/







































































































































































































Text
В. М. ГОРЕЛОВ
ОБРАБОТКА МЕТАЛЛОВ
РЕЗАНИЕМ
УЧЕБНОЕ ПОСОБИЕ
ДЛЯ МАСТЕРОВ
МХП-СССР
ГоЛШСТШр % 'КшшвсШ
Химич ский завод
Техш‘кс*ай бньиитека
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1950 Свердловск
В книге излагаются в популярной форме основные поло-
жения и законы современной теории резания металлов и прак-
тика применения их в производстве.
В книге освещаются, на основе последних исследований
советских ученых в области резания металлов, вопросы
стружкообразования, усилий резания, стойкости режущего ин-
струмента и его износа, рациональной геометрии режущего
инструмента, рациональной эксплоатации его, а также со-
временные методы скоростного резания металлов.
Книга предназначается для учащихся и преподавателей
школ мастеров социалистического труда, а также может быть
использована в качестве учебного пособия учащимися машино-
строительных техникумов.
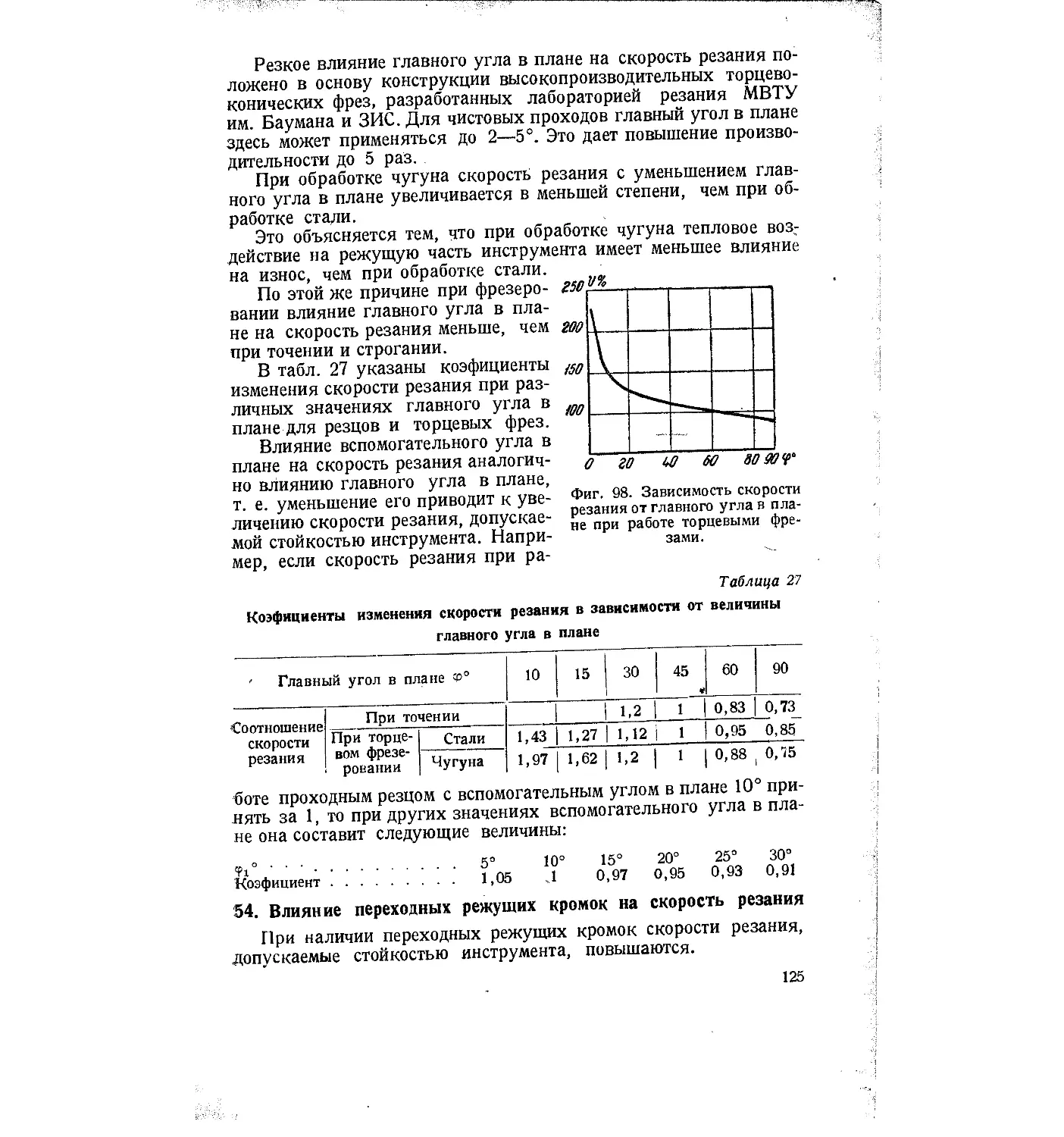
Рецензент канд. техи. наук С. П. Ulafautct
Ответ, редактор доп. И. С. Сплетниц.
УРАЛО-СИБИРСКОЕ ОТДЕЛЕНИЕ МАШГИЗА
Редакция литературы по холодной обработке металлов
Ведущий редактор инж. Т. М. Сомова
ПРЕДИСЛОВИЕ
Перед народным хозяйством СССР товарищ Сталин поставил
задачу — в короткий исторический период догнать и перегнать
главные капиталистические страны в экономическом отношении.
Одним из важнейших условий для выполнения этой задачи
является широкое внедрение в промышленности последних до-
стижений науки и техники.
В связи с этим большое значение приобретает техническая под-
готовка кадров машиностроительной промышленности, в том числе
мастеров, которые являются непосредственными организаторами
и руководителями производственного процесса. Большое коли-
чество руководящих кадров (мастера, технологи, нормировщики
И т. д.) промышленность получает путем выдвижения квалифици-
рованных рабочих, которые приобрели необходимую техническую
подготовку в школах мастеров социалистического труда. Поэтому
в настоящее время имеет большое значение издание учебных пособий,
включающих в себя популярное изложение последних достижений
науки и техники и разработанных применительно к специфическим
запросам школ мастеров социалистического труда.
В последние годы в области резания металлов произведено боль-
шое количество новых исследований и сделано немало открытий,
имеющих важное значение. Однако, в значительной своей части они
еще не стали достоянием широких масс среднего технического пер-
сонала машиностроительной промышленности. Одной из основных
причин этого является то, что большинство имеющихся учебных
пособий устарело и не содержит в себе того нового, что до-
стигнуто советской наукой и техникой в области резания ме-
таллов.
В настоящем учебном пособии сделана попытка дать популяр-
ное изложение современных знаний о резании металлов, с расче-
том на квалифицированных рабочих, учащихся в школах мастеров
социалистического труда.
Принимая во внимание учебные планы школ мастеров социали-
стического труда, и учитывая наличие богатого практического
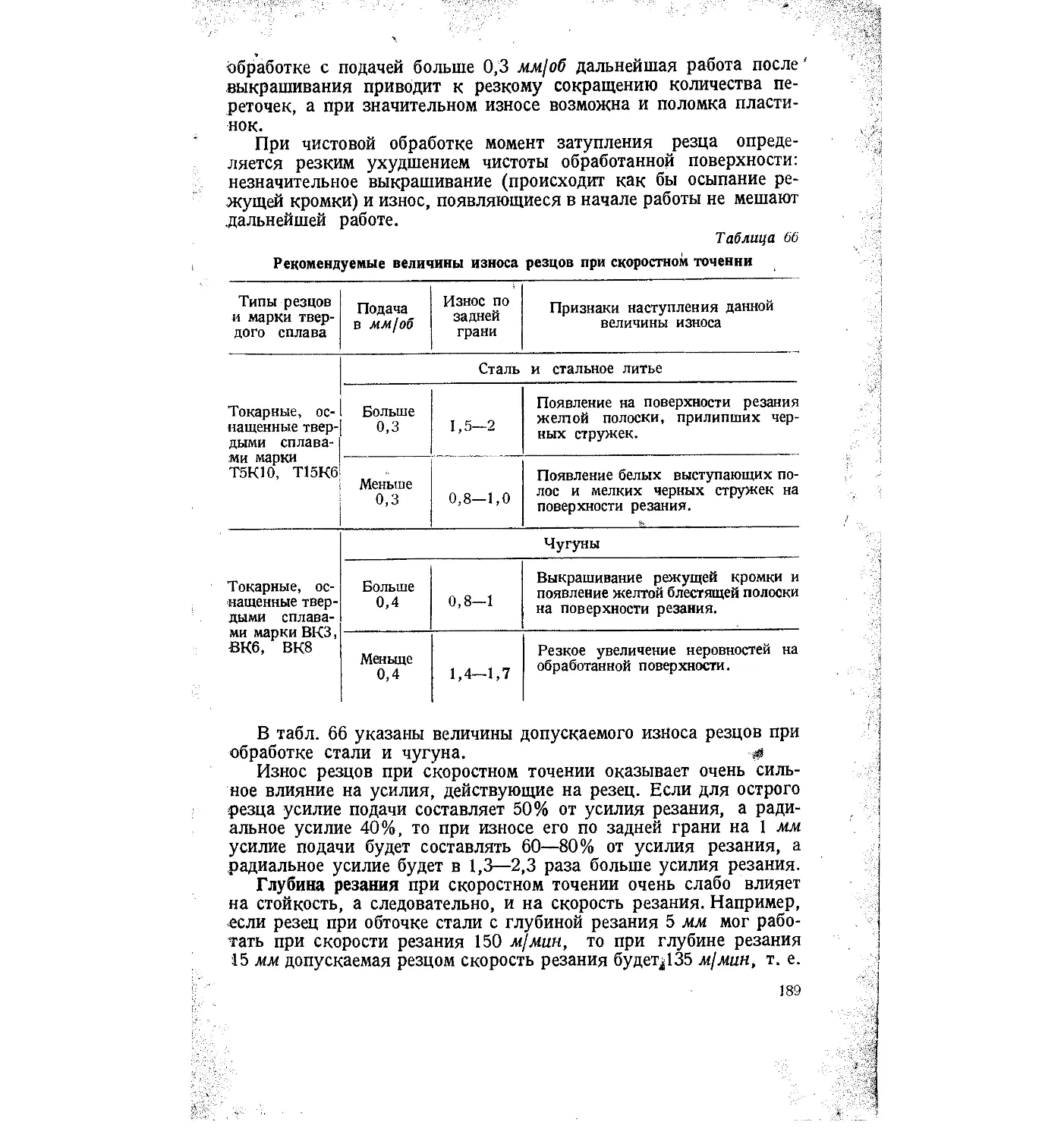
опыта у слушателей, автор не ограничился только изложением
основных сведений и понятий, а поставил себе задачу дать как мож-
но более широкое представление о предмете и полнее осветить тео-
ретические основы резания металлов.
Настоящее учебное пособие написано по принципиально новому
плану изложения содержания предмета. По главам рассматри-
з
ваются не отдельные процессы резания (точение, строгание, свер-
ление, фрезерование и т. п.), а главнейшие вопросы теории, имею-
щие первостепенное значений при любом процессе резания и являю-
щиеся основными в практической деятельности мастера, как-то:
износ и стойкость режущих инструментов, рациональная геомет-
рия режущих инструментов, скоростное резание металлов.
При этом на протяжении всего курса дается необходимое из-
ложение специфических особенностей работы главнейших инстру-
ментов, но объясняются они с позиций общих законов и положений.
В целях упрощения изложения автор иногда сознательно от-
ступает от принятой трактовки некоторых вопросов. Так, напри-
мер, при изложении сведений об элементах режущих частей инстру-
ментов он не применяет понятия координатных плоскостей, за-
меняя их понятием направления скорости резания. Это значитель-
но облегчает усвоение предмета учащимися, не обладающими
достаточной общеобразовательной подготовкой.
Автор считает своим долгом отметить, что настоящая книга, как
первый опыт по созданию учебного пособия для школ мастеров со-
циалистического труда, не может не иметь отдельных упущений.
Вполне вероятно, что в некоторых случаях не удалось достичь не-
обходимой для мастеров популярности и полноты изложения.
Однако можно сказать, что настоящее учебное пособие без-
условно будет способствовать повышению теоретических знаний
квалифицированных рабочих и мастеров, приближая этим уровень
их знаний к уровню инженерно-технических работников.
За все пожелания к содержанию и изложению материала книги,
а также за критические указания читателей автор будет признате-
лен и примет их с благодарностью.
Автор
4
ВВЕДЕНИЕ
Обработка металлов резанием является одной из наиболее трудо-
емких и дорогих операций в современном машиностроении. За по-
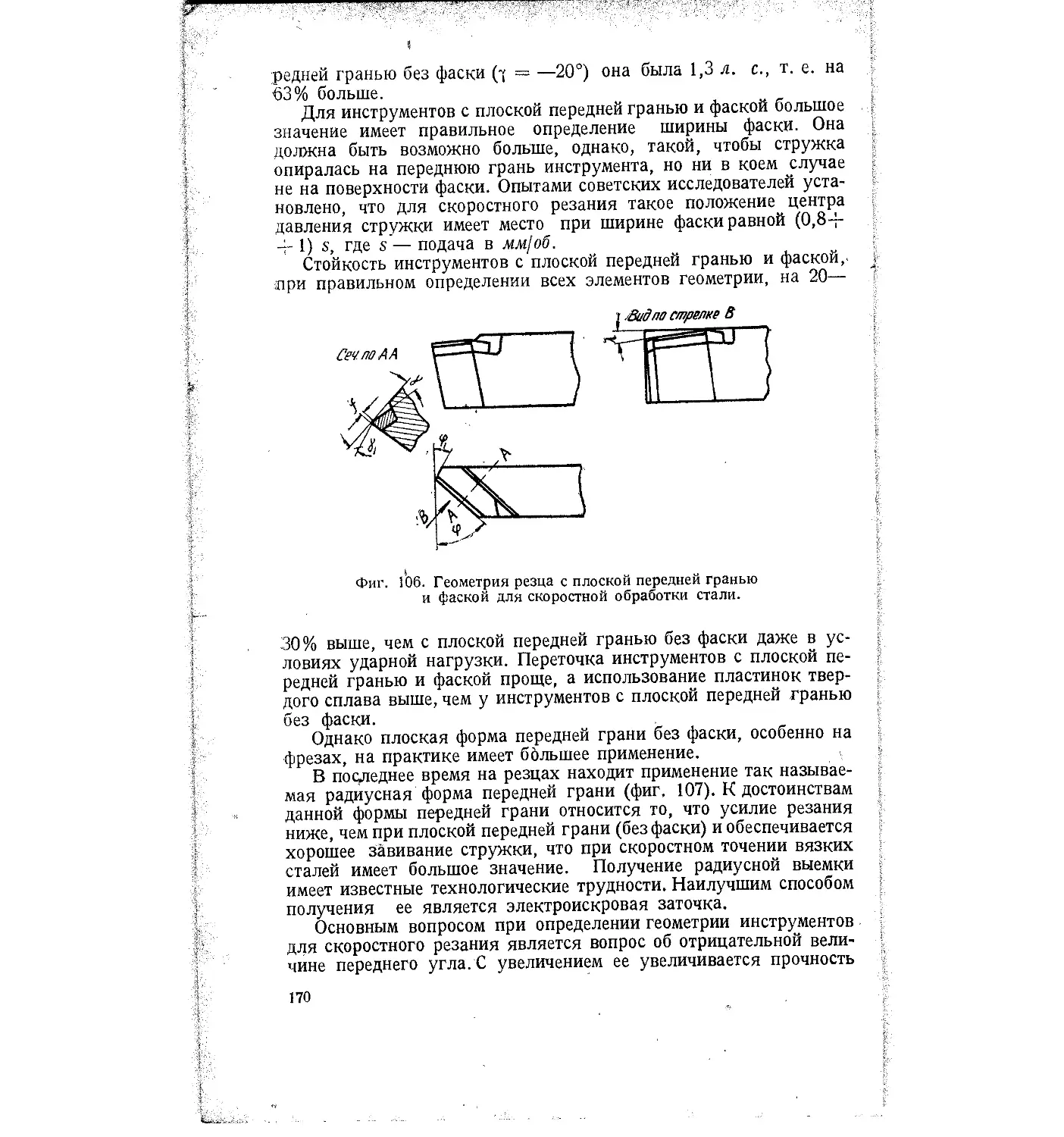
следние 35—40 лет в методах обработки металлов резанием про-
изошли значительные изменения, давшие резкое повышение про-
изводительности труда на станочных операциях. Однако, трудоем-
кость станочных работ продолжает составлять еще значительную
долю (от 30 до 50% и выше) в общей трудоемкости изготовления
машин. Поэтому техническая мысль продолжает настойчиво ра-
ботать над вопросами сокращения стоимости и трудоемкости ста-
ночных операций.
Эта работа идет по трем направлениям:
1) по линии совершенствования технологии в заготовительных
цехах с целью сокращения припусков на обработку до таких раз-
меров, при которых роль механических цехов сводилась бы только
к выполнению чистовых и отделочных операций;
2) по линии изменения самого технологического процесса ста-
ночных работ за счет применения новых высокопроизводительных
методов обработки, быстродействующих зажимных приспособле-
ний, многошпиндельных агрегатных станков, механизации руч-
ных приемов, автоматизации поточных линий и т. п.;
3) по линии совершенствования конструкций и геометрии ре-
жущих инструментов с целью резкого сокращения основного (ма-
шинного) времени, за счет повышения режимов резания.
Применение более совершенных инструментов не просто огра-
ничивается повышением режимов резания. Оно часто приводит
к возникновению новых методов обработки металлов и появлению
более совершенных станков.
Очень часто создание более совершенной геометрии или кон-
струкции режущих инструментов является единственным сред-
ством резкого повышения производительности станков.
Достижения современного машиностроения в значительной
части стали возможны благодаря тем исследованиям и откры-
тиям, которые произведены^ в области науки о резании .метал-
лов.
Правильное проектирование и эксплоатация режущих инстру-
ментов, разработка новых высокопроизводительных методов об-
работки деталей машин и применение высокопроизводительных ре-
жимов резания возможны только в том случае, когда имеется точ-
ное понимание самой сущности процесса резания, законов износа
5
режущих инструментов в процессе резания, усилий, действующих
на инструмент и станок и т. п.
Поэтому вопросы изучения процесса резания металлов и всех
физических явлений, сопровождающих его, получили важнейшее
значение для практики в самом начале зарождения машинострои-
тельной промышленности.
В настоящее время наука о резании металлов достигла высокого
развития. Заслуга в этом принадлежит русским ученым и особенно
группе советских ученых.
Впервые глубокое научное изучение усилий, возникающих в
процессе резания, и самого процесса образования стружки произвел
русский исследователь проф. Иван Тиме в 1868—1870 гг.
Работы проф. И. Тиме получили мировую известность, а его
исследования целого ряда явлений, имеющих место в процессе об-
разования стружки, по настоящее время имеют большое теоре-
тическое и практическое значение. Поэтому проф. Тиме мы пра-
вильно считаем основоположником науки о резании металлов.
На протяжении всей последующей истории развития науки о
резании металлов русские ученые и исследователи неизменно шли
впереди, открывая все новые закономерности и явления, имеющие
мерто в процессе резания металлов.
В 1893 г. проф. К. А. Зворыкиным впервые была дана формула,
выражающая зависимость усилия резания от обрабатываемого ме-
талла и размеров срезаемого слоя металла. Эта формула, с незна-
чительными изменениями, до сего времени находит широкое при-
менение на практике, а формулы же так называемой немец-
кой школы резания давно утратили теоретическое и практическое
значение, как формулы, построенные на основе ошибочных опреде-
лений.
Первые наиболее глубокие исследования тепловых явлений и
процесса деформации в срезаемом слое металла при резании про-
изведены в 1910—1914 гг. русским исследователем Я. Г. Усаче-
вым. Он не только первый из исследователей измерил температуру
на режущем лезвии резца, но и установил зависимость ее от режима
резания и других факторов. Он установил и дал впервые объяс-
нение явлению образования нароста и т. п.
Таким образом, основные теоретические вопросы, объясняющие
самую сущность процесса резания, впервые разработаны русскими
учеными, а иностранные ученые только шли по следам ,этих откры-
тий. Многое из того, что излагается теперь в иностранной литера-
туре и выдается за новейшие теории, было давно открыто и изло-
жено в трудах русских ученых. Так например, в 1944 г. американ-
ский проф. М. Мерчент опубликовал работу, претендующую на
теоретическое обоснование законов резания. Она, по сути, является
только неудачным переизложением научных положений, разрабо-
танных проф. Зворыкиным 50 лет тому назад.
Наибольший прогресс в развитии науки о резании металлов
достигнут после Великой Октябрьской революции благодаря ра-
Сотам советских ученых и, прежде всего, коллектива научных ра-
ботников кафедры «Резание металлов и инструментальное произ-
водство» МВТУ им. Баумана, руководимой проф. И. М. Беспрозван-
ным.
Десять-пятнадцать лет тому назад многие ученые и инженеры-
практики считали, что сложный процесс снятия стружки различ-
ными инструментами не может быть подчинен общим законам. Все
вопросы резания для различных инструментов рассматривались
независимо друг от друга. Причем, с точки зрения износа и стой-
кости инструментов и процесса образования стружки, сравнитель-
но полно были разработаны только вопросы резания резцами. Изу-
чение процессов резания другими инструментами, такими, как фре-
зы, протяжки, зуборезный инструмент находилось в зачаточном
•состоянии. Теории резания металлов, в полном смысле этого
•слова, не существовало.
Ныне, благодаря работам советских ученых, наука о резании
металлов обогатилась глубокими и всесторонними исследованиями
таких сложных процессов резания, как фрезерование (проф. Ларин
М. Н. и проф. Розенберг А. М.), зубонарезание (Малкин А. Я.)
и протягивание (Щеголев А. В.). Впервые разработаны научные,
физически обоснованные положения, увязывающие элементы гео-
метрии режущей части инструмента с его стойкостью и произво-
дительностью, т. е. заложены теоретические основы проектирова-
ния режущих инструментов (проф. Грановский Г. И., проф. Ла-
рин М. Н„ проф. Беспрозванный И. М. и др.).
Работы советских ученых по глубине теоретических исследова-
ний далеко опередили все известные работы за границей, опроверг-
нув так называемую «теорию» экономического резания, созданную
Тейлором.
На основе работ русских ученых в области резания Метал-
лов, современных исследований физических явлений, наблюдае-
мых в процессе резания, и науки о физике металлов советские уче-
ные (проф. Кузнецов В. Д., проф. Беспрозванный И. М., проф.
Кривоухов В. А. и др.) обобщилч процесс резания различными
инструментами и заложили основу для создания теории резания
металлов в полном смысле этого слова.
На базе передовой науки о резании металлов и высокого уровня
машиностроительной техники в Советском Союзе зародился ме-
тод скоростного резания металлов, впервые осуществленный инж.
Щелконоговым в 1937 г. и получивший очень широкое распростра-
нение в современном машиностроении. В последнее время совет-
ские ученые, изучая опыт передовиков-стахановцев и глубоко ана-
лизируя физические основы резания металлов, теоретически обос-
новали и экспериментально подтвердили возможность сверхскоро-
стного резания при скоростях резания, превышающих применяе-
мые в настоящее время до четырех раз.
t.
Глава I
движения
Фиг. 1. Поверхности и рабочие
при точении.
ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
1. Поверхности и рабочие движения, различаемые в
процессе резания
На обрабатываемом изделии при снятии с него стружки режу-
щим инструментом различают: обрабатываемую поверхность, об-
работанную поверхность и поверхность резания.
Поверхность изделия, с которой снимается стружка, называется
обрабатыв аемой
поверхностью.
Поверхность изде-
лия, полученная после
снятия стружки, назы-
вается обработан-
ной поверхно-
стью.
Поверхность, обра-
зуемая на изделии не-
посредственно режущи- '
ми кромками инстру-
мента, называется п о-
верхностью реза-
ния (фиг. 1 и 2).
Для осуществления
процесса резания необ-
ходимо иметь два рабо-
чих движения инстру- ;
мента относительно из-
делия. Оба эти движения могут осуществляться инструментом
при неподвижном изделии (например, при сверлении отверстия на
вертикально-сверлильном станке), либо одно из этих движений
осуществляется изделием, а второе инструментом (например, при J
обработке на токарных станках).
Одно из движений называется главным движением или
движением резания, а второе — вспомогательным
движением или движением подачи. Например, при ра-
боте на токарном станке вращение изделия будет движением реза-
ния, а движение супорта с закрепленным на нем резцом — движе-
нием подачи (фиг. 1).
8
Путь перемещения режущих кромок инструмента относительно»
поверхности резания в направлении главного движения (движе-
ния резания) в единицу времени называется скоростью резания.
Скорость резания измеряется в метрах в минуту (м/мин).
В зависимости от условий работы, скорость резания изме-
няется =в очень широких пределах. В настоящее время диапазон
изменения скорости резания составляет от 1 м/мин, например, при
работе протяжками, до 700 м/мин — при скоростном точении стали
и до 2000 м/мин — при скоростном фрезеровании легких сплавов..
Когда движение резания вращательное (токарные станки, свер-
лильные, фрезерные и др.), то величина скорости резания выра-
жается следующей формулой:
v — м/мин, (1)
юоо 7
где£>—диаметр изделия или
инструмента, если ра-
бочее движение осу-
ществляется вращени-
ем инструмента в мм;
п —число оборотов в мин.;
7г =3,14.
Когда рабочее движение
прямолинейное возвратно-пос-
тупательное (продольно-стро-
гальные станки), то величина
скорости резания выражается
другой формулой, а именно:
v ~
Лоберхностб
Срезания
(75да5отанная
поверхность
Движение
резания
Фиг. 2. Поверхности и рабочие движе-
ния при фрезеровании.
ОВрабатЬг&гемая
_ поверхность
L-n(m + 1)
m-1000
MlMUH,
где L — длина хода в мм:
п — число двойных ходов в мин;
т — коэфициент, показывающий во сколько раз скорость
холостого хода больше скорости рабочего хода.
При прямолинейном возвратно-поступательном движении ско-
рость резания на протяжении каждого хода не является величиной
постоянной. В начале хода она постепенно увеличивается, а в конце
хода уменьшается. Скорость резания, вычисленная по указанной
формуле, будет средней скоростью, несколько меньше действитель-
ной.
Движение подачи есть сравнительно медленное перемещение
инструмента относительно изделия или, наоборот, изделия отно-
сительно инструмента для подведения новых участков металла,
подлежащего снятию.
Движение подачи, имеет весьма малую скорость и требует очень
незначительного расхода энергии. Скорость движения подачи из-
меряется в миллиметрах в минуту мм)мин.
Величина перемещения инструмента (например, при точении)
или изделия (например, при фрезеровании) в направлении движе-
ния подачи за одну минуту называется минутной подачей.
Минутная подача, отнесенная к числу оборотов изделия (если
скорость резания осуществляется вращением изделия) или к числу
оборотов инструмента (если скорость резания осуществляется
вращением инструмента), называется подачей на один оборот.
Для многолезвийного инструмента (фрезы, развертки и т. п.)
подача характеризуется величиной перемещения изделия (при фре-
зеровании) или инструмента (при развертывании) в направлении
движения подачи за время поворота инструмента на один зуб, на-
зываемой подачей на зуб.
Зависимости между минутной подачей, подачей на оборот и по-
дачей на зуб выражаются следующими формулами:
Sm = S05 П = Sz Z П ММ]М11Н\
So5 = -- ММ/Об;
sz = ~ мм/зуб,
где sM — минутная подача в мм;
so0 — подача на один оборот в мм;
sz — подача на один зуб в мм;
п — число оборотов в минуту изделия или инструмента;
z — число зубьев инструмента.
Время изготовления любой детали может быть расчленено на
две главные части. Такими частями являются: вспомогательное
время, затрачиваемое на установку и съем детали, управление и
настройку станка; машинное время, в течение которого собствен-
но снимается стружка.
Машинное время в большинстве случаев составляет значитель-
ную долю в общем времени, затрачиваемом на операцию.' Оно со-
ставляет 60—80%, а в некоторых современных сложных стан-
ках даже 90% от общего времени.
Машинное время зависит исключительно от выбранных режи-
мов резания и размеров обрабатываемой поверхности.
Когда подача измеряется в мм на один оборот изделия или ин-
струмента, машинное время одного прохода подсчитывается по
следующей формуле:
Тм = -Lmhh.,
n-s
где L — длина обрабатываемой поверхности в мм;
п — число оборотов в мин.
s — подача в мм на оборот.
Когда подача измеряется в мм[мин, тогда
Ти = —- мин.
ю
Для строгальных станков, где подача измеряется в мм на один
двойной ход
в
Та — мин,
n-s
где В — ширина обрабатываемой поверхности в мм;
п — число двойных ходов в мин.;
$ — подача в мм на один двойной ход.
2. Элементы и геометрия режущих частей инструмента
Все режущие инструменты состоят из двух основных частей.
Одна из них называется режущей частью, а вторая телом или кре-
пежной частью инструмента. Например, зубцы фрезы составляют
ее режущую часть. У резца режущей частью является его головка,
у сверла — тело со спиральными канавками.
Режущая часть инструмента является наиболее важным эле-
ментом его конструкции. В зависимости от того, насколько пра-
вильно сконструирована режущая часть, производительность ин-
струмента может быть больше или меньше до 10 раз, а стойкость —
до 25 раз.
Каждый режущий инструмент имеет определенную форму
режущей части. Режущая часть инструмента затачивается под опре-
деленными углами. Форму режущей части инстру-
мента и углы заточки ее называют геомет-
рией режущего инструмента.
Когда говорят, что инструмент имеет правильную, рациональ-
ную геометрию, то это значит, что утлы режущей части, форма ее
граней и режущих кромок подобраны правильно и обеспечивают
получение наибольшей производительности станка, инструмент
имеет требуемую стойкость и обеспечивает получение изделий вы-
сокого качества. Поэтому очень важно знать, какие элементы и углы
должен иметь каждый режущий инструмент, какую роль они
играют в процессе резания и какое влияние они оказывают на про-
цесс резания.
При обработке металлов резанием применяется большое коли-
чество весьма разнообразных режущих инструментов — резцы,
сверла, фрезы, протяжки, долбякиит. п. Родоначальником всех этих
инструментов является резец.
Режущая часть любого, даже самого сложного режущего ин-
струмента, может рассматриваться как сочетание двух или многих
резцов той или другой формы. Например, на фиг. 3 показана тор-
цевая фреза, составленная из обычных токарных проходных рез-
цов и поэтому ее часто называют фрезерная резцовая головка, хотя
по условиям и принципу работы она ничем не отличается от обыч-
ных торцевых фрез.
На фиг. 4 на примере токарного проходного резца показаны
элементы режущей части инструментов: передняя грань, главная
ы
задняя грань, вспомогательная задняя грань, главная режущая
кромка, вспомогательная режущая кромка, переходная рёжущая
кромка и вершина.
Передней гранью называется поверхность инструмента,
которой сходит стружка.
Главная задняя грань
Фиг. 3. Фрезерная резцовая головка.
есть поверхность инструмента
обращенная к поверхности
резания.
Вспомогательной
задней гранью, назы-
вается поверхность резца, об-
ращенная к обработанной по-
верхности.
Режущие 'кромки обра-
зуются пересечением перед-
них и задних граней. Пере-
сечение передней грани с
главной задней гранью обра-
зует главную режу-
щую кромку.
Главная режущая кромка выполняет основную работу резания.
Пересечение передней грани с вспомогательной задней гранью
образует вспомог
Место соединения
главной режущей
кромки с вспомога-
тельной называется
вершиной. Линия,
соединяющая глав-
ную и вспомогатель-
ную режущие кромки,
называется пере-
ходной режу-
щей кромкой.
Она может быть вы-
полнена в виде кри-
вой линии некото-
рого радиуса г, кото-
рый называется р а-
диусомпри вер-
шине, или в виде прямой линии, иногда называемой фас к о й.
У целого ряда режущих инструментов некоторых элементов
режущей части, указанных на фиг. 4, нет. Например, цилиндриче-
ская фреза (фиг. 5) не имеет вспомогательных задних граней и
вспомогательных режущих кромок, а отрезной резец и зуб шпоноч-
ной протяжки (фиг. 6) имеют две вспомогательные задние грани,
две вспомогательные режущие кромки и две переходные режу-
щие кромки.
ательную режущую кромку
д/еррдняр яраиб
дершина резца
(переходная
режущая
'tpoAtfraj ।
всполючателОнав
Задняя еранб
РсполгоеателО
на о режущая
йролгна
/ладная режущад
нролгна
Главная задняя
еранб
Фиг. 4. Элементы режущей части резца.
Спиральное сверло, кроме всех режущих элементов, имеющихся
у токарного проходного резца, имеет' еще поперечную режущую
кромку (перемычку), играющую большую роль в процессе резания
(см. фиг. 11).
Задние вспомогательные грани, вспомогательные режущие кром-
ки на некоторых инструментах отсутствуют, но передняя грань,
главная задняя грань и главная режущая кромка имеются обяза-
тельно на любом режущем инструменте.
< Поверхности режущей части инструмента, а также и режущие
кромки его взаимно пересекаются под определенными углами. На-
значение данных углов состоит в облегчении процесса резания,
в уменьшении износа и увеличении стойкости инструмента; они
играют первостепенную роль в процессе резания.
/ладная рео/сущая Ярамйа
^сшмагателбная ’
реУсущая йрмйа
Фиг. 6. Элементы режущей части от-
. резного резца и шпоночной протяжки.
•Фиг. 5. Элементы режущей части
цилиндрической фрезы.
Задняя гладиая грань
гмиага/пелбная ,
Ъ/сущая йрам&а
Задняя
'спол1ага/пелд-
ая грана
^Пе^нЬ^^^^
Задний угол. Для’работылюбого металлорежущего инстру-
мента необходимо, чтобы поверхность задней грани имела возмож-
ность беспрепятственно (без трения) перемещаться относительно
-поверхности резания. Для этого задняя грань инструмента ста-
чивается под некоторым углом. ; i
При работе инструмента между поверхностью резания и зад-
ней гранью его должен быть угол, достаточный для устранения
вредных сил трения задней грани о поверхность резания. Этот угол
называется задним углом и обозначается буквой а (фиг. 7). Задний
угол находится между поверхностью резания и задней гранью ин-
струмента. Если поверхность резания имеет криволинейную форму
как, например, при точении, то задний угол будет находиться ме-
жду задней гранью инструмента и линией, проведенной касатель-
но к поверхности резания через режущую кромку, или между зад-
ней гранью й направлением скорости резания.
Передний угол. Все режущие инструменты способны
резать при любом положении передней грани. Но для того, чтобы
стружка, снимаемая резцом, могла легко отделяться от детали,
свободно сходить и отводиться от места резания, передняя грань
.должна иметь передний угол.
13
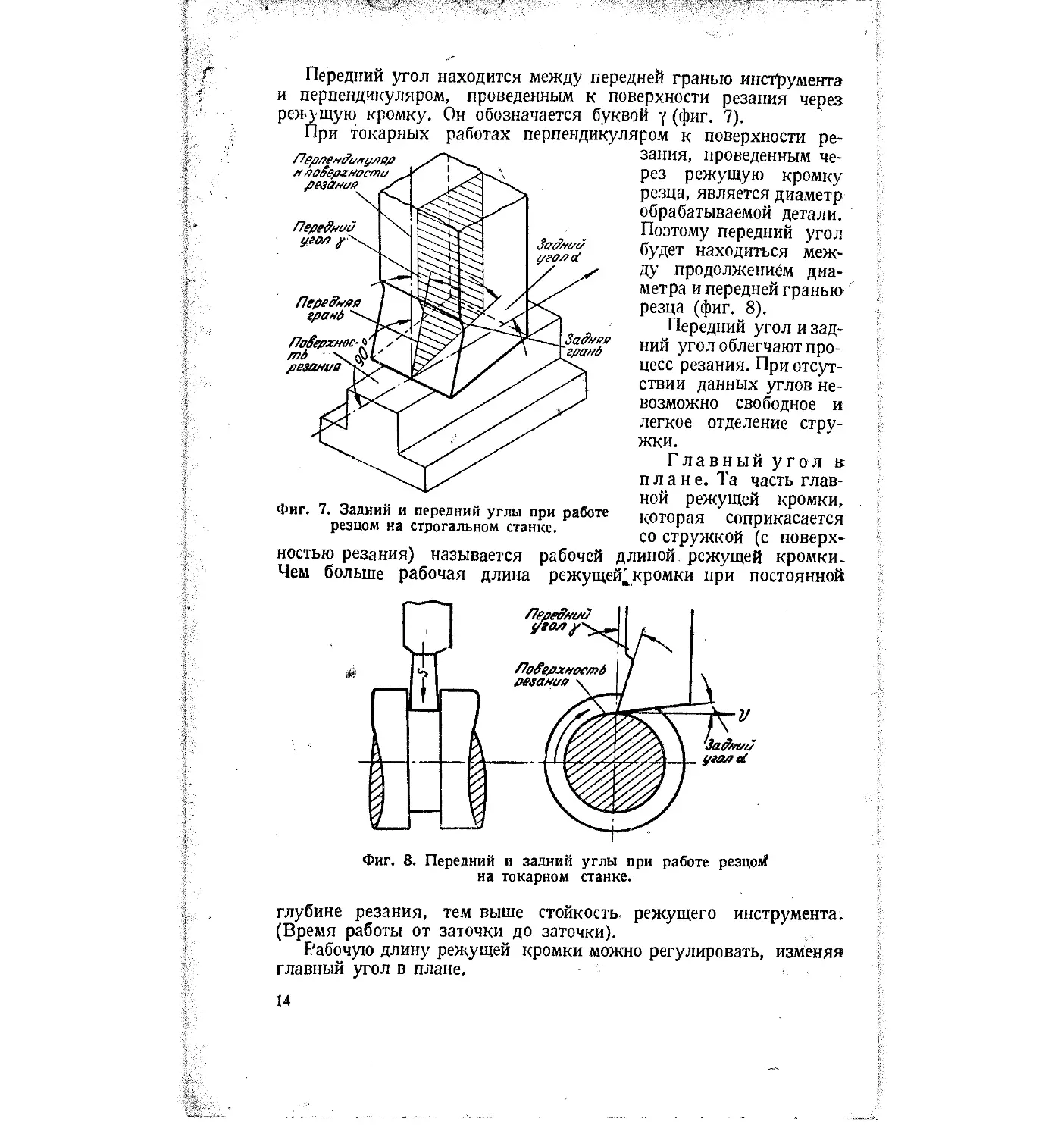
Передний угол находится между передней гранью инструмента
и перпендикуляром, проведенным к поверхности резания через
ревущую кромку. Он обозначается буквой у (фиг. 7).
При токарных работах перпендикуляром к поверхности ре-
Лередиий
Задний
</голо(
Лерлендилуляр
н лодеранаста
резания
Фиг. 7. Задний и передний углы при работе
резцом на строгальном станке.
Передняя
гранА
ПоЗерхнос-ъ
/пА
резания
Задняя
гранб
зания, проведенным че-
рез режущую кромку
резца, является диаметр
обрабатываемой детали.
Поэтому передний угол
будет находиться меж-
ду продолжением диа-
метра и передней гранью
резца (фиг. 8).
Передний угол и зад-
ний угол облегчают про-
цесс резания. При отсут-
ствии данных углов не-
возможно свободное и
легкое отделение стру-
жки.
Главный угол в
плане. Та часть глав-
ной режущей кромки,
которая соприкасается
со стружкой (с поверх-
ностью резания) называется рабочей длиной режущей кромки.
Чем больше рабочая длина режущей^кромки при постоянной
Фиг. 8. Передний и задний углы при работе резцов
на токарном станке.
глубине резания, тем выше стойкость, режущего инструмента.
(Время работы от заточки до заточки).
Е'абочую длину режущей кромки можно регулировать, изменяя
главный угол в плане.
14
Главный угол в плане ? находится между обработанной по-
верхностью (или направлением подачи $) и главной режущей кром-
кой (фиг. 9).
Из фиг. 9 видно, что чем меньше главный угол в плане, тем боль-
ше рабочая длина режущей кромки.
Если рабочую длину режущей кромки при главном угле в плане
<? = 90° принять за 1, то при ср — 45° она увеличится в 1,4 раза,
при <р = 30° — в 2 раза, а при <р = 16° — почти в 4 раза.
Вспомогательный угол в плане. С целью унич-
тожения вредных сил трения вспомогательной режущей кромки об
обработанную по-
верхность на всех
режущих инстру-
ментах делают вспо-
могательный угол
в плане.
Вспомогатель-
ным углом в плане
срг называется угол,
образуемый обра-
ботанной поверх-
ностью (точнее на-
правлением пода-
чи) и вспомогатель-
ной режущей кром-
кой (см. фиг. 9).
От величины
вспомогательного угла в плане зависит качество обработанной'
поверхности и прочность вершины резца.
Вспомогательный задний угол. Вспомогатель-
ный задний угол делается для устранения вредных сил трения
задней вспомогательной грани об обработанную поверхность. Вспо-
могательный задний угол находится между обработанной поверх-
ностью и задней вспомогательной гранью.
Угол наклона главной режущей кромки.
Главная режущая кромка не всегда параллельна плоскости осно-
вания резца и может составлять с ней некоторый угол (фиг. 10).
Этот угол называется углом наклона главной режущей кромки и
обозначается буквой Основное назначение его — сообщать
Желаемое направление сходу стружки. Кроме этого от угла
наклона главной режущей кромки зависит прочность вершины
резца.
Когда вершина резца представляет собой наинизшую точку
режущей кромки, тогда угол наклона главной режущей кромки
считается положительным (фиг. 10, в); в противоположном слу-
чае он будет отрицательным (фиг. 10, а) и в случае, когда главная
режущая кромка параллельна основанию резца — равен нулю
(фиг. 10, б).
15
Обычно различают целый ряд других углов, но они являются
производными от перечисленных углов. К числу таких углов от-
носятся: угол резания, который в сумме с передним углом всегда
равняется 90°; угол заострения, который в сумме с передним и зад-
ним углом всегда составляет 90°; угол при вершине в плане, который
в сумме с вспомогательным углом в плане и главным углом в плане
всегда составляет 180°. Все эти углы самостоятельной роли в про-
цессе резания не играют, поэтому здесь не разбираются.
При конструировании металлорежущий инструмент рассматри-
вается и изображается на чертеже, как геометрическое тело, не-
зависимо от условий работы его. Поэтому углы режущей части
Фиг. 10. Угол наклона главной режущей кромки:
а — отрицательный; б — равен нулю; е — положительный.
инструмента, указанные на чертеже, могут по величине резко от-
личаться от действительных углов, которые получаются в ра-
боте.
Это зависит от установки инструмента на станке и от характера
движений, которые он осуществляет относительно обрабатываемой
детали. Например, каждому токарю известно, что при установке
резца выше оси, задний угол будет меньше, а передний больше, чем
указано в чертеже. При нарезке резьб с крупным шагом действи-
тельный задний угол резца будет в несколько раз меньше, указан-
ного в чертеже.
При обработке металлов резанием первостепенное значение
имеют действительные углы, т. е. углы, которые получаются в про-
цессе резания.
Зная, какие должны быть действительные углы инструмента,
чертежные размеры углов легко определяются путем расчета. Этот
вопрос является предметом инструментального дела и поэтому
здесь не разбирается.
Действительные углы, которым соответствуют наибольшая
стойкость инструмента и высокая производительность станка,имеют
различное значение для различных инструментов и условий работы.
Вопросы, связанные с определением наилучшей (рациональной)
геометрии инструмента, рассматриваются в V главе.
Резец является наиболее простым режущим инструментом. Од-
нако, на всех других инструментах, как бы не были сложны их кон-
струкция и форма, должны быть такие же углы и элементы
режущей части.'
Например, на фиг. 11 показано спиральное сверло. Хотя внеш-
не оно совершенно не похоже на резец, но оно имеет те же эле-
менты режущей части и углы. Если мысленно рассечь сверло пло-
скостью АА, перпендикулярной к его главной режущей кромке,
то мы увидим, как и у резца, передний угол 7 и задний а.
Передний угол у сверла получается благодаря спиральной
(винтовой) форме канавок. Угол наклона этих канавок к оси сверла
vt
Фиг. 11. Элементы и геометрия режущей части сверла.
определяет величину переднего угла. Чем меньше шаг спирали
канавок, тем больше передний угол. В отличие от резца, у сверла
передний и задний углы изменяются: чем ближе к оси сверла, тем
больше задний и тем меньше передний угол.
Вспомогательный угол в плане у сверла очень маленький, не
более двух-трех минут. Он получается путем шлифования напра-
вляющей ленточки на конус с таким расчетом, чтобы с прибли-
жением к хвостовику диаметр сверла уменьшался бы на 0,05—0,1 мм
на каждые 100 мм длины. Больше этого значения вспомогательный
угол в плане делать нельзя, так как при переточках будет быстро
теряться размер диаметра сверла. Вспомогательный задний угол
у сверла равен нулю.
На фиг. 12 показана торцевая фреза и схема ее работы. Она
имеет те же элементы режущей части и углы, как «токарный резец.
2 В. М. Горелов • , ?
Если рассечь ее плоскостью АА, перпендикулярной к главной
режущей кромке, то мы увидим передний (у) и задний (а) углы.
Главный угол в плане (<р) у фрезы на фиг. 12 составляет 90°, как
у токарного подрезного резца, хотя у торцевых фрез его часто де-
лают равным 45° и меньше, т. е. как у токарного проходного резца.
Фиг. 12. Элементы и геометрия режущей части торцевой фрезы.
3. Элементы сечения срезаемого слоя металла
Припуск на обработку в процессе резания превращается в
стружку. На фиг. 13 показан процесс срезания припуска при ра-
боте на долбежном станке за два прохода. Через каждый один двой-
ной ход резца изделие осуществляет подачу на а мм. Таким об-
разом, за каждый двойной ход резца здесь срезается слой металла
толщиной а мм и шириной b мм.
Шириной срезаемого слоя металла b назы-
вается расстояние между обрабатываемой и обработанной поверх-
ностью, измеренное вдоль, главной режущей кромки.
Толщиной срезаемого слоя металла а назы-
вается расстояние между двумя последовательными положениями
поверхности резания: при строгании и долблении за один двойной
ход резца, при точении за один оборот изделия, при сверлении
за полоборота сверла и т. п. .
Толщина срезаемого слоя металла а измеряется перпендику-
лярно к ширине его.
Площадь поперечного сечения срезаемого слоя металла, при
работе любым инструментом, равняется произведению толщины
его на ширину т. е.
/ = а - b мм2, (2)
18
металла при работе долбежным рез-
цом.
где / — площадь срезаемого слоя металла в мм2;
а — толщина срезаемого слоя металла в мм;
b — ширина срезаемого слоя металла в мм.
На фиг. 13 показан случай, когда инструмент имеет главный
угол в плане 90°, т. е. направление подачи перпендикулярно к
главной режущей кромке. По-
этому здесь толщина срезаемого
слоя металла равна подаче на
1 двойной ход резца, ширина
срезаемого слоя металла равна
глубине резания t, а площадь
сечения срезаемого слоя метал-
ла имеет форму прямоуголь-
ника.
Глубиной резания t
называется расстояние между
обработанной и обрабатываемой
поверхностями, измеренное по
перпендикуляру к ним.
На фиг. 14 показаны элемен-
ты срезаемого слоя металла при
точении и строгании проходным
резцом. Здесь направление по-
дачи неперпендикулярно к главной режущей кромке, т. е. инстру-
мент имеет главный угол в плане меньше 90°. Г
Поэтому толщина
Фиг. 14. Элементы срезаемого слоя металла при точении и строгании.
срезаемого слоя металла а меньше подачи $, ширина b больше
глубины резания t, а площадь сечения имеет форму параллело-
грама.
Таким образом с изменением величины главного угла в плане
изменяется форма сечения срезаемого слоя металла.
2*
19
В зависимости от главного угла в плане сечение срезаемого слоя
металла может быть тонким, но широким (фиг. 15, Б) или толстым,
но узким (фиг. 15, Д).
С уменьшением главного угла в плане толщина срезаемого слоя
металла уменьшается, а ширина увеличивается.
Форма сечения срезаемого слоя металла зависит не только от
главного угла в плане, но и от формы главной режущей кромки.
Например, если режущая кромка резца имеет форму дуги опреде-
ленного радиуса, то площадь сечения срезаемого слоя металла
будет иметь форму запятой (фиг. 15,В). В этом случае шириной сре-
заемого слоя металла b считается длина дуги рабочей части режу-
Глуйина
резамил
Фиг. 15. Различные формы сечения срезаемого слоя металла:
А — при работе подрезным резцом; Б — при работе проходным резцом;
В—при работе резцом с радиусной режущей кромкой.
щей кромки. Толщина же его а будет величиной переменной. Здесь
она должна измеряться по радиусу между двумя последователь-
ными положениями поверхности резания;
4. Геометрия сечения срезаемого слоя металла при
точении и строгании
На фиг. 16 показаны элементы срезаемого слоя при точений:
толщина а, ширина Ь, подача s в мм)об и глубина резания t в мм.
Фиг. 16. Геометрия срезаемого слоя при точении.
Зависимость между толщиной срезаемого слоя металла, подачей
и главным углом в плане выражается следующей формулой:
а~ s-sin<p мм.
20
Эта формула говорит о том, что с уменьшением главного угла
в плане толщина срезаемого слоя уменьшается.
Ширина срезаемого слоя зависит от глубины резания и глав-
ного угла в плане. Эта зависимость выражается следующей фор-
мулой:
. t
b —--------мм.
sin
Из этой формулы следует, что ширина срезаемого слоя увели-
чивается при увеличении глубины резания и уменьшении главного
угла в плане.
Если в правую часть фор-
мулы (2) вместо а подставить
s.sin <?, а вместо b —
то мы получим новую фор-
мулу для подсчета площади
сечения срезаемого слоя:
/ е= t- s мм*.
В действительности пло-
щадь сечения срезаемого
слоя будет несколько мень-
ше, чем а • b или t • s, так как
некоторая часть срезаемого
слоя металла остается на
обработанной поверхности в
виде, так называемого оста-
точного сечения стружки /ост
(фиг. 17). Чем больше по-
дача и вспомогательный угол
в плане, тем больше площадь
остаточного сечения стружки, тем больше высота остаточных гре-
бешков /ост и тем ниже степень чистоты обработанной поверх-
ности.
Фиг. 17. Остаточное сечение стружки.
5. Геометрия сечения срезаемого слоя металла при обработке
отверстий многолезвийными инструментами
Типичными представителями группы многолезвийных инстру-
ментов являются главным образом инструменты, предназначен-
ные для обработки отверстий: сверла, зенкеры, развертки, много-
резцовые расточные головки, расточные двусторонние пластинки,
расточные блоки и т. п.
С точки зрения процесса срезания слоя металла, все указанные
инструменты ничем друг от друга не отличаются.
• 21
При работе стружка срезается одновременно несколькими ре-
жущими кромками. В этом заключается небольшое отличие от
схемы резания при работе резцом.
Все инструменты данной группы работают по принципу деления
подачи, т. е. подача в мм на оборот делится поровну на все режущие
кромки. При работе с одинаковой подачей на оборот сверлом, зен-
кером или другим инструментом данной группы толщина срезаемого
слоя одной кромкой будет во столько раз меньше, чем при работе
Фиг. 18. Геометрия срезаемого слоя
при сверлении.
резцом, сколько режущих
кромок имеет инструмент.
Сверло имеет две режущие
кромки. Они одновременно
участвуют в резании, сре-
зая два слоя металла одина-
ковые по ширине и по тол-
щине.
' На фиг. 18 показаны эле-
менты геометрии срезаемого
слоя при сверлении спираль-
ным сверлом. Здесь мы также
различаем толщину срезае-
мого слоя а и ширину Ь. По-
дача, измеряемая при свер-
лении в мм на оборот, разби-
вается на обе режущие кром-
ки, одновременно участвую-
щие в резании. Поэтому здесь
толщина срезаемого слоя ме-
талла, в зависимости от по-
дачи и главного угла в плане, выражается несколько отличной
формулой, чем при точении, а именно:
S
а ------sin ф мм.
2 т
При сверлении глубина резания равняется половине диаметра,
поэтому ширина срезаемого слоя зависит от диаметра сверла, глав-
ного угла в плане и выражается следующей математической фор-
мулой:
h о
о =-------мм.
2-sin®
Следовательно, площадь сечения слоя, срезаемого одной ре-
жущей кромкой:
/ = a - b — D-'s мм2.
2
На фиг. 19 показана схема резания при работе разверткой. Здесь
мы также различаем следующие элементы срезаемого слоя: а — тол-
22
щина, b — ширина, t — глубина резания, sz — подача на один
зуб, /
Толщина, ширина и площадь сечения срезаемого слоя для ин-
струментов данной группы подсчитываются по тем же формулам,
что и для резцов, но вместо подачи на оборот берут подачу на один
зуб.
Толщина срезаемого слоя
а = ’’sin и мм.
Z *
Ширина срезаемого слоя
b = —-— мм.
sin ®
Фиг. 19. Геометрия срезаемого слоя при работе разверткой.
Площадь сечения слоя, срезаемого одним режущим лезвием
/= а-b или /= — • / мм1,
’ z
где z — число режущих кромок;
s — подача в мм на один оборот.
6. Геометрия сечения срезаемого слоя металла
при протягивании
Вследствие высокой производительности и высокой чистоты
и точности обработки протягивание получило довольно широкое
распространение в современном машиностроении. ,
Процесс протягивания ближе всего стоит к строганию.
Протяжка имеет рабочие и калибрующие зубья. Рабочие (ре-
жущие) зубья расположены так, что главная режущая кромка
последующего зуба, находится выше главной режущей кромки
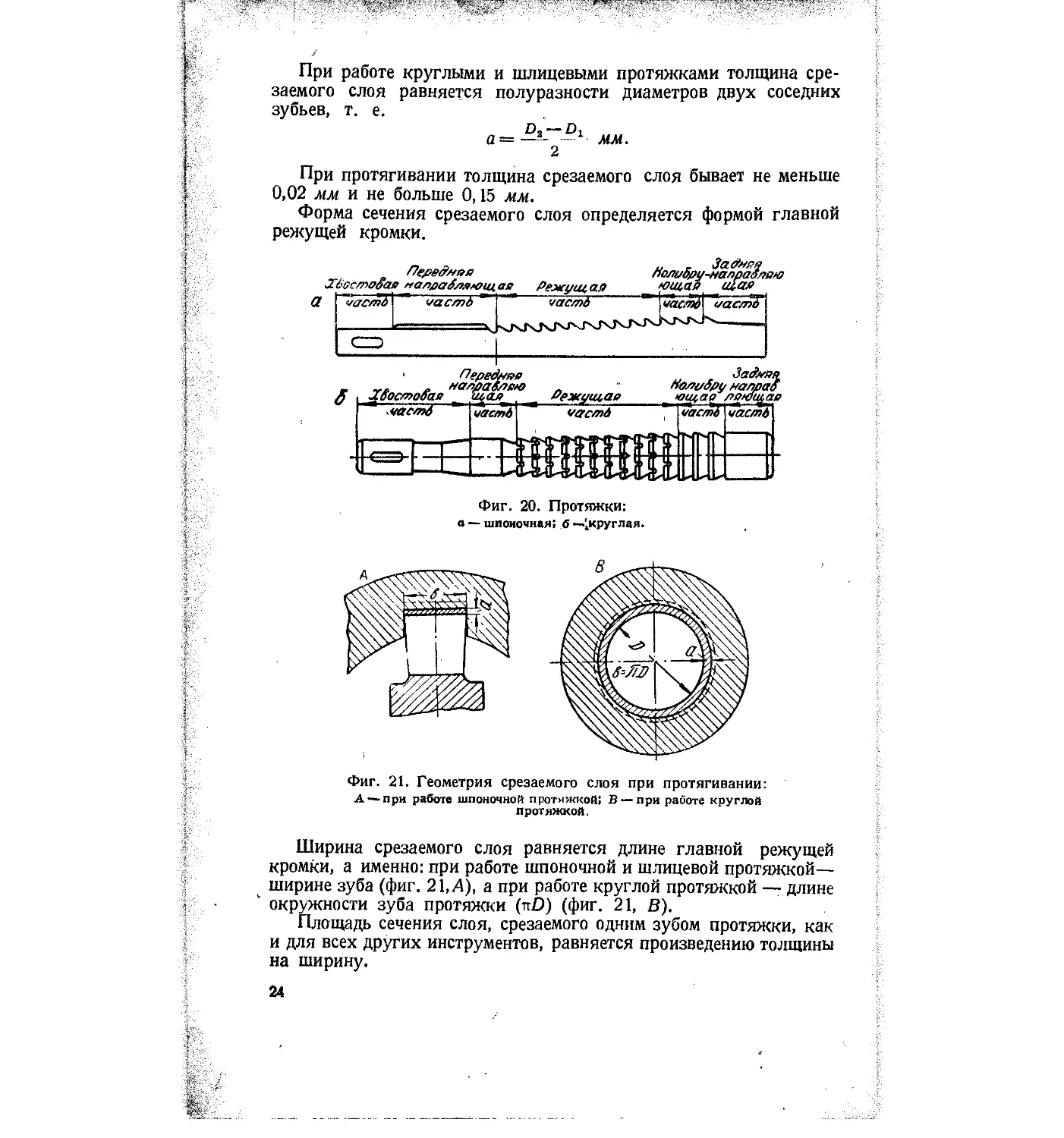
предыдущего зуба на величину толщины срезаемого слоя (фиг. 20).
23
При работе круглыми и шлицевыми протяжками толщина сре-
заемого слоя равняется полуразности диаметров двух соседних
зубьев, т. е.
При протягивании толщина срезаемого слоя бывает не меньше
0,02 мм и не больше 0,15 мм.
Форма сечения срезаемого слоя определяется формой главной
режущей кромки.
Передняя
ZlPcmooae налдабляютая
иастЬ
Режущая
частб
и . Задняя
лолиору-налравл
ютая сиая
wu>S^“</aamS
а
Фиг. 20. Протяжки:
а — шпоночная: б —^круглая.
Фиг. 21. Геометрия срезаемого слоя при протягивании:
А — при работе шпоночной протяжкой; В —при работе круглой
протяжкой.
Ширина срезаемого слоя равняется длине главной режущей
кромки, а именно: при работе шпоночной и шлицевой протяжкой—
ширине зуба (фиг. 21,Д), а при работе круглой протяжкой — длине
1 окружности зуба протяжки (пО) (фиг. 21, В).
Площадь сечения слоя, срезаемого одним зубом протяжки, как
и для всех других инструментов, равняется произведению толщины
на ширину.
24
Следовательно, для шпоночной протяжки;
/ = а'Ь мм2;
для многошпоночной (шлицевой) протяжки:
= а-Ь-к мм2;
для круглой протяжки:
/ = а-тг D мм2,
где b — ширина шпоночного паза в мм;
к — число шлицев;
D — диаметр зуба круглой протяжки в мм;
а — толщина срезаемого слоя в мм.
Чтобы подсчитать площадь сечения слоя, срезаемого протяжкой
в целом, необходимо площадь сечения слоя, снимаемого одним зу-
бом, помножить на количество зубьев, одновременно находящихся
в работе.
7. Геометрия сечения срезаемого слоя металла при фрезеровании
Фреза представляет собой цилиндрическое тело, снабженное
по наружному диаметру, а часто и по торцу, прямыми или винто-
выми канавками, образующими режущие зубья. Последние имеют
Фиг. 22. Геометрия срезаемого слоя металла при работе цилинд-
рической фрезой.
такие же режущие элементы, как резец или любой другой режущий
инструмент.
По характеру выполняемых работ фрезы можно разделить на
следующие виды: цилиндрические, торцевые, дисковые, концевые,
фрезы-пилы, угловые фрезы, фасонные и др.
На фиг. 22 показана схема процесса резания при цилиндриче-
ском фрезеровании, а также геометрия срезаемого слоя.
Характерным отличием процесса резания при фрезеровании
является то, что одновремено в работе участвуют не все имеющиеся
режущие кромки, а только часть из них.
25
Как максимум, одновременно в работе может участвовать толь-
ко 50% имеющихся зубьев. При работе фрезой режущие кромки
последовательно, одна за другой, врезаются в удаляемый слой ме-
талла и в такой же последовательности выходят из работы. В на-
чале врезания толщина срезаемого слоя бывает равна 0. Затем она
увеличивается до максимального своего значения на выходе зуба
из работы. Поэтому получаемая стружка имеет форму запятой
(фиг. 22,6).
Вместе с изменением толщины срезаемого слоя изменяется и
площадь сечения его. Вследствие этого нагрузка на зуб фрезы из-
меняется от нуля до максимума. Это обстоятельство является край-
не нежелательным. Оно вызывает сильные вибрации в работе, рас-
шатывающие станок, понижающие
стойкость инструмента и качество
обработанной поверхности.
Чем больше зубьев одновремен-
но режет, тем меньше разница
между максимальной и минималь-
ной нагрузкой на всю фрезу и тем
равномернее она работает.
Для повышения равномерности
работы зубья на фрезах распола-
гают по спирали с тем или иным
наклоном к оси. На фиг. 23 виден
процесс врезания спирального зуба
цилиндрической фрезы. Спираль-
ный зуб входит и выходит из
обрабатываемого металла не сра-
зу всеми точками, а постепенно.
Поэтому нагрузка на каждый
равномерно, очень плавно повы-
снижается при выходе зуба из ра-
Фиг. 23. Схема работы цилиндри-
ческой фрезой со спиральным
L зубом.
зуб.Чнаходящийся в работе,
шается и также равномерно
боты.
Фреза со спиральным зубом при соответствующих условиях
может иметь очень равномерную нагрузку. Для этого необ-
ходимо соответствующим образом подобрать угол спирали, число
зубьев и диаметр фрезы. В этом случае общая площадь сечения
слоя металла, срезаемого всеми зубьями, одновременно находя-
щимися в работе, будет постоянной, поэтому нагрузка на фрезу
в целом изменяться не будет.
При работе фрезами различают следующие элементы, от ко-
торых зависит форма и величина площади сечения срезаемого слоя
(фиг. 22): толщина срезаемого слоя—а; ширина срезаемого слоя — 6;
площадь сечения слоя, срезаемого одним, зубом — /; подача на
один зуб — 8г; ширина фрезерования — В; глубина резания — t;
диаметр фрезы — D; число зубьев фрезы—z.
Для того, чтобы подсчитать сечение стружки, снимаемой всеми
зубьями, одновременно находящимися в работе, нужно подсчи-
26
гать сечение стружки, снимаемой каждым зубом в отдельности и
полученные результаты сложить, т. е.
F=/1 + /.2t/3ht. д.
Площадь сечения слоя, срезаемого одним зубом при фрезе-
ровании, так же как и при других методах обработки равняет-
ся произведению толщины на ширину, т. е.
/ = й'Ь мм2.
Для фрез с прямым зубом ширина срезаемого слоя равняется
ширине фрезерования, следовательно, для подсчета площади се-
чения слоя, срезаемого одним зубом и фрезой в целом, необходимо
знать толщину его.
Фиг. 24. Уменьшение толщины срезаемого слоя при
увеличении диаметра фрезы.
При фрезеровании толщиной срезаемого слоя называется рас-
стояние между двумя последовательными положениями поверх-
ности резания, измеренное по направлению радиуса фрезы.
Толщина слоя увеличивается пропорционально подаче на один
зуб, и, кроме этого, она изменяется с изменением диаметра фрезы
и глубины резания.
Чем больше диаметр фрезы, тем меньше толщина срезаемого
слоя (фиг. 24). Например, С увеличением диаметра фрезы в 2 раза
толщина срезаемого слоя уменьшается на 25-4-40%.
С увеличением глубины резания толщина срезаемого слоя уве-
личивается. Если глубину резания увеличить в 2 раза, то тол-
щина срезаемого слоя в точке выхода зуба из работы увеличится
на 25-У40%.
27
Зависимость толщины срезаемого слоя от подачи на один зуб, диаметра
фрезы и глубины резания можно выразить математической формулой.
Пусть в некоторый момент зуб фрезы (фреза с прямым зубом) снимает
стружку толщиной аг (фиг. 22,6). С достаточной для практики точностью кри-
вую КС можно принять за прямую. Тогда из прямоугольного треугольника
АКС следует, что
а2 = sz- sin аа,
где аа — угол, на который повернулся рассматриваемый нами зуб вокруг
оси фрезы, начиная с момента врезания его.
Выразим значение sinaa через другие, более удобные для измерения ве-
личины. Из треугольника АОЕ видно, что
ОЕ
COSa„ = ;
2 ОА’
OE= — — t2,
2 21
О А =
2
Следовательно
р
2 ~ . 2/а
COS а. = ----= 1-----
8 D D
2
так как _______
sina2=J/r 1—(cosa2)2
то
bin..-/ 1-(1-^У„2/а_Д
После подстановки в уравнение: аг = sz sin аа будем иметь, что в произ-
вольно выбранный момент резания, когда рассматриваемый зуб будет в точке
А, толщина срезаемого слоя а3 будет:
Для определения площади.сечения срезаемого слоя одним зубом выдан-
ный момент необходимо толщину а2 умножить на ширину срезаемого слоя,
т. е. ширину фрезерования.
Для фрез со спиральным зубом толщину стружки нужно подсчитывать
по другой формуле, которая здесь не разбирается.
Глава II
ПРОЦЕСС ОБРАЗОВАНИЯ СТРУЖКИ И ФИЗИЧЕСКИЕ
ЯВЛЕНИЯ, ПРОИСХОДЯЩИЕ В СРЕЗАЕМОМ СЛОЕ МЕТАЛЛА
8. Образование стружки
В процессе образования стружки в снимаемом слое металла
и в верхних слоях, остающихся на обработанной поверхности,
протекает ряд физических явлений, понимание которых имеет
большое практическое значение в решении вопросов, связанных
с чистотой обрабатываемой поверхности, износом режущих инстру-
ментов и т. п.
Фиг. 25. Схема образования стружки.
Процесс образования стружки протекает следующим образом.
Режущая часть любого инструмента представляет собой как
«бы клцн, который силой Р (сила резания) вдавливается в обраба-
тываемый металл (фиг. 25).
Под влиянием силы Р передняя грань инструмента сжимает
удаляемый слой металла и, преодолев силы сцепления частиц его,
откалывает небольшую частицу и по передней грани отводит ее
вверх. Полученную частицу стружки называют элементом стружки.
Если действие силы Р продолжается, то инструмент, откалывая
от изделия элемент за элементом, снимает слой металла толщиной
а мм. Сумма таких элементов дает стружку.
29
Скалывание элементов стружки происходит по плоскости, ко-
торую называют плоскостью скалывания.
Плоскость скалывания имеет строго определенное положение.
Она с направлением поверхности резания всегда составляет угол
145—155° (фиг. 25).
Частица металла, заключенная в границах угла, образован-
ного плоскостью скалывания и передней гранью инструмента,
прежде чем отделиться от изделия очень сильно деформируется.
В различных точках стружки степень деформации всегда бы-
вает различная.
Если на круглой болванке сделать бурт, на торце которого на-
нести очень мелкую сетку (приблизительно 0,5 X 0,5 мм), то при
проточке бурта, на очень маленькой скорости резания, по харак-
теру искажений клеточек сетки можно видеть величину и направ-
Фиг. 26. Образование элемента стружки.
ление деформаций, которым подвергается каждый элемент стружки.
Одна из' таких сеток в сильно увеличенном виде показана на
фиг. 26. Опыты, при которых получена сетка,, производились
при очень маленькой скорости резания, примерно 1 мм!мин,
т. е. изделие вращалось медленнее минутной стрелки карманных
часов. Ширина бурта около 12 мм, толщина срезаемого слоя а =
== 3,2 мм.
На фиг, 26 отчетливо видно направление плоскости скалывания
A1Bi, причем линия АВ указывает направление плоскости скалы-
вания предыдущего элемента. Расположение искаженной сетки
на снимаемом элементе указывает на неравномерность деформации
металла. Частицы металла, лежащие ближе к передней грани, де-
формированы значительно сильнее.
9. Усадка стружки
Если измерить длину и толщину полученной стружки и путь,,
пройденный, при этом резцом, то окажется, что стружка короче
пути резца, а толщина ее будет больше толщины слоя, срезаемого*
металла (см. фиг. 25). .
30
Эти изменения длины и толщины стружки являются результа-
том деформаций снимаемого слоя металла в процессе резания.
Чем больше отличается длина стружки от длины пути резца
Фиг. 27. Уменьшение усадки
стружки с увеличением перед-
него угла.
Толщина срезаемого слоя
Фиг. 28. Уменьшение усадки
стружки с увеличением тол-
щины срезаемого слоя.
рости резания на усадку
стружки.
(фиг. 25), при котором она получена, тем, следовательно, больше
была деформация срезаемого слоя.
Если обозначить длину стружки через /, а длину пути резца
через Ь,то отношение L к I будет харак-
теризовать величину деформации сре-
заемого слоя.
Отношение — принято называть
усадкой стружки. Чем меньше усадка
стружки, тем меньше была деформация
снимаемого слоя металла.
Усадка стружки уменьшается с уве-
личением переднего угла (фиг. 27) и
с увеличением толщины срезаемого слоя
(фиг. 28). Усадка стружки изменяется
с изменением скорости резания (фиг.29).
Вначале, с увеличением скорости резания деформация увеличи-
вается, а затем начинает уменьшаться.
Последние исследования показывают, что уменьшение усадки
стружки с увеличением толщины срезаемого слоя имеет место
только в том случае, если толщина срезаемого слоя больше 0,6 мм.
Кроме этого, усадка стружки уменьшается с применением
смазки, причем это уменьшение больше, если толщина срезаемого
слоя меньше 0,3 мм.
31
При обработке хрупких металлов — чугун, бронза и другие
снимаемый слой металла не деформируется, поэтому усадка струж-
ки равняется единице.
Деформация обрабатываемого металла в процессе резания не
ограничивается только срезаемым слоем, но захватывает на неко-
торую глубину и поверхностные слои, остающиеся на обработан-
ной поверхности.
10. Наклеп
Под влиянием деформаций металла в холодном состоянии из-
меняются его механические свойства: твердость и крепость на
разрыв увеличиваются, а вязкость уменьшается. Всем известно,
что проволоку из вязкого металла просто разорвать вручную
нельзя, но ее легко сломать путем неоднократных перегибов в одну
и другую сторону. Путем
Фиг. 30. Изменение твердости обраба-
тываемого металла в процессе резания.
перегибов или закручива-
ния мы проволоку дефор-
мируем, в результате этой
деформации повышается ее
твердость, но вязкость
уменьшается, т. е. повы-
шается хрупкость ее и
поэтому она легко лома-
ется.
Изменение механиче-
ских свойств металла под
влиянием деформаций на-
зывают наклепом.
То же самое получается при обработке металлов резанием. В тех
точках, где металл подвергался деформации, происходит измене-
ние его механических свойств — наклеп. При обработке металлов
резанием это явление иногда называют обработочным отвердева-
нием.
На фиг. 30 показана замеренная твердость стружки в разных
точках металла на обработанной поверхности. Как видно, в про-
цессе резания наибольшая твердость стружки имеется в точках,
прилегающих к передней грани резца. Следовательно, в этих точ-
ках металл подвергался наибольшей деформации.
В результате наклепа обработанная поверхность начинает хуже
сопротивляться износу и коррозии. Поэтому наклеп на обработан-
ной поверхности в большинстве случаев считается нежелательным
явлением.
Иногда наклеп, полученный на предварительных операциях,
имеет очень вредное влияние на процесс резания при последую-
щих чистовых операциях. Если чистовая обработка производится
при тонких стружках, как, например, развертывание, протягива-
ниеДто режущие кромки инструмента,^ работая непосредственно
32
по ' наклёпанному слою, очень быстро теряют свои режущие
свойства. Обработанная поверхность при этом получается низ-
кого качества.
Наклеп имеет место при всех видах механической обработки.
Однако степень и глубина наклепа при различных видах обработки
и при различных условиях и режимах работы бывают различны.
Рентгеновскими исследованиями обнаружен наклеп тонкого
поверхностного слоя даже после такой тонкой обработки, как по-
лировка.
По данным некоторых исследователей глубина наклепанного
слоя при различных видах обработки стали составляет:
Вид обработки Глубина наклепан-
ного слоя в мм
Обдирка...................... 0,40
Чистовая обточка................. 0,07
Шлифовка......................... 0,04
Притирка..................... 0,10
Полировка.................... 0,05—0,1
Глубина наклепа уменьшается с уменьшением глубины реза-
ния, подачи и с увеличением скорости резания и возрастает по
мере затупления инструмен-
та (фиг. 31).
Различные металлы име-
ют различную способность
к наклепу, т. е. по разному
увеличивают свою твердость
в процессе резания. Так, на-
пример, Нижеуказанные ме-
таллы при испытании дали
следующее увеличение твер-
дости после обработки на
строгальном станке (при ре-
жимах резания: t = 6,4 мм-,
8~0,94мм/дв.х,и=19,8м/ мин):
5^
<3
<200
«з
Фиг. 31. Уменьшение глубины наклепа
с увеличением скорости резания для
острого и тупого резца.
Сморостб pegs hup, м/мж
Условный Характеристика стали
номер стали г г
Повышение твердости
у вершины резца в %
1 Нержавеющая..................... ПО
2 > . . .......................... 60
3 Хромистая...................... И5:
4 ....................... 32
5 Углеродистая мягкая... 40j
Наклеп тем больше, чем меньше твердость и больше вязкость
обрабатываемого металла. Хрупкие металлы, как например, чу-
гун, не способны к наклепу.
3 В. М. Горелов 33
Большое влияние на наклеп в процессе резания оказывает пе-
редний угол. Чем больше величина переднего угла, тем меньше
деформация срезаемого слоя металла. Поэтому с увеличением пе-
реднего угла наклеп обрабатываемого металла в процессе реза-
ния уменьшается.
Необходимо отметить, что с точки зрения механической прочности де-
талей наклеп не всегда является вредным фактором. Исследования, проведен-
ные в Советском Союзе проф. С. В. Серенсен и др., показывают, что наклеп,
полученный при обработке металлов резанием с одновременным повышением
чистоты (гладкости) обработанной поверхности, повышает прочность деталей,
работающих при переменных нагрузках. Наоборот, если наклеп имеет место
одновременно с наличием надрывов и шероховатостей на обработанной по-
верхности, то прочность деталей, работающих при переменных нагрузках,
понижается. Вот почему детали, работающие в условиях знакопеременных
нагрузок (например, тело шатуна авиационного двигателя), подвергают шли-
фовке или полировке. Вместе с этим, для увеличения прочности деталей, ра-
ботающих при переменных нагрузках, в настоящее время применяются спе-
циальные методы обработки, как например, обкатка роликами или обдувка
стальной дробью. Эти методы увеличивают степень и глубину наклепа на по-
верхности обработанной детали, но в то же время они сглаживают и, следо-
вательно, улучшают чистоту поверхности, в результате чего прочность дета-
лей увеличивается. Опыты показывают, что детали,обработанные после чер-
новой обработки обдувкой мелкой стальной дробью, по своей прочности,
в условиях работы при знакопеременных нагрузках, нисколько не уступают
деталям, обработанным шлифованием или полированием.
*11. Нарост и его влияние на процесс резания
При обработке вязких металлов очень часто можно наблюдать,
что после окончания работы на передней грани резца, у самой-
режущей кромки остается небольшой слой металла. Этот слой ме-
талла настолько прочно пристает к поверхности передней грани,
что создается впечатление как будто бы он к ней приварен. Высота
его иногда достигает нескольких миллиметров. Этот слой обраба-
тываемого металла, оставшегося на передней грани инструмента,
называется наростом, а само явление — процессом образования
нароста.
Твердость нароста значительно выше твердости обрабатывае-
мого металла, из частиц которого он сам состоит. Так, например,
при обработке стали твердостью по Бринелю1бЗ, твердость нароста
составляет 440, т. е. весьма близка к твердости закаленной быстро-
режущей стали (500—600 по Бринслю).
На фиг. 32 показана фотография нароста в сильно увеличенном
виде. С образованием нароста передний угол увеличивается, по-
этому сопротивление металла резанию уменьшается.
При некоторых условиях работы вершина нароста очень силь-
но выдается за режущую кромку (фиг. 32). В таких случаях реза-
ние металла полностью осуществляется наростом. Режущая кромка
не соприкасается как с поверхностью резания, так и со стружкой.
Стружка сначала скользит по наросту и только в конце его
опирается непосредственно на переднюю грань. Таким образом,
34
самая ответственная часть инструмента — режущая кромка, при-
крываемая наростом, предохраняется от разрушительного дей-
ствия стружки и поверхности резания.
С образованием нароста уменьшается температура нагрева
режущей кромки, так как развивающаяся при резании теплота,
прежде всего, передается наросту, нагревая его до более высокой
температуры, чем режущую кромку. Кроме того, центр образо-
вания теплоты при наличии нароста удаляется от режущей кромки.
Все это приводит к увеличению стойкости резца. В этом заклю-
чается положительная
роль нароста в процессе
резания.
С изменением усло-
вий работы высота на-
роста уменьшается или
увеличивается.Чем мень-
ше высота нароста, тем
меньше защищена режу-
щая кромка от непос-
редственного истирания
поверхностью резания,
со стороны задней грани,
и сходящей стружкой —
со стороны передней
грани.
При отделочных ра-
ботах, когда необходимо
получить гладкую обра-
ботанную поверхность с
соблюдением требуемой
точности, нарост стано-
вится крайне нежела-
тельным явлением. Он
Фиг. 32. Нарост на передней Грани резца
при большом увеличении.
сильно ухудшает чистоту обрабатываемой
поверхности и снижает точность обработки. В связи с этим знание
условий образования нароста и мер устранения его имеет большое
практическое значение.
Образование нароста зависит от режима резания, геометрии
инструмента и условий работы. Нарост не удерживается на по-
верхности передней грани инструмента при обработке хрупких
материалов (чугун, бронза и др.) и при работах, сопровождаемых
ударами в процессе резания (строгание, фрезерование).
На образование нароста огромное влияние оказывает скорость
резания. Имеются такие зоны скоростей, при которых он не обра-
зуется, или имеет незначительную высоту, или имеет наибольшую
высоту.
Первая зона соответствует весьма малым скоростям резания.
При скорости резания около 1 м/мин нарост отсутствует и обра-
ботанная поверхность получается чистой. Вторая зона екоростей
з*
35
это 10—35 м/мин. Здесь увеличение скорости резания приводит ?
к увеличению нароста. Третья зона соответствует промежутку
скоростей 40—60 м]мин. В этой зоне скоростей нарост начинает
исчезать, уменьшаясь с увеличением скорости резания.
Четвертая зона, 80—120 м/мин,дает полное устранение нароста.
Следовательно, чтобы получить чистую и розную поверхность
нужно работать, или при очень маленьких скоростях резания 1—
2 MjMUH или при высоких скоростях 80—120 м!мин. Практически
так и работают. В первом случае обычно применяется широкий
резец, позволяющий работать на подачах 10—20 мм)об при глу-
бине резания около 0,05 мм. Во втором случае работа производится
при подачах от 0,05 . до 0,5 мм.
Нарост уменьшается с увеличением переднего угла и с умень-
шением толщины срезаемого слоя металла. При переднем угле
45° нарост не появляется. При обработке углеродистых сталей ши-
рокими чистовыми резцами часто удается подобрать такой перед-
ний угол и толщину срезаемого слоя (обычно около 0,05 мм), когда
нарост не образуется при работе со скоростью резания 3—4 м/мин
и поверхность получается чистой при подаче до 20 мм/об.
я
12. Тепловые явления при резании металлов
В процессе резания металлов в непосредственной близости
К режущим кромкам, выделяется огромное количество теплоты.
Значительная часть этой теплоты уходит в инструмент, нагревая
его режущую часть до высокой температуры. В результате нагрева
режущие кромки, передние и задние грани инструмента размяг-
чаются, поэтому стойкость его (время работы от заточки до заточки)
резко уменьшается.
Теплота, выделяющаяся в процессе резания, оказывает огром-
ное влияние на работу инструмента. Это видно хотя бы из того,
Нто в результате применения охлаждения производительность при
Черновой обточке стали может быть повышена на 40%.
Главными источниками образования теплоты в процессе реза-
ния являются:
1) работа, идущая на пластическую деформацию срезаемого
слоя металла;
2) работа трения стружки о переднюю грань инструмента;
3) работа трения задней грани инструмента о поверхность
резания.
j Из перечисленных источников главным является первый. Наи-
большее количество теплоты образуется в непосредственной бли-
зости от режущей кромки, так как наибольшая деформация имеет
Место в той части стружки, которая расположена ближе к пе-
редней грани (фиг. 33, точки в и с). Наружная часть стружки
деформируется значительно меньше, поэтому в точке а стружка
имеет более низкую температуру, чем в точках в и с. Наиболь-
шая температура будет в точке в, так как в непосредственной
36
Фиг. 33. Расположение точек с раз-
личной температурой в стружке.
близости к этой точке происходит наибольшая деформация
стружки, а также трение стружки о переднюю грань инстру-
мента и трение задней грани инструмента о поверхность резания.
На фиг. 34 приведены ве-
личины температур, наблю-
даемых в различных точках
стружки, на передней грани
инструмента и на обработан-
ной поверхности изделия, за-
меренных с помощью специ-
альных приборов.
Количество теплоты, вы-
деляющейся в процессе ре-
зания, тем больше, чем вы-
ше механические свойства
обрабатываемого материала
и больше скорость резания,
чем больше толщина и ши-
рина срезаемого слоя металла, чем меньше передний угол и хуже
чистота отделки режущих граней инструмента.
Теплота, получающаяся при резании, распределяется следую-
Фиг. 34. Температура в различных
точках на передней грани, в струж-
ке и на обработанной поверхности.;
щим образом: часть ее уходит
в инструмент, часть поглощается
обрабатываемым изделием, а
наибольшее количество ее ухо-
дит в стружку.
Русские ученые, проф. Сав-
вин Н. Н. и Усачев Я. Г., впер-
вые своими опытами показали,
что в стружке остается от 60
до 80% всей теплоты, получаю-
щейся при обработке стали рез-
цом.
Для других режущих инстру-
ментов это количество будет боль-
ше или меньше. При работе спи-
ральным сверлом со стружкой
уходит меньшее количество теп-
У лоты, так как стружка продол-
жительное время находится в
соприкосновении со сверлом и стенками обрабатываемого отверстия
и, таким образом, передает им часть своей теплоты. При фрезе-
ровании, протягивании и других прерывистых процессах резания
режущие кромки инструмента находятся в периодическом кон-
такте со стружкой, поэтому имеют более благоприятные условия
в смысле нагревания и охлаждения.
Та часть теплоты, которая уходит в инструмент, концентри-
руясь в небольшом объеме металла режущей части инструмента,
37
нагревает поверхностные слои передней и задней граней до высо-
кий температуры. Наибольшая температура устанавливается в
трчках, прилегающих к вершине пересечения главной и вспомо-
гательной режущих кромок (фиг. 35, точки а и в).
Под влиянием высокой темпера-
туры режущая часть инструмента
теряет свою твердость и инструмент
затупляется. Чем выше температура,
тем быстрее происходит процесс за-
тупления.
Температура режущей части инст-
румента тем выше, чем больше теп-
лоты выделяется в единицу времени,
чем больше та часть теплоты, которая
уходит в инструмент и чем хуже
теплоотвод от режущей кромки в тело
Ф^Г. 35. Точки наибольшей инструмента. i
температуры на передней и на Наиболее резко температура режу-
задней гранях рёзна. щей части инструмента повышается
с увеличением скорости резания пото-
му," что количество теплоты, выделяющейся в единицу времени,
увеличивается пропорционально скорости резания (фиг. 36).
Фиг. 36. Влияние скорости резания на температуру
режущей кромки.
Однако рост температуры режущей части инструмента отстает
ot роста скорости резания. Это объясняется уменьшением дефор-
мации стружки с увеличением скорости резания. Кроме того, при
этом увеличивается процент теплоты, остающейся в стружке.
I При увеличении толщины срезаемого слоя металла (за счет уве-
личения подачи) температура режущей части инструмента увели-
3$
I я
i
ширины
срезаемого слоя металла
6
7iww наибапда/еи
тел</уедатш>&
Фиг. 37. Точки наибольшей температу-
ры на передней грани:
А — при большой толщине срезаемого слоя;
Б — при малой толщине срезаемого слоя.
чивается менее резко, так как количество теплоты, выделяющейся
в единицу времени, увеличивается в меньшей степени, чем при
увеличении скорости резания. Кроме этого, с увеличением толщины
•стружки точка наибольшей температуры удаляется от режущей
кромки и поэтому она более интенсивно охлаждается более холод-
ным изделием (фиг. 37).
Этим объясняется общеизвестный факт, что стойкость инстру-
мента менее резко уменьшается при увеличении подачи, чем при
увеличении скорости резания.
Еще более медленно температура режущей части инструмента
увеличивается с увеличением
(за счет глубины резания),
так как при этом происходит
увеличение рабочей длины
режущей кромки, поэтому
теплоотвод в тело инстру-
мента резко улучшается.
При точении стали тем-
пература режущей части рез-
ца увеличивается на 32% при
увеличении скорости реза-
ния в 2 раза, на 18% при уве-
личении подачи в 2 раза и
только на 5% при увеличении
глубины резания в 2 раза.
Температура режущей части инструмента резко уменьшается
с уменьшением главного угла в плане у потому, что увеличивается
рабочая длина режущей кромки и значительно улучшается тепло-
отвод. Такое же влияние оказывает уменьшение вспомогательного
угла в плане
Увеличение переднего угла у и увеличение радиуса закругле-
ния вершины резца г также вызывают уменьшение температуры
режущей кромки инструмента. Это объясняется тем, что с увели-
чением переднего угла уменьшается работа, связанная с деформа-
цией обрабатываемого металла, а с увеличением радиуса закругле-
ния вершины увеличивается отвод тепла в обрабатываемое изделие.
Однако необходимо заметить, что изменение величин у, <р,
и г имеет свои пределы, выше или ниже которых благоприятное
влияние на температуру режущей кромки уже не достигается.
Температура режущей части инструмента уменьшается также
с повышением теплопроводности обрабатываемого металла, тепло-
проводности металла инструмента и площади поперечного сече-
яия тела инструмента.
Глава III
СОПРОТИВЛЕНИЕ МЕТАЛЛОВ РЕЗАНИЮ
13. Общие понятия
При снятии стружки обрабатываемый металл сопротивляется
резанию. В зависимости от конкретных условий работы сила со-
противления резанию изменяется в очень широких пределах, от
несколько десятков килограмм до несколько десятков тонн. Сила
сопротивления резанию воспринимается инструментом, приспо-
соблением, изделием и станком.
Не зная силы, с которой обрабатываемый материал сопроти-
вляется резанию, нельзя правильно проектировать режущие ин-
струменты, приспособления и станки, а также нельзя организо-
вать рациональное использование станков и инструментов.
В'этом заключается огромное практическое значение законов со-
противления металлов резанию для каждого работника, связан-
ного с проектированием или эксплоатацией режущих инструмен-
тов и станков.
Сила сопротивления металла резанию складывается из трех
основных усилий:
1) усилия, идущего на деформацию срезаемого слоя металла,
т. 'е. на преодоление внутренних сил сцепления кристаллов металла;
2) усилия, идущего на срез элемента стружки от остальной
массы металла;
3) усилия, идущего на преодоление внешних сил трения, т. е.
сил трения стружки о переднюю грань и задних граней инстру-
мента о поверхность резания и обработанную поверхность.
Усилие, идущее на деформацию срезаемого слоя, при работе
резцами составляет около 90% от силы сопротивления металла ре-
занию.
Работа многих других инструментов сопровождается большим
трением. Например, при сверлении спиральными сверлами 20%
энергии расходуется на преодоление сил трения стружки о поверх-
ность спиральной канавки и сверла о стенки отверстия и поверх-
ность резания. Наибольший расход энергии на преодоление внеш-
них сил трения имеет место при работе метчиками. Здесь при на-
резании резьбы в вязких металлах расход достигает 50%. Это объяс-
няется тем, что метчики не имеют, а если и имеют, то очень ма-
ленький вспомогательный задний угол (задний угол по профилю
40
резьбы), поэтому возникают очень большие силы внешнего трения
и часто происходит заклинивание метчика в гайке.
Из сказанного следует, что сопротивление резанию может быть
уменьшено или путем уменьшения деформаций срезаемого слоя
металла или путем уменьшения внешних сил трения.
Деформация стружки уменьшается с увеличением переднего
угла и с увеличением толшины срезаемого слоя. Следовательно,
с увеличением переднего угла и толщины срезаемого слоя,
будет уменьшаться и сопротивление резанию. Уменьшение внешних
сил трения может быть получено за счет хорошей отделки передних
и задних граней инструмента, за счет введения или увеличения
задних углов и вспомогательных углов в плане и за счет примене-
ния охлаждающих жидкостей с хорошим смазывающим действием.
14. Усилия, действующие при резании металлов
В зависимости от характера выполняемой работы, конструкции
и геометрии инструмента, сила сопротивления металлов резанию
передается инструменту и станку по нескольким направлениям,
Фиг. 39. Усилия, действующие на то
карный проходной резец:
Р 2 — усилие резания: Р* — усилие подачи;
Ру —- радиальное усилие.
Фиг. 38. Усилия, действующие на
токарный подрезной резец.
т. е., как принято говорить, сила сопротивления резанию разла-
гается на несколько составляющих.
При работе токарным подрезным резцом, при подрезании
трубы (фиг. 38) действуют две силы: вертикальная составляющая,
называемая усилием резания Рг и осевая составляющая, называемая
усилием подачи Рг. При обточке токарным проходным резцом
(фиг. 39) кроме Рг и Рх появляется третья сила Pv, которая на-
41.
плавлена перпендикулярно к оси изделия и называется радиаль-
ном усилием.
Наличие радиального усилия является крайне нежелательным
потому, что оно бывает главным источником вибраций при обра-
ботке металлов резанием. Оно вызывает
изгиб тонких и длинных деталей, обра-
батываемых на токарных станках, изгиб
оправок и борштанг при расточке отвер-
стий на токарных и расточных станках,
изгиб оправок при работе на фрезерных
станках и т. п.
При работе спиральным сверлом, зен-
кером, разверткой и др. инструментами,
предназначенными для обработки от-
верстий, имеющими несколько режущих
кромок, на каждую режущую кромку дей-
ствуют те же усилия, что и при работе
резцом (фиг. 40). Усилие резания Рг, на-
правленное по касательной к окружности
вращения режущих кромок, скручивает
инструмент или, как обычно говорят,
создает крутящий момент. Усилие пода-
чи Рх, направленное вдоль оси инстру-
мента, препятствует врезанию инстру-
мента в обрабатываемый металл. На каж-
дую режущую кромку действует радиаль-
ное усилие Ру, направленное перпенди-
кулярно к оси инструмента. Радиаль-
ному усилию, действующему на одну
Фиг. 40. Усилия, дейст-
вующие на спиральное
сверло.
режущую кромку, соответствует такое же по величине, но
противоположное по направлению, радиальное усилие, действую-
щее на диаметрально противоположной режущей кромке. Таким
образом они взаимно уравновешиваются и на инструмент в целом
радиальное усилие не действует.
При неправильной заточке сверла или другого многолезвийного
инструмента для обработки отверстий главный угол в плане будет
неодинаковым на противоположных режущих кромках. Вслед-
ствие этого противоположные кромки будут разной длины и возни-
кающие на них радиальные усилия будут также различными по
величине. В результате этого возникает радиальное усилие, дей-
ствующее на инструмент в целом, которое будет стремиться увести
его в сторону.
[При работе цилиндрической фрезой с прямым зубом на каждый
зуб фрезы действуют три силы (фиг. 41). Усилие резания Рг
направлено по касательной к окружности фрезы, т. е. скручивает
фрезерную оправку. Радиальное усилие Ру направлено по ради-
усу фрезы, т. е. изгибает фрезерную оправку. Усилие подачи Рх
направлено вдоль подачи. Если фреза будет иметь спиральный зуб,
42
то^появится еще четвертая сила, направленная вдоль оси фрезы.
В зависимости от направления спирали, осевое усилие изменяет
свое направление. При крутой спирали осевое усилие достигает
очень большой величины. Чтобы разгрузить шпиндель станка от
осевой силы, работают фрезами с противоположным направлением
спирали, устанавливаемыми на одной оправке. При такой работе
осевое усилие на одной фрезе взаимно уравновешивается противо-
положно направленным усилием на другой фрезе.
При работе шпоночной протяжкой (фиг. 42) усилие резания Рг
„действует вдоль хода протяжки. Радиальное усилие Pv действует
перпендикулярно к направлению хода протяжки. При тонких
стружках и малых передних углах радиальное усилие отталки-
вает протяжку от поверхности резания. С увеличением толщины
•Фиг; 41. Усилия, действующие Фиг. 42. Усилия, действующие на зубцы
на зуб фрезы. шпоночной протяжки.
стружки и переднего угла отталкивающее действие ее Умень-
шается и даже при некоторых значениях толщины стружки и пе-
редних углов может начинать действовать в противоположном
направлении. В таком случае имеет место, так называемый под-
хват протяжки, обычно оканчивающийся поломкой ее.
При работе круглыми протяжками усилие резания также
действует вдоль хода протяжки, а радиальное усилие на протяжку
в целом не действует. Радиальные усилия, действующие в диамет-
рально противоположных точках режущей кромки взаимно урав-
новешиваются.
Усилие подачи при работе протяжками отсутствует так же,
как оно отсутствует и при строгальных работах, так как подача
осуществляется в тот момент, когда режущие кромки находятся
не под стружкой.
При работе метчиками и плашками имеется только усилие ре-
зания, которое скручивает метчик, т. е. создает крутящий момент.
Усилия подачи нет, так как метчик ввинчивается в нарезаемую им
резьбу и таким образом осуществляет подачу без посторонней
силы.
Величина указанных усилий, действующих на инструмент,
зависит от режима резания, механических свойств обрабатывае-
43
мого металла, геометрии инструмента, степени затупления еге
и т. п.
Усилия, действующие на инструмент в процессе резания, не-
постоянны по величине. Они периодически то уменьшаются, до
минимального своего значения, то увеличиваются или, как гово-
рят, усилия пульсируют. Эти пульсации усилий являются исход-
ной причиной вибраций при резании, отрицательно влияющих на
точность и чистоту обработки, на стойкость инструмента и состоя-
ние станка.
! Причины пульсации усилий могут быть различные. Некоторые
из! них имеют место при работе любыми инструментами, а другие
имеют место только при работе некоторых инструментов. Первая-
причина пульсации усилия резания — это наличие момента скалыва-
я в процессе образования стружки. В момент скалывания уси-
е резания уменьшается, после скалывания элемента стружки
ревущая кромка забирает следующую порцию металла, поэтому
усилие резания увеличивается, затем опять уменьшается ^ так на
протяжении всего процесса резания.
НИ
ЛИ,
Усилия f #г
ФиГ. 43. Уменьшение уси-
лий. действующих на про-
ходной резец при увели-
чении переднего угла.
15. Зависимость сопротивления резанию от переднего угла
! С увеличением переднего угла уменьшается деформация сре-
заемого слоя, а поэтому уменьшаются все силы, действующие на
инструмент: усилие резания, усилие пода-
чи и радиальное усилие. Особенно резко
уменьшается радиальное усилие и усилие
подачи.
Если передний угол у токарного про-
ходного резца увеличить с 10 до 30°, то
усилие резания уменьшится только на
21 %, радиальное усилие на 59%, а усилие
подачи на 63%. Если же передний угол
уменьшить с 10 до 0°, то усилие резания
увеличится на 13%, радиальное уси-
лие на 55%, а усилие подачи на 63%.
(фиг. 43).
Примерно такое же влияние передний
угол оказывает на усилие резания и при
работе другими инструментами. Наиболее
резко усилие резания уменьшается, с
увеличением переднего угла, при работе
протяжками. Если увеличить передний
угол с 0 до 10°, то усилие’ резания умень-
шится на 25% при работе протяжкой и
, „ только на 12% при работе резцом.
При обработке хрупких материалов (чугуна, бронзы), с
увеличением переднего угла усилие резания уменьшается в мень-
шей степени, чем при обработке вязких материалов.
44
16. Зависимость сопротивления резанию от степени затупления
инструмента
При затуплении инструмента силы сопротивления металлов
резанию увеличиваются. Особенно резко увеличивается усилие
подачи и радиальное усилие.
При увеличении толщины срезаемого слоя влияние затупления
инструмента на усилие резания уменьшается. При точении, где
толщина срезаемого слоя обычно бывает значительно больше, чем
при других процессах резания, в конце затупления резца усилие
•резания увеличивается на 10—15%. При фрезеровании, протяги-
вании и других работах, где толщина срезаемого слоя часто изме-
ряется сотыми долями миллиметра, усилие резания в конце за-
тупления инструмента увеличивается на 50—100% и больше.
Если усилие резания при работе острой протяжкой принять
за 100%, то при затуплении задней грани-в 1 мм оно составит
175%.
На фиг. 44 показано, что при работе метчиком крутящий момент
в конце работы в 3—4 раза больше, чем в начале работы.
Таблица 1
Зависимость усилия резания от величины затупления при обработке стали
1045 цилиндрической фрезой
Время работы фрезы в мин. Затупление по задней грани в мм Усилие резания в кг Усилие реза- ния в %
0 0,04 215 100
108 не измерялось 275 128
195 не измерялось 315 146
310 0,4 385 179
В табл. 1 указаны результаты измерения усилий резания при
фрезеровании стали 1045 на разных стадиях затупления, цроиз-
-веденные в Ленинградском индустриальном институте.
Совершенно другая картина наблюдается при черновом точе-
нии.
При точении вязких металлов, в самом начале процесса реза-
ния, наряду с ростом затупления происходит не увеличение уси-
лий, действующих на резец, а уменьшение их. Усилие резания
уменьшается приблизительно на 10%, радиальное усилие на50%
и усилие подачи на 30% (фиг. 45).
Затем, по мере роста затупления, происходит непрерывное
увеличение всех усилий. К моменту полного затупления резца,
усилие резания достигает своего первоначального значения, тогда
как усилие подачи и радиальное усилие будут равны усилию ре-
зания, т. е. они увеличиваются на 30—40% против первоначаль-
45
ного своего значения или на 50—60% против наименьшего своего
значения.
В первоначальный, очень непродолжительный период резания,,
усйлия, действующие на резец, уменьшаются. В это время на пе-
/20
|i 00
I
X 50
&|.
g 30
1000 2500 5000 1ОООО 25000 50000
j Общая длина резЬОб/ гаек, нарезанных метчиком дозатупленияLmm
Фиг. 44. Влияние затупления метчика на крутящий момент.
редней грани резца образуется нарост, в результате чего перед-
ний угол увеличивается до 40—45°, поэтому усилие резания умень-
Ознос по задней грани 56 мм
Фиг. 45. Влияние затупления
резца на усилия при обработке
стали.
Фиг. 46. Влияние затупления
резца на усилия при обработке
чугуна.
шается, и особенно резкое уменьшение получают усилие подачи
и радиальное усилие.
|Если нарост не образуется, то нет и первоначального умень-
шения усилий.
Например, на фиг. 46 показано влияние затупления резца на
усилия при обработке чугуна. Здесь, вследствие отсутствия на-
роста, происходит непрерывное возрастание усилий с самого начала.
4б i
резания. Усилие резания возрастает’приблизительно на 18%, уси-
лие подачи на 60% и радиальное усилие на 70%.
На примере работы резца мы убедились, что затупление его
наиболее сильно влияет на усилие подачи и радиальное усилие.
Более резкое влияние затупления на усилие подачи и радиальное
усилие должно быть на инструментах, как правило, работающих
с тонкими стружками: протяжки, фрезы и т. п.
Это объясняется следующими обстоятельствами. Любой режу-
щий инструмент, как бы хорошо и остро он ни был заточен, имеет
режущую кромку, скругленную каким-то радиусом г (см. фиг. 74).
Произведенные измерения показывают, что у нормально заточен-
ных инструментов радиус округления режущей кромки бывает
около 0,03 мм. По мере затупления он увеличивается, становится
больше толщины срезаемого слоя, процесс срезания стружки очень
сильно затрудняется, поэтому усилие подачи и радиальное усилие
очень резко возрастают.
Указанное обстоятельство является одной из причин тому,
что при работе острым резцом усилие подачи составляет 40% от
усилия резания, тогда как при работе острой цилиндрической фре-
зой усилие подачи будет на 20% больше усилия резания.
При работе круглой протяжкой толщина стружки обычно со-
ставляет 0,02—0,04 мм. При такой толщине радиус округления ре-
жущей кромки очень часто бывает больше толщины срезаемого слоя,
поэтому во всех точках режущей кромки действуют очень большие
радиальные усилия, которые взаимно уравновешиваются, такими
же усилиями, действующими на противоположной стороне зуба.
Поэтому на протяжку в целом радиальное усилие, как правило,
не действует и каждый зуб ее снимает равномерную стружку, по
всей окружности обрабатываемого отверстия. Но, как только, по
каким-либо причинам на противоположных сторонах зуба полу-
чится различный радиус округления режущей кромки (например,
вследствие неравномерного затупления из-за разной твердости, на
противоположных сторонах зуба или вследствие неравномерного
вывода притупления при заточке), появляется радиальная сила,
которая уводит протяжку в сторону. Протяжка начинает резать од-
ной стороной, оставляя необработанной одну из сторон отверстия.
(
17. Влияние на сопротивление резанию главного угла в плане
В пределах практически применяемых величин (30—90°), глав-
ный угол в плане на усилие резания оказывает очень незначитель-
ное влияние, с которым при решении практических вопросов,
можно не считаться. Роль главного угла в плане в процессе реза-
ния очень резко проявляется в сильном влиянии на радиальное
усилие и усилие подачи. С уменьшением его радиальное усилие
возрастает, а усилие подачи снижается.
Если главный угол в плане у резца уменьшить с 90 до 30°,
то радиальное усилие возрастет почти в 4 раза, а усилие подачи
уменьшится в 2,5 раза.
47
При токарных работах радиальное усилие направлено перпен-
дикулярно к оси изделия, т. е. прогибает его, и является причиной
вибраций. Поэтому при обточке длинных тонких валов и при рас-
точке отверстий резцом, закрепленным в нежесткой оправке,
с 'целью уменьшения.прогиба изделия или оправки и уменьшения
вйбраций обычно работают резцом, имеющим главный угол в пла-
не 90\
18. Влияние смазкигна сопротивление резанию'
! Советскими учеными, проф. П. А. Ребиндер и Калиновской до-
казано, что роль смазки в процессе резания заключается не только
в уменьшении сил трения стружки о переднюю грань инструмента,
задней грани о поверхность резания и задней вспомогательной
грани об обработанную поверхность. Смазка, проникая в поры
обрабатываемого металла, а также в опережающую трещину, ко-
торая идет впереди резца, уменьшает поверхностную твердость
обрабатываемого металла и ослабляет силы сцепления между ча-
стицами металла. Таким образом смазывающая жидкость способ-
ствует разрушению обрабатываемого металла. В результате этого
и уменьшения сил трения сопротивление обрабатываемого металла
резанию уменьшается.
1 При правильном подборе состава смазывающей жидкости
(с учетом физических свойств обрабатываемого металла), в зави-
симости от конструкции режущего инструмента и характера выпол-
няемой работы, применение смазки может дать уменьшение уси-
лий, действующих на инструмент, до 50%.
Эффективность применения смазывающе-охлаждающей жидко-
сти, с точки зрения снижения усилий резания, тем больше, чем
выше смазывающая способность жидкости и чем больше разрушаю-
щая (диспергирующая) способность жидкости.
। При работе резцами усилие резания уменьшается на 25% при
охлаждении растительным маслом, на 10% при охлаждении мине-
ральными маслами и только на 1—3% при охлаждении эмульсией.
Чем большую роль играют силы внешнего трения, тем больше эф-
фективность применения смазки. Например, если при токарных
работах применение смазывающей жидкости может дать снижение
усилия резания на 25%, то при работе протяжкой на 35—40%,
а при работе метчиком на 50%.
Чем больше вязкость обрабатываемого металла, чем тоньше
стружка и меньше площадь ее сечения, тем выше эффективность
применения смазки.
19. Зависимость усилия резания от скорости резания
Пятнадцать-двадцать лет назад, когда почти все металлорежу-
щее инструменты изготовлялись из быстрорежущей стали, при-
меняемые на практике скорости резания изменялись в сравни-
тельно узких пределах. Поэтому вопрос о влиянии скорости
резания на усилие резания не имел значения для практики, так
как в применявшемся диапазоне скоростей это влияние мало
заметно. В последние годы, в связи с широким распространением
инструментов из твердых сплавов и
скоростных методов обработки метал-
лов вопрос о влиянии скорости реза-
ния на усилие резания получил боль-
шое значение для практики. Теперь
диапазон применяемых на прак-
тике скоростей резания расширился
в 10—15 раэ.
С изменением скорости резания
изменяется деформация срезаемого
слоя металла, следовательно, долж-
но изменяться и усилие резания. Вна-
Фиг. 47. Влияние скорости ре-
зания на усилие резания.
чале, с увеличением скорости реза-
ния, усилие резания увеличивается, достигает наибольшей вели-
чины и затем начинает уменьшаться. Скорость резания, которой
соответствует наибольшая величина усилия резания, имеет раз-
личную величину для различных обрабатываемых металлов. На-
пример, на фиг. 47 показано влияние скорости резания на усилие
резания при обработке мягкой стали. Здесь наибольшее усилие
резания имеет место при скорости резания 80 м)мин.
20. Влияние обрабатываемого металла на усилие резания
Наибольшая часть энергии, расходуемой на осуществление
процесса резания, идет на деформацию срезаемого слоя металла.
Чем прочнее обрабатываемый металл, т. е. чем выше его меха-
нические свойства, тем сильнее он сопротивляется резанию, тем
выше усилие резания при его обработке.
К основным механическим свойствам обрабатываемых металлов,
оказывающим влияние на усилие резания, относятся следующие:
предел прочности при растяжении кг/ммг, твердость по Бринелю
Нв, относительное удлинение 5.
Однако ни одно из перечисленных свойств не дает достаточно
полной характеристики способности обрабатываемого металла
сопротивляться резанию.
Обычно за характеристику способности обрабатываемого ме-
талла сопротивляться резанию принимают предел прочности при
растяжении или твердость. Насколько это точно, видно из сле-
дующих данных:
Условный номер стали а& в кг[ммг Нв & в % Усилие зания в ре кг
1 36,7 100 36,5 140
2 51,5 156 23 180
3 80,7 242 14,2 260
4 80 178 31 310
4 В. м. Горелов
49
Сталь № 4 имеет твердость меньше, чем сталь № 3, но такой же
•предел прочности при растяжении; однако, усилие резания при
обработке стали № 4 на 20% выше, чем при обработке стали № 3.
! Способность обрабатываемых металлов сопротивляться реза-
ною в зависимости от механических свойств достаточно точно
выразить с помощью математической формулы до сего времени не
удалось. 1
В настоящее время способность металлов сопротивляться реза-
ною измеряется с помощью так называемого коэфициента резания.
Коэфициентом резания называется усилие резания, прихо-
дящееся на 1 мм2 площади поперечного сечения снимаемого
слоя_металла при определенных стандартных условиях, а именно: i
Глубина резания......t =5 мм;
\ Подача................s =1 мм/об;
Передний угол в плане . . у = 15°;
Главный угол в плане . . . ф =45°;
Радиус закругления верши-
ны резца ......... г—1 мм
Работа без смазки
Коэфициент резания для всех обрабатываемых материалов
определяется опытным путем в лабораториях резания.
Сравнивая коэфициенты резания двух различных металлов,
мы можем узнать, какой из них сильнее сопротивляется резанию
при указанных стандартных условиях.
; Фактически обработка различных металлов производится при
различных условиях, отличных от тех, при которых производится
Определение коэфициента резания. Наибольшее значение имеет
применение различных передних углов. Вследствие этого коэфи-
циент резания не дает точного представления о том, во сколько раз
усилие резания при обработке одного металла должно быть больше >
иди меньше, чем при обработке другого металла.
Поэтому, кроме коэфициента резания, имеет применение так
называемое «удельное давление резания».
Удельным давлением резания называется усилие резания, при-
ходящееся на 1 мм2 площади поперечного сечения срезаемого слоя
металла. Оно измеряется в кг/мм2 и обозначается буквой р:
р
i р = ~ кг/мм*,
где Рг — усилие резания в кг;
/ — площадь поперечного сечения срезаемого слоя металла
в мм2.
; Удельное давление резания зависит от переднего угла инстру-
мента, толщины срезаемого слоя металла и др. факторов.
Чем больше толщина срезаемого слоя металла, тем меньше
^дельное давление резания. Это объясняется тем, что с увеличе-
нием толщины срезаемого слоя металла уменьшается усадка струж-
ки, т. е. деформация срезаемого слоя.
' 50
Например, если удельное давление резания при точении стали
с подачей 0,5 мм принять за единицу, то при работе с подачей
2 мм оно составит 0,73.
Наиболее точное представление о том, во сколько раз усилие
резания при обработке одного металла должно быть больше или
меньше, чем при обработке другого металла, дает постоянный коэ-
фициент ср в формуле усилия резания, учитывающий влияние об-
рабатываемого металла.
21. Зависимость усилия резания от сечения срезаемого слоя
металла
Сечение срезаемого слоя является одним из основных факторов,
определяющих сопротивление резанию. В практике площадь се-
чения срезаемого слоя металла изменяется в пределах от 0,005 мм2
(при тонкой обточке) до 150 мм2 (при грубых обдирочных работах
в тяжелом машиностроении на мощных вальцетокарных станках).
Это значит, что в зависимости от площади сечения срезаемого слоя
усилие резания может изменяться от нескольких килограммов до
нескольких десятков тонн.
Сопротивление металлов резанию увеличивается с увеличением
площади сечения срезаемого слоя, причем увеличение ширины его
вызывает большее увеличение усилия резания, чем увеличение тол-
щины. Например, при уве-
личении ширины срезаемо-
го слоя в 2 раза, усилие
резания возрастает тоже в
2 раза, но при увеличении
толщины в 2 раза усилие
резания возрастает только
в 1,72 раза.
Таким образом усилие
резания возрастает про-
порционально росту ши-
рины срезаемого слоя ме-
талла и отстает от роста
толщины его. Это объяс-
Фиг. 48. Влияние толщины срезаемого
слоя на удельное давление резания.
няется тем, что с увеличением толщины срезаемого слоя металла
уменьшается деформация его, т. е. снижается усадка стружки, тог-
да как изменение ширины срезаемого слоя не оказывает влия-
ния на деформацию его. Поэтому ширина срезаемого слоя силь-
нее влияет на усилие резания, чем толщина.
Следовательно, чем больше толщина срезаемого слоя, тем
меньше должно быть удельное давление резания. Это полностью
согласуется с опытом. На фиг. 48,в форме графика, показано как
уменьшается удельное давление резания с увеличением толщины
срезаемого слоя при точении. Если при толщине срезаемого слоя
0,4 мм удельное давление резания будет 160 кг, то при толщине
1,6 мм оно составит только 100 кг, т. е. на 38% меньше.
4*
51
i Из этого следует, что при постоянной площади сечения срезае- ;
мого слоя металла и постоянной величине главного угла в плане,
Усилие резания может быть уменьшено путем увеличения толщины
срезаемого слоя за счет соответствующего уменьшения ширины
его. Например, если при работе цилиндрической фрезой подачу
ца один зуб увеличить в 2 раза, а ширину фрезерования уменьшить
в 2 раза, то площадь сечения срезаемого слоя металла при этом не
Изменится, но усилие резания уменьшится на 15—20%.
Известно, что при работе протяжками так называемого про-
грессивного резания, усилие резания значительно меньше, чем при
работе протяжками обычной конструкции. Это объясняется тем,
что при работе протяжками прогрессивного резания толщина
срезаемого слоя металла в несколько раз больше, а ширина
меньше.
По этой же причине при работе трехканавочным метчиком
усилие резания меньше, чем при работе четырехканавочным мет-
чрком, при работе «кукурузной» фрезой усилие резания меньше,
чем при работе фрезой нормальной конструкции и т. п.
22. Определение усилий резания при работе резцами
Обработка резцами от других процессов резания отличается
рядом важных обстоятельств.
1. Толщина срезаемого слоя металла значительно больше чем
при других видах обработки, поэтому удельное давление резания,
как правило, меньше.
Таблица 2
Усилие резания при обработке углеродистой стали aft=65 кг)ммг и чугуна Нв=190
Подача в Um)об Сталь углеродистая 1 ч н 190 а^=65 кг) мм* | j
Усилие резания в кг при глубине резания в мм
1|2|4|б|8|1011|2|4|б|8|10
|0,2 1 • 51 101 35 70 212 280
Ю,35 78 157 314 471 53 106 320 424
iO,5 104 207 415 622 829 1155 70 140 415 560 700
iO,7 il 135 270 539 809 1078 1350 89 178 356 532 712 890
712 1068 1424 1780 460 690 920 1150
11,4 926 1389 1851 2320 588 880 1176 1465
2 1205 1810 2400 3000 752 1120 1504 1880
2. Наиболее свободные условия образования и отвода стружки,
поэтому силы внешнего трения играют значительно меньшую
роль.
Основными величинами, которые изменяются наиболее часто и
в наиболее широких пределах, вызывая изменение усилия реза-
52
ния, являются следующие: ме-
ханические свойства обрабаты-
ваемого материала, ширина и
толщина срезаемого слоя ме-
талла.
Для практических целей
значительно удобнее усилие ре-
зания выражать в зависимости
не от толщины и ширины срезае-
мого слоя металла, а от других
технологических величин, опре-
деляющих толщину и ширину
срезаемого слоя металла. При
работе резцами такими величи-
нами являются глубина резания
и подача.
В табл. 2 указывается усилие
резания в зависимости от глубины
резания и подачи при обработке
стали, имеющей предел прочности
при растяжении <зй=65 кг!мм2,
и чугуна, имеющего твердость по
Бринелю Нв = 190 при следую-
щих условиях работы: передний
угол у при обработке стали 15°
и при обработке чугуна 10°;
главный угол в плане 45°; из-
нос резца по задней грани при
обработке стали 2 мм, и при
обработке чугуна 4 мм.
При других механических
свойствах обрабатываемого мате-
риала необходимо усилие реза-
ния, полученное по табл. 2,
умножать на коэфициенты, ука-
занные в табл. 3.
При главном угле в плане
45° и затуплении по задней гра-
ни не более 0,5 мм обычно при-
нимают, что усилие подачи от
усилия резания составляет 25%,
а радиальное усилие 40%, т. е.
Рх = 0,25Рг кг-,
Pv — 0,4Р кг:
В табл. 4 приведены попра-
вочные коэфициенты при различ-
ной величине переднего угла
о о JS 3 210 1,04
Е а. а-» о 061
Ш 3 а Чугун 1 | ОД I 0,93
i© о СО Q 155 0,87
зХ О со Q X 105 1,41
X о 3* X X X о £ R Е 5 я ю о 1,34
о S Р» ° § В. S- ю 00 1,27
Б X Сталь х и хромо! 1 1 75 i । । 1,2
о £ X ю со П‘1
§ « » х е: св ю ю 1,04
X £ S « 4» X о. а» й £ ю оо SI ‘ 1
О. а» ё 1© сз S 1 ! 00 о
о. КС © а ю
о. Б X S Сталь угле 1 55 1 j 0,93
а о о. X ю тГ 00 o'
X =5 X Q ю 00 0,81
X X X о X 4» £ W X X 4» X X X Наименование обрабатываемого материала кг)мм2 *Н Коэфициент
53
Таблица 4
Поправочные коэфициенты иа усилия резания в зависимости
от переднего угла при работе резцами
Усилия Поправочный козфициент при значениях переднего угла у
0° 5° 10° 15° 20° 25° 30°
Р: 1,13 1,06 1,0 0,94 0,89 0,83 0,79
Рх 1,63 1,28 1,0 0,78 0,6 0,47 0,37
РУ 1,55 1,25 1,0 0,8 0,64 0,52 0,4
для всех усилий, действующих на резец. Как видно из табл. 4
наибольшее влияние передний угол оказывает на усилие Рх и Ру.
При главном угле в плане резца больше или меньше 45° уси-
лия, действующие на резец, необходимо умножать на коэфициенты,
указанные в табл. 5.
При расчетах усилий необходимо учитывать также влияние на
Них величины износа резца. Наиболее резкое влияние величины
Износа сказывается на усилии подачи и на радиальном усилии,
^оправочные коэфициенты в зависимости от величины износа при-
ведены в табл. 6.
Табл. 2 составлена с расчетом на работу резцами с радиусрм
Закругления вершины 2 мм. Для других величин радиуса закруг-
ления в табл. 7 указаны поправочные коэфициенты.
j Зависимость усилия резания от механических свойств обра-
батываемого металла, глубины резания и подачи выражается с по-
мощью математических формул.
Влияние всех остальных факторов при расчетах обычно учи-
тывается с помощью поправочных коэфициснтов. Формула состав-
ляется для типичных условий работы. Поправочными коэфициен-
тами пользуются только в тех случаях, когда условия работы
Инструмента отличаются от условий, для которых составлена фор-
мула,( в части величины переднего угла, величины главного угла
И плане, величины притупления инструмента, применения смазы-
вающей жидкости и т. п.
Для обработки стали
металла, глубины резания
зависимость усилия резания от обрабатываемого
и подачи выражается следующей формулой:
Pz — cp-t-s°’13 кг, (3)
где ср — постоянный козфициент, учитывающий влияние' обрабатываемого
металла;
t — глубина резания в мм;
s — подача в мм/об.
При обработке чугуна и бронзы формула будет та же, но показатель сте-
пени при подаче будет не 0,78, а 0,73. Показатель степени при подаче всегда
54
Таблица 5
Поправочные коэфициенты на усилия резания в зависимости от главного
угла в плане при работе резцами
(ро Рг Рх Ру
Сталь Чугун Сталь Чугун Сталь Чугун
Значения коэфициента
30° 1,07 1,05 0,7 0,6 1,63 1,22
45° 1,0 1,0 1,0 1,0 1,0 1,0
60° 0,98 0,96 1,27 1,11 0,71 0,87
75° 1,03 0,94 1,51 1,2 0,54 0,71
90е 1,07 0,02 1,8 1,28 0,44 0,7
Таблица б
Поправочные коэфициенты на усилия в зависимости от износа резца
Износ задней грани в мм Рг Рх Ру
Сталь Чугун Сталь Чугун Сталь Чугун
Поправочные коэфициенты
0,5 1 2 3 4 0,93 0,95 1 0,83 0,86 0,89 0,93 1,0 0,55 0,65 1,0 0,43 0,49 0,63 0,81 1,0 0,5 0,62 1,0 0,33 0,37 0,52 0,73 1,0
Таблица 7
Поправочные коэфициенты на усилия в зависимости от радиуса
закругления вершины резца
Усилия Обрабатываемый материал Значения коэфициента при радиусе закругления в мм
0,5 1,0 1,5 2 3 5
Рг Сталь Чугун 0,87 0,91 0,93 0,95 0,97 0,98 1,0 1,0 1,04 1,03 1,1 1,07
Ру Сталь Чугун 0,65 0,75 0,81 0,87 0,92 0,94 1,0 1,0 1,12 1,08 1,32 1,22
55
меньше единицы, так как рост усилия резания отстает от роста толщины сре-
заемого слоя металла.
Формула (3) составлена для следующих условий работы: 1) износ резца
по задней грани 2 мм при работе по стали и 4 мм при работе по чугуну;
2) главный угол в плане 45°; 3) передний угол наилучший из условия стой-
кости.
Значения постоянного коэфициента ср устанавливаются опытным путем
в Лабораториях резания и приведены в табл. 8.
Таблица 8
Значения постоянного коэфициента ср в формуле усилия резания при работе разцами
Обрабатываемый металл °* В кг[ммг нв СР Обрабатыва- емый металл В кг [мм1 НВ ср
Сталь углероди- стая i 35 45 55 65 75 85 — 144 155 165 180 193 205 Чугун серый 155 170 190 210 100 107 115 120 ПО 122 131 141 150
Ковкий чугун ПО 130 150 170 190
Ста|ль хромистая и хромоникелевая i । 55 65 75 85 95 105 II 1 1 II 182 198 212 226 239 251
Бронза до 30 более 30 80 100
23. Подсчет усилий при работе спиральными сверлами
Сверление отличается от точения своеобразными условиями ра-
боты, а именно: очень стесненные условия образования и отвода
стружки; передний угол имеет переменную величину. В точках,
лежащих у наружного диаметра передний угол составляет 25—30°,
а с ^приближением к оси сверла он постепенно уменьшается до 0°.
На! поперечной режущей кромке передний угол имеет отрицатель-
ную величину до минус 60°. Поэтому, при сверлении усадка
стружки больше, чем при точении.
Кроме того, при сверлении, вследствие очень маленькой вели-
чины вспомогательного угла в плане (около 2') и отсутствия
вспомогательного заднего угла, имеет место большое трение сверла
о сменки отверстия.
На преодоление трения направляющих ленточек сверла и
стружки о стенки отверстия расходуется 15—20% мощности,
потребляемой на резание.
Наличие поперечной режущей кромки (перемычки) с отрица-
тельным передним углом очень сильно затрудняет процесс обра-
зования стружки.
56
Поперечная режущая кромка очень сильно влияет на величину
усилия подачи. От 40 до 60% усилия подачи создается попереч-
ной режущей кромкой, хотя длина ее в 5—10 раз меньше диаметра
сверла.
Все эти особенности сверления не позволяют при расчете уси-
лий, действующих на сверло, пользоваться формулами, устано-
вленными для точения, хотя зависимость их от толщины и ширины
срезаемого слоя, от обрабатываемого металла и других факторов
принципиально не изменяется.
При сверлении наиббльшее значение имеет не усилие резания,
а крутящий момент, создаваемый усилием резания.
Сущность и значение крутящего момента можно понять на сле-
дующих примерах. Когда у рабочего недостаточно силы для того,
чтобы осуществить нужную затяжку гайки, он на гаечный ключ
надевает трубку. С помощью трубки рабочий увеличивает длину
плеча, т. е. расстояние от точки приложения силы до оси гайки.
Таким образом при наличии небольшой силы можно очень сильно
затянуть гайку. Токарный станок при обработке вала небольшого
диаметра свободно может работать при большой глубине резания
и подаче. Но при обработке вала большого диаметра, даже при
меньшей глубине резания и подаче, может произойти поломка
станка или остановка мотора, хотя усилие резания в этом случае
будет меньше, чем в первом случае. Следовательно, для загрузки
токарного станка имеет значение не только величина усилия реза-
ния, но и радиус обрабатываемого изделия. Равным образом для
загрузки сверлильного станка имеет большое значение не только
усилие резания, но и диаметр сверла.
С увеличением диаметра сверла нагрузка на сверло и станок
при сверлении увеличивается потому, что увеличивается сече-
ние срезаемого слоя металла и плечо приложения усилия ре-
зания.Чем больше произведение действующей силы на плечо прило-
жения ее, тем больше нагрузка на станок. Произведение действую-
щей силы на плечо (радиус) называется крутящим момен-
том.
Во сколько раз увеличится крутящий момент, во столько же
раз увеличивается нагрузка на станок и сверло. Это не зависит от
того, каким путем получено увеличение крутящего момента, за счет
ли увеличения усилия резания или за счет увеличения плеча при-
ложения его.
Сверло по своей конструкции и габаритам (большая длина при
небольшом диаметре) имеет низкую прочность, поэтому перегрузка
его часто приводит к поломке.
Большие напряжения в сверле создает усилие подачи, которое
часто является причиной аварий со сверлами, следовательно, точное
определение усилия подачи имеет большое значение.
Основными величинами, наиболее сильно влияющими на крутя-
щий момент и усилие подачи, при сверлении являются: обрабаты-
ваемый металл, диаметр сверла и подача.
57
В табл. 9 приведены крутящие моменты и усилия подачи при
Сверлении углеродистой стали, имеющей предел прочности при рас-
тяжении аь — 65 кг! мм2 и чугуна, имеющего твердость Нв — 190,
ферлом диаметром 15 мм при различных подачах.
Таблица 9
Крутящий момент и усилие подачи при сверлении углеродистой стали
ой=65 кг[мм* и чугуна На=190 сверлом диаметром 15 мм
Подача в мм)об 0,1 0,2 0,3 0,4 0,5^ 0,6 0,8 1. 1,25 1,5
Крутящий Момент в ' кг мм ! 4- Для стали aj=65 кг [ мм* , 1 | 1105 1910 2660 3340 4000 4620 5825 695083509600
Для чугуна Нв=190 .... 624 1075 1500 1880 2260 2610|3280^3930|4700 5400
Уфлне по- дачи в кг Для стали ай=65 кг/мм* . . 227 378 489 602 705 795 975 1135 1330 1510
Для чугуна Нв=190 ... 150 272 366 450 535 620 786 940 П25 1290 1 ।
Для других механических- свойств обрабатываемого металла
и диаметров сверла коэфициенты изменения крутящего момента
и усилия подачи указаны в табл. 10.
Наиболее полное представление о завнснмости крутящего момента и уси-
лия подачи от указанных факторов дают следующие математические формулы.
Мхр = сЛ-аг-50,8кгмм (4) J
Рх = Cp-d-s0’1 кг, (5)
г^е см и ср — постоянные коэфициенты, характеризующие влияние обраба-
тываемого материала;
d — диаметр сверла в мм;
s — подача на один оборот сверла в мм.
Из этих формул следует, что толщина и ширина срезаемого слоя на со-
противление резанию при сверлении влияют так же, как и при точении (раз-
ница в показателях степени очень незначительная). Здесь вместо глубины
резания в формулах указан диаметр сверла, так как глубина резания при
сверлении равняется половине диаметра. Значения коэфициентов см и ср при-
ведены в табл. 11.
Формулы (4) и (5), а также данные табл. 11 справедливы для следующих
условий работы:
1) работа без подсверловки;
2) диаметр сверла 10—60 мм;
3) угол при вершине сверла 120°, т. е. главный угол в плане 60°. s
4) заточка сверл без подточки перемычки.
58
Таблица 10
Коэфициент изменения Крутящего момента и усилия подачи при сверлений
I. В зависимости от обрабатываемого материала
Обрабатываемый материал Сталь углеродистая Сталь хромоникелевая и хромистая Чугун
аь кг/мм* 40-50 50—60 60—70 70—80 60—70 70—80 80—90 90—100
Нв 170 190 200
Коэфициент на Мкр 0,78 0,89 1 1,1 1,1 1,22 1,35 1,43 0,91 1 1,06
Коэфициент на Рх 0,75 0,87 1 1,1 1,1 1,23 1,35 1,45 0,93 1 1,15
2. В зависимости от диаметра сверла
Диаметр сверла в мм . ... . 15 20 25 30 35 40 45 50 60
Коэфициент на Мкр 0,44 1 1,78 2,8 4 5,45 7,1 9 10,1 16
Коэфициент на Рх Сл 0,67 1 1,33 1,67 2 2,34 2,66 3 3,33 4
Таблица 7 Г
Постоянные коэфициенты см и ср в формулах для крутящего момента и
усилия подачи при сверлении
Обрабатываемый металл ’ft В кг/мм* Ив см ср
Мафиноподелочная сталь 45 24 57
55 27,5 66
! 65 31 76
! 75 34,5 84
1 Хромоникелевая и хромистая сталь 65 34,5 84
75 38 94
85 42 103
i 95 44,5 111
Чугун 170 21,5 58
190 23,5 62,5
210 25 66,5
При других условиях работы усилия, действующие на сверло, будут
больше или меньше получаемых по формулам (4) и (5).
При увеличении угла при вершине (т. е. главного угла в плане,
так как угол при вершине равен 2$) усилие подачи увеличивается,
а крутящий момент уменьшается.
Если угол при вершине увеличить
со 120 до’ 150°,то при обработке мяг-
кого чугуна усилие подачи увели-
чится на 27 %, крутящий момент
уменьшится на 12%, а при обработ-
ке стали средней твердости усилие
подачи увеличится только на 4%, а
крутящий момент уменьшится на
18%.
Путем специальной подточки пере-
мычки длину ее можно уменьшить.
При уменьшении длины перемычки
крутящий момент практически не из-
Фип 49. Влияние длины попе-
речбй режущей кромки на уси-
лие подачи при сверлении.
меняется, но усилие подачи очень резко уменьшается (фиг. 49).
Если путем предварительного сверления отверстия сверлом,
диаметр которого немного больше длины перемычки, совершенно*
исключить ее из работы, то усилие подачи уменьшится на 40—60%.
24. Определение усилий при фрезеровании
Усилие резания при фрезеровании было бы нетрудно подсчи-
тать!, если бы была известна величина удельного давления резания.
60 :
При фрезеровании, как и при всех методах обработки, удельное
давление резания зависит от толщины срезаемого слоя. Но здесь
задача в сильной степени усложняется тем, что толщина срезаемого
слоя в процессе резания непрерывно изменяется. Это вызывает не-
прерывное изменение усилий, действующих на каждый зуб фрезы.
При фрезеровании, как и при других методах обработки, уси-
лие резания определяется в зависимости от механических свойств
обрабатываемого металла и размеров сечения срезаемого слоя ме-
талла. Но здесь площадь сечения срезаемого слоя зависит не только
от глубины резания и подачи, как при точении, но от целого ряда
и других величин, к числу которых относятся; диаметр фрезы, ши-
рина фрезерования, число зубьев фрезы.
Влияние всех этих величин на усилие резания разберем на
примере работы цилиндрической фрезы.
Влияние обрабатываемого металла на усилие резания здесь,
как и при других методах обработки, определяется постоянным
коэфициентом ср, который имеет другую величину, чем при точе-
нии, сверлении и различную для разных типов фрез.
С увеличением подачи на один зуб sz усилие резания увеличи-
вается, но непропорционально подаче, так как с увеличением по-
дачи, увеличивается толщина срезаемого слоя, поэтому удельное
давление резания уменьшается. Если sz Рри обработке стали уве-
личить в 2 раза, то усилие резания увеличится не в 2 раза, а
только на 68%, т. е. почти так же, как и при точении.
При увеличении глубины резания усилие резания возрастает,
так как при этом увеличивается средняя толщина срезаемого слоя
и количество зубцов, одновременно находящихся в работе. Здесь
от глубины резания зависит не ширина срезаемого слоя, как при
точении, а толщина его, поэтому увеличение усилия резания проис-
ходит медленнее, чем увеличение глубины резания. Если глубину
резания увеличить в 2 раза, то усилие резания увеличится только
на 80%.
Ширина фрезерования определяет ширину срезаемого слоя,
поэтому усилие резания увеличивается пропорционально ширине
фрезерования, так как с увеличением ширины срезаемого слоя
удельное давление резания не изменяется.
С увеличением диаметра фрезы усилие резания, действующее
на каждый зуб, уменьшается, так как при этом уменьшается тол-
щина срезаемого слоя, например, если диаметр фрезы увеличить
в 2 раза, то усилие резания, действующее на один зуб фрезы,умень-
шится на 45%. Усилие резания, действующее на фрезу в целом,
увеличивается с увеличением числа зубцов фрезы, так как умень-
шается шаг между зубцами, т. е. увеличивается количество зубцов
одновременно находящихся в работе.
В табл. 12 приведены усилия резания при обработке стали
и чугуна цилиндрическими и торцевыми фрезами при следующих
условиях работы: подача на один зуб $г = 0,1 мм, глубина реза-
ния t = 10 мм, ширина фрезерования В = 100 мм, диаметр фрезы
61
цилиндрической 90 мм, торцевой 200 мм, число зубцов фрезы ци-
линдрической 8, торцевой 20.
При других условиях работы усилие резания, полученное по
табл. 12, необходимо умножать на коэфициенты из табл. 13.
Таблица 12
!усилие резания при фрезеровании цилиндрической и торцевой фрезами
Наименование обра- батываемого материала Сталь угле- родистая Сталь хро- мистая Сталь хро- моникелевая Чугун
°" 1 кг/мм* 40—60^60—80 40—60 60—80^50—70 70—90
Нв 150’200'230
Усилие резания Рх « При работе ци- линдрической фрезой 790 935 835 965 925 1 ИЗО 550695 840
При работе тор- цевой фрезой 965 925 1050 1140 1200 1320 360^465 555
Зависимость усилия резания при фрезеровании от указанных величин
обычно выражается математическими формулами. Например, для цилиндри-
ческих фрез при обработке стали:
Р - СГ<°’86-^°’74-В-2
; г до,8б
для торцевых фрез при обработке стали:
С ./.с °'74 В.2
i Р = £₽££*-------£2 кг
(б)
(7>
где ср — постоянный коэфициент, учитывающий влияние обрабатываемого
материала;
t — глубина резания в мм;
s2 — подача на один зуб в мм;
В — ширина фрезерования в мм;
I z — число зубьев фрезы; t
D — диаметр фрезы в мм. Р*
Показатели степеней при работе по чугуну будут несколько меньше.
Например, для цилиндрической фрезы показатель степени при глубине реза-
ния будет 0,83, при подаче 0,65, при диаметре 0,83.
I Формулы (б) и (7) составлены для работы острой фрезой.
По мере увеличения износа фрезы усилие резания возрастает.
При работе по стали средней твердости затупленная цилиндри-
ческая фреза по сравнению с острой дает увеличение усилия ре-
зария на 20—30%, при обработке мягких сталей на 60—100% и
при обработке чугуна на 20—40%.
Таблица 13
Коэфициенты изменения усилия резания гри фрезеровании
1. В зависимости от диаметра фрезы
Диаметр фрезы в мм 50 60 75 90 но 150 200 250
Козфициент Цилиндри- ческие фрезы 1,6 1,4 1,15 1 0,78 —
Торцевые фрезы . . — — — 2 1,41 1 .0,95
2. В зависимости от глубины резания
Глубина резания в мм 3 5 8 10 12 15
Козфициент Цилиндрические фрезы 0,35 0,4 0,S5 1 1,17 1,4
Торцевые фрезы . 3. В зависимост 0,3 и от п 0,5 о дачи 0,8 на зуб 1 .1,2 1,5
Подача на один зуб в мм 0,03 0,05 0,1 0,15 0,2 0,3
Козфициент • 4. В зависимое 0,41 ти ст ч 0,6 исла з 1 убьев 1,35 1,68] 2,3
Число зубьев фрезы 8 10 12 16 20 24
Козфициент Цилиндрические фрезы 1 1,25 1,5 2 2,5 3
Торцевые фрезы . 5. В зависимости от шири 0,5 ны фр 0,6 Озерова 0,8 НИЯ 1 1,2
Ширина фрезерования в мм 50 100 150 200 250 300
Козфициент 0,5 1 1,5 2 2,5 3
63-
। Значения постоянного коэфициента ср указаны в табл. 14 для
Наиболее распространенных металлов.
[ Таблица 14
Значения постоянного коэфициента ср в формуле усилия
резания при работе цилиндрическими фрезами
Обрабатываемый металл ah в кг /мм* НВ ср
Машиноподелочная сталь 40—50 55—80 36 42,6
Хромистая сталь 40—50 65—90 38 44
Хромоникелевая сталь 45—55 70—100 42,3 51,5
Чугун 150 200 230 19 24 29
25. Определение усилия резания при протягивании
Одной из отличительных черт протягивания от точения, сверления и др.
методов обработки является работа с тонкими стружками. Толщина срезае-
мого слоя 0,02—0,04 мм при работе протяжками встречается очень часто.
Поэтому при протягивании удельное давление резания обычно в 1,5—2 раза
больше, чем при точении.
В зависимости от обрабатываемого материала, толщины и ширины сре-
заемого слоя усилие резания при протягивании может быть подсчитано по
следующей формуле:
Рг = ср-а0'35 b z кг, ' (8)
гДе ср — постоянный козфициент, зависящий от обрабатываемого материала;
z — число зубьев, одновременно находящихся в работе;
а — толщина срезаемого слоя в мм;
! b — ширина срезаемого слоя в мм;
Для круглой протяжки b = -.D, для шпоночной Ь равняется ширине
шпоночной канавки, а для шлицевой — числу шлиц, умноженному на ширину
шлица.
Значения ср приведены в табл. 15.
Формула (8) составлена для работы острой протяжкой с охлаждением
сульфофрезолом при переднем угле 10—12°. При других условиях работы уси-
лие резания, полученное по формуле (8), необходимо умножать на соответст-
вующие козфициенты (табл. 16).
64
Таблица 15
Значения постоянного каэфнцнента ср в формуле усилия
резания для протяжных работ
Обрабатываемый Нв Охлаждение Значение ср для протяжек
Шпоноч- ных Шлице- вых Круг- лых
материал
Сталь45 160—180 177 212 700
» 40 180—207 202 230 762
» 40Х .... 160-190 • 202 230 762
» 45 220—260 250 284 842
40Х . . . . 200—230 Сульфофре- 250 284 842
»> 20Х . . . . 120—220 ЗОЛ 250 284 842
» 12ХНЗ . • 180—220 250 284 842
» 40Х . . . . 290—330 282 315 1000
» 20Х . . . . 260—290 282 315 1000
Чугун 160—180 Без охлаж- 115 152 300
)> 190—215 дения 137 215 354
Таблица 16
Поправочные коэфициенты на усилие резания при протягивании
Условия работы
Поправоч-
ный коэфи-
цнент
Затупление по задней грани 0,3 мм....................
Затупление по задней грани до 1 мм...................
Работа без охлаждения................................
Охлаждение 10% эмульсией.......................
Передний угол 6—8°...................................
» » 0°—2°...................................
1,15
1,75
1,34
1,13
1,13
1,35
26. Крутящий момент при работе метчиками
Перегрузка метчика часто является причиной его поломки.
Поэтому умение предвидеть ход изменения нагрузки метчика
в зависимости от изменения условий работы имеет большое практи-
ческое значение. Здесь так же, как и при работе сверлами, сопро-
тивление металла резанию характеризуется крутящим моментом.
5 в. м. Горелов
Считают, что при работе метчиками 50% крутящего момента идет
на преодоление сил трения.
В зависимости от конструкции и геометрии метчика и условий
работы крутящий момент при работе метчиком изменяется в
очень широких пределах. Если высота гайки равна или меныпс-
цлины заборной части метчика, то с уменьшением высоты гайки
крутящий момент будет снижаться
Фиг. 50. Влияние смазки'на’кру-
тящий момент при работе, метчи-
I ком.
приблизительно пропорционально
высоте гайки.
Крутящий момент сильно воз-
растает по мере затупления метчи-
ка (см. фиг. 44). Боковая затылов-
ка метчиков резко снижает трение
по боковой поверхности профиля
резьбы метчика, поэтому крутящий
момент уменьшается в 2—2,5 раза.
Применение хорошей смазки
может дать уменьшение крутящего
момента до 50%, например, керо-
син при обработке силумина умень-
шает крутящий момент в 2 раза.
На фиг. 50 показано уменьше-
ние крутящего момента с приме-
нением различных смазок.
Увеличение скорости резания
снижает силы трения, что также
дает уменьшение крутящего мо-
мента при работе метчиком.
Изменение величины переднего угла оказывает большое влия-
ние на величину крутящего момента. Если при переднем угле 0°
крутящий момент при обработке стали принять за 100%, то ппи
других углах он составит:
При переднем угле б°.........90%;
» » » 12° ........ . 85%;
» » » 15° ....... . .80%;
I > » »• 18°..........75%.
. . . . . .
Особенно резко "снижается крутящий момент с увеличением
переднего угла при обработке легких сплавов (силумин, электрон
и др.). Если,для легких сплавов при переднем угле у = 12° кру-
тящий момент принять за 100%, то при у — 15° он составит 90%,.
при у = 20°—70% Аи при y = 30°—55%.
Глава IV
ИЗНОС И СТОЙКОСТЬ РЕЖУЩЕГО ИНСТРУМЕНТА
27. Процесс износа инструмента
При движении стружки по передней грани инструмента и со-
прикосновении задней грани с поверхностью резания возникают
большие силы трения. Работа трения влечет за собой износ режу-
щего инструмента, который приводит к затуплению и необходи-
мости производить переточку его.
Период работы инструмента от заточки др заточки называется
его стойкостью.
Под стойкостью понимается не то время, в течение которого
инструмент беспрерывно стоит на станке, а лишь время машинной
работы его. Стойкость инструмента равна количеству деталей,
обработанных до затупления, помноженному на машинное время
обработки одной детали.
Произведение количества возможных переточек инструмента
до его полного износа на время стойкости инструмента между за-
точками называется суммарной стойкостью инстру-
мента. Если обозначить через I количество возможных переточек
и через Т стойкость инструмента в часах, то его суммарная стой-
кость будет Тсум = Т1.
Стойкость инструмента зависит от интенсивности износа ре-
жущих граней его. Чем больше интенсивность износа, тем меньше
стойкость инструмента.
Интенсивностью износа режущих граней инструмента назы-
вается отношение величины износа их к времени, в течение кото-
рого образовался этот износ. Например, за 10 мин. работы резца
износ его по передней грани достиг величины равной 0,15 мм, сле-
довательно, интенсивность износа резца по передней грани равна
0,15
-10~ =0,015 мм]мин.
Передняя грань инструмента изнашивается сходящей по ней
стружкой, а задняя грань — в результате трения о поверхность ре-
зания. В зависимости от условий работы характер износа инстру-
мента изменяется.
Например, на фиг. 51,а показан характер износа передней
грани резца, полученный при черновой обработке стали без ох-
лаждения. В данном случае стружка выбрала углубление, обычно
5*
67
называемое'лункой. Лунка на передней грани начинает образо-
вываться на некотором расстоянии от режущей кромки в том месте,
где находится центр давления стружки на переднюю грань. Чем
меньше толщина срезаемого слоя, тем меньше это расстояние. По
мере роста износа ширина лунки увеличивается, приближаясь
к режущей кромке. После того, как края лунки дойдут до перед-
ней грани, резец весьма быстро теряет свои режущие свойства или,
как говорят, резец «садится». Величина износа в данном случае
характеризуется двумя величинами: глубиной лунки h и шири-
ной лунки В. Чем больше глубина лунки, тем больше нужно сни-
Фиг. 51. Виды износа режущего'инструмента:
са—по передней грани; б—-по передней и задней граням; е— по
задней грани.
мать металла с передней грани резца при заточке и тем меньше ре-
зец выдержит переточек.
Если бы работа производилась с охлаждением, то характер из-
' носа резца изменился бы. При работе с охлаждением помимо лунки,
получаемой на передней грани, образовался бы износ и на задней
г^ани (фиг. 51, б). В этом случае для восстановления режущих
свойств резца необходимо затачивать его не только по передней
грани, но и по задней.
Величина износа задней грани характеризуется шириной
фдски Н, получаемой на задней грани в процессе износа.
Если бы обрабатываемый металл был не сталь, а чугун, то мы
имели бы третий характер износа резца. Износ имел бы место
трлько на задней грани, а передняя грань оставалась бы совер-
ш|енно не подверженной износу (фиг. 51, в).
Виды расположения износа режущих инструментов зависят
от многих условий: от свойств обрабатываемого металла, скорости
резания, толщины срезаемого слоя, переднего угла, охлаждения
и т. п.
При обработке хрупких металлов стружка в самом начале
своего' образования, разделяется на мелкие частицы и поэтому
центр давления ее находится в непосредственной близости к ре-
жущей кромке, тогда как при обработке вязких металлов она
сходит с режущей кромки в виде сравнительно прочной ленты.
Температура, наблюдаемая в процессе обработки хрупких метал-
лов, и усилие резания значительно ниже, чем при обработке
вязких металлов такой же твердости. Вследствие этого при обра-
ботке хрупких металлов износ инструмента обнаруживается только
на задней грани.
При обработке вязких металлов стружка перемещается по пе-
редней грани, изнашивает ее и образует на ней лунку, располо-
Фиг. 52. Влияние нароста на износ задней грани инструмента:
А — при большой толщине срезаемого слоя; Б —при небольшой толщине
срезаемого слоя.
женную параллельно главной режущей кромке. Обычно при этом
происходит износ и задней грани, но значительно медленнее, по-
этому мы очень часто обнаруживаем износ только на передней грани.
При увеличении переднего угла сила давления стружки на пе-
реднюю грань уменьшается. Поэтому уменьшается трение стружки
о переднюю грань и, как следствие этого, уменьшается интенсив-
ность износа ее.
По мере уменьшения толщины срезаемого слоя уменьшается
расстояние центра давления стружки от режущей кромки. Это
дает уменьшение ширины лунки, т. е. износа передней грани. Од-
новременно с этим уменьшается удельное давление стружки на
переднюю грань, поэтому интенсивность износа ее снижается.
Интенсивность же износа задней грани увеличивается. Однако,
здесь большое значение имеет нарост. При наличии нароста зад-
няя грань бывает защищена от непосредственного истирания по-
верхностью резания (фиг. 52). Чем меньше толщина срезаемого
слоя, тем меньше нарост, тем хуже он защищает заднюю грань и
тем больше интенсивность износа ее.
Характер и расположение износа очень сильно зависят от ско-
рости резания. При очень низкой скорости резания износ, неза-
висимо от всех других факторов, будет только на задних гранях
инструмента. По мере увеличения скорости резания износ все боль-
нге будет переходить с задних граней на передние. При умеренных
скоростях резания в зависимости от толщины стружки, переднего
угла и других факторов он может быть сосредоточен только на
одной из граней или же на передней и задней гранях одновременно.
Дальнейшее увеличение скорости резания приводит к такому по-
ложению, когда износ при любых условиях наблюдается только
на передних гранях инструмента.
Применение’ охлаждения и перерывы в работе снижают ско-
рость износа передней грани и, таким образом, способствуют пе-
реходу износа с передних граней инструмента на задние.
Итак, различают три вида износа режущих инструментов:
1) износ по задним граням; 2) износ по передним и задним гра-
ням одновременно и 3) износ по передним граням.
i
Фир. 53. Три периода в процессе износа инструмента.
Первый вид износа наблюдается у инструментов, работающих
при толщине срезаемого слоя меньше 0,08 мм и нормальных ско-
ростях резания, а также при обработке хрупких материалов.
Второй вид износа имеет место у инструментов, работающих
при толщине срезаемого слоя больше 0,08 мм и нормальных ско-
ростях резания, с применением охлаждения.
Третий вид износа бывает при обработке вязких материалов
с толщиной срезаемого слоя больше 0,08 мм, без применения
охлаждения и при скоростях резания не ниже нормальных.
Интенсивность износа передних и задних граней изменяется
на протяжении всего периода работы инструмента, от начала до
момента полного затупления. В самом начале работы, в течение
непродолжительного отрезка времени, мы наблюдаем интенсивный
износ инструмента (фиг. 53, участок ОА). Это так называемый
период приработки инструмента, в течение которого происходит
истирание шероховатостей, полученных в процессе заточки и шли-
фования режущих граней. Затем следует период нормального из-
носа, в течение которого происходит медленное нарастание износа
70
<фиг, 53, участок АВ). При нормальных условиях работы период
нормального износа обычно составляет 90—95% всего времени
работы инструмента. После этого наступает очень кратковремен-
ный период катастрофического износа. Здесь на протяжении весь-
ма небольшого отрезка времени износ очень быстро увеличивается
и инструмент полностью теряет режущие свойства.
На фиг. 54, в форме графика, показаны результаты измерения
износа торцевой фрезы по задней грани при обработке стали 1045.
Работа производилась фрезой диаметром 150 мм, с числом зубьев
16 на следующих режимах резания: глубина резания 4 мм, ширина
•фрезерования 95 мм, подача на один зуб 0,12 мм, скорость ре-
зания 73 м/мин. Фреза имела стойкость 125 мин. За первые 12 мин.
работы затупление достигло 0,2 мм за последующие 40 мин. за-
тупление увеличилось только на 0,25 мм, т. е. интенсивность из-
чФиг. 54. Изменение износа торцевой
фрезы при обработке стали 1045.
Фиг. 55. Изменение износа цилинд-
рической фрезы при различных ско-
ростях резания.
•носа снизилась приблизительно в 4 раза. За следующие 75 мин.
затупление еще увеличилось на 0,35 мм, но в течение следующих
10 мин., когда наступил период катастрофического износа, затуп-
ление увеличилось на 1,6 мм, т. е. в 2 раза больше, чем за все
предыдущие 125 мин., когда протекал процесс приработки и нор-
мального износа фрезы.
При достижении износа, соответствующего точке В (см. фиг. 53) и
точке а (см. фиг. 54), необходимо обязательно прекращать работу ин-
струментом, так как дальнейшая работа связана с уменьшением
количества переточек в 2—3 раза.
При увеличении режимов резания стойкость инструмента сни-
жается. Это снижение происходит, главным образом, за счет со-
кращения периода нормального износа. При чрезмерно большом
режиме резания, период нормального износа очень сильно сокра-
щается и стойкость инструмента катастрофически снижается. На-
пример, на фиг. 55 показаны графики износа одной и той же фрезы
яри различных скоростях резания. При скорости резания
71
I
42,6 м/мин период катастрофического износа наступил приблизи-
тельно через 305 мин., при скорости резания 53,6 м/мин (увеличе-
ние на 26%) — через 105 мин., т. е. быстрее в 3 раза. Из этого
же графика видно, что чем выше скорость резания, тем при мень-
шем износе наступает период катастрофического износа.
: Имеется целый .ряд режущих инструментов, при работе кото-
рыми не наблюдается периода катастрофического износа. Это про-
исходит потому, что назначение и условия работы данных инстру-
ментов не позволяют полностью использовать для работы период
формального износа. К числу таких инструментов относятся ин-
струменты, предназначенные для чистовой обработки деталей ма-
шин: протяжки, развертки, метчики и тС п. Здесь недопустимое
Ухудшение чистоты и точности обрабатываемых поверхностей,
а также возрастание усилий резания наступают значительно
раньше, чем период катастрофического износа.. Поэтому работу
таким инструментом мы обычно прекращаем, не использовав пол-
ностью период нормального износа.
' Следует отметить, что в некоторых случаях для работоспособ-
ности инструмента наибольшее значение имеет износ не задней и
не передней грани, а некоторых других элементов режущей части.
ашример, работу спирального сверла часто ограничивает износ
правляющей ленточки (задней вспомогательной грани).
! Тот вид износа, в результате которого инструмент раньше
всего теряет свои режущие свойства, называется основным изно-
сом, ограничивающим стойкость инструмента. В указанном при-
мере основным износом будет износ по направляющей ленточке.
При обдирочной обточке стали быстрорежущим резцом основ-
ном износом является износ по передней грани. Хотя здесь имеет
место износ и других элементов режущей части, но он не успевает
развиться до такой величины, чтобы стать причиной потери режу-
щих свойств резца.
Характер протекания процесса износа режущих инструментов
и место расположения основного износа зависят от условий работы
инструмента, конструкции и геометрии его, от качества обраба-
тываемого металла и режимов резания.
28. Роль теплоты резания в процессе износа режущих
инструментов
Все металлы при нагреве изменяют свои механические свой-
ства. Причем для одних металлов эти изменения происходят при
более низкой, температуре, для других при более, высокой темпе-
ратуре.
1 Снижение твердости при нагреве происходит не мгновенно, а постепенно.
Чем выше температура нагрева, тем быстрее происходит снижение твер-
дости .
। На фиг. 56 показано как снижается твердость при нагреве быстрорежу-
щей стали в зависимости от температуры нагрева и времени. При темпера-
72!
i
туре 500° и ниже твердость остается постоянной. Первые признаки снижения;
твердости появляются при температуре 550°. Под влиянием нагрева до темпе-
ратуры 550° и выше в быстрорежущей стали возникают процессы, приводя-
щие к изменению, т. е. перерождению ее структуры — строения. Как след-
ствие этого, наблюдается снижение твердости. Чем выше температура нагрева,
тем больше скорость данных процессов и тем больше скорость снижения^твер-
дости.
В процессе резания выделяющаяся теплота нагревает режущую часть
инструмента до температур, приводящих к изменению структуры металла и.
снижению твердости.
Измерения твердости резцов'после их работы, в месте притупления, пока-
составляет, приблизительно, 50 единиц по^Рок-
зывают, что здесь твердость
веллу. При снижении твер-
дости до такой величины
происходит очень быстрое
разрушение режущих кро-
мок и инструмент теряет
свои режущие свойства —
«садится».
В процессе резания наи-
большая температура наб-
людается в тонком слое на
поверхности режущей части
инструмента. Этот слой, на-
гретый до высокой темпера-
туры, теряет свою твердость фиг gg. Снижение твердости закаленной'" и
износоустойчивость Поэто- отпущенной быстрорежущей стали после на-
му он^быстро снимае?Чя на г₽ева на Разные ^S^oF ° раЗЛЙЧН0И ВЫ‘
передней грани сходящей д р
стружкой, а на задней гра-
ни— поверхностью резания. Таким образом обнажается новый слой. Темпе-
ратура его повышается, а твердость и износостойкость снижаются, поэтому
он также быстро снимается, обна-
жая новый следующий слой и т. д.
Температура режущей части в
процессе резания не остается посто-
янной. По мере увеличения износа
она возрастает, ускоряя процесс из-
носа (фиг. 57).
При достижении величины изно-
са; соответствующего окончанию пе-
риода нормального износа, темпера-
тура повышается до такой величи-
ны, при которой происходит очень
быстрое снижение твердости. Поэто-
му интенсивность износа очень резко
возрастает, т. е. начинается период
режущей части инструмента в про-
цессе резания.
катастрофического износа.
Понятно, что износ режущих граней инструмента в процессе резания имел
бы место и.в случае отсутствия высокой температуры, но интенсивность его
была бы несравненно меньше, а стойкость инструмента выше.
Теплота резания только ускоряет процесс износа, нагревая поверхност-
ные слои режущей части до высокой температуры, при которой снижаются
их механические свойства. Ниже лежащие слои нагреваются до менее низкой
температуры, поэтому никаких структурных изменений здесь не происходит
и механические свойства металла не изменяются. В противном случае не воз-
можно было бы заточкой восстановись режущие свойства инструмента.
При переточке инструмента стачиваются не только следы износа, но и не-
который слой для удаления дефектной структуры.
73
29. Зависимость стойкости от качества материала
режущей части инструмента
25
55..
50..
/ лшн
30
Ое~
65 .
£45
ч)
'll
..W
/ООО ООО /200 /ЗОО
Температура закапли
Фиг. 58. Изменение твердости и стойкости
резцов в зависимости от температуры j за-
i кадки.
Интенсивность износа всякого инструмента, а следовательно и
его стойкость, в весьма значительной степени зависят от механиче-
ских и физических свойств материала режущей части инструмента.
Режущие свойства инструмента могут быть утрачены не только
под влиянием высокой температуры, развивающейся в процессе
резания, но и вследствие чисто механического истирания режущих
граней. Поэтому t материалы, предназначенные для изготовления
режущих инструментов, наряду с высокой твердостью, получаемой в
результате соответствующей термической обработки, должны иметь
хорошую износоустойчи-
вость. Однако, высокая
твердость и износоустой-
чивость далеко не полно
характеризуют режущие
свойства инструмента. Так
например, инструмент из
углеродистой инструмен-
тальной стали имеет твер-
дость не ниже, чем инстру-
мент, изготовленный из
быстрорежущей стали, тем
не менее стойкость и произ-
водительность последнего
несравненно выше.
L.I Более того, твердость
инструментов, изготовлен-
ных из одной и той же ста-
. i ли, не может надежно ха-
растеризовать режущие
свойства их. Имея два резца различной твердости, изготовленные
из одной и той же быстрорежущей стали, нельзя только по твердости
определить какой из них будет иметь больше стойкость. Например,
на фиг. 58 показано изменение твердости и стойкости резцов, зака-
ленных при различных температурах. Наивысшую твердость имеют
резцы, закаленные при температуре около 1210°, но стойкость их
в —5 раз ниже стойкости резцов, закаленных при температуре
1300°, хотя твердость последних ниже.
I Причина заключается в том, что температура, при которой на-
чинается снижение твердости, зависит не только от химического со-
става стали, но и от ее структуры, получаемой при термообработке.
; Углеродистая инструментальная сталь в холодном состоянии
имеет твердость не ниже чем быстрорежущая сталь, но она начи-
нает терять ее при температуре 200°, тогда как быстрорежущая
сталь сохраняет ее при температуре 500°, а твердые сплавы при
8ф—900°.
74
- I
Следовательно, к инструментальным материалам должно предъ-
являться требование не только иметь высокую твердость, но и
сохранять ее при высокой температуре, наблюдаемой в процессе ре-
зания. С п о с о б н о с ть инструмента сохранять свою
твердость при высоких температурах назы-
вается красностойкостью.
Красностойкость является основным свойством материала режу-
щей части инструмента. Все остальные свойства, даже такое
существенное, как износостойкость, имеют второстепенное зна-
чение.
Красностойкость в сильной степени зависит от характера и ре-
жима термической обработки, а именно: от температуры закалки,
времени, выдержки при температуре закалки, от температуры от-
пуска, количества отпусков и т. п.
Например, резец из быстрорежущей стали после закалки имеет
.достаточно высокую твердость, но он начинает терять ее при темпе-
ратуре 400°. Если же этот резец после закалки подвергнуть отпуску,
то в результате структурных изменений, имеющих место при от-
пуске, он будет сохранять свою твердость при температуре до 550°.
Поэтому стойкость резца, получившего отпуск, будет в два раза
выше.
В тех случаях, когда в процессе резания не развивается высо-
кая температура, например, при развертывании, протягивании,
то от инструмента не требуется высокая красностойкость. По-
этому здесь не обязательно применять высоколегированную быстро-
режущую сталь, так как имеется целый ряд других, более дешевых
сталей, достаточно хорошо сопротивляющихся износу при низких
температурах, хотя и несколько хуже, чем быстрорежущая
сталь.
30. Влияние на износ и стойкость состояния
поверхностных слоев на режущей части инструмента
Исследования показывают, что в процессе шлифования и за-
точки поверхностные слои на режущих гранях инструмента нагре-
ваются до температуры 800—900°. Такая температура нагрева вы-
зывает изменения структуры поверхностного слоя. В результате
этого твердость поверхностного слоя снижается и увеличивается
интенсивность износа его в процессе резания. Поэтому стойкость
инструмента снижается.
При нормальных условиях заточки глубина дефектного (по-
врежденного) слоя на поверхности режущей части составляет 0,02—
0,03 мм. В случае применения завышенных режимов заточки и при
работе шлифовальными кругами завышенной твердости и низкого
качества глубина дефектного слоя, может достигать 0,5 мм.
Для того, чтобы повысить износоустойчивость рабочих граней,
а следовательно, и стойкость инструмента, необходимо удалить
этот дефектный слой. Как показывает практика, в результате уда-
75
Ления дефектного слоя стойкость обдирочного инструмента повы-
шается на 20—50%, а чистового инструмента, снимающего тонкую-
стружку, в 2—3 раза.
В настоящее время применяется несколько способов удаления
Дефектного слоя. Первый из них — это травление заточенных инст-
рументов в кислотах, называемый иногда химической обработкой.
Обычно, травление производится в смеси медного купороса, серной
кислоты, азотной кислоты и воды. При этом с поверхности инстру-
мента стравливается небольшой слой дефектного металла, здо-
ровый же металл стравливается значительно труднее и может даже
не затрагиваться травлением.
- Другим способом удаления дефектного слоя является доводка
режущих граней после заточки, т. е. обработка их с помощью паст,
абразивных порошков или мелкозернистых шлифовальных кругов.
При доводке снимается слой металла 0,03 — 0,05 мм. Сама же до-
водка производится при таких низких режимах, -что какие-либо
дефекты в металле образоваться не могут.
Достоинства доводки заключаются не только в удалении дефект-
ного слоя, но и в том, что при доводке значительно улучшается чи-
стота поверхности, снимаются все неровности и зазубрины. Это-
также дает соответствующее повышение стойкости.
' В последнее время начинает широко применяться электрополи-
рование, заменяющее доводку. Сущность процесса электрополи-
рования заключается в следующем. Инструмент, подлежащий до-
водке, помещается в ванну с раствором кислоты, через которую
Пропускается электрический ток. Под влиянием электрохимиче-
ской реакции металл с поверхности инструмента растворяется в
растворах кислоты. Вначале весьма быстро растворяются выступы
(Гребешки), остающиеся на поверхности режущих граней инстру-
мента после заточки.
Этот процесс быстрого растворения продолжается до тех пор,
пЬка гребешки не сравняются с остальной поверхностью. Когда
поверхность выравняется, скорость растворения станет одина-
ковой во всех точках, поэтому дальнейшее проведение процесса не
улучшает чистоты поверхности.
Таким образом с помощью электрополировки получается высо-
кая чистота режущих граней и удаляется дефектный слой металла
с поверхности режущих граней.
31. Специальные способы повышения износоустойчивости
режущих граней инструмента
Для инструментов, работа которых сопровождается нагревом
режущих граней до высокой температуры, износоустойчивость имеет
второстепенное значение. На первом месте в этом случае стоит крас-
ностойкость. В тех же случаях, когда в процессе работы инстру-
мента не образуется высока^ температура, износоустойчивость ре
жущих граней имеет первостепенное значение, так как в этом слу-
76
чае она определяет стойкость инструмента. Инструментов, работа
которых обычно не сопровождается большим теплообразованием
и нагревом режущих граней до высокой температуры, очень много.
Сюда относятся: протяжки, развертки, метчики, долбяки, резьбо-
вые фрезы и т. п.
Для таких инструментов весьма эффективным является приме-
нение специальных способов повышения износоустойчивости ре-
жущих граней. Наиболее известными способами для достижения
этой цели являются цианирование и хромирование.
Процесс цианирования заключается в нагреве окончательно готового,
термически обработанного и заточенного инструмента в среде специальных
веществ, содержащих азот и углерод. В результате такого процесса поверх-,
ностные слои инструмента насыщаются азотом и углеродом. Толщина циани-
рованного слоя обычно составляет 0,01—0,05 мм. В результате такой обработки
увеличивается твердость поверхностных слоев инструмента до 69—72 по Рок-
веллу, шкала С. Вследствие более высокой твердости и износоустойчивости
цианированного слоя стойкость инструмента возрастает до 2 раз.
Процесс хромирования заключается в нанесении электрическим способом
на рабочие поверхности инструмента тонкого слоя твердого хрома. Толщина
•слоя составляет 0,003—0,005 мм.
Таблица 17
Увеличение стойкости хромированного инструмента
Тип инструмента
Стойкость в %
к нехромированному
инструменту
Примечание
Сверла ................
Фасонные резцы.........
Прорезные фрезы . . . .
Протяжки...............
Метчики................
Резьбофрезы............
Долбяки................
Червячно-шлицевые фрезы
220
115
200
150—200
160—230
200—300
250—300
200
Работа по чугуну и стали
Работа по стали
Работа по алюминию
Работа по стали и чугуну
Работа по стали
» »
» »
Слой хрома увеличивает износоустойчивость режущих граней инстру-
мента, поэтому стойкость его резко возрастает. В табл. 17 приведены пока-
затели увеличения стойкости хромированных инструментов по данным Горь-
ковского автомобильного завода им. Молотова.
Следует отметить, что хромирование и цианирование дают увеличение
только износоустойчивости поверхностных слоев инструмента. Но красностой-
кость инструмента при этом не повышается.
В годы Великой Отечественной войны советскими учеными, лауреатами
сталинской премии Лазаренко Б. Р. и Лазаренко Н. И. открыт новый, так
называемый, электроискровой метод обработки металлов.
В настоящее время этот метод находит широкое применение для нанесе-
ния на рабочие поверхности инструмента тонкого слоя металлокерамических
твердых сплавов. Толщина слоя составляет 0,02—0,05 мм. Следует отметить,
77
Что примерно половина толщины этого слоя дифундирует, т. е. проникает
металл инструмента.
Слой металлокерамического твердого сплава в сильной степени увеличи-
вает износостойкость поверхностей режущих граней инструмента. Поэтому
Стойкость инструмента очень резко возрастает.Так например, на Харьков-?
ском турбогенераторном заводе, применение этого метода на фасонных фрезах
й сверлах, предназначенных для обработки сталей высокой твердости, дало
повышение стойкости до 8 раз на сверлах и до 4 раз на фрезах.
Сам процесс заключается в том, что по рабочим граням инструмента
проводят пластинкой твердого сплава, к которой подводится электрический
ток. К покрываемому твердым сплавом инструменту тоже подводится электри-
ческий ток.
В процессе перемещения пластинки твердого сплава, между, пластинкой
б поверхностью инструмента происходит искрение и перенесение с пластинки
(йнод) на инструмент (катод) частичек твердого сплава, образующих прочное
покрытие.
I Для осуществления процесса применяется специальный аппарат, простой
цо конструкции и управлению, имеющий небольшие габариты, немногим пре-
вышающие размеры радиоприемника «Рекорд».
32. Износ резцов
Резцы, по сравнению с другими инструментами, как правило,
снимают наиболее толстую стружку, поэтому для резцов из быстро-
режущей стали, типичным является износ передней грани в виде
,4унки (см. фиг. 51, а). Одновременно обнаруживается износ и задней
грани, но он обычно не получает
достаточного развития, чтобы ог-
раничивать дальнейшую работу
резца.
При работе с охлаждением из-
нос задней грани достигает значи-
тельно большей величины, чем
при работе без охлаждения. Но он
не ограничивает период стойкости-
резца. Обычно резец сохраняет
режущие свойства до тех пор, пока
лунка по мере износа, увеличи-
ваясь по ширине, не дойдет до глав-
ной режущей кромки. Основным
износом при обработке сталей и других вязких металлов резцами
ир быстрорежущей стали является износ их по передней грани. Он
ограничивает не только стойкость резца, но и возможное количество
прреточек.
Процесс износа передней грани резца при черновой обработке
стали обычно протекает следующим образом (см. фиг. 52, А).
Режущая кромка и участок передней грани, прилегающей к
режущей кромке, защищены от воздействия стружки наростом.
Стружка давит на переднюю грань на сравнительно большом' рас-
стоянии от режущей кромки. В этом месте развивается наиболь-
шая температура. Поэтому здесь происходит наиболее быстрый
и(знос, приводящий к образованию лунки. С течением времени
78
I
ширина и глубина лунки увеличиваются. В тот момент, когда
лунка достигает режущей кромки, нормальная работа резца
прекращается и он очень быстро теряет режущие свойства.
При обработке хрупких металлов условия резания резко отли-
чаются. В этом случае нарост не образуется, поэтому режущая
кромка и участок передней грани, прилегающей к ней, не защи-
щены от воздействия стружки. Стружка давит на переднюю грань
непосредственно у режущей кромки. Кроме этого усилие резания
и температура значительно меньше, чем при обработке стали. По-
этому резцы, как и все другие инструменты, при обработке хруп-
ких металлов получают износ по задней грани. В этом случае износ
по задней грани является основным, он ограничивает стойкость
резца и возможное количество переточек его.
Некоторые типы резцов в силу особенностей их конструкции,
геометрии и условий работы, наибольший износ получают в точках
сопряжения главной и вспомогательной задних граней — износ по
уголкам (фиг. 59).
33. Износ сверл
Спиральные сверла, изготовляемые из быстрорежущей стали и-
ее заменителей, при работе без подсверловки и при рассверливании
получают износ по следующим элементам режущей части (фиг. 60):
а) по задней грани; б) по направляющей ленточке, играющей роль
задней вспомогательной грани; в) по передней грани; г) по пере-
мычке и д) по уголкам., образуемым режущими кромками и напра-
вляющими ленточками.
Износ по задней грани имеет наименьшую величину у пере-
мычки сверла и наибольшую у периферии. Неравномерность из-
носа объясняется тем, что по мере приближения к оси сверла ско-
рость резания, из-за уменьшения диаметра, уменьшается.
Износ по передней грани, появляющийся в результате воздей-
ствия сходящей стружки, приводит к образованию лунок, распо-
ложенных вдоль главных режущих кромок.
Параллельно с износом задних и передних граней имеет место
износ направляющих ленточек, интенсивность которого убывает по
мере удаления от главной режущей кромки. В связи с этим обра-
зуется так называемый прямой конус на длине от 5 до 25 мм.
Износ направляющих ленточек при работе спиральными свер-
лами, приводящий к образованию прямого конуса, является весьма
нежелательным явлением. Обычно он имеет место при обработке
вязких сталей. Он часто ограничивает период стойкости сверла,
приводит к защемлению сверла в обрабатываемом отверстии и мо-
жет служить причиной поломки сверла.
Если в процессе переточки не удалить образовавшийся прямой
конус, то при дальнейшей работе стойкость сверла резко снижается,
особенно, если оно изготовлено из инструментальной стали низкого
качества. Например, в одном из опытов при обработке стали 1040
новое сверло диаметром 24 мм, из заменителя ЭИ-184, при режиме
79>
рбзания v =51 mJ мин и s = 0,38 мм/об, просверлило до затупления
63 отверстий, после переточки (без удаления образовавшегося пря-
мого конуса) 40 отверстий и после второй переточки — только
17 отверстий. В дальнейшем будет указано, как путем незначитель-
ных изменений в геометрии сверла можно добиться резкого сниже-
ния износа направляющих ленточек.
i Износ по уголкам, имеющий место при обработке чугуна, при-
водит как бы к естественному уменьшению главного угла в плане
Фиг. 60. Характер износа спирального стерла.
i
на некоторой длине главной режущей кромки подобно тому, как
это делается при двойной заточке, сверл.
Основной вид износа, ограничивающий стойкость инструмента,
при сверлении бывает разным для различных обрабатываемых
материалов. Внешние признаки, характеризующие появление мак-
симально допустимой величины износа,— это повышение усилия
подачи и начало специфического звука сверла (писк, скрежет).
Сверло, как и многие другие инструменты, нормально работает
только до начала периода катастрофического износа. Дальнейшее
продолжение работы сильно сокращает допустимое количество за-
точек и суммарную стойкость сверл.
Обычно период катастрофического износа начинается в тот мо-
мейт, когда износ достигает следующих величин; а) при работе по
80 \
стали износ по задней грани 1—1,2 мм; б) при работе по чугуну
износ по уголкам 0,5—0,8 мм для твердого чугуна и 0,9—1,2 мм
для чугуна средней твердости; в) при работе по чугуну сверлами
из твердого сплава ВК8 износ по задней грани 0,9—1,1 мм.
При рассверливании процесс износа тот же, что и при сверле-
нии, но дополнительно имеет место характерный износ по задней
грани сверла, на диаметре, равном диаметру предварительно про-
сверленного отверстия.
34; Износ зенкеров
Износ режущей части зенкера почти ничем не отличается от из-
носа сверл. Здесь также наблюдается износ по задней грани, по на-
правляющей ленточке, по уголкам и по передней грани (фиг. 61).
При обработке чугуна обычно имеет место износ по уголкам.
Предварительно затупляется вер-
шина уголка, т. е. задняя грань
в точках сопряжения с направля-
ющей ленточкой (задней вспомо-
гательной гранью). Затем износ
начинает расти как в ширину, так
и в длину. Это приводит к образо-
ванию фаски, соединяющей глав-
ную и вспомогательную режущие
кромки, т. е. происходит как бы
естественное образование переход-
ной режущей кромки (фаски) с
меньшим главным углом в плане,
но с нулевым задним углом. При
дальнейшем увеличении износа
площадка на задней грани,с нуле- фиг. 61. Характер износа зенкера.
вым задним углом, увеличивается.
Зенкер начинает сильно нагреваться, вокруг поверхности износа
появляются цвета побежалости, увеличивается усилие подачи и
крутящий момент, появляется характерный звук, указывающий
на сильное затупление зенкера.
35. Износ разверток
Условия резания при развертывании отличаются низкими ско -
ростями резания. Обычно при чистовом развертывании стали ско-
рость резания составляет 2—4 м/мин. Кроме того, развертка сни-
мает очень тонкие стружки от 0,03 до 0,1 мм. Поэтому развертки,
как правило, имеют износ только по задней грани (фиг. 62).
Низкие скорости резания и тонкие стружки при развертывании
необходимы для исключения процесса образования нароста на пе-
редней грани, который в сильной степени снижает точность и чис-
тоту обработанной поверхности.
6 В. М. Горелов о.
Разверткой прекращают работать задолго до наступления ката-
строфического износа, а именно в тот момент, когда диаметр обра-
батываемого отверстия начинает выходить за пределы заданных до-
пусков или чистота обработанной поверхности становится ниже
Допустимой. Чаще всего, в этот момент на задней грани, в точках
сопряжения режущей части с калибрующей, мы наблюдаем износ,
равный 0,6—0,8 мм. Обычно эта величина износа по задней грани
и рекомендуется, как максимально допустимая при развертывании.
36. Износ протяжек
Условия резания при протягивании так же, как и при разверты-
вании, отличаются применением низких скоростей резания и очень
Тонких стружек — до 0,01 мм.
При изучении общих законов износа режущих инструментов мы
установили, что в подобных условиях резания любой режущий ин-
струмент, в том числе и протяжки, получает износ по задней грани.
Фиг. 62. Характер износа развертки. Фиг. 63. Характер износа
протяжек.
Характер износа протяжек показан на фиг. 63. Процесс износа
протекает следующим образом. Вначале слегка скругляется режу-
щая кромка. Затем начинает появляться фаска износа на задней
грани. Поверхность фаски имеет матовый вид. При дальнейшей ра-
боте поверхность фаски износа покрывается мелкими царапинами,
бугорками и налипшими кусочками металла. При более сильном
износе, показанном на фиг. 63, появляются грубые царапины, ко-
торые в отдельных случаях достигают значительной длины (1—2 мм)
и [глубины, а также усиливается налипание частиц обрабатывае-
мого металла на задние грани.
Наиболее интенсивному износу подвергаются вершины уголков
и"! края стружкодробящих канавок. Они, еще до появления первых
признаков затупления главной режущей ‘кромки, начинают за-
кругляться или даже выкрашиваться.
Как правило, протяжкой продолжают работать до такого со-
стояния износа, пока точность и чистота обрабатываемой поверх-
ности не выходят за пределы допустимых. Обычно этому соответ-
ствует затупление по задней грани не более 0,2 —0,3 мм.
37. Износ фрез
Фрезы, как правило, изнашиваются по задней грани. На перед-
ней грани никаких следов износа обычно не наблюдается (фиг. 64).
Это объясняется тем, что они работают при тонких стружках и в
специфических условиях врезания режущей кромки в обрабаты-
ваемый металл.
Исключение представляют только торцевые фрезы со встав-
ными ножами и фрезерные резцовые головки, которые при обра-
ботке стали часто получают износ по
передней грани в виде лунки.
При фрезеровании, в момент вреза-
ния режущих кромок, толщина срезае-
мого слоя равняется нулю. Режущая
кромка фрезы, полученная путем нор-
мальной заточки, как и у других инст-
рументов, представляет собой лезвие,
имеющее мельчайшие зазубрины и неко-
торый радиус округления, поэтому про-
цесс врезания ее очень сильно услож-
няется. Не имея возможности врезаться _ v
в обрабатываемый металл при толщине Фицгил®адрХиачРстойРфРезы°Са
срезаемого слоя меньше, чем радиус
округления, она в самом начале, на
некоторой длине скользит по поверхности резания, не снимая
стружки. При этом обрабатываемый металл, в силу своих упру-
гих свойств, с огромной силой давит на очень небольшую площад-
ку задней грани, прилегающую к режущей кромке, вызывая
интенсивный износ ее.
Скольжение режущей кромки по поверхности резания проис-
ходит до тех пор, пока толщина стружки не станет равной радиусу
округления. По мере затупления фрезы радиус округления режу-
щей кромки увеличивается, поэтому увеличивается и скольжение
режущей кромки по поверхности резания.
Измерения показывают, что радиус округления режущей кром-
ки фрезы имеет следующую величину: до начала резания 0,03 мм,
спустя 100 мин. работы 0,04 мм и после 200 мин. 0,06 мм.
С увеличением толщины срезаемого слоя скольжение режущей
кромки уменьшается. Процесс скольжения режущей кромки по по-
верхности резания является крайне нежелательным явлением,
ускоряющим процесс износа фрезы. С целью устранения скольже-
ния режущей кромки иногда применяют так называемый метод
попутного фрезерования.
6*
83
При обычном методе фрезерования вращение фрезы происхо- '
Дит в направлении противоположном направлению подачи
(фиг. 65, а). При попутном фрезеровании вращение фрезы и подача
направлены в одну сторону (фиг. 65, б).
Фиг, 65. Два метода "фрезерования:
а— обычкый’метод против подачи; б пспутнсе. по подаче.
фрезеровании.
। При попутном фрезеровании,’в момент врезания режущей кром-
ки в металл, толщина срезаемого слоя имеет наибольшую величину,
поэтому скольжение
режущей кромки по :
поверхности резания
отсутствует и, как <
результат этого, ин-
тенсивность износа
фрезы резко сокра- ?
щается. На фиг. 66
в форме графика по-
казано, как происхо-
дило нарастание из-
носа задней грани ци-
линдрической фрезы
(диаметр 90 мм, число
зубьев 10) в одном из ‘
опытов при обработке
стали 1045 при сле-
дующих режимах ре-
»
I , дудлцил рс/пимал рс~
зания: подача на один зуб 0,29 мм, глубина резания 10 мм,
ширина фрезерования 55 мм, скорость резания 46,6 mImiih.
Из графика (фиг. 66) видно, что при попутном фреверовании
износ 0,45 мм образовался после 120 мин. работы, в то время, как ;
при обычном направлении подачи — через 70 мин., т. е. в 1,7 раза [
быстрее.
38. Износ резьбонарезного инструмента
(м-'Наиболее типичным износом для резьбонарезного инструмента
является износ по задним граням, так как работа производится при
84
небольших скоростях резания с применением охлаждения и тон-
ких стружках.
В отдельных случаях, когда инструмент за один проход или
одним режущим зубцом снимает сравнительно толстую стружку,
одновременно изнашиваются задняя и передняя грани.
На фиг. 67 показан характерный износ резьбового’резца из
быстрорежущей стали.
Характер износа зубчиков метчика такой же, как у резьбовых
резцов, но место расположения наибольшего износа бывает на
последних зубчиках заборного конуса (фиг. 68) или, в исключи-
тельных случаях, на первых зубчиках заборного конуса (фиг. 69).
Фиг. 69. Характер изно-
са метчиков на первых
зубчиках заборного ко-
нуса.
Фиг. 67. Характер из-
носа резьбового резца.
Фиг. 68. Характер
износа метчиков на
последних зубчиках
заборного конуса.
Несколько отличается характер износа плоских и круглых пла-
шек к болторезным головкам. Здесь, наряду с износом задних гра-
ней, имеет место и износ передней гра-
ни в виде лунки (фиг. 70). Однако, он
не успевает развиваться до такой вели-
чины, чтобы ограничивать период стой-
кости плашек.
Для резьбонарезного инструмента
основным износом является износ по
задним граням. Он ограничивает стой-
кость инструмента и возможное коли-
Фиг. 70. Характер износа
плоской плашки.
чество переточек.
Наибольшим допустимым износом считается такой износ задних
граней, при котором начинает появляться недопустимое ухудшение
качества и точности нарезаемой резьбы.
Глава V
i
РАЦИОНАЛЬНАЯ ГЕОМЕТРИЯ РЕЖУЩИХ ЧАСТЕЙ
ИНСТРУМЕНТА
39. Общие сведения
! Геометрия режущей части инструмента оказывает огромное
влияние на стойкость и производительность, инструмента. В зави-
симости от геометрии режущей части стойкость инструмента может
быть выше или ниже до 25 раз, а производительность труда станоч-
ника — до 10 раз.
Практика работы показывает, что если основной вопрос конст-
рукции и геометрии режущей части инструмента разрешен не-
правильно, то применение высококачественных инструментальных
стилей и твердых сплавов, а также современных способов повыше-
ния износоустойчивости инструмента не могут дать ожидаемого
эффекта. Например, в одно время на Уралмашзаводе, так называе-
мые елочные протяжки, изготовляемые из стали 5ХВГ, при об-
работке даталей из специальных вязких сталей имели очень низкую
стойкость. Применение высококачественной быстрорежущей стали
дало повышение стойкости протяжки в 2—3 раза, но это было не-
достаточно для нормальной работы цеха. После соответствующих
изменений геометрии, обеспечивших устранение трения профиля
зуба о стенки шлица, стойкость протяжки из той же стали 5ХВГ
стала в 15—20 раз выше стойкости протяжек из быстрорежущей
стали со старой геометрией.
До Великой Отечественной войны вопросы рациональной гео-
метрии режущей части инструмента не имели достаточной теоре-
тической разработки. Мировая техническая литература имела
только справочные таблицы по определению рациональной вели-
чины переднего угла для резцов в зависимости от механических
свойств обрабатываемого материала. О значении и влиянии на про-
цесс резания и стойкость инструмента других элементов геометрии
имелось очень слабое представление.
Влияние физических явлений, происходящих в процессе реза-
ния, на износ и стойкость инструмента изучено было очень слабо.
Никаких научно обоснованных положений по определению рацио-
нальной геометрии режущей части инструмента не было.
Впервые, почти за столетнюю историю науки о резании метал-
лов, теория рациональной геометрии режущей части инструмента
разработана советскими учеными и прежде всего коллективом
научных работников кафедры «Теории резания металлов и инстру-
ментального производства» МВТУ им. Баумана, под руковод-
ством проф. Беспрозванного.
Практическое применение разработанной теории в промышлен-
ности дало повышение стойкости и производительности инструмен-
тов до 25 раз по сравнению с инструментами, заточенными в соот-
ветствии с ранее существовавшими нормативами.
Для успешной работы инструмента прежде всего необходимо,
чтобы он имел правильную, или как принято говорить, рациональ-
ную геометрию режущей части.
Когда мы говорим, что инструмент имеет рациональную геомет-
рию, то это означает, что углы его режущей части, а также форма
режущих кромок и граней обеспечивают наилучшие условия
работы, т. е. инструмент имеет максимально возможную стойкость,
наименьший износ, изделие получает требуемую точность и чис-
тоту обработки, образующаяся стружка свободно удаляется (см.
фиг. 81, б), не забивается и не спрессовывается между зубцами
инструмента и не мешает рабочему нормально обслуживать станок.
Например, если резец имеет хорошую стойкость и нормальный
износ, но получаемая стружка мешает нормальной работе станка, то
геометрию такого резца нельзя назвать рациональной (см. фиг. 81, а).
Если между зубцами инструмента, при нормальном сечении
стружки, последняя застревает и спрессовывается, то геометрия та-
кого инструмента не является рациональной.
Если на направляющие ленточки сверла налипают частицы об-
рабатываемого металла, в результате чего оно ломается, то геомет-
рию такого сверла нельзя считать рациональной.
Если режущие кромки метчика при вывертывании из нарезан-
ного глухого отверстия выкрашиваются, то геометрия его не яв-
ляется рациональной.
Когда протяжка имеет высокую стойкость между переточками
и дает изделия требуемого качества, но при переточках быстро те-
ряет размер, в результате чего суммарная стойкость ее становится
низкой, то геометрия такой протяжки не может быть отнесена к ра-
циональной.
Мы не называем рациональной геометрию развертки, которая
при нормальных условиях работы и нормальных режимах резания
не обеспечивает получение требуемой точности и чистоты обрабаты-
ваемой поверхности, хотя она и имеет нормальную стойкость и нор-
мальный износ.
40. Задний угол и его влияние на износ и стойкость
инструмента
Несколько лет назад задний угол рассматривался как угол, ко-
торый должен лишь обеспечить уменьшение вредных сил трения
задней грани инструмента о поверхность резания.
87
фиг. 71. Влияние заднего угла
стойкость торцевой фрезы при
работке стали 1045.
Никто не предполагал, что, помимо указанного назначения, зад-
ний угол оказывает огромное влияние на износ и стойкость инстру-
мента, поэтому величина его для всех инструментов рекомендова-
лась не более 4—8°.
В действительности же, как показали исследования, впервые
Проведенные в лаборатории резания МВТУ им. Баумана, рацио-
нальное значение заднего угла изменяется в очень широких пре-
делах, в зависимости от условий работы инструмента. Так напри-
мер, для резцов при, обдирочной
работе по стали задний угол дол-
жен быть не больше б—8°, а для
шлицевых фрез он должен быть не
менее 30°.
Ниже приводятся некоторые
данные лабораторных исследований
влияния заднего угла на стойкость
различных инструментов.
Е. К. Зверев, увеличив задний
угол резца из быстрорежущей стали
с б до 16° при чистовом точении
стали, получил увеличение стойко-
сти резца в 3,2 раза. П. П. Трудов
при увеличении заднего угла резца
из твердого сплава с 6 до 12° наб-
людал увеличение стойкости его в
2,6 раза.
На фиг. 71 в форме графика при-
ведены результаты опытов М. Н. Ла-
рина по изменению стойкости тор-
9 цевой фрезы (диаметр 150 мм, чис-
ло зубцов 16) с увеличением заднего
а угла при обработке стали 1045 на
i- следующих режимах разания: по-
дача на один зуб 0,12 мм, глубина
резания 4 мм, ширина фрезерова-
ния 95 мм, скорость резания 59,5 м[мин, 73 м/мин и 89 м!мин.
Как видно из графика (фиг. 71) при заднем угле 5° при скорости
резания 59,5 м/мин фреза имела стойкость 100 мин., а при заднем
угле 25° и той же скорости резания стойкость ее составляла 480мин.,
if. е. почти в 5 раз больше.
При большой толщине срезаемого слоя, когда износ происходит
по передней грани, достаточно иметь задний угол 4—5°.
Но когда инструмент получает износ по задней грани, то вели-
чина заднего угла должна быть значительно больше.
Так например, на графике (фиг. 72) показано, как изменяется
Интенсивность износа и стойкость цилиндрической фрезы с измене-
нием заднего угла при обработке стали ОХМ на следующих
режимах резания: подача на один зуб 0,106 мм, глубина.
резания?4 мм,' ширина фрезерования 25 мм, скорость резания
42 м/мин.
Фиг. 72. Изменение износа и стойкости цилиндрической фрезы'при’различной
величине заднего угла.
Из графика (фиг. 72) видно, что когда задний угол был 10°, то
фреза имела стойкость 200 мин., при заднем угле 20° она стала
Фиг. 73. Влияние заднего угла на стойкость шлице-
вых фрез при различных подачах на зуб.
275 мин., т. е. увеличилась на 37%, но когда задний угол сделали
25°, стойкость стала 50 мин., т. е. уменьшилась на 81% против
максимального своего значения и на 75% против первоначального
89
значения. Подобная картина изменения процесса износа и стой-
кости, с изменением заднего угла, наблюдается при работе любым
режущим инструментом.
Уменьшение интенсивности износа и увеличение стойкости с
увеличением заднего угла продолжаются только до определенной,
для данных условий работы, величины заднего угла. Дальнейшее
увеличение заднего угла сопровождается резким снижением стой-
кости и увеличением интенсивности износа.
Эта закономерность справедлива для любых условий работ и
режущих инструментов, но величина заднего угла, при которой
имеет место наибольшая стойкость и наименьшая интенсивность
износа, бывает различной для различных инструментов и различных
условий резания. Это определяется характером износа инструмента.
В тех случаях, когда износ происходит по задней грани, задний
угод должен быть больше, чем при износе по передней грани или по
передней и задней граням одновременно. При отсутствии износа по
задней грани величина заднего угла не должна быть больше макси-
мально необходимой для свободного перемещения задней грани
•относительно поверхности резания. Если же износ протекает
преимущественно по задней грани, то величина заднего угла, при
которой имеет место наибольшая стойкость инструмента, зависит от
толщины срезаемого слоя, вязкости обрабатываемого металла и
скорости резания.
Как показали исследования лаборатории МВТУ им. Баумана,
чем меньше толщина срезаемого слоя и выше вязкость обрабаты-
ваемого металла, тем больше должен быть задний угол, дающий
наибольшую стойкость между переточками. На графике (фиг. 73)
показано изменение стойкости шлицевой фрезы в зависимости от зад-
негб угла при работе с различными подачами на один зуб, т. е.
в зависимости от толщины срезаемого слоя металла. Из графика
(фиг. 73) видно, что фреза имела наибольшую стойкость при заднем
угле 55°, когда подача на один зуб составляла 0,007 мм, и при зад-
нем Угле 40°, когда подача составляла 0,0103—0,0142 мм на зуб.
Таблица 18
Значения заднего угла на главной режущей кромке в зависимости
от толщины срезаемого слоя металла
Толщина срезаемого слоя металла в мм 0,02 ll'1 0,04 0,08 0,1 0,2 1 1 0,4 0,8 1,2 1,5 2
Задний угол Для стали 24°30' 20° 16° 15° 12° 10° 8° 7°15' 6°40' б°15'
Для чугуна 18° 15° 12° 11° 9° 7°30' 6° 5°30' 4° 40' 4°30'
Насколько резко необходимо снижать величину заднего угла
•с увеличением толщины срезаемого слоя металла дает представле-
ние; табл. 18.
90
Из табл. 18 видно, что резкое уменьшение величины заднего
угла с увеличением толщины срезаемого слоя металла необходимо
производить только в зоне тонких стружек. При толщине срезаемого
слоя 1 мм и больше величина заднего угла изменяется очень незна-
чительно. Это объясняется тем, что при большой толщине срезае-
мого слоя износ инструмента происходит по передней грани.
•'" При тонких стружках поверхностный слой металла, остающийся на по-
верхности резания, в силу упругих свойств, выпучивается сзади режущей
кромки и с большой силой давит на очень небольшой участок задней грани,
прилегающий к режущей кромке. В результате этого возникает сила трения
на задней грани инструмента, которая вызывает быстрый износ ее.
Здесь большое значение имеет радиус округления режущей кромки
(фиг. 74, а). Он препятствует врезанию режущей.кромки в срезаемый слой
металла, поэтому давление поверхности резания на заднюю грань возрастает
Фиг. 74. Схема резания:
а — при толстой стружке; б — при тонкой стружке.
При очень тонких стружках, когда толщина срезаемого слоя меньше или
несколько больше радиуса округления режущей кромки, давление на заднюю
грань концентрируется непосредственно на поверхность округления режущей
кромки, поэтому процесс срезания очень сильно осложняется, а скорость из-
носа задней грани резко возрастает (фиг. 74, б).
Чем больше частное от деления радиуса округления режущей кромки на
толщину срезаемого слоя, тем больше интенсивность износа задней грани.
Для снижения интенсивности износа и увеличения стойкости необходимо
уменьшить радиус округления режущей кромки. Как показывают исследо-
вания он уменьшается с увеличением переднего и заднего углов.
Однако увеличение переднего угла выше его рационального значения
приводит к уменьшению стойкости инструмента, поэтому единственным сред-
ством уменьшения радиуса округления режущей кромки остается увеличение
заднего угла.
Итак, с уменьшением толщины срезаемого слоя величина заднего угла,
соответствующая наиббльшей стойкости между переточками, увеличивается
потому, что при этом уменьшается радиус округления режущей кромки. При
работе с толстыми стружками радиус округления режущей кромки находит-
ся в опережающей трещине (фиг. 74,а), а нарост, выступающий за режущую
кромку, устраняет контакт задней грани с поверхностью резания (см. фиг. 52).
Поэтому здесь радиус округления режущей кромки влияния на износ инстру-
01
мента не имеет. В подобных случаях даже рекомендуется искусственным
путем, с помощью бруска, увеличивать его, т. е. притуплять режущую кромку.
Следует отметить, что эффективность увеличения заднего угла до его наи-
луфшего значения, при тонких стружках уменьшается с увеличением скоро-
сти резания.
i Так например, М. Н. Ларин, при испытании торцевых фрез на стойкость,
увеличивая задний угол с 4 до 25° получил увеличение стойкости в 4,64 раза
при скорости резания 59,5 м!мин, в 3,7б раза при скорости резания 73 м[мин
и ^только в 1,67 раза при скорости резания 89 м/мин (см. фиг. 71).
Зависимость заднего угла, при которое имеет место наиббльшая стойкость
между переточками, от обрабатываемого металла и толщины срезаемого слоя
металла выражается следующей формулой:
где а — задний угол в градусах;
а — толщина срезаемого слоя в мм;
с — постоянный коэфициент, учитывающий влияние обрабатываемого
металла для сталей равняется 7,6, а для чугунов 5,7.
Рациональная величина заднего угла определяется не только
соображениями наибольшей стойкости между переточками.
Фиг. 75. Изменение размеров протяжки при заточках:
Я»--диаметр до заточки; D—диаметр после гаточки;
т—толщина слоя, снимаемого при заточке.
При определении рациональной величины заднего угла необхо-
димо учитывать, что износ инструмента по задней грани приводит
Ki изменению размеров обрабатываемой поверхности. Поэтому в от-
дельных случаях, чтобы обеспечить наибольшую суммарную стой-
кость инструмента приходится задние углы принимать значи-
тельно меньше. Например, протяжки для обработки круглых и раз-
личных фасонных отверстий, чтобы иметь наибольшую стойкость
между переточками, должны иметь задний угол 15—20°. Но при та-
ком заднем угле протяжки будут очень быстро терять размер
(фиг. 75), поэтому количество переточек резко сократится и сум-
марная стойкость будет очень низкой. Из этих, соображений на про-
тяжках для обработки отверстий задний угол делают не более 3°.
Рекомендуемые величины заднего угла
Таблица 19
Наиме- нование инстру- мента Тип инструмента Характеристика инструмента или условия работы а°
Резцы Токарные $ меньше 0,2 мм/об s больше 0,2 » 12 6
Строгальные и долбеж- ные s меньше 0,2 » s больше 0,2 » 8 6
Потрезные, расточные, прорезные, отрезные, фасонные, резьбовые s меньше 0,2 » s больше 0,2 » 12 8
Фрезы Цилиндрические и торцовые мелкозубые крупнозубые и со вставными ножами 16 12
Дисковые двусторон- ние и трехсторонние С прямыми мелкими зубьями С прямыми крупными зубьями или со вставными ножами, или с на- клонными мелкими зубьями. С наклонными крупными зубьями или с наклонными вставными но- жами 20 16 12
Концевые и угловые с цилиндрическим или коническим хвостовиком Диаметр Меньше 10 мм » 10—20 > » свыше 20 » 25 20 16
Дисковые пазовые Незатылованные 20
Шлицевые 30
Пилы круглые Цельные С прикрепленными сегментами 20 16
Т-образные (для ста- ночных пазов и др.) Диаметр до 25 мм » свыше 25 » 25 20
Угловые насадные 16
Фасонные Незатылованные с мелким зубом Затылованные и незатылованные с крупным зубом 16 12
Раз- верт- ки Цельные, насадные, со вставными ножами, конические 12
Про- тяж- ки Для обработки плос- костей. Шпоночные, шлицевые, круглые 15 3°'30х
Зубо- резный Гребенки 12
Долбякн Диаметр 100 мм 6
инстру- мент Фрезы червячные Для цилиндрических зубчатых колес 10
Фрезы дисковые модуль- ные 10
<•3
i
На тех же протяжках, размер которых можно восстанавливать с
помощью прокладок или других средств (например, протяжки для
обработки плоскостей), задний угол рекомендуется делать 15°, т. е.
такой, какой соответствует наибольшей стойкости между пере-
тачками.
Кроме того, необходимо учитывать, что. увеличение заднего угла
приводит к уменьшению угла заострения инструмента, в результате
чего снижается прочность режущего лезвия. Поэтому, в тех слу-
чаях, когда из-за наличия ударов в процессе резания или других
причин, имеется опасность выкрашивания режущих лезвий, зад-
ней угол необходимо уменьшать. ч
Таким образом, при проектировании режущих инструментов
величину заднего угла необходимо устанавливать, учитывая на-
значение и условия работы инструмента.
Различают две группы режущих инструментов: 1) инструменты'
общего назначения, т. е. предназначенные для работы при всевоз-
можных технологических условиях, при обработке разнообразных
металлов и на различных режимах резания; 2) инструменты спе-
циального назначения, т. е. предназначенные для выполнения одной
и той же операции, на определенном изделии или строго ограни-
ченной группе изделий. Для этой группы инструментов заранее
известны технологические условия работы, режимы резания и т. п.
Для инструментов общего назначения геометрия режущей части,
в том числе и задний угол, определяется с расчетом на средние, наи-
более типичные, технологические условия работы и режимы реза-
ния. В табл. 19 приведены значения величин заднего угла, рекомен-
дуемых для инструментов общего назначения.
При проектировании и эксплоатации инструментов специаль-
ного назначения данные табл. 19 должны уточняться примени-
тельно к конкретным технологическим условиям, т. е. с учетом об-
рабатываемого металла и толщины срезаемого слоя (формула 9).
41. Передний угол и его'влияние на износ и стойкость
инструмента
Многочисленные примеры из практики показывают, что при
правильно определенном переднем угле резко повышаются режу-
щие свойства инструмента. Правильно установленный передний-
угол может дать повышение производительности станков на 20—
30%. Бот почему этому элементу режущей части инструмента не-
обходимо уделять самое серьезное внимание.
Сам характер износа передней’грани, в виде лунки, указывает на есте-
ственное стремление стружки путем износа передней грани, образовать для
себя наиболее благоприятную величину переднего угла. Исследования пока-
зывают, что по мере износа передней грани, передний угол увеличивается.
В начальный момент работы он очень быстро увеличивается до 30°. После
этого интенсивность износа резко снижается, а дальнейшее увеличение перед-
него угла до 45° протекает очень медленно. Таким образом, сам процесс
износа передней грани инструмента указывает, что наименьший износ дол-
жен быть в том случае, когда передний угол составляет 30—35°.
94
I
Однако, многочисленные исследования показывают, что наиббльшая
стойкость инструментов наблюдается при переднем угле значительно мень-
шем 30°. и
В начале, с увеличением переднего угла, стойкость инструмента возра-
стает и при некотором значении переднего угла достигает наиббльшей вели-
чины. Дальнейшее увеличение переднего угла дает резкое снижение стойкости-
инструмента. Например, на графике (фиг. 76) показано влияние переднего
угла на стойкость резца при черновом и чистовом точении.
Как видно из графика при черновой обработке передний угол сильнее
влияет на стойкость, чем при чистовой обработке. Здесь при переднем угле 10°
стойкость резца была 40 мин.,
/СО
§ /20
/<я?
80
80
СО
го
о
s /о а го г5 зо
--------------------_-S°
Фиг. 76. Влияние переднего угла
на стойкость резца:
А — при черновом точении; В —• при чистовом
точении.
1 стружки к режущей кромке (фиг. 77).
, когда дальнейшее увеличение переднего
угла начинает сопровождаться механическим разрушением режущей кромки
(выкрашиванием) и повышением температуры ее. Вследствие этого стойкость
при переднем угле Л - увели-
чилась в 3 раза, достигнув
120 мин., но дальнейшее уве-
личение его привело к очень
резкому уменьшению стойко-
сти. Это объясняется тем, что
при увеличении переднего угла
снижается механическая проч-
ность режущей кромки. Внача-
ле прочность снижается в мень-
шей степени, чем усилие реза-
ния, поэтому режущая кромка
хорошо сопротивляется выкра-
шиваниям. В результате стой-
кость инструмента увеличи-
вается.
Одновременно с уменьше-
нием прочности режущей кром-
ки приближается центр давлени?
Поэтому наступает такой момент
Фиг. 77. Схема расположения центра
давления стружки при различной ве-
личине переднего угла.
инструмента начинает уменьшаться.
Величина переднего угла оказывает влияние не только на износ перед-
ней грани. С увеличением переднего угла уменьшается радиус округления ре-
жущей кромки. Поэтому в тех слу-
чаях, когда инструмент изнашивается
только по задней грани, увеличение
переднего угла’до его рационального
значения снижает скорость износа-
задних граней инструмента. На, гра-
фике (фиг. 78) показано изменение
износа задней грани и стойкости, кон-
цевой фрезы при обработке стали
ОХМ на следующих режимах реза-
ния: подача на один зуб 0,108 мм,
скорость резания 35,5 м/мин, глуби-
на резания 4 мм, ширина фрезерова-
ния 16 мм. Здесь так же, как и в-
случае износа по передней грани,
наблюдается уменьшение;* износа и
увеличение стойкости при увеличе-
нии переднего угла только до определенной величины (в данном случае 20°),
а дальнейшее увеличение его сопровождается возрастанием износа и резким
снижением стойкости.
Известно, что с увеличением переднего угла радиальное усилие и усилие
подачи резко уменьшаются. Это значит, что резко уменьшается сил'а давления
поверхности резания на заднюю грань. Поэтому износ ее снижается, а стой-
кость инструмента увеличивается, но только до тех пор, пока механиче-
95
екая прочность режущей кромки имеет достаточную'величину, чтобы сопро-
тивляться действующим усилиям.
Таким образом, увеличение переднего угла сопровождается рядом явле-
нйй, одни из которых действуют в направлении увеличения стойкости инстру-
мента и уменьшения износа (уменьшение усилия резания и теплоты резания),
а Другие наоборот — в направлении увеличения износа и снижения стойкости
(уменьшение механической прочности режущей кромки, приближение центра
давления стружки к режущей кромке, уменьшение теплоотвода от режущей
кромки)- Поэтому увеличение переднего угла может дать повышение стой-
кости или понижение ее.
Когда величина переднего угла меньше рациональной, то увеличение его
будет давать возрастание стойкости. Если же величина переднего угла больше
рациона льной, то увеличение стойкости будет иметь место при уменьшении
«гр.
Фиг. 78. Влияние переднего угла на износ задней
грани и стойкость концевой фрезы.
; Рациональная величина переднего угла зависит от обрабаты-
ваемого материала, материала инструмента, режима резания и дру-
гих факторов, от которых зависит температура и усилие резания.
В каждом конкретном случае должна быть установлена своя,
Наиболее рациональная, величина переднего угла, при которой
стойкость инструмента будет наибольшей.
Когда износ инструмента по передней грани незначителен, то
величина переднего угла должна быть максимально допускаемой
Механической прочностью режущей кромки. При обработке хруп-
ких металлов давление стружки концентрируется почти на самой
режущей кромке, поэтому механическая прочность ее имеет боль-
шее значение, чем при обработке вязких металлов. В связи с этим,
Для хрупких металлов передние углы должны быть меньше. При
Обработке вязких металлов снятием тонких стружек усилие реза-
ния имеет относительно небольшую величину. Поэтому для данного
Случая значение переднего угла, соответствующее наиббльшей
стойкости и достаточной прочности режущей кромки, составляет
20—30°. Изменение величины переднего угла в указанных пределах
будет зависеть от механических свойств обрабатываемого металла,
06
технологических и конструктивных требований (условия отвода
стружки, форма инструмента и т. п.).
Если работа производится при низких скоростях резания и из-
нос по передней грани отсутствует, то для уменьшения усилия ре-
зания передние углы следует увеличивать.
При наличии износа по передней грани с образованием лунки,
передний угол определяется механическими свойствами обрабаты-
ваемого металла, материала инструмента и режимов резания. Чем
выше прочность обрабатываемого металла (предел прочности при
растяжении), выше хрупкость материала инструмента и больше
толщина срезаемого слоя, тем меньше должен быть передний угол,
обеспечивающий достаточную прочность режущих кромок. Напри-
мер,если для обработки сталей с низким пределом прочности при рас-
тяжении (меньше 40 кг]мм*), а также для обработки легких сплавов,
передние углы резцов из быстрорежущей стали составляют 25—35°,
то при обработке сталисай= 120—130 кг! мм* передний угол должен
быть не более 5—6°, а для резцов из твердых сплавов при обра-
ботке такой же стали он должен быть минус 10°.
Если толщину стружки уменьшить с 1 до 0,15 мм, передний
угол можно увеличить на 5—8°.
В подавляющем большинстве случаев на практике приходится
встречаться с обработкой сталей, имеющих предел прочности
при растяжении 60—90 кг/мм*, для которых, как показывает прак-
тика, наилучшей величиной переднего угла обычно является 12—18°.
Если обрабатываемый металл одновременно с указанным пределом
прочности при растяжении характеризуется высокой вязкостью,
то передний угол следует увеличить на 5—7°.
На практике применение передних углов, соответствующих
наибольшей стойкости инструмента, часто бывает невозможно из-за
конструктивных соображений, специфических условий работы
инструмента и т. п. Например, на червячных зуборезных фрезах
передний угол, соответствующий наибольшей стойкости, должен быть
не менее 10—15°, но из-за искажений профиля зуба шестерни его
делают 0° на чистовых фрезах и не более 8° — на черновых. На мно-
голезвийных инструментах с мелким зубом иногда, при наличии
большого переднего угла, получаемая форма канавки не соответ-
ствует условиям свободного выхода стружки или из-за слишком
большого поднутрения ослабляется прочность зуба. Иногда при
большом переднем угле происходит так называемый подхват
инструмента, т. е. инструмент втягивается в обрабатываемый
металл. Это явление часто наблюдается на шпоночных протяжках
при обработке вязких сталей. Когда инструмент подвергается
цианированию или нитроцементации, тогда передний угол должен
быть уменьшен из-за повышенной хрупкости цианированного
слоя. ‘
В табл. 20 указаны рекомендуемые передние углы для наи-
более распространенных инструментов, с учетом технологических
условий работы, назначения и конструкции инструмента.
7 В. М. Горела». 97
; Таблица 30
Рекомендуемые величины переднего угла
Наименование, тип и характеристика инструмента Обрабатываемый материал
Сталь аь кг/ммг чугун Нв Г
Резцы токарные с криволинейной формой передней грани и фаской или с плсской формой передней грани и фаской Стали всех марок, чугуны 30
Резцы о криволинейной формой пе- редней грани и фаской: строгальные, Долбежные, токарные для работы в j условиях ударной нагрузки и бронзы 20
Резцы с плоской формой передней грани без фаски до 60 60—80 80—95 до 1Е0 150—200 20 15 10
1 Фрезы цилиндрические, торцевые, концевые, дисковые, пилы 1. до 60 60—80 80—95 до 150 150—200 20 15 10
Фрезы фасонные Все материалы 10
Фрезы шлицевые, дисковые, Т-об- разные, пазовые 5
! 42. Влияние формы передней грани на износ и стойкость
инструмента
При обработке вязких металлов режущая кромка испытывает
давление стружки только в момент врезания- В дальнейшем <
давление стружки переносится на часть передней грани, находя-
щуюся на некотором расстоянии от режущей кромки. Поэтому та
часть передней грани, которая примыкает к режущей кромке,
остается не нагруженной стружкой, так как она находится в зоне
так называемой опережающей трещины (фиг. 79).
Вследствие этого величина переднего угла на этом участке пе-
редней грани не влияет на процесс образования стружки и усилие
резания. }
Наименьшая деформация стружки и величина усилия резания J
бывают при переднем угле у равном 35—45°. Однако при этом стой-
кость инструмента из-за низкой механической прочности и низкой
Теплостойкости режущей кромки будет очень мала. Если на том :
участке передней грани, который находится в зоне опережающей
Трещины, сделать передний угол 2—5°, который обеспечивал бы
высокую механическую прочность режущей кромки, а на остальной f
ч|асти передней грани передний угол сделать 30—35°, то в ре-
зультате этого, наряду с минимальной деформацией стружки и наи- I
98
I
меньшим значением всех усилий, действующих на инструмент, бу-
дет иметь место и наибольшая стойкость инструмента (фиг. 80).
Испытания резцов на стойкость показывают, что такое усовер-
шенствование геометрии
дает повышение стойкос-
ти в 2—3 раза. С при-
менением плоской перед-
ней грани с фаской у
режущей кромки отпа-
дает необходимость из-
менять передний угол в
зависимости от механи-
ческих свойств обрабаты-
ваемой стали. Для обра-
ботки любых металлов,
за исключением хруп-
Фиг. 79. Плоская форма передней грани без
фаски.
•Злережвющао /прещжг
Фиг. 80. Плоская форма передней
грани с фаской:
у—передний угол за фаской; Tj—сред-
ний угол на фаске» а — задний угол; ши-
рина фаски; а — толшина срезаемого слоя
металла.
ких, наилучшие резуль-
таты дает геометрия,
показанная на фиг. 80.
Однако большой пе-
редний угол при плоской передней грани приводит к получению
сливной стружки, которая сходит с передней грани резца сплош-
ной лентой, наматывается на деталь, инструмент и снижает произ-
водительность (фиг. 81, а).
С этой точки зрения отличные
результаты дает применение так
называемой криволинейной фор-
мы передней грани с фаской
(фиг. 82), которая наряду с обес-
печением хорошего завивания
стружки в спираль (фиг. 81, б)
дает значительное увеличение
стойкости инструмента.
Исследования стойкости рез-
цов с различной формой перед-
ней грани показывают, что если
стойкость резца с обычной пло-
ской передней гранью принять
за 100%, то при плоской грани
с фаской она составит 200% и
при криволинейной форме с фас-
кой 350% (фиг. 83). К недостат-
кам криволинейной формы пе-
редней грани относятся технологические трудности, связанные
с заточкой и переточкой инструмента.
Известно, что с увеличением толщины срезаемого слоя металла
центр давления стружки на передней грани удаляется от ре-
жущей кромки, т. е. увеличивается ширина участка передней
7*
ОС
гфапи, прилегающего к режущей кромке, не нагруженного i
стружкой. Это значит, что с увеличением толщины срезаемого ;
слоя фаска, укрепляющая режущую кромку, должна делаться г
шире.
Стойкость увеличивается с увеличением ширины фаски / г
(фиг. 84), но она не должна быть больше^ расстояния от центра дав-
Фиг. 81. Форма образующейся стружки при обработке вязких сталей:
аI—при плоской форме передней грани; б — при криволинейной форме передней грани.
фиг. 82. Криволинейная форма передней
грани:
у]— передний угол за фаской; — передний угол
н^ фаске; В—ширина выемки; -радиус выем-
ки; /— ширина фаски.
ления стружки до режущей кромки (см. фиг. 79). В противном слу-
чае инструмент будет работать, как инструмент с обычной плоской
передней гранью, имеющий передний угол, равный переднему углу t
фаски.
Исследования показывают, что наибольшая стойкость бывает в •
Фом случае, когда ширина фаски равна или немного больше тол- ?
щины срезаемого слоя. Так t
например, для проходных
резцов ширину фаски опре- :
деляют по следующей фор- ;
муле >
/ = (0,8 ~ 1)- s мм. ?
где s — подача в мм!об. \
Не меньшее значение
имеет правильное опреде- i
ление переднего угла фас- J
ки. Фаска укрепляет ре-
жущую кромку, следова-
тельно, она должна иметь i
возможно меньший перед- \
ний угол. Чем он меньше,
режущей кромки. Опытным
стойкость резцов имеет мес- !
ф в том случае, когда передний угол фаски составляет минус 5°
(фиг. 85). Однако, учитывая, что при переднем угле фаски О" i
Стойкость резцов из быстрорежущей стали очень мало отличается
от стойкости их при значении угла фаски минус 5°, для практиче-
ского применения рекомендуется передний угол фаски 0°.
юо
тем больше механическая прочность
г|утем установлено, что наибольшая
COQ
Форм 6/ передней гроно
Фиг. 83. Сравнительная стойкость резцов
при различных формах передней грани.
Для строгальных и долбежных резцов, с целью резкого умень-
шения удара при заходе резца, передний угол фаски рекомендуется
плюс 5°. Отрицательный угол фаски имеет большое значение для
инструментов из твердых сплавов, характеризующихся повышен-
ной хрупкостью, у которых важно предохранить режущую кромку
от выкрашивания.
При криволинейной форме передней грани с фаской помимо
ширины фаски и переднего угла фаски большое значение имеет ши-
рина выемки В и радиус лунки R (см. фиг. 82).
При слишком малой
ширине лунки увели-
чивается деформация
стружки, возрастает тре-
ние и температура реза-
ния, вызывающая оплав-
ление режущей кромки.
Опытами установле-
но, что ширина лунки в
основном зависит от ве-
личины подачи. Наибо-
лее благоприятные усло-
вия для работы инстру-
мента получаются при
ширине лунки в 8—10
раз больше подачи.
От радиуса выемки
зависит передний угол,
поэтому от того, на-
сколько правильно он
установлен, будет зави-
сеть деформация струж-
ки, усилие резания, температура и, в конце концов, стойкость
инструмента. Обычно наилучшие результаты для токарных про-
ходных резцов получаются в том случае, когда радиус выемки
больше подачи в 10—15 раз, для строгальных и долбежных рез-
цов в 30—40 раз, а для прорезных и отрезных резцов в 50—60 раз.
Следует отметить, что рассмотренные формы передней грани
(плоская с фаской и криволинейная с фаской) могут успешно при-
меняться только в том случае, когда инструмент изнашивается по
передней грани с образованием лунки и работает при достаточно
большой толщине срезаемого слоя. В тех случаях, когда износ
происходит по задней грани, он очень быстро уничтожает узкую
фаску на передней грани и поэтому инструмент преждевременно
теряет режущие свойства.
Практически эффективное применение плоской передней грани
с фаской и криволинейной формы передней грани возможно только
при толщине срезаемого слоя металла больше 0,2 мм. Это значит,
что данные две формы передней грани могут иметь успешное при-
101
менение только на резцах. Другие режущие инструменты, как пра-
вило, при толщине срезаемого слоя больше 0,2 мм не работают.
Кроме того, для других инструментов практическое осуществление
указанных форм передних граней часто встречает большие техно-
логические трудности в части заточ-
ки инструмента.
Форма передней грани должна на-
значаться в зависимости от обраба-
тываемого^ металла, типа резца и ус-
Фиг. 84. Влияние ширины фас-
ки на стойкость резца.
Фиг. 85. Влияние на стойкость
[резца переднего угла на фаске.
вий работы. Криволинейная форма передней грани с фаской
рекомендуется для резцов всех типов при обработке стали, особен-
но в случаях необходимости обеспечить стружкозавивание.
Плоская форма передней грани с фаской рекомендуется для то-
карных проходных резцов, подрезных, прорезных и расточных при
Обработке стали с подачей больше 0,2 мм)об в условиях, не тре-
бующих стружкозавивания, или в случаях применения накладных
стружкозавивателей.
Плоская форма передней грани без фаски рекомендуется для
резцов всех типов при рациональных значениях переднего угла в
зависимости от качества обрабатываемого металла.
43. Главный угол в плане и его влияние на стойкость
инструмента
С изменением главного угла в плане изменяется соотношение
Между шириной и толщиной срезаемого слоя металла.
I При уменьшении главного угла в плане толщина срезаемого
сдоя уменьшается, а ширина во столько же раз увеличивается, т. е.
увеличивается длина режущей кромки, участвующая в работе.
Следовательно, одно и то же количество теплоты, выделяющейся
б процессе резания, будет распределено на большую длину режу-
щей кромки. Поэтому температура или, как принято говорить,
тепловое напряжение режущей кромки уменьшится. Одновременно
Ж
с этим уменьшится и давление стружки, приходящееся на единицу
рабочей длины режущей кромки. Все это приводит к уменьшению
износа и повышению стойкости инструмента. Например, если стой-
кость торцевой фрезы при главном угле в плане 60° принять
за единицу, то при 30° она составит 1,9; при 20° — 3,9, а при
10° — 6,5.
Такое резкое увеличение стойкости инструмента указывает на
необходимость стремиться к применению возможно меньшей ве-
личины главного угла в плане.
В последние годы уменьшение главных углов в плане находит
все большее применение. Появились специальные конструкции вы-
сокопроизводительных инструментов, основанные на использова-
Фиг. 86. Геометрия режущей части торцево-конической фрезы.
нии преимущества малых главных углов в плане. Сюда относятся,
например, так называемые торцево-конические фрезы, которые от
обычных торцевых фрез принципиально отличаются только мень-
шими значениями величин главного угла в плане (фиг. 86).
На торцево-конических фрезах для чистовых работ главный угол
в плане уменьшают до 10—15°, благодаря чему стойкость их, по
сравнению с фрезами обычной конструкции,увеличивается в 4—6 раз.
Возможности применения инструментов с малым главным углом
в плане ограничиваются следующими обстоятельствами. При малых
значениях главного угла в плане, из-за очень резкого увеличения
радиального усилия резания появляется дрожание обрабатываемой
детали и возникают вибрации станка, приводящие к ухудшению
качества обработанной поверхности и к преждевременному разру-
шению режущих кромок, особенно при недостаточной жесткости
станка и обрабатываемой детали.
юз
При увеличении переднего угла усилие резания и особенно
радиальное усилие уменьшаются, поэтому чем больше передний
угол, тем меньше можно делать главный угол в плане. Напри-
мер, резцы, имеющие криволинейную форму передней грани с
фаской, при одинаковых технологических условиях работы допус-
кают применение меньших главных углов в плане, чем резцы с
обычной плоской формой передней грани.
Фиг. 87. Влияние главного уг-
ла в плане на стойкость рез-
цов из твердых сплавов.
Для резцов и других инструмен-
тов из твердых сплавов зависимость
стойкости от главного угла в плане
приобретает принципиально отличный
характер. На графике (фиг. 87) пока-
зано, как влияет на стойкость глав-
ный угол в плане при работе резцами
из твердых сплавов. Здесь макси-
мальная стойкость будет при глав-
ном угле в плане 60°, которому
соответствует наименьшее значение
усилия резания.
Твердые сплавы обладают повы-
шенной хрупкостью, поэтому чрез-
мерное уменьшение главного угла в
плане, вызывающее возникновение
вибраций, приводит к снижению стой-
кости. Последние исследования по-
казывают, что при достаточной жест-
кости системы «станок — изделие — инструмент», когда вибрации
отсутствуют, наибольшая стойкость инструмента имеет место при
главном угле не 60°, а 10—15° и ниже.
Таким образом, определение главного угла в плане должно про-
изводиться с учетом жесткости обрабатываемой детали и станка,
материала инструмента, величины переднего угла и геометрической
формы обрабатываемых поверхностей изделия.
В табл. 21 указаны рекомендуемые величины главного угла
в плане для наиболее распространенных инструментов.
44. Задний вспомогательный угол и вспомогательный угол
в плане и их влияние на износ
и стойкость инструмента
Когда режущий инструмент не имеет заднего угла на вспомо-
гательной режущей кромке и вспомогательного угла в плане, то
в контакте с обработанной поверхностью находится вся вспомо-
гательная задняя грань инструмента.
Задний угол на вспомогательной режущей кромке и вспомо-
гательный угол в плане имеют назначение уменьшить поверхность
контакта задней вспомогательной грани и вспомогательной ре-
жущей кромки с обработанной поверхностью.
104
Таблица 27
Рекомендуемые величины главного угла в плане
Инструмент Применение Угол в пла- не ?
Наименование Тип Материал режущей части
Резцы с криволи- нейной передней гранью и фаской; 7 =30° Проходныеи расточные Быстроре- жущая сталь Чистовая обработка жестких деталей 30°
Фрезы Торцевые (торцево-ко- нические) Фрезерование на проход жестких деталей с при- пуском на обработку до 3 мм (рентабельно в массовом и крупносерий- ном производстве)
Резцы с плоской пе- * редней гранью и фаской; 7=30° Резцы с плоской пе- редней гранью без фаски; 7 меньше 30° Проходные, расточны е и подрезные То же Обработка деталей по- ниженной жесткости 45°
Обработка жестких деталей
Фрезы Торцевые и дисковые дву- и трех- сторонние То же Фрезерование на проход жестких деталей с при- пуском на обработку до б мм (рентабельно в мас- совом и крупносерийном производстве) ' 45°
Резцы Проходные, расточные и подрезные Металлоке- рамический сплав Обработка деталей же- стких и пониженной же- сткости 60’ 75'
Быстроре- жущая сталь Обработка деталей пони- женной жесткости с вре- занием резца
Фрезы Торцевые То же Фрезерование на проход
Сверла Спиральные То же Сверление сталей и чугуна
Резцы с различ- ной формой перед- ней грани Проходные, расточные и подрезные; отрезные и алмазные Металлоке- , рамический сплав 1) Обточка и расточка с врезанием на токарных многорезцовых станках и автоматах 2) Обработка деталей по- ниженной жесткости 3) Отрезка
Отрезные Быстрорежу- щая сталь
Резцы Фрезы Проходные, расточные, подрезные и прорезные Торцевые, дисковые, концевые Металлоке- рамический сплав и бы- строрежу- щая сталь Быстроре- жущая сталь Прутковые работы и об- работка деталей с задан- ным прямоугольным пересечением поверх- ностей Фрезерование заданных взаимно перпендикуляр- ных поверхностей 90°
Когда режущий инструмент имеет вспомогательный задний угол
и не имеет вспомогательного угла в плане, то в контакте с обрабо-
танной поверхностью находится вся вспомогательная режущая
кромка. Если же имеется не только задний вспомогательный угол,
но и вспомогательный угол в плане, то вспомогательная режущая
кромка не касается обработанной поверхности и в контакте с ней
находится только одна точка А — вершина пересечения главной
и вспомогательной режущих кромок (фиг. 88).
Известно, что задний угол на главной режущей кромке опреде-
ляется, прежде всего, толщиной срезаемого слоя металла, так как
от нее зависит интенсивность износа задней грани. Для заднего же
Фиг. 88. Задний вспомогательный угол и вспомогательный угол
• . в плане у отрезного резца.
угла на вспомогательной режущей кромке это положение не дей-
ствительно, так как по вспомогательной задней грани, при нали-
чии нормальной величины вспомогательного угла в плане, ин-
тенсивность износа незначительна. Поэтому даже в тех случаях,
когда на главной задней грани происходит интенсивный износ, на
вспомогательной задней грани не замечается износа. Поэтому,
вспомогательный задний угол, как правило, делают не более б—8®.
Это вполне достаточно для полного устранения вредных сил тре-
ния задней вспомогательной грани об обработанную поверхность.
У многих инструментов, по тем или другим соображениям,
вспомогательный задний угол приходится делать значительно
меньше. Например для отрезных и прорезных резцов рекомендует-
ся его делать не более 2°, так как при дальнейшем увеличении рез-
ко снижается механическая прочность резца.
На целом ряде инструментов вспомогательная режущая кромка
не имеет заднего угла. В этом случае особое значение приобретает
106
вспомогательный угол в плане. К числу таких инструментов, на-
пример, относятся: спиральные сверла, шлицевые фрезы, шпоноч-
ные протяжки.
При отсутствии заднего вспомогательного угла, вспомогатель-
ный угол в плане должен иметь минимально необходимую вели-
чину, при которой полностью исключалась бы возможность тре-
ния вспомогательной режущей кромки об обработанную поверх-
ность, а именно 1—2°.
Однако величина вспомогательного угла в плане часто ограни-
чивается условиями точности обработки, как например, при об-
работке мерных пазов фрезами или протяжками, при обработке
отверстий сверлами.
Чем больше вспомогательный угол в плане, тем быстрее инстру-
мент теряет размер при переточках. Поэтому в тех случаях, когда
Фиг. 89. Влияние вспомогательного угла в плане на стойкость:
а — резца; б шлицевой фрезы.
точность размера инструмента определяет точность размера на
изделии, вспомогательный угол в плане выбирается минимально не-
обходимый. При этом основное значение имеет суммарная стойкость
инструмента. В этих случаях рациональная величина вспомога-
тельного угла в плане может быть значительно меньше Г, напри-
мер, на спиральных сверлах его делают не более 2'.
Малые значения вспомогательных углов в плане иногда вызы-
ваются механической прочностью и жесткостью инструмента. На-
пример, на тонких шлицевых (прорезных) фрезах срх рекомендуется
делать не более 15'.
На фиг. 89 в форме графика показано влияние вспомогательного
угла в плане на стойкость инструмента.
С уменьшением вспомогательного угла в плане стойкость рез-
цов увеличивается (фиг. 89, а). Если стойкость резца при ср1 = 1О°
принять за 100%, то при 5° она составит 200%, т. е. увели-
чится в 2 раза. Следовательно, вспомогательный угол в плане дол-
жен иметь минимально необходимую величину для устранения вред-
ных сил трения вспомогательной режущей кромки об обработан-
ную поверхность.
107
Однако с уменьшением вспомогательного угла в плане уве-
личивается радиальная составляющая усилия резания. Поэтому
при обточке с врезанием, при обработке неустойчивых деталей,
Таблица 22
Рекомендуемые величины вспомогательного угла в плане
Инструмент Условия работы fl
Наиме- нование Тип
Фрезы Шлицевые и пилы — ОтО°15' ДО 1°ЗО'
Концевые, торцевые, дисковые, дву- и трехсторонние, Т-образные, пилы со вставными сегментами — 2°
Резцы Прорезные, отрезные, тангенциаль- ные и фасонные —
Фрезы Концевые и торцевые без торце- вых зубьев — 8°
Проходные Жесткое крепле- ние резца 1(Г
Нежесткое кре- пление резца Дета- ЛИ
Резцы Подрезные и расточные Жесткое крепле- ние резца жест- кие 15°
Нея<есткое крепле- ние резца 20°
Проходные, подрезные и рас- точные — Дета- ли ма- лой жест- кости 30°
Прорезные В за- виси- мости от до- пуска на ши- рину паза
Фрезы Пазовые, дисковые и Т-образные Для обработки мерных пазов
при нежестком креплении резца и при работе резцами из твер-
дых сплавов вспомогательный угол в плане увеличивается до
15—30°.
При отсутствии заднего угла на вспомогательной режущей кром-
ке (фрезы шлицевые, сверла спиральные, протяжки шлицевые,
108
шпоночные и другие инструменты) вспомогательный угол в плане
выполняет и роль заднего угла на вспомогательной режущей кром-
ке, т. е. устраняет трение задней вспомогательной грани об
обработанную поверхность. Поэтому даже незначительное увели-
чение вспомогательного угла в плане, в пределах от 0 до 3°, дает
резкое увеличение стойкости. Согласно опытам, проведенным ла-
бораторией резания МВТУ, при увеличении вспомогательного угла
в плане на шлицевых фрезах с 30' до 2°30' стойкость их при обра-
ботке стали увеличивается более чем в 2 раза (фиг. 89, б).
В табл. 22 указаны рекомендуемые значения вспомогатель-
ного угла в плане для различных инструментов общего назначе-
ния с учетом условий их работы.
45. Переходные режущие кромки и их влияние на стойкость
инструмента
Исследования износа и опыт эксплоатации режущих инстру-
ментов показывают, что наибольшему износу, как правило, под-
вержено место сопряжения главной и вспомогательной режущих
кромок. Здесь происходит наибольшая деформация срезаемого слоя
металла и наиболее интенсивное выделение теплоты. Поэтому,
когда на всей режущей кромке еще не заметно и признаков износа,
на задней грани, прилегающей к участку пересечения режущих
кромок, уже наблюдается интенсивный процесс износа.
Для того, чтобы повысить стойкость инструмента, необходимо
уменьшить интенсивность износа на указанном участке. С этой
целью на некоторой длине, начиная от точки пересечения режущих
кромок, уменьшают толщину и увеличивают ширину срезаемого
слоя. Это делается с помощью так называемой переходной режу-
щей кромки. Она выполняется по радиусу или в виде прямого
участка, имеющего меньшую величину главного угла в плане
{фиг. 90).
На резцах наиболее широкое распространение получили пере-
ходные режущие . кромки в виде дуги определенного радиуса
(фиг. 90,а).Такое выполнение переходных режущих кромок по ра-
диусу, вызывает большие трудности в отношении достижения тре-
буемой величины заднего угла. Лучшей является прямолинейная
режущая кромка, как наиболее легко выполнимая. Это имеет очень
большое значение для многолезвийных инструментов (фрезы, про-
тяжки и т. п.). Поэтому здесь прямолинейная переходная режу-
щая, кромка имеет наиболее широкое применение. Вообще, пере-
ходную режущую кромку в виде дуги определенного радиуса реко-
мендуется применять лишь при чистовых работах и в тех случаях,
когда необходимо на детали получить сопряжение соответствую-
щего радиуса.
При наличии переходных режущих кромок, имеющих задний
угол по величине равный заднему углу на главной режущей кромке,
инструмент имеет значительно более высокую стойкость.
109
Например, введение переходных режущих кромок с углом в
плане 70—75° на отрезных резцах, может дать повышение стой-
кости до 4 раз.
На спиральных сверлах переходные режущие кромки в послед-
ние годы получили широкое применение. Спиральные сверла, име-
ющие переходные режущие кромки, называются сверлами с двой-
ной заточкой (фиг. 90, б). Как показывают исследования и опыт
эксплоатации инструмента в производственных условиях, стой-
кость сверл с двойной заточкой увеличивается в 6 раз при обра-
ботке чугуна и в 3 раза при обработке стали против стойкости сверл
с нормальной заточкой.
Фиг. 90. Переходные режущие кромки:
а—на проходном резне; б — на сверле; в — на торцззой фрезе; а — на дискозой фрезе.
На торцевых фрезах переходные режущие кромки (фиг. 90,в)
дают повышение стойкости до 2 раз.
Увеличение стойкости с применением переходных режущих
кромок имеет место на всех режущих инструментах. Увеличение
стойкости тем больше, чем больше длина переходных режущих
кромок.
При определении рациональных размеров переходных режу-
щих кромок (длина, угол в плане, радиус) необходимо учитывать
следующие обстоятельства.
С увеличением радиуса закругления вершины резца (длина-
переходной режущей кромки) стойкость увеличивается, но увели-
чивается и радиальная составляющая усилия резания. Вследствие
этого возрастают вибрации и ухудшается качество обработанной
поверхности.
Поэтому радиус переходной режущей кромки для резцов дол-
жен назначаться возможно большим, насколько это допускается
условиями жесткости системы; станок — деталь—резец.
В табл. 23 указаны рекомендуемые углы в плане и размеры пере-
ходных режущих кромок для различных инструментов общего
назначения.
ПО
Часто случается так, что конструкция детали не допускает при-
менение переходных режущих кромок с размерами, указанными в
табл. 23, требуемых стойкостью инструмента. В подобных случаях
следует предусматривать минимально допустимые переходные
режущие кромки длиной от 0,3 до 1 мм с углом в плане 45°.
Таблица 23
Рекомендуемые углы в плане и размеры переходной режущей кромки
Наименование инструмента Длина переход- ной кром- ки/хв мм ?О Характер обработки Радиус при вер- шине г в мм
Резцы проходные, расточ- ные и подрезные Фрезы торцевые, дисковые (дву- и трехсторонние) и концевые 2 То 2
Сверла спиральные 0,24 35°
Резцы прорезные и отрез- ные при ширине менее или равной 6 мм Фрезы концевые, торцевые и дисковые при »=S0° 1 45°
Резцы отрезные и прорез- ные при шири не более 6 мм 0,25 В 75°
Резцы проходные, расточ- ные, подрезные из быстро- режущей стали Чистовая при подаче менее или равной 0,2 мм!об 1,5—2,5
Черновая при подаче более 0,2 мм)об 0,5—1,5
Резцы из металлокерами- ческих сплавов Чистовая 0,2—0,5
Черновая 0,5—1,0
Фрезы и резцы Обработка взаимно перпендикулярных плоскостей с конст- руктивно заданным радиусом сопряже- ния Соответ- ственно радиусам сопряже- ния на деталях
Необходимо отметить, что при отсутствии заднего угла на
переходной режущей кромке, равного заднему углу на главной1
режущей кромке, эффективность введения переходных режущих,
кромок очень резко снижается.
ш
46. Угол наклона главной режущей кромки и его влияние
на стойкость
Угол наклона главной режущей кромки (см. фиг. 10) имеет ши-
рокое применение главным образом на резцах и реже на метчиках
для нарезания резьбы в сквозных отверстиях.
Помимо изменения направления схода стружки он оказывает .
большое влияние на прочность вершины резца и стойкость его.
Как показывают лабораторные опыты, с изменением угла на-
клона главной режущей кромки от минус 6° до плюс 3° стойкость
резца возрастает, а затем уменьшается (фиг. 91).
При прерывистом ре-
зании, когда в момент
врезания режущей кром-
ки имеет место удар, ра-
циональная величина уг-
ла наклона главной ре-
жущей - кромки может
быть значительно боль-
ше.
Переходная режущая
кромка (вершина резца)
является наиболее сла-
бым местом режущей ча-
сти резца.
При прерывистом ре-
зании очень важно дать
•Фиг. 91. Влияние на стойкость резца угла
наклона главной режущей кромки.
возможность главной ре-
жущей кромке врезаться в удаляемый слой металла раньше пере-
ходной режущей кромки. Это обеспечивается с помощью угла
наклона главной режущей кромки. Например, при обточке на то-
карном станке вала с широким пазом, резец в момент врезания со-
прикасается с кромкой паза точкой, удаленной от переходной ре-
жущей кромки. Таким образом, происходит резкое смягчение уда-
ра в момент врезания резца и удар переносится на более прочные
участки режущей кромки. Это повышает стойкость резца и меха-
ническую прочность его режущей части.
С этой точки зрения большая величина угла наклона главной
режущей кромки особенно полезна для резцов из металлокерами-
ческих твердых сплавов, работающих в условиях прерывистого
резания. В этом случае наибольшая эффективность (повышение
стойкости и уменьшение поломок пластин) получается при поло-
жительных углах наклона, достигающих 35°.
Для резцов из быстрорежущей стали наилучшие результаты
получаются при следующих значениях угла наклона главной ре-
жущей кромки:
а) у резцов токарных проходных и расточных для обдирочных
работ + 4°, для чистовых работ — 4°;
112
б) у резцов подрезных, прорезных и отрезных 0°;
в) у резцов строгальных и токарных проходных при обработке
прерывистых поверхностей +10°.
При криволинейной форме передней грани с фаской угол на-
клона главной режущей кромки должен быть равен 0°.
47. Способы улучшения геометрии спиральных сверл
Спиральное сверло является одним из наиболее распростра-
ненных режущих инструментов. С точки зрения требований, предъ-
являемых в настоящее время к рациональной геометрии режущих
инструментов, это сверло считается несовершенным инструментом.
Несовершенство геометрии
спиральных сверл заключает-
ся в следующем.
1) наличие отрицательных
передних углов на перемычке,
достигающих в зависимости от
метода заточки до минус 60°.
Не имея нужных углов, пере-
мычка не режет металл, а вы-
давливает и скоблит его;
2) отсутствие заднего угла на вспомогательной режущей кром-
ке (направляющей ленточке). Поэтому^в этих местах сверло ин-
Фиг. 93. Геометрия подточки направляющей ленточки спирального
сверла.
тенсивно изнашивается по диаметру, что приводит к защемлению
и поломке сверла;
3) уменьшение переднего угла по мере приближения от пери-
ферии к центру. Это дает неравномерный износ и повышает усилие
резания.
В настоящее время известен ряд способов, позволяющих путем
изменения геометрии режущей части сверла при заточке, резко
8 В. м. Горелов ИЗ
снизить отрицательное влияние на работу сверла указанных
недостатков и значительно повысить стойкость сверл.
Естественно, чем меньше ширина перемычки, тем легче работает
сверло и тем выше его стойкость, но уменьшая перемычку сверла
путем уменьшения толщины его сердцевины, мы тем самым будем
Фиг. 94. Стойкость спиральных сверл при различ-
ной геометрии заточки.
шить ширину пере-
мычки без ослабления
прочности сверла,
прибегают к подточке
перемычки, которая
заключается в выбор-
ке у острия сверла
по обеим канавкам
дополнительных вые-
мок, как показано на
фиг. 92. Это дает
увеличение стойкости
сверл в 1,5 раза и рез-
кое снижение усилия
подачи.
С уменыпениел!
ширины направляю-
щих ленточек стой-
кость сверла увеличи-
вается, но наряду с
этим ухудшается на-
правление сверла в
отверстии. Такое же
явление будет иметь
место при применении
заднего угла на вспо-
могательной режущей
кромке (направляю-
щей ленточке).
Для того чтобы
иметь хорошее напра-
вление сверла в’отверстии, достаточную прочность направляющих
ленточек и задний угол на вспомогательной режущей кромке,
обеспечивающий наибольшую стойкость сверла, в последнее время
широкое распространение получила специальная подточка (заты-
ловка) направляющих ленточек сверла (фиг. 93.)
Подточка производится на длине I от 1,5 до 4 мм, в зависимости
от диаметра сверла, путем снятия затылка под углом aj — б—8°.
Одновременно с этим, оставляют без заднего угла только узкую
фаску / шириной 0,2—0,4 мм. Эта фаска необходима для того, чтобы
избежать уменьшение диаметра сверла на этом участке, что может
привести к защемлению и поломке сверла.
114
При обработке вязких сталей, особенно когда сверление свя-
зано с большим налипанием частиц обрабатываемого металла на
ленточке, такая заточка обеспечивает увеличение стойкости в 2—3
раза, а иногда даже до шести раз. На фиг. 94, в виде графика, по-
казано как влияет на стойкость сверл двойная заточка, затыловка
ленточки и подточка перемычки при обработке стали ХНМ.
, Таблица 24
Рекомендуемые величины подточки перемычки и направляющих ленточек
спиральных сверл
Диаметр сверл в мм Подточка перемычки Подточка ленточек
длина под- точенной пе- ремычки А длина под- точки С длина под- точки Z ширина фаски / задний угол az°
до 12 — —
12—15 1,5 3 1,5 0,2—0,4
15—20 2 4 1,5 0,2—0,4
20—25 2,5 5 2 0,2—0,4
25—30 3 6 2 0,2—0,4
30—40 ' 3,5 • 7 3 0,2—0,4
40—50 4 9 3 0,2—0,4 0 $
50—60 5,5 11 4 0,2—0,4
60—70 6,5 13 4 0,2—0,4
70—80 7,5 15 4 0,2—0,4
Таблица 25
Рекомендуемые формы заточки спиральных сверл в зависимости от диаметра
_______ их и обрабатываемого материала
Диаметры сверл Форма заточки Обрабатываемый материал
от 0,25 до 12 в мм Нормальная Сталь, стальное литье, чугун
свыше 12 до 80 Нормальная с подточкой перемычки Стальное литье с аь до 50 кг/мм* с неснятой коркой
Нормальная с подточкой перемычки и ленточки Сталь и стальное литье с сь до 50 кг]мм* со снятой коркой
Двойная с подточкой перемычки Стальное литье с брлее 50 кг/мм* с неснятой коркой; чугун с неснятой коркой
Двойная с подточкой перемычки и ленточки Сталь и стальное литье с о& более 50 кг/мм* со снятой коркой; чугун со снятой коркой
Рекомендуемые размеры подточки перемычки и ленточек, при
которых получается наибблыпий эффект, указаны в табл. 24.
При выборе геометрии заточки сверл в зависимости от диаметра
сверла и обрабатываемого материала рекомендуется руководство-
ваться данными табл. 25.
8*
115
Глава VI
СКОРОСТЬ РЕЗАНИЯ
48. Зависимость стойкости инструмента от скорости резания
Стойкость инструмента зависит не только от того, Насколько
правильно он сконструирован, качественно изготовлен и из какого
материала сделана его режущая часть. В еще большей степени она
зависит от режима резания,
Фиг. 95. Зависимость стойкости
резца от скорости резания.
механических свойств обрабатывае-
мого металла и условий работы.
Под режимом резания понима-
ют величины, определяющие про-
изводительность процесса резания:
скорость резания, подача и глу-
бина резания.
Стойкость инструмента умень-
шается при увеличении каждого
элемента режима резания, т. е.
скорости резания, подачи и глуби-
ны резания. Наиболее сильное
влияние на стойкость оказывает
скорость резания, а наиболее сла-
бое — глубина резания, т. е. ши-
рина срезаемого слоя металла. На-
пример, если при обточке резцом
из быстрорежущей стали увели-
чить на 10% скорость резания, то
стойкость резца уменьшится на
50%, если увеличить подачу на
10%, то стойкость уменьшится на
30%, а при увеличении глубины
резания на 16% стойкость умень-
шится только на 15%.
Отсюда ясно, что в тех случаях, когда стойкость инструмента
недостаточна и ее можно увеличить только путем уменьшения ре-
жима резания, то необходимо уменьшать не глубину резания и не
подачу, а скорость резания.
На фиг. 95, в виде графика, показана зависимость стойкости
быстрорежущего резца от скорости резания при черновом точении.
Незначительное увеличение скорости резания сопровождается
резким снижением стойкости.
116
Многочисленные исследования влияния скорости резания на стойкость
показывают, что зависимость между скоростью резания и стойкостью для лю-
бого режущего инструмента выражается следующей формулой:
= (10)
Tt \У1/
здесь Uj и и2— скорости резания, а 7\ и Т2 — соответствующие им стойкости.
Показатель степени и в зависимости от конструкции инструмента и ус-
ловий работы колеблется в пределах от 2 до 8.
Если при известной нам скорости резания vlt инструмент имел стойкость
7\ мин., то с помощью формулы (10)можно определить при какой скорости
резания у2 он будет иметь желаемую нам стойкость.Т2 мин.
Например: сверло при скорости резания 15 м)мин имело стойкость
20 мин. Определить при какой скорости резания сверло будет иметь стойкость
40 мин., если для данных условий сверления показатель степени п = 5.
Подставляем все величины в формулу.
20 мин. / у2 \
40 мин. \ 15 /
Отсюда будем иметь
20 _
40 ~ 15s’
т. е.
, 20 11-5
V* = — • 15s
‘ 40
ИЛИ
После вычисления получим v2 = 13 л/лин.,следовательно, для того,чтобы
увеличить стойкость сверла в 2 раза (с 20 до 40 мин.) необходимо скорость
резания уменьшить на 13% (с 15 до 13 м/мин).
Показатель степени п в формуле (10) характеризует чувствительность
инструмента к изменениям скорости резания. Чем он больше, тем выше чув-
ствительность инструмента к изменениям скорости резания. С увеличением
показателя степени интенсивность снижения стойкости при увеличении ско-
рости резания возрастает. Например, при увеличении скорости резания на
10% стойкость резца из быстрорежущей стали уменьшается на 50% (л = 8),
а стойкость цилиндрической фрезы из быстрорежущей стали только на 25%
(л приблизительно равняется 3).
Стойкость, которую должен иметь режущий инструмент, опреде-
ляется независимо от режимов резания. Режимы резания устанав-
ливаются в зависимости от требуемой стойкости инструмента. Как
будет показано ниже, требуемая стойкость режущего инструмента
определяется из условий получения наибольшей производитель-
ности станка.
Для получения требуемой нам стойкости инструмента необхо-
димо работать при скорости резания, соответствующей данной
стойкости.
Скорость резания, допускаемая стойкостью инструмента, зави-
сит от обрабатываемого материала, размеров стружки и других
факторов.
117
Для компенсации изменения стойкости инструмента с измене-
нием условий резания (другой обрабатываемый материал, другая
глубина резания, подача и т. п.), необходимо произвести соответ-
ствующее изменение скорости резания.
Так например, если нам необходимо произвести увеличение
глубины резания или подачи, то, чтобы стойкость инструмента не
уменьшилась, одновременно с увеличением глубины резания или
подачи следует произвести уменьшение скорости резания настоль-
ко, насколько это необходимо для сохранения прежней стойкости.
Для определения скорости резания, обеспечивающей требуе-
мую нам стойкость инструмента при любых значениях составля-
ющих режима резания, при обработке любых металлов в любых
условиях работы, необходимо знать зависимость скорости резания
(при постоянной стойкости) от этих факторов.
49. Зависимость скорости резания от обрабатываемого
материала
Механические и физические свойства обрабатываемого металла
очень сильно влияют на скорость резания, допускаемую стойкостью
инструмента. Так например, скорость резания при точении твер-
дой легированной стали будет в 100—150 раз меньше, чем при об-
работке легких сплавов.
Скорость резания зависит от предела прочности при растя-
жении, твердости, вязкости и других механических свойств обра-
батываемого материала. Обычно чем выше механические свойства
обрабатываемого металла, тем меньше скорость резания, допус-
каемая стойкостью инструмента.
Однако, если обрабатываемые металлы относятся к различным
группам металлов, то при одинаковых механических свойствах
(предел прочности при растяжении и твердость) скорости резания
могут быть различными. Например, сталь 40ХН после отжига
и сталь 45 имеют одинаковые пределы прочности при растяжении
и твердость, но скорость резания при обточке стали 40ХН на 25%
меньше. Иногда при обработке металлов с более высокими меха-
ническими свойствами скорость резания, допускаемая стойкостью
инструмента, бывает значительно выше, чем при обработке металлов
с более низкими механическими свойствами. Наиболее интересный
пример представляют так называемые автоматные стали. От обыч-
ных углеродистых сталей они отличаются большим содержанием
серы и фосфора, которые добавляются к ним специально для улуч-
шения обрабатываемости. В результате этого они даже при на-
личии более высокого предела пррчности при растяжении могут
обрабатываться при скоростях резания на 50—80%' больше, чем
обычные углеродистые стали (фиг. 96.)
Таким образом на скорость резания, допускаемую стойкостью
инструмента, большое влияние оказывают не только твердость
обрабатываемого металла, предел прочности при растяжении или
вязкость, а вся сумма механических и физических свойств его.
118
Огромное значение имеют такие физические свойства, как спо-
собность к наклепу, теплопроводность, а также величина зерна
и т. п. При одинаковых механических свойствах, допускаемая ско-
рость резания тем меньше, чем большую способность к наклепу
имеет обрабатываемый металл, чем меньше его теплопроводность
и меньше величина зерна.
Наибольшее применение в машиностроении находят следующие
группы металлов: углеродистые стали, хромистые стали, хромо-
никелевые стали, стальное литье и чугунное литье.
В пределах одной и той же группы обрабатываемые металлы
обычно отличаются только по механическим свойствам, а физиче-
ские свойства изменяются очень незначительно. Поэтому для при-
близительных расчетов допускаемую скорость резания можно вы-
Фиг. 96. Зависимость стойкости резца от
скорости резания:
Г—при обработке углеродистой стали а^=5б ха/мм*,
г—-при обработке автоматной стали <^—61 хг/мм*-
разить в зависимости от
основных механических
свойств обрабатываемого
металла.
Точнее всего скорость
резания, допускаемая стой-
костью инструмента, опре-
деляется: для чугунов
твердостью, для углеродис-
тых сталей пределом проч-
ности при растяжении, а
для легированных сталей
пределом пропорциональ-
ности.
Точная зависимость ско-
рости резания от обраба-
тываемого металла, с уче-
том всей суммы механи-
ческих и физических свойств его, выражается с помощью услов-
ных коэфициентов. Они определяются опытным путем в лаборатор-
ных условиях для каждого обрабатываемого металла и входят
в формулу скорости резания в виде постоянных коэфициентов.
При первых обдирочных проходах, помимо механических
свойств обрабатываемого металла на скорость резания, оказывает
большое влияние наличие корки на поверхностях, подлежащих об-
работке. На режущие кромки инструмента корка оказывает силь-
ное истирающее воздействие, поэтому стойкость инструмента
уменьшается. Для сохранения стойкости инструмента, работаю-
щего по корке,
необходимо скорость резания уменьшить:
при обработке мягкого чугуна на 25 — 30%
» > чугуна средней твердости на 15%
» » твердого чугуна на 10%
» » стального литья и поковок на 10—15%
119
50. Зависимость скорости резания от материала режущей части
инструмента
Влияние современных инструментальных материалов на ско-
рость резания выражается отношением 1 : 30. Это значит, что ин-
струмент из современных высококачественных твердых сплавов,
при равной стойкости, допускает скорости резания в 30 раз выше,
чем инструмент из углеродистой инструментальной стали.
Скорость резания, допускаемая стойкостью инструмента, за-
висит от красностойкости и износоустойчивости материала режу-
щей части инструмента.
В настоящее время для изготовления режущих инструментов
применяется большое количество различных марок инструмен-
тальных сталей и твердых сплавов. Все их можно разделить на ;
4 основных группы: '
1 группа — углеродистые и легированные инструментальные
стали;
2 группа — малолегированные быстрорежущие стали (заме-
нители); ;
3 группа — быстрорежущая сталь;
4 группа — металлокерамические твердые сплавы.
Степень влияния материала режущей части инструмента на
скорость резания зависит от свойств обрабатываемого материала
и применяемых режимов резания.
Если по условиям работы не требуется высокая красностойкость,
хотя бы потому, что процесс резания не сопровождается выде-
лением большого количества теплоты, то применение более красно-
стойкого материала не окажет серьезного влияния на применяемую i
скорость резания.
Это положение может быть подтверждено целым рядом при-
мерой. ' ;
1. Обработка чугуна сопровождается более низкими темпера-
турами, чем обработка стали. Здесь высокая красностойкость ин-
струмента не имеет такого большого значения, как при обработке ;
стали.Поэтому быстрорежущая сталь по сравнению с углеродистой
допускает скорости резания в 6—7 раз больше при обточке стали
и только в 3—4 раза при обточке чугуна.
2. Протяжками, как правило, работают при скоростях реза- j
ния не выше 6—7 м/мин и при толщине срезаемого слоя не более '
0,02—0,1 мм. f
В этих условиях от инструмента требуется высокая износо-
стойкость режущей части, красностойкость же значения не имеет.
Поэтому скорости резания при работе протяжками из стали 5ХВГ
только на 30% ниже, чем для протяжек из быстрорежущей стали.
При работе же резцами из стали 5ХВГ скорости резания в 4—5 раз ;
ниже, чем при работе резцами из быстрорежущей стали.
3. Красностойкости стали ЭИ184 несколько ниже красностой-
кости быстрорежущей стали, но по износоустойчивости они равно-
го
ценны. Поэтому резцы из стали ЭИ184 допускают скорость резания
на 15% ниже, чем резцы из быстрорежущей стали.
При фрезеровании красностойкость режущей части инстру-
мента имеет меньшее значение, чем при точении. Поэтому для фрез
из стали ЭИ 184 применяются скорости резания не ниже, чем для
фрез из быстрорежущей стали.
Если скорость резания для инструмента из быстрорежущей
стали марки РФ1 принять за единицу, то для других инструмен-
тальных сталей она составит следующую величину:
Марки стали Резцы Сверла и зенкеры Фрезы
ЭИ262 1 1 1
Р 0,95 0,95 1
ЭИ 184 0,85 0,85 1
Х12М — 0,8 0,8
9ХС,ХГ,9ХВГ — 0,7 0,65
У10А.У12А — 0,6 0,6
51. Зависимость скорости резания от размеров сечения
срезаемого слоя металла
Чем больше толщина и ширина сечения срезаемого слоя ме-
талла, тем больше усилие резания и больше теплоты выделяется
в процессе резания. Поэтому режущая часть инструмента нагре-
вается до более высоких температур, режущие грани быстрее из-
нашиваются и стойкость его снижается. Чтобы сохранить преж-
нюю стойкость инструмента при увеличении сечения срезаемого
слоя металла, необходимо произвести соответствующее уменьше-
ние скорости резания.
В этом заключается влияние толщины и ширины срезаемого
слоя металла на скорость резания.
Скорость резания изменяется непропорционально изменению
площади сечения срезаемого слоя металла. Например, если уве-
личить площадь сечения срезаемого слоя металла в 2 раза, то для
сохранения стойкости инструмента скорость резания необходимо
уменьшить не в 2 раза, а только на 20—30%.
Это объясняется тем, что с увеличением площади сечения сре-
заемого слоя металла повышение температуры режущей части ин-
струмента происходит более медленно, чем снижение ее с умень-
шением скорости резания.
Увеличение площади сечения срезаемого слоя металла может
быть произведено как за счет толщины его, так и ширины.
При увеличении площади сечения срезаемого слоя металла за
счет ширины скорость резания'уменьшается в меньшей степени,
чем при увеличении за счет толщины. Например, если при точении
стали быстрорежущим резцом толщину срезаемого слоя металла
увеличить в 3 раза, то скорость резания должна быть уменьшена
в 2 раза. При увеличении же в 3 раза ширины —скорость резания
достаточно уменьшить только на 20%.
121
Чем больше ширина срезаемого слоя металла, тем по большей
длине режущая кромка инструмента соприкасается со стружкой
и поверхностью резания и тем лучше происходит отвод теплоты
от режущей кромки в глубь обрабатываемого металла и в тело ин-
струмента. Поэтому ширина срезаемого слоя металла в меньшей
степени влияет на стойкость инструмента, а следовательно, и на
скорость резания, чем толщина его.
Из сказанного следуют три правила, имеющие большое значение
для практики.
1. С точки зрения увеличения производительности инструмента
всегда выгодно увеличивать сечение срезаемого слоя металла, за
счет соответствующего уменьшения скорости резания, если это
допустимо по условиям прочности станка и инструмента, устой-
чивости детали и требуемой чистоты и точности обработки.
2. За счет снижения скорости резания выгоднее увеличивать
ширину срезаемого слоя металла, чем толщину его.
3. Всегда выгодно при заданном сечении стружки увеличивать
ширину срезаемого слоя металла, за счет соответствующего умень-
шения толщины его, до тех пор пока это допустимо по условиям
устойчивости изделия и инструмента. Практически это осущест-
вляется путем уменьшения главного угла в плане. Напомним, что
с уменьшением его толщина срезаемого слоя металла уменьшается,
а ширина увеличивается.
Эти основные правила высокопроизводительной работы умело
применяют на практике передовые рабочие промышленности, ра-
ботая с наибблыпей глубиной резания (за один проход) при ма-
ксимально допустимой подаче и минимально допустимой величине
главного угла в плане. Так например, на Уралмашзаводе стаха-
новцы, при обточке крупных прокатных валов, работают с глуби-
ной резания до 40 мм при подаче до 5 мм/об.
52. Влияние охлаждения на скорость резания
^Жидкости, применяемые при обработке металлов резанием,
имеют назначение охлаждать инструмент, т. е. поглощать часть
теплоты, образующейся при резании. Кроме того, путем смазываю-
щего действия, уменьшать трение стружки о переднюю грань
инструмента и задней грани о поверхность резания. В результате
уменьшения трения уменьшается общее количество выделяющейся
теплоты. Все это дает снижение температуры режущих кромок и
стойкость инструмента резко повышается. Поэтому скорости ре-
зания, допускаемые стойкостью инструмента, при работе с охлаж-
дением значительно выше. Так например, при черновом точении
вязких сталей с обильным охлаждением резцы из быстрорежущей
стали допускают скорость резания на 40% выше, чем при работе
без охлаждения.
Эффективность применения охлаждения (выигрыш в скорости
резания) зависит от следующих факторов: 1) физических и химиче-
122
ских свойств жидкости; 2) расхода жидкости в единицу времени;
3) свойств обрабатываемого металла; 4) режущих свойств мате-
риала инструмента; 5) размеров сечения снимаемого слоя металла.
При выборе состава охлаждающих жидкостей необходимо
учитывать характер и назначение операции. При обдирочном то-
чении, фрезеровании, сверлении, шлифовании и т. п. от охлаждаю-
щей жидкости прежде всего требуется хорошее охлаждающее дей-
ствие. При чистовых работах (развертывание, протягивание,
нарезание резьбы, чистовая обточка и т. п.) от охлаждающей
жидкости требуется одновременно охлаждающее и смазывающее
действие.
Чем выше охлаждающее действие жидкости, тем большее увели-
чение скорости резания получается от ее применения. Наибольшее
охлаждающее действие имеет
кодовая и мыльная вода. Мине-
ральные, а также растительные
масла имеют меньшее охлаж-
дающее действие, но большее
смазывающее действие.
При увеличении расхода
жидкости эффективность от ее
применения заметно повыша-
ется, но это повышение происхо-
дит лишь до определенного пре-
дела. Дальнейшее увеличение
расхода жидкости на скорость
резания влияния не оказы-
вает.
На графике (фиг. 97) пока-
Paczod жидкости л/мии
Фиг. 97. Зависимость скорости реза-
ния при черновом точении стали от
охлаждающей жидкости.
зано влияние расхода охлажда-
ющей жидкости на скорость резания при черновом точении стали.
Наибольший эффект от применения охлаждающих жидкостей
имеет место при обработке мягких сталей и наименьший при об-
работке твердых сталей и чугуна. Например, увеличение скорости
резания от применения обильного охлаждения может достигать:
при черновом точении мягких сталей 40%, сталей средней твер-
дости 30%, сталей высокой твердости 20% и чугуна 16%.
Как правило, эффективность охлаждения увеличивается с уве-
личением сечения снимаемой стружки. При чистовом точении, пу-
тем применения охлаждения, скорость резания может быть увели-
чена не более как на 10%.
Фрезерование, протягивание, зубонарезание, сверление и дру-
гие современные процессы обработки металлов резанием, как пра-
вило, производятся с применением охлаждающих жидкостей.
Исключение представляют строгание и точение. Здесь работа
без охлаждения до сего времени имеет большое применение, а фор-
мулы для расчета скорости резания и справочные таблицы обычно
составляются с расчетом на работу без охлаждения.
123
Поэтому при точении и строгании с охлаждением скорости ре-
зания, получаемые по формулам и справочным таблицам, необхо-
димо умножать на специальный поправочный коэфициент, учиты-
вающий влияние на скорость резания охлаждения. Значения по-
правочных коэфициентов приведены в табл. 26.
Таблица 2б
Поправочные коэфициенты на скорость резания при точении и строгании
с охлаждением
Сталь углероди- стая Сталь хромони- келевая Ковкий чугуи и стальное литье Цветные металлы и сплавы
Сопротивле-1 Коз- ине разрыву фици- Сопротивле- ние разрыву в кг/мм1 Коэ- фици- ент Твердость Коэ- фици- ент Твердость Коэ- фици- ент
в кг/мм* ент
30— 40 40— 50 1,25 1,25 40— 50 50— 60 1,25 1,25 Чугун: мягкий средний 1,2 1,15 Ла1унь: мягкая 1,2
50— 60 1,2 60— 70 1,2 твердый Стальное 1,05 средняя твердая 1,15 1,10
60— 70 1,2 70— 80 1,2 литье: мягкое 1,2 Алюминий:
70— 80 1,2 80— 90 1,2 среднее твердое 1,15 1,15 мягкий 1,2
80— 90 90—100 1,15 1,15 90—100 св. 100 1,15 1,15 средний 1,15
53. Влияние главного и вспомогательного углов в плане
на скорость резания
С уменьшением главного угла в плане стойкость режущего ин-
струмента непрерывно увеличивается. Поэтому уменьшение его
приводит к увеличению скорости резания, допускаемой стойкостью
инструмента. Например, нафиг. 98, в форме графика, показано как
увеличивается скорость резания с уменьшением главного угла в
плане при работе торцевой фрезой.
Однако резкое возрастание радиальной составляющей усилия
резания сильно ограничивает возможность применения главных
углов в плане меньше £0°.
Иногда возможно применять инструмент с главным углом в
плане значительно меньше 30°. Например, на станках для обра-
ботки трансмиссионных валов, даже для черновых проходов,
применяются резцы с главным углом в плане 4—5°. Это дает воз-
можность увеличить скорость резания в 2—3 раза по сравнению
с обычными проходными резцами.
124
ч
Фиг. 98. Зависимость скорости
резания от главного угла в пла-
не при работе торцевыми фре-
зами.
Резкое влияние главного угла в плане на скорость резания по-
ложено в основу конструкции высокопроизводительных торцево-
конических фрез, разработанных лабораторией резания МВТУ
им. Баумана и ЗИС. Для чистовых проходов главный угол в плане
здесь может применяться до 2—5°. Это дает повышение произво-
дительности до 5 раз.
При обработке чугуна скорость резания с уменьшением глав-
ного угла в плане увеличивается в меньшей степени, чем при об-
работке стали.
Это объясняется тем, что при обработке чугуна тепловое воз-
действие на режущую часть инструмента имеет меньшее влияние
на износ, чем при обработке стали.
По этой же причине при фрезеро-
вании влияние главного угла в пла-
не на скорость резания меньше, чем
при точении и строгании.
В табл. 27 указаны коэфициенты
изменения скорости резания при раз-
личных значениях главного угла в
плане для резцов и торцевых фрез.
Влияние вспомогательного угла в
плане на скорость резания аналогич-
но влиянию главного угла в плане,
т. е. уменьшение его приводит к уве-
личению скорости резания, допускае-
мой стойкостью инструмента. Напри-
мер, если скорость резания при ра-
Таблица 27
Коэфициенты изменения скорости резания в зависимости от величины
главного угла в плане
' Главный угол в плане Ф° 10 15 30 45 * 60 90
ЛТИ ЛП1Р М И А При точении 1,2 I 1 0,83 0,73
скорости При торце- Стали 1,43 1,27 1,12 1 0,95 0,85
резания вом фрезе- ровании Чугуна 1,97 1,62 1,2 | 1 | 0,88 0,75
боте проходным резцом с вспомогательным углом в плане 10° при-
нять за 1, то при других значениях вспомогательного угла в пла-
не она составит следующие величины:
'................. 5° 10° 15° 20° 25° 30°
Козфициент................ 1,05 1 0,97 0,95 0,93 0,91
54. Влияние переходных режущих кромок на скорость резания
При наличии переходных режущих кромок скорости резания,
допускаемые стойкостью инструмента, повышаются.
125
У спиральных сверл переходные режущие кромки, известные
под названием двойной заточки, дают повышение скорости реза-
ния на 20—30% при обработке стали и на 30—40% при обработке
чугуна.
Резцы обычно изготовляют с радиусом при вершине, образую-
щим переходную режущую кромку. Исследования показывают,
что с увеличением радиуса закругления при вершине скорость ре-
зания, допускаемая стойкостью резцов, повышается. Однако уве-
личение его вызывает возрастание радиальной составляющей уси-
лия резания, поэтому на практике величина его обычно не превы-
шает 3 мм при обработке устойчивых изделий и 1 мм при недоста-
точной жесткости детали.
В табл. 28 указаны значения коэфициента, характеризующего
влияние радиуса закругления на. скорость резания, допускаемую»
стойкостью резца.
Таблица 28
Коэфициенты изменения скорости резания при точении в зависимости от
радиуса закругления вершины резца
Радиус закру- гления верши- ны, г в мм Обдирочное точение Чистовое точение
Стали Чугуна Стали Чугуна
Значение коэфициента
0,5 0,9 0,84 0,74 0,9
1,0 0,94 0,9 0,86 0,95
1,5 0,98 0,96 0,94 0,98
2,0 1,0 1,0 1,0 1,0
3,0 1,08 1,05 1,08 1,03
5,0 —— — 1,2 1,07
55. Влияние на скорость резания площади сечения тела
режущего инструмента
Не вся теплота, выделяющаяся в процессе резания, уходит на
повышение температуры режущей части инструмента. Некоторая
часть теплоты поглощается телом инструмента. Чем больше пло-
щадь сечения тела инструмента, тем больше теплоты отводится от
режущей части и стойкость инструмента повышается. Поэтому ин-
струмент, имеющий большую площадь сечения, допускает работу
при более высоких скоростях резания.
Так например, если скорость резания при обработке стали рез-
цом 25 х 25 мм принять за единицу, то при других сечениях резца
она составит: '
Сечение резца . . . 10x 10 12x12 16x16 20 x 20 30 x 30 40 x 40
Коэфициент .... 0,87 0,9 0,93 0,97 1,04 1,08
Наиболее значительное влияние оказывает площадь сечения тела
инструмента на скорость резания при сверлении, так как здесь.
126
условия теплоотвода значительно хуже, чем при точении, фрезеро-
вании и других процессах резания.
При сверлении с увеличением диаметра сверла увеличивается
площадь сечения срезаемого слоя, что действует в направлении
уменьшения скорости резания, и увеличивается теплоотвод от режу-
щих кромок, что действует в направлении увеличения скорости
резания. Последнее имеет большое влияние на стойкость сверла,
поэтому, несмотря на увеличение площади сечения срезаемого слоя,
скорость резания с увеличением диаметра сверла возрастает. ‘
Например, при сверлении отверстия диаметром 15 мм с подачей
0,5 мм)об площадь сечения срезаемого слоя металла равна 7,5 мм1,
а скорость резания будет составлять 24 м/мин. При сверлении же
отверстия диаметром 40 мм площадь сечения срезаемого слоя ме-
талла будет больше в 2,7 раза, однако скорость резания, при той же
стойкости, составит не 24 м)мин, а 35 м/мин, т. е. на] 45% больше.
56.дСкорость резания при точении и строгании
При точении и строгании так же, как и при других процессах
резания, обрабатываемый материал, стойкость режущего инстру-
мента, толщина и ширина срезаемого слоя металла являются ос-
новными величинами, определяющими скорость резания.
В практической деятельности на производстве, как правило,
имеют дело не с толщиной и шириной срезаемого слоя металла, а
с равнозначащими им технологическими величинами: глубиной ре-
зания и подачей. Поэтому для практических целей удобнее ско-
рость резания выражать в зависимости от глубины резания и по-
дачи.
В табл. 29 приведены скорости резания, допускаемые стойко-
стью резца из быстрорежущей стали при обработке стали и чугуна
при следующих условиях резания: глубина резания 5 мм, подача
1 мм/об, стойкость 60 мин., работа без охлаждения и по чис-
тому металлу (без корки), главный угол в плане 45°, вспомогатель-
ный угол в плане 10°, радиус при вершине 2 мм, сечение резца
20 X 30 ммг.
При других значениях глубины резания и подачи в табл. 30
приведены коэфициенты изменения скорости резания.
Зависимость скорости резания от стойкости, глубины резания, подачи
и обрабатываемого материала легко выражается математической формулой,
обычно получаемой опытным путем.
Для чернового точения и строгания при обработке углеродистых сталей;
быстрорежущими резцами формула имеет следующий вид:
V —--------С-&-----м! MUH,
jO,125<?0,26^0,6
где Т — стойкость резца в мин.;
t — глубина резания в мм;
s — подача в мм)об;
cv — постоянный коэфициент, учитывающий влияние на скорость резания
обрабатываемого материала.
(И>
12Т
Таблица 29
Скорости резания при работе резцом из быстрорежущей стадий с глубиной
резания 5 мм и подачей 1 мм/об
Обрабаты- ваемый материал В кг/мм2 «в Гео В м]мин Обрабатывае- мый материал о* в кг/ммг Нв 1>во В м/мин
35 — 56,5 55 — 24,4
Углероди- стая 45 55 — 39 29,2 Хромоникеле- вая сталь 65 75 — 19 15,1
сталь 65 — 22,3 85 — 12,8
75 — 18 95 — 10,8
80 — 14,9 105 — 8,6
55 : 26,4
Хромистая сталь 65 75 85 — 20,4 16,6 13,7 Чугун серый — 155 170 190 23,7 20,3 16,8
95 — 11,5 — 210 14,2
105 — 10
Таблица 30
Козфициент изменения скорости резания при точении быстрорежущими
резцами
1. В зависимости от глубины резания
Глубина резания в мм 2 3 5 8 ,0 12 15
КоэфИ' циент Для стали . . . 1,28 1,15 1 0,88 0,83 0,79 0,75
Для чугуна . . 1,2 1,11 1 0,91 0,87 0,84 0,803
2. В зависимости от подачи
Подача в мм)об 0,4 0,6 0,8 1 1,2 1,5 2
Коэфн- циент Для стали . . . 1,67 1,33 1,13 1 0,9 0,8 0,68
Для чугуна . . 1,45 1,23 1,1 1 0,93 0,85 0,75
128
Влияние обрабатываемого материала на скорость резания в формуле
(11) выражается в следующем:
а) с изменением вида обрабатываемого материала и его механических
свойств изменяется постоянный коэфициент сс;
б) с изменением вида обрабатываемого материала изменяются показа-
тели степени при глубине резания и подаче..
Значения коэфициента и показателей степеней при глубине резания
и подаче в формуле (11) При обработке других материалов приведены в табл.
31 и 32.
Таблица 31
Значение постоянного коэфициента cv в формуле скорости резания при
работе без охлаждения резцом из быстрорежущей стали
Обрабаты- ваемый материал в кг) мм2 Ср Обрабаты- ваемый материал -г, в кг] мм* Ср Обрабаты- вемый материал НВ Ср
Сталь угле- родистая 40 45 60 70 117 100 64 50 Сталь хроми- стая 45 70 88 45 Чугун серый 140 160 180 200 57 46 38 31
Сталь хро- моникелевая 50 70 75 67 40 37
Таблица 32
Значения показателей степени при глубине резания и подаче в формуле
скорости резания при обработке проходными резцами из быстрорежущей
стали
Обрабатываемый материал Сталь угле- родистая Сталь хромистая Сталь хромонике- левая Чугун се- рый
Показатель степени При t При s 0,26 0,66 0,24 0,56 0,24 0,63 0,16 0,38
Различное влияние на скорость резания толщины и ширины срезаемого
слоя металла в формуле скорости резания выражается различной величиной
показателей степени при глубине резания и при подаче.
Показатель степени при подаче всегда больше, чем при глубине резания.
Это значит, что подача или толщина срезаемого слоя металла сильнее влияет
на скорость резания,чем глубина резания или ширина срезаемого слоя металла.
Скорость резания, допускаемая стойкостью резца, зависит^не
только от тех величин, которые указаны в формуле (II). Огромное
влияние на скорость резания оказывает целый ряд и других факто-
ров, как например, геометрия резца, охлаждение. Для упро-
щения формулы влияние их на скорость резания учитывается с по-
мощью поправочных коэфициентов.
. Поэтому скорости резания, получаемыерто формуле (11) и ука-
занные в табл. 29, приемлемы только для строго определенных ус-
ловий работы, а именно:
1) работа по чистому металлу (без корки);
9 в. м. Горелов «оо
2) резцы сечением 20 X 30 мм2 из быстрорежущей стали марки
РФ1;
3) главный угол в плане <р — 45°;
4) вспомогательный угол в плане <рх = 10°;
5) радиус при вершине резца (переходная режущая кромка) ра-
вен 2 мм.
При других условиях работы скорость резания, полученная по»
формуле, должна быть умножена на соответствующие поправочные
коэфициенты.
57. Скорость резания при сверлении
Сверление, как процесс резания, протекает при более неблаго-
приятных условиях, чем точение. Здесь в отличие от точения струж-
ка стеснена в ограниченном пространстве между стенками отвер-
стия и поверхностью спиральных канавок, в результате чего раз-
виваются большие сиды трения, стружка получает большую дефор-
мацию и отвод теплоты от режущих кромок резко ухудшается. Эти
условия еще больше ухудшаются по мере увеличения глубины
просверливаемого отверстия.
Однако с точки зрения процесса образования стружки и износа
инструмента, сверление не отличается от точения. Поэтому между
скоростью резания и величинами, определяющими ее, существует
также зависимость, что и при точении и других процессах резания.
Однако скорость резания, допускаемая стойкостью инструмен-
та, при сверлении при одинаковой площади сечения снимаемого
слоя металла всегда будет меньше, чем при точении.
Основными величинами, определяющими скорость резания при
сверлении являются следующие:
I) обрабатываемый материал; 2) стойкость сверла; 3) подача
(величина, определяющая толщину срезаемого слоя металла); 4) диа-
метр сверла (величина, определяющая ширину срезаемого cj/оя
металла, как глубина резания при точении); 5) глубина сверления;
6) материал режушей части сверла; 7) охлаждение.
С увеличением диаметра сверла так же, как с увеличением глу-
бины резания при точении, имеет место увеличение ширины сре-
заемого слоя металла. Это значит, что увеличение диаметра сверла
должно было бы привести к уменьшению скорости резания, допус-
каемой стойкостью инструмента. Но, одновременно с этим, увели-
чение диаметра сверла действует и в противоположном направле-
нии, а именно:
1) увеличивается площадь сечения тела сверла, поэтому тепло-
отвод от режущих кромок увеличивается, что особенно важно при
очень плохих условиях теплоотвода, сопровождающих процесс
сверления;
2) сверло большого диаметра лучше сопротивляется действуют
щим усилиям резания, что способствует меньшему износу.
Опыты показывают, что положительная роль увеличения диа-
метра сверла имеет большее влияние на стойкость, чем отрицатель-
130
ная. Поэтому с увеличением диаметра сверла скорость резания,
допускаемая стойкостью инструмента, увеличивается.
Глубина сверлейия является фактором, снижающим скорость
резания. Это объясняется тем, что при увеличении глубины свер-
ления затрудняется выход стружки и ухудшаются условия тепло-
отвода. При увеличении глубины сверления в 2 раза скорость реза-
ния уменьшается на 30—35%.
В табл. 33 приведены скорости резания при работе спиральным
сверлом при следующих условиях работы: диаметр сверла 15 мм,
стойкость 30 мин., подача 0,2 мм/об, глубина сверления в 2,5 раза
больше диаметра сверла, сверло с одинарной заточкой.
Для сверл других диаметров и других условий работы в табл.
34 приведены коэфициенты изменения скорости резания.
^Таблица 33
Скорости резания при сверлении сверлом диаметром 15 мм из быстрорежу-
щей стали с подачей 0,2 мм/об при стойкости сверла 30 мин.
Наименование обрабаты- ваемого материала в кг/мм* нв Узо В м/мин Наименова- ние обрабаты- ваемого материала °&В кг/мм3 Нв Узо в м/мин
Сталь углеро- дистая 40—50 50—60 60—70 70—80 — 37,1 31 26,7 23,7 Сталь хромонике- левая 80— 90 90—100 —— 18,7 17
Сталь хроми- стая 60—70 70—80 — 23,7 21 Чугун — 170 190 210 35,2 30 25,7
Зависимость скорости резания при сверлении от обрабатываемого мате-
риала, диаметра сверла, подачи и стойкости выражается следующей форму-
лой, по которой рассчитаны скорости резания, указанные в табл. 33.
, .d°>4
в = ------Ml мин, (12)
где сс— постоянный коэфициент, учитывающий влияние обрабатываемого
материала на скорость резания при сверлении;
d — диаметр сверла в мм;
Т — стойкость сверла в мин.;
s — подача в мм/об. ,
При обработке чугуна показатели степени будут другие: при диаметре —
0,25 при стойкости — 0,125 и при подаче — 0,4.
Значения коэфициента cv для различных материалов приведены
в табл. 35.
9*
131
Таблица 34
Коэфициенты изменения скорости резания при сверлении
1. В зависимости от диаметра сверла
Диаметр сверла в мм 10 15 20 25 30 35 40 45 50 60
Козфициент Сталь .... 0,85 1 1,12р ,23 1,32 1,4 1,48 1,55 1,62^1,74
Чугун . . . 2. В 0,9 завис» 1 4МОС1 1,07 и от 1,13^1,2 подачи l,24jl,28|l,32 1,35 1,4
Подача ъмм]об 0,1 0,2 0,3 0,4 0,5 0,6 0,8 1 1,25 1,5
Козфициент Сталь .... 1,41 1 0,82 0,72 0,63'0,58 0,5 0,45 0,4 0,36
Чугун . . . 1,32 1 0,85 0,77 0,7 0,65 0,58 0,53 0,48 0,45
3. В зависимости от стойкости
Стойкость в мин. 10 15 20 30 40 50 60
Козфициент Сталь . . . 1,25 1,15 1,08 1 0,93 0,89 0,86
Чугун . . . 1,15 1,09 1,05 1 0,97 0,94 0,92
4. В зависимости от глубины сверления
Отношение глубины свер- ления к диаметру . . 2,5 3—4 4—5 5—6 6—8 8—10
Козфициент 1 0,9—0,8 0,8—0,7 0,7—0,65 0,65—0,6 0,6—0,5
Таблица 35
Значение постоянного коэфициента cv в формуле скорости резания
при сверлении
Обрабаты- ваемый материал °й'В кг]ммг cv Обрабаты- ваемый материал в кг/мм* cv Обрабаты- ваемый материал нв cv
Сталь угле- 40—50 П,1 Сталь хро- 60— 70 7,1 Чугун 170 14,4
родистая 50—60 9,3 мистая и 70— 80 6,3 серый 190 12,2
60—70 8 хромонике- 80— 90 5,6 210 10,5
70—80 7,1 левая 90—100 5,1 —• —
132
58. Скорость резания при фрезеровании
При фрезеровании толщина срезаемого слоя металла опреде-
ляется подачей на один зуб, глубиной резания и диаметром фрезы,
а ширина срезаемого слоя металла определяется только шириной
фрезерования.
Следовательно, основными величинами, определяющими
скорости резания, помимо стойкости и обрабатываемого металла,
являются: диаметр фрезы, подача на один зуб, глубина резания и
ширина фрезерования.
С увеличением диаметра фрезы уменьшается толщина срезае-
мого слоя металла и увеличивается площадь сечения тела фрезы,
поэтому скорость резания, допускаемая стойкостью инструмента,
увеличивается. Каждый зуб фрезы только некоторую часть вре-
мени участвует в работе, а большую часть времени охлаждается.
С увеличением диаметра фрезы перерывы в работе каждого зуба
увеличиваются. Это также оказывает положительное влияние на
увеличение скорости резания.
Таблица 36
Влияние диаметра цилиндрической фрезы на скорость резания
Диаметр фрезы в мм 60 75 90 ПО
Толщина срезаемого слоя металла в мм 0,1 0,091 0,081 0,075
Скорость резания при стойкости 180 мин. 25Х 27,6 30 33
В табл. 36 показано влияние диаметра цилиндрической фрезы
на скорость резания при обработке стали 45 с глубиной резания
4 мм и подачей на зуб 0,2 мм.
Ширина фрезерования очень незначительно влияет на скорость
резания. Это объясняется тем, что увеличение ширины фрезерова-
ния связано с пропорциональным увеличением рабочей длины ре-
жущей кромки, что положительно отражается на отводе теплоты
и износе задней грани. Если ширину фрезерования увеличить в
2 раза, то скорость резания уменьшится только на 6 %.
Как отмечалось выше при точении, с увеличением сечения резца
скорость резания, допускаемая стойкостью резца, увеличивается.
Подобно этому при фрезеровании скорость резания, хотя и незна-
чительно, но увеличивается с уменьшением числа зубьев. Это про-
исходит потому, что увеличивается сечение тела зуба и шаг зубьев,
в связи с чем улучшаются условия отвода стружки и повышается
теплостойкость зубьев вследствие более интенсивного теплоотвода.
133
Таким образом,~мелкозубые фрезы при одинаковых условиях
резания допускают меньшие скорости резания, чем крупнозубые.
В табл. 37 показано влияние числа зубьев цилиндрической фре-
зы на скорость резания при обработке стали.
Таблица 37
Влияние числа зубьев фрезы на скорость резания при обработке стали
Число зубьев 4 8 12 16
Скорость резания в % 100 94 90 87
Зависимость скорости резания от указанных выше факторов обычно вы-
ражается с помощью математических формул.
В качестве примера ниже приводится формула скорости резания для ци-
линдрических фрез из быстрорежущей стали при обработке сталей с подачей
на зуб 0,1 мм и больше.
С .п0’45
V — ----------V-------------- M]MUH, (13)
то, 35.^0,4i(Q, З.д0,1.20,1 ' '
где са — постоянный коэфициент, учитывающий влияние обрабатываемого
материала (табл. 38);
D — диаметр фрезы в мм;
Т — стойкость фрезы в мин;
t — глубина резания в мм;
s2 — подача на один зуб в мм;
В — ширина фрезерования в мм;
2 — число зубьев фрезы.
Если подача на зуб меньше 0,1 мм, как показывают опыты, то показа-
тель степени при подаче будет не 0,4, а 0,2.
Это значит,что в зоне больших подач скорость резания, с увеличением
подачи уменьшается более интенсивно, чем в зоне малых подач.
Таблица 38
Значения постоянного коэфициента в формуле скорости резания при
работе цилиндрическими фрезами из быстрорежущей стали
Обраба- тываемый материал в кг]мм* Cv Обраба- тываемый материал в кг] мм* Cv Обраба- тываемый материал Нв Cv
Сталь уг- 45 55 72 59 Сталь 55 65 44 37 Чугун 155 170 31 29
леродистая 65 50 хромистая и 75 32 серый 190 25
75 43 хромонике- 85 28 210 23
85 38 левая 95 25 —
Примечания. 1. При обработке стали с подачей меньше 0,1 мм
на зуб табличные значения cv умножить на 1,3.
2. При обработке чугуна с подачей на зуб меньше 0,15 мм таблич-
ные значения cv умножить на 2,1.
134
В табл. 39 указаны скорости резания, получаемые по формуле
(13) для черновой обработки различных материалов без корки при
определенных условиях работы. Для других условий работы в
табл. 40 приведены коэфициенты изменения скорости резания.
ТаблиЧа 39
Скорость резания при работе цилиндрической фрезой из быстрорежущей
стали
Обраба- тываемый материал zww/zh Я J Htiw/w я 081л Обраба- тываемый материал а6 В кг/ММ* Г1воВ м/мин Обраба- тываемый материал нв 03 5 о а =5
45 49,5 Сталь хро- 55 30,4 155 22,2
Сталь угле- .55 40,6 мистая и 65 25,5 Чугун серый 170 20,7
родистая 65 75 34,6 29,7 хромони- келевая 75 85 22 19,3 190 210 18 16,5
85 26,2 95 17,3 — —*
Примечания. 1. Здесь скорости резания даны для следующих
условий: диаметр фрезы 90 мм, число зубьев 8, глубина резания 10 мм,
подача на зуб 0,10 мм для стали и 0,2 для чугуна. Ширина фрезерова-
ния 100 мм, стойкость 180 мин.
2. При других условиях работы табличные скорости резания умно-
жить на коэфициенты из табл. 40.
Таблица 40
Коэфициент изменения скорости резания при работе цилиндрическими
фрезами
1. В зависимости от диаметра фрезы
Диаметр в мм 50 60 75 90 110
Коэфициент Для стали . . . 0,63 0,83 0,92 1 5,1
Для чугуна . . 0,67 0,75 0,88 1 1,16
2. В зависимости от числа зубьев
Число зубьев 8 10 12 14 16 18 20 22
Коэфициент Для стали ..... 1 0,97 0,96 0,95^0,94 0,93 0,91 0,9
Для чугуна . • . . 1 0,93 0,88 0,85 0,81 1 0,78 0,76 0,75
135
3. В зависимости от глубины резания
Глубина резания в мм 3 5 8 10 12 15
Козфициент 4 Для стали • . . 1,44 1,23 1,07 1 0,04 0,89
Для чугуна . . . В зависимости о 1,8 т пода 1,4 чи на 1,12 ОДИН 3 1 уб 0,91 0,82
Подача на зуб в мм 0,03 0,05 0,1 0,15 0,2 0,3
Козфициент Для стали , . . 1,5 1,4 1 0,85 0,75 0,65
Для чугуна . . 1,5 1,38 1,27 1,2 1 0,78
5. В зависимости от стойкости
-т — Стойкость в мин. 90 120 180 240 300
Козфициент Для стали . . . 1,15 1,08 1 0,94 0,9
Для чугуна . . 1,1 1,07 1 0,96 0,93
6. В зависимости от условий работы
Условия работы Козфициент
При фрезеровании за один проход, когда требуется повы-
шенная чистота обработки ............................
При обработке стали без охлаждения...................
При обработке стали по корке.........................
При обработке чугуна по корке • • . . • .............
При попутном фрезеровании по чистому металлу ....
0,8
0,5
0,65
0,5
1,5
7. В зависимости от ширины фрезерования
Ширина фрезерования в мм 25 50 75 100 150
Козфициент Для стали . . 1,14. 1,07 1,03 1 0,96
Для чугуна . 1,6 . . 1,23 1,1 1 0,9
136
При попутном фрезеровании, когда направление вращения
фрезы совпадает с направлением подачи, интенсивность износа:
фрез резко уменьшается, поэтому скорость резания, допускаемая
стойкостью инструмента, увеличивается. Так, например, при работе
цилиндрическими фрезами скорость резания может быть увеличена
на 50%, радиусными выпуклыми на 35%. Поэтому попутное фре-
зерование рационально применять во всех случаях, за исклю-
чением обработки деталей с твердой коркой.
Способ попутного фрезерования известен еще с конца прошлого
столетия. Однако он не получил большого распространения по сле-
дующим причинам. Усилие резания, действуя в сторону движения
стола, сообщает ему сдвиг на величину, равную зазору между резь-
бами ходового винта и гайки. При этом изделие быстро затягивается
Фиг. 99. Толщина срезаемого слоя в зависимости от
диаметра фрезы при симметричном фрезеровании
торцевыми фрезами.
под фрезу, что вызывает сильные вибрации, увеличение нагрузки
на инструмент, оправка пригибается и как следствие этого, проис-
ходит поломка инструмента.
Для успешного применения метода попутного фрезерования не-
обходимо иметь специальное устройство, уничтожающее зазор ме-
жду ходовым винтом и гайкой и обеспечивающее плавный ход стола.
Большое распространение в промышленности имеет обработка
плоскостей торцевыми фрезами. Здесь, в отличие от фрезерования
। цилиндрическими фрезами, от глубины резания зависит не толщина,
а ширина срезаемого слоя металла,т. е. так же, как и при точении.
Поэтому глубина резания на скорость резания влияет в меньшей
степени, чем при работе цилиндрическими фрезами.
Кроме этого, при симметричном фрезеровании торцевыми фре-
зами (фиг. 99) толщина срезаемого слоя металла не уменьшается
с увеличением диаметра фрезы, поэтому диаметр фрезы в меньшей
степени влияет на скорость резания, чем при работе цилиндриче-
скими фрезами.
137
Для фрезерования торцевыми фрезами с главным углом в плане ® = 60°
при обработке стали 45 с подачей на зуб больше 0,1 мм формула скорости ре-
зания имеет следующий вид:
^.Р0-25
где с.а — постоянный козфициент, учитывающий влияние на скорость резания
обрабатываемого материала;
D — диаметр фрезы в мм;
Т — стойкость фрезы в мин;
t — глубина резания в мм;
В — ширина фрезерования в мм;
z — число зубьев;
s, — подача на один зуб в мн.
Значения коэфициента cv в формуле (14) для различных материалов при-
ведены в табл. 41.
Таблица 41
Значение постоянного коэфициента cv в формуле скорости резания при
работе торцевыми фрезами из быстрорежущей стали
Обраба- тываемый материал в кг/мм2 <-v Обраба- тываемый материал =6 В кг/мм2 Обраба- тываемый материал Нв
45 86 55 53 155 54
Сталь угле- 55 70 Сталь 65 45 Чугун 170 49
родистая 65 75 60 51 хромистая и хромо- 75 85 39 34 серый 190 210 44 40
85 46 никелевая 95 30 —- —
Примечание. При обработке стали с подачей на зуб меньше
0,1 мм табличные значения с.а умножить на 1,45.
Скорости разания при работе торцевыми фрезами из быстроре-
жущей стали приведены в табл. 42, а в табл. 43 даны поправочные
коэфициенты для различных условий работы.
Таблица 42
Скорость резания при работе торцевой фрезой из быстрорежущей стали
Обраба- тываемый материал =6 в кг) мм2 B1S0 в м/мин Обраба- тываемый материал сй в кг/мм2 Biso в ' м/мин Обраба- тываемый материал Нв В18в В м/мин
45 69 Сталь хро- мистая и хромони- 55 42,5 155 71
Сталь угле- родистая .. 55 65 75 56,5 48 41 65 75 85 36 31,4 27,5 Чугун серый 170 190 210 64,5 58 52,5
85 37 келевая 95 24 —— ——
Примечания. 1. Скорости резания даны для следующих усло-
вий: диаметр фрезы 200 мм, число зубьев 20, глубина резания 10 мм,
подача на зуб 0,15 мм, ширина фрезерования 100 мм, стойкость 180 мин.
। 2. При других условиях работы табличные скорости резания умно-
жить на коэфициенты из табл. 43.
138
Таблица 43
Коэфициенты изменения скорости резания при работе торцевыми фрезами
из быстрорежущей стали
1. В зависимости от диаметра фрезы
Диаметр в мм ПО 150 200 250 300
Коэфициент Для стали . . . 0,86 0,93 1 1,05 1,1
Для чугуна . . 0,89 0,94 1 1,04 1,08
2. В зависимости от числа зубьев
Число зубьев 10 12 16 20 24
Коэфициент 1,07 1,05 1,02 1 0,98
3. В зависимости от глубины резания
Глубина резания в мм 3 5 8 10 12 15
Коэфициент 1,07 1,05 1,03 1 0,98 0,96
4. В зависимости от подачи на зуб
Подача на зуб в мм 0,1 0,15 0,2 0,3
Коэфициент 1,18 1 0,89 0,76
5. В зависимости от ширины фрезерования
Ширина фрезерования в мм 100 150 200 250 300
Коэфициент Для стали . . . 1 0,95 0,91 0,88 0,85
Для чугуна . . 1 0,96 0,93 0,91 0,9
139
6. В зависимости от стойкости
Стойкость в мин, 120 180 240 300 360
Для стали 1,1 1 ’ 0,95 0,9 0,87
Коэфициент
Для чугуна 1,07 1 0,97 0,93 0,9
7. В зависимости от главного угла в плане
Главный угол в плане 90° 60° 45° 30° 20°
Коэфициент ... 0,96 1 1,06 1,18 1,3
8. В зависимости от условий работы
Условия работы
При фрезеровании за один проход, когда требуется по-
вышенная чистота обработки .............................
При обработке стали без охлаждения...................
При обработке стали по корке .».........................
При обработке чугуна по корке...........................
Коэфициент
0,8
0,5
0,65
0,5
59. Скорость резания при протягивании
Отличительной чертой протягивания является применение низ-
ких скоростей резания. Обычно скорость резания не превышает
8 м/мин при обработке стали и 4 м/мин при обработке чугуна.
Основными величинами, определяющими скорость резания при
протягивании, являются стойкость, подача на один зуб (толщина
срезаемого слоя металла) и материал протяжек.
С уменьшением скорости резания глубина наклепа увеличи-
вается, поэтому при протягивании она больше, чем при точении и
других процессах резания. Толщина срезаемого слоя металла при
протягивании бывает не более 0,15 мм, а чаще всего 0,02—0,05 мм,
поэтому режущая кромка каждого последующего зуба протяжки
срезает непосредственно наклепанный слой металла, полученный
от предыдущего зуба.
С уменьшением подачи на один зуб глубина наклепа резко умень-
шается.
140
В табл. 44 указаны рекомендуемые скорости резания при
работе протяжками.
Таблица 44
Скорости резания, применяемые при работе протяжками
Марка обра- батываемого мате- риала Нв Цилиндрические протяжки Многошли- цевые про- тяжки Шпоночные протяжки
Подача на зуб в мм Подача на зуб в мм Подача на зуб в мм
0,02 | 0,04 [ 0,08 |0,02'0,04|’0,08|'0,05^0,1 |0,15
Сталь 45 160—180 7,8 5,1 3,3 13 7,7 4,6 8 2,5 1,4
Сталь 45 .... » 40Х . . . . » 20Х . . . . » 12ХНЗ . . 181—200 160—190 140—170 140—170 7,2 4,6 3,9 11 7 4,2] 5,4 2,3 1,3
Сталь 45 .... » 40Х . . . » 20Х . . . » 12ХНЗ . . 220—250 200—230 180—220 180—220 5,2 '3,4 2,2 8,7 5,2 3 4,1 1,6 —
"'Чугун Чугун 170—190 200—220 10,5 8,6 6,9 5,7 4,6 3,7 13 11 8,6 7,2 5,7 4,8 4,8 3,9 2,5 2,1 1,7 1,4
Глава VII
РАЦИОНАЛЬНАЯ ЭКСПЛОАТАЦИЯ СТАНКОВ И РЕЖУЩИХ
ИНСТРУМЕНТОВ
60. Общие положения
Высокое качество обработки там, где оно требуется, и дости-
жение наибольшей производительности труда являются главней-
шей задачей организации производственного процесса на каждом
социалистическом предприятии.
Производительность труда в цехе и на заводе в целом опре-
деляется производительностью применяемого машинного обору-
дования. Основным машинным оборудованием механообрабаты-
вающего цеха являются металлорежущие станки; поэтому техни-
чески грамотная эксплоатация станков — есть одно из главных
условий достижения наибольшей производительности труда на
каждом машиностроительном заводе.
Производительность станков измеряется количеством деталей»
обрабатываемых в единицу времени.
Для определения производительности станка Необходимо еди-
ницу разделить на время, затрачиваемое на обработку одной
детали.
Это можно выразить следующей формулой:
Q = шт/мин.,
где Q — производительность станка в одну минуту;
А — время, затрачиваемое на обработку одной детали, в мин.
Например, если на обработку детали на данном станке рас-
ходуется 10 мин., то производительность этого станка составит
0,1 деталей в мин., или 6 деталей в час, или 48 деталей за восьми-
часовую смену и т. д.
Процесс снятия стружки на станке происходит с остановками
для производства различных вспомогательных работ, например:
установка и закрепление деталей, контроль качества и точности
обработки, смена затупившегося инструмента, изменение режи-
мов резания. Время непрерывной работы станка (снятие стружки)
наиболее часто исчисляется минутами и редко часами. Ни одна
рабочая машина не требует так много времени на производство
различных вспомогательных работ, как металлорежущие станки.
142
В соответствии с этим время, затрачиваемое на обработку каждой
детали, слагается из двух основных частей: машинного времени,
идущего на непосредственную работу снятия стружки, и вспомо-
гательно! о времени, идущего на вспомогательные работы, сопро-
вождающие работу на станке, т. е.
А = Тк 4- Тх мин.,
где А — время, затрачиваемое на обработку одной [детали;
Тм — машинное время:
Тх — вспомогательное время.
Таким образом, производительность станка точнее выражается
такой формулой:
Q—------?-----шт/мин. (15)
Т№. + 7х
Эта формула показывает, что производительность любого
станка' увеличивается не пропорционально уменьшению машин-
ного времени и что эффективность снижения машинною вре-
мени Тм зависит от удельного веса машинного времени в общем
времени, расходуемом на обработку одной детали, А. Чем меньше
Тм
отношение —— , тем меньше эффективность от уменьшения ма-
А
шинного времени. Например, при уменьшении машинного вре-
т
мени в 4 раза при различных отношениях производитель-
ность станка будет иметь следующее увеличение:
т
-Л-.............. 0,2 0,4 0,6 0,8 0,9
А
увеличение Q на. . . . 18% 43% 82% 150% 210%
Теперь предположим, что в этом примере мы произвели сокра-
щение в 4 раза не машинного времени, а вспомогательного. Кар-
тина изменения производительности при этом будет совершенно-
другая: наибольший эффект будет получен для малых отноше-
Т
ний ——, что видно из следующих цифр:
А
.............. 0,2 0,4 0,6 0,8 0,9 ,
А
увеличение Q на . . . . 150% 82% 43% 18% 8%
При одном и том же технологическом процессе величина ма-
шинного времени зависит от применяемых режимов резания и
количества режущих инструментов, одновременно находящихся
в работе. Следовательно, когда машинное время занимает неболь-
шую долю в общем времени, расходуемом на обработку деталей,
Т
т. е. когда отношение —— мало, то любые мероприятия, на»
143
правлеиные на повышение режимов резания (применение много-
резцовой обработки, инструментов из твердых сплавов и т. п.),
которые не сопровождаются мероприятиями по одновременному
сокращению вспомогательного времени, должны быть отвергнуты.
Ибо, как показывает вышеуказанный пример и формула (15),
подобные мероприятия ожидаемого результата дать не могут.
Это наглядно видно из графика (фиг. 100).
В подобных случаях первым средством повышения произво-
Фиг. 100. Влияние скорости резания на
производительность станка при разных от-
ношениях —-iL.
А
дительности является сокращение вспомогательного времени пу-
тем применения приспособлений, ускоряющих ручные приемы
работы (установка дета-
лей, измерения, смена ин-
струмента и т. д.), автома-
тизации станка, борьбы с
различными потерями ра-
бочего времени и т. п. Со-
кратив вспомогательное
время, мы не только по-
высим производительность
станка, но и создадим ус-
ловия для дальнейшего
роста ее за счет сокра-
щения машинного време-
ни, путем повышения ре-
жимов резания, примене-
ния многорезцовой обра-
ботки, использования ин-
струментов с более высокими режущими свойствами и т.
Только путем сочетания сокращения машин-
ного времени с сокращением вспомогательного
времени и различных потерь рабочего времени
(простои, брак ит. п.) можно добиться невидан-
п.
ных темпов роста производительности труда.
Все вспомогательное время, расходуемое на обработку каж-
дой детали, необходимо разбить на две части.
1. Время простоя станка, расходуемое на смену затупивше-
гося инструмента, связанное с режимом резания.
2. Время, не связанное с режимом резания (установка дета-
лей, измерения и т. п.).
Время простоя станка, связанное со сменой затупившегося
инструмента, увеличивается с увеличением режимов резания.
Так, например, при увеличении скорости резания только на 10%,
оно возрастет на 60 ~100%.
Таким образом, увеличение скорости резания, с одной сто-
роны, действует в направлении увеличения производительности
станка, так как при этом уменьшается машинное время, а с дру-
гой стороны—в направлении снижения ее, так как резко .воз-
растает время на смену затупившегося инструмента.
144
Например, допустим, что при обточке какой-то детали при
скорости резания 2$ м/мин резец имеет стойкость 90 мин., а ма-
шинное время на обработку одной детали составляет 5 мин. Это
значит, что резец будет тупиться после обработки 18 деталей.
Предположим, что на замену затупившегося резца с регулиров-
кой на размер необходимо затратить 3 мин. Как же в этом при-
мере будет изменяться производительность станка с увеличением
скорости резания?
Для ответа на этот вопрос обратимся к табл. 45.
Таблица 45
Изменение производительности станка, стойкости резца с увеличением
____________________________скорости резания__________________
Скорость резания м/мин Стойкость резца в мин. Машинное время на обработку 1 детали в мин. Время на смену резца с регулировкой на размер в мин. Производи- тельность за 8 час. штук деталей
26 150 5,56 3 85
29 90 5 3 93
30 60 4,85 3 95
33,4 30 4,35 3 100
37 15 3,9 3 102
39,5 10 3,7 3 100
44 5 3,3 3 90
Вначале с увеличением скорости резания производительность
станка увеличивается. При скорости резания 37 м/мин она до-
стигает наибольшего своего значения. Дальнейшее же увеличе-
ние скорости резания дает уменьшение производительности стан-
ка, так как все преимущества, получаемые за счет снижения
машинного времени, уничтожаются потерями времени на частую
смену затупившегося резца.
Обычно за критерий (за меру) оценки’достоинства режуще-
го инструмента принимаются его режущие свойства. С точки
зрения повышения производительности станков это далек» недо-
статочно, так как она зависит не только от режущих свойств
его, но и от того времени, которое необходимо затратить на
смену затупившегося инструмента.
Представим себе два режущих инструмента, которые при оди-
наковой стойкости допускают работу при различных скоростях
резания: первый при скорости резания 20 м/мин, а второй-
22 м/мин, но на смену первого инструмента после заточки
требуется 2 мин., а второго—10 мин. Подсчеты показывают,
что производительность станка при работе первым инструментом
будет на 6% выше, чем при работе вторым, хотя режущие свойст-
ва второю инструмента и выше.
Ю В. М. Горелое
При оценке производительности, которую может дать инст-
румент, нужно принимать во внимание не только его режущие
свойства, ; но и время, которое необходимо^ затратить на смену
его после переточки.
61. Определение стойкости инструмента
При определении стойкости инструмента необходимо исходить
из условия получения наибольшей производительности станка.
Однако при этом необходимо учитывать, что незначительное уве-
личение скорости резания вызывает резкое возрастание времени
простоев станка, связанных со сменой затупившегося инструмента.
Поэтому стойкость инструмента должна быть тем больше, чем
меньшую додю в общем времени обработки составляет машинное
время, t.Jc. чем меньше отношение так как в этом случае
основным резервом повышения производительности на данном
станке является сокращение вспомогательного времени и лишь
во вторую очередь—повышение режимов резания.
Стойкость инструмента, которой соответствует
наибольшая производительность станка, называет-
ся стойкостью наибольшей производительности.
Стойкость наибольшей производительности должна быть тем
больше, чем больше время простоя станка, связанное со сменой
затупившегося инструмента.
Известно, что стойкость инструмента с увеличением скорости
резания уменьшается по-разному в зависимости от типа инстру-
мента и условий его работы. Например, при увеличении скоро-
сти резания на 10% стойкость резца из быстрорежущей стали
уменьшается в 2 раза, стойкость сверла в 1,6 раза, а цилиндри-
ческой фрезы только в 1,3 раза. Чем сильнее влияние скорости
резания на стойкость инструмента, тем больше должна быть
стойкость наибольшей производительности.
Для тех случаев, когда на станке одновременно участвует
в работе один инструмент, зависимость стойкости наибольшей
производительности может быть подсчитана по следующей фор-
муле:
т 1—т ,
* НП- -
т
где Тт— стойкость наибольшей производительности в мин;
/х — время простоя станка, связанное со сменой затупив-
шегося инструмента, в мин;
т — показатель степени при стойкости в формулах (11, 12,
13, 14).
В указанной формуле величина т характеризует влияние
скорости резания на стойкость различных инструментов.
146
Время простоя станка (х должно включать в себя не только
время, расходуемое непосредственно на смену инструмента с ре-
гулировкой на размер, но и все потери рабочего времени, свя-
занные со сменой затупившегося инструмента, а именно: 1) хож-
дение за инструментом; 2) переточка инструмента, если она
производится самим рабочим-станочником; 3) ожидание наладчика
или мастера, если наладка производится не рабочим и т. п.
В настоящее время при расчете режимов резания обычно
принимают стойкости инструментов, указанных в табл. 46.
Применяемые стойкости режущих инструментов Таблица 46
Наименование инструмента Т в мин.
Резцы из быстрорежущей стали 60
» с пластинками твердого сплава 90
» фасонные 120
Сверла спиральные диаметром от 2 до 80 мм 5—200
Фрезы цилиндрические 180
» концевые 100
» торцовые 300
» дисковые 180
» шлицевые 100
» фасонные 180
Развертки диаметром от 3 до 30 мм . 10—100
Протяжки 100—240
Фрезы червячные, модуль от 2 до 30 120—600
Долбяки, модуль 1—8 180—300
Следует отметить, что эти стойкости не соответствуют наи-
большей производительности станка, так как установлены с рас-
четом на получение наименьшей суммы затрат на производство
и переточку инструмента, а не наибольшей производительности
станка.
При работе со стойкостью наибольшей производительности
расход инструмента будет больше, чем при стойкости, указан-
ной в табл. 46. Поэтому при работе со стойкостью наибольшей
производительности возрастает нагрузка инструментальных цехов
и заточных отделений. Однако, это не может являться основа-
нием для снижения расхода инструмента путем повышения его
стойкости за счет снижения скорости резания. Техника и наука
о резании металлов в настоящее время знают другие более эф-
фективные средства повышения стойкости и снижения расхода
инструментов, Которые и должны иметь широкое применение.
Сюда относятся цианирование, хромирование, термическая обработ-
ка при температурах ниже нуля, электрополировка, нанесение тон-
кого слоя твердых сплавов и т. п. Кроме того следует отметить, что
нашей целью является снижение расхода инструмента не вообще,
К'* 147
а на единицу выпускаемой продукции.С развитием техники будут
появляться новые еще более эффективные средства повышения стой-
кости режущих инструментов. Широкое применение их в произ-
водстве, наряду с соблюдением всех правил рациональной экс-
плоатации инструментов, не только позволит еще выше поднять
производительность станков, но и даст! снижение расхода инст-
румента на единицу выпускаемой продукции.
С развитием техники, автоматизации станочных работ, с по-
вышением совершенства конструкции режущих инструментов и
организации производственного процесса время простоев станков,
связанных со сменой затупившегося инструмента, будет умень-
шаться. Это вызовет дальнейшее повышение скоростей резания
или уменьшение стойкости наибольшей производительности. Сле-
довательно, рост производительности станков В механообрабаты-
вающих цехах должен сопровождаться соответствующим ростом
производительности станков в инструментальных цехах и заточ-
ных отделениях.
В некоторых случаях при определении стойкости инструмента
приходится исходить не из условия получения наибольшей про-
изводительности, а руководствоваться чисто технологическими
соображениями. Например, при чистовой и предчистовой обра-
ботке больших поверхностей стойкость инструмента часто выби-
рается так, чтобы она была не меньше машинного времени одного
прохода, так как смена затупившегося инструмента в середине
прохода может послужить причиной брака по несоответствующей
точности или чистоте обработки.
В современном машиностроении применяются режущие ин-
струменты, стоимость которых достигает 10000 рублей и выше,
а на изготовление их в инструментальном цехе требуются сотни
часов станочной работы. Поэтому; иногда в условиях острого
недостатка таких инструментов приходится при определении стой-
кости руководствоваться соображениями наименьшего расхода
инструмента. Такой подход к определению стойкости инструмента
может разрешаться только как исключение в тех случаях, когда
отсутствие инструмента может вызвать срыв выполнения произ-
водственной программы цеха или завода в целом.
62. Рациональная величина притупления (износа)
инструмента
Вопросы о том, при каком состоянии износа режущих граней
необходимо прекращать работу инструментом и сдавать его в пере-
точку и каким образом определить момент наступления данного
состояния износа имеют большое практическое значение. От того
на сколько правильно решаются эти вопросы зависит расход
инструмента, точность и чистота обрабатываемых деталей.
Наибольшая величина износа, по достижении которой необхо-
димо прекращать работу инструментом, зависит от конкретных
условий работы. Внешними признаками,по которым обычно опреде-
148
ляют момент наибольшей допустимой величины износа (критерий
затупления), обычно являются следующие.
1. Полная потеря режущих свойств инструментом и для восста-
новления их требуется заточка инструмента. При токарных рабо-
тах быстрорежущими резцами этому моменту’ обычно соответствует
появление блестящей полоски на поверхности резания.
2. Наступление периода катастрофического износа, когда даль-
нейшее продолжение работы связано с резким возрастанием рас-
хода инструмента.
3. Недопустимое ухудшение чистоты или точности обрабаты-
ваемой поверхности.
4. Недопустимое возрастание нагрузки на инструмент, когда
дальнейшее продолжение работы может послужить причиной по-
ломки инструмента или станка.
Но от того, при какой величине износа мы будем прекращать
работу, т. е. какую величину износа мы примем за критерий при-
тупления, будет зависеть допускаемое количество переточек инст-
румента, а следовательно, суммарная стойкость и расход инстру-
мента.
При черновых и предварительных операциях, когда точность
и чистота обработанной поверхности значения не имеют, при реше-
нии вопроса о рациональной величине износа руководствуются
только соображениями получения наименьшей суммы затрат, свя-
занных с эксплоатацией инструмента, т. е. затрат на производство
и переточку инструмента. В исключительных случаях, когда
имеется острый недостаток инструмента, за критерий притупления
необходимо принимать износ, соответствующий наименьшему рас-
ходу инструмента, т. е. наибольшей суммарной стойкости его.
В табл. 47 указано, как в одном из опытов проф. Ларина изме-
нялась суммарная стойкость и количество переточек торцевой
фрезы в зависимости от величины износа при обработке стали 1045
на следующих режимах резания: v = 38,6 м/мин, sz = 0,4 мм,
В = 90 мм, 1 = 4 мм. Сначала, по мере увеличения износа, сум-
марная стойкость увеличивается, так как количество переточек
снижается в меньшей степени, чем увеличивается период стойкости
между заточками. Наибольшая суммарная стойкость 987 мин. бу-
дет при износе 2,12 мм. При дальнейшем увеличении затупления
суммарная стойкость начнет уменьшаться и при износе 2,48 мм
составит 805мин., т. е. на 19% ниже, чемпри износе 2,12льм.
На фиг. 101, в форме графика, показано изменение суммарной
стойкости и суммы затрат, связанных с эксплоатацией инстру-
мента в зависимости от износа. В начале сумма затрат уменьшается»
а суммарная стойкость увеличивается. Затем, по достижении неко-
торой величины износа, различной для различных условий работы»
характер зависимости меняется, т. е. затраты увеличиваются, а сум-
марная стойкость уменьшается. Величина износа, при которой по-
лучается наименьшая сумма затрат, связанных с эксплоатацией
инструмента, называется экономическим износом.
149
Таблица 47
Влияние величины износа на стойкость торцевой фрезы
£>==150 мм, z=16
Износ ПО зад; ней грани в мм Слой, снимае- мый при пере- точках по зад- ней грани в мм Допускае- мое число переточек Стойкость при данном износе в мин. Суммарная стой- кость при данном износе в мин.
0,2 0,087 22 23,8 525
0,358 0,117 11 64,5 710
0,684 0,177 8 91 718
0,97 0,231 8 109 872
1,3 0,292 7 127 889
1,88 0,39 7 134 938
2,12 0,444 7 . 141 987
2,24 0,467 6 155 930
2,48 0,512 5 161 805
Наибольшая суммарная стойкость обычно получается при умень-
шении износа, по сравнению с экономическим, на 10—20% при ра-
боте по стали и несколько больше при работе по чугуну.
На отделочных операциях при решении вопроса о максимально
допускаемой величине износа инструмента руководствуются исклю-
чительно соображением получения требуемой точности и чистоты
обработки.
По мере роста затупления снижается точность обработки и чис-
тота обработанной поверхности, поэтому на отделочных операциях
можно работать только до такого затупления, при котором полу-
чаются требуемая точность и чистота отделки. Обычно такое за-
тупление наступает значительно раньше начала катастрофического
износа.
На практике часто при чистовых работах допустимую величину
износа очень сильно занижают, а при черновых работах, наоборот,
со станка снимают инструмент в совершенно изношенном состоя-
нии. Это приводит к резкому возрастанию расхода инструмента.
Иногда обработка одной-двух лишних деталей приводит к необхо-
димости удалять при заточке слой металла, в несколько раз превы-
шающий нормальный.
Наиболее доступным для наблюдения и измерения является из-
нос по задней грани, поэтому обычно величину износа и момент за-
тупления для всех инструментов определяют по задней грани. Даже
в тех случаях, когда наиболее интенсивный износ имеет место на
передней грани, -как например, при черновом точении сталей без
охлаждения, момент притупления и величина износа определяются
по задней грани.
Приблизительные величины затупления, соответствующие эко-
номическому износу при черновой обработке, по достижении кото-
рого рекомендуется инструмент перетачивать, приводятся в табл. 48.
150
Указанным в табл. 48 величинам износа при черновой обработке
обычно сопутствуют следующие признаки, определяющие момент
окончания работы инструментом и передачи его в переточку: у рез-
цов из быстрорежущей стали при обработке стали — появление
блестящей полоски на поверхности резания; при работе резцами
из твердых сплавов — блестящая полоска, окрашенная в желтый
цвет и небольшое выкрашивание режущей кромки;' у резцов при
обработке чугуна — появ-
ление черных чешуек на
поверхности резания; у
сверл — сильный визг и
хруст; у фрез — сильное
дрожание и ухудшение чис-
тоты обработанной поверх-
ности. При чистовой обра-
ботке главным признаком
полного затупления инст-
румента служит недопус-
тимое ухудшение чистоты
и точности обработанной
поверхности.
Для производственных
условий, наилучшим сред-
ством точного определения
момента наступления реко-
мендуемой величины изно-
са, является организация
принудительной переточки
инструмента.
Под принудительной пе-
реточкой инструмента по-
нимается такая организа-
ция работ, при которой
инструмент сдается в пе-
Фиг. 101. Суммарная стойкость инструмента
и затраты,связанные с эксплоатацией инстру.
мента, в зависимости от величины износа.
реточку не тогда, когда по
мнению наладчика или рабочего’он полностью затупился, а после
обработки строго определенного количества деталей, или после
отработки определенного количества минут машинного . времени,
при строго определенных условиях работы и режимах резания.
Это устанавливается на основании предварительных наблюдений
таким образом, чтобы затупление инструмента, являясь близким
к рекомендуемому, никогда не превосходило бы его величины и
обеспечивало бы получение требуемого качества обработки.
При такой организации работы иногда полностью не исполь-
зуется период нормального износа инструмента, но зато очень резко
сокращается количество инструмента, сдаваемого в переточку с
чрезмерно большим затуплением. Поэтому в результате такой орга-
низации обычно снижается расход инструмента и загрузка заточ-
151
Таблица 48
Рекомендуемые величины износа
Наименование и тип инструмента Условия работы и характер обработки Износ по задней грани в мм
1. Резцы токарные и строгаль- ные из быстрорежущей стали: про- ходные, расточные, подрезные, от- резные с охлаждением 1,8—2
без охлаждения « 0,4—0,5
2. Резцы токарные из твердого сплава ВК8 черновое точение 0,4—0,6
чистовое точение 0,6—0,7
3. Резцы токарные из твердого сплава Т15К6 Т5К6 и Т5К10 черновое точение 0,8—2,0
чистовое точение 0,7—1
4. Резцы фасонные — 0,8—1 1—1,2
5. Сверла спиральные —
б. Зенкеры — 0,5—1,2
7. Развертки — 0,6—0,8
8. Протяжки (износ по уголкам) — 0,3—0,4
9. Фрезы цилиндрические, конце- вые и дисковые трехсторонние черновая обработка по корке 0,8—1.2
черновая обработка без корки 0,5—0,8
чистовая обработка 0,2—0,3
10. Фрезы торцевые черновая обработка по корке черновая обработка без корки 2,7—3,2 1,8—2,2
чистовая обработка 0,3—0,8
11. Фрезы шлицевые по корке без корки | 0,25—0,3 | 0,15—0,2
12. Фрезы фасонные — 0,2—0,3
13. Зуборезный инструмент: фрезы червячные и долбяки черновая обработка чу- гуна 0,6—0,8
черновая обработка стали 1,2-1,5
чистовая обработка ше- стерен 3 класса 0,06—0,12
чистовая обработка ше- стерен 2 класса 0,04—0,06
14. Резцы для зубострогальных станков | черновая обработка 1
1 чистовая 0,1
152
ного отделения цеха. Кроме того, устраняется возможность полу-
чения бракованных деталей из-за работы слишком затупленным
инструментом.
Особенно важно применение принудительной заточки для слож-
ного и дорогостоящего инструмента, например, зуборезных долбя-
ков, червячных фрез, протяжек.
63. Порядок расчета рациональных режимов резания
Стойкость, которую должен иметь инструмент, определяется
из условий наибольшей производительности станка или техноло-
гических соображений. Поэтому при определении ее нет необхо-
димости знать, при каких режимах резания будет работать инст-
румент.
Требуемая стойкость инструмента обеспечивается режимами ре-
зания, при которых он работает. Но одну и ту же стойкость инстру-
мент может иметь при очень различных режимах резания, т. е.
всегда можно найти очень много различных сочетаний глубины ре-
зания, подачи и скорости резания, при которых инструмент будет
иметь одну и ту же, требуемую нам, стойкость. Например, проход-
ной резец из быстрорежущей стали при работе по Ст. 35, без охла-
ждения, будет иметь стойкость 60 мин. при следующих режимах
резания:
/=1
/=2
/=3
t=6
s—0,5 мм/ов
s=0,5
s=l
s=l ,5
v=57 м/мин
»
»
»
»
»
»
t>=47,6 »
t>=27 »
v = 18,l »
Но при этом мы будем иметь различную затрату машинного вре-
мени.
Если принять, что указанный пример относится к обработке
вала диаметром 120 мм, длиной 300 мм и припуск на обработку со-
ставляет 6 мм на сторону, то при первом режиме резания машин-
ное время составит 24 мин., при втором 14, при третьем 8,4 мин. и
при четвертом только 4,1 мин.
На каком же режиме резания следует остановиться?
Очевидно, четвертый режим резания, дающий наименьшую ве-
личину машинного времени является наиболее рациональным. С
точки зрения стойкости режущего инструмента всегда выгоднее,
чтобы скорость резания была возможно меньше, а подача и, осо-
бенно, глубина резания возможно больше.
Поэтому разработку рациональных режимов резания начинают
с определения максимально допустимых размеров стружки, т. е.
глубины резания и подачи. Затем устанавливают такую скорость
резания, которая при заданном обрабатываемом материале и вы-
бранных размерах стружки, давала бы требуемую нам стойкость ин-
струмента, не перегружала бы станок по мощности и обеспечивала
бы получение требуемой точности и чистоты обработанной по-
верхности.
64. Выбор глубины резания
Наименьшая величина машинного времени будет в том случае,
когда весь припуск на обработку снимается за один проход. Но сни-
мать весь припуск за один проход не всегда возможно.
При работе с большой глубиной резания на инструмент, станок
и изделие действуют большие силы, деформирующие их, вследствие
чего точность и чистота обработки получаются низкими.
Например, при обточке за один проход можно обеспечить полу-
чение точности обработки не выше 5 класса, или непосредственно
из-под сверла можно получить отверстие по точности тоже не выше
5 класса. Поэтому в тех случаях, когда к качеству обработки
детали предъявляются повышенные требования, то припуск на обра-
ботку разбивают на черновые и чистовые проходы.
Как правило, припуск на чистовую обработку и количество чи-
стовых проходов определяются исходя из технологических условий
и требований, предъявляемых к детали. При этом необходимо
учитывать износ режущего инструмента, высоту гребешков,
остающихся на изделии после чернового прохода, величину накле-
панного слоя, точность черновой обработки и целый ряд других
технологических факторов.
Практически считают, что припуск на чистовую обработку дол-
жен быть в 2—4 раза больше высоты гребешков чернового прохода.
Такая величина припуска на чистовые проходы обеспечивает уда-
ление не только шероховатости чернового прохода, но и деформи-
рованного (наклепанного) слоя.
Припуск, оставляемый на черновую обработку, нужно стараться
снять, за один проход, т. е. работать с возможно большей глубиной
резания. Только в тех случаях, когда, например, обработка детали
с большим припуском ведется на заведомо слабом Станке, прихо-
дится всю черновую обработку распределять на два-три, а иногда и
больше проходов, так как иначе для снятия стружки придется
затратить столь большое усилие резания, что может произойти
поломка станка или инструмента.
Практически, при разработке технологических процессов, глу-
бина резания выбирается по специальным справочным таблицам,
разрабатываемым на каждом заводе применительно к его усло-
виям.
65. Выбор подачи
Мы уже отмечали, что с точки зрения уменьшения машинного
времени работа на больших подачах всегда наиболее выгодна. Од-
нако увеличение подачи обычно ограничивается целым рядом тех-
нологических и других факторов.
При грубой обдирочной работе нельзя применять чрезмерно
большие подачи, так как усилия резания могут возрасти настолько,
154
что вызовут сильное дрожание станка и изделия или поломку ре-
жущего инструмента, или механизма подачи станка.
При чистовой обработке снимается настолько небольшой при-
пуск, что усилия резания только в исключительных случаях, при
некоторых процессах обработки, могут достигать угрожающей
величины (например, при протягивании), а как правило, здесь при
выборе величины подачи руководствуются исключительно сообра-
жениями достижения требуемой точности и чистоты обработанной
поверхности.
Любой режущий инструмент на обработанной поверхности ос-
тавляет следы (остаточное сечение стружки), имеющее вид гребеш-
Фиг. 102. Характер обработанной поверхности:
а — при точении; б — при ресегоьании.
ков. Чем больше подача, тем больше высота этих гребешков, т. е.
хуже чистота обработки. На фиг. 102 схематически показаны раз-
резы поверхностей, обработанных резцом и фрезой. Естественно,
что для чистовых отделочных операций, с высокими требованиями
к чистоте обработанной поверхности, подачи не должны превы-
шать некоторых определенных величин.
Наибольшие технологически допустимые подачи при чистовой
обработке устанавливаются с помощью справочных таблиц, состав-
ляемых на основании специальных исследований и практического
опыта.
При черновой обработке наибольшие технологически допусти-
мые подачи определяются исходя из соображений прочности режу-
щего инструмента и метода его крепления, устойчивости обрабаты-
ваемой детали и надежности крепления ее, жесткости и прочности
станка. Кроме того, если режущий инструмент имеет несколько ре-
вущих кромок—зубьев (например фрезы), то при определении
подачи необходимр учитывать возможность свободного размещения
образующейся стружки между зубьями и беспрепятственного уда-
ления ее. Для этого пользуются экспериментально разработан-
ными таблицами и формулами, дающими величины подач, которые
155
Таблица 49
Подачи при черновой продольной обточке
Подачи в мм/об при глубинах резания в мм
Диаметр в мм 2 3 4 5 6 7 8 9
До 30 0,4—0,6 0,4—0,7 — — — — — —
30— 40 0,4—0,75 0,4—0,8 0,4—0,8 0,4—0,8 — — — —
я 41— 60 0,5—0,80 0,5—1,0 0,5-1,3 0,5-1,3 __ — —
61— 80 0,5—0,90 0,5—1,2 0,6—1,5 0,6—1,6 0,6—1,6 — — —
81—100 0,5—1,0 0,5—1,3 0,7—1,7 0,8-1,8 0,8—1,8 1,0-1,9 1,0—2,1 —
101—150 0,5—1,10 0,5—1,4 0,8—2,0 | 0,9—2,4 1,0—2,6 1,0—2,7 1,0—2,8 1,0—2,8
151—200 0,5—1,20 0,5—1,5 . 0,8—2,0 0,9—2,4 1,0—3,0 1,0—3,1 1,0—3,2 1,0—3,2
Более 200 0,5—1,20 0,5—1,5 0,8—2,0 0,9—2,5 1,0—3,0 1,0—3,2 1,0—3,3 2,0—3,3
Примечание. Большие значения подач брать для мягких материалов, а меньшие—для твердых. При уточне-
нии величины подачн учитывать прочность резца, устойчивость и способ крепления детали, прочность станка,
Таблица 5G
Подачи при сверлении
Сталь средней твердости Ковкий чугун мягкий Чугун мягкий
Диаметр «сверла в мм Подачи при сверлении в мм/об при группах подач
1 II III I II III I II III
2 0,10 0,08 0,05 0,15 0,08 0,05 0,20 0,08 0,05
5 0,18 0,12 0,08 0,30 0,12 0,08 0,35 0,15 0,10
10 0,25 0,18 0,12 0,40 0,20 0,15 0,50 0,35 0,25
15 0,35 0,29 0,17 0,54 0,30 0,20 0,69 0,49 0,35
20 0,40 0,30 0,20 0,65 0,35 0,20 0,80 0,50 0,35
30 0,60 0,45 0,25 0,80 0,45 0,30 1,0 0,70 0,45
40 0,60 0,50 0,30 1,0 0,55 0,35 1,2 0,80 0,50
50 0,70 0,55 0,35 1Д 0,65 0,40 1,4 0,90 0,55
60 0,80 0,65 0,40 1,2 0,70 0,45 1,5 1,0 0,60
Примечание. Группы подач относятся к следующим случаям:
I—глухое сверление отверстий без допуска и по 5 классу точности
или отверстий под зенкер; II—сверление на проход отверстий I группы,
сверление глухое и на проход неустойчивых деталей и отверстий под
резьбу, сверление перед одним зенкером или двумя развертками; III—
сверление глухое и на проход перед одной разверткой или зенкером с
малым припуском.
возможно осуществить в процессе резания, если технологические
факторы не ограничивают возможность применения данных подач.
Так например, в табл. 49, 50, и 51 указаны рекомендуемые по-
дачи при черновом точении, сверлении и фрезеровании.
Фиг. 103. Вылет резца при его установке.
На практике имеют место случаи, когда основным фактором,
ограничивающим увеличение глубины резания или подачи, яв-
ляется прочность режущего инструмента.
При работе резцами большое значение имеет вылет резца
(фиг. 103). Чем больше вылет и меньше сечение резца, тем меньшее
усилие резания он допускает.
157
Таблица 51
Подачи при фрезеровании различными фрезами
Подачи в мм на зуб при глубине резания в мм
Тип фрезы 0,5—1 1—2 2—4 4—6 6-8 8-10'10-15 15—30 выше 30
Мелкозу- 0,085 0,070 0,05 0,03
бые . . . — 0,070 0,050 0,03 0,02
Цилинд-
рические Крупно- —- 0,150 0,10 0,0750,05 — — —
зубые . . — 0,100 0,075 0,05 0,035
Мелкозу- 0,125 0,10 0,070 0,045
Торце- бые . . . — 0.100 0.07 0,045 0,035
вые Крупно- — 0,20 0,15 0,10 0,07 — — — —
зубые . . — 0,15 0,10 0,07 0,05
С прямы- I
Диско- вые ми зубь- — 0,06 0,05 0,035 0,02 0,02 0,019 « 11 '
ИМИ . . . — 0,09 0,035 0,02 0,015 0,015 0,01 —-
трехсто- ронние С разно- направлен- ными зубь-
ями . . . — 0,07 £ 50,06 0,04 0,025 0,025 0,02 — —
Шириной 0,020 0,02о!о, 015 0,015 0,01 0,007 0,005 0,0035
Шлице- до 2 мм . — 0,015 0,15 0,01 0,010 0,01,7 0,005 0,0035 0,0025
вые про- 0,03
резные Шириной —— 0,030 0,02 0,015 0,015 0,01 0,007 0,005
более 2 мм — 0,02 0,0200,015 0,015 0,01 0,007 0,005 0,003
Конце-
вые О =10 мм 0,035 0,03 0,015 0,02 — — — — —
0,02 0,025 0,02 0,013 — —-
0=15 » 0,04 0,035 0,03 0,025 0,02 — — —
0,035 0,03 0,025 0,02 0,013 —. — — —:
D =20 » 0,06 0,05 0,04 0,04 0,03 — 0,02 0,01 —
0,06 0,04 0,03 0,045 0,03 0,02 " ' 1 0,01 0,005 —
D =30 » 0,07 0,05 0,045 0,03 —— 0,025 0,012 0,01
0,05 0,045 0,03 0,03 0,015 — 0,012 0,01 0,05
В табл. 52 приведены допускаемые усилия резания в зависимости
от сечения и вылета резца.
168
С помощью табл. 52
можно очень просто опре-
делить максимально допус-
тимую подачу по прочности
резца. Для этого необхо-
димо задаться глубиной
резания, а затем допусти-
мое усилие резания, ука-
занное в табл. 52, разде-
лить на подачу и коэфи-
циент с в формуле (3)
* (см. табл. 8). С доста-
точной для практики точ-
ностью показатель степени
при подаче в формуле (3)
для данных расчетов мож-
но принять равным еди-
нице.
Например, резец квад-
ратного сечения 20 X 20
имеет вылет 40 мм. Какая
наибольшая подача допус-
кается по прочности резца
при обработке углеродистой
стали с ой=б5 кг)мм2, если
глубина резания состав-
ляет 5 мм. По табл. 52 до-
пустимое усилие резания
670 кг. Козфициент ср (по
табл. 8) равен 180. Следо-
вательно, для данного слу-
чая наибольшая подача по
прочности резца составляет
670 Л
—----= 0,75 мм.
180-5
Если при работе резца-
ми наибольшая допустимая
подача редко ограничивает-
ся прочностью резца, то
при сверлении недостаточ-
ная механическая проч-
ность сверла является наи-
более существенной при-
чиной, ограничивающей
увеличение подачи. Спи-
ральное сверло, по своей
конструкции и габаритам,
15S
является малопрочным инструментом, поэтому правильное опреде
ление подачи при сверлении имеет очень большое значение. Чрез-
мерное увеличение подачи здесь обычно оканчивается выкрашива-
нием режущих лезвий или поломкой инструмента.
Расчет максимально допустимых подач при работе спиральными
сверлами производится по следующей формуле:
s = c-d°'6*MM/o6,
* I
где $ — подача на один оборот сверла в мм;
d — диаметр сверла в мм;
cs — коэфициент, учитывающий влияние на подачу механи- '
ческих свойств обрабатываемого материала?
Значения коэфициента cs указаны в табл. 53.
Т аблица 53
Значения постоянного коэфициента cs в формуле подачи по прочности
спирального стерла
Предел прочности при растяжении в кг 1мм* до 60 65—00 95—110 Свыше 110
Значения cs 0,075 0,067 0,061 0,045
66. Расчет наибольших допустимых размеров стружки
по прочности станка
При больших сечениях стружки усилия резания могут быть на-,
столько велики, что прочность станка окажется недостаточной и
могут произойти поломки отдельных частей его.
В этих случаях глубина резания и подача, выбранные по техно-
логическим соображениям и по прочности инструмента, должны
быть проверены также и по прочности механизмов станка.
Обычно в паспорте станка указано наибольшее допустимое для
него усилие резания или усилие подачи. Следовательно, необхо-
димо по выбранным размерам подачи и глубины резания подсчи-
тать необходимое усилие резания или необходимое усилие подачи
и полученные результаты сравнить с паспортными данными станка.
Если полученные по расчету усилия резания или усилия подачи
окажутся больше, чем это допустимо по данным паспорта станка,
то необходимо произвести соответствующее уменьшение подачи
или глубины резания.
Например, токарный станок допускает усилие резания не более 2500 кг.
Требуется определить, какую наибольшую подачу допускает станок при об-
точке вала из Ст. 45 о «» = 65 кг!мм'‘, при глубине резания 10 мм.
Приравниваем наиббльшее допустимое усилие резания к правой части
формулы (3)
2500 = ср. i.s0’13 кг.
ср по табл. 8 для стали с = 65 кг/мм* составляет 180. Глубину
резания t принимаем технологически допустимую, т. е. 10 мм.
Следовательно,
о,78 2500 . .
S —-----------— 1,4.
180.10
Для определения наибольшей допустимой подачи необходимо из числа
1,4 извлечь корень степени 0,78, т. е.
Si=°’7^M = l,5.
В приложении I указаны числа в дробных степенях. С помощью этой таб-
лицы можно не только число возвести в дробную степень, но извлечь корень
дробной степени. Для этого необходимо в графе, соответствующей показателю
степени, в нашем примере 0,78, найти число близкое к s °>78 (в нашем при-
мере 1,4) против этого числа в первой графе будет результат извлечения
корня дробной степени, т. е. наибольшая допустимая подача, для нашего при-
мера 1,5.
В тех случаях, когда в паспорте станка указывается максимально допу-
скаемое не усилие резания, а усилие подачи, наибольшая допустимая подача
по прочности станка должна определяться из формулы усилия подачи. На-
пример, вертикально сверлильный станок допускает усилие подачи не более
2000 кг. Требуется определить: какую наибольшую подачу можно допустить
по прочности станка, при сверлении отверстия диаметром 30 мм в машино-
поделочной стали с сопротивлением разрыву 65 кг[ммг.
Приравниваем наиббльшее допустимое усилие подачи к правой части
формулы (5)
2000 = cp.d-s°'1 кг.
Отсюда, как и в предыдущем примере, приняв по табл. 11 ср = 76опре-
деляем наибольшую допустимую подачу по прочности станка, т. е.
so,7 =2000 = 087
76.30
Следовательно, подача s не должна быть больше:
s = °’|/л 0,87 = О,8Олл//об.
67. Определение скорости резания
Скорость резания, с которой возможно производить обработку,
ограничивается, с одной стороны, стойкостью инструмента, а с дру-
гой стороны, мощностью станка, наличием необходимых оборотов
на станке и в некоторых случаях рядом технологических соображе-
ний.
Скорость резания, допускаемая стойкостью инструмента, легко
может быть установлена с помощью известных нам формул (11,12,
13, 14) или специальных нормативов на режимы резания, рассчитан-
ных по этим формулам.
11 В. М. Горелов
Однако мы можем работать при скорости резания, допускаемой j
стойкостью инструмента только в том случае, если мощность станка (
будет достаточна.
Мощность, потребная для осуществления процесса резания,
должна быть тем больше, чем выше скорость резания и чем больше
усилие резания, т. е. чем прочнее обрабатываемый материал и
больше размеры сечения срезаемого слоя металла. j
Если скорость резания или усилие резания увеличить, напри*
мер, в два раза, то потребная мощность также увеличится в два раза,
т. е. мощность расходуемая на процесс резания прямо пропорцио- J
нальна скорости резания и усилию резания. j
Зависимость мощности, расходуемой . на процесс резания, от '
скорости резания и усилия резания выражается следующей фор-
мулой;
N, = ^-л.с., (И) ?
8 4500
где Ne — мощность, расходуемая на процесс резания в л. с.; 1
Pz— усилие резания в кг.;
v — скорость резания в м)мин.
Следовательно, если известна мощность на шпинделе станка1
(мощность мотора, помноженная на козфициент полезного действия <
станка), обрабатываемый материал и размеры стружки, то скорость (
резания, допускаемая мощностью станка, легко определяется из
формулы (17) и будет равна:
.V.-4500 i
V = —----------------------------- ;
. рг =
' Например, токарный станок имеет мощность на шпинделе 8 л. с.,
требуется определить, скорость резания по мощности станка при I
обточке вала из Ст. 45 с sb = 65 кг[мм2, проходным резцом при t — f
= 10 мм, s — 1 mm]o6i
Вначале определяем усилие резания
Р=с ‘
4 Р у
По табл. 8 для стали с аь = 65 кг/мм2; cD = 18Q, следовательно, (
Рг = 180 • 10 • 1 = 1800 кг.
Следовательно, скорость резания по мощности станка должна )
быть: ?
N.-4500 8-4500 i
V — —------= — = 20 м мин.
Р, 1800 i
Для других режущих инструментов, кроме сверл, зенкеров и
разверток, определение скорости резания по мощности станка про- >
изводится также по формуле (17), только усилие резания опреде-
ляется по другим формулам, например, для работы цилиндрической
фрезой по формуле (6). ’ i
162
При сверлении, зенкеровании и развертывании сопротивление резанию
характеризуется не усилием резания, а крутящим моментом, который необ-
ходимо приложить к сверлу для преодоления сопротивления ,металла реза-
нию. Мощность, расходуемая на процесс резания, определяется по следующей
формуле:
ж г МКо'Л
N, =------л. с.,
716200
где Ne — мощность, расходуемая на процесс резания, в л. с.;
п — число оборотов инструмента в мин.;
Мкр — крутящий момент в кг) мм.
Например, требуется проверить, допустимо ли производить сверление от-
верстия диаметром 30 мм, при числе оборотов в минуту 200, с подачей
1 мм)>б у детали из Ст. 45 с = 65 кг]мм2 на станке, имеющем мощность
на шпинделе 8 л. с.
Подсчитываем крутящий момент, необходимый для осуществления про-
цесса резания по формуле (4), приняв по табл. 11 см =31:
М<Р =см • d2 s0,s= 31 • 302-10,8 = 28 000 кг)мм.
Следовательно, мощность станка, необходимая для осуществления про-
цесса резания, должна быть не меньше следующей величины:
ЛГ 28 000-200 8 л. С.
е 716 200
Очень часто приходится работать при скоростях резания значи-
тельно меньших, чем допускается стойкостью инструмента и мощ-
ностью станка. Так например, при чистовом развертывании точных
отверстий необходимо работать при скорости резания не более
3—5 MjMUH, так как при больших скоростях точность и чистота об-
работки резко снижаются. Или, например, в тяжелом машинострое-
нии, при обточке шеек тяжелых прокатных валов (25 ти более) на
больших оборотах очень быстро сгорают центра, поэтому скорости
резания, допускаемые стойкостью резца и мощностью станка, при-
ходится занижать. Такие скорости резания обычно называются
технологически допустимыми.
В подавляющем большинстве технологически допустимые
скорости резания определяются на основании чисто опытных и
статистических материалов, имеющихся на каждом заводе.
11*
Глава VIII /
МЕТОДЫ СКОРОСТНОГО РЕЗАНИЯ МЕТАЛЛОВ
68. Краткий исторический обзор
До конца прошлого столетия металлорежущие инструменты из-
готовлялись из углеродистой инструментальной стали. Вслед-
ствие низкой красностойкости ее, применявшиеся в то время ско-
рости были в 4—5 раза ниже,, применяемых в настоящее время
при работе инструментами из быстрорежущей стали, и в 10—15 раз
при работе инструментами из твердых сплавов. В соответствии
с этим применявшиеся станки были маломощными и тихоход- |
НЫМИ. > f
В 1900 г. была изобретена быстрорежущая сталь. Высокое
содержание вольфрама дает ей высокую красностойкость и хоро-
шую износоустойчивость. Если инструмент из углеродистой стали
«садился» при температуре 250°, то инструмент из быстрорежущей
.стали прекрасно работает при температуре около 600°. Поэтому J
с изобретением быстрорежущей стали стало возможным значи-
тельно увеличить скорости резания. Таким образом, впервые
в истории развития машиностроения были открыты широкие воз-
можности резко повысить производительность процесса резания
металлов и стойкость режущих инструментов. j
С момента практического применения инструментов из быстро-
режущей стали в промышленности оказалось, что существовав-
шие в то время металлорежущие станки не могли обеспечить
полное использование высоких режущих свойств быстрорежущей
стали, так как они не имели необходимых оборотов шпинделя и
не обладали достаточной мощностью. Таким образом, появление
быстрорежущей стали дало толчок коренному изменению конст- I
рукции станков, явилось причиной повышения числа оборотов |
их шпинделей, увеличения мощности и массивности (жест- '
кости).
В настоящее время быстрорежущая сталь распространена
чрезвычайно широко и является основным материалом для изго-
товления металлорежущих инструментов. Скорости резания, до-
пускаемые инструментами из быстрорежущей стали, в связи
с усовершенствованием геометрии режущей части инструментов
и применением более совершенных методов термической и химико-
термической обработки инструментов, значительно выше тех, ко-
164
торые были в первые годы применения быстрорежущей стали.
Несмотря на это, она не могла и, тем более, не может в настоящее
время удовлетворять всем потребностям промышленности.
Во-первых, непрерывный прогресс машиностроения требовал
все большего и большего роста производительности; для этого
необходимо было еще более повышать скорости резания. Однако,
повышение их ограничивалось режущими свойствами быстроре-
жущей стали. Поэтому появилась необходимость создать новые
инструментальные материалы, превосходящие быстрорежущую
сталь по режущим свойствам. Такими инструментальными мате-
риалами явились металлокерамические твердые сплавы.
Твердые сплавы для металлорежущих инструментов впервые
появились в 1927 г. Это совершенно особенная группа инстру-
ментальных материалов, коренным образом отличающихся от
быстрорежущей стали как по химическому составу, так и по мето-
дам производства их.
Если в быстрорежущих сталях содержание вольфрама обычно
составляет 18%, то в твердых сплавах — до 90%.
Поэтому твердые сплавы очень хорошо сопротивляются исти-
ранию сбегающей стружки, имеют более высокую твердость, чем
быстрорежущая сталь, и не теряют своих режущих свойств при
температурах до 800°С. Поэтому скорости резания, которые можно
применять при работе твердосплавным инструментом, значительно
выше, чем для инструмента из быстрорежущей стали.
Таким образом, изобретение твердых сплавов явилось вторым
огромным шагом на пути резкого повышения скоростей резания
металлов. Как появление быстрорежущей стали в свое время вы-
звало изменение конструкций металлорежущих станков,так и при-
менение режущих инструментов, оснащенных твердыми сплавами,
приводит к необходимости увеличивать быстроходность, мощность
и жесткость станков.
В настоящее время работу на высоких скоростях резания, до-
пускаемых инструментами из твердых сплавов принято называть
скоростной обработкой металлов резанием.
Скоростные методы обработки металлов резанием начали при-
меняться с момента появления твердых сплавов.
Уже в первые годы применения твердые сплавы позволили
увеличить существующие скорости резания в 3—3,5 раза при то-
чении чугуна и в 1,5—2 раза при обточке стали.Однако, у твердых
сплавов имеется одна отрицательная особенность — они хрупки
и легко выкрашиваются или даже ломаются. Поэтому в тех слу-
чаях, когда работа сопровождалась ударами или нагрузка на ин-
струмент резко изменялась, твердосплавный инструмент работал
гораздо хуже, чем в спокойных условиях. Это ограничивало при-
менение твердых сплавов, главным образом, обточкой чугуна и
цветных металлов. Обработка твердосплавным инструментом стали
осуществлялась в относительно малом масштабе, причем в усло-
виях спокойной работы инструмента.
165
В дальнейшем, по мере совершенствования твердых сплавов,
обработка металлов твердосплавными инструментами на высоких
скоростях резания получала все брлее широкое распространение.
Появление так называемых титановых твердых сплавов, приспо-
собленных для обработки сталей, очень сильно расширило область
скоростной обработки металлов.
Все же высокая хрупкость твердых сплавов долгое время не
позволяла существенно повысить режимы резания при обработке
весьма твердых металлов, а также при обработке, связанной с
с ударной нагрузкой на инструмент. Поэтому при обточке сталь-
ных деталей с неравномерными припусками или с прерывистыми
поверхностями, а также при фрезеровании стали долгое время при-
менялся, как правило, режущий инструмент из быстрорежущей
стали. В силу этого производительность при этих весьма распро-
страненных ' и трудоемких видах обработки оставалась низ-
кой.
В 1936—37 г., впервые в мировой практике обработки ме-
таллов резанием, инж. Н. И. Щелконогов доказал на примере об-
точки закаленной стали возможность упрочнения лезвий
твердосплавных резцов путем применения отрицательных перед-
них углов вместо положительных. В дальнейшем целый ряд
советских исследователей и инженеров подтвердили целесообраз-
ность применения отрицательных передних углов.
Таким образом, пути преодоления основного недостатка
твердых сплавов — выкрашивания режущих лезвий — были най-
дены и с этого времени Обработка металлов твердосплавным инстру-
ментом на высоких скоростях получила очень широкое распро-
странение. Теперь твердосплавный инструмент с большим успехом
применяется даже при грубой обдирке, фрезеровании и строгании
стали.
Скоростная обработка стальных деталей инструментами из
твердых сплавов является важнейшим открытием советских ученых
и исследователей. Они своими исследованиями доказали огромную
производительность скоростной обработки стали с применением
отрицательных передних углов. Этими работами было положено
начало развитию процессов скоростного резания, которые в годы
Великой Отечественной войны вышли из стен лабораторий и нашли
широкое применение во всех отраслях машиностроения.
Во время Великой Отечественной войны скоростное резание
применялось при точении, главным образом, на токарных и кару-
сельных станках.
В течение всего послевоенного периода скоростные методы об-
работки, совершенствуясь, находили применение на других стан-
ках и режущих инструментах: токарные многорезцовые, автоматы
и полуавтоматы, фрезерные, расточные и резьбонарезные.
В настоящее время передовые заводы Советского Союза широко
применяют скоростное резание металлов, работая при скоростях
резания, в 5—10 раз превышающих скорости резания для инстру-
166
ментов из быстрорежущей стали, с производительностью в 2—5 раз
выше прежней.
Стахановцы-скоростники, , совершенствуя процесс обработки
деталей, смело повышают скорости резания до 500—700 м/мин,
которые дают им выполнение расчетных норм на 300—500%.
69. Особенности геометрии инструментов для скоростного резания
металлов
Кроме высокой красностойкости и износостойкости режущая
часть любого металлорежущего инструмента должна быть доста-
точно прочной. В противном случае, режущие кромки инструмента
будут выламываться и выкрашиваться, и таким образом, высокие
режущие свойства инструмента не будут использованы.
Прочность режущей части инструмента зависит не только от
механических свойств материала, из которого она сделана, но и
>от той геометрии, которую она имеет. Например, рассмотрим самые
Фиг. 104. Обточка прерывистой поверхности:
а — резцом с положительным передним углом; б — резцом с отрица-
тельным передним углом.
тяжелые условия работы резца, когда он обрабатывает прерыви-
стую поверхность и, следовательно, все время подвергается ударам.
Если он имеет большой положительный передний угол (фиг. 104,а),
удары воспринимаются непосредственно режущей кромкой,
которая является наиболее слабым местом режущей части и будет
выкрашиваться в точках, находящихся в непосредственной бли-
зости к вершине.
Попробуем вместо положительного переднего угла сделать
отрицательный (фиг. 104, б). Теперь удары будут восприниматься
уже не режущей кромкой, а другим, удаленным от нее участком.
Этот участок значительно устойчивее. Резец с такой геометрией
имеет более прочную режущую часть, гораздо лучше сопротив-
ляется выкрашиванию и поломкам режущей кромки.
Твердые. сплавы обладают повышенной хрупкостью. Ввиду
этого положительные передние углы, обычно применяемые для ин-
струментов из быстрорежущей стали, не обеспечивают достаточ-
ной прочности режущей части инструментов, оснащенных твер-
167
дыми сплавами, особенно в случаях черновой обработки стальных
деталей.
Поэтому для твердосплавных инструментов, предназначенных
для скоростной обработки стальных деталей, вместо положитель-
ных делают отрицательные передние углы.
С применением отрицательных передних углов наблюдаются
следующие два явления, повышающие прочность режущей части
инструмента:
1) увеличивается угол заострения, поэтому повышается проч-
ность режущей кромки; {
2) дри увеличении отрицательного значения переднего угла ;
центр давления стружки на передней грани удаляется от режущей
кромки, т. е. давление стружки переносится на участок передней
грани, более удаленный от режущей кромки. В этом месте режущая
часть инструмента имеет большую прочность и поэтому лучше со-
противляется действующим нагрузкам.
Твердые сплавы плохо сопротивляются изгибающим нагруз-
кам и сравнительно хорошо сжимающим нагрузкам.
При отрицательных передних углах, как видно из сравнения
фиг. 104, а и 104, б, пластинка твердого сплава испытывает, глав-
ным образом, сжимающую нагрузку, поэтому прочность режущей
части твердосплавных инструментов будет значительно выше, чем
при положительных передних углах.
Если работа сопровождается ударом, как например, при то-
чении прерывистых поверхностей или при фрезеровании, или
имеется неравномерная нагрузка, то для успешной работы твердо- I
сплавных инструментов крайне необходимо, чтобы режущие кромки
врезались бы в снимаемый слой металла без резкого удара — плав-
но. Для этого у твердосплавных инструментов необходимо делась
положительный угол наклона главной режущей кромки
(см. фиг. 10, в).
При наличии положительного угла наклона главной режущей
кромки, она врезается в снимаемый слой металла постепенно, на-
чиная с точек наиболее удаленных от вершины. Кроме того, вер-
шина при этом получается более массивной, прочность режущей
части повышается и она лучше сопротивляется выкрашиванию.
Таким образом, наличие отрицательных передних углов и по-
ложительного угла наклона главной режущей кромки является
основной отличительной чертой рациональной геометрии твердо-
сплавных инструментов, предназначенных для скоростной обра-
ботки стальных деталей. Отрицательный передний угол и поло-
жительный угол наклона главной режущей кромки делают режу-
щую кромку настолько прочной, что она не выкрашивается даже
при обработке прерывистых поверхностей на стальных де-
талях.
На фиг. 105 показана геометрия резца с плоской передней
гранью и отрицательным передним углом, обычно применяемая
при скоростной обработке стали.
168
Как показывают исследования, в зоне практически применяе-
мых скоростей резания, усилие резания, а следовательно, и мощ-
ность, потребная на осуществление процесса резания, при работе
инструментами с отрицательными передними углами больше, чем
для инструментов с положительными передними углами. Так, на-
пример, при точении стали 50 при скорости резания 150 m'imuii и
подаче 0,1 мм/об усилие резания составит: для резца с положитель-
ным передним углом + 10° около 90 кг, а для резца с отрицатель-
ным передним углом — 10°, около 118 кг, т. е. на 31% больше.
При обработке устойчивых деталей на станках, имеющих до-
статочную мощность и жесткость конструкции, такое увеличение
усилия резания существенного значения не имеет. Но если работа
Фиг. 105. Геометрия резца с отрицательным передним углом,
положительным углом наклона главной режущей кромки и пло-
ской формой передней грани.
производится на маломощных станках, имеющих пониженную
жесткость, а обрабатываемая деталь не достаточно устойчива, то
такое увеличение усилия резания становится очень нежелатель-
ным явлением. Поэтому возникла необходимость создать такую
геометрию режущей части твердосплавных инструментов, кото-
рая бы обеспечивала достаточную прочность режущей кромки про-
тив выкрашивания и одновременно наименьшую величину усилия
резания.
Этим требованиям в известной мере удовлетворяет второй тип
геометрии инструментов для скоростной обработки стальных де-
талей, а именно с плоской передней гранью, имеющей положи-
тельный передний угол, и фаской с отрицательным передним углом
(фиг. 106). Так например, опыты, проведенные на ГАЗ, показы-
вают, что если при работе на скорости резания 244 м/мин резцом
с плоской передней гранью и фаской (т = + 30°; « —12°)
мощность составила 0,8 л. с., то при работе резцом с плоской пе-
169
I
редней гранью без фаски (; = —20°) она была 1,3 л. с., т. е. на
63% больше.
Для инструментов с плоской передней гранью и фаской большое
значение имеет правильное определение ширины фаски. Она
должна быть возможно больше, однако, такой, чтобы стружка
опиралась на переднюю грань инструмента, но ни в коем случае
не на поверхности фаски. Опытами советских исследователей уста-
новлено, что для скоростного резания такое положение центра
давления стружки имеет место при ширине фаски равной (0,8--
4-1) s, где s — подача в мм/об.
Стойкость инструментов с плоской передней гранью и фаской,,
лри правильном определении всех элементов геометрии, на 20—
Фиг. 106. Геометрия резца с плоской передней гранью
и фаской для скоростной обработки стали.
30% выше, чем с плоской передней гранью без фаски даже в ус-
ловиях ударной нагрузки. Переточка инструментов с плоской пе-
редней гранью и фаской проще, а использование пластинок твер-
дого сплава выше, чем у инструментов с плоской передней гранью
без фаски.
Однако плоская форма передней грани без фаски, особенно на
фрезах, на практике имеет большее применение.
В последнее время на резцах находит применение так называе-
мая радиусная форма передней грани (фиг. 107). К достоинствам
данной формы передней грани относится то, что усилие резания
ниже, чем при плоской передней грани (без фаски) и обеспечивается
хорошее завивание стружки, что при скоростном точении вязких
сталей имеет большое значение. Получение радиусной выемки
имеет известные технологические трудности. Наилучшим способом
получения ее является электроискровая заточка.
Основным вопросом при определении геометрии инструментов
для скоростного резания является вопрос об отрицательной вели-
чине переднего угла. С увеличением ее увеличивается прочность
170
режущей кромки против выкрашивания, но одновременно с этим
увеличиваются нагрузка на инструмент, мощность, потребная для
осуществления процесса резания, и затрудняются условия среза-
ния и отвода стружки. Поэтому необходимо принимать такую от-
рицательную величину перед-
него угла, при которой бы име-
ла место наибольшая стойкость
инструмента, требуемая проч-
ность режущей кромки и дос-
таточно низкое сопротивление
резанию.
Вначале, с увеличением от-
рицательного значения перед-
него угла, стойкость инструмен-
та возрастает, а затем, начиная
€ некоторой величины, различ-
ной для металлов, имеющих раз-
личную твердость, наблюдает-
ся резкое снижение стойкости.
На графике (фиг. 108) показано,
при скоростном точении стали,
Фиг. 107. Радиусная форма перед'
ней грани резцов для скоростного то'
чения сталей.
как изменяется стойкость резцов
твердостью 180 по Бринелю, в
зависимости от величи-
Фиг. 108. Зависимость стойкости резца
от величины переднего угла при скоро-
стном точении.
ны переднего угла на
скорости резания 170 и
240 м/мин.
Чем прочнее обраба-
тываемый металл, тем вы-
ше прочность должна быть
у режущей части инстру-
мента. Поэтому с повыше-
нием прочности обрабаты-
ваемого металла отрица-
тельное значение перед-
него угла необходимо уве-
личивать от — 5° до —
— 10° для мягких и
средних сталей и до —15°
для весьма твердых сталей.
При обработке цветных
металлов и чугунов мяг-
ких и средней твердости
вследствие невысокой проч-
ности данных металлов,
необходимости в примене-
нет. В данном случае усилие
меньше, чем при обработке
нии отрицательных передних углов
резания бывает в несколько раз
сталей, поэтому прочность твердых сплавов оказывается доста-
точной и при обычной геометрии инструмента.
171
Угол наклона главной режущей кромки, имеющий основное .
назначение обеспечить плавное врезание режущей кромки, уста-
навливается в зависимости от условий и характера работы. Для всех
твердосплавных инструментов он должен иметь положительное
значение. Если при точении прерывистых поверхностей, когда
работа резца сопровождается резкими ударами, угол наклона
главной режущей кромки может иметь величину до 30°, то при
черновом точении стали средней твердости его величина может
быть выбрана не более 5°, а при точении твердых сталей по корке
не более 10—15°.
При торцевом фрезеровании на практике, как правило, вели-
чина угла наклона главной режущей кромки принимается не более-, ?
15°. Однако, исследования, проведенные в Советском Союзе, пока-
зали, что для целого ряда марок обрабатываемых сталей рацио-
нальное значение его должно быть меньше 15° для мягких сталей г
и больше 15° для твердых легированных сталей. В части остальных
элементов геометрии инструментов для скоростной обработки,
как показали опыты, можно полностью руководствоваться поло-
жениями, установленными для быстрорежущих инструментов.
Необходимо внести некоторые коррективы только для главного
угла в плане. .
При отрицательных передних углах, особенно при плоской
передней грани без фаски резко возрастает радиальная состав-
ляющая усилия резания, способствующая вибрациям. Поэтому
t во избежание последних, особенно при обработке неустойчивых
изделий, рекомендуется увеличивать главные углы в плане.
Практически, в зависимости от жесткости системы деталь —
инструмент — станок, величина главного угла в плане прини-
мается 45—60° для резцов и 60—75° для торцевых фрез.
70. Сущность процесса скоростного резания сталей
Применение больших скоростей резания ограничивается,
прежде всего, стойкостью режущего инструмента.
С повышением скорости резания увеличивается количество
теплоты, выделяющейся в единицу времени. Чем больше теплоты
выделяется в процессе резания в единицу времени, тем до более
высоких температур нагреваются режущие кромки инструмента,
тем быстрее они размягчаются и затупляются.
Нам уже известно, как резко уменьшается стойкость инстру-
мента с увеличением скорости резания. Напомним, что при уве-
личении скорости резания только на 10% стойкость резпа из бы-
строрежущей стали уменьшается больше, чем в два раза.
Следовательно, процесс скоростного резания металлов воз-
можно осуществить только в случае применения инструменталь-
ных материалов, имеющих красностойкость значительно выше,
чем красностойкость быстрорежущей стали. Такими материалами
являются металлокерамические твердые сплавы.
Из-за повышенной хрупкости твердых сплавов скоростное
172
Фиг. 109. Зона деформированного
металла при резании (заштрихована).
остается в стружке. При ско-
•резание сталей производится инструментами, имеющими отрица-
тельные передние углы.
Применение отрицательных передних углов возможно только
при работе на высоких скоростях резания, в 3—4 раза превышаю-
щих скорости резания, применяемые при работе инструментами
из быстрорежущей стали.
При работе на низких скоростях резания применение отрица-
тельных передних углов дает резкое ухудшение процесса образо-
вания стружки. Деформация ее очень сильно увеличивается, а
сопротивление резанию столь значительно возрастает, что нормаль-
ный процесс образования стружки становится невозможным. Но
при работе на высоких ско-
ростях, под влиянием резкого
возрастания количества вы-
деляющейся теплоты, снимае-
мый слой металла размяг-
чается, поэтому сопротивле-
ние резанию уменьшается и
процесс образования струж-
ки происходит в нормальных
условиях.
Еще на заре развития уче-
ния о резании металлов рус-
скими профессорами Усаче-
вым и Саввиным установле-
но, что при обычных скоро-
стях резания 70—80% теплоты
ростном же резании металлов, когда скорость резания значительно
выше тех, при которых работали Усачев и Саввин, в стружке теп-
лоты остается значительно больше.
Таким образом, при высоких скоростях наиббльшее количество
теплоты резания концентрируется в той части удаляемого слоя
металла, которая составляет так называемую зону деформиро-
ванного металла (фиг. 109).
Сказанное хорошо подтверждается опытом. При высоких ско-
ростях стружка отходит раскаленная, в темноте она ярко све-
тится, обработанная же поверхность остается холодной.
Под влиянием этой теплоты снимаемый слой металла, перед
тем, как быть срезанным нагревается до высоких температур, ме-
ханические свойства его снижаются и поэтому сопротивление ре-
занию уменьшается. Так например, если при температуре 20° со-
противление разрыву штамповой стали 5ХГМ составляет около
100 кг! мм2, то при температуре 600° оно уменьшается до 22 кг [мм2,
т. е. почти в 5 раз.
В зоне же резания температура может быть повышена безопас-
но для твердого сплава до 800—900°, поэтому сопротивление раз-
рыву будет еще меньше. Следовательно, металл будет обрабаты-
ваться легче.
173
Таким образом, если при работе -нструментами с положитель-
ными передними углами возникновение большого количества теп-
лоты считается крайне нежелательным явлением, то при отрица-
тельных передних углах возникновение большого количества теп-
лоты становится необходимым для нормального протекания про-
цесса резания. Если при положительных передних углах приме-
нение охлаждающих жидкостей дает положительные' результаты,
то при отрицательных передних углах охлаждение дает отрица-
тельные результаты.
Фиг. 110. Влияние скорости резания на усилие реза-
ния при отрицательном переднем угле при точении.
Несмотря на размягчение срезаемого слоя металла, усилие ре-
зания при работе инструментами, имеющими отрицательный пе-
редний угол, значительно больше, чем при работе инструментами,
имеющими положительный передний угол.
При отрицательном переднем угле усилие резания с увеличе-
нием скорости резания уменьшается (фиг. ПО). Поэтому чем выше
скорость резания, тем меньше отличается усилие резания, при
отрицательном переднем угле, от усилия резания при' положи-
тельном переднем угле. При скорости резания 450 м]мин и выше
174
наблюдается уже обратная картина, сопротивление резанию при
отрицательном угле становится меньше, чем при положительном.
Чем больше отрицательное значение переднего угла, тем больше
уменьшается усилие резания при увеличении скорости резания.
В зоне практически применяемых скоростей резания усилие
резания при работе инструментом с отрицательным передним уг-
лом больше, чем при положительном переднем угле.
Поэтому для осуществления скоростной обработки металлов
- требуется большая мощность станка и повышенная жесткость его.
Повышение потребной мощности при скоростной обработке
происходит за счет увеличения как скорости резания, таки усилия
резания.
71. Скоростное фрезерование
До 1944« г. применение твердосплавных фрев ограничи-
валось только обработкой чугуна, бронзы и твердых цветных ме-
таллов. При обработке указанных материалов твердосплавные
фрезы, по сравнению с быстрорежущими, давали значительное
Фиг. 111. Геометрия торцевой фрезы для скорост-
ной обработки стали.
повышение производительности, увеличение стойкости инстру-
мента и> качества обрабатываемых деталей. После того, как совет-
ские инженеры и исследователи открыли пути преодоления основ-
ного недостатка твердых сплавов — выкрашивания лезйий, об-
ласть применения твердосплавных фрез значительно расширилась.
175
Они нашли широкое применение при обработке различных сталей
и стального литья.
В результате внедрения скоростного фрезерования машинное
время на фрезерных работах было уменьшено в 5 раз и больше.
В настоящее время скоростное фрезерование широко приме-
няется при обработке стали, чугуна, легких сплавов, бронзы, меди
и других металлов. Особенно эффективен процесс скоростного
фрезерования при обработке твердых легированных сталей. Од-
нако, стальное литье, сильно загрязненное песком, с трудом обра- '
батывается скоростным фрезерованием.
Наиболее освоенной областью применения скоростного фре-
зерования в настоящее время является обработка плоскостей тор-
цевыми фрезами, а также обработка дисковыми фрезами различ-
ных пазов прямоугольного сечения.
На фиг. 111 показана геометрия режущей части торцевых фрез
для скоростной обработки, а в табл. 54 — рациональное значение
углов заточки.
Таблица 54
Углы заточки торцевых фрез для скоростного фрезерования стали
Обрабаты- ваемая сталь ' кг /мм2 Передний угол 7° Угол на- клона гл. режущей кромки Х° Задний угол -а0 Главный угол в плане Угол в плане « £ перех. s я реж. о § g кромки 5 5е ф о CQ Ь CQ то Длина пе- рех. одной кромки /8 в мм
до 80 80—120 120-160 — 5 до — 10 —10 до —15 —15 до —20 4- 15 15 12 10 60 (или от 30 до 90) 1 5 1—1,2
Примечание. При малой жесткости станка, фрезы и детали пе-
редние углы необходимо выбирать другие, а именно:
для до 80кг/мм2 у = от + 10 до 0°
» 80—120 » у = от 0 до — 10°
»120—160 » у = от—10 до—15°
При выборе переднего угла необходимо учитывать прочность
обрабатываемого металла, а также жесткость станка, детали и
фрезы. С повышением прочности обрабатываемого металла отри-
цательное значение переднего угла должно увеличиваться, а с по-
нижением жесткости — уменьшаться.
Задний угол выбирается в зависимости от толщины срезаемого
слоя. Чем она меньше, тем больше должен быть задний угол. Од-
нако, необходимо учитывать, что при больших значениях заднего
угла понижается прочность режущей кромки. Как показывает
практика, применение больших задних углов, особенно при обра-
176
ботке сталей высокой прочности, приводит к частым выкрашива-
ниям режущих кромок. Поэтому с повышением прочности
обрабатываемого металла рекомендуется значение заднего угла
уменьшать, несмотря на то, что обработка более прочных обра-
батываемых металлов производится с более тонкими струж-
ками.
Задние углы на вспомогательной режущей кромке и на пере-
ходной- режущей кромке рекомендуется делать равными заднему
углу на главной режущей кромке.
На прочность пластинки твердого сплава большое влияние ока-
зывает толщина срезаемого слоя металла.
При скоростном фрезеровании наибольшая толщина срезае-
мого слоя по прочности пластинки не должна превышать следую-
щих значений:
аь кг/мм* до 60 60—80 80—100 100—120 более 120
«напб 0,2—0,16 0,16—0,11 0,11—0,85 0,085—0,065 0,065—0,04
Поскольку толщина срезаемого слоя изменяется с изменением
главного угла в плане, то значение последнего следует выбирать
в зависимости от толщины срезаемого слоя (яНаиб=$г • sin?).
Кроме этого при выборе главного угла в плане большое значение
имеет состояние и жесткость станка, обрабатываемой детали и
фрезы.
При малых значениях главного угла в плане имеет место уве-
личение усилий, действующих вдоль оси фрезы. Для работы фре-
зами с главным углом в плане 20—30° необходима предельная
жесткость системы «станок — деталь — фреза». Поэтому на прак-
тике фрезы с главным углом в плане меньше 60° применения не
имеют.
При скоростном фрезеровании различают, кроме переднего угла у, из-
меряемого в плоскости перпендикулярной к главной режущей кромке, еще
поперечный передний угол Упоп и продольный передний угол упрод (см.фиг. Ш).
Поперечный передний угол упоп есть угол наклона передней грани в плос-
кости перпендикулярной к оси фрезы, т. е. в радиальной плоскости.
Продельный передний угол уПрод есть угол наклона передней грани
। в плоскости параллельной оси фрезы.
Поперечный и продольный передние углы более удобны для расчета, кон-
струирования, изготовления и заточки торцевых фрез.
Они подсчитываются по формулам в зависимости от главного угла в плане
переднего угла у и угла наклона главной режущей кромки X по следующим
формулам:
tg Гпрод = tg Г COS ? + tg v Sin ?
tgynon = tgysin? —tgX-cos?.
Следует отметить, что для фрез общего назначения, т. е. ис-
пользуемых для обработки всевозможных сталей, на всевозмож-
ных станках и при всевозможных технологических условиях, не-
обходимо принимать средние значения углов у, а ? и X. Как пока-
12 В. М. Горелов
зывает практика, для этих целей наилучшие результаты дает сле-
дующая геометрия торцевых фрез:
Передний угол..................... у=-10°
Задний угол....................... а=10°
Угол наклона главной режущей
кромки......................... . Х=15°
Главный угол в плане.............. <p=60-j-75°
Скорость резания на первых порах возникновения скоростного1
фрезерования достигала до 400—500 м/мин.
В дальнейшем, практика и результаты исследований показали,
что применение чрезмерно высоких скоростей резания при ско-
ростном фрезеровании стали не целесообразно.
При слишком больших скоростях резания, приблизительно
250 м/мин и больше, имеет место более резкое снижение стойкости
с увеличением скорости резания. Так например, если скорость
резания увеличить с 150 м/мин до 180 м/мин (на 20%), то стой-
кость фрезы из твердого сплава Т15К6 при обработке Ст. 40 умень-
шается в 1,6 раза, если же увеличить скорость резания с 280 до
340 м/мин (тоже на 20%), то стойкость уменьшится не в 1,6 раза,
а почти в 4 раза.
Вследствие этого верхний предел современных скоростей ре-
зания является более умеренным, а именно 100—250 м/мин, при-
чем нижнее значение относится к обработке твердых легированных
сталей, а верхнее к фрезерованию мягких углеродистых сталей
при небольших припусках на обработку и небольшой ширине
обрабатываемых поверхностей. В некоторых случаях, конечно,
возможны отступления от указанных пределов скоростей как в
сторону их уменьшения, так и увеличения.
Производственный опыт и исследования показывают, что при
слишком низких скоростях резания обрабатываемый металл в зоне
резания не достаточно разогревается, поэтому механические свой-
ства его уменьшаются слабо. Это очень неблагоприятно отра-
жается на работе станка, вызывая появление вибраций, услож-
няет процесс стружкообразования, приводит к выкрашиванию ре-
жущих кромок и поломке пластинок твердого сплава.
Вследствие этого, в целом ряде случаев, с понижением ско-
рости резания ниже определенного предела, стойкость твердо-
сплавных фрез с отрицательным передним углом уменьшается.
Нижний предел скорости резания зависит от многих условий. Во
всяком случае, при торцевом фрезеровании стали с твердостью не
выше 300 по Бринелю не следует работать на скоростях резания
меньше 70—75 м/мин, а для закаленной стали с твердостью около
500 — меньше 30—40 м/мин.
При обработке чугуна современные скорости резания не выше
тех, которые применялись раньше.
Средние практические значения скорости резания при скоро-
стной обработке чугуна твердосплавными фрезами колеблются
178 >
в пределах 70—130 м/мин. При скоростном фрезеровании легких
металлов и сплавов скорость резания весьма веника и может до-
стигать до 7000 м/мин. Однако, на современном нормальном обо-
рудовании, имеющем мощность 10—12 л. с. и числа оборотов шпин-
деля 1000—1200 об/мин возможно применять скорости резания не
выше 2000 м/мин, при условии, что фреза будет иметь диаметр
600—700 мм и малое число зубьев (не более 4—6 шт.).
Подача на зуб, после скорости резания, является одним из
важных факторов процесса скоростного фрезерования.
При скоростном фрезеровании работа с малыми подачами на
зуб, 0,02—0,04 мм, сопровождается большим искрением и
нагреванием детали, поэтому стойкость инструмента снижается.
Это объясняется тем, что при маленькой толщине срезаемого слоя
металла затрудняется процесс врезания режущих кромок, проис-
ходит проскальзывание зубьев, что сопровождается излишним
трением.
При обработке стали допускаются подачи на зуб больше, чем
это обычно принимается при работе фрезами из быстрорежущей
стали. При скоростном фрезеровании они колеблются в пределах
от 0,08 мм для твердых сталей до 0,2 мм для мягкой углеро-
дистой стали.
При подаче более 0,2 мм на зуб вследствие резкого удара при
заходе режущих кромок в удаляемый слой металла наблюдается
выкрашивание пластин твердого сплава.
На практике чаще всего из-за недостаточной мощности станков,
наиболее часто применяются подачи на зуб 0,08—0,12 мм. Это
обеспечивает минутные подачи от 150 до 400 мм/мин, т. е. в 6—8 раз
больше, чем при обычном фрезеровании.
При скоростном фрезеровании чугуна подачи на зуб применя-
ются от 0,3 до 1 мм и больше. Современное фрезерование
чугуна характеризуется не столько высокой скоростью резания,
сколько большими величинами подачи.
Рациональная величина подачи в мм!зуб при скоростном
фрезеровании стали зависит от состава и механических свойств
ее. Для углеродистой и отожженной легированной стали она
должна быть 0,15—0,2 мм!зуб, а для твердой (термически обрабо-
танной) стали не более 0,08—0,12 мм!зуб.
В табл. 55 приведены опытные данные рекомендуемых величин
подач при торцевом фрезеровании сталей, при которых имеет место
! наибольшая стойкость инструмента.
В тех случаях, когда по условиям производства требуется по-
высить производительность оборудования, можно работать с по-
дачами больше указанных в табл, 55, но при этом стойкость ин-
струмента будет уменьшаться.
Следует учитывать, что при чрезмерном увеличении подачи
происходит очень резкое уменьшение стойкости. При этом износ
зубьев происходит не только по задним граням, но также и по
передним с образованием лунки и выкрашиванием режущих кро-
12*
179
Таблица 55
Рекомендуемые подачи в мм[зуб при скоростном фрезеровании сталей
торцевыми фрезами
Главный угол в плане <р° Подача в мм]зуб при пределе прочности при растяжении обра- батываемой стали аь кг/мм*
до 60 60-80 80—100 100—120 Свыше 120
90 0,2—0,16 0,16—0,11 0,11—0,085 0,085—0,065 0,065—0,04
60 0,23—0,18 0,18—0,125 0,125—0,1 0,1 —0,075 0,075—0,045
45 0,27—0,22 0,22—0,15 0,15-0,12 0,12 —0,09 0,09 —0,055
Примечания. 1. Данные относятся к фрезам, оснащенным твер-
дым сплавом марки Т15К6.-
2. Для твердого сплава марки Т5КЮ подачи можно ^увеличивать
на 25 % j
мок. Наибольшая величина подачи на зуб, когда еще наблюдается
нормальный вид износа (только по задней грани), составляет 0,2—
0,25 мм при обработке углеродистых и отожженных легированных
сталей и 0,1—0,12 мм при фрезеровании твердых легированных
сталей (твердость по Бринелю больше 300).
Глубина резания при скоростном фрезеровании так же, как и
при обычном, оказывает значительно меньшее влияние на стой-
кость инструмента, чем скорость резания и подача. Например;
если увеличить на 50% глубину резания, то скорость резания
уменьшится только на 4%, при увеличении же подачи на 50% ско-
рость резания уменьшается не на 4%, а на 30%. Поэтому здесь
,также выгодно работать с большой глубиной резания, так как
стойкость фрез используется более эффективно, чем при увеличе-
нии скорости резания или подачи. Однако при чрезмерном уве-
личении глубины резания пластинки твердых сплавов выкраши-
ваются и ломаются.
Опыт практического применения скоростного фрезерования тор-
цевыми фрезами показывает, что наибольшими допустимыми зна-
чениями глубины резания следует считать 10—12 мм при обработке
углеродистых сталей малой и средней твердости, 7—8 мм для мяг-
ких легированных и твердых углеродистых сталей и 5—б мм —
для 'твердых (термически обработанных) легированных сталей.
Ширина фрезерования и диаметр фрезы по-разному влияют на
стойкость. С увеличением ширины фрезерования стойкость умень-
шается, а с увеличением диаметра фрезы -г- увеличивается. Если
увеличивать ширину фрезерования, а диаметр фрезы оставлять
неизменным, то стойкость торцевых фрез будет уменьшаться. Это
объясняется увеличением длины дуги контакта режущих кромок
с поверхностью резания. ‘
180
На основании целого ряда исследований и опыта практического
применения скоростного фрезерования в промышленности уста-
новлено, что при торцевом фрезеровании наилучшие результаты
получаются при условии, когда отношение ширины фрезерования
В к диаметру фрезы D равно не менее 0,4 и не более 0,6, т. е.
0,6 Зэ — >0,4.
о
При определении диаметра фрезы необходимо учитывать, что
не следует применять фрезы больших диаметров на станках с от-
носительно малой мощностью. По данным практики наибольший
диаметр торцевых фрез, в зависимости от мощности станка, не дол-
жен превышать следующих значений;
Мощность мотора в л. с. 5—б б—8 8—12 12—15 15—20
Диаметр фрезы в мм 100 150 200 250 300
При этом число зубьев у фрез не должно быть больше частного
от деления диаметра ее на 25, т. е.
В отдельных случаях на практике применяются фрезы и боль-
‘ ших диаметров (до 700—900 мм), но число зубьев при этом делается
не более 4—6 шт.
Износ фрез при правильных условиях работы имеет место
только на задних гранях без выкрашиваний и скалывания режу-
щей кромки.
При неправильных углах заточки фрезы и ненормальных ре-
жимах резания (особенно $г) происходит выкрашивание и скалы-
вание режущих кромок при незначительном износе по задней
грани. Если одновременно с износом задней грани > наблюдается
износ передней грани с образованием лунки, а также истирание
вспомогательной задней грани, то это свидетельствует о ненор-
мальных условиях работы фрезы. Такой вид износа не должен до-
пускаться, как приводящий к преждевременному выходу инстру-
мента из строя.
Нормальный износ по задней грани происходит только до опре?
, деленной величины. При дальнейшей работе скорость износа резко
! возрастает, поэтому своевременное прекращение работы фрезой
и сдачи ее в переточку имеет большое значение для экономного
расходования твердых сплавов.
В табл. 56 приведены допустимые величины, износа фрез при
скоростном фрезеровании стали, обеспечивающие нормальную
стойкость инструмента и наименьший расход твердых сплавов.
В табл. 57, 58 и 59 приведены скорости резания и усилия ре-
зания при скоростном фрезеровании сталей торцевыми фрезами,
а также поправочные коэфициенты для различных условий работы.
18.1
Таблица 56
Допустимые величины износа фрез по задней грани при скоростном
фрезеровании стали
Предел прочности при рас- тяжении обрабатываемой стали аь кг/мм* 40—60. 60—80 80—100 100—120 120—140
Допустимый изиос по зад- ней грйни в мм 0,6—0,8 0,8—1,0 1,0-1,5 1,5—2,5 2,5—3,5
Отличительной особенностью фрез для скоростного фрезеро-
рования является малое число зубьев. Часто применяются восьми
л и шёстизубые, но также четырех, двух и однозубые фрезы.
Уменьшение числа зубьев позволяет обеспечить высокую скорость
резания и требуемую подачу на зуб при умеренной мощности
станка. Кроме того, это дает упрощение конструкции инструмента
и повышение прочности крепления зубьев.
Однако малое число зубьев на фрезах имеет и свои отрицатель-
ные стороны. С уменьшением числа зубьев уменьшается коли-
чество режущих кромок, одновременно участвующих в работе. .
В результате этого появляется неравномерность вращения ин-
струмента, резкое уменьшение нагрузки в момент выхода режущей
кромки из работы и возрастание ее в момент захода в работу сле-
дующей режущей кромки. Это отрицательно сказывается на работе
станка и инструмента, вызывая вибрации, ухудшение качества
обработанной поверхности, выкрашивание режущих кромок и
снижение стойкости инструмента.
Неравномерность вращения и вредные последствия его при
скоростном фрезеровании уменьшают путем применения махови-
ков. Маховик значительно поглощает энергию удара зуба фре-
зы в момент врезания в металл на большой скорости и таким
образом сглаживает работу механизма станка и освобождает
его от резкой перегрузки.
Маховик рекомендуется ставить непосредственно на корпус
торцевой фрезы, а у дисковых фрез на оправке вплотную к фре-
зе или за кронштейном. Выбор размеров и веса маховика необ-
ходимо производить с учетом режимов резания, механических
свойств обрабатываемого металла, кинематики и состояния стан-
ка. Обычно вес маховика колеблется в пределах от 45 до 100 кг
при диаметре 250—356 мм.
Исследования, проведенные по изучению работы фрез при
скоростном фрезеровании показали, что колебания мощности за
каждый оборот фрезы с маховиком резко уменьшается, а.стой-
кость инструмента увеличивается приблизительно на 40—50%
при обработке стали и на 100% при обработке чугуна.
182
*
Таблица S7
Скорости резания и усилия резания при скоростном фрезеровании сталей торцевыми фрезами, бснащеннымй твердым
сплавом марки Т15Ц6
Наименование обрабатываемой стали Предел прочности при растяжении <зь кг/мм3
60—80 80—100 100—120 120—140
V Рг V Рг V Рг V Рг
Углеродистая, с содержаниеи углерода меньше 0,6% 230 250 170 280 114 270 90 300
Углеродистая, с содержанием углерода, больше 0,6% 200 250 143 280 100 270 78 300
Хромистая, хромоникелевая, никелевая, хромоникелемолибденовая, хромомолибденовая 253 250 187 280 125 270 100 300
Марганцовистая, хромокремнистая, хромоникелевольфрамовая .... 210 250 154 280 104 270 80 300
Примечания. 1. Для твердого сплава марки Т5К10 скорости резания уменьшить на 25%.
2. v И Рг даны при стойкости фрезы 300 мин., 0=200 мм, В —150 мм, 1=3 мм, sz по табл. 55. При других ус-
* ловйях v И Рг умножить на коэфициенты, указанные в табл. 58 и 59.
Таблица 58
Коэфициенты изменения скорости резания при скоростном фрезеровании
торцевыми фрезами
1. В зависимости от диаметра фрезы
Диаметр фрезы в мм ПО 150 200 225 250 300'350 i 400
Козфициент 0,89 0,96 1 1,02 1,045 1,081,11 1,15
2. В зависимости от глубины резания |
Глубина резания в мм 1 2 3 4 5 6
Коэфнциент 1,1 1,04 1 0,97 0,95 0,94
3. В зависимости от ширины фрезерования
Ширина фрезерования] в мм 50 75 100 150 200 . 250 300
Коэфнциент . .... 1,25 1,15 1,09 1 0,94 0,9 ;о,87
4. В зависимости от стойкости
Стойкость в мин. 100 180 240 300 360 480
Коэфи- циент Для сталей с]сй меньше ЮО^кг/мм2 1,25 1,1 1,04 1 0,96 0,91
Для сталей с о* больше 100_кг/мм*, 1,32 1,13 1,05 1 0,95 0,88-
Таблица 59
Козфициент изменения усилия резания при скоростном фрезеровании-
'11. В зависимости от диаметра фрезы
Диаметр в мм НО 150 200 225 250 | 300 350 400
Козфициент 1.9 1,30 1 0,89 0,78 0,64 0,54 0,0
184
2. В зависимости от глубины резания /
Глубина резания в мм 1 2 3 4 5 6
Коэфициент 0,35 0,68 1 1,32 1,62 1,93
3. В зависимости от ширины фрезерования
Ширина фрезерования в мм 50 75 100 150 200 250 300
Коэфициент 0,3 0,47 0,64 1 1,37 1,76 2,14
4. В зависимости от числа зубьев
Число зубьев 2 3 4 \ 6 . 8 10
Коэфициент 0,33 0,5 0,67 1 1,33 Г,67
72. Скоростное точение
Токарная обработка в современном машиностроении состав-
ляет от 30 до 40% всей механической обработки. Поэтому
естественно, что скоростные методы обработки металлов резанием
получили наибольшее применение на станках токарного типа.
Скоростное точение по сравнению с обычным характеризуется
применением высоких скоростей резания при сравнительно неболь-
ших подачах и глубинах резания. Эффективность применения ско-
ростного точения тем больше, чем меньше припуск на обработку.
В тех случаях, когда необходимо снимать большие припуски,
например, до 40 мм на сторону при обработке крупных валов
в тяжелом машиностроении, то применение скоростного точения
может дать даже понижение производительности.
Например, при грубой обработке крупных прокатных валов
припуски в 30—40 мм и более снимаются за один проход при по-
даче до 4 мм/об и при скорости резания для стали 45 до 8—9 м/мин.
При скоростном же точении этот припуск пришлось бы снимать
не менее чем за 4 прохода, при подаче не более 1 мм/об и скорости
резания не более 100 м/мин. В первом случае машинное время
будет меньше, чем во втором на 15—20%.'
При скоростном точении успех работы в значительной степени
зависит от правильного выбора углов резца и формы передней
грани.
В настоящее время применяются три различные формы перед-
ней грани: плоская, плоская с фаской и радиусная. Форма перед-
185
ней грани и отрицательное значение переднего угла определяются,
главным образом, механическими свойствами обрабатываемого
металла и жесткостью системы станок — изделие — резец.
Плоская форма передней грани применяется для резцов всех
типов при обработке твердых сталей и чугунов. Для данной
формы передней грани требуется высокая жесткость системы ста-
нок — изделие — резец. Плоская передняя грань с фаской пред-
назначается для обработки мягких и средней твердости сталей и
чугунов при малой и средней жесткости системы станок — изде-
лие — резец.
Радиусную форму передней грани рекомендуется применять
при обработке стали для резцов всех типов, за исключением фа-
сонных со сложным профилем, особенно в тех случаях, когда не-
обходимо обеспечить завивание стружки. При подаче меньше
0,25 мм1об радиусную форму передней грани применять не реко-
мендуется. Большое значение имеет правильное определение ра-
диуса выемки /?. При подаче от 0,25 до 0,8 мм/об R должен быть
5—6 мм, а при подаче от 0,8 до 1,5 мм/об R = 10-Н2 мм.
* ^Таблица 60
Рекомендуемые величины передних углов резца для скоростного точения
Форма пе- редней грани Обрабаты- ваемый ма- териал Твер- дость Подача s в мм/об Ширина диска / в мм Ширина выемки В в мм Гх° Г
Плоская Сталь » Чугун 200—320 320—430 430—580 300—500 0,1—1 1 —5 -10 —15 -10
Плоская - с фаской Сталь до 260 до 0,25 0,25—0,8 0,8—1,5 г 0,2 ГО, 5—0,6 0,8—1 —5 + 15
Чугун до 200 200—300 0,1—2 0,1—2 J —5 + 12 +5
Радиусная Сталь до 260 0,25—0,8 ' 0,8—1,5 0,5—0,6 0,8—1 2,5—3 5—6 —5 +20
Рекомендуемые величины передних углов, эффективность при-
менения которых проверена производственным опытом, указаны
в табл. 60.
Задний угол на главной режущей кромке выбирается в зави-
симости от подачи. При увеличении подачи он уменьшается
«(табл. 61).
.186
Таблица 61
Задний угол на главной режущей кромке резца при скоростном точении
Типы резцов а0 при подаче в мм/об
меньше 0,25 больше 0,25
Проходные, отрезные, прорезные 12 8
Подрезные 8 6
Таблица 62
Угол наклона главной режущей кромки резцов для скоростного точения
Условия работы к
.Для проходных и подрезных резцов при работе без ударов . . +4°
Для проходных и подрезных резцов при работе с ударами .. . •При желании получить ломаную стружку + 15°
Угол наклона главной режущей кромки, в зависимости от ус-
ловий работы (наличие ударов, необходимость завивания стружки)
изменяется в пределах от + 4 до 4- 15° (табл. 62).
При выборе остальных элементов геометрии резца, как-то:
главный угол в плане, вспомогательный угол в плане и размеры
Таблица 63 ~ Вспомогательный угол в плайе резцов для скоростного точения
Условия работы ?!
При работе отрезными и прорезными резцами 1—2°
При работе в жестких условиях без врезания 10°
При обработке нежестких деталей без врезания 30°
При обработке с врезанием 45°
переходных режущих кромок, необходимо учитывать условия ра-
боты, характер выполняемой операции, сечение резца и т. п. Ре-
комендуемые величины указанных элементов геометрии резца при-
ведены в табл. 63, 64 и 65.
Износ резцов при скоростном точении так же, как и при работе
резцами из быстрорежущей стали, зависит от скорости резания,
187
Таблица 6-f Главный угол в плане резцов для скоростного точения
Условия работы О
Чистовая обработка в жестких условиях, у =—5°. Твердость обрабатываемого материала Нв меньше 500 10—20
При обработке в жестких условиях, когда отношение длины изде- лия к диаметру меньше 6 45
При работе в нежестких условиях, когда отношение длины изде- лия к диаметру равно от 6 до 12 При работе на многорезцовых станках При желании получить ломаную стружку 60
При работе в нежестких условиях, когда отношение длины изде- лия к его диаметру равно от 6 до 15 При работе на многорезцовых станках 75°
При обработке тонких и длинных валов, когда Отношение длины к диаметру больше 15 При работе на многорезцовых станках к Т Радиус при вершине резцов для скоростного точения 90° ' 16лица 65
Размеры резцов 10X16 12X20 16X25 20X30 25X40 30X45 40X60
Радиус при вершине в мм 0,5 1 1,5 2 '
толщины срезаемого слоя, обрабатываемого материала, геометрии
заточки резца, марки твердого сплава, условий и характера ра-
боты. В начале работы на передней грани появляется лунка и од-
новременно небольшой износ на задней грани. При дальнейшей
работе резца происходит увеличение ширины лунки и износа на
задней грани. В тот момент, когда край лунки дойдет до режущей
кромки, т. е. износ по передней грани соединится с износом по
задней грани, происходит небольшое выкрашивание режущей
кромки. После выкрашивания режущей кромки интенсивность
износа задней грани очень .резко увеличивается. При черновой
188
обработке с подачей больше 0,3 мм/об дальнейшая работа после'
выкрашивания приводит к резкому сокращению количества пе-
реточек, а при значительном износе возможна и поломка пласти-
нок.
При чистовой обработке момент затупления резца опреде-
ляется резким ухудшением чистоты обработанной поверхности:
незначительное выкрашивание (происходит как бы осыпание ре-
жущей кромки) и износ, появляющиеся в начале работы не мешают
дальнейшей работе.
Таблица 66
Рекомендуемые величины износа резцов при скоростном точении
Типы резцов и марки твер- дого сплава Подача в мм/об Износ по задней грани Признаки наступления данной величины износа
Токарные, ос- нащенные твер- дыми сплава- ми марки Т5К10, Т15К6 Сталь и стальное литье
Больше 0,3 1,5—2 Появление на поверхности резания желтой полоски, прилипших чер- ных стружек.
Меньше 0,3 0,8—1,0 Появление белых выступающих по- лос и мелких черных стружек на поверхности резания.
Токарные, ос- нащенные твер- дыми сплава- ми марки ВКЗ, ВК6, ВК8 Чугуны
Больше 0,4 0,8—1 Выкрашивание режущей кромки и появление желтой блестящей полоски на поверхности резания.
Меньще 0,4 1,4—1,7 Резкое увеличение неровностей на обработанной поверхности.
В табл, бб указаны величины допускаемого износа резцов при
обработке стали и чугуна.
Износ резцов при скоростном точении оказывает очень силь-
ное влияние на усилия, действующие на резец. Если для острого
резца усилие подачи составляет 50% от усилия резания, а ради-
альное усилие 40%, то при износе его по задней грани на 1 мм
усилие подачи будет составлять 60—80% от усилия резания, а
радиальное усилие будет в 1,3—2,3 раза больше усилия резания.
Глубина резания при скоростном точении очень слабо влияет
на стойкость, а следовательно, и на скорость резания. Например,
если резец при обточке стали с глубиной резания 5 мм мог рабо-
тать при скорости резания 150 м/мин, то при глубине резания
15 мм допускаемая резцом скорость резания будет^135 м/мин, т. е.
189
' меньше только на 10%. Следовательно, при скоростном точении
особенно выгодно работать с наибольшей глубиной резания.
На практике скоростное точение производится при глубине ре-
зания не более 10 мм для стали и 20 мм для чугуна. Если припуск
больше 10 .мм, то работу производят в два и больше проходов,
в зависимости от припуска. Работа с глубиной резания выше ука-
занной требует дополнительных исследований.
Для чистовых проходов рекомендуется, в зависимости от
условий работы, принимать глубину резания от 0,5 до-
2 мм.
Подача, как и при работе резцом из быстрорежущей стали,
более сильно влияет на стойкость и скорость резания, чем глубина,
резания. В случае обточки стали, при увеличении подачи в 3 раза
допускаемая скорость резания уменьшается в 1,6 раза. Такое же
увеличение глубины резания вызывает уменьшение скорости ре-
зания только на 18%.
Если при точении резцами из быстрорежущей стали могут
успешно применяться подачи до 5 мм при глубине резания 30—
40 мм, даже в случае обработки стали, то при скоростном точе-
нии, из-за недостаточной прочности твердых сплавов, работа про-
изводится при подаче не выше 1,5 мм/об для стали и не выше
2 мм/об для чугуна.
Кроме того, если при обточке стали подача больше 1,5 мм и
резец имеет отрицательный передний угол, то сильно усложняется
процесс образования стружки. При черновом точении величина
подачи определяется в зависимости от диаметра обрабатываемого
изделия и глубины резания (табл. 67).
При чистовой обработке величина подачи выбирается в зави-
симости от требуемой точности и чистоты обработки, а также устой-
чивости резца и изделия (см. табл. 68).
Скорость резания при скоростном точении очень сильно зави-
сит от марки твердого сплава. Если скорость резания для резца
из твердого сплава марки Т15К6 принять за единицу, то для спла-
ва Т5К10 она составит 0,55, а для сплава РЭ8—0,3. Скорость ре-
зания при заданной глубине резания и подаче выбирается в зави-
симости от механических свойств обрабатываемого металла, марки
твердого сплава, стойкости, геометрии заточки и других факто-
ров.
В табл. 69 и 70 приведены рекомендуемые скорости резания
при обработке углеродистых сталей и чугунов. Для других усло-
вий работы необходимо пользоваться поправочными коэфициен-
тами из табл. 71.
73. Марки твердых сплавов и выбор их для скоростной
обработки
Твердые сплавы не являются сталями. От сталей они отли-
чаются как своим химическим составом, так и способом получе-
ния.
190
Таблица 67
Подачи при скоростном точении для черновых проходов
Диаметр детали в мм Ста Л ь 1уби •
Подача’в MMjоб при г/ не резания в мм
3 i 5 8 12 15
До? 30 »' 50 » 100 » 150 » 200 » 300 более 400 0,3 —0,4 0,45—0,55 0,65—0,9 0,96—1,2 1,3 —1,5 0,25—0,35 0,4 —0,5 0,6 —0,75 0,8 —1 I —1,2 1,3 —1,5 0,3—0,4 0,4—0,6 0,6—0,8 0,8—1 1—1,25 1,3—1,5 0,45—0,6 0,6 —0,75 0,8 —1 1 —1,3 0,4 —0,55. 0,55—0,7 0,7 —0,9 0,9 —1,1
Диаметр детали в мм Чугун
Подача в мм) об при глубине резания в мм
3 s 1 8 12 16 30
До 30 » 50 » 100 » 150 » 200 » 300 более 400 0,45—0,6 0,65—0,85 0,95—1,35 1,4 —1,8 1,9—2 0,4 —0,55 । 0,6 —0,7 0,75—1,15 1,2 —1,4 1,5 —1,8 1,9 —2 0,45—0,6 0,6 —0,9 0,9 —1,15 1,2 —1,5 1,5 —1,85 1,9 —2 0,7—0,9 0,9—1,2 1,2—1,5 1,6—2 0,6—0,8 0,8—1,1 1—1,5 1,4—1,7 0,4—0,6- 0,6—0,9 0,8—1 1-1,3
Таблица 68
Подачи для предчистовых и чистовых проходов при скоростном течении
стали и чугуна
Диаметр детали в мм Обточка и подрезка Расточка
Предчистовая Чистовая под W Предчистовая ! Чистовая под ( W
30 0,15—0,25 0,08—0,13 0,1—0,15 0,04—0,08
.50 0,25—0,35 0,1—0,15 0,15—0,25 0,06—0,1
100 , 0,35—0,5 0,15—0,2 0,25—0,35 0,09—0,14
200 0,55—0,85 0,2—0,3 0,45—0,65 0,14—0,19
300 0,65—0,95 0,3—0,4 0,55—0,8 0,15—0,2
400 0,75—1,1 0,35—0,5 0,7—1 0,2—0,25
600 0,9—1,2 0,4—0,6 0,8—1,1 0,25—0,3
191.
Таблица 69
•Скорости резания и усилие резания при скоростном точении углеродистой
стали Нв=190 4-210 резцами из твердого сплава марки Т15К6
Г дубина резания в мм
$ в мм/об 2 3 5 8 12
V Рг V Рг V Рг V Рг V Рг !
6,2 255 112 237 168 215 280 199 448 185 672
0,3 236 152 218 228 200 380 184 608 171 912
0,4 214 192 198 288 180 480 166 768 155 1152
0,5 197 228 183 342 166 570 154 910 143 1368
0,6 183 268 170 396 155 660 143 1054 133 -1584
0,7 175 302 162 450 148 750 137 1197 127 1800
0,8 166 336 154 504 140 840 129 1340 120 2016
1 — — 139 600 127 1000 117 1600 109 2400
1,2 — — 128 696 117 1160 108 1860 100 2778
1,5 — — 116 828 106 1380 92 2280 91 3312
।
Таблица 70
Скорость резания и усилия резания при скоростном точении чугуна Нд=200
/ резцами из твердого сплава марки ВК8
$ 8 ММ/об Глубина резания в мм
2 3 5 8 12
V Рг V Рг V Рг V Рг V Рг
0,2 84 59 80,4 88 __
0,3 78 79 72,4 118 69,8 197 —. — —
0,4 74 97 68,7 146 62,2 243 56,5 388 52,4 582
0,5 68 114 62,8 171 56,9 286 51,6 457 47,9 685
0,6 64 131 58,4 196 52,9 327 48 523 44,5 784
0,7 60 146 54,9 219 49,7 365 45,2 585 41,9 877
0,8 56,6 161 52 242 47,1 403 42,8 643 39,7 967
1 51,7 190 47,6 284 43,1 474 39,1 758 36,3 1138
1,2 — — 44,2 324 40,1 542 36,4 867 33,7 1300
1,5 — — — — 36,7 636 33,3 1018 30,9 1527
Сталями мы называем сплавы железа с углеродом и некоторыми
другими так называемыми легирующими элементами, причем
в наибольшем количестве в сталях содержится железо.
Твердые же сплавы почти целиком состоят из редких металлов,
а именно вольфрама, кобальта и титана.
Если содержание углерода в стали не превышает 1,2%, до в
твердых сплавах оно достигает 8%.
Если в сталях содержание железа не менее 70%, то в твер-
дых сплавах не более 1—2%. Зато твердые сплавы содержат
а 92
13 В. М. Горелов
Таблица 71
Коэфициенты изменения скорости резания при скоростном точении
1. В зависимости от марки твердого сплава
Обрабатываемый металл Сталь Чугун
Марка твердого сплава . . Т30К4 I Т15К6 ; Т5К10 ! i ВК8 ВК6 вкз
Коэфициент.............I 1,4 | 1 ! 0,65 j 1 | 1,1 । 1,55
2. В зависимости от обрабатываемого металла
Твердость обрабаты- ваемого металла Нц 110—1 Зо|130—150|150—170j 170—190 190—21о|210—230 1 230—250 250—270 270—290 290—310 310—330
Коэ- Сталь угле- родистая . — 1,82 1,45 1,2 1 | 0,85 0,73 0,63 0,55 0,49 0,44
фи- циент Сталь легиро- ванная . . — 1,7 1,38 1,18 1 ! 1 1 0,88 0,-77 0,67 0,6 0,56 0,5
Чугун .... 2,4 1,82 1,45 1,12 1 | 0,85 0,73 0,63 0,55 0,49 0,4
3. В зависимости от главного угла в плане
Главный угол в плане 10 20 30 45 60 90
Коэфициент Сталь Чугун 1,55 4. В зависим 1,29 ости от стой 1,13 1,2 кости 1 1 0,92 0,88 0,81 0,73
Стойкость в мин. 30 60 90 120 150 . 180
Коэфициент Для сплава ТК • • • Для сплава ВК .... 1,18 1,24 1,06 1,08 1 1 0,96 0,94 0,93 0,9 0,9 0,87
в больших количествах такие редкие металлы как вольфрам до
88%, кобальт до 10% и титан до 30%.
Вольфрам и титан в твердых сплавах находятся в виде хими-
ческих соединений с углеродом, называемых карбидами.
Чем больше в твердом сплаве карбидов вольфрама и титана,
тем лучше он сопротивляется истирающим воздействиям стружки.
Кобальт в твердых сплавах играет роль связки, подобно связке
в шлифовальных кругах.
Чем больше содержание кобальта, тем больше вязкость сплава,
тем лучше он сопротивляется изгибающим и ударным нагрузкам,
т. е. тем меньше режущие кромки инструмента будут подвержены
выкрашиваниям.Так например, если взять твердый сплав с со-
держанием кобальта 3%, то его сопротивление изгибу будет 100—
120 кг]мм2. После удаления кобальта из сплава, сопротивление
изгибу составит только 50—55 кг/мм2, т. е. в 2 раза меньше.
В СССР в настоящее время для металлообработки применяются
твердые сплавы двух типов: 1) сплавы, содержащие вольфрам и
кобальт, но не содержащие титана и 2) сплавы, содержащие вольф-
рам, кобальт и титан. Первые называются вольфрамо-кобальто-
вые, а вторые — титано-вольфрамо-кобальтовые.
Существующие марки твердых сплавов вследствие различного
химического состава, разной технологии изготовления и разных
физико-механических свойств в процессе резания ведут себя по-
разному и дают различные результаты. Поэтому выбирать ту или
иную марку твердого сплава нужно, учитывая свойства обраба-
тываемого материала, а также характер и условия обработки.
Вольфрамо-кобальтовые твердые сплавы предназначаются для
обработки чугунов, цветных металлов и Других хрупких мате-
риалов, дающих при обработке стружку, состоящую из отдель-
ных элементов.
К этой группе относятся следующие марки твердых сплавов,
выпускаемых у нас в СССР для металлобрабатывающей промыш-
ленности: ВКЗ, ВКб, ВКбт и ВК8. Само обозначение марки сплава
характеризует состав и вязкость ее. Цифра, стоящая после буквы К,
указывает процентное содержание кобальта.
Сплав ВКЗ наиболее твердый и хрупкий. Он предназначается
для тонкой скоростной обточки и расточки чугуна, т. е. для обра-
боток с очень маленькими стружками при больших скоростях ре-
зания.
Сплав ВКб менее хрупкий чем сплав ВКЗ. Он предназначается
для обработки чугуна, цветных металлов и других хрупких ма-
териалов, но при спокойной нагрузке, т. е. обдирочные работы
с постоянным сечением стружки, а также предчистовая и чистовая
обработка.
Сплав ВКбт имеет тот же химический состав, как и ВКб, но он
более мелкозернистый и поэтому его износостойкость в два раза
больше износостойкости сплава ВКб. Он предназначается для об-
работки отбеленных или очень твердых чугунов*
194
Сплав ВК8 является наиболее вязким и наиболее распро-
страненным. Он допускает работу с переменной и ударной нагруз-
кой, поэтому основной областью его применения являются обди-
рочные работы по корке при переменном сечении стружки, пре-
рывистом резании.
При обработке неустойчивых деталей, неустойчивом креплении
инструмента или недостаточной жесткости его и во всех случаях,
когда при работе возможны вибрации, следует применять сплав
не ВК6, а ВК8. К таким работам, например, относятся расточка,
отрезка, фасонное точение.
Вольфрамо-кобальтовые твердые сплавы не следует применять
при скоростной обработке стали из-за очень интенсивного износа
инструмента.
В процессе обработки сталей вольфрамо-кобальтовыми твер-
дыми сплавами стружка при температурах, возникающих в про-
цессе резания, приваривается к поверхности передней грани, вы-
рывает частицы с поверхности пластинки, не образуя нароста на
режущей кромке. В результате этого, на передней грани через
очень непродолжительное время образуется глубокая лунка,
размеры которой быстро увеличиваются и пластинка твердого
сплава разрушается.
Для скоростной обработки всех видов сталей предназначаются
титано-вольфрамо-кобальтовые твердые сплавы.
Наличие титана делает их более износостойкими против исти-
рающего воздействия стальной стружки и износ передней грани,
в виде лунки, получается небольшим.
Малый износ титано-вольфрамо-кобальтовых твердых сплавов
при скоростной обработке сталей объясняется тем, что темпера-
тура, при которой происходит приваривание стружки к поверх-
ности передней грани, для сплавов, содержащих титан, значительно
выше.
Так как интенсивность износа зависит от скорости вырывания -
с поверхности твердого сплава мельчайших частиц, привариваю-
щихся к поверхности сходящей стружки, то чем выше температура
приваривания, тем меньше износ. Кроме того, наличие титана
в сплаве уменьшает силу трения о поверхность стальной стру-
жки.
К группе титано-вольфрамо-кобальтовых твердых сплавов от-
носятся следующие марки отечественного производства: T5KI0,
Т15КбиТ30К4. Здесь цифра, стоящая после буквы Т, указы-
вает процентное содержание в сплаве титана, а цифра, стоящая
после буквы К, процентное содержание кобальта.
Так же, как и в сплавах первой группы, с уменьшением содер-
жания кобальта твердость сплава повышается, а вязкость пони-
жается. Следовательно, наиболее твердым и наиболее хрупким
является сплав Т30К4, а наиболее вязким сплав Т5КЮ.
Сплав Т5К10, как наиболее вязкий, допускает переменную-на-
грузку, поэтому основной областью его применения являются об-
14 В.М. Горелов ,пк
дирочные работы по корке при переменном сечении стружки и
прерывистом резании (работа с ударами), а также такие работы,
как расточка, отрезка, фасонное точение, предварительное наре-
зание резьбы и скоростное фрезерование.
Сплав Т15К6, по твердости и хрупкости занимающий промежу-
точное положение, в основном предназначается для чистовых и
предчистовых работ.
Сплав Т30К4 предназначается для обработки сталей при боль-
ших скоростях резания и малых размерах стружки, т. е. для тон-
кой обточки и расточки сталей.
Как показывает опыт, процесс тонкой обработки стальных
деталей резцами из твердого сплава Т30К4 успешно конкурирует
с шлифованием, обеспечивая получение требуемой чистоты и точ-
ности обработки при одновременном увеличении производитель-
ности до трех раз.
Приложение 1
Числа в дробных показателях степеней
Показатели степени
Число 0,4 0,5 0,6 0,7 0,74 0,77 0,8 0,85
Числа, возведенные в степень
0,02 0,209 0,142 0,096 0,065 0,055 0,040 0,044 0,036
0,025 0,229 , 0,158 0,109 0,089 0,065 0,058 0,052 0,044
0,03 0,246 0,173 0,122 0,086 0,075 0,067 0,060 0,051
0,035 0,262 0,187 0,134 0,110 0,084 0,076 0,068 0,058
0,04 0,276 0,2 0,145 0,105 0,092 0,084 0,076 0,065
0,05 0,302 0,225 0,166 0,123 0,111 0,100 0,092 0,078
0,06 0,325 0,245 0,185 0,140 0,125 0,115 0,105 0,092
0,07 0,345 0,265 0,203 0,155 0,140 0,129 0,119 0,105
0,08 0,364 0,284 0,220 0,171 0,154 0,143 0,133 0,117
0,09 0,382 0,300 0,236 0,185 0,168 0,157 0,146 0,128
0,1 0,4 0,316 0,25 0,2 0,180 0,169 0,159 0,141
0,15 0,47 0,387 0,32 0,27 0,246 0,232 0,219 0,200
0,2 0,53 0,447 0,38 0,33 0,304 0,290 0,275 0,255
0,25 0,57 0,5 0,44 0,38 0,359 0,344 0,330 0,309
0,3 0,62 0,548 0,49 0,43 0,410 0,396 0,383 0,360
0,4 0,69 0,633 0,58 0,53 0,507 0,494 0,480 0,460
0,5 0,76 0,707 0,66 0,62 0,598 0,586 0,575 0,555
0,6 0,82 0,775 0,74 0,7 0,695 0,670 0,665 0,649
0,7 0,87 0,837 0,81 0,78 0,770 0,750 0,752 0,739
0,8 0,91 0,894 0,87 0,86 0,845 0,835 0,837 0,827
'0,9 0,96 0,949 0,94 0,93 0,927 0,923 0,919 0,914
14*
197
Продолжение
Показатели степени
0,1 1 0,1250,15 ’ 1 0,2 0,2э| 0,3 0,4^0,45 0,5 0,6 1 0,7 0,78 0,8 О', 86
Числа, возведенные в степень
1,25 1,02 1 1,03 1,04 1,045 1,0581,07 1,09'1,1 1,12 1,14 1,17 1,19 1,20 1,21
1,5 1,04 1,05 1,07 1,09 1,107 1,13 1,18 1,2 1,23 1,28 1,33 1,37 1,38 1,42
1,75 1,05 1,07 1,09 1,12 1,15 1,18 1,25 1,28 1,32 1,4 1,48 1,54 1,57 1,62
2 1,07 1,09 1,П 1,15 1,19 1,23 1,32 1,37 1,41 1,6 1,63 1,72 1,74 1,82
2,5 1,1 1,12 1,15 1,2 1,26 1,31 1,44 1,51 1,58 1,73 1,9 2,05 2,08 2,2
3 1,12 1,15 1,18 1,25 1,32 1,39 1,55 1,64 1,73 1,96 2,14 2,36 2,41 2,57
4 1,15 1,19 1,23 1,32 1,41 1,52 1,74 1,86 2 2,3 2,64 2,95 3,03 3,29
5 1,18 1,22 1,27 1,38 1,5 1,62 1,9 2,06 2,24 2,58 3,08 3,51 3,62 3,99
6 1,2 1,25 1,31 1,43 1,57 1,71 2,05 2,24 2,5 2,93 3,42 4,05 4,19 4,67
7 1,21 1,28 1,34 1,48 1,63 1,79 2,18 2,39 2,65 3,21 3,91 4,56 4,75 5,33
8 1,23 1,3 1,37 1,52 1,68 1,87 2,3 2,54 2,83 3,49 4,29 5,07 5,29 5,98
9 1,25 1,32 1,39 1,55 1,73 1,93 2,41 2,68 3 3,73 4,64 5,54 5,79 6,62
10 1,26 1,33 1,41 1,59 1,78 2 2,51 2,82 3,16 3,98 5,01 6,03 6,31 7,24
12 1,28 1,36 1,49 1,64 1,86 2,12 2,7 3,06 3,46 4,44 5,69 6,95 7,3 8,47
15 1,31 1,40 1,51 1,72 1,97 2,25 2,95 3,38 3,87 5,08 6,66 8,27 8,73 10,27
20 1,35 1,45 1,57 1,82 2,11 2,46 3,31 3,85 4,47 6,02 8,13 10,35 11 13,15
25 1,38 1,50 1,62 1,9 2,24 2,62 3,62 4,26 5 6,91 9,5 12,32 13,15 15,93
30 1,41 1,53 1,67 1,97 2,34 2,77 3,9 4,62 5,48 7,7 10,8 14,16 15,2 18,64
35 1,43 1,56 1,70 2,04 2,43 2,90 4,15 4,95 5,92 8,44 12,05 16 17,15 21,28
40 1,45 1,59 1,74 2,09 2,52 3,02 4,37 5,25 6,33 9,14 13,18 17,78 19,1 23,87
45 1,46 1,61 1,77 2,14 2,59 3,13 4,60 5,52 6,71 9,82 14,5 19,7 21 26,41
50 1,48 1,63 1,80 2,19 2,66 3,24 4,78 5,55 7,07 10,4 15,5 21,0 23,0 28,91
198
Продолжение
Показатели степени
Число 0,1 0,125 0,2 0,25 0,35 0,4 0,45 0,86
Числа, возведенные в степень
60 1,51 1,65
70 1,53 1,71
80 1,55 1,74
90 1,57 1,76
100 1,59 1,78
120 1,62 1,82
140 1,64 1,86
160 1,66 1,89
180 1,68 1,92
200 1,7 1,94
220 1,72 1,96
240 1,73 1,98
260 1,74 2,00
280 1,76 2,02
300 1,77 2,04
350 1,80 2,08
400 1,82 2,12
450 1,84 2,15
500 1,86 2,18
550 1,88 2,20
600 1,89 2*22
2,275 2,78 4,19
2,335 2,89 4,42
2,40 2,99 4,64
2,45 3,08 4,82
2,52 3,16 5,00
2,60 3,31 5,35
2,68 3,44 5,70
2,76 3,58 5,90
2,82 3,65 6,15
2,89 3,77 6,40
2,94 3,86 6,61
2,99 3,94 6,81
3,04 4,01 6,98
3,09 4,08 7,18
3,13 4,16 7,35.
3,22 4,34 7,80
3,32 4,47 8,11
3,39 4,60 8,43
3,46 4,75 8,78
3,52 4,85 9,07
3,58 4,95 9,40
5,14 6,3 34,0
5,47 6,79 38,5
5,77 7,18 43,0
6,10 7,6 48,0
6,30 7,94 52,0
6,75 8,61 64,4
7,22 9,24 70,1
7,61 9,81 78,6
7,98 10,3 85,9
8,33 10,8 95,2
8,65 11,3 103
8,96 11,8 110
9,26 12,2 ♦117
9,55 12,6 127
9,80 13,0 135
10,4 13,9 151
11,1 14,8 172
11,7 15,6 191
12,2 16,4 210
12,7 17,1 227
13,1 17,7 250
199
Использованная литература
1. Беспрозванный И. М., Физические основы учения о резании
металлов, Оборонгиз, 1941.
2. Беспрозванный И. М., Износ режущих инструментов, «Ве-
стник машиностроения» № 1—2, 1944.
3. Беспрозванный И. М., К вопросу обрабатываемости метал-
лов резанием, «Вестник машиностроения» № 4, 1946.
4. Л а р и н М. Н., Основы фрезерования, Машгиз, 1947.
5. Беспрозванный И. М., Основные положения рациональной
геометрии режущего инструмента, «Вестник машиностроения» № 5, 1944.
6. Даниелян А. М., Износ инструмента и тепловые явления при
резании металлов, Машгиз, 1946.
7. Розенберг А. М., Износ и стойкость режущего инструмента, «Ве-
стник машиностроения» № 10, 1947.
8. Г у л я е в А. П., Теория быстрорежущей стали, «Станки и инстру-
мент» № 2, 1946.
9. Надеин с кая Е. П., Принципы рациональной эксплоатации ре-
жущего инструмента, «Труды всесоюзной инструментальной конференции»,
выпуск 1, Машгиз, 1943.
10. С а н д о м и р с к и и И. Г., Рациональное использование метал-
лорежущих инструментов, Машгиз, 1947.
11. Каширин А. И., О приоритете русских ученых в области ме-
ханики процесса резания металлов, «Станки и инструмент» № 8, 1948.
12. Г р у д о в П. П., Рациональная эксплоатация резцов, «Сборник до-
кладов 2-й инструментальной конференции. Секция эксплоатации режущего
инструмента», 1943.
13. Грановский Г. И., Теоретические основы конструирования
режущих инструментов, ВНИТОМАШ «Тезисы докладов на инструменталь-
ной конференции 1939 г.».
14. К л у ш и н И. М., Исследования процесса резания металлов, Маш-
гиз, 1949.
15. С о к о л о в с к и й А. П., Роль скоростного резания металлов в
технологии машиностроения, ЛОНИТОМАШ, «Скоростные методы обработки
металлов», Машгиз, 1948.
16. Щеголев А. В., Современное состояние скоростного фрезерова-
ния, ЛОНИТОМАШ,«Скоростные методы обработки металлов», Машгиз, 1948.
17. В у л ь ф А. М. и Шифрин А. М.,. Скоростное точение,
* ЛОНИТОМАШ, «Скоростные методы обработки металлов», Машгиз, 1948.
18. Р у с е ц к и й А. Л., Скоростное резание на Кировском заводе,
ЛОНИТОМАШ, «Скоростные методы обработки металлов», Машгиз, 1948.
19. Клушин М. И., Скоростное точение и фрезерование в автомо-
бильной промышленности, ЛОНИТОМАШ, «Скоросгные методы обработки
металлов», Машгиз, 1948.
20. Ф е л ь д ш т е й н Э. И., Основы рациональной эксплоатации ре-
жущих инструментов, Машгиз, 1947.
200
21. Левин Б. 3., Марки твердых сплавов и выбор их для скоростной
обработки, ЛОНИТОМАШ, «Скоростные методы обработки металлов», Маш-
гиз, 1948.
22. Р е з н и к о в Н. И., Учение о резании металлов, Машгиз, 1947.
23. Г у л я е в А. П., Свойства и термическая обработка быстрорежу-
щей стали, Машгиз, 1939. •
24. Я к о в л е в А. П., Новые методы фрезерования, ЛОНИТОМАШ,
«Материалы к конференции по резанию металлов», 1940.
25. М о р о з о в В. Д., О влиянии некоторых факторов на усилие и
расход мощности при фрезеровании, ЛОНИТОМАШ, «Материалы к конферен-
ции по резанию металлов», 1940.
26. К р и в о у х о в В. А., Резание металлов, ОНТИ, 1938.
. 27. Беспрозванный И. М., Основы теории резания металлов,
Машгиз, 1948.
28. Л а н е ц к и й Г. И., Скоростная обработка металлов резанием,
Машгиз, 1948.
29. Каменкович С. Л., Режущий инструмент высокой производи-
тельности, Машгиз, 1947.
30. Г р у д о в П. П. и В о л к о в С И., Памятка фрезеровщика-скоро-
стника, Машгиз, 1949.
31. Г р у д о в П. П. и Добронов ич К. В., Памятка токаря-
скоростника, Машгиз, 1949.
32. Шаумян Г. А., Основы теории проектирования станков-автоматов,
Машгиз, 1946.
ОГЛАВЛЕНИЕ Стр.
Предисловие.................................................. 3
Введение ..................................................... 5
Глава I. Общие понятия и определения
1. Поверхности и рабочие движения, различаемые в процессе реза-
ния.......................................................... 8
2. Элементы и геометрия режущих частей инструмента......... 11
3. Элементы сечения срезаемого слоя металла................ 18
4. Геометрия сечения срезаемого слоя металла при точении и строга-
нии..........................................................20
5. Геометрия сечения срезаемого слоя металла при обработке отвер-
стий многолезвийными инструментами............................21
6. Геометрия сечения срезаемого слоя металла при протягивании. 23
7. Геометрия сечения срезаемого слоя металла при фрезеровании . 25
Глава II. Процесс образования стружки и физические явления, про-
- исходящие в срезаемом слое металла
8. Образование стружки.................................... 29
9. Усадка стружки..........................................30
10. Наклеп................................................ 32
11. Нарост и его влияние на процесс резания...................
12. Тепловые явления при резании металлов.....................
Глава III. Сопротивление металлов резанию.
13. Общие понятия.............................................
14. Усилия, действующие при резании металлов..................
15. Зависимость сопротивления резанию от переднего угла.......
16. Зависимость сопротивления резанию от степени затупления ин-
струмента.....................................................
17. Влияние на сопротивление резанию главного угла в плане. . .
18. Влияние смазки на сопротивление резанию...................
19. Зависимость усилия резания от скорости резания ...........
20. Влияние обрабатываемого металла на усилие резания........
21. Зависимость усилия резания от сечения срезаемого слоя металла
22. Определение усилий резания при работе резцами.............
23. Подсчет усилий при работе спиральными сверлами............
24. Определение усилий при фрезеровании.......................
25. Определение усилия резания при протягивании...............
26. Крутящий момент при работе метчиками.................. .
Глава IV. Износ и стойкость режущего инструмента
27. Процесс износа инструмента................................
28. Роль теплоты резания в процессе износа режущих инструментов
'29. Зависимость стойкости от качества' материала режущей части
инструмента....................................................
30. Влияние на износ и стойкость состояния поверхностных слоев
на режущей части инструмента..................................
31. Специальные способы повышения износоустойчивости режущих
граней инструмента........................................•_
32. Износ резцов..............................................
33. Износ сверл.......................................f.......
34. Износ зенкеров............................................
35. Износ разверток...........................................
36. Износ протяжек............................................
34
36
40
41
44
45
47
48
48
49
51
52
56
60
64
65
74
75
79
81
81
82
202
37. Износ фрез..............з ? ;........з .......... 83
38. Износ резьбонарезного инструмента.................... 84
Глава V. Рациональная геометрия режущих частей инструмента
39. Общие сведения..........................................86
40. Задний угол и его влияние на износ и стойкость инструмента. . 87
41. Передний угол и его влияние на износ и стойкость инструмента 94
42. Влияние формы передней грани на износ и стойкость инстру-
мента . . ................................................ 98
43. Главный угол в плане и его влияние на стойкость инструмента 102
44. Задний вспомогательный угол и вспомогательный угол в плане
и их влияние на износ и стойкость инструмента................104
45. Переходные режущие кромки и их влияние на стойкость инстру-
мента........................................................109
46. Угол наклона главной режущей кромки и его влияние на стой-
кость .......................................................112
47. Способы улучшения геометрии спиральных сверл. 113
Глава VI. Скорость резания
48. Зависимость стойкости инструмента от скорости резания. . . . 116
49. Зависимость скорости резания от обрабатываемого материала 118
50. Зависимость скорости резания от материала режущей части ин-
струмента...................................I ...............120
51. Зависимость скорости резания от размеров сечения срезаемого
слоя металла.................................................121
52. Влияние охлаждения на скорость резания..................122
53. Влияние главного и вспомогательного углов в плане на скорость
резания......................................................124
54. Влияние переходных режущих кромок на скорость резания. . . . 125
55. Влияние на скорость резания площади сечения тела режущего
инструмента................................................ 126
56. Скорость резания при точении и строгании.............. . . 127
57. Скорость резания при сверлении............................130
58. Скорость резания при фрезеровании. . ....................s 133
59. Скорость резания при протягивании.........................140
Глава VII. Рациональная эксплоатация станков и режущих инструментов
60. Общие положения..........................................142
61. Определение стойкости инструмента......................146
62. Рациональная величина притупления (износа) инструмента. . 148
64. Выбор глубины резания. s....................; 154
65. Выбор подачи..............................................154
66. Расчет наибольших допустимых размеров стружки по прочности
станка ........................................................160
67. Определение скорости резания..............................161
Глава VIII. Методы скоростного резаиия металлов.
68. Краткий исторический обзор................................164
69. Особенности геометрии инструментов для скоростного резания
металлов.......................................................167
70. Сущность процесса скоростного резания сталей..............172
71; Скоростное фрезерование....................................175
72. Скоростное точение ...................................... 185
73. Марки твердых сплавов и выбор их для скоростной обработки. . 190
Приложения (таблицы).........;............................; . . . . 197
Литература. ? j . . s................ ;......................;.... 200
Техн. ред. Л. 3. Алексеев
Корректор Г- А. Сарафаннгтова
Обложка художника В. И. Лохмачева
#
НС 20040 Подписано к печати 19/1 1950 г.
Уч.-изд, л. 12,51 Печ. л. 12’/, Индекс 3—2
Тираж 10000 Цена 7 руб. 50 к.
Переплет 2 руб. Заказ № 278.
*
5-я типография Главполиграфиздата при Совете
Министров СССР. Свердловск, ул. Ленина, 47.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стра- ница Строка Напечатано Должно быть По вине
32 13-я снизу точках металла точках и металла корр.
35 16-я снизу обрабатываемой обработанной авт.
41 2-я снизу усилием подачи Рг усилием подачи Рх корр.
50 62 15-я сверху Табл. 12, графа 1-я слева строка 1-я сии; у Передний угол в плане Р* кг Передний угол Рг кг » »
111 Табл. 23, графа 3-й справа, строка 2-я сверху 2 СО Г авт.
117 17-я сверху 40 ” 155 20 ^2 40 “ 155 тип.
123 ‘фиг. 97, подпись от охлаждающей жидкости от расхода охлаж- дающей жидкости тип.
158 Табл. 57 графа 5-я слева, строка 13-я снизу 50,06 0,06 »
177 16-я сверху “напб °наиб корр.
В. М, Горелов. «Обработка металлов резанием»