерференцией лучей £ = 0 и £ = 1; в зоне II
распределение интенсивностей определяется в основном интер¬
ференцией лучей I = 0 и I = 1, так как интенсивность дифраги¬
рованного излучения и лучей £ = 3 в этой зоне значительно
272
меньше, чем лучей £ = 0, £ = 1; в зоне III распределение интен¬
сивности определяется интерференцией лучей | = 3 с лучами
£ = 0; в зоне IV отсутствует интерференция лучей и интенсивность
определяется излучением, рассеянным от боковой поверхности
волокна (£ = 0); в зоне V распределе¬
ние интенсивности определяется интер¬
ференцией лучей £ = 2 с лучами 1 = 0.
На рис. 163 показаны полученные
экспериментальным путем распределе¬
ния интенсивности рассеянного кварце¬
вым моноволокном излучения Не—Ne-
лазера (к = 6328 А) в указанных зонах.
Диаметр волокна составлял 33 мкм.
С точки зрения измерения размеров
полезной информацией обладают зоны
/, //, III и F, и при построении измерительной аппаратуры
можно пользоваться анализом распределения в любой из этих зон.
Во всех зонах' положение экстремальных точек интерферен¬
ционного распределения однозначно связано с размером волокна.
Рис. 162. Характерные зоны
рассеянного волокном излу¬
чения
а)
б)
ш
4
55
т
60
гш
65 (р,..
“1
д
D
I Г1
W0 //
0
120 Г»
'J V.
W
Рис. 163. Распределение интенсивности излучения Не—Ne-лазера,
рассеянного кварцевым моноволокном, в зонах / (а), II (б), III
и IV (в), 1/ (г)
Поэтому, зная номер минимума или максимума и измерив угол
рассеяния, под которым он расположен, можно рассчитать диа¬
метр волокна. Такой способ, однако, может быть использован
только в зонах III и V. Из-за сильного взаимодействия дифрак¬
ционного и интерференционного распределений в зоне / возникает
неопределенность в номере экстремума в зонах I и II. Поэтому
в этих зонах необходимо пользоваться другими способами изме¬
273
рения, допускающими отсутствие информации о номере интер¬
ференционного максимума или минимума.
В то же время зоне II присущи следующие достоинства, опре¬
деляющие предпочтительность ее использования для измерения
размеров волокна: высокая интенсивность и контрастность интер¬
ференционной картины, сравнительно слабая зависимость рас¬
пределения от изменения показателя преломления, наличие
области высокой эквидистантности интерференционных максиму¬
мов. Интерференционная картина, создаваемая в зонах III и V,
имеет гораздо меньшую интенсивность и сильнее подвержена
изменениям, связанным с изменением свойств материала волокна,
вследствие двойного (зона V) и тройного (зона III) прохождения
одного из интерферирующих лучей через волокно.
Рассмотрим более подробно распределение интенсивности
в зоне II. Вследствие близких значений интенсивностей лучей
£ = 0 и I = 1 результат их интерференции определяется оптиче¬
ской разностью хода А, которая зависит от угла наблюдения ф
и для случая поляризации, перпендикулярной геометрической
оси волокна, имеет вид
А = D [sin (ф/2) -|- V1 + п2 — 2/zcos (ф/2) ] — к/2. (219)
Для точек максимальной интенсивности А = тк, а для точек
минимальной интенсивности А = (2т + 1) Х/2, где т — порядок
интерференции.
При неопределенности номера т можно воспользоваться
тем свойством интерференционного распределения, что функция
от координат двух экстремальных точек / (фт1, фт2) есть вели¬
чина постоянная по всему интерференционному распределению
для одной и той же разности номеров экстремумов. Используя
выражение (219), можно записать это свойство для зоны II в виде
(Щ — т2)Х = Df (фОТ1, «рт2), (220)
где
/ (фт,> фт.) = Sin (фОТ1/2) — Sin (фт,/2) + 1/1 + п2 • • •
— 2ncos (фт,/2) — V1 + я2 — 2га cos (фт,/2) • (221)
Таким образом, одним из способов измерения диаметра во¬
локна, допускающих отсутствие информации о номере экстре¬
мума, может служить способ, основанный на измерении углового
положения двух экстремумов, разность номеров которых т1 — т2
известна.
Другой способ может быть основан на измерении углового
размера бф интерференционного максимума и направления ф
на него в соответствии с выражением
бф = [cos
JL
2
+
п sin (ф/2)
V1 + п2 — 2п cos (ф/2)
-г
(222)
274
Угловой размер 6ф постепенно уменьшается от 2k/D до
2X/[D(l + 1 /п)] при измерении ср от 0 до 2arccos (1/я).
Исследование зависимости (222) показывает [203], что суще¬
ствует некоторое направление срэ, под которым размер интерфе¬
ренционного максимума бср минимален при любых значениях
диаметра D и наблюдается наибольшая эквидистантность интер¬
ференционных максимумов.
Угловое положение зоны наибольшей эквидистантности (срэ)
может быть получено из решения следующего уравнения:
п2 sin2 (фэ/2) + зт(фэ/2) [1 -j- п2 — 2п cos (фэ/2)] х
X Y1 + п2 —2п cos (фэ/2) п cos (фэ/2) [1 ф- п2 — 2п cos (фэ/2)] = 0.
(223)
Как видно, фэ не зависит от диаметра волокна, а зависит
только от показателя преломления п ив случае п = 1,5 фэ = 60°.
Таким образом, определение диаметра волокна можно произво¬
дить, измеряя размер наименьшего из интерференционных макси¬
мумов 6фт1п в зоне эквидистантности и рассчитывая D по фор¬
муле (222) при ф = фэ. Определив D указанным способом, зна¬
чение его можно уточнить, рассчитав номер т наименьшего
интерференционного максимума с помощью выражения (219)
и используя затем выражение (221).
Погрешность расчета D при этом будет определяться раз¬
ностью угловых координат фэ и центра наименьшего интерферен¬
ционного максимума. Наибольшее значение этой разности бфтах/2,
а соответствующая ему погрешность расчета при D ^ 10 мкм
составляет около 0,1%.
При создании автоматического измерителя измерение интер¬
ференционного максимума, лежащего на направлении ф = фэ,
позволяет свести к минимуму неоднозначность измерения в момент
перехода с одного интерференционного порядка на другой, а также
возможные в процессе эксплуатации измерителя погрешности,
связанные со случайным переходом к измерению соседних интер¬
ференционных максимумов.
Следует отметить, что несмотря на то, что зона I имеет более
сложное распределение интенсивности, чем зона II, соответству¬
ющее случаю аномальной дифракции [144 ], в ряде случаев удается
создать автоматическую аппаратуру, осуществляющую измере¬
ние диаметра волокна по анализу размера центрального дифрак¬
ционного максимума либо одного или нескольких боковых макси¬
мумов в зоне /. Достоинством этой зоны является максимальная
интенсивность излучения.
Зона III обладает малой интенсивностью по сравнению с дру¬
гими зонами и сложным ее распределением, вследствие чего
использование этой зоны в измерительных целях затруднено.
Следует иметь в виду, что при п < 1,6 зона второй радуги пол¬
ностью перекрывается зоной II и ее выделение невозможно.
275
Зона V подробно проанализирована в [33 ] и обладает тем
преимуществом, что имеет ярко выраженный максимум главной
радуги, положение которой в случае кругового цилиндра зависит
только от показателя преломления. Если поперечное сечение
волокна имеет форму эллипса, то положение главной радуги
смещается относительно оси симметрии диаграммы рассеяния.
По величине смещения можно судить о степени эллиптичности
волокна. Таким образом, диаграмма рассеяния в зоне V содержит
сведения не только о диаметре волокна, но и о степени его эллип¬
тичности и показателе преломления. Недостатками этой зоны
являются меньшая интенсивность, чем в зонах / и //, меньшая
чувствительность к изменению диаметра волокна и большая
зависимость диаграммы рассеяния от изменения показателя пре¬
ломления материала волокна.
Чувствительность к изменению диаметра волокна 5 =
= I д (6cp)/dD | в каждой из зон, а также динамический диапазон
могут быть определены так же, как это было показано для не¬
прозрачных объектов. Например, в случае измерения в зоне II
выражение для чувствительности имеет следующий вид:
д (6ф)
dD
D2
2Х
cos (ср/2) +
п sin (ф/2)
V1 + п2 — 2п cos (ср/2)
6ф
тг*
(224)
Изучение распределения интенсивности излучения, рассеян¬
ного от волокна, размеры которого необходимо измерить, позво¬
ляет правильно выбрать размещение датчика, производящего
анализ рассеянного излучения с целью измерения размеров
волокна.
В разработанном в ЛИТМО лазерном дифракционном изме¬
рителе диаметра волокон ДИД-3 предусмотрена возможность
преобразования интерференционного распределения в электриче¬
ский сигнал как в области наибольшей эквидистантности интерфе¬
ренционного распределения в зоне II (значения углов фэ от 50
до 90° дают возможность производить измерения диаметра в ши¬
роком диапазоне значений показателя преломления материала
волокна, оставаясь в области наибольшей эквидистантности),
так и в области центрального и бокового максимумов в зоне /.
Смена зон анализа достигается за счет изменения угла облучения
волокна лазерным пучком. Так же как и в описанном приборе
ДИД-2, в приборе ДИД-3 производится автоматический анализ
исследуемого участка распределения рассеянного поля излучения
и результат измерения может выводиться как в цифровом, так
и в аналоговом виде.
Волокна с оболочками обычно имеют незначительную разницу
показателя преломления сердцевины и оболочки (—1%) и су¬
щественное различие в их диаметрах. Вследствие этого при их
276
измерении получается результат, соответствующий наружному
диаметру волокна, так как интенсивность излучения, рассеянного
сердцевиной, значительно меньше, чем рассеянного поверхностью
оболочки. В случае необходимости измерения диаметра сердце¬
вины волокна с оболочкой его необходимо пропустить через
иммерсионную жидкость, имеющую показатель преломления,
совпадающий с показателем преломления материала оболочки
с точностью, гораздо большей, чем разница показателей прелом¬
ления сердцевины и оболочки [203].
Одним из существенных недостатков, присущих измерениям
геометрических параметров в области прозрачности волокна,
является влияние гораздо большего числа факторов на результат
измерения, чем при измерении размеров непрозрачного объекта.
Если в первом случае на результат измерения влияют свойства
материала волокна, его форма, ориентация нецилиндрического
волокна относительно лазерного пучка, то во втором — лишь
проекция размера на направление, перпендикулярное лазерному
пучку. Поэтому целесообразно по возможности сводить измерения
прозрачных объектов к измерениям непрозрачных при использо¬
вании описанных выше методов измерения. Рассмотренные спо¬
собы и приборы для измерения геометрических параметров
проводов и волокон позволяют также измерять значения пока¬
зателя преломления материала волокна, если известен его
диаметр.
Лазерные дифракционные измерители могут широко исполь¬
зоваться в микроэлектронике, волоконной оптике, точной меха¬
нике, текстильной промышленности, производстве химических,
синтетических и искусственных волокон и т. д. как в качестве
измерительной аппаратуры, например для определения диаметра
и формы поперечного сечения тонких проволок и волокон, так
и в качестве высокочувствительных датчиков в автоматических
системах управления технологическими процессами.
Область применения дифракционных измерителей значительно
шире, чем использование их только для измерения размеров.
Они могут быть применены для точного определения деформаций,
внутренних напряжений, вибраций, биений роторов и валов
[137], малых смещений и т. д., т. е. практически во всех случаях,
где можно свести изменение нужных параметров к изменению
размеров объектов, например щели, на которой наблюдают ди¬
фракцию.
На основе описанных лазерных дифракционных измерителей
могут быть разработаны приборы для механических испытаний
(определения коэффициента упругости, разрывного усилия и т. д.),
а также для определения оптических, теплофизических и других
свойств волокон, измерение которых непосредственно в волокне
другими методами не представляется возможным.
277
34. ЛАЗЕРНЫЕ ДОПЛЕРОВСКИЕ ИЗМЕРИТЕЛИ СКОРОСТИ
Современные физический эксперимент и промышленная техно¬
логия (в частности, машиностроение) требуют создания бескон¬
тактных высокоточных измерителей скрости механического дви¬
жения тел в различных агрегатных состояниях (твердом, жидком,
газообразном). Большие надежды в этом плане связаны с разви¬
тием лазерных доплеровских измерителей скорости (ЛДИС) [72].
Доплер (1803—1853) исследовал эффекты, связанные с движе¬
нием источника излучения и наблюдателя, и сформулировал
хорошо известный принцип, согласно которому при относительном
движении источника^и^приемника частота волны, испускаемой
источником, в системе отсчета, связанной с приемником, изме¬
няется [207]. Поскольку это положение составляет основу дей¬
ствия лазерных доплеровских измерителей скорости, обсудим
его несколько подробнее.
Рассмотрим ситуацию, когда источник плоской световой волны
движется со скоростью vH в направлении распространения, а на¬
блюдатель Н неподвижен. Пусть скорость распространения све¬
товой волны с, а — длина волны при неподвижном источнике.
Наблюдатель определяет частоту световой волны, отсчитывая
число периодов волны, пробегающих мимо него в единицу вре¬
мени. Временной период световой волны в системе координат,
связанной с движущимся источником, равен т0 = XJc. В непо¬
движной системе координат расстояние между ближайшими
точками волны, имеющими одинаковую фазу, составит величину
X = Х0 vx0. Знак минус соответствует случаю, когда направ¬
ления движения источника и распространения волны совпадают,
а знак плюс берется в случае противоположных направлений.
Величина X представляет истинный период световой волны, про¬
ходящей мимо наблюдателя в лабораторной системе координат.
Время прохождения мимо наблюдателя одного периода свето¬
вой волны
Т = Х/с = (Х0 ± vnT0)/c = (Xjc) (1 ± vjc).
Тогда частота волны от движущегося источника, воспринимаемая
неподвижным наблюдателем, составит величину
v = 1/т = (с/Х0) (1 ± vjc)'1 = v0 (1 ± vjc) = vQ± vAh (225)
(предполагается, что vjc « 1). Следовательно, частота волны
от движущегося источника, воспринимаемая неподвижным наблю¬
дателем, изменяется на величину vAh, называемую доплеровским
сдвигом частоты.
В случае когда наблюдатель движется со скоростью vH па¬
раллельно направлению распространения световой волны, рас¬
стояние между двумя ближайшими точками волны, имеющими
278
одинаковую фазу, в системе отсчета, связанной с движущимся
наблюдателем, будет равно
X' = X ± унт,
где т = Х/с — временной период световой волны в неподвижной
системе координат. Знак плюс выбирается, если направление
движения наблюдателя и направление распространения волны
совпадают, знак минус — в случае противоположных направле¬
ний. Величина X' равна периоду световой волны в системе отсчета,
связанной с наблюдателем. Время прохождения мимо наблюда¬
теля одного периода световой волны составит величину т' = X' 1с.
Отсюда число периодов, отсчитанное наблюдателем за единицу
времени в своей системе отсчета (или, что то же самое, частота
волны, воспринимаемая наблюдателем), равно
V' = 1/х' = (с/Х) (1 ± vjc)'1 = V (1 ± vjc) = V ± Л>дн. (226)
Следовательно, частота волны, воспринимаемая движущимся
наблюдателем, изменяется на величину доплеровского сдвига
частоты 'Удн.
Если движется не только наблюдатель, но и источник, то вы¬
ражение (226) для частоты в системе отсчета наблюдателя с уче¬
том (225) принимает вид
v' = V0(1 ± vjc) (1 ±vjc) яаv0 [1 ± (1/с){vn—vj\. (227)
Величина vnvjc имеет второй порядок малости и в выра¬
жении (227) не учитывается.
В общем случае направления движения источника и наблю¬
дателя могут не совпадать с направлением распространения волны.
Тогда уи = Vu cos фи, a vH = VH cos срн, где сри и ср„ — углы
между направлением волнового вектора световой волны К и
соответственно направлениями векторов скорости источника VH
и наблюдателя VH. Как известно, направление волнового век¬
тора К совпадает с нормалью к фазовому фронту волны, а модуль
равен | К I = К = 2л/Х. Отсюда частота волны в системе отсчета
движущегося наблюдателя согласно выражению (227) равна
v' = v0 ± (1 А) (0И cos фи — vl{ cos ф„) = v0 ± [1/(2я)] К (V„ — VH).
(228)
Здесь учтено, что Vn cos сри есть проекция вектора скорости
движения источника на направление волнового вектора К,
a VH cos cpH'— проекция вектора скорости движения наблюда¬
теля на направление того же вектора.
Следовательно, в общем случае доплеровский сдвиг частоты
равен скалярному произведению вектора скорости относительного
движения источника и приемника на волновой вектор световой
волны:
(229)
л>д=[1/(2я)]К(Уи-Ун).
279
F Пусть на движущуюся со скоростью V частицу падает свето¬
вой пучок с волновым вектором К; (рис. 164). Рассмотрим свето¬
вой пучок с волновым вектором Ks> выделенный в направлении,
составляющем угол 20 с направлением волнового вектора К/.
Для наблюдателя в системе отсчета, связанной с движущейся
рассеивающей частицей, частота падающей световой волны со¬
ставляет согласно (226) величину
Yl — Y) ~\~ ^Д1 == Y) — VKt-/(2n). (230)
Поскольку для рассеянного светового пучка с волновым век¬
тором Ks источником является движущаяся частица, частота его
в лабораторной системе координат
(для неподвижного наблюдателя)
составляет согласно (225) величину
v = Vx + [1/(2k)]VKs. (231)
После подстановки (230) в (231)
получаем
v = v0 -|- [1/(2я)] V (Ks — К,-) =
= vo + Хц. (232)
Из выражения (232) видно, что
в рассеянном движущейся части¬
цей пучке имеет место доплеров¬
ский сдвиг частоты, пропорцио¬
нальный проекции вектора скорости на направление раз¬
ностного волнового вектора Ks — К,-- Отсюда vR = [1/(2я)] X
X V (Ks — К,-) = П/(2я)] V | Ks — К,- | cos ф. Согласно рис. 164,
при vie < 1 | Ks | *=» | К; | К = 2n!% и | Ks — К,- | = 2/( sin 0.
Следовательно,
VA = (I^)t»/C2sin0cos ф = уисовф, (233)
Рис. 164. Геометрия световых пуч¬
ков
где у = 2 sin 0/Я.
Поскольку коэффициент у определяется через известные пара¬
метры оптической схемы (угол 20) и известную длину волны ла¬
зерного излучения (X), то при измерении величины доплеровского
сдвига можно определить измеряемую проекцию скорости v cos cp:
v cos cp = Vft/y. (234)
Измерение доплеровской частоты можно осуществить путем
сравнения частоты рассеянного пучка с известной частотой дру¬
гого пучка. Примером реализации устройства для такого сравне¬
ния служит интерферометр [23, 257].
Пусть в двухлучевом интерферометре частота сигнального
пучка со0 + сод, а частота референтного пучка — со0. Выраже¬
280
ния, описывающие в приближении гармонических волн сигналь¬
ный и референтный пучки, имеют вид:
es = Es exp [— j (co0 сод) t]\ e0 = E0 exp (— ja0t), (235)
где Es и E0 — амплитуды соответственно сигнального рассеянного
и референтного световых пучков. Постоянными фазами мы пре¬
небрегаем. Результирующее поле в выходной плоскости интерфе¬
рометра будет равно е = е0 + es. Отсюда получаем выражение
для интенсивности результирующего поля
I = ее* = Е\ + Е1 + 2ESE0 cos (сод/). (236)
Из выражения (236) видно, что интенсивность результирующего
поля в выходной плоскости интерферометра имеет переменную
составляющую, частота которой равна искомой доплеровской
частоте. Ток в нагрузке квадратичного фотоприемника, поме¬
щенного в поле интерференции, пропорционален интенсивности
результирующего поля:
i = ц [El -f El -f 2ESE0 cos (оод*)], (237)
где т] — коэффициент, учитывающий чувствительность и усиле¬
ние фотоприемника.
Как следует из (237), сигнал с выхода фотоприемника содержит
низкочастотную составляющую ц (Е% + Е1) и переменную со¬
ставляющую 2v\EsE0 cos (о)Д t), частота которой равна доплеров¬
ской частоте. Этот сигнал после фильтрации может быть подан
на блок измерения доплеровской частоты. Описанный способ
сравнения частот двух световых пучков с применением квадратич¬
ного фотоприемника в качестве смесителя известен как метод
оптического гетеродинирования [162].
Если рассеивающий объект имеет большие скорости, порядка
сотен и тысяч метров в секунду, использование оптического гете¬
родинирования и применение электронных методов обработки
сигнала затруднительны, так как доплеровская частота при таких
скоростях лежит в диапазоне сотен мегагерц. В этих случаях для
выделения доплеровского сдвига целесообразнее применять интер¬
ферометр Фабри—Перо или конфокальный интерферометр
[206, 44].
Сигнальный пучок, рассеянный от исследуемого объекта,
вместе с референтным направляется в конфокальный интерферо¬
метр. На выходе интерферометра наблюдаются две концентриче¬
ские системы интерференционных колец. Относительное смещение
интерференционных колец одного порядка пропорционально раз¬
ности частот сигнального и референтного пучков, находящейся
в известном отношении [см. формулу (230) ] с доплеровским
сдвигом.
Достоинством доплеровских систем с конфокальным интерфе¬
рометром является простота определения направления измеряе¬
мой проекции скорости, так как при изменении знака доплеров¬
281
ского сдвига относительное смещение сигнальной и референтной
систем интерференционных колец также меняет знак. Поскольку
лучшая разрешающая способность конфокальных интерфероме¬
тров составляет единицы мегагерц, то применение их оправдано
на высоких скоростях, причем относительная точность измерения
доплеровского сдвига растет с увеличением скорости. Следова¬
тельно, доплеровские системы, предназначенные для измерения
низких (десятки метров в секунду) и высоких (сотни метров
в секунду) скоростей, могут различаться прежде всего методами
выделения доплеровской частоты (оптическое детектирование,
спектрометры) и электронной обработкой сигнала. В целом же
они должны содержать источник когерентного светового излуче¬
ния (лазер), оптическую схему, направляющую лазерный луч
в исследуемую область движущегося объекта, приемную оптику,
выделяющую рассеянный объектом пучок, схему сравнения ча¬
стот сигнального и референтного пучков и электронный блок
измерения доплеровской частоты.
Все многообразие оптических схем ЛДИС можно привести
к следующим основным типам, примерная реализация’которых
представлена на рис. 165 [245]: 1) схемы с опорным пучком
(рис. 165, а—в); 2) дифференциальные схемы (рис. 165, г, д).
Рассмотрим схемы с опорным пучком. В схеме, приведенной
на рис. 165, а, в исследуемую область движущейся рассеивающей
282
среды направляется один пучок. Выделенный под углом 20 к па¬
дающему рассеянный пучок направляется в интерферометр, где
интерферирует в плоскости фотоприемника с опорным пучком,
в качестве которого используется часть входного лазерного пучка
[257].
Пусть световой пучок, рассеянный от N частиц, одновременно
находящихся в рассеивающем объеме, описывается выражением
N
е*= 2 Ди,ехр1 — /К —(К,-К,) V„] (*-*„)}, (238)
/1=1
а опорный пучок — выражением
е0 = £0ехр (—/40.
Здесь Esn — амплитуда рассеянной волны в направлении Ks;
Vn — скорость п-й частицы; tn — момент вхождения п-й частицы
в рассеивающую область; со0 — частота падающей световой волны;
Кi и Ks — волновые векторы соответственно падающей и рас¬
сеянной световых волн; Е0 — амплитуда опорного пучка.
Выражение для электрического сигнала на выходе квадратич¬
ного фотоприемника можно записать с учетом (238) в следующем
виде:
N
N
/ = П ко + es |2 = г] ££ + 2 I Е*п |2 + 2Е0 2 Esn X
п=1 п= 1
N N \
X COS [(0д„ (/ —/„)]+ 22 2 EslEsq cos [(Ks — Ki) (V, — Vq) t + Фlq] ,
/=1 q—l )
(239)
где сод„ = V„ (Ks — K,).
Из (239) следует, что сигнал на выходе квадратичного фото¬
детектора содержит «постоянную» составляющую
Г N 1
/с= Л
Е1+ 2 I Еа
/1=1
доплеровскую составляющую
N
Iд = 2,т\Е0 Esn cos [сода (t tn)]
/1=1
и перекрестную составляющую, спектр частот которой опреде¬
ляется попарными относительными скоростями частиц в рассеи¬
вающем объеме и, следовательно, градиентами скорости.
При V/ = = V = const, что соответствует отсутствию
градиента скорости в рассеивающей области, перекрестная состав¬
ляющая сигнала обращается в нуль и выражение для доплеров¬
ского сигнала на выходе фотоприемника существенно упрощается:
Соответственно для одной рассеивающей частицы имеем
/ = г] \Е% -|- | Esn |2 2E0Esn cos [содп (t — /rt)]}. (241)
Из формул (239)—(241) и рис. 164 видно, что доплеровская
частота определяется формулой (233). При пролете через рассеи¬
вающую область частицы с постоянной скоростью спектр допле¬
ровского сигнала уширен вследствие конечных угловых размеров
падающего и рассеянного световых пучков. Согласно формуле
(233) и рис. 164, относительная инструментальная ширина спектра
доплеровского сигнала определяется формулой (при ср = const)
AvjX _ | AKS + AKt-1
ТД IKe-K/l
= Д0 ctg 0.
(242)
В схеме, приведенной на рис. 165, в, геометрия световых пучков
которой показана на рис. 164, опорный пучок проходит через
рассеивающую область и поступает в интерферометр, где сов¬
мещается с сигнальным рассеянным пучком. В этой схеме часть
опорного пучка рассеивается на частицах, что является ее осо¬
бенностью [184].
Третий вид схем с референтным лучом представлен на рис. 165, б,
а соответствующая ему геометрия световых пучков — на рис. 164.
В этой схеме в исследуемую область потока направляются два
когерентных лазерных пучка, один из которых имеет интенсив¬
ность, много меньшую интенсивности другого, и служит опорным
пучком [192]. Опорный пучок интерферирует с пространственно
совмещенным с ним рассеянным пучком в плоскости фотоприем¬
ника. Сигнал на выходе фотоприемника описывается выраже¬
нием (241) для случая пролета одной рассеивающей частицы и
выражением (239) для потока рассеивающих частиц. Достоин¬
ством данной схемы является автоматическое пространственное
совмещение интерферирующих сигнального рассеянного и опор¬
ного пучков, тогда как в схемах, приведенных на рис. 165, а, в,
этого нет и, следовательно, имеется необходимость в выходном
интерферометре для пространственного совмещения сигнального
и референтного пучков.
Особенностью оптических схем с опорным пучком является,
как это следует из (233) и (242), зависимость доплеровской ча¬
стоты от геометрии как падающего, так и сигнального рассеян¬
ного пучка.
В дифференциальной схеме [9, 212], представленной на
рис. 165, г, в исследуемую область потока направляются два
когерентных лазерных луча равной интенсивности. Рассеянный
свет собирается приемным объективом и посылается на фото¬
приемник. Геометрия световых пучков, соответствующая этой
схеме, представлена на рис. 166, а. На фотоприемник попадают
пространственно совмещенные световые лучи, рассеянные ча¬
стицей от первого и второго падающих пучков. Рассеянные п-й
частицей световые пучки, ограниченные приемной апертурой*
284
(243)
можно, согласно формуле (225) и рис. 166, а, описать следую¬
щими выражениями:
*1/1 = Еы ехр { — / [ю0 - Vn (Ks — K/i)] (/ — tn)|;
*2rc = E2n exp { / [COq \n (Ks K/2)] ^h) 1 •
Здесь Eln и E2n — амплитуда световых волн, рассеянных п-й
частицей соответственно от первого и второго падающих пучков;
Ks — волновой вектор рас- *
сеянного пучка; Кл и Кг-2 — '
волновые векторы падающих
пучков.
Электрический сигнал на
выходе фотоприемника можно
записать с учетом (236) и
(243) в следующем виде:
/ = Л I *1 п + е2п I2 =
= Л {I Е1п |2 -f- | Е2п |2 -{-
4~ 2,EitlE2n cos [о)д/2 (t ^n)]}»
(244)
где о)Д|г = V(Кл — К/г)-
Из (244) видно, что элек- 6)
трический сигнал от одной
движущейся частицы в диф¬
ференциальной схеме состоит
из «постоянной» компоненты
и доплеровской составляю¬
щей, частота которой равна
доплеровской частоте соДп.
В дифференциальной схе¬
ме доплеровская частота про¬
порциональна проекции век¬
тора скорости рассеивающего
центра на разностный вектор,
построенный на волновых
векторах падающих пучков,
и не зависит от геометрии
рассеянного пучка. Этот вы-
Ki2~Hu
AKi
Ks2-Kst Ks2
Рис. 166. Геометрия световых пучков:
а — для дифференциальной схемы, при¬
веденной на рис. 165, г\ б — для дифферен¬
циальной схемы, представленной на
рис. 165, д
вод следует из (244) и наглядно иллюстрирован рис. 166, а. Допле¬
ровские сдвиги в пространственно совмещенных рассеянных
пучках равны соответственно:
©д! = V(KS- Кл); <^ = V(KS-K,a).
Отсюда легко получается выражение для разностной доплеров¬
ской частоты (244)
СОд = СОД! — С0д2 = V (Ki2 Кц)* (245)
285
Из (244) и (245) следует, что аппаратная ширина частотного
спектра доплеровской составляющей определяется только аперту¬
рами, ограничивающими падающие пучки, и описывается выра¬
жением
Лсод = 1 2ДК11
I К/2 — К/11
(246)
Переходя от векторной формы записи (245) и (246) к скалярной,
получаем согласно рис. 166, а формулы для доплеровской частоты
и относительной аппаратной ширины спектра, совпадающие соот¬
ветственно с (233) и (234).
Для потока рассеивающих частиц выражение, описывающее
электрический сигнал на выходе фотоприемника, принимает вид
I = г|
2) Ещ ехр [— /К - (К, - Кд)) V„ (t - tn) 1 +
П=1
N
+ 2 ^2nexp [— j (ю0 — (Ks — К;2)) V„ (t — tn)\
2
— Л | ij П n |2 + | E2n |2 -J- 2ElnE2n cos [а)Д/г (t — tn)]] +
n= 1
N N
+ 2 S S EuE^cos [(Ks - Kn) vtt - (Ks - Ki2) VJ - Ф/(Я] +
1=1 m=1
+ 2 S S i ЗД* cos [(Ks — K/?) (V, -Vn)t- 4>qlJi, (247)
/=1 m=l <7=1 J
где <p/m и ф^,п — постоянные фазы; т 4= I.
Из (247) следует, что выходной сигнал в дифференциальной
схеме помимо «постоянной» и доплеровской компонент при V/ =/=
=f= Vm содержит перекрестные составляющие, частотный спектр
которых определяется полным набором попарных разностей
скоростей частиц, одновременно находящихся в рассеивающем
объеме, т. е. градиентом скорости.
Если в описанной дифференциальной схеме источник лазер¬
ного излучения и фотоприемник поменять местами, получается
так называемая инверсная дифференциальная схема. Пример
такой схемы представлен на рис. 165, д, а соответствующая ей
геометрия световых пучков — на рис. 166, б. В этой схеме в ис¬
следуемую область направляется один лазерный луч. Два про¬
странственно разделенных световых пучка, рассеянных движу¬
щимися частицами, выделяются диафрагмами и направляются-
в интерферометр, где интерферируют ца светочувствительной по¬
верхности фотоприемника,
286
Как следует из рис. 166, б, доплеровские частотные сдвиги
в 'первом и втором рассеянных пучках определяются соответст¬
венно выражениями:
®Д1 = V (Кй - К/); соД2 = V (Ks2 - К,). (248)
Электрический сигнал на выходе квадратичного фотоприем¬
ника будет иметь составляющую с разностной доплеровской ча¬
стотой
0)д = ©д, — (0Д1 = V (Ks2 - Ksi). (249)
Скалярная форма записи совпадает с (233). Отсюда следует,
что разностная доплеровская частота в дифференциальной схеме
этого типа не зависит от геометрии падающего пучка и опреде¬
ляется только геометрией рассеянных пучков. Доплеровская
частота пропорциональна проекции вектора скорости на раз¬
ностный вектор, построенный на волновых векторах выделенных
рассеянных пучков.
Выражения для тока на выходе фотоприемника имеют вид,
аналогичный (244) и (247), с заменами Ка—> Ksi> К;2—► Ks2, ДК*—*
-ДК„ AKs-AK;, Ks-K,.
Например, ток на выходе фотоприемника для случая пролета
одиночной частицы определяется выражением
/ = Л II Esl I2 + I Еа I2 + 2Es1Es2 cos [V (Ks2 - Ksl) (t - *„)]}. (250)
Из формулы (249) следует, что аппаратная ширина частотного
спектра доплеровской составляющей определяется только апер¬
турами, ограничивающими рассеянные пучки: величину ее можно
записать выражением
А сод __ 1 2AKS1
СОД I Ks2 — Ksi I
(251)
Скалярная форма записи (251) совпадает с (242). Наконец,
ток на выходе фотоприемника для потока рассеивающих частиц
можно представить в виде формулы, аналогичной (247):
/ = Г)
' N
2 [I ЕЫ I" + I Е2а I2 + 2Е1пЕ2,г COS [©д„ (t - tn)\ +
Л=1
+ 2 2 2 2 cos [(К* - К,) (V, - VJ t - %lm] +
/=1 m=1 q= 1
N N
+ 22 2
/=1 m=1
ЕиЕш cos [(Ksl - К») Vtt — (Ks2 — Кд Vm — %J,
(252)
где l Ф m.
Как и в (247), выходной сигнал кроме «постоянной» и допле¬
ровской составляющих содержит перекрестные компоненты, ча¬
стотный спектр которых определяется градиентом скорости в рас¬
сеивающем объеме.
287
Из выражений (239), (247) и (252) легко видеть, что частоты
перекрестных составляющих и «постоянной» составляющей лежат
в низкочастотной области спектра в сравнении с доплеровской
частотой. Поэтому доплеровская составляющая, несущая полез¬
ную информацию об измеряемой скорости, легко может быть
отфильтрована от низкочастотных компонент сигнала.
Работу ЛДИС можно также объяснить, исходя из модели, на
которую впервые указано в [223]. Согласно этой модели в иссле¬
дуемой области потока при пересечении двух пучков образуется
система интерференционных полос, действительных или мнимых.
Рассеивающие частицы, пересекающие область локализации интер¬
ференционной картины, модулируют в рассеянном свете изобра¬
жение интерференционных полос в плоскости фотоприемника.
Как известно, ширина интерференционной полосы определяется
формулой
№ = ty(2sine), (253)
где 20 — угол между нормалями к волновым фронтам интерфе¬
рирующих пучков.
Свет, рассеянный частицей, движущейся в поле интерференции
со скоростью v, оказывается промодулированным по интенсивно¬
сти. Частота модуляции, очевидно, равна обратной величине вре¬
мени пересечения частицей одной интерференционной полосы. Учи¬
тывая выражение (253), получаем
= v cos cp/W = (2v/X) sin 0 cos ср, (254)
что совпадает с формулой для доплеровской частоты (233).
Так как размер поля интерференции конечен, то спектр доп¬
леровских частот уширяется. Оценим это уширение спектра в ин¬
терференционной модели при постоянной скорости рассеивающей
частицы. Если размер поля интерференции б, то частица про¬
ходит его за время
2 Т = 8/(v cos ф). (255)
Представив доплеровскую составляющую сигнала в виде:
/ = /0 cos СОд/, /0 ==
/0, — Т < t
О, — Г>/>Г
и сделав Фурье-преобразование, получим
/(со)
/о
т
-±r J COS ((Од/) cos (со/) dt =
—т
sin (со + сод) Т
(со + сод) Г
sin (со — сод) Т
(со — сод) Т
Отсюда для разностной составляющей амплитудного доплеровского
спектра ширина спектра может быть определена частотным интер¬
валом между первыми нулями функции [sin (со — сод)Г]/[(со—
-сод)Л:
Д Vд = 2v cos ф/б.
288
(256)
В [190] показано, что уширение спектра за счет конечного
размера поля интерференции эквивалентно уширению спектра
за счет неопределенности направлений волновых векторов свето¬
вых пучков. Следовательно, ЛДИС формирует в исследуемой об¬
ласти движущейся среды интерференционное поле световых пуч¬
ков. Изображение этого интерференционного поля в рассеянном
движущимися частицами свете переносится на фотоприемник.
Пространственное распределение светового поля в рассеивающем
объеме преобразуется во временное распределение электрического
Рис. 167. Обобщенная схема с опорным пучком.
Соотношение интенсивностей входных пучков выбрано
удовлетворяющим условию автокомпенсадии постоянной со¬
ставляющей
сигнала, частота которого оказывается пропорциональной ско¬
рости рассеивающих частиц и равна разности доплеровских
частот в рассеянных пучках.
На рис. 167 и 168 [72, 246] приведены обобщенные схемы
ЛДИС, иллюстрирующие описанный выше принцип действия.
На фотографиях показаны реальные сигналы, полученные от
частицы при пролете в различных сечениях интерференционного
поля в схеме с опорным пучком (рис. 167) и в дифференциальной
схеме (рис. 168). На этих рисунках 2а — ширина входных пучков;
Ф — фотоприемник. Следует отметить, что интерференционное
поле однозначно определяется пространственной разностью фаз
интерферирующих пучков, которая преобразуется во временную
разность фаз движением рассеивающей частицы. Преобразование
амплитудно-фазового поля в поле интенсивности осуществляется
квадратичным фотоприемником.
Рассеивающий объем, по которому усредняется результат
измерения доплеровской частоты, определяет пространственное
разрешение ЛДИС. Пространственное разрешение ограничивается
10 Крылов К. И. и др. 289
областью пересечения зондирующих когерентных пучков, интен¬
сивность в которой отсчитывается от определенного уровня,
определяемого пороговой чувствительностью электронной си¬
стемы обработки доплеровского сигнала. Как известно [216],
для гауссовых пучков поверхность, ограничивающая рассеива¬
ющий объем, которому соответствует результат измерения по
заданному пороговому v' уровню доплеровской составляющей
сигнала, является эллипсоидом:
X2 + у2 + e2z2 = v'/{k2o2), (257)
где о — гауссов параметр интерферирующих пучков.
Если перед фотоприемником установлена полевая диафрагма,
пространственное разрешение определяется проекцией этой диа¬
фрагмы в рассеивающем объеме.
В лазерных доплеровских измерителях скорости электриче¬
ский сигнал на выходе фотоприемника содержит помимо допле¬
ровской составляющей помехи, существенно затрудняющие по¬
следующую обработку. К ним относятся амплитудный шум лазер¬
ного излучения, модуляционные шумы, возникающие от пересе¬
чения падающих и рассеянных световых пучков движущимися
рассеивающимися центрами, а также низкочастотная составля¬
ющая сигнала, которая соответствует «постоянной» компоненте
распределения интенсивности интерференционного поля на свето¬
чувствительной поверхности фотоприемника.
Уровень аддитивной составляющей сигнала и шумов может
быть сильно снижен в оптических компенсационных схемах
ЛДИС, впервые предложенных в [25, 158, 172]. В этих схемах
в падающие пучки вводятся фазосдвигающие элементы, а при¬
емная часть содержит поляризационную призму — расщепитель
сигнального пучка и два фотоприемника, выходы которых под¬
ключены к блоку измерения доплеровской частоты через диф¬
ференциальный усилитель.
290
Основные типы оптических компенсационных схем упрощенно
показаны на рис. 169. Схемы включают в себя последовательно
расположенные лазер, расщепитель светового пучка, фазосдви¬
гающий элемент Q, направляющий объектив, приемный объектив,
0——1 -
Рис. 169. Оптические компенсационные схемы
ЛДИС: а—в — схемы с опорным пучком; г, д —
дифференциальные схемы, работающие на рассея¬
нии вперед; е — дифференциальная схема, работа¬
ющая на обратном рассеянии; ж — инверсная диф¬
ференциальная схема;
Ф1» Ф» — фотоприемники; У — дифференциальный уси¬
литель; Q — фазосдвигающий элемент; Р — поляри¬
зационная призма
анализирующую поляризационную призму Р, два фотоприем¬
ника (Ф1у Ф2) и дифференциальный усилитель У.
В этих схемах расщепленные световые пучки направляются
в исследуемую область движущейся среды. Результирующее
световое поле можно представить как суперпозицию двух орто¬
гонально-поляризованных и пространственно совмещенных интер¬
ференционных полей, полосы в которых параллельны и имеют
фазовый сдвиг 6, определяемый фазосдвигающим элементом Q,
10*
291
а огибающие полосы синфазны. Частицы, находящиеся в потоке
и проходящие через область локализации интерференционного
поля, перерассеивают его. Изображение зондирующего поля
в ортогонально-поляризованных рассеянных пучках формируется
на светочувствительных поверхностях фотоприемников Фг и Ф2.
Пространственно-фазовое распределение интенсивности в зонди¬
рующем интерференционном поле преобразуется движущейся
рассеивающей частицей в фазово-временное распределение элек¬
трического сигнала на выходе каждого фотоприемника. Рассеян¬
ный частицей свет промодулирован по интенсивности с частотой,
обратно пропорциональной времени пересечения частицей одной
интерференционной полосы. Частота модуляции равна доплеров¬
ской частоте. Измеряя доплеровскую частоту, можно однозначно
определить соответствующую проекцию скорости. Результиру¬
ющий ток на выходе дифференциального усилителя У опреде¬
ляется как разность выходных сигналов фотоприемников Фх и Ф2.
Уровень аддитивной составляющей сигнала и шумов на выходе
дифференциального усилителя при определенным образом выбран¬
ных фазовых (Q) и поляризационных (Р) элементах оказывается
значительно сниженным.
Например, если фазовый сдвиг, вносимый фазовым элемен¬
том Q, равен б, то сигналы на выходах фотоприемников в диф¬
ференциальной схеме, показанной на рис. 169, г, можно описать
выражениями:
h = г] [Eh + Е\2 + 2EsiES2 соэсод^};
h = Л (£!i + Eh + 2EsiEs2 cos (о)д* + 6)}.
Отсюда получаем для результирующего сигнала на выходе диф¬
ференциального усилителя
/ = /х — /2 = 2т}Es1Es2 {cos сод/ — cos (сод/ + 8)} =
= 2r\EslE& [2 (1 - cos 8)]V2 sin (сод< + ф), (259)
где ф = arctg [(1 — cos 6)/sin б].
Видно, что для фазового элемента, выполненного в виде чет¬
вертьволновой фазовой пластинки (б = я/2),
/ = 21/2 v\Es1Es2 sin (содt -f- я/4). (260)
Соответственно для фазового элемента, выполненного в виде
полуволновой фазовой пластинки (б = я),
I = 4rj EsiES2 cos © д^- (261)
Комбинация расщепителя лазерного луча и полуволнового
фазового элемента, показанная на рис. 169, а, г, может быть за¬
менена поляризационной призмой (см. схемы на рис. 169, б, д, ё).
В этом случае азимут поляризационной призмы-анализатора
292
должен отличаться от азимута поляризационной призмы-расще¬
пителя на угол я/4. В качестве поляризационных призм могут
быть применены призмы Волластона или Ротона.
На рис. 170 приведена векторная поляризационная схема,
соответствующая условию полного подавления аддитивной со¬
ставляющей сигнала при полуволно¬
вом фазовом сдвиге (б = я). Здесь
оси х и у совпадают с направлениями
векторов поляризации расщепленных
пучков на выходе призмы-анализа¬
тора Ег = Esl, Е2= Es2. Легко видеть,
что проекции векторов Ех и Е2 на
ось х (Е1х и Е2х) параллельны, а
проекции на ось у (Е1у и Е2у) имеют
противоположные направления. Сле¬
довательно, поля расщепленных пуч¬
ков на выходе призмы-анализатора
можно представить как
Рис. 170. Векторная поляриза¬
ционная схема, соответствующая
условию полного подавления
аддитивной составляющей си¬
гнала
Ех — Е1х -(- Et
2jc>
Ey Е^у E2y.
Соответственно электрические сигналы на выходе фотоприем¬
ников Фг и Ф2 (см. рис. 169) при Е1х = Е1у = £У1/*2; Е2х =
= Е2у = EjYz будут иметь вид:
Л = ц\Е\х + Е2х |2 = (1/2) г\ [Е\ -f- £l + 2£i£2cos<Dfl/];
12= ч\\Е1у+ Е2у |2 = (1/2) ц [Е\ + Е\ — 2Е\Е2cos сод/].
Отсюда следует выражение для результирующего сигнала на
выходе дифференциального усилителя:
/ = /х — /2 = 2т]Е±Е2 cos сод/. (262)
Это выражение совпадает с (261) с учетом Ег = l/*2£sl; Е2 =
= |/*2Es2. В схемах с опорным пучком (см. рис. 169, а—в) Ех =
= Е2.
Если в схемах, показанных на рис. 169, б, д, после призмы-
расщепителя или перед призмой-анализатором поместить четверть¬
волновую фазовую пластинку Q, эффект подавления аддитивной
составляющей сигнала перестает зависеть от азимута призмы-
анализатора. Это происходит в силу преобразования линейных
ортогонально-поляризованных пучков в ортогональные цирку¬
лярно-поляризованные пучки. В схеме на рис. 169, е [26], рабо¬
тающей на обратном рассеянии, функции расщепителя и анали¬
затора совмещены в одной призме. Поляризационная развязка
приемной и формирующей частей в дифференциальных схемах
позволяет легко осуществить последовательно измерение двух
ортогональных проекций скорости. Переход от измерения одной
293
проекции скорости к другой получается поворотом поляризацион¬
ной призмы-расщепителя на угол я/2. Эта возможность состав¬
ляет большое преимущество дифференциальных схем, приве¬
денных на рис. 169, д. В оптических компенсационных схемах,
как показано в [158], осуществляется подавление не только
«постоянной» составляющей сигнала и аддитивных шумов, но
и перекрестных компонент.
Оптические компенсационные схемы можно осуществить и без
введения фазовых пластинок. Особенно просто это удается в схе¬
мах ЛДИС с интерферометром в приемной части. Примером могут
служить оптическая схема с опорным пучком, показанная на
рис. 169, в, и инверсная дифференциальная схема, представленная
на рис. 169, ж. В первой из них противофазность доплеровских
составляющих создается за счет сдвига фазы на я в сигнальном
рассеянном пучке на передней грани рекомбинационной плоско¬
параллельной пластинки интерферометра. Во второй схеме по¬
ворот фазы одного из интерферирующих рассеянных пучков
получается при делении на задней грани призмы Дове в интер¬
ферометре. В обоих случаях получение фазового сдвига эквива¬
лентно введению фазовой полуволновой пластинки в один из
интегрирующих пучков. К достоинствам этих оптических ком¬
пенсационных схем следует отнести слабое влияние эффекта
деполяризации рассеянных пучков на компенсацию. Полного
устранения влияния деполяризации можно достигнуть, поместив
поляроид на входе интерферометра.
Среди оптических схем ЛДИС, позволяющих измерить одну
компоненту скорости, следует выделить несколько отличающихся
чрезвычайной простотой и легкостью в юстировке. Эти схемы
стилизованно показаны на рис. 165 [245]. В схемах с интерферо¬
метром на входе (см. рис. 165, б, г) плоскопараллельная стеклян¬
ная пластинка используется в качестве расщепителя входного
луча на два параллельных пучка. Пластинка без отражающих
покрытий на рабочих гранях служит расщепителем в схемах
с опорным пучком. Пластинка с покрытиями, выравнивающими
интенсивность расщепленных пучков, используется в дифферен¬
циальной схеме. Те же пластинки могут в качестве рекомбина¬
ционных применяться в оптических схемах ЛДИС с интерферо¬
метром на выходе (см. рис. 165, в, д). Схемы с плоскопараллель¬
ной пластинкой могут успешно использоваться в практических
измерениях. Они содержат минимум оптических деталей, просты
и надежны в работе и, кроме того, имеют малую чувствительность
к вибрациям, так как интерферирующие пучки проходят через
одни и те же оптические элементы, а расстояние между расщеп¬
ленными пучками практически не зависит от малых колебаний
угла поворота пластинки (±3°) при угле падения 50°.
Показанные на рис. 169 оптические компенсационные схемы
позволяют существенно уменьшить в выходном сигнале уровень
аддитивной составляющей и лазерных шумов. Каждая из этих
294
схем может успешно использоваться в практических измерениях
скорости. Выбор той или иной схемы обусловлен характером по¬
ставленной экспериментальной задачи [46, 123, 124, 150, 152,
155, 160, 173, 175, 185, 230, 243].
На рис. 171 приведена универсальная оптическая схема
ЛДИС, позволяющая измерять скорость по доплеровскому
сдвигу как в прямом, так и в обратном рассеянном свете. Устрой¬
ство скомбинировано из двух схем, упрощенно показанных на
рис. 169, д, е. Схема скомпонована в виде U-образного устрой-
Рис. 171. Универсальная оптическая схема ЛДИС
ства. В фокусирующем плече расположена оптическая схема
типа представленной на рис. 169, в, а в приемном — типа пока¬
занной на рис. 169, д. Фотоприемники совмещены.
Схема содержит последовательно расположенные объектив 1,
зеркало 2, поляризационную призму Волластона 3, направля¬
ющий объектив 4, зеркало 5, фокусирующий объектив 6, прием¬
ный объектив 7, зеркало 8, микроскоп 9, приемную поляриза¬
ционную призму 10 с установленной передней полевой диафраг¬
мой 11, зеркало 12, поворотное зеркало 13, два фотоприемника 14,
15 и дифференциальный усилитель 16. Между объективом 4 и
зеркалом 5 помещена диафрагма, ограничивающая рассеянный
на частице в обратном направлении свет. Перед диафрагмой рас¬
положена четвертьволновая пластинка 18 с азимутом 45° отно¬
сительно соответствующих ортогональных плоскостей поляри¬
зации расщепленных пучков. Между зеркалом 8 и микроскопом 9
помещена полевая диафрагма с экраном, ограничивающим прямые
проходящие пучки. Положение зеркала 13 на рисунке соответ¬
ствует работе схемы на рассеянии вперед. Для получения режима
работы схемы на рассеянии назад необходимо повернуть зеркало
на 90°, а блок фотоприемников на 45°.
Схема может осуществлять последовательно измерение двух
ортогональных компонент скорости. Для измерения второй орто¬
295
тональной компоненты скорости на рассеянии вперед достаточно
повернуть призму-расщепитель на 90°. В схеме, работающей
на обратном рассеянии, необходимо привести в соответствующее
положение поворотное зеркало 13 и блок фотоприемников. Устрой¬
ство конструктивно размещено на трехкоординатном столике
с микроскопическим ходом и имеет оптическую развязку, позво¬
ляющую работать с любым стационарно установленным лазером.
Эта схема применима в лазерном доплеровском измерителе
скорости. Система позволяет производить измерения средней
скорости в пределах 10~4—50 м/с с точностью 0,1% и пульсации
скорости в полосе частот 1 кГц с точностью 3% [72].
Рис. 172. Комбинированная оптическая схема ЛДИС фирмы
«Броун Бовери»
Датской фирмой DISA выпущен коммерческий образец ЛДИС
МАРК-1 [169]. Оптическая схема комбинированная, с призмен¬
ным расщепителем. Она может работать в режиме с опорным пуч¬
ком в дифференциальном режиме на прямом и обратном рассея¬
ниях. Диапазон измеряемой скорости 3 мм/с—30 м/с, точность
измерения 1% от максимальной частоты рабочего диапазона.
Блок обработки имеет семь рабочих частотных диапазонов; из
них нижний — 2,25—15 кГц, верхний—2,25—15 МГц.
Фирма «Броун Бовери» (GOERZ) (Швейцария) выпустила
ЛДИС [210], комбинированная оптическая схема которого может
работать в режиме с опорным пучком (рис. 172, а, б) и в диффе¬
ренциальном режиме (рис. 172, в, г). Технические данные изме¬
рительного устройства примерно такие же, как и у прибора
МАРК-1.
Наряду с измерением скорости часто представляет большой
интерес определение ее направления. Один из способов определе¬
ния знака скорости заключается в несимметричной деформации
огибающей доплеровского сигнала путем применения соответ¬
ствующих амплитудных фильтров приемной части оптического
устройства, либо формирования в рассеивающем объеме интер¬
ференционного поля с несимметричным распределением интен¬
сивности в направлении измеряемой компоненты скорости. Смена
296
знака скорости соответствует перестановке переднего и заднего
фронтов доплеровского импульса. Положение метки легко опре¬
деляется простой схемой совпадения в блоке электронной обра¬
ботки и может служить индикатором знака скорости [72].
Следует, однако, отметить, что при больших концентрациях
рассеивающих частиц вследствие переналожения сигналов этот
способ оказывается недостаточно надежным. Другой способ за¬
ключается в определении фазочувствительным устройством знака
разности фаз доплеровских сигналов с выходов фотоприемников
в оптических компенсационных схемах (см. рис. 169) со сдвигом
фазы доплеровской составляющей на я/2 [172].
Наиболее перспективными для определения значения и на¬
правления скорости являются двухчастотные доплеровские устрой¬
ства. В этих схемах частоты световых пучков, формирующих
в исследуемой области интерференционную решетку, различаются
на известную величину. В результате образуется интерференцион¬
ное иоле с бегущими полосами. Скорость движения полос про¬
порциональна разности частот интерферирующих пучков и опре¬
деляется выражением, подобным (234):
V0 = Qo/y. (263)
В системе координат, связанной с интерференционной полосой
(или, что то же самое, с точкой, в которой разность фаз интерфе¬
рирующих пучков постоянна), скорость частицы равна
v = V0 ± vxt (264)
где знак плюс или минус выбирается соответственно для проти¬
воположного и однонаправленного движений частицы и полосы.
Поэтому результирующий частотный сдвиг, согласно выраже¬
ниям (233), (254) и с учетом (264), равен
Асо = yv = 2пу (У0 ± vx) = £20 ± сод. (265)
Доплеровская составляющая на выходе фотоприемника имеет
частоту, определяемую формулой (265). Из этой формулы видно,
что нулевой скорости соответствует частота доплеровской со¬
ставляющей, равная £20. Смене знака скорости соответствует изме¬
нение частоты относительно величины £20. Огибающая сигнала
при переносе спектра на £20 не изменяется. В спектральном пред¬
ставлении это означает, что абсолютная ширина доплеровского
спектра не изменяется.
Возможность переноса доплеровского спектра и простота
фильтрации аддитивной составляющей сигнала особенно важны
в случаях, когда одновременно измеряются две ортогональные,
сильно отличающиеся по величине компоненты скорости. Такая
ситуация представлена на рис. 173, где изображено сечение рас¬
сеивающего объема в исследуемой области потока для одноча¬
стотной (£2о = 0) дифференциальной схемы. Интерференционное
297
Рис. 173. Сечение рас¬
сеивающего объема для
одночастотной диффе¬
ренциальной схемы
поле ориентировано на измерение компонент х и у вектора ско¬
рости. Так как ширина спектра аддитивной и доплеровской
составляющих определяется временем пролета рассеивающей
частицы через область локализации интерференционного поля
%1 = 8/vXty, а разнос спектров — временем пересечения одной
интерференционной полосы т2 = WlvXt у, то при vy vx для
vy эти спектры перекрываются и обработка сигнала становится
затруднительной. Переход к двухчастотной схеме позволяет
сформулировать интерференционное поле с полосами, бегущими
в направлении vx и vy со скоростью, пропорциональной частоте
смещения Й0. При этом спектры доплеров¬
ской и аддитивной составляющих оказыва¬
ются разнесенными на частоту £20 + 1/т2.
Выбором необходимой величины vy и vx мо-
vv жно устранить перекрытие спектров и затем
легко осуществить фильтрацию доплеров¬
ской соста в л я ющей.
Смещение частоты Й0 в световом пучке
может быть осуществлено применением двух¬
частотного лазера [53] или однополосного
частотного оптического модулятора. Частот¬
ные модуляторы могут быть выполнены
на акустооптических ячейках с дифракцией
Брэгга или Рамана—Натовского на бегущих ультразвуковых
волнах [100, 174]. В результате дифракции на бегущей ультра¬
звуковой волне в дифракционных порядках имеет место допле¬
ровский сдвиг частоты, пропорциональный скорости движения
волны. Обычно в ЛДИС акустооптические ячейки совмещают
функции лучевого расщепителя и однополосного частотного мо¬
дулятора. Однако возбуждение бегущей ультразвуковой волны
в акустооптической ячейке осуществляется в узкой полосе частот.
Это ограничение связано с резонансными свойствами возбудителя
и геометрией активной среды. Резонансные свойства ограничивают
возможность перестройки частоты в акустооптическом модуляторе.
Для многих ЛДИС более удобен электрооптический частотный
модулятор с вращающимся электрическим полем [100, 171].
Такой модулятор может быть выполнен на кристаллах, облада¬
ющих двойным поперечным эффектом Поккельса и вырезанных
поперек оптической оси третьего порядка. Вращающееся электри¬
ческое поле возбуждается в плоскости, перпендикулярной опти¬
ческой оси, двумя парами электродов, попарно ориентированными
в ортогональных плоскостях. На каждую пару электродов соот¬
ветственно подаются ортогональные по фазе электрические сиг¬
налы. Такой электрический модулятор эквивалентен фазовой
пластинке, вращающейся с угловой скоростью, равной половине
частоты возбуждающего электрического сигнала.
Примером двухчастотного устройства может служить доп¬
леровский измеритель перемещений ДИП-2 [50]. Устройство
298
(рис. 174) содержит интерферометр с двухчастотным лазером 1У
фотоэлектронный блок стабилизации частот излучения лазера 2У
фотоприемники 3 и 4, измерительный электронный блок 5. Лазер,
примененный в интерферометре, одномодовый, с внутренними
зеркалами. Для получения устойчивого двухчастотного режима
и стабилизации частот излучения используется эффект Зеемана.
Разделение частот осуществляется по ортогональным поляриза¬
циям зеемановских компонент поляризационной призмой. Интер¬
ферометр с лазером устанавливается на неподвижном основании.
Выносной отражатель 6, выполненный в виде триппельшпигеля,
устанавливается на под¬
вижном объекте, скорость
которого необходимо изме¬
рить. Аналогичный отра¬
жатель 7 установлен в
опорном плече интерферо¬
метра.
На нагрузке фотопри¬
емника 3, установленного
на выходе опорного интер¬
ферометра, выделяется электрический сигнал, частота которого
равна разности между частотами ортогонально поляризованных
зеемановских компонент в излучении лазера. На нагрузке фото¬
приемника 4, установленного на выходе измерительного интер¬
ферометра, выделяется электрический сигнал, частота которого
равна £}0 ± а)д, где сод — доплеровская частота, пропорцио¬
нальная скорости движения подвижного отражателя 6:
сод = 2kv, (266)
так как 20 = 180°.
Измерительный электронный блок 5 определяет разность
частот электрических сигналов на выходах измерительного и опор¬
ного интерферометров:
А со = (Q0 + сод) — £20 = ± сод.
Отсюда определяется измеряемая скорость:
v = ± а>д/(2я). (267)
Пределы измерения скорости описанного прибора v = 0 ±
±0,3 м/с. Погрешность измерения скорости 5 -10_6 м/с. Одно¬
временно прибор может измерять перемещения в пределах L =
= 0 ± 40 м с точностью 10“7—10"э м за время усреднения 32 мкс.
Аналогичный принцип действия и близкие параметры имеет
прибор фирмы «Хьюллет—Паккард» [153]. Приборы такого типа
могут быть использованы в прецизионных координатно-измери¬
тельных машинах и станках, инструментальных и универсальных
микроскопах и устройствах, где требуется точное определение
скорости и величины перемещения.
5
/f—{Л ф и -
vc±-i?H!
*
[>
6
Рис. 174. Схема прибота ДИП-2
299
Пример двухчастотной схемы с а кустооптическим модулятором,
предназначенной для измерения одной компоненты скорости,
показа I на рис. 175 [72]. Устройство содержит последовательно
расположенные лазер 1, объектив 2, а кустооптическую ячейку 3,
фокусирующий объектив 4, приемный объектив 5, апертурную
диафрагму 6, фотоприемник (фотодиод) 7, к которому подключены
последовательно фильтр 8 и смеситель 9, к другому входу которого
подсоединен генератор 10, питающий акустооптическую ячейку 3.
Сигнал с выхода смесителя поступает на измеритель доплеров¬
ской частоты 11. Луч лазера 1 после прохождения объектива 2
попадает на брэгговскую акустоопти¬
ческую ячейку 3, где в результате
дифракции на бегущей волне расще¬
пляется на два пучка. Угол между рас¬
щепленными пучками удовлетворяет
известному условию брэгговской ди¬
фракции [100]
sinp = ty(2A)f (268)
где Л — длина ультразвуковой волны.
Частотный сдвиг между расщеплен¬
ными пучками равен частоте ультра¬
звуковой волны. Расщепленные пучки объективом 4 направля¬
ются ;_в исследуемую область потока, где с помощью входного
объектива 2 формируется интерференционное поле с бегущими
полосами.
Изображение интерференционной решетки в свете, рассеян¬
ном на движущихся в потоке частицах, формируется приемным
объективом 5 на фотоприемнике 7. Доплеровская составляющая
сигнала выделяется фильтром 8 и направляется в смеситель 9,
куда поступает сигнал с генератора 10, выполняющего роль
гетеродина. Частота сигнала на выходе смесителя определяется
измерителем доплеровской частоты.
Одновременное fизмерение двух ортогональных компонент
вектора скорости можно, очевидно, осуществить двухканальной
оптической схемой ЛДИС, представляющей собой комбинацию
двух одноканальных схем, световые пучки в которых ориенти¬
рованы в ортогональных плоскостях. Принципы построения
и примеры схем для измерения вектора скорости описаны в [72,
146, 157, 159, 161, 182, 207, 220].
На рис. 176 показана одна из рабочих двухчастотных схем
ЛДИС, предназначенная для одновременного определения зна¬
чения и направления трех ортогональных компонент вектора
скорости. Устройство содержит последовательно расположенные
лазер У, объектив 2, двухкоординатный акустооптический моду¬
лятор 3, экран 4 с диафрагмами, направляющий объектив 5,
формирующий объектив 3, приемный объектив 7, фотоприемники 8
и 9. Между ^объективами 5 и 6 расположена интерферометр иче-
Рис. 175. Двухчастотная
схема с акустооптическим
модулятором
300
ская схема типа интерферометра Майкельсона, содержащая
зеркало 10, полупрозрачную рекомбинационную пластину 11
и фотоприемник 12.
В а кустооптическом модуляторе 3 возбуждаются две бегущие
в ортогональных направлениях ультразвуковые волны. Пере¬
тяжка лазерного пучка проектируется объективом 2 в акусто-
оптический модулятор, в область пересечения бегущих, ортого¬
нально направленных ультразвуковых волн. Вследствие дифрак¬
ции Рамана—Натовского на выходе модулятора образуются
четыре дифрагированных в один порядок световых пучка, попарно
Рис. 176. Двухчастотная схема ЛДИС, предназначенная для
одновременного определения значения и направления трех
ортогональных компонент вектора скорости
проходящих в ортогональных плоскостях и распространяющихся
под одинаковым углом [3 к пучку нулевого порядка. Величина
угла 2|3 удовлетворяет условию [45]
sin 2р = Х/А. (269)
Частоты дифрагированных пучков отличаются от частоты пучка
нулевого порядка на частоту модуляции (или, что то же самое,,
на частоту ультразвуковой волны): со = со0 =tz Q.
Главная оптическая ось объектива 5 совпадает с направлением
светового пучка нулевого порядка, а точка расщепления дифра¬
гированных пучков расположена в переднем фокусе. Поэтому
на выходе объектива 5 дифрагированные световые пучки парал¬
лельны. Объектив 6 установлен так, что его главная оптическая
ось равноотстоит от входных световых пучков нулевого, первого
и второго порядков. Расщепленные пучки направляются в дви¬
жущуюся среду, где пересекаются в исследуемой области. Дифра¬
гированные световые пучки первого и второго порядков выпол¬
301
няют роль опорных. На фотоприемники 8 и 9 с полевыми диафраг¬
мами на входах попадают рассеянные световые пучки с волно¬
выми векторами Ksi и Ks2, пространственно совмещенные с соот¬
ветствующими опорными пучками. Рассеянный движущейся ча¬
стицей световой пучок с волновым вектором Ksi имеет доплеров¬
ский частотный сдвиг, определяемый формулой (233)
^i = V(Ksl-K,). (270)
Соответственно доплеровский сдвиг в световом пучке с волновым
вектором KS2 равен
®да = V(Krt — Kf). (271)
Из геометрии световых пучков на рис. 176 легко видеть, что
разностные волновые векторы Ksi — Кi и KS2 — К* ортогональны
друг к другу. Следовательно, их можно представить в виде орто¬
гональных координатных осей ох и оу, а доплеровские сдвиги
в рассеянных световых пучках будут пропорциональны соответ¬
ствующим проекциям скорости:
соД1 = <о, = У,|К51-М; (272)
соД2 = о), = 1у|К53-К,!. (273)
Отсюда частоты доплеровских составляющих сигналов с выходов
фотоприемников 8 и 9 линейно связаны с соответствующими орто¬
гональными проекциями скорости Vx и Vy.
Для определения z-проекции вектора скорости выделяют
рассеянный пучок с волновым вектором К5з в направлении, зер¬
кально симметричном относительно оптической оси направлению
падающего пучка. Легко видеть, что разностный вектор К5з—Не¬
параллелен оптической оси и соответственно ортогонален разност¬
ным векторам Ksi—К* и Ks2—К/. Поэтому его можно представить
как направление координатной оси г. Доплеровский сдвиг в рас¬
сеянном пучке с волновым вектором К5з пропорционален z-проек-
ции вектора скорости:
содз = со2 = V(Ks3 - к,) = Vz I Ks3 —К, |. (274)
Для выделения доплеровского сдвига coz используется интерферо¬
метр Майкельсона, образованный зеркалами 10 и 11. В качестве
опорного используется ранее не задействованный, дифрагиро¬
ванный в а кустооптическом модуляторе световой пучок третьего
порядка. Частота доплеровской составляющей сигнала на выходе
фотоприемника 12 линейно связана с z-проекцией вектора скорости.
Сигналы с выхода фотоприемника каждого измерительного
канала поступают в электронные блоки измерения доплеровской
частоты. Такие электронные устройства обычно представляют
собой системы с фазовым или частотным слежением за входным
302
сигналом [72] и включают в себя частотный детектор. Электрон¬
ные устройства имеют выход аналогового сигнала, пропорцио¬
нального измеряемой скорости в заданной полосе частот, и циф¬
ровой отсчет средней скорости за необходимое время усреднения.
Простейшей системой электронной обработки, позволяющей су¬
дить о средней скорости и статистических характеристиках иссле¬
дуемого процесса по спектру узкополосного сигнала [124], яв¬
ляется анализатор спектра, подключенный непосредственно либо
через широкополосный усилитель к фотоприемнику.
Лазерные* доплеровские измерители скорости находят все
более широкое применение в научном эксперименте. В качестве
примера можно привести исследование гидродинамики однофазных
и двухфазных турбулентных потоков [222]. В машиностроении
доплеровские измерители скорости могут успешно использоваться,
например, для управления координатно-расточными станками,
для калибровки клапанных устройств [252]. Несомненно, что
со временем сфера применения этих приборов намного увеличится.
ГЛАВА VI
ПРОМЫШЛЕННЫЕ ЛАЗЕРНЫЕ
УСТАНОВКИ И ОБЛАСТИ
ИХ ПРИМЕНЕНИЯ
35. СОСТОЯНИЕ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА
ЛАЗЕРНЫХ ТЕХНОЛОГИЧЕСКИХ УСТАНОВОК
Известно, что возможности и технические характеристики
создаваемой лазерной установки определяются решаемой задачей
и состоянием техники на данный момент времени. Наличие боль¬
шого количества различных типов лазеров и имеющегося опыта
позволяет создавать установки для решения самых различных
задач в областях технологии, связи, навигации, строительства,
медицины, экспериментального исследования и т. д. Как правило,
создание лазерной установки происходит параллельно с разра¬
боткой конструкции лазера. Первые технологические установки
типа СУ-1 и К-3 были выпущены в СССР еще в 1964 г. и в течение
многих лет в качестве эксперимента эксплуатировались в произ¬
водственных условиях, выполняя операции сверления отверстий,
сварки материалов, подгонки номиналов сопротивления и др.
Накопленный опыт работы на установках СУ-1 и К-3 позволил
создать новые лазерные установки с более совершенными выход¬
ными параметрами, предназначенные для решения различных
задач. Появились установки К-ЗМ, Квант-3, УЛ-20М и др.,
которые не только успешно эксплуатировались на промышленных
предприятиях, но и экспонировались на различных выставках
внутри и за пределами нашей страны. Некоторые установки за¬
патентованы в Англии, Франции и Италии.
В настоящее время с учетом современных достижений и опыта
разработаны и выпускаются отечественной промышленностью
высокопроизводительные лазерные установки серий «Квант» и
«Кристалл», установки «Корунд», СЛС-10-1, «Катунь» и др.,
а на их базе создан ряд модификаций, выполняющих самые раз¬
личные операции. Имеется также множество различных лазерных
установок, изготовляемых небольшими партиями и решающих
конкретные задачи в областях технологии, навигации, связи,
медицины, строительства, измерения расстояния и скорости и т. д.
Не претендуя на полный охват существующих в настоящее
время лазерных установок, приведем технические характеристики
и назначение известных нам установок с целью ознакомления
читателей с их возможностями при решении конкретных задач.
Представляется также целесообразным выделить в отдельные
группы установки с использованием твердотельных, газовых
и полупроводниковых лазеров.
304
36. УСТАНОВКИ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОТЕЛЬНЫХ
ЛАЗЕРОВ
«Квант-9». Установка предназначена для сверления отвер¬
стий в любых материалах, особенно эффективно ее применение
при сверлении черновых отверстий в алмазных волокнах. Про¬
изводительность установки при сверлении алмазов лучом лазера
в^ 20 раз выше, чем при других электрофизических методах, и
в 200 раз превышает производительность механического сверления.
Сверление отверстий можно производить одноимпульсным и мно¬
гоимпульсным методами. Диаметр отверстия при обработке одним
импульсом может составлять 0,005—0,4 мм, а глубина до 1 мм;
при многоимпульсной обработке — диаметр до 0,8 мм, а глубина
до 3 мм.
В установке используется импульсный лазер на стекле с не¬
одимом, позволяющий получать импульсы излучения с макси¬
мальной энергией 10 Дж, обходясь при этом одной импульсной
лампой со сроком службы более 100 000 вспышек. Установка
позволяет работать при автоматическом управлении с частотой
1 Гц. Имеется также ручное управление. Длительность импульса
излучения составляет 0,2—0,75 мс и изменяется в этих пределах
в зависимости от энергии излучения.
Оптическая система установки позволяет наблюдать обраба¬
тываемую заготовку при 60-кратном увеличении в двух проек¬
циях — сверху и сбоку. Изображения этих проекций совмещены
в одном поле зрения, что позволяет контролировать размеры
и форму отверстия в прозрачных материалах.
В комплект установки входят: технологический стол с лазером
и оптической системой, блок питания и система охлаждения
лазера дистиллированной водой. Потребляемая мощность уста¬
новки 2,0 кВт, питание 220/380 В, 50 Гц. Габаритные размеры
1150x700x1200 мм. Масса 200 кг.
«Квант-9М». От «Квант-9» эта установка отличается тем, что
позволяет получать диаметр отверстий до 2,0 мм. Длительность
излучаемого импульса составляет 0,5 мс, а частота следования
импульсов в автоматическом режиме может изменяться от 6 до
180 имп/мин.
«Квант-10». Установка применяется для сварки деталей из
различных материалов в производстве полупроводниковых и
электровакуумных приборов, в точном приборостроении, микро¬
электронике и счетно-решающей технике бесконтактным методом
при минимальной зоне термического влияния и отсутствии дефор¬
мации свариваемых деталей.
В установке предусмотрена возможность работы в режиме
одиночных импульсов с ручным запуском и автоматическом ча¬
стотном режиме. Охлаждение ОКГ водяное. Установка снабжена
обеспыленной камерой и может производить сварку в инертном
газе. Конструкция" лазерной установки позволяет применять раз¬
305
11 Крылов К- И. и др.
личные специализированные приспособления для закрепления
обрабатываемых деталей.
Технические параметры установки позволяют получать ва¬
куумно-плотные швы при точечно-шовной сварке со скоростью
до 30 мм/мин. Применяемый в данной установке лазер имеет
следующие характеристики: активный элемент — стекло с неоди¬
мом; номинальная энергия излучения 10 Дж, режим работы
импульсный, с частотой следования 1 Гц; стабильность энергии
излучения при этом =±=5%.
Оптическая система имеет 33-кратное увеличение и позволяет
получать диаметр зоны воздействия сфокусированного излучения
400—1400 мкм. Расстояние от объектива до плоскости обработки
(рабочий отрезок) 60 мм. Питание 220/380 В, 50 Гц. Габаритные
размеры станка 1225x1040x930 мм, блока питания — 1375 X
X 540 X 540 мм. Масса соответственно 150 и 200 кг.
«Квант-11». Полуавтомат с ИАГ-лазером предназначен для
сквозной резки на дискретные элементы полупроводниковых
пластин с готовыми структурами. Скорость резания при глубине
реза 0,25 мм составляет 120 мм/мин. Максимальная глубина реза
0,4 мм при ширине дефектной зоны до 0,2 мм. Средняя мощность
излучения 20 Вт. Диаметр пятна в фокусе можно изменять от
30 до 300 мкм. Лазер работает в импульсном режиме с длитель¬
ностью импульса 0,2 мс и частотой следования до 100 Гц. Напря¬
жение питания 220/380 В, 50 Гц. Габаритные размеры станка
1500x700x1200 мм, стойки питания — 700x700x1700 мм.
Масса 50 кг.
«Квант-12». Установка с ИАГ-лазером служит для шовной
сварки металлов с минимальной деформацией свариваемых дета¬
лей и высокой локальностью нагрева. Качество сварного соеди¬
нения в процессе сварки контролируется визуально оптической
системой. Скорость сварки на установке не менее 150 мм/мин
и зависит от диаметра светового пятна, который может регули¬
роваться от 0,25 до 1 мм. Глубина проплавления до 0,3 мм. Энер¬
гия импульса излучения не менее 3 Дж при длительностях 1,5;
2,0; 2,5; 4,0 мс и частоте следования импульсов (регулируемой)
до 20 Гц.
Система охлаждения лазерной головки двухконтурная. Увели¬
чение наблюдательной оптической системы при наличии двух
сменных объективов составляет 40 и 20х. Установка может рабо¬
тать в одиночном режиме (с ручным запуском) и частотном (за¬
пуск от внутреннего генератора) с частотой следования импульсов
от 0,1 до 20 Гц. Напряжение питания 220/380 В, 50 Гц; потреб¬
ляемая мощность 6 кВт. Габаритные размеры сварочного станка
1000x950x1230 мм, блока питания — 595 X 595 X 2000 мм.
Масса соответственно 250 и 350 кг.
«Квант-16». Установка применяется для поверхностной за¬
калки штампов и прессформ из инструментальной стали, позволяя
повысить их износостойкость в 2—4 раза по сравнению с изно¬
306
состойкостью инструмента, подвергнутого обычной термообра¬
ботке. Она может использоваться также для импульсной сварки
металлов с глубиной проплавления до 0,7 мм. Производительность
термообработки 50 мм2/мин при глубине упрочненного слоя
до 0,1 мм. Диаметр зоны воздействия излучения 0,7—1,4 мм.
Режим работы установки импульсный с длительностью импульса
4—7 мс и энергией излучения 30 Дж. Максимальные размеры
обрабатываемого изделия 100x100x50 мм. Напряжение пита¬
ния 220/380 В, потребляемая мощность 12 кВт. Габаритные раз-
Рис. 177. Лазерная установка «Квант-17»
меры станка 1225x1040x950 мм, стойки питания — 1375 X
X 595x610 мм. Масса соответственно 150 и 200 кг.
«Квант-17». Специализированная двухлучевая полуавтома¬
тическая сварочная установка с лазером на ИАГ (рис. 177) пред¬
назначена для герметизации штырьковых металлостеклянных
корпусов интегральных схем с размерами сторон корпуса от 10
до 40 мм. Производительность при этом составляет до 120 корпусов
в час. Суммарная толщина свариваемых кромок 0,5—0,8 мм.
Энергия импульса излучения в каждом луче 4 Дж. Частота сле¬
дования импульсов .10 Гц. Длительность импульсов 1,5; 2,0;
2,5; 4,0 мс. Напряжение питания 220/380 В, 50 Гц. Потребляемая
мощность 12JkBt. Габаритные размеры сварочного стола 910 X
X 700 X 1080 мм, стойки питания — 595x595x2000 мм. Масса
соответственно 200 и 350 кг.
«Кристалл-6». Установка с лазером на стекле с неодимом
предназначена для сверления и фрезерования различных метал¬
лов и неметаллических материалов: керамики, ситалла, феррита,
рубина и др. Диаметр обрабатываемых отверстий 0,1—0,6 мм,
глубина обработки до 3 мм, ширина обрабатываемого паза 0,05—
0,2 мм, точность обработки 3—4-го класса. Энергия импульса
307
11
излучения 0,5—4 Дж, частота следования импульсов 0,5—20 Гц.
Потребляемая мощность 4,5 кВт. Габаритные размеры установки
1250x950x1300 мм.
«Кристалл-7». Установка с лазером на стекле с неодимом
служит для сверления в деталях инструментальной оснастки сквоз¬
ных отверстий перед их дальнейшей контурной обработкой на
электроискровых станках. Длительность импульса 150—200 мкс,
энергия импульса излучения 0,1—5 Дж, частота следования
импульсов 0,5—10 Гц. Диаметр обрабатываемых отверстий 0,05—
0,4 мм. Глубина обработки до 4 мм, точность обработки по 5-му
классу. Потребляемая мощность 4,5 кВт. Габаритные размеры
установки 1700x900x1500 мм.
«Кристалл-8». Автомат с лазером на стекле с неодимом при¬
меняется для подгонки толстопленочных резисторов. Толщина
обрабатываемых пленок до 30 мкм, ширина реза 0,1—0,2 мм,
точность подгонки ±5%, машинное время подгонки одного ре¬
зистора 1,5 с. Длительность импульса излучения 0,1—0,2 мс;
частота следования импульсов 20 Гц. Потребляемая мощность
2,5 кВт. Габаритные размеры 2800x1100x1500 мм. Масса 400 кг.
«Корунд». Установка предназначена для прошивки предва¬
рительных отверстий в заготовках часовых камней. Диаметры
отверстий 0,05—0,1 мм при толщине заготовки 0,3—1 мм.
Отверстие в заготовке прошивается серией импульсов с энер¬
гией каждого 0,1—0,5 Дж. Длительность импульса 50—75 мкс.
Такой режим обработки исключает возможность появления тре¬
щин, обеспечивая толщину дефектного слоя не более 2 мкм и
точность обработки в пределах 0,02 мм. Установка может работать
как с ручным управлением, так и по автоматическому циклу
с заданной частотой. Производительность работы в автоматиче¬
ском режиме 1 камень в секунду. Установка снабжена автомати¬
ческим загрузочным устройством, обеспечивающим большие удоб¬
ства и точность обработки.
Активным элементом лазера является стекло с неодимом.
Частота следования импульсов при работе в автоматическом
режиме может изменяться от 4 до 10 Гц. Напряжение питания
220 В, 50 Гц. Потребляемая мощность 1,5 кВт. Применяется
принудительное охлаждение дистиллированной водой. Габарит¬
ные размеры 600x1200x1400 мм. Масса 300 кг.
Установка СЛС-10-1. Светолучевая сварочная установка пред¬
назначена для сварки самых различных материалов, в том числе
молибдена, тантала и других тугоплавких материалов толщиной
до 3 мм. Установку отличают высокое качество соединений, сва¬
риваемых в атмосфере инертного газа, широкий диапазон энергий,
простота управления и высокая точность регулировок, возмож¬
ность замены элементов резонатора без разъюстировки, хорошая
повторяемость длительности и формы импульсов.
Технические характеристики установки следующие: макси¬
мальная энергия излучения не менее 8 Дж, длительность им¬
308
пульса 2 и 4 мс, максимальная частота повторения импульсов
0,5 Гц, размер зоны воздействия 0,1 — 1 мм, охлаждение — при¬
нудительное дистиллированной водой. Габаритные размеры
станка 1005x820x1255 мм, блока питания — 540x598x 1212 мм.
Масса 350 кг.
На базе данной установки создано несколько разновидностей
специализированного сварочного оборудования — полуавтоматов
Рис. 178. Лазерная установка АК-345 для получения
отверстий в часовых рубиновых камнях
типа СЛС-8-Ш, СЛС-25-1 и др., нашедших широкое применение
для сварки материалов в приборостроении.
Установки АК-345 и АК-378. Лазерные установки данного
типа в настоящее время эксплуатируются на Петродворцовом
часовом заводе [74] и предназначены для сверления отверстий
в рубиновых камнях. Они имеют следующие технические харак¬
теристики:
Диаметр обрабатываемых отверстий, мкм
Толщина заготовки, мм
Количество импульсов на обработку одного отверстия
Время обработки одного отверстия, с
Энергия в импульсе, Дж ....
Частота следования импульсов, Гц .
АК-345
(рис. 178)
АК-378
50—80
80—200
0,5
0,5; 0,75
2
4; 6
0,8
0,8; 1,2
0,2; 0,5
1,5
2,5
5
размерной
микрооб-
работки тонких пленок и металлической фольги. Используется
лазер на стекле с неодимом. Лазер работает в импульсном режиме
309
с модуляцией добротности резонатора, что дает возможность
получать импульсы длительностью несколько десятков наносе¬
кунд. Частота следования импульсов 1 Гц.
«Искра-8» и «Свет-30». Установки служат для сварки туго¬
плавких металлов, пробивки отверстий, для работ, связанных
с испарением металла в вакуумных приборах, для приварки кон¬
тактов в полупроводниковых приборах, микроплатах, твердых
схемах, микроэлементах и для доводки номиналов микросопро¬
тивлений. Рабочий столик при помощи микрометрических винтов
может перемещаться в трех направлениях с точностью отсчета
0,01 мм. Установки могут работать как с ручным управлением,
так и по автоматическому циклу с заданной частотой, что позво¬
ляет использовать их в автоматических линиях. В качестве актив¬
ного элемента используется рубин. Напряжение питания 220 В,
50 Гц. Технические характеристики установок следующие:
:Искра-8»
«Свет-30»
Максимальная потребляемая мощность, кВт 3
Длительность импульсов, мс . . . 1, 3, 5, 7
Энергия излучения в импульсе, Дж До 8
Минимальное пятно в фокусе, мм 0,05
Охлаждение . Водяное
Габаритные размеры, мм .850X 1000X 1200
Масса, кг . . 300
5
1, 3, 5, 7
До 30
0,05
Водяное
750 X 1000Х 1600
500
Микроскопическая установка с ОКГ «Оптин-481». Установка
предназначена для пробивания систем микроотверстий в различ¬
ных материалах. В качестве активного элемента лазера исполь¬
зуется стекло с неодимом. Работает в режиме одиночных и перио¬
дических импульсов. Оптика микроскопа, сочлененного с лазером,
позволяет фокусировать излучение ОКГ на поверхность мате¬
риала и контролировать форму и размер полученных отверстий.
Имеется программное устройство, позволяющее пробивать отвер¬
стия по заданной программе с частотой 2 Гц. Установка универ¬
сальна и может быть использована в различных областях физики,
микроэлектроники, медицины и т. п.
Установка имеет следующие технические характеристики:
максимальная энергия в импульсе 3 Дж, длительность импульса
излучения регулируется в пределах от 0,5 до 1,5 мс. Максималь¬
ная частота следования импульса при работе в периодическом
режиме составляет 2 Гц. Охлаждение жидкостное, принудитель¬
ное, с замкнутым циклом. Диаметр пятна в фокусе оптической
системы может составлять от 5 до 200 мкм. Потребляемая мощ¬
ность от сети 2 кВт.
Установка с ОКГ «Оптин-482». Прибор представляет со¬
бой ОКГ с неконфокальным резонатором на стекле с неодимом.
Установка снабжена оптической системой для изображения шаб¬
лона на объекте. Неконфокальный резонатор позволяет достичь
равномерности распределения излучения по сечению пучка, что
310
дает возможность применять прибор для изготовления пленочных
схем. Кроме того, неконфокальный резонатор позволяет получить
режим свободной генерации с упорядоченным чередованием пучков
в импульсе. Эта особенность генератора весьма важна для ис¬
пользования его в исследовательских работах.
Технические характеристики установки следующие. Макси¬
мальная энергия в импульсе 250 Дж, длительность импульса
генерации 1,5 мс. Установка работает в режиме одиночных им¬
пульсов, а частота следования пучков в импульсе 200—300 кГц.
Охлаждение лазера жидкостное, принудительное, с замкнутым
циклом. Увеличение сечения пучка телескопической системой
составляет 3,5х. Неравномерность распределения энергии^по
сечению пучка около ±10%. Максимальная энергия накачки
30 000 Дж при потребляемой от сети мощности 3 кВт.
«Коралл-1». Установка выполнена в виде приставки к стан¬
дартному спектрографу и предназначена для спектрального ана¬
лиза, основанного на отборе пробы исследуемых веществ с по¬
мощью ОКГ и сжигания отобранного вещества в электрических
разрядах, получаемых от стандартных искровых и дуговых
генераторов. Позволяет проводить спектральный анализ малых
количеств веществ (примерно 10“6%) любых твердых материалов,
в том числе и неэлектропроводных, а также анализ структурных
составляющих и включений в сплавах, металлах и минералах
с наименьшим диаметром поражения (50 мкм). Длина волны
излучения лазера 1,06 мкм, энергия импульса излучения 0,4 Дж,
частота следования импульсов 0,5—1 Гц, длительность импульса
0,15 мс, потребляемая мощность 2 кВт. Габаритные размеры гене¬
ратора 680X430X530 мм, блока питания — 595x545x380 мм.
Установка УИГ-1М. Измерительная голографическая уста¬
новка предназначена для измерения параметров быстропротека-
ющих процессов методами голографии и голографической интер¬
ферометрии. Установка позволяет измерять изменение оптической
длины пути в прозрачных объектах, координаты и геометрические
параметры отражающих и рассеивающих объектов, распределение
скоростей движения частиц в пространстве, деформации поверх¬
ностей произвольной формы. Установка предназначена для ис¬
пользования в лабораторных условиях. В ее состав входят лазер
на рубине, лазерные усилители, блоки управления, блоки син¬
хронизации и временной задержки, оптическая скамья с ком¬
плектом приборов для монтажа, юстировки и контроля гологра¬
фических схем.
Установка имеет следующие технические характеристики.
Энергия одномодового излучения в режиме модуляции добротности
0,5 Дж, а длительность импульса 4-10~4 с. Коэффициент усиления
двухкаскадного усилителя 20, размер голографируемой сцены
200X200X1000 мм, пределы измерения разности оптической
длины пути-от 1 до 60 мкм. Пределы геометрических размеров
объекта от 20 до 2 • 10б мкм. Погрешность результата измерения
311
разности оптической длины 0,1, а геометрических размеров — 20.
Напряжение питания 220 В, 50 Гц. Потребляемая максимальная
мощность 500 Вт. Габаритные*’размеры 3500x1300x70 мм, масса
500 кг.
Лазерная технологическая установка ЛИТМО (рис. 179). Уста¬
новка предназначена для микросварки и прецизионной обработки
Рис. 179. Лазерная технологическая установка
Л ИТМО
детал я приборов, используемых в микроэлектронике, точном
приборостроении, вычислительной технике и т. д. Технические
характеристики установки следующие. Энергия импульса излу¬
чения не менее 4 Дж, длительность импульса 8 мс при частоте
их повторения 10 имп/мин. Активное вещество лазера — стекло
с неодимом. Напряжение питания 220 В, 50 Гц.
312
Лазерный масс-спектрометр. Он предназначен для микроло-
кального анализа металлов и других материалов на наличие газов
и прочих примесей в зоне 5—100 мкм. Исследуемые материалы
находятся в диапазоне масс 2—200 М; чувствительность к изме¬
рению газовых примесей не хуже 10 -5%, а точность определения
количества примесей 30—50%. На установке можно исследовать
образцы размером 50x50x20 мм. В установке используется лазер
на рубине или стекле с неодимом с энергией излучения 1 Дж.
Режим работы лазера импульсный. Габаритные размеры вместе
с масс-спектрометром составляют 1500x2600x2000 мм, а масса
350 кг.
Установка дает возможность тщательно изучить структуру
металлов и других материалов, исследовать диффузию, изучить
р—д-переходы в полупроводниках. Загрузка и выгрузка образцов
обеспечивается без нарушения вакуума в рабочей камере. Преду¬
смотрена возможность фотографирования спектра исследуемого
вещества.
37. УСТАНОВКИ С ИСПОЛЬЗОВАНИЕМ ГАЗОВЫХ ЛАЗЕРОВ
В данном параграфе приведены установки с использованием
газовых лазеров, выпущенные небольшими опытными партиями.
Большинство установок экспонировалось на выставках: Достиже¬
ний народного хозяйства СССР, «Электроника», «Машиностроение»
и т. д. В большей мере в них нашли применение мощные С02-
лазеры, способные решать ряд технологических задач, а также
и другие типы лазеров, позволивших существенно улучшить
параметры измерительных приборов.
«Модуль». Установка предназначена для размерной обработки
толстых пленок и подгонки пленочных резисторов и позволяет
увеличить производительность труда, повысить качество и точ¬
ность подгонки номиналов резисторов. В установке используется
импульсный С02-лазер с длительностью импульса 150 мкс и мощ¬
ностью до 1 кВт. Частота повторения импульсов 150 Гц, а потреб¬
ляемая мощность от сети 1 кВт. Габаритные размеры установки
3000x2000x2500 мм, масса 300 кг.
Установка УПР-1. Установка с газовым С02-лазером пред¬
назначена для автоматической подгонки резисторов толстопле¬
ночных микросхем. Выставление координат начала подгонки
резистора производится с помощью шаблона. Производительность
установки до 1500 резисторов в час. Точность подгонки ±3%,
размеры поля подгонки 20x20 мм. Энергия импульса излучения
0,05 Дж, частота следования 35—100 Гц, длительность импульса
0,2*мс, потребляемая мощность 3 кВт, габаритные размеры 1100 X
X 1300X2400 мм, масса 250 кг.
Автомат ЛНР-1. Установка с газовым С02-лазером предназна-
чена"для нарезки резисторов типа МЛТ и ВС. Производительность
нарезки резисторов с номиналом 0,25 Вт составляет 1500 шт./ч.
Диапазон' номиналов нарезаемых резисторов 100—5-106 Ом.
313
Точность нарезки =±=(2—4)%. Ширина нарезаемой канавки 0,1 —
0,3 мм. Средняя мощность излучения 5—10 Вт, частота следова¬
ния импульсов 300 Гц, длительность импульса 0,1 мс, габарит¬
ные размеры 2000X750X2000 мм.
«Кристалл-1 А». Прибор применяется для резки стеклянных
трубок излучением С02-лазера методом термораскалывания. Точ¬
ность резки 0,1 мм, перпендикулярность реза не хуже 0,1 мм.
Время резки трубок из стекла С-87-1 составляет 2—4 с, а из
стекла С-49-2—5—20 с при диаметре обрабатываемых трубок
5—60 мм и толщине стенки 0,5—2 мм. Мощность излучения не¬
прерывного С02-лазера 25—40 Вт.
Установка для резки профильного стекла. Прибор предназна¬
чен для направленного локального ослабления прочности стекла
под воздействием сфокусированного излучения С02-лазера с целью
последующего механического разламывания по заданному прямо¬
линейному контуру. Установка снабжена двумя отпаянными
СО 2-лазерами мощностью в непрерывном режиме 25 Вт каждый
и двумя подвижными фокусирующими системами, перемещаю¬
щимися в одной плоскости вдоль направления реза. Это позволяет
производить резку по двум противоположным плоскостям про¬
фильного стекла в виде прямоугольного короба, швеллера, вол¬
нистого сечения, а также листового стекла в процессе непрерыв¬
ного производства.
Технические характеристики установки следующие: скорость
резки стекла переменная до 3,5 м/с, максимальная высота профиля
60 мм, ширина стекла 600 мм при толщине до 10 мм. Охлаждение
водяное с расходом воды при давлении 1,5-105 Па до 10 л/мин.
Напряжение питания 220 В, 50 Гц. Потребляемая мощность
2 кВт. Габаритные размеры 3350x 1410x500 мм.
Лазерная гравировальная установка. Она создана на базе
электрогравировального автомата и предназначена для изготовле¬
ния типографских форм на неметаллической основе. Применение
вместо обычно используемого резца сфокусированного лазерного
луча позволяет увеличить производительность технологического
процесса примерно в пять раз, улучшить повторяемость качества
изготовленных клише при высоких линиатурах, эксплуатационную
долговечность и надежность. Интенсивность луча модулируется
с помощью электрооптического модулятора МЛ-7 на основе кри¬
сталла арсенида галлия.
К техническим характеристикам относятся: линиатура рас¬
тров 27, 34, 48, 54, 68 и 96 лин/см; линейная скорость гравирова¬
ния до 10 м/мин; максимальная величина гравюры 45x35 см.
Габаритные размеры установки 1636 X 600 X 1300 мм; напряжение
питания 220 В, 50 Гц; потребляемая мощность 2 кВт. Применяе¬
мый С02-лазер обеспечивает в непрерывном режиме 25 Вт мини¬
мальный диаметр фокального пятна 100 мкм.
«Катунь». Это многоцелевая установка, предназначенная
для резки, сварки, термообработки различных материалов. Ис¬
314
пользуется С02-лазер непрерывного действия с мощностью излу¬
чения около 800 Вт, которую с помощью оптической системы
можно сфокусировать в пятно диаметром 0,6—0,8 мм. Установка
снабжена программным устройством, позволяющим обеспечить
ту или иную технологическую операцию по сложной программе.
Соосно с лучом лазера в зону обработки подается струя кисло¬
рода под давлением 2-105 Па. На установке можно производить
сварку листов толщиной 1,5—2,0 мм при скорости сварки до
2—3 м/мии и ширине шва около 2 мм.
Рис. 180. Многоцелевая лазерная установка «Кагунь»
Специальная модификация данной установки создана для
легкой промышленности (рис. 180). Установка обеспечивает авто¬
матизированный (по заданной программе) раскрой текстиля со
скоростью до 20 м/мин при точности обработки ±2 мм.
Модели 41 и 43 фирмы «Кохерент Радиэйшин» (США). Уста¬
новки являются многоцелевыми и предназначены для решения
таких технологических задач, как резка, сварка, термообработка
материалов, а также и сверление отверстий. С02-лазеры в уста¬
новках обеспечивают излучение на моде ТЕМ00, что позволяет
получить пятно с диаметром в четыре раза меньше, чем у обычных
С02-лазеров, работающих на модах высшего порядка. Лазеры
работают с прокачкой рабочей газовой смеси, охлаждаемой про¬
точной водой, и обеспечивают стабильность излучения ±=5%.
Технические характеристики установок следующие.
Д\одсль 41 Модель 43
Мощность излучения:
при непрерывном режиме, Вт 250 500
при импульсном режиме, Вт:
длительность менее 1 мс 500 1000
» более 1 мс . . . 250 500
При режиме с модуляцией добротности:
средняя мощность при 10 кГц, Вт 50 100
пиковая мощность, кВт 15 30
315
Длительность импульса ... 1,0 мс—10 с 0,1 мс—10 с
Частота следования импульсов 1,0—100 Гц До 1 кГц
Диаметр несфокусированного лазерного луча,
мм . 8 12
Длина активной части разряда, см 500 1000
Диаметр сфокусированного лазерного луча, мм 0,1 —0,5 0,1—0,5
Габаритные размеры лазерной головки, см . 305X25X23 396X71X76
Масса лазерной головки, кг 72,7 1000
Габаритные размеры блока питания, см. 79X76X 147 76X 152X 154
Масса источника питания, кг 345,3 1000
«Кристалл-10». Установка с лазером на азоте типа ЛГИ-21
предназначена для подгонки пленочных резисторов микросхем.
Координатный стол обеспечивает перемещение луча с одного
модуля на другой в пределах обрабатываемой платы, а система
сканирования — в пределах модуля. Толщина обрабатываемой
пленки до 1 мкм, ширина реза 5—30 мкм. Скорость резания ре¬
зистивной пленки 4 мм/с. Обрабатываемая площадь 60 X 60 мм.
Мощность излучения в импульсе 1—2 кВт, длительность импульса
10—15 нс, частота следования импульсов 100 Гц. Потребляемая
мощность 500 Вт. Габаритные размеры 2000x600x 1180 мм.
«Кварц-2». Установка с лазером па азоте (рис. 181) предна¬
значена для обработки монолитных кварцевых фильтров и пре¬
цизионных кварцевых резонаторов в лабораториях и цеховых
условиях, а также для прецизионной обработки металлических
тонких пленок. Установка работает в импульсном режиме; мощ¬
ность в импульсе 1000 Вт, частота следования импульсов фикси¬
рованная от 1 до 100 Гц. Схема обработки изделий контурно¬
проекционная. Форма маски — квадрат с размерами в плоскости
316
обработки 10x10 мм и 100x 100 мм. Увеличение визуальной
системы составляет 100х. Линейное поле зрения 0,75 мм. Рабочий
стол может перемещаться по горизонтали в двух взаимно перпен¬
дикулярных направлениях и по вертикали.
Оптическая линия связи на газовом С02-лазере. Линия предна¬
значена для передачи информации с помощью излучения газового
С02-лазера непрерывного действия. Применение такого лазера
позволило существенно увеличить дальность действия систем
передачи информации за счет большой мощности лазера и слабого
поглощения в атмосфере. Линия связи состоит из промышленного
лазера типа ЛГ-17, электрооптического модулятора МЛ-7 и
пироприемника ЛПП-1.
Маломощные газовые лазеры, например лазеры на Не—Ne,
нашли применение в установках, предназначенных для целей
метрологии, голографии, связи и дальнометрии, медицины и т. д.
Лазерный дифракционный прибор для бесконтактного изме¬
рения диаметра микропроводов и волокон. Прибор (рис. 182)
используется в микроэлектронике, волоконной оптике, приборо¬
строении, текстильной промышленности и т. д. Технические харак¬
теристики прибора следующие: диапазон измеряемых диаметров
10—100 мкм, точность измерения не менее 1%; допустимые сме¬
щения изделия вдоль оси пучка лазера ±5 мм, поперек оси пучка
±0,4 мм; число измерений в секунду 50, время одного измерения
300 мкс [631.
Однокоординатный лазерный интерферометр с пьезоприводом.
Прибор предназначен для системы отсчета перемещений в пре¬
цизионной координатно-измерительной машине. Он может быть
использован в делительных машинах, координатно-расточных
станках, прецизионных столах микроскопов, в системах кали¬
бровки вибрационных стендов и в различном технологическом
оборудовании. Точность отсчета 0,1 мкм при диапазоне измеряе¬
мых перемещений 0—500 мм. Источник света — стабилизирован¬
-1
Рис. 182. Лазерный
дифракционный изме¬
ритель диаметра про¬
водов и волокон
ДИД-2
317
ный двухчастотный лазер с зеемановским расщеплением линии
излучения. В основе действия устройства лежит двухчастотпая
интерферометрия.
В комплект интерферометра входит пьезоплатформа для точ¬
ного перемещения измеряемого объекта, которая обеспечивает
точность останова не хуже 0,1 мкм. Скорость перемещения пьезо¬
платформы 20 мм/мин, диапазон перемещения ограничивается
длиной направляющих. Пьезоплатформа может использоваться
как самостоятельный привод или как привод коррекции.
Голографическая интерференционная установка типа LT-1000H
(фирма «Роттенколбер Голо-Систем», ФРГ). Установка (рис. 183)
предназначена для применения в промышленности и исследова¬
тельских центрах и позволяет измерять деформации и нарушения
на малых участках поверхности контролируемого объекта, которым
могут быть плоскостные и профильные детали и узлы, выполнен¬
ные из различного материала. Установка является автоматиче¬
ской и позволяет обрабатывать и просматривать голограмму
в течение 1 мин. Применяются специальные пленки со свободно¬
химическим проявлением. Длительность проявления около 0,1 с.
Голограмму можно передать на монитор и записать на пленку.
Размер голограммы 35x40 мм.
Используется аргоновый лазер. Габаритные размеры уста¬
новки 2500x800x 1455 мм, масса 1630 кг.
38. ПРИБОРЫ С ИСПОЛЬЗОВАНИЕМ ПОЛУПРОВОДНИКОВЫХ
ЛАЗЕРОВ
Полупроводниковые лазеры в силу таких замечательных
свойств, как малая масса, возможность работы в непрерывном
и импульсном режимах, нашли применение в приборах для изме¬
рения расстояния, управления по лучу, сигнализации, связи и т. д.
318
Рис. 183. Лазерная голо-
графическая интерферен¬
ционная установка типа
LT-1000H (ФРГ)
Лазерный высотомер-дальномер. Прибор предназначен для
измерения малых высот с использованием лазерного импульс¬
ного источника ИК-излучения и может находить различные при¬
менения, в частности для определения высоты при посадке пасса¬
жирских самолетов, фиксации высоты спускаемых на парашюте
аппаратов, для обеспечения безопасного движения автомашин,
следующих с большой скоростью, регистрации наличия препят¬
ствий на определенном расстоянии. Базовый метод фиксации
высоты или расстояния позволяет регистрировать с помощью
звуковых сигналов или индикаторной лампочки определенное
расстояние до предмета.
Технические характеристики прибора следующие: пределы
измерения высоты от 1 до 30 м; размер базы 1 м; длительность
лазерных импульсов 200 нс, а частота их следования около 1 кГц;
точность измерения высоты не хуже 0,5 м.
Лазерное устройство сигнализации (ЛУС). Устройство пред¬
назначено для установления оптической связи между передатчи¬
ком и приемником, входящими в систему ЛУС, и для фиксации
нарушений этой связи. Оно может быть использовано для сигна¬
лизации о превышении габаритных размеров транспортных ус¬
тройств по сравнению с допустимыми, для охраны различных
объектов, территорий и т. д. Устройство выполнено в виде пере¬
носных приборов; питание может осуществляться от аккумуля¬
торов, батарей и выпрямителей с напряжением 9—12 В. Исполь¬
зуется полупроводниковый лазер с длиной волны излучения
0,9 мкм. Максимальная дальность связи до 100 м, потребляемая
мощность от источника питания менее 1 Вт.
Малогабаритная оптическая линия связи. Линия предназна¬
чена для телефонной двусторонней связи в пределах оптической
видимости в любое время суток. Излучающим элементом служит
неохлаждаемый полупроводниковый лазер со средней мощностью
излучения 3—6 мВт. Максимальная дальность действия 6 км
(при затухании в атмосфере 1,5 дБ/км). Полоса передаваемых
частот 300—3400 Гц. Время непрерывной работы не более 12 ч.
Оптические оси трех ветвей (приемная, передающая и визирная)
совмещены с точностью до Г. Диаграмма направленности излуче¬
ния составляет от 10'— 2'до 1° ± 10'. Приемный канал содержит
интерференционный ■ светофильтр на длину волны излучения
лазера 0,9 мкм с полосой пропускания 250 А. Поле зрения при¬
бора 1—1,5°. Визир состоит из прямой телескопической системы,
имеющей восьмикратное увеличение и поле зрения 6—7°. Поворот¬
ный механизм позволяет производить плавный поворот прибора
на 360°, а по углу места ±45°.
Портативное лазерное переговорное устройство (ПЛПУ).
Устройство предназначено для осуществления оптической дву¬
сторонней связи на небольших расстояниях. Для генерации све¬
товых импульсов применен полупроводниковый лазер. Комплект
ПЛПУ состоит из двух идентичных устройств, в каждое из кото-
319
рых входят приемно-передающий блок, два лазерных полупро¬
водниковых излучателя и блок питания. Приемно-передающий
блок и лазерные излучатели смонтированы на шлеме. Большая
ширина диаграммы направленности передатчика (около 10°) дает
возможность легко входить в связь с корреспондентом (не тре¬
буется точного наведения, как в случае работы с узкой диаграм¬
мой направленности). Наличие двух передатчиков на шлеме
каждого из корреспондентов увеличивает мощность и сечение
луча в месте приема.
Оптическая линия связи может быть применена в аэропортах,
морских портах при погрузке судов, на строительстве высотных
зданий, т. е. в местах, где затруднено осуществление телефонной
связи с движущимися объектами, а радиосвязь малоэффективна
из-за"' наличия экранирующего действия металлических кон¬
струкций.
Технические характеристики ПЛПУ следующие: число кана¬
лов связи 1; дальность действия не менее 100; число лучей в пере¬
датчике 2; частота следования импульсов 10 кГц, используется
частотно-импульсная модуляция; масса одного устройства не
более 2 кг; электропитание 60 и 9 В.
ЗАКЛЮЧЕНИЕ
Нарастающие темпы исследований в области лазерной техники
открывают возможности создания новых типов лазеров со значи¬
тельно улучшенными характеристиками, позволяющими расши¬
рить области их применения в машино- и приборостроении.
В настоящее время мы являемся свидетелями непрерывно
увеличивающейся мощности излучения как твердотельных, так
и газовых лазеров, работающих в постоянном режиме, что расши¬
ряет возможности их применения при различных технологиче¬
ских операциях: сварке деталей значительно больших габаритов,
резке более толстых листов с большими скоростями, сверлении
с увеличенными скоростями отверстий значительных диаметров
И т. д.
Открываются новые возможности в области упрочнения дета¬
лей машин и приборов, а также режущих инструментов. Дальней¬
шие успехи в этом направлении пока ограничиваются выходом из
строя отдельных оптических элементов лазера: зеркал, выходных
окон и др. — из-за их недостаточно высокой лучевой прочности.
В области повышения лучевой прочности производятся обширные
исследования. Одновременно открываются новые возможности
применения лазеров в технологических операциях. Повышение
стабильности работы лазеров позволяет поднять на новый уровень
выполнение «тонких» операций доводки, размерной обработки
локального характера. Для этой цели, по-видимому, наиболее
перспективны лазеры, работающие в импульсном режиме, дли¬
тельность импульсов излучения которых не превосходит несколь¬
ких десятков наносекунд.
Одной из характерных особенностей развития современной ла¬
зерной технологии является разделение сфер влияния твердотель¬
ных и газовых лазеров.
Твердотельные лазеры в ближайшие годы будут иметь преиму¬
щества при выполнении энергетических импульсных процессов
обработки, к которым относятся точечная сварка, сверление алмаз¬
ных и рубиновых камней, нанесение рисунков на тонких пленках
за один импульс на большой площади и т. д. В тех случаях, когда
для выполнения какой-либо технологической операции достаточно
энергии излучения газовых лазеров, следует отдавать им пред¬
почтение ввиду более высоких частот повторения импульсов, ста¬
бильности и большого срока службы.
Газовые лазеры и установки на их основе предоставляют тех-
нологу-исследователю большие возможности в выборе частот и
режимов работы, что имеет особое значение при обработке и нане¬
сении различных пленочных покрытий. При этом*найдут примене¬
ние теплохимические и фотохимические методы воздействия лазер¬
ного излучения на материалы, которые широко используются
в различных областях микроэлектроники.
321
Импульсные лазеры уже на современном уровне превзошли
по импульсной мощности все другие источники энергии, и можно
ожидать дальнейшего улучшения характеристик их излучения.
Однако средняя мощность лазеров пока недостаточна.
Можно предположить, что аргоновые лазеры и лазеры на основе
иттриево-алюминиевого граната найдут широкое применение в тех¬
нологических процессах средней энергоемкости, а мощные
С02-лазеры займут особое положение. Установки на их основе
вытеснят традиционное оборудование для резки, сварки, свер¬
ления отверстий, термообработки материалов и изделий в области
тяжелого машиностроения. Здесь С02-лазеры будут вне кон¬
куренции. Простота управления интенсивностью лазерного излу¬
чения в сочетании с использованием современных средств
программного управления позволит использовать лазерные уста¬
новки в автоматизированных системах.
Появление стабилизированных одночастотных лазеров, в осо¬
бенности лазеров с плавной перестраиваемой частотой, каковыми
являются жидкостные лазеры, значительно расширит области
практических применений оптических методов в системах неразру¬
шающего контроля, метрологии, системах измерения и контроля
размеров и линейных перемещений. Лазерный пучок станет бо¬
лее удобным инструментом для определения физико-химических
свойств материалов, использования в качестве визира, измерения
длины, скорости и т. д. При этом приборы на основе лазеров будут
обладать исключительно высокой точностью и воспроизводимостью
при локальных измерениях. Оптические доплеровские методы да¬
дут возможность измерять скорости потоков различных жидкостей
и газов.
Высокостабилизированные одномодовые лазеры позволят в еще
большей мере использовать голографические и интерференцион¬
ные методы измерений. К голографическим методам в настоящее
время проявляется все больший и больший интерес многих спе¬
циалистов, в отношении их применения определяются весьма
большие перспективы. С помощью голографической интерферо¬
метрии можно обнаруживать отклонения от заданных размеров
различных оптических непрозрачных объектов, а также произ¬
водить испытания линз и зеркал, для которых не существует руч¬
ных шаблонов.
Практически выявлена перспективность применения маломощ¬
ных лазеров непрерывного действия для измерения скоростей
в потоках жидкости и газа. Однако применение лазеров большой
мощности, работающих в сине-зеленой или инфракрасной областях
спектра, позволит повысить дальность действия оптических доп¬
леровских измерителей скорости до нескольких километров.
Эти измерители могут найти применение в различных технологи¬
ческих процессах как датчики скорости^для автоматизированных
систем.
322
Широкое применение найдут лазеры в научных исследованиях.
Важной областью явится использование перестраиваемых по ча¬
стоте лазеров для спектральных исследований с высокой чувстви¬
тельностью и разрешающей способностью. Наличие мощных не¬
прерывных и импульсных лазеров позволит более совершенно
провести исследования в области взаимодействия излучения с не¬
прозрачными средами, изучить нелинейные эффекты, возникающие
при прохождении интенсивного лазерного излучения через опти¬
чески прозрачные среды.
Доступность и экономическая эффективность надежного лазер¬
ного оборудования будут и в дальнейшем определять широкое
практическое применение лазерной техники в промышленности.
В ближайшие годы, очевидно, появятся еще более производитель¬
ные, мощные и надежные установки, которые позволят ускорить
применение лазеров в различных областях науки и техники, в том
числе и в приборо- и машиностроении.
Авторы надеются, что эта книга поможет инженерно-техниче¬
скому персоналу, работающему в области использования лазе¬
ров, в решении практических задач.
Список литературы
1. Абрамов В. С., Мома Ю. А., Невский М. В. Определение концентрации
свободных носителей и профиля концентрации в я-GaAs по эффекту Фарадея. —
ПТЭ, 1971, № 6, с. 174—176.
2. Абсолютный метод измерения выхода энергии лазеров на С02. — «При¬
боры для научных исследований», 1973, № 4, с. ПО—114. Авт.: Д. X. Джекоб,
Е. Р. Пью, Д. Д. Догерти, Д. Б. Нортем.
3. Акулов Г. П., Обухов В. И., Зубко С. А. Голографический метод в си¬
стемах контроля. Обзорная информация. Сер. Экономика, организация произ¬
водства, автоматика и вычислительная техника. Минск, 1973. 55 с.
4. Александров Е. Б., Бонч-Бруевич А. М. Исследование поверхностных
деформаций с помощью голограммной техники. — ЖТФ, 1967, т. 37, № 2,
с. 360—369.
5. Аллен Л., Джонс Д. Основы физики газовых лазеров. М., «Наука»,
1970. 308 с.
6. Альтшулер Г. Б., Карасев В. Б., Шарлай С. Ф. Исследование комбини¬
рованной модуляции добротности в ОКГ на неодимовом стекле. —В сб. трудов
Всесоюзной научно-технической конференции «Современная прикладная оптика
и оптические приборы». Л., 1975, ч. 4, с. 37—38.
7. Алякишев С. А., Ананьина М. Н., Катаев М. И. Газовые ОКГ в устрой¬
стве центрирования и выставки объектов. Обзоры по электронной технике. Сер.
Электровакуумные и газоразрядные приборы. М., 1973, вып. 2 (75). 39 с.
8. Алякишев С. А. Лазерные измерители линейных перемещений для точ¬
ного станкостроения. Обзоры по электронной технике. Сер. Электровакуумные
и газоразрядные приборы. М., 1974, вып. 6 (205). 43 с.
9. Аменицкий А. Н., Ринкевичюс Б. С., Фабрикант В. А. Измерение рас¬
пределения скоростей в пленках жидкости с помощью ОКГ. — «Теплофизика
высоких температур», 1969, т. 7, № 5, с. 1039—1041.
10. Анно Б. И., Карташевская В. Е., Матвеев М. С. Исследование линейности
показаний физических приемников излучения.—В кн.: Первое Всесоюзное сове¬
щание по спектрофотометрии. Тезисы докладов ЛОП, ВНИИМ. Л., 1972, с. 39—41.
И. Бабенко В. П., Тычинский В. П. Газолазерная резка материалов. —В кн.:
Квантовая электроника. Под ред. акад. Н. Г. Басова. М., «Сов. радио», 1972,
с. 3—21.
12. Бабенко В. П., Тычинский В. П. Газолазерная резка материалов.
ЛДНТП, 1973. 34 с.
13. Баранов М. С., Вощинский М. Л., Гейнрихс И. Н. Лазерная сварка
металлов. М., «Машиностроение», 1971. 53 с.
14. Баранов Р. И., Широков К). М. Лазер с внешним подвижным зеркалом. —
В кн.: Исследование физических свойств горных пород. М., 1969, вып. 1, с. 34—42.
15. Батавин В. В. Контроль параметров полупроводниковых материалов
и эпитаксиальных слоев. М., «Сов. радио», 1976. 104 с.
16. Бахрах Л. Д., Клименко И. С. Перспективы применения голографии
для неразрушающего контроля. М., «Знание», 1972. 42 с.
17. Белостоцкий Б. Р., Любавский Ю. В., Овчинников В. М. Основы лазер¬
ной техники. М., «Сов. радио», 1972. 408 с.
18. Бердичевский А. М., Перебякин В. А., Теняева Л. В. Лазерные интер¬
ферометры. Обзоры по электронной технике. Сер. Электровакуумные и газо¬
разрядные приборы. М., 1973, вып. 7. 133 с.
19. Бесконтактные оптические измерения размеров малых отверстий и
щелей. — «Обмен опытом в радиопромышленности», 1975, вып. 4, с. 52—54.
Авт.: В. А. Игнатов, Г. М. Мордасова, В. А. Мордвинов, В. Б. Ровенский.
20. Бирнбаум Д. Оптические квантовые генераторы. М., «Сов. радио»,
1967. 360 с.
21. Бонч-Бруевич А. М., Имас Я. А. Действие оптического крантового генера¬
тора на металлы.—«Физика и химия обработки материалов», 1965, №5, с. 3—10.
22. Борисов В. Ф., Федосеев П. Г. Лазерные воспроизводящие устройства
с механическими и комбинированными системами развертки. — «Техника кино
и телевидения», 1974, № 1, с. 69—72.
324
23. Борн М., Вольф Э. Основы оптики. М. «Наука», 1970. 856 с.
24. Бурматов И. Ф., Василенко Л. С., Шишаев А. В. Измерение угловой
расходимости и поперечного распределения интенсивности излучения С02-ла-
зера. — ПТЭ, 1973, № 6, с. 141 — 142.
25. Василенко Ю. Г., Дубнищев Ю. Н., Уткин Е. Н. О снижении уровня
аддитивных помех в выходном сигнале лазерного измерителя скорости. — «Опт.
и спектр.», 1973, т. 35, № 2, с. 306—308.
26. Ватрушкин А. И., Дубнищев Ю. Н., Попова Т. Я. Лазерный доплеров¬
ский измеритель скорости с компенсацией аддитивной составляющей помех и
шумов. — «Опт. и спектр.», 1974, т. 34, №6, с. 1184—1186.
27. Вейко В. П., Либенсон М. Н. Лазерная обработка. Лениздат, 1973. 192 с.
28. Власов Н. Г. Интерферометры интенсивности в голографии. — В кн.:
Материалы IV Всесоюзной школы по голографии. Л., 1973, с. 124—133.
29. Волков И. В. Применение спекл-голографии для измерения компонент
деформации натурных конструкций. — В кн.: Материалы VII Всесоюзной школы
по голографии. Л., 1975, с. 305—318.
30. Воронков Г. Л. Ослабители излучения ОКТ.—ПТЭ, 1973, №2, с. 16—22.
31. Выно Ж. П., Смигальский П., Руайе А. Оптическая голография. Раз¬
витие и применение. М., «Мир», 1973. 133 с.
32. Газовые лазеры. Сборник статей. Под. ред. Н. Н. Соболева. М., «Мир»,
1968. 344 с.
33. Галутва Г. В., Рязанцев А. И. Селекция типов колебаний и стабилиза¬
ция частоты оптических квантовых генераторов. Под ред. М. Ф. Стельмаха.
М., «Связь», 1972. 72 с.
34. Ганн С. Р. Калориметр с объемным поглощением для измерения энергии
лазерных импульсов большой мощности. — «Приборы для научных исследова¬
ний», 1974, № 7, с. 68—89.
35. Ганн С. Р. Трубчатый калориметр для лазерных импульсов большой
мощности. — «Приборы для научных исследований», 1972, № 10, с. 125—129.
36. Гирина М. В., Лебедева Ю. А., Тихомиров В. Н. Инфракрасный скани¬
рующий микроскоп.—«Электронная техника», 1974, сер. 8, вып. 6 (24), с. 66—69.
37. Гликман Л. А., Крылов К. И., Рубашкина 3. М. О воздействии свето¬
вого луча лазера на сталь. — В сб. трудов ЛИТМО «Вопросы квантовой элек¬
троники», 1967, вып. 61, с. 58—68.
38. Голография. Методы и аппаратура. Под ред. В. М. Гинзбург и Б. М. Сте¬
панова. М., «Сов. радио», 1974. 302 с.
39. Горшков М. М. Эллипсометрия. М., «Сов. радио», 1974. 200 с.
40. Гречушников В. Н. Метод фотоэлектрической инфракрасной поляри-
скопии и дефектоскопии полупроводниковых материалов. М., Изд-во АН СССР,
1962. 34 с.
41. Григорян В. Г. Элсктрооптические методы выявлений дефектов полу¬
проводниковых приборов. — «Электронная техника», 1972, сер. 2, вып. 1 (65),
с. 163—166.
42. Денисюк Ю. Н. Об отражении оптических свойств объекта в волновом
поле рассеянного им излучения. — ДАН СССР, 1962, т. 144, № 6, с. 1275—1277.
43. Действие излучений большой мощности на металлы. М., «Наука», 1970.
272 с. Авт.: С. И. Анисимов, Я. А. Имас, Г. С. Романов, Ю. В. Ходыко.
44. Дифференциальный лазерный доплеровский измеритель скорости с при¬
менением интерферометра Фабри—Перо. — «Опт. и спектр.», 1972, т. 33, № 1,
с. 170—172. Авт.: Ю. Г. Василенко, В. В. Донцова, Ю. Н. Дубнищев, В. П. Ко-
ронкевич.
45. Дмитриев А. Л., Трофимов В. А. Автоматический эллипсометр. — ПТЭ,
1973, № 6, с. 151—152.
46. Дубнищев Ю. Н., Евсеев А. Р., Соболев В. С. Исследование газонасы¬
щенных турбулентных потоков с применением лазерного доплеровского изме¬
рителя скорости.—ПМТФ, 1975, № 1, с. 147—153.
47. Духопел И. И., Симоненко Т. В. Контроль плоскостей методом гологра¬
фической интерферометрии. —ОМП, 1971, № 8, с. 44—48.
48. Измерение характеристик оптических квантовых генераторов. Под ред.
Р. А. Валитова. М., «Стандарты», 1969. 184 с.
325
49. Измерение электрофизических характеристик и контроль полупровод¬
никовых кристаллов методом сканирующей ИК-иптроскопии. — «Электронная
техника», 1975, сер. 8, вып. 10 (40), с. 96—101. Авт.: В. Т. Прокопенко, В. С. Рон-
дарев, А. В. Семенов, А. Д. Яськов.
50. Измеритель угловых и линейных перемещений на основе двухчастот¬
ного лазера. — «Автометрия», 1975, № 5, с. 48—53. Авт.: С. Н. Арнаутов,
В. П. Бессмельцев, В. Н. Бурнашев, В. В. Воробьев.
51. Интерференционный метод контроля геометрических размеров капил¬
лярных волокон и трубок. — «Радиотехника и электроника», 1975, т. 20, № 8,
с. 1569—1581. Авт.: Т. В. Бухтиарова, А. А. Дьяченко, О. Е. Шушпанов,
М. Е. Жаботинский.
52. Интерферометрический стол СИН для получения и исследования голо¬
грамм.— ОМП, 1971, № 8, с. 70—71. Авт.: Р. Р. Герке, Ю. Н. Денисюк,
В. И. Локшин, В. Л. Казак.
53. Интерферометр на основе двухчастотного лазера для измерения линей¬
ных или угловых перемещений. — В сб. трудов конференции «Применение оп¬
тико-электронных приборов в измерительной технике». М., 1973, с. 150—154.
Авт.: С. Н. Атутов, В. Н. Бурнашев, В. В. Воробьев, А. И. Лохматое.
54. Исследование кинетики образования и развития зон разрушения свар¬
ных соединений методом голографической интерферометрии. — В кн.: Оптиче¬
ская голография и ее применение. Л., 1974, с. 19—21. Авт.: Г. П. Акулов,
Л. И. Калимов, В. В. Малятин, Ю. И. Черная.
55. Исследование однородности фарадеевского вращения в кристаллах
кремния в импульсных магнитных полях. — «Электронная техника», 1973,
сер. Материалы, вып. 8, с. 113—117. Авт.: К. И. Крылов, С. Ф. Шарлай, А. С. Али¬
ев, С. А. Ашурбеков.
56. Исследование оптических неоднородностей в активной среде лазера
на органическом красителе с ламповой накачкой методом голографической интер¬
ферометрии.— «Опт. и спектр.», 1976, т. 41, с. 123—128. Авт.: Е. А. Гав-
ронская, А. В. Грозный, Д. И. Стаселько, В. Л. Стригун.
57. Ищенко Е. Ф., Климков Ю. М. Оптические квантовые генераторы. М.,
«Сов. радио», 1968. 470 с.
58. Использование лазеров для неразрушающего контроля однородности
материалов электронной техники методами магнитооптических эффектов. ЛДНТП,
1974. 32 с. Авт.: К. И. Крылов, С. Ф. Шарлай, А. С. Алиев, Е. В. Антонова.
59. Калева Т. Ф., Огнин В. Н., Соболев Н. Н. С02-лазер при комнатной
температуре. — В кн.: Квантовая электроника. Под ред. Н. Г. Басова, М.,
«Сов. радио», 1973. 248 с.
60. Калитиевский Н. И. Волновая оптика. М., «Наука», 1971. 375 с.
61. Карслоу Г., Егер Д. Теплопроводность твердых тел.М.,«Наука», 1964. 488 с.
62. Квантовые генераторы в системах контроля полупроводников. Под
ред. В. И. Обухова. Минск, «Наука и техника», 1972. 119 с.
63. Каталог приборов и устройств, разработанных и изготовленных
в ЛИТМО. Л., 1975. 88 с.
64. Киреев Л. Б., Гусев Ю. Ю., Суровое Б. С. Применение ОКГ для изме¬
рения электрофизических свойств полупроводниковых материалов. — «Электрон¬
ная техника», 1971, сер. И, вып. 3(24), с. 68—69.
65. Киреев Л. Б., Иванкин О. Н., Суровое Б. С. Определение концентрации
носителей заряда в полупроводниках по измеренному на фиксированной длине
волны ИК-Диапазона значению коэффициента отражения. — «Электронная тех¬
ника», 1971, сер. И, вып. 3(24), с. 88—91.
66. Кольер Р., Беркхарт К., Лин Л. Оптическая голография. М., «Наука»,
1972. 562 с.
67. Корн Г., Корн Т. Справочник по математике для научных работников
и инженеров. М., «Наука», 1970. 720 с.
68. Кондратьев В. А., Углов А. А. О сварке тонких полупроводников лучом
лазера. — «Физика и химия обработки материалов», 1969, № 6, с. 17—24.
69. Контроль однородности распределения легирующей примеси в полу¬
проводниках. — «Заводская лаборатория», 1974, № 12, с. 1505—1508. Авт.:
А. А. Мейер, В. И. Фистуль, И. М. Юрьев. А. III. Аронов.
326
70. Концевой Ю. А., Кудин В. Д. Методы контроля технологии производ¬
ства полупроводниковых приборов, М., «Энергия», 1973. 142 с.
71. Кузьмичев В. М., Латынин Ю. М., Приз И. А. Решетчатый измеритель
энергии импульсов излучения оптического квантового генератора. — ПТЭ,
1974, № 2, с. 190—193.
72. Лазерные доплеровские измерители скорости. Новосибирск, «Наука»,
1975. 165 с.
73. Лазерная обработка деталей оболочек ЭВП. — «Электронная промыш¬
ленность», 1976, вып. 1, с. 51—53. Авт.: Б. А. Болдырев, А. Е. Новик, В. П. Са-
соров, И. К. Смирнов.
74рЛазерная обработка отверстий в технических рубиновых камнях. ЛДНТП,
1975. 43 с. Авт.: Е. Д. Вакс, Б. X. Мечетнер, Б. М. Соколов, Н. Э. Соколов.
75. Лазерная система микрозаписи большого массива информации. Описа¬
ние экспоната ВДНХ, павильон Физика. 1974. 3 с.
76. Лазерное технологическое оборудование. Обзор. — «Радиоэлектроника
за рубежом», 1976, вып. 13. 46 с.
77. Лазерная технологическая установка для резки профильного стекла. —
«Квантовая электроника», 1971, № 6, с. 84—86. Авт.: В. Ф. Большаков,
В. М. Гурьянов, Г. А. Мачулка, Л. П. Муратова.
78. Лазерная технология. М., ЦНИИ, «Электроника», 1970. 114 с. Авт.:
В. П. Вейко, М. Н. Либенсон, А. М. Мелючев, Р. А. Таипов, А. А. Чельный.
79. Лазерный интерферометр 5900-R. — «Приборы для научных исследо¬
ваний», 1972, № 9, с. 168—169.
80. Лазеры в технологии. Сборник статей. Под ред. М. Ф. Стельмаха, М.,
«Энергия», 1975. 216 с.
81. Летохов В. С., Чеботаев В. П. Принципы нелинейной лазерной спектро¬
скопии. М., «Наука», 1975. 279 с.
82. Либенсон М. Н., Володькина В. Л., Крылов К. И. Нагревание металла
С02-лазером в окислительной атмосфере. — «Физика и химия обработки мате¬
риалов», 1973, № 5, с. 145—146.
83. Линовский И. М., Розанов Т. Г., Сурменко Л. А. Метод измерения рас¬
пределения интенсивности излучения в фокальном пятне оптического кванто¬
вого генератора. — ПТЭ, 1974, № 4, с. 159—160.
84. Липкин А. С. Применение голографической интерферометрии для иссле¬
дования напряженно-деформационного состояния моделей гидротехнических
сооружений и береговых откосов. — В кн.: II Всесоюзная конференция по го¬
лографии. Тезисы докладов. Киев. 1975, ч. 1, с. 29—31.
85. Листовец В. С., Островский Ю. И. Интерференционно-голографические
методы анализа вибраций. —ЖТФ, 1974, т. 44, № 7, с. 1345—1371.
86. Лукьянов Д. П., Привалов В. Е. Кольцевые газовые лазеры для изме¬
рения параметров движения. ЛДНТП, 1975. 32 с.
87. Макмагон М. Методы контроля ИС с помощью лазера. — «Электроника»
(пер. с англ.), 1971, № 8, с. 39—43.
88. Методы измерения расходимости излучения оптических квантовых
генераторов. — «Измерительная техника», 1973, № 5, с. 32—36. Авт.: Е. П. Вы-
сокосов, А. В. Кубарев, Б. Е. Морозов, В. Р. Пронин.
89. Методы повышения точности лазерной размерной обработки. ЛДНТП,
1972. 38 с. Авт.: М. Н. Либенсон, Г. П. Суслов, А. Н. Кокора, С. В. Рыжих,
А. А. Чельный.
90. Микаэлян А. Л., Тер-Микаэлян М. Л., Турков Ю. Г. Оптические гене¬
раторы на твердом теле. М., «Сов. радио», 1967. 384 с.
91. Миркин Л. И. Физические основы обработки материалов лучами лазера.
МГУ, 1975. 383 с.
92. Митрофанов А. С. Анализ возможностей дифракционных способов изме¬
рения диаметров проводов и волокон. — «Метрология», 1976, № 2, с. 19—23.
93. Митрофанов А. С. Оптико-электронное устройство контроля геометри¬
ческих размеров микропроводов и волокон. — В кн.: Применение оптико-элек¬
тронных приборов в измерительной технике. МДНТП, 1973, с. 130—131.
327
94. Митрофанов А. С., Тарлыков В. А. Исследование дифракционного спо¬
соба контроля проводов и волокон. — «Известия вузов. Приборостроение».
1976, № 1, с. 104—108.
95. Митрофанов А. С., Тарлыков В. А. Лазерные дифракционные измерители
и их применение в промышленности. ЛДНТП, 1977. 26 с.
96. Михайлов-Тепляков В. А., Богданов М. П. Автоматизированная лазерная
резка материалов. Л., «Машиностроение», 1976. 208 с.
97. Методы неразрушающих испытаний. Под ред. Р. Шарпа. М., «Мир»,
1972. 402 с.
98. Многоканальная лазерная система на неодимовом стекле с пикосекунд¬
ной длительностью импульса излучения. —ОМП, 1972, № 12, с. 31—37. Авт.:
М. П. Ванюков, В. И. Крыжановский, В. А. Серебряков, В. Н. Сизов, А. Д. Ста¬
риков.
99. Модуляция и отклонение оптического излучения. М., «Наука», 1967.
1975 с. Авт.: Г. П. Катыс, Н. В. Кравцов, Л. Е. Чирков, С. М. Коновалов.
100. Мустель Е. Р., Парыгин В. М. Методы модуляции и сканирования света.
М., «Наука», 1970. 295 с.
101. Нагревание окисляющегося металла излучением С02-лазера. —
ДАН СССР, 1973, т. 210, N° 1, с. 66—69. Авт.: В. Л. Володькина, К. И. Кры¬
лов, М. Н. Либенсон, В. Т. Прокопенко.
102. Неразрушающий контроль качества полупроводниковых материалов
с использованием газовых ОКГ. ЛДНТП, 1976. 32 с. Авт.: В. Т. Прокопенко,
B. С. Рондарев, В. А. Трофимов, А. Д. Яськов.
103. Неразрушающий метод исследования полупроводников с помощью
сканирующего лазерного луча. — «Зарубежная электронная техника», 1971,
№ И, с. 20—32. Авт.: Д. С. Ганта, Б. Шерман, Е. Д. Джангблаф, Д. Ф. Блэк.
104. Новые достижения в области голографии. — «Авиационные материалы»,
1971, N° 52, с. 361.
105. Об изменении постоянной Верде в нелегированном объемном tt-GaAs. —
ФТП, 1973, т. 7, вып. 3, с. 653—654. Авт.: В. С. Васильев, И. П. Качанов-
ский, Е. В. Попова, Л. Д. Сабанова.
106. О методике исследования неоднородности прозрачных материалов
просвечиванием лазерным излучением. — В сб. трудов ЛИТМО «Вопросы кван¬
товой электроники», 1975, вып. 79, с. 20—25. Авт.: К. И. Крылов, А. С. Алиев,
C. А. Ашурбеков, А. С. Митрофанов.
107. Островский Ю. И. Голография и ее применение. Л., «Наука», 1973. 179 с.
108. Оффенбергер А. А., Смай П. Р., Барнетт X. Н. Измеритель энергии
излучения мощных лазеров на С02. — «Приборы для научных исследований»,
1975, N° 3, с. 84—89.
109. Пестов Э. Т., Лапшин Г. М. Квантовая электроника. М., «Воениздат»,
1972. 334 с.
ПО. Прибор для измерения мощности в широком диапазоне спектра. —
«Измерительная техника», 1974, № 12, с. 37—38. Авт.: Ю. П. Егоров, Г. И. Рук-
ман, Б. М. Степанов, А. В. Хромов.
111. Применение голографии в энергетическом машиностроении. —«Энерго¬
машиностроение», 1976, вып. 8, с. 42—51. Авт.: Д. М. Бавельский, В. С. Лис-
товец, Ю. И. Островский, В. Ф. Сидоренко, В. В. Трофимовский, В. А. Чубарев,
М. И. Этинберг.
112. Применение лазеров. Под ред. М. Росса. М., «Мир», 1974. 445 с.
113. Применение лазеров в военном деле. Сб. статей. М., Воениздат, 1968.
186 с.
114. Применение методов атомной и ядерной физики в горном деле. М.,
«Наука», 1969. 302 с. Авт.: А. Д. Суханов, Р. И. Баранов, О. Н. Генералов,
Н. А. Резанов, Л. П. Старчик, М. Л. Харахан.
115. Применение перестраиваемого по частоте инжекционного лазера на
GaAs для оптико-акустического детектирования поглощения молекул фтори¬
стого водорода. — «Квантовая электроника», 1975, т. 2, № 7, с. 1403—1408.
Авт.: В. Б. Анзин, М. В. Глушков, В. П. Жаров, Ю. В. Коеичкин, В. О. Шай-
дуров, А. М. Широков.
328
116. Прокопенко В. Т., Рондарев В. С., Яськов А. Д. Измерение неоднород¬
ности распределения свободных носителей заряда в сильполегировапных полу¬
проводниках методом оптического зондирования. — «Электронная техника»,
1974, сер. 8, вып. 11 (29), с. 31—34.
117. Прокопенко В. Т., Рондарев В. С., Яськов А. Д. Измерение малой кли-
новидности при помощи узкого луча когерентного излучения. ПТЭ, 1975, № 4,
с. 187—188.
118. Прокопенко В. Т., Яськов А. Д. Инфракрасный микроскоп с С02-ла-
зером для исследования микронеоднородностей структуры полупроводников. —
ПТЭ, 1974, № 3, с. 215—217.
119. Пантель Р., Путхов Г. Основы квантовой механики. М., «Мир», 1972.
384 с.
120. Радиоизмерительные приборы. Каталог-проспект.М., НИИЭИР, 1975.82с.
121. Разделение изотопов 10В и ПВ в сильном ИК поле С02-лазера. — «Кван¬
товая электроника», 1975, т. 2, № 10, с. 2197—2201. Авт.: Р. В. Амбарцумян,
Ю. А. Горохов, В. С. Летохов, Г. Н. Макаров, Е. А. Рябов, Н. В. Чекалин.
122. Ржанов А. В., Свиташев К. К., Семененко А. И. Эллипсометрические
методы контроля в микроэлектронике. — «Микроэлектроника», 1975, т. 4, № 1,
с. 3—23.
123. Ринкевичус Б. С. Доплеровский метод измерений локальных скоростей
с помощью лазеров. — УФН, 1973, т. 30, N° 2, с. 305—330.
124. Ринкевичус Б. С., Смирнов В. И. Оптический доплеровский метод иссле¬
дования турбулентных потоков с использованием спектрального анализа сигна¬
лов. — «Квантовая электроника», 1973, т. 14, № 2, с. 86—89.
125. Резка тонкослойных материалов излучением С02-лазера. ЛДНТП,
1973. 32 с. Авт.: В. Л. Володькина, М. Н. Либенсон, В. Т. Прокопенко,
Л. А. Сурменко.
126. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработка мате¬
риалов. М., «Машиностроение», 1975. 296 с.
127. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Воздействие излучения
ОКГ на железные сплавы. — «Физика и химия обработки материалов», 1972,
N° 2, с. 3—8.
128. Рябов С. Г., Торопкин Г. Н., Усольцев И. Ф. Приборы квантовой элек¬
троники. М., «Сов. радио», 1976. 310 с.
129. Рэди Дж. Действие мощного лазерного излучения. М., «Мир», 1974.
468 с.
130. Сивков А. А., Разумовский И. Т., Красавцев В. М. Влияние темпера¬
турного изменения пропускания оптических фильтров на точность радиометра. —
«Метрология», 1971, № 7, с. 64—68.
131. Старостин Н. В., Феофилов Д. П. Магнитная циркулярная анизотропия
в кристаллах. — УФН, 1969, т. 97, вып. 4, с. 621—623.
132. Степанов Б. М., Андреева Л. И., Таланов Ю. В. Коаксиальные фото¬
элементы для регистрации быстропротекающих световых процессов. — В кн.:
Импульсная фотометрия. Л., «Машиностроение», 1969, с. 17—24.
133. Стробоголографический метод изучения вибраций. — ЖТФ, 1968,
т. 38, № 10, с. 1824—1828. Авт.: А. Н. Зайдель, Л. Г. Малхасян, Г. В. Мар¬
кова, Ю. И. Островский.-
134. Тарасов Л. В. Физические основы квантовой электроники. М., «Сов.
радио», 1976. 368 с.
135. Технологическое применение газовых лазеров. ЛДНТП, 1970. 32 с.
Авт.: Г. В. Бубякин, Г. Р. Левинсон, В. И. Смилга, В. П. Тычинский.
136. Урывский Ю. И. Эллипсометрия. Изд-во Воронежского ун-та, 1971.
131 с.
137. Установка для непрерывного технологического контроля величины
рабочего зазора электрических машин. — «Механизация и автоматизация про¬
изводства», 1974, N° 8, с. 16—17. Авт.: В. А. Мордвинов, Б. С. Волков,
В. Б. Ровенский, В. Б. Филейкин.
138. Уэрт Ч., Томсон Р. Физика твердого тела. М., «Мир», 1969. 558 с.
139. Франсон М. Голография. М., «Мир», 1972, с. 105—115.
140. Фриш С. Э. Оптические спектры атомов. М., Физматгиз, 1963. 640 с.
329
141. Хауффе К. Реакция в твердых телах и на их поверхности. Т. 2, М.,
Изд-во иностр. лит., 1963. 275 с.
142. Хенней Н. Б. Полупроводники. М., Изд-во иностр. лит., 1962, с. 604.
143. Хирд Г. Измерение лазерных параметров. М., «Мир», 1970. 540 с.
144. Хюлст Г. Ван де. Рассеяние света малыми частицами. М., Изд-во иностр.
лит., 1961. 536 с.
145. Abrams L. L., Gandrud W. В. Variable attenuator for X = 10.6 pm.
IEEE. — «J. Quant. Electron», 1969, v. 5, No. 4, p. 212—217.
146. Adrian R. J. A. bipolar, two component laser-Doppler velocimeter. —
«J. Phys. E.», 1975, v. 8, No. 9, p. 723—726.
147. Alfano R. R., Baird D. H. Use of Faradey effect to determine electron
concetration. — «J. Appl. Phys.», 1968, v. 39, No. 6, p. 2931—2940.
148. Applications in automaking.—«Laser focus», 1975, No. 2, p. 10—11.
149. Archbold A., Ennos A. E. Laser photography to measure the deformation
of weld cracks under load. — «Non-Destruct. Test», 1975, v. 8, No. 4, p. 181—184.
150. Baker L. M., Hallenbach R. E. Laser interferometer for measuring high
velocities of any reflecting surface.—«J. Appl. Phys.», 1972, v. 1, No. 43,
p. 4669—4675.
151. Balkanski M., Amzallag E. Band paraneters determination from Faradey
rotation measurements. — «Phys. Stat. Sol.», 1968, v. 30, p. 407—438.
152. Bailie E. A., Chan J. H. C. Fringe image technique for the measurement
of flow velocities.—«Appl. Opt.», 1973, v. 12, No. 11, p. 2607—2615.
153. Bell S. A. To the last micro-inch laser interferometer. — «Western Machi¬
nery and Steel World», 1971, v. 62, No. 6, p. 4—7.
154. Black J. E., banning E., Perkowitz S. Infrared techniques for semicon¬
ductor characterization. — «Infrared Physics», 1970, v. 10, p. 125—129.
155. Blake K. A., Jespersen K. L, Lynch D. A traversing laser velocimeter. —
«Optics and Laser Technology», 1971, v 3, No. 4, p. 208—210.
156. BOC laser systems and applications. — «Machinery and product engi¬
neering», 1970, 24 June, p. 977—979.
157. Bossel H. H., Hiller W. J., Meier С. E. Noisecancelling signal dif¬
ference method for optical velocity measurement. — «J. Phys. E.», 1972, v. 5,
No. 9, p. 893—896.
158. Bossel H. H., Orloff K. L. Laser Doppler anemometer for water tunnel
applications. — «J. of Hydrohaytics», 1972, v. 6, No. 2, p. 101—105.
159. Boston T. J., Bowden F. P. Localited Damage of Metall Crystals by Laser
Irradiation.—«Nature», 1968, v. 218, No. 5137, p. 150—152.
160. Boyer G., Huriet J. R., Lamouroux B. Micro-machining by Beams of
coherent Light. — «Optics and Laser Technology», 1970, v 2, No. 4, p. 196—199.
161. Buchhave P. Laser Doppler velocimeter with variable optical frequency
shift.—«Optics and Laser Technology», 1975, v. 7, No. 1, p. 11—16.
162. Buchhave P. Light collecting system and detector in Laser Doppler ane¬
mometer.— «DISA Information», 1973, No. 15, p. 15—20.
163. Caulfield H. J. Holographic Spectroscopy.—«Opt. Engineering», 1974,
v. 13, No. 6, p. 481—482.
164. Chu W. P. et al. Holographic Nondestructive Testing with Impact Exi-
tation.—«Appl. Opt.», 1972, v. 11, No. 7, p. 1644 —1645.
165. Cooke D., Kerker M. P., Photometer for measurement of the light scat¬
tered by large submicron cylinders at both perpendicular and oblique inci¬
dence. — «Rev. Sci. Instrum.», 1968, v. 33, p. 320—323.
166. DeNicola R. O., Saifi M. A., Frozee R. E. Epitaxical layer thickness
measurement by far infrared ellipsometry.—«Appl. Opt.», 1972, v. 11, No. 11,
p. 2534—2539.
167. Derenbach T. Die Laser Interferometrie in der Festigung.—«Ind. Anz.»,
1975, v. 97, No. 28, p. 537—540.
168. Digest of Technical Papers, 1975 IEEE/OSA Conference on Laser Engi¬
neering and Applications. Washington, 1975, 84 p.
169. DISA TYPE 551-Laser Doppler anemometer. Complete catalog, 1972—
1973. — «DISA Electronic», Denmark, 1973, p. 3—9.
330
170. Donald R. Herriatt, Harry J. Schulte. Folded Optical Delay Lines. —
«Appl. Opt.», 1965, No. 4, p. 883—885.
171. Dubnistchev Yu. N., Vasilenko Yu. G. A Laser Doppler velocimeter
which measures the three components of velocity. — «Optics and Laser Techno¬
logy», 1976, No. 2, p. 17—21.
172. Dubnistchev Yu. N., Vasilenko Yu. G. Analysis of Optical compensating
schemes of aser Doppler velocimeters. — «Optics and Laser Technology», 1974,
No. 10, p. 225—231.
173. Dubnistchev Yu. N., Vasilenko Yu. G., Koronkevitch V. P., Sobolev V. S.
Stolpovski A. A., Utkin E. N. Leser Doppler velocimeter as optoelectronics Sy¬
stems.— «Appl. Opt.», 1975, No. 1, p. 180—184.
174. Durst F. G., Whitelaw J. H. The performance of acoustooptic cells for
laser-Doppler anemometry. — «J. Phys. E. Sci. Instrum.», 1975, v. 8, No. 9,
p. 776—780.
175. Durst F. G., Whitelaw J. H. Integrated optical units for laser anemo-
metre. —«J. Phys. E. Sci. Instrum.», 1971, v. 4, No. 11, p. 804—808.
176. Edlen B. The Dicpersion of air. — «Metrologia», 1956, v. 2, p. 2—6.
177. Eleccion M. Materials processing with lasers. — «IEEE Spectrum», 1972,
v. 9, p. 62—72.
178. Electronic Packaging and Product, 1971, v. 11, No. 3, p. 23—32.
179. Epperson J. P., Dyer R. W., Grziwa J. C. The laser now a production
tool. — «Western Electric Eng.», 1966, v. 10, p. 29—33.
180. Epperson J. P., Dyer R. W., Grziwa J. C. Laser system cuts cost of dril¬
ling diamond dies.—«Laser focus», 1966, No. 10, p. 26—27.
181. Evans R. W. et al. The design and construction at a large aperture optical
system using holographic and interferometric testing techniques. — «Optics and
Laser Technology», 1975, v. 7, No. 5, p. 203—208.
182. Farmer W. M., Hornkanl J. 0. Two-component, selffalgning laser vector
velocimeter.—«Appl. Opt.», 1973, v. 12, No. 11, p. 2636—2640.
183. Fink W., Schneider W. A coherent-optical method for measuring fibra
diameters. — «Optica Acta», 1974, v. 21, No. 2, p. 151—155.
184. Foreman J. W., George E. W., Lewis R. D. Measurement of locased
flow velocities in gases with a laser Doppler flometer. — «Appl. Phys. Let.», 1965,
v. 7, No. 4, p. 77—78.
185. Fritsche R., Mesch F. Noncontact speed measurement — a comparison
of optical systems. — «Measurement and Control», 1973, v. 6, No. 7, p. 293—300.
186. Gabor D. A new microscopic principle.—«Nature», 1948, v. 161,
p. 777—778.
187. Gagliano F. P., Lumley R. M., Watkins L. S. Lasers in Industry. —
«Proceedings of the IEEE», 1969, v. 57, No. 2, p. 114—147.
188. Gagliano F. P. Laser processing fundamentals in the application of La¬
sers.— «Laser Industry Assosiation», 1971, Sept., p. 3—44.
189. Gebhardt E. G., McCoy J. H., Smith D. C. Variable attenuator for C02
laser. IEEE. — «J. Quant. Electron», 1969, v. 5, No. 9, p. 471—475.
190. George W. K-, Lumley I. L. The laser Doppler velocimeter and it’s appli¬
cation to the measurement of turbulence. — «J. of Fluid Mechanics», 1973, v. 60,
No. 2, p. 321—362.
191. Glantschnig F., Leroux M., Mottier von Willisen F. K- An automatic
fringecounter laser interferometer for application to industrial metrology — first
international conference on laser application, Paris, 1967. — «Laser and uncon¬
ventional Optics», 1967, No. 8, p. 118—123.
192. Goldstein R. J., Hagen W. F. Turbulent flow measurements utilizing
the Doppler shift of scattered lasser radiation. — «Physics of fluids», 1967, v. 10,
No. 6, p. 1340—1353.
193. Grant R. M., Brown G. M. Holographic nondestructive testing (HNDT). —
«Mater. Evaluat.», 1969, v. 27, No. 4, p. 79—84.
194. Green J. M., Hohimer J. P., Tittel F. K. A highresolution CWDye laser
spectrometer. — «Optics communications», 1973, v. 9, No. 4, p. 407—411.
331
195. Gupta D. C., Sherman B., Tungbluth E. D., Black T. F. Nondestructive
semiconductor testing using scanned Laser techniques. — «Solid State Technology»,
1971, No. 3, p 44—50.
196. Hargis P. J., Robertson M. M. A Dye Laser Spectrometer for the Ana¬
lysis of Pulsed Vacuum Arcs, IEEE/OSA Conference on Laser Engeneering and
Applications, Washington, 1975, p. 24.
197. Hazebrock H., Holscher A. Interferomotric Ellipsometry. — «J. of Phys.
Ei. Scientific Instruments», 1973, v. 6, p. 31—35.
198. Higuchi T., Miyazawa T., Yoshida H., Okyda T. Application of laser
to drilling and cutting. — «Mitsubishi Denki», 1971, v. 45, No. 10, p. 1298—1308.
199. Hill J. W., Lee M. J., Spalding I. J. Surface treatments by laser. —
«Optics and Laser Technology», 1974, December, p. 276—278.
200. Hollstein M. Holographie zur zerstoerungsfreien Werkstoffpruefung. —
«Masch. Manag», 1971, v. 14, No. 8, p. 22—24.
201. Holographic Roads Lead to Ann Arbor. — «Laser focus», 1969, v. 5,
No. 2, p. 16—17.
202. Holzinger G., Kosanke K-, Menz W. Printing of part numbers using a high
power laser beam. — «Optics and Laser Technology», 1973, December, p. 256—265.
203. Kao К. C., Davies T. W., Worthington R. Coherent Light Scattering
Measurements on Single and Cladded Optical Glass Fibres. — «The Radio and
Electronic Engineer», 1970, v. 39, No. 2, p. 105—111.
204. Kofula A. Romiar srednic malych otworou metoda dyfrakcyina zasto-
sowaniem lasera.—«Mechanik», 1970, v. 43, No. 11, p. 614—615.
205. Kuhn L., Schuster S. E., Sory P. S., Cook P. W., Gutfeld R. J. Laser
formed connections for integrated circuit ship personalization. International Elect¬
ron devices meeting, Washington D. C., 1974, p. 557—650.
206. Kuriger W. L. A Laser Doppler Velocimeter Employing a Scanning Inter¬
ferometer. — «Proc. IEEE», 1969, v. 10, No. 12, p. 2161—2165.
207. Lanz O., Jchanson С. C., Morikawa S. Directional laser Doppler veloci¬
meter. — «Appl. Opt.», 1971, v. 10, No. 4, p. 884—888.
208. Laser as production tool.—«Optics and laser technology», 1971, v. 3,
No. 2, p. 116.
209. Laser beam being used to cut costs inventories and cloth. — «Laser Weekly»,
1971, 22 March, p. 2—4.
210. Laser Doppler Velocimeter. BBC, GOES, 1975, Austria.
211. Laser interferometer for checking giddlins lewisfraser machines. —«Ma¬
chinery and production engineering», 1971, No. 3, p. 28—33.
212. Lehmann B. Geschwindig keitsmessung mit Laser-Dopplerverfahren. —
«Wiss. Ber. AEG Telefunken», 1968, Bd. 41, No. 3, p. 1340—1352.
213. Leenderts J. A. Interferometric Displacement Measurement on Scat¬
tering Surfaces Utilising Speckle Effect. — «J. Phys. E. Ici. Instr.», 1970, v. 3,
p. 214—218.
214. Locke E. V., Hoag E. D., Hella R. A. Deep penetration welding with
high power C02-lasers. IEEE. — «J. Quantum Electronics», 1972, v. 8, p. 132—135.
215. Macchia G. T. La. Itroboscopic Holography with a modelocked laser. —
«J. Appl. Phys.», 1968, v. 39, No. 11, p. 5340—5343.
216. Maning R. Optical designing for a laser flow meters. — «Optics and La¬
ser Technology», 1973, v. 5, No. 3, p. 114—118.
217. Marcuse D. Light scattering from unelad fibers: ray theory. — «Appl. Opt»»
1975, v. 14, No. 7, p. 1528—1532.
218. Mayolan D. «The Bell System Technol. Journal», 1971, v. 50, No. 6,
p. 1761—1764.
219. Nilson P. O. Determination of optical constant from Intensity Mesu-
rement at Normal Incidence. — «Appl. Opt», 1968, v. 7, No. 5, p. 13—16.
220. Orloff K- A., Logan S. E. Confacal baskcatter laser velocimeter with
opaxis sennsitivity. — «Appl. Opt.», 1973, v. 12, No. 10, p. 2477—2481.
221. Osamura K., Murakami Y. Free carrier absorption on n-GaAs. — «Japan
J. Appl. Phys.», 1972, v. 11, No. 3, p. 365—369.
332
222. Penner S. S., Jerskey T. Use of laser for local measurement of velocity
components, species densities and temperatures. — In: Annual Review of Fluid
Mechanics. Palo. Alto Calif., 1973, v. 5, p. 9—30.
223. Powell R. L., Itetyon K. A. Interferometric vibration analysis by wa¬
vefront reconstruction. — JOSA, 1965, v. 55, p. 1593—1596.
224. Pryor 0. R., Hageniers 0. L., North W. R. T. Diffractographie Dimen¬
sional Measurement. —«Appl. Opt.», 1972, v. 11, No. 2, p. 308—311.
225. Radloff W. Lamb-Dip spectroscopy of some carbonhydrogen compounds.—
«Collected Theses of the Second All-Union Symposium on the Physics of Gas La¬
ser», Novosibirsk, June 16 to 18, 1975.
226. Richard A. Sunshine and Goldsmith. — «RCA Rev.», 1972, v. 33, No. 2,
p. 383—392.
227. Robert E. et al. Golography: a new NDT tool comes of age.—«S. A. M.P.E.
Qart.», 1975, v. 6, No. 3, p. 26—37.
228. Ross M. Laser Application. New Jork and London, Academic Press,
1974, v. 2, p. 55—129.
229. Rudd M. J. A new theoretical model for the laser Dopplermeter. —
«J. Phys. E.», 1969, v. 2, No. 1, p. 55—58.
230. Rudd M. J. The Laser anemometer review. — «Optics and Laser Techno¬
logy», 1971, v. 3, No. 4, p. 200—207.
231. Sampson R. G. Structural Measurements with Holographic Interfero¬
metry. — «Materials researsh and standards», 1971, v. 11, No. 9, p. 26—31.
232. Saunders J. Reflection, Transmission and Phase Shift of Right on Imbed¬
ded Optical Films. — JOSA, 1972, v. 62, No. 1, p. 21—28.
233. Seman J. A., Wiley I. D. A scanning device for measurement of doping
homogenaty of GaP. — «J. Phys. Appl.», 1970, v. 43, No. 11, p. 4646—4650.
234. Sherman B., Black T. F. Scanned Laser infrared microscope. — «Appl.
Opt.», 1970, v. 9, No. 4, p. 802—809.
235. Som S., Chocodhaery Ch. New Ellipsometric Method for the Determina¬
tion of the optical constants of Thin Films and Surfaces. — JOSA, 1972, v. 62,
No. 1, p. 32—36.
236. Spalding I. J., Laser-their applications and operational requirements. —
«Optics and Laser Technology», 1974, December, p. 263—272.
237. Splitzer W. G., Whelan J. M. Infrared absorbtion and electron effective
in n-type Gallium Arsenide.—«Phys. Rev.», 1959, v. 114, No. 1, p. 59—63.
238. Stenfeld J. I. Impact of lasers in Spectroscopy.— «Optical Engineering»,
1974, v. 13, No. 6, p. 476—482.
239. Steinfeld J. I., Burak J., Sutton D. G., Nowak L. V., «J. Chem. Phys.»,
1970, v. 52, p. 5421—5426.
240. Takasaki H., Kazaki N. O., Kida K- An Automatic Polarimeter, Auto¬
matic Polarimetry by means of an ADP Polarization modulator. — «Appl. Opt.»,
1964, v. 3, No. 7, p. 131—136.
241. Tandler W. S. Production roles for C02-laser.—«Laser Focus», 1971,
No. 3, p. 28—30.
242. Telle J. M., Tang C. L. Direct absorption spectroscopy using a rapidly
tunable CW-dye laser. —«Opt. communication», 1974, v. 11, No. 3, p. 251—253.
243. Thermo-Systems. .Scientific research equipment. Complete cataloque.
Washington, 1975. 68 p.
244. Thurber W. C. Laser Welding Theory, status and prospects. International,
report, Union Carbide Corp., Korad Dept., Calif., Santa Monica, 1971, p. 26—38.
245. Vasilenko Yu. G., Dubnitshev Yu. N., Koronkevitch V. P., Sobolev V. S.
Laser velocity meters — a comparative study. — «Optics and Laser Technology»,
1972, No. 6, p. 270—272.
246. Vasilenko Yu. G., Dubnitshev Yu. N., Koronkewitch V. P., Sobolev V. S.,
Senin A. G., Stolpovski A. A. Utkin E. N. The development of an optical Doppler
technique for measuring flow velocities. — «Opto-Electronics», 1973, v. 5,
p. 153—161.
247. Watkins L. S., Zaleckas V. J., Dynamic Wire Measurament by Automa¬
tically Monitoring the Laser Diffraction Pattern. IEEE. — «Journal of Quntum
Electronics», 1970, v. 6, No. 1, p. 2—8.
333
248. Watkins L. S. Scattering from side-illuminated clad glass fibers for de¬
termination of fiber parameters. — JOSA, 1974, v. 64, No. 7, p. 767—772.
249. Wave fronts reconstruction with continuous tone objects. — JOSA,
1963, v. 53, p. 1377—1381.
250. Webster J. M. The microelectronics horizon for laser. — «Electronic
Packaging and production», 1971, v. 11, No. 3, p. 28—32.
251. West P. One line gange for wire and fibre diameter measurement. —
«Meas. and Contr,», 1974, v. 7, No. 2, p. 45—46.
252. Westen W., Lalor M. J. Laser velocimeter gives precise valve calibra¬
tion.— «Design Engineer», 1972, Dec., p. 62—65.
253. Wolinski W., Karmirowski A., Nowicki M., Badriak W. Continuous
measurement of the diameter of thin wires the width of small slitsby laser beam
diffract. — «Electron Technology», Institute of Electron Technology P. A. Sci.
Warsaw., 1969, v. 2, No. 2/3, p. 223—227.
254. Williamson S. J., Weingart J. M. New High-Precision Photoelectric
Universal Polarimeter and Birefringence Compensator. — JOSA, 1964, v. 54, No. 3,
p. 60—64.
255. Yamaguchi T., laito H. Application of holographic Interferometery
to the measurement of Poisson’s ratio. — «Jap. J. Appl. Phys.», 1969, v. 8, No. 6,
p. 768—771.
256. Yhajenko P., Jonson C. D. Introboscipic Holographic Interferomery. —
«Appl. Phys. Let», 1968, v. 3, No. 1—2, p. 44—47.
257. Yeh Y., Cummins H. Z. Localized fluid flow measurements with a He-Ne
laser spectrometer.—«Appl. Phys. Let.», 1964, v. 4, No. 10, p. 176—178.
Оглавление
Предисловие 3
Глава I. Типы лазеров и их параметры 5
1. Физические основы работы лазеров —
2. Классификация и основные характеристики лазеров 16
3. Твердотельные лазеры 19
4. Газовые лазеры 33
5. Полупроводниковые лазеры . . 54
6. Жидкостные и химические лазеры 64
Глава II. Аппаратура управления и измерения параметров лазер¬
ного излучения 69
7. Назначение аппаратуры управления —
8. Управление мощностью и энергией лазерного излучения . 70
9. Умножение и перестройка частоты излучения лазеров .... 74
10. Управление перемещением лазерного луча в пространстве 78
11. Управление плотностью лазерного излучения . 86
12. Измерение параметров лазерного излучения . 94
Глава III. Промышленная обработка материалов 104
13. Необходимые условия для лазерной обработки материалов . —
14. Физические основы лазерной обработки 108
15. Лазерная резка металлов 110
16. Лазерное сверление отверстий в металлах . 127
17. Лазерная сварка металлов ... 133
18. Резка неметаллических материалов . . 139
19. Сверление неметаллических материалов . 144
20. Сварка неметаллических материалов . 151
21. Фигурная обработка поверхностей . 153
22. Термообработка материалов 164
23. Другие виды технологического применения лазеров . 167
Глава IV. Лазеры в системах неразрушающего контроля качества
материалов и изделий .... 177
24. Методы неразрушающего контроля —
25. Метод контроля по оптическому поглощению 178
26. Метод контроля с использованием магнитного и электриче¬
ского полей 193
27. Эллипсометрический метод контроля ....... 200
28. Голографические методы неразрушающего контроля 208
29. Лазеры в спектральном анализе . . 216
30. Фотоэлектрический метод контроля . . 224
Глава V. Лазеры в системах измерения и контроля размеров и линей¬
ных перемещений 228
31. Возможности применения лазеров в системах измерения и
контроля размеров и перемещений —
32. Лазерные интёрферометры 231
33. Лазерные дифракционные измерители размеров . 248
34. Лазерные доплеровские измерители скорости . . 278
Глава VI. Промышленные лазерные установки и области их при¬
менения 304
35. Состояние промышленного производства лазерных техноло¬
гических установок —
36. Установки с использованием твердотельных лазеров . 305
37. Установки с использованием газовых лазеров 313
38. Приборы с использованием полупроводниковых лазеров . 318
Заключение 321
Список литературы 324
335
ИБ № 41
Константин Иванович Крылов
Виктор Трофимович Прокопенко
Андрей Сергеевич Митрофанов
ПРИМЕНЕНИЕ
ЛАЗЕРОВ
В МАШИНОСТРОЕНИИ
И ПРИБОРОСТРОЕНИИ
Редактор издательства Т. С. Васильева
Переплет художника Г. Л. Попова
Технический редактор В. Ф. Костина
Корректор А. И. Лавриненко
Сдано в набор 22.12.77. Подписано к печати 14.06.78. М-23372. Формат 60X90l/ie-
Бумага типографская № 1. Литературная гарнитура. Высокая печать.
Уел. печ. л. 21. Уч.-изд. л. 23,1. Тираж 12 000 экз. Зак. № 707. Цена 1 р. 50 к.
Ленинградское отделение издательства «Машиностроение»
191065, Ленинград, Д-65, ул. Дзержинского, 10
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10